/































































































Текст
С. Л. Корякин-Черняк
Краткий справочник
сварщика
I
Злрнтронно лучевая сварка
t Элекгропитачесиая сварьа
лПс1гросваркал1,дщнай
. . рж-твари
,-?л«вар1а
^ционная сварка
г *ечная’вар?а
' жгнаясварка
им сварка
теинач сварка
^чая сварка
• утрени
Корякин-Черняк С Л.
Краткий справочник сварщика. — СПб.: Наука и Техника, 2011. — 288 с.: ил.
ISBN 978-5-94387-815-2
Серия «Справочник»
Справочник обобщает необходимые сварщику-любителю сведения по основам
сварки. Рассмотрены современная электродуговая и газовая (газоплавильная)
сварка, а также сварка электронно-лучевая, электролитическая, электросварка
подводная, электрошлаковая, диффузионная, индукционная, плазменная, контакт
ная, кузнечная, литейная, лазерная, трением, взрывом.
Приводится много интересных примеров, полезных советов, важных предупре
ждений, рисунков и таблиц. Рассматриваются проверенные на практике способы
самостоятельного изготовления сварочных аппаратов, варианты приобретения
готового изделия.
Особое внимание уделено мерам безопасности при создании и ремонте сва-
рочных аппаратов, при обращении с газосварочным оборудованием, а также при
проведении сварочных работ. В конце глав даются ссылки на наиболее интерес-
ные ресурсы Интернет, литературу, журнальные статьи, из которых можно почерп-
нуть более подробную информацию.
Книга предназначена для широкого круга читателей. Информация будет
полезна как «продвинутым» сварщикам, так и тем, кто хочет овладеть искусством
мастера-сварщика.
Автор и издательство не несут ответственности
за возможный ущерб, причиненный в результате
использования материалов данной книги.
Контактные телефоны издательства
(812)412-70-25,412-70-26
(044) 516-38-66
Официальный сайт: www.nit.com.ru
© Корякин-Черняк С. Л.
© Наука и Техника (оригинал-макет), 2011
ООО «Наука и Техника».
198097, г. Санкт-Петербург, ул. Маршала Говорова, д. 29.
Подписано в печать 01.09.2010. Формат 60x88 1/16.
Бумага газетная. Печать офсетная. Объем 18 п. л.
Тираж 3000 экз. Заказ № 57.29.
Отпечатано по технологии CtP
в ООО «Северо-Западный Печатный двор»,
188300, Ленинградская обл., г. Гатчина, ул. Железнодорожная, 45Б
Содержание
Глава 1. Основные виды сварки................................... 5
1.1. Электродуговая сварка.................................. 5
1.2. Газовая (газоплавильная) сварка....................... 11
1.3. Плазменная сварка..................................... 15
1.4. Лазерная сварка...................................... 19
1.5. Электрошлаковая сварка................................ 20
1.6. Контактная сварка.,................................... 22
1.7. Электронно-лучевая сварка........................... 23
1.8. Горновая или кузнечная сварка......................... 24
1.9. Индукционная (высокочастотная) сварка................. 25
1.10. Электролитическая сварка............................. 26
1.11. Диффузионная сварка................................. 27
1.12. Литейная сварка...................................... 28
1.13. Сварка трением....................................... 28
1.14. Сварка взрывом...................................... 29
1.15. Электросварка под водой............................. 31
1.16. Классификация видов сварки........................... 32
1.17. Вспомогательные устройства........................... 34
Глава 2. Электродуговая сварка................................. 38
2.1. Ручная электросварка.................................. 38
2.2. Полуавтоматическая и автоматическая электросварка..... 40
2.3. Роль полярности при электросварке..................... 41
2.4. Как правильно вести электросварку.................... 43
2.5. Сварочные аппараты промышленного производства......... 44
2.6. Выбор электросварочного аппарата
для любительского использования............................ 47
2.7. Сварочне электроды.................................... 52
2.8. Методика самостоятельного изготовления
сварочных аппаратов........................................ 62
2.9. Расчет и общая методика изготовления сварочных
трансформаторов............................................ 75
2.10. Сварочный трансформатор на магнитопроводе от ЛАТРов.. 87
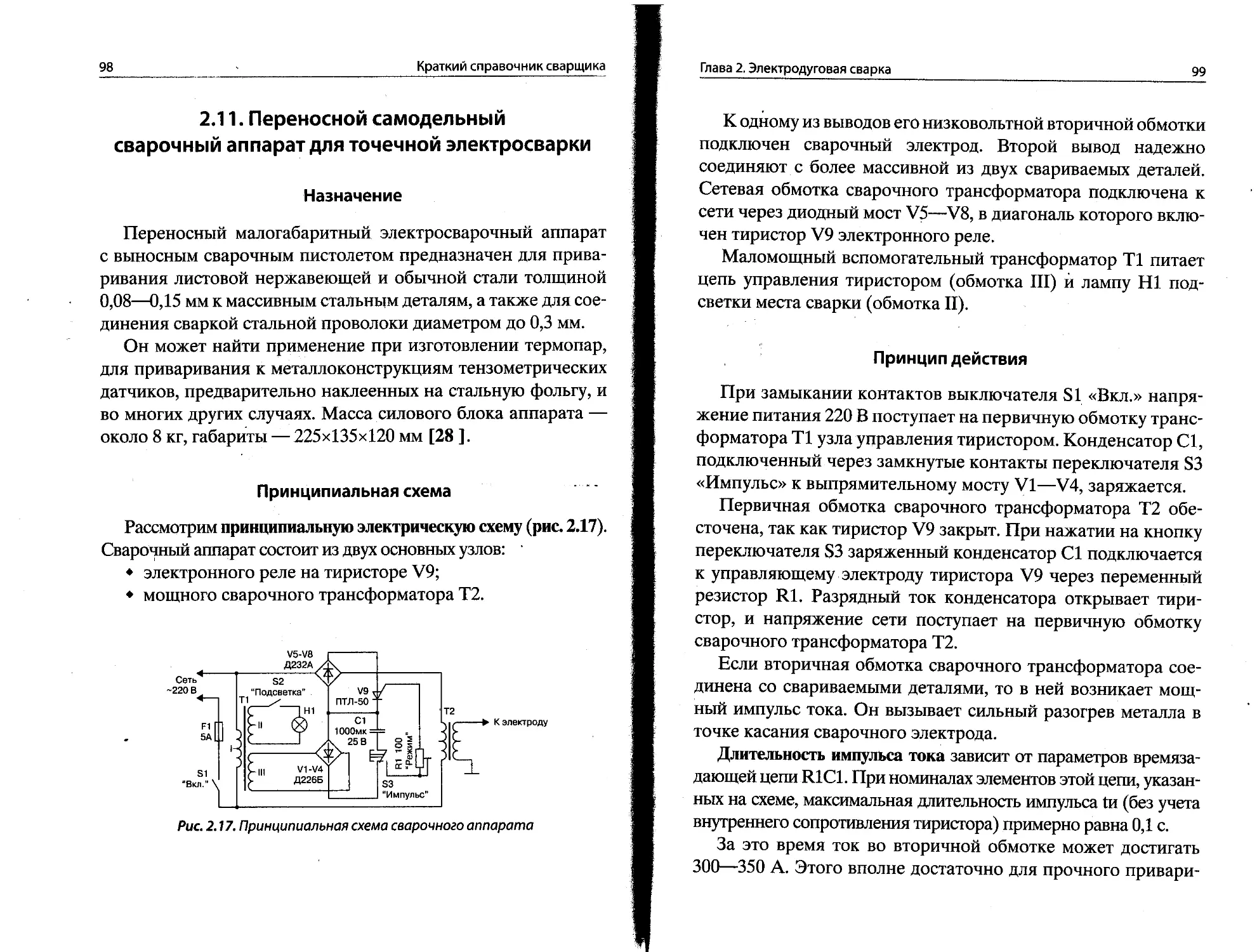
2.11. Переносной самодельный сварочный аппарат
для точечной электросварки................................. 98
2.12. Сварочный аппарат постоянного тока
на основе тороидального трансформатора.................... 107
2.13. Сварочный аппарат с умножителем выходного Напряжения.... 110
2.14. Нерегулируемый портативный сварочный аппарат
на основе ЛАТРа........................................... 113
2.15. Простой регулируемый сварочный аппарат
на основе Ш-образного трансформатора..................... 114
2.1 б. Построение инверторного источника................. 116
2.17. Инверторный сварочный источник RytmArc............. 121
2.18. Инверторный сварочный источник COLT-1300 .......... 150
2.19. Общая методика осмотра и ремонта инверторного
сварочного источника..................................... 166
2.20. Инверторы.......................................... 177
2.21. Сварочные полуавтоматы............................. 180
2.22. Сварочные трансформаторы для сварки электродом..... 182
2.23. Основные вредные факторы электросварки............. 186
2.24. Защита Глаз при дуговой сварке..................... 187
2.25. Вентиляция рабочего места сварщика................. 192
2.26. Защита от брызг металла и теплового действия тока.. 193
2.27. Электробезопасность................................ 196
2.28. Справочный раздел по электродуговой сварке......... 199
2.29. Что читать по электродуговой сварке................ 216
2.30. Сайты по электродуговой сварке..................... 219
Глава 3. Газовая сварка..................................... 221
3.1. Основные понятия и определения...................... 221
3.2. Расходные материалы, применяемые при газовой сварке.. 228
3.3. Газы, применяемые для газосварки.................... 231
3.4. Оборудование для газовой сварки..................... 238
3.5. Предохранительные затворы........................... 247
3.6. Баллоны, применяемые в газосварке................... 249
3.7. Оборудование: рукава и горелки...................... 259
3.8. Сварочные горелки................................... 260
3.9. Проведение газовой сварки........................... 268
3.10. Особенности и режимы сварки различных металлов..... 273
3.11. Полезные советы.................................... 276
3.12. Справочный раздел по газовой сварке................ 280
3.13. Полезные ресурсы сети Интернет..................... 286
Глава 1
ОСНОВНЫЕ ВИДЫ СВАРКИ
1.1. Электродуговая сварка
Электрическая дуга впервые была открыта в 1802 году
профессором физики Санкт-Петербургской медико-
хирургической академии В. В. Петровым. Описывая явле-
ние электрической дуги в книге под названием «Известия о
гальвани-вольтовских опытах», профессор В. В. Петров ука-
зал на возможность использования электрической дуги для
электроосвещения и плавления металлов.
А в 1882 году русский изобретатель Николай Николаевич
Бенардос применил электрическую дугу для соединения метал-
лов, в 1885 году он получил патент под названием «Способ
соединения и разъединения металлов непосредственным дей-
ствием электрического тока». Он использовал для этого дугу,
горящую между угольным электродом и металлом и питаемую
электрической энергией от аккумуляторной батареи. В том же
году он получил патент на «Электрогефест»— первое в мире
устройство электрической сварки металлов.
Затем русский инженер-металлург и изобретатель Н. Г. Сла-
вянов в 1888 году разработал способ сварки металлическим
электродом; в 1891 году он получил два патента:
♦ «Способ и аппараты для электрической отливки металлов»;
♦ «Способ электрического уплотнения металлических отливок».
6
Краткий справочник сварщика
Н. Н. Бенардос предложил различные способы сварки
наклонными металлическими электродами и устройства, в
которых подача электрода в зону дуги выполнялась за счет
давления пружины.
Он также разработал разнообразные виды автоматических
устройств для сварки угольным и металлическим электро-
дами, являющимися прообразами современных сварочных
автоматов и полуавтоматов.
Оригинальное приспособление для регулирования длины
дуги с помощью соленоида, предложенное Н. Н. Бенардосом,
экспонировалось на Парижской всемирной выставке в
1900 году.
С тех пор прошло целое столетие. Много других ученых
и инженеров внесли свой вклад в разработку практических
методов электрической сварки металлов. Часто именно наши
ученые оказывались во главе этого направления. Евгений
Оскарович Патон основал знаменитый Институт электро-
сварки в Киеве. Именно он в годы Великой Отечественной
войны в тылу внедрил способ сварки башен знаменитых
танков Т-34, что в немалой степени способствовало нашей
Победе.
Трудно сказать, что только не сваривают сейчас в промыш-
ленности — и корпуса военных кораблей и подводных лодок,
и конструкции небоскребов, и башни доменных печей, и атом-
ные реакторы, и турбины для электростанций.
В то же время электросварка глубоко проникла в наш быт.
В сельском хозяйстве без нее трудно представить ремонт тех-
ники (тракторов, комбайнов, сеялок и пр.). При ремонте авто-
мобиля без сварки не обойтись. Хотите установить ограж-
дение балкона, или решетку на окна, или хотите поставить
бронированную дверь — опять сварка! Вот почему электро-
сваркой в последние годы заинтересовались любители. Они
предлагают массу интереснейших конструкций сварочных
аппаратов, технологий, полезных советов.
Глава 1. Основные виды сварки
7
Сегодня существует множество способов сварки для различ
ных материалов и типов соединений. Например, с помощью
диффузионной сварки в вакууме возможно очень прочное сое-
динение таких различных материалов, как металл и стекло.
Основными же видами сварки являются: электросварка
штучным (или расходуемым) электродом; полуавтоматиче-
ская электросварка проволокой; аргоно-дуговая сварка нерас-
ходуемым электродом; контактная сварка; газовая сварка и
резка; некоторые другие виды. Дуговая сварка относится к
сварке плавлением. При этом виде сварки плавление основ-
ного и присадочного металлов осуществляется электрической
дугой, горящей между электродом и свариваемым металлом.
Расплавленные основной и присадочный металлы (элек-
трод, проволока или лента) образуют сварочную ванну, в
результате кристаллизации металла которой образуется свар-
ной шов. Источником теплоты при дуговой сварке является
сварочная дуга — устойчивый электрический разряд в сильно
ионизированной смеси газов и паров металла, используемых
при сварке, характеризуемый высокой плотностью тока и
высокой температурой.
В основе полуавтоматической и автоматической сварки в
среде защитных газов лежит тот же процесс, который исполь-
зуется и при ручной электродуговой сварке.
Основным отличием является непрерывная подача расхо-
дуемого электрода, которым является проволока.
При полуавтоматической сварке используется несколько
типов защиты изделия и сварочной ванны от окисления:
сварка в среде защитных газов; сварка порошковой или флю-
сованной проволокой; сварка под флюсом. Наиболее часто
применяемыми в промышленности, в ремонтных работах и
в бытовых целях являются полуавтоматы для сварки в среде
защитных газов, что, в основном, обусловлено относитель-
ной дешевизной расходуемых материалов. Некоторые из этих
аппаратов обладают возможностью сварки флюсованной про-
8
Краткий справочник сварщика
волокой. Но сварка под флюсом, в основном, используется
для крупного промышленного и массового производства.
Аргонодуговая сварка — дуговая сварка, при которой в
качестве защитного газа используется аргон. Применяют
аргонодуговую сварку неплавящимся вольфрамовым и плавя-
щимся электродами.
Аргонодуговая сварка вольфрамовым электродом может
быть ручной и автоматической. Сварка возможна без подачи
и с подачей присадочной проволоки.
Этот процесс предназначен, главным образом, для метал-
лов толщиной менее 3—4 мм. Большинство металлов свари-
вают на постоянном токе прямой полярности. Сварку алюми-
ния ведут на переменном токе.
При прямой полярности (плюс на изделии, минус на элек-
троде): лучше условия термоэлектронной эмиссии; выше стой-
кость вольфрамового электрода; выше допускаемый предель-
ный ток. Допускаемый ток при использовании вольфрамового
электрода диаметром 3 мм составляет: при прямой полярно-
сти 140—280 А; при переменном токе 100—160 А; при обрат-
ной полярности 20—40 А.
Дуга на прямой полярности легко зажигается и горит
устойчиво при напряжении 10—15 В в широком диапазоне
плотностей тока.
При обратной полярности: возрастает напряжение дуги;
уменьшается устойчивость ее горения; резко уменьшается стой-
кость электрода; повышается нагрев и расход электрода. Эти
особенности дуги обратной полярности делают ее непригодной
для непосредственного применения в сварочном процессе.
И Примечание.
Электрическая дуга обратной полярности обладает
важным технологическим свойством: при ее действии с
поверхности свариваемого металла удаляются окислы
и загрязнения.
Глава 1. Основные виды сварки
9
Это явление объясняется тем, что при обратной полярности
поверхность металла бомбардируется тяжелыми положитель-
ными ионами аргона, которые, перемещаясь под действием
электрического поля от плюса (электрод) к минусу (изделие),
разрушают окисные пленки на свариваемом металле, а выхо-
дящие с катода (поверхности изделия) электроны способ-
ствуют удалению разрушенных окисных пленок.
ДД Определение.
|&g Процесс удаления окислов называется катодным рас-
пылением.
Указанное свойство дуги обратной полярности исполь-
зуют при сварке А1 и Al-сплавов, имеющих прочные окисные
пленки. Но так как при постоянном токе обратной полярно-
сти стойкость вольфрамового электрода низка, то для этой
цели используют переменный ток. х
При этом удаление пленки, т. е. катодное распыление, про-
исходит, когда свариваемое изделие является катодом.
Вывод.
При сварке неплавящимся электродом на переменном
токе в определенной степени реализуются преиму-
щества дуги прямой и обратной полярности, т. е. при
этом обеспечивается устойчивость электрода и разру-
шение окисных пленок.
Дуга возбуждается замыканием электрода и металла уголь-
ным стержнем или кратковременным разрядом высокой
частоты и напряжения с помощью осциллятора.
Ручную сварку выполняют наклонной горелкой углом впе-
ред, угол наклона к поверхности изделия составляет 70—80°.
Присадочную проволоку подают под углом 10—15°. По окон-
чании сварки дугу постепенно обрывают для заправки кратера,
10
Краткий справочник сварщика
при ручной сварке — ее постепенным растяжением, при авто-
матической — специальным устройством заварки кратера, обе
спечивающим постепенное уменьшение сварочного тока.
Для защиты охлаждаемого металла подачу газа прекра-
щают через 10—15 с после выключения тока.
Типы соединений, в основном, выбираются в зависимости
от толщины свариваемого металла. Кромки не разделывают у
деталей, толщина которых полностью позволяет проваривать
соединение дугой.
Сварку неплавящимся электродом без присадочной про-
волоки применяют для малых толщин. Более толстый металл
требует разделки кромок, так как на толщине более 2—2,5 мм
трудно выполнить отбортовку.
Для толщин более 6—8 мм применяют одностороннюю
разделку кромок, часто с подкладкой для обеспечения пол-
ного провара. При толщине деталей свыше 20 мм выполняют
двустороннюю разделку.
Если при такой толщине невозможно осуществить двусто-
роннюю сварку (например, трубы большой толщины и неболь-
шого диаметра), делают u-образную или чашеобразную одно-
стороннюю разделку кромок и сварку ведут в несколько про-
ходов. Но это несколько снижает внутреннее качество швов,
увеличивает количество наплавленного металла.
Начало и конец шва выполняют на приставные техноло
гические планки, которые после сварки удаляют. Начало и
конец шва удаляют применением технологических планок.
В начале и в конце обычно больше всего бывает дефектов:
подплаеление; незаплавленный кратер; погрешности неуста
новившегося по сечению шва; изъяны зажигания дуги и т. п.
Перед сваркой очищают кромки от грязи, окалины, ржавчины
до металлического блеска. После сварки шов очищают сталь-
ной щеткой, придавая ему требуемый внешний вид и часто
вскрывая при этом дефекты.
Глава 1. Основные виды сварки
И
0 Внимание.
Наличие на поверхности сварного шва остатков флю-
совых корок, оксидов способствует коррозионному раз-
рушению шва.
В ряде случаев шов, выполненный на алюминиевом сплаве,
покрывают антикоррозионным раствором. Режим сварки
в защитных газах выбирают в зависимости от толщины и
марки свариваемого металла, диаметра и марки электродной
проволоки с учетом обеспечения мелкокапельного переноса
металла электрода.
При сварке сталей диаметры вольфрамовых электродов
и оптимальные значения тока выбирают по данным таблиц,
которые приводятся в соответствующих справочниках.
При аргонодуговой сварке высоколегированных сталей
вольфрамовым электродом в качестве присадочного металла
применяют электродные проволоки того же состава, что и для
дуговой сварки данной стали под флюсом [66].
1.2. Газовая (газоплавильная) сварка
Газовая, или газоплавильная сварка относится к группе
способов сварки плавлением. Для осуществления процесса
сварки возможно применение разных горючих. Существует
несколько видов газовой сварки: ацетилено-кислородная
сварка (наиболее распространена); водородно-кислородная;
бензино-кислородная и т. д.
Благодаря универсальности, сравнительной простоте и
портативности необходимого оборудования газовая сварка
весьма целесообразна для многих видов ремонтных работ.
Сравнительно медленный нагрев металла газовым пламенем
быстро снижает производительность газовой сварки с увели-
12
Краткий справочник сварщика
чением толщины металла. При толщине стали выше 8—10 мм
газовая сварка обычно экономически невыгодна, хотя техни-
чески еще возможна сварка стали толщиной 30—40 мм.
Рассмотрим методику сварочных работ. Горелку обычно
регулируют для работы на нормальном пламени. Тепловое
воздействие пламени на металл зависит не только от мощно-
сти пламени, но и от угла наклона оси пламени к поверхности
металла. Наиболее интенсивно действует пламя, когда его ось
нормальна к поверхности металла.
С уменьшением угла наклона тепловое действие пламени
ослабевает и распределяется по большей площади. Таким
образом, кроме подбора соответствующего размера горелки,
сварщик может плавно регулировать тепловое действие пла-
мени на металл, делать пламя более мягким или жестким,
меняя угол наклона пламени к поверхности изделия. С увели-
чением толщины металла принято увеличивать угол наклона
пламени и уменьшать его с уменьшением толщины металла.
Газовая сварка может производиться в трех положениях:
нижнем; вертикальном; потолочном.
Присадочные прутки для газовой сварки применяются
различного состава, соответственно характеру основного
металла. Диаметр прутка выбирается в соответствии с толщи-
ной основного металла.
Присадочная проволока для газовой сварки сталей приме-
няется та же, что и для электродов при дуговой сварке, и изго-
товляется по ГОСТу 2246-80. Для газовой сварки низкоугле-
родистой стали применяется проволока марок Св-08, Св-08А
и Св-15Г. Для сварки чугуна выпускают специальные литые
чугунные стержни с повышенным содержанием углерода и
кремния. Для наплавки твердых износостойких покрытий
выпускаются стерженьки литых твердых сплавов.
Сварочная горелка является рабочим инструментом газос-
варщика и дает газосварочное пламя, нагревающее и расплав-
ляющее металл.
Глава 1. Основные виды сварки
13
Сварочные горелки могут быть изготовлены для различных
горючих газов, сжигаемых в смеси с кислородом или воздухом.
Применимы преимущественно ацетилено-кислородные горелки,
преобладающие в сварочной технике. Горелки имеют различную
мощность, позволяющую сваривать сталь толщиной 0,2—30 мм;
однако специальные типы горелок могут иметь и большую мощ-
ность; существуют горелки и для особо тонкого металла.
По важнейшему конструктивному признаку сварочные
горелки могут быть разделены на два основных типа: горелки
инжекторные, или низкого давления; безынжекторные, или
высокого давления. Принадлежность горелки к тому или
другому типу определяется наличием или отсутствием в ней
инжектора для подсоса горючего газа.
Ввиду того что в горелке высокого давления (безынжек-
торной) отсутствует инжектор, по конструкции она проще
горелки низкого давления (см. рис. 1.1, а). '
Кислород поступает в горелку по резиновому шлангу и
через приемный ниппель и регулировочный вентиль 1 прохо-
Рис. 1.1. Внешний вид и устройство горелок:
а — безынжекторной, высокого давления;
б — инжекторной горелки
14
Краткий справочник сварщика
дит в смеситель 3, где поток кислорода разбивается на тон-
кие струйки для лучшего смешивания с горючим газом. После
этого проходит в сопло смешения 4.
Совершенно аналогичный путь проходит горючий газ,
поступающий в горелку через регулировочный вентиль 2.
Из смесителя 3 смесь горючего газа с кислородом поступает
в камеру смешения 5, где вследствие увеличения сечения газо-
вого потока скорость его уменьшается и заканчивается смеше-
ние кислорода с горючим газом, дающее на выходе из камеры
смешения однородную по всему объему горючую смесь. Из
камеры смешения 5 готовая смесь проходит по трубке нако-
нечника 6 и через калиброванный канал мундштука 7 выхо-
дит наружу, где и сгорает, образуя сварочное пламя.
Безынжекторные горелки могут быть построены как
для ацетилена, так и для других горючих газов — водорода,
метана. Они сравнительно просты по устройству, хорошо под-
держивают постоянство состава газовой смеси, дают устойчи-
вое сварочное пламя. Несмотря на эти положительные каче-
ства, горелки высокого давления в нашей промышленности
применяются реже потому, что они могут работать лишь на
ацетилене достаточного давления, а промышленность широко
пользуется ацетиленом низкого давления.
Промышленное применение находят чаще инжекторные
горелки (см. рис. 1.2. б). Кислород под давлением 3—4 атм
поступает в горелку через ниппель и регулировочный вен-
тиль 1, проходит в конус инжектора 3, идет по узкому каналу
инжекторного конуса и выходит с большой скоростью в рас-
ширяющуюся камеру смешения 5. Вырываясь с большой ско-
ростью из узкого канала инжекторного конуса 3, кислород
создает значительное разрежение в камере инжектора 4 и тем
самым принудительно засасывает или инжектирует горючий
газ (обычно ацетилен), поступающий через ниппель и вен-
тиль 2 в камеру инжектора. Из этой камеры он поступает в
камеру смешения 5; оттуда горючий газ в смеси с кислородом
Глава 1. Основные виды сварки
15
Рис. 1.2. Универсальная сварочная горелка ГС
с надлежащей скоростью движется по трубке наконечника 6
и выходит из горелки по каналу мундштука 7.
Рассмотрим инжекторную универсальную горелку ГС (см.
рис. 1.2).
Газы в горелку поступают по резиновым шлангам, надевае-
мым на ниппель для кислорода 1 и для ацетилена 2. Далее кис-
лород идет по трубке 3, ацетилен — по трубке 4 и подходят к
регулировочным вентилям для кислорода 5 и для ацетилена (не
показан на рис. 1.2). Затем газы поступают в инжектор б, далее
в камеру смешения 7 и по трубке наконечника идут в мундштук
10, на выходе из которого сгорают, образуя сварочное пламя.
Ствол и наконечник соединяются накидной гайкой 9.
Регулировочные вентили газов удобно расположены и позво-
ляют сварщику регулировать горелку, не прерывая работы,
пальцами той же руки, которая держит рукоятку. Расположение
вентилей выгодно смещает центр тяжести горелки, улучшает ее
баланс и уменьшает утомляемость сварщика.
1.3. Плазменная сварка
Плазма — ионизированный газ, содержащий электрически
заряженные частицы и способный проводить ток. Ионизация
16
Краткий справочник сварщика
газа происходит при его нагреве. Степень ионизации тем
выше, чем выше температура газа.
В центральной части сварочной дуги газ нагрет до тем-
ператур 5000—30000 °C, имеет высокую электропровод-
ность, ярко светится и представляет собой типичную плазму.
Плазменную струю, используемую для сварки и резки, полу-
чают в специальных плазматронах, в которых нагревание газа
и его ионизация осуществляются дуговым разрядом в специ-
альных камерах.
Вдуваемый в камеру газ, сжимая столб дуги в канале сопла
плазматрона и охлаждая его поверхностные слои, повышает
температуру столба. В результате струя проходящего газа,
нагреваясь до высоких температур, ионизируется и приобре-
тает свойства плазмы. Увеличение при нагреве объема газа в
50—100 и более раз приводит к истечению плазмы со сверх-
звуковыми скоростями. Плазменная струя легко расплавляет
любой металл. Дуговую плазменную струю для сварки и резки
получают по двум основным схемам.
Схема 1. При плазменной струе прямого действия изделие
включено в сварочную цепь дуги, активные пятна которой
располагаются на вольфрамовом электроде и изделии.
Схема 2. При плазменной струе косвенного действия актив-
ные пятна дуги находятся на вольфрамовом электроде и вну-
тренней или боковой поверхности сопла.
Рис. 1.3. Сущность плазменной сварки:
1 — вольфрамовый электрод — катод; 2 — канал сопла;
3 — столб дуги; 4 — поток плазмы
Глава 1. Основные виды сварки
17
Плазмообразующий газ может служить также и защитой
расплавленного металла от воздуха. В некоторых случаях для
защиты расплавленного металла используют подачу отдель-
ной струи специального, более дешевого защитного газа. Газ,
перемещающийся вдоль стенок сопла, менее ионизирован и
имеет пониженную температуру. Благодаря этому предупре-
ждается расплавление сопла. Однако большинство плазмен-
ных горелок имеет дополнительное водяное охлаждение.
Дуговая плазменная струя — интенсивный источник
теплоты с широким диапазоном технологических свойств. Ее
можно использовать для нагрева, сварки или резки как элек-
тропроводных металлов, так и неэлектропроводных материа-
лов, таких как стекло, керамика и др. (плазменная струя кос-
венного действия).
Сварка деталей малых толщин (5—0,2 мм) является слож-
ной задачей прц использований многих других методов сварки
плавлением.
Малоамперная плазменная дуга (рис. 1.4), сформирован-
ная специальным плазмотроном с вольфрамовым электро-
дом, имеет конусообразную форму с вершиной, обращенной
к изделию. Такая форма ее обеспечивается конструктивными
особенностями плазмотрона, правильным выбором плазмоо-
бразующего и защитного газов и их расходом.
2
3
4
5
Рис. 1.4. Суть микроплазменной сварки:
1 — вольфрамовый электрод; 2 — канал для
подачи плазмообразующего газа; 3 — канал
для подачи защитного газа; 4 — керамическое
сопло; 5 — сопло плазмообразующего канала;
б — присадочная проволока; 7 — свариваемые
детали; П — плазмообразующий газ; 3 —
защитный газ.
18
Краткий справочник сварщика
Наиболее часто в качестве плазмообразующего газа
используется аргон. /
У нижнего среза сопла плазменная дуга существует только
в струе аргона. По мере приближения к аноду (изделию) плаз-
мообразующий и защитный газы перемешиваются, и плазмен-
ная дуга горит уже в смеси этих газов. Чем ближе к аноду, тем
больше в смеси содержится защитного газа. Если защитный
газ имеет больший коэффициент теплопроводности, чем плаз-
мообразующий, то степень сжатия дуги по мере приближения
к аноду увеличивается, и она приобретает конусообразную
форму (форму копья).
Среди всех видов плазменной обработки материалов плаз-
менная резка получила наибольшее распространение, так
как в современном машиностроении все шире применяются
специальные сплавы, нержавеющие стали, цветные металлы
и сплавы на их основе, для которых газокислородная или дру-
гие виды резки практически малопригодны.
Плазменная резка обеспечивает более высокую произво-
дительность по сравнению с кислородной и при резке черных
металлов и сплавов.
Рис. 1.5. Суть разделительной
резки плазменной струей
1 — катододержатель; 2 — катод;
3 — корпус плазмотрона;
4 — межэлектродная вставка;
5 — сопло — анод; 6 — плазменный
поток; 7 — изделие
Сущность процесса плазмен-
ной разделительной резки заклю-
чается в локальном интенсивном
расплавлении металла в объеме
полости реза теплотой, генери-
руемой сжатой дугой, и удалении
жидкого металла из зоны реза
высокоскоростным плазменным
потоком, вытекающим из канала
сопла плазмотрона (рис. 1.5).
Одним из важнейших элемен-
тов плазмотрона, применяемого
для резки, является сопло. Его
конструкция и размеры опреде-
Глава 1, Основные виды сварки 19
ляют технические характеристики и режим работы плазмо-
трона. Кроме того, сопло является анодом при возбуждении
вспомогательной (дежурной) дуги, которая обеспечивает
возбуждение и формирование основной плазменной дуги,
используемой для резки материала.
1.4. Лазерная сварка
Рассмотрим особенности лазерной сварки. Лазерный луч
обеспечивает высокую концентрацию энергии (до 108 Вт/см2),
благодаря возможности его фокусировки в точку диаметром
в несколько микрометров. Такая концентрация значительно
выше чем, например, у дуги.
Сравнимой концентрацией энергии обладает электронный
луч (до 106 Вт/см2).
Однако электронно-лучевая сварка осуществляется лишь в
вакуумных камерах — это необходимо для устойчивого про-
ведения процесса.
Лазерная же сварка не требует вакуума, что упрощает и
убыстряет тех. процессы. Процесс лазерной сварки осущест-
вляется либо на воздухе, либо в среде защитных газов: Аг, Не,
СО2 и др. Лазерный луч, так же как и электронный легко откло-
няется, транспортируется с помощью оптической системы.
Для сварки металлов используются твердотельные и газо-
вые лазеры как периодического, так и непрерывного дей-
ствия.
Благодаря высокой концентрации энергии лазерного излу-
чения в процессе сварки обеспечивается:
♦ малый объем расплавленного металла;
♦ незначительные размеры пятна нагрева;
♦ высокие скорости нагрева и охлаждения металла шва, а
также околошовной зоны.
20 Краткий справочник-сварщика
Эти особенности теплового воздействия предопределяют/
минимальные деформации сварных конструкций, специфику
физико-химических и металлургических процессов в металле
шва, высокую технологическую и конструкционную проч-
ность сварных соединений.
Лазерная сварка осуществляется в широком диапазоне
режимов, обеспечивающих высокопроизводительный процесс
соединения различных материалов толщиной от нескольких
микрометров до десятков миллиметров. Разнообразие мето-
дов и приемов лазерной сварки затрудняет разработку кон-
кретного технологического процесса.
Процесс сварки лазерным излучением весьма сложен и в
настоящее время нет теоретической расчетной модели, опи-
сывающей его во всей полноте. Как правило, расчеты каса-
ются какой-либо одной из физических характеристик про-
цесса воздействия лазерного излучения на обрабатываемый
материал.
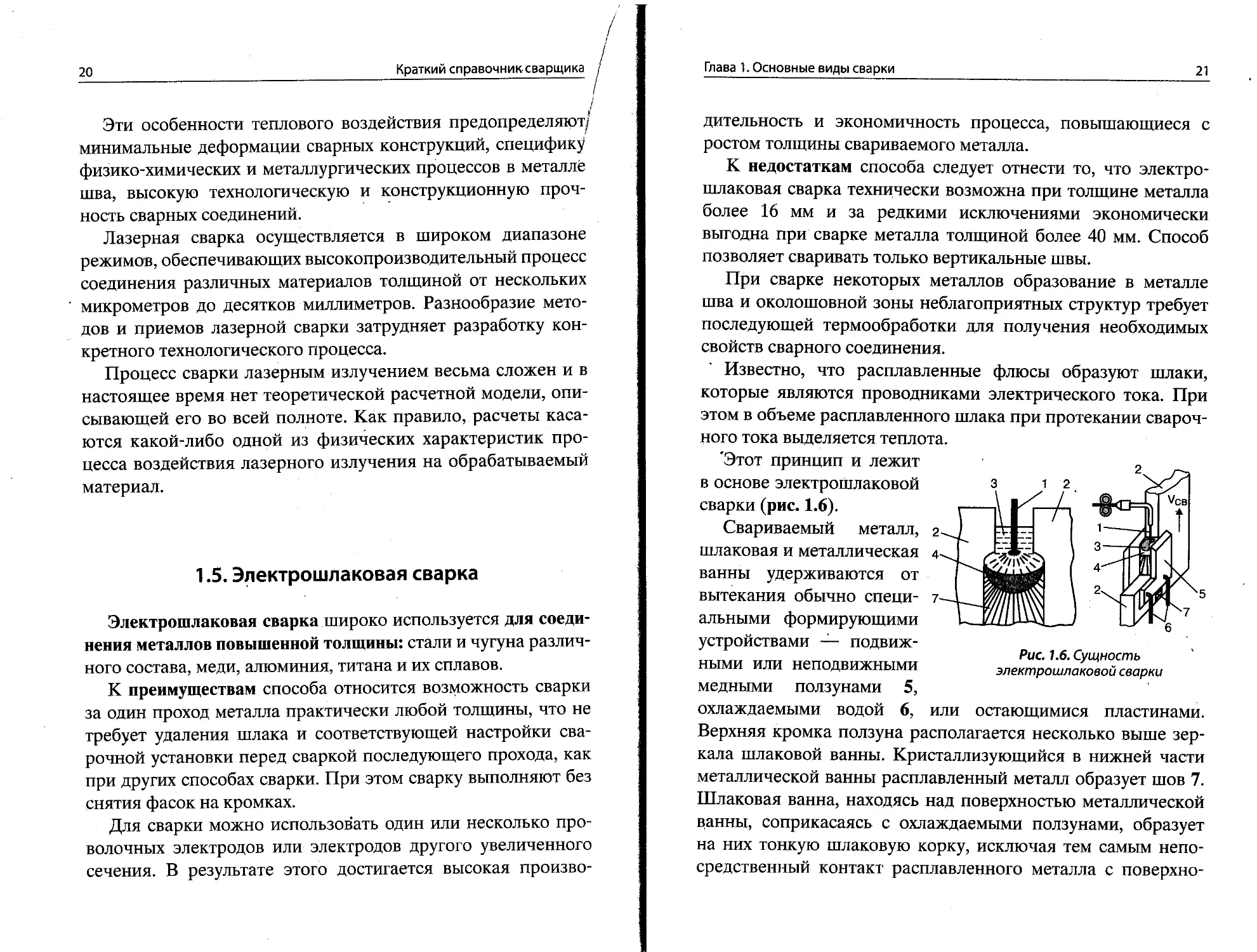
1.5. Электрошлаковая сварка
Электрошлаковая сварка широко используется для соеди-
нения металлов повышенной толщины: стали и чугуна различ-
ного состава, меди, алюминия, титана и их сплавов.
К преимуществам способа относится возможность сварки
за один проход металла практически любой толщины, что не
требует удаления шлака и соответствующей настройки сва-
рочной установки перед сваркой последующего прохода, как
при других способах сварки. При этом сварку выполняют без
снятия фасок на кромках.
Для сварки можно использовать один или несколько про-
волочных электродов или электродов другого увеличенного
сечения. В результате этого достигается высокая произво-
Глава 1. Основные виды сварки
21
дительность и экономичность процесса, повышающиеся с
ростом толщины свариваемого металла.
К недостаткам способа следует отнести то, что электро-
шлаковая сварка технически возможна при толщине металла
более 16 мм и за редкими исключениями экономически
выгодна при сварке металла толщиной более 40 мм. Способ
позволяет сваривать только вертикальные швы.
При сварке некоторых металлов образование в металле
шва и околошовной зоны неблагоприятных структур требует
последующей термообработки для получения необходимых
свойств сварного соединения.
Известно, что расплавленные флюсы образуют шлаки,
которые являются проводниками электрического тока. При
этом в объеме расплавленного шлака при протекании свароч-
ного тока выделяется теплота.
'Этот принцип и лежит
в основе электрошлаковой
сварки (рис. 1.6).
Свариваемый металл,
шлаковая и металлическая
ванны удерживаются от
вытекания обычно специ-
альными формирующими
устройствами — подвиж-
ными или неподвижными
медными ползунами 5,
охлаждаемыми водой 6,
Верхняя кромка ползуна располагается несколько выше зер-
кала шлаковой ванны. Кристаллизующийся в нижней части
металлической ванны расплавленный металл образует шов 7.
Шлаковая ванна, находясь над поверхностью металлической
ванны, соприкасаясь с охлаждаемыми ползунами, образует
на них тонкую шлаковую корку, исключая тем самым непо-
средственный контакт расплавленного металла с поверхно-
Рис. 1.6. Сущность
электрошлаковой сварки
или остаюшимися пластинами.
22
Краткий справочник сварщика
стью охлаждаемого ползуна и предупреждая образование в
металле шва кристаллизационных трещин.
1.6. Контактная сварка
Переносные приспособления для точечной сварки имеют
различные названия: клещи, скобы, сварочные пистолеты для
точечной сварки и др.
В большинстве случаев для точечной сварки наиболее
удобны приспособления, соединяемые со сварочным транс-
форматором гибкими проводами; при этом по изделию пере-
двигается лишь одно сварочное приспособление, имеющее
сравнительно небольшой вес, а наиболее тяжелая часть кон-
тактной машины, т. е. сварочный трансформатор, остается на
месте.
После включения ток проходит от одного электрода к
другому через металл деталей и разогревает металл больше
всего в месте соприкосновения деталей. Разогрев поверх-
ности металла под электродами при правильно проводимом
процессе незначителен, так как контакт электрод — изде-
лие имеет сравнительно небольшое сопротивление вслед-
ствие мягкости и высокой электропроводности электродного
металла, а сам электрод интенсивно охлаждается проточной
водой. Прохождение тока вызы-
вает разогрев и расплавление
металла в зоне сварки, создаю-
щее ядро сварной точки, имею-
щее чечевицеобразную форму
(рис. 1.7).
Диаметр ядра сварной точки
в обычных случаях имеет вели-
чину 4—12 мм.
1 2
Рис. 1.6. Макроструктура
сварной точки:
1 —литое ядро точки;
2—зона влияния
Глава 1. Основные виды сварки
23
Точечная сварка без расплавления металла ядра точки
хотя и возможна (на низкоуглеродистой стали), но недоста-
точно надежна и потому на практике почти не применяется.
Сварка металлов, обладающих плохой свариваемостью в пла-
стическом состоянии, возможна только при достаточном рас-
плавлении металла в ядре точки.
Точечная сварка представляет собой своеобразный про-
цесс, в котором сочетается расплавление металла и получение
литой структуры сварного соединения с использованием зна-
чительного осадочного давления.
1.7. Электронно-лучевая сварка
Электронно-лучевая сварка — сварка с высокой концен-
трацией теплоты, отличной защитой. Сущность процесса
состоит в использовании кинетической энергии потока элек-
тронов, движущихся с высокими скоростями в вакууме. Для
уменьшения потери кинетической энергии электронов за счет
соударения с молекулами газов воздуха, а также для химиче-
ской и тепловой защиты катода в электронной пушке создают
вакуум порядка 10-4—10-6 мм рт. ст.
Проплавление при электронно-лучевой сварке обусловлено
в основном давлением потока электронов, характером выделе-
ния теплоты в объеме твердого металла и реактивным давле-
нием испаряющегося металла, вторичных и тепловых электро-
нов и излучением. Возможна сварка непрерывным электрон-
ным лучом. Однако при сварке легкоиспаряющихся металлов
(алюминия, магния и др.) эффективность электронного потока
и количество выделяющейся в изделии теплоты уменьшаются
вследствие потери энергии на ионизацию паров металлов.
Основные параметры режима электронно-лучевой
сварки — сила тока в луче, ускоряющее напряжение, ско-
24
Краткий справочник сварщика
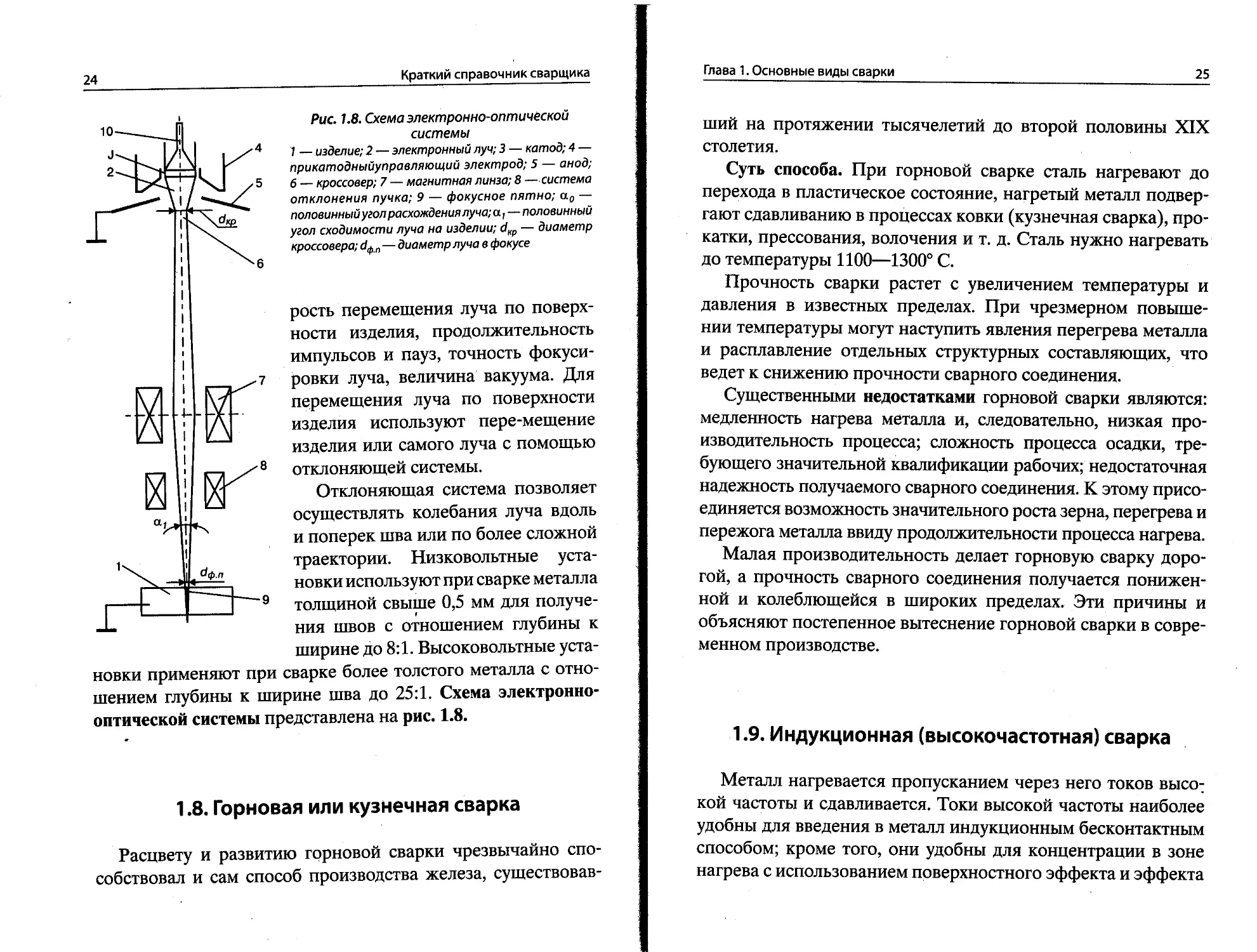
Рис. 1.8. Схема электронно-оптической
системы
1 — изделие; 2 — электронный луч; 3 — катод; 4 —
прикатодныйуправляющий электрод; 5 — анод;
б — кроссовер; 7 — магнитная линза; 8 —система
отклонения пучка; 9 — фокусное пятно; а0 —
половинный угол расхождения луча; а,—половинный
угол сходимости луча на изделии; dKp — диаметр
кроссовера; дф п—диаметр луча в фокусе
рость перемещения луча по поверх-
ности изделия, продолжительность
импульсов и пауз, точность фокуси-
ровки луча, величина вакуума. Для
перемещения луча по поверхности
изделия используют пере-мещение
изделия или самого луча с помощью
отклоняющей системы.
Отклоняющая система позволяет
осуществлять колебания луча вдоль
и поперек шва или по более сложной
траектории. Низковольтные уста-
новки используют при сварке металла
толщиной свыше 0,5 мм для получе-
ния швов с отношением глубины к
ширине до 8:1. Высоковольтные уста-
новки применяют при сварке более толстого металла с отно-
шением глубины к ширине шва до 25:1. Схема электронно-
оптической системы представлена на рис. 1.8.
1.8. Горновая или кузнечная сварка
Расцвету и развитию горновой сварки чрезвычайно спо-
собствовал и сам способ производства железа, существовав-
Глава 1. Основные виды сварки
25
ший на протяжении тысячелетий до второй половины XIX
столетия.
Суть способа. При горновой сварке сталь нагревают до
перехода в пластическое состояние, нагретый металл подвер-
гают сдавливанию в процессах ковки (кузнечная сварка), про-
катки, прессования, волочения и т. д. Сталь нужно нагревать
до температуры 1100—1300° С.
Прочность сварки растет с увеличением температуры и
давления в известных пределах. При чрезмерном повыше-
нии температуры могут наступить явления перегрева металла
и расплавление отдельных структурных составляющих, что
ведет к снижению прочности сварного соединения.
Существенными недостатками горновой сварки являются:
медленность нагрева металла и, следовательно, низкая про-
изводительность процесса; сложность процесса осадки, тре-
бующего значительной квалификации рабочих; недостаточная
надежность получаемого сварного соединения. К этому присо-
единяется возможность значительного роста зерна, перегрева и
пережога металла ввиду продолжительности процесса нагрева.
Малая производительность делает горновую сварку доро-
гой, а прочность сварного соединения получается понижен-
ной и колеблющейся в широких пределах. Эти причины и
объясняют постепенное вытеснение горновой сварки в совре-
менном производстве.
1.9. Индукционная (высокочастотная) сварка
Металл нагревается пропусканием через него токов высо;
кой частоты и сдавливается. Токи высокой частоты наиболее
удобны для введения в металл индукционным бесконтактным
способом; кроме того, они удобны для концентрации в зоне
нагрева с использованием поверхностного эффекта и эффекта
26
Краткий справочник сварщика
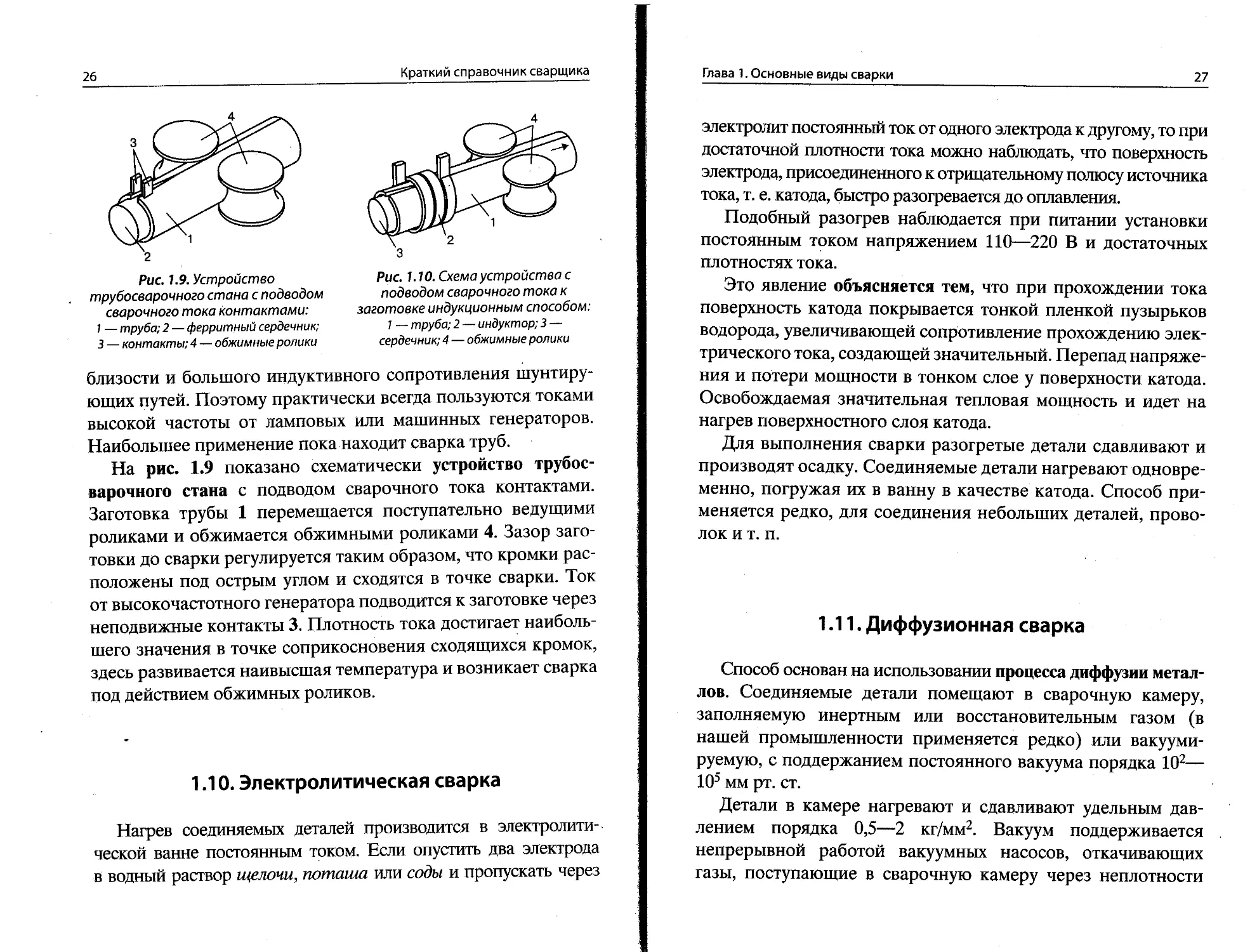
Рис. 1.9. Устройство
трубосварочного стана с подводом
сварочного тока контактами:
1 — труба; 2 — ферритный сердечник;
3 — контакты; 4 — обжимные ролики
Рис. 1.10. Схема устройства с
подводом сварочного тока к
заготовке индукционным способом:
1 — труба; 2 — индуктор; 3 —
сердечник; 4 — обжимные ролики
близости и большого индуктивного сопротивления шунтиру-
ющих путей. Поэтому практически всегда пользуются токами
высокой частоты от ламповых или машинных генераторов.
Наибольшее применение пока находит сварка труб.
На рис. 1.9 показано схематически устройство трубос-
варочного стана с подводом сварочного тока контактами.
Заготовка трубы 1 перемещается поступательно ведущими
роликами и обжимается обжимными роликами 4. Зазор заго-
товки до сварки регулируется таким образом, что кромки рас-
положены под острым углом и сходятся в точке сварки. Ток
от высокочастотного генератора подводится к заготовке через
неподвижные контакты 3. Плотность тока достигает наиболь-
шего значения в точке соприкосновения сходящихся кромок,
здесь развивается наивысшая температура и возникает сварка
под действием обжимных роликов.
1.10. Электролитическая сварка
Нагрев соединяемых деталей производится в электролити-
ческой ванне постоянным током. Если опустить два электрода
в водный раствор щелочи, поташа или соды и пропускать через
Глава 1. Основные виды сварки 27
электролит постоянный ток от одного электрода к другому, то при
достаточной плотности тока можно наблюдать, что поверхность
электрода, присоединенного к отрицательному полюсу источника
тока, т. е. катода, быстро разогревается до оплавления.
Подобный разогрев наблюдается при питании установки
постоянным током напряжением 110—220 В и достаточных
плотностях тока.
Это явление объясняется тем, что при прохождении тока
поверхность катода покрывается тонкой пленкой пузырьков
водорода, увеличивающей сопротивление прохождению элек-
трического тока, создающей значительный. Перепад напряже-
ния и потери мощности в тонком слое у поверхности катода.
Освобождаемая значительная тепловая мощность и идет на
нагрев поверхностного слоя катода.
Для выполнения сварки разогретые детали сдавливают и
производят осадку. Соединяемые детали нагревают одновре-
менно, погружая их в ванну в качестве катода. Способ при-
меняется редко, для соединения небольших деталей, прово-
лок и т. п.
1.11. Диффузионная сварка
Способ основан на использовании процесса диффузии метал-
лов. Соединяемые детали помещают в сварочную камеру,
заполняемую инертным или восстановительным газом (в
нашей промышленности применяется редко) или вакууми-
руемую, с поддержанием постоянного вакуума порядка 102—
105 мм рт. ст.
Детали в камере нагревают и сдавливают удельным дав-
лением порядка 0,5—2 кг/мм2. Вакуум поддерживается
непрерывной работой вакуумных насосов, откачивающих
газы, поступающие в сварочную камеру через неплотности
28
Краткий справочник сварщика
системы, а также адсорбированные поверхностями аппара-
туры и непрерывно выделяемые нагреваемым металлом с
поверхности и из объема. Очень важна температура нагрева
металла; сталь обычно нагревается до 800° С.
Способ отличается большой универсальностью в отноше-
нии свариваемых металлов: возможна сварка многих сочета-
ний разнородных металлов, а также металлов с металлокера-
мическими сплавами, металлов с керамикой, с графитом и т. д.
Способ получил уже достаточно широкое применение для раз-
личных случаев, часто трудновыполнимых другими способами.
1.12. Литейная сварка
Сущность способа состоит в том, что подготовленное место
сварки заливается жидким перегретым металлом, заготовлен-
ным в отдельном от изделия контейнере, например, тигле.
Процесс сварки сходен с производством отливок. Место
сварки заформовывают, сушат, иногда прокаливают, изделие
подогревают. Заформованный стык заливают заранее подго-
товленным расплавленным, желательно перегретым метал-
лом. Таким способом сваривали изделия из благородных
металлов, меди, бронзы (украшения, посуду и пр.), изготов-
ляли свинцовые трубы для водопроводов. В настоящее время
литейная сварка применяется редко, например, для исправле-
ния чугунных отливок.
1.13. Сварка трением
Для нагрева места сварки можно использовать превраще-
ние механической энергии в тепловую при трении. Сварка
Глава 1. Основные виды сварки
29
трением иногда используется для заварки днища у баллона
для сжатых газов. Отрезок цельнотянутой стальной трубы с
предварительно нагретым концом насаживают на быстро вра-
щающуюся оправку.
К вращающейся заготовке приближают обжимку, осажи-
вающую металл и придающую ему полусферическую форму
днища баллона. При быстром вращении заготовки осаживае-
мый металл быстро разогревается трением между обжимкой и
заготовкой в процессе осадки; его температура не снижается,
а растет за счет механической работы сил трения. В резуль-
тате трения металл днища сильно разогревается и осажива-
ется с образованием утолщения.
Для соединения круглых цилиндрических стержней или
трубок детали закрепляют в зажимах машины и приводят в
соприкосновение торцами.
Одна деталь остается неподвижной, другая приводится во
вращение со скоростью 500—1500 об/мин и все время прижи-
мается к неподвижной детали. Вследствие трения торцы дета-
лей быстро разогреваются и через короткое время доводятся
до оплавления; автоматически выключается фрикционная
муфта, прекращая вращение шпинделя; затем производится
осевая осадка деталей. В ряде случаев способ оказался весьма
эффективным.
1.14. Сварка взрывом
Было замечено, что при взрывах разлетающиеся куски металла,
ударяясь об окружающие металлоконструкции, иногда прочно
привариваются к ним. Проведенные исследования позволили
создать промышленно пригодный способ сварки взрывом.
Сущность его состоит в том, что привариваемая или уда-
ряющая деталь с большой скоростью бросается к ударяемой
30
Краткий справочник сварщика
Рис. 1.11. Изготовление
биметаллических заготовок
детали. Скорость движения
ударяющей детали должна к
моменту соударения дости-
гать нескольких сотен метров в
секунду, приближаясь к скоро-
сти снаряда огнестрельного ору-
жия. В зоне соударения металл
соединяемых деталей течет
подобно жидкости и сливается в одно целое, образуя моно-
литное соединение.
Основную ударяемую плиту 1 для увеличения массы укла-
дывают на опорный фундамент 3. Ударяющий лист металла
2 располагают под углом а = 3—10°к поверхности плиты 1.
По верхней поверхности листа 2 равномерным слоем распре-
деляют взрывчатку 4, в качестве которой в разных случаях
используют аммонал, тол, гексоген и т. п.
Вторым примером использования сварки взрывом могут
служить стыки соединяемых труб. Применяется телескопиче-
ский или нахлесточный стык (см. рис. 1.12), где 1 и 2 — соеди-
няемые трубы, 3 — взрывчатка, 4 — детонатор.
Взрывчатка располагается по стыку кольцеобразной поло-
сой. Для устранения смятия труб при взрыве может быть приме-
нен достаточно прочный сердечник (не показан на рис. 1.12).
Рис. 1.12. Телескопический или нахлесточный стык
Глава 1. Основные виды сварки
31
1.15. Электросварка под водой
Практически применить под водой можно только дуговую
электросварку. Дуга горит в газовом пузыре, образуемом и
непрерывно возобновляемом за счет испарения и разложения
окружающей жидкости тепловым действием дугового раз-
ряда.
Дуга постоянного тока при питании от обычного источ-
ника тока горит под водой вполне устойчиво при условии,
что электрод покрыт достаточно толстым слоем водонепро-
ницаемого покрытия. Удивительно, что под водой дуга плавит
металл почти так же быстро, как и на воздухе, несмотря на
интенсивное охлаждение окружающей средой.
Это обстоятельство объясняется саморегулированием
состояния дугового разряда. Сила тока в разряде устанавли-
вается регулированием источника, саморегулирование дуги
меняет падение напряжения на отдельных участках разряда.
Усиление отдачи энергии в окружающую среду:
♦ автоматически повысит напряжение и мощность дуги,
компенсирующие увеличение отдачи энергии;
♦ уменьшение потерь энергии во внешнюю среду вызовет
снижение напряжения дугового разряда.
И Примечание.
Сварка возможна как в пресной, так и в соленой морской
воде. В соленой воде необходима тщательная изоляция
электрододержателя.
Даже небольшие неизолированные участки металличе-
ских деталей могут вызывать значительные утечки тока, до
нескольких десятков ампер. В соленой воде дуга может зажи-
гаться без касания электродом, лишь при приближении его к
любому металлическому предмету, находящемуся в воде, хотя
бы и не присоединенному проводом к источнику тока.
32
Краткий справочник сварщика
Внимание.
Все металлические предметы в зоне сварки оказываются
подсоединенными к источнику тока через воду. Поэтому
в результате неосторожного приближения электрода к
металлическим частям водолазного снаряжения, напри-
мер, к шлему или нагрудной манишке, водолаз может
прожечь их.
При обычных подводных работах сварочный ток берется
в пределах 180—240 А, напряжение дуги 30—35 В; лишние
5—7 В против сварки на воздухе идут на покрытие тепловых
потерь, создаваемых окружающей водной средой.
Реально работа становится практически невыполнимой на
глубине, превышающей 30—40 м. Единственный путь увели-
чения производительности подводной сварки и распростране-
ния ее на значительные глубины — это механизация и автома-
тизация процесса сварки с максимальным сокращением вре-
мени пребывания человека подводой.
Применение простейшего шлангового полуавтомата повы-
шает производительность труда водолаза-сварщика и сокращает
время его пребывания под водой в 5—10 раз. В дальнейшем, с
созданием комплекса автоматических устройств с телевизион-
ным наблюдением и надводным управлением, станут возмож-
ными подводные сварочные работы на любых глубинах.
1.16. Классификация видов сварки
Мы кратко рассмотрели основные виды сварки. Вообще, в
настоящее время различают более 150 видов сварочных про-
цессов. Основой физических признаков классификации явля-
ется форма энергии, используемой для получения сварного
соединения.
Глава 1. Основные виды сварки
33
Рис. 1.13. Классификация видов сварки
По физическим признакам все виды сварки относят к
одному из трех классов:
♦ термическому;
♦ термомеханическому;
♦ механическому.
К термическому классу относят все виды сварки плавле-
нием, осуществляемые с использованием тепловой энергии:
♦ газовую;
♦ электродуговую;
♦ электрошлаковую;
34
Краткий справочник сварщика
♦ электронно-лучевую;
♦ лазерную и др.
К термомеханическому классу относят все виды сварки, осу-
ществляемые с использованием тепловой энергии и давления:
♦ контактную;
♦ диффузионную;
♦ газо- и дугопрессовую;
♦ кузнечную и др.
К механическому классу относят все виды сварки давлением,
осуществляемые с использованием механической энергии:
♦ холодная;
♦ трением;
♦ ультразвуковая;
♦ взрывом и др.
Классификация видов сварки приведена на рис. 1.13.
1.17. Вспомогательные устройства
Универсальный шаблон сварщика УШС-3
Универсальные шаблоны сварщика УШС-3 предназначены:
♦ для измерения контролируемых параметров труб;
♦ для контроля качества сборки стыков соединений труб;
♦ для контроля элементов разделки под сварной шов, элек-
тродов и элементов сварного шва;
♦ для измерения параметров сварного шва при его проверке.
Шаблоны УШС-3 являются
неотъемлимым предметом в сва-
рочном учебном центре. Также
4 I они входят в обязательный спи-
сок комплекта визуального кон-
Рис. 7.74. Внешний вид ТООЛЯ
шаблона сварщика
Глава 1. Основные виды сварки
35
Применение шаблонов допускается на предприятиях и в
организациях, проводящих сварочные работы.
На основании шаблонов сварщика, с помощью оси уста-
новлен движок с неподвижно закрепленным на нем указате-
лем. УШС-3 предназначен для использования как в помеще-
нии, так и на открытом воздухе.
Совет.
При использовании шаблона сварщики желательно про-
мыть шаблон в бензине и протереть чистой тканью.
УШС-3 должны храниться в сухом и чистом помещении,
при температуре окружающей среды от -45°C до +45°С.
Технические характеристики шаблонов сварщика УШС-3
Диапазон измерения глубины дефектов (вмятин, забоин), глуби- ны разделки шва до корневого слоя, превышения кромок, мм 0—15;
Диапазон измерения высоты усиления шва, мм. 0—5;
Диапазон измерения величин притупления и ширины шва, мм 0—50;
Диапазон измерения величины зазора, мм 0,5—4;
Диапазон измерения углов скоса кромок, град 0—45;
Номинальные значения диаметров электродов, измеряемых шаблоном, мм 1; 1,2; 2; 2.5; 3; 3.25; 4; 5
Габаритные размеры, мм 130x50x16
Масса, кг 0,18
Карандаши термоиндикаторные
Конструкция и принцип определения температуры. Термо-
индикаторные карандаши (или термокарандаши) предназна-
чены для определения температуры поверхности подвергаю-
щихся нагреванию твердых тел. Термокарандаш представляет
собой стержень, состоящий из лакополимерного композита.
Стержень вмонтирован в металлический корпус, снабжен-
ный карманным держателем. Материал стержня плавится при
определенной температуре, называемой номиналом каран-
даша. Номинал указан на корпусе карандаша.
36
Краткий справочник сварщика
Для определения момента достижения определенной тем-
пературы на контролируемую поверхность наносят метку тер-
моиндикаторным карандашом соответствующего номинала.
Метка получается сухой и рассыпчатой. Когда температура
поверхности достигнет значения, соответствующего номиналу
карандаша, метка расплавляется и превращается в глянцевый
мазок. Глянцевый вид мазка сохраняется и после охлаждения
поверхности.
Преимущества термокарандашей по сравнению с другими
методами контроля температуры:
♦ контроль температуры на участках с ограниченным до-
ступом;
♦ компактность;
♦ точность — погрешность измерения ±1 %;
♦ надежность (не чувствительны к механическому и элек-
трическому воздействию, колебаниям температуры окру-
жающей среды, влажности;
♦ отсутствие источника питания;
♦ долговечность (один маркер рассчитан на нанесение ме-
ток общей длиной до 500 м);
♦ не требуют дополнительных настроек на температуру
окружающей среды и коэффициент излучения;
♦ низкая стоимость одного измерения (по сравнению с пи-
рометрами и термопарами);
♦ легкость применения;
♦ безопасность для здоровья (не содержат соединений се-
ры и свинца).
Применение. Термоиндикаторные карандаши применя-
ются для измерения температуры поверхностей при произ-
водстве, сварке, горячей штамповке, отжиге металла, для кон-
троля температуры паропроводов, внешних футеровок печей
и сушильных камер, электродвигателей, редукторов, теплооб-
менников и т. д.
Глава 1. Основные виды сварки
37
В настоящее время на российском
рынке можно найти термоиндикатор-
ные карандаши нескольких торговых
марок. Они несколько отличаются по
техническим характеристикам и, в пер-
вую очередь, по составу термоиндика-
торного вещества.
Рис. 1.15. Внешний вид
термоиндикаторных
карандашей Tempilstik
И Примечание.
К очевидным преимуществам термоиндикаторных каран-
дашей, например, Tempilstik (Tempil Inc, США) относится
меньшая погрешность, всего 1%. При этом термокаран-
даши Tempilstik считаются самыми точными в мире.
Помимо термокарандашей корпорация Tempil выпускает
разнообразную термоиндикаторную продкуцию: покрытия,
краски, наклейки. Использование термоиндикаторных каран-
дашей позволяет определять температуру в широком диа-
пазоне температур с небольшим шагом. В наиболее «ходо-
вом» диапазоне 40—250 °C карандаши выпускаются с шагом
в 5 градусов. Это позволяет их использовать не только для
индикации, но и для измерения температуры.
Глава 2
ЭЛЕКТРОДУГОВАЯ СВАРКА
2.1. Ручная электросварка
ИИ Определение.
Электросварка — это технологический процесс, позво-
ляющий соединить две детали неразъемным соеди-
нением. В основе электросварки лежит способность
металлов плавиться и сплавляться под воздействием
электрической дуги.
Электросварка относится к сварке плавлением. При этом
виде сварки плавление основного и присадочного металлов
осуществляется электрической дугой, горящей между элек-
тродом и свариваемым металлом.
Расплавленные основной и присадочный металлы (элек-
трод, проволока или лента) образуют сварочную ванну, в
результате кристаллизации металла которой образуется свар-
ной люв.
Источником теплоты при дуговой сварке является свароч-
ная дуга.
Определение.
Сварочная дуга — устойчивый электрический разряд
в сильно ионизированной смеси газов и паров металла
Глава 2. Электродуговая сварка
39
между электродом и изделием, находящимися под напря-
жением, характеризуемый высокой плотностью тока и
высокой температурой.
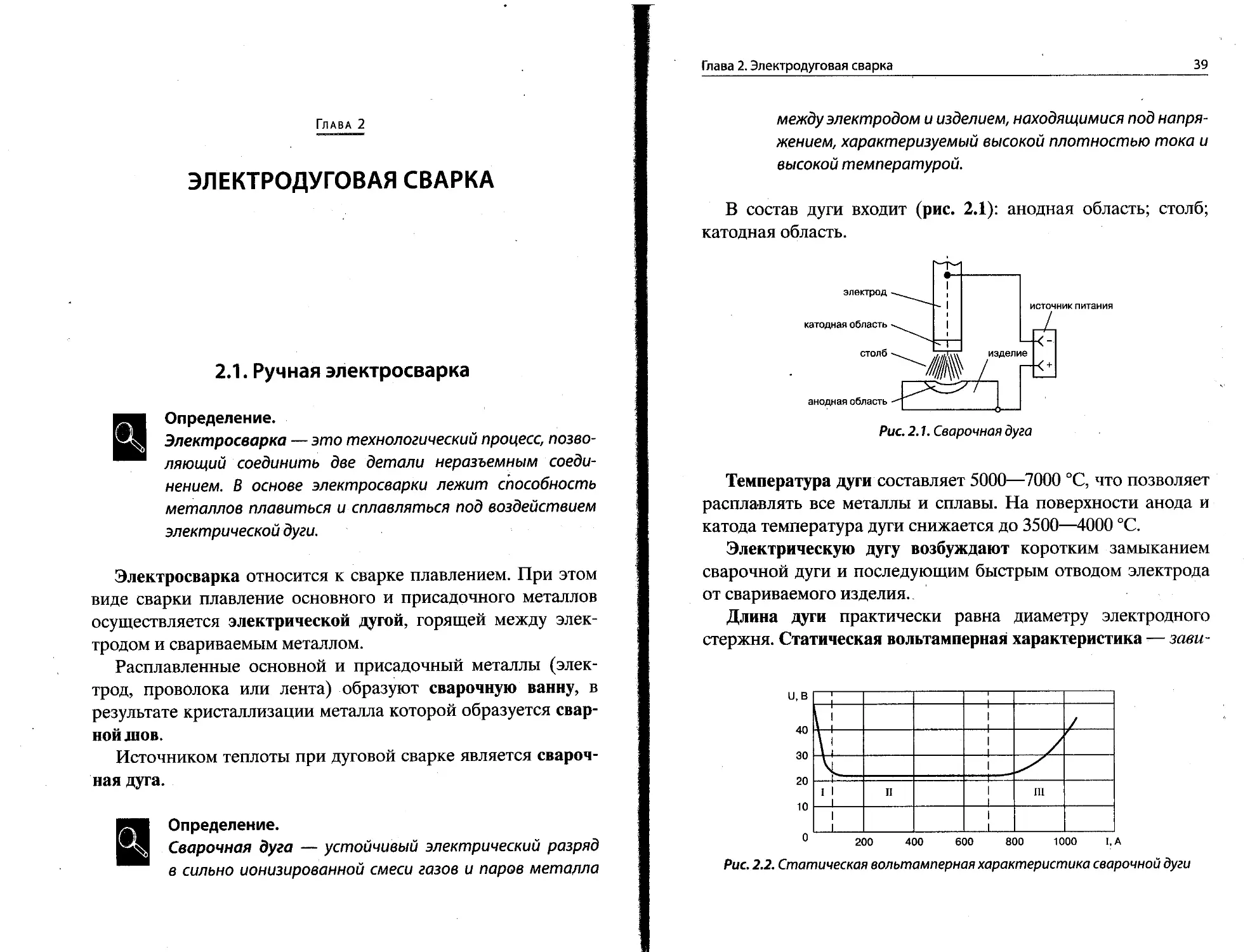
В состав дуги входит (рис. 2.1): анодная область; столб;
катодная область.
Температура дуги составляет 5000—7000 °C, что позволяет
расплавлять все металлы и сплавы. На поверхности анода и
катода температура дуги снижается до 3500—4000 °C.
Электрическую дугу возбуждают коротким замыканием
сварочной дуги и последующим быстрым отводом электрода
от свариваемого изделия.
Длина дуги практически равна диаметру электродного
стержня. Статическая вольтамперная характеристика — зави-
1
1
\ 1 i ।
i
р
I 1 1 II 1 1 III
1 1 1 1
и 200 400 600 800 1000 1,А
Рис. 2.2. Статическая вольтамперная характеристика сварочной дуги
40
Краткий справочник сварщика
симость напряжения на дуге от сварочного тока. Статическая
вольтамперная характеристика (ВАХ) показана на рис. 2.2.
Внимание.
Зажигание дуги происходит при напряжениях 40—50 В.
По мере увеличения тока в дуге напряжение на ней
уменьшается до 22 В. Это уменьшение прекращается
при токе 80 А (мощность порядка 1700 ВА). При даль-
нейшем росте тока напряжение дуги стабилизируется.
Это — основной участок ВАХ дуги, используемый для
электросварки.
2.2. Полуавтоматическая и автоматическая
электросварка
В основе полуавтоматической и автоматической сварки в
среде защитных газов лежит тот же процесс, который исполь-
зуется и при ручной электродуговой сварке. Основным отли-
чием является непрерывная подача расходуемого электрода,
которым является проволока.
При полуавтоматической сварке используется несколько
типов защиты изделия и сварочной ванны от окисления:
сварка в среде защитных газов;
♦ сварка порошковой или флюсованной проволокой;
♦ сварка под флюсом.
Наиболее часто применяемыми в промышленности, в
ремонтных работах и в бытовых целях являются полуавтоматы
для сварки в среде защитных газов, что, в основном, обуслов-
лено относительной дешевизной расходуемых материалов.
Некоторые из этих аппаратов обладают возможностью
сварки флюсованной проволокой. Но сварка под флюсом, в
основном, используется для крупного промышленного и мас-
сового производства.
Глава 2. Электродуговая сварка
41
0 Определение.
Аргонодуговая сварка — дуговая сварка, при которой в
качестве защитного газа используется аргон.
Применяют аргонодуговую сварку неплавящимся воль-
фрамовым и плавящимся электродами. Аргонодуговая сварка
вольфрамовым электродом может быть ручной и автоматиче-
ской. Сварка возможна без подачи и с подачей присадочной
проволоки. Этот процесс предназначен, главным образом, для
металлов толщиной менее 3—4 мм.
2.3. Роль полярности при электросварке
Большинство металлов сваривают на постоянном токе пря-
мой полярности. Сварку алюминия ведут на переменном токе.
При прямой полярности (плюс на изделии, минус на элек-
троде):
♦ лучше условия термоэлектронной эмиссии;
♦ выше стойкость вольфрамового электрода;
♦ выше допускаемый предельный ток.
Допускаемый ток при использовании вольфрамового элек-
трода диаметром 3 мм составляет:
♦ при прямой полярности 140—280 А;
♦ при переменном токе 100—160 А;
♦ при обратной полярности 20—40 А.
Дуга на прямой полярности легко зажигается и горит
устойчиво при напряжении 10—15 В в широком диапазоне
плотностей тока.
При обратной полярности:
♦ возрастает напряжение дуги;
♦ уменьшается устойчивость ее горения;
♦ резко уменьшается стойкость электрода;
42
Краткий справочник сварщика
♦ повышается нагрев и расход электрода. Эти особенности
дуги обратной полярности делают ее непригодной для
непосредственного применения в сварочном процессе.
В Примечание.
Электрическая дуга обратной полярности обладает
важным технологическим свойством: при ее действии с
поверхности свариваемого металла удаляются окислы
и загрязнения.
Это явление объясняется тем, что при обратной полярности
поверхность металла бомбардируется тяжелыми положитель-
ными ионами аргона, которые, перемещаясь под действием
электрического поля от плюса (электрод) к минусу (изделие),
разрушают окисные пленки на свариваемом металле, а выхо-
дящие с катода (поверхности изделия) электроны способ-
ствуют удалению разрушенных окисных пленок.
0 Определение.
Катодное распыление — процесс удаления окислов.
Указанное свойство дуги обратной полярности используют
при сварке А1 и Al-сплавов, имеющих прочные окисные пленки.
Но так как при постоянном токе обратной полярности стойкость
вольфрамового электрода низка, то для этой цели используют
переменный ток. При этом удаление пленки, т. е. катодное распы-
ление, происходит, когда свариваемое изделие является катодом.
Вывод.
При сварке неплавящимся электродом на переменном
токе в определенной степени реализуются преиму-
щества дуги прямой и обратной полярности, т. е. при
этом обеспечивается устойчивость электрода и разру-
шение окисных пленок.
Глава 2. Электродуговая сварка
43
2.4. Как правильно вести электросварку
Дуга возбуждается замыканием электрода и металла уголь-
ным стержнем или кратковременным разрядом высокой
частоты и напряжения с помощью осциллятора.
Типы соединений выбираются в зависимости от толщины
свариваемого металла. Кромки не разделывают у деталей,
толщина которых полностью позволяет проваривать соеди-
нение дугой. Сварку неплавящимся электродом без присадоч-
ной проволоки применяют для малых толщин. Более толстый
металл требует разделки кромок, так как на толщине более
2—2,5 мм трудно выполнить отбортовку.
Для толщин более 6—8 мм применяют одностороннюю
разделку кромок, часто с подкладкой для обеспечения пол-
ного провара. При толщине деталей свыше 20 мм выполняют
двустороннюю разделку.
Если при такой толщине невозможно осуществить дву-
стороннюю сварку (например, трубы большой толщины и
небольшого диаметра), делают u-образную или чашеобразную
одностороннюю разделку кромок и сварку ведут в несколько
проходов.
В Примечание.
Следует помнить, что U-образная или чашеобразная
разделка кромок снижает внутреннее качество швов,
увеличивает количество наплавленного металла.
Начало и конец шва выполняют на приставные техноло-
гические планки, которые после сварки удаляют. Начало и
конец шва удаляют применением технологических планок.
В начале и в конце обычно больше всего бывает дефектов.
Это такие дефекты:
♦ подплавление;
♦ незаплавленный кратер;
44
Краткий справочник сварщика
♦ погрешности неустановившегося по сечению шва;
♦ изъяны зажигания дуги и т. п.
Перед сваркой очищают кромки от грязи, окалины, ржав-
чины до металлического блеска. После сварки шов очищают
стальной щеткой, придавая ему требуемый внешний вид и
часто вскрывая при этом дефекты.
0 Внимание.
Наличие на поверхности сварного шва остатков флю-
совых корок, оксидов способствует коррозионному раз-
рушению шва.
В ряде случаев шов, выполненный на алюминиевом сплаве,
покрывают антикоррозионным раствором.
Режим сварки в защитных газах выбирают в зависимости
от толщины и марки свариваемого металла, диаметра и марки
электродной проволоки с учетом обеспечения мелкокапель-
ного переноса металла электрода. При сварке сталей диаме-
тры вольфрамовых электродов и оптимальные значения тока
выбирают по данным таблиц, которые приводятся в соответ-
ствующих справочниках. При аргонодуговой сварке высоко-
легированных сталей вольфрамовым электродом в качестве
присадочного металла применяют электродные проволоки
того же состава, что и для дуговой сварки данной стали под
флюсом.
2.5. Сварочные аппараты
промышленного производства
Основные группы сварочных аппаратов представлены в
табл. 2.1. Изучив ее, можно прийти к выводу, какой сварочный
аппарата вам нужен, исходя из стоящих перед вами задач.
Глава 2. Электродуговая сварка
45
Основные группы сварочных аппаратов
промышленного производства
Таблица 2.1
Тип аппарата Принцип действия Выводы и рекомендации
Сварочные трансформаторы, специальные транс- форматоры, осу- ществляющие пре- образование элек- трического тока, его регулирование для усточивого питания сварочной дуги. На сердечнике-магнитопроводе, сделанном из специальной транс- форматорной стали, размещены две обмотки — первичная и вторич- ная. Они обе или неподвижные, или одна обмотка закреплена статично, а вторая передвигается относитель- но первой по сердечнику. Именно этим перемещением и осуществля- ется регулировка силы тока. Могут применяться и другие способы ре- гулировки силы сварочного тока. Работает как понижающий транс- форматор. Достоинства: простота конструкции, высокая надежность, легкость в об- служивании и низкая цена. Недостатки: значительный вес и боль- шие габариты. Сварка производится переменным током, а это негативно сказывается на качестве сварного шва. Имеются трудности в удержании оптимальной дуги при работе. Вывод. Его применяют, как правило, для со- единения деталей, изготовленных из низколегированных сталей. Наиболее наглядно трудности использования проявляется у новичков при отсут- ствии необходимых навыков и опыта. Поэтому новичкам он не подходит.
Сварочные выпря- мители, представля- ют собой источник питания, состоящий из трансформатора с регулирующим устройством и вы- прямительного блока Принцип действия основан на пита- нии дуги постоянным током, проте- кающим по цепи вторичной обмотки и выпрямленным блоком селеновых или кремниевых выпрямителей. Для получения нужной характеристики эти устройства часто оснащают до- полнительным дросселем. Дуга в таких аппаратах очень стабильная, Не прерывающаяся. Это позволяет производить качественную сварку, даже не имея каких-либо первона- чальных навыков. Достоинства. Позволяют производить качественную сварку при минималь- ных первоначальных навыках. При укомплектовании их дополнительным оборудованием они могут сваривать чугун и даже цветные металлы. Дают более стабильное горение дуги и ис- пользуются для скрепления деталей как из обычных низколегированных, так и из нержавеющих сталей. Недостатки. Сложность конструкции. Вывод. Идеально подходит для сварки деталей из низколегирован- ных и нержавеющих сталей.
Инверторы, свароч- ные аппараты повы- шенной частоты Созданы для работы с нестабиль- ным напряжением питания, вызван- ным использованием электрогене- раторов и длинных соединительных проводов. Инверторы оборудованы защитой от скачков напряжения и прилипания электрода, «горячим» стартом и от перегрева автомати- ческим стабилизатором мощности. Инвертор выдерживает перепад напряжения от 160 до 260 В. Осна- щенны мощным вентилятором, что позволяет использовать аппараты для сварки тяжелых конструкций, в промышленных условиях и при большой нагрузке. Достоинства Высокочастотная со- ставляющая позволяет существенно повысить КПД источника питания, снизить его габариты и вес. Кроме того, аппараты с повышенной часто- той обеспечивают хорошие техноло- гические свойства и широкий предел регулирования. Дуга у них очень устойчивая, а сварной шов ровный. Инверторы работают с широким диапазоном токов и при высокой на- грузке. Очень просты в применении с самого начала работы, гарантируют хорошую сварку со всеми типами электродов благодаря высокой ста- бильности сварочного тока. Недостатки. Высокая цена Вывод. Идеально подходят для лю- бительской и непрофессиональной сварки.
46
Краткий справочник сварщика
Таблица 2.1 (продолжение)
Тип аппарата Принцип действия Выводы и рекомендации
Сварочные шланго- вые полуавтоматы, работающие на постоянном или импульсном токе в среде защитных га- зов или с использо- ванием специальной дорогой проволоки без газовой среды. Электродная проволока из меха- низма подачи по гибкому шлангу поступает в держатель, находя- щийся в руке сварщика, т.е, сварка осуществляется не электродами, а специальной проволокой. По это- му же рукаву одновременно с про- волокой подается и защитный газ (углекислый, аргон или их смесь). Но из-за разбрызгивания металла в этом случае сила тока и произво- дительность ниже, чем при сварке под флюсом. Различают процессы с использованием активных газов, например, двуокиси углерода, или инерных газов. Можно избежать использования баллона, если при- менять специальную защитную проволоку. Достоинства высокое качество сварочного шва, почти полное от- сутствие брызг, высокая произво- дительность. Шов при полуавтома- тической сварке получается ровным и более защищенным от коррозии, чем при остальных видах сварки. Кроме того, с помощью таких аппа- ратов можно ювелирно сваривать очень тонкий металл. Получили широкое применение при ремонте автомобилей. Недостатки. Необходимо использо- вать газовый баллон, требующий по- стоянной заправки. Вывод. Широко применяются в ма- стерских автосервиса. В отличие от газовой сварки, не снижают проч- ность и коррозионную стойкость при кузовных работах. Полученный сварной шов не нуждается в очистке от флюса и окалины.
Аппараты для арго- нодуговой сварки, использующие воль- фрамовые неплавя- щиеся электрод, а в качестве защитного газа — аргон (чаще) или гелий. При сварке обычно (но не обяза- тельно) используется присадочная проволока. Аргонодуговые установ- ки работают на постоянном, пере- менном или импульсном токе. Сва- ривание осуществляется вольфра- мовым неплавящимся электродом, а в качестве защищающей газовой среды используется аргон или ге- лий. Предназначен для сварки де- талей из обычных и нержавеющих сталей, алюминия, меди, латуни, титана, сплавов магния. Достоинство. Исключительно высо- кое качество сварочного шва. Недостатки Настройка сварочного процесса достаточно сложна и требу- ет высокой квалификации сварщика. Вывод. Если вы имеете опыт свароч- ных работ, планируете сваривать детали из алюминия, меди, латуни, титана, сплавов магния и т. д., то сме- ло приобретайте аргонодуговой сва- рочный аппарат.
Сварочные агрега- ты, представляющие собой сварочный аппарат с автоном- ным питанием. Сложные электромеханические устройства, объединяющие на об- щей базе двигатель внутреннего сгорания с необходимыми систе- мами обеспечения его работы и мощный генератор со своими элек- тронными системами и приборами контроля.Механическая энергия вращения коленчатого вала двига- теля преобразуется генератором в электрический ток с последующим выпрямлением с показателями, поддерживающими устойчивое го- рение сварочной дуги. Достоинства. Аппарат можно ис- пользовать в тех местах, куда элек- тричество еще не проведено. Высо- кое качество сварки. Недостатки: чрезвычайная громозд- кость, большой вес и трудности в об- служивании. Вывод. Спрос на сварочные генера- торы, применяемые в быту, невысок, и используют их весьма ограниченно.
Глава 2. Электродуговая сварка 47
2.6. Выбор электросварочного аппарата
для любительского использования
В последнее время в продаже можно найти много разно-
видностей бытовых сварочных аппаратов. Они легки в транс-
портировке, и овладеть ими настолько просто, что сделать это
сможет любой желающий. Среди сварочных аппаратов для
любителей наиболее популярна ручная дуговая сварка.
|Щ Совет.
нги Поскольку сварочный аппарат необходим для бытовых
нужд, рекомендуется ограничить выбор компактными
переносными моделями, которыми можно пользоваться
в квартире, гараже или на даче.
Но выбор сделать не так просто. Поэтому в этом вопросе
нужно разобраться детально, а потом уже делать покупку.
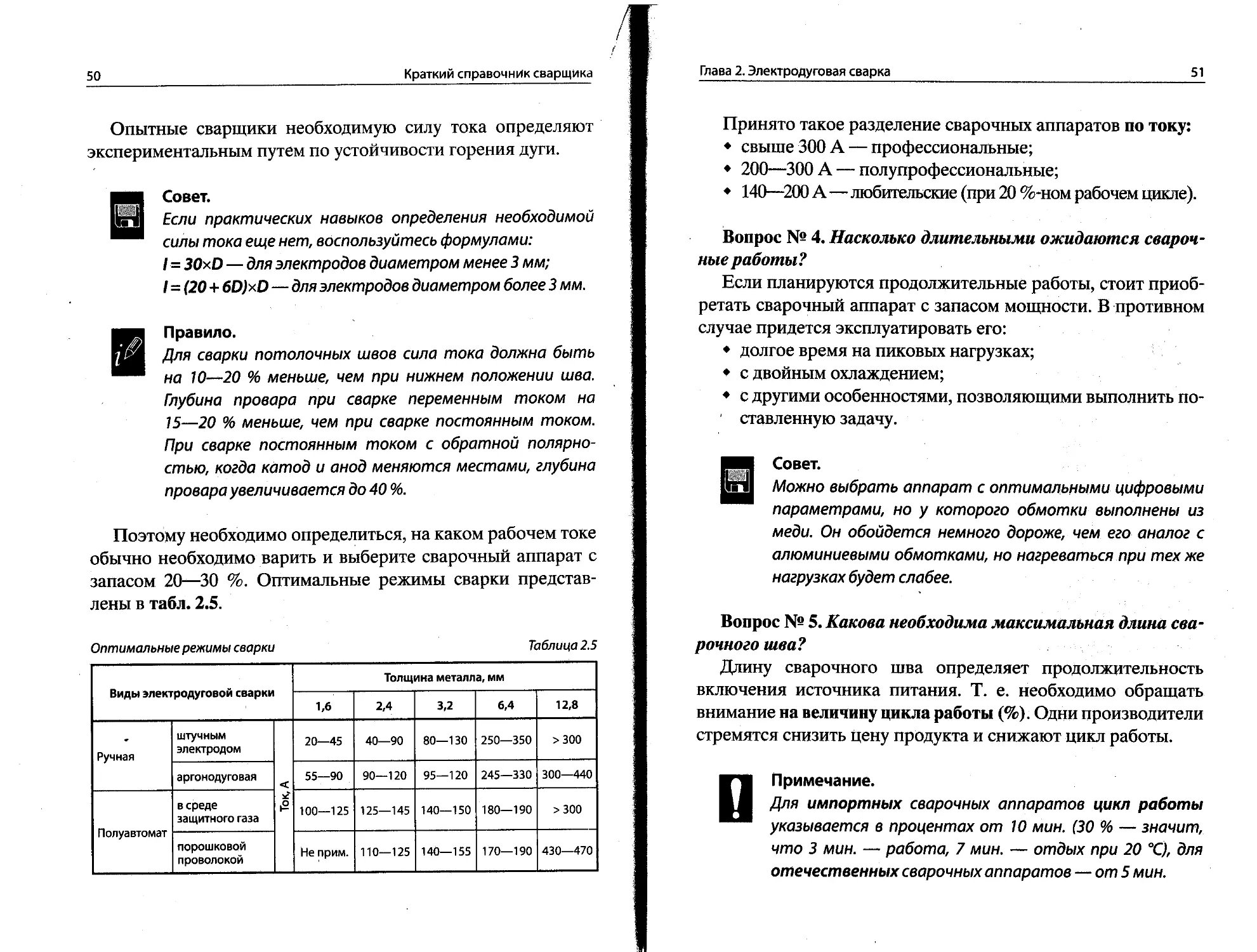
Предлагается следующая методика выбора сварочного
аппарата. Сначала следует ответить на поставленные вопросы,
а после этого отдать предпочтение тому или иному образцу.
Вопрос № 1. К какой сети будет подключен аппарат?
Выбор начинается с уточнения электропитания на объ-
екте: однофазное 220 В или трехфазное 380 В. Для домаш-
него использования больше подходит аппарат с однофазным
питанием 220—240 В. Если в мастерской есть трехфазный ток,
можно приобрести аппарат с унифицированным питанием
220/380 В или от трехфазной сети 380 В. Если предполагается
работать без подключения к сети, необходимо использовать
сварочный агрегат (генератор).
0 Внимание.
Необходимо определить допустимую мощность свароч-
ного аппарата для данной электропроводки. Для этого
48
Краткий справочник сварщика
нужно напряжение сети умножить на максимальное зна-
чение тока, указанное на автомате вводного щитка.
Вопрос № 2. Какие именно материалы требуется сваривать?
Общие рекомендации по выбору типа сварки в зависимо-
сти от типа металла предствалены в табл. 2.2, а конкретизиру-
ются рекомендации в табл. 2.3.
Рекомендации по выбору типа сварки
в зависимости от типа металла Таблица 2.2
Вид сварки Что можно варить
Сварочный трансформатор Черный металл
Сварочный выпрямитель Чугун или цветные металлы
Сварочный полуавтомат Работа связана с автомобилем или если к коррозионной стойкости швов предъявляются повышенные требования
Использование сварочных процессов для различных металлов Таблица 2.3
Тип металла / усл. сварки плавящимся электродом полуавтоматическая аргонодуговая
перем, ток пост, ток перем, ток пост, ток перем, ток пост, ток
Алюминий нельзя нельзя можно можно можно нельзя
Магний нельзя нельзя нельзя нельзя можно можно
Медь нельзя нельзя можно можно нельзя можно
Нерж, сталь нельзя можно можно можно нельзя можно
Сталь можно можно можно можно нельзя можно
Титан нельзя нельзя можно можно нельзя можно
Чугун нельзя можно нельзя нельзя нельзя нельзя
Вопрос № 3. Металл какой толщины нужно сварить и
какого качества нужно получить шов? От заданной толщины
металла напрямую зависит необходимая сила сварочного тока,
мощность сварочного аппарата и его цена. Силу тока опреде-
ляют многие факторы:
♦ диаметр электрода,
♦ толщина свариваемого металла;
Глава 2. Электродуговая сварка
49
♦ положение, в котором выполняется сварка;
♦ вид соединения;
♦ форма кромок;
♦ другие условия сварки.
Правило.
Чем больше выходной ток и напряжение, тем на боль-
шее способен сварочный аппарат, тем толще металл
можно сваривать или быстрее работать.
0 Внимание.
Никогда нельзя выбирать аппарат исходя только из
максимального значения выходного тока. Чем выше ток,
тем больше нагреваются обмотки, тем раньше срабо-
тает термостат. Таким образом вы уменьшите ресурс
работы вашего сварочного аппарата.
Величину необходимого сварочного тока можно точно
определить из рабочих таблиц, которые есть в технической
документации аппарата. Но примерное соотношение диа-
метра электрода, толщины свариваемого металла и значения
необходимой величины тока приведено в табл. 2.4.
Соотношение диаметра электрода, толщины свариваемых
деталей и значения необходимой величины тока Таблица 2.4
Диаметр электрода, мм Толщина металла, мм Необходимый сварочный ток, А
1,6 1—1,9 25—50
2 2—2,5 40—80
2,5 2,5—3 60—100
3 3,1—4 80—160
4 4,1—6 120—200
5 6,1—9,9 180—250
6 10—24 220—320
7—8 25—60 300—400
50
Краткий справочник сварщика
Опытные сварщики необходимую силу тока определяют
экспериментальным путем по устойчивости горения дуги.
В Совет.
Если практических навыков определения необходимой
силы тока еще нет, воспользуйтесь формулами:
I = 30xD — для электродов диаметром менее 3 мм;
I — (20 + 6D)xD — для электродов диаметром более 3 мм.
Правило.
Для сварки потолочных швов сила тока должна быть
на 10—20 % меньше, чем при нижнем положении шва.
Глубина провара при сварке переменным током на
15—20 % меньше, чем при сварке постоянным током.
При сварке постоянным током с обратной полярно-
стью, когда катод и анод меняются местами, глубина
провара увеличивается до 40 %.
Поэтому необходимо определиться, на каком рабочем токе
обычно необходимо варить и выберите сварочный аппарат с
запасом 20—30 %. Оптимальные режимы сварки представ-
лены в табл. 2.5.
Оптимальные режимы сварки Таблица 2.5
Виды электродуговой сварки Толщина металла, мм
1,6 2,4 3,2 6,4 12,8
Ручная штучным электродом | Ток, А | 20—45 40—90 80—130 250—350 >300
аргонодуговая 55—90 90—120 95—120 245—330 300—440
Полуавтомат в среде защитного газа 100—125 125—145 140—150 180—190 >300
порошковой проволокой Не прим. 110—125 140—155 170—190 430—470
Глава 2. Электродуговая сварка
51
Принято такое разделение сварочных аппаратов по току:
♦ свыше 300 А — профессиональные;
♦ 200—300 А — полупрофессиональные;
♦ 140—200 А—любительские (при 20 %-ном рабочем цикле).
Вопрос № 4. Насколько длительными ожидаются свароч-
ные работы?
Если планируются продолжительные работы, стоит приоб-
ретать сварочный аппарат с запасом мощности. В противном
случае придется эксплуатировать его:
♦ долгое время на пиковых нагрузках;
♦ с двойным охлаждением;
♦ с другими особенностями, позволяющими выполнить по-
1 ставленную задачу.
Совет.
Можно выбрать аппарат с оптимальными цифровыми
параметрами, но у которого обмотки выполнены из
меди. Он обойдется немного дороже, чем его аналог с
алюминиевыми обмотками, но нагреваться при тех же
нагрузках будет слабее.
Вопрос № 5. Какова необходима максимальная длина сва-
рочного шва?
Длину сварочного шва определяет продолжительность
включения источника питания. Т. е. необходимо обращать
внимание на величину цикла работы (%). Одни производители
стремятся снизить цену продукта и снижают цикл работы.
Q
Примечание.
Для импортных сварочных аппаратов цикл работы
указывается в процентах от 10 мин. (30 % — значит,
что 3 мин. — работа, 7 мин. — отдых при 20 °C), для
отечественных сварочных аппаратов — от 5 мин.
52
Краткий справочник сварщика
Н Пример.
Сварочный аппарат, рассчитанный на 100-амперный
ток при шестидесяти процентном рабочем цикле,
должен обеспечивать 100 Ав течение не более 6 минут
из каждых 10 минут эксплуатации. Остальные 4 минуты
отведены на режим холостого тока, при котором.аппа-
рат отдыхает.
Самое оптимальное значение цикла работы составляет:
♦ 15—20 % для домашнего использования ;
♦ 60—70 % для профессионального использования.
Вопрос № 6. Какой вес аппарата приемлем?
Если планируется частое перемещение сварочного аппа-
рата, работы на высоте, целесообразнее остановиться на
небольших и легких.
Дополнительные приспособления. После выбора и приоб-
ретения сварочного аппарата предстоит еще докупить необ-
ходимые предметы:
♦ электрододержатель;
♦ защитный щиток или маску;
♦ специальные варежки или полный костюм сварщика;
♦ электроды или проволоку для полуавтомата;
♦ ряд других аксессуаров и расходных материалов.
2.7. Сварочне электроды
Основные определения
0 Определение.
Сварочный электрод — это металлический или неме-
таллический стержень, предназначенный для подвода
тока к свариваемому изделию.
Глава 2. Электродуговая сварка
53
Электроды бывают двух типов:
♦ плавящиеся, выполненные обычно из того же или сход-
ного со свариваемым изделием металла;
♦ неплавящиеся, которые, в свою очередь, могут быть ме-
таллическими (обычно вольфрам) или не металлическими
(уголь или графит). В виду широкого распространения свар-
ки по технологии ММА (ручная сварка штучными электро-
дами), наибольшее распространение получили плавящиеся
металлические электроды с покрытием (рис. 23).
Рис. 2.3. Сварочный плавящийся электрод с покрытием:
1 — стержень; 2—участок перехода; 3 — покрытие;
4 — контактный торец без покрытия
Стержень электрода
Металлический стержень электрода выполняется из прово-
локи диаметром 1,6—12 мм. Электродная проволока по хими-
ческому составу делится на три группы:
♦ группа 1, углеродистая, с содержанием углерода не более
0,12 %, проволока предназначена для сварки низкоугле-
родистых, среднеуглеродистых, а также некоторых низ-
колегированных сталей. Малое содержание углерода в
сварочной проволоке снижает склонность металла шва к
пористости и образованию твердых закалочных структур;
♦ группа 2, легированная проволока, предназначенная для
сварки низколегированных, конструкционных и тепло-
стойких сталей;
♦ группа 3, высоколегированная проволока, предназна-
ченная для сварки хромистых, хромоникелевых, нержа-
веющих и других легированных сталей.
54 Краткий справочник сварщика
Электродные покрытия: назначение и состав
В зависимости от отношения D/d (где D — диаметр покры-
тия, d — диаметр электродной проволоки) электроды подраз-
деляются на 4 типа:
♦ М — электроды с тонким покрытием D/d<l,2;
♦ С — электроды со средним покрытием l,2<D/d<l,45;
♦ Д — электроды с толстым покрытием 1,45 <D/d<l,8;
♦ Г — электроды с особо толстым покрытием D/d > 1,8.
В Примечание.
Тонкое покрытие предназначено только для стабили-
зации горения дуги и не создает защиты для расплавлен-
ного металла шва, что приводит к окислению и азоти-
рованию наплавленного металла.
Электроды с тонким покрытием не могут использоваться
при выполнении ответственных сварочных швов, так как сва-
рочный шов получается хрупким, пористым с различными
неметаллическими включениями. Наиболее простое тонкое
покрытие изготавливается из мелко просеянного мела, раз-
веденного на жидком стекле. На 100 весовых частей мела
берется 25—30 весовых частей жидкого стекла. Полученная
смесь размешивается в воде до получения сметанообраз-
ного состояния. Покрытие наносится на электродную про-
волоку окунанием, с последующей сушкой при температуре
30—40 °C.
В Примечание.
Более качественные сварные швы дают электроды с
покрытием, основой которого является титановый
концентрат.
Сварные соединения высокого качества выполняются элек-
тродами со средним, толстым и особо толстым покрытием.
Глава 2. Электродуговая сварка
55
Кроме стабилизации горения дуги эти покрытия способны
выполнять еще ряд функций.
Функция 1. Защищать расплавленный металл шва от воз-
действия кислорода и азота воздуха.
Функция 2. Раскислять окислы, образующиеся в процессе
сварки.
Функция 3. Изменять состав наплавляемого металла, вводя
в него легирующие примеси.
Функция 4.' Удалять серу и фосфор из расплавленного
металла шва.
Функция 5. Образовывать шлаковую корку поверх металла шва.
Для выполнения перечисленных функций покрытие элек-
трода должно содержать следующие компоненты.
♦ Компонент 1. Ионизирующие вещества, облегчающие
возбуждение сварочной дуги и поддерживающие ее ста-
бильное горение. В качестве ионизирующих веществ ис-
пользуют мел, мрамор, поташ, полевой шпат и т. п.
♦ Компонент 2. Защитные вещества, которые при сварке
разлагаются и сгорают, выделяя большое количество га-
зов, защищающих сварочную ванну от контакта с газами
атмосферы. Благодаря этим веществам металл шва за-
щищается от воздействия кислорода и азота воздуха. Та-
кими .газообразующими веществами являются крахмал,
древесная мука, целлюлоза и т. п.
♦ Компонент 3. Раскислители обладают большим срод-
ством к кислороду и поэтому восстанавливают металл
шва, улучшая его качество. В качестве раскислителей ис-
пользуют ферросплавы, алюминий, графит и т. п.
♦ Компонент 4. Легирующие вещества позволяют получить
различные полезные свойства сварочного шва. Хороши-
ми легирующими веществами являются ферромарганец,
ферросилиций, феррохром, ферротитан.
♦ Компонент 5. Шлакообразующие вещества образуют
шлак, который, затвердевая на поверхности шва, препят-
56 Краткий справочник сварщика
ствует его быстрому охлаждению, а также защищает от
воздействия атмосферы. В качестве шлакообразующих
веществ используют полевой шпат, кварц, мрамор, ру-
тил, марганцевую руду и т. п.
♦ Компонент 6. Связывающие вещества, предназначенные
для замешивания всех компонентов покрытия, а так-
же для удержания покрытия на электроде и придания
ему достаточной механической прочности после сушки.
Обычно в качестве связующего вещества используют
жидкое стекло. Реже применяют декстрин.
D Примечание.
Для повышения производительности, т. е. для увеличе-
ния количества наплавляемого металла в единицу вре-
мени, в Электродные покрытия иногда вводят железный
порошок. Введенный в покрытие железный порошок улуч-
шает технологические свойства электродов (облег-
чает повторное зажигание дуги, уменьшает скорость
охлаждения наплавленного металла, что благоприятно
сказывается при сварке в условиях низких температур).
Качественные покрытия разделяют на четыре основные
группы.
♦ Группа 1. Кислые покрытия, содержащие руды в виде
окиси железа, марганца, кремния, иногда титана.
♦ Группа 2. Основные покрытия, имеющие в качестве
основы фтористый кальций и карбонад кальция. Свар-
' ку электродами с основным покрытием осуществляют на
постоянном токе и обратной полярности. Вследствие ма-
лой склонности металла к образованию кристаллизаци-
онных и холодных трещин электроды с этим покрытием
используют для сварки больших сечений.
♦ Группа 3. Целлюлозные покрытия, имеющих в качестве
основы целлюлозу, муку или другие органические соста-
Глава^Электродуговая сварка
57
вы, создающие газовую защиту дуги и образующие при
плавлении тонкий шлак. Электроды с целлюлозным по-
крытием применяют, как правило, для сварки стали ма-
лой толщины.
♦ Группа 4. Рутиловые покрытия, основной компонент ко-
торых рутил. Для шлаковой и газовой защиты в покры-
тия этого типа вводят соответствующие минеральные и
органические компоненты. При сварке на постоянном и
переменном токе разбрызгивание металла незначитель-
но. Устойчивость горения дуги, формирование швов во
всех пространственных положениях хорошее.
Условные обозначения электродов
для ручной дуговой сварки
Согласно ГОСТ9466-75, условное обозначение электродов
для дуговой сварки и наплавки сталей представляет собой
длинную дробь.
Э46А - УОНИ -13/45 - 3,0 - УДЗ
Е-412(5)-Б20
В ее числителе записан тип электрода Э46А, его марка
УОНИ-13/45, диаметр 3,0 мм и группа из двух букв и цифры
УДЗ. Первая буква этой группы У указывает назначение
электрода, вторая Д — толщину покрытия, цифра 3 — группу
электродов по качеству изготовления. В знаменателе при-
ведены буква Е (электрод), группа индексов 412(5), указы-
вающих характеристики наплавленного металла и металла
шва (по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75)
и группа из одной буквы и двух цифр Б20. Буква Б обозна-
чает вид покрытия, первая цифра 2 — допустимые простран-
ственные положения при сварке, вторая цифра 0 — требова-
ние к электропитанию дуги. Типы электродов перечислены в
табл. 2.6.
58
Краткий справочник сварщика
Типы электродов для дуговой сварки конструкционных сталей
и механические свойства металла шва Таблица 2.6
Тип электрода (1) 8, % KCU (2), МДж/м2
Э38 14 0,3
Э42 18 0,8
Э42А 22 1,5
Э46 18 0,8
Э46А 22 1,4
Э50 16 0,7
Э50А 20 1,3
Э55 20 1,2
Э60 18 1
Э70 14 0,6
Э85 12 0,5
Э100 10 0,5
Э125 8 0,4
Э150 б 0,4
Примечания.
1. Число в обозначении типа электрода соответствует временному сопротивлению
разрыву аВ в кгс/мм2.
2. KCU — ударная вязкость.
Шифр буквы назначения электродов:
♦ У — для конструкционных сталей с временным сопро-
тивлением разрыву ов<600 МПа (60 кгс/мм2);
♦ Л — для легированных конструкционных сталей с
ов>600 МПа (60 кгс/мм2);
♦ Т — для теплоустойчивых легированных сталей;
♦ В — для высоколегированных сталей;
♦ Н — для наплавки.
Обозначение толщины покрытия электрода: М — тонкое;
С — среднее; Д — толстое; Г — особо толстое.
По качеству электроды делят на три группы 1, 2 и 3,
где требования к качеству растут от группы 1 к группе 3.
Расшифровка группы индексов, указывающих характеристики
наплавленного металла и металла шва, приведена в табл. 2.7.
Глава 2. Электродуговая сварка
59
Индексы металла шва, выполненного электродами
для сварки конструкционных сталей с а8<б00 МПа Таблица 2.7
Показатель механических свойств Первые две цифры индекса*11 Третья цифра индекса®
0 1 2 3 4 5 6 7
37 Любое - -
8, % 41 или 43 20 20 22 24 24 24 24 24
51 18 18 18 20 20 20 20 20
Тх®, °C Любые Не ре- глам. +20 0 -20 -30 -40 -50 -60
Примечания.
1. Первые две цифры индекса — временное сопротивление в десятках мегапаскалей.
2. Цифра характеризует одновременно а и Тх. Если эти показатели соответствуют различным
индексам в таблице, то третий индекс устанавливают по 8, а затем в скобках приводят
четвертый дополнительный индекс, характеризующий Тх.
3. Тх — минимальная температура, при которой ударная вязкость, на образцах eV-образным
надрезом не менее 0,35 МДж/м2 (3,5 кгс м/см2).
Обозначение видов покрытия:
А — кислое;
Б — основное;
Р — рутиловое;
Ц — целлюлозное;
П — прочие виды покрытия;
Ж — с содержанием в покрытие >20% железного порошка.
Смешанные покрытия обозначают двумя буквами.
Допустимые пространственные положения при сварке или
наплавке обозначают следующим образом:
1 — для всех положений;
2 — для всех положений, кроме вертикального сверху
вниз;
3 — для нижнего, горизонтального на вертикальной пло-
скости и вертикального снизу вверх;
4 — только нижнее.
По роду и полярности применяемого при сварке или
наплавке тока, а также по номинальному напряжению холо-
стого хода источника переменного тока частотой 50 Гц, элек-
троды подразделяются в соответствии с табл. 2.8.
60
Краткий справочник сварщика
Требования к электропитанию дуги Таблица 2.8
Рекомендуемая полярность постоянного тока Напряжение холостого хода источника переменного тока, В Обозначение
Номин. Пред. откл.
Обратная (плюс на электроде) - - 0
Любая 50 ±5 1
Прямая (минус на электроде) 2
Обратная (плюс на электроде) 3
Любая 70 ±10 4
Обратная (плюс на электроде) 5
Прямая (минус на электроде) б
Любая 90 ±5 7
Обратная (плюс на электроде) 8
Прямая (минус на электроде) 9
О Примечание.
Цифрой 0 обозначают электроды, предназначенные
для сварки или наплавки только на постоянном токе
обратной полярности.
Таким образом, приведенное выше условное обозначение
электрода марки УОНИ-13/45 можно расшифровать следую-
щим образом:
♦ Э46А — тип электрода;
♦ УОНИ-13/45 — марка;
♦ 3,0 — диаметр электрода, мм;
♦ У — электрод для сварки углеродистых сталей
с ов<600 МПа (60 кгс/мм2);
♦ Д — толстое покрытие;
♦ 3 — третья группа по качеству изготовления;
♦ 41 — ов>410 МПа;
♦ 2—-8 >22%;
♦ (5) — Тх =-40°С;
♦ Б — покрытие основное;
♦ 2 — сварка возможна во всех пространственных положе-
ниях, кроме вертикального сверху вниз;
♦ 0 — сваривать только постоянным током обратной по-
лярности (плюс на электроде).
Глава 2. Электродуговая сварка
61
Самодельные держатели электродов
Рассмотрим самодельный держатель электродов из трубы
d3/4 дюйма. Наиболее простой является конструкция электро-
держателя, приведенная на http://www.elremont.ru, изготовленная
из трубы 3/4 дюйма и длиной 250 мм (рис. 2.4). С обеих сторон
трубы на расстоянии 40 и 30 мм от ее торцов выпиливают ножов-
кой выемки глубиной в половину диаметра трубы (рис. 2.5).
Электрододержатель:
1 - электрод;
2 - пружина;
3 - труба;
4 - резиновый шланг;
5 - винт итайкаМв;
6 - кабель
Рис. 2.4. Внешний вид держателя электрода
Рис. 2.5. Внешний вид трубы с выемками
К трубе над большой выемкой приваривают отрезок сталь-
ной проволоки диаметром 6 мм. С противоположной сто-
роны держателя сверлят отверстие диаметром 8,2 мм, в кото-
рое вставляют винт М8. К винту присоединяется клемма от
кабеля, идущего к сварочному аппарату, которая зажимается
гайкой. Сверху на трубу надевается кусок резинового или
капронового шланга с подходящим внутренним диаметром.
62
Краткий справочник сварщика
2.8. Методика самостоятельного изготовления
сварочных аппаратов
Требования к самодельным сварочным аппаратам
Анализ любительских конструкций сварочных аппаратов в
домашних условиях позволяет сформулировать ряд требова-
ний, которые должны быть выполнены при их изготовлении.
Требование 1. Небольшие габариты и вес.
Требование 2. Питание от сети 220 В.
Требование 3. Длительность работы должна составлять не
менее 5—7 электродов бэ=3—4 мм.
Вес и габариты аппарата напрямую зависят от мощности
аппарата и могут быть снижены благодаря уменьшению его
мощности.
Продолжительность работы сварочного аппарата зависит:
♦ от материала сердечника;
♦ от теплостойкости изоляции обмоточных проводов.
В Совет.
Для увеличения времени сварочных работ необходимо
использовать для сердечника сталь с высокой магнит-
ной проницаемостью.
Требования к сварочному трансформатору
.Сварочный трансформатор представляет собой основную
часть сварочного аппарата. Он должен обеспечить быстрое
и безопасное возбуждение дуги. Для этого его напряжение
холостого хода должно быть в 1,8—2,5 раза выше рабочего,
т. е. в пределах 60—80 В. В процессе сварки происходит
изменение длины дуги. Сварочный ток при этом резко не
изменяется.
Глава 2. Электродуговая сварка
63
Сварочный трансформатор:
♦ должен обеспечить быстрое и безопасное возбуждение дуги;
♦ должен обеспечивать плавное регулирование сварочного
тока и возможность настройки различных режимов сварки;
♦ не должен иметь ток короткого замыкания, превышаю-
щий рабочий сварочный ток более, чем на 40—50 %;
♦ не должен перегреваться выше допустимых норм при ра-
боте в номинальном режиме.
Состав сварочного трансформатора
Сварочный трансформатор состоит из первичной и вто-
ричной (иногда с отводами) обмоток, намотанных на крупном
магнитопроводе из трансформаторного железа.
Внимание.
Сварочный трансформатор от обычного отличается
режимом работы: он работает в дуговом режиме, т. е.
в режиме практически максимально возможной мощно-
сти. А отсюда и сильные вибрации, интенсивный нагрев,
необходимость применения провода большого сечения.
Питание сварочного трансформатора
/
Запитывается сварочный трансформатор от однофазной
сети 220—240 В. Выходное напряжение вторичной обмотки
в режиме холостого хода (когда к выходу не подключена
нагрузка) у самодельных сварочных трансформаторов лежит,
как правило, в пределах 45—50 В, реже до 70 В. Следует отме-
тить, что выходные напряжения для промышленных свароч-
ных агрегатов ограничены:
♦ 80 В для переменного напряжения;
♦ 90 В для постоянного напряжения). Поэтому большие
стационарные агрегаты имеют на выходе 60—80 В.
64
Краткий справочник сварщика
Основной мощностной харакеристикой сварочного транс-
форматора является выходной ток вторичной обмотки в
дуговом режиме (режиме сварки). При этом электрическая
дуга горит в зазоре между концом электрода и свариваемым
металлом. Величина зазора составляет 0,5—l,ld (d — диаметр
электрода), она поддерживается вручную. Для переносных
конструкций рабочие токи составляют 40—200 А.
0 Внимание.
Мощностью сварочного трансформатора определя-
ется сварочный ток, от которого зависят выбор диаме-
тра используемых электродов и оптимальная толщина
свариваемого металла.
Как правильно выбирать электрод
Наиболее распространенными являются электроды со
стальными прутьями 03 мм («тройка»). Для них которых
необходимы токи 90—150 А (чаще 100—130 А). В умелых
руках «тройка» будет гореть и при 75 А. При токах, больших
150 А, такие электроды можно применять для резки металла.
Тонкие листы железа 1—2 мм можно резать и при мень-
ших токах. При работе электродом 03 мм через первичную
обмотку СТ протекает ток 20—30 А (чаще около 25 А).
Внимание.
Если выходной ток ниже требуемого, то электроды
начинают «липнуть» или «клеиться», привариваясь кон-
чиками к свариваемому металлу. В этом случае свароч-
ный трансформатор начинает работать с опасной
перегрузкой в режиме короткого замыкания.
При токах, больше допустимых, электроды начинают
резать материал: так можно испортить все изделие.
Такие рекомендации:
Глава 2. Электродуговая сварка
65
♦ для электродов с железным стержнем 02 мм необ-
ходим ток 40—80 А (чаще 50—70 А). Ими можно акку-
ратно сваривать тонкую сталь толщиной 1—2 мм;
♦ для электродов с железным стержнем 04 мм необ-
ходим ток 150—200А;
♦ для малораспространенных (05 мм и 06 мм) элек-
тродов используют более высокие токи для сварки и
резки металла.
Характеристики сварочного трансформатора
Динамическая характеристика сварочного трансформа-
тора является важным свойством сварочного трансформа-
тора. Она во многом определяет стабильность горения дуги,
а значит, и качество сварных соединений. Из динамических
характеристик можно выделить:
♦ крутопадающую (при колебаниях длины дуги проис-
ходят незначительные изменения рабочего тока во вто-
ричной обмотке трансформатора: дуга горит стабильно,
сварной шов ложится ровно);
♦ пологопадающую (при изменении длины дуги резко ме-
няется и рабочий ток, что меняет режим сварки — в ре-
зультате дуга горит нестабильно, шов получается нека-
чественным, работать с таким СТ вручную тяжело или
вообще невозможно).
При ручной сварке происходят неизбежные колебания
конца электрода и, соответственно, изменение длины горения
дуги в следующих случаях:
♦ в момент зажигания дуги;
♦ при регулировании длины дуги;
♦ на неровностях;
♦ от дрожания рук.
66
Краткий справочник сварщика
Вывод.
Крутопадающая динамическая характеристика свароч-
ного трансформатора необходима для ручной дуговой
сварки. Пологопадающая характеристика сварочного
трансформатора применяется для автоматической
сварки.
В реальных условиях ни измерить, ни количественно оце-
нить параметры сварочного трансформатора не представля-
ется возможным. Поэтому на практике сварочные трансфор-
маторы можно делить на две категории:
♦ категория 1 — «варит мягко», такие, которые сваривают
отлично (высокое качество шва, отсутствие разбрызгива-
ния металла, дуга все время горит стабильно, металл на-
плавляется равномерно);
♦ категория 2 — которые работают хуже.
Температурный режим сварочного трансформатора очень
важен. При сварке режим работы сварочного трансформа-
тора можно охарактеризовать как кратковременный повторя-
ющийся (после сваривания, как правило, следуют монтажные,
сборочные и другие работы). Поэтому сварочный трансфор-
матор после работы в дуговом режиме имеет какое-то время
для охлаждения в режиме холостого хода.
Вывод.
В дуговом режиме сварочный трансформатор интен-
сивно нагревается, а в режиме холостого хода охлажда-
ется, но намного медленнее.
Когда сварочный трансформатор применяют для резки
металла, нагрев сварочного трансформатора весьма значи-
телен. Ведь чтобы перерезать дугой толстые прутья, листы,
трубы и т. д., при не слишком высоком токе самодельного
Глава 2. Электродуговая сварка
67
трансформатора, приходится слишком перегревать свароч-
ный трансформатор.
Любой аппарат промышленного изготовления характе-
ризуется таким важным параметром, как коэффициентом
продолжительности работы (ПР), измеряемым в процентах.
Для отечественных заводских переносных аппаратов массой
40—50 кг ПР обычно не превосходит 20 %.
Вывод.
ПР = 20 % означает, что СТ может работать в дуговом
режиме не более 20 % общего времени, остальные 80 % он
должен находиться в режиме холостого хода.
Внимание.
Для большинства самодельных конструкций свароч-
ного аппарата ПР следует принимать меньше 20 %.
Интенсивным же режимом работы СТ будем считать
такой, когда время горения дуги того же порядка, что
и время перерывов. Схемы самодельных сварочных
трансформаторов Самодельные сварочные трансфор-
маторы выполняются:
♦ на П- образных магнитопроводах;
♦ на Пи-образных магнитопроводах;
♦ на Ш-образных магнитопроводах.
Совет.
количество витков будущих обмоток следует выби-
рать в зависимости от имеющегося в вашем распоряже-
нии сердечника магнитопровода.
68
Краткий справочник сварщика
Выбор параметров сварочного трансформатора
Первый параметр —- площадь сечения. Учитывая высокие
мощности, для обмоток сварочного трансформатора следует
применять относительно толстый провод. Развивая во время
работы значительные токи, любой сварочный трансформатор
постепенно нагревается.
Скорость нагрева зависит от ряда факторов, важнейшим
из которых является площадь поперечного сечения проводов
обмоток. Чем толще провод, тем лучше он пропускает ток,
тем меньше он нагревается и, наконец, тем лучше он рассе-
ивает тепло. Основной характеристикой является плотность
тока (А/мм2). Обмоточные провода могут быть медными или
алюминиевыми.
Правило.
Чем выше плотность тока в проводах, тем интенсив-
нее происходит разогрев сварочного трансформатора.
Медь позволяет использовать в 1,5 раза большую плот-
ность тока и меньше греется, поэтому первичную
обмотку лучше намотать медным проводом.
В промышленных аппаратах плотность тока не превышает
5 А/мм2 для медного провода. Для самодельных вариантов
сварочных трансформаторов удовлетворительным результа-
том можно считать и 10 А/мм2 для меди. С увеличением плот-
ности тока резко ускоряется нагрев трансформатора.
Совет.
Для первичной обмотки советую использовать про-
вод, через который потечет ток с плотностью до
20 А/мм2, но тогда сварочный трансформатор нагре-
ется до температуры 60 °C уже после использования
2-3 электродов.
Глава 2. Электродуговая сварка
69
Второй параметр — способ изоляции. Провод можно
покрыть лаком, намотать в один или два слоя нити или ткани,
которые, в свою очередь, пропитать лаком. От типа изоляции
сильно зависит надежность обмотки, ее максимальная темпе-
ратура перегрева, влагостойкость, изоляционные качества.
Наилучшей является изоляция из стеклоткани, пропи-
танной теплостойким лаком, однако достать такой провод
сложно, а если покупать, то обойдется он недешево.
Наихудшим, но самым доступным материалом для самоде-
лок являются обычные провода ПЭЛ, ПЭВ диаметром 1,6—
2,4 мм в простой лаковой изоляции. Такие провода наиболее
распространены, их можно снять с катушек дросселей, транс-
форматоров отслужившего оборудования.
0 Внимание.
Следует снимать старые провода с каркасов кату-
шек осторожно, необходимо следить за состоянием
их покрытия и слегка поврежденные участки дополни-
тельно изолировать.
Если катушки с проводом были дополнительно пропи-
таны лаком, их витки между собой склеились, и при попытке
рассоединения затвердевшая пропитка часто срывает и соб-
ственное лаковое покрытие провода, оголяя металл. В редких
случаях, при отсутствии других вариантов «самоделыцики»
наматывают первичные обмотки даже монтажным проводом
в хлорвиниловой изоляции. Его недостатки: лишний объем
изоляции и плохой теплоотвод.
Выбор типа сердечника
Для изготовления сварочных аппаратов используют в
основном трансформаторы с магнитопроводом стержне-
вого типа, поскольку в исполнении они более технологичны.
70
Краткий справочник сварщика
Сердечник сварочного трансформатора можно набрать из
пластин электротехнической стали любой конфигурации тол-
щиной 0,35—0,55 мм и стянуть шпильками, изолированными
от сердечника (рис. 2.6).
В Совет.
При подборе сердечника необходимо учитывать размеры
окна, чтобы поместились обмотки сварочного аппа-
рата, и площадь поперечного сердечника 5 = axb, (см2).
Рис. 2.6. Внешний вид, габаритные размеры
сердечника трансформатора и его разновидности
Но не следует выбирать минимальные значения S=25—35 см2,
поскольку:
♦ сварочный аппарат не будет иметь требуемого запаса
мощности;
♦ при работе с ним будет трудно получить качественную
сварку;
♦ в итоге произойдет перегрев аппарата даже после непро-
. дблжительной работы.
Совет.
Реально сечение сердечника сварочного аппарата
должно составлять S = 45—55 см2. Хотя при этом
сварочный аппарат будет несколько тяжелее, но рабо-
тать надежно.
Глава 2. Электродуговая сварка
71
Самодельные сварочные аппараты с трансформатором на
сердечнике тороидального типа имеют электротехнические
характеристики в 4—5 раз выше, чем у стержневого, а отсюда
и небольшие электропотери.
Изготовить сварочный трансформатор с использованием
сердечника тороидального типа сложнее, чем с сердечни-
ком стержневого типа. Это связано, в основном, с размеще-
нием обмоток на торе и сложностью самой намотки. Однако
при правильном подходе они дают хорошие результаты.
Тороидальные сердечники изготавливают из ленточного
трансформаторного железа, свернутого в рулон в форме тора.
Для увеличения внутреннего диаметра тора (т. е. окна) с вну-
тренней стороны отматывают часть стальной ленты и наматы-
вают эту ленту на внешнюю сторону сердечника (рис. 2.7).
Рис. 2.7. Варианты тороидальных сердечников
Внимание.
После перемотки сердечника тора эффективное сечение
магнитопровода уменьшится, поэтому частично при-
дется подмотать тор железом с другого автотранс-
Т2.
Краткий справочник сварщика
форматора до тех пор, пока сечение 5 не будет равно
как минимум 55 см2.
Электромагнитные параметры такого железа чаще всего
неизвестны, однако их с достаточной точностью можно опре-
делить экспериментально.
Выбор провода обмоток
Для первичных (сетевых) обмоток сварочного трансформа-
тора лучше использовать специальный термостойкий медный
обмоточный провод в хлопчатобумажной или стеклотканевой
изоляции. Удовлетворительной теплостойкостью обладают
также провода в резиновой или резинотканевой изоляции.
Совет.
Не рекомендуется использовать для работы при повы-
шенной температуре провода в полихлорвиниловой изо-
ляции (ПХВ) из-за возможного ее плавления, вытекания из
обмоток и короткого замыкания витков.
Поэтому, если решено использовать такой провод, то
полихлорвиниловую изоляцию с него необходимо либо снять
и обмотать провода по всей длине хлопчатобумажной изоля-
ционной лентой, либо вообще не снимать, а обмотать провод
поверх изоляции.
При подборе сечения обмоточных проводов с учетом
периодической работы сварочного аппарата допускается
плотность тока 5 А/мм2 при использовании медного провода.
Мощность вторичной обмотки можно рассчитать по формуле
Р2 = IcbxUcb.
Если сварка ведется электродом d3 = 4 мм, при токе 130—
160 А, то мощность вторичной обмотки должна составить:
Р2 = 160x24 = 3840 Вт, т. е. примерно 3,5—4 кВт.
Глава 2. Электродуговая сварка
73
А мощность первичной обмотки с учетом потерь составит
порядка 5—5,5 кВт. Исходя из этого, максимальный ток в пер-
вичной обмотке может достигать 25 А. Следовательно, пло-
щадь сечения провода первичной обмотки S1 должна быть не
менее 5—6 мм2.
0 Совет.
На практике площадь сечения провода желательно
взять несколько больше, например, 6—7 мм2. В этом слу-
чае потери в нем будут меньше.
Для намотки берется прямоугольная шина или медный
обмоточный провод диаметром 2,6—3 мм без учета изоляции.
Площадь сечения S намоточного провода в мм2 вычисляют
по формуле
S = (3,14xD2)/4 или S = 3,14xR2,
где D — диаметр голого медного провода, измеренный в мм.
0 Совет.
При отсутствии провода нужного диаметра, намотку
можно вести в два провода подходящего сечения. При
использовании алюминиевого провода его сечение необ-
ходимо увеличить в 1,6—1,7раза.
Число витков первичной обмотки W1 определяется из
формулы
Wl = (k2xS)/Ul,
где к2 — постоянный коэффициент;
S — площадь сечения ярма в квадратных сантиметрах.
При W1 = 240 витков следует делать отводы от 165, 190 и
215 витков, т. е. через каждые 25 витков или через 20 В напря-
жения на обмотке. Большее количество отводов сетевой
обмотки, как показывает практика, нецелесообразно. Это свя-
зано с тем, что за счет уменьшения числа витков первичной
74
Краткий справочник сварщика
обмотки увеличивается как мощность сварочного аппарата,
так и Uxx, что приводит к повышению напряжения горения
дуги и ухудшению качества сварки.
Изменением только числа витков первичной обмотки
добиться перекрытия диапазона сварочных токов без ухуд-
шения качества сварки не удается. В этом случае необходимо
предусмотреть переключение витков вторичной (сварочной)
обмотки W2.
Вторичная обмотка W2 должна содержать 65—70 вит-
ков медной изолированной шины сечением не менее 25 мм2
(лучше сечением 35 мм2). Для намотки вторичной обмотки
подходит также гибкий многожильный провод, например, сва-
рочный, и трехфазный силовой многожильный кабель.
Рис. 2.8. Выводы сварочной обмотки:
1 — корпус СА; 2 — шайбы; 3 — клеммный болт; 4 — гайка;
5—медный наконечник с проводом
0 Внимание.
Суммарное сечение проводов вторичной обмотки — не
меньше требуемого, а изоляция провода — теплостой-
кая и надежная.
При недостаточном сечении провода возможна намотка в два
и даже в три провода. При использовании алюминиевого про-
вода его сечение необходимо увеличить в 1,6—1,7 раза. Выводы
сварочной обмотки обычно заводят через медные наконечники
под клеммные болты диаметром 8—10 мм (рис. 2.8).
Глава 2. Электродуговая сварка
75
2.9. Расчет и общая методика изготовления
сварочных трансформаторов
Основные этапы расчета
Перед началом работы необходимо выяснить максималь-
ный диаметр электродов для сварки. От максимального диа-
метра применяемых электродов будет зависеть мощность сва-
рочного трансформатора.
0 Внимание.
Так как сварка будет вестись на переменном токе, то
< = потребуются электроды для переменного тока.
Шаг 1. Определяем сварочный ток, т. е. ток во вторичной
обмотке сварочного трансформатора по максимальному диа-
метру применяемого электрода:
12 = ЗОДэ,
где 12 — ток во вторичной обмотке W2, А;
30 — плотность тока, А;
Дэ — диаметр электрода.
Шаг 2. Определяем сечение провода (мм2) вторичной
обмотки:
SW2 = 12ДПЛ,
где 1пл — плотность тока, А/мм2 (для алюминия 2,5 А/ мм2,
для меди 5 А/ мм2).
Шаг 3. Определяем мощность сварочного трансформатора
(Вт):
Рст = I2U2,
где U2 — напряжение вторичной обмотки W2, В.
76
Краткий справочник сварщика
Для однофазного сварочного трансформатора оптималь-
ное напряжение U2 = 50 В.
Шаг 4. Расчитываем поперечное сечение магнитопровода
сварочного трансформатора, см2: SMar = (Рст)1/2.
Шаг 5. Расчитываем количество витков на 1 В: N = K/SMar,
где К — коэффициент (45).
Шаг 6. Определяем ток в первичной обмотке W1 свароч-
ного трансформатора: Ix = PCT/U1, где 1Д — напряжение сети
(обычно 220 В).
Шаг 7. Расчитываем сечение провода первичной обмотки
Wl: SW^I^.
Шаг 8. Определяем количество витков первичной обмотки
Wl: nj = NUj.
Шаг 9. Определяем количество витков вторичной обмотки
W2:
n2 = l,05NU2,
где U2 — напряжение на вторичной обмотка W2; коэфициент
1,05 — увеличение витков с учетом потерь на 5 %.
Укладка первичной и вторичной обмоток
Наибольшее внимание следует уделять качеству укладки
первичной обмотки сварочного трансформатора по следую-
щим причинам:
♦ первичная обмотка содержит большее количество вит-
ков, чем вторичная;
♦ плотность ее намотки выше;
Глава 2. Электродуговая сварка
77
♦ первичная обмотка больше греется;
♦ находится под высоким напряжением;
♦ при межвитковом замыкании или пробое изоляции вся
катушка быстро сгорает. Как правило, восстановить ее
без разборки всей конструкции невозможно.
Вторичную обмотку сварочного трансформатора необ-
ходимо наматывать единым или многожильным проводом,
сечение которого обеспечивает необходимую плотность тока.
Существует несколько способов решения этой проблемы.
Первый способ. Использовать монолитный провод сечением
10— 24 мм2 из меди или алюминия. Такие провода прямоуголь-
ного сечения (обычно называемые шиной) используют для про-
мышленных сварочных трансформаторов. Однако в большин-
стве самодельных конструкций провод обмоток приходится
много раз протягивать через узкие окна магнитопровода. Но
сложно это проделать 60 раз с твердым медным проводом сече-
нием 16 мм2. В этом случае лучше отдать предпочтение алюми-
ниевым проводам, которые намного мягче, да и стоят дешевле.
Второй способ. Намотать вторичную обмотку многожиль-
ным проводом подходящего сечения в обычной хлорвини-
ловой изоляцией. Он мягкий, легко укладывается, надежно
изолирован. Правда, слой синтетики занимает лишний объем
в окнах и препятствует охлаждению. Иногда для этих целей
используют старые многожильные провода в толстой рези-
новой изоляции, которые применяют в мощных трехфазных
кабелях. Резину легко удалить, а вместо нее провод обматыва-
ется слоем какого-нибудь тонкого изоляционного материала.
Третий способ. Изготовить вторичную обмотку из несколь-
ких одножильных проводов — примерно таких, которыми
намотана первичная обмотка. Для этого 2—5 проводов диаме-
тром 1,6—2,5 мм аккуратностянуть вместе скотчем и исполь-
зовать как один многожильный. Такая шина из нескольких
проводов занимает небольшой объем и обладает достаточной
гибкостью, что облегчает ее укладку.
78
Краткий справочник сварщика
0 Совет.
Если же нужный провод достать трудно, то вторичную
обмотку можно изготовить из тонких, наиболее рас-
пространенных проводов ПЭВ, ПЭЛ диаметром 0,5—0,8
мм, хотя для этого и придется потратить час-другой.
Для начала нужно выбрать ровную поверхность, где жестко
установить два колышка или крючка с расстоянием между ними
равным длине провода вторичной обмотки 20—30 м. Потом
между ними протянуть без прогиба несколько десятков жил
тонкого провода — получится один вытянутый пучок. Далее,
один из концов пучка отсоединить от опоры и зажать в патрон
электро- или ручной дрели. На небольших оборотах весь пучок,
в слегка натянутом состоянии, закручивается в единый провод.
После скручивания длина провода немного уменьшится.
На концах получившегося многожильного провода нужно
аккуратно обжечь лак и зачистить кончики каждого проводка
отдельно, а потом надежно спаять все вместе. После всего
провод желательно изолировать, обмотав его по всей длине
слоем, например, скотча.
Для укладки обмоток, крепления провода, межрядовой
изоляции, изоляции и крепления магнитопровода понадо-
бится тонкий, крепкий и теплостойкий изоляционный мате-
риал. Во многих конструкциях сварочных трансформаторов
объем окон магнитопровода, в которые необходимо уклады-
вать несколько обмоток толстыми проводами, сильно ограни-
чен. Поэтому в этом «жизненно важном» пространстве маг-
нитопровода дорог каждый миллиметр.
Совет.
При малых размерах сердечников изоляционные мате-
риалы должны занимать как можно меньший объем, т. е.
быть как можно тоньше и эластичнее. Распространенную
ПХВ изоленту можно исключить сразу из применения на
Глава 2. Электродуговая сварка 79
греющихся участках СТ. Для изоляции и бандажа можно
использовать фторопластовые, стекло- и лакотканевые
киперные ленты, а между рядами — обычный скотч.
Даже при незначительном перегреве ПХВ изолента ста-
новится мягкой и постепенно расползается или продавлива-
ется проводами, а при значительном перегреве плавится и
пенится. Скотч можно отнести к наиболее удобным изоля-
ционным материалам. Ведь обладая клейкой поверхностью,
малой толщиной, эластичностью, он достаточно теплоустой-
чивый и крепкий. Тем более что сейчас скотч продается почти
везде на катушках различной ширины и диаметров. Катушки
малых диаметров отлично подходят для протяжки через узкие
окна компактных магнитопрводов. Два-три слоя скотча между
рядами провода практически не увеличивают объем катушек.
Особенности намотки обмоток
Существуют следующие правила намотки обмоток свароч-
ного аппарата.
Правило 1.
Намотка должна производится по изолированному ярму
и всегда в одном направлении (например, по часовой
стрелке).
Правило 2.
Каждый слой обмотки изолируют слоем хлопчато-
бумажной изоляции (стеклоткани, электрокартона,
кальки), желательно с пропиткой бакелитовым лаком.
Правило 3.
Выводы обмоток залуживают, маркируют, закрепляют
хлопчатобумажной тесьмой, а на выводы сетевой
80
Краткий справочник сварщика
обмотки дополнительно надевают хлопчатобумажный
кембрик.
Правило 4.
При некачественной изоляции провода намотку можно
производить в два провода, один из которых — хлоп-
чатобумажный шнур или хлопчатобумажная нить для
рыболовства.
Правило 5.
После намотки одного слоя обмотку с хлопчатобумаж-
ной нитью фиксируют клеем (или лаком), и только после
его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа
можно расположить двумя основными способами:
♦ первый способ позволяет получить более «жесткий» ре-
жим сварки. Сетевая обмотка при этом состоит из двух
одинаковых обмоток Wl, W2, расположенных на разных
сторонах сердечника, соединенных последовательно и
имеющих одинаковое сечение проводов. Для регулиров-
ки выходного тока на каждой из обмоток делают отводы,
которые попарно замыкаются (рис. 2.9, а, б);
♦ второй способ намотки первичной (сетевой) обмотки
представляет намотку провода на одной из сторон сер-
дечника (рис. 2.9, в, г). В этом случае сварочный аппарат
Рис. 2.9. Варианты намотки обмоток
Глава 2. Электродуговая сварка 81
\ имеет крутопадающую характеристику, варит «мягко»,
\ длина дуги меньше влияет на величину сварочного тока,
а следовательно, и на качество сварки.
Проверка намотанных обмоток
а Совет.
После намотки первичной обмотки сварочный аппарат
необходимо проверить на наличие короткозамкнутых
витков и правильность выбранного числа витков.
Сварочный трансформатор следует включать в сеть через
плавкий предохранитель (4—6 А) или автомат и, если есть,
амперметр переменного тока.
Если предохранитель сгорает или сильно греется — это
явный признак короткозамкнутого витка. В этом случае пер-
вичную обмотку необходимо перемотать, обратив особое вни-
мание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток
превышает 2—3 А, то это означает, что число витков первич-
ной обмотки занижено и необходимо подмотать еще некото-
рое количество витков.
Вывод.
Исправный сварочный аппарат должен потреблять ток
на холостом ходу не более 1—1,5 А, не греться и сильно
не гудеть.
Намотка вторичной обмотки
Вторичную обмотку сварочного аппарата всегда нама-
тывают на двух сторонах сердечника. По первому способу
намотки вторичная обмотка состоит из двух одинаковых
половин, включенных для повышения устойчивости дуги
82
Краткий справочник сварщи!
встречно-параллельно (рис. 2.9, б). В этом случае сечение
провода можно взять несколько меньше, то есть 15—20 мм2.
При намотке вторичной обмотки по второму способу, вна-
чале на свободной от обмоток стороне сердечника наматыва-
ется 60—65 % от общего числа ее витков. Эта обмотка служит,
в основном, для поджога дуги, а во время сварки, за счет рез-
кого увеличения рассеивания магнитного потока, напряжение
на ней падает на 80—90 %.
Остальное количество витков вторичной обмотки в виде
дополнительной сварочной обмотки W2 наматывается поверх
первичной. Являясь силовой, она поддерживает в требуемых
пределах напряжение сварки, а, следовательно, и сварочный
ток. Напряжение на ней падает в режиме сварки на 20—25 %
относительно напряжения холостого хода.
Намотку обмоток сварочного аппарата на сердечнике
тороидального типа можно также произвести несколькими
способами (рис. 2.10).
Переключение обмоток в сварочных аппаратах проще
сделать с помощью медных наконечников и клемм. Медные
наконечники в домашних условиях можно изготовить из мед-
ных трубок подходящего диаметра длиной 25—30 мм, закре-
пив в них провода опрессовкой или пайкой. При сварке в раз-
личных условиях (сильная или слаботочная сеть, длинный или
короткий подводящий кабель, его сечение и т. д.) переключе-
нием обмоток настраивают сварочный аппарат на оптималь-
ный режим сварки, и далее переключатель можно установить
в нейтральное положение.
Рис. 2.10. Варианты намотки обмоток
на сердечнике тороидального типа
Глава 2. Электродуговая сварка
83
Магнитопровод
Магнитопровод — самый важный элемент сварочного
трансформатора. Как правило, для самоделок используются
магнитопроводы старых электроприборов, которые, до того,
ничего общего со сварочными трансформаторами не имели:
♦ крупные трансформаторы;
♦ автотрансформаторы (ЛАТРы);
♦ электродвигатели.
Наиболее важным параметром магнитопровода является
его площадь поперечного сечения (S), по которому цирку-
лирует поток магнитного поля. Для изготовления СТ подхо-
дят магнитопроводы с площадью сечения 25—60 см2 (чаще
30—50 см2).
Правило.
Чем больше сечение магнитопровода, тем больший
поток сможет он передавать, тем большим запа-
сом мощности обладает трансформатор и тем
меньшее количество витков содержат его обмотки.
Оптимальная площадь сечения магнитопровода, когда
сварочный трансформатор средней мощности обла-
дает лучшими характеристиками, — 30 см2.
Существуют стандартные методики расчета параметров
магнитопровода и обмоток для схем сварочных трансформа-
торов промышленного изготовления. Однако для самоделок
эти методики практически непригодны, ведь расчет согласно
стандартной методике ведется для заданной мощности сва-
рочного трансформатора, причем только в единственном
варианте.
Для нее отдельно рассчитывают оптимальное значение
сечения магнитопровода и количество витков только для него.
На самом деле, площадь сечения магнитопровода для той же
мощности может находиться в весьма широких пределах.
84 Краткий справочник сварщика
Связи между произвольным сечением и витками в стан-
дартных формулах нет. Для самодельных сварочных транс-
форматоров обычно используют любые магнитопроводы, и
понятно, что найти сердечник с «идеальными» параметрами
стандартных методик практически невозможно.
На практике приходится подбирать витки обмоток под
существующий магнитопровод, выставляя тем самым требуе-
мую мощность.
Мощность сварочного трансформатора зависит от ряда
параметров, учесть которые в полной мере в обычных усло-
виях невозможно. Однако важнейшими среди них являются:
♦ количество витков первичной обмотки;
♦ площадь сечения магнитопровода.
Другие факторы:
♦ КПД;
♦ напряжение вторичной обмотки;
♦ напряжение питания в сети.
В качестве магнитопровода рекомендуется применить:
♦ набор пластин из трансформаторной стали, собранных
по П-образной форме;
♦ магнитопроводы, намотанные из трансформаторной
стальной ленты (тороиды);
♦ статоры асинхронных двигателей из Ш-образной транс-
форматорной стали и т. д.
Но самые лучшие характеристики сварочного трансфор-
матора получают на магнитопроводах, собранных из пластин
трансформаторной стали по форме прямоугольного «О», так
называемые двухстержневые магнитопроводы. Расположение
половин первичной и вторичной обмоток на двух стержнях
магнитопровода также способствует крутопадающей характе-
ристике сварочного тока.
Глава 2. Электродуговая сварка
85
Принципиальная схема сварочного трансформатора
и ее реализация
Первичную обмотку (рис. 2.11) ССТ следует намотать из
двух катушек, которые нужно расположить на двух стержнях
магнитопровода и соединить последовательно (наматать в одну
сторону и соединить начало с началом или конец с концом).
-220 В
Сварочная сеть
Рис. 2.17. Принципиальная схема
сварочного трансформатора
На каждую катушку первичной обмотки наматать поло-
вину рассчетных витков первичной обмотки. Так как одна
катушка первичной обмотки будет секционирована (для уве-
личения или уменьшения сварочного тока), то количество
витков необходимо рассчитывать по напряжениям, указан-
ным на схеме.
Вторичную обмотку также следует наматать на двух
катушках, которые содержат по половине витков вторичной
обмотки, и соединить последовательно. На одном стержне
магнитопровода расположть одну катушку первичной
обмотки и одну катушку вторичной обмотки. Также следует
расположить катушки на втором стержне.
86
Краткий справочник сварщика
Внимание. |
При сборке сварочного трансформатора необходимо I
устанавливать катушки таким образом, чтобы а
направление намотки совпадало на обоих стержнях, |
тогда проще делать соединения катушек. 1
Катушки первичной обмотки можно наматывать прово-
дом круглого или прямоугольного сечения. Катушки вторич-
ной обмоткй обычно наматывают проводом прямоугольного
сечения. Провод может быть как медный, так и алюминиевый.
Намотанные катушки необходимо пропитать пропиточным
лаком и высушить в специальной печи.
0 Совет.
Если вы собираетесь мотать катушки в домашних усло-
виях проводом в бумажной изоляции, то каждый слой
катушки необходимо покрасить нитроэмалевой кра-
ской или лаком воздушной сушки.
Если у вас имеется прямоугольный алюминиевый провод
на вторичную обмотку в бумажной изоляции, то бумажную
изоляцию необходимо удалить. Вместо нее нужно намотать
новую изоляцию с помощью эскапоновой, стеклослюдяной
или, в крайнем случае, тафтянной или киперной ленты.
Внимание.
Последние две изоляции необходимо пропитать лаком,
краской.
Катушки должны иметь хорошую корпусную изоляцию и
быть хорошо закреплены на стержнях с помощью деревянных
клиньев. Катушки на стержнях нужно расположить вплотную
друг к другу. Окно магнитопровода должно быть таким, чтобы
катушки, расположенные на противоположных стержнях, не
Глава 2. Электродуговая сварка
87
касались друг друга. Длину провода катушки можно опреде-
лить, замерив среднюю длину витка катушки и умножив на
количество витков катушки.
2.10. Сварочный трансформатор
на магнитопроводе от ЛАТРов
Устройство ЛАТРа
ЛАТР (лабораторный автотрансформатор) представ-
ляет собой хорошо вентилируемый жестяной корпус круглой
формы с жестяной или эбонитовой лицевой крышкой со шка-
лой от 0 до 250 В и вращающейся рукояткой [22].
Внутри корпуса находится тороидальный автотрансфор-
матор, выполненный на магнитопроводе значительного сече-
ния. Именно этот сердечник-магнитопровод понадобится от
ЛАТРа для изготовления нового сварочного трансформатора.
Требуется два одинаковых кольцамагнитопровода от крупных
ЛАТРов.
Внимание.
ЛАТРы выпускались разных типов с максимальным током
от 2 до 10 А. Для изготовления годятся только те свароч-
ные трансформаторы, размеры магнитопроводов кото-
рых позволяют уложить необходимое количество витков.
ЛАТР1М
Наиболее распространенным является автотрансформатор
типа ЛАТР 1М, который в зависимости от провода обмотки
рассчитан на ток 6—9 А, хотя размеры самого автотрансфор-
88 Краткий справочник сварщика
матора от этого не меняются. Магнитопровод ЛАТР1М имеет
следующие размеры:
♦ внешний диаметр D=127 мм;
♦ внутренний диаметр d=70 мм;
♦ высота кольца h=95 мм;
♦ сечение S=27 см2;
♦ масса около 6 кг.
Н Примечание.
Из двух колец от ЛАТР 1М можно изготовить хороший
сварочный трансформатор, правда, из-за малого вну-
треннего объема окна нельзя использовать слишком
толстые провода, и придётся экономить каждый мил-
лиметр пространства окна.
Другие типы ЛАТРов
Существуют ЛАТРы и с более объемными кольцами-
магнитопроводами, например, РНО-250-2 и другие. Они
лучше подходят для изготовления сварочного трансформа-
тора, но менее распространены. У других автотрансформа-
торов, аналогичных по параметрам ЛАТР 1М, например,
АОСН-8-220, магнитопровод имеет внешний диаметр кольца
больше, но зато меньшие высоту и диаметр окна d=65 мм. В
этом случае диаметр окна необходимо расширить до 70 мм.
Кольцо магнитопровода состоит из намотанных друг
на друга отрезков железной ленты, скрепленных по краям
точечной сваркой. Для того чтобы увеличить внутренний
диаметр окна, следует изнутри отсоединить конец ленты и
отмотать необходимое количество. Но не пытайтесь отмо-
тать за один раз.
Лучше отматывать по одному витку, каждый раз отрезая
лишнее. Иногда таким образом расширяют и окна более круп-
Глава 2. Электродуговая сварка
89
ных ЛАТРов, хотя при этом неизбежно уменьшается площадь
магнитопровода.
Методика создания сварочного трансформатора
по традиционной схеме
На первом этапе необходимо изолировать оба кольца.
Особое внимание при этом обратить на углы краев колец—
они острые, могут запросто разрезать наложенную изоляцию,
а потом замкнуть собой провод обмотки. На углы лучше вдоль
наложить какую-нибудь крепкую и эластичную ленту, напри-
мер, плотную киперную или разрезанную вдоль трубку кем-
брик. Сверху кольца каждое отдельно обматывают нетолстым
слоем тканевой изоляции.
На втором этапе необходимо соединить вместе изолиро-
ванные кольца (рис. 2.12). Кольца плотно стягнуть крепкой
лентой, а по бокам зафиксировать деревянными колышками,
Рис. 2.12. Создание изолированных колец
Рис. 2.13. Укладка первичной обмотки
90
Краткий справочник сварщика
также потом стянутыми изолентой. В итоге, сердечник магни-
топровод для сварочного трансформатора готов.
Третий этап самый ответственный — укладка первичной
обмотки. Обмотки данного сварочного трансформатора сле-
дует наматывать по схеме (рис. 2.13):
♦ первичная — посредине;
♦ две секции вторичной — на боковых плечах. Этот тип
трансформатора часто называют «ушастиком» из-за кру-
глых «чебурашкиных ушей», выступающих в разные сто-
роны секций вторичной обмотки.
На первичную обмотку уходит около 70—80 м провода,
который необходимо каждым витком протягивать через оба
окна магнитопровода. При этом никак не обойтись без нехи-
трого приспособления (рис. 2.14). Сначала провод нужно
намать на деревянное мотовильце. В таком виде без проблем
можно протягивать его через окна колец.
500... 700 мм
Рис. 2.14. Приспособление, облегчающее протяжку провода при намотке
Совет.
Провод обмотки может состоять из кусков, даже метров
по десять, если получилось достать только такой.
В этом случае его можно наматывать частями, а концы
соединять между собой. Для этого пролудить кончики,
соединить (не скручивая) и скрепить несколькими вит-
ками тонкой медной жилы без изоляции. Затем оконча-
тельно пропаять и заизолировать. Такое соединение не
дает трещин в проводе и не занимает большой объем.
Глава 2. Электродуговая сварка
91
Диаметр провода первичной обмотки должен составлять
1,6—2,2 мм. Для магнитопроводов, составленных из колец с
диаметром окна 70 мм, можно применять провод диаметром
не более 2 мм, иначе останется мало места для вторичной
обмотки.
0 Внимание.
Первичная обмотка должна содержать 180—200 витков
при нормальном сетевом напряжении.
Четвертый этап — намотка. Магнитопровод собран, а
провод подготовлен и намотан на мотовильце. Приступаем к
намотке. На конец провода надеть кембрик. Притянуть про-
вод изолентой к началу первого слоя. Поверхность магнито-
провода имеет закругленную форму, поэтому первые слои
будут содержать меньше витков, чем последующие — для
выравнивания поверхности (рис. 2.15).
Рис. 2.15. Магнитопровод с рядами витков в разрезе
Внимание.
Провод следует укладывать виток к витку, ни в коем
случае не допуская захлестывания провода на провод.
Слои повода обязательно изолировать друг от друга.
92
Краткий справочник сварщика
Ведь при работе сварочный трансформатор сильно
вибрирует. Если провода в лаковой изоляции лежат друг
на друге без промежуточной изоляции, то в результате
вибрации и трения друг о друга слой лака может разру-
шиться, и произойдет замыкание.
Для экономии пространства обмотку следует укладывать
как можно компактнее. На магнитопроводе из некрупных
колец межслоевую изоляцию следует использовать потоньше.
Для этих целей хорошо подходят небольшие катушки скотча,
которые без труда проходят в заполненные окна, а сам скотч
не занимает лишнего объема. Не следует стремиться намотать
первичную обмотку быстро и за один раз. Процесс этот мед-
ленный, а после укладки жестких проводов начинают болеть
пальцы. Лучше сделать это за 2-3 подхода — ведь качество
важнее скорости.
Пятый этап — намотка вторичной обмотки. Необходимо
определить количество витков вторичной обмотки на задан-
ное напряжение. Для этого включить уже готовую первичную
обмотку в сеть. Ток холостого хода этого варианта сварочного
трансформатора небольшой — всего 70—150 мА, гул транс-
форматора должен быть еле слышен.
Намотать на одно из боковых плеч 10 витков любого провода
и измерить выходное напряжение на них. На каждое из боковых
плеч приходится по половине магнитного потока, создаваемого
на центральном плече, поэтому здесь на каждый виток вторич-
ной обмотки приходится 0,6—0,7 В. Исходя из полученного
результата, рассчитать количество витков вторичной обмотки,
ориентируясь на напряжение 50 В (около 75 витков).
Выбор материала вторичной обмотки ограничен остав-
шимся пространством окон магнитопровода. Тем более что
каждый виток толстого провода нужно протягивать по всей
длине в узкое окно. Никакая «автоматизация» тут неприменима.
Поэтому следует выбрать один из предложенных вариантов.
Глава 2. Электродуговая сварка
93
Вариант 1. Намотать обмотку алюминиевым проводом
сечением 16—20 мм2.
Вариант 2. Намотать обмотку обычным многожильным
проводом 10 мм2 в синтетической изоляции — он мягкий, гиб-
кий, хорошо изолирован, но при работе будет греться.
Вариант 3. Намотать обмотку из нескольких жил медного
провода, как это было описано выше. Половину витков намо-
тать на одно плечо, половину на другое (рис. 2.13).
Если не окажется проводов достаточной длины, можно
соединить из кусков. Намотав обмотки на оба плеча, нужно
измерить напряжение на каждом из них, оно может отли-
чаться на 2—3 В. Ведь сказываются несколько отличные свой-
ства магнитопроводов разных ЛАТРов, что особо не влияет
на свойства СТ. Потом обмотки на плечах последовательно
соединить.
0 Внимание.
Надо следить, чтобы обмотки не оказались включены в
противофазе, иначе на выходе получится напряжение,
близкое к нулю. При напряжении сети 220—230 В свароч-
ный трансформатор данной конструкции должен раз-
вивать ток в дуговом режиме 100—130 А. При коротком
замыкании ток вторичной цепи — до 180 А.
Если в окна не удалось вместить все рассчитанные витки
вторичной обмотки и выходное напряжение оказалось ниже
требуемого, рабочий ток несколько уменьшится. В большей
степени понижение напряжения холостого хода влияет на
процесс зажигания дуги.
0 Внимание.
Дуга зажигается легко при напряжении холостого хода,
близком к 50 В и выше.
94
Краткий справочник сварщика
Методика создания сварочного трансформатора
по тороидальной схеме
На кольцах от ЛАТРов можно также изготовить сварочный
трансформатор по тороидальной схеме (рис. 2.16). Для этого
необходимы также два кольца, лучше от крупных ЛАТРов.
Первый этап. Кольца соедить и заизолировать. Получилось
одно кольцо-магнитопровод со значительной площадью.
Первичная обмотка содержит столько же витков, но ее необ-
ходимо намотать по длине всего кольца в два слоя.
Проблема дефицита внутреннего пространства окна маг-
нитопровода такой схемы сварочного трансформатора стоит
еще более остро, чем для предыдущей конструкции.
0 Внимание.
В этой схеме нужно изолировать как можно более тон-
кими слоями и материалами. Нельзя применять и тол-
стые обмоточные провода (рекомендуемый для первич-
ной обмотки 01,8 мм).
Преимущество тороидальной схемы — высокий КПД.
На каждый виток вторичной обмотки приходится более 1 В
напряжения. Следовательно, «вторичка» будет иметь меньше
витков, а выходная мощность выше, чем в предыдущей схеме.
Рис. 2.16. Сварочный трансформатор,
созданный по тороидальтной схеме
Однако длина витка на
тороидальном магнитопро-
воде больше, и сэкономить
на проводе здесь вряд ли
удастся.
Характеристикугорения >
дуги у тороидального сва-;
речного трансформатора j
можно считать лучшей, чем ;
в предыдущй схеме транс-
форматора.
Глава 2. Электродуговая сварка
95
Недостатки тороидальной схемы:
♦ сложность намотки;
♦ ограниченный объем окна;
♦ невозможность использования провода большого се-
чения;
♦ большая интенсивность нагрева. Если в предыдущем ва-
рианте все обмотки находились раздельно и хоть частич-
но имели контакт с воздухом, то теперь первичная об-
мотка находится полностью под вторичной, и их нагрев
взаимоусиливается.
Второй этап — выбор провода. Не рекомендуется приме-
нять для вторичной обмотки жесткие провода. Желательно
намотать вторичную обмотку мягким многожильным или
изготовленным из нескольких жил проводом. Если правильно
подобрать все провода и аккуратно их улож ить, то в про-
странство окна магнитопровода вместится необходимое коли-
чество витков вторичной обмотки, и на выходе сварочного
трансформатора получится нужное напряже ние.
Особенная конструкция. Можно из нескольких колец
ЛАТРов сделать особенную конструкцию тороидального
сварочного трансформатора, перематав железные полосы
ленты из одного на другой, а не ставя их друг на друга тор-
цами. Для этого сначала из одного кольца следует смотать
внутренние витки полос, чтобы расширить окно. Кольца дру-
гих ЛАТРов распустить полностью на полосы ленты, которые
потом плотно наматать на наружный диаметр первого кольца.
После этого собранный единый магнитопровод очень плотно
обмотать изолирующей лентой. В итоге получается кольцо-
магнитопровод с более объемным внутренним пространством,
чем у всех предыдущих.
Преимущество особенной конструкции. В такой конструк-
ции можно вместить провод значительного сечения, и сделать
это гораздо проще. Необходимое количество витков рассчи-
тывают по площади сечения собранного кольца.
96
Краткий справочник сварщика
Недостаток особенной конструкции — трудоемкость изго-
товления магнитопровода, ведь вручную намотать желез-
ные полосы друг на друга так же плотно, как раньше, очень
сложно. В результате магнитопровод получается хлипким,
поэтому при работе СТ железо в нем сильно вибрирует, изда-
вая мощный гул.
Использование родной первичной обмотки. Иногда «род-
ные» обмотки ЛАТРов подгорают только с одного края на
токоотводной дорожке или вообще остаются невредимыми.
Тогда возникает соблазн использовать уже готовую, прекрасно
уложенную первичную обмотку одного кольца. Практика
показывает, что в принципе реализовать эту идею можно,
правда, польза из такой затеи будет минимальна. Обмотка
ЛАТР 1М имеет 265 витков провода диаметром 1 мм.
0 Внимание.
Если намотать вторичную прямо на нее, то трансфор-
матор станет развивать непомерную для себя мощ-
ность, быстро нагреется и выйдет из строя.
Ведь реально «родная» обмотка ЛАТРа может работать на
небольшой мощности — только для 02 мм электродов, кото-
рым необходим ток 50—60 А. Тогда по первичной обмотке
трансформатора должен протекать ток около 15 А. Есть ряд
способов, чтобы исправить ситуацию.
Способ 1. Для такой мощности первичная обмотка сва-
рочного трансформатора из одного ЛАТРа должна содер-
жать около 400 витков. Их можно домотать, предварительно
покрыв лаком токоотводящую дорожку и изолировав родную
обмотку ЛАТРа.
Способ 2. Можно поступить и по-другому: не доматывать
витки, а погасить мощность балластным резистором, вклю-
ченным в цепь первичной или вторичной обмотки. В каче-
Глава 2. Электродуговая сварка
97
стве активного сопротивления можно использовать батарею
параллельно соединенных мощных проволочных резисто-
ров, например, ПЭВ-50...100, суммарным сопротивлением
10—12 Ом, включенных в цепь первичной обмотки.
Способ 3. Во время работы резисторы сильно нагрева-
ются, чтобы избежать этого, их можно заменить дросселем
(реактивным сопротивлением). Дроссель намотать на каркасе
100—200-ватного трансформатора с количеством витков 200—
100. Хотя СТ будет обладать значительно лучшей характери-
стикой, если балластный резистор (сотые доли ома) включен
на выходе вторичной обмотки. Для этого' используйте отрезок
толстого высокоомного провода, навйтого в спираль, длину
которого подберите экспериментально.
Рассмотрим особенность работы с кольцами от крупных
ЛАТРов. В таком случае только на одном кольце можно намо-
тать полноценный сварочный трансформатор. Ведь в вышеопи-
санных конструкциях приходилось использовать по два кольца.
Это делалось не столько из-за необходимости увеличения пло-
щади магнитопровода, сколько для уменьшения количества
витков, иначе они просто не вместились бы в узких окнах.
Внимание.
Для сварочного трансформатора достаточно площади
сечения одного кольца: он имел бы даже лучшие характе-
ристики, так как плотность магнитного потока была
бы более близка к оптимальной. Но проблема заключа-
ется в том, что магнитопроводы меньшей площади
неизбежно требуют большего количества витков, что
увеличивает объем катушек и требует большего про-
странства окон.
Теперь рассмотрим несколько вариантов изготовления сва-
рочных аппаратов.
98
Краткий справочник сварщика
2.11. Переносной самодельный
сварочный аппарат для точечной электросварки
Назначение
Переносный малогабаритный электросварочный аппарат
с выносным сварочным пистолетом предназначен для прива-
ривания листовой нержавеющей и обычной стали толщиной
0,08—0,15 мм к массивным стальным деталям, а также для сое-
динения сваркой стальной проволоки диаметром до 0,3 мм.
Он может найти применение при изготовлении термопар,
для приваривания к металлоконструкциям тензометрических
датчиков, предварительно наклеенных на стальную фольгу, и
во многих других случаях. Масса силового блока аппарата —
около 8 кг, габариты — 225x135x120 мм [28 ].
Принципиальная схема
Рассмотрим принципиальную электрическую схему (рис. 2.17).
Сварочный аппарат состоит из двух основных узлов:
♦ электронного реле на тиристоре V9;
♦ мощного сварочного трансформатора Т2.
Рис. 2.17. Принципиальная схема сварочного аппарата
Глава 2. Электродуговая сварка
99
К одному из выводов его низковольтной вторичной обмотки
подключен сварочный электрод. Второй вывод надежно
соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к
сети через диодный мост V5—V8, в диагональ которого вклю-
чен тиристор V9 электронного реле.
Маломощный вспомогательный трансформатор Т1 питает
цепь управления тиристором (обмотка III) й лампу Н1 под-
светки места сварки (обмотка II).
Принцип действия
При замыкании контактов выключателя S1 «Вкл.» напря-
жение питания 220 В поступает на первичную обмотку транс-
форматора Т1 узла управления тиристором. Конденсатор С1,
подключенный через замкнутые контакты переключателя S3
«Импульс» к выпрямительному мосту VI—V4, заряжается.
Первичная обмотка сварочного трансформатора Т2 обе-
сточена, так как тиристор V9 закрыт. При нажатии на кнопку
переключателя S3 заряженный конденсатор С1 подключается
к управляющему электроду тиристора V9 через переменный
резистор R1. Разрядный ток конденсатора открывает тири-
стор, и напряжение сети поступает на первичную обмотку
сварочного трансформатора Т2.
Если вторичная обмотка сварочного трансформатора сое-
динена со свариваемыми деталями, то в ней возникает мощ-
ный импульс тока. Он вызывает сильный разогрев металла в
точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времяза-
дающей цепи R1C1. При номиналах элементов этой цепи, указан-
ных на схеме, максимальная длительность импульса tn (без учета
внутреннего сопротивления тиристора) примерно равна 0,1 с.
За это время ток во вторичной обмотке может достигать
300—350 А. Этого вполне достаточно для прочного привари-
100
Краткий справочник сварщика
вания к массивным конструкциям деталей из фольги толщи-
ной до 0,15 мм, например, из легированной стали 1х18Н10Т.
Возврат устройства в исходное состояние происходит
автоматически по окончании разряда конденсатора С1.
Оптимальный режим сварки устанавливают подстроечным
резистором R1 «Режим».
Состав сварочного аппарата
Сварочный аппарат состоит из двух основных частей:
♦ силового блока;
♦ сварочного пистолета.
Они соединяются между собой гибким кабелем, подключен-
ным с помощью многоконтактного разъема. На шасси силового
блока размещены почти все элементы устройства. Конструкция
шасси и его основные размеры показаны на рис. 2.18.
Устройство сварочного аппарата
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и
снабжен ручкой 2 для переноски. На основании шасси 3 раз-
мещены:
♦ сварочный трансформатор 4;
♦ планки с диодами VI—V8.
К передней панели шасси прикреплен кронштейн 8 с установ-
ленными на нем вспомогательным трансформатором 5, конден-
сатором 6 и тиристором 7. На передней панели смонтированы:
♦ часть разъема (в прямоугольном отверстии) соедини-
тельного кабеля;
♦ переменный резистор установки режима;
♦ сетевой тумблер;
♦ штыревая часть разъема сетевого шнура;
♦ зажим для подключения самой массивной из сваривае-
мых деталей.
Глава 2. Электродуговая сварка
101
Рис. 2.18. Конструкция сварочного аппарата
и основные габаритные размеры:
а — крышка с рукояткой для переноски; б—шасси сварочного аппарата
Устройство сварочного пистолета показано на рис. 2.19.
Корпус 7 пистолета изготовлен в виде двух одинаковых по
форме частей, вырезанных из листового текстолита толщиной
12 мм. В корпусе смонтированы:
♦ держатель 3 сварочного электрода 2;
♦ лампа 8 подсветки с кнопочным выключателем 4 «Под-
светка»;
♦ микропереключатель 6 «Импульс».
Соединение
Соединительным кабелем 5 (рис. 2.19) служит гибкий двад-
цатичетырехпроводный кабель в резиновой изоляции наруж-
ным диаметром 11 мм и сечением каждого провода 0,75 мм2.
Такое соединение удобней, чем использовать жесткий одно-
проводный кабель с аналогичным сечением. Пять проводов
кабеля использованы для подключения микропереключателя и
лампы подсветки, а остальные девятнадцать запаяны непосред-
102
Краткий справочник сварщика
Рис. 2.19. Устройство сварочного пистолета
ственно в держатель 3 электрода. Держатель изготавливают из
медного бруска прямоугольного или квадратного сечения.
Электродом 2 служит медный пруток диаметром 8 мм.
Электрод должен быть надежно зафиксирован в держателе.
Вместе с этим должна быть предусмотрена возможность
смены электрода. Для приваривания фольги жало элек-
трода затачивают конусом, переходящим в сферу диаметром
1—1,5 мм. Для сваривания проволоки применяют электрод с
плоским рабочим горцем.
Изготовление сварочного аппарата
Монтаж пистолета следует начинать с разделки кабеля:
♦ девятнадцать проводников кабеля тщательно зачистить,
скрутить вместе, облудить и запаять в отверстие держа-
теля 3 электрода;
♦ оставшиеся пять проводов обрезать до необходимой
, длины и припаять к микропереключателю 6 и лампе 8
подсветки.
♦ второй конец кабеля завести во вставку штепсельного разъ-
ема типа А на 20 контактов. В пистолете использованы:
♦ микропереключатель МПЗ- 1Т;
♦ лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снаб-
женной небольшой линзой;
Глава 2. Электродуговая сварка
103
♦ кнопка включения лампы подсветки, например, от на-
стольной лампы. На лицевую панель шасси силового
блока установить ответную часть разъема соединитель-
ного кабеля:
♦ пять соответствующих контактов разъема следует под-
ключить к тем или иным цепям устройства;
♦ остальные контакты нужно соединить параллельно и
подключить к одному из выводов вторичной обмотки
сварочного трансформатора.
Магнитопровод этого трансформатора необходимо наби-
рать из пластин Ш40 при толщине набора 70 мм. Первичная
обмотка содержит 300 витков провода ПЭВ-2 0,8.
Вторичная обмотка этого трансформатора состоит из
10 витков изолированного провода или шины сечением
не менее 20 мм2 (в описываемой конструкции Эта обмотка
выполнена из двух многожильных проводников диаметром
4 мм, наматываемых одновременно). Такого же сечения
изготовляют «заземляющий» соединительный проводник
вторичной обмотки. Его длину не следует выбирать более
2—2,5 м.
Трансформатор Т1 может быть любым, обеспечивающим
на вторичных обмотках:
♦ напряжение 8—10 В (для заряда конденсатора С1
♦ напряжение 3—6 В (для питания лампы). В данной кон-
струкции применен магнитопровод от трансформатора
детской железной дороги (сечение 10x10, Г-образные
пластины). На нем размещают:
♦ сетевую обмотку I, содержащую 8000 витков провода
ПЭВ-2 0,08;
♦ обмотку II — 330 витков провода ПЭВ-2 0,3;
♦ обмотку III — 350 витков провода ПЭВ-2 0,2. Зажим, со-
единяемый с нижним (по схеме рис. 2.17) выводом вто-
ричной обмотки трансформатора Т2, монтируют на шас-
си без изоляционных прокладок.
104
Краткий справочник сварщика
0 Внимание.
При изготовлении трансформаторов необходимо
иметь в виду, что от качества изоляции их обмоток
зависит безопасность работающего с аппаратом.
Поэтому поверх первичных (сетевых) обмоток транс-
форматоров следует наложить не менее 4—6 слоев
лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы:
♦ подстроечный резистор ППЗ-11;
♦ конденсатор К50-3
♦ сетевой тумблер ТП1-2.
О Примечание.
Применение тиристора ПТЛ-50 обусловлено желанием
обеспечить высокую надежность аппарата и безотказ-
ную работу в тяжелых климатических условиях и при
больших колебаниях сетевого напряжения. С некоторым
ухудшением качества сварки в аппарате могут быть
использованы тиристоры серии КУ202 с индексами К, Л,
М или Н. При этом необходимо уменьшить сопротивле-
ние резистора R1 до 50 Ом, а емкость конденсатор С1
увеличить вдвое.
Повышение качества сварочного шва
Правильно собранный аппарат начинает работать сразу
без какоголибо налаживания. Качество сварного шва (точки)
проверяют следующим образом:
♦ полоску стальной фольги шириной 10—12 мм привари-
вают к очищенной от окалины поверхности стального
бруска тремя-пятью точками;
Глава 2. Электродуговая сварка
105
♦ затем отрывают с помощью пассатижей. В точках сварки
на фольге должны остаться отверстия диаметром 0,5—
0,8 мм, что свидетельствует о том, что отрыв происходит
не по месту сварки, а вокруг него.
Совет.
Если фольга отрывается в месте сварки, следует подо-
брать сварочный ток подстроечным резистором
«Режим». При подборе тока необходимо учитывать, что
качество шва ухудшается при увеличении давления на
электрод.
Следует отметить также, что по справочным данным посто-
янное напряжение, которое необходимо подавать на управля-
ющий электрод тиристора ПТЛ-50 для его открывания, равно
8 В. Однако качество шва значительно улучшается, если это
напряжение увеличить до 12—15 В (напряжение заряженного
конденсатора С1).
Внимание.
Перед началом работы надо заземлить кожух свароч-
ного аппарата и конструкцию, к которой нужно прива-
рить деталь. Работающий со сварочным аппаратом
должен надеть защитные резиновые перчатки и сто-
ять на резиновом коврике.
Использование сварочного аппарата
Рассмотрим порядок работы с аппаратом:
♦ включить аппарат;
♦ привариваемую деталь приложить к конструкции;
♦ плотно прижать жалом сварочного электрода пистолета
в том месте, где нужно получить точку сварного шва;
106
Краткий справочник сварщика
♦ нажать на «спусковой крючок» пистолета (на кнопку ми-
кропереключателя);
♦ через 1—1,5 с снять пистолет с детали и устанавливают
жало на следующую точку. В тех случаях, когда это не-
обходимо, можно включить лампу подсветки.
И Совет.
Возможности аппарата могут быть значительно рас-
ширены. Для этого опытным путем следует подобрать
длину й форму жала графитового электрода:
♦ если необходимо сваривать детали из более толстых
листовых металлов, сварочный трансформатор при-
дется заменить более мощным;
♦ если использовать, например, омедненный графито-
вый электрод диаметром б—8 мм, можно сваривать
медные луженые проводники диаметром до 0,3 мм.
Из опыта. Очень хорошо такие проводники привариваются
к любым луженым и посеребреным деталям, а также к медной
нелуженой фольге. Можно, например, приваривать тонкие
проводники к фольге печатной платы без применения флюса.
Хорошие результаты получены при сваривании листов очень
тонкой медной фольги.
. Для сваривания стальных листов толщиной 0,5—0,7 мм
необходим трансформатор сечением магнитопровода не
менее 65—70 см2:
♦ первичная обмотка должна содержать 160—165 витков
провода ПЭТВ диаметром 1,62—1,7 мм;
♦ вторичная обмотка — 4,5 витка медной шины сечением не
менее 90 мм2 (из расчета на сварочный ток 1400—1800 А).
Диаметр электрода нужно увеличить до 18—20 мм. При
этом в первичной обмотке трансформатора в момент сва-
рочного импульса протекает ток около 45 А. Поэтому диоды
V5—V8 нужно будет заменить более мощными, например,
Глава 2. Электродуговая сварка
107
ВЛ-50. Тиристор V9 также должен быть рассчитан на прямой
ток не менее 50 А. Опыт, однако, показывает, что для свари-
вания стальных листов толщиной до 0,5—0,7 мм вполне допу-
стимо использование тиристора ПТЛ-50 без дополнительного
радиатора, поскольку сварочный импульс очень короток.
Для сваривания металлов различной толщины (от 0,08 до
0,7 мм) в аппарате необходимо предусмотреть более широ-
кое регулирование сварочного тока. Наиболее целесообразно
вместо конденсатора С1 использовать набор из трех конден-
саторов емкостью по 1000 мкФ каждый, коммутируемых пере-
ключателем либо последовательно (для тонколистовых метал-
лов), либо параллельно.
2.12. Сварочный аппарат постоянного тока на
основе тороидального трансформатора
Назначение
Универсальный сварочный аппарат для электродуговой сварки
на постоянном токе электродами диаметром 2—4 мм [12].
Особенности конструкции
В данном сварочном аппарате (рис. 2.20) выпрямитель
объединен с тороидальным трансформатором и вентилято-
ром воздушного охлаждения. Непосредственно сам выпрями-
тельный мост собран на диодах ДЛ-132-80-10, установленных
в центре тора на кронштейны-радиаторы из отрезков алюми-
ниевого уголка.
Тепловой режим для мощных полупроводниковых венти-
лей — наиболее благоприятный. Ведь каждый из диодов прак-
тически со всех сторон омывается воздушным потоком. Воздух
засасывается снизу (из-под подставок) и интенсивно прогоня-
108
Краткий справочник сварщика
ется вентилятором через миниаэродинамическую трубу, т. е.
внутреннюю воронку (окно) тора диаметром 9 см (рис. 2.21).
Совет.
Ы Для обеспечения столь свободного продувания надо побес-
покоиться об оптимальности компоновки агрегата.
Глава 2. Электродуговая сварка
109
Рис. 2.21. Оптимизация конструкции
для лучшего охлаждения сварочного трансформатора
Например, предусмотреть, чтобы отверстия сравнительно
большого диаметра были и в основании, и в стяжной крышке,
к которой крепится (используя имеющийся фланец) трехфаз-
ный многолопастный вентилятор УВО-2,6-6,5-У4. Для того
чтобы воздух поступал Снизу без помех, высота привинчивае-
мых к основанию подставок должна быть не менее 20 мм.
Подсоединение диодного моста
Рассмотрим особенности подсоединения диодного моста
к сварочному трансформатору. При интенсивном использо-
вании аппарата для сварки один из выводов диодного моста
подключается к общей клемме, а другой, являясь в данном
случае коммутируемым, состыковывается с тем или иным
выводом трансформатора. Если необходимы напряжения 6 В,
12 В, 18 В и т. д., то оба ввода диодного моста делаются ком-
мутируемыми.
Наличие выпрямителя, в отличие от аппаратов, работаю-
щих на переменном токе, позволяет улучшить зажигание
дуги, поскольку увеличивается напряжение холостого хода, и
повысить качество сварки. Кроме того, нельзя забывать, что
на плюсовом выводе выделяется больше тепла. И свойство
это удобно использовать при сварке тонкостенных деталей
(в этом случае «плюс» подводится к электроду).
110
Краткий справочник сварщика
2.13. Сварочный аппарат
с умножителем выходного напряжения
Назначение
Это универсальный сварочный аппарат с мягкой (падаю-
щей) вольтамперной характеристикой [56].
Особенности работы
Процесс горения дуги протекает стабильнее у сварочных
устройств с мягкой (падающей) вольтамперной характеристи-
кой. К числу таких аппаратов можно отнести и самодельный
аппарат с выпрямителем, принципиальная электрическая
схема (рис. 2.22) которого содержит изюминку. Суть этого
нововведения состоит в быстрой смене режимов работы дио-
дов, включаемых по типовому вентильному мосту (ВСМ), но
по так называемой схеме удвоения напряжения (ВСУ).
Рис. 2.22. Принципиальная электрическая схема сварочного аппарата
Принципиальная схема
Особую роль в рассматриваемом техническом решении
играет перемычка Х2 — ХЗ. Вставив ее, получают из обыч-
ного диодного моста VD1—VD4 с низкочастотным фильтром
C1C2L1 выпрямительное устройство, на выходе которого в
режиме холостого хода будет удвоенное (по сравнению с пер-
вым вариантом работы) напряжение.
Глава 2. Электродуговая сварка
111
При этом положительная полуволна напряжения, посту-
пающего от начала вторичной обмотки сварочного трансфор-
матора Т1, беспрепятственно проходит полупроводниковый
силовой вентиль VD1 и, зарядив конденсатор С1 практически
до максимума, возвращается к концу названной обмотки.
С наступлением другого полупериода цепь прохождения
положительных электрических зарядов будет несколько иной:
от конца обмотки II сварочного трансформатора Т1 к С2,
а от него — через вентиль VD2 — к началу той же
вторичной обмотки.
Но конденсаторы С1 и С2 соединены друг с другом так,
что результирующее напряжение оказывается равным сум-
марному, которое и подводится через дроссель L1 к проме-
жутку «электрод-деталь», облегчая возникновение свароч-
ной дуги.
Полупроводниковые диоды VD3 и VD4 при замкнутой
перемычке и отсутствии сварочной дуги в работе схемы как
бы не участвуют по причине своего обратного включения в
выпрямительные цепи. К тому же каждый из них оказывается
запертым напряжением от соответствующего конденсатора.
Недостатком типовых схем удвоения является крутопадаю-
щая внешняя характеристика, то есть резкое снижение выпрям-
ленного напряжения при увеличении тока нагрузки. Это застав-
ляет применять зарядные конденсаторы большой емкости
(в рассматриваемом устройстве по 15000 мкФ каждый).
Внимание.
Типовые схемы удвоения взрывоопасны: при пробое
одного из силовых вентилей переменное напряжение
оказывается напрямую приложенным к электролити-
ческому (оксидному) конденсатору, что недопустимо.
В этом случае используется защитное устройство на
бездействовавших ранее VD3, VD4.
112
Краткий справочник сварщика
Конструкция и детали
Мощность трансформатора Т1, имеющего магнитопровод
ПЛ45x80, равна 2,5 кВт. Первичная обмотка трансформа-
тора содержит 156 витков провода ПЭВ-2 диаметром 2,5 мм.
Обмотка может быть также выполнена и более тонким, но
сложенным вдвое проводом ПЭВ-2-1,7 мм.
Для намотки вторичной (понижающей) обмотки использо-
ван провод БПВЛ сечением 16 мм2. Требуемое количество вит-
ков — 22. Дроссель L1 содержит 33 витка провода БПВЛ сече-
нием 10 мм2. Намотаны они на изолирующем каркасе, который
надевается на магнитопровод ШЛ50х50, собираемый с немаг-
нитным зазором величиной 2 мм, в котором установлены про-
кладки толщиной 2 мм из термостойкого диэлектрика.
В качестве диэлектрика рекомендуется гетинакс или тек-
столит. Конденсаторы С1 и С2 — оксидные К50-18 или дру-
гого типа, рассчитанные на использование в цепях с напряже-
нием 50 В и более. Рекомендуемые к использованию в схеме
диоды Д161 могут иметь в конце наименования любую комби-
нацию цифр и букв.
цв Совет.
IL-Jj Допустимо применение мощных диодов типа В200.
Каждый из диодов установлен на дюралюминиевый
теплоотвод-радиатор 80x80x45 мм с вертикальным
расположением ребер (для лучшего охлаждения за счет
конвекции).
Клеммы Х2—Х5 представляют собой латунные или мед-
ные болты М10 с шайбами и гайками, выведенные на перед-
нюю панель из текстолита или гетинакса. Перемычка сече-
нием 30 мм2 — из меди или алюминия.
Глава 2. Электродуговая сварка
113
2.14. Нерегулируемый портативный сварочный
аппарат на основе ЛАТРа
Назначение
Нерегулируемый портативный маломощный сварочный
аппарат для работы электродами до 1,5 мм [5].
Изготовление сварочного аппарата
Основу сварочного аппарата составляет лабораторный
трансформатор ЛАТР на 9 А (рис. 2.23). С него снять кожух и
всю арматуру, в итоге на сердечнике остается лишь обмотка.
В трансформаторе сварочного аппарата она будет первичной
(сетевой). Эту обмотку следует изолировать двумя слоями
лакоткани или стеклолакоткани. Поверх изоляции наматать
вторичную обмотку — 65 витков провода или набора прово-
дов общим сечением 12—13 мм2. Обмотку рекомендую укре-
пить изолентой.
Трансформатор установить на изолирующей подставке из
текстолита или гетинакса внутри кожуха из листовой стали
или дюралюминия толщиной 1,5—3 мм. В крышке кожуха,
на задней и боковых стенках сделать отверстия диаметром
8—10 мм для вентиляции. Сверху укрепить ручку из стального
прутка.
Рис. 2.23. Конструкция и принципиальная схема сварочного аппарата
114
Краткий справочник сварщика
На переднюю панель вывести индикаторную лампочку,
выключатель на 220 В, 9 А и клеммы вторичной обмотки.
К одной из этих клемм присоединить кабель с держателем
электродов, к другой — кабель, второй конец которого во
время сварки прижать к свариваемой детали.
Внимание.
Эта последняя клемма при работе обязательно должна
быть заземлена: Электроды для этого аппарата должны
иметь диаметр не более 1,5 мм.
Индикаторная неоновая лампочка типа СН-1, СН-2, МН-5
сигнализирует о включении аппарата.
2.15. Простой регулируемый сварочный аппарат
на основе Ш-образного трансформатора
Назначение
Нерегулируемый портативный маломощный сварочный
аппарат переменного тока для работы электродами до 2 мм [5].
Изготовление сварочного аппарата
Для данного сварочного аппарата необходимо самостоя-
тельно изготовить трансформатор. Из Ш-образного транс-
форматорного железа набрать сердечник сечением около
45 см2, наматать на него первичную (сетевую) обмотку, состо-
ящую из 220 витков провода ПЭЛ 1,5 мм. От 190-го и 205-го
витков сделать отводы.
После чего заизолировать обмотку двумя-тремя слоями
стеклолакоткани или лакоткани. Поверх изолированной пер-
Глава 2. Электродуговая сварка
115
вичной обмотки намотать вторичную обмотку. Она содер-
жит 65 витков провода или набора проводов общим сечением
25—35 мм2.
Совет.
В наборе удобнее всего использовать провода типа ПЭЛ
или ПЭВ диаметром 1,0—1,5 мм.
Как и в конструкции, показанной на рис. 2.23, готовый транс-
форматор закрепить на изолирующей подставке и поместить в
кожух. На переднюю панель, кроме лампочки, выключателя и
клемм, выводят переключатель, регулирующий силу тока.
Внимание.
Стенки кожуха должны быть удалены от трансформа-
тора не менее чем на 30 мм.
Электроды
В сварочном аппарате этой конструкции можно использо-
вать электроды диаметром 1,5 и 2 мм. При отсутствии готовых
электродов, их можно изготовить следующим образом:
♦ стальную проволоку соответствующего диаметра разру-
бить на куски длиной по 350 мм;
♦ зачистить шкуркой;
♦ покрыть обмазкой, состоящей из растолченного мела и
жидкого стекла (силикатный клей). После высыхания
электроды готовы к использованию.
В Совет.
Чтобы покрытие получилось ровным, рекомендую прово-
локу вертикально погружать в обмазку, оставляя сверху
чистый конец длиной 30—35 мм. Затем медленно выта-
116
Краткий справочник сварщика
щить и сразу же каждый электрод подвесить на веревке
с помощью бельевой прищепки для сушки.
Принципиальная схема
Принципиальная схема сварочного аппарата приведена на
рис. 2.24, б.
Рис. 2.24. Внешний вид (а) и принципиальная схема (б)
сварочного аппарата
Подключение к электросети
Подключать этот аппарат к квартирной электросети сети
220 В / 50 Гц через стандартный 10 А электросчетчик нельзя, так
как аппарат потребляет около 3 кВт. Пользоваться аппаратом
можно в мастерской при наличии электрической сети, к которой
разрешается подключать аппараты мощностью до 5 кВт.
2.16. Построение инверторного источника
Особенности рынка сварочных источников
По сравнению с классическими трансформаторными,
инверторные сварочные источники (далее по тексту просто
источники или инверторные источники) имеют меньшую
массу, объем и превосходные нагрузочные характеристики.
Глава 2. Электродуговая сварка
117
И Примечание.
Постоянное удешевление силовой элементной базы при-
вело к тому, что в последнее время инверторные источ-
ники стали значительно дешевле. Поэтому они начали
вытеснять с рынка сварочные источники, построен-
ные по классической схеме с использованием сварочного
трансформатора, работающего на частоте питаю-
щей сети.
Сейчас во всех сварочных салонах, строительных мага-
зинах и магазинах инструментов мы можем видеть широкий
перечень инверторных источников на все вкусы. Здесь есть
достаточно дорогие и надежные аппараты от известных про-
изводителей, а также менее дорогие и соответственно менее
надежные аппараты, произведенные в Восточной Азии.
Так как продукция мировых брендов пока не доступна
среднему потребителю, то проблема ремонта сварочного обо-
рудования резко обострилась.
В Примечание.
Ситуация усугубляется тем, что обычно производитель
не комплектует свои изделия подробными принципиаль-
ными схемами и методиками ремонта.
Однако не стоит отчаиваться. Если вы уже обладаете неко-
торыми познаниями в электронике, то можете попытаться
спасти свой сварочный аппарат собственными руками. При
этом не стоит сразу выискивать на плате и менять микросхему
с самым большим количеством ножек. Ведь обычно неисправ-
ность возникает в наиболее напряженных цепях устройства.
А, как известно, таковыми являются не цепи управления, а
цепи силовые.
118
Краткий справочник сварщика
|g|
Совет.
Любой ремонт инверторного сварочного источника
следует начинать с внимательного внешнего осмотра,
прозвонки транзисторов и диодов инвертора, выпрями-
телей.
Косой мост
Основой любого инверторного источника является преоб-
разователь (инвертор).
0 Определение.
Инвертор — это узел, преобразующий постоянное
напряжение в переменное напряжение повышенной
частоты.
Повышенная, по сравнению с сетевой, частота напряже-
ния на выходе инвертора позволяет использовать для транс-
формации и сглаживания тока более компактные и дешевые
электромагнитные узлы. А это, собственно, и позволяет, в
конечном счете, значительно уменьшить массу и объем сва-
рочного источника.
Зачастую силовая часть источника строится на основе
двухтранзисторного однотактного прямоходового преобразо-
вателя (косой мост).
D Примечание.
Это особенно характерно для маломощных источников
с выходным током до 200 А.
Во многом такой выбор объясняется специфичной и дина-
мичной нагрузкой сварочного источника, каковой являются:
♦ электрическая дуга;
♦ собственно сам сварочный процесс.
Глава 2. Электродуговая сварка
119
В этих условиях однотактный преобразователь (по срав-
нению с двухтактным) более устойчив к возмущениям со сто-
роны нагрузки. Поэтому, несмотря на то, что двухтактные
преобразователи обеспечивают лучшее использование эле-
ментной базы, основная масса маломощных сварочных источ-
ников построена с использованием однотактного прямоходо-
вого преобразователя.
И Примечание.
Общим недостатком однотактных преобразователей
является то, что их трансформаторы работают в
условиях с односторонним намагничиванием.
Магнитная индукция В (в трансформаторе с односторон-
ним намагничиванием) может изменяться только в пределах
от максимальной Вш до остаточной Вг, описывая частную
петлю гистерезиса.
Процесс перемагничивания магнитопровода
тра нсформатора
Рассмотрим подробнее процесс перемагничивания магни-
топровода трансформатора. На рис. 2.25, а изображена прин-
ципиальная электрическая схема двухтранзистороного одно-
тактного прямоходового преобразователя.
Когда транзисторы VT1, VT2 преобразователя открыты,
энергия источника питания Е, через трансформатор Т, пере-
дается в нагрузку. При этом сердечник трансформатора
намагничивается в прямом направлении (участок а-b на
рис. 2.25, б).
Когда транзисторы VT1, VT2 заперты, ток в нагрузке под-
держивается за счет энергии, запасенной в дросселе L. При
этом ток замыкается через диод VDo. В этот момент (под
действием ЭДС обмотки W1) открываются диоды VD1, VD2.
120
Краткий справочник сварщика
Рис. 2.25. Двухтранзисторный однотактный прямоходовой
преобразователь:
а — принципиальная электрическая схема; б—процесс перемагничивания сердечника
Через эти диоды протекает ток размагничивания сердечника
трансформатора в обратном направлении (участок b-а на
рис. 2.25, б).
Изменение индукции dB в сердечнике происходит практи-
чески от Вт до Вт и значительно меньше значения dB = 2Bm,
возможного для двухтактного преобразователя;
И Примечание.
Некоторый прирост dB можно получить с помощью вве-
дения немагнитного зазора в сердечник.
Если сердечник имеет немагнитный зазор 3, то остаточ-
ная индукция становится меньше, чем Вт. В случае наличия
немагнитного зазора в сердечнике новое значение остаточной
индукции можно найти в точке пересечения прямой, прове-
денной из начала координат под углом 0, к кривой перемагни-
чивания (точка В1 на рис. 2.25, б).
tg0 = Мо'/с/З, (8-1)
где g0 — магнитная проницаемость, представляющая собой
отношение индукции В к напряженности Н для вакуума
Глава 2. Электродуговая сварка
121
(также справедливо и для немагнитного воздушного зазора),
является физической постоянной, до=4чп-10"7 Гн/м;
1С — длина средней силовой магнитной линии магнитопро-
вода, м;
5 — длина немагнитного зазора, м.
Величину tgO можно рассматривать как проводимость
немагнитного зазора, приведенную к длине сердечника.
Вывод.
Введение немагнитного зазора эквивалентно введе-
нию отрицательной напряженности магнитного поля
H1=-B1/tg8.
2.17. Инверторный сварочный источник RytmArc
Принципиально-блочная схема
В качестве первого примера изучим принципиально-
блочную схема источника RytmArc (рис. 2.26) производства
фирмы Castolin Eutectic.
Аппарат RytmArc является типичным представителем
семейства однофазных сварочных источников малой мощ-
ности, ориентированных на бытовое применение, и пред-
назначен для ручной сварки постоянным током величиной
5—140 А. Согласно рис. 2.26, источник RytmArc питается от
переменного напряжения 220 В 50 Гц. Питание через выклю-
чатель Q1 и контакты реле К1 поступает на выпрямитель GL1,
который состоит из двух выпрямительных мостов КВРС3508,
включенных параллельно.
122
Краткий справочник сварщика
Пульсирующее напряжение с выхода выпрямителя сгла-
живается на конденсаторе большой емкости С1. После вклю-
чения в сеть конденсатор С1 заряжается через резистор R1,
который, с задержкой времени 1 с, шунтируется контак-
том реле К1. Задержка времени формируется электронным
реле времени, собранном на плате зарядки конденсатора.
Электронное реле собрано по классической схеме и особых
пояснений не требует.
Электронные узлы схемы управления источника питаются
от трансформатора Т1, который формирует все необходимые
напряжения и обеспечивает гальваническую развязку.
Выпрямленное напряжение с конденсатора С1 поступает
на плату преобразователя, где преобразуется в напряжение
высокой частоты (~30 кГц). С выхода преобразователя, через
трансформатор тока ТЗ, высокочастотное напряжение посту-
пает на первичную обмотку трансформатора Т2.
Трансформатор Т2 уменьшает амплитуду высокочастот-
ного напряжения до необходимой величины и осуществляет
гальваническую развязку сварочной цепи от сети.
Переменное напряжение с выхода трансформатора
выпрямляется однополупериодным выпрямителем на диодах
VD5 и VD6, каждый из которых состоит из двух корпусов
BYV54V200, в свою очередь содержащих по два высокоча-
стотных диода. Пульсация выпрямленного тока устраняется с
помощью дросселя L1, после которого постоянный ток посту-
пает в сварочную цепь.
D
Примечание.
Внешняя нагрузочная характеристика сварочного
источника формируется блоком управления. Он собран
на плате управления. Контролируя выходное напря-
жение и ток источника, блок управления формирует
управляющий ШИМ-сигнал для преобразователя.
Глава 2. Электродуговая сварка
123
Величину сварочного тока задают с помощью переменного
резистора R11 «А», установленного на передней панели сва-
рочного источника. При необходимости в качестве задатчика
сварочного тока можно использовать выносной пульт управ-
ления (ВПУ), который подключается к разъему Х8 платы
коммутации.
С помощью ВПУ можно осуществлять более сложный
алгоритм управления сварочным током, при котором свароч-
ный ток меняется от минимального заданного значения до
максимального, с заданной частотой и скважностью. При под-
ключении ВПУ (на рис. 2.26 пульт подключен) внутренний
задатчик R11 автоматически отключается контактами реле
К2. На обмотку этого реле через перемычку, установленную в
разъемном соединении пульта, подается напряжение с выхода
выпрямителя GL4.
Кроме этого, с выхода выпрямителей GL3 и GL4 снимается
двухполярное напряжение, необходимое для питания элемен-
тов схемы ВПУ.
В цикле прямого хода однотактного преобразователя, когда
транзисторы VT1 и VT2 открыты, энергия накапливается в
индуктивности намагничивания и индуктивности рассеяния
первичной обмотки трансформатора Т2.
В цикле обратного хода однотактного преобразователя,
когда транзисторы VT1 и VT2 закрыты, эта энергия возвра-
щается в источник питания через диоды VD1 и VD2.
В Примечание.
Более подробно работа этого преобразователя будет
рассмотрена позже.
RCD-цепочки R4C4VD3 и R5C5VD4, включенные парал-
лельно транзисторам VT1 и VT2, уменьшают мощность, рас-
сеиваемую на этих транзисторах в момент их запирания.
124
Краткий справочник сварщика
I Выносной I
пульт управления
Рис. 2.26. Принципиально-блочная схема
Глава 2. Электродуговая сварка
125
Плата преобразователя
СбЗЗОО
0,01 мк
-0
С8
Uce
С9
3300
R4
20
RU1, RU2 S10K130
VD1 - VD4 BYT30PI600
VD5 2 корпуса BYV54V200
VD6 2 корпуса BYV54V200
VTl, VT2 IRG4PC50U
С4 0,03 мк
С5 0,03 мк
Х2/12».
отТ1
Плата
прайвера
R5
20
СЗ
0,22 мк
х400В
R7
5,6
0,01мк
инверторного сварочного источника
126
Краткий справочник сварщика
ШИМ-контроллер TDA4718А
Ранее мы познакомились с принципиально-блочной схе-
мой инверторного сварочного источника RytmArc, а теперь
рассмотрим блок управления (БУ) этого же источника.
БУ выполняет такие функции:
♦ позволяет регулировать сварочный ток;
♦ формирует внешнюю нагрузочную характеристику свароч-
ного источника путем контроля напряжения и тока в нагруз-
ке и формирования соответствующего ШИМ-управляющего
сигнала для прямоходового преобразователя;
♦ осуществляет защитные функции, не допускающие по-
вреждения элементов преобразователя от перегрева и
перегрузки в условиях резкоизменяющейся нагрузки ис-
точника.
Блок управления рассматриваемого источника выполнен
на базе микросхемы TDA4718A фирмы Siemens.
Особенностями микросхемы TDA4718A являются:
♦ возможность прямого управления циклом ШИМ;
♦ двухтактный выход;
♦ встроенная схема быстрого ограничения тока;
♦ встроенная защита от повышенного и
пониженного напряжения;
♦ мягкий старт.
ИМС TDA4718A представляет из себя двух-
тактный ШИМ-контроллер, который содер-
жит все аналоговые и цифровые узлы, необхо-
димые для построения импульсного источника
питания. ИМС может быть использована:
♦ с двухтактными трансформаторными;
♦ с полумостовыми и мостовыми;
♦ с однотактйыми обратно- и прямоходо-
выми преобразователями.
На рис. 2.27 показан вариант схемотех-
нического изображения ШИМ-контроллера
Рис. 2.27.
Схемотехническое
изображение
ШИМ-контроллера
TDA4718A
Глава 2. Электродуговая сварка
127
TDA4718A. В табл. 2.9 расписана цоколевка ИМС. На рис. 2.28
показана блок-схема ШИМ-контроллера TDA4718A.
Цоколевка ИМС Таблица 2.9
Ножка Обозначение Функция
1 GND Общий
2 3 RR CR RC элементы, задающие параметры ГПН
4 ICP Отрицательный вход компаратора К2
5 ISC Вход синхронизации
б 7 IUV IOV Вход контроля понижения и повышения напряжения питания
8 9 -ID +ID Отрицательный и положительный входы компаратора К7 быстродействующей токовой защиты.
10 11 VRF +VS Выход источника опорного напряжения. Напряжение питания микросхемы
12 13 Q2 Q1 Двухтактные выходы с открытым коллектором
14 QSC Выход синхроимпульсов
15 CSS Вход мягкого старта
16 RT Вывод подключения Rt ГУН
17 CF Конденсатор фильтра
18 СТ Вывод подключения Ст ГУН
Генератор, управляемый напряжением (ГУН). ГУН гене-
рирует пилообразное напряжение, частота которого зависит
от напряжения на его управляющем входе CF. Среднее зна-
чение частоты, а также время нарастания и спада пилообраз-
ного напряжения можно изменять с помощью резистора и
конденсатора Ст. В течение спада пилообразного напряжения
ГУН формирует синхроимпульс с низким активным уровнем,
который используется для синхронизации внутренних и внеш-
них узлов.
Генератор пилообразного напряжения (ГПН). ГПН запу-
скается сигналом ГУН и работает на одинаковой с ним частоте.
Выходное напряжение ГПН поступает на отрицательный вход
компаратора К2, где его нарастающий фронт используется
для управления шириной выходных импульсов. Наклон нарас-
128
Краткий справочник сварщика
Рис. 2.28. Блок-схема ШИМ-контроллера TDA4718A
тающего фронта напряжения ГПН задается током Irr, кото-
рый задается напряжением внешнего источника Virr и сопро-
тивлением Rr. Изменяя Irr можно напрямую воздействовать
на цикл формирования ШИМ-сигнала. Возможность прямого
управления циклом может быть использована, например,
для компенсации возмущения от нестабильности питающего
напряжения.
- Фазовый компаратор (ФК). ФК используется для частот-
ной и фазовой синхронизации ГУН с внешним источником
синхронизирующего напряжения. Если микросхема использу-
ется без внешней синхронизации, то выводы QSC и ISC необ-
ходимо соединить. В этом случае на управляющем входе ГУН ’
устанавливается напряжение, необходимое для генерации ;
средней расчетной частоты.
Глава 2. Электродуговая сварка
129
Счетный триггер. Счетный триггер изменяет свое состоя-
ние по отрицательному фронту входного импульса. Это гаран-
тирует, что только один выход из двух будет разрешен.
Компаратор К2. Из двух положительных входов компара-
тора с отрицательным входом сравнивается тот, на котором
более низкий уровень. Как только величина нарастающего
фронта пилообразного напряжения на отрицательном входе
компаратора превысит минимальный уровень на положи-
тельных входах компаратора, оба выхода будут заблокиро-
ваны посредством сброса отключающего триггера. Время, в
течение которого выходы заблокированы, может изменяться
в широких пределах. Так как частота постоянна, то это позво-
ляет осуществлять широтно-импульсную модуляцию состоя-
ния выходов ИМС.
Отключающий триггер. Отключающий триггер разрешает
выходы в начале каждого полупериода. Если есть сигнал с
компаратора быстрого ограничения тока К7 или с компара-
тора К2, то выходы немедленно переводятся в отключенное
состояние.
Компаратор КЗ. Компаратор КЗ ограничивает напряже-
ние на конденсаторе мягкого старта Css, а также на одном
из входов компаратора К2, на максимальном уровне +5 В.
Напряжение ГПН, впрочем, может подниматься до 5,5 В.
Поэтому для соответствующего наклона нарастающего
фронта напряжения ГПН можно ограничить время открытого
состояния выходных ключей.
Компаратор К4. Компаратор К4 имеет порог переключе-
ния +1,5 В и устанавливает триггер ошибки, если напряжение
на конденсаторе Css меньше 1,5 В. Но триггер ошибки может
быть установлен, только если отсутствует сигнал сброса. Эта
особенность позволяет удерживать выходы ИМС в закрытом
состоянии, пока присутствует сигнал ошибки.
Мягкий старт. Положительный вход компаратора К2 с
меньшим уровнем задает время открытого состояния актив-
130
Краткий справочник сварщика
ного выходного ключа. После включения напряжение на кон-
денсаторе Css равно нулю. Пока нет ошибки, этот конденса-
тор заряжается током 6 мкА до максимального напряжения
+5 В. В случае ошибки конденсатор разряжается током 2 мкА.
Как только напряжение на конденсаторе Css понизится ниже
1,5 В, триггер ошибки будет установлен, и выходы будут раз-
решены, если исчезло условие ошибки. Минимальное напря-
жение пилообразного напряжения ГПН равно 1,8 В и поэтому
время открытого состояния выходных ключей будет непре-
рывно и линейно увеличиваться, как только напряжение на
конденсаторе Css превысит 1,8 В.
Триггер ошибки. Сигнал ошибки, подведенный к входу R
триггера, вызывает немедленное запирание выходов. После
того, как ошибка устранена, он включает мягкий старт.
Компараторы К5, Кб, К8 и Перегрузка по току VRF. Эти
компараторы являются датчиками ошибок и посредством
триггера ошибок немедленно блокируют выходы ИМС, если
ошибка произошла. После устранения ошибки ИМС снова
включается через мягкий старт.
Компаратор К7. Компаратор позволяет определять пере-
грузку по току. Это объясняет тот факт, что оба входа компа-
ратора выведены наружу ИМС. После устранения перегрузки
возврат к нормальной работе происходит уже в следующем
полупериоде, без мягкого старта. К7 имеет диапазон рабочих
входных синфазных напряжений от 0 до +4 В. Задержка сра-
батывания между возникновением перегрузки и блокировкой
выходов — 250 нс.
. Выходы. Оба выхода представляют собой транзисторные
ключи с открытым коллектором и работают в двухтактном
режиме. Активный уровень ключей низкий. Время, в тече-
ние которого один из ключей находится в открытом состоя-
нии, может изменяться в широких пределах. Время, в тече-
ние которого оба выхода заблокированы, равно длительности
спада пилообразного напряжения ГУН.
Глава 2. Электродуговая сварка
131
Опорное напряжение. На выходе VRF ИМС формирует
термостабильное напряжение +2,5 В, которое может быть
использовано во внешних схемах компараторов, генераторов
пилообразного напряжения.
Схема и описание блока управления
Принципиальная электрическая схема инверторного сва-
рочного источника RytmArc изображена на рис. 2.29.
Для питания БУ задействованы две обмотки трансформа-
тора Т1 (см. рис. 2.26) на напряжение —20 В. Эти обмотки под-
ключены, соответственно, к контактам Xl/1, Х1/2 и Xl/3, Х1/4.
С контактов Х1/1 и Х1/2 переменное напряжение посту-
пает на диодный мостик VD37. Выпрямленное отрицательное
напряжение сглаживается на конденсаторе С34 и поступает
на вход стабилизатора DA8.
С выхода стабилизатора DA8 снимается стабилизирован-
ное напряжение -15 В, необходимое для питания операцион-
ных усилителей БУ.
Также к контактам Х1/1 и Х/2 подключен умножитель
напряжения на элементах С35—С39 и VD32—VD35, форми-
рующий нестабилизированное напряжения +100 В, питаю-
щее узел ограничения напряжения холостого хода источника.
С контактов Х1/3 и Х1/4 переменное напряжение, через LC
фильтр L2, L3, С29, СЗО, который защищает схему контроля
сетевого напряжения от импульсных помех, поступает на
диодный мостик VD36.
Дроссели L2 и L3 (а также L1) намотаны на кольцах диа-
метром ~10 мм из феррита с проницаемостью 1000—2000.
Обмотка выполнена в один слой, виток к витку, обычным
одножильным монтажным проводом (можно извлечь из сете-
вого кабеля UTP) сечением 0,1 мм2.
С выхода мостика положительное пульсирующее напряже-
ние, через резисторы R58—R61 поступает на входы контроля
132
Краткий справочник сварщика
+ 10В
Диоды:
VD6,VD8,VD9,VD12
VD13,VD16-VD18
VD22-VD26,VD28
VD32-VD35 1N4004
Стабилитроны:
VD31 2,7V
VD7,VD14,VD19 5,1V
VD3 10V
VD20 11V
M. схемы:
DAI LF347
DA2 LM348
DA3 LM1458
DA4 TDA4718A
VD1,VD1O,VD11
VD2
VD4,VD5,VD15,VD21 BAT43
BYV27 VD29,VD30 20V
BYW98 Транзисторы:
DAS LM317T
DA6 7805
VD27
VT1, VT2 BC337
BA159 VT3 BC490
DA7 7815
DA8 7915
VT4 BC489 DD1 SN7406N
Puc. 2.29. Принципиальная электрическая схема
Глава 2. Электродуговая сварка
133
VD16 +5В
C3S-C39 100мк_________Х2/В
блока управления «RytmArc
134
Краткий справочник сварщика
напряжения питания ИМС DA4. Конденсаторы С23, С24 и
С28 служат для дополнительной фильтрации импульсных
помех, проникающих в схему контроля сетевого напряжения
по цепям питания.
Компаратор, собранный на операционном усилителе DA3.2,
диоде VD18 и резисторах R50, R51, сравнивает напряжение
на конденсаторе «мягкого старта» С16 с опорным напряже-
нием Vo. Если напряжение сети в норме, то на конденсаторе
С16 и выводе С88(ножка 15) DA4 присутствует напряжение
+5 В, которое больше Vo =+2,5 В. В этом случае отрицатель-
ное напряжение на выходе DA3.2 через стабилитрон VD19 и
резистор R52 запирает транзистор VT2 и индикатор отклоне-
ния напряжения сети HL1 (см. рис. 2.26) не горит.
В противном случае компаратор DA3.2 через резистор R51
и диод VD18, защелкивается положительным напряжением со
своего выхода. Положительное напряжение с выхода DA3.2
поступает на базу VT2, который открывается. По цепи +15 В,
резистор R54, открытый транзистор VT2, контакт Х2/9 заго-
рается индикатор HL1 "ll|" (см. рис. 2.26).
В момент включения источника узел, собранный на эле-
ментах DA3.1, VD16, VD17, С15, R47, R48, формирует отри-
цательный импульс на положительном входе DA3.2, предот-
вращая его защелкивание. С помощью подстроечного рези-
стора R60 добиваются срабатывания схемы контроля сетевого
напряжения и зажигания индикатора HL1 (см. рис. 2.26), если
напряжение сети выходит за рамки диапазона 205—242 В.
С выхода мостика VD36 положительное пульсирующее
напряжение через диод VD24, поступает на вход стабилиза-
торов DA5 и DA7, предварительно сглаживаясь на конденса-
торе фильтра С27.
Питание на вход стабилизатора DA5, формирующего
напряжение +10 В, поступает через шунт, состоящий из трех
резисторов R67—R69, включенных параллельно. Шунт явля-
ется элементом резистивнрго моста R66—R71 схемы контроля
Глава 2. Электродуговая сварка
135
подключения задатчика тока (переменный резистор R11 или
выносной пульт управления, изображенные на рис. 2.26).
Напряжение в диагонали моста контролируется компара-
тором на операционном усилителе DA2.1. Если задатчик не
подключен, то ток потребления стабилизатора становится
ниже некоторой величины (около 7 мА). При этом на выходе
DA2.1 появляется отрицательное напряжение. Оно с помо-
щью цепочки R72, С31, VD22 и VD23, фиксирует на входе
ICP (ножка 4) ИМС ШИМ-контроллера DA4 нулевое напря-
жение, блокирующее его работу. Точное значение +10 В на
выходе стабилизатора DA5 можно выставить при помощи
подстроечного резистора R64.
И Примечание.
Этот резистор является элементом делителя напря-
жения R62—R64, включенного на выходе этого стабили-
затора.
С выхода стабилизатора DA7 снимается напряжение
+ 15 В. Оно необходимо для питания операционных усили-
телей БУ, а также является входным для стабилизатора DA6.
С выхода этого стабилизатора снимается напряжение +5 В,
необходимое для питания ТТЛ-микросхемы DD1 формирова-
теля выходных импульсов.
Для получения сигнала обратной связи по току исполь-
зуется узел формирователя напряжения, пропорциональ-
ного току (ФНПТ) нагрузки
(рис. 2.30). Этот узел исполь-
зует трансформатор тока (ТТ)
ТЗ, имеющего коэффициент
трансформации Ктртт=1/10.
В цикле прямого хода преоб-
разователя ток во вторичной
обмотке ТТ протекает через
Ктр=1/10 VD2
2x33 Ом 6 x2,2 0м
В схему
управления
Рис. 2.30. Схема формирования
сигнала обратной связи по току
136
Краткий справочник сварщика
диод VD2 и шунт R2, состоящий из шести резисторов по
2,2 Ом, включенных параллельно. Сигнал с шунта поступает
в схему управления, где используется для формирования кру-
топадающей нагрузочной характеристики сварочного источ-
ника, а также для защиты преобразователя от токовых пере-
грузок.
В цикле обратного хода преобразователя на вторичной
обмотке ТТ формируется напряжение запирающей для VD2
и отпирающей для VD1 полярности. Диод VD1 отпирается,
и ток размагничивания сердечника ТТ протекает через рези-
стор R2. Так как резистор R1 имеет сопротивление выше, чем
у R2, то сердечник ТТ гарантированно размагничивается за
время обратного хода конвертора.
Напряжение с выхода ФНТП поступает в узел накопителя
токовой защиты и через RC-фильтр R26C8 на отрицательный
вход -ID компаратора быстродействующей токовой защиты
ИМС DA4.
На вход +ID поступает напряжение +1,7 В с делителя
напряжения R41, R42. Токовая защита сработает, как только
амплитудное значение тока транзисторов преобразователя
превысит величину 45 А.
Узел накопителя токовой защиты собран на элементах
DA1.4, VD10—VD13, СЮ, СИ и R37—R40. Рассмотрим его
работу. Делитель напряжения, собранный на элементах VD11
и R37, R38, задает порог срабатывания накопителя. Пока ток
транзисторов преобразователя не превышает порога срабаты-
вания, VD12 открыт, и ОУ DA1.4 работает в режиме повтори-:
теля. В этом случае на выходе DA1.4 и конденсаторе С11 под-
держивается напряжение, равное напряжению делителя R41;
R42, при этом диод VD13 заперт.
D Примечание,
При этом накопитель не оказывает никакого влияния на
порог срабатывания токовой защиты.
Глава 2. Электродуговая сварка
137
В момент токовой перегрузки на выходе DA1.4 формиру-
ется отрицательный импульс, который, через резистор R40
разряжает конденсатор СИ. Длительность отрицательного
импульса определяется RC-цепочкой R39, С10.
Если токовые перегрузки следуют слишком часто и их
амплитуда превышает 50 А, то конденсатор С11 сильно разря-
жается. Настолько, что через диод VD13 начинает шунтиро-
вать резистор R41 делителя напряжения R41R42, задающего
порог срабатывания токовой защиты.
В Примечание.
В результате этого порог срабатывания токовой
защиты снижается.
Для контроля температурного режима транзисторов преоб-
разователя служит термопреобразователь ВК1 (см. рис. 2.26),
который имеет тепловой контакт с радиатором, на котором уста-
новлены транзисторы преобразователя. Термопреобразователь,
формирующий выходной ток, пропорциональный температуре,
включен в измерительную схему через клеммы Х2/14 и Х2/15.
С резистора R29 снимается напряжение, пропорциональное
выходному току термопреобразователя, которое подается на
компараторы DA2.4 и DA2.2.
Конденсатор С9 служит для фильтрации импульсных
помех. Схема контроля температуры имеет два порога сраба-
тывания. Оба порога срабатывания определяются делителем
напряжения R32—R35.
При достижении температурой первого порога в +50 °C на
выходе компаратора DA2.2 появляется отрицательное напря-
жение, которое, через резистор R73 отпирает транзистор VT3.
Отпираясь, транзистор VT3 создает цепь протекания тока в
цепи обмотки реле К2 (см. рис. 2.26).
Реле К2 срабатывает и своими контактами включает вен-
тилятор Ml принудительного воздушного охлаждения. Если
138
Краткий справочник сварщика
температура продолжает расти и достигает второго порога в
+85 °C, то уже на выходе компаратора DA2.4 появляется отри-
цательное напряжение. Оно через диод VD9 попадает в цепи
управления и снижает сварочный ток до 5 А. После охлажде-
ния транзисторов работа источника возобновляется.
Формирование нагрузочной характеристики источника
Н Примечание.
Качество сварки напрямую зависит от вида нагрузоч-
ной вольт-амперной характеристики (ВАХ) сварочного
источника.
На рис. 2.31 изображена
классическая ВАХ сварочного
источника, предназначенного
для ручной сварки. Можно
выделить четыре различных
участка ВАХ — А, В, С и D.
Участок А. Характеризует
выходное напряжение источ-
ника на холостом ходу, а
также реакцию источника на
ток нагрузки, меньший чем
1СВ. мин=5 А. Так как ВАХ элек-
Рис. 2.31. Нагрузочная
характеристика сварочного
источника
трической дуги в области малых токов загибается вверх, то высо-
кое напряжение холостого хода сварочного источника облегчает
начальное зажигание дуги и повышает ее устойчивость.
В
Внимание.
По требованиям электробезопасности напряжение холо-
стого хода источников питания не должно превышать
100 В (среднее значение для источников постоянного тока),
согласно ГОСТ 12.2.007.8-75 п.2.2 и ДСГУ2456-94 п. 7.12.
Глава 2. Электродуговая сварка
139
Обычно удовлетворительные результаты достигаются при
напряжении холостого хода Uxx = 60—70 В.
Участок В. Пологий участок ВАХ ограничивает максималь-
ное напряжение дуги, что облегчает ее разрыв в момент оконча-
ния сварки. Кроме этого, благодаря этому участку, сварочный
источник не подвергается бесполезной перегрузке при работе
на длинную дугу, что увеличивает надежность его работы.
Участок С. Это рабочий участок характеристики, где ВАХ
имеет падающий характер. На данном.участке ВАХ выходной
ток источника мало зависит от напряжения (длины) дуги, что
актуально для ручной сварки.
Участок D. Более пологий участок ВАХ при выходном
напряжении, меньшем 18 В. Благодаря данном участку выход-
ной ток источника форсируется в момент первичного касания
электрода детали, что улучшает начальное зажигание дуги, а
также уменьшает вероятность залипания электрода.
Участок С1. Данный участок характерен для источника
RytmArc и является следствием работы максимальной токо-
вой защиты.
Теперь рассмотрим, какими средствами формируется ВАХ
сварочного источника RytmArc.
Для формирования участка А служит узел умножи-
теля напряжения (см. рис. 2.29), собранный на элементах
VD32—VD35 и С35—С38, позволяющий получить напряже-
ние +95 В из переменного напряжения —20 В, поступающего
на плату БУ с трансформатора Tl. С выхода умножителя
напряжение поступает на делитель R74, R75, VD29, VD30, где
понижается до +65 В и через диод VD27 и дроссель L1 посту-
пает в сварочную цепь. Данный узел в настройке не нужда-
ется и после правильной сборки готов к работе.
Для формирования участка В служит узел (см. рис. 2.29),
собранный на элементах R18—R22, R74—R78, С4—С6, VD27,
VD7—VD31, VD6—VD8, Ul, VT1, VT4. Узел реагирует на
заполнение и амплитуду импульсов напряжения перед дроссе-
140
Краткий справочник сварщика
лем L1. Когда импульс присутствует, а его напряжение превы-
шает напряжение стабилизации стабилитронов VD29, VD30
(около 45 В), транзистор VT4 открывается и шунтирует свето-
диод оптрона U1. Транзистор оптрона U1 закрывается, и кон-
денсатор С5 заряжается через резистор R18 и диод VD6.
В паузе между импульсами транзистор VT1 закрывается,
транзистор оптрона U1 открывается, и конденсатор СЮ раз-
ряжается через резистор R20. Соотношение сопротивле-
ний резисторов R18, R20 выбрано таким, что пока заполне-
ние импульсов менее 0,35 (выходное напряжение источника
меньше 35 В, при амплитуде импульса 100 В), напряжение на
С5 не поднимется выше 5,1 В, стабилитрон VD7 и транзистор
VT1 заперты.
При увеличении заполнения транзистор VT1 открыва-
ется и через диод VD8 блокирует работу ШИМ-контроллера.
Благодаря этому данный узел, как и предыдущий, в настройке
не нуждается и после правильной сборки готов к работе.
На формирование .участка С задействованы максимальные
ресурсы БУ источника.
Для преобразования импульсного сигнала, поступающего
с узла формирования обратной связи по току (см. рис. 2.30),
в непрерывный служит узел фиксации (пиковый детектор),
собранный на элементах R3, R4, С2, VD4, DA1.1.
И Примечание.
При изменении выходного тока источника в диапазоне
от 5 до 140 А напряжение на выходе данного узла будет
меняться в диапазоне от 0,25 до 7,2 В.
Непрерывный сигнал с выхода узла фиксации, посту-
пает на вход ОУ DA1.2, где вычитается из сигнала задания
тока, снимаемого с движка переменного резистора R11 «А»
(см. рис. 2.26). Далее усиленный сигнал рассогласования (с
выхода ОУ DA1.2) через инвертирующий повторитель на
Глава 2. Электродуговая сварка
141
ОУ DA1.3, делитель напряжения R15, R16 и диод VD5 при-
кладывается к выводу 4 ШИМ-контроллера DA4 — входу его
компаратора А1.
Для формирования участка D используется регулируемый
делитель напряжения R35—R37. С помощью потенциометра
R37 «ton.min» можно установить минимальную длительность
импульсов ШИМ-контроллера, а, следовательно, и минималь-
ное напряжение на выходе источника.
И Примечание.
С помощью этой настройки можно сформировать
жесткую ступеньку на нагрузочной характеристике при
напряжении меньшем, чем напряжение дуги (< 15 В).
Так как ШИМ-контроллер не может формировать
импульсы короче «ton.min», то для ограничения тока при КЗ
используется специальный узел, собранный на элементах R13,
R14, R17, R43, VD14, VD15, DA2.3.
Он снижает частоту ШИМ, если выходной ток начинает
превышать заданное значение (меняется полярность сиг-
нала рассогласования), таким образом уменьшая заполнение
выходного ШИМ-сигнала.
Настройка блока управления
После ремонта или сборки БУ его необходимо предва-
рительно проверить и настроить без подключения силовой
части. Для этого можно рекомендовать следующую методику.
Шаг 1. Проверяем наличие стабильных напряжений +5 В,
+15 В и -15 В на выходе стабилизаторов DA6, DA7 и DA8.
Шаг 2. Проверяем наличие опорного напряжения +2,5 В
на выводе 10 DA4.
Шаг 3. С помощью потенциометра R64 устанавливаем
напряжение +10 В на выходе стабилизатора DA5. Все токо-
142
Краткий справочник сварщика
вые и температурные пороги срабатывания защит привязаны
к напряжению +10 В и автоматически выставляются после
установки этого напряжения.
Шаг 4. Потенциометр R44 «PW» выставляем в максималь-
ное сопротивление, а с помощью R46 «Fmax» устанавливаем
частоту ШИМ-сигнала (или частоту следования импульсов на
выводе 14 DA4) равной 30 кГц (или около этого).
Шаг 5. Устанавливаем потенциометр регулятора тока R1
«А» (см. рис. 2.26) в минимум и имитируем нарастание тока
транзисторов инвертора от 0 до 1,5 А (от 0 до -0,23 В на С2).
На выходе DA1.3 напряжение меняется от 3,9 до 2,93 В, а на
выходе DA2.3 достигает значения 5,1 В, но стабилитрон VD14
еще не проводит (все время на выводе 12 DA4 присутствует
ШИМ-сигнал максимальной частоты 30 кГц). При дальней-
шем увеличении тока напряжение на выходе DA2.3 поднима-
ется выше 5,1 В, и частота ШИМ начинает уменьшаться (сте-
пень уменьшения регулируется с помощью R44).
Шаг 6. Выставляем регулятор тока в максимум и имити-
руем нарастание тока транзисторов инвертора от 40 до 50 А
(от -6,17 до -7,72 В на С2). На выходе DA1.3 напряжение
меняется от 10 до 2,93 В, а на выходе DA2.3 достигает зна-
чения 5,1 В. Но стабилитрон VD14 еще не проводит (все
время на выводе 12 DA4 присутствует ШИМ-сигнал мак-
симальной частоты 30 кГц). При дальнейшем увеличении
тока напряжение на выходе DA2.3 поднимается выше 5,1
В, и частота ШИМ начинает уменьшаться. Одновременно
отслеживаем, как ШИМ-контроллер реагирует на нараста-
ние. тока (при увеличении тока должно уменьшаться запол-
нение импульсов).
Шаг 7. Резистором R25 добиваемся, чтобы длительность
импульсов не становилась менее 15 % периода (для F =
= 30 кГц — 5 мкс).
Далее можно продолжить настройку совместно с инвер-
тором. С помощью R44 нужно установить максимальный
Глава 2. Электродуговая сварка
143
ток 140 А при КЗ в сварочной цепи. Затем с помощью потен-
циометра R46 устанавливаем частоту ШИМ-сигнала равной
30 кГц. На этом настройку можно считать законченной.
Использование альтернативного
ШИМ-контроллера
Зачастую, во время ремонта, возникает проблема отсут-
ствия замены для поврежденного ШИМ-контроллера:
♦ или нужной микросхемы нет в магазинах радиотоваров;
♦ или она уже давно не выпускается.
Н Примечание.
Это актуально для устаревшего, хотя и весьма непло-
хого, ШИМ-контроллера TDA4718A.
Наиболее простым способом решения может быть замена
этого контроллера его ближайшими аналогами — TDA4714C
и TDA4716C. В отличие от TDA4718A, эти микросхемы:
♦ не могут синхронизироваться от внешнего генератора
(что, в общем-то, и не требуется);
♦ не имеют компаратора контроля понижения напряже-
ния (а вот это уже нехорошо).
Совет.
Последний недостаток можно исправить, навесив на
вход Overvoltage два внешних компаратора.
Или, в крайнем случае, можно махнуть на него рукой, упо-
вая на стабильность питающей сети и эффективность токовой
защиты (но лучше так не делать). Кроме этого у TDA4716
нужно соединить ножки 10 и И.
В табл. 2.10 приводится соответствие ножек TDA4714 и
TDA4716 ножкам TDA4718.
144
Краткий справочник сварщика
Соответствие ножек TDA4714 и TDA4716 ножкам TDA4718 Таблица 2. ] О
TDA4718 TDA4714 TDA4716
1 14 16
2 8 8
3 9 9
4 10 12
5 - -
6 - -
7 11 13
8 12 14
9 13 15
10 1 1
11 2 2
12 4 4
13 3 3
14 - -
15 5 5
16 6 6
17 - -
18 7 7
Совет.
Если описанный вариант невозможен, то можно попы-
таться заменить TDA4718A неким альтернативным
контроллером. Желательно, чтобы этот контрол-
лер имел тот же набор функциональных блоков, что и
TDA4718A.
Возможно, основной проблемой, которую надо решить при
замене контроллера, является то, что в БУ RytmArc исполь-
зуется способность контроллера TDA4718A снижать частоту
ШИМ-сигнала, без изменения длительности импульса, 7при
подаче положительного смещения на частотозадающий рези-
стор Rt (R44R45).
Глава 2. Электродуговая сварка 145
В ШИМ-контроллерах SG1524, TL494, UC3825 и их ана-
логах, которые обычно пытаются использовать в качестве
альтернативы, в этом случае частота также уменьшается. Но
при этом остается неизменным заполнение импульсов ШИМ-
сигнала. Это делает невозможным непосредственное исполь-
зование этих контроллеров.
Кроме этого, обязательным условием является наличие
узла «мягкого» старта или другого подобного узла, который
обеспечит задержку повторного включения контроллера
после срабатывания защиты по контролю напряжения или
тока, на время, большее 1,8 с.
Наиболее близкий к TDA4718A набор функциональных
блоков содержит ШИМ-контроллер UC3825, блок-схема кото-
рого изображена на рис. 2.32.
В табл. 2.11 расписана цоколевка микросхемы UC3825.
Цоколевка микросхемы UC3825
Таблица 2.11
Вывод Обозначение Функция
1 2 INV NI Инвертирующий и неинвертирующий входы усилителя ошибки
3 ЕАО Выход усилителя ошибки
4 CLK Выход синхроимпульсов
5 Rt Входы подключения резистора и конденсатора, задающих так-
6 Ст товую частоту ШИМ-сигнала
7 RAMP Вход пилообразного сигнала
8 css Вход мягкого старта
9 SD Вход ограничения тока и отключения
10 GND Аналоговая «земля»
11 QA Выход А
12 PGND Драйверная «земля»
13 VC Драйверное напряжение питания
14 QB Выход В
15 VCC Аналоговое напряжение питания
16 VREF Выход опорного напряжения
146
Краткий справочник сварщика
Рис. 2.32. Блок-схема ШИМ-контроллера UC3825
Особенности данной микросхемы рассмотрены ниже:
♦ совместимость с топологиями, осуществляющими стаби-
лизацию напряжения или тока;
♦ рабочая частота до 1 МГц;
♦ задержка прохождения сигнала 50 нс;
♦ мощные комплиментарные выходы на ток до 1,5 А;
♦ широкополосный усилитель ошибки;
♦ наличие логики, эффективно подавляющей сдвоенные
импульсы;
♦ поцикловое ограничение тока;
♦ мягкий старт с ограничением максимального заполнения
импульсов;
♦ защита от пониженного напряжения питания с гистере-
зисом;
♦ низкий пусковой ток (1,1 мА);
♦ точный источник опорного напряжения (5,1 В ±1 %).
Глава 2. Электродуговая сварка
147'
И Примечание.
ШИМ-контроллер UC1825оптимизирован для применения
в высокочастотных импульсных источниках питания.
При разработке контроллера много внимание было уде-
лено минимизации задержек распространения сигнала через
компараторы и логические схемы. Этот контроллер при соот-
ветствующей организации обратной связи может использо-
ваться для стабилизации тока или напряжения с возможно-
стью компенсации возмущений входного напряжения.
Схема защиты включает:
♦ компаратор ограничения тока с порогом срабатывания 1 В;
♦ порт отключения, совместимый с уровнями ТТЛ (1,4 В);
♦ схему мягкого старта, ограничивающую максимальное
заполнение выходных импульсов.
Логическая схема контроллера включает в себя ШИМ-
триггер, который:
♦ предотвращает дрожание импульсов;
♦ появление сдвоенных импульсов.
Узел контроля питания, блокирующий работу схемы при
недопустимо низком входном напряжении, имеет гистерезис
800 мВ, что обеспечивает низкий пусковой ток. Если напряже-
ние питание контроллера опускается ниже 9 В, то его выходы
переключаются в высокоимпедансное состояние.
Комплиментарные выходные драйверы контроллера рас-
считаны на значительные броски выходного втекающего или
вытекающего тока при работе на емкостную нагрузку, кото-
рой являются входные цепи MOSFET и IGBT. Включенному
состоянию выходов соответствует высокий уровень.
На рис. 2.33 изображен вариант использования UC3825, в
котором решены все вышеуказанные проблемы совместимо-
сти с контроллером TDA4718A. Проблема снижения частоты
решена при помощи узла R49, R82, С14, С44, VD40, VT5.
Конденсатор С14 заряжается через резистор R49.
148
Краткий справочник сварщика
+2.5В
◄-----
С18.
0,1мк
к датчику
тока
R26
1910
R80|| Г.Я
Т.ЗкН+ЗО-!-
R81F1 С14 I
3,6к|^| 1000~j~
+2,5B +15В
HR59
VT5I
КТ315Б1
VD38
-15В
+158
DA10
----
VD39
-15В
С17
22мк
х16В
DA4 UC3825
ЕАО
ЕА
+VCC
+Vr£F
Css
+Vc
3
9
2
5
6
Rt
SD
^АМР
R49 ±+5’,B
+15B 75к $VD4° 7
4
CLK
QA
QB
PGND
GND
12
10
15
16,
8
13 ~ С16" '
* 10мкх16В DD1
н С44 47
R82
|4,7к
VD38-VD40 КД521В
DA9.DA10 К554САЗ (LM311)
5
9
+5В
+15В
к выв. 6DA2.1
14l^ R55
470
10
12
Рис. 2.33. Использование ШИМ-контроллера UC3825
В момент появления фронта тактового импульса на выводе
4 DA4 транзистор VT5 открывается и разряжает конденса-
тор С14. Так как при изменении частоты параметры цепочки
R49C14 не меняются, то на С14 формируется пилообразное
напряжение с неизменной скоростью нарастания.
С помощью диода VD40 ограничивается напряжение на
входе RAMP ШИМ-контроллера, при снижении частоты так-
товых импульсов (рис. 2.34).
С помощью делителя R26, R80 сигнал датчика тока привя-
зывается к уровню ограничения тока контроллера (1 В). Для
осуществления защиты от повышения-понижения напряжения
питания источника добавлены два компаратора DA9, DA10.
При срабатывании защиты к выводу 9 DA4 прикладыва-
ется напряжение более 1,4 В, что приводит к выключению
Глава 2. Электродуговая сварка
149
контроллера. При нормализации напряжения происходит его '
«мягкое» включение.
Для получения необходимой задержки повторного включения
контроллера, емкость конденсатора С16 увеличена до 10 мкФ.
Так как ШИМ-контроллер UC3825 формирует слишком
высокое опорное напряжение +5,1 В, то для получения опор-
ного напряжения +2,5 В используется дополнительный стаби-
лизатор R79, VD41. Элементы, требующие подстройки, поме-
чены «звездочкой».
Рис. 2.34. Осциллограммы на выводах ШИМ-контроллера UC3825
150
Краткий справочник сварщика
2.18. Инверторный сварочный источник COLT-1300
Основные характеристики
В данном разделе приводится описание популярного инвер-
торного сварочного источника COLT 1300, производимого
итальянской фирмой CEMONT. Данный источник, благодаря
сравнительно невысокой стоимости и хорошему качеству,
наряду с источниками COLT и PUMA 150, производимыми
фирмой CEMONT, достаточно широко распространен в СНГ.
Возможно, данное описание окажется полезным для тех,
кто занимается ремонтом и эксплуатацией сварочных источ-
ников. Источники COLT 1300, COLT и PUMA 150 предназна-
чены для ручной сварки (технология ММА) и имеют похожее
схемное и компоновочное решение.
И Примечание.
Поэтому достаточно рассмотреть один из них — COLT
1300, чтобы читатель получил достаточно полное
представление обустройстве других.
Источники COLT 1300, COLT и PUMA 150 рассчитаны на
работу от однофазной сети переменного тока напряжением
230±10 % В и частотой 50—60 Гц. Источники имеют одинаковые
габариты 110x200x300 мм и различаются мощностью и массой.
Более мощные источники COLT 1300 и PUMA 150:
♦ имеют массу 3,8 кг;
♦ потребляют от сети мощность до 3,8 кВт;
- ♦ позволяют производить сварку электродами диаметром
1,6—3,25 мм.
♦ PUMA 150 обеспечивает максимальный сварочный ток
130 А при ПВ 25 %;
♦ COLT 1300 125 А при ПВ 15 %.
Менее мощный источник COLT имеет массу 2,9 кг, потре-
бляют от сети мощность до 2,1 кВт и позволяет производить
Глава 2. Электродуговая сварка
151
сварку электродами диаметром 2,5 мм. При этом COLT обе-
спечивает максимальный сварочный ток 75 А при ПВ 30 %.
Силовая часть
На рис. 2.35 изображена принципиальная электрическая
схема силовой части инверторного сварочного источника
COLT 1300.
Источник подключается к сети переменного тока при
помощи гибкого шнура и «евровилки» ХР1. Напряжение сети
переменного тока через замкнутый выключатель SA1, филь-
тры радиопомех L1C1C2, C3L2 и зарядный резистор R1 пода-
ется на мостовой выпрямитель VD1.
Фильтр радиопомех обеспечивает подавление синфазной и
противофазной помехи. Для эффективной работы фильтра тре-
буется заземление металлического корпуса источника (зазем-
ляется через специальный штырь вилки ХР1). Варистор RU1
защищает источник от кратковременных перенапряжений сети.
К выходу выпрямителя VD1 подключен емкостный фильтр
С4С5, который служит для сглаживания пульсаций выпрям-
ленного напряжения.
При включении источника, заряд конденсаторов фильтра
осуществляется через специальный зарядный резистор R1.
Это исключает перегрузку сети и диодов мостового выпрями-
теля VD1 зарядным током конденсаторов фильтра.
После истечения интервала времени, достаточного для
зарядки конденсаторов фильтра, зарядный резистор шунтиру-
ется контактами реле К1.
Для формирования зарядного интервала времени исполь-
зуется электронное реле времени, собранное на элементах
R3R4R5C6VD2. Оно подает питание на обмотку реле К1 с
задержкой времени около 0,15 с.
Одновременно электронное реле времени формирует
сигнал «готов» низкого уровня, который подается на вывод
152
Краткий справочник сварщика
Рис. 2.35. Принципиальная электрическая схема
инверторного сварочного источника COLT 1300 (силовая часть)
Глава 2. Электродуговая сварка
153
22 блока управления (БУ). Получив сигнал готовности, БУ
начинает формировать отпирающие импульсы напряже-
ния. Они через трансформатор гальванической развязки Т1
поступают на входы драйверов, управляющих транзисторами
инвертора.
D Примечание.
Драйверы транзисторов R17R18VD9—VD12VT2 и
R21R22VD13—VD16VT5 выполнены по аналогичным
схемам. Поэтому достаточно рассмотреть работу
только одного, например верхнего, драйвера.
При открывании транзистора VT3 (в блоке управления)
к первичной обмотке I трансформатора Т1 прикладыва-
ется напряжение, которое трансформируется во вторичные
обмотки Па и Пб трансформатора в полярности, отпирающей
IGBT (плюс на затвор).
В этом случае отпирающее положительное напряже-
ние через открытые диоды VD9VD10 (VD13VD14) и рези-
сторы R19R20 (R23R24) поступает на затворы транзисторов
VT3VT4 (VT6VT7).
Резисторы R19R20R23R24 подавляют паразитный коле-
бательный процесс в цепи затворов транзисторов инвертора.
Нагрузочные резисторы R17R21 демпферируют трансформатор
Т1, подавляя колебательный процесс в контуре, образованном
его внутренними паразитными индуктивностями и емкостями.
Стабилитроны VD11VD12 (VD15VD16) ограничивают
управляющее напряжение транзисторов инвертора на безо-
пасном уровне. При положительном напряжении управления
транзистор VT2 (VT5) закрыт, а его переход база-эмиттер
шунтирован открытым диодом VD10 (VD14).
При закрывании транзистора VT3 (в блоке управления)
полярность напряжения на вторичных обмотках Т1 меняется
на противоположную. Диоды VD9VD10 (VD13VD14) запира-
154
Краткий справочник сварщика
ются, а к транзистору VT2 (VT5) прикладывается напряжение
заряженной входной емкости затвор-эмиттер транзисторов
VT3VT4 (VT6VT7) в отпирающей полярности. Транзистор
VT2 (VT5) открывается, входная емкость транзисторов инвер-
тора быстро разряжается, и они запираются.
Инвертор сварочного источника выполнен по уже хорошо
знакомой нам схеме двухтранзисторного однотактного прямо-
ходового преобразователя (косой мост). Он служит для пре-
образования постоянного питающего напряжения в перемен-
ное выходное напряжение частотой 60 кГц.
Каждый транзистор инвертора состоит из двух, включен-
ных параллельно IGBT VT3VT4 и VT6VT7. Однотактный
прямоходовый преобразователь хорошо подходит для работы
на такую динамичную нагрузку, как сварочная дуга.
Q
Примечание.
Это и определило его широкую распространенность в
простых маломощных сварочных источниках.
Рассмотренный в предыдущем разделе сварочный источ-
ник RytmArc также построен на базе однотактного прямохо-
дового преобразователя.
Все транзисторы инвертора открываются одновременно
(каждая пара своим драйвером). При этом энергия первич-
ного источника питания через трансформатор ТЗ передается
в выходную сварочную цепь. Сердечник трансформатора ТЗ
перемагничивается в прямом направлении.
• После закрытия транзисторов инвертора энергия, нако-
пленная в индуктивности рассеяния и намагничивания транс-
форматора ТЗ, через диоды VD17VD18 возвращается в пер-
вичный источник (в конденсаторы С4С5). Блокирующий кон-
денсатор С18 находится непосредственно возле инвертора
и компенсирует индуктивность соединительных проводов
между инвертором и конденсаторами фильтра.
Глава 2. Электродуговая сварка
155
Для контроля выходного тока инверторного источника
служит трансформатор тока Т2, который включен последова-
тельно с первичной обмоткой трансформатора ТЗ. Роль пер-
вичной обмотки трансформатора тока выполняет виток про-
вода, идущего от инвертора к трансформатору ТЗ.
В цикле прямого хода инвертора ток во вторичной обмотке
Т2 протекает через диод VD26 и шунт R33—R35 (плюс рези-
сторы R10R11 в блоке управления). С помощью подстроеч-
ного резистора R35 устанавливают необходимое сопротивле-
ние шунта.
Сигнал с шунта поступает в блок управления (вывод 6), где
используется:
♦ во-первых, для формирования необходимой для техноло-
гии ММА крутопадающей нагрузочной вольт-амперной
характеристики (ВАХ) инверторного сварочного источ-
ника;
♦ во-вторых, для защиты инвертора от токовых перегрузок.
В цикле обратного хода инвертора на вторичной обмотке
Т2 формируется напряжение запирающей для VD26 и отпи-
рающей для VD24 полярности. Диод VD24 отпирается, и ток
размагничивания сердечника трансформатора Т2 протекает
через стабилитрон VD25. Напряжение стабилизации VD25
имеет величину, гарантирующую размагничивание сер-
дечника трансформатора тока Т2 за время обратного хода
инвертора.
Со вторичной обмотки трансформатора ТЗ переменное
напряжение поступает на вход однополупериодного выпря-
мителя VD19, после которого превращается в импульсное
однополярное.
Цепочка R29C19 подавляет паразитные высокочастот-
ные колебания на вторичной обмотке трансформатора ТЗ.
Выпрямленный ток сглаживается дросселем L5. В паузах
между импульсами (с выхода выпрямителя VD19) выходной
ток источника замыкается через диоды VD20VD21. Резистор
156
Кратким справочник сварщика
R30 является нагрузкой холостого хода источника, а конден-
саторы С20С21, совместно с дросселем L5, образуют низкоча-
стотный фильтр, который подавляет высокочастотные помехи,
проникающие на выход сварочного источника.
С дополнительной обмотки III трансформатора ТЗ снима-
ется сигнал, необходимый для реализации функций Anti-Stick
и Arc Force.
Функция Anti-Stick (Защита от залипания электрода) обе-
спечивает уменьшение тока источника при коротком замыка-
нии, если оно длится более 0,8 с.
Функция Arc Force (Форсирование дуги) в случае корот-
кой дуги или короткого замыкания увеличивает сварочный
ток относительно выбранного значения. Эта функция улуч-
шает начальное зажигание и стабильность горения дуги.
Питание блока управления источника осуществляется
постоянным стабилизированным напряжением +16 В. Оно
формируется из выпрямленного напряжения источника,
питающего инвертор, с помощью понижающего DC-DC пре-
образователя, построенного на основе ШИМ-контроллера
VIPer50.
Узел VT1R7R8 является своеобразным аналогом низко-
вольтного стабилитрона, имеющего напряжение стабилиза-
ции 2,5 В. Использование этого стабилитрона позволяет сни-
зить максимальный ток ключевого транзистора контроллера
VIPer до 1 А.
Контроллер VIPer поддерживает стабильное напряже-
ние 13 В между выводами 4 (SRC) и 2 (VDD). Для получения
необходимого напряжения +16 В используется узел VD6,
VD7, R10.
Фильтр L3L4C11C12 сглаживает пульсацию на выходе
источника +16 В. Через диод VD4 замыкается ток фильтра в
паузах между импульсами напряжения.
Стабилитрон VD5 защищает от перенапряжения цепи
питания контроллера VIPer, а стабилитрон VD8 — цепи
Глава 2. Электродуговая сварка
157
питания блока управления инверторного сварочного источ-
ника.
Для охлаждения тепловыделяющих поверхностей свароч-
ного источника используется вентилятор Ml, который работает
непрерывно. Резисторы R11R12 позволяют'снизить напряже-
ние на двигателе вентилятора до допустимого значения.
Температура ключевых транзисторов инвертора контро-
лируется с помощью терморезистора RT1, имеющего отрица-
тельный температурный коэффициент.
Ток сварки устанавливается при помощи переменного
резистора R13.
Данные моточных узлов:
♦ Дроссель L1 намотан сетевым проводом на ферритовый
сердечник размером К32х18x12 и содержит 4 витка.
♦ Дроссель L2 содержит две обмотки по 8 витков, намо-
танных круглым медным проводом в эмалевой изоляции
02 мм на ферритовый сердечник К32х18х12.
♦ Дроссели L3, L4 имеют индуктивность по 500 мкГ и рас-
считаны на максимальный ток 1 А.
Дроссель L5 (рис. 2.36) содержит 27
витков круглого медного провода в эма-
левой изоляции 04 мм, намотанного в
два слоя. Дроссель не имеет сердечника.
Габаритные размеры дросселя указаны
на рис. 2.36.
Трансформатор ТЗ намотан на
Ш-образном сердечнике Е55/28/25 из
феррита N97. Обмотка I намотана про-
водом 02 мм и имеет 17 витков. Обмотка
II намотана в два провода 0 2,5 мм и
имеет 6 витков. Обмотка III имеет 2
витка провода 01 мм (сечение провода
выбрано из соображений механической
прочности).
020
Рис. 2.36. Внешний вид
дросселя L5
158
Краткий справочник сварщика
Совет.
Для фиксации немагнитного зазора в стыки половинок
сердечника необходимо вставить прокладки из немаг-
нитного и непроводящего материала толщиной 0,05—
0,075 мм.'
Необычностью трансформатора ТЗ является то, что он, при
достаточно высокой рабочей частоте, намотан одиночным
медным проводом большого диаметра. Но, несмотря на всю
необычность, данное решение, в конкретном случае, видимо
имеет определенные преимущества.
Во-первых, трансформатор получается более технологич-
ным, а, во-вторых, намотав обмотки трансформатора литцен-
дратом, который обеспечивает худшее, по сравнению с цель-
ным проводом, заполнение, мы не получили бы существен-
ного выигрыша в сечении обмоток.
На максимальном токе плотность тока в обмотках транс-
форматора достигает 14—15 А/мм2, из-за чего ПВ источника
составляет всего 15 %.
В источнике использованы готовые:
♦ трансформатор гальванической развязки Т1,
типа TI-116626;
♦ трансформатор тока Т2, типа ТА314200 (1:200),
производства фирмы UTK component.
В случае Самостоятельного изготовления можно рекомен-
довать следующие данные.
Трансформатор Т1 можно намотать на кольце К20х10х5
из феррита 2000НМ1. Первичная обмотка содержит 50 вит-
ков провода ПЭВ-2 00,2 мм, вторичные обмотки содержат по
40 витков провода ПЭВ-2 00,16 мм.
Внимание.
С помощью лакоткани нужно гарантированно изолиро-
вать обмотки друг от друга. Надежность межобмоточ-
Глава 2. Электродуговая сварка
159
ной изоляции готового трансформатора желательно
проверить мегомметром на напряжение 1000 В.
Трансформатор тока Т2 также можно намотать на кольце
К20х10х5 из феррита 2000НМ1. Вторичная обмотка имеет 200
витков провода ПЭВ-2 00,25 мм.
Блок управления
Блок управления источника COLT-1300 построен на основе
ШИМ-контроллера SG3525A. ШИМ-контроллер SG3525
(далее по тексту просто контроллер), функциональная блок-
схема которого изображена на рис. 2.37, содержит все узлы,
необходимые для постройки импульсных источников питания
всех типов, с применением минимального количества навес-
ных компонентов. Контроллер содержит внутренний источ-
ник опорного напряжения 4-5,1 ± 1 % В и усилитель ошибки.
Рис. 2.37. Функциональная блок-схема ШИМ-контроллера SG3525A
160
Краткий справочник сварщика
Наличие входа синхронизации позволяет синхронизиро-
вать несколько ведомых контроллеров тактовым сигналом,
который формирует один ведущий контроллер. Одним рези-
стором, подключенным между выводами СТ и DIS, можно
программировать широкий диапазон «мертвого времени»,
когда неактивны оба выхода контроллера.
Контроллер позволяет формировать функцию «мягкого
старта», для реализации которой требуется только один внеш-
ний конденсатор, подключаемый к входу CSS (конденсатор
CSS). Подача положительного напряжение на вывод выклю-
чения SDN позволяет выполнять две функции:
♦ сбросив триггер ШИМ, блокировать ШИМ-сигнал и быстро
перевести выходы контроллера в неактивное состояние;
♦ начать разрядку внешнего CSS конденсатора.
Если команда выключения короткая, то ШИМ-сигнал
завершится без значительной разрядки CSS конденсатора. В
этом случае можно достаточно удобно реализовать поцикло-
вое ограничение тока.
Если команда выключения имеет большую длительность,
достаточную для разрядки CSS конденсатора, то следующее
включение ШИМ-контроллера произойдет с замедлением, в
режиме «мягкого старта».
В Примечание.
Вывод SDN не должен оставаться не подключенным, т. к.
это может привести к случайным отключениям, что
нарушит нормальную работу ШИМ-контроллера.
Узел блокировки от понижения напряжения питания
контроллера производит аналогичные с выводом SDN дей-
ствия при снижении напряжения питания контроллера ниже
допустимого. В неактивном состоянии на выходах контрол-
лера OUA и OUB присутствуют низкие уровни напряжения.
В табл. 2.12 расписана цоколевка контроллера SG3525A.
Глава 2. Электродуговая сварка
161
Цоколевка контроллера SG3525A Таблица 2.12
Ножка Обозначение Функция
1 2 IN- IN+ Входы усилителя ошибки.
3 SYN Вход внешнего сигнала синхронизации
4 OSC Выход тактового сигнала внутреннего генератора, используе- мый для синхронизации ведомых контроллеров
5 СТ Выводы подключения конденсатора Ct и резистора Rt, задаю-
6 RT щих рабочую частоту генератора контроллера
7 DIS Вывод подключения резистора, программирующего длитель- ность «мертвого времени»
8 CSS Вывод подключения конденсатора «мягкого старта»
9 CPS Выход усилителя ошибки
10 SDN Вывод выключения контроллера, с последующим циклом «мяг- кого старта»
11 OUA Выход А контроллера
12 GND Общий вывод питания контроллера
13 VC Отдельный вывод питания выходных каскадов контроллера
14 OUB Выход В контроллера
15 VCC Вывод питания контроллера
16 VRF Выход источника опорного напряжения +51В контроллера
Через' выводы 6-5 БУ напряжение, пропорциональное
выходному току сварочного источника COLT-1300, поступает
на вход пикового детектора, который состоит из элементов
VT1R12C4.
D Примечание.
Постоянная времени цепочки R12C4 гораздо больше
периода следования импульсов тока, что гарантирует
относительную неизменность сигнала на выходе пико-
вого детектора в течение периода работы инвертора.
Напряжение с выхода пикового детектора поступает на сум-
мирующий усилитель, собранный на элементах DA1.2R14C6.
Здесь оно сравнивается с напряжением, снимаемым с движка
переменного резистора R13 «Ток сварки», которое поступает
в БУ через вывод 16.
162
Краткий справояник сварщика
Управляющее напряжение с выхода суммирующего усили-
теля, через корректирующую цепочку R16R17C7, поступает
на вход IN+ ШИМ-контроллера DA2.
Усилитель ошибки ШИМ-контроллера замкнут единичной
обратной связью, а к его выходу подключена корректирую-
щая цепочка R20C9C10.
Частота ШИМ-сигнала определяется частотозадающими
элементами R18R19C8. Резистор R18 задает время зарядки
конденсатора С8 (8 мкс), а резистор R19 задает время раз-
рядки конденсатора С8 (0,8 мкс). В результате частота ШИМ-
сигнала составляет около 57 кГц.
С выхода OUT контроллера DA2 ШИМ-сигнал, через
цепочку R27R28 поступает на затвор транзистора VT3 фор-
мирователя импульсов. Нагрузкой формирователя импульсов
является первичная обмотка трансформатора Т1 (рис. 2.35).
Цепочка VD17VD8VD9 обеспечивает размагничивание
трансформатора Т1.
Порог срабатывания защиты транзисторов инвертора от
максимального тока (около 65 А) определяется напряжением
пробоя последовательной цепочки VD4VD5. В случае пре-
вышения максимального тока напряжение с шунта R10R11
через цепочку VD4VD5 поступает на вход выключения SDN
ШИМ-контроллера.
В результате выходы ШИМ-контроллера переводятся в
неактивное состояние, и ключевые транзисторы инвертора
закрываются. Многократная перегрузка транзисторов может
привести к разрядке конденсатора «мягкого старта» СИ и
более длительной паузе в работе ШИМ-контроллера, с после-
дующим «мягким стартом».
Защита от перегрева ключевых транзисторов инвертора осу-
ществляется при помощи терморезистора RT1 (см. рис. 2.35),
установленного на охладителе ключевых транзисторов.
Резисторы R23R24 (рис. 2.38) вместе с резисторами
RT1R16 (см. рис. 2.35) образуют измерительный мост, сигнал
Глава 2. Электродуговая сварка
163
+ 16В
6
-Й-----И-1
VD5 VD4 R15
5,6 В 180
R13
Юк
R10 П R11 Г
150 К) 150 Г
5 Т 1
VT1
R12
8,2к
R14.22l< IIС6 4700
DA1.2
Д
5
+16В
>00
7
С4 ,
0,01мк
— =i= С5 0,01 мк
BR16
EJ Юк
DA1
_1_С18
—|~ 0,1мк
+16 В
VD1...VD4, VD6, VD7
BAS16
9
24
С8
1000
С9
2200
СЮ
2200
-------------DA2 SG3525A
3
Д2° 9
С7
0,01мк
Юк
R17
5,6к
2
10
8
SYN
RT
СТ
DIS
CPS
IN-
IN+
SDN
CSS
+ С11
=4= 1мк
50 В
PWC
VCC
VC
0UA
OUB
15
13
OSC
VRF
GND
С12 +
0,1мк
С13
=4= 1мк :
50 В
4
+5.18
0,1мк
С16 +1^7 1 '
_£50В^
v VU3
г - 9,1 В
0,1мк
VD8
9,1 В
VD9
2
R28
680
3,4,10,
11,15
DA1 LM324
1 % резисторы
R1...R6, R9, R13, R16, R18...R20, R23...R25
Рис. 2.38. Принципиальная электрическая схема
инверторного сварочного источника COLT 1300 (блокуправления)
164
Краткий справочник сварщика
с которого поступает на вход компаратора DA1.3. Пока тем-
пература транзисторов ниже максимальной, сопротивление
RT1 высокое и напряжение на выходе компаратора DA1.3
имеет низкий уровень.
При повышении температуры сопротивление терморези-
стора RT1, имеющего отрицательный ТКС, понижается. Как
только оно станет меньше 1,21 кОм, напряжение на выходе
компаратора DA1.3 станет высоким.
Высокое напряжение с выхода DA1.3 через резистор R26
и светодиод HL1 (см. рис. 2.35) поступит на вход выклю-
чения SDN ШИМ-контроллера DA2. В результате выводы
ШИМ-контроллера будут переведены в неактивное состоя-
ние. Индикация срабатывания защиты осуществляется при
помощи светодиода HL1.
Как уже говорилось ранее, на время зарядки конденсато-
ров С4, С5 (см. рис. 2.35) работа ШИМ-контроллера блоки-
руется. Для блокирования ШИМ-контроллера служит тран-
зистор VT2, который включен параллельно терморезистору
RT1. Во время зарядки С4, С5 (см. рис. 2.35) высокий уровень
напряжения с выхода электронного реле времени (катод VD2
на рис. 2.35) через вывод 22 БУ и делитель R21R22 поступает
на базу транзистора VT2, который открывается и шунтирует
терморезистор RT1.
В результате происходят действия, аналогичные срабаты-
ванию термозащиты.
Рассмотрим работу узлов БУ, ответственных За реализа-
цию функций Anty-Stick и Arc Force, о которых говорилось
ранее.
Функция Anty-Stick реализуется при помощи обмотки
III трансформатора ТЗ и первого выпрямительного узла
VD22C22 (см. рис. 2.35), делителя R31 (см. рис. 2.35) R1, ком-
паратора DA1.4 и диода VD1.
Напряжение обмотки III, пропорциональное выходному
напряжению источника, поступает на первый выпрямитель-
Глава 2. Электродуговая сварка
165
ный узел, где выпрямляется и усредняется. С выхода первого
выпрямительного узла напряжение через делитель поступает
на прямой вход компаратора DA1.4, на инверсный вход кото-
рого, с помощью делителя R4R5, подано напряжение +2,55 В
(половина от напряжения +5,1 В, формируемого внутренним
стабилизатором ШИМ-контроллера DA2 на его выводе VRF).
Компаратор переключается йри снижении напряжения
нагрузки источника ниже 19 В. Пока нагрузкой источника
является электрическая дуга, напряжение преобладает на пря-
мом входе компаратора DA1.4. На его выходе присутствует
высокое напряжение, которое запирает диод VD1. При зали-
пании электрода напряжение в сварочной цепи снижается и,
после разрядки конденсатора С22 (см. рис. 2.35) снижается
напряжение на прямом входе компаратора DA1.4.
Высокий уровень на выходе компаратора меняется на низ-
кий, диод VD1 открывается и шунтирует напряжение зада-
ния, поступающее с движка резистора R13 «Ток сварки» (см.
рис. 2.35). В результате выходной ток источника снижается до
мийимума.
Функция Arc Force реализуется при помощи обмотки III
трансформатора ТЗ, второго выпрямительного узла VD23C23,
делителя R32 (см. рис. 2.35) R2 и узла форсирования задания,
состоящего' из элементов R3, R6—R9, С2, СЗ, DA1.1, VD2,
VD3.
На прямой вход ОУ DA1.1, с делителя R4, R5 подано напря-
жение +2,55 В. Напряжение обмотки III, пропорциональ-
ное выходному напряжению источника, поступает на второй
выпрямительный узел, где выпрямляется и усредняется.
С выхода второго выпрямительного узла напряжение через
делитель поступает на узел форсирования. Узел форсиро-
вания активизируется при снижении напряжения нагрузки
источника ниже 15 В.
Пока нагрузкой источника является электрическая дуга,
напряжение преобладает на выходе второго выпрямительного
166
Краткий справочник сварщика
узла. На выходе DA1.1 присутствует низкий уровень, и фор-
сирование не производится. При падении выходного напря-
жения источника, что говорит о сокращении длины дуги,
на выходе DA1.1 появляется высокий уровень напряжения,
который через цепочку C3R9VD3 поступает в цепь задания
сварки. Длительность импульса форсирования составляет
0,5 с и определяется RC цепочкой R14 (см. рис. 2.35) и СЗ.
Диод VD2 создает цепь для разрядки конденсатора СЗ.
".
Настройка
Источник имеет только один подстроечный элемент — R35
(см. рис. 2.35), с помощью которого нужно выставить макси-
мальный ток сварки, в крайнем правом положении резистора
R13 «Ток сварки» (см. рис. 2.35).
2.19. Общая методика осмотра и ремонта
инверторного сварочного источника
Получение информации
об обстоятельствах выхода из строя
Зачастую сварочный аппарат в ремонт сдают люди, которые
в той или иной мере являются свидетелями его «гибели». Не
пожалейте времени и разузнайте все обстоятельства, в резуль-
тате которых сварочный аппарат вышел из строя. Обычно
подобные расспросы не вызывают особых затруднений, т. к.
его хозяева сами горят желанием предоставить такую свиде-
тельскую информацйю ремонтнику.
Несмотря на обычно непрофессиональное толкование при-
чин и процесса повреждения аппарата, полученная информа-
ция может хорошо помочь в выявлении и локализации истин-
ных причин повреждения сварочного аппарата.
Глава 2. Электродуговая сварка
167
Осмотр сварочного источника
Выслушав свидетелей, можно приступить к внимательному
осмотру источника. При этом не стоит особо спешить и сразу
же выкручивать винты и снимать защитный кожух источника.
Придержите свое любопытство и, перед тем, как снять защит-
ный кожух, внимательно осмотрите корпус, а также все внеш-
ние детали источника на отсутствие механических поврежде-
ний. Так как при ремонте не бывает мелочей, то при обнару-
жении механическйх дефектов сразу же устраните их.
0 Внимание.
Перед тем как снимать защитный кожух сварочного
источника, убедитесь, что источник не подключен к
электрической сети.
Сняв защитный кожух источника, внимательно осмотрите
его внутренности. Первым делом нужно убедиться в отсут-
ствии внутри корпуса металлической стружки и окалины. При
наличии таковой ее необходимо полностью удалить.
Н Примечание.
Подобный мусор очень часто является главной причи-
ной выхода источника из строя.
Далее стоит произвести внешний осмотр узлов, проводов и
разъемных соединений источника. Как уже говорилось выше,
80 % всех выходов из строя сварочных источников связаны с
неисправностями в силовых цепях и узлах, которые подвер-
жены максимальной нагрузке и поэтому с большей вероятно-
стью выходят из строя.
Зачастую проявления этих неисправностей видно невоору-
женным взглядом по повреждениям корпусов силовых тран-
зисторов и диодов, оплавлениям и перегораниям медных
дорожек на печатных платах соответствующих узлов.
168
Краткий справочник сварщика
Проверка критичных компонентов и узлов
Если осмотр не выявил внешних повреждений, то воору-
жившись тестером, «прозвоните» все силовые электронные
компоненты источника. Такими компонентами являются:
♦ диоды сетевого выпрямителя;
♦ электролитический конденсатор сглаживающего фильтра;
♦ транзисторы и диоды инвертора;
♦ диоды выходного выпрямителя.
Совет.
Для проверки каждого компонента его необходимо
отключить от общей схемы, чтобы избежать ее шун-
тирующего действия.
Для проверки транзисторов и диодов тестер необходимо
перевести в режим «прозвонки», установив переключатель
пределов измерения тестера на символ диода и звукового сиг-
нала (рис. 2.39).
Проверка диодов обычно особых проблем не вызывает. Все
знают, что исправный диод в прямом направлении проводит,
а в обратном не проводит электрический ток. Прямым счита-
ется направление, когда к катоду диода приложен «минус», а к
аноду — «плюс» испытательного напряжения.
В режиме «прозвонки» тестера «минус» обычно находится
на его клемме «СОМ», а «плюс» на клемме «V/Q/f» (рис. 2.40).
В зависимости от типа и мощности диода в прямом направле-
нии на диоде падает напряжение:
. ♦ 0,1—0,3 В для диодов Шоттки;
♦ 0,3—0,7 В для кремниевых диодов.
Правило.
Меньшие значения напряжения соответствуют более
мощным и низковольтным диодам, а большие, соответ-
ственно, — более высоковольтным и менее мощным.
Глава 2. Электродуговая сварка
169
Рис. 2.39. Подготовка
тестера для проверки
транзисторов и диодов
Диод проводит
электрический ток
Рис. 2.40. Проверка полупроводниковых диодов
Диод не проводит
электрический ток
В обратном направлении диод ток не пропускает и ведет
себя, как оборванная цепь.
Конденсатор сглаживающего фильтра инверторногоисточ-
ника имеет значительную емкость, которая обычно находится
в пределах 470—2000 мкФ. Даже если ваш прибор и позволяет
измерять электрическую емкость, то скорее всего, не такую
большую. .
Однако нам не требуется точного измерения этой емкости.
Достаточно убедиться в том, что конденсатор не оборван и обла-
дает некоторой емкостью. Как ни странно, внутренние обрывы
сглаживающего конденсатора не являются редкостью. Это про-
исходит достаточно часто при обрыве зарядного резистора.
1
Пример.
На источниках ВДУЧ-160 в качестве зарядного исполь-
зуется проволочный резистор, который обрывается
после пребывания сварочного источника на небольшом
морозе. В результате, после нескольких включений без
предварительной зарядки, конденсаторы сглаживаю-
щего фильтра приходили в негодность.
170
Краткий справочник сварщика
Перед проверкой конденсатора необходимо убедиться в
том, что он полностью разряжен! Для этого на 10—20 с необ-
ходимо закоротить выводы конденсатора с помощью рези-
стора МЛТ-2 или аналогичным, сопротивлением 100 Ом.
Для проверки функциональности конденсатора, доста-
точно с помощью тестера перезарядить его в обоих направле-
ниях. Для этого, с помощью тестера, находящегося в режиме
«прозвонки», необходимо «прозвонить» конденсатор сначала
в прямом направлении, а затем в обратном.
Если конденсатор исправен, то при этом мы будем наблю-
дать процесс его перезарядки длительностью в несколько
секунд. Перезарядка проявляется в плавном изменении на
нем величины и полярности напряжения, при каждом измене-
нии направления зарядки.
D Примечание.
Оборванный конденсатор никак не реагирует на смену
полярности подключения к тестеру.
В отличие от диодов и конденсаторов, IGBT транзисторы
преобразователя требуют более сложного алгоритма про-
верки. Перед тем, как приступить к проверке транзистора,
необходимо воспользоваться справочником, чтобы определить
его цоколевку. Для примера на рис. 2.41 приведена типичная
цоколевка IGBT, расположенного в корпусе ТО-247АС.
Транзистор
без диода
Транзистор
с диодом
1 - Затвор
2 - Коллектор
3 - Эмиттер
4 - Коллектор
Рис. 2.41. «Цоколёвка» IGBT в корпусе ТО-247АС
Глава 2. Электродуговая сварка
171
Порядок проверки IGBT:
Шаг 1. Необходимо убедиться в отсутствии коротких
замыканий между затвором и эмиттером IGBT, «прозвонив»
сопротивления между соответствующими выводами в обоих
направлениях.
Шаг 2. Необходимо убедиться в отсутствии коротких замы-
каний между коллектором и эмиттером IGBT, «прозвонив»
сопротивления между соответствующими выводами в обоих
направлениях. Перед этим необходимо перемычкой закоро-
тить выводы затвора и эмиттера транзистора. Но лучше будет
не закорачивать затвор и эмиттер транзистора, а просто заря-
дить входную емкость затвор-эмиттер отрицательным напря-
жением. Для этого кратковременно и одновременно прикаса-
емся щупом «СОМ» тестера к затвору, а щупом «V/Q/f» — к
эмиттеру.
Некоторые IGBT транзисторы имеют встроенный
встречно-параллелный диод, подключенный катодом к кол-
лектору транзистора, а анодом к эмиттеру (рис. 2.41). Если
транзистор имеет такой диод, то последний должен соответ-
ствующим образом «прозвониться» между эмиттером и кол-
лектором транзистора.
Шаг 3. Теперь убедимся в функциональности транзистора.
Для этого необходимо зарядить входную емкость затвор-эмиттер
положительным напряжением. Для этого кратковременно и
одновременно прикасаемся щупом «V/Q/f» тестера к затвору, а
щупом «СОМ» — к эмиттеру. После этого проверяем состоя-
ние перехода коллектор-эмиттер транзистора, подключив щуп
«V/Q/f» тестера к коллектору, а щуп «СОМ» — к эмиттеру. На
переходе коллектор-эмиттер должно падать небольшое напря-
жение величиной 0,5—1,5 В. Меньшее значение напряжения
соответствует низковольтным транзисторам, а большее — высо-
ковольтным. Величина падения напряжения должна быть ста-
бильной, по крайней мере, в течение нескольких секунд, что
говорит об отсутствии утечки входной емкости транзистора.
172
Краткий справочник сварщика
Если при общей проверке силовых компонентов были
выявлены поврежденные, то не надо спешить с их заменой и
последующим включением источника в сеть. Это может при-
вести к повторению аварии, т. к. выгорание силовых компо-
нентов зачастую влечет за собой повреждение соответствую-
щих цепей управления. Поэтому, произведя необходимые
замены, перейдем к проверке блока управления сварочного
источника.
Совет.
№гц Если были повреждены транзисторы инвертора, то
первым делом нужно проверить исправность драйверов
раскачки этих транзисторов.
Если драйвера содержат активные полупроводниковые
компоненты, то необходимо убедиться в их исправности.
На примере драйверов сварочного источника COLT (см.
рис. 2.35) видно, что каждый из них содержит один биполяр-
ный транзистор, два диода и два стабилитрона.
Шаг 4. После того, как проведена проверка компонентов
драйверов и произведены необходимые замены, можно при-
ступить к проверке блока управления (БУ). На этом этапе не
стоит обеспечивать питание БУ по его стандартной схеме, т. е.
подключив сварочный источник к сети.
0 Внимание.
Так как цепи питания БУ могут иметь гальваническую
связь с питающей сетью, то настойчиво рекомендуется
для питания БУ на этапе проверки использовать посто-
ронний лабораторный блок питания, обеспечивающий
требуемое напряжение и ток.
Для определения точек подключения необходимо найти на
плате блок питания, обеспечивающий питание БУ. Обычно
Глава 2. Электродуговая сварка
173
это вполне узнаваемый узел. В крайнем случае можно ориен-
тироваться на ножки питания знакомых микросхем, в частно-
сти микросхемы ШИМ-контроллера.
После обнаружения точек подключения и определения
требуемого напряжения питания (обычно 12—15 В) можно
запитать БУ от постороннего блока питания.
Совет.
При первом включении желательно контролировать
ток, потребляемый блоком управления.
Сейчас на рынке весьма недорого можно приобрести
лабораторные источники питания, имеющие встроенную
индикацию выходного напряжения и тока. Такой блок пита-
ния как нельзя лучше подходит для поставленной задачи.
Обычно исправный блок управления потребляет ток, не пре-
вышающий 0,5 А. Если потребляемый ток намного выше, то
стоит обратить на это внимание и определить причину пере-
грузки.
Возможной причиной такой перегрузки могут служить
низковольтные охлаждающие вентиляторы, которые зачастую
питаются тем же напряжением, что и БУ.
Для проверки функциональности БУ недостаточно про-
стого тестера. Для этой цели нам понадобится электронно-
лучевой или цифровой осциллограф с полосой пропускания
канала вертикального отклонения не менее 30 МГц.
Исправный БУ, как минимум, должен формировать
импульсы управления транзисторами инвертора сварочного
источника. Именно эти импульсы нам позволят обнаружить и
изучить осциллограф. На рис. 2.42 приведена осциллограмма
импульсной последовательности на затворе IGBT однотакт-
ного преобразователя сварочного источника COLT.
Наличие таких импульсов говорит о работоспособности
блока управления сварочного источника.
174
Краткий справочник сварщика
Рис. 2.42. Импульсы управления на затворе IGBT
однотактного преобразователя сварочного источника COLT
Первое включение сварочного источника
Даже после проведения всех описанных ранее мероприя-
тий никто не может гарантировать нам неповторения аварий-
ной ситуации.
Совет.
Чтобы исключить фатальные последствия собствен-
ной невнимательности, сначала необходимо подклю-
чить источник к питающей сети через некое балласт-
ное сопротивление, роль которого с успехом может
выполнить обыкновенная лампочка накаливания мощ-
ностью 100—150 Вт.
Однако, если подобная мера и хороша тем, что позволяет
избежать досадных неожиданностей, но так как силовые цепи
сварочного источника имеют гальваническую связь с питаю-
Глава 2. Электродуговая сварка
175
Рис. 2.43. Схема первого включения
к сети сварочного источника
щей сетью, она не обе-
спечивает безопасность
во время осциллографи-
ческих измерений.
Чтобы обеспечить
себе возможность осцил-
лографических измерений, необходимо подключать свароч-
ный источник к питающей сети через разделительный транс-
форматор 220 В/220 В мощностью 150—200 Вт (рис. 2.43).
Если после включения источника лампочка горит в пол-
ный накал, то что-то не в порядке. Необходимо повторить
цикл ремонтных мероприятий с самого начала, но с большим
вниманием.
Если же лампочка горит не в полный накал, то это явля-
ется хорошим знаком. Обычно на лампочке падает около 30 В,
то есть, если в сети напряжение 230 В, то на входе сварочного
источника будет 200 В.
После прохождения этого теста можно включать свароч-
ный источник в сеть непосредственно и приступать к оконча-
тельной проверке его функционирования.
Окончательная проверка функционирования
сварочного источника
Чтобы убедиться в том, что свароч-
ный источник соответствует техническим
условиям, определенным производителем,
необходимо произвести его испытание при
работе на нагрузку. Обычно при испыта-
ниях в качестве такой нагрузки используют
сварочный балластный реостат типа РБ-315
(рис. 2.44) или подобный. Для осуществле-
ния испытаний необходимо собрать соот-
ветствующую схему (рис. 2.45).
Рис. 2.44. Реостат
балластный РБ-315
176
Краткий справочник сварщика
Рис. 2.45. Схема испытания сварочного источника
Перед включением сварочного источника все рычажки
балластного реостата необходимо перевести в нижнее поло-
жение, чтобы обеспечить режим холостого хода. После вклю-
чения сварочного источника необходимо измерить его выход-
ное напряжение холостого хода на клеммах балластного рео-
стата. Значение этого напряжения должно быть в пределах,
гарантируемых производителем.
С помощью задатчика тока установим минимальный сва-
рочный ток. С помощью рычажков балластного реостата
установим выходное напряжение сварочного источника соот-
ветствующее значению, найденному по формуле
имин = 20 + 0,04 • 1мин.
При этом выходной ток источника должен соответствовать
заданному. В противном случае необходимо произвести его
подстройку соответствующими органами подстройки, уста-
новленными на плате управления БУ сварочного источника.
0 Внимание.
Ток, потребляемый сварочным источником из сети, при
максимальном сварбчном токе не должен превышать
значения, гарантируемого производителем.
Далее следует определить реальную периодичность
нагрузки (ПН) сварочного источника. Для источников руч-
ной дуговой сварки, периодичность нагрузки определяется
относительным временем максимальной нагрузки источника
в течение пятиминутного интервала.
Глава 2. Электродуговая сварка
177
Следовательно, для проверки ПН сварочного источника его
следует грузить максимальным током в течение относительного -
времени, оговоренного производителем, с последующее рабо-
той на холостом ходу до окончания 5-минутного интервала.
Если в течение 5—10 последовательных циклов полной
нагрузки/холостого хода работа источника не прерывалась сра-
батыванием автоматических защит, то можно считать, что реаль-
ный ПН источника не хуже гарантированного производителем.
На этом испытание источника можно завершить.
2.20. Инверторы
Сварочные инверторы созданы для работы с нестабильным
напряжением питания. Инверторы очень просты в примене-
нии с самого начала работы, гарантируют хорошую сварку
со всеми типами электродов (рутиловыми, стандартными, из
нержавеющей стали и другими) благодаря высокой стабиль-
ности сварочного тока. Многие аппараты оборудованы защи-
той от скачков напряжения и перегрева, автоматическим ста-
билизатором мощности и «горячим стартом».
SOLUTION 2000, 2500, 3100, 3300 иде-;
НыаЕ ально подходят для любительской и
непрофессиональной сварки, а аппараты
жЦ 3100/3300 — для небольших мастерских
’ и сварки легких конструкций.
SOLUTION 3500, 4000 идеально подходят для
небольших мастерских и сварки легких конструк-
ций, а также для случаев, когда большой объем
работ при том, что напряжение питания неста-
бильно, и важны вес и размеры аппарата.
178
Краткий справочник сварщика
GLOBUS 2500, 3100, 3300. Сварочные инверторы созданы с
акцентом на надежность и дизайн. Очень просты в обраще-
нии и гарантируют хорошую сварку всеми типами электродов
(рутиловыми, стандартными, из нержавеющей стали и дру-
гими). Оснащены из соображений запаса мощности, предо-
хранения от перегрева и прилипания электрода. В качестве
источников тока все модели могут использовать генераторы
и линии электропередачи. Аппараты идеально подходят для
небольших мастерских, сварки легких конструкций, ремонт-
ных работ.
GLOBUS 3500, 4000. Сварочные инверторы
созданы с акцентом на надежность и дизайн.
Очень просты в обращении и гарантируют
хорошую сварку всеми типами электродов
(рутиловыми, стандартными, из нержавеющей
стали и другими). Оснащены из соображений
запаса мощности, предохранения от перегрева и. прилипа-
ния электрода. В качестве источников тока все модели могут
использовать генераторы и линии электропередачи. Аппараты
идеально подходят для небольших мастерских, сварки легких
конструкций, ремонтных работ.
GLOBUS 5000, 6000. Сварочные инвер-
торы созданы для работы с нестабиль-
ными источниками питания, такими как
генераторы и линии электропередачи.
Работают с широким диапазоном токов
и при высокой нагрузке. Гарантируют хорошую сварку всеми
типами электродов (рутиловыми, стандартными, из нержа-
веющей стали и другими). Оснащены из соображений запаса
мощности, предохранения от перегрева и прилипания элек-
трода. В качестве источников тока все модели могут использо-
вать генераторы и линии электропередачи. Аппараты имеют
Глава 2. Электродуговая сварка
179
переключатель TIG/MMA и с дополнительными приспосо-
блениями могут использоваться для сварки в среде Инертного
газа. Мощный вентилятор позволяет использовать аппараты
для сварки тяжелых конструкций, в промышленных условиях
и при большой нагрузке. Модель GLOBUS 150 DUAL может
работать при двух напряжениях питания, а именно ПО В и
230 В, которые выбираются автоматически.
GLOBUS 150,150 DUAL, 170. В качестве
источников тока все модели могут исполь-
зовать генераторы и линии электропере-
дачи. Аппараты имеют переключатель
TIG/MMA и с дополнительными при-
способлениями могут использоваться для
сварки в среде инертного газа. Мощный вентилятор позволяет
использовать аппараты для сварки тяжелых конструкций, в
промышленных условиях и при большой нагрузке. Модель
GLOBUS 150 DUAL может работать при двух напряжениях
питания, а именно 110 В и 230 В, которые выбираются авто-
матически.
GLOBUS 200,210. Аппараты имеют пере-
ключатель TIG/MMA и с дополнительными
приспособлениями могут использоваться
для сварки в среде инертного газа. Мощный
вентилятор позволяет использовать аппа-
раты для сварки тяжелых конструкций,
в промышленных условиях и при большой нагрузке. Модели
GLOBUS 210 и 270 могут регулировать режим подачи газа при
сварке с использованием инертного газа. У модели GLOBUS 210
ток может регулироваться дистанционно. Модель GLOBUS 200С
имеет переключатель TIG/STICK, который делает аппарат иде-
альным при использовании в режиме сварки с использованием
инертного газа.
.180
Краткий справочник сварщика
COMPACT 210 ACDC. Это однофазный сва-
рочный инвертор создан для обеспечения пре-
красного качества сварки и простоты исполь-
зования, в том числе при сварке в среде инерт-
ного газа при переменном и постоянном токе,
а также с любыми типами покрытых электро-
дов. Согласование параметров максимально автоматизировано.
Аппарат идеален для использования в промышленности.
Основные технические характеристики сварочных инвер-
торов приведены в табл. 2.13.
2.21. Сварочные полуавтоматы
READY MIG 95,100,110
Однофазные портативные полуавтоматы для сварки без
использования защитного газа. Модель READY MIG 110
оборудована вентилятором охлаждения.
Укомплектованы всем необходимым для
начала работы. Держатель катушки приспосо-
блен для катушек с проволокой весом до 1 кг.
MINIMIG 156 GAS-NO GAS / PANTHER 172 GAS-NO GAS
Однофазные портативные полуавтоматы с вентиляторами
охлаждения. При подключении с обратной полярностью
можно работать без защитного газа. Удобны в использовании
при сварке без защитного газа и регуля-
тора давления. Модель 152 оборудована
колесами. Держатель катушки приспо-
соблен для катушек с проволокой весом
от 1 до 5 кг. Укомплектованы всем необ-
ходимым для начала работы.
Глава 2. Электродуговая сварка
181
гехнические характеристики сварочных инверторов________________________ Таблица 2.13
ом 'Bl/eiMtfOSEMOdu tfo» ! 99805827 1 1 99805828 1 1 99850866 99805828 1 99805849 1 । 99805850 | I 99805838 | 1 99805852| 998058591 99805840 1 3 © со © © | 99805840 1 99805841 | 99805822 | 99805851 | 1 99805823 1 1 99805842J , 99805843 | 99805860| 99805845 |
jm Ъэд in © © СП © in © ©' © °1 £ ©_ £ 'Я © со - © lO ©
WT ш © о о о m © © © © © © © © © © © © о
© © © © © © г>
гм гм ом © © гм гм гм гм с м гм гм © © © м © гм ©
X х у х X х X х х х X X у х X х х X х х
Ю1Л1 'имаояеиЛ iqdawEej о in о © О © о © 00 8 о со © со о 00 О со 8 о со О со © © © © © © © от о ©
Г" л* гм Г'•I гм
X х X х X х х X X X X х X X X X X у X X
1Л 1 А о in 1П © 1 п о о г> <~> Г) © © © о О © Q
ГП © © © гп ’Т in © © о о $ 8 4 © © © © © о ©
© * Г| in in О о © © © © * п © * п © © О © © © ©
о о о о со со © © ГЛ гм гм © ©
ГМ 1 *ч гм 1 \1 ГМ гЧ гм Г %1 t ^1 гм гм гм ГМ © гм (Т | © ГА гм
X X х х х X X X X х X X х х X X х X X х
ww 'iqdaweed aiqHiMdegej CO СО 00 1Л гл © о о о © о © © о о © © © © © О о ©
гм
у X X X х х X X х х х х X х х X X х X X
CO СО со о in 1Л о Г) 1Л 1 А © © © © © о о о IA о
ш in гм © © гм гм © гм © мз
ГМ гм гм СП © © гм © © © © © © >5 © *3"
iqiHhiet янэиэ.г) & £ ГМ гм гм at ГМ гм гм гм at ГМ £? см гм о. гм гм гм гм гм гм гм © гм
ииЬииоеи aaetoi X X X X X X X X г X X X X X X X X X X X
© 1 п © ш ш © 1 п © © ©
ww diawentf 7 *7 гм гп гп гм 7 см СП СП гм гм т гм. гм © гм I 7 7 гм 7
'iqtfodixdi/£ © 1 1 7 'R 1 1 1 1 ©. 1 1 © 1© 1 10
•— *“ г- •— •- “
g 8 о д © о m 8 о о 00 О © © © © © о © О © о о О
1 1 1 ) 1 1 1 1 1 1 1 |
£ £ £ $ 1 £ 1 £ £ £ 1 1 £ 1 £ 1 1 I £ £ £ 1 £ 1 £ £
о © о © 8 8 О М3 8 о © О © О © О © © 8 © © © © о о о О о 8 8 8
у 'мол ииьоде^
о о Я О © 8 © « о О о 8 ? о © © © 8 © от 8 О О 00
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ] 1
1 $ 1 £ 1 1 £ 1 £ 1 £ 1 £ 1 £ 1 £ 1 £ 1 1 г₽ 1 £ 1 <₽ 1 £ 1 £ 1 £ 1 1 £
о © © © in о |А © © о <А г> © о о о Г") © о
CN гм СП гм *” гм © © © © © © © ©
о © О © гм о © © © © О гм о о 8 8 © © © о © © о О © © о
у'емохноЕеиеиу 1 ‘] | 7 7 7 | 7 7 7 '| | 7 7 7 '| 7 7 7 7
© гм О о © о ГМ © © СП © о © гм гм © © 1 © 1 © 1 © гм 1 ©
g 'MMsAdjBH гад эимажибивц о со о СО о СО о СО О СО ОТ © со о со о СО © со со 8 о со 8 © © 8 © от © со 8 ©
уд»"% ГЛ 1 А © ГЛ /и СП © СО © © © ©
09 4i3OHtnovu eewam/gadioLl гм гм СП гм © © © ©" © ©
"Г -г -г
о о о о о О о о о о <? о о о о о о
10 © in © М3 М3 © © © © 2г М3 © м> м> чэ ©
(qdi) 'buhbimu anHawbdUBH о ш о о ш о © © © © in © ш о © и © о> о © © о © О © © © © © © о © о ©
со со со со са co со со со со са со со гм см со со со аз
о о о г> г> о о о г> г> о © © о ©
© © СП © © ГА © © ©
гм гм гм гм ГМ гм гм гм гм ГМ гм см гм гм см гм
s £ —1 0
‘ристи 2000 2500 13100 13300 13500 14000 о о ш § § © 8 © о 8 о я I о © 50 Da я о 30 С о
₽ Z Z Z Z Z z гм © © © 9 © гм гм t
£ о о О о О О in © © © © © © © © © © © © и
р 1—— Э 3 э о э э Э э э э X 3 X <С
Q. Lj Б э э х со со со со со со ш со со со со со со
1 о. О О о о О о О О д д о О
о © О 1УЭ о © о © О © О in о О О и О 0 О О О и d о д
182
Краткий справочник сварщика
MONOMIG 162,182 (GAS-NO GAS)
Однофазные передвижные полуав- j
томаты.. При подключении с обратной 1
полярностью можно работать без защит- I
ного газа. Модель 182 оборудована тай- i
мером для точечной сварки. Подходят j
для сварки тонких металлических листов ?
и для ремонта кузовов автомобилей. Держатель катушки
приспособлен для катушек с проволокой весом от 5 до 15 кг.
Укомплектованы регулятором давления, газовым шлангом,
кабелем заземления.
Основные технические характеристики сварочных полуав-
томатов приведены в табл. 2.14.
2.22. Сварочные трансформаторы
для сварки электродом
MINI ARC 100, JET 120N, 155N
Однофазные портативные сварочные
трансформаторы. Плавная регулировка тока.
Защита от перегрузки. Укомплектованы
аксессуарами.
UTIL 170N, NOVA 190N
Однофазные портативные свароч-
ные трансформаторы. Плавная регу-
лировка тока. Защита от перегрузки.
Укомплектованы аксессуарами.
Глава 2. Электродуговая сварка
183
Технические характеристики сварочных полуавтоматов Таблица 2.14
PANTHER 172 GAS-NO GAS 230 В 50/60 Гц СМ 17—33 30—165 ' 20%—145 60%—83 \О 0,6—1,2 X IP21 680 х 350 х 470 565 х 320 х 400 СП । 99405009
MINIM1G156 GAS-NO GAS 1 230 В 50/60 Гц 2,6 21—34 30—145 12%—145 60% —70 0,6—1,2 X IP21 600x365x500 660 x 290 x 410 о СП 99405012
READY MIG 110 NO GAS 230 В 50/60 Гц х 17—27 В DC 30—105 О о 7 I см СО О’ X IP21 О X ш X о со СП 485x210x325 21,5 99405015
READY MIG 100 NO GAS 230 В 50/60 Гц ч. 17—26 В DC* 25—95 12% — 80 см I о о гч 00 О’ X IP21 I | 380x175x350 485x210x325 21,2 I ! 99405010
READY MIG 95 NO GAS 230 В 50/60 Гц я 18—28 В АС* 60—90 О со I LT) I гм со о X IP21 380x175x350 485x210x325 1Л со 99405013
Характеристики Напряжение питания, (1 ph) Потребляемая мощность, 60 % — кВ А Напряжение без нагрузки, В Диапазон тока, А Рабочий ток, А Количество регулировок Флюсовая проволока Класс изоляции Степень защиты Габаритные размеры, мм Размеры упаковки, мм Вес, кг Код производителя
В АС—напряжение переменного тока, В DC—напряжение постоянного тока
184
Краткий справочник сварщика
Технические характеристики сварочных трансформаторов для сварки электродом Таблица 2.15
NOVA 242Т 230/400 В 50/60 Гц 4,4 48-66 40-190,30-160 1 1,6-4 1,6-3,25 X Г |Р21 1 500x255x350 540x280x370 1 ** ] 99200024
О О
NL6 О МО X X СО
S ° 7 X ио мо о 00 о о
! as я мо со «- X о гм X о СМ S ОО
Z о
.МО МО
мо о
Z СО СП по СО
а о с. X X
I/40 /60 ’Г 3 7 I X Р21 мо п о со см со S
3 Z . 230 50, о го X о 485х: ао СП
мо о
Z о мо мо СМ гп X хЗЗ й
>/40 /60 3,2 3 7 т X Р21 МО 280 со МО о о
m g мо SO X X S
э о 485 Оч
а О гм
Z 1Л гм го SO
1Л ш tn U- gg го 3 го 7 7 X Р21 X мо >45х 13,8 § о
JET Hi d mo гп sO — X О X мо ОЧ ао
со 5
О о
Ch см
Z о 5 ea S МО сч X X
см Г“ 301 /60 2,6 3 г I х Р21 МО co о о
13Г ГМ о о го X о X МО гм 04 Ch
го 3
С100 ea l—' ио U0 мо [ й 1 X Х240 со см
MINI ARI 2301 50/60 2,4 СО 7 U0 U0 2-2, X IP21 270x175 395x210 *- юогвб
X
X X t S ph) К га г < со Ф S S о _Л] X S ос S =Г е раз- S во-
зрактер И к л со Ф т 1 ₽!# 1 SL * & ос га О. X Е m X о гп га с га 3 S о О- о СП S га СП X Ф с >аритны ры, мм змеры аковки, । 1Д произ теля
к X c £ о о С S \О га ф т so S Ct е; х П с£ 5 5 £ 5 Ра: уп; ф со £ &
Глава 2. Электродуговая сварка
185
NOVA 191N, 242Т
Однофазные портативные свароч-
ные трансформаторы с вентиляторами.
Плавная регулировка тока. Защита от
перегрузки. NOVA 242Т также может
использоваться для сварки стандартными электродами при
переменном токе.
Основные технические характеристики сварочных транс-
форматоров для сварки электродом приведены в табл. 2.15.
UNIVERSAL 235,280,330,400,430
Трехфазные передвижные сварочные транс-
форматоры постоянного тока с вентиляторами
для использования со всеми типами электродов.
Плавная регулировка сварочного тока с помо-
щью магнитного шунта.
Основные технические характеристики сварочных транс-
форматоров для сварки электродом UNIVERSAL приведены
в табл. 2.16.
Технические характеристики сварочных трансформаторов
для сварки электродом UNIVERSAL Таблица 2.16
Характеристики UNIVERSAL 23S UNIVERSAL 280 UNIVERSAL 330 UNIVERSAL 400 UNIVERSAL 430
Напряжение питания, (1 ph) 230/400 В 50/60 Гц 230/400 В 50/60 Гц 230/400 В 50/60 Гц 230/400 В 50/60 Гц 230/400 В 50/60 Гц
Потребляемая мощность, 60 % — кВ'А 10,8 13,2 16,5 21 23
Напряжение без нагрузки, В 59—66 59—66 59—68 66—73 70—76
Диапазон тока, А 35—220 40—260 50—320 70—370 55—400
Рабочий ток, А 35 % —220 35 % —260 35 % —320 35 % —370 35% —400
60%—168 60 % —200 60 % —245 60 % —280 60 % —305
Электроды, диаметр, мм 1,6—5 1,6—5 2—6 2—6 2—6
186
Краткий справочник сварщика
Таблица 2.16 (продолжение)
Характеристики UNIVERSAL 235 UNIVERSAL 280 UNIVERSAL 330 UNIVERSAL 400 UNIVERSAL 430
Класс изоляции Н Н Н Н Н
Степень защиты IP21 IP21 IP21 IP21 IP21
Габаритные раз- меры, мм 815x496x570 1000x520x595 1000x520x595 1000x520x595 1000x520x595
Размеры упаковки, мм 800X395X490 920x410x550 920x410x550 920x410x550 920x410x550
Вес, кг 75 89 100 115 124
Код производителя 99215017 99215014 99215015 99215011 99215018
2.23. Основные вредные факторы электросварки
Никто не может запретить самодеятельным мастерам про-
изводить сварочные работы на даче, в мастерской или на при-
усадебном участке.
Внимание.
Помните, что в отличие от производства, где безопас-
ность сварочных работ контролируют соответству-
ющие службы, в быту самодеятельный мастер несет
ответственность сам! Ручная электродуговая сварка
сопряжена с многими вредными факторами. Их игнори-
рование может привести к кратковременной или дли-
тельной потере здоровья, трудоспособности и даже к
смерти!
- Перечислю основные вредные факторы, связанные с элек-
тродуговой сваркой.
Фактор 1. Мощное световое излучение электрической дуги
в видимом, а также в ультрафиолетовом и инфракрасном диа-
пазонах.
Фактор 2. Загрязнение воздуха газами, большинство из
которых являются вредными для здоровья, а также загряз-
Глава 2. Электродуговая сварка
187
нение пылью, состоящей из продуктов горения обмазки и
металла.
Фактор 3. Наличие расплавленного металла в зоне сварки,
а также брызг расплавленного металла, которые разлетаются
вокруг.
Фактор 4, Напряжение холостого хода на сварочном элек-
троде, а также высокое сетевое напряжение, питающее сва-
рочный источник.
Рассмотрим меры, которые необходимо принимать для
защиты от всех вышеуказанных вредных факторов.
2.24. Защита глаз при дуговой сварке
Почему нужна защита глаз при электросварке
Мощное световое излучение дуги может привести к пора-
жению сетчатки глаза, с последующим ухудшением зрения, к
ожогам незащищенных участков кожи. Длительное и интен-
сивное воздействие ультрафиолетовых лучей, выделяемых
электрической дугой на хрусталик глаза, способно вызвать его
помутнение с последующей катарактой.
В Примечание.
Повреждение глаз световым и ультрафиолетовым излу-
чением дуги, а также брызгами расплавленного металла
составляет почти половину общего количества травм,
связанных с электродуговой сваркой и резкой метал-
лов. При этом только четверть случаев приходятся
на самих сварщиков, а остальная часть приходится на
окружающих место сварки людей!
188
Краткий справочник сварщика
Для защиты окружающих от вредного действия излуче-
ния сварочной дуги рабочее место сварщика должно быть
ограждено несгораемыми экранами. Экраны и оборудование
следует окрашивать в светлые тона с рассеянным отражением
света, для ослабления контраста между яркостью дуги и окру-
жающими поверхностями.
0 Совет.
Свободная площадь огражденного места должна быть
не менее 3 м2.
Применение традиционного защитного оборудования
Для защиты лица и глаз сварщика от светового излучения
и брызг расплавленного металла используются сварочные
щитки (рис. 2.46, а) и маски (рис. 2.46, б), которые обычно
выполнены из электрокартона, фибры, фторопласта или дру-
гого подходящего материала.
Для наблюдения за процессом сварки в маске проделано
специальное смотровое отверстие, в которое вставляют защит-
ный светофильтр. Этот фильтр поглощает:
♦ ультрафиолетовые лучи;
♦ значительную часть све-
товых и инфракрасных
лучей.
Перед светофильтром уста-
навливается обычное стекло,
которое защищает его от брызг и
капель расплавленного металла.
В табл. 2.17 перечислены
светофильтры, рекомендуемые
ГОСТ 12.4.080-79 для защиты
от излучения дуги.
а б
Рис. 2.46. Защитные
приспособления:
а — сварочный щиток;
б—сварочная маска
Глава 2. Электродуговая сварка
189
Светофильтры, рекомендуемые ГОСТ 12.4.080-79 для защиты
от излучения дуги при различных видах сварки Таблица 2.17
Сила тока, А Обозначение светофильтра
Ручная дуговая сварка штучными электродами, ММА
15—30 С-3
30—60 С-4
60—150 С-5
150—275 С-6
275—350 С-7
350—600 С-8
600—700 С-9
700—900 С-10
Свыше 900 С-11
Аргоно-дуговая вольфрамовым электродом, TIG
10—15 С-3
15—20 С-4
20—40 С-5
40—80 С-6
80—100 С-7
100—175 С-8
175—275 С-9
275—300 С-10
300—400 С-11
400—600 С-12
Свыше 600 С-13
Полуавтоматическая сварка в среде СО2, MAG
30—60 С-1
60—100 С-2 -
100—150 С-3
150—175 С-4
175—300 С-5
300—400 С-6
400—600 С-7
600—700 С-8
700—900 С-9
Полуавтоматическая сварка в защитном газе, MIG
15—30 С-3
30—50 С-4
50—90 С-5
90—150 С-6
190
Краткий справочник сварщика
Таблица 2.17 (продолжение)
Сила тока, А Обозначение светофильтра
150—275 С-7
275—350 С-8
350—600 С-9
600—800 С-10
Свыше 800 С-11
Руководящий документ, действующий уже почти 30 лет,
ГОСТ 12.4.080-79 регламентирует:
♦ уровень допустимого пропускания в ультрафиолето-
вой области, при длине волны X = 0,32 мкм, — не более
0,0001 % для всех номеров светофильтров С1—С13;
♦ уровень допустимого пропускания в инфракрасной об-
ласти, при длине волны % = 1 мкм, — не более 0,1%.
Защитные сварочные маски
нового поколения «Хамелеон»
В последнее время на рынке появились маски различ-
ных производителей, которые получили в народе название
«Хамелеон» (рис. 2.47). Защитное стекло такой маски содер-
жит светофильтр с жидкокристаллическим затвором.
Фильтр прозрачен в обычных условиях и мгновенно тем-
неет при возникновении излучения электрической дуги.
Рис. 2.47. Сварочная маска
«Хамелеон»
Светофильтр обеспечивает погло-
щение и отражение вредного для
глаз излучения в ультрафиолетовой
и инфракрасной областях излучения
дуги.
Эти маски выпускаются в соответ-
ствии с недавно разработанным меж-
дународным стандартом DIN 7-13,
который отличается ГОСТ 12.4.080-79
и регламентирует более жесткие тре-
Глава 2. Электродуговая сварка
191
бования к коэффициентам пропускания в ультрафиолетовой
и в инфракрасной областях. , ,
Стандарт DIN 7-13 устанавливает пороговое значение
коэффициента пропускания:
♦ в инфракрасной области области (А, = 0,78—1,4 мкм) —
не более 10-2 %;
♦ в ультрафиолетовой области (X = 0,212—0,365 мкм) — не бо-
лее 10"5 %.
В табл. 2.18 перечислены светофильтры, рекомендуемые
DIN 7-13 для защиты от излучения дуги при различных видах
сварки.
Светофильтры, рекомендуемые DIN 7-13 для защиты
от излучения дуги при различных видах сварки Таблица 2.18
Сила тока, А Уровень затемнения
Ручная дуговая сварка штучными электродами, ММА '
Менее 40 9
40—80 10
80—175 11
175—300 12
300—500 13
Аргоно-дуговая вольфрамовым электродом, TIG
Менее 50 10
50—100 11
100—200 12
200—400 13
Полуавтоматическая сварка в защитном газе, MIG
Менее 100 10
100—175 11
175—300 12
300—500 13
Воздушно-плазменная резка
Менее 50 11
50—200 12
200—400 13
Светофильтры с ЖК затвором могут иметь как фиксиро-
ванное, так и регулируемое затемнение.
192 Краткий справочник сварщика
Первая помощь ?
При электроофтальмии (поймал «зайчика») на глаза ।
пострадавшего следует положить вату, смоченную в холодной 1
воде, а лучше в слабом растворе питьевой соды или 2%-ном ’
растворе борной кислоты. Пострадавшего желательно пере- г
вести в темное помещение.
2.25. Вентиляция рабочего места сварщика
Способы вентиляции рабочего места сварщика
Если сварочные работы производятся на открытом воздухе,
то обычно достаточно естетвенной вентиляции рабочего места.
Если сварочные работы производятся в помещении
(рис. 2.48), то могут использоваться:
♦ общеобменная вентиляция, когда загазованный воздух
удаляется из всего помещений;
♦ местная вытяжная вентиляция, когда вредный вещества
удаляются непосредственно из мест их выделения и не
распространяются по помещению.
Рис. 2.48. Способы вентиляции рабочего места сварщика:
а — сварка на стационарном посту; б—сварка в замкнутом пространстве
Глава 2. Электродуговая сварка
193
Первая помощь
При отравлении газами (например, окисью углерода, угле-
кислым газом, окислами азота) первая помощь пострадав-
шему заключается в удалении его из загазованного помеще-
ния. Затем пострадавшего необходимо уложить, расстегнуть
стесняющую одежду, дать понюхать нашатырный спирт,
согреть, если холодно, при необходимости сделать искусствен-
ное дыхание.
2.26. Защита от брызг металла
и теплового действия тока
Необходимые меры безопасности
При сварке всегда летят раскаленные искры и брызги
металла, которые, попадая на воспламеняющиеся материалы,
могут вызвать пожар.
Внимание.
В радиусе 5 м от места сварки нужно удалить все вос-
пламеняющиеся материалы: доски, стружку, бумагу,
паклю, деревянные настилы и т. п. Если по какой-то при-
чине это невозможно сделать, то необходимо оградить
пожароопасные места защитными экранами из несгора-
емого материала: железа, асбеста, стеклотекстолита.
Кроме этого для быстрой ликвидации возможного пожара
вблизи места сварки должны находиться первичные средства
пожаротушения:
♦ бочка с водой и ведро;
♦ ящик с песком и лопата;
♦ ручной огнетушитель.
194
Краткий справочник сварщика
0 Внимание.
Если недалеко от места сварки расположены емкости с
легко воспламеняемой и взрывоопасной жидкостью, то
место сварки должно быть удалено от них на расстоя-
ние не менее 10 м.
0 Внимание.
Сварочный источник должен быть установлен или
огражден таким образом, чтобы исключалось попада-
ние брызг металла ему внутрь.
Особенности подключения обратного провода
Сварка должна проводится с применением двух прово-
дов. В качестве обратного провода, соединяющего сварочные
изделия с источником сварочного тока, можно использовать:
♦ стальные, алюминиевые или медные шины любого про-
филя;
♦ сварочные плиты;
♦ саму сварочную конструкцию.
Последнее возможно только при следующих условиях:
♦ металлоконструкция не находится под давлением;
♦ металлокострукция не содержит воспламеняющихся или
взрывоопасных веществ;
♦ сечение проводящих элементов металлоконструкции до-
статочно для того, чтобы обеспечить безопасное по усло-
виям нагрева протекание сварочного тока.
I
В Внимание.
Запрещается использование в качестве обратного про-
вода сети заземления или зануления металлических кон-
струкций зданий и оборудования.
Глава 2. Электродуговая сварка
Т95
g
Внимание.
Холодные скрутки сварочных концов недопустимы, т. к.
из-за высокого переходного сопротивления они могут
нагреваться до очень высокой температуры, доста-
точной для воспламенения сгораемых материалов.
Меры безопасности
Брызги раскаленного металла при попадании на неза-
щищенную поверхность тела могут вызвать весьма тяжелый
ожог.
МВ Совет.
нН] Для предохранения от ожогов сварщик должен рабо-
тать в брезентовой спецодежде и рукавицах, головном
уборе, сапогах или ботинках.
Особенно опасно попадание капель расплавленного металла
в карманы куртки, рукава, сапоги, складки одежды и т. п.
а Совет.
Для предотвращения вероятности попадания капель
расплавленного металла в карманы куртки, рукава,
сапоги, складки одежды следует принимать меры.
Брюки не советую заправлять в сапоги. Д куртку сле-
дует надевать навыпуск, карманы застегивать. При
сварке потолочных и вертикальных швов следует
надевать брезентовые нарукавники и завязывать их у
кистей рук.
Следует помнить, что проведение сварочных работ недопу-
стимо при неисправном оборудовании или когда одежда и рука-
вицы имеют следы масла.
196
Кратким справочник сварщика
Первая помощь
При загорании на человеке одежды, нужно набросить на
него брезент или любую находящуюся под рукой тряпку и
прижать к телу. Вывести пострадавшего на свежий воздух.
2.27. Электробезопасность
Внимание.
Не допускается непосредственное питание сварочной
дуги от силовой, осветительной и контактной сети.
Меры безопасности при особых условиях сварки
Согласно ГОСТ95-77Е, действующее напряжения холо-
стого хода сварочного источника не должно превышать 80 В.
Обычно это напряжение не вызывает особых проблем, но в
условиях повышенной влажности может стать смертельно
опасным!
В
Внимание.
Нельзя производить сварочные работы на открытом
месте вне помещения во время дождя или снегопада.
Рассмотрим случай, когда сварочные работы проводятся
в стесненных условиях или когда сварщик соприкасается с
большими металлическими поверхностями (например, произ-
водится работа внутри металлических емкостей).
В этом случае сварочный источник должен быть оборудо-
ван устройством снижения напряжения холостого хода. Оно
включает сварочный источник при прикосновении электрода
Глава 2. Электродуговая сварка
197
к детали, а при обрыве дуги автоматически снижает напряже-
ние холостого хода до 12 В с выдержкой не более 0,5 с.
0 Внимание.
Не разрешается применять для сварки самодельные
электрододержатели или электрододержатели с нару-
шенной изоляцией рукоятки.
Безопасное питание сварочного трансформатора
Для питания однофазного сварочного трансформатора
необходимо применять трехжильный гибкий шланговый
кабель. Третья жила кабеля должна присоединяться к зазем-
ляющему болту корпуса сварочного трансформатора и к
заземляющей шине пункта питания, минуя коммутационный
аппарат.
Для питания трехфазного сварочного трансформатора
необходимо применять четырехжильный кабель, четвертая
жила которого используется для заземления.
Для подключения кабеля питания к сети должны исполь-
зоваться специализированные соединители, обеспечи-
вающие определенную последовательность подключения:
заземление подключается в первую очередь, а отключается
в последнюю.
Соединение сварочных кабелей должно осуществляться
опрессовыванием, сваркой или пайкой, а подсоединение
кабеля к сварочному оборудованию — спрессованными или
припаянными кабельными наконечниками.
Внимание.
Длина проводов между питающей сетью и передвижным
сварочным источником не должна превышать 10 м.
198
Краткий справочник сварщика
Я
Совет.
Для исключения возгораний из-за электрических корот-
ких замыканий необходимо регулярно контролировать
целостность изоляции электрических проводников.
Правильный выбор проводов по напряжению и току, а
также использование плавких вставок или автоматических
выключателей на предельно допустимый ток предотвращает
возгорание проводов и сварочного оборудования.
Первая помощь
0 Внимание.
Успех спасения пострадавшего от электрического тока
в большинстве случаев зависит от скорости его осво-
бождения.
Поэтому первым делом нужно отключить ту часть электро-
установки, которой касается пострадавший.
Внимание.
Ни в коем случае нельзя пытаться оказывать помощь
ранее снятия напряжения.
।
Если пострадавший находится на высоте, то перед снятием
напряжения нужно принять меры, исключающие его падение
или делающие это падение безопасным.
Если электроустановку невозможно оперативно отклю-
чить, то необходимо отделить пострадавшего от токоведу-
щих частей при помощи сухого диэлектрического предмета
(например, палки, доски, сухой части одежды и т. п.).
А если отделить пострадавшего невозможно, то можно
перерубить питающую линию с помощью топора с сухой
деревянной ручкой или закоротить провода питающей линии
Глава 2. Электродуговая сварка
199
к заземлению (закоротка сначала подключается к земле, а
потом набрасывается на провода, подлежащие заземлению).
Совет.
Необходимо немедленно вызвать врача. При этом
попытки оживления нельзя прекращать вплоть до его
прибытия!
Если пострадавший находится в бессознательном состоя-
нии, но пульс прощупывается и дыхание устойчиво, то надо
действовать в следующей последовательности:
♦ удобно уложить пострадавшего;
♦ расстегнуть стесняющую одежду;
♦ дать понюхать нашатырный спирт или обрызгать лицо
водой;
♦ обеспечить полный покой.
Если пострадавший не дышит или дышит очень редко и
судорожно, то ему необходимо делать искусственное дыхание
и массаж сердца.
0 Внимание.
К сварочным работам не допускаются молодые люди, не
достигшие 18 летнего возраста!
2.28. Справочный раздел
по электродуговой сварке
Технические характеристики электродов отечественного
производства, предназначенных для сварки
углеродистых сталей
Информацию о технических характеристиках электродов
отечественного производства, предназначенных для сварки
200
Краткий справочник сварщика
углеродистых сталей можно почерпнуть в http://www.et.ua/index.
html. В данном справочнике данные по электродам сконцентри-
рованы в несколько таблиц (табл. 2.19 — табл. 2.27).
Технические характеристики электродов АНО-4
Таблица 2.19
, Электроды АНО-4
Обозначение Стандарт
Э46 - АНО-4 - d - УД Е430 (3) - Р 21 ГОСТ 9466-75
ТУУ 05416923.001-95
Предназначены для ручной дуговой сварки конструкций из углеродистых сталей с содержанием углерода до 25%. Сварка во всех пространственных положениях, кроме вертикального «сверху-вниз», постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50+5JB.
Вид покрытия Род тока
рутиловое ♦ постоянный ток любой полярности; ♦ переменный ток от трансформатора с напряжением холостого хода не менее 50 В
Диаметр, мм Сила сварочного тока, А
Нижнее Вертикальное Потолочное
2,5 70—90 60—100 60—100
3,0 90—140 80—100 80—100
4,0 160—220 140—180 140—180
5,0 170—260 160—200 -
Технические характеристики электродов АНО-б
Таблица 2.20
Электроды АНО-б
Обозначение Стандарт
Э42-АНО-б-d-УД ГОСТ 9466-75
Е 410 (1) - Р 21 ТУУ 05416923.010-95
Предназначены для сварки конструкций из низкоуглеродистых сталей марок СтЗ, 10,20 и др. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин.
Вид покрытия Род тока
рутиловое ♦ постоянный ток любой полярности; ♦ переменный ток от трансформатора с напряжением холостого хода не менее 50 В
Диаметр, мм Сила сварочного тока, А
Нижнее Вертикальное Потолочное
3,0 100—140 90—110 100—120
4,0 170—210 140—150 140—170
5,0 190—270 150—170 -
Глава 2. Электродуговая сварка
201
Технические характеристики электродов АНО-21 Таблица 2.21
Электроды АНО-21
Обозначение Стандарт
Э46 - АНО- 21 -d-УД ГОСТ 9466-75
, Е 432 (3) — Р 11 ТУУ 054160223.001-95
Предназначены для сварки конструкций из низкоуглеродистых сталей малых толщин марок СтЗ, 10,20 и др. Электроды обеспечивают легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделимость шлаковой корки. Они могут применяться для сварки водопроводных труб, газопроводов малого давления.
Вид покрытия Род тока
рутиловое ♦ постоянный ток любой полярности ♦ переменный ток от трансформатора с напряжением холостого хода не менее 50 В
Диаметр, мм Сила сварочного тока, А
Нижнее Вертикальное Потолочное
2,0 50—90 50—70 70—90
2,5 60—110 60—90 80—100
3,0 ' 90—140 80—100 100—130
Технические характеристики электродов МР-3 Таблица 2.22
Электроды МР-3
Обозначение Стандарт
Э46 - МР-3 - d - УД ГОСТ 9466-75
Е 430 (3) - Р 26 ТУУ 14288312.001 -96
Предназначены для сварки конструкций из низкоуглеродистых сталей марок СтЗ, 10,20 и др. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин.
Вид покрытия Род тока
рутиловое ♦ постоянный ток обратной полярности ♦ переменный ток от трансформатора с напряжением холостого хода не менее 70 В
Диаметр, мм Сила сварочного тока, А
Нижнее Вертикальное Потолочное
3,0 100—140 80—100 80—110
4,0 160—220 140—180 140—180
5,0 180—260 160—200 -
Технические характеристики электродов УОНИ-13/45 Таблица 2.23
Электроды УОНИ-13/45
Обозначение Стандарт
Э42А - УОНИ-13/45 - d - УД Е414-Б20 ГОСТ 9466-75
ТУУ 05416923.015-96
202
Краткий справочник сварщика
Таблица 2.23 (продолжение)
Предназначены для сварки ответственных конструкций из углеродистых (типа 08,20,20Л, СтЗ) и низколегированных (типа 09Г2,14Г2) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур.
Вид покрытия Род тока
основное постоянный ток обратной полярности
Диаметр, мм Сила сварочного тока, А
Нижнее Вертикальное Потолочное
3,0 80—100 70—90 70—90
4,0 130—160 130—140 130—140
5,0 ’ 180—220 160—180 -
Технические характеристики электродов УОНИ-13/55 Таблица 2.24
Электроды УОНИ-13/55
Обозначение Стандарт
Э50А - УОНИ-13/55 - d - УД Е514-Б20 ГОСТ 9466-75
ТУУ 05416923.015-96 '
Предназначены для сварки ответственных конструкций из углеродистых (типа 08,20,20Л, СтЗ, Ст4) и низколегированных (типа 16ГС, 09Г2С) сталей, когда к металлу швов предъявля- ют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур.
Вид покрытия Род тока
основное постоянный ток обратной полярности
Диаметр, мм Сила сварочного тока, А
Нижнее Вертикальное Потолочное
3,0 80—100 70—90 70—90
4,0 130—160 130—140 130—140
5,0 180—220 160—180 -
Технические характеристики электродов АНО-ТМ/СХ Таблица 2.25
Электроды АНО-ТМ/СХ
Обозначение Стандарт
Э50А - АНО-ТМ/СХ - d - УД Е433-Б26 ГОСТ 9466-75
ТУУ 05416923.011-96
Предназначены для сварки стыковых соединений магистральных трубопроводов из угле- родистых и низколегированных сталей с пределом прочности 490—590 МПа (корневые слои) и 490-540 МПа (заполняющие и облицовочные проходы).
Вид покрытия Род тока
основное » постоянный ток обратной полярности ♦ переменный ток от трансформатора с напряжением холостого хода не менее 70 В
Глава 2. Электродуговая сварка
203
Таблица 2.25 (продолжение)
Диаметр, мм Сила сварочного тока, А
•Нижнее Вертикальное Потолочное
3,0 70—120 60—110 80—120
4,0 140—200 120—150 130—170
5,0 190-230 160—180 -
Технические характеристики электродов АНО-ТМбО
Таблица 2.26
Электроды АНО-ТМбО
Обозначение Стандарт
Э60 - АНО-ТМбО - d - ЛД ГОСТ 9466-75
Е-08ГНМ-4 Б 26 ТУУ 05416923.012-96
Предназначены для сварки стыковых соединений магистральных трубопроводов из угле- родистых и низколегированных сталей с пределом прочности более 588 МПа (корневые слои) и 540—650 МПа (заполняющие и облицовочные проходы).
Вид покрытия Род тока
основное ♦ постоянный ток обратной полярности; ♦ переменный ток от трансформатора с напряжением холостого хода не менее 70 В
Диаметр, мм Сила сварочного тока, А
Нижнее Вертикальное Потолочное
3,0 70—120 60—110 80—120
4,0 140—200 120—150 130—170
5,0 190—230 160—180
Технические характеристики электродов АНО-ТМ70 Таблица 2-27
Электроды АНО-ТМ70
Обозначение Стандарт
Э70-АНО-ТМ70-а-ЛД ГОСТ 9466-75
Е-08ГН1М1-ЗБ26 ТУУ 05416923.012-96
Предназначены для сварки стыковых соединений магистральных трубопроводов из низко- легированных сталей с пределом прочности более 685 МПа.
Вид покрытия Род тока
основное ♦ постоянный ток обратной полярности ♦ переменный ток от трансформатора с напряжением холостого хода не менее 70 В
Диаметр, мм Сила сварочного тока, А
Нижнее Вертикальное Потолочное
3,0 70—120 60—110 80—120
4,0 140—200 120—150 130—170
5,0 190—230 160—180
204
Краткий справочник сварщика
Технические характеристики электродов зарубежного
производства, предназначенных для сварки
углеродистых сталей
Рассмотрим технические характеристики зарубежных
электродов, предназначенных для сварки углеродистых ста-
лей. Подробнее вопрос рассмотрен в http://www.ventsvar.ru/.
Материал справочника по этому вопросу представлен в
табл. 2.28 — табл. 2.33.
Технические характеристики электродов LB-62D
Таблица 2.28
1 Электроды сварочные LB-62D производства Kobe Steel (Япония)
Обозначение Стандарт
LB-62D ГОСТ 9467 Е60 AWS А5.5 E9018-G
Электрод с покрытием из влагостойкого железного порошка с низким содержанием водо- рода. Предназначен для сварки при любых положения. Он очень удобен в использовании при сварке высокой скорости наплавки, способствует существенному увеличению производительности сварки. Удобен в использовании при любых положения при сварке постоянным током. Разработанный специально для работы с постоянным током, LB-62D чрезвычайно удобен для использования при сварке постоянным током и является наилучшим электродом с защитным покрытием в своем классе прочности. Кроме того, железный порошок, включен- ный во флюсовое покрытие, увеличивает скорость наплавки, что способствует увеличению производительности сварки. Высокая стойкость к растрескиванию и прекрасные механические свойства. Низкий уро- 1 вень диффундирующего водорода и высокая стойкость к растрескиванию сварного шва.
Сертификационные испытания НАКС подтвердили, что LB-62D в сочетании с электродом с защитным покрытием LB-52U обеспечивает прекрасные механические свойства сварного шва в сварных соединениях труб марки К55-К60 при сварке с проваркой валика и подваркой. LB-62D широко использовался при строительстве нефте- и газопроводов в России в 1980-х годах.
Вид покрытия Род тока
С содержанием железного порошка постоянный ток обратной полярности
Диаметр, мм Сила сварочного тока, А
Нижнее Вертикальное Потолочное
3,2 90—130 80—120 90—130
4,0 135—185 110—170 135—185
5,0 190—250 150—200 190—250
Глава 2. Электродуговая сварка
205
Технические характеристики электродов КОВЕ-70105 Таблица 2.29
Электроды сварочные KOBE-7010S производства Kobe Steel (Япония)
Обозначение Стандарт
KOBE-701 OS AWS А5.5-96 Е7010-Р1
Для электрода с высоким содержанием целлюлозы, характерна мощная дуга с глубо- ким проникновением и легкость в работе, особенно при вертикальном нисходящем сварном шве. Электрод KOBE-7010S, соответствующий AWS А5.5-96 Е7010-Р1, специально предназна- чен для сварки в эксплуатационных условиях труб марки SL Х-52 ~ Х-60 по стандарту API с использованием вертикальной нисходящей методики.
Вид покрытия Род тока
целлюлозное постоянный ток любой полярности
Диаметр, мм Сила сварочного тока, А
Нижнее Вертикальное Потолочное
3,2 60—120 70—120 60—120
4,0 90—170 1,00—170 80—160
4,8 130—210 150—210 120—200
Технические характеристики электродов КОВЕ-6010 ‘ Таблица 2.30
Электроды сварочные КОВЕ-6010 производства Kobe Steel (Япония)
Обозначение Стандарт
KOBE-7010S AWSA5.1-91 Е6010
Для электрода с высоким содержанием целлюлозы характерна мощная дуга с глубоким проникновением и удобство в работе, особенно при вертикальном нисходящем свар- ном шве. Электрод КОВЕ-6010, соответствующий AWS А5.1-91 Е6010, специально предназначен для сварки в эксплуатационных условиях стальных труб марки 5L Х-52с по стандарту API ис- пользованием вертикальной нисходящей методики.
Вид покрытия Род тока
целлюлозное постоянный ток любой полярности
Диаметр, мм Сила сварочного тока, А
Нижнее Вертикальное Потолочное
‘ 2,4 40—75 40—75 40—75
3,2 70—130 70—130 70—130
4,0 1 90—180 90—180 90—180
4,8 140—225 140—225 140—225
206
Краткий справочник сварщика
Технические характеристики электродов ОК 50.10 Таблица 2.31
Электроды сварочные ОК 50.10 производства ESAB (Швеция)
Обозначение Стандарт
ОК 50.10 AWSA5.1 Е6013 ГОСТ9467-75Э-50
Электрод общего назначения для сварки углеродистых сталей, сталей для сосудов давления с номинальной прочностью до 440 МПа и требованиями к ударной вязкости до -20С. Приме- няется также для сварки судовых сталей A, D, Е квалитета с прочностью до 400—490 МПа.
Вид покрытия Род тока
рутиловое ♦ постоянный ток обратной полярности; ♦ переменный ток от трансформатора с напряжением холостого хода не' менее 70 В
Таблица 2.32
Технические характеристики электродов ОК 53.04
Электроды сварочные ОК 53.04 производства ESAB (Швеция)
Обозначение Стандарт
ОК 53.04 AWSA5.1 Е7016-1 ГОСТ9467-75Э-50А
Электрод с хорошими сварочно-технологическими характеристиками, низким разбрыз- гиванием при сварке и тонким, легко отделяющимся шлаком. Применяется для сварки углеродистых и марганцовистых сталей. Характеризуется высокой стабильностью дуги на малых токах. Покрытие обладает низкой гигроскопичностью и подавляет образование пор и водородных трещин.
Вид покрытия Род тока
основное ♦ постоянный ток любой полярности ♦ переменный ток от Трансформатора с напряжением холостого хода не менее 70 В
Технические характеристики электродов PIPEWELD 6010
Таблица 2.33
Электроды сварочные PIPEWELD 6010 производства ESAB (Швеция)
Обозначение Стандарт
PIPEWELD6010 AWSA5.1E6011 ГОСТ 9467-75Э-46А
Применяется для односторонней сварки труб и трубопроводов во всех пространственных положениях. Дуга при сварке легко контролируется, обладает глубоким проплавлением при малом объеме сварочной ванны, сварочная ванна быстро кристаллизуется, шлак легко отделяется. Дает хорошие результаты при плохо подогнанных кромках.
Вид покрытия Род тока
целлюлозное ♦ постоянный ток любой полярности; ♦ переменный ток от трансформатора с напряжением холостого хода не менее 70 В
Глава 2. Электродуговая сварка
207
Сравнительная информация
для сварочных электродов типов Э46
мн Определение.
346 — это электроды, предназначенные для сварки кон-
струкций из углеродистых и низколегированных кон-
струкционных сталей с пределом прочности до 450 МПа.
Ниже приведены три таблицы со сравнительными харак-
теристиками основных марок электродов для сварки углеро-
дистых и низколегированных конструкционных сталей типов
Э46. К этой группе сварочных материалов относятся элек-
троды, предназначенные для сварки:
♦ углеродистых сталей, содержащих до 0,25% углерода;
♦ низколегированных сталей с временным сопротивлени-
ем разрыву до 590 МПа.
И Примечание.
Род тока для всех рассмотренных электродов — пере-
менный ток или постоянный ток обратной полярно-
сти. Сварку можно вести длинной, средней, короткой и
предельно короткой дугой (сварка отпиранием), на пере-
менном или постоянном токе. Предел текучести — не
менее 400 МПа.
Аналоги: МР-3, МР-ЗС, ОЗС-4, ОЗС-4А, ОЗС-4С, ОК46.00,
ВН-02.00
Сравнительная таблица электродов типа Э46 Таблица 2.34 (начало)
Марка электрода Классификация Вид покрытия 1J R имин XX' D Допустимые положения сварки Марка прово- локи
МР-3 ГОСТ 9467-75Э46 рутиловое 50 все положения, кроме вертикаль- ного, сверху вниз СВ-08 или СВ-08А
МР-ЗС ГОСТ 9467-75Э46 ильменитовое 70 все положения, кроме вертикаль- ного, сверху вниз
208
Краткий справочник сварщика
Таблица 2.34 (продолжение)
Марка электрода Классификация Вид покрытия II R *^мин ххг ° Допустимые положения сварки Марка прово- локи
ВН-02-00 ГОСТ9467-75Э46 ильменитовое 50 все положения, кроме вертикаль- ного, сверху вниз СВ-08
ОЗС-4С ГОСТ9467-75Э46 ильменитовое 70 все положения, кроме вертикаль- ного, сверху вниз
ОЗС-4А ГОСТ9467-75Э46 ильменитовое 70 все положения, кроме вертикаль- ного, сверху вниз
ОК46.00 ГОСТ9467-75Э46А AWSA6.1E6C13 DIN1913E4332R(C)3 ISO2550E433R11 рутиловое 50 все положения СВ-08А
Сравнительная таблица электродов типа Э46 Таблица 2.34 (продолжение)
Марка электрода Типичный химический состав наплавленного металла
С Мп Si S Р
МР-З 0,105 0,75 0,12 0,025 0,035
МР-ЗС 0,1 0,37 0,12 0,038 0,031
ОЗС-4С 0,1 0,52 0,08 0,025 0,033
ОЗС-4А 0,1 , 0,4 0,12 0,03 0,025
ОК46.00 0,08 0,4 0,3 0,03 0,03
ВН-02-00 0,12 0,6 0,1 0,04 0,045
Сравнительная таблица электродов типа Э46 Таблица 2.34 (продолжение)
Марка электрода Типичные механические свойства металла шва Рекомендуемая сила тока, А
Предел прочности, МПа Относительное удлинение, % Ударная вязкость, Дж/см2 3 мм 4 мм 5 мм
МР-З 480 28 90—120 90—120 160—180 170—230
МР-ЗС 450 23 90—130 90—100 140—160 160—240
ОЗС-4С 460 27 90—130 70—100 150—180 170—250
ОЗС-4А 450 29 90—140 90—140 130—200 160—270
ОК46.00 520 28 85 70—130 100—200 150—290
ВН-02-00 451 18 98 90—140 120—200 150—250
Глава 2. Электродуговая сварка
209
Сравнительная таблица электродов типа Э4б Таблица 2.34 (окончание)
Марка электрода Условное обозначение Производитель
МР-З Э46-МР-3-О-УД ГОСТ 9466-75, ГОСТ9467-75 ОАО «Уралхиммаш»
Е430(3)-Р23
ТУ26-0112-747-97
МР-ЗС Э46-МР-ЗС-О-УД1 ГОСТ 9466-75, ГОСТ 9467-75 ОАО Среднеуральский завод металлоконструкций
Е430(3)-АР2б ТУ1272-029-122.84528-99
ОЗС-4С Э46-ОЗС-4С-О-УД ГОСТ 9466-75, ГОСТ 9467-75 ОАО Среднеуральский завод металлоконструкций
Е430(3)- АР26 ТУ 1272-038-122.84528-99
ОЗС4А Э46-ОЗС-4А-О-УД ГОСТ 9466-75, ГОСТ 9467-75 Артемовский машзавод
Е430(3)- АР26 ТУ1272-036-122-84528-99
ОК46.00 Э46А-ОК46.00-О-УД ГОСТ 9466-75, ГОСТ 9467-75 ЗАО «ЭСАБ-СВЭЛ»
Е433(2)-Р11
ВН-02-00 Э46-ВН-02-00-0-УД ГОС Т9466-75, ГОСТ 9467-75 ЗАО «ЭСАБ-СВЭЛ»
Е433-П23ТУ1441818-97
Режимы сварки
Режимы сварки для сварки соединений
из низкоуглеродистой стали угольными электродами Таблица 2.35
Вид соединения Толщина металла, мм Сила тока, А Диаметр электрода, мм Скорость сварки, м/ч
С отбортовкой кромок 1 130 10 30
2 200 10 40
Односторонний стыковой шов 2 200 10 20
3 300 12. 20
Односторонний угловой шов 2 150 10 20
3 250 10 15
Режимы сварки угольными электродами
при использовании дуги косвенного действия Таблица 2.36
Вид сварки и материалы Толщина свариваемого элемента, мм Сила тока, А
Сварка свинца, медных листов и сплавов алюминия 0,3-0,6 15-30
Сварка нержавеющей стали, медных листов и сплавов алюминия 1-3 25-50
Нагрев металла, пайка твердыми припоями, наплавка твердых сплавов - 60-150
210 Краткий справочник сварщику
Режимы сварки соединений по отбортовке кромок
графитовыми электродами Таблица 2.37 j
Толщина металла, мм Сила тока, А Вылет электрода, мм Скорость сварки, м/ч
1,5 5 90-100 45
2 6 125-135 40
2,5 6-8 100-250 35
3 ' 6-8 250-275 33
И Примечание.
Графитовые электроды мягкие, легко режутся, при
сварке дают лучшие результаты, чем угольные.
Благодаря высокой электропроводности и стойкости
против окисления они медленнее испаряются и более
стойки против растрескивания. При использовании
графитовых электродов представляется возможность
повысить силу тока в 2,5-3 раза по сравнению с уголь-
ными электродами. Это позволяет пользоваться более
тонкими и удобными в работе электродами.
Графитовые электроды изготавливают из кристалли-
ческого углерода-графита. Цвет графитовых электро-
дов темно-серый с металлическим блеском.
Электроды для дуговой сварки конструкционных сталей
и механические свойства металла шва
Таблица 2.38
Тип электрода Механические свойства, не менее Марка стали Термическая обработка
ов, МПа кси, Дж/см2
Э70 700 60 25ХГСА Закалка и отпуск после сварки на ов < 900 МПа Закалка и отпуск после сварки на ов > 900 МПа Сварка в упрочненном состоянии без последующей термической- обработки
Э85 800 50 ЗОХГСА
385 800 50 25ХГСА
Э-10Х20Н9Г6С 600 90 ЗОХГСА
Э-11Х15Н25М6АГ2 600 90 ' 25ХГСА
385 0,90 ов основного металла 60 12Х2НВФА 23Х2НВФА Закалка и отпуск после сварки на ов > 1000 МПа
3100 900 50 Сварка в упрочненном состоянии без последующей термической обработки
Э-10Х20Н9Г6С, 600 60
3-11Х15Н25М6АГ2 600 90
Глава 2. Электродуговая сварка
211
ч
Таблица 2.38 (продолжение)
Тип электрода Механические свойства, не менее Марка стали Термическая обработка
ов, МПа кси, Дж/см2
Э85, Э100 900 50 ЗОХГСНА Закалка и отпуск после сварки на ов = 1600... 1800 МПа
Э150 1400 40 Сварка в упрочненном состоянии без последующей термической обработки
Э-10Х20Н9Г6С, 600 90
Э-ПХ15Н25М6АГ2 600 90
Э-06Х19Н11Г2М2 600 90
Сварка в защитных газах
Присадочные материалы и механические свойства сварных соединений
при дуговой сварке плавящимся электродом в среде инертных газов Таблица 2.39
Марка стали Термическая обработка Марка проволоки при сварке в среде инертных газов ов, МПа, кси, Дж/см2
не менее
25ХГСА ЗОХГСА Закалка и отпуск после сварки СВ-18ХМА СВ-18ХГС 0,9 ов основ- ного металла 50
12Х2НВФА 23Х2НВФА 23Х2НВФА Сварка в термически об- работанном состоянии без последующей термиче- ской обработки СВ-18ХМА СВ-18ХМА СВ-8Х21Н10Г6 СВ-8Х20Н9Г7Т СВ-10Х16Н25АМ6 0,9 ов основ- ного метала 600 40 90
12Х2НВФА 23Х2НВФА Закалка + отпуск после сварки СВ-18ХМА 0,9 ов основ- ного металла 60 40
30Х2ГСНВМА Закалка + отпуск после сварки: на ов = 1700 ±100 МПа Св-20Х2ГСНВМ
42Х2ГСНМА на ов = 2000 ± 100 МПа Св-20ХСНВФАВД -
Присадочные материалы и механические свойства сварных соединений
при дуговой сварке плавящимся электродом в среде углекислого газа Таблица 2.40
Марка стали Термическая обработка Марка проволоки при сварке в среде углекислого газа ов, МПа кси, Дж/см2
не менее
12Х2НВФА 23Х2НВФА Закалка + отпуск после сварки СВ-08ГСМТ 0,9 ов основного металла 60 40
25ХГСА ЗОХГСА Закалка и отпуск после сварки СВ-18ХМА СВ-18ХГС СВ-08ГСМТ 50
12Х2НВФА 23Х2НВФА 23Х2НВФА Сварка в термически об- работанном состоянии без последующей термической обработки СВ-08ГСМТ СВ-08ГСМТ СВ-08Х20Н9Г7Т 0,9 ов основного метала 600 40 90
212
Краткий справочник сварщика*
Сварочные материалы при сварке под флюсом
и механические свойства сварных соединений Таблица 2.41
Марка стали Марка электродной проволоки Марка флюса термическая обработка ав, МПа, не менее кси, Дж/см2
25ХГСА ЗОХГСА СВ-18ХГС АН-15 Закалка и отпуск по- еле сварки ов <1200 ±100МПа 0,9 ов основного металла 50
СВ-18ХМА АН-15М
СВ-08Х21Н10Г6 СВ-08Х20Н9Г7Т СВ-10Х16Н25АМ6 АН-22 АН-22М То же, до сварки 600 90
12Х2НВФА 23Х2НВФА СВ-18ХМА АН-15 Сварка в упрочненном состоянии при ов < 1150 МПа без после- дующей термической обработки 0,9 ов основного металла 60
ЗОХГСНА СВ-0Х4МА АН-15 Закалка и отпуск на ов = 1600—1800 МПа после сварки 1200 40
АН-15М 1355 65
СВ-18ХМА АН-15 Тоже 900 60
СВ-08Х21Н10Г6 СВ-08Х20Н9Г7Т СВ-10Х16Н25АМ6 АН-22 То же, до сварки 600 90
АН-22М
Температура предварительного и сопутствующего подогрева
при сварке жаропрочных перлитных сталей Таблица 2.42
1 Марка стали 12МХ, 12ХМ, 15ХМ 2ХМЛ, 12Х1МФ 15Х1М1Ф, 20ХМФЛ.15Х1М1ФЛ
Толщина свариваемых деТалей, мм 10—30 Свыше 30 6—30 Свыше 30 6—30 Свыше 30
Температура подогрева, °C 150—300 200—350 200—350 250—400 250—400 300—450
□
Примечание.
Аргонодуговую сварку корневого слоя труб допускается
выполнять без подогрева. При многопроходной авто-
матической сварке под флюсом допускается снижение
минимальной температуры подогрева на 50 °C.
Глава 2. Электродуговая сварка
213
Режимы отпуска сварных соединений, выполненных дуговой сваркой Таблица 2.43
Марка стали, отпуск Толщина свариваемых деталей, мм Минимальная продолжительность выдержки, ч
12ХМ, 12ХМ, 15ХМ, 20ХМЛ (отпуск, Т,°С = 715± 15) 10...20 1
20 ...40 2
40... 80 3
>80 4
12X1 МФ, 20ХМФЛ (отпуск, Т, °C = 735± 15) 6... 10 1
10... 20 2
20 ...40 3
40... 80 4
>80 5
15Х1М1Ф, 15Х1М1ФЛ, 12Х2МФСР (отпуск, Т, °C = 745 ±15) 6... 10 1
10...20 2
20 ...40 3
40... 80 5
>80 7
И Примечание.
Скорость нагрева сварных соединений из хромомолибде-
нованадиевых сталей в интервале 500—700 °C должна
быть не менее 60 °С/ч.
Классификация сталей по свариваемости Таблица 2.44
Группа свариваемости Сталь
Углеродистая Конструкционная легированная
Хорошая Ст1, Ст2, СтЗ, Ст4,0,8; сталь 10,20,12кп, 1 бкп, 20кп 15Г, 20Г, 15ХМ, 10 ХСНД 10ХГСНД, 15ХГСНД
Удовлетворительная Ст5; сталь 30,35 12ХН2,14Х2МР, 20ХН, 20ХГСА, 25ХГСА, 30ХМ
Ограниченная Стб, сталь 40,45,50 35Г, 40Г, 45Х, ЗОХГСА, 40ХМФА, ЗОХГСМ
Плохая Сталь 65, 70,80, У7, У8, У9, У10 50Г, 8X3,45ХНЗМФА 8X3,5ХНТ
214 Краткий справочник сварщика
Режимы сварки стыковых соединений без скоса кромок Таблица 2.45
Диаметр электрода, мм Ток, А Толщина металла, мм Зазор, мм Характер шва
3 180 3 1,9 Односторонний
4 220 5 1,5 Двусторонний
5 260 7,5 1,8 Двусторонний
б 330 10 2 Двусторонний
В Примечание.
Максимальные значения тока должны уточняться по
паспорту электродов.
Режимы сварки стыковых соединений со скосом кромок Таблица 2.46
Диаметр электрода, мм Среднее значение тока, А Толщина металла, мм Зазор, мм Число слоев
первого последующего
4 5 180-260 10 1,5 2
4 5 180-260 12 2,0 3
4 5 180-260 14 2,5 4
4 5 180-260 16 3,0 5
5 6 220-320 18 3,5 6
Свойства металлов и их сплавов
Физические и механические свойства некоторых сплавов, I
используемых при сварке разнородных металлов Таблица 2.46
1 Свойства сплавов Железо и сплавы на его основе Сплавы алюминия Сплавы меди
Железо Армко СтЗ СП 09Г2 10Х снд 12Х 18НЭТ АМп АМг5В АМгб БрА Мц9-2 БрК МпЗ-1 БрБ2
Коэффиент линейного расширения х106,1/°C 11,0 11,1 12,0 12,1 16,6 23,2 23,9 24,0 17,0 15,8 16,6
Коэффиент теплопрово- дности (при 20 °С),Вт/(мК)х102 0,8 0,67 0,5 0,46 0,16 1,88 1,25 1,22 0,71 0,46 0,83
Модуль упруго- сти, МПа х10'3 200 201 215 215 203 71 70 72 92 104 130
Относительное удлинение, % 40-50 20- зг 18- 26 16- 24 55- 70 20 18 15- го го- 35 30- 40 35/ 24*
Глава 2. Электродуговая срарка
215
Таблица 2.46 (продолжение)
Свойства сплавов Железо и сплавы на его основе Сплавы алюминия Сплавы меди
Железо Армко СтЗ СП 09Г2 10Х СНД 12Х 18Н9Т АМп АМг5В АМгб БрА Мц9-2 БрК МпЗ-1 БрБ2
Плотность, г/см3 7,8 7,85 7,85 7,85 7,9 2,73 2,65 2,65 8,2 • 8,4 8,2
Предел проч- ности, МПа 250 380- 500 460- 520 560- 640 580- 650 100- 150 280- 300 320- 380 450- 500 350- 400 500/ 1250*
Предел теку- чести, МПа 120 220- 360 340- 380 420- 500 240- 300 50 150 160- 180 150 -200 220- 260 250/ 1150*
Твердость НВ 80 120- 150 140- 180 170- 190 - 30 65 70 80- 100 75- 90 100/ 330*
Температура плавления, ”С 1535 1520 1530 1540 1450 650 570- 640 630 1050 1080 1050
Примечание. *В числителе — свойства до термообработки,
в знаменателе — свойства после термообработки
Основные сочетания пар разнородных металлов,
соединяемых аргонодуговой сваркой Таблица 2.47
Соединяемые металлы Применяемые способы сварки Основные особенности физико- химического взаимодействия
образование растворов образование стойких интерметаллических соединений
Алюминий + медь Аргонодуговая, по слою флюса До 9,8 AI в Си CuAl2
Алюминий + титан Аргонодуговая До 6 % AI в a-Ti TiAI;TiAI3
Медь + молибден Электронным лучом Ограниченная рас- творимость Не образуются
Медь + титан Аргонодуговая 2,1 % Си в a-Ti; до 17% Си p-Ti TiCu;Ti2Cu;Ti2Cu3
Сталь + молибден Аргонодуговая До 6,7 % Мо в a-Fe FeMo; Fe2Mo8
Сталь + алюминий, сплавы алюминия Аргонодуговая До 33 % AI в a-Fe Fe Al3; Fe2Als; Fe2AI7; FeAl
Сталь + медь, сплавы меди Аргонодуговая, под флюсом, электрошла- ковая, плазменной струей, электронным лучом До 8 % Си в y-Fe; до1,4%Си в a-Fe He образуются
Сталь + ниобий Аргонодуговая До 1,8% Nb a-Fe; до 1 % Nb в y-Fe FeNb; Fe2Nb; FesNb3
Сталь + титан Аргонодуговая 0,5 % Fe в a-Ti; до 25 % Fe в P-Ti FeTi; Fe2Ti
Титан + тантал Аргонодуговая Непрерывный ряд He образуются
216 Краткий справочник сварщика
Рекомендуемые режимы сварки алюминия с медью Таблица 2.48 J
Вид сварки Толщина металла, мм Сила тока, А Напряжение, В Скорость сварки, м/ч Смещение электрода от стыка на медь, мм Диаметр, мм Расход аргона, л/мин Число слоев
электрода присадочной проволоки
Аргонодуговая вольфрамовым электродом 3 160-180 14-15 10-12 15-2 4 2 7-8 2
6 270-290 15-16 7-8 3-4 5 2,5 8-10 2
8 320-330 16-18 нет нет 6 3 10-12 2
’Автоматиче- ская по слою флюса АН-А1 10 380-400 38-40 21,5 5-6 2,5 нет нет 1
12 390-410 39-42 21,5 6-7 2,5 нет нет 1
2.29. Что читать по электродуговой сварке Я
1. Абрамов С. М. Наборный сварочник на любую мощность //
Радюаматор-Электрик. — 2003. — № 3. — С. 8-9. I
2. Абрамов С. М. Точечная электросварка из старых телевизоров. // Я
Радюаматор. — 2001. — № 1. Я
3. Абрамов С. М. Тороидальный сварочный трансформатор из доступ-
ных материалов, http://www.weldstar.narod.ru/. Я
4. Баранов В. Маломощный электросварочный аппарат. // Радио. — Я
1996.—№7. I
5. Бастанов В. Г. 300 практических советов. — М: Московский рабо- Я
чий. —1986. 1
6. Бельский И. Малогабаритный сварочный аппарат // Радиолюби-
тель. —1991. — № 1. — С. 43. Я
7. Богадица Д. Г. Бытовой сварочный аппарат // Радюаматор. — j
2003.—№5. —С. 20. 1
8. Богославец Л. Д. Регулятор напряжения сварочного аппарата // I
* Радюаматор. — 2003. — № 9. — С. 20.
9. Бородай В. Регулятор температуры, освещенности или напряжения // J
Радюаматор. —1995. — № 7. — СТЗ.
10. Бородатый Ю. Повышение качества электросварочных работ:
поиски, эксперименты, размышления. // Радюаматор-Электрик. —
1998.—№9.—С. 43-45.
11. Бородатый Ю. Электролизер // Радюаматор-Конструктор. —
2000. — № 9-10. — С. 43-45.
Глава 2. Электродуговая сварка
217
12. Владимиров О. Помощник сварщику // Моделист-Конструктор —
1997 —№8.
13. Володин В. Я. Инверторный источник сварочного тока COLT-1300.
// Радио — 2007. — №4. — С. 37-40.
14. Воробьев С. Сварочный аппарат из элек-
тродвигателя // Радиолюбитель —
№ 6. —1993. — С. 28.
15. Гаврилов Г. Как изготовить в домашних условиях простой свароч-
ный аппарат // Моделист-конструктор. —1999. — № 2. — С. 22.
16. Глебов Л. В. и др. Устройство и эксплуатация контактных машин. —
Л.: Энергоатомиздат. —1987.
17. ГОСТ 95—77 «Трансформаторы однофазные однопостовые для
ручного дугового сваривания».
18. Дубинин Б. Н. Сварочный трансформатор // Радиоаматор. — 2000. —
№ 9. — С. 15.
19. Дубинин Б. Н. Сварочный трансформатор // Радюаматор-Элект-
рик. — 2000. — № 8-9. — С. 10.
20. Евсеев Ю. А., Крылов С. С. Симисторы и их применение в бытовой
электроаппаратуре. — М.: Энергоатомиздат. —1990. —128 с.
21. Зубаль И. Сварочный трансформатор на магнитопроводе от
ЛАТРов. Ц Радюаматор-Электрик. — 2000. — № 4. — С. 11.
22. Зубаль И. Сварочный трансформатор своими руками Ц Радюаматор-
Электрик. — 2000. — № 2-6.
23. Каплун В.Н. Универсальный тиристорный регулятор, И Радюаматор-
Электрик. — 2001. — № 10. — С. 20-21.
24. Колонтаевский Ю. Ф. Радиоэлектроника. — М.: Высшая школа. —
1988.
25. Ленивкин В. А. Дюргеров Н. Г. Сагиров. X. Н. Технологические свойства
сварочной дуги в защитных газах. — М.: Машиностроение. —1989.
26. Медведев А. От регулятора до антенны. // Юный техник.
27. Оборудование для дуговой сварки. Справ, пособие. — Л.:
Энергоатомиздат. —1986.
28. Паленин В. Переносный аппарат для точечной электросварки //
Радио. —1978. — № 12. — С. 47.
29. Петров А. Сварочный аппарат // Радиолюбитель. —1993. — № 5.
30. Полянчич В. Р. Одна схема: регулирование силы тока, электриче-
ского сваривания, зарядки аккумуляторов, пусковое устройство для
автомобиля Ц Радюаматор-Электрик. — 2000. — №11.
31. Пронский И. Н. Простой сварочный полуавтомат // Радюаматор. —
1998. —№10. —С. 38.
32. Пронский И. Н. Сварочный трансформатор // Радюаматор. —
1999. — № 7.
218
Краткий справочник сварщика
33. Пронский И. Н>. Секреты сварочного трансформатора //
Радиоаматор. —1998 — № 3 — С. 43-45.
34. Пронский И. Н. Секреты сварочного трансформатора //
Радиоаматор. — 1998. — № 1 — С. 21-22.
35. Пронский И.Н. Ремонт сварочного аппарата ТДЭ-101У2 //
Радюаматор-Электрик. — 2001. — № 2 — С. 7-8.
36. Простаков В. Г. — А. С. 1317420 СССР, МКИ 05 1/569 Источник
питания с бестрансформаторным входом. — Открытия, изобрете-
ния. —1987. — № 22.
37. Прус С. В., Копчак Р. П. Простой регулятор тока сварочного транс-
форматора // Радюаматор-Электрик. — 2000.
38. Регулировка тока при сварке на постоянном напряжении. //
Радюаматор. —1998. — № 1.
39. Резницкий А. М, Коцюбинский В. С. Ремонт и наладка сварочного
оборудования. — М.: Машиностроение — 1991. — 256 с.
40. Сапронов А. И. Устройство точечной сварки своими руками //
Радюаматор-Электрик. — 2001. — № 1. — С. 6.
41. Сварочный аппарат на основе ЛАТР2 для сварки на переменном и
постоянном токе. // Моделист-конструктор — 2000.
42. Семернев А. М. Сварочный трансформатор с плавным регули-
рованием сварочного тока // Радюаматор-Электрик. — 2001. —
№ 11—12. — С. 45-46.
43. Сергеев Н. П. Справочник молодого электросварщика. — М.:
Высшая школа. —1980. —192 с.
44. Соколов Б. Сварочный малыш // Моделист-Конструктор. —1987. —
№ И.
45. Спиридонов А. Н. Помехоустойчивый регулятор напряжения //
Радюаматор. — 2002. — № 6.
46. Справочник по схемотехнике для радиолюбителя / Под ред. В. П.
Боровского-. К.: — Техшка. —1987.
47. Сытник Ю. А. Сварочный аппарат с питанием от двигателя вну-
треннего сгорания И Радюаматор-Электрик. — 2006. — № 5—6. —
С. 54.
48. Сытник Ю. А. Сварочный аппарат: универсал. // Радюаматор-
Электрик. — 2007. — № 2. — С. 93.
49. Татаренко А. А. Пилюля для ТДЭ101У2, или серьезно о регулято-
рах тока сварочных трансформаторов // Радюаматор-Электрик. —
2003. —№2, —С. 8.
50. Татаренко А. Доработка сварочного трансформатора ТДЭ-101У2 //
Радюаматор-Электрик. — 2001. — № 6. — С. 7-8.
51. Терлецкий М. Сварочный трансформатор с электронной регулиров-
кой тока. — С.-Петербург; «Делаем сами». — 2000 — № 2.
Глава 2. Электродуговая сварка
219
52. Технологические свойства сварочных трансформаторов. //
Радюаматор-Электрик. — 2002. — № 2.
53. Тиристоры для сварки фирмы INTERNATIONAL RECTIFIER //
Радюаматор-Электрик. — 2003, — № 5. — С. 18.
54. Титов О. И. Справочник электросварщика ручной сварки. —
Новосибирское книжное издательство. — 1989.
55. Трансформатор для дуговой сварки ТДЭ-101У2. Техническое опи-
сание и инструкция по эксплуатации.
56. Трифонов А. Сварочный аппарат для сварки на постоянном токе, с
выпрямлением по вентильному мосту с удвоением напряжения. //
«Моделист-конструктор» —1999. — №1.
57. Урывский Л.А., Арнаута Б.В., Яковенко А.И. Изготовление торои-
дальных трансформаторов большой мощности в домашних усло-
виях И Радюаматор-Электрик. — 2000. — № 11. — С. 19.
58. Усенко С. М Транформатор сварочный ТДМ-401—1 У2. //
Радюаматор-Электрик. — 2002. — № 12. — С. 8.
59. Фоминых В. П., Яковлев А. П. Ручная дуговая сварка. — М.: Высшая
школа, 1986.
60. Характеристики промышленных сварочных трансформаторов,
выпускаемых в России и Украине // Радюаматор-Электрик. —
2002. — № 12. — С. 15.
61. Яковлев В. Ф. Ограничитель напряжения холостого хода сварочного
трансформатора // Радюаматор-Электрик. — 2001. — № 12. — С. 9.
62. Яковлев В. Ф. Устройство для защитного отключения электросва-
рочного аппарата // Радюаматор-Электрик. — 2001. — № 10. —
С. 8—9.
63. Яшкин Н. Сварочный аппарат на основе сгоревшего трехфазного
понижающего трансформатора. // Моделист-Конструктор. —
1985.—№2.
230. Сайты по электродуговой сварке
Сайты производителей сварочного оборудования СНГ
http://tehnotron.ru
http://www.artem.ua
http://www.electric.spb.ru
НПП ТЕХНОТРОН (г.
Чебоксары)
ГАХК «АРТЕМ» (г. Киев)
Завод «Электрик» (г. Санкт-
Петербург)
220 * Краткий справочник сварщика
http://www.electrotermosvar.ru ОАО Электротермосвар (г. Москва)
http://www.esva.ru ЭСВА — Завод электросвароч- ного оборудования (г. Калининград)
http://www.kzeso.com КЗЭСО — Каховский завод сва- рочного оборудования
http://www.pskovelectrosvar.ru ЗАО Псковэлектросвар (г. Псков)
http://www.selma.ua Фирма СЭЛМА (г. Симферополь)
http://www.torus.ru Производственная компания
http://www.tvset.com.ua ТОР (г. Москва) ГНПП «Объединение Коммунар» (г. Харьков)
http://www.uraltermosvar.ru ЗАО «Уралтермосвар» (г. Екатеринбург)
http://www.zavod-vto.ru ПКП Завод Высокотехно- логичного оборудования (г. Ульяновск)
Организации и периодические издания СНГ
http://www.naks.ru ' Национальная Ассоциация Контроля и Сварки (Россия)
http://www.ruswelding.org http://www.paton.kiev.ua Институт сварки России Институт электросварки имени Е.О. Патона (г. Киев)
http://www.et.ua/welder ‘ Информационно-технический журнал «Сварщик» (г. Киев)
http://www.welder.ru Производственно-технический журнал «Сварщик» (Россия)
Глава 3
ГАЗОВАЯ СВАРКА
3.1. Основные понятия и определения
Развитие сварки
Определение.
Сварка металлов — это процесс получения прочного
неразъемного соединения двух или нескольких кусков
металла.
Изначально сварка осуществлялась кузнечным методом,
т. е. путем пластической деформацией кромок свариваемых
металлов при температуре ниже их температуры плавления.
Область применения ковки, в основном из-за ее низкой тех-
нологичности, была весьма ограничена.
Во время промышленной революции XIX века кузнечная
сварка уже не могла обеспечить все возрастающие потреб-
ности производства. Поэтому ей на смену пришли более про-
грессивные виды соединения металлов.-
Изначально для'этих целей использовалась клепка, кото-
рая постепенно стала вытесняться различными технологиями
сварки, при которых металл нагревался выше температуры
плавления.
222
Краткий справочник сварщика
Q
Примечание.
При этом сварочный процесс, по сравнению с ковкой и
клепкой, значительно ускорился, а качества сварного
соединения, за счет расплавления свариваемых кромок,
значительно улучшилось.
Для электрической сварки в те далекие времена еще не
существовало достаточно мощных и надежных источников
питания. Поэтому сначала для нагрева и плавки металла стали
использовать тепловую энергию горящего газового факела.
Так появилась газовая сварка, которая широко используется
и в настоящее время.
Определение.
Газовая сварка — это сварка плавлением, при которой
металл в зоне соединения нагревается до расплавления
газовым пламенем.
При нагреве газовым пламенем кромки свариваемых заго-
товок расплавляются вместе с присадочным металлом, кото-
рый может дополнительно вводиться в пламя горелки. После
затвердевания жидкого металла образуется сварной шов.
Преимущества газовой сварки
К преимуществам газовой сварки относятся:
♦ простота способа;
♦ несложность оборудования;
♦ отсутствие источника электрической энергии.
В Примечание.
Существенное технологическое отличие газовой сварки
от дуговой сварки — более плавный и медленный нагрев
металла.
/
Глава 3. Газовая сварка
223
Это основное отличие сварочного газового пламени от
сварочной дуги является в одних случаях недостатком, в дру-
гих — преимуществом газового пламени и определяет следую-
щие основные области его применения для сварки:
♦ сталей малых (до 5 мм) толщин;
♦ цветных металлов;
♦ металлов, требующих при сварке постепенного мягкого
нагрева и замедленного охлаждения, например, многих
инструментальных сталей;
♦ металлов, требующих подогрева при сварке, например,
чугуна и некоторых сортов специальных сталей;
♦ для твердой пайки;
♦ для некоторых видов наплавочных работ.
D Примечание.
Газовая сварка весьма целесообразна для многих видов
ремонтных работ благодаря универсальности, отно-
сительной простоте и портативности необходимого
оборудования.
Недостатки газосварки
К недостаткам газовой сварки относятся:
♦ меньшая производительность
♦ сложность механизации;
♦ большая зона нагрева;
♦ более низкие механические свойства сварных соедине-
ний, чем при дуговой сварке.
D Примечание.
Сравнительно медленный нагрев металла газовым пла-
менем быстро снижает производительность газовой
сварки с увеличением толщины металла. При толщине
Стали выше 8—10 мм газовая сварка обычно экономи-
224
Краткий справочник сварщика
чески невыгодна, хотя технически еще возможна сварка
стали толщиной 30—40 мм.
При замедленном нагреве разогревается большой объем,
основного металла, прилегающего к сварочной ванне. Это, в
свою очередь, вызывает значительные деформации (коробле-
ние) свариваемых изделий..
Примечание.
Это важное обстоятельство делает газовую сварку
технически нецелесообразной, не говоря уже об эконо-
мической невыгодности для таких, например, объек-
тов, как строительные металлоконструкции, мосты,
вагоны, корпусы судов, станины крупных машин и т.п.
Замедленный нагрев также вызывает длительное пребыва-
ние металла в зоне высоких температур, что влечет за собой:
♦ перегрев;
♦ укрупнение зерна;
♦ некоторое снижение механических свойств металлов.
Значительные деформации металла, возникающие при
газовой сварке, ограничивают возможности выбора рацио-
нальных форм сварных соединений.
И Примечание.
Из многообразных форм сварных соединений, выполняе-
мых дуговой сваркой, при газовой сварке пользуются, как
правило, лишь простейшим стыковым соединением.
Из-за затруднений, создаваемых значительными деформа-
циями металла, свойственными газовой сварке, используются
лишь в случаях необходимости при газовой сварке:
♦ угловые швы;
♦ соединения нахлесточные и тавровые;
Глава 3. Газовая сварка
225
♦ стыковые соединения как без скоса кромок, без отбор-
товки и с отбортовкой кромок (особо удобное соедине-
ние для газовой сварки), так и с одно- и двусторонним
скосом кромок.
Разновидности газовой сварки
По виду используемых горючих веществ, газовая сварка
разделяется на такие категории:
♦ ацетилено-кислородная;
♦ водородно-кислородная;
♦ керосино-кислородная;
♦ бензино-кислородная;
♦ пропан-бутано-кислородная и т. д.
Наибольшее распространение получила газовая сварка
ацетилено-кислородная и пропан-бутано-кислородная. До
недавних пор широко использовалась керосино-кислородная
резка (керосинорез).
Области применения газовой сварки
Применение газовой сварки обширно и разнообразно.
Газовую сварку применяют в самолетостроении, где преобла-
дает сварка металлов малых толщин (1—3 мм), в производстве
химической аппаратуры.
В отличие от электродуговой, при газовой сварке заготовки
нагреваются плавнее, что, в основном, и определяет основные
области ее применения:
♦ сварка листовой стали малой толщины (0,2—3 мм);
♦ сварка легкоплавких металлов и сплавов, требующих по-
степенного нагрева и охлаждения, например, чугуна, ла-
туни;
♦ пайки и наплавочные работы.
226 Краткий справочник сварщика |
Н Примечание. |
В отличие от электродуговой сварки, газовая сварка я
позволяет не только сваривать, но обрезать и изги- I
бать металлические заготовки. I
Газовую сварку используют при изготовлении и ремонте ;|
изделий не только из тонколистовой стали толщиной, но и 1
чугуна, алюминия, меди, латуни, а также при наплавке твер- 1
дых сплавов, исправлении дефектов литья и др. I
Большое значение имеет газовая сварка в прокладке и мон- I
таже разнообразных трубопроводов, в особенности малых |
диаметров, до 100 мм. Газовая сварка является незаменимым 1
мощным средством при ремонте. С этой целью она широко |
используется в ремонтных мастерских для всех видов транс- |
порта, в сельском хозяйстве и т. д. I
Сравнение газовой и электродуговой сварки |
D Примечание. |
Качество сварных соединений, выполняемых газо- 1
вой сваркой выше, чем при дуговой сварке электро- |
дами с тонкой ионизирующей обмазкой. Но ее качество 1
несколько уступает дуговой сварке, выполненной каче- |
ственными электродами. |
д
Основная причина некоторого снижения прочности свар- |
ных соединений состоит в том, что при газовой сварке не про- |
изводится легирования наплавленного металла, в то время |
как при дуговой сварке качественные электроды, содержащие 1
в обмазке ферросплавы, производят довольно значительное 1
легирование.
Глава 3. Газовая сварка
227
Вывод.
Для получения качественного сварного соединения газо-
вая защита, обеспечиваемая восстановительной зоной
сварочного пламени, менее эффективна, чем действие
качественных электродных обмазок при дуговой сварке.
Производительность газовой сварки, значительная при
малых толщинах основного металла, быстро снижается с уве-
личением его толщины:
♦ при малых толщинах (0,5—1,5 мм) газовая сварка по
производительности может превосходить дуговую;
♦ с увеличением толщины металла до 2—3 мм скорости га-
зовой и дуговой сварки уравниваются;
♦ при большей толщине металла разница в скоростях бы-
стро возрастает с увеличением толщины металла в поль-
зу дуговой сварки.
При малых толщинах абсолютный расход газов на 1 м свар-
ного шва невелик. Общая стоимость 1 м сварного шва может
быть меньше, чем при других способах сварки.
Примечание.
С увеличением толщины основного металла быстро
растет стоимость газов и расход времени на сварку 1 м
шва. Газовая сварка в этих условиях становится дороже
дуговой сварки. Разница в стоимости быстро увеличи-
вается с возрастанием толщины основного металла.
Вывод.
Экономически газовая сварка наиболее приемлема для
сварки малых толщин металла.*
228
Краткий справочник сварщика
3.2. Расходные материалы,
применяемые при газовой сварке
Сварочные проволоки
В большинстве случаев при газовой сварке применяют при-
садочную проволоку, близкую по своему химическому составу
к свариваемому металлу.
D Примечание.
Нельзя применять для сварки случайную проволоку неиз-
вестной марки.
Поверхность проволоки должна быть гладкой и чистой без сле-
дов окалины, ржавчины, масла, краски и прочих загрязнений.
Правило.
Температура плавления проволоки должна быть равна
или несколько ниже температуры плавления металла.
Проволока должна плавиться спокойно и равномерно, без
сильного разбрызгивания и вскипания, образуя при застыва-
нии цлотный однородный металл без посторонних включений
и прочих дефектов.
Для газовой сварки цветных металлов (меди, латуни, свинца),
а также нержавеющей стали в тех случаях, когда нет подходя-
щей проволоки, применяют в виде исключения полоски наре-
занный из листов той же марки, что и свариваемый металл.
И Примечание.
Присадочные прутки для газовой сварки применяются
различного состава, соответственно характеру основ-
ного металла. Диаметр прутка выбирается в соответ-
ствии с толщиной основного металла.
Глава 3. Газовая сварка
229
Присадочная проволока для газовой сварки сталей приме-
няется та же, что и для электродов при дуговой сварке, и изго-
товляется по ГОСТу 2246-80.
Для сварки низкоуглеродистой стали применяется прово-
лока марок Св-08, Св-08А и Св-15Г.
Для сварки чугуна выпускают специальные литые чугунные
стержни с повышенным содержанием углерода и кремния.
Для наплавки твердых износостойких покрытий выпуска-
ются стерженьки литых твердых сплавов.
Флюсы
Вместо электродных обмазок, применяемых при дуговой
сварке, в газовой сварке довольно широко пользуются флю-
сами. Они представляют собой порошки или пасты. Флюсы
применяют для защиты расплавленного металла от окисления
и удаления образующихся окислов.
Ведь медь, алюминий, магний и их сплавы при нагревании
в процессе сварки энергично вступают в реакцию с кислоро-
дом воздуха или сварочного пламени (при сварке окислитель-
ным пламенем). Они образуют окислы, которые имеют более
высокую температуру плавления, чем металл.
Окислы покрывают капли расплавленного металла тонкой
пленкой. Этим сильно затрудняют плавление частиц металла
при сварке.
О Примечание.
Применение флюсов является необходимым для газовой
сварки чугуна, цветных металлов и некоторых специ-
альных сталей.
Флюсы, предварительно нанесенные на присадочную
проволоку или пруток и кромки свариваемого металла, при
нагревании расплавляются и образуют легкоплавкие шлаки,
230
Краткий справочник сварщика
всплывающие на поверхность жидкого металла. Пленка шла-
ков прокрывает поверхность расплавленного металла, защи-
щая его от окисления.
0 Примечание.
Состав флюсов выбирают в зависимости от вида и
свойств свариваемого металла.
Флюсы добавляют в ванну для растворения окислов и
образования легкоплавких шлаков, хорошо всплывающих на
поверхность ванны. Во флюсы могут вводиться восстанови-
тели и присадки, легирующие наплавленный металл.
Флюсы применяются в форме порошков и паст, наносимых
на основной металл или на присадочный пруток. Действие
флюсов на окислы может быть:
♦ химическим;
♦ физическим.
Однако часто между ними трудно провести четкую границу.
Химическое действие флюсов заключается в образовании
с окислами металлов легкоплавких соединений, устойчивых
при высоких температурах.
Для химического флюсования окислов металлов основного
характера, например, закиси железа FeO, во флюсы вводят
окислы кислотного характера, например:
♦ двуокись кремния SiO2 (кварцевый песок, толченое ,
оконное стекло);
♦ борный ангидрид В2О3 (буру, борную кислоту).
Для флюсования окислов кислотного характера, напри-
мер, двуокиси кремния SiO2, применяются соединения, даю-
щие основные окислы. С этой целью обычно применяются
сода Na2CO3 и поташ К2СО3, дающие соответственно в зоне
сварки основные окислы Na2O и К2О.
Для флюсов-растворителей применяют главным образом
галоидные соли щелочных и щелочноземельных металлов
Глава 3. Газовая сварка 231
NaCl, КС1, LiCl, СаС12, NaF, KF, CaF2 и др., а также углекис- ’
лые и фосфорнокислые соли натрия.
D Примечание.
Для усиления действия флюсов-растворителей в них
часто добавляют бисульфаты натрия или калия NaHSO4
и KHSO4.
В качестве флюсов часто применяют:
♦ прокаленную буру;
♦ борную кислоту.
Применение флюсов необходимо при сварке чугуна и неко-
торых специальных легированных сталей, меди и ее сплавов.
О Примечание.
При сварке углеродистых сталей флюсов не используют.
3.3. Газы, применяемые для газосварки
Горючие газы для сварки
При газовой сварке тепло, выделяющееся при горении
смеси кислорода и горючего газа, расплавляет свариваемые
поверхности и присадочный материал с образованием свароч-
ной ванны.
После остывания сварочной ванны образуется сварочный
шов, который прочно скрепляет сваренные металлы.
В качестве горючего газа для газовой сварки, обычно
используются:
♦ или чистые газы — ацетилен, водород, пропан, бутан;
♦ или пары горючих жидкостей — бензин, керосин, бензол;
♦ или смеси тех и других.
232
Краткий справочник сварщика
а
Примечание.
Все эти вещества неплохо горят в обычной воздушной
среде, но для получения максимальной тепловой отдачи
при газовой сварке в качестве окислителя используется
чистый кислород.
Кислород
Кислород при атмосферном давлении и обычной темпера-
туре — газ без цвета и запаха. Он несколько тяжелее воздуха.
При атмосферном давлении и температуре 20 °C масса 1 м3
кислорода равна 1,33 кг.
Сгорание горючих газов и паров горючих жидкостей в
чистом кислороде происходит очень энергично с большой
скоростью, а в зоне горения возникает высокая температура.
Таким образом, для получения сварочного пламени с высо-
кой температурой, необходимых для быстрого расплавления
металла в месте сварки, сжигают в смеси с чистым кислоро-
дом горючий газ или пары горючей жидкости.
Внимание.
При соприкосновении сжатого газообразного кислорода
с маслом или жирами они могут самовоспламеняться,
что может быть причиной пожара. Поэтому при обра-
щении с кислородными баллонами и аппаратурой необ-
ходимо тщательно следить за тем, чтобы на них не
падали даже незначительные следы масла и жиров. Смесь
кислорода и горючих жидкостей при определенных соот-
ношениях кислорода и горючего вещества взрывается.
Технический кислород добывают из атмосферного воздуха.
Последний подвергают обработке в воздухоразделительных уста-
новках, где он очищается от углекислоты и осушается от влаги.
Глава З.Тазовая сварка
233
Жидкий кислород хранят и перевозят в специальных сосу-
дах с хорошей теплоизоляцией. Для сварки выпускают техни-
ческий кислород трех сортов:
♦ высшего сорта, чистотой не ниже 99,5%
♦ первого сорта, чистотой 99,2%
♦ второго сорта, чистотой 98,5% по объему.
Остаток 0,5—0,1 % составляет азот и аргон.
Ацетилен
В качестве горючего газа для газовой сварки получил
распространение ацетилен. При нормальной температуре
и давлении ацетилен находится в газообразном состоянии.
Ацетилен — бесцветный газ. В нем присутствуют примеси
сероводорода и аммиака.
0 Внимание.
Ацетилен — взрывоопасный газ. Чистый ацетилен спо-
собен взрываться при избыточном давлении свыше 1,5
кгс/см2, при быстром нагревании до 450—500°С. Смесь
ацетилена с воздухом взрываться при атмосферном
давлении, если в смеси содержится от 2,2 до 93% ацети-
лена по объему.
Ацетилен для промышленных целей получают разложе-
нием жидких горючих действием электродугового разряда, а
также разложением карбида кальция водой.
Газы-заменители ацетилена
Для сгорания горючих различных газов требуется раз-
личное количество кислорода, подаваемого в горелку. Газы,
заменители ацетилена, применяют во многих отраслях про-
мышленности. Поэтому их производство и добыча ведется в
234
Краткий справочник сварщика
больших масштабах, и они являются очень дешевыми, в этом
их основное преимущество перед ацетиленом.
Н Примечание.
Вследствие более низкой температуры пламени этих
газов применение их ограничено некоторыми процес-
сами нагрева и плавления металлов.
При сварке стали с пропаном или метаном приходится
применять сварочную проволоку, содержащую повышенное
количество кремния и марганца, используемых в качестве рас-
кислителей.’
При сварке чугуна и цветных металлов использовать флюсы.
Газы — заменители с низкой теплопроводной способностью
неэкономично транспортировать в баллонах. Это ограничивает
их применение для газопламенной обработки (табл. 3.1).
Характеристики горючих газор для сварки и резки Таблица 3.1
Горючие газы Температура пламени при сгорании в кислороде Коэффициент замены ацетилена
Ацетилен 3150 1,05
Водород 2400—2600 5,2
Метан 2400—2500 1,6
Пропан 2700—2800 0,6
Пары керосина 2400—2450 1—1,3
ч Характеристики газов и жидкостей,
используемые при газовой сварке
Список горючих веществ, используемых при газовой
сварке, постоянно расширяется.
Правило.
Для эффективного .нагрева и расплавления металла при
сварке необходимо, чтобы температура пламени газо-
Глава 3. Газовая сварка
235
вого факела примерно в два раза превышала темпера-
туру свариваемого металла.
Поэтому при газовой сварке широко используется ацети-
лен, который при сгорании с кислородом, по сравнению с дру-
гими горючими газами, обеспечивает очень высокую темпера-
туру пламени (табл. 3.2).
Горючие газы и пары для сварки и резки
Таблица 3.2
Наимено- вание Температура пламени, при сгорании в кислороде, °C Минимальная теплотворная способность, ккал/м3 Коэффициент замены ацетилена Количество кислорода на 1 м3 газа, м3 Способ получения Область применения
Ацетилен 3150 12600 1 1,0—1,3 Из карбида кальция Все случаи сварки и резки
МАФ 2927 20800 0,6 - Переработ- ка нефти Тоже
Водород 2000—2100 2400 5,2 0,3—0,4 Электролиз воды Сварка стали толщиной до ' 2мм, сварка легко- плавких металлов, пайка, кислородная резка
Пропан 2100 21200 0,6 3,5 Переработ- ка нефти Тоже
Метан 2000 8000 1,6—1,8 1,5—1,6 Из скважин Сварка легкоплав- ких метало, пайка, кислородная резка
Пары керосина 2400—2500 10600 1—1,3 1,7—2,4 на 1 кг керосина Переработ- ка стали нефти Тоже
Но большие плюсы зачастую предусматривают и большие
минусы.
Внимание.
Ацетилен обладает уникальной взрывоопасностью!
В отличие orri других газов он способен к взрыву, если его
концентрация в воздухе составляет от 2,2 до 81% по
объему.
236
Краткий справочник сварщика
Для сравнения в табл. 3.3 приведены взрывоопасные кон-
центрации для других горючих газов и паров.
Взрывоопасные концентрации горючих газов и паров Таблица 3.3
Наименование Нижний предел воспламеняемости, % Верхний предел воспламеняемости, %
Ацетилен 2,2 81
Ацетон 2,6 13
Бензин 1 1,4 7,4
Бутан 1,8 8,4
Водород 4 75
МАФ 3,4 10,8
Окись пропилена 2,8 37
Окись углерода 2,5 74
Окись этилена 3,5 100
Этиловый спирт 3,3 19
Этиловый эфир 1,9 36
в
Определения.
Нижний предел воспламеняемости — это величина,
равная объемной концентрации газов и паров в воздухе,
ниже которой нет опасности взрывного возгорания.
Верхний предел воспламеняемости — это величина,
равная объемной концентрации газов и паров в воздухе,
выше которой нет опасности взрывного возгорания.
Кроме предельных концентраций, горючие газы и пары
характеризуются температурой воспламенения или само-
воспламенения. Эта температура соответствует температуре
нагретой поверхности, при контакте с которой может прои-
зойти самовоспламенение воздушной смеси газов или паров.
Температура самовоспламенения для некоторых веществ ука-
зана в табл. 3.4.
Глава 3. Газовая сварка
237
Температуры самовоспламенения горючих газов и паров Таблица 3.4
Наименование Температура самовоспламенения, °C
Ацетилен 400—500
Ацетон 465
Бутан 430
Бензин 460
Водород 560
Окись этилена 430
Этиловый спирт 363
Этиловый эфир 160
Новые сжиженные газы для сварки
В последние годы в качестве заменителя ацетилена
применяется новый вид топлива— сжиженный газ МАФ
(метилацетилен-алленовая фракция). МАФ обеспечивает:
♦ высокую скорость сварки;
♦ высокое качество сварочного шва.
При этом газ в два раза дешевле ацетилена и намного безо-
паснее его (см. выше табл. 3.3).
В Примечание.
Следует отметить, что при сварке сжиженным газом
МАФ требуется применение специальной присадочной
проволоки с повышенным содержанием марганца и крем-
ния (СвО8ГС, СвО8Г2С).
В настоящее время в таких странах как Германия, Канада
и США МАФ полностью вытеснил ацетилен при производ-
стве газосварочных работ. МАФ удобно транспортируется в
обычных баллонах пропанового типа (50-литровый баллон
вмещает 21 кг МАФ).
Кроме МАФ, за рубежом широкое распространение полу-
чил МАРР газ, который включает в себя:
♦ 44% стабилизированного метил-ацетилен-пропана;
♦ 56% сжиженного природного газа.
238
Краткий справочник сварщика
Q
Примечание.
Тепловая мощность горелок, работающих на МАРР газе
на 50% выше, чем горелок, работающих на чистом аце-
тилене. При этом максимальная температура пламени
лишь немного уступает ацетиленовому.
3.4. Оборудование для газовой сварки
Сварочный пост
•Для производства газосварочных работ сварочный пост
должен быть оборудован:
♦ ацетиленовым генератором или баллоном с горючим газом;
♦ баллоном с кислородом;
♦ редукторами (соответственно, для горючего газа и кис-
лорода);
♦ сварочной горелкой с набором сменных наконечников;
♦ шлангами для подачи горючего газа и кислорода к го-
релке;
♦ сварочным столом;
♦ ведром с водой для охлаждения горелки.
0 Внимание.
Нельзя использовать кислородные редукторы и шланги
для передачи горючих газов, и наоборот.
Отличительная окраска газосварочного оборудования
такова:
♦ в голубой цвет окрашены кислородные редуктор и шлан-
ги, а также редукторы для пропана;
♦ в красный цвет окрашены шланги для горючих газов;
♦ в белый цвет окрашены редукторы для ацетилена.
Глава 3. Газовая сварка
239
На манометрах редукторов нанесена соответствующая надпись:
♦ Кислород (Oxygen);
♦ Ацетилен (Acetylene);
♦ Пропан (Propane).
Классификация ацетиленовых генераторов
Ацетиленовый генератор служит для получения ацетилена
из карбида кальция. Реакция идет при контакте карбида каль-
ция с водой по следующей формуле:
СаС + 2Н20 = С2Н2 + Са(ОН)
0 Внимание.
Каждый ацетиленовый аппарат должен иметь паспорт
установленной формы, инструкцию по эксплуатации и
сертификат безопасности. При этом производитель-
ность генератора должна соответствовать режиму
потребления ацетилена.
Процесс разложения карбида кальция в генераторе дол-
жен регулироваться автоматически. Так как процесс разложе-
ния карбида кальция идет с выделением большого количества
тепла, конструкция генератора должна обеспечивать охлаж-
дение воды и газа.
И Примечание.
Температура газа на выходе генератора не должна пре-
вышать температуру окружающей среды более чем на
10—15°С. Конструкция генератора должна быть гер-
метичной и не допускать выброса ацетилена в любых
режимах работы.
Ацетиленовые генераторы классифицируются по следую-
щим признакам:
240
Краткий справочник сварщика
♦ по производительности — от 0,8 до 320 м3 ацетилена в час;
♦ по давлению — низкого давления (до 0,1 кгс/см2); сред-
него давления (до 1,5 кгс/см2); высокого давления (свы-
ше 1,5 кгс/см2);
♦ по способу перемещения — передвижные и стационар-
ные;
♦ по системе регулирования — количественное регулиро-
вание взаимодействующих веществ и регулирование про-
должительности контакта взаимодействующих веществ.
Основные конструктивные схемы ацетиленовых генерато-
ров приведены на рис. 3.1.
Если при регулировке дозируется количество карбида
кальция, а вода в зоне реакции находится в постоянном коли-
честве, то система называется «карбид в воду» (рис. 3.1, а).
Если наоборот, то «вода на карбид» (рис. 3.1, б). Если регу-
лируется продолжительность контакта и подвижным веще-
ством является карбид кальция, то система носит название
«погружения» (рис. 3.1, в). Если наоборот, то «вытеснения»
(рис. 3.1, г).
Существуют также комбинированные системы регулирова-
ния производительности, которые позволяют улучшить чет-
кость регулирования процесса газообразования. На рис. 3.1, д
изображена комбинированная система регулирования «вода
на карбид» и «вытеснения».
Рассмотренные ацетиленовые генераторы, являются гене-
раторами прерывистого действия. Т. е. в генератор загружа-
ется порция материалов, которая расходуется на протяжении
его технологического цикла работы. После того как мате-
риалы израсходованы, генерация ацетилена прекращается.
Для продолжения работы в генератор следует загрузить сле-
дующую порцию карбида кальция и воды. Если есть необхо-
димость непрерывного производства ацетилена, то использу-
ются генераторы «сухого» типа (рис. 3.1, е), которые имеют
непрерывный цикл работы;
Глава 3. Газовая сварка
241
Газ
Рис. 3.1. Схемы основных систем ацетиленовых генераторов:
а — «карбид в воду»; б—«вода на карбид»; в — «погружения»;
г — «вытеснения»; д — комбинированная система «вода на карбид» и «вытеснения»;
е — схема генератора «сухого» типа 1.— карбид кальция, 2 — вода.
Ацетиленовый генератор АСП-10
Рассмотрим, для примера, конструкцию ацетиленового
генератора типа АСП-10 (рис. 3.2), который зачастую исполь-
зуется в условиях домашних мастерских и строительных пло-
щадок. Генератор имеет производительность 1,25 м3 ацети-
лена в час и его основные технические характеристики при-
ведены в табл. 3.5.
242
Краткий справочник сварщика
Технические характеристики генератора АСП-10 Таблица 3.5
Технические характеристики генератора АСП-10 Значение
Номинальное давление, МПа 0,15
Разовая загрузка карбида кальция, кг 3,5
Время работы без перезарядки, ч 0,8
Размеры кусков карбида кальция, мм 25—80
Общая вместимость генератора, л 50,6
Вместимость промывателя, л 24,5
Вместимость газообразователя, л 15,0
Количество заливаемой в генератор воды, л 19,1
Габариты генератора, мм 420x380x960
Масса генератора (без загрузки), кг 21,3
Ацетиленовый генератор АСП-10 представляет собой
металлический цилиндр, состоящий из корпуса с крышкой
и мембраной, корзины, предназначенной для загрузки кар-
бида кальция, предохранительного клапана, вентиля, предо-
хранительного жидкостного затвора, сливного штуцера, кон-
трольной пробки, сливного штуцера, поддона и контрольного
манометра.
а
Контрольный___ 1
манометр
Поддон
Крышка
Мембрана
Пружина
Сливной штуцер
Уровень воды в
вытеснителе
Сливной штуцер
Контрольная
пробка
Уровень воды в
газообразователе
ВОЗДУХ
Предохранительный
Патрубок
Вентиль
Уровень воды в
промывателе
б
Рис. 3.2. Ацетиленовый генератор среднего давления АСП-10
а — внешний вид; б—внутреннее устройство
Горловина
Корзина для карбида кальция
Клапан предохранительный
Трубка
Глава 3. Газовая сварка
243
В верхней части корпуса размещен газообразователь, в
котором происходит реакция между водой и карбидом каль-
ция с выделением ацетилена.
В средней части расположен вытеснитель, в котором нахо-
дится воздушная подушка и вода, которая сообщается с водой
в газообразователе в процессе работы генератора.
В нижней части генератора расположен промыватель, в
котором происходит охлаждение ацетилена, а также отделе-
ние его от образовавшейся извести.
Газосборник, являющийся верхней частью промывателя,
служит для накопления образовавшегося ацетилена.
По мере реагирования карбида кальция с водой выделяе-
мый ацетилен:
♦ по трубке поступает в промыватель;
♦ проходит сквозь слой воды, где охлаждается;
♦ очищается;
♦ через вентиль по шлангу поступает на выход генератора.
О Примечание.
Необходимое для сварки давление ацетилена поддержи-
вается предохранительным затвором. Он будет рас-
смотрен далее.
Реакция карбида кальция с водой регулируется следую-
щим образом — по мере расходования карбида кальция, кор-
зина для карбида кальция опускается в воду под действием
пружины.
Случай 1. Когда давление ацетилена повышается, давле-
ние на мембрану возрастает, корзина с карбидом поднимается
вверх. При этом уровень погружения карбида в воду снижа-
ется, снижается количество вырабатываемого ацетилена и,
как следствие, происходит снижение давления газа.
Случай 2. Если давление снижается, то усилием пружины
корзина опять опускается в воду, и количество вырабатывав-
244
Краткий справочник сварщика
мого ацетилена автоматически увеличивается, что приводит
нормализации давления.
Случай 3. Параллельно давление ацетилена в аппарате
регулируется уровнем воды, находящейся в газообразователе:
♦ если давление возрастает, то, под его действием вода
переливается в вытеснитель, сжимая там воздушную по-
душку. При этом уровень воды в газообразователе сни-
жается и соответственно снижается количество выраба-
тываемого ацетилена;
♦ если давление ацетилена падает, то воздух в вытеснителе
расширяется, и избыток воды из вытеснителя поднимает-
ся вверх, увеличивая уровень в газообразователе. При этом
количество вырабатываемого ацетилена вновь возрастает.
Вывод.
Таким образом, при помощи двух указанных механизмов
регулирования поддерживается необходимое количество
вырабатываемого ацетилена и его рабочее давление.
Основные этапы подготовки генератора к работе
Этап 1. Перед использованием генератора необходимо убе-
дится в полной исправности его корпуса и загрузочных устройств.
Генератор устанавливается строго вертикально на открытом воз-
духе, желательно под навесом, на расстоянии не менее 10 м от
места сварки и любого другого источника огня и искр, пешеход-
ных и проезжих дорог. Возле мест установки ацетиленовых гене-
раторов должны вывешиваться предупредительные таблички:
«Осторожно», «Не курить», «С огнем не подходить».
0 Внимание.
Проверить исправность горелки, предохранительного
водяного затвора, надежность присоединения шланга к
затвору и горелке.
Глава 3. Газовая сварка
245
Этап 2. Залить воду в генератор через горловину (рис. 3.3).
При этом крышка загрузочного устройства и контрольная
пробка должны быть сняты. Вода первоначально накаплива-
ется в вытеснителе II и газообразователе I. Далее вода дости-
гает уровня переливной трубки и через нее начинает запол-
нять промыватель III до уровня контрольного отверстия.
Н Примечание.
Вытекание воды через контрольное отверстие говорит
о том, что в генератор залит необходимый объем воды.
После этого необходимо прекратить заливать воду и уста-
новить на место контрольную пробку.
Переливная
трубка
Колпачок
„ Промыватель
Обратный клапан,
покрытый резиной
или эбонитом Контрольное
отверстие
Корпус обратного
клапана
Сетка
Пробка слива
обратного клапана
Контрольная
пробка
Рассекатель
Пробка
слива затвора
Ниппель
Рис. 3.3. Заправка
газогенератора водой
Рис. 3.4. Загрузка карбида
кальция в корзину генератора
246
Краткий справочник сварщика
Этап 3. Загрузить решетчатую металлическую корзину кар-
бидом кальция с грануляцией 25x80 мм (25/80) и в количестве
3,5 кг (рис. 3.4). Перед установкой корзины в газогенератор ее
необходимо слегка встряхнуть, чтобы удалить из нее случайно
попавшие туда мелкие кусочки карбида и карбидную пыль.
S
Внимание.
Загружать корзину карбидной пылью совершенно не допу-
стимо, т. к. ее наличие может нарушить процесс авто-
матического регулирования давления в газогенераторе.
Этап 4. Осторожно опустить корзину в
генератор (рис. 3.5), так чтобы мембрана
с крышкой правильно без перегибов рас-
положились на кромках горловины кор-
пуса (рис. 3.2). При этом нижние слои кар-
бида приходят в соприкосновение с водой.
Начинается выделение ацетилена, кото-
Рис з 5 Установка Рь™ ВЫХ°ДИТ через неплотности между
загрузочной корзины мембраной и корпусом, вытесняя воздух
в генератор из корпуса газогенератора.
Этап 5. После непродолжительной продувки газогенера-
тора необходимо уплотнить крышку с помощью винтового
зажима, вращая его по часовой стрелке. После этого, так как
отбор ацетилена отсутствует, давление в генераторе быстро
повышается, что можно определить по показаниям маноме-
тра. Пружина сожмется под действием давления газа на мем-
брану, и реакция между карбидом и водой прекратится.
Этап 6. Во время работы генератора необходимо контро-
лировать давление ацетилена по показаниям контрольного
манометра. Если давление в генераторе выросло выше допу-
стимых пределов, а предохранительный клапан (рис. 3.2) не
сработал, то необходимо вручную оттянуть его шток (рис. 3.6)
и сбросить газ небольшими порциями до давления 0,06 МПа.
Глава 3. Газовая сварка
247
Н Примечание.
Нельзя производить вскры-
тие и разгрузку генератора
до того момента, когда выра-
ботка ацетилена полностью
не прекратиться.
Этап 7. Перед началом следующего
цикла необходимо тщательно промыть
генератор и слить иловую воду через
сливочные отверстия (рис. 3.2) в про-
Рис. 3.6. Ручной сброс
аварийного давления
в газогенераторе
мывателе и вытеснителе.
3.5. Предохранительные затворы
Назначение предохранительных затворов
Затворы защищают ацетиленовый генератор и трубопровод
от обратного удара пламени из сварочной горелки и резака.
Основной функцией предохранительного затвора является
защита ацетиленового генератора и трубопровода от обрат-
ного удара пламени из сварочной горелки или резака.
Затвор обеспечивает безопасность работ при газовой
сварке и резке, является главной частью газосварочного поста.
Затвор должен содержаться всегда в исправном состоянии, и
быть наполнен водой до уровня контрольного крана.
Затвор всегда включает между горелкой или резаком и аце-
тиленовым генератором или газопроводом
Определение.
Обратный удар — это распространение пламени из
горелки навстречу потоку ацетилена, другими словами,
это — воспламенение ацетиленово-кислородной смеси
в каналах горелки или резака.
248
Краткий справочник сварщика
Обычно это происходит в следующих случаях:
♦ скорость истечения горючей смеси стала меньше скоро-
сти ее сгорания;
♦ произошел перегрев и засорение канала мундштука го-
релки или резака.
Внимание.
Если при этом пламя попадет в ацетиленовый генератор,
то это приведет к взрыву. Кроме этого предохранитель-
ный затвор препятствует проникновению кислорода и
горелки в генератор, что также может привести к взрыву.
Предохранительные затворы могут быть двух типов:
♦ водяные (жидкостные);
♦ сухие (механические).
Водяной затвор ЗСГ-1,25
На ацетиленовом генераторе АСП-10 устанавливается водя-
ной затвор ЗСГ-1,25, конструкция которого показана на рис. 3.7.
Перед использованием водяной
затвор необходимо залить водой через
верхний штуцер до уровня контроль-
ной пробки. Во время нормальной
работы ацетилен поступает в затвор
через нижний ниппель. Сетка служит
Шток
Предохранительный
клапан
ДЛЯ задержания частиц мусора, летя- Рис. 3.7. Водяной затвор
щего в потоке поступающего газа. ЗСГ-1,25
Далее, приподняв обратный клапан, ацетилен проходит
через слой воды, затем выходит в ниппель и через шланги
поступает в газовую горелку. При обратном ударе давление
в корпусе затвора повышается, а обратный клапан прижима-
ется к своему седлу, препятствуя проникновению пламени в
газогенератор. После чего пламя гасится столбом воды.
Глава 3. Газовая сварка
249
В Примечание.
Недостатком водяных предохранительных затворов
является замерзание воды при работе на морозе.
Поэтому в зимнее время их рекомендуется заливать моро-
зоустойчивыми водными смесями этиленгликоля или глице-
рина. Приготавливают эти растворы смешиванием двух объ-
емов этиленгликоля или глицерина с одним объемом воды.
Температура замерзания таких жидкостей соответственно
составляет -75°С и -36°С.
3.6. Баллоны, применяемые в газосварке
Баллон для сжатых газов
Баллоны для кислорода и других сжатых газов представ-
ляют собой стальные цилиндрические сосуды. В горловине
баллона сделано отверстие с конусной резьбой, куда вверты-
вается запорный вентиль. Баллоны бесшовные для газов высо-
кого давления изготавливают из углеродистой и легированной
стали. Баллоны окрашивают снаружи в различные цвета, в
зависимости от рода газа.
Верхнюю сферическую часть баллона не окрашивают и на
ней выбивают паспортные данные баллона.
Баллон на сварочном посту устанавливают вертикально, и
закрепляют хомутом.
Цветовая маркировка газовых баллонов
Баллоны для кислорода и других сжатых газов представляют
собой прочные стальные цилиндрические сосуды (рис. 3.8).
Баллоны окрашиваются снаружи в условные цвета, в зави-
симости от рода газа:
250
Краткий справочник сварщика
♦ в голубой цвет — баллоны для кислорода;
♦ в белый цвет — баллоны для ацетилена;
♦ в темно-зеленый цвет — баллоны для водорода;
♦ в красный цвет — баллоны для пропана и бутана.
Рис. 3.8. Баллоны для сжатых газов:
а — для кислорода; б — для ацетилена;
в — для пропан-бутана (сварной конструкции)
Глава 3. Газовая сварка
251
Баллоны для кислорода
Наибольшее распространение при газовой сварке и резке
получили кислородные баллоны емкостью 40 дм3 (рис. 3.8, а).
Баллон имеет наружный диаметр 219 мм и высоту 1390 мм.
Баллон рассчитан на рабочее давление —150 кгс/см2 (15 МПа).
Зная давление в баллоне, можно легко определить коли-
чество кислорода. Например, если вместимость баллона —
40 дм3, а давление — 150 кгс/см2, то в баллоне содержится
40x150 =6000 дм3 или 6 м3 кислорода.
Внимание.
На сварочном посту кислородный баллон должен быть
установлен вертикально и закреплен цепью или хому-
том. Нельзя устанавливать баллоны на расстоянии
менее 1 м от приборов отопления.
Внимание.
Необходимо проверить вентиль кислородного баллона
на предмет отсутствия жира или масла. Если следы
масла обнаружены, то баллоном пользоваться запре-
щается.
При окончании отбора газа из баллона необходимо сле-
дить, чтобы остаточное давление в нем не опустилось ниже
0,5—1 кгс/см2. Для кислородных баллонов используют вен-
тили из латуни.
о
Примечание.
Применение стали для этих целей не допустимо, т. к.
она сильно коррозирует в кислородной среде. Кроме
этого, при случайных возгораниях, сталь способна
гореть в среде кислорода.
252
Краткий справочник сварщика
Баллоны для ацетилена
Питание сварочного поста от ацетиленового генера-
тора связано с. рядом неудобств и повышенной опасностью.
Поэтому в настоящее время большое распространение полу-
чило питание постов от ацетиленовых газовых баллонов.
Ацетиленовые баллоны имеют те же размеры, как и кисло-
родные (рис. 3.8, б).
В Примечание.
Ацетилен хорошо растворяется в ацетоне, что позво-
ляет хранить его в баллонах в растворенном виде.
Для этого внутренний объем баллона заполняется пористой
массой, пропитанной ацетоном. Находясь в пористой массе и
растворенный в ацетоне, ацетилен становится взрывобезопас-
ным, и его можно хранить под давлением до 25—30 кгс/см2.
В Примечание.
Обычно нормальное давление ацетилена составляет
19 кгс/см3 при температуре 20 °C.
Нормальное давление ацетилена в полностью наполнен-
ном баллоне представлено в табл. 3.6.
Нормальное давление ацетилена в полностью наполненном баллоне Таблица 3.6
Температура, °C Давление, кгс/см3
-5 13,4
0 14
5 15
10 16,5
15 18
20 19
25 21,5
30 23,5
35 26
40 30
Глава 3. Газовая сварка
253
Для определения количества ацетилена в баллоне, его
нужно взвесить до и после наполнения газом. При отборе
ацетилена из баллона, вместе с ацетиленом уносится 30—40 г
ацетона на каждый 1 м3 газа.
На сварочном посту баллон с ацетиленом устанавливается
вертикально и закрепляется цепью или хомутом.
Совет.
При окончании отбора газа из баллона необходимо сле-
дить, чтобы в нем осталось некоторое количество газа.
В табл. 3.7 указана величина остаточного давления, в зави-
симости от температуры.
Остаточное давление ацетилена Таблица 3.7
Температура, °C Давление, кгс/см3
<0 0,5
0—15 1
15—25 2
25—35 3
Причиной таких осторожностей с остаточным давлением
является то, что при повышении температуры растворимость
ацетилена падает, что ведет к росту давления в баллоне. При
понижении температуры растворимость ацетилена снова воз-
растает. Если не учитывать этого, то давление в баллоне может
вполне упасть ниже атмосферного. Порожние ацетиленовые
баллоны рекомендуется хранить в горизонтальном положении.
Внимание.
В отличие от кислородных баллонов, в баллонах с аце-
тиленом допустимо использовать только стальные
краны. Что касается кранов из медных сплавов, то их
применение не допустимо, т. к. ацетилен образует с
медью взрывчатое соединение — ацетиленистую медь.
254
Краткий справочник сварщика
Для ацетиленового вентиля предусмотрен другой тип крепле-
ния редуктора. В отличие от кислородного, ацетиленовый редук-
тор крепится на вентиль при помощи специального хомута.
Внимание.
Различные конструкции вентилей и окраска баллонов пре-
дотвращают возможность ошибочного наполнения кисло-
родных баллонов ацетиленом и ацетиленовых кислородом.
Баллоны для пропана-бутана
Для хранения пропана используются сварные стальные
баллоны (рис. 3.8, в), способные выдерживать давление до
38—47 кгс/см2. Как и ацетиленовые, пропан-бутановые бал-
лоны оборудованы стальными вентилями.
Вентили для баллонов
Вентили кислородных баллонов изготавливают из латуни.
Сталь для деталей вентиля применять нельзя, так как она
сильно коррозирует в среде сжатого влажного кислорода.
Ацетиленовые вентили изготавливают из стали. Запреща-
ется применять медь и сплавы, содержащие свыше 70 % меди,
так как с медью ацетилен может образовывать взрывчатое
соединение — ацетиленовую медь.
Разновидности редукторов для сжатых газов
ИОпределение.
Редукторы — это устройства, служащие для пониже-
ния давления газа, отбираемого из баллона высокого
давления, а также для поддержания этого давления на
заданном уровне, вне зависимости от снижения давле-
ния газа в баллоне.
Глава 3. Газовая сварка
255
Редукторы служат для понижения давления газа, отбирае-
мого из баллонов (или газопровода), и поддержания этого
давления постоянным, независимо от снижения давления газа ,
в баллоне. Принцип действия и основные детали у всех редук-
торов примерно одинаковы.
По конструкции редукторы бывают:
♦ однокамерные;
♦ двухкамерные.
Двухкамерные редукторы имеют две камеры редуцирова-
ния, работающие последовательно. Они дают более посто-
янное рабочее давление и менее склонны к замерзанию при
больших расходах газа.
Редукторы классифицируются:
♦ по принципу действия — редукторы прямого и обратно-
го действия;
♦ по назначению и месту установки — баллонные (Б), рам-
повые (Р) и сетевые (С);
♦ по роду редуцируемого газа — ацетиленовые (А), кисло-
родные (К), проран-бутановые (П);
♦ по схемам редуцирования — одноступенчатые с механи-
ческой установкой давления (О), двухступенчатые с ме-
ханической установкой давления (Д), одноступенчатые с
пневматической установкой давления (У).
И Пример.
Редуктор имеет обозначение БАО-5. Это значит, что
перед вами редуктор баллонный, ацетиленовый, одно-
ступенчатый.
Редукторы отличаются друг от друга цветом окраски корпуса
и присоединительными устройствами для крепления к баллону:
♦ кислородные редукторы имеют голубой цвет корпуса;
♦ ацетиленовые — белый (иногда черный) цвет корпуса;
♦ пропан-бутановые — красный цвет корпуса.
256
Краткий справочник сварщика
Все редукторы, за исключением ацетиленовых, подключа-
ются накидными гайками, резьба которых соответствует шту-
церу вентиля. Ацетиленовые редукторы крепятся к крану при
помощи хомута с опорным винтом.
И Примечание.
Вне зависимости от того, на каком газе редукторы
используются, их конструкция и принцип действия оди-
наковые.
Принцип действия редуктора
обратного действия
Рассмотрим принцип действия наиболее популярного
редуктора обратного действия (рис. 3.9).
Давление на входе редуктора указывается манометром.
Сжатый газ из баллона поступает в камеру высокого давле-
ния. Из камеры высокого давления сжатый газ, через клапан,
Клапан
Манометр
Манометр
Шток
Мембрана
Корпус
Вход
газа
Пружина
Винт
Камера высокого давления
Пружина
Вентиль
Вход
газа
Камера низкого
давления
Предохранительный
клапан
Рис. 3.9. Схема редуктора обратного действия
Глава 3. Газовая сварка
257
попадает в камеру низкого давления. Так как клапан оказы-
вает определенное сопротивление движению потока газа, то
давление последнего снижается.
Манометр показывает давление в камере низкого давле-
ния. Из камеры низкого давления газ через вентиль поступает
в горелку.
Для регулировки и стабилизации давления газа на выходе
редуктора совместно служат:
♦ клапан с мембраной (из прорезиненной ткани);
♦ шток;
♦ регулирующий винт;
♦ пружины.
Правило.
Чем больше открыт клапан, тем выше давление газа
после него и тем большее количество газа проходит
через редуктор.
Давление на выходе редуктора устанавливается при помо-
щи винта:
♦ если винт вворачивается, то пружины сжимаются, кла-
пан открывается, и давление в камере растет;
♦ при вывертывании винта, наоборот, клапан прикрывает-
ся, а давление газа в камере уменьшается.
Установленное таким образом давление в редукторе
автоматически поддерживается постоянным. При уменьше-
нии количества отбираемого газа его давление возрастает,
и газ в камере низкого давления начинает с большей силой
давить на мембрану. Шток перемещается вниз, сжимая пру-
жину.
При этом вторая пружина разжимается и прикрывает кла-
пан до тех пор, пока давление в камере не станет вновь рав-
ным его первоначальной величине. При уменьшении выход-
ного давления все происходит в обратном порядке.
258
Краткий справочник сварщика
Предохранительный клапан защищает мембрану от раз-
рыва в случае, если клапан травит газ. В табл. 3.8 приведены
наиболее популярные типы редукторов.
Популярные типы редукторов
Таблица 3.8
Наименование газа Редукторы
Сетевые Баллонные Баллонные двухступенчатые Рамповые
Кислород CKO-10 БКО-50, БКО-5 Б КД-25 Р КЗ-500
Ацетилен САО-Ю БАО-5 БАД-5 РАО-ЗО
Пропан-Бутан СПО-б БПО-5 РГ1О-25
Метан СМО-35 БМО-5
Обращение с редуктором
Перед подключением редуктора к вентилю баллона сна-
чала необходимо продуть его штуцер от остатков прокладоч-
ного материала. Продувка штуцера осуществляется кратков-
ременным (1-2 с) открытием вентиля на четверть оборота.
Далее необходимо убедиться в исправности прокладки на
штуцере редуктора и резьбы накидной гайки.
0 Внимание.
Для кислородного редуктора необходимо обратить
внимание на отсутствие на нем различных масляных
загрязнений.
Включение редуктора. Присоединив редуктор к вентилю,
полностью ослабляют регулировочный винт редуктора. Затем
плавно открывают вентиль на баллоне, следя за показаниями
давления на входе редуктора. После этого можно установить
рабочее давление, вращая регулировочный винт редуктора по
часовой стрелке.
Отключение редуктора производят в обратном порядке.
Сначала вращают регулировочный винт редуктора про-
Глава 3. Газовая сварка
259
тив часовой стрелки, пока выходное давление не снизится
до нуля. Затем закрывают вентиль редуктора и снимают
редуктор.
Внимание.
Нельзя ремонтировать редуктор, а также менять на
нем манометры, если редуктор установлен на баллоне.
3.7. Оборудование: рукава и горелки
Рукава для газовой сварки
Рукава (шланги) служат для подвода газа в горелку. Они
должны:
♦ обладать достаточной прочностью;
выдерживать давление газа;
♦ быть гибкими;
♦ не стеснять движений сварщика.
Рукава для ацетилена и кислорода изготовляют из вулка-
низированной резины с прокладками из ткани.
Для бензина и керосина применяют шланги из бензостой-
кой резины.
В зависимости от назначения, резиновые рукава для газо-
вой сварки и резки разделяются на несколько классов:
♦ класс I — для подачи ацетилена, пропана и бутана под
давлением до 6,3 кгс/см2, они окрашены в красный цвет;
♦ класс II — маслобензостойкие, для подачи жидкого то-
плива (бензина, керосина, уайт-спирита или их смеси) под
давлением до 6,3 кгс/см2, они окрашены в желтый цвет;
♦ класс III — для подачи кислорода под давлением до
20 кгс/см2, окрашены в синий цвет.
Внутренний диаметр рукавов равен 6,3; 8,0; 9,0; 10,0; 12,0;
12,5; 16,0 мм. Обычно рукава поставляются кусками по 10 и
260
Краткий справочник сварщика
Я
14 м. Рукава могут иметь черный цвет или, в зависимости от
назначения, могут быть окрашены.
Совет.
Для нормальной работы горелок и резаков не рекоменду-
ется, чтобы длина рукавов превышала 20 м.
Для удлинения кислородных рукавов используются латун-
ные ниппели, а для ацетиленовых и пропан-бутановых —
стальные. В этом случае концы труб, надетых на ниппели,
должны быть надежно зажаты хомутами.
В Внимание.
Не допускается установка ниппелей на рукава с жидким
топливом.
3.8. Сварочные горелки
Назначение
Сварочная горелка служит основным инструментом при
ручной газовой сварке. В горелке смешивают в нужных коли-
чествах кислород и ацетилен (или горючий газ — заменитель
ацетилена).
Образующаяся горючая смесь вытекает из канала мунд-
штука горелки с заданной скоростью и, сгорая, дает устойчи-
вое, сварочное пламя, которым расплавляют основной и при-
садочный металл в месте сварки.
Горелка служит также для регулирования тепловой мощ-
ности пламени путем изменения расхода горючего газа и кис-
лорода.
Глава 3. Газовая сварка
261
Классификация
По мощности пламени горелки делятся на четыре группы:
♦ сверхмалой мощности Г-1 (лабораторные);
♦ малой мощности Г-2. Расход ацетилена от 25 до 700 л в
час, кислорода — от 35 до 900 л в час. Комплектуются
наконечниками №0 до 3;
♦ средней мощности Г-3. Расход ацетилена от 50 до 2500 л
в час, кислорода от 65 до 3000 л в час. Наконечники
№1—7; ч
♦ большой мощности Г-4.
Также есть горелки для газов заменителей ацетилена Г-3-2,
Г-3-3. Комплектуются наконечниками с №1 по №7.
По способу создания горючей смеси горелки разделяются
на две группы:
♦ инжекторные;
♦ безынжекторные.
И Примечание.
Наибольшее распространение получили горелки инжек-
торного типа.
Горелка состоит из мундштука, соединительного ниппеля,
трубки наконечника, смесительной камеры, накидной гайки,
инжектора, корпуса, рукоятки, ниппеля для кислорода и аце-
тилена.
Безынжекторные горелки
В безынжекторной горелке горючий газ и кислород пода-
ются под одинаковым давлением величиной 0,5—1,0 кгс/см2,
поэтому они не так сильно чувствительны к перегреву, как
инжекторные.
Конструкция безынжекторной горелки схематически изо-
бражена на рис. 3.10. Кислород через ниппель, регулировоч-
262
Краткий справочник сварщика
Вентиль Ниппель
Кислород
~^Р„,...'ш .. —Ацетилен
\ Ниппель
Регулировочный вентиль
Рис. 3.10. Безынжекторная сварочная горелка
ный вентиль и специальный дозирующий канал поступает в
смеситель горелки. Аналогично, через ниппель, регулировоч-
ный вентиль и специальный дозирующий канал в смеситель
горелки поступает ацетилен.
Из смесителя горелки через канал горючая смесь попадает
в мундштук, выходя из которого сгорает, образуя сварочное
пламя.
В Примечание.
Для нормальной работы безынжекторной горелки тре-
буется специальный регулятор равного давления,
который автоматически поддерживает равенство
рабочих давлений кислорода и горючего газа.
Инжекторные горелки
0 Определение.
Инжекторные горелки — это такие горелки, где подача
ацетилена в смесительную камеру осуществляется за
счет подсоса (инжекции) его струей кислорода, вытека-
ющего с большой скоростью.
Работают они на ацетилене низкого и среднего давления.
Для нормальной работы инжекторной горелки необходимо
два условия:
♦ чтобы давление кислорода составляло 3—4 кгс/см2;
♦ чтобы давление ацетилена составляло 0,01—0,2 кгс/см2.
Глава 3. Газовая сварка
263
L
Канал
Смесительная
камера Вентиль Ниппель
Рис. 3.11. Инжекторная сварочная горелка
Инжекторная горелка схематически изображена на рис. 3.11.
Здесь кислород под рабочим давлением, через ниппель, трубку и
вентиль поступает в сопло инжектора. Выходя из сопла инжек-
тора с большой скоростью, кислород создает разрежение в аце-
тиленовом канале.
В результате этого ацетилен, проходя через ниппель и кран,
подсасывается в смесительную камеру, где смешивается с кис-
лородом и образует горючую' смесь. Далее эта смесь движется
по каналу и выходит через мундштук, где образует сварочное
пламя. "' '
И Примечание.
' Устойчивое горение пламени получается, если скорость
истечения горючей смеси находится в пределах от 50 до
150 м/с.
Скорости истечения газов, а также их соотношение регу-
лируется при помощи кислородного и ацетиленового кранов,
которые находятся на горелке.
Примечание.
Недостатком инжекторной горелки является то, что
при ее разогреве давление в камере инжекции повыша-
ется, а соотношение кислорода и ацетилена смещается
в сторону кислорода.-
264
Краткий справочник сварщика
Поэтому, чтобы сохранить требуемое соотношение газов,
по мере прогрева горелки приходится увеличивать подачу
ацетилена с помощью ацетиленового крана.
Сварочная горелка ГС-3
В условиях домашних мастерских и строительных площа-
док обычно, как наиболее простые в эксплуатации, исполь-
зуют инжекторный горелки, например, ГС-3.
Назначение. Горелка ГС-3 предназначена для ручной
ацетилено-кислородной сварки, пайки, наплавки, подогрева и
других видов газопламенной обработки металлов. Горелка имеет
комплект из семи сменных наконечников от №1 до №7, которые
позволяют сваривать металл толщиной от 0,5 до 30 мм.
Сменные наконечники присоединяются к стволу горелки при
помощи накидной гайки. Горелка имеет соединительные нип-
пели, рассчитанные на рукава с внутренним диаметром 9 mt.
Технические характеристики горелки ГС-3 приведены в табл. 3.9.
Технические характеристики инжекторной горелки ГС-3
Таблица 3.9
Показатели Номера наконечников
1 2 3 4 5 6 7
Толщина свариваемо- го металла (малоуглеро- дистая сталь), мм 0,5-1,5 1—2,5 2,5—3 4—7 7—11 10—18 17—30
Расход ацети- лена, дм3/ч 50—125 120—240 230—430 400—700 660—1100 1050—1750 1700—2800
Расход кисло- рода, дм3/ч . 55—135 130—260 250—440 430—750 740—1200 1150—1950 1900—3100
Давление ацетилена, кгс/см2 Не ниже 0,01
Давление кислорода, кгс/см2 1—4 1,4—4 2—4 2—4 2—4 2—4 2—4
Масса, кг 0,56 0,58 0,59 0,65 0,76 0,78 0,85
Глава 3. Газовая сварка
265
Сварочное пламя
Если открыть ацетиленовый вентиль горелки и поджечь
ацетилен, выходящий из мундштука, то при его сгорании в
воздухе образуется сильно коптящее пламя желтого цвета.
Такое пламя не годится для сварки, т. к. имеет низкую темпе-
ратуру. .
И Примечание.
Если в ацетилено-воздушное пламя добавить кислород,
открыв кислородный вентиль горелки, то пламя резко
изменит цвет и форму.
В зависимости от соотношения кислорода и ацетилена,
можно получить три типа сварочного пламени:
♦ науглераживающее (с избытком ацетилена);
♦ нормальное (также называется восстановительным);
♦ окислительное (с избытком кислорода).
Правило.
Для сварки большинства металлов
требуется нормальное пламя, кото-
рое получается при соотношении
ацетилена к кислороду в пределах от
1:1 до 1:1,3. Если кислорода больше, то
пламя окислительное, а если меньше,
то науглераживающее.
Нормальное пламя имеет светлое ядро,
несколько более темную восстановительную
среднюю зону и факел (рис. 3.12).
Ядро имеет четко очерченную форму,
близкую к форме цилиндра, с закругленным
концом. Восстановительная средняя зона
имеет темный цвет, отличающий ее от ядра и
Рис. 3.12. Схема
нормального
ацетилено-
кислородного
пламени
266
Краткий справочник сварщика
I
Номер наконечника
Расход ацетилена, (дм3/ч)
Рис. 3.13. Размеры ядер пламени для наконечников с различными номерами
остальной части пламени. Остальная часть пламени является
факелом и состоит и продуктов горения.
На рис. 3.13 изображены размеры ядер нормального пла-
мени для наконечников с различными номерами.
Характер сварочного пламени определяется сварщиком
«на глазок». Начинающий сварщик быстро обучается регули-
ровать пламя горелки по его форме и цвету.
Подготовка горелки
Горелку обычно регулируют для работы на нормальном
пламени.
В Примечание.
Тепловое воздействие пламени на металл зависит не
только от мощности пламени, но и от угла наклона оси
пламени к поверхности металла.
Правило.
Наиболее интенсивно действует пламя, когда его ось
перпендикулярна к поверхности металла. С уменьше-
нием угла наклона тепловое действие пламени ослабе-
вает и распределяется по большей площади.
Глава 3. Газовая сварка
267
Рис. 3.14. Углы наклона мундштука горелки
при сварке различных толщин металла
Таким образом, кроме подбора соответствующего раз-
мера горелки, сварщик может плавно регулировать тепловое
действие пламени на металл, делать пламя более мягким или
жестким, меняя угол наклона пламени к поверхности изделия
(рис. 3.14).
Совет.
С увеличением толщины металла нужно увеличивать
угол наклона пламени и уменьшать его с уменьшением
толщины металла.
Эксплуатация горелки
Этап 1. Перед началом работы необходимо продуть сва-
рочные рукава от пыли (если рукава новые, то от талька).
Для этого .сначала медленно открыть вентиль баллона, затем
ввернуть регулировочный винт редуктора, доведя показания
манометра до 0,6 кгс/см2. После этого через 2-3 с закрыть вен-
тиль баллона и регулировочный винт редуктора.
Этап 2. В соответствии с технической характеристикой
выбранного номера наконечника, по манометру редуктора
установить рабочее давление кислорода и ацетилена.
268 1 Краткий справочник сварщика
Этап 3. Взять горелку в правую руку и открыть на поло-
борота кислородный и на один полный оборот ацетиленовый
вентили. Поднести зажигалку к мундштуку горелки и зажечь
горючую смесь. Пламя должно гореть устойчиво и не должно
отрываться от конца мундштука.
Этап 4. Открыть полностью кислородный вентиль. Затем
подать в смесительную камеру такое количество ацетилена,
чтобы получить нормальное пламя. Пламя должно иметь три
четко различимые зоны: ядро, среднюю восстановительную
зону и факел (рис. 3.12).
Этап 5. Убедится в том, что ацетилен может поступать с
необходимым избытком, необходимым для дальнейшей ком-
пенсации нагрева мундштука. Для этого необходимо полно-
стью открыть ацетиленовый вентиль и убедиться, что при
этом длина средней светящейся зоны в 4 раза больше длины
ядра (рис. 3.12), что соответствует 15 % избытку ацетилена в
пламени.
Этап 6. В случае неправильной формы ядра пламя нужно
погасить, закрыв сначала вентиль ацетилена, а затем — кис-
лорода. Прочистить канал мундштука деревянной, алюмини-
евой, медной или стальной полированной иглой.
Этап 7. В случае появления непрерывных хлопков или обрат-
ного удара пламени быстро закрыть вентиль ацетилена, затем —
вентиль кислорода и охладить наконечник в чистой воде.
3.9. Проведение газовой сварки
Сравнение способов ручной газовой сварки
На практике существует два основных способа сварки
правый и левый. При правом способе сварку ведут слева на
право, сварочное пламя направляют на сваренный участок
шва, а присадочную проволоку перемещают вслед за горелкой.
Глава 3. Газовая сварка
269
Н Примечание.
Так как при правом способе пламя направлено на сварен-
ный шов, то обеспечивается:
♦ лучшая защита сварочной ванны от кислорода и
азота воздуха;
♦ большая глубина плавления;
♦ замедленное охлаждение металла шва в процессе кри-
сталлизации.
Теплота пламени рассеивается меньше, чем при левом спо-
собе, поэтому угол разделки кромок делается не 90°, а 60—70°.
Это уменьшает количество наплавленного металла и коробление.
В Примечание.
При правом способе производительность на 20—25 %
выше, а расход газов на 15—20 % меньше, чем при левом.
Правый способ целесообразно применять при сварке
металла толщиной более 5 мм и металлов с большой тепло-
проводностью.
При левом способе сварку ведут справа налево, сварочное
пламя направляют на еще не сваренные кромки металла, а
присадочную проволоку перемещают впереди пламени.
И Примечание.
При левом способе сварщик хорошо видит свариваемый
металл, поэтому внешний вид шва лучше, чем при пра-
вом способе; предварительный подогрев кромок свари-
ваемого металла обеспечивает хорошее перемешива-
ние сварочной ванны.
Благодаря этим свойствам левый способ наиболее распро-
странен и применяется для сварки тонколистовых материалов
и легкоплавких металлов.
270
Краткий справочник сварщика
Левый способ газовой сварки
Левым способом газовой сварки (рис. 3.15) считается такой
способ, при котором сварка производится справа налево.
Сварщик держит сварочную горелку в правой руке, а приса-
дочную проволоку в левой. Сварка начинается с крайней пра-
вой стороны сварочного шва.
Шаг 1. Приблизить сва-
рочную горелку на расстоя-
ние 13—15 мм к сваривае-
мым поверхностям и рас-
плавить металл в начальной
точке.
Шаг 2. Ввести присадоч-
ный пруток в среднюю зону
пламени и расплавить.
Рис. 3.15. Левый способ сварки
Шаг 3. Перемещать сварочное пламя справа налево под
углом 35—45°, совершая колебательные движения пламенем и
присадочной проволокой поперек шва.
Совет.
Угол между осями проволоки и мундштука горелки дол-
жен быть около 90°.
Левый способ наиболее распространен и применяется для
сварки тонких и легкоплавких металлов. При этом способе
сварщик хорошо видит сварочный шов, а свариваемые кромки
металла предварительно прогреваются. Поэтому внешний вид
шва зачастую лучше, чем при правом способе.
Правый способ газовой сварки
Правым способом газовой сварки (рис. 3.16) счита-
ется такой способ, при котором сварка производится слева
направо. Сварщик держит сварочную горелку в правой руке,
Глава 3. Газовая сварка
271
а присадочную проволоку в
левой. Сварка начинается с
крайней левой стороны сва-
рочного шва.
Шаг 1. Установить мунд-
штук под углом 90° к сварива-
емой пластине и расплавить
металл в начальной точке.
Рис. 3.16. Правый способ сварки
Шаг 2. Уменьшить угол между мундштуком и свариваемой
пластиной до 35—45°. Пламя горелки направлено в сторону
уже сваренного шва, улучшая его защиту от кислорода воз-
духа, а также замедляя процесс его кристаллизации.
Шаг. 3. Горелку перемещать слева направо, присадоч-
ную проволоку перемещать вслед за ней. Угол между осями
проволоки и мундштука горелки должен быть около 90°.
Мундштук горелки должен совершать слабые поперечные
колебания. Конец проволоки держать погруженным в сва-
рочную ванну и спиралевидными движениями перемеши-
вать им металл, облегчая удаление окислов и шлаков из сва-
рочной ванны.
Качество шва при правом способе сварке выше, чем при
левом. При этом этот способ более экономичный и обеспечи-
вает более высокую скорость сварки.
Техника сварки
Мощность сварочной горелки на 1 мм толщины сваривае-
мого металла выбирают:
♦ при правом способе —120—150 дм3/ч ацетилена;
♦ при левом способе —100—130 дм3/ч ацетилена.
Диаметр присадочной проволоки выбирают в зависимости
от двух факторов:
♦ толщины свариваемого металла;
♦ способа сварки.
272
Краткий справочник сварщика
Диаметр присадочной проволоки составляет:
♦ при правом способе сварки d = S/2 (мм), но не более 6 мм;
♦ при левом способе сварки d = S/(2+1) мм.
В этих формулах S — толщина свариваемого металла, мм.
Скорость нагрева регулируют изменением угла наклона мунд-
штука к поверхности свариваемого металла (см. рис. 3.14).
М Правило.
ШЯ Чем толще металл и больше его теплопроводность,
тем больше угол наклона мундштука к поверхности
свариваемого металла.
В процессе сварки газосварщик концом мундштука горелки
совершает одновременно два движения (рис. 3.17):
♦ поперечное (перпендикулярно оси шва);
♦ продольное (вдоль оси шва).
Перемещение мундштука горелки - с отрывом горелки
Перемещение мундштука горелки - спиралеобразно
WVWHAW"
Перемещение мундштука горелки - полумесяцем
Перемещение мундштука горелки - волнисто
Рис. 3.17. Способы перемещения мундштука горелки
Глава 3. Газовая сёарка
273
Основным является продольное движение.
Поперечное движение служит для равномерного прогрева кро-
мок основного металла и получения шва необходимой ширины.
Газовой сваркой можно выполнять нижние, горизонтальные
(на вертикальной плоскости), вертикальные и потолочные швы.
Н Примечание.
Горизонтальные и потолочные швы обычно выполняют
правым способом сварки, вертикальные снизу вверх —
левым способом.
3.10. Особенности и режимы сварки
различных металлов
Сварка углеродистых сталей
Низкоуглеродистые стали можно сварить любым способом
газовой сварки. Пламя горелки должно быть нормальным,
мощностью 100—130 дм3/ч при правой сварке.
При сварке углеродистых сталей применяют проволоку из
малоуглеродистой стали Св-8, Св-ЮГа.
При сварке этой проволокой часть углерода, марганца и
кремния выгорает. Металл шва получает крупнозернистую
структуру. Для получения наплавленного металла равнопроч-
ного основному, применяют проволоку Св-12Гс, содержащую
до 0,17% углерода; 0,8—1,1 марганца и 0,6—0,9 % кремния.
Сварка легированных сталей
Легированные стали хуже проводят тепло, чем низкоугле-
родистая сталь, и поэтому больше коробятся при сварке.
Низколегированные стали (например, ХСНД) хорошо сва-
риваются газовой сваркой. При сварке применяют нормаль-
ное пламя и проволоку Св-08, Св-08А или Св-10Г2.
274
Краткий справочник сварщика
Хромоникелевые нержавеющие стали сваривают нор-
мальным пламенем мощностью 75 дм3 ацетилена на 1 мм
толщины металла. Применяют проволоку Св-02Х10Н9,
Св-06-Х19Н9Т.
При сварке жаропрочной нержавеющей стали, применяют
проволоку содержащую 21 % никеля и 25 % хрома.
Для сварки коррозиностойкой стали, применяют прово-
локу содержащую 3 % молибдена, 11% никеля, 17% хрома.
Сварка чугуна
Чугун сваривают при исправлении дефектов отливок, а
также восстановлении и ремонте деталей: заварке трещин,
раковин, при варке отколовшихся частей и пр.
Сварочное пламя должно быть нормальным или науглеро-
живающим, так как окислительное вызывает местное выго-
рание кремния, и в металле шва образуются зерна белого
чугуна.
Сварка меди
Медь обладает высокой теплопроводностью, поэтому при
ее сварке к месту расплавления металла приходится прово-
дить большое количество тепла, чем при сварке стали.
Одним из свойств меди, затрудняющим сварку, является ее
повышенная текучесть в расплавленном состоянии.
В Совет.
Поэтому при сварке меди не следует оставлять зазора
между кромками.
В качестве присадочного металла используют проволоку
из чистой меди. Для раскисления меди и удаления шлака при-
меняют флюсы.
Глава 3. Газовая сварка
275
Сварка латуни
Газовую сварку широко используют для сварки латуни,
которая труднее поддается сварке электрической дугой.
Основное затруднение при сварке состоит в значительном
испарении из латуни цинка, которое начинается при 900 °C.
Внимание.
Если латунь перегреть, то вследствие испарения цинка,
шов получится пористым.
При газовой сварке может испаряться до 25 % содержаще-
гося в латуни цинка.
Для уменьшения испарения цинка сварку латуни ведут
пламени с избытком кислорода до 30—40 %. В качестве при-
садочного металла используют латунную проволоку. В каче-
стве флюсов применяют прокаленную буру или газообразный
флюс БМ-1.
Сварка бронзы
Газовую сварку бронзы применяют:
♦ при ремонте литых изделий из бронзы;
♦ наплавке работающих на трение поверхностей деталей
слоем антифрикционных бронзовых сплавов и пр.
Сварочное пламя должно иметь восстановительный харак-
тер, так как при окислительном пламени увеличиваются выго-
рание из бронзы олова, кремния, алюминия.
В качестве присадочного материала используют прутки или
проволоку, близкие по составу к свариваемому металлу. Для рас-
кисления в присадочную проволоку вводят до 0,4 % кремния.
Для защиты металла от окисления и удаления окислов в
шлаки применяют флюсы тех же составов, что и при сварке
меди и латуни.
274
Краткий справочник сварщика
Хромоникелевые нержавеющие стали сваривают нор-
мальным пламенем мощностью 75 дм3 ацетилена на 1 мм
толщины металла. Применяют проволоку Св-02Х10Н9,
Св-06-Х19Н9Т.
При сварке жаропрочной нержавеющей стали, применяют
проволоку содержащую 21 % никеля и 25 % хрома.
Для сварки коррозиностойкой стали, применяют прово-
локу содержащую 3 % молибдена, 11% никеля, 17% хрома.
Сварка чугуна
Чугун сваривают при исправлении дефектов отливок, а
также восстановлении и ремонте деталей: заварке трещин,
раковин, при варке отколовшихся частей и пр.
Сварочное пламя должно быть нормальным или науглеро-
живающим, так как окислительное вызывает местное выго-
рание кремния, и в металле шва образуются зерна белого
чугуна.
Сварка меди
Медь обладает высокой теплопроводностью, поэтому при
ее сварке к месту расплавления металла приходится прово-
дить большое количество тепла, чем при сварке стали.
Одним из свойств меди, затрудняющим сварку, является ее
повышенная текучесть в расплавленном состоянии.
В Совет.
Поэтому при сварке меди не следует оставлять зазора
между кромками.
В качестве присадочного металла используют проволоку
из чистой меди. Для раскисления меди и удаления шлака при-
меняют флюсы.
Глава 3. Газовая сварка
275
Сварка латуни
Газовую сварку широко используют для сварки латуни,
которая труднее поддается сварке электрической дугой.
Основное затруднение при сварке состоит в значительном
испарении из латуни цинка, которое начинается при 900 °C.
Внимание.
Если латунь перегреть, то вследствие испарения цинка,
шов получится пористым.
При газовой сварке может испаряться до 25 % содержаще-
гося в латуни цинка.
Для уменьшения испарения цинка сварку латуни ведут
пламени с избытком кислорода до 30—40 %. В качестве при-
садочного металла используют латунную проволоку. В каче-
стве флюсов применяют прокаленную буру или газообразный
флюс БМ-1.
Сварка бронзы
Газовую сварку бронзы применяют:
♦ при ремонте литых изделий из бронзы;
♦ наплавке работающих на трение поверхностей деталей
слоем антифрикционных бронзовых сплавов и пр.
Сварочное пламя должно иметь восстановительный харак-
тер, так как при окислительном пламени увеличиваются выго-
рание из бронзы олова, кремния, алюминия.
В качестве присадочного материала используют прутки или
проволоку, близкие по составу к свариваемому металлу. Для рас-
кисления в присадочную проволоку вводят до 0,4 % кремния.
Для защиты металла от окисления и удаления окислов в
шлаки применяют флюсы тех же составов, что и при сварке
меди и латуни.
278
Краткий справочник сварщика
слоев шва при многослойной сварке. Образуется из-за непра-
вильной подготовки кромок под сварку, недостаточной мощ-
ности сварочного пламени, большой скорости сварки, плохой
зачистки кромок перед сваркой от окалины, шлака, ржавчины
и других загрязнений. Непровары, особенно по кромкам и
между слоями, — самые опасные, так как влияют на проч-
ность сварочного шва.
Устранение. Участки с непроваром нужно вырубать до
основания металла, а затем защищать и заваривать.
Дефект 6. Шлаковые включения в сварном шве. Обра-
зуются при плохой зачистке свариваемого металла и приса-
дочной проволоки, а также при неправильном выборе режи-
мов сварки. Шлаковые включения ослабляют сечения шва,
снижают прочность и являются зонами концентрации напря-
жений.
Устранение. Места швов со шлаковыми включениями
нужно вырубать и заваривать.
Дефект 7. Трещины. Это наиболее опасные дефекты свар-
ных швов. Они могут возникать в сварном шве и в околошов-
ной зоне. Делятся:
♦ по происхождению на две группы: холодные и горячие;
♦ по расположению — на поперечные и продольные;
♦ по размерам — на макро- и микроскопические.
Трещины в сварных швах образуются во время и после
сварки. Образование трещин способствует повышенное
содержание углерода в наплавленном металле, а также серы,
фосфора и водорода. Холодные трещины возникают при тем-
пературах 100—300 °C в легированных сталях и при нормаль-
ных температурах в углеродистых сталях.
Причины образования трещин следующие:
♦ несоблюдение технологии и режимов сварки;
♦ неправильное расположение швов в сварной конструкции.
Глава 3. Газовая сварка 279
Это вызывает высокую концентрацию напряжений, прово-
дящих к полному разрушению изделия. Большие напряжения
в сварных конструкциях возникают при несоблюдении задан-
ного порядка наложения швов.
Устранение. Поверхностные трещины в сварных швах
следует вырубать полностью и заваривать. Чтобы во время
вырубки трещина не распространялась дальше по шву, концы
ее следует засверлить.
Дефект 8. Пористость в сварных швах. Она появляется
потому, что газы, растворенные в жидком металле, не успе-
вают выйти наружу до затвердевания поверхности шва. Поры
уменьшают механическую прочность шва. Они образуются в
таких случаях:
♦ при плохой зачистке свариваемых кромок и присадочной
проволоки от грязи, ржавчины, масла;
♦ при повышенном содержании углерода в основном металле;
♦ при большой скорости сварки;
♦ при неправильном выборе сварочного пламени и марки
проволоки.
Газовые поры располагаются:
♦ цепочкой на некотором расстоянии друг от друга;
♦ в виде скоплений размером от сотых долей миллиметра
до нескольких миллиметров.
Иногда поры выходят на поверхность, образуя свищи.
Поры могут быть трех видов:
♦ внутренние; (
♦ наружные;
♦ сквозные.
Устранение. Участки сварных швов с порами следует выру-
бать до основного металла и заваривать.
Дефект 9. Перегрев металла. Он возникает при большой
мощности сварочного пламени и малой скорости сварки. При
280
Краткий' справочник сварщика
этом увеличиваются размеры зерен в металле шва и в около-
шовной зоне, что снижает механические свойства сварного
соединения, в особенности ударную вязкость.
Устранение. Перегрев металла можно исправить только
последующей термической обработкой.
Дефект 10. Пережог металла. Это наиболее опасный
дефект. При пережоге в металле шва образуются окисленные
зерна, обладающие малым взаимным сцеплением из-за нали-
чия на них пленки окислов. Пережженный металл хрупок и не
поддается исправлению. Пережог возможен в таких случаях:
♦ при сварке окислительным сварочным пламенем;
♦ при плохой защите расплавленного металла сварочной
ванны от кислорода и азота воздуха.
Устранение. Участки с пережженным металлом следует
вырубать до основания металла и заваривать.
3.12. Справочный раздел по газовой сварке
Основные режимы газовой сварки
Режимы газовой сварки с применением
в качестве горючего газа ацетилена Таблица 3. 1 7
Тип горелки Модель горелки Номер наконечника Толщина свариваемой стали, мм Давление на вх. в горелку, кгс/см2 Расход, л/ч
Г1 . * ГС—1 0 менее 0,1 0,1—1,0 5—10
0 0,1— 0,2 > 0,1—1,0 10—25
0 0,2—0,6 0,1—1,0 25—60
Г2 Г2—02 0 0,2—0,5 0,1—1,0 40—50
1 0,5—1 0,1—1,0 65—90
2 1—2 0,1—1,0 130—180
3 2—4 0,1—1,0 420—600
Глава 3. Газовая сварка
281
Таблица 3.11 (продолжение)
Тип горелки Модель горелки Номер наконечника Толщина свариваемой стали, мм Давление на вх. в горелку, кгс/см2 Расход,л/ч
гз ГЗ—02 1 0,5—1 0,1—1,0 65—90
2 1—2 0,1—1,0 130—180
3 2—4 0,1—1,0 250—350
4 4—7 0,1—1,0 420—600
5 7—11 0,1—1,0 700—950
6 11—17 0,1—1,0 1130—1500
7 17—30 0,1—1,0 1800—2500
Г4 ГС—4 8 30—50 0,3—1,0 2500—4500
9 50 0,3—1,0 4500—7000
Режимы газовой сварки с применением
в качестве горючего газа кислорода
Таблица 3.12
Тип горелки Модель горелки Номер наконечника Толщина свариваемой стали, мм ( Давление на входе в горелку, кгс/см2 Расход, л/ч Т
и ГС-1 0 менее 0,1 0,1—1,0 6—11 .
0 0,1—0,2 0,1—1,0 <- 11—28
0 0,2—0,6 0,1—1,0 28—65 .
Г2 Г2-02 0 0,2—0,5 1,5—3,0 45—55
1 0,5—1 1,5—3,0 70—100
2 1—2 2,0—3,0 140—200
3 2—4 2,0—3,0 450—650
ГЗ ГЗ-02 1 0,5—1 1,5—3,0 70—100
2 1—2 1,5—3,0 140—200
3 2—4 2,0—3,0 270—380
4 4—7 2,0—3,0 450—650
5 7—11 2,0—3,0 750—1000
6 11—17 2,0—3,5 1200—1650
7 17—30 2,0—3,5 2000—2800
*Г4 ГС-4 8 30—50 2,5—5,0 3000—5600
9 50 2,5—5,0 4700—9300
282
Краткий справочник сварщика
Газовая сварка меди
Флюсы для газовой сварки меди Таблица 3.13
Вещество флюса Номер флюса
1 2 3 4 5 6 7 8
Борная кислота - 100 50 25 25 - 10 -
Бура прокаленная 100 - 50 75 75 50 70 56
Древесный уголь - - - - - 20 - -
Калий фосфорнокислый - - - - 15 - -
Кварцевый песок - - - - - 15 - . -
Поваренная соль - - - - - - 20 22
углекислый калий - - - - - - - 22
Металлы присадочные для газовой сварки меди Таблица 3.14
Марка меди Назначение Состав
М-1 Для ответственных конструк- ций небольшой толщины Медь чистая электролитическая
МСр-1 Для ответственных конструкций . > Медь с 0,8—1,2% серебра
МНЖ-5-1 Медь с раскислителем: 0,2% фосфора
МНЖКТ-5-1 -0,2-0,2 Медь с раскислителем: 0,2% фосфора, 0,3% кремния, 0,2% марганца
М-0 Для слабонагруженных конструкций Медь для раскислителей
Газовая сварка бронзы
Марка и применение различных бронз Таблица 3.15
Группа Марка Применение Способы сварки
Оловянные бронзы с содер- жанием олова до 20% БрОЦ8-4 БрОЩО-2 БрОЦСб-6-3 Фасонное литье и арматура Газовая сварка
Алюмйниевые бронзы. Состав—алюминий до 10%, легированный марганцем, железом, никелем БрАЖ-10-3-7 БрАЖЭ-4 БрАЖН-10-4-4 БрАЖН-11-6-6 Фасонное литье и арматура Из-за пониженной свариваемости сварку лучше вести угольным электро- дом. Газовая сварка применяется редко
Кремнистые бронзы, крем- немарганцовистые, бронзы легированные кремнием и марганцем, с добавкой железа, никеля и др. БрКМцЗ-1 Применяются в хими- ческой и пищевой промышленности (возможно приме- нение и в других отраслях) Хорошая свари- ваемость. Хорошо соединяются дуговой сваркой. Газовая сварка применяется крайне редко
Глава 3. Газовая сварка
283
Газовая сварка алюминия
Режимы сварки сплавов алюминия
Таблица 3.16
Толщина детали Номер наконечника горелки Диаметр присадочной проволоки Давление кислорода (МПа) Расход ацетилена (литр в час)
Правый способ сварки
5,0—10,0 3—5 4,0—6,0 0,25—0,3 400—700
10,0—15,0 3—б 5,0—8,0 0,3—0,35 700—1200
15,0—25,0 5—6 5,0—8,0 0,35—0,4 900—1200
более 25,0 5 । б 8,0—10,0 0,4—0,6 900—1200
Левый способ сварки
до 1,5 0—1 1,5—2,5 0,15 50—100
1,5—3,0 1—2 2,5—3,0 0,2 100—200
3,0—5,0 2_з 3,0—4,0 0,2 200—400
Присадочные материалы
'Таблица 3.17
Материал / назначение Марка присадки
Св-АГ Св-АВОО Св-АмгЗ Св-АМг5 Св-АМгб Св-АМг7 Св-АКЗ Св-АК5 Св-АКЮ СВ-АК12
Свариваемые материалы Чистый алю- миний типов А1,А2, АЗ Сплавы АМц и АМгЗ, АМгЗс А13 Деформируемые сплавы системы Литейные алюминие- вые сплавы системы
Основное назначение присадки Для сварки чистого алюминия Для сварки деформируемых сплавов Для сварки литейных сплавов
Степень свариваемости газом алюминия и его сплавов Таблица 3.18
Марка Характеристика свариваемости Группы
Литейные сплавы
Ал2 Удовлетворительная Алюминиево-кремнистые (типа силумин) с содержанием от 4 до 13% кремния
Ал4 Удовлетворительная Алюминиево-кремнистые (типа силумин) с содержанием от 4 до 13% кремния
Ал9 Удовлетворительная Алюминиево-кремнистые (типа силумин) с содержанием от 4 до 13% кремния
Деформируемые сплавы
АМц Хорошая Алюминиево-марганцевые с содержанием от 1 до 1,6% марганца
АМг1 Удовлетворительная Алюминиево-магниевые с содержанием от 2 до 6% магния
284
Краткий справочник сварщика
Таблица 3.18 (продолжение)
Марка Характеристика свариваемости Группы
АМгЗ Хорошая Алюминиево-магниевые с содержанием от 2 до б% магния
АМг5 Удовлетворительная Алюминиево-магниевые с содержанием от 2 до б% магния
АМгб Удовлетворительная Алюминиево-магниевые с содержанием от 2 до б% магния
Д1 Плохая Алюминиево-медные (типа дюралюмина)
Дб Плохая Алюминиево-медные (типа дюралюмина)
АВ Плохая Термоупрочняемые сплавы
АК Плохая Термоупрочняемые сплавы
В95 Плохая Термоупрочняемые сплавы
Газовая сварка чугуна
Подбор расходных материалов при газовой сварке чугуна Таблица 3.19
Номер наконечника Диаметр прутка, мм Площадь дефекта, см2
7 12 больше 30
б 6—8 5—20
б 8—10 20—30
5 ... „б ' < ' Ч иЧ ' »5
Флюсы, которые применяются при сварке (холодной, горячей) чугуна Таблица 3.20
Номер флюса Содержание флюса,%
1 100% плавленой буры
2 100% прокаленной буры
3 100% технической буры
5 50% технической буры, 50% двууглекислого натрия
б 23% плавленой буры, 27% углекислого натрия, 50% натриевой селитры
7 50% прокаленной буры, 50% натриевой селитры, 4% керосина (сверх 100%)
Чугунные присадочные прутки для газовой сварки Таблица 3.21
Марка прутков Наплавленный металл (структура) Свариваемые детали Состав прутков
А — Крупногабаритные отливки (предваритель- но подогретые) Кремний 3—3,5% при невысоком содержании углерода
Б Ферритная структура Детали сложного профи- ля с тонкими стенками Кремний до 4—5% при невысоком Содержании углерода
Глава 3. Газовая сварка
285
Таблица 3.21 (продолжение)
Марка прутков Наплавленный металл (структура) Свариваемые детали Состав прутков
1 Перлитная структура большой плотности Детали сложного про- филя с тонкими стенками (при наличии местного подогрева) Кремний 4—5%, невысокое содержание углерода, легирование хромом (0,10%), никелем (0,10%), титаном (0,10%), оловом (0,3—0,5%), (з-д ССтанколит»)
То же, но с легированием (з-д «Станколит»)
Дефекты при газовой сварке и их устранение
Методы устранения дефектов при газосварке
Таблица 3.22
Методы устранения Результат
Образование трещин
Производить многослойную сварку методом ступенчатой и обратноступенчатой сварки. Легировать шов кремнием и бором приме- нением соответствующих марок присадоч- ного металла (ЛК62—0,5 и ЛКБО). Подвергать сварное соединение после сварки низкотемпературному отжигу при температуре 270—300°С Уменьшение горячеломкости латуни Уменьшение горячеломкости латуни в ин- тервале температур 200—600°С Снятие остаточных напряжений, возникаю- щих при изготовлении сварных конструкций Предохранение латуни от коррозионного 'растекания
Выгорание цинка
Использовать присадочные проволоки ти- пов ЛК и ЛКБО, содержащие добавки крем- ния и бора. Выполнять сварку левым способом. Вести сварку окислительным пламенем с соотношением кислорода х ацетилену 13—1,4. Применять специальные флюсы на основе бористых соединений с добавками кремния, алюминия, олова и т.д. Нагревать металл не ядром пламени, а с расположением его на расстоянии 7—10 мм от сварочной ванны На поверхности сварочной ванны образуется пленка шлакового покрова, которая затруд- няет испарение цинка, i^o не является препят- ствием для выделения газов из расплава. Уменьшается перегрев металла шва, а следо- вательно, и испарение цинка, так как пламя не направлено на сваренную часть шва. На поверхности расплавленного металла образуется пленка оксидов, которая умень- шает угар цинка. На поверхности жидкой ванны образуется защитная пленка, предохраняющая металл от испарения цинка. Уменьшается перегрев жидкого металла и испарение из него цинка
Образование пор
Применять присадочные металлы и флюсы на основе бористых соединений. Производить сварку окислительным пла- менем На поверхности расплавленного металла образуется шлаковый покров, который не является препятствием для выделения водорода и других газов из расплава при кристаллизации шва. Избыточный кислород связывает свободный водород пламени и способствует уплотне- нию металла шва
286
Краткий справочник сварщика
3.13. Полезные ресурсы сети Интернет
Сайты производителей сварочного оборудования СНГ
http://tehnotron.ru НПП ТЕХНОТРОН (г. Чебоксары)
http://www.artem.ua ГАХК «АРТЕМ» (г. Киев)
http://www.electric.spb.ru Завод «Электрик» (г. Санкт- Петербург)
http://www.electrotermosvar.ru ОАО Электротермосвар (г. Москва)
http://www.esva.ru ЭСВА — Завод электросвароч- ного оборудования (г. Калининград)
http://www.kzeso.com КЗЭСО — Каховский завод сва- рочного оборудования
http://www.pskovelectrosvar.ru ЗАО Псковэлектросвар (г. Псков)
http://www.selma.ua Фирма СЭЛМА (г. Симферополь)
http://www.torus.ru Производственная компания ТОР (г. Москва)
http://www.tvset.com.ua ГНПП «Объединение Коммунар» (г. Харьков)
http://www.uraltermosvar.ru ЗАО «Уралтермосвар» (г. Екатеринбург)
http://www.zavod-vto.ru ПКП Завод Высокотехнологичного
оборудования (г. Ульяновск)
Сайты зарубежных производителей
сварочного оборудования
http://store.weldingdepot.com http://www.blueweld.com http://www.cemont.com http://www.cloos.de http://www.decaweld.com http://www.esab.com Компания WeldigDepot Компания BLUE WELD Компания CEMONT (Италия) Компания CLOOS (Германия) Компания DECA (Италия) Компания ESAB (Швеция)
Глава 3. Газовая сварка
287
http://www.fronius.com http://www.gys.fr http://www.hypertherm.com http://wwW.kemppi.com Компания FRONIUS Компания GYS (Франция) Компания HyperTherm (США) Компания KEMPPI (Финляндия)
http://www.lincolnelectric.com Компания LINCOLN ELECTRIC (США)
http://www.merkle.de http://www.tbi-industries.comhttp://www.telwin.com http://www.thermadyne.com Компания MERKLE (Германия) Компания TBI (Германия) Компания TELWIN (Италия) Корпорация Thermal Dynamics (США)
http://www.triodyn.com Компания TRIODYN (Чехия)
Организации и периодические издания СНГ
http://www.naks.ru Национальная Ассоциация Контроля и Сварки (Россия)
http://www.ruswelding.org http://www.paton.kiev.ua Институт сварки России Институт электросварки имени Е.О. Патона (г. Киев)
http://www.et.ua/welder Информационно-технический журнал «Сварщик» (г. Киев)
http://www.welder.ru Производственно-технический журнал «Сварщик» (Россия)
Зарубежные организации и периодические издания
http://www.amweld.com Американское сварочное общество
http://www.bil-ibs.behttp://www.cesol.es Бельгийский институт сварки Испанская ассоциация сварки и технологий соединения мате- риалов
http://www.dvs-ev.dehttp://www.ewf.be http://5vww.ewi.org Немецкое сварочное общество Европейская федерация сварки Эдисоновский институт сварки (США)
288
Краткий справочник сварщика
http://www.hera.co.nz/nziw
http://www.iis.it
http://www.iiw-iis.org
http://www.is.gliwice.pl
http://www.nil.nl
http://www.twi.co.uk
http://www.wtia.com.au
http://wwwsoc.nii.ac.jp/jws
Новозеландский институт
сварки
Итальянский институт сварки
Международный институт
сварки
Польский институт сварки
Нидерландский институт сварки
Британский институт сварки
TWI
Австралийский институт сварки
Японское сварочное общество
Различные ресурсы, посвященные сварочной тематике
http://sg-sg.chat.ru/central.htmlhttp://valvolodin.narod.ru
http://websvarka.ru
http://welding.at.ua
http://www.svarbazar.cz
http://www.weldstar.narod.ru
Сайт Сергея Годыны
Современные сварочные аппа-
раты
своими руками
Рынок сварочной техники
Современная сварки и техноло-
гии
Чешский сайт Svarbazar
Сайт WeldStar