/







































































































































































































Автор: Васильев А.С.
Теги: общественные науки инженерное дело техника в целом метрология техника измерений издательство машиностроение
ISBN: 5-217-00154-2
Год: 1988




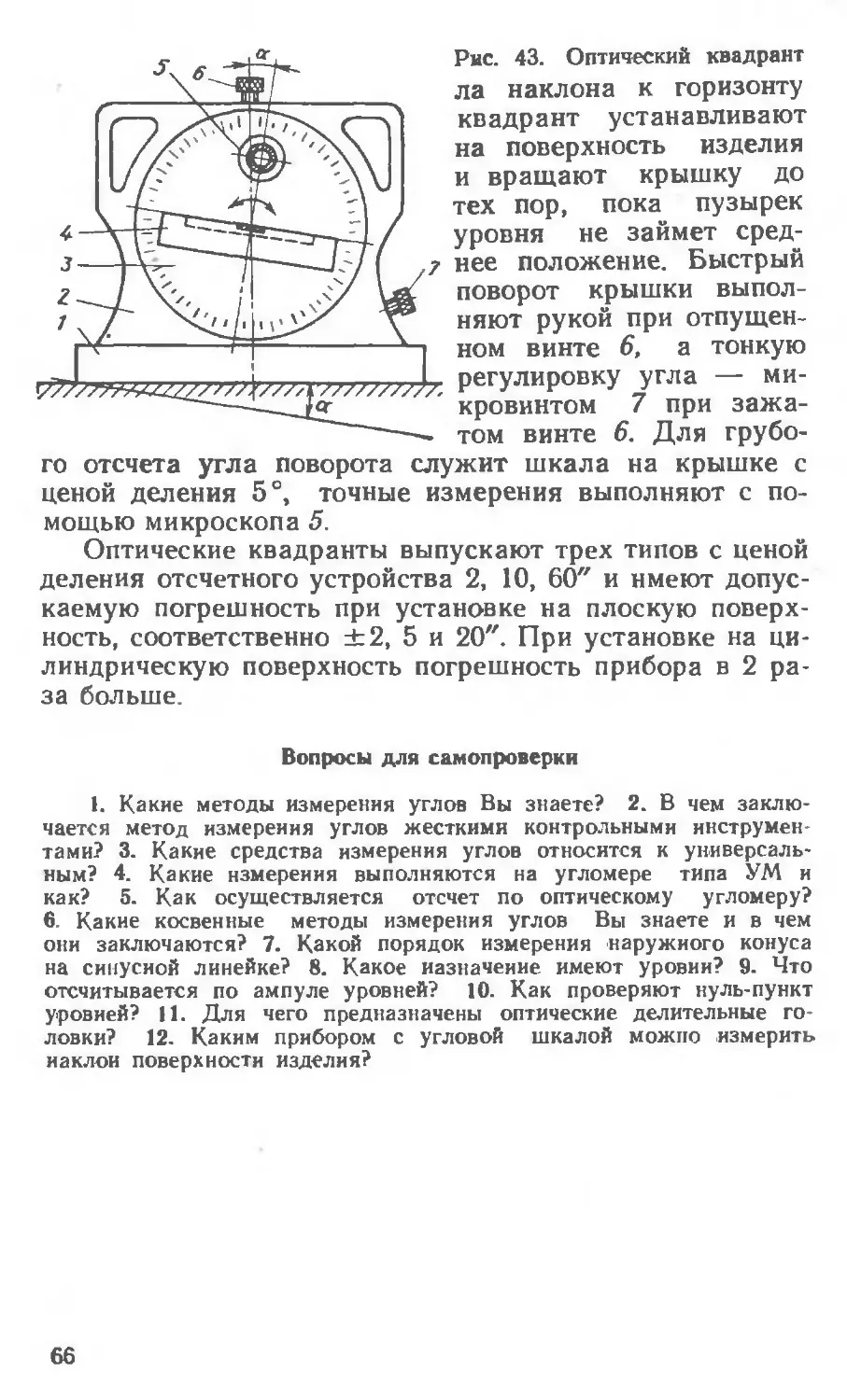
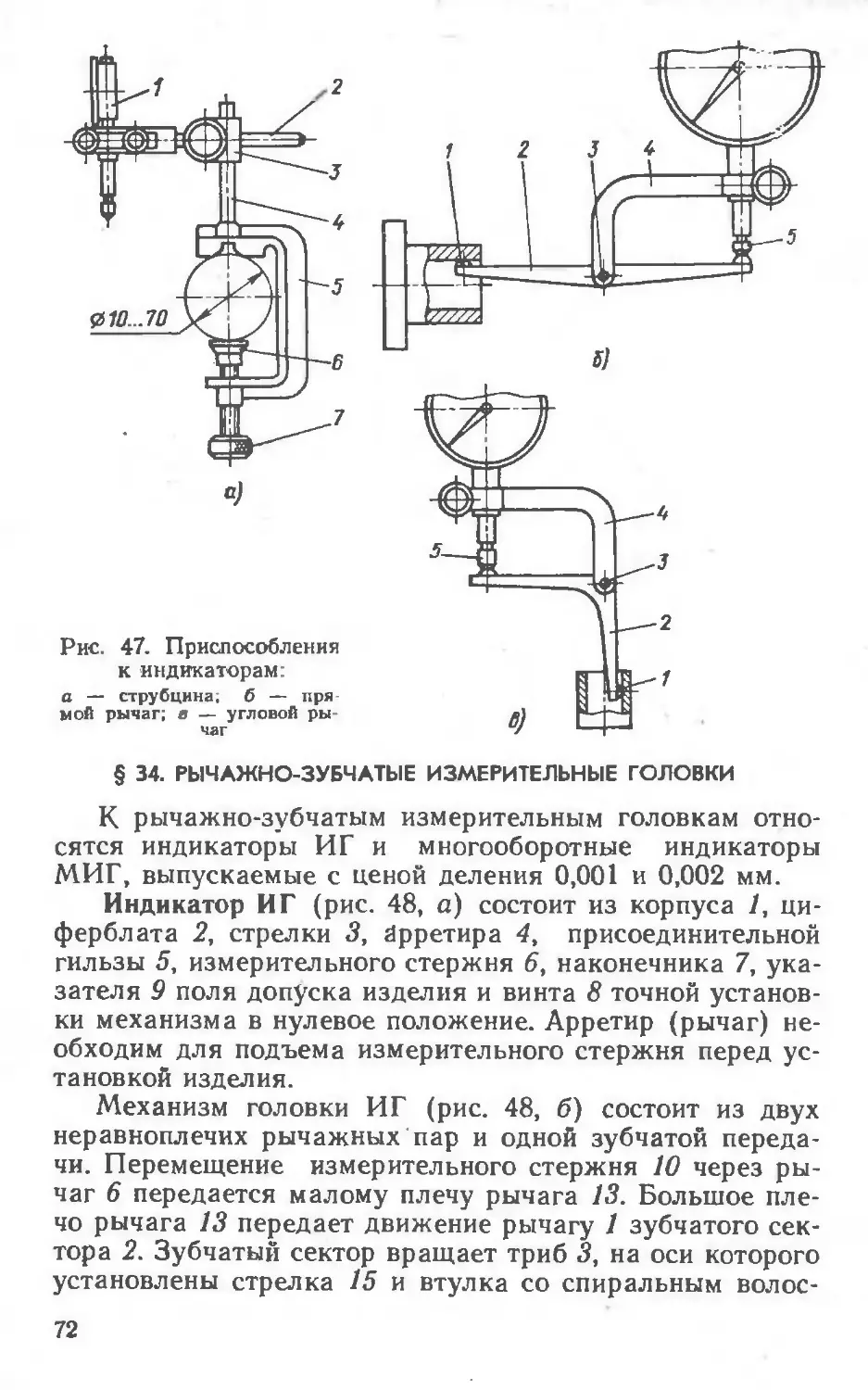
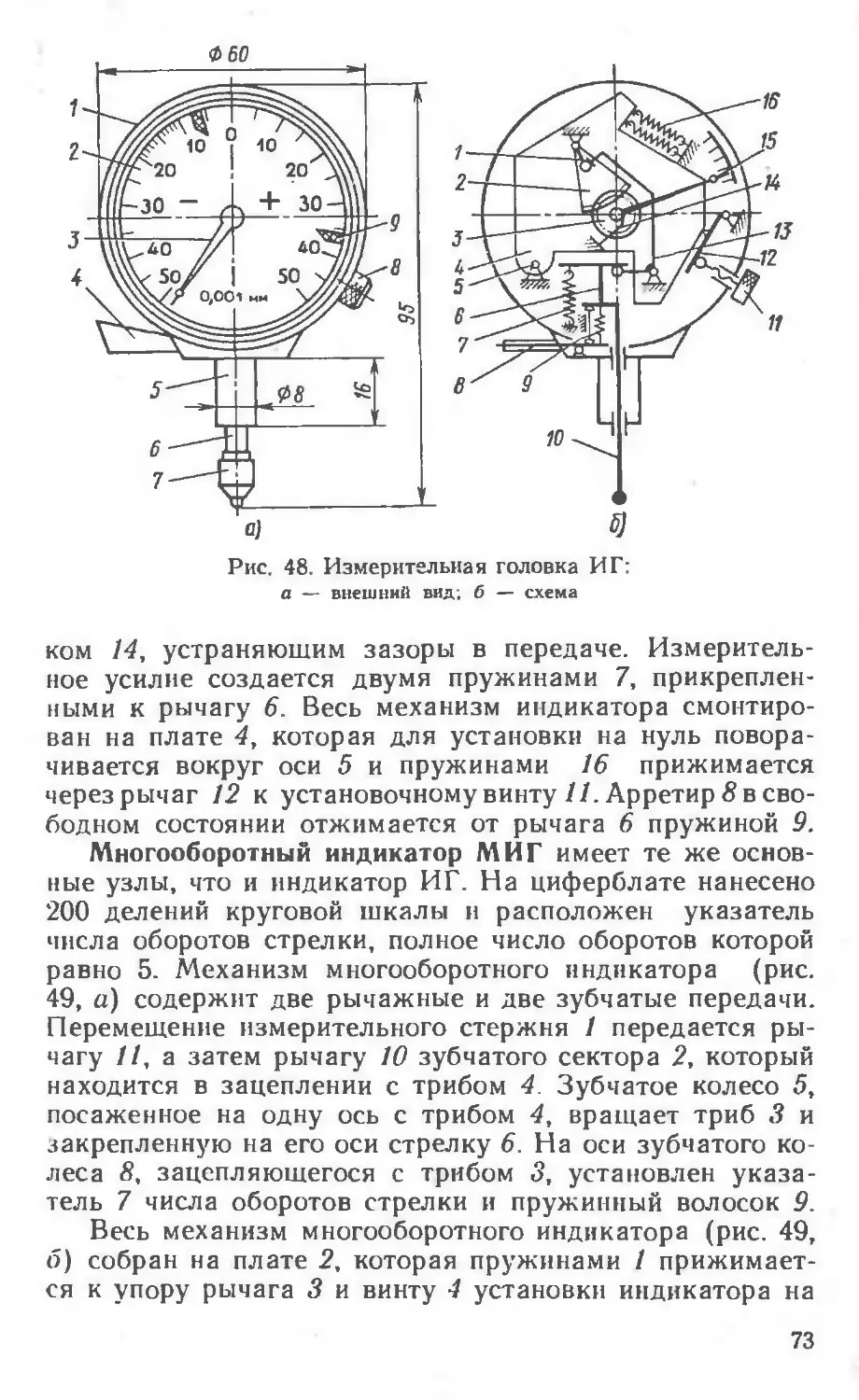
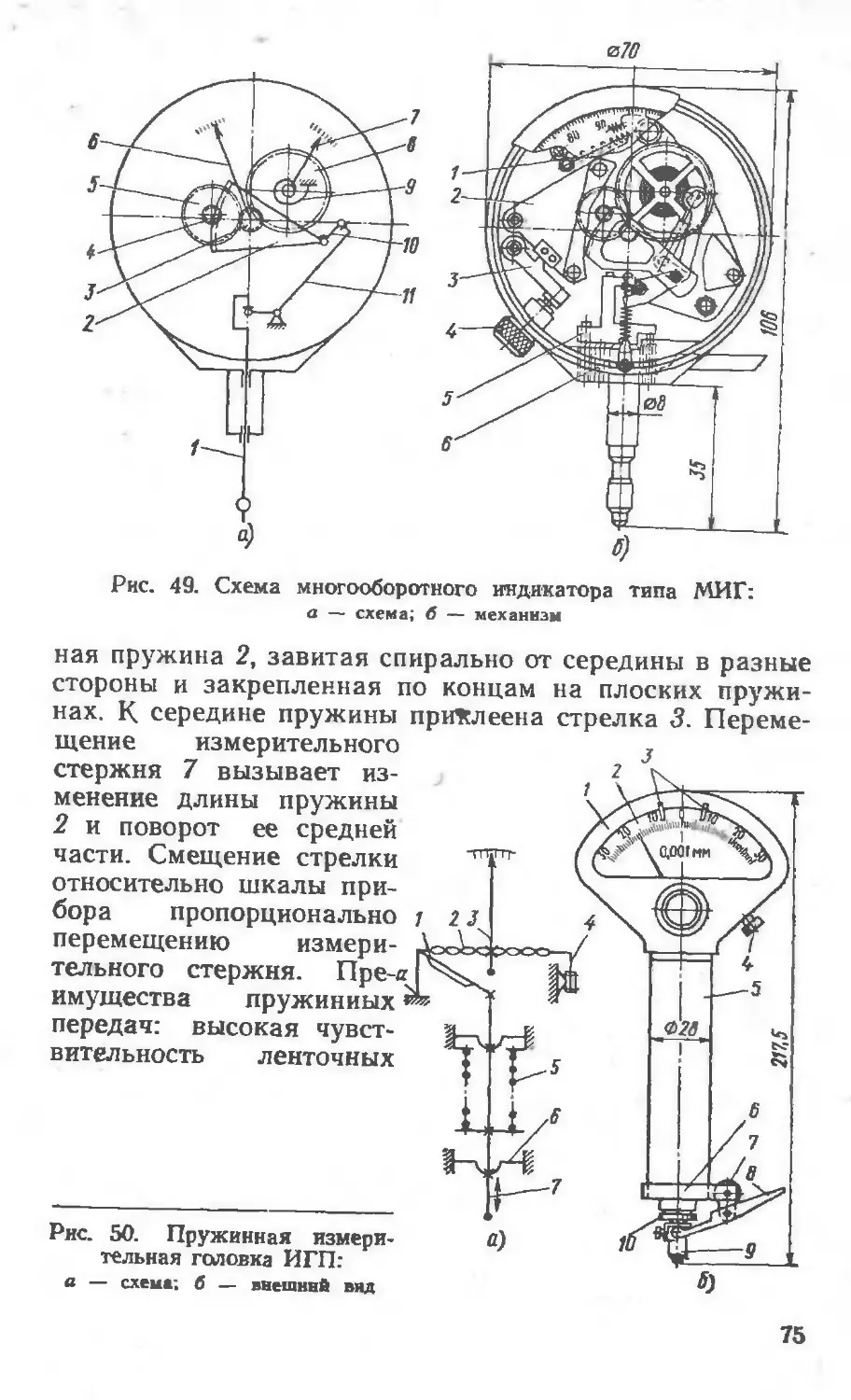
Текст
А.С. ВАСИЛЬЕВ
ОСНОВЫ
МЕТРОЛОГИИ
И ТЕХНИЧЕСКИЕ
ИЗМЕРЕНИЯ
А.С. ВАСИЛЬЕВ
ОСНОВЫ
МЕТРОЛОГИИ
И ТЕХНИЧЕСКИЕ
ИЗМЕРЕНИЯ
2-е издание, переработанное
и дополненное
Одобрено Ученым советом
Государственного комитета СССР
по профессионально-техническому образованию
в качестве учебного пособия для средних
профессионально-технических училищ
МОСКВА
«МАШИНОСТРОЕНИЕ»
1988
ББК 30.10
В19
УДК 389:62(075)
Рецензент канд, техн, наук А. М. Маханько
Васильев А. С.
В19 Основы метрологии и технические измерения:
Учеб, пособие для сред. ПТУ. — 2-е изд., перераб. и
доп. — М.: Машиностроение, 1988. — 240 с.: ил.
ISBN 5-217-00154-2
Приведены сведения из метрологии, необходимые для работы с
мерами в приборами. Рассмотрены устройства, приемы работы, по-
грешности и поверка универсальных средств измерений длины и
плоского угла, а также специальные средства измерений отдельных
параметров изделий на машиностроительном производстве. Второе
издание (1-е изд. 1980 г.) дополнено сведениями по средствам
механизации и автоматизации контроля, стандартизации, контролю
качества, бригадной форме труда, охране труда и природы.
Предназначено для учащихся технических училищ, готовящих
лаборантов измерительных лабораторий, операторов, контролеров. Мо-
жет быть использовано при профессиональном обучении рабочих на
производстве.
2103000000-144
В ------------------ 144-88 ББК 30.10
038(01)-88
ISBN 5-217-00154-2
УЧЕБНОЕ ПОСОБИЕ
ВАСИЛЬЕВ Александр Сергеевич
ОСНОВЫ МЕТРОЛОГИИ И ТЕХНИЧЕСКИЕ
ИЗМЕРЕНИЯ
Редактор 3. С. Баранова. Художественный редактор С. С. Водчиц
Обложка художника Е. В. Бекетова
Технические редакторы Т. И. Андреева, Н. В. Тимофеенко
Корректоры Л. Л. Георгиевская, О. Ю. Садыкова
ИБ № 5048
Сдано в набор 20.03.87. Подписано в печать 11.05.88.
Бумага офсетная № 2. Гарнитура литературная.
Усл. печ. л. 7,5. Усл. кр.-отт. 7,71. Уч.-изд. л. 12,75.
Заказ 377. Цена 30 к.
Формат 84Х108’/з2-
Печать офсетная.
Тираж 83 500 экз.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4.
Московская типография № 4 Союзполиграфпрома прн Государственном
комитете СССР по делам издательств, полиграфии и кинжной торговли.
129041, Москва, Б. Переяславская ул., 46.
© Издательство «Машиностроение», 1980
© Издательство «Машиностроение»,
1988, с изменениями
ПРЕДИСЛОВИЕ
В соответствии с решениями XXVII съезда КПСС
главная задача развития страны в двенадцатой пятилет-
ке и на период до 2000 года заключается в увеличении
темпов роста народного хозяйства за счет ускорения
научно-технического прогресса, перевода всех отраслей
народного хозяйства на интенсивный путь развития, со-
вершенствования управления производством и органи-
зации труда, экономии всех видов ресурсов и улучшения
качества продукции. Решающую роль для научно-техни-
ческого прогресса играет машиностроительная промыш-
ленность.
Большое значение в обеспечении качества машино-
строительной продукции имеют измерения линейных и
угловых размеров изделий. Технике измерения на ма-
шиностроительном производстве посвящена обширная
литература, разнообразная по кругу рассматриваемых
вопросов, глубине и объему их изложения и рассчитан-
ная на разный уровень знаний читателя.
В книге приведены сведения по основным средствам
тинейных и угловых измерений, необходимые для работ-
ников, непосредственно связанных с техникой измерений
на производстве.
Содержание второго издания книги (первое издание
книги вышло в 1980 г.) переработано и дополнено в со-
ответствии с новой учебной программой одноименного
специального курса для технических училищ, разрабо-
танной во Всесоюзном научно-методическом центре про-
фессионально-технического обучения молодежи и утвер-
жденной Государственным комитетом по профессиональ-
но-техническому образованию.
Во втором издании переработана первая глава, в ко-
торой приводятся основные сведения из метрологии, не-
обходимые для работы со средствами измерений. Поми-
мо мер и приборов рассмотрены также измерительные
преобразователи и средства автоматического контроля
размеров в машиностроении. Дополнительно включены
материалы по стандартизации и контролю качества про-
дукции, по охране труда и природы, по прогрессивной
бригадной форме организации труда рабочих.
3
ВВЕДЕНИЕ
Качество выпускаемой продукции на машинострои-
тельных предприятиях зависит от количества и качест-
ва измерений, с помощью которых контролируются как
технологические параметры производственных процессов,
так и параметры, характеристики и свойства получае-
мых изделий. В машиностроении до 15 % трудовых за-
трат приходится на выполнение линейных и угловых из-
мерений, которые обеспечивают качество, надежность и
взаимозаменяемость изделий.
Современная техника измерений сложилась в резуль-
тате длительного развития методов и средств измерений
на основе учения об измерениях -г- метрологии. Уско-
ренный прогресс техники измерений начался во второй
половине XVIII в. и был связан с развитием промышлен-
ности. Повышение точности и производительности изме-
рительных приборов происходило благодаря использова-
нию новых принципов измерений, основанных на дости-
жениях науки и техники. Первые приборы для высоко-
точных линейных измерений — компараторы для
сравнения штриховых мер — были созданы в 1792 г. Про-
мышленное производство инструментов для абсолютных
измерений — штангенциркулей — организовано в 1850 г.,
а микрометров — в 1867 г. В конце XIX в. получили ши-
рокое распространение сначала нормальные, а затем
предельные калибры, появились концевые меры длины.
Механические приборы, предназначенные для относи-
тельных измерений, резко повысили точность: в 1890 г.
разработаны рычажные, затем зубчатые и рычажно-
зубчатые измерительные головки, в 1937 г. — пружин-
ные измерительные головки. С 20-х гг. нашего столе-
тия быстро развиваются оптико-механические приборы:
оптиметры созданы в 1920 г., интерференционные прибо-
ры — в 1923 г., универсальный микроскоп и измеритель-
ные машины — в 1926 г., проекторы — в 1930 г. В
4
30-е гг. были созданы первые электрические и пневма-
тические приборы, в 70-е годы начато производство из-
мерительной лазерной техники.
Большой вклад в развитие средств измерений внесли
русские и советские ученые и инженеры. Нормальные
калибры применялись на Тульском оружейном заводе
для производства ружей с взаимозаменяемыми частями
еще в XVIII в. В 1946 г. на заводе «Калибр» создан кон-
тактный интерферометр. В 50-е гг. в СССР разработаны
дифференциальные пневматические приборы высокого
давления.
Развитие мер шло в направлении создания единой
Международной системы единиц. На первом этапе воз-
никали трудносопоставимые национальные меры, кото-
рые определялись такими условными единицами, как
локоть, фУт (ступня), вершок (половина указательного
пальца), а позднее — специальными образцами. В кон-
це XVIII в. во Франции была разработана метрическая
система мер, основанная на «естественных» эталонах —
метре и килограмме. Метр был определен как длина од-
ной десятимиллионной части четверти Парижского ме-
ридиана. Первый прототип метра, названный «метр Ар-
хива», был изготовлен в виде платиновой концевой меры
длиной 1 м, шириной 25 мм и толщиной 4 мм. Чтобы из-
бежать расхождений в определении «естественного»
метра вследствие погрешности измерений, по прототи-
пу был изготовлен 31 эталон в виде штриховых мер из
платиноиридиевого сплава, отличающегося высокой
размерной стабильностью во времени. Каждый эталон
представлял собой брус Х-образного сечения, размером
20x20 мм, со штрихами, нанесенными по краям на рас-
стоянии 1 м друг от друга. Эталон № 6 в 1889 г. был
утвержден в качестве международного прототипа метра.
Эталон № 28, полученный Россией, был в дальнейшем
утвержден (до 1960 г.) Государственным эталоном
СССР. Поиски нового «естественного» эталона, иераз-
рушаемого и имеющего большую точность, и развитие
интерференционного метода измерений позволили в
1960 г. принять новое определение и создать современ-
ный эталон метра.
В России метрическая система мер была разрешена
к использованию после подписания Метрической конвен-
ции наряду с национальной системой мер — сажень,
фунт и ведро. Большой вклад в развитие метрологии и
5
метрической системы мер в России внес великий рус-
ский ученый Д. И. Менделеев. В 1918 г. русская система
мер была отменена и заменена метрической системой.
Международное признание и развитие метрической сис-
темы мер, расширение международного сотрудничества
привели к тому, что в 1960 г. XI Генеральная конферен-
ция по мерам и весам утвердила «Международную сис-
тему единиц», основанную на метрической системе мер.
С 1963 г. ГОСТ 9867—61 рекомендовал предпочтитель-
ное применение Международной системы единиц во
всех областях науки, техники и народного хозяйства, а
стандарт СЭВ 1052—78 утвердил ее как обязательную.
Совершенствование методов и средств измерений
происходит непрерывно. Их успешное освоение и исполь-
зование на производстве требует знаний основ техни-
ческих измерений, знакомства с устройством современ-
ных измерительных приборов и приемами работы на
них. Одним из путей решения этой задачи является под-
готовка в профессионально-технических учебных заве-
дениях всесторонне развитых, технически образованных
и культурных молодых квалифицированных рабочих,
владеющих профессиональным мастерством, отвечаю-
щих требованиям современного производства, социаль-
ного и научно-технического прогресса и перспективам
развития.
ГЛАВА 1
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ
§ 1. МЕТРОЛОГИЯ — НАУЧНАЯ ОСНОВА ИЗМЕРИТЕЛЬНОЙ
ТЕХНИКИ
Измерительная техника является неотъемлемой
частью материального производства. Без развернутой
системы измерений, позволяющей контролировать тех-
нологические процессы, оценивать свойства и качество
продукции, не может существовать ни одна область тех-
ники. Измерения служат основой научных знаний.
В машиностроении наиболее распространены линей-
ные и угловые измерения, т. е. измерения линейных и
угловых геометрических размеров изделий, шерохова-
тости и волнистости поверхностей, отклонений располо-
жения и формы поверхностей. Высокоточные линейные
и угловые измерения обеспечивают взаимозаменяемость
изделий, высокое качество, надежность и долговечность
машин и приборов. Автоматизация и механизация изме-
рений повышают производительность труда.
Важнейшими требованиями, предъявляемыми к тех-
ническим измерениям, являются единство и точность
измерений. Единство измерений — такое состояние из-
мерений, при котором их результаты выражены в уза-
коненных единицах и погрешности измерений известны с
заданной вероятностью. Единство измерений обеспечи-
вает взаимозаменяемость изделий, например деталей,
изготовляемых по одному чертежу на разных предприя-
тиях. Точность измерений — качество измерений, отра-
жающее близость их результатов к истинному значению
измеряемой величины. Чем меньше разность между из-
меренным и истинным значениями, тем выше точ-
ность.
Наука об измерениях, методах и средствах обеспе-
чения их единства и способах достижения требуемой
точности называется метрологией. Слово «метрология»
происходит от греческих слов metron (мера) и logos
7
(понятие). Основные задачи метрологии — это развитие
общей теории измерений, установление единиц физичес-
ких величин, разработка методов и средств измерений,
разработка способов определения точности измерений,
обеспечение единства измерений и единообразия средств
измерений, установление эталонов и образцовых средств
измерений, разработка методов передачи размеров еди-
ниц от эталонов и образцовых средств рабочим сред-
ствам измерений.
§ 2. ФИЗИЧЕСКИЕ ВЕЛИЧИНЫ И ИХ ИЗМЕРЕНИЕ
Измерения основаны на сравнении одинаковых
свойств материальных объектов. Для свойств, при коли-
чественном сравнении которых применяются физичес-
кие методы, в метрологии установлено единое обобщен-
ное понятие — физическая величина. Физическая вели-
чина — свойство, общее в качественном отношении мно-
гим физическим объектам, но в количественном отно-
шении индивидуальное для каждого объекта, например,
длина, масса, электропроводность и теплоемкость тел,
давление газа в сосуде н т. п. Но запах не является фи-
зической величиной, так как он устанавливается с по-
мощью субъективных ощущений.
Мерой для количественного сравнения одинаковых
свойств объектов служит единица физической величи-
ны — физическая величина, которой по определению
присвоено числовое значение, равное 1. Единицам физи-
ческих величин присваивается полное и сокращенное
символьное обозначение — размерность. Например,
масса — килограмм (кг), время — секунда (с), дли-
на — метр (м), сила — Ньютон (Н).
Значение физической величины — оценка физичес-
кой величины в виде некоторого числа принятых для нее
единиц — характеризует количественную индивидуаль-
ность объектов. Например, диаметр отверстия — 0,5 мм,
радиус земного шара — 6378 км, скорость бегуна —
8 м/с, скорость света — 3-10® м/с.
Измерением называется нахождение значения физи-
ческой величины с помощью специальных технических
средств. Например, измерение диаметра вала штанген-
циркулем или микрометром, температуры жидкости —
термометром, давления газа — манометром или вакуум-
8
метром. Значение физической величины хиз, полученное
при измерении, определяют по формуле хиэ=аи, где а —
числовое значение (размер) физической величины; и —
единица физической величины.
Так как значения физических величин находят опыт-
ным путем, они содержат погрешность измерений. В
связи с этим различают истинное и действительное зна-
чения физических величин. Истинное значение — зна-
чение физической величины, которое идеальным обра-
зом отражает в качественном и количественном отноше-
ниях соответствующее свойство объекта. Оно является
пределом, к которому приближается значение физичес-
кой величины с повышением точности измерений.
Действительное значение — значение физической ве-
личины, найденное экспериментальным путем и настоль-
ко приближающееся к истинному значению, что для оп-
ределенной цели может быть использовано вместо него.
Это значение изменяется в зависимости от требуемой
точности измерений. При технических измерениях зна-
чение физической величины, найденное с допустимой
погрешностью, принимается за действительное зна-
чение.
Погрешность измерения есть отклонение результата
измерений от истинного значения измеряемой величины.
Абсолютной погрешностью называют погрешность изме-
рения, выраженную в единицах измеряемой величины:
Дх=хиз—х, где х — истинное значение измеряемой вели-
чины. Относительная погрешность — отношение абсолют-
ной погрешности измерения к истинному значению физи-
ческой величины: б=Ах/х. Относительная погрешность
может быть выражена также в процентах.
Поскольку истинное значение измерения остается
неизвестным, на практике можно найти лишь прибли-
женную оценку погрешности измерения. При этом вмес-
то истинного значения принимают действительное
значение физической величины, полученное при измере-
ниях той же величины с более высокой точностью. Напри-
мер, погрешность измерения линейных размеров штан-
генциркулем составляет ±0,1 мм, а микрометром —
±0,004 мм.
Точность измерений может быть выражена количест-
венно как обратная величина модуля относительной по-
грешности. Например, если погрешность измерения
±0,01, то точность измерения равна 100.
9
§ 3. МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ,
МЕХАНИЧЕСКИЕ ЕДИНИЦЫ
Между единицами физических величин существует
взаимосвязь, обусловленная законами природы и выра-
женная физическими формулами. Единицы большинства
физических величин могут быть выражены через неко-
торое число независимых одна от другой основных еди-
ниц. Совокупность выбранных основных и образованных
производных единиц называется системой единиц.
Международная система единиц СИ (SI) содержит
семь основных и две дополнительные единицы. Основ-
ные единицы: длина — метр (м); масса — килограмм
(кг); время — секунда (с); сила электрического тока —
ампер (А); термодинамическая температура — Кельвин
(К); сила света — кандела (кд); количество вещества —
моль (моль). Дополнительные единицы приняты для из-
мерения плоского угла — радиан (рад) и телесного уг-
ла — стерадиан (ср). Производные единицы Междуна-
родной системы образуются на основании определений
физических величин или законов, устанавливающих
связь между физическими величинами, например сила —
Ньютон (Н = кг-м/с2), угловая скорость (рад/с), уско-
рение (м/с2).
Метр — длина, равная 1650763,73 длин волн в ваку-
уме излучения соответствующего переходу между уров-
нями 2Р|0 и 5d5 атома криптона-86 (оранжевая линия
спектра). Килограмм — масса, равная массе междуна-
родного прототипа килограмма (приблизительно равен
массе 1 дм3 чистой воды при температуре 4°C). Секун-
да — время, равное 9 192 631 770 периодам излучения, со-
ответствующего переходу между двумя сверхтонкими
уровнями основного состояния атома цезия-133 (при-
близительно равна 1/86400 средних солнечных суток).
Радиан угол между двумя радиусами окружности,
длина дуги между которыми равна радиусу. В градус-
ном исчислении радиан равен 57°17'44,8".
В Международной системе для выражения больших
или малых значений физических величин приняты крат-
ные и дольные единицы, которые получаются при умно-
жении исходных единиц на число 10 в соответствующей
положительной (для кратных единиц) или отрицатель-
ной (для дольных единиц) степени от 1018 до 1018. Крат-
ные и дольные единицы обозначаются путем присоеди-
10
нения к размерности исходной единицы соответствующих
приставок: 106 — мега (М), 103 — кило (к), 102 — гекто
(г), 101 — дека (да), 1Q-1 — деци (д), 10~2 — санти (с),
10~3 — милли (м), 10-6 — микро (мк) и др.
В машиностроении используют дольные единицы дли-
ны: миллиметр — 1 мм=10-3 м и микрометр — 1 мкм =
= 10’6 м. Для измерения плоских углов применяются
градус — 1°=л/180 рад; минута —- 1'=1°/60 и секун-
да — 1"=1°/3600.
§ 4. КЛАССИФИКАЦИЯ СРЕДСТВ ИЗМЕРЕНИЙ
Средства измерений — технические средства, исполь-
зуемые при измерениях и имеющие нормированные ме-
трологические свойства. Средства измерений делят на
меры, измерительные приборы, измерительные преобра-
зователи, впомогательные средства измерений, измери-
тельные установки и измерительные системы.
Мера — средство измерений, предназначенное для
воспроизведения физической величины заданного разме-
ра. Однозначная мера воспроизводит физическую вели-
чину одного размера, например концевая мера длины и
мера массы (гиря). Многозначная мера воспроиз-
водит ряд одноименных величин различного раз-
мера, например, штриховая мера длины и угловая
мера (многогранная призма). Специально подоб-
ранный комплект мер, применяемых не только
самостоятельно, но и в различных сочетаниях в це-
лях воспроизведения ряда одноименных величин различ-
ного размера, называется набором мер, например набо-
ры плоскопараллельных концевых мер длины и наборы
угловых мер.
Измерительные приборы — средства измерений, пред-
назначенные для выработки сигнала измерительной ин-
формации в форме, доступной для непосредственного
восприятия наблюдателем. По характеру показаний они
могут быть показывающие и аналоговые, а по принципу
действия — приборы прямого действия, сравнения, ин-
тегрирующие и суммирующие. Для линейных и угловых
измерений широко используются показывающие прибо-
ры прямого действия, допускающие только отсчет пока-
заний.
По назначению приборы делят на универсальные,
предназначенные для измерения одинаковых физичес-
11
ких величин различных объектов, и специализированные,
используемые для измерения параметров однотипных
изделий (например, размеров резьб или зубчатых ко-
лес) или одного параметра различных изделий (напри-
мер, шероховатости или твердости). По принципу дейст-
вия, который положен в основу измерительной системы,
приборы подразделяют на механические, оптические,
оптико-механические, пневматические, электрические,
рентгеновские, лазерные и др.
Во многих случаях название прибора определяется
конструкцией измерительного механизма. Универсаль-
ные приборы для линейных измерений с механической
измерительной системой делят на: штангенприборы с
нониусом; микрометрические приборы с микрометричес-
ким винтом (микровинт); рычажно-механические при-
боры с зубчатыми, рычажно-зубчатыми и пружинными
механизмами. По установившейся терминологии прос-
тейшие приборы, например штангенприборы и микромет-
рические приборы, называют также измерительным ин-
струментом.
§ 5. МЕТРОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ
СРЕДСТВ ИЗМЕРЕНИЙ
Меры характеризуются номинальным и действитель-
ным значениями. Номинальное значение меры — значе-
ние величины, указанное на мере или приписываемое ей.
Действительное значение меры — действительное значе-
ние величины, воспроизводимой мерой.
Измерительные приборы состоят из чувствительного
элемента, который находится под непосредственным Воз-
действием физической величины, измерительного меха-
низма и отсчетного устройства. Отсчетное устройство по-
казывающего прибора имеет шкалу и указатель, выпол-
ненный в виде материального стержня — стрелки или
в виде луча света — светового указателя. Шкала (рис.
1) представляет собой сово-
купность отметок и про-
ставленных у некоторых из
: них чисел отсчета, соответ-
' ствующих ряду последова-
> 5
20 10 — 0 + 10 20
iliiiihiiilni liiiilinihiiiliiiiliiiili1
-!U
;Рис. 1. Шкалы измерительных
приборов
12
тельных значений величины. Шкалы с делениями посто-
янной длины называют равномерными.
Длина деления шкалы а — расстояние между осями
(или центрами) двух соседних отметок шкалы. Цена де-
ления шкалы С — разность значений величины, соответ-
ствующих двум соседним отметкам шкал. Чувствитель-
ность прибора определяется отношением сигнала на вы-
ходе прибора к вызывающему его изменению измеряемой
величины. Абсолютную чувствительность прибора опре-
деляют по формуле S = a/C. При измерениях длин чув-
ствительность прибора является безразмерной величиной
и называется также передаточным отношением прибора.
Начальное и конечное значения шкалы — наимень-
шее и наибольшее значения измеряемой величины, ука-
занные на шкале. Диапазон показаний — область зна-
чений измеряемой величины, для которой нормированы
допускаемые погрешности прибора. Предел измерений —
наибольшее или наименьшее значение диапазона изме-
рений. Вариация показаний — разность показаний при-
бора, соответствующих данной точке диапазона измере-
ний, при двух направлениях медленных измерений пока-
заний прибора. Стабильность средства измерения — ка-
чество средства измерений, отражающее неизменность во
времени его метрологических свойств.
Измерительное усилие прибора — сила, создаваемая
прибором при контакте с изделием и действующая по
линии измерения. Оно обычно вызывается пружиной,
обеспечивающей контакт чувствительного элемента при-
бора, например измерительного наконечника, с поверх-
ностью измеряемого объекта. При деформации пружины
происходит изменение усилия: разность между наиболь-
шим и наименьшим значениями — максимальное коле-
бание измерительного усилия.
§ 6. ПОГРЕШНОСТИ СРЕДСТВ ИЗМЕРЕНИЙ
Погрешности средств измерений возникают в резуль-
тате воздействия большого числа факторов, обусловлен-
ных их изготовлением, хранением, эксплуатацией и
условиями проведения измерений. Абсолютная погреш-
ность меры представляет собой разность между номи-
нальным значением меры и истинным значением воспро-
изводимой ею величины. Абсолютная погрешность при-
бора — разность между показаниями прибора и истин-
13
ним значением измеряемой величины. Однако в связи с
тем, что истинное значение величины неизвестно, на
практике вместо него используют действительное значе-
ние величины.
Приведенной погрешностью прибора является отно-
шение абсолютной погрешности к нормируемому значе-
нию, за которое принимают значение, равное верхнему
пределу измерений, или диапазону измерений, или длине
шкалы и т. п. Так, для вольтметра с верхним пределом
измерений 150 В н абсолютной погрешностью Ах = 0,6 в
приведенная погрешность, которую обычно выражают в
процентах, будет (0,6/150) 100 % =0,4 % (нормирующее
значение в данном случае равно верхнему пределу, т. е.
150 В).
На погрешность средств измерений большое влияние
оказывают условия его применения. Величина, которую
не измеряют данным средством измерения, но которая
оказывает влияние на результаты измерений этим сред-
ством, называется влияющей физической величиной, на-
пример, температура, давление, влажность, запыленность
окружающей среды, механические и акустические вибра-
ции и т. п. Условия применения средств измерения, при
которых влияющие величины имеют нормальное значе-
ние или находятся в пределах нормальной области зна-
чений, называют нормальными условиями Нормальные
условия для линейных и угловых измерений — темпера-
тура 20 °C, атмосферное давление 101,32472 кПа (760 мм
рт. ст ), относительная влажность 58 % и др.
Основной погрешностью является погрешность сред-
ства измерений, используемого при нормальных услови-
ях; дополнительной погрешностью — изменение действи-
тельного значения меры или показания прибора при
отклонении одной из влияющих величин за пределы,
установленные для нормальной области ее значений. Наи-
большая погрешность средства измерений, при которой
оно может быть признано годным и допущено к приме-
нению, называется пределом допускаемой погрешности.
Класс точности средства измерений — это обобщен-
ная характеристика средства измерений, определяемая
пределами допускаемых и дополнительных погрешнос-
тей, а также другими свойствами средств измерений,
влияющими на их точность н определяемыми стандарта-
ми на отдельные виды средств измерений. Например,
класс точности концевых мер (см. § 13) характеризует
14
близость их размера к номинальному значению, допус-
каемое отклонение от плоскости, а также притираемость
и стабильность.
§ 7. КЛАССИФИКАЦИЯ И МЕТОДЫ ИЗМЕРЕНИЯ
По способу получения значений физической величи-
ны измерения могут быть прямыми, косвенными, сово-
купными и совместными. При прямом измерении иско-
мое значение величины находят непосредственно из
опытных данных. Примерами прямых измерений явля-
ются измерения длины с помощью линейных мер или
температуры термометром. Прямые измерения состав-
ляют основу более сложных косвенных, совокупных и
совместных измерений. При косвенном измерении иско-
мое значение величины находят на основании известной
зависимости между этой величиной и величинами, под-
вергаемыми прямым измерениям, например тригономет-
рические методы измерения углов, при которых острый
угол прямоугольного треугольника определяют по изме-
ренным длинам катетов и гипотенузы (см § 29), или из-
мерение среднего диаметра резьбы методом трех прово-
лочек (см. § 66). Косвенные измерения в ряде случаев
позволяют получить более точные результаты, чем пря-
мые измерения. Например, погрешности прямых измере-
ний углов угломерами на порядок выше погрешностей
косвенных измерений углов с помощью синусных линеек.
Измерения могут быть абсолютными или относитель-
ными. Абсолютное измерение основано на прямых измере-
ниях одной или нескольких основных величин и (или)
использовании значений физических констант. При ли-
нейных и угловых абсолютных измерениях, как прави-
ло, находят одну физическую величину, например диа-
метр вала штангенциркулем. Относительное измере-
ние — измерение отношения величины к одноименной
величине, играющей роль единицы, или измерение вели-
чины по отношению к одноименной величине, принимае-
мой за исходную. Относительное измерение основано на
сравнении измеряемой величины с известным значением
меры. Искомую величину при этом находят алгебраичес-
ким суммированием размера меры и показаний прибора.
Для повышения точности измерений разработан ряд
методов измерений. Метод измерений — это совокуп-
ность приемов использования принципов и средств из-
15
мерений. Принципом измерений называется совокуп-
ность физических явлений, на которых основаны изме-
рения.
Метод непосредственной оценки — метод измерений,
при котором значение величины определяют непосред-
ственно по отсчетному устройству измерительного при-
бора прямого действия. Например, измерение длины те-
ла линейкой, силы электрического тока амперметром.
Метод сравнения с мерой основан на сравнении измеря-
емой величины с величиной, воспроизводимой мерой.
Например, измерение диаметра вала блоком концевых
мер в державке с притертыми боковичками или на оп-
тиметре, массы тела на рычажных весах с уравновешива-
нием гирями. В технике измерений применяют несколько
методов сравнения с мерой — методы противопоставле-
ния, замещения, совпадений, нулевой метод. При линей-
ных и угловых измерениях часто используют дифферен-
циальный метод — метод сравнения с мерой, при кото-
ром на измерительный прибор воздействует разность из-
меряемой величины и известной величины, воспроизво-
димой мерой. Этот метод применяют, например, при из-
мерениях пневматическими, индуктивными и другими
приборами.
Все методы измерений могут осуществляться контакт-
ным способом, при котором измерительные поверхности
прибора взаимодействуют с проверяемым изделием, или
бесконтактным способом, при котором взаимодействия
нет.
§ 8. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
На производстве наиболее производительной опера-
цией измерения является контроль. Контроль качества —
проверка соответствия качества продукции установлен-
ным требованиям. При контроле проверяют, находятся
ли действительные значения параметров изделия в до-
пускаемых пределах, но числовые значения величин не
определяют. Например, проверяют, укладывается ли дей-
ствительный размер диаметра вала в границы допуска,
указанные на чертеже. Это дает возможность увеличить
производительность и снизить стоимость измерений.
Применяются два метода контроля. Дифференциро-
ванный (поэлементный) контроль заключается в незави-
симой проверке каждого параметра изделия в отдель-
16
ности, например контроль значений среднего диаметра,
шага и половины угла профиля резьбы метчиков (см.
§ 67); комплексный контроль — в одновременной про-
верке суммарной погрешности нескольких параметров,
например контроль качества резьбы изделия проходной
резьбовой пробкой (см. § 65). Дифференцированный ме-
тод контроля позволяет установить причины брака из-
делий, а комплексный метод обеспечивает проверку год-
ности изделий.
Для контроля геометрических параметров использу-
ются калибры. Калибр — однозначная мера специаль-
ной конструкции, предназначенная для проверки соот-
ветствия действительных значений геометрических па-
раметров изделий заданным параметрам без определе-
ния их числового значения. К ним относятся гладкие
предельные калибры (пробки и скобы), резьбовые ка-
либры, калибры конусов и шлицевых изделий, шаблоны
и др.
§ 9. ПОГРЕШНОСТИ ИЗМЕРЕНИЙ И ИХ ОЦЕНКА
Погрешность измерения возникает в результате на-
ложения элементарных погрешностей, вызываемых раз-
ными причинами. Рассмотрим отдельные составляющие
суммарной погрешности измерений. Инструментальная
погрешность измерения определяется погрешностью при-
меняемых средств измерения — измерительных приборов
и мер. Погрешность отсчитывания возникает ввиду недо-
статочно точного отсчитывания показаний прибора. По-
грешность интерполяции при отсчитывании происходит
от недостаточно точной оценки на глаз доли деления
шкалы, соответствующей положению указателя.
Погрешность от параллакса возникает вследствие ви-
зирования (наблюдения) стрелки, расположенной на
некотором расстоянии от поверхности шкалы в направле-
нии, не перпендикулярном к поверхности шкалы. Пог-
решность от параллакса Ахп (рис. 2) прямо пропорцио-
нальна расстоянию Л указателя 1 от шкалы 2 и танген-
су угла ф линии зрения наблюдателя к поверхности шка-
лы: Дхп=Л1бф.
Погрешность от перекоса возможна в приборах, в
конструкции которых не соблюден принцип Аббе, заклю-
чающийся в том, что линия измерения должна являться
продолжением линии шкалы. Например, перекос рамки
штангенциркулей (рис. 3) изменяет расстояние между
17
Рис. 2. Явление параллакса
при отсчете
Рис. 3. Погрешности измере-
ний при перекосе
губками / и 2. Погрешность определения измеряемого
размера из-за перекоса Дхпер=/—l'=Lq>. При выполне-
нии принципа Аббе L=0 и соответственно Дхпер=0.
Внешние погрешности возникают вследствие откло-
нения от нормальных условий измерения. Например, от-
клонение температуры от нормального значения 20 °C
приводит к изменению длины деталей, средств измере-
ний и изделий. Если невозможно создать нормальные ус-
ловия, то в результате линейных измерений следует вво-
дить температурную поправку.
Ах, = хвз — 20) — а2 (t2 — 20)],
где Хиз — измеряемый размер; щ и а2 — коэффициенты
линейного расширения материалов средства измерения
и изделия; и 1г — температуры средства измерения
и изделия.
Погрешности измерений от измерительного усилия
возникают вследствие контактных деформаций в месте
соприкосновения поверхностей средства измерения и из-
делия; деформации формы изделия, например тонкостен-
ных деталей; упругих деформаций установочного узла,
например скоб, стоек или штативов. Погрешность метода
измерений обусловлена несовершенством метода изме-
рения, например неправильно выбранной схемой базиро-
вания (установки) изделия, неправильно выбранной по-
следовательностью проведения измерений.
Рассмотренные выше причины вызывают появление
систематических и случайных погрешностей, из которых
18
складывается суммарная погрешность измерения. Эти
причины могут приводить к грубым погрешностям изме-
рений. Систематическая погрешность является составля-
ющей погрешности измерения, которая остается постоян-
ной или закономерно изменяется при повторных измере-
ниях одной и той же величины. К систематическим
относятся, например, погрешности от неисправности при-
бора или от несоответствия действительного значения
меры ее номинальному значению. Систематические по-
грешности могут быть изучены опытным путем и исклю-
чены из результатов измерений. В целях исключения
систематической погрешности вводится поправка — зна-
чение величины, одноименной с измеряемой, прибавляе-
мое к полученному при измерениях значению. Поправка
суммируется с номинальным значением меры или с по-
казаниями прибора
Случайная погрешность — составляющая погрешнос-
ти измерения, изменяющаяся случайным образом при
повторных измерениях одной и той же величины, вслед-
ствие большого числа неподдающихся учету причин, на-
пример погрешности от вариации показаний измеритель-
ного прибора, погрешности округления или отсчитыва-
ния показаний прибора. Случайные погрешности нельзя
исключить из результатов измерений, но их влияние
можно уменьшить путем многократных повторных изме-
рений одной величины и обработкой опытных данных.
Г рубая погрешность — погрешность измерения, сущест-
венно превышающая ожидаемую при данных условиях
погрешность. Результаты измерений, содержащие грубые
погрешности, исключают как недостоверные.
Для оценки возможной погрешности измерений не-
обходимо знать закономерности появления случайных
погрешностей. При большом числе измерений их значе-
ния, как правило, распределяются по закону Гаусса: по-
грешности измерений могут принимать непрерывный ряд
значений; вероятность (частота) появления погрешнос-
тей, равных по значению и обратных по знаку, одинако-
ва; большие по абсолютному значению погрешности
встречаются реже малых; средняя арифметическая по-
грешность стремится к нулю при увеличении числа из-
мерений.
Распределение значений случайных погрешностей
Д, зависит от точности измерений и может быть опреде-
19
лено по их среднему квадратическому отклонению, кото-
рое вычисляется по формуле:
о (Д) = j/"4- ... 4~ mi&i 4- ... 4~ /ппДп]/л,
где rrii — число измерений, содержащих погрешность
Д,; п — общее число измерений.
Вероятность (частота) появления погрешности Д,
равна отношению tnjn. Так как погрешности могут при-
нимать непрерывный ряд, т. е. бесконечное множество
значений, вероятность каждого отдельного значения Д<
равна нулю. Вероятность появления погрешностей в ка-
ком-либо интервале значений определяется по плотнос-
ти распределения вероятности случайных погрешностей
f(&), которую вычисляют по формуле:
f (Д) = (1/оК2л)
Для графического определения вычерчивается кри-
вая f(A) ~ Д при заданном значении о(Д) (рис. 4). Веро-
ятность погрешностей в выбранном интервале значений,
например Д] и Д2 или Д3 и Д«, равна отношению площади
под кривой в этом интервале (показано штриховкой) ко
всей площади под кривой. Кривые распределения стре-
мятся к нулю при увеличении абсолютных значений по-
грешностей. Вероятность появления погрешностей [Д|>
>Зо(Д) равна ~0,3 %, т. е. практически исключена. По-
грешность Дпр=±Зст(Д) называют предельной погреш-
О о
ностью измерений. Погрешности измерений Д>Дпр отно-
сят к грубым погрешностям.
Случайную погрешность можно уменьшить путем
многократных измерений. Если какую-либо величину из-
мерять много раз, то вероятным значением этой величи-
ны, или ее математическим ожиданием, будет среднее
арифметическое значение х, подсчитанное по результа-
там этих измерений х,:
х = (xj, 4- х2 4- ••• 4- Xi 4- ... 4" хп)/п.
Погрешность среднего арифметического значения и
среднее квадратическое отклонение для ряда измерений
вычисляют по формулам:
20
Рис. 4. Кривые распре-
деления случайных по-
грешностей измерения:
1 — Oi(A)-l; 2 — <МЛ)-
—1.5; 3 — О3(Д)—3; ДИр|"
О
-±4, 5
Ах = Лпр/К п = ± За (Ах)/]Лп;
о (Ах) = У[(х—х,)2 + (х — х2)2 + ... + (х—x„)2]/(n— 1).
Погрешность среднего арифметического значения
уменьшается при увеличении числа измерений. Напри-
мер, при п=10 Дх = а(Дх), а при п=100 Ах=0,316а(Ах).
Если при обработке результатов измерений выявлены из-
мерения, содержащие грубые погрешности: |х—х,|>
>За(Ах), то их исключают и выполняют повторные рас-
четы н т. д.
Рис. 5. Влияние погрешностей измерения на определение размера
изделий
21
При измерениях случайные и систематические погре-
шности проявляются одновременно. Если систематичес-
кие погрешности отсутствуют или учтены поправками, то
суммарная предельная погрешность измерения
Дпр — Дпр1 + Дпр2 + + Anpi + ... + Дпрл .
где Дпр i — предельные погрешности измерительных при-
боров, установочных мер, температурных деформаций,
деформаций от измерительного усилия, базирования при-
боров и других факторов, из которых складывается сум-
марная погрешность данного измерения.
§ 10. ВЫБОР СРЕДСТВ ИЗМЕРЕНИЙ
При выборе средств измерений учитываются их мет-
рологические параметры, эксплуатационные факторы
(организационная форма контроля, особенности кон-
струкции и размеры изделий, производительность обору-
дования и т. п.), экономические соображения и др. Важ-
ное значение имеет правильный выбор допускаемой пог-
решности средств измерений: недостаточная точность
измерений приводит к снижению качества продукции и
увеличению ее себестоимости, завышенная точность по-
вышает трудоемкость и стоимость измерений и ведет к
увеличению затрат на производство.
Принцип выбора точности средств измерений пока-
зан на рис. 5. Истинные размеры изделий х вследствие
воздействия при изготовлении многих факторов распре-
деляются случайным образом, например, по закону Гаус-
са. Плотность распределения вероятности измеряемого
параметра f(x) показана на рис. 5 кривой /. Для пара-
метра, исходя из условий работы, качества, надежности
и взаимозаменяемости изделий, материала, технологии
изготовления, себестоимости и других факторов, устанав-
ливается предельно допустимое отклонение параметра
бдоп от номинального значения х,юм. Отношение заштри-
хованной площади к общей площади под кривой / по-
казывает процент годных изделий для заданного техно-
логического процесса и установленного поля допуска па-
раметра при погрешности измерений, равной нулю.
Действительные значения параметра зависят от по-
грешности измерений Дх, которые так же, как погреш-
ности изготовления, распределяются случайным образом
22
(см. кривые 2 и 3 на рис. 5). Поэтому случайные погреш-
ности измерений приводят к неопределенности (случай-
ности) оценки действительных значений Xi и л» параметра
вблизи границ поля допуска. При этом может оказать-
ся, что часть годных изделий с отклонением параметра
61<бдоп/2 будет отнесена к браку и, наоборот, некоторые
бракованные изделия с отклонением параметра бг>
>бдОП/2 будут приняты как годные. Вероятность погреш-
ности можно оценить по отношению заштрихованных
площадей под кривыми 2 и 3 к заштрихованной площади
под кривой /. Таким образом, чем меньше допуск на из-
делие и чем больше погрешность измерений, тем больше
вероятность погрешности контроля и ниже качество про-
дукции. Число необнаруженных бракованных изделий и
фиктивного брака определяется отношением предельной
погрешности измерений к допуску параметра ДПр/бДОп-
Выбор средств измерений выполняется в соответствии
с государственными стандартами, которые устанавлива-
ют допускаемую погрешность измерений Дх в зависимос-
ти от предельных отклонений контролируемого парамет-
ра. Например, ГОСТ 8.051—81 устанавливает допускае-
мые погрешности при измерении линейных размеров до
500 мм. Допускаемые погрешности измерений включают
погрешности мер и измерительных приборов, условий их
применения и метода измерений.
Метрологи участвуют в выборе измерительных
средств совместно с технологами производства и кон-
структорами изделия, разрабатывают заводские инструк-
ции по выбору средств измерений и рекомендации по ос-
нащению производства ими.
Пример. Подобрать установочную концевую меру длины для
контроля диаметра вала с помощью индикатора часового типа
класса точности 0. Условия измерения — нормальные, погрешность
базирования индикатора составляет 4 мкм, номинальный диаметр
вала rf= 100 мм, отклонения размеров вала соответствуют квалите-
ту Л6.
По ГОСТ 8.051—81 для вала rf=100 мм и квалитета Л6 на-
ходим допуск размера вала 6=22 мкм и допускаемую погреш-
ность измерения Дпр = 6 мкм.
Индикатор часового типа класса точности 0 в пределах участка
шкалы ±100 мкм, в который укладывается допуск размера вала,
имеет предельную основную погрешность Дпр1 = ±4 мкм (см.
табл. 5).
Допускаемая погрешность установочной меры
23
&ПРЗ<Г (Anpl’-tAnpiP-tAnp.)2 =/б’-4’-4» =2 MKM,
О
где ДПр2=4 мкм — погрешность базирования.
Предельные погрешности концевых мер длины классов точности
2 и 3 равны (см. табл. 2), соответственно,
(Лпрз)акл=б,3-|-8£. = 0,3 8-0,1 = 1,1 мкм;
(Апрз)зкл = 0,7+161 = 0,74-16 - 0,1 =2,3 мкм,
где L=d = 0.1 м — номинальная длина меры.
Условия требуемой точности измерений выполняются для меры
О О
класса точности 2: ДПр»> (Дпрз)гкл-
§11. ПЕРЕДАЧА ЕДИНИЦЫ ДЛИНЫ ОТ ЭТАЛОНОВ
РАБОЧИМ СРЕДСТВАМ ИЗМЕРЕНИЙ
По точности средства измерений делятся на эталоны,
образцовые и рабочие средства измерений. Эталон еди-
ницы — средство измерений (или комплекс средств изме-
рений), обеспечивающее воспроизведение и хранение
единицы в целях передачи ее размера менее точным
средствам измерений. Эталоны воспроизводят размер
единицы с наивысшей точностью.
Эталонный метод воспроизведения метра в длинах
световой волны заключается в следующем. При прохож-
дении электрического тока через пары и газы атомы из-
лучают свет с линейным спектром. Каждая линия спек-
тра соответствует монохроматическому потоку света с
определенной длиной волны л. При распространении в
вакууме k=ch(E2—Et), где с — скорость света в пусто-
те; h — постоянная Планка; Е2 и Et — энергии двух
состояний атома.
В качестве международного эталона принята длина
волны оранжевой линии излучения криптона-86, свече-
ние которого осуществляют в специальных газоразряд-
ных лампах при строго установленных условиях. Длина
волны в вакууме первичного излучения равна
0,60578021 мкм.
Государственный первичный эталон метра состоит из
источника (лампы) первичного эталонного излучения
криптона-86 и эталонного интерферометра, применяемо-
го для измерения длины штриховых и концевых мер
(вторичные эталоны). Он обеспечивает воспроизведение
единицы длины в диапазоне 0...1 м со средним квадра-
24
тичным отклонением результатов измерений, не превы-
шающим о(Д)=5хЮ-9 м, что соответствует предельной
погрешности одного измерения 1.5Х10-8 м.
Размер единицы передается от эталонов рабочим
средствам измерений путем поверки менее точных
средств измерений более точными. Поверка — определе-
ние метрологическим органом погрешностей средства из-
мерения и установление его пригодности к применению.
Образцовым средством измерений служит мера или
измерительный прибор, применяемые для поверки по
ним других средств измерений и утвержденные в качест-
ве образцовых. Использование образцовых мер и прибо-
ров только для поверки уменьшает их износ, увеличива-
ет срок службы и надежность передачи единицы. Рабо-
чее средство измерений применяется для измерений, не
связанных с передачей единицы.
Поверочная схема — утвержденный в установленном
порядке документ, определяющий средства, методы и
точность передачи размера единицы от эталона или ис-
ходного образцового средства измерений рабочим сред-
ствам измерений. Поверочные схемы по их назначению
подразделяются на общесоюзные, охватывающие все
средства измерения данной физической величины в стра-
не, и локальные, которые распространяются на измере-
ния, проводимые отдельными органами метрологической
службы.
Общесоюзная поверочная схема для средств измере-
ния длины состоит из двух частей: для штриховых мер,
у которых заданное значение длины определяется рассто-
янием между штрихами, нанесенными на плоской повер-
хности; для концевых мер, у которых заданный размер
равен расстоянию между плоскостями, ограничивающи-
ми меру. Рассмотрим сокращенную часть поверочной
схемы для концевых мер длины (рис. 6). От Государ-
ственного первичного эталона длины размер единицы пе-
редается эталонам-копиям и затем рабочим эталонам.
Соподчинение средств измерений на схемах обозначено
соединительными линиями, на которых в кругах указаны
методы поверки.
Основными образцовыми средствами измерения для
передачи размера единицы от эталонов к рабочим при-
борам и мерам являются образцовые меры. В порядке
понижения точности образцовые средства измерений де-
25
Рабочие средства измерения
Образцовые средства измерения
Этап о н ы
Интерферометры контактные, микро •
катары, оптикаторы, 6*0.02—0,05 мкм
Концевые меры ЛЛ Л
Клосс точности 00, 6=0,05.-0,1 мкм
Интерферометры контактные, микро-
каторы, оптикаторы, 6*0,05-..0,1 мкм
Концевые меры я t п
Класс точности О, Лв 0,1.*.0,0 мкм
Оптиметры, А *0,07...0,1 мкм
Мика торы, оптикаторы и ар. измери-
тельные приборы, А * 0,1.-а,2 мкм____
Концевые меры Л п9 пе
Класс точности 1, А *0,2...0,6 мкм
Ми ко торы, оптикаторы, оптиметры,
6*0,15--0,5 мкм
Рыча жно-зубчатые еоловки и прибор hi.
6* 0,5... 2 мкм л nr р",
Измерительные машины 6=U,j-o/mkm
Концевые меры • * . -
Класс точности 2 , 6*0,ч...1,£ мкм
МикроИвтры рычажные, скобы с от-
счетными устройствами, гвлооки
рычажно-зубчатые “ рыча жно-пр ужин-
ные. микрометры, длиномеры и др.
приборы, 6*1—7мкм *
Концевые меры л-
Класс точности J, 6=0,о-иб мкм
Скобы с отсчетным устройством,
микрометры рычажные, микрометри-
ческие инструменты, еоловки зубчатые
6=2,5-56 мкм
Концевые меры . . , Л
Клосс точности чиб, 6*2—чО мкм
Нутромеры микрометрические
и индикаторные 6*б-.1В0мкм
1
лят на разряды: 1-й, 2-й и т. д. Разряд образцовых
средств измерений — это категория образцовых средств
измерений, отнесенных к одной и той же ступени пове-
рочной схемы. Он характеризуется предельной допускае-
мой погрешностью б и устанавливается метрологичес-
кой аттестацией. Метрологическая аттестация — иссле-
дование средства измерений, выполняемое метрологи-
ческим органом для определения метрологических
свойств этого средства измерений, и выдача документа
с указанием полученных данных.
Рабочие измерительные приборы группируют по ос-
новной допускаемой погрешности А, а рабочие меры
подразделяют по классам точности. Погрешность образ-
цовых мер б должна быть в 2—3 раза меньше погреш-
ности рабочих мер и приборов Д, для поверки которых
они предназначены.
Вопросы для самопрояерки
1. Кйкую область науки охватывает метрология? 2. Что харак-
теризует точность измерений? 3. Что такое единство измерений и
для чего оно требуется? 4. Какие основные задачи метрологии?
5. Что называют физической величиной? 6. В чем отличие дейст-
вительного и истинного значений физической величины? 7. Какие
виды погрешностей измерений Вы знаете? 8. Какие основные меха-
нические единицы входят в систему СИ? 9. Какие существуют
основные виды средств измерений? 10. Как классифицируются уни-
версальные измерительные приборы по принципу действия? 11. Ка-
кие механические приборы для измерения длины Вы можете пере-
числить? 12. Какие метрологические показатели мер Вы можете
назвать? 13. Какие основные метрологические показатели показы-
вающих измерительных приборов Вы знаете? 14. Что называют
ценой деления шкалы? 15. Что такое диапазон измерений прибора?
16. В чем отличие основной погрешности измерительного прибора
от дополнительной погрешности? 17. Какие основные условия
влияют на линейные измерении? 18. Какие бывают виды измерений?
19. В чем заключается дифференциальный метод измерений?
20. Какие методы контроля Вы знаете? 21. Из каких ошибок скла-
дывается суммарная погрешность измерения? 22. Как можно устра-
нить погрешность параллакса? 23. Как можно учесть температурные
погрешности? 24. Как можно исключить систематические погрешно-
сти измерений? 25. Как можно уменьшить влияние случайных по-
грешностей на результат измерений? 26. Как выбирают средства
Рис. 6. Сокращенная поверочная схема для концевых мер длины'
/ — метод прямых измерений; 2 — сличение с Государственным эталоном с
помощью эталонов сравнения; 3 — сличение и калибровка на интерферен-
ционном компараторе; 4 — сличение на контактном интерферометре; 5 —
сличение техническим интерференционным методом; 6 — сличение на измери-
тельной машине; 7 — сличение на компараторе; 8 — сличение на оптиметре
27
для линейных измерений? 27. Какие группы средств измерений
входят в поверочные схемы? 28. Какое назначение имеют повероч-
ные схемы? 29. Для чего предназначены образцовые средства изме-
рений? 30. Какие средства измерений имеют наивысшую точность?
ГЛАВА 2
МЕРЫ ДЛИНЫ И ПЛОСКОГО УГЛА
§ 12. ШТРИХОВЫЕ МЕРЫ ДЛИНЫ
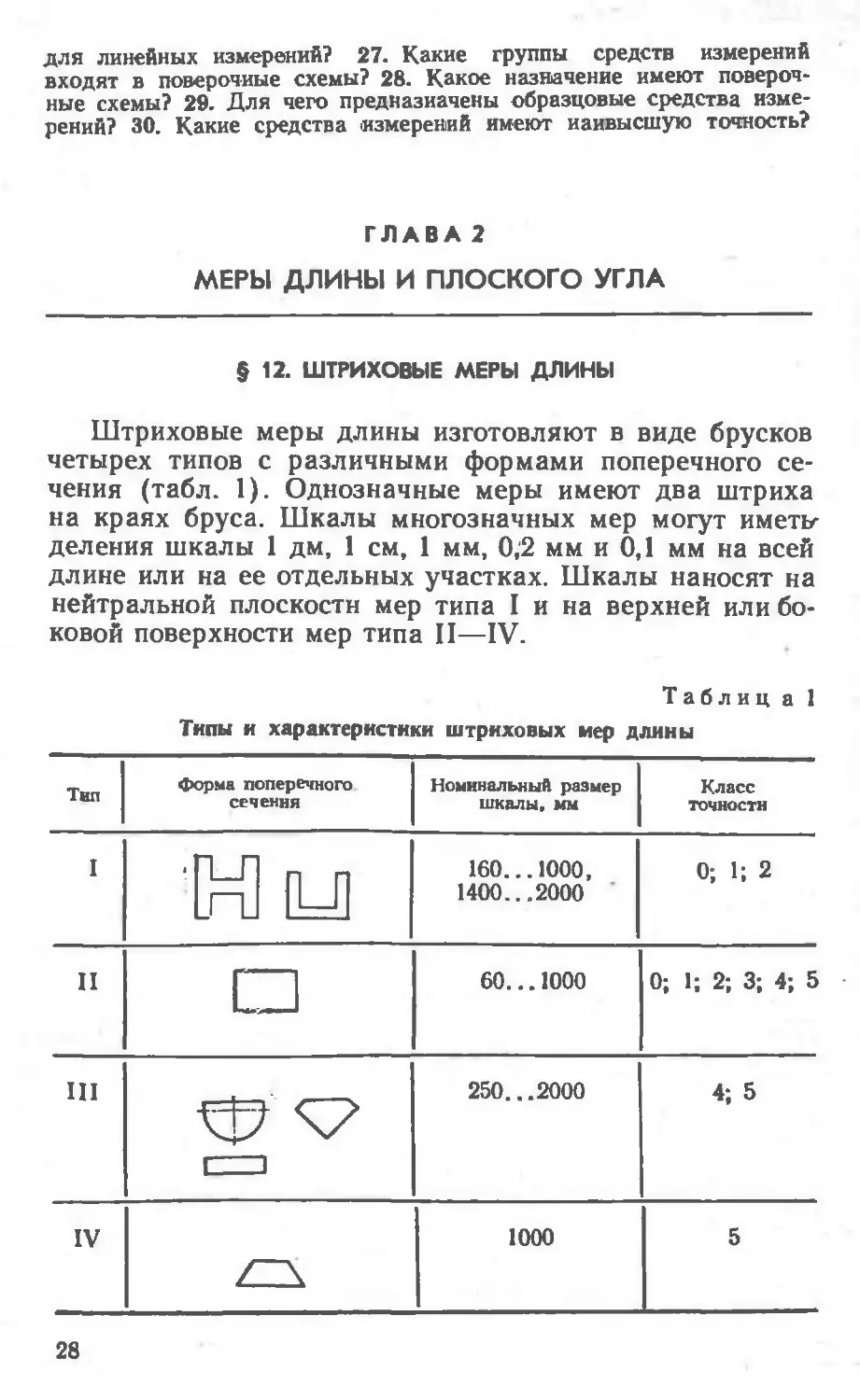
Штриховые меры длины изготовляют в виде брусков
четырех типов с различными формами поперечного се-
чения (табл. 1). Однозначные меры имеют два штриха
на краях бруса. Шкалы многозначных мер могут иметь-
деления шкалы 1 дм, 1 см, 1 мм, 0;2 мм и 0,1 мм на всей
длине или на ее отдельных участках. Шкалы наносят на
нейтральной плоскости мер типа I и на верхней или бо-
ковой поверхности мер типа II—IV.
Таблиц а 1
Типы и характеристики штриховых мер длины
Тип Форма поперечного сечения Номинальный размер шкалы, мм Класс точности
I C~L Р 0 160...1000, 1400...2000 0; 1; 2
II Р"~] 60...1000 0; 1; 2; 3; 4; 5
III 250...2000 4; 5
IV \ 1000 5
28
Брусковые штриховые меры длины применяют для
измерения линейных размеров и перемещений, в качест-
ве шкал приборов и станков, а также в качестве образ-
цовых средств измерений при поверке мер длины, изме-
рительных линеек, шкал приборов, станков, машин и ли-
нейных преобразователей.
Общую длину и цену деления шкалы штриховых мер
поверяют путем сравнения с образцовыми штриховыми
мерами на специальных оптических приборах — компа-
раторах, которые имеют отсчетные микроскопы с ценой
деления 0,001 мм. Допускаемые погрешности мер Д в
микрометрах можно рассчитать в зависимости от номи-
нального значения интервала шкалы L (м) и различных
классов точности меры по следующим формулам: для
0 — Д= (0,5+0,51); для 1 — Л=(1+1); для 2 — Д =
= (2+21); для 3 — Д= (5+51); для 4 — Д= (10+151);
для 5 — Д= (20+301).
§ 13. ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ
Плоскопараллельные концевые меры длины имеют
форму прямоугольного параллелепипеда (плитки) с дву-
мя параллельными измерительными поверхностями, рас-
стояние между которыми равно номинальному значению
длины меры 1. Конструкция и размеры основных типов
концевых мер показаны на рис. 7, а. Длина мер измеря-
ется в пределах 1=0,1... 1000 мм через определенные ин-
тервалы-градации, равные 0,001; 0,005; 0,0Г, 0,1; 0,5;
1,0; 10; 25; 50 и 100 мм.
Рабочие концевые меры длины предназначены для ре-
гулировки и настройки на размер показывающих изме-
рительных приборов, для непосредственных измерений
размеров изделий, а также для выполнения особо точ-
ных разметочных работ и наладки станков. Образцовые
меры применяют для передачи размера единицы длины
от первичного эталона концевым мерам меньшей точнос-
ти и для поверки и градуировки измерительных прибо-
ров длины.
Рассмотрим нормируемые параметры концевых мер.
Длина концевой меры в любой точке измерительной по-
верхности равна длине перпендикуляра, опущенного из
дайной точки иа противоположную поверхность. Откло-
нение длины концевой меры — наибольшая по абсолют-
ному значению разность между длиной меры в любой
29
Рис. 7. Плоскопараллель-
ные концевые меры дли-
ны:
а — меры; б — блок мер
точке и номинальной длиной. Отклонение от плоскопа-
раллельности концевой меры есть разность между наи-
большей и наименьшей длинами.
Протираемость концевых мер — это свойство изме-
рительных поверхностей мер прочно сцепляться между
собой или с плоскими стеклянными пластинами при на-
кладывании одной меры на другую или меры на плас-
тину, Притираемость мер объясняется молекулярным
притяжением тщательно обработанных поверхностей в
присутствии тончайших слоев смазки толщиной
Рис. 8. Принадлежности к концевым мерам длины
30
~0,02 мкм, которая остается на мерах после промывки
их в бензине. Притираемость позволяет составлять бло-
ки концевых мер требуемого размера (рис. 7, б). Перед
составлением блока нужно отобрать входящие в него
меры, вытереть смазку чистой салфеткой, промыть меры
в бензине и высушить. Размер блока мер Lc равен сум-
ме длин мер, входящих в него. Предельные отклонения
длины блока рассчитывают по отклонениям составляю-
щих его мер.
Концевые меры длины выпускаются наборами, кото-
рые обеспечивают составление блока мер любого разме-
ра с интервалом 1 мкм. В машиностроении наиболее
распространены набор № 1, содержащий 83 меры, и на-
бор № 3, содержащий 112 мер. В наборы входят две
пары дополнительных мер, которые притираются к бло-
ку всегда одной стороной и служат для защиты основ-
ных мер блока от изнашивания и повреждений.
Выбор мер блока заданного размера выполняют в
следующем порядке: 1) подбирают меру, которая со-
держит наименьшую долю размера; 2) размер выбран-
ной меры вычитают из размера блока и определяют ос-
таток; 3) подбирают меру, которая содержит наимень-
шую долю остатка, и определяют новый остаток и т. д.
Из всех возможных вариантов состава блока следует
выбирать тот, который содержит наименьшее число мер.
Наборы принадлежностей к концевым мерам длины
позволяют с помощью концевых мер осуществлять про-
верку наружных и внутренних размеров изделий и раз-
меточные работы. В наборы (рис. 8) входят державки 1
для крепления блоков мер с плоскопараллельными 2.
радиусными 3, центровыми 4 и чертильными 5 бокови-
ками; основание 6 для установки блоков при разметке;
стяжки 7 для крепления блоков с мерами размером
^100 мм, которые имеют отверстия; зажимные сухари
8 для крепления стяжками 7 боковиков к мерам; от-
вертка с нормированным усилием.
Концевые меры длины выпускают шести классов точ-
ности 00, 01, 0, 1, 2 и 3. Для мер, находящихся в эксплу-
атации, установлены также классы точности 4 и 5. До-
пускаемые отклонения длины мер можно приближенно
рассчитать по формулам, приведенным в табл. 2. Раз-
меры концевых мер отличаются высоким постоянством
во времени. Изменение длины концевых мер не превы-
шает значений, указанных в табл. 2. Для уменьшения
31
износа концевые меры изготовляют из высококачествен-
ной стали и подвергают закалке. Выпускаются также
плоскопараллельные концевые меры длины из твердого
сплава.
Разряд образцовых концевых мер устанавливается
путем аттестации рабочих концевых мер соответствую-
щего класса точности. На рис. 6 приведены формулы для
расчета пределов допускаемой погрешности б образцо-
вых мер 1, 2, 3, 4 и 5-го разрядов (ГОСТ 8.020—75).
Таблица 2
Показатели класса точности концевых мер длины
Класс точности Пределы допускаемых отклонений, мкм (длина L, м) Допускаемое изменение длины в течение года
ДЛИНЫ ОТ ПЛОСКОСТНОСТИ
00 0.05+1/. 0,05+0,2/. 0,02+0.2/.
01 0.15+3.5Г 0,05+0,2/.
0 0.J +2L 0.09+0,ЗГ 0,02+0,5/.
J 0,15+3,5L 0,14+0,5/.
2 0,3+8/. 0,27+0,7/. 0,05+1/.
3 0,7+16/. 0,3+0,7L
4 1,7+30/. 0.6+0,9/. —
5 3,5+35/. 0,6+0,9L
Пример Составить блок мер размером 50,625 мм из набора
Ks 1 класса точности 0 и определить его предельную погрешность.
Выбраны следующие меры:
мера 1 — размер Li= 1,005 мм, остаток 49,62 мм;
мера 2 — размер 7-2=1,12 мм, остаток 48,5 мм;
мера 3 — размер /.3=8,5 мм, остаток 40 мм;
мера 4 — размер /.«=40 мм, остаток 0.
Допускаемые отклонения длины выбранных мер по ГОСТ
9038—83 составляют Д1=Дг=Дз=±0,1 мкм и Д«=±0,2 мкм.
Предельное отклонение длины блока (см. рис. 7,6)
Абл = ± И А1 + А2 + Аз + А« ± Кз-О.^+О.г* = ±0,265 мкм.
§ 14. УГЛОВЫЕ ПРИЗМАТИЧЕСКИЕ МЕРЫ
Угловые призматические меры являются наиболее
точным средством измерения углов в машиностроении.
Они предназначены для передачи размера единицы плос-
32
Рис. 9. Угловые призматические меры:
/—И типы мер
кого угла от эталонов образцовым и рабочим угловым
мерам и приборам, для поверки и градуировки мер и
приборов и для измерения углов изделий.
Конструкции однозначных и многозначных угловых
мер показаны на рис. 9. Рабочие углы а, 0, у и б мер за-
ключаются между смежными измерительными поверх-
ностями у угловых плиток — мер типа 1, II и III; между
нормалями к измерительным поверхностям у угловых
призм — мер типа IV; между рабочими гранями и осно-
ванием у мер типа V. Число граней угловых призм мо-
жет быть л = 4...15.
Измерительные поверхности угловых плиток облада-
ют свойством притираемости. Плитки комплектуются в
наборы. Порядок составления блоков плиток такой же,
как у концевых мер длины. У кромок рабочих поверх-
ностей плиток имеются отверстия, через которые с по-
мощью набора принадлежностей плитки соединяются в
блоки. В комплект наборов входят следующие принад-
лежности: державка 3 для крепления двух мер (рис. 10,
а); державка 4 для крепления трех мер (рис. 10, б); дер-
жавка 5 для крепления мер и лекальной линейки 6 для
образования внутренних углов а (рис. 10, в). Соедине-
ние осуществляется винтами 2 и клиновыми штифтами
1, пропускаемыми через отверстия державки и мер.
2 Зак. 377
33
Рис. 10. Принадлежности к угловым мерам
Угловые плитки и блоки из них применяют для изме-
рения углов методом «на просвет». Измерительные гра-
ни мер совмещают с поверхностями изделия и опреде-
ляют размер просвета между ними путем сравнения с
«образцом просвета» (рис. 11), который состоит из кон-
цевых мер длины 2, притертых к стеклянной пластине
3 и накрытых лекальной линейкой 1. При хорошей ос-
вещенности и определенном навыке просвет размером
4 мкм можно оценить с погрешностью ~1 мкм, погреш-
Рис, 11 «Образец просвета» или «образец интенсивности окрасив»
34
ность измерения угла при этом ~15". Бесконтактные из-
мерения угловыми мерами выполняются на автоколли-
мационных приборах.
Угловые меры выпускаются трех классов точности О,
1, 2. Многогранные призмы могут иметь также класс 00.
Предельные погрешности угловых мер типов I, II, III
составляют ±3" для класса 0, ±10" для класса 1 и
±30" для класса 2. Соответственно, погрешности углов
многогранных призм равны ±2; ±5; ±10 и ±30". Меры
типа V используются для поверки синусных линеек и
выпускаются класса точности 1 (погрешность ±10").
Для образцовых угловых мер установлены четыре
разряда. Предельные погрешности углов у мер 1-го раз-
ряда равны ±0,3", 2-го разряда ±1", 3-го разряда
±3" и 4-го разряда ±6". Разряд образцовых мер уста-
навливается аттестацией рабочих угловых мер соответ-
ствующего класса точности по поверочной схеме для
средств измерения плоского угла, приведенной в ГОСТ
8.175—75.
Вопросы для самопроаерки
1. Что представляют собой штриховые и концевые меры длины?
2. Какие типы угловых мер Вы знаете? 3. Какое назначение имеют
компараторы? 4. Какие показатели концевых мер длины Вы можете
назвать? 5. Что такое притираемость мер? 6. Как составляется блок
концевых мер? 7. Какие типы угловых мер относятся к многознач-
ным? 8. Каким методом измеряют углы изделий с помощью угло-
вых мер? 9. Для каких работ используются принадлежности к кон-
цевым мерам длины?
ГЛАВА 3
ИНСТРУМЕНТЫ ДЛЯ ЛИНЕЙНЫХ ИЗМЕРЕНИЙ
§ 15. ШТАНГЕНИНСТРУМЕНТЫ
Штангенинструменты представляют собой показыва-
ющие приборы прямого действия, у которых размер
изделия определяется по положению измерительной рам-
ки, перемещающейся вдоль штанги со штриховой шка-
лой. Штангенинструменты с отсчетом показаний по но-
ниусу (рис. 12) просты по конструкции и наиболее рас-
пространены на производстве.
2*
35
Штангенциркули, предназначенные для измерения на-
ружных и внутренних размеров изделий, выпускаются
четырех типов: ШЦ-I (рис. 12, а); ШЦТ-1 (ШЦ-1 —
без верхних губок и с нижними губками, выполненными
из твердого сплава); ШЦ-П (рис. 12, б) и ШЦ-1П (ШЦ-
II без верхних губок). Они состоят из штанги 1, измери-
тельных губок 2 (верхних и нижних), рамки 3, зажима
рамки 4, нониуса 5, глубомерной линейки 6 и микромет-
рической подачи 7 для установки рамки на точный раз-
мер
Штангенглубиномеры (рис. 12, в), применяемые для
измерения глубины отверстии и пазов, имеют штангу 1
без губок и рамку 3 с основанием 2 и нониусом 4. Изме-
рительными поверхностями являются торцы штанги и
основания 2.
36
1
2 3
Рис. 13. Штангенциркули:
а — с индикаторным отсчетом; б — с электронным цифровым отсчетом
Штангенрейсмассы (рис. 12, г) используются для из-
мерения высот и разметки изделий, установленных на
плите. Штанга 7 установлена в массивном основании 8,
нижняя плоскость которого является началом шкалы.
Рамка 6 с нониусом 5 имеет кронштейн 1, иа котором
хомутом 3 крепится измерительная 2 или разметочная 4
ножки.
При измерениях рамка перемещается по штанге ин-
струмента так, чтобы измерительные поверхности плот-
но, но без перекоса, прилегали к поверхности изделия,
которая ограничивает определяемый размер dw, d или
h изделий (отмеченных штриховкой на рис. 12). Пере-
кос рамки относительно штанги недопустим (см. § 9).
На штанге инструментов нанесена основная шкала с
ценой деления о=1 мм, а на рамке установлена или на-
несена дополнительная штриховая шкала — нониус. По
положению нулевого штриха нониуса на основной шка-
ле определяют целое число миллиметров в размере.
Дробные доли миллиметра находят с помощью нониуса.
37
При измерениях наружной стороной губок штангенцир-
кулей ШЦ-П и верхней стороной губки штангенрейсмас-
сов ширина губок Ьо=10 мм прибавляется к отсчету.
Штангенинструменты с автоматическим отсчетом по-
казаний повышают качество и производительность изме-
рений. В штангу 1 индикаторного штангенциркуля (рис.
13, а) вмонтирована зубчатая рейка. Зубчатое колесо
индикатора 3, закрепленного на рамке 2 с подвижной
губкой, перемещается по зубчатой рейке. Поворот зуб-
чатого колеса преобразуется в перемещение стрелки
индикатора. По шкале, нанесенной на штанге, отсчиты-
вают десятки миллиметров, по шкале индикатора —
единицы, десятые и сотые доли миллиметра. Инстру-
мент с электронным цифровым отсчетом показан на
рис. 13,6.
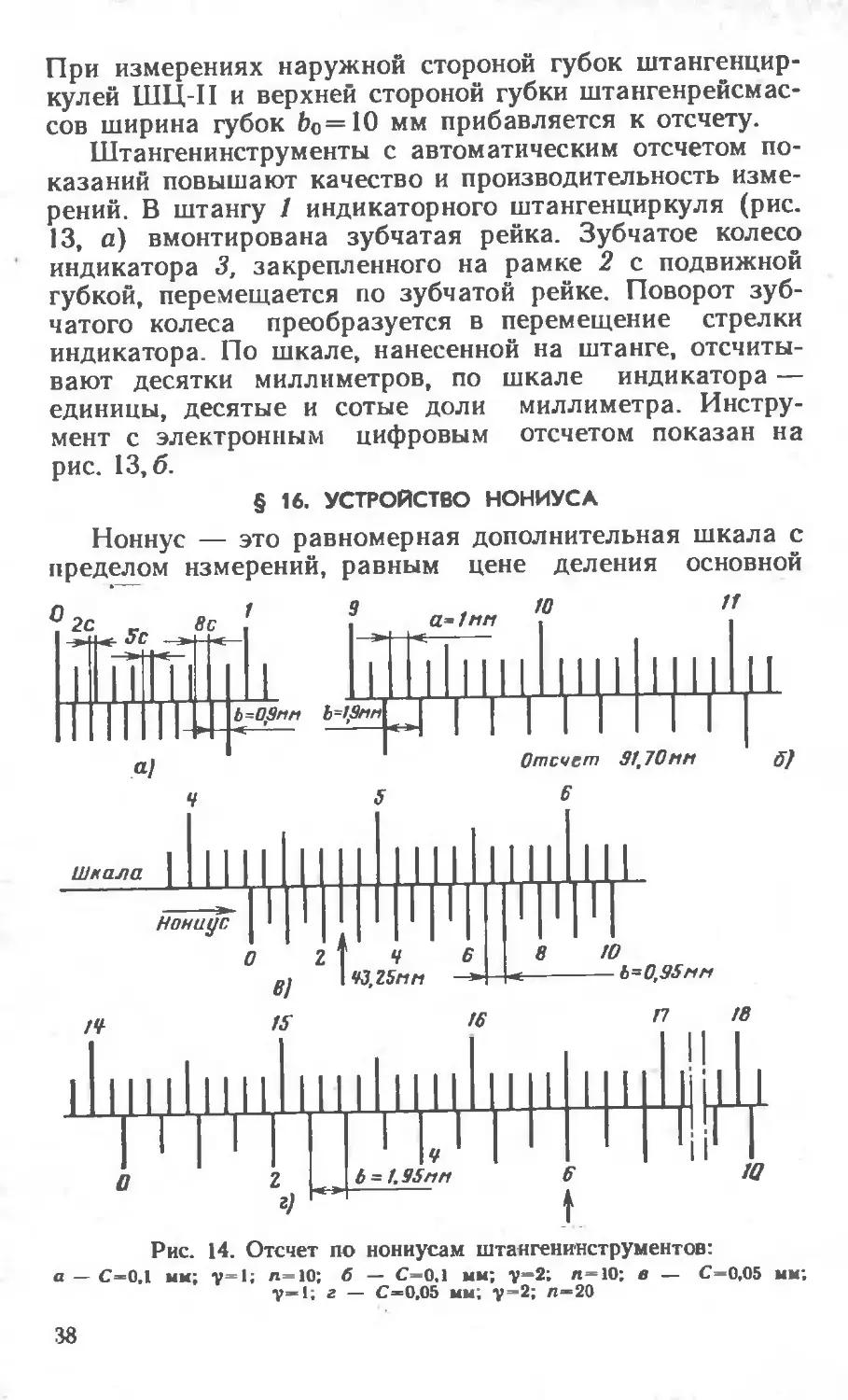
§ 16. УСТРОЙСТВО НОНИУСА
Ноннус — это равномерная дополнительная шкала с
пределом измерений, равным цене деления основной
Рис. 14. Отсчет по нониусам штангенинструментов:
а — С—0,1 мм; у-1; п-10; б — С-0.1 мм; у—2; п-10; в — С-0,05 мм;
V-1; г — С-0.05 мм. у-2; п-20
Зв
шкалы а. Нониусы имеют различные цену С деления
шкалы (отсчет по нониусу) и модуль у, который показы-
вает, через какое число делений основной шкалы будут
располагаться штрихи нониуса, смещенные на значение
отсчета. Линейные нониусы бывают нескольких типов
(рис. 4). Число делений шкалы нониуса п=а!С, длина
деления шкалы нониуса Ь—уа—С, полная длина
шкалы нониуса l=nb= (уп—1)а.
Если нулевой штрих нониуса совпадает со штрихом
основной шкалы, например при плотно сдвинутых губ-
ках штангенциркуля, рис. 14, а, то 1-й штрих нониуса
смещен от штриха основной шкалы на значение С отсче-
та по нониусу, 2-й штрих — на 2С, 3-й штрих — на ЗС
и т. д. При перемещении нулевого штриха нониуса меж-
ду делениями основной шкалы штрихи нониуса будут
поочередно совпадать со штрихами основной шкалы.
Когда дробная доля размера составит А/=С, со штрихом
шкалы совпадает 1-й штрих нониуса, при Д(=2С — 2-й
штрих, при Л1=ЗС — 3-й штрих и т. д. Таким образом,
указателем для нониуса служит штрих основной шкалы.
Таблица 3
Параметры штаигеиииструмеитов
Тип инструмента Пределы измерений Отсчет по нониусу
ММ
ШЦ-1. ШЦТ-1 шц-п, шц-ш ШЦ-1 II 0...125 0...160, 0...200, 0 ..250 0...400, 250..630, 320... 1000, 500...1600, 800... 2000, 1800...3000, 2000 4000 0,1 0,05 и 0,1 0,1
Штангенглубиномеры 0...160, 0...200, 0...250, 0...315, 0.. .400 0,05
0...400, 0...500 0,1
Штангенрейсмассы 0...250, 40...400, 60... 630 0,05
60...630, 100...1000, 600...1600, 1500...2500 0,1
39
совпадающий со штрихом нониуса. Число десятых долей
миллиметра при отсчете по нониусу равно номеру этого
штриха нониуса, умноженному на отсчет по нониусу С.
На рис. 14, б—г значения отсчетов равны 91,7, 43,25 и
141,6 мм.
Пределы измерений и отсчеты по нониусам штанген-
инструментов приведены в табл. 3. Основная допускае-
мая погрешность равна отсчету по нониусу Д = С, если
измеряемый размер 1000 мм. При измерении боль-
ших размеров Д = 0,2 мм.
§ 17. МИКРОМЕТРЫ
Микрометрические инструменты основаны на приме-
нении микрометрических винтовых пар. Их конструкции
разнообразны. Ниже рассмотрены микрометры общего
назначения.
Гладкие микрометры МК (рис. 15, а) предназначены
для измерения наружных размеров изделий. К основным
деталям и узлам относятся скоба 1, пятка 2, микровинт
4, стопор 5 винта, стебель 6, барабан 7 и трещотка 8
микрометрической головки, преобразующей вращатель-
ное движение барабана в поступательное движение ми-
сровинта.
Рис. 15. Гладкий микрометр МК:
а — устройство; б — сменная пятка; в — передвижная пятка
40
На стебле 6 вдоль продольного штриха нанесена ос-
новная шкала прибора с ценой деления а=0,5 мм и пре-
делом измерений 25 мм. Для удобства отсчета четные
штрихи шкалы, имеющие целые значения размера, от-
ложены снизу продольного штриха. На коническом срезе
барабана 7 нанесено 50 делений круговой шкалы с ценой
деления, равной С=0,01 мм. При одном обороте бара-
бан и микровинт 4 перемещаются на одно деление основ-
ной шкалы. Торец барабана является указателем для ос-
новной шкалы, а продольный штрих на стебле — ука-
зателем для круговой шкалы.
При измерении изделие помещают без перекоса
между пяткой и микровинтом и, вращая барабан за тре-
щотку до тех пор, пока она не начнет проворачиваться,
плотно прижимают измерительные поверхности прибора
к поверхности изделия. Ближайший к торцу барабана
штрих основной шкалы показывает число целых и деся-
тых долей миллиметра в размере. К отсчету по основной
шкале прибавляют отсчет по круговой шкале, равный
произведению цены деления С на номер деления, кото-
рый находится напротив продольного штриха. Отсчет на
рис. 15, а: /=14 + 0,01-18=14,18 мм.
Пределы измерений микрометров зависят от размера
скобы и составляют 0...25; 25...50; ...; 275...300; 300...400;
400...500 и 500...600 мм. Микрометры для размеров более
300 мм оснащены сменными (рис. 15, б) или передвиж-
ными (рис. 15, е) пятками, обеспечивающими диапазон
измерений 100 мм. Передвижные пятки 2 крепятся в тре-
буемом положении фиксатором /, а сменные пятки 3—
гайками / и 2. Перед измерением микрометры устанав-
ливают в исходное (нулевое) положение, при котором
пятка и микровинт прижаты друг к другу или поверх-
ностям установочных мер 3 (см. рис. 15, а) под действи-
ем силы, обеспечиваемой трещоткой. При правильной ус-
тановке нулевой штрих круговой шкалы барабана дол-
жен совпадать с продольным штрихом на стебле, а то-
рец барабана с нулевым штрихом основной шкалы.
Допускаемая погрешность микрометров класса точ-
ности 1 составляет±4 мкм для диапазона измерений
0...100 мм; ±5 мкм для диапазона 100...200 мм; ±6 мкм
для диапазона 200...300 мм; ±8 мкм для диапазона
400...500 мм и ±10 мкм для диапазона 500...600 мм. Ми-
крометры для размеров 0...25 мм выпускаются также
класса точности 0 и имеют погрешность ± 2 мкм.
3 i-
5
Рис. 16. Микрометры специального назначения:
а — МЛ; б — МТ; в — МГ
Микрометры с циферблатом МЛ (рис. 16, а) приме-
няют для измерения толщины листов и лент. К их отли-
чительным особенностям относятся увеличенный вылет
скобы 3, сферическая измерительная поверхность пятки
4, отсчетное устройство, выполненное в виде неподвиж-
ного циферблата 1 и стрелки 2, вращающейся вместе с
барабаном 5.
Микрометры МТ (рис. 16. б) используют для измере-
ния толщины стенок Труб с внутренним диаметром 12 мм
И более. У них пятка 2 имеет сферическую форму, а ско-
42
Рис. 17. Микрометры с цифровым отсчетом:
а — в стебле; б — в скобе
ба 1 в месте крепления пятки сделана тонкой для изме-
рения труб небольшого диаметра.
Микрометры настольного МГ (рис. 16, в) имеют кор-
пус 1 с жестким стационарным основанием, пятку 2, из-
мерительные наконечники 3, микровинт 4, стебель 5, ба-
рабан 6 с круговой шкалой, у которой С=0,01 мм и п =
= 100, а также трещотку 7 и измерительный стол 8.
Сменные измерительные стержни крепятся к пятке и
микровинту с помощью винтов. Они имеют различные
формы измерительных поверхностей — плоские, тарель-
чатые, ножевидные. Пятка 2 может переставляться на
10 мм в зависимости от размера детали.
Микрометры с цифровым отсчетом показаний повы-
шают качество и производительность измерений. Число-
вой механизм может располагаться или в стебле микро-
винта (рис. 17, а), или в скобе микрометра (рис. 17, б).
§ 18. УСТРОЙСТВО МИКРОМЕТРИЧЕСКИХ ГОЛОВОК
Микрометрические головки могут иметь различную
конструкцию. На рис. 18, а показана микрометрическая
43
головка, которой оснащают микрометры с верхним пре-
делом измерений до 100 мм. Микрометрический винт /
проходит через гладкое направляющее отверстие стебля
2 н ввинчивается в разрезную микрогайку 4, которая
стягивается регулирующей гайкой 5 так, чтобы устранить
зазоры в винтовой паре. На микровинте установочным
колпачком 6 закреплен барабан 3. Палец 9, помещенный
в глухое отверстие колпачка, прижимается пружиной 10
к зубчатой поверхности трещотки 7, которая крепится
на колпачке винтом 8. При вращении трещотка переда-
ет микровинту через палец вращающий момент, обеспе-
чивающий измерительное усилие 5...Э Н. Если измеритель-
ное усилие больше, то трещотка проворачивается с ха-
рактерными щелчками. Винт 12 ввинчивается во втулку
11 и фиксирует микровинт в требуемом положении.
Микрометрические головки микрометров с нижним
пределом измерений свыше 100 мм имеют несколько от-
личное устройство (рис. 18, б). Микровинт 1 стопорится
гайкой 2, которая зажимает разрезную втулку 3. Бара-
бан 4 затягивается установочным колпачком 5 на конус-
ную поверхность микровинта. Палец 6 прижимается к
торцовой зубчатой поверхности трещотки 7.
Установка микрометрических головок на нуль осу-
ществляется в следующем порядке: 1) устанавливают
44
микрометр в исходное положение; 2) закрепляют микро-
винт стопором; 3) отворачивают установочный колпачок
на пол-оборота; 4) барабан поворачивают до совпадения
нулевого штриха круговой шкалы на барабане с про-
дольным штрихом на стебле; 5) закрепляют барабан
колпачком; 6) освобождают микровинт; 7) проверяют
установку микрометра на нуль и в случае несовпадения
нулевого штриха на барабане с продольным штрихом на
стебле повторяют операции в той же последовательнос-
ти.
§ 19. МИКРОМЕТРИЧЕСКИЕ ГЛУБИНОМЕРЫ И НУТРОМЕРЫ
Микрометрический глубиномер состоит из микромет-
рической головки I, запрессованной в основание 2(рис.
19). В отверстие на торце микровинта вставляются смен-
ные стержни 3 с разрезными пружинящими концами и
со сферической измерительной поверхностью. Микровинт
зажимается стопором 4. Диапазон измерений глубино-
мерами составляет 0...25, 25...50, 125...150 мм. Цифры у
штрихов стебля и барабана нанесены в обратном поряд-
ке по сравнению с микрометрами, так как чем больше
глубина, тем дальше выдвинут микровинт. Глубиномеры
выпускают 1-го и 2-го классов точности. Допускаемые по-
грешности равны соответственно ±3и ±5 мкм при пре-
делах измерения до 100 мм и ±4 и ±6 мкм при боль-
ших размерах. При настройке нулевого положения то-
рец основания глубино-
мера прижимают к торцу
специальной установоч-
ной меры 5, которую ста-
вят на плите. Микровинт
прижимают к поверхно-
сти плиты, вращая тре-
щотку. Порядок установ-
ки головки на нуль такой
же, как у микрометров.
Микрометрические ну-
тромеры предназначены
для измерения внутрен-
них размеров от 50 до
Рис. 19. Микрометрический
глубиномер
45
Рис. 20. Микрометрический нутромер:
а — головка; б — удлинитель; в — наконечник; г — в сборе
6000 мм. Нутромеры состоят из микрометрической го-
ловки (рис. 20, а), сменного удлинителя (рис. 20, б) и
защитного наконечника (рис. 20, в). Микрометрическая
головка имеет стебель 6, в один конец которого ввинчи-
вается микровинт 5, а в другой конец запрессован изме-
рительный наконечник 7. Зазоры в микрометрической
паре устраняются конической гайкой 3. Барабан 4 сое-
диняется с микровинтом гайкой 2 и контргайкой 1.
Винтом 9 зажимают микровинт в нужном положении.
В резьбу присоединительной муфты 8 ввинчиваются
удлинители или защитные наконечники. На палец мик-
ровинта навинчивают сферические измерительные на-
конечники.
Нутромеры имеют следующие пределы измерений:
50...75; 75... 150; 75...600; 150... 1250; 600...2500; 1250...400;
2500...6000 мм. Нутромеры с верхним пределом измере-
ний свыше 2500 мм имеют микрометрическую головку,
оснащенную индикатором часового типа.
Допускаемые погрешности нутромеров изменяются от
±4 мкм при размерах изделий /^125 мм до ±90 мкм
при /^5000 мм. Микрометрическую головку настраива-
ют на начальное значение шкалы с помощью установоч-
46
ных скоб (рис. 20, г). После установки нуля микрометри-
ческую головку свинчивают с удлинителями до требуе-
мого размера. При измерениях повышенной точности дей-
ствительный размер нутромера определяют на измери-
тельной машине.
§ 20. СВЕДЕНИЯ О ПОВЕРКЕ И РЕМОНТЕ
ИНСТРУМЕНТОВ
Инструменты, находящиеся в эксплуатации, а также
после ремонта, должны подвергаться поверке. Перед
поверкой инструменты промывают в авиационном бен-
зине, протирают жесткой салфеткой и выдерживают на
рабочем месте не менее 3 ч. В помещении, где проводит-
ся поверка, температура должна быть равна 20±5°С.
Погрешность штангенинструментов определяют с по-
мощью концевых мер длины класса точности 3. Поверку
осуществляют в шести точках, равномерно распределен-
ных по шкале, если отсчет по нониусу С=0,05 мм, и в
трех точках, если С=0,1 мм. При определении погреш-
ностей штангенциркулей блок концевых мер длины по-
мещают между измерительными поверхностями губок:
измерительные поверхности должны прижиматься с си-
лой, которая обеспечивает их нормальное скольжение по
поверхности мер при отпущенном винте рамки. При по-
верке штангенглубиномера его основание прижимают к
двум одинаковым блокам мер, притертым к плоской сте-
клянной пластине или поверочной плите. Штангенрейс-
массы поверяют по мерам, установленным на повероч-
ной плите. Показания штангенинструментов поверяют
при свободной и закрепленной рамках.
Погрешность микрометров и микрометрических глу-
биномеров определяют по концевым мерам длины клас-
са точности 2-го или 5-го разряда. Показания микромет-
рических головок проверяют в точках шкалы, равных
5,12; 10,24; 15,36 и 25 мм. Микрометры при поверке ук-
репляют в стойке, а глубиномеры устанавливают на
двух концевых мерах, притертых к стеклянной пластине
или плите. Погрешности микрометрических головок нут-
ромеров и суммарные погрешности микрометрической го-
ловок нутромеров и суммарные погрешности микромет-
рической головки с присоединенными удлинителями оп-
ределяют на горизонтальном оптиметре или измеритель-
ной машине. Точки поверки показаний такие же, как у
микрометров.
47
Основная погрешность инструментов складывается из
погрешностей отдельных элементов, которые подлежат
поверке. При поверке инструментов осматривают внеш-
ний вид, проверяют взаимодействие частей, шерохова-
тость, отклонение от плоскостности, прямолинейности и
параллельности измерительных поверхностей и установ-
ку прибора на нуль. У штангенинструментов с помощью
щупов размером 0,25 и 0,3 мм определяется также рас-
стояние от верхней кромки края нониуса до поверхнос-
ти шкалы штанги. У микрометров проверяют измеритель-
ное усилие, положение конического торца барабана от-
носительно нулевого штриха шкалы стебля в исходном
положении, перекос измерительной поверхности микро-
винта при зажиме стопора, кривизну и биение сферичес-
ких измерительных поверхностей, рабочие размеры уста-
новочных мер.
При эксплуатации штангенинструментов наиболее
часто встречаются следующие дефекты: износ измери-
тельных поверхностей губок и их непараллельность, из-
нос и деформация штанги, ослабление пружины рамки,
коррозия деталей, смещение нониуса, износ резьбы фик-
саторных и стопорных винтов. Эти дефекты устраняют-
ся проведением ремонтных операций. Наиболее харак-
терные из них — доводка измерительных поверхностей
губок, рихтовка и доводка штанги, устраняющие неплот-
ность и непараллельность измерительных поверхностей;
регулировка положения нониуса, замена пружины и вин-
тов. Доводку измерительных губок выполняют микроаб-
разивными пастами с помощью чугунного притира тол-
щиной 14... 17 мм и диаметром 30 мм. Притир со следа-
ми пасты перемещают между губками возвратно-посту-
пательными движениями, периодически поворачивая его
на 6...8 °. Для совмещения нулевых штрихов основной
миллиметровой шкалы и нониуса в планке нониуса пре-
дусматриваются специальные пазы под крепежные вин-
ты, позволяющие его продольную передвижку.
При эксплуатации микрометров наиболее характерны
изнашивание измерительных поверхностей пятки и мик-
ровинта, резьбы микровинта, направляющего отверстия
микровинта и зубцов трещотки, смещение нулевой ус-
тановки, деформация скобы и ослабление пружины. При
небольшом износе измерительных поверхностей осуще-
ствляют их совместную доводку с помощью комплекта
ряда цилиндрических притиров, разность размеров кото-
48
рых составляет 0,25 мм, что соответствует переме-
щению микровинта при повороте на 0,5 оборота. При
значительных износах применяют раздельную доводку
торца микровинта в призме. Выбор зазора в резьбе обес-
печивается подтягиванием гайки с конусной посадкой.
Существует ряд приспособлений, которые механизи-
руют операции поверки и ремонта инструментов для ли-
нейных измерений [5].
Вопросы для самопроверки
1. Какие общие узлы имеют штангенинструменты? 2. Как отсчи-
тываются десятые доли миллиметра по нониусу? 3. Что называется
отсчетом по нониусу? 4. Чему равна основная допускаемаи погреш-
ность штангенинструментов? 5. Что представляет собой штанген-
рейсмасс и для чего его используют? 6. Как проверяют погрешность
показаний штангенинструментов? 7. Из каких основных узлов со-
стоит микрометр? 8. Какие типы пяток бывают у микрометров?
9. Как работают микрометрические головки? 10. Какой порядок
установки микрометра на нуль? 11. Как отсчитываются показания
на микрометрическом глубиномере? 12. Из каких узлов состоят
микрометрические нутромеры? 13. Какие элементы микрометров
подлежат периодической поверке?
Г ЛАВА 4
КАЛИБРЫ
§ 21. КЛАССИФИКАЦИЯ КАЛИБРОВ
По методу контроля калибры делят на нормальные и
предельные. Нормальные калибры копируют размеры и
форму изделий. Предельные калибры воспроизводят
размеры, соответствующие верхней и нижней границам
допуска изделий. При контроле используют проходной
и непроходной предельные калибры. Комплексные ка-
либры предназначены для проверки нескольких разме-
ров изделий, а дифференциальные (простые) калибры —
одного размера.
По конструкции предельные калибры делят на: нере-
гулируемые (жесткие) и регулируемые, которые позволя-
ют компенсировать износ калибра или установить его на
другой размер: однопредельные и двухпредельные, объе-
диняющие проходной и непроходной калибры; односто-
ронние, у которых оба предельных калибра расположены
49
с одной стороны, и двусторонние. В соответствии с прин-
ципом подобия проходные калибры должны иметь по-
верхностный контакт с изделием, непроходные калибры
могут иметь линейный контакт.
По назначению различают рабочие калибры для кон-
троля изделий при изготовлении, калибры контролера
для проверки изделий работниками ОТК; приемные ка-
либры для контроля изделий заказчиком; контрольные
калибры для проверки размеров рабочих и приемных
калибров. В качестве калибра контролера и приемных
калибров используются частично изношенные проходные
и новые непроходные рабочие калибры.
Преимуществом калибров является экономичность и
высокая производительность измерений при массовом и
серийном производстве. Основные требования к калиб-
рам — высокая точность изготовления, большая жест-
кость при малой массе, износоустойчивость, коррозион-
ная стойкость, стабильность рабочих размеров, удобство
в работе.
§ 22. КАЛИБРЫ ДЛЯ ИЗМЕРЕНИЯ ГЛАДКИХ ВАЛОВ
И ОТВЕРСТИЙ
Для контроля размеров валов применяют предель-
ные калибры-скобы, а размеров отверстий — предель-
Рис. 21. Гладкие калибры-
скобы:
а — двусторонний; б — односто-
ронний; в — со сменными губками
50
Рис. 22. Регулируемая скоба
ные калибры-пробки. Услов-
ные обозначения гладких ка-
либров Р—ПР (Р—НЕ) — ра-
бочий проходной (непроход-
ной); К—ПР (К—НЕ) -
контрольный для поверки ра-
бочих новых скоб проходной
(непроходной); К—И — кон-
трольный для поверки износа рабочих проходных скоб;
К—П — контрольный для поверки приемных проходных
скоб.
Гладкие двухпредельные калибры-скобы, предназ-
наченные для контроля валов с допусками по квалитету
7 и выше, выпускаются трех основных типов: листовые
двусторонние (рис. 21, а); листовые (или штампован-
ные) односторонние (рис. 21, б); односторонние со смен-
ными губками (рис. 21, в). Регулируемые скобы для диа-
метров 0...340 мм (рис. 22) имеют неподвижные пятки 2,
Рис. 23. Гладкие калибры-пробки:
и двусторонний: б — однопредельный; в — с неполной насадкой; г —
листовой
51
которые запрессованы в корпусе 1, и подвижные пятки
3, которые при установке на размер по концевым мерам
длины перемещают винтами 4 и зажимают винтами 5.
Гладкие калибры-пробки выпускаются восьми типов,
например двусторонние с вставками / и 3, насаженными
коническими хвостовиками на ручку 2 (рис. 23, а); одно-
предельные с насадкой 1, крепящейся на ручке винтами
(рис. 23, б); однорядные с неполной насадкой 1 и кони-
ческими хвостовиками 2 (рис. 23, в); листовые односто-
ронние (рис. 23, г).
При контроле проходные калибры должны свободно
проходить в изделие под действием собственного веса, а
непроходные не должны входить в изделие более чем на
длину фасок. При дополнительных усилиях возникают
погрешности контроля вследствие деформаций.
У калибров проверяют внешний вид, чистоту поверх-
ности и рабочие размеры. Размеры рабочих скоб пове-
ряют концевыми мерами длины и контрольными калиб-
рами. Размеры рабочих и контрольных пробок измеряют
универсальными приборами, например оптиметрами. Из-
мерения осуществляют в трех равномерно распределен-
ных вдоль оси калибра сечениях. В каждом сучении вы-
полняют два измерения в двух взаимно перпендикуляр-
ных направлениях.
§ 23. КАЛИБРЫ ДЛЯ ИЗМЕРЕНИЯ
ЛИНЕЙНЫХ РАЗМЕРОВ
Для контроля линейных размеров — длины, глубины
и высоты уступов — применяют предельные листовые ка-
либры. Калибры-скобы (рис. 24, а) предназначены для
контроля длины изделий 10...500 мм. Длину отверстий
контролируют листовыми пробками (рис. 24, б).
Основные методы контроля глубины и высоты усту-
пов — надвиганием, на просвет, по рискам и осязанием.
При надвигании калибра большая сторона Б должна
проходить над уступом, а малая сторона М находить на
него (рис. 25, а) или наоборот. При определении просве-
та между изделием и калибром (рис. 25, б) каждая сто-
рона калибра должна иметь лезвиеобразную и плоскую
грани для уменьшения погрешностей контроля вследст-
вие неровностей поверхности. Калибры с рисками (рис.
25, в)применяют, когда допуск проверяемого размера
составляет ~0,5 мм. Ступенчато-стержневыми калибра-
52
Рис. 24. Калибры длин: Рис.
л — скобы; б — пробка бин
а —
25. Калибры для контроля глу-
и высот различными методами:
надвиганием, б — на просвет; в —
по рискам; г — осязанием
Рис. 26. Щупы
Рис. 27. Шлицевые соединения различного профиля зубьев:
а — прямобочного; б — эвольвентного; в — треугольного
53
ми (рис. 25, г) контролируют по осязанию допуски раз-
мером до 0,01 мм.
Щупы, предназначенные для проверки зазоров меж-
ду близко расположенными поверхностями, представля-
ют собой пластины с параллельными измерительными
поверхностями шириной 10 мм, длиной 100 или 200 мм и
толщиной 0,02... 1 мм. Щупы имеют класс точности 1 и
выпускаются в виде отдельных пластин и наборов, ко-
торые состоят из пластин 1 разной толщины, собранных
в обойме 2 (рис. 26).
§ 24. КАЛИБРЫ ДЛЯ ИЗМЕРЕНИЯ
ШЛИЦЕВЫХ ИЗДЕЛИИ
Шлицевые соединения могут иметь прямобочный
(рис. 27, а), эвольвентный (рис. 27, б) и треугольный
(рис. 27, в) профили зубьев. Центрирование вала и от-
верстия может осуществляться по внутреннему диаметру
d, по наружному диаметру D и по боковым сторонам
зубьев. Шлицевые изделия проверяют дифференциро-
ванным или комплексным способом. Для дифференциро-
ванного контроля наружного и внутреннего диаметров и
толщины зубьев наружных шлицев применяют предель-
ные калибры-скобы (рис. 28, а), а размеров внутренних
шлицев — предельные калибры-пробки (рис. 28, б).
При комплексном контроле проверяют суммарные от-
клонения толщины зубьев валов и ширины впадин вту-
лок проходными калибрами-пробками н калибрами-коль-
Рис. 28. Поэлементные
калибры для шлицевых
изделий:
а — скобы: б — пробки
54
Рис. 29. Комплексные калибры
для шлицевых изделий:
а — пробки; б — кольцо
цами. Калибры-пробки
(рис. 29, а) выпускают-
ся с одной направляющей
1 для проверки изделий
с центрированием по на-
ружному диаметру и бо-
ковым сторонам и с дву-
мя направляющими 2 и
3 для изделий с центри-
рованием по внутренне-
му диаметру. Калибры-
кольца (рис. 29, б) так-
же имеют шлицевую
часть и гладкую направляющую поверхность А, кото-
рой их надевают на вал.
§ 25. ПРОФИЛЬНЫЕ ШАБЛОНЫ
Для контроля размеров и формы изделий со слож-
ным профилем применяют нормальные профильные шаб-
лоны. Шаблоны 1 могут прикладываться к проверяемо-
му профилю изделия 2 (рис. 30, а} или накладываться на
изделие 2 с совмещением профилей (рис. 30, б). В пер-
вом случае отклонения профиля изделия от профиля ша-
блона Д определяют <припасовкой на краску», если
Д~±3 мкм, или методом <на просвет», если Дя» ±20 мкм;
во втором случае Д измеряют с помощью индикатора 3,
если Д~ ±5 мкм, или оценивают визуально, если Д«
« ±200 мкм.
Радиусные шаблоны (рис. 31) для определения ра-
диусов закруглений от 1 до 25 мм представляют собой
Рис. 30. Профильные Рис. 31. Радиусные шаблоны
шаблоны
55
стальные пластины с профилем дуги окружности. Они
комплектуются в наборы, состоящие из пластин с вы-
пуклым / или вогнутым 3 профилем, и собираются в
обойме 2. При контроле шаблоны, как правило, прикла-
дываются к профилю изделия. Если в сопряжении нет
зазора, то радиусы изделия и шаблона равны.
Вопросы для самопроверки
1. Какие типы калибров Вы знаете? 2. В чем различие нормаль-
ных и предельных калибров? 3. Как контролируют диаметр гладких
валов и отверстий? 4. Какие основные методы контроля высоты и
глубины уступов Вы знаете? 5. Как осуществляется дифференциро-
ванный контроль шлицевых изделий? 6. Как осуществляется конт-
роль радиусными шаблонами?
ГЛАВА 5
СРЕДСТВА И МЕТОДЫ
ДЛЯ ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
§ 26. МЕТОДЫ ИЗМЕРЕНИЯ УГЛОВ
Углы изделий измеряют тремя основными методами:
методом сравнения с жесткими контрольными инстру-
ментами — угловыми мерами, угольниками, конусными
калибрами и шаблонами; абсолютным гониометричес-
ким методом, основанным на использовании приборов с
угломерной шкалой; косвенным тригонометрическим ме-
тодом, который заключается в определении линейных
размеров, связанных с измеряемым углом тригономет-
рической функцией.
К универсальным средствам измерения углов отно-
сятся нониусные, оптические и индикаторные угломеры,
а также другие приборы. Углы наклона поверхностей
изделий измеряют уровнями и оптическими квадратами.
§ 27. УГОЛЬНИКИ И КОНУСНЫЕ КАЛИБРЫ
Угольники поверочные 90° предназначены для про-
верки и разметки прямых углов изделий, для контроля
изделий при сборке или монтаже и т. п. Угольники вы-
56
Рис. 32. Угольники:
а — лекальные; б — слесарные; в — контроль отклонений от прямого угля
пускаются двух типов: лекальные (рис. 32, а) и слесар-
ные (рис. 32, б). Они имеют измерительные А, Б и опор-
ные В, Г поверхности. Размеры поверхностей LXH
измеряются в диапазоне от 60x40 до 1600Х 1000. Уголь-
ники выпускаются трех классов точности 0, 1 и 2. При
измерениях опорная поверхность угольника плотно без
зазора прижимается к поверхности изделия (рис. 32, в).
По размеру зазора Ь между измерительной поверхнос-
тью и поверхностью изделия на расстоянии I определяют
отклонение от прямого угла Aa=tgAa=6//(pafl) =
= 10 800Ь/л/ (') Например, при 6 = 0,3 мм и /=100 мм
Ла=10'. Зазор определяют щупом / (или концевыми ме-
рами длины) или методом «на просвет», используя «об-
разец просвета», показанный на рис. 11.
Калибры для измерения конусов инструментов
представляют собой нормальные калибр-пробки (рис.
33, а) и калибр-втулки (рис. 33, б). При контроле ба-
зорасстояния (расстояния от базы конуса до его основ-
ного расчетного сечения) торец годного внутреннего
конуса должен находиться
между рисками, нанесенными
на поверхности калибр-про-
бок, а торец годного наружно-
го конуса — между контроль-
ными плоскостями уступа ка-
либр-втулок. Размер z опре-
Рис. 33. Ка.тибры конусов инстру-
ментов:
а — пробка: б — втулка
I Z
6)
57
Рис. 34. Калибры конусов изделий
деляет допускаемые отклонения размеров конусов.
При комплексном контроле конусности калибры при-
пасовывают к конусам на краске. Краску наносят на
предварительно очищенную наружную поверхность сло-
ем толщиной 2... 10 мкм. Калибр сопрягают с конусом
и поворачивают не более чем на '/4 оборота при нажатии
вдоль оси. У годных конусов пятно контакта без круго-
вых разрывов располагается со стороны большего диа-
метра и составляет не менее 90 % площади.
Толщину слоя краски определяют по «образцу интен-
сивности окраски» (см. рис. 11), который получают на
концевых мерах длины 2, притертых к плоской стеклян-
ной пластине.?. На поверхности мер, кроме крайних, на-
носят краску, которую затем снимают лекальной линей-
кой /, опирающейся на крайние меры. Толщина слоя
краски на мерах составляет 1, 2, ... мкм и различается
по интенсивности цвета.
Для проверки наружных конусов изделий применяют
конусные скобы 1 с рисками, скобы 2 с уступами и двух-
предельные конусные скобы 3 (рис. 34).
§ 28. УНИВЕРСАЛЬНЫЕ УГЛОМЕРЫ
Угломеры с нониусом выпускаются двух типов: УН —
для измерения наружных и внутренних углов; УМ —
для измерения наружных углов. Наружными называют
углы 0...1800, так как измерительные поверхности при-
боров охватывают изделие, а внутренними — углы боль-
ше 180°.
Угломер УН (рис. 35, а) состоит нз основания 2 с уг-
ловой шкалой, имеющей диапазон показаний 90° и цену
деления С=1 °. На основании 2 закреплены основная ли-
нейка 3 и подвижный сектор 5 с нониусом 1. Стопор 4
56
Рис. 35. Нониусный угломер:
а — УН: б — УМ
фиксирует сектор в нужном положении. С помощью дер-
жавки 9 к сектору можно прикрепить угольник 6, к ко-
торому державкой 8 можно присоединять съемную ли-
нейку 7. Последнюю можно устанавливать на сектор 5.
В полностью собранном виде между плоскостями основ-
ной и съемной линейки измеряют углы 0...500. Если на
секторе 5 установлена съемная линейка 7, то измерения
выполняются в пределах 140...200°. Между плоскостями
сектора 5 и основной линейки 3 углы измеряются в пре-
делах 230...320 °. Полный диапазон измерений угломера
УН составляет 0...3200.
Угломер УМ (рис. 35, б) также имеет основание 4 с
угловой шкалой с диапазоном показаний 90°. С основа-
нием жестко скреплена съемная линейка 3. Подвижная
линейка 10 выполнена
заодно с сектором 9, не-
сущим нониус 7. Сектор
поворачивается вокруг
оси а и фиксируется сто-
пором 8. На подвижной
линейке 10 с помощью
державки 1 может быть
установлен угольник 2.
Для точной установки
нониуса сектор переме-
та б л и на 4
Параметры угловых нониусов
Цена деления С/ Мо- дуль. Y Число делений, л Интервал делений. b
2 1 30 58'
5 2 12 1°55'
59
Рис. 36. Оптический угломер
щают микровинтом 6, за-
стопорив винт 5. Диапа-
зон измерений угломера
УМ составляет 0...1800.
Измерения в диапазоне
0...900 проводят с уголь-
ником 10, а в диапазоне
90...180 ° — без угольни-
ка, прибавляя к отсчету
по шкале угломера 90°.
Принцип конструиро-
вания и расчета угловых и линейных нониусов, а также
отсчет по ним одинаковы. Основные параметры нониу-
сов угломеров приведены в табл. 4 (полный угол
Ф = 23°). Допускаемые погрешности угломеров равны
значению отсчета по нониусу.
Оптический угломер (рис. 36), предназначенный для
измерения углов 0...1800, состоит из корпуса 2, с кото-
рым жестко связана сдвоенная линейка 5. Сменная ли-
нейка 4 поворачивается и перемещается в продольном
направлении. Съемная подставка 7 с зажимным винтом
8 используется при измерениях углов цилиндрических
или конических поверхностей.
При измерении линейку 4 выдвигают на длину, кото-
рая обеспечивает полноту охвата поверхности изделия,
и стопорят поворотом рычага 6. Рабочие грани линеек
4 и 5 прижимают к плоскостям изделия, образующим из-
меряемый угол, и поворотом контактного кольца / фик-
сируют установленное положение. Отсчет осуществляют
с помощью лупы 3. В лупу видны основная градусная
шкала, а также прямая и обратная минутные шкалы с
ценой деления 5'. Отсчет выполняют по делению градус-
ной шкалы, находящемуся в пределах минутной шкалы.
На рис. 38 показан отсчет, равный 88°30'. Допускаемая
погрешность оптического угломера составляет ±2'30",
а при измерениях с подставкой 7 — ±5'.
Методы и средства поверки угломеров изложены в
ГОСТ 13006—67. Операции, выполняемые при поверке,
аналогичны операциям при поверке штангенинструмен-
тов. Показания угломеров поверяют угловыми мерами 4-
го разряда или класса точности 2. При поверке измери-
60
тельные поверхности линеек совмещают без просвета с
измерительными гранями мер. Поверяемые углы: 0 °;
15°10'; 30°20'; 45°30'; 60°40'; 75°50' и 90°.
б 29. ТРИГОНОМЕТРИЧЕСКИЕ МЕТОДЫ
И СРЕДСТВА ИЗМЕРЕНИЙ
Косвенные измерения углов конусов можно выпол-
нять универсальными средствами измерений с помощью
калиброванных роликов и шариков. Для измерений ко-
нусов используют синусную или тангенсную схему в за-
висимости от того, какие стороны треугольника, образу-
ющего угол, будут измерены. При тангенсной схеме
измерения наружного конуса (рис. 37, а) деталь устанав-
ливают на плите 3 и микрометром измеряют расстояния
/, и /2 между наружными диаметрами роликов 2, поме-
щенных на плите и на концевых мерах длины 1 разме-
ром L. Угол конуса определяют по формуле
tga=(/,-/1)/2L.
При синусной схеме измерения внутреннего конуса (рис.
37, б) в отверстие вводят шарики 1 диаметрами d и D и
с помощью глубиномера или длиномера находят расстоя-
ния h и Н от наружной грани конуса до шариков. Угол
конуса находят из выражения
sina=(D — d)/(2/ — где I = (И — h).
Синусные линейки для косвенных измерений углов
О...45° выпускают трех типов: I — без опорной плиты с
одним наклоном; II — с опорной плитой с одним накло-
ном; III — с опорной плитой с двумя наклонами. Синус-
ная линейка типа I (рис. 38) имеет стол 1 с обработан-
ной поверхностью 5, установленный на двух роликовых
Рис. 3,7. Схемы косвенных измерений углов:
a — тангенсная; б — синусная
61
5
Рис. 38. Синусная линейка без
опорной плиты
Рис. 39. Измерение угла кону-
са с помощью синусной ли-
нейки
опорах 2. Боковые 3 и передняя 4 планки служат упора-
ми для изделий, которые крепятся к столу прижимами,
входящими в комплект, с помощью резьбовых отверстий
6. Расстояние L между осями роликов может быть 100,
200, 300 и 500 мм. Синусные линейки выпускают классов
точности 1 и 2. Допускаемые погрешности при предель-
ном угле измерения а=45° для линеек типа I класса
точности 1 (2) не превышают ±6" (10"), для линеек ти-
па II — ±8" (12"), для линеек типа III — ±10" (15").
При измерении углов конусов на синусной линейке
(рис. 39) стол 3, на котором закреплен конус /, устанав-
ливают на требуемый номинальный угол а к плоскости
поверочной плиты 5 с помощью концевых мер 4. Размер
блока концевых мер находят по формуле ft = £sina. Ин-
дикатором 2, укрепленным на универсальном штативе,
определяют разность положений 6ft поверхности изде-
лия на длине I. Отклонения угла при вершине конуса
рассчитывают по формуле
6a = 6Л// (рад) = 2 • 10® 6Л// (").
Действительный угол проверяемого конуса aK = a±
± 6a ± Ал-
Погрешность измерения Дл синусной линейки зависит
от угла а, погрешности Дм блока концевых мер и погреш-
ности Д£ расстояния между осями роликов: Дл = 2-105Х
X (Дм—Ai.sina)/(£cosa).
Методы и средства поверки синусных линеек изло-
жены в ГОСТ 8.165—75. Расстояние между осями роли-
ков и диаметры роликов измеряют на горизонтальном
оптиметре. Погрешность синусных линеек определяют
62
автоколлимационным методом с помощью угловой меры
типа V (см. рис. 9) или контактным методом, исполь-
зуя поверочные плиты класса точности 0, угловые
клинья УКСЛ, концевые меры длины класса точности 1,
измерительную головку с ценой деления 0,001 мм и спе-
циальные стойки.
§ 30. УРОВНИ
Уровни предназначены для контроля горизонтальнос-
ти и вертикальности расположения плоских и цилиндри-
ческих поверхностей. Брусковые (рис. 40, а) и рамные
(рис. 40, б) уровни имеют корпус 1 с измерительными
поверхностями 4, основную ампулу 2 и установочную
ампулу 3. Уровень устанавливают на проверяемой по-
верхности с помощью ампулы 3 так, чтобы ампула 2 на-
ходилась в горизонтальной плоскости. По ампуле 2 из-
меряют отклонение поверхности от горизонтальности и
вертикальности (только рамным уровнем).
Ампула уровней (рис. 40, в) представляет собой за-
паянную цилиндрическую трубку, заполненную жидким
эфиром так, что внутри трубки остается пузырек возду-
ха, насыщенный парами эфира. Внутренняя поверхность
ампулы имеет бочкообразную форму, поэтому при гори-
зонтальном расположении уровня пузырек занимает
верхнее положение. На наружной поверхности ампулы
нанесена шкала с интервалом делений 2 мм. При наклоне
Рис. 40. Уровни:
а — брусковый: б рамный; в — ампула уровней
63
Рис. 41. Экзаменатор
уровня пузырек переме-
щается относительно нейт-
рального положения (нуль-
пункта) пропорционально
углу наклона. По шкале
ампулы измеряют наклон уровня в миллиметрах, отне-
сенный к длине, равной 1 м. Цена деления ампул уров-
ней составляет 0,02; 0,05; 0,10 и 0,15 мм/м и погреш-
ность не должна превышать соответственно ±0,004;
0,0075; 0,015 и 0,02 мм/м. Наклон поверхности уровня
на 0,01 мм/м соответствует углу 2". При поверке нуль-
пункта уровень устанавливают на плите класса точно-
сти 0, поверхность которой выставлена горизонтально.
Выполняют отсчет положения конца пузырька по шкале.
Затем уровень поворачивают на 180°, ставят на то же
место плиты и выполняют отсчет по другому концу
пузырька. Разность отсчетов не должна превышать по-
ловины деления шкалы. Нуль-пункт рамных уровней
по отношению к боковым рабочим плоскостям пове-
ряют, прижимая их сначала одной, а затем другой сто-
ронами к вертикальной поверхности прямоугольной
призмы.
Погрешность и цену деления ампулы уровней пове-
ряют на экзаменаторах (рис. 41). Уровень 2 или ампулу
устанавливают на планку / экзаменатора. Наклоняя
планку с помощью дифференциального микровинта 4,
совмещают последовательно края пузырька ампулы с
делениями шкалы и снимают отсчеты по измерительной
головке 3 экзаменатора. Измерение проводят при пря-
мом и обратном перемещениях пузырька и за результат
поверки принимают среднее арифметическое.
§ 31. ОПТИЧЕСКИЕ ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
И КВАДРАНТЫ
Оптические делительные головки предназначены
для угловых измерений и делительных работ при раз-
метке и обработке деталей. Прибор состоит из головки
(рис. 42) и задней бабки 13 с пинолью, установленной
на литой станине 14. Внутри неподвижного корпуса 5
головки находится подвижный корпус 6, в подшипниках
которого может вращаться шпиндель 12. В корпусе 6
64
Рис. 42. Оптическая делительная головка
разметены также осветитель 8 и оптическая система с
отсчетным устройством 7, предназначенные для измере-
ния углов поворота шпинделя. На конце шпинделя в по-
садочное отверстие с конусом Морзе № 4 вставляется
центр 11с хомутиком 10 или иное крепежное приспособ-
ление (патрон, планшайба). Измеряемое изделие уста-
навливают в центрах 11 шпинделя и задней бабки или
закрепляют на шпинделе приспособлением. Шпиндель
может быть установлен с углом наклона к горизонтали
0...900; угол наклона измеряют по шкале 3 с ценой деле-
ния Г и нониусу 2 с отсчетом 1 или 6'. При измерении
шпиндель вращают маховичком 1 и фиксируют стопо-
ром 4. Угол поворота шпинделя грубо устанавливают по
внешнему лимбу 9, точное измерение выполняют по от-
счетному устройству 7, которое может иметь окуляр или
экран. Оптические делительные головки выпускают че-
тырех типов с ценой деления шкалы С=1; 2; 5 и 20",
например, ОГДЭ-2, ОГД-1. Допускаемая погрешность
измерений
Да = ± (С + sinа/2),
где а — измеряемый угол, °.
Оптические квадранты — приборы, в которых угло-
мер соединен с уровнем. Они предназначены для изме-
рения углов наклона плоских и цилиндрических поверх-
ностей различных изделий. Квадрант (рис. 43) имеет ос-
нование 1, корпус 2, внутри которого установлен непо-
движный лимб, вращающуюся крышку 3, на которой
укреплены уровень 4 и микроскоп 5. Для измерения уг-
3 Зак. 377
65
Рис. 43. Оптический квадрант
ла наклона к горизонту
квадрант устанавливают
на поверхность изделия
и вращают крышку до
тех пор, пока пузырек
уровня не займет сред-
нее положение. Быстрый
поворот крышки выпол-
няют рукой при отпущен-
ном винте 6, а тонкую
регулировку угла — ми-
кровинтом 7 при зажа-
том винте 6. Для грубо-
го отсчета угла поворота служит шкала на крышке с
ценой деления 5°, точные измерения выполняют с по-
мощью микроскопа 5.
Оптические квадранты выпускают трех типов с ценой
деления отсчетного устройства 2, 10, 60" и имеют допус-
каемую погрешность при установке на плоскую поверх-
ность, соответственно ±2, 5 и 20". При установке на ци-
линдрическую поверхность погрешность прибора в 2 ра-
за больше.
Вопросы для самопроверки
I. Какие методы измерения углов Вы знаете? 2. В чем заклю-
чается метод измерения углов жесткими контрольными инструмен-
тами? 3. Какие средства измерения углов относится к универсаль-
ным? 4. Какие измерения выполняются на угломере типа УМ и
как? 5. Как осуществляется отсчет по оптическому угломеру?
6. Какие косвенные методы измерения углов Вы знаете и в чем
они заключаются? 7. Какой порядок измерения наружного конуса
на синусной линейке? 8. Какое назначение имеют уровни? 9. Что
отсчитывается по ампуле уровней? 10. Как проверяют нуль-пункт
уровней? И. Для чего предназначены оптические делительные го-
ловки? 12. Каким прибором с угловой шкалой можно измерить
наклон поверхности изделия?
66
ГЛABA 6
РЫЧАЖНО-МЕХАНИЧЕСКИЕ ПРИБОРЫ
ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ
§ 32. КЛАССИФИКАЦИЯ И НАЗНАЧЕНИЕ
Рычажно-механические приборы преобразуют малые
отклонения размеров изделий в удобные для отсчета
перемещения стрелки по шкале. Основные типы рычаж-
но-механических передач, используемых в приборах, —
зубчатые, рычажные, рычажно-зубчатые, пружинные и
рычажно-пружинные.
Рычажно-механические приборы делятся на три ос-
новные группы:
1) измерительные головки — съемные отсчетные уст-
ройства, предназначенные для оснащения приборов и
контрольно-измерительных приспособлений; 2) приборы
со съемными отсчетными устройствами — индикаторные
скобы, нутромеры и глубиномеры и др.; 3) приборы со
встроенными отсчетными устройствами — рычажные
скобы и микрометры н др.
Приборы применяют для измерения линейных разме-
ров, а также отклонений размеров от заданной геомет-
рической формы — овальности, биения, огранки, прямо-
линейности и т. п. Как правило, их используют для изме-
рения методом сравнения с мерой. Если размеры
изделий меньше диапазона показаний прибора, то при-
меняют метод непосредственной оценки.
Измерительные головки устанавливают на стойках
или штативах, которые выполняются нескольких типов:
стойки С-1 и С-П (рис. 44, а), стойки малогабаритные
С-Ш (рис. 44,6), стойки C-IV (рис. 44,в), штативы
Ш-1...Ш-Ш (рис. 44,г), штативы с магнитным основа-
нием ШМ-1...ШМ-Ш (рис. 44,6). Тип стойки или шта-
тива определяется ценой деления измерительной голов-
ки: С-1 — до 0,5 мкм; С-П — от 1 до 5 мкм; Ш-1 и
ШМ-1 — от 2 до 5 мкм; C-III, Ш-П и U1M-II — до
10 мкм; C-IV, 1U-III и ШМ-1П — свыше 10 мкм.
Стойки имеют основание 1 с измерительным столом
2 и колонку 3 с кронштейном 4 или стержнем 9. Измери-
тельную головку 6 зажимают на стойках винтом 5. Крон-
штейн может перемещаться по колонке гайкой 8 и за-
3
67
Рис. 44. Стойки и штативы
крепляться винтом 7. Стержень зажимают в хомуте 10
винтом 11.
Штативы не имеют измерительного стола и применя-
ются при измерениях на поверочных плитах и на стан-
ках. Измерительные головки закрепляют в державке 12,
которую зажимают винтом 13 на стержне 9, имеющем
пружинные пальцы 14 и винт 15 для тонкой установки
на размер. Назначение остальных деталей штативов та-
кое же, как у стоек.
§ 33. ЗУБЧАТЫЕ ИЗМЕРИТЕЛЬНЫЕ ГОЛОВКИ
Зубчатые измерительные головки — индикаторы ча-
сового типа с ценой деления 0,01 мм — изготовляются
следующих основных типов:
ИЧ02, ИЧ05, ИЧ10 и ИЧ25 — перемещение измери-
тельного стержня параллельно шкале, диапазоны изме-
рений соответственно 0...2, 0...5, 0...10 и 0...25 мм;
ИТ02 — перемещение стержня перпендикулярно к
шкале и диапазон измерений 0...2 мм.
Индикаторы типа ИЧ5 и ИЧ10 выпускаются в кор-
68
пусе диаметром 60 мм, а индикаторы ИЧ2 и ИТ2 — в
корпусе диаметром 42 мм (малогабаритные).
Устройство и принципиальная схема индикатора ти-
па ИЧ показаны на рис. 45. Основными узлами индика-
тора являются циферблат 1 со шкалой, ободок 2, стрел-
ка 3, указатель 4 числа оборотов стрелки, гильза 5, из-
мерительный стержень 6 с наконечником 7, корпус 8,
ушко 9 и головка 10 стержня. Гильза и ушко служат для
крепления индикатора на стойках, штативах и приспо-
соблениях. Поворотом ободка 2, на котором закреплен
циферблат, стрелку совмещают с любым делением шка-
лы. За головку 10 стержень отводят при установке изде-
лия под измерительный наконечник.
Принцип действия индикатора заключается в следу-
ющем (рис. 45, б). Измерительный стержень 12 переме-
щается в точных направляющих втулках 2, запрес-
сованных в гильзы корпуса. На стержне нарезана
зубчатая рейка 11, которая поворачивает триб 10 с
числом зубьев z=16 (трибом в приборостроении
называют зубчатое колесо с числом зубьев z^18). Зуб-
чатое колесо 9(z=100), установленное на одной оси с
трибом 10, передает вращение трибу 8 (z=10). На оси
триба 8 закреплена стрелка 3. В зацеплении с трибом 8
находится также зубчатое колесо 7(z= 100), на оси ко-
торого закреплены указатель 4 и втулка 6 с пружинным
волоском 5, другой конец которого прикреплен к корпу-
су. Колесо 7, находясь под действием волоска, обеспечи-
вает работу всей передачи прибора на одной стороне
Рис. 45. Индикатор часового типа ИЧ
.69
Таблица 5
Допускаемая погрешность индикаторов часового типа
Класс точности Допускаемая погрешность, мкм, в пределах участка шкалы, мм
0,1 1 0...2 0...5 0 - - -1 0 0...25
0 4 8 10 12 15 22
1 6 10 12 16 20 30
профиля зуба и тем самым устраняет мертвый ход пе-
редачи. Пружина 1 создает измерительное усилие на
стержне.
Передаточное отношение зубчатого механизма вы-
полнено так, что при перемещении измерительного стер-
жня на расстояние Z= 1 мм стрелка совершает полный
оборот, а указатель поворачивается на одно деление.
Шкала индикатора имеет число делений п=100. Цена
деления шкалы циферблата C=Z/n= 1/100=0,01 мм.
В корпусе малогабаритных индикаторов нельзя раз-
местить полные зубчатые колеса с числом зубьев z=100,
поэтому они заменены зубчатыми секторами. У торцо-
вых индикаторов ИТ2 (рис. 46) перемещение измери-
тельного стержня передается рейке зубчатого механиз-
ма через двухплечий рычаг, имеющий передаточное от-
ношение, равное единице. Индикаторы ИТ имеют такие
же основные элементы и цену деления шкалы, как инди-
каторы ИЧ.
Индикаторы часового типа выпускаются классов точ-
ности 0 и 1. Основные допускаемые погрешности этих
индикаторов приведены в табл. 5.
Настройка индикаторов на размер изделия выполня-
ется в следующем порядке: 1. Индикатор закрепляют на
кронштейне стойки или в державке штатива (см. рис.
44, б), установленного на плите. Для индикаторов часо-
вого типа используют стойки C-IV и штативы Ш-11.
2. При относительных измерениях на стол стойки или
плиту устанавливают блок концевых мер, размер которо-
го равен номинальному размеру изделия. При абсолют-
ных измерениях меры не используются. 3. Опускают
индикатор по колонке так, чтобы наконечник соприкос-
нулся с поверхностью меры или плиты и стрелка отклони-
лась от нулевого положения. Предварительное отклоне-
70
Рис. 46. Торцовой индикатор типа ИТ
ние стрелки называют «натягом прибора». Значение
натяга должно быть больше, чем допускаемые отклоне-
ния размера изделия от номинального значения. Обычно
дают стрелке сделать один оборот. При работе с уни-
версальным штативом для создания натяга пользуются
винтом микроподачи 4. Зафиксировав положение ин-
дикатора, шкалу устанавливают на нулевое положение,
поворачивая ободок. 5. Поднимая и опуская измеритель-
ный стержень за головку, проверяют постоянство пока-
заний индикатора. Если наблюдается отклонение стрел-
ки от нуля, настройку повторяют. 6. Отведя стержень,
снимают блок мер.
Измерения выполняют в таком порядке: приподняв
наконечник прибора, устанавливают на стол или плиту
изделие; затем опускают наконечник на поверхность из-
делия и выполняют отсчет показаний. По указателю чис-
ла оборотов стрелки находят число миллиметров в раз-
мере. Дробная доля размера равна числу делений ци-
ферблата против стрелки, умноженному на С=0,01 мм.
При вращении стрелки против часовой стрелки отсчет
по индикатору складывается с длиной блока концевых
мер, в противном случае вычитается.
Область применения индикаторов расширяется бла-
годаря использованию приспособлений. Струбцина для
установки индикатора на валы (рис. 47, а) имеет скобу
5 с губкой 6, которая перемещается винтом 7. К струб-
цине привинчивается стержень 4 с хомутом 3 для креп-
ления державки 2 с индикатором /. Прямой (рис. 47, б)
и угловой (рис. 47, в) рычаги применяют при измерени-
ях । труднодоступных местах. Рычаги 2 под действием
измерительного стержня 5 индикатора поворачиваются
вокруг оси 3 кронштейнов 4, прикрепленных к гильзе
индикатора, и упираются сферическими наконечниками
1 в поверхность изделия.
71
Рис. 47. Приспособления
к индикаторам
а — струбцина, б — пря
мой рычаг; в — угловой ры
чаг
§ 34. РЫЧАЖНО-ЗУБЧАТЫЕ ИЗМЕРИТЕЛЬНЫЕ ГОЛОВКИ
К рычажно-зубчатым измерительным головкам отно-
сятся индикаторы ИГ и многооборотные индикаторы
МИГ, выпускаемые с ценой деления 0,001 и 0,002 мм.
Индикатор ИГ (рис. 48, а) состоит из корпуса 1, ци-
ферблата 2, стрелки 3, йрретира 4, присоединительной
гильзы 5, измерительного стержня 6, наконечника 7, ука-
зателя 9 поля допуска изделия и винта 8 точной установ-
ки механизма в нулевое положение. Арретир (рычаг) не-
обходим для подъема измерительного стержня перед ус-
тановкой изделия.
Механизм головки ИГ (рис. 48, б) состоит из двух
неравноплечих рычажных пар и одной зубчатой переда-
чи. Перемещение измерительного стержня 10 через ры-
чаг 6 передается малому плечу рычага 13. Большое пле-
чо рычага 13 передает движение рычагу 1 зубчатого сек-
тора 2. Зубчатый сектор вращает триб 3, на оси которого
установлены стрелка 15 и втулка со спиральным волос-
72
ком 14, устраняющим зазоры в передаче. Измеритель-
ное усилие создается двумя пружинами 7, прикреплен-
ными к рычагу 6. Весь механизм индикатора смонтиро-
ван на плате 4, которая для установки на нуль повора-
чивается вокруг оси 5 и пружинами 16 прижимается
через рычаг 12 к установочному винту //.Арретир 8 в сво-
бодном состоянии отжимается от рычага 6 пружиной 9.
Многооборотный индикатор МИГ имеет те же основ-
ные узлы, что и индикатор ИГ. На циферблате нанесено
200 делений круговой шкалы и расположен указатель
числа оборотов стрелки, полное число оборотов которой
равно 5. Механизм многооборотного индикатора (рис.
49, а) содержит две рычажные и две зубчатые передачи.
Перемещение измерительного стержня / передается ры-
чагу 11, а затем рычагу 10 зубчатого сектора 2, который
находится в зацеплении с трибом 4. Зубчатое колесо 5,
посаженное на одну ось с трибом 4, вращает триб 3 и
закрепленную на его оси стрелку 6. На оси зубчатого ко-
леса 8, зацепляющегося с трибом 3, установлен указа-
тель 7 числа оборотов стрелки и пружинный волосок 9.
Весь механизм многооборотного индикатора (рис. 49,
б) собран на плате 2, которая пружинами / прижимает-
ся к упору рычага 3 и винту 4 установки индикатора на
73
Таблица 6
Метрологические показатели индикаторов
Тип Цена деления Пределы измерения Допускаемая погрешность, мкм, на участке шкалы от нулевого штриха в пределах
индикатора мм 200 деле- ний 1 1 2 ММ ±30 делений св. ±30 делений
1ИГ 0,001 +0,05 0,4 0,7
2ИГ 0,002 +0,1 — — — 0,8 1,2
1МИГ 0,001 1 2 2,5 — — —
1МИГП 0,001 1 1,5 1.8 — — —
2МИГ 0,002 2 3 4,0 5 -— —-
2МИГП 0,002 2 2,5 3 3,5 — —
нуль. Штифт 5 обеспечивает движение измерительного
стержня без поворота, а винт 6 ограничивает нижнее
положение стержня.
Основные допускаемые погрешности рычажно-зубча-
тых измерительных головок приведены в табл. 6.
Рычажно-зубчатые головки при измерениях устанавли-
вают на стойки С-Ш и штативы Ш-I. При настройке ин-
дикаторов ИГ на размер по блоку концевых мер крон-
штейн с индикатором опускают по колонке стойки так,
чтобы измерительный наконечник коснулся меры и
стрелка установилась около нулевого положения. За-
тем поворотом шкалы стрелку устанавливают на нуль и
проводят несколько раз арретирование (подъем и опус-
кание) стержня, проверяя правильность настройки. По
показаниям прибора находят как отклонения размера
изделия от размера меры, так и его знак. Измерения
многооборотными индикаторами выполняют так же, как
индикаторами часового типа.
§ 35. ПРУЖИННЫЕ ИЗМЕРИТЕЛЬНЫЕ ГОЛОВКИ
Пружинные измерительные головки являются наибо-
лее точными рычажно-механическими приборами. Они
выпускаются трех основных типов: 1) ИГП — микрока-
торы; 2) ИПМ — микаторы (мядогабарИтные) •
3) ИРП — миникаторы.
В качестве чувствительного элемента в этих приборах
(рис. 50,а; 51,а; 52,а) используется специальная ленточ-
74
е.70
Рис. 49. Схема многооборотного индикатора типа МИГ:
а — схема; б — механизм
ная пружина 2, завитая спирально от середины в разные
стороны и закрепленная по концам на плоских пружи-
нах. К середине пружины приклеена стрелка 3. Переме-
щение измерительного
стержня 7 вызывает из-
менение длины пружины
2 и поворот ее средней
части. Смещение стрелки ""
относительно шкалы при-
бора пропорционально j 2 3
перемещению измери-
тельного стержня. Пре-с
имущества пружинных
передач: высокая чувст-
вительность ленточных
(LOOT мм
6
Рис. 50. Пружинная измери-
тельная головка ИГП:
в — схема; б — внешний вид
75
Рис. 51. Пружинная измерительная
а — схема; б — внешний
головка ИПМ:
вид
пружин, обеспечивающая большую точность измерений;
отсутствие внешнего трения и минимальная разность
прямого и обратного хода.
Основные параметры йружинных измерительных го-
ловок приведены в табл. 7.
Рис. 52. Рычажно-пружинная голов- Рис. 53. Индикаторная ско-
ка ИРП: ба
а — схема; б — внешний вид
76
Таблица 7
Основные параметры пружинных головок различных типов
Тип головки Цена деления шкалы Диапазон измерений Допускаемая погреш- ность на любом участке шкалы Размах показаний в делениях шкалы
мкм
Мнкрокаторы Число делений
До 30 Св. 30
01 игп 02 ИГП 05 ИГП 1 ИГП 2 ИГП 5 ИГП 10 ИГП 0,1 0,2 0,5 1 2 5 10 ±4 ±6 ±15 ±30 +60 + 150 ±300 0,1 0,15 0,25 0,4 0,8 2,0 3,0 0,15 0,2 0,4 0,6 1,2 3,0 5,0 1/3
1/4
Микаторы Число делений
До 3 0 До 60
02-ИПМ 05-ИПМ 1-ИПМ 2-ИПМ 0,2 0,5 1 2 ±ю ±25 +50 ±100 0,15 0.3 0,5 1,0 0,3 0.5 1.0 2,0 1/2
1/4
1/5
Мииикаторы Число делений
До 20 До 40
ИРП 1 2 ±40 ±80 0,5 1 1 2 1/3
У микрокаторов (рис. 50, а) ленточная пружина 2
закреплена на угольнике 1 и консольной пружине 4, ус-
тановленной на угловом выступе. Изменяя положение
пружины 4 с помощью винтов, которыми она крепится к
выступу, регулируют натяжение ленточной пружины и
устанавливают прибор на нуль. Измерительный стер-
жень 7 подвешен на мембранах 6 и жестко связан с
77
угольником /. Перемещение стержня вызывает поворот
угольника вокруг точки а и растяжение пружины. Изме-
рительное усилие создается пружиной 5.
Пружинная передача микрокатора (рис. 50, б) разме-
щена в корпусе /, к которому присоединена измеритель-
ная гильза 5. Положение шкалы 2 регулируется в преде-
лах ±5 делений винтом 4 для установки прибора на
нуль. Указатели 3 поля допуска перемещаются рычажка-
ми, расположенными на задней стороне корпуса. На кон-
це гильзы с помощью хомута 6, зажимаемого винтом 7,
установлен арретир 8, соединенный с измерительным на-
конечником 9 со сферической поверхностью. Фиксатором
10 измерительный стержень зажимают при транспорти-
ровании.
Микрокаторы применяют для высокоточных относи-
тельных измерений размеров, а также отклонений фор-
мы изделий со стойками С-1 и С-П и приспособлениями,
имеющими присоединительный диаметр 28 мм. При на-
стройке на нулевое положение по блоку концевых мер
используется микроподача стола стойки. Выпускают
также микрокаторы ИГПУ и ИГПР с уменьшенным и
регулируемым измерительным усилием, ИГПГ с герме-
тизированным корпусом и ИГПВ виброустойчивые.
Микаторы (рис. 51, б) могут быть использованы в ка-
честве отсчетных устройств в различных приборах и при-
способлениях. Назначение узлов и деталей и их обозна-
чение на рис. 51 такие же, как на рис. 50. Ввиду неболь-
шого диаметра (8 мм) гильзы 5 (см. рис. 51, б) измери-
тельный стержень перемещается в шариковых направ-
ляющих 6 (см. рис. 51, а) и шарнирно связан с рычагом
/, к которому прикреплен конец пружины 2..
Миникаторы (рис. 52) предназначены для измерений
в труднодоступных местах изделий. Они представляют
собой рычажно-пружинные головки бокового действия с
перемещением измерительного стержня перпендикуляр-
но к плоскости шкалы. Перемещение стержня 7 (рис. 52,
а) через рычаг 6, подвешенный на плоской мембране 5 и
поворачивающийся относительно оси 8, передается уголь-
нику 1 пружинной передачи. Миникаторы (рис. 52, б)
применяются в державке с микроподачей для удобства
установки на размер. Державку закрепляют на стержне
2. Цена деления миникаторов составляет 1 мкм при дли-
не измерительного наконечника /, равной 72 мм и 2 мкм
при длине 30 мм.
78
§ 36. СКОБЫ С ОТСЧЕТНЫМ УСТРОЙСТВОМ
Скобы с отсчетным устройством предназначены для
точных измерений наружных размеров изделий методом
сравнения с мерой. Скобы выпускаются двух типов:
СИ — индикаторные, оснащенные измерительной голов-
кой с ценой деления 0,01 мм и диапазоном измерений
3 мм, и СР — рычажные со встроенным в корпус отсчет-
ным устройством с ценой деления 0.002 мм и диапазо-
ном измерений ±0,14 мм.
Индикаторные скобы (рис. 53) имеют корпус 9 с те-
плоизоляционной накладкой 10, в котором установлены
индикатор / часового типа, подвижная пятка 3 и смен-
ная передвижная пятка 5. Диапазон перемещения пере-
движной пятки равен 50 мм. Измерительное усилие соз-
дается пружиной 2. Упор 4 служит для правильной уста-
новки изделия. Винты 6 фиксируют положение
индикатора и передвижной пятки. Рычагом 8 отводят
подвижную пятку 3 перед установкой изделия. Колпа-
чок 7 предохраняет пятку 5 от сбоя.
Пределы измерений индикаторных скоб составляют
0...50, 50...100, 100...200. 600...700, 700...850 и
850...1000 мм. Основная допускаемая погрешность изме-
няется от 5 до 20 мкм в зависимости от типоразмера ско-
бы и длины используемого участка шкалы индикатора.
Рычажные скобы (рис. 54, а) состоят из корпуса 1,
в котором размещено отсчетное устройство со шкалой 4,
указателями поля допуска 3 и стрелкой 5. Положение
указателей регулируют винтами при снятой крышке 6.
Рис. 54. Рычажная скоба:
а — устройство; б — схема
79
Пружина 12 сообщает подвижной пятке // измеритель-
ное усилие. Передвижная пятка 10 перемещается вин-
том 8, закрываемым колпачком 7, и зажимается стопо-
ром 9. Пятка И отводится кнопкой 2 арретира. Встроен-
ное отсчетное устройство скобы имеет рычажно-зубчатый
механизм (рис. 54,6). Подвижная пятка 4 поворачивает
рычаг 3, большое плечо которого заканчивается зубча-
тым сектором 6, находящимся в зацеплении с трибом 7.
На оси триба укреплены стрелка 5 и пружинный воло-
сок 8. Арретир 2 перемещает пятку 4 при нажатии кноп-
ки 1. Пределы измерений рычажных скоб составляют
0...25, 26...50, .... 125...150 мм; диапазон перемещения пе-
реставной пятки 25 мм. Основная допускаемая погреш-
ность не превышает 2 мкм.
Скобы устанавливают на размер по блоку концевых
мер длины. Передвижную пятку приводят в соприкосно-
вение с поверхностью меры так, чтобы стрелка индика-
торной скобы показала «натяг», а стрелка рычажной
скобы установилась на нуль. Закрепив пятку стопором,
закрывают ее колпачком от повреждений и загрязнений.
Действительный размер изделия определяют как сумму
размера блока мер и разности показаний отсчетного ус-
тройства при установке меры, а затем изделия.
§ 37. РЫЧАЖНЫЕ МИКРОМЕТРЫ
Микрометрам рычажным присущи свойства микро-
метров МК и скоб с отсчетным устройством. Они устро-
ены так же, как скобы, но вместо передвижной пятки
имеют микрометрическую головку 2 без трещотки (рис.
55).
Рычажные микрометры МР (рис. 55, а) имеют встро-
енное в корпус 1 отсчетное устройство 3 с ценой деления
Рис. 55. Рычажные микрометры:
а — МР; б — MPH
80
2 мкм и диапазоном показаний ±0,14 мм. Пределы из-
мерений микровинта равны 0...25, 25...50, 50...75,
75... 100 мм, а основная допускаемая погрешность 3 мкм.
Рычажные микрометры МРИ (рис. 55, б) оснащены
измерительной головкой 1 с ценой деления 10 мкм и диа-
пазоном показаний 2, 5 или 10 мм. Пределы измерений
составляют 100...125, 125...150, 150...200, 150...300, ...,
900...1000, 1000...'2000, ..., 1800...2000 мм, а допускаемая
погрешность 4...36 мкм в зависимости от типоразмера.
При абсолютных измерениях барабан микрометри-
ческой головки вращают так, чтобы поверхности пятки и
микровинта соприкоснулись с поверхностью изделия, а
стрелка отсчетного устройства установилась на нуль.
После этого барабан поворачивают в том же направле-
нии до совпадения штриха круговой шкалы барабана с
продольным штрихом на стебле. Размер определяют сум-
мой показаний микрометрической головки и отсчетного
устройства.
§ 38. ИНДИКАТОРНЫЕ НУТРОМЕРЫ И ГЛУБИНОМЕРЫ
Индикаторные нутромеры предназначены для изме-
рения внутренних размеров и диаметров отверстий в
пределах 2... 1000 мм на глубине до 500 мм. Их конструк-
ции разнообразны. Они могут оснащаться индикаторами
с ценой деления 1, 2 и 10 мкм и в зависимости от диапа-
зона измерений и типа индикатора имеют пределы
допускаемой погрешности 1,8—22 мкм. Нутромеры с пре-
делами измерений 3...6, 6...10, 10...18 мм (рис. 56) осна-
щены рычажно-зубчатыми головками ИГ. К корпусу 1
нутромера крепится на резьбе сменная вставка 2, в от-
верстиях которой расположены два измерительных 8 и
два центрирующих 7 шарика. Перемещение измеритель-
ных шариков при входе в отверстие передается игле 6 и
через нее измерительному стержню индикатора. Центри-
рующие шарики, диаметр которых на 0,01 мм меньше
диаметра измерительных шариков, не позволяют смес-
титься линии измерения относительно диаметра отверс-
тия. Упор 5 для установки индикатора фиксируется в
нужном по высоте положении винтом 4. Индикатор
вставляется в пружинную разрезную втулку корпуса 1
и зажимается гайкой 3.
Нутромер для измерения размеров до 450 мм пока-
зан на рис. 57. В насадке 10 закреплена втулка 7, в ко-
81
Рис. 56. Индикаторный
нутромер для измерения ма-
лых отверстий
Рис. 57. Индикаторный нутро-
мер с пределом измерения до
450 мм
положение стерж-
торую с одной стороны ввернут регулируемый стержень
9, с другой свободно входит подвижный стержень 12.
При установке нутромера на размер
ня 9 регулируют таким образом,
чтобы кольцевая риска на стерж-
не 12 находилась в плоскости
В)
Рис. 59. Индикаторный
глубиномер
а)
Рис. 58. Погрешности при изме-
рениях нутромерами:
а — от смещения лнннн измерения;
б — от перекоса нутромера
82
торца втулки 7. При этом плечи рычага 11 распола-
гаются перпендикулярно к осям стержней 9 и 5, что
обеспечивает минимальные погрешности рычажной пе-
редачи. Положение стержня 9 после регулировки фик-
сируют гайкой 8. Перемещение стержня 12 через рычаг
11. в плечи которого впрессованы шарики 6, и стержень
5 передается индикатору 1, установленному на корпусе
4 с теплоизолированной ручкой 3. Измерительное уси-
лие создается пружиной индикатора и пружиной 2. В
отверстия насадки 10 вставлены направляющие стерж-
ни 14 центрирующего мостика 13. Пружины 15 прижи-
мают мостик к поверхности отверстия.
Основные погрешности при измерениях нутромерами
возникают вследствие смещения линии измерения отно-
сительно диаметра отверстия (рис. 58, а) и перекоса
нутромера в отверстии (рис. 58, б). Линия измерения
устанавливается по диаметру отверстия с помощью
центрирующего мостика. Погрешности центрирования
не превышают 3 мкм. Погрешности перекоса умень-
шают, покачивая нутромер в плоскости осевого сечения
отверстия. При наименьших показаниях прибора линия
измерения совпадает с диаметральной плоскостью от-
верстия.
Перед измерением нутромеры устанавливают на но-
минальный размер отверстия с помощью аттестованного
кольца, или блока концевых мер с боковиками, или мик-
рометра, закрепленного либо в стойке, либо на измери-
тельной машине.
Индикаторные глубиномеры (рис. 59), предназначен-
ные для относительных измерений глубины пазов и от-
верстий, высоты уступов и т. п., имеют основание 2 с
державкой 3, индикатор 4 часового типа ИЧ10 и смен-
ный измерительный стержень 1. Набор сменных стерж-
ней обеспечивает пределы измерений 0..10, 10...20, ....
90... 100 мм. Перед измерением глубиномер устанавли-
вают иа нуль с помощью двух концевых мер длины или
аттестованной втулки. Установив глубиномер иа конце-
вые меры, помещенные на плите, индикаторную головку
перемещают в державке так, чтобы стрелка показала
«натяг» приблизительно на один оборот. Зажав стопор
5, шкалу индикатора ставят на нуль поворотом ободка.
При измерениях показания прибора суммируют с раз-
мером меры.
83
Вопросы для самопроверки
1 Какие виды рычажно-измерительных приборов Вы изучили?
2. Что называют измерительными головками? 3. Как устроены зуб-
чатые, рычажно-зубчатые и пружинные головки? 4. В чем заклю-
чается принцип действия пружинных головок? 5. Как устроена
рычажная скоба? 6. В чем отличие рычажного микрометра от ры-
чажной скобы? 7. Какое назначение центрирующего мостика инди-
каторных нутромеров? 8. Как определяют высоту уступа индикатор-
ным глубиномером? 9. Как подготовить индикатор часового типа к
измерению относительным методом? 10. Где применяются пружин-
ные головки? 11. В каких приборах используются рычажио-зубча-
тые головки? 12. Какие приспособления к индикаторам часового
типа Вы знаете? 13. Как выбирают стойки и штативы для работы
с измерительными головками? 14. Как выполняются измерения ры-
чажным микрометром?
ГЛАВА 7
ОПТИКО-МЕХАНИЧЕСКИЕ ПРИБОРЫ
§ 39. КЛАССИФИКАЦИЯ И НАЗНАЧЕНИЕ
Оптико-механические приборы предназначены для
высокоточных измерений размеров изделий и отклоне-
ний от геометрической формы. В их механизме сочета-
ются оптические и механические измерительные сис-
темы.
Оптическая система — совокупность оптических узлов
и деталей (линз, призм, зеркал, объективов, окуляров и
т. п.), предназначенная для формирования пучков све-
товых лучей. В измерительных приборах используются
основные свойства оптических систем: 1) возможность
получать действительные и мнимые увеличенные изобра-
жения шкал приборов или объектов измерения с по-
мощью линз; 2) пропорциональность углов поворота
зеркал п отраженных от него лучей; 3) дисперсия света;
4) интерференция цвета и др.
Оптико-механические приборы разнообразны по наз-
начению и принципу действия как оптической, так и
механической измерительных систем. К ним относятся
оптикаторы, оптиметры, длиномеры, измерительные ма-
шины, контактные интерферометры, измерительные мик-
роскопы и проекторы. В измерительном механизме
оптиметров и оптикаторов сочетаются механический и
84
оптический рычаг, поэтому такие приборы иногда назы-
вают рычажно-оптическими.
По положению линии измерений приборы делят на
вертикальные (В) и горизонтальные (Г), а по способу
отсчета показаний — на окулярные (О) и экранные (Э).
Пример маркировки оптиметра: ОВО — оптиметр верти-
кальный окулярный. Метрологические показатели основ-
ных типов оптиметров приведены ниже.
Показатели ОВЭ-02 ОБО-1. ОВЭ-1 ОГО-1. ОГЭ-1
Диапазон измерения, мм 0...100 0...200 0...500
Цена деления, мкм 0,2 1,0 1.0
Пределы измерения по шкале, мм . . ±0,025 +0,1 +0,1
Допускаемая основная погрешность,
мкм, иа участке шкалы, мм:
от 0 до +0,015 ±0,07 — —•
св. +0,015 +0,1 — —
от 0 до +0,06 ........ —. +0,2 +0,2
св. +0,06 — +0,3 +0,3
Вариация показаний, мкм 0,02 0,1 0,1
§ 40. ОСНОВЫ ОПТИЧЕСКИХ МЕТОДОВ ИЗМЕРЕНИЙ
С точки зрения физической оптики, видимый свет
представляет собой электромагнитное излучение в диа-
пазоне длин волн от Л=0,38 мкм (фиолетовый цвет) до
к=0,78 мкм (красный цвет). Скорость света зависит от
среды, в которой он распространяется. Показатель пре-
ломления характеризует оптические свойства среды и
определяется отношением п=С1Ссх>, где С — скорость
света в пустоте; Сср — скорость света в данной среде,
Он зависит от длины волны света: чем больше длина
волны, тем меньше показатель преломления. Это явле-
ние называется дисперсией света и используется для
разложения света, например, с помощью призм.
С точки зрения геометрической оптики, источником
света является точка, луч света — линия, по которой
распространяется свет, световой поток — совокупность
световых лучей. В однородной прозрачной среде свет
распространяется от источника прямолинейно во все
стороны с одинаковой скоростью. Световые лучи в пучке
не влияют один на другой. Угол отражения луча от по-
верхности равен углу падения, а угол падения и прелом-
ления на границе двух сред связаны зависимостью
nsina — n’sina*.
85
J
Рис. 60. Оптический рычаг
Оптические приборы часто
содержат зеркала и линзы. Лин-
за — прозрачное тело, ограни-
ченное поверхностями, из кото-
рых хотя бы одна представляет
собой поверхность вращения.
Для получения качественного
вило, используются системы линз.
Объектив — система линз и зеркал, расположенная со
стороны объекта измерения и дающая его первичное
изображение. Окуляр — система линз, обращенная к
глазу наблюдателя.
В оптических приборах часто применяется оптиче-
ский рычаг. Принцип действия оптического рычага, по-
лученного с помощью зеркала, показан на рис. 60. На
зеркало 1 падает луч света 2 и отражается на шкалу 3
прибора. Если зеркало наклонить на угол а, то отра-
женный луч сместится на расстояние l=2aL, где L —
расстояние шкалы от зеркала. Путем многократного
отражения луча света между поворачивающимся и не-
подвижным зеркалами (см. рис. 66, б) размер оптиче-
ского рычага может быть увеличен.
Оптический рычаг можно получить также с помощью
объектива и зеркала. Объектив превращает рассеянный
свет, исходящий из источника, расположенного на фо-
кальной поверхности MN объектива, например в точке
А, в пучок параллельных лучей и собирает падающие на
него параллельные лучи на фокальной плоскости в точ-
ке В (рис. 61, а). Фокальной плоскостью объектива
называют плоскость, проходящую через его фокус F
перпендикулярно к главной оптической оси OF. Направ-
ление параллельных лучей после объектива совпадает
с направлением оптической оси АО, так как лучи, про-
ходящие через оптический центр объектива О, не пре-
ломляются. Соответственно, точка В лежит на пересече-
нии луча ОВ, идущего через оптический центр, с
фокальной плоскостью MN. Если источник света помес-
тить в точку А фокальной плоскости и за объективом
поставить зеркало (рис. 61, б, в), то лучи, отразившись
от зеркала и пройдя снова через объектив, соберутся в
точке А' на фокальной плоскости. Точка А' называется
автоколлимационным изображением точки А, так как
86
Рис. 61. Схемы автоколлимации при различных положениях источ-
ника света, объектива и зеркала
эти точки находятся в одной плоскости. Оптические при-
боры, которые предназначены для получения автоколли-
мационного изображения объекта, называются автокол-
лиматорами.
Возможны два случая автоколлимации.
1. Источник света А расположен на расстоянии AF
от главной оптической оси объектива 1, а плоскость зер-
кала 2 перпендикулярна к главной оптической оси
(рис. 61,6). Автоколлимационное изображение А' рас-
полагается симметрично точке А относительно фокуса
F. Так как угол отражения лучей от зеркала равен углу
падения р, то / AOF=/ A'OF. Из равенства прямо-
угольных треугольников AOF-=A'OF следует равенство
A'F=AF.
2. Источник света А расположен в фокусе F объек-
тива, а зеркало наклонено к главной оптической оси под
углом а (рис. 61, в). Угол отраженных лучей с главной
оптической осью составляет 2а. Отклонение автоколли-
мационного изображения А' от точки А
АА' = f tg2a,
где f—фокусное расстояние объектива.
В оптиметрах поворот зеркала происходит пол. дей-
ствием измерительного стержня прибора. Перемещение
Д/ стержня, плечо ' механического рычага, поворачиваю-
щего зеркало, и угол поворота связаны соотношением
A/=/tga.
Передаточное отношение автоколлимационной опти-
ческой системы
S = АА'/Д! = f tg 2a//tg a
87
и не зависит от расстояния между зеркалом и объекти-
вом. При малых углах поворота зеркала, близких к
нулю,
tg а = a; tg 2а = 2а; X = 2f/l.
§ 41. ОПТИКАТОРЫ
Оптикаторы представляют собой измерительные пру-
жинно-оптические головки, в которых механическая
пружинная передача сочетается с оптическим рычагом.
Они отличаются высокой точностью и стабильностью из-
мерений, предназначены для поверки концевых мер и
особо точных измерений ответственных изделий и при-
меняются в универсальных стойках С-1 и приспособле-
ниях с присоединительным диаметром 28 мм.
Оптикатор (рис. 62, а) имеет такое же устройство
пружинной передачи, как микрокатор, но вместо стрелки
в середине пружинной ленты 1 приклеено миниатюрное
зеркало 2. Свет от лампочки 6 проходит через конденсор
5 и щель диафрагмы 4, по середине которой натянута
пить. Конденсор — это оптическая система, служащая
а)
Рис. 62. Оптикатор:
а — схема; б — устройство
88
Таблица 8
Основные показатели оптикаторов, мкм
Тип Цена деления Пределы иэмереняй + Допускаемая погрешность на любом участке шкалы в пределах Вариация показаний
100 делений более 100 делений
ОШ 0,1 12 0,05 0,1 0,03
02П 0,2 25 0,1 0,2 0,06
05П 0,5 50 0,2 0,4 0,15
1П 1,0 125 0,4 0,8 0,30
для освещения рассматриваемого или проецируемого
предмета параллельными лучами света. Изображение
нити проецируется объективом 3 на зеркало 2 и, отра-
зившись от него, попадает на шкалу прибора. Так как
перемещение по шкале равно удвоенному углу поворота
зеркала, умноженному на расстояние от зеркала до
шкалы, передаточное отношение оптикатора в 2 раза
больше, чем у микрокатора. Оптикаторы имеют больший
диапазон показаний и меньшие погрешности измерений
и вариации показаний, чем микрокаторы с той же ценой
деления шкалы. Их основные показатели приведены в
табл. 8.
Оптикатор (рис. 62, б) имеет корпус 4, на котором
установлены осветитель 6 и присоединительная трубка
1. Положение шкалы 5 в пределах ±6 делений регули-
руют винтом 3. Поворотом кнопок 2 перемещают два
светофильтра (зеленый и красный), которые служат
указателями поля допуска изделий.
Оптикаторы используют для относительных измере-
ний методом сравнения с мерой. Порядок настройки
прибора и измерений такой же, как для пружинных из-
мерительных головок.
§ 42. ВЕРТИКАЛЬНЫЙ ОКУЛЯРНЫЙ ОПТИМЕТР
Вертикальные оптиметры применяют для точного из-
мерения наружных размеров изделий: длины плоскопа-
раллельных концевых мер, диаметров гладких калибр-
пробок, резьбовых калибров, шариков и проволоки, тол-
щины тонких листов и т. п.
89
Рис. 63. Трубка окулярного оптиметра:
а — схема; б — устройство
Оптическая схема измерительной трубки оптиметра
с окулярным отсчетом и его шкала показаны на
рис. 63, а. Световой поток от внешнего источника света
а, отразившись от зеркала 3, через призму 2 полного
внутреннего отражения освещает шкалу, нанесенную на
левой стороне окулярной сетки 4, которая находится в
фокальной плоскости объектива 6. Сеткой называется
стеклянная пластина, на которой различными способами
нанесены штрихи, цифры, шкалы, марки, профили объ-
ектов различной конфигурации (резьбы, зубья) и т. п.
Призма 5 поворачивает ход лучей на 90° и позволяет
придать трубке удобную форму колена. Световой поток
проходит через объектив и, отразившись от зеркала 7,
дает автоколлимационное обратное изображение шкалы
в правой части окулярной сетки, на которой нанесен
указатель, что соответствует схеме автоколлимации, по-
казанной на рис. 61, б. Зеркало 7 прижимается двумя
90
пружинами к шарикам 8 и измерительному стержню 9.
При отклонении зеркала, вызванном перемещением
стержня, изображение шкалы на окулярной сетке сме-
щается относительно указателя в соответствии со схе-
мой автоколлимации, показанной на рис. 61, в. Увели-
ченное изображение шкалы наблюдается через окуляр 1.
В трубках оптиметров фокусное расстояние
/=200 мм, а длина механического рычага 1 — 5 мм, что
обеспечивает передаточное отношение 5 = 2///= 2-200/5=
80. Шкала оптиметра имеет число делений п = 200 с
интервалом делений а = 0,08 мм. Цена деления C=a/S =
0,08/80 = 0,001 мм. Увеличение окуляра г=12х обеспе-
чивает удобное наблюдение шкалы. Видимый интервал
деления шкалы составляет а'=агх = 0,08-12 = 0,96 мм.
Пределы измерений по шкале ±Сп/2= ± (0,001-200)/2 =
= ±0.1 мм.
Все детали трубки оптиметра собирают и устанавли-
вают в коленообразной трубке (рис. 63, б). Измеритель-
ный стержень с наконечником 15 и зеркало 18, установ-
ленное на основании 10, собирают на втулке 12, которая
закрепляется в трубке гайкой 16 с наружной резьбой.
Основание 10 прижимается пружиной 17 к шарикам на
шайбе 11 и стержню. Шайба 13 ограничивает ход стерж-
ня, упираясь в крышку 14. Линзы 8 объектива собраны
в трубке 9. Призма 6 установлена на плате 7. Окуляр-
ная сетка 4, на которой фотографическим путем нанесе-
ны шкалы и указатель, и осветительная призма 3
закреплены в тубусе 5, кото-
рый тремя радиальными вин-
тами укреплен во втулке 2.
На втулку с помощью много-
ходовой резьбы навинчивает-
ся окуляр 1, что позволяет ре-
гулировать четкость изображе-
ния шкалы.
Вертикальный оптиметр
О ВО-1 (рис. 64) представляет
собой сочетание трубки 2 опти-
метра со стойкой типа С-П.
На трубку надет арретир 5
для отвода измерительного на-
Ряс. 64. Оптиметр ОВО-1
91
Рис. 65. Установка стала пер-
пендикулярно к осн измери-
тельного стержня:
а — положения мер на столе;
б — установка стержня
конечника 6. Трубка за-
нимается винтом 4 в раз-
резной муфте кронштейна
. 11, который перемещает-
&) ся по колонке при вра-
щении кольца 13 и зажимается винтом 12. Колонка за-
прессована в устойчивое основание 14, на котором рас-
положен предметный стол 7. Горизонтальное положение
стола устанавливают вращением микровинтов 8. В вер-
тикальном направлении стол перемещают в пределах
нескольких миллиметров вращением гайки 10 микро-
метрического механизма и фиксируют винтом 9.
Перпендикулярность оси измерительного стержня
плоскости стола проверяют при надетом на стержне
плоском измерительном наконечнике с помощью плос-
копараллельной концевой меры размером приблизитель-
но 10 мм. Меру притирают к столу и, ослабив винт
12, вращением кольца 13 опускают кронштейн 11, пока
наконечник 6 не коснется меры. Момент касания отме-
чают по перемещению изображения шкалы в окуляре
3. Зеркальцем 1 направляют свет в осветительную приз-
му. Застопорив кронштейн винтом 12, выполняют ряд
измерений, устанавливая меру относительно наконечни-
ка в положениях I, II, III и IV (рис. 65, а). Если плос-
кость наконечника не параллельна плоскости стола
(рис. 65, б), то показания оптиметра при различных по-
ложениях меры будут отличаться одно от другого. Вра-
щением микровинтов 8 (см. рис. 64) стол устанавливают
так, чтобы во всех четырех положениях меры показания
были одинаковыми.
Оптиметр устанавливают на нуль (на размер исход-
ной меры) в следующем порядке. Меру заданного
размера притирают к столу с гладкой поверхностью.
Стол предварительно переводят в нижнее положение.
Кронштейн 11 с трубкой 2 (см. на рис. 64) плавно
опускают до касания без толчка с поверхностью меры.
Вращением кольца 13 устанавливают изображение шка-
лы так, чтобы нулевой штрих был несколько ниже ука-
92
зателя, и кронштейн закрепляют винтом 12. Установку
прибора на нуль осуществляют, поднимая стол враще-
нием гайки 10, и фиксируют винтом 9. Установку на
нуль проверяют, поднимая и опуская арретиром изме-
рительный наконечник 2—3 раза. Если показания опти-
метра не стабильны, то прибор снова устанавливают на
нуль кольцом 13. При измерениях, подняв наконечник
арретиром, заменяют меру изделием. По показаниям
оптиметра находят отклонение размера изделия от раз-
мера меры. Цилиндрические изделия, например гладкие
калибры-пробки, прокатывают под измерительным нако-
нечником; наибольшее показание соответствует диамет-
ру изделия в измеряемом сечении.
Оптиметры комплектуют сменными измерительными
наконечниками. Сферические наконечники используют
для измерения плоских и цилиндрических изделий диа-
метром более 10 мм, ножевидные наконечники — для
цилиндрических изделий диаметром менее 10 мм, плос-
кие наконечники — для сферических изделий, например
шариков. Измеряемые изделия устанавливают или не-
посредственно на предметный стол, или на накладной
стол с ребристой поверхностью, который притирается к
предметному столу. Площадь ребристой поверхности
легче довести до требуемой плоскостности, и она мень-
ше, чем гладкая поверхность подвержена загрязнениям,
приводящим к погрешностям изменений.
§ 43. ВЕРТИКАЛЬНЫЕ ЭКРАННЫЕ ОПТИМЕТРЫ
Оптиметры ОВЭ являются усовершенствованной мо-
делью оптиметра ОВО-1. Наличие экрана облегчает
процесс измерения и повышает его производительность.
В оптической схеме экранного оптиметра (рис. 66, а)
лучи света от лампы 1 через конденсор 2, светофильтр
3, линзу 4 и призму 5 освещают правую сторону стек-
лянной пластины 6, на которую нанесена шкала, распо-
ложенная в фокальной плоскости объектива 8. Между
объективом и пластиной находится зеркало 7, изменяю-
щее направление хода лучей. После объектива парал-
лельные лучи света отражаются от неподвижного 9 и
качающегося 10 зеркал и, совершив обратный путь через
объектив и зеркало 7, дают обратное автоколлимацион-
ное изображение шкалы на левой части пластины 6 с
указателем отсчета. Изображение шкалы и указателя
93
Рис. 66. Оптические схемы
экранных оптиметров:
а — оптиметр ОВ.э-1: б — опти-
метр ОВ^ 02
2
7
проецируется объективом
11 через систему зеркал
12, 13 и 15 на матовый
стеклянный экран 14.
Зеркало 10 связано ме-
ханическим рычагом с
измерительным стерж-
нем прибора. У оптимет-
ров ОВЭ-1 угол между
зеркалами 9 и 10 состав-
ляет 37°30' и лучи света
отражаются от качающе-
гося зеркала один раз,
поэтому чувствительность
прибора такая же, как у
оптиметров ОВО-1. У
оптиметров ОВЭ-2 — ультраоптиметров — угол между
зеркалами 9 и 10 составляет 15°, что обеспечивает мно-
Рис. 67. Экранные оптиметры
а — ОВЭ-1; б — ОВЭ-02
94
гократное отражение лучей от качающегося зеркала
(рис. 66, б). За счет многократного отражения дости-
гается большое результирующее отклонение лучей от
зеркала 10. Поэтому передаточное отношение оптиче-
ской системы больше, а цена деления шкалы оптиметра
ОВЭ-02 меньше, чем у оптиметра ОВЭ-1.
Оптиметр ОВЭ-1 (рис. 67, а) состоит из измеритель-
ной головки 2 с осветительной системой 1. Все оптиче-
ские части прибора размещены внутри корпуса на
передней части которого установлен экран, защищенный
от внешнего света блендой 3. Головка закреплена вин-
том 5 в кронштейне 4 стойки С-П. Положение стола 6 с
ребристой поверхностью регулируют маховичками 7 и
фиксируют винтами 8. Упор 9, закрепленный в державке
10, используют для проверки партий сферических и ци-
линдрических изделий одинакового размера. На столе
6 имеются резьбовые отверстия для крепления наклад-
ных столов и приспособлений. Для измерения изделий,
установка которых на стол с ребристой поверхностью
затруднена, например калибров-пробок и шариков, ис-
пользуют стол СТ-6 с гладкой поверхностью.
Оптиметр ОВЭ-02 (рис. 67, б) имеет стойку, которая
состоит из жесткого литого основания 1 и призматиче-
ской колонки 2. Кронштейн 3 перемещается по направ-
ляющим колонки с помощью кремальеры и стопорится
винтами 4. Головка 5 оптиметра крепится в кронштейне
винтами 6. Предметный стол 7 с ребристой поверх-
ностью можно перемещать в вертикальном направлении
винтом 9 микроподачи и стопорить в установленном по-
ложении винтом 8.
§ 44. ГОРИЗОНТАЛЬНЫЙ ОКУЛЯРНЫЙ ОПТИМЕТР
Горизонтальный оптиметр ОГО-1 (рис. 68, а) позво-
ляет измерять наружные размеры до 350 мм, наружные
диаметры до 225 мм и внутренние диаметры до 150 мм.
Внутренние измерения в пределах 1...13 мм выполняют
с помощью электроконтактной головки ГК-3, а свыше
13,5 мм — с помощью приспособления ИП-3. На массив-
ном основании 1 закреплены горизонтальные направ-
ляющие 2, по которым перемещаются и фиксируются
в нужном положении кронштейны 3. В кронштейнах
винтами 7 зажаты пиноль 4 и трубка 12 оптиметра. Из-
делие устанавливают на стол 11 между измерительными
95
Рис. 68. Горизонталь-
ный оптиметр ОГО-1:
а — устройство; б — с
приспособлением И П-3
наконечниками 9, закрепленными на стержнях пиноли и
трубки. Стержень пиноли перемещают микровинтом 5 и
фиксируют винтом 6. Стол 11 имеет механизм для пере-
мещения в трех взаимно перпендикулярных направле-
ниях и для вращения вокруг поперечной горизонтальной
и вертикальной осей. Вертикальное перемещение стола
выполняют вращением ручки 19, ограничивают винтом
14 и фиксируют винтом 18. Поперечное перемещение
стола осуществляют вращением винта 13. В продольном
направлении свободно перемещается только накладная
верхняя часть стола, установленная на шариковых опо-
рах. Вокруг вертикальной оси стол поворачивают ручкой
20. Покачивание относительно поперечной горизонталь-
ной оси осуществляют эксцентриком 17. В установлен-
ном положении стол фиксируют винтом 15. Вертикаль-
ный штатив 10 служит для установки приспособлений,
например упора при проверке серий изделий
одинакового размера или электроконтактной головки
ГК-3. Регулировочными винтами 16 устанавливают стой-
ку в горизонтальное положение по уровню.
Перед измерением взаимное положение наконечни-
ков регулируют так, чтобы оси стержней пиноли и тру-
бок находились на одной прямой. Для этого между
наконечниками на столе устанавливают концевую меру
размером 0,5...2 мм. Перемещая кронштейны 3 и пиноль
4, наконечники приводят в соприкосновение с поверхнос-
тями меры. Микровиктом 5 устанавливают шкалу опти-
метра на некоторое показание. Регулировку выполняют
винтами 8, расположенными под углом 90°, которые
смещают стержень пиноли в радиальных направлениях.
96
Вращая отверткой поочередно винты 8, добиваются наи-
большего показания оптиметра для сферических нако-
нечников и наименьшего показания для плоских.
При установке оптиметра на нуль по блоку концевых
мер длины линия измерения должна проходить перпен-
дикулярно к измерительным граням мер. Предметный
стол с блоком мер и кронштейны устанавливают в по-
ложение, при котором измерительные наконечники пи-
ноли и трубки соприкасаются в срединной точке мер.
Микровинтом 5 устанавливают шкалу прибора в
положение около нулевой точки. Поочередными пово-
ротами стола вокруг вертикальной оси ручкой 20 и по-
качиваниями стола эксцентриком 17 добиваются наи-
меньшего показания оптиметра. Затем, вращая винт 5
пиноли, устанавливают шкалу на нулевое положение.
Отводя наконечник трубки арретиром, проверяют пра-
вильность установки нулевого положения.
При измерении наружных размеров установку изде-
лия в правильное положение по отношению к линии из-
мерения осуществляют несколькими способами в зави-
симости от формы изделия.
1. Измерение размеров плоскопараллельных изде-
лий, например поверку концевых мер длины, выполняют
так же, как установку оптиметра на нуль. Поворотами
и наклонами стола добиваются наименьших показаний
оптиметра, которые будут соответствовать отклонению
от длины установочной меры. При этом линия измерения
перпендикулярна к параллельным плоскостям изделия.
2. При измерении наружных диаметров цилиндриче-
ских изделий, например калибр-пробок, линия измере-
ния должна пересекать ось изделия под прямым углом.
Цилиндр следует устанавливать так, чтобы его ось была
параллельна или вертикальна поверхности стола. В пер-
вом случае после установки оптиметра на нуль по блоку
концевых мер измерительный наконечник трубки опти-
метра отводят арретиром, меры снимают, стол опускают
вниз и изделие закрепляют на столе в горизонтальном
положении с помощью струбцины. Затем стол устанав-
ливают в положение, при котором измерительные нако-
нечники касаются цилиндра по диаметру. Для этого
ручкой 19 (см. рис. 68) перемещают стол в вертикаль-
ном положении, добиваясь наибольших показаний по
шкале оптиметра. При этом линия измерения должна
пересекать ось изделия.
4 Зак. 377
97
Затем поворотами стола ручкой 20 добиваются наи-
меньших показаний оптиметра, при которых ось изделия
перпендикулярна оси измерения. Так как предшествую-
щая установка при этом может быть нарушена, измере-
ния повторяют и продолжают до тех пор, пока наиболь-
шее показание при перемещении стола не совпадает с
наименьшим показанием при повороте. Если цилиндр
ставят на стол так, что его ось перпендикулярна к плос-
кости стола, то стол перемещают в поперечном направ-
лении перпендикулярно к оси измерения, вращая винт
13, и покачивают стол эксцентриком 17. Наибольшее
показание при перемещении должно совпасть с наимень-
шим показанием при покачивании.
3. При измерении шариков линия измерения должна
проходить через центр сферы. Стол перемещают в вер-
тикальном и поперечном направлениях до тех пор, пока
наибольшие показания оптиметра при этих операциях
не совпадут.
Внутренние размеры изделий (калибр-колец, скоб
и т. п.) на горизонтальном оптиметре измеряют с по-
мощью приспособления ИП-3, которое состоит из двух
почти одинаковых дуг 21 и 22, надеваемых на пиноль и
трубку оптиметра (рис. 68, б). На стержни пиноли и
трубки при этом устанавливают плоские наконечники.
Дуга, которую надевают на трубку оптиметра (рис. 69),
состоит из кронштейна 4 и серьги 1, представляющей
собой П-образный рычаг с измерительным наконечни-
ком 13 на конце. Серьга крепится винтом 3 на оси 2.
которая поворачивается на шарикоподшипниковых опо-
рах кронштейна 4. Кронштейн надевают на трубку 8
оптиметра до упора в резьбовое кольцо 10, положение
Рис. 69. Приспособление для измерения внутренних размеров
98
которого во втулке кронштейна фиксируется винтом 9.
Пружина 6 через захват 7 прижимает шарик 12 серьги
/ к плоскому наконечнику 11 трубки. Отвод серьги осу-
ществляют рычагом 5 арретира. Положение кронштейна
на трубке проверяют установочным калибром 14. Ка-
либр упирают во втулку кронштейна. Если показания
оптиметра выходят за пределы ±5 мкм или изображе-
ние шкалы не перемещается в поле зрения, то освобож-
дают стопорный винт 9 и, пользуясь обратной стороной
установочного калибра 14 как торцовым ключом, регу-
лируют положение резьбового кольца 10.
Перед измерением внутренних размеров оптиметр
устанавливается на нуль по блоку концевых мер с при-
тертыми боковиками или по аттестованному кольцу.
Последовательность перемещений стола при установке
на размер по блоку мер и измерении калибр-скоб та-
кая же, как при измерениях наружных размеров изде-
лий с плоскими поверхностями. При измерениях внут-
ренних диаметров изделий и установке на нуль по
кольцу стол перемещают так же, как при измерениях
наружных цилиндров.
§ 45. ОПТИЧЕСКИЕ ДЛИНОМЕРЫ
Оптические длиномеры предназначены для абсолют-
ных и относительных измерений размеров изделий. Дли-
номеры выпускаются трех типов: ДВО—вертикальные
окулярные, ДВЭ — вертикальные с проекционным экра-
ном и ДГЭ — горизонтальные с экраном. Принцип дей-
ствия длиномеров заключается в измерении перемеще-
ния образцовой линейной шкалы, установленной на
одной оси с измерительным стержнем.
У вертикального окулярного длиномера ИЗВ-1 (тип
ДВО) (рис. 70, а) миллиметровая стеклянная шкала 3
установлена в сквозном отверстии штока 2 с измери-
тельным наконечником 1. Шток перемещается в корпусе
прибора в шариковых направляющих 5. Он подвешен
на гибкой стальной ленте, перекинутой через блоки 7 и
8 и прикрепленной на другом конце к противовесу 11,
который перемещается в цилиндре 10, заполненном ва-
зелиновым маслом. Это обеспечивает плавное опускание
штока, исключающее возможность ударов и поврежде-
ния наконечника 1. Шток поднимают за тросик 9. Шка-
ла 3 освещается лампочкой 12 через конденсор 13. Пе-
4
99
Рис. 70. Вертикальный длиномер ИЗВ-1:
а — схема; б — внешний внд
ремещение шкалы относительно проверяемого изделия
измеряют с помощью спирального отсчетного микроскопа
4 с ценой деления 0,001 мм. Длина шкалы равна 100 мм,
что соответствует верхнему пределу абсолютных изме-
рений.
Длиномер ИЗВ-1 (рис. 70, б) состоит из корпуса 7 и
стойки С-П с предметным столом, имеющим ребристую
_ поверхность. Стойка позволяет измерять размеры в пре-
делах 100...250 мм методом сравнения с мерой. Корпус
Рнс. 71. Спиральный окулярный микроскоп:
а — устройство; б — шкала
100
перемещается по колонке гайкой 8 и крепится винтами
5. На корпусе установлены осветитель 6 и микроскоп
1 с окуляром 12. Шток 3 поднимают за кнопку 9 и фик-
сируют в любом положении гайкой 10. Измерительное
усилие на штоке регулируется съемными грузовыми
шайбами 4.
Спиральный микроскоп (рис. 71, а) состоит из объ-
ектива 5, который фокусирует изображение основной
шкалы длиномера в плоскость между поворотной 3 и
неподвижной 2 шкалами, и окуляра 1. Увеличение объ-
ектива составляет 5х, а увеличение окуляра—12,8х. Руч-
ка 4 служит для вращения поворотной шкалы 3. Винтом
6 окуляр вместе с нониусом перемещается относительно
объектива. На поворотную шкалу 2 нанесена двойная
спираль Архимеда с расстоянием между нитями
0,012 мм и шагом спирали 0,1 мм, а также круговая
шкала, имеющая 100 делений (рис. 71, б). За один обо-
рот поворотной пластины любая точка спирали смеща-
ется для наблюдателя на 0,1 мм по радиусу в направле-
нии от центра, а круговая шкала поворачивается от
0-го до 100-го деления. На неподвижную шкалу нанесе-
ны два параллельных штриха, равномерная шкала с
диапазоном показаний 1 мм и ценой деления 0,1 мм и
указатель. В окуляр видны длинные штрихи основной
миллиметровой шкалы и спиральный нониус. Для отсче-
та ручку 4 вращают до тех пор, пока длинный штрих
миллиметровой шкалы не окажется между нитями спи-
рали. Цифра около этого штриха показывает число мил-
лиметров в размере (46 мм). Десятые доли миллиметра
отсчитывают по линейной окулярной шкале относитель-
но длинного штриха (0,3 мм). Сотые и тысячные доли
миллиметра показывает на круговой шкале неподвиж-
ный указатель (0,072 мм). Отсчет по шкале микроскопа
равен 46,372 мм.
Перед измерением длиномер (см. рис. 70, б) устанав-
ливают па нуль. При освобожденном стопоре 10 шток
прибора опускается до соприкосновения с поверхностью
измерительного стола пли с поверхностью концевой
меры длиной 100 или 150 мм, притертой к столу. Вра-
щая ручку 11 отсчетного микроскопа, круговую шкалу
переводят в положение 00 относительно указателя
(см. рис. 71, б). При этом все штрихи окулярной шкалы
(короткие штрихи) расположатся между нитями двой-
ной спирали. При правильной установке нулевой штрих
101
Рис. 72. Горизонтальный длиномер ИКУ-2:
а — оптическая схема; б — внешний вид
или штрих 100 мм (при настройке по концевой мере)
также должны лежать между нитями спирали. Если
последние условия не выполнены, то винтом 2 (см.
рис. 70, б) смещают окуляр микроскопа в нужное поло-
жение. При измерениях за кнопку 9 поднимают шток и
устанавливают изделие на стол, затем шток под дейст-
вием силы тяжести опускается на поверхность изделия,
после этого осуществляют отсчет показаний.
Горизонтальный длиномер ИКУ-2 (тип ДГЭ) осно-
ван на сочетании принципов действия вертикальных
102
длиномеров и оптиметра. Свет от лампы 1 (рис. 72, о)
через осветительную систему 2 направляется зеркалами
9 и 4 и призмой 5 на линзу 6 и освещает стеклянную
миллиметровую шкалу 3. Изображение шкалы проеци-
руется объективом 8 через призму 10 в плоскость непод-
вижной биссекторной шкалы 11 с ценой деления 0,1 мм.
Шкала 11 вместе со штрихом основной шкалы через
призму 12 проецируется объективом 13 через зеркала
14 и 25 на экран 7. Осветительная система 26 через
призму 18 освещает сетку 19, которая имеет шкалу с
ценой деления 0,001 мм на одной половине. Оптическая
система, состоящая из призм 20, 21, 23 и объектива 22,
который расположен в фокальной плоскости сетки 19, и
зеркала 24, связанного с измерительным стержнем при-
бора, создает автоколлимационное изображение шкалы
на другой половине окулярной сетки 19, на которую на-
несен отсчетный индекс. Изображение шкалы и индекс
проецируется объективом 17, зеркалами 16 и 25 на эк-
ран 7. С помощью вспомогательной линзы 15 регулиру-
ется правильная установка лампы 1.
Горизонтальный длиномер (рис. 72,6) имеет станину
1, измерительную 10 и пинольную 2 бабки и предметный
стол 7. Измерительная пиноль 8, в которой расположены
основная шкала, измерительный стержень н зеркало
оптиметра, грубо перемещается маховиком 11, тонко —
микровинтом 12 и стопорится винтом 13. Пинольную
бабку перемещают маховиком 4 и стопорят винтом 3.
Тонкую подачу наконечника 6 пиноли осуществляют
микровинтом 5. Предметный стол 7 в вертикальном
направлении перемещается маховиком 17, в поперечном
направлении — винтом 14. Верхняя часть стола свободно
перемещается на шариках в продольном направлении.
Стол поворачивают вокруг вертикальной оси маховиком
15, а вокруг поперечной горизонтальной оси — махови-
ком 16.
При абсолютных измерениях прибор устанавливают
на нуль, сведя измерительные наконечники до соприкос-
новения и регулируя их соосность так же, как на гори-
зонтальном оптиметре. Винтом 12 устанавливают на
нуль верхнюю шкалу экрана 9, а затем винтом 5 — ниж-
нюю шкалу экрана. При измерении измерительную
пиноль отводят, на столе закрепляют изделие и затем
перемещают измерительную пиноль до тех пор, пока
показания на нижней шкале экрана 9 не станут близки-
103
мн к нулю. Микровинтом 12 совмещают штрих основной
шкалы с ближайшим биссектором — двойным штрихом
отсчетной шкалы с ценой деления 0,1 мм. Затем пред-
метный стол перемещают в зависимости от вида изделия
так же, как при измерениях на оптиметре. По верхней
шкале экрана отсчитывают целые и десятые доли мил-
лиметра, а по нижней шкале — сотые и тысячные. От-
счет на экране длиномера составляет 4,572 мм
(см. рис. 72, а). Относительные измерения выполняют
так же, как на оптиметре. Показания длиномера (верх-
няя шкала) не учитывают.
§ 46. ОПТИКО-МЕХАНИЧЕСКИЕ МАШИНЫ
ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ
Оптико-механические машины ИЗМ имеют цену де-
ления 0,001 мм и пределы измерений 0...1 м (ИЗМ-1),
0...2 м (ИЗМ-2) и 0...4 м (ИЗМ-4). Они предназначены
для абсолютных и относительных измерений нутроме-
ров, концевых мер длины, калибр-пробок, скоб, колец
и других инструментов и точных изделий больших раз-
меров.
Принцип действия измерительных машин заключает-
ся в следующем. Вдоль станины 1 (рис. 73, а) в окнах
размещены образцовые оптические шкалы — метровая и
лиллиметровая. Метровая шкала представляет собой
неположенные через 100 мм стеклянные пластины 6, на
<оторые нанесены двойные штрихи (биссекторы) и циф-
ры, показывающие число дециметров. Миллиметровая
стеклянная шкала 10 имеет интервал делений 0,1 мм и
диапазон показаний 100 мм. Вдоль станины над метро-
вой шкалой перемещается пинольная бабка 5 с освети-
телем, над миллиметровой шкалой — измерительная
бабка 7. Свет от лампы 2 через конденсор 3 и зеркало 4
освещает одну из пластин 6, которая расположена в
фокальной плоскости объектива 13. Призмы 11 и 14
отклоняют ход световых лучей на 90°. Объектив 13 нап-
равляет световой поток с изображением биссектора в
измерительную бабку 7. Объектив 12 фокусирует изоб-
ражение на шкалу 10, которую наблюдают в микроскоп
9. Для отсчета сотых и тысячных долей миллиметра
служит шкала трубки оптиметра с окуляром 8.
Перед абсолютными измерениями машину
(рис. 73, б) устанавливают на нуль. Пинольную бабку
104
fiO *• 0 - w 20 30 40 50)
iiiliiiiliiiiliiiiliiiihiiihiiihiiiliiiilitjiniliiiiliiHl, j
в)
Рис. 73. Оптико-механическая машина ИЗМ:
г оптическая схема; б — внешний вид; в, г — шкалы соответственно
при установке на нуль и при 1имерении
/ перемещают маховиком 13 и закрепляют над крайней
правой пластиной, соответствующей нулю дециметров.
Измерительную бабку 8 сначала грубым маховиком 9, а
затем микровинтом 11 перемещают так, чтобы изобра-
жение биссектора приходилось на нулевое деление
шкалы (см. рис. 73, в). При этом наконечники пиноли
3 и трубки оптиметра 6 соприкасаются. Измерительные
стержни устанавливают на одной оси (центрируют) так
же, как у оптиметров. Затем, вращая мпкровинт 2 пи-
нольной трубки, устанавливают на нуль оптиметр.
105
При измерениях пинольную бабку устанавливают
ориентировочно по вспомогательной металлической ли-
нейке 12 с дециметровыми делениями на требуемый
размер. Измерительную бабку отодвигают вправо и ус-
танавливают изделие на предметный стол или на люне-
ты 4 и 5, которые используют при измерениях длинных
цилиндрических изделий диаметром до 50 мм. Затем
измерительную бабку, пользуясь для ориентации метал-
лической линейкой 10, перемещают маховиком 9 до соп-
рикосновения наконечников пиноли и оптиметра с изде-
лием. Показание оптиметра не должно выйти за
пределы шкалы. Если изделие закреплено на предмет-
ном столе, то поверхности изделия устанавливают пер-
пендикулярно к линии измерения путем перемещений
стола, как у горизонтального оптиметра (см. § 44). За-
тем измерительную бабку, наблюдая в окуляр микро-
скопа 7, перемещают микровинтом 11 до совмещения
биссектора с ближайшим штрихом миллиметровой шка-
лы и проводят отсчет целых и десятых долей миллимет-
ра. Отсчет десятых долей миллиметра в размере ведут
по штриху миллиметровой шкалы, расположенному
между биссектором. По шкале оптиметра отсчитывают
сотые и десятые доли миллиметра. Положительные по-
казания оптиметра суммируют с отсчетом микроскопа, а
отрицательные вычитают. Отсчет по шкалам измери-
тельной машины (рис. 73, г) составляет 653,4 — 0,034 =
= 653,366 мм.
Относительные измерения размеров на машинах про-
водят так же, как на горизонтальном оптиметре. Опти-
ческую систему машины при этом не используют. Изме-
рительные машины комплектуют разнообразными
приспособлениями, которые позволяют измерять наруж-
ные и внутренние размеры различных изделий, напри-
мер приспособления с дугами.
§ 47. ИНСТРУМЕНТАЛЬНЫЕ И УНИВЕРСАЛЬНЫЕ
МИКРОСКОПЫ
Измерительные микроскопы предназначены для ли-
нейных и угловых измерений разнообразных изделий в
прямоугольных и полярных координатах. На микроско-
пах измеряют наружные линейные размеры изделий,
диаметры валов и отверстий, углы режущего инструмен-
та и шаблонов, основные элементы профиля резьбовых
инструментов и калибров, радиусы закруглений профи-
106
Рис. 74. Оптическая схема мик-
роскопа
лей, размеры конусов,
расстояние между цент-
рами отверстий и т. п.
В машиностроении наибо-
лее распространены ма-
лый (ММИ) и большой
(БМИ) инструменталь-
ные микроскопы и уни-
версальные микроскопы
УИМ-21, УИМ-23 и
УИМ-24. Они имеют один
принцип измерений и раз-
личаются конструкцией,
диапазоном измерений и
областью применения.
Оптическая схема микроскопа приведена на рис. 74.
Осветитель, состоящий из лампы 16, сменного конденсо-
ра 15, зеленого светофильтра 14 и ирисовой диафрагмы
13, освещает через зеркало 12 и объектив 11 изделие 9,
установленное иа предметном стекле 10. Сменный объ-
ектив 8 визирного микроскопа М проецирует теневой
контур изделия в фокальную плоскость окуляра 1 угло-
мерной головки, в которой расположена поворотная сет-
ка 2. Стекла 6 предохраняют объектив от грязи и пов-
реждений при замене окулярной головки ОГ. Оборачи-
вающая призма 7 позволяет наблюдать в окуляр прямое
изображение контура изделия. Угол поворота окулярной
сетки 2 измеряют по жестко закрепленной иа сетке 2
Рис. 75. Сетка и шкала угломерной головки
107
Рис. 76. Инструментальные микроскопы:
а — ММИ; б — БМИ
угловой круговой шкале — лимбу 4 с ценой деления 1°.
Лимб наблюдают в окуляр 3 микроскопа с значением
отсчета Г Зеркало 5 подсвечивает лимб от внешнего
источника света или осветительного приспособления.
На поворотную окулярную сетку / угломерной голов-
ки (рис. 75) нанесены две сплошные линии под углом
60° одна к другой, штриховое перекрестие и четыре па-
раллельные линии, отстоящие от центра на расстоянии
0,3 и 0,9 мм. На их фоне виден теневой контур изделия.
Окуляр микроскопа имеет градусную шкалу 2 и минут-
ную шкалу 3. Отсчет на рис. 75 составляет 30о25'.
При измерениях теневой контур граней изделия, ог-
раничивающих проверяемый размер I, совмещают со
штрихами окулярной головки путем перемещений стола
с предметным стеклом и поворота окулярной сетки. Зна-
чения перемещений определяют по отсчетным устройст-
вам.
Малый и большой инструментальные микроскопы
(рис. 76) имеют массивное основание 1, внутри которого
смонтированы узлы оптической системы, а на задней
стороне расположен осветитель 16. Осветитель имеет
накатное кольцо для регулирования диафрагмы, пра-
вильный выбор которой повышает точность измерений.
На основании установлены салазки 3 с предметным сто-
10R
лом 4, имеющим сквозное отверстие, закрытое стеклом.
Микрометрические головки 2 и 18 с ценой делений
5 мкм и пределами измерений 0...25 мм перемещают
салазки в продольном и поперечном направлениях. Для
расширения диапазона измерений между торцами мик-
ровинтов и опорными площадками салазок устанавли-
вают концевые меры длины. Салазки прижимаются к
микровинтам пружинами. Поворот стола вокруг верти-
кальной оси осуществляют маховиком 19. У ММИ угол
поворота стола составляет ±5°.
Углы поворота стола БМИ в пределах 0...3600 отсчи-
тывают по лимбу 20 с нониусом. Винт 21 зажимает стол
в нужном положении. При измерениях стол поворачи-
вают так, чтобы линия его перемещений совпадала с
линией измерений. На основании установлена опора 15
с колонкой 14. Колонка поворачивается на угол в пре-
делах ±12°30' от вертикали маховиком 17, который
имеет угломерную шкалу с ценой деления 30'. Кронш-
тейн 11 с тубусом 6 визйрного микроскопа перемещает-
ся на колонке маховиком 12 и зажимается винтом 13.
На тубусе закреплена угломерная головка 7 с окуляром
9, в который наблюдают изделие, установленное на
столе. Окулярную сетку наводят на контур изделия по-
воротом кольца 10. Угол поворота окулярной сетки наб-
людают в окуляр 8 микроскопа. Резкость изображения
теневого контура регулируют поворотом кольца 5.
Пределы измерений ММИ составляют 0...75 мм в
продольном и 0...25 мм в поперечном направлениях, а
пределы измерений БМИ соответственно 0...150 мм и
0...50 мм. На инструментальных микроскопах измерения
осуществляются с помощью комплекта принадлежнос-
тей, в который входят сменные объективы с увеличением
l...!?, призматические стойки, центровые бабки, V-образ-
ные подставки, призмы, прижимы и струбцины для
крепления изделий на столе, концевые меры длиной 25,
50, 75 и 100 мм, контрольный валик для выставления
оси изделия вдоль линии измерения, осветительное ус-
тройство для измерений в отраженном свете. Могут
поставляться также револьверная головка с дугами раз-
личной кривизны и набором профилей резьбы, приспо-
собление для фотографирования, проекционная насадка
с экраном, комплект измерительных ножей с приспособ-
лением для их крепления и т. п.
109
в s
Рис. 77. Универсальный микроскоп УИМ-Я1
Универсальный микроскоп УИМ-21 (рис. 77) имеет
станину 1, продольную 3 и поперечную 13 каретки. На
продольной каретке закрепляются специальные предмет-
ные столы, центровые бабки 12 и другие принадлежнос-
ти для установки изделий. На поперечной каретке смон-
тированы осветительная система и колонка 8, на
кронштейне которой закреплен главный микроскоп 9 с
угломерной окулярной головкой. Маховик 10 служит
для наклона головки, маховик 11 — для регулирования
диафрагмы осветителя. Каретки перемещаются микро-
винтами 4 и 15. Перемещения измеряют по стеклянным
миллиметровым шкалам 5, укрепленным на каретках, с
помощью неподвижных отсчетных микроскопов 6 и 7
ценой деления 1 мкм. Каждый микроскоп снабжен ма-
лым осветителем. Пределы измерений составляют
0...200 мм в продольном и 0...100 мм в поперечном нап-
равлениях. Порядок отсчета по микроскопам рассмотрен
в § 45. Каретки можно передвигать вручную при ослаб-
ленных стопорных винтах 2 и 14.
Универсальный микроскоп УИМ-23 (рис. 78, а) в
отличие от рассмотренных выше микроскопов имеет от-
счетные устройства проекционного типа. Внутри основа-
ния / размещено большинство деталей оптической сис-
темы, а снаружи установлены на точных направляющих
продольная 3 и поперечная 2 каретки. Продольная ка-
ретка имеет цилиндрическое ложе, в которое могут быть
ПО
Рис. 78. Универсальный микроскоп УИМ-23:
а — внешний вид; б - шкалы
установлены центровые бабки 4, служащие для закреп-
ления цилиндрических деталей. На опорных плоскостях
этой каретки могут быть закреплены приспособления,
плоский и круглый стол, планки для измерительных
ножей и др. На поперечной каретке расположены колон-
ка 5 и осветительное устройство (внутри). Шкалы ви-
зирного микроскопа 6, который наводится на измеряе-
мое изделие, проецируются на экран 7. На каждой
каретке жестко закреплена стеклянная шкала, по кото-
рой измеряют перемещения изделия в продольном или
поперечном направлениях. Изображение штрихов стек-
лянных шкал вместе со шкалами отсчетных устройств
проецируется на экран 8. По миллиметровому штриху,
расположенному между двойным штрихом линейной
шкалы, находят целые и десятые доли миллиметра, а по
индексу на подвижной круговой шкале — сотые н тысяч-
ные доли. Отсчеты по шкалам микроскопа составляют
для поперечной каретки 93,030 мм, для продольной ка-
ретки 192,661 мм.
Универсальные микроскопы отличаются от инстру-
ментальных более широким диапазоном и большей точ-
ностью измерений. УИМ-24 имеет подъемное устройство
для деталей массой до 100 кг; диапазон измерений в
продольном направлении составляет 0...500 мм, а в попе-
речном— 0...200 мм; цена деления отсчетных устройств
проекционного типа равна 1 мкм. Универсальность обес-
печивается разнообразными принадлежностями, в комп-
лект которых входят круглый предметный стол СТ9,
111
стол с высокими центрами СТ-2, измерительная бабка
ИБ-21 и др.
Измерения на микроскопах можно проводить тене-
вым методом в проходящем свете, контурным методом
в отраженном свете и методом осевого сечения с по-
мощью измерительных ножей. В отраженном свете с
помощью съемного осветителя измеряют размеры изде-
лий, которые перекрываются выступающими частями от
проходящего света. При измерениях плоские изделия
закрепляют на предметном столе, а цилиндрические из-
делия — в центровых бабках, на призмах и других при-
способлениях. Перед измерением плоских изделий диа-
фрагму „ осветителя устанавливают на диаметр
20...25 мм. При измерении цилиндрических изделий
диаметр диафрагмы выбирают по специальной таблице.
Объектив наводят на плоскость, в которой выполняют
измерения. Положение изделия регулируют так, чтобы
измеряемый размер наблюдался в окулярную головку,
а направление размера совпадало с направлением пере-
мещения стола. Для цилиндрических (гладких и резь-
бовых) изделий фокусировку объектива и выверку
направления оси изделия осуществляют по контрольно-
му валику, установленному в центрах.
Процесс измерений заключается в совмещении штри-
ховых линий окулярной сетки с линиями контура изде-
лия, ограничивающими проверяемый размер. Точность
совмещения штриховых линий значительно выше, чем
сплошных. При совмещении одна половина линии долж-
на находиться в пределах теневого контура, а другая —
вне его. При линейных измерениях, например диаметра
калибра-пробки, совмещения добиваются путем после-
довательных перемещений стола в поперечном или про-
дольном направлениях. Измеряемая длина равна раз-
ности показаний микрометрических устройств или
отсчетных микроскопов при двух совмещениях с каждой
стороны размера. При угловых измерениях совмещение
обеспечивается поворотом окулярной головки визирного
микроскопа и перемещениями стола (см. рис. 75). Нап-
ример, линейные и угловые измерения на микроскопах
выполняются при проверке основных размеров резьбы
(СМ. § 67).
Для проверки резьбовых, радиусных и других про-
филей на микроскопах применяют револьверные голов-
ки, окулярные сетки которых показаны на рис. 79. Сов-
112
Рис. 79. Окулярные сеткн револьверной головкн
мещая контур изделия с соответствующим профилем на
окулярной сетке, можно проверить правильность пара-
метров резьбы 1 или радиус кривизны изделия 2.
На микроскопах измеряют плоские изделия, напри-
мер шаблоны со сложным контуром, размеры которых
на чертеже задаются в виде координат, отсчитываемых
от какой-либо точки. Такие измерения проводят в пря-
моугольных или полярных координатах. При измерениях
в прямоугольных координатах изделие ОАВС устанавли-
вают базовыми сторонами ОА и ОС параллельно нап-
равлениям перемещения стола (рис. 80, а). Точку О
совмещают с центром перекрестия окулярной сетки и
записывают показание отсчетных устройств. Перемещая
стол, совмещают перекрестие с точками 1, 2, 3,... профи-
Рис. 80. Измерение профилей шаблонов в координатах:
а — прямоугольных; б — полярных
113
ля. По разности показаний отсчетных устройств опреде-
ляют действительные размеры профиля: х>, х2, х3.....
*Л, Уз, Уз,-- Полученные значения координат сравнивают
с заданными на чертеже. При измерениях в полярных
координатах (рис. 80, б) изделие ОАВ устанавливают
так, чтобы исходная точка О совпала с центром стола
и перекрестием окулярной сетки. Стол поворачивают на
углы ф1, ф2, фз,... таким образом, чтобы направления
линий О], О2, Оз,... совпадали с продольным перемеще-
нием стола. По разности показаний микрометра опреде-
ляют длину радиусов гь г2, г3,... Полученные значения
координат ф и г сравнивают с заданными.
§ 48. ПРОЕКТОРЫ
Измерительные проекторы предназначены для изме-
рений и контроля линейных и угловых размеров изделий
со сложным контуром: профильных шаблонов, мелкомо-
дульных зубчатых колес, режущего инструмента, резь-
бовых изделий и т. п. Проекторы позволяют получать
на экране увеличенное изображение контура изделия
при измерениях в проходящем свете (диаскопическая
проекция) или изображение поверхности изделия при
измерениях в отраженном свете (эпископическая проек-
ция). Второй метод менее точен, его применяют, напри-
мер, когда необходимо измерить размер на поверхности
изделия.
Рис. 81. Большой проектор БП:
а — оптическая схема; б — внешний вид
114
Большой проектор БП имеет осветительную и проек-
ционную оптические системы (рис. 81, а). Осветитель
состоит из лампы 1, конденсора 2, светофильтра 3, смен-
ного конденсора 4 и зеркала 5. Параллельные лучи ос-
вещают измеряемое изделие 7, установленное на пред-
метном стекле 6. Теневой контур изделия отражается от
зеркала 8 и проецируется объективом 9 через призму 10
и зеркало //на экран 12. Увеличение сменных объекти-
вов 9 составляет 10, 20 и 50х. Каждому объективу соот-
ветствует свой сменный конденсор 4, обеспечивающий
равномерное освещение объектива.
При измерениях в отраженном свете вместо зеркала
8 используют полупрозрачное стекло. Лучи света прохо-
дят через стекло, отражаются от поверхности изделия 7
и поверхности полупрозрачного стекла и попадают в
объектив 9. Изображение на экране получается менее
четкое.
Проектор БП (рис. 81, б) имеет станину / со стойкой
3, внутри которой штурвалом 5 при освобожденном сто-
поре 4 перемещается вертикальная колонка 2. На колон-
ке установлено основание 6 измерительного стола 8 с
осветителем 7. На средней части станины имеется патру-
бок, в котором крепятся объективы 9 и револьверное
устройство 10 со сменными зеркалами 11. В верхней
части станины на кронштейне установлено зеркало 12 и
предусмотрена драпировка 13 для затемнения экрана
14. Диаметр экрана равен 600 мм. Конструкция и основ-
ные метрологические показатели отсчетных устройств
измерительного стола проектора такие же, как у микро-
скопа БМИ.
Осветитель 7 проектора можно установить так, что-
бы изделие освещалось сбоку горизонтальными потока-
ми света, которые направляются непосредственно в объ-
ектив 9. Револьверное устройство при этом поворачи-
вают на 90° и открывают объектив. При измерениях в
отраженном свете осветитель 7 устанавливают верти-
кально над револьверным устройством, в котором зер-
кало 11 заменяют полупрозрачным зеркалом, пропус-
кающим свет на поверхность изделия. Лучи, отраженные
полупрозрачным зеркалом от изделия, направляются в
объектив 9.
Фокусировку объектива 9 на изделие перед измере-
нием осуществляют вертикальными перемещениями сто-
ла штурвалом 5. Резкость изображения теневого конту-
115
ра изделия на экране регулируют, изменяя диаметр
диафрагмы конденсора 4. Для измерения длины и углов
изделий на экран 14 нанесены штриховые перекрестия,
направление линий которого совпадает с направлением
перемещений стола, и две сплошные линии, проходящие
через центр перекрестия под углом 60° одна к другой.
Часовой проектор типа ЧП используют для контроля
и измерений мелких изделий. Лампа 1 (рис. 82, а) через
конденсор 2 со светофильтром 3 освещает изделие, ус-
тановленное на предметном столе 4. Объектив 5 с за-
щитным стеклом 6 через зеркало 7 проецирует теневой
контур изделия на экран 8. При работе в отраженном
свете изделие освещается снизу через предметное стекло
специальным осветителем. На корпусе 1 проектора
(рис. 82, б) установлены сменный объектив 3 и стойка
10, на которой закреплены осветитель 7 и перемещаю-
щийся измерительный стол 5 с предметным стеклом.
Стол имеет продольный 11 и поперечный 4 микровинты.
Маховик 8 перемещает стол вертикально при фокусиро-
116
Рис. 83. Проектор массового контроля ПМК:
а — оптическаи схема; 6 — внешний вид
вании объектива. Сменные конденсоры 6 установлены на
поворотном револьверном устройстве 9, они имеют уве-
личение 10, 20, 50, 100 и 200х. Размеры экрана 2 состав-
ляют 560x460 мм.
Для контроля и измерения изделий на проекторах
используют следующие методы: 1) совмещение проеци-
руемого контура с номинальным контуром изделия, вы-
полненным в масштабе, соответствующем увеличению
объектива; 2) сравнение изображения с чертежом, на
который нанесены два контура изделия, соответствую-
щие его предельным размерам; профиль годного изде-
лия должен лежать между его предельными контурами;
3) измерение размеров контура изделия с помощью
микрометрических устройств измерительного стола;
4) измерение отклонений изображения контура от об-
разцового профиля с помощью измерительного стола
или масштабной линейки.
Чертеж изделия изготовляют на ватмане, кальке,
целлофане, плексигласе и укрепляют на экране. Увели-
чение объектива следует выбирать так, чтобы можно
было наблюдать весь измеряемый размер Процесс из-
мерений на проекторах аналогичен измерениям на мик-
роскопах.
Проекторы массового контроля ПМК изделий осно-
ваны на методе совмещения. Лучи света от лампы 1
(рис. 83, а) через конденсор 2 освещают изделие АВ.
Объектив 3 проецирует теневой контур через зеркала
4 и 5 на экран 6, расположенный над объективом. Если
поверхность зеркал перпендикулярна к оси объектива,
то на экран проецируется теневой контур А'В' изделия
и экран затемнен. По образцовому изделию угол пово-
117
рота зеркал выбирают таким образом, чтобы линии
контура А' и В' сошлись на одной линии К экрана. При
этом экран освещается равномерно полутенью: одна
половина экрана освещена зеркалом 4, а другая — зер-
калом 5. При замене образца проверяемым изделием
СД большого размера на экране появится темная поло-
са KiK.2. Соответственно, если размер изделия меньше
образца, то на экране появляется светлая полоса за счет
наложения световых потоков от двух зеркал. Ширина
затемненных и освещенных полос на экране /—Д/Г, где
\1 — отклонение размера изделия образца; Г—увеличе-
ние проектора. Для контроля используют две пары зер-
кал, первую из которых настраивают по наименьшему
предельному размеру изделия, вторую — по наибольше-
му. Светлая полоса для первой пары зеркал и темная
полоса для второй пары свидетельствуют о браке.
Проектор (рис. 83, б) состоит из корпуса /, предмет-
ного стола 2, осветителя 4, объектива 3 и экрана 5 с ко-
зырьком. Внутри корпуса у задней стенки установлены
две вертикальные штанги, по которым могут переме-
щаться и фиксироваться в нужном положении держате-
ли зеркал. На проекторе можно одновременно контро-
лировать до пяти размеров. Для каждого размера
используются две пары зеркал. Зеркала можно повора-
чивать вокруг горизонтальной оси для сближения от-
дельных изображений на экране и вокруг вертикальной
оси — для настройки по размеру.
Вопросы для самопроверки
1. Какие приборы рассмотрены в главе и что их объединяет?
2. В чем заключается явление автоколлимации? 3. Как устроена
трубка оптиметра с окуляром? 4. Как отсчитываются показания по
грубке оптиметра с окуляром? 5. Какие основные узлы содержит
оптиметр? 6. Как проверить перпендикулярность линии измерения
плоскости стола вертикального оптиметра? 7. Как настроить верти-
кальный оптиметр на нуль? 8. Почему ультраоптиметры имеют
большую точность, чем оптиметры ОВЭ-1? 9. Почему ультраопти-
метр и оптиметр ОВЭ-1 имеют стойки разных типов? 10. Как
устроен горизонтальный оптиметр? 11. Какой порядок установки
горизонтального оптиметра на размер? 12. В какой последователь-
ности измеряют цилиндрические изделия на горизонтальном опти-
метре’ 13. В чем отличие оптикатора от микрокатора? 14. Какие
области применения имеют оптико-механические приборы? 15. Как
выполняется измерение внутренних размеров на оптиметрах?
16. Можете ли Вы нарисовать схему вертикального длиномера
ИЗВ-1? 17. Какую цену деления имеет вертикальный длиномер и
как выполняется отсчет показаний? 18 Как устроен спиральный
118
нониус отсчетного микроскопа длиномера? 19. В чем отлнчие прин-
ципиальных схем длиномерои ИЗВ-1 и ИКУ-2? 20. Как устанавлн
вается на ноль длиномер ИКУ 2? 21. Какую область применения
имеют измерительные машины? 22. Как проводят измерения на
машинах ИЗМ? 23. В чем заключается принцип дейстиия измери-
тельной машины? 24. Какие типы микроскопов рассмотрены в дан-
ной главе? 25. Можете ли Вы нарисовать оптическую схему инстру-
ментальных микроскопов? 26. Как устроен инструментальный мик-
роскоп БМИ? 27. В чем отличие инструментальных микроскопов от
универсального микроскопа УИМ-21? 28. Какое назначение имеет
угломерная окулярная головка? 29. Как осуществляют измерения
на микроскопах? 30. Как можно измерить диаметр вала на микро-
скопе? 31. Для каких измерений н контроля можно использовать
микроскопы? 32. На чем основан принцип измерений на проекторах?
33. Какие существуют методы измерений и контроля на проекто-
рах? 34. Как устроен большой проектор БП? 35. В чем заключает-
ся принцип совмещенной проекции и в каких проекторах он исполь-
зуется?
ГЛАВА 8
ПНЕВМАТИЧЕСКИЕ ДЛИНОМЕРЫ
§ 49. ПРИНЦИП ДЕЙСТВИЯ И КЛАССИФИКАЦИЯ
Пневматические измерения длины могут выполнять-
ся бесконтактным и контактным методами. По первому
методу (рис. 84, а) воздух под постоянным давлением
Pi проходит через входное сопло 1 в камеру 2, из кото-
рой выходит через измерительное сопло 3. Давление Р2
и расход воздуха Q в камере зависят от расстояния S
между соплом 3 и поверхностью детали 4; значение S
определяется отклонениями размера детали и может
быть измерено расходомером или манометром, градуи-
рованными в единицах длины. При измерениях контакт-
ным методом (рис. 84, б) прибор реагирует на измене-
ние расстояния между соплом 1 и заслонкой 2, соеди-
ненной с измерительным наконечником 3. Погрешности
пневматических измерений зависят от чистоты сжатого
воздуха и колебаний его давления, конструкции изме-
рительных сопел и изделий. Поэтому воздух тщательно
фильтруют, а его давление поддерживают строго по-
стоянным. Для измерений используют специальные на-
садки — сопла, пробки, установочные кольца, контакт-
ные головки и т. п.
119
Рис. 84. Методы пневматиче-
ских измерений длины:
а — бесконтактный: б — контакт-
ный
Рис. 85. Пневматический дли
номер низкого давления
Пневматические длиномеры различают низкого и
высокого давления, по измерительному механизму —
манометрические и ротаметрические, по методу измере-
ний — дифференциальные и недифференциальные. Они
имеют следующие преимущества: 1) высокую точность
измерений (до 0,1 мкм); 2) возможность бесконтактных
измерений; 3) удобство измерений в труднодоступных
местах; 4) осуществимость одновременного контроля
нескольких размеров и др.
§ 50. ДЛИНОМЕРЫ НИЗКОГО ДАВЛЕНИЯ
В пневматических длиномерах низкого давления чув-
ствительным элементом является водяной манометр.
Воздух через вентиль / (рис. 85) поступает в прибор,
затем через фильтр 2 и предварительный стабилизатор
давления 3 проходит в камеру 6 и далее через входные
сопла 7 и рабочую камеру 8 направляется к измери-
тельной оснастке, например соплу 10. Избыток воздуха
из камеры 6 выходит в атмосферу через трубку 5, кото-
рая погружена на глубину 500 мм в воду, заполняющую
корпус 4, поэтому давление в камере 6 строго постоян-
но и равно 5 кПа. Давление в камере 8 определяется
по уровню воды в манометрической трубке 9, соединен-
ной с корпусом 4. По постоянной миллиметровой шка-
ле 13 проверяют заполнение прибора водой. Сменная
шкала 12 служит для измерения отклонений измеряе-
мого размера изделия 11.
120
Длиномеры изготовляют с числом манометрических
трубок 1...7. Цена деления шкалы 12 изменяется в пре-
делах 0.5...20 мкм. Диапазон измерений в зависимости
от оснастки составляет 0,02...0,63 мм. Предел основной
допускаемой погрешности приблизительно равен цене
деления шкалы.
§ 51. ДЛИНОМЕРЫ ВЫСОКОГО ДАВЛЕНИЯ
В пневматическом длиномере высокого давления ро-
таметрического типа (рис. 86) воздух после блока 1
фильтра со стабилизатором давления разделяется на
два потока. Один поток проходит через ротаметр 2,
другой — через вентиль 7 параллельного пропуска воз-
духа. Ротаметр представляет собой коническую стек-
лянную трубку, в которой находится поплавок. После
ротаметра воздух проходит дроссель 3, соединяется с
потоком от вентиля 7 и поступает к измерительной ос-
настке (например, пневматической пробке 5) и к вен-
тилю 6 для выпуска воздуха в атмосферу. Дроссель 3
и вентиль 6 расположены в корпусе прибора. Положе-
ние поплавка в трубке ротаметра зависит от расхода
воздуха, который изменяется пропорционально расстоя-
нию S между измерительной оснасткой и изделием. По
шкале 4 ротаметра измеряется отклонение размеров из-
делия. Цена деления шкалы измеряется в пределах
0,2...10 мкм, диапазон показаний 0,01...0,16 мм. Предел
основной допускаемой погрешности зависит от цены де-
ления шкалы и типа оснастки и составляет ±0,8...
±6 мкм.
Длиномер высокого давления манометрического ти-
па с оптико-рычажным механизмом (рис. 87) предназ-
начен для дифференциальных измерений. Очищенный и
стабилизированный воздух
после блока 15 проходит
входные сопла 14 и выхо-
дит в атмосферу через изме-
рительные сопла 12, уста-
новленные перед деталями
11. Одно из сопел устанав-
ливается перед образцовым
Рис. 86. Длиномер высокого дав-
лении ротаметрического типа
121
Рис. 87. Схема дифференциального длиномера высокого давления
изделием. Его можно заменить вентилем 10 противодав-
ления. Разность давлений перед соплами 12, которая за-
висит от разности зазоров S! и S2, воспринимается силь-
фонами 13, внутренние концы которых закреплены не-
подвижно на сухаре 9, а подвижные концы жестко свя-
заны с рамкой 7. Ход рамки зависит от разности давле-
ний в сильфонах; он ограничен упорами 8. Рамка 7 кон-
тактирует с шариком качающегося рычага 6, на котором
закреплено зеркало 4. Световой указатель из осветите-
ля 5 отражается от качающегося зеркала 4 и от зеркал
2 н 3, увеличивающих оптический рычаг, и падает на
шкалу 1. Значения перемещений указателя зависят от
хода рамки 7, они пропорциональны разности зазоров
перед измерительными соплами. Цена деления шкалы
прибора составляет 0,1...0,5 мкм, диапазон показаний —
10...50 мкм, а допускаемая погрешность — 0,1.. 0,8 мкм.
Вопросы для самопроверки
1. На каком принципе основана работа пневматических длино-
меров? 2. В чем отличие пневматических длиномеров ротаметрнче-
ского и манометрического типа? 3. Для какого вида измерений
используют пневматические длиномеры? 4. Какие основные преиму-
щества пневматического метода измерений длины? 5. Как работает
длиномер низкого давления? 6. В чем заключается дифференциаль-
ный метод пневматических измерений?
122
ГЛABA 9
МЕТОДЫ И СРЕДСТВА ПОВЕРКИ
ПЛОСКОПАРАЛЛЕЛЬНЫХ КОНЦЕВЫХ
МЕР ДЛИНЫ И МЕР ПЛОСКОГО УГЛА
§ 52. ОБЩИЕ СВЕДЕНИЯ
При эксплуатации, хранении и ремонте поверка мер
включает следующие операции: внешний осмотр, про-
верку притираемое™ измерительных поверхностей, оп-
ределение их отклонений от плоскостности, определение
отклонения длины или рабочего угла мер от номиналь-
ного значения. Притираемость мер к вспомогательным
стеклянным пластинам определяют по наличию интер-
ференционных пятен и их цвету, а притираемое™ мер
между собой — по усилению сдвига.
Основные методы поверки размеров плоскопарал-
лельных концевых мер: абсолютный интерференцион-
ный, относительный интерференционный, технический
интерференционный и относительный контактный на
интерферометрах, измерительных машинах, оптиметрах,
оптикаторах и микрокаторах. Основные методы повер-
ки угловых мер: автоколлимационный, гониометриче-
ский и относительный контактный.
Перед поверкой меры промывают авиационным бен-
зином и протирают чистой салфеткой. Уложив на спе-
циальный стол, меру выдерживают на рабочем месте не
менее 5 ч. При поверке необходимо строго соблюдать
нормальные условия в помещении. Результаты поверки
мер, признанных годными, оформляют путем выдачи
свидетельств установленной формы.
§ 53. ОСНОВЫ ИНТЕРФЕРЕНЦИОННЫХ
МЕТОДОВ ИЗМЕРЕНИЙ
Свет распространяется в виде электромагнитных
волн, поэтому параметры света, например освещенность,
в каждой точке пространства непрерывно изменяются.
Интерференция света — сложение когерентных свето-
вых потоков, при котором происходит усиление или ос-
лабление суммарного светового потока. Когерентными
называют волны, сохраняющие постоянную разность
123
Рис. 88. Схемы сложения ко-
герентных световых потоков:
а — с усилением освещенности:
б — с ослаблением
фаз при взаимодействии.
В технике, как правило,
когерентные световые по-
токи получают путем раз-
ложения света, идущего
от одного источника, на
отдельные лучи.
Волны, которые в точке встречи имеют разность фаз
Дф, кратную четному значению числа л (числу полу-
волн), совпадают по фазе: Дф=2/гл, где k=0, 1,2, 3, ...—
любое целое число. Амплитуды таких волн складывают-
ся (рис. 88, а) и происходит усиление освещенности. Ес-
ли волны колеблются в разных фазах (рис. 88, б), т. е.
Дф= (2&+1)л, то они взаимно гасятся, и освещенность
уменьшается.
Разность фаз световых волн в точке встречи связана
с оптической разностью хода ДЕ световых лучей и дли-
ной X световых волн соотношением Дф = 2лДЕ/Х. Поэто-
му усиление освещенности происходит в точках прост-
ранства, в которых оптическая разность хода когерент-
ных световых волн равна четному числу полуволн:
ДЕ = — Дф = — 2Ел = 2k — = 0: 2 —; 4-1; 6 —; ..
2л 2л 2 2 2 2
Ослабление освещенности происходит в точках про-
странства, в которых оптическая разность хода равна
нечетному числу полуволн:
ДЕ=Х/2; ЗХ/2; 5Х/2; 7Х/2;...
Интерференционная картина возникает при наложе-
нии плоской стеклянной пластины 1 на зеркальную по-
верхность 2 под углом а, близким к нулю (рис. 89,а).
Луч света I делится на нижней грани пластины на два
луча. Отраженный луч II выходит из пластины, а пре-
ломленный луч III проходит воздушный зазор, отража-
ется от поверхности и снова проходит стеклянную пла-
стину. После выхода из пластины лучи II и III интерфе-
рируют. Интерференционную картину можно наблюдать
визуально или через окуляр.
124
Рис. 89 Интерференция света на стеклянных пластинах:
а — схема движения лучей; б интерференционная картина
Лучи II и III проходят в пластине одинаковый путь.
Оптическая разность хода лучей в воздухе &L'=(CD +
+DE—GL). При углах, близких к нулю, \L'=2h. На
границе более плотной оптической среды с менее плот-
ной оптической средой при отражении происходит сдвиг
оптической разности хода на длину световой полуволны
AL"=X/2, поэтому для лучей II и III полная разность
хода Д£ = Д// + Д£"= (2h+X/2). Таким образом, оптиче-
ская разность хода лучей изменяется вдоль пластины.
При высоте воздушного зазора, равной целому чис-
лу полуволн, й=0; X/2; 2Х/2; ЗХ/2 и т. д., разность опти-
ческого хода лучей составит нечетное число полуволн:
Д£ = 7./2; ЗХ/2; 5Х/2; 7Х/2 и т. д. и на пластине будут на-
блюдаться темные интерференционные полосы О, 1, 2.
3, ... (рис. 89,6). При высоте воздушного зазора й =
= -^- Х/2; -у- Х/2; X/2; Х/2 и т д., разность оптическо-
го хода составит четное число полуволн AL = 2X/2; 4Х./2;
6Х/2; 8Х/2; ... и на пластине будут наблюдаться светлые
полосы. Первую темную полосу, совпадающую с реб-
ром воздушного клина, принято называть нулевой поло-
сой, а последующие — первой, второй и т. д.
Интерференционные методы линейных измерений
основаны на том, что зазор между пластиной и отража-
ющей поверхностью можно определить как произведе-
ние длины полуволны света на номер полосы.
При интерференционных измерениях используют бе-
лый (сложный) или монохроматический свет. При ос-
125
вещении белым светом интерференционная картина по
мере удаления от ребра клина расплывается: темные
полосы светлеют, а светлые (радужной окраски) теря-
ют яркость. Практически измерения в белом свете мож-
но проводить только до 6-й или 7-й полосы. Наиболь-
шая высота измеряемого воздушного зазора составит
h = 6— = 6 = 1,8 «2 мкм, где 1=0,6 мкм — длина
2 2
волны белого света.
Ширина b интерференционных полос (см. рис. 89,6)—
расстояние между серединами двух соседних полос —
зависит от длины световой волны 1 и угла клина а:
b = —- . По ширине полос определяют угол между на-
га
кладываемыми поверхностями. На этом основаны ин-
терференционные методы контроля плоскостности по-
верхностей.
Монохроматический свет при технических измерени-
ях получают, пропуская белый свет через светофильтр.
Светлые полосы имеют цвет фильтра, а темные — со-
вершенно черные. Четкость интерференционной картины
сохраняется для большего числа полос, поэтому размер
измеряемого зазора может быть больше 2 мкм.
§ 54. ПЛОСКИЕ СТЕКЛЯННЫЕ ПЛАСТИНЫ
Плоские стеклянные пластины применяются для ин-
терференционных измерений плоскостности и притирае-
мости поверхностей размером до 120 мм. Пластины вы-
пускают двух типов: 1) нижние пластины (рис. 90, а)
для притирания концевых мер длины при измерениях
Рис. 90. Стеклянные пластины дли интерференционных измерений:
а — нижняя; 6 — верхняя
126
интерференционными методами, а также для поверки
притираемости и плоскостности поверхностей концевых
мер длины и угловых мер; 2) верхние пластины
(рис. 90,6) для измерения концевых мер длины техни-
ческим интерференционным методом.
Нижние пластины выпускаются четырех типоразме-
ров и классов точности 1 и 2 (табл. 9). Верхние пласти-
ны имеют скос под углом 10...12° от ребра АВ; их вы-
пускают одного типоразмера. На рабочую поверхность
верхних пластин, имеющую допускаемую плоскостность
не более 0,3 интерференционной полосы, нанесены две
тонкие линии CD и EF перекрестия.
Таблица 9
Основные данные ннжннх пластин
Тип пластины D И Допуск плоскостности в интерференционных полосах
мм класс 1 класс 2
пи 60 60 30 0,1 0,3
пи 80 80 25
пи 100 100
пи 120 120 30 0,2 0,4
§ 55. ПОВЕРКА ПРИТИРАЕМОСТИ И ПЛОСКОСТНОСТИ МЕР
При поверке притираемости стеклянную пластину
притирают к измерительной поверхности меры и наблю-
дают интерференционную картину. На поверхности кон-
цевых мер длины и угловых мер 1-го и 2-го разряда, а
также мер классов точности 00 и 0 не должно наблю-
даться интерференционных полос и цветовых оттенков. У
концевых мер длины 3-го и 4-го разряда и классов точ-
ности 1, 2 и 3, а также у угловых мер 3-го разряда и
класса точности 2 допускается появление на поверхно-
сти оттенков в виде светлых пятен. У концевых мер
длины 5-го разряда н классов точности 2 допускаются
оттенки желтого цвета в рабочей зоне измерительной
поверхности.
127
Рис. 91. Интерференционные картины на различных поверхностях:
а — идеально плоская; б — выпуклая; в — вогнутая
Сила сдвига концевых мер длины, отвечающая тре-
бованиям по притираемости, составляет 29,4...78,5 Н.
Количественный критерий притираемости угловых мер
заключается в том. что угловая мера типа II с углом
« = 60° (см. рис. 9), притертая к поверяемой мере, не
должна отрываться под действием собственного веса
при горизонтальном положении мер.
Отклонение от плоскостности измерительных поверх-
ностей концевых мер длины 3-го, 4-го и 5-го разрядов и
угловых мер (кроме многогранных призм) определяют
с помощью нижних стеклянных пластин. Пластину на-
кладывают на ребро меры под углом, обеспечивающим
появление интерференционной картины на поверхности
меры. По характеру искривления интерференционных
полос судят о плоскостности поверхности. При идеаль-
но плоской поверхности полосы будут прямыми
(рис. 91,а), так как высота воздушного клииа в сече-
ниях, параллельных сечению I—I, постоянна. Если по-
верхность выпуклая (рис. 91,6), то высота воздушного
клина, равная h, по краям лежит ближе к ребру меры,
чем сечение I—I, и полосы будут изогнутыми к ребру
клина. Отклонение от плоскостности Д/ можно опреде-
лить по отношению отклонения х концов линий от сере-
динных точек к ширине полосы Ь:
X к
128
Для выпуклой поверхности (рис. 91,6) х/Ь=0,5 и
А/=—0,5-0,6/2=—0,15 мкм. Для вогнутой поверхности
(рис. 91, в) полосы будут изогнуты от ребра клина:
х[Ь = 1 и А/= 1-0,3 = 0,3 мкм.
Плоскостность мер поверяют в продольном и попе-
речном направлениях. Найденные отклонения сравни-
вают с допускаемыми по ГОСТ 9038—83 для концевых
мер и по ГОСТ 2875—75 для угловых мер. Отклонение
от плоскостности концевых мер длины 1-го и 2-го раз-
ряда и многогранных призм проверяют аналогично на
интерферометрах, которые позволяют получить более
четкую интерференционную картину. Для измерения
отклонений от плоскостности концевых мер длины 3-го,
4-го и 5-го разрядов можно также использовать измери-
тельные приборы, например, миникаторы или микаторы
с малым измерительным усилием.
§ 56. ТЕХНИЧЕСКИЙ ИНТЕРФЕРЕНЦИОННЫЙ МЕТОД
ПОВЕРКИ КОНЦЕВЫХ МЕР ДЛИНЫ
Поверяемую П и исходную И меры притирают к
нижней стеклянной пластине 1 (рис. 92, а) в положени-
ях / и // так, чтобы они плотно соприкасались вдоль
длинного ребра, а короткие ребра находились на одной
прямой. На поверхности мер со стороны пластины не
должно быть грязно-желтых разводов, указывающих на
наличие слоя воздуха или неудаленного слоя смазочно-
го материала между мере
поверяют в срединной О'
и угловых Г, 2', 3', 4’
точках. В положение II,
в котором поверяют угло-
вые точки 2' и 4', меру
П переводят из положе-
ния I, поворачивая на
180° без отрыва от пла-
стины.
Рис. 92. Установка концевых
мер длины и стеклянных пла-
стин при измерениях:
а — положения мер на ннжией
пластине; б — положение, верхней
пластины на мерах
и пластиной. Длину меры
5 Зак. 377
129
Рис. 93, Измерение срединной длины концевых мер:
а — !№-, б — АКО; в — At >0
При измерениях срединной длины на поверхности
мер 3 под очень малым углом накладывают верхнюю
стеклянную пластину 2 (рис. 92, б). Штрих перекрестия
CD должен быть параллелен коротким ребрам, а точка
перекрестия должна совпадать со срединной точкой О.
Слегка нажимая на верхнюю пластину и изменяя ее
наклон, добиваются того, чтобы на поверяемой мере ин-
терференционные полосы расположились параллельно
штриху CD. При измерениях наиболее часто встречают-
ся три случая.
1. Срединные длины мер П и И равны (рис. 93, а).
Первые интерференционные полосы равно удалены от
ребра АВ клина. В этом случае, покачивая пластину,
можно добиться, чтобы полоса 1 на мере И проходила
через точку перекрестия CD и FE, а полоса 1 на мере
П совпадала с линией CD.
2. Срединная длина меры 77 меньше, чем у меры И
(рис. 93, б). Полоса 7 на мере 77 ближе к ребру АВ.
Совмещают точку перекрестия с полосой 7 на мере И,
на глаз оценивают отношение расстояния х между ли-
нией CD и полосой 7 на мере 77 к ширине полос Ь. От-
клонение длины меры 77 от длины меры И составляет
Д7=—-(х/Ь) (А./2). В данном случае х/Ь=0,5 и Д7=
=—0,5-0,3=—0,15 мкм.
3. Срединная длина у меры 77 больше, чем у меры И
(рис. 93, в). Полоса 1 на мере И ближе к ребру АВ.
Линию CD совмещают с полосой 7 меры 77 и смеще-
ние х оценивают вдоль линии EF. В данном случае
х=0,ЗЬ и Д7=0,3-0,3=0,09 мкм.
Если между линией CD и ребром АВ лежат не по-
лосы 7, то при определении срединной длины нужно
130
Рис. 94. Измерение длины
концевых мер в угловых
точках
Рис 95. Трубка контактного интер-
ферометра:
а — оптическая схема: б — шкала
учитывать не только дробную часть х[Ь длины волны,
но и порядок интерференционных полос.
При измерениях по угловым точкам мер можно ис-
пользовать пластины без скоса. В этом случае отсчет
осуществляют по линии стыка мер от ребра клина. Ес-
ли меры притерты в положении 1 (см. рис. 92, а) и верх-
няя пластина прижата к ребрам мер, на которых рас-
положены точки 3 и 4 (рис. 94), то отклонение длины
меры П (рис. 92, а) в точке 3' от длины меры И в точ-
ке 4 составляет
\1 — 1(пц — пп) — x/b\ - (1—2—0,8) 0,3 = — 0,54 мкм,
где ли =1 и йп =2 — номера полос на мерах И и П,
между которыми отсчитывается дробная часть x[b=Q,8.
В положении / (см. рис. 92, а) поверяют также от-
клонение длины меры П в точке Г от длины меры И
в точке 2, прижав верхнюю пластину к противополож-
ному ребру. В положении II поверяют длину меры в
точках 2' и 4'.
Разность между наименьшей и наибольшей измерен-
ными длинами равна отклонению концевой меры от
плоскопараллельности.
5* 131
§ 57. КОНТАКТНЫЕ ИНТЕРФЕРОМЕТРЫ
Контактные интерферометры применяют для повер-
ки концевых мер длины 2-го, 3-го и 4-го разрядов и
классов точности 0; 1 и 2, а также для измерения особо
точных изделий методом сравнения с концевыми мера-
ми и образцовыми деталями. Интерферометры пред-
ставляют собой измерительные трубки, закрепленные в
вертикальных или горизонтальных стойках.
В интерференционной трубке (рис. 95, а) свет от
лампы 1 проходит через конденсор 2 и разделяется на
полупрозрачной пластине 8 на два когерентных пучка.
Один пучок проходит через пластину 8, отражается от
зеркала 5, которое жестко связано с измерительным
стержнем 6, и возвращается к пластине 8. Второй пучок
света отражается от пластины 8, проходит через ком-
пенсационную пластину 4 и возвращается зеркалом 7
к пластине 8. Встретившиеся на пластине 8 пучки соз-
дают интерференционную картину. Объектив 9 проеци-
рует эту картину на стеклянную пластину 10, на кото-
рую нанесена шкала. Различные участки шкалы наблю-
дают в окуляр 11, который поворачивают вокруг оси
12. Светофильтры 3 служат для градуирования шкалы.
Если зеркала 5 и 7 перпендикулярны к пучкам све-
та, то оптическая разность хода лучей, отраженных от
различных участков поверхности зеркал до пластины 8,
постоянна и шкала освещена равномерно. При наклоне
зеркала 7 с помощью специальных винтов создается
переменная оптическая разность хода интерферирую-
щих лучей вдоль пластины 8 (мнимый воздушный
клин), и на фоне шкалы наблюдается интерференцион-
ная картина с полосами равной ширины (рис. 95, б).
Измерения проводят при освещении белым светом
(без светофильтра). На шкале видны цветные радуж-
ные полосы убывающей яркости, расположенные по обе
стороны от черной полосы — указателя шкалы, по ко-
торой берется отсчет. Указатель передвигается по шка-
ле одновременно с перемещением измерительного
стержня и связанного с ним зеркала 5.
Цена деления шкалы интерферометров переменная,
так как ширина интерференционных полос зависит от
угла а наклона зеркала 7: 6 = Х/(2а). Ее выбирают в за-
висимости от требуемого предела измерения и регули-
руют, изменяя наклон зеркала 7. Градуирование вы-
132
Рис. 96. Вертикальный интерферо-
метр
полняют при освещении моно-
хроматическим светом через
светофильтр 3, так как в этом
случае интерференционная
картина состоит из большого
числа черных и цветных по-
лос, которые легко поддаются
счету.
Подсчитывают число ин-
терференционных полос k,
расположенных между п де-
лениями шкалы, и цену деле-
ния определяют по формуле
С = (А/2) (k п),
где А — длина световой волны, мкм.
Число полос для счета следует определять по фор-
муле £=160 С, а число делений шкалы п= (А/2) (k/C) =
= 160 А/2.
Рекомендуемые значения С шкалы интерферомет-
ров равны 0,05; 0,1 и 0,2 мкм. При пропускаемой свето-
фильтром длине волны А = 0,550 мкм этим значениям С
соответствует число полос для счета £, равное 8, 16 и
32, и число делений шкалы — п=44.
При настройке, поднимая измерительный стержень,
выводят на середину шкалы наиболее отчетливые ин-
терференционные полосы. Изменяя наклон зеркала 7,
совмещают требуемое число полос k с рассчитанным
числом делений шкалы п. Регулировку считают удовлет-
ворительной, если при многократном арретировании из-
мерительного стержня погрешность совмещения <k по-
лос с п делениями не превысит десятой доли деления.
Шкала интерферометров содержит по 50 делений
слева и справа от нулевого штриха. Пределы показаний
составляют ±(2,5... 10) мкм; прн цене деления С=
= 0,1 мкм допускаемая погрешность Д = 0,09 мкм.
У вертикального интерферометра (рис. 96) трубка
2 стандартного диаметра 28 мм закреплена в стопке
С-1. Кремальера 4 перемещает кронштейн 3 в направ-
ляющих колонки 5. Винт / позволяет передвигать шка-
лу прибора в пределах ±10 делений. На трубке закреп-
лен прозрачный теплозащитный экран 7. Трансформа-
133
Рис. 97. Горизонтальный интерферометр
тор 6 служит для питания осветительной системы. Наз-
начение узлов стойки такое же, что и у оптиметра ОВЭ-
02 (см. рис. 67, б).
При настройке прибора на нуль черную ахроматиче-
скую полосу устанавливают как указатель на нулевой
штрих шкалы. При измерении концевую меру заменяют
изделием, находят перемещением указателя по шкале
и определяют отклонение размера изделия, умножая
отсчет на цену деления шкалы. В комплект прибора
входят сферический и плоский измерительные наконеч-
ники и три плоских сменных стола: основной плоский
стол для измерения цилиндрических и сферических из-
делий размером до 150 мм; ребристый стол с выступаю-
щей сферической вставкой для концевых мер длиной до
20 мм и ребристый стол для плоскопараллельных изде-
лий размером до 150 мм. К прибору прилагаются также
амортизаторы и юстировочный инструмент, кроме того,
могут быть приложены приспособления для измерения
диаметров шариков и роликов и толщины тонкой леиты.
На горизонтальных интерферометрах (рис. 97) из-
меряют изделия размером до 500 мм. Трубка интерфе-
рометра 4 и пиноль 2 закреплены на измерительных
бабках 1. которые перемещаются с помощью маховиков
5 по направляющим станины 6. Предметный стол 3
может перемещаться в трех взаимно перпендикулярных
направлениях и поворачиваться относительно верти-
кальной и поперечной горизонтальной осей. Верхняя
часть предметного стола свободно перемещается вдоль
линии измерения на шариковых опорах, благодаря чему
134
измеряемое изделие постоянно находится в контакте с
измерительными наконечниками трубки и пиноли.
Измерения на горизонтальном интерферометре вы-
полняют так же, как на горизонтальном оптиметре.
§ 58. ИНТЕРФЕРЕНЦИОННЫЕ МЕТОДЫ ИЗМЕРЕНИЙ
КОНЦЕВЫХ МЕР ДЛИНЫ
Абсолютный интерференционный метод предназна-
чен для измерения длины образцовых мер 1-го разряда
и рабочих мер класса точности 00 в длинах световых
волн. В интерферометре (рис. 98) для абсолютных и
относительных измерений (интерференционного компа-
ратора Кестерса) свет от источника 6, пройдя конден-
сор 5, поступает в коллиматор 3 — оптическую трубу,
предназначенную для получения параллельного пучка
лучей. Входная щель 4 трубы расположена в фокусе
объектива 2. Лучи света, выходящие из коллиматора,
освещают специальную призму 1, с помощью которой в
интерферометр можно направлять свет разной длины
волны (любого цвета спектра). Свет, идущий от приз-
мы 1, разделяется на полупосеребренной полупрозрач-
ной стеклянной пластине 10 на два потока.
Один поток отражается от пластины 10, проходит
через компенсационную пластину 11, отражается от
Рис. 98. Оптическая схема
hi 1терферометра
135
Phl. 99. Интерференционная картина при измерениях абсолютным
методом:
а — поверхности меры и пластины параллельны; б, в — поверхности меры
и пластины непараллельны
зеркала 12, снова проходит через пластины 11 и 10 и
попадает в зрительную трубу, имеющую объектив 9,
щель 8 и окуляр 7. Второй поток света проходит через
пластину 10, отражается от поверхностей концевой ме-
ры 13 и стеклянной пластины 14, к которой притерта
мера. Затем, отразившись от пластины 10, второй поток
также поступает в зрительную трубу. Интерференцион-
ную картину наблюдают в окуляр 7. Перемещениями
стола 15 интерферометра добиваются, чтобы расстояния
от пластины 10 до поверхностей зеркала 12 и пластины
14 были одинаковыми. При этом пути световых лучей,
отразившихся от зеркала 12 и от пластины 14, будут
равны, а лучи, отразившиеся от зеркала 12 и меры 13,
будут иметь постоянную разность хода. Наклоняя стол
15, создают мнимый воздушный зазор (переменную раз-
ность хода) между поверхностями меры 13 и пластины
14, с одной стороны, и поверхностью зеркала 12, с дру-
гой. В окуляр зрительной трубы при этом наблюдают
две системы интерференционных полос (рис. 99). Одна
система полос возникает на поверхности пластины, вто-
рая — на поверхности меры. В окуляр видны также две
взаимно перпендикулярные нити перекрестия, нанесен-
ного на зеркало 12. Стол перемещают так, чтобы интер-
ференционные полосы на пластине были параллельны
вертикальной линии перекрестия.
Если поверхности меры и пластины строго парал-
лельны, то полосы на мере и пластине также параллель-
ны (рис. 99, а). Отклонение меры от плоскопараллель-
136
ности приводит к тому, что эти полосы будут лежать
под углом одна к другой (рис. 99, б). Если длина меры
не равна целому числу полуволн света, то полосы на
пластине будут смещены относительно полос на мере.
Размер смещения х равен расстоянию от вертикальной
линии перекрестия, совмещенной с серединой полосы на
мере, до середины полосы меньШего номера на пласти-
не. Направление отсчета на рнс. 99 показано стрелками.
Длину меры определяют по уравнению L=(n+
+ Дл)Х/2, где п — целое число полос; &n = xjb — дроб-
ная часть полосы, которую находят непосредственным
измерением. Например, на рис. 99, а &п=х/Ь=0,6. Для
определения целого числа полос проводят серию изме-
рений с световыми потоками, имеющими разные длины
волн: Л], А.2, ^-з, ....
Целое число волн определяют методом совпадения
дробных частей Aril, Дл2, Дпз, — Предварительно длину
меры измеряют с погрешностью ±0,001 мм: L =
= (/-'±0,001) мм. По измеренному значению L', длине
световой волны A.J и дробной части A/ii с помощью спе-
циальных таблиц или линеек находят целое число по-
лос Ль Вычисляют длину меры Lt = (гц 4-ДП1) Х./2. Анало-
гично обрабатывают результаты измерений с длинами
волн Х2, А.3> — и вычисляют значение L2, /-з, — Если зна-
чения ль л2, л3, ... выбраны правильно, то значения Lit
L2, L3, ... совпадают с требуемой точностью и равны L.
Если значения Lt, L2, L3, ... отклоняются одно от друго-
го больше, чем допускается, то значение целых чисел
полос Ль л2, л3, ... изменяют, последовательно прибли-
жаясь к правильным значениям. Применение ЭВМ по-
вышает скорость и точность расчета L.
Отклонения концевой меры от плоскопараллельно-
сти определяют по наклону полос. Поверку проводят
при вертикальном и горизонтальном направлениях по-
лос на стеклянной пластине, что достигается изменени-
ем наклона стола. Центр перекрестия устанавливают на
среднюю точку одной из темных полос на мере и на
глаз определяют в долях полосы наибольшее отклоне-
ние поверяемой концевой меры от вертикальной
(рис. 99, б) или горизонтальной (рис. 99, в) линии пе-
рекрестия.
Относительным интерференционным методом пове-
ряют концевые меры 2-го разряда класса точности 0
путем сравнения с мерами 1-го разряда. Поверяемую Л
137
Рис. 100. Интерференционная картина при измерениях относитель-
ным метолом:
а — при измерении длины; б — при измерении исплоскост мости
и исходную И меры притирают к стеклянной пластине
так, чтобы они соприкасались вдоль длинных граней.
Пластину устанавливают на стол интерферометра. При
наклоне стола в поле зрения окуляра возникают три
картины полос (рис. 100, а): на каждой из мер и на
пластине. Измерения проводят в белом свете, если раз-
ность длин мер не превышает 1,5 мкм. Отклонение дли-
ны поверяемой меры от длины исходной меры равно
полудлине световой волны, умноженной на смещение
полос одного номера на мерах. Значение отклонения
определяют так же, как при техническом интерферен-
ционном методе. Если разность длин исходной и пове-
ряемой мер превышает 1,5 мкм, то измерения выполня-
ют в монохроматическом свете с различными длинами
волн и отклонение определяют методом совпадения
дробных частей полос. Длину мер предварительно из-
меряют с погрешностью ±0,001 мм.
Отклонение концевых мер от плоскопараллельности
при измерениях относительным методом определяют так
же, как при абсолютном методе — по наклону полос на
мере относительно полос на стеклянной пластине
(рис. 100, б).
§ 59. МЕТОДЫ И СРЕДСТВА ПОВЕРКИ
УГЛОВЫХ МЕР
Гониометрический метод поверки угловых мер за-
ключается в сравнении измеряемого угла с точно гра-
138
Рис. 101. Принципиальная схема
гониометрического метода изме-
рения угловых мер
дуированной круговой угло-
мерной шкалой — лимбом.
Для этого используют спе-
циальные оптические при-
боры — гониометры. Прин-
цип измерения углов на го-
ниометрах показан на рис.
101. Основными узлами при-
бора являются стол 5, лимб 4, коллиматор 3, отсчетный
микроскоп 2 и зрительная труба /. Современные конст-
рукции гониометров позволяют поворачивать и фикси-
ровать зрительную трубу, лимб и стол в любых поло-
жениях относительно коллиматора 3, жестко связан-
ного с основанием. Труба и лимб имеют микрометриче-
скую подачу.
Поверяемую меру П укладывают на стол так, чтобы
измерительная грань АВ, ограничивающая рабочий угол
меры а, находилась напротив коллиматора. Стол, жест-
ко скрепленный с лимбом, поворачивают до тех пор,
пока свет, отраженный от грани ЛВ, не попадет в объ-
ектив зрительной трубы 1. Затем с помощью микропо-
дачи изображение щели коллиматора совмещают с вер-
тикальной линией окулярной сетки трубы и выполняют
первый отсчет по лимбу с помощью микроскопа 2. За-
тем стол поворачивают и все измерения проводят на
второй измерительной грани АС меры. Угол р поворота
стола равен разности отсчетов по лимбу в первом и во
втором положениях стола. Измеряемый угол а меры до-
полняет угол р до 180° .следовательно, а=(180°—Р).
Угловые меры 3-го разряда и класса точности 0 по-
веряют на гониометрах типа ГС1 с допускаемой погреш-
ностью Д=1", меры 4-го разряда и класса точности 1 —
на гониометрах типа ГЗ с Д=3", а меры класса точно-
сти 2 — на гониометрах типа Г5 с Д = 5".
Относительным контактным методом поверяют угло-
вые меры класса точности 2 путем сравнения с образцо-
выми угловыми мерами 4-го разряда. Схема поверки на
приборах КПУ показана на рис. 102, а. Поворотный
упор / указателем 2 устанавливают по шкале 3 на но-
минальное значение угла сравниваемых мер и фиксиру-
ют в данном положении. Образцовую угловую меру И
139
Рис. 102. Схемы измерений угловых мер относительным контакт-
ным методом:
л — с помощью угломерного прибора; б — с помощью приборов для изме
рения д тины
прижимают измерительными поверхностями к шаровым
поверхностям упоров 5. Стрелку отсчетного устройства
4 устанавливают около нуля и снимают отсчет at. За-
тем образцовую меру заменяют мерой П и выполняют
второй отсчет а2. Действительное значение угла пове-
ряемой меры находят по формуле ап=аи+(а2—сц)С,
где аи— размер угла образцовой меры; С — цена деле-
ния отсчетного устройства прибора.
Для поверки угловых мер класса точности 2 относи-
тельным контактным методом используют также уни-
версальные измерительные средства, например, микро-
каторы и оптиметры. Поверяемую П и образцовую И
угловые меры с одинаковыми номинальными значения-
ми рабочих углов притирают одну к другой, как пока-
зано на рис. 102,6. Чтобы повысить надежность соедине-
ния мер, их можно скрепить державкой. Притертые
меры устанавливают на ребристом столе вертикальной
стойки и с помощью измерительной головки определяют
непараллельность сторон блока мер. Для этого блок
140
мер сначала устанавливают в положение I, а затем пе-
ремещают в положение II. Отклонение угла Да поверя-
емой меры от номинального угла образцовой меры в
радианах связано с перемещением Д/i конца измери-
тельного наконечника измерительной головки соотноше-
нием Да=Д/г//, или в секундах Да=205Д/г//, где I —
расстояние между точками измерений; Д/г — показания
прибора. При расстоянии между точками измерений
/=68 мм отклонение Да = ЗД/г, где АЛ выражается в
миллиметрах.
Рабочий угол поверяемой меры ап=аи ±Да.
Вопросы для самопроверки
1. Какие методы поверки концевых мер длины Вы знаете?
2. Какой порядок подготовки мер к поверке? 3. Что называется
интерференцией света? 4. Почему возникают интерференционные
полосы на стеклянных пластинах? 5. Чем ограничено использование
белого света при интерференционных измерениях? 6. Когда приме-
няется монохроматический свет? 7. Как проверяют притираемость
угловых мер? 8. В каком порядке измеряют отклонения концевых
мер от плоскопараллельности? 9. Какие концевые меры длины по-
веряют техническим интерференционным методом? 10. В чем заклю-
чается технический метод? 11. Что представляют собой стеклянные
пластины для интерференционных измерений? 12. В чем различие
относительного и абсолютного интерференционных методов? 13. Как
измеряют размер угловых мер гониометрическим методом? 14. Ка-
кие угловые меры повериют относительным контактным методом?
15. Как регулируют цену деления контактного интерферометра?
16. Как проводят измерения на контактных интерферометрах?
ГЛАВА 10
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЯ
ОТКЛОНЕНИЙ ОТ ПРЯМОЛИНЕЙНОСТИ
И ПЛОСКОСТНОСТИ
§ 60. ОБЩИЕ СВЕДЕНИЯ
Форма плоских поверхностей характеризуется пря-
молинейностью и плоскостностью. Отклонение от пря-
молинейности Д — наибольшее расстояние от точек ре-
ального профиля 2 до прилегающей прямой / в преде-
лах нормируемого участка (рис. 103, а, б). Отклонение
141
Рис. 103. Виды отклонений:
а, б — от прямолинейности; в — от плоскостности
Рис. 104. Контроль пло-
скостности интерферен-
ционным методом
Рис. 105. Поверочные лн-
иейки
142
от плоскостности — наибольшее расстояние от точек
реальной поверхности 2 до прилегающей поверхности 1
в пределах нормируемого участка (рис. 103, в). Частны-
ми видами отклонения от прямолинейности и плоскост-
ности являются выпуклость (рис. 103, а), при которой
отклонения уменьшаются от краев к середине, и вогну-
тость (рис. 103, б) — характер отклонений обратный.
По значению отклонений плоские поверхности делят
на 16 степеней точности в соответствии с установленны-
ми допусками плоскостности и прямолинейности в пре-
делах нормируемого участка. С увеличением степени
точности размер допуска увеличивается.
В качестве рабочих средств измерений применяют
поверочные линейки и плиты, оптические линейки и
плоскомеры, инструментально-поверочные блоки ИПБ,
автоколлиматоры, автоматические автоколлимацион-
ные и гравитационные приборы, оптические струны, гид-
ростатические уровни, микронивелиры и уровни.
При контроле плоскостности измерительных поверх-
ностей калибров, приборов и инструментов размером до
120 мм не грубее 2-й степени точности применяют плос-
кие стеклянные пластины для интерференционных из-
мерений (см. рис. 90, а). Пластины накладывают на
проверяемую поверхность и наблюдают интерференци-
онную картину. Плоскостность изделий прямоугольной
формы определяют по выпуклости и вогнутости интер-
ференционных полос так же, как при поверке плоскост-
ности концевых мер длины (см. рис. 91, § 55). Плоскост-
ность поверхностей изделий, имеющих форму круга, оп-
ределяют по числу замкнутых интерференционных ко-
лец. На рис. 104 число замкнутых колец равно 2, следо-
вательно, Д = 2x0,3 = 0,6 мкм.
§ 61. ПОВЕРОЧНЫЕ ЛИНЕЙКИ
Поверочные линейки (рис. 105) изготовляют сле-
дующих типов: ЛД — лекальные с двусторонним ско-
сом; ЛТ — лекальные трехгранные; ЛЧ — лекальные
четырехгранные; ШП — с широкой рабочей поверхно-
стью прямоугольного сечения; ШД— с широкой рабочей
поверхностью двутаврового сечения; ШМ — с широкой
рабочей поверхностью, мостики; УТ — угловые трех-
гранные.
143
Рис. 106. Методы контроля прямолинейности:
а — на просвет; б, в — линейных отклонений
Лекальные линейки выпускают двух классов точно-
сти: 0 и 1. Линейки класса точности 0 применяют для
поверки поверхностей 2-й и 3-й степеней точности, а
класса точности 1 — 4-й степени точности. Длина I лез-
вий линеек типа ЛД составляет 50...500 мм, а линеек
типов ЛТ и ЛЧ — 200...500 мм.
Лекальные линейки предназначены для контроля
прямолинейности методом «на просвет». Лезвие линей-
ки 1 накладывают на поверхность изделия 2
(рис. 106, а). Сзади, на уровне глаз контролера, поме-
щают источник света и наблюдают просвет между ли-
нейкой и изделием. Отклонение от прямолинейности
равно наибольшему просвету Дтах. размер просвета оп-
ределяют по «образцу просвета» (см. рис. 11).
Линейки с широкой рабочей поверхностью выпуска-
ют трех классов точности: 0, 1 и 2. Линейки класса 0
применяют для проверки поверхностей 4-й степени точ-
ности, класса 1 — для 6-й и 7-й степени точности и
класса 2 — для проверки поверхностей 7-й и 8-й степе-
ни точности. Размеры /Хб линеек различных типов
имеют следующие значения: для линеек типа ШП —
205x5...630Х 10 мм; для линеек типа ШД — 630x4...
4000X30 мм; для линеек типа ШМ — 400X50...3000X
Х110 мм. Линейки с широкой рабочей поверхностью
применяют для проверки прямолинейности методом ли-
нейных отклонений и для проверки плоскостности узких
поверхностей методом «на краску».
При контроле прямолинейности методом линейных
отклонений (рис. 106, б) линейку 1 укладывают рабо-
чей поверхностью на две одинаковые концевые меры 3
размером Ьо, установленные на проверяемой поверхно-
сти 2. Для уменьшения погрешностей измерений вслед-
144
ствие прогибов линейки опоры располагают в точках
наименьшего прогиба (точки Эри), которые отмечены
рисками на боковой поверхности лпнеек. Точки Эри ле-
жат на расстоянии 0,233/ от концов линейки. На боко-
вую поверхность линейки наносят мелом отметки на
расстояниях, равных 0,1/. В отмеченных точках 0, 1, 2,
/, .... 10 измеряют расстояние 6, между поверхностями
линейки и изделия, вводя между ними блоки концевых
мер или щупы 4. Используются также специальные при-
способления с индикаторными приборами. По резуль-
татам измерений определяют разность Д,= (Ьо—Ь{). По-
строив график (рис. 106, в), через крайние
точки ломаной линии проводят прямую АВ. Отклонение
от прямолинейности поверхности Дтах находят как наи-
большее расстояние от ломаной линии до прямой АВ.
Угловые линейки типа УТ изготовляют длиной 400,
630 и 1000 мм с двумя шабренными рабочими поверхно-
стями, образующими угол а, равный 45, 55 и 60°. По от-
клонениям граней от плоскостности эти линейки делят
на классы точности 0, 1 и 2. Угловые линейки использу-
ют для одновременного контроля плоскостности пересе-
кающихся поверхностями 7-й и 8-й степеней точности
методом «на краску», например, при поверке направ-
ляющих типа «ласточкин хвост».
§ 62. ПОВЕРОЧНЫЕ И РАЗМЕТОЧНЫЕ ПЛИТЫ
Поверочные и разметочные плиты выпускают двух
исполнений: I — с ручной шабровкой рабочих поверх-
ностей классов точности 00, 0 и 1; II — с механически
обработанными поверхностями классов точности 1, 2 и
3 Плиты классов 00 и 0 применяют для поверки плос-
костности поверхностей особо точных деталей, а клас-
сов 1 и 2 — точных деталей. Плиты класса 3 использу-
ют для разметочных работ.
Плиты (рис. 107) изготовляют из чугуна и из твер-
дых горных пород — гранита, диорита, диабаза. Раз-
145
меры /Хб поверхности плит составляют 160X160...
2500X1600 мм. Плиты размером 1000X630 мм и более
имеют регулируемые опоры. При установке плит опо-
ры регулируют так, чтобы обеспечить равномерное рас-
пределение нагрузки на все опорные точки и выравни-
вание поверхности плиты.
Плиты предназначены для контроля плоскостности
изделий методом «на краску» и методом линейных от-
клонений. В первом случае рабочую поверхность по-
крывают тонким слоем краски. Рекомендуется приме-
нять типографскую краску № 219 или берлинскую ла-
зурь и турбуленовую синь, разведенные в машинном
масле. Толщина слоя краски для плит класса точности
00 рекомендуется 0,4... 1 мкм; класса 0 — 0,6... 1,6 мкм;
класса 1 — 1,0...2,5 мкм и класса 2 — 2,5...10 мкм. Тол-
щину слоя краски контролируют по «образцу интенсив-
ности окраски» (см. рис. 11).
Окрашенную плиту накладывают на проверяемую
поверхность и слегка перемещают. Отклонение от плос-
костности определяют по числу пятен в квадрате со сто-
роной 25 мм, оставшихся на выступающих частях про-
веряемой поверхности. Для подсчета используют плас-
тины с окном 25X25 мм. Проверка на «краску» не поз-
воляет определить значение неплоскостности. По числу
пятен судят о степени точности поверхности. При хоро-
шей плоскостности пятна располагаются равномерно, и
чем больше пятен, тем меньше неплоскостность.
При проверке плоскостности методом линейных от-
клонений изделие устанавливают проверяемой поверх-
ностью на три опоры одного размера, располагаемые на
поверочной плите и не лежащие на одной прямой. От-
клонение от плоскостности определяют по разности по-
казаний специального индикаторного прибора, вводимо-
го между плитой и изделием. Прибор устанавливают в
заранее намеченных точках. Наибольшее показание
прибора, предварительно настроенного на размер опор,
равно отклонению от плокостности поверхности. Это
значение сравнивают с допуском плоскостности.
§ 63. ИЗМЕРЕНИЕ УРОВНЯМИ
Измерение отклонений от плоскостности брусковы-
ми уровнями (см. § 30) выполняют шаговым методом.
Проверяемую поверхность изделия 1 устанавливают
146
Рис. 108. Контроль прямолинейности уровнем:
я — установка уровня; б — отсчет по ампуле; в — диаграмма измерений
грубо в горизонтальное положение (рис. 108, а). На по-
верхности в заданном направлении наносят отметки 0,
/, 2, 3, ..., 10 с интервалом / = 0,1 проверяемой длины.
Уровень 2 закрепляют на подставке 3 с опорами 4, рас-
стояние между которыми равно выбранному интерва-
лу I. Подставку последовательно устанавливают на уча-
стки 0—/, 1—2, 2—3, ... Отклонение от прямолинейности
поверхности обусловливает различный наклон ее от-
дельных участков относительно горизонтальной линии,
проведенной через точку 0, принятую за начало отсчета.
Наклон участка поверхности определяют по уровню
(рис. 108, б). Отсчеты выполняют по смещению пузырь-
ка относительно штрихов А и Б на ампуле уровня, ко-
торые расположены симметрично относительно нуль-
пункта на расстоянии один от другого, равном длине
пузырька. Показание уровня равно алгебраической по-
лусумме обоих отсчетов. Отсчет считают положитель-
ным, если пузырек смещается по ходу перемещения
уровня, что соответствует подъему поверхности. На
рис. 108, б отсчет м = —0,5(3-|-3,2) =—3,1 деления
шкалы.
Смещение по вертикали смежных точек поверхности
= где С — цена деления шкалы ампулы, мм/м.
Результаты измерений сводят в таблицу и по ней
строят график (рис. 108, в) отклонений точек поверхно-
сти от горизонтали. Через первую и последнюю точки
графика проводят прямую линию, учитывающую общий
наклон поверхности. Отклонение от прямолинейности
поверхности равно наибольшему отклонению Атах точек
графика от прямой линии.
147
оЦ о!2 off ol0 09 во
о20 о21 022 023 7о
0/5 о/в 0/7 о/в o/S 6о
оО о/ 02 oJ 04 5о
Рис. 109. Схема уста-
новки уровня при конт-
роле плоскостности
1
2
3 4
5
Рис. ПО. Контроль прямолинейности
гидростатическими уровнями
Контроль плоскостности уровнем осуществляется
аналогично контролю прямолинейности. Схема переме-
щения уровня по плоскости показана на рис. 109. Сна-
чала измерения проводят по замкнутому контуру в точ-
ках 0, 1,2, 3, ..., 15,0. Затем проверяют точки 15, 16, .... 6
и 14, 20, 21, 22, 23,7. Подставку перемещают последова-
тельно на все участки поверхности. Показания отсчи-
тывают по обоим концам пузырька при двух положени-
ях уровня, отличающихся на 180°. Результирующее по-
казание определяют по четырем отсчетам. При обработ-
ке результатов измерений учитывают наклон поверхно-
сти как в продольном, так н в поперечном направле-
ниях.
Гидростатические уровни (рис. 110), применяемые
для контроля горизонтально расположенных поверхно-
стей большой протяженности, основаны на принципе
сообщающихся сосудов. Они состоят из двух измери-
тельных головок 1 и 4, наполненных водой и соединен-
ных между собой гибкими шлангами. Шланг 6 обеспе-
чивает переток воды, а шланг 3 — переток и выравни-
вание давления воздуха. Каждая головка имеет микро-
метрические глубиномеры 2 и 5 с острием на конце мик-
ровинта. При контроле прямолинейности и плоскостно-
сти одну измерительную головку устанавливают непод-
вижно на поверхность, а другую последовательно пере-
мещают по заданным точкам поверхности. Отклонение
А различных участков поверхности относительно гори-
зонта находят по разности показаний микрометров. Ре-
зультаты измерений обрабатывают так же, как при из-
мерениях уровнями.
148
Для контроля прямолинейности и плоскостности так-
же используют микрометрические и электронные
уровни.
Вопросы для самопроверки
1. Что такое отклонение от плоскостности? 2. Как контроли-
руют прямолинейность лекальной линейкой? 3. Какие типы повероч-
ных линеек и плит Вы знаете? 4. Как осуществляют контроль пло-
скостности методом «на краску»? 5. Какие параметры плоской по-
верхности можно измерить методом линейных отклонений? 6. Как
выполняют контроль прямолинейности уровнем? 7. Что представ-
ляют собой гидростатические уровни?
ГЛАВА 11
СРЕДСТВА И МЕТОДЫ
ИЗМЕРЕНИЯ РЕЗЬБЫ
§ 64. ОСНОВНЫЕ ЭЛЕМЕНТЫ И ПАРАМЕТРЫ РЕЗЬБЫ
Резьбой называется один или несколько равномер-
но расположенных выступов резьбы, постоянного сече-
ния, образованных на боковой поверхности прямого
кругового цилиндра или прямого кругового конуса. Вы-
ступы ограничиваются винтовой поверхностью резьбы
и разделены канавками. Основные элементы резьбы
(рис. 111) — ось, относительно которой образована вин-
товая поверхность резьбы; профиль резьбы, который со-
стоит из профилей выступа и канавки резьбы в плоско-
сти осевого сечения; вершина резьбы /; впадина резьбы
2; боковая сторона профиля 3, расположенная между
вершиной и впадиной и имеющая в плоскости осевого
сечения прямую ли-
нию; радиус впади-
ны резьбы г. По ти-
пу поверхности резь-
бы делят на ци-
линдрические и ко-
нические; по распо-З
Рис. 111. Основные
параметры резьбы
149
Рис. 112. Резьбовые шаблоны
Рис. 113. Резьбовые калибр-
пробки;
а — двусторонний: б — однопре-
дслъные; в — с ручками
ложению поверхности — на наружные (болт) и внут-
ренние (гайка); по направлению вращения винтовой ли-
нии — на правые и левые; по числу заходов резьбы —
на однозаходные и многозаходные; по типу профиля —
на метрические, дюймовые, трубные, упорные и тра-
пецеидальные.
Основные контролируемые параметры цилиндриче-
ской резьбы — угол а профиля, углы р н у наклона бо-
ковой поверхности, наружный диаметр d или D, внут-
ренний диаметр di пли Di, средний диаметр d2 или Ь2,
шаг резьбы Р. По среднему диаметру ширина канавки
равна половине шага резьбы. Для резьбы с симметрич-
ным профилем р=у = и/2. Полные сведения о резьбах и
их параметрах изложены в ГОСТ 11708—82. Размеры
резьб стандартизованы по диаметру и шагу. Диаметр,
условно характеризующий размеры резьбы и использу-
емый при ее обозначении, называется номинальным диа-
метром резьбы.
Наружный диаметр d болта и внутренний диаметр
Di ганки измеряют универсальными приборами, напри-
мер штангенциркулем или на оптиметре. Шаг резьбы
контролируют резьбовыми шаблонами 1 (рис. 112), ко-
торые выпускают наборами в обойме 2. Для метриче-
ской резьбы шаг изменяется в пределах 0.4...6 мм, а для
дюймовых резьб число ниток на один дюйм — 4...28.
Номинальному шагу резьбы соответствует тот шаблон,
который наилучшим образом сопрягается с профилем
резьбы.
150
§ 65. РЕЗЬБОВЫЕ КАЛИБРЫ
Контроль цилиндрической резьбы, обеспечивающий
ее взаимозаменяемость, осуществляется комплексными
предельными калибрами. Проходные калибр-пробки и
калибр-кольца имеют полный профиль; с их помощью
контролируют приведенный средний диаметр резьбы,
учитывающий влияние всех ее параметров на свинчива-
емость. Непроходные калибры имеют укороченный про-
филь и небольшое число витков резьбы; ими контроли-
руют только средний диаметр резьбы. Непроходные ка-
либры не должны свинчиваться с годным изделием
более чем на два витка.
Калибр-пробки для метрической резьбы выпуска-
ют нескольких типов: двухсторонние калибры с встав-
ками, проходные и непроходные (рис. 113, а); однопре-
дельные калибры с насадкой (рис. 113, б); калибры с
ручками (рис. 113, в). Непроходные пробки имеют глад-
кие цилиндрические направляющие. Жесткие калибр-
кольца (рис. 114, а) применяют для контроля резьбы
диаметром 1...300 мм; непроходное кольцо имеет про-
точку. В кольца диаметром 105...300 мм ввинчиваются
ручки, облегчающие работу. Регулируемые калибр-
кольца (рис. 114, б) имеют резьбовую пробку 2, которой
через втулку 3 разжимают кольцо 1 до необходимого
размера. Винтом 4 фиксируют установленный размер.
Глухие выточки обеспечивают подпружинивание кор-
пуса.
Для контроля отдельных участков наружной резьбы
применяют скобы, не требующие длительной операции
свинчивания. Жесткие резьбовые скобы (рис. 115, а)
имеют коническую 1 и призматическую 2 вставки, ко-
торые вводятся во впадины резьбы. Роликовые регули-
Рис. 114. Резьбовые калибр-кольца:
а — жесткие однопредельные; б — регулируемые
151
S)
руемые скобы (рис. 115, б) имеют две пары проходных 2
и непроходных 1 роликов, свободно вращающихся на
эксцентричных валиках 3. Поворот валиков дает воз-
можность изменять расстояние между осями роликов в
пределах 0.6...1 мм. Установленный размер фиксируют
винтом 4 и гайкой 5.
Условные обозначения резьбовых калибров: ПР
(НЕ) — рабочие кольца и пробки, проходные (непро-
ходные); КПР—ПР (КПР—НЕ)—контрольные проб-
ки для нерегулируемых проходных колец, проходные
(непроходные); КНЕ—ПР (КНЕ—НЕ) — контрольные
пробки для нерегулируемых непроходных колец, про-
ходные (непроходные); К—И (КНЕ—И) — непроход-
ные пробки для контроля износа нерегулируемого и ре-
гулируемого кольца, проходные (непроходные); У—
ПР (У—НЕ) — установочные пробки для регулируемого
кольца, проходные (непроходные).
§ 66. ИЗМЕРЕНИЕ СРЕДНЕГО ДИАМЕТРА И ШАГА
НАРУЖНОЙ РЕЗЬБЫ
Микрометр со вставками для измерения среднего
диаметра резьбы (рис. 116, а) имеет в пятке 1 и микро-
винте 4 отверстия, в которые вставляются сменные приз-
152
Рис. 116. Микрометр со вставками:
а — устройство; б — схема установки ив
резьбу
Рис. 117. Схема измерений
методом трех проволочек
матические 2 и конические 3 вставки. Для измерения
метрических и трапецеидальных резьб используют по
восемь пар вставок, для измерения дюймовых резьб —
шесть пар вставок. Чтобы компенсировать изменение
длины вставок, барабан изготовляют раздвижным; он
состоит из частей 5 и 7, стягиваемых гайкой 6. При ус-
тановке микрометра на нуль вращением трещотки кони-
ческую вставку подводят до соприкосновения с призма-
тической вставкой или установочной мерой 8, помещае-
мой между ними, и стопорят микровинт. Правильное
положение края барабана относительно начального
штриха шкалы стебля устанавливают вращением гайки
6 и перемещением передней части барабана. Поверхно-
сти вставок при измерениях приводят в соприкоснове-
ние с профилем резьбы (рис. 116, б). Погрешность из-
мерения может составлять 0,1...0,2 мм.
Более точным методом измерения среднего диамет-
ра резьбы является косвенный метод трех калиброван-
ных проволочек (рис. 117). Во впадины резьбы 1 за-
кладывают три проволочки 2 и измеряют размер М.
Диаметр проволочек dn выбирают в зависимости от ти-
па и шага резьбы по специальным таблицам. Для резь-
бы с симметричным профилем dn=0,5Pcos(a/2).
Средний диаметр вычисляют по формулам: для мет-
рической резьбы dz = M—3dn+0,866P+C; для дюймовой
резьбы d2=M—3,1657dn+0,96P + C; для трапецеидаль-
ной резьбы d2 = M—4,8637d„+1.866Р + С, где С — по-
правка, учитываемая при точных измерениях.
153
Рис. 118. Приборы для измерения среднего диаметра резьбы мето-
дом трех проволочек:
а — микрометром; б — горизонтальным оптиметром
В зависимости от требуемой точности размер М
можно измерить на микрометрах, оптиметрах, длиноме-
рах и т. п. Измерение на микрометрах (рис. 118, а) вы-
полняют с помощью державок 1, 2, надетых на микро-
винт и пятку. Микрометр 4 закреплен в стойке 5. На
плоскости державок закреплены проволочки 3. Держав-
ки поворачиваются вокруг своих опор, что дает возмож-
ность устанавливать проволочки по углу подъема вин-
товой линии.
В горизонтальном оптиметре (рис. 118, б) калибры-
пробки 5 закрепляют на столе 6 горизонтально с помо-
щью приспособлений 4. Проволочки 2 подвешивают за
бирку 3 на кронштейне 1. Порядок измерений описан в
§ 47. Предварительно по известным теоретическим па-
раметрам проверяемой резьбы подсчитывают размер М
и по нему подбирают блок концевых мер для установки
прибора на нуль.
Шаг резьбы можно
измерить с помощью ин-
дикаторных шагомеров.
Шагомер для калибр-
пробок диаметром свыше
Рис. 119. Индикаторный шаго-
мер
154
250 мм (рис. 119) состоит из пружинной головки 4, на
которой закреплены ножка 3 и рычаг 1 с шариковыми
наконечниками. Головку устанавливают на нуль по
образцовому резьбовому калибру. Ножки вставляют во
впадины резьбы, и отклонение рычага 1 передается
измерительному наконечнику 2.
§ 67. ИЗМЕРЕНИЕ ПАРАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ
НА МИКРОСКОПАХ
На микроскопах основные параметры наружной
резьбы измеряют теневым методом в проходящем све-
те. Проверяемое изделие, например калибр-пробку, за-
крепляют в центрах. Предварительно ось центров уста-
навливают параллельно продольному ходу стола с по-
мощью контрольного валика, входящего в комплект
принадлежностей. Диафрагму осветителя выбирают по
инструкции, прилагаемой к микроскопу, в зависимости
от среднего диаметра резьбы. Колонку микроскопа на-
клоняют на угол подъема резьбы, который можно под-
считать по формуле tg4 = P[(itd2). Объектив микроско-
па наводят на резкое изображение.
При измерении среднего диаметра (рис. 120, а)
штриховую линию перекрестия окулярной головки сов-
мещают с боковой стороной профиля резьбы и проводят
первый отсчет по поперечной микрометрической голов-
ке. Затем стол микроскопа перемещают так, чтобы та
же линия окулярной сетки совместилась с противопо-
ложной стороной профиля резьбы. Колонку микроскопа
Рис. 120. Схемы измерений параметров резьб на микроскопах:
а — среднего диаметра: б — шага; в — угла профиля
155
при этом наклоняют на угол <р в противоположную сто-
рону. Выполняют второй отсчет. Разность отсчетов
равна среднему диаметру. Аналогично проводят измере-
ния по второй стороне профиля. Среднее арифметиче-
ское результатов двух измерений принимают за сред-
ний диаметр резьбы: d2=0,5(d2 + </2).
При измерении шага резьбы точку перекрестия сов-
мещают с серединой профиля резьбы (рис. 120, б) и де-
лают первый отсчет по продольному микровинту. Затем
стол перемещают так, чтобы та же штриховая линия
совпадала с одноименной стороной следующего профи-
ля. Разность отсчетов равна шагу резьбы. Измерения
выполняют по левым и правым сторонам профиля с обе-
их сторон контура. Среднее арифметическое четырех
измерений принимается за шаг резьбы: P=0,25(Pi +
+ Р2 + ^’з + Р4).
При измерении половины угла профиля резьбы
(рис. 120, в) горизонтальную штриховую линию пере-
крестия совмещают с профилем резьбы и выполняют от-
счет по угломерной шкале окулярной головки. Значение
отсчета равно половине угла профиля. Измерения осу-
ществляют по четырем сторонам профиля и за половину
угла профиля принимают среднее арифметическое.
Большая точность измерений параметров резьбовых
калибр-пробок на микроскопах достигается с помо-
щью измерительных ножей (рис. 121, а). Ножи 1 раз-
мещают на установочных плоскостях микроскопов и
прижимают к контуру резьбы так, чтобы между лезви-
ем ножа и боковыми сторонами профиля резьбы 2 не
оставалось щели. На верхнюю плоскость ножей наиесе-
Рис. 121. Измерение параметров резьб на микроскопах с помощью
измерительных ножей:
а — установка ножа на профиле резьбы; б — среднего диаметра; в — шага
156
ны тонкие риски. Расстояние между лезвием ножа и
риской, называемое рабочим размером ножа, равно
0,3 мм (при измерении резьб с шагом 3,5...6 мм). При
измерениях фокусируют микроскоп на тонкую риску и
перемещениями стола совмещают риски с линиями бб'
(вв') или гг' (дд'} окулярной сетки. При этом линия аа'
совпадает с боковой стороной профиля резьбы. С помо-
щью измерительных ножей измеряют средний диаметр
резьбы (рис. 121, б), шаг резьбы (рис. 121, в), половину
угла профиля и внутренний диаметр резьбы.
§ 68. СВЕДЕНИЯ ОБ ИЗМЕРЕНИИ ВНУТРЕННЕЙ РЕЗЬБЫ
Для измерения среднего диаметра внутренних резьб
применяют приборы с шаровыми наконечниками. Ин-
дикаторный прибор (рис. 122) имеет сменную резьбовую
пробку 4 с шаровыми вставками 3. При измерениях
пробку ввинчивают в проверяемую резьбу. Коническая
игла 2, связанная со стержнем индикатора /, раздвига-
ет вставки 3 до контакта с
профилем резьбы. Прибор
устанавливают на нуль по
образцовому резьбовому
калибру. Индикатор / по-
казывает отклонение дейст-
вительного размера от раз-
мера образца. Средний диа-
метр внутренней резьбы
свыше 18 мм измеряют на
горизонтальных оптиметрах
с помощью специальных
приспособлений с дугами.
Шаг, средний диаметр и по-
ловину угла профиля внут-
ренней резьбы можно из-
мерить также на универ-
сальном микроскопе УИМ-21
с помощью приспособления
ИЗ К-59.
В лабораторных усло-
Рис. 122. Прибор для измерения
среднего диаметра внутренней
резьбы
157
виях шаг и угол профиля внутренней резьбы можно
определить с помощью слепков и отливок. Применяют
отливки из серы и легкоплавких сплавов, например
сплава Вуда. Слепки изготовляют из медицинского гип-
са, 60 частей которого разводят на 40 частей водного
раствора хромпика (40 г хромпика на 1 л воды, подогре-
той до 40..50 °C). Профиль резьбы, полученный на слеп-
ках и отливках, измеряют на микроскопах.
Вопросы для самопроверки
1. Какие основные параметры резьбы Вы знаете? 2. Как можно
определить шаг резьбы? 3. Как измеряют средний диаметр резьбы
методом трех проволочек? 4. Какова последовательность измерения
половины угла профиля резьбы на микроскопах? 5. Какой микропо-
дачей стола пользуются при взмерении шага резьбы на микроско-
пах? 6 Как можно установить проволочки на горизонтальном
оптиметре? 7. Чем отличается микрометр со вставками от гладко-
го микрометра? 8. Какое назначение вмеют отливки и слепки с
внутренней резьбы? 9. Какие средства контроля резьбовых изделий
Вы знаете?
ГЛАВА 12
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЯ
ЗУБЧАТЫХ КОЛЕС
§ 69. ОСНОВНЫЕ ЭЛЕМЕНТЫ И ПАРАМЕТРЫ
ЗУБЧАТЫХ КОЛЕС
В зубчатых передачах вращение звеньев осуществ-
ляется посредством взаимодействия выступов (зубьев)
на одном звене с зубьями (выступами) другого звена.
Основной деталью таких передач является зубчатое ко-
лесо, объемные элементы которого — тело зубчатого
колеса, зубчатый венец и впадины. Конструкция зубча-
тых колес определяется типом зубчатой передачи. Их
основные виды: цилиндрические, конические и гипоид-
ные зубчатые колеса, червячное колесо, червяк и др.
Цилиндрические зубчатые колеса по типу зубьев делят-
ся на прямозубые, косозубые, шевронные и др., а по
профилю зубьев — на эвольвентные, циклоидальные
и др.
158
Рис. 123. Зацепление
эвольвентиых цилиндри-
ческих зубчатых колес:
dp du, d — диаметры впа-
дин зубьев вершин зубьев
и делительный; aw — меж-
осевое расстояние: S —
толщина зуба: gu — длина
активной линии зацепления:
h. hp hQ — полная высота
<уба. высоты ножки и го-
ловки <уба
Основные эле-
менты и параметры
наиболее распрост-
раненных эволь-
вентных цилиндри-
ческих зубчатых ко-
лес и передач пока-
заны на рис. 123.
Эвольвентный про-
филь зуба образуется путем обкатывания, без скольже-
ния прямой линии по основной окружности колеса.
Основная окружность колеса 1 — окружность, раз-
верткой которой является теоретический профиль зуба.
Начальная окружность 2 — окружность, при фрикцион-
ном зацеплении которой с окружностью другого колеса
передачи обеспечивается заданное соотношение угловых
скоростей колес: d'w' = d"a". Делительная окружность—
окружность, которая является базой для определения
элементов зубьев и их размеров. Для некорригирован-
ных зубчатых колес начальные и делительные окруж-
ности совпадают. Линия зацепления 3 — траектория об-
щей точки контакта зубьев. Угол зацепления atw — угол
между линией зацепления и прямой, перпендикулярной
к межосевой линии. Основной окружной шаг зубьев
Ptb — расстояние между одноименными профилями со-
седних зубьев по дуге начальной окружности. Основной
нормальный шаг Рпь — расстояние между параллель-
ными касательными к двум одноименным профилям
зубьев. Нормальный модуль зубьев m — линейная ве-
личина, в л раз мещьшая нормального шага зубьев. Че-
рез модуль определяют все размеры зубчатых колес,
например, d=mz, где г — число зубьев колеса. Значе-
ния модулей стандартизованы в интервале 0,5...100 мм.
159
Установлено 12 степеней точности зубчатых колес и
передач, обозначаемых в порядке убывания точности от
I до 12 (ГОСТ 1643—81). Каждой степени точности со-
ответствуют: нормы кинематической точности, ограни-
чивающие погрешность углов поворота колес; нормы
плавности работы, ограничивающие неравномерность
хода колес за один оборот; нормы контакта зубьев, оп-
ределяющие полноту прилегания рабочих поверхностей
зубьев между собой. К показателям норм кинематиче-
ской погрешности относятся накопленная погрешность
шага по зубчатому колесу, радиальное биение зубчато-
го венца, колебание длины общей нормали и т. п.; к по-
казателям норм плавности работы — местная кинема-
тическая погрешность, отклонение шага, погрешность
профиля зуба и т. п.; к показателям норм контакта
зубьев — суммарное пятно контакта, погрешность на-
правления зуба, погрешность контактной линии и т. д.
Установлено шесть видов сопряжений зубчатых колес в
передаче, которым соответствуют нормы бокового за-
зора, независимые от степеней точности зубчатых колес.
Показателями, обеспечивающими гарантированный бо-
ковой зазор, являются отклонения межосевого расстоя-
ния, отклонение длины общей нормали, отклонение тол-
щины зуба и др.
Зубоизмерительные приборы выполняются двух ти-
пов: станковые, на которых размещают проверяемые ко-
леса, и накладные, устанавливаемые на проверяемое
колесо по зубьям или впадинам.
§ 70. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ОСНОВНОГО
И ОКРУЖНОГО ШАГА
Шагомер для контроля основного нормального шага
(рис. 124) имеет корпус 1 с подвижной измерительной
губкой 3, связанной с механизмом встроенного индика-
тора 2. Установочную губку 4 перемещают в корпусе
винтом 8 и зажимают винтом 7. Опорную губку 5 пере-
мещают винтом 10, поворачивают винтом 9 и фиксиру-
ют винтом 6. Шагомер настраивают на номинальное
значение шага, равное Pnb = nmcosa, с помощью при-
способления, состоящего из основания 14, державки 13,
вильчатого боковика 12 и Г-образного боковика 11. Ме-
жду боковиками помещают блок концевых мер, размер
которого равен Рпъ, и индикатор устанавливают на
160
Рис. 124. Шагомер основного шага
нуль. При измерении установочную губку 4 плотно при-
жимают к средней части профиля зуба с помощью губ-
ки 5, которая упирается в соседний зуб. Отклонение ша-
га зацепления от номинального значения определяют по
наибольшему показанию индикатора при движении ша-
гомера вокруг колеса.
Шагомер для контроля основного окружного шага
(рис. 125) имеет корпус 5, индикатор 4, подвижную губ-
ку 9 н переставную губку 8, которая устанавливается
на модуль проверяемого колеса по шкале 7 и зажимает-
ся винтом 2. Положение передних 6 и заднего 3 упоров
регулируют так, чтобы измерительные губки касались
зубьев в точках, близких к делительной окружности, и
зажимают винтами 1. При измерениях шагомер уста-
навливают на нуль по любой паре зубьев, а затем по-
следовательно на-
кладывают на со-
седние пары до воз-
вращения на исход-
ную пару зубьев.
Индикатор показы-
вает отклонение ок-
ружных шагов зубь-
ев. Пример измере-
ний приведен в
табл. 10.
Разность окруж-/ 6
ных шагов опреде-
Рис. 125. Шагомер ок-
ружного шага
6 Зак. 377
161
Таблица 10
Определение накопленной погрешности основного окружного шага
Показания шагометра v. Отклонение шага f Сумма отклонений
Шаг зубьев 1 'i
мкм
1-2 0 —0,5 —0,5
2—3 +6 +5,5 +5
3—4 +9 +8,5 + 13,5
4—5 + 14 + 13,5 +27
5—6 +5 +4,5 +31,5
6—7 —2 —2,5 +29
7—8 —10 —10,5 + 18,5
8-9 — 13 —13,5 +5
9—10 —6 —6,5 —1.5
10—1 +2 +1,5 0
г=10 St){=5 мкм. Х/,^0 Fp=31,5—
<'ср=+0,5 мкм —(—1,5)=33 мкм
ляют как абсолютную разность показаний индикатора.
Наибольшая разность основного окружного шага в при-
мере Vp=[14—(—13)]=27 мкм. Накопленную погреш-
ность окружного шага определяют в следующем поряд-
ке: 1) подсчитывают сумму ряда показаний шагомера
2 Vi и определяют среднее арифметическое ряда показа-
ний Vcp=SVj/z; 2) определяют отклонение шага от
среднего значения fi=(Vi—VCp); 3) полученные откло-
нения шага последовательно суммируют; 4) накоплен-
ную погрешность шага Гр определяют как разность
наибольшего и наименьшего чисел из полученного ряда.
§ 71. МЕТОДЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ
ПРОФИЛЯ ЗУБЬЕВ
Профиль зубьев проверяют следующими методами:
1) сопоставлением действительного профиля зуба с об-
разцовым контуром шаблона «на просвет»; 2) сравне-
нием профиля зуба, увеличенного в 10...100 раз на про-
екторах, с теоретическим профилем, вычерченным с
тем же увеличением и помещенным на экране проекто-
ра; 3) измерением на эвольвентомерах — приборах, со-
поставляющих действительный профиль зуба с теоре-
162
Рис. 126. Индивидуальный дисковый эволь- -। -Ц
вентомер 11 Vr 11
тической эвольвентой основной ок-
ружности зубчатого колеса. 5
Индивидуальный дисковый эволь- 4)- ) С
вентомер (рис. 126) имеет поперечную S (г
(на рисунке не видна) и продольную 6
10 каретки, которые перемещаются ' /
по направляющим 2 и 9 с помощью 0 --------- 2
маховиков 1 и 8. На поперечной ка- р-i“=' гЧ
ретке на одной оси закреплены прове-
ряемое зубчатое колесо 5 и смешан- /=Ц/ /
ный диск 4 обката, диаметр которого to и п
равен диаметру основной окружности колеса. На карет-
ке 10 установлены линейка 6 обката и рычаг 7, связан-
ный с индикатором 12. Измерительный наконечник ры-
чага расположен в одной плоскости с рабочей поверх-
ностью линейки обката. Поперечную каретку передви-
гают до плотного контакта диска 4 с линейкой обката и
устанавливают измерительный наконечник так, чтобы
он касался профиля зуба у основания. В таком положе-
нии индикатор ставят на нуль. При перемещении ка-
ретки 10 с помощью маховика 8 диск вращается вместе
с зубчатым колесом без проскальзывания относительно
лннейки 6. Шкала 3 показывает угол поворота колеса,
а шкала 11 — смещение каретки из исходного поло-
жения.
Каждая точка линейки описывает эвольвенту отно-
сительно основной окружности зубчатого колеса и диска
обката, а измерительный наконечник скользит по про-
филю зуба Если профиль зуба выполнен точно
на эвольвенте, то наконечник остается в одной плоскости
с линейкой обката и показания индикатора равны нулю.
Отклонения профиля от эвольвенты вызовут смещение
измерительного наконечника. Погрешность профиля зу-
ба / равна абсолютному значению разности наибольшего
и наименьшего показаний индикатора.
Универсальные эвольвентомеры перед измерением их
настраивают на размер делительной окружности зубча-
того колеса, так как они не имеют сменных дисков обка-
та. По конструкции эти приборы делят на две группы:
с основным диском и с постоянным копиром. В уни-
версальном приборе БВ-5062 (рис. 127) эвольвента вос-
6*
163
Рис. 127. Схема универсального эвольвентомера
производится с помощью основного диска 4 радиусом Rb
и ведущей каретки 1. Стальная лента 2, прикрепленная
к каретке 1, охватывает диск 4\ она выполняет роль
линейки обката. Зубчатое колесо 3, радиус делительной
окружности которой равен гь, вращается на одной оси
с диском. Перемещение каретки 1 через ролик 6 и ры-
чаг 7 с осью 8 передается упору 9, закрепленному на ка-
ретке 10, несущей измерительный узел 11. Ось упора 9
расположена в одной плоскости с контактной точкой
измерительного наконечника 5, которая движется
по эвольвенте основной окружности зубчатого колеса.
Для настройки эвольвентомера на заданный радиус
основной окружности каретка 10 перемещается в на-
правлении к оси колеса. При этом одновременно изме-
няется положение упора 9 на рычаге 7, что обеспечивает
требуемое передаточное отношение рычажной передачи.
Отсчет перемещений каретки осуществляется по опти-
ческой шкале с помощью микроскопа 12. Отклонение
профиля зуба от эвольвенты основной окружности изме-
ряется индикатором или записывается отсчетным
устройством в увеличенном масштабе на диаграммной
ленте.
§ 72. ПРИБОРЫ ДЛЯ КОНТРОЛЯ РАДИАЛЬНОГО БИЕНИЯ
ЗУБЧАТОГО ВЕНЦА
Радиальным биением называется разность предель-
ных положений исходного контура в пределах зубчатого
164
колеса. Радиальное биение определяют по перемещению
измерительного наконечника 1 (рис. 128,а), установлен-
ного на штоке 3 с шариковыми опорами. Шток связан
с индикатором 2. Наконечник поочередно вводят
во все впадины колеса. Наибольшая разность показаний
индикатора равна радиальному биению Fr- Измеритель-
ные наконечники для зубчатых колес внешнего зацепле-
ния выполняются в виде усеченного конуса с углом
при вершине, равным 2а, а для колес внутреннего за-
цепления— в виде шариков или роликов диаметром
d=0,5nmcosa.
Биениемер (рис. 128,6) состоит из станины 1, центро-
вых бабок 2 для крепления зубчатого колеса и бабки 4.
на которой расположена каретка 6 с измерительным
узлом 12. Бабка 4 перемещается перпендикулярно к ли-
нии центров вручную и стопорится винтом 3. Каретку 6
перемещают вдоль линии центров маховиком 5 и стопо-
рят винтом 7. Маховиком 9 измерительный узел 12
подводят к колесу так, чтобы наконечник 16 встал
во впадину колеса, и стопорят винтом 10. Шток 15,
упирающийся планкой 13 в наконечник индикатора 14,
отводят от колеса ручкой //. При контроле конических
колес измерительный узел 12 поворачивают в горизон-
тальной плоскости при освобожденной ручке 8 и уста-
навливают по угломерной шкале на определенный угол.
§ 73. СРЕДСТВА ИЗМЕРЕНИЯ СМЕЩЕНИЯ ИСХОДНОГО
КОНТУРА И ТОЛЩИНЫ ЗУБА
Необходимые боковые зазоры в зубчатом зацеплении
создаются путем смещения исходного контура зубона-
165
Рис. 129. Тангенциальный зубомер:
а — схема измерения; б — внешний вид
резного инструмента к оси колес при их изготовлении.
Смещение исходного контура Ен и отклонение толщины
зуба Е,. по постоянной хорде связаны соотношением
ЕК=Е,./(2tga) (рис. 129,а).
Тангенциальные зубомеры (рис. 129,6) предназначе-
ны для определения смещения исходного контура отно-
сительно наружного диаметра колес. Исходный контур
воспроизводится двумя измерительными губками 6 и 8,
имеющими угол скоса 20°. Губки расположены на осно-
вании 1 симметрично относительно оси индикатора 3
с удлиненным измерительным стержнем 7. Индикатор
зажимается винтом 4. Перед измерением зубомер на-
страивают на номинальное положение исходного конту-
ра по калиброванному ролику 9 диаметром dp= 1,2037m,
уложенному в призме 10. Зубомер губками устанавли-
вают на ролик. Расстояние между губками регулируют
вращением винта 5 таким образом, чтобы стрелка инди-
катора сделала один-два оборота. Затем положение
губок фиксируют винтами 2 и индикатор устанавливают
на нуль. При измерении зубомер накладывают губками
на проверяемый зуб и легко покачивают вокруг оси
колеса. Наибольшее показание индикатора равно сме-
щению исходного материала. Положительные отклоне-
ния стрелки указывают на уменьшение толщины зуба,
а отрицательные — на увеличение толщины.
166
Рис. 130. Штангензубомер
Шта нгензубомерам и
(рнс. 130) измеряют тол-
щину зубьев. Штангензу-
бомеры имеют две взаим-
но перпендикулярные
штанги 1 и 4. По штанге
/ с губкой 7 перемещает-
ся нониусная рамка 2 с
упором 3, а по штанге
4 — рамка 5 с губкой 6.
Измерения рекомендуется
выполнять по постоянной
хорде колеса, характери-
зующей положение ис-
ходного контура. При угле зацепления 20° расстояние
от постоянной хорды до окружности выступов Лс=
= 0,7458'л, теоретическая толщина зуба по постоянной
хорде Sr — \,387m. Обычно значения Лг и Sp находят по
заранее составленным таблицам.
При измерении толщины зуба упор 3 устанавливают
по нониусу 2 на расчетное значение hc и затем наклады-
вают на проверяемый зуб. Губки 6 и 7 сдвигают и по но-
ниусу измеряют толщину зуба Зс.
§ 74. ИЗМЕРЕНИЕ ДЛИНЫ ОБЩЕЙ НОРМАЛИ
Длиной общей нормали называется расстояние между
параллельными плоскостями, касательными к двум
разноименным профилям зубьев. Расчетную длину обшей
нормали для прямозубых колес с углом 20° при темпе-
ратуре 20 °C определяют по формуле
ay = т [1,476 (2л —1) + z • 0,013871],
где z — число зубьев колеса; п = (0,11 lz-]-0,6)— число
зубьев, охватываемых губками нормалемера.
Нормалемер БВ-5045 (рис. 131) имеет трубчатую
штангу 3 и индикатор /, связанный с подвижной изме-
рительной губкой 9. Перед измерением кольцо 4 с пере-
ставной губкой 8 устанавливают на расчетное значе-
ние w по блоку концевых мер и зажимают винтом 5.
Тонкое перемещение губки осуществляют ганкой микро-
167
Рис. 131. Нормалемер БВ-5045
подачи 6 при зажатом кольце 7. При измерении губку 9
отводят рычагом 2 и нормалемер устанавливают на зубья
колеса. Наименьшие показания индикатора при легком
покачивании прибора определяют отклонение длины
общей нормали от расчетного значения.
§ 75. КОНТРОЛЬ КОНТАКТА ЗУБЬЕВ
Полнота контакта зубьев в передаче определяется
отклонениями формы и направления контактных линий,
по которым соприкасаются зубья колес. Она контроли-
руется на специальных приборах — ходомерах, изменяю-
щих отклонения направления зубьев, и контактомерах,
предназначенных для определения погрешности формы
и направления контактной линии.
Универсальные контактомеры (рис. 132,а) имеют но-
жевидный тангенциальный (расположенный по касатель-
Рис. 132. Универсальный контактомер:
а — схема измерения; б — схема прибора БВ-5028
168
Рис. 133. Контроль пятна контак-
та
ной к плоскости зуба) на- _
конечник 2, который вместе
с измерительной кареткой
1 перемещается вдоль кон-
тактной линии зубьев коле-
са 3. Накладные контакто-
меры базируются на контролируемом зубчатом колесе,
например на шейках ее вала с помощью призм.
Станковый прибор БВ-5028 (рис. 132,6) для уста-
новки колеса 3 имеет горизонтальные центры 5. По на-
правляющей 4 измерительного узла 6 перемещается ка-
ретка 1 с наконечником 2. Направляющая 4 поворачи-
вается на угол наклона контактной линии относительно
оси колеса с помощью концевых мер длины 7. При пере-
мещениях каретки 1 наконечник 2 фиксирует отклонения
формы и направления контактной линии. Прибор осна-
щен самописцем и электронным блоком, который имеет
шкалу для визуального наблюдения измерений.
Комплексным показателем полноты контакта зубьев
является суммарное пятно контакта — часть боковой по-
верхности зуба колеса, на которой располагаются следы
его прилегания к зубьям колеса. Полнота контакта опре-
деляется относительными размерами пятна контакта
(рис. 133) по длине зуба: а~— 100%; по высоте зуба:
ь
100%. Контроль осуществляется при обкатке про-
Йр
веряемого колеса и измерительного зубчатого колеса,
установленных на контрольно-обкаточных станках или
специальных стендах. Боковые поверхности измеритель-
ного колеса обезжиривают и покрывают слоем краски
толщиной 4...6 мкм. При обкатке поверяемое колесо
слегка тормозят, чтобы обеспечить непрерывность кон-
такта зубчатых колес.
§ 76. КОНТРОЛЬ КИНЕМАТИЧЕСКОЙ ПОГРЕШНОСТИ
Кинематической погрешностью называется разность
Aqp между действительным <р и расчетным фр углами по-
ворота зубчатого колеса, ведомого образцовым зубчатым
169
Рис. 134. Прибор для измерения кинематической погрешности зуб-
чатых колес:
а — схема измерения; б — диаграмма измерений; 8 — внешний вид прибо-
ра БВ-608К
колесом. Измерение относительных углов поворота
проверяемого и образцового колес осуществляется
на приборах для комплексного однопрофильного конт-
роля.
В приборе БВ-608к (рис. 134,а) проверяемое I
и образцовое 4 зубчатые колеса, посаженные на соосных
шпинделях 2 и 5, находятся в однопрофильном зацепле-
нии с промежуточным образцовым колесом 3. Кинема-
тическая погрешность проверяемого колеса приводит
к отклонениям углов поворота шпинделей 2 и 5, которые
воспринимаются индуктивным датчиком 6 и регистри-
руются в увеличенном масштабе на записывающем при-
170
боре. Кинематическая погрешность F колеса опреде-
ляется как расстояние по оси ординат между крайними
точками графика, полученного при повороте колеса
на один оборот (рис. 134,6). Местная кинематическая
погрешность f, характеризующая плавность работы,
определяется как наибольшая разность между соседни-
ми «зубцами» графика.
Прибор БВ-608к (рис. 134,в) имеет промежуточное
колесо 5, установленное на каретке /, которая переме-
щается маховиком 9 вдоль основания 10 и стопорится
винтом 13. Соосные шпиндели для установки прове-
ряемого 4 и измерительного 3 колес установлены на не-
подвижной каретке 2. Номинальное межцентровое рас-
стояние между осями устанавливают по нониусу 11 шка-
лы 12. При измерении промежуточное колесо вращают
вручную маховиком 8 или с помощью привода 7. Само-
пишущий прибор 6 вычерчивает график кинематической
погрешности.
Вопросы для самопроверки
1. Что называется основным окружным и основным нормальным
шагом зубчатого колеса? 2. Что такое модуль зацепления? 3. Ка-
кие нормы характеризуют точность зубчатых колес? 4. Как про-
водится контроль накопленной погрешности основного окружного
шага? 5. Что измеряют на эвольвептомерах? 6. Как контролируется
радиальное биение зубчатого венца? 7. Для чего предназначены
штангеизубомер и тангенциальный зубомер? 8. Как устроен инди-
каторный нормалемер? 9. Что такое пятно контакта и как его опре-
деляют? 10. Как контролируют кинематическую погрешность?
ГЛАВА 13
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЯ
ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
§ 77. ОСНОВНЫЕ ПАРАМЕТРЫ ШЕРОХОВАТОСТИ
Шероховатость поверхности (рис-135) —совокупность
неровностей поверхности с относительно малыми шага-
ми, выделенная на базовой длине I. За базовую линию,
относительно которой оценивается шероховатость, при-
нимается средняя линия профиля т, которая проводится
171
так, что в пределах базовой длины среднее квадратиче-
ское отклонение профиля от этой линии минимально.
Параметры шероховатости (ГОСТ 2789—73): Ra =
Л
= V | yi \/п— среднее арифметическое отклонение про-
1=1
5
филя; Rz = (\Hi max| + | Ht mln|)/5— высота неровно-
t=i
стей профиля по десяти точкам; Rmax— наибольшая вы-
п
сота неровностей профиля; Sm = V smifn— средний шаг
i=i
п
неровностей; S = $,/п —средний шаг местных выступов
i=i
Л
профиля; tp = V bi/l —относительная опорная дли-
i=i
на профиля при значении р уровня сечения профиля,
где п — число выбранных точек на базовой длине. Пара-
метр Ra является предпочтительным.
Строгание
Шероховатость поверхности можно контролировать
путем сравнения с образцами шероховатости. Образцы
(рис. 136) представ-
ляют собой бруски /
размером 30X20 мм.
Наборы образцов,
укомплектованные по
видам обработки (то-
Рис. 136. Образцы шерохо-
ватости
172
Рис. 137. Профилограф-профилометр:
а — схема измерения; б — внешний вид
чение, фрезерование, шлифование, строгание) и мате-
риалам, из которых они изготовлены, собираются в
оправах 2. Сравнение осуществляют визуально. Точ-
ность контроля повышается при использовании спе-
циальных микроскопов сравнения, которые позволяют
одновременно рассматривать поверхность изделия и
образец шероховатости.
§ 78. ПРИБОРЫ КОНТАКТНОГО МЕТОДА КОНТРОЛЯ
Контактные измерения шероховатости выполняются
непрерывным ощупыванием поверхности изделия. Щу-
повые приборы делятся на профилометры, показываю-
щие отдельные параметры шероховатости, как правило
Ra, и профилографы, записывающие профиль поверхно-
сти. По профилограмме определяются все параметры
шерохс1ватости.
При работе профилографа-профилометра с индуктив-
ным датчиком (рис. 137,а) перемещение алмазной иглы 1
с радиусом закругления 2 мкм по проверяемой поверх-
ности приводит к колебанию якоря 2, установленного
на оси 3. При этом изменяется индуктивное сопротивле-
173
ние датчика, состоящего из сердечника 4 и катушек 5
обмотки. Колебания напряжения на выходе дифферен-
циального трансформатора 7, получающего питание
от генератора звуковой частоты 6, усиливается электрон-
ным блоком 8. Прибор 9 показывает значение пара-
метров шероховатости. Записывающее устройство 10 вы-
черчивает профилограмму.
Прибор 201 (рис. 137,6) имеет стойку 13 с кареткой,
стол 3, датчик 4, привод 5, электронный блок 1 с отсчет-
ным устройством 2, показывающим параметр Ra,
и записывающий прибор 12. Прибор работает или как
профилограф, или как профилометр. Переключение осу-
ществляется ручкой 6. Привод грубо перемещается
по стойке винтом 9 и тонко — винтом 7 и стопорится
винтом 11. Поворотом рычага 8 влево до упора датчик
переводится в исходное положение. Переключателем 10
изменяют скорость движения датчика. Изделие уста-
навливают в нужном положении относительно датчика 4
перемещениями стола.
Профилограф-профилометр 252 имеет электронный
блок с цифровым отсчетным устройством, которое по-
казывает значения параметров Ra, tP, Нтах и Hmin и дает
возможность определить параметры Rmax = (//max-|-HmIn)
и Sm. Профилометры 240 и 253 предназначены для изме-
рения параметра Ra.
§ 79. ОПТИЧЕСКИЕ ПРИБОРЫ
Бесконтактные измерения шероховатости поверхности
выполняют на оптических приборах. В микроскопах све-
тового сечения МИС-11 (рис. 138,о) объектив 3 проеци-
рует на поверхность изделия узкий пучок света, идущий
от источника 1 через щель 2. На поверхности образуется
освещенная полоса, представляющая собой след пере-
сечения профиля плоскостью светового потока. Изобра-
жение щели фокусируется объективом 4 в плоскость
сетки 5 окуляра 6. Лучи, отраженные от выступов и впа-
дин профиля, иа окулярной сетке будут смещены один
относительно другого. Значение смещения зависит
от высоты неровностей. Совмещая линии, нанесенные
на сетке окуляра-микрометра (рис. 138,6), с выступами
и впадинами профиля, определяют высоту неровностей
на базовой длине и затем подсчитывают параметр Rz.
Перед измерением определяют цену деления окулярного
174
Рис. 13S. Микроскоп МИС-11:
а — оптическая схема: б — шкала; в — внешний вид
микрометра с помощью стеклянной пластины с точной
шкалой (объекта-микрометра).
Микроскоп МИС-11 (рис. 138,в), предназначенный
для измерения шероховатости поверхности, имеет осве-
Рис. 139. Микроскоп ПСС-2
175
тигельный тубус 7 и микроскоп 1, закрепленные в корпу-
се 4. Салазки корпуса перемещаются по кронштейну 6
кремальерой 5 для предварительной установки на
резкость. Точная фокусировка осуществляется микро-
подачей 3. Винтом 9 изображение щели переводят
на середину окуляра. Кольцом 8 регулируют ширину
щели. Измерения выполняют окулярным микрометром 2.
Стол 12 перемещается винтами 10 и поворачивается
в горизонтальной плоскости при освобожденном винте 11.
Микроскоп ПСС-2 (рис. 139) в отличие от микро-
скопа МИС-11 имеет большее увеличение, снабжен
комплектом встроенных объективов, содержит винтовой
окулярный микрометр с внутренним отсчетом, сменные
щели и встроенную фотокамеру. Он предназначен для
измерения и фотографирования высоты микронеровно-
стей на наружных поверхностях деталей.
Микроинтерферометры применяют для измерения ше-
роховатости поверхности по параметрам Ra и Rz. Опти-
ческая схема (рис- 140,а) представляет собой сочетание
интерферометра и микроскопа. Свет из осветительного
Рис. 140. Микроинтерферометр МИИ-4:
а — схема; 6 — метод измерения; в — внешний вид
176
устройства 1 разделяется на пластине 4. Один световой
поток проходит компенсационное стекло 5 и объектив 6,
отражается от зеркала 7 и возвращается к пластине 4.
Другой поток света проходит объектив 3, и отразившись
от поверхности изделия 2, тоже возвращается к пласти-
не. Интерферирующий световой поток направляется
объективом 8 через зеркало 9 в фокальную плоскость
окуляра 10. Наблюдаемая интерференционная картина
может быть сфотографирована с помощью объектива 11,
который дает действительное изображение в плоско-
сти 12. Зеркало 9 при этом выводят из хода лучей.
Неровности поверхности приводят к искривлению
интерференционных полос (рис. 140,6). Значения микро-
неровностей измеряют по отношению высоты а искривле-
ния полос к ширине Ь полос: Н=У.а1(2Ь). По результа-
там измерений на базовой длине вычисляют пара-
метр Rz. Для определения параметра Ra фотографируют
интерференционную картину и обрабатывают фотогра-
фию на проекторе.
Микроинтерферометр МИИ-4 (рис. 140,в) имеет мас-
сивное основание 7, на которое установлен стол 1
с микрометрическими винтами 3. Изделие 2 укладывают
на стол проверяемой поверхностью вниз. Винтом 6 фо-
кусируют прибор. Поворотом корпуса 4 и винта 5 изме-
няют ширину и направление интерференционных полос.
Головка 10 закрывает интерференционное зеркало
шторкой, что позволяет рассматривать поверхность
без интерференции. Искривление интерференционных
полос измеряют окулярным микрометром 9. Камера 8
служит для фотографирования.
Иммерсионно-репликовый микроинтерферометр
МИИ-10 по принципу действия и устройству аналогичен
микроинтерферометру МИИ-4. Благодаря применению
особой конструкции узла референтного (неподвижного)
зеркала и двух осветительных систем прибор позволяет
проводить обычные измерения высоты неровностей
и измерения неровностей реплик (отпечатков), снятых
с деталей на прозрачную пленку, помещаемую в спе-
циальную камеру с иммерсионной жидкостью для уси-
ления яркости и расширения пределов увеличения
изображения. Иммерсионно-репликовым микроинтерфе-
рометром можно измерять неровности высотой 1...10 мкм.
177
Вопросы для самопроверки
1. Какие параметры используют для оценки шероховатости по-
верхности? 2. Какими способами контролируют шероховатость с
помощью образцов шероховатости? 3. В чем заключается принцип
действия профилографа-профилометра 201? 4. Какой параметр
шероховатости измеряют иа микроскопах светового сечения? 5. Как
выглядит оптическая схема микроинтерферометра? 6. Как опреде-
ляют высоту микронеровиостей?
ГЛАВА 14
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЯ
ОТКЛОНЕНИЙ ОТ ФОРМЫ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
§ 80. ОБЩИЕ СВЕДЕНИЯ
Форма цилиндрических поверхностей характеризует-
ся цилиндр ичиостью, круглостью и профилем продольно-
го сечения.
Отклонение от цилиндричности — наибольшее рас-
стояние от точки реальной поверхности 2 до прилегаю-
щего цилиндра 1 (рис. 141,а). Отклонение от кругло-
сти— наибольшее расстояние Д от точки реального про-
Рис. 141. Виды отклонений от формы цилиндрических поверхностей:
а — от цилиндричности; б — от круглости; в - от профиля продольного
сечения; г — овальность; д — огранка; е — конусообразность; ж — боч-
кообразность; з — седл ©образность; и — изогнутость
178
филя 2 до прилегающей окружности 1 (рис. 141,6).
Отклонение профиля продольного сечения — наибольшее
расстояние Д от точек реального профиля 2 до соответ-
ствующей стороны прилегающего профиля 1 (рис- 141,в).
Прилегающий профиль продольного сечения цилиндри-
ческой поверхности — две параллельные прямые, сопри-
касающиеся с реальным профилем и расположенные вне
материала так, что наибольшее отклонение точек обра-
зующей реального профиля от соответствующей стороны
прилегающего профиля имеет минимальное значение.
Отклонения профиля продольного сечения характеризуют
отклонения образующих цилиндра от прямолинейности
и параллельности.
Частными видами отклонения от круглости являются
овальность (рис. 141,г) A=(dt—d2)/2, когда профиль
представляет собой фигуру, у которой наибольший
и наименьший диаметры взаимно перпендикулярны,
и огранка (рис. 141,6) Д = (6—/), когда профиль пред-
ставляет собой многогранную фигуру. Огранка подразде-
ляется по числу граней; при нечетном числе граней
диаметры профиля поперечного сечения во всех направ-
лениях одинаковы.
К частным видам отклонений от профиля продоль-
ного сечения относятся конусообразность (рис. 141,е),
если образующие прямолинейны, но не параллельны,
бочкообразность (рис. 141,ж), если образующие непря-
молинейны и диаметры увеличиваются от краев к сере-
дине сечения, и седлообразность (рис. 141,з), если обра-
зующие непрямолинейны и диаметры уменьшаются
от краев к середине. Количественно эти виды отклоне-
ний оцениваются так же, как отклонение профиля про-
дольного сечения Д = (гЛ—d2)/2.
В некоторых случаях для оценки отклонений формы
цилиндрических поверхностей в осевом направлении
можно применять отклонение от прямолинейности оси —
наименьшее значение диаметра, внутри которого распо-
лагается реальная ось поверхности вращения в преде-
лах нормируемого участка. Примером такого типа откло-
нений формы является изогнутость (рис. 141,w).
§ 81. МЕТОДЫ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ
Отклонения от формы цилиндрических поверхностей
измеряют на специальных приборах — кругломерах.
179
Рис. 142. Схемы измерений отклонений от формы цилиндрических
поверхностей:
а — овальности; б, в — огранкн; г — изогнутости
а также с помощью универсальных средств линейных
измерений и приспособлений.
Овальность определяют по наибольшей разности
диаметров в двух взаимно перпендикулярных направле-
ниях. Изделие (вал) поворачивают между измеритель-
ными поверхностями универсального прибора (микро-
метра, рычажной или индикаторной скобы) или на столе
вертикальной стойки под наконечником измерительной
головки (рис. 142,о) до получения наибольшего или
наименьшего показаний. Затем вал поворачивают на 90°
и выполняют второй отсчет. Овальность равна полу-
разности показаний прибора. Овальность отверстий на-
ходят аналогично с помощью нутромеров.
Огранку с нечетным числом граней измеряют при
установке вала в призме или кольце трехконтактным
методом, при котором две точки профиля изделия сопри-
касаются с опорой, а одна точка — с наконечником при-
бора. При вращении вала в кольце (рис. 142,6) опреде-
ляют значение огранки как наибольшую разность по-
казаний индикатора. При определении огранки путем
вращения вала в призме (рис. 142,в) используют зави-
симость, связывающую значение огранки с наибольшей
разностью показаний индикатора ДЛ: ДОГ=ДХ/К, где К —
коэффициент воспроизведения огранки, числовые значе-
ния которого приведены в табл. 11. Для измерений сле-
дует выбирать призму с углом, который обеспечивает
наибольшее значение К.
Конусообразность определяют по диаметрам изделия,
измеренным по краям продольного сечения, а бочко-
180
Таблица 11
Значение коэффициентов воспроизведения огранки
Число граней изделия Значение К при угле призмы
60° 90° 108° 120°
3 3,0 1,6 1,0
5 0 2,0 1,2 2,0
7 1,3
9 3,0 0 0 1,0
образность и седлообразность — по краям и в середине.
Изогнутость измеряют при вращении детали на двух
опорах под наконечником индикатора (рис. 142,г)- Зна-
чение изогнутости равно полуразности наибольшего
и наименьшего показаний индикатора. Для измерений
отклонений от цилиндричности используют разнообраз-
ные приспособления с индикаторами.
По наибольшему допускаемому значению отклонения
формы — допуску формы, цилиндрические поверхности,
так же как плоские, делятся на 16 степеней точности.
Измерительные средства выбирают в зависимости от сте-
пени точности. Например, вал с номинальным значением
диаметра 100 мм и поверхностью 4-й степени точности
должен иметь допуск формы не более 4 мкм. Для изме-
рений может быть использован оптиметр ОВО-1 с ценой
деления 0,001 мм.
§ 82. КРУГЛОМЕРЫ
Кругломеры, предназначенные для измерения откло-
нения от круглости, основаны на принципе образцового
вращения измерительного наконечника относительно
изделия или наоборот. При измерении происходит непре-
рывное ощупывание цилиндрической поверхности по
окружности. Кругломеры выпускают двух типов: КН —
с вращающимся измерительным наконечником; КД —
с вращающимся изделием.
181
Рис. 143. Кругломер:
° — схема; б — круглограмм г в — внешний вид круглом ера
У кругломера с вращающимся наконечником
(рис. 143,а) проверяемое изделие 3 установлено на пред-
метном столе 2 Стол перемещается в двух взаимно
перпендикулярных направлениях микрометрическими го-
ловками 1. Прецизионный шпиндель 9, ось которого
182
имеет радиальные биения порядка сотых долей микро-
метра, приводится во вращение приводом 14 через ко-
робку скоростей 13. На шпинделе закреплен индуктив-
ный датчик 8 со щупом 4. При вращении шпинделя изме-
рительный наконечник шупа скользит по поверхности
изделия и вызывает колебания щупа вследствие откло-
нений формы изделия. В результате происходят колеба-
ния якоря 5 относительно опоры 6, изменяющие зазор
между якорем и сердечником 7 индукционных кату-
шек 16, которые через вращающиеся токосъемные коль-
ца 15 со щетками связаны с первичной обмоткой транс-
форматора 18.
Питание электрической схемы осуществляется гене-
ратором звуковой частоты 17. Колебания зазора между
якорем и сердечником приводят к изменению напряже-
ния на выходе трансформатора Сигнал усиливается
электронным блоком 19 и подается на записывающее
устройство 10. Запись осуществляется пером 11 на бу-
маге, закрепленной на электротермическом диске 12,
вращающемся синхронно со шпинделем. После одного
оборота диска на бумаге записывается круглограмма
проверяемого поперечного сечения изделия.
На круглограмме (рис. 143,6) нанесено 12 радиусных
линий со штрихами, интервал между делениями состав
ляет 2 мм Цена деления круглограммы зависит от уве
личения прибора и типа наконечника Например, при
увеличении 2000х цена делений равна 0,001 мм. В центре
круглограммы указывается увеличение прибора, номер
электрического фильтра и погрешность. Электрические
фильтры позволяют изменять частоту неровностей по-
верхности, записываемых на круглограмме.
Для определения круглости на круглограмму нано-
сят прилегающую окружность 1, касающуюся высту-
пающих точек записанного профиля 2. Отклонение
от округлости равно наибольшему расстоянию по ра-
диусу от круглограммы до прилегающей окружности
На рис. 143,6 наибольшее расстояние А В=6,6 делений
шкалы, а отклонение от круглости поверхности при цене
делений 0,001 мм равно 6,6 мкм. При работе используют
прозрачные шаблоны с концентрическими окружностя-
ми, нанесенными через 2 мм, и радиальной шкалой
Шаблоны накладывают на круглограмму, что позволяет
быстро определить прилегающую окружность и оценить
отклонение от круглости.
183
Показатели кругломеров
Таблица 12
Класс точности Допускаемые погрешности, мкм Наибольшее увеличение, ие менее
радиальные осевые
1 0,05 0,08 20 000
2 0,12 0,15 10000
3 0,3 0,3 5 000
4 0,8 0,8 2 000
Кругломеры обеспечивают контроль изделий с верх-
ним пределом наружных и внутренних диаметров про-
веряемых поверхностей 100, 160, 250, 400, 630 и 1000 мм.
Нижний предел внутреннего диаметра составляет не ме-
нее 3 мм. Кругломеры изготовляют четырех классов
точности (табл. 12)- Кругломер 255 (рис. 143,в) широко
применяется в промышленности. Станина прибора
состоит из основания 1 и колонны 4; она служит для
размещения панели управления 2 и всех механических
узлов: предметного стола 3, шпинделя 7 с датчиком 6
и щупом 5, шпиндельной коробки с приводом 9 и запи-
сывающего устройства 8. Электронный блок 10 уста-
новлен в тумбочке 11.
Проверяемое изделие устанавливают в центре стола
симметрично концентрическим окружностям, нанесенным
на его поверхности. Щуп датчика приводят в сопри-
косновение с изделием и перемещениями стола центри-
руют изделие, вращая шпиндель сначала вручную,
а затем от привода. Перед измерением переключают
частоту вращения шпинделя на 15 об/мин, устанавли-
вают нужное увеличение прибора и требуемый фильтр.
Закрепляют диаграммный диск в записывающее
устройство и перо выводят на середину. Для снятия
круглограммы нажимают кнопку «запись» на панели
управления 2. Запись автоматически отключается, когда
шпиндель совершит один оборот. Сняв круглограмму,
осуществляют ее обработку.
Вопросы для самопроверки
1. Какие основные виды отклонений от формы цилиндрических
поверхностей Вы знаете? 2. Чем отличается овальность от огранки?
3. Как измерить овальность с помощью оптиметра? 4. Как изме-
184
ряют огранку валов? 5. В чем заключается принцип действия круг-
ломеров? в. Как контролируют круглость на кругломерах? 7. Что
такое круглограмма? 8. Как обрабатываются круглограммы?
ГЛАВА 15
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ
ТВЕРДОСТИ МЕТАЛЛОВ
§ 83. ТВЕРДОМЕРЫ БРИНЕЛЛЯ
Твердость — сопротивление материала внедрению
в его поверхность стандартного наконечника, который
представляет собой твердое малодеформирующееся тело
(алмаз, твердый сплав, закаленная сталь) определенной
формы (шар, конус, пирамида, игла) и размеров- Микро-
твердость— твердость отдельных зерен, физических
и структурных составляющих материала.
Для измерения твердости предложено много мето-
дов. Основными являются методы вдавливания нако-
Рис. 144. Твердомер Бринелля:
ы — схема измерения; б — устройство
185
нечников в материал под действием статических нагру-
зок: 1) Бринелля; 2) Роквелла; 3) Виккерса. Значение
твердости металлов, измеренное разными методами, вы-
ражается числами твердости в различных шкалах.
Сущность метода Бринелля (рис. 144,а) заключается
во вдавливании стального шарика 2 диаметром D под
действием силы F, приложенной перпендикулярно к по-
верхности образца 1, в течение определенного времени
и в измерении диаметра d отпечатка после снятия
нагрузки. Твердость по шкале Бринелля НВ — отноше-
ние силы F к площади сферического отпечатка. Она
зависит от диаметра шарика, значения нагрузки и вре-
мени т ее действия.
Диаметр отпечатка измеряют в двух взаимно перпен-
дикулярных направлениях с помощью микроскопа или
других приборов с погрешностью измерения ±0,25%
диаметра шарика, например, микроскопа МПБ-2. Число
твердости (ЧТ) находят с помощью специальных таблиц
по значениям D, d и F или вычисляют по формуле
ЧТ = С ‘2F/{nD [D — /(D2 —d2)]},
где С=0,102, если F выражена в Ньютонах; D и d вы-
ражены в миллиметрах.
При измерении твердости величины F, D и т уста-
навливают в зависимости от числа твердости и толщи-
ны S образца, которая должна быть в 10 раз больше
глубины h отпечатка. Диапазоны изменения параметров
испытаний: силы F=9,8...29 430 Н, диаметра шарика
0 = 1...10 мм, времени действия т = 10...180 с. Значение
температуры испытаний 201[ jj °C.
При нормальных условиях испытаний (0 = 10 мм,
F=29 430 Н (3000 кГс), т=10...15 с) твердость по Бри-
неллю обозначается числом твердости и буквами НВ,
например, 185 НВ. Другие условия испытаний указы-
ваются после букв НВ в следующем порядке: O/F/t,
например, обозначению 185 НВ 5/750/20 соответствуют
0=5 мм, F=750 кГс и т=20 с. Метод Бринелля исполь-
зуют для металлов с твердостью не более, чем 450 НВ.
В приборе ТШ-2М для измерения твердости металлов
по шкале Бринелля (рис. 144,6) проверяемый образец
устанавливают на стол 7 и вращением маховика 8 под-
нимают к шариковому наконечнику 6 до упора в ограни-
читель 5. Затем нажимают пусковую кнопку 9 и вклю-
чают привод 11. Кривошип 12, поворачиваясь, опускает
186
шатун 14 и освобождает рычажную систему 1, 2, 3,
на конце которой закреплена подвеска 15 со съемными
грузами 16. Груз давит на шпиндель 4 и шариковая
оправка 6 внедряется в образец. Кривошип 12 повора-
чивается до тех пор, пока упор 10 не коснется микро-
переключателя 13 и не изменит вращение привода
на обратное. Затем рычажная система возвращается
в исходное положение. После испытания стол опускают
и измеряют диаметр отпечатка.
§ 84. ТВЕРДОМЕРЫ РОКВЕЛЛА
Сущность метода Роквелла (рис. 145,а) заключается
во вдавливании в поверхность образца наконечника
стандартного типа и в измерении глубины его проникно-
вения в металл. Наконечник вдавливается в два после-
довательных приема: сначала на него действует пред-
варительная сила Fo=98 Н, затем к нему приклады-
вается дополнительная сила Ft. Твердость по шкале
Роквелла HR — разность между условной глубиной
внедрения и глубиной проникновения I наконечника
после снятия дополнительной силы Ft при сохранении
Рис. 145. Твердомер Роквелла:
а — схема измерения; б — внешний вид
187
Таблица 13
Условия измерений твердости по Роквеллу
Шкала Тип наконечника F,. н F, н Число твердости Пределы измерений
HRA I Алмазный ко- 490 588 100 — 1 70. .85
HRC J нус, а=120° 883 980 0,002 22. .68
HRB Стальной ша- рик, 0=1,588 1373 1471 130 — 1 0,002 25. .100
предварительной силы Fo. Зависимость между числом
твердости и значением I (мм) дана в табл. 13.
В зависимости от типа наконечника и значения си-
лы Ft твердость по методу Роквелла измеряется по трем
шкалам А, В, С и обозначается числом твердости и буква-
ми, указывающими шкалу. Например, обозначению
60 HRC3 соответствует твердость 60 по шкале С.
При измерении твердости металлов по методу Роквел-
ла на приборе ТК-2М (рис. 145,6) стол 3 с изделием
поднимают вращением маховика 2 и прижимают изде-
лие к наконечнику 4 до тех пор, пока малая стрелка
индикатора 5 не встанет против красной точки, а большая
на нуль. Этим обеспечивается предварительная нагруз-
ка Fo. Плавным нажатием на клавишу 1 включают при-
вод механизма нагрузки. Под действием груза 6 нако-
нечник внедряется в металл. Затем нагрузку снимают
и грузовой рычаг отводят в исходное положение. Цифер-
блат индикатора, по которому отсчитывают число
твердости, имеет две шкалы: черную для измерений
алмазным конусом и красную для измерений стальным
шариком.
Измерения твердости по методу Роквелла при малых
нагрузках (Го =29,4 Н и Fi = 147...441 Н) называют ме-
тодом Супер-Роквелла. При измерениях по шкале N
(твердость HRN) используют алмазный конус, а по шка-
ле Т (твердость HRT) —стальной шарик.
§ 85. ИЗМЕРЕНИЕ МИКРОТВЕРДОСТИ
Микротвердость измеряют при небольших размерах
изделия (у тонких металлических лент и покрытий.
188
Рис. 146. Прибор для измерения микротвердости:
а — схема измерения; б — внешний вид
фольги, проволоки, поверхностных слоев металла, мелких
изделий и т. п.), прижимая с очень незначительной си-
лой F=0,0098...4,9 Н к поверхности изделия алмазные
наконечники различной формы. Основной метод «восста-
новленного отпечатка» заключается в использовании
наконечника, имеющего форму четырехгранной пира-
мидки с квадратным основанием, и в измерении диаго-
налей отпечатка di и d2 с помощью микроскопа
(рис. 146,а). Этот метод аналогичен методу измерения
твердости по шкале Виккерса HV, при котором силы
составляют F=9,8...980 Н.
Число микротвердости (ЧМТ) по шкале HV — отно-
шение силы F к условной площади боковой поверхности
отпечатка. Его находят с помощью таблиц по значениям
F и d или вычисляют по формуле
ЧМТ = 4CF/(d1 + da)*,
где С=0,189, если сила выражена в ньютонах; d\ и d2
выражены в миллиметрах.
Микротвердость обозначают числом микротвердости
и буквами HV с указанием нагрузки в килограммах
силы и времени ее приложения, если время отличается
189
от 10 ...15 с. Например, обозначению HV0,01 соответ-
ствуют F=0,01 кГс, т=15 с; HV0.1/30 — /•'=0,1 кГс,
т=30 с.
Прибор ПМТ-3 для испытания микротвердости ма-
териалов (рис. 146,6) представляет собой микроскоп 10,
установленный на стойке 8. Микроскоп имеет окулярный
микрометр 9, осветитель 11 и нагружающий механизм 3.
Изделие, установленное на столе 7, подводят под нако-
нечник с алмазной пирамидкой. Рабочую гирьку 6 на-
девают вырезом на стержень 5. Поворотом ручки 4
опускают измерительный наконечник на поверхность
изделия и выдерживают не менее 3 с. Затем нагрузку
снимают той же ручкой 4.
Перемещением стола изделие подводят под объектив
микроскопа, который наводят на резкость грубо кре-
мальерой 1 и тонко микрометрическим винтом 2. Диаго-
нали отпечатка измеряют окулярным микрометром 9.
Вопросы для самопроверки
1. Что такое твердость металла? 2. Как определяется число
твердости по шкале Бринелля? 3. Сколько шкал имеет прибор для
контроля твердости металла по методу Роквелла? 4. Что называют
микротвердостью? 5. Что представляет собой прибор для измерения
микротвердости?
ГЛАВА 16
СРЕДСТВА КОНТРОЛЯ
РЕЖУЩЕГО ИНСТРУМЕНТА
§ 86. СРЕДСТВА КОНТРОЛЯ УГЛОВ РЕЗЦОВ
Резец— наиболее распространенный режущий инстру-
мент, применяемый при обработке материалов со сня-
тием стружки. Конструкции резцов многообразны. Про-
ходной резец (рис. 147,а) имеет головку 1 — рабочую
часть и стержень 2, который крепится в резцедержателе.
Геометрия головки резца определяется главным <р
и вспомогательным <pi углами в плане, углом 0 заостре-
ния клина 3, передним углом у режущей грани 4 и задним
углом а грани 5. Углы, определяющие геометрию резцо®,
190
Рис. 147. Проходной ре-
зец и контроль его па-
раметров шаблонами:
а — конструкция; б — из-
мерение переднего угла и
главного угла в плане
в плане плоским комбинированным
измеряют универ-
сальными и специ-
альными угломера-
ми и плоскими шаб-
лонами. На рис.
147, б показан конт-
роль переднего угла
у и главного угла <р
шаблоном. Примеры измерений с помощью универсаль-
ного угломера УН (см. § 28) показаны на рис. 148.
Маятниковый угломер ЗУРН предназначен для изме-
рения углов режущего инструмента (рис. 149). Угломер
имеет корпус 2 с опорной линейкой 1. Внутри корпуса
на свободно вращающуюся ось 9 насажены тормозная
шайба 3 и стрелка 8 с грузом-отвесом 10 на конце.
На диске 7 нанесена круговая шкала с ценой деления 2°.
Шкала разбита на четыре участка от 0 до 90° Тормоз 4
обеспечивает фиксацию оси со стрелкой в любом поло-
жении. Стекло 6 закрывает шкалу и стрелку. При изме-
рении режущий инструмент устанавливают боковой по-
верхностью иа плиту, выверенную по горизонтали с по-
мощью уровня. Угломер накладывают опорной линейкой
191
Рис. 149. Маятниковый угломер
на проверяемую поверхность и освобождают стрелку
нажатием тормозной кнопки 5. Когда стрелка устано-
вится в вертикальном положении под действием отвеса,
тормозную кнопку отпускают и выполняют отсчет.
Основная погрешность показаний равна ±1°.
§ 87. ПРИБОРЫ ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ СВЕРЛ,
ЗЕНКЕРОВ, ПРОТЯЖЕК И МЕТЧИКОВ
Сверло-—режущий инструмент, предназначенный для
получения отверстий в сплошном материале. Режущая
часть сверла (рис. 150) состоит из главных режущих
кромок, расположенных под двойным углом в плане 2<р
симметрично относительно оси. Передний и задний углы
режущих кромок изменяются в процессе резания. Углы
заточки режущих кромок проверяют специальным шабло-
ном. Совпадение грани шаблона 2 с режущей кромкой
сверла 4 оценивают «на просвет»; одновременно опреде-
ляют длину режущей кромки по шкале 3 шаблона. Дли-
ны режущих кромок должны быть одинаковыми, иначе
сверло будет разбивать отверстие. Если сверло 1 имеет
две заточки, то углы заточек контролируют поочередно
обеими сторонами шаблона.
192
2<
Рис. 150. Контроль углов
заточки сверла шаблоном
Рис. 151. Прибор дли контро-
ля симметричности заточкн
сверл
Прибор ПКС (рис. 151) предназначен для контроля
симметричности заточки сверл диаметром 6...65 мм. При-
бор имеет корпус 1, иа котором расположена угловая
шкала 2 для измерения отклонений от половины угла
при вершине сверла и индикатор 3, предназначенный
для измерения осевого биения режущих кромок.
Сверло 8 устанавливают на основную базирующую
призму 7, укрепленную на корпусе, и на подвижную
призму 9. Расстояние между подвижной призмой и корпу-
сом регулируют в зависимости от длины сверла. Кли-
новый упор 6 служит для ориентации сверла. При уста-
новке сверло должно упираться в поворотный упор 4,
связанный со стрелкой угловой шкалы, и в упор 5,
закрепленный на измерительном стержне индикатора.
Сверло фиксируют в призмах с помощью откидного
прижима.
Угловая шкала имеет цену деления Г и пределы
измерений ±8°. Пределы измерения индикатора с ценой
деления 0,01 мм составляют 0...10 мм. Основная погреш-
ность показаний прибора при контроле отклонения
от половины угла при вершине ие превышает Г. Прибор
снабжен мерой 10 для проверки правильности угловой
шкалы.
Угломер 2УРИ предназначен для измерения передних
и задних углов заточки многолезвийного инструмента
с равномерным шагом зубьев от 5 до 75 мм — зенкеров,
протяжек, фрез и т. п. Погрешность измерения равна 1°.
Угломер (рис. 152,а) состоит из сектора 1 с градусной
7 Зак. 377
193
шкалой и дуги 2 с неравномерно нанесенными штрихами
2=3, 4, 5, со. Правая часть градусной шкалы служит
для измерения передних углов в пределах О...25°, левая
часть шкалы — задних углов в пределах О...35°. На секто-
ре 1 закреплена планка 7, в пазах которой перемещается
измерительная линейка 8, зажимаемая винтом 9. На пра-
вом конце дуги 2 в держателе 4 винтом 5 зажимается
опорная линейка 6. Угломер устанавливают рабочими
гранями планки 7 и опорной линейки 6 на вершины двух
соседних зубьев инструмента. При измерении переднего
угла заточки сектор поворачивают до совпадения грани
линейки 8 с передней гранью зуба. При измерении
заднего угла грань планки 7 должна совпасть с задней
гранью зуба (рис. 152,6). В установленном положении
сектор стопорят винтом 3. Углы заточки отсчитывают
относительно штриха, соответствующего числу зубьев
проверяемого инструмента. Так, если число зубьев фрезы
2=8 (см. рис. 152,а), то передний угол заточки равен 10°.
При измерении протяжек отсчет выполняют относитель-
но штриха с индексом со.
Прибор РМ (рис. 153), предназначенный для контро-
ля среднего диаметра метчиков от 3 до 33 мм, имеет
цену деления 0,01 мм и основную погрешность показаний
не более ±0,02 мм. В корпусе 13 установлен индика-
тор 14, стержень которого через рычаг 11, поворачи-
вающийся на оси 12, связан с подвижной скалкой 8.
В скалку устанавливается призматическая вставка 7.
Пружина 9 создает измерительное усилие. В корпусе
194
Рис. 153. Прибор для измерения среднего диаметра метчиков
винтом / крепится переставная ножка 2 с вилкой 3,
на которой гайками 4 зажимаются валики 5 с клиновыми
вставками 6. К прибору прилагаются шесть комплектов
вставок для резьб с различными шагами. Перед изме-
рением валики 5 устанавливают на вилке 3 по делениям,
нанесенным на валиках так, чтобы оси вставок 6 пере-
секались на оси подвижной скалки. Прибор приводят
в рабочее положение по аттестованному метчику или
резьбовому калибр-пробке. Подняв скалку 8 рукояткой
рычага 10, на нижние вставки укладывают впадинами
образцовое изделие и затем опускают призматическую
вставку на вершину витка резьбы. Индикатор устанавли-
вают на нуль в тот момент, когда при легком покачива-
нии и поворачивании калибра его показания будут
минимальными. При измерении среднего диаметра метчи-
ки устанавливают так, чтобы оси вставок проходили
через их режущие кромки. При небольшом покачивании
метчика отсчитывают наибольшие показания индикато-
ра. Средний диаметр определяют по формуле D=p =
= (Do+kA), где Do — средний диаметр образцового
изделия; А — показания индикатора (±); k=\—коэф-
фициент для трехканавочного метчика; k = 1,342 —
коэффициент для пятиканавочного метчика.
7*
195
Вопросы для самопроверки
I. Какие параметры резцов проверяют шаблонами? 2. Какие
средства используют для измерения параметров резцов? 3, Как
устроев маятниковый угломер ЗУРИ? 4. Какие параметры сверла
можно проверить шаблоном? 5. Каким прибором можно проконтро-
лировать симметричность заточки сверла? 6. Как измеряют перед-
ний угол заточки многолезвийного инструмента угломером 2УРИ?
7. Какие измерения выполняют на приборе РМ? 8. Как измерить
средний диаметр пятиканавочного метчика?
ГЛАВА 17
МЕТОДЫ И СРЕДСТВА
АВТОМАТИЧЕСКОГО КОНТРОЛЯ РАЗМЕРОВ
В МАШИНОСТРОЕНИИ
§ 88. ОБЩИЕ СВЕДЕНИЯ
Механизация производства — замена ручных средств
труда машинами и механизмами, работающими
от различных источников энергии — электрической,
гидравлической, пневматической. Частичная механиза-
ция охватывает наиболее трудоемкие производственные
операции при сохранении значительной доли ручного
труда, особенно на вспомогательных разгрузочно-погру-
зочных и транспортных операциях. Например, обработка
деталей на станках с ручной подачей инструмента —
резание, сверление.
При комплексной механизации машины и механизмы
применяются на всех основных технологических опера-
циях и вспомогательных работах, кроме отдельных нетру-
доемких операций: человек контролирует и управляет
производством. В машиностроении к техническим сред-
ствам механизации относятся станки для различных
видов механической обработки, оборудование для сварки,
термообработки, литья, окраски изделий и т. п. Для ме-
ханизации вспомогательных работ применяются кон-
вейеры, транспортеры, подъемные устройства, пневмо-
транспорт и т. п. Для комплексной механизации процес-
сов механической обработки в массовом производстве
предназначены агрегатные и специализированные станки,
станки-автоматы и полуавтоматы, станки с числовым
196
программным управлением, поточные линии. Для ме-
ханизации измерений используются универсальные при-
способления для приемочного контроля, различные при-
боры и устройства.
Автоматизация производства заключается в передаче
управления производством и контроля за ним приборам
и автоматическим устройствам. Частичную автоматиза-
цию применяют на отдельных технологических опера-
циях для полного освобождения человека от тяжелой,
профессионально вредной, монотонной или недоступной
ввиду сложности и быстротечности работы. Комплексная
автоматизация — создание из технологического и вспо-
могательного оборудования ‘ автоматических линий,
участков, цехов и заводов, работающих как единый
комплекс. Функции человека при этом ограничиваются
техническим обслуживанием и общим управлением рабо-
той комплекса. Полная автоматизация — высшая сту-
пень автоматизации, при которой все функции контроля
и управления производством выполняются автоматиче-
скими системами управления (АСУ).
Автоматизация основной части машиностроительного
производства оставляет человеку выполнение лишь
несложных, но однообразных и утомительных вспомога-
тельных ручных операций типа подать, закрепить, снять
деталь и др. Промышленный робот — стационарная или
передвижная автоматическая машина для выполнения
двигательных и управляющих функций, аналогичных
функциям человека, при перемещении предметов произ-
водства и технологической оснастки. В общем случае
робот состоит из исполнительного устройства — манипу-
лятора, имеющего несколько степеней подвижности,
и перепрограммируемого устройства программного
управления — автоматического, дистанционного или руч-
ного.
§ 89. КЛАССИФИКАЦИЯ СРЕДСТВ
АВТОМАТИЧЕСКОГО КОНТРОЛЯ
При автоматическом контроле функции оператора вы-
полняются механизмом измерительного прибора. Сред-
ства автоматического контроля в машиностроении по спо-
собу связи и воздействию на производственный процесс
делятся на следующие группы: 1) средства активного
(технологического) контроля, предназначенные для изме-
197
рения деталей и соответствующей корректировки техно-
логического процесса; 2) средства пассивного (приемоч-
ного) контроля для измерения и сортировки готовых
деталей; автоматических изменений в работе технологи-
ческого оборудования не происходит; 3) универсальные
приспособления для технологического и приемочного
контроля; 4) координатно-измерительные машины для
измерения деталей сложной формы, обработки результа-
тов измерений и выдачи информации.
Средства контроля по степени автоматизации под-
разделяются на следующие виды: 1) визуальные при-
боры со стрелочным или цифровым отсчетом; 2) механи-
зированные приборы со световой или звуковой сигна-
лизацией; 3) приборы с автоматической обработкой
результатов измерения; 4) полуавтоматы; 5) автоматы;
6) измерительно-контрольные системы и комплексы.
Основными элементами средств автоматического
контроля являются датчики (измерительные преобразо-
ватели) и усилительные, загрузочные, транспортирую-
щие, запоминающие и исполнительные устройства. В за-
висимости от типа автоматического контроля эти
устройства могут входить в конструкцию приборов
в различных сочетаниях.
§ 90. ИЗМЕРИТЕЛЬНЫЕ ДАТЧИКИ
Измерительные датчики воспринимают изменение
измеряемого параметра и вырабатывают сигнал измери-
тельной информации в форме, удобной для передачи
и дальнейшего преобразования. По принципу действия
датчики линейных и угловых измерений, используемые
в машиностроении, делятся на электроконтактные,
индуктивные, пневматические, емкостные, фотоэлектри-
ческие, механотронные, пневмоэлектроконтактные, ра-
диоизотопные, пьезоэлектрические, гальваномагнитные
и др.
Принцип действия электроконтактных датчиков за-
ключается в изменении электрического сопротивления
в измерительной цепи при замыкании контактов датчи-
ка. По методу контроля они делятся на предельные
датчики, предназначенные для контроля наибольших
и наименьших размеров изделий, и амплитудные датчи-
ки, предназначенные для контроля отклонения от формы
цилиндрических изделий и взаимного расположения
198
Рис. 154. Электроконтактный датчик:
а — схема; б — устройство
поверхностей, например, овальности, биения, огранки
и т. п. По конструкции различают датчики рычажные
и безрычажные, с регулируемыми и нерегулируемыми
контактами, а по количеству измеряемых размеров —
одно- и многопредельные.
В электроконтактном двухпредельном датчике с ры-
чажным механизмом (рис. 154,а) в бронзовых направ-
ляющих втулках 3 перемещается шток 2, на который
навернут измерительный наконечник 1. Хомутик 5 с ре-
гулируемым пазом ходит вдоль штифта 4 и предохра-
няет шток от поворота. На штоке закреплен хомутик 7
с твердосплавной пяткой 8. Измерительное усилие
создается пружиной 6. В корпусе крепится измеритель-
ная головка 9 типа 1МИГ или 1ИГ, которая использует-
ся при установке датчика на нуль На корпусе также
закреплены пружинный крест 14 и винты 12 с микро-
метрическими головками 13. На кресте 14 установлен
рычаг 15 с подвижными вольфрамовыми контактами 11,
а в винтах 12 запрессованы неподвижные контакты 16.
Через твердосплавную пятку 8, которая упирается в ко-
рундовый штифт 10, запрессованный в рычаг 15, шток
при перемещении вызывает угловое отклонение рыча-
га 15 и замыкание или размыкание контактов, которые
199
соединены с источником электрического тока и усили-
телем электрического импульса.
Для установки датчика (рис. 154,6) на нуль нако-
нечник 1 погмещают на меру или образцовое изделие.
Микрогайкой 2 перемещают шток 3, который упирается
в торец измерительной головки 5, закрепленной в отвер-
стии корпуса 4, имеющего форму скобы. Для настройки
контактов датчика на предельные размеры изделия
используют микрометры 6, регулирующие расстояние
между неподвижными контактами.
При замыкании контактов датчика в процессе изме-
рений электрический сигнал поступает к исполнительно-
му механизму.
Для усиления, запоминания и размножения сигналов
от предельных и амплитудных датчиков применяются
электронные усилители реле, которые включают исполни-
Рис. 155. Индуктивные датчики:
а — схема датчика для недиффереициальных измерений*, б — схема датчика
для дифференциальных измерений, в — устройство; г — схема измерения
дифференциальным методом
200
тельный механизм, например световую или звуковую
сигнализацию.
Принцип действия индуктивных датчиков
(рис. 155,а, б) заключается в изменении индуктивного
сопротивления катушки 1, намотанной на магнитопро-
вод 2, при перемещении якоря 3, который связан с изме-
рительным стержнем 4. В большинстве случаев детали
преобразователя расположены в корпусе 5 (рис. 155,в),
который защищает от внешних помех. Датчики для изме-
рений дифференциальным методом (рис. 155,6, в) имеют
две катушки: при увеличении индуктивности одной ка-
тушки индуктивность второй катушки уменьшается,
что повышает чувствительность прибора. Датчики рабо-
тают совместно с электронным блоком с отсчетным
устройством. При индуктивном методе измерений
(рис. 155,в, г) отклонения якоря 1 приводят к разбалансу
электрического моста, образованного катушками 2, 3, 5
и 6, получающего питание от стабилизированного гене-
ратора 7 звуковой частоты. В результате в диагонали
моста возникает ток, направление которого определяет-
ся направлением перемещения измерительного стержня
из среднего положения. Отсчетный прибор 4 показывает
значение отклонений размера.
В емкостных датчиках (рис. 156) линейные или угло-
вые перемещения преобразуются в изменения емкости
электрической цепи: датчик является электрическим
конденсатором с переменной емкостью. Изменение емко-
сти может происходить за счет изменения зазора между
неподвижной обкладкой 1 и подвижной обкладкой 2,
связанной с измерительным стержнем 3, или за счет
изменения площади перекрытия обкладок. Датчики
могут иметь плоские и цилинд-
рические поверхности обкла-
док.
В фотоэлектрических дат-
чиках в качестве чувствитель-
ных органов используются фо-
тоэлементы. Конструкции этих
датчиков разнообразны. Прак-
тическое применение в средст-
Рис. 156. Емкостные датчики:
а — с плоской поверхностью; б — с ци-
линдрической поверхностью
201
вах автоматического контроля получили преобразова-
тели, фиксирующие наличие или отсутствие светового
излучения, т. е. фотореле.
Фотоэлектрический пружинный преобразователь ПФС
(рис. 157,а) предназначен для контрольно-сортировочных
автоматов. Световой поток (рис. 157,6) от осветителя /
узкой полосой направляется на зеркало 4, закрепленное
на ленточной пружине. Конструкция механизма датчика
аналогична конструкции оптикатора (см. § 41). Световой
поток, отражаясь от зеркала, одновременно освещает
один из фоторезисторов 3 и шкалу прибора. Фоторезисто-
ры расположены в корпусе 2 со щелями, что повышает
чувствительность прибора. При изменении положения
измерительного штока 5 меняется номер освещаемого
фоторезистора в соответствии с размером изделия.
Электрическое сопротивление фоторезистора при осве-
щении резко уменьшается. При этом в цепи возрастает
202
сила тока, срабатывает реле исполнительного механизма
и происходит замыкание контакта запоминающего
устройства.
§ 91. УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
ДЛЯ ПРИЕМОЧНОГО КОНТРОЛЯ
Для приемочного контроля размеров деталей широко
используются механизированные приспособления. Уни-
версальные приспособления представляют собой набор
нормализованных устройств, количество и размещение
которых зависят от конструкции детали. К ним относят-
ся: 1) устройства крепления измерительных средств
(универсальных измерительных приборов, измеритель-
ных преобразователей и отсчетных устройств измери-
тельных микроскопов); 2) устройства базирования изме-
ряемых деталей — призмы, центры, оправки, столы;
3) устройства крепления деталей — баянетные патроны,
рукоятки, прижимы; 4) передаточные механизмы —
рычаги, коромысла, пружинные параллелограммы;
5) исполнительные устройства — световые табло, экра-
ны, блоки с цифровой индикацией; 6) устройства для
установки и снятия деталей; 7) вспомогательные устрой-
ства для поворота и перемещения деталей при измере-
ниях; 8) электронные блоки (усилители, реле, пороговые
устройства).
Универсальные приспособления применяют при конт-
роле диаметров, длин, радиального и торцового биения
валов, диаметров отверстий, высот уступов деталей и т.п.
Рис. 158. Схема универ-
сального измерительного
приспособления для контро-
ля диаметра:
а — вала; б — отверстий
203
Рис. 159. Светосигнальное
многомерное приспособле-
ние для контроля ступенча-
тых валов
Универсальное при-
способление для конт-
роля диаметров вала
(рис. 158, а) представ-
ляет собой регулируе-
мую скобу, губки кото-
рой настраивают на
Губки 3 и 7 перемеща-
соответствующий диаметр вала.
ются и крепятся на колонке 2, установленной в основа-
нии 1 приспособления. Наконечник 6, подвешенный на
губке 3 плоскими пружинами 5, контактирует с валом,
а также с измерительной головкой 4. Изделие повора-
чивают при контроле вручную или используют механи-
ческий привод. По показаниям измерительного средства
определяют годность изделия.
Универсальное измерительное приспособление для
контроля диаметра отверстий (рис. 158,6) имеет жесткий
упор 3, от которого измеряется диаметр отверстия де-
тали 1 по двухконтактной схеме. Плавающий штырь 2
плоскими пружинами прикреплен к планке 4. Переме-
щения планки регистрируются измерительным прибо-
ром 5.
Многомерные приспособления для повышения произ-
водительности труда контролера выполняют свето-
сигнальными. Приспособление для контроля диаметров
ступенчатых валов (рис. 159) имеет электроконтактные
датчики 7, установленные в кронштейнах 6. Измеритель-
ные штоки 3 датчиков контактируют с измеряемыми
сечениями вала 2, установленного на опорах 1. При уста-
новке вала в приспособление штоки поднимаются опера-
тором за ручку 4 арритирующего устройства 5. Сигнал
от датчиков подается через электронное реле 8 на свето-
форное табло 9 с тремя рядами лампочек и экраном.
На экран наносится контур вала с размерными линиями
контролируемых сечений вала: сигнальные лампы уста-
новлены на этих линиях. Свет верхних лампочек означает
наличие «брака плюс» в соответствующем сечении вала,
свет средних лампочек — «годный размер», а нижних
лампочек — «брак минус».
204
§ 92. КОНТРОЛЬНО-СОРТИРОВОЧНЫЕ АВТОМАТЫ
Для автоматического приемочного контроля готовых
изделий в массовом производстве применяются контроль-
но-сортировочные автоматы. В общем случае автомат
состоит из загрузочного, транспортного, измерительного,
запоминающего и исполнительного устройств, а также
включает командоаппарат и пусковую цепь. Контроль-
ный полуавтомат содержит автоматическое измеритель-
ное устройство, но одну или несколько функций, как пра-
вило, загрузку и выгрузку изделий, выполняет с участием
оператора.
В автоматах используются механические измеритель-
ные системы и системы с электроконтактными, индук-
тивными и фотоэлектрическими измерительными преоб-
разователями.
В контрольном автомате с измерительным преобра-
зователем (рис. 160) для сортировки игольчатых роли-
ков подшипников ролики 3 из кассеты / загрузочного
бункера через пружинный отсекатель 2 под действием
собственного веса падают на два диска 11, которые
подают их на позицию измерения. Кулачок 12 аррети-
рует (поднимает) измерительный шток 5 в момент под-
хода детали. При измерении ролики фиксируются двумя
плоскими пружинами 6. Фотоэлектрический датчик 4
измеряет диаметр ролика и определяет номер его сорти-
ровочной группы, фоторезистор подает сигнал на контакт
Рис. 160. Схема автомата с измерительным преобразователем
205
Рис. 161. Схема запоминаю-
щего устройства автомата с
магнитной записью
запоминающего устройст-
ва. Затем ролик сталки-
вается с измерительной
позиции очередной де-
талью в карман диска 7,
который вращается над
рядом бункеров 10. Ког-
да ролик проходит над
бункером своей сортиро-
вочной группы, запоми-
нающее устройство вклю-
чает цепь электромагни-
та 8, якорь которого от-
крывает заслонку 9. Все
механизмы автомата при-
водятся в движение через
распределительный вал,
вращающийся от электро-
двигателя. При конструировании автоматов используют
унифицированные узлы.
Запоминающее устройство с магнитной записью
сигнала датчика (рис. 161) содержит фотоэлектрический
преобразователь 1, который, измерив изделие, через
электромагнитное реле подает сигнал-команду на один
из замыкающих контактов К, соединяющих звуковые
генераторы Г с записывающей головкой 4 магнитофона.
Каждому фоторезистору датчика соответствует генера-
тор определенной частоты. При замыкании контакта К
записывающая головка 4 намагничивает ферромагнит-
ную пленку 3 с заданной частотой. Пленка нанесена
на диск 9, вращающийся синхронно с транспортным
устройством автомата; время прохождения намагничен-
ного участка пленки вдоль исполнительных узлов /—V
совпадает с моментом прохождения изделия над бунке-
рами автомата. При прохождении намагниченного
участка пленки мимо считывающих головок 5 в них
вырабатывается электросигнал. Если частота сигнала
совпадает с частотой полосового фильтра 6, то он посту-
пает на усилитель 7 и включает электромагнит 8 заслон-
ки соответствующего бункера. Перед записывающей го-
ловкой 4 пленка размагничивается стирающей голов-
кой 2.
206
§ 93. СРЕДСТВА АКТИВНОГО КОНТРОЛЯ
Средства активного контроля предназначены для
управления режимом обработки деталей в зависимости
от результатов измерений размеров деталей. Их под-
разделяют на средства, измеряющие размер деталей
в процессе обработки и переключающие режимы обра-
ботки при достижении заданного размера, и на средства,
измеряющие размеры готовых изделий и регулирующие
положение режущего инструмента относительно обраба-
тываемой поверхности (подналадчики). Наибольшее
распространение средства активного контроля получили
на заключительных операциях обработки деталей —
шлифовании, хонинговании.
Показывающий механизированный прибор активного
контроля (рис. 162) представляет собой трехконтактную
скобу, которая шарнирно крепится на пружинном крон
штейне 9 к кожуху 10 шлифовального круга 11. Скоба
может свободно откидываться оператором при смене
деталей. На корпусе 6 скобы расположены два бази-
рующих наконечника /, на пружинном параллелограм-
ме 3 подвешен рычаг 5 с измерительным наконечником 2
и установлен индикатор часового типа 8. Движение
измерительного рычага 5 через качающийся рычаг 7
передается наконечнику индикатора 8. Измерительное
усилие создается пружиной 4. По показаниям индикато-
ра оператор регулирует процесс обработки детали.
Автоматические средства активного контроля для
управления технологи-
ческим процессом имеют
отсчетно-командные уст-
ройства, в основном пнев-^
магического и индуктив-
ного принципа действия.
Двухконтактная ско- 7
ба с индуктивным дат-
чиком (рис. 163) имеет*
измерительные губки 45^
и 5, которые прикрепле- j
ны к корпусу 1 скобы на
плоских пружинах 2 и
Рис. 162. Прибор активного
контроля с визуальным отсче-
том
207
3
Рис. 163. Двухконтактная скоба с индуктивным датчиком
7. На губке 5 закреплен датчик 6, а на губке 4 — упор
<?. Скоба устанавливается на подводящем устройстве,
которое крепится к столу или станине станка. Упором
3 выполняется установка скобы на точный размер по
образцовой детали или мере. Измерительная информа-
ция от датчика передается в отсчетно-командное устрой-
ство.
Двухконтактная скоба с пневматическим датчиком
(рис. 164) предназначена для контроля внутреннего
диаметра деталей. На корпусе скобы 10 плоскими пру-
жинами 9 подвешены каретки 1 и 2 с зубчатыми рейка-
ми 3 и 6. На рейках закреплены губки 4 и 5 с измери-
тельными наконечниками. Губки при грубой настройке
скобы на размер перемещаются по рейкам относительно
кареток. На каретке 1 укреп-
лено сопло 7 пневмодатчика,
на каретке 2 имеется винт 8
для точной настройки прибора.
В процессе обработки детали
изменяется зазор между соп-
лом 7 и винтом 8, при этом в
пневмоприводе сопла изме-
няется давление, которое ре-
гистрируется прибором.
Отсчетно-командное уст-
ройство с пневмоэлектрокон-
Рис. 164. Двухконтактная скоба с
пневматическим датчиком
208
Рис. 165. Отсчетно-командное
устройство с пневмоэлектрокоп-
тактным преобразователем
контроля с регулировкой поло-
жения режущего инструмента
тактным преобразователем работает следующим обра-
зом (рис. 165): воздух из блока 3 фильтрации и стаби-
лизации через выходные сопла 2 поступает к измери-
тельному соплу 1 и соплу 4 противодавления, которые
соединены соответственно с внутренними полостями
сильфонов 15 и 5. К сильфонам иа плоских пружинах
6 прикреплена планка 7, которая приводит в действие
рычажно-зубчатый механизм отсчетного устройства. На
планке также расположены подвижные электрические
контакты 8. Соосно с ними на плоских пружинах 10 к
корпусу 11 подвешен ряд неподвижных электроконтак-
тов 9, каждый из которых настраивается на определен-
ный размер детали с помощью нескольких кулачков 12-
Указатели 13, закрепленные на кулачках, показывают
интервал размеров между командами.
Изменение давления в измерительном сопле вслед-
ствие разности давлений воздуха в сильфонах приводит
к перемещению планки 7 отсчетно-командного меха-
низма: стрелка 14 показывает значение отклонения
размера. При достижении заданных размеров детали
контакты 8 и 9 замыкаются и в электрической схеме
прибора возникают импульсы. С помощью электронного
реле импульсы преобразуются в команду управления
режимами работы станка.
8 Зак. 377
209
При активном контроле с регулированием положения
режущего инструмента (рис. 166) обработанная деталь 3
поступает в измерительный прибор с базирующим эле-
ментом 5 и датчиком 4. Износ шлифовального круга 2
приводит к увеличению размера деталей. Когда размер
достигает установленного предела, датчик 4 подает
команду на электромагнит, управляющий храповым ме-
ханизмом 1. При этом связанный с храповым механизмом
ходовой вннт перемещает шлифовальную бабку станка
на установленное значение.
§ 94. КООРДИНАТНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ И МАШИНЫ
Для контроля изделий сложной конфигурации с
большим числом измеряемых размеров применяются
координатно-измерительные приборы и машины с руч-
ным управлением и автоматической обработкой резуль-
татов измерений, а также с полностью автоматизиро-
ванным процессом измерений. Универсальные коорди-
натно-измерительные приборы УИМ-29 и ДИП, создан-
ные на базе универсальных микроскопов (см. §47),
имеют ручное управление и выполняют плоские измере-
ния по двум координатам, а результаты измерений фик-
сируются цифропечатающим прибором.
Координатно-измерительная машина (КИМ) (рис
167) работает в автоматическом режиме и обеспечивает
пространственное движение щупа с датчиками по трем
осям координат X, Y и Z (рис. 167,6). На массивном ос-
Рис. 167. Координатно-измерительная машина
а — внешний вид; б — схема перемещений щупа; в — щуп
210
новании 1 расположен измерительный стол 2, вдоль ко-
торого по направляющей 12 перемещается арка 10. Вдоль
перекладины 5 арки движется каретка 8 с пинолью 7,
в которой устанавливается измерительный преобразова-
тель 4 с многоточечным щупом 3 (рис. 167, в); в боль-
шинстве случаев используются индуктивные преобразо-
ватели. Результат измерений складывается из значений
перемещений арки, каретки и пиноли, а также из откло-
нений шупа от нулевого положения по соответствующей
координате. Значения измеряемого размера фиксируют-
ся по каждой координате на цифровом табло 11, а так-
же на цифропечатающем устройстве 15. Схема переме-
щений каретки задается через программирующее уст-
ройство 14. Настройку КИМ выполняют вручную с
помощью микрометрических винтов 6, 9 и 13, перемещаю-
щих пиноль, каретку и стол вдоль координатных осей
X, Y. Z. Некоторые модели КИМ обеспечивают измере-
ния в шести координатах: например, измеряются пере-
мещения датчика вдоль осей X, Y и Z, а также поворот
датчика вокруг горизонтальных осей X и Y и поворот
детали вокруг вертикальной оси Z.
Прогресс в автоматизации производства в настоящее
время неразрывно связан с внедрением микроэлектрони-
ки. К достижениям микроэлектроники относится созда-
ние управляющих и вычислительных микропроцессоров,
которые имеют миниатюрные размеры, высокую надеж-
ность и незначительный расход энергии. Это позволяет
внедрять их на всех стадиях производственного про-
цесса.
Одним из основных направлений применения средств
вычислительной техники в производстве является созда-
ние автоматической системы управления технологичес-
кими процессами (АСУ ТП). В машиностроении основ-
ной областью применения микропроцессоров и микро-
ЭВМ являются станки с числовым программным управ-
лением (ЧПУ), робототехника и измерительная техни-
ка, где в настоящее время ведутся работы по замене
электронных приборов микропроцессорами. Например,
ЭВМ применяются в КИМ для проведения измерений в
соответствии с заданной программой, для обработки ре-
зультатов измерений и выработки измерительной ин-
формации. Цифровая индикация результатов измере-
ний повышает точность и производительность измерений
и облегчает труд контролера.
н*
211
Вопросы для самопроверки
1. Что дает производству механизация и автоматизация произ-
водства? 2. Что называют автоматизацией производства? 3. Что
такое промышленный робот? 4. Какие два вида средств автомати-
ческого контроля Вы знаете? 5. Как средства контроля подразде-
ляются по степени автоматизации? 6. Что такое измерительный
преобразователь? 7. Какве датчики применяются в средствах авто-
матического контроля? 8. Как устроен электроконтактный датчик?
9. В чем отличие принципов действия индукционного и емкостного
датчиков? 10. Что представляет собой фотоэлектрический преобра-
зователь? 11. Какие устройства применяются в приспособлениях для
контроля? 12. Что представляет собой универсальное приспособле-
ние для контроля диаметра вала? 13. Что дает применение свето-
сигнальных устройств? 14. Для чего используются контрольно-сор-
тировочные автоматы? 15. Какие виды средств активного контроля
используются в машиностроении? 16. Как работает прибор актив-
ного контроля диаметра вала? 17. В чем заключается основной
принцип работы КИМ?
ГЛАВА 18
СТАНДАРТИЗАЦИЯ И КОНТРОЛЬ
КАЧЕСТВА ПРОДУКЦИИ
В МАШИНОСТРОЕНИИ
§ 95. ОБЩИЕ СВЕДЕНИЯ
Развитие общественного производства связано с раз-
витием новой техники и технологии, выпуском все более
разнообразных и сложных изделий, материалов и това-
ров. Стандартизация заключается в рациональном огра-
ничении видов и типов нужной народному хозяйству
продукции и способов ее производства в целях механи-
зации и автоматизации труда, улучшения качества про-
дукции, лучшего использования производственных фон-
дов, экономии материальных и трудовых ресурсов, ох-
раны здоровья населения, безопасности труда, развития
международного сотрудничества, совершенствования
управления производством и т. п. К основным задачам
стандартизации относятся: 1) установление требований
к качеству продукции; 2) определение единой системы
показателей качества; 3) установление норм, требова-
ний и методов в области проектирования и производст-
ва продукции; 4) обеспечение единства и достоверности
212
измерений в стране; 5) установление единых терминов и
обозначений в важнейших областях науки, техники и
других отраслях народного хозяйства и т. п.
Нормативно-технический документ по стандартиза-
ции, устанавливающий комплекс норм, правил и требо-
ваний к объему стандартизации и обязательный для ис-
полнения, называется стандартом. В зависимости от
сферы действия и уровня утверждения стандарты де-
лятся на четыре категории: государственные (ГОСТ);
отраслевые (ОСТ); республиканские (РСТ); предприя-
тий (СТП). Применяются также стандарты единые для
нескольких стран, например стандарты СЭВ. Объекта-
ми стандартизации являются: 1) материальные предме-
ты (продукция); 2) нормы, правила и требования орга-
низационно-методические и общетехнические, связан-
ные с созданием и потреблением продукции; 3) терми-
ны, определения и обозначения.
Стандарты на продукцию в зависимости от содержа-
ния (назначения) подразделяются на виды: устанавли-
ваются стандарты технических условий, технических
требований, параметров, размеров, типов, конструкции,
марок, сортамента, эксплуатации и ремонта, типовых
технологических процессов и т. д. Стандарты техничес-
ких условий устанавливают эксплуатационные (потреби-
тельские) характеристики, правила приемки, методы
контроля качества, требования к маркировке, упаковке,
транспортированию и хранению, комплектность и гаран
тии изготовителя. Стандарты технических требований
включают требования к качеству, надежности, внешне-
му виду продукции и т. п. Примеры стандартов: 1) ГОСТ
10905—75. Плиты поверочные и разметочные Техничес-
кие требования; 2) ГОСТ 8.162—75. Головки измери-
тельные пружинно-оптические Оптикаторы. Методы и
средства поверки; 3) ГОСТ 16263—70. Метрология. Тер-
мины и определения. Несоблюдение стандартов пресле-
дуется по закону: ответственность несут министерства и
ведомства, а также предприятия и организации.
§ 96. СТАНДАРТИЗАЦИЯ И КАЧЕСТВО ПРОДУКЦИИ
Одной из главных задач стандартизации является по-
вышение качества продукции. Стандартами установле-
ны номенклатура показателей качества и методы их
определения, методы оценки качества и организации уп-
213
рявления качеством. Совокупность свойств продукции,
обусловливающих ее пригодность удовлетворять опреде-
ленные потребности в соответствии с ее назначением,
называется качеством продукции. Количественная ха-
рактеристика одного или нескольких свойств продукции,
составляющих ее качество, рассматриваемая примени-
тельно к определенным условиям ее создания и эксплуа-
тации или потребления, является показателем качества.
Единичный показатель качества характеризует одно из
свойств продукции, комплексный показатель — несколь-
ко свойств. Определяющий показатель качества — ком-
плексный показатель, по которому принимается реше-
ние об оценке качества. Уровень качества — относитель-
ная характеристика качества продукции, основанная на
сравнении значений показателей качества оцениваемой
продукции с базовыми значениями показателей.
Показатели качества продукции группируются по
характеризуемым ими свойствам. Показатели назначе-
ния устанавливают область применения и основные
параметры изделий, например, мощность и угловую ско-
рость двигателей, производительность машин и аппара-
тов, цену деления и диапазон показаний приборов. Од-
ним из основных требований к продукции машинострое-
ния является надежность — свойство изделия выполнять
заданные функции, сохраняя во времени установленные
эксплуатационные показатели в требуемых пределах.
Показатели надежности включают показатели безот-
казности, долговечности, ремонтопригодности и сохра-
няемости. Показатели безотказности — вероятность без-
отказной работы, средняя наработка до отказа и др. —
показывают свойство изделий сохранять работоспособ-
ность в течение определенного времени или до заданной
наработки. Показатели долговечности — средний ресурс,
средний срок службы и другие характеризуют свойства
продукции сохранять работоспособность до наступления
предельных состояний, установленных системой техни-
ческого обслуживания и ремонта. Показатели ремонто-
пригодности и сохраняемости определяют способности
изделий восстанавливать свои свойства при ремонте и
сохранять их при хранении без эксплуатации. Качество
продукции характеризуют также следующими группа-
ми показателей — эргономическими, технологическими,
эстетическими, стандартизации и унификации, патент-
но-правовыми, экологическими, безопасности.
214
Показатели качества определяют несколькими мето-
дами. Измерительный метод осуществляется с помощью
технических средств измерения. Регистрационный метод
заключается в наблюдении и подсчете числа определен-
ных событий, предметов и затрат. Расчетный метод ос-
нован на использовании теоретических и эмпирических
зависимостей показателей качества от параметров про-
дукции. Органолептический метод заключается в анали-
зе восприятия продукции органами чувств. Экспертный
метод осуществляется на основе решения, принимаемого
экспертами. Социологический метод основан на сборе и
анализе мнений фактических или возможных потребите-
лей продукции.
Оценка уровня качества продукции дает возмож-
ность определить годную продукцию, дефектные изделия
и брак, а также установить сорт и категорию качества
продукции. При дифференцированном методе оценки ка-
чества используются единичные показатели, при комп-
лексном методе — комплексные показатели, при сме-
шанном методе — единичные и комплексные показатели.
Статистический метод оценки качества продукции за-
ключается в использовании правил математической ста-
тистики при определении показателей качества. Этот
метод позволяет оценивать качество изделий по резуль-
татам контроля части изделий из изготовленной партии.
Согласно теореме Чебышева при достаточно большом
числе независимых опытов среднее арифметическое по-
казателей, определенных из этих опытов, равно (близко)
среднему арифметическому всей партии.
§ 97. КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ
Повышение качества продукции в соответствии с
достижениями научно-технического прогресса является
важнейшей народнохозяйственной проблемой. Управле-
ние качеством продукции — это действия, которые осу-
ществляют при ее проектировании, изготовлении и
эксплуатации или потреблении, чтобы установить, обес-
печить и поддерживать необходимый уровень качества.
Эти задачи решаются путем разработки стандартов на
основе достижений науки, техники и передового опыта.
В машиностроении разработаны системы стандартов
для всех стадий создания продукции. Единая система
215
конструкторской документации (ЕСКД) — комплекс
стандартов, устанавливающих правила и положения по
разработке, оформлению и обращению конструкторской
документации.
Единая система технологической документации
(ЕСТД), устанавливает правила по разработке комплек-
тации, оформлению и обращению документации, приме-
няемой при изготовлении и ремонте изделий. Единая си-
стема технологической подготовки производства
(ЕСТПП) устанавливает широкое применение прогрес-
сивных типовых технологических процессов, стандартной
технологической оснастки и оборудования, средств ме-
ханизации и автоматизации.
Одним из основных элементов системы управления
качеством продукции является контроль производства.
Технический контроль — проверка соответствия продук-
ции или процесса, от которого зависит ее качество, уста-
новленным техническим требованиям. Виды техническо-
го контроля: 1) контроль качества продукции, который
устанавливает значение показателей качества; 2) конт-
роль технологического процесса (его режимов, характе-
ристик, параметров); 3) контроль проектирования, охва-
тывающий процесс разработки конструкторской или тех-
нологической документации; 4) производственный конт-
роль, при котором проверяются результаты процесса на
стадии изготовления; 5) эксплуатационный контроль,
связанный с проверкой продукции поставщика, поступив-
шей к потребителю.
В зависимости от количества проверяемой продукции
и протяженности во времени технический контроль мо-
жет быть сплошной, выборочный, летучий, непрерывный,
периодический; по воздействию на продукцию — разру-
шающий и неразрушающий. По используемому методу
контроль подразделяется на измерительный, регистраци-
онный, визуальный, органолептический, по контрольно-
му образцу. Инспекционный контроль осуществляется
уполномоченными представителями в целях проверки
эффективности ранее выполнявшегося контроля; ведом-
ственный контроль качества продукции проводится ми-
нистерством; государственный контроль — специальны-
ми государственными органами. Для осуществления по-
стоянного контроля на предприятиях создаются отделы
технического контроля (ОТК). Приемочный контроль
продукции выполняется также органами Госприемки.
216
§ 98. МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
КАЧЕСТВА ПРОДУКЦИИ
Качество продукции во многом зависит от качества
измерений.
Метрологическое обеспечение — установление и
применение научных и организационных основ, тех-
нических средств, правил и норм, необходимых для
достижения единства и требуемой точности измерений.
Его научной основой является метрология. Правила и
нормы метрологического обеспечения устанавливает Го-
сударственная система обеспечения единства измерений
(Г СИ).
Стандарты ГСП устанавливают:
единицы физических величин;
государственные эталоны и общесоюзные поверочные
схемы;
методы и нормы точности измерений;
номенклатуру нормируемых метрологических пока-
зателей средств измерений;
методы и средства поверки средств измерений и т. п.
Организацией метрологического обеспечения в стране
занимается метрологическая служба СССР, возглавляе-
мая Госстандартом, и состоящая из государственных и
ведомственных метрологических служб. Метрологичес-
кая служба предприятия является основным звеном ве-
домственной службы и создается как самостоятельное
подразделение (отдел), возглавляемое главным метро-
логом. Она может включать комплексные и специализи-
рованные лаборатории, лаборатории по внедрению новой
техники; контрольно-поверочные пункты в цехах; мас-
терские по ремонту приборов и др. На небольших пред-
приятиях создаются центральные лаборатории измери-
тельной техники (ПЛИТ).
Основные задачи измерительной лаборатории: ана-
лиз состояния измерений на предприятии и разработка
мероприятий по совершенствованию метрологического
обеспечения; совершенствование и внедрение современ-
ных методов и средств измерений, механизированных и
автоматических средств контроля; установление опти-
мальных норм точности измерений; поверка и метрологи-
ческая аттестация средств измерений; аттестация мего
дик выполнения измерений; контроль за состоянием.
217
условиями применения и ремонтом средств измерений и
соблюдения требований, норм и правил ГСИ.
Рабочие и выходящие из ремонта меры и приборы
подлежат поверке на предприятии или в ведомственных
базовых лабораториях или органах Комитета по стан-
дартам.
Результаты поверки оформляются свидетельст-
вами, аттестатами или отметками в паспортах. Паспорт
— постоянный документ, служащий для учета и наблю-
дения состояния средств измерений в эксплуатации. Ат-
тестат — разовый документ, подтверждающий пригод-
ность средства измерений для эксплуатации на опреде-
ленный срок, в котором указаны погрешности или
поправки, подлежащие учету при точных измерениях.
Приборы должны храниться в сухих отапливаемых,
закрытых помещениях на стеллажах или в шкафах при
значениях температуры 1О...35°С, относительной влаж-
ности воздуха до 80%, без примесей агрессивных газов,
вызывающих коррозию. На рабочих местах приборы
накрывают колпаками или чехлами. Металлические час-
ти после работы промывают бензином, вытирают сал-
феткой и покрывают смазкой. Приборы нужно держать в
чистоте, оберегать от механических повреждений и кор-
розии, эксплуатировать в строгом соответствии с инст-
рукциями.
Особо бережного обращения и ухода требуют высо-
коточные оптико-механические приборы.
Вопросы для самопроверки
I. Какое значение имеет стандартизация для производства и
какие ее основные задачи? 2. Что такое стандарт? 3. Какие типы
стандартов Вы знаете? 4. Что является объектом стандартизации?
5. Какие организации несут ответственность за внедрение стандар-
тов? в. Что называется показателем качества продукции? 7. Что на-
зывается уровнем качества продукции? я от- оЗнйчают показатели
назначения? в, Какие показатели надежности Вы знаете? 10. Ка-
кие методы используют для нахождения показателей качества про-
дукции? II. Какими методами оценивают уровень качества про-
дукции? 12. В чем состоит управление качеством продукции?
13. Что такое технический контроль? 14. Какие виды технического
контроля Вы знаете? 15. В чем заключается метрологическое обес-
печение производства? 16. Что является нормативной базой метро-
логического обеспечения? 17. В чем заключаются задачи метрологи-
ческой службы предприятия? 18. Какие основные условия храпе-
ния средств измерений Вы знаете?
218
ГЛАВА 19
БРИГАДНАЯ ФОРМА ОРГАНИЗАЦИИ
И СТИМУЛИРОВАНИЯ ТРУДА РАБОЧИХ
§ 99. БРИГАДА — ОСНОВНАЯ ФОРМА
КОЛЛЕКТИВНОГО ТРУДА
В соответствии с Конституцией СССР трудовые кол-
лективы являются неотъемлемой частью политической
системы социалистического общества. Производственная
бригада — первичное звено трудового коллектива пред-
приятия. Ее полномочия определяются законом СССР
«О трудовых коллективах и повышении их роли в управ-
лении предприятиями, учреждениями и организациями».
Бригадная форма организации и стимулирования тру-
да наиболее полно отвечает современным требованиям
производства и научной организации труда, возросше-
му образовательному и культурному уровню трудящих-
ся; способствует интенсификации производства, росту
производительности труда, лучшему использованию ра-
бочего времени и оборудования, экономии материаль-
ных и топливно энергетических ресурсов; открывает воз-
можности для улучшения организаторской и политико-
воспитательной работы и укрепления трудовой дисцип-
лины; утверждает дух подлинного коллективизма, взаи-
мной требовательности и товарищеской взаимопомощи;
создает широкие возможности для проявления творчес-
кой энергии и трудовой активности как всего коллектива,
так и каждого рабочего; ускоряет рост квалифика-
ции и приобретение профессиональных навыков, особен-
но молодыми рабочими; расширяет профессиональный
профиль и повышает содержательность труда Она явля-
ется одним из основных направлений повышения эффек-
тивности работы предприятий, широкого вовлечения тру-
дящихся в управление производством и воспитание лю-
дей.
§ 100. ФОРМИРОВАНИЕ И ОРГАНИЗАЦИЯ
ДЕЯТЕЛЬНОСТИ БРИГАД
Бригада объединяет рабочих для совместного выпол-
нения производственных заданий на основе взаимопомо-
219
щи; общей заинтересованности и ответственности за ре-
зультаты работы. Она создается по приказу руководите-
ля предприятия или подразделения. Зачисление в брига-
ду выполняется с согласия работников.
Комплексная бригада включает рабочих различных
профессий, выполняющих комплекс технологически раз-
нородных, но взаимосвязанных работ, охватывающих
полный цикл производства продукции или ее закончен-
ной части. Специализированная бригада обычно объеди-
няет рабочих одной профессии, занятых на однородных
технологических процессах. При двух- и трехсменной ра-
боте создаются сквозные бригады, объединяющие рабо-
чих всех смен.
Бригаде отводится рабочая зона, охватывающая тех-
нологический процесс, за ней закрепляется производст-
венная площадь, оборудование, средства труда, постав-
ляются необходимые ресурсы и техническая документа-
ция. Бригада самостоятельно выполняет производст-
венный процесс, управляет им в своей рабочей зоне и
несет коллективную ответственность за результаты сво-
ей работы: выполнение производственных и встречных
планов и социалистических обязательств; повышение
производительности пруда; обеспечение высокого качест-
ва продукции и работы; рациональное использование
оборудования, рабочего времени, материалов и энергии;
сохранность социалистической собственности. В бригаде
действует также и персональная ответственность каж-
дого члена бригады в соответствии с его обязанностями.
Бригадир — передовой квалифицированный рабо-
чий, обладающий организаторскими способностями и
пользующийся авторитетом у членов бригады. Его наз-
начает руководитель предприятия или подразделения
при согласии коллектива бригады. Коллектив бригады
открытым голосованием избирает совет бригады, кото-
рый возглавляет бригадир.
Коллектив (или совет) бригады имеет следующие
права: 1) участвует в комплектовании бригады; 2) дает
согласие администрации на назначение бригадира и
вправе требовать его снятия, если он не оправдал дове-
рия; 3) участвует в аттестации и рационализации рабо-
чих мест бригады; 4) утверждает предложения бригади-
ра по установлению коэффициентов трудового участия
(КТУ) членам бригады; 5) рекомендует членов бригады
к установлению (или отмене) надбавок и доплат за про-
220
фессиональное мастерство и совмещение профессий;
6) ходатайствует об изменении в установленном поряд-
ке квалификационных разрядов; 7) заключает со смеж-
ными бригадами договоры о взаимных обязательствах и
ответственности за поставки; 8) определяет победителей
соцсоревнования в бригаде и размеры их поощрения;
9) выдвигает членов бригады на материальное и мораль-
ное поощрение по итогам внутризаводского соцсоревно-
вания; 10) увеличивает оплату ученикам сверх размеров,
установленных действующим положением, с учетом
вклада ученика в коллективный заработок бригады;
11) рассматривает очередность предоставления отпус-
ков; 12) разбирает случаи нарушения трудовой дисцип-
лины и дает предложения о наложении взысканий;
13) проводит воспитательную работу в коллективе, ор-
ганизует наставничество, рассматривает вопросы про-
изводственных и внепроизводственных отношений чле-
нов бригады, развивает чувство коллективизма, товари-
щества, взаимной помощи и ответственности за выпол-
нение производственных планов.
§ 101. ПОЛОЖЕНИЕ О БРИГАДИРЕ И СОВЕТЕ БРИГАДИРОВ
Бригадир выполняет свою работу в тесном взаимо-
действии с советом бригады. Основные обязанности бри-
гадира: 1) обеспечивать слаженную и ритмичную рабо-
ту бригады на основе равномерной загрузки всех ее
работников, взаимопомощи и взаимозаменяемости, соблю-
дение смены режима труда и отдыха,.2) давать произ-
водственные задания членам бригады и контролировать
их выполнение; 3) обеспечивать соблюдение технологи-
ческого процесса, выполнение инструкций по эксплуата-
ции оборудования и правил по охране труда; 4) прове-
рять обеспеченность рабочих мест сырьем, материалами,
инструментами, приспособлениями, технической доку-
ментацией и т. п; 5) активно участвовать во внедрении
научной организации труда, бригадного хозрасчета и
подряда; 6) систематически совершенствовать свое про-
фессиональное мастерство, идейно-политический и куль-
турно-технический уровень; 7) организовывать соцсорев-
нования в бригаде.
Бригадир имеет шраво: 1) принимать участие в раз-
работке производственных и встречных планов и соц-
обязательств бригады; 2) требовать от администрации
221
своевременного обеспечения всем необходимым для сво-
евременного выполнения производственного плана;
3) предъявлять претензии к смежным бригадам, по вине
которых срывается выполнение плана; 4) вносить адми-
нистрации предложения о совершенствовании организа-
ции работы бригады, ее структуры, увеличении сменнос-
ти, улучшении технологии и условий труда, изменении
условий его оплаты в целях ‘повышения производитель-
ности труда; 5) подготавливать и выносить на утверж-
дения коллектива (совета) бригады предложения по ус-
тановлению коэффициентов трудового участия членам
бригады и их поощрению; 6) вносить предложения адми-
нистрации о зачислении (отчислении) рабочих; 7) приос-
танавливать работу в тех случаях, когда нарушение пра-
вил по технике безопасности угрожает здоровью работ-
ников, не допускать к работе члена бригады, находяще-
гося в состоянии, ведущем к таким же последствиям
(нетрезвое состояние, болезнь и др.); 8) представлять
предложения администрации о применении мер воздей-
ствия и дисциплинарных взысканий на членов бригады,
не выполняющих возложенные на них обязанности и на-
рушающих трудовую дисциплину.
Советы бригадиров создаются на предприятиях и в
подразделениях в целях содействия развитию и повы-
шению эффективности бригадной формы организации и
стимулирования труда. Совет бригадиров избирается
общим собранием бригадиров или собранием председа-
телей советов бригадиров цехов и утверждается соответ-
ствующим руководителем. Он является совещательным
органом. Его примерные функции: I) рассмотрение пред-
ложений о создании новых и совершенствовании дейст-
вующих бригад, а также вопросов планирования и учета
их работы, организации нормирования и оплаты труда
и материально-технического обеспечения; 2) обеспечение
слаженности в работе бригад и оказания им помощи в
улучшении работы; 3) обобщение и распространение пе-
редового опыта производственной и воспитательной ра-
боты; 4) изыскание резервов повышения эффективности
производства и т. п.
§ 102. ОРГАНИЗАЦИЯ И ОПЛАТА ТРУДА В БРИГАДЕ
Производственный план бригаде устанавливается,
исходя из технически обоснованных норм труда и произ-
222
водственных мощностей. Для его выполнения разраба-
тываются и осуществляются необходимые организацион-
но-технические мероприятия и создаются условия для
повышения производительности труда. Бригадная форма
организации и стимулирования труда дает наибольший
эффект при введении хозрасчета. Хозрасчетной называ-
ется бригада, которой наряду с плановыми производст-
венными заданиями устанавливают фонд заработной
платы, нормы расхода по сырью, материалам, полуфаб-
рикатам, топливу, энергии и другим ресурсам, использо-
вание которых непосредственно зависит от ее деятель-
ности. Взаимные обязательства администрации и брига-
ды, а также формы и размеры ее поощрения заключают-
ся в договоре или трудовом паспорте бригады. Бригаде,
работающей в условиях подряда, в соответствии с дого-
вором поручается выполнить определенный объем работ
установленного качества. За ней закрепляются орудия
и средства труда, предоставляются необходимые произ-
водственные ресурсы, создаются условия для успешного
выполнения работы и устанавливаются долгосрочные
нормативы средств на оплату труда.
В целях усиления материальной заинтересованности
членов бригады в общих итогах работ начисление им за-
работной платы осуществляется на основе единого на-
ряда по конечным результатам работы бригады. Коллек-
тивный заработок между членами бригады распределя-
ется в соответствии с тарифными разрядами и
фактически отработанным временем. Индивидуальный
вклад каждого работника в результаты коллективного
труда бригады учитывается при распределении надта-
рифной части заработка бригады (приработка, премия
и др.) путем применения КТУ, который для каждого ра-
ботника обсуждается и утверждается на собрании кол-
лектива (или совета) бригады. Минимальный размер
заработной платы членов бригады не может быть ниже
размера установленной им тарифной ставки. На уча-
щихся профессионально-технических училищ, закреплен-
ных за производственными бригадами, с начала произ-
водственной практики распространяется с согласия этих
бригад действующий в них порядок распределения кол-
лективного заработка с учетом КТУ.
Вопросы для самопроверки
1. Каким законом определяются полномочия бригад? 2. Что
дает бригадная форма работы производству и членам бригады?
223
3. Какие типы бригад организуются на производстве? 4. Как орга-
низуется совет бригады и какие ои выполняет функции? 5. Какие
права и обязанности имеет бригада? 6. Какие обязанности должен
выполнять бригадир? 7. Какие права имеет бригадир? 8. Что пред-
ставляет собой совет бригадиров? 9. Как производится распределе-
ние коллективного заработка бригады? 10. Как КТУ влияет на за-
работок работника?
Г Л А В А 20
ОХРАНА ТРУДА И ПРИРОДЫ
§ 103. ОСНОВНЫЕ ПОЛОЖЕНИЯ ЗАКОНОДАТЕЛЬСТВА
ПО ОХРАНЕ ТРУДА
Охрана труда — система законодательных актов, со-
циально-экономических, организационных, технических,
гигиенических и лечебно-профилактических мероприя-
тий и средств, обеспечивающих безопасность, сохране-
ние здровья и работоспособности человека в процессе
труда. Улучшение охраны труда постоянно находится в
центре внимания партийных и государственных органов
и рассматривается как важная социальная задача раз-
вития страны.
Охрана труда обеспечивается совместными дейст-
виями администрации и работников. Администрация обя-
зана проводить техническое оснащение рабочих мест;
создавать безопасные условия труда, внедрять современ-
ные средства техники безопасности, разрабатывать ин-
струкции по охране труда, проводить инструктаж работ-
ников и контролировать выполнение инструкций, рас-
следовать несчастные случаи на производстве и устра-
нять их причины, привлекать работников к дисципли-
нарной ответственности за нарушение техники безопас-
ности.
В зависимости от вредности условий труда работни-
ки должны получать спецодежду, обувь, рукавицы, очки
и другие средства индивидуальной зашиты; моющие и
обеззараживающие средства; молоко и лечебно-профи-
лактическое питание.
Рабочие и служащие обязаны: 1) соблюдать трудо-
вую и производственную дисциплину, требования пра-
вил внутреннего распорядка; 2) выполнять инструкции
224
по охране труда; 3) пользоваться выдаваемыми средст-
вами защиты; 4) точно и своевременно исполнять рас-
поряжения администрации; 5) беречь социалистическую
собственность.
Предприятия несут материальную ответственность за
ущерб, причиненный работникам при исполнении слу-
жебных обязанностей. Должностные лица, виновные в
нарушении законодательства об охране труда, несут
дисциплинарную, административную, уголовную и ма-
териальную ответственность. Материальная ответствен-
ность возникает при необходимости денежных выплат
потерпевшему от несчастного случая, а уголовная, если
нарушение правил по охране труда могло повлечь или
повлекло несчастные случаи с людьми.
Надзор и контроль за соблюдением законов о труде
осуществляют: 1) Генеральный Прокурор СССР через
органы прокуратуры; 2) министерства и ведомства; 3)
Советы народных депутатов; 4) профессиональные сою-
зы; 5) специально уполномоченные государственные ор-
ганы и инспекции; Госгортехнадзор, Госэнергонадзор,
Государственные пожарный и санитарный надзоры; ГАИ.
§ 104. ОСНОВЫ БЕЗОПАСНОСТИ ТРУДА
Безопасность труда — условия труда, при которых
исключено воздействие на работающих опасных и вред-
ных производственных факторов. Техника безопаснос-
ти — система организационных мероприятий и техни-
ческих средств, обеспечивающих безопасность труда.
Несчастный, случай на производстве возникает при воз-
действии на работающего опасного производственного
фактора при выполнении трудовых обязанностей или
заданий руководителя. К несчастным случаям относятся
травматизм, профессиональные отравления или заболе-
вания. Причины несчастных случаев на машинострои-
тельном производстве делятся на четыре группы.
Организационные причины — некачественное обуче-
ние работников безопасным методам работы; отсутствие
инструкций и недостаточный контроль охраны труда; не-
правильная организация труда и рабочего места; нару-
шение правил безопасности движения, технической и ли-
нейной эксплуатации транспорта; отсутствие или плохое
состояние индивидуальных средств защиты.
225
Технические причины — несоответствие нормам без-
опасности конструкции технологического оборудования,
подъемно-траиспортных устройств, технологической ос-
настки, коммуникаций, ручного механизированного
инструмента, а также их неисправность; неправильный
выбор методов и режимов работы оборудования, сборки
и транспортирования; несоответствие конструкции обо-
рудования эргономическим требованиям (неудобство в
обслуживании и управлении и т. п.); недостаточная ос-
нащенность производства средствами техники безопас-
ности.
Санитарно-гигиенические причины — загазованность,
запыленность и ионизация воздуха; повышенные или по-
ниженные температуры, влажности, давления и подвиж-
ности воздуха; неудовлетворительная освещенность
(недостаток естественного или искусственного света, по-
вышенные яркость или пульсации светового потока);
высокий уровень шума, вибраций; наличие вредных ве-
ществ, излучений и микроорганизмов.
Психофизиологические причины — значительные фи-
зические нагрузки, напряженность и монотонность тру-
да, которые приводят к совершению ошибочных дейст-
вий; недостаточная профессиональная подготовленность;
нарушение правил по охране труда, трудовой и произ-
водственной дисциплины; несоответствие психофизиоло-
гических данных работника требованиям производства
или болезненное состояние работника.
Обучение работающих безопасности труда проводит-
ся путем инструктажей. Инструктажи подразделяют на
вводный, первичный, повторный, внеплановый и теку-
щий. Вводный инструктаж проводит инженер по охране
труда в кабинете охраны труда, другие виды инструкта-
жа — руководитель работ на рабочем месте в соответ-
ствии с инструкциями по охране труда. Повторный ин-
структаж необходим для повышения уровня знаний по
охране труда. Внеплановый инструктаж проводят при
изменении правил охраны труда, изменении условий ра-
боты (технологических режимов, оснастки, оборудова-
ния, материалов и др.) и при нарушении работниками
правил охраны труда. Текущий инструктаж выполняют
перед работами, на которые оформляется наряд-допуск.
Расследованию и учету подлежат все несчастные
случаи, которые произошли на территории или вне пред-
приятия при выполнении работ по его заданию и при
226
транспортных перевозках предприятия. О несчастном
случае пострадавший или очевидец должен известить
мастера, начальника цеха или (руководителя работ. Мас-
тер обязан организовать первую помощь пострадавше-
му, направить его в медпункт и сообщить о происшест-
вии начальнику цеха. Администрация цеха и предприя-
тия совместно с профкомом расследуют причины и об-
стоятельства несчастного случая, составляют акт о нем
и намечают профилактические мероприятия для устране-
ния подобных происшествий в будущем.
§ 105. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТРУДА
НА ПРЕДПРИЯТИИ
Производственные процессы выделяют дым, пыль,
газы, неприятные запахи, шум, излучения и др., поэто-
му предприятия следует располагать на специальных
площадках, отделенных от жилых районов санитарно-за-
щитными зонами. Территория предприятия должна быть
ровной, с уклоном для стока вод и хорошо освещаться.
Расположение зданий и сооружений и разрывы между
ними должны обеспечивать благоприятные условия для
естественного освещения и проветривания помещений.
Взрывопожароопасные объекты размещают иа отдель-
ных участках и защищают зелеными полосами. Дороги
и пешеходные дорожки должны быть прямолинейными,
иметь твердое покрытие, хорошо освещаться, иметь ав-
томатические шлагбаумы и светофоры в местах пересе-
чения с рельсовыми средствами транспорта на одном
уровне.
Помещения цехов должны иметь: объем и площадь
на одного работающего соответственно не менее 15 м3
и 4,5 м2; решетки и ограждения каналов и углублений в
полах; теплоизолирующие пастилы на холодных и сколь-
зких полах; раздельные входы и выезды с дверями и
воротами, открывающимися наружу; дополнительные
эвакуационные выходы на случай пожара; тамбуры или
тепловые завесы у входов и выездов с улицы; разметку
проходов и проездов внутри цехов белыми линиями. Для
создания безопасных и здоровых условий труда в поме-
щениях устанавливают устройства и приборы для отоп-
ления, естественного и искусственного освещения, для
вентиляции и очистки воздуха, водоснабжения и кана-
лизации, защиты от шума, вибраций, излучений и дру-
227
гих вредных факторов. В санитарно-бытовых помещени-
ях цехов располагаются гардеробные с умывальниками и
душевыми, комнаты по обеспыливанию, просушиванию
и обезвреживанию одежды, помещения для отдыха и
приема пищи, здравпункты.
Помещение измерительной лаборатории должно быть
расположено на 1-м этаже, защищено от пыли, вызыва-
ющих коррозию веществ и вибрации. Высота потолка
помещений не менее 3,5 м и площадь 10 м2 на каждое
рабочее место, значения температуры воздуха 20±0,5°С
и влажность 55±5%. Полы должны быть покрыты ли-
нолеумом. Помещени'1 должно иметь внутреннюю элект-
ропроводку с напряжением 220, 127 и 6...12 В, а при ис-
пользовании пневматических приборов — воздухопровод
с давлением 3-105—6-105 Па.
На территории и в цехах запрещается стоять и хо-
дить под грузом, под настилами лесов и в местах, где
возможно падение предметов; заходить в рабочие зоны
и помещения, огражденные и отмеченные специальными
знаками; стоять посторонним лицам вблизи от работаю-
щего оборудования; переходить и перебегать дорогу
перед движущимся транспортом; загромождать проезды
и проходы; прикасаться к электропроводам, особенно
оборванным и с поврежденной изоляцией; курить в не-
установленных для этой цели местах. Следует быть вни-
мательным, при движении своевременно уступать дорогу
транспорту и выполнять общепринятые правила движе-
ния, соблюдать чистоту и требования личной гигиены.
Рекомендуется избегать сквозняков, мокрой одежды
и обуви, переохлаждения тела и ног, не пить слишком
холодную или горячую воду, делать производственную
гимнастику, после работы мыться под душем и переоде-
ваться в чистую одежду, мыть с мылом руки перед при-
емом пищи.
На рабочем месте запрещается выполнять работы и
распоряжения администрации, если они противоречат
правилам техники безопасности или могут привести к
несчастному случаю. Работы повышенной опасности
должны выполняться только по наряду-допуску. Необхо-
димо выполнять только ту работу, которая поручена мас-
тером; при работе выполнять требования инструкций по
технике безопасности и использовать приемы и способы,
указанные мастером; следить за состоянием спецодеж-
ды, не допуская оборванных и развивающихся концов;
228
сообщать мастеру о нарушениях техники безопасности;
требовать установки настилов на холодные полы, хо-
рошего освещения, устранения сквозняков и т. п.; под-
держивать чистоту и порядок, не загромождать рабочего
места и проходов к нему.
Перед началом работы следует проверить исправ-
ность оборудования, приборов, инструментов, защитных
ограждений механизмов (шкивов, колес, муфт, валов),
лестниц, настилов; приспособлений, защищающих от
движущихся частей машины, которые невозможно зак-
рыть ограждениями (механические отталкиватели рук,
фотоэлементная защита); защитных скоб, предохраняю-
щих от случайного ножного включения механизмов; за-
земления электрооборудования; арматуру электроос-
вещения и т. п.
§ 106. ОСНОВЫ ЭЛЕКТРОБЕЗОПАСНОСТИ
Электробезопасность — система организационных и
технических мероприятий и средств, обеспечивающих за-
щиту людей от опасного и вредного воздействия электри-
ческого тока, электрической дуги, электромагнитного
поля и статического электричества. Действие электри-
ческого тока на организм может быть: термическое —
ожоги отдельных участков тела, нагрев сосудов, нер-
вов и других тканей; электролитическое — разложение
крови и других жидкостей; биологическое — раздраже-
ние и возбуждение тканей, сопровождающееся судоро-
гами мышц и нарушением биоэлектрических процессов.
К местным электротравмам относятся: электричес-
кие ожоги; электрические знаки — пятна на коже серого
или бледно-зеленого цвета диаметром 1. .5 мм; метал-
лизация кожи мельчайшими частичками металла, расп-
лавленного элекпродугой; механические повреждения
вследствие резких судорог под действием тока; офталь-
мия — воспаление глаз под воздействием излучения
электродуги.
Общие электротравмы (электрические удары) возни-
кают при прохождении тока через живые ткани. Они
могут иметь четыре степени. Исход воздействия электри-
ческого тока на организм зависит от его силы, времени
действия и частоты, индивидуальности человека и его
санитарно-гигиенического состояния.
229
« прикосновение к двум проводам; б — прикосновение к одному проводу;
е — шаговая схема включения
Опасность поражения электрическим током возника-
ет при замыкании электрической цепи через тело чело-
века. Прикосновение к двум проводам трехфазной сети
(рис. 168, а) наиболее опасно, так как на человека дей-
ствует наибольшее в цепи линейное напряжение. При-
косновение к одному проводу или к корпусу оборудова-
ния (рис. 168, б) менее опасно, так как действующее
напряжение меньше и сила тока ослабляется вследствие
сопротивления поля, обуви и т. п. Шаговое напряжение
(рис. 168, в) действует на человека в зоне ~20 м
вокруг провода 1, замкнутого на землю, вследствие раз-
ности потенциалов <р электрополя: Иш=^х—<рх+о.
Основные причины несчастных случаев — прикосно-
вение или приближение на опасное расстояние к токо-
ведущим частям; появление напряжения на металличес-
ких частях ввиду пробоя токоведущих частей; ошибоч-
ное включение электроустановок, находящихся в ремон-
Рнс. 169 Основные меры защиты от поражения электрическим
током.
и -- заземлением: о — занулением: в отключением
230
те; возникновение шагового напряжения; нарушение пра-
вил электросварочных работ.
Л основным мерам защиты относятся защитное за-
земление (рис. 169, а) корпусов электроустановок и не-
токоведущих частей оборудования, которые могут ока-
заться под напряжением, корпус 1 соединяется провод-
ником 2 с заземлителем 3. При защитном занулении
(рис. 169, б) проводник 2 соединяет электрооборудова-
ние 1 с глухозаземленной нейтральной точкой обмотки
источника тока, автоматические предохранители 3 за-
щищают от токов короткого замыкания. При защитном
отключении (рис. 169, в) возникновение на корпусе 1
опасного напряжения предотвращается срабатыванием
защитно-отключающего устройства (автомата): катуш-
ка 3 приводит в действие выключатель 2 при включении
реле 4 максимального напряжения.
Токоведущие части оборудования и привода изоли-
руются, ограждаются и размещаются на недоступной
высоте. При работе с ручными переносными электроин-
струментами, лампами и приборами применяется малое
напряжение (L/<42B). Электрические цепи разделяют-
ся на отдельные участки с помощью специальных тран-
сформаторов. Опасные зоны блокируются и ограждают-
ся 'предупредительной сигнализацией.
индивидуальным средствам защиты относятся изо-
лирующие средства — оперативные и измерительные
штанги, указатели напряжений, клещи, лестницы, пло-
щадки, диэлектрические перчатки, калоши, боты, коври-
ки, подставки, инструмент с изолирующими накладка-
ми; ограждающие средства — переносные клетки и
щиты, изолирующие накладки и колпаки, предупреди-
тельные плакаты, переносные временные заземления;
вспомогательные средства — очки, рукавицы, противо-
газы, спецодежда и т. п.
Безопасная эксплуатация электроустановок обес-
печивается при технической грамотности и сознательной
дисциплине обслуживающего персонала. Лица, обслу-
живающие электроустановки, не должны иметь увечий и
болезней, мешающих работе; периодически проходить
медосмотр; знать и серого соблюдать безопасные мето-
ды работы; правила техники безопасности и оказания
первой помощи; пройти проверку этих знаний.
При работе на электроустановках требуется неукос-
нительно соблюдать следующие правила: 1) на работу
231
должно быть выдано разрешение; 2) работать должны
не менее, чем два человека; 3) должны быть выполнены
все организационные и технические мероприятия, обес-
печивающие безопасность персонала
При несчастных случаях от электрического тока
прежде всего необходимо освободить пострадавшего от
действия тока: отключить электроустановку; обрубить
провода топором с деревянной (при U< 1000 В) или изо-
лированной ручкой; оторвать пострадавшего от токове-
дущих частей за сухую одежду (при t7<1000 В) или
изолирующими клещами; отбросить провода деревянной
палкой (при (7<Ю00 В) или изолирующей штангой.
Человеку, пострадавшему от электрического тока, необ-
ходимо оказать первую помощь: обеспечить полный по-
кой или срочно доставить в медпункт. При отсутствии
сознания уложить на ровную, мягкую подстилку, рас-
стегнуть иояс и одежду, обеспечить приток свежего воз-
духа, обрызгать лицо холодной водой, дать понюхать
нашатырный спирт, растереть и согреть тело. При ред-
ком судорожном дыхании необходимо сделать искусст-
венное дыхание; при отсутствии признаков жизни — ис-
кусственное дыхание и наружный массаж сердца.
§ 107. ОСНОВЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ
Пожар (неконтролируемое горение) может нанести
большой материальный ущерб и привести к несчастно-
му случаю (травме, отравлению, гибели). Опасные фак-
торы пожара: 1) открытый огонь и искры; 2) повышен-
ная температура воздуха, предметов и т. п.; 3) токсич-
ные продукты сгорания, дым, недостаток кислорода;
4) разрушение и повреждение зданий и сооружений.
Для горения требуется наличие горючего вещества,
кислорода и источника зажигания. Пожары начинаются
вследствие возгорания, воспламенения, самовозгорания,
самовоспламенения, вспышки, взрыва. Источниками за-
жигания могут служить искры, открытый огонь (спичка,
сигарета), нагретые поверхности и т. п. Самовозгорание
и самовоспламенение происходят без источников зажи-
гания вследствие тепловых, химических и микробиологи-
ческих процессов в веществе.
Пожарная опасность — возможность возникновения
и развития огня. Оиа связана с веществами, материала-
232
ми, оборудованием и процессами, применяемыми на про-
изводстве.
На машиностроительных заводах причины пожаров
могут быть производственными и электротехническими.
Производственными причинами являются нарушение тех-
нологического режима работы, коррозия, износ и конст-
руктивные недостатки оборудования, неисправность за-
порной арматуры аппаратов и трубопроводов; плохая
подготовленность оборудования и трубопроводов к ре-
монту; нарушение сроков ремонтов оборудования. Пожа-
ры также могут происходить от самовозгорания промас-
ленных ветоши, металлической стружки, спецодежды и
других материалов; вспышки растворителей, применяе-
мых для промывки деталей; от искр и пламени при сва-
рочных работах.
Электротехнические причины пожаров заключаются
в неисправности электрооборудования и сетей и в нару-
шении правил устройства и технической эксплуатации
электроустановок. При этом пожары происходят вслед-
ствие короткого замыкания, воспламенения проводов
при перегрузках сети и больших переходных сопротив-
лений в местах их плохого контакта, работы нагрева-
тельных приборов без присмотра.
Пожарная безопасность обеспечивается пожарной
профилактикой и активной защитой от пожара. К по-
жарной профилактике мероприятия относятся следую-
щие мероприятия:
1. Противопожарный инструктаж рабочих и служа-
щих. Каждый работник обязан строго соблюдать пра-
вила пожарной безопасности, не допускать действий, ко-
торые могут привести к пожару, знать устройство и ра-
боту пожарного инвентаря и его местонахождение.
2. Выполнение правил противопожарного режима
Курить разрешается только в установленяых местах с
надписью «Место для курения». Нельзя загромождать и
перекрывать пожарные проезды и проходы к пожарно-
му инвентарю; захламлять территорию и помещения
промасленными концами, тряпками и другими горючими
предметами; оставлять неубранной металлическую
стружку; использовать электропроводку и электрообору-
дование для личных целей и т. п.
3. Организация добровольных пожарных дружин
(ДПД). Члены ДПД обучаются приемам тушения оча-
гов пожаров и страхуются от несчастных случаев при
233
пожаротушении за счет предприятия. За активную борь-
бу с пожарами они получают ценные подарки, денеж-
ные премии, грамоты, дополнительные отпуска.
4. Организация пожарно-технических комиссий, ко-
торые разрабатывают и осуществляют мероприятия по
обеспечению пожарной безопасности.
Для тушения пожара в начальной стадии применяют
различные средства: 1) воду из специальных водопрово-
дов с брандспойтами, которую нельзя применять для
тушения нерастворимых в ней органических веществ
(бензина, керосина, бензола); веществ, реагирующих с
водой (селитра, карбид кальция); электроустановок, на-
ходящихся под напряжением; 2) воздушно-механическую
пену, которую приготовляют в пеногенераторах путем
перемешивания воздуха с водными растворами пенооб-
разователей; 3) углекислотные огнетушители (рис. 170),
которые приводятся в действие вращением маховика 1
запорного вентиля 2, соединенного шлангом 3 с растру-
бом 4; 4) углекислотнобромэтиленовые (типа ОБУ), хи-
мические пенные (типа ОХП) и другие огнетушители.
Для ликвидации очагов пожаров используют также
струи водяного пара, сжатого воздуха, инертных газов.
В 'Помещениях особо пожароопасных производств
устанавливают стационарные огнегасительные и огне-
преградительные установки, которые представляют со-
бой разветвленную заполненную водой систему труб,
оборудованную разбрызгивающими головками. При по-
жаре головки включаются автоматически или вручную
датчиками-извещателями, которые одновременно вызы-
вают пожарную команду. При возникновении пожара
работник обязан немедленно сообщить в пожарную ох-
рану и приступить к тушению пожара средствами пожа-
ротушения; организовать спасение людей, оказать пер-
вую помощь пострадавшим и при необходимости вы-
звать медицинскую, газоспасательную и другие службы.
При усилении пожара
работник должен поки-
нуть помещение в соот-
ветствии с планом эва-
куации и оказать содей-
ствие в эвакуации других
людей в безопасное место.
Рис. 170. Углекислотные огнетушители:
а — передвижной УП-1М: б — ручной ОУ
234
§ 108. ОРГАНИЗАЦИЯ ОХРАНЫ ПРИРОДЫ В НАШЕЙ СТРАНЕ
При интенсивном развитнн промышленности происходит отрав-
ление н загрязнение атмосферы, почв и водоемов, разрушение
природных ландшафтов, истощение лесных ресурсов, уменьшение
численности животных и растений. Научно обоснованная система
государственных, международных и общественных мероприятий по
охране, рациональному нспользованню, воспроизводству природных
ресурсов н улучшению окружающей человека среды называется
охраной природы. Научной основой охраны природы является
экология.
В нашей стране охрана природы является общенародной зада-
чей. На съездах КПСС постоянно рассматриваются общие вопро-
сы по защите окружающей среды. Действуют законы «Об охране
природы» в РСФСР н других союзных республиках. Приняты об-
щесоюзные законодательства по охране н нспользованню всех ви-
дов природных ресурсов — почвы, воздуха, воды, леса, недр, жи-
вотных. Разработана система государственных стандартов, уста-
навливающая нормы и требования к выбросу вредных веществ в
атмосферу, гидросферу н т. п.
Организацией н работой по охране природы занимаются Со-
вет Министров СССР, союзных и автономных республик, исполни-
тельные комитеты Советов народных депутатов всех уровней, ми-
нистерства н государственные комитеты. Содействие государствен-
ным органам в проведении мероприятий по охране природы н про-
паганде природоохранительных знаний оказывают общества охра-
ны природы. Заключены международные соглашения по защите ок
ружающей среды с соцналистнческнми н капиталистическими
(США. Франция и др.) странами. Функционируют межправительст-
венная организация «Программа ООН по окружающей среде»
(ЮНЕП) и Международный союз охраны природы (МСОП).
§ 109. МЕРОПРИЯТИЯ ПО ОХРАНЕ ПРИРОДЫ
Почва — плодородный слой земли, служит для производства
органического вещества, в том числе продуктов питания, и необ
ходнма для минерализации умерших организмов. К мероприятиям
по защите почвы относятси: 1) борьба с эрозией — водной, вет-
ровой, механической, промышленной; 2) мелиорация — улучшение
земель путем устранения избытка или недостатка влаги, снижения
засоленности; 3) рекультивация — восстановление плодородия,
утраченного вследствие производственной деятельности; 4) борьба
с загрязнением почв.
Воздух — источник кислорода для дыхания н разнообразных
промышленных реакций окисления; источник углекислого газа для
фотосинтеза; защита от космических излучений; аккумулятор теп-
ла н регулятор климатических условий. Мероприятия по защите
воздуха от загрязнений, загазованности и заражения: 1) усовер-
шенствование технологических процессов в целях уменьшения вы-
бросов в атмосферу дыма, пыли, газов, радиоактивных веществ;
2) строительство очистных сооружений; 3) улучшение состава топ-
лива и аппаратов дли его сжнгання; 4) рациональное размещение
источников выброса в атмосферу н расширение площадей зеленых
насаждений.
Вода — важнейший и незаменимый природный ресурс, необ-
ходимый для жизнедеятельности животных и растений; важный
компонент дли промышленного и сельскохозяйственного пронзвод-
235
ства; источник дешевой энергии; среда обитания многих живых
существ; регулятор климатических условий. Мероприятия по за-
щите воды включают: 1) использование замкнутого цикла водо-
снабжения на предприятиях; 2) комплексную очистку сточных вод;
3) утилизацию стоков на полях орошения и специализированных
предприятиях; 4) совершенствование технологии орошаемого зем-
леделия; 5) очистку водоемов; 6) предотвращение загрязнения во-
доемов.
Растительный мир благодаря фотосинтезу обогащает атмосфе-
ру кислородом и освобождает от излишков углекислого газа, син-
тезирует простейшие углеводы, служащие для дальнейшего обра-
зования углеводов, белков и жиров. Растения используют как пи-
щевые и кормовые продукты, для изготовления одежды, строи-
тельных материалов, лекарств и др. Лес — важнейший расти-
тельный ресурс, является главным поставщиком кислорода в ат-
мосферу (~60%); важнейшим климатическим и биологическим
фактором; необходимым условием охраны воздуха, воды и почв;
источником древесины и других веществ; зоной пчеловодства, охо-
ты и заготовок. Лесоохранные мероприятия заключаются в охране
от рубки почво-, водо- и полезащитных лесов; лесовосстановитель-
ных посадках; в осушении лесных массивов, борьбе с вредителями
и болезнями леса; профилактике лесных пожаров и борьбе с ними;
защитном лесоразведении.
Животный мир — одно из основных природных богатств. Ме-
роприятия по охране животных: 1) охрана промысловых живот-
ных, морских зверей, рыб и птиц; 2) охрана редких и находящих-
ся на грани исчезновения животных, рыб и птиц; 3) охрана сре-
ды обитания, условий размножения и путей миграции; 4) регули-
рование численности в целях охраны здоровья и предотвращения
ущерба народному хозяйству и т. п.
Большое значение для охраны растительного и животного ми-
ра, а также природных ландшафтов имеют заповедники, заказ-
ники и национальные парки.
К. природоохранительным мероприятиям машиностроительных
заводов относятся: 1) очистка выбросов воздуха от пылей и тума-
нов; 2) улавливание вредных газов и паров; 3) рассеяние выбро-
сов воздуха через высотные трубы; 4) комплексная очистка сточ
ных вод от механических и маслосодержащнх примесей, металлов
и их солей; 5) нейтрализация сточных вод; 6) многократное раз-
бавление стоков; 7) утилизация н ликвидация промышленных от-
ходов; 8) защита населения от шума, инфразвука и вибраций.
Вопросы для самопроверки
1. Что такое охрана труда? 2. Какие основные обязанности
рабочих и администрации по охране труда? 3. Что служит причи-
нами несчастных случаев на производстве? 4. Какое назначение
имеет инструктаж работников, расследование н учет несчастных
случаев? 5. В чем заключаются общие требования безопасности
труда на предприятии? 6. Какие правила поведения на рабочем
месте Вы знаете? 7. Какие виды травм наносит электрический ток?
8. В каких случаях возникает опасность поражения электрическим
током? 9. Какие основные меры гащиты от электротока? 10. Что
236
необходимо для безопасной эксплуатации электроустановок? И. Ка-
кие причины приводят к возникновению пожаров на предприятиях?
12. Чем обеспечивается пожарная безопасность? 13. Какие средства
пожаротушения Вы знаете? 14. Какие правила поведения при по-
жаре? 15. Что такое охрана природы? 16. Какие мероприятия по
охране природы проводятся иа машиностроительных заводах?
СПИСОК ЛИТЕРАТУРЫ
]. Жуковец И. И. Механические испытания металлов. М.; Выс-
шая школа, 1980. 192 с.
2. Макевнии С. Г., Вакулин А. А. Охрана природы. М.: Колос,
1983. 17'2 с.
3. Марков Н. Н., Ганевский Г. Н. Конструкция, расчет и эксп-
луатация измерительных приборов и инструментов. М.: Машиност-
роение, 1981. 368 с.
4. Озиобишии Н. С., Лурье А. М. Технический контроль в меха-
нических цехах. М.: Высшая школа, 1979. 220 с.
5. Первушин Е. А. Ремонт мер и измерительных приборов. Л.:
Машиностроение, 1974. 182 с.
6. Справочник по производственному контролю в машинострое-
нии / Под ред. А. К. Кутая. Л.: Машиностроение, 1974. 976 с.
ОГЛАВЛЕНИЕ
Предисловие.................................................................................... 3
Введение ........................................................................................ 4
Глава I. Основы технических измерений........................................................ 7
§ 1. Метрология — научная основа измерительной техники 7
§ 2. Физические величины и их измерение .... 8
§ 3. Международная система единиц, механические
единицы..................................... . . 10
§ 4. Классификация средств измерений .... 11
§ 5. Метрологические показатели средств измерений 12
§ 6. Погрешности средств измерений .... 13
§ 7 Классификация и методы измерений . . 15
§ 8. Методы и средства контроля...............................................................16
§ 9. Погрешности измерений и их оценка . . 17
§ 10. Выбор средств измерений.................................................................22
§ 11. Передача единицы длины от эталонов рабочим
средствам измерений .................................. 24
Глава 2. Меры длины и плоского угла .............................................................28
§ 12. Штриховые меры длины....................................................................28
§ 13. Плоскопараллельные концевые меры длины 29
§ 14. Угловые призматические меры.............................................................32
Глава 3. Инструменты для линейных измерений .35
§ 15. Штангеиинструмеиты ......................35
§ 16. Устройство ноннуса 38
§ 17. Микрометры..................... . ... 40
§ 18. Устройство микрометрических головок .... 43
§ 19. Микрометрические глубиномеры и нутромеры 45
§ 20. Сведения о поверке и ремонте инструментов . . 47
Г л в в а 4. Калибры................................ ... 49
§ 21. Классификация калибров..................................................................49
§ 22. Калибры для измерения гладких валов и отверстий 50
§ 23. Калибры для измерения линейных размеров 52
§ 24. Калибры для измерения шлицевых изделий 54
§ 25. Профильные шаблоны......................................................................55
Глава 5. Средства и методы для измерения углов и
конусов............................................... . 56
§ 26. Методы измерения углов..................................................................56
§ 27. Угольники н конусные калибры............................................................56
§ 28. Универсальные угломеры..................................................................58
§ 29. Тригонометрические методы и средства измерений 61
§ 30. Уровни..................................................................................63
§ 31. Оптические делительные головки и квадранты 64
Глава 6. Рычажио-механические приборы для измерения
длины...........................................67
§ 32. Классификация и назначение ..... 67
§ 33. Зубчатые измерительные головки.........................................68
§ 34. Рычажно-зубчатые измерительные головки ... 72
§ 35. Пружинные измерительные головкн .74
§ 36. Особы с отсчетным устройством . . 79
§ 37. Рычажные микрометры....................................................80
§ 38. Индикаторные нутромеры и глубиномеры ... 81
238
Глава 7. Оптико-механические приборы ... .84
§ 39. Классификация и иазиачение.....................84
§ 40 Основы оптических методов измерений 85
§ 41. Оптикаторы................................. 88
§ 42 Вертикальный окулярный оптиметр . . . 89
§ 43 Вертикальные экранные оптиметры . 93
§ 44. Горизонтальный окулярный оптиметр 95
§ 45. Оптические длиномеры 99
§ 46. Оптико-механические машины для измерения длины 104
§ 47 Инструментальные и универсальные микроскопы . 106
§ 48. Проекторы......................................... 114
Глава 8. Пневматические длиномеры ..119
§ 49. Принцип действия и классификация . 119
§ 50 Длиномеры низкого давления ... 120
§ 51. Длиномеры высокого давления ........................121
Глава 9. Методы и средства поверки плоскопараллельных
концевых мер длины и мер плоского угла 123
§ 52. Общие сведения......................................123
§ 53 Основы интерференционных методов измерений 123
§ 54 Плоские стеклянные пластины .... 126
§ 55. Поверка притираемости и плоскостности мер 127
§ 56. Технический интерференционный метод поверки кон-
цевых мер длины ... 129
§ 57. Контактные интерферометры ..............132
§ 58 Интерференционные методы измерения концевых
мер длины.............................................. 135
§ 59 Методы и средства поверки угловых мер 138
Глава 10 Средства и методы измерения отклонений от пря-
молинейности и плоскостности . . . 141
§ 60. Общие сведения . .141
§61. Поверочные лииейки................................ 143
§ 62 Поверочные и разметочные плиты . 145
§ 63. Измерение уровнями................................ 146
Глава 11 Средства и методы измерения резьбы 149
§ 64. Основные элементы и параметры резьбы 149
§ 65 Резьбовые калибры ... . .151
§ 66. Измерение среднего диаметра и шага наружной
резьбы.................................................152
§ 67 Измерение параметров наружной резьбы на микро-
скопах ................................................155
§ 68 Сведения об измерении внутренней резьбы . . 157
Глава 12. Средства и методы измерения зубчатых колес 158
§ 69. Основные элементы и параметры зубчатых колес 158
§ 70. Приборы для измерения основного и окружного шага 160
§ 71 Методы и приборы для контроля профиля зубьев 162
§ 72. Приборы для контроля радиального биения зубчатого
венца ......................... .... 164
§ 73 Средства измерения смещения исходного контура
и толщины зуба............................ . . 165
§ 74 Измерение длины общей нормали . . 167
§ 75. Контроль контакта зубьев 168
§ 76. Контроль кинематической погрешности . . 169
Глава 13. Средства и методы измерения шероховатости
поверхности 171
§ 77. Основные параметры шероховатости ... 171
§ 78. Приборы контактного метода контроля . . 173
239
§ 79. Оптические приборы......................................................................................174
Глава 14. Средства и методы измерения отклонений от
формы цилиндрических поверхностей 178
§ 80. Общие сведения........................................................................................ .178
§ 81. Методы измерения отклонений ............................................................................179
§ 82. Кругломеры..............................................................................................181
Глава 15. Приборы для измерения твердости металлов 185
§ 83. Твердомеры Бринелля.....................................................................................185
§ 84. Твердомеры Роквелла.....................................................................................187
§ 85. Измерение микротвердости................................................................................188
Глава 16. Средства контроля режущего инструмента 190
§ 86. Средства контроля углов резцов ........................................................................ 190
§ 87. Приборы для контроля параметров сверл, зенкеров,
протяжек н метчиков.....................................192
Глава 17. Методы и средства автоматического контроля
размеров в машиностроении . . 196
§ 88. Общие сведения..................................................196
§ 89. Классификация средств автоматического контроля 197
§ 90. Измерительные датчики...........................................198
§ 91. Универсальные приспособления для приемочного
контроля.........................................................203
§ 92. Контрольно-сортировочные автоматы .... 205
§ 93. Средства активного контроля.....................................207
§ 94. Координатно-измерительные приборы и машины . 210
Глава 18. Стандартизация и контроль качества продукции
в машиностроении.....................................212
§ 95. Общие сведения..................... . .212
§ 96. Стандартизация и качество продукции . . 213
§ 97. Контроль качества продукции.............................................................................215
§ 98. Метрологическое обеспечение качества продукции 217
Глава 19. Бригадная форма организации и стимулирова-
ния труда рабочих..........................................219
§ 99. Бригада — основная форма коллективного труда 219
§ 100. Формирование и организация деятельности бригад 219
§ 101. Положение о бригадире и совете бригадиров 221
§ 102. Организация и оплата труда в бригаде 222
Глава 20. Охрана труда и природы.................................................................................224
§ 103. Основные положения законодательства по охране
труда.................................................. 224
§ 104. Основы безопасности труда..............................................................................225
§ 105. Общие требования безопасности труда на пред-
приятии ................................................227
§ 106. Основы электробезопасностн.......................................................................... 229
§ 107. Основы пожарной безопасности..........................................................................232
§ 108. Организация охраны природы в нашей стране 235
§ 109. Мероприятия по охране природы 235
Список литературы................................................................................................237
30 коп.
А.С. ВАСИЛЬЕВ
ОСНОВЫ
МЕТРОЛОГИИ
И ТЕХНИЧЕСКИЕ
ИЗМЕРЕНИЯ
Точные измерения - важнейшее условие выпуска
высококачественной продукции. Измерения
служат основой научных знаний.
Наукой об измерениях является метрология.
Метрологическое обеспечение производства
позволяет установить методы и средства
измерений, необходимые для достижения
единства и требуемой точности измерений.
Техническую основу метрологического
обеспечения составляют:
- система государственных эталонов физических
величии;
- система передачи размеров единиц от эталонов
рабочим средствам измерений;
- система разработки производства, испытаний,
поверки и метрологической аттестации средств
измерений
Основные задачи метрологической службы на
производстве:
— анализ состояния измерений иа предприятии;
- совершенствование и внедрение современных
методов и средств измерений;
- механизация н автоматизация средств
контроля;
установление оптимальных норм точности
измерений;
- аттестация методик выполнения намерений;
- контроль за состоянием условиями
применения и ремонтом средств измерений.
Совершенствование методов и средств измерений
происходит непрерывно. Их успешное
применение на производстве требует глубоких
знаний основ технических измерений, знакомства
С современными образцами мер и средств
измерительной техники.
МАШИНОСТРОЕНИЕ