/




























































































































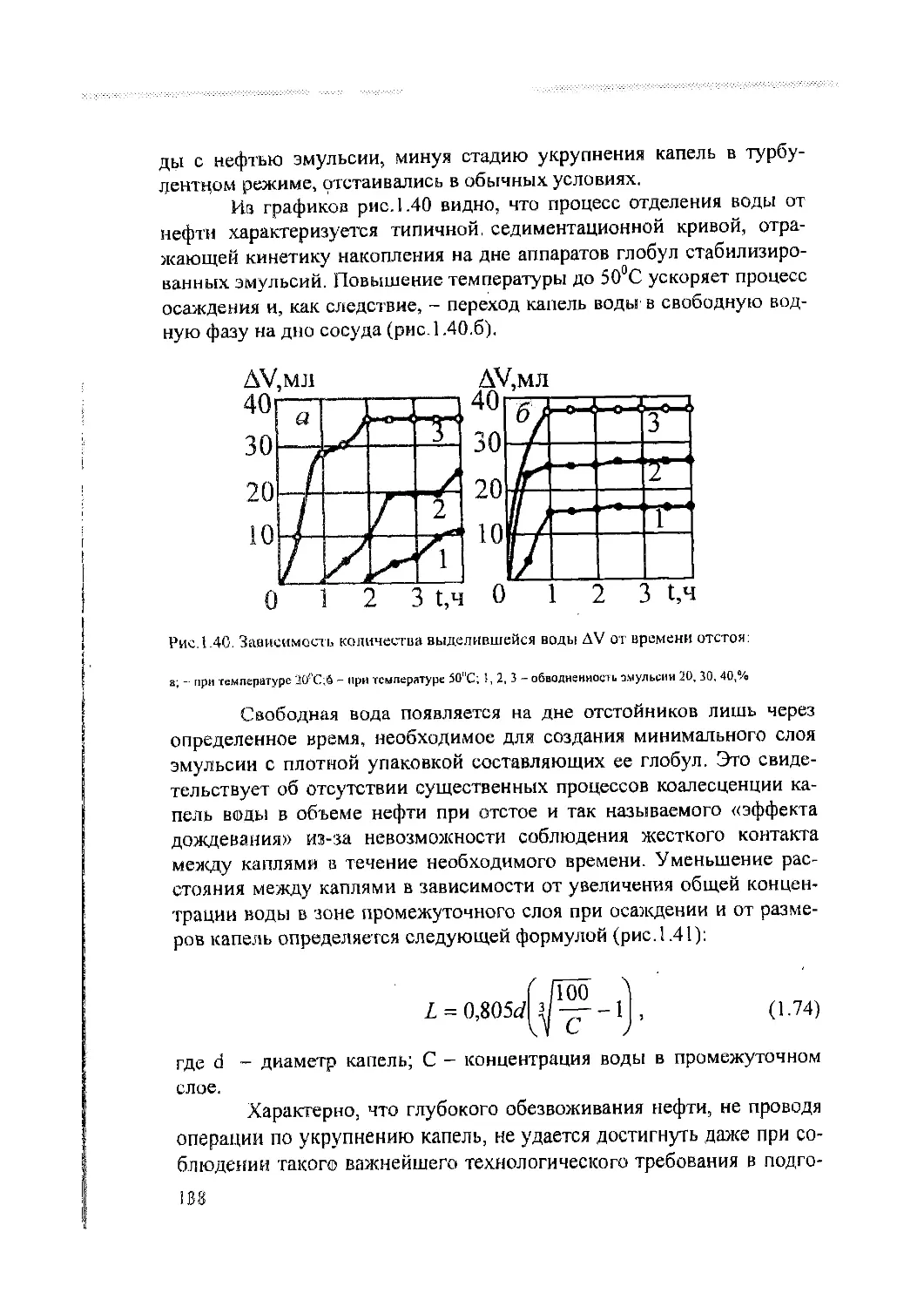

























































































































































































































































Текст
АКАДЕМИЯ НАУК ТАТАРСТАНА
В.П. ТРОНОВ
ПРОМЫСЛОВАЯ
ПОДГОТОВКА НЕФТИ
Издательство «Фэн»
Казань 2000
УДК 622.276.8
ББК 33.361
Печатается по постановлению
Редакционно-издательского совета АНТ
-Тропой В.П. ПРОМЫСЛОВАЯ ПОДГОТОВКА НЕФТИ.
Казань, «Фэн», 2000,416 с.
В монографии рассмотрены наиболее прогрессивные технологические схе-
мы сбора и подготовки продукции скважин, в том числе совмещенные схемы, обес-
печивающие получение высокого качества нефти, газа и попутных вод при низких
издержках производства.
Впервые рассмотрены разделы по гидромеханике водонефтяных эмульсий в
процессе их движения по трубопроводам различного класса, дана классификация
нефтяных эмульсий. Приведены методы расчета трубопроводных коммуникаций в
технологических целях, отстойной аппаратуры и каплеобразователей для осуществ-
ления массообмениых процессов коалесценции глобул эмульсии и расслоения пото-
ка, а также определения их производительности. Особое внимание уделено техноло-
гии улучшения качества подготовки нефти При минимальном наборе оборудования,
низких температурах процесса, расходе деэмульгаторов и пресной воды.
Освещены механизмы действия деэмульгаторов различного типа, процессов
обессоливания нефти в промысловых условиях и НПЗ по схемам «смешения» и «за-
мещения», а также высокоэффективными методами компаундирования. Приведены
эффективные технологические схемы подготовки ловушечных нефтей, а также дана
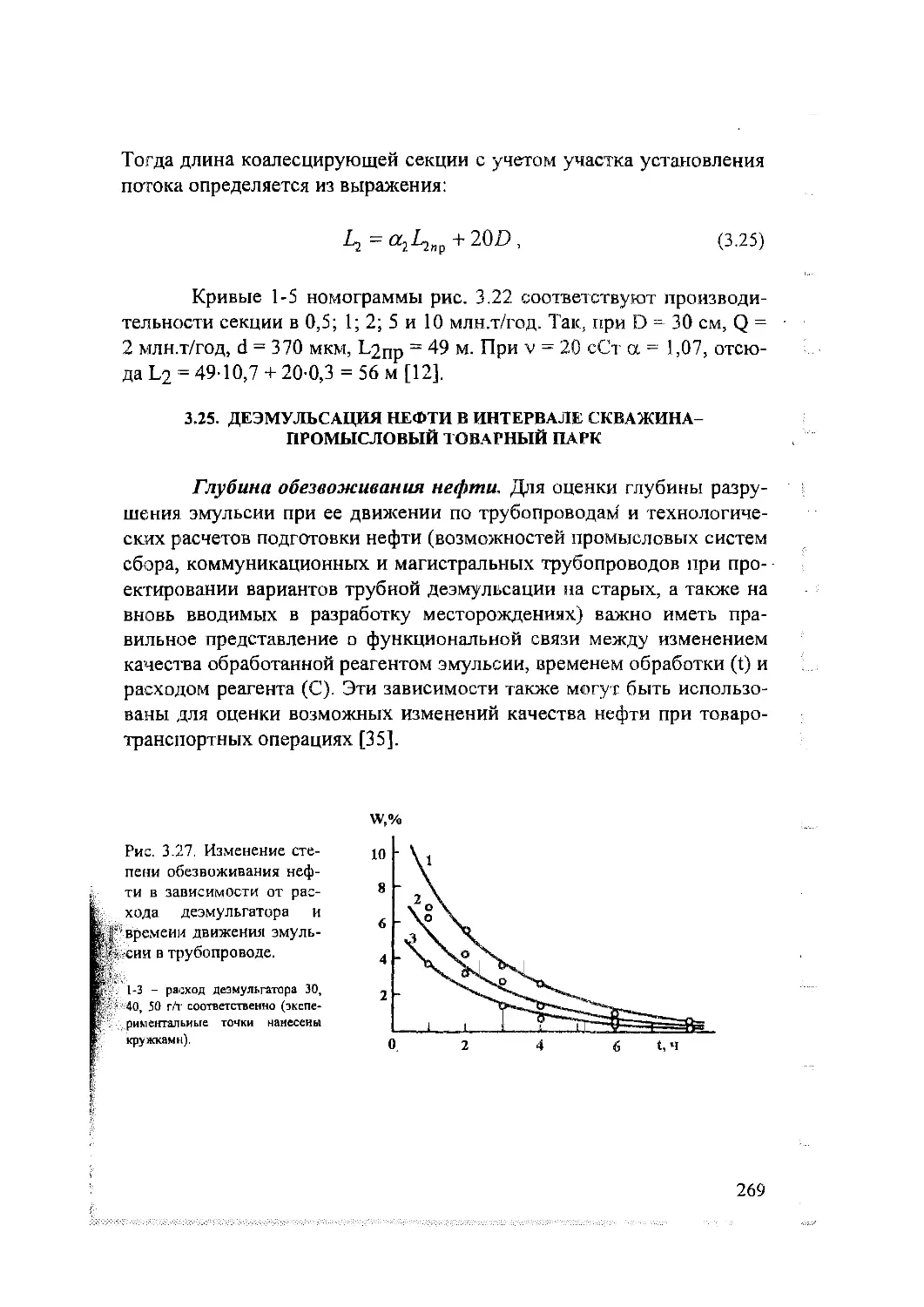
классификация уровней подготовки нефти в их историческом развитии.
Приведены конкретные технологические сх^мы повышения производитель-
ности установок, улучшения качества продукции, сокращения энергозатрат. Рас-
смотрены варианты совмещенных технологических схем подготовки нефти в интер-
вале промысел - головные сооружения - НПЗ. Показан зарубежный опыт промысло-
вой подготовки нефти. Приведены примеры необходимых расчетов по всем основ-
ным разделам.
Монография (книга первая) подготовлена институтом ТатНИПИнефть с
соисполнителями по заказу АО Татнефть (договор № 99.1479.00 - «Анализ совре-
менных методов сбора, подготовки и транспорта продукции скважин).
В подготовке рукописи принимали участие к.т.н. Тронов А.В., к.т.н. Шире-
ев А.И., Калинина Л.М., Савельев А.В., Амерханова С.И., Савельева И.В..
Монография рассчитана для научных и инженерно-технических работни-
ков, а также преподавателей и студентов вузов и курсов повышения квалификации в
нефтедобывающей промышленности. I
ISBN 5-7544-0147-7
© Издательство «Фэн», 2000
ГЛАВAl
1. ОСНОВНЫЕ НАПРАВЛЕНИЯ И РАЗВИТИЕ
МЕТОДОВ ПОДГОТОВКИ НЕФТИ
1.1, РАЗВИТИЕ МЕТОДОВ ПОДГОТОВКИ НЕФТИ
Успешное решение проблемы подготовки нефти на промыслах
и нефтеперерабатывающих заводах тесно связано со многими аспек-
тами разработки и эксплуатации нефтяных месторождений, особен-
ностями процессов перекачки нефти по магистральным трубопрово-
дам и не может рассматриваться изолировано от них. Выбор объектов
подготовки нефти и применяемая на них технология обусловлены
рядом факторов [12,13-34]:
- уровнем развития теории оптимальных условий процессов
разрушения эмульсий и очистки пластовых вод;
- геолого-климатическими условиями нефтедобывающих рай-
онов;
- размерами нефтяных месторождений и длительностью их
эксплуатации;
- метоДамц разработки месторождений и способами воздейст-
вия на пласт (законтурное заводнение, применение ПАВ и т.д.);
- темпами отбора нефти и воды и абсолютными их объемами;
- удаленностью месторождений от нефтедобывающих заводов
и особенностями перекачки нефти;
- взаимным расположением головных сооружений магистраль-
ных нефтепроводов и центральных пунктов сбора нефти и газа;
- особенностями промысловой системы сбора,, учета нефти и
сепарации газа (герметизированная, негерметизированная, однотруб-
ная, двухтрубная и т.д.);
3
- номенклатурой серийно выпускаемого оборудования;
- физико-химическими свойствами нефтей, пластовых вод и
образуемых ими эмульсий;
- требуемым качеством подготовленной нефти.
История развития промысловой технологии подготовки нефти
- по существу, история углубления знаний об образовании эмульсий
в различных условиях, а также разработки и применения различных
средств интенсификации разделения потока на нефть, воду и газ. Не-
смотря на большое разнообразие технологических схем подготовки
нефти, применявшихся в промысловой и заводской практике, их
можно классифицировать, приняв за основу такие технологические
приемы, использование которых поднимало эффективность техноло-
гии подготовки нефти на каждом этапе на более высокий уровень.
Эти приемы следующие:
на первом уровне - использование принципа естественного
расслоения эмульсии на нефть и воду в поле сил гравитации [12, 17,
35]:
- на втором уровне в дополнение к первому - применение
средств интенсификации разрушения бронирующих оболочек на
глобулах пластовой воды и снижения вязкости нефти (нагрев, де-
эмульгаторы, промывка в водном слое);
- на третьем уровне, при использовании преимуществ первых
двух, - интенсификация процесса коалесценции и укрупнения
капель (коалесцирующие фильтры, электрическое поле, гидродина-
мические коалесценторы, ультразвук);
- на четвертом уровне - применение средств интенсифика-
ции расслоения потока на нефть и воду (концевые делители фаз,
трубная деэмульсация, расслоители потока и секционные каплеобра-
зователи);
- на пятом уровне - прямое вытеснение глобул воды из
эмульсии под действием энергии расширяющегося газа в дренажную
воду;
- на шестом уровне, включающем все процессы пяти рассмот-
ренных выше, - расчленение процессов на отдельные элементы,
осуществление каждого из них при наиболее благоприятном гидро-
динамическом режиме и совмещение их с другими процессами
(транспортирование, сепарация газа, очистка, сброс воды и т.д.).
Развитие новых теоретических представлений об оптимальных
условиях разрушения эмульсий, очистки пластовых вод и сепарации
нефтяного газа, разработка на этой основе высокоэффективной со-
4
вмещенной технологии сбора, транспортирования и обработки про-
дукции скважин определяются следующими основными условиями:
- отходом от традиционных принципов осуществления опера-
ций по сбору и транспортированию продукции скважин, подготовке
нефти, очистке пластовых вод и сепарации газа, как технологически
автономных процессов;
- отказом от строительства традиционных узлов сепарации,
установки подготовки нефти и очистных сооружений, как технологи-
чески. и территориально автономных объектов, отличающихся гро-
моздкостью, повышенной металлоемкостью и требующих обслужи-
вания специально созданными для этих целей службами;
- технологическим совмещением различных элементов этих
операций в промысловых системах сбора, коммуникационных и ма-
гистральных трубопроводах, товарных парках и другом оборудова-
нии в процессе транспортирования продукции скважин до конечных
пунктов, включая нефтеперерабатывающие заводы, и значительной
завершенностью процессов перед поступлением жидкости и газа в.
аппараты окончательной обработки;
- многоцелевым использованием оборудования и резким уве-
личением единичной производительности аппаратов, служащих в ос-
новном для завершения операций по сепарации газа, отделению воды
от нефти и очистке пластовых вод;
- значительным уменьшением на этой основе числа техноло-
гических аппаратов и сооружений, необходимых для обработки
больших объемов жидкости и газа;
- созданием центральных сборных пунктов высокой произво-
дительности на технологических площадках небольших размеров;
- осуществлением всего комплекса технологических процес-
сов на сборных пунктах одним и тем же обслуживающим персона-
лом;
- значительным улучшением технико-экономических показа-
телей сбора, подготовки нефти, очистки воды пластовых вод и сепа-
рации газа.
Применение совмещенной технологии позволяет существенно
изменить индустриальную картину современного нефтедобывающего
предприятия. Появилась реальная возможность вместо нескольких
крупных технологически и территориально автономных промысло-
вых объектов (узел сепарации, установка подготовки нефти, очист-
ные сооружения) иметь один центральный пункт сбора и подготовки
нефти (ЦПС), общи размеры площадки которого значительно меньше
размеров технологической площадки некоторых из прежних объек-
тов, взятых в отдельности.
5
Совмещенный центральный сборный пункт - это не механиче-
ское соединение в одном месте аппаратов различного назначения.
Он характеризуется, прежде всего, технологической взаимосвя-
занностью осуществляемых на нем’ процессов, последовательным,
непрерывным переходом их один в другой при взаимном проникно-
вении окончания одного процесса в начало другого или осуществле-
нием нескольких процессов одновременно в одном и том же аппара-
те. Дифференцирование процессов подготовки нефти, сепарации газа
и очистки пластовых вод на отдельные элементы создает необходи-
мые предпосылки для осуществления технологически совместимых
операций в одном и том же оборудовании при наиболее благоприят-
ных гидродинамических режимах и использования для этих целей
трубопроводов различного назначения, промысловых товарных пар-
ков и другого оборудования. Возможность многоцелевого использо-
вания оборудования обусловливает резкое увеличение производи-
тельности аппаратов (сепараторы, отстойники, емкости очистки воды
и т.д.) на завершающих стадиях процессов, характерных для аппара-
тов данного типа. Резкое увеличение производительности аппаратов
позволяет осуществлять обработку больших, объемов продукции
скважин в небольшом числе блоков. Это в свою очередь создает не-
обходимые предпосылки для «встраивания» отдельных процессов в
общую цепочку промысловых работ, отказа от строительства дорого-
стоящих и неудобных в эксплуатации автономных объектов и резкого
улучшения всех основных технико-экономических показателей про-
мысловых технологических процессов.
Технологическим схемам каждого уровня соответствуют опре-
деленные представления об оптимальных условиях осуществления
процессов промысловой подготовки нефти, газа и воды.
Технологические схемы первого уровня базировались на техно-
логии обезвоживания нефти, разработанной на основе учета сведений
о естественной разнице плотностей воды и нефти и возможности рас-
слоения эмульсии под действием сйл гравитации [12, 35-39]. Наибо-
лее простая технологическая схема обезвоживания нефти предусмат-
ривала циклическое заполнение емкостей эмульсией, последующее
отстаивание, сброс воды и откачку обезвоженной нефти. При обра-
ботке нестойких эмульсий заполнение емкостей, отстаивание и сброс
воды, а также откачка нефти осуществлялись непрерывно. В этот пе-
риод отсутствовали сведения о наличии бронирующих оболочек из
эмульгирующих компонентов нефти на каплях пластовой воды. Воз-
никающий промежуточный слой неразрушенной эмульсии, как уже
отмечалось, сбрасывали «в амбары». Газ и испаряющиеся легкие
фракции нефти выпускались в атмосферу.
6
Исторически такая технология была применена одной из пер-
вых и получила широкое распространение на заре развития нефтяной
промышленности. В настоящее время «холодный отстой» входит в
качестве составного элемента практически во все технологические
схемы.
Обнаружение бронирующих оболочек на глобулах пластовой
воды, стремление ослабить или разрушить их и ускорить па этой ос-
нове расслоение эмульсии на нефть и воду обусловили разработку
целого ряда технологических схем подготовки нефти второго уровня,
предусматривающих применение различных средеiв разрушения
бронирующих оболочек на глобулах пластовой воды (нагрев, приме-
нение деэмульгаторов, промывка в водном слое, комбинированное
применение этих средств). Одна из них основана на использовании
эффекта теплового воздействия на бронирующие оболочки капель,
приводящего к снижению их прочности, интенсификации процесса
деэмульсации путем уменьшения вязкости среды (нефги), обеспечи-
вающего более быстрое осаждение капель на дно аппаратов, и в каче-
стве одного из элементов включаег в себя метод огсгаивания. Наряду
с отстойными аппаратами в технологическую схему необходимо
включение нагревательных элементов - печей для прямого нагрева
эмульсии, либо печей в комплексе с теплообменной аппаратурой
Эта технология получила широкое распространение на место-
рождениях всех стран, особенно в ранний период. Значительно позже
(1954 г.) идея промывки эмульсии в слое воды была развита в работах
Л.А. Сельского [40], и принципиально по новому объяснена [35, 41-
48].
Установлено, что разложение эмульсии при ее промывке через
слой дренажной воды объясняется не обращением фаз, а разрушени-
ем оболочек на глобулах пластовой воды, находящихся на поверхно-
сти всплывающих в слое дренажной воды крупных капель эмульсии,
и глобулах осаждающих па него из гонкого слоя нефти
Технология, предусматривающая применение химических реа-
гентов, основана на использовании веществ, обладающих более вы-
сокой поверхностной активностью, чем природные эмульгаторы,
входящие в состав бронирующих оболочек, и оказывающие на них
вытесняющее, дробящее и пептизирующее действие [49].
Установление возможности значительной интенсификации
процессов деэмульсации нефти путем предварительной коалесценции
капель в более крупные перед направлением эмульсии на отстой по-
будило исследователей к разработке целого ряда способов и схем
подготовки нефти, обеспечивающих эффективную коалесценцию ка-
пель после разрушения на них бронирующих оболочек. Исследования
развивались одновременно в нескольких направлениях. Предусмат-
ривалось применение для этих целей электрического поля, эффектов
избирательного смачивания (коалесцирующие фильтры), гидродина-
мических эффектов (трубчатые каллеобразователи), ультразвука. В
результате всесторонней проверки разработанных средств интенси-
фикации коалесценции капель перед направлением эмульсии на от-
стой были созданы многочисленные технологические схемы подго-
товки нефти (третьего уровня), получившие в настоящее время наи-
более широкое распространение.
Технология с использованием подвижных коалесцирующих
элементов была разработана в ТатНИПИнефги [50], применившем в
качестве коалесцирующего элемента диспергированную в потоке
дренажную воду. Двигаясь вместе с потоком эмульсии, поступающей
из скважины, капли дренажной воды выполняют роль идеально гид-
рофильных центров коалесценции. Одновременно с этим эффективно
используется peaiewr, растворенный в дренажной воде, утилизирует-
ся тело и исключается проблема закупорки пор, регенерации коалес-
цирующих материалов и их утилизации. Использованная в качестве
коалесцирующего элемента вода, автоматически очищаясь в потоке,
отделяется от нефти в узлах предварительного сброса и закачивается
в продуктивный пласт.
В качестве эффективного средства интенсификации коалесцен-
ции капель было использовано электрическое поле [51-56]. В настоя-
щее время за рубежом широко применяют электростатические дегид-
раторы, в которых предусмотрены также нагрев эмульсии и обработ-
ка ее деэмульгаторами.
В развитии техники и технологии подготовки нефти третьего
уровня знаменательно создание гидродинамических коалесценторов,
получивших название линейных трубчатых каплеобразователей. Идея
создания трубчатых гидродинамических каплеобразователей была
выдвинута и обоснована в институте ТатНИПИнефть в 1964 г. [57].
Использовать отстойные аппараты предполагалось в основном в ка-
честве водоотделителей. С разработкой теоретических предпосылок
коалесценции капель в турбулентном потоке и получением расчетных
формул для определения основных параметров гидродинамических
каплеобразователей (длина, диаметр, режим движения) при заданных
технологических параметрах процесса появилась возможность вне-
дрить в промышленных масштабах высокопроизводительную отстой-
ную аппаратуру и эффективные технологические схемы подготовки
нефти.
Принципиальным отличием технологии этого типа от других,
обусловливающим ее высокую эффективность, являются доведение
8
реагента до глобул пластовой воды и укрупнение капель не в состоя-
нии покоя или ламинарном режиме движения, исключающем воз-
можность дробления капель (принцип Берти), а при турбулентном
режиме движения, обусловливающем последовательное протекание
процессов дробления и коалесценции капель со сдвигом к сгорону их
укрупнения, Внешняя простота конструктивного исполнения трубча-
тых каплеобразователей в данном случае не отражает сложности гид-
родинамических процессов, происходящих в движущемся потоке об-
работанной реагентом эмульсии.
Теоретическими работами и экспериментальными исследова-
ниями [41-47, 58] была обоснована возможность дальнейшей интен-
сификации процесса подготовки нефти путем ускорения расслоения
эмульсии на нефть и воду под воздействием естественных турбулент-
ных пульсаций, возникающих в трубопроводах и создаваемых в от-
стойных аппаратах с помощью механических или гидродинамических
пульсаторов. Это привело ксозданиютехнологии четвертого уровня.
Возможность осуществления процесса расслоения эмульсии
непосредственно в трубопроводах при низких температурах и в труб-
чатых элементах при температуре 30-40°С также имела важные по-
следствия. На основе первого развилось новое направление; в техно-
логии подготовки нефти - трубная деэмульсация нефги, получившая
широкое применение, второе привело к созданию секционных капле-
образователей (имеющих секцию расслоения) и малогабаритной от-
стойной аппаратуры, изготавливаемой из труб нефтяного сортамента.
Таким образом, под сомнением оказалась целесообразность
проектирования, строительства и эксплуатации установок подготовки
нефти традиционного типа и, следовательно, резко уменьшилась по-
требность в аппаратуре, обширных технологических площадках, т.е.
появились необходимые предпосылки для разработки «встроенных» в
технологию сбора и транспортирования нефти и газа схем промысло-
вой технологии подготовки нефти четвертого уровня. Трубная де-
эмульсация как повое направление в технологии подготовки нефти
разработана в 1964-1966 гт. Впервые идея использования трубопро-
водов для выполнения функции технологических аппаратов была
сформулирована в 1964 г. в ТагНИПИнефти (Тронов В,11.). В после-
дующем эта идея получила развитие в многочисленных работах, в
которых было показано, чго трубная деэмульсация может быть ис-
пользована как для повышения эффективности действующих устано-
вок, так и для подготовки нефти без строинщьства установок 1ради-
ционного типа [318, 319, 320, 321].
В отличие от принципа Берти, положенного в основу общепри-
нятой технологии подготовки нефти с применением деэмульгаторов.
в соответствии с которым смешение эмульсии с деэмульгаторами
предписывалось осуществлять в условиях, исключающих дробление
капель пластовой воды, при осуществлении трубной деэмульсации
был использован принцип дробления капель пластовой воды гидро-
динамическими средствами. К другим особенностям трубной де-
эмульсации можно отнести:
- последовательные и многократно перемежающиеся процессы
дробления и слияния капель при турбулентном режиме в потоке и на
поверхности инверсирующих экранов-трубопроводов;
- коалесценцию и укрупнение капель в затухающем турбулент-
ном потоке и на поверхности инверсирующих экранов-
трубопроводов;
— расслоение потока на нефть и воду при величинах критерия
Рейнольдса, близких к критическим, интенсифицируемое колебатель-
ными движениями потока за счет естественных пульсаций.
Использование трубопровода для перечисленных технологиче-
ских функций обусловлено параболическим законом изменения ско-
ростей по его сечению и связанной с этим термодинамической воз-
можностью существования капель различных критических диаметров
в различных его зонах, тенденцией к дроблению, укрупнению капель
и расслоению потока при определенных режимных параметрах. До
того как были сформулированы основные принципы трубной де-
эмульсации нефти, промысловые трубопроводы всех классов исполь-
зовались лишь в качестве транспортных элементов, связывающих
скважины с технологическими аппаратами и товарными парками, а
также другие промышленные объекты друг с другом. При этом, с по-
зиций технологии подготовки нефти трубопроводы, как правило, рас-
ценивались как технологически вредные элементы, способствующие
образованию стойких эмульсий [307, 308, 309, 314, 316, 317].
Дальнейшее развитие теории формирования и разрушения во-
донефтяных эмульсий позволило выдвинуть идею разработки ряда
технологических схем подготовки нефти пятого уровня. В соответст-
вии с основным принципом новой технологии интенсификация про-
цессов обезвоживания и обессоливания нефти достигается заменой
многочисленных операций по доведению реагента до каждой глобу-
лы пластовой воды, разрушению бронирующих оболочек, коалесцен-
ции капель и расслоению потока одной технологической операцией:
вытеснением из всплывающей в водном слое эмульсии глобул воды в
слой обогащенной деэмульгатором дренажной воды под действием
энергии расширяющегося газа.
При такой «пенной» деэмульсации достигается активное воз-
действие на капли всех размеров, так как в принципе самая маленькая
10
глобула может быть вытеснена газом в состав дренажной воды. Эго
позволяет осуществлять глубокое обезвоживание и обессоливание
нефти быстро и эффективно. Технология имеет теоретическое обос-
нование, успешно прошла проверку в промысловых условиях в 1971
г. на групповой установке № 6 Абдрахмановской площади [35] и
применяется на предприятиях нефтяной промышленности в тех или
иных вариантах. Расчеты показали, что производительность пенных
деэмульсаторов может быть на порядок выше, чем дегидраторов
обычного типа.
Разработаны два варианта пенной деэмульсации нефти. Первый
из них предусматривает осуществление деэмульсации нефш в полом
аппарате, снабженном лишь необходимыми конструктивными эле-
ментами для пропускания газированной эмульсии (штуцеры расчет-
ных параметров, обеспечивающие «вспенивание» эмульсии при про-
хождении ее в слой дренажной воды). В соответствии со вторым ва-
риантом вытеснение глобул пластовой виды в состав дренажной воды
осуществляе гея при совместном движении по трубопроводам эмуль-
сии с введенной в нес в капельном состоянии дренажной водой и на
ступенях сепарации в процессе интенсивного ее разгазирования, а
отделение воды от нефти - в отстойной аппаратуре, работающей под
давлением, либо после отбора выделившегося газа - в резервуарах
или других емкостях. Второй вариант получил широкое применение
на месторождениях Татарской АССР на ступени предварительного
сброса и осуществляется при темпера гуре потока не более 20‘>С.
1.2. РАЗДЕЛЬНЫЙ СБОР ОБВОДНЕННОЙ И БЕЗВОДНОЙ НЕФТИ
Острога проблемы подготовки нефти во многих случаях, наря-
ду с другими причинами, обусловлена смешением продукции безвод-
ных скважин с обводненной нефтью в коннекторах промысловых сис-
тем обора и возникающей в связи с этим необходимостью подвергать
обработке всю добываемую жидкость. Вместе с тем на протяжении
значительного периода эксплуатации нефтяных месторождений, в
том числе и таких, которые разрабатываются с применением закон-
турного и внутрикоптурного заводнения, добывается огромное коли-
чество практически безводной нефти, ле нуждающейся п обработке
перед транспортированием на нефтеперерабатывающие заводы (12,
591
Наиболее полное представление о возможном соотношении
объемов добываемой обводненной н безводной нефтей на месторож-
дениях, разрабатываемых с применением законтурного и внутрикон-
турного заводнения, можно получить па основе анализа разработки
основных месторождений Татарской АССР, добыча нефти на кото-
рых уже прошла через максимум (рис. 1.1.)
Так, на Бавлинском нефтяном месторождении за период его
разработки с 1946 по 1974 г. добыча обводненной и безводной нефтей
составила соответственно 49 и 51%. Если учесть, что максимальный
объем обводненной нефти также не превышает половины из общего
количества добытой в период наивысшего уровня добычи нефти, ста-
новится понятным, что мощность объектов подготовки нефти при
использовании раздельной системы сбора обводненной и безводной
нефтей не должна превышать 50% от максимального уровня их до-
бычи. На такую же величину должны быть снижены и эксплуатаци-
онные затраты. Если учесть, что за это время в обработку было во-
влечено около 30 млн.т безводной нефти, становится понятным, что
непроизводительные затраты были значительные.
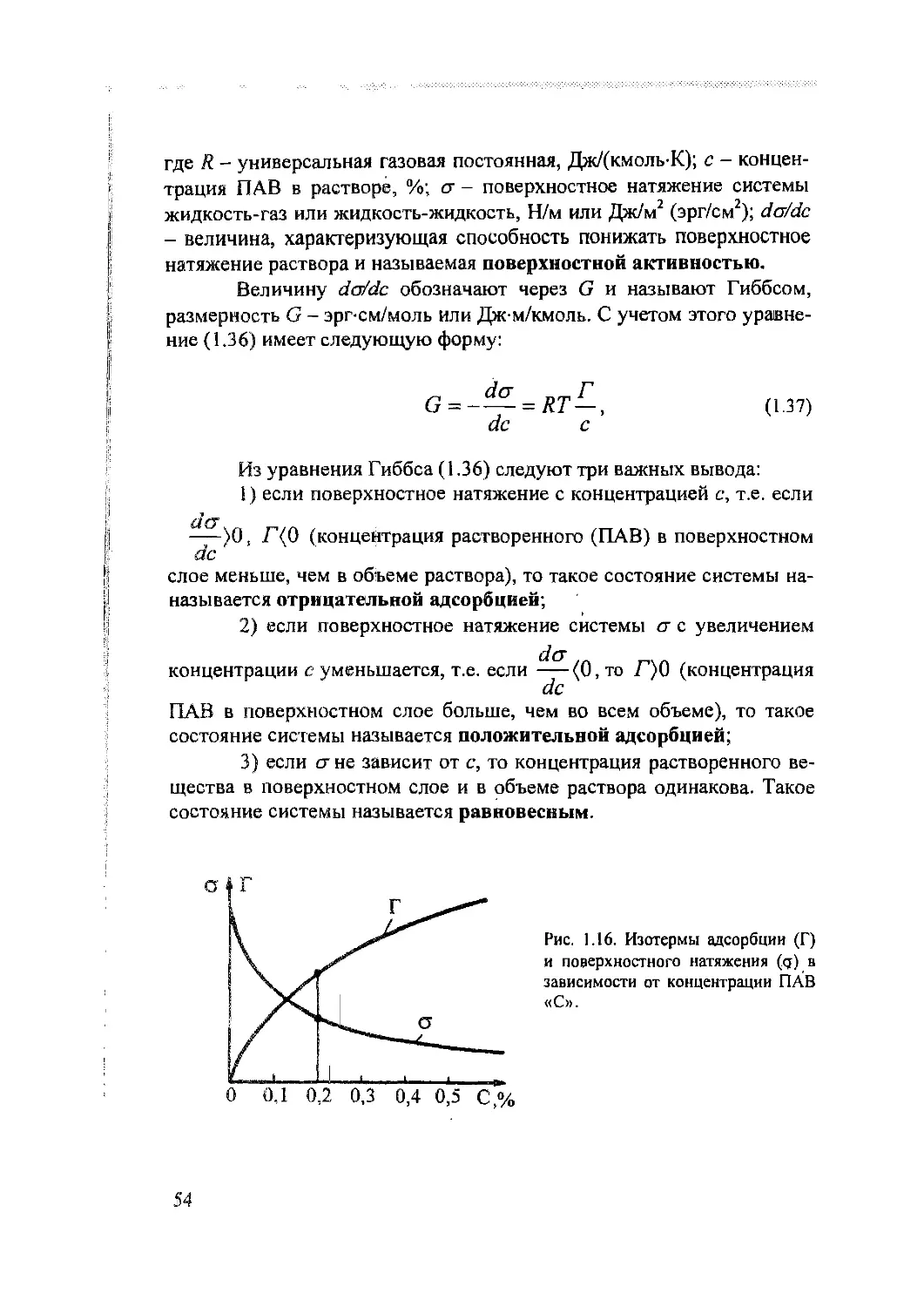
Рис. 1.1. Изменение (в процентах) числа
обводнявшихся скважин (I), обводненности
продукции скважин (2) и числа скважин с
безводной нефтью (3) в процессе разработки
Бавлинского (а), Ромашкинского (б) и
Новоелховского (в) нефтяных месторождений;
г - средневзвешенных значений для этих трех
месторождений.
Аналогичные выводы следуют из анализа результатов разра-
ботки Ромашкинского и Новоелховского месторождений (рис. 1.1. б,
в).
Весьма показательно, что большое число скважин, дающих без-
водную нефть, имеется как на площадях, занимающих сводовую
часть месторождений (Абдрахмановская, Миннибаевская), так и на
краевых участках (Альметьевская, Алькеевская, Восточно-
Сулеевская, Зеленодольская, Южно-Ромашкинская). Даже для такой
площади, как Павловская, особенность геологического строения ко-
торой состоит в том, что пластовые воды подстилают продуктивные
12
горизонты и вода во многих скважинах извлекается вместе с нефтью
с начала ее разработки, соотношение обводненных и безводных
скважин достигло величины 1:1 лишь через 14 лет с начала эксплуа-
тации (рис. 1.2). Через 25 лет с начала разработки этой площади 40%
всех скважин все еще давали безводную нефть.
ГЬды
Рис, 1.2. Изменение (в процентах) числа скважин с безводной (1-8) и обводненной (Г-
8’) нефтями в процессе разработки Павловской (Г-Г), Южно-Ромашкинской (2-2’),
Альметьевской (3-3’), Зеленогорской (4-4’), Восточно-Сулеевской (5-5’), Алькеев-
ской (6-6’), Миннибаевской (7-7’) и Абдрахмановской (8-8’) площадей Ромашкин-
ckofo месторождения.
В целом на Ромашкинском нефтяном месторождении за период
с 1950 по 1974 гг. добыча практически безводной нефти составила
72%. Однако в 1974 г. добыча обводненной нефти на этом месторож-
дении достигала максимум (61%). Анализ показал, что естественное
падение добычи нефти в последующие годы компенсирует относи-
тельный рост объема обводненной нефти и суммарная необходимая
мощность установок для ее обезвоживания не превышает 61% от
максимального уровня добычи нефти на этом месторождении.
На Новоелховском месторождении через 20 лет эксплуатации
более 40% скважин давали практически безводную нефть (рис. 1.1 в).
Объем безводной нефти за этот период составил 77% от общего
уровня ее добычи.
Обобщенные данные об изменении соотнощения добытой об-
водненной и безводной нефтей по трем месторождениям, разработан-
ным объединением Татнефть (Ромашкинское, Бавлинское, Новоел-
ховское), за период с 1946 по 1974 гг. представлены на рис. 1.1 г. Из
рисунка следует, что за 28 лет деятельности объединения более 70%
от всей добытой нефти приходится на практически безводную нефть.
Однако в связи с отсутствием раздельной системы сбора большая
часть этой нефти была смешена с обводненной и подвергнута обра-
ботке на установках. Суммарные непроизводительные затраты на об-
работку безводной до смешения нефти за этот период составили зна-
чительную сумму. Из этого следует заключить, что имеются все не-
обходимые предпосылки для проектирования и использования с на-
чала разработки раздельной системы сбора безводной и обводненной
нефтей. Применение раздельной системы сбора позволяет в значи-
тельной мере уменьшить остроту проблемы подготовки нефти и сэ-
кономить большие материальные и денежные ресурсы. Для решения
проблемы подготовки нефти наряду с совершенствованием техноло-
гических схем и режимов, форсированием строительства необходи-
мых объектов необходимо обеспечить поступление на обработку
нефти только из обводнившихся скважин.
Следует, однако, отметить, что потенциальные возможности
резкого снижения затрат на подготовку нефти не всегда использова-
лись в полной мере. Внедрение раздельной системы сбора продукции
скважин в значительной мере сдерживалось необходимостью про-
кладки двойной системы трубопроводов, пропуская способность ка-
ждого из которых приближалась к максимальной, увеличения числа
замерной и сепарирующей аппаратуры, значительным увеличением
капитальных затрат и металлоемкости системы сбора, а также отсут-
ствием надежных прогнозных данных и количестве безводной и об-
водненной нефтей, добываемых на различных стадиях разработки
месторождений. Последнее особенно важно в технико-экономических
расчетах при оценке целесообразности применения раздельной сис-
темы сбора.
Анализ показал [60], что проблема снижения металлоемкости
раздельной системы сбора решается путем использования принципа
прокладки трубопроводов в варианте «неравных диаметров». Это оз-
начает, что при обустройстве новых площадей необходимо отказаться
от строительства сборных трубопроводов, рассчитанных на транспор-
тирование жидкости по одной трубе большого диаметра. Сборные
коллекторы целесообразно прокладывать из двух труб разных диа-
метров, суммарная пропускная способность которых была бы не-
сколько выше рассчитанной по максимальному объему добычи жид-
кости. Это позволит организовать раздельный сбор безводной и об-
водненной продукции скважин в течение всего периода эксплуатации
месторождения.
Для практических расчетов по методике ТатНИПИнефть [60]
строят графики (рис. 1.3). По характеру кривых делают заключение о
рациональном варианте проектирования сборных линий для безвод-
ной и обводненной нефтей, определяют соотношение их диаметров,
время взаимного переключения трубопроводов для транспортирова-
14
ния продукции скважин при изменении ее качества и определяют по-
требную мощность установок по подготовке нефти и срока ввода в
эксплуатацию.
Так, продукцию скважин второго ряда можно транспортировать
по двум трубопроводам пропускной способностью соответственно Qi
и Q2 млн.т/год (см. рис. 1.3).
Рис. 1.3. Изменение количества Q безвод-
ной (1) и обводненной (2) нефтей для
второго ряда пятирядной полосовой сис-
темы расположения скважин от времени
разработки.
В этом случае безводную нефть с начала разработки площади в
течение Т2 лет предполагается транспортировать по трубопроводу с
пропускной способностью Q) млн.т/год. Затем этот трубопровод мо-
жет быть переключен для перекачки по нему обводненной нефти. По-
следнюю целесообразно начать транспортировать через Ti лет после
ввода площади в разработку по трубопроводу с пропускной способ-
ностью Q2 млн.т/год. Через Т2 лет его следует переключить для
транспортирования безводной нефти. При этом, кроме снижения ме-
таллоемкости систем сбора, по сравнению с существующими на
практике вариантами здесь возможен выигрыш во времени на освое-
ние капиталовложений, так как прокладка второго трубопровода мо-
жет быть закончена не к моменту ввода площади в разработку, а че-
рез Т, лет. Таким образом, с помощью двух трубопроводов различно-
го диаметра суммарной пропускной способностью, несколько пре-
вышающей максимальный объем добываемой жидкости, можно раз-
дельно перекачивать безводную и обводненную продукцию скважин
в течение всего периода разработки данной площади.
Рассмотренный выше пример относится к системе раздельного
сбора продукции скважин вдоль эксплуатационных рядов, однако
аналогичные расчеты могут быть положены в основу любой конкрет-
ной схемы сбора и транспортирования нефти. В качестве исходных
данных для расчета системы сбора нефти в этих условиях могут быть
взяты упомянутые выше графики по рядам, откорректированные по
параметрам коллекторов конкретных участков.
15
Выполненные на основе таких данных расчеты позволили оп-
ределить экономическую эффективность раздельного сбора и подго-
товки нефти на стадии составления проектов разработки и обустрой-
ства одной из площадей. Экономическая эффективность при этом
достигается путем снижения капитальных вложений в строительство
установок по обезвоживанию нефти, так как при раздельном транс-
портировании обводненной и безводной нефтей требуется меньшая
их мощность, а также снижения эксплуатационных затрат на подго-
товку нефти в связи с уменьшением ее объема, подлежащего обезво-
живанию.
Объем добычи нефти из безводных и обводнившихся скважин
на этой площади, а также объем добываемой вместе с нефтью воды
приведены в таблице 1.1.
Из приведенных в табл. 1.1. данных видно также, что количест-
во нефти, подвергающейся обезвоживанию без раздельного сбора, за
первые десять лет эксплуатации составляет 50,5 млн.т, а при раздель-
ном сборе - 13,8 млн.т. При средней отраслевой себестоимости под-
готовки нефти 20 коп/т экономия эксплуатационных затрат на первом
этапе разработки (10 лет) составит 7,35 ' млн.руб. или 0,73
млн.руб/год.
Таблица 1.1.
Годы Добыча нефти, млн.т/год Число эксплуатаци- онных скважин Отбор воды, млн.м3/год
Всего Из обвод- нившихся скважин Из без- водных скважин Всего Дающих безводную нефть
1 2 3 4 5 6 7
1967 2,60 0,09 2,51 147 146 —
1968 3,70 0,21 3,54 223 217 0,05
1969 4,80 0,39 4.41 297 281 0,16
1970 5,80 0,71 5,09 372 336 0,32
1971 6,00 1,14 4,86 372 312 0,51
1972 6,00 1,74 4,26 372 285 0,74
1973 6,00 2,32 3,68 372 240 1,20
1974 5,50 2,45 3,05 370 213 1,39
1975 5,00 2,34 2,64 367 186 1,74
1976 4,60 2,40 2,20 364 173 1,88
1977 4,30 2,23 2,07 360 155 2,01
Расчеты показали, что металлоемкость нефтесборных систем
при раздельном сборе по варианту «неравных диаметров» возрастает
на 18%. Наибольшая эффективность применения раздельной системы
сбора обводненной и безводной продукции скважин достигается на
16
месторождениях, разрабатываемых в сложных климатических усло-
виях, как, например, в Западной Сибири. Применение в практике раз-
работки нефтяных месторождений Западной Сибири принципов, рас-
смотренных в работе [60], позволило в значительной мере снять ост-
роту проблемы подготовки нефти в этом районе и добиться огромной
экономии государственных средств. В соответствии с исследования-
ми, выполненными Я.М. Каганом (Гипротюменнефтегаз) установле-
но, что на месторождениях Западной Сибири проявляются те же тен-
денции в соотношении обводненных и безводных скважин, которые
были характерны и для районов Среднего Поволжья. На рис. 1.4. при-
ведены данные о соотношении добываемых безводной и обводненной
нефтей с течением времени на Усть-Балыкском, Тетерево-
Мартмьинском и Самотлорском нефтяных месторождениях.
Из данных рис. 1.4. видно, что объем безводной нефти доста-
точно большой и для таких месторождений, как Усть-Балыке кое и
Самотлорское, изменяется от 10-30 до 70-80% в течение 5 лет экс-
плуатации. Из данных Ф.Ф. Назарова (Главтюменнефтегаз) следует,
что объем добычи безводной нефти, не нуждающейся в промысловой
подготовке, составлял примерно половину от общего объема добы-
ваемой нефти. Это позволило в свое время специалистам Главтюмен-
нефтегаза и Гипротюменнефтегаза использовать в широких промыш-
ленных масштабах применение раздельного сбора обводненной и
безводной продукции скважин.
1966 1968 1970
Годы
Рис. 1.4. Графики добычи безводной (1) и обводненной (2) нефтей в процессе разра-
ботки Усть-Балыкского (а) Тетерево-Мартымьинского (б) и Самотлорского (е) ме-
сторождений.
Это дает возможность существенно уменьшить капиталовложе-
ния, снизить эксплуатационные расходы и исключить из обработки
большое количество безводной нефти.
1.3. ЭМУЛЬСИИ, СВОЙСТВА, УСЛОВИЯ ИХ РАЗРУШЕНИЯ
При подъеме обводненной нефти от забоя скважины до ее
устья и дальнейшем движении по промысловым коммуникациям
происходит непрерывное перемешивание нефти с водой, сопровож-
даемое образованием стойких эмульсий. Стойкость эмульсии опреде-
ляется в основном размерами капель, прочностью бронирующих обо-
лочек, возникающих на их поверхности в результате адсорбции на
границе раздела фаз нефть-вода асфальтово-смолистых веществ и ту-
гоплавких парафинов и флотации капельками воды частиц механиче-
ских примесей [35].
Критические размеры капель, которые могут существовать в
потоке при данном термодинамическом режиме, определяются боль-
шим числом факторов и в первом приближении описываются сле-
дующим уравнением.
/ г2 3
^=4,825^, (1.1)
у и кр
где dKP - критический диаметр капли; о - поверхностное натяжение; к
- коэффициент, учитывающий вязкость воды и нефти; р - плотность
внешней среды; L - масштаб пульсации; и - скорость потока.
Решающими параметрами, определяющими степень дисперс-
ности эмульсии при совместном движении воды и нефти, являются
скорость потока, величина поверхностного натяжения на границе
раздела фаз и масштаб пульсации.
Скорость потока при движении водонефтяной смеси от забоя
скважины до конечных пунктов транспортирования изменяется в ши-
роких пределах. Особенно большие изменения ее, а следовательно, и
дисперсности наблюдаются при прохождении смеси через штуди-
рующие устройства, газовые сепараторы, центробежные насосы. В
этих местах скорость потока и турбулентность возрастают, как пра-
вило, на 1-2 порядка, что, при всех прочих равных условиях, приво-
дит к уменьшению диаметров глобул воды в десятки и сотни раз.
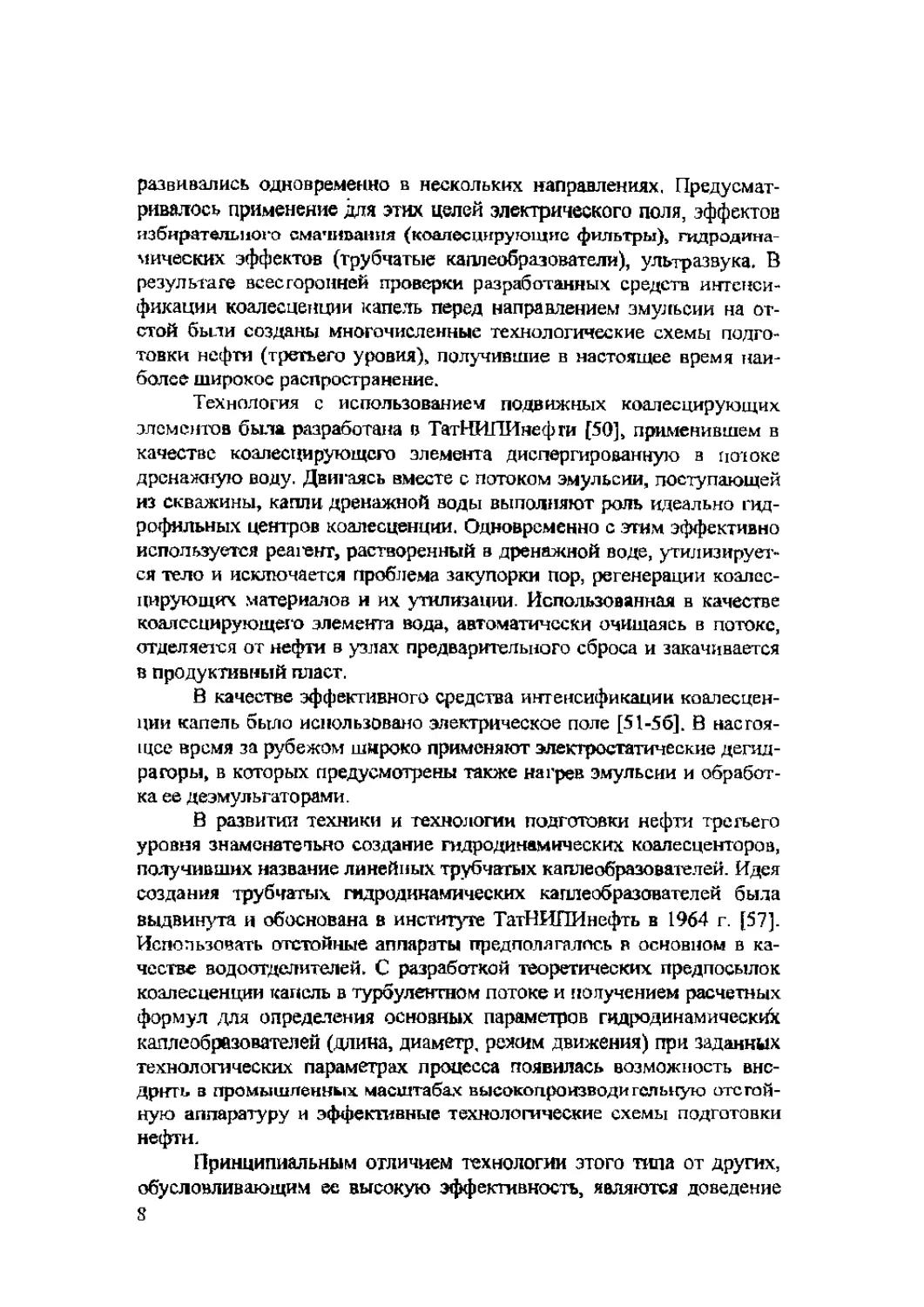
Величины изменения степени дисперсности эмульсии при
движении ее от устья скважины до сырьевого насоса сборного пункта
приведены в табл. 1.2.
18
Таблица! .2.
Параметры Место отбора проб
у сква- жины Перед трапом После трапа после насоса
Количество эмульгированной капля- ми воды (в %) при диаметре капель.
мкм: 1 0,0000 0,0001 0,0002 0,0003
3 0,0002 1,16 3,9
5 0,0008 0,0003 4,32 5,6
10 0,0070 0,0006 28,84 11,22
15 0,0120 65,70 79,20
25 0,1500 0,7890 -
50 2,0300 1,2100 - -
100
200 98,0000 98,0000 -
Объем эмульгированной воды на каждые 100 представительных ка- пель (по отношению к исходному объему), % 100 25 0,039 0,028
Средневзвешенный радиус, мк 116,8 74,2 8,6 7,7
Число капель в пересчете на исход- 100 400 256 000 358
ный объем Суммарная поверхность капель, мм2: 000
на фактически эмульгированный объем 100 каплями 10,5 2,83 0,68 0,495
в пересчете на исходный объем 10,5 11,31 174,5 178,0
Примечание. За исходный принят объем воды, эмульгированный 100 представительными
каплями в пробе нефти у скважины.
У устья скважины основной объем эмульгированной воды
(98%) сконцентрирован в основном в каплях больших размеров (200
мкм). После газового сепаратора основной объем воды представлен
каплями размером 10-15 мкм (95%). Существенно увеличивается объ-
ем эмульгированной воды в каплях размером 3 и 5 мкм. Средневзве-
шенный радиус капель перед входом в сепаратор оказался в 1,56 раз и
после сепаратора в 13,5 раз меньше, чем у устья скважин. Это эквива-
лентно дроблению каждой капли при ее движении от скважины к се-
паратору на 4 более мелких капли и в самом сепараторе (уже этих
измельченных капель) еще на 640 капель. В итоге в интервале сква-
жина - сепаратор каждая капля оказывается раздробленной в среднем
на 2560 более мелких. Поэтому одним из основных узлов промысло-
вой системы сбора, на котором резко увеличивается степень дисперс-
ности эмульсии, является газовый сепаратор.
Механизм дробления крупных капель воды на более мелкие
представляется различными исследователями по-разному. Наиболее
распространена подтвержденная экспериментами точка зрения шко-
лы академика П.А. Ребиндера, согласно которой для разрушения
крупной капли на несколько более мелких необходимо поставить ее в
такие условия, которые обеспечивали бы предварительное вытягива-
ние сферической капли в цилиндрик с критическими параметрами
Н > 2лг,
где И иг - соответственно высота и радиус цилиндра.
Затрачиваемая при этом работа расходуется на увеличение
поверхностной энергии системы в связи с возрастанием поверхности
цилиндра. Такой цилиндрик с критическими размерами самопроиз-
вольно распадается на ряд капель сферической формы, в связи с чем
суммарная их поверхность, а следовательно, и свободная поверхност-
ная энергия системы возрастают. Одновременно с этим какая-то часть
капель воды при столкновении коалесцирует, что приводит к сниже-
нию свободной поверхностной энергии системы. По мере дальнейше-
го интенсивного перемешивания воды и нефти процесс сдвигается в
сторону образования все более мелких капель.
Образование эмульсий в штудирующих устройствах при
впрыскивании одной жидкости в другую, под действием сдвигающих
усилий на каплю в зоне больших градиентов скоростей, под влиянием
ультразвуковых колебаний или путем простого перемешивания имеет
свои особенности.
На образование эмульсии при впрыскивании одной из несме-
шивающихся жидкостей в другую большое влияние оказывает ско-
рость потока, а на распадение струи - инерционные и вязкостные си-
лы. Тонкодисперсная эмульсия получается при достижении струей
критической скорости и, которая может быть рассчитана по формуле
tll(paD)'11 = 2000(7/црО)4'3, (1-2)
где D - диаметр отверстия; р и Г] - соответственно плотность и вяз-
кость диспергируемой жидкости; ст - поверхностное натяжение.
При скорости ниже критической дробление струи сопровож-
дается появлением крупных, а при скорости выше критической -
чрезвычайно мелких капель. Для диаметра сопла около 0,1 см крити-
ческая скорость для воды, впрыскиваемой в нефть, составит 1-2 м/с.
Для определения размера капель, получаемых при впрыскивании во-
ды в нефть, можно пользоваться формулой (1.3)
(щ//100и)5'4 =100(vo/v), (1.3)
.20 . ..... ............’.......
где u - скорость потока; d - расчетный диаметр капель; v - кинема-
тическая вязкость впрыскиваемой жидкости; v0 - вязкость дисперси-
онной среды.
При дроблении капель под действием сдвигающих усилий
связь между размерами капель, градиентом усилия сдвига, межфаз-
ным натяжением и вязкостью жидкостей, участвующих в процессе,
выражается зависимостью (1.4)
Г| +Г2
где г, - радиус наибольшей капли, которая может существовать при
данном градиенте сдвига; г2 - радиус наименьшей капли в этих усло-
виях; А - безразмерная величина, пропорциональная скорости потока
и зависящая от межфазного натяжения, вязкости и радиуса капли.
Под воздействием перепада давления капля изменяет форму,
растягиваясь в нитевидную частицу, и произвольно распадается на
мелкие капли.
Л.Я. Кремнев и А.А. Равдель механизм дробления капель объ-
ясняют с несколько иной точки зрения. Принимая, что под воздейст-
вием градиента давления капля вытягивается в цилиндр, они считают,
что цилиндр распадается на две сферические капли (радиусы которых
относятся друг к другу как п:1) и общая поверхность капель может
оказаться меньше поверхности цилиндра, т.е.
^_[2(и2+1)]Г Зк
Р \ + к [_4(н2+1)
(1.5)
где к - отношение высоты цилиндра к радиусу.
Образование двух капель возможно, например, при к=2 и п=1.
Допускается, однако, что капля примет форму не цилиндра, а эллип-
соида, который может распасться на две капли;
для сплющенной с полюсов капли при условии
(и2+1)£|/3 1
и для капли продолговатой формы при условии
п2 +1
(и3 + 1)£,/3
(1-6)
(1.7)
Э1
Возможно, что эллипсоид распадается сразу на большое количество
капель различных размеров.
Эффект дробления капель при движении эмульсии по трубо-
проводу в турбулентном режиме обусловлен неодинаковой скоро-
стью движения по его сечению
мп , V
и = ~\п~, (1.8)
где и - средняя скорость; а - коэффициент; у - расстояние от стенки
трубы; 8й - толщина ламинарного слоя; и0 - скорость пульсации.
Это приводит к тому, что на поверхность капель действуют
различные динамические напоры, обусловливающие их деформацию
и последующий распад на более мелкие частицы.
В областях, удаленных от стенок трубопровода, дробление
капель происходит с меньшей интенсивностью, чем у стенок. В по-
следнем случае критические размеры капель определяются выраже-
нием (1.9)
о-9)
где ст — поверхностное натяжение; р - плотность нефти; и0 - ско-
рость пульсации; v - вязкость нефти.
Из-за неравномерности пульсаций в турбулентном потоке
возникают зоны, в которых возможно существование капель воды
различных диаметров. Попадая в область более высоких градиентов
скоростей, где существуют капли определенного критического диа-
метра, крупные капли испытывают тенденцию к дроблению. Выходя
в зоны более низких градиентов и меньших масштабов пульсаций,
они будут объективно испытывать тенденцию к слиянию. Это обу-
словливает существование в потоке нефти целого спектра диаметров
капель воды и объясняет причину поступления в отстойную аппара-
туру установок явно неоднородной эмульсии. В целом, после прохо-
ждения эмульсией основных диспергирующих узлов (сепараторы,
насосы и т.д.) и в процессе ее транспортирования по промысловым
системам сбора, возникают объективные условия для существования
в потоке более крупных, чем, например, в сепараторе, капель воды,
размер которых определяется сотнями микрон и даже 1-2 мм. Это
предопределяет неустойчивость системы и выражается в ее стремле-
нии к разрушению эмульсии и укрупнению глобул за счет внутрен-
22
них сил, направленных на уменьшение свободной поверхностной
энергии. Однако этим тенденциям противостоят другие процессы,
связанные с уменьшением абсолютного значения а в результате ад-
сорбционных процессов и упрочнением бронирующих оболочек из
асфальтово-смолистых веществ и других компонентов, возникающих
на каплях пластовой воды.
Упрочнение бронирующих оболочек в процессе движения
водонефтяной эмульсии по промысловым коммуникациям (рис. 1.5) и
при ее транспортировании без обработки деэмульгаторами по маги-
стральным трубопроводам на нефтеперерабатывающие заводы полу-
чило название «старения».
Рис. 1.5. Изменение стойкости эмульсии по пути ее движения от скважин до промы-
словых товарных парков.
Точки отбора проб: 1 - перед сепаратором; 2 - после сепаратора; 3 - перед насосом; 4 -• после насоса; 5 -
перед установкой подготовки нефти. AW - остаточное содержание воды в пробах после обработки реагентом
и отстоя.
В табл. 1.3. приведены данные о количественном составе основных
пленкообразующих компонентов, выделенных из эмульсий некото-
рых нефтей [35, 312].
Таблица 1.3.
Нефти Асфаль- тены, % Смолы силикаге- левые, % Парафин, % Карбе- ны и карбои- ды, % Содержание, %
Сера Азот
Ромашкин- ская 63,2 6,7 29 (Т|ш=79-80йС) U 3,39 1,15
Арланская 76,3 11,4 9,2 2,0 3,92 1,13
Мангыш- лакская 24,7 23,4 42 (Т„л=-64-69°С) 0,8 0,32 0,19
23
Из табл. 1.3 видно, что в составе пленкообразующих компо-
нентов ромашкинской и арланской нефтей доминирующее положение
занимают асфальтены. И другие вещества, коллоидно-
диспергированные в нефти. Удаление этих веществ на суперцентри-
фуге лишает нефть способности образовывать стойкие эмульсии.
В результате спектрофотометрического анализа в осадке, вы-
деленном на центрифуге, были обнаружены порфириновые комплек-
сы ванадия. В этой связи механизм возникновения прочных брони-
рующих оболочек на каплях пластовой воды представляется как ком-
плекс последовательно протекающих процессов, включающих ад-
сорбцию на границе раздела фаз коллоидно-диспергированных в неф-
ти веществ.
1.3.1. КЛАССИФИКАЦИЯ НЕФТЯНЫХ ЭМУЛЬСИЙ
В эмульсиях, т.е. механических смесях нерастворимых друг в
друге жидкостей (бывают газожидкостные эмульсии), различают две
фазы - внутреннюю и внешнюю.
Лиофобные, т.е. термодинамически неустойчивые, эмульсии
классифицируют по полярности дисперсной фазы и дисперсионной
среды, а также по концентрации дисперсной фазы в системе:
Согласно первой классификации, различают эмульсии:
- неполярной жидкости (нефти) в полярной воде - эмульсии первого
рода, или прямые (М/В),;
- эмульсии полярной жидкости в неполярной среде эмульсии второ-
го рода, или обратные (В/М).
Жйдкость, в которой содержатся мелкие капли другой жидко-
сти, называют дисперсионной средой (внешней, неразрывной,
сплошной), а капли жидкости, размещенные в дисперсионной среде,
- дисперсной фазой (внутренней, разобщенной).
В эмульсиях М/В внешней фазой является вода, и поэтому
они смешиваются с водой в любых отношениях и обладают высокой
электропроводностью, в то время как эмульсии В/М смешиваются
только с углеводородной жидкостью и не обладают заметной элек-
тропроводностью. Установлено, что тип образующейся эмульсии в
основном зависит от соотношения объемов нефти и воды; дисперси-
онной средой (внешней) обычно стремится стать та жидкость, объем
которой больше.
Иногда нефтяные эмульсии классифицируют по концентра-
ции дисперсной фазы в дисперсионной среде, в связи с чем они под-
разделяются на три типа: разбавленные, концентрированные и высо-
коконцентрированные.
.. 24
К разбавленным эмульсиям относят системы жидкость - жид-
кость, содержащие до 0,2. объем. % дисперсной фазы; к концентри-
рованным эмульсиям - с содержанием дисперсной фазы до 74 объем.
%; к высококонцентрированным - с содержанием дисперсной фазы
свыше, чем 74 объем. %.
Особенности разбавленных эмульсий: 1) незначительный
диаметр капель дисперсной фазы (10‘5 см); 2) наличие на каплях элек-
трических зарядов; 3) низкая вероятность их столкновения; 4) высо-
кая стойкость.
Особенности концентрированных эмульсий: 1) капли имеют
относительно большие размеры и могут седиментировать; 2) могут
быть как устойчивыми, так и неустойчивыми.
Особенности высококонцентрированных эмульсий: 1) капли
(одиночные) дисперсной фазы практически не способны к седимен-
тации; 2) вследствие большой концентрации могут быть деформиро-
ваны.
Размеры капель дисперсной фазы в эмульсиях могут быть са-
мыми разнообразными и колебаться в пределах от 0,1 до 100 и более
мкм.
Нефтяные эмульсии относятся к полидисперсным системам,
т.е. к системам, содержащим частицы самых разных размеров.
Нефтяные эмульсии характеризуются следующими основны-
ми физико-химическими свойствами: дисперсностью, вязкостью,
плотностью и электрическими свойствами. Кратко остановимся на
этих свойствах эмульсий [53].
1.3.2. ДИСПЕРСНОСТЬ ЭМУЛЬСИЙ
Под дисперсностью эмульсий понимают степень раздроб-
ленности дисперсной фазы в дисперсной среде. Дисперсность явля-
ется важной характеристикой эмульсий, определяющей их свойства.
Дисперсность эмульсий характеризуется тремя величинами: диамет-
ром капелек d, обратной величиной диаметра капельки D= 1/d, назы-
ваемой обычно дисперсностью, удельной межфазной поверхностью,
т.е. отношением суммарной поверхности глобул к общему их объему.
Все эти величины взаимосвязаны [310, 311, 332, 340, 341].
Чем больше удельная поверхность, чем более стойкой являет-
ся эмульсия, тем будет больше расход деэмульгатора для разрушения
бронирующих оболочек на глобулах воды.
Дисперсные системы, состоящие из капель различного диа-
метра называются полидисперсными. Нефтяные эмульсии относятся
к полидисперсным системам.
25
Удельная поверхность дисперсной системы Syfl равна общей
поверхности между фазами S, деленной на объем дисперсной фазы V.
Удельную поверхность эмульсий, содержащих в дисперсной фазе
сферические частицы диаметром d, определяют по формуле:
(1Ю)
Из формулы (1.10) видно, что удельная поверхность обратно
пропорциональна размеру капель.
1.3.3. ВЯЗКОСТЬ ЭМУЛЬСИЙ
Вязкость нефтяных эмульсий - не аддитивное свойство, т.е.
Цэ * Цк + Цв,
где ц,( и |лв - абсолютные вязкости нефти й воды, и она зависит от
следующих основных факторов: 1) вязкости самой нефти; 2) темпера-
туры, при которой формируется эмульсия; 3) количества содержа-
щейся воды в нефти; 4) степени дисперсности, или диаметра капель
дисперсной фазы в дисперсионной среде (для эмульсий типа В/Н).
У нефтяных эмульсий, как и у парафинистых нефтей, не под-
чиняющихся закону Ньютона, вязкость цэ изменяется в зависимости
от градиента скорости. В этом случае ц* называют кажущейся вяз-
костью.
Основной причиной аномалии вязкости эмульсий является
деформация диспергированных частиц, возникающая в процессе уве-
личения напряжения сдвига. С возрастанием приложенной силы кап-
ли эмульгированной жидкости удлиняются, превращаясь из шариков
в эллипсоиды, что затрудняет течение и приводит к повышению ка-
жущейся вязкости эмульсии [304-306,315,325,338].
Над изучением вязкости дисперсных систем и, в частности,
эмульсий работали многие исследователи, которые предложили не-
сколько уравнений для расчета вязкости систем с различным содер-
жанием диспергированного вещества.
А. Эйнштейн предложил следующую формулу:
p3_pH(l+2,5Wu),
(1.11)
26
где Цэ -вязкость эмульсии; /л„ - вязкость дисперсионной среды (неф-
ти); Wu - коэффициент обводненности - отношение объема дисперс-
ной фазы (воды) к общему объему системы (воды + нефти).
Формула справедлива только при низких концентрациях диспергиро-
ванного вещества (воды).
При выводе формулы предполагалось, что диспергированные
частицы имеют вид упругих шариков, диаметр которых мал по срав-
нению с расстоянием между ними.
Позднее была установлена возможность использования фор-
мулы Эйнштейна при обводненности нефти до 15%.
Тейлор предложил следующую формулу (1.12)
2
Щ = 7(1 + 2,5^----Ц, (1.12)
7 + 7
где т|0 - вязкость эмульсии; тр - вязкость внутренней фазы; ц - вяз-
кость внешней фазы. Но и она не позволяет достаточно точно опреде-
лять вязкость эмульсий.
Одной из таких более универсальных формул является фор-
мула Монсона, полученная на калифорнийских нефтях:
цэ = цй(1 +2,5WU +2,19 Wv2 +27,45 Wu3) (1.13)
Однако она применима, как указывает сам автор, для эмуль-
сий, в которых Wu < 0,5
В формуле не учитывается влияние размеров капель воды на
величину вязкости эмульсии, что противоречит выводам, вытекаю-
щим из формулы (1.13), сделанным П.А. Ребиндером [325].
Формула (1.13) получена автором для эмульсий типа В/М, без
учета газовой фазы.
1.3Д.1. ВЛИЯНИЕ ДИСПЕРСНОСТИ ГЛОБУЛ ВОДЫ НА вязкость ЭМУЛЬСИЙ
Рассмотрено в [315], что уменьшение размера частиц при
одинаковой концентрации дисперсной фазы приводит к увеличению
вязкости системы. Связь эта нелинейна и ослабевает по мере увели-
чения размера частиц. Установлено, что при диаметрах частиц более
100 мкм влияние их размера на вязкость системы становится пренеб-
режимо малым И ОНО становится весьма ощутимым, когда размер ка-
пель достигает 10 и менее мкм.
27
Опираясь на исследования [9, 54, 310, 356] и др. автором в
[315] была предложена формула и графики, учитывающие влияние на
вязкость дегазированных эмульсий размеров глобул воды при раз-
личной обводненности.
Из графика (рис. 1.6.) видно, что влияние дисперсности на
увеличение вязкости эмульсии весьма существенна при небольших
размерах капель, но оно быстро ослабевает при увеличении их разме-
ров до 120-160 мкм.
Рис. 1.6. Зависимость Ц. =Цфд, а):
1, 2, 3 - соответственно при <рд равном 0,2; 0,3; 0,4; 4 - экспериментальные данные Б,А. Соломыкова прн <рд -
0,3; срд - содержание воды в нефти в долях единицы; а - размер глобул, мкм.
1.3.3.2. ПРОГНОЗИРОВАНИЕ ВЯЗКОСТИ ДЕГАЗИРОВАННЫХ ЭМУЛЬСИЙ
При составлении проектов разработки и обустройства нефтя-
ных месторождений необходимо располагать данными о вязкости
разгазированных водонефтяных эмульсий при различной температуре
в широком диапазоне обводненности (10-60 %). Однако таких дан-
ных, как правило, не хватает в связи с неразбуренностью месторож-
дения и небольшим числом скважин, прошедших стадию пробной
эксплуатации. Поэтому проблема прогнозирования вязкости водо-
нефтяных эмульсий по ограниченному объему материалов и небодь-
шому числу параметров всегда весьма актуальна. Наиболее часто из-
вестными параметрами оказываются вязкость безводной нефти по
нескольким скважинам и заданные значения обводненности и темпе-
ратуры [333].
Особенно важно располагать прогнозными данными по ме-
сторождениям и залежам тяжелых нефтей плотностью 900-930 кг/м3,
объем добычи которых постоянно возрастает. Как отмечалось, на вяз-
кость эмульсии существенно влияет степень дисперсности глобул
28
воды. При проектировании принимают максимальные значения вяз-
кости эмульсий, соответствующие размерам глобул воды в нефти в
промысловых условиях порядка 3-10 мк.
Для приготовления искусственных эмульсий безводные нефти
скв. 1, 2, 3 плотностью соответственно 910, 913 и 930 кг/м5 и вязко-
стью 74, 90, 144 мПа-c при температуре 20°С использовалась лабора-
торная четырехлопастная мешалка и соленая пластовая вода плотно-
стью 1,17 кг/м3 обеспечивающая дробление капель пластовой воды до
размера 3-10 мк. Стабильность приготовленных эмульсий проверяли
путем статического отстоя при температуре 20-22°С в течение 120
мин. Они считались стабильными, если количество выделившейся
свободной воды не превышало 0,5% ее исходного содержания.
Вязкость безводных нефтей и искусственных эмульсий опре-
деляли на ротационном вискозиметре типа ФАНН, где их выдержи-
вали при заданной температуре в течение 10 мин. Показания снимали
после включения ротора при частотах вращения п, равных 600, 300,
200 и 100 мин '. Так как способы эксплуатации скважин, количество
извлекаемой жидкости и обводненность нефти в процессе разработки
месторождений постоянно изменяются, что влияет на скорость дви-
жения жидкости и степень дисперсности эмульсий, пропускную спо-
собность трубопроводов обычно рассчитывают по усредненным зна-
чениям вязкости эмульсий в диапазоне градиентов скоростей 0,2-1,2
м/с. Усредненный расчетный градиент скорости был принят равным
0,56 м/с.
Кажущуюся динамическую вязкость нефти и эмульсий опре-
деляли по формуле
г| = SOfc , (1-14)
где S - фактор скорости (для п, равной 600, 300, 200 и 100 мин S со-
ответственно равен 0,5; 1; 1,5 и 3); Ф - показание шкалы вискозимет-
ра; f- коэффициент пружины (1 и 10); с = I коэффициент ротора.
Закономерности изменения вязкости эмульсий в зависимости
от обводненности при температуре процесса 30-50°С оказались прак-
тически одинаковыми. Из этого следует, что вязкость свежесформи-
рованных эмульсий различной обводненности при прочих равных
условиях (температура и др.) определяется в основном вязкостью
безводных нефтей. Следовательно, в первом приближении темп уве-
личения вязкости эмульсии можно считать пропорциональным коэф-
фициенту обводненности Kw(t), равному отношению вязкости эмуль- :
29
сии r|wW, замеренной при температуре t, к вязкости безводной нефти
Т]о(у, определенной при той же температуре.
Значения к^, при температуре t = 20-60°С и обводненности
w = 0-60%, рассчитанные по экспериментальным данным, приведены
в табл. 1.4. Из нее видно, что средние значения к^) Для различных
типов нефтей при одном и том же w для всех скважин достаточно хо-
рошо совпадают и увеличиваются с повышением w. Аналогичные за-
кономерности изменения т] и KW(t) в зависимости от w получены и для
эмульсий, сформированных опресненными водами.
Для исключения промежуточных замеров вязкости безводной
нефти при разных температурах был введен поправочный безразмер-
ный коэффициент равный отношению вязкости безводной нефти
при t = 20°С к вязкости этой же нефти при температуре t(x). Значения
коэффициентов Kt(X), рассчитанные по экспериментальным данным,
представлены в табл. 1.5. После соответствующих преобразований
линейной зависимости кц$, от t(x) пол;, сна формула
Kt(x) = 0,0733t(x) - 0,632.
(1.15)
С учетом выражения (1.15) можно ориентировочно рассчиты-
вать прогнозные значения вязкости обводненной нефти при заданных
температурах по известной вязкости безводной нефти при фиксиро-
ванной температуре t(x) и значению параметра Kw(t), выбираемому по
табл. 1.4.
Анализ показал, что рассматриваемая методика оценки про-
гнозной вязкости приемлема для w <45%. Вместе с тем расчетные
значения вязкости эмульсии для нефтей различных скважин обвод-
ненностью около 60% изменяются в значительных пределах (рис.
1.7).
Рис. 1.7. Зависимость вязкости
эмульсий п от обводненности w при
температуре 50°С.
кривые: I, 2 - экспериментальные; Г, 2’ -
расчетные соответственно для скв. 1 и 2.
30
Та блица 1.4.
Темпера- к.«> при обводненности. %
тура, °C 10 20 1 . 30 40 50 60
% скважины
1 2 3 1 2 1 2 3 1 2 3 1 2 3 1 2 3
20 1.4 1,5 1.6 2.1 2.1 2.3 3,4 3,3 3,3 6,2 6,6 4,6 14 12 13 20 i7 ^4
30 1,6 ’ 1,4 1,6 2,3 2,2 2,2 3,8 3 2 з,з 7,8 6,7 6,2 16 12,2 15,1 25 20 20
40 1,8 1,2 — 2.2 2,1 2,0 2,4 2,7 3,0 7.1 6,8 6,4 15,2 14 12 24 23 21
50 1,7 1.2 2.1 2,0 2,0 2,7 3,0 3,6 7.0 7.0 5,9 14 11 14 24 20 25
60 1.5 1,3 1,5 2.4 2,0 2,4 3,5 3.2 3,3 6,4 6,8 6,0 12 11 7,0 22 21 29
Среднее 1.6 1,32 1,4 2.2 2,1 2,2 3,1 3,1 3,3 6,8 6,4 5,8 14,3 12 12.4 23 20,2 21,8
. значение
K.w,:
по сква-
жииам
по обэод- 1,44 2.16 3,17 6.47 12,93 21,66
ненности
Примечание При w=0 коэффициент *•'>= 1
Поэтому очевидна необходимость получения для них расчетных за-
висимостей. В частности, были получены корреляционные зависимо-
сти, связывающие вязкость нефти обводненностью w при температу-
ре t, вязкость безводной нефти при t=20°C, обводненность нефти в
интервале 0-60% и температуру нефти в диапазоне 10-60°С.
При обработке экспериментальных данных для корреляции
использования три вида уравнений множественных регрессий: ли-
нейные, степенные и показательные. Средние квадратические по-
грешности соответственно составили 183, 291, 132 мПа-c, что также
оказалось неприемлемым.
Таблица 1.5.
Обводнен- ность, % № сква- жины xtW при температуре, °C
30 40 50 60
0 1 1,80 2,16 3,36 4,35
0 2 1,55 2,14 3,00 3,90
0 ' 3 1,50 - 3,27 4,80
10 1 1,55 2,12 2,94 3,92
10 2 1,63 2,47 3,60 4,86
10 3 1,48 - 3,57 5,00
20 1 1,60 2,35 3,29 3,78
Обводнен- № сква- Кцх) при температуре, °C
ность, % жины 30 40 50 60
20 2 1,50 2,20 3,23 4,20
20 3 1,54 - 3,82 4,62
30 1 1,59 2,30 3,40 4,25
30 2 1,58 2,40 3,33 4,28
30 3 1,46 - 2,90 4,65
40 1 1,39 2,00 2,96 4,18
40 2 1,50 2,22 2,86 4,00
40 3 1,10 - 2,50 3,12
50 1 1,47 2,19 3,32 4,63
50 2 1,45 2,16 3,23 4,56
50 3 1,24 - 2,99 4,44
60 1 1,38 1,86 2,80 3,86
60 2 1,25 1,66 2,46 3,30
60 3 1,00 - 1,32 2,13
Средние 1 1,54 2,18 3,15 4,14
значения 2 1,49 2,17 3,1 4,15
3 1,33 - 2,91 4,11
32
В связи с этим был предпринят иной подход для выведения
зависимости r| = f(w , t, ро), позволяющий с достаточной точностью
связать необходимые параметры в широком диапазоне изменения
вязкости безводных нефтей.
Из таблицы 1.5 видно, что параметр рассчитанный по экс-
периментальным данным при заданной температуре, для эмульсий
различной обводненности (0—60%) и нефтей различной исходной вяз-
кости является величиной одного порядка, т.е.
?(<Ц.?0|) w ^МоЛм) 7(<*МоЛо,)
7(°МЛ0|) ^'Лог) 7(^^Ло,)
(1-17)
Здесь индексы 1,2,.../ соответствуют количественному но-
меру скважины.
Отсюда
7(«^Ло/) =
^ЛЛо,)
(118)
Так как значения коэффициентов для скв. 1, 2, 3 в рассмат-
риваемом диапазоне температур практически одинаковы, зависи-
мость этого параметра от температуры может быть определена по
любой из них. Например, для скв. 1 при t, равной 20, 30, 40, 50, 60°С,
К( составляет соответственно 1, 1,54 2,18 3,15 и 4,14. По этим данным
завиеимость к, хорошо описывается показательной функцией.
я; = 0,512 1,0362'
(1-19)
При этом средняя квадратичная погрешность ст0 = 0,1. Для
нефти той же скважины зависимость р = f(w , t, г|0) можно предста-
вить показательной функцией при to = 20°С;
т| =0,845 т|о 1,054’"
(1.20)
Отношение т^/По Для нефтей различной начальной вязкости и
определенной обводненности w (табл. 1.6) при t = 20°С является ве-
личиной одного порядка и может считаться практически постоянной,
т.е. тр„/г]0| = ... = т|,м/т]о/ ==
2. Э-261
33
Таблица 1.6,
№ K'v^rivAlo при to=20”C
скважины Обводненность, %
10 20 30 . 40 50 60
1 1,432 2,09 3,44 6,216 13,9 19,86
2 1,56 2,15 3,33 6,66 11,66 16,6
з 1,56 ! 2,31 3,22 4,51 12,5 13,19
еледователы-ю, для любой из рассматриваемых нефтей с
различной вязкостью расчетное значение вязкости эмульсии может
определяться уравнением (1.20), в котором т]0 - вязкость нефти г-й
скважины при /=20°С. Подставив выражения (1.19) и (1.20) в форму-
лу, получим зависимость изменения вязкости эмульсии для любой
скважины от температуры и обводненности:
П = 1,65 р01,054*-1,0362’'
(1-21)
На рис. 1.8 а, б представлены зависимости вязкости эмульсии
скв. 1, 2, 3 от обводненности при температурах 50 и 30°С. Из него
видно, что экспериментальные и расчетные значения т], полученные
по формуле (1.21), практически совпадают.
Рис 1.8. Зависимость вязкости эмульсий q от обводненности w при температурах 50
(а) и 30 (б)°С:
I, П - соответственно экспериментальные н расчетные данные; 1,2,3 - соответственно скв. 1,2, 3.
Выражение (1.21) было получено для нефти скв. 1, однако,
как это видно из рис. 1.8, она достаточно хорошо описывает характер
зависимости т] - f(w , t,) и для скв. 2 и 3, вязкость безводных нефтей
которых существенно различается. Это свидетельствует об универ-
сальности формулы (1.21) в рассмотренных условиях.
34
Таким образом, зависимость (1.21) удовлетворительно описы-
вает связь между параметрами г], Т|о, w , t, и может использоваться для
прогнозных расчетов вязкости эмульсий с различным содержанием
воды при исходной вязкости безводной нефти (при t=20°C) 74-144
мПа-c. По-видимому, не существует объективных причин, препятст-
вующих использованию формулы (1.21) и в других диапазонах значе-
ний вязкости при соблюдении рассмотренной методики приготовле-
ния эмульсий.
Для получения расчетных зависимостей для эмульсий, усло-
вия формирования которых могут существенно отличаться от рас-
смотренных, необходимо соблюдать следующие методические прие-
мы и последовательность [333].
1. Определяют вязкость безводной и обводненной нефти для
группы скважин данного месторождения при заданных температурах,
в результате чего получают массив данных p(w , t, r|0).
2. Разделяют независимые переменные w и t, вводя коэффи-
циенты к№ = трЛь и к, =T|(w , t0)/ r|(w , t). (t0 = 20°C, т]0 взято для t=
20°C) или их величины при температуре t: k,/=t](w t, z/0)/ r](w0 t, T]o
и Kt - r)(r]Q,t0)/В последующем используют те из них, кото-
рые позволяют получить формулу, более удовлетворительно описы-
вающую функцию T|(w , t, т]0 ). В нашем случае наименьшее расхож-
дение экспериментальных и расчетных данных было получено при
использовании к„ и к,. .
3. Заданные функции Kw'=f(w} и Kt =f(t) представляют в виде
таблицы или формулы, например показательной функции, которая
оказалась наиболее приемлемой. Точность расчетов существенно по-
вышается, если к, и к,, также определяют для группы скважин (1, 2, ...,
j) при 1-й температуре или i-й обводненности:
И I/ Н
4. Записывают уравнение p(w , t, т]0) аналогично формуле
(1.20) и подставляют в него значения функций к, =f(t) и p=(w , t,
Hoi)=f(K«', w , Ло). В результате получается расчетное уравнение типа
уравнения (1.21)
Такая методика и расчетная формула позволяют прогнозиро-
вать вязкостные характеристики водонефтяных эмульсий на стадии
проектирования нефтяных месторождений с достаточной для практи-
ки точностью.
35
t.3.3.3. ОПРЕДЕЛЕНИЕ ВЯЗКОСТИ ГАЗИРОВАННЫХ ЭМУЛЬСИЙ
В ряде случаев для оценки эффективности процесса подго-
товки газонасыщенной нефти под давлением необходимо сопостав-
ление энергетических затрат по вариантам: снижение вязкости нефти
до необходимого уровня вследствие растворения в ней газа при по-
вышенном расходе энергии на поддержание высокого давления в ап-
паратах для предотвращения выделения свободного газа; повышение
температуры нефти после ее сепарации по сравнению с первым вари-
антом [335].
Для расчета трубопроводов и технологических аппаратов
также необходимы надежные данные о реологических характеристи-
ках перекачиваемой эмульсии с растворенным в нефти газом. Изуче-
ние влияния растворенного в нефти газа на реологические характери-
стики водонефтяных эмульсий проводилось на специальной установ-
ке. Исследовались нефти с различными физико-химическими свойст-
вами (сив. 1 и 2) с плотностью 0,9282 и 0,9364 г/см3, вязкостью 100 и
120 мПа-c, содержанием в.нефти до 76,5 м3/м3 растворенного газа и
обводненностью до 60% при температуре 15,6°С. Различные значения
водосодержания и газонасыщенности нефтяной эмульсии достига-
лись смешиванием газированной безводной нефти с концентрирован-
ной эмульсией в различных соотношениях.
За критерий степени влияния растворенного газа на свойства
изучаемых систем был принят безразмерный параметр /2* = ,
Дг
представляющий отношение динамических вязкостей дегазированной
(|Д) и газированной (цг) эмульсий с одинаковым содержанием воды.
В этом случае влияние газа на вязкостные свойства систем проявля-
ется наиболее полно, что позволяет характеризовать эмульсии раз-
личной обводненности независимо от формирующих их свойств.
Экспериментальные измерения вязкости рассматриваемых систем в
виде безразмерного параметра ц при небольшом разбросе данных и
температуре 20°С интерпретируются в координатах Г; Ц* (Г - количе-
ство растворенного газа в нефти, м3/м3; ц* - безразмерный параметр) в
виде прямой типа а=1+Ьх и выражаются формулой
р* = 1+ЬГ ..., (1.22)
где Ь = 0,0857.
Наибольшее отклонение экспериментальных точек от функ-
ции параметра ц* в принятой системе координат составляет 12,8% и
находится в области высоких газосодержаний (порядка 77 м3/м3), не
36
I
имеющих практического значения для расчета системы пефтегазос-
бора и совершенствования промысловых технологических процессов
Введение безразмерного критерия ц. позволяет проводить
прогнозные расчеты вязкости эмульсии по известным значениям вя г-
кости дегазированных эмульсий и количссг иу paci supcuiioiс в нефти
газа по формуле (1.23) при одинаковых обводненности и температуре
2k
(1.23)
1+0,0857 Г
Такие расчеты необходимы при проектировании систем обустройства
И технологических схем и процессов добычи, сбора, транспорта и
подготовки нефти.
Например, вязкость эмульсии воды в нефти высокой плотно-
сти, содержащей газ, может быть в несколько раз (пракгически на
порядок) ниже вязкости эмульсии дегазированной нефти. Вместе с
тем одним из решающих факторов, определяющих вягкость эмульси-
онной системы, являезея вязкость диспергированной среды, г.с. неф-
ти. Влияние растворенного газа на эту характеристику в исследован-
ном диапазоне температур, обводненное ги и вязкости безводной неф-
ти оказалось практически линейным Но значениям безразмерного
параметра р. и вязкости дегазированной системы можно рассчитать
вязкость газированных эмульсий любой обводненное ги, если газ на-
ходится в растворенном состоянии и известна вязкость дегазирован-
ной эмульсии с таким же содержанием воды.
Характер кривых изменения вязкости эмульсии воды в нефти
в зависимости оз количества растворенного в ней газа для различных
скважин (рис. 1.9) свидетельствует о существенном влиянии вязкости
исходной безводной нефти па абсолютное значение вязкости эмуль-
сионной системы и возможности резкого сокращения энергетических
затра*'1 на нагревание и перекачку при транспортировании и предвари-
тельном сбросе пластовых вод из эмульсий высокой вязкости, обез-
воживании и обессоливании нефти (которые пропорциональны вяз-
кости обрабатываемой системы), если в нефти сохраняется раство-
ренный газ. Так, вязкость дегазированной нефти при температуре
4С°С (скв. 2) эквивалентна вязкости этой же нефти при 20"С, содер-
жащей 18 м3/м3 растворенного газа.
Характер изменения вязкости эмульсии от обводненности,
обусловленной смешением нефтей различной начальной вязкости с
пластовой водой соответствующих горизонтов, одинаков (рис. 1.10)
и коррелирует с начальными значениями вязкости газированной неф-
ти, являющейся диспергированной средой в эмульсионной системе.
При любом значении обводненности наименьшая вязкость присуща
эмульсиям, полученным при смешивании воды и нефти с минималь-
ной начальной вязкостью.
Рис. 1.9. Изменение вязкости
безводной газонасыщенной нефти
(5), эмульсии при обводненности 20
% (1, 4, 3) от количества
расворенного в нефти газа при
температуре 20°С и дегазированной
нефти при нагреве (2):
I - скв.З; 2, 3 и 5 - скв.2; 4 - скв. I
При содержании воды в нефти более 60% вязкость эмульсии в
результате обращения фаз во всех случаях имеет тенденцию к сниже-
нию. Абсолютные значения вязкости газированных эмульсий более
низкие по сравнению с дегазированными для нефти трех скважин,
существенно различающихся по значениям вязкости безводной нефти
(рис. 1.11)
Рис. 1.10. Зависим ость вязкости
эмульсии от обводненности нефти W
при содержании растворенного газа в
нефти 40 м3/м3
38
При содержании воды в нефти более 60% вязкость эмульсии в
результате обращения фаз во всех случаях имеет тенденцию к сниже-
нию. Абсолютные значения вязкости газированных эмульсий более
низкие по сравнению с дегазированными для нефти трех скважин,
существенно различающихся по значениям вязкости безводной нефти
(рис. 1.11).
Рис. 1.11. Зависимость вязкости
газонасыщенной эмульсии от
газосодержания и обводненности
нефти скв.2 (температура нефти
20°С)
В результате обработки данных получено выражение, позво-
ляющее с достаточной для практических целей точностью рассчитать
вязкость газированной эмульсии в зависимости от параметров т]о, Г,
W, t:
1,6б?70 • 1,054й' 1,6362"
1 + 0,0857-Г
(1-24)
где т]с - вязкость безводной дегазированной нефти при температуре
20°С; Г - количество растворенного в нефти газа, м3/м3; W - обвод-
ненность нефти, %; t - температура, “С.
На рис. 1.11 показано достаточно хорошее совпадение кривых
изменения вязкости эмульсий, построенных по экспериментальным
данным, с расчетными значениями вязкости газированных эмульсий,
полученными расчетным путем согласно выражению (1.24).
Характер изменения вязкости газированных до различного
уровня эмульсий как функции обводненности при температуре 20°С
представлен на рис. 1.11. При движении продукции скважин от забоя
скважин к устьям и далее по промысловым коммуникациям вязкость
системы существенно возрастает в связи с разгазированием нефти,
причем этот процесс интенсифицируется из-за естественного сниже-
ния температуры потока вследствие отдачи тепла в окружающую
среду. Следовательно, деэмульсация нефти на крупных сборных
пунктах невыгодна, так как требует дополнительных энергетических
39
затрат. Поэтому приближение объектов предварительного сброса
пластовых вод и подготовки нефти к скважинам, дожимным насос-
ным станциям, групповым установкам или разработка эффективных
технологических процессов по расслоению потока на нефть и воду в
наиболее благоприятных технологических условиях (низкая вязкость
газированной эмульсии, высокая температура) является крупным ре-
зервом снижения энергоемкости процессов добычи, сбора, транспор-
тирования и подготовки нефти, газа и воды на промыслах.
На основании рис. 1.11 можно сделать вывод о сравнительно
низкой вязкости эмульсии в стволе скважины при давлении ниже
давления насыщения, что определяет выбор техники и технологии
подъема жидкости от забоя скважин на дневную поверхность. Так,
при содержании в нефти 70% м'/м3 растворенного газа при 20°С вяз-
кость эмульсии с содержанием воды порядка 60% составляет 200
мПа-c, при ее разгазировании вязкость в этих же условиях возрастает
до 1500 мПа'С. Если учитывать снижение вязкости эмульсии при бо-
лее высокой температуре потока в фонтанных колоннах действующих
скважин (например, 60°С), то вязкость эмульсии составит около 50
мПа-c (рис.1.11, кривая 5).
Следовательно, в этом случае вязкостные характеристики по-
тока для подъема добываемой жидкости из скважин в 30 раз благо-
приятнее вязкостных характеристик сбора, транспортирования и под-
готовки дегазированной нефти при естественной температуре потока
[335].
Использование метода оценки вязкости газированных эмуль-
сий по ограниченному числу исходных данных позволяет более точно
рассчитать технологические параметры сброса пластовых вод в усло-
виях скважин или дожимных насосных станций на стадии проектиро-
вания. Это исключает необходимость перекачки больших объемов
пластовых вод от скважин к сборным пунктам и объектам поддержа-
ния пластового давления. В сочетании с технологическими приемами
получения в этих условиях чистых вод, пригодных для закачки в
пласт без дополнительной обработки, создаются предпосылки для
решения проблемы их утилизации с получением большого народно-
хозяйственного эффекта.
1.3.3.4. ОПРЕДЕЛЕНИЕ ВЯЗКОСТИ ДИСПЕРСНЫХ СИСТЕМ НЕФТЬ-ВОДА-ГАЗ
В современных герметизированных системах сбора транспор-
тируются не водонефтяные эмульсии, а водронефтегазовые смеси,
кажущаяся вязкость которых очень сложна для изучения.
Так, например, Собочинский и Ханингтон [53,195] исследо-
вавшие течение смеси воздух-вода-газойль по горизонтальному пла-
стмассовому трубопроводу диаметром 75 мм, изменение вязкостных
свойств трехфазных смесей учитывали в виде отношений (VP-», а рас-
чет вязкости жидкостной фазы вели по формуле приведенной вязко-
сти
G G
А
> за • v * I
--'л.
(1.25)
где Цт. р.в, цн, ц.Л! - динамическая вязкость соответственно газа, воды,
нефти и жидкости; GB, GH, GK, - массовые расходы воды, нефти и
жидкости соответственно.
Большая экспериментальная работа по изучению основных
параметров нефтегазоводяных смесей, и в частности вязкости этих
смесей, была проведена А.Н. Бочаровым в промысловых условиях
под руководством Р.С. Андриасова. Исследования проводили с гори-
зонтальными трубами диаметром 76,2, 101,6 и 152,4 мм и длиной 70
м каждая.
Расход нефти, газа и воды изменялись в широких пределах.
Истинное газосодержание трехфазных потоков ср определя-
лось с помощью мгновенных отсечек экспериментального участка
трубопровода и измерения в нем оставшихся количеств газа, нефти и
воды.
При обработке экспериментальных данных авторы использо-
вали формулы, учитывающие условия опытов и кинематики потока
Трехфазных смесей.
Истинное газосодержание ф получали по результатам измере-
ния среднего уровня жидкости в трубопроводе после отсечек:
1
т С
. = (1.26)
где S, и S - площадь сечения жидкости и трубопровода соответст-
. венно.
Исходные концентрации фаз в газонефтяной смеси при из-
1» вестных <р и W, определялись из соотношений
S л = (1-Ж,.
J <7>„-l-Gp-
F ^н=(1-^)(1-жв).
Истинные скорости фаз и скорости смеси находились из из-
вестных соотношений
где Vr, V„, VB, и Vc, - приведенные к рабочим условиям объемные
расходы газа, нефти, воды и смеси соответственно; vFj vB> vH, и vc - ис-
тинные скорости газа, воды, нефти и смеси соответственно.
Плотность жидкости и газоводонефтяной смеси определяли из
выражений (1.27)
Рж “ Рвфв Рнфн ~ Рн Р1|(1 WB ),
рс = ргф +рв(1 -Ф) + р„ (1 —<р)(1 - WB), (1.27)
где рг рв> и рн> - плотность газа, воды и нефти в отсеченном участке
трубопровода.
Расход жидких фаз рассчитывался по формулам:
объеменый
VB = VKWv,, VB = V«(l -WV)), (1.28)
массовый
GB = V«WvpB; Gb = V«(1 -Wv)pB;
G» = V*[(pB-pB)Wv + pB] (1.29)
Массовый расход газа
Gr = VrPr (1.30)
Связь между массовыми расходами воды, нефти и коэффици-
ентом обводненности Wv записывается как:
Ge_ Wv Рв
GH 1-Wr рн
Массовый коэффициент обводненности записывается как:
42
где VB - объем отстоявшейся из эмульсии воды; GB - навеска нефте-
продукта, г.
В результате обработки опытных данных, полученных для
условий эксперимента (обводненность нефти Wv < 0,77 и t = 20°С),
; авторы рекомендуют пользоваться для определения вязкости эмуль-
сии следующей формулой
^v7=2,34e'’94WvS/’’ - 0,558(3 (1.31)
где 8Ж - условный градиент жидкости, определяемый по графику.
;ь Авторы указывают, что формула (1.31) для определения вяз-
f кости нефтегазоводяной смеси даег максимальное отклонение от экс-
, периментальных данных всего лишь ±2% при |3<0,8% и ± 8% при
0,8<Р<0,93.
1.З.З.5. ИНВЕРСИЯ ФАЗ И СНИЖЕНИЕ ВЯЗКОСТИ ДИСПЕРСНЫХ СИСТЕМ
Во всех случаях при увеличении обводненности вязкость в
конце концов снижается. Критическое значение коэффициента об-
г водненности Wv , при котором вязкость эмульсии начинает снижать-
3- ся, для чистых веществ называется точкой инверсии (И).
k В точке инверсии И происходит обращение фаз, в результате
чего дисперсная фаза (вода) становится дисперсной средой (внешней,
сплошной), а дисперсионная среда (нефть) - дисперсной фазой (ра-
зобщенной), т.е. В/М -> М/В. Для эмульсий воды в нефти это понятие
не вполне корректно.
Кажущаяся инверсия нефтяных эмульсий происходит обычно
при введении в эмульсию в процессе ее транспортирования поверх-
ностно-активных веществ (ПАВ), являющихся стабилизаторами
t1 эмульсий противоположного типа. На самом деле речь идет о разру-
шении эмульсий и появлении свободной воды.
& Считалось, что йнверсия нефтяных эмульсий может происхо-
р, дить и без введения в них ПАВ, а только вследствие увеличения про-
центного содержания воды в эмульсии. Но как быть со случаем, когда
под пятном нефти разбившегося танкера существует’ целый океан во-
L ды, а нефть постепенно превращается в эмульсию и никакого обра-
щения фаз не происходит.
43
«Обращение фаз» нефтяных эмульсий имеет исключительно
большое практическое значение. Эмульсия типа М/В, имеющая
внешней фазой воду, транспортируется при меньших энергетических
затратах, чем эмульсия типа В/М. имеющая внешней фазой нефть.
Вот почему при транспортировании эмульсий всегда нужно стре-
миться к тому, чтобы внешней фазой являлась вода, а не нефть (при
условии, конечно, что трубопроводы защищены от коррозии).
Критическое значение коэффициента обводненности Wv для
нефтей разных месторождений может колебаться в пределах 0,5-0,9,
но в большинстве случаев оно равно 0,71. Такое разнообразие
значений Wr объясняется различием физико-химических свойств
компонентов эмульсии и в первую очередь концентрацией водной
фазы и присутствием в этой эмульсии различных эмульгаторов.
Рис. 1.12. Изменение вязкости
эмульсии:
а - в зависимости от вязкости
дисперсной фазы и дисперсионной
среды; б - от скорости сдвига и и
дисперсности эмульсии (Л, В, С, Д).
- вязкость эмульсии; - вязкость
дисперсионной среды; рЛ - вязкость
дисперсной фазы; цифры на линиях -
/'с
соотношения Л = ------; С
концентрация дисперсной фазы.
б
0 2 4 6
О 2 4 б
0 2 4 6
0 2 4 мк
44
Результаты теоретического анализа для ламинарного потока,
представленные на рис. 1.12, позволяют сделать выводы о том, что с
ростом вязкости диспергированной фазы растет эффективная
вязкость двухфазной системы ц*; причем максимальную
эффективную вязкость имеет суспензия типа жидкость-твердые
частицы. Так, при 50%-ном содержании диспергированной фазы
вязкость суспензии в 12 раз выше вязкости самой жидкости. С
уменьшением вязкости диспергированной фазы эффективная
вязкость эмульсии уменьшается, но не переходит нижнего предела,
равного ц* = Зцс.
Следовательно, снижение гидравлических потерь возможно и
в условиях потока, характеризующегося высокими числами Рей-
нольдса. Однако удаление бронирующих оболочек при таких пара-
метрах может значительно нейтрализоваться путем увеличения сте-
пени дисперсности эмульсии за счет эффектов дробления, что и было
подтверждено экспериментально.
Степень влияния на вязкость эмульсий бронирующих
оболочек капель пластовой воды, и способности капель к дроблению
при их устранении установлена институтом ТатНИПИнефть [35]
Степень влияния на вязкость эмульсий бронирующих
оболочек капель пластовой воды, и способности капель к дроблению
при их устранении установлена институтом ТатНИПИнефть.
С целью гарантированного исключения образования прочных
бронирующих оболочек на каплях воды в воду был заранее введен
деэмульгатор, после чего при помощи лабораторной мешалки была
приготовлена эмульсия воды с нефтью (табл. 1.7 ).
Таблица 1.7.
Содержание воды, % ^20 А Вязкость (в сПз) при температуре, °C
10 XLPjQL 30
5 0,885 44 28 19
10 0,886 54 32 26
20 0,905 78 47 32
30 0,922 11.5 74 48
40 0,935 142 78 61
50 0,938 230 160 94
Отсутствие бронирующих оболочек на каплях эмульсии каза-
лось бы должно снизить общую вязкость системы. Однако вязкость
обычной эмульсии (табл. 1.8) оказалась практически такой же. Сле-
довательно, эффект диспергирования (интенсивная турбулизация по-
тока) больше влияет на повышение вязкости системы, чем отсутствие
бронирующих оболочек на ее снижение. Такой вывод справедлив для
систем, в которых укрупнение капель и расслаивание потока по усло-
виям гидродинамического режима движения системы невозможны.
Таблица 1.8.
Содержание воды, % „20 Ра Вязкость (в сПз) при температуре, °C
10 20 30
5 0,883 40 24 16
10 0,887 53 32 22
20 0,905 68 43 28
30 0,916 93 52 30
40 0,932 137 95 60
50 0,936 184 121 83
Эмульсии, выделяющие воду, одновременно снижают и вязкость сис-
темы. На вязкость эмульсий при смешении воды с нефтью влияет не
только наличие бронирующих оболочек. Весьма существенна в этом
отношении роль температурного фактора, абсолютного содержания
воды в нефти и степени дисперсности (см. рис. 1.12). Весьма показа-
тельно, что при перемешивании нагретых эмульсий при высокой сте-
пени турбулентности потока конечная вязкость системы может ока-
заться выше, чем при осуществлении этой же операции при относи-
тельно низких температурах.
Снижение гидравлических сопротивлений за счет водного
подслоя в связи с кажущейся инверсией объясняется следующим об-
Рис. 1.13. Профили скоростей воды и нефти при совместном движении (ламинарный
режим).
1 - нефть без подстилающего слоя; 2-9 - верхняя кривая для нефти и нижняя для воды при высоте водного
слоя соответственно 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 0,9 общей высоты потока; 10 - вода.
46
Из графиков, приведенных на рис. 1.13, видно, что скорость
движения нефти в присутствии подстилающего слоя воды и ( в долях
от общей высоты потока) в определенных пределах резко возрастает.
Физический смысл этого явления становится понятным, если учесть,
что с ростом толщины водного подслоя h до определенного предела
возрастает и скорость движения границы раздела фаз иг(рис. 1.14).
Ur,CM/C
Рис 1.14. Функциональная связь между параметрами h, QH, ur.
А - изменение скорости движения границы раздела фаз о? высоты водного слоя; б - изменение расхода нефти
в функции от иг.
Это, в свою очередь, приводит к увеличению расхода нефти Qh, так
как возникает ситуация, имитирующая замену неподвижной ранее
нижней стенки трубы движущимся с высокой скоростью слоем
границы раздела фаз. Затем влияние фактора уменьшения площади,
занимаемой нефтью, начинает сказываться в большей мере, чем рост
Qh за счет возрастания иг, и общее значени Qh уменьшается.
Таким образом, введение 1ТАВ в поток транспортируемой
обводненной нефти сопровождается сложным комплексом различных
явлений, связанных в основном с изменением качественого состояния
капель воды. Появившаяся водная фаза не только снижает давление в
трубопроводах и повышает их производительность, но и позволяет
решить такие сложные проблемы, как деэмульсацию нефти (включая
обессоливание) и борьбу с отложением парафина. Решение последней
задачи объясняется возникновением водной пленки на стенках труб
(модификация поверхности стали в гидрофильную) и работой
трубопроводов в режиме самоочищения в результате резкого
снижения сил сцепления между возникающими отложениями и
материалом труб. Поэтому рассматривать воду лишь как вредный
балласт, на перекачку которого напрасно затрачивается
дополнительная энергия, нельзя.
37
На рис. 1.15 представлены зависимости безразмерного расхо-
да более вязкой фазы жидкости от соотношения радиуса трубы и ра-
диуса поверхности раздела фаз при различных значениях параметра
£(1.32):
Е =
(1-32)
где Е - эксцентриситет поверхности раздела. При Е = 0 поверхность
раздела концентрична с окружностью трубы, при Е = 1 - максималь-
но эксцентрична, т.е. величина К + £ = 1 (окружности касаются друг
друга в верхней точке); К = Ri/R2.
Рис. 1.15. Изменение расходов нефти (q}) и воды и воды (д„) при совместном
движении по трубопроводу в зависимости от ряда параметров.
I - ьода, II - нефть.
На рисунке видно, что увеличение расхода по отношению к
ф возможно от 32% при Е = I до 54% при оптимальном соотношении
расхода фаз. Если соотношение фаз не оптимально, то эффект под-
стилающего слоя будет проявляться в меньшей степени. Пи простом
расчете по графику может быть показано следующее. При радиусе
ядра нефтяного потока 40% радиуса трубы (16% площади проходного
сечения) и при Е = 0,95 расход нефти равен примерно 1,15 расхода
той же нефти, движущейся в трубопроводе без воды по всему сече-
нию. Таким образом, в этих условиях остальные 84% проходного се-
чения могут быть заняты водой, движение которой практически не
влияет на перепад давления и расход нефти. С этой точки зрения вода
не должна рассматриваться в качестве балласта, перекачка которого
48
нежелательна. Скорее будет более правильным признать, что вода в
данном случае выполняет полезные технологические функции.
Однако следует заметить, что экспериментально были полу-
чены несколько меньшие, по сравнению с теоретическими, значения
расходов для более вязкой жидкости. Это частично объясняется вол-
новым движением поверхности раздела жидкостей, а также тем, что в
условиях совместного движения воды и нефти вода обычно движется
в турбулентном режиме. Увеличение сдвиговых напряжений у по-
верхности раздела и частичное смешение нефти с водой повышает
вязкость, а также уменьшает градиент давления.
Однако все эти явления не снимают рассмотренного выше
эффекта подстилающего слоя и, по крайней мере, наличие воды в
нижней части трубопровода не уменьшает расхода нефти. Поэтому в
ряде случаев торопиться со сбросом на промежуточных сборных
пунктах и других узлах выделившейся из нефти воды, технологиче-
ски нецелесообразно. Нужно лишь создать необходимые условия для
того, чтобы добываемая вместе с нефтью вода не только не создавала
дополнительные трудности при перекачке, но и выполняла полезную
работу по транспортированию. Такие условия создаются при осуще-
ствлении трубной деэмульсации нефти при содержании воды в ней
вплоть до 80-90%.
1.3.4. ПЛОТНОСТЬ ЭМУЛЬСИЙ
Плотность эмульсии определяют, зная плотность нефти и пла-
стовой воды, образующих эмульсию, и их объемное или процентное
содержание. Плотность эмульсии можно подсчитать по следующим
формулам:
А = Ри Q - РРР. 0.33)
1
Рз ~ 0,01# 1-0,01^’
-----------—---------
р„
где V,, и Qs - соответственно расход нефти и воды, м3; р3, ри р„ -
плотность эмульсии, нефти и воды соответственно; q - содержание
49
воды и растворенных солей в эмульсии, массовые проценты; <р - объ-
емная доля дисперсной среды <р = Q</(V„ + QJ
Величина д определяется из следующего соотношения:
где д0 - содержание чистой воды в эмульсии; х - содержание раство-
ренных солей в воде, % [53].
1.3.5. ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА ЭМУЛЬСИИ
Нефть и вода в чистом виде - хорошие диэлектрики. Прово-
димость нефти колеблется от 1О'10 до 10’15 (Ом-см)’1, а воды - от 10'7
до 10’8 (Ом-см)’1. Однако даже при незначительном содержании в во-
де растворенных солей и кислот электропроводимость ее увеличива-
ется в десятки раз. Поэтому электропроводимость нефтяной эмульсии
обусловливается не только количеством содержащейся воды и степе-
нью ее дисперсности, но и количеством растворенных в этой воде
солей и кислот. Экспериментально установлено, что в нефтяных
эмульсиях, помещенных в электрическом поле, капельки воды распо-
лагаются вдоль его силовых линий, что приводит к резкому увеличе-
нию электропроводимости этих эмульсий. Явление это объясняется
тем, что капельки воды имеют приблизительно в 40 раз большую ди-
электрическую проницаемость, чем капельки нефти (е = 2).
Свойства капелек воды располагаться в эмульсиях вдоль си-
ловых линий электрического поля и послужило основной причиной
использования этого метода для разрушения нефтяных эмульсий.
1.3.6. УСТОЙЧИВОСТЬ НЕФТЯНЫХ ЭМУЛЬСИЙ
Самым важным показателем для нефтяных эмульсий является
их устойчивость (стабильность), т.е. способность в течение опреде-
ленного времени не разрушаться и не разделяться на нефть и воду.
Устойчивость эмульсии определяется временем ее существо-
вания и выражается очень простой формулой т = Н tv , где Н- вы-
сота столба эмульсии, см; v - средняя линейная скорость расслоения
эмульсии, см/с [53, 339,347, 356].
Различают также агрегативную и кинетическую устойчивость.
Первая характеризует способность глобул к укрупнению, а вторая -
расслоение эмульсии на нефть и воду.
50
Мерой общей устойчивости эмульсии может служить изме-
нение ее плотности за определенный промежуток времени в опреде-
ленном слое или количество выделившейся воды при отстое.
На устойчивость нефтяных эмульсий большое влияние оказы-
вают: 1) дисперсность системы; 2) физико-химические свойства
эмульгаторов, образующих на поверхности раздела фаз адсорбцион-
ные защитные оболочки; 3) наличие на глобулах дисперсной фазы
двойного электрического заряда; 4) температура смешивающихся
жидкостей; 5) величина pH эмульгированной пластовой воды.
Кратко остановимся на этих факторах.
1. По дисперсности нефтяные эмульсии подразделяются на:
мелкодисперсные с размером капель воды от 0,02 до 20 мк; средней
дисперсности, с водяными капельками размером от 20 до 50 мк; гру-
бодисперсные - с каплями воды размером от 50 до 300 мк. В нефтя-
ных эмульсиях практически содержатся водяные капли, соответст-
вующие всем трем видам. Такие эмульсии называются полидисперс-
ными.
Чем выше дисперсность эмульсии, тем она устойчивее при
всех прочих равных условиях. Однако вследствие огромного увели-
чения поверхности раздела между двумя жидкостями система, полу-
ченная диспергированием, приобретает большой запас свободной по-
верхностной энергии А и становится термодинамически неустойчи-
вой:
А = ,
где о - свободная энергия единицы поверхности; 5 - суммарная пло-
щадь поверхности раздела.
Такая система будет стремиться самопроизвольно перейти в
устойчивое состояние, уменьшая запас свободной поверхностной
энергии А, что, в свою очередь, может осуществляться двояко: за счет
уменьшения или площади 5 или поверхностного натяжения о в
результате введения в эмульсию ПАВ.
2. На устойчивость эмульсий большое влияние оказывают
стабилизирующие вещества, называемые эмульгаторами,
образующие на поверхности капель адсорбционные защитные
оболочки (“брони”), которые препятствуют слиянию этих капель.
3. Устойчивость нефтяных эмульсий в большой степени
зависит также от электрического заряда на поверхности частиц
(глобул). Образующийся двойной электрический слой защищает
частицы эмульсии от слипания подобно адсорбционным оболочкам.
Происхождение двойного электрического заряда на границе раздела
51
фаз можно объяснить следующим образом. В гомогенной
(однородной) фазе при равновесных условиях элетрический
потенциал любого компонента имеет постоянную величину эо всем
объеме
Водная фаза нефтяной эмульсии - это хороший электролит,
диссоциированный на положительные Н* и отрицательные ОН' ионы.
На 1ранице раздела фаз (нефти и воды) ионы эти
адсорбируются. На адсорбции ионов существенным образом
сказывается природа адсорбента, т.е. веществ, растворенных в воде и
нефти, которые называются естественными ПАВ. Ионы, способные
поляризоваться, адсорбируются только на поверхностях, состоящих
из полярных молекул. Микроучастки поверхности капельки полярной
воды, несущие определенный заряд, адсорбируют (сгущают)
противоположно заряженные ионы. При этом ионы элетроита,
имеющие противоположный знак, не адсорбируются, но под
действием сил электростатического притяжения остаются вблизи
адсорбционных ионов, образуя р ними на поверхности адсорбента
двойной электрический слон. Частицы, имеющие на своей
поверхности одинаковые заряды, взаимно отталкиваются.
4. Устойчивость нефтяных эмульсий зависит от температуры:
при повышении температуры устойчивость эмульсии понижается, так
как механическая прочность адсорбционных оболочек, особенно
содержащих парафин н церезин, снижается до нуля, r результате
капли сливаются и эмульсия разрушается; при понижении же
температуры таких эмульсий механическая прочность
адсорбционных оболочек повышается, что влечет за собой и
соответствующее повышение стойкости эмульсий.
5. Величина pH пластовой воды также оказывает
существенное влияние па стойкость нефтяных эмульсий, гак как
сказывается на упругих свойствах поверхностных слоев, причем
степень воздействия его на различные нефти неодинакова. С
увеличением величины pH снижаются реологические свойства
поверхностных слоен на границе нефть-вода, что влечет расслоение
эмульсии. Увеличение pH обычно достигается введением в эмульсию
щелочи, способствующей снижению механической прочности
бронированных оболочек и, как следствие, разложению эмульсии на
нефть и воду.
Адсорбция диспергированных особенно твердых
эмульгаторов на водонефтяной поверхности и утолщение межфазного
бронированного слоя на этой поверхности всегда протекает во
времени, поэтому эмульсия В/М со временем становится более
устойчивой, г.е. происходит ее старение. В начальный период
52
старение происходит весьма интенсивно, затем постепенно
замедляется и часто уже через сутки прекращается. Следует отметить,
что свежие эмульсии разрушаются значительно легче и быстрее.
13.7. АДСОРБЦИОННЫЕ ПРОЦЕССЫ ПРИ ФОРМИРОВАНИИ ЭМУЛЬСИЙ
Для дисперсных систем, к которым относятся и эмульсии ха-
рактерной особенностью поверхностного слоя является его избы-
точная потенциальная энергия [325]. В результате этого молекулы
поверхностного слоя втягиваются в дисперсную фазу, а на границе
раздела фаз жидкость-газ - в жидкость.
Любая дисперсная система стремится к увеличению энтропии,
т.е. снижению избыточной поверхностной энергии.
Поэтому вещества, способные снизить уровень свободной по-
верхностной энергии, естественно, концентрируются на границе раз-
дела фаз и называются поверхностно-активными (ПАВ). Снижением
уровня свободной поверхностной энергии сопровождается укрупне-
ние глобул воды, в эмульсиях и частиц в других системах, в связи с
чем последние в принципе являются неустойчивыми и в идеале стре-
мятся к расслоению на свободные фазы.
Избыточная потенциальная энергия единицы поверхности а
называется свободной поверхностной энергией жидкости и связана с
полной поверхностной энергией fE соотношением Гиббса-
Гелвмгольца [195]
= = + (1.35)
dT
где Т — абсолютная температура, К; Е- скрытая теплота образования
поверхности, равная da/dT.
Для воды, например, при 20°С а - 72,5 эрг/см2 и da / dT ~ -
0,15. Отсюда по формуле (1.35) получим W - 72,5 4 0,15 293 = 116,4
эрг/см2.
Интерпретация явлений адсорбции ПАВ на границе жид-
кость-газ или жидкость-жидкость определяется зависимостью между
избытком или недостатком адсорбированного вещества в поверхно-
стном слое Г, концентрацией ПАВ в растворе с и поверхностным на-
тяжением сгна этой границе по уравнению адсорбции Гиббса
53
где R - универсальная газовая постоянная, Дж/(кмоль-К); с - концен-
трация ПАВ в растворе, %; а - поверхностное натяжение системы
жидкость-газ или жидкость-жидкость, Н/м или Дж/м2 (эрг/см2); dcr/dc
- величина, характеризующая способность понижать поверхностное
натяжение раствора и называемая поверхностной активностью.
Величину do/dc обозначают через G и называют Гиббсом,
размерность G - эрг-см/моль или Джм/кмоль. С учетом этого уравне-
ние (1.36) имеет следующую форму:
G = ~— = RT —, (1.37)
de с
Из уравнения Гиббса (1.36) следуют три важных вывода:
1) если поверхностное натяжение с концентрацией с, т.е. если
~~)0, Г(0 (концентрация растворенного (ПАВ) в поверхностном
de
слое меньше, чем в объеме раствора), то такое состояние системы на-
казывается отрицательной адсорбцией;
2) если поверхностное натяжение системы сг с увеличением
концентрации с уменьшается, т.е. если ^^(0, то Г)0 (концентрация
de
ПАВ в поверхностном слое больше, чем во всем объеме), то такое
состояние системы называется положительной адсорбцией;
3) если сг не зависит от с, то концентрация растворенного ве-
щества в поверхностном слое и в объеме раствора одинакова. Такое
состояние системы называется равновесным.
Рис, 1.16. Изотермы адсорбции (Г)
и поверхностного натяжения (<j) в
зависимости от концентрации ПАВ
«С».
54
Зависимость количества адсорбированного вещества (ПАВ)
от равновесного давления (или концентрации) при постоянной темпе-
ратуре, т.е. графики а = f(p) или а = f(c) при Т = const, называются
изотермами адсорбции.
Схематически вид обычных изотерм адсорбции Г и изотерм
поверхностного натяжения ст изображен на рис. 1,16.
Из рисунка видно, что величина поверхностной активности
быстро изменяется в зависимости от концентрации с ПАВ в растворе.
В начале поверхностное натяжение ст падает быстро, а по мере запол-
нения поверхностного слоя адсорбируемыми молекулами изменение
ст с увеличением концентрации ПАВ происходит все медленнее и
практически прекращается, когда адсорбция достигает равновесного
состояния, т.е. полного насыщения поверхностного слоя ПАВ.
Поэтому поверхностную активность ПАВ обычно оценивают
величиной
,, т/сГ
=4—Uo, П-38)
ас
т.е. начальным значением поверхностной активности при концентра-
ции ПАВ, стремящейся к нулю.
Разрушения нефтяных эмульсий как первого, так и второго
рода можно достичь введением в систему искусственно полученного
поверхностно-активного вещества (деэмульгатора), вытесняющего из
адсорбционного слоя эмульгатор (естественный ПАВ), но неспособ-
ного стабилизировать вновь эмульсию любого типа.
Для успешного разрушения стабилизированной эмульсии де-
эмульгатор по эффективности всегда должен быть намного выше, чем
эмульгатор.
Чем эффективнее деэмульгатор, тем быстрее осуществляется
процесс разрушения бронирующих оболочек на каплях воды и мень-
ше его требуется для осуществления процесса..
Процесс образования больших комплексов из мелкодисперги-
рованных глобул воды в результате воздействия деэмульгаторов на-
зывается флоккуляцией. В процессе флоккуляции поверхностная
пленка глобул воды истончается, происходят ее разрушение и после-
дующее слияние глобул воды. Процесс слияния глобул воды называ-
ется коалесценцией.
Хорошие деэмульгаторы должны обеспечивать не только
сближение диспергированных капелек воды в эмульсии, но также и
разрушать окружающие их пленки и способствовать коалесценции.
55
Известно, что в большинстве нефтей присутствуют механиче-
ские примеси (сульфид железа, ил, частицы глины и т.д.), частички
которых собираются на поверхности раздела и способствуют упроч-
нению пленки, обволакивающей глобулы воды. Часто эти механиче-
ские примеси являются основными веществами, составляющими ма-
териал пленки, и удаление их вместе с водой также является важной
задачей при обезвоживании и обессоливании нефти.
Таким образом, реагенты, применяемые в качестве деэмульга-
торов для разрушения нефтяных эмульсий, должны обладать сле-
дующими свойствами: 1) способностью проникать на поверхность
раздела фаз нефть-вода; 2) вызывать флоккуляцию и коалесценцию
глобул воды и 3) хорошо смачивать поверхность механических при-
месей.
Такими универсальными свойствами обладает ограниченное
число деэмульгаторов.
1.3.8. ЕСТЕСТВЕННЫЕ ЭМУЛЬГАТОРЫ И ФОРМИРОВАНИЕ ЭМУЛЬСИЙ
ц В нефти и в пластовой воде, поднимаемых на поверхность,
всегда содержатся растворенные вещества,' которые способствуют
образованию и стойкости нефтяных эмульсий. Вещества, содержа-
щиеся в нефти (асфальтены, нафтены, смолы, парафины, мехпримеси
различных типов) и пластовой воде (соли, кислоты) и оказывающие
существенное влияние на образование и стойкость эмульсий, назы-
ваются природными эмульгаторами (естественными ПАВ).
Естественные эмульгаторы (кроме мехпримесей и парафинов)
могут быть как ионогенные, т.е. диссоциированные в водных раство-
рах на ионы, несущие электрические заряды, и неионогенные - не
диссоциированные в водных растворах на ионы, а представленные в
виде молекул.
В нефтях могут содержаться: кислород, в составе нафтеновых
и жирных кислот, эфиров; сера в составе асфальтосмолистых веществ
и азот. Молекулы этих соединений обладают значительной полярно-
стью и способны концентрироваться на поверхностях раздела вода-
нефть.
Наибольшее влияние на поверхностные свойства эмульсий
оказывают нафтеновые кислоты и асфальтосмолистые вещества.
Натриевые соли нафтеновых кислот плохо растворимы в неф-
тях, но хорошо растворимы в воде, обладают большой поверхностной
активностью и существенно снижают поверхностное натяжение воды
на границе с нефтью.
56
К группе асфальтосмолистых веществ нефти относятся ас-
фальтены, которые нерастворимы в воде, но хорошо растворимы в
нефтях, содержат ароматику (бензол, толуол) и смолы.
Асфальтены высокомолекулярны, молекулярная масса их
достигает нескольких тысяч единиц.
Щелочная вода легко образует эмульсии с нефтью, содержа-
щей нафтеновые кислоты. Однако адсорбционный слой, образуемый
нафтеновыми ^слотами, непрочен, и вследствие этого образующиеся
эмульсии агрегативно неустойчивы.
При образовании эмульсий в нефтях, содержащих асфальте-
ны, на поверхности капелек воды возникает прочный адсорбционный
слой, придающий этим эмульсиям высокую степень агрегативной ус-
тойчивости. Таким образом, наличие асфальтенов в нефтях Является
показателем крайне высокой устойчивости их эмульсий.
Естественные ПАВ, как правило, обладают поверхностным
натяжением, меньшим поверхностного натяжения растворителя, ина-
че накопления веществ в поверхностном слое будет термодинамиче-
ски невыгодным, и сравнительно малой растворимостью. В результа-
те накопления на поверхности раствора молекул этих веществ, слабо
взаимодействующих друг с другом, межмолекулярное взаимодейст-
вие в поверхностном слое уменьшается и поверхностное натяжение
снижается.
Кроме того, в продукции скважин имеются вещества, которые
не понижают, а повышают поверхностное натяжение, и поэтому они
называются инактнвными веществами. Эти вещества с поверхно-
сти жидкости переходят в объем, в результате чего происходит отри-
цательная адсорбция. Поверхностно-инакгивные вещества обладают
большими, чем у растворителя, растворимостью и поверхностным
цатяжением, в противном случае они также самопроизвольно накап-
ливались бы в поверхностном слое.
. К поверхностно-инактивным веществам относятся в основном
ясислоты и соли.
Характерной особенностью строения молекул большинства
,природных и синтетических ПАВ является их дифильность, т.е.
.Строение молекулы, состоящей из двух частей - полярной группы и
цеполярного углеводородного радикала [53, 324].
Полярная группа ПАВ, обладающая значительным диполь-
$ЫМ моментом, имеет большое сродство с водой (рис. 1.17а). Гидро-
|фцбный углеводородный радикал, наоборот, имеет большое сродство
& углеводородными жидкостями, и, в частности, с нефтью (рис.
1.176).
57
!
Устойчивость эмульсий типа В/М, стабилизированных неио-
ногенными ПАВ, объясняется следующим образом.
» Рис. 1.17. Образование эмульсии прямого (первого) типа (а)и обратного (второго)
типа (б)
1 ~ водная фаза; 2 - нефтяная фаза; 3 - полярная часть молекул, 4 - неполярная часть молекул.
Устойчивость эмульсий типа В/М, стабилизированных неио-
ногенными ПАВ, объясняется следующим образом.
Дифильные молекулы эмульгатора ориентированы на меж-
фазной границе так, что углеводородные участки направлены в дис-
персионную среду, а полярные гидратированные группы в воду -
дисперсную фазу.
Эмульгирующее действие как ионогенных, так и неионоген-
ных естественных ПАВ тем эффективнее, чем лучше сбалансированы
полярные и неполярные части молекул эмульгатора между обеими
фазами эмульсии. Это означает, что дифильная молекула хорошего
эмульгатора обладает сродством как с полярными, так и с неполяр-
ными средами. При этом условии молекулы эмульгатора не будут
растворяться преимущественно в какой-нибудь одной из фаз и будут
находиться на межфазной поверхности. Так, эмульгаторы, в молекуле
которых действие полярной части преобладает над неполярной и ко-
торые лучше растворяются в воде, образуют эмульсии первого рода
(рис. 1.17а) и, наоборот - эмульгаторы, у которых действие неполяр-
ной группы молекулы преобладает над полярной, способствуют обра-
зованию эмульсии второго рода (рис. 1,176).
В добываемой нефти и воде могут содержаться также твердые
вещества (мелкодисперсные глина, гипс, гидрат окиси железа
Fe(OH)3, песок, кварц и т.д.), способные смачиваться как полярной
(водой), так и неполярной (нефтью) жидкостями.
58
Отсюда следует, что если твердый эмульгатор лучше смачи-
вается водой, то со стороны водной фазы образуется «броня». При
этом получается весьма устойчивая эмульсия типа М/В (рис. 1.18а).
Если же твердый эмульгатор лучше смачивается неполярным углево-
дородом (нефтью), то образуется эмульсия типа В/М (рис. 1.18г).
Если частицы твердого эмульгатора находятся у межфазной
поверхности с внутренней стороны капель, то образуются неустойчи-
вые эмульсии (рис.1.186, в) [195].
Рис. 1.18. Расположение частиц
твердого эмульгатора на межфазной
поверхности при образовании капель
эмульсии:
а, в - гидрофильный эмульгатор; б, г ~
гидрофобный эмульгатор.
Устойчивость нефтяных эмульсий в большой степени зависит
также от электрического заряда на поверхности частиц (глобул), об-
разующегося в водной среде двойной электрический слой, защи-
щающий глобулы эмульсии от слияния. Происхождение двойного
электрического заряда на границе раздела фаз объясняется следую-
щим образом.
Рис. 1.19. Схема двойного электрического слоя на глобулах нефтяной эмульсии.
59
В гомогенной (однородной) фазе при равновесных условиях электри-
ческий потенциал любого компонента имеет постоянную величину во
всем объеме. Вместе с тем электрический потенциал для данного
компонента в разных фазах имеет различную величину. Поэтому при
соприкосновении двух различных фаз и особенно при их относитель-
ном движении на границе раздела происходит переход электрических
зарядов из фазы с более высоким значением электрического потен-
циала в фазу с меньшей его величиной. Этот переход приводит к об-
разованию заряда в одной фазе и равного, но противоположного за-
ряда - в другой. Противоположные заряды, благодаря взаимному
притяжению остаются на границе раздела, образуя двойной электри-
ческий слой. На рис. 1.19 показана схема двойного электрического
слоя. Частицы, имеющие на своей поверхности одинаковые заряды,
будут взаимно отталкиваться, обусловливая стойкость эмульсий.
Рис. 1.20. Схема формирования структурированных слоев на границе раздела фаз
нефть (масло)-вода:
а - в масляной фазе присутствуют твердые частицы механических примесей, а в водной фазе нет; б - в водной
фазе содержатся высокомолекулярные полиэлектролнты (типа ПАА):
1 - частицы механических примесей; 2 - сольватная оболочка на поверхности этих частиц со стороны нефтя-
ной (масляной) фазы; 3 - молекулы ПАА; 4 - гидрофильные группы молекул ПАА; 5 - (h) толщина пленки со
стороны нефтяной (масляиой) фазы.
Схематически процесс формирования структурированных
слоев на границе раздела нефть-вода, когда в нефтяной фазе присут-
60
ствуют дисперсии твердых или коллоидных частиц, приведен на рис.
1.20 [324,348].
Отличительная особенность структурированных слоев на гра-
нице нефть-раствор ПАА такова: в процессе формирования пленки
принимают участие как дисперсные частицы со стороны нефтяной
фазы, так и молекулы ПАА из водной фазы. Происходит своеобраз-
ное «сшивание» гидрофильных участков дисперсных частиц на гра-
нице раздела со стороны водной фазы молекулами полимера, адсор-
бирующимися на гидрофильных поверхностях этих частиц. При этом
не исключено определенное «втягивание» дисперсных частиц из неф-
тяной фазы в воду и их некоторое «разрыхление». При этом толщина
(И) сольватной оболочки природных стабилизаторов со стороны неф-
тяной фазы будет меньше, чем для системы, когда в водной фазе от-
сутствуют молекулы полимера. Если для пленок нефти, образуемых
на водной подложке, диск маятника после разрыва пленки под дейст-
вием раскручивания нити возвращается практически в первоначаль-
ное положение, то для «сшитых» пленок, т.е. для систем, когда в вод-
ной фазе присутствуют молекулы ПАА, этого не наблюдается.
После разрыва таких пленок происходит быстрое их. восста-
новление.
1.3.9. СОСТАВ ПРИРОДНЫХ СТАБИЛИЗАТОРОВ ЭМУЛЬСИЙ
Сравнительные исследования бронирующих оболочек, выде-
ленных из промысловых эмульсий нефтей нескольких месторожде-
ний, показали, что даже нефти с близкими характеристиками могут
значительно отличаться по составу стабилизирующих компонентов.
Более того, эмульсионные пробы нефтей, отобранные в разное время
из различных точек системы сбора одного и того же месторождения,
также могут значительно отличаться по устойчивости и составу их
бронирующих оболочек [312, 324].
В таблице 1.9 представлен состав бронирующих оболочек
промысловых нефтяных эмульсий для ряда месторождений.
Из данных таблицы 1.9 следует, что наряду с основными ста-
. билизаторами нефтяных эмульсий, асфальтенами и смолами в состав
: бронирующих оболочек входят высокоплавкие парафиновые компо-
f нснты (примерно до 70%) и различные неорганические вещества -
Is механические примеси (примерно до 40%). Причем все эти компо-
* ненты защитного слоя, выделяемые из отмытых нефтяных эмульсий,
[' в'количественном отношении могут быть представлены в самых раз-
г ных сочетаниях.
61
Месторождение нефти Содержание мае. % С+А П Тин стабилизатора
Механи- ческие примеси Бензо П“ юраств часть оримая
Бу'юянинское 40,0 51,3 15,9 33,6 1,0 Смешанный
Мухаионское 8,5 66,3 12,9 20,2 0,6 Парафиновый
Покровское 93 53,3 21,3 21,4 0,7 I о же
Радаслскос 0.9 25,6 14,0 60,4 2.9 Асфальтеновый
Бариноискос 7,8 23,5 11,3 65,2 3,2 1 о же
Лебяжинское 13,1 47,9 26,3 65,7 1,1 Сметанный
Подгорненскос 3,0 28,6 54,2 17,2 2,5 Асфальтеновый
Ромашкинское (девон) 5.4 60,3 30,5 9,2 0,5 Парафиновый
Ромашкиискос (yi лсносное) 212 74,0 21,0 5,0 0,4 1о же
Сергеевское 9,3 63,0 8,1 28,9 0,6 То же
Заглядинское 15,1 43,5 30,7 25,8 1,3 Смешанный
Воронцовское 9,3 57,2 9 6 33,2 0,8 Парафиновый
Жегыбайское 3.7 68,4 21,7 9,9 0,5 1о же
Увельское 2,9 74.5 22,6 2,9 0,4 То же
Праадипское 8,1 54,2 5,3 31,1 0,7 I о же
Табынское (Башкирия) 0.9 31,9 8,7 59,2 2,1 Асфальтеновый
Сшютско- । Соснинское 4,7 43,5 30,1 26,4 1,3 Смешанный
। Усгь-Бадыкское 5,3 37,3 30,8 31,9 1,6 Асфальтеновый
1 Ватинское 0,5 61,4 17,8 10,8 0,5 Парафиновый
| Русское 32,6 77,3 13,4 9,3 0,3 1 о же
1 Кенкияк 69,1 79,5 14,3 6,2 0,3 То же
। Арланскос 1,2 38,2 8,7 57,1 1,7 Асфальтеновый
Если учесть, что повышенное содержание механических при-
месей в составе защитных оболочек зависит ог многих причин (вынос
твердых частиц минералов из пласта; загрязнение продукции скважин
утяжеленными глинистыми растворами, баритом, продуктами корро-
зии и т.н.), но не связано с природой нефти и пластовой воды, то ор-
ганическую (растворимую в хлороформе) часть стабилизатора можно
рассматривать как систему, состоящую из трех основных фракций:
парафинов (II), выделяемых кипящим изопропиловым спиртом; смол
гексановых (С) и бензольных асфальтенов (А).
В зависимости от соотношения (С+Л)/П, суммарного содер-
жания основных («черных») компонентов стабилизирующего слоя и
содержания высокоплавких парафиновых углеводородов стабилиза-
62
торы нефтяных эмульсий могут быть подразделены на следующие
три типа:
1) асфальтеновый (С+А)/П> 1,0;
2) парафиновый (С+А)/П<1 1,0;
3) смешанный )С+А)/П ® 1,0 (0,8 - 1,2).
Рис. 1.21. Влияние
температуры деэмульсации на
удельные расходы
деэмльгатора при разрушении
промысловых водонефтяных
эмульсий, стабилизированных
преимущественно:
1 - асфальтенами; 2 - та же, с
наличием механических примесей; 3 -
парафинами; 4 - то же, с наличием
механических примесей.
Несмотря на некоторую условность такого подхода к класси-
фикации природных стабилизаторов нефтяных эмульсий, использо-
вание ее на практике представляет определенный интерес. Об этом
свидетельствуют кривые, приведенные на рис. 1.21.
Нефтяные эмульсии, защитные оболочки которых представ-
лены в основном асфальтеновым типом стабилизатора (кривая 1),
достаточно эффективно и в широком интервале температур (от 5 до
70°С) разрушаются неионогенным деэмульгатором типа дисолван
4411.
Для разрушения нефтяных эмульсий с парафиновым типом
стабилизатора (кривая 3) характерно резкое повышение удельного
расхода того же деэмульгатора при температуре деэмульсации ниже
20°С.
Возрастание в составе «бронирующих» оболочек доли меха-
нических примесей как в том, так и в другом случае (кривые 2 и 4)
приводит к повышению стойкости нефтяных эмульсий и, как следст-
вие этого, к увеличению удельного расхода деэмульгатора, необхо-
димого для их разрушения.
63
1.3.10. ДЕЭМУЛЬГАТОРЫ, КЛАССИФИКАЦИЯ, ИХ ПРИМЕНЕНИЕ
Подготовка нефти осуществляется с помощью большого ас-
сортимента деэмульгаторов (более 100 видов), характеризуемых из-
бирательным действием на обрабатываемые эмульсии.
Деэмульгаторы - поверхностно-активные вещества, способ-
ные вытеснить с поверхности глобул воды, диспергированной в неф-
ти, бронирующую оболочку, состоящую из полярных (входящих в ее
состав) компонентов, а также частиц парафина и механических при-
месей. При определенных соотношениях с эмульсией они должны
создавать на месте вытесненной защитной оболочки новую, но с низ-
кими структурно-механическими свойствами, слабо противодейст-
вующую слиянию (коалесценции) капель воды, т.е. являться нестой-
кими стабилизаторами эмульсии. При изменении правильного соот-
ношения деэмульгаторов с эмульсией (передозировка) они действуют
как эмульгаторы-стабилизаторы. В подобных случаях вместо разру-
шения эмульсии проявляется эффект повышения ее стабильности.
Под эффективностью деэмульгатора понимают его деэмульсацион-
ную способность (D), представляющую отношение весового (или
объемного) количества товарной нефти (С)к весовой (или объемной)
части деэмульгатора (<?), т.е.
Я
Величина D для высокоэффективных деэмульгаторов может
доходить до 100 000 и более. Нередко оказывается, что деэмульгатор,
эффективно воздействующий на эмульсию из одной скважины, не
является таким же для эмульсии из другой, которая по внешним
признакам аналогична первой. Для эмульсий, добываемых из одного
и того же пласта, могут потребоваться различные деэмульгаторы
вследствие различных характеристик эмульсий, а также в результате
изменения состава пластовой воды, ее содержания в нефти,
появления в нефти различных химических веществ в связи с ре-
монтными работами и применяемыми методами воздействия на
пласт.
Классификация деэмульгаторов. Деэмульгаторы,
использовавшиеся ранее и применяемые в настоящее время, делятся
на две группы: ионогенные и неионогенные [313, 329, 330, 331, 353,
354, 355].
64
1.3.10.1, ИОНОГЕННЫЕ ДЕЭМУЛЬГАТОРЫ
Первую группу составляют две погруппы:
а) анионоактивные, образующие в водных растворах при ио-
низации ПАВ поверхностно-активные анионы, в состав которых вхо- I
дят углеводородная часть молекулы и катионы, представляющие не-
органические ионы, чаще всего натриевые. Анион и раствора адсор-
бируется на поверхности глобулы воды, вытесняя образовавшуюся
защитную оболочку, создает на ней новую, более слабую оболочку с
отрицательным зарядом.
б) катионоактивные, подвергающиеся ионизации в водных
растворах с образованием поверхностно-активных катионов, состоя-
щих из углеводородных радикалов и обычно неорганических анио-
нов. Катион, адсорбируясь на поверхности частицы воды, вытесняет
защитную оболочку и создает новую, механически менее прочную с
положительным зарядом. Деэмульгаторы этой подгруппы отличались
незначительной активностью.
К первой подгруппе относят деэмульгаторы типа НЧК (ней-
трализованный черный контакт), НКГ (нейтрализованный кислый
гудрон), ТК (товарный контакт), СУ (сульфированные масла), алкил-
сульфатнатрия, нафтеновые кислоты и их соли - нафтенаты, сульфо-
нафтены алюминия и кальция и др.
Ранее наибольшее распространение получил натриевый НЧК,
получаемый сульфированием масляных и керосиновых фракций неф-
ти. После нейтрализации щелочью он содержит в качестве активного
начала соли сульфокислот. По химической природе представляет со-
бой соли водорастворимых кислот, получаемых при сульфировании
керосино-газойлевых дистиллятов или экстрактов от очистки масел
кислотой, олеумом или газообразным серным ангидридом с после-
дующим отделением кислого гудрона, промывкой его водой и ней-
трализацией щелочью [313, 354].
Характеристика товарного реагента:
Содержание, %
Сульфонафтеновых кислот 15
Сульфатов 12
Минерального масла 5
Показатель pH 7-8,5
Плотность, г/см3 1,12-1,16
Химический состав основного вещества (сульфонафтеновых
. кислот) НЧК разнообразен, меняется для различных поставок. В паи-
65
3. Э-2Ы
более общем виде состоят из углеводородного радикала R и сульфо-
группы и характеризуются формулой RSO3H [355].
Изотермы адсорбции системы нефть Ромашкинского место-
рождения - водный раствор НЧК даны в таблице 1.10.
Таблица!.10.
Содержание НЧК в рас- творе, % Межфазное натяжение, мДж/м2
Раствор НЧК в пресной воде - нефти Раствор НЧК в минера- лизованной пластовой воде - нефти
0,05 24,24 27,94
0,1 20,48 22,44
0,5 14,8 16,47
1,0 9,86 9,88
2,0 8,02 -
Примечание; НЧК растворим в пресной воде, образует прозрачный раствор, с минера-
лизованной пластовой водой - мутный раствор.
Как отмечалось, реагент обладает невысокой адсорбционной
активностью и сам по себе является малоэффективным деэмульгато-
ром - часто даже при высоком удельном расходе не обеспечивает
требуемой глубины обезвоживания водонефтяных эмульсий. Но ис-
пользование смесей НЧК с высокоэффективными неионогенными
ПАВ (типа дисолван) бывает экономически и технологически оправ-
данным, так как позволяет снизить необходимую концентрацию ак-
тивного реагента (дисолвана) на 1-2 порядка, при этом снижается и
концентрация НЧК в обрабатываемой эмульсии. Аммиачный НЧК
содержит свободный аммиак и сульфат аммония, который при взаи-
модействии с пластовой водой могут приводить к выпадению в сис-
теме сбора и подготовки нефти твердого осадка, состоящего из гипса,
гидрата окиси железа и др. Эти осадки способны в значительных ко-
личествах накопляться в аппаратуре, резервуарах и коммуникациях.
Распределяясь между нефтью и водой НЧК этого типа приводит к
усилению коррозии аппаратуры. Удельный расход его на установках
по обезвоживанию доходил до 7 и более килограмм на тонну нефти.
Он растворим в воде и смешивается с ней во всех отношениях.
1.3.10.2. НЕИОНОГЕННЫЕ ДЕЭМУЛЬГАТОРЫ
Неиногенные ПАВ - высокоэффективные соединения,
неспособные к ионизации в растворах и находящиеся в них в
молекулярной форме [353].
66
Являются блоксополимерами окисей этилена и пропилена,
гидрофильная часть молекулы является сополимером окиси этилена
(СН2ОСН2), а гидрофобная - как правило - сополимером окиси про-
пилена.
Для получения гидрофобного сополимера используют веще-
ства с молекулярной массой менее 200 и подвижным атомом актив-
ного водорода.
Исходными веществами для синтеза блоксополимеров с одно
гидрофобной и одной гидрофильной группой служат чаще всего од-
ноатомные спирты:
тС2Н4О
ROH+пСзНбО -> RO(C3H60)nH ->-> RO(C3H6O)„(C2H4O)mH
Блоксополимеры с одной центральной гидрофобной и двумя конце-
выми гидрофильными группами получают из двухатомных спиртов
или фенолов, двух основных кислот:
тС2Н4О
ОНСН2СН2ОН+п С3Н6О H(C3H6O)niOCH2CH2O(C3H6O)rt2H ->
Н(С2Н4О),„,(С3Н6О)„,ОСН2СН2О(С3Н6О)п2(С,Н4О)„12Н
Маслорастворимые блоксополимеры с одной цетральной гидрофиль-
ной и двумя концевыми гидрофобными группами получают:
пС3Н6О
ОНСН2СН2ОН+тС2Н4О -> Н(С2Н4О)т1ОСН2СН2О(С2Н4О),п2Н ->
->H(C3H6O)nl(C2H4O)inlOCH2CH2O(C2H4O),„2(C3H6O)n2H,
где nl + п2 = n; ml + m2 =- т
Процессы оксиэтилирования и оксипропилирования осущест-
вляют в реакторах периодического действия в присутствии катализа-
торов при 120-135°С.
В наиболее общем виде реакция получения неионогенных де-
эмульгаторов на основе окиси этилена и структурная формула конеч-
ного продукта представлена ниже:
rh+ch2- сн2->исььсн2он
V
Деэмульгирующую способность неионогенных соединений
можно регулировать, изменяя количество молекул присоединяемой
окиси этилена. При удалении окись-этиленовой цепи растворимость
неионогенного вещества в воде увеличивается. Неионогенным веще-
ствам можно придать также и гидрофобные свойства добавкой окиси
пропилена. Таким образом, неионогенные вещества можно получить
67
с различными свойствами, широко изменяя соотношения между гид-
рофобной и гидрофильной частями деэмульгатора (гидрофильно-
липофильный баланс). В зависимости от соотношения гидрофобной и
гидрофильной частей молекулы можно увеличить или уменьшить
сродство деэмульгатора к воде или к нефти, а также изменить его по-
верхностную активность.
Известно огромное количество деэмульгаторов этого типа:
дисолваны, R-11, сепароли, проксалины, проксанолы, дипроксалины,
доуфаксы, РИФ, Серво, СНПХ, ДИН, прогалит, ЛМЛ и др., многие из
которых были испытаны и применялись в промышленном масштабе
на промыслах Татарстана и других нефтедобывающих регионах.
Наиболее эффективными и универсальными отечественными
деэмульгаторами нефтяных эмульсий до недавнего времени являлись
проксанолы 146, 186, 305, проксамин 385 и дипроксамин 157 [303].
Приведем некоторые характеристики тех из них, для которых
известны, в основном, структурные формулы.
Проксанолы - это продукты последовательного присоедине-
ния окиси пропилена, а затем окиси этилена к гидроксильным груп-
пам пропиленгликоля:
НО - (С2НдО)п - (С3Н6О)т - (С2Н4О)П - Н
Проксанолы 146, 186, 305, шестидесятипроцентные блоксопо-
лимеры окисей этилена (п) и пропилена (т), где п = 48; т = 24 и п =
61; т = 31. Молекулярная масса 3500, 4500, ОВ-65+2; зоны 0,5, воды
(метанола) до 100. Представляют собой прозрачные или мутноватые
желтые жидкости, хорошо растворимы в мягкой и жесткой воде, эта-
ноле, бензоле. Практически нерастворимы в диэтиловом эфире и
уайт-спирите, температура помутнения 50-60°С. Гидрофильно-
липофильный баланс - 29 (146).
Проксанол 305 - маслянистая жидкость светло-коричневого
цвета, плотностью 1,036 г/см3, слабо растворимая в воде,, керосине,
хорошо растворимая в спирте, толуоле и других органических рас-
творителях.
Проксамин НР-71. Блоксополимер окисей этилена и пропиле-
на на основе этилендиамина. Молекулярная масса 3900, ОВ-98, зоны
0,4, Fe - 0,005. Прозрачная жидкость от светло-желтого до светло-
коричневого цвета. Хорошо растворим в мягкой и жесткой воде, эта-
ноле, бензоле. Аналог - Тетроник серия (БАСФ, ФРГ), Гепарол РФ
(НЕХСТ.ФРГ).
Близкими характеристиками обладают проксамин 385, ди-
проксамин-57, также синтезированные на основе блоксополимеров
68
окисей этилена и пропилена, но с существенно большей молекуляр-
ной массой.
Дипроксамин-57. Относится к классу высокомолекулярных
неионогенных ПАВ, представляет собой блоксополимер окисей эти-
лена и пропилена на основе этилендиамина.
Структурная формула:
H(C3H6O)nl(C2H4O)ml-N-CH2- CH2-N-(C2H4O)m2(C3H6O)Hn2
Характеристика дипроксамииа-57:
Цепочка окиси этилена (п) 80
Цепочка окиси пропилена (т) 26
Молекулярная масса Содержание, % 5000
основного вещества в промышленном реагенте 98
Золы 0,5
Товарное состояние Вязкая прозрачная жидкость
Цвет Темно-коричневый, коричневый
Растворимость в мягкой и жесткой воде, диэтило- вом эфире, этаноле, бензоле, четыреххлористом углероде Хорошая
Степень биоразлагаемости, % 77
ПДК в очистных сооружениях станций биоочистки, 10
мг/л
Реагент не выпадает в осадок из разбавленных растворов ми-
неральных кислот, щелочей и поваренной соли.
Дипроксамин 157 - продукт последовательного оксиэтилиро-
вания, затем оксипропилирования этилепдиамина:
H-(C3H6O)m-(C2H4O),f /
nch2ch2n
Н-(С3Н6О),П-<С2Н4О)„
(С2Н4О)П (С3Н6О),„-Н
(C2H4O)n (СзН6О)т-Н
Является одним из перспективных деэмульгаторов для нефтя-
ной промышленности.
Плотность реагента 1,0286 г/см3. Он плохо растворяется в во-
де,, хорошо растворим в ароматических углеводородах и в нефти,
имеет низкую температуру застывания (~38°С), поэтому его можно
транспортировать в чистом виде в бочках или обычных цистернах, в
то время как проксанол 305 и проксамин 385, застывающие при
69
обычных температурах, транспортируют в виде раствора смеси мета-
нола с водой в отношении 2:1.
Обычно для применения на обезвоживающих и обессоли-
вающих установках готовят 1-2%-ный раствор деэмульгатора. В зави-
симости от условий применения, особенно для разрушения высоко-
обводненных эмульсий, можно применять растворы других концен-
траций или 100%-ные деэмульгаторы [303].
Дисолваны. В промысловой подготовке наиболее часто ис-
пользуются: дисолван 4411,4422, 4490.
Характеристика дисолвана 4411:
Молекулярная масса 2500-3000
Товарное состояние Вязкая темно-
Содержание основного вещества в товарном про- коричневая жидкость 100
дукте, % Плотность, г/см3, при 20°С 1,040
Вязкость, мПа-c, при температуре, °C: 20 1760
40 515
60 226
Темперачура, °C: Вспышки 8-15
Самовоспламенения 447
Застывания 10
Предел взрываемости по объему в воздухе, % 6-34
ПДК паров деэмульгатора в воздухе, мг/л 0,05
Форма поставки и хранения Стальные бочки
Все они относятся к классу высокомолекулярных неионоген-
ных ПАВ. Представляют собой полиалкиленгликоли с молекулярной
массой 2500-3500. Дисолваны хорошо растворяются в воде. 1-3%-
ные водные растворы - стойкие прозрачные или мутноватые жидко-
сти со слабощелочной или нейтральной реакцией.
Дисолваны не реагируют с солями, слабыми щелочами и ки-
слотами, содержащимися в пластовой жидкости, не образуют осадков
и загрязнений в отстойной аппаратуре и дренируемой воде. При ис-
пользовании дисолванов в связи с гидрофилизацией металла усилива-
ется коррозия теплообменной аппаратуры, трубопроводов и емко-
стей. Применение их даже в смеси с НЧК замедлят коррозию; при
этом удельный расход дисолвана может быть снижен
70
Результаты использования дисолвана 4411 [52] в смеси с НЧК
(в знаменателе) на Ромашкинском месторождении приведены в таб-
лице 1.11.
Таблица 1.11.
Удельный расход реа- гента, г/т Темпе- ратура, Содержание воды в эмульсии, % Содержание солей, мг/л
До Обработки После Обработки До обработки После обработки
34/340 50 15,0 0,2 27700 42
27/230 60 2,5 0,1 4760 47
Характеристика дисолвана 4422
Химическая формула основного ве-
щества
Товарное состояние
Плотность, г/см3
Температура, °C:
Застывания
Кипения
Межфазное натяжение системы
нефть-водный раствор ПАВ, мДж/м2,
при концентрации реагента, г/т
О
50
Требуемая степень перемешивания с
обрабатываемой эмульсией
RO(C7H4O)C2H4OH
Маслоподобная жидкость
959
10
447
32
12,9
Невысокая
Результаты испытаний дисолвана 4422 при температуре 60°С
приведены в таблице 1.12.
Таблица 1.12.
Удельный расход реа- гента, г/т Месторождение нефти Содержание реагента в рабочем рас- творе, % Время от- стоя, ч Содержание воды в эмульсии, % Содержание солей, мг/л
60 Ромашкинское 2,0 2 12,8 0,24 7500 132
60 Бавлинское 2,0 2 18,4 0,36 51900 1260
33 Туймазинское 1,0 4 ю.о 0,15 - 200
71
Характеристика дисолвана 4490:
Товарное состояние
50%-ный раствор в аро-
матических углеводоро-
дах; бесцветная жидкость
с запахом метанола
Плотность, г/см3, при температуре 20°С
Вязкость, мПа-c, при температуре, °C:
-20
- 10
о
20
Температура, °C:
Вспышки
Застывания
Растворимость в воде, спирте, ароматических
углеводородах
ПДК паров в воздухе, мг/л
Предпочтительная область применения
Ориентировочный удельный расход, г/т при
температуре, °C
20
35
50
0,92
220
145
105
60
8
-45
Высокая
0,050
Путевая трубная деэмуль-
сация при низких темпе-
ратурах
80-100
40-50
35-40
Прогалит НМ 20/40 относится к классу неионогенных ПАВ
типа блоксополимеров окисей этилена и пропилена. Общая формула
активной части реагента
-O-R
। I'11 la
CH-O-R
Л«-^2в+1
где R - блоксополимеры окисей этилена и пропилена, - С3Н6О)т -
- (С2Н4О)„ - Н, п = 4-20; т = 3-20; т/п = 0,7-3; а = 1-5; b = 1-5; х =
1-2.
72
Товарная форма реагента 65%-ный раствор основного вещества в растворителе (67%-ный водный раствор метанола)
Внешний вид реагента Однородная прозрачная жид- кость
Цвет Светло-желтый - светло-
Плотность, г/см3, при 20°С коричневый 0,92
Вязкость реагента, мПа-c, при температуре,
Of.
0 10 20 Вязкость основного вещества, мПа-c, при 200 78 52 >175
температуре 50°С
Температура, °C:
Просветления 10%-ного водного раствора Застывания Вспышки в закрытом тигле ПДК по парам метанола в воздухе, г/м3 Растворимость в: 52-60 <-40 18 5
Воде Толуоле Норма расхода, г/т: Высокая Нулевая
Для обычных нефтей Для высоковязких нефтей 20-80 до 100-250
Реагент легковоспламеняющийся, по токсичности относится к
3-му классу опасности по ГОСТу. Подают в обрабатываемую среду в
состоянии поставки (без дополнительного разбавления); в виде 0,2-
5%-ного водного раствора; в форме эмульсии в безводной нефти с
концентрацией до 20%. Температура ввода реагента в обрабатывае-
мую эмульсию не должна превышать 50°С. После ввода реагента об-
работанная среда может быть нагрета до 60-120°С.
Хранят в защищенных от прямых солнечных лучей герметич-
ных бочках при температуре не более 50°С.
При приемке реагента контролируют качество по отобранным
пробам по следующим показателям: внешний вид, температура про-
светления, содержание активного вещества, кинематическая вязкость,
температура застывания. Проверку качества осуществляют также при
истечении гарантийного срока хранения (12 месяцев с момента при-
готовления продукта).
73
Реагент СНПХ-41 относится к классу неионогенных ПАВ.
Представляет собой азотсодержащий блоксополимер окисей этилена
и пропилена на основе фенольной смолы - отхода производства фе-
нола и ацетона.
Молекулярная масса
Внешний вид при комнатной температуре
Цвет
Плотность при температуре 20“С, г/см3
Вязкость, мПа-c, при температуре, °C:
20
80
Форма применения
Удельный расход, г/т
Поставка
Гарантийный срок хранения
1870
Густая вязкая жидкость
Коричневый
1,05-1,06
844
37-39
65%-ный раствор в метаноле
или фракциях ароматических
углеводородов
40-60
В железнодорожных цистер-
нах и металлических бочках
1 ГОД
Реагент СНПХ-4101.
Внешний вид Однородная прозрачная жидкость
Цвет Коричневый
Содержание активного вещества, % 48-52
Плотность при температуре 20°С, г/см3 0,94-0,98
Температура застывания, °C <45
Вязкость, мПа-c, при температуре, °C: 0 <200
20 <30
Растворимость в:
Воде Нерастворим
Нефти Неограниченно
Рекомендуется применять в неразбавленном виде на установ-
ках подготовки нефти и в процессе предварительного обезвоживания.
Реагент СНПХ-44 представляет собой смесь нескольких
групп ПАВ, что обеспечивает снижение вязкости раствора, ускорение
«доставки» реагента из глубины объема к поверхности раздела фаз,
увеличение деэмульгирующей способности.
74
Физико-химическая характеристика СНПХ-44
Содержание основного вещества в реагенте, % 48-52
Плотность при 20°С, г/смл 0,93-0,95
Вязкость, мПа-c, при температуре, °C:
0 <250
20 Й70
Температура застывания, °C <-45
Растворимость в: Воде Нерастворим
Нефти Неограниченно
Норма расхода при испытаниях, г/т - в системе сбора 40-45
- для нефтей нижнего карбона на установ- 96
ках УППН Остаточное содержание в нефти при про-
мышленных испытаниях: воды, % 0,28
соли, мг/л 106
Рекомендуется применять в неразбавленном виде.
1.3.10.3. СОВМЕСТНОЕ ДЕЙСТВИЕ РАЗЛИЧНЫХ ДЕЭМУЛЬГАТОРОВ
Возможны три случая совместного действия на нефтяную
эмульсию смеси двух и более деэмульгаторов: 1) аддитивность, т.е.
суммирование их деэмульгирующей способности; 2) антагонизм, т.е.
один ослабляет действие другого; 3) синергизм, т.е. один усиливает
действие другого [353].
На каждой из осей графика (рис. 1.22) отложена концентрация
одного из деэмульгаторов, т.е. общее их количество принято за 100%,
которое вызывает при данных условиях наиболее быстрое и полное
разрушение эмульсии в отсутствие второго деэмульгатора. В случае
аддитивности попытка добиться разрушения эмульсии одним де-
эмульгатором в концентрации меньше, чем 100%, потребует добавле-
ния пропорционального количества второго, так, если одного взято
70% от необходимой концентрации, то второго потребуется добавить
30% (в сумме 100%), и т.д. Это взаимное соотношение изображено на
графике прямой at.
При антагонизме оказывается, что при 70% концентрации
одного из них нужно уже не 30% концентрации другого, а больше,
например, 55%. Таким образом, сумма их парциальных концентраций
станет больше 160% (кривая п2).
75
При синергизме для тех же 70% от концентрации одного
деэмульгатора достаточно добавить только 15% от концентрации
второго (в сумме меньше 100%), чтобы получить быстрое разрушение
эмульсии (кривая а3).
Рис. 1.22. Совместные действия
деэмульгаторов.
- аддитивность, а2 - антагонизм; аз -
синергизм; С( и С2 - концентрации обоих
деэмульгаторов, выраженные в процентах.
При синергизме для тех же 70% от концентрации одного
деэмульгатора достаточно добавить только 15% от концентрации
второго (в сумме меньше 100%), чтобы получить быстрое разрушение
эмульсии (кривая а3).
При разрушении нефтяных эмульсий наблюдаются все три
взаимодействия.
Синергизм, антагонизм и аддитивность деэмульгаторов в
нефтедобывающей промышленности изучены пока недостаточно.
1.3.10.4. НЕКОТОРЫЕ ОСОБЕННОСТИ ПРИМЕНЕНИЯ ДЕЭМУЛЬГАТОРОВ
Содержание поверхностно-активных веществ в товарных
продуктах составляет 50-80%, остальное - растворитель и примеси. В
качестве растворителя используются спирты (бутиловый, изопропи-
ловый, метиловый) и ароматические углеводороды. По внешнему ви-
ду реагенты представляют собой легкоподвижные или вязкие жидко-
сти, что определяется, в основном, типом и количеством содержаще-
гося в них растворителя. Различают водо-и нефтерастворимые де-
эмульгаторы. Растворимость реагентов в воде обусловлена гидрата-
цией полиоксиэтиленовых цепей вследствие возникновения водород-
ных связей между молекулами воды и эфирными атомами кислорода.
Гидрофобные свойства молекул определяются количеством и длиной
76
полиоксипропиленовых цепей. Пи низком содержании в молекулах
окиси этилена неионогенные ПАВ теряют способность растворяться в
воде. Существенное влияние на растворимость реагентов в воде ока-
зывает температура. С возрастанием температуры нагрева увеличива-
ется степень дегидратации полиоксиэтиленовых цепей за счет разру-
шения водородных связей и водный раствор мутнеет и даже расслаи-
вается на две фазы. С увеличением степени оксиэтилирования повы-
шается температура дегидратации молекул ПАВ и, следовательно,
температуры помутнения. Присутствие электролитов в растворе так-
же способствует разрушению водородных связей и дегидратации мо-
лекул ПАВ, поэтому растворимость реагентов в минерализованной
воде снижается. Нефтерастворимость реагентов в минерализованной
воде снижается. Нефтерастворимые деэмульгаторы в воде не раство-
ряются, но достаточно хорошо в ней диспергируются. По способно-
сти растворяться в нефти принципиальных различий между водо-и
нефтерастворимыми реагентами нет. В ней практически все реагенты
растворяются недостаточно хорошо. Структурные формулы деэмуль-
гаторов отличаются большим разнообразием и составляют обычно
секрет производящих деэмульгаторы фирм. В литературе [9] приве-
дены структурные формулы трех типов деэмульгаторов неионогенно-
го типа.
Класс Поверхностно-активная гидрофобная группа Поверхностио-активная гидрофильная группа Структурная формула
1 Алкил фенол Полиэтиленоксайд (ЕТО) R-<=>-O-(ETO)„H
2 Линейный алкил Полиэтиленоксайд (ЕТО) R-O-(ETO)„H
3 Полипропиленоксайд (РРО) Полиэтиленоксайд (ЕТО) (ЕТО)„(РРО).(ЕТО)
Хорошие деэмульгаторы должны иметь следующие основные
свойства: высокую поверхностную активность; флоккуляционную
способность; коалесцирующую способность; смачивающую способ-
ность по отношению к твердым частицам. Для получения этих
свойств и обеспечения комбинированного действия смешивают не-
сколько деэмульгаторов, в результате чего и образуют товарный про-
дукт, применяемый на промыслах. В настоящее время широкое рас-
пространение получили нефтерастворимые деэмульгаторы различных
фирм (сепароль, доуфакс, прохинор, виско, дисолван, тритолайт и
др.), обладающие высокой деэмульгирующей способностью при рас-
ходе 20-50 г/т. Выбор деэмульгаторов, наиболее эффективных для
данной нефти, обрабатываемой на конкретном объекте, осуществля-
77
ется, как. правило, методом «бутылочных проб», хотя имеется много
противников этого метода. Попытки характеризовать и классифици-
ровать эмульсии и деэмульгаторы таким образом, чтобы выделись
общие факторы, определяющие свойства деэмульгаторов, которые
необходимы для обработки эмульсии данного типа, пока не увенча-
лись успехом. Информация, полученная при выполнении этих работ,
обширна, не недостаточна для окончательных выводов. Вместе с гем
считается, что специалист, хорошо знакомый с историей разработки
месторождения, требованиями контракта, свойствами химикатов и
эмульсии, может быстро подобрать наиболее эффективный деэмуль-
гатор. Однако этот метод нс дает должных результатов, когда свойст-
ва систематически изменяются, что случается довольно часто.
В связи с отсутствием за рубежом теоретических разработок,
определяющих оптимальное условие разрушения эмульсий, и прин-
ципиально единой технологической схемы сбора и подготовки нефт и,
условия обработки эмульсии и ее результаты значительно изменяют-
ся О] объекта к объекту, хотя обработке подвергается практически
одна и та же эмульсия. Разнообразие 'технологических схем и приме-
няемого при этом оборудования, соображения конкуренции и рекла-
мы привели к тому, что деэмульгатор подбирается для каждого объ-
екта в отдельности. Если на объекте возможно лишь слабое смеше-
ние, применение быстродействующих деэмульгаторов неизбежно.
Если используетея предварительный сброс воды - важное значение
имеет размер капель эмульсии, следовательно, неприемлемы де-
эмульгаторы, резко снижающие поверхностное натяжение на границе
вода-нефть. Если нагрев по какой-либо причине не применяется, де-
эмульгаторы должны быть работоспособны при темпсрагурс окру-
жающей среды. Различное оборудование также требует применения
различных деэмульгаторов. В отстойниках-резервуарах скорость дей-
ствия деэмульгаторов менее важна, поскольку такие аппараты имеют
большой объем и запас технологического времени. Граница раздал:'
фаз также может бьпь не особенно чистой. Однако, если промежу-
точный слой образовался, сто толщина не должна превышать опреде-
ленно! и уровня. Эю гем более необходимо, что промежуточный слой
в промывных резервуарах иногда выполняет роль фильтра для твер-
дых частиц и неразложившейся эмульсии. Свежая нефть, содержащая
деэмульгатор, проходя через этот внутренний слой, помогает разру-
шить глобулы воды и предотвращает увеличение его толщины сверх
допустимых пределов. Вертикальные деэмульсаторы отличаются
меньшей пропускной способностью по сравнению с промывными ре-
зервуарами, поэтому скорость действия деэмульгаторов играет боль-
шую роль. При повышении производительности в таких аппаратах
78
труднее стабилизировать межфазный слой, поэтому полная обраблка
должна проводиться в возможно более короткий промежуток времени
[334].
Горизонтальные деэмульсаторы имеют обычно высокую произ-
водительность, поэтому применение быстродействующих деэмульга-
торов здесь необходимо. Большая поверхность раздела и небольшая
высота слоя нефти требует, чтобы граница раздела фаз была чистой.
Аппараты этого типа допускают лишь небольшой по высоте проме-
жуточный слой. С увеличением производительности допустимая
толшина слоя для предотвращения выноса капель воды должна сни-
жаться, поэтому применяемые деэмульгаторы должны действовать
быстро н эффективно. Поскольку твердые частицы также проявляют
тенденцию накапливания на границе раздела фаз, деэмульгаторы
должны обладать смачивающим действием и способствовать их пере-
воду в состав водной фазы. Так как химэлектродегидраторы гори-
зонтальные аппараты. для обеспечения их нормальной работы также
требуются деэмульгаторы, имеющие свойства, характерные для гори-
зонтальных отстойников. В частности, деэмульгаторы должны раз-
рушать эмульсию быстро и полно. Поскольку электрическое поле са-
мо обеспечивает хорошую коалесценцию капель, ю от применяемых
деэмульгаторов выполнения этой функции нс требуется. Электриче-
ское поле позволяет вытеснить частицы, которые накапливаются на
границе раздела фаз, в нефть. Поэтому химэлектродегидраторы тре-
буют применения деэмульгаторов, хорошо смачивающих частицы и
переводящих их в сооав дренажной воды.
Большинство химических компаний обучают и хорошо осна-
щают своих представителей, занимающихся подбором деэмульгато-
ров и выводом установок на оптимальный режим эксплуатации. Вла-
дельцы нефтяных участков не занимаются этими вопросами сами и
приглашают представителей других фирм для выбора деэмулы аторов
и выработки рекомендаций по их применению. Необходимо вместо
выбора деэмульгаторов из сотен их наименований, пригодных для
использования только па том или ином конкретном объекте со всеми
его технологическими особенностями, разработать оптимальную тех-
нологическую схему подготовки нефти, создать на згой основе эф-
фективную дегидрирующую аппаратуру и использовать деэмульга-
тор, соответствующий виду обрабатываемой нефти. Деэмульсация
нефти в промысловых условиях нередко предусматривает комбини-
рованное применение деэмульгаторов, смешение с нефтью, нагрев,
электрообработку и отстаивание. Поскольку деэмульгатор должен
воздействовать на каждую каплю пластовой воды с целью дестабили-
зации межфазной пленки, необходимо тщательное его смешение с
79
обрабатываемой эмульсией сразу же после ее добычи или в процессе
добычи нефти при непрерывном его дозировании. Последний метод
применяется наиболее часто, так как врем для концентрации молекул
эмульгатора на поверхности раздела фаз, приводящей к образованию
оболочки и стабилизации эмульсии, в этом случае минимально и,
кроме того, обеспечивасгся максимальное смещение и увеличивается
продолжительность воздействия деэмульгатора на эмульсию. Для
выполнения этого требования в ряде случаев деэмульгатор подается
на забой скважин, что способствует' наиболее эффективной обработке
эмульсии. Целесообразность таких решений обусловлена: интенсив-
ным перемешиванием эмульсии с реагентом, что особенно важно при
коротких выкидных линиях, нс обеспечивающих достаточного сме-
шения; высокой забойной температурой, что в сочетании с деэмуль-
гатором снижает степень эмульсеобразования; контактом химических
реагентов с каплями до стабилизации эмульсии; что также предот-
вращает образование стойких эмульсий; снижением вязкости эмуль-
сии (эмульсии имеют более высокую вязкость но сравнению с обра-
зующими ее компонентами, поэтому разрушение эмульсии уменьша-
ет нагрузку на насосы, снижает давление и увеличивает добычу неф-
ти).
Однако введение реагентов на забой скважин представляет со-
бой существенные технические трудности. Это делает метод полез-
ным только в отдельных случаях. Более широко прнмешется введе-
ние реагента в выкидные линии, в точке около устья скважин. Однако
при большом числе скважин это тоже практически непростая про-
блема, так как стоимость дозировочных насосов довольно высокая, а
их обслуживание требует затрат времени, Поэтому нередко прини-
макнея решения об установке дозаторов, общих для группы скважин.
В этом случае дозатор устанавливается на наиболее высокопродук-
тивной скважине, характеризуемой тонколисперсной эмульсией и
работающей непрерывно, ее выкидная линия соединяется с коллекто-
ром к которому присоединены выкидные линии других скважин. В
наиболее общем случае дозировка реагента осуществляется на голов-
ном участке сборного трубопровода, что также гарантирует обработ-
ку продукции всех скважин. Для установки одного дозатора требуют-
ся меньшие капитальные вложения и обеспечиваются минимальные
эксплуатационные затраты. Это создает определенную экономию
средств, хотя и имеет место повышенный расход деэмульгатора из-за
недостаточно длительного смешения. Характерно, что в американ-
ской практике до сих пор рассматривают введение деэмульгатора в
трубопровод лишь как средство повышения эффективности смешения
и снижения расхода деэмульгатора. Использование трубопроводов в
80
качестве эффективных технологических аппаратов, в которых воз-
можно полное разрушение сформированных эмульсий вплоть до рас-
слоения потока на нефть и волу, а также утучшение качсщва ранее
деэмульгированной нефти в процессе ее транспортирования, как эго
делается, например, в Татарии, американской промышленности до
недавнего времени было неизвестно R '•□ответствии с общепринятой
технологией коалесценция капель до недавнего времени осуществля-
лась в основном, в дегидрирующей аппаратуре. Отсюда вьгскают и
повышенные гребования к свойствам деэмульгаторов (например, бы-
стродействие), рассмотренным выше. Считается, что эффективное
смешение обеспечивается в большинстве случаев уже ори транспор-
тировании эмульсии по выкидным и сборным линиям, а также при
прсхох<денни через сепараторы и делители потока. Б связи с тем. что
современные деэмульгаторы способны диффундировать через нефть
и имеют высокую поверхностную активность, их действие считается
эффективным при минимальном смешении. Деэмульгаторы прежних
типов (водорастворимые) требовали значительно большего времени
смешения для достижения необходимого эффекта,
На большом числе объектов подюговки нефти иснотьзуюг на-
грев эмульсии, что способствует ее смешению с деэмульгатором,
коалесценции, осаждению капель и расслоению потока. Эго связано
со снижением вязкосги нефти, ослаблением и разрывом пленок меж-
ду нефтью и водой при расширении воды, изменением разницы и со-
отношения плотностей жидкостей в результате тешю ускоряет обра-
ботку и используется для уменьшения размерен озетойвых аппаратов.
Однако при этом имеется в виду, чго тепло способствует улетучива-
нию легких фракций и повышению плопюсти нефш. С увеличением
температуры проблема эксплуатации дегидраторов также становится
более сложной. Специалисты считают, что обычно бывает более вы-
годным увеличивать расход реагента и осуществлять процесс при бо-
лее низкой (смпературе, чем терять л объеме добычи и плотпост
нефти в связи с подогревом эмульсии до высокой температуры. Счи-
тается также более экономичным использовать большие резервуары
для подготовки нефти, чем применять отстойные аппараты неболь-
ших размеров в сочетаниис подо!ревом [10].
Часто вместо нагрева в качестве дополнительного фактора ин-
тенсификации процесса подготовки нефти применяется электроэбра-
ботка. Она ценна особенно в тех случая? когда размеры площадки
играют первостепенное значение п деэмульсация нефти в>эз*кэжна
только в небольших по размерам аппаратах, Электрическое поле эф-
фективно при обработке ослабленных эмульсий и очень чувегвитеть-
ио к твердым частицам, взвешенным я объеме нефти Поэгому при-
менение деэмульгаторов, способных переводить механические при-
меси в состав дренджной воды, в этом случае обязательно. Расход
реагента в зависимости от свойств эмульсии и типа применяемого
оборудования изменяется от 2,5 до 250 см3/м3, средний его расход
составляег 50 см3/м3.
В работе [11] отмечается, что термическая обработка нефти
входит составной частью в стоимость добычи и нередко экономия на
реагентах может быть поглощена увеличением затрат на других опе-
рациях. С другой стороны, постоянное использование реагентов и
хорошая эксплуатация оборудования позволяют существенно снизить
затраты при добыче нефти. Расчеты показали, что обезвоживание
нефти при цикловой операции (накопление-обработка) в 10-20 раз
дороже, чем при непрерывной дозировке реагента на скважине. По-
этому все еще широко распространенная практика - снижать или ис-
ключать расход реагента при термохимической обработке нефти в
летний период - нерациональна. Нередко это ведет к образованию
донного осадка в резервуарах и удорожанию процесса в целом. Так,
при расходе реагента 1100 см3/сут на одном из участков затраты на
деэмульгатор за 4 мес. В рассмотренный период составляли 150 долл.
(1 л стоит 1,14 долл.), а потери нефти в донных осадках резервуара
объемом 32 м3, если они удаляются легко, оценивались в 390 долл.
(3,18 м3 х 94 долл.), не считая затраты собственно на очистку резер-
вуара и другие расходы. Отсюда видно, что дозировка реагента в те-
чение года оказывается более экономичной, чем циклическая обра-
ботка нефти.
1.3.11. РАЗРУШЕНИЕ ЭМУЛЬСИЙ
Формированию эмульсий посвящена обширная литература. В
значительно меньшей мере изучены условия их разрушения. На стой-
кость и эффективность разрушения эмульсии влияет большое число
факторов. Одним из факторов, определяющих стойкость эмульсии,
является состояние бронирующих оболочек, образующихся на по-
верхности глобул воды в результате адсорбции различных типов ес-
тественных деэмульгаторов, содержащихся в нефти и обладающих
структурно-механическими свойствами. Бронирующие оболочки
препятствуют слиянию капель при их контакте. Поэтому успешность
процесса деэмульсации нефти во многом определяется степенью их
разрушенности.
Разрушение бронирующих оболочек на глобулах пластовой
воды достигается механическим дроблением капель под воздействи-
ем истирающих и ударных эффектов, возникающих при контакте
82
глобул с поверхностью трубопроводов, аппаратов и различных наса-
док, нагревом эмульсии и применением деэмульгаторов, воздействи-
ем электрического поля. Некоторые из факторов комплексно влияют
на эмульсию, облегчая соударение и коалесценцию капель, а также
последующее их осаждение на дно аппаратов. Разрушение эмульсии
зависит и от таких факторов, как состав и свойства нефти и пластовой
воды, вязкость, плотность, размер глобул, наличие механических
примесей, окислительные, конденсационные и другие процессы, про-
исходящие в нефти и пластовой воде в связи с изменением термоди-
намических условий при движении продукции скважин.
1.3.11.1, ВЛИЯНИЕ ТЕМПЕРАТУРЫ, ВЯЗКОСТИ И ПЛОТНОСТИ
НЕФТИ НА ОСАЖДЕНИЕ КАПЕЛЬ
Влияние температуры на эффективность процессов деэмуль-
сации нефти многосторонне. В частности, увеличение температуры
потока позволяет:
- уменьшить вязкость нефти и ускорить процесс осаждения
капель пластовой воды;
- увеличить разницу в плотностях воды и нефти с таким же
эффектом;
- повысить эффективность действия деэмульгаторов вследст-
вие увеличения подвижности их молекул, растворения и десорбции
компонентов, входящих в состав бронирующих оболочек;
- ослабить бронирующие оболочки путем растворения (рас-
плавления) отдельных компонентов, входящих в их состав, ослабить
молекулярные связи между ними и снизить прочность оболочек в ре-
зультате их растяжения при расширении капель воды;
- улучшить условия для взаимного столкновения и коалес-
ценции капель в связи с возникновением тепловых потоков;
- снизить вязкость тонких прослоек нефти и улучшить усло-
вия контакта при сближении капель.
Наиболее эффективно бронирующие оболочки на поверхно-
сти глобул разрушаются при нагреве в эмульсиях, сформированных
нефтями парафинового основания, так как в этом случае в состав
бронирующих оболочек в значительных количествах могут входить
кристаллические парафины. Рассмотрим влияние температуры на
скорость осаждения капель, а следовательно, и расслоения эмульсии-
на нефть и воду. Скорость осаждения глобул воды в нефти определя-
ется их размером (диаметром) и величиной фактора [336, 337]
S3
(р.-р..)
p
где рв, рн - плотность воды и нефти соответственно;
ц - вязкость нефти.
Из формулы видно, что величина фактора f определяется со-
отношениями трех параметров, входящих в нее. Результаты изучения
влияния каждого из них, а также их сочетаний на фактор f представ-
лены на рис:1.23.
М-
0,13
0,09
0,05
0,01
Рис. 1.23. Зависимость некоторых параметров эмульсии от температуры:
рн , рн - плотность воды и нефти соответственно; Ар- разность плотностей воды и нефти; р - вязкость нефти.
Изменения фактора f в зависимости от температуры, а следователь-
но, и скорости осаждения капель оказалось практически линейным.
Однако диапазон этих изменений весьма невелик. Так, увеличение
температуры нефти от 20 до 100° С приводит к увеличению скорости
осаждения капель в нефти всего лишь в 5-6 раз. На рис. 1.24 приведе-
ны пять кривых, отражающих изменение фактора/в зависимости от
соотношений следующих параметров:
- при р', р', р‘д (все переменные);
f1 - при р‘, X, рвм (р„ при itfC);
\fnI - при р2\ р'И, р\ (р при 20°С);
Г - при р', р™, р‘ (рн при 20°С);
fv - при р1, р™, р? (р„ ,рд при 20° С);
84
Рис. 1.24. Зависимость фактора f
от других параметров:
Л Нн, Рн. Р« - переменные, f“p.«const, рн.
ри - переменные; f,npH3=const) р,рн -
переменные; f^pe^onst, цн, рв
переменные; Л Ap=const, рц - переменная.
Если принять кривую f1 за эталонную и относительно нее
давать оценку влияния на фактор/ остальных параметров, то можно
отметить следующее. Из всех параметров, определяющих изменение
фактора / с изменением температуры, преобладающее влияние при-
надлежит вязкости (кривая fv ), Если величину фактора/ при 100° С
и переменных /л ,рв, ри принять за 100%, то на долю влияния вяз-
кости на изменение фактора/с повышением температуры приходится
95%, а долю плотности воды и нефти 1,25% (кривая При сни-
жении плотности воды и постоянном ее значении для нефти (при пе-
ременной вязкости) фактор / уменьшается до 82% (кривая f’v\ что
свидетельствует о преобладающем влиянии плотности нефти по
сравнению с изменением плотности воды в связи с изменением тем-
пературы.
Ход кривой /“ указывает на то, что соотношение параметров,
при котором / достигает максимума, наилучшее, если при изменяю-
щихся плотности нефти и ее вязкости плотность воды будет оставать-
ся постоянной. В данном случае величина фактора / возрастает для
рассматриваемых условий на 16%. Однако, как известно, нагреванием
эмульсии этого достичь нельзя. Одним из вариантов снижения вязко-
сти нефти при постоянном значении рв является введение в нее легких
нефтепродуктов или других маловязких нефтей. Например, добавле-
ние к нефти 15% по объему фракции н.к. 100° С (рис. 1.25) эквива-
лентно увеличению температуры процесса с 40 до 60° С. Нетрудно
предвидеть все последствия возможного смешения с эмульсией вяз-
кой нефти легких углеводородов или нефтей меньшей вязкости. Ис-
85
пользование для улучшения процесса подготовки нефти некоторых
нефтепродуктов (на НПЗ ) оказалось весьма экономичным. Весьма
целесообразной может оказаться подача под давлением на установки
подготовки нефти сырья с высоким содержанием легких фракций,
что становится возможным при использовании полностью герметизи-
рованной системы сбора и транспортирования нефти и газа.
Рис. 1.25. Зависимость
фактора f от температуры и
степени разбавления нефти
маловязкими продуктами:
1 - нефть плюс 30% фракции н.к. -
100й С;
2 - нефть плюс 15% фракции н.к. -
100" С;
3 - нефть.
Перспективным направлением в совершенствовании техноло-
гии подготовки нефти является смешение нефтей высокой и низкой
вязкости, что особенно важно в процессе деэмульсации нефти при
низкой температуре. Так, смешение ромашкинской девонской нефти
с Самотлорской при 10° С в соотношении 1:1 приводит к увеличению
фактора f для первой из них почти в 2 раза, что эквивалентно нагре-
ву ромашкинской нефти до 30° С. Еще больший эффект достигается
при смешении самотлорской нефти с высоковязкими угленосными
нефтями верхних горизонтов, разрабатываемых в Татарстане и дру-
гих районах страны. В этих случаях величина фактора f возрастает в
еще большей степени, что позволяет осуществлять подготовку нефти
при более низкой температуре. Следует отметить, что иногда сниже-
ние фактора f путем смешения нефтей различной вязкости может
оказаться единственным приемлемым средством, обеспечивающим
возможность ее транспортирования и снижения потерь на трение.
Наиболее эффективно разрушение бронирующих оболочек
осуществляется под воздействием поверхностно-активных веществ,
которые являются высокоэффективными деэмульгаторами.
Механизм действия деэмульгаторов сводится к дробящему,
пептизирующему и вытесняющему действию веществ, входящих в
состав бронирующих оболочек, с поверхности капель и их замене ад-
сорбционным слоем, сформированным из молекул (ионов) ПАВ, не
обладающих структурно-механическими свойствами. При этом кап-
86
ли могут коалесцировать при последующих столкновениях в турбу-
лентном потоке.
К наиболее эффективным деэмульгаторам относятся масло-
растворимые, так как в этом случае воздействию деэмульгатора под-
вержены бронирующие оболочки всех взвешенных в объеме нефти
капель воды. Применение эффективных деэмульгаторов позволяет
быстро осуществить процесс разрушения бронирующих оболочек на
каплях пластовой воды и создать предпосылки для их последующей
коалесценции. Получило распространение мнение, что применение
эффективных деэмульгаторов является решающей предпосылкой ус-
пешного осуществления процесса подготовки нефти. Этим значение
деэмульгаторов явно переоценивается. Опасность такого заблужде-
ния состоит в том, что отвлекает внимание исследователей от необ-
ходимэС[ц создания эффективной техно «огни подготовки нефти как
продела в целом. Применение эффективных деэмульгаторов - необ-
ходимое, по недостаточное условие высококачественной подготовки
нефти. Так, после разрушения бронирующих оболочек па каплях п ia-
сговой воды, необходимо осуществить еще операцию коалесценции
капель, на проведение которой обычно требуется намного больше
времени, чем для разрушения бронирующих оболочек. Кроме того,
эта операция технологически более сложна. В практике известно
много случаев, когда применение эффективных деэмульгаторов не
гарантировало высокого качества подготовленной нефти и низкой
себестоимости процесса.
Эффективность процесса определяется многими параметрами,
в том числе температурой нагрева, гидродинамическим режимом об-
работки, конструк гивмым совершенством применяемой аппаратуры и
т.д.
На рис.1.26 Представлены «рафики зависимости степени обез-
воживания и поверхностного натяжения обезвоженной девонской ро-
машкинской нефги от расхода деэмульгатора и времени отстоя. Из
графиков видно, что расход деэмульгатора и время отстоя - в извест-
ных пределах взаимно компенсируемые параметры. С увеличением
расхода деэмульгатора скорость и степень обезвоживания нефги воз-
растают. Следует, однако, добавить, чю при увеличении расхода де-
эмульгатора выше определенных пределов может быть получен от-
рицательный эффект, связанный с исредиспергированием капель в
результате значительного снижения поверхностного натяжения на
границе раздела нефть - вода. Такие процессы, например, наблюда-
лись на месторождениях Западной Сибири и Белоруссии при высокой
скорости потока нефги, движущейся по трубопроводам в интервале
от места подачи деэмульгатора до установки (резервуар), и в процессе
87
разгазирования нефти при больших газовых факторах. Поэтому дози-
ровка деэмульгатора, должна подбираться таким образом, чтобы
обеспечить разрушение бронирующих оболочек на глобулах пласто-
вой воды при минимальном его расходе.
Рис. 1.26. Зависимость степени разрушения эмульсии и поверхностного натяжения
воды и нефти от расхода деэмульгатора и времени обработки:
а - зависимость количества выделившейся воды (W, %) от расхода деэмульгатора q:
1,2, 3,4,5 - время отстоя 15,60, 120, 180, 240 мин;
содержание воды в нефти - 19%, Т =70" С;
б - то, же что и п. а, при различном времени обработки:
1, 2, 3, 4, 5, 6, 7. 8 - расход деэмульгатора 150, 125, 100, 75, 50, 40, 30, 20 г/т,
содержание воды в нефти 19%, Т « 70° С;
в - зависимость поверхностного натяжения дренажной воды (кривая 1) и нефти (кривая 2) после
деэмульсации от расхода реагента q, содержание воды в нефти 19%, Т 70fl С, время отстоя
240 мин.
Наличие в нефти механических примесей и включение их в
состав бронирующих оболочек резко снижает эффективность процес-
са коалесценции капель при их столкновении в потоке. В этих случа-
ях коалесценцией даже при благоприятных других условиях может
завершаться только одно из 10 000 столкновений капель. Поэтому
подбираемый деэмульгатор должен обладать такими свойствами, ко-
торые обеспечивают возможность перехода частицы внутрь глобулы
воды или в состав нефти в результате адсорбции на ней молекул де-
эмульгатора и проявления при этом эффекта индуцированной раство-
римости.
Большое значение для повышения эффективности разрушения
эмульсии имеет правильный выбор гидродинамического режима ее
движения. Режим движения выбирается оптимальный для каждой
стадии процесса разрушения эмульсии (разрушение бронирующих
88
оболочек, коалесценция глобул, осаждение укрупнившихся капель,
расслоение потока ). Результаты процесса подготовки в значительной
мере обусловлены продолжительностью обработки эмульсии на каж-
дой стадии. Например, незавершенность процесса массообмена (раз-
рушение бронирующих оболочек) влечет за собой резкое увеличение
времени, необходимого для осуществления процесса коалесценции
капель и расслоения потока. При этом общая продолжительность об-
работки эмульсии может увеличиться в несколько раз. Незавершен-
ность процесса коалесценции капель предопределяет неэффективную
работу отстойной аппаратуры. В этом случае обработка эмульсии в
течение нескольких минут при турбулентном режиме, необходимая
для завершения процесса коалесценции капель, может сократить тре-
буемое время отстоя на 30-60 мин.
Важно также выполнение и такого общего требования, как
снижение степени турбулентности потока в направлении движения от
места ввода деэмульгатора до водоотделительной аппаратуры.
1.3.11.2. ПРОЧНОСТЬ АДСОРБЦИОННЫХ ПЛЕНОК
НА ГРАНИЦЕ РАЗДЕЛА НЕФТЬ - ВОДА
Адсорбционные пленки девонской и угленосной нефтей на
границе, с водой. Прочность бронирующих оболочек глобул воды оп-
ределяет условия разрушения водонефтяных эмульсий, поэтому зна-
чительный интерес представляет оценка прочности межфазных пле-
нок в зависимости от времени старения в отсутствие деэмульгаторов
и под их воздействием, а также при изменении температуры.
Прямая оценка прочности межфазных пленок « нефть - вода »
непосредственно на глобулах пока невозможна. Косвенный метод
такой оценки основан на измерении удельного давления, вызывающе-
го разрыв пленки оседающими на границу раздела стальными шари-
ками, сбрасываемыми с высоты, при равномерной скорости их дви-
жения в среде нефти вплоть до встречи с пленкой. Выбор необходи-
мой высоты слоя нефти, обеспечивающей оседание шариков на гра-
ницу раздела без ускорения, осуществляется с использованием урав-
нения Аллена, которое применимо для частиц размером от 0,1 до 2
мм:
о» = 51,53г-?----— — , (1.40)
р J р
где и - скорость оседания, см/с; г - радиус частиц, см; р - плотность
частиц, г/см3; р - плотность жидкости, г/см3; р - вязкость жидкости.
89
(1-41)
Время t, в течение которого шарик достигает постоянной ско-
рости, определяется уравнением Ритгингера и Финкея:
2,5v-p-g
1~--------—;
Р~Р
где g - ускорение свободного падения, остальные обозначения те же.
В соответствии с расчетами для стальных шариков диаметром
2 мм в среде нефти (р„ = 0,870; рп = 0,14П) скорость движения ста-
новится постоянной за сотые доли секунды на пути около 1 см. В со-
ответствии с этим толщина слоя нефти принимается равной 5,6 см.
Результаты изменения прочности пленок в зависимости от
времени формирования («старения») их для безводных угленосной и
девонской нефтей приведены на рис. 1.27, а. Весьма показательно, что
кривая, характеризующая изменение разрывающего пленку критиче-
ского давления р^ для угленосной нефти, распложена значительно
выше кривой, полученной для девонской нефти. Отсюда ясны причи-
ны большей стойкости угленосных эмульсий по сравнению с девон-
скими: для угленосной эмульсии характерно быстрое старение - уже
через 15 ч прочность пленки угленосной нефти достигает максималь-
ной величины, в то время как для пленки девонской нефти этот пре-
дел достигается через 20 ч. Стойкость свежеобразованной пленки уг-
леносной нефти оказалась такой же, как и девонской через 15 ч ста-
рения. Если принять в качестве критерия стойкости эмульсии коэф-
фициент К - отношение критических давлений, разрывающих плен-
ку угленосной и девонской нефтей соответственно (ру/ра), то окажет-
ся, что К = 1,13.
Весьма показательно, что ход кривых для нефтей обоих типов
различен. Для угленосной нефти характерно плавное нарастание
прочности пленки после первых 2 ч, в течение которых темп нараста-
ния прочности был особенно высок. Для девонской нефти наиболь-
ший темп нарастания прочности также отмечается в течение первых 2
ч, однако увеличение прочности с течением времени замедляется и
кривая образует своеобразную площадку в интервале старения от 5 до
10 ч.
Причина возникновения такой площадки до конца пока не
выяснена, хотя не вызывает сомнения тот факт, что на этой стадии
завершилось формирование первого адсорбционного слоя брони-
рующей оболочки. Последующий рост прочности пленки связан с
возникновением вторичной диффузной, переходящей в нефть, про-
слойки из асфальто-смолистых компонентов и других веществ, а так-
же с уплотнением первичного слоя. Для эмульсии угленосной нефти
90
образование диффузного слоя и упрочнение первичной оболочки во
времени происходят более плавно.
Рис. 1.27. Зависимость прочности адсорбционной пленки на границе раздела нефть
- вода от других параметров;
а - от времени старения: 1 - для нефти угленосных горизонтов; 2 - для нефти девонских горизонтов; б - от
температуры; 1,2, 3 - для угленосной нефти при времени старения 25, 20 и 15 ч, 4, 5, 6 - для девонской нефти
при времени старения 25, 20 и 15 ч; в - для сформированных пленок от действия деэмульгатора во времени:
1, 2, 3 - для угленосной нефти при q 10, 20, 30 г/т, время старения 15 ч, 4, 5, 6 - для девонской нефти при q
’10, 20, 30 г/т; аремя старения 20 ч; г - для сформированных пленок от действия деэмульгатора через 30 мин
после введения реагента: 1, 2, 3, - для угленосной нефти при времени старения 10, 2 и 1 ч, 4, 5; 6 - для
девонской нефти при времени старения 10, 2 н 1 ч; д - для пленок, сформированных на водном растворе
деэмульгатора so времени; 1, 2,3,4 - да угленосной нефй при q"5,10, 20,30 г/t; е - да пленок, сформирю-
ванных на водном растворе деэмульгатора, от его расхода: 1, 2, 3 - для угленосной нефти при времени старе-
ния 20,! 5 и 5 ч, 4, 5, 6 - для девонской нефти прн времени старения 20, 15 и 5 ч.
91
Исследование изменения прочности пленок при повышении
температуры выполнялись с заранее сформированными граничными
слоями. Образны нефти со сформированными поверхностными плен-
ками помешали в водяную баню разной температуры и выдерживали
в пей в течение 0,5 ч, после чего измеряли прочность пленок. Влия-
ние температуры на прочнос(ь пленок для девонской и угленосной
нефтей представлено графически на рис. 1.27 б. Как следует из гра-
фиков, прочность пленок с различным временем их формирования
при повышении температуры до 30 - 40°С резко снижается.
Методика позволяет оценить и влияние деэмульгаторов на
прочность пленок, сформировавшихся в течение различных периодов
времени. Характер изменения прочности пленок во времени после
ввода деэмульгаторов представлен на рис. 1.27 в. Из графиков видно,
что в условиях опытов снижение прочности межфазной пленки как
для девонской, так и для угленосной нефтей завершается в течение 30
мин. В это общее время входят такие его составляющие, как:
- время диффузии реагента к пленке и по ее поверхности;
— время завершения адсорбционных процессов на частицах,
формирующих пленку (сообщение ей индуцированной растворимо-
сти:
- время перевода десорбированных от общей массы частиц в
объем нефти.
Весьма показательно, что прочность пленки снижается уже
через 5 мин после введения реагента, что свидетельствует о быстром
продвижении молекул ПАВ по границе раздела фаз. С увеличением
концентрации (расхода) ПАВ скорость снижения прочности пленки
возрастает.
Обращает на себя внимание тот факт, что .для пленок, форми-
ровавшихся в течение длительного времени (15 - 20 ч), характерно
ступенчатое снижение прочности (кривые 1,6 на рис. 1.27, в), в го
время, как для свежей пленки, формировавшейся в течение 1 ч, такая
зависимость линейна. Это связано, очевидно, с последовательным
разрушением диффузного и плотного адсорбционного слоев. Весьма
показательно, что в покое при воздействии реагента на пленку в тече-
ние длительного времени (90 мин) и расходе реагента от >0 до 30 г/т
снизить прочность пленки до ее первоначального уровня не удается.
Эго свидетельствует о неполном разрушении пленки и неэффектив-
ном удалении в объем нефти составляющих ее веществ.
Следует обратить внимание и на то обстоятельство, что оста-
точная прочность пленок для угленосной нефти при воздействии реа-
гента оказывается намного выше, чем для девонской. Причем, для
последней в интервале получаса отчетливо видна «взаимозаменяе-
92
мость» времени и количества реагента, расходуемого на разрушение
пленки. Так, прочность пленки оказалась сниженной до одного и сото
же уровня при расходе реагента 10 г/т и времени воздействия 20 мин,
а при расходе 30 г/г эго время сокращено до 5 мин. Отсюда становит-
ся понятным смысл правила: при большом запасе технологического
времени процесс деэмульсации нефти можно осуществить при мень-
ших расходах реагента. При осуществлении процесса в более корот-
кие сроки расход реагента должен быть увеличен.
Наиболее полная зависимость изменения прочности пленок от
расхода деэмульгатора представлена на рис. 1.27, г. Расход деэмуяы а-
тора (дисолвана) изменялся от 5 до 10, 20 и 30 i/г. Для ряда пленок,
преимущественно с большим временем формирования, введение де-
эмульгатора в малых дозах снижает их прочность ступенчато, а уве-
личение расхода реагента до 30 г/т для угленосной нефти приводит к
сокращению разницы в остаточной прочности пленок с разным вре-
менем формирования. Для девонской нефти такой зависимости не
наблюдается.
Изучение влияния формирования пленок на их прочность в
присутствии деэмульгаторов привело к несколько неожиданным вы-
водам. В процессе исследований дисолван в количестве 5, 10, 20 и 25
г/т вводили в воду, па поверхность которой помещали слой безводной
нефти. Пробы выдерживали в течение заданного времени, после чего
определяли прочность возникающих пленок. Результаты измерения
приведены на рис, 1.27, д, откуда видно, что прочность с течением
времени, как и в отсутствие деэмульгатора, возрастает, хотя общий
уровень ее оказывается менее высоким. Возрастание прочности про-
исходит в условиях конкурентной адсорбции природных ПАВ и вве-
денного в воду деэмульгатора. В значительной мере эффект может
быть объяснен изменением свойств коллоидных частиц асфальтенов
и других веществ в результате адсорбции на их поверхности молекул
деэмульгатора и включением этих частиц в состав адсорбционной
пленки. Наиболее быстро прочность пленки возрастает в течение
первых 2-3 ч. Однако прочность пленок, полученных в присутствии
деэмульгатора (см. рис. 1.27, д’), при одинаковом времени выдержи-
вания проб значительно ниже, чем пленок, сформированных в отсут-
ствии деэмульгатора. Эти значения оказываются несколько ниже
прочности пленок, сформированных заранее и впоследствии разру-
шающихся под воздействием деэмульгаторов. И эго обстоятельство
обусловливает целесообразность раннего ввода деэмульгатора в по-
ток нефти для предотвращения образования стойких эмульсий.
Исследования прочностных свойств пленок позволяют сде-
лать следующие обобщения:
93
- прочность пленок, сформированных на границе раздела фаз
с водой, для девонской и угленосной нефтей с течением времени уве-
личивается не только при контакте воды и нефти, не содержащих де-
эмульгатора, но и в его присутствии; ,
- увеличение температуры от 20 до 45°С приводит к сниже-
нию прочности пленок для девонской и угленосной нефтей на 12%;
- разрушение пленок под воздействием реагента в покое яв-
ляется неполным. Остаточная прочность разрушенной пленки фор-
мировавшейся в течение нескольких часов, всегда выше прочности
свежеобразованной, а также выше прочности пленки, возникшей при
«мгновенном» контакте воды и нефти;
- температура, расход реагента и время обработки эмуль-
сии-в известных пределах взаимно компенсируемые параметры;
- прочность пленок угленосной нефти в сравнимых условиях
всегда выше прочности пленок, возникающих при контакте воды с
девонской нефтью;
- с увеличением расхода реагента прочность пленки и необ-
ходимое время его воздействия уменьшаются;
- при формировании эмульсий нефти с водой, содержащей
деэмульгатор, мероприятия по их разрушению должны предусматри-
вать возможность осуществления этого процесса в наиболее короткое
время;
- при транспортировании по трубопроводам и коммуникаци-
ям установок эмульсий, содержащих в воде деэмульгатор, прочность
бронирующих оболочек с течением времени также несколько возрас-
тает, однако этот эффект компенсируется полезной работой трубо-
проводов по укрупнению капель с общим превышением положитель-
ных последствий над отрицательными.
Адсорбционные пленки смеси угленосной и девонской нефтей.
В настоящее время среди исследователей утвердилось мнение о не-
допустимости смешения угленосных и девонских нефтей при их
обезвоживании и обессоливании в связи с образованием стойких
эмульсий. На практике это выражается в стремлении к созданию раз-
дельных систем сбора и транспорта угленосной и девонской нефтей, в
строительстве и эксплуатации автономных установок или выделении
отдельных блоков на существующих установках.
Имеются и другие причины, объясняющие эти тенденции, на-
пример, проблема осадкообразования в системе сточных вод, смеше-
ния сернистого и несернистого газов и т.д. Не затрагивая последних
вопросов, рассмотрим проблему смешения угленосной и девонской
94
нефтей в отношении прочности образуемых при >том межфазных
пленок и ее связи с деэмульсацией нефти.
Одна из основных причин, приводящих к повышению стойко-
сти смеси эмульсий, состоит в упрочнении бронирующих оболочек
под влиянием хлопьевидных взвесей, образующихся в процессе сме-
шения глобул девонской и угленосной вод, причем влияние этих
взвесей на стойкость эмульсий зависит от условий формирования
хлопьев (в присутствии деэмульгатора или до его попадания в глобу-
лы пластовой воды)
Предварительная теоретическая проработка вопроса позволи-
ла выдвинуть гипотезу, что появление хлопьев в присутствии де-
эмульгатора к образованию стойкой эмульсии не приведет. Это мож-
но было объяснить гем, что роль хлопьев в формировании стойких
эмульсий сводилась в основном к созданию бронирующих оболочек
такого типа, которые препятствовали контакту капель и проникнове-
нию реатента в пюбулы. В случае предварительного введения peaicii-
га в глобулы появление хлопьев нс может в такой же мере мешать
этим процессам и деэмульсация может протекать без обычных при
смешении нефтей осложнений. Это было подтверждено следующими
исследованиями.
В девонскую и угленосную воды был введен деэмулы агор из
расчета 50 г/т эмульсии, которая затем была приютовлена из воды и
нефти соответствующих горизонтов. Полученные эмульсии были
•смешаны в соотношении 11, поставлены на отсгой при температуре
50° С. Параллельно с этим была поставлена на отстой смесь эмульсий
угленосной и девонской нефтей в таком же соотношении, но реагент
на этот раз вводился не в воду, а в предварительно сформированные
эмульсии. Содержание воды в нефги во всех опытах составляло 15-
17%.
В первом случае процесс хлопьеобразоваиия при смешении
капель девонской и угленосной вод мог происходить только в нри-
суютвии peareHia, во втором случае эюг процесс может опережать
введение деэмульгатора в глобулы, как эю происходи! в промысло-
вых условиях. Оказалось, чю степень обезвоживания нефти и в пер-
вом случае намною выше, чем во втором, Остаточное содержание
воды в неф!И в первом случае было равно 0,5%, а во втором - 1,4%. В
то же время размер капель воды в первой пробе был меньше, чем во
второй, так как смещение воды с нефтью осуществлялось в присутст-
вии реагента и, следовательно, характеризовалось низким значением
поверхностного натяжения на i ранние раздела фаз «нефть - вида».
Высокая степень обезвоживания (остаточное содержание во-
ды AW = 0,12ч-0,15%) была достигнута и в том случае, когда реагент
95
перед формированием эмульсий вводился либо только в девонскую,
либо только в угленосную воду. Смешение этих эмульсий к осложне-
ниям не привело, так как при слиянии капель угленосной и девонской
вод реагент уже был в одной из них и образующиеся хлопья нс могли
препятствовать его проникновению в новую, возникающую при
слиянии каплю.
В других опытах эмульсии девонской и угленосной нефтей
подвергались деэмульсации раздельно. Реагент вводился в предвари-
тельно сформированные эмульсии. Глубина обезвоживания девон-
ской эмульсии оказалась почти в 3 раза большей (AW=4),27%), чем
угленосной (AW=0,75%), что полностью соответствует представлени-
ям об их индивидуальной стойкости.
Весьма показательно, что глубина обезвоживания в первом
случае оказалась большей, чем в последнем. Это свидетельствует о
том, что смесь эмульсий девонского и угленосных горизонтов может
быть разрушена более глубоко, чем только угленосная эмульсия, гак
как при этом снижается общая вязкость системы. Однако для этого
необходимо создать условия, предотвращающие возможность упроч-
нения бронирующих оболочек вследствие процессов xjoi ^образова-
ния при смещении. Процесс упрочнения подавляется в случае, если 9
каплях воды присутствует реагент, введенный в них еще до смешения
эмульсий. На практике это достигается обработкой эмульсии реаген-
том в трубопроводах в процессе транспортирования к установкам
подготовки нефти, либо в автономных каплеобразователях на самих
установках.
Ранее было показано, что прочность межфазных пленок на
границе с девонской нефтью ниже, чем с угленосной. Результаты ис-
следований прочности пленок, сформированных на границе раздела
фаз смесей девонских и угленосных нефтей и пластовых вод в соот-
ветствующих соотношениях методом «падающих шариков», пред-
ставлены на рис. 1.28.
Измерение прочности выполнялось для пленок с временем
формирования от 0, 10, 20, .30, 60 мин. До 1,2, 10, 15, 20 и 25 ч. Для
контроля проведены измерения ria границе девонская нефть - девон-
ская вода и угленосная нефть - угленосная вода.
Из представленных данных следует, что с увеличением доли
угленосных нефтей в смеси прочности пленок также возрастают. Та-
кая зависимость полностью согласуется с результатами оценки стой-
кости девонских и угленосных эмульсин при их смешении, изложен-
ными выше. Наибольшая прочность при участии хлопьев взвесей в
формировании пленок отмечается при соотношениях угленосной и
девонской нефтей 1:1 и 3:1. Такая зависимость проявляется при вре-
96
мени формирования пленок в течение 1 ч, При большем времени
формирования пленки(5ч и более) ее прочность оказывается большей
для чистой угленосной нефти. При таком времени формирования
хлопья взвесей успевают седиментировать и отдалиться от пленки.
Тогда прочность пленки будет обусловлена в основном коллоидными
и другими компонентами нефти, принимающими участие в ее форми-
ровании.
Рис. 1.28. Зависимость прочности
пленок смесей угленосных и
девонских нефтей от их
соотношения G и времени
старения :
а- 1, 2, 3, 4, 5 - при содержании в смеси
100, 75, 50, 25, 0 % угленосной нефти; 6-
1, 2, 3, 4, 5 - для времени формирования
пленок 25; 15; 10; 1,0; 0 ч.
Наряду с этим следует отметить, что при длительном хране-
нии проб нефтей прочность образуемых ими пленок оказывается
меньшей, чем при формировании пленок свежеотобранными нефтя-
ми. Так, смеси, составленные из свежих нефтей (1 часть девонской и
3 части угленосной) на границе со смесью вод в той же пропорции,
сформировали пленки, на порыв которых потребовалось усилие (соз-
даваемое шариком) в 978 дин/см, а для проб, хранившихся две неде-
ли, 685 дин/см. Это явление может быть учтено при выборе техноло-
гии обессоливания нефтей. Скорость отделения промывочной воды
от нефти и, следовательно, всего процесса в целом при обессолива-
нии будет всегда выше, если между обезвоживанием и обессоливани-
ем пройдет время, достаточное для утраты нефтью (в какой-то мере)
пленкообразующих свойств.
Реализовать эту идею возможно при раздельном осуществле-
нии обезвоживания и обессоливания, например, в разных технологи-
ческих пунктах по пути движения нефти. Так, обезвоживание нефти
4. э-261 97
при низкой температуре при трубной деэмульсации и сброс основно-
го количества воды, в местах ее добычи, введение реагента в откачи-
ваемую по трубопроводу обезвоженную нефть и последующее ее
обессоливание в другом пункте (товарном парке или на установке)
всегда более эффективны по сравнению с обезвоживанием и обессо-
ливанием нефти, следующими непосредственно одно за другим. Ра-
зумеется, речь идет о случае, когда сопоставимы остальные условия
процесса. Нельзя, например, сопоставлять такие варианты, как обез-
воживание нефти при высокой температуре, последующее ее глубо-
кое обезвоживание (например, до +5ПС) и обессоливание при той же
температуре, с вариантом обессоливания, следующим непосредст-
венно за обезвоживанием при температуре 40°С. Если же после охла-
ждения возможен нагрев до первоначальной семпературы, то процесс
пройдет намного успешней.
О стойкости эмульсий, формируемых угленосными и девон-
скими нефтями, можно судить по данным замеров поверхностного
натяжения на границе раздела нефть-вода. Установлено,-что угленос-
ные нефти обладают большим поверхностно-активным потенциалом,
чем девонские, и способностью нейтрализовать деэмульгатор, обу-
словливая его более низкую концентрацию в' угленосной дренажной
воле (<тУгл= 29,7 эрг/см2 и сге 21,3 эрг/см2 ). Вместе с тем, нри одина-
ковом расходе реагента поверхностное натяжение для девонской
нефти оказывается намного ниже (21,3 эрг/см2 на границе с дистил-
лированной водой). Низкое значение а в последнем случае свиде-
тельствуем о том, что реагент присутствуй в несвязанном виде ле
только в дренажной воде, но и в девонской нефти в значительных ко-
личествах. Это обусловливает возможность проявления эффекта по-
следействия и разрушения эмульсии при ее последующем транспор-
тировании
Для угленосной нефти это проявляется в меньшей степени.
Частичная нейтрализация реагента путем его адсорбции на коллоид-
ных частицах нефти приводит к быстрому снижению его концещра-
ции в глобулах пластовой воды, ухудшает массообменные процессы
и разрушение бронирующих оболочек, способствует более быстрому
восстановлению их прочности, в связи с чем требую!ся повышенные
расходы деэмульгатора.
При смешении девонских и угленосных вод поверхностное
значительно возрастает. Так, если при контакте девонской воды с де-
вонской нефтью о-16,4 эрг/см2, с уишноиний нефтью ст“23,6 эрг/см2,
то при контакте смесей девонской и угленосной вод в различных со-
отношениях с девонской нефтью поверхностное натяжение измени-
лось от 24 но 33,5 эрг/см2, а с угленосной нефтью о=32 эрг/см2. Это
98
свидетельствует о том, что значительная часть деэмулыаюра адсор-
бируется на возникающих при смешении вод хлопьях.
1.3.11.3 МАССООЕМЕННЫЕ ПРОЦЕССЫ ПРИ ОБРАБОТКЕ
ЭМУЛЬСИЙ ДЕЭМУЛЬГАТОРАМИ
До недавнего времени считали, чю эффективцосзь разруше-
ния эмульсий определяется в основном степенью их смешения с кап-
лями раствора деэмульгатора, причем под перемешиванием понима-
лось равномерное распределение капель раствора реагента в объеме
нефти среди глобул пластовой воды (56]. Следствием таких представ-
лений явилась получившая повсеместное распространение традици-
онная технология подготовки нефти термохимическим способом,
предусматривающая кратковременное смешение реагента с горячей
нефтью и последующий ее отстой. Дальнейшими исследованиями
было установлено, что наряду с другими факторами, определяющими
глубин}' и скорость обезвоживания и обессоливания ijci|jtm, решаю-
щее влияние на зги процессы оказывают степень разрушенности бро-
нирующих оболочек на каплях пластовой воды и режим движения
эмульсии, обеспечивающий наиболее эффективный массообмен меж-
ду глобулами различного качества [44, 46]. '>ги процессы и протека-
ют при интенсивной зурбулизации эмульсии с реагентами- деэмуль-
гаторами в различных аппаратах и оборудовании, включая грубопро-
воды, смесители, насосы, сепараторы и т. д. Наиболее полно процес-
сы массообмсна исследованы при деэмульсации нефти в трубопрово-
дах [12, 149, 342, 343, 349, 352].
При установившемся режиме турбулентного течения эмуль-
сии в .(личном трубопроводе средняя скорость изменяется незначи-
тельно, за исключением пристенной зоны, и в первом приближении
турбулентность может быть принята однородной и изотропной. Тур-
булентные пульсации способе 1 вуют протеканию в обьеме потока
двух процессов: коалесценции и диспергирования капель, между ко-
торыми устанавливается динамическое равновесие, определяемое
минимальными размерами капель, контролируемых турбулентными
пульсациями при данной скорости основного потока.
С увеличением скорости движения потока турбулентность
возрастает и динамическое равновесие смещается в сторону умень-
шения среднего размера капель. Одновременно с этим увеличивается
скорость процессов дробления и коалесценции капель. Увеличение
скорости коалесценции вызывается возрастанием частоты столкнове-
ний и взаимных слияний под воздействием пульсаций.
Q9
1.3.11.4. СБЛИЖЕНИЕ И ФЛОККУЛЯЦИЯ КАПЕЛЬ
Современная технология деэмульсации нефти в числе других
предполагает последовательное осуществление таких операций, как
сближение и флокуляция капель, массообмен и разрушение брони-
рующих оболочек, прорыв пленки дисперсной среды, расширение
возникшего канала, слияние содержимого капель, их укрупнение и
осаждение на дно аппаратов [35].
В массообменных процессах между каплями эмульсии, не со-
держащими и содержащими реагент, флокуляция может играть
большую роль. Для осуществления ее капли воды под воздействием
каких-либо сил должны сблизиться на достаточно близкое расстоя-
ние, преодолев сопротивление двойного слоя. Отталкивающий по-
тенциал между какой-либо глобулой и 12 окружающими ее со
всех сторон ближайшими соседними каплями, с которыми она может
вступить в контакт, определяется выражением
PR = беу r'c3ka----
kR
eks - e~kg
(1-42)
где R - радиус сферы взаимодействия капли; г - радиус центральной
капли; g - расстояние от ценгра капли до центров других капель; е-
диэлектрическая постоянная; \j/0 - поверхностный потенциал капли.
Для столкновения с одной каплей, которое привело бы к фло-
куляции, достаточно преодолеть потенциал
-lr(R-g) ( --------
“R О Г е
_ R-g
(1.43)
В эмульсиях, в которых дисперсионная среда представлена
водой, толщина двойного слоя равна 10'3-10‘2мк. Поэтому электриче-
ское взаимодействие капель может наблюдаться только на коротких
расстояниях. Сила взаимодействия с увеличением расстояния быстро
убывает и на расстоянии, равном толщине нескольких двойных слоев,
равна нулю. В эмульсиях с дисперсионной средой в виде нефти тол-
щина диффузионного двойного слоя может быть весьма значительной
и достигать нескольких микрон. Для преодоления сил отталкивания
сближающиеся частицы должны обладать определенным запасом ки-
нетической энергии. Гравитационное давление бывает достаточным
для их преодоления.
100
Сопротивление двойного слоя в эмульсии бензин в воде пре-
одолевается весом нескольких сотен капель, расположенных одна над
другой, Капли в зонах повышенных концентраций (промежуточный
слой, дно сосуда) всегда находятся под давлением, достаточным для
их сближения и флокуляции.
А.Д. Зимон получил уравнение, позволяющее оценить вели-
чину расклинивающего давления Fp при сближении частицы с пло-
ской поверхностью и их жестком контакте:
2 яг
FP = ---- [P(H)minHmin- P(H)raaxHmax ], (1.44)
(л-1)
где P(H)minmax - величины расклинивающего давления при соответст-
вующих минимальных и максимальных расстояниях от капли до по-
верхности; г - радиус капли;
п = 2-ьЗ; Hmax = r + Hnlin-з/г2-а2 ; (1.45).
а - радиус действия расклинивающего давления,
г + Я . -Я
— mm max
ctgO
(1-46)
Радиус действия расклинивающего давления с увеличением
диаметра частицы также возрастает.
Время сближения капель в первом приближении может быть
оценено по времени сближения плоских, частиц по уравнению Стефо-
на-Рейнольдса
Зят^ 1____')
4Я [я2^Я2;5
(1-47)
где t = время, в течение которого расстояние между частицами изме-
няется от Но до Hi (Н|>Но); т[ - динамическая вязкость жидкости; Rg -
радиус дисков; F - сила, обусловливающая сближение дисков.
По мере сближения частиц, одна ив которых достаточно вели-
ка по сравнению с другой, происходит выдавливание жидкости и
уменьшается толщина прослойки между ними. Поскольку вязкость
граничного слоя в несколько раз превышает объемную вязкость, ско-
рость сближения частиц с уменьшением расстояния между ними
снижается в соответствии с выражением
101
= const, (1.48)
где tr.to6 -соответственно время сближения в среде с граничной (г|,) и
объемной (Поб) вязкостью.
Число частиц, участвующих в флокуляции, может быть рас-
считано на основе теории Смолуховского с учетом, что флокуляция
капель воды в нефти легкообратима. Так, в большом числе случаев
возникшие агрегаты могут быть легко диспергированы перемешива-
нием. Среднее число частиц па, которые могут войтй в состав агрегата
при флокуляции с течением времени, оценивается следующим обра-
зом. Число первичных частиц щ , которые еще не объединились в аг-
регаты,
п,= nfl( 1+anot)'2, (1.49)
где По- число частиц в объеме нефти; а - константа, определяющая
скорость флокуляции; t- время.
Число возникших в результате флокуляции агрегатов пу
ny= a n02t (1+ a n0t)'2 (1.50)
Тогда общее число частиц, которое будет объединено в агре-
гаты в единице объема нефти,
110-|1 ,= Иц {1 - -------у }
(1 + ™V)
Отсюда
П„ -п,
па= —------= 2 + anot
ПУ
(1.51)
(1.52)
Если обозначить среднее число отдельных частиц, сущест-
вующих в агрегатах за время t, через m и сравнить его с па, то обна-
ружится, что m<na в связи с коалесценцией некоторого количества
частиц. Значение m не намного отличается от па при медленной и
значительно - при быстрой коалесценции.
Ван-ден-Темпел показал, что в достаточно разбавленных
эмульсиях маленькие агрегаты обычно состоят из большой частицы,
соединенной с одной или двумя маленькими. Скорость увеличения in
в связи с флокуляцией частиц определяется выражением
102
m - I —°- + (1 - an,1 X')exP(“ Kt), (1-53)
К
где К - мера скорости коалесценции.
Общее же число частиц, флокулирующих с течением времени в
коагулирующей эмульсии, может быть найдено из выражения:
П = П + Пу1П =
«о , an~Dt fanD ( anQ}
----- + —— __ + 1---------
1 + ап0 (1+аиД) К К )
(1-54)
При прямой коалесценции (стадия флокуляции отсутствует, К=
оо) это уравнение превращается в уравнение Смолуховского
1 + anQt
что может быть при быстрой коалесценции капель нестабильной
эмульсии. При отсутствии коалесценции (К=0), что возможно при
контакте глобул стабильной эмульсии, п=По. Для всех промежуточ-
ных значений, когда 0<К< со, влияние изменения концентрации час-
тиц на скорость коагуляции описывается приведенным уравнением,
из которого видно, что скорость уменьшения концентрации частиц,
охваченных агрегированием, с изменением первоначального их об-
щего числа так же различна. Ван-ден-Темпел, рассмотрев специфику
этих вопросов в приложении к эмульсиям, нашел, что в концентриро-
ванных эмульсиях скорость коагуляции практически не зависит от
скорости флокуляции. При этом коалесценция является определяю-
щим фактором снижения концентрации частиц в объеме нефти:
Kt
(1.56)
Для разбавленных эмульсий, как уже отмечалось, определяю-
щим фактором является флокуляция (тогда уравнение не содержит
К). Для слаборазрушенных эмульсий [35] характерна медленная коа-
лесценция, указывающая на медленное уменьшение числа частиц:
п = п0 {1- Kt (1+aiigt)1 + Kt (H-anot)2} (1.57)
103
Другая формула кинетики коагуляции эмульсии, включающая
энергию активации частиц, была предложена Хариным
- — = anI 2 exp(-g/ВТу , a =nD'R, (1.58)
dt
где п - число частиц всех размеров в единшю объема; t -время; а -
коэффициент скорости коагуляции; D' - коэффициент диффузии
первичной частицы; R - радиус взаимодействия сил притяжения; g-
энергия активации, зависящая от размера капель; В- постоянная
Больцмана; Т - абсолютная температура.
Если флокуляция обратима, т.е., если большие частицы (п2)
разбиваются на мелкие (щ) и скорость их отличается от скорости
флокуляции, то справедливо выражение
-dm/dt= а П|2ехр (-g|/BT) - р n22exp (-g2/BT), (1-59)
где р- коэффициент дисперсионного процесса; g2- энергия активации
этого процесса.
При исследованиях процесса коагуляции нефтяных эмульсий с
раствором NaCI Харин определил, что энергия активации его соот-
ветствует 1500 кал/моль. О скорости снижения концентрации частиц
в единице объема коагулирующей эмульсии за счет эффектов флоку-
ляции можно судить по данным рис. 1.29 откуда видно, что глубокая
флокуляция системы может быть осуществлена лишь в течение дли-
тельного времени [35, 273].
Вполне понятно, что флокуляция глобул эмульсии в большой
мере зависит от вероятности столкновения капель в объеме нефти.
Рис. 1.29. Изменение числа частиц и с течением
времени в зависимости от начального их
содержания в флоккулирующих эмульсиях.
I - 3 - для начального числа частиц (о,.) соответственно 10\
10*. и 10’.
104
Последнее определяется режимом движения жидкости. Перемещать-
ся в потоке нефти за счет эффектов, обуславливающих броуновское
движение, могут только капли диаметром не более 3 мк, т.е. значи-
тельная часть капель эмульсии воды в нефти. Скорость движения
частиц различного диаметра под воздействием этих сил следующая:
Диаметр, мк 4 3 1,3 0,9 0,4
Скорость, мк/с Не Едва 2,7 3,3 3,8
заметна заметна
В.Г.Левич [311] показал, что полное
объема в единицу времени
число встреч в единицу
N = 8 7tD6ano\ (1.60)
где а-диаметр частиц; D6- коэффициент броуновской диффузии; п0-
первоначальное число частиц.
Убыль частиц во времени за счет их коагуляции
по
п =---—, (1.61)
1+4
Т
где t -время; Т - величина, равная 1/8 л D6Rn0; R- радиус коагуляции.
Для движущегося потока нефти характерны другие зависимо-
сти. В.Г. Левич рассмотрел особенности градиентной и турбулентной
коагуляции частиц в потоке. Как известно, капли воды, двигаясь в
составе эмульсии по трубопроводу на разных расстояниях от его сте-
нок, как в ламинарном, так и в турбулентном потоке перемещаются с
разными скоростями. Если расстояние между частицами не превыша-
ет суммы их радиусов, то такие частицы столкнутся в потоке. Частота
столкновений описывается [311] уравнением
32
NrpM = —п1Гг\ (1.62)
3
где Кград- число столкновений за счет градиента скоростей; По - пер-
воначальное число частиц; г- радиус частиц; Г - градиент скорости
частиц в жидкости. Поскольку наибольшее значение градиент скоро-
сти имеет в вязком граничном подслое вблизи стенки, число столкно-
вений капель в этой зоне также будет максимальным:
105
(1.63)
32 2 Зо2
ЭДрад Г
3 « v
где v - кинематическая вязкость.
Суммарное действие градиентной коагуляции ограничено тон-
ким пристенным слоем жидкости и может быть велико при большой
протяженности трубопроводов. Полное число столкновений капель в
единицу времени в турбулентном потоке [35, 311] определяется сле-
дующим выражением:
(1.64)
Re3'2
NTyP6 R ,
j-i
где L -масштаб пульсаций; R- радиус коагуляции.
Из выражения видно, что число столкновений пропорциональ-
но радиусу коагуляции в третьей степени и расчет с увеличением сте-
пени турбулентности потока.
Оценивая области наибольшего проявления турбулентных и
диффузионных столкновений, В.Г. Левин указывает, что при R>X.]
число столкновений определяется движением частиц, переносимых
турбулентными пульсациями, а при R< А,, где А, - малый масштаб
пульсации, даже в турбулентном потоке столкновения капель обеспе-
чиваются в основном процессом броуновской диффузии. В целом для
капель размером более 0,1 мк, т.е. практически для всех капель, со-
ставляющих эмульсию воды в нефти, турбулентное перемешивание
больше влияет на столкновение глобул, чем броуновское движение,
т.е.
N л >
1Хтуро. iXop.
Это подтверждает важность движения эмульсии в турбулент-
ном режиме для обеспечения столкновения капель друг с другом.
1.3.11.И. разрушение бронирующих ОБОЛОЧЕК и СЛИЯНИЕ КАПЕЛЬ
Вопросы о механизме разрушения бронирующих оболочек на .
каплях пластовой воды до недавнего времени оставался спорным.
Причину слияния капель друг с другом после обработки
эмульсии реагентами многие исследователи объясняли размягчаю-
щим, разрыхляющим действием ПАВ на бронирующие оболочки ка-
пель, в результате чего практически не было препятствий для слияния
капель. Вместе с тем определенных доказательств, исключающих
возможность других толкований не приводилось. Неясным оставался
вопрос о том, что происходит с коллоидными частицами природных
106
эмульгаторов. Для внесения ясности в существо вопроса в 1965 г. бы-
ли проведены исследования по оценке возможности сообщения кол-
лоидным составляющим бронирующих оболочек способности «инду-
цированной» растворимости и перевода их в состав нефтяной фазы.
Для этого была приготовлена эмульсия воды в бензоле (15%-ой кон-
центрации) с растворенными в ней выделенными из нефти природ-
ными эмульгаторами (асфальтенами). Уменьшение оптической плот-
ности бензольного раствора асфальтенов до и после приготовления
эмульсии (на 0,025 единиц), зафиксированное с помощью электрофо-
токолориметра, указало на адсорбцию асфальтенов на поверхности
капель воды.
Сформировавшаяся эмульсия выдерживалась в течение не-
скольких часов для старения и образования плотных бронирующих
оболочек.
Рис. 1.30. Изменение оптической плотности
(ОП) среды вследствие десорбции ас-
фальтенов с поверхности глобул при
добавлении деэмульгатора.
1,2- исходные плотности среды
В полученную эмульсию были
введены растворы реагентов- деэмульгаторов. Через 3-4 часа была
замерена оптическая плотность дисперсионной среды. Показания
электрофотоколориметра отметили значительное ее возрастание
(рис. 1.30), что свидетельствовало о происходящих процессах десорб-
ции асфальтенов с поверхности глобул воды в объем -углеводорода.
Хотя асфальтены в данном случае могли быть молекулярно
растворены в бензоле и вытеснению подвергались и молекулы, меха-
низм действия ПАВ на коллоидные частицы асфальтенов остается
таким же.
При этом оказывается, что разрушение бронирующих оболо-
чек на поверхности капель воды связано с адсорбцией молекул ПАВ
на коллоидных частицах природных эмульгаторов при такой ориен-
тации, которая повышает степень сродства этих частиц с окружаю-
щей нефтью и сообщает им индуцированную растворимость. Это де-
лает возможным переход частиц с поверхности капель в объем нефти,
чему способствует турбулентный режим движения потока и его по-
107
вишенная температура. Достигнуть полного удаления с поверхности
капель воды компонентов, составляющих бронирующие оболочки,
видимо, трудно. Об этом свидетельствует то, что после десорбции
асфальтенов в объем углеводорода в упомянутых выше опытах его
оптическая плотность оказалась несколько ниже исходной. Об этом
же свидетельствуют данные об изменении прочности граничных сло-
ев с точением времени под воздействием деэмульгаторов и изменении
механической прочности межфазного слоя нефть - пластовая вода
при условии предвари тельного введения реагента в пластовую воду.
Предварительное введение деэмульгаторов в воду перед фор-
мированием границы раздела фаз нсфгь-вода снижает прочность воз-
никающей при этом пленки. Вместе с тем следует обратить внимание
и на такое чрезвычайно важное обстоятельство, как возрастание
прочности пленки с течением времени даже в присутствии деэмуль-
гатора, Это свидетельствует □ том, что в статических условиях старе-
ние бронирующего слоя до определенного уровня возможно даже в
присутствии деэмульга гора.
Установлено, что для разрушения сформировавшейся пленки
оптимальный расход реагента по сравнению с расходом для предот-
вращения ее упрочнения до такого же или более высокого уровня
оказывается выше на три порядка. Кроме разрушения бронирующих
оболочек для слияния капель необходимо утоныиение разделяющей
их пленки дисперсионной среды и ее разрыв.
Чарли и Монсон, применив скоростную микрокиносъемку,
показали, что разрыв пленки между сближающими объемами осуще-
ствляется в различных местах и начинается обычно в двух или грех
точках одновременно. Для бензино-водной системы без ПАВ был от-
мечен разрыв пленки в периферийных ее областях в стороне от цен-
тра. При использовании ПАВ разрыв приходится на центральную
часть, Это свидетельствует о том, что в первом случае капли были
деформированы и имели углубление в цещральной части при взаим-
ном сближении в соответствии с эффектом «блюдца» (выступающие
края, углубленная середина). При использовании ПАВ капля имела
жесткую форму и разрыв происходил в центре, где расстояние от"'
этой части капли до плоской поверхности было минимальным При
разрушении водонефтяных эмульсий первый механизм характерен
для коалесценции крупных капель дренажной воды с объемом дре-
нажной воды на дне аппарата, второй - для более мелких глобул всех
типов.
При появлении разрыва в пленке диаметр его начинает воз-
растать со скоростью
108
(1.64)
где и- скорость расширения отверстия; h -- толщина пленки; о - по-
верхностное натяжение; р} ,р, - плотности фаз.
Согласно этому уравнению, скорость образования отверстия
для перетока жидкости из одной капли в другую или в водную пленку
на поверхности оборудования постоянна для пленки определенной
толщины. Но, поскольку толщина пленки h при разрыве непостоянна,
скорость расширения отверстия по мере увеличения радиуса умень-
шается, что и согласуется с экспериментальными данными и выраже-
нием
1
ипо
=Л+««.
и»
(1.66)
где г?0- начальная скорость; и1{0- скорость при радиусе отверстия,
равном Ro; к - опытный коэффициент.
Рассмотренных выше разрушений бронирующих оболочек и
слияния капель при определенных условиях может и не быть. Из-
вестно, что стабилизированные эмульсии могут коалесцировать со
скоростью, приближающейся к нулю, при размерах капель, близких к
критическим. Это было впервые описано Харди и впоследствии на-
звано ограниченной коалесценцией. Наиболее часто с ней встречают-
ся при работе с эмульсиями, стабилизированными тонкодисперсными
частицами. Существует несколько точек зрения на природу этого яв-
ления.
Р.М. Вилей, изучая эмульсию стирола в воде, размеры капель
которого были ему известны, пришел к выводу, что видимое ограни-
чение диаметра может быть определено с приемлемей точностью с
помощью уравнения, учитывающего связь между радиусом кривизны
и адсорбцией эмульгирующих частиц:
R'Tln(S' / S') - 2ор/гр,
(1.67)
где S',S - тенденция удаления эмульгирующей частицы с поверхно-
сти радиуса г и плоской поверхности соответственно; О' - межфазное
натяжение; ц - молекулярный вес частиц; р - плотность частиц; R' ,Т
- соответственно газовая постоянная и абсолютная температура.
109
В основе выводов Р.Ц» Вилея была положена идея о том, что
стабильность капли эмульсии тесно связана с количеством вещества,
которое может быть адсорбировано на межфазной поверхности.
Отсюда следует, что наибольшая стабильность системы будет
при условии, когда тенденция стабилизирующих частиц к переходу с
поверхности раздела в объем дисперсной среды будет минимальной.
В соответствии с этим можно определить:
& _ TtpVh
~ R" Р ’
(1.68)
где D - критический диаметр «абсолютно» стабильной капли; V -
объем капли; h — диаметр стабилизирующих частиц; Р и р — соответ-
ственно сухой вес и плотность стабилизирующих частиц; R” - отно-
шение веса погруженных в жидкость частиц к их чистому весу.
Т.Н. Гиллеспи на основе изучения кинетики и возможности
срастания между собой бронирующих частиц, расположенных на по-
верхности капли, нашел, что капля может быть бронирована частица-
ми «идеально», если общее их число на этой поверхности будет равно
W = 4tt(Cs./7?)г3,
(1-69)
где N — число стабилизирующих частиц на капле; Cs — число частиц
на единицу поверхности «идеально» стабилизированной капли; R -
общий радиус стабилизированной частицы; г - радиус нестабилизи-
рованной частицы.
Такие капли наиболее трудно поддаются обработке и зачас-
тую сохраняют свои бронирующие оболочек на выходе из промысло-
вых и заводских установок подготовки нефти, в результате чего нель-
зя полностью удалить растворенные в них соли перед переработкой
нефти. Размеры этих капель настолько малы, что разрушить брони-
рующие оболочки на них механическими средствами практически
невозможно. Для этого применяют комплексное воздействие многих
факторов (абразивный износ, воздействие реагента при многочислен-
ных столкновениях капель со стенками оборудования, деформация
капель и т.д.).
Размер капель эмульсии влияет также на эффективность ее
расслоения. При изучении слияния капли жидкости без бронирующей
оболочки с поверхностью раздела было установлено, что этот про-
цесс осуществляется в две ступени. Капля после достижения поверх-
ности раздела некоторый промежуток времени т0 (получивший назва-
но
ние времени покоя) своей тяжестью вытесняет промежуточный слой
нефти и лишь затем переходит в слой пластовой воды. Была установ-
лена следующая эмпирическая зависимость:
0,25
fjd
(1-70)
.. _
где ст - поверхностное натяжение; ц - динамическая вязкость нефти;
A/J - разность плотностей пластовой воды и нефти; g - ускорение
силы тяжести; d - диаметр капли.
При анализе этой формулы, в частности, обнаруживается сле-
дующая связь между основными ее параметрами:
= Kdx,i
(1.71)
Остальные параметры можно считать постоянными и вклю-
ченными в коэффициент К. Поэтому с ростом диаметра капли растет
и время, необходимое для ее коалесценции и поверхностью раздела
пластовая вода - нефть. Казалось бы, что это повлечет за собой
ухудшение общего процесса обезвоживания (обессоливания). Однако
в целом это не так. Поскольку скорость осаждения капель пропор-
циональна диаметру во второй степени, указанный выше эффект
компенсируется.
1.3.11.6. ВЗАИМОДЕЙСТВИЕ КАПЕЛЬ ДЕЭМУЛЬГАТОРОВ С ГЛОБУЛАМИ ПЛАСТОВОЙ ВОДЫ
Обширная литература о применении реагентов- деэмульгато-
ров с целью изменения свойств эмульсий при их транспортировании
по промысловым коммуникациям, детально освещая конечный ре-
зультат такой обработки, как правило, обходит молчанием физиче-
скую сущность происходящих при этом процессов. Это в первую
очередь относится к применению водорастворимых реагентов- де-
эмульгаторов типа дисолван, сепароль и др., так как они вводятся в
поток нефти либо в виде водных растворов, либо в неразбавленном
виде. Реагент распределяется в потоке нефти в виде капель и образует
с ней эмульсию. Все дальнейшие явления, приводящие к изменению
стойкости эмульсии и ее реологических свойств, обусловлены харак-
тером взаимодействия капель этих двух типов. Конечный результат
такого взаимодействия - разрушение бронирующих оболочек на кап-
лях пластовой воды, их укрупнение, переход в пленочное состояние и
Ш
расслоение потока на нефть и воду. Определяющий момент в цепи
этих событий - разрушение бронирующих оболочек.
Бронирующие обблочкн под воздействием водорастворимых
деэмульгаторов будут разрушаться только при переходе реагента на
бронирующую оболочку капли пластовой воды. При описании про-
цессов, происходящих в потоке нефти после введения в него реаген-
та, «смешение реагента с эмульсией», «контактирование эмульсии с
реагентом», «доведение реагента до глобул пластовой воды» и т.д.
Неопределенность нашла отражение и в терминологии, определяю-
щей ряд процессов и аппаратов («контакторы», «смееитсли» и т.д.).
Например, в аппарате с названием «смеситель» можно было предпо-
лагать возможность осуществления минимум грех совершенно раз-
личных процессов: смешения, когда под этим подразумевается рав-
номерное распределение капель реагента среди капель пластовой во-
ды; смешение, когда имеется в виду исчезновение капель этих типов
за счел образования капель третьего липа; комбинированный вариант
из рассмотренных выше процессов и л.д. Наряду с этим здесь могут
накладываться процессы механического разрушения бронирующих
оболочек на каплях пластовой воды за счет их дробления при пере-
мешивании, частичного разрушения бронирующих оболочек реаген-
том при его воздействии на них их нефтяной фазы.
Для установления механизма разрушения эмульсии при обра-
ботке се водорастворимым деэмульгатором нами была разработана и
применена специальная методика, позволяющая вскрыть сущность
протекающих при этом процессов. В основу методики была положена
идея «меченых» капель с применением микрокиносъемки. Аппарату-
ра для осуществления микрокиносъемки была разработана ранее и
достаточно широко описана в литературе [55]. Основным припятст-
вием на пути достижения поставленной цели был выбор метода раз-
личения капель разнога качества при их одновременном движении в
потоке нсфэи. Предварительные поиски возможное™ применения
радиоактивных изотопов для наблюдения за «мечеными» каплями к
положительным результатам не привели из-за сложности методики
обработки результатов и нснаглядности процессов. Идею использо-
вания реакций, приводящих к образованию непрозрачных кристаллов
или газовых пузырьков при слиянии капель различного качества, из-
за методических трудностей реализовать не удалось. Таким же мало-
эффективным из-за трудности различения полутонов было использо-
вание красителей в виде истинных растворов, в том числе и цветных.
Применение коллоидных красителей, чувствительных к электролити-
ческой коагуляции позволило получить надежные метки на каплях
112
пластовой воды, которые, как известно, представляют сабой концен-
трированные растворы электролитов.
В качестве исходной применялась высокостойкая, отмытая но
методике Беньковского, натуральная эмульсия капель пластовой воды
в трансформаторном масле (для снижения оптической плотности сис-
темы), вязкость которого была эквивалентна вязкости нефти. В поле
энергии микроскопа капли воды были прозрачными, а капли окра-
шенного реагента выглядели черными. Концентрация «белых» и
«черных» капель в эмульсиях обоих типов принималась одинаковой.
В зависимости от задачи составляли смеси из эмульсин обоих типов и
вели микрокиносъемку процессов, сопровождающих совместное
движение «черных» и «белых» капель в потоке. В частности, были
исследованы следующие варианты: движение «белых» капель при
отсутствии реагента; движение «черных» капель при отсутствии «бе-
лых»; совместное движение капель двух типов ори смешении содер-
жащих их эмульсий непосредственно в поле зрения микроскопа, ха-
рактер взаимодействия капель при осторожном смещении содержа-
щих их эмульсий и последующем отстое; характер взаимодействия
капель друг с другом после смешения содержащих их эмульсий пу-
тем интенсивных встряхиваний в течение заданного времени (0, 15,
30 60 с и 2, 4, 5, 10 мин); взаимодействие капель с плоской поверхно-
стью.
В результате исследований было установлено, что процесс
разрушения эмульсии в присутствии капель реагента и «доведения»
реагента до глобул пластовой воды осуществляется за счс! ряда
сложных процессов: взаимного и прямою слияния капель дру; с дру-
гом при столкновении в потоке и последующего смешения их содер-
жимого; разрушение капель на ограничивающих поток стенках, со-
провождаемого переходом содержимого капель в пленочное состоя-
ние и возвратом части жидкости, обогащенной реагентом, в поток. В
результате этих явлений появляются «пестрые» капли,
При слиянии капель различного качества краситель в црисус
ствии электролита коагулирует в хлопья, позволяющие надежно от-
мечать нс только каплю, но и участок, на котором произошел разрыв
бронирующей оболочки.
В условиях покоя количество слияний «черных» капель с «бе-
лыми» весьма невелико. Здесь в основном взаимно слинакмся капли
реагента. Интенсивная турбулизация смеси вследствие встряхивания
эмульсии, содержащей примерно равное количество «черных» и «бе-
лых» капель, даже в течение небольшого времени (5с) приводит к
взаимному слиянию большого числа капель различною качества не-
посредственно в объеме нефти и появлению «пестрых» глобул. Время
113
взаимного контакта таких капель «защемленных» зонах турбулент-
ных пульсаций внутри потока, естественно, исчисляется долями се-
кунды.
При сближении купель и вытеснении разделяющей их пленки
нефти возникает жесткий контакт между ними (обеспечивающий де-
формацию бронирующей оболочки и смачивание ее содержимым ка-
пли, имеющей реагент), пептизация и «размалывание» вещества бро-
нирующей оболочки и затем взаимное слияние капель.
Далеко не каждое столкновение капель приводит к их слия-
нию. Для полного осуществления процесса необходимо многократное
повторение столкновений, время и турбулизация потока, обеспечи-
вающая возможность сближения капель. Характерно, что после ин-
тенсивной турбулизации в течение длительного времени в потоке ос-
тается определенное количество исходных капель эмульсии. Некото-
рые данные о соотношении типов капель после турбулизации эмуль-
сии приведены в таблице. 1.13.
Таблица).13
Капли Количество капель (в %) при времени турбулизация,с
5 30 150 240
исходные 9,8 11,0 33.0 11,3
с деэмульгатором 13,2 6,0 1,4 2,2
смешанные 77,0 83,0 65,6 86,5
Интересно, что количество деэмульгаторных капель с увели-
чением времени турбулизации проб эмульсии уменьшалось и они
сливались в основном со смешанными, получившими часть деэмуль-
гаторов ранее, в то время как содержание исходных капель эмульсии
в нефти в этих опытах оставалось все время высоким.
Время, необходимое для слияния капель различного сорта,
между которыми установлен жесткий контакт, при умеренном их
движении исчисляется долями секунды, иногда возрастая до несколь-
ких секунд. Однако, как уже отмечалось ранее, не всякий жесткий
контакт между каплями завершается их слиянием. Увлекаемые тур-
булентными пульсациями, капли могут отходить друг от друга. Вме-
сте с тем было бы ошибочно полагать, что такие контакты капель с
деэмульгаторами и исходными остаются бесследными для капель
эмульсии. Хотя бронирующие оболочки на каплях пластовой воды
окончательно не разрушаются, их прочность частично ослабляется за
счет адсорбции части реагента из деэмульгаторной капли на элемен-
тах бронирующих оболочек. Поэтому такие капли после многократ-
ных столкновений с каплями реагента имеют ослабленную брони-
114
рующую оболочку и очередное сгопкновенне mojkci закончигься их
слиянием.
Фиксирование хлопьев красителя, появляющихся при коагу-
ляции частиц в среде электролита (содержимое капель пластовой во-
ды) па том участке, i де произошел разрыв бронирующей оболочки
при слиянии капель, позволяет сделать заключение о состоянии бро-
нирующей оболочки на других участках капель О степени разрушен-
ности бронирующих оболочек в этих зонах' можно судить по поведе-
нию смешанных капель при их контакте друг с другом Оказалось,
что смешанные капли легко коалесцируют трут с другом при не-
большом времени контакта на участках, где. казалось бы, нет peai оп-
та. (В литературе указывался, что смешивание содержимого капель
за счет диффузионных процессов может происходить в течение щш-
гельного времени). Однако для разрушения бронирующей оболочки
на всей поверхности глобулы вовсе не обязательно проникновение
реагента к ней из внутренних областей капли Процесс разрушения
бронирующих оболочек идет весьма эффективно за счет быстрого
продвижения молекул поверхностно-активных веществ непосредст-
венно по поверхности капли.
Учитывая высокую активность капель деэмульгатора и их
способность поглощать капли исходной змульспи, легко понять их
роль в процессе деэмульсации нефти при длительном транспортиро-
вании по трубопроводам. Дробление таких- капель в потоке создает
чрезвычайно большое количество активных глобу.т, способных,
вследствие многочисленных ударов но каплям ii.iacronoti воды, с те-
чением времени разрушить самые прочные из них
Говоря о дроблении капель, следует отметить, что механиче-
ское разрушение бронирующих оболочек на каплях пластовой воды
при их дроблении за счет интенсивной турбулизации способсгвуе!
появлению большого числа смешанных глобу.т; лавинообразный рост
числа которых обеспечивает быструю деэмульсацию нефти. Этим и
объясняется эффективность разрушения эмульсий, турбулвзованных
перед введением реагента или в етхэ присутствии. Таким образом, ме-
ханизм 'доведения водорастворимого реагент ю мобуя пластовой
воды при турбулизации потока в основном состоит в прямом перехо-
де поверхностно-активных веществ на глобулы пластовой воды при
столкновении капель и включает ряд щэследовагслыю протекающих
процессов; сближение капель, деформацию бронирующих оболочек,
смачивание и разрушение ее поверхносию-лктнвными веществами в
процессе контакта, слияние содержимого капель, сопровождаемое
быстрой ликвидацией бронирующих оболочек ил друз их участках
капель за счет поверхностных эффектов. Многочисленные сюлкно-
115
вопия капель, содержащих реагент, с глобулами пластовой воды, не
заканчивающиеся на определенном временном интервале их слияни-
ем, приводят к постепенному разрушению бронирующих оболочек на
каплях пласгоновводы за счет процессов адсорбции, происходящих
даже при их кратковременном контакте.
Исключительно важную роль в разрушении эмульсий и дове-
дении реагента до всех капель пластовой воды играют ограничиваю-
щие лоток оболочки, т.е. стенки аппаратов, труб, насосов и т.д. Бла-
годаря высокой смачивающей способности водные растворы де-
эмульгагров при постоянной бомбардировке каплями отвинчиваю-
щих поток стенок оборудования делают их гидрофильными. В ре-
зультате из них появляются сначала линзы, а затем сплошная толкая
пленка раствора реагента. Капли пластовой эмульсии, сталкиваясь с
неподвижной поверхностью стенок оборудования, например труб,
переходят в состав водной пленки. Достигнув критической толщины,
пленка частично срывается потоком в виде капель, обогащенных реа-
гентом, прочная бронирующая оболочка на которых возникнуть не
может. Естественно, что с неподвижными стенками оборудования
сталкиваются кати различного качества: как содержащие, так и не
содержащие деэмульгатор Постоянный обмен каплями со стороны
потока и пленки на поверхность оборудования с течением времени
обеспечивает возможность доведения реагента практически до любой
гзобулы, транспортируемой потоком. Об эффективности процессов
разрушения капель на стенках оборудования и возникающих на них
линзах, обогащенной реагентом воды, можно судить по данным ia6n,
1.14.
Таблица! 14
] —_________Количество слияний, %_____________
। Мест слияний ! всего { _______________я том числе________________
I i Д 1 Д I Д + И П? * С I на стенке Г_с шизой
В потоке______________________________________________________________________________I 19,6_| ^>,5 j 9,1 1 1 - "| -
| На поверхности | 80,4 | _ [ _ , - | 24,4 | 56
Подавляющее большинство зафиксированных при исследова-
ниях слияний (после турбулизации потока) приходится на стенки и
возникшие на них водные линзы. Поэтому стенки трубопровода или
другого аппарата могут играть роль не только ограничивающей по-
ток, непроницаемой для жидкости оболочки, но и инверсирующсго
экрана, активно разрушающего эмульсию и в значительной мере спо-
собствующего доведению реагента до каждой глобулы.
116
На этой основе возможно создание нескольких новых направ-
лении в технологии подготовки нефти. Трудности реализации одного
из них щ-раничиваюгся лишь подбором режима, обеспечивающею
максимальный диффузионный поток глобул на стенку за снег гурбу-
лентных пульсаций и броуновской диффузии. Другое направление
может быть связано с разрушением эмульсии на смоченных деэмуль-
гатором стенках аппаратов и в тонких зазорах, например, вращаю-
щихся барабанов, плоскостей, которые могут быть неподвижными
или совершать возвратно-поступательные движения, а также в (руб-
ча гых элементах с развитой поверхностью и г.д
Таким образом, экспериментальные исследования, выполнен-
ные с применением микрокиносъемки показали, что при турбулиза-
ции эмульсии совместно с реагенгом-деэмульгагором пропекает
сложный комплекс процессов, в том числе: механическое дробление
капель, сопровождаемое разрушением их бронирующих оболочек;
слияние капель различного качества в результате прямых столкнове-
ний в потоке и смешение их содержимого; интенсивное разрушение
капель на стенках труб и аппаратов, сопровождаемое образованием
водных лиаз и пленок, периодически срываемых потоком; разруше-
ние бронирующих оболочек капель под воздействием ПАВ за счет
миграционных эффектов непосредственно по поверхности капель;
равномерное распределение капель различного качества в объеме
нефти; накопление поверхностно-активных веществ па бронирую-
щих оболочках капель за счет многократных столкновений до кон-
центраций, приводящих к их разрушению [344-346].
1.3.11.1 РАЗРУШЕНИЕ ЭМУЛЬСИИ U СТАТИЧЕСКИХ И,ЦИКЛ МИЧЬСКИХ УСЛОВИЯХ
Зоны наиболее эффективного разрушения эмульсии с помо-
щью реагентов-деэмудьгагоров были установлены с применением
микрокиносъемки, которая позволяла наблюдать за процессами коа-
лесценции капель в объеме нефти, в зоне повышенной концентрации
(промежуточный слой) и на границе раздела фаз с дренаж! юй водой.
В разбавленных эмульсиях выдерживаемых я состоянии по-
коя с содержанием воды до 8%, тюбу;гы пластовой воды при комнат-
ной температуре практически не сливаются с каплями реагента и са-
ми капли различного качества сталкиваются весьма редко. Однако
капли реагента при столкновении друг с другом сливаются быстро
На первых порах оставалась неясной причина отсутствия процессов
слияния глобул пластовой воды с каплями раствора рсаюнта. Можно
было полагать, что она кроется в низкой температуре (20пС) проведе-
ния опытов. Однако дальнейшие исследования показали, что, хотя в
117
данном случае он не являлся решающим. Съемки промежуточного
слоя отличающегося высокой концентрацией капель воды, среди ко-
торых наблюдались включения глобул реа<ента, показали, что в этой
зоне процесс разрушения эмульсии осуществляется с высокой степе-
нью эффективности.
Интенсивный процесс разрушения глобул пластовой воды
был отмечен и на границе раздела сред нефть-дренажная вода, где
контактирующие с плоской поверхностью дренажных вод капли тита-
сговой воды разрушались довольно быстро. Отсюда следует, что на
скорость и эффективность разрушения эмульсии большое влияние
оказывает время, количество и энергия соударений (сжатия) контак-
тирующих Друг с другом капель. Если концентрация таких частиц в
нефти была сравнительно низка, глобулы пластовой воды, имеющие
прочные бронирующие оболочки из асфальто-смолнсгых веществ, в
результате кратковременных столкновений получали возможность
свободно перемещаться в любом открытом для движения направле-
нии, т.е. возникающие в результате флокуляции агрегаты распадались
гак же быстро, как и возникали. Ого исключало возможность их эф-
фективного слияния.
Результаты этих исследований впервые поставили под сомне-
ние возможность проявления в сколько-нибудь значительных мас-
штабах так называемого эффекта «дождевания» при разрушении
эмульсий. Была установлена также чрезвычайно важная роль в раз-
рушении эмульсии зон повышенной концентрации капель и границы
раздела сред неф(Ь-дренажная вода.
,Цля проверки возможности проявления эффекта «дождева-
ния» в горячих эмульсиях с повышенным содержанием воды над ря-
дом проб обводненных нефтей, плавающих на водной подушке было
распылено большое количество подкрашенного реагента (дисолвана),
соответствующее его расходу 3 кг/т. Гонкодисперсная взвесь окра-
шенных шариков реагента в течение 5 мин пронизала весь объем взя-
той для исследования эмульсии и вошла в состав подстилающей ее
воды, что были хорошо заметно по изменению окраски водного слоя
]]□ окончании процесса оседания капель, содержащих реагент, были
отобраны пробы эмульсии для определения количества оставшейся в
пей поды. Предполагалось, что если при столкновении глобул пла-
стовой воды с каплями раствора реагента происходит их слияние и
это сопровождается эффектом дождевания, то после распыления реа-
гента остаточное содержание воды в нефти должно снизиться. Одна-
ко результаты анализов это не подтвердили (табл. 1.15).
Т а б л и ц а 1.15
Содержа- ние воды в нефти,% Номер опыта Содержание остаточной воды (%) при времени отстоя, мин
После дождевания В контрольной пробе
5 10 15 5 Ш° 15
12,8 1 13,0 13,0 12,8 12,5 г 12,5 12,3
2 12,0 11,5 12,3 12,0 12,0 12,0
18,0 1 — 17,0 17,0 18,0 __ 18,0
2 — 18,0 — 16,5 — 18.0
3 - 18,0 - - 18,0 -
Остаточное содержание воды в нефти не изменилось ни после
10, ни после 15 мин дополнительного отстоя. Следовательно, слияние
глобул пластовой воды с каплями реагентоносителя в объеме нефти в
условиях отстдя практически не происходит.
О характере разрушения эмульсии в процессе ее интенсивной
турбулизации можно судить из следующих данных. В нагретую до
60°С нефть был введен реагент (дисолван) из расчета 50 г/т. Для
оценки влияния фактора турбулизации эмульсия была тщательно пе-
ремешана в течение 1 мин в мешалке при скорости вращения 900
об/мин и оставлена на 14 мин для отстоя. После этого в пробах нефти
определяли остаточное содержание воды стандартным методом. В
другую группу отстойников была помещена эмульсия, которую пере-
мешивали 10 мин, но отстаивали только 5 мин. В обоих случаях сум-
марное время обработки составляло 15 мин. Даже при сниженном
времени отстоя в случае предварительного интенсивного разрушения
глобул воды в присутствии реагента за счет турбулизации эмульсии
качество' полученной нефти оказалось лучше почти вдвое (табл. 1.16).
Таблица 1.16
Серия опытов Содержание воды в сы- рье, % Расход реагента, г/т Турбулизация, мин Отстой, мин Содержание остаточной воды, %
1 12,6 50 1 14 5.7
2 То же То же 10 5 3,9
Из таблицы 1.16 видно, что на интенсивность разрушения
эмульсии влияет не столько время отстоя, как фактор разделения не-
смешивающихся жидкостей, всегда учитываемый при разработке
проектов установок по подготовке нефти, сколько гидродинамиче-
ский эффект, проявляющийся в разрушении глобул воды при интен-
сивной турбулизации потока, который, к сожалению, в расчет ни в
1 19
одном из проектов ранее не принимался. Это же оказалось справед-
ливым и при более умеренной турбулизации эмульсии. При этом бы-
ло отмечено высокое остаточное содержание воды в нефти. Этими
опытами еще раз было подтверждено, что снижение уровня турбу-
лентности и уменьшение энергии соударения капель приводят к
ухудшению результатов.
Таблица 1.17
Номер опыта ! Содержание ; воды в сы- рье, % Расход дисол- вана 4411, г/т , Температу- ра, °C При вращении мин В статике
Время турбули- зации Содерж- иие оста- точной воды, % Время отстоя Содержа- ние оста- точной воды, %
1 12,0 40 65-70 10 Следы 10 6,4
15 10 6,0
2 14,8 40 60 15 0,42 15 6,2
15 0,36 15 5,6
3 14,6 40 50 20 0,4 20 4,3
20 0,72 20 4,8
4 14,8 30 65-70 15 0,12 15 5,2
15 0,24 15 4,4
5 14,8 30 60 20 0,24 20 5,0
20 0,48 20 5,2
б 14,6 30 50 30 0,6 30 5,6
30 0,48 30 6,0
Оценка влияния гидродинамического фактора на интенсив-
ность разрушения эмульсии и глубину обезвоживания нефти при вы-
сокой температуре была проведена в следующей, более близкой к
производственным условиям серии опытов (см. таблица 1.17).
Результаты других опытов (см. рис. 1.33) так же подтверждают
правильность сделанных выводов об исключительной важности гид-
родинамического фактора в процессе разрушения эмульсии и необхо-
димости его учета при разработке технологических процессов подго-
товки нефти. В самом деле, при разрушении эмульсии в динамике
остаточное содержание воды в нефти оказывается намного ниже, а
при проведении опытов в статике - 5%. Из таблицы 1.17 видно, что
продолжительность действия гидродинамического фактора изменя-
лась от 10 до 30 мин и при этом были получены положительные ре-
зультаты. Данные таблицы 1.17 говорят и о том, что с увеличением
температуры улучшается качество обработанной нефти. Вопрос о ра-
циональном времени действия гидродинамического фактора должен
120
решаться каждый раз конкретно, в зависимости от стойкости эмуль-
сии, типа применяемого реагента и температуры нагрева.
В другой серии опытов были поставлены на отстой нагретые
до 70°С три группы проб эмульсии с введенным в них реагентом, ко-
торые предварительно перемешивались в мешалке со скоростью 160,
300, 650 об/мин. Время перемешивания изменялось от 0 до 15 мин. О
динамике разрушения эмульсии судили как по количеству воды, от-
стоявшейся от нефти через определенные интервалы времени, а так и
по ее остаточному содержанию в нефти (рис. 1.31-1.32).
Рис. 1.31. Зависимость степени
обезвоживания (Е) эмульсии от
времени перемешивания (t) для
скорости вращения вала
мещалки 650 об/мин.
1 - 5 - время отстоя соответственно 180,
120, 90, 60, 30 мии,
По характеру изображенных на графиках кривых можно сде-
лать три весьма важных вывода. Общие выводы сводятся к тому, что
при интенсивной турбулизации эмульсии с реагентом, моделирую-
щим резко выраженный турбулентный режим движения нефти, глу-
бина ее обезвоживания, при прочих равных условиях, выше, чем при
слабом турбулентном режиме.
Рис. 1.32. Влияние времени
обработки (t) на степень
обезвоживания (Е) при различном
уровне турбулентности.
1 - 3 - скорость вращения мешалки соответ-
ственно 160, 300, 650 сб/мии.
121
Влияние гидродинамического фактора на глубину разрушения
эмульсии при различном времени ыэзцейсгьии и слаоо выраженном
•|-урбулс)пном режиме проявляется неудовлетворительно.
При четко выраженном турбулентном режиме влияние гидро-
динамического фактора па глубину разрушения эмульсии при раз-
личном времени воздействия имеет оптимум.
В этих опытах оптимальным временем турбулизации оказа-
лось 10- мин (эю время турбулизации уже нагретой до 65°С эмуль
сии) [35].
Результаты асех рассмотренных выше опытов убедительно
доказали, чю не всякая турбулизация потока в присутствии реагента,
как это полагали раньше, приводит к вредному дроблению эмульсии
в такой степени, чтобы это обусловливало повышение ее стойкости,
Этот вывод оказывается справедливым даже для условий относитель-
но длительного перемешивания, которое, однако, также имеет свой
предел Рассмотрим эти вопросы несколько подробнее.
На рис. 1 32 представлен график влияния времени турбулиза-
ции ри различной степени турбулентности на глубину обезвоживания
ромашкинской нефти. Очевидно, что для каждой С1епени турбулиза-
ции потока существуй оптимальное время движения эмульсии в га-
ком режиме. В пределах этого времени глубина обезвоживания ока-
зывается максимальной. Например, при скорости вращения мешалки
п - 160 об/мин оптимальное время перемешивания составляет 7 мин.
Глубина обезвоживания нефти после двухчасового отстоя составляет
около 60%. При увеличении времени турбулизации потока до 15 мин
глубина обезвоживания снижается до 45%. При вращении мешалки
со скоростью порядка 300 об/мин максимальная глубина обезвожива-
ния 95% была достигнута через 15 мин турбулизации. При увеличе-
нии скорости вращения до 650 об/мин и турбулизации нефти в тече-
ние 10 мин глубина обезвоживания составила 88%.
Из результатов этих исследований видно, что фактор турбу-
лентности и продолжительность его воздействия оказывают значи-
тельное влияние на эффективность разрушения эмульсии Таким об-
разом, вопрос о iqm, каким должен быть режим движения эмульсии
для се более эффективного разрушения, решается в пользу динамики.
Технология подготовки нефти, основанная на стремлении создать
идеальные условия для отстоя обработанной реагентом эмульсии,
должна уступить место более эффективным методам разрушения
эмульсии с использованием гидродинамических эффектов.
Еще более наглядно разница в глубине разрушения эмульсии,
обрабатывавшейся в статических и динамических условиях, видна из
следующих данных.
122
После кратковременного смешения нагретой эмульсии с реагентом ее
ставили на отстой. Другую пробу, моделируя движение обработанной
реагентом нефти по трубопроводам, сначала интенсивно перемеши-
вали и затем ставили на отстой на 1 ч. Суммарное время движения и
отстоя нефти при проведении опытов в динамике принималось рав-
ным временем отстоя нефти, обезвоживаемой в условиях статики.
Результаты исследований представлены на рис. 1.33.
Рис.1.33. Степень обезвоживания
эмульсии в динамических и
статических условиях.
AW - остаточное содержание воды; г -время
обработки; 1 - 2 - в статике при расходе
деэмульгатора 30-40 г/т соответственно; 3 - 4 - в
динамике при тех же условиях.
На оси абсцисс для получения сопоставимых данных отложено время
отстоя нефти (кривые 1-2, опыты в статике) и суммарное время пере-
мешивания и отстоя (кривые 3-4, опыты в динамике). Температура
проведения опытов 18-20°С, расход реагента 30 г/т (кривые 1, 3) и 40
г/т (кривые 2,4).
Процесс разрушения эмульсии й последующее отделение во-
ды от нефти осуществляются с большой степенью эффективности
после предварительной длительной турбулизации эмульсии (кривые
3, 4) по сравнению с обычным отстоем обработанной реагентом
эмульсии в течение такого же времени (кривые 1, 2). В опытах (кри-
вые 3 и 4) изменение нормы расхода реагента с 40 до 30 г/т незначи-
тельно сказалось на результатах. Достигнуто глубокое обезвоживание
обработанной реагентом эмульсии, что указывает на полноту исполь-
зования реагента. Характерно, что такое глубокое обезвоживание
нефти (остаточное содержание воды менее 1%) было достигнуто при
сравнительно низкой температуре. При обезвоживании нефти обыч-
ными «классическими» методами снижение нормы расхода реагента
в трх же пределах привело к резкому ухудшению качества обработки
нефти и увеличению содержания воды в ней от 1 до 4%.
Однако можно предвидеть, что дополнительная интенсивная турбу-
лизация потока, содержащего большое количество воды в виде круп-
ных капель, к этому же результату не приведет. Здесь эффект распре-
деления реагента между каплями воды в какой-то мере может ока-
123
заться нейтрализованным уменьшением их размеров за счет дробле-
ния. Эти предложения были проверены на эмульсиях азнакаев-ской,
сулеевской, миннйбаевской и кама-исмагиловской нефтей. Пробы
эмульсии с введенным в нее реагентом (дисолван) помещали в стек-
лянные сосуды и подвергали турбулизации в течение определенного
времени при одновременном нагревании до 50°С. Время турбулиза-
ции принимали 2, 4, 6, 8, 10, 12 и 20 мин. Диаметр турбинки мешалки
24 мм, высота - 20 мм; угол наклона турбинок 30°С, скорость враще-
ния 1000 об/мин. Параллельно ставили контрольные опыты для на-
блюдения за динамикой разрушения эмульсии с введенным в нее реа-
гентом в условиях покоя. Время отстоя проб нефти принимали оди-
наковым. Часть проб выдерживали в бане до полного отстоя. О влия-
нии времени турбулизации на степень обезвоживания можно судить
турбулизации эмульсии на
длительность отстоя, обеспе-
чивающего одинаковую сте-
пень обезвоживания.
Из нефтей: 1 •“ чмшмннской; 2 -
миннкбаевской; 3 - азиакаевскоЙ.
по характеру кривых рис. 1.34.
Опыты с эмульсией из
азнакаевской нефти показали, что
при турбулизаци нагретой нефти в
течение 2 мин время отстоя для дос-
тижения остаточного содержания
воды около 0,38% оказалось одина-
ковым с временем отстоя в условиях
статики. При увеличении времени
турбулизации до 4 мин необходимое
время отстоя сокращается до 25
мин; интенсивное перемешивание
нефти в течение 6 мин обеспечивает
снижение времени отстоя уже до 10
мин. Дальнейшее увеличение
времени турбулизации проб нефти
на продолжительности отстоя
практически не сказывается. Таким
образом, 6-минутная турбулизация
нагретой до 50°С эмульсия с
введенным в нее
реагентом-деэмульгатором
позволяет снизить время отстоя в
6-7 раз при одновременном
некотором улучшении качества
подготавливаемой нефти.
Аналогичные результаты
были получены в опытах с
эмульсией из миннибаевской нефти. Так, при 2-минутной турбулиза-
124
ции эмульсии время отстоя (остаточное содержание воды 1,1%) со-
ставляло 90 мин, а при отстое нефти в условиях покоя время, необхо-
димое для достижения такой же глубины обезвоживания, составляло
3 ч. Перемешивание эмульсии в течение 4 мин обеспечивает отделе-
ние основной части воды от нефти за 50 мин (остаточное содержание
воды 0,42%). Дальнейшее увеличение времени турбулизации до 8-10
мин сокращает необходимое время отстоя до 5-10 мин при одновре-
менном резком увеличении качества (содержание солей 500 мг/л про-
тив 1500 мг/л).
Как и ожидалось, опыты с эмульсиями на сулеевской и кама-
исмагиловской нефтей имели несколько иные результаты. Увеличе-
ние времени турбулизации эмульсии из сулеевской нефти от 2 до 12
мин и уменьшению времени отстоя не привело. Это объясняется как
высоким содержанием воды в нефти (около 30%), так и интенсивным
перемешиванием эмульсии. Высокое содержание воды в нефти обу-
словливает высокую вероятность взаимного столкновения и слияния
глобул в течение самого короткого времени. Вместе с тем сулеевская
эмульсия характеризовалась большим размером глобул и при пере-
мешивании диспергировалась, что нейтрализовало эффект от введе-
ния реагента в каждую глобулу. Это говорит о том, что крупнодис-
персные эмульсии в интенсивной турбулизации не нуждаются.
Таким образом, турбулизация стойких эмульсий в условиях
нагрева значительно уменьшает время отделения воды от нефти и
открывает широкие возможности по повышению производительности
действующих установок. О существовании оптимального уровня тур-
булизации потока можно судить по лабораторным данным (рис. 1.35).
Сравнивая ход кривых, можно сделать вывод, что для дости-
жения высокой глубины обезвоживания нефти степень турбулентно-
сти потока, характеризуемая числами Re = 1500 - 2000, явно недоста-
точна.
Рис. 1.35. Зависимость степени
обезвоживания F. от чисел
Рейнольдса при перемешивании.
I 5 - время перемешивания соответственно 1.
5, 10, 20 и 30 мин.
125
Не привело к увеличению глубины обезвоживания при данном уров-
не турбулентности потока и увеличение времени турбулизации. Так,
глубина обезвоживания нефти оказалась не выше 60%. При повыше-
нии скорости вращения турбинки мешалки до 3000-4000 об/мин и
увеличении числа Re до 5000 глубина обезвоживания нефти при по-
следующем отстое резко возросла (99-100%).
Весьма характерно, что кривые 2 и 3 имеют максимум по глу-
бине обезвоживания при времени перемешивания 5 и 10 мин соответ-
ственно. Дальнейшее возрастание времени турбулизации эмульсии до
30 мин привело к ухудшению результатов.
Наибольший эффект за счет [урбулизации потока достигается
при обработке стойких эмульсий, средний диаметр глобул которых
меньше среднего диаметра капель воды в нефти, которые могут су-
ществовать при дарной шепени турбулентности. Однако если сред-
ние размеры капель обрабатываемой эмульсии значительно превы-
шают средний устойчивый диаметр капель воды, то эффект i идроди-
намическопэ воздействия окажется нейтрализован процессом дробле-
ния капель эмульсии для интенсификации процесса разрушения
эмульсии необходимо будет подобрать более мягкий режим турбули-
зации.
В пользу целесообразности турбулизации потока и предвари-
тельного укрупнения капель перед поступлением эмульсии на отстой
свидетельствует и следующие результаты расчета скоростей оседания
глобул пластовой и пресной водьт п зависимости от их размеров и
температуры, Эти два параметра неодинаково влияют на скорость
осаждения глобул на дно отстойных аппаратов или на границу разде-
ла фаз нефть—слой дренажной воды, Так, для глобул пресной воды
размером 1 мк при увеличении температуры от 20 до 100°С скорость
оседания возрастает в б раз, а при сохранении температуры без изме-
нения, но увеличении глобул до 100 мк - в 10 000 раз. Такая же зако-
номерность отмечается и для глобул пластовой воды. Разница состо-
ит лишь в гом, что глобулы пластовой воды (плотность 1,1778 г/см3)
могут оседать на дни аппаратов быстрее, чем пресной. Отсюда следу-
ет, что управление процессом укрупнения глобул пластовой воды при
деэмульсации нефти является более аффективным, чем повышение ее
температуры. Так, если для досшжения определенной скорости осе-
дания в нефти глобул пластовой воды диаметром 10 мк необходимо
поддерживать температуру 75^С, то для глобул размером 20 мк - все-
го лишь 20иС.
Перспективы низкотемпературной деэмульсации нефти свя-
заны с решением вопроса укрупнения глобул пластовой воды перед
ее отстоем. Наиболее экономично эта задача может бьпь разрешена с
126
помощью промысловых трубопроводов-каплеобразователей, транс-
портирующих нефть к резервуарам товарных парков и специально
смонтированных трубопроводов-каплеобразователей на установках
по подготовке нефти.
Таблица 1.18
Содержание воды в сырье,% | Расход дисолвана | 4411, г/т Температура, °C Модель трубопровода Опыты в статике
Г оризонтальная Вертикальная | Время отстоя, мин i ! I Содержание оста- точной воды. %
время прохожде- ниячерез трубки, мкм 1 Время отстоя, мин Содержание оста- точной воды. % 1 время прохожде- ния через трубки, | мкм | Время отстоя, мин Содержание оста- точной воды, %
14,8 30 50 30 45 0,21 30 15 3,2 45 2,8
15,2 30 50 30 15 0,4 30 15 3,6 45 4,0
14,0 30 50 30 15 0,48 30 15 3,8 45 3,2
14,2 30 60 30 15 0,12 30 15 2,0 45 2,6
14,2 30 60 30 15 0,27 30 15 2,4 45 2,8
14,4 30 60 30 15 0,48 30 15 2,2 45 2,4
12,4 30 70 30 15 0,24 - - - 45 2,2
12,4 30 70 30 15 0.54 - - - 24 2,6
Следующая серия исследований, выполненных в лаборатор-
ных условиях, существенно отличается от предыдущих. Она дает
возможность оценить особо благоприятные условия, в которых дей-
ствие гидродинамического фактора оказывается наиболее эффектив-
ным при движении эмульсии в трубопроводах.
Сущность опытов состояла в следующем (см. табл. 1.18).
Проба равномерно перемешанной эмульсии с введенным в нее реа-
гентом была разделена на три части. Одну часть поместили в отстой-
ники для отделения воды от нефти обычным способом, а две другие
были пропущены через модели трубопроводов диаметром 8 мм и
длиной 20 м, смонтированных в горизонтальной и вертикальной
плоскостях; время движения эмульсии по модели трубопровода 30
мин (рис. 1.36).
Предполагалось выяснить, как проявит себя гидродинамиче-
ский фактор при отсутствии условий для расслоения эмульсии в тру-
бопроводе при ламинарном режиме ее движения. Наиболее высокое
остаточное содержание воды в нефти оказалось при отстое эмульсии
127
в статических условиях и движении ее по модели вертикального тру-
бопровода.
Рис. 1.36. Схема установки для определения влияния гидродинамического
фактора на глубину обезвоживания нефти при разрушении в модели трубо-
проводов.
1 - емкость с исходной эмульсией (содержание воды 14%); 2, 3 - соответственно вертикально и горизонталь-
но расположенные трубопроводы; 4 - отстойник 3; 0,35; 2,6% - остаточное содержание воды в нефти.
Плохое расслоение эмульсии в статических условиях можно объяс-
нить отсутствием достаточно сильных соударений глобул пластовой
воды с шариками распыленного реагентоносителя в зоне их повы-
шенной концентрации (граничный слой). Недостаточная эффектив-
ность разрушения эмульсии в модели вертикального трубопровода
объясняется практическим отсутствием для глобул эмульсии возмож-
ности образовывать такой промежуточный слой. Разрушение эмуль-
сии осуществлялось в основном при соударении глобул у вертикаль-
ных стенок модели труб и столкновении глобул с пленочной водой,
возникшей на этих стейках.
Движение эмульсии в горизонтальном трубопроводе обуслов-
ливает возможность образования не только границы раздела фаз
нефть-вода, но и возникновение промежуточного слоя, характери- •
зующегося высокой концентрацией глобул пластовой эмульсии, что
создает условия для их тесного контакта и последующего разруше-
ния. Возможность возникновения промежуточного слоя в движущем-
ся потоке обусловлена распределением частиц в потоке по вертикали
под действием сил гравитации в соответствии с выражением:
n = Be’mgh/kT (1.72)
128
где г - число частиц с массой m по высоте h; В и к - соответственно
константа Больцмана и опытный коэффициент
Сущность более эффективной работы горизонтального трубо-
провода с его вертикальными участками состоит в концентрации наи-
более крупных капель эмульсии в центральной части потока, где ско-
рость его наибольшая. Это явление объясняется параболической эпю-
рой скорости но сечению по гока и движением капель под воздействи-
ем составляющей скорости, увлекающей крупные частицы из области
меньших в зоны более высоких скоростей. Такие явление наблюдает-
ся и в горизонтальных, и в вертикальных трубопроводах, в связи с
чем в контакт с поверхностью трубопровода входят в основном наи-
более мелкие капли. Но в горизонтальном трубопроводе этим тенден-
циям противостоит гравитация. Поэтому оказывается возможным по-
явление граничного слоя и подстилающей пленки воды.
Другими словами, горизонтальный трубопровод оказывается
более универсальным, так как при движении по нему эмульсии обес-
печивается контакт со стенками как крупных, гак и мелких капель.
При движении на большие расстояния эффект оттеснения н зону кон-
такт?. со стенками трубопровода мелких капель обусловливает воз-
можность глубокого разрушения эмульсии за счет наиболее трудно
разрушаемой ее части. Это проявляется в возможности более глубо-
кого обессоливания нефти на НПЗ, наиболее удаленных от промы-
слов.
Количественно эффективность разрушения чмупъсии на гра-
нице раздела фаз нефть-дренажная вода оценивали следующим обра-
зом. Пробы эмульсий трех типов разделяли на две группы Одну из
них поместили на водную подушку, представляющую раствор де-
эмульгатора, а в другую деэмульгатор был введен обычным способом
и водная подушка не предусматривалась. Затем обе группы ставили
на 4 ч на отсгой в термостат при 60-70аС. после чего обычным мето-
дом в них определяли остаточное содержание воды. Эмульсия первой
группы могла разрушаться практически только на границе раздела
фаз, а второй группы - в объем нефти, в промежуточном сдое и на
границе раздела фаз. Таким образом, была получена вашожнасть
оценить степень деэмульсации нефти в условиях классического от-
стоя за счет работы только границы раздела фаз, с одной стороны, и
промежуточного слоя вместе с объемом нефти - с другой (табл. 1.19).
Из таблицы 1.19 видно, что половина всех процессов, приво-
дящих к разрушению эмульсии и отделению воды от нефти в услови-
ях обычного отстоя происходит «а границе раздела фаз
>-И1
129
нефть-дренажная вода. Следовательно, развитая гидрофильная по-
верхность является весьма эффективным техническим средством ин-
тенсификации разрушения эмульсии, что находится в полном согла-
сии с рассмотренными выше теоретическими предпосылками.
Т а б л и ц а 1.19
Эмульсия Количество воды, %
в объеме нефти жуточном слое и проме- на границе раздела фаз
Азнакаевская 1 44 56
Сулеевская2 57 43
Примечание: 1 Расход реагента 20 г/т; 2 Расход реагента 40 г/т.
Еще больше на разрушение эмульсии влияет вибрирующая
граница раздела фаз [55, 60, 82].
В результате лабораторных и промысловых исследований [60,
83], в процессе которых осуществлялось импульсное воздействие на
границу раздела фаз со стороны водной среды, было установлено, что
процесс расслоения эмульсии ускоряется на,20-25%. При равном
времени отстоя качество обработанной нефти улучшается на 20%.
При возмущении границы раздела сред со стороны нефти положи-
тельного эффекта по вполне понятным причинам получено не было.
В результате промышленной проверки этой идеи непосредственно на
действующей установке [82] было достигнуто улучшение качества
нефти в 2-4 раза; производительность отстойника в зависимости от
качества обезвоженной нефти возросла в 1,8 -1,5 раза. Производи-
тельность отстойной аппаратуры при импульсном воздействии на
границу раздела сред нефть-вода может быть оценена по следующей
формуле:
Q = 2,56b2 + 17,5b + 43, (1.73)
где Q - расход жидкости через отстойник, м3/ч; b - заданное остаточ-
ное содержание воды в нефти, %.
Подача сырья в водоотделительные устройства под уровень
раздела фаз является одним из наиболее эффективных способов, при-
чем качество товарной нефти улучшается при многократной подаче.
Об этом свидетельствует серия специально проведенных опытов,
сущность которых состоит в том, что пробы эмульсии воды в нефти
пропускались через четыре последовательно соединенных отстойника
таким образом, что нефть в первый из них поступала под уровень
130
раздела фаз нефть -дренажная вода и отводилась затем из него под
уровень дренажной воды следующего отстойника и т.д. Общее время
движения нефти составляло 55 мин. Поскольку поток нефти был не-
прерывным, в каждом отстойнике нефть находилась одинаковое вре-
мя.
Таблица! .20
Содержание остаточной воды, %
*5 СО при прохождении.через отстойники При прохождении
S I a u через модель тру-
§ 2 ж 3 1 Без под слой бопровода и от-
8-i о О £3 дренажной воды дренажной воды стойники с дре-
о о « & важной водой
1 — 8,0 8,8 -
1 2 — 4,0 4,0 —
3 — 2,0 0,96 -
4 2,16 1,08 0,72 —
1 — 8,2 7,2 0,24
П 2 — 4,0 3,2 —
3 - 1,2 0,66 —
4 2,4 1,2 0,48 —
1 — 8,8 9,6 0,12
III 2 - 3,6 1,2 0,34
3 1,8 0,84 —
4 2.8 0,96 0,42 -
Для контроля были поставлены опыты с другой группой от-
стойников, в которых не было дренажной воды. Методика подготовки
пробы нефти с реагентом от других опытов не отличалась. Одновре-
менно с этим две другие группы опытов позволяли сделать заключе-
ние об эффективности разрушения эмульсии в условиях классическо-
го отстоя и сочетания ввода эмульсии под слой дренажной воды с
предварительным разрушением эмульсии в моделях трубопроводов.
Общее время от начала проведения опытов до момента отбора проб
также составляло 55 мин. Результаты исследований представлены в
таблице. 1.20.
Интересно, что после однократной промывки остаточное со-
держание воды всегда (после первого отстойника) оказывалось таким
же, как и при подаче нефти под уровень дренажных вод. Это объяс-
няется сравнительно высокой скоростью движения нефти и тем, что в
первом отстойнике успела отделиться грубодисперсная часть эмуль-
сии, которая во всех пробах была распределена равномерно. Пробы,
отобранные в трех последующих отстойниках, показали четко выра-
женную тенденцию к снижению остаточного содержания воды в неф-
131
ти, следовательно, и улучшению ее качества. Опыты проводили при
температуре 70°С; расход реагента (дисолван 4411) 45 г/т; содержа-
ние воды в сырье 26; 0; 28,8%.
Из этих опытов следует, что при многократной промывке дей-
ствительно улучшается качество товарной нефти. Причем наилучшие
результаты были получены при предварительном пропускании нефти
через модель трубопровода. При этом остаточное содержание воды в
нефти изменялось от «следов» до 0,24%. В то же время пробы обыч-
ным образом отстаивавшейся нефти показали высокое содержание
остаточной воды (от 2,4 до 2,8%).
1.3.11.8. РАЗРУШЕНИЕ ЭМУЛЬСИИ В ПРИСТЕННОМ СЛОЕ
С целью изучения влияния процессов разрушения эмульсии
на стенках сосудов при турбулизации потока на глубину и темпы
обезвоживания нефти были выполнены исследования с нефтью, об-
водненной до 15%. Смешение проб эмульсии с деэмульгатором (из
расчета 50 г/т) и турбулизацию потока проводили в сосудах различ-
ного диаметра (172, 85 и 70 мм) лабораторной мешалкой в течение 1
мин со скоростью 1000 об/мин. Разный уровень в сосудах обеспечи-
вал одинаковую глубину погружения мешалкй в объем нефти. После
турбулиации пробы нефти в делительных воронках ставили для от-
стоя в термостат при температуре 50°С. Динамика отстоя и остаточ-
ное содержание воды приведены в таблице 1.21 и на рис. 1.37.
Наиболее интенсивно отстой происходит в сосуде наимень-
шего диаметра. В этой пробе отделение основной массы воды проис-
ходит за 90 мин. В менее быстром темпе, с отстаиванием на полчаса,
отделялась вода из пробы сосуда диаметром 85 мм.
Наиболее медленно, особенно в первые два часа, происходило выде-
ление воды из пробы сосуда наибольшего диаметра. Максимальный
отстой в этой пробе наблюдался лишь через 150 мин.
Таблица 1.21
Диаметр сосуда, мм Отбтой воды (в %) за время, мин Содер- жанис остаточ ной воды, %
15 30 60 90 120 150 180 210 240
70 3,7 6,0 12,7 14,7 15,0 15,0 15,0 15,0 15,0 0,12
85 2,5 5,0 10,0 12,5 13,5 15,0 15,0 15,0 15,0 Следы
172 0,6 4,0 8,7 10,2 12,2 14,0 14,0 14,0 14,0 0,6
132
Поэтому бесспорным является не только то, что влияние процесса
разрушения эмульсии на стенках сосудов на скорость деэмульсации
нефти велико, но и то, что понятие перемешивания эмульсии включа-
ет процесс ее разрушения на стенках сосуда за счет центробежных
эффектов, что может и должно учитываться при конструировании
аппаратов для деэмульсации нефти.
Рис. 1.37. Кинетика отделения воды от
нефти при турбулизации эмульсии в
сосудах разных диаметров и
последующем отстое.
1 - 3 - диаметры сосудов 70, 85 100 мм соответ-
ственно..
Эти же явления должны
учитываться и для правильной оценки возможности изменения рео-
логических свойств и стойкости эмульсий в процессе их транспорти-
рования по притяжным коммуникациям.
Во второй серии исследований, проводимых с целью оценки
влияния стенок сосуда на разрушение водонефтяных эмульсий, от-
сутствовали центробежные составляющие скорости, способные дос-
тавить капли до стенок сосуда. Эффективность разрушения эмульсии
на стенках сосудов определяли в условиях статики путем замера ко-
личества воды, выделяющейся на стенках сосуда и в объеме нефти
при ее отстое. Для этого использовали специально изготовленную
делительную воронку. Вода, выделяющаяся на стенках при отстое,
отбиралась через кольцевое углубление с боковыми отводами, выде-
ляющаяся из объема нефти - через нижний отвод. Для предотвраще-
ния попадания в кольцевое углубление воды, выделившейся из объе-
ма нефти, вставляли специальную воронку, отводящую этот объем
воды на дно сосуда и обеспечивающую кольцевую щель шириной
0,25 мм. Площадь зазора составляла 4,74 от поперечного сечения со-
суда, изменяемого для отстоя эмульсии. Результаты опытов приведе-
ны в таблице 1.22 (содержание воды в сырье составляло 30%):
133
Таблица 1.22
Количество воды, выделившейся
в объеме на стенках сосуда
нефти, % от общего количества выделившейся воды, %
15,0 6,0 28,6
9,5 6,3 40,0
11,0 7,5 40,5
10,0 4,5 31,0
Среднее - 35,0
На стенках сосуда в условиях покоя за счет броуновской
диффузии и последующего разрушения капель выделилось от 28 до
40% (в среднем около 35%) от ее общего первоначального содержа-
ния в нефти. Отсюда следует, что пристенный эффект разрушения
эмульсии в 10 раз выше объемного, что необходимо учитывать при
проектировании оборудования, предназначенного для деэмульсации
нефти. С учетом такой высокой эффективности разрушения на стен-
ках оборудования в присутствии реагента глобул пластовой воды был
выполнен ряд экспериментов для исследования возможности интен-
сификации разрушения эмульсии в оборудовании специальной кон-
струкции. Отстой эмульсии осуществляли в делительных воронках
заполненных по всему объему стеклянными трубками диаметром 5
мм и длиной, равной высоте воронки. Параллельно ставили пробь
для отстоя в обычных делительных воронках. Воронки с пробамг
нефти помещали горизонтально для отстоя в термостат. Эмульсин
нефти, обводненной до 30%, предварительно подогревали до темпе
ратуры отстоя, перемешивали в течение 1 мин лабораторной мешал
кой с дисолваном 4411 из расчета 30 г/т и ставили для отстоя на 15
30, 45 и 60 мин. Температура подогрева и отстоя в двух сериях опы
тов была принята соответственно ВО и 40°С. Результаты исследование
приведены в таблице 1.23.
Из таблицы видно, что с течением времени количество выде
ляющейся на дно сосудов воды возрастет. Причем в пробах поме
щенных в воронках, снабженные коалесцирующими трубками, коли
чество отстоя гораздо выше, чем в обычных параллельных проба?
Остаточное содержание воды в нефти при разных интервалах отсто
при использовании воронок, снабженных коалесцирующими трубкг
ми, несколько ниже содержания воды в нефти, отстаивавшейся
обычных воронках.
Процессы разрушения глобул воды на стенках аппаратов ш
блюдались и при измерении вязкости эмульсий ротационным виске
зиметрим. Отмечалось снижение вязкости эмульсий, обработанны
134
дисолваном 4411, особенно при повышенных температурах. что обу-
словлено выделением воды
Г а li а ицд I 23
№№ Содержа- Темпера- OlCTUil виды (и К 1) аа ирсмя, мин Содержа-
НИС воды тура ние вилы
в сы- оюкм/С 2S 30 43 60 з сырье.
рье.% %
1 28,0 30,0 г 23,0 11.2
2 28,(1 30,0 20,0 - 16,0
3 28.0 30,0 28 О - 5,о
4 28,0 30,0 — 19,0 - 20,0
28,0 30,0 37,0 3.2
6 28,0 30,0 21.5 1 1 2
7 28,0 30,0 38,0 4 8
к 28,0 30,0 - 28,0 ),6
у 32,0 30,0 37,0 - 9,6
10 32,0 30,1) 15.U - 12,5
11 32,0 30,0 38 8 8
12 32,0 30,0 31,0 13,6
13 32,0 30,0 — 48,0 - 1.2
14 32,0 30,0 31,5 - 15,2
15 32,0 30,0 - 36,0 8,0
16 32,0 30,0 30,0 14,4
17 29,6 40,0 31,0 - 12,0
18 29,6 4 () 23,0 - 20,')
19 29,6 40,0 39,0 -
20 29,й 4,0 32,0 - 16,8
21 29,6 40,0 - 48,0 0,0
22 29,6 4.0 - 37,0 12.0
23 29,0 40,0 - 49,0 2.4
24 29,6 4,0 - 45,0 3,0
Примечание Ыечешые воровки заполнены шскляппымн коалесцирующими
I рубками
Для более легального исследования этого явления и установ-
ления возможности интенсификации процессов деэмульсации нефти
за счет разрушения шобул в топких слоях были выполнены специ-
альные исследования, в процессе которых измеряли вязкос1ь эмуль-
сии и определяли последующую динамику ее расслоения при темпе-
ратуре 20°С (рис. 1.38).
Поверхности измерительных цилиндров вискозиметра обра-
батывали 2%-ным раствором дисолвана 4411. После испарения воды
на поверхности цилиндров и образования поверхностно-активного
слоя дисолвана определяли зависимость глубины и темпов отделения
воды от времени обработки эмульсии вращением в тонком зазоре.
Рис. 1.38. Изменение количества
выделившейся воды в зависимости от
времени вращения ротора
вискозиметра.
1,2- эмульсии, соответственно обводненные до 20
и 31,2%.
Таблица 1.24
Продолжи- тельность вращения, мин Количество выделившейся воды (в % от общего содержания) при времени отстоя, мин Содержа- ние оста- точной воды, %
0 5 10 15 30 60 90 120
1 10,1 23,4 25,4 35,6 56,0 71,2 76,4 76,4 9,4
2 13,5 13,5 26,9 33,7 60,6 74,0 80,8 80,8 5,7
3 12,7 12,7 12,8 25,7 51,5 70,8 77,2 77,2 7,1
4 0,0 0,0 16,3 21,8 71,0 79,5 79,5 79,5 6,7
5 11,6 32,1 34,3 57,9 75,0 80,9 80,9 80,9 6,6
6 11,4 22,8 34,2 39,9 79,8 79,8 79,8 79,8 7,1 ’
7 12,5 18,6 25,0 37,6 62,8 81,5 81,5 81,5 5,9 ..
8 31,2 37,5 43,8 50,0 56,5 87,5 87,5 87,5 4,0
9 14,2 28,4 35,4 71,2 71,2 71,2 78,2 87,5 4,1
10 13,4 33,4 67,0 74,0 80,5 80,5 87,5 87,5 3,8
136
Была принята следующая методика исследований. При включении
прибора и затем по мере изменения вязкости с увеличением времени
вращения измерительного цилиндра фиксировали ее значение; по
окончании опытов было измерено количество выделившейся воды и
определено ее остаточное содержание нефти (содержание воды в
нефти 31,2%). Пробы эмульсии обрабатывали в тонком зазоре (0,4мм)
от 1 до 10 мин при постоянной скорости вращения внутреннего ци-
линдра. Затем их переливали в отстойник для замера количества вы-
деляющейся воды в течение заданного времени при комнатной тем-
пературе. С первых минут вращения во всех пробах отмечается появ-
ление воды, количество которой с увеличением времени вращения
возрастает (табл. 1.24, рис. 1.39.).
Таким образом, новый способ разрушения эмульсии может
быть с высокой степенью эффективности использован в технологии
подготовки нефти и при конструировании высокопроизводительных
деэмульсаторов непрерывного действия.
Рис.1.39. Изменение количества
выделившейся воды в
зависимости от времени вра-
щения ротора вискозиметра.
1 - 3 - для 10, 5 и 1 мин вращения ротора
соответственно.
О 51015 30
90 1,мин
Кроме того, при применении его показана возможность оценки стой-
кости обработанной реагентом эмульсии по изменению ее вязкости
на ротационном вискозиметре.
1.3.11.9. РАССЛОЕНИЕ «ИДЕАЛЬНЫХ» ЭМУЛЬСИЙ
Требование разрушения бронирующих оболочек на глобулах
пластовой воды путем нагрева деэмульгаторов и другими средствами
необходимо, но недостаточно для успешного осуществления процес-
са деэмульсации нефти. Это легко показать, рассмотрев процессы
разрушения “идеальных” эмульсий, капли пластовой воды которых
не имеют бронирующих оболочек. Практически это достигается вве-
дением В пластовую воду деэмульгаторов еще до смешения ее с неф-
тью. Полученные в результате кратковременного смешения этой во-
137
ды с нефтью эмульсии, минуя стадию укрупнения капель в турбу-
лентном режиме, отстаивались в обычных условиях.
Из графиков рис. 1.40 видно, что процесс отделения воды от
нефти характеризуется типичной, седиментационной кривой, отра-
жающей кинетику накопления на дне аппаратов глобул стабилизиро-
ванных эмульсий. Повышение температуры до 50°С ускоряет процесс
осаждения и, как следствие, - переход капель воды в свободную вод-
ную фазу на дно сосуда (рис. 1.40.6).
Рис. 1.40. Зависимость количества выделившейся воды AV от времени отстоя:
а; - при температуре 20!'С;6 - при температуре 50"С; I, 2, 3 - обводненность эмульсии 20. 30. 40,%
Свободная вода появляется на дне отстойников лишь через
определенное время, необходимое для создания минимального слоя
эмульсии с плотной упаковкой составляющих ее глобул. Это свиде-
тельствует об отсутствии существенных процессов коалесценции ка-
пель воды в объеме нефти при отстое и так называемого «эффекта
дождевания» из-за невозможности соблюдения жесткого контакта
между каплями в течение необходимого времени. Уменьшение рас-
стояния между каплями в зависимости от увеличения общей концен-
трации воды в зоне промежуточного слоя при осаждении и от разме-
ров капель определяется следующей формулой (рис. 1.41):
£ = 0,805оО — - 1J , (1.74)
где d - диаметр капель; С - концентрация воды в промежуточном
слое.
Характерно, что глубокого обезвоживания нефти, не проводя
операции по укрупнению капель, не удается достигнуть даже при со-
блюдении такого важнейшего технологического требования в подго-
138
товке нефти, как разрушение и устранение бронирующих оболочек.
Так, остаточное содержание воды в нефти при 20°С, исходной обвод-
ненности 20% и времени отстоя 4 ч составило 9%, а при температуре
50°С- 5%. Это объясняется тем, что в полидисперсной эмульсии все-
гда имеется значительное число капель размером не более 5 мкм,
скорость оседания которых в нефти при 50°С составляет 2,8 см/ч.
Рис. 1.41. Зависимость
расстояния L между
глобулами в эмульсии от
процентного содержания
диспергированной фазы и
размеров капель:
I - 8 - прн обводненности I, 2, 3, 5,
10, 15, 20, 30%; Г ~ 7' - между цен-
трами глобул при обводненности 1, 3,
5, 10, 15,20,30%.
Для того, чтобы оказаться на границе раздела фаз нефть - во- -
да горизонтального отстойника диаметром 3 м при высоте водного
слоя 1 м, капле воды 5 мкм понадобилось бы не менее 71 ч, что тех-
нологически неприемлимо. Поэтому необходимо осуществление опе-
раций по укрупнению капель воды в нефти перед ее отстаиванием н
быстрому созданию зон повышенной концентрации воды в нефти.
Первая задача решается созданием соответствующих гидродинамиче-
ских режимов при движении эмульсии по трубопроводам, а вторая
искусственным увеличением концентрации воды в нефти любым ра-
циональным способом.
Из рис. 1.40 видно, что увеличение концентрации воды в неф-
ти привело к резкому сокращению времени (латентный период), не-
обходимого для создания промежуточного слоя высокой плотности,
сократило время, необходимое для появления свободного слоя отде-
лившейся воды и полного обезвоживания нефти. Поэтому следует
иметь в виду, что построенные в начале разработки месторождений
нагреватели могут оказаться незагруженными из-за появляющейся
технологической возможности ведения процесса деэмульсации при
134
более низких температурах в связи с резким обводнением продукции
скважин. Своевременный отказ от их строительства в ряде случаев
даст ощутимый экономический эффект [12],
На рис. 1.42 а и б представлены зависимости количества оста-
точной воды AW (в процентах по отношению к количеству эмульги-
рованной воды) от температуры отстоя. Из графиков видно, что при
повышении обводненности скорость отстоя существенно увеличива-
ется.
Рис. 1.42. Зависимость остаточного содержания воды AW в нефти от начальной об-
водненности W при фиксированном времени отстоя:
а - при 20"С; б - нрн 50nC; I, 2, 3, 4, 5 - время отстоя 0.5; 1,2, 3 и 4 ч.
При расчете процессов обезвоживания и обессоливания важно
знать функциональную связь между количеством выделившейся воды
и временем отстоя. Такая зависимость для "идеальной" эмульсии (без
бронирующих оболочек на глобулах воды) может быть получена на
основе опытных данных.
Исходя из анализа результатов экспериментов (табл. 1.25), для
аппроксимации их была выбрана кривая [61]:
ДГ = £ + К1 , t >1„, (1.75)
щ + Г
где AV - количество выделившейся воды, % по отношению к количе-
ству эмульгированной воды; t - время отстоя, ч; t„ - величина латент-
ного периода, необходимого для создания плотной упаковки и начала
коалесценции; т -параметр, подбираемый с целью оптимальной ап-
проксимации; К},К^ -коэффициенты.
140
Коэффициенты т,К1,К2 подбирали методом наименьших
квадратов (см.таблица 1.25).
Таблица 1.25.
Г (ока- Обводненность нефти
3^ ’ТСЛИ 20% 30% 40%
20”С 50иС 20иС 50иС 20иС 50иС
К, 54,365 80,150 77,088 90,616 98,676 94,487
К2 318,602 -14,650 -218,105 -13,050 -124,628 -10,862
to 0,87 0,082 0,43 0,044 0,15 0,015
т 5 0,1 2,4 0,1 1,1 0,1
При t >t„
AV=0.
Величины латентного периода для различных эмульсий получены с
помощью кривых аппроксимации. Расчеты проведены на ЭВМ.
Физический смысл коэффициентов, входящих в уравнение,
может быть определен как предельное количество выделяющейся в
данных условиях воды (К,) скорость выделения воды (К2, т).
Интересно отметить, что коэффициент m при 50°С одинаков
для любой обводненности, а при 20°С имеет различные значения. Ви-
димо, изменение обводненности влияет на эту величину, и в даль-
нейшем ее нужно учитывать при расчетах.
Продолжительность латентного периода вычисляется по фор-
муле:
(1-76)
Следовательно, латентный период сокращается с ростом тем-
пературы и обводненности (см. табл. 1.25).
Ранее отмечалось, вероятность коалесценции двух капель в
объеме эмульсии низка, поэтому начало процесса слияния капель свя-
зано с увеличением их числа в нижней части отстойника. Скорость
осаждения глобул воды определяется по формуле Адама-
ра-Рыбчинского
и = — ^pgd 2, (1.77)
3 2р + 3р'
где //и р' - вязкость соответственно нефти и воды.
141
Из формулы (1.77) видно, что скорость осаждения глобулы
воды пропорциональна ее диаметру во второй степени. Следователь-
но, в целом эмульсия с более крупными каплями будет давать значи-
тельно больший отстой в результате быстрой доставки капель в зону
их активного слияния.
Таким образом, можно заключить, что устранение брони-
рующих оболочек на каплях эмульгированной воды путем увеличе-
ния расхода деэмульгатора и доведения реагента до каждой глобулы
не может рассматриваться как единственное решающее условие эф-
фективного осуществления процесса подготовки нефти.
Рис. 1.43. Изменение количества отделившейся от нефти воды W во времени при раз-
личных условиях введения деэмульгатора (расход реагента 40 г/т, температура
40°С):
а - деэмульгатор вводили в воду перед формированием эмульсии; б - деэмульгатор вводили в эмульсию в
процессе ее формирования; в - деэмульгатор вводили в сформированную стойкую эмульсию; условия пере-
мешивания эмульсин 1, 2, 3, 4 - 1; 5; 10; 20 мин.; 1 - перемешивание вручную, Г- перемешивание вручную
с использованием в качестве активной дренажной воды.
В самом деле, из графиков рис. 1.43 видно, что введение реа-
гента в нефть даже в процессе формирования эмульсии по сравнению
с вариантом тщательной обработки сформировавшейся эмульсии к
улучшению результатов не приводит. Это объясняется тем, что при
эффективной обработке реагентом сформировавшейся эмульсии бро-
нирующие оболочки на глобулах пластовой воды также оказываются
разрушенными
В значительно большей степени на скорость отделения воды
от нефти при последующем отстое оказало влияние время турбулиза-
ции потока, сопровождающейся укрупнением капель. Так, увеличе-
ние времени турбулизации предварительно стабилизированой и затем
142
обработанной реагентом эмульсии с I до 20 мин привело к сокраще-
нию необходимого времени отстоя при равной глубине обезвожива-
ния с 45 до 10 мин. Общее время обработки эмульсии, включая тур-
булизацию и отстой, оказалось равным соответственно 46(1^-45) и
30(20+10) мин
Уменьшение суммарного времени обработки гмульсии но
сравнению с первым на 35% эквивалента щкому же уве мнению
производительности отстойной аппаратуры Характер относительно-
го расположения кривых для различного времени турбулизации
эмульсии позволяет предполагать, чго возрастание скорости отстоя
при увеличении времени турбулизации эмульсии связано с улучше-
нием массообмена и более глубоким разрушением бронирующих
оболочек. Однако графики, представленные на рис.1.43 а, исключают
возможность такого объяснения. В данном случае кривые 1. 2. 3. 4
характеризуют темп отделения воды от нефти при отстое эмульсии,
сформированной смешением нефти с водой, в которую предвари-
тельно был введен деэмульгатор, и. следовательно, необходимость в
осуществлении и завершении массообменпых процессов и повелении
реагента до каждой глобулы Пластовой воды не возникала.
1ем не менее закономерность во взаимном расположении
кривых оказалась такой же, как и на рис 1 43, «. Здесь также увен-
чиваются глубина и скорость отделения поды от нефти с увеличением
времен?, турбулизации эмульсии перед се отстоем. Однако в огличие
от вариантов обработки эмульсии, предусматривающих введение де-
эмульгатора в сформированную или формирующуюся эмульсию,
предварительное введение реагента в воду енрицательно сказалось на
скорости и глубине се отделения oi нефти. Это обьясняегся эффектом
передиспергнроваиия при смешении воды с неф!ью. Поэтому в ряде
случаев раннее введение реагента в поток нефти может привести к
отрицательным носледсгвиям, проявляющимся в медленном отделе-
нии воды от нефти и низком качестве подготовленной нефти, несмот-
ря на тщательную обработку реазентом эмульсии, его полное исполь-
зование и доведение деэмульгатора до каждой глобулы. Такие явле-
ния возможны в тех случаях, когда уровень турбулентное'!и ipauc-
портируемой эмульсии чрезмерно высок и гидродинамические харак-
теристики потока обусловливаю? существование в нем глобул юлько
очень малых размеров. Это неоднократно наблюдалось в практике
подготовки нефти на месторождениях Бе юруссии, Западной Сибири
и других районов.
Отсюда следует, что технологический эффект, получаемый в
промысловых условиях при раннем введении деэмульгатора, следует
связывать прежде всего с гидродинамическими характеристиками
143
потока, его предрасположенное гью к укрупнению капель в процессе
транспортирования эмульсии по промысловым системам сбора и
временем движения эмульсии по трубопроводам, являющимся по су-
ществу технологическим временем, в течение которого и протекают
процессы завершения массообмена, коалесценции глобул и в отдель-
ных случаях-расслоения потока на нефть и воду.
Установив действительные причины эффективности раннего
ввода реагента в поток нефти, легко понять, какие из проявляющихся
при 'лом процессов «открывались» исследователям и признавались
ими решающими и какие оставались неизвестными и не учитывались
в практической деятельности. Трубная деэмульсация связана с при-
знанием за трубопроводами не только транспортных, нс и технологи-
ческих функций, признанием за трубопроводами способности выпол-
няв роль технологических аппаратов и быть использованными для
разрушения бронирующих оболочек на каплях пластовой воды
(функции смесителя, диспергатора, контактора, гомогенизатора), ук-
рупнения (коалесценции) капель в турбулентном или ламинарном
потоке (гидродинамический каплеобразователь, коалесцентор), рас-
слоения потока на нефть и воду и их раздельного отбора.
При этом имеется в виду, что способ универсален и может
бьш> использован для разрушения не только свежеобразованных, по и
сформировавшихся, застаревших эмульсий на всем пути их движе-
ния.
1.4. ОСОБЕННОСТИ ОБУСТРОЙСТВА ОБЪЕКТОВ И ТРЕБОВАНИЯ
К КАЧЕСТВУ ПОДГОТОВКИ НЕФТИ
В промысловых условиях за рубежом, как правило, осуществ-
ляется только обезвоживание нефти. Применяемая технология опре-
деляется особенностями системы сбора, мощностью оборудования,
свойствами и обводненностью нефти, степенью минерализации пла-
стовых вод, способом эксплуатации и условиями разработки нефтя-
ных месторождений, их отдаленностью от нефтеперерабатывающих
заводов (НПЗ) и климатическими условиями. Несмотря на крайнее
разнообразие (схнологических схем сбора и промысловой подготовки
нефти за рубежом, во всех случаях предусматривается обработка в
аппаратах, встроенных в общую систему сбора и транспорта продук-
ции скважин. При обезвоживании нефти на промыслах достигается
удаление из нее основного количества балласта в виде воды и раство-
ренных в ней солей, а также механических примесей, затрудняющих
се переработку на НПЗ. Парафин и другие органические вещества
являются исключением, так как могут быть переработаны на НПЗ.
144
Поэтому создаются условия для поддержания этих веществ в нефти
во взвешенном состоянии и транспортирования их на НПЗ. Обезво-
живание нефти в небольших объемах (до 1 -2 млн, м'/гол) осуществ-
ляется в блочных сепараторах-деэмульсаторах и герметизированных
резервуарах, встроенных в технологическую схему сбора и транспор-
та нефти и газа, не выделяемых в самостоятельные объекты и не тре-
бующих автономного обслуживания. Обезвоживание нефти в боль-
ших объемах (до б млн.м3/год) проводиюя на центральных сборных
пунктах при комплексном использовании резервуаров, нагревателей-
деэмульсаторов. На этих объектах процесс обезвоживания нефти в
самостоятельную операцию также не выделяется и является одним цз
большого числа операций по приему и измерению объемов продук-
ции скважин, сепарации газа высокого и низкого давления, горячей
сепарации, осушке газа и отбору пропан-бутановых фракций, их от-
качке или возврату в нефть, компримированию газа, многоступенча-
тому сбросу и очистке пластовой воды, ее закачке з пласт или сбросу
в океан, осуществляемых на сборном (гункте. Обслуживает все эти
процессы и операции один и тот же технический персонал. Типовые
установки подготовки нефти на месторождениях также не применя-
ются, используются типовое блочное оборудование, входящее в раз-
личные схемы. При обустройстве площадок как мелких. так и круп-
ных пунктов сбора продукции скважин, сепарации tana, подготовки
нефти и очистки воды железобетонные или кирпичные здания нс
строятся. Широко используются каркасные конструкции с теплоизо-
лированными листовыми металлическими панелями Оборудование,
как правило, устанавливают на фундаментах или салазках, техноло-
гические площадки бетонных покрытий НС имекм, широко применя-
ется гравийная отсыпка, В районах с суровыми климатическими ус-
ловиями (Аляска) применяются технологические блоки-модули, а
щитовые конструкции используются для объединения нагревателей-
деэмульсаторов в самообогреваемые производственные блоки, в ко-
торых размещаются необходимая контрольно-измерительная и рей-
дирующая аппаратура, насосы, дозаторы и другое оборудование
Многие виды оборудования, в том числе и компрессорные
станции, монтируются на открытых площадках, окруженных щитами,
нижняя часть которых для улучшения условий работы в летний пери-
од удаляется. Тепло компрессорных станций при необходимости ути-
лизируется с помощью воздушных калориферных устройств. Для
обогрева вспомогательных помещений па объектах широко использу-
ется тепло гликолевых установок, применяемых при осушке газа.
Технологические схемы подготовки нефти и набор оборудования оп-
ределяются большим числом весьма разнообразных факторов: урон-
145
нем добычи, качеством добываемой нефти, (ребованиями со стороны
нефтепроводных компаний к качеству нефти, природно-
климатическими условиями, отдаленностью от месторождений и НПЗ
[1], взаимным расположением месторождений, разрабатываемых од-
ной и той же фирмой и т.д. Теплообменная аппаратура, как правило,
не применяется. Обезвоживание нефти на наиболее крупных узлах
осуществляется с помощью технологической пары нагреватель-
резервуар (Канада, Венесуэла, США, Иран, ФРГ, Нигерия, Франция),
причем технологические резервуары оборудованы газовой обвязкой и
во мно! их случаях снабжены малогабаритными сепараторами горячей
ступени. На многих мелких месторождениях в качестве отстойной
аппаратуры также применяются i ерметизированные резервуары.
Иногда для обезвоживания нефти используют электродегидраторы,
но в США и других районах на крупных сборных пунктах отказыва-
ются о 1' применения даже уже построенных электродегидраторов [7]
и стрсмтпся осуществлять подготовку нефти совмещенным методом с
использованием резервуаров. В Венесуэле деэмульгаторы служат для
нагрева дренажной воды, являющейся теплоносителем, а подготовка
нефти осуществляется в резервуарах, в которые пощупает эмульсия,
рггзрушенная в коротких участках трубопроводов, подводящих про-
дукцию скважин к резервуарам. В Нигерии обезвоживание нефти
проводят в две ступени, причем качественную нефть получают от-
стаиванием в герметизированных резервуарах, а разрушению в де-
эмульсаторах подвергают лишь промежуточный слой и концентриро-
ванную эмульсию, отбираемые из этих резервуаров, Во Франции под-
готовка нефти осуществляется по пути ее движения: обезвоживание
нефги - на месторождении Луго и обессоливание - на территории
месторождения Парантип.
И Алжире нефть, поставляемая на экспорт, имеет содержание
воды и солей соответственно около 1% до 60 мгhi. Это достигается
обработкой нефти в электродегидраторах и ее последующим отстаи-
ванием в резервуарах в течение суток. Качество нефти по пути ее
движения постоянно улучшается за счет сброса воды из промысловых
резервуаров, магистральных трубопроводов, резервуаров портовой
перевалочной базы. Герметизированные резервуары, из которых все-
гда отбирается выделившийся газ, используют в качестве второй
ступени сепарации, концевой ступени сепарации, технологических
резервуаров предварительного сброса пластовой воды, отстойных
аппаратов, горячей ступени сепарации, товарных резервуаров. В
большинстве случаев резервуары используют комбинированно.
Сырьевые резервуары в технологической цепи скважина-система
ЛАК Г, как правило, отсутствуют, и нефть из скважин поступает не-
14ft
посредственно в технологические аппараты для сепарации i-аза и по-
следующей ее деэмульсации. Однако система ЛЛК'Г не исключает
шроителылва и использования резервуаров, в которых нефть после
ее подготовки в деэмульсаторах выдерживают шачительное время
для отбора легких фракций. Для предотвращения старения эмульсии
применяется подача деэмульгатора на устье склэжин и головные уча-
стки трубопроводов. Сброс воды осуществляется во всех удобных для
этой цели точках, включая групповые установки Единых требований
на содержание балласта в нефти, продаваемой нефтепроводным ком-
паниям, не сущеещуег. Нефть в основном только обезвоживается,
хотя содержание солей и пластовой воде в несколько раз ниже, чем,
например, на месторождениях европейской части нашей страны. Так,
содержание солей в нефти при одном проценте воды в ней но некото-
рым месторождениям достигает; Уэйминг (США) - 9-1 мг/л, Кирики-
ри (Венесуэла) - 117 мг/л, Вилмингюн (США) - 234 мг/л, Канзас
Уэст (США) - 1232 мг/л, Муф Ко (США) - 1881 мг/л. В Калифорнии
(США) считалось допустимым содержанием балласта в нефти до 2%,
Мидконгинеше 1-2%, на юге США 1-2%, па Аляске 0,5%.
Однако все чаще к качеству нефти предъявляются повышенные
требования. Для многих месторождений доиускгкэмое содержание
балласта в нефти составляет 0,3%. В Канаде существуют единые
нормы на содержание балласта а поставляемой нефти, определяемое
величиной 0,5%. Содержание солей в нефти не лимитируется В Ев-
ропе существуют другие требования к нефтям, которые обусловлены
в основном тем обстоятельством, что большое число нефтеперераба-
тывающих заводов работает на высококачественных нефтях европей-
ского континент, Ближнего и Среднего Востока, практически не со-
держащих при добыче воду и соли. Здесь допустимое содержание со-
лей в нефти, поступающей на НПЗ, обычно лимитируется 55-85 мг/л.
Однако в ФРГ допустимое содержание воды в нефти, поставляемой
па НПЗ, составляет 1%, а солей - 200мг/кг нефти. При изготовлении
электродного кокса вводится дополнительное ограничение на содер-
жание а нефти золы, которое не должно превышать 200 мг/kj нефти.
В отдельных случаях на заводы направляется нефть с содержанием
солей 10-30 мг/л. В целом нормы на допустимое содержание балласта
в нефти определяются технологическими трудностями удаления воды
на месторождениях до минимальных значений современными техни-
ческими средствами и уровнем затрат для осуществления этого про-
цесса [8].
[47
1.4.1. ПРИНЦИПИАЛЬНАЯ СХЕМА СБОРА И ОБРАБОТКИ НЕФТИ
Основные тенденции в развитии технологии подготовки нефти,
складывающиеся за рубежом, в значительной мере определяются
особенностями систем сбора и взаимосвязью основных процессов со
смежными. В связи с этим нами рассматриваются наиболее характер-
ные технологические схемы обезвоживания и обессоливания нефти.
При этом учитываются решающие специфические факторы, в том
числе такие, как обустройство месторождений, разрабатываемых в
полевых условиях, шельфовой зоне, а также свойства нефти (плот-
ность, содержание сероводорода, парафина, минерализации пласто-
вых вод и т.д.).
Обезвоживание нефти. Процессы обезвоживания осуществ-
ило!, как правило, на отдельных скважинах и групповых установках
(ГУ). Это объясняегея гем, что промысловые товарные парки обычно
принадлежат не нефтедобывающим, а нефтепроводным компаниям,
которые принимают добытую нефть непосредственно на ГУ, а иногда
- и на отдельных скважинах. Для обезвоживания небольшого количе-
ства нефти широко применяют подогреватели-деэмульсаторы. На
средних и крупных месторождениях широко применяют промывные
резервуары.
Месторождение Сигнал Хил (США). Месторождение располо-
жено в окрестностях крупного города (Лос-Анжелес) и разрабатыва-
ется компанией Шелл. Месторождение разрабатывается с поддержа-
нием пластового давления путем закачки волы. Обводненность нефти
достшает 88%. Технологическая схема сбора и обработки продукции
скважин представлена на рис. 1.44.
Нефть со скважин через манифольдную линию после обработки
деэмульгатором поступает на ступень сепарации, где замеряется газ и
нефть, а затем - в два трехфазных сепаратора второй ступени, из ко-
торых осуществляется предварительный сброс воды.
Окончательно нефть обезвоживается в двух промывных резер-
вуарах, которые были смонтированы вместо имевших здесь ранее
элекгродегидраторов ввиду их неэкономичности. Пребывание в них
нефти составляет несколько суток. Естественная температура нефти
21°С, дополнительный подогрев не применяется.
Обезвоженная нефть перетекает в резервуар товарной нефти, а
замер ее и определение качества осуществляются с помощью объем-
ного счетчика и влагомера системы ЛАКТ. Несмотря на небольшое
количество газа и нефги, резервуары герметизированы, используются
в качестве концевой ступени сепарации и оборудованы системой от-
148
бора легких фракций, включающей небольшой вакуум-компрессор.
Отобранный газ полностью утилизируется.
Рис. 1.44. Схема сбора и обработки продукции скважин месторождения Сигнал Хил.
1 - скважины; 2 - манифольд; 3 - дозатор реагента; 4 - сепараторы первой ступени, 5 - устройство для замера
газа; б - устройство для замера нефти и влагомер; 7 - трехфазные сепараторы второй ступени; 8 - устройство
для замера воды; 9 - выход газа со второй ступени; 10 - концевая ступень сепарации и обезвоживание нефти;
] 1 - сброс поды; 12 - линия отбора газа из резервуаров; 13 - резервуар товарной нефти; ] 4 - резервуар пласто-
вой вяды; 15 - установка улавлиаания легких фракций; 16,17 - насос; 18 - система ЛАКТ; 19-напорные фильт-
ры очистки воды; 20 - выход товарной нефти; 21 - флотаторы, 22 - амбар для шламв; 23 - ввод пресной воды;
24 - компрессорная установка флотаторов; 25 - резервуар очищенной воды для закачки в пласт; 26 - насос для
откачки пленочной нефти; 27 - линия откачки пленочной нефти; 28 - насос для закачки воды в пласт; 29 -
линия закачки воды в пласт.
Пластовая вода очищается напорными фильтрами (четыре секции) в
двух секциях флотаторов, использующих в качестве флотоагента
нефтяной газ. Содержание примесей в воде до очистки составляет 100
мг/л, а после - 5 мг/л. Очищенная вода после флотаторов попадает в
резервуары, где смешивается с пресной водой. Уловленная пленочная
нефть собирается в резервуаре, а вода после дополнительной очистки
на песчаных фильтрах закачивается в пласт [1].
На территории промысла имеется здание, в котором располо-
жены насосная, пульт контроля и управления, лаборатория. Оборудо-
вание скважин на территории промысла размещается в бетонирован-
ных траншеях, над которыми располагается стоянка автомашин.
Отличительными особенностями пункта сбора и подготовки
нефти этого месторождения являются: комплексное проведение всех
промысловых операций на одной площадке (сепарация газа, предва-
рительный сброс воды, обезвоживание, очистка воды, закачка ее в
пласт и т.д.); использование резервуаров в качестве концевой ступени
сепарации, одновременно выполняющих функции отстойной аппара-
туры и резервуаров товарной нефти; осуществление обезвоживания
149
при ecicc-гаеииой температуре нефти (21аС), отсутствие нагреватель-
ной и теплообменной аппаратуры; ионная герметизация процессов и
оборудования при эксплуатации месторождения.
1.5. ПОДГОТОВКА НЕФТИ ЗА РУБЕЖОМ
Формирование водонефтяной эмульсии при добыче и транспор-
те нефти на первых этапах развития нефтяной промышленности во
всем мире приводило к огромным потерям нефти. Как правило, на
этом этапе количество эмульсии, подлежащей обработке, всегда пре-
вышало технические возможности для ее обработки. В первое время
проблема решалась, в основном, применением методов, исключаю-
щих формирование эмульсии, при добыче и транспорте нефти, а за-
тем - и разрушением эмульсии экономически приемлемыми средст-
вами. В частности, предотвращение образования эмульсий в скважи-
нах достигалось правильным подбором типа насосов и режима их ра-
боты, исключалось активное смешение воды с нефтью при ее транс-
портировании Во многих случаях удаление свободной воды из нефти
проводилось непосредственно на скважинах, а если это оказывалось
невозможным - осуществлялась деэмульсация, ‘по исключало воз-
можность образования стойких эмульсий, разрушение которых в по-
следующем оказывалось чрезвычайно сложным. Эмульсии, трудно
поддающиеся обработке, сбрасывались в реки, озера и часто сжига-
лись.
В насюящсс время известны десять способов деэмульсации
нефги, получивших широкое распространение на практике или про-
шедших стадию промышленных испытаний. Они основаны на ис-
пользовании отстаивания, центрифугирования, термообработки, хи-
мической обработки, промывки в водном слое, обработки в электри-
ческом поле, фильтрации в пористых средах, импульсных воздейст-
вий, вымораживания, выпаривания. За исключением метода отстаи-
вания и центрифугирования, все эти способы являются по существу
комплексными Применяемые в мировой практике методы можно от-
нести к трем ращичным уровням, характеризуемым: использованием
принципа естественного расслоения эмульсии на нефть и воду в поле
сил гравитации; применением средств интенсификации разрушения
бронирующих обо точек на глобулах пластовой воды и снижения вяз-
кости нефти (нагрев, деэмульгаторы, промывка в водном слое, вымо-
раживание); интенсификацией коалесценции и укрупнения капель
(коалесцирующие фильтры, электрическое ноле, гидродинамические
коалесцепторы, ульгразвук).Тсхнологическим схемам каждого уровня
соответствуют определенные представления об оптимальных услови-
15D
ях осуществления процессов промысловой подготовки нефти, ква и
воды. Технологические схемы первою уровня базировались па тех-
нологии обезвоживания, разработанной на естественном различии в
плотностях воды и нефти и возможности расслоения эмульсии под
действием сил гравитации. Метод наиболее прост и основан на ис-
пользовании эффекта сближения и слияния капель друг с другом и
слоем дренажной воды в гравитационном поле. Наиболее простая
технологическая схема обезвоживания нефти предусматривала цик-
лическое заполнение емкостей эмульсией, последующее отстаивание,
сброс воды и откачку обезвоженной нефти. При обработке нестойких
эмульсий заполнение емкостей, отстаивание и сброс воды, а также
откачка нефти проводились непрерывно, Возникающий промежуточ-
ный слой неразрушенной эмульсии сбрасывали «в амбары», то при-
водило к загрязнению огромных территорий [1].
Технологические схемы подготовки нефти второго уровня пре-
дусматривают применение различных средств разрушения брони-
рующих оболочек на глобулах пластовой воды (нагрев, заморажива-
ние, применение деэмульгаторов и др.). Одна из них основана на ис-
пользовании аффекта теплового воздействия на бронирующие обо-
лочки капель, приводящего к снижению их прочности, интенсифика-
ции процесса деэмульсации при снижении вязкости среды (нефти),
обеспечивающего более быстрое осаждение капель на дно аппаратов.
Составной элемент схемы — метод отстаивания. Наряду с отстойными
аппаратами в лом случае в технологическую схему необходимо
включить нагревательные элементы (печей) для прямого нагрева
эмульсий либо теплообменную аппаратуру. Метод получил широкое
распространение на промыслах всех стран, особенно в ранний пери-
од. Приоритет применения этого метода за рубежом, очевидно, при-
надлежит Ьрюкке (1910 г.) и Брауну (1911 г.). В первый период
эмульсия нагревалась в открытых резервуарах и ямах с помощью пе-
регретого пара. Высокая стоимость процесса и большие потери лег-
ких фракций обусловили целесообразность отказа от этого способа
еще в 40-х годах. Потери легких фракций для нефти плотностью 0,93
г/см1 составили в среднем 12,5%. Потребление топлива для на! рева
ориентировочно достигало 5%. Эти обстоятельства обусловили раз-
рабо1ку и применение герметизированных систем обработки нефти,
которые позволили конденсировать наиболее тяжелые компоненты,
извлекаемые вместе с газом, и возвращать их в нефть, а сухой газ ис-
пользовать в качестве топлива. Применяемые при этом дегидраторы
имели различные конструктивные особенности. Многие из них были
рассчитаны на работу по принципу прямого нагрева, другие - с при-
менением пара. Очень часто применялись паровые змеевики, однако
эта практика имела отрицательные последствия, поскольку при со-
прикосновении с очень горячей поверхностью змеевика вода испаря-
лась и, попадая в более холодные области нефги, конденсировалась с
образованием очень мелких капель, осаждение которых за технологи-
чески приемлемое время оказывалось невозможным. Испарение со-
держимого глобул приводи, to также к образованию кристаллических
солей, удалить которые было очень трудно. На основе этих эффектов,
имеющих отрицательные последствия вследствие засорения поверх-
ности нагревательных элементов, были разработаны новые методы
обработки нефти. Обезвоживание достигалось путем пропускания
тонкого слоя нефти над металлическими пластинами, имеющими
очень высокую температуру и расположенными вертикально.
Другой метод предусматривал использование фракционной ко-
лонны, в которой отпаривались вода и легкие фракции. Накопившие-
ся на тарелках соли удалялись. Использовался также метод разбрыз-
гивания нефти в горячем воздушном пространстве, в котором вода
быстро испарялась при падении капель, и метод пропускания через
нефть перегретого газа или пара. Более эффективным оказался метод
нагрева эмульсии при погружении змеевика в воду. По мере нагрева
воды возникали конвекционные токи и в слое нефти, что приводило к
столкновению мелких глобул с плоской поверхностью дренажной
воды и переходу их в ес состав. Это же способствовало быстрому от-
делению и более крупных капель. Обработка эмульсии нагревом под
давлением также сопровождалось потерями легких фракций в резер-
вуарах для товарной нефти, которые при температуре 28сС составили
в среднем 1,75%, а при температуре 65°С - 6,7%. В связи с этим пре-
дусматривалось использование концевых холодильников, позволяю-
щих несколько снизить уровень потерь. В этот же период были раз-
работаны установки для обезвоживания нефти, включающие нагрева-
тель. технологический и товарный резервуары, которые имели газо-
вую обвязку для отбора отделившегося газа и сжигания его в нагрева-
теле. Схемы обвязки этих элементов, применяемые различными ком-
паниями, также были различны. Некоторые компании предпочитали
прокачивать нефть со скважин непосредственно через нагреватели в.
буферные, затем в отстойные товарные резервуары. Другие компании
считали экономичным прокачивать нефть со скважин непосредствен-
но в промывные резервуары, а нагреватели использовались для на-
грева в них воды. Установки этого типа в герметизированном вариан-
те с высокой степенью эффективности используются до сих пор.
Первыми водную промывку 1Тредложнли Н. Эдди и И. Конвей
(1926г ). Как элемент комплексного термохимического метода про-
мывка эмульсии в слое воды известна с 1929 г. Грин и Унханк (1931
152
i.) предложили метод разрушения эмульсии пропусканием се через
слой чистой воды тонкими струями. Дегидратор высокой производи-
тельности такого типа был установлен на НПЗ в Ватерлоо, штат Ар-
канзас. Конструкции резервуаров, используемых для промывки
эмульсии через слой воды, были разработаны Бэем в 1936 г. Однако
исследованиями [1] было показано, что теоретические прет юсы. пси
технологии оказались неверными, а достигаемый положительный
эффект был вызван другими причинами, В частности, выяснилось,
что принцип обращения фаз, будучи справедливым при смешении
чистых веществ, с увеличением концентрации воды в нефти не про-
является. При этом возникает еще более сложная, множественная
эмульсия воды и нефти, распределенная в объеме свободной не-
эмульгированной воды. Причина этого — возникновение прочных
бронирующих оболочек на границе раздела фаз нефть-вода в эмуль-
сиях типа вода в масле, препятствующих быстрому слиянию капель н
реализации теоретически правильного для чистых веществ принципа.
Исследования показали, что разложение эмульсии при ее промывке
через слой дренажной воды объясняется нагревом эмульсии и разру-
шением бронирующих оболочек на глобулах пластовой воды, нахо-
дящихся на поверхности всплывающих в слое дренажной воДы круп-
ных капель эмульсии и капель, осаждающихся на его поверхность из
тонкого слоя нефти, расположенного над ним Технология, преду-
сматривающая применение химических реагентов, основана на ис-
пользовании веществ, которые имеют более высокую поверхностную
активность, чем природные эмульгаторы, входящие в состав брони-
рующих оболочек, и оказывают на них вытесняющее, дробящее пеп-
тизирующее действие. Метод химического деэмульгирования впер-
вые запатентован в России в 1913 г. Л,Ф, Беркгаиом (2]. Позже пего
на один год (1914) способ был запатентован в США Барникелем, Для
осуществления обезвоживания нефти деэмульгатор в нужном количе-
стве вводился в обрабатываемую эмульсию и осторожно смешивался
с ней, чтобы исключить нежелательное диспергирование глобул пла-
стовой воды. При перемешивании происходило многократное столк-
новение глобул пластовой воды с каплями введенного реагента, кото-
рый разрушал и вытеснял с поверхности бронирующих оболочек ве-
щества, препятствующие слиянию капель. К 1929 г. в США Ф.М.
Берти разработал способ разрушения нефтяных эмульсий при введе-
нии реагента, что достигалось осторожным смешением, исключаю-
щим дробление капель. Это положение использовалось в качестве
определяющего принципа при обработке эмульсии решеннш во всех
отечественных и зарубежных технологических схемах, бели диспер-
гирование по тем или иным причинам на практике происходило, в
153
течение длительного времени это считалось отрицательным явлени-
ем. Лучшим способом аффективного использования деэмульгатора,
как отмечалось в литера гуре {3], является введение его в поток нефти
как можно раньше для установки подготовки нефти- Деэмульгатор
рекомендовалось вводить в тонкодисперсном состоянии с помощью
распылительных усгройств. Обычно смешение эмульсии с реагентом
достигалось в трубопроводах при ее движении в турбулентном режи-
ме. Однако иногда прибегали к дополнительному смешению с помо-
щью смесителей или насосов. На ранней стадии обезвоживания с
применением деэмульгаторов в технологической схеме предусматри-
валось заполнение емкости обрабатываемой эмульсией, введение в
нее деэмульгаторов, перемешивание, последующий огстой в состоя-
нии покоя, сброс выделившейся воды и откачка обезвоженной нефти.
С течением времени перемешивание эмульсии с реагентом вручную
было заменено перемешиванием ее с помощью насоса, работающего
но замкнутому циклу. Впоследствии циклический метод уступил ме-
сто технологии, получившей название «флоулайнтритмент», при
осуществлении которой деэмульгатор с помощью дозатора стали вво-
дить непрерывной струей непосредшвенно в поток откачиваемой со
скважины нефти. Нефть перемешивалась с деэмульгатором в процес-
се ее движения но трубопроводам от скважин к резервуарам-
отстойникам. Процессы, происходящие при движении обрабатывае-
мой реагентом эмульсии по трубопроводам, изучены еще не были,
поэтому с тсхноло!яческой точки зрения трубопроводам отводилась
роль лишь смесительных устройств, обеспечивающих наиболее пол-
ное и эффективное использование деэмульгаторов. Технология, пре-
дусматривающая введение деэмульгаторов на забой скважин и не
требующая подогрева, получила название «внутрискважинной де-
эмульсации». Однако название способа не отражает существа процес-
сов, происходящих при этом, что соответствует уровню их изученно-
сти в та время. При введении реагента в поток добытой неф1 и проис-
ходят интенсивный массообмен и распределение деэмульгатора в ка-
плях пластовой воды, в связи с чем предотвращается образование
прочных бронирующих оболочек на поверхности капель при после-
дующем диспергировании эмульсии на штуцерном узле скважины.
Появившийся позднее метод трубной деэмульсации [1, 4, 5] был раз-
работан па основе более полного представления о процессах, проис-
ходящих в потоке при его транспортировании в турбулен тном режи-
ме, При этом нс только предотвращалось образование бронирующих
оболочек на капля* воды, но достигалось также разрушение уже
сформировавшейся эмульсии, укрупнение капель и во многих случа-
ях - расслоение потока на нефть и воду. В 1929 г. В. Геритц привел
154
описание термохимического метода деэмульсации нефги, в котором
предусмотрены все основные технологические приемы, применяемые
(кроме грубной деэмульсации и совмещенных схем) в настоящее
время на всех типовых установках подготовки нефти с теми или
иными непринципиальными изменениями [6]. В схеме предусмотрен
ввод деэмульгатора в поток идущей от скважины нефти перед газо-
вым сепаратором и последующий распределенный ввод обработанной
реагентом эмульсии под слой дренажной воды. При этом достигались
две основные цели: уменьшение капитальных вложений на оборудо-
вание и снижение эксплуатационных затрат. В качестве реагента ис-
пользовались нафтеновые кислоты. В. Геригц впервые четко показал,
что действие деэмульгаторов оказывается тем эффективнее, чем оно
продолжительнее (го, что сейчас называют увеличением времени
контактирования) и чем совершеннее смешение деэмулыатора с об-
рабатываемой эмульсией. При деэмульсации нефти с использованием
реагинов большое значение имеют не только их свойства, актив
ность, место ввода, количество и температура обработки, но и сте-
пень и длшелыюсть смешения эмульсии. Поскольку перемешивание
является динамическим фактором, обусловливающим формирование
эмульсии, оно также очень важно и при разрушении ес Однако в по-
следнем случае смещение не должно быгь пи излишне сильным, ни
излишне длительным, так как цель смешения — ускорение проникно-
вения деэмульгатора на межфазные пленки с целью их последующего
разрушения. В этот период впервые огмечаеюя, что цлилслыюсгь и
интенсивность смещения должны быть достаточными, чюбы фран-
кировал, не юлько проникновение деэмульгатора на поверхность
мелких глобул, но и обеспечить их предварительное укрупнение до
размеров, которые сделают возможной их дальнейшую коалесценцию
в отстойной аппаратуре.
Технологическая схема нагрева эмульсии при повышенном
давлении (0,3-0,4 Ml la) наиболее полно впервые описана Oarictei ом в
1942 голу [4]. В качестве основных элементов в нее входили олсюй-
ные аппараты, смесители реагента с эмульсией, нагреватели, устрой-
ства для предварительного сброса воды, система отбора и утилизации
выделившегося газа или легких фракций нефти. Рочов и Мэсон (1936
г.) показали, что воду можно отделить от нефти методом выморажи-
вания. Когда вода превращается в лед, она расширяется, растягивает
оболочку и, ослабляя се, делает возможной коалесценцию капель при
контакте, Несколько последовательных замораживаний и оттаиваний
нефти позволяют разрушить эмульсию Эгог .метод не получил широ-
кого распространения на практике Однако применение .метода и
микроскопические исследования подтвердили наличие бронирующих
155
оболочек на глобулах пластовой воды, и в этом их основная ценность.
Возможность интенсифицировать деэмульсацию нефти, путем пред-
варительной коалесценции капель в более крупные перед направле-
нием эмульсий на отстой, обусловила разработку целого ряда спосо-
бов и схем подготовки нефти, обеспечивающих эффективную коалес-
ценцию капель после разрушения на них бронирующих оболочек.
Исследования развивались одновременно в нескольких направлениях.
Предусматривалось применение для этих целей электрического поля,
эффектов избирательного смачивания (коалесцирующие фильтры),
ультразвука, импульсного воздействия на эмульсию. В результате
всесторонней проверки разработанных средств интенсификации коа-
лесценции капель были созданы многочисленные технологические
схемы подготовки нефти третьего уровня, получившие в настоящее
время наиболее широкое распространение [88-93].
ГЛАВА II
II. СОВМЕЩЕННЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
2.1. СОВМЕЩЕННЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ
Наиболее эффективна и получает все более широкое примене-
ние технология, разработанная институтом ТатНИПИнефть и объе-
динением Татнефть и получившая название «совмещенной». Обладая
достоинствами всех известных способов подготовки нефти, послед-
няя отличается от каждого из них в отдельности и вместе взятых ря-
дом особенностей, которые в конечном итоге и обеспечили ей неос-
поримые преимущества [4, 12, 35, 42, 43,45, 61-118]:
- дифференцирование процесса подготовки на отдельные опе-
рации и осуществление каждой из них при наиболее благоприятном
гидродинамическом режиме;
- выбор на основе критериев технологической совместимости
операций, совместимых друг с другом при сборе, транспортировании,
деэмульсации нефти, сепарации газа и очистке сточных вод и их од-
новременное осуществление в одном и том же технологическом обо-
рудовании, применяемом на любой стадии разработки нефтяных ме-
сторождений;
- осуществление обезвоживания и обессоливания нефти в ре-
жиме, обеспечивающем эффективную сепарацию газа, и получение
непосредственно на технологических аппаратах подготовки нефти
сточной воды, удовлетворяющей существующие требования;
- включение подготовки нефти в комплекс промысловых про-
цессов в качестве одной из последовательно осуществляемых опера-
ций, не выделяя ее в автономный процесс, связанный со строительст-
вом и эксплуатацией сложных дорогостоящих установок.
К первой группе технологически совместимых по времени и
режиму процессов при движении эмульсии по трубопроводам про-
мысловых систем сбора и другим коммуникациям относятся:
157
- введение деэмульгатора для нейтрализации вредной работы
трубопроводов по формированию стойких эмульсий;
- снижение вязкости транспортируемой системы;
- разгазирование нефти с последующей сепарацией газа на ко-
нечных участках трубопроводов увеличенного диаметра;
- добавление ингибитора в поток для предотвращения корро-
зии оборудования, удаление или предотвращение отложений парафи-
на;
- разрушение бронирующих оболочек на каплях пластовой во-
ды в результате последовательно протекающих в присутствии ПАВ
процессов дробления и слияния капель;
- укрупнение капель пластовой воды;
- расслоение потока на нефть и воду как при ламинарном, так и
при турбулентном режиме (при определенных параметрах);
- очистка дренажных вод от нефти при их совместном движе-
нии с эмульсией по трубопроводам в турбулентном режиме надкри-
тической зоны перед объектами предварительного или глубокого
сброса воды.
Вторая группа технологически совместимых операций связана
с разгазированием нефти в аппаратах ступеней сепарации и их ком-
муникациях при перекачке газа:
- разрушение бронирующих оболочек на глобулах пластовой
воды при дроблении в процессе интенсивного разгазирования и осу-
ществление массообменных процессов по распределению ПАВ в ка-
плях;
- - вытеснение глобул пластовой воды в слой дренажной воды
под действием энергии расширяющего газа в процессе сепарации в
водной среде или в присутствии большого количества крупных ка-
пель эмульгированной воды («пенная» деэмульсация);
- отбор газа от частично обезвоженной нефти и сброс выде-
лившейся воды;
- перекачка газа компрессоро-насосами и поглощение его тя-
желых фракций нефтью, применяемой для охлаждения.
Третья группа технологически совместимых процессов связана
с операциями нагрева и транспортирования эмульсии по коммуника-
циям объектов подготовки нефти:
- разрушение бронирующих оболочек на глобулах пластовой
воды под воздействием тепла, ПАВ, турбулентных пульсаций, нерав-
номерных скоростных напоров по сечению трубопровода;
158
- сближение капель под воздействием турбулентных пульсаций
потока и предварительная (перед отстоем) их коалесценция;
- расслоение потока на нефть и воду (при благоприятном гид-
родинамическом режиме).
Четвертая группа процессов позволяет совмещать операции по
получению сточных вод требуемого качества с деэмульсацией нефти
и предусматривает:
- предварительный нагрев эмульсин за счет тепла дренажных
вод, разрушение бронирующих оболочек и коалесценцию капель, до-
полнительную сепарацию газа при возврате дренажных вод в сырье-
вую линию;
- взаимную очистку воды от нефти и нефти от воды в результа-
те массообменных процессов в турбулентном потоке;
- разрушение эмульсии в гидрофильном фильтре (водном слое)
и улучшение качества воды за счет эффектов жидкостной флотации;
- тонкую очистку воды в слое нефти (гидрофобном фильтре).
В пятую группу входят процессы по улучшению качества неф-
ти за счет гидродинамических факторов и эффектов последствия
ПАВ, возникающих при перекачке нефти, подвергавшейся деэмуль- !
сации, в интервалах установка-товарный парк, промысловый товар-
ный парк-головные сооружения, головные сооруже-
ния-нефтеперерабатывающий завод:
- осуществление массообменных процессов - доведение де-
эмульгаторов до наиболее тонкодисперсной части эмульсии и разру-
шение бронирующих оболочек на глобулах пластовой воды;
- последующее сближение и укрупнение капель;
- переход капель воды (при соответствующем режиме движе- |
ния) в свободное состояние; |
- введение пресной воды и, возможно, деэмульгатора для уда-
ления солей из нефти.
Совмещение этих процессов позволяет улучшать качество неф-
ти - в ряде случаев достигать глубокого обессоливания.
Шестая группа технологически совмещенных процессов связа-
на с осуществлением товарно-транспортных операций, включающих
заполнение и опорожнение резервуаров различного назначения:
- осаждение воды и механических примесей на дно резервуа-
ров;
- сброс выделившегося балласта и дополнительное улучшение
качества нефти.
ft
159
2.2. ПОИНТЕРВАЛЬНОЕ СОВМЕЩЕНИЕ ОПЕРАЦИЙ
В наиболее общем виде варианты совмещенных технологиче-
ских схем сбора и подготовки нефти представлены на рис.2.1-2.2
[12].
О совмещаемых операциях в различных интервалах технологи-
ческой схемы сбора, транспорта, сепарации газа, подготовки нефти и
воды можно судить по данным рис.2.3.
Интервал скважины - УПС. Осуществление массообменных
процессов, коалесценция глобул пластовой воды, расслоение продук-
ции скважин, сброс выделившейся воды, коалесценция пузырьков
попутного газа. При этом используется оборудование 1-2-3-4-45.
Рис.2.1. Принципиальные схемы совмещенной технологии сбора, сепарации, обезво-
живания нефти и очистки пластовых вод.
а - с применением блочного оборудования установки подготовки нефти без промежуточных насосов; б - с
использованием сырьевых резервуаров для предварительного сброса пластовых вод и оборудования обезво-
живающей установки; в-в трубопроводах н резервуарах промысловой системы сбора без использования
оборудования установки подготовки нефти; г - то же, что и «в» с путевым подогревом.
1 - скважины; 2 - групповые установки; 3 - дозатор реагента; 4 - трубопровод, используемый для разруше-
ния эмульсии; 5 - концевой делитель фаз; 6 - сепаратор-газоочиститель; 7,11 - каплеобразователи; 8 - узел
газосбора; 9 - трехфазный сепаратор; 10 - нагреватель; 12 - отстойник; 13 - концевая ступень сепарации; 14
- узел измерения объема продукции; 15 - отстойник с гидрофобным жидкостным фильтром; 16 - емкость;
17,20 - насосы; 18 - очищенная вода; 19 - обезвоженная нефть; 21 - сброс воды; 22 - ия УЛФ.
160
a
Рис.2.2. Принципиальные совмещенные технологические схемы обессоливания неф-
ти в интервалах.
а _ установка - товарный парк; б - промысловый товарный парк -- головные сооружения; в - установка -
товарный парк; товарный парк - головные сооружения; головные сооружения -- головные сооружения; голов-
ные сооружения - НПЗ (методом компаундрованим);
1 - без использования воды н реагента; 11, III - подачей пресной воды или реагента; IV - с использованием
воды н реагента.
I - гырал нефть; 2 - обезвоживающая установка; 3,8 - насосы; 4,7 - сброс воды;5,13,16 - трубопроводы,
используемые для обессоливания; 6,14,17 - резервуары, 9 - обессоленная нефть, 10 - дозатор реагента; 11 -
насос пресной воды; 12 - обезвоженная нефть; 15 - смеситель; '18 - на УЛФ (установки улавливания паров и
легких фракций нефти).
6. Э'2Ы
161
Рис.2.3. Совмещенная схема сбора, сепарации газа, подготовки нефти и очистки
сточных вод в интервале скважина НПЗ.
1-скважины; 2-блочная групповая замерная установка (Спутник); 3,11,19-блочный дозатор реагента; 4-
промысловые системы сбора, используемые в технологических целях; 5-блочный трехкомпонентный сепара-
тор I ступени с каплеобразователем 30 и гидрофильным фильтром; 6-блочный нагреватель; 7-трубчатый
каплеобразователь; 8-блочный трехкомпонентный сепаратор (горячей) П ступени с каплеобразователем и
гидрофобным жидкостным фильтром; 9-комрессор (компрессоронасос) а блочном аарнанте; 10-ромежуточная
емкость (отстойник); 12,25-узлы подачи пресной воды; 13,21,26,38- насосы; 14-замерное устройство типа
«Рубин»; 15-резервуары промыслового товарного парка и емкости с гидрофильным жидкостным фильтром;
16-трубопровод; 17- резервуары головных сооружений; 18-магнстральный насос; 20 - резервуар сточных вод;
22 - магистральные насосы перекачивающих станций; 23 - резервуар очистки сточных вод с жидкостным
гидрофобным фильтром или аппарат АОСВ-2; 24 - дозатор реагента на выходе из товарного парка; 27 - про-
межуточная емкость; 28 - магистральный нефтепровод, улучшающий качество нефти в процессе транспорти-
рования; 29 - нефтеперерабатывающий завод (НПЗ); 30 - каплеобразователь; 31 - линия дренажной воды; 32 -
дозировочный насос для химреагента иа перекачивающей станции; 33 - узел подачи пресной воды в магист-
ральный трубопровод на перекачивающей станции; 34 - узел подачи пресной воды иа блоке обессоливания; 35
- блочный дозатор на блоке обессоливания; 36 - трубчатый каплеобразователь; 37 - отстойник водоотдели-
тель; 38 - насос для откачки воды в систему ППД; 39 - резервуары ЭЛОУ; 40 - резервуары ТСБ; 41 - КДФ; 42
- на УЛФ; 43 - сброс балласта, 44 - путевой сброс воды в удобных точках; 45 - установка предварительного
сброса воды-УПС с аппаратам очистки воды АОСВ-2. Узлы; I - группа скважин; II - спутники и промысло-
вые системы сбора; III - центральный сборный пункт; IV - обессоливающий блок; V - промысловый товар-
ный парк; VI - товарный парк головных сооружений; VII нефтеперерабатывающий завод.
Интервал скважины - центральный сборный пункт, узлы 1-Ш.
1) обезвоживание нефти до заданной глубины; 2) очистка сточных
вод до заданных кондиций для закачки в систему ППД; 3) отбор по-
путного газа; 4) осуществление горячей сепарации и предотвращение
потерь легких фракций; 5) повышение производительности скважин;
6) снижение вязкости продукции скважин в системе сбора; 7) борьба
с отложениями парафина; 8) борьба с коррозией оборудования.
162
При осуществлении упомянутых, выше текнолш ических опера-
ций в технологический цикл включаются следующие оборудование и
объекты: 1-10. 13-15, 23, 25-27, 41. При этом в отдельных видах обо-
рудования совмещаются следующие технологические операции.
На блоке 2 с помощью блочного дозатора 3 совмещается ввод
химических реагентов или веществ, имеющих необходимый ком-
плекс свойств, включая деэмульгирующую способность, а также спо-
собность предотвращать отложения парафина и коррозию оборудо-
вания (например, еепароль-25 с ингибитором 3).
На блоке 3,4 транспортирование продукции скважин по cucie-
мам сбора совмещается с глубоким разрушением эмульсии, снижени-
ем вязкости системы, предотвращением парафинизации промысло-
вых трубопроводов за счет воздействия химических реагентов на
стенки труб и кристаллы парафина, защитой трубопроводов от корро-
зии.
На блоке 5 совмещаются операции по отбору попутного газа 1
ступени сепарации, отделению воды от нефж, очитке точных вод в
подводящем сырьевом трубопроводе и в жидкостном фильтре сепа-
ратора.
На блоке 8 совмещаются операции по oi6opy газа 11 тупени
горячей сепарации с глубоким обезвоживанием нефти в жидкостном
гидрофильном фильтре с использованием эффектов вспенивания.
На блоке 9 совмещаются операции по откачке горячего газа 11
ступени с отбором и возвратом в нефть тяжелых углеводородов.
На блоке 23 совмещаются операции ио гонкой очистке сточных
вод от нефтепродуктов с помощью гидрофобного фильтра или аппа-
рата ЛОСВ-2 с отделением механических примесей до КОНДИЦИЙ,
обеспечивающих закачку точных вод н систему ППД без дополни-
тельной очистки. При включении в гехиолопгческую схему оборудо-
вания 34-37 обессоливающей ступени IV в интервале скважина
центральный сборный пункт успешно решается и проблема обессо-
ливания цефти. Эту же задачу (а также задачу глубокого обезвожива-
ния и опреснения нефти) можно решить и при совмещении процессов
заполнения резервуаров промыслового товарного нарка с операциями
по сбросу отделившейся от нефти в трубопроводах пластовой воды
при ее транспортировании в товарный парк, минуя узел IV.
В этом случае для обессоливания нефти подача пресной воды (а
при необходимости - реагента-деэмульгатора) осуществляется с по-
мощью оборудования 11,12.
163
Интервал скважины - центральный сборный пункт (промысло-
вый товарный парк) - головные сооружения, узлы 1-Ш, V, Р7. В
этом интервале при максимально возможном совмещении операций и
рациональном использовании промыслового оборудования возможно
решение следующих задач в области подготовки нефти: 1) глубокое
обезвоживание; 2) опреснение; 3) обессоливание до экспортных кон-
диций. Процесс глубокого обезвоживания нефти в этом интервале
совмещается с операцией по прокачке нефти по межпромысловому
трубопроводу и говаро-'фанспоргными операциями в резервуарах
головных сооружений.
При введении в поток нефти пресной воды (12) и реагента с ин-
гибитором коррозии (11) на галопных участках трубопровода (16)
при соответствующих температурных условиях решается проблема
опреснения нефти либо ее обессоливания до экспортных кондиций.
В этом случае совмещаются транспортирование водонефтяной
смеси с процессами активного вымывания солей из нефти и операции
но заполнению нефтью резервуаров головных сооружений со сбро-
сом дренажной воды. Улучшение качества нефти достигается также и
применением методов компаундирования.
Интервал скважины-центральный сборный пункт—головные со-
оружения—завод. Использование магистральных трубопроводов в
технологических целях позволяет: 1) решить проблему глубокого
обессоливания нефти на НПЗ. не прибегая к строительству дополни-
тельных установок ни на промыслах, ни на заводах; 2) улучшить гид-
родинамические характеристики трубопроводов; 3) предотвратить
отложения парафина
Для решения этих задач в магистральный трубопровод на го-
ловных его участках (узел VI вводится ингибитор коррозии и де-
эмульгатор. гидрофилизующий внутреннюю поверхность трубопро-
вода Транспортирование обезвоженной нефти совмещается с опера-
циями по многократному разрушению бронирующих оболочек на
каплях оставшейся в нефти пластовой воды как в магистральных на-
сосах 21. так и пристенных зонах трубопроводов, а также гидрофили-’
записи их стенок. Это обеспечивает снижение вязкости эмульсии,
предотвращение отложений парафина и возможность глубокого
обессоливания нефти на НПЗ без изменения режима работы заво-
дских ЭЛОУ. В отдельных случаях на конечных перекачивающих
станциях возможна дозировка в трубопровод необходимого количе-
ства пресной промывочной воды, что позволяет получить обессолен-
ную нефть при ее прохождении грандитом через резервуары товар-
164
ных парков ТСБ и обеспечивает условия для переработки нефти на
заводах, не имеющих ЭЛОУ или при их остановке [35].
2.3. СОВМЕЩЕНИЕ ПРОЦЕССОВ БОРЬБЫ С КОРРОЗИЕЙ
И ОТЛОЖЕНИЯМИ ПАРАФИНА И ДЕЭМУЛЬСАЦИИ НЕФТИ
Сбор нефти на месторождениях нередко осложняется отложе-
ниями парафина на стенках труб и их коррозией (для сернистых неф-
тей). Эффективное решение проблемы борьбы с этими процессами в
большом числе случаев достигается за счет использования гидроди-
намических эффектов, возникающих при транспорте по трубопрово-
дам эмульсий, обработанных специальными деэмульгаторами, кото-
рые содержат ингибирующие компоненты и гидрофобизируют стен-
ки трубопроводов. К числу таких реагентов относится, в частности,
сепароль-25 с ингибитором III и ряд других продуктов. При гидрофи-
лизации стенок труб на их поверхности возникает тонкая пленка во-
ды и в связи с этим обеспечиваются благоприятные условия для раз-
рушения бронирующих оболочек на каплях воды при их контакте с
водной пленкой. Это же приводит к нивелированию микронеровно-
стей поверхности металла и обеспечивает низкий уровень адгезии
промыслового парафина к ней. Поэтому трубопроводы могут рабо-
тать в режиме самоочищения (аналогично режиму работы трубопро-
водов с защитными покрытиями) с соблюдением следующей после-
довательности процессов: накопление отложений парафина до кри-
тической толщины слоя; отслаивание их от поверхности труб, срыв,
дробление и последующее транспортирование парафиновой массы в
виде тонкодисперсной взвеси потоком нефти. С увеличением степени
гидрофильности стенок сопротивляемость их запарафиниванию I,
при всех прочих равных условиях [119-124] возрастает по закону
цепной функции
/ = ,
где / - интенсивность запарафинивания поверхности, смоченной вод-
ной пленкой, при уровне энергии связи воды и парафина 27,6 эрг/см^.
Формула справедлива прй значениях угла смачивания от 0 до
105°.
Ингибитор коррозии, вводимый в нефть в составе реагента-
деэмульгатора, автоматически нейтрализует агрессивное воздействие
пластовых вод на стенки промыслового оборудования на всем пути
165
движения продукции скважин, вплоть до закачки воды в продуктив-
ные пласты или поглощающие горизонты.
Все эти процессы органически совместимы, так как для своего
эффективного осуществления требуют движения потока в четко вы-
раженном турбулентном режиме и протекают практически во всем
диапазоне температур, складывающихся на практике как в присутст-
вии газовой фазы, так и без нее. Таким образом, одной технологиче-
ской операцией - введением в промысловые системы сбора реагента-
деэмульгатора с ингибитором коррозии - решается проблема де-
эмульсации нефти, депарафинизации оборудования и защиты его от
коррозии. При этом все упомянутые процессы оказываются совме-
щенными во времени и осуществляются на всем пути движения неф-
ти практически без вмешательства обслуживающего персонала.
Совмещение процессов деэмульсации нефти с предотвращени-
ем парафинизации подземного и наземного оборудования с помощью
реагентов-деэмульгаторов широко распространено на промыслах
объединения Татнефть и в других районах страны. При подаче ПАВ
на забой скважин полностью очищаются от парафина рабочие органы
центробежных насосов, насосно-компрессорные трубы, фонтанная
арматура и выкидные линии.
2.4. СОВМЕЩЕНИЕ ПРОЦЕССОВ ТРАНСПОРТИРОВАНИЯ
И ДЕЭМУЛЬСАЦИИ НЕФТИ
Наиболее экономичное и удобное транспортирование нефти и
нефтепродуктов на любые расстояния по трубопроводам обусловило
их широкое применение в нефтяной и газовой промышленности
страны. Однако целесообразно использовать трубопроводы не только
в транспортных, но и в технологических целях одновременно для ре-
шения такой важнейшей задачи, как глубокое обезвоживание нефти
на промыслах и обессоливание на нефтеперерабатывающих заводах.
Трубопровод исключительно важен как активное технологическое
звено в цепи процессов подготовки нефти в интервале промц-
сел-НПЗ [35].
Обезвоженная и обессоленная на термохимических установках
нефть транспортным управлениям на промысловых или собственных
товарных парках. После этого она транспортируется на головные со-
оружения и затем по магистральным нефтепроводам направляется на
нефтеперерабатывающие заводы. Среднее время пребывания нефти в
технологическом цикле при подготовке на установке 2-4 часа. А
время движения ее от скважины до НПЗ в различных районах исчис-
166
ляется от одних до десятков суток. При таком громадном запасе вре-
мени, совершенно не используемом в технологических целях, на
промыслах зачастую вынуждены добиваться получения качественной
обезвоженной и обессоленной нефти исключительно за счет ужесто-
чения технологических режимов. Это приводит к большим затратам
на подготовку нефти. Полезное использование времени движения
нефти от скважины до НПЗ позволяет резко сократить эти затраты,
т.е. решить такую проблему, которая считалась неразрешимой без
строительства дополнительных дорогостоящих установок на про-
мыслах или НПЗ.
Целесообразность совмещения процессов транспортирования
эмульсии по трубопроводам с ее деэмульсацией связана с разработ-
кой и проверкой в широких промышленных масштабах новых, отли-
чающихся от сложившихся ранее представлений об оптимальных ус-
ловиях разрушения водонефтяных эмульсий. Исследования, выпол-
ненные в ТатНИИ (Тронов В.П.) в течение 1964-1966 i г., показали,
что механизм процессов, обусловливающих эффективное разрушение
эмульсий под воздействием тепла реагентов и других факторов, более
сложен, чем это представлялось ранее, и требует для своего осущест-
вления разработки новых технологических схем, учитывающих эти
особенности.
2.5. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ УСЛОВИЯ
ЭФФЕКТИВНОЙ ДЕЭМУЛЬСАЦИИ НЕФТИ
Рассмотрим десять основных технологических условий, соблю-
дение которых необходимо для успешного осуществления деэмуль-
сации нефти более простыми техническими средствами, чем это дос-
тигалось ранее [35].
Первое условие. Одним из решающих факторов, определяющих
эффективность процесса деэмульсации нефти в целом, является раз-
рушение бронирующих оболочек на каплях пластовой воды, обла-
дающих структурно-механической прочностью и препятствующих
взаимному слиянию и укрупнению капель. Поэтому чрезвычайно
важно выбрать оптимальный технологический режим этой части
процесса деэмульсации нефти.
Установлено, что механизм доведения водорастворимого реа-
гента до капель пластовой воды состоит, в основном, в прямой пере-
даче его за счет абсорбционных процессов при многократных взаим-
ных столкновениях капель раствора реагента с глобулами пластовой
воды непосредственно в потоке, смешении содержимого капель в ре-
167
зультагс их перехода в состав водных линз, возникающих на стенках
аппарата, и интенсификации этих процессов за счет возврата в поток
нефти вещества водных линз, способных выполнять роль активных
центров кляпесценнии
При использовании нефтсрастооримых деэмульгаторов, на пер-
вой стадии пока деэмульгатор существует в капельной форме, меха-
низм сохраняется таким же, а затем по мере растворения деэмульга-
торов нефти, переходит в диффузионно—адсорбционную фазу.
Осуществление массообменных операций по передаче реагента
от капель рсагепгоносигеля к значительному числу глобул пластовой
воды иногда происходит с высокой степенью эффективности даже в
условиях быстротекущих точечных контактов, завершаемых их вза-
имным влиянием. Все эти эффекты наиболее ярко выражены при
турбулентном режиме движения. Отсюда вытекает первое требование
эффективного ведения процесса деэмульсации нефти -- интенсивная
турбулизация потока на стадии массообменных процессов.
Второе условие. Гурбулизация потока легко достигается в тру-
бопроводах. Более того, большинство трубопроводов транспортиру-
ют эмульсию именно при турбулентном режиме. Следовательно, со-
вмещение процессов транспортирования эмульсии с разрушением
бронирующих оболочек на каплях воды вполне благоприятно. Но
вместе с тем в объеме нефти в течение длительного промежутка вре-
мени существуют и такие капли, которые в соответствии с законами
вероятности сталкивались с каплями реагентоносителя либо недоста-
точно часто, либо эти столкновения оказывались малоэффективными,
либо диффузионные процессы по переносу деэмульгаторов на капли
воды ио ряду причин были недостаточными. Бронирующие оболочки
на них оказываются неразрушенными, либо разрушенными недоста-
точно. Для этих капель процесс массопередачи реагента на брони-
рующие оболочки до необходимых концентраций осуществляется ио
схеме «накопление малыми порциями» при многократных столкно-
вениях капель или за счет длительно просекающих .диффузионных
процессов. Следовательно, для успешного ведения процесса деэмуль-
сации нефти необходима турбулизация потока в течение более дли-
тельного промежутка времени, чем это возможно на «смесительных
клапанах», задвижках, «смесителях» и т.д., где турбулизация потока
осуществляется в течение всею лишь нескольких секунд. Это -вто-
рое необходимое условие. Достаточно длительная турбулизация по-
тока возможна при транспортировании эмульсии по трубопроводам.
16S
Следовательно, с этой точки зрения трубопроводы также являются
полезными элементами технологической схемы.
Третье условие. Для эффективного разрушения стойких эмуль-
сий необходимо осуществление процесса диспергирования капель
пластовой воды, на поверхности которых возникли прочные брони-
рующие оболочки. Однако в соответствии с существовавшими пред-
ставлениями разрушение бронирующих оболочек капель воды в неф-
ти под воздействием тепла и реагента предписывалось осуществлять
в условиях, исключающих возможность их диспергирования. Такое
диспергирование, по мнению технологов и ученых, не могло иметь
положительных последствий. Оно расценивалось как технологически
вредное и рассматривалось как главная причина возрастания стойко-
сти эмульсии. Такая точка зрения впервые была предложена Ф.М.
Берти и четко сформулирована Г.Б. Ши, а впоследствии практически
без изменений повторялась в многочисленных публикациях отечест-
венных и зарубежных специалистов [54-56, 125-127].
В частности, Г.Б. Ши отмечал, что перемешивание является
главнейшей динамической причиной, вызывающей диспергирование
воды в нефти, и способствует стабилизации эмульсии. Объясняя не-
обходимость перемешивания и механизм протекающих при этом
процессов, автор разъясняет, что именно происходит при перемеши-
вании. Он правильно указывал, что перемешивание эмульсии ускоря-
ет диффузию препарата в среду нефти, в связи с чем он скорее и рав-
номернее достигает пограничной поверхности нефти и воды и разру-
шающе воздействует на природный эмульгатор. Именно в этом, по
мнению автора, и состоит назначение перемешивания. Ио энергичное
перемешивание будет вредным, если оно приведет к размельчению
капель. Эти идеи и являлись определяющей научной базой, опираясь
на которую проектные организации разрабатывали, а нефтяники
осуществляли строительство установок по подготовке нефти как у
нас, так и за рубежом.
Однако, если не забывать, что при диспергировании сформиро-
вавшейся эмульсии не только уменьшаются размеры капелек воды в
нефти, но и разрушаются сами бронирующие оболочки на них, то в
присутствии деэмульгатора положительное явление дробления на-
много превосходит причиняемый диспергированием вред, так как
при этом появляется, а затем значительно возрастает, свободная от
таких оболочек поверхность на каплях пластовой воды.
Число мелких капель, возникающих при дроблении большой
капли, изменяется в соответствии с выражением (2.1):
169
D
Dn
(2.1)
где: D -диаметр первоначальной капли; Dn - диаметр капель после
дробления; п - число вновь появившихся капель.
Наиболее резкие изменения размеров капель наступают при п =
2 ч- ВО. При дальнейшем увеличении п темп изменения диаметров
вновь возникающих капель замедляется. Это предопределяет появле-
ние условного верхнего предела дисперсности промысловых эмуль-
сий.
Суммарная поверхность возникших при дроблении капель £ Sn
изменяется в соответствии с выражением (2.2)
XS. = S^, (2.2)
где Sn - поверхность вновь возникающих капель; S -поверхность
первоначальной капли.
Так, при п ~ 8 (рис. 2.4) половина поверхности каждой глобулы
оказывается свежей, что создает хорошие предпосылки для их после-
дующего слияния с каплями реагентоносителя. Наибольший темп
увеличения поверхности, не занятой бронирующими оболочками,
отмечается при возрастании п до 30. Тогда свежая поверхность зани-
мает 70% всей площади; при дальнейшем диспергировании эта пло-
щадь изменяется более медленно. Видимо, этот интервал дробления
капель и является оптимальным [35].
Рис. 2.4. Изменение качества поверхности гло-
бул нефти при дроблении капель.
I - свободной от бронирующей оболочки, %; 2 - заншой
бронирующей оболочкой, %; N - количество исходных ка-
пель, п - количество капель после дробления.
170
Эффективность дробления капель при деэмульсации разгазированной
нефти подтверждена экспериментально на примере эмульсии, содер-
жащей 12,8% воды в нефти при температуре нагрева 50°С и расходе
дисолвана 4411 порядка 30 г/т. Первая группа проб (две параллель-
ные пробы 1 и 2 ) после подогрева, введения реагента и турбулизации
мешалкой в течение 1 мин. при скорости вращения вала мешалки
1000 об/мин. была поставлена на отстой на 3 часа (табл. 2.1).
Таблица 2.1.
Номер опыта Содержание остаточной воды в нефти (в %) при отстое в течение, мин.
15 30 60 90 120 150 180
1 6,9 3,1 1,10 0Д6 0,36 0,36 0,36
2 6,0 2,7 0,8 0,48 0.48 0,48 0.48
3 8,0 2,8 0,9 0,9 0.9 0.9 0.48
4 8,6 4,4 1,5 0,24 0,24 0,24 0.24
5 11,2 10,3 9,6 9,0 9,0 8,0 8,0
6 10,9 Ю,2 9,0 8,4 8,4 8,4 8.0
Этим моделировались диспергирование эмульсии в присутст-
вии реагента-деэмульгатора и его доведение до бронирующих оболо-
чек капель пластовой воды за счет столкновений в процессе турбули-
зации.
Во второй группе проб (3 и 4 ) при тех же условиях реагент
вводился в нефть после диспергирования глобул пластовой воды.
Этим исключалась возможность доведения реагента до капель пла-
стовой воды за счет длительной турбулизации, но сохранялось влия-
ние разрушения бронирующих оболочек при диспергировании. Не-
смотря на диспергирование эмульсии в отсутствии реагента, фактор
разрушения бронирующих оболочек при дроблении капель повлиял
на доведение реагента до глобул воды и взаимное слияние капель
друг с другом в большей, чем уменьшение размеров капель степени.
Результаты оказались практически одинаковыми, хотя следует отдать
предпочтение технологии первого варианта.
Осторожное перемешивание реагента с эмульсией в течение 1
мин., осуществлявшееся в соответствии с классическими требова-
ниями о недопущении диспергирования при перемешивании, оказа-
лось неэффективным (пробы 5 и 6), так как при такой технологии со-
храняется прочность бронирующих оболочек на каплях воды, разру-
шать которые только с помощью химикалий и нагрева намного труд-
нее, чем за счет механического дробления в их присутствии. Оста-
171
точное содержание воды в нефти составило 8%, в то время как в двух
предыдущих опытах 0,24-0,48%.
Таким образом, положительный эффект от разрушения брони-
рующих оболочек при диспергировании стойких эмульсий в услови-
ях, исключающих их последующее восстановление (присутствие реа-
гента), значительно преобладает над отрицательными явлениями,
возникающими в связи с уменьшением размеров капель, Поскольку
эти два фактора действуют в противоположных направлениях, необ-
ходимая степень диспергирования эмульсии для разрушения брони-
рующих оболочек будет иметь свое оптимальное значение и должна
выбираться в зависимости от исходных размеров капель и состояния
их бронирующих оболочек.
Разрушение бронирующих оболочек на каплях пластовой воды
под воздействием реагента и диспергирующих эффектов при боль-
шом запасе технологического времени может осуществляться и при
низкой температуре. Такое разрушение облегчается эффектами ми-
грации молекул деэмульгатора непосредственно по поверхности бро-
нирующих оболочек и проявлением их вытесняющего, дробящего и
пептизирующего действия в зонах на значительном удалении от мест
передачи реагента при точечном контакте реагентосодержащих гло-
бул и капель пластовой воды.
Рис. 2.5. Изменение параметров потока и размеров капель.
а - эпюры скоростей (1-4) и критические размеры капель воды (V-4') в нефти при перекачке эмульсии по
сечению трубопровода при числах Рейнольдса соответственно 37300, 25000, 12500, 5000; б - критические
размеры капель: в пристенной зоне (1) и по центру потока (2).
В принципе миграционные эффекты исключают необходимость
диффузии молекул реагента через объем капель (для водораствори-
мых реагентов) для разрушения бронирующих оболочек на любом
172
участке поверхности капель, где этот реагент отсутствовал. Этому и
переводу в нефтяную фазу остатков бронирующих оболочек способ-
ствуег вращательное движение капель, хаотически перемещающихся
в турбулентном потоке и продвижение молекул деэмульгатора вдоль
границы раздела фаз нефть-вода. Отсюда следует, что турбулентный
режим движения разрушаемой эмульсии необходим также и с точки
зрения очищения поверхности капель, от остатков бронирующих обо-
лочек, что облегчает их последующее слияние.
Процессы деэмульсации нефти могут быть интенсифицированы
при повышенных температурах. Весьма важно, чтобы эмульсия была
нагрета именно на стадии разрушения бронирующих оболочек и ук-
рупнения капель. Это позволит резко улучшить массообменные про-
цессы и осуществить укрупнение капель при турбулентном режиме
движения потока. Это происходит по следующим причинам.
Так как скорость потока и градиенты скоростей по сечению
труб могут изменяться в значительных пределах (рис. 2.5), на разные
точки поверхности капель будут действовать различные динамиче-
ские напоры, обусловливающие их деформацию и последующий рас-
пад на более мелкие частицы. Попадая в зону повышенных скоро-
стей, где возможно существование капель определенного критиче-
ского размера, крупные капли будут испытывать тенденцию к дроб-
лению. Выходя в зоны более низких скоростей и меньших масштабов
пульсаций, такие капли будут объективно испытывать тенденцию к
слиянию. Это обусловливает возникновение в потоке нефти целого
спектра диаметров капель воды и в какой-то мере объясняет причины
неоднородности эмульсии.
Следовательно, одна из наиболее важных особенностей трубо-
проводов как аппаратов состоит в том, что при движении по ним
жидкости в турбулентном режиме переход глобул из зон дробления
(высокие градиенты скоростей) в зоны коалесценции осуществляется
автоматически. Постоянный обмен глобулами между центральной и
пристенными областями трубопроводов, последовательно протекаю-
щие процессы дробления и слияния капель, а также отрыв капель
дренажной воды от подстилающего нефть слоя при расслоении
эмульсии в трубопроводе обеспечивают эффективное ее разрушение
и укрупнение капель при подходе к отстойной аппаратуре или техно-
логическим резервуарам товарных парков [35].
Хотя в пристенном слое абсолютные скорости значительно ни-
же, чем по центру потока, диаметры капелек воды и нефти, которые
могут существовать в этой зоне, намного меньше. Объясняется это
173
тем, что градиенты скоростей в пристенной зоне изменяются гораздо
в большем темпе, чем в центральной зоне потока. Так, при скорости
потока 1,5 м/с для ромашкинских эмульсий плотностью 0,36 г/см^
при вязкости 20 ест и <5 = 40 дн/см в центре потока 400-мм (16”)
трубы возможно существование капель диаметром около 3 мм, а в
пристенном слое - 0,5 мм, т.е. на целый порядок меньше. С умень-
шением уровня турбулентности критический диаметр капель растет.
Четвертое условие. Если учесть, что в промысловых и заво-
дских условиях температуру нефти можно увеличить лишь в 2-3 раза,
а размеры капель в десятки раз, становится ясным, что основной ре-
зерв повышения эффективности технологии подготовки нефти состо-
ит в предварительном укрупнении капель в турбулентном режиме
перед ее направлением на отстой для разделения потока на нефть и
воду. Поэтому четвертое требование успешного ведения процесса
деэмульсации нефти состоит в предварительном укрупнении капель в
турбулентном режиме перед ее отстоем. Увеличив диаметр трубо-
провода на конечном его участке, легко создать такие условия.
Пятое условие. 'Заключается в создании условий для осущест-
вления процесса диспергирования капель, массообменных и других
процессов при повышенных температурах. Нагрев во времени упре-
ждает операции по отстою и необходим во многих случаях для раз-
рушения бронирующих оболочек и упреждающего укрупнения ка-
пель (табл. 2.2).
Таблица 2.2.
Вид обработки Температура, °C Содержание остаточной воды в нефти, %
при турбулизации при отстое
Кратковременная турбулизация эмульсии с реагентом, последующий отстой (холодная 17 17 21,5
деэмульсация) Кратковременная турбулизация эмульсин с 17 40 8,0
Реагентом, последующий огстой при по- вышенной температуре (обычный термохи- мический метод) Длительная турбулизация эмульсин с реа- гентом в моделях трубопровода, после- дующий отстой (трубная деэмульсация) Длительная турбулизация эмульсии с реа- 17 17 3,0
гентом при упреждающем нагреве, после- дующий отстой (трубная деэмульсация с путевым подогревом) 40 17 1,0
174
Это иногда позволяет осуществлять операции по отстою воты ог
нефти при относительно низкой температуре. Вряд ли можно найти
другой такой аппарат, кроме трубопровода, в котором можно доста-
точно долго диспергировать эмульсию при повышенной температуре,
затем автоматически создать условия для укрупнения капель за счет
снижения уровня турбулентности потока при возраетании его вязко-
сти в процессе транспортирования из-за снижения температуры.
Шестое условие. Предполагает активное разрушение капель
пластовой воды на развитой гидрофильной поверхности веществ,
вводимых внутрь эмульсионного потока (дренажная вода и т.д,), либо
на неподвижных поверхностях, работающих в режиме самоочище-
ния,
Показано, что при правильном подборе режима движения огра-
ничивающие поток оболочки и находящиеся в нем тела могут слу-
жить ишзсрсирующими экранами, разрушающими бронирующие
оболочки капель пластовой воды и переводящими ее в пленочное со-
стояние. Наиболее эффективно протекают эти процессы при появле-
нии в потоке турбулентных пульсаций, обладающих достаточной
энергией для переноса и деформации мелких капель на поверхности
экранов. Суммарная внутренняя поверхность трубопроводов промы-
словых систем сбора огромна и воспользоваться ею в технологиче-
ских целях весьма несложно
Седьмое условие. Исключает возможность загрязнения грани-
цы раздела фаз нефть-вода в аппаратах, которые могут выполнять
функцию водоотделителей. Только в трубопроводе расслоившийся
движущийся поток может иметь идеально чистую границу раздела
фаз вода-нефть, гак как под слоем нефти во всех его точках движется
«своя» дренажная вода, не загрязненная мехпримесями дру) их объе-
мов воды и нефти, что имеет место при обычном отстое.
Восьмое условие. Успешная деэмульсация нефги связана с ин-
тенсификацией процесса укрупнения капель в зоне их повышенных
концентраций (промежуточный слой) вследствие импульсных коле-
баний этой зоны, создаваемых с помощью вибрирующих устройств
или подбора соответствующего режима движения эмульсии в аппара-
тах, обеспечивающих это автоматически. Трубопроводы всегда рабо-
тают в пульсирующем режиме и потому в этом отношении также
являются идеальными аппаратами.
Девятое условие. Предполагает осуществление операций от-
стоя воды от нефти при более высоких значениях чисел Рейнольдса
(в надкритической зоне), чем это делалось прежде. Создание таких
175
условий в трубопроводах или на отдельных их участках достигается
подборам его диаметра или с помощью пучка труб, работающих па-
раллельно.
Десятое условие. Предполагает возможность попутного улуч-
шения качества нефти и сточных вод в одном и том же промысловом
оборудовании по пути их естественного движения от скважин до
пунктов внешнего транспорта и их использования для взаимной очи-
тки, Эю дос|игается при совмещении процессов деэмульсации неф-
ти с ее транспортированием по трубопроводам [35].
Приведенные технологические принципы позволяют подойти к
рассмотрению рациональных (Синологических схем сбира и нодю-
говки нефти совершенно с новых позиций и оценить в связи с этим
возможность более эффективного использования различного промы-
слового оборудования, необходимого на всех стадиях разработки
нефтяных месторождений.
2.6. СОВМЕЩЕНИЕ ГОРЯЧЕЙ СЕПАРАЦИИ И ДЕЭМУЛЬСАЦИИ НЕФТИ
Горячая сепарация нефти и доведение давления насыщенных
паров до 500 мм.рт.ст. в большинстве случаев достижимы при темпе-
ратуре нагрева нс выше 70°С, что соответствует уровню подогрева
нефти при ее деэмульсации по классической схеме. Перегрев нефти
ведет к испарению и переходу в конденсат тяжелых углеводородов,
большая часть которых впоследствии теряется. Кроме гою, расход
газа на нагрев достигает 30% от извлекаемых горячей сепарацией
легких фракций, или 0,5% веса добываемой нефти. При перекачке
горячен нефти с установок подготовки в товарные резервуары, рабо-
тающие в циклическом режиме, происходит потеря легких фракций
вслсдс!вие больших и малых дыханий. Установка дополнительные
теплообменников для охлаждения товарной нефти требует значи-
тельных капиталовложений и усложняет эксплуатацию всего ком-
плекса оборудования [35,351].
Многоцелевое использование нагрева и правильное распределе-
ние температуры по пути движения нефти позволяют совместить
процессы сепарации и деэмульсации, а также осуществить их при
оптимальной температуре сепарации в одном и том же промысловом
оборудовании непосредственно на потоке. Решающим требованием,
ограничивающим такое совмещение, является соответствие темпера-
туры сепарации нефти температуре оптимального снижения прочно-
сти свойств бронирующих оболочек на каплях пластовой воды и вяз-
176
кости нефти, применяемой для разделения эмульсии на нефть и воду,
т.е. должно соблюдаться неравенство
Ti>T2>T3,
где Т [ - температура сепарации, °C; Т2 температура оптимально-
минимальной прочности бронирующих оболочек, °C; Т3 - оптималь-
но-минимальная температура вязкости нефти, °G.
При наложении кривых сепарации, вязкости нефти и прочности
бронирующих оболочек, как функций температуры, на один график
участки их оптимальных значений должны лежать в одном и том же
интервале температур.
Параметры прочности бронирующих оболочек (Zq) и вязкости
(vT), как функции температуры, для большинства районов стран
вполне совместимы. Так, для ромашкинских нефтей Т2 = 25°С, Т3 =
30°G, в то время как оптимальная температура сепарации (Т|) при
создании небольшого вакуума определяется в 42°С.
Такие значения параметров при большом запасе времени и ис-
пользовании гидродинамических эффектов позволяют осуществлять
сепарацию и деэмульсацию нефти в мягком температурном режиме и
широко использовать для завершения технологических операций
(глубокое обезвоживание) товарные парки и головные сооружения.
Нагрев нефти о 42°С в присутствии реагента и при продолжи-
тельном движении по трубопроводам вследствие гидродинамических
эффектов позволяет глубоко разрушить бронирующие оболочки на
каплях пластовой воды, сброс которой можно осуществлять как из
сепаратора, так и при пониженной температуре (25-30°С) непосред-
ственно из резервуаров товарной нефти. Значение Т3 позволяет осу-
ществлять этот процесс с высокой степенью эффективности. Сниже-
ние температуры жидкости до температуры отделения воды от нефти
осуществляется за счет отдачи тепла в окружающую среду при дви-
жении нефти по трубопроводу от узла сепарации до товарного парка
готовой нефти. Нагрев нефти на головных участках движения эмуль-
сии по коммуникациям при обработке стойких эмульсий более эф-
фективен, чем нагрев эмульсии при отстое. В первом случае темпера-
турный эффект используется для разрушения бронирующих оболочек
при возникновении гидродинамических эффектов в процессе зранс-
порта эмульсии по трубопроводам возникающем в связи с этим
большом запасе технологического времени, а во втором - для сниже-
ния в основном вязкости эмульсии, разрушения бронирующих оболо-
чек и отстоя воды от нефти при ограниченном запасе технологиче-
ского времени, увеличить который возможно лишь за счет увеличе-
ния емкости огсгойной аппаратуры.
Для эффективного ведения процесса оказывается более важно
разрушить бронирующие оболочки и осуществлять отделение воды
от нефш даже при пониженных температурах, чем создавать условия
для оседания на дне аппаратов капель с неразрушенной бронирую-
щей оболочкой при высокой температуре. При совмещении сепара-
ции с деэмульсацией продолжительность пребывания нефти в аппа-
рате рассчитывается по операции, требующей большего времени для
cBoei о завершения, в данном случае - по скорости отделения воды от
нефги. Часто эги расчеты определяются режимом сепарации и скоро-
стью всплывания окклюдированных пузырьков газа в движущейся в
трехфазном сепараторе нефти.
В обоих случаях условия для сепарации газа и отделения воды от
нефзи легко создаются на потоке на горизонтальных участках трубо-
проводов с ламинарным режимом движения при соответствующих
перепадах /давления и расходе реагента-деэму.чьгагора. Это также
делает совмещение таких операций в трубопроводах весьма эффек-
тивным С другой стороны, совмещение процессов горячей сепара-
ции газа с деэмульсацией нефти при мягком температурном режиме
позволит сократить технологические потери углеводородов (в виде
топлива при подо1реве нефти) на 30% и при температуре товарной
нефги ниже температуры сепарации практически исключить потери в
резервуарах товарных парков и других негерметизированных емко-
стях по нуги движения нефти, а также решить одним технологиче-
ским приемом две задачи, используя энергетические затраты на сепа-
рацию нефти и для ее деэмульсации.
2.7. СОВМЕЩЕНИЕ ПРОЦЕССОВ ПЕРЕКАЧКИ ГАЗА КОНЦЕВЫХ
СТУПЕНЕЙ С КОНДЕНСАЦИЕЙ ТЯЖЕЛЫХ ФРАКЦИЙ
Осуществление горячей сепарации с целью предотвращения по-
терь при дальнейшем транспорте нефти значительно осложняется
выпадением конденсата в трубопроводах и неустойчивой работой
компрессоров. Это вынуждает прибегать к охлаждению шза и при-
менению доро)хэстоящсй теплообменной аппаратуры.
Проблема перекачки газа концевых ступеней сепарации и пре-
дотвращение возможности выпадения конденсата в трубопроводах
успешно решается при использовании винтовых насосокомпрессоров.
При эюм непосредственно в пасосокомпрсссорс совмещается кон-
1/8
денсация тяжелых компонентов газа с сообщением ему энергии для
последующего транспортирования. Конденсация осуществляется за
счет охлаждающего воздействия струи нефти, подаваемой в винтовой
насосокомпрессор для уплотнения его нагнетательных элементов,
сжатия газа в рабочих камерах машин. За счет этого же осуществля-
ется и растворение тяжелых углеводородов в нефти. Обработанная
нефть вместе с конденсатом подается в общий нефтяной коллектор.
Сухой газ перекачивается потребителям [35].
2.8. СОВМЕЩЕНИЕ ПРОЦЕССОВ СБРОСА ВОДЫ И УЛУЧШЕНИЯ
КАЧЕСТВА НЕФТИ С ТОВАРО ТРАНСПОРТНЫМИ ОПЕРАЦИЯМИ
Прежде чем попасть на нефтеперерабатывающие заводы, нефть в
процессе транспортирования многократно направляется в различные
технологические емкости и резервуары, в которых нефтеперерабаты-
вающие и транспортные организации осуществляют операции по ее
замеру, приему или сдаче. Такие операции осуществляются в резер-
вуарах готовой продукции промысловых товарных парков, товарных
парков головных сооружений транспортных организаций, промежу-
точных товарных парков смежных территориальных транспортных
управлений, товарно-сырьевых баз нефтеперерабатывающих заводов
[35].
Разрушение эмульсии в процессе ее перекачки по трубопроводам
на различные расстояния за счет гидродинамических эффектов, при-
обретаемая ею способность быстро расслаиваться на нефть и воду
уже в процессе заполнения емкостей и резервуаров позволяют осу-
ществлять операции, направленные на существенное улучшение ка-
чества нефти за счет совмещения во времени процессов отделения и
сброса воды с товарно-транспортными операциями, не задалживая
специально для этой цели резервуары товарных парков. Вода в этом
случае отделяется от нефти по закону' степеней функции и характери-
зуется сильно прижатой к оси ординат нисходящей ветвью кривой
lgAW = а + Ы', (2.3)
где: AW- остаточное содержание воды в нефти; а, b - коэффициен-
ты;
t' - время пребывания нефти в резервуаре с начала заполнения.
179
Процесс хорошо осуществляется при соблюдении следующего
соотношения скоростей падения укрупнившихся в потоке капель и п
и скорости восходящего потока и в
ип> и в-
Расчеты показали, что общая скорость подъема нефти в резер-
вуаре не должна превышать 0,5 мм/с [128].
Волнообразные колебания границы раздела фаз
нефть-отделившаяся вода при заполнении резервуаров интенсифи-
цируют процесс перехода крупных капель пластовой воды в состав
дренажных вод.
Вода из резервуаров может сбрасываться как в процессе их за-
полнения, так и по его окончании. Процесс эффективен во все време-
на года и в зависимости от глубины разрушения эмульсии в трубо-
проводах позволяет получать глубоко обезвоженную или обессолен-
ную нефть практически без дополнительных затрат. Для осуществле-
ния его резервуары должны иметь оборудование для сброса воды, а
товарные парки - соответствующую систему' канализации. Все опе-
рации могут осуществляться операторами, занятыми в эксплуатации
товарнх парков.
Совмещение процессов сброса пластовой воды с операциями
по заполнению резервуаров и другими товаро-транспортными опера-
циями позволяет резко повысить производительность обезвоживаю-
щих установок на промыслах и улучшить качество нефти при ее про-
хождении через промысловые товарные парки, а также резервуары
головных сооружений транспортных управлений и товарно-сырьевые
базы нефтеперерабатывающих заводов [12,35].
2.9. СОВМЕЩЕНИЕ ПРОЦЕССОВ СЕПАРАЦИИ
И ДЕЭМУЛЬСАЦИИ НЕФТИ
Совмещение технологических процессов в одних и тех же ап-
паратах дает возможность значительно сократить число аппаратов на
промыслах, существенно упростить их обслуживание, ускорить обу-
стройство нефтяных промыслов в целом и повысить эффективность
использования аппаратуры на всех стадиях разработки нефтяных ме-
сторождений. Совмещение процессов сепарации газа II ступени с
частичным обезвоживанием нефти в ряде случаев успешно решается
в рамках предварительного сброса определенного количества воды
180
перед поступлением эмульсии на установки подготовки нефти, где
осуществляется основной процесс. При этом используется эффект
умеренной турбулизации свободным газом эмульсии при рассредото-
ченном прохождении ее вместе с газом через слой воды [12, 35, 63].
Исследованиями ТатНИПИнефть (Тронов В.П.) установлена
принципиальная возможность совмещения процессов сепарации газа
с глубоким обезвоживанием и обессоливанием нефти и получением
из технологического цикла
Рис. 2.6. Механизм
разрушения эмульсии в
водной среде с исполь-
зованием энергии рас-
ширяющегося газа
(ценная деэмульсация
газа).
чистых дренажных вод, пригодных для
закачки в пласт. В отличие от совмещен-
ной технологии предварительного сбро-
са воды, в новом технологическом про-
цессе деэмульсации нефти, позволяю-
щем осуществлять прямое глубокое
обезвоживание и обессоливание нефти
при ее разгазировании, исключены про-
межуточные операции по укрупнению
капель, их коалесценции и т.д. В нем ис-
пользован эффект прямой доставки гло-
бул пластовой воды в состав дренажных
вод за счет опеснения глобул расши-
ряющимися газовыми пузырьками из
внутренних областей капли непосредст-
венно на контур ее контакта с дренажной
водой. Для этого эмульсия с растворен-
ным в ней газом вводится в капельном
состоянии через сопла форсунок (или
других устройств) в рабочий объем ка-
меры с гидрофильной средой. В момент
перехода в гидрофильный объем капли
вспениваются изнутри пузырьками газа в
соответствии с заданным перепадом дав-
ления на соплах форсунки. Это позволя-
ет вести процесс деэмульсации нефти
при скоростях потока, соизмеримых со
скоростью всплывания газово-
эмульсионных пузырьков в водной среде,
т.е. на 4-5 порядков выше, чем при
обычной технологии. Впрыскивание
газированной нефти в капельном
181
состоянии в водную среду, содержащую реагент-деэмульгатор, при
снижении давления приводит к резкому выделению газа, общему
увеличению поверхности капель нефти, контактирующей с активной
водой, утоньшению пленки нефти и разрушению в связи с этим тон-
кодисперсной части эмульсии, соприкасающейся с окружающей кап-
ли активной водой (рис. 2.6).
Рис. 2.7. Изменение по-
верхности (1) и толщины
пленки (Н) эмульсии пен-
ной ячейки (2) в зависимо-
сти от коэффициента вспе-
нивания.
Рис. 2.8. Изменение толщины
пленки эмульсии (Н) в зависимо-
сти от диаметра исходной капли
(d) для различных значений ко-
эффициента вспенивания.
1-14 - коэффициенты вспенивания, рав-
ные соответственно 1, 2, 3, 4, 5, 10, 15, 20,
25, 30,35, 40,45, 50.
Увеличение поверхности капель нефти в зависимости от коли-
чества выделившегося свободного газа определяется по приведенно-
му уравнению и графически представлено на рис. 2.7.
(2.4)
182
где: Si -- новая поверхность капли; S - поверхность исходной капли;
п - кратное количество объемов выделившегося газа по отношению к
исходному объему капли (коэффициент вспенивания).
Толщину эмульсионного слоя при разгазировании капель в за-
висимости от числа объемов выделившегося газа также можно опре-
делить по формуле 2.5 и определить графически (рис, 2.8)
** 2
(2.5)
где N = V1 + « - Vh ; d - диаметр исходной капли.
Возникающие в капле пузырьки газа могут иметь различное
расположение и структуру, которая зависит от газового фактора (при
данном перепаде), свойств нефти и времени всплытия эмульсионного
пузырька с газовым подъемником в водной среде (рис. 2.9).
В идеальном виде расположение газового пузырька (г) внутри эмуль-
сионной капли соответствует позиции IV (см. рис. 2.9).
Рис. 2.9. Варианты расположения газового ядра (пузырьков) в пенной ячейке.
I - распределение тонкодисперсное, П - распределение круниодисиерсное; Ш - эксцентричное ядро; 1У -
концентричное ядро с толщиной пленки, соизмеримой с диаметром капель, У - эксцентричное ядро с отде-
ляющимся натеком; I - пенная ячейка; 2 - глобула ослы; 3 - газовое ядро: 4 - пленка нефти
183
В связи с тем, что нефть (н) по отношению к воде (в) на грани-
це раздела с газом играет роль поверхностно-активного вещества,
выскальзывание газового пузырька из эмульсионной капли в водную
среду энергетически невыгодно и поэтому невозможно. Анализ пока-
зал, что при равных поверхностях практически всегда
(2.6)
(где ст - поверхностное натяжение), т.е. переход газового пузырька в
водную фазу невозможен. С учетом поверхностей контакта (S) это
неравенство можно записать в следующей форме:
(2.7)
где SBr' Ьцр.
Выскальзывание газового пузырька из капли эмульсии привело
бы к появлению еще одного слагаемого в левой части уравнения, что
сделало бы дебаланс неравенства еще большим, т.е.
+ crmSm
(2.8)
Экспериментальные данные о соотношении поверхностного
натяжения на границах раздела фаз нефть-вода, нефть-газ и газ-вода
представлены в табл. 2.3.
Из таблицы видно, что сумма поверхностных натяжений на
границе раздела нефть-газ и нефть-вода для всех нефтей меньше по-
верхностного натяжения на границе раздела вода-газ.
Таблица 2.3.
Вещество Поверхностное натяжение на границе
с газом с водой
Вода 72,5 0 72,5
Туймазинскаи нефть 27,2 30,2 57,4
Сураханская нефть 25,8 27,8 53,6
Балахинская нефть 28,9 27,1 56.0
Бннагазинскаая нефть 31,0 19,0 50,0
Ромашкннская нефть 28,0 25,6 53,6
Ухтинская нефть 31,1 33,3 64,4
Отарогрознснская нефть 29,0 26,0 55,0
184
'Г а б л и ц а 2.4.
Поверхностно- активное вещество Поверхностное натяжение (в дн/см) на границе раздела Концентрация ПАВ, мг/л
с углеводородом | с газом
Плюроник - 68 7 40 10
Плюроник - 64 13 45 10
Блоксополимер окиси 12 44 10
этилена
ОП-7 2 34 1000
ОП -7 8 36 200
ОП- 10 10 38 200
Дисолван 4411 6 37 200
То же 2 34 700
НЧК 7 40 5000
Поверхностное натяжение нефти на границе раздела со своими
парами оказывается еще меньше. При наличии в воде поверхностно-
активных веществ поверхностное натяжение на границе с нефтью
резко понижается, вплоть до 2-5 дн/см. В зависимости от концентра-
ции растворимых в воде ПАВ поверхностное натяжение на границе с
газом уменьшается лишь до 36-45 дн/см. Поэтому неравенство (2.8)
сохраняется (таблица 2.4).
Идеальный процесс совмещения разгавирования с деэмульса-
цией нефти в слое гидрофильной среды (вода, обогащенная поверх-
ностно-активными веществами) достигается при толщине слоя
эмульсии вокруг газового ядра, равной представительному диаметру
капель пластовой воды или менылей его (см. рис.2.6.). В этом случае
обеспечивается жесткий контакт гидрофильной среды с бронирую-
щими оболочками каждой капли, которые под воздействием реагента
разрушаются, а содержимое капель переходит в состав дренажной
воды. Аналогично осуществляется глубокое обессоливание нефти.
Пенная деэмульсация эффективна при соблюдении следующих
дополнительных условий [35]:
а) время всплытия пенного элемента (группы или одного газо-
вого пузырька, окруженного слоем эмульсии) должно быть достаточ-
ным для разрушения бронирующих оболочек на каплях пластовой
воды;
б) общее количество и размеры пенных элементов, всплываю-
щих в слое воды, при их наиболее плотной упаковке теоретически
ограничиваются просветностью (сечение, занятое водой) порядка
26%;
в) производительность аппарата должна определяться количе-
ством и скоростью свободного подъема пенных элементов в жидкой
185
фазе, чему и должна соответствовать скорость вспрыскивания в вод-
ный объем новых капель эмульсии.
В целом производительность аппаратов пенной деэмульсации
может быть определена по формуле:
в-0’222^?-1’ (2-9)
где Q - производительность по жидкости, м3/с; S - сечение аппарата,
м2; z - коэффициент распределения пенных ячеек по сечению аппа-
рата; t - время, необходимое для разрушения оболочки при всплытии
пенной ячейки, с; п - коэффициент вспенивания, равный отношению
кратного объема газового ядра к объему нефти в пенной ячейке.
Пенные деэмульсаторы как в горизонтальном, так и вертикаль-
ном вариантах исполнения могут иметь исключительно высокую
производительность.
Теоретически пропускная способность аппарата площадью 1
м2 достигает 25 млн.т/год. Время пребывания нефти в рабочей зоне
аппарата определяется несколькими минутами.
Совмещение операций по разгазированию нефти с ее горячей
сепарацией и деэмульсацией в гидрофильной среде сопровождается
также автоматической очисткой дренажных вод за счет эффектов
флотации. Любая, самая маленькая частица нефти, впрыскиваемая в
гидрофильный объем, снабжается своим газовым ядром, которое не-
избежно увлекает ее на верхнюю границу раздела фаз нефть-вода.
Это позволяет получать чистую дренажную воду, пригодную для за-
качки в пласт без дополнительной обработки на очистных сооруже-
ниях, непосредственно их технологического процесса деэмульсации
нефти.
При подборе технологического режима пенной деэмульсации
нефти должны быть правильно оценены размеры исходных капель
эмульсии, вводимой в объем воды, обогащенной деэмульгаторами, а
также фактор вспенивания п. Толщина эмульсионного слоя вокруг
газового ядра (см. рис. 2.7) уменьшается особенно быстро при соот-
ношении объемов выделившегося газа и исходной капли нефти от 1
до 10-15, хотя на практике оптимальное соотношение может быть
принято и другим. Это зависит от диаметра капелек пластовой воды в
эмульсионном слое вокруг газового ядра, состояния их бронирующих
оболочек и других технологических параметров. В этом же интервале
186
наиболее резко изменяется и поверхность контакта эмульсии с обо-
гащенной деэмульгаторами водной средой.
На рис. 2.8 видно, что с уменьшением диаметра исходной кап-
ли, при всех прочих равных условиях, толщина эмульсионной пленки
вокруг газового ядра также снижается. Для достижения толщины
эмульсионной пленки 100 .мк достаточно иметь исходную каплю
диаметром 2 мм, вспененную изнутри пятью объемами выделивше] о-
ся таза. Отсюда также следует, что вспенивание исходных капель
размером ог 0,5 до 10 мкм 15 объемами газа и более влияет на
утоньшение эмульсионной пленки в меньшей мере, чем снижение
размеров самих капель. При выборе оптимальных параметров вспе-
нивания (и) учитывается вязкость нефти и связанная с этим возмож-
ность оттеснения части жидкости в тыльные зоны всплывающей пен-
ной ячейки (см. рис. 2.9). В отдельных случаях возможен разрыв
ячейки на две части, меньшая из которых может оказаться без газово-
го ядра.
г. 10. СОВМЕЩЕНИЕ ПРОЦЕССОВ ДЕЭМУЛЬСАЦИИ НЕФТИ
И ОЧИСТКИ ПЛАСТОВЫХ ВОД (ТЕОРЕТ ИЧЕСКИЕ ПРЕДПОСЫЛКИ)
Различные фильность воды и нефти и их принадлежность к
противоположным ио полярности классам веществ могут быть ис-
пользованы как для очистки нефти от воды и солей, так и сточной
воды or нефги и других примесей. До сих пор промышленность стал-
кивалась с другим результатом этих особенностей - образованием
стойких эмульсий [35].
Введение в поток водонефгяной эмульсин значительных обье-
моз горячих дренажных вод с остатками реагентов-деэмульгаторов
означает не только вторичное их использование (утилизация тепла и
реагента): при этом происходит глубокое разрушение эмульсии и
взаимная очистка воды и нефги. Решающую роль в этом процессе
играет возникновение развитой гидрофильной поверхности вследст-
вие появления круннодисперсной эмульсии дренажных вод, поверх-
ность капель которой не защищена бронирующей оболочкой из ас-
фальго-смолисгых веществ нефти. Поскольку объем каждой капли
дренажной воды намного превосходит объем большинства глобул
пластовой эмульсии, при их столкновении первые могут оставаться
практически неподвижными относительно вторых, что позволяет им
выполнять роль гидрофильных, условно плоских, мнверсирующих
экранов, захватывающих мелкие капли.
187
Увеличение скорости потока при введении дренажной воды в
сырьевой трубопровод и общего количества взвешенных в нефти час-
тиц приводит к возрастанию числа взаимных столкновений капель
друг с другом за счет проявления эффекта градиента скоростей у
стенок труб, а также к увеличению вероятности слияния капель и из-
влечения воды из нефти.
Эти же процессы имеют место при движении дренажных вод в
трубопроводах. Вследствие противоположной полярности воды и
нефти и их ограниченной взаимной растворимости включения нефти
из очищаемых глобул пластовой воды переходят в состав сплошной
фазы - нефти, чему в значительной мере способствует турбулентный
режим движения потока и улучшение процессов массообмена. Таким
образом, транспортирование этих жидкостей по трубопроводам-
каплеобразователям открывает широкие возможности для улучшения
технологии подготовки нефти и очистки сточных вод (об эффектив-
ности этих процессов можно судить по данным табл. 2.5-2.6, где
представлены результаты применения совмещенных схем на ряде
крупных товарных парков).
Таблица 2.5.
Показатели Место отбора проб
после ТХУ после резервуара с гидрофильным фильтром после отстой- ника с гидро- фобным фильтром После буфер- ной емкости
Плотность, г/см5 1,161 — 1,170 1,166 1,161-1,17 1,166 1,161-1,164 1,165 1,161-1,169 1,165
Температура, °C 36-42 40 21-32 25 20—31 23 19-26 22
Реакция среды ф) 6,0-М 6,3 6,1-6,4 6,3 ” 6,1-6,4 6,3 б, 1-6,4 6,3
Содержание, мг/л: Эмульгированной нефти 20- 1543 464 24-72 13-59 10-45
51 34 32
Взвешенных твер- дых частиц 26-81 38-52 32-49 31-47
66 46 38 37
Закисного железа 132- 160 148 130-160 147 125-160 145 123-160 143
П р и м е ч а н и е: В числителе - предел изменения показателей качества сточной воды, в зна-
менателе - средневзвешенное значение.
188
Таблица 2.6.
Показатели Место отбора проб
после блоков обезвожива- ния нефти после резервуара с гидрофильным фильтром после отстойни- ка с гидрофоб- ным фильтром После бу- ферной ем- кости
Плотность, г/см3 1,136-1,146 1,137-Ц 48 1,136- 1Д46 1,134-1,146
1,140 1,141 1,139 1,139
Температура, °C 45 -55 22-26 20 - 24 19-23
52 23 22 20
Реакция среды 5,2-5,6 5,1-5,7 5,1 - 5,6 5,1 - 5,6
(pH) 5,3 5,5 5,4 ~ 5,4
Содержание, мг/л: 120-2926 144-9268 11-97 10-85
Эмульгированной нефти 1893 7896 49 48
Взвешенных твер- 47-102 53-192 36-103 32 -78
дых частиц 68 117 56 52
Закисного железа 127-145 125-146 125-144 125- 140
138 139 137 136
Жидкостные фильтры. Высокая эффективность очистки неф-
ти от воды достигается при применении принципа дождевания капель
эмульсии через полярный жидкостный фильтр (слой воды). Высота
жидкостного слоя определяется соотношением:
(2.Ю)
где t* - время всплытия капли в слое жидкостного фильтра; /)- вре-
мя перехода капли пластовой воды на поверхность нефтяной капли;
- время, необходимое для разрушения бронирующих оболочек на
каплях пластовой воды и перехода их содержимого в состав жидко-
стного фильтра.
Жидкостная флотация. Всплытие капель нефти в толще воды
обусловливает дополнительную очистку воды за счет проявления
эффектов жидкостной флотации. Обычно флотационные методы очи-
стки дренажных вод от нефти основаны на удалении из воды мелких
дегазированных капель нефти пузырьками газа, вводимыми в очи-
щаемую воду (рис. 2.10).
Поэтому целесообразно сопоставить эффективность обоих ме-
тодов очистки сточных вод, которая в конечном итоге может быть
оценена коэффициентом кэф ,, определяемым как произведение ве-
189
роятности столкновения газового пузырька с каплей нефти Е на веро-
ятность ее захвата и выноса на поверхность Z:
^ = EZ.
Рис. 2.10. Флотационные методы очистки сгонных вод.
а - от механических примесей: I - газовый пузырек; 2 - оболочка пузырька, 3 - частицы, смоченные нефтью;
4 - ядро газового пузырька; 5 - дренажная вода; 6 - слой нефти и мехпримесей; б - от капель нефти пузырь-
ками газа; i - газовый пузырек; 2 -растекающаяся по поверхности пузырька пленка нефти; 3 - капля нефтн; 4
-.дренажная вода
1 - V - стадии процессов захвата и выноса частиц.
Этот коэффициент при флотации 1 рода всегда меньше едини-
цы. Выигрыш энергии ЛЭ при флотации пузырьками газа частиц,
взвешенных в объеме очищаемой жидкости, в общем случае равен
[129, 130];
Э — Э 5 — V
ДЭ = -1—^. = Ожг - cos 0), (2.11 )'
где Э/, Э2 - энергия системы до и после контакта элементов систе-
мы; 5иг - поверхность контакта частицы с газом; 8жг, 5'жг - по-
верхность пузырька, первоначальная и оставшаяся после прилипания
частицы; 0 - краевой угол смачивания.
190
Из выражения видно, что выигрыш энергии при флотации 1 ро-
да целиком определяется значением краевого угла смачивания.
При благоприятных условиях, флотация капель нефти пузырь-
ками газа имеет ряд специфических особенностей. В данном случае
происходит не только захват капли нефти пузырьком газа и после-
дующий ее подъем, как при флотации минералов и твердых частиц
(см. рис. 2.10). Поскольку нефть обладает свойствами поверхностно-
активных веществ, захват ее капли будет сопровождаться растекани-
ем частиц нефти (подъёмом) под действием поверхностных сил по
поверхности газового пузырька. В конечном счете может возникнуть
пенная ячейка, состоящая из газового ядра и тонкого слоя нефти. За-
хват последующих частиц нефти сопровождается переходом их со-
держимого в состав нефтяной пленки.
Угол смачивания водой капли нефти и твердых частиц с увели-
чением концентрации ПАВ (типа дисолван) в воде, как известно,
уменьшается. Снижается также и абсолютное значение поверхност-
ного натяжения. Поэтому газовая флотация в присутствии деэмульга-
тора подавляется, а критическое значение подъемной силы Р пузырь-
ков, равной весу флотируемых частиц, с уменьшением значения 0
резко падает (2.12)
Р = (sin в - ~), (2.12)
где ажг - поверхностное натяжение на границе жидкость-газ; г -
радиус контура прилипания; R - средний радиус кривизны пузырька.
Применение жидкостной флотации или жидкостной флотации с
газовым ядром вместо чисто газовой позволяет увеличить вероят-
ность захвата частиц и сохранить высокое значение подъемной силы
Р при любом числе захваченных частиц. Выигрыш энергии при слия-
нии капель по сравнению с вариантом их слипания с пузырьками газа
всегда будет больше на положительную величину ДЭ, которая харак-
теризуется следующим равенством:
ДЭ' - Sctk4 + S4ct45K - ASct45K, (2.13)
где: S, акч - соответственно площадь границы раздела капля-частица
и поверхностное натяжение; 5Ч, ачж - соответственно поверхность
частицы на границе раздела с водой и поверхностное натяжение; Да
191
- увеличение поверхности флотирующей капли за счет слияния с
частицей.
Более того, с увеличением числа захваченных частиц подъем-
ная сила будет возрастать. При применении в качестве флотирующих
элементов капель нефти вместо пузырьков газа соблюдается условие
идеального смачивания флотируемых элементов флотирующими.
Флотирующие капли нефти при контакте с мелкими каплями нефти,
подлежащими извлечению из сточных вод, сливаются с ними и вхо-
дят в их состав. При этом возможность отрыва мелких капель от фло-
тирующих элементов при их подъеме, характерная для газовой фло-
тации, исключается, а подъемная сила растет пропорционально ра-
диусу флотирующей частицы в третьей степени, т.е.
P = 3,27(Ri3+nRn3)(pB-pH), (2.14)
где R], Rn - радиусы флотирующей капли и флотируемых капель со-
ответственно; и - число капель, захваченных при флотации; рв, рн -
плотность воды и нефти соответственно.
Скорость подъема капель при захвате флотируемых капелек
воды также будет возрастать [35] (2.15):
L>-pn.)7SF+^I)r- с2-15)
где и - скорость всплытия шариков нефти в воде; g - ускорение силы
тяжести; р - вязкость сточной воды.
Поскольку уровень свободной поверхностной энергии твердого
тела на границе раздела фаз с газом всегда выше уровня свободной
энергии на границе раздела с жидкостью, замена газовой флотации
жидкостной будет более эффективной и в случае очистки сточных
вод от твердых примесей.
Насыщение воды газом для осуществления флотации II рода
незначительно повышает вероятность захвата частиц нефти пузырь-
ками выделяющегося из воды газа из-за низкой его растворимости в
воде и требует дополнительных затрат и применения сложного обо-
рудования.
При использовании герметизированного оборудования воз-
можно без значительных дополнительных капитальных и эксплуата-
ционных затрат (при насыщении газом не флотационной среды - во-
192
ды, а флотируемой фазы - нефти) осуществить флотацию II рода при
коэффициенте кф, равном единице. Для этой цели лучше использо-
вать недоразгазированную нефть, что позволит резко уменьшить рас-
ход применяемой для флотации нефти и увеличить скорость подъема
флотирующих элементов, а, следовательно, и производительность
водоочистных аппаратов. При введении нефти в капельном состоя-
нии в объем очищаемой дренажной воды и снижении давления газо-
вые пузырьки будут возникать непосредственно в каплях нефти; ко-
эффициенты Е и Z (т.е. вероятность захвата) при этом оказываются
равными единице. В этом случае проблема очистки воды от нефти
заменяется технологической возможностью получения качественных
сточных, вод, не нуждающихся в такой очистке и пригодных для за-
качки в пласт непосредственно на потоке [12, 35].
Процесс может применяться в качестве самостоятельной опе-
рации или совмещаться с пенной деэмульсацией. Возможность появ-
ления рассеянных дегазированных капель нефти на границе раздела
нефть-вода за счет пульсационных процессов и перемешивания жид-
кости нейтрализуется восходящим потоком вспененных капель неф-
ти, осуществляющих захват и последующий вынос этих частиц.
1. 3-261
Г Л A В A III
HI ОБЕЗВОЖИВАНИЕ НЕФТИ
Обезвоживание нефти на месторождениях в настоящее время
в зависимости от ряда факторов осуществляется [4, 12, 35, 42, 48 ,60,
62, 63, 107, 131-178]:
- в оборудовании промысловых систем сбора, включая тру-
бопроводы концевые, сепарационные установки и резервуары товар-
ных парков;
- на автономных обезвоживающих термохимических уста-
новках;
- в блочных деэмульсаторах и электродегидраторах;
- на автономных обезвоживающих установках, деэмульсато-
рах и электродегидраторах, работающих в блоке с промысловыми
системами сбора или каплеобразователями;
- при перекачке нефти в интервалах: а) между промысловыми
товарными парками; б) между промысловыми товарными парками и
головными сооружениями магистральных нефтепроводов; в) между
головными сооружениями и товарно-сырьевыми базами нефтепере-
рабатывающих заводов.
3.1. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ОБЕЗВОЖИВАНИЯ НЕФТИ
Обезвоживание нефти в оборудовании промысловой системы
сбора осуществляется в тех случаях, когда в связи с особенностями
применяемой системы сбора и транспортирования нефть неизбежнр
попадает в резервуары (сбор продукции скважин, замер, учет, ожида-
ние откачки и т.д.). Строительство стационарной установки для обез-
воживания нефти между промысловой системой сбора и товарным
парком в таких случаях нецелесообразно и служит примером излиш-
них затрат государственных средств [35]. Разрушение эмульсии с
достаточной степенью эффективности достигается в промысловых
системах сбора (табл. 3.1), а расслоение потока осуществляется в
194
концевом делителе фаз или специальной секции трубопровода, про-
ложенной между концевой ступенью сепарации и резервуарами то-
варного парка. Сброс воды при этом осуществляется в процессе за-
полнения резервуаров или в ожидании откачки (рис. 3.1
Рис. 3.1. Принципиальные совмещенные технологические схемы обезвоживания неф-
ти
а - в оборудовании промысловой системы сбора; б - то же, с путевым подогревом после второй ступени
сепарации; в - то же, с путевым подогревом до второй ступени сепарации; г - то же, с использованием встро-
енных печей н отстойных аппаратов; д - то же, без использования в технологических целях резервуаров;
I - скважины; 2 - групповая установка; 3 - дозатор деэмульгатора, 4 - сборный трубопровод, используемый
для разрушения эмульсии; 5 - трубчатый концевой делитель фаз; 6 - сепартор первой ступени; 7 - газопро-
вод; 8 - трубопровод для дренвжпой воды; 9 - сепаратор второй ступени; Ю - коммуникационный трубопро-
вод - каплеобразователь; Н -> сепаратор; 12 - технологический резервуар: 13 - сброс дренажной воды; I4 -
насос; 15 _ трубопровод для товарной нефти; /6 - нагреватель; |7 - встроенный трубчатый кацлеобразова-
тель; !8 - водоотделитель; 19 - резервуар товарной нефти; 20 - УЛФ.
195
Таблица 3.1.
Вид обработки Температура, °C Остаточное содержание воды, %
Начальная При отстое
Кратковременное смешение с реагентом и последующий отстой (холодная деэмуль- сация) 17 17 21,5
Кратковременное смешение о реагентом, нагрев и последующий отстой нагретой эмульсии (термохимический метод) 17 40 8
Разрушение эмульсии в трубопроводах в процессе движения (трубиая деэмульса- ция) 17 17 з.о
Разрушение нагретой и охлаждающейся в процессе движения по трубопроводам эмульсии (трубная деэмульсация с путе- вым подогревом) 40 17 1,0
Если обрабатывается эмульсия повышенной стойкости, а
также в зимний период применяют путевой подогрев (рис.3.1 б, в).
При этом необходимая температура нагрева не превышает 25-ЗО°С,
что исключает потери легких фракций из резервуаров (сырьевые, то-
варные, технологические), которые должны быть герметизированы и
снабжены системой отбора легких фракций.
Схема обезвоживания нефти, показанная на рис.3.1 а, приме-
няется во многих районах страны. Остаточное содержание воды в
нефти, обезвоживаемой по этой схеме в летний период нередко со-
ставляет 0,5%. Деэмульгатор вводится на прием насосов дожимных
насосных станций. Поступление сырья, сброс выделившейся воды и
отбор обезвоженной нефти проводятся непрерывно.
По схеме рис.ЗЛв система эксплуатировалась в зимний пери-
од с производительностью 14 000 м^/сут при низкой себестоимости.
По схеме на рис. 3.16 осуществлялась подготовка смеси эмульсий
угленосной и девонской нефтей. Остаточное содержание воды в неф-
ти после обезвоживания как в зимний, так и в летний периоды не
превышало 0,3-0,5% [12, 35, 60, 63, 179-194].
3.2. ОБЕЗВОЖИВАНИЕ НЕФТИ НА АВТОНОМНЫХ
ТЕРМОХИМИЧЕСКИХ УСТАНОВКАХ
На промыслах продолжают эксплуатировать большое число
обезвоживающих установок, представляющих собой автономные
объекты и имеющих в своем составе резервуарные парки. Большин-
196
Таблица 3.1.
Вид обработки Температура, °C Остаточное содержание воды, %
Начальная При отстое
Кратковременное смешение с реагентом и последующий отстой (холодная деэмуль- 17 17 21,5
сация) Кратковременное смешение о реагентом, 17 40 8
нагрев и последующий отстой нагретой эмульсии (термохимический метод) Разрушение эмульсии в трубопроводах в 17 17 з.о
процессе движения (трубная деэмульса- ция) Разрушение нагретой и охлаждающейся в процессе движения по трубопроводам эмульсии (трубная деэмульсация с путе- вым подогревом) 40 17 1,0
Если обрабатывается эмульсия повышенной стойкости, а
также в зимний период применяют путевой подогрев (рис.3.1 б, в).
При этом необходимая температура нагрева не превышает 25-ЗО°С,
что исключает потери легких фракций из резервуаров (сырьевые, то-
варные, технологические), которые должны быть герметизированы и
снабжены системой отбора легких фракций.
Схема обезвоживания нефти, показанная на рис.3.1 а, приме-
няется во многих районах страны. Остаточное содержание воды в
нефти, обезвоживаемой по этой схеме в летний период нередко со-
ставляет 0,5%. Деэмульгатор вводится на прием насосов дожимных
насосных станций. Поступление сырья, сброс выделившейся воды и
отбор обезвоженной нефти проводятся непрерывно.
По схеме рис.ЗЛв система эксплуатировалась в зимний пери-
од с производительностью 14 000 м^/сут при низкой себестоимости.
По схеме на рис. 3.16 осуществлялась подготовка смеси эмульсий
угленосной и девонской нефтей. Остаточное содержание воды в неф-
ти после обезвоживания как в зимний, так и в летний периоды не
превышало 0,3-0,5% [12, 35, 60, 63, 179-194].
3.2. ОБЕЗВОЖИВАНИЕ НЕФТИ НА АВТОНОМНЫХ
ТЕРМОХИМИЧЕСКИХ УСТАНОВКАХ
На промыслах продолжают эксплуатировать большое число
обезвоживающих установок, представляющих собой автономные
объекты и имеющих в своем составе резервуарные парки. Большин-
196
вуют технология и аппараты, предусматривающие, кроме операции
отстоя, применение некоторых средств интенсификации разрушения
бронирующих оболочек на глобулах пластовой воды (нагрев, обра-
ботка деэмульгатором, использование дренажных вод). Третьему
уровню отвечают аппараты и технология, в которых, наряду с отме-
ченными, используются различные методы коалесценции капель
(коалесцирующие фильтры, электрическое поле, гидродинамические
коалесценторы-каплеобразователи).
Учитывая, что современная технология подготовки нефти на-
считывает шесть уровней, нетрудно заметить, что выпускаемые про-
мышленностью различных стран деэмульсаторы морально устарели и
нуждаются в модернизации. Характеристики деэмульсаторов некото-
рых типов, разработанных американской фирмой БСБ, представлены
в табл. 3 2. [1].
Таблица 3.2.
Эмульсия Деэмульса- тор Разме- ры, м Давле- ние, кгс/см^ Производительность
по ( жидко- сти, мЗ/сут по нефти, мЗ/сут по газу, м^/сут
Нормаль- ная Вертикаль- ный тип S 1,2x6,0 1,5-3 50-2170 15,5-600 30-360
Стойкая Термохи- мический тип N 1,2x8,2 1,5-3 67-2170 15,5-600 60-360
Стойкая Горизон- тальный, термохи- мический 2-4 370-3000 192-1620 20-200
Из данных таблицы видно, что производительность аппаратов
допускает их использование на небольших месторождениях однако
на средних и крупных для обезвоживания нефти потребовалось бы
слишком большое их число. Кроме того, аппараты рассчитаны на по-
лучение нефти с остаточным содержанием воды около 2%, что в на-
стоящее время нельзя считать удовлетворительным.
Аналогичные аппараты, применяемые на отечественных ме-
сторождениях, также не позволяют развивать высокую производи-
тельность при высоком качестве подготовленной нефти.
Анализ технологических схем установок подготовки нефти*,
* Выполнен во ВНИИСПТнефть
198
в состав которых вошли аппараты типа СП, показал, что из 97 де-
эмульсаторов СП-1000 (СП-2000) в режиме обезвоживания нефти со
степенью подготовки ее на выходе из аппарата до 1-2% работало ме-
нее 25%.
Остальные деэмульсаторы СП-1000 (СП-2000) в технологиче-
ских схемах установок подготовки нефти использовались как подог-
реватели перед резервуарами предварительного сброса воды (НГДУ
Шаимнефть, Нижневартовскнефть) или перед отстойниками и резер-
вуарами.
За исключением объектов подготовки нефти Главтюменнеф-
тегаз и НГДУ Таджикнефть, в которых производительность аппара-
тов достигала 1300-2000 м^/сут., фактическая загрузка аппаратов ока-
залась в 2—3 раза меньше проектной. Однако даже в таких условиях
сепараторы СП-1000 (СП-2000) оказались неэффективными ни как
деэмульсаторы, ни как подогреватели (таблица 3.3).
Таблиц а 3.3.
Объединение, НГДУ Произво- дител ь- ность, мЗ/сут Деэмульсатор Подогреватель
Содержание воды в нефти, % температура, °C
на вхо- де на вы- ходе на вхо- де на вы- ходе
НГДУ Удмуртнефть Объединение Сахалиннефть 750 17,8 До 2 5-14 30
НГДУ Востокнефть 700 20 До 2 4-10 30
НГДУ Эхабанефть Объединение Беларусьнефть 230 10 ДоЗ 12 30
НГДУ Речицанефть Объединение Узбекнефть 800 5-20 ДоЗ 17 32
НГДУ Андижаннефть Объединение Татнефть 450 12-50 2-8 23 40-45
НГДУ Сулеевнефть Объединение Пермиефть 270 - - 8 25
НГДУ Осинскнефть 680 - - 18 30
НГДУ Кунгурнефть 900 - 18 35
НГДУ Таджикнефть 350 - - 22 48
13 отличие от аппаратов типа СП, деэмульсаторы типа УДО
рассчитаны на большую производительность (до 3000 м^/сут). Неко-
торые результаты их эксплуатации представлены в табл. 3.4.
199
В режиме подогревателя установки УДО-2М и УДО-3 приме-
нять нецелесообразно, так как тепловой к.п.д. этих аппаратов и дру-
гие их техникоэкономические характеристики намного ниже, чем у
блочных нагревателей типа НН-2,5 и НН-б,3 (табл.3.5.),
Т а б л и ц а 3.5.
Показатели Блочные печи Деэмульсатор
НН-2,5 НН-6,3 УДО-2М УДО-3
Производительность по сырью при нагреве на 40°С и обводненностью 3 000 8 000 1 600 3 000
30%, т/сут Теплопроизводитель- 2,5 6,3 1,5 3,5
ность, млн. ккал/ч Масса, т 27,2 59,0 54,9 56,1
Заводская стоимость, тыс. руб 27,7 35,2 48,3 46,9
Термохимические деэмульсаторы, не имеющие эффективных
коалесцирующих устройств, и на отечественных нефтеперерабаты-
вающих заводах, и за рубежом вытесняются более совершенными
электрическими дегидраторами различных типов.
В зависимости от производительности аппараты имеют раз-
меры от 1,8 м в диаметре и 3,6 м в длину до 3,6 м в диаметре и 24,4 м
в длину. Расход электроэнергии при обезвоживании зависит от про-
изводимое™ эмульсии. Обычно для обработки наименее проводящих
эмульсий требуется 3,0 кВт на каждые 1000 м^/сут производительно-
сти установки. В среднем стоимость обработки нефти на электроде-
гидраторах «Петреко» составляет около 0,12 цент/м^ обезвоженной
нефти.
Время пребывания нефти в аппарате 20 мин. Стоимость элек-
тродегидраторов - от 6 до 24 долл/м^ суточной производительности
и зависит от параметров нефти (1960 г.). Большие установки более
экономичны при обработке тяжелых нефтей. Так, установка «Петре-
ко» на озере Маракайбо в Венесуэле обезвоживает нефть, обработан-
ную деэмульгатором, при естественной температуре потока (47°С).
При размерах аппарата Зм х 6,2м, объеме 43м^ и производительности
2 000 мЗ/сут. (730 тыс.м^/год) содержание воды в нефти снижается с
50 до 0,3%. Электродегидраторы размером 3,7x12 м в зависимости от
плотности нефти обеспечивают производительность от 830 до 1240
мЗ/сут. Аппараты на переменном электрическом поле развивают
200
В режиме подогревателя установки УДО-2М и УДО-3 приме-
нять нецелесообразно, так как тепловой к.п.д. этих аппаратов и дру-
гие их техникоэкономические характеристики намного ниже, чем у
блочных нагревателей типа НН-2,5 и НН-б,3 (табл.3.5.),
Т а б л и ц а 3.5.
Показатели Блочные печи Деэмульсатор
НН-2,5 НН-6,3 УДО-2М УДО-3
Производительность по сырью при нагреве на 40°С и обводненностью 3 000 8 000 1 600 3 000
30%, т/сут Теплопроизводитель- 2,5 6,3 1,5 3,5
ность, млн. ккал/ч Масса, г 27,2 59,0 54,9 56,1
Заводская стоимость, тыс. руб 27,7 35,2 48,3 46,9
Термохимические деэмульсаторы, не имеющие эффективных
коалесцирующих устройств, и на отечественных нефтеперерабаты-
вающих заводах, и за рубежом вытесняются более совершенными
электрическими дегидраторами различных типов.
В зависимости от производительности аппараты имеют раз-
меры от 1,8 м в диаметре и 3,6 м в длину до 3,6 м в диаметре и 24,4 м
в длину. Расход электроэнергии при обезвоживании зависит от про-
изводимое™ эмульсии. Обычно для обработки наименее проводящих
эмульсий требуется 3,0 кВт на каждые 1000 м^/сут производительно-
сти установки. В среднем стоимость обработки нефти на электроде-
гидраторах «Петреко» составляет около 0,12 цент/м^ обезвоженной
нефти.
Время пребывания нефти в аппарате 20 мин. Стоимость элек-
тродегидраторов - от 6 до 24 долл/м^ суточной производительности
и зависит от параметров нефти (1960 г.). Большие установки более
экономичны при обработке тяжелых нефтей. Так, установка «Петре-
ко» на озере Маракайбо в Венесуэле обезвоживает нефть, обработан-
ную деэмульгатором, при естественной температуре потока (47°С).
При размерах аппарата Зм х 6,2м, объеме 43м^ и производительности
2 000 мЗ/сут. (730 тыс.м^/год) содержание воды в нефти снижается с
50 до 0,3%. Электродегидраторы размером 3,7x12 м в зависимости от
плотности нефти обеспечивают производительность от 830 до 1240
мЗ/сут. Аппараты на переменном электрическом поле развивают
200
Таблица 3.6.
Размер корпуса (DxL),m Мощ- ность нагрева- тельных труб, 1000 ккал/ч Число жа- ровых труб с наруж- ным диа- метром, см Производительность Номиналь- ная мош- ность трансфор- матора, кВа
нефть; тыс.м^/год вода, тыс.мЗ/год газ, тыс.м3/сут
1,2x3,1 1-30,5 8,7-26,3 11,6-28,8 6-17 2
1,8x4,6 139 1-45,7 26,3-140 28,8-88 14-28 5
1,8x6,1 252 1-45,7 14-28 5
2,4x4,6 189 1-61,0 70-254 74,6-104 42-57 5
2,4x4,6 277 2-45,7 42-57 5
2,4x6,1 378 1-61,0 46-139 42-57 5
2,4x6,1 630 2-45,7 140-324 42-57 5
2,4x7,6 378 1-61,0 42-57 5
2,4x7,6 567 2-45,7 175-350 42-57 5
3,1x6,1 504 2-45,7 57-85 5
3,1x6,1 630 2-61,0 193-394 56-174 57-85 5
3,1x6,1 756 3-45,7 57-85 5
3,1x7,6 504 2-55,7 57-85 15
3,1x7,6 630 2-61,0 246-595 56-174 57-85 15
3,1x7,6 756 3-45,7 57-85 15
3,1x9,1 504 2-45,7 57-85 15
3,1x9,1 630 2-61,0 280-800 56-174 57-85 15
3,1x9,1 756 3-45,7 57-85 15
3,1x10,7 756 2-61,0 280-800 87-260 57-85 15
3,1x10,7 945 3-45,7 57-85 15
3,1x12,2 945 2-61,0 115-348 85-142 25
3,1x13,7 1260 2-61,0 490-900 145-434 85-142 25
3,1x15,2 1512 2-61,0 174-520 85-142 25
Электростатические деэмульсаторы работают на постоянном
токе напряжением 16000 В при силе тока 0,2 А. Производительность
таких деэмульсаторов на 15-20% выше производительности электро-
дегидраторов переменного тока, а их стоимость ниже последних на 2-
3%. Главной частью электростатического коалесцентора - основного
элемента электростатического деэмульсатора является трансформа-
тор 6 с насыщаемым сердечником. Аппарат обладает свойством
трансформировать энергию из подводящей линии в соответствии с
требуемой нагрузкой в зависимости от проводимости обрабатывае-
мой в каждое мгновение нефти. Если нагрузка становится слишком
большой, трансформатор снижает ее до допустимого уровня. Работа
аппарата в режиме саморегулирования исключает проблему коротко-
202
го замыкания и отключение питающей системы защитой, которая
может быть общей для нее и трансформатора [1].
На рис. 3.2 представлена обычная схема для создания элек-
трического поля в электродегидраторе и электростатическом де-
эмульсаторе.
В поле переменного тока (см. рис. 3.2). создаваемого между
электродами )-2, подается обрабатываемая эмульсия. Поскольку вода
в нижней части установки имеет потенциал, равный потенциалу зем-
ли, она также действует, как электрод 3. Эмульсия, всплывающая с
поверхности раздела фаз нефть-вода, подвергасгся сначала воздейст-
вию переменного поля с низким градиентом напряжения и отдает ос-
новное количество воды. После прохождения через электрод 2 эмуль-
сия вступает в зону более высокого напряжения, в которой коалесци-
рует основное количество оставшейся в нефти воды. В большом чис-
ле случаев нефть, прошедшая обработку в згой зоне, содержит не бо-
лее 0,1 % воды.
На рис. 3.2 б представлена электрическая схема электростати-
ческого деэмульсатора. Здесь применяется такой же трансформатор,
но на его выходе имеется две линии, ведущие через выпрямители со-
ответственно к положительному электроду 10 и отрицательному
электроду 9. Это создает чрезвычайно высокое напряжение постоян-
ного тока между электродами 9-10. В этом аппарате поверхность раз-
дела фаз нефть-вола обладает таким же потенциалом, как и земля, и
представляет собой третий электрод 3. Взаимодействием с электро-
дами 9-10 в этой зоне создается переменное тюле с низким градиен-
том напряжения.
В процессе работы на электрод 10 поступает только положи-
тельная часть цикла. Если нефть между электродами содержит мало
воды, утечек зарядов от электродов 10 или 9 не будет н градиент на-
пряжения будет достаточно высоким, Если содержание воды в нефти
увеличится, часть зарядов будет потеряна и градиент напряжения ав-
томатически снизится. Хотя значение градиента напряжения умень-
шается и восстанавливается 60 раз в секунду, направление его остает-
ся постоянным, что создает иоле постоянного напряжения. При такой
конструкции появляется возможность использовать переменное поде
в зоне повышенной обводненности между электродами и зеркалом
воды и ноле постоянного напряжения высоких параметров и зоне по-
ниженной обводненности, что позволяет осуществить коалесценцию
наиболее мелких капель.
203
Такая комбинация электрических полей улучшает работу дегидрата-
ционных установок, которые намного превосходят по эффективности
традиционные установки. На большинстве установок при умеренной
производительности в нефти остаются лишь «следы» воды.
Рис. 3.2. Схема расположения электродов и направлений силовых линий в электроде-
гидраторах различных конструкций.
а - в аппарате обычного типа; б - в электростатическом дегидраторе; 1, 2, 3 - верхний, средний и ннжннй
электроды; 4 -направление движения эмульсии; 5 - направление движения укрупнившихся капель воды; 6 -
трансформаторы; 7 - заземление; 8 - выпрямители; 9 - отрицательные электроды; 10 - положительные элек-
троды; 11 - направление силовых линий поля.
В работе [196] указывается на возможность значительного
увеличения производительности аппаратов при использовании элек-
тростатических дегидраторов по сравнению с термохимическими от-
стойниками или электродегидраторами обычного типа.
На рис. 3.3 видно, что при обработке нефти полностью 0,87
теоретическая нагрузка на термохимический аппарат объемом 180 м^
превышает 3 млн.м^/год, электродегидратор обычного типа - 4,8
млн.мЗ/год, а электростатический дегидратор - 5,5 млн.мЗ/год.
По данным Коггинса Р.В. [52], степень обезвоживания нефти
на аппаратах с использованием электростатического поля по сравне-
нию с обычным термохимическим отстойником также возрастает
(рис. 3.4.). При равной температуре подогрева степень обезвоживания
204
нефти при использовании электростатического дегидратора увеличи-
вается в 6-8 раз.
Если сопоставить графики
рис.3.3 и 3.4 и попытаться найти
связь между производительностью
аппаратов различного типа и сте-
пенью обезвоживания нефти при
равных температурах, то окажется,
что для нефти плотностью 0,849
будут справедливы следующие со-
отношения.
При температуре подогрева
48°С остаточное содержание воды в
нефти при обработке в
термохимическом отстойнике
производительностью 3,7
млн.мЗ/год составит 3,0%. При об-
работке нефти в электростатиче-
ском деэмульсаторе при такой же
температуре остаточное содержание
воды равно 0,5%, а производитель-
ность превышает 5 млн.мЗ/год. От-
сюда следует, что при данных пара-
метрах обработки нефти в термохи-
мическом отстойнике не обеспечи-
вается получение кондиционной
обезвоженной нефти, а в электро-
Рис. 3.3. Зависимость произво-
дительности и температуры
нагрева от плотности нефти.
I - электростатический дегидратор; 2 -
электродегидрагор обычного типа; 3 -
терм охи м и чески й отстой н 11 к.
статическом дегидраторе - обессоленной. Это, видимо, оказывается
возможным только при работе аппаратов с производительностью,
значительно меньшей тех максимальных значений, которые пред-
ставлены на графике рис. 3.3.
Производительность аппаратов существенно зависит от тем-
пературы нагрева и площади электродов. В табл. 3.7 представлены
данные об увеличении производительности электростатических де-
гидраторов в зависимости от температуры нагрева.
В электростатических деэмульсаторах нефть может обраба-
тываться при температуре 8-15°С, что позволяет существенно увели-
чить выход товарной нефти.
205
В табл. 3.8 приведены рассчитанные по данным работы [196]
значения изменения количества товарной нефти в зависимости от ее
Рис. 3.4. Зависимость остаточ-
ного содержания воды в нефти
AW от температуры нагрева
для нефти плотностью 0,8498.
1 -- термохимический отстойник; 2 -
элеюроотэтический дегидратор.
плотности и температуры нагрева,
откуда видно, что с увеличением
температуры ее потери могут быть
значительными, особенно для легких
нефтей.
Эксплуатационные расходы
на электроэнергию зависят от разме-
ра установки (площади электродов)
и электропроводности нефти. С уве-
личением электропроводности неф-
ти затраты на электроэнергию воз-
растают. При стоимости электро-
энергии один цент за 1кВт затраты
на электроэнергию при обработке 1
м3 нефти составляют в среднем (для
средней нефти Мексиканского зали-
ва) 1,2 цента.
Таблица 3.7.
Температура нагрева Производительность установки, % при остаточном содержании воды в нефти
0,1% 0,2%
30 100 175
40 130 210
50 170 245
60 210 280
70 245 -
Таблица 3.8,
Плотность Количество товарной нефти, мас.%, при температуре на- грева, °C
32 82
0,809 94 91
0,873 97 96
0,913 98 98
206
В целом к преимуществам, связанным с эксплуатацией элек-
тростатических дегидраторов, обычно относят:
- высокую производительность аппаратов;
- - уменьшение размеров технологических площадок;
- - возможность ведения процесса при низкой температуре и
небольшом расходе пресной промывочной воды;
- - экономию топлива;
- снижение потерь и увеличение объема товарной нефти.
Не останавливаясь на конструктивных недочетах деэмульса-
торов третьего уровня, укажем на ряд решающих недостатков, при-
сущих аппаратам этого типа, из-за которых, с позиций современных
представлений об оптимальных условиях разрушения эмульсий, тре-
буется их коренная конструктивная переработка:
- отсутствие массообменной и расслаивающей секции, интен-
сифицирующих процесс деэмульсации (а для аппаратов второго
уровня - и коалесцирующей среды);
- несоблюдение принципа оптимальной последовательности
операций (нагрев, обработка реагентом, разрушение бронирующих
оболочек, коалесценция капель, расслоение потока) и осуществление
их одновременно при одном и том же гидродинамически неблагопри-
ятном режиме движения потока (чаще - ламинарном);
- технологически нерациональное совмещение операций, свя-
занных с нагревом эмульсии и ее отстоем в одном аппарате;
- осуществление нижнего распределенного ввода эмульсии
через слой дренажной воды, в связи с чем производительность аппа-
рата ограничивается скоростью осаждения капель пластовой воды,
взвешенных в объеме нефти, направленной навстречу потоку.
Это обусловливает низкую производительность аппаратов,
повышенную пожароопасность объекта, необходимость остановки
всего блока при неисправности в любой из его секций, повышенную
потребность в КиА, а также регулирующей и запорной аппаратуре,
необходимость использования большого числа аппаратов на объектах
высокой производительности.
3.4. ОБЕЗВОЖИВАЮЩИЕ УСТАНОВКИ
3.4.1. ПРИМЕНЕНИЕ ВСТРОЕННЫХ КАПЛЕОБРАЗОВАТЕЛЕЙ
Об эффективности работы отстойников, термохимических
установок снабженных встроенным каплеобразователем на «горячей
ступени» можно судить по данным, представленным на рис. 3.5 [62].
207
В процессе испытаний установка работала с одним, двумя и
тремя отстойниками, с подключенным каплеобразователем и без не-
го. Чистая свободная вода появлялась уже в середине трубопровода-
каплеобразователя. Глубокое разделение эмульсии на нефть и воду
имело место при четко выраженном турбулентном режиме, характе-
ризуемом числом Рейнольдса около 5000 [63, 196-204].
Рис.3.5. Режим работы установки и качество нефти при использовании каплеобразо-
вателя .
а, б, в - при работе трех, двух и одного отстойника: г - содержание остаточной воды в нефти; I - без капле-
образовагеля; 2 - с каплеобразовазелем; 3 - скорость нефти в отстойниках.
При работе установки выяснилось, что один отстойник, Снаб-
женный трубопроводом-каплеобразователем, работает более эффек- Г
тивно, чем три обычных отстойных аппарата без него. Поэтому пршЦ
менение каплеобразователей, позволяет сократить количество^.йиИи
стойной аппаратуры на установке в три раза и одновременно'гшИ
208 ММ
сить ее производительность и качество подготовленной нефти, Со-
держание воды в нефти было снижено с 2,5 до 1% и производи гель- н
ность установки возросла с 3500'т/суг до 5000 т/сут. Себестоимость ||
подготовки всего объема обрабатываемой нефти была снижена на
12,5% и был получен значительный экономический эффект от сии-
женкя капитальных вложений. Применение каплеобразовагсля на Ц
другом объекте позволило повысить производительность с 1,6 до 3
млн.т/год нефти и одновременно с этим снизить содержание балласта
в нефти в 10 раз (с 2 до 0,2%). ц
В ряде случаев целесообразно применять каплеобразовагели
на «холодной ступени» установок. В качестве их исцолыуются про-
мысловые трубопроводы, транспортирующие нефть на установку • Q
Точка подачи реагента в этом случае выносится на гр’/ппоиую уста-
новку, дожимную насосную или отдельную скважину, удобную для
обслуживания. Разрушение эмульсии непосредственно в грубопрово- 11
де обеспечивает возможность резкою повышения производительно- "
сги установки и емжчаег режим ее подготовки (уменьшение темпе-
ратуры, расхода реагента и т.д.). Используя в качестве нюменгов от- 11
егойника с каплеобразовагелсм промысловые системы сбора и резер- ”
вуары товарных парков, работающие транзитом во многих случаях I
можно вообще исключить строительство или эксплуатацию уставов- i|
ки по подготовке нефти [35],
3.4,2. РАБОТА ТЕРМОХИМИЧЕСКИХ УСТ ХНОВОК В КЛОКЕ
С ТОВАРНЫМ ПАРКОМ ПРИ ОБЕЗВОЖИВАНИИ
ЭкснлуашЦИя Альметьевской установки в блоке с товарным
парком при активном использовании и технологических целях ком-
муникаций установки показала возможность получения глубоко
обезвоженной нефти при цроизводи1елы(оези установки вдвое боль-
шей проектной, Кроме того в процессе ее движения по трубопрово-
дам и отделении воды oi нефти в резервуаре товарного нарка при ci о
заполнении и подготовке к откачке остаточное содержание воды бы-
ло автоматически снижено до 0,55% против 1,2-2,1% на выходе из
отстойников. При использовании в технологических целях коммуни-
каций установки и резервуаров готовой продукции не юлько значи-
। тельно повышается производительность всего комплекса, но и значи-
t тслььо сокращается расход реагента (на 30-40%).
Иода при рабоге установки в ого,и режиме может сбрасывап,-
шШНрТЕХайников. Но в основном сброс ее ведется из резервуаров и
^^Нда&рся с процессом их заполнения
209
При совмещении операции по отделению воды от нефти с за
полнением резервуаров и подготовкой их к откачке качество дренаж
ных вод оказывается значительно выше. Так, при сбросе воды из от
стойников содержание нефти в ней составляло 400 мг/л, а при со
вмещении операций в товарном парке - около 150 мг/л.
Глубокое обезвоживание нефти при работе ТХУ (рис. 3.6) i
блоке с товарным парком было достигнуто и на многих других уста
новках. Таким образом, работа установок в блоке с товарным паркол
позволяет решить проблему глубоко обезвоживания нефти на про
мыслах, не наращивая мощностей установок [4,12,35,60,63, 205].
3.4.3. РАБОТА УСТАНОВОК В БЛОКЕ С ПРОМЫСЛОВЫМИ СИСТЕМАМИ СБОРА
Одним из наиболее перспективных вариантов повышение
производительности установок и улучшения качества товарной неф
тит является перевод их на режим работы по совмещенной схеме
блоке с промысловыми системами сбора. Эффективность работы ус
тановок по такой схеме впервые была показана на примере Горкин
ской обезвоживающей установки и ТХУ при сборном пункте 39[35].
Рис. 3.6. Принципиальная совмещенная технологическая схема сбора, транспорта
подготовки нефти на Альметьевской ТХУ
I - групповая замерная установка (ГЗУ); 2 - узел подачи реагента-дезмульгатора; 3 технологический груб
провод-каплсобразователь; 4 - I ступень сепарации; 5-11 ступень сепарации; 6 - компрессорная станция;
- совмещенная ступень обезвоживания и очистки пластовой воды; 8 - отстойник; 9 - буферная емкость: 10
насос высокого давления; 11 - буферный резервуар для нефти; 12 - узел подготовки нефти (ТХУ); 1.3 - резс|
вуар товарной нйфтн; 14 - насосная; 15 - турбинный расходомер типа «Норда; 16 - ДНС; 17 - насос; 18 - i
УЛФ.
Линии: I - продукция нефтяных скважин; И - газ; III - дренажная вода на очистку; IV - вода в нагистател
ные скважины; V - товарная нефть на ДС;У1 - горячая дренажная вода с узла подготовки нефти.
Включение в технологическую схему промысловых систем
сбора позволяет сократить время пребывания нефти в отстойной ап
210
паратуре почти в 3,5 раза и одновременно уменьшить содержание
солей в ней на 35%.
Еще более существенной оказалась разница в качестве нефти
на ступенях обессоливания. Вследствие эффективного разрушения
тонкодисперсной части эмульсии в процессе ее движения по промы-
словым коммуникациям глубина обессоливания нефти даже без при-
менения каплеобразователей повышалась на 57% при меньшем в 3,5
раза времени отстоя.
Преимущества рассмотренных установок с использованием
промысловых систем сбора перед обычными установками обезвожи-
вания нефти на промыслах выражаются не только в том, что время
отстоя нефти на ступени обезвоживания может быть значительно
снижено, что позволяет повысить их производительность или высво-
бодить часть отстойной аппаратуры, но также и в том, что они могут
работать в режиме обессоливания без снижения производительности
и дополнительных капитальных затрат, так как суммарное время пре-
бывания нефти на установке в наиболее эффективных вариантах не
превышает 2 ч.
3.4.4. ПРИМЕНЕНИЕ ДРЕНАЖНОЙ ВОДЫ
Высокая эффективность процессов разрушения эмульсии мо-
жет быть достигнута при работе установок в блоке с промысловыми
системами сбора и использовании в технологических целях дренаж-
ных вод. Такая технология получила широкое применение на многих
установках и товарных парках [60]. Перед входом в буферный резер-
вуар разрушенная в трубопроводах эмульсия смешивается с горячей
дренажной водой и затем промывается через слой воды. Остаточное
содержание воды в нефти при этом снижалось до 10-25%, что облег-
чает ее дальнейшую подготовку.
Комплексное использование промысловых систем сбора и
дренажных вод в подготовке нефти позволяет эффективно решать
проблему деэмульсации продукции скважин без обработки ее на ус-
тановках.
3.5. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ОБЕЗВОЖИВАНИЯ НЕФТИ
В ТРАДИЦИОННОМ И СОВМЕЩЕННОМ ВАРИАНТАХ
Об изменении наборов оборудования при обезвоживании
нефти в традиционном и совмещенном вариантах можно судить по
данным рис. 3.7.
211
Технологические принципы при сборе и подготовке нефти в
традиционном варианте:
- смешение с деэмульгатором на приеме насоса;
— нагрев;
- отстаивание при Re >2320.
ТЕХНОЛОГИЧЕСКИЕ ПРИНЦИПЫ ПРИ СБОРЕ И ОБРАБОТКЕ
ПРОДУКЦИИ СКВАЖИН В СОВМЕЩЕННОМ ВАРИАНТЕ
Совмещение процессов в таком варианте позволяет избежать
строительства громоздких металлоемких установок, снизить себе-
стоимость подготовки нефти в 5-6 раз и сократить кап. затраты при-
мерно в 18 раз, улучшить условия окружающей среды и предотвра-
тить выброс в атмосферу огромного количества паров нефти.
Рис. 3.7. Технологические схемы и набор оборудования при обезвоживании нефти в
традиционном (а) и совмещенном вариантах (6).
1 - скважина; 2 - групповая; 3-4 - сепараторы I н II ступеней; 5-6 - сырьевой и товарный резервуары; 7 -
насосы, 8 - дозаторы реагента; 9 - теплообменники; 10 - нагреватели; И - отстойники; 12 - буферная рм-
кость; 13 - дренажная вода; 14 - трубопроводы, используемые для разрушения змульсни; 15 - КДФ; 16 -
каплеобразователь; 17 - отстойник с торцевым вводом; 18 - пары в систему УЛФ.
3.6. ТЕХНОЛОГИЧЕСКАЯ СХЕМА УВЕЛИЧЕНИЯ
ПРОИЗВОДИТЕЛЬНОСТИ ДЕЙСТВУЮЩИХ
ОБЕЗВОЖИВАЮЩИХ УСТАНОВОК
На рис. 3.8. представлены технологические схемы базовой
установки вдвое большей производительности при одном и том же
212
наборе основного технологического оборудования. Применение
встроенных трубчатых каплеобразователей позволяет разделить от-
стойную аппаратуру на два параллельных блока повышенной произ-
водительности при высоком качестве обезвоженной нефти. Увеличе-
ние производительности по старой схеме потребовало бы удвоение
числа всех основных технологических аппаратов [4,12,35,60,63].
Технологические принципы традиционной схемы:
(см.рис.3.8.а).
1. Смешение нефти с деэмульгатором.
2. Нагрев.
3. Отстаивание в отстойниках с нижним вводом.
Повышение производительности объекта требует про-
порционального увеличения количества основных технологи-
ческих аппаратов.
Рис. 3.8. Технологические схемы увеличения производительности действующих ус-
тановок
1 - ввод сырой нефти; 2 - теплообменники; 3 - нагреватели: 4 - отстойники с нижним вводом; 5 - буферная
емкость; 6 - насос; 7 - секционный трубчатый каллеобраэователь; 8 - отстойники с торцевым вводом; 9 -
сброс дренажной воды; 10 - ввод деэмульгатора.
Технологические принципы схемы с использованием встро-
енных трубчатых каплеобразователей(см. рис 3.8 а)
1. Смешение с деэмульгатором.
2. Нагрев.
3. Разрушение эмульсии в секционном каплеобразователе.
4. Частичное расслоение потока перед вводом в отстойную аппара-
туру.
213
5. Расслоение потока и динамическое отстаивание в отстойниках с
торцевым вводом.
Преимущества новой схемы:
- позволяет увеличить производительность действующих
обезвоживающих установок на 275%, а обессоливающих установок
на 172% без расширения;
- одновременно с этими удельный расход газа на нагрев
снижается на 50%;
- удельные кап. затраты и эксплуатационные расходы
уменьшаются на 50%.
3.7. ОТСТОЙНАЯ АППАРАТУРА
3.7.1. ОБЪЕМНЫЕ АППАРАТЫ
Проблема создания высокопроизводительной отстойной ап-
паратуры в последние годы стала одной из наиболее актуальных. Вы-
сокие темпы увеличения объемов добычи и подготовки нефти, ее
концентрация в огромных количествах на центральных сборных
пунктах потребовали создания отстойных аппаратов высокой произ-
водительности. Применение отстойной аппаратуры с прежними тех-
нологическими характеристиками неизбежно приводит к созданию
дорогостоящих и металлоемких промышленных комплексов, отчуж-
дению под технологические площадки больших земельных участков,
использованию значительного числа контрольной, регулирующей
аппаратуры и запорных устройств, усложнению обслуживания и т.д.
Совершенствование конструкции отстойных аппаратов до
недавнего времени развивалось в двух направлениях [12, 35, 57, 206-
230]:
- улучшение гидродинамики потока внутри аппаратов для
более полного использования их полезного объема (распределитель-
ные устройства, отстойники и т.д.) рис.3.9;
- интенсификация процессов коалесценции глобул пластовой
воды и отделения ее от нефти (перегородки, изменяющие направле-
ние потока, ввод эмульсии под слой воды, применение электрическо-
го поля, вибровоздействия на граничный слой и т.д.) - см.рис. 3.9.
Однако при этом достигнутый уровень производительности
оказывался невысоким и задача по-прежнему оставалась практически
нерешенной. Так, загрузка лучших отстойных аппаратов по жидкости
объемом 200 м3 составляет 1,2-1,3 млн.т/год. Задача же состоит в
том, чтобы создать аппараты производительностью, превышающей
214
этот уровень в несколько раз. Теоретические предпосылки, объяс-
няющие возможность достижения этого уровня, сводятся к следую-
щему.
эмульсия
Эмульсия
Рис. 3.9. Принципиальные схемы отстойных аппаратов различного типа
а - с перфорированной решеткой: б - с нижним распределенным вводом под слой дренажной волы и верхним
распределенным отводом н^фти; в - с секционным каллеобразовагелсм, нижним распределенным вводом
эмульсии и верхним распределенным отводом нефти; г - вертикальный с секционным каплеобразоватедем и
ннжнпм распределенным вводом эмульсии под слой дренажной воды, д - с торцевыми распределительными
устройствами для ввода эмульсии и отвода нефти; с - с переливной перегородкой и промывкой нефти и слое
дренажной воды.
Производительность горизонтальных аппаратов цилиндриче-
ской формы может быть рассчитана по формуле, пригодной для ка-
пель размером менее 0,1 мм (режим осаждения - ламинарный) (3.1)
215
^Ар^л#2 + 2[т? + jh(2R- h)](R - h)}
36RvpH
(3.1.)
где QB - производительность; q - ускорение свободного падения; d -
диаметр глобул пластовой воды; Ар - разница плотностей воды и
нефти; L - длина аппарата; R - радиус аппарата; h - высота водяной
подушки; v - кинематическая вязкость нефти; рн - плотность нефти.
При h - 0 формула принимает вид:
Q
W3Rqd2bpL
vp„
(3.2)
Из формулы (3.2) видно, что производительность отстойника
зависит от размеров глобул пластовой водь: во второй степени. Так
увеличение размеров капель только в 3,3 раза приведет к повышению
производительности отстойников в 10 раз. Другие же параметры
влияют на производительность отстойников линейно. Отсюда следу-
ет, что для увеличения производительности отстойных аппаратов по-
следние должны быть снабжены устройствами, способными укруп-
нять капли еще до того как эмульсия попадает в зону отстоя.
Этому должно предшествовать завершение массообменных процес-
сов по доведению реагента до каждой глобулы пластовой воды и раз-
рушению на них бронирующих оболочек. При увеличении размеров
капель до 0,1 мм и более скорость осаждения возрастает, режим оса-
ждения становится турбулентным и производительность отстойника
определяется формулой (3.3)
а
2,15LRy/qd&.p
(3.3)
Анализ формул (3.2) и (3.3), а также их сопоставление пока-
зывает, что Qt на два порядка больше Qn. Следовательно, теоретиче-
ски производительность отстойных аппаратов при условии предвари-
тельного укрупнения капель может быть повышена в 100 раз. Если
учесть ряд факторов, ограничивающих возможность увеличения про-
изводительности отстойных аппаратов до этого уровня в практиче-
ских условиях, то возможная загрузка аппаратов оказывается в 10 раз
выше достигнутой. Для этого необходимо:
216
- осуществлять предварительное укрупнение капель эмульсии
о их введения в зону отстоя или расслоение эмульсии;
- обеспечивать верхний торцевой ввод жидкости по сечению
ппарата, а также равномерный отбор жидкости;
- поддерживать низкий уровень водяной подушки или прак-
ически исключать ее;
- исключать из отстойной зоны аппарата операцию «промыв-
и» эмульсии через слой дренажной воды.
Устройствами, которые позволяют увеличить размер капель
(вред поступлением эмульсии на отстой, могут быть трубчатые и
|бъемные каплеобразователи гидродинамического типа. Трубчатые
:аплеобразователи уже получили широкое распространение на ме-
торождениях, объемные находятся на стадии разработки. Их приме-
>ение позволило в отдельных случаях повысить производительность
ггстойных аппаратов объемом 200 м^ до 4,05 млн.т/год (Бирючевская
ГХУ объединения Татнефть).
При сохранении производительности без изменения исполь-
зование каплеобразователей позволяет улучшить качество нефти в
>—10 раз.
Применявшаяся ранее промывка эмульсии через водный слой
1ри обработке не разрушенной эмульсии, безусловно, играла поло-
кительную роль, так как способствовала снижению прочности бро-
лирующих оболочек на каплях пластовой воды и переходу значи-
'ельного их числа в объем дренажных вод. При осуществлении про-
цесса разрушения эмульсии и коалесценции капель в каплеобразова-
гелях необходимость в промывке отпадает, а ее исключение позволя-
ет повысить производительность отстойников, так как при этом ста-
ювится невозможным вынос части капель восходящим потоком неф-
ги.
Производительность отстойников прямоугольного сечения
зри условии движения жидкости перпендикулярно направлению си-
лы тяжести (торцевой ввод) определяется равенством:
где а>’со - скорость осаждения.
Максимальная производительность отстойника с нижним
вводом определяется равенством скоростей восходящего потока и
эсажделия капель в зоне границы раздела фаз нефть-вода, размер ко-
торых учитывается при расчете
217
Q"=Fco'co,
где co' со - ш’со - сож - результирующая скорость осаждения;
сож " скорость восходящего потока жидкости.
Однако сож = Q /F;
отсюда со’ со = со со - Q/F;
следовательно Q = F(co с0 - Q /F) = Feo со - Q
или Q ~ Feo CJ2
Соотношение Q/ Q дает выражение:
Feo ж
Feo ' ’
ОС
2
откуда следует, что производительность отстойников с торцевым
распределенным в плане вводом в реальных условиях может быть в 2
раза выше производительности отстойника с нижним распределен-
ным вводом, работающего с водяной подушкой, поскольку со со >
со’ со. Промышленные испытания показали, что производительность
отстойного аппарата с каплеобразователем и торцевым распределен-
ным в плане вводом может быть доведена до 9 млн.м^/год (рис.3.10).
Рис. 3.10. Зависимость качества нефти от производительности отстойных аппаратов
I - отстойник с нижним распределенным вводом и промывкой эмульсии в слое воды; 2 - отстойник с секци-
онным каплеобразователем и торцевым распределенным вводом; AW - остаточное содержание воды в нефти.
Достигнутая в практических условиях максимальная произво-
дительность отстойника на ступени обезвоживания составила 4
млн.т/год. На ступени обессоливания для девонских нефтей (ромаш-
кинская) испытаны отстойники производительностью 2,1-3,6
млн.т/год. Если учесть, что средняя загрузка отстойных аппаратов на
218
традиционной установке составила 0,167 млн.т/год, то станет очевид-
но, какими резервами располагает промышленность. Для нефтей по-
вышенной вязкости максимальная производительность отстойников
составила 2,7 млн.т/год, что, однако, тоже не является пределом.
3.7.2. ВЫБОР ОБЪЕМНЫХ ОТСТОЙНЫХ АППАРАТОВ
Производительность отстойной аппаратуры промысловых и
заводских установок подготовки нефти определяется степенью дис-
персности капель воды, вязкостью нефти и другими параметрами,
влияющими на скорость расслоения водонефтяных эмульсий. Ре-
шающее влияние на увеличение производительности отстойных ап-
паратов при прочих равных условиях оказывают технологические
приемы, направленные на степень укрупнения капель пластовой воды
перед отстоем эмульсии. При осаждении большого числа капель ско-
рость стесненного падения со определяется не только параметрами,
входящими в выражение закона Стокса, но и соотношением объемов
фаз эмульсии. На основе экспериментальных исследований [231]
стесненного осаждения приведена учитывающая этот фактор эмпи-
рическая зависимость, которая после некоторых преобразований мо-
жет быть представлена следующим образом:
(3.4)
где - фактическая вязкость нефти, II; Др - разность плотностей
воды и нефти, г/см^; q _ ускорение свободного падения; d - диаметр
капель, см; W - относительная величина обводненности нефти; vl( -
кинематическая вязкость нефти, Ст; рн - плотность нефти, г/см3.
При этом ошибка для интервала изменения размера капель
воды от 50 до 500 мкм не превышает 4-5%. Построенная с учетом
рассмотренных выше факторов номограмма позволяет быстро опре-
делить тип и необходимое число отстойников. В этом случае расчет
отстойных аппаратов сводится к определению числа и типа отстой-
ников, необходимых для осуществления обезвоживания и обессоли-
вания нефти при заданных технологических параметрах процесса и
выбранных секциях каплеобразователей. Необходимые исходные
219
данные: d, fiH, (или T, V), v- объем отстойного аппарата, м^, и W -
относительное объемное содержание воды в нефти [12, 350].
Порядок расчета числа аппаратов для ступени обезвоживания
по номограмме рис. 3.11, задаваясь размером капель на выходе из
каплеобразователя и вязкостью нефти, определяют точку пересече-
ния перпендикуляра, восстановленного от значения /гн, с кривой для
заданного диаметра капель (точка 1). Проводя от полученной точки
вправо горизонталь до кривой, соответствующей выбранному объему
отстойного аппарата, получаем точку II. Перпендикуляр из этой точ-
ки на ось Q дает величину производительности отстойника выбран-
ного объема Опп-
Рис. 3.11. Номограмма для расчета производительности отстойных аппаратов. ‘
квадрант А: кривые размеров капель; квадрант Ь: 1 -6 - отстойники объемом 28, 50, 100, 200 м3 и резервуары
объемом 2000 н 5000 м3; квадрант В: 1-9 - зависимость вязкости от температуры соответственно для нефтей
ромашкинской угленосной, бавлннской угленосной, ромашкинской девонской, западносургутской, усть-
балыкской; Самотлорской, мангышлакской, арланской; месторождения Красный Яр.
Поправка на стесненные условия осаждения Кст, учитывающая об-
водненность поступающего в отстойники сырья, берется на вспомо-
220
гательном графике Г номограммы рис. 3.11. Окончательно произво-
дительность определяется как
Q = QnjKcm.
Необходимый тип отстойника выбирают, исходя из произво-
дительности аппаратов, размеров площади для их установки и других
факторов. Число отстойников определяют по формуле
n = Q/V.
Порядок расчета отстойных аппаратов для ступени обессоли-
вания такой же, как и для ступени обезвоживания. При этом учиты-
ваются размеры капель, которые могут существовать в потоке на вы-
ходе из секции ступени обессоливания. Для обеих ступеней предпо-
лагается использование одного резервного отстойника, обвязка кото-
рого позволяет подключить его при необходимости как к ступени
обезвоживания, так и к ступени обессоливания.
3.7.3. ЭКСПЛУАТАЦИЯ ОТСТОЙНИКОВ В РЕЖИМЕ
ОПТИМАЛЬНОГО КОНТРОЛЯ
Одним из условий, обеспечивающих надежность работы тех-
нологического оборудования и стабильность режимных параметров
установок промысловой подготовки нефти, является четкое регули-
рование раздела фаз нефть-вода в отстойных аппаратах. От этого же
во многом зависит качество подготавливаемой на установке нефти и
сбрасываемой сточной воды. Поэтому регуляторами уровня снабжа-
ется каждый отстойный аппарат или электродегидратор. Так как на
некоторых типовых установках подготовки нефти используется до 30
отстойных аппаратов обслуживание, профилактика, ремонт, регули-
рование уровня существенно усложняются. В этой связи значитель-
ный интерес представляют технологические схемы обвязки отстой-
ных аппаратов, позволяющие значительно уменьшить потребность в
регуляторах уровня и снизить степень их влияния на работу аппара-
тов и качество подготавливаемой в них нефти. С уменьшением числа
регуляторов уровня в отстойной аппаратуре не только уменьшается
число точек обслуживания, но и становятся возможными более каче-
ственная профилактика и надежный контроль за работой оставшихся.
По схеме оптимального контроля предусматривается:
221
- установка регулятора уровня в одном или двух аппаратах
при осуществлении эффективной гидродинамической связи между
всеми работающими отстойниками;
- возврат всей дренажной воды в технологический цикл под-
готовки нефти.
По технологической схеме обезвоживающей установки, рабо-
тающей в режиме оптимального контроля, осуществляется контроль
за качеством пластовых вод на ступени предварительного сброса и
контроль за качеством нефти на выходе из отстойника 10, работаю-
щего в режиме расслоителя потока, (рис.3.12.). В соответствии с этой
схемой продукция скважин, обработанная реагентом в промысловых
трубопроводах, поступает в сепаратор 3.
Рис. 3.12. Технологическая схема обвязки отстойников блока подготовки нефти, ра-
ботающих в режиме оптимального контроля
1 - дозатор деэмульгатора; 2 - трубопровод, используемый для разрушения эмульсии; 3 - сепаратор; 4 -
каплеобразоватсль холодной ступени; 5 - емкость предварительного сброса воды; 6 - иасос; 7 - нагреватель;
8 - каплсобразоаатель горячей ступени; 9 - отстойник; 10 - емкость для сброса воды; 11 - осушитель газа; 12
- трубопровод газа; 13 - счетчик дренажной воды; 14 - счетчик и анализатор качества подготовленной нефти;
15 - водовод очищенной воды на закачку; 16 - отстойник с гидрофобным жидкостным фильтром; 17 - бу-
ферная емкость; 18 - иасос; 19 - счетчик и анализатор качества дренажной воды; 20 - гидродинамический
трубчатый коалесценгор.
Разгазированная и предварительно разрушенная эмульсия направля-
ется через гидродинамический каплеобразователь 4 в отстойник
предварительного сброса воды. Введение в поток эмульсии перед се-
паратором 3 или каплеобразователем 4 горячей дренажной воды
обеспечивает ее очистку до степени, позволяющей осуществлять ее
закачку в пласт, способствует укрупнению глобул пластовой воды и
быстрому разделению фаз в отстойнике 5. На выходе из последнего
222
контролируется качество сбрасываемой дренажной воды с помощью
анализатора 19.
При содержании в воде загрязнений выше допустимых норм
ее очищают в отстойнике 16 с помощью жидкостных гидрофобных
фильтров. Выходящая из него нефть с содержанием воды 5-7% на-
гревается в теплообменнике 7 до температуры 40°С и подается насо-
сом 6 через каплеобразователь 8 в три из четырех имеющихся от-
стойников 9 и затем в отстойник-водоотделитель 10, обвязка которо-
го позволяет включить его последовательно в параллельно с отстой-
никами 9. Отстойник 10 гидродинамически связан с отстойниками 9,
может быть с ними в одном каре и регулируется по качеству выходя-
щей из него нефти. Регулятор уровня раздела фаз установлен в этом
отстойнике. Активная дренажная вода после аппаратов 9-10 подается
в трубопровод перед сепаратором 3.
Обвязка по такой схеме исключает необходимость в контроле
качества сбрасываемой из отстойника дренажной воды, так как по-
следняя направляется на очистку в технологический цикл подготовки
нефти, где уносимые с водой капли нефти возвращаются в общий по-
ток поступающей продукции скважин. Рассмотренная технология
позволяет значительно улучшить систему контроля за качеством во-
ды и нефти и одновременно уменьшить общее число необходимых
регуляторов уровня [12, 232].
3.8. ТРУБЧАТЫЕ ОТСТОЙНИКИ
Во многих случаях объемные отстойники могут быть замене-
ны трубчатыми. В самом деле производительность отстойника радиу-
сом R равна сумме производительностей группы отстойников с ра-
диусами гр Г2,..., гп при условии, что
R=Z>„
и LR=L(ri,r2, ...,ГП)
В самом деле, если принять:
Q=AR; Qi=Ar];
Q2=Ar2; Qn=Arn;
где A - коэффициент, равный численному значению остальных пара-
метров в формуле производительности отстойника, и взять сумму от
Q1 до Qn, то получим
223
п
Ей ^(Л+Гг+Гз+.-.+ Г,,).
/=|
п
При К=г]+г2+гз+-..+гп получим: E.Q = ЛК,отсюда следует,
»' = !
п
что Q = EQi • Дру™ми словами, один аппарат радиусом R может
i=i
быть заменен батареей труб малого диаметра такой же длины при
условии, что сумма радиусов этих труб будет равна величине радиуса
большого отстойника. Это открывает путь к созданию малогабарит-
ных, транспортабельных и неметаллоемких отстойных аппаратов.
Естественно, что увеличение производительности отстойных аппара-
тов связано с необходимостью изменения гидродинамического ре-
жима потока и возрастанием скорости движения жидкости в них
вплоть до значений, характеризующих турбулентный поток. Факто-
ром, ограничивающим производительность отстойных аппаратов с
правильно выбранными гидродинамическими характеристиками, яв-
ляется величина поперечных пульсационных составляющих скоро-
сти, действующих против сил гравитации.
и', см/с; Uciii,cm/c
Рис. 3.13. Зависимость диаметра капель d, взвешенных в потоке, от скорости пульса-
ций V’, для аппаратов различных диаметров. _
НСт " скорость осаждения капель (рн 5=1 0.876, рв « 1.178, ц » 14,9 сП при 20°С); I - 4 для температуры
эмульсии 80, 60, 40 и 20°С (Re—10 ООО)
На рис. 3.13 (кривые 1-4) представлен график зависимости
величины турбулентных пульсаций потока от диаметра аппарата при
числе Рейнольдса 10000, из которого следует, что диаметр отстойни-
ка при прочих равных условиях, например осредненной скорости по-
224
тока, есть один из определяющих параметров, влияющих на возмож-
ность расслоения эмульсии при умеренном турбулентном режиме,
характеризуемом числами Рейнольдса порядка 5000-20000.
Ддина отстойного аппарата, на которой может быть завершен
процесс расслоения эмульсии при ламинарном режиме движения,
определяется выражением [12, 232].
4 U
L" = 3U^D’ (ЗЛ)
где U1Tiax - скорость ламинарного потока по оси отстойника; UCT -
скорость гравитационного осаждения капель; D - диаметр аппарата.
Для осаждения капель на дно трубчатого отстойника из пото-
ка, движущегося в турбулентном режиме, необходимая длина аппа-
рата определяется выражением.
1 .
U ---V
max
Lj = --- д (3 6 )
и Л
где Umax ~ максимальная скорость потока; к - константа турбулент-
ности; 1)д- динамическая скорость осаждения.
Рис. 3.14. Зависимость длины трубопровода L, необходимой для расслоения эмуль-
сии с диаметром капель d
1 - 6 - диаметры труб соответственна 10, 20, 50, 100, 200 и 200 см
На рис. 3.14. представлена зависимость длины аппаратов раз-
личного диаметра от размера капель воды, необходимой для расслое-
3. Э-261
225
ния турбулентного потока эмульсии, характеризуемого числом Рей-
нольдза 10000 при вязкости нефти 0,044 ГТ.
С увеличением диаметра капель, длина отстойника, необхо-
димая для расслоения потока, значительно сокращается. Анализ кри-
вых рис.3.14. позволяет сделать вывод о возможности быстрого рас-
слоения эмульсии в горизонтальных трубчатых аппаратах, диаметр
которых значительно меньше 3 м. Причем предварительное укрупне-
ние мелкодисперсной части эмульсии позволит осуществить этот
процесс при движении ее в турбулентном режиме при высокой про-
изводительности. Так, например, расслоение эмульсии с размерами
капель 600 мкм оказывается одинаково достижимым как в отстойни-
ке диаметром 50 см, длина которого невелика - около 3 м, гак и в
стандартном отстойнике диаметром более 3 м, причем в последнем
случае необходимая длина отстойника составляет 2 м. Очсюда следу-
ет, что осуществление принципа предварительного укрупнения ка-
пель перед направлением эмульсии на отстой открывает возможности
по созданию и использованию малогабаритной высокопроизводи-
тельной водоотдельной аппаратуры, выполненной из труб
Проверка принципиальной возможности расслоения на нефть
и воду эмульсии с предварительно укрупненными каплями в трубча-
тых элементах при турбулентном режиме была осуществлена в про-
мышленных условиях при ЭЛОУ-1 НГДУ Бавлынефгь (объединение
Татнефп»), обрабатывающей нефть угленосных горизонтов.
Разрушение эмульсии и гидродинамическое укрупнение ка-
пель перед отстаиванием воды от нефти осуществлялись с помощью
секционною канлеобразователя, а расслоение потока на нефть и воду
- в экспериментальном трубчатом отстойнике. Секционный каплеоб-
разователь состоял из последовательно соединенных теплоизолиро-
ванных трубчагых элементов диаметров 150 и 250 мм, уложенных на
основании. Теплоизолированный трубчатый отстойник выполнен из
груб диаметром 350 мм. В конце отстойника имелись два отвода для
сброса отделившейся воды и отбора обессоленной нефти. Цо цен-
тральной трубе диаметром 150 мм отводилась нсразделившаяся смесь
воды и нефти из промежуточной турбулентной зоны, которая обычно
быстро расслаивается при последующем доогстое. Расход отбирае-
мой готовой нефти и дренажной воды корродировался счетчиками.
Время движения нефти в первой секции каплеобразователя составля-
ло 5 мин (при Re -21000), во второй секции - 12 мин (при Ree14000)
и в трубчатом отстойнике - 12 мин, (при Re=8000).
226
Подготовка нефти осуществлялась по следующей технологи-
ческой схеме. Нефть угленосных горизонтов (3500 - 4000 т/сут) с со-
держанием воды 30-40% поступала в резервуар предварительного
сброса воды и оттуда с остаточным содержанием воды до 12% и вве-
денным в нее реагентом (из расчета 50 г/т) подавалась в теплообмен-
ники, где нагревалась до 60°С и затем, пройдя секции каплеобразова-
теля, направлялась в трубчатый отстойник.
Наблюдения показали, что при глубоком разрушении брони-
рующих оболочек и предварительном укрупнении глобул эмульсии в
секциях каплеобразователя расслоение потока на нефть и воду в от-
стойнике диаметром 35 см осуществляется при значениях чисел Рей-
нольдса порядка 8000. Отсюда следует, что до этих же значений па-
раметра Re может быть повышена производительность и стандарт ной
аппаратуры. Было отмечено, что в нижней части трубчатого отстой-
ника двигался слой чистой дренажной воды. Средняя его часть,
включая зону контакта с водой, была представлена обезвоженной до
1,6-2% нефтью, а верхняя - безводной нефтью. Собственно промежу-
точная зона содержала не более2-4% воды. При этом оказалось, что
расслаивание смеси воды и нефти, отобранной из этой зоны, проис-
ходит в течение 15 мин при температуре 45°С.
Аналогичные результаты были достигнуты при использова-
нии трубчатого комплекса и на ступени обессоливания. В этом случае
пресная вода, из расчета 8% к обрабатываемой нефти, подавалась в
начале секции каплеобразователя диаметром 150 мм.
Установлено, что в процессе совместного движения угленос-
ной нефти и пресной воды по секционному каплеобразователю про-
исходит эффективное обессоливание нефти, а при снижении уровня
турбулентности до значения Re=14000 (в конце секции каплеобразо-
вателя диаметром 250 мм) основное количество промывочной воды
выделяется в нижнюю часть каплеобразователя. Процесс расслоения
эмульсии при Re=8000 завершается в трубчатом отстойнике на участ-
ке длиной 10 м. Общее количество обессоленной до 50-120 мг/л неф-
ти, отбираемой непосредственно из трубчатого отстойника, достига-
ло 25% от производительности установки. Одновременно с этим
осуществлялся сброс 85-90% дренажной воды от общего ее содержа-
ния в нефти [229,233,234].
Нестойкая смесь воды и нефти из промежуточной зоны, для
расслаивания которой необходимо не более 15 мин., отбиралась по
отдельному трубопроводу.
227
Расчеты показали, что блочный трубчатый комплекс, вклю-
чающий двухсекционный каплеобразователь и отстойник с расшири-
телем производительностью 1 млн.т/год, весит 25 т. (Серийные от-
стойные аппараты, работающие в аналогичных условиях с такой же
суммарной производительностью, весят 144 т, т.е. в 5 раз больше.
Экономия внедрения одного трубчатого отстойника с каплеобразова-
телем (при производительности 1 млн.т/год) очень велика.
Рис. 3.15. Трубчатые и комбинированные отстойники
а - горизонтальный однорядный; б - вертикальный мнагорядный; в - горизонтальный двухсторонний, много-
рядный; г - многослойный, горизонтальный, двухсторонний, многорядный; I - вход эмульсии; 2 - горизон-
тальный распределитель; 3 - вертикальный распределитель; 4 - трубчатые отстойные элементы; 5 - верти-
кальный коллектор; 6 - горизонтальный коллектор; 7 - емкость; 8 - выход нефти; 9 - сброс воды.
Увеличение производительности существующей отстойной
аппаратуры может быть достигнуто также путем использования пре-
имуществ, присущих как объемным, так и трубчатым отстойником
(рис.3.15.). К преимуществам объемных аппаратов следует отнести
возможность их использования одновременно в качестве распредели-
тельного устройства и каплеобразователя, а также расслаивающей
емкости, пригодной для отбора нефти и воды в больших количествах.
Качество воды в этом случае таково, что нередко ее можно закачи-
вать в пласт без дополнительной очистки. Преимущества трубчатых
228
шпаратов обусловлены их низкой металлоемкостью, простотой мон-
гажа, удобством обслуживания. Создание комбинированных аппара-
тов предусматривает совместный монтаж трубчатых и объемных
элементов в такой комбинации, которая отвечает поставленным тех-
нологическим задачам. Например, несколько трубчатых отстойников
z каплеобразователями могут быть сблокированы с одним отстойни-
ком большого объема и включены в него как в разделительную ем-
кость.
Использование рассмотренных выше принципов и создание
на их основе высокопроизводительной отстойной аппаратуры, снаб-
женной трубчатыми каплеобразователями, позволили перевести в
практическую плоскость проблему полной герметизации сбора и
транспортирования продукции скважин в интервале «скважина-узел
подготовки нефти».
Для решения этой проблемы [235] целесообразно использо-
вать в качестве аппаратов предварительного сброса воды часть или
всю отстойную аппаратуру первой ступени обессоливающих устано-
вок, снабженную каплеобразователями. В последнем случае должно
быть достигнуто достаточно глубокое обезвоживание нефти, позво-
ляющее осуществить ее обессоливание на последующих ступенях.
При этом транспортирование эмульсии с промысла осуществляется
по схеме, предусматривающей ее перекачку непосредственно на ус-
тановку, минуя резервуары предварительного сброса. Имеющаяся
отстойная аппаратура и дренажная система установок в этом случае
должны быть пригодны для сброса всего объема воды, поступающей
на узел с нефтью. Узел предварительного сброса воды в этом случае
из набора промыслового оборудования исключается.
В целом перспективы увеличения производительности от-
стойных аппаратов, создания на этой основе блочного малогабарит-
ного оборудования для подготовки нефти и воды высокой производитель-
ности и низкой металлоемкости, а также получение чистых дренаж-
ных вод непосредственно их технологических аппаратов подготовки
нефти связаны с соблюдением следующих технологических принци-
пов:
- укрупнение капель пластовой воды, вплоть до расслоения
потока на нефть и воду в процессе продвижения эмульсии от скважин
до отстойной аппаратуры и использование для этих целей промысло-
вых систем сбора и встроенных каплеобразователей;
- снижение турбулентности потока по направлению движения
эмульсии к отстойной аппаратуре;
229
- осуществление торцевого распределенного в плане ввода и
отбора нефти в отстойных аппаратах;
- обвязка отстойной аппаратуры по схеме возврата дренаж-
ных вод в головную часть процесса для первичной очистки и де-
эмульсации нефти и ее эксплуатация в режиме оптимального контро-
ля [12, 35, 236-244].
3.9. КОАЛЕСЦЕНЦИЯ КАПЕЛЬ ПРИ ОТСТОЕ
В соответствии со сложившимися ранее теоретическими
представлениями об оптимальных условиях деэмульсации нефти
термохимическим и другими методами считалось, что коалесценция
глобул пластовой воды в отстойной аппаратуре и отстойных зонах
электродегидраторов достигается в основном в результате так назы-
ваемого эффекта дождевания. Под эффектом дождевания имелся в
виду процесс укрупнения мелких глобул по типу цепной реакции и
захвата мелких капель крупными при прохождении последних через
слой эмульсии из верхней ее зоны в нижнюю часть.
Исследования, посвященные изучению коалесценции и осаж-
дения капель пластовой воды в водонефтяной эмульсии [60], не под-
твердили этих предложений и теоретических расчетов. Дальнейший
анализ [245] показал, что отсутствие эффекта дождевания в отстой-
ной аппаратуре имеет и теоретическое объяснение.
Известно, что слиянию капель пластовой воды, диспергиро-
ванных в нефти, препятствуют такие явления, как наличие брони-
рующих оболочек, стабилизирующих эмульсию, действие расклини-
вающего давления слоя нефти, заключенного между сближающимися
каплями, недостаточная скорость их сближения. Наряду с этим име-
ются и другие причины, объясняющие малую вероятность захвата
крупными каплями более мелких в процессе седиментации.
При осаждении двух капель в объеме нефти, одна из которых
значительно меньше другой, нетрудно заметить, что меньшая прак- i
тически не влияет на общее поле скоростей, возникающее при дви- *
жении более крупной капли. Поэтому задача о возможности захвата
мелких капель крупными к расчету обтекания капли потоком нефти |
со скоростью Uq, в котором движется более мелкая капля (частица) а
со скоростью Uo - Но’ [246]. Установлено [245-247], что мелкие кап- ]
ли при оседании крупных испытывают тенденцию к огибанию их под |
влиянием микропотоков нефти только небольшая их часть может |
войти в контакт с крупной [245]. I
230
Траектории частиц диаметром 3 мкм, движущихся около кап-
ли диаметром 100 мкм, при различном удалении их от оси х/а пред-
ставлены на рис. 3.16. [12,245]. Плотность нефти в расчетах прини-
малась равной 0,8 г/см3, воды - 1,2 г/см3, вязкость нефти - 10 сП.
Форма траекторий движения частиц относительно крупной капли
свидетельствует о том, что из-за незначительной разности плотностей
частицы и нефти частица, как правило, следует за движением жидко-
сти и обтекает каплю. Этим эмульсионные системы отличаются от
капель в газовой среде, в которой жидкие или твердые частицы под
воздействием инерционных сил могут отклоняться от движения
сплошной среды и сталкиваться с телом, обтекаемым газовой средой.
Для системы «вода в нефти» характерно отсутствие пересечения тра-
екторий жидких частиц с поверхностью крупной капли, за исключе-
нием тех случаев, когда траектории их движения близки к централь-
ной линии, являющейся продолжением диаметра крупной капли. По-
этому размер зоны эффективных контактов частиц с каплей и их чис-
ло по отношению к максимально возможным оцениваются в данном
Такой характер взаимодействия капель воды в отстаивающей-
ся нефти объясняет причины отсутствия эффекта дождевания в от-
стойной аппаратуре. Установлено, что уменьшение числа столкнове-
ний особенно существенно в случае значительного различия в разме-
рах сталкивающихся капель. Поэтому при расчете коалесценции ка-
пель водонефтяных эмульсий в условиях покоя необходимо вводить
коэффициент в выражения для частоты контактов, величина которого
зсегда меньше единицы.
Поэтому процесс отстоя нефти целесообразно осуществлять
те в условиях покоя, а в турбулентном режиме, характеризующемся
«большими числами Рейнольдса. Тогда коэффициент эффективно-
'ти столкновений резко возрастает, так как возникает возможность
«игральных соударений мелких капель с крупными в результате
231
£
турбулентных пульсаций. Например, увеличением числа централь-
ных столкновений объясняется эффективность использования дре-
нажной воды, вводимой в поток нефти в виде крупных капель и
транспортируемой в турбулентном режиме.
Отсюда же становятся ясными причины эффективного разру-
шения эмульсии в зонах повышенных концентраций (промежуточный
слой), когда практически каждое столкновение капель может ока-
заться центральным, а также на границе раздела фаз нефгь-
дренажная вода при контактировании частиц с плоской поверхно-
стью воды и поверхностью трубопроводов, оборудования, играющих
роль инверсирующих экранов.
3.10. ГИДРОДИНАМИЧЕСКИЕ КОАЛЕСЦЕНТОРЫ
(КАПЛЕОБРАЗОВАТЕЛИ)
Гидродинамические каплеобразователи предназначены для
разрушения бронирующих оболочек на глобулах пластовой воды,
укрупнения глобул и расслаивания потока на нефть и воду перед от-
стаиванием эмульсии. Укрупнение капель происходит непосредст-
венно в потоке нефти, на стенках каплеобразователей или на встро-
енных гидрофильных элементах под воздействием турбулентных
пульсаций.
Различают объемные и трубчатые каплеобразователи (рис.
3.17). Объемные каплеобразователи бывают полыми или с жесткими
гидрофильными элементами. В полых объемных каплеобразователях
столкновение и коалесценция глобул достигаются путем ввода
эмульсии в объем аппарата через сопла, направленные под различ-
ными углами друг к другу, или турбулизацией потока внутри аппара-
та механическими или другими средствами. Для интенсификации
процессов коалесценции глобул в поток эмульсии вводят дополни-
тельные коалесцирующие элементы, например, в виде капель дре-
нажной воды, которые легко удаляются из потока при последующем
отстое и не создают проблемы их регенерации (в отличие от стружки,
стекла и др.). Возможен вариант интенсивной коалесценции капель
путем турбулизации эмульсии в объеме дренажной воды (гидрофиль-
ная среда) механическими средствами. Перспективно применение
объемных каплеобразователей с развитой гидрофильной коалесци-
рующей поверхностью из гофрированных пластинчатых или трубча-
тых элементов, работающих, в отличие от других веществ (шарики,
стружки), в режиме самоочищения.
232
Трубчатые каплеобразователи конструктивно выполняются из
пакетов труб расчетной длины и диаметра. Различают линейные и
секционные трубчатые каплеобразователи. Линейные каплеобразова-
тели выполняются из труб одинакового диаметра, в секционных диа-
метр труб от секции к секции увеличивается [4, 14, 35, 63, 234, 248,
249, 230].
е
Рис. 3.17. Принципиальные схемы гидродинамических каплеобразователей и трубча-
тых отстойников.
Объемные каплеобразователи (а, б, в, г, д, е, ж): 1-ввод эмульсии; 2-корпус каплеобразователя; 3 - сопла, 4 -
корпус отстойника; S -торцевой распределительный ввод и вывод жидкости; 6 - сброс воды; 7 - ввод дре-
нажной воды; 8 - распределительная перегородка; 9 - отстойник; 10 -• перемешивающее устройство; 11 -лис-
товые коалесцирующие элементы; 12 -трубчатые коалесцирующие элементы.
Трубчатые каплеобразователи (з, и, к):1 -трубчатый каплеобразоаатель с отстойником, 2 - отстойник; 3 -
вход эмульсии.
Блок трубчатого отстойника (л): 1 - вход эмульсии; 2 - вертикальный распредели сель; 3 -горизонтальный
распределитель; 4 - секции каплеобразователя; 5 - горизонтальный сборный коллектор; 6 - вертикальный
сборный коллектор; 7 - выход эмульсии
233
Это позволяет осуществлять последовательное укрупнение капель до
заданных размеров. Как и в объемных, в секционных каплеобразова-
телях возможно применение подвижной гидрофильной коалесци-
рующей среды в виде капель дренажной воды, центробежных завих-
рителей потока, отбрасывающих глобулы на стенки каплеобразовате-
лей, и встроенных жестких пластинчатых или трубчатых коалесци-
рующих элементов, работающих в режиме самоочищения.
Достоинствами объемных гидродинамических каплеобразо-
вателей являются: высокая удельная производительность, небольшие
размеры, низкая металлоемкость, возможность их использования в
качестве автономного или встроенного в отстойник элемента, а также
возможность применения на объектах с небольшими размерами тех-
нологических площадок и в особо стесненных условиях. Преимуще-
ства линейных и секционных трубчатых каплеобразователей: воз-
можность их использования одновременно как в качестве коалесци-
рующих аппаратов, так и в качестве коммуникационных линий меж-
ду теплообменной и отстойной аппаратурой, отстойниками первой и
последующей ступеней, отстойниками и резервуарами товарных пар-
ков и т.д. Преимущества гидродинамических каплеобразователей пе-
ред электрическими коалесценторами состоят в следующем: возмож-
ность осуществления расчета укрупнения капель до заданного диа-
метра; возможность управления (регулирования) процессом коалес-
ценции путем включения и отключения необходимого числа секций;
низкие стоимость и металлоемкость; небольшой расход электроэнер-
гии; простота и безопасность обслуживания; надежность в работе.
3.10.1. РАЗРУШЕНИЕ ЭМУЛЬСИИ В КАПЛЕОБРАЗОВАТЕЛЯХ
Линейные каплеобразователи, их особенности и характер раз-
рушения в них эмульсий рассмотрены в литературе [4, 14, 57, 60, 63,
250,251].
Первый опытный образец секционного каплеобразователя был иссле-
дован на Бавлинской и впоследствии на Бирючевской термохимиче-
ских установках объединения Татнефть. Каплеобразователь имел три
секции, изготовленные из теплоизолированных труб, расположенных
на низких опорах в горизонтальной плоскости. Диаметр их увеличи-
вается от секции к секции в направлении движения обрабатываемой
эмульсии. Первая секция предназначена, как и обычный линейный
каплеобразователь, для разрушения бронирующих оболочек глобул
пластовой воды и их укрупнения при высоких параметрах турбулент-
234
ного потока как в объеме обрабатываемой эмульсии, так и на стенках
труб, вторая секция - для коалесценции капель до более крупных
размеров при более низких значениях параметра Рейнольдса; третья
(последняя) секция была предназначена для исследования принципи-
альной возможности расслаивания потока на нефть и воду в трубо-
проводе при значениях параметра Рейнольдса выше критических и
времени пребывания нефти в аппарате менее 10 мин.
Исследование характера разрушения эмульсии в каплеобразо-
вателе Бирючевской ТХУ показали (рис,3.18.), что отстой нефти, об-
работанной на расстоянии 20 м от начала второй секции каплеобра-
зователя (диаметр трубы 250 мм, Re=53000, q=35 г/т, t=40°C, W=10-
15%, время движения 20 с, завершается только через 1,5 ч, причем
увеличение времени отстоя к дальнейшему выделению воды практи-
чески не приводит [322, 323, 326, 327, 328].
Рис. 3,18. Изменение степени обезвоживания проб нефти, отобранных по длине кап-
леобразователя, характеризуемого различными параметрами потока.
a -Re=53000,1=20 с, D=250 мм, и=2,6 м/с; cr-Re=53000, t-2,5 мин, D4S0 мм, и=2,6 м/с; r-Re=36000,1 ~5 мнн,
D=35O мм, о=1,3 м/с.
235
Остаточное содержание воды в нефти в среднем составляет 3,58%.
Это свидетельствует о том, что на начальном участке каплсобразова-
теля тонкодисперсная часть глобул пластовой воды остается нераз-
рушенной и эмульсия характеризуется тонкодисперсной структурой.
Увеличение времени обработки эмульсии в каплеобразователе до 2.5
мин (точка отбора на расстоянии 300 м, диаметр секции 250 мм) при-
вело к 1пачигслъпому снижению содержания воды в нефти при ее
отстое (остаточное содержание воды в нефти в этом случае составило
в среднем 1.17%). Дальнейшее увеличение времени обработки эмуль-
сии в кап шлбразовагслс до 3,5 мин (отбор на расстоянии 500 м, диа-
метр секции 250 мм) привело к еще большему увеличению глубины
разрушения эмульсии. После отстоя нефти, отобранной в этой точке,
в течение 1 ч остаточное содержание воды в ней составило 0,53%, что
в 6 раз меньше по сравнению с содержанием воды в нефти, отобран-
ной из начального участка каплеобразователя (рис.3.18 а) при време-
ни отстоя 1.5 ч.
Обращав) на себя внимание однородность структуры эмуль-
сии по сечению первой секции каплеобразователя. Содержание воды
в нефти и глубина обезвоживания при отсгое проб эмульсий, ото-
бранных в различных сечениях секции, практически одинаковы. Еще
более эффективное укрупнение капель воды, лишенных бронирую-
щих оболочек в первой секции, было достигнуто во второй секции
каплеобразователя. В результате резкого укрупнения капель воды в
процессе движения эмульсии но этой секции в течение 1,5 мин необ-
ходимое время для отстоя нефти было снижено до 30 мин. Одновре-
менно с этим было в 2 раза уменьшено остаточное содержание воды в
нефти (после 30-минутного отстоя оно составило 0,3%, что характе-
ризует нефть как (лубоко обезвоженную).
Таким образом, включение второй секции каплеобразователя
при времени обработки эмульсии в ней в течение 1,5 мин позволяет
уменьшить время отстоя нефти вдвое при одновременном улучшении
качества нефти. Следует добавить, что во второй секции обнаружена
тенденция эмульсии к расслоению. Это проявляется в увеличении
содержания воды в нижней пробе, более быстром и глубоком отделе-
нии воды от нефти при отстое.
Для оценки возможности расслоения потока эмульсии на
нефть и воду в отстойниках при минимальном времени пребывания
нефти в качестве третьей секции каплеобразователя была смонтиро-
вана емкость объемом 7 mj, конструкция которой позволяла осуще-
ствлять сброс выделившейся воды из нижней ее части. Турбулент-
236 j
носте потока характеризовалась числом Рейнольдса 8800. Пробы
нефти, отобранные из этой секции по сечению потока, показали, что
его расслоение при времени пребывания в аппарате менее 2 мин при
данной степени турбулентности невозможно. Первые признаки рас-
слоения были обнаружены при значениях Re=5000 и времени пребы-
вания нефти в аппарате 2 мин. Очевидно, что эти два параметра в оп-
ределенных пределах взаимокомпенсируемы, и увеличение времени
пребывания нефти в аппаратах до 10-15 мин позволит осуществить
сброс пластовой воды при больших значениях чисел Рейнольдса.
Зависимость глубины обезвоживания нефти от длины и диа-
метра труб секционного каплеобразователя показана на рис. 3.19. Из
графиков видно, что с увеличением длины каплеобразователя при
одновременном ступенчатом увеличении диаметра труб от секции к
секции в направлении движения эмульсии эффективность обработки
ее возрастает, что в конечном итоге позволяет получить из отстойни-
ков практически безводную нефть.
Рис. 3.19. Изменение степени обезвоживания (Е) и остаточного содержания воды в
пробах нефти (AW) по длине секционного каплеобразователя L при расходе эмульсии
460 мЗ/час.
Из рис. 3.19. следует, что длина первой секции эксперимен-
тального каплеобразователя оказалась завышенной вдвое и может
быть уменьшена. Подключение каплеобразователя к отстойнику объ-
емом 200 м3 позволило получить нефть с остаточным содержанием
воды 0,1-0,2% при производительности объекта 460 м^/ч.
3.11. РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
И ОБОРУДОВАНИЯ ПРИ ОБЕЗВОЖИВАНИИ
ЗЛ1.1 РАСЧЕТ ПРОМЫСЛОВОЙ СИСТЕМЫ СБОРА
= Как уже отмечалось, промысловая система сбора не может не
влиять на технологию и технико-экономические показатели деэмуль-
237
сации нефти. В зависимости от проводимой технической политики
она либо усложняет процессы подготовки нефти вследствие форми-
рования стойких эмульсий в процессе транспортирования нефти пс
] рубопроводам, прохождения узлов сепарации и т.п., либо облегчас!
эти процессы - при использовании промысловых систем сбора в ка
чесгае технологических аппаратов дчя разрушения бронирующиэ
оболочек на каплях нтасговой воды, укрупнения капель и в опреде
ленных условиях - расслоения потока на нефть и воду.
Эффективное использование промысловых спечем сбора дтп
технологических целей дает возможность решить следующие задачи;
- осуществление предварительного сброса воды при низки,
температурах, минимальном числе отстойных аппаратов;
— осуществление сброса воды в аппаратах ступени обезвожи
иания на действующих установках;
- повышение производительности установок подготовки неф
ти без ухудшения ее качества;
• улучшение качества подготовленной нефти без снижени
производительности установок;
- увеличение производительности ущановок при одновр<
пенном улучшении качесгва нефти;
- повышение устойчивости процесса подготовки нефти;
- нейтрализация процесса ухудшения качества обессоценно
нефти при се последующем смешении с сырой или обезвожепне
нефтью при последующей обработке или транспортировании;
- снижение температуры нагрева, экономия топливного газ
уменьшение потерь легких фракций, уменьшение расхода реагента;
- уменьшение числа отстойных и нагревательных аппарата
уменьшение размеров технологических площадок, упрощение о<
служивания объектов, снижение себестоимости подготовки пефт
повышение производительности груда.
Одновременно с этим наблюдаются некоторые положится
ные побочные явления:
- снижение вязкости транспортируемых эмульсий и умен
шение давлении в трубопроводах и связанная с этим экономия эле
троэпергии,
- снижение противодавления на устье скважин и увеличен
добычи нефти;
- уменьшение числа порывов сборных трубопроводов;
уменьшение объема ремонтных работ и улучшение услов:
охраны окружающей природы;
238
- предотвращение образования парафиновых отложений;
- увеличение коэффициента фондоотдачи.
Расчет эффективности использования промысловых систем
сбора для технологических целей связан с оценкой возможности пе-
ренесения в нее таких процессов, как:
- разрушение бронирующих оболочек на каплях пластовой
воды и введение деэмульгатора в каждую из них (функция массооб-
менной секции);
- коалесценция капель (функция коалесцирующей секции);
- расслоение потока (функция секции расслоения).
Иногда с использованием промысловых систем сбора в тех-
нологических целях неправильно связывают с проявлениями корро-
зии. При низкой обводненности в трубопроводах транспортируется
эмульсия воды в нефти и коррозия себя почти не проявляет, а при
высокой обводненности внешней фазой все равно оказывается вода, и
коррозия имеет место независимо оттого извлекается или нет эффект
от разумного использования трубопроводов.
Оценка возможности завершения в трубопроводах массооб-
менных процессов и разрушения бронирующих оболочек на каплях
пластовой воды.
Необходимые исходные данные: средняя длина промысловых
трубопроводов от места подачи реагента до пункта сбора L (м); диа-
метр трубопровода D (см); производительность трубопровода по
жидкости Q (млн.т/год); вязкость нефти v (Ст). Кроме того, для опре-
деления длины трубопровода, на которой окажутся завершенными
массообменные процессы и будут разрушены бронирующие оболоч-
ки глобул воды, необходимо располагать данными об осредненных
размерах капель, участвующих в массообменных процессах. В зави-
симости от свойств нефти, воды и параметров движения эмульсии
размер капель может изменяться в самых широких пределах. Когда
размер капель неизвестен, для упрощения расчетов принимают, что
при фиксированной обводненности эмульсии капли имеют наиболь-
ший размер, представленный на номограмме рис. 3.20 (25 мкм).
Так как при этом массообменные процессы происходят зна-
чительно медленнее, ошибка будет иметь положительное значение.
По известному значению dCp и W в квадранте А номограммы нахо-
дят точку их пересечения, от которой проводят вправо горизонталь
до пересечения с кривой 1 квадранта Б. Опуская ив полученной точки
перпендикуляр на ось Lnp, отсчитывают значение длины трубопро-
вода, на которой массообменные процессы окажутся завершенными.
239
Полное значение длины трубопровода определяется с учетом коэф-
фициента режима движения а] (квадрант В), учитывающего реаль-
ную вязкость системы, диаметр трубопровода, его производитель-
ность [12].
Значение а| определяется с помощью вспомогательного гра-
фика номограммы по известному значению числа Рейнольдса, рас-
считываемого по формуле
где - динамическая вязкость эмульсии, сП.
Рис 3.20. Номограмма для определения длины трубопровода, на которой в основном
завершаются процессы по доведению реагента до глобул пластовой воды
W - обводненность нефти, %; <1Ср - средний размер капель, мкм; Lnp - промежуточное значение длины, м;
а] - коэффициент, учитывающий режим движения эмульсии.
Полная расчетная длина трубопровода определяется из выра-
жения
Принимая, например, L = 4,5 км, W = 10%, dCp = 25 mkm,‘D =
15 см, Q = 2 млн.т/год, р^ = 30 сП, по номограмме рис. 3.20 (см
стрелки) определяем 11пр = 47 м. При расчетном значении Re = 17944
a = 0,84, Lp = 0,84-47 =' 39,5 м.
Сравнивая L и Lp видно, что реальная длина трубопровод:
более чем в 100 раз превышает необходимую для осуществлени:
массообменных процессов. Следовательно, в данном случае промы
еловая система трубопроводов является идеальным аппаратом дл:
240
завершения массообменных процессов, гарантирующим их осущест-
вление с большим коэффифициентом «запаса прочности». При более
высокой обводненности продукция скважин массообменные процес-
сы происходят еще быстрее, что позволяет завершить их на коротких
участках трубопроводов. Так как в подавляющем большинстве случа-
ев длина промысловых трубопроводов намного превышает необхо-
димую длину массообменных участков, расчеты целесообразно осу-
ществлять, принимая наибольшие значения dCp и наименьшие значе-
ния W.
3.11.2 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ КАПЕЛЬ В ТРУБОПРОВОДАХ
И КОММУНИКАЦИЯХ УСТАНОВОК
Определение размеров капель, до которых возможно их ук-
рупнение в присутствии деэмульгатора в процессе транспортирова-
ния по трубопроводам промысловой системы сбора, осуществляется
с помощью номограммы (рис. 3.21).
По известным значениям диаметра трубопровода D и его про-
изводительности Q (см. стрелки) в квадранте А находят точку I, от
которой проводят горизонгаль в квадрант Б до встречи с одной из
кривых, соответствующих значениям поверхностного натяжения на
границе раздела фаз нефть-вода 5-10-20-30 дин/см, получая таким
образом точку II. Выбор кривой определяется значением поверхност-
ного натяжения, полученного в лабораторных условиях на сталлог-
j мометре при обработке эмульсии заданным количеством деэмульга-
। тора q.
Промежуточные положения точек, соответствующие другим
| значениям поверхностного натяжения, определяются интерполяцией.
Опуская перпендикуляр на ось dMyn. отсчитывают промежуточное
значение диаметра капель (точка III), от которой в квадранте В про-
водят кривую, параллельную линиям, корректирующим значение
вязкости нефти. Вязкость нефти находят в квадранте Г. Проводя го-
ризонталь от заданного значения вязкости в квадрант В, находят точ-
I ку ее пересечения с корректирующей линией IV. Опуская из точки IV
1 перпендикуляр на ось dMy, отсчитывают значение диаметра капель,
к укрупнившихся в эмульсии в процессе ее транспортирования по тру-
Ц: бопроводу.
Пример. Полагая, что диаметр сборного трубопровода D=22
И cm,Q=3 млн.т/год, вязкость нефти при температуре Т-ВО^С равна 29
В сП (нефть ромашкинская, угленосная), находим dMy~38 мкм.
241
Из приведенного примера следует, что в трубопроводе про-
мысловой системы сбора с принятыми параметрами могут существо-
вать капли диаметром 38 мкм.
Рис. 3.21. Номограмма для расчета диаметра массообменной секции каплеобразова-
теля, размера капель и других параметров.
Q - производительность; D - диаметр каплеобразователя; dMyn - максимальный устойчивый диаметр глобул
(промежуточное значение); dMy - максимальный устойчивый диаметр глобул; ц - вязкость дисперсионной
среды (нефти).
Нефть: I - ромншкинская (угленосная); 2 - бавлинская (угленосная); 3 - ромашкннская (девонская); 4 - запад-
но-сургутская; 5 - усть-балыкская; 7 - мангышлакская; 8 - орланская; 9 - красноярская.
Однако, чтобы такое укрупнение стало возможным, необходимо,
чтобы в трубопроводе на участке коалесценции поддерживалась тем-
пература не менее той, которая принята в расчетах. Вместе с тем, из-
вестно, что температура нефти в направлении от скважин до сборных
пунктов снижается, поэтому важно знать длину участка, на котором
коалесценция может быть завершена [12].
242
3.11.3. ОПРЕДЕЛЕНИЕ ДЛИНЫ УЧАСТКА КОАЛЕСЦЕНЦИИ
Искомая длина может быть найдена с помощью номограммы
рис.3.22.
Для этого на оси D находят известное значение диаметра тру-
бопровода и из полученной точки опускают перпендикуляр, пересе-
кая ряд кривых равных диаметров капель до встречи с кривой, соот-
ветствующей расчетному значению параметра капель (точка I). Про-
водя от полученной точки горизонталь вправо до пересечения с кри-
вой заданной производительности (промежуточные значения опреде-
ляются интерполяцией) в квадранте Б, получают точку И. Опуская из
точки II перпендикуляр на ось L, отсчитывают промежуточное значе-
ние длины участка трубопровода. На вспомогательном графике
(квадрант В) по известному значению вязкости v находят значение
коэффициента «2- Общая длина участка, на которой завершается
процесс коалесценции, определяется из выражения L2 - «2ЬПр [12].
D,™
V.cCm
Рис. 3.22.. Номограмма для определения длины секции коалесценции каплеобразова-
теля или технологического трубопровода.
L - диаметр секции; d[_ - размер капель, до которого необходимо укрупнить глобулы; L2Hp - промежуточное
значение длины секции, а2 - поправочный коэффициент на вязкость; v; 1,2,3,4,5 - раскол 0,5; I , 2, 5; 10
млн.т/год.
Пример. При D = 30 см, dMy 370 мкм, Q = 2 млн.т/год, ЬПр =
49 м, v -= 20 сСт, «2 ~ 1,07, L2 = 49-1,07 52,4 м,
'Отсюда видно, что коалесценция капель завершается на не-
большом участке трубопровода, снижением температуры на котором
243
можно пренебречь. При транспортировании эмульсии по длинным
трубопроводам и снижения температуры потока критические разме-
ры капель уменьшаются. Поэтому укрупнение капель и последующий
сброс воды целесообразно осуществлять на таком этапе движения
эмульсии, когда возможно сохранение естественного тепла потока.
Это позволит избежать непроизводительных затрат. В наиболее об-
щем случае в расчетах учитывается температура эмульсии в месте
сброса воды. Например, при использовании дренажной воды темпе-
ратура потока повышается, что и учитывается в расчетах. Таким об-
разом, промысловый трубопровод выполняет роль коалесцирующего
аппарата и позволяет практически без затрат решить задачу укрупне-
ния капель перед операцией сброса воды из нефти. Зная размеры ка-
пель, легко рассчитать необходимую отстойную аппаратуру для осу-
ществления предварительного сброса или глубокого обезвоживания
нефти. Однако прежде чем переходить к такому расчету', необходимо
оценить возможность расслоения потока на нефть и воду в трубопро-
воде расчетного диаметра.
3.11.4. РАСЧЕТ возможности РАССЛОЕНИЯ ПОТОКА
Проведение расчетов сводится к следующему. По известному
значению v выбирают одну из номограмм рис. 3.23 и по известным
значениям Q и I) определяют положение точки I относительно точки
пересечения кривых Q и Q'. Если точка I оказывается ниже соответ-
ствующей критической точки, то капли не могут седиментировать и
находятся в потоке во взвешенном состоянии, если же выше - то в
потоке возможно расслоение на нефть и воду.
Одновременно с этим, проведя влево до оси d горизонталь-
ную линию, можно определить порядок размера капель, существова-
ние которых возможно в потоке, а также и перед расслоением, если
оно происходит.
Пример. При v = 30 сСт, D = 20 см, Q = 0,5 млн.т/год рас-
слоение невозможно, так как точка I оказалась ниже точки Г, соот-
ветствующей пересечению кривых 1-1'.
Выяснив возможность (или невозможность) расслоения пото-
ка, можно принять два решения:
-- осуществить сброс воды без дополнительных средств ин-
тенсификации и рассчитать необходимую отстойную аппаратуру, ис-
ходя из расчетного значения dMy;
- применить средства интенсификации (нагрев, монтаж кон-
цевого делителя фаз для расслоения потока) и осуществить глубокое
244
обезвоживание. В соответствии с этим проводился расчет отстойных
аппаратов [12].
Рис 3.23 Номограммы для оценки возможности (пиеиынания капель потоком
3.12. РАСЧЕТ ОТСТОЙНЫХ АППАРАТОВ
3.12.1. а) Без применения средств интенсификации. Расчел отстой-
ных аппаратов сводится к определению числа и типа отстойников,
необходимых для осуществления сброса воды при заданных техноло-
гических параметрах процесса и осуществляется с помощью номо-
граммы рис.З.Н. Необходимые исходные данные; цр.ц (или Т, °C), V
- объем отстойного аппарата, м\ nW- относительное об вечное со-
держание воды в нефти, %. Порядок расчета числа аппаратов покача-
ны в разделе 3.7.2. Кривые 1-6 номограммы рис. 3.1! соответствуют
объему отстойников 28, 50, 100, 200 м-^ резервуаров 2009 и 5000
245
Кривые 1-9 отражают зависимость вязкости нефтей различных неф-
тедобывающих районов от температуры [12].
3.12.2. 6) С применением средств интенсификации. Подогрев
эмульсии с помощью нагревателя или теплых дренажных вод, сбра-
сываемых с установок, позволяет уменьшить вязкость нефти и увели-
чить размер капель воды в ней. Оценка интенсификации процесса
укрупнения капель и последующего сброса путем повышения темпе-
ратуры осуществляется следующим образом. По номограмме рис.
3.21 с помощью значений Q, D, ст определяет значения бМуП и dMy,
соответствующие крайним значениям размера капель при нагреве
нефти в интервале температур от 10 до 50°С. Если требуемое значе-
ние d больше dMy, это свидетельствует о том, что при данных гидро-
динамических параметрах капли таких размеров существовать в по-
токе не могут и требуется изменение параметров Q, D, ст. Если d^n <
d < dMy, то на шкале dMy, то на шкале dMy находят требуемое значе-
ние d и восставляют перпендикуляр до пересечения с соответствую-
щей кривой, корректирующей влияние вязкости и соответствующей
размеру капель при первоначальной температуре Т°С.
От полученной точки пересечения проводят горизонтальную
линию до пересечения с кривой изменения вязкости нефти от темпе-
ратуры и опускают перпендикуляр на ось температур, где и находят
ее значение. Выигрыш в скорости осаждения и увеличении произво-
дительности отстойной аппаратуры в этом случае достигается в ре-
зультате проявления двух эффектов: увеличения размеров капель и
снижения вязкости среды (нефти). Например, для осуществления
требуемой степени сброса воды из нефти достаточно, чтобы диаметр
капель был 300 мкм. По номограмме рис. 3.21 находим, что темпера-
тура нагрева должна быть повышена до 25°С. Q=3 млн.т/год, ст=10
дин/см, D=30 см, нефть ромашкинская, девонская [12].
3.13. РАСЧЕТ ДЛИНЫ ТРУБОПРОВОДА ОТ ТОЧКИ ПОДАЧИ
ДРЕНАЖНОЙ ВОДЫ ДО ОТСТОЙНОЙ АППАРАТУРЫ
Длина трубопровода от нагревателя или точки ввода дренаж-
ной воды до отстойной аппаратуры, необходимая для укрупнения ка-
пель до заданных размеров (например, 300 мкм), рассчитывается так
же, как и участок коалесценции для холодного трубопровода, но с
учетом новых температурных условий [12].
246
3.14. РАСЧЕТ КОНЦЕВЫХ ДЕЛИТЕЛЕЙ ФАЗ
Наиболее высокая производительность отстойной аппаратуры
достигается при введении в нее потока, предварительно расслоенного
в трубопроводах на нефть и воду. Это достигается с помощью конце-
вых делителей фаз (расслоителей потока), длину и диаметр которых в
зависимости от исходных параметров рассчитывают с помощью но-
мограмм рис. 3.23, 3.24.
Рис. 3.24. Номограмма для определения параметров расслоения потока на нефть и
воду в концевьгх делителях фаз, трубчатых отстойниках и отстойной аппаратуре
предварительного сброса.
а, б - турбулентный режим; в - ламинарный режим; 1-J0 - трубы (аппараты) диаметрам 50. 60, 70, 80, 90, 100,
150, 200, 250, 300 см.
247
Имеются два варианта расчета, связанные с возможностью
расслоения потока без дополнительного укрупнения капель и с пред-
варительным их укрупнением. Для определения длины и диаметра
трубопровода, обеспечивающего, расслоение потока на нефть и воду,
с помощью номограммы рис. 3.24. устанавливают возможность этого
процесса для данных условий (производительность, диаметр капель в
конце трубопровода). Дтя этого определяют положение точки пере-
сечения кривой заданной производительности шкалы Q с перпенди-
куляром, опущенным (или восстановленным) соответственно из точ-
ки шкалы d. Если точка пересечения расположена в пределах квад-
ранта А и проведенная от нее горизонталь в квадрант Б пересечет од-
ну из кривых 1-10, то расслоение потока возможно без дополнитель-
ных операций по укрупнению капель, Если точка пересечения может
быть расположена только за пределам квадранта А, то приведенная
через нее горизонталь не пересечет ни одну из кривых 1 -10 и, следо-
вательно, расслоение потока произойти не может[12].
Вариант а. Положение контрольной точки позволяет
ожидать расслоение потока. Проведя от нее вправо горизонталь, на-
ходят точку пересечения с одной из кривых диаметров трубопровода
и, опуская перпендикуляр на ось L, определяют длину участка трубо-
провода, на котором можно ожидать расслоение потока. Например,
Q=2 млн.т/год, d=800 мкм. расслоение оказывается возможным в
трубопроводах диаметром 60, 70, 80,90,100 см. Учитывая небольшую
разницу в длинах трубопроводов, выбирают наименьший диаметр, в
данном случае 60 см. Длина участка оказывается равной 55 м.
Вариант б. Если для расслоения потока необходимо
предварительное укрупнение капель, то осуществляются дополни-
тельные расчеты. Для расчета должны быть заданы ц, Q, dMy, ст. Рас-
чет начинает с определения параметров укрупиительной секции тру-
бопровода, позволяющей увеличить диаметр капель до заданною
размера.
Для этого на оси р. номограммы рис. 3.21 находят заданное
значение вязкости и проводят вправо горизонтальную линию по пе-
ресечению с перпендикуляром, восстановленным от заданного (же-
лаемого) значения dMy, при котором обеспечивается быстрое рас-
слоение потока. От полученной точки пересечения параллельно кри-
вым, корректирующим влияние вязкости, проводят линию к шкале
dMy(1 и отмечают на ней промежуточное значение диаметра капель.
Восставляя из этой точки перпендикуляр к группе кривых поверхно-
248
стного натяжения квадранта Б и получив точку пересечения с соот-
ветствующей из них, проводят горизонтальную линию влево в квад-
рант А. Находят точку пересечения горизонтали с кривой заданного
расхода, восставляют от нее перпендикуляр к шкале D и отсчитывают
искомое значение диаметра.
Расчет длины секции укрупнения расслоителя фаз осуществ-
ляется с помощью номограммы рис.3.22. Для этого на оси d находят
два значения диаметра капель dj - размер капель на входе в укрупни-
телвную секцию и d2 - заданное значение, которое необходимо дос-
тигнуть. От точек пересечения соответствующих кривых диаметров
капель с перпендикуляром, опущенным из точки выбранного значе-
ния, проводят вправо горизонталь до пересечения с соответствующей
кривой производительности (квадрант Б). Опуская из полученных
точек перпендикуляры на ось L, отсчитывают два значения длины
трубопроводов I4 и L2- Длина укрупнительной секции IL определяет-
ся как разность между L2 и I4.
Lnp=^2 _ L1
3.15. РАСЧЕТ ДЛИНЫ И ДИАМЕТРА СЕКЦИИ РАССЛОЕНИЯ
Для расслоения потока эмульсии, размер капель которой был
предварительно укрупнен до требуемых размеров, необходимо смон-
тировать концевой участок трубопровода соответствующего диамет-
ра и длины. Для этого по известным Q и d на графиках в квадранте А
номограммы рис. 3.24. (см.стрелки) находят точку их пересечения,
затем проводят горизонталь в зону квадранта Б до пересечения с кри-
выми длин трубопроводов различных диаметров. Расслоение потока
возможно в трубопроводах только таких диаметров, для которых
кривые длин, представленные на графике в квадранте Б, окажутся
пересеченными горизонталью. В трубопроводах меньших диаметров,
кривые длин которых расположены ниже горизонтали, расслоение
потока при заданных режимных параметрах не будет эффективным.
При пересечении горизонталью несколько кривых выбирают ту из
них, которая больше соответствует диаметру проложенного или про-
ектируемого трубопровода[12].
Опуская перпендикуляр от точки пересечения горизонтали с
выбранной кривой на ось L, отсчитывают значение длины трубопро-
вода, на которой возможно полное расслоение потока. С увеличением
температуры длина и диаметр секции расслоения уменьшаются.
249
Графики рис. 3.24, представленные в квадрантах В, позволя-
ют установить границы применимости кривых квадрантов А и Б, ко-
торые рассчитаны для турбулентного режима движения. Эти же гра-
фики позволяют оценить степень турбулентности потока. Кривые в
квадранте Б, отсекаемые горизонталями, проведенными из точек пе-
ресечения линии диаметров труб в квадранте В с перпендикуляром,
восстановленным из точки на оси Re в квадранте В, отвечающие кри-
тическому значению, относятся к области ламинарного движения и в
расчетах могут не учитываться. При вязкости потока 0,5 Ст движения
жидкости в трубах диаметром 50-300 см в широком диапазоне произ-
водительностей оказывается ламинарным, поэтому графики квадран-
тов А и 15 рис. 3.24 построены для ламинарного режима движения.
Точки пересечения вертикали критических значений чисел Рейнольд-
са с кривыми диаметров позволяют определить минимальное значе-
ние производительности для каждого из них, выше которой начина-
ется область турбулентного режима движения. Для этого из точек
пересечения кривых с вертикалью ReKp проводят горизонтали на ось
производительности.
3.16. РАСЧЕТ ПРОПУСКНОЙ СПОСОБНОСТИ
ОТСТОЙНОЙ АППАРАТУРЫ ДЛЯ РАССЛОЕННЫХ ПОТОКОВ
Производительность отстойной аппаратуры для сброса воды
из расслоенных потоков можно рассчитать по формуле [12]
Q=0,033V,
где Q - производительность, млн.м^/год; V - объем аппарата, м3.
3.17. ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНОГО РАСХОДА РЕАГЕНТА
С увеличением расхода реагента размеры капель, которые
могут существовать в трубопроводе, уменьшаются. В ряде случаев
это приводит к увеличению времени отстоя и ухудшению качества
нефти. Поэтому важно правильно подобрать дозировку реагента и
осуществить обезвоживание (обессоливание) нефти при минималь-
ном его расходе. Это задача решается с помощью номограммы рис.
3.21 при заданных значениях Q, D, ц, dMy в следующем порядке. От
заданного ц проводят вправо горизонтальную линию до пересечения
с перпендикуляром, восстановленным из точки, соответствующей
заданному значению dMy. Из точки пересечения проводят линию па-
250
раллельно корректирующим кривым до пересечения с осью dMyn и
восставляют перпендикуляр к кривым поверхностного натяжения.
Затем находят точку пересечения кривой расходов Q с перпендику-
ляром, опущенным из точки с заданным значением D, проводят от
нее вправо горизонтальную линию в область кривых поверхностного
натяжения и находят точку пересечения с перпендикуляром, восстав-
ленным в эту зону от оси dMyn. По положению точки пересечения
интерполяцией определяют значение поверхностного натяжения, от-
вечающее необходимому расходу деэмульгатора.
Для упрощения расчетов целесообразно пользоваться графи-
ком, построенным в координатах: концентрация реагента в воде
(нефти) - поверхностное натяжение. По значению поверхностного
натяжения определяют необходимую концентрацию, а по известной
концентрации и обводненности продукции скважин - расход реаген-
та.
Для получения данных о значениях поверхностного натяже-
ния в условиях, приближенных к промысловым, поступают следую-
щим образом. Отбирают представительную пробу эмульсии на сква-
жине, вводят в нее различное количество деэмульгатора и отстаивают
при температуре, соответствующей температуре отстоя нефти в про-
мысловых условиях. Затем отделившуюся воду отбирают, определя-
ют значение сталлагмометре для каждого расхода реагента и выби-
рают такой расход, при котором значение ст в наибольшей степени
отвечает расчетному [12].
3.18. РАСЧЕТ СРЕДСТВ ИНТЕНСИФИКАЦИИ НА ДЕЙСТВУЮЩИХ
ОБЪЕКТАХ ПОДГОТОВКИ НЕФТИ
Одним из наиболее важных параметров, определяющих воз-
можность улучшения качества нефти или повышения производитель-
ности действующих объектов, является размер капель пластовой (или
промывочной) воды перед отстойными аппаратами или резервуарами
предварительного сброса. Размеры капель необходимо знать, напри-
мер, для определения технологически необходимого числа отстойных
аппаратов из общего числа работающих на действующей установке.
Это позволяет принять правильное решение о возможности высвобо-
ждения части из них для организации второй ступени (при необходи-
мости перевести обезвоживающую установку на режим обессолива-
ния), увеличения ее производительности и решения ряда других за-
дач.
251
В наиболее общем случае при движении водонефтяной смеси
от устья скважин до объектов подготовки нефти и в коммуникациях
установок на различных участках возможно как диспергирование ка-
пель пластовой воды (центробежные насосы, сепараторы, задвижки),
так и их укрупнение. Оценить конечный эффект от этих противопо-
ложных процессов можно лишь на основании данных дисперсного
анализа. Подобная оценка обычными средствами весьма трудоемка, а
при смешении на промыслах различных потоков нефти - иногда не-
выполнима.
Поэтому важно располагать методикой определения дисперс-
ности конкретных эмульсий на основе экспериментальных данных,
учитывающих специфику их формирования [12].
3.19. МЕТОДИКА ОПРЕДЕЛЕНИЯ ДИСПЕРСНОСТИ
КАПЕЛЬ В ЭМУЛЬСИИ
Такая методика разработана институтом ТатНИПИнефть. Пе-
ред отстойной аппаратурой отбирают пробы эмульсии, которая от-
стаивается в условиях, моделирующих производственные, и затем
строят графики в координатах количество выделившейся воды (W ) -
время (Т). Определение размеров капель и оценка на основе кривых
осаждения скорости расслоения эмульсии в отстойной аппаратуре на
нефть и воду осуществляются следующим образом. Кривые осажде-
ния, выражающие зависимость количества выделившейся воды от
времени отстоя эмульсии, с достаточной точностью аппроксимиру-
ются выражением:
at + о
(3.7.)
где t - время отстоя; AW' - количество выделившейся воды; а, b -
коэффициенты, характеризующие предельные количество и скорость
выделения воды, которые зависят от глубины разрушения эмульсии в
трубопроводах промысловых систем сбора или каплеобравователях.
Из теории седиментометрического анализа известен способ
нахождения функции распределения полидисперсной системы по
данным, характеризующим скорость совместного осаждения частиц
разных размеров [252]:
252
It'1 d\W)
dt2
(3.8.)
Переход от времени осаждения t к радиусу капель г осущест-
вляется по формуле
Н 8
2 kpqr2 г2
(3.9.)
где Н - высота отстойника; Др - разность плотностей воды и нефти;
q - ускорение свободного падения; цн - динамическая вязкость неф-
ти.
9 Яд,
2 \pq
Подстановкой значений W' и t из формул (3.7.) и (3.9,) в фор-
мулу (3.8.) получают функцию распределения капель воды по разме-
рам:
где Ь' == 3600.
Для упрощения расчетов необходимого числа отстойников
при предварительном сбросе или неглубоком обезвоживании удобно
использовать такой параметр, как осредненный радиус капель, опре-
деляемый выражением (полагая г - гср)
frF(r)dr
(З.И.)
253
Правомерность использования гСр для расчета отстойников
обусловлена тем, что его значение получено на основании данных об
осаждении капель реальной эмульсии и учитывают ее индивидуаль-
ные свойства. Из формулы (3.11) следует, что осредненный радиус
капель определяется параметрами соответствующей кривой осажде-
ния (коэффициенты а и Ь) и для его оценки не требуется проведения
дополнительных исследований, связанных с седиментометрическим
анализом водонефтяной эмульсии. Зная радиус укрупнившихся в
промысловой системе сбора или каплеобразователе глобул пластовой
воды, можно определить число отстойных аппаратов п по формуле
9 QhK
2 S'Lbpqr^ ’
(3.12)
где Q - производительность узла по жидкости; S*, L, h - соответст-
венно площадь поперечного сечения, длина и высота отстойника (от
зеркала воды до верхней образующей); цн - вязкость нефти; Др -
разность плотностей воды и нефти; q - ускорение свободного паде-
ния [12].
3.20. ФОРМУЛА ДЛЯ РАСЧЕТА ГЛУБИНЫ ОБЕЗВОЖИВАНИЯ
Достигаемая в этом случае глубина обезвоживания определя-
ется из выражения:
Д^ =
100%
(3.13.)
где AW - остаточное содержание воды в нефти [12].
3.21. УВЕЛИЧЕНИЕ РАЗМЕРА КАПЕЛЬ ПРИ НАГРЕВЕ
Необходимость такого расчета может возникнуть при оценке
целесообразности увеличения размера капель до требуемых размеров
при повышении температуры нефти (путем реализации резерва теп-
ловой мощности узла подготовки нефти для увеличения производи-
тельности установки или для улучшения качества обезвоженной или
обессоленной нефти). Определение температуры нагрева, необходи-
мой для увеличения размера капель от dQ до заданной величины d
254
внутри интервала возможных их размеров, которые могут существо-
вать в потоке при заданных гидродинамических параметрах, опреде-
ляется следующим образом.
С помощью известных значений Q, D, о, d0 по номограмме
рис. 3.21 определяют величины dMyn и dMy, соответствующие край-
ним значениям размера капель при нагреве нефти в интервале темпе-
ратур от 10 до 50°С. Если требуемое значение d больше dMy, это сви-
детельствует о том, что при данных гидродинамических условиях
капли таких размеров существовать в потоке не могут и требуется
изменение параметров Q, D, о.
Если dMyn < d < dMy, то на шкале dMy находят требуемое зна-
чение d и восстанавливают перпендикуляр до пересечения с кривой,
корректирующей влияние вязкости; кривая выходит из точки шкалы
dMyn, соответствующей размеру d0 при Т = 10°С. От полученной
точки пересечения проводят горизонтальную линию до пересечения с
кривой изменения вязкости нефти данного типа в зависимости от
температуры и опускают перпендикуляр на ось температур, где нахо-
дят искомое ее значение. Выигрыш в скорости осаждения (глубины
обезвоживания) достигается за счет проявления двух эффектов: уве-
личения размеров капель и снижения вязкости среды (нефти) [12].
3.22. ОПРЕДЕЛЕНИЕ ДОПУСТИМОГО УВЕЛИЧЕНИЯ
ПРОИЗВОДИТЕЛЬНОСТИ ТРУБОПРОВОДОВ
Не менее важно представлять, как изменятся размеры капель
при увеличении производительности действующих трубопроводов.
Такая задача возникает при необходимости увеличения объема неф-
ти, прокачиваемой по трубопроводу известного диаметра, при усло-
вии сохранения заданных размеров капель эмульсии и обеспечения
нормальной работы существующей отстойной аппаратуры (предва-
рительный сброс, глубокое обезвоживание, обессоливание). Задавае-
мые параметры - D, о, р., dMy. Для определения допустимой произво-
дительности трубопровода необходимо по номограмме рис. 3.21 от
значения известной вязкости ц провести горизонтальную линию до
пересечения с перпендикуляром, восстановленным от допустимого
значения dMy на соответствующей шкале. Затем от полученной точки
проводят линию, параллельную кривым, корректирующим влияние
вязкости, до пересечения с осью dMyn и восстанавливают перпенди-
куляр до кривой заданного значения о. Затем находят точку пересе-
чения горизонтали, проведенной влево от точки на кривой су, с пер-
пендикуляром, опущенным от точки на шкале D известного диамет-
2S5
ра. От полученной точки проводят линию, параллельную кривым
расхода, до пересечения с осью Q и отсчитывают на ней искомое зна-
чение Q. Аналогичным образом осуществляется проверка пропуск-
ной способности (с технологической точки зрения) подводящих тру-
бопроводов к отстойной аппаратуре или резервуарам товарных пар-
ков на действующих узлах подготовки нефти и проектируемых объ-
ектах [12].
3.23. ПОРЯДОК РАСЧЕТА РАЗЛИЧНЫХ ПАРАМЕТРОВ
ОБЕЗВОЖИВАНИЯ НЕФТИ
Для определения числа аппаратов на ступенях предваритель-
ного сброса пробы нефти отбираются из трубопровода перед этими
аппаратами и определяется диаметр капель по рассмотренной выше
методике. Затем, в зависимости от решаемой технологической зада-
чи, порядок расчета, направленный на определение технологического
режима, при котором набор аппаратов будет минимальным, может
быть следующим. Если размер капель на подходе к аппаратам ( в свя-
зи с особенностями сложившейся промысловой системы сбора) ока-
зывается достаточно велик или поток характеризуется как расслоен-
ный, что позволяет осуществить сброс воды за 15-20 мин., то допол-
нительные средства интенсификации не применяются. В противном
случае прорабатываются варианты интенсификации предварительно-
го сброса (в зависимости от конкретных условий) с помощью: подачи
реагента в промысловые системы сбора, концевых делителей фаз,
применения нагрева или дренажных вод, либо предусматривается
комбинированное использование этих средств. Расчет каплеобразова-
телей, концевых делителей фаз и трубопроводов изложен в предыду-
щих разделах.
УСТАНОВКИ ПОДГОТОВКИ НЕФТИ
На действующих установках подготовки нефти возникает по-
требность в решении таких задач как: повышение степени обезвожи-
вания; повышение производительности объекта; перевод установки
на режим обессоливания методом разделения отстойных аппаратов
на две группы или использования трубопроводов в интервале уста-
новка -- товарный парк.
Повышение степени (глубины) обезвожива
н и я при использовании каплеобравователей сводится к определе-
нию размеров капель на входе в отстойную аппаратуру при сложив-
256
шемся режиме движения эмульсии от теплообменной аппаратуры к
отстойникам, определению необходимых размеров для достижения
запанной глубины обезвоживания и расчету каПлеобразователя, обес-
печивающего укрупнение капель до требуемых размеров. Методы
расчета размеров капель рассмотрены ранее. Размер капель rAW, по-
зволяющий получить нефть с заданным остаточным содержанием
воды AW при прежних параметрах отстоя, определяется из выраже-
ния:
, r (aS Г 1 ..
м = vV (3'14)
Расчет каплеобразователя, необходимого для увеличения ка-
пель от размера г до rAW, осуществляется следующим образом.
Практика показала, что массообменные процессы перед входом в от-
стойную аппаратуру обычно бывают завершены в существующих
коммуникациях, и расчет массообменной секции во многих случаях
необязателен. Однако полный расчет предполагает: определение за-
вершенности массообменных процессов в существующих коммуни-
кациях путем сравнения длины существующих трубопроводов при
сложившихся Q, D, г, v, а с расчетной. Определение расчетной длины
массообменной секции рассматривалось ранее. Если длина сущест-
вующих коммуникаций меньше необходимой, то предусматривают
их удлинение, если больше расчетной, то определяют необходимые
параметры только секции коалесценции. Для этого, пользуясь извест-
ной методикой, по параметру rAW определяют диаметр коалесци-
рующей секции и ее полную длину L'rAW. Затем определяют длину
коалесцирующей секции Lr по параметру г. Итоговая длина LrAW
коалесцирующей секции определяется как их разность, т.е.
Дли' = ^'гди' 2(3.15.)
Установление коалесцирующей секции расчетной длины и
диаметра перед существующей отстойной аппаратурой позволяет по-
лучить нефть с заданным остаточным содержанием воды в ней.
При работе установки в блоке с промыело
вой системой сбора улучшение качества нефти на дейст-
вующих установках рассчитывается следующим образом. По кривым
осаждения, построенным для проб нефти, отобранных перед отстой-
9. Э-261
257
ной аппаратурой, определяют средний размер капель гСр, который
затем подставляют в формулу (3.13) и определяют остаточное содер-
жание воды в нефти, обрабатываемой по принятой схеме. Сравнивая
значения до и после использования промысловых систем сбора для
разрушения эмульсии, оценивают достигаемый при этом эффект. При
менее точных расчетах в формулу (3.13) можно подставлять вычис-
ленные по рассмотренной методике значения радиусов капель воды в
нефти, которые могут существовать в потоке при движении по про-
мысловым системам сбора обработанной деэмульгатором эмульсии.
Увеличение производительности установ
о к. В случаях, когда фактором, ограничивающим возможность уве-
личения производительности установок, является недостаток отстой-
ной аппаратуры, эта задача решается следующими технологическими
приемами:
- организацией работы установки в блоке с промысловой сис-
темой сбора;
- использованием каплеобразователей;
- использованием промысловой системы сбора и каплеобразо-
вателей;
- использованием коммуникаций, связывающих установку с
товарным парком, и совмещением учетных операций со сбросом бал-
ласта;
- комбинированным использованием перечисленных выше
приемов.
Повышение производительности установок при использова-
нии с технологической целью промысловых систем сбора осуществ-
ляется путем укрупнения капель в трубопроводах и более быстрого
их перевода в состав дренажной воды при последующем отстое.
Возможны два варианта работы установок: с предваритель-
ным сбросом пластовых вод и без него. Размер капель, укрупнивших-
ся в промысловой системе сбора на подходе к узлу предварительного
сброса, определяется по рассмотренной выше методике. По извест-
ным размерам капель и другим параметрам эмульсии, а также с уче-
том фактического объема отстойной аппаратуры ступени предвари-
тельного сброса Уф определяют количество сбрасываемой воды:
Q. = £100. (3.16)
Гр
258
где Vp - расчетный объем отстойной аппаратуры, необходимый для
полного сброса воды.
Объем сброшенной воды QB составляет одно из слагаемых,
определяющих общее увеличение производительности установки.
Второе слагаемое - увеличение производительности Q? в результате
ускоренного перехода в состав дренажной воды укрупнившихся ка-
пель при температуре процесса обезвоживания - определяется из вы-
ражения:
где Qf - первоначальная производительность; d], d2 - диаметры ка-
пель до обработки эмульсии в промысловой системе сбора и после
нее при температуре процесса обезвоживания, определяемые по рас-
смотренным выше методикам.
Новая производительность узла Q определяется из выражения
= (3i8)
Если капли, укрупнившиеся в промысловой системе сбора,
оказываются раздробленными в сепарационной аппаратуре, насосах,
различных участках коммуникаций установки, то значение d2 опре-
деляют по кривым осаждения, полученным для проб нефти, отобран-
ным непосредственно перед отстойной аппаратурой, либо находят
расчетным путем по номограмме рис. 3.21 для реальных параметров
потока. Обычно использование промысловой системы сбора для раз-
рушения эмульсии создает предпосылки для увеличения производи-
тельности установок подготовки нефти в несколько раз. Естественно,
что для реализации этой возможности необходимо, чтобы производи-
тельность насосов и пропускная способность коммуникаций соответ-
ствовали новым условиям.
Аналогично рассчитывается увеличение производительности
установки, работающей по схеме без предварительного сброса пла-
стовой воды. В этом случае слагаемое QB не учитывается. Если уве-
личение производительности установки сопровождается снижением
температуры потока, то определение размеров капель и все после-,
дующие расчеты проводят аналогично, НО для данных температурных
условий.
259
Применение каплеобразователей. Теоретиче-
ская производительность отстойной аппаратуры (дня горизонтально-
го отстойника объемом 200 м^) составляет около 9 млн.т/год. От-
стойные аппараты на действующих.установках подготовки нефти, где
число их всегда значительное, практически не накладывают никаких
ограничений на увеличение производительности установки. Ограни-
чивающими факторами обычно служат температура потока и недос-
таток нефти, который мог бы быть обработан на существующей от-
стойной аппаратуре. Объем нефти Q, которую необходимо обезвожи-
вать или обессоливать на той или иной установке, известен Расчет
средств интенсификации процесса сводится к определению парамет-
ров каплеобразователя, обеспечивающею заданную производитель-
ность существующей отстойной аппаратуры. По известной величине
(обводненность нефти) на номограмме рис. 3.24 определяют значение
Ксг и затем промежуточную производительность Q с помощью вы-
ражения
Q’ = Q-K.. (3.19)
Посте этого на оси Qnp откладывают значение Qnp/n (еле п
число имеющихся отстойных аппаратов) и восставляют перпендику-
ляр в квадранте Б до кривой, соответствующей объему одного суще-
ствующего отстойного аппарата. От полученной точки пересечения
проводят горизонталь в квадрант А, Из квадранта В от значения вяз-
кости конкретной нефти при температуре отстоя восставляют пер-
пендикуляр в квадрант А до пересечения с горизонталью и, опускаясь
оз полученной точки параллельно кривым диаметров капель на оси d,
отсчитывают значение диаметра капель, до которого должны быть
укрупнены глобулы в каплсобразователе. По известному d и другим
параметрам рассчитывают массообмснную н коалесцирующую сек-
ции каплеобразователя. Монтаж каплеобразователя на установке дает
возможность увеличить ее производительность до заданного уровня.
Использование трубопровода в интервале
установка-товарный парк. Увеличение производительно-
сти установки может быть достигнуто и в том случае, если в качестве
коалесцирующей секции использовать трубопровод, связывающий
установку с товарным парком, а учет качества нефти осуществлять
после заполнения резервуара. Достигаемую при этом производитель-
ность оценивают следующим образом. По известным D, ц, о, Q с по-
мощью номограмм рис. 3.21 определяют параметр dMy, при гемнера-
260
туре потока. Затем по номограмме рис. 3.11 находят суммарный объ-
ем резервуаров Q, необходимых для сброса выделившейся воды, и
сравнивают с объемом имеющегося резервуара Q'.
Если Q < Q , то необходимый уровень увеличения производи-
тельности будет достигнут. При Q > Q' необходимо выделить допол-
нительную емкость для сброса воды из нефти либо проложить до-
полнительный трубопровод расчетного диаметра. Расчет этого участ-
ка трубопровода осуществляется по номограмме рис. 3.24 (концевой
делитель фаз).
Перевод обезвоживающих установок на ре
жим обессоливания. Наиболее просто перевод обезвожи-
вающих установок на режим обессоливания достигается с помощью
каплеобразователей. Для этого имеющуюся отстойную аппаратуру
делят на две группы, одна из которых выполняет роль ступени обез-
воживания, а вторая - обессоливания. Затем по известному значению
Q' = Q/n, приходящемуся на один отстойный аппарат, определяют
величин;/ Qnp = Q'KC с помощью номограммы рис. 3.1 1, откладыва-
ют это значение на оси Qnp восставляют перпендикуляр до пересече-
ния с кривой объема отстойного аппарата (квадрант Б). От получен-
ной точки проводят горизонталь в квадрант А, в котором находят
точку пересечения с перпендикуляром, восставленным от соответст-
вующей кривой вязкости в квадранте В. Опускаясь на ось d парал-
лельно кривым диаметра в квадранте А, отсчитывают на нем размер
капель, до которого необходимо укрупнить глобулы в гидродинами-
ческом каплеобразователе. Затем проводят расчеты каплеобразовате-
лей для ступеней обезвоживания и обессоливания по рассмотренным
методикам.
Расчет перевода обезвоживающей установки на режим обес-
соливания с использованием трубопровода в интервале «установка-
товарный парк», сводится к проверке соответствия длины и диаметра
трубопровода параметрам каплеобразователя ступени обессоливания
и соответствия времени пребывания нефти в резервуарах времени
отстоя и выдаче рекомендаций об их изменении, если это необходи-
мо. Аналогичным образом рассчитывается возможность обессолива-
ния нефти в трубопроводах [12].
3.24. РАСЧЕТ ГИДРОДИНАМИЧЕСКИХ КАПЛЕОБРАЗОВАТЕЛЕЙ
В; современной технологии подготовки нефти на ступенях
обезвоживания и обессоливания широко применяются массообмен-
261
ные и коалесцирующие секции, каждая из которых рассчитывается
особым способом [12].
3.24.1. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ КАПЛЕОБРАЗОВАТЕЛЕЙ
НА СТУПЕНИ ОБЕЗВОЖИВАНИЯ
Доведение реагента до глобул пластовой воды и разрушение
бронирующих оболочек на их поверхности в смесительных устройст-
вах существующих конструкций (клапаны, задвижки, насадки и т.д.)
малоэффективны по следующим причинам:
- недостаточная продолжительность процесса турбулизации
(доли секунды, секунды);
- чрезмерное дробление капель (до 1-2 мкм);
- бесконтрольность процесса.
Массообменные процессы, как правило, осуществляются за
пределами этих устройств в коммуникациях установок и протекают
самопроизвольно, а эффективность их определяется случайными па-
раметрами движения эмульсии. В этих условиях значительное число
капель с неразрушенными бронирующими оболочками поступает в
отстойную аппаратуру, снижая эффективность ее работы. Массооб-
менная секция каплеобразователя предназначена для осуществления
эффективного массообмена между глобулами пластовой воды и кап-
лями воды, содержащей реагент-деэмульгатор (со степенью вероят-
ности 0,999 и более) в условиях, обспечивающих возможность суще-
ствования в потоке капель заданного размера.
В отличие от смесителей обычного типа, в массообменной
секции каплеобразователя доведение реагента до глобул пластовой
воды и разрушение бронирующих оболочек осуществляются в режи-
ме перемежающихся процессов дробления и коалесценции капель,
заданный размер которых контролируется режимными характеристи-
ками потока. Это позволяет исключить возможность передисперги-
рования капель и обеспечивает их быстрое укрупнение в коалесци-
рующей секции. В расчетах учитываются лишь результаты столкно-
вений капель в объеме нефти. Массообменные процессы, которые
происходят на стенках секций, играющих роль инверсирующих экра-
нов, не учитываются, что позволяет получить коэффициент надежно-
сти расчетных данных порядка 1,7 [253]. Для обеспечения полноты и
завершенности массообменных процессов в течение технологически
приемлемого времени прибегают к дроблению капель в потоке дс
определенных размеров, выбираемых в зависимости от обводненно-
сти поступающей на обработку нефти. Исходя из условий равенствг
262
расстояний между каплями в эмульсиях различной обводненности
рекомендуется принимать следующие расчетные значения диаметров
капель воды в нефти, обрабатываемой в массообменной секции:
w,% 1 5 10 15 20 30
d, мкм 5 10 22 27 36 68
Эти значения учитываются при определении диаметра и дли-
ны массообменной секции.
3.24.2. РАСЧЕТ ДИАМЕТРА МАССООБМЕННОЙ СЕКЦИИ О
Определяется по заданным или известным параметрам Q, цн,
рн, dCp, а с помощью номограммы 3.21 или из выражения
(3.20)
где ст - поверхностное натяжение на границе раздела «нефть-вода»,
дин/см; цв и цн - динамическая вязкость соответственно воды и неф-
ти, П; dCp - осредненный диаметр капель, см; и - средняя объемная
скорость потока, см^/с; рн - плотность нефти, г/см3.
Значение ст определяется экспериментально по известной ме-
тодике на сталогмометре после обезвоживания нефти при температу-
ре процесса и принятом расходе реагента в реальных условиях. Оп-
ределение диаметра массообменной секции с помощью номограммы
рис. 3.21 осуществляется следующим образом. По известным значе-
ниям цн в квадранте Г и заданному значению dCp находят в квадранте
В точку пересечения горизонтали и перпендикуляра, проведенных от
соответствующих заданных значений. От полученной точки V, двига-
ясь параллельно корректирующим кривым, выходят на промежуточ-
ную ось dMyn и от нее восставляют перпендикуляр до пересечения с
одной из кривых, соответствующих значению ст в квадранте Б (точка
II). Проводя от точки II влево, в квадрант А, горизонталь до пересе-
чения с кривой, соответствующей заданному значению производи-
тельности Q получают точку I. Перпендикуляр из этой точки на ось D
дает искомое значение диаметра массообменной секции [12].
263
При несовпадении значения диаметра со стандартным, при-
нимают ближайшее значение стандартного размера труб. Кривые
квадранта Б соответствуют значениям коэффициента поверхностного
натяжения в 5, 10, 20 и 30 дин/см. Кривые 1-9 квадранта Г выражают
зависимость «вязкость-температура» для нефтей различных нефтедо-
бывающих районов страны. Например, при Q] = 3 млн.т/год, цн = 30
сП, dCp = 35 мкм и ст = 10 дин/см диаметр массообменной секции ока-
зывается равным 22 см (схема отсчета отмечена стрелками на номо-
грамме).
3.24.3. РАСЧЕТНАЯ ДЛИНА МАССООБМЕННОЙ СЕКЦИИ
Может быть определена по номограмме рис. 3.25 или по фор-
муле
+ 2QD,
(3.21)
где W - обводненность нефти (в относительных единицах); Wpo -
количество введенного раствора реагента (в относительных едини-
цах); Wp - количество в нефти воды, обогащенной реагентом в ре-
зультате массообменных процессов при движении в секции (задается
обычно 0,999); К) - константа эффективности столкновений; dCp -
осредненный диаметр капель, см; D - диаметр массообменной сек-
ции, ом; v - кинематическая вязкость нефти, Ст; Q - расход обраба-
тываемой нефти, см^/с.
Средний размер капель выбирается в зависимости от обвод-
ненности обрабатываемой нефти: с увеличением обводненности диа-
метр капель принимают большим, что в последующем облегчает ра-
боту коалесцирующей секции. Определение длины секции с помо-
щью номограммы (рис. 3.25) осуществляется следующим образом.
На оси обводненности находят заданное значение W и от него
проводят кривую, параллельную линиям равных обводненностей до
пересечения с перпендикуляром, опущенным от выбранного значения
dCp (точка I). Проводя от полученной точки горизонгаль вправо до
пересечения с выбранной кривой эффективности столкновений, по-
лучают точку II. Опуская от нее перпендикуляр до оси L), отсчиты-
264
вают промежуточное значение длины массообменной секции L]Пр.
Полное значение длины секции определяется с учетом коэффициента
режима движения cq и участка установления потока AL = 20D. Зна-
чение а{ определяется с помощью вспомогательного графика рис.
3.25 по известному значению числа Рейнольдса, которое рассчитыва-
ется по формуле (3.22)
Re -_.
(3.22)
где v3 - кинематическая вязкость эмульсии, Ст. Lq - oqtqnp + 20D.
В зависимости от точки подачи реагента в технологической
схеме подготовки нефти используются различные кривые констант
эффективности столкновений.
Рис. 3.25. Номограмма для определения длины массообменной секции каплеобразо-
вателя или технологического трубопровода.
W - обводненность нефти; dCp - усредненный размер глобул; L| Пр -- промежуточное значение длины трубо-
провода; щ - поправочный коэффициент на режим движения. Место введения деэмульгатора в поток: 1 - на
групповых установках; 2 - иа головных участках сборных трубопроводов; 3 - на концевых ступенях сепара-
ции; 4 - на прием сырьевых насосов; 5 - перед нагревателями; 6 - на входе в массообменную секцию.
В частности, при подаче реагента на групповых установках - кривая
1; на головных участках сборных трубопроводов - кривая 2; на кон-
цевых ступенях сепарации - кривая 3; на прием сырьевых насосов -
кривая 4; перед нагревательными элементами - кривая 5; непосред-
ственно перед массообменной секцией - кривая 6. Например, при dCp
265
= 10 мкм, W = 1,5%; D = 22 см (реагент подается на прием сырьевых
насосов) и Q = 2 мн.т/год по номограмме рис. 3.25 промежуточное
значение длины массообменной секции L]np оказывается равным 28
м. При расчетном значении Re = 20000, cq = 0,84 м cqlqnp = 33,8 м.
При D = 22 см значение ALj = 4,4 м. Полная длина массообменной
секции определяется как
Д = а, 4,р+2^=23,5 + 4,4 = 27,9
3.24.4. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ КОАЛЕСЦИРУЮЩЕЙ СЕКЦИИ
Производительность отстойной аппаратуры увеличивается
пропорционально квадрату диаметра глобул пластовой воды. Поэто-
му перед поступлением эмульсии в отстойные аппараты необходимо
позаботиться о том, чтобы лишенные бронирующих оболочек глобу-
лы коалесцировали до возможно больших размеров. Основными па-
раметрами, ограничивающими возможность беспредельного увели-
чения размеров глобул воды, являются Q, D, цн, о [254-256]. Расчет
коалесцирующей секции осуществляется с учетом гидродинамиче-
ских параметров потока, обеспечивающих возможность получения
капель наибольшего размера при исключении возможности прежде-
временного расслоения эмульсии за счет гравитационного осаждения.
Это обеспечивает возможность длительного взаимодействия всех ка-
пель, находящихся в ней, сужение спектра диаметров капель и мак-
симально возможное приближение их к оптимальному значению. Для
предотвращения расслоения эмульсии в коалесцирующей секции
поддерживается турбулентный режим на таком уровне, когда верти-
кальная составляющая пульсаций скорости превышает скорость гра-
витационного осаждения капель воды. Это условие и принимается в
качестве исходного, ограничивающего укрупнительный процесс [12].
3.24.5. ОПРЕДЕЛЕНИЕ МАКСИМАЛЬНОГО РАЗМЕРА КАПЕЛЬ ВОДЫ,
НЕ ПОДВЕРГАЮЩИХСЯ ДРОБЛЕНИЮ В ТУРБУЛЕНТНОМ ПОТОКЕ
Размер капель, которые взвешены в этом потоке, определены
при различных значениях Q, цн с помощью номограммы рис. 3.26,
построенной при фиксированных значениях о = 10 дин/см в коорди-
натах d = f(D).
Для заданного значения Q и цн по пересечению кривых мак-
симального размера капель (1-7) с кривыми диаметров капель (1-7),
которые могут быть взвешены в данных условиях, определяется по-
266
ложение точки I на графике. Опуская перпендикуляр на ось диаметра
труб, определяют его значение. Влияние значений поверхностного
натяжения, отличных от 10 дин/см, учитывают с помощью поправоч-
ного коэффициента Кст, который определяется по формуле (3.23)
(3.23)
где а - фактическая величина поверхностного натяжения, дин/см.
Окончательный диаметр коалесцирующей секции записывают
как D = Dnp Кст и принимают ближайший меньший размер по стан-
дарту. Графики номограммы рис. 3.26 а-д соответствуют вязкости
нефти в 50, 30, 20, 10 и 5 сП. Кривые 1-7 и 1-7 построены для произ-
водительности секции 0; 5; 1; 2; 4; 6; 8 и 10 млн.т/год. Например, при
Q = 2 млн.т/год и цн = 10 сП находим на соответствующем графике
номограммы рис. 3.26 точку пересечения кривых 3 и 3 и определяем
диаметр коалесцирующей секции D = 38 см. Принимается ближай-
ший меньший стандартный размер, в данном случае D = 35 см. Мак-
симальный размер капель, не подвергающихся дроблению турбу-
лентным потоком нефти и находящихся во взвешенном состоянии,
равен 900 мкм [12].
3.24.6. ОПРЕДЕЛЕНИЕ ДЛИНЫ КОАЛЕСЦИРУЮЩЕЙ СЕКЦИИ
Длина коалесцирующей секции определяется по формуле
(3-24)
4 =
0,0264WDV nDv
+ 20D,
(3.24)
где do и d - соответственно исходный и конечный размеры капель.
Величина константы эффективности столкновений К прини-
малась равной 0,0001 [254]. Для ускорения расчета длины коалесци-
рующей секции построена номограмма рис. 3.22. Необходимые ис-
ходные данные: D, Q, d и v. От известных значений d и D проводят
соответственно линию равных диаметров и перпендикуляр до взаим-
ного пересечения (точка I), Горизонталь, вправо до пересечения с
кривой заданной производительности дает точку II. Опуская перпен-
дикуляр на ось L2np, отсчитывают промежуточное значение длины
267
1<2пр- Затем на вспомогательном графике по известному значению
вязкости находят значение коэффициента сс2-
Рис. 3.26. Зависимость размеров капель, гидродинамически устойчивых в потоке.
а-д - при температурах 10, 20, 30, 40, 50°С и вязкости 50, 30, 20, 10, 5 сП; 1-7 - максимальный размер устой-
чивых капель; 1-7 - размер капель, скорость осаждения которых равна скорости турбулентных пульсаций для
расходов 0,5; 1,0; 2,0; 4,0; 6,0; 8,0 и 10.0 млн.т/год.
268
Тогда длина коалесцирующей секции с учетом участка установления
потока определяется из выражения:
= а?АР + 20П, (3.25)
Кривые 1-5 номограммы рис. 3.22 соответствуют производи-
тельности секции в 0,5; 1; 2; 5 и 10 млн.т/год. Так, при D =- 30 см, Q =
2 млн.т/год, d = 370 мкм, Ь2пр = 49 м. При v = 20 сСт а = 1,07, отсю-
да L2 = 49-10,7 + 20-0,3 = 56 м [12].
3.25. ДЕЭМУЛЬСАЦИЯ НЕФТИ В ИНТЕРВАЛЕ СКВАЖИНА-
ПРОМЫСЛОВЫЙ ТОВАРНЫЙ ПАРК
Глубина обезвоживания нефти. Для оценки глубины разру-
шения эмульсии при ее движении по трубопровода^ и технологиче-
ских расчетов подготовки нефти (возможностей промысловых систем
сбора, коммуникационных и магистральных трубопроводов при про-
ектировании вариантов трубной деэмульсации на старых, а также на
вновь вводимых в разработку месторождениях) важно иметь пра-
вильное представление о функциональной связи между изменением
качества обработанной реагентом эмульсии, временем обработки (t) и
расходом реагента (С). Эти зависимости также могут быть использо-
ваны для оценки возможных изменений качества нефти при товаро-
транспортных операциях [35].
Рис. 3,27. Изменение сте-
пени обезвоживания неф-
ти в зависимости от рас-
хода деэмульгатора и
времени движения эмуль-
• сии в трубопроводе.
1-3 - расход деэмульгатора 30,
40, 50 г/т соответственно (экспе-
риментальные точки нанесены
кружками).
269
На рис. 3.27 видно, что по мере увеличения времени движе-
ния эмульсии по трубопроводам глубина ее разрушения возрастает.
Окончательную зависимость AW от t и С можно представить
в виде:
Д^= М------------. е~(к^к> "1+с}1,
(3-26)
где AW -остаточное содержание воды, %; М - коэффициент, учиты-
вающий полноту процесса (М = 0,7); kj-кд - коэффициенты, полу-
ченные эмпирическим путем (к] = 0,03344, к2 = 0,005643, кз =
0,0589, к4 = 0,5354); С - расход деэмульгатора, г/т; t - время движе-
ния эмульсии в трубопроводе, час; m - коэффициент (постоянная ве-
личина). При оптимальных значениях кз и кдт = 20.
Зависимость Д W = f(t', t) имеет вид:
100/'
ДЖ'=-----------------------------------^Ml----------, (3.27)
1,9880 - 0,0038/(1 + ^j0)/' + -у- + 0,13
где AW' - количество выделившейся воды, %; t' - время отстоя, час; t
- время движения эмульсии в трубопроводе, час.
Рис. 3.28. Зависимость между количеством воды, выделяющейся при разрушении
эмульсии, временем турбулизации и отстоя.
1-4 - время турбулизации 5, 10, 20 и 30 мин. соответственно (экспериментальные точки нанесены кружками).
270
При заданном уровне турбулентности существует оптималь-
ное время ведения процесса, которое должно учитываться в проектах
по подготовке нефти (рис. 3.28).
3.26. РАЗРУШЕНИЕ ЭМУЛЬСИИ ДЕВОНСКОЙ НЕФТИ
В ПРОМЫСЛОВЫХ СИСТЕМАХ СБОРА
Наибольший объем добываемой в стране нефти приходится
на девонскую нефть. Поэтому значительный интерес представляют
особенности деэмульсации этой нефти в трубопроводах промысло-
вых систем сбора в интервале дожимная насосная станция
(ДНС)-товарный парк (рис. 3.30). По трубопроводу в товарный парк
с ДНС поступало около 1500 т/сут. нефти обводненностью 15-25%.
Длина трубопровода 10,5 км, время движения нефти в среднем 8,5
час; скорость движения 0,3-0,5 м/с, число Рейнольдса изменялось от
2000 до 3000, что соответствует переходному режиму от ламинарного
к турбулентному [35].
Деэмульгатор дисолван 4411 подавался 65-%ной концентра-
ции насосом-дозатором типа НДУ-50/150 из расчета 20-30 г/т обраба-
тываемой жидкости без разбавления. Для отбора проб по трассе тру-
бопровода в четырех точках были установлены пробоотборные вен-
тили. Пробы отбирались в каждой точке из пяти слоев по сечению
трубопровода.
Обводненность и вязкость обработанной реагентом эмульсии
в результате ее эффективного разрушения оказываются разными как
по длине трубопровода, так и по сечению. В нижней части трубопро-
вода обнаружен слой свободной воды. Характерно, что все эти про-
цессы имели место при температуре нефти +5, +9°С. Основное коли-
чество воды (около 90%) при отстое, как правило, отделяется в пер-
вые 10-15 мин. при отстое.
Обводненность и вязкость обработанной реагентом эмульсии
в результате ее эффективного разрушения оказываются разными как
по длине трубопровода, так и по сечению. В нижней части трубопро-
вода обнаружен слой свободной воды. Характерно, что все эти про-
цессы имели место при температуре нефти +5, +9°С. Основное коли-
чество воды (около 90%) при отстое, как правило, отделяется в пер-
вые 10-15 мин. при отстое.
Содержание воды в пробе нефти, отобранной из первой (I)
точки (см. рис. 3.29), расположенной после газового сепаратора 1
ступени, изменялось в очень широких пределах.
271
Так, в результате разрушения эмульсии в трубопроводах в бу-
лите обнаружена свободная вода, которая порциями откачивается в
трубопровод. С другой стороны, имеют место и такие случаи, когда в
трубопровод откачивалась практически безводная нефть, В наиболее
общем случае по трубопроводу в 1 сечении вдоль его нижней обра-
зующей двигалась свободная дренажная вода, а над ней - обводнен-
ная нефть с убывающим содержанием воды к верхней его образую-
щей. При отстое эмульсия быстро и глубоко обезвоживалась при
температуре 20°С.
ГЗУ-И
Рис. 3.29. Изменение параметров эмульсии по длине сборного трубопровода Акташ-
ской системы сбора в процессе трубной деэмульсации.
ГЗУ - групповые замерные установки; ДНС - дожимные насосные станции; ДТП - Акташский товарный
парк; Н - высота по сечению трубопровода; 1 -IV - исследованные сечения трубопровода при расходе реаген-
та 20 25 (6), 28 Цв) г/т; 1-3 - содержание воды соответственно исходной, выделившейся н остаточной (W)
по сечениям; 4-6 - вязкость эмульсии при 0; 10; 20аС соответственно (q).
Несколько иная картина обнаруживалась при отборе нефти
после откачивающего насоса (II). Здесь во всех случаях образуется
стойкая, почти не расслаивающаяся в течение всего периода отстоя
при температуре 10-15°С эмульсия. Содержание воды во всех сече-
ниях трубопровода оказывается практически одинаковым.
В процессе дальнейшего движения эмульсии по трубопроводу
(III) вредная работа насоса нейтрализуется, эффективно разрушается
272
‘J
эмульсия уже на расстоянии 5 км от насоса. При этом в нижней части
трубопровода движется свободная дренажная вода, а в большем его
сечении - практически безводная нефть (за исключением зоны про-
межуточного слоя). Это свидетельствует о том, что при переходе от
ламинарного режима к турбулентному возможно эффективное рас-
слоение эмульсии даже при низких температурах.
Введение в поток разрушенной эмульсии обводненной нефти,
не обрабатывавшейся реагентом, приводит к некоторому перераспре-
делению воды по сечению трубопровода (IV).
Как и прежде, вдоль нижней образующей трубопровода дви-
жется свободная вода. Турбулентность потока на участке после под-
ключения трубопровода возросла и соответствовала числу Рейнольд-
са 3000 против турбулентности потока предыдущего интервала, соот-
ветствующего числу Рейнольдса 2000. Соотношение обработанной и
необработанной в точке смешения нефтей составляло 1:1, на смеше-
ние поступала отсепарированная диспергированная на насосе в от-
сутствии реагента стойкая эмульсия. Однако и в этом случае расслое-
ние потока осуществлялось с достаточной степенью эффективности,
и в ряде опытов нефть по сечению трубопровода была практически
безводной, а в других случаях вода отстаивалась от нефти в течение
10-15 мин. Это свидетельствует о высокой эффективности процессов
разрушения эмульсии на конечном участке трубопровода длиной 4,5
км, работавшего в менее благоприятных условиях, чем предыдущий
участок.
3.27. РАЗРУШЕНИЕ В ПРОМЫСЛОВЫХ СИСТЕМАХ СБОРА ЭМУЛЬСИИ
СЕРОВОДОРОДСОДЕРЖАЩЕЙ НЕФТИ
Эмульсии сероводородсодержащей нефти труднее поддаются
деэмульсации, чем девонской. Вместе с тем на большом числе место-
рождений У рало- Поволжья и других районов добываются значитель-
ные количества обводненной нефти угленосных горизонтов, нуж-
дающейся в деэмульсации [35].
Исследования и практика показали, что угленосная эмульсия
также эффективно разрушается в трубопроводах систем сбора и
транспорта даже при низких температурах. Содержание воды в нефти
после отстоя на типовом объекте распределялось следующим обра-
зом: в начале трубопровода оно составляло 20-25%, в середине 5-
20%, в конце трубопровода 0,5-5%. В процессе движения угленосной
эмульсии по трубопроводу в течение 10 час происходит укрупнение
глобул воды (рис. 3.30), что обеспечивает эффективное отделение
273
основного количества ее от нефти. В пробах, отобранных в конце
трубопровода (т. Ш, перед товарным парком), остаточное содержание
воды колебалось от 0 до 8,0%.
Рис. 3.30. Изменение параметров потока эмульсии угленосной нефти на участке ГУ-
112 ЭЛОУ-2 НГДУ «Бавлынефть».
ГУ - групповые установки; СП - сборные пункты; МН - исследованные сечения трубопроводов при расходе
реагента 30 (а,б), 20(в) г-/т. Остальные обозначения те же, что и на рис. 3.29.
Так как температура нефти в трубопроводе (Тн) составляла 2-
3°С, слой свободной воды в нижней части его не возник, хотя режим
движения потока был ламинарным. В целом поток представляет не-
равновязкую систему (с разными значениями вязкости по длине и
сечению трубопровода). Снижение вязкости эмульсии обусловило
снижение давления в трубопроводе после насоса с 15-17 до 9-12
кгс/см2 (изб.). Иногда высказывается опасение, что осуществление
трубной деэмульсации сопряжено с возможностью интенсивной кор-
розии и выходом трубопровода из строя. Результаты измерений ско-
рости коррозии трубопроводов (продолжительность испытаний 33
сут.) представлены в таблице 3.9.
274
Таблица 3.9.
Серия опытов Скорость коррозии, г/м--час Условия опыта
1 2 0,00697 0,00465 С подачей реагента Без его подачи
Данные таблицы 3.9 показывают, что скорость коррозии при
проведении трубной деэмульсации по сравнению с транспортирова-
нием обводненной эмульсии несколько возрастает. Однако абсолют-
ные показатели скорости коррозии в обоих случаях не являются бо-
лее опасными для эксплуатирующихся трубопроводов чем при сборе
высокообводненной нефти. Это тем более верно, что для предотвра-
щения коррозии широко применяются металлопластмассовые трубы
и ингибиторы.
При движении эмульсии в турбулентном режиме тенденции к
расслоению при расходе деэмульгатора 17 г/т не проявлялась во всем
диапазоне чисел Рейнольдса от 4340 на начальных до 6600 на конеч-
ных участках трубопровода. Глубина разрушения эмульсии по нуги
ее движения в направлении от начальных к конечным участкам тру-
бопровода изменяется неравномерно. Так, остаточное содержание
воды в первой пробе нефти после ее отстоя оказалось 33-34%, в про-
бе, отобранной после ДНС - 2-6%, а в более отдаленной точке по пу-
ти движения нефти по трубопроводу 20-25%.
Это свидетельствует о пульсирующем режиме работы трубо-
провода и соответствующем ему изменении качества эмульсии на
начальных участках трубопроводов. В самом деле, только в конце
трубопровода процесс разрушения эмульсии был осуществлен доста-
точно глубоко, что и обусловило возможность получения качествен-
ной после отстоя нефти со сравнительно небольшим количеством ос-
таточной воды (1,2-2,4%). Это имело место при значительном возрас-
тании турбулентности потока, что связано с подключением к основ-
ному трубопроводу дополнительной сборной линии и увеличением
общего расхода жидкости на конечном участке почти в 1,5 раза.
Увеличение расхода реагента до 20 г/т (серия в) значительно
ускорило процесс разрушения эмульсии, привело к укрупнению ка-
пель в потоке и его расслоению на нефть и воду уже на начальных
участках трубопровода (см. рис. 3.31) при числах Рейнольдса 4000-
5000 (точки I, И, Ш).
Увеличение скорости и турбулентности потока на конечном
участке трубопровода до уровня, характеризуемого числами Рей-
275
нольдса около 6000, привело к исчезновению водного подслоя (точки
VI, VII) и выравниванию концентрации воды в нефти во всех сечени-
ях трубопровода. Следовательно, на прямолинейных участках трубо-
проводов при таком уровне турбулентности потока вода в свободном
виде существовать в потоке не может и в целом для него характерна
эмульсионная структура. Вместе с тем глубина отделения воды от
нефти при ее последующем отстое остается весьма высокой.
Рис. 3.31. Изменение параметров потока эмульсии угленосной нефти в процессе
трубной деэмульсации при турбулентном режиме.
MV исследованные сечения трубопровода при расходе реагента 0 (а); 17.3 (б); 20,4 (в) г/т: 1-3 - содержание
воды соответственно исходной, выделившейся и остаточной (W) по сечениям.
Расслоение потока на нефть и воду обнаруживается также и
по сечению бокового подводящего трубопровода (точка IV, серия в),
После булита и откачивающего насоса (точка VI, серия в) для потока
также характерна эмульсионная структура.
Достаточно глубокое разрушение эмульсии при ее обработке
реагентом в трубопроводах достигается уже на начальных участках
длиной до 2-8 км. В данном случае воду можно было бы сбросить в
районах ДНЮ-1, ДНС-2 или в любой другой, удобной для этих целей
промежуточной точке. С увеличением времени движения эмульсии
276
по трубопроводу глубина ее разрушения возрастет Запас техноло-
гического времени для разрушения эмульсии в процессе ее движения
по промысловым трубопроводам в несколько раз превышает необхо-
димее для этих целей время. Такой резерв времени обеспечивает вы-
сокую устойчивое^ процесса деэмульсации нефти и s арантируст по-
лучение качественной продукции при форсированном режиме работы
водоотделительных устройств (булнгы, резервуары н г «.). Таким об-
разом. угленосные эмульсии успешно разрушатся в |рубопроводах
при числах Рейнольдса 4000-6000, расходе pestcusa <7 ’б-. icwncpa-
гуре 20°С и времени движения 4-6 час
Увеличение расхода реагента до 20 :/т позволяет осуществ-
лять этот процесс в течение 30-60 мин (при неизменных других тех-
нологических параметрах) на длине участка трубопровода 2-4 км, что
создает пятикратный запас технологического времени и обеспечивает
устойчивость процесса разрушения эмульсии н 'эффективную работу
водоэтделительпой аппаратуры Расслоение вязких угленосных
эмульсий па нефть и воду при движении системы в турбулентном ре-
жиме возможно уже при числах. Рейнольдса 4800
3.28. РАЗРУШЕНИЕ ЭМУЛЬСИИ СМЕСИ
СЕРОВОДОРОДОСОДЕРЖАЩЕЙ 3! Д&ВОШ КОЙ НЕФТЕЙ
Активному разрушению в трубопроводах ипддан,уц;я не толь-
ко девонские и угленосные эмульсии R «относительно числом виде, но
и их смеси, которые плохо поддаются деэмульсаипя па установках
обычного шпа В промышленных условиях -»то было показано на
примере промысловых систем сбора НГДУ Ямашнсфгь с выходом на
Дктгшский товарный парк. В Ак|Я!Жкий товарный парк по трубо-
проводам систем сбора и транспорта нефти НГДУ Ямашнефть посту-
пало около 1050 г нефти обводненностью )5-18% Соотношение де-
вонской и угленосной нефтей составляло tj Длина трубопровода
между 13НУ и товарным парком несколько бо.',.ше 49 км. Время
движения эмульсии к товарному парку (к? трубопроводам о> самых
олдаленныхточек 60-70 час. Средняя скорость движения смеси 0.15-
ОД м/с, число Рейнольдса 400-800, что соответствует метко выражен-
ному ламинарному режиму [35].
Для разрушения эмульсии в (рубопроьоде, снижения ее вяз-
кости и решения проблемы подготовки нефти на первом этапе ни го-
ловных участках трубопроводов подавался дисолван 44 iI в количе-
стве: лотом -• 50-55 г/г и в зимний период - 65 /0 /т.
Обработанная реагентом и разрушенная в трубопроводах
эмульсия после подогрева в теплообменнике, установленном на то-
варном парке, до 25°С поступали в технологический резервуар РВС-
5000, снабженный распределительным вводом, где осуществляется
сброс основного количества воды. Остаточное содержание воды в
нефти сразу же после заполнения резервуара составляет 1-3%. Обез-
воженная нефть поступала в товарный резервуар (РВС-5000), где ос-
таточное содержание воды за время товаро-сдаточных операций сни-
жается до 0,3-1,0%. Так как режим движения в системе сбора и
транспорта ламинарный, расслоение потока на нефть и воду осущест-
вляется непосредственно в трубопроводе. Поэтому основное количе-
ство воды отделяется от нефти в технологическом резервуаре сразу
же после входа в него, и задалживать резервуар или отстойник для
длительного отстоя нефти необходимости нет.
3.29. РАЗРУШЕНИЕ ГАЗИРОВАННЫХ И ДЕГАЗИРОВАННЫХ ЭМУЛЬСИЙ
Работами В. Геритца [6], Г.Б. Ши [56] было показано, что
введение реагента перед газовыми сепараторами позволяет осущест-
влять деэмульсацию нефти при более мягких технологических пара-
метрах (низкий расход реагента, более низкая температура нагрева и
т.д.), чем при введении реагента в поток нефти после него или непо-
средственно на установке подготовки нефти. Причины эффективно-
сти раннего ввода реагента объяснялись соблюдением требования
достаточно осторожного и длительного перемешивания эмульсии с
реагентом при разгазировании нефти в сепараторе; в дальнейшем, по
мнению авторов, достаточно хорошего перемешивания достигнуть
весьма трудно.
В [63] показано, что промысловый трубопровод наряду со
своими прямыми функциями выполняет роль активного аппарата по
разрушению эмульсии независимо от того содержится в потоке газ
или нет, а также вводился ли реагент в газированную или в дегазиро-
ванную эмульсию.
И в том, и в другом случае после введения реагента нефть
транспортировалась по трубопроводу длиной 4 км, в конце которого
и осуществлялся отбор проб. Динамика отделения воды от нефти, а
также глубина обезвоживания в обоих случаях оказались практиче-
ски одинаковыми, что окончательно не оставляет никаких сомнений
в непричастности в таких условиях газовой фазы к прочности брони-
рующих оболочек на каплях пластовой воды.
278
Единственным, общим для всех случаев условием, обеспечи-
вающим снижение стойкости эмульсий, является механическое дроб-
ление бронирующих оболочек на каплях пластовой воды и их слия-
ние при движении потока в турбулентном режиме.
3.30 ДЕЭМУЛЬСАЦИЯ НЕФТИ В ИНТЕРВАЛЕ ПРОМЫСЛОВЫЙ
ТОВАРНЫЙ ПАРК-ГОЛОВНЫЕ СООРУЖЕНИЯ
Обезвоживание. Во всех нефтедобывающих районах страны
промысловые товарные парки связаны с головными сооружениями
развитой сетью нефтепроводов. В процессе движения нефти по тру-
бопроводам в этом интервале деэмульсация ее автоматически про-
должается, что выражается в дальнейшем разрушении глобул пласто-
вой воды, их укрупнении и даже расслоении потока на нефть и воду.
Таблица 3.10.
Товарный парк, из кото- рого ведется откачка Содержа- ние воды в откачи- ваемой нефти, % № резер- вуара, при- нявшего нефть на АГС Глубина отбора проб от зеркала взлива, см Содержание воды в резер- вуарах (в %) при времени отстоя, час
0 2 4 6
1 2 3 4 5 6 7 8
Кичуйский 1,7 1 150 0,06 0,06 0,03 -
300 0,09 0,12 0,03 -
445 0,09 0,06 0,09 -
Ходовая 0,03 0,21 0,18 0,3
проба По ГОСТ - 0,12 0,15 -
Альметьевский, 0,61 2 150 0,03 0,03 0,06 -
Миннибаевский 300 0,24 0,06 0,03 -
352 0,12 0,06 0,06 -
Ходовая 0,27 0,18 0,0 Следы
проба
По - 0,15 0,09 -
ГОСТ
Примечание: Трубопровод АТП-АГС-П длиной 4 км. Время движения 0,7 ч. Трубопровод
МТП-АГС-П длиной 15 км. Время движения 47,5 ч
279
Это создает предпосылки для быстрого и эффективного сбрасывания
отделившейся «оды в резервуарах головных сооружении и решения
задачи глубокого обезвоживания нефти практически без дополни-
тельных капитальных затрат [4, 17, 45, 64, 244, 65-6R] Из представ-
ленных. в таблице 3.10 данных видно, что в товарный парк Альметь-
евских головных сооружений поступала глубоко разрушенная эмуль-
сия. Содержание воды в пробах нефги, отобранных на входе в резер-
вуары после транспортирования по трубопроводу в интервале Кичуй-
ский товарный парк - Альметьевские головные сооружения (длина
трубопровода 28 км, время движения нефти И час), изменялось от
0,21% до 0,03%. а на Кичуйском товарном парке эта нефть была при-
нята с остаточным содержанием балласта 1,“%.
Аналогичные результаты были получены и при анализе неф-
ти, поступающей в резервуаре головных сооружений по трубопрово-
дам из Азнакаевского, Карабашского, Альметьевского, Миннибаев-
ского, Северо-Альметьевского и Тихоновского товарных парков. Ха-
рактерно, что в процессе этих исследований глубокое обезвоживание
нефти было достигнуто без специальной обработки эмульсии реаген-
том в трубопроводах. Процессы разрушения эмульсии в этих случаях
продолжались за счет путевых эффектов в присутствии остаточного
реагента, находящегося в нефти после се обезвоживания на промы-
словых установках. Введение дополнительного количества реагента
(20 г/г) в откачиваемую нефть на промысловых товарных нарках к
существенному улучшению результатов практически не приводило.
Это свидетельствует о том, чго даже при значительных рас-
ходах реагента для осуществления глубокого обезвоживания на про-
мысловых установках недоставало воздействия двух факторов: ин-
тенсивной турбулизации эмульсии и времени. А именно действие
этих факторов при последующей транспортировке эмульсии по тру-
бопроводам обеспечивает достигаемый эффект. Однако высокая эф-
фективность процессов разрушения эмульсии в трубопроводах при ее
транспорте нл головные сооружения во многих случаях не использу-
ется. так как резервуары товарных парков головных сооружений пло-
хо приспособлены лля сброса отделившейся пластовой воды. Здесь
зачастую net ни современных очистных сооружений, ни объектов
утилизации еючныч вод. Технология заполнения и онорождения ре-
зервуаров также не позволяет осуществить непрерывный сброс пла-
стовых вод. гак как эти процессы осуществляются по одному и тому
же вводу, и отделившаяся от нефти вода при откачке захватывается
280
насосами в первые же минуты их работы и направляется вместе на
перерабатывающие заводы.
Таблица 3.11,
№ № пп Головные сооружения, принявшие нефть Промысловый товарный парк, отка- чавший нефть Содержание воды в нефти откачиваемой из промысле- вого товарного парка, % Глубина отбора пробы ОТ веркала вал ива, см Содержа- ние в нефти после заполне- ния ре- зервуаров
воздуха нефти
1 2 3 4 5 «1 1 71 8
Лениногор-
1. Карабахские ский, Кара- 15,34 -11 131 10 2,4
башский 245 2,6
480 2,6
715 2,8
945 3,4
2. Бавлинские Карабахский 1,2 -5 + 10 10 0,03
180 0,18
3S0 0,21
520 0,21
655 0.4
680 98
3. Бавлинские Бавлинские 0,8 -28 45 10 0,21
280 0,3
580 0,78
830 48
4. Азнакаевские Азнакаевский 0,98 -17 + 14 10
230 0,21
550 0,21
770 0,3
850 0,3
870 99
5. Азнакаевские Чихмянский 1,65 -12 +6 10 0,27
Сулеевский 180 0,27
320 0,4
470 0,6
620 0,6
636 90
6. Азнакаевские Азнакаевский 3,0 -16 + 14 10 1,8
225 1,8
440 1,6
655 1,8
840 1,8
Аналогичная картина сложилась при анализе нефти, которая
1ыла получена при использовании в технологических целях товарных
1арков Бавлинских, Карабашских, Азнакаевских и Ромашкинских
оловных сооружений в зимний период (табл. 3.11).
Из табл. 3.11 видно, что смесь нефти, откачанной в зимних
словиях с Лениногорского и Карабашского товарных нарков на Ка-
абашские головные сооружения, содержала 16,34% воды. После
281
операций по приему-сдаче и сбросу отделившейся воды в резервуар
№1 среднее содержание воды в нефти оказалось 2,7% Все это имел
место при сравнительно низкой температуре нефти (31 °C).
Обезвоженная нефть может быть получена на всех головны
сооружениях даже при температуре нефти 5-10°С.
Увеличение температуры нефти до 18-26°С позволит в иода,
[яющем большинстве случаев получить практически безводну
нефть
Таким образом, практика полностью подтвердила правил
ность теоретических предпосылок и показала, что при движен?
обезвоженной на промыслах нефти в нефтепроводах от промысловь
товарных парков до головных сооружений процесс разрушен!
эмульсии продолжается с высокой степенью интенсивности благод
ри путевым гидродинамическим эффектам. Это означает, что испол
тование промысловых трубопроводов и резервуаров головных с
оружений в качестве техноло!ических аппаратов и совмещение пр
цессов транспорта, приема и сдачи нефти с ее деэмульсацией позв
ляет решить проблему глубокою обезвоживания нефти (остаточн-
содержание воды не более 0,2%) как в летний, так и в зимний пери
ды при незначительных капитальных затратах и без строительст
дополнительных установок по подготовке нефти. Режим работы т
варных парков всех головных сооружений Татарии позволяет осуш
С'ПЗЛЯГЪ это.
Отсюда ясна бессмысленность строительства и эксплуатащ
многих 'термохимических обезвоживающих установок, на когорь
нефть в технологическом цикле может находиться не более 2-3 ч, т
как по условиям приемо-сдаточных операций обезвоженная неф
выдерживается в резервуарах (включая и период заполнения) в 5
раз дольше.
В этом случае гораздо целесообразнее после подогрева и )
рячей сепарации газа для устранения потерь легких фракций напр
вить нефть непосредственно в резервуары, где и осуществить сбр
пластовой воды. Причем в подавляющем большинстве случаев те
пера 1 ура подогрева нефти может бьнь снижена с 60 до 40°С.
На рис, 3.32 приведены типичные данные о режиме рабег
резервуаров головных сооружений, откуда видно, что время ожил
ния откачки после заполнения резервуаров в подавляющем болыли
стве случаев более чем достаточно для осуществления операций
сбросу отделившейся в подводящих трубопроводах аоды и изменяе
ся от 4 до 14 ч. Для этого лишь необходимо, чтобы резервуары бы
282
I
оборудованы соответствующими устройствами, позволяющими осу-
ществлять сброс воды быстро и эффективно.
№№
Чшл мести»
'нН 11 |12 |13 И4| 13116 117
ВГУУСТЖ!
г
2
3
5
Рис. 3.32. Режим работы товарных парков головных сооружений.
I - заполнение; 2 - ожидание откачки; 3 - откачка; 4 ~ простой; 4 н 6 - и т.д. время ожидания откачки.
Из данных табл. 3.12 видно, что совмещение приемо-
сдаточных операций с технологическими процессами позволяет за
счет сброса воды из резервуаров без какой-либо дополнительной об-
работки реагентом и подогрева существенно улучшить качество неф-
ти (довести содержание воды в ней в летний период до 0,23%) и в 8
раз уменьшить содержание солей. Высокое качество нефти достига-
ется и в зимний период. В среднем за год содержание балласта в неф-
ти уменьшается в 4-5 раз. В настоящее время широко используется
прием откачки нефти при размещении резервуаров на байпасе.
Таблица 3.12.
Период Качество принима- емой нефти Качество смой нефт» откачива- Время на операции с одним ре- зервуаром в технологическом процессе, ч
вода,% СОЛИ, вода.% соли, заполне- ожидания сброса
мг/л мг/л НИЯ откачки ВОДЫ
Летний 2,09 2660 0,23 308 240 50 40
Зимний 2,64 3040 0,68 961 242 51 39
За год 2,4-3,4 4250 0,61 850 - - -
Активное использование резервуаров головных сооружений и
подводящих к ним трубопроводов позволяет решить проблему глубо-
283
кого обезвоживания нефти в пределах нефтедобывающих районов, не
прибегая к строительству дополнительных установок, значительно
сократить затрать! на перекачку нефти до НПЗ, существенно улуч-
шить режим работы заводских ЭЛОУ и смягчить проблему сброса и
утилизации воды и солей в густонаселенных районах страны.
Глубокое обезвоживание нефти на головных сооружениях
возможно как летом, так и зимой при отрицательной температуре ок-
ружающей среды. Наиболее эффективно процесс глубокого обезво-
живания происходит при 22-25 С.
3.31. СОВМЕЩЕННАЯ СХЕМА ПОДГОТОВКИ НЕФТИ В ИНТЕРВАЛЕ
СКВАЖИНА-ПРОМЫСЛОВЫЙ ТП-ГОЛОВНЫЕ СООРУЖЕНИЯ
Проблема добавить или не добывать на одном из крупных
объектов обводненную нефть, не обеспеченную мощностями для ее
подготовки, была решена за счет разработки и внедрения совмещен-
ной системы сбора и подготовки нефти, позволяющей осуществить ее
деэмульсации в интервале скважина - промысловый товарный парк -
головные сооружения, не прибегая к строительству установок [35].
Рис, 3.33. Принципиальная совмещенная технологическая схема сбора, транспорта и
подготовки нефти в интервале скважина - головные сооружения.
1 - групповая камерная установка (IЗУ); 2 - узел подачи реагента-деэмульгатора; 3 - технологический трубо-
провод-каплеобразователь; 4-1 ступень сепарации; 5-11 ступень сепарации; 6 - комрессорная станция; 7 -
совмещенная ступень предварительного сброса и очистки пластовой воды; 8 - резервуар-отстойник дренаж-
ной воды, 9 - кустовая насосная станция (КНО); 10 - буферный резервуар для нефти; 11 - узел подготовки
нефти. 12 -- резервуар товарной нефти; 13 - насосная; 14 - печь; 15 - ДНС; 16 - иасос.
Линии: I - продукция нефтяных скважии; П - газ; 111 - дренажная вода на очистку, IV - вода в нагнетатель-
ные скважины; V - нефть, обезвоженная до 2% на ГС; VI - товарная нефть на ГС; VII - нефть, обезвоженная
до 2%, на УКПН,
284
Технологические функции по разрушению эмульсии были
переложены на промысловую систему сброса. С этой целью на прие-
мы насосов ряда дожимных насосных станций, удаленных от ТП на
7-10 км (рис. 3.33), с помощью дозировочных устройств была обес-
печена подача реагента 25 г/т в летний и 32 г/т в зимний периоды.
Обработанная реагентом эмульсия в количестве 11000 т/сут
(зимой) в печи нагревалась до 25-35°С и затем направлялась в два
булита II ступени сепарации емкостью по 100 каждый, где отбиг
рался остаточный попутный гав при избыточном давлении 0,5
кгс/см^. Дегазированная обводненная нефть поступала в резервуары
товарного парка. Разрушенная в трубопроводах эмульсия принима-
лась в специально оборудованный технологический резервуар емко-
стью 5000 м3, в котором с помощью переливной трубы автоматиче-
ски поддерживалась водная подушка высотой около 4 м. Время дви-
жения эмульсии в турбулентном режиме от точек подачи реагента до
входа в технологический резервуар 3 ч, время прохождения нефти
через резервуар - 3-4 ч.
Глубина обезвоживания нефти определялась остаточным со-
держанием воды 0,5%.* В летний период печи останавливались и не 4
обслуживались за ненадобностью: процесс деэмульсации нефти осу-
ществлялся с достаточной степенью эффективности при естественной
температуре окружающей среды.
Из технологического резервуара нефть перетекала в товарные
емкости, откуда откачивалась насосами внешнего транспорта на ГС и
в товарный парк.
Т а б л и и а 3.13.
Показатели ТХУ УДО-3 Совмещен- ная схема
Капитальные затраты на 1 млн.т продук- ций (обезв.нефть), % 100 25 _ 6
Расход дисолвана 4411, г/т нефти Общая загрязненность,% 45 45 32
до обработки 14 14 20
после обработки 0,6 0,5 0,5
Себестоимость подготовки 1 т нефти,% 100 60 18
При дальнейшем транспортировании обезвоженной по со-
вмещенной схеме нефти по 400-мм трубопроводу длиной 43 км и
285
сбросе воды достигается уменьшение содержания балласта в резер-
вуарах головных сооружений до 0,05%, а солей до 100-300 мг/л; при
подаче в трубопровод 4% (по отношению к сырью) промывочной го-
рячей воды и 30 г/т реагента обеспечивается получение обессоленной
нефти. Сравнительные данные о затратах при подготовке нефти раз-
личными способами приведены в табл. 3.13.
Из данных таблицы видно, что применение совмещенных
схем позволяет решать проблему подготовки нефти быстро и эффек-
тивно и тем самым исключает необходимость строительства дорогих
типовых установок подготовки нефти.
3.31.1. ПОДГОТОВКА ПО СОВМЕЩЕННОЙ СХЕМЕ ЛЕГКИХ НЕФТЕЙ
Деэмульсация нефти с использованием трубопроводов также
высокоэффективна для небольших месторождений и может быть ис-
пользована в случаях, когда предусматривается транспортирование
нефти с одного небольшого месторождения на территорию другого.
Это было показано [35] на примере группы месторождений Коми
АССР (Западно-Тэбукское, Джьерское, Северо-и Восточно Савино-
борское, Пашнинское), которые отличаются от девонских и угленос-
ных нефтей и относятся к легким парафинистым и сернистым неф-
тям.
3.31.2. ПОДГОТОВКА ПО СОВМЕЩЕННОЙ СХЕМЕ ВЫСОКОПАРАФИНИСТЫХ
МАНГЫШЛАКСКИХ НЕФТЕЙ
Проблема подготовки и транспорта высокопарафинистых
(мангышлакских) нефтей являлась одной из наиболее острых и труд-
норазрешимых. В значительной мере это обусловлено свойствами
самой нефти. Мангышлакская нефть относится к категории высоко-
парафинистых смолистых; характеризуется средним содержанием
серы и небольшим количеством легких фракций. Дегазированная
мангышлакская нефть может быть охарактеризована следующими
параметрами:
Плотность при 20°С, г/см3 0,820
Вязкость при 50°С, сП 14,9
Температура, °C:
вспышки 29
застывания +28-гЗЗ
Содержание,0/»:
смол силикагелевых 14,9
286
асфальтенов
светлых фракций с температурой
кипения до 300°С
парафина
2
30
28
Средняя температура начала кристаллизации парафина в пла-
стовой нефти 62±3°С и в дегазированной - выше на 4 - 5°С. При уда-
лении газа и снижении температуры вязкость нефти резко повышает-
ся и она теряет свою подвижность при температуре около 30°С.
Температура, °C ..30 40 50 60 70 90
Вязкость, сП......126,8 22,3 14,9 11,2 9 6,3
Застывшая нефть представляет собой пластичную массу, ос-
нову которой составляет кристаллический парафин дендритно-
сферолитной структуры с иммобилизованной нефтью в порах воз-
никшего скелета.
Растворенный в нефти газ - жирный, с большим содержанием
пропанбутановых фракций и малым - азота и углекислоты.
При температуре выше 60°С газовые пузырьки в потоке неф-
ти легко сливаются друг с другом и их поведение ничем не отличает-
ся от поведения газовых пузырьков при движении нефти другого ти-
па, например, ромашкинской.
Извлекаемая с нефтью вода высоко минерализована и харак-
теризуется содержанием солей 127-160 г/л. Большая часть ее извле-
кается вместе с нефтью в эмульгированном состоянии с размером
глобул 10-20 мк.
При турбулизации потока, обработанного реагентами-
деэмульгаторами, эмульсия разрушается. Наиболее эффективно этот
процесс протекает при температуре выше 60°С, когда растворяются
бронирующие оболочки на каплях пластовой воды, состоящие в ос-
новном из тугоплавких парафинов [35].
Месторождение Жетыбай.
В соответствии с проектом разработки на месторождении Же-
тыбай сбор и транспорт нефти был предусмотрен по однотрубной
системе, в соответствии с которой газонефтяная смесь от скважин по
выкидным линиям под избыточным давлением подается через рас-
пределительную батарею групповой установки (ГУ) или групповой
замерно-дожимной установки (ГЗДУ) в буферную емкость, где осу-
287
ществляется 1 ступень сепарации. Из буферной емкости насосом
смесь подается в огневую трубчатую печь для подогрева, а затем в
нефтесборную сеть и далее по нефтесборному коллектору на гидро-
циклонные газосепарационные и концевые трапные установки. От-
сюда нефть поступает в резервуары товарного парка.
В отличие от скважин, эксплуатирующихся в других районах
страны, где содержание воды в нефти с течением времени изменяется
более или менее плавно, для условий Жетыбая характерно не только
пробкообразное движение воды и нефти, когда они могут поступать
на групповые установки отдельными порциями, иногда практически
не смешиваясь между собой, но и в виде эмульсии различной стойко-
сти и с разным содержанием эмульгированной воды. Содержание во-
ды в нефти на входе в эксплуатировавшийся здесь вертикальный де-
эмульсатор в течение коротких промежутков времени может изме-
няться от 4 до 20%. Естественно, что в таких условиях добиться ста-
бильной работы деэмульсатора в режиме, обеспечивающем возмож-
ность получения кондиционной нефти на выходе из него, довольно
трудно.
В ряде случаев из аппарата выходила нефть с таким же со-
держанием воды, как и на входе. Так, содержание воды в подготов-
ленной нефти изменялось от 0,5 до 20%. Теоретическое время пребы-
вания нефти в аппарате такого типа не может быть принятым больше
2 час. В противном случае установка по металлоемкости и сложности
управления практически не будет отличаться от ТХУ обычного типа.
Вместе с тем время обработки нефти - это единственный надежный
фактор, изменение которого в нужном направлении может нейтрали-
зовать не предусмотренные колебания температуры нагрева нефти,
удельного расхода реагента и стойкости поступающей на установку
эмульсии из-за пульсирующего режима работы скважин. И такой не-
обходимый запас времени для разрушения эмульсии имеется при
движении нефти по промысловым системам сбора на участке группо-
вая установка - товарный парк.
При переходе на трубную деэмульсацию нефти [65,69,70]
предусматривался вариант подготовки всего объема добываемой в
НГДУ нефти. Причем все операции в этом случае выполнялись по
совместительству тем же обслуживающим персоналом, который за-
нят на обычных работах на групповых установках и в товарном пар-
ке.
В соответствии с технологической схемой предусматривался
нагрев нефти до 80°С на групповых установках с помощью радиант-
288
ных печей 5, предназначенных для подогрева нефти с целью ее
транспорта от ГУ до товарного парка 12, и подача реагента 6 (дисол-
вана) на две ГУ, расположенные на противоположных концах место-
рождения Жетыбай, из расчета 80 г/т для всего объема транспорти-
руемой к товарному парку эмульсии, Вся продукция скважин направ-
лялась по трубопроводам системы сбора 11 в товарный парк 12
(рис.3.34). При подходе к товарному парку с темрературой 35°С
эмульсия разрушалась и частично расслаивалась.
Рис. 3.34. Технологическая схема подготовки нефти по совмещенной схеме и с при-
менением деэмульсаторов УДО-2М на месторождении Жетыбай
I - скважины; 2 - сепаратор; 3 - замерная емкость; 4 - насос; 5 - печь путевого подогрева; 6 - дозатор реа-
гента; 7 - концевая ступень сепарации; 8 - теплообменники; 9 - УДО-2М; 10 - дополнительные отстойники;
11 - промысловый трубопровод-каплеобразоватсль; 12 - товарный парк; 13 - дозатор реагента на площадке
деэмульсаторов; 14 - насос для подачи пресной воды и реагента.
Оборудование, используемое при обезвоживании, по совмещенной схеме 1-7, 11, 12; с применением УДО-2М
1-6, 7-1 Зрпри обессоливании; 1-Ю - ступень обезвоживания; 11-14 - ступень обессоливания.
При заполнении резервуара такой эмульсией вода быстро пе-
реходила в дренажную воду. По всей высоте резервуара была нефть
высокого качества.
Глубина обезвоживания характеризовалась достаточным со-
держанием воды в нефти 0,2-0,4%. Характерно, что с течением вре-
мени содержание воды в нефти при ее отстое в резервуарах по слоям
практически не изменялось, так как разрушившаяся в процессе дви-
жения по трубопроводу эмульсия быстро отделяла воду и отстой при
10. э-261 289
30-35°С, даже в течение длительного времени, к улучшению резуль-
татов практически не приводит. Поэтому применение трубной де-
эмульсации действительно исключает необходимость длительного
отстоя нефти в водоотделителях.
На этом же узле осуществлено строительство комплекса по
подготовке нефти из одиннадцати аппаратов типа УДО-2М. В техно-
логическое оборудование установок входят блоки теплообменников,
блок КИП, реагентное хозяйство, деэмульсаторы и дополнительные
отстойники объемом по 50 м^. Параметры технологического процес-
са приведены на рис.3.35.
Рис. 3.35. Содержание воды в нефти при обезвоживании
1 - по совмещенной схеме: 2 - после УДО-2М; 3 - после дополнительных отстоев; 4 - в резервуарах товарно-
го парка; 5 - в необработанной нефти
Температура обработки нефти колебалась в пределах 65-70°С, коли-
чество обрабатываемой нефти изменялось незначительно; обводнен-
ность сырья составляла 4-7%; расход реагента 50-60 г/т. Отделяю-
щаяся вода сбрасывалась в три ступени. Ввиду стойкости мангыш-
лакской эмульсии и низкой эффективности аппаратов содержание
воды в нефти на выходе из УДО-2М составляло 2-5%. Это потребо-
вало установки дополнительных отстойников, на выходе из которых
содержание воды в нефти также было значительным (0,5-2%). И
только после поступления нефти в резервуары товарного парка и до-
полнительного сброса отделившейся воды за счет разрушения эмуль-
сии в трубопроводах на подходе к товарному парку остаточное со-
держание воды в нефти было снижено в среднем до 0,5%. Эти же ре-
зультаты были получены при осуществлении трубной деэмульсации,
когда деэмульсаторы между скважинами и товарным парком еще
29Q
смонтированы не были. Поэтому строительство аппаратов типа УДО
или других блочных установок там, где может быть использована
трубная деэмульсация, объективно наносит значительный экономи-
ческий ущерб.
Месторождение Узень.
Совмещенная схема подготовки, сбора и транспорта нефти в
промысловом оборудовании, применяемая на месторождении Жеты-
бай, идеально подходила к системе обустройства месторождения
Узень [35].
Промышленное обезвоживание узеньской нефти по совме-
щенной схеме осуществлялось следующим образом (рис.3.36). Вся
добываемая нефть поступала с промыслов при температуре 29-32°С и
нагревалась до 55-60°С в печах 4 головных сооружений нефтепрово-
да Узень-Куйбышев.
Рис. 3.36. Совмещенная технологическая схема обезвоживания нефти в товарном
парке месторождения Узень.
I - сырьевой трубопровод; 2 - линия подачи реагента, 3 ~ технологический трубопровад-канлеабразователь
холодной ступени; 4 - нагревательная печь; 5 - технологический трубопровод-клнлеобразователь горячей
ступени в интервале печь-концевая ступень сепарации; 6 - сепараторы; 7 - горячий технологический трубо-
провод-каплеобраэователь; 8 - технологические и буферные резервуары нового товарного нарка; 9 - линии
сброса дренажной воды; 10 - насос; 11 - технологический трубопровод-каплеобразоаатедь а интервале про-
мысловый товарный порк-резервуары головных сооружений; 12 - резервуары головных сооружений:, 13 -
магистральный насос; 14 - магистральный трубопровод.
Перед печами в трубопровод насосом вводился раствор дисолвана (60
г/т) 50%-ной концентрации. Нагретая нефть транспортировалась по
естественным трубопроводам-каплеобразователям диаметром 700 и
800 мм общей протяженностью 2900 м через концевую трапную ус-
тановку 6, где осуществлялась последняя ступень сепарации, и затем
поступала в резервуары 12. По мере заполнения резервуаров и подго-
товки к откачке (продолжительность операции от 2 до 4 час. и более)
291
осуществлялся сброс выделившейся из них воды. Обезвоженная (до
0,4%) нефть откачивалась в нефтепровод Узень-Куйбышев 14.
Технико-экономические показатели совмещенных
вариантов обезвоживания п обессоливания нефти
В таблице 3.14 приведены данные об удельных капиталовло-
жениях при использовании в подготовке нефти установок различных
типов в ценах 70-х годов. Как видно, применение как горизонталь-
ных, так и вертикальных деэмульсаторов практически не изменило
удельных капитальных затрат. Удельные капиталовложения на обез-
воживающих ТХУ обычного типа такого же порядка (27 коп.)
Таблица 3.14.
Т ип уста- новки Производи- тельность. млн.т/год Стоимость строительст- ва, тыс.руб Удельные капиталовло- жения, коп. Количество обслужива- ющего пер- сонала Себестои- мость про- дукции, коп.
1 2 3 4 5 6
ТХУ обыч- 2.0 Обезвож 535,0 иваяие: 27,0 25 17,0
кого типа Вертикаль- 1.4 468,3 33,0 18 16,0
ныс деэмуль- саторы Горизои- 2,0 495,1 25,0 25 16,0
тальные де- эмульсаторы Совмещен- 2,0 87,7 8,4 4 4,7
пый обезво живаюший комплекс Горкииская 6,6 Обессол 10000,0 и ванне: 151.5 197 37,16
УКПН Совмещен- 2,0 302,2 15,1 4 8,6
иый обезво жинающий и обессоли- вающий комплекс
Резкое снижение капитальных затрат в себестоимости подго-
товки нефти достигается путем разумного рассредоточения техноло-
гических операций по пути ее движения и осуществления этих про-
цессов, за небольшими исключениями, в оборудовании промысловых
292
систем сбора, обслуживаемых персоналом, занятом в добыче нефти.
В этом случае установка по подготовке нефти как самостоятельный
объект обслуживания практически исчезает, а дополнительные затра-
ты на недостающее оборудование оказываются незначительными.
Решение вопроса обезвоживания нефти по совмещенной схе-
ме вместе с горячей сепарацией требует значительно меньших, по
сравнению с другими случаями, капитальных затрат (8,4 коп.). Это и
является одной из причин широкого применения совмещенных схем
в том или другом варианте на многих промыслах страны. Весьма эф-
фективно решается при этом и вопрос обессоливания.
Из таблицы 3.14 видно, что удельные капитальные вложения
по Горкинской УКПН (Татария), построенной по типовому проекту,
составляют 151,5 коп., а себестоимость подготовки нефти в целом
достигает 37,16 коп. Расчеты показывают, что осуществление совме-
щенного варианта требует капитальных вложений в 10 раз меньше,
чем в предыдущем случае (15,1 коп.), а себестоимость обессоливания
и горячей сепарации в 4,3 раза меньше.
Институтом ТатНИПИнефть разработаны несколько вариан-
тов встроенных обезвоживающих и обессоливающих комплексов,
которые предусматривают эффективное использование в технологи-
ческих целях как существующих систем сбора и транспорта нефти,
так и другого оборудования. Не являясь самостоятельными объекта-
ми, они просты в исполнении и обслуживаются персоналом, обеспе-
чивающим нормальную работу групповых установок узлов сепарации
и товарных парков. В технологическую цепочку включается, как пра-
вило, лишь такое оборудование, которое необходимо для осуществ-
ления добычи и транспорта нефти практически на всех стадиях раз-
работки нефтяных месторождений. На рис. 3.37 представлен один из
вариантов технологической схемы обезвоживания и обессоливания
нефти совмещенным методом в герметизированном исполнении [71].
По этой схеме водонефтяная эмульсия от скважин 1 поступает
на групповые установки типа «Спутник» 2, где замеряется количест-
во жидкости. Отбор газа не осуществляется. Для вовлечения в техно-
логическую схему промысловых трубопроводов 4 и совмещения про-
цессов разрушения эмульсии с ее транспортом на ГУ в поток нефти с
помощь дозирующего устройства 3 вводится реагент-деэмульгатор,
содержащий ингибитор коррозии. Разрушенная эмульсия поступает в
трехфазный сепаратор 5 1 ступени, где осуществляется отбор газа 1
ступени и сброс дренажной воды. На этом узле замеряется количест-
во сырой нефти. Из сепаратора дренажная вода поступает на доочи-
293
стку (узел: каплеобразователь и укрупнитель шлама на линии пласто-
вой воды 15, булит 21, резервуар 22), а нефть с оставшейся в ней во-
дой через холодильник для газа - в подогреватель 6.
Рис. 3.37. Вариант совмещенной технологической схемы подготовки нефти, очистки
сточных вод и горячей сепарации газа в интервале скважина-промысловый товарный
парк.
1 - скважины; 2 - групповые блочные замерные установки; 3 - дозатор реагента; 4 - сборный трубопровод-
каплепбразователь; 5 - блок сепарации трехфазиый 1 ступени; 6 - путевой подогреватель; 7 - встроенный
трубопровод-каплеобразователь (горячий); 8 - трехфазный сепаратор II ступени; 9 - насос-компрессор; 10 -
дозатор реагента при обессоливании; II - насос для подачи пресной воды; 12 - трубопровод-
каплеобразователь на ступени обессоливания; 13 - булит-отстойник (технологические резервуары для обез-
воживания н обессоливания); 14 - насос; 15 - каплеобразователь и укрупнитель шлама на линии пластовой
воды; 16 - герметичный жидкостный гидрофобный фильтр; ]7 - полугерметичный жидкостный гидрофобный
фильтр; 18 - промежуточная емкость; 19 - насос; 20 - дренажная линия; 21 - будит; 22 - резервуар.
Узлы: 1 - совмещение процессов деэмульсации и очистки капель пластовой воды в трубопроводи-
каплеобразовятеле: а,б - состояние капель в начале и конце трубопровода соответственно; I - капля дренаж-
ной воды; 2 - капля эмульсии; 3 - пленка нефти; 4 - нефть;
II - совмещение деэмульсации нефти н очистки сточных вод методом жидкостной флотации: I - флотируе-
мые капли Нефти; 2 - укрупнившиеся капли нефти: 3 - флотируемые капли нефти; 4 - дренажная вода;
III - укрупнение капель н частиц шлема в трубопроводе-укрупннтеле на линии дренажной воды: а,б - в нача-
ле и конце трубопровода соответственно; 1 - мелкие частицы; 2 - укрупнившиеся частицы; 3 - дренажная
вода.
IV - очистка дренажной воды а гидрофобном жидкостном фильтре (нефть); I - распределитель; 2 - нефть; 3 -
очищаемые капли дренажной воды; 4 - очищаемые капли; 5 - чистая дренажная аода.
Подогретая в нем эмульсия поступает в трубопровод-
каплеобразователь 7, где осуществляется процесс коалесценции гло-
бул и на конечных его участках - расслоение потока на свободную
воду и нефть с расчетным содержанием воды. Из каплеобразователя
поток направляется на свободную воду и нефть с расчетным содер-
294
жанием воды. Из каплеобразователя поток направляется на концевую
грапную установку 8, где под давлением 1 кк/см~ (абс) осуществля-
ется горячая сепарация. Обезвоженная нефть с заданной упругостью
паров, исключающей потери легких фракций, откачивается на внеш-
ний транспорт. Газ из 5 и 8 отбирается насосом-компрессором 9 и
направляется на ГБЗ.
Горячая дренажная вода в количестве 20-30% объема нефти
водяным насосом подается в поток эмульсии перед трехфазным сепа-
ратором 1 ступени 5. При обессоливании по совмещенной схеме в
обезвоженную нефть на выходе из емкости 8 с помощью насосов 10,
11 подаются промывочная (пресная) вода и реагент с ингибитором
коррозии. С целью качественного обессоливания вся продукция по-
дается в трубопровод-каплеобразовагель 12, в котором осуществля-
ема отмывка солей и ресслоение потока. Отделившаяся вода .может
быть сброшена непосредственно из каплеобразователя, а также и из
буферной емкости 13. Обезвоженная и обессоленная нефть насосом
14 через установку типа «Рубин» перекачивается на ГС Остаючное
содержание воды в готовой нефти не более 0,2% и солей около 40
мг/л.
Установка типа «Рубин» применяется для учета количества
готовой нефти и возврата некондиционной нефти на перерабо1ку при
отсутствии возможности сброса дренажных вод на головных соору-
жениях. Для учета количества воды, сбрасываемой из трехфазного
сепаратора I ступени, а также поступающих перед ним в поток сырья
возвратных дренажных вод и подаваемой на промывку пресной воды
применяются счегчики типа ВВ. Дренажная вода после доочистки в
гидрофобных фильтрах 16, 17 из буферной емкости 18 откачивается
насосом 19 для использования и системе поддержания пластового
давления.
Таким образом, применение совмещенных схем подготовки
нефти в герметизированном варианте позволяет резко сократить ка-
питаловложения, уменьшить объем строительно-монтажных работ.
3.32. ПРЕДОТВРАЩЕНИЕ ОБРАЗОВАНИЯ СУЛЬФИДА ЖЕЛЕЗА
ПРИ СОВМЕСТНОМ СБОРЕ II ПОДГОТОВКЕ СМЕСИ НЕФ ТЕЙ
Совместный сбор железо-и серооодородсодержащих эмуль-
сий экономически выгоднее раздельного вследствие снижения капи-
тальных затрат на обустройство месторождений и металлоемкость
нефтепромыслового оборудования, сокращения числа авюномных
объектов эксплуатации, требующих квалифицированного обслужи-
295
вания, уменьшения земельных угодии, отчуждаемых под технологи-
ческие площадки; опережающих темпов ввода скважин в эксплуата-
цию; увеличения ресурсов утилизируемого газа. При этом улучшают-
ся условия охраны окружающей среды, снижаются токсичность и
агрессивность смеси нефтей за счет нейтрализации сероводорода ио-
нами железа, содержащимися в воде девонской нефти, по сравнению
с суммарным агрессивным и токсичным потенциалом раздельных
потоков. Это однако, сопровождается:
- увеличением расхода реагента-деэмульгатора на разруше-
ние смеси эмульсий в связи с его частичной адсорбцией на возни-
кающих частицах;
- накоплением промежуточного слоя с повышенным содер-
жанием сульфида железа в технологических аппаратах;
- загрязнением дренажной воды сульфидом железа;
- повышением температуры нагрева и увеличением времени
отстоя смеси нефтей на установках при ее подготовке;
- необходимостью использования в некоторых случаях авто-
номных блоков для подготовки ловушечной нефти.
В частности, в некоторых случаях для обезвоживания «про-
межуточного слоя», сформированного с участием сульфидов железа,
требуется расход реагента-деэмульгатора в 5 раз, времени отстоя в 4
раза, а температуры отстоя на ЗО°С больше, чем для обезвоживания
обычной нефти.
Предотвращение образования сульфида железа позволяет
устранить большинство отмеченных негативных моментов совмест-
ного сбора смеси нефтей. Образование сульфида железа происходит
при условии
[Fe2+][S2-]>nPFeS = 3,2 19-28,
где [Fe2+] и [S2-] - концентрация ионов железа и сульфид-иона
(моль/л) в смеси пластовых вод; ПРре§ - произведение растворимо-
сти сульфида железа. Предотвращение образования сульфида железа
может быть достигнуто снижением [S2‘] или [Fe2+] до значений, при
которых не будет выполняться указанное неравенство. Уменьшение
[S2-] происходит при подкислении пластовой воды и сульфид железа
не образуется при величине pH менее 3,5. Для снижения pH до такой
величины необходимо было бы добавить 1,5 кг ингибированной со-
ляной кислоты на 1 м^ пластовой воды. Снижение концентрации ио-
нов железа достигается связыванием их в слабодиссоциируемые ком-
296
плексные соединения. В промысловых условиях концентрация ионов
железа в пластовой воде девонской нефти обычно не превышает 200
мг/л, сероводорода в пластовой воде отложений карбона - 300 мг/л, а
pH водной фазы обоих горизонтов - 6,5. Исходя из произведения рас-
творимости сульфида железа и электролитической диссоциации се-
роводорода, для таких условий рассчитано, что сульфид железа не
образуется при связывании ионов железа в комплексы с константой
устойчивости более 10^. Такому условию удовлетворяет комплекс
двухвалентного железа с этилендиаминтетрауксусной кислотой. На
этом принципе основан способ совместного сбора жепеза-и серово-
дородосодержащих эмульсий без образования сульфида железа, пре-
дусматривающий добавление перед смешением нефтей и пластовую
воду девонского горизонта динатриевой соли этилендиаминтетраук-
сусной кислоты (трилон Б). Ионы железа и трилон Б образуют ком-
плекс в мольном соотношении 1:1. Поэтому минимальное количество
трилона Б, необходимое для связывания ионов железа, составляет 6,8
на 1 г железа. Большой расход трилона Б и его высокая стоимость
являются: очевидными недостатками такой технологии.
Технология ТатНИПИнефти предусматривает для предот-
вращения образования сульфида железа введение в поток 1,9 г ли-
монной кислоты на 1 г железа плюс такое же количество трилона Б,
что в 2,3 раза меньше необходимого количества трилона Б в случае
его автономного использования. Эффект снижения необходимого для
предотвращения образования сульфида железа количества трилона Б
и лимонной кислоты в несколько раз с теоретически рассчитанным
объясняется образованием смешанных полиядерных комплексов ио-
нов железа с трилоном Б и лимонной кислотой. Предотвращение об-
разования сульфида железа при смешении железо-и сероводородосо-
держащих водонефтяных эмульсий путем связывания ионов железа в
смешанный комплекс с трилоном Б и лимонной кислотой позволяет
развивать эффективную технологию совместного сбора и подготовки
нефтей девонского и угленосных горизонтов.
3.33. ТЕХНОЛОГИЯ ОБЕЗВОЖИВАНИЯ ПРИРОДНЫХ БИТУМОВ
Эмульсии, формируемые битумными нефтями, являются вы-
сокоустойчивыми и трудно разрушаются существующими методами
даже при больших расходах высокоэффективных деэмульгаторов и
высокой температуре нагрева.
297
Институтом ТатНИПИнефть разработана и внедрена эффек-
тивная технология обезвоживания природных битумов, основанная
на разрушении тонкодисперсной высокоустойчивой эмульсии без
применения электрополя только термохимическим методом с приме-
нением углеводородного разбавителя. В качестве разбавителя могут
быть использованы маловязкие нефти, конденсаты и др. Точка пода-
чи разбавителя, его расход и гидродинамический режим турбулиза-
ции потока регламентируется в зависимости от конкретных условий.
Технология эффективна и при обезвоживании высоковязких нефтей
[160, 161, 163, 173-178, 184, 185].
Основные регламентируемые параметры:
Содержание воды в сырье
Содержание мехпримесей в сырье
Дисперсность эмульсий
Расход и точка подачи деэмульгатора
Расход и точка подачи разбавителя
Режим турбулизации сырья с разбавителем
Время циркуляции смеси
Температура нагрева
Время и режим отстоя
Остаточное содержание воды
Качество дренажной воды
ГЛАВА IV
IV. ОБЕССОЛИВАНИЕ НЕФТИ
4.1. ТЕХНОЛОГИЧЕСКИЕ ПРЕДПОСЫЛКИ ПРОЦЕССА ОБЕССОЛИВАНИЯ
Под обессоливанием понимают комплекс технологических
мероприятий с применением пресной промывочной воды, направлен-
ных на снижение содержания хлористых солей в нефти перед ее пе-
реработкой до экономически приемлемого минимума. Необходи-
мость обессоливания связана с тем, что извлекаемая вместе с нефтью
из недр пластовая вода, обычно присутствующая в ней в виде эмуль-
сии, представляет собой раствор смеси хлоридов натрия, магния и
кальция и других элементов различной концентрации, вредно
влияющих на последующие процессы переработки нефти [12].
В табл. 4.1 приведены данные о минерализации пластовых
вод ряда месторождений. Из таблицы видно, что наряду с хлоридами
в пластовой воде различных месторождений содержатся в значитель-
ных количествах сульфаты и карбонаты. Оптимальная глубина обес-
соливания определяется уровнем затрат на эти процессы, их эффек-
тивностью, состоянием технических средств и другими факторами.
Длительное время предельно допустимое содержание хлори-
дов в нефти, подвергавшейся переработке, принималось равным 40
мг/л.
В настоящее время во многих нефтедобывающих районах ми-
ра на НПЗ содержание солей в нефти снижают до 2-5 мг/л и менее, а
также разрабатывается и внедряется технология обессоливания нефти
до 2-3 и даже до 1 мг/л.
В процессе обессоливания из нефти удалят не только соли и
воду, но и механические примеси, окись железа, сульфид железа и
значительное количество соединений мышьяка, отравляющих плати-
новые катализаторы при риформинге, металлоорганические соедине-
ния ванадия и других металлов, снижающих качество нефтепродук-
тов.
299
Таблица 4.1.
Месторождение Общая минер али зация, г/т pH Плотность, r/CMJ Содержание в воде, мг/л
CL SO4 НСО3+СО3 Са Mg К+а
Новоелховское (девой) 279840 5,9 1,188 173780 16 «• 21670 3916 80450
Ромашкинское (девон) 273640 5,8 1,190 175434 следы 25163 4333 76710
Бавлинское(девон) 273220 6,1 1,187 170404 10 17 26050 4378 72350
Пермское 265681 - 1,170 162720 690 122 18995 4769, 78384
Туймазннское 231800 6,8 1,191 172133 22.8 29 5485 976 38384
Мухановское: девон 196580 - 1.199 177613 108 - 47482 39617 53751
карбон 175806 - 1,178 151411 следы 22235 2788 67294
3 ападно-Тэбу кско е 176821 6,4 1,122 109574 324 101 16077 2318 48426
Узень-Жетыбай 28501 8.0 1,012 114900 2435 268 169 87 7493
Самотлорское 17151 7,0 1,013 103410 8,6 210 1092 36,5 5462
Усть-Балыкское 15100 7,4 1,011 971200 9,2 336 62 6053 16404
Западно-Сургутское 15030 - 1,008 398600 - 793 254,5 25,54 5787
Правдинское 13100 1,008 635000 6,58 659 162,5 31,25 4037
Повышенное содержание балласта в перерабатываемой нефти
в значительной мере осложняет эксплуатацию оборудования. При
значительном содержании солей снижается производительность за-
водских установок, уменьшается продолжительность межремонтных
пробегов, возрастает время простоев, усиливается коррозия дорого-
стоящего оборудования, увеличиваются затрать! труда на ремонт и
чистку аппаратов. Осложнения на заводах при значительном содер-
жании солей и воды в нефти возникают уже с момента ее поступле-
ния в резервуары товарно-сырьевых баз. При хранении нефти на дне
резервуаров накапливаются осадки, уменьшающие их полезную ем-
кость и ухудшающие режим работы установок при переключении
резервуаров из-за резкого увеличения в этот момент сдержания солей
и воды в поступающей на установки нефти. Эти недостатки при хо-
рошо налаженной дренажной системе могут быть устранены.
Значительные осложнения возникают ив-за кристаллизации
солей на поверхности заводской аппаратуры, в первую очередь теп-
лообменников, в связи с чем уменьшается температура нагрева нефти
на входе в колонну и снижается ее производительность. Кроме того,
соли катализируют образование кокса, что в свою очередь ухудшает
теплопередачу, вызывает местные перегревы и усиливает коррозию
аппаратуры, приводит к прогоранию труб. Косвенным результатом
этих явлений является уменьшение производства конечных продук-
тов.
При повышенном содержании солей в нефти ухудшается ка-
чество остаточных продуктов переработки: снижается растворимость
и растяжимость битумов, увеличивается зольность котельного топли-
ва. Присутствие солей в газотурбинном топливе приводит к ускорен-
ному разрушению лопаток турбин. Из нефти с высоким содержанием
солей невозможно получить кокс высокой степени чистоты.
При высоких температурах в присутствии воды происходит
интенсивный гидролиз хлоридов с образованием хлористого водоро-
да и соляной кислоты, что интенсифицирует коррозионные процессы
MgC12 + Н2О = MgOHCl + HCI
MgC12 + 2H2O = Mg(OH)2 + 2HCDI
Хлористый водород легче всего образуется из хлористого
магния, затем кальция и, наконец, натрия. С уменьшением содержа-
ния хлоридов в нефти количество образующегося хлористого водо-
рода уменьшается, но полнота разложения хлоридов с образованием
301
хлористого водорода увеличивается. Зависимость степени превраще-
ния и абсолютного, количества образовавшейся соляной кислоты от
содержания солей и нефти представлена на рис. 4.1.
Скорость гидролиза и его глубина с повышением температу-
ры увеличиваются. При температуре 340-350°С гидролизуется до
90% содержащегося в воде хлористого магния. При контакте серни-
стых соединений (меркаптаны, сероводород) с соляной кислотой
протекают окислительно-восстановительные реакции - взаимодейст-
вие соляной кислоты с железом с образованием хлорида железа, ко-
торый в свою очередь реагирует с сероводородом. При этом получа-
ется сульфид железа, что обусловливает появление дополнительного
количества соляной кислоты. Особенно подвержены коррозии под
действием соляной кислоты узлы и аппаратура, в которых присутст-
вуют вода или водяные пары: конденсаторы, теплообменники, верх-
ние тарелки ректификационных колонн, трубопроводы, сборники
дистиллята и т.д.
Рис. 4.1. Количество хлоридов, прехо-
дящих в НО (I) и количество обра-
зующейся соляной кислоты (2) при
переработке нефти, содержащей хло-
ристые соли.
Содержание солей в нефти
Значительные осложнения могут вызвать повышенное содер-
жание в нефтях сульфатов и карбонатов. Растворимость сульфата
кальция снижается при температуре выше 38°С, что приводит к обра-
зованию сульфатных отложений в условиях, исключающих возмож-
ность испарения воды. При обессоливании нефти основные показате-
ли работы НПЗ улучшаются. Соответствующие данные для большой
группы зарубежных НПЗ представлены в таблице 4.2.
Так как необходимость в обессоливании нефти вызвана по-
требностями нефтепереработки и связана с необходимостью защиты
302
от коррозии именно заводского оборудования, а также диктуется ря-
дом технологических условий и повышенными требованиями к каче-
ству нефтепродуктов, в мировой практике нефти НПЗ всегда рас-
сматривался как единственный промышленный объект, на котором
этот процесс технологически необходим.
Таблица 4.2.
Показатели До обессоли- вания После обес- соливания Улучшение показагелей. Число раз
Содержание солей, мг/л Продолжительность работы без 359 23 15,6
ремонта, сут: атмосферной колонны 50 152 3,03
крекинг-установки 38 90 2,36
теплообменников 26 216 8,3
Производительность, м^/сут 1610 1940 1.2
Коэффициент использования рабочего времени,% 84,3 92.3 1.1
Коррозия,% 100 75 1,33
Расход аммиака, мг/л Температура, °C: 23 6 3.83
в печи атмосферной ступени 317 327 1,04
в печи установки крекинга 417 480 1.02
Исключение составляют случаи, когда обессоливание нефти
достигается автоматически на месторождениях в процессе глубокого
ее обезвоживания без применения пресной промывочной воды. Од-
нако это оказывается возможно лишь при низкой минерализации пла-
стовых вод. Содержание солей в нефти при этом составляет от 5 до
100 мг/л, остаточное содержание пластовой воды - не более 0,1 -
0,2% (рис. 4.2).
При более высокой концентрации солей в пластовой воде
требуется применение дополнительных ступеней обработки, увели-
чение температуры нагрева, организация подачи пресной воды
(строительство водоводов), последующей ее очистки и утилизации
(строительство очистных сооружений), более квалифицированное
обслуживание и другие мероприятия, связанные с дополнительными
капиталовложениями и повышением эксплуатационных расходов,
значительно превышающих затраты на транспортирование неболь-
шого количества балласта до НПЗ и обессоливание нефти в заво-
дских условиях.
303
Поэтому технология обессоливания разрабатывалась и со-
вершенствовалась в течение длительного времени, в основном, для
условий НПЗ. При этом учитывались и другие факторы. В частности,
обессоливание нефти - более сложный технологический процесс, чем
обезвоживание, и требуется применение более дорогостоящих аппа-
ратов, поддержание напряженного технологического режима (темпе-
ратура, время обработки и т.д.) и квалифицированное обслуживание.
Рис 4.2. Содержание солей в нефти (ДО) при
остаточном содержании пластовой воды 0,1%
различной минерализации (С).
Обеспечить квалифицированное обслуживание установок на заводах
значительно проще, чем в полевых условиях на промыслах. Посколь-
ку на НПЗ нефть поступает из различных нефтедобывающих рай-
онов, заводы должны быть обязательно защищены встроенными
обессоливающими блоками или установками. Период эксплуатации
заводов намного превышает время разработки отдельных месторож-
дений, естественное падение добычи нефти на которых создает про-
блему неэффективного использования оборудования, что исключено
в заводских условиях.
В связи с тем, что исключить обессоливающие установки из
схемы завода в принципе невозможно, их строительство на месторо-
ждениях приводит к дублированию промышленных объектов одного
и того же назначения в двух смежных отраслях (одновременно и на
промыслах и на НПЗ). Это становится особенно наглядным, если
учесть, что современная технология подготовки нефти позволяет
осуществлять глубокое ее обессоливание на НПЗ (до 2-5 мг/л) при
любом количестве солей, содержащихся в поступающей нефти.
За рубежом в связи с отсутствием крупных нефтяных место-
рождений и разработкой отдельных участков большим числом вла-
дельцев, обезвоживание нефти осуществляется с помощью блочных
деэмульсаторов небольшой мощности в непосредственной близости
304
от скважин. Это позволяет обрабатывать свежеобразованные эмуль-
сии и исключить возможность образования прочных бронирующих
оболочек на глобулах пластовой воды. Дальнейшее самопроизволь-
ное разрушение эмульсии в трубопроводах под воздействием де-
эмульгаторов в процессе ее транспортирования создает необходимые
условия для глубокого ее обессоливания на МПЗ. Кроме того, при
поставках исключается возможность смешения в трубопроводах
обезвоженной и не обезвоженной нефтей. •
Обессоливание нефти на месторождениях нецелесообразно по
многим причинам. В частности, если ограничить подготовку нефти
на месторождениях глубоким обезвоживанием, можно снизить энер-
гетические затраты на нагрев эмульсии и осуществлять процесс при
более низкой температуре. Так, например, обезвоживание нефти на
месторождениях Татарской АССР возможно при 20-25°С, а для обес-
соливания нефти температура должна быть повышена до 40-65°С. В
других районах страны обессоливание осуществляется при еще более
высокой температуре (60-80°С). Кроме того, необходимость нагрева
нефти до высокой температуры при ее переработке на НПЗ и утили-
зация тепла от полученных нефтепродуктов позволяют снизить за-
траты на нагрев с целью обессоливания нефти практически до нуля.
Следовательно, обессоливание нефти на месторождениях
приводит к неоправданным затратам на нагрев, в частности, к сжига-
нию в печах того же газа, добыча которого является целью разработ-
ки месторождений.
Снижение температуры нагрева эмульсии в промысловых ус-
ловиях позволяет увеличить длительность эксплуатации технологи-
ческого оборудования, отказаться от применения дорогостоящей теп-
лообменной аппаратуры, уменьшать потери легких фракций и разме-
ры технологических площадок, что в свою очередь уменьшает по-
требность в отчуждаемых землях и улучшает условия охраны приро-
ды.
Довольно серьезные проблемы при обессоливании нефти на
месторождениях возникают в связи с необходимостью строительства
водоводов пресной промывочной воды, ее нагрева и последующей
очистки. Если работа НПЗ невозможна без использования в различ-
ных технологических процессах огромного количества пресной воды,
то на месторождениях, при условии включения обезвоживания нефти
в общий комплекс промысловых работ, необходимость в потребле-
нии пресной воды на этой ступени отпадает. Использование пресной
воды для заводнения, казалось бы, исключает эту проблему. В самом
305
деле, в этом случае для обессоливания может быть использована во-
да, предназначенная для закачки в пласт. Но хотя это действительно
так, остается еще проблема очистки воды, использованной для обес-
соливания, необходимость строительства и эксплуатации очистных
сооружений и т.д.
С другой стороны, при обессоливании нефти на НПЗ в каче-
стве промывочной применяют горячую технологическую воду, кото-
рая, участвуя в процессе обессоливания, автоматически очищается от
содержащихся в ней нефтепродуктов. Следовательно, обессоливание
нефти на НПЗ позволяет избежать затрат на очистку промывочной
воды. Обессоливание даже только части нефти на месторождениях
создает проблему транспортирования двух ее сортов, усложняя про-
мысловое и транспортное хозяйство. При этом возникает необходи-
мость в автономных товарных парках значительно усложняются учет
и маневрирование производственными мощностями.
Таким образом, обессоливание нефти на НПЗ позволяет: из-
бежать непроизводительных затрат, связанных с возможностью ис-
ключения проблемы неэффективного использования оборудования в
связи с падением добычи нефти на месторождении, снизить энерге-
тические затраты, уменьшить размеры технологических площадок,
снизить потери легких фракций, повысить срок службы печей и дру-
гого технологического оборудования, улучшить условия охраны ок-
ружающей среды.
Единственной проблемой, заслуживающей серьезного внима-
ния при рассмотрении вопросов о месте обессоливания нефти - на
заводах или месторождениях - является проблема охраны окружаю-
щей среды в связи с трудностями утилизации на НПЗ стоков соленых
вод. Решение ее достигается мероприятиями, направленными на глу-
бокое обезвоживание нефти на месторождениях (до 0,2-0,3%) и раз-
работкой эффективных методов утилизации минеральных солей на
НПЗ. Лучшим решением проблемы было бы строительство НПЗ в
районах добычи нефти, особенно таких, территория которых пересе-
кается магистральными трубопроводами, транспортирующими нефть
из других районов.
Однако на практике нефть подвергается сначала первичному
обессоливанию на месторождениях, а затем - и на НПЗ. Применение
совмещенных схем позволяет решить проблему глубокого обессоли-
вания нефти на НПЗ и первичное на промыслах при минимальных по
сравнению с традиционной технологией затратах [12, 35].
306
4.2. МЕХАНИЗМ ОБЕССОЛИВАНИЯ
Технология обессоливания нефти основана на ряде теорети-
ческих представлений о сущности процессов, происходящих в нефти
при введении в нее пресной промывочной воды. Идеальным считает-
ся такой процесс обессоливания, при котором в результате операций
по смешению обессоливаемой нефти с пресной водой произойдет ос-
реднение солености во всех находящихся в нефти каплях. С этими
представлениями связаны определенные технологические приемы по
обессоливанию нефти. Одновременно с этим полагали, что дисперги-
рованные капли пресной воды во всех случаях более эффективно
сливаются друг с другом, чем с каплями пластовой воды, и поэтому
быстрее переходят в состав дренажной воды, зачастую не совершая
при этом полезной работы по вымыванию солей. С этим положением
связано появление такого термина, как коэффициент эффективности
использования пресной воды при обессоливании.
Поэтому весьма важно дать оценку скорости и закономерно-
сти перехода капель пресной промывочной и соленой пластовой воды
в состав дренажной в процессе отстоя при обессоливании. Динамика
перехода глобул пластовой воды, содержащей хлористые соли, в со-
став дренажных вод в процессе обессоливания характеризуется сле-
дующими особенностями. При смешении обессоленной нефти с пре-
сной водой происходит коалесценция лишенных на ступени обезво-
живания бронирующих оболочек глобул пластовой воды с каплями
пресной. Глобулы с неразрушенными оболочками практически не
принимают участия в процессе обессоливания и при небольших раз-
мерах остаются в нефти во взвешенном состоянии, независимо от ко-
личества применяемой пресной воды [12].
Таблица 4.3.
Остаточное содержание
Количество промывоч- Средняя минерализация
ной воды,% выделившейся воды,% воды,% солей, мг/л
2 12,6 1,2 146,6
5 6,35 1,1 149,8
10 5,96 1,2- 149,7
15 2,66 1,2 107,7
20 1,20 3,2 132,3
Из табл. 4.3 видно, что остаточное содержание солей в раз-
личных пробах нефти при использовании для однократной промывки
307
2, 5, 10, 15 и 20% воды и при всех остальных равных условиях оказа-
лось практически одинаковым (содержание воды и солей в исходной
нефти составляло соответственно 0,24% и 500 мг/л, плотность нефти
0,875, вязкость при 20°С -22,5 сСт, расход реагента (дисолвана) -
при обессоливании 50 г/т, Т=70°С, время отстоя t = 150 мин).
Экспериментальные исследования показали, что осреднения
содержимого капель соленой и пресной воды в процессе смешения
при обессоливании нефти в лабораторных и промысловых условиях
нс происходит, а отделение воды от нефти является типичным про-
цессом при седиментации частиц, взвешенных в жидкости. Минера-
лизация отделяющейся из нефти воды с течением времени может
стать самой различной и имеет максимальные значения, как правило,
в начальный период отстоя.
Установлено, что минерализация выделяющейся воды, при
обессоливании типичной ромашкинской нефти во времени не посто-
янна и изменяется от 16,9 до 0,6 мг/л (в процессе исследований ис-
пользована методика непрерывного сброса и анализа минерализации)
выделяющихся порций воды). Естественно, что наименьшая минера-
лизация имеет место при больших расходах пресной воды. Однако
уровень минерализации дренажной воды в начальный период отстоя
во всем диапазоне расходов пресной воды (от 2 до 20%) во всех слу-
чаях самый высокий. Это свидетельствует о том, что наиболее круп-
ные, лишенные бронирующих оболочек, капли пластовой воды легко
и быстро коалесцируют с каплями пресной и после укрупнения пере-
ходят в состав дренажных вод в первые же минуты отстоя. Обращает
на себя внимание то обстоятельство, что при расходах пресной воды
2-5% соленость выделяющейся дренажной воды устойчиво высокая,
что свидетельствует об эффективном захвате каплями пресной воды
глобул соленой [257].
При использовании больших объемов промывочной воды (10-
20%) эффективность ее использования крайне низка. Расчеты показа-
ли, что при введении в нефть 15% пресной воды по объему в течение
первых 10 мин. отстоя в состав дренажной воды выделяется 13 рас-
четных капель пресной воды на каждую глобулу пластовой. В порции
воды, выделившейся через 30 мин. отстоя, это соотношение резко
изменилось и на каждую глобулу пластовой воды, уходящей в состав
дренажной, приходилось 1133 капли пресной. В различные периоды
отстоя это соотношение принимает разные значения (1:1940; 1:1980 и
т.д.).
308
В этой связи под эффективностью использования пресной во-
ды следует понимать степень участи капель промывочной воды в
процессе захвата и извлечения из объема нефти глобул соленой воды.
Степень смешения содержимого капель не имеет того значения, ко-
торое ей придавалось.
Из приведенных данных ясно, что если бы капли пресной во-
ды слйзались друг с другом и осаждались более эффективно, чем ка-
пли пластовой воды друг с другом и каплями пресной воды, минера-
лизация дренажной воды в первые минуты отстоя была бы мини-
мальной, так как в состав дренажной воды быстрее всего переходили
бы именно капли пресной промывочной воды. В действительности
же она максимальна во всех случаях.
Таким образом, результаты экспериментов подтверждают, что
в процессе исследований усреднения содержания солей в каплях во-
ды хотя частично и имеет место, но не играет решающего значения. В
процессе обессоливания отмечается в основном обмен оставшихся в
нефти капель пластовой воды па капли пресной воды. Поскольку
обессоливание нефти не может протекать без того, чтобы в ней не
оставалось определенное количество капель воды, следовательно,
оптимальным режимом обессоливания следует признать такой, при
котором происходит возможно более полная замена глобул пластовой
воды на капли промывочной, что, естественно, обеспечит более низ-
кое содержание солей в обработанной нефти, чем при усреднении
минерализации воды в результате процессов смешения.
О недостижимости усреднения свидетельствуют факты из
практики обессоливания нефти на месторождениях и НПЗ. При про-
текании процесса по схеме «усреднения» из обессоленной нефти с
содержанием солей 40 мг/л и воды 0,1% при достаточно длительном
смешении с пресной водой (0,8%) и последующем отстое, казалось
бы, легко получить нефть с остаточным содержанием солей 5 мг/л. В
действительности этого не наблюдается. Это объясняется тем, что в
нефти, с одной стороны, остаются глобулы с прочными бронирую-
щими оболочками, не участвующие в массообменных процессах, а с
другой - капли соленой воды без бронирующих оболочек, но чрезвы-
чайно малых размеров. Присутствие этих капель определяет в основ-
ном остаточное содержание солей в нефти. Об этом же свидетельст-
вуют результаты промышленного обессоливания нефти термохими-
ческим методом на многих комплексных установках подготовки неф-
ти.
309
В таблице 4.4 приведены значения остаточного содержания
солей в обессоленной искусственной эмульсии, вода в которой имела
заданную минерализацию, а бронирующие оболочки на каплях воды
были нейтрализованы введенным в процессе формирования эмульсии
реагентом. Этим обеспечивалась возможность беспрепятственного
слияния глобул соленой воды с каплями пресной при последующем
смешении в процессе промывки.
Таблица 4.4.
Содержание в исходной нефти Остаточное содержание воды, % Содержание солей, мг/л Отношение опыт / расчет
воды,% солей, мг/л опыт расчет
0,10 210,0 0,12 20 2,5 8,0
0,15 551,0 0,12 37 6,5 5,7
0,24 843,0 0,06 36 4,9 7,4
0,84 1 ^70,0 0,06 62 10,6 5,3
2,90 5543,0 0,06 145 25,8 5,6
4,30 8604,0 0,12 163 72,0 2,9
Содержание минерализованной воды в нефти от пробы к пробе уве-
личивалось, а объем промывочной воды (10%) был принят постоян-
ным. Во всех случаях основное количество промывочной воды и за-
хваченные ею глобулы соленой перешли в состав дренажной воды в
первые 15 мин. отстоя. Оказалось, что ни в одном случае содержание
солей в нефти после ее обессоливания не соответствует расчетному -
превышает последнее в несколько раз. Наибольшее расхождение со-
ответствует случаю минимального содержания солей в обрабатывае-
мой нефти. Это также свидетельствует о том, что усреднения мине-
рализации соленых и пресных вод при обессоливании не происходит.
Показано, что минерализация глобул пластовой воды в нефти,
полученной на месторождениях, которые разрабатываются с приме-
нением законтурного и внутриконтурного заводнения, также различ-
на, что, безусловно, влияет на процесс обессоливания нефти.
Обычно поиски решения проблемы увеличения глубины
обессоливания нефти и снижения расхода пресной воды связываются
с совершенствованием технологии смешения пресной воды с нефтью.
В качестве показателя идеального смешения принималась степень
выравнивания концентрации солей в каплях воды, участвующих в
процессе. Существование в потоке после смешения большого числа
капель пресной воды объяснялось низкой эффективностью процесса
310
смешения. Для устранения этого явления конструировалась специ-
альная аппаратура, увеличивалась интенсивность и длительность
смешения воды с нефтью, использовался метод многократного сме-
шения и расслоения нефти с пресной водой. Наибольшее распростра-
нение на месторождениях получил смесительный клапан, в качестве
которого зачастую использовали обыкновенную задвижку, на НПЗ
применяют более сложные аппараты [53].
4.2.1. ОБЕССОЛИВАНИЕ НЕФТИ ПО СХЕМЕ «СМЕШЕНИЯ»
Детальный анализ показал, что процесс обессоливания нефти
осуществляется по более сложной схеме, усреднение содержимого
капель соленой и пресной воды в нефти не имеет прямого отношения
к процессу обессоливания и является побочным процессом. Более
того, стремление добиться такого усреднения технологически из-
лишне и даже вредно, поскольку при всей его бесполезности для его
осуществления должна быть резко увеличена длительность процесса
[12].
Установлено, что в реальном процессе глубина обессоливания
нефти при прочих равных условиях определяется степенью захвата
соленых капель глобулами пресной воды, их размерами и соотноше-
нием капель в начале процесса. Степень захвата глобул пластовой
воды зависит от состояния бронирующих оболочек на их поверхно-
сти и оказывается довольно высокой, когда бронирующие оболочки
разрушены. При правильном ведении процесса это достигается на
ступени обезвоживания. Отсутствие стерических препятствий к слия-
нию глобул соленой воды (бронирующие оболочки разрушены) с ка-
плями пресной воды приводит к тому, что остаточное содержание
солей в нефти определяется законом пропорционального представи-
тельства капель всех сортов, находящихся в нефти к моменту ее на-
правления на отстой (пресной воды, соленой воды и промежуточной
солености), со сдвигом в сторону преобладания капель пресной воды
в объеме нефти в связи с их меньшей плотностью. Отсюда следует,
что по завершении процесса обессоливания в нефти остается опреде-
ленное число капель каждого сорта, пропорциональное их первона-
чальному содержанию.
Поэтому для успешного ведения процесса обессоливания не-
обходимо и достаточно создать такие условия, при которых каждая
глобула пластовой воды сольется с одной (достаточно крупной) или
несколькими каплями пресной воды и быстро осядет на дно аппарата.
Слияние капель различного качества друг с другом при прочих рав-
311
ных условиях зависит от частоты столкновения капель в потоке. Для
упрощения расчетов диаметр существующих в потоке капель прини-
мают равным критйческому значению, определяемому гидродинами-
ческими параметрами потока и свойствами смешиваемых жидкостей.
В этом случае при слиянии даже двух глобул размер вновь возник-
шей капли оказывается больше критического и, если последняя не
будет выведена из потока, она будет испытывать тенденцию к дроб-
лению на две капли исходного размера [258]. Частота столкновений
диспергированных в турбулентном потоке под воздействием турбу-
лентных пульсаций капель z определяется формулой (4.1.)
z - , (4.1)
где N - число капель; d - их диаметр; и2 - осредненный квадрат тур-
булентных пульсаций.
Однако не все столкновения приводят к коалесценции капель
различного качества. Если число капель соленой воды принять рав-
ным Nj, а пресной N2, то общее число их составит N = N1+N2. В
этом случае суммарное число возможных столкновений определяется
выражением
2 _ WV-D
w ~ 2
Из них
Л/, 2
приходится на столкновения между собой капель соленой воды, а
^2 7ВД-1)
QN = ———!------ - пресной. На долю капель различного качества
2 2
приходится Су ~(С^ +Су2) столкновений. Относительная величи-
на, характеризующая результативные столкновения,
Cjj - (С^ + С2^) / C2n , после преобразований принимает вид
2(NlN2')/ N2, где в знаменателе выражение (N - 1) заменено на N,
так как N » 1. Результирующее выражение для числа столкновений,
сопровождающихся коалесценцией капель различного качества и
(побочный эффект) усреднением концентрации солей принимает вид:
312
z' = z-k
2N'N2
N2
(4.2)
где к - коэффициент, учитывающий число результативных столкно-
вений, заканчивающихся слиянием капель [12].
При многократном слиянии и дроблении капель различного
качества в потоке одновременно существуют капли самой различной
солености, спектр которых охватывает диапазон от пресной промы-
вочной воды до солености неразбавленных пластовых вод. При рас-
четах удобно учитывать не весь возможный набор соленостей, харак-
терный для реального процесса, а ряд интервалов, на которые можно
разбить весь диапазон изменения солености капель, В этом случае
капли, концентрация солей в которых входит в выбранный интервал
концентрации т(1 <т 5 М ), принимается такой же, - равной С(тп -
1)/М - 1 (соленость пресной воды условно принята равной нулю, а
пластовой - С). Это позволяет записать дифференциальное уравне-
ние, описывающее процесс коалесценции капель различных сортов
(и, как побочное явление, перераспределение солей) в следующем
виде:
- 2kz'' V \р(т + г) + \р(т + i +1)] х
dr [tt
х[р(щ - г) + р(т - i - 1) ]дС-р(щ) } (4.3)
где p(m)AC=Nm/N - относительное число капель в m-м интервале
концентрации шириной AC; t - время процесса.
Однако уравнение (4.3), описывая процесс качественно, ана-
литического решения не имеет, хотя численные решения при задан-
ных параметрах возможны.
На. рис. 4.3 представлены результаты расчета процесса обес-
соливания нефти на ЭВМ в зависимости от безразмерного параметра
T=2kz t с шагом 0,2 при числе интервалов 20. Переход от числа ка-
пель к объему жидкости W, представленному этими каплями, осуще-
ствляется с помощью выражения: Tr/6d3N=W. Исходное соотношение
объемов пресной и соленой воды было принято 9:1. Ив данных рис.
4.3 видно, что захват глобул соленой воды каплями пресной заверша-
ется При значении Т-4, т.е. задолго до окончания процесса усредне-
ния солености, бессмысленность чего в этих условиях очевидна. По-
313
следующее перемешивание, не решая главной задачи - захвата гло-
бул соленой воды каплями пресной, ведет лишь к дальнейшему пере-
распределению в них солей. Полное усреднение достигается при
г —> оо. Отсюда следует, что
технологически процесс перемешива-
ния целесообразно прерывать задолго
до того, как будет достигнуто
осреднение солености воды в каплях.
В соответствии с этим изменяется и
цель перемешивания. Последнее
должно обеспечивать не усреднение
солености, а захват глобул соленой
воды каплями пресной воды для
последующего их вывода из объема
нефти в состав дренажной воды.
Рис.4.3. Изменение соотношения
объемов пресной и минерализо-
ванной воды Wv/W в зависимо-
сти от безразмерного времени т
при обессоливании;
Рис. 4.4 Изменение относительного
содержания пластовой воды исход-
ной минерализации (Wj, W) в пото-
ке при смешении с различным коли-
чеством пресной воды
1,2,3,4 - расход пресной воды W2 2, 5. 10,15%;
содержание минерализованной воды W| 0,3%.
исходное соотношение пресной W2 и
минерализованной W| воды 9:1;
W-W1+W2; W]“0,3%;
R-=50000; ц-10 сП; D=20 см; К=4),0001
314
На рис. 4.4 представлены графики изменения относительного
содержания пресной и соленой воды в исходной эмульсии в зависи-
мости от безразмерного времени обработки при различном количест-
ве воды, взятой для промывки.
Из рис. 4.4 видно, что с увеличением времени расход пресной
воды может быть значительно снижен. Так, если при т=1,5 и расходе
пресной воды 2% (кривая 1) количество соленой воды, не захвачен-
ной каплями пресной, по отношению к общему количеству воды со-
ставит 0,03, то при расходе пресной воды 15% (кривая 4) - менее
0,005. Однако при т=5 результат оказывается одинаковым: число ка-
пель соленой воды, избежавших слияния с каплями пресной воды, в
обоих случаях равно нулю.
Отсюда следует, что количество пресной воды, необходимой
для захвата и выведения из потока глобул соленой воды, в значитель-
ной мере определяется продолжительностью процесса смешения, с
увеличением которой расход воды может быть уменьшен.
С увеличением расхода пресной воды число капель, не участ-
вующих в выполнении полезной работы по захвату и извлечению
глобул соленой воды, возрастает (рис. 4.5).
Рис. 4.5 Изменение содержания пре-
сной воды в нефти, не участвующей в
захвате минерализованных капель, при
различных ее расходе и продолжи-
тельности процесса:
1,2, 3, 4 - расход пресной воды W2 2. 5, 10. 15%;
содержание минерализованной воды W] 0.3%.
Так, при продолжительности смешения, характеризующейся време-
нем т=10 и расходе пресной воды 2% все капли пресной воды выпол-
няют полезную работу по захвату соленых. Увеличение расхода пре-
сной воды до 10-15% при этом же значении приводит к тому, что в
объеме остаются неиспользованными от 45 до 62% капель пресной
воды от их первоначального содержания в нефти. Пересчет безраз-
мерного времени т на реальную продолжительность процесса t пока-
зывает, что на существующих установках подготовки нефти при
движении эмульсии по коммуникациям смешения диаметром 250 мм
315
при Re=20000, к=0,0001 и расходах пресной воды 5, 10 и 16% в пото-
ке остается 11.7; 47,6 и 64,3% капель неиспользованной пресной.во-
ды даже при времени обработки 30, 37 и 47 мин соответственно. При
увеличении значения Re до 50000 время обработки несколько сокра-
щается (соответственно до 13,4; 17 и 21 мин), однако коэффициент
использования пресной воды остается низким [12].
4.2.2. ОБЕССОЛИВАНИЕ НЕФТИ ИО СХЕМЕ «ЗАМЕЩЕНИЯ»
Как показали расчеты, теоретически возможно осуществление
процесса обессоливания нефти по более эффективной технологии, не
предусматривающей операции «усреднения», для осуществления ко-
торой требуется значительно меньший расход воды. Эта технология
связана с развитием теоретических предпосылок «равных возможно-
стей» и некоторыми другими факторами, в частности, допускается
следующее [12]:
- на обессоливание направляется нефть с любым экономиче-
ски приемлемым содержанием воды;
- бронирующие оболочки на глобулах пластовой воды разру-
шены;
- завершение процесса обезвоживания связано с невозможно-
стью коалесценции капель в потоке из-за больших расстояний между
ними и невозможностью их осаждения на дно отстойников за техно-
логически приемлемое время в связи с малыми размерами капель;
- глобулы пластовой воды имеют одинаковые диаметры и рав-
номерно распределены в потоке;
- всякое изменение расстояния между каплями путем введения
в поток новых глобул приводит к коалесценции их с другими;
- всякое увеличение диаметра капель по сравнению с исход-
ным значением приводит к их осаждению на дно аппаратов;
- капли минерализованной и пресной воды имеют равные диа-
метры и равные возможности к коалесценции;
- при введении в поток капель пресной воды последние рав-
номерно распределяются среди глобул пластовой воды;
- после обессоливания в нефти остается такое же число капель
тех же размеров, что и после обезвоживания.
Исходя из принятых допущений, рассмотрим эффективность
сложившейся и новой технологии, которые в дальнейшем для крат-
ности изложения будем называть соответственно технологиями
«смешения» и «замещения». Название новой технологии связано с
процессом последовательного замещения глобул пластовой воды ка-
316
плями пресной, таким образом, что в конце процесса в потоке оста-
нутся в основном капли пресной воды
Предположим, что при каких-то принятых технологических
параметрах обессоливания нефти (температура, время отстоя, расход
деэмульгатора и т.д.) в конце процесса система нефть-вода характе-
ризуется параметрами V, <1, I (соответственно объем остаточной воды
с растворенными в ней солями, диаметр капель и расстояние между
ними). Бронирующие оболочки на глобулах пластовой воды разру-
шены, а дальнейший отстой эмульсии нецелесообразен в связи с не-
большими значениями d и большим расстоянием 1 между каплями
(рис 4.6). Поскольку процесс обессоливания нефти происходит при
любых значениях параметров Vj>V и Ц>1, например, V=2V, d=d],
1 ] ==12 для его возобновления в систему вода-нефть теоретически дос-
таточно ввести хотя бы одну дополнительную каплю пресной воды
(рис. 4.6). В этом случае капля неизбежно коалесцирует с одной из
глобул пластовой воды и получит возможность осесть на дно аппара-
та за технологически приемлемое время. (Однако в этом случае в про-
цессе коалесценции сможет принять участие только одна глобула
минерализованной воды, так как расстояние между новой каплей,
возникшей в результате коалесценции, и глобулами пластовой воды
изменится на величину, равную половине радиуса новой капли
С переходом новой капли в состав дренажных вод расстояние
между оставшимися глобулами увеличится и вероятность процесса
дальнейшего обессоливания окажется еще меньшей.
Казалось бы, что для полного удаления всех глобул пластовой
воды из нефти достаточно ввести в нее не одну, а такое же число ка-
пель пресной, в связи с чем расстояние между каплями в первое вре-
мя сократится вдвое и станет возможной их коалесценция(см. рис.
4.6.). Однако, поскольку капли не могут коалесцировать одновремен-
но, неизбежно возникает состояние, при котором одна часть капель
успевает участвовать в коалесценции, а вторая - нет. Так как воз-
можности для взаимной коалесценции капель пресной и минерализо-
ванной пластовой вод одинаковы (бронирующие оболочки на глобу-
лах воды отсутствуют), естественно предположить, что в процессе
принимает участие равное число глобул различного качества.
317
Переход укрупнившихся капель в составе дренажных вод
приводит к восстановлению первоначального состояния и сопровож-
дается увеличением расстояния между оставшимися каплями до зна-
чения 1 (см. рис. 4.6). Половина оставшихся капель будет представле-
на пластовой водой, а половина - пресной. Следовательно, для сни-
жения содержания капель минерализованной пластовой воды вдвое
(вместе с растворенными в них солями) теоретически достаточно
ввести в нее равный объем пресной воды. Повторение этой операции
несколько раз приведет практически к полному удалению солей.
Концентрации оставшейся пластовой воды и солей в нефти в этом
случае изменяются по закону степенной функции с основанием
меньше единицы.
Таким образом, в отличии от сложившейся технологии обес-
соливания нефти в данном случае рассматривается технология удале-
ния солей из нефти методом замещения каплями пресной воды гло-
бул соленой путем коалесценции и увлечения их в состав дренажных
вод.
Рис.4.6, Схема взаимодействия капель
пластовой и пресной воды при обессоли-
вании нефти по схеме «замещения»:
а - исходное расположение капель пластовой воды; б
- при введении о нефть единичной капли пресной
воды (I - начальное состояние); II - после коалесцен-
ции глобул пластовой и пресной воды): в - при введе-
нии в нефть капель пресной воды, количество которых
равно количеству равно количеству капель пластовой
(I - начальное состояние; II - при коалесценции; Ш -
после осаждения капель, принявших участие в коа-
лесценции).
I - пластовая вода; 2 - пресная вода; 3 - вода проме-
жуточной минерализации.
Технология обессоливания нефти методом замещения позволяет тео-
ретически полностью удалить из нее пластовую воду. В этом случае
оставшаяся в нефти вода по завершении процесса будет представлена
только каплями пресной воды. Возможность смешения их содержи-
мого при этом не играет никакой положительной роли. Более того,
происходящее в реальном процессе частичное смешение содержнмо-
318
го капель технологически вредно, так как приводит к искусственному
загрязнению первоначально не содержащих солен капель пресной
воды, оставшейся в нефти, и снижает в связи с этим возможную глу-
бину ее обессоливания. Естественно, что при реальном процессе в
нефти может оставаться часть капель промежуточной минерализа-
ции.
Покажем, что при равном расходе пресной воды степень
обессоливания нефти методом «замещения» значительно выше, чем
методом «смешения». Предположим, что в нефти, подвергаемой
обессоливанию, содержится какое-то количество оставшейся в ней
после обезвоживания воды V с минерализацией С. Тогда количество
солей, содержащихся в нефти, определится как Vc.
На обессоливание обычно направляется нефть с минималь-
ным содержанием воды, что, наряду с другими факторами, определя-
ется параметрами процесса и технологически приемлемым временем
отстоя После обессоливания в нефти не должно оставаться воды
больше, чем до него (на практике это требование зачастую не выпол-
няется), поэтому принимаем, что остаточное содержание воды в неф-
ти после обессоливания V] равно F (дальнейший отстой воды техно-
логически неприемлем, так как расстояние между каплями воды
очень велико и для его осуществления потребовалось бы значитель-
ное время).
Тогда остаточное содержание солей в нефти Су при ее обес-
соливании по схеме «смешения» определяется выражением (4.4):
CV
п + 1
(4.4.)
где V - объем пресной воды; п - число объемов пресной воды, взятой
для обессоливания, кратных И.
Количество оставшихся в нефти солей С-2 при ее обессолива-
нии по. схеме «замещения» определяется по формулам Тронова В.П.
(4.5, 4.6)
С2 = С¥дп,
(4.5.)
где q- отношение оставшихся в нефти солей после введения в
нее объема пресной воды, равного исходному, и удаления из объема
половины всех минирализованных и пресных капель (д — 0,5),
319
Анализируя уравнения (4.4) и (4.5), легко обнаружить, что
при равных значениях п степень обессоливания нефти методом «за-
мещения» оказывается намного выше, чем при обработке ее по схеме
«смешения».
Из (4.4) и (4.5) следует;
C2=Ciq(n+l), (4.6)
поскольку q<l, а п>1 с увеличением пС2 быстро уменьшается, осо-
бенно в области п>8-Ч0 (рис.4.7). Так, при расходе воды, характери-
зуемой значением n= 10, при прочих равных условиях теоретически
возможно снижение содержания солей в нефти при ее обессоливании
методом «смешения» до 9,1% от первоначального, а при обработке
по технологии «замещения» - до 0,09%, т.е. почти в сто раз.
Рис. 4.7. Изменение содержания солей (С) в
нефти при ее обессоливании:
1 - общепринятым методом «смещения» или «усреднения»
минерализации капель; 2 методом «замещения»; п -
расход пресной воды (в объемах остаточной пластовой
воды, содержащейся в нефти после ступени обезвожива-
ния).
За исключением случая п=1, степень обессоливания нефти
методом «смешения» оказывается намного ниже, чем способом «за-
мещения». Наиболее четко это выражено в области больших значе-
ний п. В практических условиях на промыслах и заводских установ-
ках обессоливание, как правило, осуществляется при больших значе-
ниях п, изменяющихся в пределах от 25 до 100.
Расход воды, необходимый для достижения одной и той же
степени обессоливания двумя этими методами, также различен (см.
рис. 4.7, кривая 1). Из данных рис. 4.7 следует, что полное извлечение
320
солей из нефти методом «смешения» возможно лишь при значениях
п, стремящихся к бесконечности.
При обессоливании нефти методов «замещения» возможно
полное обессоливание нефти. Это может произойти при извлечении
из объема нефти последней глобулы пластовой воды, т.е. (4.7)
21g?-lg-,T
nd
lg?
(4.7)
Теоретически объем пресной воды, необходимой для дости-
жения заданной степени обессоливания методом «замещения», опре-
деляется по формуле Тронова В.П. (4.8)
к _ K(lgC2--lgC-igr)
Igtf
Если известно количество воды, необходимое для обессоли-
вания нефти Традиционным методом «смешения», а, следовательно, и
пСэ то можно рассчитывать и количество воды, необходимой для
осуществления этого же процесса по схеме «замещения» (по величи-
не пз). Связь между пс и Пз определяется выражением
n3=3,611g(nc+l) (4.9)
Таким образом, теоретически процесс обессоливания нефти
по схеме «замещения» более эффективен по сравнению с вариантом
«усреднения» содержимого путем «смешения». Отсюда следует, что
стремление к усреднению минерализации капель пластовой и пре-
сной воды при обессоливании путем «идеального смешения» являет-
ся технологически вредным и такого пути следует избегать.
Разработка обессоливания нефти методом «замещения» от-
крывает перспективы значительно снизить расход дефицитной пре-
сной воды и увеличить степень извлечения солей из нефти. Однако
для ее осуществления необходимо многоступенчатое введение в по-
ток нефти заранее диспергированной пресной воды. При этом капли
промывочной воды не должны быть больше глобул минерализован-
ной пластовой, в противном случае практически исключается воз-
можность коалесценции капель двух типов в связи с их разъединени-
11.3-2*1
ем потоками обтекания, возникающими при движении более крупных
капель и увлекающих за собой мелкие.
При сложившейся же практике введения в поток нефти пре-
сной промывочной воды, сопровождающегося ее диспергированием в
смесительных клапанах или других устройствах, возникает наименее
благоприятное соотношение диаметров капель двух типов. Глобулы
пластовой воды, содержащие деэмульгатор, при таком смешении
диспергируются значительно сильнее (в связи с низким значением
поверхностного натяжения на границе раздела фаз нефть-вода).
Как правило, пресная вода не содержит деэмульгатора в мо-
мент введения в поток нефти. Более высокой значение поверхностно-
го натяжения на границе раздела нефть-вода в этом случае обуслов-
ливает и больший размер возникающих при этом капель. Это создает
условия для быстрой коалесценции друг с другом одинаково крупных
капель и их последующего осаждения на дно отстойных аппаратов.
Мелкие капли остаются в потоке.
В таблице 4.5 приведены данные об изменении остаточного
содержания солей в нефти при увеличении расхода пресной воды и
изменении параметра п от 1 до 50 (содержание в нефти после глубо-
кого обезвоживания: воды-0,12%, солей - 246 мг/л).
Таблица 4.5.
Кратность расхода про- мывочной воды к оста- точной п Остаточное содержание Примечание
воды, % солей, мг/л
1 следы 66,0 Температура процесса 40°С
2 следы 76,0
3 следы 69,0 Пресную воду смешивали с
5 следы 58,0 эмульсией на лабораторной ме-
шалке
10 0,00 65,0 при п=1000 об/мин в течение
20 0,36 45,0 1 мин
30 0,12 40,0
50 0,24 53,0
Для устранения возможного влияния состояния бронирующих
оболочек на процессы коалесценции эмульсию приготовляли на пла-
стовой воде, в которую предварительно вводили деэмульгатор. Из
данных таблицы 16.5 видно, что введение в нефть пресной воды в
количестве, равном количеству остаточной воды в обезвоженной
322
нефти (п=1), остаточное содержание солей в нефти было снижено в
3,7 раза, т.е. намного больше, чем можно было ожидать в соответст-
вии с расчетами по варианту «усреднения». Это объясняется эффек-
тивным переходом в состав дренажных вод крупных минерализован-
ных капель.
Из таблицы 4.5 также следует, что возможно обессоливание
нефти при расходе пресной воды даже 0,2% по отношению к объему
обрабатываемой нефти, а увеличение расхода воды для этих целей
малоэффективно.
Технологические приемы введения пресной промывочной
воды в ТатНИПИнефти [12] была рассмотрена достижимая степень
обессоливания нефти с применением небольших объемов пресной
воды, вводимой в обрабатываемую нефть различными способами, в
частности путем:
- многократного введения порций воды, равных по объему ос-
тавшейся в нефти после ее обезвоживания;
- однократного введения пресной воды, предварительно дис-
пергированной в небольшом объеме нефти, не содержащей солей;
- однократного введения пресной воды с последующим интен-
сивным перемешиванием ее с обессоливаемой нефтью.
Во всех случаях общий расход воды, время обработки, темпе-
ратура процесса и другие условия были одинаковыми. Обессолива-
нию подвергалась обезвоженная нефть, эмульсия которой была при-
готовлена на пластовой воде, содержащей деэмульгатор. Это исклю-
чало возможность формирования прочных бронирующих оболочек на
глобулах пластовой воды и объяснения тех или иных отклонений в
достигнутой степени обессоливания их прочностью.
При многократном введении небольших порций воды, равных
по объему оставшейся в нефти после ее обезвоживания, достигалась
одинаковая возможность столкновений капель соленой и пресной
вод. Это должно было обеспечить их последующую коалесценцию и
осаждение на дно аппаратов. Последовательное повторение операций
должно привести к высокой, для данного расхода воды, степени
обессоливания. Неблагоприятным фактором, не позволяющим дос-
тигнуть расчетных значений степени обессоливания, является неиз-
бежное при смешении пресной воды с нефтью интенсивное дробле-
ние глобул минерализованной воды, размеры которых по сравнению
с каплями пресной воды всегда будут меньшими. Это в какой-то мере
исключает возможность коалесценции части из них с каплями пре-
сной воды, укрупнение и последующее осаждение на дно аппаратов.
323
Таблица 4.6.
Варианты введения пресной Содержание в Расход пре- Содержание в
воды в нефть обезвоженной спой воды, % обессоленной
нефти нефти
ВО- со- всего ПО во- солей,
ды,% лей, сту- ды.% мг/л
мг/л пеням
Ступенчатая, небольшими дозами, диспергирование при 0.12 268 0,6 0,12 0.18 140
смешении (первый вариант) 0.12 0.17 107
0,12 следы 87
0.12 следы 77
0,12 0.12 55
Однократное, предваритель- ное диспергирование до сме- 0,Г2 268 0,6 0,6 0.24 59
шения с нефтью (второй ва- риант) Однократное, диспергирова- ние при смешении с нефтью (третий вариант) 0,12 268 0,6 0.6 0.12 86
Однако даже в этих условиях, как следует из таблицы 4.6, при
общем расходе пресной воды 0,6% к объему обрабатываемой нефти
(вода вводилась 5 раз по 0,12%) остаточное содержание солей в ней
было снижено с 268 до 55 мг/л. При однократном же введении пре-
сной воды в нефть в таком же количестве (0,6%) с последующим ин-
тенсивным перемешиванием (дробление происходило) содержание
солей в нефти снизилось только до 86 мг/л. Другими словами, при
использовании традиционного метода введения пресной воды в нефть
(третий вариант), остаточное содержание солей в ней по сравнению с
первым методом оказалось на 46% выше.
Исключение возможности дробления глобул пластовой воды
при смешении с пресной позволяет повысить степень обессоливания
нефти даже при однократном введении пресной воды (второй вари-
ант). Так, смешение с обессоливаемой нефтью предварительно дис-
пергированной пресной промывочной воды (0,6% по отношению к
обрабатываемой нефти позволило снизить содержание солей в нефти
до 59 мг/л и улучшить этот показатель по сравнению с первым вари-
антом на 31%. Это свидетельствует о целесообразности смешения
обессоливаемой нефти с пресной водой по данной технологии, как
наиболее простой.
324
Весьма перспективна технология многократного введения
небольших объемов предварительно диспергированной пресной воды
в поток обрабатываемой нефти.
Одной из причин, обусловливающих невозможность глубоко-
го обессоливания нефти даже при полном разрушении бронирующих
оболочек и применении больших объемов пресной промывочной во-
ды, является небольшой размер глобул, взвешенных в объеме нефти
(не превышающей 1 мкм). При таких размерах глобул столкновение
их с более крупными каплями пресной промывочной воды и слияние
с ними становится практически невозможным. Это объясняется тем,
что капли малых размеров легко увлекаются микропотоками нефти,
обтекающими более крупные капли при их движении. Расчеты пока-
зали, что в контакт с крупными каплями могут войти в основном
только те из мелких глобул, траектория движения которых совпадает
с линией, соединяющей их центры. В конечном счете в процессе
промывки нефти пресной водой даже в больших количествах в ней
практически всегда остаются чрезвычайно мелкие капли минерализо-
ванной пластовой воды с разрушенными бронирующими оболочка-
ми, но не участвовавшие в массообменных процессах и не успевшие
осесть на дно аппаратов в течение технологически приемлемого вре-
мени.
При уменьшении расстояния от местонахождения капли до
слоя дренажной воды с таким расчетом, чтобы капли успели осесть
на этот слой, оказывается возможным получить глубоко обессолен-
ную нефть при сохранении других технологических параметров без
изменения.
В ТатНИИ (Тронов В.П.) были получены данные, свидетель-
ствующие о низкой эффективности захвата чрезвычайно мелких гло-
бул пластовой воды каплями пресной промывочной воды, дисперги-
рованной обычными средствами. Так, при дополнительной промывке
обессоленной нефти 10% пресной воды и последующем ее отстое в
течение 6 ч содержание солей снизилось с 35 всего лишь до 31 мг/л.
Однако при отказе от смешения нефти с пресной водой, в пользу вве-
дения ее на дно аппарата тонким слоем и последующим размещении
над ним тонкого слоя обессоливаемой нефти (2-3 мм) глубина обес-
соливания увеличивается практически в 5 раз, а остаточное содержа-
ние солей в нефти составило бмг/л.
Отсюда следует, что смешение нефти с водой - не лучший
.метод извлечения мелких глобул пластовой воды и, следовательно,
L солей из нефти. В этой связи весьма перспективны способы, связан-
2.25
ные с транспортированием нефти тонким слоем над промывочной
водой, исключающие передиспергирование глобул пластовой .воды
при смешении нефти с промывочной водой путем введения ее в поток
в виде заранее приготовленной эмульсии в безводной нефти или неф-
тепродуктах, с применением эффектов диспергирования обессоли-
ваемой нефти в водном объеме и пенной деэмульсации.
Основные принципы эффективного обессоливания нефти мо-
гут быть сформулированы следующим образом:
- полное разрушение бронирующих оболочек на глобулах пла-
стовой воды на ступени обезвоживания;
- введение небольшого количества пресной промывочной во-
ды (порциями или однократно), заранее диспергированной в нефте-
продуктах или части обессоливаемой нефти;
- размеры капель пресной промывочной воды, меньшие или
равные размерам глобул пластовой воды;
- применение гидродинамических, электрических каплеобра-
зователей и других средств, обеспечивающих укрупнение капель
вплоть до расслоения потока до поступления эмульсии в водоотдели-
тели;
- снижение : турбулентности потока в направлении движения
обессоливаемой нефти;
- достаточное время обработки эмульсии промывочной водой
для завершения процессов захвата (коалесценции) глобул пластовой
воды каплями пресной.
4.3. ОБЕССОЛИВАНИЕ НЕФТИ НА УСТАНОВКАХ
КОМПЛЕКСНОЙ ПОДГОТОВКИ
На рис.4.8 представлена технологическая схема установки
комплексной подготовки нефти. Карабашская УКПН (Проект инсти-
тута Гипровостокнефть, оборудование поставлено фирмой Лурги).
Обводненная нефть (содержание воды до 30%) после сепара-
торов первой и второй ступеней попадает в резервуар предваритель-
ного сброса воды, в котором от нее отделяется основное количество
свободной воды. Для этого в поток нефти перед второй ступенью се-
парации (по предложению ТатНИИ) подается горячая дренажная во-
да. Сепарация газа в присутствии большого количества обогащенной
реагентом воды дает возможность осуществления первой фазы пен-
ной деэмульсации нефти, связанной с вытеснением глобул минерали-
зованной пластовой воды и капли дренажной воды под действием
энергии расширяющего газа. Это позволяет достигнуть достаточно
326
глубокого обезвоживания нефти (до 2-3%) уже на ступени предвари-
тельного сброса и поставить вопрос о совмещении этих ступеней
Рис. 4 8. Принципиальная техно.юпскхкая схема усгаиемжи комплексной ио.п о гонки
нефти'
Выделившаяся вода направляется на очистку. Нсфгь из бу-
ферного резервуара с введенным в нее с помощью дозатора деэмуль-
гатором прокачивается через группу теплообменников и вводится в
отстойники первой ступени одного из двух блоков установки в сосга-
ве 15 аппаратов (И~180 каждый) .ня глубокою обезвоживания.
Обезвоженная нефть прокачивается насосом через две группы гори-
зонтальных элекгродегидраторов на каисдом блоке, смонтированных
последовательно (по два параллельно подключенных аппарата в каж-
дой группе). На прием насоса подаются деэмульгаюр и пресная вода.
Возможность подачи воды и деэмулъгаюра предусмотрена и перед
второй парой элсктродегндрагорои (/=180 м^).
Элекгродегидраторы имеют распредели)ельное устройство
для разделения поюка между 44 парами электродов фирмы Лурги.
Обработка нефти осуществляется при напряжении 15-20 кВ и темпе-
ратуре 80°С.
Укрупнившиеся капли воды оседают на дно аппаратов, а
обессоленная нефть после нагрева в юплообмеинике до 200°С па-
правляется в стабилизационную колонну. Стабильная нефть из ниж-
ней части колонны, пройдя через группу теплообменников, поступает
в резервуар товарного парка.
Основные технологические показатели работы установки
проектной производительностью 6,6 млн.т/год приведены в табл. 4.7.
Таблица 4.7.
Показатели Сырье Ступени обработки
предва- ритель- ный сброс обезво- жива- ние обессоливание сдавае- мая нефть
I 11
Содержание воды, % до 30 2,5-3,0 0,4-1,0 до 2 0,1-0,25 0,2-0,25
Содержание солей, мг/л 22000 до 5000 300-800 50-60 20-40 до 40
Температура, °C 10-20 20-25 60-70 - 50-60 40-45
Расход пресной во- ды, % - - - 5 5 -
Расход реагента, г/т - - 30 14 - -
Расход электроэнер- гии в электродегид- раторах, кВтч/т - - -1,2 1,2 -
Установки подобного типа занимают большую территорию и
имеют в своем составе большее число аппаратов на всех ступенях.
Так, на обоих блоках установки действует 38 отстойных аппаратов и
электродегидраторов с общей продолжительностью пребывания в
них нефти около 10 ч. Масса металла установки составляет 5540 т, а
ее стоимость 12,95 млн.руб. Расход электроэнергии в связи с боль-
шим числом различных коммуникаций и аппаратов составляет 74,298
млн.кВт ч/год. Для обезвоживания и обессоливания 6 млн.т/год неф-
ти и получения 160 тыс.т нестабильного бензина, а также для всех
вспомогательных служб ежегодно необходимо сжигать 49,6 млн.мЗ
газа, в том числе для стабилизации нефти 30 млн.мЗ.
Один из основных недостатков установок комплексной под-
готовки нефти - жесткие требования к содержанию солей в обессо-
ленной нефти, направляемой в стабилизационную колонну, что ис-
ключает возможность уменьшения затрат на подготовку нефти за
счет снижения температуры процесса и автоматического улучшения
ее качества в процессе транспортирования от установки к товарному
328
парку. ОГбор легких фракций в колоннах осуществляется при высо-
кой температуре (в низу колонны 274°О, питание колонны 229°С).
При повышенном содержании солей в нефти происходит образование
отложений солей и кокса в печах и теплообменниках и быстрый вы-
ход их из строя. Из-за высокой температуры нефти на выходе из ко-
лонны требуется использование большого числа теплообменной ап-
паратуры и соответственно обширных площадок и т.д. В летний пе-
риод температура обессоленной нефти, поступающей в товарные
парки, в ряде случаев превышает допустимую, что в значительной
мере осложняет их эксплуатацию.
Установки такого типа как с использованием электродегидра-
торов, так и без них рассматривались как весьма совершенные авто-
матизированные комплексы. Однако в настоящее время необходима
их реконструкция, направленная на снижение металлоемкости, по-
вышение надежности в работе, снижение энергетических затрат,
уменьшение размеров технологических площадок, снижение потерь
легких фракций. В частности, вместо 38 отстойных аппаратов (вклю-
чая электродегидраторы) и двух резервуаров предварительного сбро-
са пластовых вод на Карабашской УКПН можно оставить только
семь отстойников (включая три отстойника для предварительного
сброса воды), снабженных каплеобразователями и распределенным
верхним торцевым вводом при производительности на один аппарат
не менее Змлн.т/год [257-267].
Герметизация с помощью системы УЛФ сырьевых, товарных
резервуаров и узла предварительного сброса очистки воды позволяет
увеличить отбор легких фракций углеводородов. Уменьшение числа
отстойных аппаратов приводит к значительному сокращению разме-
ров технологических площадок. Установка каплеобразователей по-
зволяет исключить применение электрического поля, сэкономить
большое количество электроэнергии и упростить обслуживание.
Очистные сооружения традиционного типа могут быть заменены го-
ризонтальными резервуарами с гидрофобными жидкостными фильт-
рами. Применение компрессоров и вакуумная сепарация позволяет
уменьшить температуру нагрева нефти при о'гборе широкой фракции
и заменить колонну другой, более совершенной конструкции. Все это
позволяет создать компактную-установку высокой производительно-
сти, более надежную в работе и простую в эксплуатации.
Кроме того, эффективность установок комплексной подго-
товки нефти может быть значительно повышена при их эксплуатации
в комплексе с промысловой системой сбора, использовании встроен-
379
них каплеобразователей и применении дренажных вод на ступенях
обезвоживания и обессоливания путем их возврата в технологиче-
ский цикл или отказа от их сброса на предыдущей ступени [4, 35].
4.3Л. ОБЕССОЛИВАНИЕ НЕФТИ ПРИ СНИЖЕННОМ РАСХОДЕ ПРЕСНОЙ ВОДЫ
Расход пресной воды при обессоливании нефти на различных
установках изменяется в широких пределах и достигает 18-20% от
объема обрабатываемой нефти. В результате разработки и внедрения
эффективной технологии обессоливания расход пресной воды в Та-
тарской АССР в целом систематически снижается.
1969 1970 1971 1972 1973 1974 1975
19,0 17,0 17,2 16,5 14,5 14,5 13,0
Таблица 4.8.
Установка, с ко- торой отобрана нефть Расход реаген- та, г/т Расход промы- вочной воды, на нефть, % Содержание в обезвоженной нефти. Содержание в обессоленной нефти
ВОДЫ, % солей, % ВОДЫ, % солей, мг/л
Тихоновская 30 2 0,24 549 следы 42,0
УКПН
5 0,24 549 следы 55,0
7 0,24 549 следы 53,0
10 0,24 549 следы 43,0
15 0,24 549 следы 36,0
Кама- 20 2 следы 213 следы 50,0
Исмагиловская
УКПН
3. следы 213 следы 36,0
7 следы 213 следы 46,0
10 следы 213 следы 31,0
15 следы 213 0,24 зо, q
Павловская УКПН 23 2 следы 173 следы 36,0
5 следы 173 следы
7 следы 173 следы 24,0
10 следы 173 следы 32,0
15 следы 173 следы 10,0
Примечание: Нефть-девонская Ромашкинского месторождения; время обработки эмуль-
сии водой в турбулентном режиме 15 мин, суммарное время отстоя на ступенях обезвоживания
и обессоливания 3-3,5 ч, температура процесса 60-70 °C.
330
Однако технологические возможности уменьшения расхода пресной
воды еще не исчерпаны. Средний расход воды в процентах к объему
обрабатываемой нефти по годам приведен ниже.
Как правило, большой расход воды является следствием не-
эффективности применяемой технологии. Расчеты показали, что при
правильно подобранном режиме обессоливания нефти расход пре-
сной воды на установках типа УКПН может быть снижен в 7-10 раз
(табл. 4.8). В данном случае это достигается увеличением времени
обработки нефти водой в каплеобразователях до 15 мин; этого оказа-
лось практически достаточно для завершения процессов коалесцен-
ции капель пресной воды с глобулами пластовой. В других случаях
время такой обработки может составлять 3-5 мин и менее.
Большие потенциальные возможности снижения расхода
промывочной воды имеются и при обессоливании угленосной нефти.
Исследования, проведенные в лабораторных условиях по обессоли-
ванию угленосной нефти верхних горизонтов месторождений Татар-
ской АССР, подтвердили это (таблица 4.9) [268-270].
Таблица 4.9.
Содержание в сырье Расход промы- ВОЧ11ОЙ воды, % Время пере- меши- вания, мин. Темпе- ратура промы- вочной воды,°C Темпе- ратура отстоя, °C Время отстоя, мин. Содержание в готовой нефти
воды, % солей, мг/л воды, % солей, мг/л
0,24 147 5 10 50 65 120 0,0-0,36 63-75
0,24 147 10 10 50 65 120 0,0-0,12 57-65
0,24 147 15 10 50 65 120 0,0-0.36 56-62
Из таблицы 4,9 видно, что увеличение расхода промывочной
воды с 5 до 15% при прочих равных условиях к улучшению качества
нефти практически не привело. Возможность обессоливания нефти
при небольших расходах пресной воды подтверждается результатами
исследований и промышленной эксплуатации ряда установок подго-
товки нефти в Татарской АССР.
Так, на Азнакаевской УКПН обессоливание осуществлялось в
три ступени. В составе отстойной аппаратуры на первой ступени бы-
ли два горизонтальных отстойника объемом 200 м^ каждый, на вто-
рой и третьей ступенях - сферические дегидраторы объемом 600 м^
каждый. Промывочная вода вводилась в поток нефти перед второй
ступенью, смешение воды с нефтью осуществлялось с помощью сме-
331
сительного клапана при перепаде давления 0,4-0,5 кгс/см^. Исследо-
ваниями института ТатНИИ установлено, что остаточное содержание
солей в нефти прй ее обессоливании с добавкой 3% воды было таким
же, как и при введении в поток 10% пресной воды.
На Бирючевской ТХУ по рекомендации ТатНИПИнефти
обессоливание нефти осуществлялось в две ступени, причем в каче-
стве второй ступени использовали участок трубопровода от установ-
ки до товарного парка и резервуаров. Для этого на головном участке
трубопровода на выходе из отстойной аппаратуры первой ступени
(три горизонтальных отстойника объемом 200 м^ каждый) в обезво-
женную нефть подавали холодную промывочную воду и дисолван (5-
8 г/т). Дйина н диаметр трубопровода составляли соответственно 1,2
км и 500 мм, время движения эмульсии до товарного парка - около
30 мин, параметр Рейнольдса - 28000. Сброс воды из резервуаров
товарного парка осуществляется в процессе их заполнения и в ожи-
дании откачки.
Аналогичные результаты были получены и при переводе Би-
рючевский ТХУ (при сохранении параметров режима) на работу по
схеме ТатНИПИнефти в две ступени с гидродинамическим трубча-
тыми каплеобразователями перед отстойной аппаратурой. В качестве
отстойных аппаратов первой ступени использовались три горизон-
тальных емкости (200 м^ каждая), в качестве второй - такие же емко-
сти, выделенные для обессоливания из простаивавшего оборудования
станции очистки пластовых вод. При этом остаточное содержание
солей в нефти было не более 30-40 мг/л достигалось непосредственно
на выходе из установки. Расход воды составлял в среднем 3%.
На основании приведенных выше теоретических предпосы-
лок, а также результатов исследований в Татарской АССР разработа-
ны и внедрены на большинстве установок эффективные технологиче-
ские схемы обессоливания нефти с низким расходом пресной промы-
вочной воды [2, 14, 35, 60, 64, 271].
4.3.2. ОБЕССОЛИВАНИЕ НЕФТИ ИА УПИ В БЛОКЕ С ТОВАРНЫМ ПАРКОМ. ,
В целом ряде случаев содержание солей в нефти после по-
следней ступени УКПН значительно меньше содержания солей в ней
на выходе из установки, то есть готовая продукция загрязняется по
пути движения. Это происходит из-за попадания в обессоленную
нефть при прохождении холодильников (в связи с их негерметично-
стью) сырой нефти и солей [12].
332
Увеличения содержания солей можно избежать, если тепло-
обменную аппаратуру обвязать так, чтобы уходящая с установки
нефть отдавала свое тепло обезвоженной и обессоленной, а не высо-
кообводненной эмульсии, поступающей с промыслов (рис. 4.9). В
этом случае ступень обезвоживания может с успехом работать по
схеме, предусматривающей использование в технологическом цикле
промысловых систем сбора и горячих дренажных вод.
Рис.4.9. Вариант технологической схемы обессоливания с теплообменом жидкостей
близкого качества.
I - сырьевая линия; 2, 5, 6. 8 - теплообменники; 3 - трубопронод-каплеобрязоватсль; 4. 7. 9, 10 - отстойники
первой, второй и третьей ступеней соответственно; II - печь. 12, 13. 14. 15. 17, 18 - трубопроводы подачи
горячей нефти к теплообменникам; 16 - отводящий трубопровод; 19 - резервуары товарного парка: 20 - на
УЛФ.
T а б л и ц а 4.10.
Х«№ резер- вуара Глубина отбора, см После заполнения Через 4 ч Через 8 ч
вода, % СОЛИ, мг/л вода. % СОЛИ, мг/л вода, % СОЛИ, мг/л
1 На взливе 0,12 39,3 0,30 46.8 0,12 33
150 0,00 52.0 0,03 ,37.0 Следы 26.7
300 0.00 48,0 0,00 39.9 0.12 27,7
450 0,3 48,6 0,12. 34.1 0,12 27.7
2 На взливе 0,12 44,5 0.12 43.9 0,00 49,7
150 0,54 61,3 0,18 42.8 0,24 34.7
300 0,6 78 0,00 34.7 0,18 29,5
450 0,3 60,7 0.18 37.6 0,12 39.9
Примечания. 1. Резервуар №1, Высота резервуара 688 мм, взлпва 495 мм, остатка 44 мм;
содержание (по ГОСТ) на входе в резервуар воды 0.76%, солей 174 мг/л.
2. Резервуар №2. Высота резервуара 683 мм, взлива 478 мм, остатка 42 мм; содержание (по
ГОСТ) на входе в резервуар воды 0,87, солей 159 мг/л.
333
При работе установки в блоке с товарным парком ухудшение
качества нефти на выходе из установки практически не влияет на
уровень остаточного содержания солей в нефти, сдаваемой в резер-
вуарах товарного парка, которые сбрасываются в дренаж в процессе
товарно-транспортных операций (табл. 4.10). Поэтому при сохране-
нии принципа резервуарной сдачи нефти или введении ее в товарные
резервуары для осуществления последующей откачки исчезает необ-
ходимость поддержания на установке жесткого режима, обеспечи-
вающего получение кондиционной нефти «с ходу», связанного с по-
вышенными затратами на тепло, реагент, промывочную воду и т.п. Из
этого не следует, что вообще не нужно добиваться повышения каче-
ства нефти, выходящей непосредственно с установки.
Это опровергает известные тезисы о том, что для доработки
глубоко разрушенной, но некондиционной нефти в резервуарах необ-
ходимы многие часы отстоя, вплоть до нескольких суток. Глубокое
разрушение эмульсии перед входом в отстойную аппаратуру обеспе-
чивает быстрое отделение воды и солей от нефти независимо от их
исходного количества. Однако следует добавить, что трудности, свя-
занные с получением кондиционной нефти на установках «с ходу»,
обусловлены как правило, тем, что в отстойную аппаратуру направ-
ляется не подготовленная для разделения на нефть и воду эмульсия.
Для исключения этого необходимо глубоко разрушать эмульсию еще
на подходе к отстойной аппаратуре, используя для этих целей про-
мысловые системы сбора и встроенные трубопроводы-
каплеобразователи.
Режим работы существующих товарных парков, эксплуати-
руемых совместно с установкой как единый комплекс, позволяет по-
лучать кондиционную обессоленную нефть практически независимо
от содержания солей в нефти (от 80 до 1600 мг/л), поступающей в
резервуары, что свидетельствует о высокой эффективности процессов
разрушения эмульсии на концевых участках коммуникаций устано-
вок и в резервуарах как технологических аппаратах. Следовательно
на глубину обессоливания нефти в большей мере влияет не абсолют-
ное содержание в ней солей, а качественное состояние капель и сте-
пень разрушенности их бронирующих оболочек. Поэтому примене-
ние трубной деэмульсации на подступах к установке должно обеспе-
чить получение обессоленной до установленных кондиций нефти «с
ходу» без электрического поля и введения ее для доработки в товар-
ные парки. Э1о же позволит отказаться от обслуживания 11 и III сту-
334
пеней на установках и резко сократить число контрольных анализов
качества нефти [272].
4.3.3. РАБОТА УКПН С ТРУБОПРОВОДОМ-КАПЛЕОБРАЗОВАТЕЛЕМ
Промышленные исследования по использованию трубопро-
вода-каплеобразователя (к/о) на УКПН показали возможность высво-
бождения из технологического цикла значительной части отстойной
аппаратуры при сохранении качества подготовленной нефти без из-
менения. В процессе исследований с работающим трубопроводом-
каплеобразователем последовательно отключались от одного до семи
отстойников [35].
Т а б л и ц а 4.11.
Количество работающих отстойных аппаратов Произво- дитель- ность, т/ч Тем- пера- тура. °C Расход реа- гента, г/т Качество сырья Качество готовой нефти
1 ступень ВЫХОД
вода., % СОЛИ, мг/л водя, % соли, мг/л вода, % СОЛИ, мг/л
8 отс.+Д|+Д, 404 10 70 20 17000 0,09 177 ' 0,08 59
4 отс.+ДдД- 403 65 70 17 1537 0,24 348 0,14 72
4 отс.+Д|+Дз 381 75 60 19 12334 0,18 240 (0,12 61
4 отс.+Д.+Дг 406 65 59 17 10726 0,13 197 0,09 52
4 отс.+Д^Д, 386 68 50 18 13270 0,10 242 0,09 55
3 ОТС.+Д|+Д, 375 72 54 18 12241 0,10 204 0,05 53
2 0ТС.+Д1+Д- 350 65 57 18 11324 0,16 450 0,12 51
Примечание: Д^Д. - шаровые отстойники второй и третьей ступеней.
Применение трубопровода-каплеобразователя позволяет вы-
свободить 50% действующей на УКПН отстойной аппаратуры всех
ступеней. Исследования, кроме того, показали, что в принципе всю
поступающую на установку нефть можно обработать на одном блоке,
на котором смонтирован каплеобразователь, второй блок можно пол-
ностью отключить (табл. 4.11).
4.3.4. РАБОТА УКПН ПО СХЕМЕ ОБЪЕДИНЕННЫХ СТУПЕНЕЙ
Эффективность установок, работающих в три ступени, можно
повысить путем их перевода на работу в две ступени: объединением
первых двух ступеней в одну со сбросом дренажной воды из аппара-
туры бывшей II ступени. В этом случае кроме улучшения работы ус-
тановки в целом 1 ступень фактически выпадает из комплекса обору-
335
дования, требующего тщательного контроля со стороны обслужи-
вающего персонала, что облегчает и упрощает на ней работу. Прин-
ципиальная возможность работы установок по этой схеме была пока-
зана рядом экспериментов по обессоливанию нефти термохимиче-
ским методом в три ступени без сброса дренажных вод с 1 ступени
(таблица 4.12) [12, 35].
Таблица 4.12.
Установки При сбросе воды Без сброса воды
вода, % соли, мг/л вода, % соли, мг/л
I 0,24 48 0,12 106
2 0,24 69 0,36 124
3 0,12 77 0,24 77
4 0,12 84 0,24 84
5 0,36 ПО 0,12 137
6 0,1 112 0,6 110
7 0,12 110 0,24 106
Как видно, смешение нефти последующих ступеней с выде-
лившейся на 1 ступени водой к ухудшению результатов при обессо-
ливании не приводит.
4.4. ОБЕССОЛИВАНИЕ НЕФТИ НА ЭЛОУ
В отличие от установок комплексной подготовки нефти, на
промысловых ЭЛОУ и термохимических обессоливающих установ-
ках стабилизация нефти и отбор широкой фракции не проводятся. Не
нашла широкого применения и горячая сепарация нефти. Поэтому
при равной с УКПН производительности ЭЛОУ значительно проще в
эксплуатации и занимают меньшую территорию. Традиционная тех-
нологическая схема обезвоживания и обессоливания принципиально
от схемы УКПН не отличается. Однако последние исследования в
области подготовки нефти позволили разработать более экономичные
варианты. Было показано [35], что подогрев нефти до высокой тем-
пературы при ее подготовке на ЭЛОУ в результате использования
средств интенсификации, в отличие от УКПН, не обязателен. В связи
с этим возникает возможность разработки и применения технологи-
ческих схем обезвоживания и обессоливания нефти при низкой тем-
пературе. Это позволяет эксплуатировать печи при мягком темпера-
турном режиме, в ряде случаев отключать их в летний период и отка-
заться от использования теплообменной аппаратуры, применяемой
336
как для нагрева обессоливаемой нефти, так и для охлаждения товар-
ной нефти перед ее поступлением в резервуарный парк.
4.4.1. РАБОТА УСТАНОВКИ БЕЗ ИСПОЛЬЗОВАНИЯ ЭЛЕКТРИЧЕСКОГО ПОЛЯ
Одним из недостатков УКПН, в составе которых используют-
ся электродегидраторы, являются сложность обслуживания, повы-
шенная опасность и большой расход электроэнергии. Это же спра-
ведливо и для промысловых ЭЛОУ. Расчеты показали, что замена
электродегидраторов отстойниками с гидродинамическим коалесцен-
торами (каплеобразователями) позволяет в значительной мере устра-
нить эти недостатки.
Рис. 4.10. Принципиальная технологическая схема 'ЭЛОУ (НГДУ Бавлыпефть):
1 - скважины; 2 - дозатор деэмульгатора; 3 - групповые установки; 4 - трубопровод системы сбора, исполь-
зуемый для разрушения эмульсии: 5 - сырьевой резервуар, используемый для сброса пластиной воды; 6 -
подача деэмульгатора на установке, 1 - насос; 8,9 - теплообменники. 10 - отстойники ступени ибезпожила-
ния; 11 - подача пресной воды для обессоливания; 12 - трубчатые каплеобразователи. 13 - отстойники сту-
пени обессоливания; 14 - резервуары товарной не<|гги; 15 - электро дсгилря горы
Линия 1 - обессоленная нефть; П - дренажная вода на очистку
Возможность замены электрического поля гидродинамиче-
ским коалесиентором исследовалась на ЭЛОУ-1 в НГДУ Бавлынефть
(объединение Татнефть), обрабатывающей стойкую эмульсию серни-
стой нефти. Для экспериментов на установке был смонтирован сек-
ционный каплеобразователь из теплоизолированных участков труб
различных длины и диаметра. Схема обвязки каплеобразователя по-
зволяла использовать его как на первой, так и на второй ступенях
(рис. 4.10.). При работе каплеобразователя на ступени обессоливания
холодную пресную воду вводили в эмульсию в начале первой секции
с последующим сбросом 70-80% ее в конце последней секции. Тех-
В37
нологические параметры работы установки: температура нагрева 50-
60°С, расход реагента - 50 г/т, время отстаивания на ступенях обез-
воживания и обессоливания - 2 ч. На ступени обессоливания исполь-
зовались три электродегидратора типа «Петреко», на ступени обез-
воживания - три горизонтальные емкости (80 м3 каждая).
В результате исследований установлено, что при работе
ЭЛОУ без электрического поля промышленной частоты при посто-
янном сбросе воды из третьей секции каплеобразователя содержание
солей в нефти по ходовым анализам после электродегидраторов с от-
ключенной электрической частью, работавших в режиме водоотдели-
телей, изменяется в пределах от 27 до 78 мг/л, а воды от 1,4 до 4,4%.
Такое же содержание воды и солей в нефти отмечалось на
выходе из установки при включенном электрическом поле, но без
гидродинамического каплеобразователя. При последующем отстое
нефти в резервуаре (400 м^) в течение 1 ч содержание воды в ней по
всем сечениям от поверхности до уровня отделившейся дренажной
воды не превышало «следов» - 0,1%, а содержание хлористых солей
составляло 30-60 мг/л. Показательно, что качестве нефти, отбираемой
непосредственно из последней секции каплеобразователя. оказалось
лучше, чем на выходе из электродегидраторов, работавших в обыч-
ном для них режиме с включенным электрическим полем. Нефть из
последней секции каплеобразователя отбирали по трубопроводу в
резервуары товарной нефти, минуя электродегидраторы.
В табл. 4.13. представлены данные об отстое воды от нефти и
ее качестве после обработки в гидродинамическом каплеобразовате-
ле.
Таблица 4.13.
Темпе- ратура.сС Отстой, в мл, за время, мин Остаточное содержание
0 15 30 60 90 120 150 воды.% солей, мг/л
40 0.0 1.0 1.0 1,5 2,5 2.5 3,0 0 34
40 0.0 1.0 1.0 2,0 2.2 2.5 2,5 0 23
40 0.® I,® 1,5 2,0 3.0 3.0 3,0 0,12 23
40 0,0 0,5 1.5 1.5 2.0 2.0 2.0 Следы 36
40 0,0 0,3 0,5 1,0 1,2 1.5 1,5 0.12 30
40 0,0 0,3 0,5 0.5 0,5 0.5 0.5 0,6 22
Примечание. Содержание в нефти до отстоя: воды 1-2,5%. солей 80-150 мг/л.
338
Следует обратить внимание на то обстоятельство (см.табл
4,13), что при использовании каплеобразователя вместо электриче-
ского поля можно получить нефть более высокого качества. Совме-
стное их применение повышает устойчивость работы установки и
позволяет получить нефть с наименьшим содержанием солей.
Верхний отбор нефти в конце последней секции каплеобразо-
вагс.тя позволяет получать обессоленную нефть непосредственно из
этого аппарата и увеличить производительность установки по обес-
соленной нефти в целом. Кроме того, получение обессоленной нефти
непосрсдс! венио из каплеобразователя подтверждает возможное гь
создания трубчатых отстойных аппаратов В целом исключение элек-
трического поля и использование трубчатых элементов (гидродина-
мические каплеобразователи, трубчатые отстойники) в технолонзче-
скич схемах деэмульсации нефти позволяет снизить себестоимость
подготовки нефти, повысить коэффициент использования установок
и упростить их обслуживание [12].
4.5. РАБОТА ОБЕЗВОЖИВАЮЩИХ УСТАНОВОК В РЕЖИМЕ
ОБЕССОЛИВАНИЯ ПРИ ИСПОЛЬЗОВАНИИ КАИЛЕОБР НОВА ГЕЛЕЙ
В процессе разработки нефтяных месторождений содержание
воды в продукции скважин неизбежно возрастает. Эго порождает не-
обходимость осуществления предварительного сброса пластовых вод
перед направлением эмульсии на обезвоживание. Одновременно с
этим межег возникнуть потребность в обессоливании нефти без сни-
жения производительности установки. Такая проблема может быть
успешно решена без проведения paooi но расширению упаковки и
при сохранении параметров обработки нефти (расход реагента, гем-
иература нагрева и т.д.).
Перевод установки на режим обессоливания, включая опера-
цию предварительного сброса (рис. 4.11 ), осуществляется путем раз-
деления существующей отстойной аппаратуры на три блока, расчета
и монтажа каплеобразователей, обеспечивающих работу оюгойников
каждой ступени в заданном режиме, подачи пресной воды перед кап-
леобразователем ступени обессоливания, введения дренажной воды в
нефть перед ее поступлением на ступень предварительного сброса
(или подогрев в теплообменной аппаратуре) [12].
По такой схеме в обьедипении Гатнефть была переведена на
режим обессоливания Бондюжская обезвоживающая установка про-
ектной производительностью 2,0 млн.т/год. Для этого на ТХУ было
смонтировано два секционных зрубчатых каплеобразователя, а от-
339
стойные аппараты разделены на три группы - по два отстойника на
ступенях предварительного сброса и глубокого обезвоживания и че-
тыре отстойника на ступени обессоливания.
Рис. 4.11. Технологическая схема предварительного сброса воды, обезвоживания и
обессоливания нефти на установке, предназначавшейся для обезвоживания (Бондюж-
ская ТХУ).
1 - сырьевой резервуар; 2 п 11 - насосы; 2 - трубопровод, используемым для разрушения эмульсии; 4 - теп-
лообменник; 5 - секционный каплеобразователь: 6 - отстойники предварительного сброса воды: 7 - отстой-
ники глубокого обезвоживания нефти. 8 - секционный каплеобразователь ступени обессоливания; 9 - отстой-
ники ступени обессоливания; 10 - буферная емкость для воды; 12 - печь для нагрева воды: 13 - трубопровод,
используемый для улучшения качества нефти; 14 - резервуар для обессоливания нефти.
Линии: I - нефть: II. IV -- вода: III - деэмульгатор; V - товарная нефть: VI - дренажная вода.
Установка была выведена на промышленный режим работы
для обессоливания нефти по следующей технологической схеме (рис.
4.11).
Продукция скважин из сырьевых резервуаров сборного пунк-
та СП-1 (11000 т/сут, обводненностью 30%, с содержанием солей
53000 мг/л) вместе с введенным в нее деэмульгатором (50 г/т) насо-
сом прокачивалась по холодному технологическому трубопроводу
(диаметр 300 мм, длина 300 м), где предварительно разрушалась
эмульсия. Затем продукция направлялась в теплообменники, подог-
ревалась в них до 35-45°С и поступала в секционный каплеобразова-
тель. В секционном каплеобразователе достигалось глубокое разру-
шение тонкодисперсной эмульсии (первая секция) и эффективное
укрупнение капель воды (вторая секция). Из каплеобразователя глу-
боко разрушенная эмульсия с укрупнившимися каплями воды посту-
340
пала в два параллельно работающих горизонтальных отстойника
объемом по 200 м^ каждый для предварительного обезвоживания.
Остаточное содержание воды в нефти при производительности одно-
го отстойного аппарата 5500 т/сут (что соответствует 2,0 млн.т/год по
жидкости) составляло в среднем 1,0%, В отстойниках ступени обез-
воживания объемом по 200 м^ каждый было достигнуто глубокое
обезвоживание нефти (до остаточного содержания воды в ней в сред-
нем 0,16% и солей 360 мг/л). Отстойники работали в качестве водо-
отделителей как с водяной подушкой так и без нее, с подключенным
и отключенным каплеобразователем (табл. 4.14.).
Таблица 4,14.
Произво- Тем- Расход Число отстой- Содержание Содержание
дитель- пера- реаген- ников на сту- воды, % солей, мг/л
ность по тура, та, пени
жидко- °C г/т Пред- обез- без с кап- без с кап-
СТИ, мЗ/ч вари- вожи- капле- леоб- капле- леоб-
тель- вания обра- разе- обра- разо-
ного нефти зова- вате- зова- вате-
сброса теля лем теля лем
ВОДЫ
Работа отстойников с водяной подушкой
330 35-45 50 2 0 3,0 1,2 5300 2020
330 35-45 50 2 1 1,0 0,7 1800 1230
330 35-45 50 2 2 0,6 0,4 1100 700
Работа отстойников без водяной подушки
330 35-45 50 2 0 1,0 - 1800
330 35-45 50 2 1 - 0,5 - 823
330 35-45 50 2 2 0,16 - 380
Исследования показали, что глубоко разрушенная эмульсия,
проходя через слой дренажной воды, практически не промывается, а
наличие застойной зоны только уменьшает полезный объем отстой-
ника. Как следует из табл. 4.14, глубокое обезвоживание нефти по-
вышенной вязкости (остаточное содержание воды до 0,2%) достига-
ется при производительности одного отстойника объемом 200 м3 1,4
млн.т/год по нефти. При остаточном еодержании воды в нефти 0,5%
производительность одного отстойника составила 2,7 млн.т/год по
нефти при работе без водяной подушки и с подключенным секцион-
341
ным каплеобразователем. Проектная производительность отстойника
составляла 0,36 млн.т/год по нефти, т.е. соответственно в 4 и 7 раз
меньше достигнутой.
Получение нефти высокого качества на ступени обезвожива-
ния позволило решить вопрос о ее обессоливании, использовав для
этой цели вторую половину высвобожденной отстойной аппаратуры
и секционный каплеобразователь. Для обессоливания глубоко обез-
воженной нефти в начальный участок секционного каплеобразовате-
ля вводится горячая промывочная вода (50-70°С) и деэмульгатор (10
г/т).
Смесь обезвоженной нефти с горячей водой и деэмульгато-
ром, пройдя через секционный каплеобразователь, поступает в вы-
свобожденную отстойную аппаратуру, где эмульсия быстро расслаи-
вается на обессоленную нефть и воду.
С целью определения оптимального количества отстойной
аппаратуры, необходимой для устойчивого процесса обессоливания,
были проведены сравнительные испытания установки по различным
схемам с подключенным каплеобразователем и без него, с водяной
подушкой в отстойных аппаратах и без нее. В этом случае на ступени
обезвоживания в технологическом процессе участвовали все четыре
отстойника, работавшие без водяной подушки с подключенным сек-
ционным каплеобразователем. Из табл. 4.15 следует, что при работе
всех отстойников на ступени обессоливания с водяной подушкой и
без секционного каплеобразователя получить обессоленную нефть
высокого качества невозможно.
Таблица 4.15.
Число отстой- ников на ступени обес- соливания Качество нефти
без каплеобразователя с каплеобразователем
вода, % соли, мг/л с водяной подуш- кой без водяной по- душки
вода,% соли, мг/л вода,% соли, мг/л
2 1,85 445 0,85 210 0,65 150
3 1,35 320 0,65 115 0,3 60
4 0,9 230 0,45 45/30-60 0,18 40/11-50
Примечание; Температура нагрева 35-45°С, расход промывочной воды 10%, реагента 50-
60 г/т.
342
Остаточное содержание воды в нефти в этом случае составило 0,9%,
юлей 230 мг/л. Последовательное отключение отстойников приводи-
ю к ухудшению качества нефти. Более высокое содержание воды в
обессоленной нефти по сравнению с ее количеством в глубоко обез-
южснной нефти объясняется тем, что при работе отстойников без
оекционного каплеобразователя процесс укрупнения капель оказыва-
ется незавершенным, и мелкие капли уносятся с потоком нефти из
отстойника в резервуары сборного пункта.
Включение в работу секционного каплеобразователя при че-
тырех работающих отстойниках позволило снизить содержание солей
з нефти с 230.до 30-60 мг/л получить обессоленную нефть непосред-
ственно на выходе из установки. Еще более высокое качество нефти
было получено при работе отстойников без водяной подушки. В этом
случае остаточное содержание солей в нефти колебалось в пределах
11-50 мг/л (в среднем составило 40 мг/л) при производительности
одного отстойника на ступени обессоливания 0,75 млн.т/год по жид-
кости.
Для дальнейшего улучшения качества обессоленной нефти и
смягчения режима работы установки была осуществлена дополни-
тельная обработка нефти горячей промывочной водой в количестве
2% в трубопроводе между установкой и резервуаром сборного пункта
при одновременном уменьшении количества подаваемой промывоч-
ной воды на установке. Такая технология позволила сдавать обессо-
ленную нефть с содержанием солей до 30 мг/л.
4.6. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ КАПЛЕОБРАЗОВАТЕЛЕЙ
НА СТУПЕНИ ОБЕССОЛИВАНИЯ
4.6.1. ОПРЕДЕЛЕНИЕ ДИАМЕТРА
Расчет осуществляется таким же образом, как и коалесци-
рующей секции на ступени обезвоживания. Граничными условиями
является также возможность взвешивания всех капель воды в потоке
при заданных Q, v и других параметрах. Исходя из этого, диаметр
секции D определяется по номограмме рис. 3.26. По ней же находят и
максимальный размер капель. Длина трубопровода, на которой дос-
тигается заданная степень захвата каплями пресной воды глобул пла-
стовой воды, при вероятности процесса 0,999 определяется с помо-
щью номограммы рис. 4.12 или по формуле:
343
где W - обводненность нефти после введения в нее пресной промы-
вочной воды; Wnji0 - содержание в нефти пластовой воды после сту-
пени обезвоживания; WnJ1 - содержание в нефти пластовой воды по-
сле ступени обессоливания, контактировавшей с пресной промывоч-
ной водой; К3 - константа эффективности столкновений; dCp - сред-
ний размер капель, см; D - диаметр секции обессоливания, см; у -
кинематическая вязкость нефти, ст; Q - расход обессоливания нефти,
см^/с. [12].
4.6.2. ОПРЕДЕЛЕНИЕ ДЛИНЫ СЕКЦИИ
Для определения длины секции обессоливания с помощью
номограммы рис. 4.12 на оси Wnp находят заданное значение объема
промывной воды, а на оси dCp - средний размер капель, которые мо-
гут существовать в потоке во взвешенном состоянии при заданном
режиме движения. От точки пересечения кривой расхода пресной во-
ды с перпендикуляром, опущенным из dCp (точка 1), проводят вправо
горизонталь до пересечения с кривой констант эффективности столк-
новений капель (точка И). Опуская из этой точки перпендикуляр на
ось L3 отсчитывают 11ЗПр- Полное значение длины секции обессоли-
вания находят с учетом коэффициента режима движения аз (вспомо-
гательный график номограммы) и участка установления потока
AL=20D:
Ез=-азЬ3пр +20D
Из номограммы видно, что одна и та же степень захвата ка-
пель пластовой воды из нефти может быть достигнута при различных
расходах пресной воды. С уменьшением расхода пресной воды длина
секции возрастает. Учитывая, что затраты на приобретение пресной
воды и последующую ее очистку превышают амортизационные от-
числения от стоимости секции обессоливания, при расчетах следует
выбирать наименьший приемлемый уровень расхода пресной воды,
например 2-3%. Этому должна соответствовать степень обезвожива-
344
i нефти на предыдущей ступени, характеризуемая остаточным со-
гжанием воды в нефти 0,1-0,2%.
1<ИК)
(1.Г, м^1
800 rtOO 400 200 I)
4.12. Номограмма для определения длины коалесцирующей секции каплеобра-
ателя L3 на ступени обессоливания.
у - количество используемой промывочной воды, %; do - поправочный коэффициент, учитывающий
им движения; 1, 2, 3, 4, 5 - различные степень разрушенности эмульсии и соотношения размеров капель
зимой промывочной к пластовой волы.
лбор кривой констант эффективности столкновений зависит от спо-
5а ввода в нефть промывочной воды, характера смешения и соот-
шения размеров капель пластовой и пресной воды, В зависимости
имеющихся условий рекомендуется проводить расчеты с помощью
едующих кривых: 5 - при неудовлетворительном процессе обезво-
1вания, характеризующемся содержанием в потоке большого числа
эбул с неразрушенными бронирующими оболочками; 4 - при сме-
:нии нефти с пресной водой на смесительных клапанах и перепадах
вления 0,5-1,5 кге/см^, 3, 2, 1 - при введении в поток сырья пред-
рительно диспергированной пресной воды (размер капель dnjl <
pi dwi = dnp; dnn > dnp; соответственно).
Для получения капель пресной воды требуемых размеров по-
льзуются автономные трубчатые массообменные секции, парамет-
j которых выбираются с помощью номограмм рис. 3.21, 3.26, или
(рсунки с расчетными параметрами сопла.
345
4.7. РАБОТА ОБЕЗВОЖИВАЮЩИХ УСТАНОВОК В РЕЖИМЕ
ОБЕССОЛИВАНИЯ С СОХРАНЕНИЕМ ПРОИЗВОДИТЕЛЬНОСТИ
РАЗДЕЛЕНИЕМ ОТСТОЙНЫХ АППАРАТОВ НА ПАРАЛЛЕЛЬНО
РАБОТАЮЩИЕ БЛОКИ.
Это достигается (рис. 4.13) разделением на части и переводом
на последовательную работу отстойной аппаратуры при условии
монтажа на каждой группе отстойников трубчатых каплеобразовате-
лей, позволяющих укрупнять капли воды, обеспечивая тем самым их
быстрый переход в состав дренажной воды и, следовательно, увели-
чение единичной производительности отстойных аппаратов [273-
278].
») б)
Рис. 4.13. Технологические схемы работы установок с одинаковым набором оборудо-
вания, но разным качеством.
а - обезвоживание нефти;
б - обезвоживание и обессоливание нефти
1 - сырая нефть; 2 - дозатор деэмульгатора, 3 - теплообменники; 4 - печи; 5 - традиционные отстойники; 6 -
буферная емкость; 7 - насос; 8 - сброс дренажной воды; 9 - секционный каплеобразователь; 10 - отстойники
с торцевыми устройствами для ввода и вывода нефти; 11 - дозатор воды; 12 - линейный каплеобразователь.
При работе по схеме «а»:
Технологический принцип:
1) Введение деэмульгатора, смешение. 2) Нагрев. 3) Отстой
при Re < 2320 в режиме противотока.
Улучшение качества нефти требует пропорционального рас-
ширения установки. Содержание балласта в обработанной нефти:
-воды до 2%;
-солей до 3600 мг/л.
При работе по схеме «б»:
Технологический принцип:
I) Введение деэмульгатора, смешение. 2) Разрушение эмуль-
сии при 1урбулентном режиме в каплеобразователе.
346
3) Нагрев, 4) Динамическое отстаивание при Re 2320 плоскопарал-
лельном сечении струй.
Содержание балласта в обработанной нефти:
-воды до 0,2%;
-солей до 40 мг/л.
При одинаковой температуре нагрева, расходе деэмульгатора,
количестве отстойной аппаратуры и размерах технологических пло-
щадок при работе по традиционной схеме достигается неглубокое
эбезвоживание нефти, а по новой схеме - глубокое обезвоживание и
эбессоливание нефти.
Применение новой технологии позволяет при имеющемся
эборудовании уменьшить содержание воды в обработанной нефти в
10 раз, солей в 100 раз без расширения установки, уменьшить кап-
вложения и себестоимость подготовки нефти на 80%.
4.8. УВЕЛИЧЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ УСТАНОВОК
С ОДНОВРЕМЕННЫМ УЛУЧШЕНИЕМ КАЧЕСТВА НЕФТИ
В промысловой практике часто возникает необходимость в
увеличении производительности действующих установок. Нередко
такая потребность возникает одновременно с необходимостью повы-
шения качества подготавливаемой нефти. Такие задачи могут быть
эешены лишь при условии увеличения производительности отстой-
ной аппаратуры и применении такой технологической схемы, которая
позволит получить нефть нужного качества при снижении, в связи с
увеличением производительности объекта, температуры потока. Вве-
дение в разработку новых месторождений и необходимость решения
проблемы резкого увеличения качества нефти на действующих объ-
ектах высокой производительности, увеличение удельной производи-
тельности аппаратуры и возможность ведения процесса при более
низкой температуре приобретают большое значение. Применение
гидродинамических средств интенсификации процесса подготовки
нефти в объединении Татнефть на Бирючевской ТХУ позволило, не
изменяя основного набора технологической аппаратуры, увеличить
производительность установки с 2 до 3 млн. т/год при одновремен-
ном улучшении качества нефти путем перевода установки на режим
пбессоливания, хотя в соответствии с проектом она была рассчитана
только для обезвоживания нефти. Возможность увеличения произво-
дительности отстойных аппаратов объемом 200 м^ до 3,5 млн.т/год
нри использовании их как на ступени обезвоживания, так и на ступе-
ни обессоливания была установлена в процессе промышленных ис-
347
пытаний на Бирючевской ТХУ, работавшей по следующей техноло-
гической схеме (рис. 4.14).
Рис. 4.14. Принципиальная технологическая схема обезвоживающей установки, рабо-
тающей в режиме обессоливания (Бирючевская ТХУ):
1 - концевая ступень сепарации; 2 - технологический резервуар; 3 - буферный резервуар; 4 - теплообменни-
ки. 5 - трубчатый каплеобразователь ступеней обезвоживания и обессоливания. 6 - отстойники ступени
обезвоживания: 7 - отстойники ступени обессоливания; 8 - резервуар товарной нефти; 9 - печи; 10 - нагрева-
тели воды; 11 - резервуары очистки воды с гидрофобными жидкостными фильтрами; 12 - насос; 13 - холод-
ный участок трубопровода, используемый для деэмульсации нефти и очистки воды; 14, 15 - участки трубо-
проводов, используемые для улучшения качества нефти
Обводненная нефть (до 16 тыс.т/оут) с содержанием воды до
40% и солей около 40000 мг/л после групповых установок поступает
на концевую ступень сепарации, откуда по холодному технологиче-
скому трубопроводу (диаметр 500 мм и длина 500 м) вместе с вве-
денной в нее дренажной водой, сбрасываемой из отстойников уста-
новки, поступает в технологический резервуар конструкции институ-
та ТатНИПИнефть (РВО-5000), снабженный гидрофильным жидко-
стным фильтром в виде слоя дренажной воды высотой 3-4 м. В про-
цессе совместного транспортирования эмульсии с дренажной водой
по трубопроводу и в результате проявления флотационных эффектов
в резервуаре осуществляется обезвоживание и взаимная очистка неф-
ти и воды. Предварительно обезвоженная нефть (до 10 тыс.т/сут) с
остаточным содержанием воды около 10% вместе с введенным в нее
с помощью насоса раствором деэмульгатора транспортируется по
холодному технологическому трубопроводу (диаметр 500 мм, длина
1200 м), в котором также осуществляется разрушение эмульсии, и
затем подается на установку для обезвоживания и обессоливания.
348
После нагрева в теплообменниках за счет тепла горячей цир-
уляционной воды до 35-45°С эмульсия поступает в секционный
зубчатый каплеобразователь, в котором завершается разрушение
ронирующих оболочек на каплях пластовой воды (массообменная
зкция) и происходит их укрупнение (коалесцирующая секция). Па-
аметры каплеобразователя: диаметр массообменной секции 250 мм,
лина 450 м, диаметр коалесцирующей секции 300 мм, длина 150 м.
азрушенная в секционном каплеобразователе эмульсия может по-
купать в один, два или три параллельно работающих горизонталь-
ых отстойника ступени обезвоживания объемом по 200 м^ каждый,
лубоко обезвоженная нефть с остаточным содержанием воды в ней
пределах 0,0-0,12% и солей 100-250 мг/л направляется в секцион-
ый трубчатый каплеобразователь ступени обессоливания, в началь-
ый участок которого вводится горячая пресная промывочная вода
40-50°С, 2-3% от общего объема нефти, что в 3-5 раз меньше расхо-
.а промывочной воды на установках традиционного типа).
В первой секции каплеобразователя при высокой степени
урбулентности потока (Re=53000) осуществляется эффективный за-
.ват каплями пресной промывочной воды глобул пластовой воды, а
о второй секции при более низкой турбулентности потока
Re=36000) осуществляется их коалесценция. Нефть с укрупнивши-
мся каплями пресной воды поступала в один, два или три работаю-
цих горизонтальных отстойника ступени обессоливания объемом 200
Р каждый для сброса выделившейся воды. Качество нефти на выхо-
ie из этих отстойных аппаратов при общем х наибольшем числе (по
ри на первой и второй ступенях) определяется содержанием солей
'8-50 мг/л и воды не более 0,2%. Производительность каждого из
тих аппаратов в расчете на обессоленную нефть составляла 1
1лн.т/год.
Для оценки возможности увеличения производительности
[ппаратов до 1,5 и 3 млн.т/год были совершены экспериментальные
1робеги установки с двумя отстойниками на каждой ступени, а также
юлько по одному отстойному аппарату на этих ступенях (по схеме
1x2 и 1x1). Качество обессоленной нефти на выходе из отстойников
1риведено в табл. 4.16. При работе установки по схеме 2x2 (два от-
стойника) на первой и два на второй ступенях) производительность
щного отстойника составляла 2,0 млн.т./год подготовленной нефти.
Отключение еще по одному отстойному аппарату на первой и
второй ступенях позволило увеличить производительность до 3,2
ллн. т/год на один отстойник и получить при этом нефть практически
349
с таким же остаточным содержанием солей, как и при работе уста-
новки с большим числом отстойных аппаратов.
Таблица 4.16-
Качество нефти при работе по схемам
3x3 2x2 1x1
Воды, % 1 i солей, мг/л воды, % солей, мг/л воды, % солей,
мг/л
0,10 40 0,12 28 0,18 50
0,06 35 0,24 28 0,09 44
0,06 38 0.15 28 0,15 61
0,10 40 1 0-21 31 0,09 44
Для определения возможности увеличения производительно-
сти отстойных аппаратов при подготовке более стойких сернистых
нефтей был проведен комплекс промысловых испытаний на ЭЛОУ-1
в НГДУ Бавлынефть. Технологическая схема обессоливающей уста-
новки была принята следующая: эмульсия угленосной нефти с со-
держанием воды 45-50% поступала в технологический резервуар
предварительного сброса воды РВС-3200, на прием которого подава-
лась горячая дренажная вода после отстойников первой и второй сту-
пени. После предварительного сброса воды эмульсия (5-15% воды) с
введенным в нее реагентом из расчета 60 г/т поступала через тепло-
обменники и пароподогреватели в три отстойника ступени обезвожи-
вания объемом по 80 м^ каждый. Обезвоженная нефть после отстой-
ников первой ступени с содержанием, воды 0,2-1% направлялась в
четыре электродегидратора (типа «Петрекс») объемом по 30 м^.
Для интенсификации разрушения эмульсии были использова-
ны встроенный секционный каплеобразователь, обвязка которого по-
зволяла подключать его как на первую, так и на вторую ступени, и
трубопроводы промысловых систем сбора и транспортирования неф-
ти в интервале «групповая установка - дожимная насосная установка
- товарный парк». Средний расход реагента в системе сбора состав-
лял 10:12 г/т обрабатываемой жидкости. Результаты промысловых
исследований по оценке возможности увеличения производительно-
сти отстойных аппаратов первой ступени при подготовке нефтей уг-
леносных горизонтов представлены в табл. 4.17.
При работе ЭЛОУ в обычном режиме без использования для
технологических целей промысловых систем сбора и встроенных ка-
плеобразователей производительность отстойника объемом 80 м^
составляла 0,33 млн.т/год (первый вариант).
350
Таблица 4. 17,
Варианты работы на первой ступени Число аппаратов на ступени обез- воживания Производи- тельность од- ного отстойни- ка, млн.т/год Время отстоя, ч Содержание в нефти
воды после первой сту- пени, % солей после электроде- гидраторов, мг/л
1 Три отстойника объемом по 80 м3. Типовая схема о,зз 1,6 0,5-2,0 90-150
2. Три отстойника + промысловая система сбора (расход реагента 12 г/т) 0,4 1,4 0,3-1,0 40-70
3. Два отстойника + промысловая система сбора 0,6 0,9 0,5-1,5 50-80
4, Один отстойник + промысловая система + капле- образователь на ступени обессо- ливания 1,2 0,45 1,0-2,4 50-90
5. Три отстойника + каплеобразова- тель 0,4 3,4 0,6-и 40-70
6, Два отстойни- ка+каплеобразов атель 0,8 0,9 0,6-1,5 50-100
7. Один отстойник + каплеобразова- тель 1,2 0,45 1-2,6 70-100
Из данных табл. 4.17. (варианты 3 и 6) следует, что при стабильной
подаче реагента в промысловую систему сбора или при работе пер-
вой ступени в блоке с каплеобразователем производительность от-
стойника была доведена до 0,6-0,8 млн.т/год. Одновременное приме-
нение каплеобразователя и использование для технологических целей
промысловой системы сбора позволили увеличить производитель-
ность отстойного аппарата объемом 80 м^ до 1,2 млн.т/год нефти при
одновременном улучшении качества на 41% (вариант 4). Поэтому в
расчетах необходимого количества отстойной аппаратуры на дейст-
вующих, реконструируемых или проектируемых объектах следует
исходить из достигнутой при обработке девонской нефти производи-
тельности отстойного аппарата объемом 200 м^ (3-3,5 млн.т/год, а
351
при обработке эмульсий угленосной нефти - до 3 млн.т/год). В даль-
нейшем загрузка может быть увеличена. Это позволит комплектовать
объекты подготовки нефти небольшим числом отстойных аппаратов,
что резко снижает суммарную их стоимость и металлоемкость,
уменьшает размеры технологических площадок и позволяет «встро-
ить» деэмульсацию нефти в технологическую цепочку сбора, транс-
портирования нефти, сепарации газа, сброса и очистки пластовых вод
[12,35].
4.9. ТЕХНОЛОГИЯ СНИЖЕНИЯ РАСХОДА РЕАГЕНТА И ПРЕСНОЙ ВОДЫ
НА УСТАНОВКАХ ПОДГОТОВКИ НЕФТИ
Применение гидродинамических каплеобразователей и. дру-
гих средств интенсификации процесса подготовки нефти позволяет
уменьшить расход деэмульгаторов и пресной воды одновременно
[279-283].
Возможность обессоливания нефти при низком расходе реа-
гента (до 10 г/т) при одновременном снижении расхода промывочной
воды до 5% была показана при обработке нефти Ромашкинского ме-
сторождения н Азнакаевской УКПН, отстойная аппаратура которой
была снабжена трубчатыми каплеобразователями. Технологические и
режимные параметры установки в период работы на сниженном рас-
ходе реагента были приняты следующими: производительность по
сырью 300 мЗ/ч, температура нагрева 50-60°С; начальный исходный
расход реагента (типа сепарол 29) 40 г/т; исходный расход пресной
промывочной воды 10%, время отстоя на ступени обезвоживания (два
горизонтальных отстойника, объемом по 200 м3) 1 ч, соответственно
на ступени обессоливания (два сферических отстойника объемом по
600 м3) 3 ч. Интенсификация процессов разрушения эмульсии перед
отстойниками ступени обезвоживания достигнута с помощью одно-
секционного каплеобразователя длиной 300 м, диаметром 250 мм.
Результаты работы установки при снижении расхода реагента
с 40 до 10 г/т и пресной воды с 28 мЗ/ч до 15 мЗ/ч показали, что при-
менение каплеобразователя позволяет обеспечить устойчивую работу
установки при расходе промывочной воды не более 5% и реагента 10
г/т. Содержание солей в нефти на выходе из установки не превышает
40 мг/л.
Исследования в промышленных условиях показали, что сни-
жение расхода реагента при подготовке может быть достигнуто пу-
тем перевода установок на режим работы в комплексе с промысловой
системой сбора [35, 253, 44, 284].
352
4Л0. РАБОТА ОБЕССОЛИВАЮЩИХ УСТАНОВОК В БЛОКЕ
С ПРОМЫСЛОВОЙ СИСТЕМОЙ СБОРА
Один из резервов для достижения более экономичного веде-
1я процесса подготовки нефти является - перевод обессоливающих
тановок на режим работы по совмещенной схеме в блоке с промы-
овыми системами сбора, которые имеют больший «запас» техноло-
;ческого времени, чем установки [12, 35, 46, 285].
С целью включения в технологическую схему части сборных
убопроводов промысловой системы сбора на головных участках
убопровода насосами-дозаторами был введен дисолван Разрушен-
1Я в трубопроводах угленосная эмульсия поступала в работающий
•анзитом технологический резервуар, где обезвоживалась до содер-
ания воды 10-15%. Далее нефть направлялась на ЭЛОУ для обезво-
ивания и обессоливания. Результаты исследований работы ЭЛОУ в
)мплексе с промысловой системой сбора и без нее представлена на
ю.4.15. ‘
Анапиз работы ЭЛОУ показал, что качество получаемой на
;й нефти значительно различается. При работе установки без про-
ысловых систем сбора характерен неустойчивый режим работы и
в кое качество получаемой нефти: содержание солей в нефти после
(ектродегидраторов колебалось от 40 до 450 мг/л (см.рис. 4.15);
шбольшее число анализов показало содержание солей 100-150 мг/л.
ээффициент неустойчивости процесса Кн составил
5,86
Iе Сщах и Сщщ “ максимальное и минимальное содержание солей в
зфти в течение суток соответственно.
При использовании в технологических целях промысловых
убопроводов установка работала в устойчивом режиме. Среднее
)держание солей в нефти на выходе из электродегидраторов за вре-
я испытаний, по данным ходовых анализов, снизилось по сравне-
лю с исходным в три раза (до 48 мг/л) и практически достигло тре-
эваний действовавшего ГОСТА. Коэффициент неустойчивости про-
веса Кн в этом случае был равен всего лишь 1,89.
Введение обессоленной нефти в товарные резервуары при их
1полнении позволяет не только быстро сбросить оставшуюся пре-
261
353
сную воду, но получить более глубоко обессоленную нефть. Так,
среднее содержание воды и солей в нефти после заводнения РВС и
подготовки его к откйчке за период работы по этой схеме составило:
воды - следыг, солей 20 мг/л.
в
Рис, 4.15, Глубина обессоливания и расход реагента при работе ЭЛОУ па различных
режимах.
а - содержание солей б нефзи после злектродегндраторов; 1 - до подачи реагента 4411 на ГУ; 2 - при подаче
реагента на ГУ; 3 - среднесуточный расход реагента на ГУ; б - кривые распределения качества netfmr I - без
подачи реагента на ГУ; 2 - при периодической подаче реагента на ГУ; 3 - при стабильной подаче реагента иа
ГУ; в - расход реагента: 1 " на установке при работе на обычном режиме; 2 - суммарный (на установке н на
ГУ); 3 и 4 - раздельно на установке и на ГУ при одновременной дозировке.
354
Прекращение подачи реагента на промыслах (7-9 и 17-21 чис-
:а) и отключение из технологического цикла промысловых систем
бора сразу же сказалось на качестве нефти, которое резко ухудши-
юсь, хотя на установке продолжали дозировать реагент в таком же
юличестве, как и до подключения в работу промысловых систем
бора.
Сравнивая три кривых распределения (1-3), соответствующие
рем режимам работы установки (см.рис. 4.156), можно сделать вы-
;од и о том, что третий режим обеспечивает наиболее устойчивую
)аботу ЭЛОУ при высоком качестве подготовленной нефти и поэто-
му является наиболее рациональным. Увеличение расходов реагента
ia установке до уровня, равного сумме расходов реагента на установ-
ке и на объектах промысловых систем сбора, к улучшению качества
)бессоливания нефтй не приводит.
Включение трубопроводов в технологический цикл повышает
|ффективность работы установок; исключение их из технологическо-
го цикла неизбежно ведет к отрицательным последствиям, так как в
1том случае в трубопроводах формируется стойкая эмульсия. Отсюда
:ледует, что все существующие установки подготовки нефти, вклю-
1ая обезвоживающие и обессоливающие, необходимо повсеместно
жсплуатировать по совмещенной схеме.
4.11. ОБЕССОЛИВАНИЕ НЕФТИ НА ОБЕЗВОЖИВАЮЩИХ УСТАНОВКАХ
БЕЗ СНИЖЕНИЯ ИХ ПРОИЗВОДИТЕЛЬНОСТИ В БЛОКЕ С
ПРОМЫСЛОВОЙ СИСТЕМОЙ НЕФТЕГАЗОСБОРА
И РАЗДЕЛЕНИИ АППАРАТУРЫ НА ДВА БЛОКА
Показано [35, 72, 286], что глубина обезвоживания нефти на
существующих установках может быть значительно повышена и это
ie будет сопровождаться снижением их производительности, а так же
зе потребует значительных дополнительных капиталовложений.
Дефть на установках, работающих в комплексе с промысловым то-
зарным парком, может быть обессолена до 30-50 мг/л и глубже (рис.
1.16.).
Для работы по такой схеме необходимо разделить отстойную
шпаратуру на две группы и смонтировать два трубопровода-
саплеобразователя: один на I ступени (перед первой группой отстой-
<иков), а другой - на II (перед второй группой отстойников). Деление
отстойников на две группы возможно за счет уменьшения вдвое вре-
мени отстоя эмульсии на I ступени при использовании на пей встро-
енного трубопровода-каплеобразователя. Применение каплеобразо-
355
вателй на II ступени так же позволяет получить обессоленную нефть
при времени отстоя нефти в булитах, вдвое меньшем обычного.
1
Рис. 4.16. Принципиальные технологические схемы обессоливания нефти на установ-
ках. предназначенных для обезвоживания.
А - с использованием промысловых систем сбора, отстойников, разделенных на две группы, и трубопрово-
дов-каплеобрааовптелей; Б - с использованием промысловых систем сбора, отстойников, трубопроводов-
каплеобразователей и технологических (товарных) резервуаров.
1 - групповые замерные установки; 2 - промысловые нефтесборные трубопроводы, используемые в техноло-
гических целях; 3 - узел сепарации попутного газа; 4 - резервуары, предварительного сброса; 5 - насосная
ТХУ; 6,7 - теплообменники; 8 - каплеобразователь ступени обсвоживания; 9 - отстойники ступени обезво-
живания; 10 - каплеобразователь ступени обезвоживания; 10 - каплеобразователь ступени обессоливания; 11
- технологический резервуар ступени обёссолнвания; 12 - отстойники ступени обессоливания; 13 - товарные
резервуары; 14 - насосы внешней перекачки; 15 - узел горячей сепарации.
Линии: I - обессоленная нефть; П - газ на внешний транспорт; iil - дренажная вода; iV - ввод реагента и
промывочной воды; V - ввод реагента На групповых установках.
Решение этой же проблемы возможно при использовании в
технологических целях и промысловых систем сбора. В этом случае
каплеобразователь на ] ступени может не понадобиться.
В традиционном варианте обессоливание нефти на термохи-
мических установках без использования средств интенсификации
процессов коалесценции капель и расслоения потока возможно лишь
при увеличении числа отстойных аппаратов в 2 раза и более при сни-
жении производительности объектов более чем вдвое. Это связано с
усилением первой и строительством второй ступени или необходи-
мостью разделения существующей отстойной аппаратуры на два бло-
ка (обезвоживающий и обессоливающий), работающих последова-
356
но. В последнем случае, очевидно, каждый из таких блоков мо-
обработать меньше половины направляющейся на установку
?и, в связи с необходимостью более глубокого ее обезвоживания
5еих ступенях.
Так, если установка при заданной производительности была
читана на обезвоживание нефти до 2%, то для обессоливания
: нефти степень ее обезвоживания должна быть повышена и оста-
юе содержание воды в нефти не должно превышать 0,3-0,5%. Без
цествления дополнительных мероприятий это возможно лишь
снижении производительности установки. При сохранении про-
щительности установки без изменения качество нефти окажется
:им, а стабильность работы обеспечена быть не может, так как
актирование установок осуществляется без технологического ре-
.а для улучшения качества нефти.
Разработаны и применяются в широких промышленных мас-
бах две основные технологические схемы перевода обезвожи-
щих установок на режим обессоливания без снижения их пронз-
ительности и без реконструкции. Эти схемы основаны: 1) на ис-
ьзовании трубчатых каплеобразователей и разделении отстойной
аратуры на два блока; 2) на использовании для технологических
зй резервуаров и трубопроводов в интервале «установка-товарный
к». Возможно применение большого числа различных вариантов,
гавленных комбинированием перечисленных выше способов,
ючая использование для технологических целей промысловой
гемы сбора.
». КОМБИНИРОВАННОЕ ИСПОЛЬЗОВАНИЕ ГИДРОДИНАМИЧЕСКИХ
СРЕДСТВ ИНТЕНСИФИКАЦИИ ДЛЯ ОБЕССОЛИВАНИЯ НА
ОБЕЗВОЖИВАЮЩИХ ОБЪЕКТАХ
При необходимости решения таких проблем, как обессолива-
нефти и увеличение производительности установки одновремен-
или сокращения числа работающих отстойных аппаратов), наряду
рименением каплеобразователей прибегают к использованию для
рушения эмульсии промысловых систем сбора (см. рис. 4.17г). В
м случае реагент вводится в одной или нескольких точках (в зави-
юсти от условий), на групповых установках или отдельных сква-
чах, удобных для обслуживания. По такой схеме, например, осу-
угвлен перевод на режим обессоливания Соколовогорской и Ак-
1ской обезвоживающих установок объединений Саратовнефтегаз и
'нефть.
357
Технологическая схема Соколовогорской ТХУ (без системы
УЛФ), работающей в режиме обессоливания, представлена на рис.
4.18.
Рис. 4.17. Принципиальные технологические схемы обессоливания нефти на обезво-
живающих объектах с использованием в качестве интенсифицирующих элементов:
а - трубопровода в интервале «устаповка-тоиарный парк»; б - трубопровода в интервале «установка-товарный
парк» и каплеобразователя перед отстойниками: в - трубопроводов в интервалах «групповая установка -
установка подготовки нефти-товарный парк»; г - каплеобразователя перед отстойниками и трубопроводов в
интервалах «групповая установка-установка подготовки нефти-товариый парк»;
1 - нефть со скважин; 2 - линия дренажной воды; 3 - сепаратор первой ступени; 4 - линия газа; 5 - резервуар
предварительного сброса воды (сырьевой резервуар); 6 - сброс дренажной воды; 7 - буферная емкость: 8 -
дозатор деэмульгатора; 9 и 15 - пасосы; 10 - теплообменники; 11 - отстойники; 12 - дозатор пресной воды;
13 - трубопровод, используемый для обессоливания нефти; 14 - резервуар товарной нефти (технологиче-
ский); 16 - трубопровод товарной нефти; 17 - трубчатый каплеобразователь; 18 - трубопровод промысловой
системы сбора, используемый для разрушения эмульсии; 19 - система УЛФ.
Реконструкция установки заключалась в разделении сущест-
вующей отстойной аппаратуры на две группы (ступени обезвожива-
ния, обессоливания), монтаже двух каплеобразователей, линии для
подачи пресной промывочной воды перед каплеобразователем ступе-
ни обессоливания, установке дозаторов деэмульгатора на нескольких
групповых установках. Температура нагрева (50-55°С), производи-
тельность объекта (4500 т/сут), расход деэмульгатора (84 г/т) оста-
лись без изменения, хотя температура обработки может быть сниже-
358
а до 40°C, а расход деэмульгатора до 35 г/т. Из восьми имеющихся
тстойных аппаратов объемом 50 м^ каждый в работе оставили на
тупени обезвоживания три, на ступени обессоливания - два. Схема
редусматривает возможность дозировки деэмульгатора на прием
ырьевых насосов и в промывочную воду. Обводненность поступаю-
щей на обработку нефти составляла 45 - 50%, производительность
становии по жидкости достигала 4500 т/сут.
До использования гидродинамических средств интенсифика-
1ии на установке нефть подвергали только обезвоживанию. Остаточ-
юе содержание воды в ней составляло от 0,5 до 2,5%. В работу были
ключены все имеющиеся здесь восемь отстойных аппаратов. О ка-
[естве нефти после перевода установки на режим обессоливания
южно судить по приведенным ниже данным.
*ис. 4,18. Принципиальная схема действующей установки, переведенной на режим
»аботы по совмещенной схеме:
- коллекторы для подвода нефти с групповых установок; 2 - возможные точки подачи реагента; 3 - участки
уществуюших трубопроводов, используемые для разрушения эмульсии: 4.5 - сепараторы газа первой н
торой ступеней; 6 - линия дренажной воды, используемой для разрушения эмульсии; 7 - подача пресной
ромывочной воды в смесители; 8 - теплообменники; 9 - горячая ступень сепарации; 10 - резервуар предва-
ительного сброса пластовой воды; II - насосы; 12 - печи; 13 - каплеобразователь ступени обезвоживания,
4 - отстойники ступени обезвоживания, 15 - каплеобразователь ступени обессоливания; 16 - отстойники
тупени обессоливания; 17 - нефть на внешний транспорт; 18 - вода на очистку; 19 - газ на компрессорную
таицию.
Производительность по жидкости, т/сут Обводненность нефти, % Содержание в нефти па ступени: предварительного сброса воды, % обезвоживания воды,% обессоливания воды.% солей, мг/л 4500 45-50 0,6 0,7 2-3 18-40
Из этих данных видно, что содержание воды в нефти оказа-
юсь наименьшим на ступени предварительного сброса, а на ступенях
обезвоживания и обессоливания оно превышало допустимые нормы.
359
Это типично для установок, на которых расход реагента, пресной отв
промывочной воды и интенсивность смешения (дробление) пресной пи;
воды с нефтью чрезмерны и их следует уменьшить. Использование (5°/
трубчатых каплеобразоватеией позвопярг исключить из схемы смеси-
тели и избежать псредиспергирования, которое имело место в данном naf
случае. Следует, однако, отметить, что в процессе движения обессо- дат
ленной нефти по коммуникациям установки и через теплообменную нис
аппаратуру капли успевают коалесцировать и оседают на дно товар- par-
ного резервуара в процессе его заполнения. Качество нефти перед 0,3
откачкой характеризуется содержанием в ней воды 0,1% и солей 7-30
мг/л [12, 35, 2R7-291 j.
4.13. ОБЕССОЛИВАНИЕ НЕФТИ ПА ОБЕЗВОЖИВАЮЩЕЙ
УСТАНОВКЕ ПО СХЕМЕ «УСТАНОВИ А-ТОВАРИЫЙ ПАРК*
Обессоливание нефти по этой схеме может осуществляться в
случаях, когда по тем или иным причинам нефть после установки на-
правляется в резервуары товарного парка (для измерения объема, от-
бора проб, «приема-сдачи», в ожидании откачки и т.д.), а длина и
диаметр коммуникаций, связывающих эти объекты, достаточны для
завершения процесса коалесценции капель промывочной пресной
воды с глобулами пластовой до размеров, обеспечивающих их бы-
строе осаждение на дно резервуаров в процессе штатных операций.
Технологические расчеты, связанные с оценкой возможности
обессоливания нефти по этой схеме, осуществляют по методике рас-
смотренной в работе [12]. В соогвегствии с результатами расчета
пресная промывочная вода (рис. 4.17 а.) вводится в поток откачивае-
мой с установки нефти, смешивается с ней и транспортируется по
трубопроводу и затем сбрасывается из резервуаров товарного парка.
Как правило, сброс выделившейся воды возможен уже в процессе
заполнения резервуаров, и необходимость в дополнительном отстое
не возникает. Резервуары могут эксплуатироваться как в режиме ди-
намического отстоя (непрерывное поступление, сброс воды л отбор
обессоленной нефти), гак и в циклическом режиме: заполнение, ожи-
дание гпкячкн (сброс воды), откачка.
На режим работы по схеме рис. 4.17а. в свое время была ус-
пешно переведена Азнакаевская ТХУ. 11ри сохранении других техно-
логических параметров без изменения это позволило получить каче-
ственную обессоленную нефть в резервуарах товарного парка, рабо-
тавших в обычном для них режиме: заполнение-ожидание откачки-
огкачка. Специально для отстоя воды от нефти п ее сброса время не
360
кек
ре:
от
ви.
евс
не;
50-
не-
по
че
ТО[
пе
СП
ги
ка.
об
ЖР
че
пось и все операции совмещались. Обращает на себя внимание
расход промывочной воды, который был достигнут при этом
Длина трубопровода от установки до резервуаров товарного
вставляла 500 м. Время заполнения резервуаров - 20 ч, ожи-
эткачки -16 ч. Содержание солей в нефти перед обессолива-
,остигало 7500 мг/л. Перед откачкой нефть в резервуарах ха-
изовалась следующими параметрами: содержание воды 0.07 -
солей 18-31 мг/л (табл. 4.18.).
Т а б л и на 4.18.
нь отбора пробы от днищ резервуара, см Содержание в нефти
воды, % солей, мг/л
40 0,07 31 !
130 0.34 18
280 0,18 30
430 0,28 31
580 0,28 22
730 0,26 18
880 Следы 24
Исследования подтвердили, что обессоливание нефти по та-
еме возможно и в случае, когда суммарное время заполнения
уаров и ожидания откачки составляет всего 6-8 ч. а расстояние
ановки до товарного парка не превышает 250 м. В таких усло-
ксплуатировалась в режиме обессоливания в 1971 г. Альметь-
ТХУ. При работе установки по схеме рис. 4.17 а. нефть обвод-
ггью до 50% поступала в два технологических резервуара РВС-
тод слой дренажной воды. Из технологических резервуаров
с остаточным содержанием воды 15-30% сырьевым насосом
шась на ТХУ. На прием насоса вводился деэмульгатор из рас-
3 - 45.г/т. ТХУ имела в своем составе два блока, каждый из ко-
работал в две термохимических ступени. На первом блоке на
i ступени имелось три, а на второй - пять горизонтальных от-
1ков емкостью 80 м3 каждый. В составе второго блока эксплуа-
1лись сферические отстойники объемом 600 м^ по одному на
й ступени. Обе ступени каждого из блоков работали в режиме
живания (остаточное содержание воды после ступени обевво-
ия составляло 2,3 - 4,0%). Холодная промывочная вода из рас-
- 4% вводилась в нефть на выходе из установки. Продукция
361
обоих блоков- вместе с промывочной водой транспортировалась по
трубопроводу длиной около 250 м в товарный парк и вводилась в ре-
зервуар РВС'5000., из которого и сбрасывалась дренажная вода.
Обессоленная нефть характеризовалась остаточным содержа-
нием воды 0,0-0,1 %, солей 18-30 мг/л.
При низком качестве подготовки нефти на ступени обезвожи-
вания или необходимости снижения расхода пресной воды на обес-
соливание до 1-2% от объема обрабатываемой нефти применяются
такие средства интенсификации разрушения эмульсии как встроен-
ные трубчатые каплеобразователи или использование для технологи-
ческих целей промысловой системы сбора (рис.4.17 б,в,г).
По схеме рис.4.17 б была исследована работа Бирючевской
термохимической установки.
Водонефтяная эмульсия (12-13 тыс.т/сут) обводненностью до
30% после концевой ступени сепарации предварительно разрушалась
с помощью теплой дренажной воды в коммуникационном трубопро-
воде, выполняющем роль каплеобразователя холодной ступени, и по-
ступала в технологический резервуар объемом 5000 м^, откуда сбра-
сывалась выделившаяся пластовая вода при работе в режиме транзи-
та. Отсюда эмульсия сырьевым насосом (на прием его подавался реа-
гент) транспортировалась на установку по другому технологическому
трубопроводу, в котором эмульсия дополнительно разрушалась при
турбулентном режиме движения под воздействием регента. Затем она
направлялась в три пары теплообменников (вода -нефть), где нагре-
валась до 35-45^С в летний и до 30-40^С в зимний период работы. Из
теплообменников эмульсия поступала во встроенный секционный
тру б ч аты й ка п л еоб разо вател ь.
Каплеобразователь представлял собой теплоизолированный
трубопровод, составленный из двух последовательных секций разных
диаметров и длины труб. Каплеобразователь уложен на низких опо-
рах рядами в горизонтальный плоскости, причем диаметр труб сек-
ций увеличивается в направлении движения обрабатываемой эмуль-
сии. Размеры труб рассчитаны в соответствии с необходимыми парй-'
метрами движения обрабатываемой эмульсии для эффективного ве-
дения процесса подготовки нефти при ступенчатом снижении турбу-
лентности потока. Общее время движения эмульсии в секционном
каплеобразователе 7 мин.
В первой секции каплеобразователя (Re=53OOO, t=3,5 мин)
осуществляется эффективное разрушение тонкодисперсной части
362
гще неразрушенной эмульсии и распределение капель реагента в гло-
булах пластовой воды.
Во второй секции (Re-36000, t=3 мин) капли воды укрупня-
юсь до размеров, обусловливающих возможность быстрого ее отде-
1ения от нефти в отстойной^аппаратуре.
Из каплеобразователя поток жидкости поступал в три гори-
зонтальных отстойника, где происходило расслоение его на нефть и
хренажную воду. Это позволило осуществить глубокое обезвожива-
ние нефти (остаточное содержание воды (0,0-0,12%) и уменьшить
содержание солей в ней в среднем до 200 мг/л даже без применения
пресной промывочной воды,
Т абл нца 4.19,
Показатели Кама- Исмагилавская УКПН Бирючевская ТХУ Улучшение показателей, число раз ТХУ/УКПН
1 2 э Э 4
Производительность, млн.т/год:
по проекту 3,6 1,8 1,45
фактическая 4,17 3,0
Число отстойных аппаратов 28 3 9,3
(в пересчете на 200 м3) Повышение производитель- 14 40 2,75
ности против проектной.% Обессолено нефти (па один 155 1000 6.5
отстойник) Стоимость установ- ки,тыс.руб. 2732,0 732,0 3,73
Удельные капитальные вло- 65,6 24,3 2.7
жения па достигнутую произ- водительность, коп/т Расход реагента, г/т: дисолвап 55 30 1.83
Расход промывочной воды,% Качество готовой нефти: 8 2 4
содержание воды,% 0,1-2,0 0,0-0,1 8
содержание солей, мг/л 30-2500 до 50 50
Себестоимость готовой неф- ти, коп/т 30 18 1,67
Для обессоливания нефти в нее на головном участке трубо-
провода «установка- товарный парк» подавалась холодная пресная
вода из расчета не более 2% на 1 т обрабатываемой нефти, т.е. этот
363
трубопровод выполнял функции каплеобразователя. Длина трубо-
провода - 1,2 км, время движения смеси по нему - около 0,5 час., па-
раметр Рейнольдса равен 28000. Сброс дренажной воды из нефти был
совмещен с процессом заполнения товарных резервуаров и подготов-
ки их к откачке. Это позволило стабильно обессоливать нефть до ос-
таточного содержания солей 20-50мг/л. Об экономичности схем
можно судить по рассматриваемым ниже данным.
В таблице 4.19. приведены технико-экономические показате-
ли обессоливания нефти на Кама-Исмагиловской УКПН Бирючев-
ской ТХУ, работающих соответственно по «классической» и новой
технологическим схемам, а на рис.4.8 и 4.14 представлены их прин-
ципиальные технологические схемы.
Из таблицы и рисунков видно, что преимущества новой тех-
нологии бесспорны и резервы в снижении капиталовложений и экс-
плуатационных затрат при строительстве новых объектов огромны.
Так, применение новой технологии на Бирючевской ТХУ позволило
повысить ее производительность против проектной на 40% по обез-
воживанию и на 140% по обессоливанию (установка была запроекти-
рована только для обезвоживания), а на Кама-Исмагиловской УКПН
- только на 14%. На Бирючевской ТХУ число отстойных аппаратов в
9 раз меньше, чем на Кама-Исмагиловской УКПН, а производитель-
ность каждого из них в 6,5 раз выше. Значительно лучшими оказа-
лись и другие показатели: расход воды, себестоимость обессолива-
ния.
При необходимости обессолить обезвоженную нефть преж-
ними методами нередко приходилось прибегать либо к строительству
обессоливающего блока на обезвоживающей установке, либо прибе-
гать к переброске этой нефти на другую установку (рис.4.! 9).
При использовании в качестве активного элемента для обес-
соливания нефти трубопровода в интервале «обезвоживающая уста-
новка - резервуарный парк» потребность во второй установке, или
расширении первой отпадает. Это позволяет уменьшить капзатраты в
5,5 раза и во столько же раз снизить себестоимость подготовки обес-
соленной нефти.
В этом случае в качестве обессоливающего аппарата исполь-
зуется трубопровод, связывающий ТХУ с резервуарным парком, при-
нимавшим готовую продукцию.
В этом случае при постоянных технологических параметрах
(температуре, расходе реагента и пресной воды, режиме движения,
времени последующего отстоя) остаточное содержание воды и солей
364
нефти (Л х) в зависимости от времени ее транспорта по трубопро-
эдам равно
Д х=а Тб-есТ,
хе Т - время движения эмульсии в трубопроводе; а. б, с - коэффи-
иенты
/irilriHinctiUHinic/
ис.4.19. Обессоливание обезвоженной нефти в интервале «установка - резервуарный
арк».
а - традиционный вариант; б - по совмещенной схеме;
- сырая нефть; 2 - теплообменники! 3 - печи; 4 - отстойники; 3 - буферная емкость. 6 - насосы: 7 - трубо-
ювод; 8 - головные сооружения, 9 - дозатор реагента: К) - дозатор воды; J i - каплеобразователь
Технологическая схема обессоливания нефти в трубопровод
ах может быть осуществлена в двух основных вариантах. В первом
арианте обессоливанию в трубопроводах подвергается нефть, дви-
жущаяся в интервале промысловый товарный парк - головные со-
ружения (или другие объекты). В этом случае нефть предварительно
безвоживают на термохимических установках или на промысловых
оварных парках. Во втором варианте обессоливанию подвергается
редваритедьно обезвоженная нефть в интервале скважин ьь
ромысловый товарный парк с использованием в технологическом
щкле подготовки нефти промысловых систем сбора и резервуаров
оварных парков. Второй вариант (рис,4.20.) представляет собой бо-
ее полно выраженную совмещенную схему транспорта и деэмульса-
щю нефти в одних и тех же трубопроводах и поэтому является более
кономичным [292, 293].
Для обессоливания нефти в интервале товарный парк-
оловные сооружения на прием магистральных насосов были поданы
365
горячая (70°С) пресная вода в количестве 1-4% к объему обрабаты-
ваемой нефти и раствор реагента типа дисолван 20-24 г/т. Это позво-
лило поддержать температуру нефти в конце трубопровода около
20°С.
Рис.4.20. Принципиальная технологическая схема обессоливания и горячей сепара-
ции нефти с использованием в технологических целях трубопроводов.
1 - резервуары товарного парка с обезвоженной нефтью; 2 - подпорные насосы; 3 - печи; 4 - ступень горячей
сепарации с откачкой, 5 - компрессоронасосы; 6 - магистральные насосы; 7 - напорный нефтепровод товар-
ный парк-головные сооружения, используемый для обессоливания нефти; 8 - технологические резервуары
для сброса воды; 9 - железобетонные товарные резервуары; 10 - насосы внешней перекачки; 11 - насосы
дренажной воды, 12 - на УЛФ.
Лилии' а - технологические нефтепроводы: б - технологические газопроводы; в - возврата конденсата; г -
'’^доводы дренажной воды. 1 - обессоленная нефть на внешний транспорт; II - газ па внешний транспорт; Ш
, дренажная вода на очистку; IV - ввод пресной промывочной воды и реагента.
Исследования с применением микрокиносъемки позволили
установить, что эффективное разрушение эмульсии происходит уже
на начальных участках трубопровода. В конце трубопровода движет-
ся глубоко разрушенная эмульсия, которая легко расслаивается на
нефть и воду непосредственно в процессе заполнения резервуаров
головных сооружений, работающих в обычном для них режиме: один
резервуар - под заполнением, другой - на товарозамерных операци-
ях, третий — под откачкой. Сброс дренажной воды осуществляется с
момента окончания заполнения резервуара до начала его откачки.
Результаты обессоливания нефти по такой схеме при различной тем-
пературе представлены в табл. 4.20.
366
Г а блиц а 4.20.
Груп- па опы- Режим обработки нефти Уровень отбора Содержание в нефти
тов температура расход расход проб от воды, солей, воды, 1 солей, воды. солей,
в рсзервуа- ПрОМЫ- реаген- зепкяла % мг/л ..1 [ мг/л Н мг/л
рах голое- войной ТЙ1, г/т в момент после 6 ч отстоя перед откачкой
пых соору- воды. взлива, М заполнения
зкений, ’С %
1 8 G 0 1 0 678 0,24 941 0,12 795
2 0 бза 0 941 0,24 925
3 0,6 1015 0,75 926 , 0,95 868
4 0,24 695 0,8 1230 0.6 651
5 0,36 1072 0,24 695 0.24 781
6 0,08 1142 1,0 11 за 0,24 796
По ГОСТ 8,0 15626 0,8 108.5 0,95 941
2517-69
2 10 0 22 1 0,33 82.5 ад 622 0,18 880
2 0,9 839 , 0,36 579 0,18 760
0 Сле- 709 0,54 752 0,24 969
ды
4 0,48 651 1,4 492 । 0,24 506
3 14 1 24 1 0.06 105 ФД 2 30 0,19 58
2 0,36 253 0,18 1 79 0.12 lift
3 0,24 149 0,06 30 0,12 72
4 0,3 164 0,07 [04 0,18 87
5 0,24 173 (11,24 122 0,12 ' 101
6 0.6 104 12,8 3016 0.18 101
По гост 9,0 5963 12.8 5016 0,12 140
2517-69
4 20 ' 4,24 13 1 0,18 45 - 0,03 42
2 0,03 . 39 0,06 37
3 0,03 51 11,06 39
4 од 43 0 - од 29
5 0,1 Й 52 - 0,03 22
6 0,3 76 0,03 25
По ГОСТ 0,54 576 - - 0 39
2517-69
Следует подчеркнуть весьма важный в практическом отноше-
нии вывод, что в резервуаре вода может отделиться от нефти только в
том случае, если эмульсия разрушилась до входа в него при движе-
нии по трубопроводам. Так как разрушенная эмульсия быстро рас-
слаивается на нефть и воду, то и задалживать резервуары для отстоя в
этом случае нет необходимости и они могут эксплуатироваться тран-
зитом в обычном для них режиме заполнения и откачки.
Обессоливание высокопарафинистой нефти. Обессолива-
ние высокопарафинистой нефти было осуществлено в нефтепроводе
Жетыбай-Шевченко протяженностью около 70 км, Трубопровод про-
ложен по пересеченной местности с большой разницей максималь-
ных и минимальных отметок.
367
На площадке товарного парка в Жетыбае было смонтировано
дополнительное оборудование,, состоящее из емкости для реагента,
дозировочного насоса, буферной емкости для промывочной воды. К
ёмкости был подведен водовод пресной воды и установлен насос для
подачи промывочной воды с выкидом на прием магистрального насо-
са. Контроль и регулирование количества подаваемой промывочной
воды осуществлялись с помощью расходомера,
Обезвоженная нефть с содержанием солей 300-400 мг/л из
резервуара насосом через трубчатую печь закачивалась в трубопро-
вод Жетыбай-Шевченко. На прием магистрального насоса подавалась
промывочная вода в количестве 6,6% и дисолван 28 г/т. В товарном
парке нефть имела температуру 48-54 °C; в пути она подогревалась
до 60-65°С только один раз на промежуточном пункте подогрева; в
товарный парк г. Шевченко нефть приходила при температуре
32-33°С. Расслоение эмульсии и отделение основного объема воды
от нефти при заполнении резервуара происходит при температуре
33°С. Дальнейший отстой более тонкодисперсной части эмульсии
осуществляется крайне неэффективно и капли воды находятся во
взвешенном состоянии по всей высоте резервуара (табл. 4.21.).
Таблица 4.21.
Глубина отбора проб от верхней образующей, м Содержание солен в нефти, после заполнения резервуара, мг/л Содержание после подогрева нефти до 38°С
через 1 ч через 2 ч через 1 сут воды,% хлористых мг/л солей,
2,39 348.4 353,74 107.2 Следы 53,6
4,39 362,8 246.5 107.2 Следы 53,6
6,39 268,03 187.6 160.2 Следы 64.3
8.39 348.3 268,03 120.6 Следы 80.4
10.39 375,2 160.8 107.2 Следы 80.7
Донная 509.2” 268.03 696.8 16.0* 5668,2
но ГОСТ 268.03 107.2 170.2 Следы 75,04
*В отобранной пробе содержалось 84% отделившейся от нефти воды.
**В отобранной пробе было 75% полы.
В нефти, отобранной через 1 сут после заполнения резервуа-
ра, хотя и наблюдается тенденция к уменьшению содержания воды и
солей, но незначительно. Это объясняется высокой температурой за-
стывания нефти. При температуре 33°С нефть теряет подвижность
вследствие возникновения парафиновых структур и даже крупные
капли воды оказываются захваченными ими. При повышении темпе-
ратуры до 38°С (с помощью змеевиков пароподогрева) сплошность
368
структуры разрушается и вода с растворенными в ней солями быстро
переходит в состав дренажной воды. В пробах нефти по всей высоте
резервуара определено содержание воды - «следы» и солей -
54-80мг/л [12, 35, 63, 294].
Установлено, что при транспорте товарной нефти коррозия
имеет невысокие значения, но увеличивается при добавлении пре-
сной воды (табл. 4.22).
Таблица 4.22.
Характеристика среды Образцы на трассе скорость коррозии, г/мгч Скоройь коррозии в лабораторных условиях, । г/м2ч
Нефть обводненностью 0,3% и с содержанием солей ,700 мг/л Нефть с содержанием 6,6% про- мывочной -технической воды 0,026 0,112 0,009 0
В статических условиях коррозия в 15 -30 раз ниже, чем в
движущейся среде, однако при этом наблюдается большая неравно-
мерность в разрушении образцов. Для борьбы с коррозией необходи-
мо проведение защитных мероприятий, например применения реа-
гентов-деэмульгаторов с ингибиторами коррозии или деаэрацию пре-
сной воды перед ее подачей в трубопровод. Это технически осущест-
вить несложно.
Применение трубной деэмульсации в режиме обессоливания
позволяет отказаться от строительства дорогостоящих обессоливаю-
щих установок и получить обессоленную нефть при себестоимости в
5-7 раз ниже, чем себестоимость обессоливания нефти на типовых
установках.
4.14. ОБЕССОЛИВАНИЕ НЕФТИ В ИНТЕРВАЛЕ «ПРОМЫСЛОВЫЙ
ТОВАРНЫЙ ПАРК - ГОЛОВНЫЕ СООРУЖЕНИЯ»
При транспортировании обезвоженной нефти от промысло-
вых товарных парков до головных сооружений нефть может быть
обессолена введением в поток, сохранивший тепло после обезвожи-
вания, или нагретый до заданной температуры, пресной промывочной
воды. Такая технология может быть широко использована промысло-
выми и транспортными управлениями для улучшения качества нефти
перед ее сдачей друг другу или нефтеперерабатывающим заводом.
Метод не требует больших затрат для его осуществления. Расчетами
установлено, что на подавляющем большинстве межпромысловых и
369
магистральных трубопроводов имеются необходимые гидродинами-
ческие условия для процесса обессоливания.
При транспортировании по трубопроводам в обработанной
деэмульгатором на месторождениях нефти продолжаются процессы
разрушения бронирующих оболочек на каплях пластовой воды и их
коалесценция с каплями введенной промывочной воды. При благо-
приятных температурных режимах и гидродинамических характери-
стиках потока на конечных участках трубопровода можно получить
обессоленную нефть. Отделение воды и сброс ее осуществляются на
промежуточных пунктах перекачки (если имеется возможность ути-
лизации воды) или товарно-сырьевых базах нефтеперерабатывающих
заводов. Такая технология успешно применялась в Татарской АССР и
в других районах страны. Так, для обессоливания нефти в интервале
Бирючевский товарный парк - Азнакаевские головные сооружения,
характеризующемся общим временем движения нефти 15 ч, в на-
чальный участок трубопровода между этими объектами были введе-
ны деэмульгатор (5-8 г/т) и холодная промывочная вода (0,5-1% на 1
т обрабатываемой нефти. В трубопроводе при температуре 25-ЗО^С
обрабатываемая нефть перемешивалась с реагентом и промывочной
водой. На первом участке трубопровода режим движения потока ха-
рактеризовался числом Рейнольдса 41000 и временем движения 5,5 ч,
на втором участке - числом Рейнольдса 28200 и временем движения
9 ч.
Обработанная таким образом нефть поступала в резервуары
Азнакаевских головных сооружений, из которых по мере накопления
периодически сбрасывалась выделившаяся промывочная вода. Обес-
соленную нефть сдавали транспортному управлению. Средняя темпе-
ратура нефти в резервуаре составляла около 15°С. При обработке хо-
лодной промывочной водой даже в зимнее время остаточное содер-
жание воды в сдаваемой нефти в среднем составляло 0,1% и солей
100 мг/л. Во многих случаях содержание солей в нефти не превышало
50 мг/л.
Аналогичная технология была использована для обессолива-г
ния обезвоженной нефти, перекачиваемой на Азнакаевские головные
сооружения с Чишминского товарного парка. Среднее содержание
воды в нефти после обезвоживания на Чишминском товарном парке
составляло 0,53%, содержание солей 1000 мг/л. Для обессоливания
нефти в интервале «Чишминский товарный парк - Азнакаевские го-
ловные сооружения» на прием магистральных насосов подавали го-
рячую (70°С) пресную воду (1-4% к объему обрабатываемой нефти) и
370
раствор реагента (дисолван, 20-24 г/т). Введением горячей промы-
вочной воды в нефть удалось повысить ее температуру в головной
части трубопровода до 30°С. Это позволило поддерживать темпера-
туру нефти в конце трубопровода около 20°С,
Исследованиями с применением микросъемки установлено,
что эффективное разрушение эмульсии происходит уже на начальных
участках трубопровода. В конце его движется глубоко разрушенная
эмульсия, которая легко расслаивается на нефть и воду непосредст-
венно в процессе заполнения резервуаров Азнакаевских головных
сооружений, работавших в обычном для них режиме: один резервуар
- под заполнением, другой - на товарно-замерных операциях, третий
- под откачкой. Среднее время заполнения резервуаров 12 ч. С мо-
мента начала заполнения до начала откачки нефти проходит обычно
около 24 ч. Сброс дренажной воды осуществляется с момента окон-
чания заполнения резервуара до начала откачки. Результаты измере-
ния качества нефти представлены в табл.4.23.
При режиме 1 качество нефти в резервуарах Азнакаевских
головных сооружений, откачиваемой из Чишминского товарного
парка при относительно низкой температуре, оказалось неудовлетво-
рительным, Эмульсия в резервуаре в данном случае разрушалась
только за счет остаточного количества реагента, увлеченного пото-
ком нефти после ее обезвоживания. О появлении свободной воды в
резервуаре свидетельствует повышенное ее содержание (8%) в пробе,
отобранной по ГОСТ по сравнению со средним ее содержанием в
нефти при откачке из Чишминского товарного парка. Содержание
воды в нефти по сечению резервуара изменялось в сравнительно не-
больших пределах и оказалось невысоким. Свободная вода, выде-
лившаяся в трубопроводе в процессе транспортирования эмульсии,
быстро перешла в состав дренажных вод, а взвешенные в патоке мел-
кие капли не могли осесть на дно резервуаров даже в течение дли-
тельного времени. Это подтверждается тем, что содержание воды в
нефти практически не изменялось ни через 6 ч отстоя, ни вплоть до
начала откачки ее из резервуара, хотя с момента окончания заполне-
ния резервуара до начала откачки проходит обычно не менее 12 ч.
Отсюда следует весьма важный в практическом отношении
вывод, что в резервуаре вода может отделиться от нефти только в том
случае, если эмульсия разрушилась до входа в него при движении по
трубопроводам. Поэтому вполне очевидно, что разрушенная эмуль-
сия быстро расслаивается на нефть и воду, а занимать резервуары для
отстоя в этом случае нет необходимости, и они могут эксплуатнро-
371
372
Таблица 4.23.
Режим работы Температура в резервуарах головных сооружений, ВС Расход промы- вочной воды, % -Расход реагента, г/т Число дней работы в данном режиме Уровень отбора проб от зеркала взлнва, м Содержание в нефти
в момент заполнения после 6 ч отстоя перед откачкой
воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л
1-й 8 0 0 5 1 0 628 074 941 0,12 795
2 0 638 0 941 074 925
3 0,60 1015 0,75 926 0.95 868
4 0,24 695 0,80 1230 0,60 651
5 0,36 1072 074 695 0,24 781
6 038 1142 1,00 1158 D75 796
По ГОСТ 8.00 15626 0,80 1085 0,95 941
2-й 10 0 22 1 1 озз 825 озо 622 0,18 880
2 0,90 839 036 579 0,18 760
3 следы 709 0,54 752 074 969
4 0,48 651 1,40 492 074 506
3-й 14 1 24 25 1 0.06 105 0.12 30 0,19 58
2 036 253 0,18 179 0,12 116
3 074 149 0.06 30 . 0.12 72
4 “ озо 164 0.07 104 0.18 87
5 074 173 0,24 122 0,12 101
6 0,60 104 12,8 3016 0,18 101
По ГОСТ 9,00 5963 12,8 3016 0,12 140
4-й 20 4,24 18 28 1 0,18 45 - - 0,03 42
2 0.03 39 - - 0.06 37
3 0.03 51 - 0,06 39
4 0.00 43 0 - 0.00 29
5 0,18 52 - - 0.03 22
По ГОСТ 0,54 576 - - 0 39
ваться в режиме транзита или циклическом режиме заполнения и от-
качки. Характерно, что глубокое обезвоживание нефти было достиг-
нуто при невысокой температуре (около 8°С).
Введение реагента в поток нефти, откачиваемой из Чишмин-
ского товарного парка на Азнакаевские головные сооружения, без
добавления промывочной воды практически не изменило качества
нефти (режим 2). Введение промывочной воды в небольших объемах
(1%) в откачиваемую из промысловых товарных парков на головные
сооружения обезвоженную нефть и сброс воды из резервуаров голов-
ных сооружений позволили решить проблему не только глубокого ее
обезвоживания, но и снижения содержания солей до 100 мг/л (режим
3k
Из данных табл. 4.23. видно, что при температуре нефти в
конце трубопровода 20°С и расходе промывочной воды 4,24% в ре-
зервуарах головных сооружений, работающих в обычном для них
режиме, была получена обессоленная (до 40 мг/л) нефть. Себестои-
мость обессоливания нефти по этой технологической схеме не пре-
вышала 6 коп/т подготовленной нефти. Нашими исследованиями [35,
301] показано, что обессоливание нефти может осуществляться и при
ее перекачке по магистральным нефтепроводам без применения пре-
сной воды и дополнительного введения деэмульгаторов, при транс-
портировании обезвоженной нефти по горячим трубопроводам, при
смешении в определенных пропорциях обезвоженной и обессоленной
нефтей с последующим сбросом балласта из резервуаров и холодных
трубопроводов [301]. Обессоленная нефть может быть получена и
при использовании воды с добавлением деэмульгаторов или без них
[4] и путем смешения обезвоженной нефти с обессоленной в опреде-
ленных пропорциях [295-300].
4.15. МЕТОДЫ РАЗРУШЕНИЯ ЭМУЛЬСИЙ В ИНТЕРВАЛЕ
«ПРОМЫСЕЛ-ГОЛОВНЫЕ СООРУЖЕНИЯ-НПЗ»
Максимальный народнохозяйственный эффект от решения
проблемы подготовки нефти к ее переработке может быть достигнут
лишь при использовании для этих целей всех технологических воз-
можностей как на промыслах, так и на заводах в сочетании с пре-
имуществами, вытекающими из социалистического способа хозяйст-
вования. Рассмотрим некоторые технологические приемы, способст-
вующие быстрому и экономичному решению проблемы подготовки
нефти на промыслах к ее последующему глубокому обессоливанию
на НПЗ.
373
Степень подготовки нефти на промыслах и нефтеперерабаты-
вающих заводах (НПЗ) определяется свойствами эмульсий и эффек-
тивностью применяемой технологии. Стойкость поступающей на
промысловые установки и НПЗ эмульсии в свою очередь зависит от
«предыстории» ее движения от скважин к объектам подготовки неф-
ти, эффективности применяемой на промыслах технологии и методов
дальнейшего разрушения эмульсии при ее транспортировании по
внутрипромысловым и магистральным трубопроводам.
В работе [63] показано, что при транспортировании с промы-
слов на НПЗ нефти, содержащей даже небольшое количество солей в
каплях пластовой воды с прочными межфазными пленками, не раз-
рушенными в промысловых условиях или при транспортировании,
глубокое ее обессоливание на заводских ЭЛОУ оказывается практи-
чески невозможным. Это имеет место при осуществлении раздельно-
го сбора и транспорта обводненной и безводной нефти, и обезвожи-
вании на промыслах только части добытой нефти, а также в ранний
период разработки нефтяных месторождений, когда промысловая
обработка нефти не предусматривается.
Большое влияние на глубину обессоливания нефти на НПЗ
оказывает промысловая технология подготовки нефти. Обезвожива-
ние нефти на промыслах, после того, как в результате длительного
транспортирования по промысловым системам сбора «старение»
межфазных пленок на глобулах пластовой воды практически завер-
шено, значительно снижает эффективность последующего ее обессо-
ливания на промысловых объектах и в подавляющем большинстве
случаев делает невозможным снижение содержания солей до 2-3 мг/л
на НПЗ, Разница в степени обессоливания свежеобразованной и ста-
билизированной эмульсий Ромашкинского месторождения сущест-
венна. Свежая эмульсия, обработанная деэмульгатором непосредст-
венно на скважине при отборе и последующем моделировании ее
движения по промысловым коммуникациям в турбулентном режиме
в течение 110 мин при температуре 12-15°С, выделяет свободную во-
ду при отстое даже при низкой температуре. Это свидетельствует об
эффективном разрушении эмульсии при ее транспортировании и по-
зволило сделать вывод о возможности совмещения в этих условиях
операций по нагреву и сбросу воды из нефти на групповых установ-
ках (ГУ), дожимных насосных станциях (ДНС) и сборных пунктах из
нагревателей-деэмульгаторов, которые в обычных условиях работают
менее удовлетворительно.
374
Эмульсия, обработанная [«агентом, воду к этих условиях не
отделяет даже через 19 часов. При последующем нагреве и отстое
среднее содержание воды и солей в обезвоженной нефти, деэмульса-
ция которой была начата практически на скважине, составило 0,11%
и 84 мг/л, а в «застаревшей» - 0,33% и 272 мг/л. При последующем
обессоливании нефти с применением пресной промывочной воды в
первом случае остаточное содержание солен составило в среднем 13,
а во втором - 32 мг/л. Отсюда следует, что степень обессоливания
нефти на промысловых объектах при условии полного разрушения
эмульсии в трубопроводах промысловой системы сбора может быть
повышена в 2-3 раза. В условиях НПЗ обработка'такой нефти позво-
ляет снизить содержание солей в ней до 1-3 мг/л.
Использование совмещенной технологии на обустроенных
площадях и месторождениях поэво^тясг высвобождать огромные
Средства и эффективно решать такие важные задачи, как улучшение
качества подготовленной нефти, газа и воды, повышение фондоотда-
чи, снижение себестоимости, увеличение производительности труда.
Введение в поток деэмульгатора, использование в качестве подвиж-
ной гидрофильной коалесцирующей среды дренажных вод и транс-
портирование их в смеси е промысловой эмульсией по технологиче-
ским Трубопроводам, совмещение операций по сбросу воды с запол-
нением емкостей позволяют эффективно решать проблемы предвари-
тельного обезвоживания нефти перед поступлением жидкости на
объекты окончательной ее обработки во Многих нефтедобывающих
районах страны. Удельные капитальные вложения, себестоимость и
металлоемкость при этом снижаются против традиционных вариан-
тов предварительного сброса пластовых вод в 1.68-4,63 раза соответ-
ственно.
Применение совмещенных схем на обустроенных месторож-
дениях, оснащенных резервуарными парками, но не имеющих обез-
воживающих установок, позволяет успешно решить проблему обез-
воживания нефти с помощью имеющеюся промыслового оборудова-
нию Дополнительными элементам н этом случае, встраиваемыми в
технологическую цепочку сбора и транспорта нефти, являются доза-
торы деэмульгатора и при необходимости - нагревательные элемен-
ты. По сравнению с традиционными такие показатели как себестои-
мость, удельные капитальные вложения улучшаются: для девонской
типа ромашкинской в 18 и 5,55 раза; мангышлакской выеокопарафи-
нистой в 9,6 и 3,65 раза; арланской вязкой в 100 и 2 раза иоответст-
венпо. Одним из важных достоинств совмещенной технологии явля-
ется быстрота достижения эффекта.
Перевод существующих обезвоживающих установок на ре-
жим работы по совмещенной схеме в блоке с промысловыми систе-
мами сбора, каплеобразователями и товарными парками позволяет
улучшить качество подготавливаемой на них нефти и одновременно с
этим повысить их производительность в 2-3 раза против проектной
[60,62.63,302]. Комплексное использование в технологических целях
промысловых систем сбора и встроенных каплеобразователей позво-
ляет также осуществить перевод обезвоживающих установок на ре-
жим обессоливания и одновременно с этим увеличить их производи-
тельность, не прибегая к расширению. По конечному эффекту (полу-
чение обессоленной нефти вместо обезвоженной) применение со-
вмещенной технологии эквивалентно увеличению произволительио-
г.ти этих объектов ня 20(1-333% [4,12,35]. Использование дня обессо-
ливания нефти промысловых и магистральных трубопроводов позво-
ляет решить эту же проблему при затратах, в 5,8 раза мсныпих но
сравнению с традиционными вариантами, и в очень короткие сроки.
В последние годы в Татарии разработано и успешно развива-
ется в различных районах нефтедобычи высоко эффективное направ-
ление улучшения качества нефги. получившее название метода «ком-
паундирования». Развитие этого направления связано с отходом от
традиционных представлений о недопустимости смешения подготов-
ленных нефтей с различным содержанием балласта. Считалось, что
единственным результатом такого смешения может быть ухудшение
нефти более высокого качества. В [12.35] показано, что применение
метода «компаундирования» на промыслах позволяет: осуществить
предварительный сброс пластовых вод из промысловых эмульсий:
обезвоживать сырую нефть; обессоливать обезвоженную нефть.
Гак, при смешении в соотношении 1:1 обезвоженной ромаш-
кинской нефти (0,8% воды) с необработанной эмульсией (24% воды)
и последующем отстое в течение 2 часов была получена нефть с оста-
точным содержанием воды в 1,2%. В крупных промышленных объе-
мах эта технология впервые осуществлена на Альметьевской термо-
химической установке (З'ХУ), работавшей з блоке с промысловым
товарным парком [35]. В результате производительность установки
была увеличена на 45%. сэкономлено большое количество деэмуль-
гатора и тепла, созданы предпосылки для более глубокою обессоли-
вания этой нефти на НПЗ. В исследованиях [4,35,63] показано, что
смешение, обезвоженной и обессоленной нефти в определенных со-
376
отношениях на выходе из установки нейтрализуется улучшением ее
качества в товарном парке в процессе осуществления операций по
заполнению резервуаров для последующей ее откачки. Важно, что
технология осуществима при температуре 20-В0°С и эффективна в
случаях смешения потоков обезвоженной и обессоленной нефти: на
установке перед ступенью обессоливания; на выходе из установки со
сбросом балласта в товарном парке; при перекачке по трубопрово-
дам.
Так, в работе [35] показано, что при смешении обессоленной
нефти, содержащей 100 мг/л солей, с обезвоженной в соотношении,
при котором в смеси оказалось 171 мг/л солей, в товарном парке Ка-
ма-Исмагиловской установки комплексной подготовки нефти
(УКПН) была получена нефть с остаточным содержанием солей 33 „
мг/л. Аналогичные результаты имели место и на других объектах [4].
Установлено, что обессоленная до 100 мг/л нефть может быть полу-
чена при компаундировании нефтей в соотношении 6:4; обессоленная
до 40 мг/л - при соотношении нефтей 3:7, а при соотношении обез-
воженной и обессоленной нефти 1:9 - и до 30 мг/л. Еше эффективней
решается проблема получения нефти высшего сорта при компаунди-
ровании глубоко обезвоженной (300 мг/л солей и 0,3% воды) и обес-
соленной нефти. В этом случае обессоленная нефть до 100 мг/л мо-
жет быть получена при соотношении нефтей 1:1 и до 60 мг/л - при
соотношении 2:3. Снижение содержания в смеси обезвоженной неф-
ти до 3 и 2 частей из 10 позволяет получить нефть в полном объеме с
содержанием солей до 40 и 30 мг/л соответственно.
При смешении обессоленной (воды - 0,3%, солей - 28 мг/л) и
обезвоженной (воды - 1,8%, солей - 1594 мг/л) нефтей в соотноше-
нии 1:1, турбулизации потока в течение часа и последующем отстое в
течение 2 часов была получена нефть с содержанием солей 253 мг/л и
воды - менее 0,48%, что в два с лишним раза меньше расчетных (во-
ды ~1%, солей - 578 мг/л) средневзвешенных значений. При соотно-
шении нефтей 1:4 оказалось возможным получение обессоленной до
100 мг/л нефти при остаточном содержании воды в ней не более
0,3%. Аналогичные результаты были получены при увеличении вре-
мени турбулизации до 3 часов (условия перекачки нефти в интервале
«промысловый ТП-головные сооружения» или промежуточный то-
варный парк). Перспективно получение обессоленной до 100 мг/л
нефти при смешении обессоленной нефти (воды до 0,25%, солей -
ДО 60 мг/л) С обезвоженной (воды - 0,6%, солей - до 450 мг/л) и пе-
рекачке смеси в интервале «промысловый ТП-головные сооружения»
377
со сбросом балласта в пределах нефтедобывающих районов. При со-
отношении смешиваемых нефтей 3:7 остаточное содержание солей в
товарной нефти оказывается в 2-3 раза ниже средневзвешенного рас-
четного и не превышает 100 мг/л.
При транспортировании обезвоженной на промыслах нефти
по трубопроводам в интервале «промысловый ТП-головные соору-
жения» качество ее значительно улучшается, и после сброса выде-
лившейся воды возможно получение безводной нефти с предельно
низким содержанием балласта. Обессоливание такой нефти в одну
термохимическую ступень при дополнительном расходе реагента 20
г/т и промывочной воды 5-10% позволяет получить нефть со средним
содержанием солей до 30 мг/л. При введении в откачиваемую на го-
ловные сооружения нефть деэмульгатора из расчета 20 г/т возможно
получение глубоко обессоленной нефти в две термохимические сту-
пени и в пределах нефтедобывающих районов. Так, при обессолива-
нии нефти (солей - 672 мг/л) в две ступени с добавлением промывоч-
ной воды в количестве до 10% на каждой из ступеней и времени тур-
булизации потока в течение одной минуты остаточное содержание
солей в ней составляло в среднем 7 мг/л. При содержании солей в
исходной нефти 305 мг/л глубокое обессоливание (до 4-5 мг/л) оказа-
лось возможным при добавлении только 5% промывочной воды и
температуре процесса 60°С, При температуре 40°С остаточное со-
держание солей в нефти составляло 11-17 мг/л. Отсюда следует, что
для осуществления глубокого обессоливания нефти на промыслах
обессоливающие установки выгоднее строить в районах головных
сооружений (вместо их строительства на промыслах товарных пар-
ках), так как это позволяет резко повысить глубину обессоливания
нефти за счет активного использования в технологических целях тру-
бопроводов, связывающих товврные парки с головными сооруже-
ниями.
В работах [4,12,35,63] показано, что процесс деэмульсации
нефти, начатый на промысловых установках подготовки нефти, не
завершается, а продолжается с высокой эффективностью и в процессе
транспортирования по магистральным нефтепроводам. Это было
многократно доказано на примере трубопроводов Татарии, Орен-
бургской области, Мангышлака, Коми АССР, магистральных нефте-
проводов Усть-Балык-Курган-Уфа-Альметьевск, Альметьевск-
Горький-Рязань, Узень-Жетыбай-Шевченко [35]. Совмещение прие-
мосдаточных операций с технологическими (без задалживания резер-
вуаров для отстоя) позволяет за счет сброса воды из резервуаров без
378
дополнительной обработки реагентом и подогрева существенно
улучшить качество нефти как в зимних, так и летних условиях. Так, в
летний период содержание воды и солей в нефти типа ромашкинской
возможно уменьшить соответственно в 9,1 и 8,6 раза, а в зимний - в
2,4 и 3,16 раза. Качество вязких прикамских нефтей, отличающихся
повышенным содержанием серы (вязкость при температуре 20°С ~
22,5 сст., серы 2,2%), при температуре 12°С в зимний и 24°С - в лет-
ний периоды и времени пребывания в резервуарах 2-4 часа по содер-
жанию воды может быть улучшено с 3-4 до 1,7%, т.е. практически в
два раза.
Улучшению в резервуарах головных сооружений поддается и
маловязкая тюменская нефть. После разрушения эмульсии в магист-
ральном трубопроводе в процессе ее перекачки и заполнения резер-
вуаров на головных сооружениях в Субханкулово (при температуре
8°С) содержание воды и солей в нефти было снижено на 45%, Это
позволяет улучшить качество не только самой тюменской нефти, но и
использовать ее для улучшения качества нефти других районов
(Башкирии, Татарии, Куйбышевской области и др.).
Интенсивный сброс воды без какой бы то ни было дополни-
тельной обработки возможен [35] и из высокопарафинистой мангыш-
лакской нефти, транспортируемой по «горячему» трубопроводу
Узень-Куйбышев, что позволяет транспортным управлениям сдавать
НПЗ практически обессоленную нефть.
Применение метода компаундирования позволяет улучшить
условия эксплуатации трубопроводов и создает возможности для бо-
лее оперативного маневра насосными, товарными парками и трубо-
проводами, позволяет более эффективно решать проблему полной
загрузки нефтепроводов и повышения фондоотдачи линейного обо-
рудования.
Улучшение качества нефти в процессе транспортирования по
магистральным трубопроводам достигается и при смешении нефтей с
различным содержанием балласта, но с одинаковыми физико-
химическими свойствами.
При перекачке в 1973 г. нефти с повышенным содержанием
солей (150 мг/л) по трубопроводу Азнакаево-Альметьевск и сбросе
балласта в резервуарах головных сооружений содержание солей в
нефти было снижено до 30-40 мг/л. При дальнейшем транспортиро-
вании этой нефти на НПС Лопатино содержание солей в нефти было
снижено до 20-40 мг/л.
379
Разрушение эмульсии мангышлакской нефти при ее транс-
портировании по «горячему» трубопроводу Узень-Куйбышев и про-
явление квазисинергетических эффектов позволяют решить проблему
обессоливания мангышлакской нефти с содержанием солей порядка
300 мг/л (1971 г.) путем ее смешения с обессоленными нефтями ме-
сторождений Среднего Поволжья. При смешении с «горячими» неф-
тями остаточное содержание солей в нефти составляет 40 мг/л, а при
температуре процесса около 8°С - около 100 мг/л.
Возможность обессоливания смеси режиме транзита обез-
воженных и обессоленных нефтей различного типа при температуре
процесса около 16°С была показана на Азнакаевских головных со-
оружениях с использованием в технологических целях магистрально-
го трубопровода Субханкулово-Азнакаево и заполнения резервуаров
головных сооружений содержание солей в смеси нефтей, состоящей
из тюменских и арланской, снижается с 75-300 мг/л до 40 уже через
один час отстоя. Значительно улучшается качество нефти при пере-
качке в интервале Субханкулово-Азнакаево смеси, состоящей из неф-
ти четырех различных месторождений (тюменской, арланской, шка-
повской, Пономаревской) при низкой температуре (4-5°С). Остаточ-
ное содержание солей в основном объеме нефти непосредственно
после заполнения резервуаров снижается с 400 до 150 мг/л. Смеше-
ние и последующее моделирование движения смеси тюменской неф-
ти с арланской или шкаповской нефтью при низкой температуре (4-
5°С) позволяет получить нефть с остаточным содержанием солей до
50 мг/л. Остаточное содержание солей в нефти при такой обработке
оказывается меньше средневзвешенного в 30-50%. Отстаивание тю-
менской нефти в аналогичных условиях позволяет снизить содержа-
ние солей в ней до 100 мг/л. Это позволяет решать проблему улучше-
ния качества основного объекта тюменских нефтей путем сброса не-
разрушенной эмульсии и последующей его обработки на автономных
блочных установках небольшой мощности. Учитывая, что объем
промежуточного слоя, подлежащего обработке, не превышает 5-7%
от объема нефти, нетрудно оценить эффективность метода, имея при*
этом ввиду, что 95-93% нефти будет обессолена до 100 мг/л при ни-
чтожно малых затратах. Аналогичные результаты были получены
после обработки при температуре 10°С смеси ромашкинской и тю-
менской нефти.
При смешении обезвоженной ромашкинской (солей 480 мг/л)
и тюменской (104 мг/л) нефтей в соотношении 1:1 оказывается воз-
можным улучшить качество смеси по содержанию солей в ней до 150
380
мг/л. Учитывая низкую минерализацию воды тюменской нефти и ее
высокую температуру за счет разогрева при транспортировании,
применение пресной промывочной воды и подогрев при этом оказы-
вается нецелесообразными. Обезвоженная нефть Татарии также име-
ет температуру 35-36°С, поэтому при ее смешении с тюменской неф-
тью затраты на строительство нагревателей и подогрев также оказы-
ваются излишними. Смешение тюменской нефти (воды - 1,2%, солей
- 167 мг/л) с обессоленной ромашкинской (воды - 0,24%, солей - 20
мг/л) в соотношении 1:1, последующая обработка и отстой позволяют
получить нефть с остаточным содержанием солей в ней менее 80
мг/л. При соотношении смешиваемых нефтей 1:3 (три объема обес-
соленной ромашкинской нефти) остаточное содержание солей в неф-
ти оказывается менее 40 мг/л.
Нагрев холодной тюменской нефти, отобранной на головных
сооружениях в одном из районов Татарии, и последующее ее транс-
портирование в течение 10-180 мин. оказываются достаточны и для
ее обессоливания при последующем отстое до 60 мг/л без примене-
ния пресной промывочной воды и дополнительного расходования
деэмульгаторов. При введении промывочной воды в количестве 2% и
в тех же условиях содержание солей снижается до 5 мг/л. Отсюда
следует, что обессоливание тюменской нефти при «мягких» режим-
ных параметрах может быть осуществлено на пути ее движения к
НПЗ и в тех случаях, когда эффект саморазогрева нефти при транс-
портировании будет устранен, но имеются резервы подлежащей ути-
лизации тепловой энергии.
Транспортирование по магистральным трубопроводам тепло-
вой обезвоженной нефти Татарии без дополнительной обработки и
последующей сброс балласта на головных сооружениях также позво-
ляет снизить содержание солей в ней до 180 мг/л без существенных
затрат и утилизировать соленые стоки закачкой в продуктивные пла-
сты.
..Горячий магистральный трубопровод Узень-Кульсары-
Гурьев-Куйбышев с технологической точки зрения является естест-
венной обессоливающей установкой, эксплуатируемой без примене-
ния пресной промывочной воды и электрического поля, позволяющей
значительно улучшить качество нефти.
Известен эффективный метод улучшения качества нефти, по-
ставляемой на НПЗ, путем обработки деэмульгатором при ее пере-
качке по магистральным трубопроводам Так, содержание балла-
ста (солей, воды) в вязкой прикамской нефти (температура 3-5°С) при
381
ее сдаче на Рязанском НПЗ без обработки и после обработки водо-
растворимым деэмульгатором на головных сооружениях в районе г.
Альметьевска (ТАССР) составляло соответственно 3100 мг/л, 2,1% и
1300 мг/л и 0,65% (1972 г.). Как показано в [4,35], обработка нефти
деэмульгаторами в магистральных трубопроводах позволяет осуще-
ствлять глубокое обессоливание нефти на заводских ЭЛОУ (до 2-5
мг/л) без изменения режима их работы при содержании солей в обез-
воженной нефти, поступающей с промыслов, вплоть до 3000 мг/л.
Обработка в магистральном трубопроводе Альмстьевск-Ковали сме*
си тюменской и арланской нефти (в соотношении 3:1) маслораство-
римыми реагентами показала высокую эффективность этого метода
по улучшению ее качества, Содержание воды в перекачиваемой неф-
ти на первом же километре трубопровода в верхнем его сечении ока-
залось в 10 раз меньше, чем в исходной пробе. На 33-м километре
содержание солей в нефти по всем сечениям трубопровода оказалось
одинаковым и составляло 200-300 мг/л против 3600 в начале трубо-
провода.
Более глубокое обессоливание нефти достигается введением в
нефть небольших объемов пресной воды (2-3% даже при температуре
отстаивания 10- 12°С [4]. В железобетонных резервуарах промежу-
точных нефтеперекачивающих станциях (НПС), работающих в обыч-
ном для них режиме, достигается получение обессоленной нефти с
содержанием солей до 100-200 мг/л, что в значительной мере решает
проблему утилизации соленых стоков на НПЗ и глубокого обессоли-
вания нефти. При обессоливании такой нефти (в три термохимиче-
ские ступени) остаточное содержание солей снижается до 3-7 мг/л.
При обработке нефти в одну термохимическую ступень она может
быть обессолена до 30-40 мг/л даже при температуре 50°С и времени
отстоя 15 минут.
Обессоливание нефтй до 40 мг/л (экспортные нормы) было
достигнуто при осуществлении этого процесса в нефтепроводе Же-
тыбай-Шевченко [35], В обевоженную нефть с содержанием солей
300-400 мг/л на прием магистрального насоса подавалась промывоч-
ная вода в количестве 4,2% и дисолван 28 г/т. В начале трубопровода
нефть имела температуру 48-54°С, на промежуточном пункте подог-
рева - 60-65°С и в конце трубопровода - 32-33°С. Остаточное содер-
жание в нефти воды и солей при температуре 39°С составило соот-
ветственно «следы» и 54-80 мг/л, а при температуре 50-60°С «следы»
и 40 мг/л [35].
382
Разрушение эмульсии в процессе транспортирования по маги-
стральным трубопроводам позволяет улучшить качество нефти в ре-
зервуарах НПЗ перед обработкой эмульсии на заводских ЭЛОУ. В
результате сброса балласта из резервуаров НПЗ на ЭЛОУ направля-
лась нефть с вдвое меньшим содержанием солей, чем их было в неф-
ти при откачке с промыслов [73].
При откачке нефти на Пермский НПЗ и Сургута содержание
солей в ней достигает 300 мг/л. В резервуары товарно-сырьевой базы
завода поступает нефть с содержанием солей уже до 50 мг/л. После
заполнения резервуаров количество солей в нефти уменьшается до 20
мг/л, а при отстое в течение 4 часов - до 8-9 мг/л. Естественно, что на
выходе из ЭЛОУ содержание солей в нефти не превышает 1-5 мг/л.
При перекачке нефти по трубопроводу Альметьевск-
Нижнекамский нефтехимический комбинат содержание солей в неф-
ти на входе в ЭЛОУ за счет путевой деэмульсации и сброса балласта
в резервуарах НПЗ снижается со 137 до 89 мг/л. Остаточное содержа-
ние солей в нефти на выходе из ЭЛОУ составляет 2-6 мг/л.
Таким образом, применение рассмотренных выше методов
позволяет решить такие важные народнохозяйственные проблемы,
как поставка высококачественной нефти на нефтеперерабатывающие
заводы и глубокое ее обессоливание на промыслах и заводских
ЭЛОУ без значительных дополнительных капиталовложений и в
кратчайшие сроки.
4.16. РАЗРУШЕНИЕ ЭМУЛЬСИИ В МАГИСТРАЛЬНЫХ
НЕФТЕПРОВОДАХ И ОБЕССОЛИВАНИЕ НЕФТИ НА НПЗ
Проблема глубокого обессоливания нефти на нефтеперераба-
тывающих заводах так же может быть успешно решена эффективны-
ми средствами, исключающими необходимость строительства допол-
нительных установок как на промыслах, так и на заводах
[35,43,74,75]. Сущность метода состоит в активном использовании
для разрушения эмульсии промысловых трубопроводов в интервале
товарный парк - головные сооружения и головные сооружения - ма-
гистральный нефтепровод - нефтеперерабатывающий завод.
Практически эта технология осуществляется путем монтажа
дозирующих устройств на промысловых товарных парках и подачи
реагента в поток нефти, откачиваемой на головные сооружения и да-
лее по магистральному трубопроводу. При этом достигается два эф-
фекта: глубокое разрушение эмульсии в процессе движения по тру-
бопроводу, что позволяет глубоко обессоливать нефть на НПЗ, и де-
парафинизация трубопровода по всей его длине, что решало одно-
временно и проблему борьбы с парафином в этих важных магистра-
лях.
При работе заводской ЭЛОУ в обычном для нее режиме на
нефти, не обрабатывавшейся реагентом в магистральном трубопро-
воде, среднее содержание солей в готовой продукции (после 1 ступе-
ни) составляет 17-24 мг/л. В соответствии с записями на картограм-
мах солемера остаточное содержание солей в нефти, обработанной в
магистральном трубопроводе, уменьшилось до 3,5 мг/л, а по данным
ГОСТ - до 9,4 и 8,25 мг/л. (рис. 4.21.).
В течение всего периода работы на этом режиме с установки
стабильно получали нефть с содержанием солей 8 мг/л, что свиде-
тельствует об исключительно высокой эффективности использования
трубопровода в качестве технологического аппарата.
Разрушение эмульсии высокопарафинистой нефти при путевом
подогреве и се обессоливание на НПЗ. Трубопровод Узень-
Куйбышсв с технологической точки зрения являлся единственной в
своем роде естественной обессоливающей установкой способной
осуществлять обессоливание нефти в крупных промышленных мас-
штабах без применения пресной воды и электрического поля, прак-
тически без вмешательства обслуживающего персонала.
Этому способствует следующее:
1. Поддержание в течение любого времени года температуры нефти
в трубопроводе 30-60°С (трубопровод является горячим).
2. Многократное осуществление процесса дробления и слияния ка-
пель в объеме нефти в параболическом поле скоростей по сечению
трубопровода.
3. Благоприятный гидродинамический режим движения по длине
трубопровода, в частности турбулентный режим высоких пара-
метров после пунктов подогрева с постепенным снижением уров-
ня турбулентности по длине трубопровода к следующей станции
подогрева вплоть до уровня надкритической зоны, граничащей с
областью ламинарных режимов, обеспечивающей укрупнение ка-
пель и возможность расслоения потока на нефть воду.
4. Поддержание в течение любого времени года температуры нефти
в трубопроводе 30-60°С (трубопровод является горячим).
5. Многократное осуществление процесса дробления и слияния ка-
пель в объеме нефти в параболическом поле скоростей по сечению
трубопровода.
384
Рис. 4.21. Диаграммы солемеров ЭЛОУ-2 Ново-Горьковского НПЗ.
а - при работе ЭЛОУ в обычном режиме, б - при разрушении змульсин в трубопроводе Альметьенск-
Горький.
6. Благоприятный гидродинамический режим движения по длине
трубопровода, в частности турбулентный режим высоких пара-
Э-261
385
метров после пунктов подогрева с постепенным снижением уров-
ня турбулентности по длине трубопровода к следующей станции
подогрева вплоть до уровня надкритической зоны, граничащей с
областью ламинарных режимов, обеспечивающей укрупнение ка-
пель и возможность расслоения потока на нефть воду.
7. Поддержание в течение любого времени года температуры нефти
в трубопроводе 30-60°С (трубопровод является горячим).
8. Многократное осуществление процесса дробления и слияния ка-
пель в объеме нефти в параболическом поле скоростей по сечению
трубопровода.
9. Благоприятный гидродинамический режим движения по длине
трубопровода, в частности турбулентный режим высоких пара-
метров после пунктов подогрева с постепенным снижением уров-
ня турбулентности по длине трубопровода к следующей станции
подогрева вплоть до уровня надкритической зоны, граничащей с
областью ламинарных режимов, обеспечивающей укрупнение ка-
пель и возможность расслоения потока на нефть воду,
10. Огромная поверхность (несколько миллионов квадратных метров)
внутренней полости трубопровода, способная выполнять роль ин-
версирующего экрана по разрушению бронирующих оболочек на
каплях пластовой воды.
11. Длительное время движения нефти по трубопроводу, являющееся
в данном случае технологическим временем, обусловливающим
высокую устойчивость (от 6 до 40 сут) процесса.
12. Наличие в потоке остаточного реагента в результате обезвожива-
ния нефти на промыслах.
Некоторые технологические параметры трубопровода Узень-
Гурьев-Куйбышев, существенно влияющие на процессы разрушения
эмульсии при ее транспортировании, приведены на рис. 4.22.
В результате гидродинамических эффектов при транспорти-
ровании по трубопроводу на Ново-Куйбышевский НПК приходила в
основном нефть высокого качества с содержанием солей от 20 до 200
мг/л, а после, обессоливания на заводской ЭЛОУ такой сложной неф-
ти содержание солей в ней составляло 10-11 мг/л [35],
При сопоставлении результатов работы нескольких нефтепе-
рерабатывающих заводов, получающих нефть из одного магистраль-
ного трубопровода, обнаруживается следующая закономерность: чем
протяженнее коммуникации до завода, тем достигается более глубо-
кое обессоливание нефти.
386
В заключение следует добавить, что соединение преимуществ
кударственной системы хозяйствования с технологическими воз-
ожностями, выражающееся в данном случае в возможности исполь-
эвании магистральных трубопроводов для улучшения качества неф-
и в процессе ее транспортирования на нефтеперерабатывающие за-
оды, позволит сохранить для нужд народного хозяйства огромные
редства.
Re
100000
150000
100000
50000
о
Рис. 4.22. Схема и профиль нефтепровода Узень-I урьев-Куйбышев.
J - места отбора проб; 2 - места сброса дренажной воды.
4.17, ОБЕССОЛИВАНИЕ НЕФТИ НА МЕСТОРОЖДЕНИЯХ ЗА РУБЕЖОМ
Обессоливание нефти в промысловых условиях за рубежом,
когда это не может быть достигнуто увеличением степени обезвожи-
вания, осуществляется крайне редко. При этом процесс обессолива-
ния (как и обезвоживания) аппаратурно «встроен» в технологическую
цепочку других операций, проводимых в промысловых условиях, В
соответствии с одной из технологических схем (рис. 4.2S) обработке
подвергается газированная нефть под давлением, а операция обессо-
ливания проводится в несколько последовательных ступеней. Про-
межуточные насосы не применяются, и эмульсия транспортируется
через всю систему под давлением в ступенях сепарации. В качестве
дегидратирующей аппаратуры применяют электростатические де-
387
эмульсаторы. Газ (см. рис. 4.23 а) отбирают из нескольких аппаратов:
из горизонтальных емкостей перед нагревом нефти, после нагрева-
тельных элементов, перед ступенью обезвоживания нефти и перед
ступенью обессоливания. Давление на ступенях сепарации встроен-
ных таким образом в технологическую схему обезвоживания нефти,
определяется разницей в давлениях на входе и выходе из аппаратов и
коммуникаций технологических установок. Отбор газа в сепараторах
непосредственно перед отстойной аппаратурой исключает возмож-
ность взвешивания капель воды в нефти всплывающих пузырькамй
газа и улучшает условия отстоя.
Рис, 4.23, Принципиальные технологические схемы обессоливания нефти
на зарубежных месторождениях:
а - обработка газированной нефти; б - обработка дегазированной нефТи; в - обработка дегазированной нефти
с рециркуляцией воды на ступени Обессоливания;
1 - нефть со скважин; 2 - ступень сепарации; 3 - газовая линия; 4 - регулирующий элемент; 5 - смеситель-
ный клапан; 6 - подогреватель; 7,9 - горячая ступень сепарации; 8 - отстойник первой ступени обезвожива-
ния; 10 - отбор газа; 11 - отстойник второй ступени обессоливания; 12,13 - сброс пластовой эоды; 14 - линия
обессоленной нефти; 15 - ступень сепарации в герметизированном резервуаре; 16 - насос; 17 - ввод пресной
воды.
Дренажная вода для осуществления предварительного сброса
и улучшения сепарации не используется и из технологических аппа-
ратов направляется непосредственно,на очистку [1,12].
Второй технологической схемой предусматривается обессо-
ливание предварительно дегазированной нефти в герметизированных
резервуарах (см. рис. 4.23 б). Для поддержания давления на опреде-
ленном уровне и предотвращения образования газовой фазы в потоке
при последующем нагреве эмульсии, а также ее передвижения в ап-
паратах и коммуникациях используются насосы, устанавливаемые
перед нагревательными элементами и отстойниками второй ступени.
388
Как и в предыдущем случае, дренажная вода для технологических
целей не используется. С целью экономии пресной воды дренажная
вода второй ступени с помощью специального насоса вводится в по-
ток нефти перед ступенью обезвоживания (рис. 4.23 в). Это позволяет
снизить содержание солей в нефти после обезвоживания и умень-
шить в связи с этим расход пресной воды на второй ступени.
При некоторых различиях в деталях общими для всех техно-
логических схем обычно являются:
- поддержание давления в системе для предотвращения обра-
зования в нефти газовых пузырьков, затрудняющих осаждение капель
воды на дно аппаратов;
- удаление свободной воды;
- обработка нефти деэмульгатором;
- нагрев эмульсии (при необходимости);
- сепарация газа перед обезвоживанием нефти;
- обезвоживание нефти;
- введение пресной воды в нефть «для разбавления соленой
воды»;
- смешение с водой или деэмульгатором при контролируемом
перепаде давления;
- сепарация газа перед ступенью обессоливания;
- обессоливание нефти.
Переход от обезвоживания к обессоливанию на месторожде-
ниях осуществляется либо расширением и реконструкцией сущест-
вующих объектов, либо путем строительства новых. Обессоливанию
подвергается нефть, обычно обезвоженная до остаточного содержа-
ния воды 0,2%.
4.18. ВЛИЯНИЕ НЕКОТОРЫХ ОСОБЕННОСТЕЙ РАЗРАБОТКИ
МЕСТОРОЖДЕНИЙ НА ОБЕССОЛИВАНИЕ НЕФТИ
Большое влияние на выбор оборудования и степень обессоли-
вания нефти на месторождениях оказывает применению законтурно-
го и внутриконтурного заводнения [12].
Прорыв закачиваемой пресной воды к забоям скважин приво-
дит к образованию эмульсии, содержащей капли различной минера-
лизации. Определенное число глобул эмульсии обычно представлено
пресной водой, какая-то их часть имеет промежуточную минерали-
зацию и значительная часть капель представлена глобулами пласто-
вой воды. Осредненная минерализация содержащейся в нефти воды в
процессе разработки месторождений с течением времени снижается,
389
создавая благоприятные предпосылки для более глубокого обессоли-
вания нефти на месторождениях и НПЗ. С другой стороны, в связи с
уменьшением плотности воды скорость ее осаждения на дно аппара-
тов при прочих равных условиях уменьшается. Это приводит к необ-
ходимости увеличения времени отстоя и числа отстойных аппаратов,
повышению металлоемкости и громоздкости объектов подготовки
нефти.
Однако в целом опреснение пластовых вод с течением време-
ни сказывается на технологии подготовки нефти весьма положитель-
но. Скорость осаждения на дно аппаратов капель различной минера-
лизации при одинаковых их размерах изменяется в широких преде-
лах. Так, капли минерализованной пластовой воды (плотностью 1,2)
могут оседать в 2,5 раза быстрее, чем пресной (плотностью 1,00). Это
приводит к тому, что средняя минерализация воды, оставшейся в
нефти в конце процесса, оказывается значительно меньше осреднен-
ной минерализации воды в эмульсии, направляемой на обработку.
Поэтому количество солей в нефти с остаточным содержанием воды
в ней 0,1% при завершении процесса глубокого обезвоживания может
быть значительно ниже расчетного.
Более быстрый переход в состав дренажных вод на стадии
обезвоживания капель высокой минерализации, а также снижение
количеств растворенных солей в общем объеме извлекаемой воды в
значительной мере упрощают (а в ряде случаев и исключают) обессо-
ливание нефти на последующих ступенях. Это создает предпосылки к
снижению расхода деэмульгатора, температуры процесса и количест-
ва пресной воды, применяемой для промывки нефти при обессолива-
нии. Возможны случаи, когда обессоливание нефти на месторожде-
ниях в связи со снижением минерализации пластовых вод в процессе
разработки нефтяных месторождений может быть достигнуто при ее
глубоком обезвоживании. На объектах по обезвоживанию нефти мо-
жет быть получена обессоленная нефть без снижения производитель-
ности установок и изменения параметров их работы.
На рис.4.24. показано изменение минерализации и плотности
пластовых вод, извлекаемых с нефтью, с течением времени по основ-
ным площадям Ромашкинского нефтяного месторождения. Из дан-
ных рис.4.24 видно, что осредненная минерализация пластовых вод
по ряду площадей с 1965 по 1974 г. снизилась более чем в 2 раза.
Пластовая вода оказалась разбавленной закачиваемой водой в соот-
ношении 1:1. И хотя при остаточном содержании воды в нефти 0,1%
(глубокое обезвоживание) количество солей в ней составляет 97 мг/л,
390
что несколько превышает допустимые нормы, однако оно уже суще-
ственно приближается к ним.
Годы
Рис 4.24. Изменение минерализации пластовых вод в процессе разработки площадей
и месторождений Татарской АССР:
I - ЧишмипскиЙ товарный нарк (Чищыинская, Ташлнярсквя, Сармаиоаская нлошадн); 2 -Ьирючевскни
товарный парк (Зеленогорская. Халмоыжая площади); 3 - Павловская УКПН (Павловская. Холмовская пло-
щади); 4 - Горкинская УКПН (Зай-Каратайская, Ромашкинская, Западио-Лсниногорская площади); 5 - Севе-
ро-Альметьевская УКПН (Березовская, Северо-АДьметъевская площади), 6 - Яксевская УКПН (Всрхне-
Сулесвская, Чншмннская, Ташлиярская, Сармшювскш площади); 7 - Сулеевская УКПН (Сулеевская, Альке-
е некая площади); 8 - Азнакаевская площади); 8 - Азнакаевская УКПН (К ар и длине кая, Азнакаевская площади,
частично с Чишминского товарного нарка); 9 - Лениногорскаи ТХУ (Лениногорская площадь); 10 - Кама-
Исм агилон садя УКПН (северная часть Абдрахмаиоаской площади); II - Миинибаевская УКПН (Мннннбаив-
ская площадь); 12 - Тихоновский товарный парк (Альметьевская площадь); 13 - Карабашская УКПН (южная
часть Абдракмановской площади); 14 - сборный пункт 37 (Южно-Рпмашкпнская площадь)
Следовательно, в данном случае обессоливание нефти до тре-
буемых норм может быть достигнуто в одну термохимическую сту-
пень при небольшом расходе пресной промывочной воды. Очевидно,
что закономерное снижение минерализации пластовых вод в процес-
се разработки нефтяных месторождений с применением внутрикон-
турного и законтурного заводнения должно учитываться при состав-
лении проектов промыслового обустройства и определении необхо-
391
димого набора технологического оборудования для обезвоживания и
обессоливания нефти. Это позволит избежать излишних затрат при
строительстве объектов подготовки нефти и очистки пластовых вод.
О возможности обессоливание нефти в одну термохимиче-
скую ступень при снижении минерализации пластовых вод в процес-
се разработки месторождений можно судить по следующим данным.
Деэмульгатор (дисолван 4411) из расчета 30 г/т был введен в пресную
и пластовую воду с минерализацией соответственно 1,0 и 18425 мг/л.
Это обеспечило предотвращение образования прочных бронирующих
оболочек на каплях воды при последующем смешении с нефтью. По-
сле смешения эмульсий в различных соотношениях и отстаивании
при температуре 30®С оказалось, что с увеличением в смеси доли
эмульсии, приготовленной на пресной воде в отношениях 0:1; 1:1;
1:10; 1:15, остаточное содержание солей в нефти составило соответ-
ственно 210, 76, 70 и 13 мг/л (при остаточном содержании 0,1%).
Следовательно, на стадии разработки месторождений, когда
соотношение этих вод равно 1:1, остаточное содержание солей в неф-
ти может достигать 70 мг/.
Весьма показательно, что средневзвешенное содержание со-
лей в нефти, рассчитанное из предложения, что при смешении пре-
сной и минерализованной вод содержание в них солей усредняется,
значительно отклоняется от экспериментальных значений. Этот факт
тем более интересен, что при введении реагента в воду перед форми-
рованием эмульсий бронирующие оболочки на каплях воды были
устранены, в связи с чем исчезли и причины, мешающие усреднению
состава содержимого капель при смешении эмульсий обоих типов.
Отсюда следует, что механизм обессоливания нефти не связан с ус-
реднением состава содержимого капель при смешении. Другими
причинами объяснить возможность, например, увеличения глубины
обессоливания нефти по сравнению с вариантом идеального смеше-
ния пресной и пластовой вод невозможно. Очевидно, что обессолива-
ние нефти в этом случае достигнуто за счет преимущественного пе-
рехода в состав дренажных вод более тяжелых капель минерализо-
ванной пластовой воды. При этом значительная часть легких капель
пресных вод осталась в нефти.
С другой стороны, увеличение в составе смешиваемых эмуль-
сий количества пресной воды в 15 раз не привело к получению глу-
боко обессоленной нефти при ее последующем отстое. Последнее
свидетельствует о том, что в процессе совместного движения эмуль-
сий двух типов происходит также смешение содержимого минерали-
392
званных и пресных капель. Однако именно это обстоятельство и яв-
яется основным препятствием в получении глубоко обессоленной
ефти с помощью небольшого количества пресной воды. Установле-
о, что требование о введении деэмульгатора в каждую каплю Пла-
товой воды является необходимым, но недостаточным. В самом де-
е, введение реагента в воду еще до приготовления эмульсии позво-
ило выполнить условие успешного ведения процесса подготовки
ефти. Однако большого выигрыша во времени, необходимого для
тстоя нефти, получено не было. Во всех случаях время отстоя, за
оторое прирост количества отделяемой от нефти воды практически
[рекращается, составляет 1,0 - 1,5 час. Выполнение этого условия не
юзволило также получить и глубоко обессоленной нефти (1-2 мг/л).
Таким образом прорыв закачиваемой пресной воды к забою
кважин и практически полное исключение минерализованной воды
63 состава эмульсии позволяет получить нефть с низким содержани-
ем солей, но создает проблему обезвоживания этой нефти. Оказалось,
[то при принятых технологических параметрах обезвоживания оста-
очное содержание воды в нефти является недопустимо высоким
16%). Это объясняется низкой плотностью воды и медленностью
юаждения ее мелких капель.
Влияние технологии разработки нефтяных месторождений на
фомысловую подготовку нефти проявляется и при использовании
1ля увеличения нефтеотдачи различного рода ПАВ. При подходе к
;абоям скважин растворов деэмульгаторов, содержащихся в закачи-
ваемой воде или оторочке, и смешении их с нефтью в процессе дви-
кения по подземному оборудованию и наземным коммуникациям
)бразуется эмульсия, в каплях которой с момента ее образования со-
держится деэмульгатор. Последнее приводит к снижению стойкости
1мульсии на стадии ее формирования путем предотвращения возник-
новения прочных бронирующих оболочек на глобулах пластовой во-
хы из асфальто-смолистых и других компонентов нефти, являющихся
природными эмульгаторами. Это в значительной мере может изме-
нить технологическую схему промыслового обустройства нефтяных
лесторождепий и в ряде случаев позволят исключить из состава объ-
ектов подготовки нефти часть технологических аппаратов. Кроме то-
ю, исключается необходимость изготовления, монтажа и эксплуата-
ции многочисленных блоков дозаторов на скважинах, групповых ус-
гановках и других объектах, различного рода смесителей, предназна-
ченных для доведения реагента до каждой глобул пластовой воды.
Появляется возможность использовать промысловые системы сбора
393
только в качестве коалесцирующих элементов по укрупнению глобул
пластовой воды и расслоителей потока, а процессы обезвоживания и
обессоливания нефти осуществлять при более низких температурах,
уменьшается число отстойных аппаратов и возрастает их удельная
производительность, уменьшается металлоемкость объектов и зани-
маемая ими территория, упрощается обслуживание, повышается про-
изводительность труда, улучшается охрана окружающей среды.
Применение методов форсированного отбора жидкости из
скважин и увеличение обводненности нефти позволяют более быстро
нейтрализовать эффект увеличения вязкости водонефтяной смеси в
процессе ее транспортирования по промысловым коммуникациям, а
также повысить температуру потока и снизить общую стойкость
эмульсии в связи с распределением природных эмульгаторов по по-
верхности большего числа глобул и уменьшением расстояния между
ними. Одновременно с этим появляется необходимость очистки и
утилизации большого объема пластовых вод и расширения очистных
сооружений. На стадии естественного падения добычи нефти на раз-
рабатываемом нефтяном месторождении для очистки воды целесооб-
разно использовать объем высвобождающегося оборудования, ранее
занимаемого нефтью. Практически это становится возможным только
в том случае, когда применяется совмещенная технология подготовки
нефти и очистки пластовых вод, позволяющая получать сточные во-
ды требуемого качества непосредственно из технологического цикла
подготовки нефти. Такая технология разработана и применяется на
месторождениях Татарской АССР.
В целом, в условиях значительного опреснения пластовых вод
и прорыва растворов ПАВ к забоям скважин, применение пресной
воды для обессоливания нефти может оказаться излишним.
ЛИТЕРАТУРА
1. Т р о н о в В. П, Промысловая подготовка нефти за рубежом. М.; Недра, 1983 .
2, Н о g е Т. Hydrocarbon Vapous Pecovery Eased, -Oil and Gas J., vol 72, № 25, 1974.
3. S h у d e г R, Big Well-Sun s Example of modern Field Development, - World Oil, Journal
Jamiry, vol 180, №01, 1975.
4. Тронов В.П., Грай фер В.И. Обезвоживание и обессоливание нефти. Казань,
Тзткннгонздат. 1974.
5. Тронов В. П. Вопросы подготовки нефти, газа и воды за рубежом. М.; изд.
ВНИОЭНГ, 1974.
6. Ге р итц Б. Способы разрушения эмульсин сырой нефти. Нефтяное хозяйство, №2
1930.
7. GidleyJ.L Hanson H.R. Central - Terminal Upset Weil J. Treatment is Prevented. -
Oil and Gas J„ vol. 72, № 06, 1974.
8. W a I I a n с с H. Grude Oil Dehydration: a look at methods J and Cost - World Oil
vol.179, № 011, 1979.
9. S i mo n R., В о у n t e r W.G. Down-Hole Emulsification for Jmproving Viscous Crude
Production.-J.P.T., vol. XX, №012, 1968.
10. Bans bach P. L. The how and why of emulsions, - Oil and Gas J., vol. 68, № 36, 1970.
11. Hausler R. H. Guidelines Help Avoid, Treat Oil field Emulsion - Oil and Gas J., vol.76,
№36, 1978,
12. Тронов В. IT. Промысловая подготовка нефти. М,; Недра, 1977.
13. Тронов В. П., Г р а й ф с р В. И., С л е п я в И. Г. Технико-экономическое обосно-
вание подготовки нефти на промыслах объединения Татнефть. Доклад на Всесоюзном
совещании по подготовке нефти. Куйбышев, 1965.
14. Тронов В. П., Г р а й ф е р В. И, Вахитов Г. Г. и др. К проблеме рациональных
систем сбора и подготовки нефти на промыслах. М.; Недра, Нефтяное хозяйство, №7,
1967.
15. Т р о н о в В. П., Хусаинов Б, X. О глубине подготовки нефти в пределах нефте-
добывающих районов. Труды ТатНИИ, вып. XIX, 1971, Недра.
16. Т р о н о в В. П., Д о б р о с к о к Т. И., Корабли нов Н. С., Ш ирес в А. И.
Основные направления в подготовке нефти в начальной стадии разработки месторож-
дений (на примере Акташской площади). Труды ТатНИПИнефть, вып. XXI, 1972, Л.
17. Тронов В. П., Радин Б. М., В а х н т о в Г. Г. Классификация и оценка эффек-
тивности различных методов подготовки нефти. М.; Недра, Нефтяное хозяйство, №6,
1973.
18. Тронов В. П., Радин Б. М., Ли А. Д. и др. Перспективные направления в тех-
нологии сбора, подготовки нефти и очистки сточных вод. Состояние и перспективы
развития техники и технологии сбора, подготовки нефти, газа и воды в отрасли. М.;
ВНИИОЭНГ, 1975.
19. Тронов В. II., Г р а й ф е р В. И., Соловьев А. Д, Саттаров У. Г, Важное
направление повышения эффективности подготовки нефти. М.; Недра, Нефтяное хо-
зяйство. № 10, 1976.
20. Тронов В. П. Перспективные направления н технологии и аппаратурном оформлении
процессов подготовки нефти. М.; ВНИИОЭНГ, Нефтепромысловое дело, вып. 10, 1976.
21. Тронов В. П. Саттаров У.Г. Разработка и внедрение новых направлений при
подготовке нефти. М.; ВНИИОЭНГ, Нефтепромысловое дело, №6, 1977.
22. Тронов В. П. Комплексные методы повышения производительности установок, улуч-
шения качества подготовки нефти и очистки пластовых вод. М.; ВНИИОЭНГ, Нефте-
промысловое дело, №6, 1977.
23. Тронов В. П., Соловьев А. Д, Радин Б. М. Экономическая эффективность
применения совмещенных схем подготовки нефти на промыслах. Труды ТдгИИЖ
нефть, вып. XXXV, Нефтепромысловое хозяйство месторождений Татарин, Куйбышев,
1977.
395
24. Гронов В. П. Факторы. влияющие на объем и технологию подготовки нефти в про-
цессе разработки неф га пых местороадеиий. Труды ТатНИПИнефть. сын. 39, Бугульма,
1978.
25. Тронов В. И Основные направления а совершенствовании технологии сепарации и
палпттяки игфти i< cmuciTtH ппясп.тых стнчнмх япл Труды ТатНИПИмрфги, ими У!
Нефтепромысловое хозяйство месторождении Татарии, 1979, Бугулынз,
26. Тронов В Г| , А х м а ,1 с е в Г М . Саттаров У. Г Развитие техники и техно-
логии промысловой подготовки нефти на промыслах Татарии Бугульма, 1980, 1’агНИ-
ПИиефге
27. Г ропо 1 33.11. Эффективные ниправлейня в технике и технологии промысловой под-
готовки продукции сквах«тц|. Тезисы докладов Всесоюзной конференции ‘Новые на-
правления в совершенствовании процессов сбора и подготовки нейти и гада, 1980.
ВНИИСПТнефть, Уфа
28. Зарипов А. Г.. [I о з д и ы ш е в Г. Н„ Хусаинов Р Б Проблемы дальией,иего
у 11 у г in с н ия качества промысловой подготовки нефти. М., ВНИЙОЭНГ, Нефтепромы-
словое дело. №'6. 1980.
29. Тронов В. Г!.. Т а х а у в о в М А. [ |роблечы подготовки нефти на риэличных ста-
диях разработки месторождений. Нефтяное хозяйство, №9, 1981.
30. Тронов В. П„ Саттпрпв У. Г н др. Современные тенденции и теория сспарв-
Ц1Ш. подготовки нефти и очистки пласговых вод. Сборник докладов Всесоюзного со-
вещания л Саратове 11-13 октября 1982 i.
31. Валъгиии Р К, Палий В. С. Исследование технологических возможностей по-
вышения качества подготовки нефти в Западной Сибири. М.: ВНИИОЭНГ, Нефгснро-
мысиоэое дело. Л1, 1983
32. Тронов В. 11, Ор л н п с к а я □ 11. Паутов а В. В. Последствия ««голов аоэ-
дейоиад на ила-.। Нсф|янцк №7, I486.
33 Тронов В. 11 , III и р е е я А. И.. Мстслько I В. П. и др Повышение эффек-
гинности промысловой подготовки продукции скиажин М.. Недра, Нефтяное хо>яйст-
но. №2, 1987.
34. Тронов 13 []., U1 н р с с и Л И., И с и а г и л ои И X. ндр Научно-технический
прогресс в области подготовки нефти на месторождениях Татарстана. М.; ВНП ИО ЭН Г,
I кфтяное хозяйство, №7, 1994.
35. Тронов В II. Разрушение эмульсий при добыче нефти. М.; Недра, 1974
36. В ы «| е г р в в с к и й С. А. Американские, бакинские и грозненские .чефгяныс эмуль-
сии. -Азербайджанское нефтяное хозяйство, №10, 1929.
37 21 > и р с Л Бассейн для гугстзпвания к промывания нефти. Привилегия № 22693 (ох
ранное спиде гельсгво№ 43892 от 29.05.1910).
38. Манчи А И Разрушение нефтяных эмульсий (очистка нефти отходы и |рязи) и вы-
деление парафина на нефтяных продуктов. - Нефтяное и сланцевое хозяйство. Петро-
град. №9-12, 1922.
39. Шуров В. И , II р и х о д ь к о Н К. О возможности применения способа тюнэрифу-
। про нация для разделения промысловых нефтяных эмульсий Нефтяное хозяйство.№ I.
1966.
40 Сельский Л. А Об основных закономерностях образования и разложения эмуль-
сий и о простейшем методе деэмульгирования нефти. Нефтяное хозяйство, ,№4, 1954.
41, Пропое В П. О повышении ироизвошггелыюстн отстойной аппаратуры при подго-
товке нефти. Бугульма, Труды ТатНИПИнефть, выл, 33, 1975.
42. Тропов В. П. Теоретические основы грубиой деэмульсации нефти. - В кн. "Повое
наира в лен не в технологии подготовки нефти’’. М,; ВНИЙОЭНГ, 1972.
43. Тронов В. П Об ис1Ю |Ьзовапни промысловых и магистральных нефтепроводов а
технологических целях. - Нефтепромысловое строительство, №6, 1970.
44. Т р о и и в В. II Механизм разрушения эмульсий с помощью коэоргсл'воримых реа-
гентов Бугульма. Труды ГятНИНИнефть, вын. 25, 1973.
45. Тронов В И. Эффективность применения совмещенных схем сбора и подготовки
нефти. Нефтяник. №9. 1973
396
46. Тронов В. П. Влияние газовой фазы на состояние бронирующих оболочек и стой-
кость эмульсий. - Труды ТатНИПИнефть, вып. 25, 1973.
47. Т р о н о в В. П. Теоретические основы трубной деэмульсации нефти и очистки сточ-
ных вод. - В ки. Вопросы интенсификации процессов добычи и совершенствования
технологии подготовки нефти. Альметьевск, ТатНИПИнефть, 1973.
48. Тронов В. П. Теоретические предпосылки пенной деэмульсации. Труды ТатНИПИ-
нефть, вып. 29, 1974.
49. Бергаи Л. Ф. Способ очистки сырой .нефти, Русский патент № 54752 от 10,10.1912.
50. Т р о н о в В. П,, Губанов Б. Ф. Разрушение нефтяных эмульсий в динамических
условиях. В сб. Разработка и эксплуатация нефтяных месторождений. М.; Недра, 1968.
51. Каспарьянц К.И. Промысловая подготовка нефти и газа. М.; Недра, 1973.
52. Коггинс Р. В. Технология электростатической коалесценции для очищения водя-
ной эмульсии сырой нефти. Талса, Оклахома, 1974.
53. Лутошкин Г. С. Сбор и подготовка нефти, газа и воды., М.; Недра, 1979.
54. Петров А. А. Обессоливание и обезвоживание нефтей. Куйбышев, 1959.
55. Петров А. А., Афанасьев В. М,, Валяев Б. Г. Обор, подготовка нефти и 1
очистка сточных вод. Куйбышев, 1969.
56. Ши Г.Б. Нефтяные эмульсии и методы борьбы с ними. М.; Гостоптехиздвт, 1946
57. Тронов В. П. Г р а Й ф е р В. И. Закиров И. Г, и др. Отстойник для деэмульса-
ции нефти. А.с. 252530, БИ №29, 1969.
58. Тронов В. П., Р о з е н ц в а Й г А. К. Гидродинамические условия гравитационного
расслоения эмульсий при движении по трубопроводам в турбулентном режиме. Труды
ТатНИПИнефть, вып. 29, 1974.
59. Тронов В. П. и др. Влияние гидродинамического и других факторов на разрушение
эмульсии. Труды ТатНИПИнефть, вып.XIЛ, Л., Недра. 1969.
60. Г р а Й ф е р В. И., Тронов В. П., Губанов Б. Ф. Вопросы разрушения нефтя-
ных эмульсий. Казань, Таткнигоиздат, 1967.
61. Тронов В. П., Р о з е н ц в а й г А. К., Г р а й ф е р В. И. Об одном перспективном
направлении в совершенствовании технологии подготовки нефти. - В кн. Вопросы ин-
тенсификации процессов добычи и совершенствования технологии подготовки нефти,
Альметьевск, Труды ТатНИПИнефть, 1973.
62. Т р о н о в В. П., Г р а Й ф е р В. И., и др. Промышленное применение трубной де-
эмульсации на установке по подготовке нефти. Нефтепромысловое дело, №11, 1969.
63. Тронов В. П., Г р а Й ф е р В. И., С а т т а р о в . У. Г. Деэмульсация нефти в тру-
бопроводах, Казань, 1970, 151с.
64. Т р о н о в В. П., Закиров И. Г., Г р а Й ф е р В. И. и др. Промышленное приме-
нение трубной деэмульсации на установке по подготовке нефти. Нефтепромысловое
дело, №11, 1969.
65, Тронов В. П., Арутюнов А..И. и др. О возможности деэмульсации мангыш-
лакских нефтей с использованием промысловых систем сбора, Нефтепромысловое де-
ло, № 12, 1969.
66. Т р о н о в В. П„ Хусаинов Б. X. О глубине подготовки нефти в пределах нефте-
перерабатывающих районов. ТатНИПИнефть, Куйбышев, вып. 19, 1971.
67. Тронов В. П., Макарова В. К. Разрушение эмульсий в процессе транспорта по
трубопроводам в интервале промысловый товарный парк - головные сооружения. Куй-
бышев, ТатНИПИнефть, вып. 19, 1971.
68. Тронов В. П., Грайфер В. И. и др. Об использовании трубопроводов и резер-
вуаров головных сооружений в технологическом цикле подготовки нефти. Транспорт и
храиеиие нефти и нефтепродуктов, №12, 1970.
69. Т р о н о в В. П., К о р в б л и и о в Н. С. и др. Промышленные испытания внутри-
промысловой трубной деэмульсации мангышлакской нефти (НГДУ Жетыбай). Нефте-
промысловое дело, №3, 1971.
70. Тронов ВЛ, Корабли нов Н.С. и др. Совмещение процесса деэмульсации
нефти с операциями по ее сбору на месторождении Узень. Нефтепромысловое дело.
№2, 1971.
397
71. Тронов В. П., Р адин Б. И, Хамидуллин Ф. Ф К вопросу о выборе обору-
довдния и ГСК полог иче скит схем при строительстве установок подготовки нефги. Неф-
тепромысловое дели, №9, 1971.
72. Гронов 3 Н., Вакитоа Г. Г. и др. Совмещенная технология подготовки иефш
па промыслах Татарии. Нефтяное хозяйство, №11,1970
74 Грп ц л е В П. Методы разрушения змулы^<й а ншзрьали промысел - -головные &и-
□рулсспия НПЗ. Труды ТатНИПИнефть, вып. 33, Бугульма, 1983.
74. Тронов В.П., Орпинская В.П., Добр tic ко к Т.М. и др. Изменение свойств
эмульсин в иагнезрапышх трубопроводах. Труды ТатНИПИнефть, выл XVI1, 1971
75. Гронов В.П.идр. ОЗ использования магистральных нефтепроводов для глубокого
обессоливания нефти. Нефтепромысловое дело, №5, 1971.
76. Тронов В. 11, Г р а И ф с р В. И., Соловьев А. С. и др. Важное направление
повышенна эффективности подготовки нефти. Нефтяное хозяйство, №10, 1976.
77. Гронов В.П , Вахитов Г.Г., Гр a ft ф в р В.И. и др. Использование промысло-
вых систем сбора для деэмульсации нефти. М ; Недра, Нефтяное хозяйство, №1, 1969.
78. Тронов В. П., Грейфер В. И., Макарова В. К. и др. Разрушение эмульсий
в промысловых системах сбора. Труды ТасНИД вып XV, 1971, Недра, Л.
79. Целиковский О. И., Тарасов М. Ю. Исследование состава механических
примесей н нефти. И., ВНИИОЭНГ, 1 [оф ie про мы ело вое дело, №7, 1977.
80 Тронов 8. II., Лазарев Г. А., Г р а И ф е р В. И и др. Комплексное применение
путевой деэмульсации it дренажных вод при подготовке нефги. Исследователи - дроиз-
водсгау. Вып. 8. Подготовка нефти. Альметьевск, 1970.
81. Тра лов В. Л.; А р у т ю н о в А. И, Г р в Й ф с р В. И. и др. О разрушении эмуль-
сии в магистральных ipy6o про водах. М.; Нефтепромысловое дело, №9, 1971
82. Мансуров Э И., Мансуров Р. И., Гранов В.П.идр. Способ обезвожива-
ния ц обессоливания нефти Л.С\№253282. Б. И. №30. 1969.
83- Т р о н □ в Я. И., Грейфер В. И. и др. Влияние гидродинамического и других
факторов па разрушение эмульсий. Труды ГатНИПИнефть, вып.XIII, Л, Недра. 1969
84. Т р и н о п В П„ Г р а й ф е р В. И. Q совмещении процессов деэмульсации нефти с
ее транспортированием (глубокое обезвожниаилс и обессоливание). Москва, Нефтяник,
№ 10, 197L
85. Гро нов 8.1!., Грейфер В.И, Обезвоживание и обессоливание нефти на уста-
новках с использованием эффектов трубной дсэмульсапии. Москва, Нефтяник, №11,
1971.
86. Гронов В. II., Макарона В К. Исследование свойств товарной нефти и интер-
вале УКПН-ТП. Труды ГзтНИПИпефп,, вып. XXI, 1972, Л.
87. Тронов В. II, Лебедпн С. II., Саттаров У. Г. О возможности использова-
ния магистральных нефтепроводов для улучшении качества нефти. Сб Совершена ло-
пание процессов под|Оговк»! нефти на промыслах, Bf 1ИИОЭЕНГ, Москва, 1972.
88. Тро ни в В и., Л еб е ди ч С. П. Использование головных сооружений нсфгепро-
подовдля подготовки itcJjiH. Информационный листок № 299-73, ЦПТИ, Казань
89 Тронов 3. П„ К о р а б л и и о в Н С Трубная деэмульсация нефти на промыслах
Мангышлака. Сб. Совершенствование процессов подготовки нефти на промыслах.
ВНИИОЭНГ, Москва, 1972.
90. Гронов В. 11, Ш и р е е в л. И., К о р а б л й н о в Н. С. и др. Промысловые иссле-
дования устончивостг! угленосных эмульсий в трубопроводах Новобавлинской системы
сбора. Труды ТдгН ИЛИ нефти, вып. XXV, Казань, 1973.
91. Тропов В. !7., Радин Б. М. Совмещенная технологическая система сбора и под-
готовки продукции скважин. Москва, Нефтепромысловое строительство, № 4, [973.
92. Гро н о и В. I [, М и р г а с и м о а Р. М., Радин Б. М. и др. Комплексное решение
вопросов обустройства нефтяных месторождений с использованием пузеаых эффектов
для разрушения нефтяных эмульсий.
93. Т р п н о в В. II. Bntxtin М. В., Усков ГГ. И. и др. Промысловые исследования
работы системы скважипа-нсфлепровод М.; ВНИИОЭНГ. Нефтепромысловое дело, №
1, 1974.
398
94. Т р □ и о в В. И., М и р г а с и м о и Р. М., Г ад нн Б. М. л др. Расширение дейст-
вующих узлов подготовки нефти, газа и воды на основе применения совмещенных
с«м. Труды ТатНИПИ нефти, вып XXIX, Казань, 1974.
95. Гронов В. Л Обезвоживание нефти но сонме щей ной 'технологической схеме с пу-
тевым подогревом. Информационный листок ЦП ГИ, № 409-74. Казань.
96. Тронов Э. II, До бра с к о к Т. М., Ле G сди ч С. И. О работе мат истряльных
нефтепроводов и обессоливание на заводских 3!10У нефти повышенного качества.
Труды ТатНИПИ нефть, вып. XXXIII. 1975, Gy гуль м а.
97. Тронов И. П., М л р га с и м о а Р. М., Радии В М. н др Реконструкция круп-
ных узлов подготовки нефти для повышения ее качества Состояние и перспективы
разлития техники и технологии сбора, подготовки нефти, газа и волы н играс.тн. М .
ВНИИОЭПГ, 1975.
98. Гронов В. П., Булгаков Р Т., Саттаров У [' и др. Опыт применения со-
вмещенных схем под| ставки нефти из Промыслах Татарин. Состояние и перспективы
развития техники и технолог >№ сбора, родготипки нефти. газа и воды в oipacnii. М.;
аиииоэнг, 1975.
99. Тронов В. [[., Шпрее 1 А. И., В Я X и г'о в М. Ф Совмещенная технологическая
схема обезвоживания смеси угленосных и девонских нефтей. Информационный .тисгок
№411-75, ГщЦНТИ, 1975.
100, Щ и р е е а А И., Гронов В. Г|., Каштанов А Л и др. Подготовка угленосной
нефти на ушшювкж с применением совмещенных схем. М ; BI1ИИОЭНГ, Нефтепро-
мысловое депо, № 6, 1977.
I!)]. Т р □ н о в В. Г!.. Ill п р в с в А. И, Шайхутдинов М. Г Пощо'п.эвки угленос-
ной нефт на установках с применением совмещенных схем М., Нефти п ромы с. i о вое
дело, №6, [977.
102. Гронов В. П., Валыинн ]’. К., М у х а р с к а и Л. А. и др Экономическая эф-
фективность технологии улучшения качества нефти а режиме 1рзнзнтх Москва. Эко-
номика нефтяной промышленности, №9, 1977.
[03. Т р о н о в В. П., Лсбгдич С II. Об улучшении качества девонских нефтей з ин-
тервале промысловый [ll-1'С. Межвуз. НТС. Проектирование, щ рондель с гл о и экс-
плуатация магистральных газоцефтеироводов и нефтебаз Выл. I, 1977, Уфа.
104. Т р о я о в В. П.. Л с б е д и ч С. П. Исполыованне головных сооружений нефтепро-
водов для улучшения качества нефти. Мсжауз. НТС. Проект рои а пне, строительство и
эксплуатация маг и стальных газо нефтепроводов и нефтебаз. Вып [, [977, Уфа
105. Тронов В. П., Сучков Б, М М и р г а с и м о в Р. М. н др. Возможности ис-
пользования при подготовке нефти промысловой системы сбора Мрщщшскрлз нефтя-
ного месторождения Москва, Нефтепром мел и вое депо, № 3. 1978
106. Тронов В. 11., В а и ь ш и и Г. К., Т у к а е ы а Т.Н. и др. Обсзиожттлиние и обес-
соливание нефти по совмещенным схемам с licii<jjgb30uaHiteiw блочного оборуддзоння.
М.; Машины и нефтяное оборудование, № 9, 1978
107.1 [ о з д н ы in е в [ . Н., Б р и >> ь Д. М., К о ж а с а а И. 11 Влияние устойчивости
нефтяных эмульсий на работу фдлмров N1 ; ВПИИОЭНГ, 1 [ефтепромыслОвос- дело,
ими. 9, [976
[J8 Тронов В П., Шире ев А. И., Ли А Д, и др. Опыт работы систем совместно-
ю сбора, транспорта и подготовки смеси нефтей. Москва, Нефтепромысловое стрип-
гсльс1во№ 5, 1981.
109. Тронов В. Ц. Развитие методов разрушения эмульсий гермопиродинамическпмн
методами. Добыча и подголовка неф[и иа месторождениях Татарии. Тр. ТатНИПИнеф-
ти, вып. 47, 1981, Бугульма
НО. Гронов В. И., В ал ь ш и и Р. К., Шнрссв А. И. и др. Схема обезвоживания н
обессиливания нефги в ин терна ю с к таги а - головные сооружения. Информационный
ЛИСТОК№134-82, Tut ЦНТИ, [V-82.
111. Т р о Н 0 4 В. П., Подишук С‘. В., К о С м а л с в а I. Ф и др Промысловые ис-
пытания технологии подготовки сернистой нефти по совмещенной схеме. Ге тисы ,юк-
349
ладов XVH научно-технической конференции молодых ученых и специалистов, Бу-
гульма, 1981.
112. М а р н н и н Н, С, и др. Разрушение высоковязких водонефтяных эмульсий в промы-
словых трубопроводах. К1; ВНИИОЭНГ, Нефтепромысловое дело, № 9, 1982,
113. Т р о н о в В. П., Гумовский О. Л., Ш и р е е в Л. И. и др. Совмещенная техно-
логия обессоливания нефти с применением электродегидраторов. Тезисы докладов
XVHI НТК молодых ученых и специалистов, Бугульма, 1983,
114. Т р о н о в В. П,, Гумовский О. Л., Шнреев А. И, и др, Технология разруше-
ния эмульсии и расслоение потока в сборном коллекторе. Тезисы доклада XVIII НТК
МУ и С, Бугульма, 1983.
115. Т р о и о в В, П„ Ш и р ее в А. И. Инструкция по применению технологии совмест-
ного сбора, транспорта и подготовки смеси газированных угленосных и девонских неф-
тей при одновременной нейтрализации сероводорода без строительства сероочистных
установок. РД 39-1-1137-84 МНИ утв. 01,02.84г,, Москва.
116. Т р о н о в В. П. Проблемы сбора, подготовки нефти, газа и воды в объединении Тат-
нефть, Международная конференция “Проблемы сборв, подготовки и магистрального
транспорта нефти” (Бельгия, Франция).
117. Тронов В. П. Технологические особенности проектирования систем сбора и подго-
товки смеси газированных сероводородосодержащнх и девонских нефтей. Всесоюзная
конференция “Технологические особенности проектирования систем сбора и подготов-
ки смеси газированных сероводородосодержащих и девонских нефтей”. НТО, НТП,
ГУ КС, МНП, Гипровостокнефть, КазНИПИнефть, 10-14 октября 1988, Гурьев.
118, Ш и р е е в А. И., Тронов В. П,, Закиев Ф. А. и др. Совмещенная технология
подготовки нефти с минимальным набором оборудования. Информационный листок,
ЦНТП, Казань, №5-94,
119. Т р о и о в В. П. Механизм образования смолопарафиновых отложений и борьба с
ними, Л,; Недра, 1970,
120, Т р о н о в В. П, Образование парафиновой суспензии в нефти и ее свойства. Тр, Тат-
НИИ, вып. 5, Госте птсхнз дат, 1964.
121. Т р о и о в В. П., Мельников Г. М., Шнреев ЛИ, О механизме парафиниза-
ции парового пространства пласта. Нефтяное хозяйство, № 8, М., 1970.
122. Т р о н о в В. П., Кораблинов Н.С. Промысловые исследования влияния раз га-
зирования на интенсивность парафинизацни промыслового оборудования. Труды Тат-
НИИ, вып. IX, изд-во Недра, Л., 1966.
123. Тронов В. П, Исследование процесса парафииизации промыслового оборудования
с применением микрокииосъемки. Нефтяное хозяйство, № 3, Недра, 1967,
124, Т р о и о в В. П. О флотации кристаллов парафина пузырьками попутного газа, Неф-
тепромысловое дело, № 2, Москва, 1968.
125, Б е р т и Ф. М, Разрушение эмульсий. - Нефтяное хозяйство, № 2, 1930.
126. Гамарник Р. Г. Обезвоживание и деэмульсация нефтей на промыслах. Баку, Аз-
неф^еиздат, 1951.
127. Ч е ф р а н о в К. А Электрообезвоживание и электрообесссоливание нефтей, М.; Л.;
Гостоптехиздат, 1948.
128. Т р о и о в В. П., Р о з е н ц в а Й г А. К. Изменение качества нефти при движении в
трубах, Сб, докладов VH и VH1 научных конференций ТатНИПИнефть. Бугульма, вып.
III, 1973.
129. Б о р н а ц к и й И. И. Основы физической химии. Киев, Техника, 1970.
130. Классам Р. Н,, Мокроусов В. А, Введение в теорию флотации. М.: Метал-
лу ргнз дат, 1959.
131. Тронов В, П,, Шнреев А. И,, Исмагилов ИХ., Закиев Ф. А. Научно-
технический прогресс в области подготовки нефтей на месторождениях Татарстана, М.;
Нефтяное хозяйство, № 7, 1994.
132. Т р о и о в В.П., Шнреев А.И., Me тельков В.П. и др. Повышение эффектив-
ности промысловой подготовки продукции скважин, М.; Нефтяное хозяйство, № 2,
1987,
400
133,Тронов В. П., Сахабутдинов Р. 3., Ш н р е е в А. И., Л и А.Д. и др. Способ
подготовки сероводородосодержащей нефти к трубопроводному транспорту. А.с.
1236244, БИ №21, 1986.
134. Тронов В. П„ Хамидулл ин Ф. Ф., Сучков Б. М. и др. О совмещении
процесса предварительного сброса пластовой воды с первой ступенью обезвоживания
нефти. М.; Нефтепромысловое дело, № 5, 1975.
135. Тронов В. П., Хусаинов Б. X., Д о б р о с к о к Т. М. и. др. Пути повышения
глубины обезвоживания нефтй на термохимических установках. Труды ТатНИИ, вып.
XVII, Казанское книжное издательство, 1971.
136. Тронов В. П., К о р а б л и н о в Н. С., С м о л ь н и к о в И. С. и др. К вопросу
обезвоживания мангышлакской нефти. Труды ТатНИПИнефть, вып. XXI, 1972, Л.
137. Тронов В. П. О глубоком обезвоживании нефти в интервале промысловый товар-
ный парк - головные сооружения. Сб. Совершенствование процессов подготовки нефти
на промыслах. М.; ВНИИОЭНГ, 1972.
138. Т р о н о в В. П., Ширеев А. И., Корабли нов Н.С. Исследование динамики
разрушения высоковяких мангышлакских эмульсий. Выпуск трудов конференции мо-
лодых ученых VII и VIII, вып. 3, 1973, Бугульма.
139. Тронов В. П., Розенцвайг А. К. О расслоении потока и сопутствующих эф-
фектах при добавлении ПАВ в обводненные нефти. Труды VH и VIII Конференция мо-
лодых ученых ТатНИПИнефть, вып. 111, Бугульма, 1973.
140. Т р о н о в В. П. Значение и проблема подготовки продукции скважин угленосных го-
ризонтов. Сб. Докладов молодых специалистов объединения Татнефть на XVII слете
нефтяников Татарии, г. Альметьевск, 1973.
141. Тронов В, П., Хам и дул л ин Ф. Ф., К о р а б л и н о в Н. С. и др. Глубокое
обезвоживание нефги на термохимических установках. М.; Нефтепромысловое дело, №
4, 1974.
142. Т р о н о в В. П., X а м и д у л л и и Ф. Ф. Глубокое обезвоживание нефти на термо-
химических установках. Экспресс-информация. «Транспорт и хранение нефти и нефте-
продуктов», № 8, 1974.
143. Тронов В. П., К о р а б л и н о в Н. С., X а м и д у л л и н Ф. Ф. Глубокое обезво-
живание нефти на термохимических установках. Инф. Листок № 130 -75 Тат.ЦНТИ,
28,03,75.
144, Т р о н о в В. П,, Ширеев А. И. Технология деэмульсации угленосных нефтей и их
смесей с девонскими. Труды ТатНИПИнефти, вып. XXX1I1, Бугульма, 1975.
145. Радин Б. М., Тронов В. П., Сучков Б. М. и др. О повышении эффективности
работы действующих установок подготовки нефти. М.; ВНИИОЭНГ, вып. 7, 1976.
146. Т р о н о в В. П., Хамидуллин Ф. Ф., X а м и д у л л и я Р. Ф. и др. Глубокое
обезвоживание аысоковязкой нефги с повышенным содержанием механических приме-
сей, добываемых термическими методами.
147. Т р с н о в В. П., Корабликов Н. С., С у ч к о а Б. М. и др. Глубокое обезвожи-
вание и обессоливание нефти угленосного горизонта месторождений Татарин, М.;
ВНИИОЭНГ, Нефтепромысловое дело, вып. 3, 1976.
148. 3 а р и п о в А. Г., Позднышев Г. П., Пеле ви н Л. А. и др. Об оптимальном
объеме рециркуляции дренажных вод при подготовке нефти. М.; ВНИИОЭНГ’, Нефте-
промысловое дело, № 1, 1976.
149. Т р о н о в В. П., Р о з е и ц в а й г А. К. Коалесценция дисперсной фазы жидкостных
эмульсий при движении в турбулентном режиме. Журнал прикладной химии АН СССР,
Ленинград, т. XLIX, вып. I, январь, 1976,
150. Т р о н о а В. П., Розе н цв а й г А. К. Расчет трубчатых расслоителей нестойких
ямдонефтяных эмульсий. М.; ВНИИОЭНГ, Нефтепромысловое дело, №7, 1977.
151. Т р о и о в В. П., Л и А. Д., Волков Ю. Н„ и др. Подготовка ловушечных нефтей
на нефтепромыслах объединения Татиефть, Труды ТатНИПИнефть, вып. XXXV, Неф-
тепромысловое хозяйство месторождений Татарин, КуЙбышев( 1977.
401
152. Ширееа А. И , Тропна В. II. Сравнительные режимные показатели процессов
деэмульсации у} ле поены ч i: девонских нефтей. Труды ТатНИ! [Ииефти, вып. 39, Бу-
гульма, 1978.
153. Сучкой Б М, Шнреев А. И,, Тронов В.П.идр, Лабораторные исследова-
нии по штабпру рациональных режимов обезвоживания и обессоливания нефти. М.;
ВНИИОЭНГ Нефтепромысловое дело, ,4s 3, 1978,
[54. Гронов 13 П., Ридин Б. М., Шнреев А. И. и др. Исследование процессов
пенной деэмульсации а лабораторных и промысловых условиях. М, ВНИИОЭНГ,
Нефтепромысловое хтяйсзас месторождений Татарии. 17/11 - 1978, Xs 61 (89).
[55. Тронов В. П , LI1 и р с е в А. И., О р л и н с к в я 3. П. и др. Экспериментальные
исследования процессов разрушения эмульсий угленосных горизонтов при низких тем-
пературах. Труды Га[НИ1 [Ииефти Дедешир. егтр. №486. Рсф. библ. указ. ВИНИТИ, №
6(80), 1978, Москва
156. Ш и р е в д А. И., Т ро и о в В П. Эффективные методы подготовки вязких нефтей
верхних горизонтов и их смесей с Девонскими. Тезисы докладов «Новые направления в
совершенствовании процессов сбора и подготовки нефти, гаю, Уфа, 1980.
157. Владимиров А А. и др. Исследование обезвоживания нефтей Возейского место-
рождения. Нефтепром медовое дело, №4; [982.
158. Ф е д о р н щ е з Т. И. н др Деэмульсация нефти при переменной интенсивное[ti
смешения эмульсии с реагентом. М.; ВНИИОЭЕНГ, Нефтепромысловое дело, №1 [,
1982.
159. Т р о и о в В. У].. Шнреев А И.. Л и А. Д. и др. Технология предварительного
обезвоживания эмульсий лысокосернистой нефти. Груды ГатНИПИнефтн, вып. 55, Бу-
гульма, 1984.
160. Т р о и о п Я. 1 [., IJLI и р с с в А. И., И с м a i и л о в И. X Tcxhohoi ня обезвоживания
бгнумноП нефти, .................. лисгок № 267 -86, Казань, ЦНГИ.
I б I, Т р о и о а Н. Л„ И е м а । п л ci в И. X., Н у р t а л и с в Ф. И, и др. □пыг промысло-
вой подготовки вы соков из ко if битумной нефти Мордово - Кармальского месюроясдс-
иия. ЭИ, Нефтепромысловое дело, № 1 1987, ВНИИОЭНГ, Москва.
[62 Тринов У П., X а м ид у л л и и Ф. Ф,, Б и к к у л о в а Р. 3. и др Совершенство-
вание технологии подготовки 1Гродукцци скважин и НГДУ Ирксннсфгь. Э.И. сер Тех-
ника и технология добычи нефти и обустройство нефтяных месторождений Отеч.
опыт. М., ВНИИОЭИГ, аын 8, 1988
[63. Г р о н о в В. П , Исмагилов И. X., Сахабутдинов Р. 3. и др. Оценке воз-
можности предвари! ельно го обезвоживания природных битумов Мордоао-
Кармальсю о месторождения и ус юанях ДНС Э.И сер Техника и технология табмчи
нефти и обуС’роПьлво нефтяных месюрождеций. М.; ВНИИОЭНГ,№ 12, 1988.
164. И у то х и и В. С Определение глубины обезвоживания перед ее обессоливанием.М ;
ВНИИОЭНГ, Нефтепромысловое дело, № 6, 1980.
165. 13 л а д и м н р о в А. А , Н и 3 о в л е в а Р. Н„ Мии галимое Г. Я Разработка
технологии предварительного обезвоживания нефти I [ашки1гско|,о месторождения. М ;
ВНИИОЭНГ, Нефтепромысловое дело, № 4, [983.
166. Ш и п н г у з о а Л. М., Исаев М. Г., Шил койа Н. Д. и др. Анализ причин об-
разовании нрОмежуючпспо слоя па КамсНСнюжской У1111 и пути его сокращения М.;
ВНИИОЭНГ, Нефтепромысловое дело, № 2, [981.
167. Г л у х и з а И. С., С а р в а р о а К. 3., Башаров И. М. Исследование влияния
времени отстоя ступени обезвоживания на качество выхода продукции. М.;
ВНИИОЭИГ, Нефтепромысловое дело, № 6, 1982.
168. М н х а й л о л е К й й М. К. и др. Технология цОЛгОГОаки лОвушСчнОй нефти на про-
мыслах Удмуртнефть. М.; ВНИИОЭНГ, Нефтепромысловое дело, № 11, 1982.
169. .3 а р и п о и А. Г., Семенов Б. Д. Разработка технологии и техники подготовки
нефти с повышенным содержанием механических примесей. М ; ВНИИОЭНГ, Нефте-
промысловое дело, № 1, 1982.
170. Т р о н о в В. Г|., X л м и д у л ;i и и Ф. ф., Хамиду лл и и Р. Ф. й др. Совершен-
ствование текинки н технологии подготовки нефти в НГДУ Нурлэтнефть НТИС «На-
02
уЧ|Ю-иронзаолегаепные достижения нефтяной промышленности и новых условиях хо-
зяйствования», .Ч>3, М.; ВНИИОЭНГ, [989.
171. Тро по в ВЛ., Хам иду ляни Ф. Ф., До броско к Т М.идр Совершенст-
во saiuie. техники и технологии подготовки мы сокосернистой нефти в НГДУ Дрцашць-
нефп>. Э.И. Техника и технология добычи нефти и обустройство нефтяных .месторож-
дсниб, вып. 10. М.; ВНИИОЭНГ, 1990.
172. Т р о и о в В. 11„ 1 [ е р г у ш е и Л. I [, Тро ноя А. □. и др. Исследование влияния
вертикального градиента температуры нл процесс отстоя в эмульсиях типа нефть I: во-
де. Труды ТатНИПИнсфти, вып. 59, 1990, Бугульма.
[73. Исмагилов И. X., Гронов В. II., ill и р е е в А, И. Экспериментальные нс-
следеаания и разработка технологии обезвоживания природных битумов месторожде-
ний Татарин. М.; ВНИИОЭНГ, Нефтепромысловое дело, обзорная информация, 1992.
[74. Development of Technology For Dchidzatioti on Natural bitumens in Tatarstan Fields. Oil
and Gas Bitumens. V. 5. October 4-8. P 1653-1564. [994 r. V.P. Tronov, A.l. Shireev. J.H.
[smagilow ets.
I75. Ill и p с e в А. И., Тронов В, П., Сахабутдинов Р 3. Свойства нефтей, до-
бываемых методом ан утри пластового горения. М.; Нефтяное хозяйство, 56 I, 1992.
!76. X а м it д у л лил Ф. Ф., Тронов В. 11., Хами д у длин Р. Ф н др. Гл> боксе
обезвоживание высоковлзкей иефш с повышенным содержанием механических приме-
сей, добываемой термическими методами. М.; 1 [ефгяное хозяйство, № 4, 1991
[77. Тронов В. П., С а х а б у т д ин о л Р. 3 . Щ и р е е в А. И. и др Свойства нефтей,
добываемых методом внутри пластового горения. И ; Нефтяное хозяйство, № 1. [ 992.
[78. Тренов В. IL, С а х я б у г д и н и в Р, 3. И с м а г и я о в И. X ц др. Эксперимен-
тальные исследования п разработка технологии обезвоживания природных битумов ме-
сторождений Татарии. М., ВНИИОЭНГ, Нефтепромысловое дело, обзор, серия 1992.
|79. Т р с ti о в В. Н., X а с я по в а Г. Л., М а х ъ я н о в а К. И Изучение стойкости ао-
донефтаных эмульсий по площадям Ромашкине кого месторождения. Труды ГагНИИ,
выл. XV, [971, Недра, Л.
[80. X ам и д у л я и и Ф. Ф., Тронов В. [1. Исследование свойств продукции скпажин
процессов подготовки нефти на Троицкой УПН. Э.И. Техника и техио.-югия добычи
нефти н обустройство нефтяных .месторождений. М., ВНИИОЭНГ, вып. 7, 1990.
[81. Т р о н о а В.П., X а м н л у л л и н Ф.Ф., Д □ б р о е к о к Т.М и др. Исследование
дезмульсационных мойета продукции скважин на Бу|ундырской УПН. Э.И Текинка и
технология добычи нефти, обустройство нефтяных месторождений. Москва, вып 3.
1990.
182. Г р о и о в 13. IL, Р у ч н fl В. X, О р л л и с к а я 13. I [. и др. Исследование парамет-
ров разрушения эмульсий группы месторождений Удмуртской ЛС’СР Труды ТатНЛ-
ПИнсфли, вып. XXIX, Каднъ, 1974.
183. В л ад и м и р о в А А., Плешкова И. Ф Совершенстаонание подготовки псфги
на место рождениях НГДУ Войвскнсфп,. М; ВНИИОЭНГ, Нефтепромысловое дело. №
6, 1980.
184. Ким М. Б., Вальшин Р К., Саламагова Т. В. Новис направлепне а подго-
товке тяжелых высоковязких нефтей с повышенным содержанием механических при-
месей. Труды ТатНИПИнефть, вып. 63, Бугульма, 1983.
[85, П о з д н ы тс в Г. II, Мансуров Р И., Си Дур и и Ю В. Особенности подго-
товки тяжелых высоко вяз к их пефтяй. Мд ВНИИОЭНГ, 1983.
J86, Г о р ю и о в а Н. И. Об особенностях термохимического деэмульгирования высоко-
иарефинистой нефт. М.; ВНИИОЭНГ, Нефтепромысловое дело №3, 1978.
187. С у ч к о в Б. М., Т р о н о в В. П., М и р i а с и и о в КМ и др. Возможности не-
пользования при подготовке нефти промысвовой системы сбора Мишкшюкого место-
рождения. М., ВНИИОЭНГ, Нефтепромысловое дело, № 3, 1978.
188. А I е е в В. Г., Г о л о в и и И. Н , Михайловский М. К. Об особенностях ПОД-
ГОТОВКИ ВЫСОКОВЯЗК0Л Нефти Удмуртии. М., ВНИИОЭНГ, Нефтепромысловое дело Х*
6, 1980.
4113
189. Глухова И. С. и др. Исследования по статическому отстою кнепголской и чутыр-
СкоЙ нефтей. М.; 0НИИОЭ11Г, Нефти промысловое дело, №8,1982
190. М и х а й л о в с к и й М К. н др. Нселедовяше факторов, влияющих на качество
подготовки удмуртской нефти. М.; ВНИИОЭНГ, Нефтепромысловое дело, №9, 1982.
191. а л а д и и я р о в Л. А. и др. Исследование обезвоживания нефти Харьягниского ме-
сторождения. М.; ВНИИОЭНГ, Нефтепромы еловое дело, № 2, 1982,
192. X a б и б у ,т л и и я Р. X., Коноплев Н.П. Разработка оптимальной технологии
обезвоживания и обессоливания нефтий на Нефтекумском 1ИЗ. М.; ВНИИОЭНГ, Неф-
тепромысловое дело, № 10, 1982.
193. Кормухина Л. В. Особенности подготовки нефти месторождения Мартьнии. М.;
ВНИИОЭНГ, Нефтеоромы еловое дело, № 11, 1982.
194. А лч и н б а е в а Ф. Л. и др. О подготовив высоковязмой нефти Арланского месторо-
ждения. М; ВНИИОЭНГ, Нефтепромысловое дело, № б, 1982.
195. Л у т о нт к и п Г. С. Сбор н подготовка нефти, газа и воды к транспорту. М.; Недра,
1972.
196. Don R. Burris. Electrostatic crude oil Deh ideal ion Desalting. C-E NATCO7 A Division of
Combustion Engineering, Tulsa, Oklahoma, 1974, February.
197. T p о и о а В. [1. О работе петли каплеобразователя. Сб. Совершенствование процес-
сов подготовки нефти на промыслах. М.; ВНИИОЭНГ, 1972.
198. Тронов В. П. Секционная петля-кацдеобразователь для обессоливания угленосных
нефтей. Информационный листок № 257-73 Татарский межотраслевой терр. Центр
ЦТ71Л, УИТИ, Казань 1973.
199. Т р о и о в В. П., Розен цвайг А. К. Определение параметров секционных капле-
образоватслей и отстойюй аппаратуры при обезвоживании и обессоливании нефти.
ТатНИПИнефти, вып. XXXV. Нефтепромысловое хозяйство месторождений Татарии.
Куйбышев, [977
200. Т р о н о а В. П., Ш и н и г у з о в Л. М. Гидродинамический отстойник с коаяесцен-
тром телескопического типа. Машины u itet[mmoe оборудование. М.; ВНИИОЭНГ,
вып. 7, 1982
201. Тронов В. 11., Хам ид у длин Ф.Ф., Уйманоа Ю. В. и др. Промысловые
испытания блочного секционного ка>1лсобраонагеля на ступени обессоливания нефти
Анакаевской УКПН-1. Тезисы докладов XVI] научно-технической конференции моло-
дых ученых и специалистов, Бугульма, 1981.
202. Гронов В. П., Ш и к и г у з о в Л. М Гидродинамический отстойник с коалесцеп-
тором телескопического гипа. Машины и нефтяное оборудование, Ха 7, Москва, 1982.
203. Щ и и и г у з и и Л.М., Три нов Й.П. Испытание набор л горного отетойинхп с коа-
лесцента ром телескоп и ческо: о ища. М.; ВНИИОЭНГ, Нефти промысловое дало, №3,
1983.
204. X а м и д у и л и н Ф. Ф., Тронов В. П. и др. Промысловые испытания блочного
секционного квллеобразовятсля. Нефтепромысловое дело, № 8,1982
205. Тронов В. П.. Хам иду длин Ф. Ф., Филимонов Е. С Блочное устройст-
во для дозирования реагентов БУР-25. М.; Нефтеник № 6, 1973.
206. Тронов В. П. Факторы, определяющие выбор направления Движения эмульсий в
отстойниках. Добыча н подготовка нефти на месторождениях Татарии, Труды ТатПИ-
ПИиефти, вып. 47, 1981. Бугульма.
207. Тронов В. П , У й и а и о в Ю. В., X а м и д у л л и п ОФ. Повышение эффек-
тинносги работы блочных деэмульсаторов УДО-SM. Республик. Конференция молодых
ученых. Сборник тезисов доклада 26-29 ноября, 1980, ВНИИСПТнефть, Уфа.
208. Гронов В. П., X а м и д у л я и н Ф. Ф., 3 и к у и о в В. В. Повышение эффектив-
ности работы блочных деэмульгаторов. Информ. Листок № 65-80, ЦПТИ, Казань, 1980
209. Ширеев Л. И., Тр о н о в В, П., С у ч к о в Б. М. и др. О повышении производи-
тельности очистных аппаратов при подготовке нефтей угги иосиых горизонтов. М ;
ВНИИОЭНГ, Нефтепром меловое дело, № I, 1976.
210 Хамиду длин Ф Ф., Тронов В. И. Повышение производительности отстой-
ных аппаратов М.; ВНИИОЭНГ, Нефтепромысловое дело, яып.№б. 1977.
404
211. Хамидуллин Ф. Ф., Сучков Б. М., Тронов В. П. и др. Повышение произ-
водительности отстойников на установках подготовки нефти. М.; ВНИИОЭНГ, Нефте-
промысловое дело, № 12, 1976,
212. Хами дуллин Ф.Ф., Тронов В.П., Зарипов Т.М. О выборе отстойной ап-
паратуры при подготовке нефти. М.; ВНИИОЭНГ, Нефтепромысловое дело, № 3; 1985.
213. Тро нов В. П., Розенцвай г А. К. Использование кривых осаждения для рас-
четов отстойной аппаратуры при подготовке нефти. Труды ТатНИПИнефть, вып. 33,
1975, Бугульма.
214, Т р о ы о в В. П., Лунева Л. В., Паутова В. В. Лабораторные исследования
глубины разрушения эмульсии в моделях отстойников. Тезисы докладов XVH1, НТК
молодых ученых и специалистов, Бугульма, 1983.
215. Е ремин И. Н. и др. Промышленные испытания технологического резервуара-
отстойника с устройствами рарушения потоков. М.; ВНИИОЭГ, Нефтепромысловое
дело, № 1, 1982.
216. Лукманов Ю, X., Валиуллина Ф. М., Н афи ко в Л. Я. Резервуар-
отстойник с унифицированным распределителем потока жидкостей. М.; ВНИИОЭНГ,
Нефтепромысловое дело, № 9, 1985.
217. Тронов В. П., Хамидуллин Ф. Ф., Корабликов И. С. и др. Методы по-
вышения производительности отстойной аппаратуры. Состояние и перспективы разви-
тии техники и технологии сбора, подготовки нефТи, газа и воды в отрасли, М.;
ВНИИОЭНГ, 1975.
218. Тронов В. П., X а м и д у л л и н Ф. Ф., Будников Б. Ф. н др. Опыт эксплуа-
тации нового отстойника при подготовке высоковязких нефтей с повышенным содер-
жанием механических примесей, ж. Химичческое нефтяное машиностроение, № 7,
1990, Москва.
219. Т р о н о в В. П., X а м и д у л л и н Ф. Ф. и др. Увеличение производительности ком-
плексов ППН. Нефтяник № 9, 1979.
220. Тронов В. П., Саттаров У. Г., Хусаинов Б. X. и др. О повышении произ-
водительности обезвоживающих установок и улучшения качества подготавлиааемой
нефти. Исследователи производству. Вып. 8, подготовка нефти, Альметьевск, 1970.
221. Тронов В. П., Розенцвай г А. К. Влияние глубины разрушения эмульсии в
промысловых системах сбора на выбор отстойной аппаратуры М.; Нефтепромысловое
дело, № 9, 1974,
222. Тронов В. П., X а м и д у л л и н Ф. Ф., Махмудов Р. X. Устройство для раз-
деления стойких нефтяных эмульсий угленосных горизонтов. ИЛ № 89-3, сер. Р. 52.47-
29, Казань.
223. Тронов В. П., X а м и дул л и и Ф. Ф., X а м и д у л л и н Р. Ф, и др. Отстойник
для обработки нефтяных эмульсий, стабилизированных механическими примесями.
Инф. листок ТатЦНТИ и П, № 88-24, 1988.
224. Тронов В. П., Хамиду длин Ф. Ф., X а м ид у л л и н Р. Ф. и др. Промысло-
вые испытания нового отстойника в НГДУ Нурлатиефть. Э.И. Серия Техника н техно-
логия добычи нефти и обустройство нефтяных месторождений, ВНИИОЭНГ, 1988, №
9, Москва.
225. Хамидуллин Ф. Ф., Хам идулл ин Р. Ф,, Тронов В. П. Новый техноло-
гический резервуар для обработки стойких нефтяных эмульсий. ИЛ. № 89-4 сер.
Р.52.47.29 ЦООНТИ, М.; ВНИИОЭНГ.
226. Тронов В. П., X а м и д у л л и н Ф. Ф., Махмудов Р. X. Технологический
аппарат многоцелевого назначения при подготовке продукции скважин. Инф. листок
УДК 622.276.8:651.6 №89-30 ТатЦНТИ; 1989.
227. Тронов В. П., X а м и д у л л и н Ф. Ф., Будников В, Ф. и др. Опыт примене-
ния нового аппарата длй" подготовки нефтей, добываемых термическими методами. Тех,
добычи нефти и обустройства месторождений, № Ю, М.; ВНИИОЭНГ, 1989.
228. Тронов В. П., Радин Б. М., X а м и д у л л и и Ф. Ф. К вопросу о выборе обо-
рудования и технологических схем при строительстве установок подготовки нефти. М.:
ВНИИОЭНГ, Нефтепромысловое строительство, № 9, 1971,
405
229. Тронов В, П., Сучков Б. М., Ширеев А. И. и др. Некоторые принципы соз-
дания и испоиьования малогабаритных отстойников. Нефтепромысловое строительст-
во, № 6, 1975.
230. Тронов В П., Хам иду л л и н Ф. Ф. Отстойник высокой производительности.
Нефтяник, № 12, 1974.
23 1.1‘орошко В. Д., Розенбаум Р. Б., Тодес О. М. Приближенные закономер-
ности гидравлики взвешенного слоя и стесненного падения. Известия вузов. Нефть и
газ, № 7, 1958.
232. Kat suta К. Separation mechanism of mit subishi oil water separator. - Technical Review.,
vol. 8,№3,1971.
233. Тронов В.П., Ширеев А. И. О возможности обессоливания угленосных нефтей
на термохимическом режиме без электрического поля. Труды ТатНИПИнефть, вып. 33,
1975.
234. Ширеев А. И./Г ро н о в В. П. Исследование массообменных процессов и рас-
слоения угленосных эмульсий в секционном каплеобразователе. Труды ТатНИПИ-
нефть, вып. 29; 1974.
235. Тронов В. П., Хам и дул л и н Ф. Ф., Сучков Б. М. О совмещении процесса
предварительного сброса пластовой воды с первой ступенью обезвоживания нефти.
Нефтепромысловое дело, № 5, 1975.
236. Тронов В. П., Радин Б. М., Ширеев А. И. и др. Использование трубчатых
отстойников при деэмульсации нефти. Труды ТатНИПИнефти, вып. XXXIII, Бугульма,
1975.
237. Тронов В. П., Хами дуллин Ф. Ф., Ширеев А. И. Трубчатые отстойные
аппараты для подготовки нефти. М.; ВНИИОЭНГ, Нефтепромысловое дело, № 6, 1980.
238. X а м и д у л л и н Ф. Ф., Т р о н о в В. П. Малогабаритный отстойник. Информ. Лис-
ток № 163-80 (71) ЦНТИ, Казань, 1980.
239. Т р о н о в В. П. и др. Промысловые испытания малогабаритного трубного отстойни-
ка. М.; ВНИИОЭНГ, Машины и нефтяное оборудование, №2,1979.
240. Т р о н о в В. П. и др. Трубчатый отстойник для деэмульсации нефти. М.:
ВНИИОЭНГ, Машины и нефтяное оборудование, № 8, 1979.
241. Т р о н о в В. П., У й м а н о в Ю. В. Малогабаритный трубный отстойник. Тезисы
докл. XVI НТ молодых ученых и специалистов ТатНИПИнефти. Обл. право. НТО НТП
Бугульма, 1979.
242. Хамндуллин Ф. Ф., Тронов В. П. Трубный отстойник. Информационный
лист ТатЦНТИ № 408-83, 18.10.83, Казань.
243. Тропов В. П., Каштанов А. А., Ширеев А. И. и др. Трубчатый отстойник
для деэмульсации нефти. Машины и нефтяное оборудование. М.; № 8, 1979,
244. Л е б е д и ч С. 1L Тронов В- П. Использование головных сооружений нефтепро-
водов для подготовки нефти. Труды ТатНИПИнефти, вып. ХХХШ, 1975, Бугульма.
245. Розенцвайг А. К. Теоретическая оценка эффекта дождевания. Труды ТатНИПИ-
нефть, вып. 29, 1974.
246. Лойцянский Л. Г. Механика жидкости и газа. М.; Наука, 1970,
247. Фортье А. Механика суспензий. Пер. с французского. М.; Мир, 1971.
248. Тронов В. П., Хамндуллин Ф. Ф., Радин Б. М. и др. О снижении числа
отстойных аппаратов и повышении производительности обезвоживающих установок.
Нефтепромысловое дело, № 7, 1974.
249. Тронов В. ГГ, Хамндуллин Ф. Ф., Р а д и н Б. М. н др. Разрушение эмульсий
в секционном трубчатом каплеобразователе. Труды ТатНИПИнефть, вып. 33, 1975.
250. Тронов В. П., Закиров И. Г, О некоторых закономерностях разрушения эмуль-
сии в трубопроводах-каплеобразователях. Труды ТатНИПИнефть, вып. 21, 1972.
251. Закиров И. Г., Тронов В. П. Резервы подготовки нефти в действии. В кн.:
«Доклады молодых ученых ТатНИИ и объединения «Татнефть» на V научной конфе-
ренции». Казань, 1969.
252, Фигуровский Н, А. Седимснтометрический анализ. М-Л.; издательство АН
СССР, 1948.
06
53 Троно» В. l[, Р о j е н и в а И г' А. К. Механизм доведения реагента -то капсиек
пластовой воды на с генах аппаратов. Труды ТатНИПИнефть, вып. 25, 1)73.
54. Тронов В. И , Розеицвайг А. К. К ощклеленню частоты слияний капель в
дисперсных системах жпдкостъ-жидкоегь. Журнал прикладной химии Т X VI1I, вып
5, 1975.
55 . Hinze J Furidamehtals of Che tiydradynamic, nwehants of sliitnig in dispersion processes, -
A.J.Ch.E. Journal., vol. 1,№ 3, 1956.
56. Paul H. SleichcrC. Fhe maximum steble drop sire in nirbulunt Нош: effect of pipe di.iiinrter
Chemical Engineering Science., vol 20, Яг I, 1965.
5?. T p о n о в В. П., Op л и некая В. I [. О механизме обессоливания нефти в трубо-
проводах и другом технологическом оборудовании. 'Груды ГагНИПИнефгь, вып 21.
1972.
58. Тронов В. [[, Розенцвайг А. К. О повышении эффектна ноет обессоливания
нефти. Труды ГатНИПИнефп., вып. 33, 1975.
59. Тронов В 11, Шнрееи А. И , Г у ф р д н о в Ф Г и др. Оценка эффскгивиосли
злектрадегндрлторов при обработке нефти различного ища. М.; Нефтепромысловое
ддя промысловой подготовки нефти. Нефтепромысловое де., ня, № 7, [982.
60. Г е р ш у н и С. Ц1 Ц др. Элект ролен юра горы длн промысловой подготовки нефти
Нефтепромы ел опое дели, №7, 1982.
61. Т р о н о в В. П„ IВ а п о в ал о в Д. К., III и р с е в А И. и др. Промысловые испы-
тания технологии обессоливания сернистой нефти с применением элскгродсгидрШлриИ
да Куакбашской УИН. М.; ВИИИОЭН!, Неф ге промысловое дело. Яе I, 1982.
162. Мансуров Р. И., С и д у р и и Ю. В., В Ьг гоп с к и й 13. П О работе эпектридс-
гндрагорон при обезвоживании тяжелых нефтей. М., ВНИИОЭНГ, Нефтепромысловое
дело.Яя9, 1982
63. Ахмадиев Г. М. и др. Исследование возможное m применения зле ктрою истее пи-
рующих апардтов дня деэмульсации нефти с различной степенью обводненности. Неф-
гепромысловое дело, Яс 8.1982
[64. Гс рщу ни С, Ш. и др. Промысловые испытания дегидраторов 1 ДТ200-1811. М.;
ВНИИОЭНГ, Нефтепромысловое дело, №9,1982.
:65 Тронов В. П, Шаповалов Д. К., Шпрее л А. И. л др. Промысловые испы-
тания технологии обессоливания сернистой исфш с применением тис к ipouci царагорои
на КуакбашсквИ УПН. М ; Нефтепромысловое дело, Яг 1 [982.
:66 Т р о и О в В. П., Г у м о а с к н й и А., Хаи» лу алии Ф. Ф. и ,1р. Промысло-
вые исследования по определению глубины обезвоживания и обсссдпивдннч смеси
нефтей угленосного и девонски го горизонтов на установке «Тайфун» с использованием
совмещенной схемы и плеклродсгидрдюров 'ЗКЦ-J. Тезисы докладов XVII нвучно-
техничссдой конференцпп молодых ученых и cneuiitLHiciou Ьугудьма. 1981.
167. Г Р о и о а В [I., Руч и В В X Повеление эмульсии воды и нефти при наложении
электрического поди Труды ГлтПНИ, цып. IX, изд-во Недра, Л.; 1966.
168. Ш н р е е а А. И., Гронов В. Г|., Корабликов Н С. и др. Снцжеши: расходе
реагента 1га действующих установках Информационный лис год Я; 310-72 Тяглрскнб
ЦНТИ, 1972, Казань.
!69. Тронов В. П.. Сучков Н. М, Рвзснивайг А. К. и ар. Методы снижения
расхода пресной лоды и pcaieitia при оЗессолиианли нефти. Состояние и перспективы
развития техники и технологии сбора подготовки нефти, газа и воды в отрасли. М ,
ВНИИОЭНГ, 1975.
170. Т р о н о а В.П., Сучков В. М., О р л и н с к .г я В. II. Снижение расхода промы-
вочной воды и pcaienia яри обессоливании нефти. Информационный листок Хэ 376-75
ТатШ IТИ. [975.
!71. Т р о и о е В. П. Эффекп(вные .методы снижения расхода пресной воды в процессе
обессоливаяия нефти и очистки образующихся при этом произвола венных с годов. Ге-
л!сы докладов научной конференции «Водоснабжения и очистка стичиых ад предпри-
ятий нефтехимическиII промышленности в слабообсепсчснпых рЩЫюх 25-26 октября.
1978, АзНИИН ГИ, Наку.
107
272 Тронов В. П., Корабликов Н.С., Хамидуллин Ф.Ф и др. Обессопина-
Н1й нефти с использованием трубопроводов в интервале тер ми химическая установка -
товарный парк, головные сооружения. М., Нефтспромыслолое дело, №11, 1973.
273. Г р о н о в В. [[„ Г р art ф с р В. И„ Ор л и н с к а я В. П, и др, О разрушении
эмульсии в узлах обооулопания обессоливающих установок М.; Недра, Нефтяное хо-
зяйство, №2, 1971.
274 Тронов В II., Хамидуллин ф. Ф., Т а р а б р и и В. П. Перевод обезвожи-
вающих установок на режим обессоливания. Нефтепромысловое дело, № 5, 1975. Hl JO.
275. 1' р о н о в В. И., Ширвс» А, И. Сучков Б, М. и др. Обессоливание угленос-
ных нефтей из термохимическом режиме. М.; ВНИИОЭНГ, 1975.
276. Тронов В. И., Г у ф р а н о я Ф. Г., Хамидуллин Ф. Ф. и др. Обезвоживание
и обессоливание с.месн [Гефтвй угленосного и де визе кого горшюнтов на Актащском уз-
ле подготовки нефти НГДУ Елховиефть. Груды ТатНИПИнефть «Техника и технология
бурения скважин и добыча нефти на нефтяных месторождениях ТАССР», suit 53. Бу-
гульма, 1983.
277. Хамидуллин Ф. Ф., Гронов В. П., 3 и к у н о в В. М. Обессоливание нефти
на Актащской обезвоживающей установке. М.; ВНИИОЭНГ, Нефтепромысловое дело
№ 1, 1978.
278. Тронов В. П., Хамидуллин Ф. Ф., Каштанов А. Л. и др. Обессоливание
нефти 1[3 обезвоживающих термохимических установках с использованием гндродинл-
miihsCiuiX зффекюи М.; ВНИИОЭНГ, НефleiipuiHMVJumoe дело № 3, 1978
279. Тронов В IT, О р л и н с к а я В II. Теоретические предпосылки процесса обес-
соливания нефти с примененном пресной промывочной воли. Труды ТзтНИПИнефпи,
вып. XXXV Нефтепромысловое .ходяйстао месторождений Татарии, Куйбышев. 1977
28() . Тронов ti П., Шнреев А И Технология ойессоливання нефти без применения
пресной промывочной воды М., Недра,! Гефтячое хояйство, 5', 1979.
281. Т р о н о а В. П.. Хамидуллин Ф. Ф., Т а ч а е в В. А. и др. Обессовнванне
нефти на Сулееаской УКПН без применения пресной промывочной воды. М.; Нефте-
промысловое дело, 9, 1982.
282. Хамидуллин Ф. Ф., Г р о н о в 13. И , Доброскок Т. М. и др. Обессолива-
ние нефти на Бирючевской ТХУ при низком расходе пресной промывочной воды. М.;
ВНИИОЭНГ, Нефтепромысловое дело, № 1, 1983.
283. О р л и и с к а я В П., Тронов В. [[.. Тронов А. В. (Э глубоком обессоливании
нефти е различным содержанием балласта. Труды ТвтНЙ! 1И нефти, ям о. 57, Бугульма,
1985.
284. Г р о н о а В. П„ Шнреев А, И. О снижении расхода реагента на обесихпивающих
установках. Труды ТатНИПИнефть, вын. 33, 1975
285. Тронов В. 11., Шнреев А. И.. .'I а п и и И. И. О работе обессоливающей уста-
новки л комплексе с промысловой системой сбора. М . Нефтепромысловое дв)Ю, № I,
1973.
286. Тронов В И., Рупий В. X., Хусаинов В. X. Обессоливание нефти на обез-
вожижвощнх термохимических установках. Нефтепромысловое дело № 6, 1972.
287 Тропов Э. П.. Хамидуллин Ф. Ф , Нургалиев Ф.Н. н др. Технология
о бес ц слипания выспкосеринетой пефзв. М., ВНИИОЭНГ. Нефтепромысловое дело экв-
прсс инф. № ] I, 1986.
288. тронов 13. П.. Хамидуллин Ф. Ф., Д о б р о с к о к Г. М. Технология обес-
соливания угленосной нефти в НГДУ Прнкамнефгь. ТатЦНТИ, 21.06.84, Казань.
289. Оязыин» Р. К. .Тронов В II. К др. Обезвоживание и обессоливание нефти по
совмещенным схемам с использованием блочного оборудования. Машины и нефтяное
оборудование. М., ВНИИОЭНГ, №9, 1978.
290. Тронов В П., Т а х .з у и о о А. Г., 1U и р с е в А. И. и др. Технологическое обес-
соливание вьгсокосернисгы.х неф гей но совмещенной гехновогнческой схеме. М.,
ВНИИОЭНГ, Экснрсс. инф Нефтепромысловое дело, № I, 1986
38
191. Т р о н о в В. П., Ширеев А. И. Технико-экономический анализ совмещенных ва-
риантов обессоливания нефтей угленосных горизонтов, М.; Нефтепромысловое хозяй-
ство месторождений Татарии. ВНИИОЭНГ 17/11 - 1978, № 61 (80).
192. Тронов В, П., Радин Б. М., М и р гас и м о в Р. М. Технологическая схема
обессоливания нефти в трубопроводах, технико-экономнческие показатели и подбор
оборудования. В сб. Бурение скважин и добыча нефти. Труды ТатНИПИнефть, вып.
XXI. Казань, 1972.
’93. Тронов В. П., В а л ь ш и н Р. К. и др. Обессоливание нефТи в трубопроводвх.
Нефтепромысловое дело, №7, 1971.
’94. Тронов В.П., Орлинская В.П, Золотухина Л. А., Юсупов АН.
Исследование прочности адсорбционных пленок на границе радела «иефть-вода». Тру-
ды ТатНИПИнефть, вып. XXXV, Нефтепромысловое хозяйство месторождений Тата-
рии, Куйбышев, 1977.
295. Тронов В. П., К о с м а ч е в а Т. Ф., Ширеев А. И. и др. Промысловые испы-
тания технологии обессоливания сернистой нефти на Сулеевской ТХУ методом компа-
ундирования. Тезисы докладов XVII научно-технической конференции молодых уче-
ных и специалистов, Бугульма, 1981.
296. Тр оно в В.П., Л ебедич СП., Кайану хнн А.Д. и др. Улучшение качества
нефти в процессе перекачки по нефтепроводу Азнакаево-Альметьевск. Информацион-
ный листок № 74-74 УДФ 622.276.8 ТагЦНТИ, 28.02.74;
297. Тронов В. П., Радин Б, М., Ширеев А. И. и др. Об улучшении качества
нефтей Западной Сибири. Труды ТатНИПИнефти, вып. XXXV, Бугульма, 1977.
298. Тронов В. П., Ширеев А. И., Л е бе д и ч Q П. и др. Улучшение качества
нефти повышенной вязкости в магистральном трубопроводе. Нефтяник, № 4 , 1974,
299. Тронов В. П., Ширеев А. И., Б и к к у л о в а Р. 3. и др. Промысловые исследо-
вания технологии обессоливания нефти угленосного горизонта методом компаундиро-
вания. М.; Нефтепромысловое дело, №5, 1982.
300. Тронов В. П,, Ширеев А. И., Л е б е д и ч С.П. и др. Улучшение качества тю-
менской нефти методом компаундирования. М.; Нефтепромысловое дело, № 6, 1977.
301. Тронов В. П., Л е б е д и ч С. П., Ширеев А. И. Улучшение качества нефти в
режиме транзита. Труды ТатНИПИнефть, вып. 33,1975..
302. Тронов В.П,, Ширеев А. И., Орлинская В. П., Л с бе д н ч С. П. Неко-
торые способы улучшения качества подготовки нефтй. Нефтепромысловое дело, № 2,
М., ВНИИОЭНГ, 1981.
303, Байков Н. М., Позднышев Г. Н., Мансуров Р. И. Сбор и промысловая
подготовка нефти, газа н воды. М., Недра, 1981, с. 261.
304. Васильева Л. Н. Переход эмульсионного течения в расслоенное в системах сбора
нефти на промыслах. М.; ВНИИОЭНГ, Нефтепромысловое дело, №8, 1985, с. 16-19.
305. Гужов А. И. Совместный сбор и транспорт нефти и газа. М., Недра, 1973, с.280.
306. Гужов А. И., Медведев В. Д,, К л а п ч у к О. В. Совместное течение двух
взаимно нерастворимых жидкостей. Сборник: Применение неныотоноиских систем в
добыче нефти. М.; ВНИИОНГ, 1970, с. 187-199.
307. Каган Я. М., Латыпов ВХ, Гатауллин Ш. Г. Использование систем про-
мыслового сбора для подготовки нефти. Труды Гнпротюмень нефтегаз, вып. 21, 1970.
308. Каган Л. М., Латыпов В. X. Моделирование внутритрубопроводной деэмуль-
сации в лабораторных условиях. М.; ВНИИОНГ, Нефтепромысловое дело №5, 1985, с.
22-24.
309. Каган Л. М., Латыпов В. X. Получение исходных зависимостей для расчетов
внутри проводной деэмульсации нефти в лабораторной мешалке с цилиндрическим ро-
тором. НТС «Нефть и газ Тюмени», №12, 1971, с. 78-80.
310. Колмогоров А. Н. О дроблении капель в турбулентном потоке. ДАН, СССР,
1949, т.66, №5, с. 825-828.
311. Л С Ь И Г В. Г. Физико-химическая гидродинамика. Физматгиз, 1959.
312. Левченко Д. Н. и др. Эмульсии нефти с водой и методы их разрушения. М., Хи-
мия, J967.
409
313,Лобков А. М, Сбор и обработка нефти и газа на промыслах, М., Недра, 1968.
314. Л о г и и о в В. И, Обезвоживание и обессоливание нефтей, М., Химия, 1979, с.216-
315. Люстр и цк ий В. М. Влияние дисперсности на вязкость нефтеводных эмульсий
М.; ВНИИОНГ, Нефтепромысловое дело ,1997, №10-11, с. 35-37.
316. Медведев В, Д. Сбор и подготовка неустойчивых эмульсий на промыслах, М„
Недра, 1987, с. 144.
317. Медведев В. Д., Гужов А, И., Бойко В. И. Условия полного эмульгирова-
ния пластовой воды и нефти в трубопроводе. М.; ВНИИОНГ, Нефтепромысловое дело,
1984, №2, с, 1ЫЗ.
318. Т р о н о в В. П„ Розенцвайг А. К. Методика расчета секционных каплсобразо-
вателей и отстойной аппаратуры при обезвоживании и обессоливании нефтн, ТатНИ-
ПИнефть, Бугульма, 1975, с. 27
319. Т р о н о в В, П., Розенцвайг А. К. Методика расчета эффективности использо-
вания промышленной системы сбора для деэмульсации нефти, ТатНИПИнефть, Бу-
гульма, 1975, с.25
320. Тронов В, П., Пергушев Л. П., Розенцвайг А. К. Методика расчета ра-
циональных гидродинамических параметров укрупнения и отделения дисперсной фазы
водонефтяных эмульсий в трубопроводах и технологических аппаратах. РД. 39-
0147585-333-86. ТатНИПИнефть, Бугульма, 1986, с,84.
321. П с р г у ш е в Л. П., Тронов В. П. Теоретические основы повышения эффектив-
ности процесса разрушения эмульсии в тубопроводах. Тр. ТатНИПИнсфтЬ, Бугульма,
1996, с.180-190.
322. Пергушев Л. П., Тронов В.П. Дробление капель в трубопроводе. Инженер-
но-физический журнал, 1998, т.71, №3, с 468-472.
323. Пергушев Л. П., Тронов В. П., Исмагилов И. X,, Ш нреев А. И. Ис-
следование эффекта редиспергнрования в нефтяных эмульсиях^ обработанных деэмуль-
гатором. Нефтяное хозяйство, 1999, №10, с.43-45.
324, Позднышев Г.Н. Стабилизация н разрушение нефтяных эмульсий. М., Недра,
1982, с.221.
325. Р е б и н д с р ПА. Поверхностные явления в дисперсных системах. Избр, Тр., М.,
Наука, 1979, с.384.
326. Розенцвайг А. К. Дробление капель в турбулентном сдвиговом потоке разбав-
ленных жидкостных эмульсий. ПМТД, №6, 1981, с. 71-78.
327. Розенцвайг А. К., Тронов В. П., Пергушев Л. П. Исследование пере-
ходного режима коалесценсни в разбавленных жидкостных эмульсиях. Ж.П.Х., №3,
1983, с. 585-581.
328. Розенцвайг А, К., Тронов В. П., Пергушев Л. П. Коалесцснсия капель воды
в пенноднспсрсных эмульсиях типа вода в нефти. Ж.П.Х., 1980, №8, с. 1776-1780.
329. Смирнов Ю. С. Применение деэмульгаторов для подготовки нефти на промыслах.
М.; ВНИИОНГ, Нефтепромысловое дело, 1987» вып. 20(149), с.44.
330. Смирнов Ю. С,, Эпштейн Л. В., Петров А. А. Деэмульгирующая способ-
ность реагентов при обработке эмульсий различной обводненности. Сборник НПД,
Куйбышев, Гипровостокнефть, вып.22, 1974, с,44-53,
331. С м н р н о в IO. С., Петров А. А., Соколов А. Т. Технология обработки
эмульсин реагентами н пути ее интенсификации. Сб. НПД, Куйбышев, Труды Гипрово-
стокнефть, вып.26, 1975, с.84-88,
332. Сгонеев 3. И., Сафиева Р. 3., С го нс е в Р. 3. Нефтяные дисперсные систе-
мы. М., Химия, 1990, с.226.
333. Тронов В. П., Ширеев А. И., Тронов А. В„ Амерханов И. М Прогно-
зирование вязкости водонефтяных эмульсий на стадии проектирования систем обуст-
ройства нефтяных месторождений. Нефтяное хозяйство, 1986, №2, с.50-53.
334. Тронов В. П., Пергушев Л. П„ Исмагилов И, X., Ширеев А. И. Рас-
пределение деэмульгатора между нефтяной и водной фазами эмульсии. Жур. «Нефть
Татарстана», 1998, №2, с.46-47.
410
35. Т р о и о в В. П., Амерханов ИМ., Тронов А. В„ Ширеев А. И. Влия-
ние растворенного в нефЪд гязя на реологические свойства эмульсии. М_. ВНИИОНГ,
Нефтепромысловое дело, №10, 1.985, с, 17-20,
36. Шмелев В. А,, Шайморданов В. X., Ким М. Б. Некоторые особенности
процесса предварительною обезвоживания нефти. Нефтяное хозяйство, 1998, №3, с. 73-
75.
137. Эмульсии. Под ред. Д, Шермана, пер. с анг. Л. Химия, 1972, с.448.
138. Coulaloglon С. A., Tavlarides L. L. Drop size distributions and coalescence
frcguencies of liguid-liguid dispersions in flow vessels A. J. Cn. E. Journal, 1976, v.22 , №2,
p. 289-297.
J39. E k a d a w i N., Hunter R. J. Sedimentation of disperse and high particle concentra-
tions. Collids and Surfaces, 1985, v. 15, p. 147-159.
J40. Hazardous label looming again for U. S. E. P, Wastes. Oil and Gas J., 1990, v.88, №51,
p. 18-22.
341. H о n g P. O., Lee J. M. Changes of the average drop sizes during the initial period of li-
guid-liguid dispersions in agitated vessels. Ind. Eng. Chem. Process Des, Dev.. 199985, v.24,
№3, p.868-872.
342. J t f f г e j s G. V., Y a w k s 1 e u J. L. Coalescence of liguid droplets in two-componeni-
two phase system .Part.]. Effect of physical properties on the rate of coalescence .Al. Cn.
E. Journal, 1965, v.11, №3, p.413-417,418-424.
343. Jeffreys G. V., Haw kley J. L. Stepwise coalescence of gingel droplet of an oil-
water interface .J. Appl. Chem, 1962, v.12, №8, p.329-336.
344. M c i j s F. H., Mitchell R. W. Studies on the improvement of coalescence conditions
ofoilfied emulsions . Journal of Petroleum Technology, 1974, №5, p.563-570.
345. Narsimhand J., and (J u p t a J., R am kr i s h n a D. A model for transinional
breakage probability of droplets in agitated lean liguid-liguid dispersions. Chem. Eng.
Scitncl.., 1979, v.34, p.257-265.
346, Park J. V.. Blair L. M, The efl'ekt of coalescence on drop size distribution in a agi-
tated liguid-liguid dispersion . Chem. Eng. Ski., 1975, v.30, №9, p. 1057-1064.
347. S I e i c h e r C. A, Maximum stable drop size in turbulent flow. A J. Cn. E. Journal., 1962,
v.8,№4, p.471-477.
348. T s u g i t я A., T a k e m о t о S., Mori K. Studies on O/W emulsions stabilized with
insoluble montmorillonite-organic complexes. J. Colloid and Interface See., 1983, v.95, №2,
p.551-560.
349. V al e n t as K. J., Amundson N. R. Breakage and coalescence in dispersed phase
systems. Ind. Eng. Chem. Fundamentals, 1966, v. 5, №4, p.533-542.
350. Тронов В. П., Пергушев Л. П., Волков Ю Н., Дени каев Р. Т. Осад-
конакопление в отстойных аппаратах. М , ВНИИОНГ, Нефтепромысловое дело, 1996,
№8-9, с.34-39.
351, Т р о н и в В. П. Прогрессивные технологические процессы в добыче нефти. Казань,
ДЭН, 1997. с.308.
352. S р г о п F. В. Drop size distributions in strongly coalescing agitated liguid-liguid systems.
A J. Ch. E. Journal, 1967. v.13, №5, p.995-998.
353. Поверхностно-активные вещества. Спрааочннк, Л, Химия, 1979.
354. Каспарьянц К. С, Проектирование обустройства нефтяных месторождений.
Самара, ПО “Самвен”, 1994.
355. Краткая химическая энциклопедия. Изд. Сов. Энц. М.,1965, г.4.
356. С о л о м и к о в Б. А. Условия образования эмульсин на процесс деэмульсации.
Гипровостокнефть, Недра, 1967, вып. 10. ,
СОДЕРЖАНИЕ
Стр.
Г л а в а 1. Основные направления и развитие методов подготовки неф- 3
1.1. ти Развитие методов подготовки нефти 3
1.2. Раздельный сбор обводненной и безводной нефти 11
1.3. Эмульсин, свойства, условия их разрушения 18
1.3.1. Классификация нефгяных эмульсий 24
1.3.2. Дисперсность эмульсий 25
1.3.3. Вязкость эмульсий 26
1.3.3.1. Влияние дисперсности глобул воды на вязкость эмульсии 27
1.3.3.2. Прогнозирование вязкости дегазированных эмульсий 28
1.3.33. Определение вязкости газированных эмульсий 36
1.3.3.4. Определение вязкости дисперсных систем нефть-вода-газ 40
1.3.3.5. Инверсия фаз и снижение вязкости дисперсных систем 43
1.3.4. Плотность эмульсий 49
1.3.5, Электрические свойства эмульсии 50
1.3.6. Устойчивость нефтяных эмульсий 50
1.3.7. Адсорбционные процессы при формировании эмульсий 53
1.3.8. Естественные эмульгаторы и формирование эмульсий 56
13.9. Состав природных стабилизаторов эмульсий 61
1.3.10. Деэмульгаторы, классификация, их применение 64
L3.I0.il. Ионогенные деэмульгаторы 65
L3.10.2. Неионогенные деэмульгаторы 66
1.3.10.3. Совместное действие различных деэмульгаторов 75
13.10.4. Некоторые особенности применения деэмульгаторов 76
1.3.11. Разрушение эмульсий 82
13.11.1. Влияние температуры, вязкости н плотности нефти на осаждение 83
13.11.2. капель Прочность адсорбционных пленок на границе раздела нефть-вода 89
1.3.113, Массообменные процессы при обработке эмульсий деэмульгато- 99
13.11.4. рами Сближение и флоккуляция капель 100
1.3.11.5. Разрушение бронирующих оболочек и слияние капель 106
I3.1L6. Взаимодействие капель деэмульгаторов с глобуламн пластовой 111
I.3.11.7. воды Разрушение эмульсии в статических и динамических условиях 117
L3.II.8. Разрушение эмульсии в пристенном слое 132
13.11.9. Расслоение «идеальных» эмульсий 137
1.4. Особенности обустройства объектов и требования к качеству 144
1.43. подготовки нефти Принципиальная схема сбора и обработки нефти 148
1.5. Подготовка нефти за рубежом 150
412
Г л а в all. Совмещенные технологические схемы 157
2.1. Совмещенные технологические операции 157
2.2. Поинтервальное совмещение операций 160
2.3. Совмещение процессов борьбы с коррозией и отложениями пара- фина и деэмульсации нефти 165
2.4. Совмещение процессов транспортирования и деэмульсации нефз-и 166
2.5. Основные технологические условия эффективной деэмульсации нефти 167
2.6 Совмещение горячей сепарации и деэмульсации нефти 176
2.7. Совмещение процессов перекачки газа концевых ступеней с кон- денсацией тяжелых фракций 178
2.8. Совмещение процессов сброса воды и улучшения качества нефти с товаро-транспортными операциями 179
2.9. Совмещение процессов сепарации и деэмульсации нефти 180
2.10. Совмещение процессов деэмульсации нефти н очистки пластовых вод (теоретические предпосылки) 187
Г Л А В A III Обезвоживание нефти 194
3.1. Технологические схемы обезвоживания неф^и 194
3.2. Обезвоживание нефти на автономных термохимических установ- ках 196
3.3. Блочные деэмульсаторы 197
3.4. Обезвоживающие установки 207
3.4.1. Применение встроенных каплеобразователей 207
3.4.2. Работа термохимических установок в блоке с товарным парком при обезвоживании 209
3.4.3. Работа установок в блоке с промысловыми системами сбора 210
3.4.4. Применение дренажной воды 211
3.5. Технологические схемы обезвоживания нефти в традиционном и совмещенном вариантах 211
3.6. Технологическая схема увеличения производительности дейст- вующих обезвоживающих установок 212
3.7 Отстойная аппаратура 214
3.7.1. Объемные аппараты 214
3.7.2. Выбор объемных отстойных аппаратов 219
3.7.3 Эксплуатация отстойников в режиме оптимального контроля 221
3.8. Трубчатые отстойники 223
3.9. Коалесценция капель при отстое 230
3.10. Гидродинамические коалесцснторы (каплеобраователи) 232
3.10.1. Разрушение эмульсии в каплеобразователях 234
3.11. Расчет технологических параметров и оборудования при обезво- живании 237
3.11.1. Расчет промысловой системы сбора 237
3.11.2, Определение размеров капель в трубопроводах и коммуникациях установок 241
3.11.3. Определение длины участка коалесценции 243
ЗЛ 1.4. Расчет возможности расслоения потока 244
3.12. Расчет отстойных аппаратов 245
3.13. Расчет длины трубопровода от точки подачн дренажной воды до отстойной аппаратуры 246
3.14. Расчет концевых делителей фаз 247
3.15. Расчет длины и диаметра секции расслоения 249
3.16. Расчет пропускной способности отстойной аппаратуры для рас- слоенных потоков 250
3.17. Определение оптимального расхода реагента 250
413
3.18. Расчет средств пшене и фи нации на действующих объектах подго- 251
3.19. товки нефти Методика определения дисперсности капель в эмульсии 252
3.20. Формула для расчета глубины обезвоживания 254
3.21. Увеличение размера капель прн нагреве 254
3.22. Определение допустимого увеличения производительности тру- 255
3.23. бопроводов Порядок расчета различных параметров обезвоживания нефти 256
3.24. Расчет гидродинамических каплеобразователей 261
3.24.1. Определение параметров каплеобразователей на ступени обезво- 262
3.24.2. живания Расчет диаметра массообменной секции D 263
3.24.3. Расчетная длина массообменной секции 264
3.24.4. Определение параметров коалесцирующей секции 266
3.24.5. Определение максимального размера капель воды, не подвер- 266
3.24.6. гающихся дроблению в турбулентном потоке Определение длины коалесцирющей секции 267
3.25. Деэмульсация нефти в интервале скважина-промысловый товар- 269
3.26. ный парк Разрушение эмульсии девонской нефти в промысловых системах 271
3.27. сбора Разрушение в промысловых системах сбора эмульсии сероводо- 273
3.28. родсодержащей нефти Разрушение эмульсии смеси сероводородсодержащей и девонской 277
3.29. нефтей Разрушение газированных и дегазированных эмульсий * 278
3.30. Деэмульсация нефти в интервале промысловый товарный парк- 279
3.31. головные сооружения Совмещенная схема подготовки нефти в интервале скважина- 284
3.31.1. промысловый ТП-головные сооружения Подготовка по совмещенной схеме легких нефтей 286
3.31.2. Подготовка по совмещенной схеме высокопарафинистых ман- 286'
3.32. гышлакских нефтей Предотвращение образования сульфида железа при совместном 295
3.33, сборе и подготовке смеси нефтей Технология обезвоживания природных битумов 297
Г Л А В А IV Обессоливание нефти 299
4.L Технологические прсдпосылки’процесса обессоливания 299
4.2. Механизм обессоливания 307
4.2.1, Обессоливание нефти по схеме «смешения» 311
4.2.2. Обессоливание нефти по схеме «замещения» 316
4.3. Обессоливание нефти на установках комплексной подготовки 326
4.3.1. Обессоливание нефти при сниженном расходе пресной воды 330
4.3.2. Обессоливание иефи на УПН в блоке с товарным парком 332
4.3.3. Работа УКПН с трубопроводом-каплеобразователем 335
4.3.4. Работа УКПН по схеме объединенных ступеней 335
4.4. Обессоливание нефти на ЭЛОУ 336
4.4.1. Работа установки без использования электрического поля 337
4.5. Работа обезвоживающих установок в режиме обессоливания при 339
4.6. использовании каплеобразователей Определение параметров каплеобразователей на ступени обессо- 343
4.6.1. ливания Определение диаметра 343
4.6,2. Определение длины секции 344
И4
4,7. Рабств обезвоживающих установок в режиме обессоливания с 346
сохранением производительности разделением отстойных аппа-
ратов на параллельно работающие блоки
4.8. Увеличение производительности установок с одновременным 347
улучшением качества нефти
4.9. Технология снижения расхода реагента и пресной воды на уста- 352
новках подготовки нефти
4.10, Работа обессоливающих установок в блоке с промысловой систе- 353
мой сбора
4.11. Обессоливание нефти на обезвоживающих установках без енн- 355
жения их производительности в блоке с промысловой системой
нефтегазосбора и разделении аппаратуры на два блока
4.12. Комбинированное использование гидродинамических средств 357
интенсификации для обессоливания на обезвоживающих объек-
тах
4.13. Обессоливание нефти на обезвоживающей установке по схеме 360
«установка-товирный парк»
4.14. Обессоливание нефти в интервале «промысловый товарный парк- 369
головные сооружения»
4.15. Методы разрушения эмульсий в интервале «промыселчолонные 373
сооружения-НПЗ»
4.16. Разрушение эмульсин в магистральных нефтепроводах и обессо- 383
ливанне нефти на НПЗ
4.17. Обессоливание нефти на месторождениях за рубежом 387
4.18. Влияние некоторых особенностей разработки месторождений на 389
обессоливание нефти
Литература 395
Валентин Петрович Тронов
ПРОМЫСЛОВАЯ ПОДГОТОВКА НЕФТИ
Редактор А, И. Афанасьев
Обложка художника Г, Е, Трифонова
Технический редактор В.Н. Галкина
Корректор Р. И. Доронина
Подписано в печать 15.05.2000 г. Формат 60x90
Печатных листов 26,0. Бумага офсетная. Тираж 1000 экз.
Издательство «Фэн» («Наукам) Академии наук Татарстана
420044, Казань, ул. Волгоградская, 49, Заказ Э-261
Лицензия N 0226 выдана 10 марта 1998 г, издательству «Фэн»
АНТ Министерством информации и печати РТ
Отпечатано в ГУП ПИК «Идел-Пресс»
420066, г. Казань, ул. Декабристов, 2.