/






















































































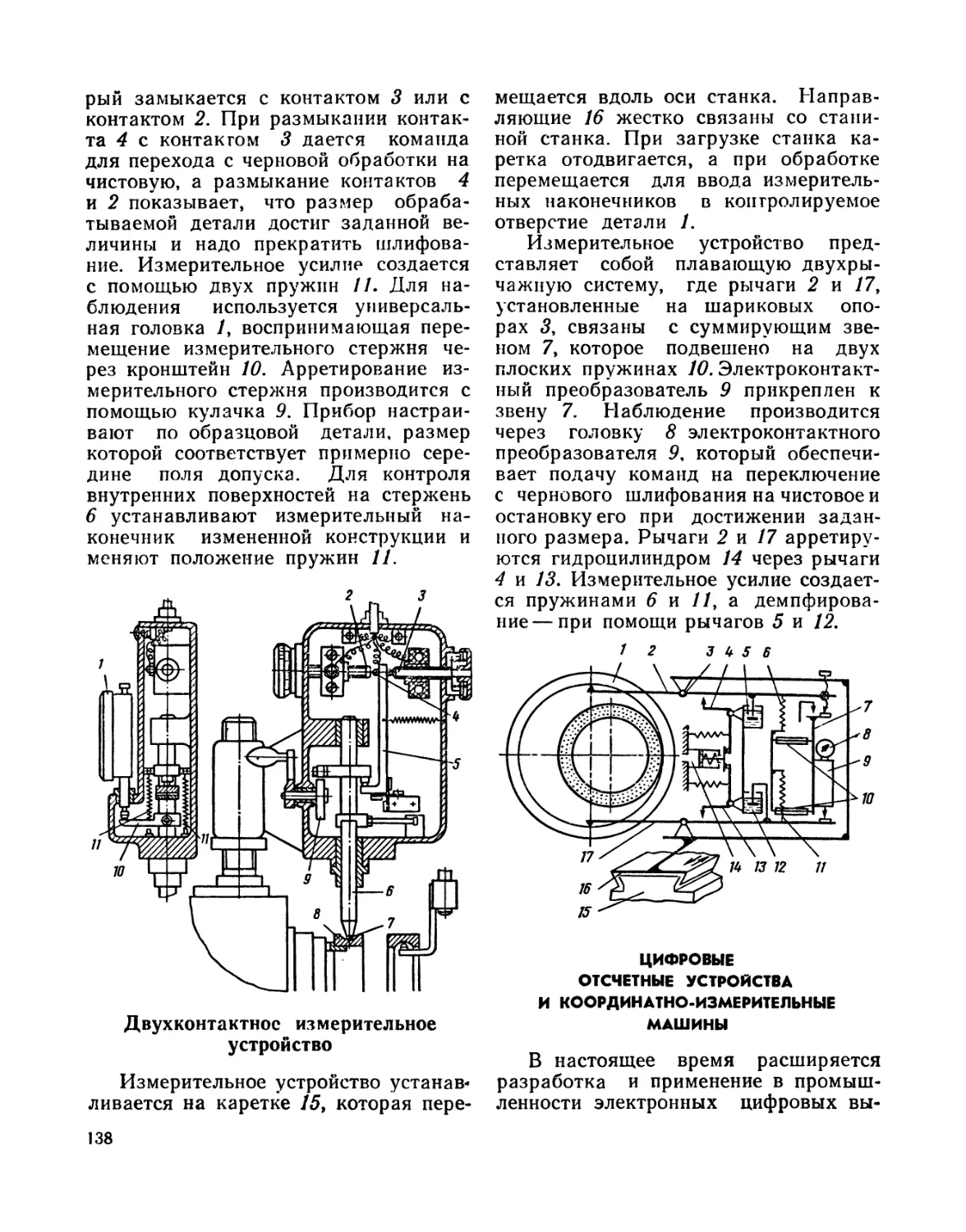








Текст
ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКОЕ
ОБРАЗОВАНИЕ
В. И. БЕРКОВ
Технические
измерения
В. И. БЕРКОВ
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
Одобрено Ученым советом
Государственного комитета СССР
по профессионально-техническому образованию
в качестве учебного пособия
для средних профессионально-технических
училищ
(АЛЬБОМ)
ИЗДАНИЕ ТРЕТЬЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
МОСКВА «ВЫСШАЯ ШКОЛА» 1983
Б48
ББК 34.41
Б48
УДК 621.753.1(076.5)
Рецензент: инж. Б. С. Зинин
Берков В. И.
Технические измерения (альбом): Учеб. пособие.— 3-еизд.,
перераб. и доп. — М. Высш. шк., 1983.— 144 с., ил.— (Проф¬
техобразование).
20 к.
Альбом содержит материал по основным средствам линейных и угловых изме¬
рений. В нем приведены сведения об их назначении, устройстве, проверке нулевого
положения, чтений показаний, настройке и применении средств измерения. Третье
издание (2-е в 1977 г.) дополнено описанием приборов, повышающих качество изме¬
рений и контроля.
Альбом предназначен в качестве учебного пособия для средних профессиональ¬
но-технических училищ и может быть использован при профессиональном обучении
рабочих на производстве.
2203000000—381 ккк 44 41
Б КБ—21 —13—83 л
052(01)—83 6П5.2
© Издательство «Высшая школа», 1977
© Издательство «Высшая школа», 1983, с изменениями
ПРЕДИСЛОВИЕ
В условиях зрелого социализма,
когда наша страна вышла на новые
рубежи социально-экономического про¬
гресса, вопросы повышения качества
продукции, выпускаемой промышлен¬
ностью, имеют первостепенное значе¬
ние.
Создание новой техники и техноло¬
гии ставит новые задачи по обеспече¬
нию высокой точности, достоверности,
сопоставимости и единства измерений
во всех без исключения отраслях про¬
изводства.
Основным показателем, определяю¬
щим квалификацию рабочего и качест¬
во профессионального обучения наря¬
ду со сложностью производимых работ
п производительностью труда, являет¬
ся качество изготовляемой продукции.
Одним из необходимых условий изго¬
товления высококачественной продук¬
ции является умение ее контролиро¬
вать, для чего необходимо владеть
техникой измерения.
В основу настоящего альбома по¬
ложены учебные программы для спе¬
циальностей по холодной обработке
металлов в училищах профессиональ¬
но-технического образования, подго¬
тавливающих рабочих 3-го и 4-го раз¬
рядов.
В первой главе содержатся наибо¬
лее простые средства измерений, при¬
меняемые в начале производственного
обучения: измерительные металличес¬
кие линейки, угольники и т. п. В по¬
следующих главах даются измеритель¬
ные инструменты и приборы, обеспечи¬
вающие более высокую точность,
сгруппированные по их конструктив¬
ным особенностям и назначению с уче¬
том последовательности их использо¬
вания в производственном обучении.
Наиболее полно (по элементам) дан
материал по применению наиболее
широко используемых средств измере¬
ний: штангенциркулей, микрометров,
угломеров и т. д. В третье изданне
альбома введен новый раздел «Изме¬
рительные приборы и устройства, по¬
вышающие производительность изме¬
рений и контроля».
Альбом можно использовать при
работе учащихся в классе, выполнении
домашних заданий, на лабораторно¬
практических занятиях, в процессе
производственного обучения, а также
для экранизации занятий с помощью
технических средств.
В третье издание альбома внесены
изменения и дополнения, связанные с
переработкой ГОСТ и СТ СЭВ.
Автор
I. СРЕДСТВА ИЗМЕРЕНИЙ,
ПРИМЕНЯЕМЫЕ
Я НАЧАЛЬНОМ ПЕРИОДЕ
ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
ИЗМЕРИТЕЛЬНЫЕ
МЕТАЛЛИЧЕСКИЕ ЛИНЕЙКИ
Измерительные металлические ли¬
нейки (ГОСТ 427—75) предназначены
для непосредственных измерений длин.
Верхний предел измерения линеек от
150 до 1000 мм. Цена деления 1 мм.
Линейки могут иметь один рабочий
или дьа рабочих торца, одну или две
шкалы.
Измерение линейкой
Линейка прикладывается к
образующей цилиндра без
перекоса
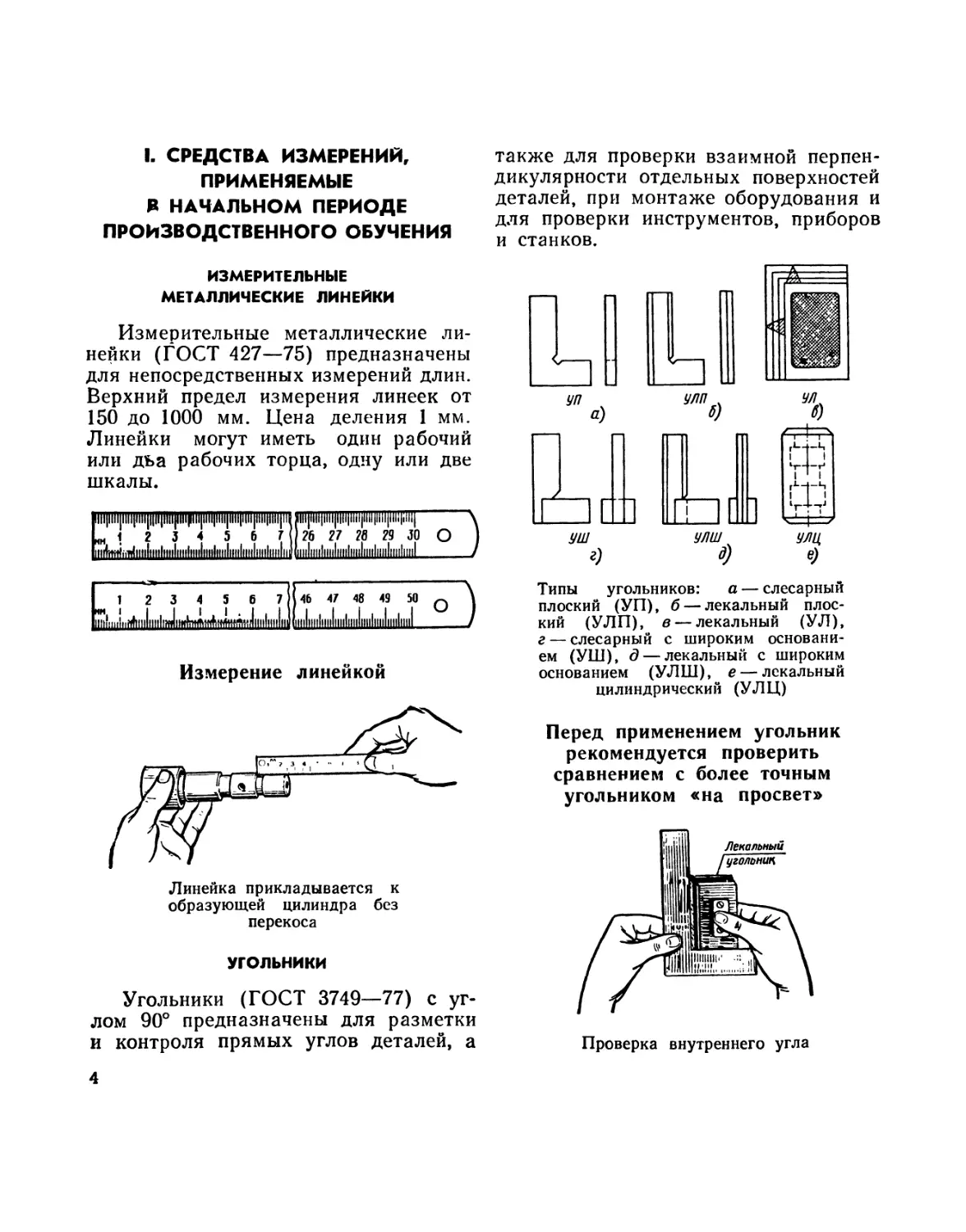
УГОЛЬНИКИ
Угольники (ГОСТ 3749—77) с уг¬
лом 90° предназначены для разметки
и контроля прямых углов деталей, а
также для проверки взаимной перпен¬
дикулярности отдельных поверхностей
деталей, при монтаже оборудования и
для проверки инструментов, приборов
и станков.
Типы угольников: а — слесарный
плоский (УП), б — лекальный плос¬
кий (УЛП), в — лекальный (УЛ),
г — слесарный с широким основани¬
ем (УШ), д — лекальный с широким
основанием (УЛШ), е — лекальный
цилиндрический (УЛЦ)
Перед применением угольник
рекомендуется проверить
сравнением с более точным
угольником «на просвет»
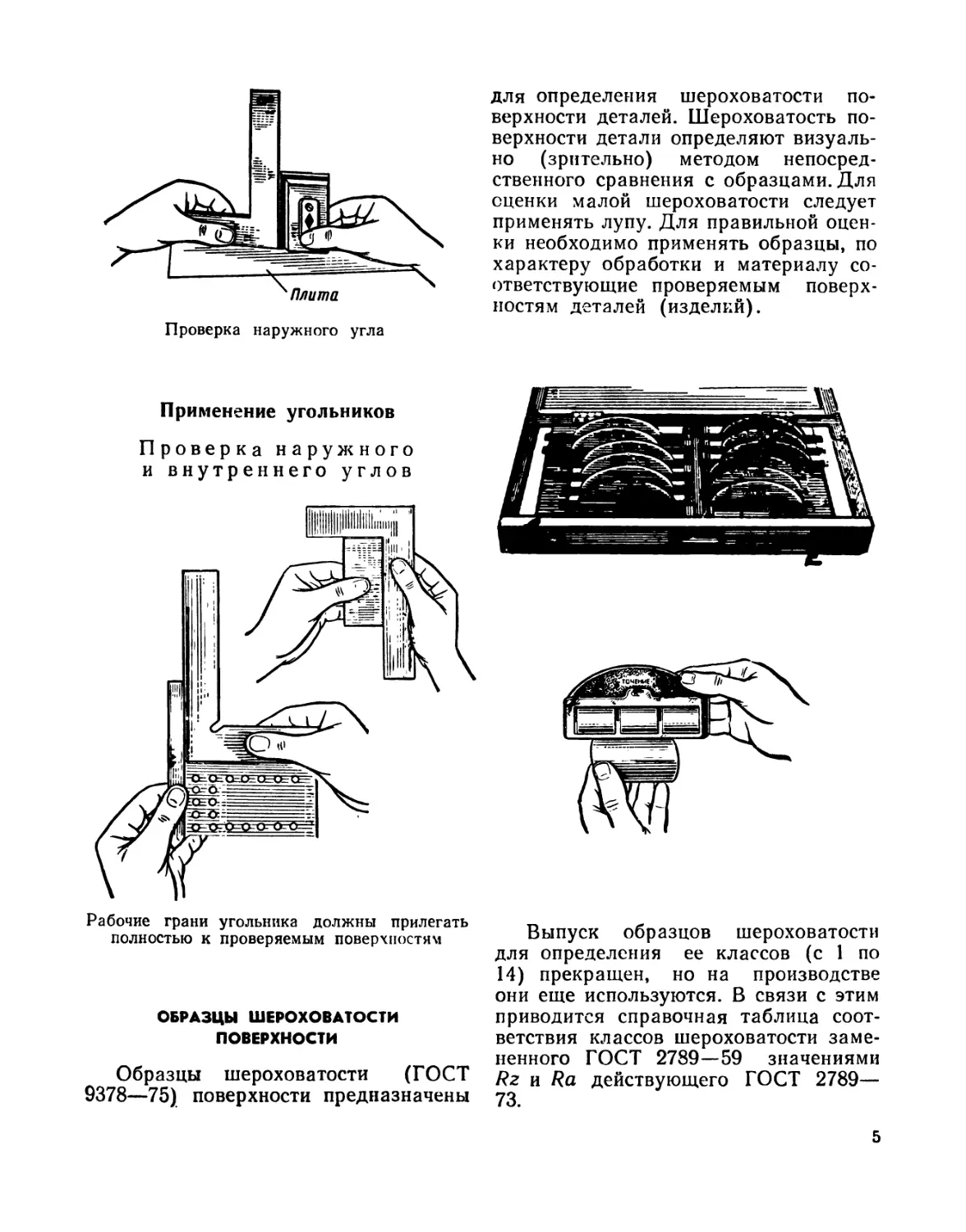
Проверка внутреннего угла
для определения шероховатости по¬
верхности деталей. Шероховатость по¬
верхности детали определяют визуаль¬
но (зрительно) методом непосред¬
ственного сравнения с образцами. Для
сценки малой шероховатости следует
применять лупу. Для правильной оцен¬
ки необходимо применять образцы, по
характеру обработки и материалу со¬
ответствующие проверяемым поверх¬
ностям деталей (изделий).
Применение угольников
Проверка наружного
и внутреннего углов
Рабочие грани угольника должны прилегать
полностью к проверяемым поверхностям
ОБРАЗЦЫ ШЕРОХОВАТОСТИ
ПОВЕРХНОСТИ
Образцы шероховатости (ГОСТ
9378—75) поверхности предназначены
Выпуск образцов шероховатости
для определения ее классов (с 1 по
14) прекращен, но на производстве
они еще используются. В связи с этим
приводится справочная таблица соот¬
ветствия классов шероховатости заме¬
ненного ГОСТ 2789—59 значениями
/?2 и /?а действующего ГОСТ 2789—
73.
5
Справочная таблица обозначения классов шероховатости
По ГОСТ
2789—59
(заменен)
По ГОСТ 2789—73
Значения параметров, мкм
Базовая
Кг
На
длина, мм
VI
Иг 320м ЯгЗЛ)/ Вг320/
V V V
От 320 до 160 вкл.
—
У2
Вг160/ Рг 160 / Вг160/
V V V
От 160 до 80 вкл.
—
8,0
УЗ
Вг80/ В28О/ Вг80/
V V V
От 80 до 40 вкл.
—
У4
Вг40/ Й240/ Нг4°/
V V V
От 40 до 20 вкл.
—
2.5
У5
Вг20/ Пг20/ Вг20/
V V V
От 20 до 10 вкл.
—
Уб
2.5/ 2.5/ 2.6/
V V V
—
От 2,5 до 1,25 вкл.
0,8
У7
1,25/ '1.25/ 1.25/
V V V
—
От 1,25 до 0,63 вкл.
У8
0,63/ 0.63/ 0.63/
V V V
—
От 0,63 до 0,32 вкл.
У9
0,32/ 0.32/
V V
—
От 0,32 до 0,16 вкл.
0,25
У 10
у 'V
—
От 0,16 до 0,08 вкл.
У11
0.08/ о,08/
V V
—
От 0,08 до 0,04 вкл.
У12
0,04/ 0.04/
\/ V
—
От 0,04 до 0,02 вкл
У13
Вг0,10/ ВгО.Ю/
\7 V
От 0,10 до 0,05 вкл.
—
0,08
У14
В20,05 / Вг0.05/
V V
От 0,05 до 0,025 вкл.
—
оо
V
—
—
—
Примечания к справочной таблице: 1. Основной знак (применяют, если
вид обработки конструктором не предопределяется). 2. Знак с конкретным значением пара¬
метра Ка или применяют для указания шероховатости поверхности, получаемой без удаления
слоя материала (например, литьем, волочением, ковкой, экструзией, прессованием и др.). 3. Знак
без указания конкретного значения параметров На и Нг применяют, если в основной надпи¬
си чертежа в графе «материал» есть ссылка на сортамент материала. 4. Знак тгУ применяют,
если слой материала нужно обязательно удалить.
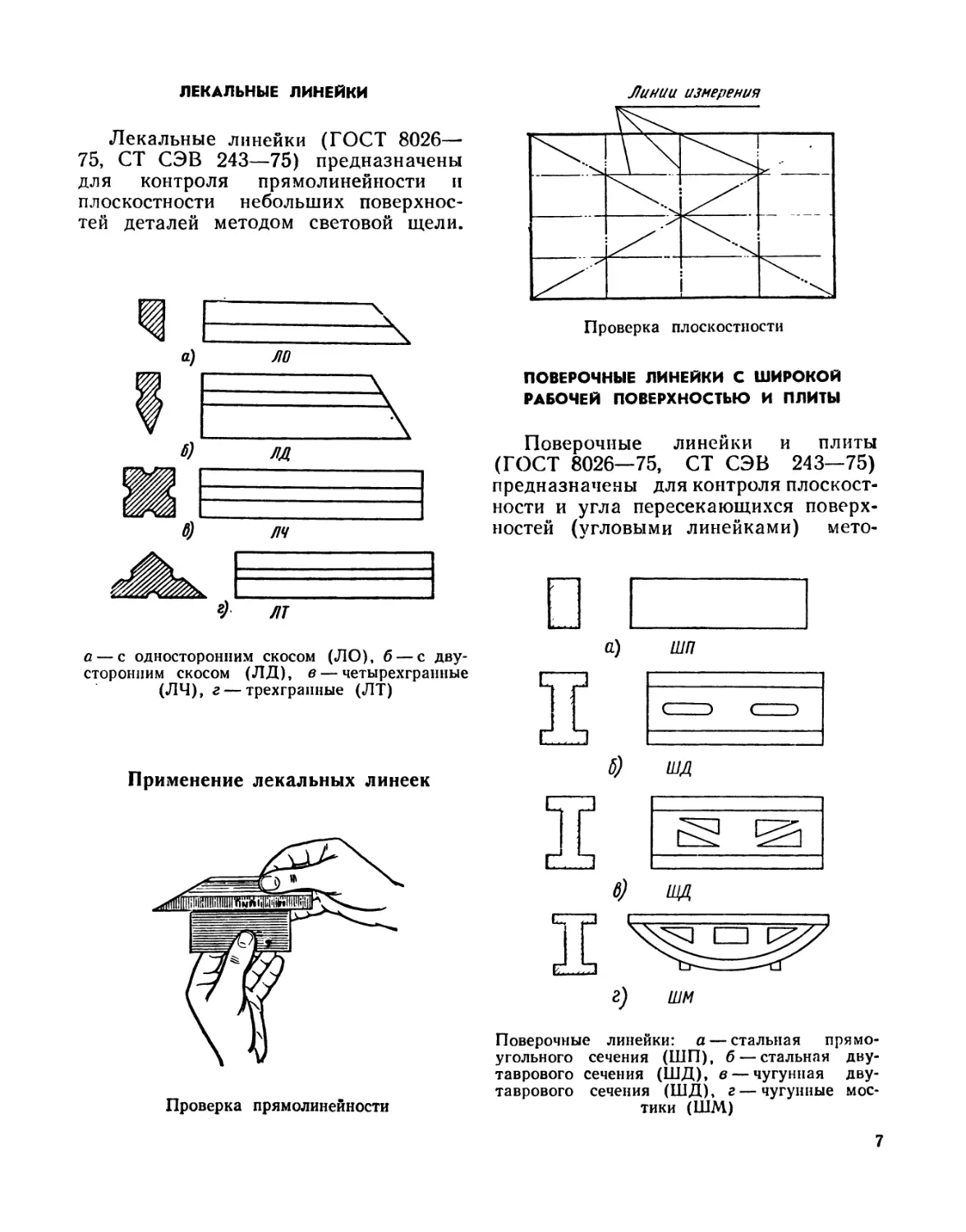
ЛЕКАЛЬНЫЕ ЛИНЕЙКИ
Линии измерения
Лекальные линейки (ГОСТ 8026—
75, СТ СЭВ 243—75) предназначены
для контроля прямолинейности и
плоскостности небольших поверхнос¬
тей деталей методом световой щели.
Проверка плоскостности
ПОВЕРОЧНЫЕ ЛИНЕЙКИ С ШИРОКОЙ
РАБОЧЕЙ ПОВЕРХНОСТЬЮ И ПЛИТЫ
Поверочные линейки и плиты
(ГОСТ 8026—75, СТ СЭВ 243—75)
предназначены для контроля плоскост¬
ности и угла пересекающихся поверх¬
ностей (угловыми линейками) мето-
а — с односторонним скосом (ЛО), б — с дву¬
сторонним скосом (ЛД), в — четырехгранные
(ЛЧ), г — трехгранные (ЛТ)
Применение лекальных линеек
Проверка прямолинейности
Поверочные линейки: а — стальная прямо¬
угольного сечения (ШП), б — стальная дву¬
таврового сечения (ШД), в — чугунная дву¬
таврового сечения (ШД), г— чугунные мос¬
тики (ШМ)
7
лом «на краску» и по величине ли¬
нейных отклонений — определением
величины зазоров.
Угловые поверочные линейки: а — трапеце¬
идальные, б — трехграиные
Поверочная плита
Контроль плоскостности методом
«на краску»
У шабренных поверхностей плос¬
костность и угол пересекающихся по¬
верхностей проверяют перемещением
проверяемых поверхностей относитель¬
но рабочих сторон плит или угловых
линеек, предварительно покрытых лег¬
ким слоем красящего материала. Плос¬
костность х ар а ктеризуется кол ичест-
вом пятен на проверяемой поверхнос¬
ти в квадрате со стороной 25 мм.
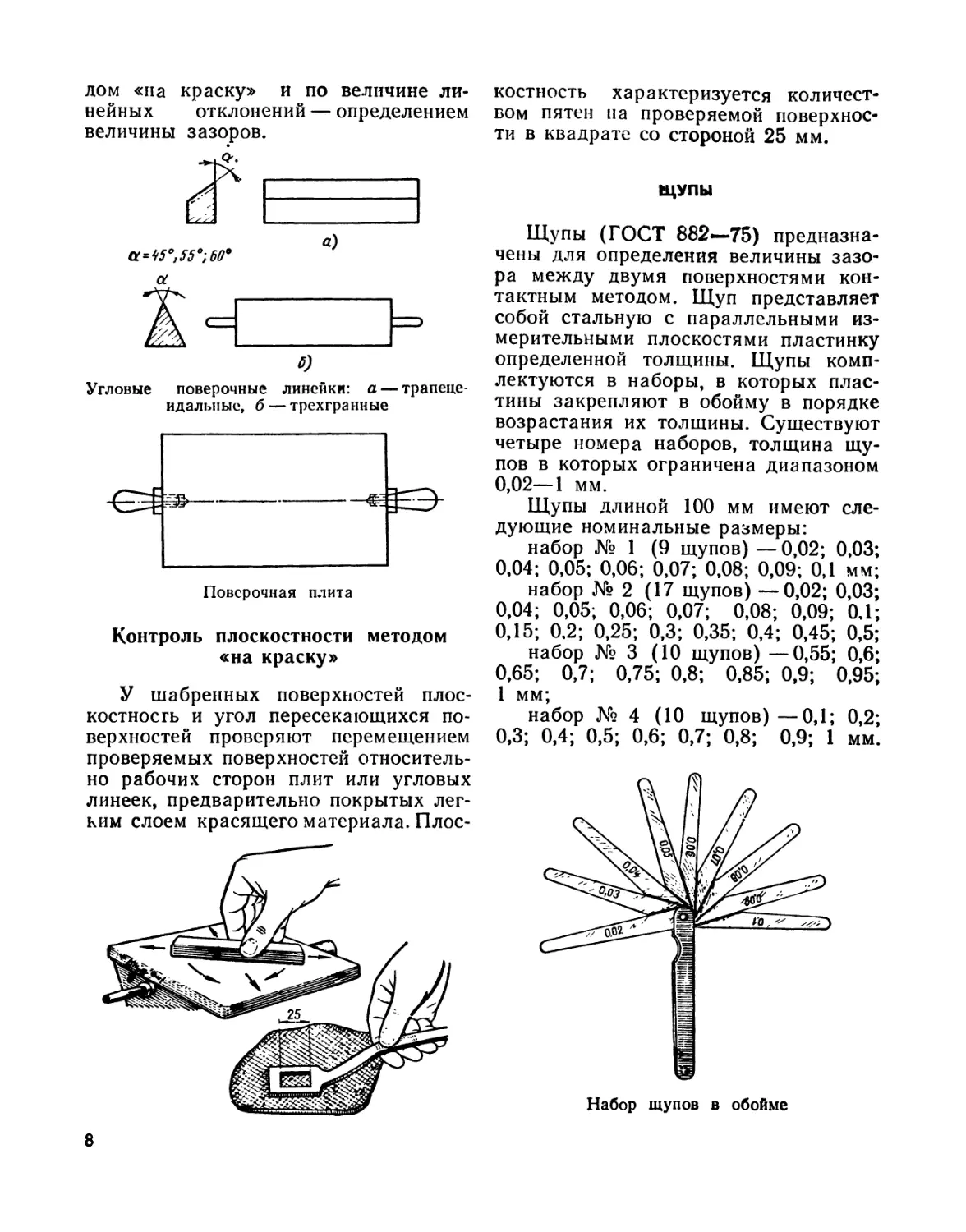
ЩУПЫ
Щупы (ГОСТ 882—75) предназна¬
чены для определения величины зазо¬
ра между двумя поверхностями кон¬
тактным методом. Щуп представляет
собой стальную с параллельными из¬
мерительными плоскостями пластинку
определенной толщины. Щупы комп¬
лектуются в наборы, в которых плас¬
тины закрепляют в обойму в порядке
возрастания их толщины. Существуют
четыре номера наборов, толщина щу¬
пов в которых ограничена диапазоном
0,02—1 мм.
Щупы длиной 100 мм имеют сле¬
дующие номинальные размеры:
набор № 1 (9 щупов) — 0,02; 0,03
0,04; 0,05; 0,06; 0,07; 0,08; 0,09; 0,1 мм
набор № 2 (17 щупов) —0,02; 0,03
0,04; 0,05; 0,06; 0,07; 0,08; 0,09; 0,1
0,15; 0,2; 0,25; 0,3; 0,35; 0,4; 0,45; 0,5
набор № 3 (10 щупов) —0,55; 0,6
0,65; 0,7; 0,75; 0,8; 0,85; 0,9; 0,95
1 мм;
набор № 4 (10 щупов) —0,1; 0,2
0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1 мм.
8
Набор щупов в обойме
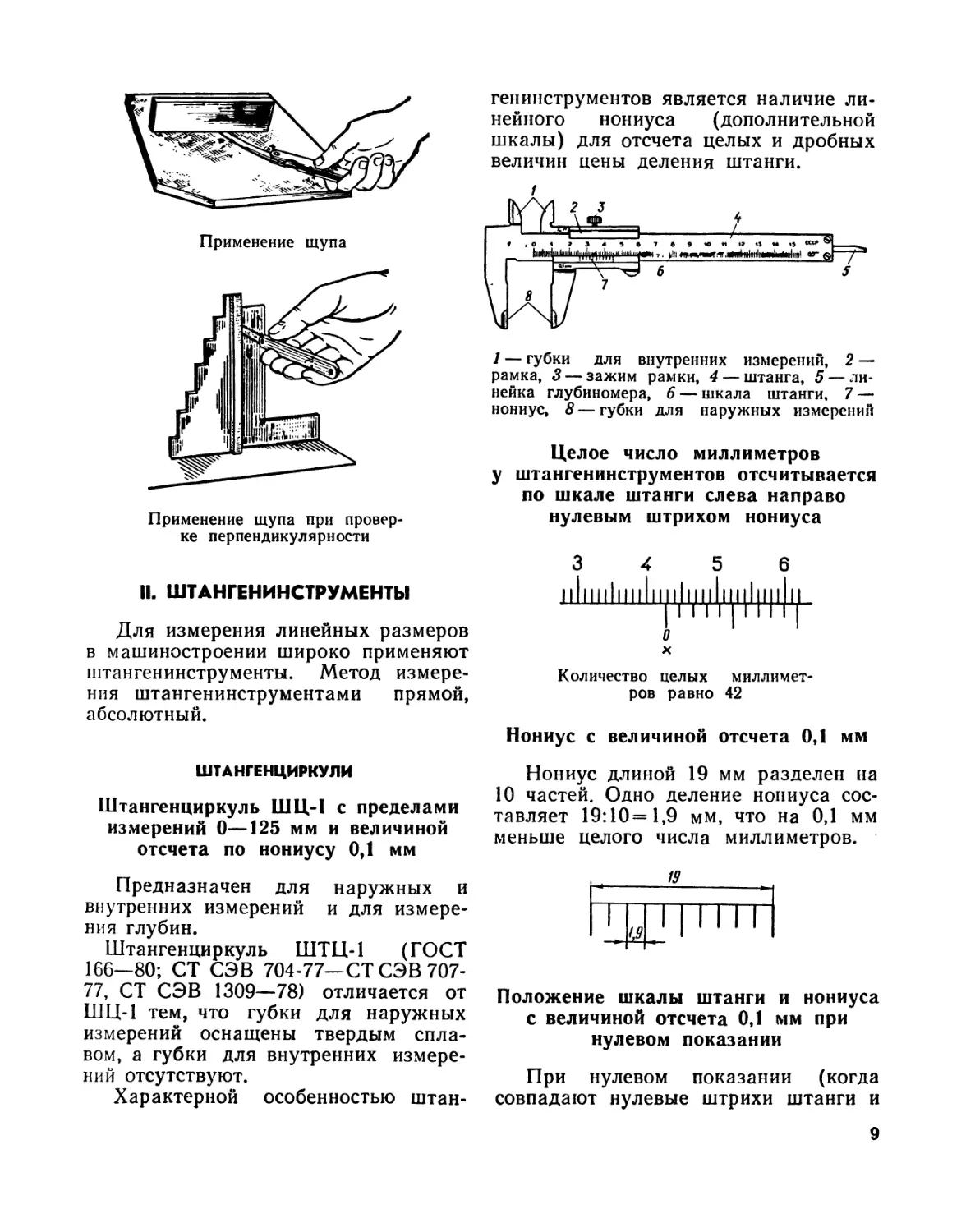
Применение щупа
генинструментов является наличие ли¬
нейного нониуса (дополнительной
шкалы) для отсчета целых и дробных
величин цены деления штанги.
1
Применение щупа при провер¬
ке перпендикулярности
II. ШТАНГЕНИНСТРУМЕНТЫ
Для измерения линейных размеров
в машиностроении широко применяют
штангенинструменты. Метод измере¬
ния штангенинструментами прямой,
абсолютный.
ШТАНГЕНЦИРКУЛИ
Штангенциркуль ШЦ-1 с пределами
измерений 0—125 мм и величиной
отсчета по нониусу 0,1 мм
Предназначен для наружных и
внутренних измерений и для измере¬
ния глубин.
Штангенциркуль ШТЦ-1 (ГОСТ
166—80; СТ СЭВ 704-77—СТ СЭВ 707-
77, СТ СЭВ 1309—78) отличается от
ШЦ-1 тем, что губки для наружных
измерений оснащены твердым спла¬
вом, а губки для внутренних измере¬
ний отсутствуют.
Характерной особенностью штан-
Положение шкалы штанги и нониуса
с величиной отсчета 0,1 мм при
нулевом показании
При нулевом показании (когда
совпадают нулевые штрихи штанги и
9
1 — губки для внутренних измерений, 2 —
рамка, 3 — зажим рамки, 4 — штанга, 5 — ли¬
нейка глубиномера, 6 — шкала штанги, 7 —
нониус, 8 — губки для наружных измерений
Целое число миллиметров
у штангенинструментов отсчитывается
по шкале штанги слева направо
нулевым штрихом нониуса
Количество целых миллимет¬
ров равно 42
Нониус с величиной отсчета 0,1 мм
Нониус длиной 19 мм разделен на
10 частей. Одно деление нониуса сос-
гавляет 19:10=1,9 мм, что на 0,1 мм
меньше целого числа миллиметров.
нониуса) штрих нониуса находится
от ближайшего справа штриха штанги
на расстоянии, равном величине отсче¬
та (0,1 мм), умноженной на порядко¬
вый номер нониуса, не считая нулево¬
го, т. е. при перемещении рамки до
совпадения какого-либо штриха нониу¬
са со штрихом штанги размер между
губками штангенциркуля (дробная
величина) будет равен величине отсче¬
та (0,1 мм), умноженной на порядко¬
вый номер этого штриха нониуса.
Дробная величина (количество деся¬
тых долей миллиметров) определяется
умножением величины отсчета (0,1 мм)
на порядковый номер штриха нониуса
(не считая нулевого), совпадающего
со штрихом штанги.
Пример отсчета:
39 мм+0,1 ммХ
X7=39,7 мм
Пример отсчета:
61 мм+0,1 ммХ
Х4 = 61,4 мм
Проверка нулевого положения
штангенциркуля
При отсутствии просвета между
губками для наружных измерений или
при небольшом просвете (до0,015мм)
должны совпадать нулевые штрихи
нониуса и штанги.
Определение доли миллиметра
нониусом с величиной отсчета 0,1 мм
Дробная величина (0,3 мм) полу¬
чена в результате умножения величи¬
ны отсчета (0,1 мм) на порядковый
номер штриха нониуса, т. е. третьего
(не считая нулевого), совпадающего
со штрихом штаиги.
Крестиком указан
3-й штрих нониуса
Чтение показаний на штангенциркуле
с величиной отсчета 0,1 мм
Целое число миллиметров отсчи¬
тывается по шкале штанги слева на¬
право нулевым штрихом нониуса.
10
Последовательность измерения •
штангенциркулем
При измерении штангенциркулем
измерительные поверхности губок
доводят до требуемого размера путем
соприкосновения с проверяемой по¬
верхностью, проверяя при этом пра-
випьность их положения (отсутствие
гкрекоса и нормальность усилия при
перемещении), закрепляют рамку и
читают показания.
Перемещение рамки
При перемещении рамки правая
рука должна поддерживать штангу.
Положение губок относительно
внутренних цилиндрических
поверхностей
Линия измерения
Линия измерения перпендикулярна оси детали
и проходит через ее центр
Положение губок относительно
проверяемых внутренних
параллельных поверхностей
Линия измерения
Положение губок относительно
проверяемых наружных поверхностей
Линия измерения /
Линия измерения I
Линия измерения 1 перпендикулярна оси де¬
тали, а линия измерения 2 перпендикулярна
параллельным плоскостям
Линия измерения перпендикуляр¬
на параллельным плоскостям
Положение линейки глубиномера
относительно проверяемой детали
Линейка глубиномера перпендикулярна по-
верхностям, между которыми проверяется глу¬
бина
11
Положение рук относительно
штангенциркуля и незакрепленной
детали
При измерении незакрепленной де¬
тали левая рука должна находиться
ла губками и захватывать деталь не¬
далеко от губок; правой рукой поддер¬
живают штангу, при этом большим
пальцем этой руки перемещают рамку
до соприкосновения с проверяемой
поверхностью, не допуская перекоса
губок и добиваясь нормального изме¬
рительного усилия.
Положение рук относительно патрона
станка, штангенциркуля
и закрепленной детали
При измерении закрепленной дета¬
ли левая рука должна слегка прижи¬
мать губку штанги к проверяемой
поверхности; правая рука поддержи¬
вает штангу (примерно в горизонталь¬
ном положении), и большим пальцем
этой руки перемещают рамку до со¬
прикосновения с проверяемой поверх¬
ностью, не допуская при этом переко¬
са губок и добиваясь нормального из¬
мерительного усилия.
Закрепление рамки
Закрепление рамки надо произво¬
дить большим и указательным паль¬
цами правой руки, поддерживая штан¬
гу остальными пальцами этой руки; ле¬
вая рука при этом должна поддер¬
живать губку штанги.
Измерительное усилие
Нормальное измерительное усилие
достигается легким контактированием
при перемещении проверяемых поверх¬
ностей детали относительно измери¬
тельных поверхностей инструмента.
12
Запрещается измерять деталь,
закрепленную в патроне, во время
работы станка
При чтении показаний штангенциркуль
следует держать прямо перед глазами
Если смотреть на показания сбоку,
это приведет к неправильным резуль¬
татам измерений. Из этих же сообра¬
жений (предотвращение искажения
показаний) поверхность, на которой
нанесена шкала нониуса, имеет скос
для того, чтобы приблизить шкалу но¬
ниуса к основной шкале на штанге.
При измерении детали, закрепленной
в токарном патроне (станок
выключен), руки не должны
находиться в плоскости вращения
кулачков
После окончания работы штанген-
инструмеит надо протереть, смазать
антикоррозионным составом, развести
измерительные губки на 2-—3 см, ос¬
лабить зажимы рамки и инструмент
положить в футляр.
Штангенциркуль ШЦ-П с пределами
измерений 0—160 мм и величиной
отсчета по нониусу 0,05 мм
Предназначен для наружных и
внутренних измерений и разметки.,
13
1 — неподвижные измерительные губки, 2 —
подвижные измерительные губки, 3 — рамка,
4 — зажим рамки, 5 — рамка микрометричес¬
кой подачи, 6 — зажим рамки микрометриче¬
ской подачи, 7 — штанга, 8 — гайка и винт
микрометрической подачи рамки, 9 — нониус
Микрометрическая подача
Микрометрическую подачу приме¬
няют для точной установки рамки от¬
носительно штанги.
Штангенциркуль ШЦ-П1 с пределами
измерений 0—400 мм и величиной
отсчета по нониусу 0,05 мм
Предназначен для
внутренних измерений.
наружных и
1 — рамка, 2 — зажимы рамки, 3 — рамка мик¬
рометрической подачи, 4 — зажим рамки мик¬
рометрической подачи, 5 — штанга, 6 — гайка
и винт микрометрической подачи, 7 — нониус,
8 — губка рамки, 9 — губка штанги
1 — рамка, 2 — зажим рамки, 3—штанга, 4 —
рамка микрометрической подачи, 5 — зажим
рамки микрометрической подачи, 6 — гайка и
винт микрометрической подачи, 7 — нониус
Нониус с величиной отсчета 0,05 мм
Нониус, длина которого равна
39 мм, разделен на 20 частей. Одно
деление нониуса составляет 39:20 =
= 1,95 мм, что на 0,05 мм меньше це¬
лого числа миллиметров.
Шкала лониуса с величиной
отсчета 0,05 мм
Овальные отверстия в нониусе поз¬
воляют перемещать его на небольшую
величину вдоль рамки, что необходи¬
мо при установке на нуль после ре¬
монта.
Положение шкалы штанги и нониуса
с величиной отсчета 0,05 мм
при нулевом показании
При нулевом показании (когда сов¬
падают нулевые штрихи штанги и но¬
ниуса) штрих нониуса находится от
ближайшего справа штриха штанги на
расстоянии, равном величине отсчета
(0,05 мм), умноженной на порядковый
номер штриха нониуса, не считая ну¬
левого.
ж
штриха нониуса, совпадающего со
штрихом штанги, считая его от най¬
денного длинного оцифрованного
штриха. Если же со штрихом штанги
совпадает длинный оцифрованный
штрих нониуса, то ограничиваются
прибавлением его величины к целому
числу миллиметров.
Определение доли миллиметра
нониусом с величиной отсчета 0,05 мм
Дробная величина (0,35 мм) полу¬
чена в результате умножения величи¬
ны отсчета (0,05 мм) на порядковый
номер штриха нониуса, т. е. седьмого
(не считая нулевого), совпадающего
со штрихом штанги 0,05 ммХ7 =
= 0,35 мм. Для ускорения отсчета ис¬
пользуют цифры нониуса 25, 50 и т. д.,
обозначающие сотые доли миллиметра.
Например, 0,25 мм 4-0,05 ммХ2 =
= 0,35 мм.
Примеры чтения показаний
на штангенинструментах с величиной
отсчета по нониусу 0,05 мм
Величина отсчета у инструментов
с нониусом равна частному от деле¬
ния основного деления шкалы на ко¬
личество делений нониуса. При цене
деления основной шкалы 1 мм и коли¬
честве делений нониуса 10 величина
отсчета равна 0,1 мм; при цене деле¬
ния основной шкалы 1 мм и количест¬
ве делений нониуса 20 величина отсче¬
та равна 0,05 мм; если бы количество
делений нониуса было бы равно 50,
то величина отсчета была бы равна
0,02 мм.
Крестиком указан 7-й штрих но¬
ниуса
Чтение показаний
на штангенинструментах с величиной
отсчета 0,05 мм
При чтении показаний на штанген¬
инструментах с величиной отсчета по
нониусу 0,05 мм целое число милли¬
метров отсчитывают слева направо ну¬
левым штрихом нониуса. Затем нахо¬
дят штрих нониуса, совпадающий со
штрихом шкалы штанги. После этого
к ближайшей слева цифре нониуса
(25 или 50, или 75), обозначающей
сотые доли миллиметра, прибавляют
результат умножения величины отсче¬
та на порядковый номер короткого
16
Чтение показаний при внутренних
измерениях
При внутренних измерениях к по¬
казаниям штангенциркуля прибавля¬
ется толщина губок, указанная на них.
Для более точного контактирования
при внутренних измерениях с издели¬
ем губки штангенциркуля с наружной
стороны имеют сферическую поверх¬
ность.
Применение микрометрической подачи
Приблизительно устанавливают
контролируемый размер (при наруж¬
ном измерении несколько больше, а
при внутреннем несколько меньше
контролируемого размера), закрепля¬
ют рамку микрометрической подачи,
затем при помощи микрометрической
пары доводят губки до соприкоснове¬
ния с проверяемыми поверхностями,
закрепляют рамку, не допуская пере¬
коса и добиваясь нормального изме¬
рительного усилия.
Приблизительная установка размера
Штангенциркуль с двумя нониусами
с пределами измерений 0—200
и 0—320 мм и величиной отсчета
по нониусу 0,1 мм
Левый нониус предназначен для
наружных измерений, а правый — для
внутренних измерений. Конструкция
этого штангенциркуля исключает не¬
обходимость прибавления к показани¬
ям инструмента толщины губок.
Закрепление рамки микрометрической
подачи
Зажим рамки микрометрической
подачи производится большим и ука¬
зательным пальцами правой руки при
поддержке штанги ее остальными
пальцами.
16
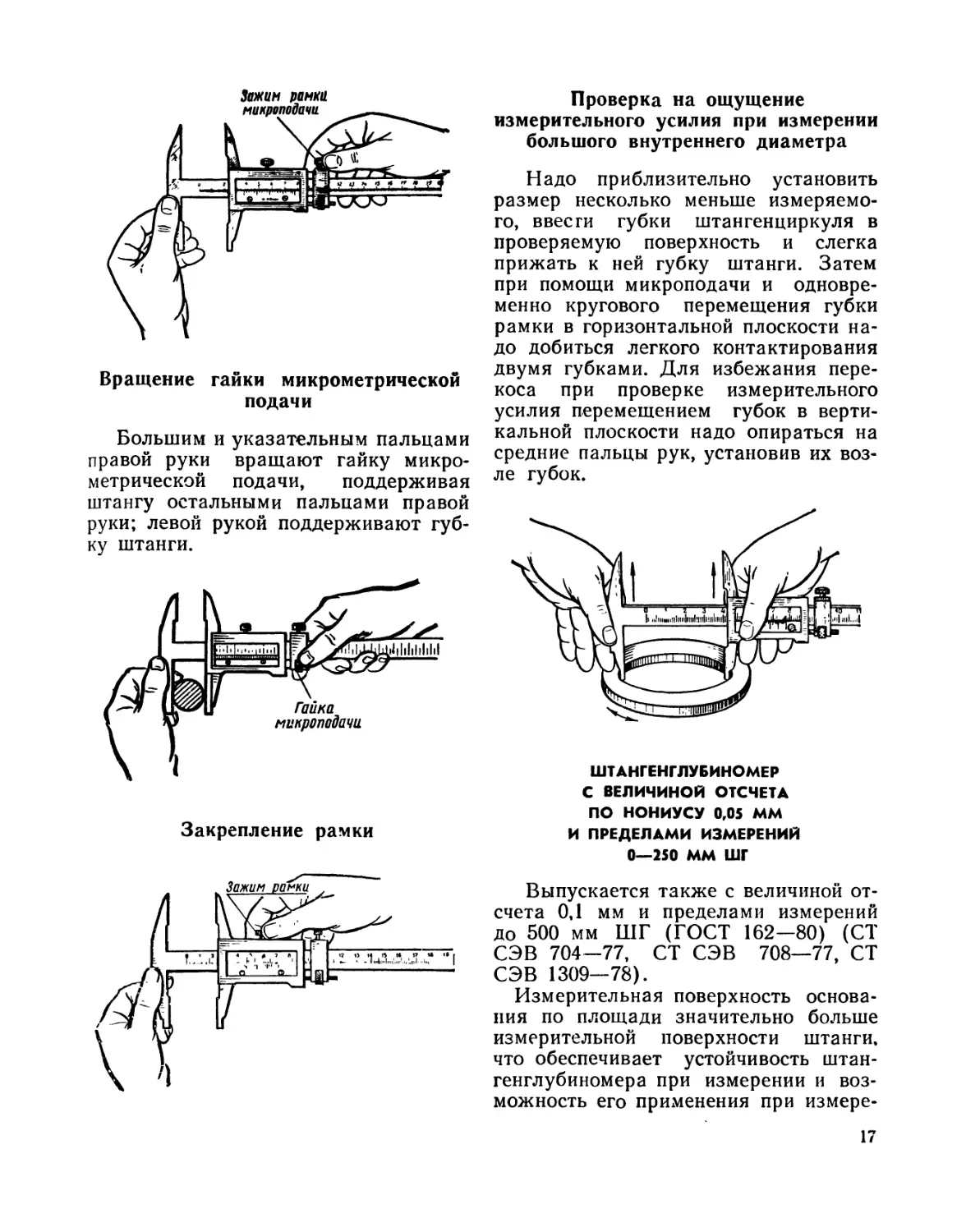
Вращение гайки микрометрической
подачи
Большим и указательным пальцами
правой руки вращают гайку микро¬
метрической подачи, поддерживая
штангу остальными пальцами правой
руки; левой рукой поддерживают губ¬
ку штанги.
Закрепление рамки
Проверка на ощущение
измерительного усилия при измерении
большого внутреннего диаметра
Надо приблизительно установить
размер несколько меньше измеряемо¬
го, ввести губки штангенциркуля в
проверяемую поверхность и слегка
прижать к ней губку штанги. Затем
при помощи микроподачи и одновре¬
менно кругового перемещения губки
рамки в горизонтальной плоскости на¬
до добиться легкого контактирования
двумя губками. Для избежания пере¬
коса при проверке измерительного
усилия перемещением губок в верти¬
кальной плоскости надо опираться на
средние пальцы рук, установив их воз¬
ле губок.
ШТАНГЕНГЛУБИНОМЕР
С ВЕЛИЧИНОЙ ОТСЧЕТА
ПО НОНИУСУ 0,05 ММ
И ПРЕДЕЛАМИ ИЗМЕРЕНИЙ
0—250 ММ ШГ
Выпускается также с величиной от¬
счета 0,1 мм и пределами измерений
до 500 мм ШГ (ГОСТ 162—80) (СТ
СЭВ 704—77, СТ СЭВ 708—77, СТ
СЭВ 1309—78).
Измерительная поверхность основа¬
ния по площади значительно больше
измерительной поверхности штанги,
что обеспечивает устойчивость штан-
генглубиномера при измерении и воз¬
можность его применения при измере-
17
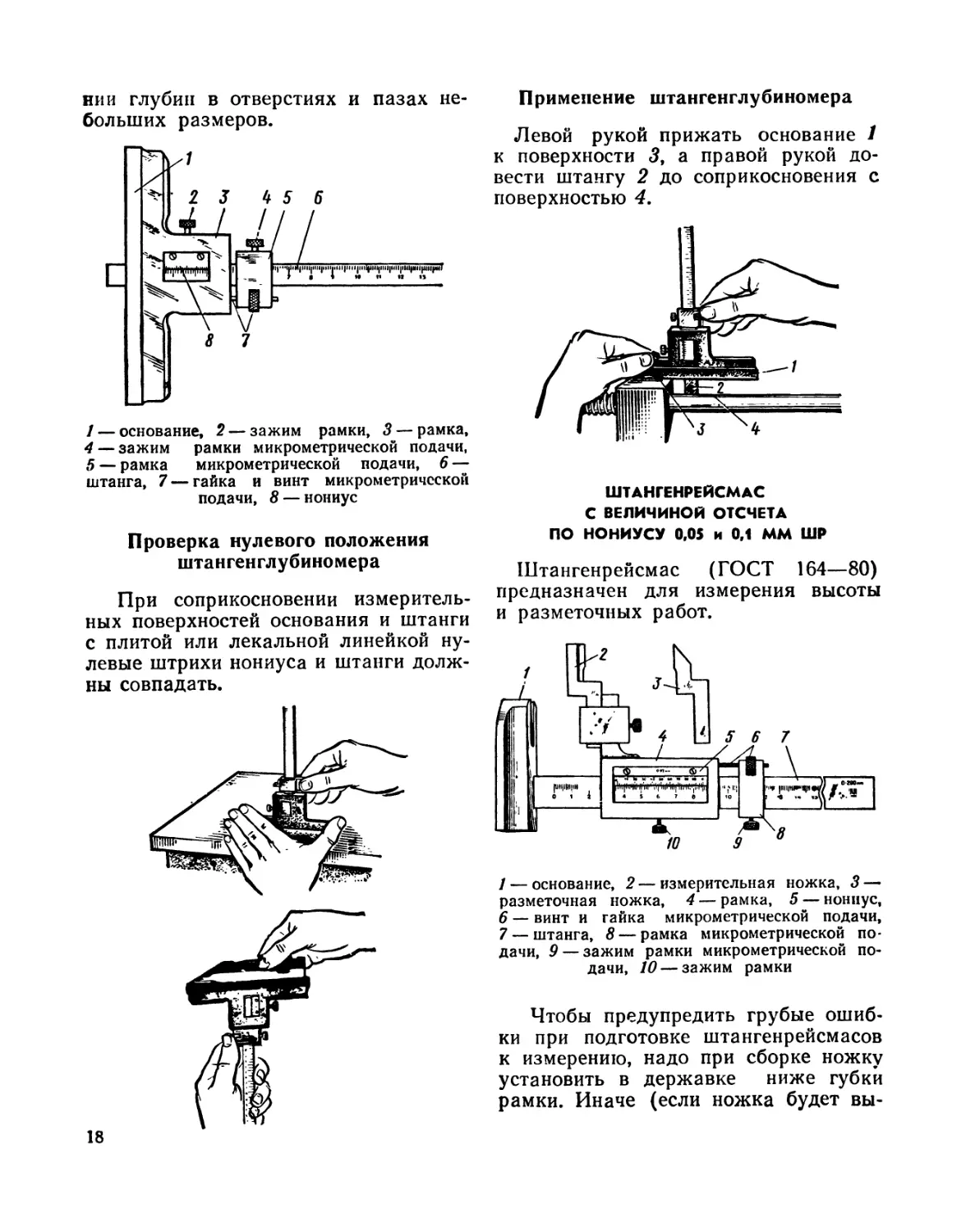
нии глубин в отверстиях и пазах не¬
больших размеров.
Применение штангенглубиномера
Левой рукой прижать основание 1
к поверхности 3, а правой рукой до¬
вести штангу 2 до соприкосновения с
поверхностью 4.
1 — основание, 2 — зажим рамки, 3 — рамка,
4— зажим рамки микрометрической подачи,
5 — рамка микрометрической подачи, 6 —
штанга, 7 — гайка и винт микрометрической
подачи, 8 — нониус
Проверка нулевого положения
штангенглубиномера
При соприкосновении измеритель¬
ных поверхностей основания и штанги
с плитой или лекальной линейкой ну¬
левые штрихи нониуса и штанги долж¬
ны совпадать.
ШТАНГЕНРЕЙСМАС
С ВЕЛИЧИНОЙ ОТСЧЕТА
ПО НОНИУСУ 0,05 и 0,1 ММ ШР
Штангенрейсмас (ГОСТ 164—80)
предназначен для измерения высоты
и разметочных работ.
1 — основание, 2—измерительная ножка, 3 —
разметочная ножка, 4 — рамка, 5 — нониус,
6 — винт и гайка микрометрической подачи,
7 — штанга, 8 — рамка микрометрической по¬
дачи, 9 — зажим рамки микрометрической по¬
дачи, 10 — зажим рамки
Чтобы предупредить грубые ошиб¬
ки при подготовке штангенрейсмасов
к измерению, надо при сборке ножку
установить в державке ниже губки
рамки. Иначе (если ножка будет вы-
18
ше губки рамки) ошибка будет равна
сумме толщин ножки и губки рамки.
Проверка нулевого положения
штангенрейсмаса
При отсутствии зазора между
ножкой и плитой (или концевой ме¬
рой, равной нижнему пределу измере¬
ния) нулевые штрихи нониуса и штан¬
ги должны совпадать.
Применение штангенрейсмаса
При измерении высоты левой ру¬
кой прижимают основание к плите, а
правой рукой при помощи микропода¬
чи доводят измерительную ножку до
соприкосновения с поверхностью де¬
тали.
При разметке после установки раз¬
мера правой рукой, слегка прижимая
основание к плите, перемещают штан-
гснрейсмас относительно детали.
Штангенрейсмас повышенного
качества
Положение основания, находящего¬
ся на противоположной стороне губки
рамки, позволяет вплотную прибли¬
19
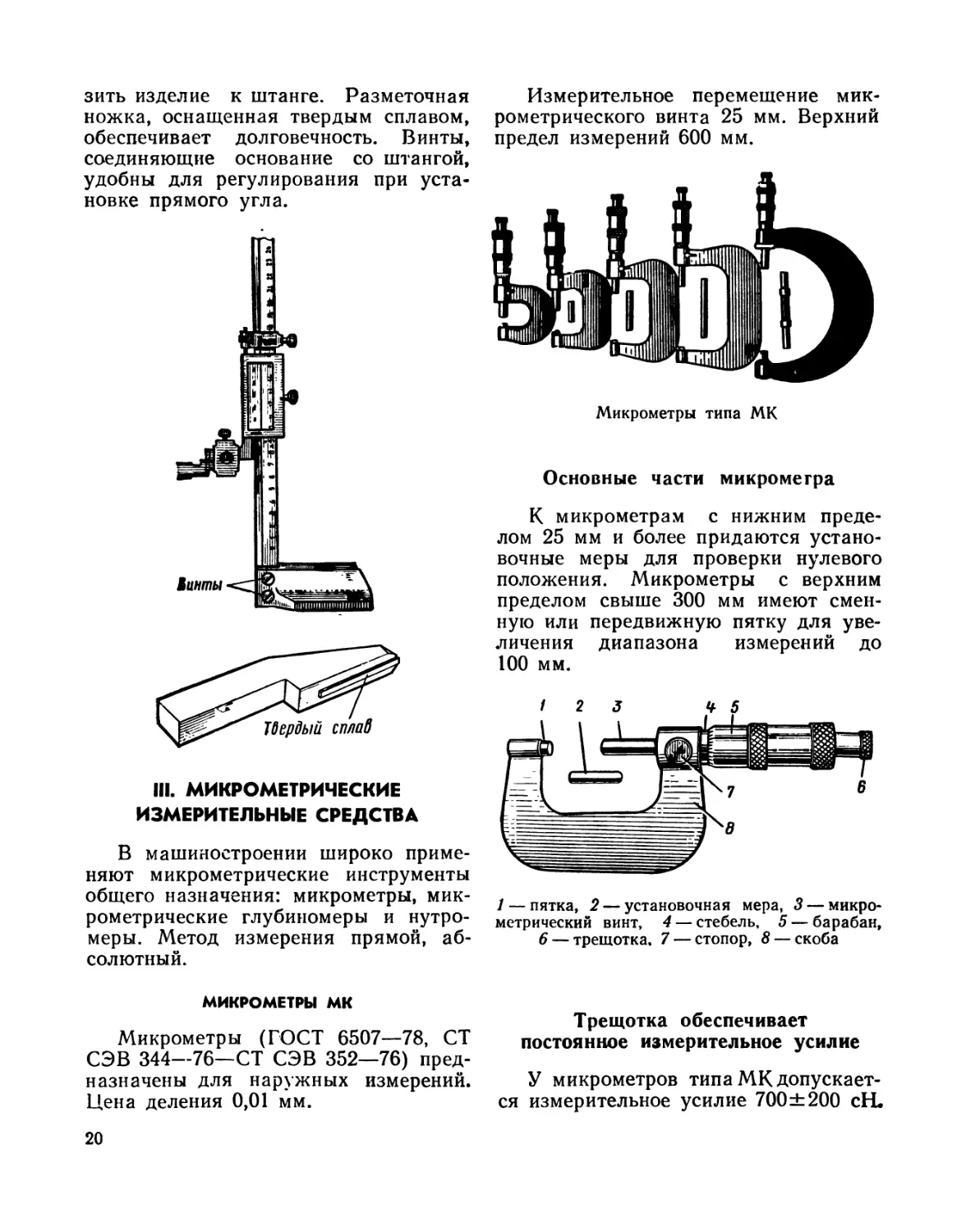
зить изделие к штанге. Разметочная
ножка, оснащенная твердым сплавом,
обеспечивает долговечность. Винты,
соединяющие основание со штангой,
удобны для регулирования при уста¬
новке прямого угла.
Измерительное перемещение мик¬
рометрического винта 25 мм. Верхний
предел измерений 600 мм.
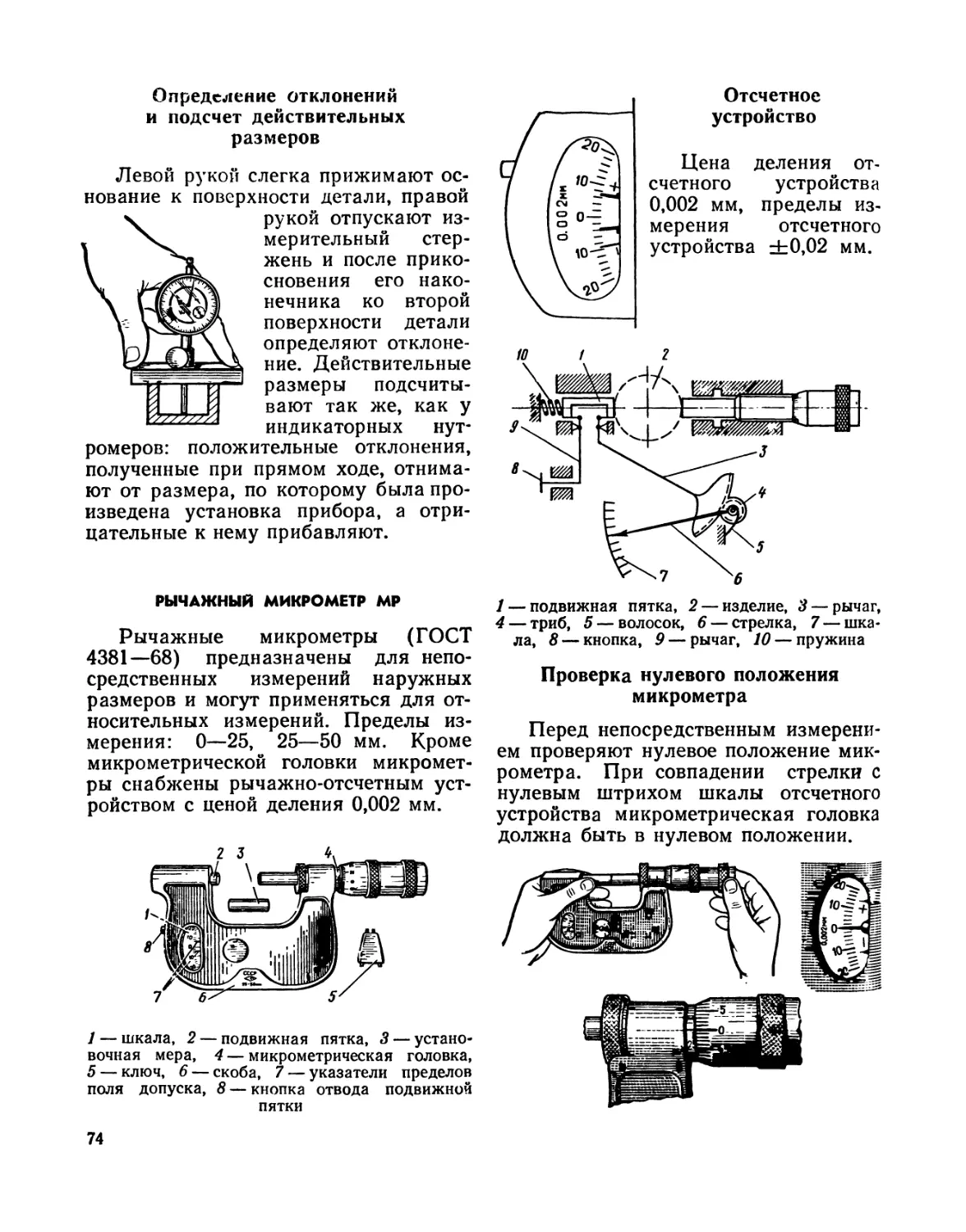
Микрометры типа МК
Основные части микрометра
К микрометрам с нижним преде¬
лом 25 мм и более придаются устано¬
вочные меры для проверки нулевого
положения. Микрометры с верхним
пределом свыше 300 мм имеют смен¬
ную или передвижную пятку для уве¬
личения диапазона измерений до
100 мм.
Тдердый
III. МИКРОМЕТРИЧЕСКИЕ
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
В машиностроении широко приме¬
няют микрометрические инструменты
общего назначения: микрометры, мик¬
рометрические глубиномеры и нутро¬
меры. Метод измерения прямой, аб¬
солютный.
1 — пятка, 2 — установочная мера, 3 — микро¬
метрический винт, 4 — стебель, 5 — барабан,
6 — трещотка, 7 — стопор, 8 — скоба
МИКРОМЕТРЫ МК
Микрометры (ГОСТ 6507—78, СТ
СЭВ 344—76—СТ СЭВ 352—76) пред¬
назначены для наружных измерений.
Цена деления 0,01 мм.
Трещотка обеспечивает
постоянное измерительное усилие
У микрометров типа МК допускает¬
ся измерительное усилие 700±200 сН.
20
Положение микрометрического винта
фиксируется стопором
Виды стопоров
Трещотка с торцовыми зубьями: 1 — штифт,
2 — пружина, 3— храповик
Цанговый: 1—мик- Эксцентриковый: 1 —
ронинт, 2 — разрез- скоба, 2 — стебель, 3 —
ная гильза, 3— микровинт, 4— ручка,
гайка, 4 — скоба 5 — эксцентрик
Трещотка с зубьями на кольце: 1 — пружина,
2 — корпус, 3 — шлицевая втулка, 4 — штифт
С зажимным винтом: 1 — микровинт, 2 — ско-
ба, 3 — стебель, 4 — втулка, 5 — зажимной
винт
В микрометрических инструментах
используется винтовая пара,
где продольное перемещение винта
прямо пропорционально шагу резьбы
и углу поворота винта
За один оборот микрометрический
винт перемещается вдоль оси на шаг
резьбы (0,5 мм).
21
Фрикцион: 1 — штифт, 2 — корпус, 3 — пружи¬
на 4 — накатная втулка, 5 — стопорное кольцо
Барабан
Барабан разделен по окружности
на 50 равных частей.
Цена деления микрометрических
инструментов 0,01 мм
При повороте на одно деление мик¬
рометрический винт 2, соединенный с
барабаном /, перемещается вдоль оси
на 1/50 шага, т. е. 0,5 мм:50=0,01 мм,
являющейся ценой деления микро¬
метра.
1 — барабан, 2 — микровинт, 3 —
резьбовая втулка, 4 — стебель
22
Чтение показаний
Целое число миллиметров и поло¬
вину миллиметра отсчитывают краем
скоса барабана по шкале стебля. Со¬
тые доли миллиметра определяют по
порядковому номеру штриха бараба¬
на, совпадающего с продольным
штрихом стебля.
Скос на барабане для шкалы сотых
долей миллиметра приближает ее к
шкале стебля и тем предохраняет от
искажений при чтении показаний (па¬
раллакса).
Проверка нулевого положения
микрометра
При соприкосновении измеритель¬
ных поверхностей микрометра с изме¬
рительными поверхностями установоч¬
ной меры или непосредственно между
собой (при пределах измерения 0—
25 мм) нулевой штрих барабана дол¬
жен совпадать с продольным штри¬
хом стебля, а скос барабана должен
открывать нулевой штрих стебля.
Винтовая пара: 1 — стебель, 2 — резьбовая
втулка, 3 — микровинт
Неправильное нулевое положение
микрометра
При неправильных показаниях мик¬
рометра надо произвести установку
его на нуль.
Закрепление микровинта стопором
I Цангобый зажим
Соединение барабана с микровинтом
Последовательность действий
при установке микрометра на нуль
Если после доведения до соприкос¬
новения измерительных поверхностей
с установочной мерой или между со¬
бой (в пределах измерения микромет¬
ра 0—25 мм) показания микрометра
неправильны, необходимо: 1) закре¬
пить микровинт стопором; 2) разъеди¬
нить барабан с микровинтом; 3) уста¬
новить барабан и закрепить его; 4)
произвести проверку нулевого поло¬
жения.
Микрометр завода
«Калибр»: 1 — микро¬
винт, 2 — барабан, 3 —
корпус трещотки
Микрометр завода
«Красный инструмен¬
тальщик»: / — микро¬
винт, 2— барабан, 5 —
корпус трещотки
23
Отсоединение барабана
от микровинта
Последовательность действий
при измерении микрометром
Микрометр завода «Красный инструменталь¬
щик»: а — отвинчивание корпуса трещотки;
6 — отсоединение барабана от микровинта
Установка барабана и закрепление его
Перед измерением протирают из¬
мерительные поверхности и устанавли¬
вают микрометр на размер немного
более проверяемого; слегка прижима¬
ют пятку к проверяемой поверхности;
доводят при помощи трещотки микро¬
винт до соприкосновения с проверяе¬
мой поверхностью; покачиванием про¬
веряют отсутствие перекоса; стопорят
микровинт и читают показание.
Протирание измерительных
поверхностей
Положение измерительных
поверхностей относительно
проверяемых
При измерении микрометром диа¬
метра цилиндрической детали линия
измерения должна быть перпендику¬
лярна образующей и проходить через
центр.
При измерении микрометром рас¬
стояния между параллельными плос¬
костями линия измерения должна быть
им перпендикулярна.
24
Микрометр довода «Калибр»: 1 — барабан,
2 — корпус трещотки
Линий измерения
Доведение микровинта до проверяемой
поверхности закрепленной детали
при горизонтальном положении оси
микрометра
Измеряя закрепленную деталь при
горизонтальном положении оси мик¬
рометра, левой рукой поддерживают
скобу посередине, слегка прижимая
пятку к проверяемой поверхности.
Вращая трещотку находящимися на
ее накатанном пояске большим и ука¬
зательным пальцами правой руки, пе¬
ремещают микровинт до соприкоснове¬
ния его с проверяемой поверхностью
(до «пощелкивания» трещотки).
Трещогпка
Измерение при вертикальном
положении оси микрометра
Левая рука должна поддерживать
скобу снизу около пятки (чтобы мас¬
са микрометра воспринималась этой
рукой) и слегка прижимать пятку к
проверяемой поверхно¬
сти; вращая трещотку,
большим и указатель¬
ным пальцами правой
руки доводят микро¬
винт до соприкоснове¬
ния с проверяемой по¬
верхностью детали. Ось
микрометра должна
быть перпендикулярна
оси измеряемой детали.
Измерение микрометром,
закрепленным в стойке
Применение стойки для микромет¬
ра освобождает левую руку. Скоба
микрометра закреплена в стойке под
углом 40—50°, что обеспечивает хоро¬
шую видимость плоскости касательной
стебля микрометра, проходящей через
ее шкалу.
Левой рукой, находящейся за ско¬
бой, захватывают деталь недалеко от
микрометрического винта, слегка при¬
жимая деталь к пятке, и, вращая тре¬
щотку большим и указательным паль¬
цами правой руки, доводят микровинт
до соприкосновения с поверхностью
детали.
Во избежание преждевременного
износа микрометра нельзя его исполь¬
зовать в качестве скобы.
25
При чтении показаний микрометр
следует держать прямо перед глазами
во избежание искажений результатов
измерений
Измерение расстояния между осями
Из показаний микрометра надо вы¬
честь полусумму диаметров штифтов.
Проверка параллельности валов
Параллельность валов проверяют
сравнением показаний микрометра
при измерениях в нескольких местах,
предварительно убедившись в их пра¬
вильной геометрической форме
Запрещается измерять деталь,
закрепленную в патроне во время
работы станка
При измерении детали, закрепленной
в токарном патроне (станок
выключен), руки не должны
находиться в плоскости вращения
кулачков
26
Нельзя производить измерения во
время работы станка и подвергать
опасности руки в случае его
непроизвольного включения
Микрометр для измерения толщины
стенок труб МТ (при внутреннем
диаметре трубы не менее 12 мм)
Наименшии диаметр 12 мм
/ /
Микрометр для измерения
проволоки МП
Микрометр с циферблатом МЛ
Микрометр с циферблатом пред¬
назначен для измерения толщины
листового материала, для чего имеет
удлиненную скобу. Диапазон измере¬
ний: 0—5, 0—10 и 0—25 мм. При ша¬
ге микрометрического винта 0,5 мм
циферблат имеет 50 делений. При ша¬
ге микрометрического винта 1 мм ци¬
ферблат имеет 100 делений.
/ — скоба, 2 — пятка, 3 — микрометрический
винт, 4 — стопор, 5 — стебель, 6 — барабан, 7 —
трещотка, 8 — циферблат, 9 — стрелка
Микрометр с вставками МВП
(ГОСТ 4380—78)
Предназначен для измерения мяг¬
ких материалов. Диаметр вставок
12 мм.
Встпдш
1 — корпус, 2 — микрометрический винт, 3 -
стебель, 4 — барабан, 5 — трещотка
Микрометры настольные
(ГОСТ 11195—74)
Микрометр горизонталный
М Г. Диапазон измерений 0—20 мм.
Величина перемещения микрометри¬
ческого винта 10 мм. Измерительная
пятка перемещается на 10 мм.
27
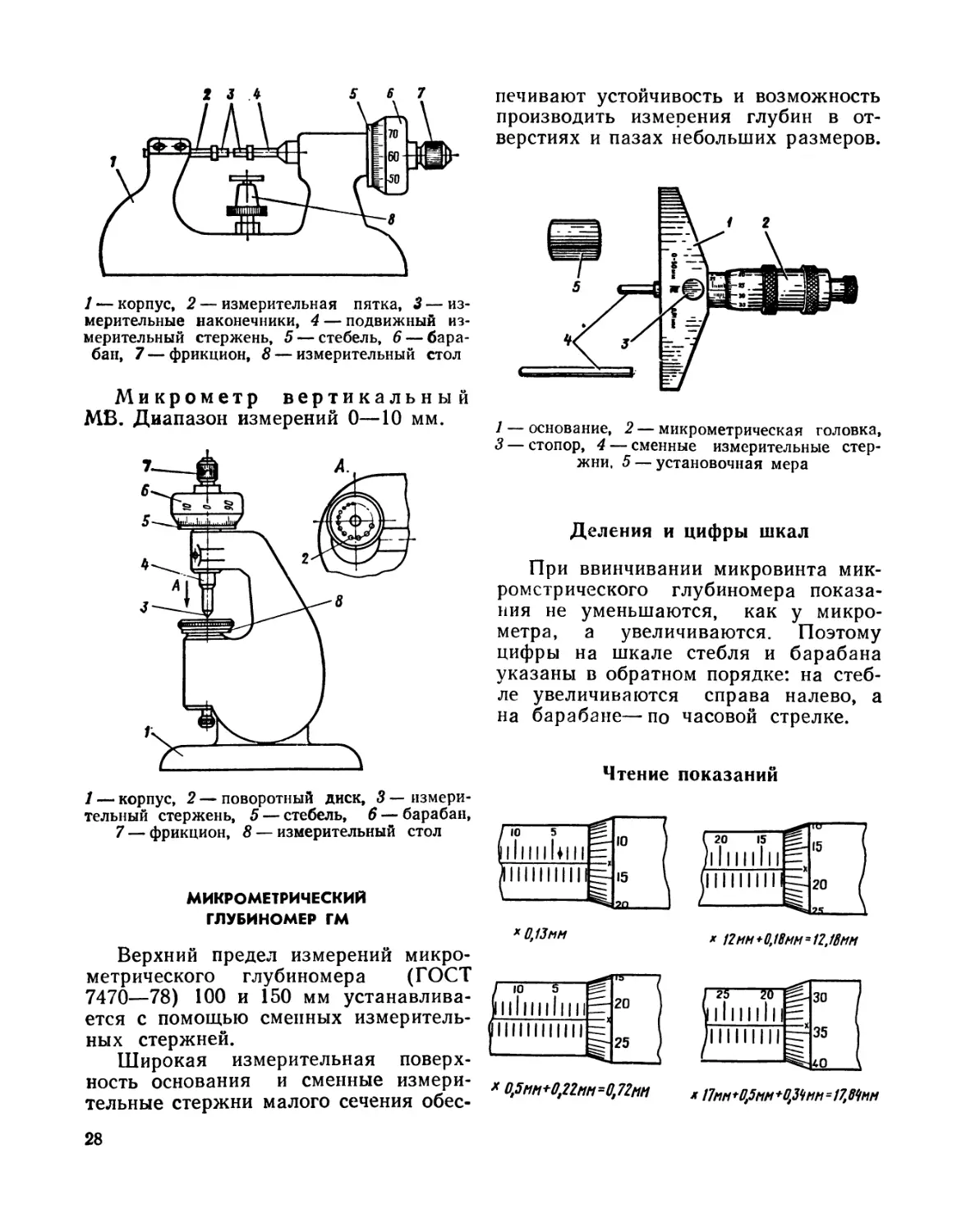
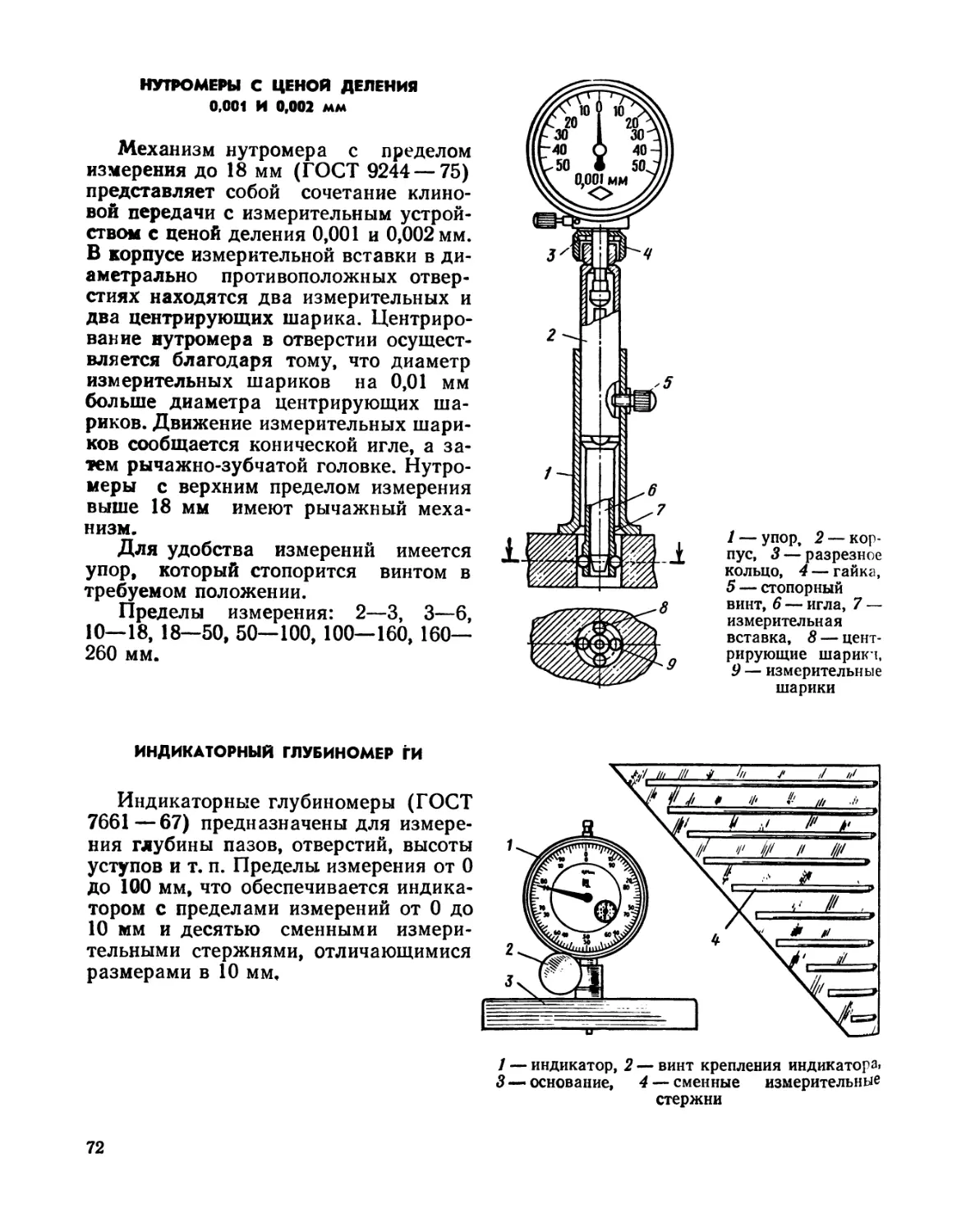
печивают устойчивость и возможность
производить измерения глубин в от¬
верстиях и пазах небольших размеров.
1 — корпус, 2 — измерительная пятка, 3 — из¬
мерительные наконечники, 4 — подвижный из¬
мерительный стержень, 5 — стебель, 6 — бара¬
бан, 7 — фрикцион, 8 — измерительный стол
Микрометр вертикальный
МВ. Диапазон измерений 0—10 мм.
1 — корпус, 2 — поворотный диск, 3 — измери¬
тельный стержень, 5 — стебель, 6 — барабан,
7 — фрикцион, 8 — измерительный стол
МИКРОМЕТРИЧЕСКИЙ
ГЛУБИНОМЕР ГМ
Верхний предел измерений микро¬
метрического глубиномера (ГОСТ
7470—78) 100 и 150 мм устанавлива¬
ется с помощью сменных измеритель¬
ных стержней.
Широкая измерительная поверх¬
ность основания и сменные измери¬
тельные стержни малого сечения обес-
1 — основание, 2 — микрометрическая головка,
3 — стопор, 4 — сменные измерительные стер¬
жни. 5 — установочная мера
Деления и цифры шкал
При ввинчивании микровинта мик¬
рометрического глубиномера показа¬
ния не уменьшаются, как у микро¬
метра, а увеличиваются. Поэтому
цифры на шкале стебля и барабана
указаны в обратном порядке: на стеб¬
ле увеличиваются справа налево, а
на барабане—по часовой стрелке.
28
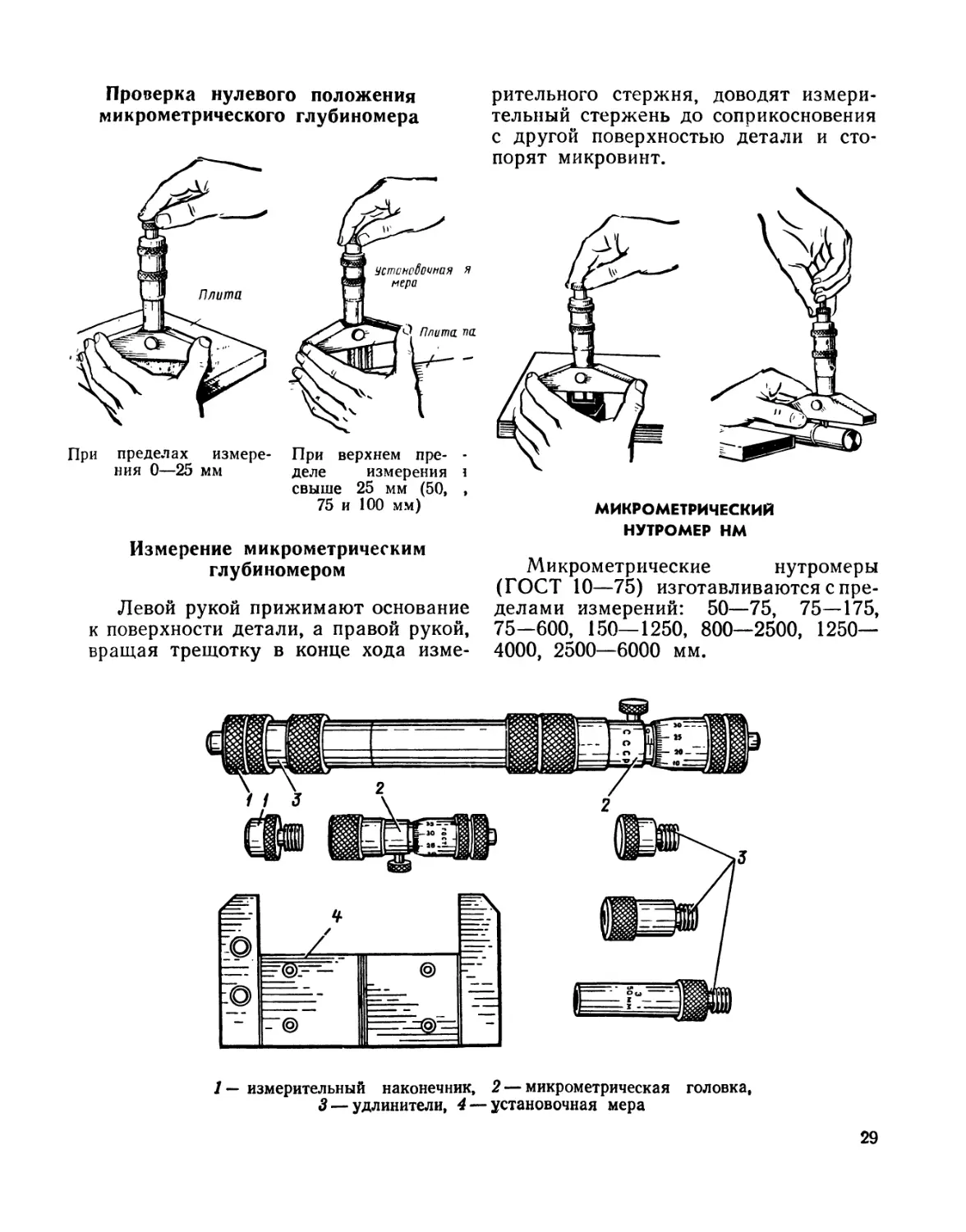
Проверка нулевого положения
микрометрического глубиномера
Измерение микрометрическим
глубиномером
Левой рукой прижимают основание
к поверхности детали, а правой рукой,
вращая трещотку в конце хода изме¬
рительного стержня, доводят измери¬
тельный стержень до соприкосновения
с другой поверхностью детали и сто¬
порят микровинт.
МИКРОМЕТРИЧЕСКИЙ
НУТРОМЕР НМ
Микрометрические нутромеры
(ГОСТ 10—75) изготавливаются с пре¬
делами измерений: 50—75, 75—175,
75—600, 150—1250, 800—2500, 1250—
4000, 2500—6000 мм.
1 — измерительный наконечник, 2 — микрометрическая головка,
3— удлинители, 4 — установочная мера
29
При пределах измере¬
ния 0—25 мм
При верхнем пре¬
деле измерения
свыше 25 мм (50,
75 и 100 мм)
Выбор удлинителей
Из численного значения проверяе¬
мого размера вычитают численное
значение нижнего предела измерения
микрометрической головки с наконеч¬
ником. Затем выбирают удлинители
по размерам, обеспечивающим их наи¬
меньшее количество (от большего к
меньшему). Сумма нижнего предела
измерения микрометрической головки
с наконечником и удлинителей долж¬
на быть меньше требуемого размера,
но не более чем на разность между
пределами измерения микрометричес¬
кой головки.
Чтение показаний
Проверка нулевого положения
микрометрического нутромера
I — установочная мера, 2 — микрометрическая
головка, 3 — наконечник, 4 — футляр
Положение измерительных
поверхностей относительно
проверяемых
При измерении цилиндрического
отверстия линия измерения должна
быть наибольшим размером в плос¬
кости, перпендикулярной оси отвер¬
стия, и наименьшим размером в плос¬
кости, проходящей через ось.
При измерении расстояния между
параллельными плоскостями, правиль¬
ное положение измерительных поверх¬
ностей (отсутствие перекоса) обеспе¬
чивает наименьшие (точные) пока¬
зания.
30
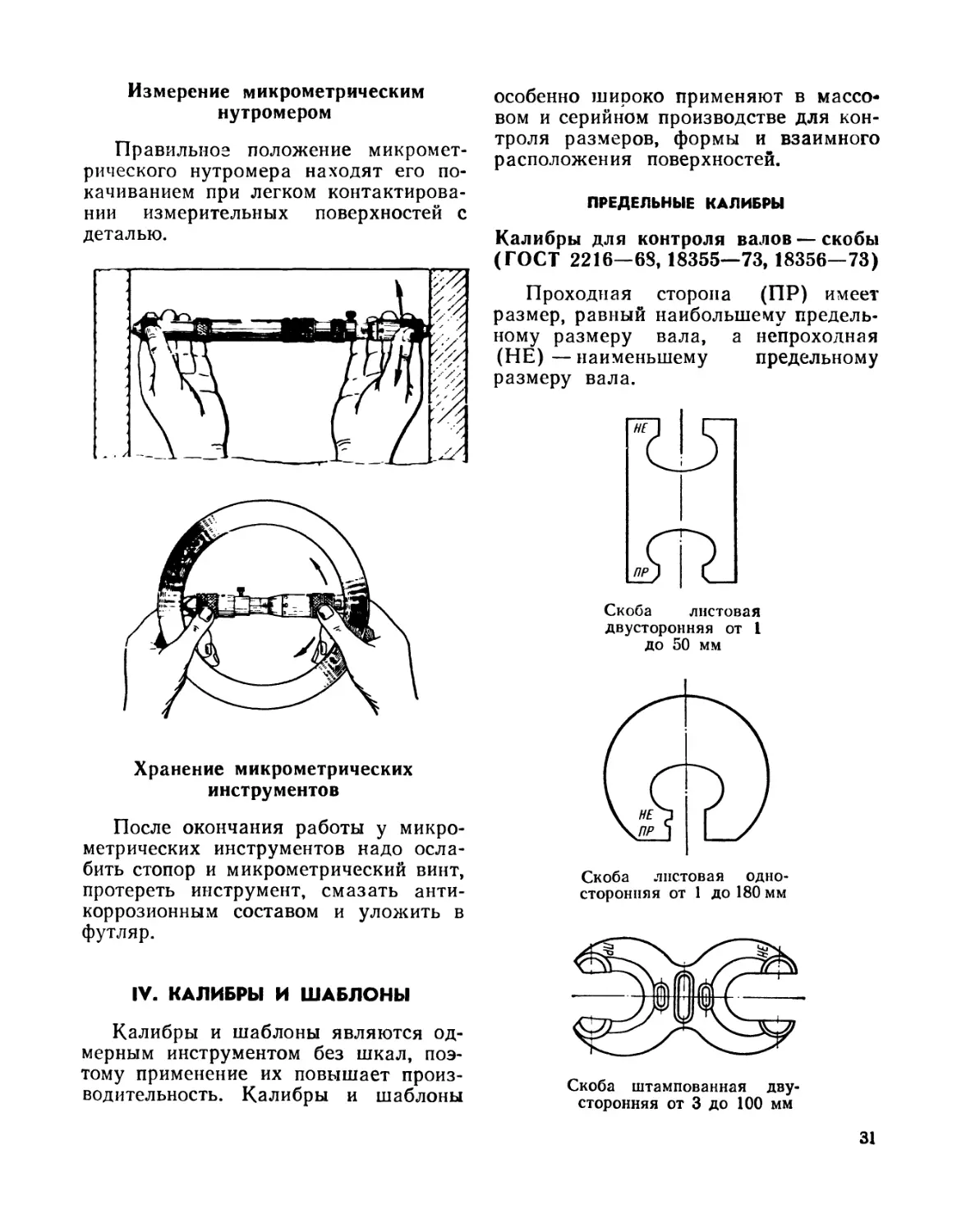
Измерение микрометрическим
нутромером
Правильное положение микромет¬
рического нутромера находят его по¬
качиванием при легком контактирова¬
нии измерительных поверхностей с
деталью.
Хранение микрометрических
инструментов
После окончания работы у микро¬
метрических инструментов надо осла¬
бить стопор и микрометрический винт,
протереть инструмент, смазать анти¬
коррозионным составом и уложить в
футляр.
IV. КАЛИБРЫ И ШАБЛОНЫ
Калибры и шаблоны являются од-
мерным инструментом без шкал, поэ¬
тому применение их повышает произ¬
водительность. Калибры и шаблоны
особенно широко применяют в массо¬
вом и серийном производстве для кон¬
троля размеров, формы и взаимного
расположения поверхностей.
ПРЕДЕЛЬНЫЕ КАЛИБРЫ
Калибры для контроля валов — скобы
(ГОСТ 2216—63, 18355—73, 18356—73)
Проходная сторона (ПР) имеет
размер, равный наибольшему предель¬
ному размеру вала, а непроходная
(НЕ) — наименьшему предельному
размеру вала.
Скоба листовая
двусторонняя от 1
до 50 мм
Скоба листовая одно¬
сторонняя от 1 до 180 мм
Скоба штампованная дву¬
сторонняя от 3 до 100 мм
31
Калибры для измерения отверстий —
пробки (ГОСТ 14810—69; 14815—69)
Проходная сторона (ПР) пробки
имеет размер, равный наименьшему
предельному размеру отверстия, а не¬
проходная сторона (НЕ) — наиболь¬
шему предельному размеру отверстия.
Скоба регулируемая от 0
до 340 мм
Применение скоб
Проходная сторона калибров (ПР)
для валов должна проходить в прове¬
ряемую поверхность контролируемого
размера, а непроходная (НЕ) не дол¬
жна в нее проходить.
Измерительные поверхности калиб¬
ров должны быть слегка смазанными.
Применение чрезмерных усилий
при измерении приводит к неправиль¬
ным показаниям и преждевременному
износу измерительных поверхностей
инструмента.
Пробка двусторонняя с вставками с коничес¬
ким хвостовиком. Пределы измерений от 3 до
50 мм
Пробка двусторонняя с насадками. Пределы
измерений от 52 до 100 мм
Применение пробок
Проходная сторона пробки (ПР)
должна проходить в проверяемое от¬
верстие, а непроходная сторона (НЕ)
не должна проходить.
32
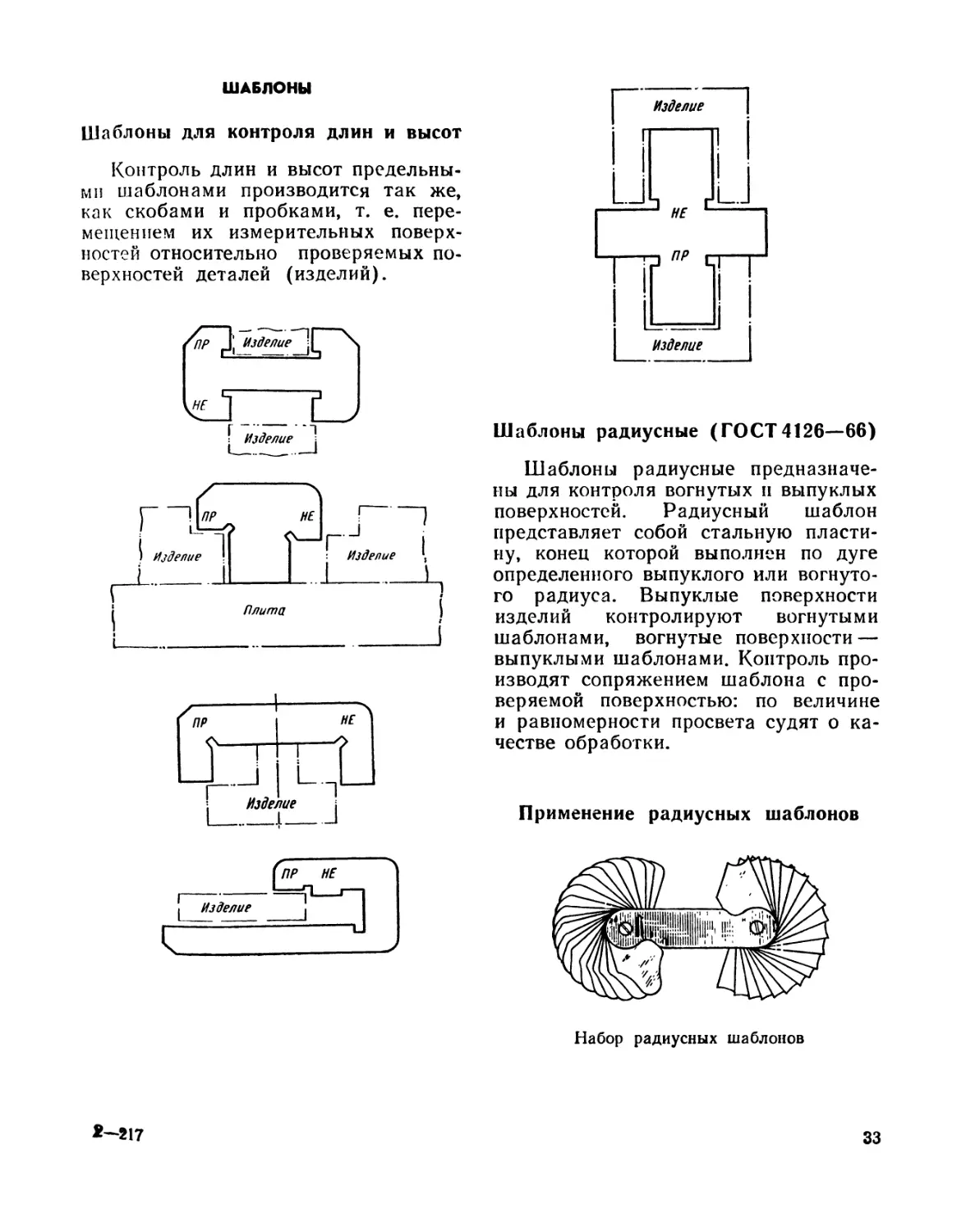
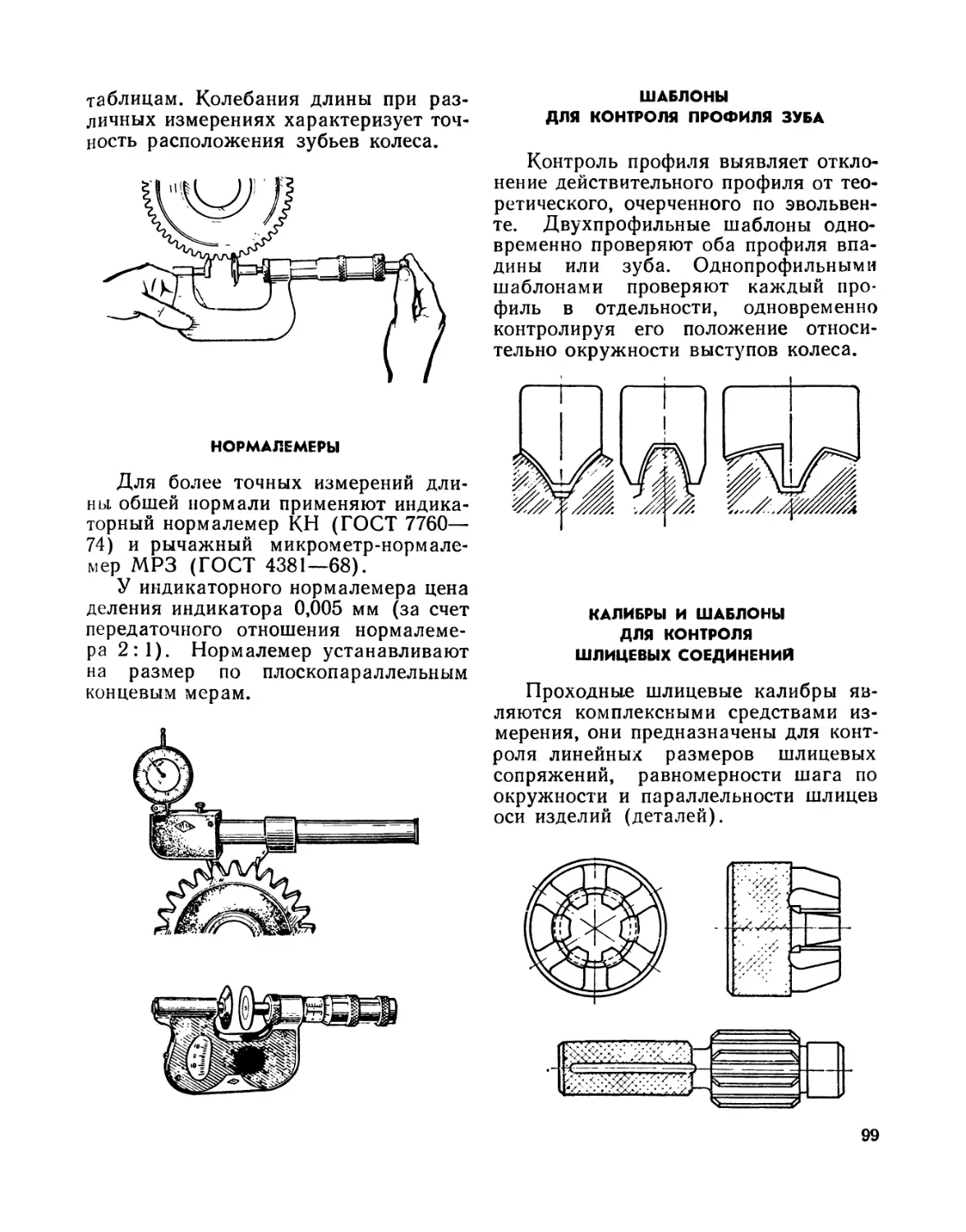
ШАБЛОНЫ
Шаблоны для контроля длин и высот
Контроль длин и высот предельны¬
ми шаблонами производится так же,
как скобами и пробками, т. е. пере¬
мещением их измерительных поверх¬
ностей относительно проверяемых по¬
верхностей деталей (изделий).
Изделие
Шаблоны радиусные (ГОСТ4126—66)
Шаблоны радиусные предназначе¬
ны для контроля вогнутых и выпуклых
поверхностей. Радиусный шаблон
представляет собой стальную пласти¬
ну, конец которой выполнен по дуге
определенного выпуклого или вогнуто¬
го радиуса. Выпуклые поверхности
изделий контролируют вогнутыми
шаблонами, вогнутые поверхности —
выпуклыми шаблонами. Контроль про¬
изводят сопряжением шаблона с про¬
веряемой поверхностью: по величине
и равномерности просвета судят о ка¬
честве обработки.
Применение радиусных шаблонов
Набор радиусных шаблонов
217
33
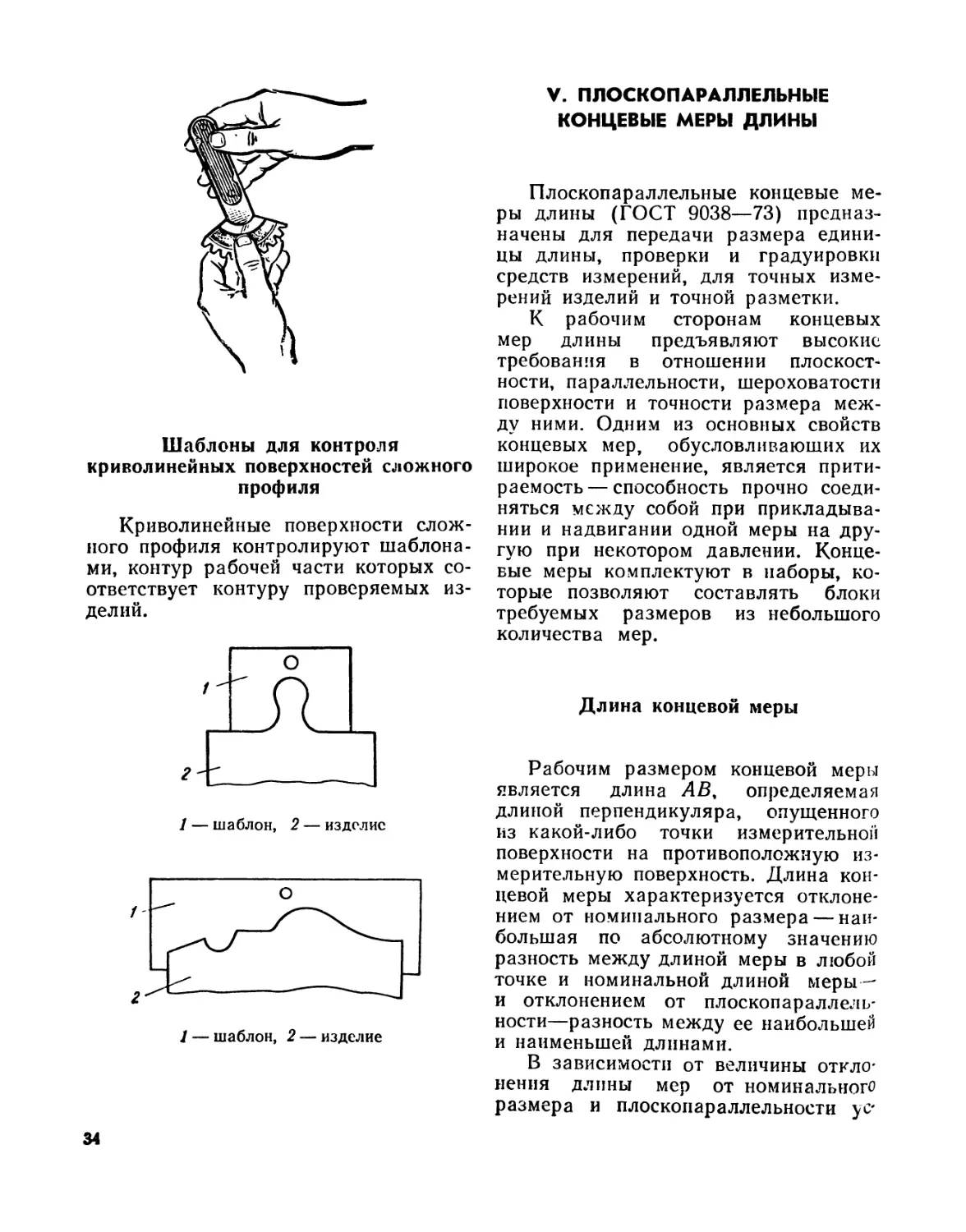
Шаблоны для контроля
криволинейных поверхностей сложного
профиля
Криволинейные поверхности слож¬
ного профиля контролируют шаблона¬
ми, контур рабочей части которых со¬
ответствует контуру проверяемых из¬
делий.
V. ПЛОСКОПАРАЛЛЕЛЬНЫЕ
КОНЦЕВЫЕ МЕРЫ ДЛИНЫ
Плоскопараллельные концевые ме¬
ры длины (ГОСТ 9038—73) предназ¬
начены для передачи размера едини¬
цы длины, проверки и градуировки
средств измерений, для точных изме¬
рений изделий и точной разметки.
К рабочим сторонам концевых
мер длины предъявляют высокие
требования в отношении плоскост¬
ности, параллельности, шероховатости
поверхности и точности размера меж¬
ду ними. Одним из основных свойств
концевых мер, обусловливающих их
широкое применение, является прити-
раемость — способность прочно соеди¬
няться между собой при прикладыва¬
нии и надвигании одной меры на дру¬
гую при некотором давлении. Конце¬
вые меры комплектуют в наборы, ко¬
торые позволяют составлять блоки
требуемых размеров из небольшого
количества мер.
Длина концевой меры
Рабочим размером концевой меры
является длина АВ% определяемая
длиной перпендикуляра, опущенного
из какой-либо точки измерительной
поверхности на противоположную из¬
мерительную поверхность. Длина кон¬
цевой меры характеризуется отклоне¬
нием от номинального размера — наи¬
большая по абсолютному значению
разность между длиной меры в любой
точке и номинальной длиной меры —
и отклонением от плоскопараллель-
ности—разность между ее наибольшей
и наименьшей длинами.
В зависимости от величины откло*
нения длины мер от номинального
размера и плоскопараллельности у с-
34
1 — шаблон, 2 — изделие
тангвливаются четыре класса конце¬
вых мер: 0; 1; 2; 3. Для концевых
мер, находящихся в эксплуатации, ус¬
танавливаются дополнительные клас¬
сы: 4; 5.
В зависимости от погрешности (по
точности определения отклонений)
действительного значения длины мер
и отклонения их от плоскопараллель-
ности устанавливают пять разрядов:
1; 2; 3; 4; 5. У мер первого разряда
отклонения определены с наименьшей
погрешностью.
Рабочие
Наиболее широко применяются на¬
боры, состоящие из 87 и 42 концевых
мер (с четырьмя защитными)
Номинальные размеры, мм
Градация, мм
Число мер
Номинальные размеры, мм
Градация, мм
Число мер
0.5; 1; 0,005
Разная
3
1; 1,005
2
От 1,01 до 1,50
0,01
50
От 1,01 до 1,09
0,01
9
От 1,6 до 2,0
0,1
5
От 1,1 до 1,9
0,1
9
От 2,5 до 10,0
0,5
16
От 2 до 10
1
9
От 20 до 100
10
9
От 20 до 100
10
9
1; 1; 1,5; 1,5
Защитные
4
Всего 87
.1; 1; 1,5; 1,5
Защитные
4
Всего 42
Набор из 87 концевых мер
Расчет размеров плоскопараллельных
концевых мер для составления их
в блоки
При расчете учитывают имеющие¬
ся в наборе размеры концевых плоско¬
параллельных мер. Первой мерой бе¬
рут ту, которая совпадает нескольки¬
ми (или одной) последними цифрами
с размером блока. Затем из размера
блока вычитают размер выбранной
меры и берут вторую меру, совпадаю¬
щую несколькими (или одной) послед¬
ними цифрами с остатком. Дальней¬
ший расчет производится в той же
Примеры расчета размеров плоскопараллельных
концевых мер
При наборе из 87 мер
Составить блок размером
49, 48 мм
1-я мера
Остаток
2-я мера
Остаток
3-я мера
Проверка:
1,48 мм
48 мм
8 мм
40 мм
40 мм
1,48 мм 4-
+ 8 мм +
4- 40 мм =
= 49,48 мм
Составить блок размером
37,875 мм
1-я мера
Остаток
2-я мера
Остаток
3-я мера
Остаток
4-я мера
Проверка:
1,005 мм
36,87 мм
1,37 мм
35,5 мм
5,5 мм
30 мм
30 мм
1,005 мм-(-
—|-1,37 мм*|-
+5,5 мм+
+ 30 мм =
=37,875 мм
2*
35
последовательности, что обеспечивает
наименьшее количество мер в блоке:
такой расчет сокращает время на сос¬
тавление блоков, уменьшает износ
концевых мер и повышает точность
блоков.
При наборе из 42 мер
Составить блок размером
49, 48 мм
Составить блок размером
37,875 мм
1-я мера 1,08 мм
Остаток 48,4 мм
2-я мера 1,4 мм
Остаток 47 мм
3-я мера 7 мм
Остаток 40 мм
4-я мера 40 мм
Проверка: 1,08 мм +
-1- 1,4 мм + 7 мм +
+ 40 мм = 49,48 мм
1-я мера 1,005 мм
Остаток 36,87 мм
2-я мера 1,07 мм
Остаток 35,8 мм
3-я мера 1,8 мм
Остаток 34 мм
4-я мера 4 мм
Остаток 30 мм
5-я мера 30 мм
Проверка: 1,005 мм+
+1,07 мм + 1,8 мм 4*
+ 4 мм 30 мм =
= 37,875 мм
Составление плоскопараллельных
концевых мер в блоки
Выбранные меры освобождают от
смазки (промывают авиационным бен¬
зином) и протирают чистой мягкой
тканью. Высокие плоскостность и па¬
раметр шероховатости поверхности ра¬
бочих сторон концевых мер обеспечи¬
вают их притираемость — сцепление
поверхностей при их относительном
перемещении под небольшим давле¬
нием, что используют при составлении
концевых мер в блоки.
36
Применение плоскопараллельных
концевых мер
При проверке скобы блоки кон¬
цевых мер требуемых размеров (соот¬
ветствующих наибольшему и наимень¬
шему предельным размерам скобы)
вводят между проверяемыми плоскос¬
тями и проверяют плотность сопряже
ния. При наличии зазора или чрез¬
мерно плотного соединения изменяет
ся размер блока мер и проверку про¬
изводят повторно. Действительным
размером скобы будет являться тог
блок, который удерживается под дей¬
ствием собственной массы, но при
уменьшении на 1 мкм выпадает.
При проверке предела допускаемой
погрешности микрометра сопоставля¬
ют его показания с размерами блоков
мер.
При измерении расстояния между
осями валиков блок мер составляют
с учетом действительных размеров их
диаметров и вводят между валиками.
При наличии зазора или чрезмерно
плотного соединения изменяют размер
блока мер и проверку производят пов¬
торно.
При определении линейных разме¬
ров малых зазоров используют метод
световой щели, сравнивая определяе¬
мые величины с образцами просвета.
При достаточном освещении, распо¬
ложенном сзади щели, невооружен¬
ным глазом можно определить вели¬
чину 0,001—0,002 мм.
1 — лекальная линейка, 2 — кон¬
цевые меры, 3— доведенный брус
Принадлежности к концевым мерам
(ГОСТ 4119—76)
/ — чертильиый боковик, 2 — центровой боко¬
вик, 3 — державки, 4 — основание, 5 — радиус¬
ные боковики
Применение принадлежностей
к плоскопараллельным
концевым мерам
При внутренних измерениях к раз¬
меру блока мер прибавляют толщину
двух боковиков.
37
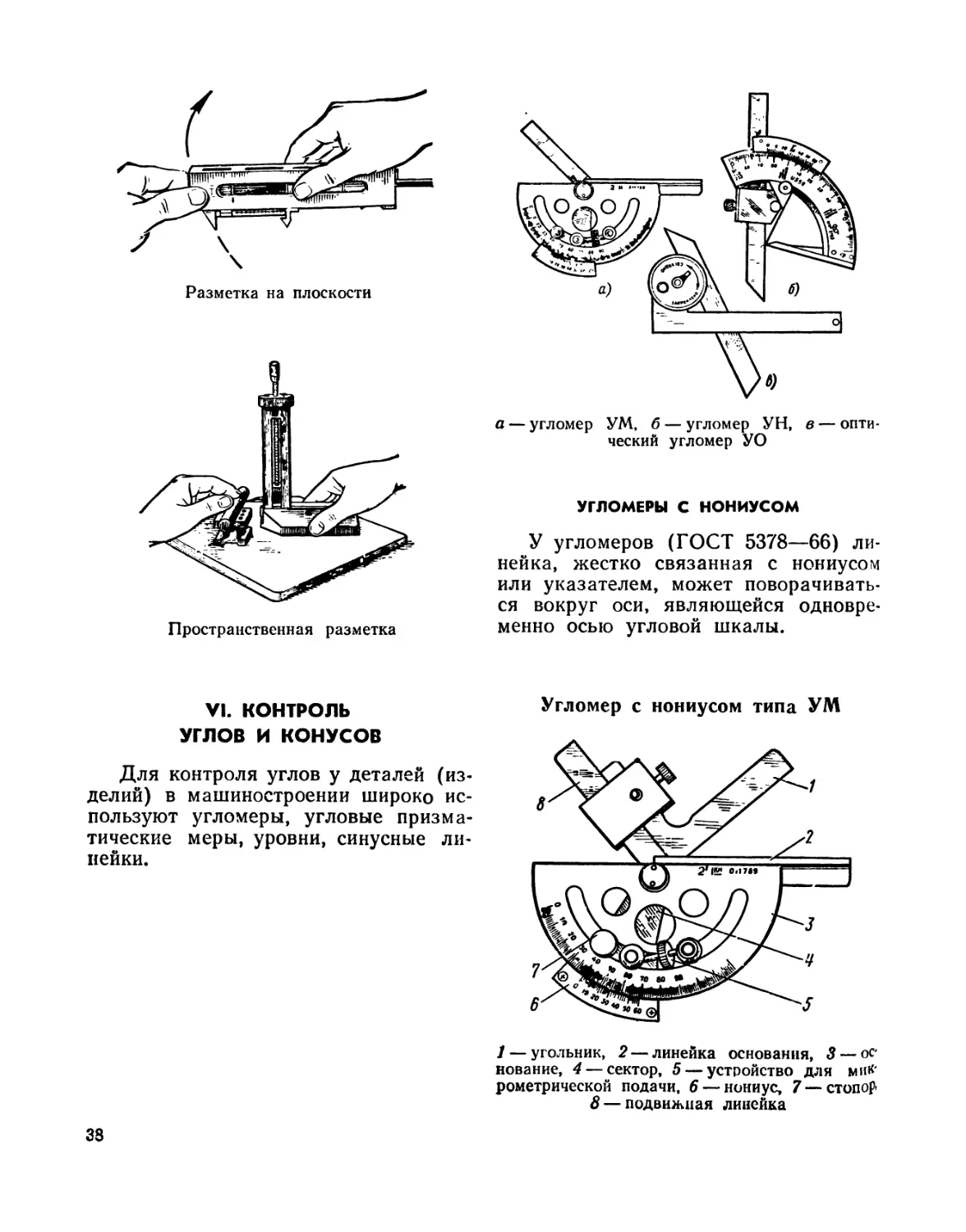
Разметка на плоскости
Пространственная разметка
УГЛОМЕРЫ С НОНИУСОМ
У угломеров (ГОСТ 5378—66) ли¬
нейка, жестко связанная с нониусом
или указателем, может поворачивать¬
ся вокруг оси, являющейся одновре¬
менно осью угловой шкалы.
VI. КОНТРОЛЬ
УГЛОВ И КОНУСОВ
Для контроля углов у деталей (из¬
делий) в машиностроении широко ис¬
пользуют угломеры, угловые призма¬
тические меры, уровни, синусные ли¬
нейки.
У —угольник, 2 — линейка основания, 3 — ос*
нование, 4 — сектор, 5 — устройство для миК'
рометрической подачи, 6 — нониус, 7—стопор*
8— подвижная линейка
33
а — угломер УМ, б — угломер УН, в — опти-
ческий угломер УО
Угломер предназначен для измере¬
ния наружных углов в пределах от
О до 180°.
Микроподача и стопорение
1 — сектор, 2 — стопор, 3 — винт с правой и
левой резьбой, 4 — основание, 5 — зажим мик¬
роподачи
Целое число градусов отсчитывается
нулевым штрихом нониуса по шкале
основания слева направо
Целое число градусов равно 31
Построение углового нониуса
Угол между крайними штрихами
шкалы нониуса, равный 29°, разделен
на 30 частей. Угол между соседними
штрихами нониуса равен (60'Х29):
30=58', что на 2' меньше 1°.
Шкала основания
Положение шкал основания и нониуса
с величиной отсчета 2' при нулевом
показании
При нулевом показании (когда
совпадают нулевые штрихи основания
и нониуса) штрих нониуса находится
от ближайшего справа штриха осно¬
вания на расстоянии, равном величи¬
не отсчета (2'), умноженной на поряд¬
ковый номер штриха нониуса, не счи¬
тая нулевого.
Школа оснобония
39
Определение дробной величины
градуса (количество минут) нониусом
с величиной отсчета 2'
Дробная величина градуса (34')
получена в результате умножения ве¬
личины отсчета (2') на порядковый
номер штриха нониуса (17), совпадаю¬
щего со штрихом основания. Для ус¬
корения чтения показаний использу¬
ют цифры нониуса: 30'+ (2'Х2) = 34'.
При чтении показаний на угломере
с нониусом целое число градусов от¬
считывают по шкале основания слева
паправо нулевым штрихом нониуса.
Затем находят штрих нониуса, совпа¬
дающий со штрихом шкалы основа¬
ния, и ближайшую к нему слева циф¬
ру нониуса. К этой цифре прибавляют
результат умножения величины отсче¬
та на порядковый номер совпадающе¬
го штриха нониуса, считая его от най¬
денной цифры нониуса
Шкала осноОания
Измерение острых углов
Для установки и измерения углов
от 0 до 90° угломер соединен с уголь¬
ником.
Шкала оснобания
Измерение тупых углов
Для установки и измерения углов
от 90 до 180° угломер применяют без
угольника и к его показаниям прибав¬
ляют 90°.
40
Шкала отдания
Точная установка размера
Проверка нулевого положения
угломера
Перед применением угломер сле¬
дует протереть. При отсутствии прос¬
вета между измерительными поверх¬
ностями угломера (или лекального
угольника и угломера) нулевые штри¬
хи нониуса и основания должны сов¬
падать.
Установка размера
Закрепление микроподачи
После приблизительной установки
размера правой рукой закрепляют
микроподачу.
Сектор относительно основания пе¬
ремещают также правой рукой.
Стопорение
После установки размера левой ру¬
кой закрепляют винт стопора.
Установка угломера относительно
незакрепленной измеряемой детали
Прижимая слегка правой рукой
деталь к измерительной поверхности
линейки основания, перемещают ее,
уменьшая просвет между деталью и
второй измерительной поверхностью
угломера до полного их соприкосно¬
вения.
После того как угломер установ¬
лен относительно детали, проверяют
равномерность просвета между изме¬
рительными и проверяемыми поверх¬
ностями или его отсутствие (при ма¬
лой шероховатости измерительных и
проверяемых поверхностей), фиксиру¬
ют положение стопором и читают пока¬
зание.
41
При чтении показаний угломер сле¬
дует держать прямо перед глазами
Измерение закрепленной детали
После применения угломер надо
протереть, смазать антикоррозионным
составом, ослабить зажимы и уложшь
в футляр.
Угломер с нониусом типа УН
Угломер предназначен для измерь
ния наружных углов от 0 до 180* И
внутренних углов от 40 до 180°*
1 — основание, 2 — угольник, 3— нониус, 4 —
стопор, 5 — сектор, 6 — линейка основания,
7— съемная линейка, 8 — державка
Микропоцача и стопорение
Сектор с нониусом плавно переме¬
щают по дуге основания при помощи
реечной передачи. Положение угло¬
мера фиксируют стопором.
Построение шкалы основания
и нониуса
У угломера типа УН угол между
крайними штрихами нониуса равен 29°
и разделен на 30 частей, но он постро¬
ен на дуге большего радиуса, чем у
угломера типа УМ, следовательно,
расстояние между штрихами больше,
что облегчает чтение показаний.
Правая и левая части шкалы осно¬
вания рассматриваются от его нулево¬
го штриха.
Основные положения угломера
типа УН
и чтение показаний
При измерении наружных углов от
0 до 50° показания читают по правой
части шкалы.
1 — основание, 2 — рейка, 3 — сектор, 4 — ре¬
ечное зубчатое колесо
А-А
1 — сухарь, 2 — основание, 3 — зажимная гай-
ка, 4 — сектор
При измерении наружных углов от
50 до 90° показания читают по левой
части шкалы.
43
При измерении внутренних углов
от 130 до 90° показания левой части
шкалы вычитают из 180°.
При измерении наружных углов от
90 до 140° к показаниям правой части
шкалы прибавляют 90°.
При измерении внутренних углов
от 90 до 40° показания правой части
шкалы вычитают из 90°.
Проверка нулевого положения
угломера
Перед применением угломер следует
протереть. При отсутствии просвета
между измерительными поверхностями
нулевые штрихи нониуса и основания
должны совпадать.
44
При измерении наружных углов от
140 до 180° к показаниям левой части
шкалы прибавляют 90°.
При измерении внутренних углов
от180 до 130° показание правой части
шкалы вычитают из 180°.
Применение микроподачи и стопора
при установке размеров
Установка угломера относительно
наружного угла незакрепленной детали
при помощи микроподачи
Установка угломера относительно
внутреннего угла незакрепленной
детали при помощи микроподачи
45
Измерение незакрепленной детали
без применения микроподачи
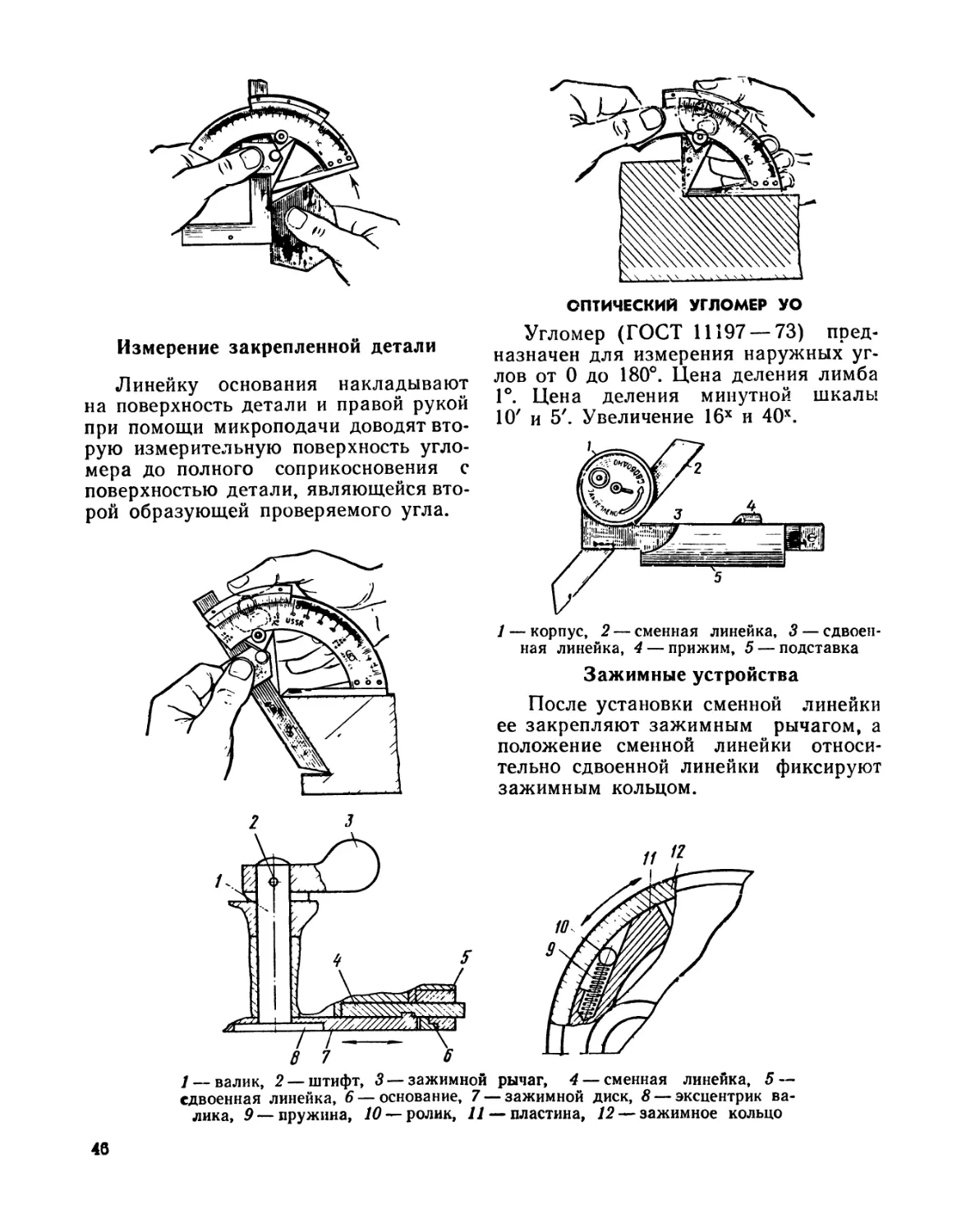
ОПТИЧЕСКИЙ УГЛОМЕР УО
Измерение закрепленной детали
Линейку основания накладывают
на поверхность детали и правой рукой
при помощи микроподачи доводят вто¬
рую измерительную поверхность угло¬
мера до полного соприкосновения с
поверхностью детали, являющейся вто¬
рой образующей проверяемого угла.
1 — валик, 2 —штифт, 5 —зажимной рычаг, 4 —сменная линейка, 5 —
сдвоенная линейка, 6 — основание, 7— зажимной диск, 8 — эксцентрик ва¬
лика, 0 — пружина, 10 ~ ролик, 77 —пластина, 12 — зажимное кольцо
Угломер (ГОСТ 11197 — 73) пред¬
назначен для измерения наружных уг¬
лов от 0 до 180°. Цена деления лимба
1°. Цена деления минутной шкалы
107 и 5'. Увеличение 16х и 40х.
1 — корпус, 2 — сменная линейка, 3 — сдвоен¬
ная линейка, 4 — прижим, 5 — подставка
Зажимные устройства
После установки сменной линейки
ее закрепляют зажимным рычагом, а
положение сменной линейки относи¬
тельно сдвоенной линейки фиксируют
зажимным кольцом.
40
Отсчетное устройство
Показания углов от 0 до 90° опре¬
деляют отсчетным индексом по шкале
лимба. При измерении и установке уг¬
лов от 90 до 180° показания угломера
отнимают от 180°.
Стеклянный лимб разделен по ок¬
ружности на 360 частей — градусов.
Каждый градус разделен на 6 или 12
частей. Цена деления— 10' или 5'.
Перед применением угломер
протирают
п проверяют его нулевое положение
При отсутствии просвета между из¬
мерительными поверхностями угломера
и угольника отсчетный индекс должен
совпадать со штрихом лимба 90°.
При измерении оптическим угломе¬
ром используют нижнюю и верхнюю
измерительные поверхности сдвоенной
и сменной линеек.
Вовремя установки угломера отно¬
сительно образующих измеряемого уг¬
ла незакрепленной детали рекоменду¬
ется, чтобы правая рука поддерживала
и перемещала деталь, прижимая ее к
сдвоенной линейке.
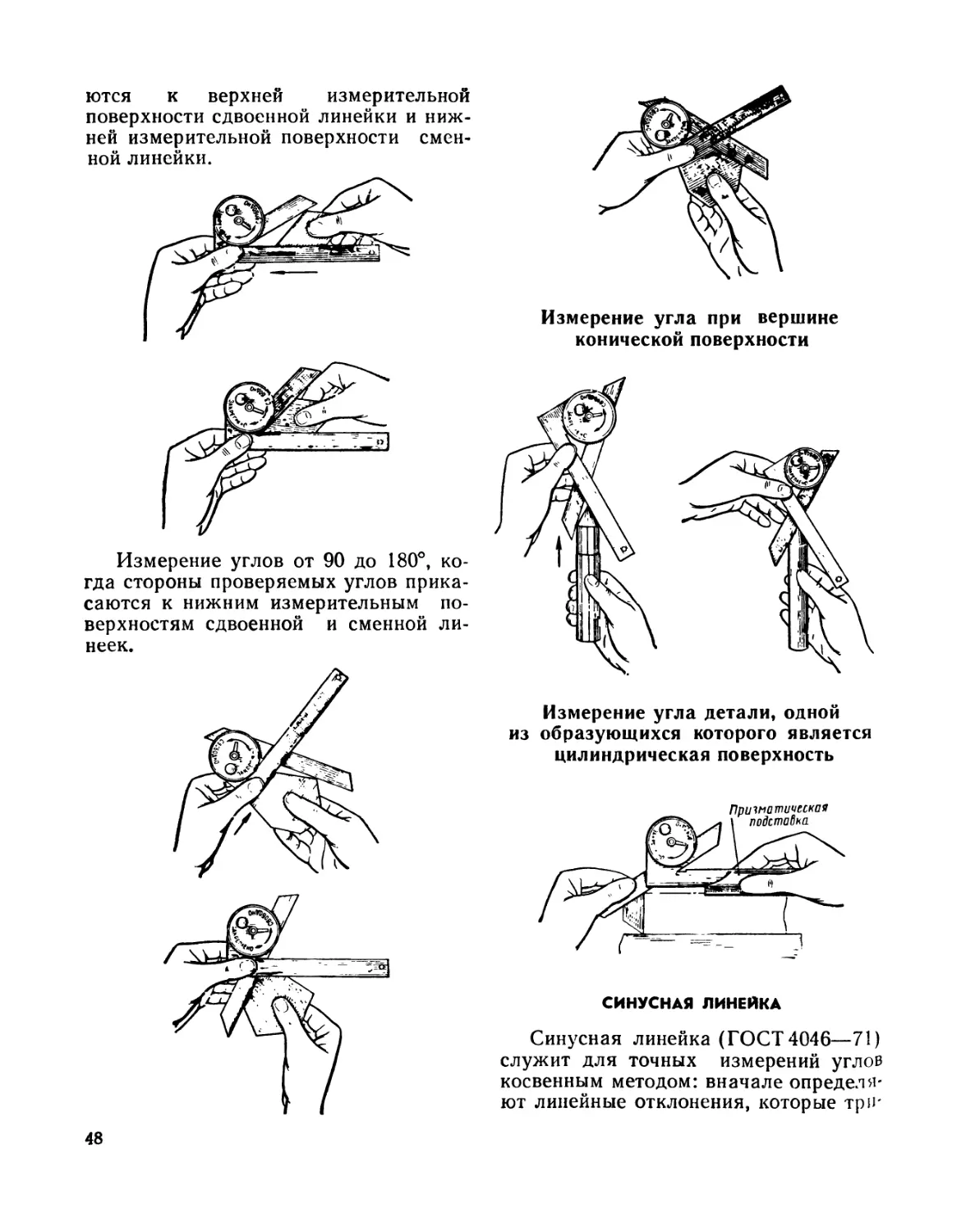
Приемы измерений
Измерение углов от 0 до 90°, когда
стороны проверяемых углов прикаса¬
ются к нижним измерительным по¬
верхностям сдвоенной и сменной ли¬
неек.
Измерение углов от 0 до 90°, когда
стороны проверяемых углов прикаса¬
47
ются к верхней измерительной
поверхности сдвоенной линейки и ниж¬
ней измерительной поверхности смен¬
ной линейки.
Измерение углов от 90 до 180°, ко¬
гда стороны проверяемых углов прика¬
саются к нижним измерительным по¬
верхностям сдвоенной и сменной ли¬
неек.
Измерение угла при вершине
конической поверхности
Измерение угла детали, одной
из образующихся которого является
цилиндрическая поверхность
СИНУСНАЯ ЛИНЕЙКА
Синусная линейка (ГОСТ 4046—71)
служит для точных измерений углов
косвенным методом: вначале определя¬
ют линейные отклонения, которые трП'
48
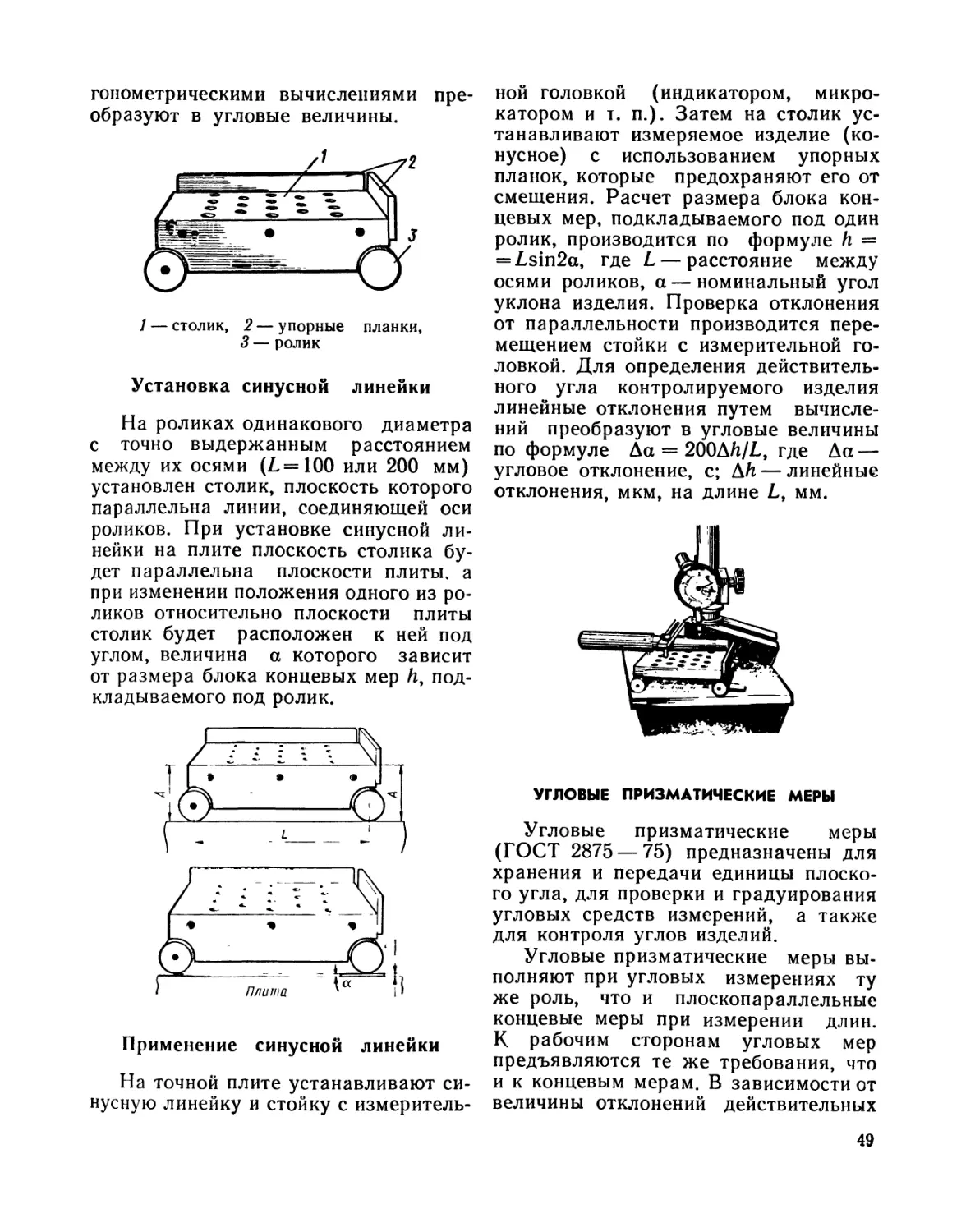
гонометрическими вычислениями пре¬
образуют в угловые величины.
1 — столик, 2 — упорные планки,
3 — ролик
Установка синусной линейки
На роликах одинакового диаметра
с точно выдержанным расстоянием
между их осями (Ь =100 или 200 мм)
установлен столик, плоскость которого
параллельна линии, соединяющей оси
роликов. При установке синусной ли¬
нейки на плите плоскость столика бу¬
дет параллельна плоскости плиты, а
при изменении положения одного из ро¬
ликов относительно плоскости плиты
столик будет расположен к ней под
углом, величина а которого зависит
от размера блока концевых мер Л, под-
кладываемого под ролик.
Применение синусной линейки
На точной плите устанавливают си¬
нусную линейку и стойку с измеритель¬
ной головкой (индикатором, микро-
катором и т. п.). Затем на столик ус¬
танавливают измеряемое изделие (ко¬
нусное) с использованием упорных
планок, которые предохраняют его от
смещения. Расчет размера блока кон¬
цевых мер, подкладываемого под один
ролик, производится по формуле Н =
= /.зт2а, где Ь — расстояние между
осями роликов, а—номинальный угол
уклона изделия. Проверка отклонения
от параллельности производится пере¬
мещением стойки с измерительной го¬
ловкой. Для определения действитель¬
ного угла контролируемого изделия
линейные отклонения путем вычисле¬
ний преобразуют в угловые величины
по формуле Да = 200ДЛД,, где Да —
угловое отклонение, с; ДЛ — линейные
отклонения, мкм, на длине мм.
УГЛОВЫЕ ПРИЗМАТИЧЕСКИЕ МЕРЫ
Угловые призматические меры
(ГОСТ 2875 — 75) предназначены для
хранения и передачи единицы плоско¬
го угла, для проверки и градуирования
угловых средств измерений, а также
для контроля углов изделий.
Угловые призматические меры вы¬
полняют при угловых измерениях ту
же роль, что и плоскопараллельные
концевые меры при измерении длин.
К рабочим сторонам угловых мер
предъявляются те же требования, что
и к концевым мерам. В зависимости от
величины отклонений действительных
49
значений рабочих углов от номиналь¬
ных значений и отклонений от плос¬
костности измерительных поверхностей
угловые меры разделены на три клас¬
са точности: 0; 1 и 2. Наибольшее рас¬
пространение имеют угловые меры,
выполненные в форме треугольника с
одним рабочим углом и четырехуголь¬
ника с четырьмя рабочими углами.
Угловые призматические меры ком¬
плектуют в наборы, имеющие опреде¬
ленное количество мер для каждого
набора.
Малый набор (8 шт.) угловых мер
Расчет размеров угловых мер
для составления их в блоки
Выбор угловых мер для составле¬
ния их в блоки производят аналогично
выбору концевых мер — в последова¬
тельной ориентации на последние циф¬
ры размера блока.
Размеры угловых мер набора из 33 шт.
Номинальное значение
углов
Градация уг¬
ловых мер
Число мер
От 10э до 20°
1°
11
От 30' до 70Л
10°
5
45°
1
От 15° 10' до 15°50'
10'
5
От 15°0Г до 15°09'
Г
9
80"; 81°; 100°; 99°
1°
1
9о°; 90°; 90°; 9о°
1°
1
Примеры выбора угловых мер
Составить блок размером
Составить блок размером
71°28'
63°34'
1-я мера
15°08'
1-я мера
15°04'
Остаток
56э20'
Остаток
48°30'
2-я мера
15°20'
2-я мера
15°30'
Остаток
41
Остаток
33°
3-я мера
1Г
3-я мера
13°
Остаток
30
Остаток
20°
4-я мера
зэ°
4-я мера
20°
Проверка: 15°08 +
Проверка: 15 04 +
+15 20' +
+ 15 30' +
+ 11 +30°=
=7Г28'
+ 13+20°=
=63 34'
Применение угловых мер
Проверка производится методом
световой щели.
Проверка угломера на соответствие
его показаний размеру блока угло¬
вых мер
50
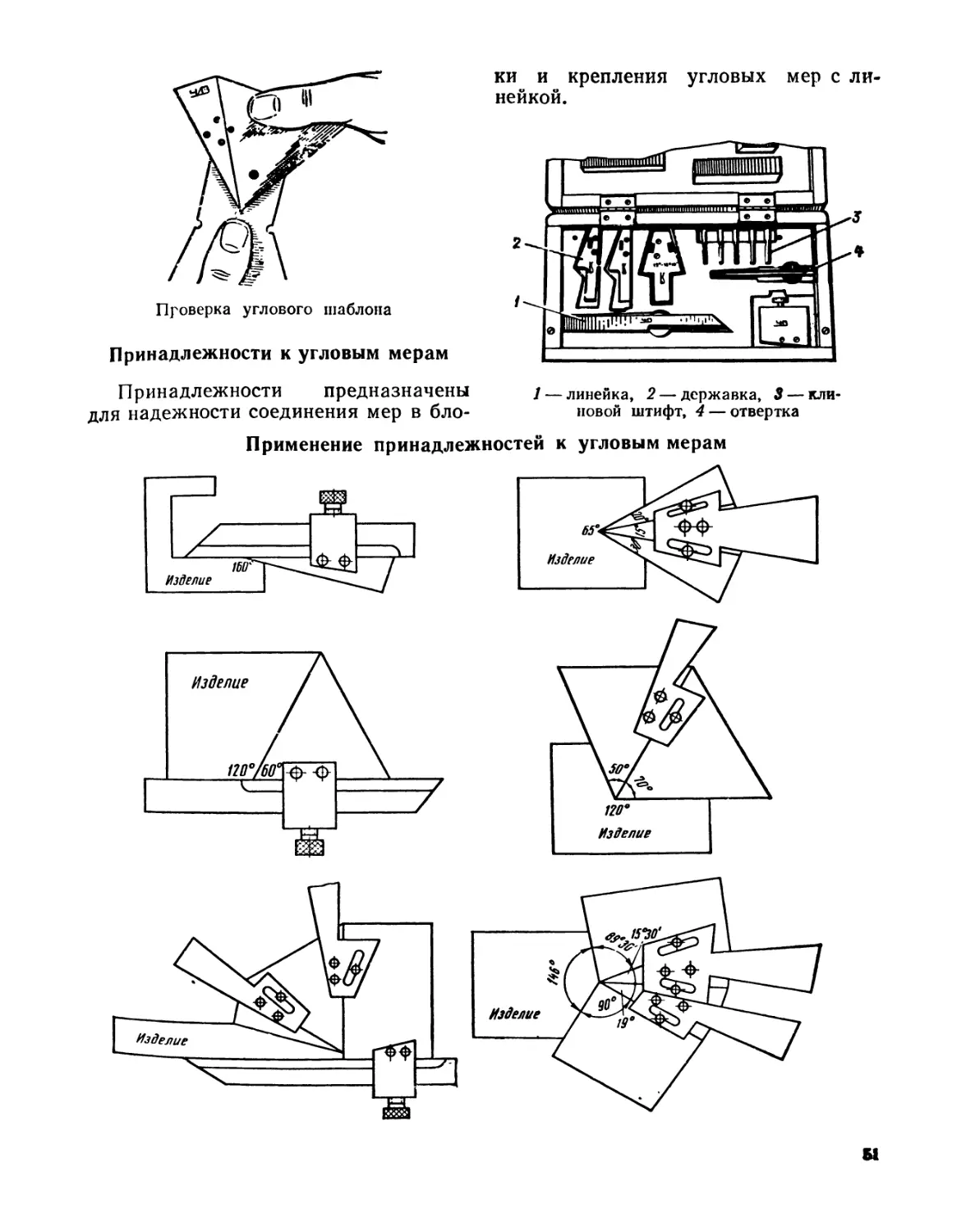
ки и крепления угловых мер с ли¬
нейкой.
Принадлежности к угловым мерам
Принадлежности предназначены
для надежности соединения мер в бло-
1 — линейка, 2 — державка, 3 — кли¬
новой штифт, 4 — отвертка
Применение принадлежностей к угловым мерам
Б!
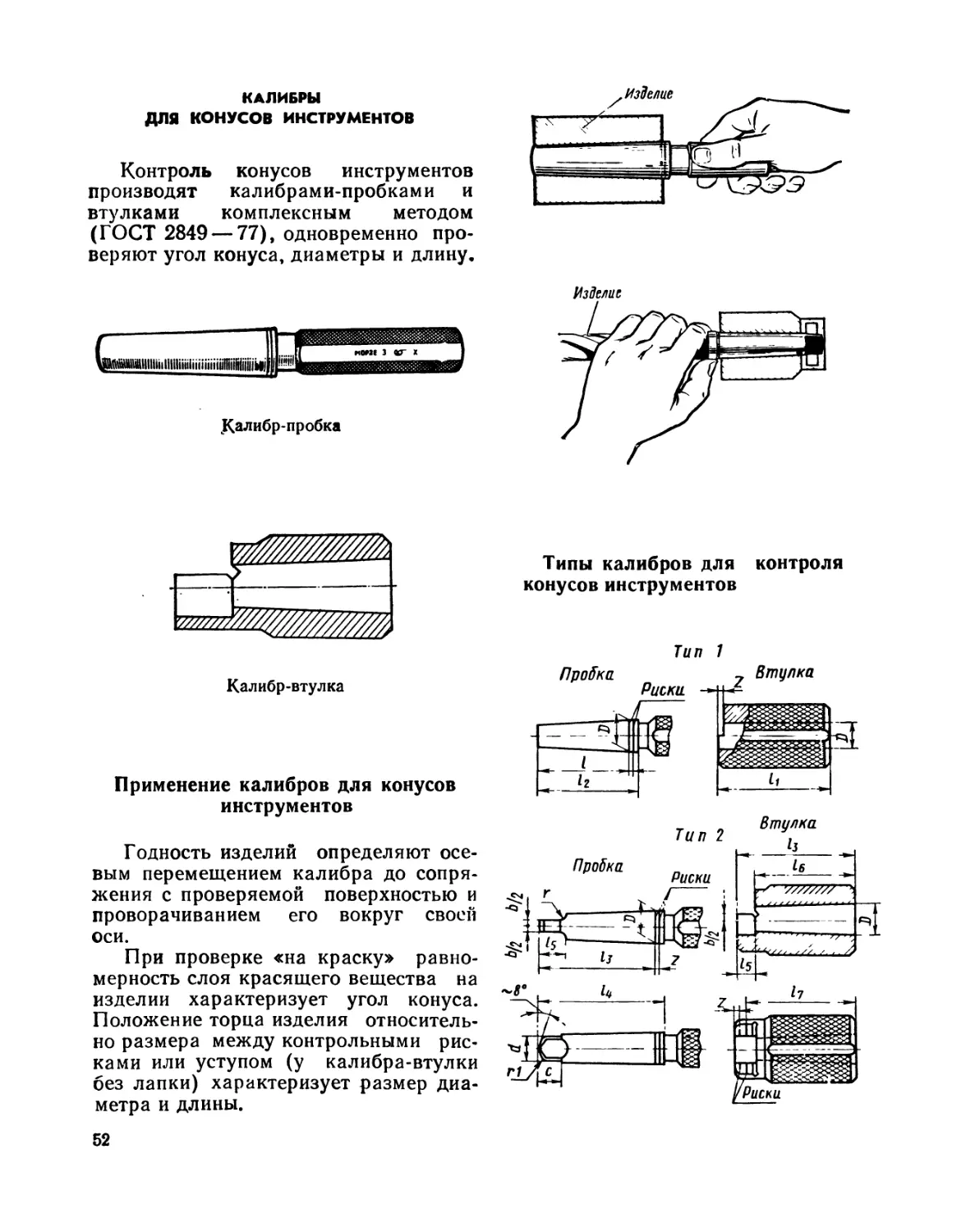
КАЛИБРЫ
ДЛЯ КОНУСОВ ИНСТРУМЕНТОВ
Контроль конусов инструментов
производят калибрами-пробками и
втулками комплексным методом
(ГОСТ 2849 — 77), одновременно про¬
веряют угол конуса, диаметры и длину.
ИзДелие
Калибр-пробка
Изделие
Калибр-втулка
Применение калибров для конусов
инструментов
Годность изделий определяют осе¬
вым перемещением калибра до сопря¬
жения с проверяемой поверхностью и
проворачиванием его вокруг своей
оси.
При проверке «на краску» равно¬
мерность слоя красящего вещества на
изделии характеризует угол конуса.
Положение торца изделия относитель¬
но размера между контрольными рис¬
ками или уступом (у калибра-втулки
без лапки) характеризует размер диа¬
метра и длины.
Типы калибров для
конусов инструментов
контроля
52
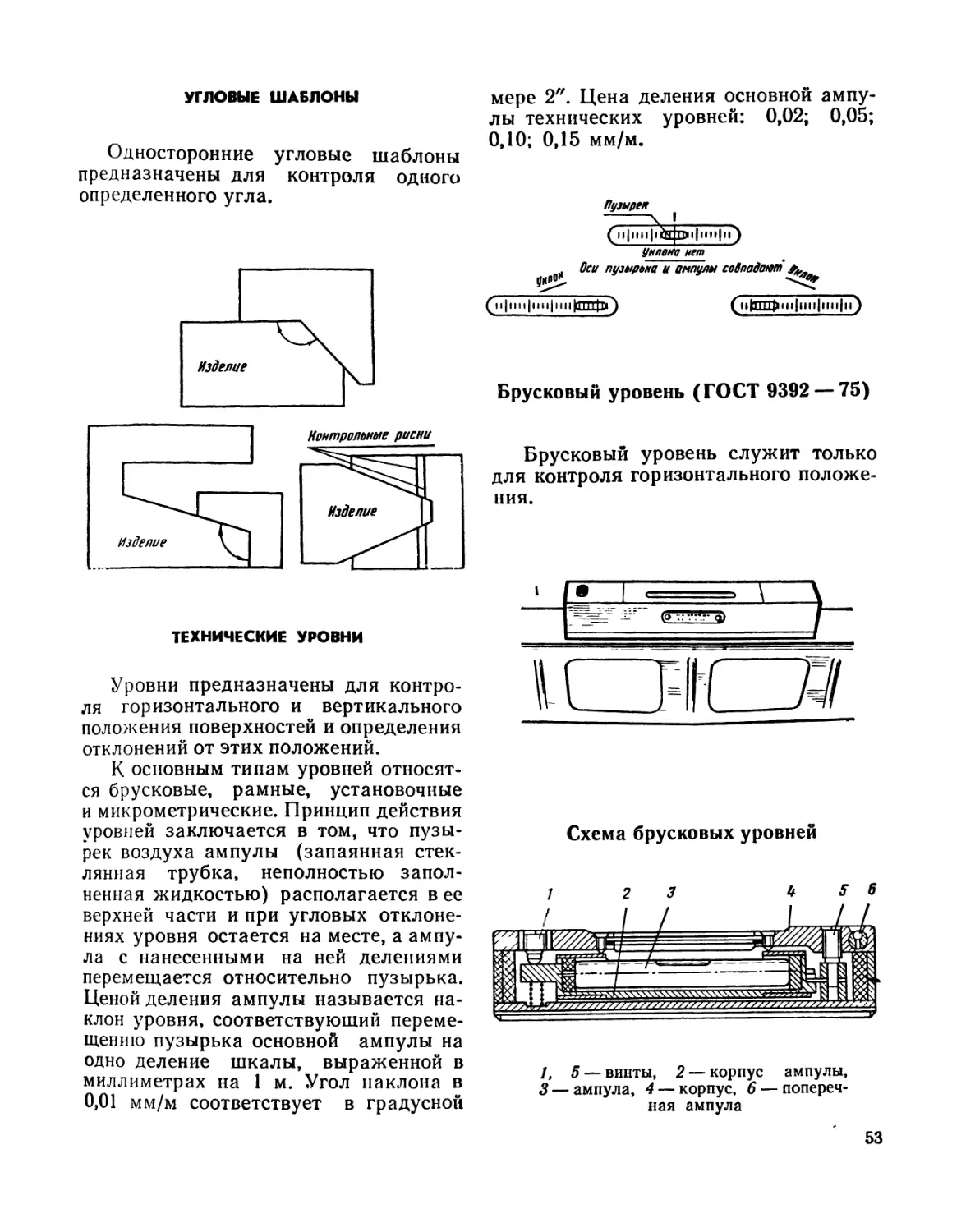
УГЛОВЫЕ ШАБЛОНЫ
Односторонние угловые шаблоны
предназначены для контроля одного
определенного угла.
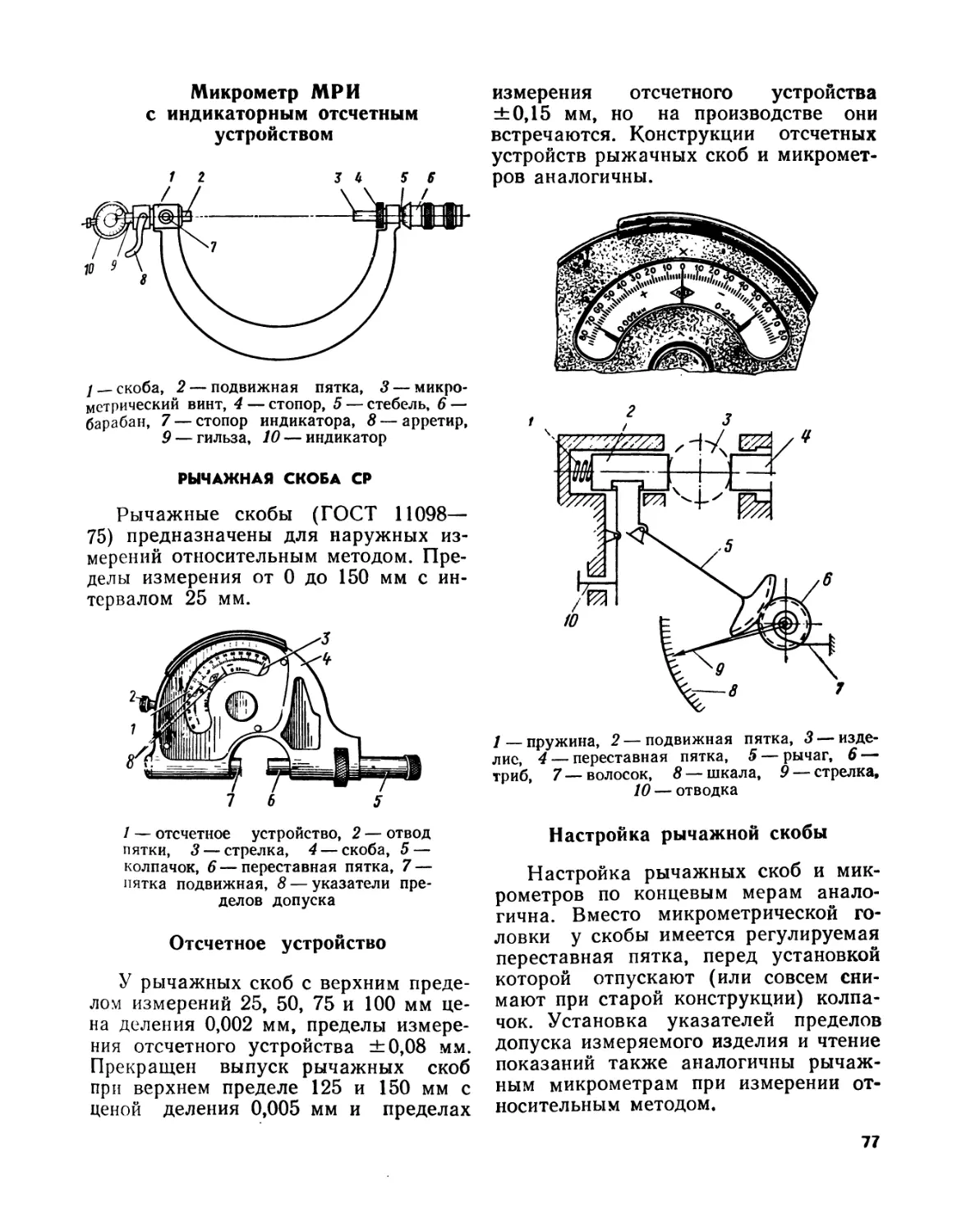
мере 2". Цена деления основной ампу¬
лы технических уровней: 0,02; 0,05;
0,10; 0,15 мм/м.
ТЕХНИЧЕСКИЕ УРОВНИ
Уровни предназначены для контро¬
ля горизонтального и вертикального
положения поверхностей и определения
отклонений от этих положений.
К основным типам уровней относят¬
ся брусковые, рамные, установочные
и микрометрические. Принцип действия
уровней заключается в том, что пузы¬
рек воздуха ампулы (запаянная стек¬
лянная трубка, неполностью запол¬
ненная жидкостью) располагается в ее
верхней части и при угловых отклоне¬
ниях уровня остается на месте, а ампу¬
ла с нанесенными на ней делениями
перемещается относительно пузырька.
Ценой деления ампулы называется на¬
клон уровня, соответствующий переме¬
щению пузырька основной ампулы на
одно деление шкалы, выраженной в
миллиметрах на 1 м. Угол наклона в
0,01 мм/м соответствует в градусной
Брусковый уровень (ГОСТ 9392 — 75)
Брусковый уровень служит только
для контроля горизонтального положе¬
ния.
Схема брусковых уровней
1, 5 — винты, 2 — корпус ампулы,
3 — ампула, 4 — корпус, 6 — попереч¬
ная ампула
53
Рамный уровень
(ГОСТ 9392—75)
Рамный уровень предназначен для
контроля горизонтального и вертикаль¬
ного положения.
Корпус рамного уровня имеет фор¬
му квадрата, все стороны которого яв¬
ляются рабочими. Для установки на
цилиндрических поверхностях горизон¬
тального и вертикального направления
на рабочих сторонах имеются призма¬
тические выемки. На маркированной
пластине обозначается соответствие
одному делению ампулы линейного пе¬
ремещения на длину 1 м. Например,
1 дел = 0,1 мм на 1 м.
Схема рамного уровня: 1 — корпус,
2 — маркированная пластина, 3 — по¬
перечная ампула, 4 — основная ам¬
пула
Контроль горизонтального по¬
ложения
Контроль вертикального поло¬
жения
Установочные уровни
Установочные уровни монтируют в
оборудование; они служат для контро¬
ля его установки в горизонтальном
положении.
54
Схемы установочных уровней
а — с круглой ампулой: 1 — регулировочные винты, 2 — ампула» 3 —
оправа; б — с цилиндрической ампулой: / — оправа, 2 — ампула
Уровень с микрометрической подачей
ампулы (ГОСТ 11196 — 74)
Микрометрическим уровнем измеря¬
ют уклоны плоских и цилиндрических
поверхностей, определяя величину
подъема в миллиметрах на 1 м длины.
Цена деления ампулы и микрометри¬
ческого узла равна 0,1 мм на 1 м. Пре¬
дел измерения уклонов в обе стороны
от горизонтали до 30 мм на 1 м длины.
Схема микрометрического уровня
Тр>бка шарнирно связана с корпу¬
сом, что позволяет устанавливать поме¬
щенную в ней основную ампулу под
различным углом к рабочим поверх¬
ностям корпуса. Трубка с ампулой пе¬
ремещается с помощью микрометриче¬
ской головки. Небольшие уклоны опре-
дел жл по шкале основной ампулы, а
большие уклоны — по показаниям ми¬
крометрической части.
Перед измерением устанавливают
ось ампулы параллельно рабочим по¬
верхностям уровня. Затем уровень ста¬
вят на проверяемую поверхность, оп¬
ределяют направление уклона (по по¬
ложению пузырька) и его величину.
/ — основание, 2 — трубка, 3 — стойка, 4 —
стебель, 5 — барабан, 6 — микропара, 7—гай¬
ка, 8 — центры, 9 — основная ампула, 10 —
втулка, 11 — установочная ампула
55
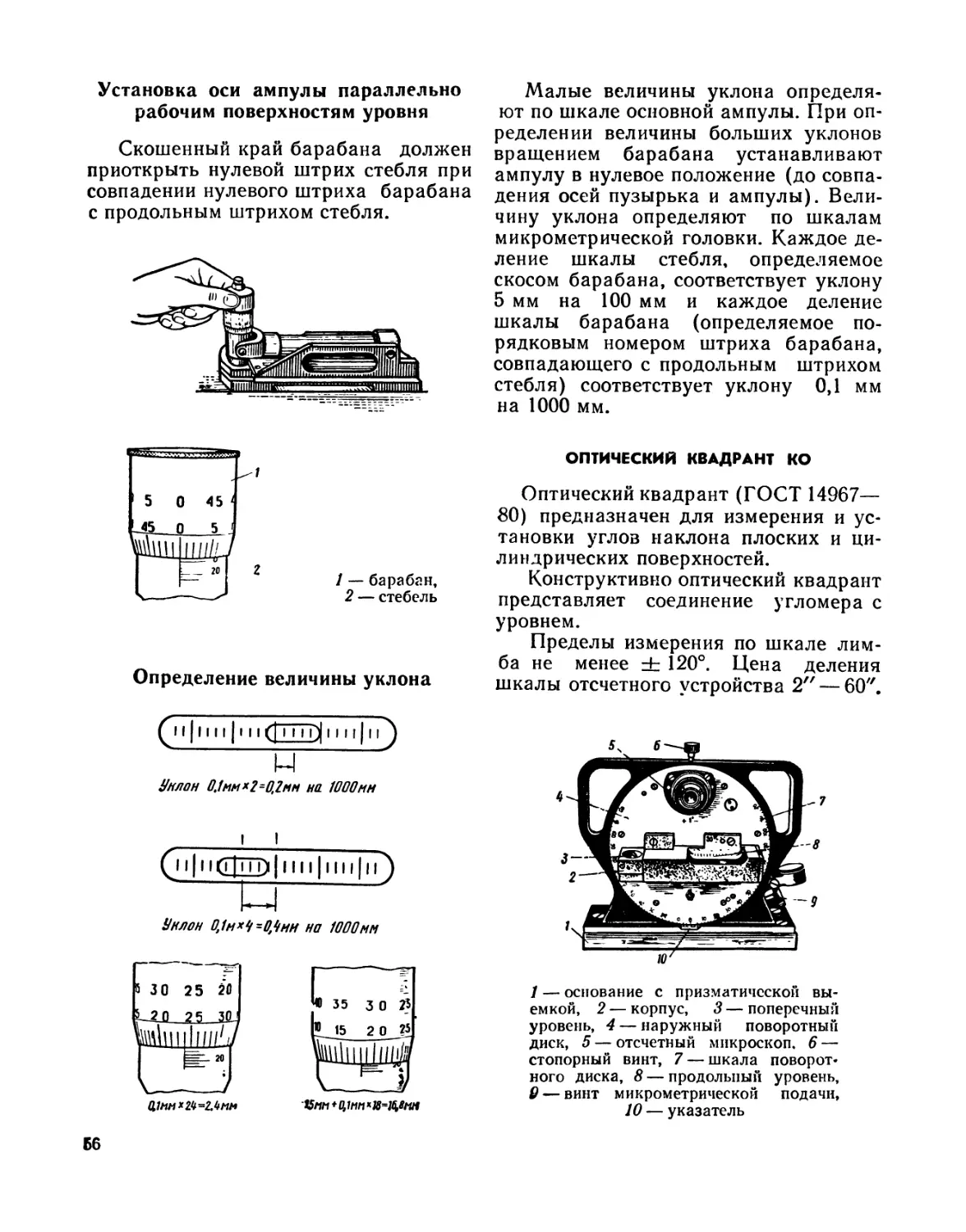
Установка оси ампулы параллельно
рабочим поверхностям уровня
Скошенный край барабана должен
приоткрыть нулевой штрих стебля при
совпадении нулевого штриха барабана
с продольным штрихом стебля.
Малые величины уклона определя¬
ют по шкале основной ампулы. При оп¬
ределении величины больших уклонов
вращением барабана устанавливают
ампулу в нулевое положение (до совпа¬
дения осей пузырька и ампулы). Вели¬
чину уклона определяют по шкалам
микрометрической головки. Каждое де¬
ление шкалы стебля, определяемое
скосом барабана, соответствует уклону
5 мм на 100 мм и каждое деление
шкалы барабана (определяемое по¬
рядковым номером штриха барабана,
совпадающего с продольным штрихом
стебля) соответствует уклону 0,1 мм
на 1000 мм.
1 — барабан,
2 — стебель
ОПТИЧЕСКИЙ КВАДРАНТ КО
Оптический квадрант (ГОСТ 14967—
80) предназначен для измерения и ус¬
тановки углов наклона плоских и ци¬
линдрических поверхностей.
Конструктивно оптический квадрант
представляет соединение угломера с
уровнем.
Пределы измерения по шкале лим¬
ба не менее ± 120°. Цена деления
шкалы отсчетного устройства 2"— 60".
1 — основание с призматической вы¬
емкой, 2 — корпус, 3 — поперечный
уровень, 4 — наружный поворотный
диск, 5 — отсчетный микроскоп. 6 —
стопорный винт, 7 — шкала поворот¬
ного диска, 8 — продольный уровень,
9 — винт микрометрической подачи,
10 — указатель
Бб
Определение величины уклона
Измерение угла наклона поверхности
При измерении угла наклона уста¬
навливают квадрант на проверяемую
поверхность, освобождают стопорный
винт и поворачивают наружный диск
до тех пор, пока пузырек продольного
уровня не отойдет от края ампулы.
После этого надо закрепить стопорный
винт, микрометрической подачей уста¬
новить пузырек продольного уровня в
среднее положение (ка нуль-пункт) и
прочесть показания в отсчетном ми¬
кроскопе.
Поверхности под заданным углом
устанавливают в обратном порядке:
сначала поворачивают наружный диск,
устанавливая его ориентировочно на
требуемый угол, а затем с помощью
микроподачи отсчетного микроскопа
производят точную установку угла.
После этого квадрант устанавливают
своим основанием на поверхность мон¬
тируемого изделия, располагая его
таким образом, чтобы пузырек попе¬
Установка квадранта на проверя¬
емую поверхность
Приблизительная установка угла
наклона поворотом наружного
диска
речного уровня занял среднее положе¬
ние, и перемещают изделие до тех пор,
пока пузырек продольного уровня не
займет среднего положения.
Стопорение наружного диска
Точная установка угла наклона
микроподачей
Поле зрения отсчетного микро¬
скопа квадранта. Показание:
—2Г30'
57
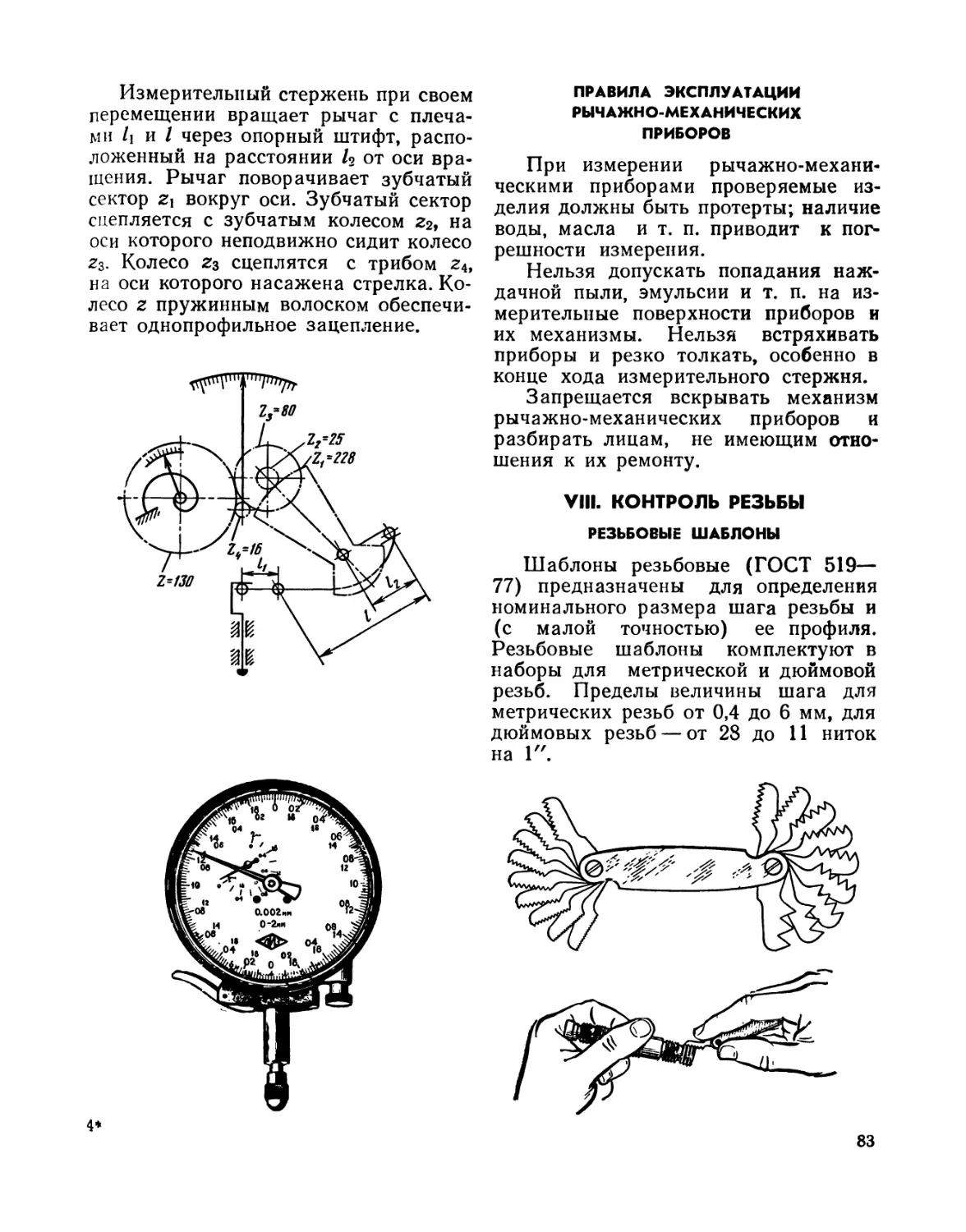
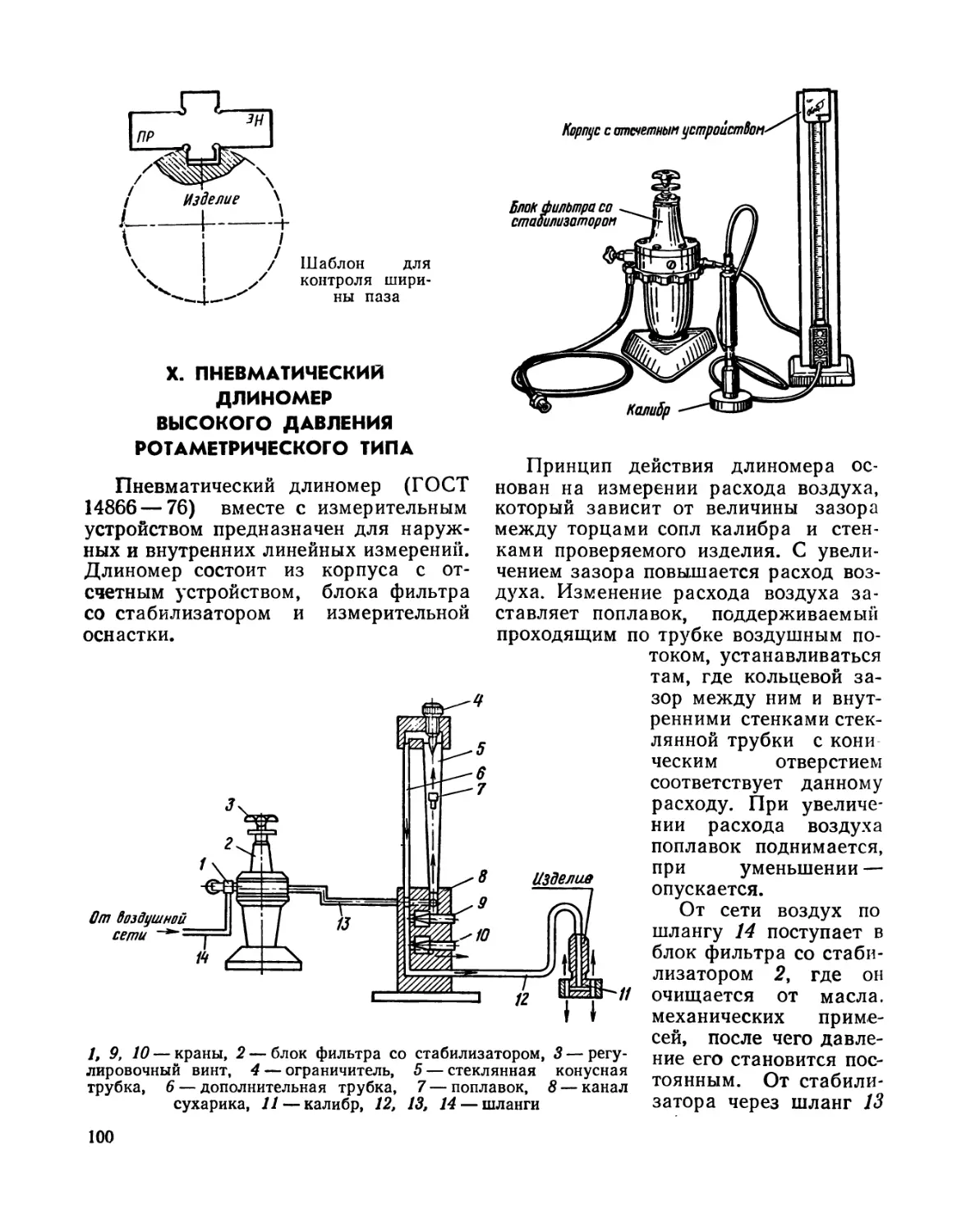
VII. РЫЧАЖНО-МЕХАНИЧЕСКИЕ
ПРИБОРЫ
Рычажно - механические приборы
предназначены для контроля линей¬
ных размеров и отклонений формы и
расположения поверхностей. Главным
образом эти приборы используют для
относительных измерений.
Из рычажно-механических прибо¬
ров наиболее широко применяются ин¬
дикаторы часового типа (ГОСТ 577 —
68).
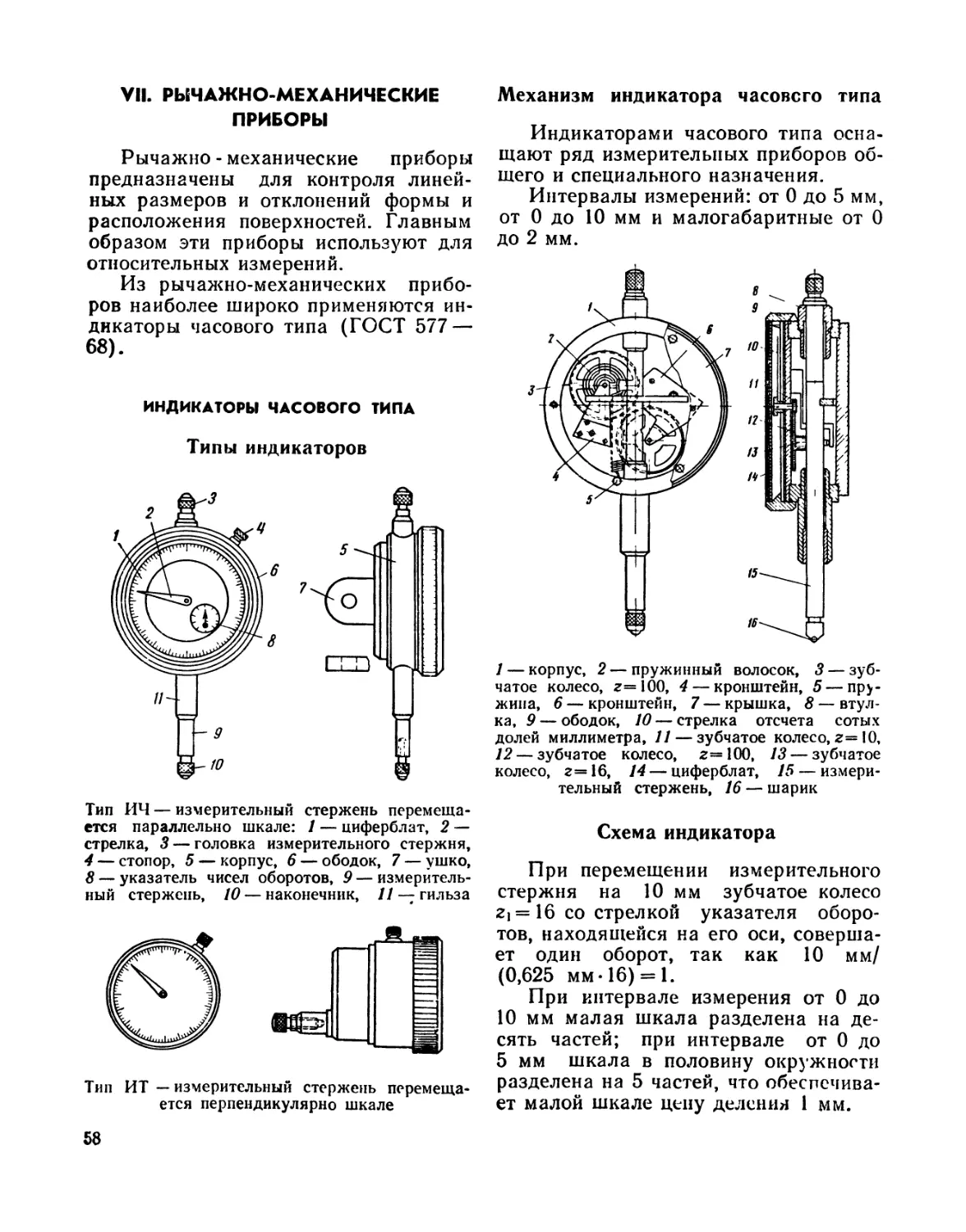
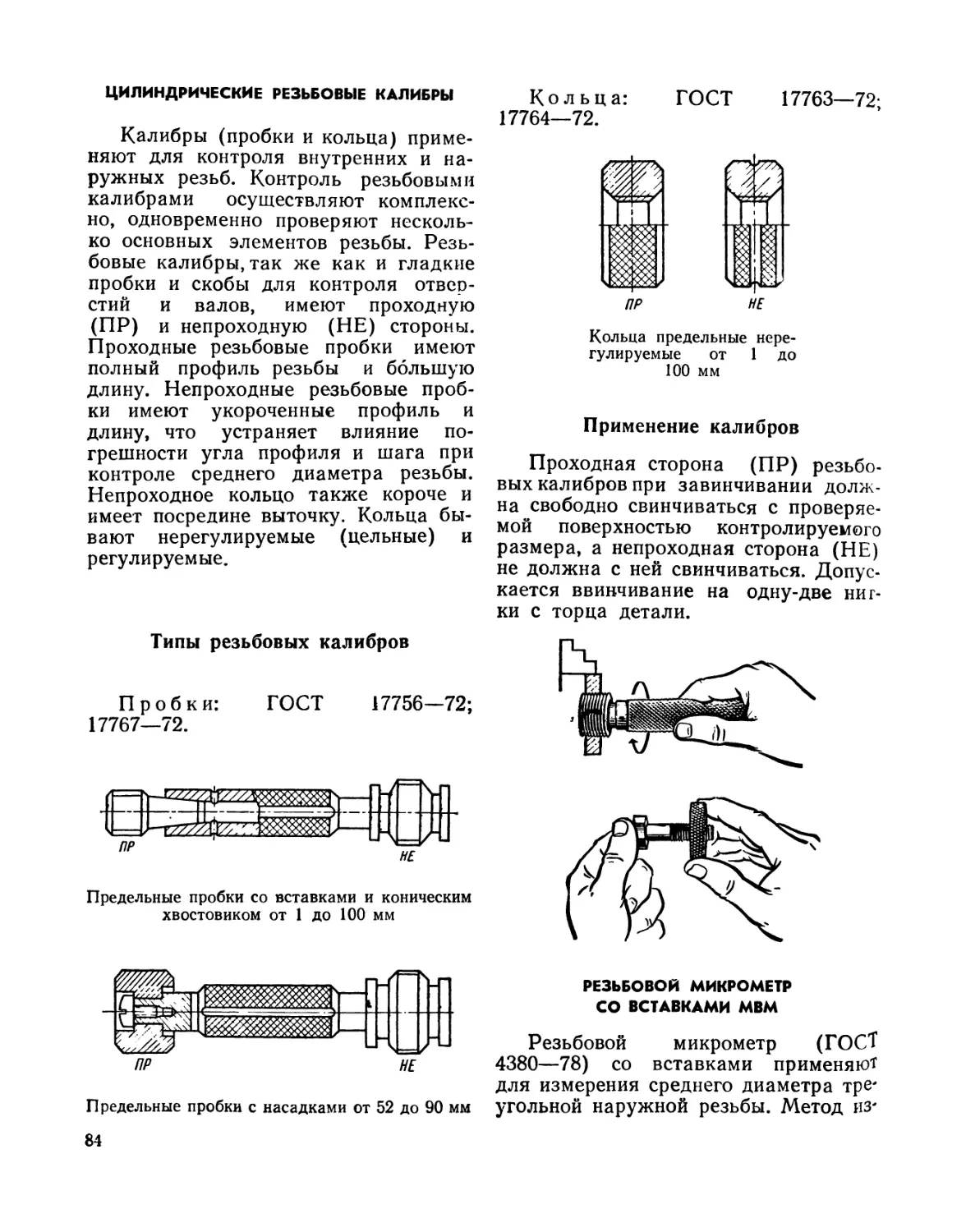
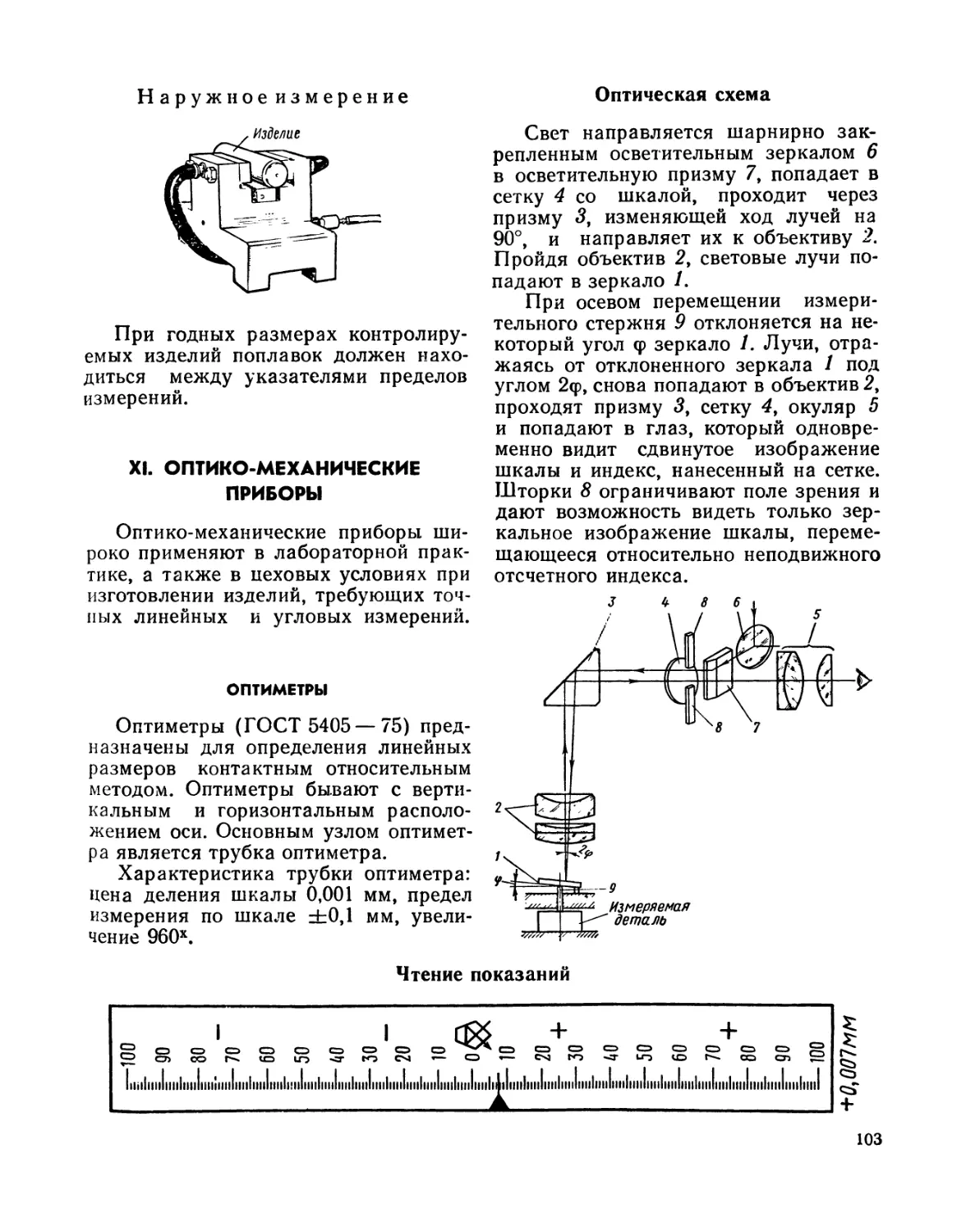
ИНДИКАТОРЫ ЧАСОВОГО ТИПА
Типы индикаторов
Тип ИЧ — измерительный стержень перемеща¬
ется параллельно шкале: 1 — циферблат, 2 —
стрелка, 3 — головка измерительного стержня,
4 — стопор, 5 — корпус, 6 — ободок, 7 — ушко,
8 — указатель чисел оборотов, 9 — измеритель¬
ный стержень, 10 — наконечник, /У —гильза
Механизм индикатора часового типа
Индикаторами часового типа осна¬
щают ряд измерительных приборов об¬
щего и специального назначения.
Интервалы измерений: от 0 до 5 мм,
от 0 до 10 мм и малогабаритные от 0
до 2 мм.
Тип ИТ — измерительный стержень перемеща¬
ется перпендикулярно шкале
1 — корпус, 2 — пружинный волосок, 3 — зуб¬
чатое колесо, г= 100, 4 — кронштейн, 5 — пру¬
жина, 6 — кронштейн, 7 — крышка, 8 — втул¬
ка, 9 — ободок, 10 — стрелка отсчета сотых
долей миллиметра, 11 — зубчатое колесо, г—10,
12 — зубчатое колесо, г~ 100, 13 — зубчатое
колесо, г= 16, 14 — циферблат, 15 — измери¬
тельный стержень, 16 — шарик
Схема индикатора
При перемещении измерительного
стержня на 10 МхМ зубчатое колесо
21 = 16 со стрелкой указателя оборо¬
тов, находящейся на его оси, соверша¬
ет один оборот, так как 10 мм/
(0,625 мм-16) = 1.
При интервале измерения от 0 до
10 мм малая шкала разделена на де¬
сять частей; при интервале от 0 до
5 мм шкала в половину окружности
разделена на 5 частей, что обеспечива¬
ет малой шкале цену деления 1 мм.
58
Зубчатое колесо гг =100 находится
на одной оси с зубчатым колесом г\ = 16.
При перемещении измерительного
стержня на 1 мм это колесо совершает
1/10 оборота, т. е. перемещается на 10
зубьев, а зубчатое колесо г3=10, нахо¬
дящееся в зацеплении с колесом г2 =
= 100, с большой стрелкой, закреплен¬
ной на оси колеса г3=10, совершает
один оборот. Большая шкала разделе¬
на по окружности на 100 частей, что
обеспечивает цену деления 0,01 мм.
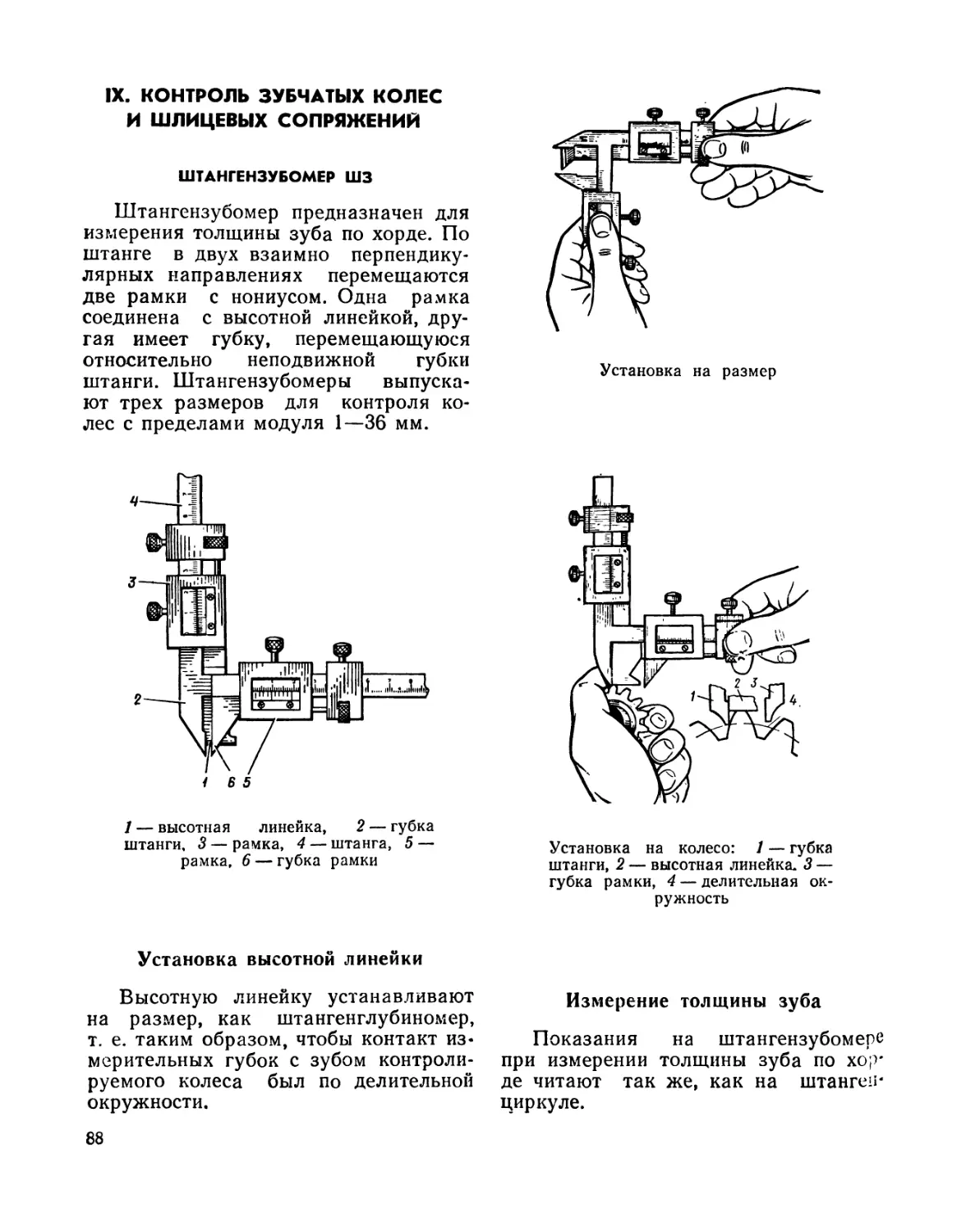
Чтение показаний
Целое число миллиметров отсчиты¬
вается стрелкой указателя оборотов по
малой шкале. Сотые доли миллимет¬
ров отсчитываются стрелкой по боль¬
шой шкале. При подъеме измеритель¬
ного стержня (прямой ход) показания
читают по наружным цифрам большой
шкалы (увеличение по часовой стрел¬
ке). При опускании измерительного
стержня (обратный ход) показания
читают по внутренним цифрам боль¬
шой шкалы (увеличение против часо¬
вой стрелки).
Прямой ход: 2 мм +
+0,69 мм = 2,69 мм.
Обратный ход: 7 мм+
+0,31 мм=7,31 мм
59
Прямой ход: 1 мм +
+0,03 мм=1,03 мм.
Обратный ход: 8 мм 4
+0,97 мм = 8,97 мм
Перед измерением проверить
постоянство показаний индикатора,
приподнимая и опуская
измерительный стержень
Разность показаний не должна
превышать 0,5 деления.
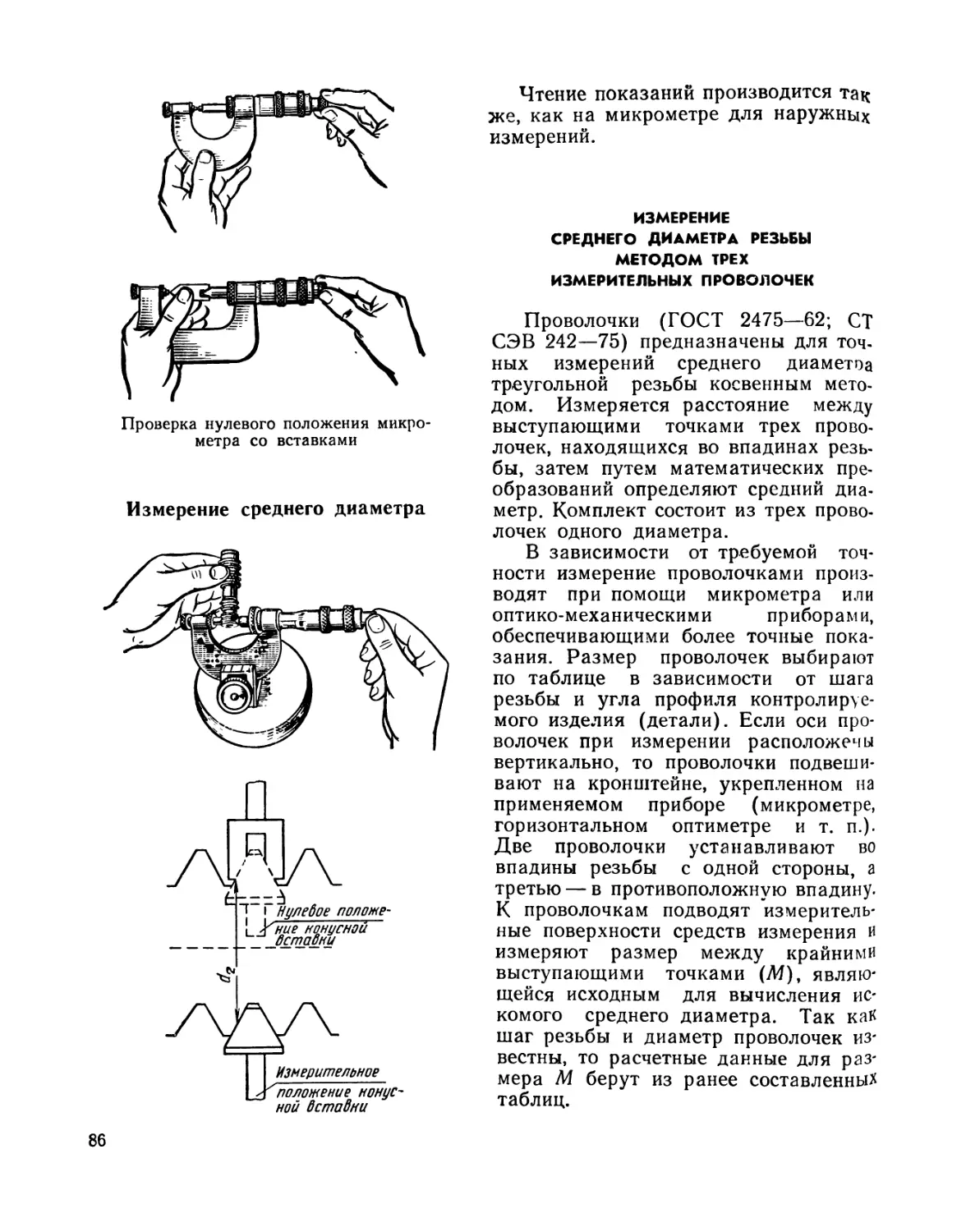
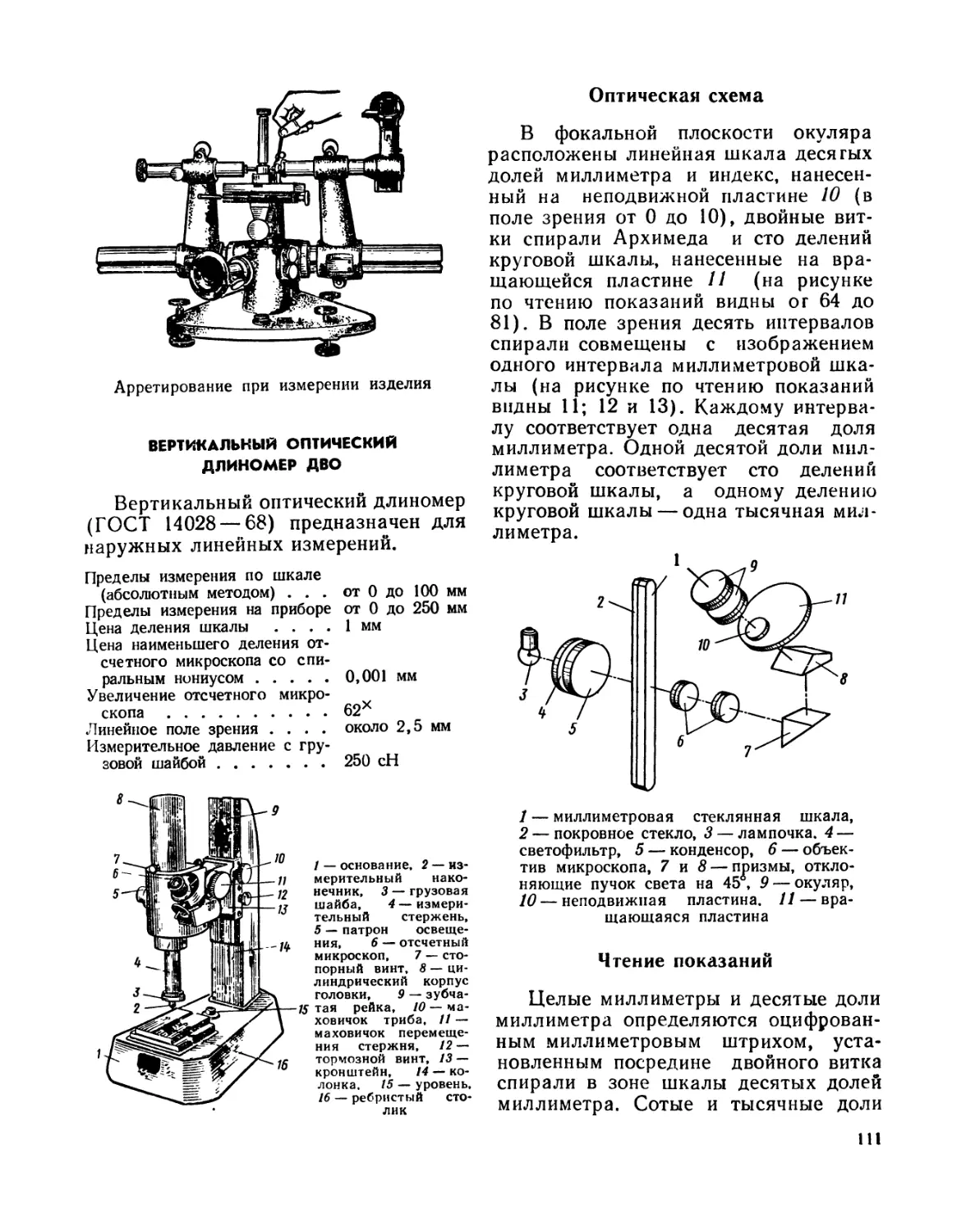
Стойка и штативы предназначены
для крепления индикатора
и перемещения его
(ГОСТ 10197—70)
Универсальный штатив
с микроподачей
Стойка С — IV
1 — гайка крепления колонки,
2 — стержень, 3 — колонка, 4 —
муфта, 5 — винт микроподачи,
6 — державка, 7 — индикатор,
8 — основание
Крепление индикатора
60
Штативы: а — с подвижной колонкой
Ш-Ш, б— с неподвижной колонкой
Ш-Н, в — с магнитным основанием
ШМ-И
Перемещение колонки относительно
основания
/ — стержень, 2 — колонка, 8 -
муфта
1 — колонка, 2 —
гайка, 3— шайба,
4 — основание
Установка стержня относительно
муфты и колонки
Ослабляя зажим крепления муфты
надо поддерживать стержень с
державкой
1 — стержень, 2 — колонка, 3 — муфта
61
Установка индикатора
относительно державки
Измерительный стержень должен располагать¬
ся перпендикулярно к проверяемой поверхно¬
сти
Применение микроподачи
Микроподачу осуществляют враще¬
нием винта.
62
Измерение относительным методом
При измерении относительным ме-
тодом индикатор, закрепленный на
штативе, настраивают по блоку плос¬
копараллельных концевых мер, состав¬
ленному по номинальному размеру
измеряемой детали (на нуль). Затем
определяют отклонение по детали и в
соответствии с его знаком и величиной
подсчитывают действительный размер.
При точных измерениях надо учи-
тывать, что участок шкалы 0,1 мм, ко¬
торый находится в начале второго обо¬
рота стрелки, имеет нормированную
погрешность показаний, не превышаю¬
щую 0,006 мм.
215 мм
Проверка параллельности
х 21,5мм+0,03 мм=21,53мп
Измерение абсолютным методом
Следует учитывать, что у индика¬
торов с ценой деления 0,01 мм, находя¬
щихся в эксплуатации, допускается
погрешность на всем интервале при
пределах от 0 до 5 — 0,016 мм и при
пределах от 0 до 10 — 0,02 мм.
При перемещении детали относи¬
тельно индикатора надо поднимать
измерительный стержень, доводя его
наконечник до соприкосновения с де¬
талью только в проверяемых точках.
1 — деталь, 2 — плита
Проверка радиального биения
При проверке параллельности, а
также высоты у небольших деталей
можно использовать верхнюю плос¬
кость основания, предварительно убе- Биение определяется наибольшей
дившись в ее исправности отсутствии разностью показаний индикатора при
задиров и вмятин.
Деталь
одном обороте детали (изделия).
/ — деталь, 2 — основание
1 — изделие, 2 — биениемер
64
Проверка торцового биения уг¬
ловым рычагом
Применение принадлежностей
для крепления индикатора
при контроле изделий и проверке
станков на технологическую точность
1 — изделие, 2 — плита, 3 — скоба, 4 — оправ¬
ка, 5 — резцедержатель
ИНДИКАТОРНАЯ СКОБА СИ
Индикаторные скобы (ГОСТ
11098—75) предназначены для наруж¬
ных измерений относительным мето-
65
Проверка радиального биения внутренней по-
верхности прямым рычагом
дом. Верхний предел измерения
1000 мм.
1 — индикатор, 2 — отводка, 3 — теплоизоля¬
ционные накладки, 4 — корпус, 5 — колпачок,
&—переставная пятка, 7 — подвижная пятка,
8 — пружина, 9 — винт
Подготовка и процесс измерения
индикаторной скобой
Индикаторную скобу настраивают
по блоку плоскопараллельиых конце¬
вых мер требуемого размера. Если
контролируемый размер близок к верх¬
нему пределу измерения индикаторной
скобы, то предварительно отвинчивают
колпачок, отпускают зажим перестав¬
ной пятки и от руки устанавливают ее
на размер меньше контролируемого
(при этом рекомендуется учитывать
нормированный участок, находящийся
в начале второго оборота).
Для удобства отсчета при контак¬
тировании пяток с концевыми мерами
поворачивают ободок до совпадения
большой стрелки с нулевым штрихом
циферблата. Затем определяют по де¬
тали отклонение и подсчитывают дей¬
ствительный размер.
Открепление переставной пятки
Настройка индикаторной скобы
66
Без колпачка
Перемещение переставной пятки
Установка индикаторной скобы
по плоскопараллельным
концевым мерам
Блок
концеоых
мер
Поворот ободка
Деталь закреплена
Установка индикаторной скобы
относительно детали
Деталь слегка прижимают к пере¬
ставной пятке. Покачиванием устра¬
няют перекос, т. е. определяют пра¬
вильное положение измерительных по¬
верхностей относительно проверяемых.
Масса скобы не должна переда¬
ваться на подвижную пятку.
Подсчет действительных размеров
После установки индикаторной ско¬
бы относительно детали определяют
знак и величину отклонения. Положи¬
тельные отклонения, полученные при
прямом ходе, прибавляют к размеру,
по которому была установлена скоба,
а отрицательные от него отнимают.
3*
67
Установка произведена
на размер 42мм
*42мм +0,О6ммЧ2,Обмм
*42мм’Ц20ммя4*гЛ0мм
Положение индикаторных скоб
больших размеров при измерении
При измерении индикаторными ско¬
бами больших размеров (с верхним
пределом измерения от 300 до 1000 мм)
рекомендуется (если есть возможность)
положить скобу на поверочную плит/
на три валика одинакового диаметр а
или закрепить в вертикальное положе¬
ние на специальных опорах.
ИНДИКАТОРНЫЕ НУТРОМЕРЫ НИ
Индикаторные нутромеры (ГОСТ
868 — 72) применяют для внутренних
измерений деталей от 6 до 1000 мм
относительным методом.
Пределы измерения: 6—10, 10—18,
18—50, 50—100, 100—160, 160—250,
250—450, 450—700, 700—1000 мм.
1 — зажимной винт, 2 —* термоизолятор, 3 — пружина, 4 — центрирующее приспособление, 5 -
плоская пружина, 6 — индикатор
68
Схема передачи движения к штоку
1 — подвижный
стержень, 2 — ры¬
чаг, 3 — шток, 4 —
трубка, 5 — кор¬
пус, 6 — непод¬
вижный стер¬
жень, 7 — контр¬
гайка
Центрирующее приспособление
1 — центрирующее приспособле¬
ние, 2—пружина
Центрирующее приспособление слу¬
жит для совмещения оси измерения
индикаторного нутромера с диамет¬
ральной плоскостью измеряемого от¬
верстия.
Подготовка и процесс измерения
нутромером
В зависимости от контролируемого
размера детали выбирают и ориенти¬
ровочно закрепляют неподвижный из¬
мерительный стержень. На микромет¬
ре, на концевых мерах с боковиками,
закрепленных в державке, или по ус¬
тановочному аттестованному кольцу
устанавливают размер для настройки
индикаторного нутромера. Затем окон¬
чательно устанавливают неподвижный
измерительный стержень (желательно
с учетом нормированного участка), пе¬
ремещая его по нарезанной части и
одновременно покачивая нутромер. По¬
ложение неподвижного измерительного
стержня фиксируют гайкой и ободок
поворачивают до совпадения большой
стрелки с нулевым штрихом цифербла¬
та. Покачиванием нутромера относи¬
тельно детали находят наименьший
размер (при отсутствии перекоса) и
подсчитывают действительный размер.
Установка неподвижного
измерительного стержня
В зависимости от размера измеря¬
емой детали выбирается и устанавли¬
вается неподвижный измерительный
стержень. Затем доводят до соприкос¬
новения измерительные поверхности
(желательно в начале второго оборота
стержня) с деталью и покачиванием
определяют наименьшие показания.
69
Приблизительная ус¬
тановка
Установка по концевым
мерам /, закрепленным
в державке 3 с бокови¬
ками 2
Установка по микрометру, закрепленному в
стойке
Установка по атте¬
стованному уста¬
новочному кольцу.
Исключается пог¬
решность центри¬
рующего мостика
70
Определение отклонений
Закрепление непод¬
вижного измеритель¬
ного стержня гаечным
ключом
Установка поворотно¬
го ободка
Правой рукой,на¬
ходящейся на термо¬
изоляторе, покачива¬
нием определяют от¬
клонение от разме¬
ра, на который был
установлен индика¬
торный нутромер.
Положительные от¬
клонения, получен¬
ные при прямом хо¬
де, отнимают, а от¬
рицательные к нему
прибавляют.
Покачивание нутромера
Подсчет действительных размеров
У стан одна произведена
на размер 68 мм
68ММ ~ 0,06мм =67,94мм
Х68мм*0,17ммЩ17нм
НУТРОМЕРЫ С ЦЕНОЙ ДЕЛЕНИЯ
0,001 И 0,002 мм
Механизм нутромера с пределом
измерения до 18 мм (ГОСТ 9244 — 75)
представляет собой сочетание клино¬
вой передачи с измерительным устрой¬
ством с ценой деления 0,001 и 0,002 мм.
В корпусе измерительной вставки в ди¬
аметрально противоположных отвер¬
стиях находятся два измерительных и
два центрирующих шарика. Центриро¬
вание нутромера в отверстии осущест¬
вляется благодаря тому, что диаметр
измерительных шариков на 0,01 мм
больше диаметра центрирующих ша¬
риков. Движение измерительных шари¬
ков сообщается конической игле, а за¬
тем рычажно-зубчатой головке. Нутро¬
меры с верхним пределом измерения
выше 18 мм имеют рычажный меха¬
низм.
Для удобства измерений имеется
упор, который стопорится винтом в
требуемом положении.
Пределы измерения: 2—3, 3—6,
10—18, 18—50, 50—100, 100—160, 160—
260 мм.
1 — упор, 2 — кор¬
пус, 3 — разрезное
кольцо, 4 — гайка,
5 — стопорный
винт, 6 — игла, 7 —
измерительная
вставка, 8 — цент¬
рирующие шарикч,
9 — измерительные
шарики
ИНДИКАТОРНЫЙ ГЛУБИНОМЕР ГИ
Индикаторные глубиномеры (ГОСТ
7661—67) предназначены для измере¬
ния глубины пазов, отверстий, высоты
уступов и т. п. Пределы измерения от 0
до 100 мм, что обеспечивается индика¬
тором с пределами измерений от 0 до
10 мм и десятью сменными измери¬
тельными стержнями, отличающимися
размерами в 10 мм.
1 — индикатор, 2 — винт крепления индикатора.
3 — основание, 4 — сменные измерительные
стержни
72
Подготовка и процесс измерения
индикаторным глубиномером
В зависимости от контролируемого
размера выбирают сменный измери¬
тельный стержень (по маркировке) и
завинчивают его до конца в индика¬
тор. Индикатор ориентировочно уста¬
навливают относительно основания и
закрепляют. Два блока плоскопарал¬
лельных концевых мер требуемого раз¬
мера ставят на точную плиту и по ним,
после отжима стопора, производят
окончательную установку индикатора
относительно основания (желательно
с учетом нормированного участка) и
стопорят. Ободок поворачивают до сов¬
падения большой стрелки с нулевым
штрихом циферблата. Затем определя¬
ют по детали отклонение и подсчиты¬
вают действительный размер.
Закрепление сменного измерительного
стержня
Приблизительная установка
индикаюра относительно основания
Окончательная установка
индикатора относительно
основания
После установки индикатора по
концевым мерам поворотом ободка до¬
водят большую стрелку до совпадения
с нулевым штрихом (желательно в на¬
чале второго оборота), фиксируют по¬
ложение стопором, проверяют установ¬
ку; если она нарушилась при стопоре-
нии, окончательно корректируют пово¬
ротом ободка.
73
Определение отклонений
и подсчет действительных
размеров
Левой рукой слегка прижимают ос¬
нование к поверхности детали, правой
рукой отпускают из¬
мерительный стер¬
жень и после прико¬
сновения его нако¬
нечника ко второй
поверхности детали
определяют отклоне¬
ние. Действительные
размеры подсчиты¬
вают так же, как у
индикаторных нут¬
ромеров: положительные отклонения,
полученные при прямом ходе, отнима¬
ют от размера, по которому была про¬
изведена установка прибора, а отри¬
цательные к нему прибавляют.
РЫЧАЖНЫЙ МИКРОМЕТР МР
Рычажные микрометры (ГОСТ
4381—68) предназначены для непо¬
средственных измерений наружных
размеров и могут применяться для от¬
носительных измерений. Пределы из¬
мерения: 0—25, 25—50 мм. Кроме
микрометрической головки микромет¬
ры снабжены рычажно-отсчетным уст¬
ройством с ценой деления 0,002 мм.
Отсчетное
устройство
Цена деления от-
счетного устройства
0,002 мм, пределы из¬
мерения отсчетного
устройства ±0,02 мм.
1 — подвижная пятка, 2— изделие, 3— рычаг,
4 — триб, 5 — волосок, 6 — стрелка, 7 — шка¬
ла, 8 — кнопка, 9 — рычаг, 10 — пружина
Проверка нулевого положения
микрометра
Перед непосредственным измерени¬
ем проверяют нулевое положение мик¬
рометра. При совпадении стрелки с
нулевым штрихом шкалы отсчетного
устройства микрометрическая головка
должна быть в нулевом положении.
1 — шкала, 2 — подвижная пятка, 3 — устано¬
вочная мера, 4 — микрометрическая головка,
5 — ключ, 6 — скоба, 7 — указатели пределов
поля допуска, 8 — кнопка отвода подвижной
пятки
74
Непосредственное измерение
При положении стрелки, совпадаю¬
щей с нулевым штрихом шкалы отсчет¬
ного устройства, чтение показаний
производится по микрометрической го¬
ловке.
Стопорение микровинта
щ?3мм
Подготовка и процесс измерения
относительным методом
При относительных измерениях ры¬
чажный микрометр настраивают по
блоку концевых мер требуемого раз¬
мера, перемещая микрометрический
винт. После стопорения микровинта
блок концевых мер выводят и устанав¬
ливают указатели пределов поля до¬
пуска (при измерении партии одина¬
ковых изделий). Проверяемое изделие
вводят между измерительными поверх¬
ностями, устраняют перекосы, переме¬
щая проверяемые поверхности отно¬
сительно измерительных, определяют
отклонения и подсчитывают действи¬
тельные размеры.
Настройка рычажного микрометра
Отвод подвижной пятки
Установка указателей пределов
поля допуска
После отвинчивания колпачка ма¬
лым разводом ключа устанавливают
поле допуска перемещением левого
указателя относительно правого, затем
большим разводом ключа поле допус¬
ка устанавливают относительно нуле¬
вого штриха шкалы.
Установка по блоку концевых мер
Поле допуска 0,012мм
Отклонения:* 0,004мм;-0,008мм
75
Относительное измерение
Подсчет действительных размеров
Микрометр рычажный модели
02020 имеет пределы измерения: 0—
25; 25—50; 50—75; 75—100 мм.
Микрометр рычажный МРИ
Микрометр рычажный МРИ
(ГОСТ 4381—68), так же как мик¬
рометр рычажный МР, предназначен
для непосредственных измерений на¬
ружных размеров деталей и может
применяться для относительных изме¬
рений при установке по образцу или
по концевым мерам длины. Цена деле¬
ния микрометров рычажных МРИ от
0,002 до 0,01 мм. Пределы измерения
от 100—125 до 900—1000 мм. Микро¬
метры МРИ с верхним пределом из¬
мерения свыше 150 мм имеют пере¬
движные или сменные пятки, обеспе¬
чивающие возможность измерения лю¬
бого размера в диапазоне измерения
данного микрометра. Помимо этого
микрометры МРИ отличаются от мик~
рометров МР тем, что у них вместо
встроенного в корпус скобы отсчетного
устройства имеется смонтированное в
скобе рычажно-чувствительное или ин.
дикаторное отсчетное устройство.
Микрометр МРИ
с рычажно-чувствительным
отсчетным устройством
1 — скоба, 2 — подвижная пятка, 3 — микро¬
метрический винт, 4 — стопор, 5 — стебель, 6 —
барабан, 7 — рычажно-чувствительное отсчет¬
ное устройство
Преобразование линейных переме¬
щений подвижной пятки в угловые
перемещения стрелки рычажно-чувст¬
вительного устройства осуществляет¬
ся рычажно-зубчатым механизмом.
Подвижная пятка /, перемещаясь
при измерении, вызывает поворот
рычага 2 с зубчатым сектором, нахо¬
дящимся в сцеплении с трибом 3, па
ось который посажена стрелка 6, пе¬
ремещающаяся относительно непо¬
движной шкалы 7. Относительно
шкалы перемещаются указатели пре¬
делов поля допуска. Арретирование
подвижной пятки производят ры 1а
гом 5 от кнопки 4.
76
Микрометр МРИ
с индикаторным отсчетным
устройством
/ — скоба, 2— подвижная пятка, 3— микро¬
метрический винт, 4 — стопор, 5 — стебель, 6 —
барабан, 7 — стопор индикатора, 8 — арретир,
9 — гильза, 10 — индикатор
РЫЧАЖНАЯ СКОБА СР
Рычажные скобы (ГОСТ 11098—
75) предназначены для наружных из¬
мерений относительным методом. Пре¬
делы измерения от 0 до 150 мм с ин¬
тервалом 25 мм.
1 — отсчетное устройство, 2 — отвод
пятки, 3 — стрелка, 4 — скоба, 5 —
колпачок, 6 — переставная пятка, 7 —
пятка подвижная, 8 — указатели пре¬
делов допуска
Отсчетное устройство
У рычажных скоб с верхним преде¬
лом измерений 25, 50, 75 и 100 мм це¬
на деления 0,002 мм, пределы измере¬
ния отсчетного устройства ±0,08 мм.
Прекращен выпуск рычажных скоб
при верхнем пределе 125 и 150 мм с
ценой деления 0,005 мм и пределах
измерения отсчетного устройства
±0,15 мм, но на производстве они
встречаются. Конструкции отсчетных
устройств рыжачных скоб и микромет¬
ров аналогичны.
I — пружина, 2 — подвижная пятка, 3 — изде¬
лие 4 — переставная пятка, 5 — рычаг, 6 —
триб, 7—волосок, 8 — шкала, 9 — стрелка,
10 — отводка
Настройка рычажной скобы
Настройка рычажных скоб и мик¬
рометров по концевым мерам анало¬
гична. Вместо микрометрической го¬
ловки у скобы имеется регулируемая
переставная пятка, перед установкой
которой отпускают (или совсем сни¬
мают при старой конструкции) колпа¬
чок. Установка указателей пределов
допуска измеряемого изделия и чтение
показаний также аналогичны рычаж¬
ным микрометрам при измерении от¬
носительным методом.
77
Отвинчивание колпачка
Установка переставной пятки
Стопорение
Настройка рычажной скобы
старой конструкции
Установка переставной пятки
Стопорение
Применение рычажной скобы
Снятие колпачка
78
Скоба не закреплена
Чтение показаний
Скоба рычажная новой
конструкции
способом и определения отклонений от
геометрической формы. Цена деления
0,001 мм при пределах измерения
±0,03 мм. Микрокатор закрепляют в
стойке.
1 — крышка, 2 — ука¬
затели предела допус¬
ков, 3 — стрелка, 4 —
винт тонкой настрой¬
ки, 5 — гильза, 6 —
измерительный нако¬
нечник, 7 — фиксатор,
8 — шкала
1 — микрокатор, 2 —
кронштейн, 3 — регу¬
лировочное кольцо,
4 — арретир, 5 — ко¬
лонка, 6 — измери¬
тельный столик, 7 —
гайка подъема и опус¬
кания столика, 8 — ос¬
нование, 9 — зажим
столика, 10 — зажим
кронштейна
ИЗМЕРИТЕЛЬНАЯ
ПРУЖИННАЯ ГОЛОВКА
(МИКРОКАТОР) ИГП
Микрокатор (ГОСТ 6933—72)
Предназначен для точных линейных
измерений относительным контактным
Работа прибора основана на упру¬
гих свойствах плоской ленты, скручен¬
ной спиралями с середины в противо¬
положные направления. Перемещение
измерительного стержня передается
через плоскую пружину на ленту, вы¬
зывая ее угловые изменения. При
этом изменяется длина скрученной
ленты и стрелка, соединенная с ней,
поворачивается.
79
1 — стрелка, 2 — скрученная лента, 3, 4. 6 —
плоские пружины, 5 — измерительный стер¬
жень с наконечником, 7 — скоба
Настройка микрокатора
Микрокатор настраивается по бло¬
ку концевых мер требуемого размера.
Вначале перемещают кронштейн от¬
носительно колонки (грубая настрой¬
ка), затем перемещают измерительный
столик и окончательно устанавливают
перемещение шкалы относительно
стрелки. Для выведения блока конце¬
вых мер, а также введения и выведе¬
ния проверяемого изделия отводят из¬
мерительный наконечник, нажимая на
рычажок арретира. Для измерения
партии одинаковых изделий использу¬
ют указатели пределов допуска и фик¬
сатор ограничения хода измерительно¬
го стержня вниз. Установка измеря¬
емых изделий, определение отклоне¬
ний и подсчет результатов измерений
производятся аналогично этим дейст¬
виям при применении рычажных скоб
и микрометров.
В отличие от рычажных микромет¬
ров и скоб на микрокаторе пределы
допуска не устанавливают предвари¬
тельно указателями, а каждый указа¬
тель пределов допуска перемещается
самостоятельно.
Перемещение крон¬
штейна
Крепление кронштей¬
на
Перемещение измери¬
тельного столика
Крепление измери¬
тельного столика
80
Определение отклонений
и подсчет действительных размеров
Перемещение шкалы
Арретирование (отвод
и отпуск измеритель¬
ного наконечника)
МАЛОГАБАРИТНАЯ ИЗМЕРИТЕЛЬНАЯ
ПРУЖИННАЯ ГОЛОВКА
(МИКАТОР) ИПМ
Малогабаритная измерительная
пружинная головка (ГОСТ 14712—79)
предназначена для точных линейных
измерений относительным контактным
способом и отклонений от геометричес¬
кой формы. Прибор имеет пружинный
механизм типа микрокатора. Присое¬
динительный диаметр позволяет при¬
менять головку в существующих из¬
мерительных устройствах, она удобна
микрокатора каждый
указатель перемешается
самостоятельно
81
Ограничение хода
измерительного
стержня вниз
для измерении в труднодоступных
местах. Пружинные головки выпуска¬
ются с ценой деления 0,2; 0,5; 1; 2 мкм.
МИНИКАТОР — ГОЛОВКА
ИЗМЕРИТЕЛЬНАЯ
РЫЧАЖНО-ПРУЖИННАЯ ИРП
Миникаторы (ГОСТ 14711—69)
бокового действия — угол поворота из¬
мерительного наконечника обеспечива¬
ет перпендикулярность к плоскости
шкалы. Цена деления 1 и 2 мкм.
РЫЧАЖНО-ЗУБЧАТАЯ
ИЗМЕРИТЕЛЬНАЯ ГОЛОВКА
Головку (ГОСТ 18883—73) приме¬
няют вместо индикаторов часового ти¬
па при более точных измерениях: цена
деления 0,001 и 0,002 мм с пределами
измерений соответственно ±0,05 и
±0,1 мм.
В рычажно-зубчатых головках ме¬
ханизм преобразования перемещения
измерительного стержня в угловые
перемещения стрелки состоит из ры¬
чажных и зубчатых элементов. Изме¬
рительный стержень, перемещаясь,
поворачивает рычаг, который через
опорный штифт вращает зубчатый
сектор. Зубчатый сектор, соединяясь
с трибом, вращает стрелку, насажен¬
ную на его ось. Длину малого плеча
рычага регулируют эксцентриком, а
положение зубчатого сектора переме¬
щением компенсатора.
Основные части рычажно-зубчатой измери*
тельной головки: 1 — измерительный гержень,
2 — отводка, 3 — триб со стрелкой, 4 — зубча¬
тый сектор, 5 — опорный штифт, 6 — компенса¬
тор, 7 — стопор ободка, 8 — рычаг, 9 — экс¬
центрик
МНОГООБОРОТНЫЙ ИНДИКАТОР МИГ
Многооборотный микроиндикатор
(ГОСТ 9696—75) с ценой деления
0,001 и 0,002 мм имеет увеличенное ко¬
личество оборотов, вследствие чего
верхний предел измерения у него ра'
вен 1 и 2 мм.
82
Измерительный стержень при своем
перемещении вращает рычаг с плеча¬
ми 1\ и / через опорный штифт, распо¬
ложенный на расстоянии /2 от оси вра¬
щения. Рычаг поворачивает зубчатый
сектор Х\ вокруг оси. Зубчатый сектор
сцепляется с зубчатым колесом гг, на
оси которого неподвижно сидит колесо
г3. Колесо г3 сцеплятся с трибом г4,
на оси которого насажена стрелка. Ко¬
лесо г пружинным волоском обеспечи¬
вает однопрофильное зацепление.
ПРАВИЛА ЭКСПЛУАТАЦИИ
РЫЧАЖНО-МЕХАНИЧЕСКИХ
ПРИБОРОВ
При измерении рычажно-механи¬
ческими приборами проверяемые из¬
делия должны быть протерты; наличие
воды, масла и т. п. приводит к пог¬
решности измерения.
Нельзя допускать попадания наж¬
дачной пыли, эмульсии и т. п. на из¬
мерительные поверхности приборов и
их механизмы. Нельзя встряхивать
приборы и резко толкать, особенно в
конце хода измерительного стержня.
Запрещается вскрывать механизм
рычажно-механических приборов и
разбирать лицам, не имеющим отно¬
шения к их ремонту.
VIII. КОНТРОЛЬ РЕЗЬБЫ
РЕЗЬБОВЫЕ ШАБЛОНЫ
Шаблоны резьбовые (ГОСТ 519—
77) предназначены для определения
номинального размера шага резьбы и
(с малой точностью) ее профиля.
Резьбовые шаблоны комплектуют в
наборы для метрической и дюймовой
резьб. Пределы величины шага для
метрических резьб от 0,4 до 6 мм, для
дюймовых резьб — от 28 до 11 ниток
на 1".
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ КАЛИБРЫ
Калибры (пробки и кольца) приме¬
няют для контроля внутренних и на¬
ружных резьб. Контроль резьбовыми
калибрами осуществляют комплекс¬
но, одновременно проверяют несколь¬
ко основных элементов резьбы. Резь¬
бовые калибры, так же как и гладкие
пробки и скобы для контроля отвер¬
стий и валов, имеют проходную
(ПР) и непроходную (НЕ) стороны.
Проходные резьбовые пробки имеют
полный профиль резьбы и большую
длину. Непроходные резьбовые проб¬
ки имеют укороченные профиль и
длину, что устраняет влияние по¬
грешности угла профиля и шага при
контроле среднего диаметра резьбы.
Непроходное кольцо также короче и
имеет посредине выточку. Кольца бы¬
вают нерегулируемые (цельные) и
регулируемые.
Типы резьбовых калибров
Пробки: ГОСТ 17756—72;
17767—72.
Кольца: ГОСТ 17763-72-
17764—72.
ПР НЕ
Кольца предельные нере¬
гулируемые от 1 до
100 мм
Применение калибров
Проходная сторона (ПР) резьбо¬
вых калибров при завинчивании долж¬
на свободно свинчиваться с проверяе¬
мой поверхностью контролируемого
размера, а непроходная сторона (НЕ)
не должна с ней свинчиваться. Допус¬
кается ввинчивание на одну-две нит¬
ки с торца детали.
РЕЗЬБОВОЙ МИКРОМЕТР
СО ВСТАВКАМИ МВМ
Резьбовой микрометр (ГОСТ
4380—78) со вставками применяю?
для измерения среднего диаметра тре-
Предельные пробки с насадками от 52 до 90 мм угольной наружной резьбы. Метод ИЗ'
84
мерения прямой, абсолютный. Преде¬
лы измерения от 0 до 350 мм с интер¬
валом 25 мм.
Призматичесная бставна
Выбор и установка вставок
Вставки выбирают в соответствии
с шагом контролируемого изделия
(по маркировке и таблице, имеющей¬
ся в футляре). Призматическую встав¬
ку устанавливают в отверстие пятки, а
конусную — в микровинт.
Установка резьбового
микрометра со вставками
в нулевое положение
При отведенной призматической
пятке перемещением микровинта уста¬
навливают микрометрическую головку
на нуль. Пятка с призматической
вставкой перемещается до контакти¬
рования с конусной вставкой (при пре¬
делах измерения 0—25 мм) или с ус¬
тановочной мерой. Пятку перемещают
с помощью гаек, расположенных с
обеих сторон пятки. Отвинчивая гайку,
находящуюся с левой стороны пятки,
и завинчивая другую гайку, пятку
приближают к микровинту, и наоборот.
После доведения до соприкосновения
Еставок непосредственно между собой
или с установочной мерой отводят
микровинт и проверяют установку
микрометра в нулевом положении. Ес¬
ли установка произведена не точно, то
окончательно корректируют ее повтор¬
ным перемещением пятки или уста¬
новкой барабана микрометрической
головки (как у микрометра для на¬
ружных измерений).
Конусная Вставка
Призматическая бстабка
Нулевое положение микро¬
метрической головки
85
Перемещение пятки
Проверка нулевого положения микро¬
метра со вставками
Измерение среднего диаметра
Измерительное
положение нонус-
ной встадни
Чтение показаний производится так
же, как на микрометре для наружных
измерений.
ИЗМЕРЕНИЕ
СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ
МЕТОДОМ ТРЕХ
ИЗМЕРИТЕЛЬНЫХ ПРОВОЛОЧЕК
Проволочки (ГОСТ 2475—62; СТ
СЭВ 242—75) предназначены для точ¬
ных измерений среднего диаметоа
треугольной резьбы косвенным мето¬
дом. Измеряется расстояние между
выступающими точками трех прово¬
лочек, находящихся во впадинах резь¬
бы, затем путем математических пре¬
образований определяют средний диа¬
метр. Комплект состоит из трех прово¬
лочек одного диаметра.
В зависимости от требуемой точ¬
ности измерение проволочками произ¬
водят при помощи микрометра или
оптико-механическими приборами,
обеспечивающими более точные пока¬
зания. Размер проволочек выбирают
по таблице в зависимости от шага
резьбы и угла профиля контролируе¬
мого изделия (детали). Если оси про¬
волочек при измерении расположены
вертикально, то проволочки подвеши¬
вают на кронштейне, укрепленном на
применяемом приборе (микрометре,
горизонтальном оптиметре и т. п.)-
Две проволочки устанавливают во
впадины резьбы с одной стороны, а
третью — в противоположную впадину.
К проволочкам подводят измеритель¬
ные поверхности средств измерения и
измеряют размер между крайними
выступающими точками (М), являю¬
щейся исходным для вычисления ис¬
комого среднего диаметра. Так как
шаг резьбы и диаметр проволочек из¬
вестны, то расчетные данные для раз¬
мера М берут из ранее составленных
таблиц.
86
Измерение среднего диаметра
проволочками при помощи
микрометра
Средний диаметр метрической резь¬
бы определяют по формуле ^2 =
=М—Зс?Пр + 0,866р, а средний диаметр
Дюймовой резьбы — по формуле й2 =
= М—3,165б/„р 4- 0,9605р, где с?пР —диа¬
метр проволоки; р — шаг резьбы.
Схема измерения
При контроле шаблонами
прямоугольной,
трапецеидальной и упорной
резьб измерительной базой
является наружный диаметр
резьбы
Упорная
резьба
87
Трапецеидальная резь¬
ба
Прямоугольная резьба
IX. КОНТРОЛЬ ЗУБЧАТЫХ КОЛЕС
И ШЛИЦЕВЫХ СОПРЯЖЕНИЙ
ШТАНГЕНЗУБОМЕР ШЗ
Штангензубомер предназначен для
измерения толщины зуба по хорде. По
штанге в двух взаимно перпендику¬
лярных направлениях перемещаются
две рамки с нониусом. Одна рамка
соединена с высотной линейкой, дру¬
гая имеет губку, перемещающуюся
относительно неподвижной губки
штанги. Штангензубомеры выпуска¬
ют трех размеров для контроля ко¬
лес с пределами модуля 1—36 мм.
1 — высотная линейка, 2 — губка
штанги, 3 — рамка, 4 — штанга, 5 —
рамка, 6 — губка рамки
Установка на колесо: 1 — губка
штанги, 2 — высотная линейка. 3 —
губка рамки, 4 — делительная ок¬
ружность
Установка высотной линейки
Высотную линейку устанавливают
на размер, как штангенглубиномер,
т. е. таким образом, чтобы контакт из¬
мерительных губок с зубом контроли¬
руемого колеса был по делительной
окружности.
Измерение толщины зуба
Показания на штангензубомере
при измерении толщины зуба по хор'
де читают так же, как на штанген¬
циркуле.
88
Установка на размер
КОНТРОЛЬ
БИЕНИЯ ЗУБЧАТОГО КОЛЕСА
1 — губка штанги, 2 — высот¬
ная линейка, 3— губка рамки,
4 — делительная окружность,
5 — толщина зуба по хорде
ЗУБОМЕР
КРОМОЧНЫЙ ИНДИКАТОРНЫЙ ЗИМ
Имеет две взаимно перпендикуляр¬
ные головки: одну для установки вы¬
соты измерения и другую для измере¬
ния хорды зуба. Отклонение длины
хорды от расчетной величины опреде¬
ляется по индикатору.
Проверка биения по окружности высту¬
пов
Проверка биения по профилю
ТАНГЕНЦИАЛЬНЫЙ ЗУБОМЕР ЗТ
Тангенциальный зубомер предназ¬
начен для сравнительного контроля
смещения исходного контура относи¬
тельно оси (или с соответствующим
пересчетом толщины зуба). В корпусе
закреплен индикатор, относительно
которого симметрично расположены
губки, перемещающиеся с помощью
винта с правой и левой резьбой. Поло¬
жение губок фиксируют стопорными
гайками. Зубомер настраивают по ус¬
тановочным роликам. Тангенциальные
зубомеры выпускают трех размеров:
для контроля зубчатых колес с моду¬
лями от 2 до 10 мм, от 8 до 40 мм,
от 28 до 60 мм.
89
1 — корпус, 2 — индикатор, 3 —
стопорная гайка, 4 — винт, 5 —
губка
Настройка тангенциального
зубомера
В соответствии с модулем контро¬
лируемого колеса выбирают устано¬
вочный ролик (по его маркировке) и
устанавливают на стойку с призмати¬
ческим вырезом. Затем раздвигают
губки до соприкосновения их с роли¬
ком (примерно в средней части). После
закрепления губок устанавливают ин¬
дикатор, измерительный наконечник
которого должен касаться ролика при
положении стрелки в пределах норми¬
рованного участка (от 1 до 1,1 мм).
Индикатор закрепляют зажимным
винтом, стягивающим цангу.
1 — положение гу¬
бок зубомера, 2 —
положение измери¬
тельного наконеч¬
ника, 3 — исход¬
ный контур, 4 —
валик для настрой¬
ки зубомера, 5 —
зуб колеса, имею¬
щего номинальные
размеры
Установка губок: 1 — ролик, 2 — стойка
Установка индикатора
Закрепление индикатора
После приблизительной установки
индикатора относительно корпуса (пе¬
ремещением его в вертикальном на¬
правлении) поворотом ободка устана¬
вливают стрелки в пределах норми-
Закрепление губок
рованного участка; индикатор за¬
крепляют, проверяют установку и,
если она нарушена, корректируют
поворотом ободка.
Измерение тангенциальным
зубомером
Зубомер устанавливают на контро¬
лируемый зуб и покачиванием опреде¬
ляют направление и наибольшую ве¬
личину отклонения. При подъеме из¬
мерительного наконечника (большая
стрелка перемещается по направлению
часовой стрелки) отклонение направ¬
лено «в тело». Так как при измерении
базой является наружный диаметр ко¬
леса, то при определении смещения
исходного контура надо учитывать
отклонение диаметра по выступам и
радиальное биение колеса.
Зубомер установ¬
лен на размер
Отклонение +0.13
мм «в тело»
ШАГОМЕР
ДЛЯ ШАГА ЗАЦЕПЛЕНИЯ
Предназначен для определения
равномерности основного шага рвп,
т. е. расстояния между двумя парал¬
лельными касательными к двум смеж¬
ным одноименным профилям зубьев
или расстояния по нормали к одному
из профилей. Шагомеры изготовляют
двух размеров: для контроля колес с
модулями от 1,75 до 10 мм и для ко¬
лес с модулями от 8 до 16 мм.
Два измерительных наконечника 4
и 3 имеют параллельные плоскости.
Положение опорной ножки 2 зависит
от модуля контролируемого зубчатого
колеса.
На корпусе неподвижно укреплен
опорный наконечник, а подвижный
91
измерительный наконечник связан пру¬
жинным подвесом с передвижной
планкой. Опорный и измерительные
наконечники параллельны и при из¬
мерении соприкасаются с одноимен¬
ными профилями двух смежных зубь¬
ев (касательно к ним). Передвижную
планку с измерительными наконечни¬
ками перемещают винтом вдоль кор¬
пуса и закрепляют стопорными
винтами. После настройки прибора
(установки наконечников и индика¬
тора) определяют отклонения основ¬
ного шага на контролируемом колесе.
1 — отсчеты а я из¬
мерительная голов¬
ка, 2— опорная
ножка, 3— измери¬
тельный наконеч¬
ник, 4 — измери¬
тельный подвиж¬
ный наконечник
1 — винт, 2 — передвижная планка, 3, 4 — сто¬
порные винты, 5 — корпус, 6 — гайка переме¬
щения установочного наконечника, 7 — устано¬
вочный наконечник. 8 — опорный наконечник,
9 — пружинный подвес, 10 — подвижный изме¬
рительный наконечник, 11 — рычаг
Установка размера между
наконечниками
Составляют блок концевых мер по
номинальному размеру шага зацепле¬
ния контролируемого колеса. Блок с
притертыми Г-образным и вильчатым
боковиками закрепляют в державке.
92
1 — блок концевых мер, 2 — Г-образ¬
ный боковичок, 3— державка, 4 —
вильчатый боковичок
Установка наконечников
Державку с блоком мер и бокови¬
ками закрепляют в стойке. Опорный
наконечник вводят в контакт с виль¬
чатым боковиком. Подвижный изме¬
рительный наконечник вращением вин¬
та перемещают до соприкосновения с
Г-образным боковиком, добиваясь
чтобы стрелки индикатора находились
в пределах нормированного участка
шкалы.
После установки измерительных на¬
конечников закрепляют передвижную
планку и вращением гайки переме¬
щают установочный наконечник, кото¬
рый должен упираться в противопо¬
ложный профиль впадины для фикси¬
рования положения шагомера на
колесе.
93
Применение шагомера для шага
зацепления
Шагомер устанавливают на зубча¬
тое колесо, добиваясь прилегания
опорного наконечника к профилю зу¬
ба и используя установочный наконеч¬
ник, упирающийся в противоположный
профиль впадины, при контактирова¬
нии подвижного измерительного нако¬
нечника с одноименным профилем со¬
седнего зуба. Перед определением от¬
клонений шагомер слегка покачивают.
1 — подвижный наконечник, 2 — опор¬
ный наконечник, 3 — установочный на¬
конечник
Определение отклонении
У шагомера с пределами измере¬
ний зубчатых колес с модулем от 1,75
до 10 мм подвижный измерительный
наконечник передает свое перемеще¬
ние индикатору через рычаг с соотно¬
шением плеч 5:1, а при пределах от
8 до 16 мм—с соотношением плеч
2:1. Цена деления шагомера 0,002 и
0,005 мм.
94
Новая модель шагомера
для шага зацепления
Измерительный наконечник 10 под¬
вешен на плоских пружинах, и его пе¬
ремещение передается механизму 1
многооборотного индикатора, закреп¬
ленного в корпусе 2. Плоские пружи¬
ны обеспечивают сохранение парал¬
лельности между измерительными по¬
верхностями наконечников 9 и 10 при
перемещении измерительного наконеч¬
ника 10. Номинальный размер шага
зацепления рьп между измерительны¬
ми поверхностями наконечников 9 и
10 устанавливают с помощью винта 4
и фиксируют стопором 3. Установку
производят по концевым мерам, зак¬
репленным в державке 12 со специаль¬
ными боковиками 14 и 15. При про¬
верке державка 12 устанавливается в
приспособление 13 с наклонной плос¬
костью. В державке 12 укрепляют
планку /У, в которую упирается опор¬
ный наконечник 8. Относительно изме¬
рительных наконечников 9 и 10 нако¬
нечник 8 может перемещаться с по¬
мощью винта 5 и поворачиваться с по¬
мощью винта 6. Установленное поло¬
жение фиксируется стопором 7.
ШАГОМЕР
ДЛЯ ОКРУЖНОГО ШАГА ЗШР
Предназначен для определения
равномерности окружного шага ръи
т. е. расстояния между одноименными
профилями двух соседних зубьев, из¬
меренное по делительной окружности
или окружности, ей концентричной.
Шагомеры изготавливают двух разме¬
ров: для модулей от 3 до 15 мм и от
10 до 26 мм.
95
Устройство шагомера
для окружного шага
Неподвижный (переставной) нако¬
нечник перемещается относительно
шкалы корпуса и закрепляется вин¬
том. Подвижный измерительный нако¬
нечник укреплен на подвеске и через
угловой рычаг передает движение ин¬
дикатору, фиксирующему отклонения
равномерности шага. Опорные ножки
перемещают и закрепляют стопорными
винтами. Шагомер применяется как на¬
кладной прибор, базируемый по ок¬
ружности выступов или впадин с упо¬
ром по торцу или на плите с использо¬
ванием трех штырей, находящихся на
задней стенке.
1 — корпус, 2 — стопорный винт, 3 — инди¬
катор, 4 — подвеска, 5 — угловой рычаг,
6 — опорная передняя ножка, 7 — подвиж¬
ный наконечник, 8 — переставной наконеч¬
ник, 9 — винт, 10 — задняя опорная ножка
Принципиальная схема базирова¬
ния шагомера
96
Установка неподвижного наконечника
Наконечник перемещается до сов¬
падения штриха, нанесенного на нем,
со штрихом шкалы, соответствующим
модулю контролируемого зубчатого
колеса.
1 — неподвижный (переставной) наконечник,
2 — штрих наконечника, 3 — шкала корпуса,
4 — закрепление наконечника
Установка индикатора шагомера
Индикатор устанавливают и за¬
крепляют его винтом при среднем по¬
ложении подвижного измерительного
наконечника и стрелок индикатора,
находящихся в пределах нормирован¬
ного участка. Это достигается переме¬
щением индикатора вдоль оси и пово¬
ротом шкалы относительно стрелки.
Установка опорных ножек
Перед установкой опорных ножек
измерительные наконечники доводятся
до соприкосновения о одноименными
профилями зубьев примерно до дели¬
тельной окружности. Затем опорные
ножки (две передние и одна задняя)
последовательно устанавливают пере¬
мещением в своих пазах и пазах кор¬
пуса до соприкосновения закругленной
частью с выступами зубьев. Положе¬
ние опорных ножек фиксируется сто¬
порными винтами.
Применение шагомера с плитой
После снятия задней опорной нож¬
ки шагомера настраивают и наклады¬
вают его на поверочную плиту тремя
опорными поверхностями штырей.
Контролируемое зубчатое колесо и
шагомер перемещают на плите отно¬
сительно друг друга, последовательно
определяя отклонения окружного ша¬
га. Применение шагомера на плите
дает более стабильные показания.
Применение шагомера без плиты
Шагомер накладывают на контро¬
лируемое колесо, добиваясь плотного
соприкосновения шариков, запрессо¬
ванных в выступы передних опорных
ножек, с торцом зубчатого колеса и
контактирования их закругленной час¬
ти с окружностью выступов зубьев.
Корректируется установка индикато¬
ра на нуль поворотом его ободка.
Затем шагомер последовательно пе¬
реносят с одной пары зубьев на со¬
седнюю до возвращения к первой па¬
ре, фиксируя при этом отклонения.
Определение отклонений
У шагомера для окружного шага
движение измерительного наконечника
передается индикатору через рычаг с
соотношением плеч 2:1. Индикатор с
ценой деления 0,01 мм обеспечивает
цену деления шагомера 0,005 мм.
97
Схема стационарного прибора
для контроля окружного шага
Проверяемое колесо крепится на
оправке в центрах прибора, где базой
измерения служит отверстие колеса.
Прибор настраивается по паре зубь¬
ев колеса с помощью измерительного
наконечника 1 и упора 2. При пере¬
ходе к соседней паре зубьев каретка
вместе с измерительным наконечни¬
ком и упором отводится с помощью
рукоятки 3 и колесо поворачивается
на шаг. Отклонение наконечника 1
передается на индикатор 4.
ЗУБОМЕРНЫЕ МИКРОМЕТРЫ ИЗ
Для измерения отклонений длины
общей нормали № (прямой, соединяю¬
щей точки касания двух разноименных
профилей с охватывающими их парал¬
лельными плоскостями) применяют
зубомерные микрометры (ГОСТ
6507—78).
Зубомерный микрометр отличается
от микрометра для наружных измере¬
ний насадками плоских дисков. Преде¬
лы измерения: 0—25, 25—50, 50—75,
75—100 мм.
Насадки дисков
Применение зубомерного микрометра
Отклонения длины общей норма¬
ли определяют результатом измерений,
произведенных при нескольких поло¬
жениях зубчатого колеса и сравнением
их среднего значения с расчетной дли¬
ной, определяемой по формуле или по
98
Устлан об лен наразмер
х
Шаг увеличен-„растянут"
на 0,1мм+0,005x3=0,115мм
*Шаг уменьшен на
0,005*6 =0,03мм
таблицам. Колебания длины при раз¬
личных измерениях характеризует точ¬
ность расположения зубьев колеса.
ШАБЛОНЫ
ДЛЯ КОНТРОЛЯ ПРОФИЛЯ ЗУБА
Контроль профиля выявляет откло¬
нение действительного профиля от тео¬
ретического, очерченного по эвольвен¬
те. Двухпрофильные шаблоны одно¬
временно проверяют оба профиля впа¬
дины или зуба. Однопрофильными
шаблонами проверяют каждый про¬
филь в отдельности, одновременно
контролируя его положение относи¬
тельно окружности выступов колеса.
НОРМАЛЕМЕРЫ
Для более точных измерений дли¬
ны обшей нормали применяют индика¬
торный нормалемер КН (ГОСТ 7760—
74) и рычажный микрометр-нормале-
мер МРЗ (ГОСТ 4381—68).
У индикаторного нормалемера цена
деления индикатора 0,005 мм (за счет
передаточного отношения нормалеме¬
ра 2:1). Нормалемер устанавливают
на размер по плоскопараллельным
концевым мерам.
КАЛИБРЫ И ШАБЛОНЫ
ДЛЯ КОНТРОЛЯ
ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Проходные шлицевые калибры яв¬
ляются комплексными средствами из¬
мерения, они предназначены для конт¬
роля линейных размеров шлицевых
сопряжений, равномерности шага по
окружности и параллельности шлицев
оси изделий (деталей).
99
X. ПНЕВМЛТИЧЕСКИИ
ДЛИНОМЕР
ВЫСОКОГО ДАВЛЕНИЯ
РОТАМЕТРИЧЕСКОГО ТИПА
Пневматический длиномер (ГОСТ
14866 — 76) вместе с измерительным
устройством предназначен для наруж¬
ных и внутренних линейных измерений.
Длиномер состоит из корпуса с от-
счетным устройством, блока фильтра
со стабилизатором и измерительной
оснастки.
1, 9, 10 — краны, 2 — блок фильтра со стабилизатором, 3 — регу¬
лировочный винт, 4 — ограничитель, 5 — стеклянная конусная
трубка, 6 — дополнительная трубка, 7 — поплавок, 8 — канал
сухарика, 11 — калибр, 12, 13, 14 — шланги
Принцип действия длиномера ос¬
нован на измерении расхода воздуха,
который зависит от величины зазора
между торцами сопл калибра и стен¬
ками проверяемого изделия. С увели¬
чением зазора повышается расход воз¬
духа. Изменение расхода воздуха за¬
ставляет поплавок, поддерживаемый
проходящим по трубке воздушным по¬
током, устанавливаться
там, где кольцевой за¬
зор между ним и внут¬
ренними стенками стек¬
лянной трубки с кони
ческим отверстием
соответствует данному
расходу. При увеличе¬
нии расхода воздуха
поплавок поднимается,
при уменьшении —
опускается.
От сети воздух по
шлангу 14 поступает в
блок фильтра со стаби¬
лизатором 2, где он
"// очищается от масла,
механических приме¬
сей, после чего давле¬
ние его становится пос¬
тоянным. От стабили¬
затора через шланг 13
100
Шаблон для
контроля шири¬
ны паза
воздух попадает в канал сухарика 8
под стеклянную трубку 5. Пройдя че¬
рез стеклянную трубку, воздух попа¬
дает в дополнительную трубку 6, из
которой через шланг 12 попадает в ка¬
либр 11, а затем между торцама соп¬
ловых отверстий калибра и стенками
изделия выходит в атмосферу. Поло¬
жение поплавка определяется по шка¬
ле.
Пневматический метод измерения
имеет ряд достоинств: высокие переда¬
точные отношения, обеспечивающие
большую точность (цена деления от 0,2
до 2 мкм), бесконтактность измерения,
что предохраняет прибор от износа и
исключает погрешность за счет изме¬
рительных усилий, возможность изме¬
рения размеров в труднодоступных
местах, а в ряде случаев точное изме¬
рение размеров отверстий и отклоне¬
ний от правильной геометрической
формы возможно только пневматичес¬
ким длиномером.
Перед измерениями надо привести
прибор в рабочее состояние, произве¬
дя следующие действия: отсчетное ус¬
тройство прибора присоединить шлан¬
гом к блоку фильтра со стабилизато¬
ром; подключить блок фильтра со
стабилизатором к воздушной сети;
присоединить измерительный калибр к
отсчетному устройству; проверить си¬
стему на свободный проход воздуха до
сопловых отверстий калибра; устано¬
вить положение поплавка в пределах
шкалы регулировочным винтом рабо¬
чего давления стабилизатора и крана¬
ми регулировки потока воздуха; уста¬
новить по калибрам указатели преде¬
лов измерения.
Измерительное устройство пред¬
ставляет собой калибр (пробку, коль¬
цо, скобу и т.п.), который подключа¬
ется к прибору с помощью шланга,
Присоединение отсчетного устройства к блоку
фильтра со стабилизатором
Подключение блока фильтра со стабилизато¬
ром к воздушной сети
Присоединение измерительного калибра к от¬
счетному устройству
101
Проверка системы на свободный проход воз¬
духа
Калибры
Калибр для внутренних
измерений
Установка положения поплавка в пределах
шкалы: 1 — регулировочный винт стабилизато¬
ра, 2 — краны регулировки воздуха
Установка верхнего Установка нижнего
указателя предела из- указателя предела из¬
мерения мерения
Калибр для наружных
измерений
1 — подвод воздуха от отсчет¬
ного устройства, 2 — подвод
воздуха к губкам, 3 — сопло¬
вые отверстия, 4 — регулиро¬
вочные винты размера
Измерение пневматическим
длиномером
Внутреннее измерение
1 — поплавок, 2 — изделие
102
Наружное измерение
Оптическая схема
При годных размерах контролиру¬
емых изделий поплавок должен нахо¬
диться между указателями пределов
измерений.
XI. ОПТИКО-МЕХАНИЧЕСКИЕ
ПРИБОРЫ
Оптико-механические приборы ши¬
роко применяют в лабораторной прак¬
тике, а также в неховых условиях при
изготовлении изделий, требующих точ¬
ных линейных и угловых измерений.
ОПТИМЕТРЫ
Оптиметры (ГОСТ 5405 — 75) пред¬
назначены для определения линейных
размеров контактным относительным
методом. Оптиметры бывают с верти¬
кальным и горизонтальным располо¬
жением оси. Основным узлом оптимет¬
ра является трубка оптиметра.
Характеристика трубки оптиметра:
цена деления шкалы 0,001 мм, предел
измерения по шкале ±0,1 мм, увели¬
чение 960х.
Свет направляется шарнирно зак¬
репленным осветительным зеркалом 6
в осветительную призму 7, попадает в
сетку 4 со шкалой, проходит через
призму 3, изменяющей ход лучей на
90°, и направляет их к объективу 2.
Пройдя объектив 2, световые лучи по¬
падают в зеркало 1.
При осевом перемещении измери¬
тельного стержня 9 отклоняется на не¬
который угол ф зеркало /. Лучи, отра¬
жаясь от отклоненного зеркала 1 под
углом 2ф, снова попадают в объектив 2,
проходят призму 3, сетку 4, окуляр 5
и попадают в глаз, который одновре¬
менно видит сдвинутое изображение
шкалы и индекс, нанесенный на сетке.
Шторки 8 ограничивают поле зрения и
дают возможность видеть только зер¬
кальное изображение шкалы, переме¬
щающееся относительно неподвижного
отсчетного индекса.
103
Чтение показаний
Вертикальный оптиметр И КВ
Вертикальный оптиметр предназна¬
чен для наружных измерений длин в
пределах от 0 до 180 мм и диаметров
от 0 до 150 мм.
После настройки оптиметра по пло¬
скопараллельным концевым мерам на¬
до установить измеряемое изделие на
измерительный стол и по шкале труб¬
ки оптиметра определить отклонение.
1 — основание, 2 —
гайка перемещения
стола, 3 — стопор сто¬
ла, 4 — установочные
винты стола, 5 — ос¬
нование стола, 6 —
стол, 7 — измеритель¬
ный наконечник, 8 —
арретир, 9 — трубка
оптиметра, 10 — винт
крепления трубки оп¬
тиметра, И — колон¬
ка, 12 — кронштейн,
13 — винт крепления
кронштейна, 14 — гай¬
ка перемещения крон¬
штейна
Настройка вертикального оптиметра
Для настройки оптиметра надо выб¬
рать и закрепить измерительный нако¬
нечник (в большинстве случаев сфери¬
ческий, что объясняется трудностью
регулировки ножевидных и плоских
наконечников параллельно плоскости
стола), установить на стол блок кон¬
цевых мер, соответствующий номиналь¬
ному размеру измеряемого изделия,
установить кронштейн на колонке по
размеру, который немного больше
блока концевых мер, закрепить крон¬
штейн, наблюдая в окуляр, установить
перемещением стола с блоком конце¬
вых мер нулевой штрих шкалы против
индекса, закрепить стол, арретирова-
нием проверить правильность нулевой
установки и снять блок концевых мер
со стола, предварительно подняв арре¬
тиром наконечник.
Установка блока
концевых мер на
стол
Установка крон¬
штейна
Закрепление крон¬
штейна
104
Установка
Измерение изделия
С помощью арретира надо поднять
измерительный стержень с наконечни¬
ком, ввести под него измеряемое изде¬
лие, опустить измерительный наконеч¬
ник до соприкосновения с изделием,
арретированием проверив постоянство
показаний, определить по шкале труб¬
ки оптиметра отклонение от размера
блока концевых мер и подсчитать дей¬
ствительный размер. При измерении
диаметров сферическим наконечником
перемещением изделия находят наи¬
больший размер.
Горизонтальный оптиметр И КГ
Горизонтальный оптиметр предназ¬
начен для наружных измерений от О
до 350 мм и внутренних измерений от
13,5 до 150 мм.
Арретирование
105
Закрепление стола
Установка изделия
1 — основание, 2 — регулировочный винт осно¬
вания, 3 — стопор вертикального перемещения,
4 — маховик вертикального перемещения, 5 —
вал, 6 — кронштейн пиноли, 7 — стопор микро¬
подачи пиноли, 8 — микроподача пиноли, 9 —
пиноль, 10— зажим пиноли, 11 — регулировоч¬
ный винт измерительного штифта пиноли, 12 —
измерительный наконечник, 13 — предметный
стол, 14 — рукоятка поворота стола вокруг
вертикальной оси, 15 — эксцентрик поворота
вокруг горизонтальной оси со стопором, 16 —
винт ограничения вертикального хода, 17 —
кремальера поперечного хода, 18 — гайка креп¬
ления упора, 19 — арретир, 20 — трубка опти¬
метра, 21 — зажим трубки оптиметра, 22 — ос¬
ветительное зеркало, 23 — кронштейн трубки
оптиметра, 24 — уровень
Приспособление для внутренних
измерений
1 — левый держатель, 2 — винт крепле¬
ния дуги пиноли, 3, 4 — измерительные
дуги, 5 — винт крепления дуги трубки
оптиметра, 6 — правый держатель, 7 —
арретир, 8 — изделие
После настройки оптиметра по пло¬
скопараллельным концевым мерам с
боковиками, закрепленными в специ¬
альную струбцину, надо установить
измеряемое изделие и по шкале труб¬
ки оптиметра определить отклонение.
Настройка горизонтального оптиметра
Настройку горизонтального опти¬
метра производят следующим образом:
в зависимости от формы измеряемого
изделия и исходя из того, что между
изделием и измерительным наконечни¬
ком контакт должен быть по наимень¬
шей поверхности, надо выбрать нако¬
нечники по форме (сферические, плос¬
кие круглые или плоские ножевидные),
установить их на измерительные штиф¬
ты прибора и закрепить; сдвинуть
кронштейны пиноли и трубки оптимет¬
ра, оставив расстояние между нако¬
нечниками 1—2 мм; закрепить крон¬
штейны; поместить между наконечни¬
ками концевую меру 1—2 мм (при
сферических наконечниках не надо);
микровинтом пиноли приблизительно
установить шкалу трубки оптиметра
на нуль; наблюдая в окуляр, отверт¬
кой следует вращать установочные
винты пиноли в вертикальной и гори¬
зонтальной плоскостях, добиваясь тре¬
буемых показаний (при плоских нако¬
нечниках наименьших показаний, при
сферических — наибольших); раздви¬
нуть кронштейны на размер немного
больше измеряемого изделия; устано¬
вить блок концевых мер на предмет¬
ный стол и закрепить струбциной при
среднем положении верхней («плава¬
ющей») части стола; освободить винт
крепления вертикального перемещения
стола, маховичком поднять стол и за¬
крепить его (другой рукой), чтобы се¬
редина блока концевых мер встала
против наконечников; подвинуть крон¬
штейны до соприкосновения их изме¬
рительных наконечников с блоком кон¬
цевых мер; закрепить кронштейны пи¬
ноли и трубки оптиметра; микровинтом
пиноли установить изображение шка¬
лы трубки оптиметра приблизительно
на нуль; переместить стол в попереч¬
ном направлении; повернуть стол в го¬
ризонтальном положении до наимень¬
шего отсчета; повернуть головкой экс-
106
центрика стол до наименьшего отсчета;
закрепить эксцентрик; окончательно
установить шкалу оптиметра на нуль;
закрепить пиноль; арретированием убе¬
диться в правильности нулевого поло¬
жения.
Закрепление измерительного наконечника
Перемещение кронштейна до расстояния 1—
2 мм между измерительными наконечниками
Закрепление кронштейна пиноли
Помещение концевой меры 1—2 мм между из
мерительными наконечниками
107
Приблизительная установка шкалы трубки оп¬
тиметра на нуль
Перемещение кронштейна на размер немного
более измеряемого изделия
Регулировка измерительного наконечника
ноли в вертикальной плоскости
Установка блока концевых мер на стол
Регулировка измерительного наконечника пи-
ноли в горизонтальной плоскости
108
Перемещение и закрепление блока концевых
мер в вертикальном направлении
% —&
Перемещение стола в поперечном направлении
Перемещение кронштейнов до соприкоснове¬
ния измерительных наконечников с блоком кон¬
цевых мер
Закрепление кронштейнов
Приблизительная установка на нуль шкалы
оптиметра
Поворот стола вокруг вертикальной оси
Поворот стола вокруг горизонтальной оси
Закрепление стола
Окончательная установка шкалы трубки опти¬
метра на нуль
Закрепление пиноли
но
Арретирование по блоку концевых мер
Измерение изделия
После настройки оптиметра следует
измеряемое изделие установить на
стол, закрепить его, ввести между из¬
мерительными наконечниками, устра¬
нить перекосы, перемещением стола
получить наибольший размер (диа¬
метр), после арретирования прочесть
отклонения по шкале оптиметра и оп¬
ределить действительный размер.
Установка измеряемого изделия
Арретирование при измерении изделия
ВЕРТИКАЛЬНЫЙ оптический
ДЛИНОМЕР ДВО
Вертикальный оптический длиномер
(ГОСТ 14028 — 68) предназначен для
наружных линейных измерений.
Пределы измерения по шкале
(абсолютным методом) . . . от 0 до 100 мм
Пределы измерения на приборе от 0 до 250 мм
Цена деления шкалы .... 1 мм
Цена наименьшего деления от-
счетного микроскопа со спи¬
ральным нониусом 0,001 мм
Увеличение отсчетного микро-
скопа 62
Линейное поле зрения .... около 2,5 мм
Измерительное давление с гру¬
зовой шайбой 250 сН
9
1 — основание, 2 — из¬
мерительный нако¬
нечник, 3 — грузовая
шайба, 4 — измери¬
тельный стержень,
5 — патрон освеще¬
ния, 6 — отсчетный
микроскоп, 7 — сто¬
порный винт, 8 — ци¬
линдрический корпус
головки, 9 — зубча¬
тая рейка, 10 — ма¬
ховичок триба, // —
маховичок перемеще¬
ния стержня, 12 —
тормозной винт, 13 —
кронштейн, 14 — ко¬
лонка. 15 — уровень,
16 — ребристый сто¬
лик
Оптическая схема
В фокальной плоскости окуляра
расположены линейная шкала десятых
долей миллиметра и индекс, нанесен¬
ный на неподвижной пластине 10 (в
поле зрения от 0 до 10), двойные вит¬
ки спирали Архимеда и сто делений
круговой шкалы., нанесенные на вра¬
щающейся пластине 11 (на рисунке
по чтению показаний видны ог 64 до
81). В поле зрения десять интервалов
спирали совмещены с изображением
одного интервала миллиметровой шка¬
лы (на рисунке по чтению показаний
видны 11; 12 и 13). Каждому интерва¬
лу соответствует одна десятая доля
миллиметра. Одной десятой доли мил¬
лиметра соответствует сто делений
круговой шкалы, а одному делению
круговой шкалы — одна тысячная мил¬
лиметра.
1 — миллиметровая стеклянная шкала,
2 — покровное стекло, 3 — лампочка. 4 —
светофильтр, 5 — конденсор, 6 — объек¬
тив микроскопа, 7 и 8 — призмы, откло¬
няющие пучок света на 45 , 9 — окуляр,
10 — неподвижная пластина. 11 — вра¬
щающаяся пластина
Чтение показаний
Целые миллиметры и десятые доли
миллиметра определяются оцифрован¬
ным миллиметровым штрихом, уста¬
новленным посредине двойного витка
спирали в зоне шкалы десятых долей
миллиметра. Сотые и тысячные доли
111
миллиметра определяются отсчетным
индексом по круговой шкале.
Пр и м е р. Миллиметровый штрих
12 находится в зоне шкалы десятых
долей миллиметра между цифрами 2
и 3. Отсчетный индекс находится в зо¬
не круговой шкалы около цифры 72.
Отсчет 12,272 мм.
Измерение абсолютным методом
При измерении абсолютным мето¬
дом (до 100 мм) следует произвести
следующие действия: установить сфе¬
рический измерительный наконечник,
установить кронштейн по колонке в
зависимости от величины измеряемого
размера изделия; застопорить кронш¬
тейн; отпустить стопорный винт изме¬
рительного стержня и, поддерживая
маховичок его перемещения, довести
до соприкосновения измерительный на¬
конечник со столом, наблюдая в оку¬
ляр, установить оцифрованный штрих
посредине двойного витка спирали;
арретированием (поднятием и опуска¬
нием измерительного стержня), убе¬
дившись в постоянстве контакта, про¬
извести отсчет нулевого положения;
поднять измерительный стержень и,
введя под него измеряемое изделие,
опустить до соприкосновения измери¬
тельного наконечника с изделием, пе¬
ремещением изделия найти наиболь¬
ший размер (диаметр); наблюдая в
окуляр, установить оцифрованный мил¬
112
лиметровый штрих посередине двойно¬
го витка спирали; арретированием, убе¬
дившись в постоянстве контакта, найти
разность двух отсчетов.
Для сокращения времени, уходя¬
щего на определение разности двух
отсчетов, рекомендуется при измерении
партии одинаковых изделий устано¬
вить нулевое показание при контакте
измерительного наконечника с измери¬
тельным столом.
Установка изме¬
рительного нако¬
нечника
Установка кронштейна по колонке
Закрепление кронштейна
Установка милли¬
метрового штриха
относительно двой¬
ного витка спирали
Освобождение сто¬
порного винта и
доведение измери¬
тельного наконеч¬
ника до соприкос¬
новения со столом
Арретирование
ним прибор, затем вместо них уста но,
вить измеряемое изделие, прочесть от.
клонение и определить размер.
Настройка прибора
по концевым мерам
Установка милли¬
метрового штриха
относительно двой¬
ного витка спирали
Измерение относительным методом
При относительном методе измере¬
ния (свыше 100 мм) надо установить
на стол концевые меры, соответствую¬
щие номинальному размеру измеряе¬
мого размера изделия, настроить по
МАШИНА ОПТИКО-МЕХАНИЧЕСКАЯ
ДЛЯ ИЗМЕРЕНИЯ ДЛИН ТИПА ИЗМ
Измерительные машины (ГОСТ
10875—76) предназначены для точных
измерений наружных и внутренних ли¬
нейных размеров мер и изделий не¬
посредственно по точным линейным
шкалам (абсолютным методом) или
сравнением с образцовыми мерами
(относительным методом).
Пределы измерения наружных размеров:
ИЗМ-1 0—1000 мм
ИЗМ-2 0—2000 мм
ИЗМ-4 0—4000 мм
Пределы измерения внутренних
размеров 13,5—150
Наибольший подъем стола 50 мм
Цена деления шкал:
метровой 100 мм
стомиллиметровой 0,1 мм
трубки оптиметра 0,001 мм
Увеличение трубки оптиметра .... 960X
114
Измерительная машина
1 — станина, 2— пинольная бабка, 3— предметный стол, 4 —
измерительная бабка
Пинольная бабка
1 — маховик перемещения бабки, 2 —
микроподача пиноли, 3 — корпус баб¬
ки, 4 — зажимной винт пиноли, 5 —
пиноль, 6 — регулировочный винт из¬
мерительного штифта, 7 — измери¬
тельный наконечник
Устройство управления
предметным столом
8 7
/ — упоры вертикалнього перемеще¬
ния, 2 — маховичок закрепления ка¬
чания вокруг горизонтальной оси, 3 —
маховичок поворота вокруг верти¬
кальной оси, 4 — маховичок горизон¬
тального (поперечного) перемещения,
5 — винт крепления вертикального
перемещения, 6 — маховичок качания
вокруг горизонтальной оси, 7 — винт
крепления стола к станине, 8 — махо¬
вичок вертикального перемещения
Измерительная бабка
1 — корпус бабки, 2 — арретир, 3 —
измерительный наконечник, 4 — труб¬
ка оптиметра, 5 — стопор трубки оп¬
тиметра, 6 — отсчетный микроскоп,
7 — маховичок перемещения бабки,
8 — стопорный винт, 9 — зажимной
винт микроподачи, 10 — маховичок
микроподачи
Оптическая система
5*
115
Свет от лампочки проходит линзу
конденсора /, светофильтра 2, вторую
линзу конденсора 3, зеркало 4 и по¬
падает на одну из пластин 5 с двойным
штрихом и цифрой, показывающей
число сотен миллиметров, установлен¬
ных в глазках метровой шкалы. После
прохождения лучей через призму 6,
объективы 7 и 8 и призму 9 в фокаль¬
ной плоскости объектива 8 получает¬
ся изображение двойного штриха пла¬
стины 5 и делений стомиллиметровой
шкалы 10, наблюдаемые в микро¬
скоп 11. Так как ход лучей между объ¬
ективами 7 и 8 параллелен, бабки мо¬
гут быть установлены в зависимости от
измеряемой длины на требуемом рас¬
стоянии друг от друга, причем изобра¬
жение соответствующего двойного
штриха всегда будет получаться в фо¬
кусе объектива 8.
Чтение показаний
В отсчетном микроскопе цифра над
двойным штрихом показывает число
сотен миллиметров, а его положение па
стомиллиметровой шкале определяет
десятки, единицы и десятые доли мил-
лиметра. По трубке оптиметра опр< до-
ляют сотые и тысячные доли милли¬
метра.
Пример. Двойной штрих 5 нахо¬
дится в зоне миллиметровой шкалы на
восьмом штрихе после цифры 60. От-
счетный индекс трубки оптиметра пока¬
зывает + 7,5. Отсчет 860, 8075.
Измерение
абсолютным методом
При измерении абсолютным мето¬
дом надо установить машину в нуле¬
вое положение, затем установить на
машину измеряемое изделие и прочесть
показания.
Установка машины в нулевое
положение
При установке машины в нулевое
положение надо произвести следующие
действия: проверить температурные ус¬
ловия (допускается 20±1°); грубо ус¬
тановить пинольную бабку по на¬
ружному индексу на нуль; грубо ус¬
тановить измерительную бабку на нуль
стомиллиметровой шкалы; застопорить
измерительную бабку; микроподачей
переместить измерительную бабку до
тех пор, пока нулевой штрих стомил¬
лиметровой шкалы не будет установ¬
лен между двумя нулевыми штрихами
метровой шкалы симметрично (чтобы
116
просветы слева и справа от нулевого
штриха были равны); застопорить
микроподачу измерительной бабки;
предварительно установить шкалу
трубки оптиметра на нуль микрометри¬
ческим винтом пиноли; отрегулировать
измерительный наконечник пиноли в
вертикальной плоскости и в горизон¬
тальной плоскости (при сферических
наконечниках не нужно); окончатель¬
но установить шкалу трубки оптимет¬
ра на нуль микрометрическим винтом;
застопорить пинольную трубку.
Грубая установка пинольной бабки на
нуль
Грубая установка измерительном бабки
на нуль
Стопорение измерительной бабки
Установка нулевого штриха стомилли¬
метровой шкалы относительно нулевых
штрихов метровой шкалы
Стопорение микроподачи
Предварительная установка шкалы труб¬
ки оптиметра
Регулировка измерительного наконечни¬
ка пиноли в вертикальной плоскости
117
Регулировка измерительного наконечни¬
ка пиноли в горизонтальной плоскости
Окончательная (после регулирования на¬
конечников) установка шкалы трубки
оптиметра на нуль
Стопорение пинольной трубки
Установка измеряемого изделия и
отсчет
При установке измеряемого изделия
на столе машины надо произвести
следующие действия: закрепить изде¬
лие на призмах струбциной; прикре¬
пить стол к станине; переместить стол
с изделием в вертикальном направле¬
нии до ввода его на линию измерения
и застопорить; переместить стол с из¬
делием в горизонтальном поперечном
направлении до ввода его на линию из¬
мерения; покачиванием вокруг верти¬
кальной оси выверить по линии изме-
рения в горизонтальной плоскости; по¬
качиванием вокруг горизонтальной оси,
лежащей на линии измерения, совме¬
стить ось изделия с линией измере¬
ния в вертикальной плоскости; засто¬
порить стол в этом положении; про¬
честь показания в отсчетном микроско¬
пе (/), оптиметровой трубке (//) и
определить результаты измерения.
Закрепление изделия: 1 — призма, 2 — струб¬
цина. 3— изделие
Закрепление стола на станине
Перемещение и стопорение стола в вертикаль¬
ном направлении
Перемещение стола в поперечном направлении
118
Покачивание стола вокруг вертикальной оси
Покачивание стола вокруг горизонтальной оси
Чтение показаний
Измерение относительным методом
При измерении относительным ме¬
тодом установки машины на нуль не
требуется и пользуются только труб¬
кой оптиметра, по которой определяют
отклонение от исходной меры.
ИНСТРУМЕНТАЛЬНЫЕ МИКРОСКОПЫ
Инструментальные микроскопы
(ГОСТ 8074 — 71) предназначены для
измерения длин, углов, элементов
резьб, конусов и различных профилей.
Инструментальные микроскопы раз¬
деляются на малые — ММИ и боль¬
шие— БМИ.
Пределы измерения:
в продольном направлении
для малой модели 0—75 мм
для большой модели 150 мм
в поперечном направлении
для малой модели 0—25 мм
для большой модели 0—50 мм
Пределы перемещения микрометричес¬
ких винтов 0—25 мм
Цена деления микрометрического уст¬
ройства 0,005 мм
Увеличение микроскопа 10—50 х
Поле зрения 4,2—21 мм
Пределы измерения угловых размеров 0—360°
Цена деления окулярной угломерной
головки Г
Увеличение отсчетного устройства
угловой шкалы 45х
Поворот предметного стола:
для малой модели ±5°
для большой модели 360° с ценой
деления 3'
Пределы наклона колонки:
для малой модели ±10°
для большой модели ±12 30'
119
Микроскоп малый ММИ
Микроскоп большой БМИ
1 — основание, 2 — микрометрическое
устройство поперечной подачи, 3 — пред¬
метный стол, 4 — центровая бабка, 5 —
кронштейн, 6 — штриховая окулярная
головка с отсчетным микроскопом угло¬
вой шкалы, 7 — кремальера перемеще¬
ния кронштейна, 8 — тормоз кронштейна,
9— колонка, 10 — маховик наклона ко¬
лонки, 11 — осветитель, 12 — микромет¬
рическое устройство продольной подачи,
13 — винт поворота верхней плиты стола
1 — основание, 2 — микрометрическое
устройство поперечной подачи, 3—ру¬
коятка крепления стола, 4 — круглый
предметный стол, 5 — центровая бабка,
6 — кольцо фокусировки тубуса, 7 —
кронштейн с тубусом, 8 — штриховая
окулярная головка с отсчетным микро¬
скопом угловой шкалы, 9 — кремальера
перемещения кронштейна, 10 — тормоз
кронштейна, 11 — колонка, 12 — освети¬
тель, 13 — маховик наклона колонки,
14 — микрометрическое устройство про¬
дольной подачи, 15 — маховик поворота
стола
Принципиальная оптическая схема инструментального микроскопа
Лучи света от лампы накаливания 1,
пройдя через линзу конденсора 2,
светофильтр 3 и диафрагму 4, отража¬
ются от поворотного зеркала 5 и через
линзу 6 освещают измеряемый объект,
помещенный на предметном столе 7
или закрепленный в центровых бабках.
Изображение объекта измерения про¬
ектируется объективом 8 в фокальную
плоскость окуляра 11, где помещаются
штриховая сетка 10 и жестко связан¬
ный с ней круговой лимб. Между
объективом 8 и лимбом 10 для излома
лучей помещена призма 9. Изображе¬
ние объекта измерения рассматрива¬
ется через окуляр 11. Отсчет по гра¬
дусной шкале производится с помощью
отсчетного микроскопа 12. В фокаль¬
ной плоскости окуляра 14 находится
минутная шкала 13.
120
Чтение показаний
Внутри корпуса головки имеются
стеклянная пластина со штриховой сет¬
кой и лимб, разделенный по окруж¬
ности на 360 равных частей. Пластина
со штриховой сеткой и лимб градусной
шкалы жестко связаны между собой
и имеют общий центр вращения, кото¬
рый находится на оптической оси мик¬
роскопа. Штриховая сетка наблюдает¬
ся в центральный окуляр микроскопа,
а градусная и минутная шкалы -в от-
счетиый угломерный микроскоп.
При линейных измерениях после
установки штриховой сетки в нулевое
положение измеряемое изделие ставят
таким образом, чтобы одна из его сто¬
рон, от которой производится измере¬
ние, совпадала с какой-либо штрихо¬
вой линией сетки и при этом ведется
первый отсчет по микрометрическому
устройству. Затем изделие с предмет¬
ным столом перемещается до совпаде¬
ния его второй стороны, до которой
производится измерение, с этой же
штриховой линией сетки и вторично
производится отсчет по микрометри¬
ческому устройству. Разность в отсче¬
тах является результатом измерения.
Пример.
Показания: / — 6,75 мм, II — 7,455 мм. Резуль¬
тат измерения: 7,455 мм — 6,75 мм = 0,705 мм
При угловых измерениях изделие
устанавливается таким образом, чтобы
одна образующая его угла совпадала
с центральной штриховой линией сет¬
ки при совпадении вершины угла с
оптической осью микроскопа. При этом
в отсчетном угломерном микроскопе
производится первый отсчет (желатель¬
но, чтобы он был равен нулю). Затем
поворачивается штриховая сетка до
121
Проекция изделия на штриховой сетке
Штриховая сетка
совпадения ее центральной штриховой
линии со второй образующей угла из¬
делия и производится второй отсчет.
Если первый отсчет равнялся нулю, то
второй будет являться результатом из¬
мерения. Если первый отсчет не рав¬
нялся нулю, то надо вычесть его вели¬
чину от второго отсчета и получить
результат измерения.
Пример.
Проекция углового изделия на штриховой
сетке
Показания: / — 0; II — 38°26'.
Результат измерения: 38°26'
Подготовка к измерениям на малом
инструментальном микроскопе
Перед измерением надо выбрать и
установить сменный объектив, а затем
проверить и отрегулировать микро¬
скоп по контрольному валику.
Сменные объективы, дающие раз¬
личное увеличение, следует выбирать
в зависимости от необходимости ве¬
личины поля зрения — диаметра рас¬
сматриваемого круга. При всех других
равных условиях рекомендуется поль¬
зоваться возможно большим увеличе¬
нием.
Контрольный валик предназначен
для фокусировки микроскопа на гори¬
зонтальную плоскость, совпадающую
с линией центров бабки, для установ¬
ки линии центров параллельно про¬
дольному ходу стола, а также для про¬
верки совпадения линии центров с
осью вращения колонки.
После установки и закрепления
контрольного валика в центровых баб¬
ках надо приблизительно установить
и закрепить центровые бабки с рамкой
на верхней плите предметного стола
относительно оптической оси микро¬
скопа, установить кронштейн с микро¬
скопом на резкость, застопорить крон¬
штейн, произвести точную установку
контрольного валика одновременно
микровинтами поперечного хода и про¬
дольного хода и проверить параллель¬
ность линии центров продольному хо¬
ду стола. При непараллелыюстн линии
центров продольному ходу стола надо
выровнять верхнюю плиту стола и
проверить, добиваясь параллельности.
Установка сменного объектива
122
Установка и закрепление конт¬
рольного валика
Микроподача продольного хода стола
Установка и закрепление цент¬
ровых бабок на верхней плите
предметного столика
Установка микроско- Стопорение крои-
па на резкость штейна
Микроподача поперечного хода
стола
Быстрое перемещение продольного
хода стола
Выравнивание верхней плиты
стола
Измерение угла уклона конуса
косвенным (тригонометрическим)
методом
После установки конусного изделия
в центровые бабки следует сфокусиро¬
вать и совместить горизонтальный
123
штрих сетки с образующей конуса и
произвести первый отсчет перекрестия
сетки по микрометрическому устрой¬
ству в поперечном направлении, затем
переместить предметный стол в про¬
дольном направлении на определен¬
ную длину микровинтом или, применяя
плоскопараллельные концевые меры,
вторично совместить перекрестие
штриховой сетки в поперечном на¬
правлении с образующей конуса и
произвести вторичный отсчет, а затем
определить вычислением тангенс
угла уклона и по таблице—угол
уклона.
Доведение образующей конуса с
перекрестием штриховой сетки в
поперечном направлении
Продольное перемещение стола микро¬
подачей
Установка конусного изде¬
лия в центровые бабки
124
Поворот штрихо¬
вой сетки
Вторичное доведение образующей
конуса с перекрестием штриховой
сетки в поперечном направлении
Пример.
Схема определения уклона конуса
тригонометрическим методом: йг—
= 10,98 мм; йц= 11,48 мм;/=20 мм;
а—йп—^1=11,48 мм—10,98 мм=
=0,5 мм; а = а/1=0,5/200,025;
а=1°25'.
Для предостережения от погреш¬
ности, из-за возможного перекоса
осей изделия и измерения, рекоменду¬
ется при измерении угла конуса про¬
вести аналогичное измерение на про¬
тивоположной стороне его образую¬
щей и подсчитать среднее арифмети¬
ческое результатов измерения.
Помимо тригонометрического мето¬
да можно также определить угол ук¬
лона конуса непосредственно по от-
счетному микроскопу угловой шкалы,
прочитав показания после поворота
штриховой сетки и совпадения ее про¬
дольного штриха с образующей ко¬
нуса.
Измерение среднего диаметра резьбы
После предварительных действий
по закреплению контрольного валика
в центровые бабки, его точной уста¬
новки и проверки параллельности ли¬
нии центров продольному ходу стола
надо в центры установить резьбовое
изделие. Для получения резкого изоб¬
ражения резьбового профиля наклоня¬
ют колонку на угол, равный углу
подъема резьбы изделия. Затем совме¬
щают центральную штриховую линию
сетки с изображением стороны профи¬
ля резьбы, действуя при этом микро¬
винтами поперечной и продольной по¬
дачи таким образом, чтобы штриховая
линия, перпендикулярная центральной
линии, делила измеряемую сторону
профиля резьбы примерно пополам.
Произведя отсчет по микрометрическо¬
му устройству поперечной подачи, пе¬
ремещают стол с изделием в попереч¬
ном направлении до появления диа¬
метрально противоположной парал¬
лельной стороны профиля резьбы.
Наклонив колонку на тот же угол, но
в противоположную сторону, снова
совмещают центральную штриховую
линию со стороной профиля резьбы и
производят вторичный отсчет. Раз¬
ность между отсчетами является сред¬
ним диаметром резьбы, измеренным
по одной стороне профиля.
Наклон колонки на угол подъема
резьбы
125
Пример.
Схема измерения среднего диаметра
резьбы по одной стороне профиля:
/_ 37,469 мм; // — 62,520 мм;
=62,520 мм—37,469 мм=25,051 мм
Для предостережения от погреш¬
ности, из-за возможного перекоса осей
изделия и измерения, рекомендуется
при измерении среднего диаметра
резьбы произвести аналогичное изме¬
рение по другой стороне профиля и
подсчитать среднее арифметическое
результатов измерения.
Измерение угла профиля и шага
резьбы
Для того чтобы можно было су¬
дить не только о величине угла, но и
о наклоне профиля к оси резьбы, из¬
мерение рекомендуется производить по
половинам угла, совмещая штриховую
линию сетки поочередно с правой и
левой сторонами профиля. Сумма ре¬
зультатов изхмерения является величи¬
ной угла профиля, а их равенство по¬
казывает перпендикулярность биссек-
трисы угла к оси резьбы.
Предварительно градусную шкалу
устанавливают на 0, 90, 180 или 270°,
чтобы одна из линий штриховой сетки
была перпендикулярна оси резьбы и
одно из указанных значений принима¬
ют за начало первого отсчета. Затем
линию штриховой сетки, перпендику¬
лярную оси резьбы, совмещают поо¬
чередно в противоположных направле¬
ниях правой стороны профиля, произ¬
ведя второй отсчет, и подсчитывают
среднее значение: (а/2)пр= (аз/2-Ь
-^а4/2)/2. Аналогичные действия про¬
изводят по левой стороне профиля:
(а/2) лев = (<Х1/2 + а2/2)/2.
Измерение шага резьбы произво¬
дится продольным перемещением мик¬
ровинта или с применением плоскопа¬
раллельных концевых мер, что исклю¬
чает погрешность микровинта. При
этом колонку наклоняют на угол подъ¬
ема резьбы, совмещают с помощью
микровинтов поперечного и продоль¬
ного хода и вращения сетки окулярной
головки штриховую линию сетки со
стороной профиля и производят пер¬
вый отсчет. Затем перемещают стол в
Схема измерения среднего диаметра резьбы по
двум сторонам профиля, угла профиля по его
половинам и шага резьбы по его одной вели¬
чине и нескольким виткам
126
продольном направлении до совпаде¬
ния этой штриховой линии с соответ¬
ствующей стороной профиля через
один или несколько шагов резьбы, про¬
изводят второй отсчет и узнают раз¬
ность отсчетов. Для более точных ре¬
зультатов рекомендуется измерение
шага производить по правым и левым
сторонам профиля на двух противо¬
положных сторонах.
Измерение шага
резьбы по правым
и левым сторонам
профиля на его
противоположных
сторонах
Установка плоских изделий
При установке плоских изделий не¬
посредственно на предметном столе
необходимо, чтобы базовая поверх¬
ность изделия была параллельна про¬
дольному перемещению стола. Провер¬
ка этого осуществляется перемещени¬
ем стола с изделием при наблюдении
в окуляр за тем, что наведенная на
базовую поверхность штриховая линия
сетки не сходит с нее во время пере¬
мещения.
Закрепляемое на микроскопе изде¬
лие надо тщательно проверить на на¬
дежность его установки, так как при
падении могут быть повреждены стек¬
ло и оптика.
Установка плоских изделий на предметном
столике
УНИВЕРСАЛЬНЫЙ
ИЗМЕРИТЕЛЬНЫЙ МИКРОСКОП УИМ
Универсальный измерительный
микроскоп (ГОСТ 14968—69) пред¬
назначен для измерения длин, углов и
профилей изделий. Методы измерений:
проекционный и осевого сечения.
Пределы измерения длин в направлении:
продольном 200 мм
поперечном 100 мм
Цена наименьшего деления отсчетного микро¬
скопа со спиральным нониусом . . .0,001 мм
Предел измерения углов 3^
Цена наименьшего деления штриховой
окулярной головки Г
Увеличение главного микроскопа . . 10—50х
Поле зрения главного микроскопа . . 4,2—21 мм
Увеличение отсчетного микроскопа . . . 62х
Увеличение угломерного микроскопа . . . 45*
Поворот колонки ±12'30'
127
Пример.
I — основание 2, 4, 21, 24 — направляющие,
3 — проушины, 5 — шкала продольного хода,
6, 9 — маховичок отсчетного микроскопа, 7 —
отсчетный микроскоп продольного хода, 8 —
уровень, 10 — отсчетный микроскоп поперечно¬
го хода, 11 — регулировочное кольцо диаметра
отверстия диафрагмы осветительного устрой¬
ства, 12 — штриховая окулярная головка, 13 —
колонка, 14 — кронштейн, 15 — кремальера,
16 — главный микроскоп, 17 — тормозной винт,
18 — кольцо точной установки по высоте глав¬
ного микроскопа, 19 — опорная плоскость, 20 —
поперечная каретка, 22 — центровая бабка,
23 — направляющее ложе
Чтение показаний
Миллиметровый штрих 46 находит¬
ся в зоне шкалы десятых долей мил¬
лиметра между цифрами 3 и 4. От¬
счетный индекс находится в зоне кру¬
говой шкалы возле цифры 62. Отсчет
46,362 мм.
Проекционный метод
Проекционный (теневой) метод из¬
мерения на универсальном микроскопс
применяют аналогично измерениям на
инструментальных микроскопах, но с
большей точностью установки изделия
и отсчета результатов измерения.
Для отсчета перемещения служат
стеклянные миллиметровые шкалы
продольного и поперечного хода и от-
счетные микроскопы со спиральными
нониусами.
Отсчет по шкалам отсчетного мик¬
роскопа со спиральным нониусом про¬
изводится так же, как описано у вер¬
тикального длиномера.
Метод осезого сечения
Методом осевого сечения пользуют¬
ся при помощи ножей. Ножи опреде¬
ляют собой плоскость измерения (для
тел вращения эта плоскость будет осе¬
вым сечением). Помимо тел вращения
методом осевого сечения можно так¬
же измерять плоские детали. Перед
установкой ножей на конец оправы
объектива надо надеть насадку, за¬
крепить ее винтом, полностью открыть
диафрагму и установить измеряемое
изделие.
В процессе измерения в попереч¬
ном направлении перемещают микро¬
скоп, а в продольном — стол с изде¬
128
лием. Грубое перемещение микроскопа
и стола производится от руки, точ¬
нее — с помощью соответствующих
микровинтов.
1, 8 — винт, 2, 11— ножедсржатель, 3, 6 —
опорная площадка, 4—измерительный нож,
5 — калибр, 7 — регулировочное кольцо откры¬
тия диафрагмы, 9 — насадка, 10 — винт
Установка ножей
На наименьшем расстоянии к из¬
делию надо установить опорные пло¬
щадки и закрепить их винтами. После
этого помещают измерительный нож
под ножедержатель, отжимают ноже-
держатель и, придерживая его в отжа¬
том состоянии, передвигают нож (дру¬
гой рукой), отпускают ножедержатель,
закрепляя нож в положении, когда
между ним и изделием отсутствует за¬
зор при малом измерительном усилии.
Установку ножей надо производить
осторожно, так как малейшая зазуб¬
рина на них вызовет неплотное приле¬
гание к изделию, что отразится на ре¬
зультате измерения. Нельзя переме¬
щать придвинутый к изделию нож, а
также поворачивать или перемещать
изделие при придвинутых ножах.
Измерение методом осевого сечения
При этом методе наводка пунктир¬
ных линий штриховой сетки произво¬
дится не по теневому контуру изделия,
а по риске и лезвию ножа. При изме¬
рении длин, после того как ножи прид¬
винуты к измеряемому изделию, одну
из пунктирных линий с соответствую¬
щей ценой деления совмещают с рис¬
кой ножа, тогда средняя пунктирная
линия совмещается с линией касания
ножа и контура изделия и производят
отсчет по шкале поперечного хода.
Затем перемещают поперечную карет¬
ку, производят такую же наводку на
противоположной стороне изделия, ис¬
пользуя уже вторую, настолько же
удаленную от середины пунктирную
линию, и производят второй отсчет.
При таком методе измерения величи¬
на перемещения каретки равна разме¬
ру изделия, так как «а» — расстояние
от лезвия ножа к риске ножа равно
расстоянию на сетке между соответ¬
ствующими штрихами, следовательно,
й--=1.
Схема измерения длины ме¬
тодом осевого сечения
129
XII. ПРИБОРЫ
ДЛЯ КОНТРОЛЯ ШЕРОХОВАТОСТИ
Приборы, контролирующие шеро¬
ховатость, делятся на контактные
и бесконтактные. Приборы контакт¬
ного действия работают на принципе
ощупывания поверхности детали спе¬
циальным наконечником, выполнен¬
ным в виде иглы. Острый конец иглы
(щупа) перемещается по исследуемой
поверхности, и ее неровности вызывают
осевое перемещение иглы. Контактные
щуповые приборы делятся на профило-
метры и профилографы. К профило-
метрам относятся приборы, у кото¬
рых перемещение иглы передается на
шкалу, а у профилографов переме¬
щение иглы в увеличенном масштабе
передается на профилограмму.
ПРОФИЛОМЕТРЫ И ПРОФИЛОГРАФЫ
ра 4. Механотрон укреплен в корпусе с
помощью кольца 8 со штырем 7, упи¬
рающимся в лунку винта 6 под усили¬
ем пружины 11. Такая конструкция
крепления позволяет регулировать по¬
ложение механотрона для точной ус¬
тановки щупа относительно опоры.
Положение щупа регулируется и фик¬
сируется винтами 14, упирающимися
в кольцо 10. Снизу механотрон зак¬
рыт крышкой 9. Преобразователь сое¬
динен со штоком привода вилкой разъ¬
ема 13 и зафиксирован штифтом 12.
Профилометр модели 253
Профилометр-профилограф
Линейные колебания иглы преобра¬
зуются в электрические сигналы пре¬
образователем, представляющим собой
механически управляемую электрон¬
ную лампу — механотрон, подвижный
анод которого тонкой мембраной 1
связан со щупом 2. На щупе укрепле¬
на алмазная игла 3 радиусом закруг¬
ления 10 мкм. Механотрон вставлен
в корпус 5, на передней части которо¬
го расположена твердосплавная опо-
Прибор состоит из унифицирован¬
ных блоков: стойки с кареткой 7, уни¬
версального столика 2, преобразовате¬
ля 3, мотопривода 4, электронного
блока 5 с показывающим прибором и
записывающего прибора 6.
Алмазная игла 1, ощупывая неров¬
ности поверхности, совершает колеба¬
ния, приводя в колебательное движе¬
130
Цеховой профилометр модели 253: / — меха-
иотронный преобразователь, 2 — привод, 3 —
электронный блок, 4 — столик, 5 — призма, 6 —
стойка
ние якорь 2, Колебания якоря меняют
воздушные зазоры между якорем и
сердечником 4 и тем самым вызывают
изменения напряжения на выходе
дифференциального трансформатора 6.
Полученные изменения напряжения
усиливаются электронным блоком 7,
на выходе которого подключается по¬
казывающий прибор 8 или записы¬
вающий прибор 9. Магнитная система
преобразователя состоит из сдвоенно¬
го Ш-образного сердечника 4 с двумя
катушками 3. Катушки и две полови¬
ны первичной обмотки дифференци¬
ального трансформатора 6 образуют
мост, питающийся от генератора зву¬
ковой частоты 5.
Р\. Отразившись от поверхности, лучи
попадают в микроскоп наблюдения,
расположенный под углом 90° к оси
проецируемого микроскопа и под уг¬
лом 45° к исследуемой поверхности.
Применение микроскопа сводится к
определению высоты неровности Л.
ДВОЙНОЙ МИКРОСКОП МИС-11
Двойной микроскоп относится к
приборам бесконтактным, работающим
на принципе действия светового сече¬
ния, когда получается изображение
профиля поверхности с помощью нак¬
лонно направленных к поверхности
лучей, и состоит из осветительного —
проецирующего микроскопа и микро¬
скопа наблюдения.
Освещенная узкая щель проециру¬
ется микроскопом на ступенчатую по¬
верхность Р\ — Рг в направлении, по¬
казанном стрелками. Изображение
светящейся щели на ступенчатой по¬
верхности займет положение 5г на
нижней части ступеньки Р2 и положе¬
ние 51 на верхней части ступеньки
Осветительный (проецирующий)
микроскоп состоит из лампочки У, за¬
щитного стекла 2, двухлинзового кол¬
лектора 3, цилиндрической щели 4, зе¬
леного светофильтра 5, ахроматичес¬
ких линз 6 и 7 и сменного объектива 9.
Коллектор 3 вместе с ахроматически¬
ми линзами 6 и 7 дает изображение
нити лампы во входном зрачке объек¬
тива микроскопа, а щель с помощью
этих же двух ахроматических линз и
сменных объективов 9 изображается
на исследуемой поверхности 5, кото¬
рую рассматривают с помощью микро¬
скопа наблюдения.
Микроскоп наблюдения состоит из
окулярного винтового микрометра 10
и дополнительной линзы 7. В обоих
микроскопах применяются парные объ¬
ективы 9.
131
Метод светового сечения
Измерение высоты неровностей на двойном
микроскопе: а — при первом отсчете, б — при
втором отсчете
При определении кг (высоты не¬
ровности профиля) измеряют винто¬
вым окулярным микрометром расстоя¬
ния от высших до низших точек про¬
филя, от линии параллельной средней
линии профиля, т. е. базовой линии.
Изображение изогнутой щели, искрив¬
ление которой определяется высотой
неровностей исследуемой поверхности,
должно быть расположено вдоль гори¬
зонтального диаметра поля зрения, а
горизонтальная нить креста окулярно¬
го винтового микрометра должна быть
установлена параллельно кромке изоб¬
ражения щели (линии гребешков).
Для этого сначала нить подводят к
вершине измеряемой неровности, а за¬
тем к впадине и по разности отсчетов
судят о высоте неровности (определяе¬
мой по формуле, которая кроме полу¬
ченной величины зависит от увели¬
чения сменных парных объективов,
увеличения винтового окулярного ми¬
крометра и угла расположения
микрометров). Число миллиметров
определяется двойным штрихом по
шкале в поле зрения исследуемого
профиля, а число сотых долей милли¬
метра определяется по барабану мик¬
рометра.
XIII. ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
И УСТРОЙСТВА, ПОВЫШАЮЩИЕ
ПРОИЗВОДИТЕЛЬНОСТЬ
ИЗМЕРЕНИЙ И КОНТРОЛЯ
ЭЛЕКТРИФИЦИРОВАННЫЕ ПРИБОРЫ
ОБЩЕГО НАЗНАЧЕНИЯ
Применение электрифицированных
измерительных приборов общего наз¬
начения при измерении линейных раз¬
меров взаимного расположения шеро¬
ховатости поверхностей непрерывно
расширяется. Принцип построения
электрифицированых приборов для ли¬
нейных измерений заключается в пре¬
образовании изменения линейных раз¬
меров в изменения параметров элект¬
рической цепи. Большое распростране¬
ние получили электрифицированные
средства измерения, основанные на
следующих методах преобразования
изменения линейных размеров в элект¬
рические импульсы: электроконтакт-
ный, индуктивности, емкости и фото¬
электрический.
ЭЛЕКТРОКОНТАКТНЫЕ ПРИБОРЫ
Электроконтактный метод контроля
определяет годность деталей согласно
установленным допускам — находится
ли проверяемый размер контролируе¬
мой детали в поле допуска, само же
132
абсолютное значение размера при этом
не фиксируется.
Электроконтактный преобразова¬
тель— это устройство, преобразую¬
щее линейное перемещение измери¬
тельного стержня в электрический
сигнал-команду замыканием или раз¬
мыканием электрических контактов.
По назначению электроконтактные
преобразователи разделяются на пре¬
дельные, предназначенные для конт¬
роля размера детали, и амплитудные,
предназначенные для контроля откло¬
нений от правильной геометрической
формы. Предельные преобразователи
в зависимости от количества пар кон¬
тактов делятся на однопредельные,
двухпредельные и многопредельные.
Принципиальные схемы
электроконтактных преобразователей
В предельных преобразователях
каждому размеру детали 9 соответ¬
ствует определенное положение под¬
вижного контакта 3 относительно не¬
подвижных (настраиваемых) контак¬
тов 2 и 4. Когда деталь больше мак¬
симально допустимого размера,
контакты 2 и 3 замкнуты, когда мень¬
ше минимально допустимого, замыка¬
ются контакты 3 и 4, и когда размер
контролируемой детали в пределах
допуска, то все контакты разомкнуты.
При замыкании контактов включаются
лампы (разного цвета).
В амплитудных преобразователях
контакт 3 выполнен «плавающим»,
т. е. под действием некоторого усилия
пружины 1 может перемещаться в
направляющей рычага 6. Отклонение
размера от правильной геометрической
формы детали 9 при ее вращении вы¬
зовет колебания рычага 6 с подвиж¬
ным контактом, а сам размер детали
может вызвать перемещение контак¬
та 3 в своей направляющей, не изме¬
няя амплитуды его колебания. Когда
отклонение формы детали выше до¬
пустимого, произойдет поочередное
замыкание контактов 2 и 3, а затем
3 и 4, или наоборот. Получение двух
сигналов преобразуется в одну коман¬
ду— «брак». Передаточное отношение
к = 1./а.
а — предельный преобразователь, б — ампли¬
тудный преобразователь; 1 — пружина, создаю¬
щая контактное усилие, 2. 4 — неподвижные
контакты, 3 — подвижный контакт, 5 — настро¬
ечный винт, 6 — рычаг, 7 — пружина, создаю¬
щая измерительное усилие, 8 — измерительный
стержень, 9 — контролируемая деталь
ИНДУКТИВНЫЕ ПРИБОРЫ
Измерительным органом индуктив¬
ных устройств является индуктивный
преобразователь, принцип действия ко¬
торого основан на зависимости величи¬
ны индуктивного сопротивления ка¬
тушки от величины воздушного зазора
в магнитной цепи, изменяющегося про¬
порционально перемещению измери¬
тельного стержня.
Железный якорь /, подвешенный с
помощью плоской пружины 2, поме¬
щен между полюсами электромагни¬
тов 3 и 4. Катушки электромагнитов
питаются переменным током через
133
трансформатор 5 и стабилизатор нап¬
ряжения 6. Сила тока определяется
величиной смещения якоря от ней¬
трального положения. Сопротивление 7
повышает чувствительность к измене¬
нию размера. Перемещение якоря про¬
изводится измерительным стержнем 8
и фиксируется показывающим устрой¬
ством 9.
К преимуществам индуктивных
датчиков относятся отсутствие элект¬
рических контактов, высокая произво¬
дительность и точность измерения.
чину зазора между пластинами 2 и 4
конденсатора. Значение емкости опре¬
деляется по шкале прибора, который
иногда тарируется непосредственно в
линейных единицах.
ЕМКОСТНЫЕ ПРИБОРЫ
Емкостные приборы отличаются от
индуктивных тем, что вместо якоря
индуктивных катушек используется в
качестве преобразователя конденса¬
торная пластина, вызывающая изме¬
нение емкости конденсатора.
Измерительный стержень / сопри¬
касается с проверяемой деталью. Из¬
менение размера детали А вызывает
соответствующее перемещение измери¬
тельного стержня вдоль его оси. Кон¬
денсаторная пластина 2 подвешена на
плоской пружине 3. Перемещение изме¬
рительного стрежня 1 изменяет вели¬
ФОТОЭЛЕКТРИЧЕСКИЕ ПРИБОРЫ
К фотоэлектрическим приборам от¬
носятся приборы, в схеме которых в
качестве преобразователей использу¬
ются фотоэлементы.
Фотоэлектрические приборы часто
используются в автоматических изме¬
рительных системах: при контроле де¬
талей в процессе их обработки и при
послеоперационном контроле. Фото¬
электрические преобразователи также
применяют при контроле в труднодос¬
тупных местах, где через небольшие
просветы в сопряженных местах дета¬
лей проникает пучок света, воздей¬
ствующий на фотоэлемент.
Принципиальная схема простого
фотоэлектрического прибора
В фотоэлектрических приборах из¬
меряется световой поток, несущий ин¬
формацию о размере детали. Световой
поток от источника 1 через оптичес¬
кую систему 2 и щелевую диафрагму 3
падает на фотоэлемент 4. Щелевая
диафрагма частично закрыта контро¬
134
лируемой деталью 6. Таким образом,
поток излучения, падающий па фото¬
элемент, определяется размером дета¬
ли. Этот поток вызывает определенной
величины ток в микроамперметре 5.
Для построения фотоэлектрических
преобразователей используют фоторе¬
зисторы. Фоторезисторами называют¬
ся полупроводниковые светочувстви¬
тельные элементы, электрическое соп¬
ротивление которых уменьшается под
воздействием излучения вследствие
внутреннего фотоэффекта или фото¬
проводимости.
Сортировочные фотоэлектрические
преобразователи (ПФС)
Преобразователь с визуальным от¬
счетом предназначен для устройств ав¬
томатического контроля размеров и
сортировки изделий на размерные
группы.
В качестве первичного чувствитель¬
ного элемента используется скручен¬
ная лента 3. Одна половина ленты
скручена вправо, а другая — влево.
При приложении к концам ленты рас¬
тягивающих усилий она раскручива¬
ется, вследствие чего поворачивается
зеркало 10, прикрепленное к середине
ленты.
Измерительный стержень 15 подве¬
шен на плоских пружинах 14 и 16.
Скрученная лента 3 связана со стреж-
ем через плоскую пружину 13 и жест¬
кое ребро 12. При перемещении стерж¬
ня 15 вверх лента 3 растягивается и
зеркальце 10 поворачивается. Свето¬
вой зайчик двигается по шкале 4 и ос¬
вещает фоторезисгоры 5.
Для уменьшения амллитуды соб¬
ственных колебаний зеркала применен
жидкостный демпфер. Шелаковая бу¬
синка 11 закреплена на перемычке ря¬
дом с зеркальцем и находится в от¬
верстии корпуса демпфера. Отверстие
заполнено невысыхающей жидкостью.
Величина вылета / регулируется вин¬
том, что используется для регулировки
цены деления преобразователя. Перво¬
начальный натяг ленты осуществляет¬
ся винтами 2.
Оптическая система приборов сос¬
тоит из источника света 6> конденса¬
тора 7, щелевой диафрагмы со штри¬
хом 8 и объектива 9. Измерительное
усилие создается пружиной 1.
Преобразователь выпускается че¬
тырех типоразмеров с ценой деления
шкалы 0,5; 1; 2; 5 мкм. Он имеет уни¬
фицированную конструкцию (на базе
механизма пружинно-оптической го¬
ловки с использованием набора фото¬
резисторов) .
135
В механизме преобразователя нет
кинематических пар с внешним трени¬
ем, что обеспечивает их высокую точ¬
ность и износоустойчивость. Преобра¬
зователи могут быть использованы для
решения многих задач автоматизации
технологических процессов в машино¬
строении.
Кругломер
Наиболее точными приборами для
измерения отклонений формы являют¬
ся кругломеры. В кругломерах исполь¬
зуют метод «образцового вращения»,
т. е. осуществляют базирование по об¬
разцовой цилиндрической детали —
шпинделю прибора.
Шпиндель вращается настолько
точно, что его ось все время остается
в пределах цилиндра диаметром, рав¬
ным нескольким сотым долям микро¬
метра. Пренебрегая такими значения¬
ми, можно считать, что ось вращения
шпинделя остается в пространстве не¬
подвижной. Тогда траектория движе¬
ния жестко связанного со шпинделем
преобразователя будет окружностью
настолько точной, что она может быть
принята за образцовую.
Чтобы сопоставить профиль детали
с этой окружностью, нужно до начала
работы произвести центрирование оси
детали с осью шпинделя.
Проверяемую деталь 9 устанавли¬
вают на стол 5, который может пере¬
мещаться в горизонтальной плоскости
по двум взаимно перпендикулярным
направлениям с помощью микромет¬
рических винтов 7. Таким образом
предварительно центрируют деталь.
Над деталью располагается преци¬
зионный шпиндель 13 с закрепленным
на нем преобразователем 11 с щу¬
пом 6.
При вращении преобразователя
вокруг детали колебания щупа, вызы¬
ваемые отклонениями формы и вол¬
нистости поверхности, будут в свою
очередь вызывать колебания якоря 4
относительно опоры 5. Колебания яко¬
ря меняют воздушный зазор между
якорем и Ш-образным сердечником 12,
на котором имеются две катушки 10.
Катушки 10 и две половины пер¬
вичной обмотки дифференциального
трансформатора 2 образуют баланс¬
ный мост, который питается от гене¬
ратора звуковой частоты 1. Обмотку
катушки сердечника выводят к токо¬
съемным кольцам 14, сигнал с кото¬
рых снимают токосъемными щетками.
Изменение зазора между якорем
и Ш-образным сердечником изменяет
напряжение на выходе дифференци¬
136
ального трансформатора. Полученные
изменения напряжения усиливаются
электронным блоком 3. Сигнал с вы¬
хода электронного блока подается на
записывающий прибор 15.
Шпиндель вращается от синхрон¬
ного двигателя 19 через привод шпин¬
деля 18, представляющего собой ко¬
робку скоросгей. Синхроиио со шпин¬
делем вращается электротермический
диаграммный диск /7, на котором пе¬
ро 16 записывающего прибора остав¬
ляет след. После одного оборота дис¬
ка (и соответственно одного оборота
детали) на диаграмме записывается
круглограмма исследуемого попереч¬
ного сечения.
Круглограмма представляет собой
фиксированные отклонения радиусов-
векторов г', от некоторой постоянной
величины (радиуса записи ^.направ¬
ленных от оси шпинделя прибора
(точка О) к поверхности в измеряе¬
мом сечении детали с центром в точ¬
ке О'. Эксцентриситет е будет тем
меньше, чем тщательнее произведено
центрирование детали.
Схема записи кругло-
граммы
Для определения числовых значе¬
ний отклонений формы по кругло-
граммам применяют прозрачные шаб¬
лоны, на которых нанесены концентри¬
ческие окружности. Шаблон является
шкалой для возможности определения
числовых значений отклонений фор¬
мы. Интервалы деления шкал зависят
от увеличения, с которым записывают
круглограмму. Поскольку кругло¬
грамма записывается при больших
увеличениях, то отклонениями на шаб¬
лонах можно пренебречь.
ПОНЯТИЕ
ОБ АКТИВНОМ КОНТРОЛЕ
Методы контроля делятся на пас¬
сивные и активные. Пассивный конт¬
роль является послеоперационным.
Активный метод контроля, непосред¬
ственно связанный с технологическим
процессом, производится в процессе
обработки детали.
Примеры активного контроля
Шлифование является одной из
окончательных операций обработки де¬
талей резанием, требующая высокой
точности исполнения. При шлифовании
часто применяются измерительные
устройства, приданные к станку, обес¬
печивающие наблюдение за измерени¬
ем размеров в процессе шлифования.
В качестве примера средств активного
контроля для круглошлифовальных
станков приводим одноконтактное и
двухконтактное измерительные устрой¬
ства.
Одноконтактное измерительное
устройство
Устройство крепится на передней
бабке шлифовального станка. Оно рас¬
считано на выполнение двух задач:
переход на чистовое шлифование пос¬
ле окончания черновой обработки и
прекращение шлифования по дости¬
жению заданной величины размера.
Измерительный стержень 6 с ал¬
мазным наконечником 7 соприкасает¬
ся с обрабатываемой поверхностью де¬
тали 8. Перемещение измерительного
стержня 6 воспринимается рычагом 5
с вольфрамовым контактом 4, кото¬
137
рый замыкается с контактом 3 или с
контактом 2. При размыкании контак¬
та 4 с контактом 3 дается команда
для перехода с черновой обработки на
чистовую, а размыкание контактов 4
и 2 показывает, что размер обраба¬
тываемой детали достиг заданной ве¬
личины и надо прекратить шлифова¬
ние. Измерительное усилие создается
с помощью двух пружпн //. Для на¬
блюдения используется универсаль¬
ная головка /, воспринимающая пере¬
мещение измерительного стержня че¬
рез кронштейн 10. Арретирование из¬
мерительного стержня производится с
помощью кулачка 9. Прибор настраи¬
вают по образцовой детали, размер
которой соответствует примерно сере¬
дине поля допуска. Для контроля
внутренних поверхностей на стержень
6 устанавливают измерительный на¬
конечник измененной конструкции и
меняют положение пружин 11.
Двухконтактнос измерительное
устройство
Измерительное устройство устанав¬
ливается на каретке 75, которая пере¬
мещается вдоль оси станка. Направ¬
ляющие 16 жестко связаны со стани¬
ной станка. При загрузке станка ка¬
ретка отодвигается, а при обработке
перемещается для ввода измеритель¬
ных наконечников в контролируемое
отверстие детали 1.
Измерительное устройство пред¬
ставляет собой плавающую двухры¬
чажную систему, где рычаги 2 и 17,
установленные на шариковых опо¬
рах 3, связаны с суммирующим зве¬
ном 7, которое подвешено на двух
плоских пружинах 10. Электроконтакт-
ный преобразователь 9 прикреплен к
звену 7. Наблюдение производится
через головку 8 электроконтактного
преобразователя 9, который обеспечи¬
вает подачу команд на переключение
с чернового шлифования на чистовое и
остановку его при достижении задан¬
ного размера. Рычаги 2 и 17 арретиру-
ются гидроцилиндром 14 через рычаги
4 и 13. Измерительное усилие создает¬
ся пружинами 6 и 11, г демпфирова¬
ние— при помощи рычагов 5 и 12.
ЦИФРОВЫЕ
ОТСЧЕТНЫЕ УСТРОЙСТВА
И КООРДИНАТНО-ИЗМЕРИТЕЛЬНЫЕ
МАШИНЫ
В настоящее время расширяется
разработка и применение в промыш¬
ленности электронных цифровых вы¬
138
числительных машин, в которых тре¬
буемые действия выполняются элект¬
ронными счетчиками и управляющими
схемами.
По своим эксплуатационным свой¬
ствам цифровые электроизмеритель¬
ные приборы характеризуются высо¬
кой точностью измерения, быстродей¬
ствием, автоматизацией измерения и
удобством регистрации результатов
измерения.
Цифровое отсчетное устройство
может быть придано к средству изме¬
рения, содержащему электронную
часть прибора, или как комплекс из¬
мерительных средств может быть не¬
посредственно придано (встроено) в
металлообрабатывающее оборудова¬
ние.
Например, к микроскопу инстру¬
ментальному БМИ-1Ц придано уст¬
ройство цифровое пересчетное УЦП-1м.
Электронная часть прибора будет
содержать преобразователь электрон¬
но-оптический в координатах X и У и
устройство цифровое пересчетное. Пре¬
образователь электронно-оптический
предназначен для преобразования ре¬
версивных линейных перемещений в
пропорциональное им число электри¬
ческих импульсов. Преобразователь
включает в себя механическую и
электронно-оптическую системы. Осно¬
вой механической системы является
узел микровинта с приводом для вра¬
щения. Микровинт преобразует круго¬
вое вращение в продольное перемеще¬
ние.
Устройство цифровое пересчетное
включает в себя устройство управле¬
ния, реверсивный счетчик, счетчик, пе¬
реключатели и источники питания.
Предустановка любого пятиразрядно¬
го десятичного числа со знаками « + »
или «—» осуществляется с помощью
переключателя «Предустановка». При
нажатии кнопки «Запись» импульсы
с устройства управления поступают
одновременно на входы счетчика и ре¬
версивного счетчика и через дешиф¬
ратор на табло индицируются числа.
При помощи вращения привода меха¬
нической системы передаются числа с
оптико-механического преобразова¬
теля.
Цифровое отсчетное устройство
(ЦОУ) для оснащения универсальных
металлорежущих станков контролиру¬
ет перемещение рабочих органов стан¬
ка (суппорта, каретки, стола и т. п.)
и в наглядной форме на цифровом
табло показывает их положение отно¬
сительно выбранного начала коорди¬
нат. В соответствии с показаниями на
цифровом табло станочник обрабаты¬
вает деталь до получения нужных раз¬
меров, управляя станком, как и обыч¬
но, вручную.
ЦОУ состоит из следующих основ¬
ных частей: датчика перемещений, не¬
посредственно механически связанного
с рабочим органом станка и контро¬
лирующего его перемещение, элект¬
ронного блока с цифровым табло, от¬
считывающего и показывающего вели¬
чину перемещений в соответствии с
сигналами преобразователя. Элетрон-
139
ный блок имеет дополнительные уст¬
ройства управления, обеспечивающие
введение в блок любого числа с
помощью декадных переключателей и
кнопки записи числа, выбор начала
отсчета и сброс показаний на ноль в
любой точке с помощью кнопки
сброса.
Цифровое отсчетное устройство на
базе выпускаемых датчиков и элект¬
ронных блоков имеет основные харак¬
теристики: цена отсчета от 0,001 до
0,02 мм; наибольшая скорость контро¬
лируемого перемещения при цене отсче¬
та 0,01 —15 м/мин, при цене отсчета
0,001 мм—1,5 м/мин; наибольшая ве¬
личина контролируемого перемещения
не больше 1 м при цене отсчета 0,001 мм
и не более 10 м при цене отсчета
0,01 мм.
При оснащении станка цифровым
отсчстным устройством надо сначала
произвести проверку соответствия
станка его паспортным данным и
при необходимости отрегулировать его
узлы. Затем надо произвести монтаж
цифрового отсчетного устройства на
станке и, поскольку контролируются
не размеры обрабатываемой детали
непосредственно, а перемещение той
части станка, с которой связан датчик,
надо проверить станок на геометричес¬
кую точность совместно с цифровым
отсчетн ы м устройством.
Приступая к работе с использова¬
нием цифрового отсчетного устройства,
надо подготовить базы для отсчета в
координатах X и У. Для этого подреза¬
ется торец заготовки и в данном поло¬
жении каретки, не отводя резец в про¬
дольном направлении, показания на
цифровом табло блока координаты X
устанавливаются на ноль. В дальней¬
шем отсчет всех продольных размеров
выполняют от этого торца.
Установка про¬
дольной координа¬
ты цифрового от¬
счетного устрой¬
ства
Для получения базы в координате
У на заготовке выполняется пробная
проточка произвольного диаметра и в
данном положении суппорта, не отво¬
дя резец в поперечном направлении, с
помощью универсальных средств изме¬
рения производится замер диаметра
проточки, величина которого набирает¬
ся с помощью декадных переключате¬
лей и вводится в блок поперечной ко¬
ординаты.
Цифровое отсчетное устройство на передней
бабке токарного станка
Установка поперечной координаты
цифрового отсчетного устройства
По показаниям цифровых табло
продольной и поперечной координат
без дополнительных замеров универ¬
сальными средствами измерений вы¬
140
полняются предварительная и оконча¬
тельная обработка детали в соответст¬
вии с размерами, заданными черте¬
жом.
Координатно-измерительные
машины
Современная техника обработки ха¬
рактерна высокими скоростями и про¬
изводительностью. Для того чтобы
привести в соответствие темпы произ¬
водства и контроля, были разработаны
измерительные машины. Координатно¬
измерительные машины предназначе¬
ны в первую очередь для контроля, а
не для решения определенных задач
измерения.
В последнее время расширены так¬
же задачи контроля. Если раньше при
контроле выявляли только брак изде¬
лий по размерам, то в настоящее вре¬
мя появляется возможность опреде¬
лить и исключить источник ошибок.
В освоении нового изделия при се¬
рийном производстве необходим свое¬
временный, быстрый и безупречный
контроль первого изделия, что осу¬
ществляется на координатно-измери¬
тельных машинах.
Отличительным признаком коорди¬
натно-измерительных машин является
возможность дать измерения коорди¬
натных значений в цифровой форме.
Координатно-измерительные маши¬
ны изготавливают трехкоорцинатными
и двухкоординатными. На трехкоор¬
динатных машинах можно произво¬
дить измерения в трех координатах:
X, У, 2, а двухкоординатные машины
служат для измерения в двух взаимно
перпендикулярных направлениях од¬
ной плоскости — координаты X и У.
Измерительная часть машины
представляет собой преобразователь
перемещения измерительной головки,
несущей измерительный наконечник, в
цифровой код. Число, зафиксирован¬
ное счетчиком на цифровом табло, со¬
ответствует расстоянию, на которое
перемещается шкала между двумя по¬
следовательными измерениями.
Преимущества координатно-изме¬
рительной машины перед обычными
средствами измерений заключается в
том, что позволяет производить изме¬
рения деталей сложной геометричес¬
кой формы. Машины снабжают спе¬
циально разработанными ЭВМ, с
помощью которых осуществляют срав¬
нение действительных размеров и вза¬
имное расположение поверхностей с те¬
оретическим. Полученные отклонения
регистрируются в графической или за¬
кодированной форме и могут быть ис¬
пользованы для внесения автоматичес¬
кой коррекции через ЭВМ в числовое
программное управление на обрабаты¬
ваемом станке.
Создание новых трехкоординатных
измерительных приборов идет по ли¬
нии усовершенствования универсаль¬
ных микроскопов.
Трехкоординатно-измерительная ма¬
шина
141
Предисловие 3
I. Средства измерений, применяе¬
мые в начальном периоде произ¬
водственного обучения .... 4
Измерительные металлические
линейки 4
Угольники 4
Образцы шероховатости поверх¬
ности 5
Лекальные линейки 7
Поверочные линейки с широкой
рабочей поверхностью и плиты . 7
Щупы 8
И. Штангенинструменты .... 9
Штангенциркули 9
Штангенглубиномер с величиной
отсчета по нониусу 0,05 мм и
пределами измерений 0—250 мм
ШГ 17
Штангенрейсмас с величиной от¬
счета по нониусу 0,05 и 0,1 мм
ШР 18
III. Микрометрические измеритель¬
ные средства 20
Микрометры МК 20
Микрометрический глубиномер
ГМ 28
Микрометрический нутромер НхМ 29
IV. Калибры и шаблоны 51
Предельные калибры .... 31
Шаблоны 33
V. Плоскопараллельные концевые
меры длины 34
VI. Контроль углов и конусов ... 38
Угломеры с нониусом .... 38
Оптический угломер УО ... 46
Синусная линейка 48
Угловые призматические меры . 49
Калибры для конусов инстру¬
ментов 52
Углооые шаблоны 53
Технические уровни 53
Оптический квадрант КО ... 56
VII. Рычажно-механические приборы 58
Индикаторы часового типа ... 58
Индикаторная скоба СИ ... 65
Индикаторные нутромеры НИ . 68
142
Нутромеры с ценой деления 0.001
и 0,002 мм 72
Индикаторный глубиномер ГИ . 72
Рычажный микрометр МР . . 74
Рычажная скоба СР 77
Измерительная пружинная голов¬
ка (микрокатор) ИГП .... 79
Малогабаритная измерительная
пружинная головка (микатор)
ИПМ 81
Миникатор — головка измеритель¬
ная рычажно-пружинная ИРП 82
Рычажно-зубчатая измеритель¬
ная головка 82
Многооборотный индикатор МИГ 82
Правила эксплуатации рычажно¬
механических приборов .... 83
VIII. Контроль резьбы 83
Резьбовые шаблоны 83
Цилиндрические резьбовые ка¬
либры 84
Резьбовой микрометр со встав¬
ками МВМ 84
Измерение среднего диаметра
резьбы методом трех измеритель¬
ных проволочек 86
IX. Контроль зубчатых колес и шли¬
цевых сопряжений 88
Штангензубомер ШЗ .... 88
Зубомер кромочный индикатор¬
ный ЗИМ 89
Контроль биения зубчатого коле¬
са И
Тангенциальный зубомер ЗТ . . 89
Шагомер для шага зацепления . 91
Шагомер для окружного шага
ЗШР 95
Зубомерные микрометры ИЗ , . 98
Нормалемеры 99
Шаблоны для контроля профиля
зуба 99
Калибры и шаблоны для контро¬
ля шлицевых соединений ... 99
X. Пневматический длиномер высо¬
кого давления рота метрического
типа 100
XI. Оптико-механические приборы . 103
ОГЛАВЛЕНИЕ
Оптиметры ЮЗ
Вертикальный оптический длино¬
мер ДВО 111
Машина оптико-механическая для
измерения длин типа ИЗМ . . 114
Инструментальные микросхемы 119
Универсальный измерительный ми¬
кроскоп УИМ 127
XII. Приборы для контроля шерохо¬
ватости 130
Профилометры и профилографы 130
Двойной микроскоп МИС-11 . . 131
XIII. Измерительные приборы и устрой¬
ства, повышающие производи¬
тельность измерений и контроля 132
Электрифицированные приборы
общего назначения 132
Электроконтактные приборы . . 132
Индуктивные приборы .... 133
Емкостные приборы 134
Фотоэлектрические приборы . . 134
Понятие об активном контроле 137
Цифровые отсчетные устройства
и координатно-измерительные ма¬
шины 138
Виктор Ильич Берков
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
(альбом)
Редактор Е. Б. Коноплева. Художественный редактор В. П. Спирова.
Технический редактор Н. А. Битюкова. Корректор С. К. Завьялова
ИБ № 4089
Изд. № М-199. Сдано в набор 05.03.83. Подп. в печать 05.08.83. Т-11416.
Формат 70X90716. Бум тип. № 2. Гарнитура литературная. Печать высокая.
Объем 10,53 уел. печ. л. 10,82 уел. кр.-отт. 9,26 уч.-изд. л. Тираж 50 000 экз.
Зак. № 217. Цена 20 коп.
Издательство «Высшая школа», 101430, Москва, ГСП-4, Неглииная ул.,
Д. 29/14.
Ярославский полиграфкомбинат Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной юрговли.
150014, Ярославль, ул. Свободы, 97.