/




















































































































































































































































































































































































Автор: Кольмана- Иванова Э.Э.
Теги: основы химической технологии общее машиностроение машиноведение химические производства
Год: 1985




Текст
ДЛЯ ВУЗОВ
КОНСТРУИРОВАНИЕ И РАСЧЕТ МАШИН ХИМИЧЕСКИХ ПРОИЗВОДСТВ -f~
Под редакцией д-ра техн, наук проф. Э. Э. КОЛЬМАНА-ИВАНОВА
Допущено Министерством высшего
и среднего специального образования СССР в качестве учебника для студентов вузов, обучающихся по специальности
«Химическое машиностроение
и аппаратостроение»
МОСКВА
«МАШИНОСТРОЕНИЕ» 1985
ББК 34.4 К65
УДК 66.01 001 (075)
10. И. Гусев, И. Н. Карасев, Э. Э. Кальман-И ванов, Ю. И. Макаров, М. П. Макевнчн, И. И. Рассказов Рецензент ы: кафедра полимерного машиностроения Ярославского политехнического института; С. И. Гдалчн
УБ
Конструирование и расчет машин химйческих производств: К65 Учебник для машиностроительных вузов по специальности «Химическое машиностроение и аппаратостроение»/Ю. И. Гусев, И. Н. Карасев, Э. Э. Кольман-Ивапов и др. — М.: Машиностроение, 1985. — 408 с., ил.
В пер.: 1 р. 30 к.
Рассмотрены научные основы исследования функционирования машин химических производств, теоретические основы их расчета и конструирования, приведены основные сведения по расчету и конструированию типовых элементов, машин и аппаратов химических производств. Дана классификация машин по функциональному назначению, определены направления совершенствования оборудования каждой фушецпоналиной группы.
Учебник предназначен для студентов, спецналнзирующихся в области химического машино- и аппаратостроения и может быть полезен при подготовке инженеров-механиков по смежным специальностям.
,2801020000-174 о_
К 038Ю1)-85 ,74'85
ББК 34.4 6П5.2
(g, Издательство «Машиностроение», 1985 г.
ПРЕДИСЛОВИЕ
Учебник написан на основе лекций, читаемых авторами в течение ряда лет в Московском ордена Трудового Красного Знамени институте химического машиностроения студентам специальности «Химическое машиностроение и аппаратостроение», специализирующимся в области конструирования машин химических производств.
В соответствии с программой курса в книге рассмотрено машинное оборудование основных химических производств, поскольку машины по переработке полимерных материалов, холодильное, насосное и компрессорное оборудование и т. п. изучаются в учебных курсах других специальностей.
В первых пяти главах учебника изложены принципы конструирования и расчета машин химических производств и их основных элементов. Последующие главы, посвященные оборудованию, имеют единую структуру: указана область использования типовых машин определенной функциональной группы, рассмотрены физические явления, происходящие при выполнении технологического процесса, кратко пояснен принцип действия и конструкции машин, изложена методика их параметрического расчета и, как правило, даны лишь общие указания к расчету на прочность, жесткость основных узлов и деталей.
Число иллюстраций, представляющих конструкции машин, сравнительно невелико, так как читателю рекомендовано использование атласа «Машины химических производств» [26].
Авторы надеются, что учебник будет полезен не только студентам специальности «Химическое машиностроение и аппаратостроение», но также студентам н аспирантам родственных технических специальностей.
Гл. 1—4 и 6 написаны Э. Э. Кольманом-Ивано-вым, 5 и 8 — Ю. И. Макаровым; 7 — Н. И. Рассказовым; 9 — И. Н. Карасевым; 10 и 12 — 10. И. Гусевым; 11 —М. П. Макевнпным.
1
ВВЕДЕНИЕ
Квалификационная характеристика инженера-механика по специальности «Химическое машиностроение и аппаратостроение», определяя его назначение, предусматривает глубокую и разностороннюю профессиональную подготовку будущего специалиста. Инженер-механик этой специальности должен знать вопросы проектирования, конструирования, эксплуатации и исследования технологического оборудования химических производств, методы механических расчетов сборочных узлов и деталей, машин и аппаратов, принципы определения конструктивных размеров, обеспечивающих их функциональную эффективность, взаимосвязь рабочих сред и технологических процессов с методами выбора материалов и конструирования оборудования.
Широкий профиль подготовки специалиста обеспечивает глубокое изучение таких общеинженерных технических дисциплин, как сопротивление материалов, теория механизмов и машин, материаловедение, технология конструкционных материалов, детали машин, гидравлика, термодинамика и теплопередача, электротехника и ряд других, которые в то же время являются основополагающими и для цикла профилирующих дисциплин.
Поскольку специалист ориентирован на проектно-конструкторскую, производственно-технологическую, организационно-управленческую и исследовательскую деятельность в области производства и эксплуатации машин и аппаратов химических производств, он должен ясно представлять основные направления и перспективы развития химической промышленности и химического машиностроения, знать методы проведения научных исследований и экспериментов по специальности.
Принятые XXVI съездом КПСС «Основные направления экономического и социального развития СССР на 1981 —1985 годы и на период до 1990 года» определяют курс создания материально-технической базы коммунизма переводом экономики страны на интенсивный путь развития.
Одним из главных звеньев ускорения научно-технического прогресса является химизация народного хозяйства: создание комплексных производств, полноценно и всесторонне использующих природное сырье, не загрязняющих окружающую среду, поставляющих во все отрасли промышленности необходимые химические продукты (кислоты, щелочи, красители, полимерные материалы, искусственные кристаллы и т. д.). Особую роль играет химическая индустрия в сельсцохозяйствсшном производстве: получение высоких урожаев, увеличение продукции животноводства невозможны без использова-4
ния минеральных удобрений, химических средств защиты растений от болезней и сельскохозяйственных вредителей, кормовых добавок.
Химическое машиностроение, как самостоятельная отрасль, производящая оборудование для химической промышленности и смежных с ней нефтехимической, газовой, микробиологической, целлюлозно-бумажной и других отраслей народного хозяйства, существует с 1966 г., когда было создано Министерство химического и нефтяного машиностроения. В настоящее время химическое машиностроение представляет собой большую отрасль народного хозяйства страны, имеющую свои крупные заводы, отраслевую научную, лабораторную и опытную базы. Только за десятую пятилетку в отрасли было освоено серийное производство 1300 новых изделий; значительно выросли технический уровень, производительность и эффективность вновь создаваемых агрегатов; оборудование многих видов выпускают с государственным Знаком качества.
Перед химическим машиностроением поставлена задача создания и выпуска высокопроизводительного оборудования, в том числе для принципиально новых технологических процессов в химической, нефтяной, газовой, пефтегазоперерабатывающей, нефтехимической, медицинской, микробиологической, целлюлозно-бумажной промышленности. Химическое машиностроение должно внести большой вклад в развитие топливно-энергетического комплекса страны, существенно увеличить производство оборудования и агрегатов большой единичной мощности для выпуска минеральных удобрений, средств защиты растений и др.
Основные направления научно-технического прогресса в химическом машиностроении:
создание оборудования большой единичной производительности;
комплексная и комплектная поставка технологических линий и установок, позволяющая сократить до минимума сроки введения в строй новых и реконструируемых предприятий;
создание новых агрегатов непрерывного действия, интенсифицирующих химические производства на основе использования новейших достижений науки и техники, например, вибрационной, ультразвуковой, лазерной, радиационной,высокотемпературной и пр.;
широкая механизация и автоматизация технологических процессов, применение гибких автоматизированных производств, что особенно актуально для малосерийных производств изделий; использование промышленных роботов и робототехнических комплексов для замены ручного труда;
максимальная экономия материальных и энергетических ресурсов во вновь создаваемом оборудовании п в отрасли; широкое использование новых конструкционных материалов;
повышение качества выпускаемого оборудования и, в частности, такого его показателя, как надежность, поскольку простои оборудования высокой интенсивности приводят к большим экономическим потерям.
Советский Союз сотрудничает со странами — членами СЭВ в области создания и взаимных поставок химического оборудования.
5
В основу классификации химического оборудования положены два признака: характер технологического процесса; общность конструктивных форм, машиностроительной технологии, применения материалов и защитных покрытий.
В общесоюзном классификаторе промышленной продукции (ОКП) химическое оборудование имеет индексы 361100—361800. К нему относятся аппараты колонные, теплообменные, сушильные, аппараты для физико-химических процессов, сосуды и аппараты емкостные, фильтры жидкостные, центрифуги, оборудование для физико-механической обработки материалов. Номенклатура оборудования каждой группы делится на типы, а последние — на типоразмеры.
К машинам химических производств относится технологическое оборудование, в котором обязательным и определяющим содержание технологического процесса является механическое воздействие рабочих органов машины на объект обработки. В машинах химических производств возможны как механические, так и гидромеханические процессы, иногда сопровождающиеся тепло- и массообменными процессами, химическими превращениями.
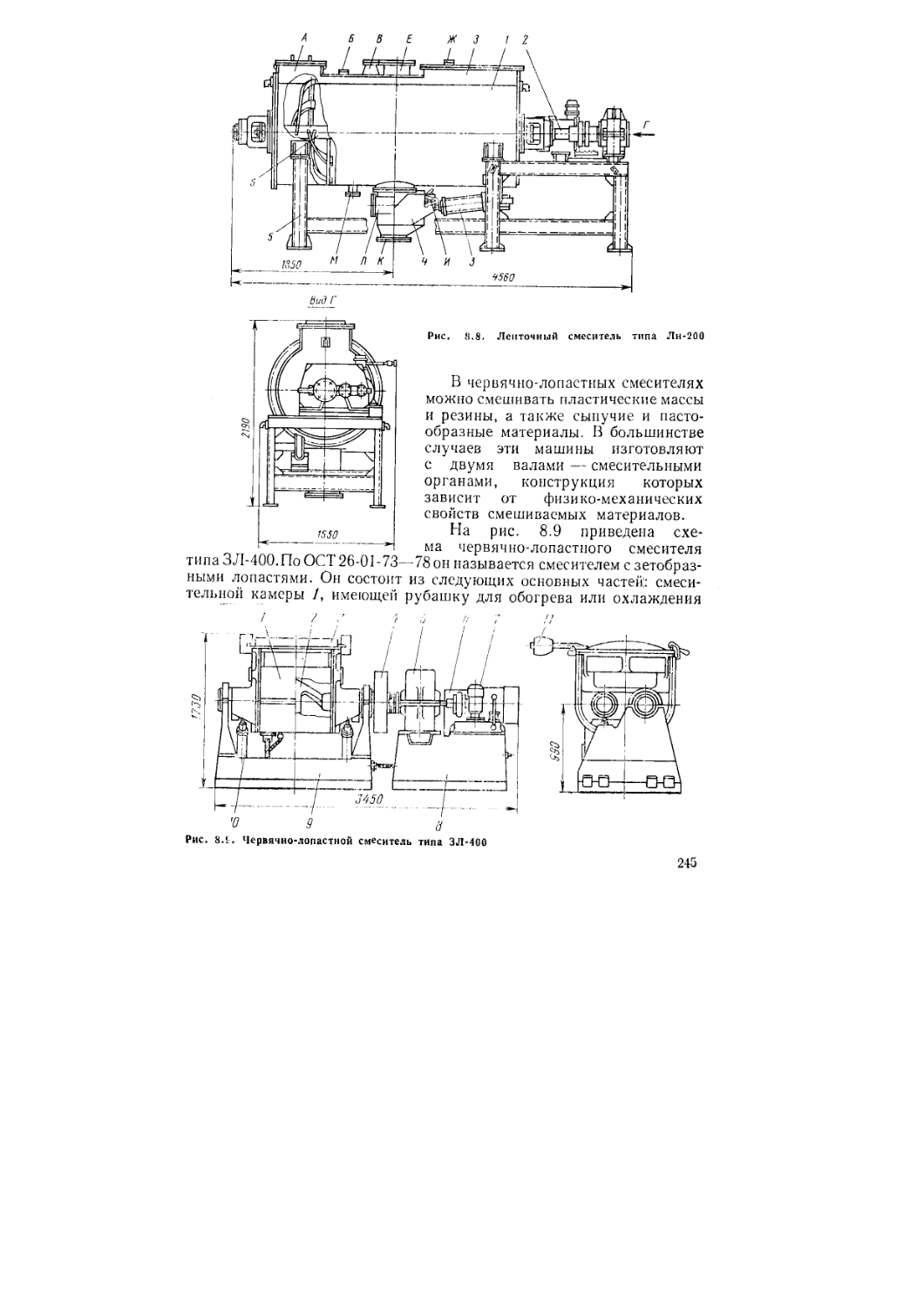
По функционально-технологическому назначению различают следующие виды машинного технологического оборудования химических производств: 1) дробилки и измельчители; 2) машины для классификации сыпучих материалов; 3) смесители, питатели,дозаторы; 4) мешалки; 5) фильтры; 6) центрифуги, сепараторы; 7) машины с вращающимися барабанами. В машинах первых трех групп выполняются, в основном, механические процессы химической технологии по обработке кусковых материалов и сыпучих сред, в машинах следующих трех групп — гидромеханические процессы, обрабатываются преимущественно жидкие среды. В машинах с вращающимися барабанами обрабатывают как сыпучие, так и жидкие среды.
Основой развития химического машиностроения является проведение глубоких экспериментальных и теоретических исследований процессов и оборудования. Эту работу выполняет ряд отраслевых научно-исследовательских и конструкторских институтов, среди которых головным является НИИхиммаш (Москва).
Велика роль советских ученых и инженеров в разработке теории, методов расчета и конструирования машин и аппаратов химических производств: П. А. Ребиндера, В. А. Баумана, В. Н. Блипичева, И. Ф. Гончаревича, Л. В. Левенсона, В. А. Олевского, В. А. Пови-дайло и др. — в области дробильно-размольного и сортировочного оборудования; С. Я- Гзовского, А. М. Ластовцева и др. — в разработке мешалок и смесителей; В. А. Жужикова, Н. В. Шпанова и др. — в разработке фильтров; В. И. Соколова, Д. Е. Шкоропада и др. — в исследовании центрифуг. Общие методы расчета машин и аппаратов и их элементов нашли отражение в трудах Г. Л. Вихмана, Н. И. Гельперина, А. Д. Домашнева, 3. Б. Канторовича, А. Г. Касаткина, В. В. Кафарова, А. Н. Плановского, В. Н. Соколова и ряда других деятелей науки, создавших теоретические основы проектирования химического оборудования.
Г Л Л В A 1
НАУЧНЫЕ ОСНОВЫ ИССЛЕДОВАНИЯ ФУНКЦИОНИРОВАНИЯ МАШИН ХИМИЧЕСКИХ ПРОИЗВОДСТВ
§ 1. МАШИНА КАК ОБЪЕКТ ИССЛЕДОВАНИЯ И ПРОЕКТИРОВАНИЯ
Основные функции и системы машины. Машины применяют для увеличения производительности общественного труда и облегчения физического труда человека при выполнении технологических процессов или отдельных операций.
Технологическая (или рабочая) машина представляет собой комплекс механизмов, предназначенных для выполнения технологического процесса в соответствии с заданной программой. В ходе технологического процесса под воздействием рабочих органов машины изменяются качественные показатели предмета труда (физические свойства, форма, положение); при этом затрачивается полезная работа В машинах химических производств технологический процесс обычно носит сложный характер: на предмет труда помимо механического воздействия может накладываться какой-либо (или совокупность) типовой процесс химической технологии — химическое превращение, межфазный массообмен, нагрев, изменение агрегатного (фазового) состояния вещества и др. Например, в аммо-низаторах-грануляторах происходит не только процесс гранулирования окатыванием, т. е. получение сферических гранул из мелкодисперсного материала перемещением его частиц во вращающемся барабане, но и химическая реакция — нейтрализация жидким аммиаком фосфорной кислоты, содержащейся в пульпе, которая подается в гранулятор, а также сушка материала (тепломассообменный процесс).
Другая характерная особенность машин химических производств заключается в том, что технологические процессы в них могут происходить при высоких (пли низких) температурах и давлениях; обрабатываемые материалы могут быть токсичными, коррозионноактивными. Это предопределяет необходимость принятия при проектировании ряда специфических конструктивных решений, обусловливающих безопасность эксплуатации оборудования, его экологическое совершенство, высокую эффективность и долговечность.
Машины химических производств представляют собой сложный технический объект, т. о. являются сложной системой, состоящей из большого числа взаимодействующих элементов. Система характеризуется связностью ее элементов, управляемостью, изменяемостью и иерархичностью, т. е. возможностью расчленения на уровни. На
7
высшем уровне рассматривают самые общие свойства объекта; по мере понижения уровня степень подробности рассмотрения элементов возрастает, причем рассматривают не систему в целом, а отдельные блоки. Это позволяет применить при проектировании машины блочно-иерархический подход, разделяя сложную проблему создания нового оборудования на ряд последовательно решаемых задач малой сложности.
ГОСТ 2.101—68 устанавливает следующие иерархические уровни по видам изделий: детали, сборочные единицы, комплексы, комплекты. Заметим, что сборочные единицы также могут иметь различные иерархические уровни. Например, ротор центрифуги (сборочная единица) является элементом центрифуги, сборочной единицы более высокого уровня, которая, однако, может входить в качестве элемента в комплекс — технологическую линию производства определенного продукта.
В общем случае машина имеет следующие функциональные системы.
1. Корпус — основная несущая конструкция машины, закрепленная на фундаменте или установленная другим способом.
2. Устройства для подачи и отвода основных и вспомогательных материалов.
3. Исполнительные механизмы, рабочие органы которых выполняют необходимые для реализации заданного технологического процесса кинематические и силовые функции, производя полезную работу.
4. Привод машины, включающий двигатели и передаточные механизмы, преобразующие механические параметры двигателя в значения, необходимые для исполнительных механизмов.
5. Системы обогрева или охлаждения рабочих зон машины.
6. Система контроля технологических параметров и управления машиной.
7. Система и устройства смазочные.
В отдельных случаях некоторые из перечисленных систем могут отсутствовать, например, система обогрева. Вопросы функционирования, расчета и конструирования ряда указанных систем (3—7) рассматривают в общеинженерных дисциплинах машиностроительного цикла — в курсах «Теория механизмов и машин», «Детали машин», «Термодинамика и теплопередача», «Электротехника», «Гидравлика» и др. Это позволяет в дальнейшем остановиться лишь на тех особенностях проектирования систем, которые характерны для машин химических производств.
Общую задачу проектирования машины можно сформулировать следующим образом. Проектирование машины представляет собой комплекс работ по изысканиям, исследованиям, расчетам и конструированию с целью получения всей технической документации, необходимой для создания нового оборудования, в соответствии с требованиями задания.
; Этапы проектирования; Во всех отраслях промышленности установлены следующие стадии разработки конструкторской документа-
8
ции: техническое задание (ТЗ), техническое предложение, эскизный проект, технический проект, рабочая документация. Часто стадии разработки технического проекта и рабочей документации объединяют в одну. Все перечисленные стадии подготовки технической документации являются результатом выполнения определенных этапов проектирования.
Этап___предварительного проектирования (научно-иссле .дова-
тельских работ — НИР) позволяет на основании синтеза и анализа различных принципов и структур получить новое техническое решение и технико-экономическое обоснование целесообразности разработки определенных вариантов машины и сформулировать техническое предложение (ГОСТ 2.118—73).
Этап, эскизного проектирования... (опытно-конструкторских работ — ОКР) включает определение основных параметров машины и ее систем, проработку принципиальных конструкторских решений, изготовление и испытание макетов сборочных единиц машины. Эскизный проект содержит соответствующую техническую документацию, включающую, в частности, чертежи общего вида машины, основных сборочных единиц и наиболее сложных деталей (ГОСТ 2.119—73).
Этап технического (рабочего) проектирования заключается в детальной проработке всех окончательных схемных, конструкторских и технологических решений и включает в ряде случаев, например при серийном производстве изделия, изготовление макета и опытного образца, а иногда и установочной серии машин. Выполнение этих работ позволяет подготовить конструкторскую документацию, необходимую для изготовления всех деталей и сборки машины, для заказа всех комплектующих деталей, сборочных единиц и материалов, а также для эксплуатации, хранения и транспортирования изделия.
§ 2. АНАЛИЗ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА — ОСНОВА ПРОЕКТИРОВАНИЯ МАШИНЫ
Связь технологического процесса, свойств перерабатываемого материала и конечного продукта с конструкцией машины. Проектирование машины предполагает наличие технического задания, которое устанавливает назначение изделия и требования, предъявляемые к нему. Обычно подготовка технического задания и, особенно, технического предложения требует изыскания информации, характеризующей свойства перерабатываемого материала, конечного продукта, основные закономерности технологического процесса, а также анализа конструкций аналогичных машин. С этой целью приходится обращаться к научно-технической литературе (монографиям, периодическим изданиям, публикациям ЦИНТИ, а также научно-техническим отчетам отраслевых НИИ, каталогам, патентно-лицензионной и изобретательской документации). Однако при создании оригинальных видов оборудования или в случаях, когда машина предназначается для обработки новых материалов, как правило, отсутствуют необходимые исходные данные о свойствах
9
этих материалов и о закономерностях, определяющих течение технологического процесса; в этом случае их получают опытным путем.
Свойства исходного перерабатываемого материала и конечного продукта являются определяющими для выбора или расчета параметров и конструкции устройств подачи и отвода материалов, а также рабочих органов машины.
Всесторонний анализ закономерностей технологического (рабочего) процесса, происходящего в машине, является основой структурного и параметрического синтеза.
Структурный и параметрический синтез машины. Структурный синтез машины — часть процесса проектирования, связанная с выбором варианта схемы машины и ее устройств. Структурный синтез выполняют по блочно-иерархическому принципу. В соответствии с ним на каждом уровне проектирования синтезируется определенный ранг системы: первоначально — общая схема, затем функциональная схема и конструкции функциональных систем 1—7 (блоками являются сборочные единицы), далее — отдельные функциональные элементы и детали, входящие в сборочные единицы.
Структурный синтез в настоящее время еще недостаточно формализован; в большинстве случаев его выполняют эвристическими методами, опирающимися преимущественно на эрудицию и интуицию конструктора. При этом большую помощь конструктору оказывают различные справочные пособия.
Параметрический синтез машины решает задачу определения основных конструкционных (геометрических и механических) параметров машины в целом, ее отдельных механизмов, устройств и рабочих органов. Например, при проектировании барабанных грануляторов к основным конструкционным геометрическим параметрам относятся внутренний диаметр гранулятора, его длина, диаметр подпорного кольца. В большинстве случаев параметрический синтез является задачей оптимизационного типа: параметры машины должны быть определены таким образом, чтобы заданный или выбранный показатель эффективности имел оптимальное значение.
Анализ машинного технологического процесса не исчерпывается получением исходных данных для структурного и параметрического синтеза машины. Исследование технологического процесса позволяет найти наивыгоднейшие параметры технологического режима (скорости, давления, температуры и т. д.), обеспечивающие его эффективность и высокое качество продукции, получить необходимые сведения для проведения энергетических расчетов, определить нагрузку на рабочие органы и звенья механизмов, что необходимо для их расчета на прочность, жесткость и устойчивость, выбрать конструкционные материалы и правильно сконструировать рабочие органы машины.
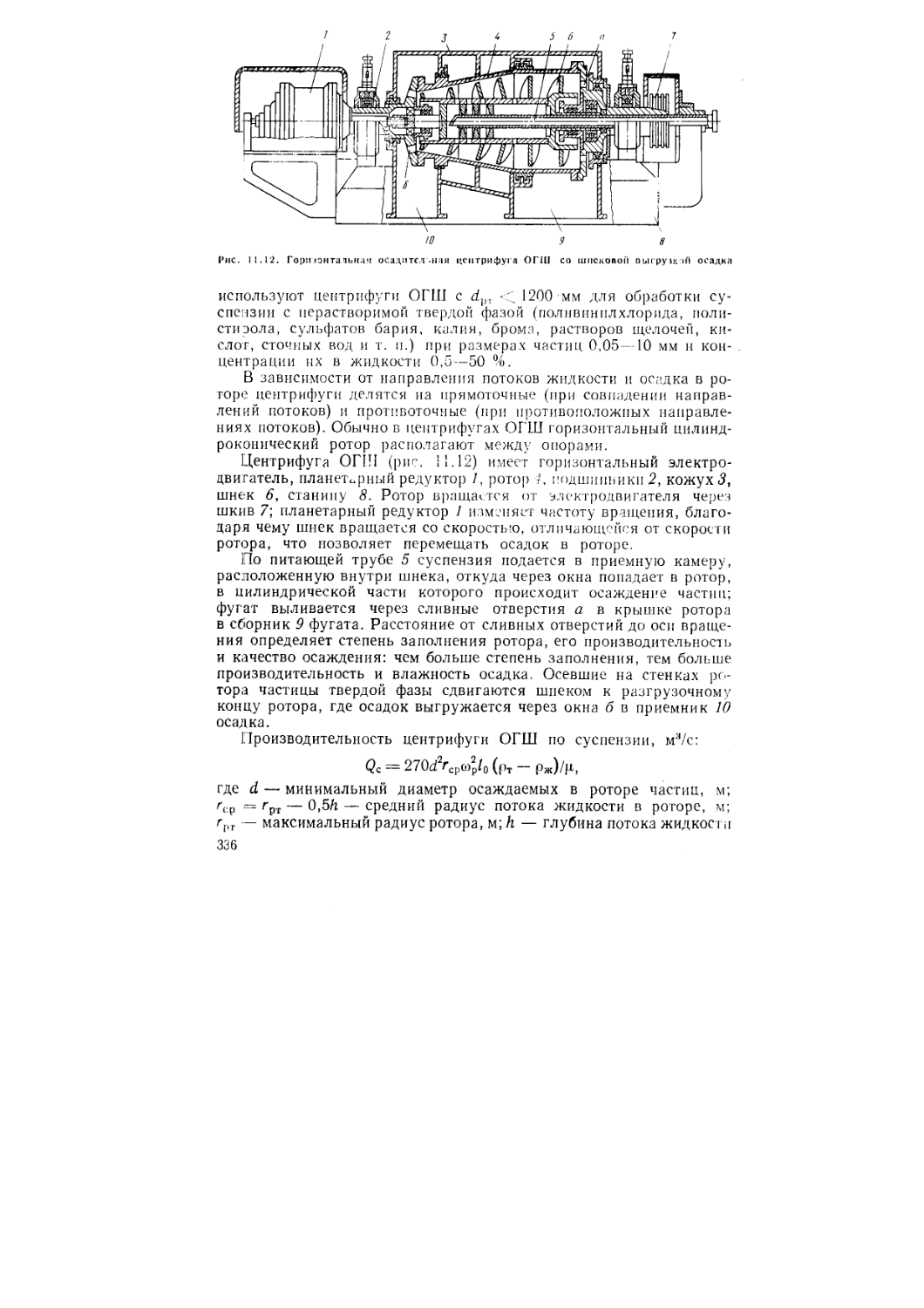
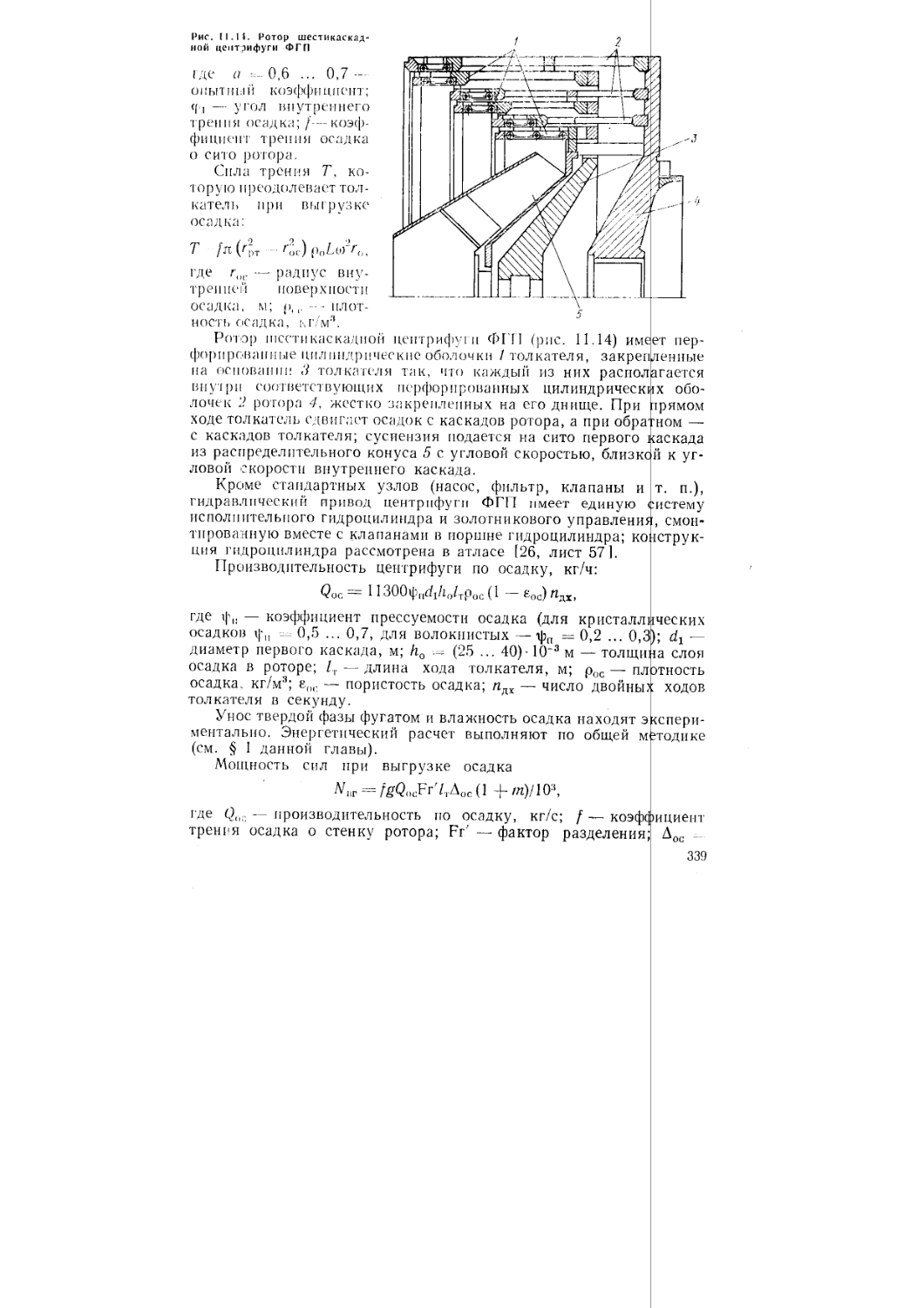
Рассмотрим в качестве примера технологический процесс, протекающий в фильтрующей горизонтальной центрифуге с ножевой выгрузкой осадка. Эта центрифуга периодического действия предназначена для разделения суспензий в поле центробежных сил; выгрузка осадка механизирована. Исследование процесса центро-10
беж того фильтрования позволяет установить, что имеются три характерных периода: образование осадка, его уплотнение и механическая сушка. Далее могут следовать операции промывки осадка, его центрифугирование после промывки и выгрузка. Для каждой конкретно заданной суспензии можно найти экспериментально, на опытной установке, зависимость скорости процесса центробежного фильтрования и качественных Показателей продукта от параметров режгма центрифугирования (см. гл. II, § I). Это позволяет выбрать продолжительность отдельных периодов, определить производительность центрифуги или при заданной производительности найти ее основные параметры; оценить давление жидкости на стенки ротора и определить характер распределения жидкости в роторе, что дает возможность рассчитать ротор на прочность, а вал — на критическую скорость; найти мощность двигателя и выполнить расчет привода центрифуги. Исследование процесса выгрузки осадка ножом или скребком позволяет выбрать рациональную частоту вращения ротора при выгрузке осадка и длительность этого периода, найти усилие на ноже, что необходимо для расчета привода механизма перемещения ножа, определить геометрию лезвия ножз.
Химические и физические свойства перерабатываемого материала, условия проведения процесса (температурный режим, значения и характер механических нагрузок) определяют выбор конструкционных материалов для изготовления всех элементов машины, контактирующих с суспензией, осадком и фугатом. Ряд параметров, харг ктеризующих свойства суспензии, осадка и фугата, должен быть задан или найден экспериментально, так как эти параметры (например, плотность и вязкость суспензии и фугата, плотность осадка, его влажность, коэффициент трения ножа по осадку, угол естественного откоса осадка и т. д.) необходимы для расчета элементов конструкции машины.
Исследовательские работы при проектировании машины. Каждый этап проектирования машины связан с выполнением определенных экспериментальных и теоретических исследований.
Цель экспериментальных исследований — получение информации об изучаемых предметах, явлениях измерениями и наблюдениями в специально создаваемых и точно учитываемых условиях. Например, такие свойства перерабатываемых материалов, как плотность, прочность, гранулометрический состав (для сыпучих материалов), влажность и другие, определяют в лаборатории на определенных приборах по стандартным методикам. Экспериментальное исследование технологического процесса при создании новой машины выполняют на специальных лабораторных установках, оснащенных приборным оборудованием для замера изучаемых параметров. В таких установках воспроизводят весь технологический процесс или его отдельные операции. Испытания макетов и опытных образцов машин или их отдельных сборочных единиц проводят в заводских условиях на специальных стендах, позволяющих установить соответствие фактических показателей назначения машины проектным (произ-
11
водительность, мощность и т. п.), а также проверить качество продукции, выпускаемой машиной.
Цель теоретического исследования — изучение общих количественных и качественных закономерностей явления, в частности технологического процесса, протекающего в матине. В основе такого анализа лежат определенные представления о физическом механизме процесса, отображающие его наиболее существенные особенности. В большинстве случаев теоретическое исследование выполняют в комплексе с экспериментальным; данные последнего используют либо для построения, либо для проверки теоретических решений.
Теоретические исследования можно выполнять аналитическими или численными методами-, при этом предполагают, что возможен вывод основных уравнений (в дифференциальной или другой форме), описывающих физическую сущность процесса. Если удается дать полное аналитическое решение задачи, то результатом его является раскрытие количественных закономерностей, определяющих изучаемый процесс. Однако во многих случаях аналитические методы нельзя использовать из-за большой математической сложности задач; введение допущений, упрощающих их решение, приводит к неточным или неправильным результатам. В подобных случаях можно применять численные методы, позволяющие получать решения с любой заданной точностью; однако, давая конкретные количественные соотношения в заданной области, эти решения не отражают общей картины явления.
§ 3. ФИЗИЧЕСКОЕ МОДЕЛИРОВАНИЕ
Моделирование. И экспериментальное, и теоретическое исследования объектов обычно связаны с их моделированием, т. е. изучением моделей реально существующих предметов и явлений (в том числе и конструируемых изделий) для определения их характеристик, оптимизации их параметров и т. д. Моделирование позволяет значительно снизить затраты на проектирование, избежать трудностей исследования на натурном объекте, предсказать свойства и правильно выбрать параметры вновь создаваемого оборудования.
Физическое моделирование — изучение объекта или явления на модели, имеющей ту же физическую природу, что и изучаемый натурный объект. При исследовании технологических процессов таким объектом является лабораторная модель, воспроизводящая в определенном масштабе устройство и действие того оборудования, в котором выполняется технологический процесс или его отдельные операции.
При физическом моделировании необходимо обеспечить геометрическое и физическое подобие модели и натуры, т. е. пропорциональность однородных переменных величин, характеризующих явление для модели и натуры. Такое соответствие, устанавливаемое на основе теории подобия и анализа размерностей, позволяет вы-12
полнить пересчет экспериментальных результатов на натуру умножением каждой из определяемых величин на константу подобия -- множитель, постоянный для всех величин данной размерности.
Геометрическое подобие модели и натуры можно выразить через константу подобия линейных размеров
ki=
где I — линейный размер тела; ним — индекс натуры и модели. Для площади F и объема V соответственно: F„ = k‘jFM; V„—k]VK. Физическое подобие выражается в том, что в модели и натурном объекте протекают процессы одинаковой физической природы, причем поля физических величин и их свойства на границах систем подобны. Понятие подобия распространяется на любые скалярные, векторные и тензорные величины. Использование законов физики позволяет, приняв некоторые из величин за основные (в СИ — длина /, масса т, время t), выразить константы подобия для производных величин через константы подобия основных величин. Например, константы подобия скоростей и и усилий Р:
ku = = ki/kt И kP = Рп1Р№ = kmkv!kt = kmktllit,
где kf = t}Jtyi, km = mH/mM.
Константы подобия можно находить либо используя уравнения, описывающие изучаемый процесс, либо на основании анализа размерностей. Первый способ, как опирающийся на определенные теоретические закономерности, предпочтителен и его рекомендуют использовать в случаях, когда исследуемая задача имеет математическое описание. Если для изучаемого процесса неизвестны определяющие уравнения, то для нахождения констант подобия используют анализ размерностей: для изучаемого процесса некоторые безразмерные комбинации величин, характеризующих изучаемое явление, должны иметь одинаковое значение и для модели, и для натуры. Эти безразмерные комбинации физических величин называют критериями подобия.
4i ело и вид критериев подобия для каждого моделируемого процесса зависят от его физической природы и особенностей. Для процессов, которые можно свести к задаче движения материальной точки, критерием подобия является число Ньютона
Ne = PPI (ml).
Условие моделирования в этом случае имеет вид
NeH = NeM1 т. е. ==^м^м/(^Им^м).
При решении задач гидродинамики чаще всего используют критерии Рейнольдса, Фруда, Эйлера:
_ »п/нРн _ VmImPm vlp. pr _ g/H = _ gl .
Ин Pm p ’ v* ’P ’
Eu = -^7- = -Ar = -V>
РЛ PM”4 P*2
13
гце р — плотность; р. — динамическая вязкость; р — давление в соответствующих точках модели и натуры; g — ускорение свободного падения.
Экспериментальное исследование процесса позволяет найти функциональную связь между критериями подобия, что существенно уменьшает число переменных в задаче, исключает необходимость варьирования всех физических величин в отдельности, и в то же время дает решения в достаточно общем виде. Критерий, содержащий при этом искомую величину, называется определяемым, остальные — определяющим и.
При исследовании некоторых процессов удобно пользоваться сочетанием критериев подобия; например, для выражения соотношений сил трения (вязкости) и тяжести используют критерий Галилея Ga Re2Fr. При анализе потоков несмешивающихся жидкостей с плотностями pi и р2 используют критерий Архимеда Аг = = Ga (pj — р2)/р2-
Если при физическом моделировании необходимо обеспечить равенство нескольких критериев подобия, могут возникнуть трудности из-за различия масштабов натуры и модели; в этом случае часть второстепенных явлений не моделируют или моделируют приближенно.
Практикой установлено, что при выполнении лабораторной модели в малых масштабах возрастают требования к точности измерений, затрудняется реализация геометрического подобия. Рациональные геометрические масштабы 1:2 — 1 : 10.
Статистическая обработка опытных данных. При экспериментальных измерениях некоторой физической величины, истинное значение а которой неизвестно, результаты отдельных измерений представляют собой случайные величины. Истинное значение оценивают методами математической статистики. Первичная обработка экспериментальных данных заключается в получении ранжированного ряда, т. е. экспериментальные данные располагают в порядке увеличения исследуемого параметра и с помощью специальных критериев выявляют грубо ошибочные значения. Для этого рассчитывают среднее арифметическое всей выборки из п опытов х = п
— У xgn и статистическое среднеквадратическое отклонение (стандарт выборки)
3\ = /£Д = |/^(хг --х)> - 1), (1.1)
где лу — значение случайной величины в f-м опыте; D', — дисперсия выборки.
Наибольшее отклонение случайной величины от среднего арифметического значения Дхшах = x'i — х, где х\ — первый или последний член ранжированного ряда.
В соответствии с ГОСТ 11.002—73 «Прикладная статистика. Правила оценки анормальности результатов наблюдений» принад-
Ы
лежность x'i к данной совокупности определяют сравнением отношения и = |Дхгаах|/$ж с величиной р, которую берут из табл. 1 упомянутого ГОСТа при данном п и принятой вероятности а: при w $ подозреваемый в анормальности результат должен быть исключен.
С той же целью используют и другие критерии. Например, в соответствии с критерием Райта грубо ошибочными считают значения, для которых | Ахгаах | д-35ж.
Грубые ошибки из ранжированного ряда исключают, оставшиеся значения используют для определения среднего арифметического случайной величины, дисперсии выборки и нахождения доверительного интервала для оценки математического ожидания нормального распределения.
Если исследуемая величина подчиняется нормальному закону распределения, то можно оценить вероятность а того, что величина х отличается от истинного значения а на величину, меньшую, чем Ах\ Р (х — Ах <' а х -- Ах) = а.
Вероятность а называется доверительной вероятностью, а интервал значений случайной величины (х - Ах) ... (х + Ах) — доверительным интервалом. Ширина доверительного интервала характеризует точность, а доверительная вероятность — надежность у = 1 — а оценки величины а с помощью среднего значения х. Обычно ограничиваются доверительной вероятностью 0,9 или 0,95 (у =0,1 или 0,05).
Точность оценки определяется формулой
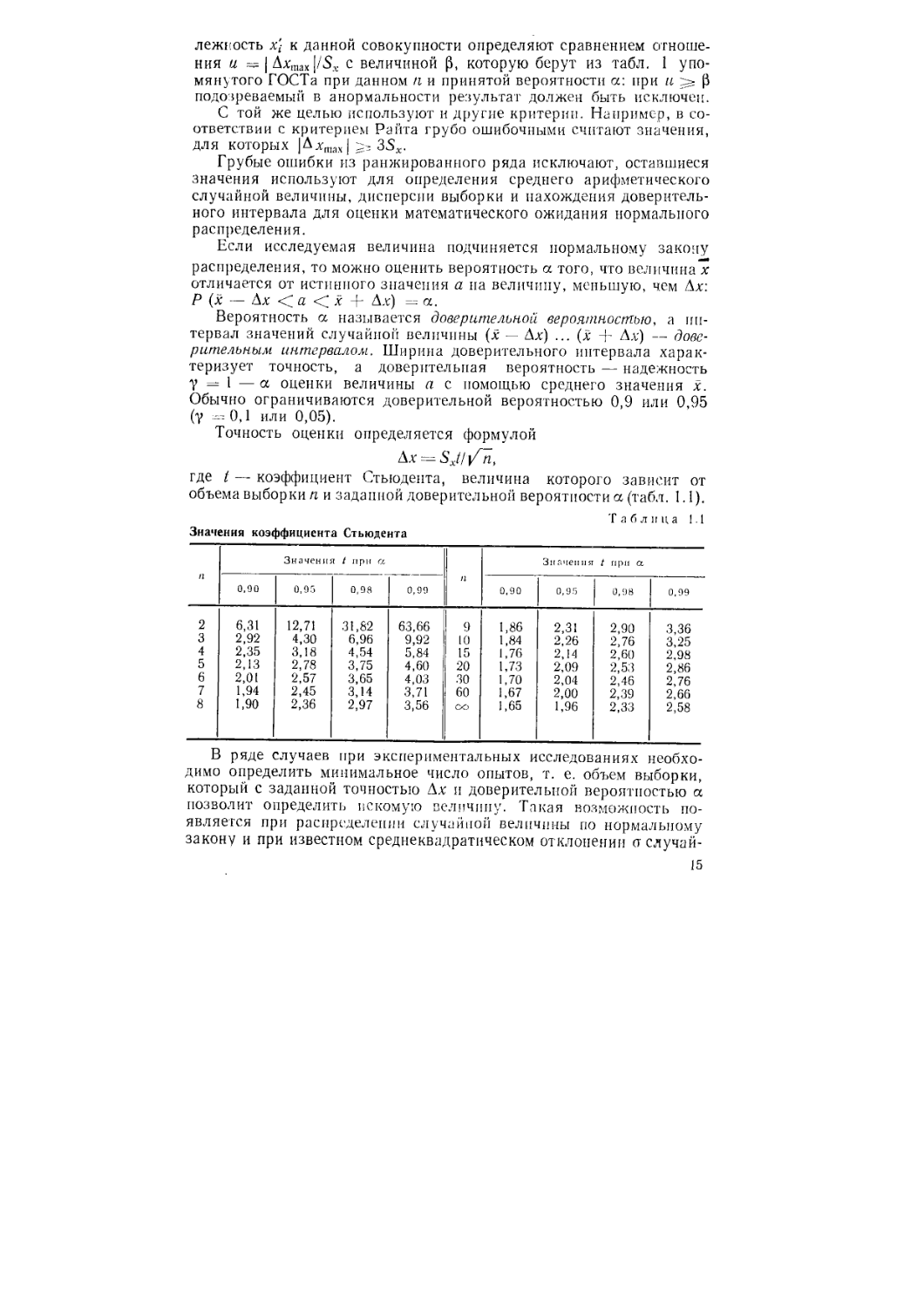
Ax-S’v//|/ п, где t — коэффициент Стьюдента, величина которого зависит от объема выборки/г и заданной доверительной вероятности а (табл. 1.1).
Таблица 1.1 Значения коэффициента Стьюдента
II Значения / при а 0,99 II Значения / при а
0,90 0,95 0,98 0,90 0,95 0,98 0,99
2 6,31 12,71 .31,82 63,66 9 1,86 2,31 2,90 3,36
3 2,92 4,30 6,96 9,92 10 1,84 2,26 2,76 3,25
4 2,35 3,18 4,54 5,84 15 1,76 2,14 2,60 2,98
5 2,13 2,78 3,75 4,60 20 1,73 2,09 2,53 2,86
6 2,01 2,57 3,65 4,03 30 1,70 2,04 2,46 2,76
7 1,94 2,45 3,14 3,71 60 1,67 2,00 2,39 2,66
8 1,90 2,36 2,97 3,56 СЮ 1,65 1,96 2,33 2,58
В ряде случаев при экспериментальных исследованиях необходимо определить минимальное число опытов, т. е. объем выборки, который с заданной точностью Ах и доверительной вероятностью а позволит определить искомую величину. Такая возможность появляется при распределении случайной величины по нормальному закону и при известном среднеквадратическом отклонении ст случай-
15
них ошибок измерения, тогда п = /2<т2/Лх2. Если о неизвестно, то проводят предварительное исследование и определяют » о и ta для числа опытов пр, тогда число опытов в основной серии п = = ЙЗх/Лх2.
Пример 1.1. Определить число замеров усилий разрушения гранул, необходимое для получения точности измерения усилия 10%, с вероятностью а = 0,95. Среднее значение усилия х — 3,4 Н, стандарт выборки при предварительном исследовании Sx = 0,3, число замеров = 4.
Решение. Относительная точность измерения е= Ах/х = 0,1, следовательно, Д.г = ед- = о,34. При а = 0,95 и = 4 по табл. 1.1 находим ta = 3,18. Необходимое число опытов п = 3,182 0,32/0,342 = 7,87, т. е. требуется провести восемь опытов.
§ 4. СОСТАВЛЕНИЕ МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ ЭКСПЕРИМЕНТАЛЬНО-СТАТИСТИЧЕСКИМИ МЕТОДАМИ
Постановка задачи. Закономерности исследуемого процесса можно установить экспериментально-статистическими методами. Обычно такой подход используют при недостаточной информации о физической сущности происходящих явлений или их большой сложности, т. е. при невозможности составить их детерминированную модель в виде функциональных зависимостей, отображающих физическую природу явлений.
Процесс или объект исследования рассматривают как «черный ящик», воздействия на который (независимые переменныеxlt х2, ...,xk) называются факторами, а выходной параметр
// = <р(х1, ха, . . ., xft) (1.2)
— функцией или поверхностью отклика.
При проведении эксперимента, когда меняется несколько факторов, прежде всего возникает вопрос об оценке их влияния на функцию отклика. Изучение влияния различных факторов на статистические характеристики объекта является задачей дисперсионного анализа, который позволяет специальной обработкой результатов наблюдений разложить их общую вариацию на систематическую и случайную, оценить достоверность систематической вариации по отношению к случайной, вызванной неучтенными факторами. За количественную меру вариации принимают дисперсию, полученную статистической обработкой экспериментальных данных. Сравнение дисперсий выполняют обычно по критерию Фишера.
Корреляционный анализ устанавливает степень взаимной зависимости случайных величин и событий на основании изучения усредненного закона поведения величин, функционально несвязанных между собой, а также меру зависимости между рассматриваемыми величинами. Таким образом, корреляционный анализ изучает вероятностную (стохастическую) связь случайных величин, при которой изменение одной величины ведет к изменению распределения другой; например, имеется стохастическая связь гранулометрических составов шихты, подаваемой в барабанный гранулятор, и продукта гранулирования. Связь между случайными величинами 16
характеризуется коэффициентом корреляции г, определяющим степень тесноты линейной зависимости между случайными величинами; в общем случае —1 <^г <1. При г =0 величины являются некоррелированными, т. е. при изменении одной величины среднее значение другой не изменяется. Положительная корреляция (г >0) означает, что возрастание одной величины приводит в среднем к увеличению другой.
Если дисперсионный анализ позволяет установить факт существования связи между факторами и функцией отклика, а корреляционный анализ показывает, насколько эта связь близка к линейной, то раскрыть характер закономерности, найти вид функциональных соотношений, выражающих стохастическую связь, позволяет регрессионный анализ. С его помощью решают задачу нахожденищфункции отклика пли уравнения регрессии, обычно в виде поли нома, связывающего вых.одной параметр со средними Экспериментальными ) значениями факторов.
Функцию (1.2) можно разложить в ряд Тейлора. В связи с тем, что существуют неучтенные факторы, величина у носит случайный характер. Обработкой экспериментальных данных можно получить выборочные коэффициенты регрессии bn, b,, baj, Ьц, что позволяет записать уравнение регрессии в следующей форме:
k k k
У = b0 4- S (bjXj) 4- S (bufxuXj) + S (bnx-j) -I-, (1.3)
/=1 U, i=\ / = 1
где bv — свободный член уравнения регрессии; b,-, buj и bp — коэффициенты, учитывающие эффекты соответственно линейные, взаимодействия и квадратичные (коэффициенты определяют методом наименьших квадратов).
Регрессионный анализ устанавливает методы выбора степени полинома и проверки адекватности полученной модели.
Планирование эксперимента. Различают пассивный и активный эксперимент. При пассивном эксперименте исследователь не имеет возможности управлять значениями факторов. К пассивному эксперименту относятся, например, сбор опытных статистических данных о режиме нормальной эксплуатации машины в заводских условиях или проведение серии экспериментов с поочередным варьированием каждого фактора. В этом случае объем исследований чрезвычайно высок и требует больших затрат времени и средств. Действительно, если предположить, что значимыми являются, например, четыре фактора, причем,для оценки влияния каждого фактора необходимо получить пять точек, то общее число экспериментов (без учета их повторяемости) составит 54 = 625, что практически трудно осуществимо.
Активный эксперимент (эксперимент, в котором уровни факторов в каждом опыте заданы исследователем) основан на современных методах планирования эксперимента и предусматривает минимизацию общего числа опытов, одновременное варьирование всеми факторами по специальным алгоритмам, использование математического
аппарата, формализующего большую часть действий исследователя. Частным случаем является планирование экстремального эксперимента, т. е. постановка эксперимента с целью поиска оптимальных условий функционирования объекта.
В качестве функции отклика обычно выбирают такой параметр, который имеет ясный физический смысл и легко определяется количественно. В ряде случаев функция отклика, как и входные факторы, может представлять собой безразмерный комплекс параметров. Так, при исследовании центробежно-вихревого измельчителя в качестве функции отклика можно выбрать степень измельчения или относительную мощность Л/отн N/( (о37?сРр), а в качестве входных факторов — критерий Фруда, безразмерный комплекс, характеризующий степень загрузки измельчителя материалом Q/( со/?2рр), относительный зазор между роторами и т. д. (N — мощность измельчения, w — угловая скорость, Q — производительность, RCI> — средний радиус верхнего и нижнего роторов, р — плотность материала).
Отбор факторов, значимых для изучаемого процесса, выполняют по результатам предварительного эксперимента методами дисперсионного анализа, по литературным данным, а также способом экспертных оценок, т. е. опросом специалистов.
Если общее число факторов равно k и каждый фактор варьируется на двух уровнях, причем в процессе эксперимента возможны любые комбинации их значений, то такое проведение исследования называют полным факторным экспериментом или планом 2*.
Для каждого фактора выбирают основной (нулевой) уровень z“ и интервал варьирования Az;-. При двухуровневом эксперименте верхний и нижний уровни /'-го фактора соответственно.- 2/’‘,х = гУ 4- Azy, z?"' И ' Az-,.
Вместо натурального значения факторов применяют безразмерные (кодовые) значения, что позволяет использовать унифицированные программы проведения экспериментов.
Для перехода к безразмерной системе координат используют формулу х/ = fa — z^Z&.Zj, где j 1, 2, ..., k. Таким образом, в безразмерной системе основному уровню фактора соответствует 0; верхний и нижний имеют координаты соответственно Н-1 и —1 .
Рассмотрим двухфакторный эксперимент, для которого уравнение регрессии (1.3) имеет форму неполной квадратичной модели, поскольку предполагают исследование поверхности отклика в узком интервале варьирования факторов, когда можно отбросить члены высших порядков. Уравнение регрессии в безразмерной системе координат имеет вид
у = b0 + + b2x2 + b12XjX2.
Кодированная матрица планирования для двухуровневого плана при двух факторах (табл. 1.2) зависит только от числа факторов и числа уровней каждого фактора.
В матрицу введена фиктивная переменная ,v() для расчета свободного члена в третьем и четвертом столбцах указаны все возможные 18
комбинации значений факторов, а в пятом — произведение хгх2, в последнем — средние значения результатов измерения (значения функции отклика).
Коэффициенты регрессии рассчитывают по формулам:
й„ .0,25 [(-Ц) У! + (+1)у2 + (+1)Уз+(+1)у4];
Ь, 0,25 |(-1) У1 + (+1) у2 + ( -1) Уз + (-1-1) у41;
й2 =.0,25 [(-1) У1 + (—1) г/2 + (+1)у3 + ( + 1) yJ;
b12 -.= 0,25 [(+1) У1 + (-1) у2 + (-1) Уз + (+1) yj. (1.4)
При трех факторах, варьируемых на двух уровнях, при полном
факторном эксперименте матрицу планирования получают удвоением матрицы 22: один раз при значе-
нии фактора х3 на нижнем, второй раз — па верхнем уровне; кроме столбцов планирования вводят столбцы произведений XjX3, xpt:2x3 и др. для определения коэффициентов, характеризующих эффекты взаимодействия. Коэффициенты регрессии рассчитывают по формулам, аналогичным (1.4).
При числе факторов k >2 полный факторный эксперимент дает избыточную информацию для ио-
Таблица 1.2
Матрица планирования эксперимента 22
строения линейной или неполной
квадратичной модели. По этой причине при k. > 2 для уменьшения числа экспериментов используют дробную реплику — часть матрицы
полного факторного эксперимента.
После вычисления коэффициентов регрессии оценивают их статистическую значимость. Для этого рассчитывают выборочную дисперсию D* (Ь,) или ошибку S (й,) = УD* (bj) по формуле, аналогичной (1.1). Если опыты не повторяют, то дисперсию среднего значения D* (у) принимают равной дисперсии метода измерений, которую находят из предварительного эксперимента; тогда D* (й,) = = D* (у)/п, где п — число опытов. Таким образом, ошибка коэффициента регрессии S (й;) в -j/h раз меньше погрешности метода.
Коэффициент регрессии считают статистически значимым, если его абсолютная величина больше доверительного интервала, т. е. | й, | >/а3 (й,), где ta — коэффициент Стыодента (см. табл. 1.1) для заданных доверительной вероятности а и числа опытов п. Следует иметь в виду, что коэффициент регрессии может оказаться незначимым, если основной уровень фактора расположен в оптимальной области или очень мал интервал варьирования по анализируемому фактору.
Адекватность уравнения, т. е. возможность описания процесса линейной моделью, проверяют по критерию Фишера F, величина которого должна быть меньше табличной. Критерий рассчитывают
19
как отношение F -= В этом уравнении дисперсия адекват-
ности
51д = S (iji - У)2/(« - /), 1 = 1
где I — число значимых коэффициентов в уравнении регрессии. Дисперсия воспроизводимости
п т
Si - Е I (Уы — У)‘2/[п (т — 1)],
<=l q^i
где t = 1,2....п; q =1,2, .... m; tn — число повторных наблюде-
ний в каждом опыте.
§ 5. МЕТОДЫ ИЗМЕРЕНИЯ ТЕХНОЛОГИЧЕСКИХ И МЕХАНИЧЕСКИХ ПАРАМЕТРОВ
Основные технологические и механические параметры. Выполнение исследований на макетах, моделях, опытных и промышленных образцах машин, а также проведение контрольных испытаний последних связаны с измерением различных технологических и механических параметров, регистрацией их изменения во времени.
Основными контролируемыми параметрами химико-технологического процесса в общем случае являются температура, давление, количество и расход материала, состав и свойства вещества (концентрация, плотность, вязкость и т. п.). Методы измерения этих величин рассматривают в курсе «Автоматизация производственных процессов». При исследовании процессов, протекающих в машинах, возникает также необходимость измерения некоторых механических и энергетических параметров, определяющих, например, характер движения материала в рабочем пространстве агрегата, деформаций отдельных деталей и напряжения в них, расход энергии и т. д. Чаще всего подлежат измерению перемещения (деформации), скорости, ускорения, силы, (моменты сил), мощности. По этим величинам находят при необходимости расход энергии, коэффициент полезного действия (КПД), параметры вибрации и другие характеристики процесса или машины.
Электрические методы измерения механических параметров. Для измерения механических параметров широко используют электрические методы. Их преимущества — малая инерционность измерительных устройств, что особенно важно при изучении быстро протекающих процессов в машинах, высокая чувствительность, возможность дистанционного измерения, простота хранения и обработки информации. Система измерения в этом случае состоит из датчика, преобразующего измеряемый импульс в электрический сигнал, усилителя электрического сигнала (напряжения или силы тока), измерительного устройства, включающего регистрирующие приборы (различные самописцы или осциллографы). По принципу работы 20
датчики делят на активные, в которых измеряемый импульс непосредственно преобразуется в электрический сигнал (пьезоэлектрические, индукционные датчики}, и пассивные, в которых выходными величинами являются изменения электрических параметров схем (сопротивления, емкости и др.). Например, в контактных преобразователях под воздействием механического перемещения или ускорения (контактные датчики дискретного типа) происходит замыкание или размыкание контактов, управляющих электрической цепью. В реостатных датчиках линейного или углового перемещения входным импульсом является перемещение движка, соединенного с определенной деталью машины, а выходным — изменение активного сопротивления.
Широко распространены тензорезисторные преобразователи (тензодатчики}, принцип действия которых основан на изменении электрического сопротивления при деформации проводника. Тензо-резисторы (проволочные, фольговые или полупроводниковые) изготовляют промышленным способом. Их наклеивают на упругий элемент; при включении в определенную измерительную схему, например мостовую, тензорезисторы позволяют определять деформацию упругого элемента. Для определения коэффициента тензо-чувствительности выполняют выборочную градуировку тензорези-сторов данной партии. Тензодатчики (сочетание тензорезистора с упругим элементом) используют не только для измерения деформации детали, на которую они наклеены, ио и в зависимости от конструкции для измерения перемещений, сил (давлений, напряжений), моментов; в этих случаях обычно градуируют сам датчик.
Количество энергии, затрачиваемой на выполнение полезной работы, определяют по экспериментально найденным зависимостям силы или момента сил технологического сопротивления от линейного или углового перемещения. Количество энергии, потребляемой электродвигателем из электрической сети, определяют с помощью счетчика активной энергии, который подключают через трансформатор тока к линии, питающей привод машины. При расчете энергии, отданной электродвигателем машине, необходимо результат изме-. рения энергии, потребленной от сети, умножить на КПД электродвигателя при данной нагрузке.
Средние значения мощности электродвигателя при работе машины непосредственно измеряют с помощью ваттметров', для измерения текущих (мгновенных) значений мощности электродвигателя используют вибраторы (шлейфы) мощности, которые соответствующим образом подключают к цепи питания электродвигателя.
Применение электрических датчиков позволяет непрерывно и одновременно фиксировать изменение нескольких параметров. Для записи параметров чаще всего используют светолучевые, а при высокоскоростных процессах — электронно-лучевые осциллографы.
Скоростная киносъемка, стробоскопия. Высокоскоростные процессы можно также изучать с применением скоростных кинокамер, а также стробоскопов. Последние позволяют освещать исследуемый объект импульсами с регулируемой частотой, что при фотографиро-
21
нации с выдержкой позволяет получать, как н при киносъемке, ряд последовательных положений объекта. Стробоскоп можно использовать н как тахометр при наблюдении циклических процессов; в этом случае частоту вспышек подбирают таким образом, чтобы «остановить» наблюдаемое явление.
Радиоактивные (изотопные) методы. Эти методы исследования основаны на применении радиоактивных изотопов (источников радиоактивного излучения) в сочетании с приемником излучения, усилителем-преобразователем сигнала и регистрирующим устройством. Изотопные методы используют для определения газового состава, измерения плотности и уровня жидкости*и т. д.
Особые возможности предоставляет этот метод для исследования процессов обработки сыпучих материалов. Использование изотопного индикатора, заключенного в капсулу, в качестве меченой частицы позволяет при соответствующем приборном оснащении исследуемого устройства провести анализ пространственной траектории движения сыпучего материала, изучить его взаимодействие с рабочими органами машины и т. п.
Оптические и голографические методы. Поляризационно-оптический метод (метод фотоупругости) применяют для исследования напряжений в деталях машин сложной формы (валки смесителей, матрицы прессов, станины дробилок и пр.) изучением соответствующих прозрачных моделей, изготовленных из полимерного оптически чувствительного материала.
Аналогичным образом решают те же задачи с применением оптически чувствительных покрытий. При достаточной адгезии покрытия (эпоксидные смолы, полиуретановые резины) к поверхности детали деформация поверхности, вызванная воздействием внешней нагрузки, полностью передается покрытию, что обусловливает двойное преломление лучей в покрытии. В отличие от предыдущего случая оптически чувствительные покрытия можно применять для изучения распределения напряжений непосредственно на натурных объектах.
Указанные методы можно использовать только для анализа воздействия статических нагрузок.
Голографическая интерферометрия — высокочувствительный бесконтактный метод измерения перемещения поверхности детали или узла конструкции. Сущность его состоит в сравнении световых воли, отраженных поверхностью предмета в различных состояниях нагружения. Волны интерферируют и записываются голографически на специальной пленке, давая в зависимости от перемещения определенную картину полос. Этим методом можно исследовать динамические процессы, в частности вибрации. Для получения голограммы используют специальную оптическую схему, в состав которой входит лазер, как мощный источник когерентного освещения.
§ 6. КОНТРОЛЬНЫЕ ИСПЫТАНИЯ ОБОРУДОВАНИЯ
Виды и содержание контрольных испытаний. В отличие от исследовательских испытаний оборудования, при проведении которых изучают его свойства, контрольные испытания предназна-22
чены для контроля качества объекта, установления его соответствия техническим требованиям, а для технологического процесса — соответствия заданных режимов, характеристик и параметров (ГОСТ 16504—81. Испытания и контроль качества продукции. Основные термины и определения). ГОСТ 15.001—73 (Разработка и постановка продукции на производство. Основные положения) устанавливает порядок проведения испытаний опытных образцов изделий в соответствии с программой и методикой, разрабатываемыми на стадии выполнения технического проекта изделия. Проведение контрольных испытаний дает конструкторам-разработчикам машин важную научно-техническую информацию о спроектированном оборудовании в целом, его основных характеристиках.
Испытания классифицируются по характеру (граничные, доводочные, предварительные, приемочные), назначению (приемосдаточные, периодические, аттестационные), способу проведения (типовые, ускоренные, нормальные), содержанию (механические, электрические, термические, гидравлические, пневматические, на надежность п др.) и другим признакам.
Перед сдачей в эксплуатацию каждую машину следует испытать на холостом ходу и под рабочей нагрузкой. Цель испытаний на холостом ходу (обкатка) — определение правильности сборки всех узлов и нормальной работы агрегата в целом. Продолжительность испытаний определена ГОСТом на данный тип машины или руководством по эксплуатации; как правило, продолжительность испытаний не менее 4 ч непрерывной работы. Перед началом обкатки необходимо удалить все инструменты, материалы и посторонние предметы, надежно затянуть все болтовые соединения, заполнить маслом и проверить работу систем подачи смазочного материала, гидравлической и пневматической систем, системы охлаждения — обогрева, контрольно-измерительных приборов, систем пуска и управления (включая аварийно-сигнальную блокировку).
Работу машины считают нормальной, если в процессе испытания на холостом ходу:
шум от работы редукторов, зубчатых и других передач ровный, без пульсаций и стука;
рабочие поверхности зубьев при осмотре после окончания обкатки не имеют следов задира, выкрашивания и других повреждений;
отсутствуют утечки масла в маслопроводах и уплотнениях подшипников, температура подшипников находится в пределах нормы;
нет утечек рабочей жидкости и пара в уплотнениях соответствующих устройств и коммуникаций;
поддерживаются на нормальном уровне параметры режима всех систем агрегата;
отсутствуют стук и другие посторонние шумы;
отсутствуют резкие колебания в потреблении электрической энергии.
При отсутствии каких-либо дефектов машину подвергают контрольному испытанию под нагрузкой-, способ нагружения и длитель
23
ность испытания определены соответствующими стандартами. Результаты испытаний заносят в паспорт и оформляют актом.
Техника безопасности при испытаниях. Перед проведением исследовательских пли контрольных испытаний оборудования особое внимание необходимо уделять проверке состояния изоляции токоподводящих проводов и заземления. Открытые движущиеся и вращающиеся детали должны быть ограждены. Запрещается устранять дефекты при работе машины. После проведения испытаний, а также в перерывах машину отключают от источников питания, вывешиваются предупредительные надписи: «В ход не пускать», «Машина неисправна».
Перед проведением гидравлического испытания следует проинструктировать персонал. Заглушки, люки, арматуру обозначают предупредительными знаками. Испытания сосудов проводят в соответствии с ГОСТ 24306—80 (СТ СЭВ 800—77) «Сосуды и аппараты стальные сварные. Технические требования». Пробное гидравлическое давление р,1р для цилиндрических, конических, шаровых и других сварных сосудов и аппаратов рассчитывают по формуле
рпр = max {1,25/?[а]20/[<т]; 0,2 МПа),
где р — расчетное давление, МПа; [а]20 и [о] — допускаемое напряжение для материала сосуда и его элементов при температуре соответственно 20 °C п рабочей, МПа.
Испытуемый агрегат заполняют водой (или специальной жидкостью) с помощью насоса. В верхней части заполняемой полости устанавливают дренажный штуцер, исключающий возможность образования воздушной подушки: о заполнении системы свидетельствует переливание жидкости через дренажный штуцер. Для постепенного повышения давления без толчков и ударов используют гидравлический насос.
Система, находящаяся под давлением, должна быть под постоянным наблюдением. При проведении испытания запрещается повышать давление в испытуемом объекте выше установленных норм, находиться вблизи фланцевых соединений, устранять любые дефекты, подтягивать гайки, болты, шпильки, а также подчеканивать швы и простукивать завальцовки. Сварные швы стальных корпусов и трубопроводов простукивают стальным молотком массой 0,5— 1,5 кг в зависимости от толщины стенки, трубопроводы из цветных металлов — деревянным молотком массой не более 0,8 кг.
Пневматические испытания проводят с использованием центральной воздушной системы или при помощи передвижного компрессора. Компрессор снабжают ресивером и располагают не ближе 10 м от испытуемого оборудования. Давление повышают и понижают плавно, медленно. После выдержки системы под давлением его снижают до рабочего и осматривают испытуемое оборудование. Не допускаются осмотр и освидетельствование оборудования в .процессе повышения и понижения давления.
Число людей, занятых на испытании, должно быть минимальным . Дефекты оборудования ликвидируют после снятия давления.
глава2
ОСНОВНЫЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ МАШИН ХИМИЧЕСКИХ ПРОИЗВОДСТВ
§ 1. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К КОНСТРУКЦИЯМ МАШИН
Показатели качества и особенности условий эксплуатации машин химических производств. Эффективность и современный технический уровень машин химических производств, как и любого другого вида промышленной продукции, определяются десятью группами показателей качества, характеризующими основные свойства оборудования (ГОСТ 22851—77. Выбор номенклатуры показателей качества промышленной продукции. Основные положения). Показатели качества являются важным элементом, формирующим требования к конструкции машины. Рассмотрим группы этих показателей.
Показатели назначения характеризуют функциональные свойства оборудования (производительность, энергозатраты, скорости рабочих органов, усилия и др.) и определяются назначением машины.
Надежность, т. е. свойство объекта сохранять во времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, ремонтов, храпения и транспортирования (ГОСТ 27.002—83).
Эргономические показатели (антропометрические, биомеханические, физиологические и др.) характеризуют условия функционирования системы человек — машина;, эстетические показатели оборудования (форма, цветовая гамма, стиль и др.) определяют совершенство его художественного облика.
Показатели технологичности характеризуют свойства изделия, обусловливающие оптимальное распределение затрат материалов, средств труда и времени при технологической подготовке производства, изготовлении и эксплуатации изделия. К показателям технологичности относятся, например, трудоемкость изготовления изделия, его технологическая себестоимость, удельная стоимость ремонтов и т. д.
Показатели транспортабельности характеризуют приспособленность оборудования к перемещению в пространстве, не сопровождающемуся использованием оборудования. Такими показателями являются, в частности, средние продолжительность и трудоемкость подготовки оборудования к транспортированию, средняя продолжительность установки изделия на средство транспортирования, коэффициент использования его объема и др.
25
Показатели стандартизации и унификации, например, коэффициенты применяемости, повторяемости, взаимной унификации и др. отражают степень использования стандартных и однотипных узлов п деталей в данном изделии.
Патентно-правовые показатели (показатели патентной защиты, патентной чистоты и др.) характеризуют степень обновления технических решений, использованных во вновь спроектированном оборудовании, их патентную защиту, а также возможность его беспрепятственной реализации в СССР и за рубежом.
Экологические показатели определяют уровень вредных воздействий на окружающую среду при эксплуатации оборудования. К таким показателям относятся, например, содержание вредных примесей, выбрасываемых в окружающую среду, вероятность выброса вредных частиц, газов, излучений при хранении, транспортировании, эксплуатации оборудования и т. д.
Показатели безопасности характеризуют особенности оборудования, обусловливающие безопасность обслуживающего персонала при транспортировании, монтаже, эксплуатации, хранении; это, например, вероятность безотказной работы, время срабатывания защитных устройств и ряд других показателей.
В зависимости от стадии определения различают показатели качества прогнозируемые, т. е. указанные в техническом задании на проектирование оборудования, проектные (найденные в результате проведения расчетно-конструкторских работ), производственные (полученные при контрольных испытаниях оборудования) и эксплуатационные (соответствующие условиям эксплуатации оборудования на конкретных предприятиях). Наиболее совершенным изделиям, имеющим высокие показатели, присваивают государственный Знак качества.
При конструировании химического оборудования следует учитывать специфику его эксплуатации, и в первую очередь коррозионное воздействие среды на его элементы. В зависимости от вида оборудования и сто функций коррозионное воздействие на узлы и детали машин может сочетаться с большими механическими нагрузками и высокими температурами. Необходимо учитывать также и то, что в ряде случаев крупногабаритное химическое оборудование (дробилки, печи и др.) может быть установлено на открытых площадках и подвергается атмосферному воздействию.
Существенным является учет зоны дислокации оборудования, что отражается в первую очередь на выборе конструкционных материалов, смазочных системах, защитных покрытиях и т. п . Исполнения машин, приборов и других технических изделий, а также категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды устанавливает ГОСТ 15150—69 (соответствует СТ СЭВ 460—77 в части климатических исполнений изделий). Стандартом руководствуются при проектировании и изготовлении изделий, в частности при составлении технических заданий, разработке ГОСТов п ТУ на новые изделия.
26
Воздействующими климатическими факторами внешней среды являются ее температура и перепады температур, влажность и давление воздуха, влияние солнечного излучения и дождя, ветра, пыли, озона, абразивное воздействие снежной пыли, действие плесневых грибов, коррозионное воздействие соляного тумана и т. д.
Различают изделия, предназначенные для эксплуатации на суше, реках, озерах и в макроклиматических районах с морским климатом. ГОСТ устанавливает обозначения исполнений изделий, например, У — для макроклиматического района с умеренным климатом, УХЛ — для макроклиматических районов с умеренным и холодным климатом, Т — для макроклиматических районов как с сухим, так и с влажным тропическим климатом («тропическое исполнение») и т. д., О — для всех макроклиматических районов на суше, кроме макроклиматического района с очень холодным климатом (общеклиматическое исполнение), В — для изделий, предназначенных для эксплуатации во всех макроклиматических районах на суше и на море, кроме макроклиматического района с очень холодным климатом (всеклпматическое исполнение).
В зависимости от места размещения оборудования при его эксплуатации в воздушной среде на высотах до 4300 м различают категории исполнения изделий, например: 1 — для эксплуатации на открытом воздухе; 2 — для эксплуатации под навесом, в палатках, кузовах ит. п., т. е. при отсутствии прямого воздействия солнечного излучения и атмосферных осадков; 3 — для эксплуатации в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатических условий; 4 — то же, но с искусственно регулируемыми климатическими условиями; 5 — для эксплуатации в помещениях с повышенной влажностью. Существуют также дополнительные категории.
“ Требования, предъявляемые к химическому оборудованию. Основные требования, предъявляемые к вновь разрабатываемым конструкциям машин химических производств, помимо учета указанных показателей качества и характерных особенностей эксплуатации химического оборудования, должны учитывать основные тенденции развития отрасли. Эти требования сводятся к следующим.
1. Эффективность функционирования оборудования — большая единичная мощность (производительность) с реализацией высоко-интенсивных, преимущественно непрерывных, процессов, основанных на использовании новейших научных достижений, с полной механизацией и автоматизацией вспомогательных операций.
2. Надежность оборудования, что особенно важно при создании высокопроизводительных машин. Для большей части видов оборудования химических производств принимают расчетную долговечность 10—15 лег.
3. Прочность, жесткость и устойчивость.
4. Минимальные материало- и энергоемкость при заданной производительности.
5. Производственная и эксплуатационная технологичность.
27
6. Транспортабельность, в частности, возможность транспортирования оборудования комплектно или отдельными блоками от завода-изготовителя к месту монтажа. К перевозке железнодорожным транспортом принимают только габаритное оборудование (ГОСТ 9238- 73); по согласованию с МПС допускаются к перевозке агрегаты следующих массы М, диаметра D и длины L (не более)
М, т..........................
D, мм ........................
L, м .........................
400 240 120 120 120
4380 3900 4000 3800 3200
11 22 21 37 48
При перевозке водным и специальным автомобильным транспортом ограничения по габаритам и массе менее жесткие.
7. Безопасность при эксплуатации.
8. Экологическое совершенство, т. е. отсутствие вредного воздействия на окружающую среду.
9. Соответствие основным положениям эргономики и технической эстетики.
10. Патентная чистота.
II. Экономическая эффективность: новое изделие должно по своим технико-экономическим показателям превосходить аналогичные существующие лучшие образцы. Необходимость создания нового оборудования требует тщательного экономического обоснования на всех стадиях разработки и внедрения. Годовой экономический эффект от использования нового изделия, относящегося к средствам труда долговременного использования, оценивают предельными приведенными затратами на производство изделия при условии, что оно становится для потребителя равновыгодным с базовым образцом.
Легко обнаружить, что перечисленные требования взаимосвязаны, причем в одних случаях их воздействия на определенные показатели качества проектируемого оборудования совпадают, в других — нет. Например, требования функциональной эффективности, технологичности, экономической эффективности однозначно связаны с рядом показателей качества; Это относится и к соотношению требований надежности и прочности; экологические требования в той их части, которые обеспечиваются герметизацией оборудования, находятся в прямой корреляционной зависимости с требованиями безопасности оборудования при эксплуатации и т. п.
В конкурирующем соотношении по влиянию на экономическую эффективность находятся, например, требования прочности, жесткости, устойчивости, с одной стороны, и минимальной материалоемкости, экономической эффективности, с другой: повышение прочности, жесткости ведет к увеличению материалоемкости и, поскольку стоимость оборудования в значительной мере зависит от стоимости материалов, пошедших на его изготовление, к увеличению капитальных затрат и, при прочих равных условиях, к снижению экономической эффективности. Использование при конструировании принципа равнопрочности, т. е. соблюдение требования, в соответствии с которым нагружаемые элементы имеют одинаковый g.inac надежности по отношению к действующим на них нагрузкам,
позволяет уменьшить их материалоемкость; однако при этом необходимо учитывать возможность уменьшения жесткости деталей, а в ряде случаев усложнение их формы, что может затруднять технологию их изготовления. Другим примером противоречивости требований, предъявляемых к конструкции машин, является необходимость использования интенсивных режимов (нагрузок, температур, скоростей и пр.), что либо требует повышения материалоемкости, либо приводит к снижению надежности.
Противоречивость требований, предъявляемых к конструкциям машин, выдвигает задачу поиска оптимального решения, при котором соотношение отдельных требований обеспечивает наибольшую эффективность оборудования. Следовательно, проектирование машин является задачей оптимизационного типа и соответствующий процесс ее решения называется оптимизационным проектированием машины.
§ 2. НОРМАТИВНЫЕ ДОКУМЕНТЫ, ИСПОЛЬЗУЕМЫЕ ПРИ ПРОЕКТИРОВАНИИ
Основная нормативно-техническая документация. При создании химического оборудования высокое качество изделий обеспечивают использованием в процессе проектирования единой нормативно-технической документации, а также широким применением в конструкциях стандартных и унифицированных деталей и узлов.
Вся конструкторская документация выполняется в соответствии с требованиями стандартов единых систем конструкторской (ЕСКД) и технологической (ЕСТД) документации, Единой системы допусков и посадок (ЕСДП), Единой системы защиты от коррозии и старения материалов и изделий (ЕСЗКС), Системы стандартов безопасности труда (ССБТ) и др. _
Если проектируемое оборудование имеет в своем составе сосуды, работающие под давлением, то их изготовление, монтаж, эксплуатацию и ремонт выполняют в соответствии с «Правилами устройства и безопасности эксплуатации сосудов, работающих под давлением» (Правила! Госгортехнадзора СССР). Эти правила распространяются па сосуды и аппараты, работающие под избыточным давлением более 0,07 МПа (без учета гидростатического давления); цистерны и бочки для перевозки сжиженных газов, давление паров которых при температуре до 50 °C превышает 0,07 МПа; баллоны, предназначенные для перевозки и хранения сжатых сжиженных газов, под давлением более 0,07 МПа.
Конструкции сосудов и аппаратов должны удовлетворять требованиям Правил Госгортехнадзора, ГОСТов и ТУ, а также предусматривать возможности осмотра, очистки, промывки, продувки и ремонта.
Стандартизация и унификация. Стандартизация оборудования -- сведение многочисленных видов изделий одинакового функционального назначения к ограниченному числу обязательных образцов. Стандартизованы также ряд параметров (давления, диа
29
метры и др.), нормы и методы расчета некоторых видов оборудования и их отдельных элементов.
Разработаны ГОСТы для наиболее совершенных конструкций машин химических производств, например, для некоторых видов измельчителей, центрифуг, фильтров и др. Эти ГОСТы определяют типы машин, их основные параметры и размеры, технические требования, правила приемки и методы испытаний, требования безопасности и производственной санитарии и т. п.
Наряду с ГОСТами используют и отраслевые стандарты, т. е. стандарты отрасли химического машиностроения. Отраслевой стандарт позволяет стандартизировать ряд агрегатов химических производств, не охваченных ГОСТами, например, некоторые виды смесителей, печи, мешалки, питатели, а также большую часть типовых деталей и узлов химического оборудования (обечайки, днища, крышки, фланцы, штуцера, бобышки, лапы, люки, лазы, компенсаторы, уплотнения и т. д.). Для расчета некоторых видов оборудования или их элементов используют руководящие технические материалы (РТМ).
Унификация, т. е. сокращение многообразия типов и размеров изделий и их элементов, а также сортамента материалов, предусматривает возможность использования одних и тех же элементов в различных агрегатах для выполнения одинаковых функций в определенном диапазоне параметров. Применение унифицированных элементов облегчает проектирование и изготовление машин, повышает эффективность их использования.
Уровень стандартизации и унификации конструкции оценивают степенью стандартизации и степенью унификации, под которыми понимают отношение числгт наименований стандартных (унифицированных) элементов к общему числу наименований всех элементов в конструкции.
§ 3. МЕТОДЫ И ПРИЕМЫ КОНСТРУИРОВАНИЯ
& Методы конструирования. Конструирование машин является областью проектирования, которая связана с поиском новых структур, взаимодействия и форм систем и отдельных элементов машин.
Несмотря на различие задач, решаемых на отдельных этапах конструирования машины, начиная с синтеза общей структуры машин при разработке технического предложения (см. гл. 1, § 1) и кончая изготовлением рабочих чертежей отдельных деталей, имеются общие методы их решения. К таким методам относятся конструктивная преемственность, трансформация и инверсия, эвристика. Эти методы тесно связаны между собой; обычно их используют одновременно системно на всех стадиях проектирования применительно ко всем функциональным системам машины.
Конструктивная преемственность при проектировании выражается в использовании всего опыта, накопленного в машиностроении вообще и в химическом машиностроении в частности. Такой ЦО
подход оправдан тем, что каждая машина, каждая сборочная единица --- как правило, результат творчества нескольких поколений конструкторов, причем в новых конструкциях используют наиболее удачные и прогрессивные решения. По этой причине, например, при выборе общей схемы машины техническое задание обычно ориентирует конструктора на определенный отечественный или зарубежный прототип (аналог), технические показатели которого находятся на высоком уровне.
Конструктивная преемственность предусматривает критический подход проектанта как к техническому заданию, так и к машинам-аналогам, рекомендованным в качестве прототипа. От^конструктора требуются глубокие знания по оборудованию данного типа, отрасли, для которой создают машину, условиям, при которых его будут эксплуатировать.
Для оценки тенденций конструирования машин заданного технологического назначения рекомендуют строить графики или составлять таблицы, отражающие динамику изменения основных параметров машин по годам (например, удельные энергозатраты, производительность, материалоемкость) и степени распространения конструктивных решений важнейших функциональных систем (рама, привод, рабочие органы и т. д.). При использовании этого метода важное значение имеют ознакомление со справочниками-альбомами, архивов собственных разработок конструкторского бюро, изучение отечестзепной и зарубежной технической литературы и патентной информации, данных поисковых научно-исследовательских работ в отрасли. Конструктор должен ознакомиться также с актами контрольных испытаний оборудования, аналогичного проектируемому, отзывами и рекламациями предприятий-потребителей этого оборудования.
Конструктивная преемственность не является простым или масштабированным переносом той или иной системы конструкции, так как учитывают возможность использования в разрабатываемой конструкции новых, более совершенных технических средств (комплектующих изделий, конструкционных материалов, технологии изготовления, методов упрочнения и пр.). В большинстве случаев при этом выполняют весь комплекс проектных и поверочных расчетов, определяющих параметры системы, т. е. выполняют параметрический синтез.
На начальных стадиях проектирования особое внимание необходимо уделять выбору структуры и основных параметров проектируемой машины. Это обусловлено тем, что принятые на стадии проектирования решения в дальнейшем практически определяют все основные свойства изделия. Как отмечено, параметрический синтез должен обеспечивать получение оптимальных параметров создаваемого оборудования.
Кругозор конструктора не должен быть ограничен техническими решениями, характерными для химического машиностроения; необходимо постоянно знакомиться с опытом передовых отраслей машиностроения, новыми конструкторскими решениями типовых
31
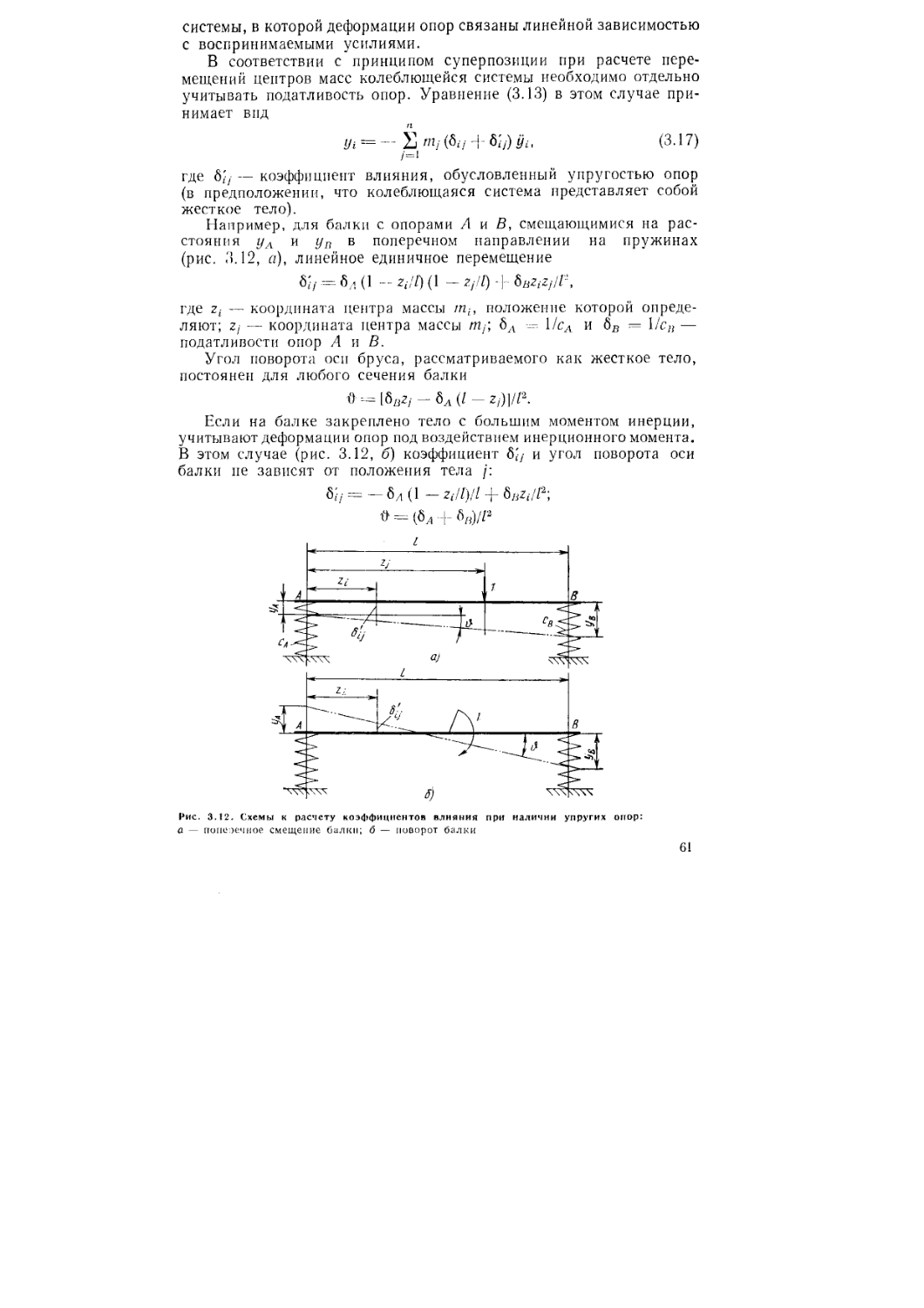
Рис. 2.1."Схемы, иллюстрирующие метод трансформации и инверсии машин:
а — валковая машина (валковая дробилка или вальцовый пресс); б — бегуны с неподвижной чашей, а — бегуны с вращающейся чашей
узлов и деталей, способами повышения их прочности, надежности и технологичности и ир. Так, гидро- и пневмопривод, широко используемые в машинах химических производств, давно и успешно применяют в станкостроении, вибрационную технику — в строительных машинах, энергетическом машиностроении и т. и.
Таким образом, повторяя слова известного советского инженера П. И. Орлова, можно сказать, что «при создании новой машины конструктор должен смотреть вперед, оглядываться назад и озираться по сторонам».
Метод трансформации и инверсии, предполагающий преобразование или обращение функций системы или ее элементов, широко используют при конструировании оборудования. Рассмотрим этот метод на отдельных примерах.
В химической промышленности широко применяют валковые машины, которые состоят в простейшем случае из двух цилиндрических валков (рабочие органы машины), совершающих принудительное вращение навстречу один другому (рис. 2.1, а). Такую машину в зависимости от режима и дополнительной оснастки можно использовать для измельчения кусковых материалов (валковая дробилка), прессования или прокатки сыпучих или вальцевания вязких материалов с получением непрерывной плитки или листа.
В отношениях инверсии (обращения) находятся две конструкции измельчителей типа бегунов, в одной из которых (рис. 2.1, б) чаша 1 с размещенными в ней катками 2 неподвижна, а в другой (рис. 2.1, б) — вращается. В первом случае катки приводятся от центрального вала 4 и совершают сложное движение: переносное вращательное вокруг вертикальной оси и относительное вращательное вокруг оси водила 3. Материал измельчается раздавливанием и истиранием кусков, подаваемых в чашу, под действием силы тяжести катка. Во втором варианте, когда вращается чаша, оси катков неподвижны и на них не действует центробежная сила катков. Такая система привода позволяет использовать центробежные силы, возникающие в измельчаемом материале, для его перемещения от центра чаши к периферии; в этом случае упрощается использование пружин для увеличения силы нажатия на каток, что способствует повышению эффективности измельчителя.
Рассмотрим применение метода трансформации и инверсии при выборе способа фильтрования в барабанном вакуум-фильтре. В за-32
висимости от направления движущей силы процесса (перепад давлений то сторонам фильтрующей перегородки) фильтрование может происходить вверх, когда движущая сила направлена вверх, или вниз, когда движущая сила совпадает с направлением силы тяжести частиц суспензии. Фильтрование вниз предпочтительно для суспензий с крупными частицами твердой фазы, которые быстро оседают па фильтрующей перегородке и образуют пористый зернистый слой, исключающий засорение фильтрующей ткани мелкими частицами. В зависимости от способа фильтрования барабанные вакуум-фильтры имеют внешнее или внутреннее питание.
Эвристика (от греческого слова еирюхсо — находить) — метод генерации идей, в частности основанный на использовании определенной системы наводящих вопросов. При конструировании эти вопросы могут быть отнесены, например, к обсуждению свойств прототипа создаваемой машины, ее отдельных функциональных систем или элементов и относятся ко всем показателям качества — от показателен назначения, надежности и т. д. до показателей безопасности. Цель такого подхода — побуждение творческой активности конструктора, его эффективное и целенаправленное включение в поиск новых решений. Предполагают, что при использовании этого метода проектант хорошо знаком с техническим заданием на оборудование, принципом его действия, конструкцией, расчетной схемой, технической литературой, эксплуатационными данными и пр.
Обсуждают недостатки конструкции прототипа по основным показателям качества и устанавливают пути их улучшения, например, интенсификацией, модификацией, унификацией и т. д. По отношению к машине в целом и ее каждой функциональной системе и элементу исследуют вопрос: каково должно быть воздействие, чтобы улучшился показатель качества машины? Например — увеличить (уменьшить) скорости, массы; усилить (ослабить) сечение, заменить смазочный материал; ввести приспособления, автоматизацию: совместить или разделить функции или элементы; упростить принцип действия, функции, технологию изготовления; заменить (материалы, функции) или исключить (элементы, компоненты) и т. д.
К эвристическому методу поиска новых идей относится так называемая мозговая атака. Цель мозговой атаки при конструировании — стимулировать быстрое генерирование большого числа новых решений. С этой целью отбирают группу компетентных лиц, перед которым ставят определенную задачу, причем оговаривают, что для решения принимают любые идеи, критика которых запрещается. При проведении сеанса мозговой атаки (длительность около 0,5 ч) идеи высказывают вслух и фиксируют; при этом происходят комбинация, усовершенствование и обогащение высказываемых предложений. Предпочтительно записывать идеи на отдельных карточках, которые впоследствии классифицируют по направлениям, а предложения оцениваются специалистами.
Приемы конструирования. При создании новой конструкции машины выполняют разработку, перебор и оценку ряда вариантов, в которых используют найденные решения. Если число предлагаемых
2 П/р 3, Э, Гольмана-Иванова 33
Рис. 2.2. Cxcm;i дерева решений при проектировании валковой дробилки
новых решений (факторов решения) значительно, причем они относятся к различным уровням проектируемого объекта (например, несколько вариантов систем привода, кинематических схем передач, типов рабочих органов, конструкций станины и т. н.), то общее число вариантов конструкции машины становится очень большим п для отбора рациональных вариантов следует использовать упорядоченный поиск. Сущность последнего заключается в следующем.
1. Определяют параметры конструкции, которыми проектировщик может располагать по своему усмотрению (факторы решения).
2. Выявляют параметры, которые не зависят от воли проектировщика (независимые переменные).
3. Устанавливают параметры, которые следует определять при проектировании (зависимые переменные или цели, например, технические характеристики).
4. Назначают вес каждой цели в соответствии с их относительной
важностью.
5. Выявляют зависимости между переменными.
6. Прогнозируют значения независимых переменных.
7. Выявляют ограничения, наложенные на значения всех переменных.
8. Каждому фактору решения присваивают числовые значения и вычисляют зависимые переменные.
9. Выбирают такие значения факторов решения, при которых достигается наибольшая сумма числовых значений всех целей с учетом их весов (оптимальный вариант конструкции) или по крайней мере достигается приемлемое значение цели.
Упорядоченный поиск, проведенный в полном объеме, позволяет найти оптимальное решение; обычно в этом случае используют ЭВУ. В простых случаях, при сравнительно малом числе факторов решения, ограничиваются более простыми методами выбора вариантов сочетания новых решений, например, интуитивным или построением дерева решений. В последнем случае, представляющем собой упрощенный способ упорядоченного поиска, указывают варианты объектов выбора по уровням или функциональным группам, дают их сравнительную оценку в баллах и формируют путь через объекты, обеспечивающий наивысшую суммарную оценку. Факторы решения, входящие в этот путь, образуют искомый вариант конструкции. На рис. 2.2 в качестве условного примера приведено дерево решений при конструировании валковой дробилки: на уровне I оценивают (по пятибалльной системе) четыре варианта
схемы привода, на уровнях //, III, IV и V — варианты соответственно конструкций рамы, крепления опор валков, крепления бандажей, способы регулирования зазора; жирные линии соответствуют двум альтернативным вариантам конструкции, подлежащим дальнейшей проработке из общего числа возможных решений, равного 288.
Вариант конструкции разрабатывают компоновкой отдельных элементов системы. Следует отметить, что решение задачи компоновки, как и упомянутый процесс оценки вариантов и параметрический синтез системы и отдельных элементов, можно выполнять с помощью ЭВМ. Обычно этот прием конструирования используют в системе автоматизированного проектирования (см. § 4 данной главы).
При разработке единичного образца оборудования пли малой серии машин применение ЭВМ для выполнения компоновки нерационально. Компоновку выполняют с использованием блочноиерархического принципа с переходом от общего к частному. Первоначально, на этапе эскизного проектирования, компонуют основную схем}', общую конструкцию агрегата. Разрабатывают несколько компоновочных вариантов, т. е. выбирают и вычерчивают кинематическую схему, определяют взаимное положение рабочих органов, оценивают схему нагружения, правильность размещения и форм основных элементов системы. Одновременно выполняют основные технологические, тепловые, механические и другие расчеты, которые связаны с выбором форм и размеров компонуемых элементов машины.
Следует заметить, что на стадии эскизного проектирования необязательно детально вычерчивать варианты конструкции; иногда достаточно лишь выполнить начальные наброски для установления неперспективности дальнейшей разработки варианта.
На этапе технического (рабочего) проектирования уточняют конструкцию агрегата, полностью разрабатывая варианты с учетом всех требований конструирования. Особое внимание следует уделять условиям, обеспечивающим работоспособность машины — системам охлаждения и смазочным системам. При компоновке и конструировании элементов следует придерживаться предпочтительного ряда чисел, требований унификации нормальных элементов, уделять внимание вопросам сборки-разборки системы и ее элементов, крепления агрегата в целом и присоединения к нему смежных узлов и деталей, удобства обслуживания, осмотра и регулирования. При этом окончательно решают вопросы выбора конструкционных материалов для основных деталей, продумывают способы повышения их долговечности, защиты от коррозии.
При конструировании машины следует предусмотреть возможность последующей ее модернизации, форсирования технологических режимов и т. п.
Варианты компоновки предпочтительно выполнять на миллиметровой бумаге в масштабе 1:1, который позволяет реально видеть соотношения размеров’и сечений деталей, не требует простановки большого числа размеров, что упрощает последующее изготовление
2* 35
чертежей. В случаях, когда использование указанного масштаба затруднительно из-за больших размеров проектируемого агрегата, следует в масштабе 1 : 1 вычерчивать отдельные, наиболее важные, узлы.
Рабочая компоновка — исходный материал для подготовки технического (рабочего) проекта, поэтому необходима простановка основных габаритных, присоединительных, увязочных размеров. Следует также указать размеры посадочных и центрирующих соединений с соответствующими допусками и посадками (ГОСТ 25346—82, СТ СЭВ 144—75), номера подшипников качения, уровни масла в картерах.
При техническом (рабочем) проектировании выполняют все поверочные расчеты, в частности, расчеты на прочность, жесткость, устойчивость и, при необходимости, корректируют размеры. Следует еще раз напомнить, что при окончательной отработке конструкции необходимо учитывать результаты экспериментальных исследований на макетах, моделях и опытных образцах машины.
Стоимость конструкторской разработки новой машины составляет лишь небольшую часть стоимости ее производства, причем с увеличением серийности доля стоимости, приходящаяся на проектирование, уменьшается. Стадия конструирования в значительной мере определяет технический уровень и совершенство машины; по этой причине не следует жалеть времени и средств на глубокую и тщательную проработку проекта машины.
§ 4. АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ
Цель автоматизированного проектирования. Непременные условия научно-технического прогресса в промышленности — повышение эффективности и качества вновь разрабатываемого оборудования, резкое сокращение сроков создания новых машин и, в частности, этапа их проектирования. Важнейшим средством достижения этой цели является использование систем автоматизированного проектирования (САПР). Применение САПР рационально при проектировании сложных технических объектов, которыми, в частности, являются технологические линии химических производств и отдельные агрегаты, входящие в эти линии. Сущность этого метода проектирования заключается в систематическом применении ЭВМ в процессе проектирования при научно обоснованных распределении функций между проектировщиком и ЭВМ и выборе методов машинного решения задач. Таким образом, речь идет о сочетании труда человека при решении творческих задач с работой машины, за которой закрепляют решение тех вопросов, которые поддаются формализации. Использование вычислительной техники резко сокращает затраты времени на сбор исходной информации и позволяет проводить параметрический, а в некоторых случаях и структурный синтез с высокой надежностью и точностью, поскольку можно отказаться от упрощений, вводимых при традиционных методах расчета. В САПР каждую задачу проектирования решают как оптимизационную, т. е. 35
находят такие параметры оборудования, которые соответствуют наивыгоднейшему значению критерия оптимальности.
Таким образом, цель САПР — повышение качества проектирования, уменьшение сроков и материальных затрат па проектирование, сокращение числа инженерно-технических работников, занятых проектированием.
Оптимизационное проектирование. Проектирование технологических машин выполняют комплексно, с учетом множества противоречивых критериев качества: минимальной массы (материалоемкости) и достаточной надежности, быстроходности и минимальной динамической нагруженности и т. п. При создании машины следует выбрать оптимальные параметры, наилучшим образом удовлетворяющие предъявляемым к машине многочисленным требованиям. Выбои неоптимального варианта конструкции заведомо дает отрицательные результаты, однако из-за весьма большого числа возможных решений при большом числе варьируемых факторов простой перебор вариантов, как способ поиска оптимальной конструкции, как правило, реально невыполним даже с использованием ЭВМ. В связи с этим приходится использовать специальные методы оптимизации, т. е. процессы поиска наилучшего решения.
Оптимизационное проектирование выполняют с использованием системного подхода по этапам проектирования машины.
Структурный и параметрический синтез машины следует рассматривать в совокупности с технологическим процессом, так как многие параметры машины определяют из анализа технологического процесса по условиям получения заданных показателей качества оборудования; в свою очередь, параметры машины влияют па ход технологического процесса. По этой причине структурный и параметрический синтез машины подлежат оптимизации на всех уровнях: сначала всей системы совокупно с технологическим процессом, затем - отдельных функциональных систем машины и, наконец, наиболее важных ее элементов (деталей).
Каждый объект и саму процедуру его проектирования рассматривают как системы, компонентами которой являются вход, процесс, выход, управление с обратной связью и ограничения. Системный подход позволяет осуществлять преемственность проектирования, так как выход предшествующего этапа является входом последующего.
Качественный показатель, по которому выполняют оптимизацию проектируемой системы, называют критерием эффективности, а его зависимость от оптимизируемых параметров — целевой функцией. Эффективность решения на каждом этапе оптимизационного проектирования оценивают разными критериями эффективности; ими могут быть, например, производительность или приведенные затраты при проектировании машины; масса Л габариты— при проектировании детали и т. д.
Оптимизационное проектирование — поиск такого решения, при котором целевая функция имеет экстремум и заданные ограничения,
37
наложенные на выходные параметры; соответствующие значения переменных параметров называют оптимальными.
Для проведения поиска оптимального решения необходимо иметь математическую модель соответствующей системы, удовлетворяющую определенным условиям и содержащую оптимизируемые показатели. Математическую модель можно получить аналитическим или экспериментальным методами.
Задачу оптимизации формулируют в общем случае следующим образом: необходимо найти такой вектор X (хг, х2> ••> х„) варьируемых (управляющих) параметров, для которого целевая функция F -= f (х;, а,, Ь,.) ->-extr при фиксированных условиях а, (х,) = 0; j = 1, 2, ..., т и ограничениях b/t (х;) уз 0; k = 1, 2, ..., р.
Ограничения bk определяются условиями, накладываемыми на выходные (управляемые) переменные, характеризующие качество проектируемой машины или элемента.
Общих методов решения математических задач оптимизации нет. В зависимости от конкретных условий используют различные специальные методы.
В простейших случаях, когда целевая функция задана аналитически, используют классические методы нахождения экстремума методами дифференциального исчисления. При наличии ограничений типа равенств, наложенных на независимые переменные, используют метод множителей Лагранжа. В более сложных случаях, когда критерий оптимальности представлен в виде функционалов, используют методы вариационного исчисления-, при оптимизации процессов, описываемых системами дифференциальных уравнений, применяют принцип максимума Понтрягина. Используют также динамическое, линейное программирование и другие методы оптимизации.
В ряде случаев при проектировании машин нельзя ограничиться оптимизацией по одному критерию, а необходимо учитывать несколько противоречивых критериев качества. В этом случае необходимо выделить несущественные критерии и параметры, а из существенных сформировать интегральные критерии и определить оптимальные параметры проектируемой системы на допустимом множестве решений. Параметры системы в подобных случаях определяют с помощью ЛП .-метода и выполняют с использованием диалога человека с ЭВМ.
САПРхиммаш. Система автоматизированного проектирования оборудования в химическом машиностроении состоит из технических средств, общего и специального программного и математического обеспечения, информационного обеспечения (банк данных, включающий справочные и каталожные данные, значения параметров, сведения о типовых решениях и т. п.) и инженера-пользователя.
В САПР решение задач обеспечивают совокупностью программ общего и специального программного обеспечения, разрабатываемых специалистами по САПР. Программы построены по блочно-модульному принципу и предназначены для многократного применения в различных ситуациях при проектировании, подборе, компоновке 38
Рис. 2.3. Схема САПР фильтровального оборудования
оборудования или решении других подобных задач. Блочно-модульная система позволяет наращивать, развивать и совершенствовать систему проектирования.
В химическом машиностроении САПР "разрабатывают и используют на различных уровнях при проектировании гидравлических машин, фильтровального, смесительного и сушильного оборудования, машин роторного типа и т. д.
Структуру системы автоматизированного проектирования рассмотрим на примере САПР фильтровального оборудования. Последняя состоит из объектных и инвариантных подсистем (рис. 2.3). Подсистемы САПР имеют методическое обеспечение, т. е. соответствующие математические модели и алгоритмы функционирования подсистем, программное (комплексы или пакеты прикладных программ), техническое (ЭВМ), информационное (базы технологических, конструкционных, механических и других характеристик оборудования, перерабатываемых и конструкционных материалов и пр.), организационное (инструкции по эксплуатации). Инвариантные подсистемы САПР различных объектов имеют ряд программ общего обеспечения, что позволяет универсально использовать труд разработчиков САПР.
. § 5. ЭЛЕМЕНТЫ ОСНОВНЫХ СТАДИЙ ПОДГОТОВКИ КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
Техническое задание. Исполнитель (разработчик проекта) по исходным данным, полученным от заказчика, устанавливает назначение проектируемого изделия и предъявляемые к нему требования, разрабатывает техническое задание, включающее показатели
19
качества изделия, согласует задание с заказчиком и утверждает 1 вышестоящей организации.
Техническое предложение. Исполнитель подбирает и изучает необходимый информационный материал, обосновывает техническую и технико-экономическую целесообразность создания различных вариантов изделия с учетом имеющегося опыта и патентных материалов, разрабатывает техническое предложение с присвоением документам литеры «П», рассматривает и утверждает техническое предложение.
Эскизный проект. Исполнитель разрабатывает конструкторскую документацию, содержащую принципиальные конструкторские решения, поясняющую устройство и принцип работы изделия, основные его параметры, выполняет важнейшие схемы, чертежи общего вида, ответственных сборочных единиц, наиболее важных деталей (документам! присваивают- литеру Э), изготовляет и испытывает макеты, рассматривает и утверждает эскизный проект.
Технический проект. При разработке технического проекта (совокупности конструкторских документов, которые содержат окончательные технические решения, дающие полное представление об устройстве разрабатываемого изделия, и исходные данные для разработки рабочей конструкторской документации) исполнитель выполняет следующие работы:
создает- конструктивные решения изделия и его составных частей, в том числе, при необходимости, разрабатывает чертежи сборочных единиц и деталей;
выполняет все необходимые расчеты, в том числе подтверждающие технико-экономические показатели, установленные техническим заданием;
выполняет все необходимые схемы (гидравлическую, кинематическую, пневматическую, технологическую, электрическую и др.);
разрабатывает и обосновывает технические решения, обеспечивающие установленные техническим заданием показатели надежности;
анализирует технологичность конструкции изделия с учетом требований нормативно-технической документации, действующей на предприятии-изготовителе; выявляет потребности в новом технологическом оборудовании для изготовления изделия;
оценивают изделие с. течки зрения его соответствия требованиям промышленной экологии, эргономики, технической эстетики, транспортабельности. хранения, а также монтажа изделия на месте его использования;
оценивает эксплуатационные данные изделия (взаимозаменяемость, удобство обслуживания, ремонтопригодность, устойчивость к воздействию внешней среды, возможность быстрого устранения отказов, контроля качества работы, обеспеченность контроля технического состояния и т. д.);
обеспечивает указанный в техническом задании уровень стандартизации и унификации изделия;
1.)
проверяет патентную чистоту и конкурентоспособность изделия, оформляет заявки на изобретения;
выявляет номенклатуру покупных изделий;
оценивает технический уровень и качество изделия;
проверяет соответствие принятых решений требованиям техники безопасности и производственной санитарии.
При разработке технического проекта возможно также изготовление и испытание макетов.
Технической документации присваивают литеру Т; рассматривают технический проект и утверждают его.
Разработка рабочей документации. Для опытного образца (опытной партии) изделия, предназначенного для испытания, исполнитель разрабатывает конструкторскую документацию, необходимую для изготовления всех деталей и для сборки машины (рабочие чертежи деталей, спецификации разрабатываемого оборудования), корректирует документы по результатам изготовления и заводских испытаний с присвоением им литеры О.
Па этой стадии проводят государственные, межведомственные, приемочные и другие испытания оборудования. При корректировке документов по результатам испытаний им присваивают литеру О,, а при последующих испытаниях опытного образца (опытной партии) и соответствующих корректировках конструкторских документов им присваивают литеру соответственно О.,, О3 и т. д.
После изготовления и испытания установочной серии изделий исполнитель корректирует конструкторские документы по результатам изготовления, испытания и оснащения технологических процессов основных составных частей изделия с присвоением документам литеры А.
Для установившегося серийного или массового производства исполнитель корректирует конструкторские документы по результатам изготовления головной (контрольной) серии с присвоением литеры Б документам, окончательно отработанным и проверенным в производстве при изготовлении изделия по зафиксированному и полностью оснащенному технологическому процессу.
Конструкторским документам для индивидуального производства, предназначенным для разового изготовления одного или нескольких изделий, присваивают литеру И.
Г Л А В A 3
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИННЫХ АГРЕГАТОВ. УПРУГИЕ КОЛЕБАНИЯ В МАШИНАХ
§ 1. ОСНОВНЫЕ ЗАДАЧИ ДИНАМИЧЕСКОГО РАСЧЕТА МАШИН
Общая характеристика задач динамики машин. Машинный агрегат представляет собой систему, состоящую из машины-двигателя, передаточного механизма и технологической (рабочей) машины. Элементы системы находятся под воздействием внешних сил. К ним относятся силы движущие, силы технологического (полезного) сопротивления, для преодоления которых создана машина, силы тяжести звеньев, силы сопротивления внешней среды, в которой происходит движение звеньев машины. В зависимости от характера задач, решаемых при проектировании машины, в расчеты вводят силы упругости звеньев, силы инерции, силы трения и реакции в кинематических парах механизмов, входящих в машинный агрегат. Реакции в кинематических парах и силы трения в них по отношению к машине являются внутренними силами.
Различают две основные задачи динамики. К первой задаче, применительно к машинам, относится определение неизвестных внешних сил, действующих на звенья, и реакций в кинематических парах при известном законе движения машины. Эта задача составляет содержание силового расчета механизмов', сюда относится и проблема уравновешивания масс.
Вторая задача состоит в изучении режима движения механизмов при известных массах их звеньев под действием заданных внешних сил. Сюда относятся вопросы определения энергозатрат и анализ их распределения в элементах системы, в частности нахождение общего и частных коэффициентов полезного действия, регулирование движения машины, например, расчет маховика (актуальная задача для щековых дробилок, поршневых компрессоров и насосов). К задачам динамики относится также определение истинного закона движения машинного агрегата или его отдельных элементов под действием приложенных сил, в частности с учетом упругости звеньев, а также задача о соударении звеньев.
Перечисленные проблемы можно решать как расчетно-теоретическими, так и экспериментальными методами.
Силовой расчет механизмов. Цель силового расчета — нахождение уравновешивающих сил (моментов) и реакций в кинематических парах механизмов. Эти величины являются входными параметрами при расчетах па прочность звеньев механизмов и отдельных деталей машин, узлов трения, при выборе двигателя.
Обычно силовой расчет выполняют с использованием принципа Даламбера, который позволяет присоединением сил инерции звеньев 4’
ко всем внешним силам, действующим на звенья, рассматривать последние условно находящимися в равновесии. Реакции в кинематических парах, найденные с учетом сил инерции, называют динамическими; их определяют кинетостатическим расчетом, изложенным в курсе теории механизмов и машин. Когда силы инерции незначительны по сравнению с внешними силами, ими можно пренебречь. Расчеты, в которых не учитываются инерционные силы, называют статическими.
При выполнении силового расчета обычно звенья механизмов рассматривают как абсолютно твердые тела, пренебрегая вследствие малости деформаций звеньев смещениями точек приложения сил. Однако такое допущение не является корректным в случаях, когда деформации звеньев значительны (пружины, длинные валы, балки и другие детали). Особенности силового и прочностного расчета таких элементов машин рассмотрены в теории колебаний.
Уравновешивание масс. Динамические нагрузки, обусловленные силами инерции звеньев, передаются через кинематические пары на станину машины и ее фундамент. Они вызывают дополнительные потери на трение в кинематических парах и, поскольку изменяются во времени, могут вызывать вибрацию звеньев и фундамента, быть источником шума. По этой причине при проектировании таких машин, как щековые и конусные дробилки, грохоты и др., необходимо уравновешивание сил инерции установкой специально рассчитанных противовесов, позволяющих исключить полностью или частьчно передачу на станину и фундамент динамических нагрузок. Особенно важное значение имеет уравновешивание вращающихся масс — роторов центрифуг, сепараторов, дробилок, измельчителей и других быстроходных машин.
При статической балансировке вращающихся масс установкой противовеса добиваются совпадения положения центра масс детали с ее осью вращения. Мерой статической неуравновешенности является статический момент массы (дисбаланс) таг, где т0 — масса инерционного элемента, г — эксцентриситет массы.
При динамической балансировке, осуществляемой на специальных балансировочных станках или приспособлениях, установкой противовесов добиваются совпадения оси вращения с одной из главных центральных осей инерции вращающегося тела. Мерой динамической (моментной) неуравновешенности является момент дисбаланса.
Методы решения задач динамики. При решении задач динамики механизмов, например при исследовании движения машинного агрегата или отдельных элементов машин, обычно применяют уравнения динамики в одной из трех форм: второго закона Ньютона, уравнения кинетической энергии, уравнения Лагранжа второго рода.
Второй закон Ньютона обычно используют для описания движения материальной точки или системы материальных точек.
Для материальной точки массой т, в векторной форме d =
= Ес, где Vt — скорость точки, F, — действующая сила. В частном случае при нц = const mdVildt = F,.
43
Уравнение движения машинного агрегата в форме уравнения кинетической энергии на конечном перемещении обычно записывают через работу приведенных к определенному звену моментов движущих сил /1д и работу сил сопротивления Лс; правую часть уравнения (изменение кинетической энергии системы) в этом случае выражают через приведенные моменты инерции звеньев в конечном J„ и начальном Jll0 положениях:
Л-Лс=4®2/2--Ло^/2. (3.1)
где а и б)0 — соответствующие значения угловой скорости звена приведения.
Приведенные моменты сил и приведенные моменты инерции звеньев механизма в общем случае могут быть функциями положения, скорости, времени. Запись уравнения движения в форме (3.1) удобна для определения скоростей движения звеньев механизма.
При решении некоторых задач теории механических колебаний для анализа движения используют методы аналитической механики — уравнение Лагранжа второго рода. Если движение системы описывают обобщенными координатами (i — 1,2, ..., и) и обобщенными скоростями то уравнения движения с учетом упругости звеньев имеют вид
dt д(Ц <k/i ~ dqt Чг’
где Т и U — соответственно кинетическая и потенциальная энергия системы; Q; — обобщенная сила.
Ударные нагрузки. При соударении элементов механических систем удар характеризуется кратковременностью взаимодействия тел при резком изменении их скоростей и возникновением очень больших сил, длительность существования которых мала. Явления удара встречаются в ряде машин химических производств (дробилках, мельницах, грохотах и т. д.).
Усилия, возникающие при ударе, можно найти только при анализе динамических деформаций соударяющихся тел. Контактная теория упругого удара разработана Г. Герцем; опа основана на гипотезе о том, что общая деформация соударяющихся тел весьма мала по сравнению с местными деформациями в зоне контакта тел в момент удара, а инерционными силами деформируемых элементов можно пренебречь.
§ 2. ОСНОВНЫЕ ПОНЯТИЯ ТЕОРИИ КОЛЕБАНИЙ
Колебания и вибрация. Интенсификация технологических процессов, протекающих в машинах химических производств, непосредственно связана с ростом напряженности энергетических потоков от двигателя к рабочей машине, увеличением скоростей движения исполнительных органов, повышением требований к надежности машин. По этим причинам особое внимание уделяют изучению механических колебаний, под которыми понимают много-41
кратное поочередное возрастание и убывание во времени кинематических или динамических параметров, характеризующих механическую систему. Наряду с термином «механические колебания» используют и нестрогий термин «вибрация» — механические колебания с относительно малой амплитудой и не очень низкой частотой.
Механические колебания могут проявлять себя как опасное явление, нарушающее режимы работы машин, что приводит к увеличению износа, повышению напряжений в деталях машин вплоть до их разрушения, ухудшению условий труда (возрастанию уровня шума и вибрационного воздействия на человека и окружающую среду). По этой причине обязательно выполнение расчетов на механические колебания многих видов дробилок, измельчителей, грохотов, всех быстроходных валов центробежных машин — центрифуг, сепараторов, распылительных сушилок, смесителей и т. д.
Наряду с этим механические колебания в ряде случаев можно использовать как полезное явление для выполнения или интенсификации ряда технологических процессов, в том числе и в химических производствах (измельчение, классификация, фильтрование, дозирование и др.). Совокупность методов и средств возбуждения, полезного применения и измерения вибрации, вибрационных испытаний, вибрационной защиты и вибрационной диагностики представляет собой объект, которым занимается вибрационная техника.
Классификация механических колебательных систем. Различают механические колебательные системы с конечным и бесконечным числом степеней свободы. Под числом степеней свободы понимают число независимых координат, однозначно определяющих положение системы в любой момент времени.
Реально всякая деформируемая механическая система обладает бесконечным числом степеней свободы, однако введением определенных допущений, идеализацией свойств системы с учетом ее конкретных особенностей и условий задачи в ряде случаев число степеней свободы принимают конечным. Например, система, состоящая из пружины с закрепленным на ее конце грузом (рис. 3.1, а), имеет одну степень свободы, если пренебречь массой пружины, а груз считать абсолютно жестким телом, перемещающимся поступательно по направляющей. Другим примером системы с одной степенью свободы является закрепленный на валу диск (рис. 3.1, б) при условии, что он может совершать только вращательное движение относительно оси вала (крутильные колебания), а масса вала весьма мала по сравнению с массой диска.
В первом из этих примеров независимой координатой, определяющей положение центра массы ЦМ груза, является абсцисса х, отсчитанная от положения равновесия; во втором — угол поворота диска ф. Заметим, что если во втором примере рассматривать поперечные колебания диска с валом, то система будет иметь две степени свободы: положение диска характеризуется в этом случае смещением х его центра массы и углом поворота оси 0. На рис. 3.1, б показана балка, подверженная поперечным колебаниям с двумя сосредоточенными массами т1 и m.t. Если собственная масса балки не-
45
Рис. 3.1. Схемы упругих механических систем:
а — пружина с закрепленной массой; б — нал с диском; в — балка с дпумя сосредоточенными массами
значительна по сравнению с массой грузов, то такая система имеет две степени свободы. Иногда системы с одной, двумя и т. д. числами степеней свободы называют соответственно одномассовой, двухмассовой и т. д.
Механическую систему с упругими связями называют линейной, если сила упругости связи линейно зависит от перемещения. В большинстве случаев это возможно лишь при малых перемещениях. Для линейных систем справедлив принцип суперпозиции, позволяющий суммировать результаты внешних воздействий на систему независимо от порядка их приложения.
По виду колеблющегося объекта различают колебания стержней, оболочек (в частном случае, пластин) и тел, например, фундаментов.
Классификация колебательных процессов. В зависимости от причин, вызывающих колебания системы, колебательные процессы классифицируют следующим образом.
Свободные колебания — колебания, которые совершаются при отсутствии внешнего воздействия и без поступления энергии извне. Они происходят за счет ранее накопленной энергии, например, при нарушении равновесия системы. На рис. 3.1, а, б тела показаны в неравновесном состоянии; после устранения причин, препятствующих движению изображенных тел, они начнут совершать свободные колебания. Если система консервативна, т. е. ее полная механическая энергия остается постоянной при колебаниях, свободные колебания могут продолжаться бесконечно долго. Реально происходит диссипация энергии — из-за потерь на внешнее и внутреннее трение полная механическая энергия убывает со временем.
Вынужденные колебания — колебания, вызванные переменным внешним воздействием.
Параметрические колебания определяются изменением во времени параметров системы; пример — колебание груза, закрепленного на горизонтальной консольной балке при периодическом изменении длины консоли.
46
Рис. i.2. График с в ободных гармонических колебании
Автоколебания (самовозбужда-ющиеся колебания) возникают и поддерживаются источником энергии неколебателъной природы при условии, что источник энергии входит в рассматриваемую систему. Простейший пример автоколебательной
системы — часовой механизм, в котором, заведенная пружина слу-
жит источником энергии, а колебательный характер подведения
энергии от источника определяется самим движением системы с помощью специального механизма.
В машинах химических производств встречаются все виды колебательных систем и колебательных процессов. В дальнейшем преимущественно рассмотрены линейные упругие свободные и вынужденные колебания стержней.
В зависимости от паправлекля перемещений колеблющихся масс, закрепленных на стержне, различают продольные, поперечные и крутильные колебания стержней', соответственно перемещения центров масс происходя!' в направлении осп стержня, перпендикулярно ей или масса вращается вокруг оси стержня.
Свободные колебания. Рассмотрим свободные колебания упругой линейной консервативной системы с одной степенью свободы (см. рис. 3.1, а). В соответствии со вторым законом Ньютона тх = —Ру, где Ру — сила упругости или восстанавливающая сила, действующая на тело со стороны упругой связи (пружины). Полагая, что Ру = О при х = 0, для линейной упругой системы с жесткостью с получим в произвольном положении Р, -сх, и, следовательно , дифференциальное уравнение движения тела примет вид тх + ск = 0 или
х | 0, (3 2)
где <о “ = dm.
Уравнение (3.2) имеет решение
х — A jin («и/ -ф- ср), (3.3)
т. е. при свободных колебаниях консервативной системы движение массы происходит по гармоническому закону с амплитудой А, угловой частотой б)0 и начальной фазой ср (рис. 3.2). Амплитуда колебаний равна наибольшему значению отклонения центра массы тела от равновесного положения. Угловая частота свободных колебаний зависит только от свойств системы, поэтому ее еще называют собственной частотой. Собственная частота одномассовой системы возрастает при увеличении жесткости упругой связи и уменьшении массы тела
®о — Vdm.
Собственную частоту измеряют в с”1. Она связана с периодом колебаний (продолжительность полного колебания, с) Т выражением <о0 == 2л/7’.
47
Рис. 3.3. Схемы к расисту частот свободных колебаний: а — ксшсплг.иая бялка; б . цилиндрическая пружина
Величину, обратную периоду колебаний, называют частотой колебаний и измеряют обычно в герцах (Гц):
f -- Т 1 -= <о0/2л.
Скорость и ускорение тела в колебательном движении находят дифференцированием уравнения (3.3):
х ~ 4o)0cos (();
Х= — Д(0о sin (<noi <).
(И)
Если известны начальные смещение х0 и скорость х0 тела, то амплитуду и начальную фазу колебаний можно выразить через х0 и х0 подстановкой в уравнения (3.3) и (3.4) x0, х0 и I == 0:
А = ]/хо (л-0/о)0)2-, <р = arctg ((OoXo-'a'd).
Иногда собственную частоту колебаний выражают через статическую деформацию хС|, упругой связи, которая была бы вызвана силой Q, равной весу тела mg:
Полученные соотношения справедливы для любой упругой системы с одной степенью свободы при продольных или поперечных колебаниях массы.
Пример 3.1. Рассчитать собственную частоту колебаний консольной балки с сосредоточенной на ее конце массой т. Модуль упругости материала балки Е, момент инерции сечения J (рис. 3.3, а). Массой балки пренебречь.
Решение. Частота собственных колебаний со0 = К dm.
Для консольной балки статическая деформация у(,т = Q/3/(3£J); жесткость с = Qjyc/t = 3£V/Z3; следовательно, ы0 = рЛ3£'//((3т).
Пример 3.2. Рассчитать частоту собственных колебаний груза массой т, закрепленного на цилиндрической пружине. Размеры пружины показаны на рис. 3.3, б, число витков п, модуль сдвига Q.
Решение. Статическая деформация пружины под воздействием силы Q — mg : l/ci ~ 8QD3n/(Gdi): жесткость пружины с = G,i’.(8D3/i).
Собственная частота колебаний <о0 = j/Gd4/(8D3/:m) .
Выражения для определения коэффициента жесткости с некоторых одномассовых систем приведены в табл. 3,1.
Таблица .3.1
Коэффициенты жесткости с систем с одной степенью свободы
49
Продолжение табл. 3.1
Формула расчета с
?,EJ (а + 6)3 d'b3
Примечание. Е — модуль упругости; F, J — площадь и момент инерции сечения при изгибе.
Затухание свободных колебаний. В реальных механических системах происходит рассеяние энергии, системы неконсервативны, колебания затухают во времени. Затухание является следствием потерь общего запаса энергии на трение в кинематических парах, трение о среду, в которой находится система, внутреннее трение в материале деформируемых элементов системы. Особенно значительны потери на трение в демпферах — устройствах, предназначенных для гашения колебаний.
Установим основные закономерности свободных колебаний упругой линейной системы при наличии силы вязкого сопротивления гропорционалыюй скорости R --- ах, где а — коэффициент пропорциональности.
Из рассмотрения схемы действия сил R и Pv (рис. 3.4, а) следует тх —сх — ах. Обозначим а!2т = п (коэффициент демпфирования), с/m = (о2. Тогда дифференциальное уравнение можно представить в форме
х -ф ‘2пхД (OqX = 0. (3.5)
Обычно выполняется неравенство ojjj > я2; в этом случае общее решение уравнения (3.5) может иметь вид х = Ae~nl sin + <р), где (01 = ]/'соо — п2 <соо- Практически я2 значительно меньше ю2 и можно принимать (0j <и2.
Для определения постоянных А и ср используют начальные условия: х — хи и х = х0 при t = 0.
Рис. 3.4. Свободные упругие колебания при вязком сопротивлении: а — расчетная ахема; б — график свободных колебаний с затуханием 5(1
Проведя процедуры, аналогичные выполненным при анализе свободных колебаний, получим
А = т/д-2 ; ф = arctg п: .
Г 1 Шц—п- 1 ь х0 + пх0
Поскольку «J const, колебания системы изохронны, т. е. длительность цикла колебаний постоянна во времени (рис. 3.4, б).
Сопоставим пиковые значения отклонений за цикл колебаний. Для моментов времени tL и С + Т соответственно:
At = Ae~nt‘\ Ai+l == Де"'1 Ci+П.
Из отношения двух соседних пиковых значений отклонений = епГ можно найти логарифмическиий декремент колебаний
5 = «Г = In (ЛгЛ4/+1),
который характеризует диссипативные свойства системы.
Принимают, что диссипативные свойства металлоконструкций определяются законами вязкого трения. Обычно 8 = 0,03 ... 0,07 для стали, 6 = 0,12 ... 0,24 для кирпичной кладки и 6 =0,15...0,30 для железобетона.
Следует отметить, что при использовании демпферов с большим сопротивлением может быть справедливым соотношение п > <в(|; в этом случае движение тела не имеет колебательного характера и является апериодическим.
Способы возбуждения колебаний. К причинам колебаний механической системы можно отнести следующие.
1. Силовое возбуждение колебаний, обусловленное воздействием внешних независящих от состояния системы сил или моментов, приложенных к инерционным элементам системы (пример — колебания, вызванные неуравновешенностью масс звеньев механизмов).
2. Кинематическое возбуждение колебаний, вызванное линейными или угловыми перемещениями отдельных элементов системы, не зависящими от ее состояния (использование в упругих системах кривошипно-ползунных, эксцентриковых и других механизмов).
3. Параметрическое возбуждение колебаний, когда независимо от состояния системы меняются во времени ее параметры, например жесткость, массы, моменты инерции.
4. Автоколебания.
В вибрационных машинах исполнительному органу сообщают вибрацию для осуществления или интенсификации выполняемого процесса либо для повышения качества выполняемой работы. Для возбуждения вибрации в этих машинах используют специальные устройства — вибровозбудители. Наибольшее распространение получили вибровозбудители следующих типов.
1. Механические, в которых вращательное движение преобразуется в колебательное (преимущественно эксцентриковые и кулачковые механизмы). Закон движения ведомого звена может быть близким к гармоническому. Эти возбудители применяют в некоторых типах грохотов, вибрационных центрифугах, червячных смесителях.
51
a)
Рис. 3.5. Поршневые вибровозбудители: а — пневматический; б -- гидравлический
2. Гидравлические и пневматические поршневые, вынуждающая сила которых создается давлением жидкости, пара или газа, приводящим в возвратно-поступательное движение относительно цилиндра поршень возбудителя. Пневматический поршневой возбудитель (рис. 3.5, а) состоит из цилиндрического корпуса 1 и размещенного в нем поршня 2, имеющего проточки и каналы. Для подачи сжатого воздуха служит патрубок б; отверстия а и в предназначены для выпуска воздуха. В положении цилиндра, показанном на схеме, сжатый воздух по внутреннему каналу в цилиндре, проточке г и каналу д в поршне попадает в левую полость цилиндра. Под действием давления воздуха поршень начинает перемещаться относительно цилиндра вправо, пока не будет открыто отверстие а, через которое воздух выходит в атмосферу; к этому моменту прекращается подача сжатого воздуха в левую полость цилиндра и начинается его подача по ранее рассмотренной схеме в правую полость цилиндра.
Вибровозбудители подобного типа могут работать в безударном режиме, в режиме одно- или двусторонних ударов.
Пульсаторный беззолотниковый гидравлический поршневой возбудитель (рис. 3.5, б) также имеет цилиндр 1 и поршень 2. Полости цилиндра трубопроводами 3 и 5 сообщаются с соответствующими полостями поршневого насоса 4.
3. Электромагнитные, в которых вынуждающая сила создается одним или несколькими электромагнитами. В электромагнитах поддерживается переменный или пульсирующий магнитный ноток. Возбудители такого типа часто применяют в бункерах для сыпучих материалов, дозаторах, питателях.
4. Инерционные, в которых вынуждающая сила генерируется периодическим движением инерционного элемента. Наиболее распространены инерционные центробежные возбудители, в которых инерционный элемент совершает вращательное движение; последние разделяют на дебалансные и планетарные.
Дебалансные вибровозбудители широко используют в вибрационных машинах, например в различного рода грохотах, некоторых типах конусных дробилок, вибрационных мельницах и т. д. В простейшем случае при использовании одного дебаланса (вращающе-s'
гося неуравновешенного инерционного элемента) генерируется круговая вынуждающая сила, лежащая в плоскости вращения дебаланса (рис. 3.6, а). Если дебаланс вращается от асинхронного электродвигателя, то модуль (амплитуда) вынуждающей силы Ро — практически постоянная величина:
Ро = тоы2г,
где — масса дебаланса; со — угловая скорость; г — расстояние от оси вращения до центра масс дебалапса.
Дебалапсный вибровозбудитель направленного действия состоит из двух дебалансов, синхронно и синфазно вращающихся в противоположных направлениях вокруг одной или двух параллельных осей в подшипниках, закрепленных на общей стойке (рис. 3.6, б, в). В этом случае результирующая вынуждающая сила изменяется по синусоидальному закону и имеет постоянное направление по оси, совпадающей с биссектрисой угла между силами Ро. Результирующая сила
Р = 2Р0 sin (и/).
Иногда применяют маятниковые дебалансные возбудители. Они позволяют применением одного дебаланса получить практически постоянно направленную синусоидально колеблющуюся вынуждающую силу. Ее направление совпадает с прямой, соединяющей ось подвеса 1 маятника 3 с центром оси вращения дебаланса 4 (рис. 3.6, а). Опрокидывание корпуса вокруг оси подвеса исключают ограничители 2.
Рис. 3.6. Дебалансные вибровозбудители:
и — с одним дебалансом; б, в — с двумя дсбалапс.чми /направленного действия); г — маят-ниновый
53
a — схема приложения сил: б — амплитудно-частотная характеристика
В планетарных вибровозбудителях вынуждающая сила создается инерционным элементом — бегунком, обкатывающимся по беговой дорожке корпуса и передающим ей инерционную силу.
Вынужденные колебания. Рассмотрим продольные колебания линейной упругой системы с одной степенью свободы под действием вынуждающей силы Р (/), изменяющейся по гармоническому закону. Первоначально примем допущение, что неупругие силы сопротивления отсутствуют. Уравнение движения в этом случае (рис. 3.7, а) имеет вид тх = —Ру + Р (I), что после подстановок Ру = сх, с/т = и Р (t) = Рп sin (со/) дает
х <dqX = (Ра/т) sin (со/). (3.6)
Как известно, общее решение линейного неоднородного дифференциального уравнения второго порядка равно сумме общего решения xL = A sin (соо/ -И ср) однородного уравнения и какого-либо частного решения х2 неоднородного уравнения. Последнее следует искать в форме х2 = Ао sin (со/).
Подставив х2 и х2 в выражение (3.6), найдем
— Л0со2 sin (со/) Лосо2 sin (со/) = (P^tri} sin (со/), откуда амплитуда вынужденных колебаний
А — ^0 — _____(д_____ /Q
0 т (<Dq—со2) спы() (1—ш’/ш0) ’ ' ' '
Таким образом общее решение уравнения (3.6) принимает вид
х^А sin (со0< 4- ср) -|- sin (3.8)
Практически свободные колебания с частотой соо [им соответствует первое слагаемое правой части уравнения (3.8) ] быстро затухают. Через некоторое время устанавливаются не зависящие от начальных условий стационарные колебания с частотой вынуждающей силы со (вынужденные колебания).
При анализе вынужденных колебаний примем во внимание, что /исОц = с, а отношение Р0/с = Лст — равновесная амплитуда, со-£4
ответствующая статической деформации упругой связи при воздействии па нее силы Рп. Из уравнения (3.7) Ао = Лст/(1 — <о2/о>о) или Ап -= Лстх, где
х = (1 -со2/®2)-1; (3.9
здесь х — коэффициент динамического усиления (коэффициент динамичности)-, он характеризует не только отношение амплитуд при динамической и статической деформации упругой связи, но и отношение соответствующих максимальных сил и напряжений.
Из выражения (3.9) следует, что величина коэффициента динамичности определяется только отношением частот со/со0. Кривую соответствующей зависимости называют амплитудно-частотной характеристикой (рис. 3.7, б).
Рассмотрение амплитудно-частотной характеристики позволяет установить, что при частоте вынужденных колебаний, значительно меньшей частоты собственных колебаний (со <£ w0), колебания системы происходят в одной фазе с вынуждающей силой, причем амплитуда колебаний близка к деформации упругой связи при ее статическом нагружении силой Ро (х 1).
При со > и0 коэффициент х < 0, следовательно, колебания системы происходят в противофазе с вынуждающей силой Ро, причем в пределе при со -> оо амплитуда Ао -> 0. Эффект уменьшения динамической деформации и напряжения объясняется тем, что низкочастотная упругая система «не успевает» реагировать на быстрые изменения возмущающей силы.
При равенстве частот вынужденных и собственных колебаний системы (со =:= со0) амплитуда вынужденных колебаний стремится к бесконечности (х -о- оо). Это явление называют резонансом, а соответствующую частоту вынужденных колебаний — резонансной.
Детальный анализ закономерности, характеризующей изменение амплитуд при резонансе, приводит к выражению
х (/) == Лст [sin (cooZ) — со/ cos (cooZ) ].
Из соответствующего графика (рис. 3.8) видно, что пиковые значения перемещений возрастают пропорционально времени, причем их безграничное нарастание характерно только для линейной упругой консервативной системы (без трения). Увеличение амплитуд происходит во времени, следовательно, возможен переход через резонанс в период пуска машины при его достаточно малой длительности. Вместе с тем при наличии вынужденных колебаний эксплуатация машин в режимах, близких к резонансному, приводит к значительному х 1 увеличению коэффициентов динамичности и, \
как правило, не допускается. / \
Если вынужденные колебания в линей- о V—т г * ной упругой системе происходят при вяз- \ i
ком сопротивлении, то уравнение движения \ /
Рис. 3.8. График колебаний при резонансе
55
колеблющегося тела принимает вид х + 2nx + «„х _-(P0/m)sin (со/); соответствующие вынужденные колебания описываются выражением
X Л () sill ((!)/ — у), (3.10)
где Ло = Л,-г/^(1 — <1)2/%о)'Ч- 'IcoW/coJ и у —arc.tg[2(i)«/(wo —о2)]-
В формуле (3.10), как и ранее, принято Лс. — PJc Р„ Коэффициент динамичности для рассматриваемого случая
х = Л0/Лст = 1(1 — «)>20)2 - h 4cd2/i2/coo|—0,5
и при резонансе принимает конечное значение
х ~ й)0/2га.
(ЗЛ1)
Амплитудно-частотная характеристика при вынужденных колебаниях с вязким сопротивлением показана на рис. 3.9. В рассматриваемом случае влияние вязких сил сопротивления проявляется лишь в резонансной области в интервале 0,75 .< ы/сц, с 1,25. Максимальные значения динамического коэффициента х мало отличаются от резонансных значений, определяемых выражением (3.11).
Из уравнения (3.10) следует, что перемещения массы происходят с частотой, соответствующей изменению вынуждающей силы, но отстают от нее но фазе на угол у. При малых частотах о> этот угол невелик, при резонансе равен л/2, а при очень высоких частотах со вынужденных колебаний близок к л.
При выполнении инженерных расчетов обычно удовлетворяются проверкой условия отсутствия резонанса или попадания в резонансную область, а также расчетом коэффициента динамичности. По известной величине х определяют напряжения в упругих связях о — хстст, где аст — напряжение в рассматриваемом элементе упругой связи при статическом приложении максимальной вынуждающей силы Р().
При отношениях <о/<о0, соответствующих резонансной области, коэффициент х, амплитуда А„ и напряжения ст достигают очень больших значений, что ведет к нарушению нормального функцио-
нирования машины или даже к разрушению элементов се упругой системы. В подобных случаях стараются вывести систему из резонансной области. Если частота со вынужденных колебаний задана, например, условиями выполнения технологического процесса, то тем или иным способом изменяют частоту собственных колебаний системы. Предпочтительно, чтобы при этом отношение со/соо было больше
Рис. 3.9. Амплитудно-частотная характеристика вынужденных упругих колебаний одномассовой системы с вязким сопротивлением
[6
едини iw, так как в подобном случае можно получить коэффициент динамичности |х| < I. Частоту (Иц рационально уменьшать снижением жесткости упругих связей, что позволяет по крайней мере не увеличивать металлоемкость системы. Такого же эффекта можно добиться введением демпферов: как следует из рис. 3.9, при прочих равных условиях с увеличением отношения 2n/co0 коэффициент динамичности в резонансной области резко уменьшается.
§ 3. КОЛЕБАНИЯ ЛИНЕЙНЫХ СИСТЕМ
С НЕСКОЛЬКИМИ СТЕПЕНЯМИ СВОБОДЫ
Уравнение движения системы. Рассмотрим колебания системы, состоящей из п масс, т. е. имеющей п степеней свободы. При выводе уравнений движения используем принцип Даламбера, т. е. учтем силы инерции масс. Например, для ;-й массы сила инерции равна (—mji/j).
Положение а-й массы определяется независимой координатой //,, которую в соответствии с принципом суперпозиции можно выразить через силы инерции, вынуждающие силы Р/, приложенные ко всем массам системы, и единичные перемещения 8,у
= — S @ит1Уг) + S (Р)- (3-12)
/=1 /=1
Эго уравнение можно представить в матричной записи у + бту = 6Р, причем
/ У1 \ f 1 \
I у о I п I Р2 I
y l I Р | . , ш -
\ Уп / \ Р п )
1 /77, О 1
/ 8ц б12 . . . 6„t \
= /7'2. g = I б., г
п \ 8,,2 . . . б,(71 J
где у — матрица-столбец перемещений; Р — матрица-столбец вынуждающих сил; ш — диагональная матрица масс; 6 — матрица коэффициентов влияния (единичных перемещений), симметричная относительно главной диагонали.
Аналитическое определение частот собственных колебаний балок.
Частоты собственных колебаний рассчитывают для сопоставления их с частотой вынужденных колебаний, т. е. для проверки непопадания в резонансную зону.
Рассмотрим свободные поперечные колебания балки с п сосредоточенными массами; система закрепления балки может быть произвольной (рис. 3.10). В связи с отсутствием вынуждающих сил
57
А (со2) —
ь оыл равен (о^т^н — 1) со2щ1621
(O2/7ij6nl
Рис. 3.10. Схема балки с п сосредоточенными массами уравнение (3.12) можно записать с учетом принятых обозначений в виде
п
У1 = ~ S (3-13)
/=1
где 6г/ рассчитывают методами, излагаемыми в курсе «Сопротивление материалов».
Частные решения системы (3.13) имеют вид yt = A, sin (со/ + <р).
Подставив выражения yt и у-г = —Адо2 sin (со/ + ф) в уравнение (3.13) и сократив во всех членах общий множитель sin (со/ А- ср), получим систему линейных однородных уравнений относительно амплитуд А у.
Аг = со2 У (mjSi/Aj); i = 1, 2, . . ., п. i=i
Тривиальное решение системы, когда все амплитуды равны нулю (А; = 0), интереса не представляет, так как оно соответствует отсутствию колебаний балки. Для того чтобы рассматриваемая система имела решения, отличные от нуля, необходимо, чтобы ее нулю:
со2ш2612 . . . со2т;1б1;1
(<o2m2622 — 1) ... ш2тп62п =0
(оЭшбдз . . . ((О 1)
Это выражение называют частотным уравнением. Оно позволяет, раскрыв определитель, получить уравнение n-й степени относительно со2 в форме (—I)'1 апы?“ + (—1)г1~’ a,t ico2 + ... — п3со6 -|-+ п2со4 — о^со? +1 = 0, где аг, а2, ..., ап — постоянные коэффициенты. Все корни уравнения действительные; поскольку нас интересуют только положительные значения корней, то всего получим п частот собственных колебаний, соответствующих п степеням свободы системы. Следует отметить, что каждой собственной частоте колебаний отвечает определенное соотношение амплитуд колебаний масс, т. е. собственная форма колебаний. Общее решение системы уравнений (3.13) состоит из суммы частных решений
п
yi = /life sin (coftZ ф <p;i); i = 1, 2, . . . n, k=i
здесь Aih — амплитуда перемещения /-й массы при k-н форме колебания.
58
Наименьшая, низшая частота собственных колебаний называется основной, остальные частоты — высшими (обертонами); их принято располагать в порядке возрастания. Совокупность всех частот образует спектр собственных частот системы.
Проиллюстрируем изложенный метод расчетом частот собственных колебаний балки с двумя массами (п = 2). В этом случае в соответствии с уравнением (3.13) получим у{ =—— т2812у2; у2 = —т^у! — т2б22у2.
Примем частные решения уг = Аг sin (со/ + ф), у2 = Л2 sin (mt + + ср). Соответственно ух = —А±т2 sin (mt + ф), у2 = —Л2со2 sin (mt + + ф), что после подстановки в уравнения для yY и у2 и сокращения на sin (со/+ ф) дает = cd2 (/n^n/li + т2б12Л2); А2 = со2 (/п1621Д1+ + т2б22А2). После преобразований получим
Ai (бц/ПхИ2 — 1) + Л2б12т2со2 = 0;
Л1б21т1о)2 + А2 (б22т2со2 — 1) =0.
Приравняем нулю определитель этой системы уравнений бц/njG)2 — 1 812т2т2
821mLm2 822mLm2 — 1
= 0. (3.14)
Раскрыв определитель, получим биквадратное уравнение относительно со (по теореме о взаимности перемещений б12 = б21):
ffiiffi2 (бцбаа — 6(2) и4 — ++ + m2622) со2 + 1 =0
или сг2со4 — axtt»2 +1=0,
где а2 = (6пб12 — б2.) п^ту,
ьц = 1/ («| — у а2 - 4а2)/2а2;
ах = т^и + т2б22. Следовательно,
т2 = ]/(«! + - 4«2)/2с72. (3.15)
Определим также частоты собственных колебаний балки с консольным закреплением массивного жесткого тела. Пусть масса тела равна т, ее центральный момент инерции относительно оси, перпендикулярной к плоскости колебаний, Jx; жесткость балки EJ постоянна подлине (рис. 3.11, а). Система имеет две степени свободы: положение тела определяется смещением у центра его массы и углом поворота + Поскольку закрепленное тело жесткое, силу РИ = —ту переносим на конец консоли (рис. 3.11, б) и вводим помимо момента М„ = —Jx6 пару сил с моментом М -.= Рк13. В этом случае уравнения перемещений имеют вид
Z/= биРи + б12 (Л4ИМ); й-б2Л + б".2(Л4и + М). (3.16)
Приняв у = A sin (со/ + ф) и <1 = В sin (mt + ф), после подстановок и преобразований получим А = бптсо2Л + б12то?/3Л + + 612</хсо2В и В = б21/ио?Л + б23тсо2/3Л + 622Jxco3B. Отсюда найдем определитель системы и приравняем его нулю:
(6ц + 612/3) mm2 — 1 б12./х<+
(621 + 622/s) mm2 622Jxm2 — 1
59
Рис. З.П. Балка с консольно закрепленным массивным телом:
а — схема балки; б — расчетная схема: <?, г — эпюры изгибающих моментов от единичных (о)
силы п момента (;)
С учетом того, что 6]2 621, получим
«I = |/(fli - у/ а2 — 4г?о)/2а2 и <"2 = )/(«1 }/а2 — 4а2)/2а2,
где «2 = (6П6.,2 — б2.,) mJ,.\ aY (би + б,2/3) т +
Пример 3.3. Рассчитать частоту собственных колебаний балки см. (рис. 3.11, а), состоящей из двух швеллеров № 12 с суммарным моментом инерции сечения J = = 608 см4; закрепленное тело — площадка с электродвигателем (пяс = 980 об/мин ~ ~ 102 с1) общей массой т = 160 кг; момент инерции тела Jx = 3,5 кг-м2; lL = 2 м; 12 -.= 13 = 0,5 м.
Решение. Найдем выражения для коэффициентов влияния, используя метод Мора—Верещагина (рис. 3.11, в, г):
й______!_ (± i . [. А 1. i . 1 \ .... zi + 3/2
- “тД 2 1 3 + 1 ' Д ЗЕ.)
Расчеты дают 6П = 1,7133 10“7 м/Н, 612 = 3,7692-10'7 1/Н, 622 =
= 9,5943 10 " 1/(11 м). Следовательно, аг = 6,0924 • КГ6, а2 = 1,2493 -10’11 и ш t = = 128,3 с'1; ы2 = 2205 с’1.
Полученные результаты свидетельствуют о том, что частота вынужденных колебаний, вызванных электродвигателем, несколько меньше низшей собственной частоты колебаний балки и значительно меньше второй собственной частоты.
Влияние упругости опор. В реальных конструкциях машин опоры всегда податливые, поскольку все элементы конструкции .деформируются под действием приложенных сил. Рассмотрим влияние упругости опор на собственную частоту колебаний упругой 60
системы, в которой деформации опор связаны линейной зависимостью с воспринимаемыми усилиями.
В соответствии с принципом суперпозиции при расчете перемещений центров масс колеблющейся системы необходимо отдельно учитывать податливость опор. Уравнение (3.13) в этом случае принимает вид
tjt = — £ гп; (3.17)
/=i
где 8'i, — коэффициент влияния, обусловленный упругостью опор (в предположении, что колеблющаяся система представляет собой жесткое тело).
Например, для балки с опорами А и В, смещающимися на расстояния ул и уп в поперечном направлении на пружинах (рис. 3.12, а), линейное единичное перемещение
= бд (1 — 2,-//) (1 - 2у//) - I ftBZiZjH',
где г; — координата центра массы mL, положение которой определяют; 2/ — координата центра массы nij; бЛ = 1/сЛ и бв = \!сп — податливости опор А и В.
Угол поворота осп бруса, рассматриваемого как жесткое тело, постоянен для любого сечения балки
О - [6в2/ - 6А (/ - г,)]//2.
Если на балке закреплено тело с большим моментом инерции, учитывают деформации опор под воздействием инерционного момента. В этом случае (рис. 3.12, б) коэффициент 6-7- и угол поворота оси балки не зависят от положения тела /:
б;-у- = - бд (1 — ZiHyl 4- 6Bz,//2;
# = (бд + М/3
Рис. 3.12. Схемы к расчету коэффициентов влияния при наличии упругих опор: а — попеэечное смещение балки; б — поворот балки
61
Таким образом, податливость опор снижает общую жесткость системы, что ведет к уменьшению собственной частоты ее колебаний.
Пример 3.4. Определить частоту собственных колебаний балки, изображенной на рис. 3.11, в предложении, что опора В — упругая с жесткостью Сд.
Решение. Рассчитываем коэффициенты влияния и 5'.,, обусловленные
податливостью опоры В. Из элементарных геометрических соображений находим
к- (Т 4" Аз)2 . _ А-Нг + й . х- 1
11------гг— ’ 12 = ГТ ’ 22 “ Т~Р'
‘'В*!
Эти коэффициенты влияния суммируем соответственно с 81Ь 612 и fi22 (см. пример 3.2) и далее рассчитываем и а2, по которым определяем частоту собственных колебаний.
Выполним числовой расчет, приняв, что рассматриваемая балка в точке В опирается на другую балку в средней точке ее пролета, установленную в поперечном направлении. Концы второй балки защемлены, ее общая длина I = 3 м. Балка — двутавр № 10, момент инерции сечения J = 198 см4.
Жесткость тавровой балки, защемленной по концам (см. табл. 3.1, схема 8), при а = Ь = 1/2 = 1,5 м
св = с = 3£7 (а + й)3/(а3й3) = 2,816 МН/м.
Расчеты дают бп = 7,9901 10'7 м/Н; 6(2 = 2,6633 10“’ 1/Н; 6',.,=
= 1,7756-IO"7 1/(Н-м). Следовательно, 6И + 6,', = 9,7034 10 7 м/Н; 6^ + 6/, = = 6,4325-Ю’7 1/Н; 622 + 6.'., = 11,3699-10’7 1/(Н-м); а± = 2,1069 10 4; а2 = = 3,8612-10 10. Отсюда = 97,9 с’1, <и2 = 1640 с Ж
Как видно из расчетов, при учете упругости опоры В низшая частота свободных колебаний близка к частоте вынужденных колебаний; отношение частот попадает в резонансную область (ш/<оа = 1,04).
Аналитическое определение частот собственных колебаний однопролетной балки с распределенной массой. При статическом изгибе балок для расчета угла поворота сечения, изгибающего момента, поперечной силы и интенсивности нагрузки соответственно используют следующие дифференциальные соотношения:
О .-= ду/дг-, М EJd2y/dz2; Q = d/dz (EJd2y/dz2);
q d2/dz2 (EJd2y/dz2). (3.18)
Если балка имеет постоянное сечение, то ее жесткость EJ постоянна. При свободных колебаниях балки ее внешней нагрузкой являются распределенные силы инерции, интенсивность которых q = —md2y/dt2, где т = const — интенсивность распределенной массы, кг/м. Влияние продольных сил инерции элементарных масс, обусловленное поворотом поперечных сечений, не учитывают (гипотеза Бернулли). Таким образом, для балки постоянного сечения дифференциальное уравнение свободных колебаний с учетом выражения (3.18) для q можно записать в виде
d2y/dt2 + (EJ/tri) (д*у/дг*) 0. (3.19)
Решение этого однородного уравнения можно представить в виде произведения двух функций
у = и (z) Y (/). (3.20)
Отсюда дифференцированием можно получить д2у!д/2 = = и (г) d2Y/dt2 и = Y (/) dluldzi, что после подстановки 62
/о i<i\ _ л (д'‘‘¥/df2) EJ (d4u/dz4)
в (3.19) и преобразовании дает 1—Д—- = —-—L—с. Это равенство удовлетворяется только при условии, когда каждая из его частей постоянна. Обозначив эту постоянную через —оз2, получим два уравнения:
д*У/д? + <о2К -0; (3.21)
diy!dzi — k*u — 0, (3.22)
где k* maiHEJ.
Выражение (3.21) представляет собой уравнение гармонических колебаний с частотой со. Уравнение (3.22) определяет собственную форму колебаний балки. Его решение можно записать с использованием функций А. Н. Крылова:
и = + СгК3 + С3К3 + С4Т<4, (3.23)
где С4—С4 — постоянные, а Кг—Kt — функции Крылова:
Ki -= 0,5 [ch (kz) + cos (kz)]; K2 = 0,5 Ish (kz) + sin (kz)];
K3 = 0,5 [ch (kz) — cos (kz) 1; Л’4 - 0,5 [sh (kz) — sin (kz) 1. (3.24)
Функции Крылова имеют следующие свойства. При z = 0: К4 =1; К2 — К3 Kt ~ 0. Производные функций по г связаны зависимостями:
Ki^-Ki/k- K2-~=K'3/k; K3 = Kt/k; Kt = K'i/k. (3.25)
Производные уравнения собственных колебаний балки (3.23) с учетом соотношений (3.25) записывают таким образом: и' =
= k (C±Kt + C2Ki 4- C3Ki + С4К3); и" = k* (СгК3 + С2К4 +
+ C3Kt + С4К2); и'" /У (СгК3 + С2К3 + CaKt + С&).
Число собственных частот бесконечно велико; каждой из них соответствует определенное выражение функции времени Уп и собственная форма ип. Общее решение можно найти наложением оо
частных решений у=^ип (2)/(/).
Ч — 1
Использование функций Крылова позволяет упростить выражение граничных условий для балок.
Постоянные С\—С4 в уравнении (3.23) связаны с амплитудными прогибом, углом поворота, изгибающим моментом и поперечной силой (3.18) в начальном сечении балки (г =0) следующими зависимостями:
Ci = у о — и0; С2 = 1%//г = и'а/К, С3 = MdEJk2 ua/k2; С< Q0/EJk3 u'o/k3.
Рассмотрим граничные условия для наиболее распространенных случаев закрепления балок.
Заделка (рис. 3.13, а) — прогиб и угол поворота равны нулю, следовательно,
и = 0; и' - 0. (3.26)
63
Рис. 3.13. Схемы закрепления балки
ТТТ а р н ирная опора (рис. 3.13, б) — прогиб и изгибающий момент равны нулю; граничные условия
и 0; и" = 0. (3.27)
Свободный конец балки (рис. 3.13, в) — изгибающий момент и поперечная сила равны нулю; соответственно
и" - (J; и'" 0. (3.28)
Упругая опора (рис. 3.13, г) — коэффициенты жесткости перемещений опоры в поперечном направлении Cj, поворота — с2. Граничные условия для поперечной силы и изгибающего момента имеют вид соответственно
с\и - - -\-EJu"' и сги' = +EJu”, (3.29)
где верхние знаки соответствуют левому, нижние — правому расположению опоры.
Жесткое массивное тело на конце балки — масса тела /л„, момент инерции массы Jх (рнс. 3.13, <Э). Поперечная сила в рассматриваемом случае равна силе инерции, следовательно, /по(о‘2ц -\-EJu'”-, изгибающий момент J= + EJи". Эти выражения являются граничными условиями; правило знаков аналогично предыдущему случаю.
Вне зависимости от способов закрепления балки развернутая запись граничных условий приводит к однородным уравнениям относительно постоянных Сх, ..., частоты собственных колебаний
находят из частотного уравнения приравниванием нулю его опре-
делителя.
Иллюстрируем изложенное примером расчета балки на двух шарнирных опорах (рис. 3.14, а).
Рис. 3.14. Балка с равномерно распределенной массой:
а — расчетная схема; б — первая, вторая и третья формы собствен* пых колебаний (/? --- I ... 3)
64
Граничные условия на левом конце балки (z — 0): и0 = 0, и'о 0; на правом конце (z -_•= /): ut 0, u’l = 0.
Поскольку на левом конце балки z 0, функции Крылова принимают значения =.- 1, Л"2 = Кз . 0, откуда в соответствии с уравнениями (3.20), (3.23) и граничными условиями следует U.Q = С\ 0, Uq — С3 0.
Условия на правом конце балки:
и( = С2^(^+СЛ(А/) = 0; /г)' = С2К4 (/г/) ' С4К2(Л/) = 0. (3.30)
Находим определитель системы и приравниваем его нулю:
КМ) КМ
К4(&) КМ) ’
следовательно, Kl (kl) — К< (kl) = 0.
Подставив сюда выражения для функций Крылова (3.24) при аргументе, равном kl, получим после преобразований sh (kl) sin (kl) = = 0. Так как sh (kl) 0, получим частотное уравнение в виде sin (kl) 0. Его корни kl = пл, где п 1, 2, 3, ... С использованием выражения (3.22) найдем частоты собственных колебаний
ып •= (/г2л2//2) (3.31)
Таким образом, балка имеет бесконечное число частот собственных колебаний, пропорциональных квадратам чисел натурального ряда (I, 4, 9, ...).
Установим формы собственных колебаний. Из уравнения (3.30) р _________________________ Ка (kl) р
4 ~ (kl) -
Поскольку kl = пл, то из (3.24) находим К2 (kl) = Kt, (kl) = = sh (kl)!2 и C4 = — C2. При этом uk (г) = C2K2 (kz) + (kz) = = С2 [/(2 (kz) — Ki (kz) ] C2 sin (kz).
Поскольку k = плН, находим u/t = C2 sin (плг/Г).
Таким образом, п-я форма собственных колебаний является синусоидой с п полуволнами. Первая, вторая и третья формы собственных колебаний показаны на рис. 3.14, б.
Балки с несколькими участками. При расчете колебаний ьбалок постоянного сечения с несколькими участками используют метод А. Н. Крылова, позволяющий составлять единое выражение для амплитудной функции с учетом сопряжения участков.
Если балка (рис. 3.15) совершает гармонические колебания у (z, I) - и (z) sin (w/ + ср), и в сечении z = /г к балке приложены сила Р и момент М, изменяющиеся по тому же закону, т. е. Р = = Рп sin (со/ + ср) и А4 r-zz Л40 sin (ш/ ср), то на левом и правом участках балки функция и (z) выражается разными формулами
(z), и+ (г). В самом сечении значения функции связаны условиями сопряжения:
u.i.(/i) = «_(/,); u+(li) =uL(h)-, iq. (h) = u'L(li) ф- M0/(EJ);
<(ll) = u:(ll) + Pa/(EJ). (3.32)
3 П/р Э. Э. Кольмана-Иванова 65
Рис. .3.15. Схема к расчету колебаний балок с несколь* кими участками
Приняв для рассматриваемых уча-2 стков единую систему отсчета, получим общую запись уравнения форм собственных колебаний в виде
и+ (г) - и. (г) + М0/(2 (г - E)/(EJF) +
+РаК< (z - IJ/fEJk3). (3.33)
Действительно, в сечении г =.= функции Крылова (0) и (0) обращаются в нуль и будет справедливо равенство и+ (/J = = и_ (li). Аналогично удовлетворяются и другие условия сопряжения (3.32), что можно установить дифференцированием уравнения (3.33) и подстановкой соответствующих значений функций Крылова.
Изложенные методы расчета частот и форм собственных колебаний балок применяют при одном-двух участках и выполняют ручным счетом; при трех-четырех участках предпочтительно использовать малые вычислительные машины; при значительном числе участков рационально применять численные методы, например, метод начальных параметров с реализацией счета на цифровых ЭВМ.
§ 4. ПРИБЛИЖЕННЫЕ МЕТОДЫ РАСЧЕТА ЧАСТОТ СОБСТВЕННЫХ КОЛЕБАНИЙ
Метод начальных параметров универсальный; его можно применять для линейных стержневых систем, состоящих из большого числа участков с различными жесткостью, массами и условиями закрепления. Расчеты проводят в числовой форме, обычно с применением цифровых ЭВМ; при вычислениях используют матричную символику.
Суть метода начальных параметров применительно к расчету собственных колебаний стержневой системы заключается в том, что по известным значениям перемещений (прогиб, угол поворота) и внутренних сил (поперечная сила, изгибающий момент) в начале участка в соответствии с определенным алгоритмом находят значения этих переменных в конце участка. Амплитудные значения указанных переменных составляют четырехмерный вектор (матрицу-столбец) состояния
(и \ 0 1 м Г <2/
Рассмотрим участок, представляющий собой элемент балки постоянного сечения с жесткостью EJ, интенсивностью распределенной массы т, длиной /. Используя функции Крылова Klt ..., /Q, найдем амплитуду прогиба на правом конце элемента по формуле G6
(3.23 ц в которой константы Clt СА выразим через и„, 0П, Л40 и <?0 на левом конце балки при z - 0. В общем случае
н(г) = ц0К1(г) h 0о^.(г)/А! 4- Л40£я(2)/(£/А2) 4 Q0£4(z)/(£VF).
Приняв теперь z = I, найдем выражение для амплитуды перемещения правого конца элемента балки. Аналогично, используя дифференциальные зависимости (3.18), найдем и другие параметры, характеризующие матрицу состояния правого конца элемента. Их можно представить в следующей форме, введя обозначение X = = kl:
и = uaKi (X) 4- Оо (//X) £,(Х) 4- (X)/(£JX2) -1- Q0l3Ki (Х)/(£ JX*);
е - «о (X//) £4 4 0<Л1 W 4- ЛШг(Х)/(£./Х) I- QoW.3 (Х)/(£4Х2);
М = u0EJWK3 (X)//2 4- 0О£ JX£4 (X)// ' М0£х (X) + Q0/£2 (Х)/Х;
Q = u0EJMK2 (X)//3 + 0o£JX2/C3 (Х)/£ 4- 4fuX7Q (X)// ф- Q0Ki (X).
Таким образом, переход от вектора состояния Хх в левом сечении элемента балки к вектору Х2, характеризующему состояние правого сечения, определяется выражением Х2 М12Х1, где М2 — матрица перехода:
4^W 44КМ т^К,Ц)
4k,W км -пт КМ) ъ»КМ м . —
-^-/<2(Х) ^Д4(Х) А/<4(Х) £х(Х)
Рассмотрим некоторые частные случаи.
Если распределенной массой балки можно пренебречь, то X — = kl I у nia^l(EJ) 0 и элементы матрицы перехода находят
с учетом соотношений £x (0) -= 1/2, lira Ki (X)/X3 1/6, что }. -0 1, lim К >.-»о дает 2 (Х)/Х = 1 , lim Кз =
1 1 /2 4EJ /3 6EJ
М12 = 0 1 1 EJ 2EJ
0 0 1 1
0 0 0 1
В случае, когда участок принимают за массивное жесткое тело
массой т0 и моментом инерции Jx, центр масс которого находится на середине участка:
w2 -= iii 4 9i/’, 02 — Or, М2 = Ml 4- QiJ + mn a2 (U1 + 0x//2) 1/2 — Jx -= a?UiU2 — co2 (Jx — m0/2/4) 0X Ф Mi 4~ Qil‘,
3*
67
Q-2 = Q1 + /W («1 + 0J/2) =
= m^Ui + + Qi.
В соответствии с этой системой уравнений матрица перехода приобретает вид
1 I 0 0 '
1 0 0
мг> =
7710(о2//2 — со2 (Jv — m0/2/4) 1 I
mni<>- т^ЦЧ 0 1
Если массу можно рассматривать как точечную (Z = 0; Jх = 0), то
1 0 О О
///„со2 0 0 1
Собственные частоты колебаний определяют методом двух расчетов, сущность которого состоит в следующем.
При любом способе закрепления левого конца балки имеются два однородных граничных условия [формулы (3.26)—(3.29)1. Например, при заделке и = 0, и" = 0 и
0
Qo
Представим X] в виде суммы двух произвольных линейно независимых векторов Xi = С,Х* + C2Xi*, выбранных таким образом, что они удовлетворяют граничным условиям. В этом случае
0 (0
0 1
следовательно, Ct -= Л40 и С2 = Qo-
Для определения векторов состояния крайнего правого конца балки необходимо каждый из векторов Х‘, Х*‘ умножить на все матрицы перехода от Его до n-го сечения: Х„ = Mi_„ Х‘, Х^* = = Mi-nXH, где М,-,, = М12М23 ••• Мп-1, п — произведение матриц перехода.
Применение принципа суперпозиции позволяет найти вектор состояния в п-м сечении: Х„ = СгХп + С.гХ,)*, причем он должен удовлетворять граничным условиям на правом конце балки.
68
Если правый конец балки свободен, то должны быть равны нулю компоненты Мп и Qn:
+ = G\ С^п + C2Q'n' = 0. (3.34)
Для шарнирного закрепления балки соответственно
Ciu'n ^-С2и^ =0; С2М” = 0 (3.35)
ит. п. в зависимости от условий закрепления и в соответствии с формулами (3.26)—(3.29).
Уравнения (3.34), (3.35) являются однородными. Частотное уравнение можно получить, приравняв нулю определитель:
Д (о?) = 0. (3.36)
Условие (3.36) выполняется только при значении <о, равном истинному: в противном случае определитель будет либо больше, либо меньше нуля.
Расчет выполняют на вычислительной машине для ряда возрастающих значений со,Ч1 = со,- + Лео, начиная с соо = 1. Находят определители системы Д; и сравнивают знаки определителей Д; и Д;+1 для двух последовательных значений частот <о; и сог+1. При изменении знака определителя находят интервал Лю = coi+i — со;, внутри которого расположено искомое значение низшей собственной частоты io и вычисляют с требуемой точностью ее значение, например, с использованием метода хорд. Таким же образом определяют высшие частоты собственных колебаний до значения ojmax, соответствующего верхней выбранной границе поиска.
Схема алгоритма расчета частоты собственных колебаний приведена на рис. 3.16.
Определение низшей частоты собственных колебаний. В практике инженерных расчетов часто необходимо приближенно рассчитывать низшую собственную частоту колебаний упругих многомассовых систем. Такие расчеты позволяют, например, проверить правильность программ численного расчета частот; в других случаях их можно использовать в качестве оценочных, позволяющих, кроме того, принимать решение о необходимости использования других, более точных методов расчета.
Рассмотрим энергетический способ определения низшей частоты собственных колебаний балки. Пусть на балке закреплены массы mi, ..., тп, которые при колебаниях движутся синфазно. Для основной формы колебаний примем гармонический закон, следовательно, перемещение t-й массы можно представить в виде у, = A, sin (<о0/ + -f- ср), а ее скорость как у, = Л;озо cos (ы01 + ср).
Кинетическая энергия Т всей колеблющейся системы достигает максимума в момент прохождения равновесного положения, когда cos (ci)0/ + ср) = 1, следовательно,
Т = 0,5 У т(у2( = 0,5wq V т,Л?.
i=i i=i
Потенциальная энергия U системы в равновесном положении равна нулю.
69
Рис. 3.16. Схема алгоритма расчета частот собственных колебаний балки
Потенциальная энергия балки максимальна при наибольшем отклонении балки от равновесного положения; при этом sin (ci.'o/ + -F <р) == 1 и
U ~ 0,5 У triigyi = 0,5g У т-,А;, i ' i :
где g — ускорение свободного падения.
Из условия сохранения энергии следует Т II, что после подстановки и преобразований дает
<о0 = |/ g ^rniAtl ij nitA'i. (3.37)
Использование выражения (3.37) для расчета низшей собственной частоты колебаний балки возможно при известных амплитудах А; колебания центров масс, закрепленных на балке. Для этого надо знать форму ее колебаний. Приближенное решение можно получить, введя, например, предположение, что каждый динамический прогиб /1; пропорционален статическому ЛС1 ,, полученному при деформации 70
балки силами тяжести rtijg, приложенными в точках расположения центров масс, тогда _______________________
о>о =--х g J] mcAcril У' miActi. (3.38)
Значения низшей частоты собственных колебаний балки получаются несколько завышенными, однако точность расчета достаточна для инженерной практики. Выражение (3.38) является одной из разновидностей формулы Рэлея, разработавшего этот метод расчета. Формулу (3.38) можно обобщить и па случай балки с распределенной массой, интенсивность которой меняется вдоль оси, т. е. т = f (z),
Пример 3.5. Рассчитать низшую частоту собственных колебаний двухопорной балки по схеме, показанной на рис. 3.14, а.
Решение. В рассматриваемом случае сосредоточенных масс нет, а т = const, следовательно, формула (3.39) упрощается:
«О = g J yd2l I y'd2' о / о
При статическом изгибе балки с распределенной нагрузкой зависимость у (z) имеет вид у = (mglHEJ) (z4 — 2Zz3 + Z3z), что при интегрировании дает
/ _/
j у dz = 0,2mZ?g/24£J и j у- dz -= 0,0492ffl2Z9g2/(24SJ)2,
о о
откуда <о0 = (9,877/Г2) EJ/т. Точное решение по формуле (3.31) при п = 1 дает <т)0 — (9,869/Z2) т. с. расхождение составляет 0,08%.
Определим приведенную массу балки, под которой в данном случае будем понимать такую массу тн, сосредоточенную в точке приведения, которая при данной жесткости сечения имеет ту же частоту собственных колебдний, что и рассматриваемая балка. Например, при выборе в качестве точки приведения двухопорной балки с равномерно распределенной по длине массой точку, для которой г = //2 (см. рис. 3.14, сг), можно записать оф = с/т„ = 48£Т/(/%щ,) (см. табл. 3.1, схема 4; а = b = Z/2). Для балки с равномерно распределенной массой оф = (л4//1) (ЕЛт).
Так как общая масса балки т.б -= ml, то, приравняв правые части приведенных выражений для оф, получим
тП — (48/л2) тб О,493шо;
следовательно, при расчете частоты одпомассовой системы с центральным положением тела для учета массы балки необходимо массу тела увеличить примерно на половину всей массы балки.
Метод приведения масс используют и в другом способе приближен! ого расчета низшей частоты собственных колебаний.
71
Рассмотрим упругую систему (рис. 3.17, а) с сосредоточенной массой т,. Квадрат частоты собственных колебаний такой системы
о.»о — ct7 nti,
где Ci — жесткость системы.
Выберем в той же системе точку приведения О (рис. 3.17, б) и найдем приведенную к точке О массу т0. Из условия равенства собственных частот колебаний следует = с0!т0, т. е. приведенная масса
m0 = nifiolct,
где са — жесткость системы, соответствующая закреплению массы в точке приведения.
Если система имеет несколько масс .... тл (рис. 3.17, а), то общая приведенная масса /1
m0 = U (mzc0/Ci); (3.40)
!1
при приведении масс предполагают отсутствие взаимного влияния масс.
Выполнив преобразования (деление обеих частей равенства на с0), п
получим = У tnjct или 4=1 п 1/сОо 2] 1 /<jj£- -
Последнее выражение носит название формулы Донкерли. Заметим, что формулу (3.40) можно обобщить на случай распределенных i с т (z) dz . .
масс т0 = с0 —W— , где т (г) — интенсивность распределения J £ и) о
массы по длине балки, кг/м. Отсюда
(3.41) Ыц J С (Z) у >
о
Формула Донкерли всегда дает заниженное значение частоты собственных колебаний, следовательно, истинное значение низшей частоты собственных колебаний находится между соответствующими значениями частот, найденными по формулам Рэлея и Донкерли: шд < соо < < <1>Р-
Рис. 3.17. Схемы приведения масс: а — одномассовая система; б -• система с приведенной массой; в — многомассовая система
72
Рис. 3.18. Балка с распределенной массой:
а — расчетная схема; б — эпюра изгибающих моментов от единичной силы
Пример 3.6. Определить низшую частоту собственных колебаний балки с равномерно распределенной массой т = const (рис. 3.18, а).
Решение. Расчет сводится к определению зависимости и интегрированию правой части уравнения (3.41).
Текущая жесткость балки с (z) = 1/6U (г).
Из рассмотрения рис. 3.18, б, пользуясь методом Мора—Верещагина, находим
что после интегрирования уравнения (3.41) дает
ш0 = (9,48/12) /Е.1/т.
Найденная низшая частота собственных колебаний балки меньше истинного значения на 3,9 %.
§ 5. КОЛЕБАНИЯ ВАЛОВ
Вал с одним диском. Критическая скорость. Во многих машинах химических производств (центрифугах, сепараторах, мешалках, роторных дробилках и др.) имеются вращающиеся валы с закрепленными на них деталями — роторами, дисками, шкивами, зубчатыми колесами и другими элементами машин. Практически из-за неточности изготовления валов, деталей, закрепляемых на них, и опор, а также из-за погрешностей при их сборке центры масс деталей не находятся на оси вращения вала; всегда имеется остаточный дисбаланс. При вращении вала вследствие дисбаланса возникают переменные по направлению силы инерции, дополнительно нагружающие вал и его опоры и вызывающие колебания системы.
Рассмотрим явления, происходящие при вращении вала с одним диском, эксцентриситет центра массы т которого равен е (рис. 3.19, а); силами трения пренебрегаем. При вращении вала с угловой скоростью со под воздействием центробежной силы инерции Р происходит его прогиб; сила инерции Р = тсо2 (е + у), где у — прогиб оси вала в плоскости приложения силы инерции (рис. 3.19, б) в системе координат хуу^г, вращающейся вместе с валом.
73
Рис. 3.19. Схемы с одним диском:
а — начальное положение; б — вал в докрнтической зоне; а — вал в закритичсскои зоне
Уравнение перемещений имеет вид
У = 6ПР = Р,'с, (3.42)
где с — жесткость упругой связи.
Следовательно, су — пн»2 (е + у), откуда у = тм2е/(с — пн»1). Разделив числитель и знаменатель этого выражения на пн»2 и обозначив с!т == (>';, получим
у = с/(о)о/(о2 — 1) (3.43)
или
у = хе, (3.44)
где х = 1/(а>Уи)’ — 1) — коэффициент динамичности вращающегося вала с одним диском.
Характерная особенность рассматриваемой системы — вращение вала, изогнутого в плоскости действия силы инерции, вместе с этой плоскостью. Как следует из формулы (3.43), при угловой скорости вала, равной угловой частоте его собственных колебаний, прогиб вала стремится к бесконечности. Эта скорость называется критической. При угловой скорости вала, превышающей критическую (в закритической области), центр масс диска располагается между изогнутой осью вала и осью его вращения и при неограниченном увеличении угловой скорости диска стремится занять положение на оси вращения (рис. 3.19, в); при этом коэффициент х (—1). Это явление называется самоцентрированием вала; деформация вала при этом уменьшается.
Валы машин, эксплуатируемые в докрнтической области (угловая скорость которых меньше частоты собственных колебаний), называются жесткими, а валы, эксплуатируемые в закритической области (о > о>|))> — гибкими. Свойством самоцентрирования обладают 7-
только гибкие валы; по этой причине предпочтительно их использование в случаях, когда затруднена точная балансировка вращающихся масс, или вращение валов происходит с большой скоростью.
Напряжения изгиба рассчитывают с учетом коэффициента динамичности. Для сечения вала, соответствующего плоскости расположения диска (см. рис. 3.19, а), с учетом выражений (3.42) и (3.44) получим
а = M„/W == Pab/[W {а -|- 6)] — %ecab/lW (а -ф &)]; (3.45)
здесь Л1и — изгибающий момент; W — момент сопротивления сечения вала; а и b — расстояние от плоскости расположения диска до опор (см. рис. 3.19, а).
В отличие от вынужденных колебаний при поперечном изгибе брусьев напряжение, определяемое формулой (3.45), не меняется во времени.
Для уменьшения частоты собственных колебаний валов, т. е. для получения гибких валов, часто используют упругие опоры. В этом случае в центрифугах и сепараторах ближайший к ротору 5 подшипник вала («горловой») устанавливают в обойме 3, соединяющейся с корпусом через группу радиально расположенных пружин 4 (рис. 3.20, а). Нижнюю опору 1 такой машины выполняют с использованием подшипника, допускающего поворот расположенного над подшипниками сечения вала 2.
Определим эффективную жесткость с.л радиальных пружин горлового подшипника. При числе пружин п (рис. 3.20, б) центральный угол между соседними пружинами а = 2л/п. Пусть радиальное перемещение центра вала в горловом подшипнике на величину А происходит под углом <р к пружине 1 (рис. 3.20, б). При малом перемещении А можно принять деформацию этой пружины Ar = A cos ср. Для l-й пружины А, = A cos ср;, где <р, = <р ф- а (! — 1) — угол меж ту осью i-й пружины и направлением перемещения центра вала.
Рис. 3.20. Центробежная машина с упругой горловой опорой ротора:
а — с дема машины; 6 — схема к расчету эффективной жесткости пружин обоймы
75
Рис. 3.21. Вал с двумя дисками:
а — схема вала в начальном положении; б — расчетная схема; в — эпюра изгибающих моментов
Предположим, что жесткость и предварительный натяг для всех пружин одинаковые. Предположив также, что пружины скреплены с обоймой и с корпусом, определим приращение усилия в i-й пружине при ее деформации Ft = cN, = с A cos <р,-, что дает составляющую в направлении перемещения центра вала Fix = F; cos <р(- = = с A cos2 фг.
Суммируя воздействие всех пружин на обойму, получим
= S ?\. = сА 2 cos24/.
t=1
В этом выражении при п > 2 и а = 2л/п
У cos2<p; = cos2 [<р a (i — 1)1 = 1—1 4—1
= tos2 ср । cos2 (<р -1- а) -|- . . . cos2 |<р | - а (/г — 1)1 ,= /г/2, следовательно, с,, = FJ\ = сп!2.
Обычно п — 6; в этом случае c;j — Зс.
Если пружины не скреплены с обоймой или поставлены без предварительного натяга, то нагружается лишь половина общего числа пружин и с, = сп/4.
Вал с несколькими дисками. Предположим, что на вращающемся валу закреплены два диска, положение центров масс и т2 которых относительно оси вращения определяется эксцентриситетами et и е2, причем центры масс лежат в одной общей плоскости с осью (рис. 3.21, а). Если центры масс лежат в разных плоскостях, необходимо рассматривать проекции эксцентриситетов на две взаимно перпендикулярные плоскости; при этом общий ход последующих выводов сохраняется.
76
Вращающийся вал находится под воздействием двух центробежных сил инерции (рис. 3.21, б):
Рг = mjco2 (у, + Cj); Р2 = т2<в2 (у2 + е2). (3.46)
Уравнения перемещений имеют вид
У1 = &vPi + б12Р2 = бцт^2 (у,. + еО 4- б]2т2ш2 (г/2 + е2);
У-2 = ^21^* 1 “F 2 = 621^1 (У1 4~ 6’1) Н~ Ь22т.м- (у2 е2).
Преобразования дают
У1 (бц/нщ)2 — 1) 4- У2б12т.,ш2 = Ср, yfiuPha2 4- у., (622m2co2 — 1) = С2, (3.47)
где Cj = —(бп^хб! 4- б12ш2е2) ш2; С2 = - (Ь^т^ 4- б22т2г2)ы2.
Решение системы линейных неоднородных уравнений (3.47) можно представить в виде
z/1 = A1/A и у2 = А2/А; (3.48)
здесь А, и А2 — дополнения, определяемые выражениями:
С\ б12т2ю2
А1 С2 622 m2<o2 — 1
Определитель системы
бцШхси2 — 1 б12т2а>2
б21Ш](о2 б22ш2о)2 — 1
6пШ11о2 — 1 Ст
б21Ш1(о2 С
При резонансе (а> = а>п) прогиб вала бесконечно возрастает, т. е. z/x = у2 = оо. Это соответствует значению А = 0, т. е.
А (юо) =
6ц/И1<Оо — 1
б21Ш1<0()
6i2m2coo
б22^2<4) — 1
(3.51)
Выражение (3.51) является частотным уравнением и представляет собой полный аналог частотного уравнения (3.14) колебаний двухмассовой балки, решениями которого являются выражения (3.151. Применительно к рассматриваемому случаю и со2 определяют первую и вторую критические скорости вала.
Аналогичным образом можно получить частотные уравнения для вала с п дисками и соответственно найти п критических скоростей. Вся расчетная методика определения частот собственных колебаний балок — аналитические и приближенные решения — распространяется на расчет критических скоростей валов. Таким образом, число критических скоростей вала равно числу частот его собственных колебаний.
Напряжения изгиба, обусловленные действием центробежных сил инерции при вращении вала, можно найти, если известны положения центров масс дисков, закрепленных на валу. При заданной угловой скорости <в вала, не совпадающей с критической, рассчитывают деформации yt вала, например для вала с двумя дисками по выражениям (3.48)—(3.50), и силы инерции Pt по формулам, аналогичным
77
выражению (3.46); далее определяют реакции в опорах вала, строят элюры изгибающих моментов (рис. 3.21, «) и рассчитывают нормальные напряжения в опасных сечениях. При выполнении прочностных расчетов следует учитывать и другие нагрузки, воспринимаемые валом.
Воздействие гироскопического момента. При большой угловой скорости вала и значительном моменте инерции диска, закрепленного на валу, необходимо учитывать влияние гироскопического момента на критическую скорость вала.
Рассмотрим движение диска, консольно закрепленного на валу (расчетная схема — см. рис. 3.11), последний вращается с угловой скоростью <>>. В системе координат х1У у1У ziy связанной с диском, моменты инерции массы диска относительно осей JХ1 = Jyl = Д; J г 1 ~;
Из курса теоретической механики известно, что вследствие отклонения оси вала от оси вращения плоскость диска все время меняет свое положение в пространстве, и сумма главных моментов центробежных сил относительно неподвижных осей х и у равна не нулю, а гироскопическому моменту
Л4 = (/qcd/coo -4- /]) WgO, (3.52)
где oj0 — угловая скорость изогнутой оси вала, равная угловой частоте собственных колебаний вала с диском; 0' — угол наклона касательной к изогнутой оси вала в точке закрепления диска.
Знак минус в формуле (3.52) относится к случаю прямого вращения {прямая прецессия), когда изогнутая ось вала и вал вращаются в одном направлении. Гироскопический момент при прямой прецессии направлен в сторону уменьшения угла Ф и препятствует отклонению диска от исходного положения, т. е. как бы увеличивает жесткость с гстемы и повышает критическую скорость. Для критического состояния при ш = о>ц характерна прямая синхронная прецессия; в этом спучае угловые скорости вала с диском и изогнутой оси вала по величине и направлению совпадают.
Знак плюс в формуле (3.52) относится к сравнительно редкому явлению обратного вращения {обратная прецессия) изогнутой оси, когда направления вращения изогнутой оси и диска противоположны. Гироскопический момент в этом случае направлен в сторону увеличения угла 0; критическая скорость вала уменьшается.
В центробежных машинах химических производств роторы обычно устанавливают па валах консольно. Для определения критических скоростей в этом случае следует принять расчетную схему балки с консольным закреплением массивного тела (см. рис. 3.11) и использовать аналитический пли какой-либо численный метод, например метод начальных параметров.
Если критическую скорость вала рассчитывают с учетом гироскопического момента при прямой синхронной прецессии, то в исходные уравнения перемещений (3.16) вместо момента М„ = —Jx& = = = J sin (<оо/+ ф) = J,о)ой следует вводить момент М = —(Jo —
- - /J (Оуй, т. е. в определителе необходимо заменить Jv на —{Jo — Ji). 73
Дальнейшие расчеты дают значение критической скорости вала при прямой прецессии _________________________
соо = \Г(by I - р Ь* [- 4Ь2)!2Ь,,
где by ---•= 622 (Jо —- Ji) (6ц - 612/3) /и; /д = (6ц622 612) (Jo J1)
Для расчета критических скоростей, соответствующих обратной прецессии, в расчет следует вводить гироскопический момент М =
(Jo + Ji) чему в конечном виде соответствует выражение
со,==
в котором b* = 6.,2 (Jo Ji) Д' (61| Д- 612^) ш и i>2 — (бц.622
--6;,) (Jo-J- J,) т.
Обычно для проверки па отсутствие резонанса рассчитывают полный спектр критических скоростей вала.
Детали, закрепленные на валах (роторы центрифуг, диски распылительных сушилок и пальцевых мелышц и т. п.), можно схематически представить в виде комбинации простых геометрических тел. В этом случае общую массу тела, положение его центра масс, моменты инерции относительно центральных осей определяют по общим правилам теоретической механики.
Моменты инерции некоторых простых тел указаны в табл. 3.2. При расчете моментов инерции роторов машин различного назначения необходимо учитывать массу перерабатываемого продукта, находящегося в роторе, и характер ее распределения.
Влияние осевой силы и некоторых других факторов. Критические скорости валов, как следует из изложенного, зависят в первую очередь от величины и расположения вращающихся масс, жесткости вала и опор. Помимо этих факторов некоторое влияние на величину критической скорости имеет продольное усилие (V, действующее вдоль вала, и передаваемый валом крутящий момент Л4кр. Для однопролетного вала длиной / с шарнирным закреплением по концам влияние продольной силы и крутящего момента на критическую скорость вала можно учитывать выражением
где ш(| — критическая скорость вала, рассчитанная без учета воздействия осевой силы п крутящего момента; знак плюс относится к случаю, когда осевая сила является растягивающей, минус — когда осевая сила сжимающая.
Следовательно, при воздействии на вал растягивающей осевой силы его критическая скорость повышается, а при воздействии сжимающей силы — уменьшается. Формула (3.53) применима, когда N и Мкг, меньше соответствующих критических значений, при которых вал теряет продольную устойчивость.
В случаях, когда главные моменты инерции сечения вала не равны (наличие шпоночных канавок, валы с лысками, валы прямоугольного сечения и пр.), появляется зона неустойчивого движения
79
Таблиц а 3.2
Массы и моменты инерции тел
Тело
Масса, момент инерции, положение центра масс
Параллелепипед
а
Полый цилиндр
Прямой круговой полый конус
Тонкостенный усеченный полый конус
. , *3 + с2. . а2 + с2
т - fabc; ,/.v - m —, Ju = m ——
, , e2 + A3
j z — Jo m 10
,D, ,, , , 3/?2 + 3r2 + Л2 .
m = рл (/?2 — г2) Л; Jx = m--------------------—----------,
m — m’ — rn"-, т'—pnR2h\ /и" =-i-рл л2/^; о <3
г = R — б/cos а;
R , h
sin а = — - , cos а = — ;
V R2 + Л2 К/?2 + /г2
f 6 т" «, I х/ •
/ = -г—.---,--- , hi -= h — о/ sin а;
4 sm am — т
... , f , I3h2+ \2R2 , f„\
s = A/4 + /; Jx = m'^---------H2) —
/z = 'ra'(w'y?a_mV2)
т = рл (R + г) б К /г2 + (R — г)2; Г9(/?2 + т2) + 2Л2 , h2Rr ] .
L 36 "Г 9 (R + r)2J ’ й2 4-г2 . h R-\-2r
S = — -R + Г
80
Продолжение табл. 3.2
Тело
Пустотелый круговой тор
Масса, момент инерции, положен не центра масс
. „ _ , , 4/?2 + 5г'2 -4- 5г?
т = 2рл2/? (г2— /?); J х = т-------------—-———
<!
П р и м е ч а н и е. р — плотность материала; т — масса тела; ЦМ — центр масс.
вала. Ее возникновение обусловлено анизотропией упругости: минимальному и максимальному значениям моментов инерции сечения соответствуют жесткости ct и с2: при этом определяют частоты собственных колебаний вала в направлениях наименьшей и наибольшей жесткости ы,= и со., = i'c-i/'m. Движение вала неустой-
чиво, если его угловая скорость го находится в интервале частот и, < < о с ы2. Кроме того, при горизонтальном расположении вала с анизотропной упругостью возможно появление критической скорости второго порядка, которая при иц оъ равна <о5 = со0/2.
В заключение необходимо отметить, что установленные закономерности позволяют при конструировании машин, в зависимости от поставленных задач, целенаправленно выбирать или изменять параметры колеблющейся системы для достижения определенного эффекта. Например, при проектировании центробежных машин с быстровра-щающимися роторами предпочтительны гибкие валы; это определяет выбор типа опор, схемы расположения ротора по отношению к ним и т. п. Следует, однако, иметь в виду, что при расчете критических скоростей приходится схематизировать реальные конструкции: пренебрегать в отдельных случаях массой каких-либо элементов, заменять конические участки валов ступенчатыми, детали сложных конфигураций, установленные на валах, представлять в виде комбинации простых тел. Не всегда удается учесть податливость опор и несущих конструкций, трение в опорах. Все это вносит погрешности в расчет критических скоростей.
Существенным является правильный выбор расчетных схем валов, в частности, видов опор. Последние должны адекватно отображать реальные особенности конструкций подшипниковых узлов. Например, несамоустанавливающиеся подшипники скольжения, подшипники качения с цилиндрическими роликами или игольчатые практически исключают возможность поворота сечения вала в опоре и на расчетной схеме их следует отображать как заделку. В то же время самоустанавливающиеся подшипники скольжения, радиальные сферические подшипники качения не ограничивают поворот сечения вала и в расчетной схеме их представляют как шарнирные опоры.
§ 6. КРУТИЛЬНЫЕ КОЛЕБАНИЯ ВАЛОВ
Свободные крутильные колебания вала с одним диском. Рассмотрим вал круглого постоянного по длине сечения; одни конец вала жестко закреплен, а на другом копие установлен массивный диск (рис. 3.22, а). Если вывести диск из равновесного состояния поворотом вокруг оси вала, а затем предоставить диску свободу, то диск начнет совершать крутильные колебания. При анализе движения диска примем справедливость гипотез, используемых при расчетах валов на кручение. Угол поворота <р сечения вала в месте соединения с диском относительно неподвижного сечения связан с крутящим моментом М выражением ср, = A4//(GJ;,), где G — модуль сдвига, J р — полярный момент инерции сечения.
Крутящий момент можно выразить через крутильную жесткость вала М = с<р; это позволяет определить крутильную жесткость
с = GJp/l. (3.54)
Дифференциальное уравнение свободных крутильных колебаний получим из уравнения динамики для тела, вращающегося вокруг неподвижной оси. Если не учитывать массу вала, то
/ф = — М, (3.55)
где J — момент инерции массы диска.
Подставляя значение М в выражение (3.55), после преобразований получим ф + Ыдф = 0, где cojj = cU.
Решение последнего дифференциального уравнения имеет вид
(р = Ф sin (w0( + а), (3.56)
в котором Ф — амплитуда крутильных колебаний; а — фазовый угол.
Частота свободных колебаний
<о0 = V~ciJ = V GJ vl (JI).
Уравнение (3.56) позволяет найти амплитуду ускорения ф = = —Фю“ и, как следует из (3.55), амплитуда момента сил инерции составит /Фсоц.
Для ступенчатого вала частоту собственных колебаний рассчитывают по приведенной длине /„ вала. Последнюю находят из условия равенства углов поворота крайних сечений ступенчатого вала и вала с постоянным по длине сечением: Фет = ф или
SMlj _ М1„
GJ pi GJP
Рис. 3.22. Вал с одним диском:
а — схема к расчету крутильных колебаний; б - эпюра угловых скоростей попорота сечений
Рис. З.'.'З. Крутильные колебания вала с двумя дисками:
а - расчетная схема; б-эпюра углов закручивания <р
Сократив последнее выражение на М/G, получим после преобразований
где d: и — диаметр и длина t-й ступени вала; d:l — при-
веденный диаметр вала (постоянного сечения).
Влияние момента инерции самого вала на частоту его собственных крутильных колебаний можно оценить следующим образом.
Определим приведенный момент инерции J„ масс диска и
вала из условия равенства кинетических энергий
Т = Гд + т0
где 7 = J,,ф2/2 — кинетическая энергия звена приведения; Т\ = = /ф'72 — кинетическая энергия диска; Т„ — кинетическая энер
гия вала.
Для вала с моментом инерции J.. при линейном законе изменения скорости по длине вала (рис. 3.22, б)
Л
2. J / \ I / о
О
следовательно, /пф2/2 = 7ф2/2 4- /пф2/6, или Ju = J 4- JB/3 и
<4) = V c/(J Jп/3).
Частота собственных крутильных колебаний вала с несколькими дисками. Этот случай характерен для машин химических производств — щековых и роторных дробилок, пальцевых мельниц, компрессоров и др. В простейшем случае на валу установлены два диска (рис. 3.23); при этом в относительном движении диски имеют одну степень свободы. Свободные колебания дисков с моментами инерции Ji и происходят в разные стороны относительно узлового поперечного сечения вала (которое остается неподвижным), с равными частотами. Для каждой части вала, рассматривая его движение относительно узлового сечения, можно записать oju = |/ GJ= = I- GJоткуда следует, что ljl2 = JJJy. Так как + 12 = = I, то Ц = J^l/^J 1 J2), /2 = J ihi j \ 4- /2) и
_ -1 Г GJp Д + Д
®0 - У — .
Для вала с числом дисков п (рис. 3.24) частоту собственных колебаний удобно рассчитывать методом Толле, являющимся частным случаем метода начальных параметров.
83
Рис. 3.24. Схема пала с несколькими дисками
Движение (-го диска описывается уравнением
'I t = Ф< Ы(Л
где ы0 — частота собственных колебаний вала.
Момент сил инерции t-ro диска Л4и; = —J^i = а>о7;<₽/, где Jt — момент инерции диска. Амплитудное значение момента равно соо/;Фг. Амплитудные значения крутящих моментов в сечениях до и после диска связаны соотношением
Mir = М,—111 — <i>QJi(I)i. (3.57)
Амплитудные значения углов поворота двух соседних дисков различаются на угол закручивания участка вала, соединяющего диски:
Фг+1 = Ф Mi , ;+1/С'г, i + i, (3.58)
где , ;+1 = (GJ;//),, ,+1— крутильная жесткость вала на участке между i-м и i + 1-м дисками.
Уравнения (3.57) и (3.58) позволяют определить частоты собственных крутильных колебаний вала. Для этого указанные формулы применяют последовательно для всех дисков, начиная с первого, левее которого момент Мо = 0, и до последнего, правее которого момент Л4п+1 = 0- Получаемая система уравнений является уравнением частот /г-й степени относительно со*. При числе дисков более 3 предпочтительно решать систему уравнений (3.57), (3.58) подбором, задаваясь Ф] = 1 и переходя от диска к диску при различных to*. По полученным в результате такого расчета значениям Мп, п+1 строят зависимость М (®ц); точки пересечения полученной кривой с осью абсцисс определяют частоты собственных колебаний вала.
Пример 3.7. Рассчитать частоты собственных крутильных колебаний вала с тремя дисками. Моменты инерции дисков Д, Д, Д; крутильные жесткости вала сДа ~ (G7p//)j,2; ^2,з ~~ 1^7р//)2|з.
Решение. Используем уравнение (3.57) поочередно для всех дисков: Af0>1 = 0; ЛД2 — ЛДд — «07 1^1» ^2,3 = ^1,2 2^2» ^3,4 = ^2,3 — C)Q J3Ф3 ~ 0.
Последовательная подстановка и сокращение на дают
ДФГ + ДФ2 + ДФ, = 0. (3.59)
Установим связь между амплитудными значениями углов закручивания вала по участкам, используя формулу (3.58): Ф2 Ф1+ ®з = + Л4г,3^2,3-
Подставив значения Л41а и Л42,3, получим после преобразований
Ф^ --- Ф| J |Ф[ COg/Cj , 2 >
Фз ~ — 7^цФрС], 2 — 71й>дФ|, с21 3 72ШоФр С2, з + 71ДШцФ1/(с1.2С2, з)-
84
После подстановки значений Ф2 и Фэ в уравнение (3.59) И сокращения на Ф^ получил* уравнение частот
— а1а>ц «0 — О,
ГДе (3.2 — J£11 = Д (Д “Ь J2)^1,2 “Ь *^3 (Д “Ь *^з)^3,3» °0 “Ь J2 “Ь J3-
Первая и вторая частоты собственных крутильных колебаний
“1,2 = ]/" (а1 + |/ а1 — 4а2а0)/2а2.
Изложенный метод распространяется и на расчет вынужденных колебаний валов с дисками.
Рассмотрим случай, когда диски нагружены внешними моментами, синфазно изменяющимися по гармоническому закону М, sin (at). Поскольку амплитуда внешнего _ момента, приложенного к i-му диску, равна Mt и частота со его изменения известна, то уравнение связи амплитуд крутящих моментов по разные стороны от t-го диска можно записать в виде
i+i = М^, t - со2ЛФ; - Л4;. (3.60)
Это позволяет, используя уравнение (3.58), рассчитать Ф, и cWi,i+i во всех интересующих нас сечениях вала. Для этого обычно используют метод двух расчетов. Произвольно задаемся амплитудой колебания первого диска (например, Ф* — 0) и последовательно переходим с использованием формул (3.58), (3.60) от крайнего левого к крайнему правому сечениям. Найденные в результате расчета Ф,’ и сИ,*_ „+1 являются частными решениями неоднородной системы уравнений вынужденных колебаний. Оно не удовлетворяет граничным условиям на правом конце вала.
Для решения однородной системы уравнений зададимся отличной от нуля амплитудой угловых перемещений первого диска (например, Ф*‘ = 1) и при со0 = со перейдем от крайнего левого сечения к правому, используя формулы для свободных колебаний (3.57), (3.58). Полученные значения ФД и М",1+| будут общим решением однородной задачи.
Общее решение неоднородной задачи представляет собой сумму указанных решений. Для t-го диска Фг = Ф* + СФ’*; Мг, i+1 = = М*. ;+i +
Постоянную С определим таким образом, чтобы удовлетворялись граничные условия на правом конце вала. Если конец вала свободен, т0 М„,„+i = 0 и, следовательно, С =—Л4‘, л+1/Л4‘При заделке конца вала С = —Ф,*/Ф,*‘.
Пример 3.8. Рассчитать касательное напряжение в вале, несущем два диска с моментами инерции J1 = 2Q кг ма, Д = 30 хг м3. К первому диску приложен момент Mt = 2 sin 80/ кН-м, длина вала I = 1 м, диаметр d= 0,06 м. Модуль сдвига С=8104 МПа (см. рис. 3.23).
Решение. Для вала с двумя дисками уравнения вынужденных колебаний имеют вид
Mo* j = 0; = MJ,!—— Мр ЛЦ,3 = М^., —
Принимаем Ф* = 0, тогда Л4Т13 = —Мх — ®!ЛФ;.
Угол поворота Ф* = Ф* ф тогда М;,3 = — +
-I-
85
Расчеты при ML 2 кНм, ы = 80 с-1 и жесткости вала ct 2 —GJ,,!!.— == Gnd4/(32/) - 101,6 кН м дают Mf,-, = —2 кНм, Ф* = —1,9685 10“! рад, М»,3 = -= 1,779 кН-м.
Однородные уравнения колебаний имеют вид
л?0* * =о,- м •*. ----- м*,*, - ; м? * = м - ©jj,®.? *
или при Ф** = 1 и ш0 = ш
Л4*,?, = — ы'-Jp, М*.*2 = — со У! — ы‘2/.,Ф.?*.
Угол поворота Ф" = * + М^*,/с^. = 1 — a'Jjc,,., = —0,25984. Расчеты
дают следующие значения моментов: М**,= —128 кН-м; Л1?,’3=—78 кН-м. Постоянная С = —Л4*,3//И/,*:! = 2,2775-10-2.
Крутящий момент 2Й1,-> — /И*,., + СМ**, — —2000 — 2,2775-10"'- 1,28 X X 10s = —4915 Н м.
Касательные напряжения при статическом приложении амплитуды момента т = Alj/O^d3 — 46,3 МПа.
При вынужденных колебаниях т = ,W1i2/0,2iP = 4915/0,2 0, Об3 — 11.3,7 МПа.
Частота собственных колебаний вала oj0 = l/cli2 (Д + Ja)/(./iA) — 92 рад/с близка к частоте колебаний вынуждающего момента ’М/ (80 рад/с), что неблагоприятно для вала.
Приведение машин рядного типа к расчетной схеме вала с несколькими дисками. В химической промышленности широко используют машины, все звенья механизмов которых совершают только вращательное движение. К таким машинам относятся центрифуги, сепараторы, мешалки, различные валковые, барабанные машины и т. д. Это машины рядного типа: все их подвижные элементы, начиная от двигателя и до рабочего органа, непрерывно вращаются. Для расчета валов таких машин на крутильные колебания можно использовать расчетную схему вала с несколькими дисками, применяя метод приведения сил, масс и жесткостей. В качестве звена приведения выбирают одно из характерных звеньев машины: обычно это вал, на котором установлен рабочий орган машины, иногда — вал электродвигателя.
П риведение моментов сил выполняют по условию равенства мгновенных мощностей момента, реально действующего на звено I, и приведенного момента Мп (приложенного к звену приведения п):
/Ипсоп — Midp или Мп = Мрр!Т1,
где и;>п — передаточное отношение между валами i и п.
Приведение моментов инерции звеньев выполняют приравниванием кинетических энергий звена приводимого и звена приведения:
t/пЧ)п/2 — ,/ или г, — JiUi,п•
Приведение жесткостей выполняют по условию равенства потенциальных энергий, накапливаемых при упругой деформации звеньев приведения и приводимого:
Л4пДФп/2 = ЛДДФг/2,
что при ДФП = м„/сп; ЛФ; = Ali/ci)i+1 и Л4П//И; = и(,п дает
2 £п — Ci, Z4-1^1,11 j
где С;,г+1 — жесткость приводимого элемента (участка) машины. 86
1
Рис. 3.25. Схемы к расчету крутильных колебаний валов центробежной машины
При составлении расчетной схемы обычно валы, муфты и ременные передачи считают абсолютно упругими элементами, не имеющими массы. Закрепленные на валах детали (роторы, шкивы, зубчатые колеса, валки, диски) рассматривают как абсолютно жесткие диски. В простейших случаях диссипативные потери, т. с. влияние сил трения, не учитывают.
Жесткость вала рассчитывают по формуле (3.54); жесткости зубчатых и ременных передач, соединительных муфт определяют ио формулам, приводимым в справочниках.
Рассмотрим расчетную схему привода маятниковой центрифуги. Исходная схема (рис. 3.25, о) состоит из следующих элементов: электродвигателя /, упругой муфты 2, ведущего 3 и ведомого 4 шкивов, соединенных клнноременной передачей, и ротора 5. Считая, что моменты инерции ротора электродвигателя, полумуфт, шкивов и ротора (J,, J.!t Jr, J3, и J5) известны, выбрав в качестве звена приведения вал ротора центрифуги, найдем
Jill = J I«3,4; J п2 — Jiul,c Jп2' = J2'43,4*) J пЗ = J 3’^11,4',
J114 == J4*i J115 J5i
где w-1,4 — передаточное отношение ременной передачи.
Приведенные жесткости валов: = с^им; cti.2t3 = с-,-ли^л\
приведенная жесткость муфты с|Г>,>- --L\vuAi. Если приведенная жесткость какого-либо участка на два или более порядка больше жесткости других участков, то, как правило, соответствующий участок можно считать абсолютно жестким и объединять инерционные массы, находящиеся по его концам. Например, если приведенная жесткость валов на участках 1-2 и 2'-3 очень велика, то расчетная схема приобретает вид, показанный на рис. 3.25, б.
§ 7. УДАРНАЯ НАГРУЗКА
Простейшие одно- и двухмассовые системы. Изучение механического удара применительно к машинам химических производств представляет интерес, поскольку закономерности, присущие 87
Рис. 3.26. Схемы удара по упругой связи:
а — система с горизонтальным движением массы; б — система с вертикальным движением массы; в — дцукмассовая система
этому явлению, позволяют установить рациональные режимы проведения технологических процессов, которые происходят под воздей-ствием ударной нагрузки, а также определить условия работы исполнительных органов и привода машин, в частности, усилия, время воздействия и др.
Явление удара отличается сложностью и необходимостью учета большого числа разнообразных факторов — диссипации энергии, распределения масс, конфигурации звеньев, свойств поверхностей контакта и других характеристик, трудно поддающихся математическому описанию. В связи с этим в инженерной практике широко используют приближенные методы, упрощающие задачи при введении ряда допущений и, используя несложный математический аппарат, получить решения, позволяющие правильно оценить усилия, деформации и перемещения, напряжения при ударе, продолжительность соударения.
Одномассовая система. Рассмотрим удар одной массы по упругой связи, например пружине, массой которой можно пренебречь (рис. 3.26, а). Полагая, что масса т ударяющего тела, скорость v0 в момент удара и жесткость с пружины известны, можно для процесса совместного движения тела с пружиной после удара записать тх = — сх,
где х — текущее значение деформации пружины.
Как известно, решение такого дифференциального уравнения можно записать в форме (3.3): х == A sin (coof ср). Если отсчет времени t вести от момента соприкосновения тела с пружиной (при t = 0; х = 0; х ц0), то ср == 0, А = v0/ал0 и х -- (и0/со0) sin со , где соц ------ citn .
Деформация сжатия пружины максимальна при со0/ — л/2 или t = TiA (где Т — период колебаний)
Л'шах = Уо/ш<) = Vo V т/с
и соответствующее наибольшее усилие в упругой связи
Рушах ~ СХ’|цах —- Г'о К !ПС = Uq ]/~
Если тело массой т падает вертикально (рис. 3.26, б), то следует учитывать изменение его потенциальной энергии при динамической деформации пружины. Поскольку обычно практический интерес представляют максимальные деформация упругой связи п усилие, можно воспользоваться уравнением энергетического баланса: сумма работы mg (/г + уди,,), которую совершает сила тяжести mg на пути h, соответствующем высоте падения, и работы при наибольшей (динамической) деформации г/дии пружины равна потенциальной энергии деформации упругой связи Ру т^Уд.п/2 = сг/дин/2 (скорости тела в начале и конце движения равны нулю). Записав равенство mg (Л —- удин) = судин/2, после преобразований получим
Удин = tnglc + Г (wg7c)2 + 2mghlc.
В этом выражении перед корнем сохранен только знак плюс, так как знаку минус соответствует отклонение пружины от среднего положения вверх.
Приняв во внимание, что tnglc ~ усг — статический прогиб, получим
Z/дин ~ Уст 4" Уст | ’ 2/п/(.т и коэффициент динамичности при ударе
f/дин/Уст 1 4~ Iх 1 4 2hlyc^.
В частном случае, при внезапном приложении силы (высота падения h = 0) х — 2.
Величина коэффициента динамичности показывает, во сколько раз увеличиваются динамическое усилие и напряжение в упругой связи, подвергнувшейся удару падающего тела, по сравнению со статическими.
Если известна скорость п0 в момент удара, то на основании известного для свободного падения соотношения h = v'u/2g для расчета динамического коэффициента можно использовать выражение
+ f 1+^/(^4- (3.61)
Двухмассовая система. Элементарная теория удара твердых тел классической механики основана на допущении, предложенном Ньютоном, что относительная скорость соударяющихся материальных точек после удара пропорциональна их относительной скорости перед ударом. Коэффициент пропорциональности, в этом случае называемый коэффициентом восстановления, определяют опытным путем. Коэффициент восстановления k в зависимости от свойств соударяющихся тел изменяется от 0 до 1. Значение k = 0 соответствует абсолютно неупругому удару, когда после удара относительная скорость соударяющихся тел равна нулю, т. е. тела движутся совместно. При k — 1 удар является абсолютно упругим, относительная скорость соударяющихся тел сохраняет свою величину, но меняет знак. При значениях k, отличных от 0 и 1, удар называют не вполне упругим.
89
Рассмотрим соударение двух тел 1 и 2 массами и т2, причем тело 2 соединено с упругой связью (пружиной) — рис. 3.26, в. Полагая, чго удар является абсолютно неупругим и скорость тела 1 в момент удара равна ц0, из условия сохранения количества движения
= (tn^ -|- mJ vr найдем скорость совместного движения тел
vL = mJ.
Дальнейшие расчеты проводим по формуле (3.61), заменив г»0 на iij; статический прогиб определим в этом случае по выражению Усг ~ (тх + /«J g/c. При необходимости к массе т2 следует добавлять и приведенную массу упругой связи.
Влияние местных деформаций. Как отмечено, в соответствии с теорией удара, разработанной Герцем, предполагают, что при соударении массивных тел можно ограничиться рассмотрением лишь тех деформаций, которые имеются в зоне контакта, и полагать, что контактные силы связаны с деформациями такими же соотношениями, как и при статическом нагружении.
Для случая, когда начальное касание тел точечное, а расстояния между поверхностями тел вблизи этой точки описываются уравнениями второго порядка, теория контактных деформаций Герца дает нелинейную связь между контактной силой Р и сближением тел х\
P = kax3'\ (3.62)
Для контактных поверхностей в виде сфер с радиусами Rx и /?2
Ь - 2Е 1/ ^2
° 3(1 —v*) V Ri + Ra ’
где Е — модуль упругости материала; v — коэффициент Пуассона.
Если вести отсчет времени с момента первого соприкосновения сферических поверхностей и считать, что координаты центров масс тел равны х2 и х2, то сближение центров масс в процессе соударения определится разностью
х = Ху — х2. (3.63)
Движение центров масс рассматриваемых тел можно описать уравнениями /?г1х1 —Р (х); m2x2 = Р (х), откуда с учетом выраже-
ния (3.63) получим х = —Р (x)/mt — Р (x)lms, или, обозначив т = т1т2/(т1 пъ),
х — — Р (х)!т.
Интегрирование этого выражения позволяет найти скорость сближения тел. Поскольку х = (х) — = х , то интегриро-
UL ClJC ц,л
ванне дает
.V
— х2 ------— f Р (х) dx -f- С ,
2 т J v ’ 1
О
90
Д,лр определения постоянной С используем начальное условие: при i = 0 и х = О скорость равна начальной относительной скорости х = va, следовательно, С = и2/2 и
X2 — ц2 —-----— f Р (х) dx.
0 mJ ' ' о
Полагая, что связь контактного усилия с перемещением определяется выражением (3.62) и что при максимальном сближении соударяющихся тел скорость сближения равна нулю (х = 0), найдем
Лтш
JL j kax^-dx, о
что после интегрирования дает
_ / 5ту'г, V-5 тах~\ 4/г0 )
Следовательно, максимальное значение контактной силы при ударе
/’max ^Wmax = ko 5 (5/7Wo/4)3/5•
Время удара т можно определить повторным интегрированием исходного дифференциального уравнения
dx/dt = - (2/m) f P (x) dx,
откуда
xmax / x \ —1/2
t = 2 j | nj)---J /3(x)dx| dx
о \ о /
или после преобразований
т — 2,943 (5л//4/?0)"/Ъо~,/0.
Последняя формула получена с учетом того, что продолжительность контакта учитывает стадии сближения и удаления тел.
Экспериментальные исследования удара при условиях, соответствующих принятому допущению об отсутствии пластических деформаций, показывают, что расчетные данные удовлетворительно соответствуют опытным.
Волновые явления. Рассмотрим вопрос о распространении волн деформации в простейшем случае — при продольном ударе по стержню. Если принять справедливой гипотезу плоских сечений и не учитывать влияние движения частиц в плоскости, перпендикулярной оси стержня, то после внезапного приложения силы N к торцу стержня произойдет сжатие его бесконечно малого элемента dz на величину дх, затем это сжатие будет передано следующему элементу и т. д., распространяясь по всей длине стержня.
91
ct
Рис. 3.27. Схема распространения деформации при продольном ударе по стержню
В соответствии с законом Гука
можно записать
N!F = (dx/dz) Е, (3.64)
где F — площадь сечения стержня; Е — модуль продольной упругости.
Уравнение движения элемента массой rndz (где т — масса единицы длины стержня — рис. 3.27) имеет вид mdz (d2x/dt2) (dNtdzzd), что после подстановки dNldz = (d2 xldz2)"JE.F [см. выражение (3.64)] дает
д2х!дг2 — (1/а) (d2x/dt2) = 0, (3.65)
где а = i EFhn.
При известной плотности р материала для однородного стержня т = р/7, следовательно, а = зАЕ/р.
Выражение (3.65) называется волновым уравнением; в такой же форме его можно записать и для крутильных колебаний, и для колебаний натянутой струны.
Если правую часть уравнения (3.64) умножить и разделить на dt, то можно установить связь скорости v dx/dt перемещения сечения и скорости с -= dz/dt распространения деформации вдоль стержня:
У/Е = (у/С)£. (3.66)
Для сжатой части стержня составим уравнение количества движения. К моменту времени t, прошедшему от начала удара, длина сжатой части стержня составит ct, масса — pFct, а количество движения — pFctv. Приравняем это количество движения импульсу силы N за время t\ pFctv = Nt. Используя уравнение (3.66), найдем скорость распространения волны (деформации сжатия) с = 7/Е/р — а.
Скорость движения частиц (сечений) стержня v = N/(F у/ Ер) = = о/у4Ер . Последнее выражение позволяет решать и обратную задачу — рассчитать напряжения о в стержне, движущемся с известной скоростью v, при его ударе о жесткую преграду: о -= v у^Ер .
Возможна и иная постановка вопроса — определение скорости удара, при которой достигается заданное напряжение в стержне, например, равное пределу пропорциональности. Введение некоторых допущений позволяет также оценить скорости, вызывающие разрушение материала, что представляет существенный интерес при расчете измельчителей.
§ 8. ВИБРОИЗОЛЯЦИЯ МАШИН
Передача вибрации на основание машины. Вибрация оборудования может отрицательно влиять на здоровье людей, нарушать нормальную работу машин и приборов, вызывать нежелательное'воз-
92
Рис, 3.25. Схема к расчету усилий, передаваемых на опоры >
машины при вибрации I Posin(uit)
действие на здание, в котором расположено оборудование. По этим причинам большое внимание уделяют способам снижения вибрации, а также виброизоляции — методу вибрационной защиты, заключающемуся \----------\
в размещении между источником возбужде- <5 \
ния и защищаемым объектом специальных _i
устройств. Различают активную виброза- щиту, когда используют энергию дополни-тельного источника, и пассивную виброза-щиту, когда такой источник не применяют.
Для вибрационной защиты используют различные методы. Динамическое виброгашение позволяет снизить вибрацию присоединением к защищаемому объекту специальной системы, реакции которой уменьшают размах вибрации объекта. Демпфирование вибрации позволяет уменьшить вибрации рассеянием механической энергии; с этой целью применяют специальные демпферы.
Рассмотрим, как передаются усилия на основание машины в случае, если одномассовая система подвержена воздействию вынуждающей силы Рп sin (coZ), изменяющейся по гармоническому закону. Примем, что колеблющаяся система имеет виброизоляцию, состоящую из упругой связи с жесткостью с и демпфера вязкого трения (рис. 3.28) с коэффициентом сопротивления а (см. § 2 данной главы).
На основание через упругую связь передается усилие Ру = сх, а через демпфер — усилие R = ах. Суммарное воздействие на основание машины с учетом выражения (3.10), устанавливающего закон изменения перемещений при вынужденных колебаниях, запишем в виде
— Ао [с sin (mt - у; ф- асо cos (mt -- у)].
Это выражение можно представить в форме sin (mt — Vi),
где R(l = 40j/c2 + (асо)2, = у — arctg (асо/с).
Подставив сюда значение Ло из формулы (3.10), а также с = ти2 и Лст = Р0/тк>1, получим после преобразований амплитуду силы, передаваемой на основание:
Ro ~ -РоУ4! + 4(о2ц2/(Оо/|/ (1 — со2/юо)2 + 4со2и2/соо)
11 Vi = Т — arctg (2лсо/соо).
Отношение амплитуд передаваемой на основание силы Ra и вынуждающей силы Ро называется коэффициентом передачи силы на основание
Ро V1 -р 4а'!п-/<о?)
Ро |/"(1 — ю-/“8)2 -р 4ш2п'4®ц
(3.67)
93
Рис. 3.29. Зависимость коэффициента передачи от отношения частот
Рис. 3.30. Схема динамического виброгасителя
В частном случае, при отсутствии вязкого трения (п ot/2/тг = 0), xlt = l'| 1 — и'/о),'| — и, т. е. коэффициент передачи силы численно равен коэффициенту динамичности.
При резонансе х,, = |/14h7oj-’/(2/i/wI|).
На рис. 3.29 показана зависимость коэффициента передачи силы от отношения ы/<оп при различных значениях коэффициента демпфирования.
В случаях, когда систему виброизоляции, подобную рассмотренной, используют для защиты машины или прибора от колебаний, передаваемых через основание, выражение (3.67) характеризует отношение ускорения защищаемого объекта к ускорению основания.
Анализ зависимости хи = [ (со/со0) позволяет установить, что использование демпферов вязкого трения эффективно для гашения колебаний лишь в резонансной области — при <о < соо. В зарезонансной области при (1)/соо > у/2 применение демпфера вязкого трения нерационально, так как при больших 2n/coo коэффициент передачи силы при заданном отношении <о/<оо больше, чем при отсутствии демпфера. Однако при решении вопроса о применении демпфера вязкого трения следует помнить, что последний позволяет значительно уменьшить резонансные перемещения и силы. По этой причине для машин, работающих в зарезонансной зоне, иногда используют виброизоляцию с самоотключающимися демпферами, которые действуют только в резонансной зоне.
Для уменьшения собственной частоты колебаний системы в ряде случаев машину жестко соединяют с дополнительной массой, которую на упругих опорах устанавливают на фундаменте.
Динамические гасители, виброопоры. Динамическое виброгашение может быть эффективным лишь в тех случаях, когда вынуждающая сила изменяется по гармоническому закону. Действие.виброгаси-теля можно пояснить следующим образом. Предположим, что корпус машины 1 (рис. 3.30), находящийся под воздействием вынуждающей 94
Рис. З.'.И. Тины виброопор:
а — буфер фундаментный центрифуги <ЬВВ; б - г.ибролзо.лятор ЛК.СС для массинного оборудования; а — пнбронзолитор АП для приборов
силы Ро sin (со/), соединен с фундаментом пружинами 4, жесткость которых невелика. Динамический гаситель представляет собой массу 2, соединенную с корпусом пружиной 3, причем массу т и жесткость с пружины подбирают таким образом, что о»о == । c/m oi. В этом случае при работе системы корпус машины остается неподвижным, поскольку пружины гасителя действуют на него с силой, равной и противоположной вынуждающей силе.
Возможности таких гасителей ограничены: их можно использовать лишь при заданной частоте со вынужденных колебаний. Для расширения диапазона частот иногда используют динамические гасители с демпфером вязкого трения, юто рый устанавливают между корпусом машины н массой гасителя .
Для установки машин часто используют стандартные виброизолирующие опоры (ГОСТ 17712—72) — рис. 3.31.
При выборе фундамента под машину, подверженную вибрационному воздействию, учитывают передаваемую на фундамент вибрационную нагрузку. В простейших случаях площадь основания фунда -мента рассчитывают по формуле
> 1(/«1 - g ф v.uP0[/[<„.,
где mL и пг.,— масса машины и фундамента; [стJCHi —допускаемое напряжение сжатия для грунта (ориентировочные значения [ст |с;1; для различных категорий грунта приведены в табл. 3.3).
Таблица 3.3
Допускаемые напряжения сжатия для грунтов
Категория Тли групп
I Слабый (глина, суглинок в пластичном состоянии) Средний (суглинок в твердом состоянии, супесь) <0,15
11 0,15- 0,-55
III Прочный (песок крупный, гравий) 0,35-0,6
IV Скальный >0,6
В ответственных случаях рассчитывают амплитуду колебаний и собственную частоту колебаний фундамента для проверки на резонанс.
Г ЛА В А 4
КОНСТРУИРОВАНИЕ И РАСЧЕТ ЭЛЕМЕНТОВ МАШИН ХИМИЧЕСКИХ ПРОИЗВОДСТВ
§ 1. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ В ХИМИЧЕСКОМ МАШИНОСТРОЕНИИ
В химическом машиностроении применяют металлы и сплавы, минералосиликатные, полимерные (синтетические и природные) и композиционные материалы.
Выбор конструкционного материала, определяемый условиями эксплуатации проектируемого элемента (температура, величина нагрузки и ее цикличность, характер агрессивного воздействия среды и др.), следует выполнять так, чтобы при низкой стоимости и недефицитности материала обеспечивать эффективную технологию изготовления элемента (изделия).
Работоспособность изделия, т. е. состояние, при котором оно способно нормально выполнять заданные функции, оценивается обычно критериями прочности, жесткости, устойчивости, износостойкости, коррозионной стойкости.
При расчете деталей по критерию прочности различают статическую, циклическую и контактную прочность.
Критерием апатической прочности характеризуют, например, такие элементы химического оборудования, как обечайки и другие детали сосудов и аппаратов, работающих при постоянном внутреннем давлении, быстровращающиеся роторы и диски, детали с большим начальным усилием затяжки (большая часть крепежных деталей), несущие конструкции, находящиеся под постоянной нагрузкой. Представляет опасность явление ползучести нагруженных деталей —• изменение во времени деформаций и напряжений, особенно сильно проявляющееся при высоких температурах.
По критерию циклической прочности рассчитывают все детали оборудования химических производств, находящиеся под действием переменной нагрузки — валы и оси (если нет ограничений по жесткости), зубчатые .колеса, шатуны, штоки, пружины, корпуса и рамы машин, а также металлические конструкции, подверженные действию переменных сил. Следует учитывать, что воздействие коррозии и высоких температур снижает предел выносливости материала.
Низкие температуры, ударные нагрузки на детали, изготовленные из материалов с малой вязкостью, наличие концентраторов напряжений способствуют хрупкому разрушению деталей.
Критерий контактной (статической и циклической) прочности является определяющим при расчете таких элементов машин, как пары бандаж—ролик, кулачок—толкатель, роликовые направляющие, шариковые опоры, подшипники качения и т. п.
9G
Для деталей, критерием работоспособности которых является прочность, рационально использовать материалы с повышенными механическими характеристиками, в частности, термообработанные низколегированные и легированные стали, что позволяет уменьшать массу машин и улучшать их технико-экономические показатели.
Критерий жесткости является основным для таких деталей, как рамы и корпусные элементы машин, нагружаемые статическими или плавно меняющимися нагрузками, валы передач и т. д. Конструкционные материалы для таких деталей должны иметь высокий модуль упругости и технологические свойства, обеспечивающие возможность получения тонкостенных конструкций с малыми остаточными напряжениями.
Характерные элементы химического оборудования, при расчете которых учитывают критерий устойчивости — оболочки, нагруженные внешним избыточным давлением или сосредоточенными силами, кольца, а также длинные штоки, стойки и другие детали, находящиеся под воздействием сжимающих сил.
С учетом критерия износостойкости выбирают материалы для изготовления рабочих органов многих машин химических производств: бандажей валков, дробящих и отражательных плит и других элементов дробилок и измельчителей; решет и сит в классификаторах; фильтрующих элементов и разделительных поверхностей в фильтрах и центрифугах; лопастей, дисков и других элементов в смесителях, мешалках, питателях, дозаторах и пр.; различных направляющих, деталей фрикционных узлов, зубчатых и червячных колес, ходовых винтов и т. и. Износостойкость определяется главным образом твердостью поверхностного слоя материала, а сопротивление схватыванию — степенью химического сродства контактирующих материалов.
Во многих случаях материалы следует выбирать с учетом совокупности нескольких критериев работоспособности. Например, рабочие органы валковых машин должны удовлетворять требованиям износостойкости и жесткости, а в некоторых случаях и коррозионной стойкости; распылительные диски в центробежных сушилках — требованиям прочности и износостойкости и т. п.
Металлы и сплавы. Сталь. Благодаря широкому спектру свойств, определяемых составом и химико-термической обработкой, сталь — наиболее распространенный конструкционный материал.
Сталь, предназначенная для изготовления сосудов и аппаратов, по химическому составу и механическим свойствам должна удовлетворять требованиям ГОСТов, ТУ и ОСТ 26-291—79.
Сталь углеродистую обыкновенного качества (ГОСТ 380—71*) применяют для изготовления несущих металлических конструкций, обечаек, днищ, фланцев, люков, лазов, патрубков, штуцеров и других деталей машин и аппаратов. В зависимости от назначения сталь подразделяется на три группы, поставляемые: А — по гарантированным механическим свойствам для использования в состоянии поставки (в обозначении марки стали букву А не указывают); Б — по гарантированному химическому составу для изготовления изделий с применением горячей обработки (ковка, сварка); В — по гарантированным
4 П/[ Э. Э. Кольмана-Иваноиа 97
механическим свойствам и химическому составу. По нормированным показателям стали группы А делятся на три, группы Б -- на две и группы В — ил шесть категорий.
По степени раскисления различают сталь кипящую (кп), по-луспокойную (пс), спокойную (с.п).
На заводы поставляют сталь следующего сортамента: сталь тонко-и толстолистовую; трубы электросварные прямошовные (ГОСТ 10706—76*) из сталей ВСт2кп2, ВСтЗсп2, ВСтЗпсЗ, ВСтЗспб, ВСтЗсп5, ВСтЗпсб; поковки из стали ВСдбсп (ГОСТ 8479-70*) и пз сталей СтЗ, Ст4, Ст5, Стб; фасонные горячекатаные профили — угловую равно-полочную сталь (ГОСТ 8509—72*) и др. Для изготовления сосудов и аппаратов, работающих под давлением до 5 МПа в интервале температур от —20 до ( 425 "С, рекомендуют применять стали ВСтЗспб, ВСтЗпс5, ВСтЗГпсб; при том же. давлении, по при темпера туре от 0 до Т200 °C — стали ВСтЗспЗ, ВСтЗпсЗ, ВСтЗГпсЗ; при давлении до 1,6 МПа и температуре от | 10 до -1 200 °C — сталь СтЗкп2.
Допускается применение листовых сталей ВСтЗкп2, ВСтЗпс2 толщиной до 10 мм, а также сталей ВСтЗсп2 и 20К для выполнения приварных и неприварных внутренних малонагруженных элементов, работающих при температуре от —40 до -475 °C.
Сталь углеродистую качественную конструкционную 05ки ...60 ГОСТ 1050—74*) применяют для изготовления большей части нагруженных элементов машин, не контактирующих непосредственно с химически агрессивными материалами, а также для изготовления корпусов, днищ, змеевиков и других элементов аппаратов, работающих под давлением до 10 МПа в интервале температур от —20 до 4475 °C с неагрессивными или малоагрессивными средами.
Сталь поставляют горячекатаную, кованую, калиброванную.
Отливки из конструкционной стали 15Л ... 55Л но содержанию серы и фосфора подразделяют на три группы.
Сталь низколегированная конструкционная (ГОСТ 19281—73 и ГОСТ 19282—73) содержит до 2,5 % легирующих элементов. Такое легирование, незначительно удорожая сталь, существенно повышает ее прочность, хладо-, коррозпопно- и износостойкость ио сравнению с углеродистыми сталями, сохраняя пластичные свойства и свариваемость. В химическом машиностроении в основном применяют стали марганцовистые 09Г2, 14Г2, кремнемарганцовые 12ГС, 16ГС, 17ГС, 09Г2С, 10Г2С1, марганцово-ванадиевые (например, 15ГФ) для изготовления обечаек, днищ, фланцев и других деталей машин и аппаратов, работающих под давлением до 10 МПа в интервале температур от —70 до -|-475 С с неагрессивными средами. Сталь листовую 12К ... 20К (ГОСТ 5520—79) используют для сварки и изготовления деталей паровых котлов я сосудов, работающих иод давлением при температуре до 4 475 °C.
Сталь легированная конструкционная (ГОСТ 4543—71) содержит от 2,5 до 10 % легирующих элементов и в зависимости от химического состава и свойств делится на три категории: качественная, высококачественная (А), особовысококачественная (Ш). Из этой стали изготовляют обечайки, днища, фланцы, трубные решетки, крепежные 98
детал i аппаратов, работающих под давлением до 10 МПа в интервале температур от —40 до 560 °C, а также ответственные детали машин (шестерни, валы, осп, штоки, роторы центрифуг, пружины и т. д.).
Высоколегированные коррозионно-стойкие, жаростойкие и жаропрочные стали и сплавы (ГОСТ 5632-72) содержат более 10 % легирующих компонентов. Эти стали поставляют в виде листов, полос и прутков (ГОСТ 5949—75), труб (ГОСТ 10498—82); отливки из высоколегированной стали должны соответствовать ГОСТ 2176—77. Изготовляют элементы машин и аппаратов, работающих под повышенным давлением в интервале температур от —257 до 3 600 °C в агрессивных средах; рекомендации по применению сталей и сплавов указаны в приложении к ГОСТ 5632—-72.
В химическом машиностроении наиболее распространены коррозионно-стойкие стали аустенитного класса (12Х18Н9Т, 04Х18Н10, 08XJ8H10T, 12Х18Н10Т и др.), отличающиеся стойкостью почти ко всем окислительным агрессивным средам. Стали хорошо деформируются в горячем и холодном состоянии и легко свариваются. Однако из-за большой вязкости они хуже подвергаются механической обработке. чем, например, стали с мартенситной структурой. Коррозионно-стойкие стали ферритного класса (12X17, 08Х17Т, 15Х25Т и др.) стопки к воздействию фосфюрпой и уксусной кислот всех концентраций при температуре до -|-70 °C, азотной кислоты концентрацией до 65 % при температуре до 40 "С и др. Недостаток сталей этого типа низкая ударная вязкость в зоне сварных швов. Стали аусте-питио-ферритиого класса (08Х22Н6Т, 12X21Н5Т и др.) но коррозионной стойкости аналогичны аустенитным сталям, однако имеют но сравнению с ними ряд преимуществ: экономно легированы дефицитным никелем, менее склонны к межкристаллитной коррозии и коррозионному расгрсскнв.-пню под нагрузкой, имеют повышенные механические показатели в состоянии поставки.
Двухслойная сталь (биметаллы) позволяет экономить дорогостоящие материалы. Так, коррозионно-стойкая двухслойная листовая сталь имеет основной слой из углеродистой или низколегированной стали, а плакирующий (защитный) — из коррозионно-стойких сплавов.
Отливки из высоколегированной стали (ГОСТ 2176— 77) в зависимости от состава и структуры могут быть коррозионно-стойкими, жаростойкими, жаропрочными и износостойкими. В дробилках и измельчителях широко используют износостойкую сталь 110Г13Л. В марки отливок из сталей, предназначенных для эксплуатации при температурах ниже —60 С, включают букву С.
Чугун обладает высокими литейными свойствами, как правило, хорошо обрабатывается резанием, образуя высококачественную поверхность для узлов трения. Высокопрочные чугуны с шаровидным графитом успешно конкурируют со стальным литьем и даже с кованой сталью.
Серый чугун (ГОСТ 1412- 79) СЧ 10 используют для изготовления непагруженных деталей; пз чугунов марок СЧ 15 ... СЧ 45 выполняют ответегвеиные детали сложной конфигурации, например, корпусные 1* 99
элементы машин. В соответствии с ОСТ 26-291—79 серый чугун можно использовать при давлении до 1 МПа и темпспатуре от —15 до +250 °C.
Щелочестойкие чугуны СЧЩ1 и СЧЩ2 применяют для изготовления деталей машин н аппаратов, контактирующих с водными растворами NaOH и КОН при давлении до 1 МПа и температуре от —15 до -1-300 °C.
Отливки из высокопробного чугуна. (ГОСТ 7293—79) марки ВЧ 38—17 ... ВЧ 120—42 используют для изготовления корпусных и других элементов машин, подверженных значительным нагрузкам.
Ковкий чугун (марки КЧ 30—6 ... КЧ 63 -2 по ГОСТ 1215—79) используют в основном для изготовления арматуры.
Антифрикционный чугун (ГОСТ 1585—79) подразделяется на марки АЧС-1 ... АЧС-6, АЧВ-1, АЧВ-2, АЧК-1, АЧК-2 в зависимости от структуры и свойств; испольуется в подшипниковых узлах.
Используют также кремнистые п кремнемолибденовые чугуны для отливки деталей, работающих в агрессивных средах, жаростойкие и коррозионно-стойкие чугуны (ГОСТ 7769—82), детали из которых работают при повышенных температурах в агрессивных средах.
Цветные металлы и сплавы применяют в химическом машиностроении для изготовления элементов машин и аппаратов, контактирующих с агрессивными средами и работающих при низких температурах.
Алюминий и его сплавы (ГОСТ 4784—74) используют преимущественно в виде листового проката, фасонного профиля, труб, проволоки, а также в виде фасонных отливок для изготовления резервуаров, колони и элементов аппаратов, работающих при давлении до 0,6 МПа в интервале температур от —196 до +150 °C в производстве разбавленной серной, азотной, фосфорной, уксусной и органических кислот.
Медь в зависимости от степени чистоты подразделяется на марки M00A ... М4 (ГОСТ 859—78) и поставляется в виде листов, лент, прутков, проволоки и других изделий. Медь применяют в основном для изготовления аппаратов, работающих под давлением до 0,6 МПа в интервале температур от —254 до +250 °C с различными коррозионно-активными средами (10—40 %-ная серная кислота, 10— 20 %-пая соляная кислота, бензол, метиловый и этиловый спирт), а также в криогенной технике.
Из сплавов меди чаще всего используют латуни (ГОСТ 15527—70), а также бронзы оловянные (ГОСТ 5017 74) и безоловянные (ГОСТ 18175—78) для изготовления мембран, сильфонов, пружинной проволоки, деталей когггро.шпо-изперптельных приборов, антифрикционных элементов псл.шпптиков и других /деталей машин , а также в криогенной технике.
Свинец (марки С1 ... г,3 по ГОСТ 3778- -77), используют преимущественно дли внутреннего покрытия стальных аппаратов с целью защиты от воздействия сильных агрессивных сред.
100
Титан и титановые сплавы (ГОСТ 19807—74) благодаря небольшой г лотиости, высокой прочности и коррозионной стойкости широко исйользуют в качестве конструкционного материала для изготовления деталей фильтров, центрифуг, сушилок, емкостей в производствах азотной кислот'л, мочевины, хлора и его соединений, синтетических волокон н т. д. Титан поставляют в виде листов; литейные титановые сплавы применяют для производства отливок.
В отдельных случаях применяют тугоплавкие металлы (молибден, ниобии, тантал, цирконии).
Изделия порошковой металлургии получают из металлических порошков, в ряде случаев с добавкой неметаллических компонентов, например, графита, карбидов, с последующим прессованием и спеканием полученных композиций. Для получения пористых изделий в исходную композицию вводят компоненты, которые затем выплавляют или выжигают. Производство деталей по такой технологии практически ие имеет отходов, но требует сложной технологической оснастки. Используют как антифрикционный подшипниковый материал (железографитовый, железомеднографитовый, металлофторопласт) в виде втулок или вкладышей, ие требующих подвода смазочного материала, в качестве фильтрующих элементов (из никеля, титана, углеродистой стали, коррозионно-стойкой стали в зависимое^ от свойств среды) для очистки жидкостей и газов и в виде фрикционных материалов с повышенными коэффициентами трения, износ о- и теплостойкостью.
Минералы и материалы на их основе. Естественные природные минералы (асбест, графит и пр.) и продукты их переработки (керамика, каменное литье, огнеупоры и др.) характеризуются высокой сопротивляемостью внешним воздействиям — атмосферному, абразивному изнашиванию, действию кислот, щелочей и других химически активных соединений.
Асбест и асбестовые изделия в виде картона (ГОСТ 2850—80), набивки сальниковой (ГОСТ 5152—77), тканей (ГОСТ 6102—78), лент (ГОСТ 14256—78) используют для теплоизоляции (до температуры --(-400 ... 4 500 °C) и уплотнения соединений элементов машин и аппаратов, коммуникаций.
Паронит (ГОСТ 481 -80) — композиционный материал из асбеста, каучука и наполни гелей — можно использовать как прокладочный материал при давлении спеды до 10 МПа и температуре от —50 до 4-Ю0 °C.
Вяжущие минеральные, материалы представляют собой порошкообразные вещества, образующие с водой’пластнчпые пчсты .способные затвердевать и схватываться с другими телами с образованием монолитного камневидного изделия. К вяжущим материалам относятся гипс, жидкое стекло, известь, цемент. Из различных типов цемента наиболее распространены портландцемент и шлакопортлапдцемент (ГОСТ 10178—76) общеетронтельного. назначения; цемент гипсогли-поземнетый расширяющийся (ГОСТ 11052—74), предназначенный для расширяющихся, безусадочных, водонепроницаемых растворов
101
для замоноличивапия стыков конструкций п фундаментных болтов, уплотнения соединений труб н т. д.
Углеграфшповые материалы обладают высокими коррозионной стойкостью, теплопроводностью и электрической проводимостью, низким коэффициентом трения; хорошо обрабатывают резанием, склеиваются специальной замазкой Арзампт-5 (ТУ 6-05-1133—75). Химическую аппаратуру — теплообменники, колонные аппараты, центробежные насосы, трубы и трубопроводную арматуру, облицовочные плиты изготовляют из графита, пропитанного синтетической смолой, пли из графитопласта марок ATM-1, АТМ-1Т (ТУ 48-20-58 -75). Оборудование из углеграфитовых материалов используют в производстве гербицидов и ядохимикатов, хлористого водорода и других высокоагресспвиых веществ в интервале температур от--18 до 4-150 "С.
Каменное литые обладает высокой химической стойкостью и износостойкостью; основной вид, изделий —- футеровочные плиты и детали несложной формы.
Керамика — конструкционные материалы, отличающиеся термо-и кислотостопкостыо, износостойкостью. Из-за сравнительно высокой твердости и хрупкости керамика плохо поддается механической обработке, поэтому из керамических материалов выпускают готовые изделия: из грубой керамики кирпич, черепицу, огнеупорные изделия; из тонкой — фарфоровые и фаянсовые изделия.
Стекло является перспективным конструкционным материалом для изготовления преимущественно статически нагруженных аппаратов. Из кварцевого стекла, отличающегося высокой термической и химической стойкостью, изготовляют крупногабаритную производственную аппаратуру, трубы.
Эмали широко используют как антикоррозионное покрытие сварной стальной и литой чугунной аппаратуры.
Полимерные материалы (пластмассы, резина) отличаются разнообразными эксплуатационными и хорошими технологическими свойствами, благодаря чему в ряде случаев не только успешно заменяют металлы, но и как конструкционные материалы имеют самостоятельное значение.
Для изготовления химического оборудования наиболее распространены следующие материалы.
Аминопласт (ГОСТ 9395—80) марок'КФА1,г КФА2; изделия, получаемые из него методом горячего прессования, стойки в слабых растворах кислот и щелочен. Стекло органическое конструкционное (ГОСТ£15809—70) устанавливают в люках и используют для изготовления различных деталей. Пентаплает (ТУ 6-05-1422—71), обладающий высокой химической стойкостью к кислотам, щелочам, органическим растворителям, применяют как антикоррозионное покрытие. Литьевые изделия из полиамидов, в том числе из капрона, стойки к воздействию углеводородов, органических растворителей, масел, щелочей, солнечной радиации в интервале температур —60 ... +70 Т? (ГОСТ 10589—73). Поливинилхлориды, в частности винипласт, используют для изготовления пленочных и листовых материалов 102
различного назначения, искусственной кожи, труб, фитин говн других детален, обладают высокой прочностью и химической стойкостью.
Полиолефины — полиэтилен (ГОСТы 16337--77 и 16338 -77), полипропилен, полистирол (ГОСТ 20282-74) — используют преимущественно в качестве футеровочных материалов в средах средней и повышенной коррозионной активности. Из полиформальдегида, отличающегося высокой износостойкостью и повышенным пределом выносливости, изготовляют ap.vtaiypy, зубчатые колеса и различные детали сложной конфигурации. Фенопласты — пластические массы широкого ассортимента на основе фенолформальдегидных смол — применяют для получения различных технических изделий методами прессования и литья под давлением, слоистых полимеров, пленок, связующих, лаков и т. д., в частности текстолита (композиционный конструкционный материал, обладающий высокими прочностью и устойчивостью во многих агрессивных средах), сохраняющего свои свойства в интервале температур —196... [125 С. Фторопласты (ГОСТ 10007—80) обладают химической стойкостью к минеральным и органическим кислотам, щелочам и органическим растворителям, а также имеют низкий коэффициент трения; из фторопластов изготовляют ленты, пленки, прессованные изделия профильного типа, трубы, втулки и т. п.
Резины обладают совокупностью ценных конструктивныхсвойств -— высокой упругостью, способностью поглощать вибрации, сопротивляться истиранию, газо- и гндронепроницаемоетью, химической стойкостью при воздействии многих агрессивных сред, являются хорошими диэлектриками. Эти качества определяют широкое использование резины для изготовления прокладок, обкладок, втулок и прочих элементов машин и аппаратов химических производств. Изделия в виде рукавов, шлангов, манжет, герметиков и др. изготовляют из резин для технических изделий, гермоморозостойкие резиновые изделия (для температуры от —50 до -[-250 С) — из резин на основе силиконовых каучукоз (ГУ 38-103104—72). Эбонит, применяемый преимущественно при гуммировании аппаратуры, обладает хорошей адгезией к металлам.
Наряду с упомянутыми выше применяют также композиционные материалы, представляющие собой металлическую или неметаллическую мягкую основу (матрицу) с расположенными в пей упрочните-лями в виде высокопрочных волокон или дисперсных частиц, что позволяет получить требуемые значения прочности, модуля упругости, абразивной стойкости, термостойкости ш и других специальных свойств. Такие материалы отличаются малой чувствительностью к концентрации напряжений. В зависимости от вида упрочнителя различают волокнистые (упрочнены непрерывным волокном, нитевидными кристаллами), дисперсионно упрочненные и слоистые композиционные материалы. К материалам этого рода относятся стеклопласты, изделия порошковой металлургии, металлоплас.тмасса, резинотканевые материалы; их используют для изготовления корпусов машин и аппаратов, в качестве несущих конструкций, подшипников, виброгасителей и т. д. В принципе композиционным материалом
юз
является и железобетон; из предварительно напряженного железобетона выполняют станины некоторых машин химических производств.
§ 2. СТАНИНЫ, КОРПУСА, РАМЫ
Станина — это основной неподвижный элемент машины, обеспечивающий необходимые взаимное расположение отдельных узлов и деталей и крепление их иа фундаменте. В большинстве случаев станину выполняют в виде корпуса (металлической оболочки) или рамы (соединения брусьев). Усилия технологического сопротивления, воздействующие на рабочие органы машины при ее работе, передаются на станину; в станине происходит замыкание силовой нагрузки, а на фундамент передаются лишь силы тяжести и силы инерции.
Корпуса машин обычно имеют сложную форму и состоят из ряда элементов (стенок, ребер, бобышек, фланцев и др.), связанных между собой. Корпуса изготовляют методом литья или сварки; корпуса и рамы крупных машин выполняют составными.
При конструировании корпусных деталей особое внимание следует уделять обеспечению жесткости системы, а для составных корпусов — обеспечению взаимного центрирования элементов и прочности болтового соединения.
Литые корпусные детали рационально использовать для машин, выпускаемых серийно. Детали, подверженные статической сжимающей нагрузке, изготовляют из серого чугуна; при воздействии растягивающих или циклически меняющихся нагрузок используют углеродистую конструкционную сталь, высокопрочные чугуны. При необходимости ограничить массу машины применяют легкие сплавы.
При конструировании литых корпусных деталей необходимо учитывать особенности технологии литья и последующей механической обработки.
Толщина стенки литой корпусной детали должна быть постоянной и минимальной, но достаточной для того, чтобы обеспечить хорошее заполнение формы жидким металлом. Рекомендуемая толщина 6 (мм) стенки связана с приведенным габаритом N (м) корпуса соотношением
У - (2L + В Т- Н)/3,
где L, В и И — длина, ширина и высота корпуса, м.
Для чугунных отливок значения б выбирают в зависимости от А\
А, м......... 0,4 0,75 1,0 1,5 1,8 2,0 2,5 3,0
6, мм.......... 6 8 10 12 14 16 18 20
Участки деталей, для которых требуются повышенные прочность и жесткость, усиливают ребрами. Для того чтобы избежать возникновения остаточных напряжений в местах взаимного пересечения стенок, предпочтительно выполнять конструкцию элемента корпуса по варианту, показанному на рис. 4.1, а. Стенки, пересекающиеся под острым углом, следует соединять по схеме, соответствующей рис. 4.1, б, где г = 0,56; R = 1,56.
104
Рис. 4.1. Варианты конструирования элементов литых корпусных деталей:
а, б — пересечение стенок; а, г — переход сечении; О, е — нлагики для обрабатываемых поверх ноетей
В местах расположения фланцев, бобышек, платиков часто приходится увеличивать толщину стенки корпуса; при отношении толщин 6L/62 5s 2 переход от одного сечения к другому должен быть плавным; рекомендуют принимать (рис. 4.1, в, a) h 4 (6j — 62); 63 ~ 1,562; 0,562; А1 -- 1,562. Фланцы и бобышки иногда
укрепляют ребрами жесткости. Толщину наружных ребер жесткости принимают 0,86, внутренних — 0,76.
Конструктивные уклоны, как и технологические, следует выполнять в направлении удаления модели из формы. Конфигурация детали должна обеспечивать свободное вытеснение воздуха при заполнении полости формы жидким металлом.
При конструировании корпусных деталей коробчатого сечения с внутренними полостями необходимо предусмотреть окна для фиксирования стержней, благодаря которым получаются внутренние полости. Внутренние стенки корпуса обычно тоньше наружных на 20 %. Наружные отверстия в стенках, имеющие диаметр более 50 мм, следует укреплять буртиком. Для отличия обработанных поверхностей корпуса от необработанных следует также выполнять платики (рис. 4.1, д); высота платика обычно 3—6 мм, а размеры его основания должны быть на 3—5 мм больше размера опорной поверхности присоединяемой детали, что позволяет компенсировать возможность смещения платика при отливке.
Выступающие части на наружных и внутренних вертикальных стенках детали усложняют конструкцию модели и процесс формовки. Эти элементы желательно конструировать так, чтобы не было отъемных частей на модели; так, конструкция платика, показанная на рис. 4.1, е, более технологична, чем приведенная на рис. 4.1, д.
105
Рис. 4.2. Корпусном элемент с приливами для сверленых отверстии
Плоскости корпусных деталей при единичном и мелкосерийном производстве последовательно обрабатывают на универсальных строгальных или фрезерных станках, а отверстия — на
сверлильно-расточных или координатнорасточных станках. Отверстия, расположенные на одной оси, желательно выполнять одного диаметра. Резьбы диаметром более 60 мм нарезают резцом; нарезание резьб большего диаметра в кор
пусных деталях нежелательно.
Во избежание поломки сверл поверхность детали на входе и выходе сверла должна быть нормальна его оси; предпочтительно отверстия в корпусе выполнять сквозными, оси отверстий следует располагать перпендикулярно базовой плоскости детали (рис. 4.2). Длина гладких отверстий должна быть возможно меныпей, желательно не более трех диаметров.
Толщина стенок корпусов при отливке их из стали примерно на 30 % больше, чем при отливке их из чугуна из-за меньшей жидкотекучести материала.
Сварные корпусные детали. При единичном и мелкосерийном производстве экономически целесообразно корпуса, станины, рамы выполнять сварными. В качестве заготовки можно использовать сорговой прокатный металл (листовой, профильный, трубы), а также отливки, штамповки и детали, полученные свободной ковкой из стали. Толщина стенки сварного корпуса в среднем составляет 0,7 толщины стенки чугунного литья.
В зависимости от требований к точности размеров конструктор решает, какие поверхности следует подвергать механической обработке после сварки корпуса. Так, при изготовлении втулки из сортового металла (рис. 4.3, <т) ее наружный диаметр принят 55 мм; в сортаменте на горячекатаную круглую сталь по ГОСТ 259(1-71 ближайшие значения 53 и 56 мм. По-видимому, для наружного диаметра нужно выбрать одно из значений, указанных в ГОСТе, а если выбор диаметра 55 мм обусловлен какими-то существенными причинами, то соответствующую механическую обработку следует выполнить до сварки. Отверстие во втулке диаметром 28 мм должно быть выполнено после сварки, если к положению оси^ртверстия предъявлены
а) <1) fl)
Рис. 4.3. Элементы сварных корпусов
06
особые требования. В подобных случаях на сборочном чертеже делают соответствующие указания, а на рабочих чертежах деталей наносят размеры с учетом соответствующих допусков и припусков на механическую обработку.
Ребра и косынки не должны иметь острых углов (рис. 4.3, б). Конфигурация элементов сварных деталей из сортового проката должна быть по возможности простой; контуры элементов из листового материала должны быть ограничены прямыми линиями (рис. 4.3, б), за исключением случаев, когда криволинейные очертания обусловлены конструктивными соображениями.
Крышки корпусов, люки и другие элементы, не несущие нагрузки, а лишь защищающие внутреннюю полость корпуса от попадания пыли, выполняют из стального листа толщиной 2—3 мм и снабжают прокладкой; при серийном выпуске крышки изготовляют из пластмассы с ребрами жесткости.
Составные корпуса. При значительных габаритах машин, а также для облегчения монтажа рабочих органов, привода и других систем корпуса можно выполнять составными, соединяя отдельные части болтами или стяжными шпильками.
Для центрирования соединяемых деталей предназначены центрирующие бурты или штифты. Для повышения точности центрирования и снижения влияния температурных деформаций предпочтительно для центрирования использовать наименьший диаметр, допускаемый конструкцией (рис. 4.4, а, б). Следует избегать центрирования одновременно по двум поверхностям, так как это требует весьма высокой точности изготовления соответствующих элементов (рис. 4.4, в), а также центрирования резьбой. Центрирование коническим буртом обеспечивает также герметичность соединения (рис. 4.4, г).
При назначении посадок учитывают температурный режим работы соединения, так как первоначальные размеры могут сильно измениться при нагревании, особенно если охватывающая и охватываемая детали выполнены из конструкционных материалов с различными значениями температурного коэффициента линейного расширения. В частности, если при нагревании охватывающая деталь расширяется больше, чем охватываемая, необходимы более тугие по-
Рис. 4.1. Способы центр ipoiiu.no я элементов корпуса
107
г)
садки, в противном случае — более свободные; обязателен тепловой расчет соединения.
Для практических целей принимают высоту буртика (ам. рис. 4.4, а) Н 0,5 D, где D —- диаметруцентрирующей поверхности, мм.
При центрировании установочными цилиндрическими штифтами их запрессовывают в одну из деталей и соединяют с другой деталью по скользящей посадке; точность центрирования возрастает с увеличением расстояния между осями штифтов.
Для расчета на прочность, жесткость и устойчивость корпусных элементов необходимо перейти от реальной конструкции к расчетной схеме, т. е. установить наиболее существенные особенности рассматриваемого объекта и, отбросив второстепенные факторы, схематизировать его. Такой анализ в некоторых случаях представляет определенные трудности, так как не всегда можно предварительно правильно оцепить влияние того или иного фактора, вследствие чего априори можно предложить несколько вариантов расчетных схем; подобного рода неоднозначность выбора расчетной схемы связана и с тем, какого рода задачу решают -- расчет на прочность, жесткость или устойчивость. Например, при выполнении прочностного расчета многоопорной барабанной машины ее корпус можно рассматривать как многопролетную балку кольцевого сечения, однако при такой расчетной схеме нелгзя оценить возможность потери устойчивости цилиндрической оболочки под воздействием сосредоточенных нагрузок.
В большинстве случаев конструкционные материалы представляют собой однородную сплошную изотропную среду и, как правило, работают в области упругих, а в отдельных случаях, в области-пластических деформаций.
Конструкцию корпусных элементов обычно представляют либо в виде стержневой системы (рамы плоской, полупространственной или пространственной), либо в виде оболочки. Нагрузки, приложенные к конструкции, в большинстве случаев являются распределенными по некоторым поверхностям. На расчетной схеме их часто представляют в виде сосредоточенных сил, что позволяет упростить расчеты. Однако каждый раз необходимо оценивать влияние принятых допущений па результат расчета.
Пример 4.1. Составить расчетную схему для рамного фильтр-пресса (рис. 4.5, а). Фильтр-пресс состоит из двух опорных стоек 1 и 9, на которых укреплены соответственно опорная плита 2 и стойка 8, соединенные между собой двумя балками (прогонами) 4. На балках свободно, на приливах, установлены фильтрующие рамы 3 и плиты 5. По опорным балкам может свободно перемещаться зажимная плита 6, в ступицу 7 которой упирается винт 10 зажимного механизма 11. Перед началом фильтрации зажимным механизмом на винте создается усилие, обеспечивающее герметизацию соединения стыков всех рам и плит при подаче суспензии под давлением в фильтрующие рамы.
Рассмотрим нагрузку, воспринимаемую несущей конструкцией фильтр-пресса.
На опорную плиту 2 действуют распорное усилие Р = pF, являющееся равнодействующей от давления р суспензии (/•'— площадь плиты, подвергающаяся давлению жидкости), и усилие зажима Ро. Стойка 8 нагружена осевой сосредоточенной силой, представляющей собой суммарное воздействие тех же нагрузок. Эта осевая 1)8
<р-рв)/2 ШЖТШГШВТНШПТПТОГО_е <р^/2
сила вызывает растяжение двух балок, соединяющих опорную плиту и стейку. Кроме того, балки находятся под воздействием поперечной нагрузки, обусловленной силами тяжести фильтрующих плит, |хчм и находящегося в них осадка (.Yтп + тр -|- ) g. Стойки воспринимают только сипу тяжлетп всех де-
тален фильтр-пресса. Если принять, что опорная плита 2 и сгонка 8 имеют весьма большую жесткость, то рассчитывать нужно лишь балки. Расчетная схема балки показана на рис. 4.5, б.
Распределенную нагрузку q приближенно можно определить по выражению q -•( ’и , 5 тр -|- 'ч тпс) gl(2l), где I — длина нагруженной части балки.
Если изгибные жесткости опорной плиты 2 и стойки 8 сопоставимы с изгибной жесткостью балок, до следует использовать расчетную схему в виде плоскопрострап-ствеиной рамы (рис. 4.5, в). Длина L рамы равна расстоянию между центрами масс поперечных сечений опорной плиты и стойки ,ширина В — расстоянию между осями балок.
Интенсивность распределенной нагрузки д' приближенно можно рассчитать как q' =- (Р-\- Ро)/В-l, где В1 — ширина плиты. Приближенность этого выражения обусловлена тем, что усилие зажима Ро распределено пе го поверхности опорной
109
во втором варианте расчетной схемы ] должно обеспечивать исраскрытие
Рис. 4.0. Вариант соединении элементов составных корпусов стяжными шпильками и упорами
плиты, а по се контуру. Па схеме Д, J2 и J;j — осепые моменты инерции сечений рамы; реакции R± ... показаны в данном варианте как сосредоточенные силы.
В обоих вариантах расчетная схема статически неопределима; для раскрытия статической ;неопределимости можно применить метод сил. Следует учитывать, что гзьбовое соединение балок с плитой и стойкой стыка.
Иногда при соединении отдельных элементов составных корпусов
используют упоры пли шпонки; последние рассчитывают па срез и па смятие. Нагрузки на болты и шпильки в этом случае незначительны. Схема рамы подобного типа приведена на рис. 4.6.
Расчет корпусов. Нагруженные корпусные элементы рассчитывают па прочность в соответствии с. расчет пой схемой. В случаях, когда деформация корпуса под действием воспринимаемых нагрузок может' влиять на показатели качества маншпы, необходимо вы
полнять расчет на жесткость, сопоставляя перемещения определенных точек с допускаемыми. В не.нагру-женных соединениях составных корпусов обычно болтовые соединения не рассчитывают; материал, Д1 аметр и шаг болтов выбирают по данным, установленным па практике, сила затяжки должна быть такой, чтобы напряжения в болте составляли (0,5—0,6) <т0,2.
В циклически нагруженных соединениях составных корпусов, к которым можно отнести также: соединения крышек с корпусами гидро- и пневмоцилиндров, головки шатунов и др., для правильной' работы стыка болты должны быть первоначально затянуты силой Р.„ достаточной для того, чтобы после приложения рабочего усилия Рр в стыке оставался натяг > 0, исключающий раскрывание стыка, потерю герметичности, нарушение жесткости системы, а в самих стыках — контактную коррозию, наклеп п смятие стыковых поверхностей. Болты (шпильки) рассчитывают на прочность по суммарному усилию, возникающему после приложения рабочей нагрузки, а корпуса — по усилию затяжки. При этом в материале болтов и корпуса возникают напряжения
О,; (/<. /J,,f О',
где Ffl п - площадь сечения соответственно болтов и элементов корпуса.
Коэффициенты асимметрии циклов, определяющие циклическую прочность болтов и корпуса: гб = Р,ДРп + Рр)', — PJP-i- При
значениях г0 и г|ч, превышающих 0,6, практически полностью устраняется влияние пульсаций на циклическую прочность.
При известных Ри и Pv усилие начальной затяжки
Р, Р. Р,\\ 1-ЕсЛЛЕЛ)],
где £б и Ек— модуль продольной упругости материала соответственно болтов и корпуса.
1 о
Если болты и корпуса работают при температурах /л и отличных от температуры /0 монтажа, и выполнены па материалов с отличающимися значениями температурного коэффициента линейного расширения (ccn =/= а,.), то возникает сила
р _ &к йк «б (^й Л1)
г=~ l/E0F6-|- !//?„/,<
которую при расчетах следует суммировать с усилием затяжки Р., и остаточным натягом Ро. В этом случае Р', Р-I,- Р р сгл (Ро + I Pt 'Н P^IPc, и er,. <Р. РрР . Аналогично изменяют формулы для расчета коэффициентов асимметрии гп и г...
Крепление корпуса на фундаменте. Для установки па фундаменте оборудования можно использовать металлические пакеты 3 (рис. 4.7, й), которые служат также для регулирования положения машины. Суммарная площадь опоры подкладок должна не менее чем в 15 раз превышать суммарную площадь сечения фундаментных болтов. Зазор между подошвой корпуса (нижнего фланца) машины 4 и фундаментом 1 после затяжки фундаментных болтов 2 заполняют подливкой 5 из бетона с маркой не ниже марки бетона фундамента. Предпочтительны бесподкладочные способы опирания, например, с использованием установочных болтов 6 (рис. 4.7, б), предназначенных для регулирования положения машины. После затяжки фундаментных болтов в зазор заливают бетон, марка которого должна быть на одну ступень выше марки бетона фундамента. Другим вариантом бесподкладочной установки является непосредственное опирание, корпуса, используемое для малогабаритного оборудования.
Крепление технологического оборудования фундаментными болтами следует выполнять в соответствии с Инструкцией СИ 471..75
Госстроя СССР.
Фундаментные болты по условиям эксплуатации делятся на конструктивные, которые служат для фиксации оборудования, устойчивость которого от опрокидывания или сдвига обеспечивается собственным весом конструкции, а также расчетные, воспринимающие нагрузки, возникающие при работе технологического оборудования. Методика расчета болтов определена„указанной инструкцией, основана на соблюдении условия нераскрытая стыка в системе машина - фундамент и предусматривает также проверку болтов по пределу выносливости.
Нис. 4.7. Способы крепления корпуса машины па фундаменте
III
Рис. 4.8. Глухие фундаментаыс бичты
Рис. 4.9. Фуi|.цаме j 1 пI ые б э лт ы
Наиболее распространен способ установки фундаментных болтов непосредственно в массив фундамента (глухие болты). На рис. 4.8, а, б показаны фундаментные болты изогнутые и с анкерной плитой (ГОСТ 24379.0—80, ГОСТ 24379.1—80), при использовании которых возможен монтаж оборудования только «сверху»; основные рекомендуемые соотношения между диаметром d болта, глубиной Я заложения болта, шагом с и расстоянием I от края фундамента (см. рис. 4.7, а): для болта изогнутого Н > 25Я, с > 6Я, I > 4Я; для болта с анкерной плитой Я > 15d, с > 10Я, I > 6с/. Использование составного болта (рис. 4.8, в) позволяет выполнять монтаж технологического оборудования «надвигом», что значительно снижает трудоемкость этого процесса.
На рис. 4.9, а показан съемный фундаментный болт (шпилька), устанавливаемый в массив с изолирующей трубой (Я > 15с/; г > > 1Ос/; I > 6d)', такие болты используют для крепления тяжелого оборудования с динамическими нагрузками. Конструкция фундамента должна обеспечивать доступ к шпильке снизу. На рис. 4.9, б показан прямой болт, устанавливаемый в просверленную скважину на эпоксидном клее (Я > Юс/; с > 5с/; / > 5с/), на рис. 4.9, в — глухой фундаментный болт в колодце (/V > 2.5с/; с > 6J; I > 4с/).
§ 3. СОСУДЫ И АППАРАТЫ
Основные элементы сосудов. Сосуд устройство, имеющее внутреннюю полость для ведения химических, тепловых или других технологических процессов, а также для хранения и транспортирования газообразных, жидких н других веществ. Аппарат — сосуд, оборудованный внутренними устройствами и предназначенный для проведения химико-технологических процессов. Например, в кристаллизаторе (рис. 4.10) таким устройством является мешалка 1, приводимая во вращение от мотор-редуктора. Сосуд состоит из корпуса 7, днища 8, крышки 4, фланцевого соединения 5 для крепления крышки к корпусу, люка 3 с крышкой для обеспечения доступа 112
Рис. 4.10. Кристаллизатор
во внутреннюю полость сосуда, ру-башки 11 для обогрева сосуд i, штуцеров 2, 9, 10, 12, предназначенных для присоединения к сосуду трубопроводов, трубопроводной арматуры, контрольно-измерительных приборов и т. п. Для установки сосуда на фундаменте или па несущей конструкции предназначены опоры 6. Сосуды могут иметь лазы, бобышки, а также накладки и другие элементы, предназначенные для увеличения местной прочности и жесткости.
Конструирование стальных сосудов, изготовляемых сваркой и предназначенных для эксплуатации при избыточном давлении свышеО,О7МПа, выполняют в соответствии со '.'.Сборником правил и руководящих материалов по Госгортехнадзору», а также по ОСТ 26-291 — -79 и СТ СЭВ 800—77.
При конструировании корпусов следует учитывать, что обечайки — цилиндрические оболочки
замкнутого профиля — сваривают
только стыковым соединением; таким же образом привариваются днища (рис. 4.11, а). При прочих равных условиях
предпочтительна автоматическая электродуговая сварка под слоем флюса.
Во избежание перегрева и снижения качества сварных швов необходимо их рассредоточивать (а > 100 мм), причем не следует несколько деталей соединять одним швом или прерывать продольные
швы на корпусах отверстиями или штуцерами.
Рис. 4.11. Элементы корпуса сосуда
из
<-15°
—_J
6)
У7////Л VT7/M//77777.
Рис. 4.12. Сварные элементы корпуса сосуда
Отверстия или штуцера должны быть удалены от сварных швов обечайки и один от другого. Рекомендуют следующие соотношения (рис. 4.11, б): b > 0,9<4; А щ 0,7 (Ф£ ! d.>). Штампованные эллиптические днища конструируют с учетом условия ///О :> 0,2; расстояние между краями отверстий Ь£ щ ф,где т/,1Н|1 —• диаметр наименьшего отверстия (см. рис. 4.11, о).
Штуцера, плоские днища, фланцы приваривают тавровым, угловым или стыковым соединением. Следует предусматривать плавные переходы при сварке обечаек, днищ и фланцев разной толщины (рис. 4.12, а), обеспечивать доступность шва для выполнения сварки, а также для его осмотра (рис. 4.12, б, в). Сварной шов необходимо по возможности удалять от обработан пых поверхностей деталей (рис. 4.13); для снижения влияния коробления ребра следует приваривать с обеих сторон (см. рис. 4.12, в).
Основные элементы сосудов стандартизованы, например, днища эллиптические выполняют в соответствии с ГОСТ 6533—78, конические и плоские — по ГОСТ 12619 -78 ... ГОСТ 12623-78, сферические — по ОСТ 26-01 -1297 —75, люки -- по ОСТ 26-2001 ... ...ОСТ 2014—77, рубашки — по ОСТ 26-01-984 ... ОСТ 987—74
и т. д.
Опоры аппаратов. Опоры служат для установки аппаратов па фундамент или специальные несущие конструкции; безопорпая установка на фундамент возможна лишь для аппаратов с плоским днищем.
Вертикальные аппараты устанавливают па подвесных лапах или на стойках, если аппарат размещается в помещении внизу. Колонные аппараты с отношением высоты к диаметру HID > 5, установленные на открытых площадках, имеют юбочную (цилиндрическую или коническую) опору. Горизонтальные аппараты устанавливают на седловых опорах. Все перечисленные виды опор для стальных сварных аппаратов стандартизованы (ОСТ 26-665—79;
ОСТ 26-467—78; ОСТ 26-1265 -75).
У"
Примеры конструкций стандартных опор —
лап п стоек — показаны соответственно на
рис. -1.14, а п б. Лапы имеют регулировочный
Рис. 4.13. Вариант приварки фланца к корпусу
1 4
Ch
/?z7 OtT.iOpUlTiy
IT!
t
&
Рис. 4.11. Опоры аппарата
винт. В зависимости от толщины стенки корпуса лапы 4 приваривают либо непосредственно к корпусу, либо к накладному листу. Размеры накладного листа также стандартизованы. Число лап обычно не менее двух, стоек не менее трех; размеры опор выбирают по отраслевым стандартам в зависимости от нагрузки на опору. Опоры не рассчитывают; подлежит расчету обечайка цилиндрического аппарата, на коюрую действуют местные нагрузки, обусловленные воздействием опор. Расчет выполняют в соответствии с РД РТМ 26-319—79 для вертикальных аппаратов и РТМ 26-110-77 - для горизонтальных аппаратов. Опоры колонных аппаратов рассчитывают по ОСТ 26-467—78 (СТ СЭВ 1645—79).
Подъем и перемещение аппаратов при монтаже и демонтаже выполняют при помощи строповых устройств. Строповые устройства для стальных аппаратов стандартизованы (ГОСТ 13716—73, ГОСТ 14114—78 ... ГОСТ 14116—78); расчет корпуса аппарата на нагрузки, действующие со стороны стропового устройства, проводят по РТМ 26-319-79.
Особенности конструирования элементов корпусов сосудов из аустенитных сталей. Основным технологическим приемом изготовления корпусов сосудов из аустенитных сталей является сварка. При конструировании сварных корпусов необходимо учитывать дефицитность и высокую стоимость аустенитных сталей (в 1,5— 3,9 раза дороже качественной конструкционной стали в зависимости от состава и сортамента). Из высоколегированных сталей следует изготовлять лишь те элементы корпуса, которые подвержены воздействию агрессивной среды, выполняя остальные детали из углеродистых сталей по ГОСТ 380-71*. При перегреве в процессе сварки возможно выгорание летрующих элементов и образование карбидов хрома с последующими потерями антикоррозионных свойств и появлением склонности к межкристаллитной коррозии. Для исключения последней в сварных конструкциях используют аустенитные стали, дополнительно легированные титаном, который связывает карбиды хрома.
Для обеспечения равномерного нагревания в процессе сварки соединяемые элементы должны иметь одинаковую толщину; при
iCcHi'! элег.гч.’.тэс v.rn.vyc'j, изготовленных из аустенитных сталей1'
Рис. 4.16. Варианты расположения стыка элементов, изготовленных из аустенитной и углеродистой сталей, в зоне воздействия агрессивной среды:
а — опарная обечайка; б -- руб;нлка; в лапа
этом их необходимо сваривать встык, а сварные швы располагать на определенном расстоянии один от другого. На рис. 4.15 показаны варианты конструктивного оформления сварных узлов, выполненных из аустенитных сталей.
Если в конструкции корпуса используют и аустенитные, и углеродистые стали, то необходимо учитывать различие их физических свойств: температурный коэффициент линейного расширения для аустенитной стали приблизительно в 1,5 раза больше, чем для углеродистой, а теплопроводность — в 3—4 раза меньше. Вследствие этого при сварке разнородных сталей происходит локальное нагревание с последующим возникновением значительных остаточных напряжений, которые снижают коррозионную стойкость аустенитных сталей. При сварке разнородных сталей происходит диффузия легирующих элементов в углеродистую сталь, что снижает коррозионную стойкость аустенитной стали. По этим причинам следует в одних случаях вводить упругие элементы, а в других — отдалять стыки аустенитной и углеродистой стали от мест воздействия агрессивных сред введением промежуточных элементов. Некоторые варианты подобных конструкций показаны на рис. 4.16.
§ 4. РАСЧЕТЫ СОСУДОВ И АППАРАТОВ
НА ПРОЧНОСТЬ
Общая последовательность проектирования сосуда. При проектировании аппарата обычно исходными данными являются его производительность, рабочие параметры и характеристика технологического процесса, физико-химические свойства перерабатываемых 1 ы
и получаемых продуктов. Из уравнения материального баланса определяют скорости материальных потоков в различных сечениях аппарата. Уравнение теплового баланса используют для нахождения расхода теплоносителя или его те мпературы. Полученные данные используют* для определения основных габаритов аппарата (длин, диаметров), площадей сечений, рабочих поверхностей или других характерных для данного агрегата параметров. Затем по ГОСТам, ОСТам или каталогам выбирают аппарат с размерами, наиболее близкими к расчетным. Далее назначают конструкционные материалы и рассчитывают на прочность элементы аппарата.
Различают проектные и проверочные расчеты па прочность. При выполнении проектных расчетов (при разработке новых агрегатов) искомыми являются размеры отдельных элементов — толщины стенок, днищ, диаметры болтов и г. и.; проектные расчеты элементов сочетают с их конструированием.
Проверочные расчеты, на прочность служат для определения возникающих в элементах напряжений и сравнения их с допускаемыми при заданных условиях эксплуатации.
ГОСТ 14249—80 «Сосуды и аппараты. Нормы и методы расчета на прочность», СТ СЭВ 596—77 и СТ СЭВ 597—77 устанавливают нормы и методы расчета на прочность цилиндрических обечаек, конических элементов, днищ и крышек сосудов и аппаратов из углеродистых и легированных сталей, применяемых в химической, нефтеперерабатывающей и смежных отраслях промышленности и работающих в условиях однократных и многократных статических нагрузок под внутренним избыточным давлением, вакуумом или наружным избыточным давлением и под действием осевых, поперечных усилий и изгибающих моментов. Указанные стандарты устанавливают также значения допускаемых напряжений, модулей продольной упругости и коэффициентов прочности сварных швов. Нормы и методы расчета на прочность применимы при соблюдении правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных Госгортехнадзором СССР, и при условии, что отклонения от геометрической формы и неточности изготовления рассчитываемых элементов сосудов и аппаратов не превышают допусков, установленных нормативно-технической документацией.
Теоретические обоснования методов расчета иа прочность сосудов и фланцев излагаются в курсе «Прочность машин и аппаратов».
Физико-механические характеристики конструкционных материалов и допускаемые напряжения определяют по расчетной температуре, которую находят на основании тепловых расчетов или по результатам испытаний. При положительных температурах за расчетную температуру стенки элемента сосуда или аппарата принимают наибольшее значение температуры стенки, при отрицательной (при определении допускаемых напряжений) — температуру 20 °C.
Под рабочим давлением для сосуда и аппарата понимают максимальное внутреннее избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса, без учета
117
гидростатического давления среды и без учета допускаемого кратковременного повышения давления во время действия предохранительного устройства. Под расчетным давлением р в рабочих условиях для элементов сосудов н аппаратов понимают давление, при котором их рассчитывают на прочность. Расчетное давление, как правило, равно рабочему или больше его. Если давление в сосуде или аппарате во время действия предохранительных устройств повышается более чем на 10 % по сравнению с рабочим, то элементы аппарата следует рассчитывать па давление, равное 90 % давления при полном открытии предохранительного устройства. Если на элемент сосуда или аппарата действует гидростатическое давление, составляющее 5 % рабочего и более, то расчетное давление для этого элемента следует увеличить на эту величину.
Под пробным давлением понимают давление, при котором производят испытания сосуда или аппарата, а под расчетным давлением в условиях испытаний для элементов сосудов или аппаратов — давление, которому их подвергают во время пробного испытания.
Сосуды и аппараты рассчитывают па прочность ио предельным нагрузкам, причем статически однократной нагрузкой условно считают и такие, при которых число циклов нагружения от давления, стесненности температурных деформаций или других воздействий не превышает 10'. При определении числа циклов нагружения не учитывают колебание нагрузки в пределах 15 % расчетной. При числе циклов нагружения свыше 10' выполняют проверку по пределу выносливости.
Допускаемое напряжение [о] при расчете по предельным статически однократным нагрузкам:
для углеродистых и низколегированных сталей
lol = и min f—-Яш;
' ' \ //'Г «п /ги /
для аустенитных сталей
[о| — т| min
"дКГ . (71% 10;Д
«д ’ "u J
В приведенных формулах: г] — поправочный коэффициент к допускаемым напряжениям (обычно т| — 1; для стальных отливок при индивидуальном контроле неразрушающими методами т] = 0,8; в остальных случаях ц = 0,7); <гт — минимальное значение предела текучести при расчетной температуре; о0,2 — минимальное значение условного предела текучести при расчетной температуре (напряжение, при котором остаточное удлинение 0,2 %)-, — минимальное
значение временного сопротивления (предел прочности) при расчетной температуре; —среднее значение длительной прочности за 105 ч при расчетной температуре; — средний I %-ный предел ползучести за 105 ч при расчетной температуре; <тъ0— минимальный условный предел текучести при расчетной температуре (напряжение, при котором остаточное удлинение составляет 1 %);
пи, пЛ, пи — коэффициенты запаса прочности соответственно по
пределу текучести, временному сопротивлению, пределу длительной прочности, пределу ползучести.
Для условий испытания допускаемое напряжение 90 20
О" ИЛИ О() 2
'T - ——
20 20
где аг и По, у — минимальные значения предела текучести и услов-кого предела текучести при температуре 20 °C; пт — коэффициент запаса прочности (при рабочих условиях нг 1,5, при гидравлических испытаниях пт 1,1, при пневматических — пг 1,2).
Допускаемые напряжения для некоторых сталей, широко используемых в химическом машиностроении, прит] = 1 указаны в табл. 4.1.
Допускаемые напряжения для сталей
Табл и ц а 4.1
Расчетная темпериту Pi' стенки, °C Допускаемое панряжен нс |о J, МПа, для стали
ВСтЗ 2 0К 09 Г2С: 10Г2С1 08 X 22 НОТ,-08X21 M6M-LT 08ХШП0Т 12Х18НЮТ
20 140 147 183 240 140 160
100 134 142 160 207 130 152
150 131 139 154 200 120 146
200 126 136 148 193 115 140
250 120 132 145 173 110 136
300 108 119 134 167 100 130
350 98 106 123 — 91 126
375 93 98 116 — 89 124
400 85 92 105 — 86 121
410 81 86 104 — 86 120
420 75 80 92 — 85 120
430 — 75 86 — 85 119
440 — 67 78 .— 84 118
450 — 61 71 — 84 117
Для экономно легированных сталей 08Х22Н6Т и 08Х21Н6М2Т значения [ст], приведенные в табл. 4.1, умножают па 0,96/а при
</ 350 МПа — на 0,96ст|% /350; соответственно для стали 08Х18Н10Т с сто°2< 210 МПа допускаемые напряжения умножают на отношение Сто%/210, а для стали 12Х18Н10Т с Одд < 140 МПа — /240.
При расчете па прочность сварных элементов сосудов и аппаратов в расчетные формулы вводят коэффициент прочности сварных швов <р, величина которого зависит от вида сварного шва, его расположения и отношения длины контролируемых швов к их общей длине. Например, коэффициент прочности стыкового или таврового шва с двусторонним сплошным проваром, выполняемого автоматической пли полуавтоматической сваркой, а также вручную при 100 %-ном контроле длины шва, <р — 1,0, при 50 %-ном контроле -ср ^—0,9; для стыкового шва, выполняемого вручную с одной стороны, при
119
тех же условиях контроля соответственно <р 0,9 и 0,65; при сварке втавр с конструктивным зазором свариваемых деталей — ф = 0,8 и 0,65. Для бесшовных элементов сосудов и аппаратов ф = 1.
Исполнительную толщину s стенки элемента сосуда и аппарата определяют с учетом прибавки с к расчетной толщине sH
s sr 4"с- (4-1)
Прибавка
о = <"i h с2 с:),
где — прибавка для компенсации коррозии и эрозии; с2 — прибавка для компенсации минусового допуска; с3 — технологическая прибавка, учитываемая предприятием-изготовителем при разработке рабочих чертежей для компенсации утонения стенки сосуда при вытяжке, штамповке и других технологических операциях.
Прибавка для компенсации коррозии
G =Пта,
где П — проницаемость материала, мм/год; та — принятый срок службы аппарата, год; при П с 0,05 мм/год принимают с2 = 1 мм; для материалов, стойких в заданной среде, при отсутствии данных о проницаемостии рекомендуют с1 = 2 мм.
Цилиндрические обечайки. Расчетная толщина стенки гладкой цилиндрической обечайки, нагруженной внутренним избыточным давлением,
8,, -=-- рГ>/(2 [crl грр - р), (4.2)
где р — расчетное избыточное давление; D — внутренний диаметр обечайки; фр — коэффициент прочности продольного сварного шва.
Исполнительную толщину рассчитывают по формуле (4.1).
Допускаемое внутреннее избыточное давление
[рР] = {2 [о] Фр (s ~ с')}/№ + (s ~ с)]. (4.3)
Эти расчетные формулы применимы при отношении толщины стенки к диаметру (s — c)/D < 0,1 для обечаек и труб при D
200 мм и (s — <?)/£) < 0,3 для труб при D < 200 мм; при этом расчетные температуры не должны превышать значений, при которых возникает^ползучесть материалов.
Толщину стенки обечайки, нагруженной наружным давлением, рассчитывают по методике ГОСТ 14249—80 с помощью номограммы. Допускаемое наружное давление
Из условия прочности допускаемое давление [р]р определяют по выражению (4.3),^а из условия устойчивости в пределах упругости —- по формуле
. , l8-10-f'E D Г 100 (s— с) р,/" ю6 (s — с)
^5Г~Т- [------О-----J V -----Т>----•
К»
Рис. 4.17. Сосуд с выпуклым и коническим днищами
Рис. 4.18. Выпуклые днища:
а — эллиптическое; б — полусферическое
где Е— модуль продольной упругости; пу 2,4 — коэффициент запаса устойчивости; B1--minp,0; 8,15-^- |Л 1QQ j — безраз-мерный коэффициент.
При определении расчетной длины I обечайки (рис. 4.17) учитывают длину /3 примыкающего элемента; для выпуклых днищ /3 = = Я/3; для конических днищ без отбортовки l3 = DI(3\.g «); для конических днищ с отбортовкой l3 = max [г sin ос; O/(3tg а) ], где г — внутренний радиус отбортовки.
В ГОСТ 14249—80 рассмотрены и другие случаи нагружения обечаек, в том числе снабженных кольцами жесткости.
Выпуклые днища. Толщину стенки эллиптического или полусферического отбортованного днища (рис. 4.18), нагруженного внутренним избыточным давлением, рассчитывают по формуле
si« = рЯ/(2<р [<т] — 0,5р) и Si s,ft -|- с.
Допускаемое внутреннее избыточное давление
[р] = {2 (sx — с) <р [ст]}/[/? f- 0,5 (sj - с)].
В этих выражениях радиус кривизны в вершине днища R = = D'4AH, где R = D для эллиптических днищ с И = 0,250 и R = = 0,50 для полусферических днищ с Я = 0,50. Если длина цилиндрической отбортованной части днища hL > 0,8 |/ О (sj — с) для эллиптического днища или > 0,3 k О (Sj — с) для полусферического днища, то толщина днища должна быть не меньше толщины обечайки, рассчитанной при срр = 1. Коэффициент ср следует определять с учетом вида сварного шва и доли контролируемых швов.
Приведенные расчетные формулы применимы для эллиптических днищ, если справедливы соотношения 0,002 < ($2 — c)/D <0,1 и 0,2 < EUD < 0,5, а также при условии, что расчетные температуры не превышают значений, при которых возникает ползучесть материалов.
121
Таблиц а 4.2
Коэффициент конструкции плоских днищ и крышек
I
Условия
IKреплеи и и
122
Плоские круглые днища и крышки. Толщина плоских круглых днищ и крышек сосудов и аппаратов, работающих под внутренним избыточным или наружным давлением'.
sw = ЖОДЛ //(la] ф) и S! 51г; ! с,
где Л' - - коэффициент конструкции; /Д — коэффициент ослабления; Dlt — расчетный диаметр днища.
Значения коэффициента К приведены в ГОСТ 14249—80 в зависимости от конструкции днищ и крышек. В табл. 4.2 приведены конструкции некоторых соединений, характеристики условий соединения и значения К- Для днищ и крышек без отверстий коэффициент ослабления принимают Ко = 1; при одном отверстии диаметром d
Ко —/1 / d/DR -Г (d/'Dn)2, (4-4)
при нескольких отверстиях с различными диаметрами Д
Кн - /|1 - £ /W||l - £ (4.5)
Во всех случаях присоединения днища к обечайке минимальная толщина плоского круглого днища должна быть больше или равна толщине обечайки.
Допускаемое давление на плоское днище или крышку
(4-6)
Приведенные формулы применимы при условии, что (st —c)/Dn < <0,1. Если это условие не соблюдается, то в выражение (4.6) вводят поправочный коэффициент
Дг, — min
2.2
1 (б
Толщина плоской крышки типа 5 (см. табл. 4.2)
S|1 maxffo - с) \/ .3 ‘>к~/^11 ; 0,52)
Толщину крышки при воздействии на нее дополнительного краевого момента (что характерно для крепления болтами крышки к фланцу по схеме, изображенной на рис. 4.19), определяют из расчета на внутреннее давление
= KoKiD^-/р/(|о] <|); $! > s1K г с.
Здесь коэффициент Л'о рассчитывают по формулам (4.4), (4.5),
Рис. 1. 9. Плоское днище
123
причем отверстия под болты не учитывают, а коэффициент Ki — по выражению _________________________
Ki = 0,4 If/”[1 -}- 3i|' (b3lDcu — !)] (T)3!Dcn) *;
при расчетах принимают средний диаметр прокладки Dcn = DTl, а ф = 1 + RjQp, где Rlt — реакция прокладки, QD 0,785рЩ, равнодействующая внутреннего давления на крышку.
Толщина крышки в месте уплотнения
s„S.max(K,|<^ Wj^) !<•. (4.7)
где — болтовая нагрузка (R„ принимают равной большей из двух величин, определенных при монтажных и рабочих условиях); /С2 = == 0,8 I' D3/Dcn — 1 — коэффициент.
Толщину S-; края плоской круглой крышки вне зоны уплотнения рассчитывают по формуле, аналогичной (4.7) с заменой Z?CI( на D2.
Допускаемое давление при контрольных расчетах в рассматриваемом случае
l/J' "" ( KiKaDK )
Конические обечайки применяют в конструкциях вертикальных сосудов и аппаратов (из нижней части которых необходимо выводить вязкие жидкие, сыпучие или кусковые материалы), а также для соединения цилиндрических обечаек разных диаметров. Стандартные конические днища выпускают с углом при вершине 2сс = 60, 90, 120 и 140° (ГОСТ 12619—78 ... ГОСТ 12624—78). В аппаратах и сосудах, работающих под давлением не выше 0,07 МПа, используют неот-бортованные конические переходы (рис. 4.20, а), в остальных случаях— отбортованные с тороидальным переходом (рис. 4.20,6).
Толщина стенки гладкой конической обечайки, нагруженной внутренним давлением'.
pDlt 1 ,
= о~г~ Г-----------11 sI( > s,.n с;
' 2 о фр — р cosc'.p 1
допускаемое внутреннее избыточное давление
|р| 2 [<т] <((s„ -
- -cT'IDh/COSK! ' (зк — щ|.
В этих формулах D,, — расчетный диаметр гладкой конической обечайки. При отсутствии тороидального перехода D-. — D — 1,4^1 sin а-!, а при его наличии £>„ = D— 2 [г(1 — — cos ах) + 0,772л sin ал];здесь длина конической переходной части ах = 0,7 р D (sx — -c)/cosaj.
Рис. 4.20. Конические переходы сосуда
124
Рис. 4.21. Варианты укрепления отверстий: а — утолщением стенки и накладным кольцом; 6 кой отверстия
накладным кольцом; о — отбефтов-
Длина цилиндрической переходной части при неотбортованном переходе (см. рис. 4.20, а) а2 = 0,7 i D (s2 — с) , а при наличии тороидального перехода (см. рис. 4.20, б) аг = 0,5 ц D (sj — с) .
Приведенные расчетные формулы применимы при расчетных температурах, не превышающих значений, при которых возникает ползучесть металлов, а также при соблюдении условия 0,001 < < («£ cos a^/D < 0,05. Для пологого конического днища (а, > 60°) выполнение этого условия не требуется.
В ГОСТ 14249—80 рассмотрены и другие схемы конических обечаек и условий их нагружения.
Укрепление отверстий в стенках аппаратов. Обечайки, переходы, днища аппаратов, находящихся под внутренним или внешним давлечием, могут быть ослаблены отверстиями: это снижает прочность соответствующих элементов и вызывает необходимость укрепления отверстий. Основные способы укрепления отверстий: вваривание штуцера (или патрубка) с утолщенной стенкой (рис. 4.21, а), приварка накладного кольца (рис. 4.21, а, б), отбортовка отверстия (рис. 4.21, в). Накладное кольцо изготовляют с учетом фор мт с ченки , к которой оно прилегает, и приваривают к ней по внутреннему и наружному контуру. Кольцо должно иметь сигнальное резьбовое отверстие М10 для пневматического испытания (при избыточном давлении 0,6 МПа) герметичности сварных швов.
Расчет на прочность укрепления отверстий в обечайках, переходах и днищах следует выполнять в соответствии с ГОСТ 24755—81 «Сосуды и аппараты. Нормы и методы расчета на прочность укрепления отверстий» (соответствует СТ СЭВ 1639--79). Указанный стандарт можно использовать также для расчета допускаемых давлений в сосудах, элементы которых имеют круглые или овальные отверстия.
Не подлежат дополнительному укреплению одиночные отверстия при увеличенной толщ,ине. стенки сосуда, сели соблюдаются условия:
dR<t/0; 4 2 [(s - c)/sR — 0,8)| (s - с);
125
здесь dn = d + 2c, — расчетный диаметр круглого отверстия пли штуцера с круговым поперечным сечением (щ. — сумма прибавок к расчетной толщине стенки штуцера); Dn — расчетный диаметр укрепляемого элемента [Dn == D для цилиндрических обечаек; DIt - D./cos а — для конических обечаек, где Dl{ — внутренний диаметр конической обечайки по центру укрепляемого отверстия; Dri = 27? для сферических днищ; DR = 2D 1—3 (x/D)'1 для эллиптических дпищ при И = 0,25.0, где х — расстояние от центра укрепляемого отверстия до оси эллиптического днища]; &ц — расчетная толщина стопки укрепляемого элемента, определенная в соответствии с ГОСТ 14249—80.
Основной прии.иип укрепления отверстий заключается в том, что суммарная расчетная площадь сечекпя элементов в зоне укрепления должна быть не меньше расчетной площади вырезанного ссчеыия.
Уравнения и номограммы для расчета укрепления одиночных и взаимно влияющих отверстий приведены в ГОСТ 24755—81. Методика расчета применима для цилиндрических обечаек при dlt/D с 1 и s/D < 0,1; для конических обечаек (переходы п днища) при d,t/Dh < « 1,0 и s/D,, < 0,1 . " os а; для эллиптических и сферических днищ при dl(/D то 0,5 и s/D < 0,1. Выполнение отверстий в краевой зоне обечаек и выпуклых днищ (кроме эллиптических), как правило, .не допускается.
Расчеты на ветровую нагрузку и сейсмическое воздействие. Аппараты колонного типа высотой более 10 м при Н 1,5£>т|11, а также высотой менее 10 м при HlDm[n > 5 (где — наименьший из наружных диаметров аппарата), устанавливаемые па открытом воздухе, необходимо рассчитывать на ветровую нагрузку. Расчету па сейсмическое воздействие подлежат аппараты колонного тина, предназначенные для установки в районах с сейсмичностью 7 и более баллов (по 12-балльной шкале). Методика определения расчетных усилий, возникающих в элементах аппаратов колонного типа, установлена ГОСТ 11879 - 81 (СТ СЭВ 1326 -78).
§ 5. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
Конструкция и материалы. Сосуды высокого давления, предназначенные для эксплуатации при рабочем давлении от 10 до 150 МПа и более, используют в процессах синтеза аммиака, производстве полиэтилена, искусственного топлива, в гидростатах и т. п. Толстостенные сосуды в соответствии с ГОСТ 11879 -81 могут иметь значительные размеры; в настоящее время осваивают производство сосудов высотой до 40 м и наружным диаметром более 5 м.
На рис. 4.22 показан сосуд высокого давления, состоящий из корпуса /, крышки 2, позволяющей монтировать внутренние устройства (на рисунке не показаны), затвора Д и днища 4. Обычно в сосудах высокого давления коэ(1)ф1щисн1п толстостснности (отношение наружного диаметра к внутреннему) 6 -- DD .то 1,5.
Корпуса сосудов могут быть коваными, ковапо-сьарпымп пли многослойными; в последнем случае наиболее технологично изгото-126
Рис. 4.'z2. Сосуд высокого давления
нление корпуса сваркой из отдельных обечаек, полученных методом спирального руло-пироваппя, т. е. намоткой полосы рулонной" стали на центральную гильзу из коррозионно-стойкой стали. Многослойные сосуды при прочих равных условиях имеют более высокую надежность, чем обычные, однако облает их эксплуатации ограничена давлением 40 МПа.
Конструкционные материалы выбирают в зависимости от среды и температуры. Кованые корпуса, днища, крышки изготовляют из пали 20. В рулопированных сосудах центральные обечайки и футеровку днищ выполняют нз листовой стали 12Х18Н10Т, наружные слон обечайки — из стали 10Г2С1 при температуре до 300 °C пли из стали 12ХГЫМ при температуре до 560 'С.
Расчеты на прочность. Нормы и методы
расчета на прочность
установлены СТ СЭВ 3027—81. Стандарт распространяется на сбсуды с общим числом циклов нагружения менее 1000 при максимальных расчетных температурах, не превышающих 380 РС для углеродистых сталей, 420 °C для низколегированных и 525 °C для аустенитных сталей.
Понятия о рабочем, расчетном., пробном давлениях и расчетной температуре — см. в § 4 данной главы.
Допускаемые напряжения i
1'4 '
где i| — поправочный коэффициент для сосудов и аппаратов Повышенной опасности, определяемой по отраслевой ! документаций.
Для всех деталей, кроме шпилек,
о* min ( —- ;
(Т1
или
пг
(4.8)
g0,2
для шпилек о* =•- о,/н у, здесь принимают пп — 2,4; п.г = 1,5 — коэффициенты запаса прочности соответственно по временному сопротивлению и пределу текучести.
Расчет на прочность выполняют при расчетном давлении р, пробном давлении и давлении технологической опрессовки . Для двух последних расчетов определяют коэффициент запаса прочности по пределу текучести; коэффициент должен быть не менее 1,1. Для многослойных обечаек эти расчеты не проводят.
При использовании формулы (4.8) <тв и а,, принимают ио стандартам СТ ('ЭВ с учетом материала, толщины листа и расчетной температуры.
127
Наличие продольных сварных швов на обечайках и выпуклых днищах учитывают коэффициентом прочности ф, который принимают но ОСТ 26-1046—74 для углеродистых и низколегированных сталей Ф = 0,91; для среднелегированиых <р = 0,85; для многослойных сосудов ф = 1,0.
Расчетная толщина стенки цилиндрической однослойной обечайки при определении по предельному состоянию $р = 0,5D (|3Р — 1). Расчетный коэффициент толстостенностп In рр р!( |ст ] ф), исполнительная толщина стенки s 5Р -|- с, где с, — прибавка, учитывающая коррозионное воздействие среды.
Допускаемое рабочее давление
[р] = [ст] ф In р, (4.9)
где
Р = [О i 2(s-c)]/D. (4.10)
Толщину футеровки в расчетах толщины стенки и допускаемого давления не учитывают.
Пример 4.2. Рассчитать допускаемое расчетное давление [р ] для сосуда при следующих условиях: D = 2,5 м; Онар = 3,8 м; с = 4 мм; расчетная температура I = 20 °C; повышенной опасности пет (т| --= 1). Обечайка — поковка из стали 20.
Полагая, что DIlap = D + 2s, по формуле (4.10) рассчитываем коэффициент толстостенностп
0 ~~= (Ркар “ 2с)/П = (3,8 — 2 0,004)/2,5 = 1,517;
In 0 = 0,4166.
Принимаем ср = 1 (поковка). Для стали 20 при t = 20 °C и толщине поковки более 500 мм <тв — 353 МПа, о.г = 177 МПа:
[о] = пйп (-^2-; —— ) = inin ( = min (135,8; 118)-= 118 МПа.
\ пв пт / \ 2,6 1,5 / ' '
По формуле (4.9) [р] = 118-1 -0,4166 та 49 МПа.
Цилиндрическую многослойную обечайку рассчитывают по среднему допускаемому напряжению (при числе слоев т)
[ctJcp = S (№0 /S st,
где [ст]г — допускаемое напряжение i-ro слоя при его расчетной температуре; s, — исполнительная толщина i-ro слоя.
Расчеты выполняют по формулам для однослойных сосудов, причем при концентрическом расположении слав принимают [ст] = = [о]ср, а при спиральном— [ст] = 0,9 [ст]ср. Влияние центральной гильзы не учитывают при t > 200 °C и условии, что температурный коэффициент линейного расширения для материала гильзы больше, чем для материала слоев.
Днища сосудов высокого давления выполняют коваными; они могут быть плоские (рис. 4.23, ег), слабсвыпуклые (рис. 4.23, б) и выпуклые — сферические и эллиптические (рис. 4.23, в).
Расчетная толщина для плоского и слабовыпуклого днища
S|P = 0,45D |/р7([ст]) ф)?
128
Рис. 4.23. Днища сосудов высокого давления
где коэффициент ослабления днища отверстиями ф = 1 — "^di/D. Для выпуклых днищ (при Н/D 0,25) расчетная толщина
_ pL> L) S,|l“ 4 [ст] ср — р 2Н ’
однако для эллиптического днища обязательно выполнение условия Sj .;. В сосудах высокого давления все отверстия выполняют только в днищах и крышках.
§ 6. ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ, УПЛОТНЕНИЯ НЕПОДВИЖНЫХ И ПОДВИЖНЫХ СОЕДИНЕНИЙ
Фланцевые соединения. Фланцевое соединение обеспечивает прочность, жесткость и герметичность разъемного соединения корпусов или отдельных элементов, позволяв! осуществлять их осмотр и быструю сборку-разборку. Фланцевое соединение состоит из двух фланцев, закрепленных на соединяемых деталях, установленной между ними прокладки, являющейся уплотнительным элементом, и крепежных деталей (болтов или шпилек, гаек, шайб). Наиболее распространены круглые фланцы.
По конструкции уплотнительной, привалочной или присоединительной поверхности различают фланцы с гладкой уплотнительной поверхностью, с пазом, типом, впадиной, выступом, под прокладку овального сечения, под прокладку восьмиугольного сечения.
Стандартизованы фланцевые соединения для трубной арматуры, труб и аппаратов. Лишь в особо обоснованных случаях возможна разработка специальных фланцевых соединений.
По материалам и способу закрепления ГОСТ 12815—80 устанавливает следующие типы фланцев, арматуры, соединительных частей и трубопроводов: I — литые из серого чугуна (ГОСТ 12817- 80; ГОСТ 12815 80); II—литые из ковкого чугуна (ГОСТ 12817-80, ГОСТ 12818- 80); III —литые стальные (ГОСТ 12819- 80); IV — стальные с шейкой на резьбе; V — стальные плоские приварные (ГОСТ 12820—80, ГОСТ 12821—80); VI — стальные приварные встык (ГОСТ 12821- 80); VII — стальные свободные на приварном кольце (ГОСТ 12822-80); VIII — стальные свободные па отбортованной трубе.
5 П/| Э. Э. Кольмаиа-Иванова 129
Рис. 4.24. Фланцы плоские приварные дли аппаратов
Для каждой ступени условного давления и условного прохода независимо от типа ГОСТ 12815—80 определяет присоединительные размеры фланцев: наружный диаметр фланца D$, диаметр болтовой окружности Об; число п и диаметр d отверстий под болты /шпильки).
Конструкции некоторых стандартных стальных плоских приварных фланцев для аппаратов по ОСТ 26-426—79, рекомендуемых к применению при р < 2,5 МПа, t 300 °C и числе циклов нагружения за время эксплуатации до 2000, показаны на рис. 4.24: а — с гладкой уплотнительной поверхностью (соединительным с выступом); б — с пазом (для фланцевого соединения «шип — паз»); в — с шипом; г — со впадиной, облицованной листом из коррозионно-стойкой стали (для фланцевого соединения «выступ — впадина»); д — с выступом, наплавленный коррозионно-стойкой сталью.
Примеры конструкций стандартных стальных приварных встык фланцев для аппаратов но ОСТ 26-427—79, рекомендуемых при р дз- 2,5 МПа, +300 °C < i < —40 °C, показаны на рис. 4.25: а — с впадиной, б—с выступом, в—с пазом, облицованный листом из коррозионно-стойкой стали, г — с пазом, наплавленный коррозионно-стойкой сталью. Стальные плоские свободные фланцы на приварном кольце (рис. 4.26, а) используют только для соединения труб и трубной арматуры; конструкция стандартного стального приварного встык фланпа для аппаратов под прокладку восьмиугольного сечения по ОСТ 26-428—79, наплавленного коррозионно-стойкой сталью, показана на рис. 4.26, б.
Во фланцевых соединениях при р < 0,4 МПа и t с 300 °C применяют болты, в остальных случаях — шпильки, причем при р > > 6,4 МПа под гайки шпилек устанавливают шайбы по ГОСТ 9065—75. Материалы для крепежных деталей выбирают в соответствии с ОСТ 26-429—79.
130
Рис. 4 .25 . Фланцы стальные приварные встык для аппаратов
Прокладки также стандартизованы. В зависимости от давления, размеров и конструкции фланца применяют прокладки:
неметаллические, асбометаллические и комбинированные на соединительном выступе фланцев;
неметаллические и асбометаллические в уплотнении выступ — впадина;
неметаллические, асбометаллические и металлические плоские в уплотнении шип — паз;
металлические овального и восьмиугольного сечении.
Для изготовления плоских прокладок (рис. 4.27, а) используют паронит, резину, картон асбестовый, фторопласт-4 (ГОСТ 15180—70; ОСТ 26-430—79). Асбометаллические гофрированные прокладки с оболочкой из стали (рис. 4.27, б) выполняют ио ОСТ 26-431—79; оболочка может быть также алюминиевая или латунная. Прокладки овального и восьмиугольного сечений (рис. 4.27, а, г) выполняют из сталей 08кп, 08X13, 08Х18Н10Т (ОСТ 26-432- 79).
Тип фланцевого соединения, конструкции и материала прокладки выбирают в соответствии с рекомендациями...ОСТ 26-373—78 по давлению и расчетной температуре. Конструирование и расчет флан-
Рис. 4.26. Фланцы стальные:
а — плоский свободный на приварном кольце для труб; б — привврной встык под восьмиугольную прокладку, наплавленный коррозионно-стойкой сталью для аппаратов
5* 131
Рис. 4.27. Прокладки для фланцевых соединений:
а — плоская; б -- гофрированная; в — овальная; г — восьмиугольная
цевого соединения также выполняют по ОСТ 26-373—78. В зависимости от условий нагружения (внутреннее избыточное давление, наличие внешней осевой силы, изгибающего момента) проверяют напряжения в сечениях s0 и s, фланца (см. рис. 4.25, а) с последующим расчетом толщины h фланца и проверкой угла его поворота (условие герметичности), а также прочности болтов (шпилек) и неметаллических прокладок.
Затворы и уплотнения сосудов высокого давления. Затвор сосуда высокого давления (рис. 4.28, а) состоит в общем случае из уплотняемых элементов — корпуса 1, крышки 4, установленной между ними прокладки ("обтюратора) 2 и крепежных деталей 3. Последние обеспечивают прочность соединений и совместно с обтюратором герметичность в рабочих условиях. К затворам предъявляют ряд конструкционных, технологических, эксплуатационных требований, выполнение которых должно обеспечивать прочность, надежность, минимальную массу затвора, простоту изготовления и эксплуатации, безопасность и низкую трудоемкость обслуживания. Разнообразие условий, в которых работают затворы, обусловливает большое число вариантов этих узлов.
Наиболее распространены конструкции затворов с плоской металлической прокладкой (рис. 4.28, б), с «дельпип-обтюратором (рис. 4.28, в) и с двухконусным обтюратором (рис. 4.28, г), области
Варианты исполнения узла I
V 6) г)
Рис. Затвор сосуна высокого давления:
<i . общий вид; б - - плоская прокладка;
н - «'дельта»-обтюратор; г— двухкоиуспый обтюратор
152
применения которых устанавливает ОСТ 26-1046—74 «Сосуды и аппараты высокого давления. Нормы и методы расчета на прочность». Плоскую металлическую прокладку применяют в аппаратах с внутренним диаметром от 200 до 600 (1000) мм, работающих под давлением 10—32,5 (20) МПа, при температуре от —50 до +200 °C и не требующих частой разборки. Герметизирующее давление смятия прокладки значительно; erQ принимают равным, МПа: 70 для алюминия, 100 для меди, 125 для сталей 05кп, 08X13, 180 для стали 08Х18Н10Т. Вследствие этого приходится обеспечивать весьма большие усилия на крышки, утяжелять крепежные детали и фланцы; возрастает и трудоемкость операции затяжки шпилек.
Самоуп/ютняющи'чя затворы позволяют значительно уменьшить усилие предварительной затяжки шпилек, соединяющих крышку с корпусом. Затвор с «дельта»-обтюратором является радиально-самоунлотняющимся; упругий обтюратор представляет собой стальное шлифованное колыю. Такой затвор рекомендуют использовать при внутреннем диаметре сосуда 200—1200 мм, расчетном, давлении 10—100 МПа и расчетных температурах до +400 °C. К самоуплотняющимся относится также затвор и с двухконуспым обтюратором. который можно применять при тех же давлении и температуре, что и «дельта»-обтюратор, но при диаметре от 200 до 3200 мм.
Средства для затяжки шпилек; быстродействующие затворы. Для снижения трудоемкости затяжки шпилек затворов сосудов высокого давления, обеспечения равномерного предварительного обжатия обтюратора с одновременным контролем усилия затяжки применяют гидродомкраты. Гидродомкрат (рис. 4.29) состоит из корпуса 1 с расточенным в нем гидропилиндром и окнами в нижней части, через которые можно подтягивать гайки крепежных шпилек, поршня 2 с уплотнительными кольцами и крышки 3. После монтажа шпилек и крышки сосуда на верхний фланец крышки над шпильками (или группой шпилек) устанавливают гидродомкраты. Штоки поршней соединяют резьбой с хвостовиками шпилек. После подачи рабочей жидкости под поршни гидродомкратов происходят осевая вытяжка шпилек и деформация всех элементов затвора с образованием зазора между гайкой и фланцем крышки. Гайки подтягивают через окна; осевое усилие контролируют по давлению рабочей жидкости.
В тех случаях, когда технологический процесс носит периодический характер и его проведение связано с частым закрыванием-открыванием затвора (крышки), быстродействие последнего имеет существенное значение. В качестве быстродействующих получили широкое распространение байонетные (штыковые) затворы, диапазон применения которых — от глубокого вакуума до высоких избыточных давлений. В байонетном затворе (рис. 4.30) крышка 3 соединяется с корпусом / поворотным байонетным кольцом 2, расположенным в плоскости стыка фланцев крышки и корпуса. Кольцо имеет на внутренней поверхности пазы, в которые при его повороте попадают выступы (зубья) фланца, благодаря чему происходит смыкание крышки с корпусом. Выступы и пазы могут иметь клиновидную форму, что обеспечивает соединение элементов сосуда с натягом.
133
Рис. 4.29. Гидродомкрэт для затяжки шпилек
вид А
Рис. 4.30. Байонетный затвор
Байонетные затворы обычно снабжают вспомогательными устройствами, обеспечивающими нормальные условия его эксплуатации: центрирующими роликами и упорами байонетных колец, фиксаторами крышек и т. и. Байонетные кольца оснащают механизмами поворота с электромеханическим или гидравлическим приводом, а крышку — устройством, механизирующим ее закрывание-открывание.
Уплотнение подвижных соединений. В зависимости от характера относительного движения соединяемых элементов различают уплотнения при вращательном и поступательном движении. При отсутствии избыточного давления в сосуде подшипники валов (для предотвращения утечек масла из их корпусов и защиты от пыли) уплотняют сальниковыми войлочными кольцами, лабиринтами, маслоотражательными кольцами и канавками, резиновыми армированными манжетами и другими устройствами, широко используемыми в машиностроении.
В химическом оборудовании применяют торцовые уплотнения. Они отличаются высокой герметичностью, малым трением и большой долговечностью. Эти уплотнения предназначены для герметизации вращающихся валов и в зависимости от конструкции могут работать при избыточном давлении до 7 МПа или остаточном давлении до 0,66 кПа, температуре среды от —75 до +400 °C и окружной скорости до 50 м/с; возможно использование защитной среды — инертного газа. Их применяют для уплотнения валов при работе на парогазовых, жидких, абразивных, взрыво- и пожароопасных, полимеризующихся и токсичных средах. Недостаток торцовых уплотнений — сложность конструкции, значительные материалоемкость и габариты, высокая стоимость.
В варианте схемы торцового уплотнения с цилиндрической пружиной (рис. 4.31, исполнение /) совместно с валом 1 вращаются стопорное кольцо 6 и пружина 5, поджимающая втулку 3 к опорному 131
коль;: / ‘2, закрепленному в Крышке 9. Втулку 2, уплотненную к валу резиновым кольцом 4, изготовляют из мягких антифрикционных материалов (бронзографитовой композиции, текстолита, фторопласта), а опорное кольцо — из твердых материалов (СЧ 20, сплав ВК-6 и др.). В другом варианте (исполнение II) функцию пружины выполняет сильфон 8, закрепленный неподвижно в крышке 9 и прижимающий втулку 7 из антифрикционного материала к торцу ступеньки вала I. В реальной конструкции торцового уплотнения предусматривают подачу смазывающей и охлаждающей жидкостей (проточная вода или жидкость, химически совместимая с рабочей средой аппарата), буферного газа.
Для уплотнения штоков, совершающих возвратно-поступательное движение, служат резиновые уплотнительные кольца, полиамидные шевронные многорядные уплотнения, резиновые манжеты (используют также для уплотнения поршней), поршневые кольца. Все эти элементы применяют в гидравлических и пневматических устройствах машин химических производств.
Сальниковые yempotkmea используют дли уплотнений валов, а тажже штоков при поступательном движении, для герметизации элементов, перемещающихся относительно корпуса агрегата вследствие температурной деформации. На рис. 4.32 показаны два исполнения сальникового устройства: / — с откидным и Н — с закладным болтом. Сальниковое уплотнение размещено в корпусе 1, прикрепленном к агрегату. В кольцевую полость между валом и корпусом закладывают кольца набивки 2, которая уплотняется при затяжке болтов 8, так как прижимная втулка 4 сближается с опорной крышкой о. По мере необходимости прижимную втулку подтягивают.
При конструировании принимают следующие соотношения: s = = (1,5 ... 2,5) / с/; h = (5 ... 8) s, причем 30 > s > 3 мм; а = = 45 .. 60°.
Сальниковые набивки изготовляют по ГОСТ 5152—77. Различают мягкие набивки (пропитанные консистентным смазочным материалом
Исполнение I Исполнение Р
Рис. 4.21. Торцовое уплотнение
Рис. 4.32. Сальниковое устройство
Исполнение I Исполнение Р
135
пеньку, асбест и пр.) и твердые (углеграфитовые или фторопластовые кольца, свинцовую проволоку, медную стружку), ('ила трепня при поступательном перемещении штока F -•= 0,15nd/ipp, где d, h - геометрические параметры (см. рис. 4.32); р — давление среды; р .< 0,2 -- коэффициент трения.
§ 7. ПРИВОДЫ МАШИНЫ
Типы приводов. В машинах химических производств наиболее распространен электромеханический привод. Он характеризуется широкими диапазонами по мощности и частоте вращения, высоким КПД и надежностью, удобством эксплуатации. Эти особенности делают его универсальным видом привода, применяемым как в лабораторном оборудовании, так и в крупногабаритных машинах большой мощности, при частоте вращения валов от долей (в машинах барабанного типа) до нескольких десятков тысяч (сверхцентрифуги) оборотов в минуту. Для достижения рабочих частот вращения валов в состав привода обычно включают механические преобразователи движения — редукторы, вариаторы, зубчатые, ременные и цепные передачи и т. п. При необходимости реализовать поступательное или сложное движение рабочего органа машины используют рычажные и кулачковые механизмы.
Гидропривод применяют преимущественно для воспроизведения поступательного движения — в прессах, механизмах смыкания фильтрпрессов и т. п. Преимущества этого привода — высокая энергонапряженность, в частности, возможность получения больших усилий при малых габаритах, простота конструкции, удобство управления и широкий диапазон регулирования, высокая долговечность; недостатки — низкая скорость, нагрев и изменение свойств рабочей жидкости, ее утечки, огнеопасность минеральных масел (наиболее распространенных рабочих жидкостей). Пневмопривод применяют при давлении не более 0,6 МПа. Этот привод используют во вспомогательных исполнительных механизмах; он более быстроходный, чем гидравлический привод, требует лишь минимальной подготовки рабочего тела — воздуха или азота (очистки от влаги и пыли, введения смазочного материала в виде масляного тумана). Привод взрыво-и пожаробезопасен, имеет высокую надежность.
Электромеханический привод. В машинах химических производств преимущественно используют асинхронные электродвигатели. Двигатели постоянного тока применяют в случаях, когда необходимо плавное регулирование частот вращения. В отдельных случаях, в приводах крупных машин, используют синхронные электродвигатели, которые позволяют работать с высоким коэффициентом мощности.
Электродвигатель выбирают по необходимой мощности или по моменту сил на валу и частоте вращения. Следует иметь в виду, что чем больше частота вращения вала двигателя при заданной его мощности, тем меньше его габариты и ниже стоимость; однако при использовании быстроходных двигателей усложняется конструкция механизма передачи и снижается ее КПД.
136
В зависимости от функции машины и характера выполняемого технологического процесса двигатель выбирают либо ио номинальным мощности или моменту сил Л4||(1М в период установившегося движения машины, либо ио пусковому моменту Л4„. При переменных нагрузках выбор выполняют ио условию допустимого нагрева статора — ио силе среднеквадратичного тока. В двигателях постоянного тока с независимым возбуждением, а также в асинхронных и синхронных электродвигателях момент на валу и сила тока связаны линейной зависимостью, поэтому расчет можно вести по эквивалентному моменту.
Если за время цикла момент на валу двигателя принимает п постоянных значений, причем на i-м участке продолжительностью С его величина постоянна и равна Л4,-, то эквивалентный момент Л4Э = /" п 7~п
= |/ и М Е Условие отсутствия перегрева М., < М„,1м. Если это условие не выполняется, то следует выбирать двигатель следующей ступени мощности.
В некоторых случаях, когда частоты вращения рабочего органа машины и электродвигателя совпадают, валы машин соединяют напрямую через упругую муфту (пример — роторные дробилки, подвесные центрифуги и пр.). Упругие муфты (втулочно-пальцевые, соединительные с резиновыми шинами и др.) служат для компенсации погрешностей монтажа и защиты электродвигателя от ударных воздействий со стороны технологической машины.
Для уменьшения частот вращения валов применяют клиноременные передачи. Ведущие шкивы таких передач в некоторых случаях, например в центрифугах, могут иметь встроенные колодочные, центробежные или другого типа муфты, позволяющие плавно увеличивать нагрузку на двигатель в период разгона; в этих машинах привод часто снабжают шинопневматическим тормозом, сокращающим время выбега. В ряде случаев в кинематическую цепь привода вводят блокирующие устройства — в виде муфт предельного момента (фрикционных или со срезным штифтом), срезных шайб, разрывных болтов и т. и., защищающих привод и электродвигатель от перегрузки. Блокирующие устройства следует устанавливать в непосредственной близости от рабочего органа машины. Предохранительные устройства рассчитывают из условия, что разъединение кинематической цепи должно происходить при нагрузке, на 15— 25 % превышающей расчетную.
Отечественная промышленность производит широкую номенклатуру мотор-редукторов (серия МР), представляющих собой блок асинхронного обдуваемого электродвигателя и планетарной одно-, двух или трехстуиенчатой передачи; блок смонтирован в чугунном корпусе. Мотор-редукторы предназначены для привода машин в непрерывном или реверсивном (с периодическими остановками) режиме, с постоянной или переменной нагрузкой, при температуре окружающей среды от —40 до ф 40 °C. Для передачи вращения валам выпускают магнитные узлы вращения (УВМ). Узел состоит 137
и: базовой магнитной синхронной экранированной муфты и приводного устройства -- клиноремепной или зубчатой передачи с электро-дгигателем вертикально!о исполнения. Узлы можно эксплуатировать в агрегатах с теми же взрыво- и пожароопасными и токсичными средами, где используют торцовые или сальниковые уплотнения валов, и утечки продукта недопустимы.
Если кинематическая цепь привода состоит из нескольких редукторов, то обычно их соединяют один с другим и с валом машины зубчатыми муфтами; при необходимости передачи движения от редуктора к валу, ось которого меняет свое положение при работе машины, используют шарнирные муфты (например, в приводах смесителей). В машинах, где одновременно приводится во вращение ряд рабочих органов (многовальные машины), предпочтительно использование блок-редукторов или индивидуальных электродвигателей. Двигатели постоянного тока, асинхронные с фазным ротором или тиристорным преобразователем, рационально использовать во всех случаях, когда необходимо регулирование рабочих скоростей машины в широком диапазоне.
Тихоходные машины барабанного типа (грануляторы, сушилки, печи и т. п.) часто приводят от электродвигателя через редукторы и зубчатую передачу; г.< щ овое колесо которой связано с барабаном Если не требуется изменение частоты вращения барабана во время работы, используют асинхронные электродвигатели с короткозамкнутым ротором. Направление вращения венцового зубчатого колеса должно обеспечивать разгрузку опорных станции от составляющей окружного усилия. При значительных габаритах машины венцовое колесо выполняют из двух частей и крепят к барабану упругими связями (см. гл. 12, § 2), что обеспечивает плавность работы зубчатой передачи и удовлетворительную работу футеровки при температурной деформации корпуса.
Для барабанных машин перспективен дугостаторный электрический привод современный безредукторный привод, позволяющий плавно регулировать частоту вращения барабана. Он представляет собой асинхронный электродвигатель с короткозамкнутым ротором. Функцию последнего выполняет сварной бандаж, жестко связанный с барабаном, во внешние пазы которого уложены алюминиевые стержни; статор имеет форму дуги с центральным углом менее 90°, что позволяет уменьшить число пар полюсов и частоту вращения ротора. Частоту вращения регулируют изменением частоты напряжения; двигатель в этом случае имеет преобразователь частоты на тиристорах с независимым регулированием выходных частоты и напряжения.
Гидравлический и пневматический приводы передают энергию рабочего тела исполнительному механизму и преобразуют ее в механическую работу. Основные элементы таких приводов — насос объемного действия в гидроприводе (компрессор — в пневмоприводе), трубопроводы с арматурой, распределительные, регулирующие и контрольные устройства, система храпения, очистки и подготовки рабочего тела, гидро- или пневмоцилиндры. Привод'может быть 138
Рис. 4.33. Гидроцилиндр:
а — с неподвижным цилиндром; б — с качающимся цилиндром
групповым, когда одна насосно-аккумуляторная или компрессорная станция обслуживает ряд машин, и индивидуальным, когда каждая машина имеет автономное устройство для создания давления. Индивидуальный привод используют преимущественно в прессах и машинах-автоматах.
Гидро- и пневмоцилиндры непосредственно входят в структуру технологической машины. Наиболее широко применяют цилиндры двойного действия с односторонним штоком, которые либо жестко крепят к опоре (рис. 4.33, а), либо выполняют качающимися (рис. 4.33, б); в последнем случае для подвода рабочего тела используют резиновые и резинотканевые шланги. При проектировании цилиндров необходимо использовать ГОСТ 6540—68.
Внутренний диаметр D цилиндра (см. рис. 4.33, а) можно рассчитать, если известна сила сопротивления Рс; давление р1 в рабочей полости (бесштоковой) выбирают по ГОСТу; противодавление р.2 определяется гидравлическим сопротивлением сливной линии, но обыч го р.2 сз 0,02 ... 0,03 МПа (из условия обеспечения равномерного движения поршня); задаются также по ГОСТу диаметром d штока (предварительно эту величину можно оценить по усилию Р^.
Так как неизвестны силы сопротивления в уплотнениях и инерционная сила, действующая в период ускоренного движения поршня, вводят коэффициент запаса по тяговому усилию k = 1,6 ... 2; исходное уравнение равновесия поршня имеет вид
pptD2/4 - - р., (лО2/4 — лс(2/4) — kPc, откуда
D = р (1,273/гРо — /?2d2)/(/?i — р.р.
Исполнительный диаметр D и ход поршня S выбирают по ГОСТ 6540—68. Рекомендуется соотношение S/D < 10, скорость поршня — не более 5 м/мин. Расход жидкости для гидроцилиндра определяют как произведение площади его живого сечения на скорость поршня.
Рабочие жидкости в гидроприводе — масло индустриальное 20, 30, 45 (ГОСТ 20799—75) или водомасляная эмульсия. Необходимый условный проход трубопровода 1)у (мм) рассчитывают по расходу жидкости Q (м3/с) и скорости жидкости в трубопроводе v (м/с): Dy = 1,128-103 Г Q/v . Скорость жидкости в трубах v - 3 ... 5 м/с; для коротких труб v 6 ... 7 м/с; максимально допускаемое значе
139
ние v — 8 ... 15 м/с; для всасывающих труб принимают и = 0,5 ... .. 1,5 м/с, для сливных — v ----- 2 м/с.
Арматуру выбирают по условному давлению, величина которого зависит от рабочего давления.
Перспективно использование гидромоторов (ГОСТ 14060—68, ГОСТ 24815—81) для безредукторного привода оборудования в случаях, когда требуются большие крутящие моменты при малой частоте вращения. В гидромоторах энергия рабочей жидкости преобразуется во вращательное движение; частоту вращения регулируют изменением расхода рабочей жидкости, подводимой к гидромотору. В гидромоторах МР в зависимости от типоразмера частоту вращения вала можно изменять от 1 до 750 об/мин, полезную мощность - от 28,5 до 145 кВт. КПД гидромоторов около 90 %.
Г Л А В A 5
ОСНОВНЫЕ ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА РАБОЧИХ СРЕД
В машинах химических производств рабочей средой может быть жидкость, эмульсия, суспензия, пена, газовая эмульсия, твердое тело и сыпучий материал. Конструкция машины, се принцип действия, мощность привода, конструкционные материалы во многом определяются физико-механическими свойствами рабочих сред.
§ 1. жидкости
К основным физико-механическим свойствам жидкостей относят вязкость р, плотность р и поверхностное натяжение о. Плотность и поверхностное натяжение жидкостей, используемых в химических производствах, изменяются в сравнительно узких пределах (в 2—3 раза) и существенного влияния па гидродинамику потоков жид,кости не оказывают. От значения вязкости зависит деформационное поведение жидкости под действием внешних нагрузок, а следовательно, и конструкция рабочего органа машины. По характеру зависимости вязкости от напряжения простого сдвига все жидкости условно можно разделить на две группы: ньютоновские и неньюто-повскпс (или аномально-вязкие).
Ньютоновскими называют жидкости, вязкость которых не зависит от напряжения сдвига. При ламинарном режиме течения такие жидкости подчиняются реологическому закону, предложенному Ньютоном (рис. 5.1, прямая /):
т — р dv/dx, (5.1)
где т — касательное напряжение сдвига слоев жидкости один относительно другого; р — коэффициент пропорциональности, называемый динамическим коэффициентом вязкости или динамической вязкостью; dv/dx градиент скорости, характеризующий изменение скорости па единице расстояния по нормали к вектору скорости.
Вязкость р в значительной мере зависит от температуры и в меньшей — от давления. Ориентировочно увеличение давления примерно на 32 МПа вызывает такое же повышение вязкости, как и снижение температуры на 1 К (или 1 С).
Неньютоновскими называют жидкости, вязкость которых зависит от напряжения сдвига. Эти жидкости не подчиняются закону Ньютона в форме (5.1). В зависимости от вида функциональной связи вязкости с напряжением сдвига непьютоновские жидкости можно
141
Бингама), нсевдопластичные жидкости
Рис. 5.L Реологические кривые течения (а) и вязкости (б) для жидкости;
/ — ньютоновской; 2 ~ бингамовской пластичной; 3 — псевдопластичной; 4 — дилатантной
подразделить на подгруппы: бингамовские пластичные жидкости (идеальные пластики или тело Шведова — (н се в до п л а сти ки), дила
тантные, реопектпческие, тиксотропные н вязкоупругие жидкости.
К бингамовским пластичным жидкостям относят жидкости, имеющие начальный предел текучести т0, ниже которого они ие текут и проявляют себя как твердые тела. Изменение их вязкости подчиняется закону Ньютона при т > тп:
in, ' •|i„cfo/dx,
(5.2)
где р„ — пластическая вязкость.
Для определения значения щ, необходимо построить реологическую кривую (кривую течения), используя данные замеров т на ротационном или капиллярном вискозиметре, соответствующих выбранным значениям dv/dx. Вязкость по Бингаму равна (рис. 5.1, прямая 2) тангенсу угла наклона прямой течения к оси dv/dx. Пластическая вязкость р,( учитывает только ту часть сопротивления деформации, которая пропорциональна скорости сдвига dv/dx. Другую часть сопротивления, не зависящую от dv/dx, учитывает величина т0. В отличие от пластической вязкость п учитывает все сопротивление деформации.
Большая часть бингамовских пластиков не является чистыми жидкостями — это, в основном, концентрированные суспензии, шламы, масляные краски, лаки.
Для описания кривой течения (рис. 5.1, кривая 3) псевдопластич-ных жидкостей наиболее часто используют степенной закон Ост-взльдэ:
г = К (dv/dx)"1-1 (dv/dx), (5.3)
где К коэффициент консистенции; т — индекс течения.
Величины /< и т являются реологическими константами жидкости, которые определяют экспериментально. Вязкость псевдопластика имеет смысл отношения р,.,ф и/(dv/dx). С учетом уравнения (5.3) его можно записать в виде ряф = К (dv/dx)m~[.
Вязкость ц.,ф называют эффективной вязкостью. При увеличении скорости сдвига псевдопластических жидкостей цяф уменьшается, поэтому для них т < 1.
К псевдопластикам относят многие полимерные материалы, латексы, некоторые эмульсии.
Дилатантные жидкости подчиняются степенному закону Оствальда (5.3), ио для них т > 1, т. е. эффективная вязкость возрастает '42
при увеличении скорости сдвига (рис. 5.1, кривая 4). Примерами жидюсти с подобными свойствами могут служить концентрированные взвеси крахмала, кварцевого песка.
Вязкость смеси взаимнорастворимых ньютоновских жидкостей можно рассчитать по уравнению
Нс = Н1(1 - а2) -И ц2аг, (5.4)
где рс, р! и р2 — вязкость соответственно смеси, первой и второй жидкости; а., — содержание второй жидкости по объему в общем объеме смеси.
Для смесей из неньютоновских жидкостей уравнение (5.4) не применимо. Для них необходимо экспериментально определять вязкость при каждом значении а2.
Реологические свойства рассмотренных жидкостей не зависят от времени. Но есть группа жидкостей, не подчиняющихся подобной закономерности. К ним относятся реопектические и тиксотропные жидкости. Эффективная вязкость реопектических жидкостей увеличивается со временем, а тиксотропных — уменьшается при условии постоянства скорости сдвига. Подобные свойства этих жидкостей связаны с разрушением их структуры и ее восстановлением. Их необходимо учитывать при расчетах пусковых характеристик оборудования.
В начальный момент сдвига в тиксотропных жидкостях происходит разрушение их структуры (структуры построения частиц или молекул), что вызывает уменьшение ц.|ф. Затем скорость процесса разрушения структуры становится равной скорости процесса струк-туросбразования. С этого момента эффективная вязкость не изменяется. Для реопектических жидкостей повышение вязкости в начальный момент сдвига является следствием процесса структуро-образования, который затем уравновешивается процессами разрушения структуры. Это тоже приводит к постоянству значений эффективной вязкости.
Реологические кривые реопектических и тиксотропных жидкостей в начальные моменты сдвига получают на специальных приборах. В остальные периоды реологические свойства описываются соответствующими законами для псевдопластиков или бингамовских пластичных жидкостей.
Вязкоупругие жидкости проявляют упругие свойства, свойственные твердым телам, и свойства необратимого течения, характерные для жидкостей. Реологическое уравнение вязкоупругих жидкостей имеет два параметра: один описывает вязкое течение, другой — упругие свойства:
Тдф = Цэф'Уу (М-эф/Gj Ту,
где т.,ф — напряжение вязкого течения; G — модуль сдвига; ту — напряжение упругой деформации (по закону Гука ту = Gyy); уу — скорость упругой деформации.
Отношение р,Эф/б имеет размерность времени и называется временем релаксации.
143
§ 2. ЭМУЛЬСИИ
Под эмульсией понимают дисперсную систему, состоящую из двух (или более) нерастворимых одна в другой жидкостей. Одна из этих жидкостей является сплошной фазой, а другая (или другие), находящаяся в ней в виде капель, — дисперсной фазой. В виде эмульсий применяют смазочно-охлаждающие, жидкости, многие лекарства, латексы, лаки и краски, некоторые пестициды.
Различают эмульсии прямые (типа «масло в воде») с каплями неполярной жидкости, распределенными в сплошной полярной среде, и обратные (типа «вода в масле») с каплями полярной жидкости в неполярной среде. Кроме того, эмульсии делят на лиофильные и лиофобные.
Лиофильные эмульсии образуются самопроизвольно; это — термодинамически устойчивые системы. Лиофобные эмульсин (большая часть эмульсий) возникают при механическом, акустическом или электрическом воздействии на смешиваемые жидкости либо при выделении новой капельно-жидкой фазы из пересыщенных растворов. Это термодинамически неустойчивые, системы, которые могут длительно существовать без механического воздействия только в присутствии эмульгаторов. Лиофильные эмульсии — высокодисперсные (коллоидные) системы, размер их капель не превышает КН мм. Лиофобные эмульсии — грубодисперсные системы, размер капель которых лежит в пределах КН— КН мм; склонны к осаждению, приводящему к разделению жидкостей па отдельные слои. Размер капель эмульсии зависит от условий ее получения и физических свойств эмульгаторов.
По реологическим свойствам эмульсии могут быть как ньютоновскими, так и неньютоновскими жидкостями.
Плотность и вязкость эмульсий зависят от ее состава. Если плотности компонентов эмульсии различаются не более чем на 30 %, то плотность эмульсии принимают равной плотности сплошной среды; в остальных случаях среднюю плотность р;) эмульсии вычисляют по формуле
1.1 - «д), (5.5)
где рд и рс — плотность соответственно дисперсной фазы и сплошной среды; ад — объемная доля дисперсной фазы в эмульсии.
При эмульгировании вне зависимости от вязкости компонентов и при ад <: 0,3 вязкость эмульсии принимают равной вязкости сплошной среды. При других условиях (а,, > 0,3) вязкость ц;, эмульсии подсчитывают по следующим уравнениям.
Если вязкость Цд дисперсной фазы больше вязкости р(. сплошной среды, то
.. Р<' / 1 L бОдРд \
‘ 1 - Чд к 1 Щ + Рд /
Если вязкость Цд дисперсной фазы меньше вязкости цс сплошной среды, то
। - Яд \ Нс 4- Рд /
134
При концентрации дисперсной фазы более 74 % по объему вязкость эмульсии резко возрастает. Эмульсия приобретает свойства желе. Содержание дисперсной фазы можно довести до 99 % по объему, но при этом сплошная среда сохраняется лишь в виде тонких пленок, обволакивающих капли.
§ 3. ГАЗОВЫЕ ЭМУЛЬСИИ И ПЕНЫ
Газовые эмульсии — это дисперсные системы, состоящие из пузырьков газа (дисперсная фаза) и жидкости (дисперсионная среда). Содержание газовой дисперсной фазы несколько процентов (редко достигает десятков процентов). В газовой эмульсии интенсивно протекают процессы седиментации и перераспределения пузырьков газа по размерам, что обусловлено большой разностью плотностей ее фаз.
Свойства газовой эмульсии сильно зависят от температуры, давления и поверхностных свойств жидкостей на границе с газовой фазой. Основные показатели, характеризующие дисперсную фазу газовых эмульсий: газосодержание, дисперсный и химический состав газовой фазы.
Газосодержание Г оценивают в объемных долях:
r = VK/(Vn + ул
где Р'д и V>IS — объем соответственно газовой и жидкой фаз при данных температуре и давлении.
От величины Г зависит плотность газовой эмульсин
р;)^(1 — Г)р;к,
где р,, и р,к — плотность соответственно газовой эмульсии и чистой жидкости.
Вязкость газовых эмульсий принимают равной вязкости (или кажущейся вязкости, если дисперсионная среда относится к не-ныотоновским жидкостям) чистой жидкости, хотя наличие большого количества пузырьков газа приводит к незначительному повышению вязкости.
Пены представляют собой высококонцентрированные дисперсные системы, состоящие из газовых пузырьков (ячеек), разделенных тонкими пленками жидкости. Пленки образуют жесткий каркас, в результате чего пена обладает устойчивостью. Устойчивость пены зависит от наличия поверхностно-активных веществ (ПАВ), вязкости жидкости, давления паров жидкости, условий испарения жидкости с поверхности и других факторов. Характеристикой устойчивости пены является время, необходимое для полного разрушения всего столба или определенной доли его.
§ 4. СУСПЕНЗИИ
Суспензии — дисперсные системы, состоящие из частиц твердого вещества (дисперсной фазы), распределенных в жидкой сплошной среде (дисперсионной фазе). В виде суспензий применяют
145
некоторые удобрения, строительные материалы, лекарства, пестициды, краски, лаки. Во многих химических производствах суспензии являются промежуточным продуктом, из которого затем выделяют твердую фазу.
Суспензии получают диспергированием твердых тел в жидкостях, смешиванием порошков с жидкостями, укрупнением коллоидных частиц в результате коагуляции или конденсационного роста.
Суспензии относятся к грубодисперсным системам: средний размер частиц в них обычно не менее 10-3 мм. В связи с этим суспензии седиментационно неустойчивы, частицы в них под действием сил тяжести или центробежных сил осаждаются. При проектировании аппаратов или машин, во избежание осаждения частиц твердой фазы, необходимо создавать определенную скорость движения жидкости.
В концентрированных суспензиях осаждаются не отдельные частицы, а целые колонии слипшихся частиц, которые, смыкаясь одна с другой, образуют сетку. В результате осадок получается рыхлым, легко взмучиваемым. Существует предельная концентрация а,{ дисперсной фазы, ниже которой сплошная сетка не образуется. Для суспензий лд колеблется от 1 до 10 % в зависимости от размера, формы и химической природы частиц и жидкости.
Явление фиксации пространственного положения частиц вследствие возникновения контактных связей между ними получило название «структурообразования дисперсных систем». Суспензии, в которых появились пространственные цепочки из частиц, называют структурированными. Структурирование радикально изменяет реологические свойства суспензий. Как правило, структурированные суспензии обладают свойствами неньютоновской жидкости.
При перемешивании структурированная суспензия может превратиться в неструктурированную, т. е. состоящую из отдельных несвязанных одна с другой частиц. Обратимое изотермическое разрушение и восстановление связей между частицами в структурированной дисперсной системе получило название тиксотропии, а сами дисперсные системы с такими свойствами — тиксотропными. Структурированное состояние является характерным для подавляющего числа технических суспензий.
Структурированные суспензии обладают свойствами бингамовских пластичных жидкостей, для которых можно записать реологическое уравнение в виде т т(.. + p^dvldx, где тс — предельное напряжение сдвига, приводящее к разрушению структурированной системы; р, — эффективная вязкость, тождественная пластической вязкости рп в уравнении (5.2).
При т < тс структурированная суспензия медленно течет, подобное течение можно’отождествлять с ползучестью. Это означает, что тс является не статическим (как т0 в реологическом законе Шведова — Бингама), а динамическим предельным напряжением сдвига. При т > тс структура начинает разрушаться; разрушение усиливается с ростом dv/dx. При этом вязкость рэ постоянна вплоть до такого значения dv/dx, при котором структура полностью разрушится. 1-6
Для полностью разрушенной структуры тс -= 0, поэтому сопротивление сдвигу т может уменьшиться до величины, равной \x.dvldx, СКШ1 {ОМ.
Плотность суспензии можно рассчитать по формуле (5.5).
§ 5. СЫПУЧИЕ МАТЕРИАЛЫ
Под сыпучим материалом (или сыпучим телом) подразумевают дисперсную систему, состоящую из твердых частиц произвольной формы, находящихся в контакте. Пространство между частицами заполнено газом, а иногда, частично, и жидкостью. В зависимости от диаметра d частиц сыпучий материал может быть в следующих состояниях: пылевидном (d <. 0,05 мм); порошкообразном (0,05 мм < < d < 0,5 мм); мелкозернистом (0,5 мм < d < 2 мм); крупнозернистом (2 мм < d < 10 мм); кусковом (d > 10 мм).
Сыпучим материалом является продукция многих производств, в том числе и таких крупнотоннажных, как производства удобрений, строительных материалов, пластмасс, моющих средств, соды, красителей. Сыпучие материалы получают измельчением твердых веществ, выделением из суспензий, сжиганием газов, кристаллизацией, добычей из естественных карьеров, шахт.
Физико-механические свойства сыпучего материала, определяющие его динамическое поведение и структурообразование, изучены пока слабо. Некоторые из этих свойств рассмотрим ниже.
Гранулометрический состав. Сыпучий материал лишь в редких случаях состоит из одинаковых частиц. Большая часть технических сыпучих материалов — это полидисперсные системы, состоящие из частиц, различающихся как формой, так и размерами.
Частицы неправильной формы характеризуют эквивалентным диаметром
d, = 6/Sy, (5.6)
где 5, — удельная поверхность частицы, равная отношению поверхности S частицы к ее объему V.
В экспериментальной практике значение Sy определяют применительно к сравнительной большой порции сыпучего материала, состоящей из множества частиц. В этом случае формула (5.6) позволяет рассчитать средний диаметр частиц исследуемой порции сыпучего материала. Параметр Sy определяют на специальном приборе; принцип его действия основан на измерении сопротивления, которое оказывает слой определенной порции сыпучего материала потоку прокачиваемого через пего газа. Параметр используют для характеристики свойств сыпучего материала в случаях, когда они зависят от площади поверхности его частиц; например, теплопроводность, звукопроницаемость, растворимость, химическая активность во многом зависят от Значения Sy меняются в большом диапазоне (от нескольких сотен тысяч до нескольких миллионов см-1) в зависимости от степени дисперсности частиц.
Для оценки степени дисперсности сыпучих материалов используют различные характеристики: наибольший dmax и наименьший dlllln
147
размер частиц, отношение /? наибольшего размера частиц к наименьшему (так называемый размах варьирования), средний размер (диаметр) d частиц, удельную поверхнскть .S\, и гранулометрический состав.
Из различного рода средних параметров, характеризующих полидисперсную систему, применительно к сыпучим материалам наиболее распространен статистический среднемассовый диаметр d. Его рассчитывают как среднее арифметическое эквивалентных диаметров частиц различных классов
k I Г
l'(d,.G) / 2] (5.7)
1 I / i- I
где d,; - среднее значение эквивалентного диаметра частиц Его класса; G, — масса частиц t-го класса; k - число классов (фракций), на которые разбита вся шкала значений d, (принимают k - 5 ... 12).
Гранулометрический или дисперсный состав сыпучею материала — характеристика, показывающая, какую долю или процент по массе, объему, поверхности или числу частиц составляют определенные частииы или группы частиц во всей' массе анализируемой" пробы. Гранулометрический состав определяют по ГОСТ 12536—79. Для экспериментального определения гранулометрического состава наиболее часто используют ситовой, седиментационный, гидроаэро-дипамический и микроскопический методы анализа.
Диаметр частиц сыпучею материала рассматривают как одномерную случайную величину. В связи с этим гранулометрический состав сыпучих материалов описывают чаще всего методом математической статистики.
Результаты экспериментального определения значений d.ti для всех k классов, на которые разбита шкала значений d, анализиру емого сыпучего материала, позволяют построить гистограмму, наглядно характеризующую его гранулометрический Уостав, или определить вид и параметры аналитического закона распределения частиц в массе сыпучего материала (по диаметру, массе, поверхности, числу).
Гистограммы представляют собой графическое изображение функций распределения случайной величины, принимающей после экспериментального определения ряд дискретных значений. По оси абсцисс при построении гистограмм откладывают замеренные значения dji для отдельных фракций, а по оси ординат — либо содержание соответствующих фракций Р (d), либо суммарное (накопленное) содержание фракций F (d) не более d,,. В первом случае получают так называемую дифференциальную кривую распределения частиц, во втором — интегральную (или кумулятивную) кривую (рис. 5.2). В пределах одной фракции или класса dy/ принимают постоянным. Интервал значений d., для отдельных фракций можно принимать одинаковым или разным. Второй случай определяется необходимостью более точного отображения вклада фракций с наименьшими значениями d,. Обычно по мере возрастания размеров частиц диапа-1 18
P(d)l %
Hd\ >/.
Рис. 5.-J. Гистограммы дискретных распределений в дмфференциа.'глой (л) и nincipaJii.-иой (<)) форме
зон значений Ф, фракций увеличивают в геометрической прогрессии. При построении гистограмм с изменяющимся интервалом значений с/.,, отдельных фракций по оси ординат откладывают отношение содержания фракций к соответствующему интервалу значений d,,.
Для аналитического описания гранулометрического состава предложены различные эмпирические и теоретические формулы. Наибольшее применение нашла формула Розина — Гиммлера-.
F id) 100 11 - ехр | - id .j[d)''11 ,
где / (ф) --- суммарная масса частиц диаметром меньше d)t (устанавливают по результатам ситового анализа), %-, de—диаметр частиц, при котором масса всех частиц крупнее de составляет 36,8 %, а меньше de — 63,2 %; а - параметр, характеризующий однородность материала по размерам (чем больше а, тем уже диапазон размеров частиц материала).
Значения de и а устанавливают по данным ситового анализа гранулометрического состава пробы исследуемого сыпучего материала
Для описания гранулометрического состава материалов, подвергшихся измельчению, часто используют логарифмически нормальное распределение
Р (d) = ---ехр Г |
|Л2л 1g а ( 2 1g2 и J ’
где Р (d) — частота значений ф,!(-; п — общее число наблюдений ф,; d., — средний диаметр частиц в пробе; ст--средпеквадратическое (стандартное) отклонение значений ф.„- от с/.,.
Величину ст рассчитывают по данным анализа по формуле
Х 11
| -т
где Фа, — среднее значение диаметра частиц i-го класса.
Следует учитывать, что если состав измельченного материала нарушен просеиванием или воздушной сепарацией, то логарифми
149
чески нормальный закон может и не соответствовать действительному распределению частиц в массе пробы.
Степень неравномерности гранулометрического состава характеризуют коэффициентом вариации V (d) = lOOo/d., (в %).
Физические свойства. К наиболее часто используемым в прикладных задачах физическим свойствам сыпучих материалов можно отнести: влажность, гигроскопичность, плотность, насыпную плотность, температуры плавления и воспламенения, порозность, взрыво-и пожароопасность.
Гигроскопичностью называется свойство сыпучего материала сорбировать парообразную воду из воздуха
= |(/«в — тс)'(т,. — fl'.j) 100,
где U7M — максимальная гигроскопичность, %; /п„, та, тс — масса соответственно пробы сыпучего материала с бюксой, бюксы и бюксы с высушенной пробой сыпучего материала.
Бюксу с пробой сыпучего материала помещают на 1—2 суток в эксикатор, па дне которого находится раствор H.LSO4. В эксикаторе устанавливается равновесное состояние влажности сыпучего материала в воздухе с относительной влажностью водяного пара при температуре 20 °C до 95—98 %.
Плотностью р сыпучего материала называют массу единицы объема вещества, из которого состоят частицы. Согласно ГОСТ 5181—78 плотность определяют пикнометрическим методом.
Насыпной плотностью рн сыпучего материала называют массу единицы объема, занимаемого материалом при свободном засыпании его в измерительный стакан. Значение рн определяют для порошкообразных химических продуктов по ГОСТ 11035—64 (СТ СЭВ 1691—79), а для металлических порошков — по ГОСТ 19440—74 (СТ СЭВ 2283—80). Насыпная плотность сыпучих материалов изменяется в широком диапазоне (от 0,2 до 4 г/см3) в зависимости от дисперсного состава частиц, их формы, плотности и способа засыпки в емкость.
Порозностью слоя сыпучего материала называют отношение е = VT Г(„
где Vj — свободный объем пространства между частицами в слое сыпучего материала объемом Го.
Величина е зависит от способа укладки частиц, их формы, размера, воздействия внешних факторов. Например, под действием вибрации в может изменяться для одного и того же сыпучего материала в 1,1—3,0 раза. Значения е, р и р„ связаны простой зависимостью s = 1 — р/рн.
Изменение структуры слоя под действием сжимающей нагрузки характеризуют коэффициентом уплотнения
Ку = Рпр/Рн,
где рн и рпр — насыпная плотность порции сыпучего материала соответственно начальная и после прессования.
50
Bt-рыво- и пожароопасность. Горючие сыпучие материалы при определенных условиях могут самовозгораться, а в смеси с воздухом — взрываться. Взрыв аэровзвеси сыпучих горючих компонентов происходит только в том случае, если их концентрация в воздухе находится в диапазоне между нижним и верхним пределами воспламенения. Согласно нормам, принятым в СССР, нижний предел воспламенения служит основным критерием взрывоопасности аэровзвесей. Взрывоопасными принято считать пылевоздушные смеси, нижний концентрационный предел воспламенения (НКПВ) которых меньше или равен 65 г/м3. Пылевоздушпые смеси с НКПВ, превышающим 65 г/м3, считают пожароопасными.
Источником тепловой энергии, необходимой для зажигания пылевоздушпых смесей (находящихся в смесителях, мельницах, бункерах, трубопроводах, дозаторах и пр.), могут быть нагретые поверхности движущихся элементов; статическое электричество или искровой разряд с электрооборудования, электрических проводов. Тепловая энергия резко возрастает при размере частиц более 70 мкм, поэтому наибольшей пожаро- и взрывоопасностью обладают пылевидные материалы.
Для исключения опасности взрыва пылевоздушной смеси и загорания сыпучего материала необходимо проводить технологический процесс в среде инертного газа, заземлять металлическое оборудование, использовать взрывозащищенпое оборудование, контролировать с помощью датчиков температуру в зонах повышенного трения, не допускать попадания в сыпучий материал металлических предметов, исключать возможность саморазъединения деталей.
Механические свойства. Между частицами сыпучего материала существуют силы взаимодействия различной природы. Эти силы объединяют термином — «.аутогезияъ. Понятие аутогезии охватывает все виды и формы связи между частицами независимо от числа и свойств взаимодействующих частиц, природы сил, обусловливающих это взаимодействие, причин и условий их возникновения. Помимо этого основного термина в технической литературе применяют и другие термины: адгезия, когезия, агломерация, агрегация, слеживаемость.
Адгезия частиц — взаимодействие частиц и твердой поверхности стенок аппарата, рабочих органов аппарата и т. п.; когезия—это связь между молекулами, приводящая к образованию единого твердого тела (возникает в месте контакта взаимодействующих тел); агломерация -- процесс укрупнения частиц в результате спекания; агрегация — самопроизвольное укрупнение частиц; слеживаемость — возникновение сил взаимодействия между частицами в результате появления кристаллизационных мостиков между частицами или капиллярных сил.
Силу аутогезии можно представить в виде суммы нескольких составляющих: сил Ван-дер-Ваальса и сил когезионного взаимодействия, имеющих молекулярную природу, а также сил электрических, механического ^сцепления частиц и капиллярных < .ля влажных сыпучих материалов).
151
Для оценки поведения сыпучего материала под действием внешней нагрузки используют несколько характеристик: угол естественного откоса а, начальное сопротивление сдвигу т0, угол внутреннего трения ср, коэффициент внутреннего трения /, коэффициент внешнего трения /вн, коэффициент размалываемости Кр, коэффициент бокового давления £, коэффициент текучести К,.
Углом естественного откоса называют угол а наклона образующей конуса, полученного при высыпании из воронки без динамического воздействия определенной порции сыпучего материала на горизонтальную подложку, к плоскости основания конуса. Значение а зависит от аутогезионных сил между частицами. Для используемых в промышленности сыпучих материалов а = 25 ... 44°.
Любая деформация сыпучего материала сопровождается сдвигом, т. с. скольжением частиц одна относительно другой. В отличие от жидкостей сыпучие материалы в состоянии выдерживать определенные усилия сдвига. Деформация в них не наступает до тех пор, пока не преодолено некоторое напряжение сдвига та, которое называют предельным сопротивлением сдвигу пли пределом текучести сыпучего материала.
При наличии в промышленных сыпучих материалах аутогезионных сил взаимодействия между частицами связь между предельным сопротивлением та и нормальными напряжениями оа в плоскости скольжения слоев один относительно другого выражается законом Кулона
Та = С + /оа,
где С — удельное сцепление частиц в сыпучем материале, Па (при та и <за в Па); f — коэффициент внутреннего трения (физически его можно представить как среднестатистическое значение коэффициентов трения между отдельными частицами).
Нормальные напряжения возникают в результате давления выше лежащих частиц и действия внешних нагрузок. Каждому значению оа соответствует определенное значение та. Для идеально сыпучих материалов та = 0 при оа = 0; для связных сыпучих материалов та Д= 0 при аа = 0. Значение та = С, соответствующее оа = 0, называют начальным сопротивлением сдвигу и обозначают т0.
Если для конкретного сыпучего материала при постоянных влажности и температуре получить экспериментально несколько пар значений т,х и сга, то можно построить графическую зависимость предельного сопротивления сдвигу от нормального напряжения в плоскости скольжения (рис. 5.3). Для сыпучих материалов, у которых аутогезиопные силы взаимодействия между частицами практически отсутствуют (несвязные сыпучие материалы), изменение сга не влияет на плотность упаковки частиц и прочность материала, поэтому все опытные точки ложатся на одну прямую.
Для сыпучих материалов, между частицами которых существуют аутогезиопные силы взаимодействия под влиянием внешней нагрузки, плотность упаковки частиц изменяется, материал сжимается; это триводпт к увеличению его прочности на разрыв и сопротивления 152
Рис. 5 3. Зависимость сопротивления сдвигу та от нормальных напряжений в плоскости сдвига оа: 1 - для несвязных сыпучих материалов; '2, 3 п 4 -для связных сыпучих материалов при различных уплотняющих нагрузках до испытания на сдвиговом приборе
деформациям. По этой причине для таких материалов графическая зависимость та = f (оа) выражается семейством линий, каждая из которых соответствует определенной уплот-
няющей нагрузке, приложенной к ма-
териалу до испытания на сдвиг. С увеличением уплотняющей нагрузки линии та = / (оа) смещаются вверх. При продолжении влево прямолинейного участка этой зависимости она отсекает
на оси ординат отрезок, равный удельному сцеплению С, а на оси ординат — отрезок Т, соответствующий значению прочности образца сыпучего материала на разрыв. Линии тг/ = f (сга) не яв-
ляются прямыми, однако их при средних и высоких значениях оа можно аппроксимировать прямыми. Угол ср наклона таких прямых к оси абсцисс называют углом внутреннего трения, который связан с коэффициентом внутреннего трения f простой зависимостью tg Ф = f- Коэффициент внутреннего трения f является среднестатическим значением коэффициентов трения частиц одна о другую и зависит от размера частиц, их формы, твердости, шероховатости поверхности, порозности слоя. Угол трения ср = 11 ... 40°.
При расчетах сил трения сыпучего материала о рабочие органы машин, стенки бункеров используют коэффициент внешнего трения /ш, сыпучего материала, который тоже является среднестатистическим значением коэффициентов трения частиц сыпучего материала о стенку. Значения /, та и /Ш1 для конкретных сыпучих материалов определяют на специальных сдвиговых приборах.
При сжатии сыпучие материалы деформируются не так, как твердые тела. При небольших интервалах изменения давления зависимость между напряжением и деформацией сыпучего материала можно считать линейной. При этом предполагают, что коэффициент Пуассона v и модуль деформации Е сыпучего материала постоянны.
Модуль деформации Е рассчитывают по результатам испытаний сыпучего материала на приборах одноосного сжатия по формуле
Е = kP/M,
где k — постоянный для данного прибора коэффициент, зависящий от формы, размеров, жесткости штампа и коэффициента Пуассона v; Р — нагрузка на подошву штампа; Д/ — изменение высоты слоя сыпучего материала.
Коэффициент Пуассона приближенно можно рассчитать по коэффициенту бокового давления £: с = £/(1 + £).
Коэффициент бокового давления при условии одноосного сжатия без возможности бокового расширения равен отношению ох/стг, где щ — боковое давление в слое сыпучего материала; az — нор-
153
мальное давление па сыпучий материал. При относительно малых давлениях сжатия (0,2 -4,2 МПа) коэффициент бокового давления %, для большей части порошков имеет постоянное значение, практически не зависящее от размеров частиц и равное 0,3—0,4.
Способность сыпучего материала вытекать из отверстий в стенках машин и аппаратов оценивают коэффициентом текучести 7<т, который определяют по времени истечения t порошка из калиброванной воронки
где г—радиус воронки в цилиндрической части, мм (согласно ГОСТ 20899—75 при определении текучести металлических порошков отверстие воронки выполняют в виде цилиндрического канала диаметром 2,5 мм и длиной 3,2 мм); G — масса порошка, засыпаемого в воронку, г (по указанному стандарту G = 50 г).
В расчетах процессов измельчения используют коэффициент размалываемости
= 2,59- lO-’tZ/S,,,
где U — энергия, затраченная на измельчение, Дж; S,; — вновь образованная удельная поверхность сыпучего материала, см'1; Др — коэффициент размалываемости, Дж-см.
Значение Др определяют согласно РТМ 26-01-129—80 «Машины для переработки сыпучих материалов. Методы выбора оптимального типа питателей, смесителей и мельниц», разработанного Северодонецким филиалом ЫИИхиммаш, па приборе Годепа типа падающего копра.
Слеживаемостью называют свойство сыпучего материала терять при длительном хранении свою текучесть. Причиной слеживания сыпучих материалов может быть увеличение либо плотности упаковки частиц, либо влажности, что приводит к появлению кристаллизационных мостиков между частицами или капиллярных сил. Численную оценку слеживаемости выполняют по нескольким методикам, из которых наибольшей достоверностью отличается методика определения слеживаемости по сопротивлению Р разрушению спрессованного брикета из пробы сыпучего материала. Эта методика для удобрений регламентирована ГОСТ 21560.5—82 (СТ СЭВ 2529—80). Все сыпучие материалы по этой методике разбивают на шесть категорий: исслеживаемые (Р <0,1 МПа), слегка слеживаемые (Р— = 0,1 ... 0,2 МПа), слеживаемые (Р = 0,2 ... 0,7 МПа), сильно слеживаемые (Р =-- 0,7 ... 1,5 МПа), очень сильно слеживаемые (Р > 1,5 МПа).
Приборы для определения механических свойств сыпучих материалов подробно описаны в специальной литературе.
Инженерно-технологическая классификация сыпучих материалов. Динамическое поведение сыпучего материала нельзя оценить какой-то одной характеристикой. В связи с этим при классификации сыпучих материалов приходится использовать комплексные показатели, состоящие из нескольких физико-механических характеристик. Северодонецкий филиал НИИхиммаш предложил (РТМ 26-01-129—80) 154
использовать для классификации сыпучих материалов применительно к процессам, связанным с их перемещением, комплексный показатель hc = 4т0 cos ср/(рн (1 — sin <р)1. В зависимости от величины hc все сыпучие материалы при этой классификации подразделяются на три класса (несвязанные, связно-текучие п связные), каждый из которых, в свою очередь, делится па две группы.
По физико-механическим свойствам сыпучие материалы каждого класса заметно различаются, поэтому их следует перерабатывать (смешивать, дозировать, хранить, транспортировать) в оборудовании определенного типа.
В основу классификации сыпучих материалов применительно к процессам измельчения по РТМ 26-01-129 -80 положены модуль упругости частиц и коэффициент размалываемости. По этим показателям сыпучие материалы разделяют на четыре группы (волокнистые, упругопластичные, пластичные, хрупкие). И в этом случае сыпучие материалы каждой группы следует измельчать в соответствующем оборудовании определенного принципа действия.
['.I AB A 6
МАШИНЫ ДЛЯ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛОВ
§ 1. ПРОЦЕССЫ ИЗМЕЛЬЧЕНИЯ, КЛАССИФИКАЦИЯ ДРОБИЛОК И ИЗМЕЛЬЧИТЕЛЕЙ
Основные характеристики процесса измельчения. Измельчение — процесс уменьшения размеров кусков твердого материала механическим воздействием — широко используют в различных технологических процессах химической промышленности. В одних случаях, например при измельчении природных материалов, этот процесс относится к начальной или промежуточным стадиям производства, и получаемый измельченный материал направляется на дальнейшую переработку, в других — позволяет получить товарную продукцию (пресс-порошки, пигменты и др.). Измельчение позволяет увеличить поверхность фазового контакта взаимодействующих масс, что значительно интенсифицирует такие процессы, как растворение, химическое взаимодействие, горение и пр.
Процесс измельчения характеризуют степенью измельчения — отношением средних диаметров кусков материала до и после измельчения (соответственно dlt и d.;)
i dH/dK.
Из-за трудности определения средних диаметров кусков обычно степень измельчения определяют как отношение средневзвешенных размеров исходного и конечного продукта, которые находят по результатам ситового анализа [см. формулу (5.7) 1.
В зависимости от размеров кусков получаемого продукта различают следующие виды измельчения: дробление крупное (dti = = 100 ... 350 мм), среднее (dK = 40 ... 100 мм) и мелкое (dK = = 5 ... 40 мм); помол грубый (d.( = 0,1 ... 5 мм), средний (dlf = == 0,05 ... 0,1 мм), тонкий (dK — 0,001 ... 0,005 мм) и сверхтонкий (d,. < 0,001 мм).
Измельчение обычно реализуют по стадиям, с последовательным переходом от крупного дробления к более мелкому и к помолу с по-стадийным разделением материала по классам (см. гл. 7).
При выборе оборудования для измельчения материала необходимо учитывать прочность последнего, т. е. его свойство сопротивляться разрушению под внешним воздействием. Это свойство оценивают пределами прочности при сжатии ос:|! и растяжении <тр, которые определяют опытным путем по величине разрушающего усилия при испытаниях образцов кубической или цилиндрической формы на одноосное сжатие (растяжение).
М. Я. Сапожников п И. А. Булавин рекомендуют следующую классификацию материалов в зависимости от значений предела 56
прочности при сжатии <т,.ж (МПа): мягкие (ст,..,,, < 10), средней прочности (о;.)К = 10 ... 50), прочные (<т,;ж > 50).
Для природных материалов характерны большие колебания механических свойств. Материалы анизотропны, т. е. обладают различными свойствами в разных направлениях, что является следствием их слоистости, наличия трещин, инородных включений. Значительно влияние пористости, влажности, масштабного фактора: дефекты в строении твердого тела распространены стохастически; чем больше его объем, тем больше вероятность наличия крупного дефекта, способного при данной нагрузке на тело вызвать его разрушение. По этой причине такой показатель, как, например, предел прочности, является величиной, колеблющейся в очень широких пределах, и в целом можно говорить лишь о статистических закономерностях при измельчении.
Анизотропия свойств природных материалов проявляется, в частности, и в том, что их предел прочности при растяжении примерно на порядок меньше предела прочности при сжатии. Например, для апатита нефелиновой руды огк = 65 ... 84 МПа, <т„ = 5 ... ... 8,9 МПа; для известняков Бакальского месторождения <тС1К = = 38,3 ... 46,5 МПа, ст,, = 4,6 МПа. Модуль упругости Е в большинстве случаев является переменной величиной в процессе нагружения материала; например, для упомянутых пород он равен соответственно (5,8 ... 8,6) 104 МПа и (3,4 ... 5,0)-104 МПа. Однако при расчете усилий и энергозатрат связь нормальных напряжений с относительной деформацией е описывают законом Гука о = fE, вводя в расчет усредненное значение модуля упругости Е.
Теории измельчения. Основным вопросом теории измельчения является установление связи между затратами энергии и размерами конечных и начальных кусков материала, их формой, взаимным расположением, физико-механическими свойствами и т. п. Многофакторность изучаемого явления затрудняет анализ, в связи с чем существующие теории измельчения характеризуют энергозатраты в общем виде с учетом лишь наиболее важных параметров процесса и материала.
В 1867 г. П. Риттингер выдвинул гипотезу о том, что работа при измельчении материала пропорциональна площади вновь образованной поверхности AF:
А = K^F, (6.1)
где /<! — коэффициент пропорциональности.
Площадь вновь образованной поверхности можно выразить через начальные и конечные размеры кусков измельчаемого материала. Пусть куски имеют кубическую форму с размерами ребер dn до и dK = d„/i после измельчения (рис. 6.1); площадь начальной поверхности куба (куска материала) F„ = бф), конечной — FK -= = 6 (djiy. Следовательно, с учетом общего числа вновь образованных частиц d^/(djI)-' = t3 найдем AF = FK — F„ = i3 6 (d„/i)2 — — 6d,; = 6di (i — 1).
157
Рис. 6.1. Схема к расчету вновь < бразспанноА поверхности при шмель нении
Если дроблению подвергается Q м3 материала со средним размером кусков dH, то общее число измельчаемых частиц составит Q/d3 и работа дробления в соответствии с. формулой (6. Г) А = 6A'|Q < •н 1)<7, .
При массе измельчаемого материала QM, кг
Л Е - 1)/((и/п) ^-XhQk (i'- 1)4,
где р — плотность материала; Лгн - коэффициент пропорциональности между затраченной работой и вновь образованной поверхностью.
Теория Риттилгера не учитывает изменения формы тел при измельчении и поэтому плохо описывает процессы дробления в случаях, когда продукты измельчения имеют малые удельные поверхности .
В 1874 г. В. Л. Кирпичев и в 1885 г. Ф. Кик предложили считать, что энергия, необходимая для одинакового изменения формы подобных и однородных тел, пропорциональна их объемам. Действительно, в соответствии с законом Гука работа упругих сил при одноосной деформации тела
Л = 0,5РД/ = 0,5 (P/F) F (Pl/EF) = 0,5a'2V/£;
здесь Р — усилие, вызывающее деформацию А/; I и F — длина и площадь сечения деформируемого элемента; о п £ — напряжение и модуль продольной упругости; V = F/— объем элемента.
Приняв за деформируемый элемент куб с ребром d„, получим V и А = А2<73, где А7—коэффициент пропорциональности. Если измельчению подвергается QM кг материала со средним размером кусков d„, то общее количество измельчаемых кусков составит Qm/(P^h); соответственно работа измельчения
А - 7<,QM/p - Кз<2м. (6.2)
В случаях, когда степень измельчения i достигается за п стадий дробления и в каждой стадии степень измельчения /„ неизменна, то i == i". В соответствии с (6.2) работа измельчения на всех стадиях одинакова, т. е. А, =-- Л-, = ... = Ап = /CSQM и суммарная работа А = n/(3QM. Поскольку п = lg (71g j или п = 1g (d„/d!:)/lg/, то 71 = A',.QM lg (c/p/c/,.), где /(.. = K3/lg /.
П. А. Ребипдер в 1940 г. и Ф. Бонд в 1951 г. предложили определять энергетический расход при дроблении с учетом работы как деформации кусков, так и образования новых поверхностей.
Во ВНИИстройдормаше на основании опытных исследований предложена эмпирическая формула для расчета мощности N (кВт) электродвигателя дробилок: __
A = 0,13E(KmQm(M- 1)/1ЧГ (66)
158
Рис. 6.2. Зависимость коэффициента масштабного фак- ------------
тора or начального размера кусков q I
где Е, — энергетический показатель, за- ',5 ~ висящий от физико-механических свойств перерабатываемого материала (дробилки Ь°' ~
универсального назначения рассчитывают д$ по максимальному показателю Eim.M--^ ' 02 q3 „
^8 кВт ч/т); Л’м — коэффициент мас-
штабного фактора (рис. 6.2); d„ — средневзвешенный размер^кусков исходного материала, м; QM — производительность, кг/с. gi
Способы измельчения. Классификация дробилок и измельчителей. В зависимости от характера воздействия сил на материал различают измельчение раздавливанием (сжатием куска), изломом (изгибом), раскалыванием (эквивалентно растяжению), истиранием и ударом. Эти виды силового воздействия в процессе измельчения проявляются одновременно, однако в зависимости от конструкции машины преобладает тот пли иной способ.
Прочные и хрупкие материалы целесообразно дробить раздавливанием и изломом, прочные и вязкие — раздавливанием и истиранием. Крупное дробление мягких и хрупких материалов предпочти тельно выполнять раскалыванием, среднее и мелкое —ударом. Дробление обычно осуществляют как сухое; лишь в некоторых случаях в загрузочные устройства машин вводят воду (разбрызгиванием) для уменьшения пылеобразовапия.
Помол материалов выполняют ударом и истиранием. Помол может быть сухим с пневматическим транспортированием материала и мокрым; последний способ экологически более совершенен и более производителен. Однако использование мокрого помола возможно лишь в случаях, когда допустим контакт измельчаемого материала с водой.
/Лашины для измельчения разделяют па дробилки и измельчители (мельницы). Термин «измельчитель» соответствует ОСТ 26-01-515—79.
По конструктивным признакам различают дробилки: щековые, конусные, валковые, ударного действия (роторные, молотковые), Пальцевые измельчители и бегуны можно применять и для мелкого дробления, и для крупного помола, поэтому они занимают промежуточное положение между дробилками и измельчителями.
Измельчители делят на барабанные (тихоходные), среднеходные (роликовые, маятниковые, кольцевые и др.), ударные (молотковые, вертикальные, шахтные и т. п.), вибрационные и струйные.
Во всех перечисленных измельчителях перерабатываемый материал разрушается в результате механического воздействия рабочих органов машин на его куски или их соударения. В настоящее время разрабатывают методы измельчения с использованием ультразвука, электрогидравлического эффекта, перепада температур, лазерной техники и т. д.
§2. ЩЕКОВЫЕ ДРОБИЛКИ
Область применения, принцип действия и классификация. Промышленные щековые дробилки используют для крупного и среднего дробления материалов. Степень измельчения обычно i = 3 ...5.
159
Рис. (i.3. Щековые дробилки:
7 - конструктивная схема дробилки ЩДП; о и в - кппсмгпичсская схема дробилки ЩДП и ЩЦС
Принцип действия щековой дробилки (рис. 6.3, а) заключается в следующем. Измельчаемые куски подаются в камеру дробления, образованную неподвижной 7 и подвижной щеками 6 и боковыми стенками дробилки. Подвижная щека периодически приближается к неподвижной и удаляется от нее. При сближении щек материал дробится, при расхождении -иод действием сил тяжести материал продвигается вниз; измельченные куски, диаметр которых меньше ширины разгрузочной щели, выпадают из камеры дробления.
Наиболее распространены щековые дробилки с простым (ЩДП) и сложным (ЩДС) движением щеки (рис. 6.3, б, в).
В дробилке с простым движением щеки последняя подвешена на неподвижной оси и траектории точек щеки являются дугами окружности. Ведущее звено шарнирного механизма дробилки — эксцентриковый главный вал 2 (рис. 6.3, а, б), вращающийся в подшипниках стойки 1. Рычажный механизм позволяет получить большой выигрыш в силе: в верхнем положении шатуна 3 распорные плиты 4 и 5 занимают такое положение, что образуют с горизонталью малые углы р, вследствие чего сравнительно небольшим моментом на ведущем звене преодолеваются значительные силы сопротивления на подвижной щеке 6, возникающие при дроблении. Усилие дробления при такой схеме непосредственно на эксцентриковый вал не передается. Следует отметить условность кинематических схем дробилок; реально распорные плиты образуют с сопряженными звеньями не шарниры, а открытые, геометрически незамкнутые кинематические пары качения. Опора D распорной плиты может смещаться специальным устройством в горизонтальном направлении, обеспечивая возможность регулирования ширины разгрузочной щели.
В ЩДП материал измельчается раздавливанием и, частично, изломом и раскалыванием, поскольку на неподвижной и подвижной щеках установлены дробящие плиты с рифлениями в продольном направлении.
В дробилках ЩДС рычажный механизм имеет более простую схему (рис. 6.3, в). Эксцентриковый вал 2 непосредственно соединен с шатуном 3, являющимся подвижной щекой дробилки. Распорная ,60
плита 4 имеет регулируемую опору. Щека совершает сложное движение и составляющие перемещения точек ее поверхности направлены как по нормали к поверхности щеки, так и вдоль нее; траектории точек по форме напоминают эллипсы. Вследствие этого в ЩДС материал измельчается как раздавливанием, так и истиранием, чтс облегчает процесс дробления вязких материалов. Износ дробящих плит в этих дробилках значительный; усилие, развиваемое ири дроблении, частично передается на эксцентриковый вал. Однако конструкция дробилки в целом более проста и менее металлоемка по сравнению с ЩДП.
гипоразмеры дробилок определяются максимальной шириной В приемного отверстия камеры дробления и ее длиной L; размеры сечения приемного отверстия В X L —главные параметры щековой дробилки. Ширина b выходной щели представляет собой наименьшее расстояние между дробящими плитами.
ГОСТ 7084—80 устанавливает основные параметры и размеры дробилок, технические требования, предъявляемые к ним, правила приемки, методы испытаний, маркировку, упаковку, транспортирование и хранение, гарантии изготовителя, требования безопасности и производственной санитарии к конструкции дробилок.
Основные параметры и размеры некоторых щековых дробилок, выпускаемых отечественными заводами, приведены в прил. 1.
Конструкция дробилки. Дробилка со сложным движением щеки (рис. 6.4) имеет сварную станину, боковые стенки которой соединяются между собой передней стенкой 1 коробчатого сечения и задними балками 7, в одной из которых расположено устройство для регулирования ширины выходной щели. В передней стенке закреплена неподвижная дробящая плита 2; снизу она опирается на выступ 13 передней стенки станины, а с боковых сторон зажимается боковыми футеровочными плитами 3, имеющими клиновые скосы. Боковые футеровочные плиты крепят к станине болтами с потайными головками. Подвижная щека 4 (стальная отливка) установлена с помощью роликовых подшипников качения на эксцентриковой части главного вала 5. Последний, в свою очередь, опирается на
/3 12 11 1(1 (J
Рис. 6.4. Дробилка ЩДС
6 1’1/; Э. 9. Ко.пнмана'Иваиова
161
радиально-сферические роликовые подшипники, разъемные корпуса которых закреплены па боковых стенках станины. Дробящая плита 12 в нижней части упирается в выступ на подвижной щеке , а в верхней фиксируется клином и болтами 6.
В пазу нижней части подвижной щеки установлен сухарь 11, в который упирается распорная плита 10\ другой конец этой плиты аналогично взаимодействует с сухарем, закрепленным в ползуне регулировочного устройства. Торцовые части распорной плиты образуют с сухарями кинематические пары качения, для их замыкания служит пружина 8 с тягой !). Дробящие плиты в небольших дробилках выполняют симметричными; поскольку более интенсивно изнашиваются нижние части плит, такая конструкция позволяет их переворачивать для увеличения срока службы. В некоторых щековых дробилках в зоне разгрузки дробящие плиты имеют криволинейное очертание с «параллельной зоной» , что способствует получению измельченного материала с более однородными по размерам кусками п повышению производительности .
На эксцентриковом валу установлены одни или два (по обе стороны от станины) маховика 14, которые служат для регулирования частоты вращения главного вала машины, аккумуляции энергии при холостом ходе (обратный ход щеки) и отдача ее при рабочем ходе (прямой ход щеки, дробление материала).
Для защиты дробилки от повреждений при попадании в камеру дробления инородного недробимого тела служат предохранительные элементы или устройства. Таким предохранительным элементом в рассматриваемой машине служит распорная плита 10 ,которая разрушается при нагрузках, превышающих максимально допустимую. Однако замена плиты связана с простоем машины и является трудоемким процессом — необходимо очистить камеры дробления, подтянуть подвижную щеку к неподвижной и т. д. В новых конструкциях дробилок используют неразрушающиеся предохранители, например, муфты предельного момента [26 .лист 21 .
5*110. 6,5, Узел регулирования ширины выгорвш ан/да щековой -д>->Л-.ах'т.
I, б - гл ни Dn i.iv м; ла.ты.мюлг, 6 ям прпмщрг ,
<62
Рис. ii.fi. Подшипниковый узел главного пала щековой дробилки
Система привода дробилки состоит из электродвигателя и клиноременной передачи, ведомым шкивом которой является один из маховиков. Дробилки крупного дробления иногда оснащают вспомогательным приводом малой мощности, который системой передач с большим передаточным отношением через обгонную муфту соединяют со шкивом главного электродвигателя. Такая конструкция позволяет
осуществить пуск щековой дробилки на малой скорости даже «под
завалом», т. е. с материалом в камере дробления.
Пример конструкции дробилки с простым движением щеки приведен в атласе [26, листы 2, 3 |.
В небольших дробилках ширина выходной щели регулируется клиновым механизмом (рис. 6.5, а). Ползун 3, в который упирается распорная плита /, при регулировании перемещается по направляющей 2 под воздействием двух параллельно установленных винтов 4 и клина 5. Винты одновременно перемещаются звездочками-гайками от цепной передачи. На рис. 6.5, б показан продольный разрез механизма регулирования щели дробилки, изображенного на рис. 6.4. Ползун 3 перемещается клиньями 5, в которых установлены гайки 6; винт 4 имеет соответственно левую и правую резьбу. Винт либо вручную вращают от рукоятки-трещетки, либо присоединяют к электромеханическому приводу. В крупных дробилках для регулирования под ползун 3 устанавливают стальные прокладки 7 (рис. 6.5, в). Для отжима ползуна используют винт 8 или гидравлический домкрат; фиксацию ползуна выполняет винт 9.
Опорные подшипники качения главного вала для облегчения монтажа обычно устанавливают на разрезных конических втулках (рис. 6.6). Для демонтажа подшипника 3 необходимо предварительно снять круглую гайку 1 со стопорной шайбой, затем отогнуть лепестки стопорной шайбы гайки 2 и, завинчивая последнюю, выдвинуть разрезную^втулку из-под внутреннего кольца подшипника 4.
.Если опоры приводного вала и шатуна выполнены на подшипниках скольжения, то дробилку оснащают системой подачи жидкого смазочного материала. В подшипники скольжения оси подвеса щеки в дробилках 1ЦДП, сухари распорных плит и роликоподшипники автоматически подается консистентный смазочный материал.
Дробящие плиты конструируют и изготовляют в соответствии с ГОСТ 13757—80; шаг t и высоту h рифлений трапецеидальной или треугольной формы рекомендуется выбирать в соответствии с шириной щели t = 2/i = b.
Основные детали дробилки изготовляют из следующих конструкционных материалов: станина —сталь 25Л, ВСтЗ; эксцентриковый вал, ось подвижной щеки —сталь 45, 40Х; шатун и подвижная щека —сталь 35Л, 35ГЛ; дробящие и боковые футеровочные
163
гллты —сталь 110Г13Л; распорные плиты, шкив, маховик —чугун СЧ 18; сменные элементы распорных плит —чугун СЧ 25; сухари — сталь 45; 5ХНВ; ползун и клинья регулировочного устройства — сталь 35Л, 35ГЛ; тяга —сталь СтЗ; замыкающая пружина —сталь 60С2, 65Г.
Основные расчеты. При расчете дробилок задаются максимальными размерами кусков дробимого материала dItm3X и продукта дробления dIiniax, прочностью и плотностью материала, производительностью дробилки.
Ширину В загрузочного отверстия дробилки выбирают из условия размещения куска максимальных размеров в верхней части дробильной камеры:
В =-- (1, 2 ... 1,25) duinax. (6.4)
Ширина выходной щели b зависит от размеров кусков продукта дробления b 0,8dItmax.
Угол а между неподвижной и подвижной щеками (угол захвата) определяют из условия невыталкивания материала из дробильной камеры под воздействием щек. Условием захвата куска является большее значение сил трения по сравнению с силами выталкивания. Проекция выталкивающей силы на вертикальную ось (рис. 6.7) равна 2Р sin (а/2), а проекция сил трения составляет 2Pf cos (а/2); силой тяжести куска можно пренебречь.
Из условия захвата следует 2Pf cos (а/2) 2Р sin (а/2), откуда
f = tg ф Дэ tg (а/2) или а < 2<р. (6.5)
В последнем выражении ф —угол трения; следовательно, условие захвата справедливо и последующее дробление возможно, когда угол захвата равен или меньше двойного угла трения. Например, при коэффициенте трения f = 0,32 угол трения ф — 17° 40' и угол захвата а < 35°.
В щековых дробилках обычно принимают а = 18 ... 22°; при больших значениях угла уменьшается производительность дробилки, при малых — увеличивается ее высота.
Следует отметить, что для отдельных кусков измельчаемого материала условие захвата может не удовлетворяться, т. е. а' > а (см. рис. 6.7); в этом случае происходит их выброс из дробильной камеры. Для предотвращения выброса над камерой дробления иногда устанавливают защитный козырек (см. рис. 6.4).
Для измельчения материала необходимо выполнение условия дробления-, ход щеки S в точке контакта с куском должен обеспечить такую его деформацию, которая вызывает разрушение куска, т. е. S > edlt, где в = !<jc.JE —относительная деформация сжатия — предел прочности при сжатии, Е —модуль продольной упругости).
Вследствие нестабильности физико-механических свойств материалов,’неопределенности формы кусков и их взаимодействия с рабочими органами дробилки ход сжатия выбирают с большим запасом
Рис. 6.7. Схема приложения сил к куску измельчаемого материала при его захвате
Рис. 6.8. Схема к расчету частоты вращения эксцентрикового вала
по опытным данным. Для дробилок ЩДС и ШДП соответственно
= (0,03 ... 0,06) В; S„ = 7 4-0,106; (6.6)
£„ = (0,01 ... 0,03)В; £„ = 8 4-0,266,
где £3, £„ — ход щеки при сжатии соответственно в верхней и нижней точках камеры дробления, мМ (проекция траектории движения соответствующей точки на перпендикуляр к'неподвижной щеке).
Частоту вращения эксцентрикового вала определяют по условию выгрузки измельченного материала из дробилки. Рассмотрим движение материала в камере дробления, ширина выходной щели которой 6 = а 4- £„, где а — расстояние между дробящими плитами при их максимальном сближении. При ходе подвижной щеки из левого в крайнее правое положение (рис. 6.8) измельченный материал, заключенный в объеме призмы трапецеидального сечения, под действием сил тяжести выпадает из камеры дробления. Это возможно в случае, если время падения с высоты h, равной высоте призмы, не превышает время перемещения щеки из левого положения в правое.
Полагая, что высота призмы h = SH/(tg + tg а2), и приняв, что ход щеки в одну сторону совершается за время t половины оборота эксцентрикового вала, найдем t = 0,5 (1/и), где п — частота вращения вала, об/с. Так как за это время происходит свободное падение материала с высоты h, то h = g/2/2 и t = 2h/g с 0,5 (1/п); следовательно, частота вращения вала при ускорении свободного падения g = 9,81 м/с
п с 0,5 V (tg cq -Н tga2)g/(2S„) 1,111 (tgaj tga.2)/5„. (6.7)
Формула не учитывает сопротивление трения движению материала при разгрузке, упругость кусков и другие факторы. Практически принимают
- (0,7 ... 0,9) п (6.8)
или 1 спользуют эмпирические зависимости.
165
Рис. 6.9. График^изменення мгновенной мощности сил при дроблении Л/др и мощности двигателя ДГдВ за цикл работы дробилки
П роизводительность щековой дробилки рассчитывают по объему призмы, выпадающей за один двойной ход щеки; V ~-= FL, где F — площадь сечения призмы,
L—длина камеры дробления. Секундная объемная производительность, м3/с, Q = Vn[i; здесь
коэффициент разрыхления р учитывает неплотность расположения частиц измельченного материала в камере дробления; ио опытным данным ц — 0,4 ... 0,6.
Приняв во внимание, что F =- (а Ц- b) h/2, после преобразований
получим
Q = nSt!L (а 4- Ь) р/ [2 (tg 4- tg а2) ].
(6.9)
Для дробилок с вертикальной неподвижной щекой а2 0 и Q = = nSnL (а 4- b) p/2tg а.
Мощность электродвигателя рассчитывают по уравнению (6.3). Можно использовать и другие зависимости, в частности, эмпирического характера.
При расчете маховика исходят из предположения, что момент движущих сил па главном валу постоянен и изменением кинетической энергии масс звеньев механизма внутри цикла его движения можно пренебречь. Считая, что время холостого и рабочего ходов одинаковое (/;. -~= tv — Т/2), можем записать уравнение кинетической энергии для участка холостого хода (рис. 6.9), когда угловая скорость вала меняется от <лп11п до oimax:
— 7(От1п/2 —А
изб >
где J — суммарный момент инерции маховиков; ЛизС — избыточная работа на участке холостого хода.
Вместе с тем
Лзб = Мд„^р = N№r\T/2, где ц — КПД привода; Т — период цикла.
Поскольку Т = 2л/<оср, причем ojcp = (со|[МК 4- wmin)/2 = 2лп (где п —частота вращения главного вала), а коэффициент неравномерности 6 = (®гаах — Wmin)'/®cp, то преобразования дают
J = Л/ДГ|т]/(8л2ц36).
Если принять, что вся масса m маховика сосредоточена в ободе со средним диаметром D, то при одном маховике маховой момент mD2 = 44 и ffl(D2 = Л/Д11г]/(2л2/г;,6). При двух маховиках маховой момент каждого маховика в 2 раза меньше.
Для щековых дробилок КПД привода ц = 0,65 ... 0,85, коэффициент неравномерности 6 = 0,01 ... 0,03.
Щ6
Необходимость уравновешивания дробилки на фундаменте обусловлена значительными инерционными силами звеньев, возникающими при движении дробилки. Обычно лишь частично уравновешивают силы инерции того подвижного звена, которое соединено с эксцентриковым валом, т. е. подвижной щеки в ЩДС и шатуна в ЩДП. Используют метод статического размещения массы уравновешиваемого звена по двум точкам —шарнирам, соединяющим его с главным валом и коромыслом. Например, при известных массе шатуна т3 (см. рис. 6.3, а) и положении его центра тяжести S масса, условно сосредоточенная в кривошипной головке шатуна тА = -- I'l'hlAS^Ac, где Ias> F\c—расстояния между соответствующими точками шатуна. Массу тА считают сосредоточенной на главном валу на расстоянии, равном его эксцентриситету е, от оси вала; противовес в виде прилива на ободе маховика расположен на расстоянии г от оси вращения. Масса противовеса
mnp = mAe!r == m:tlASe/(lACr). (6.10)
Если дробилка имеет два маховика, то противовесы устанавливают на ободе каждого маховика; формула (6.10) определяет их суммарную массу.
Силу натяжения замыкающей пружины определяют по условию, что момент этой силы Л4пр относительно оси подвеса подвижной щеки должен превышать максимальную сумму моментов сил, размыкающих кинематические пары: Л41|р =--- (1,2 ... 1,3) (Л4И —Ма), где Л4И—максимальный инерционный момент щеки; Ма—момент от сил тяжести щеки относительно оси подвеса.
Усилия, действующие па звенья и кинематические пары дробилки, определяют силовым расчетом через усилие дробления, приложенное к подвижной щеке. Экспериментально установлено, что при дроблении в щековых дробилках материалы разрушаются преимущественно от возникновения напряжений растяжения (раскалывания). Это объясняется воздействие*м рифлений дробящих плит, причем удельная нагрузка распределяется равномерно по всей поверхности дробящих плит и может быть принята при дроблении гранита (<т,.,|{ --= 300 МПа) q 2,7 МПа. Для предотвращения срабатывания предохранительных устройств или элементов при работе дробилок усилие рассчитывают с учетом коэффициента превышения номинальной нагрузки k = 1,5; следовательно, усилие дробления, действующее на подвижную и неподвижную щеки, Ря{, = kqF№, где Гдр — площадь поверхности дробящей плиты. При силовом расчете силы тяжести и силы инерции звеньев не учитывают, так как они па несколько порядков меньше усилия дробления.
При проведении прочностных расчетов подвижную щеку рассчитывают на изгиб, станину дробилки — по схеме статически неопределимой рамы (см. гл. 4, § 2), шатун в дробилках ЩДП — на растяжение, эксцентриковый вал — на изгиб (симметричный цикл нагружения) и кручение (пульсирующий цикл нагружения), ось подвеса дробящей щеки в дробилках ЩДП --на изгиб.
167
Распорную плиту в случае, если она служит предохранительным элементом, рассчитывают по условию разрушения в специально ослабленном сечении при превышении усилия дробления на 50 %, т. е. расчет ведут не по допускаемому напряжению, а по пределу прочности материала плиты на сжатие или изгиб в зависимости от характера нагружения.
Опорные поверхности распорной плиты и сухарей проверяют на контактную прочность.
Подшипники качения выбирают по эквивалентной нагрузке, т. с. с учетом изменения радиального усилия, воспринимаемого подшипником при рабочем и холостом ходе внутри цикла.
§ 3. КОНУСНЫЕ ДРОБИЛКИ
Область применения, принцип действия и классификация. Конусные дробилки по технологическому назначению делят на дробилки крупного дробления (ККД), которые обеспечивают степень измельчения i = 5 ... 8; конусные дробилки среднего (КСД) и мелкого (КМД) дробления (степень измельчения i до 20 ... 50). Эти машины отличаются высокой производительностью. В химической промышленности в основном используют дробилки КСД и КМД. Рабочими органами конусной дробилки являются неподвижный усеченный конус, футерованный изнутри износостойким материалом и расположенный внутри него подвижный дробящий конус, ось которого отклонена на угол гирации у от оси неподвижного конуса и совершает относительно ее вращательное (гирационное) движение. Камеру дробления образует объем между коническими поверхностями. При подаче в камеру материала дробящий конус обкатывает куски материала, осуществляя их раздавливание и излом, поскольку рабочие поверхности имеют кривизну. Попеременное сближение рабочих поверхностей позволяет рассматривать конусную дробилку как аналог щековой.
По конструктивному признаку — способу опирания вала дробящего конуса — различают дробилки с подвешенным валом, опорным пестом и с консольным валом (рис. 6.10). Последнюю конструкцию используют в машинах КСД и КМД.
В дробилках первого типа вал 3 дробящего конуса 4 в верхней точке, совпадающей с точкой пересечения осей конусов, подвешен к опоре 5, воспринимающей осевую и радиальную нагрузки. Нижний конец вала размещен в эксцентрике 2, опоры которого также воспринимают радиальную нагрузку дробящего конуса. Для привода эксцентрика во вращение применяют коническую зубчатую передачу 1. Аналогичную систему привода эксцентрика используют и в конусных дробилках других типов.
В дробилке с опорным пестом осевая нагрузка дробящего конуса с пяты вала передается на пест 6 и далее па плунжер гидроци-лнпдра 7, который уравновешивается давлением жидкости. Такая система позволяет оперативно регулировать ширину h выходной щели.
1<58
a)
Рис. (1.10. Схемы конусных дробилок:
а — с кодиеиюиным валом; б — с опорным пестом; в — с консольным валом
В дробилках с консольным валом, в которых дробящий конус является пологим, осевая нагрузка воспринимается сферической пятой 8, а радиальная — опорой эксцентрика.
Типоразмер дробилок ККД определяется шириной приемного отверстия (от 500 до 1500 мм), дробилок КСД и КМД —диаметром основания подвижного конуса (от 600 до 2200 мм).
Типы, параметры и размеры дробилок, предъявляемые к ним технические требования, методы испытаний, маркировка, упаковка, условия транспортирования и хранения дробилок определены ГОСТ 6937—81. К нормированным параметрам конусных дробилок с подвешенным валом и опорным пестом относятся: наибольший размер кусков питания, номинальная ширина разгрузочной щели, производительность при номинальной ширине разгрузочной щели, мощность электродвигателя, габаритные размеры, масса дробилки. Для дробилок с консольным валом указывают диапазон регулирования ширины разгрузочной щели в фазе сближения профилей (вместо номинальной ширины разгрузочной щели).
Основные параметры и размеры некоторых дробилок, выпускаемых отечественными заводами, приведены в прил. 2.
Конструкция дробилки. Конусная дробилка мелкого дробления КМД предназначена для дробления руд и нерудных материалов (кроме пластичных) с временным сопротивлением 300 МПа.
Дробилка (рис. 6.11) состоит из станины 4 с опорным кольцом 6 и предохранительными пружинами 5, эксцентрика 1, установленного в центральном стакане станины на четырехдисковом подпятнике 2. Через конические зубчатые колеса эксцентрик связан с приводным валом 16, расположенным в горизонтальном патрубке станины 4. С коническим отверстием эксцентрика 1 сопряжен конический хвостовик вала 13 дробящего конуса, опирающегося на сферический подпятник опорной чаши 3.
Рабочая камера дробилки образуется наружной поверхностью дробящего конуса, футерованного броней 15 из высокомарганнови-
169
стой стали, и внутренней поверхностью неподвижной брони 14 регулирующего кольца, сопрягающегося упорной резьбой с опорным кольцом 6. Для обеспечения правильной работы резьбы под нагрузкой осевой люфт в резьбе выбирается при подтягивании регулирующего кольца колонками 12 с клиньями; последние опираются на кожух 7, установленный на опорном кольце 6.
В верхней части дробилка оборудована герметичным загрузочным устройством 9, установленным на четырех стойках И и станине 4. Материал, подлежащий дроблению, поступает в приемную коробку 10 загрузочного устройства и через патрубок ссыпается на распределительную плиту 8 дробящего конуса.
При вращении эксцентрика дробящему конусу сообщается гирационное движение. В результате обеспечивается равномерная по окружности загрузка рабочего пространства (благодаря качанию
Ряс. 6.11. Дробилка КМД с консольным валом
НО
распределительной плиты), дробление материала при сближении конусов и его выгрузка при расхождении конусов. Крупность дробленого материала определяется шириной Ь\ разгрузочной щели, а также физико-механическими свойствами перерабатываемого материала. Ширину Ь{ изменяют вращением регулирующего кольца в резьбе опорного кольца 6 гидравлическим механизмом поворота 17. Механизм поворота является также стопором регулирующего кольца (исключает его самоотвинчивание).
Масло под давлением подается в нижнюю часть центрального стакана, смазывает подпятник и по зазорам попадает на боковые поверхности вала и эксцентрика; одновременно по центральному каналу вала подвижного конуса масло подается к сферическому подпятнику, а на обратном пути омывает шестерни конической передач и.
Угол гирации в дробилках КСД и КМД обычно 2—2,5°. Зазор между броней и корпусом дробящего конуса заливают цементным раствором или цинком. Опорное кольцо 6 прижато к фланцу станины системой пружин, равномерно расположенных по окружности кольца; пружины установлены с натягом, обеспечивая нераскрытие стыка опорного кольца с фланцем станины при дроблении. При попадании недробимых предметов усилие, действующее па неподвижный конус и, следовательно, на опорное кольцо, превышает расчетное, пружины сжимаются, опорное кольцо с неподвижным конусом приподнимается и пропускает недробимый предмет.
Характерная особенность дробилок КСД и КМД заключается в том, что камеры дробления имеют параллельную зону — участок, на котором зазор между образующими конусов постоянен; это обеспечивает получение однородного продукта, близкого по размерам к зазору bi (рис. 6.12). Защиту от пыли узлов трения и конической передачи выполняет гидравлический затвор. В подпятнике 1 имеется кольцевая канавка, заполненная маслом или водой. Последние
Рис. 6.12. Гидравлический затвор дробящего конуса
Рис. 6.13. Схема к расчету частоты вращения эксцентрика конусной дробилки с подвешенным валом
171
подаются и отводятся по трубопроводам и системе каналов. Воротник 2 при работе дробилки все время погружен в жидкость, заполняющую канавку.
Конструкция дробилки КСД приведена в атласе [26, листы 4 и 5].
Для изготовления деталей конусных дробилок используют следующие конструкционные материалы: станина, корпус дробящего конуса, распределительная плита — сталь 35Л; броня дробящих конусов —сталь 110Г13Л; вал дробящего конуса —стали 45, 40Х; корпус эксцентрика —чугуны СЧ 30, ВЧ 45—5, сталь 40; втулка эксцентрика —сталь 35ГЛ, бронза БрОЦС 5—5—5; подпятник сферический —бронза БрА/КУ— 4Л, текстолит 60; пест—сталь 5ХНМ; опорная часть песта, втулки верхней опоры дробилок ККД — сталь ШХ15СГ; пружины —сталь 60С2; эксцентрики дробилок — стальное литье с заливкой или наплавкой на внутренней и, частично, наружной поверхности баббита Б-16 или Б-83.
Основные расчеты. Условия захвата и дробления материала в конусных дробилках аналогичны рассмотренным ранее для щековых дробилок. Как установлено, угол захвата не должен превышать двойного угла трения [см. формулу (6.5)1; для конусных дробилок (рис. 6.13) это эквивалентно условию ах + а2 с 2<р.
Частоту вращения эксцентрика в дробилках ККД по условию свободного выпадения материала (из камеры дробления) с высоты h через щель шириной b за время полуоборота эксцентрика можно определить из уравнения (6.7) подстановкой <SH = 2е:
п = 0,78// (tg tga2)/e,
где п —частота вращения, об/с; е —эксцентриситет на уровне основания подвижного конуса, м.
Расчетную частоту вращения эксцентрика рекомендуют уменьшать на 10—30 % 1см. формулу (6.8)1.
Для дробилок КСД и КМД частоту вращения эксцентрика определяют по условию обязательного воздействия дробящих конусов на каждый измельчаемый кусок во время его пребывания в параллельной зоне. Предположив, что движение куска материала массой т вниз по дробящему конусу происходит под действием силы тяжести G — mg (рис. 6.14), можно записать
т — = G sin р — Gf cos [3, где второй член правой части уравнения представляет собой силу трения; влияние малого угла у не учитываем; угол р 90°—а; [ — коэффициент трения измельчаемого материала по дробящему конусу.
Интегрирование уравнения позволяет определить скорость и длину пути, пройденного куском материала. Положив и = 0 и s = 0, при 1 = 0 получим v = g (sin р —/ cos Р) t; s = 0,5gi2 (sin P — — f cosp).
172
Du
f Geos ft
v
Gslnfl ХДлЩЗ
S)
a)
Рис. (i.l4.jCxeMbi «'расчету частоты вращен я эксцентрика конусной дробилки консольным ва.'ом:
а -- положение образующей дробящего конуса в параллельной зоне; 6 — схема сил, действующих на кусок материала при разгрузке
За время одного оборота эксцентриковой втулки I =- 1/п кусок материала должен пройти путь не более длины I параллельной зоны, т. е. I 0,5g (1/п)2 (sin р —/cosp), откуда
и Р Ё (sin Р — / cos Р)/2/ — 2,21 Г (sin Р — / cos р)//.
Производительность ККД рассчитывают по объему I/ кольца материала, выпадающего из щели за один оборот эксцентрика (см. рис. 6.13). По аналогии со щековой дробилкой подстановкой в формулу (6.9) значений SH = 2е, L = лПн (где Dtl — диаметр основания дробящего конуса) и b = а + 2е получим
Q = 2nDane (а ф- е) p/(tgai -ф tg а2).
1 ри расчете производительности дробилок КСД и КМД полагают, что за один оборот эксцентрика выгружается кольцевой объем материала с сечением 1\1 (см. рис. 6.14) и средним диаметром кольца Dc. Поскольку обычно I = £)н/12, примем Dc Du-, тогда
Q — лГфДМр.
Мощность двигателя конусных дробилок определяют по затратам энергии на дробление материала и преодоление сопротивлений в узлах трения. При расчете мощности двигателя используют опытные данные, вносящие существенные коррективы в теоретические расчеты; но этой причине предпочтительно использование эмпирических формул.
В. А. Олевский рекомендует определять установочную мощность электродвигателя (кВт) с учетом пиковой нагрузки при пуске машины; для дробилок ККД
N --=2ШГЯ,еп,
для дробилок КСД и КМД
N =- 12,60^!, где £)„ -диаметр основания подвижного конуса, м; е —эксцентриситет, м; п — частота вращения эксцентрика, об/с.
Уравновешивание сил инерции вращающихся масс. Неуравновешенными массами являются подвижный конус и эксцентрик; для их
173
рис. 6-15. Схема уравновешивания подвижною конуса и эксцентрика
уравновешивания предназначен противовес или прилив на коническом зубчатом колесе, соединенном с эксцентриком (рис. 6.15).
Момент от сил инерции, возникающий в прецессионном движении подвижного конуса, Нм:
/Ио = (о2 siny [Л (cos у - sin у ctg Р) 1 Д(A Ji) cos у],
где со — угловая скорость эксцентрика, рад/с; ./х и J., - момент инерции массы подвижного конуса относительно соответственно собственной
оси вращения и оси, проходящей через точку подвеса перпендикулярно собственной оси вращения, кг-м2; р —угол между осью дробилки и мгновенной осью вращения подвижного конуса ('для дробилок ККД обычно (1 = 10 ... 25°, для дробилок КСД и КМД р 40 ... 45 ).
Помимо инерционного момента Л1о в той же плоскости на дробящий конус действуют центробежная сила Р„ — nii:pPrK и сила инерции эксцентрика Л, — (где /пх, и т3 —масса конуса и эксцентрика, г|; и г, —расстояния от центров масс конуса и эксцентрика до оси вращения).
Для полного уравновешивания сил инерции необходимо иметь не менее двух противовесов. Так как по конструктивным условиям
в рассматриваемом случае можно использовать лишь один противовес, то обычно выполняют лишь частичное уравновешивание сил инерции в соответствии с условием равенства нулю моментов всех инерционных сил, включая силу инерции противовеса Ри, относительно точки 0 пересечения осей:
Л40 I PKzK - Pozu -- Pitzn = 0;
здесь д:, ги --- расстояния от точки 0 до линий действия соответствующих сил.
При массе противовеса iult и расстоянии г„ от его центра масс до осн вращения сила инерции Рп /ntfiPrn и
тпги -= (.'И0/ы2 I - znKrKz„ — mar.,z;,)/zn.
Из этого уравнения подбором определяют рациональные значения /и„ и г„.
Нагрузки на отдельные элементы конусной дробилки зависят от усилия дробления. Последнее рекомендуют определять по результатам опытных данных, полученных при дроблении наиболее прочных из тех материалов, для измельчения которых предназначена дробилка.
1 '4
Рис. G. 16. Схема сил,4'действующих при дроблении на неподвижней конус дробилки с к он». o.DiH ы м валом
По исследованиям В.А.Олев-ского удельная нагрузка в конусных дробилках меньше, чем в щековых, из-за худших условий заполнения камеры дробления ('криволинейная полость); q 2 МПа. Горизонтальную Р,. и вертикальную Р„ составляющие расчетных усилий (кН) дробления в ККД при висимости от площади Р (м2)
а К)" следует принимать в Набоковой поверхности подвижного
конуса: Д, = 920F; Р,, 160F. Соответственно для дробилок КСД
к КМД (при а ~ 52°) Рг 300Г и Р„ - 400F. По этим значениям сил рассчитывают вал и опоры, а для дробилок среднего и мелкого дробления —также и пружины опорного кольца.
Неподвижный конус нагружен (рис. 6.16) реактивной силой
дробления Q i /7( ! Pi., силой трепня Q,-, направленной в сторону, обратную скорости движения куска материала, силой тяжести верхней части корпуса В„ и суммарным усилием Plt/i от пружин (п — число пружин). Условие дробления (псраскрытпя стыка опорного кольца с фланцем) находят из рассмотрения моментов сил относительно точки А:
(Рпп-\ (рп >(>!,„ ! (?Д .
Введя коэффициент запаса 1,5, получим усилие предварительной затяжки пружины
Л| =-- {! 1 P>Q (h(; I ЖфД!
Усилие, действующее па пружину, достигает максимальной величины в момент прохождения через параллельную зону недроби-мого тела. Для расчета усилия следует графически найти наибольшую осевую деформацию t/,mx пружины при различных положениях недробимого тела размером В в зазоре между конусами. При известных Р„ и жесткости пружины с максимальное усилие, действующее на пружину:
Ршах := Р» ; C//nvrv.
По этому усилию выполняют поверочный расчет пружины па прочность.
§ 4. ВАЛКОВЫЕ ДРОБИЛКИ
Область применения, принцип действия, основные типы. Валковые дробилки применяю! для среднего и мелкого дробления материалов высокой н средней прочности, а также для измельчения пластичных и хрупких материалов.
175
В зависимости от вида поверхности валков различают дробилки с гладкими, рифлеными и зубчатыми валками. Дробилки могут быть одновалковыми, двухвалковыми и многовалковыми.
В одновалковых дробилках (с зубчатыми валками) куски материала поступают в пространство между валком и неподвижной дробящей плитой; они измельчаются раздавливанием, раскалыванием и, частично, истиранием.
В двухвалковых дробилках с гладкими валками измельчаемый материал подается сверху на валки одинакового диаметра, вращающиеся навстречу один другому. Куски захватываются под воздействием сил трения. Измельчение происходит в основном раздавливанием и, частично, истиранием; степень измельчения i = 3... 5. Для увеличения истирающего действия при обработке влажных и вязких материалов валкам сообщают разную угловую скорость; для удаления налипшего на валки материала устанавливают скребки.
Многовалковая, например четырехвалковая, дробилка представляет собой сочетание в одном агрегате двух двухвалковых дробилок; дробление материала происходит последовательно.
Рифленые и зубчатые валки позволяют измельчать более крупные куски материала, чем гладкие валки.
В валковых дробилках происходит однократное сжатие материала, что позволяет избежать переизмельченпя продукта дробления.
Типоразмер валковых дробилок определяется диаметром и длиной валков. Изготовляют двухвалковые дробилки ДГ с гладкими валками для среднего и мелкого, сухого и мокрого дробления материалов с пределом прочности при сжатии до 350 МПа; двухвалковые дробилки ДР с рифлеными валками для дробления материалов с пределом прочности при сжатии до 250 МПа; двухвалковые дробилки ДГР с гладкими и рифлеными валками; четырехвалковые дробилки Д4Г с гладкими валками для мелкого дробления кокса.
Нормированы следующие параметры и размеры валковых дробилок: диаметр и длина валков, наибольший размер загружаемых кусков при наименьшей ширине щели, частота вращения валков, усилие па 1 см длины валка, мощность двигателя, производительность, габаритные размеры и масса дробилки. Государственный стандарт устанавливает технические требования к конструкции дробилок, комплектности, правилам приемки, методам испытаний, маркировке, упаковке, транспортированию и хранению, технике безопасности, гарантиям изготовителя.
Технические характеристики некоторых отечественных валковых дробилок приведены в ирил. 3.
Конструкция. Двухвалковая дробилка с гладкими или рифлеными валками (рис. 6.17) состоит из станины 1 рамной конструкции, сваренной из прокатных профилей или отлитой из чугуна или стали. Валок 8 установлен па подшипниках, размещенных в разъемных корпусах 9, которые неподвижно закреплены на станине; корпуса 5 подшипников другого валка установлены в направляющих 4 и могут перемещаться ио ним вдоль станины. Для регулирования ширины
ГТ,
выпускной щели (зазора между валками) предназначен набор прокладок 10, установленных между корпусами неподвижных и подвижных подшипников. Подвижный валок прижимается к неподвижному системой верхних 6 и нижних тяг с пакетом пружин 3. Предварительное натяжение пружин, создаваемое гайками 2, обеспечивает суммарное усилие на валок, обеспечивающее дробление материала. При попадании недробимого тела подвижный валок отходит от неподвижного, пропуская это тело. Дробящие валки закрыты кожухом с приемной воронкой 7.
Валки (рис. 6.18) выполняют составными: ступицу отливают из чугуна, а сменный бандаж — из углеродистой или высокомарганцовистой стали. Для крепления бандажа к ступице используют шпонки, стяжные шпильки (рис. 6.18' «) или винты (рис. 6.18,6); последний вариант — при составных зубчатых бандажах в виде сегментов.
Привод валков можно осуществлять от одного электродвигателя (рис. 6.19, а) через клипоременную 1 и зубчатую 4 передачи, которые сообщают вращение валку 2 с неподвижными опорами, и через зубчатую передачу 3 с удлиненными зубьями, вращающую валок с подвижными опорами. Передача 3 обеспечивает сохранение зацепления зубчатых колес как при регулиг.звании ширины щели,
Рис. 6.18. Примеры крепления бандажей на валках
177
Рис. (1.19. Схемы привода двухвалковой дробилки
так и при попадании между валками нсдробимого предмета. Применяют и другие виды привода; через редуктор с карданными валами (рис. 6.19, б), от индивидуальных электродвигателей для каждого валка (рис. 6.19, в). Конструкция валковой дробилки с таким приводом рассмотрена в атласе [26, листы 6 и 7 ].
Основные расчеты. Условие захвата в валковой дробилке (рис. 6.20) определяют из тех же соображений, что и для ранее рассмотренных машин: угол захвата должен быть больше двойного угла трения а .< 2ср. Диаметр D валка находят из геометрических соображений. Полагая, что диаметр du начального куска материала известен, а ширина щели между валками равна диаметру куска измельченного материала, из треугольника АВС получим
(£)/2 + б„/2) cos (а/2) = D/2 + dj2.
Отсюда, разделив все члены уравнения на dj2 и приняв во внимание, что djd„ ---- l/i', найдем
Dldu =--- [cos (а/2) — 1/i ]/[1 —cos (а/2) 1.
При средних значениях t 4 и а/2 = (р № 15° отношение D ld,t
20; для рифленых валков D /dn «с 10, для зубчатых DldK -----= 2 ... 4.
Для дробилок с гладкими н рифлеными валками длину валков принимают L ----- (0,2 ... 0,5) D при измельчении твердых материалов и L 2D при измельчении мягких материалов.
Частота вращения валков ограничена условием отбрасывания материала под действием центробежных сил. По Л. Б. Левенсону
«шах 102,5 P7/(pdn£)), где п -в об. с; f - коэффициент трения материала о валок; р -плотность материала, кг/м3.
Обычно окружная скорость валков v — 3 ... 6 м/с.
Ироизводительность валковой дробилки рассчитывают в предположении, что из выпускной щели выходит непрерывная лента измельченного материала толщиной dK и шириной, равной рабочей длине валка /„р 0,9/. (зона подачи материала на валки ограничена
загрузочной воронкой).
178
Рис. fi.20. Схема захвата куска валками
Объем (м3) материала, покидающего дробилку при одном обороте валков, V = n.DLpdKpp; производительность, кг/с:
Q = 1,25TtDLpd,-pnp.,
где 1,25—коэффициент, учитывающей расхождение валков при дроблении из-за деформации предохранительных пружин; ц — коэффициент разрыхления (для прочных материалов р = 0,2 ... 0,3: для пластичных ц = 0,4 ... 0,6).
Усилие дробления Р, действующее на валки, зависит от площади контакта F — Lvl (где I = <х£)/4 --длина дуги контакта, м — см. рис. 6.20) и предела прочности материала при сжатии стс.к (МПа).
С учетом коэффициента разрыхления ц усилие дробления, МН
Р 1 : - 0,25<j(..i.Di7.L1i|i..
Для прочных пород (а/2 18°; ц 0,25) Ра 0,04oC)KLl D; для
мягких материалов (сс/2 24"; р 0,5) Р 0,1 <t,..jc7LpZ>.
Суммарное усилие пружин принимают Рп (1,2... 1,3) Р; но этому усилию рассчитывают на прочность валы, опоры, тяги, пружины. Если корпуса подшипников не соединены между собой тягами. усилие, действующее на валки, замыкается через раму машины.
Мощность двигателя Л;ГД1! определяется энергетическими затратами па дробление и преодоление сил трения в подшипниках. Мощность дробления по В. А. Бауману равна мощности сил трения материалов о валок Л/др = Pfvl>Kp, где — nDn. Суммарная
мощность сил трения в подшипниках Л/тр 2Rfxv0Kpi, где R =
j. р2 Q2 —реакция в опорах подшипников (G„ —вес валка);
— приведенный коэффициент трения в подшипнике; u01tp) = nd,tn (dtl — диаметр вала подшипника). С учетом общего КПД передачи ц можно записать выражение для мощности двигателя
ЛДп=- лО///Д[1 2 | 1 | R]jP)4JpR(dyD)\p}.
§ 5. ДРОБИЛКИ УДАРНОГО ДЕЙСТВИЯ
Область применения, принцип действия, классификация. Дробилки ударного действия используют для измельчения мало-абразивных материалов средней прочности и мягких (известняков, гипса, калийных руд, барита, каменного угля и др.). Эти дробилки позволяют получать высокую степень измельчения i = 15 ... 20, а в отдельных случаях до i = 50, что позволяет уменьшить число стадий дробления. Они отличаются простотой конструкции, малой металлоемкостью, удобством обслуживания.
Дробление материала происходит под воздействием механического удара; при этом кинетическая энергия движущихся тел ча-179
стично или полностью переходит в энергию деформации разрушения.
По конструктивному исполнению различают роторные и молотковые дробилки, пальцевые измельчители.
В роторных дробилках (рис. 6.21, а) рабочим органом является ротор 1 с жестко закрепленными билами 2. Куски материала, подаваемые в такую дробилку, подвергаются ударам била, отбрасываются на отражательные плиты 3, вновь отскакивают на ротор, соударяются между собой. В ударе била по куску участвует вся масса ротора, что позволяет использовать такие машины для крупного дробления.
Молотковые дробилки (рис. 6.21, б) отличаются от роторных тем, что рабочие органы — молотки 4 — шарнирно подвешены к ротору 1, и процесс дробления определяет лишь кинетическая энергия самого молотка. Обычно в молотковых дробилках имеется колосниковая решетка 5, и процесс измельчения сопровождается истиранием материала.
Дробилки могут быть одно- и двухроторными, с нереверсивным и реверсивным вращением роторов. Возможность изменения направления вращения ротора позволяет использовать обе стороны бил (молотков) без их перестановки. Окружные скорости рабочих органов в дробилках могут достигать 60—65 м/с.
В пальцевых измельчителях (рис. 6.21, в) рабочими органами являются два диска (корзины) 6, 7 с установленными по их периферии пальцами 8, причем пальцы одного диска проходят между рядами пальцев другого; частота вращения дисков 500—900 об/мин. Измельчаемый материал подается во внутреннюю зону по течке 9. Применяют пальцевые измельчители с одним вращающимся диском (дисмембраторы) и с двумя вращающимися навстречу один другому дисками {дезинтеграторы). Пальцевые измельчители не имеют предохранительных устройств, защищающих их от поломки при попадании недробимого тела, поэтому перед подачей на измельчение материал пропускают через магнитный сепаратор.
Типоразмеры роторных и молотковых дробилок определяются диаметром и длиной ротора, пальцевых измельчителей — наружным диаметром диска.
Технические характеристики некоторых отечественных дробилок ударного действия приведены в прил. 4.
80
Следует отметить, что по принципу действия и конструктивной схеме роторные и молотковые дробилки являются аналогами аэро-бильных и шахтных измельчителей (мельниц); пальцевые измельчители также используют для помола материалов (см. § 8 данной главы).
Конструкция роторной дробилки. Наиболее распространены однороторные дробилки (рис. 6.22). Корпус дробилки — сварной, разъемный, состоит из основания 1 и верхней части 2. Верхняя часть корпуса изнутри футерована броневыми плитами 3. Вал 9 ротора 8 установлен на роликовых подшипниках, расположенных в корпусах 10 основания 1. Корпус ротора — стальной, литой; в пазах клиньями закреплены била 6 из износостойкой стали или отбеленного чугуна. К торцам ротора винтами присоединены стальные диски.
Внутри верхней части корпуса шарнирно закреплены несколько отражательных плит 4, имеющих футеровку. Пространство между ротором, отражательной плитой и боковыми футеровочными плитами образует камеру дробления. Число камер дробления определяется числом отражательных плит; в дробилках среднего и мелкого дробления (ДРС и ДРМ) число камер больше, чем в дробилках крупного дробления (ДРК). Каждая отражательная плита имеет узел 5 регулировки ширины выходной щели — наименьшего расстояния между окружностью ротора и ближайшей к нему точкой на нижней кромке плиты. Предохранительные пружины 7 допускают поворот отражательных плит только при прохождении недробимых предметов.
Верхняя часть корпуса имеет разъемные переднюю и заднюю части; заднюю часть при помощи специальных механизмов можно откинуть или отодвинуть для обеспечения доступа к внутренним устройствам дробилки. Приемное отверстие дробилок снабжают цепной завесой, исключающей выбрасывание кусков материала под воздействием бил.
Конструкция роторной дробилки среднего и мелкого дробления рассмотрена в атласе [26, листы 10 и И].
Типоразмеры и основные параметры дробилок, технические требования, комплектность, правила приемки, методы испытаний, требования техники безопасности, маркировка, упаковка, транспортирование и хранение дробилок, гарантии изготовителя определены ГОСТ 12375—70 «Дробилки однороторные крупного дробления»
Рис. G.22. Роторная дробилка
181
и ГОСТ 12376— 71 «Дробилки одпороторные среднего и мелкого дробления». К основным параметрам роторных дробилок относятся размеры ротора, приемного отверстия, производительность дробилки, размер максимального куска материала, окружная скорость бил ротора, регулируемая ширина выходной щели, установочная мощность, габаритные размеры и масса дробилки.
Конструкция молотковой дробилки. Сварная станина машины (рис. 6.23) состоит из основания 1 и крышки 10. В плоскости их разъема находится вал 3 ротора. Крышка состоит из двух частей, плоскость разъема—вертикальная. Внутри станина футерована сменными броневыми плитами; в левой части крышки установлена отбойная плита 9. В боковых, верхних и нижних стенках станины имеются люки и дверцы для осмотра и обслуживания внутренних устройств дробилки.
На валу ротора размещены диски 6 с дистанционными кольцами между ними. Через диски проходят оси 4 с шарнирно подвешенными молотками 5. При попадании в машину недробимых тел молотки поворачиваются па оси и пропускают недробимое тело в зону разгрузки или в специальную ловушку. Вал ротора установлен на роликовых подшипниках 2. В основании станины под отбойной плитой расположен отбойный брус 8; .зазор между футеровкой бруса и молотками регулируется винтовым механизмом, расположенным на боковых стенках станины.
Поворотная колосниковая решетка 7 состоит из рамы с уложенными на ее опорную поверхность дугообразными колосниковыми плитами. Отверстия в плитах наклонены в сторону движения материала, имеют трапецеидальное сечение и расширяются в сторону разгрузки. Верхняя часть решетки 7 подвешена па двух полуосях; положение нижней части регулируется установочными винтами, расположенными на боковых стенках станины. Рама 13 выдвижной колосниковой решетки установлена на катках, опорами для которых служат рельсы 12. Для откатывания решетки используют лебедку. Зазор между выдвижной решеткой и молотками регулируют вращением эксцентриков 11.
Конструкция молотковой дробилки рассмотрена в атласе [26, листы 8 и 9 |.
Рис. G.23. Молотковая дробилка
и;2
Рис. 6.24. Варианты конструк»явного исполнения бил
(а) и молотков (о) дробилок
Рабочие органы дробилок. На била л молотки действуют ударные и истирающие нагрузки, а также центробежные силы. Конструкция бил и молотков должна обеспечивать возможность их многократного использования перестановкой в роторе, а материалы, из которых они изготовлены, должны иметь высокую износостойкость. Варианты использования бил и молотков, позволяющие многократно использовать их рабочие поверхности, приведены на рис. 6.24. Била и молотки изготовляют из стали 110Г13Л, однако используют и углеродистые стали с наплавленным слоем износостойкого сплава на рабочих поверхностях.
Привод ротора дробилок — от электродвигателя через клипоременную передачу или муфту. Ротор дробилок балансируется; в молотковых дробилках в зависимости от размеров ротора разность массы отдельных молотков и суммарной массы молотков каждого ряда не должна превышать 50—70 г.
Основные расчеты. В дробилках ударного действия разрушение материала происходят в результате свободного удара, когда измельчаемый кусок подвержен одностороннему действию силы. При ударе в теле происходят волновые явления, возникают попеременно действующие сжимающие и растягивающие усилия, величина которых зависит от скорости удара (см. гл. 3, § 7). Однако сложно непосредственно использовать формулы для расчета скорости удара, обеспечивающего разрушение материала, поскольку форма кусков отлична от аналога (стержня), а измельчаемые материалы по физикомеханическим свойствам совершенно отличны от металлов из-за присутствия инородных включений, пустот, трещин и других неоднородностей структуры. Исследования, проведенные во ВНИИ-стройдормаш, показали, что при разрушении свободным ударом определяющими факторами являются возникновение при ударе в зоне контактных напряжений растягивающих усилий, появление радиальных и кольцевых трещип.
Удар рабочего органа по дробимому куску, как и удары при соударении кусков между собой, являются на вполне упругими, и часть кинетической энергии, которую тела имели до момента удара, затрачивается на их необратимую деформацию. Экспериментально установлено, что дробление материала возможно лишь при определенном минимуме передаваемой энергии н имеется связь между
183
минимальным размером куска (критический диаметр) dKi, и энергией, необходимой для его разрушения:
dKp > 23ОО(Гр/(роУр5), (6.11)
где (Lp — в м; сгр — предел прочности материала при растяжении, МПа; ро — плотность дробимого материала, кг/м3; vp — скорость удара (окружная скорость ротора), м/с.
Формулу (6.11) можно использовать для расчета критической (минимальной) скорости удара, обеспечивающей дробление материала с заданным начальным размером куска d,p
нк„ = 175 Vх [orp/(p0d„)]2.
Производительность дробилок ударного действия рассчитывают по эмпирическим формулам. Для роторных дробилок по экспериментальным данным ВНИИстройдормаша производительность, м3/с:
Q = 48O/jpDp's^v-0'35z~0'5,
где Lp, Др — длина и диаметр ротора; = 1, 3, ... 5,2 — коэффициент, учитывающий положение отражательной плиты; z — число рядов бил.
Для оценки производительности молотковых дробилок можно использовать рекомендации В. П. Барабашкина. Например, при дроблении известняка, если Dp > Lp, то Q == 1,66DpLpn; если Dp < Lp,ToQ == l,66DpLp/i. В этих формулах п — частота вращения ротора, об/с.
Мощность электродвигателя привода дробилок ударного действия обычно определяют по опытным данным или рассчитывают по эмпирическим формулам. По В. А. Олевскому установочная мощность двигателя, кВт:
Л/ = 9DpLpn.
Размеры ротора определяются максимальными размерами кусков исходного материала. Обычно для роторных дробилок крупного дробления (ДРК) Djd,, = 1,7 ... 2, a Lp/Dp = 0,8; для дробилок среднего и мелкого дробления (ДРС и ДРМ) эти отношения соответственно равны 3,3 и 1, а для молотковых дробилок 3,2—4 и 0,7—1,5.
Производительность, энергозатраты, гранулометрический состав продукта и’износ'бил и молотков при дроблении зависят от глубины проникновения дробимого материала в зону вращающегося ротора. Наиболее эффективно дробление при центральном ударе била или молотка по куску материала; 'скользящий удар приводит к получению продукта с большим содержаниемТмелких фракций и быстрому изнашиванию рабочих органов дробилок. Проникновение кусков вазону вращающегося ротора на глубину не менее 0,6Д, в молотковых дробилках или на величину, равную высоте била в роторных дробилках, обеспечивает разрушение материала центральным у щром.
U '1
§ 6. БАРАБАННЫЕ ИЗМЕЛЬЧИТЕЛИ
Область применения, принцип действия, классификация. Барабанные измельчители широко используют в крупнотоннажных производствах для помола горно-химического сырья и различных химических продуктов. В этих машинах, относящихся к тихоходным измельчителям, помол материала происходит внутри футерованного барабана находящимися в нем мелющими телами — шарами или стержнями. При вращении барабана с определенной угловой скоростью мелющие тела начинают двигаться вместе с корпусом барабана, поднимаются па некоторую высоту и затем надают на куски материала, лежащие на футеровке. Происходит так называемый стесненный удар. Материал измельчается под воздействием удара, а также раздавливанием и истиранием при перекатывании мелющих тел. Увеличивая время пребывания материала в измельчителе, можно получить очень высокую степень измельчения, однако при этом резко возрастают энергетические затраты. Расход энергии в этих измельчителях высок и составляет, например, при помоле апатитовой и фосфоритной руды около 15 кВт-ч/т; в отдельных случаях при помоле прочных материалов эта величина может быть в 5—10 раз больше.
Типоразмер барабанного измельчителя определяется внутренним диаметром D барабана (без футеровки) и длиной L его цилиндрической части
По режиму работы различают барабанные измельчители периодического и непрерывного действия, а по способу помола — машины сухого и мокрого помола. В зависимости от формы барабана измельчители могут быть цилиидроконические (рис. 6.25, а), цилиндрические короткие (Z. <" D — см. рис. 6.25, б), длинные (L = 2D ... ... 3D — рис. 6.25, в) и трубные (L > 3D). Трубные измельчители обычно имеют несколько камер по длине, на которые они делятся внутренними перегородками.
По виду мелющих тел измельчители бывают шаровые, стержневые и галечные. Используют также машины, работающие по принципу самоизмельчения, когда функцию мелющих тел выполняют куски измельчаемого материала. Наибольшее применение нашли шаровые измельчители, т. е. барабанные измельчители цилиндрического типа, в которых мелющими телами являются шары. Стержневые измельчители используют для мелкого дробления материала перед его помолом в шаровых измельчителях.
Рис. ),2б. Корпуса барабанных измельчителей
185
По способу разгрузки различают мельницы с центральной разгрузкой через^полую цапфу барабана (сливная или с помощью элеваторов) и с периферийной разгрузкой (через решетку в корпусе барабана).
При сухом помоле центральную разгрузку осуществляют пневматическим способом в замкнутом цикле с воздушным сепаратором. Например, при помоле фосфоритной руды (рис. 6.26) предварительно измельченная руда из бункера 3 питателем 2 подается в шаровой измельчитель 1 сухого помола. В измельчитель по трубе от вентилятора 10 подается воздух, который через цапфу барабана выносит частицы измельченной форсфоритной руды в сепаратор 5. В последнем отделяются более крупные частицы и по трубе 4 возвращаются в измельчитель на повторный помол, а мелкие частицы с газовым потоком направляются в циклон 7. Очищенный воздух засасывается вентилятором и частично возвращается в цикл, а товарная фракция шнеком 8 направляется в приемник продукта 9. Часть воздуха после очистки в рукавном фильтре 6 выпускается в атмосферу.
Привод барабанных измельчителей либо центральный (рис. 6.27, а) когда вращение от электродвигателя через редуктор передается барабану через цапфу, либо периферийный (рис. 6.27, б), когда барабан вращается от венцовой шестерни, закрепленной па одном из его фланцев.
Типы барабанных измельчителей, их основные параметры и размеры, технические требования, методы испытаний, маркировка,
1ис. 6.27. Схемы привода барабанных измельчителей
186
Рис. ii.28. Двухкамерный шаровой измельчитель (мельница) упаковка условия транспортирования и хранения определены ГОСТ 10141—81 «Мельницы стержневые и шаровые для измельчения руд и материалов».
Технические характеристики некоторых отечественных шаровых измельчителей приведены в прил. 5.
Конструкция шарового измельчителя. Шаровые измельчители, используемые для грубого и тонкого помола материалов, имеют аналогичные конструкции. Двухкамерная мельница — измельчитель сухого помола (рис. 6.28) — состоит из полого сварного барабана 21, закрытого с обеих сторон стальными литыми крышками 5 и 6 с полыми цапфами 4 и 10. Внутренняя полость барабана делится составной диафрагменной перегородкой 19 с щелевидными отверстиями на две камеры, заполненные мелющими телами (стальными шарами). В первой камере по ходу движения материала шары крупнее, чем во второй. Это повышает эффективность помола благодаря соответствию размеров мелющих тел и кусков измельчаемого материала.
Барабан цапфами опирается па подшипники 22 и имеет центральный привод. Вращение барабану передается от электродвигателя через редуктор и зубчатую муфту 14. Внутренняя поверхность барабана и крышек футерована плитами 20.
Материал загружается в барабан через течку 1 и питатель 2, захватывается лопастями 23 и попадает в полую загрузочную цапфу, снабженную шнековой насадкой 3. Выгрузка материала происходит через полую цапфу 10. Измельченный материал из барабана проходит через торцовую решетку 7 и поступает на элеваторное устройство. Между решеткой и торцовой крышкой расположен конус 8 с приваренными к нему радиальными лопастями 18, которые образуют ряд секторов. Материал, попавший в нижний сектор, при вращении барабана поднимается и по конусу 8 ссыпается в полость шнековой насади < 9, размещенной в полой цапфе 10. Разгрузочный патрубок 13 имеет окна а, через которые материал попадает на сито 12, служащее для задержания раздробленных мелющих тел. Патрубок 11 в кожухе 15 предназначен для аспирации воздуха; через патрубок б
187
Р исб 29 Варианты футеровки барабан-пых измельчителей
отводятся разрушенные мелющие тела и нестандартный продукт.
Подшипники скольжения сферические самоустанавливающиеся, состоят из корпуса 17, крышки и нижнего вкладыша 16, который охлаждается водой. Система подачи масла в подшипники централизованная. При периферийном приводе в зацепление зубчатого венца с подвенцовой шестерней подводится густой смазочный материал от специальной установки.
Конструкция шарового измельчителя мокрого помола с периферийным приводом приведена в атласе [26, лист. 12].
Футеровочные плиты барабана обычно изготовляют из отбеленного'чугуна, марганцовистой и хромистой сталей. Из стали 110Г13Л изготовляют футеровочные плиты барабанных измельчителей большого диаметра. Толщина броневых плит от 50 до 150 мм в крупных измельчителях. Профили футеровочных плит и способы их крепления (болтового и безболтового) приведены на рис. 6.29, а, б. Применяемая в последние годы резиновая футеровка шаровых измельчителей (рис. 6.29, в) рациональна в случаях, когда используют шары диаметром менее 80 мм. Заметно снижаются уровень шума при работе и эксплуатационные расходы; при массе футеровки, составляющей лишь 15—20 % массы стальных плит, срок службы возрастает в 2— 3 раза.
Наиболее распространенные мелющие тела — шары и стержни. Шары диаметром от 30 до 125 мм обычно изготовляют прокаткой, ковкой или штамповкой из сталей; они подвергаются закалке до твердости НВ 400 для шаров диаметром до 80 мм и не менее НВ 300 для шаров диаметром 125 мм. Стержни изготовляют из невязких углеродистых сталей. Износ мелющих тел зависит от свойств измельчаемого материала, степени измельчения и других факторов. В среднем он пропорционален энергозатратам при помоле. Расход стальных шаров составляет примерно 0,09 кг на 1 кВт- ч энергии, затраченной на измельчение.
Движение мелющих тел во вращающемся барабане. Характер движения мелющих тел во вращающемся барабане зависит от его угловой скорости. При небольшой частоте вращения мелющие тела, например шары, увлекаются барабаном в сторону его вращения (рис. 6.30, а), поднимаются и затем скатываются параллельными слоями вниз. Такой режим движения шаров называется каскадным. Измельчение материала, находящегося при этом в барабане, 188
a)
Рис. 6.30. Схемы движения шаров во вращающемся барабане
происходит раздавливанием и истиранием при перекатывании шаров.
При большей частоте вращения барабана (рис. 6.30, б) каждый шар в верхней зоне отрывается от слоя и свободно падает по параболической траектории, возвращаясь в «свой» слой с ударом (на рисунке шары соседних слоев для наглядности показаны светлыми и темными). Этот режим движения шаров называется водопадным. Измельчение материала происходит при этом режиме более эффективно, чем в предыдущем случае, и обусловлено воздействием удара, а также, частично, раздавливания и истирания.
Для определения условия отрыва и свободного полета шара массой тх его рассматривают как материальную точку, на которую действуют лишь массовые силы. Отрыв шара в точке А от стенки барабана с внутренним радиусом R (рис. 6.30, б) происходит при nhg cos а Рц, где Рц = m^R — центробежная сила шара, а — угловая скорость барабана. Следовательно, условие отрыва и свободного падения, которое можно получить из уравнения m^g cos а 5» m}<»2R, имеет вид
и> Уg cos a/R, (6.12)
причем угол отрыва должен удовлетворять условию 0 < а < 90°.
Критическая угловая скорость барабана (рад/с), при которой шар проходит через верхнее положение (а = 0), не отрываясь от корпуса:
6>к1, = y^/R = 3,13/VR = 4,43/1/ D ,
где D — внутренний диаметр барабана, м.
Оптимальны угол отрыва и частота вращения барабана, при которых максимальны высота падения шара и, следовательно, его кинетическая энергия в момент удара. В системе координат х — у высота падения шара определяется ординатой ув точки соприкосновения шара со слоем после падения.
Траектория движения шара при свободном падении при условии, что начальная скорость шара и направлена под углом а к горизон-
та
тали, представляет собой параболу; ее уравнение в параметрическом виде х == ц/cos а; z/-= vt sin а - gFlQ., где t — время, отсчитываемое с момента отрыва шара, с.
Приняв во внимание, что v --- mR ]/ Rg cos о. , получим
у = x tg a -№/(2/? cos3 a). (6.13)
Поскольку точка В находится на окружности барабана, уравнение которой имеет вид
(х — R sin а)2 (У Н R cos а)2 --- (6-14)
то координаты точки В находим совместным решением уравнений (6.13) и (6.14):
хв — 4/? sin a cos2 а; ув = — 4R sin2 a cos a. (6.15)
Для определения увтш следует приравнять первую производную соответствующего выражения (6.15) нулю и найти aopt:
dyB/da = — 8R sin a cos2 a 4R sin3 a = 0, откуда tga„pt p 2 и aopt .. 54°40'.
Следовательно,
(.)opt /gcosaopt//? = 2,38/k R ~-= 3,33/1. D,
т. e. составляет примерно 76 % критической угловой скорости. Такое соотношение практически соответствует значениям, выявляемым при эксплуатации барабанных измельчителей.
Мощность электродвигателя. Полезная мощность электродвигателя определяется энергозатратами на подъем загрузки измельчителя, т. е. мелющих тел с измельчаемым материалом, и на сообщение ей кинетической энергии. Работа, затрачиваемая за один цикл оборота загрузки,
.1 .It + А.,.
Работа, затрачиваемая на подъем загрузки,
А1 = m3gy, где /лг;, — масса загрузки, кг; у — высота подъема загрузки, м. к Режимы движения различных слоев загрузки отличаются. При определении энергозатрат в соответствии с методикой Л. Б. Ле-венсона расчет ведут по приведенному слою, в котором считают сосредоточенной всю массу загрузки. Радиус приведенного слоя (на рис. 6.30, б— штриховая линия)
Яо = /(/?2 + /??)/2,
где Rl — расстояние от оси барабана до внутреннего слоя.
Коэффициент заполнения барабанного измельчителя — отношение объема загрузки V., к полному объему барабана VG или отношение площадей сечения загрузки Fn и барабана FG: фз = У3/Уб = = F.JFб; обычно <р3 = 0,26 ... 0,32. При среднем значении ф3 = 0,3, как показывают исследования, R± = 0,7R и, следовательно, Ro = = 0,863/?. Отрыв шаров от приведенного слоя происходит при угле 190
а0, определяемом из уравнения (6.12) при/? ^/?о/О,863и « - <o(ipL —
-2,33/1 R:
cos ап Д!п(.г g -л 0
</.о =-_ 60 '.
Высота подъема загрузки, сосредоточенной в приведенном слое, в соответствии с уравнением (6.15)
У 1 Ун., I 4/?0 sin- cos ап 1 ,3/?.
Таким образом, работа, затраченная па подъем загрузки, Дж-.
Если принять начальную скорость поднимаемых шаров равной нулю, то работа, израсходованная на сообщение загрузке кинетической энергии, составит
л2 = /»ауо/2 т3 (о)/?о)2/2 = 0,215m3gR и суммарная работа за одну циркуляцию загрузки А — Д Д == 1,515iu.:gR.
За одни оборот барабана загрузка может совершить несколько циркуляций. Время Т одного цикла оборота загрузки складывается из времени /б движения ее вместе с барабаном и времени падения'.
Анализ показывает, что центральный угол, соответствующий движению шаров приведенного слоя вместе с барабаном, <50 2л/3,
следовательно, ири угловой скорости барабана ы (рад/с) время t6 — Т (2/3) л/ (2л) 2л/3и 2,l/со.
Время движения шара по параболической траектории определим с учетом (6.14):
А *во/(А> cos а„) = 47?О sin а„ cos'2 an/(g>RQ cos а0) -= 1 ,7.3/со .
Таким образом, суммарное время цикла
Т = 2,1 /со 1,73/со =3,83/ы.
Мощность электродвигателя, кВт, при КПД привода ту.
N -- А/Tg -= 0,39m3R«g/r].
Масса загрузки, т, складывается из массы мелющих тел и массы измельчаемого материала, которую обычно принимают равной I4 % массы мелющих тел, следовательно:
т.л -- 1,14тм = 1,14л/?'2/дярдс,
здесь L — длина барабана, м; р — плотность материала мелющих тел /для стальных кованых шаров р = 7,8 т/м3, для стальных литых р 7,5, для кремневой гальки р = 2,5 т/м3); р — коэффициент неплотности загрузки (для шаров р 0,57, для стержней р 0,78).
При центральном приводе коэффициент полезного действия 1] — 0,9 ... 0,94, при периферийном г] 0,85 ... 0,88. Установочную
191
мощность двигателя назначают на 10 ... 15 % больше расчетной, принимая во внимание необходимость преодоления инерционного момента при пуске. Крупногабаритные машины снабжают вспомогательным приводом, используемым при выполнении ремонтных работ. Электродвигатель основного привода этих измельчителей обычно тихоходный.
Производительность шарового измельчителя. Производительность измельчителя зависит от многих факторов, некоторые из которых трудно поддаются учету. По этой причине для расчета производительности используют эмпирические формулы применительно к определенным продуктам измельчения. Например, в цементной промышленности производительность шаровых мельниц, т/ч:
Qm = 6,45V6
где /г — поправочный коэффициент, учитывающий тонину помола (/г --= 0,6 ... 1,0 в зависимости от остатка на сите 008 от 2 до 10 %); 7=0,4— удельная производительность измельчителя, т/(кВт-ч).
Эту формулу используют для оценочных расчетов и в других отраслях промышленности.
Расчет нагрузок на элементы барабанных измельчителей. Следует выполнять расчеты для двух состояний измельчителя: статическом и динамическом (при вращении барабана). При неподвижном барабане силу тяжести корпуса барабана с футеровкой G1; суммируют с силой тяжести .загрузки (мелющих тел и материала); в соответствии с указанными выше соотношениями G3 = mag — 1, l4mMg. Равнодействующая этих двух сил Ро = GK + G.j. При расстоянии между опорами барабана I и равномерном распределении нагрузки по длине ее интенсивность q0 = PQ/l.
При расчете опорных реакций и построении эпюры изгибающих моментов принимают, что нагрузка от веса зубчатого венца и днищ — сосредоточеннные силы. Учитывают также окружное усилие на вен-цовой шестерне, возникающее в момент пуска машины; последнее усилие практически можно считать действующим в плоскости зубчатого венца. Расположение подвенцовой шестерни выбирают так, чтобы окружное усилие на венцовой шестерне было направлено вверх и разгружало опоры барабана. Окружное усилие рассчитывают через крутящий момента на барабане М1;р = Мр/ы.
Корпус барабана рассчитывают по приведенному моменту, т. е. с учетом изгиба и кручения. Допускаемое напряжение выбирают по режиму статического нагружения. Момент сопротивления поперечного кольцевого сечения корпуса (без футеровки) рассчитывают с учетом ослабления его отверстиями под болты и лазы, если последние попадают в опасное сечение. Корпуса трубных мельниц проверяют на устойчивость, обеспечивающую отсутствие гофров.
Болты фланцевых соединений рассчитывают по условию нерас-крытия стыка с учетом совместного действия изгибающего и крутящего моментов.
192
У
Рис. 6 31. Схема автоматического регулирования подачи материала в барабанный измельчитель
При вращении барабана на его корпус действует сила тяжести лишь той части загрузки, которая вращается вместе с корпусом; ее можно найти через отношение времени /б движения массы с барабаном к суммарному времени цикла
/лб = tnd-jT ~ 0,551п ...
Следовательно, вес загрузки, воспринимаемый корпусом барабана и его опорами:
G,-, •= nir,g — 0,55m..,g — 0,627niMg.
Центробежная сила от массы загрузки, движущейся с барабаном, Р„ - т,-дг/?; поскольку юор1 - 2 ,.'18/р Р, то
j°„ 3,55mM =- O.,362/nMg.
При силе инерции, направленной под углом 60° к вертикальной оси (рис. 6.31), горизонтальная и вертикальная составляющие равнодействующей нагрузки Рх Р„х = Ри cos 30°-, Рц^Р„и + + Gn + G,. = Р„ cos 60° + Gg + GK.
При построении эпюр изгибающих моментов и расчете корпуса барабана на прочность помимо распределенной нагрузки учитывают, как указано, и действие сосредоточенных сил. Так как при вращении барабана в корпусе возникают знакопеременные напряжения и, кроме того, трудно учесть воздействие динамической ударной нагрузки па напряженное состояние корпуса, его рассчитывают по заниженным допускаемым напряжениям, составляющим, например, 36—46 МПа при изготовлении корпуса из стали СтЗ.
Элементы автоматизации работы барабанного измельчителя. Производительность и качество помола в барабанных измельчителях непрерывного действия зависят от интенсивности подачи материала; перегрузка и недогрузка снижают эффективность действия мелющих тел. Наиболее производителен помол при равномерной подаче материала, обеспечивающей заполнение пустот между мелющими телами. Для контроля степени заполнения измельчителя и автоматического регулирования подачи материала измельчителя можно оборудовать электроакустическими или другими регуляторами загрузки. В электроакустическом регуляторе степень заполнения измеряют косвенным методом — по уровню шума мельницы. Датчик уровня шума— микрофон 1 (см. рис. 6.31), установленный у стенки первой камеры многокамерного измельчителя, воспринимает шум, возникающий при его работе; измеритель и анализатор частоты 2 передает импульсы блоку усилителя-преобразователя управляющему через командоаппарат работой тарельчатого питателя 4. Последний в зависимости от характера сигналов увеличивает или уменьшает количество материала, подаваемого в первую камеру измельчителя.
7 П/р Э. Э. Кольмана-Иванова 193
§ 7. ИЗМЕЛЬЧИТЕЛИ РАЗДАВЛИВАЮЩЕГО И ИСТИРАЮЩЕГО ДЕЙСТВИЯ
Область применения, принцип действия. К машинам рассматриваемого типа относятся бегуны, роликовые, шарокольцевые, роликомаятниковые и бисерные измельчители. Их применяют преимущественно для среднего помола материалов средней и малой прочности и мягких; исключение составляют лишь бисерные измельчители (мельницы), в которых возможен и сверхтонкий помол. Измельчение материала происходит при одновременном воздействии раздавливания и истирания.
Бегуны (рис. 6.32, а) применяют как для мелкого дробления, гак и для помола; в них можно подвергать материал не только измельчению, но и перемешиванию, пропитке и растиранию. Рабочими органами являются массивные катки 1, 2, перемещающиеся в чаше с измельчаемым материалом. Роликовые, шарокольцевые и роликомаятниковые измельчители (соответственно рис. 6.32, б, в и г) относятся к среднеходным измельчителям; частота вращения рабочих органов в среднем 25—120 об/мин, окружная скорость 3— 10 м/с. Рабочие органы этих машин—роликиЗ, 5, шары 4. Нагрузка создается пружинами или центробежными силами.
Увеличение скорости и частоты приложения разрушающих нагрузок интенсифицирует процесс помола материала благодаря усталостным явлениям. Эти измельчители имеют пониженные по сравнению с барабанными мельницами энергозатраты (например,при помоле угля энергозатраты составляют 6—9 кВт-ч/т), меньший (примерно на порядок) износ рабочих органов, более компактны.
Рис. 6.32. Схемы измельчителей раздавливающегося и истирающего действия
194
Рис. в.33. Бегуны с вращающимися катками
В среднеходных измельчителях обычно осуществляют сухой помол с пневматической разгрузкой, аналогичной применяемой в шаровых измельчителях.
В бисерных измельчителях (рис. 6.32, д), широко применяемых в лакокрасочной промышленности, реализуется мокрый помол. Частицы суспензии пигмента измельчаются кремнекварцевым бисером (размер зерен 1—2 мм), заполняющим 2/3 объема камеры и приводимым в движение вращающимся ротором 6 с дисками. Помольная камера имеет рубашку 7 для подачи криоагента. Частицы суспензии не-
обходимой тонины помола (0,5—5 мкм) отводятся через сито 8. Отношение высоты помольной камеры к диаметру 4:1, диски, изготовленные из износостойкой стали, имеют окружную скорость 9—II м/с; энергозатраты до 40—50 кВт-ч на 1 т продукта. Конструкция бисерного измельчителя приведена в атласе [26, листы 16, 17].
Бегуны мокрого помола с вращающимися катками (рис. 6.33) имеют нижнее расположение привода. От электродвигателя через редуктор и муфту вращение передается конической зубчатой передаче 10, размещенной в станине 1 машины. Ведомое колесо передачи приводит во вращение вал 4 с двумя закрепленными на нем’кривошипами 8, несущими оси 9 катков 5. Последние расположены с зазором над чашей 2, в которой уложены плиты из износостойкого материала; периферийная часть плит имеет щели, через которые продавливается измельченный материал. Катки чугунные, имеют сменные бандажи 7. Вращающиеся детали ограждены кожухом 3. Измельчаемый материал подается через воронку 6 под катки. Имеются специальные скребки, вращающиеся вместе с валом 4, которые возвращают на дно чаши материал, оттесненный катками. Кривошипное
соединение оси катка с вертикальным валом позволяет ему приподниматься при попадании под каток недробимого предмета. Эта цель
достигается и соединением оси катка с вертикальным валом с помощью цилиндрического шарнира (см. рис. 6.32, а).
11рименяют также верхний привод катков, бегуны с вращающейся чашей (обычно при массе катков 5 т и более; см. также гл. 2, § 3), бегуны с пружинным, гидравлическим или пневматическим прижимом катков. Использование последних позволяет снизить металлоем-
7"
195
кость машины. Частота вращения вертикального вала бегунов 0,3—0,9 об/с, удельный расход энергии от 0,7 до 4 кВт-ч/т.
Диаметр катка определяется условиями захвата куска материала. Минимально допустимое отношение диаметров катка D и измельчаемого куска dH должно быть таким, чтобы угол захвата не превышал двойного угла трения. Для материалов средней прочности при сухом помоле Dld^ = 11, для материалов типа глины (коэффициент трения f = 0,4.5) D/dA = 5.
Частота вращения чаши. В тихоходных бегунах с вращающейся чашей центробежная сила, действующая на кусок материала, должна быть меньше силы трения: tngf ты-R, где т — масса куска;
—ускорение свободного падения; f — коэффициент трения материала о чашу; со — угловая скорость вращения чаши; R —средний радиус чаши. Преобразования дают
со< 1 = 3,13 |/ да
В бегунах с подвижными катками последние могут быть установлены на разных расстояниях от оси вала для того, чтобы перекрывать возможно большую площадь чаши и более эффективно перемешивать материал (см. рис. 6.32, а). При таком расположении катков их массы тА и т2 и расстояния rL и г2 от центров масс до вертикальной оси определяют из условия уравновешивания центробежных сил катков т1<л2г1 = т2(л2г2, т. е. необходимо соблюдение условия
= т2г2.
Производительность бегунов определяют по эмпирическим формулам или по опытным данным.
Мощность двигателя рассчитывают по суммарной мощности, развиваемой силами сопротивления при качении, силами трения скольжения, действующими на катки, и силами трения скольжения скребков, с учетом КПД привода:
Л^Я11 = Ж -р N, }- МОЛЬ
Мощность (кВт) сил сопротивления качения зависит от силы Рг (кН) нажатия катка на материал, коэффициента сопротивления при качении k (м), угловой скорости катка сок (рад/с), числа катков z:
Nr =
Приняв скорость скольжения средней части катка по чаше равной нулю, можно, используя принятые ранее обозначения, записать ю,;О/2 = сот и, следовательно,
Л\ = 2Prkti>rzlD.
Мощность сил трения скольжения представляет собой произведение силы трения скольжения P±f на среднюю скорость скольжения катка по материалу. Ее можно найти, рассмотрев распределение скоростей точек А, В и С (в бегунах с вращающейся чашей) (рис. 6.34): ид согЛ; щ, =•- сог; ис = согс. Поскольку каток в средней точке В не имеет скольжения относительно чаши, а окружные 196
Рис. 6.;:4. Схема распределения скоростей скольжения точек поверхности катка относительно чаши
скорости всех точек его поверхности одинаковы и равны vD, то скорость скольжения в точках А и С максимальна и равна |vCK| = ил — vl} = vn — vc ---= <о (rA — г) = co (г - ~ rc)-Так как rA = г -|- 0,5ft и гс ----- г — — 0,5b, то скорость скольжения цС1!
=wft/2. Скорость скольжения изменяется по треугольному закону, следовательно, ее среднее значение псь._ С|1 =-= = O,25coft. В машинах
с вращающимися катками характер относительного движения чаши
и катков сохраняется н среднюю скорость скольжения рассчитывают
по приведенному уравнению.
Мощность сил трения скольжения с учетом числа катков г
N,,_ = PxfzuCK. С|1 = 0,2 5РХ [<.йЬг.
Мощность сил трения скольжения скребков зависит от усилия прижима скребков Р3, числа скребков zc, коэффициента трения скребков о чашу /с и скорости скольжения скребков по чаше v =
= Рз[сгсшР.
В формулах для Nlt N2, N3 обычно принимают k =0,05... ... 0,1 м; f 0,2; Р3 = 1 кН; КПД привода ц = 0,7 ... 0,8.
Р'оликовый (валковый) измельчитель. По принципу действия эта машина аналогична бегунам с вращающейся чашей. Измельчитель (рис. 6.35) состоит из корпуса /, сепаратора 3, размольных роликов 5 с пружинными блоками 2 и электромеханического привода 7. Последний служит для вращения размольного стола 6, представляющего собой стальную коническую чашу, футерованную броневыми плитами. Размольные ролики блоком пружин прижаты к чаше, однако между бандажом ролика и плитами брони остается зазор; последний обеспечивает ограничитель хода рычага, на котором закреплены ролики. Над размольным столом установлен сепаратор воздушно-проходного типа. В измельчителе возможна подсушка измельчаемого материала. Материал подается по течке 4 под ролики; целевой продукт выводится вверх с потоком воздуха.
Бандажи изготовляют из стали 25Л и наносят на их поверхность износостойкие наплавки из специального чугуна марки 300Х13ГЗМ.
Частоту вращения и мощность привода рассчитывают с учетом соображений, изложенных при рассмотрении бегунов.
Шарокольцевой измельчитель. В отличие от роликового измельчителя в этой машине (рис. 6.36) мелющими телами являются сплошные или полые чугунные шары 1 (диаметр до 750 мм), размещенные между вращающимся нижним кольцом 3 и неподвижным подпружиненным верхним кольцом 2. В остальном ио принципу действия машина подобна предыдущей.
197
Рис. 6.35. Роликовый измельчитель
Рис. 6.36. Шарокел.’.ценой илмельчитсль
Роликомаятниковый измельчитель. Четыре ролика 5 (см. рис. 6.32, г), закрепленные на маятниках, шарнирно подвешенных к центральному валу-крестовине, при вращении вала под действием центробежных сил прижимаются к неподвижному размольному кольцу. Измельчаемый материал питателем подастся в нижнюю часть корпуса и специальными лопатками, вращающимися вместе с валом, направляется в зону измельчения. Система разгрузки аналогична принятой в других среднеходных измельчителях. Конструкция мельницы рассмотрена в атласе [26, листы 13, 14 и 15].
Частоту вращения вала-крестовины выбирают так, чтобы обеспечить возникновение центробежной силы роликов, создающей удельное усилие прижатия их к кольцу не менее р --=0,1 ... 0,25 МН/м. При массе т ролика, расстоянии R от оси вращения до центра масс, ширине b ролика, угловой скорости со вала-крестовины центробежная сила ролика Рп = тсо2/? :>рЬи
и > г pb/(mR).
Мощность электродвигателя складывается из тех же составляющих N। и М2, что и для бегунов; скорость скольжения по материалу принимают £)С1( = (0,025 ... 0,098) vp, где — окружная скорость ролика.
§ 8. УДАРНЫЕ, ВИБРАЦИОННЫЕ И СТРУЙНЫЕ ИЗМЕЛЬЧИТЕЛИ
Измельчители ударного действия. Измельчители (мельницы) ударного действия по конструкции аналогичны дробилкам соответствующего типа. Их применяют для сухого измельчения мягких и средней твердости материалов до частиц размером 50—500 мкм. 138
Аэробильная мельница (рис. 6.37, а) является аналогом роторной дробилки: измельчение выполняют в камере 2 била, жестко закрепленные на роторе 1. В отличие от аналога подачу материала и удаление продукта выполняет поток воздуха или газа под действием вентилятора 6 и самого вращающегося ротора. Материал, подаваемый питателем через воронку 5, попадает в камеру, билами и потоком воздуха направляется в трубу 3 и сепаратор 4, где происходит классификация материала. Крупные частицы возвращаются через течку в воронку на повторное измельчение, а мелкие с потоком воздуха направляются на дальнейшую обработку.
Шахтная мельница (рис. 6.37, б) по конструкции ротора аналогична молотковой дробилке: молотки 8 шарнирно подвешены к дискам ротора 7. Измельчение материала, подаваемого через течку 9, происходит под воздействием удара и истирания. Измельченный материал попадает в вертикальную шахту 11, где происходит естественная сепарация частиц: крупные вновь поступают в зону дробления, а мелкие потоком воздуха выносятся из ша.хты. Тонину помола регулирует шибер 10, положение которого определяет скорость воздушного потока в шахте и, следовательно, размер частиц в целевом продукте.
Подсос воздуха или газов происходит через торцовые отверстия в и обусловлен разрежением в дробильной камере, возникающим при вращении ротора.
Аэробильную и шахтную мельницы можно использовать одновременно и для подсушки измельчаемого материала.
Пальцевые измельчители с одним и двумя вращающимися дисками (дисмембраторы и дезинтеграторы) аналогичны соответствующим машинам, используемым для дробления (см. рис. 6.21, в), однако частота вращения дисков при помоле обычно 6000—15 000 об/мин,
Рис. 6.37 Измельчители ударного действия
199
что позволяет использовать эти машины для сухого помола материалов мягких и средней твердости до размеров частиц 50—150 мкм. По ОСТ 26-01-515—79 типоразмер этих измельчителей определяется диаметром диска (максимальный диаметр — 630 мм).
Значительные исследования в области разработки новых типов ударных измельчителей и создания методов их расчета выполнены В. Н. Блиничевым.
Вибрационные измельчители (мельницы)- Сухой или мокрый помол материала в этих машинах происходит при высокочастотном воздействии удара и истирания, что позволяет получать продукт с размерами частиц 1—5 мкм. Мелющие тела изготовляют из стали, твердых сплавов или, в случаях, когда продукты изнашивания не должны загрязнять измельчаемый материал, используют фарфоровые шары.
Имеются вибрационные измельчители периодического и непрерывного действия. Последние при сухом помоле имеют пневматическую систему разгрузки.
В зависимости от способа возбуждения вибрации различают измельчители гирационного и инерционного типов. Вибрационный измельчитель гирационного типа (рис. 6.38, а) состоит из электродвигателя 1, соединенного через муфту 2 с коленчатым валом 3, на котором эксцентрично на подшипниках закреплен корпус 4 измельчителя. Корпус опирается па группу пружин 7 и заполнен шарами 5; коэффициент заполнения щ, 0,8 ... 0,9. При вращении вала корпус совершает гирационное движение (частота вращения вала 1500 или 3000 об/мин); при этом колебания корпуса передаются шарам. Шары начинают с соударениями медленно циркулировать в сторону, обратную вращению вала. При колебаниях шаров происходят отрывы их от корпуса, а при возобновлении контактов паправ-чсние ударного импульса со стороны корпуса определяет упомянутый характер движения. Противовесы 6 предназначены для уравновешивания центробежных сил корпуса.
Вибрационные измельчители инерционного типа (рис. 6.38, б) более широко распространены, чем гирационные, и отличаются тем, что для создания вибрации используется вибровозбудитель инерционного типа — вал с дебалансной массой 8; частоты вращения вала и характер движения шаров сохраняются.
Рис. 6.38. Схемы вибрационных измельчителей гирационного (а) и инерционного (б) типов
200
Рис. fi.39. Вибрационный гуммированный измельчитель инерционного типа
Гуммированный инерционный измельчитель (рис. 6.39) состоит из рамы 1, установленной на резиновых опорах на основании. От электродвигателя 9 через упругую муфту 8 получает вращение де-балапсный вал 4, установленный на роликоподшипниках 3 в гильзе 7 корпуса 5. На валу закреплены дополнительные дебалансы 2, вынесенные за пределы корпуса. Гильза имеет рубашку 6, в которую подается вода для охлаждения. Изнутри все поверхности корпуса гуммированы. Корпус опирается па пружины 10, установленные на раме.
Вибрационные измельчители имеют амплитуду вибраций от 3 до 20 мм, производительность мельниц от 1 до 15 ч/т, мощность электродвигателя 10—420 кВт.
Амплитуду колебаний вибрационного измельчителя с дебаланс-ным вибровозбудителем определяют из рассмотрения колебательного движения центра масс корпуса мельницы (рис. 6.40). Вынуждающей силой является центробежная сила дебаланса
= тош2г,
где — масса дебаланса; со—угловая скорость дебаланса; г— расстояние от осп вращения до центра масс дебаланса.
Полагая, что центр масс корпуса совпадает с осью вращения дебалансного вала, а жесткости опорных устройств сх и сч в направлениях соответствующих осей известны, причем вязкое сопротивление незначительно, можно записать дифференциальные уравнения вынужденных колебаний центра
масс:
тх I щ.А' — т„м2г cos (со/);
ту \ = moco2r sin (со/),
где т — суммарная масса вибрирующих частей; х, у — координаты центра масс, отсчитанные от начального положения равновесия; t — время.
Рис. G.^0. Расчетная схема вибрационного измельчителя
201
Решения дифференциальных уравнений (см. гл. 3, § 2) дают для установившегося режима
Дйхсоз(й)0; У -== <40у sin (со/).
Обычно с = сх ~ с,г Так как с = тш'о (где 'ып — частота собственных колебаний системы), получим амплитуду
А = ЛОх = Д1г/ = m0«V/[m (cog — о>2)|.
Вибрационные измельчители обычно работают в зарезонансном режиме; жесткость пружин выбирают так, чтобы частота вынужденных колебаний в 4—5 раз превышала собственную частоту колебаний. При заданных по условиям проведения технологического процесса амплитуде А и массе т вибрирующих частей дебалапсную массу та определяют из равенства тпг = тА.
Суммарная масса колеблющейся системы складывается из масс корпуса тк, дебалансного вала тп, загрузки мелющих тел (шаров) /пт и измельчаемого материала тм. Влияние двух последних масс оценивают коэффициентом присоединения массы загрузки к колебаниям ku 0,2 ... 0,3; тогда
т = тк + mD + 1гп (тш + т„).
Мощность электродвигателя складывается из мощности Nlt необходимой для сообщения колебаний, и мощности на преодоление трения в подшипниках:
^Д1) = (Mi-ф М2)/т], где 1] — КПД привода.
Максимальное значение средней мощности Nlt необходимой для поддержания вынужденных колебаний линейной упругой системы с одной степенью свободы, в ряде случаев может быть оценено с помощью выражения
(Mj)nlax = Ро^А^ГП (wg - ®2)],
где Р„ — амплитуда вынуждающей силы; со и со0 — соответственно частоты вынужденных и свободных колебаний системы.
Струйные измельчители (мельницы) применяют для измельчения материалов средней твердости с получением частиц размерами до 2—5 мкм. Измельчение происходит вследствие' соударения частиц между собой, а также их ударов и истирания о стенки камеры. Действие струйных измельчителей основано на использовании энергии сжатого газа или пара, которые при расширении в соплах приобретают большую скорость, в ряде случаев достигающую нескольких сотен метров в секунду. Введенные в струю частицы измельчаемого материала разрушаются вследствие взаимных соударений при пересечении потоков струй или при ударе о твердую перегородку.
Струйные мельницы позволяют резко снизить загрязнение измельчаемого материала продуктами износа.
По виду энергоносителя различают воздуха-, газа- и пароструйные мельницы, в которых энергоносителем является сжатый, соответственно, воздух, инертный газ, перегретый пар. Удельный рас-202
Рис. 6.41. Струйные измельчители (мельницы) с противоточной а), плоской б) и трубчатой (а) помольной камерой
ход энергоносителя на 1 кг материала в среднем для сжатого воздуха 3—5 м3, пара 1—3 кг при давлении 0,4—0,8 МПа.
По конструкции помольной камеры струйные мельницы делят на три группы: с противоточной камерой — для тонкого измельчения материалов, с плоской и трубчатой камерой—для сверхтонкого (коллоидного) измельчения.
Измельчитель с противоточной камерой (рис. 6.41, а) состоит из помольной камеры 1, футерованной износостойким материалом, в которую с противоположных сторон входят разгонные трубки 2 с размещенными в них соплами <3для подачи энергоносителя. В разгонные трубки по рукавам 4 подается измельчаемый материал. Он увлекается потоком газа или пара; в камере 1 происходит соударение частиц. Измельченный материал через трубу 5 попадает в сепаратор 6, где происходит отделение крупной фракции-, последняя возвращается на повторное измельчение. Мелкая фракция через штуцер 7 направляется на последующую обработку. Питатель 8 служит для подачи исходного материала.
В измельчитель с плоской помольной камерой (рис. 6.41, б) измельчаемый материал поступает по штуцеру 13. Помол происходит в камере 9, куда из кольцевого коллектора 12 через сопла 10 поступает сжатый газ или пар. Сопла расположены таким образом, что струи пересекаются внутри камеры, приводя к соударению и разрушению частицы материала, увлеченные этими струями. Пылегазовая смесь совершает в камере вращательное движение, при этом более тяжелые частицы оттесняются к периферии камеры, где вновь захватываются потоком энергоносителя. Последний подводится к мельнице через штуцер 11.
203
Поток газа с более мелкими .^ицами поступает втниклон-сегнратор 14, где большая часть твердой фазы осаждается п попадает в сборник 16, а газ через трубу 15 направляется на окончательную очистку.
Наиболее топкое измельчение дает струйный измельчитель с трубчатой камерой (рис. 6.41, в). Он состоит из двух труб 20 и 24 (соответственно восходящего и нисходящего потоков), соединенных снизу подковообразной помольной камерой 19, а сверху — дугообразной сепарационной трубой 21. В помольную камеру снизу через два ряда сопл 18, расположенных наклонно одно к другому, из коллектора 17 подводится энергоноситель. Измельчаемый материал из воронки 25;вводится в рабочую зону эжектором 26\ трубка 27 служит для подачи воздуха к эжектору. Частицы материала, увлекаемые пересекающимися струями энергоносителя, измельчаются в результате взаимных соударений, а также ударов о стенки и истирания. Потоком газа пли пара частицы увлекаются вверх По трубе 20, В сепараторе происходит поворот газопылевого потока, более крупные частицы отходят к периферии и с нисходящим потоком по трубе 24 возвращаются на повторное измельчение. Поток газа с мелкими частицами проходит через жалюзийную решетку 23, выполняющую функцию отбойника крупных частиц, и через патрубок 22 направляется в фильтры для отделения целевой фракции.
Методика расчета струйных мельниц основана на использовании экспериментальных данных, получаемых на модельных установках и зависящих от дисперсности и физико-механических свойств конкретного перерабатываемого материала и конечного продукта. Методика проектирования струйных измельчителей разработана В. И. Акуновым.
Г Л Л В A 7
МАШИНЫ ДЛЯ КЛАССИФИКАЦИИ СЫПУЧИХ МАТЕРИАЛОВ
§ 1. ОСНОВНЫЕ понятия
Классификацией называется процесс разделения сыпучих материалов но крупности кусков или частиц.
Существует три вида классификации: механическая (грохочение), пневматическая (сепарация) и гидравлическая. В химической промышленности применяют главным образом грохочение (разделение просеиванием через разделительную перегородку) и сепарацию (разделение за счет различных скоростей движения крупных и мелких частиц в воздушном иотоке).
На рис. 7.1 приведена схема классификации материала ири помощи неподвижного сита. Исходный материал поступает на верхнюю часть сита и перемещается по его наклонной поверхности под действием силы тяжести. Мелкие частицы просеиваются сквозь отверстия сетки, образуя подрешетный (нижний) класс 1. Крупные частицы скатываются по поверхности сита и образуют надрешетный (верхний) класс 2.
Процесс классификации происходит при двух условиях-, перемещение материала по поверхности сита и перемешивание материала при движении по ситу, чтобы крупице частицы не преграждали путь к отверстиям сита мелким частицам. При движении по поверхности сита не все мелкие частицы проходят сквозь отверстия . Чем более совершенен процесс грохочения, тем меньше мелких частиц попадает в надрешетный класс. Качество процесса грохочения оценивают эффективностью грохочения £, под которой понимают выраженное в процентах или долях единицы отношение массы продукта, прошедшего сквозь сито, к массе нижнего класса в исходном материале.
Задачами классификации являются либо выделение из конгломерата частиц заданного размера, либо промежуточная классификация в процессе измельчения. Процесс измельчения можно строить по двум технологическим схемам: многоступенчатое измельчение без классификации и с классификацией. Экономическую целесообразность промежуточной классификации подтверждает следующий пример.
Измельчают 100 т материала в две ступени по двум схемам. Пусть удельные затраты энергии на каждое измельчение составляют 0,8 кВт-ч/т, а на грохочение — 0,03 кВт-ч/т. Расход энергии по первой схеме на 1-е измельчение 100-0,8 == 80 кВт-ч; на 2-е измельчение 100-0,8 = 80 кВт-ч; общий расход энергии 160 кВт ч. Расход энергии по второй схеме на 1-е измельчение 100-0,8 =
205
Рис. 7.1. Схема классификации материала
Рис. 7.2. Листовые сита (решета) с круглыми (а) м продолговатыми (б) отверстиями
= 80 кВт-ч; на классификацию 100-0,03 == 3 кВт-ч; на 2-е измельчение 50-0,8 40 кВт (при условии 50 %-ного выхода готового
продукта после 1-го измельчения); общий расход энергии при измельчении ио второй схеме 123 кВт-ч. Экономия энергии при измельчении 100 т материала по схеме с промежуточной классификацией составляет 37 кВт-ч.
В химической промышленности используют и более сложные схемы измельчения, которые обеспечивают еще больший экономический эффект.
Для классификации материала с размерами частиц более 5— 10 мм обычно применяют процесс грохочения. При этом производительность грохотов высокая при относительно малых затратах энергии. Классификацию более мелкого продукта выгоднее проводить сепарацией. Материал с размерами частиц, исчисляемыми в микрометрах, классифицируют только сепарацией. В ряде случаев особо тонкий помол выгоднее проводить до размеров частиц, не требующих классификации.
Конструкции просеивающих элементов. В качестве просеивающих элементов используют листовые сита (решета), сетки, струны и колосниковые решетки.
Листовые сита с круглыми отверстиями (рис. 7.2, а) применяют для грохочения материалов с относительно круглой формой кусков, сита с продолговатыми отверстиями (рис. 7.2, б) — для классификации материалов с кусками удлиненной формы.
Расположение отверстий в шахматном порядке не только позволяет увеличить световую поверхность сит, но также существенно улучшает условия разделения материала. При движении слоя материала по просеивающей поверхности движение отдельных кусков в стороны ограничивают соседние куски. При шахматном расположении отверстий куски, перемещающиеся по перемычке между двумя отверстиями одного ряда, свободного проваливаются в отверстия последующего ряда. Это существенно повышает эффективность грохочения.
Отверстия могут быть также квадратными и прямоугольными. При большом разнообразии форм отверстий их сравнительную характеристику устанавливают по эффективности грохочения. Равно-206
□□□□□□г
1ПСПЕ1ПыГ Запппох ,!□□□□□,u.q
Рис. 7.3. Листовые сита из резины или полиуретана
ценными считают отверстия, при которых обеспечивается одинаковая эффективность грохочения. ВНИИстройдормаш рекомендует при расчете решет с круглыми и прямоугольными отверстиями следующие переходные коэффициенты: й1;р =(1,15... 1,25)6|;п; Ь„р = 0,8&,.„, где bltp — диаметр круглого отверстия; Ь1(П — сторона квадрата; Ьпр — ширина прямоугольного отверстия.
В промышленности применяют сита (решета) с отверстиями определенных размеров; сторона квадратных отверстий может быть от 5 до 150 мм; диаметр круглых — от 7 до 95 мм. Толщина листа сит при размере отверстий меньше 100 мм равна 4—6 мм, при размере отверстий 30—60 мм—8—10 мм. Для грохочения используют чаще всего листовые сита с отверстиями размером 10—80 мм. При больших размерах отверстий обычно устанавливают колосниковые
решетки, при меньших — проволочные сетки.
Преимущества листовых сит: прочность, жесткость и продолжительный срок службы.
Для грохочения абразивных материалов применяют листовые
сита из резины или полиуретана с квадратными или прямоугольными отверстиями (рис. 7.3, а); размер квадратных или прямоугольных отверстий от 3 до 20 мм при толщине резинового листа 3—6 мм. На рис. 7.3, б изображена секция сборного листового сита. По
данным промышленной эксплуатаци полиуретановых сит более чем на порядок превышает срок службы металлических листовых сит.
Конструкции просеивающих элементов предъявляют требование обеспечения наибольшей световой площади. Плетеные проволочные сита (рис. 7,4) имеют большую световую площадь, чем сита листовые.
Рис. 7.4. Проволочное плетеное сито
Д'срок службы резиновых и
207
Щелевые и
колосниковые сита
Рис.
К проволочным ситам предъявляются следующие дополнительные требования: форма изгиба проволок должна обеспечить точность размеров отверстий и их неизменность при грохочении; сито должно быть коррозионно- и износостойким.
Установлены два ряда размеров ячеек: основной и дополнительный. Основной представляет собой нормальный ряд чисел — прогрессию со знаменателем 10 = 1,122. Размер ячеек основного ряда от 0,04 до 140 мм. Дополнительный ряд имеет знаменатель у/"10 1,059; в этом ряду пропущены члены, входящие в основной ряд.
Размер ячеек сит дополнительного ряда — от 0,042 до 150 мм.
Плетеные сита изготовляют из стальной проволоки, реже — из латунной. Помимо снт с квадратными ячейками используют сетки с прямоугольными ячейками (обычно соотношение сторон 1 : 2,5). Плетеные сита с малым размером отверстий выполняют также из шелка и полимерных материалов.
Для классификации с одновременной промывкой, обезвоживанием и сушкой применяют щелевые сетки, которые изготовляют из проволоки либо круглого, либо специального сечения (рис. 7.5, а). Из колосников (рис. 7.5, б) собирают колосниковую решетку, предназначенную для классификации крупнокускового материала. Для увеличения срока службы колосники часто изготовляют из износостойкой стали 110Г13Л.
Простейшими по устройству являются сита струпного типа, состоящие из ряда параллельно расположенных натянутых проволок.
Принцип работы сепараторов. Под сепарацией понимают разделение. материалов по крупности частиц в йотоке газа. Сепарация основана на различии скоростей движения крупных и мелких частиц в среде, газа иод действием массовых сил (силы тяжести и центробежной). В настоящее время в промышленности применяют сепараторы двух основных типов: воздушно-проходные, в которых вихревое движение создается воздушным потоком, и циркуляционные,
2(8
снабженные вращающимися лопастями. В последнем случае сепаратор работает по замкнутому циклу; при этом не возникает проблема очистки воздуха от особо тонкой пыли.
§ 2. ЗАКОНОМЕРНОСТИ ПРОЦЕССА ГРОХОЧЕНИЯ
Вероятность р прохождения зерна сквозь отверстие является отношением числа случаев т прохождения зерна сквозь отверстие к общему числу случаев п равна р -- mln. При ширине отверстия h, толщине проволоки а и диаметре зерна d (рис. 7.6)
= (b ~ = ь“ /1 V
1 (Ь-\-а)'1 ' (Ь -|-а)2 \ Л / ‘
Первый сомножитель этого выражения — коэффициент световой площади сита; следовательно, вероятность прохождения зерна прямо пропорциональна световой площади сита.
Вероятность прохождения сквозь сито зерен с относительным размером i|i d/b составит
/^7^ О.........Г •
где z - коэффициент световой площади (в долях единицы).
Число N отверстий, которые должны встретить зерна для полного прохождения сквозь сито, N 1/р —ф)2]. Встреча
с таким числом отверстий обеспечивается при определенной продолжительности t грохочения. Если время грохочения tx <Zt, то зерна этого класса встретят число отверстий <Уи сквозь сито пройдут не Bci зерна.
Эффективность грохочения по заданному классу
В, - /,// . W./W - »,/
где с - постоянный для данного режима грохочения коэффициент пропорциональности.
Для приближенных расчетов можно использовать эмпирическую формулу
1Д - 1 - ч-, где 0 — параметр, являющийся некоторой функцией времени t грохочения.
Эффективность грохочения тем выше, чем меньше относительный! размер ф зерен. При равенстве размеров зерен и отверстии ф I и эффективность грохочения приближается к нулю.
При наклонном расположении сита вероятность свободного прохождения зерна сквозь сито существенно снижается.
Рис. 7.6 Схема прохождения зерен сквозь ячейку сита
209
Рис. 7.7. Схема прохождения зерна сквозь
Рис. 7.8. Схема движения куска по наклонному ситу
На рис. 7.7 изображена схема прохождения зерна сквозь отверстие наклонного сита. Диаметр зерна, свободно проходящего сквозь отверстие, d - b cos а — h sin а, где а — угол наклона сита; b — ширина отверстия; h — толщина сита. Так, при а = -30", h = l/2ft диаметр d = 0,62ft. Практически на наклонном сите грохота получают нижний класс той же крупности, что и на горизонтальном сите при большем размере отверстий наклонного сита по сравнению с отверстиями горизонтального сита в 1,15 раза при а = 20° ив 1,25 раза при а = 25°.
Движение материала по наклонной поверхности сита. При размере отверстия ft, диаметре куска d, скорости движения »и угле наклона сита а (рис. 7.8) перемещения куска материала за время /:
x = v/ cosa; z/= и/sin а + g/2/2;
откуда / = .r/(ucosa) и у — vx sin а/(и cos а) 0,5gx2/(ti2 cos2 а). (7.1)
В предельном случае, когда кусок материала сталкивается с ребром отверстия:
х0 = (ft — 0,5d) cos а — 0,5d sin а; (7-2)
/,/0 = (ft — 0,5d) sin а 3 0,5d cos а. (7.3)
Подстановка (7.2) и (7.3) в (7.1) дает
v(> ~ [(ft—0,5z/)coscc— 0,5d since] / gl[d (cos a sin a tga)|/cos a. (7.4)
Так, при a = 20°; ft = 6d; d = 0,05 м скорость, при которй кусок сталкивается с кромкой отверстия, vn = 4,2 м/с.
При горизонтальной поверхности сита (а 0) уравнение (7.4) упрощается: и0 — (Ь— 0,5d) у gid. При d = 0,8ft предельная скорость и0 =2,36 р d.
Численный расчет свидетельствует о весьма малой предельной скорости движения материала при относительно близких размерах просеиваемых кусков и отверстий. Предельную скорость можно увеличить до 4—10 м/с, если размер отверстий превышает диаметр кусков в 6—8 раз.
Изготовление и эксплуатация грохотов с высокой скоростью движения материала целесообразны при промежуточной классифика-210
ции материалов в процессе многоступенчатого дробления. Эффективность классификации на подобных грохотах невысокая. Чем больше отклонение формы кусков от сферической, тем ниже эффективность грохочения. Однако в процессах измельчения, для которых не пред-являют жестких требований к эффективности грохочения, оправдано применение грохотов с производительностью, превышающей на один порядок производительность обычных инерционных грохотов.
Последовательность выделения классов при грохочении. При грохочении сыпучего материала с выделением более двух классов последовательность их выделения определяется расположением сит. Различают три схемы выделения классов: от мелкого класса к крупному; от крупного класса к мелкому; смешанную или комбинированную.
При грохочении от мелкого класса к крупному (рис. 7.9, а) сита располагают последовательно водной плоскости . Исходный материал поступает сначала на самое мелкое сито, затем на более крупное (размер отверстий <^Ь2 <С.ЬЛ). Преимущество этого способа — доступность сит для осмотра и ремонта; недостатки — низкая эффективность грохочения (крупные куски загораживают доступ мелким кускам к отверстиям), быстрое изнашивание мелкого сита, так как весь исходный материал поступает на мелкое, наименее прочное сито, недостаточное использование рабочего объема грохота и и, соответственно, малая производительность.
При грохочении от крупного класса к мелкому (рис. 7.9, б) обеспечиваются высокая эффективность грохочения, большая долговечность сит, достаточное использование рабочего объема грохота. К недостаткам этого способа относится затрудненный доступ для осмотра сит, нх ремонта и замены, что в условиях непрерывных технологических процессов химической промышленности весьма существенно. Незамеченный разрыв сетки ведет к попаданию крупных
Рис. 7.0. Схемы грохочения
211
зерен в мелкие и порче продукта в технологической цепи, следующей за классификацией.
При комбинированном способе грохочения (рис. 7.9, в) исходный материал попадает па среднее сито. Этот способ обеспечивает достаточную эффективность грохочения, относительно большую долговечность сит при хороших условиях для осмотра и замены сит. Большая площадь мелкого сита и его расположение под крупными ситами обеспечивают высокую производительность грохота, так как на мелкое сито попадает только часть исходного материала, а производительность всего грохота обычно ограничивается пропускной способностью мелкого сита.
§ 3. КОНСТРУКЦИИ ГРОХОТОВ
В химической промышленности применяют грохоты в основном трех типов: барабанные, плоские качающиеся и инерционные (вибрационные). Инерционные грохоты благодаря своим высоким эксплуатационным качествам практически вытеснили грохоты первых двух типов. Инерционные грохоты изготовляют с прямолинейными и круговыми колебаниями сит в вертикальной плоскости, с коробом, установленным на фундаменте или подвешенным к перекрытию.
В барабанном грохоте (рис. 7.10, а) материал движется за счет вращения барабана, установленного с уклоном в сторону разгрузки. Куски материала поднимаются вместе со стенкой барабана, а затем скатываются под действием силы тяжести. При каждом подъеме и скатывании материал продвигается в сторону выхода. При движении материала происходит грохочение по схеме «от мелкого к крупному». Эффективность грохочения весьма низкая (60—70 %).
Рис. 7.10. Схемы грохотов:
а — барабанного; б — плоского качающегося; в — вибрационного 212
Рис. 7.11. Схема сил, действую-
щих на кусок материала, находящийся на поверхности наклонного сига
Барабанные грохоты из-за низкой производительности, громоздкости, металлоемкости и большого удельного расхода энергии применяют редко и только в случаях объединения классификации материалов с промывкой.
На рис. 7.10, б приведена схема плоского качающегося грохота, подвешенного к перекрытию. Подобные грохоты можно также уста-
навливать па фундаменте на рессорах или цилиндрических пружи
нах. Короб 1 грохота с размещенными внутри ситами совершает практически горизонтальные колебания под действием кривошипно-шатунного механизма 2. Короб устанавливают с уклоном в сторону разгрузки. Материал перемещается толчками вниз и вверх с пре-
имущественным движением в сторону уклона.
Схема действия силовых факторов на кусок материала, находящийся на наклонной поверхности сита, приведена на рис. 7.11. Короб расположен так, что сила инерции Ри направлена в сторону уклона сита. На кусок действуют также сила тяжести mg и сила трения f (mg cos а —Ра since), где f—коэффициент трения; т — масса куска; g —ускорение свободного падения; а —угол наклона сита. При направлении силы инерции Р„ в сторону уклона (на рис. 7.11 влево) условие сдвига куска вниз имеет вид
Ри cos се (- mg sin а > / (mg cos а — Ри sin а), где = т<Рг (г —эксцентриситет кривошипного вала; си = 2пп — угловая скорость кривошипного вала; п —частота вращения кривошипного вала). После подстановки значений Рн и f = tg ср (где ср —угол трения куска материала о поверхность сита), а также сокращения на т cos а преобразуем уравнение к виду
п > 0,5 р g tg (ср — а)/(л2г).
Сдвиг куска вверх может происходить ири направлении силы инерции Р„ в сторону подъема (на рис. 7.11 вправо) при условии
Ри cos а — mg sin а > f (mg cos a [- Рц sin а) или
« > 0,5 Vg tg (ср ф- а)/(л2г).
При увеличении частоты вращения кривошипного вала возможен другой вид движения материала —с отрывом от поверхности сита. Условие отрыва: Рп sin а > nig cos а. Преобразование дает
п > 0,5 |/ g/(n2r tg а).
213
В настоящее время плоские качающиеся грохоты из-за малой производительности, громоздкости, большого удельного расхода энергии и низкой эффективности грохочения (не более 70—80 %) практически не применяют.
Инерционный грохот (см. рис. 7.10, в) состоит из сита 3, установленного на пружинах 4, и вращающегося вала 5 с деб.злансами 6. Траектория движения сита —эллипс, близкий к окружности. Для инерционного грохота характерно отсутствие строгой кинематической определенности траектории движения сита. Траектория определяется такими факторами, как величина, направление и частота колебаний вынуждающей силы, масса движущихся частей и жесткость упругих элементов. В зависимости от направления вынуждающей силы колебания сита могут быть близки к круговым или линейным.
Конструкции инерционных грохотов. Инерционный грохот с круговым движением (рис. 7.12) состоит из короба 1, установленного на фундаменте на пружинах 6, вала 4 с закрепленными на нем дебалан-самн 3 (снабженными набором пластин .9), вращающегося от электродвигателя 2 при помощи клиновых ремней и шкива 5. Тяжелые инерционные грохоты обычно снабжают двум'я или тремя пружинами
Б~Б увеличено
Рис. 7.12. Схема инерционного грохота с круговыми колебаниями 214
Рис. 7.13. Схема инерционного гр )хота, подвешенного к пе-рекрышо
на каждой опоре. Сито 8 поддерживается продольной балкой 7, создающей прогиб вверх. Подобная форма просеивающей поверхности обеспечивает относительно равномерное распределение потока ма
териала по ширине сита.
Инерционные грохоты обычно изготовляют на машиностроительных заводах по требованию заказчика в двух вариантах: для установки на фундаменте (см. рис. 7.12) и для подвески на перекрытии (рис. 7.13). В последнем случае короб 1 подвешен к перекрытию на тягах 2, снабженных пружинным устройством 3 для снижения передаваемых на перекрытие динамических нагрузок. Подвешенные инерционные грохоты обычно снабжают электродвигателем 4, прикрепленным к коробу.
Грохоты, установленные на фундаменте, выполняют в двух вариантах: с электродвигателем, также закрепленным на фундаменте или установленным на коробе. В последнем случае обеспечивается плавная работа ременной передачи, так как при вращении вала вибровозбудителя межцентровое расстояние не меняется. При установке электродвигателя на фундаменте межцентровое расстояние при вибрации можно поддерживать постоянным, смещая
ось шкива относительно оси вала на величину амплитуды коле-бания.
Установка электродвигателя на фундаменте предпочтительнее с точки зрения условий работы электрооборудования. В этом случае не подвергаются воздействию вибрации ни электродвигатель, ни кабель, подводящий электроэнергию к электродвигателю.
Грохот с прямолинейным движением короба (рис. 7.14) состоит из короба 1, установленного на фундаменте или подвешенного на перекрытии, и вибровозбудителя 3, приводимого в движение электродвигателем 2. При установке электродвигателя на фундаменте для сохранения межосевого расстояния при колебаниях короба ось ременной передачи нормальна к направлению колебаний. В противном случае ось шкива вибровозбудителя следует сместить относительно оси вала на величину амплитуды колебания. Вибровозбудитель направленного действия (см. гл. 3, § 2) состоит из корпуса 4, двух дебалансов 5 и пары цилиндрических зубчатых колес 6, синхронизирующих вращение валов дебалансов.
Для обеспечения равномерных колебаний по всей длине короба линия действия возмущающей силы должна строго пересекать центр масс ЦМ движущихся частей грохота. В противном случае колебания
по длине грохота становятся неравномерными, что приводит к неравномерной скорости потока материала по просеивающей поверхности.
215
Рис. 7.14, Инерционный грохот с прямолинейными колебаниями
Обычно амплитуду колебаний короба грохота проверяют при
стендовых испытаниях в двух точках: в зоне поступления исходного материала и в зоне разгрузки. В случае существенных отклонений значений амплитуды к коробу приваривают дополнительные массы в одной из отмеченных точек.
Стабильный режим работы грохота зависит от натяжения сетки. Сетка должна быть равномерно натянута по всей площади, образуя по
ширине рабочей поверхности две плоскости.
Устройство доя натяжения сита (рис. 7.15) состоит из коротких отрезков уголка 1, приваренных с внешней стороны к боковине короба 2. Для натяжения предназначена скоба 3, снабженная болтом 4. Усилие натяжения передается на сетку 5 через полосу 6. На рисунке верхняя полоса имеет
Рис. 7.15. Устройство для натяжения сита
профилированное поперечное сечение. Применяют также полосы прямоугольного сечения; в этом случае скоба заходит за внутренний край верхней полосы 6.
§ 4. ТЕХНОЛОГИЧЕСКИЙ И ДИНАМИЧЕСКИЙ РАСЧЕТЫ ИНЕРЦИОННЫХ ГРОХОТОВ
Технологический расчет включает определение основных параметров вибрации короба, а также производительности грохота. Применяют два метода расчета инерционных грохотов, которые дополняют друг друга. Метод В. А. Баумана предполагает использование справочных таблиц для грохотов с размерами отверстий сит более 5 мм. Однако в химической промышленности основную массу подлежащего грохочению материала, исчисляемую многими миллионами тони, составляют минеральные удобрения. Размер ячеек мелкого сита при грохочении минеральных удобрений обычно составляет 1 мм. Такие грохоты следует рассчитывать по методу В. А. Олевского, для которого справочные таблицы разработаны применительно к ситам с размерами ячеек 0,1 мм и более.
Расчет по методу В. А. Баумана. Производительность, эффективность грохочения и способность грохота к самоочищению отверстий сит от зерен зависят от совокупности трех факторов: частоты и амплитуды колебаний, траектории движения сита.
Экспериментально установлено, что отверстия сита не забиваются зернами, т. е. происходит его самоочищение, если высота подбрасывания зерен над поверхностью сита превышает 0,4 размера отверстия сита. Исходя из этого условия, скорость движения просеивающей поверхности рассчитывают следующим образом. Для грохота с горизонтальной просеивающей поверхностью (рис. 7.16, а) траекторию движения подбрасываемого зерна описывают уравнениями:
у =-- vnt sin у - Q,5gl2\ х = vot cos у, где у и х—координаты траектории подбрасывания зерна; v„— максимальная скорость в направлении колебаний; у —угол наклона направления колебаний к горизонтали.
Рис. 7.10. Схемы к определению траектории движения зерен материала при горизонтальном (с) и наклонном б) расположении сита
217
Совместным решением этих уравнений получают у = х tg у - gx2/(2o2cos2 у).
(7-5)
Значение хь при котором у имеет максимальное значение, находят приравниванием нулю производной уравнения (7.5):
Xi = о2 tg у (cos2 y)/g.
Приняв у ------ h и х = хп находят h = v'o (sin2 y)/(2g), откуда
t'o = ]/ 2g/z/sin2 у.
Для наклонных грохотов (рис. 7.16, б) траекторию движения зерна описывают уравнениями:
у = vot — 0,5g/2 cos а; г = 0,5g/2 sin а,
где а — угол наклона просеивающей поверхности. ______________
Решением этих уравнений получают у = щ ) 2x/(gsin а) — x/tg а. При у -= 1г и х = х1 (где х1 — длина траектории, для которой у принимает максимальное значение) v0 = у 2gh cos а.
Скорость колебаний сит щ = Ды, где А — амплитуда колебаний; от —угловая частота вынужденных колебаний.
Ускорение сита грохота w = со2/. При выборе параметров колебаний грохота ускорение ограничивают значением 80 м/с2, так как по опытным данным при больших ускорениях сита быстро изнашиваются и появляются трещины в коробе.
Обычно амплитуду колебаний принимают равной 2—5 мм.
Направление вращения вала вибровозбудителя грохота с круговыми колебаниями существенно влияет на условия работы грохота. На рис. 7.12 и 7.13 показано обычно принимаемое направление вращения вала. При изменении направления вращения вала эффективность грохочения существенно повышается при одновременном снижении производительности.
Для определения производительности грохота ВНИИстройдормаш рекомендует формулу
Q — qFkykJ^m,
(7-6)
где Q — производительность сита, м3/ч; F — площадь поверхности сита, м2; kx — коэффициент, учитывающий угол наклона сита к горизонтали; k2 — коэффициент, учитывающий содержание нижнего класса в исходном материале; /г3 — коэффициент, учитывающий содержание в нижнем классе зерен размером меньше половины отверстия сита; т — коэффициент, учитывающий неравномерность питания, размеры и форму зерен, тип грохота.
Значения q, klt k2, k3 приведены ниже.
Размер квадратного отверстия в свету, мм ......................
Значения q:
q ...............................
Размер квадратного отверстия в свету, мм .......................
5
12
7
16
10
23
14
32
16
37
18
40
20
43
<7
218
25
46
35
50
37
60
40
62
42
64
60
80
70
82
Значения kt-
Угол } аклона сита, ...°........ 9 10 11 12 13 14 15 16
kt............................... 0,45 0,50 0,56 0,61 0,67 0,73 0,80 0,86
Угол наклона сита, ...".......... 17 18 19 20 21 22
............................. 0,92 1,00 1,08 1,18 1,28 1,37
Значения £3:
Содержание зерен нижнего класса
в исходном материале, % . . . . 10 20 30 40 50 60 70 80 90
ka ............................. 0,58 0,66 0,76 0,84 0,92 1,00 1,08 1,17 1,25
Значения k3:
Содержание в нижнем классе зерен размером меньше половины разме-
ра отверстия, %................... 10 20 30 40 50 60 70 80 90
/г3 .............................. 0,63 0,72 0,82 0,91 1,00 1,09 1,18 1,28 1,37
Значения коэффициента /п: для горизонтального грохота при классификации материалов тина гравия т =- 0,8, щебня —т — = 0,65; для; наклонного инерционного грохота соответственно т = 0,60 и т = 0,50.
Эффективность грохочения
Е = ek'tk'^3,
(7.7)
где е—эталонная эффективность грохочения; —коэффициент, учитывающий угол наклона грохота; k'2 — коэффициент, учитывающий содержание нижнего класса в исходном материале; k'2 — коэффициент, учитывающий содержание в нижнем классе зерен с размерами меньше половины отверстия сита.
Значения k\, k2, k-j приведены ниже.
Значения ftp.
Угол наклона, ...° 0 1,00 9 1,07 12 1,05 15 1,03 18 1,00 21 0,96 24 0,88
Значения k'.,‘.
Содержание зерен нижнего класса
в исходном материале, °/ц ... . 20 30 40 50 60 70 80
й' 0,86 0,90 0,95 0,97 1,00 1,02 1,03
Содержание в нижнем классе зерен размером меньше половины размера отверстий, % ..................
к'л...............................
Значения k3:
20 30 40 50 60 70 80
0,90 0,95 0,98 1,00 1,01 1,03 1,04
Для горизонтальных грохотов с прямолинейными колебаниями при обработке щебня (дробленый материал) эталонная эффективность е — 89 %, гравия (материал со скругленными зернами) е = 91 %, для наклонных грохотов с круговыми колебаниями соответственно для щебня и гравия е = 86 и 87 %.
Расчет по методу В. А. Олевскогой В. А. Олевский предложил следующие оптимальные параметры работы грохота с круговым движением:
г = 0,15Ь + 1, (7.8)
где г — радиус круговых колебаний грохота, мм; b — размер ячеек в свету, мм.
219
Для грохотов с прямолинейными колебаниями короба г = А. Частота колебаний (вращения эксцентрика) в минуту
п (18 000/г)0-8. (7.9)
Производительность грохота по исходному питанию, т/ч,
Q = p<7050LpH, (7.Ю)
где р —поправочный коэффициент на точность отсева; q0 — допускаемая расчетная (при эффективности грохочения Е = 92,5 %) объемная производительность, м3/(м2-ч); Во—расчетная ширина сита, м; L — рабочая длина сита, м; р„ — плотность материала при свободной насыпке, т/м3.
|Х = (100 — £)/7,5,
где Е —заданная эффективность грохочения, %.
Ширину В„ сита обычно принимают равной 0,95 фактической ширины В. Значения q0 в зависимости от размера b ячеек сита приведены в табл. 7.1.
Таблица 7.1 Допускаемая производительность при Е = 92,5 %
Ь, мм м’/(м’' ч ) Ь, мм <7о, м3/(м2- ч) Ь, мм *7о. №/(м2-ч)
о,1 0,167 3 5 16 26,7
0,15 0,25 5 8,4 20 33,3
0,20 0,33 6 10 25 41,7
0,30 0,5 8 13,3 30 50
0,5 0,34 10 16,7 50 83,4
1 1,67 12 20 75 125
2 3,33 14 23,4 100 167
Производительность грохота, определяемая по формуле (7.10) обеспечивается при оптимальных параметрах работы грохота: амплитуде колебаний, скорости и угле наклона.
Угол наклона грохота (а0) выбираЕОт по эмпирической формуле аор1 = 1,1501/(1 +0,037500, где & = Q/(pHB) —пропускная способность сита.
Оптимальная скорость движения материала по поверхности сита, мм/с,
yopt = 6Q + 160 = 15<7ф + 160,
где f/ф = О/(£о7-Ро) —фактическая объемная производительность, м3/(м2-ч).
Динамический расчет грохотов. Грохоты как с круговым, так и с прямолинейным движением сит работают, как правило, далеко за резонансным режимом. В первом приближении амплитуду колебаний грохота с прямолинейным движением короба можно определить из условия неподвижности центра масс
МА = Мдгд, (7.11)
220
Рис. 7.17. Схема расположения неуравновешенной массы дебаланса
где /И—масса движущихся частей, вклю- // j
чая массу короба, вибровозбудителя и ма- [/ \\ cj
териала, находящегося на поверхности Н f //т\\ Н !
сита; 7ИД — масса неуравновешенных ча- ЯЧ у )-------------П—'
стей двух дебалансов; гд — расстояние \\ ' II
от оси вала до центра ЦМ неуравно- 'X JJ
вешенной массы дебаланса (рис. 7.17). 'хч j у/
При заданных М и А можно найти |—
произведение Л1дг;1 из уравнения (7.11). Задаваясь величиной одного из сомножителей, определяют значение второго. Подбором находят наиболее приемлемое решение.
При грохочении материала энергия расходуется на преодоление трения в подшипниках грохота, на транспортирование материала и прохождение зерен сквозь отверстия сит, на трение в опорах, а также на компенсацию потерь в электродвигателе.
По методу В. А. Баумана мощность определяется двумя составляющими, одна из которых —мощность на трение в роликоподшипниках, кВт,
Ят = 1(Н Ц (Мт|,<о),
где Mr|) = FfDl2 —момент трения в подшипниках, Нм (К — нагрузка на подшипник, Н; / — приведенный коэффициент трения, для подшипников качения / = 0,001 ... 0,005, D —диаметр вала, м); w — угловая скорость, рад/с.
Для определения второй составляющей мощности Яр> затрачиваемой па транспортирование материала и его прохождение сквозь сито, можно предложить следующий весьма упрощенный метод.
Работа, затрачиваемая на подбрасывание материала, за одно колебание Аг = in„v-/2, где тУГ —масса материала, находящегося на ситах, кг; v ---скорость поверхности сита в момент подбрасывания, м/с (для грохота с прямолинейными колебаниями и = соЛ, для грохота с круговым движением v = cor).
Мощность, развиваемая при подбрасывании материала, кВт,
А^гр = 71щ — 0,5mM (юЛ)210—3.
Фактическая мощность может быть больше, если учесть работу, затрачиваемую на преодоление сил трения материала о сито, и возможность встречи падающего материала с движущимся навстречу ситом. Принимают
Яр=^ЯР.
Мощность электродвигателя находят с учетом его КПД ц,л:
Ял = Я1Щ, где N -.= Я.р Д- /V гр .
По каталогу подбирают электродвигатель ближайшей мощности и одновременно уточняют значение
Кроме того, необходима проверка мощности электродвигателя по времени пуска грохота
t — Рол Рв 4~ ®эл/(Ю3£?\/эл),
где /эл, JB и JK — момент инерции соответственно ротора электродвигателя, вращающихся частей вибровозбудителя и колеблющегося короба, кг-м2; со,л —угловая скорость электродвигателя, рад/с; k — коэффициент кратности пусковой мощности электродвигателя (из- паспорта электродвигателя); N.M—мощность электродвигателя, кВт.
По рекомендации В. А. Баумана время пуска t не должно превышать 5 с.
В качестве опор для короба обычно применяют цилиндрические пружины сжатия. Ранее грохоты опирали на рессоры, представляющие собой пакет из полосовой пружинной стали. Однако из-за существенного увеличения амплитуды колебаний при переходе через резонансную скорость рессоры быстро выходили из строя. В некоторых случаях в качестве упругих опор применяют надувные подушки из прорезиненной ткани.
Пружины проверяют на прочность и устойчивость. Жесткость пружин, применяемых в современных грохотах, обеспечивает зарезонансный режим колебаний. Для обеспечения плавного и бесшумного перехода через резонансную частоту выбирают минимально допустимую жесткость пружин. Обычно при статическом нагружении сжатие пружин в 5—10 раз превышает амплитуду колебаний короба.
Технические характеристики инерционных грохотов приведены в ГОСТ 23788—79.
§ 5. ОБОРУДОВАНИЕ ДЛЯ ВОЗДУШНОЙ СЕПАРАЦИИ МАТЕРИАЛОВ
Общие сведения. Удельная производительность грохотов при классификации материалов с размером частиц менее 1 мм весьма низкая. Такие материалы рационально сортировать в воздушных сепараторах, в которых более крупные частицы выпадают из потока под действием сил тяжести или центробежных сил, а мелкие — выносятся потоком воздуха в осадительные устройства. Регулируя скорость потока, можно варьировать размер выносимых частиц. Воздушные сепараторы широко применяют в помольных устройствах производства фосфоритной муки, извести, пигментов. При использовании горячих газов в них можно совмещать сортировку с сушкой материалов.
В реальных условиях работы сепараторов точное разделение частиц по заданному размеру невозможно, так как невозможно обеспечить идеально стабильный режим их работы. Скорость движения частиц непрерывно колеблется из-за изменения концентрации частиц, их размеров и пр. Вследствие этого мелкий класс (фракция) загрязняется крупными частицами, а крупный — мелкими.
222
a)
Рис. 7. Id. Зоны разделения сепараторов*.
д _ иертикальпо-проточиая; б — протняоточио-центробежная; в — центробежная поперечно-поточная
Эффективность сортирования
Е =- (m/m0) 100 %, где т п ти — масса мелкого продукта соответственно после сепаратора и в исходном материале.
Засоренность продукта
А’3 = l(mi — т^/т^ 100 %,
где tn-j. и гп2 -- масса пробы продукта соответственно после сепаратора и после отсева мелкой фракции.
В производственных условиях эффективность разделения составляет 67—80 %, а засоренность 60—70 %.
Основы теории воздушных сепараторов. Разделение смеси сыпучих материалов на классы в воздушных сепараторах происходит вследствие различного действия массовых сил и сил аэродинамического сопротивления па частицы разных размеров и, следовательно, большей скорости движения, приобретаемой крупными частицами. Схемы аппаратов должны обеспечивать регулирование сил, действующих на частицу, и движение частиц различной крупности в разных направлениях. Частицы граничного размера находятся в динамическом равновесии и в зависимости от колебаний режима движения газовой смеси попадают в крупный или в мелкий класс.
На рис. 7.18 показаны три характерные зоны разделения сепараторов. Направление движения частицы в вертикальном газовом потоке (рис. 7.18, а) зависит ст соотношения сил аэродинамической и тяжести, действующих на частицу.
При равенстве действующей на частицу аэродинамической силы газа'Р и силы тяжести 6, частица зависает (витает) в потоке газа. Размер такой частицы является «границей» разделения смеси. Более мелкие частицы уносятся потоком газа со скоростью им, а более крупные —выпадают со скоростью щр.
Аэродинамическую силу газа, действующую на частицу неправильной формы, условно заменяют эквивалентной силой, действую-223
щей на шар того же объема и массы; эту замену учитывают коэффициентом формы /?ф.
По методу В. А. Баумана можно определить аэродинамическую силу, И,
Р = Со^ф!’гуоч/''8, где сй — коэффициент аэродинамического сопротивления шаровидной частицы; рР — плотность газа, кг/м3; d — приведенный размер частицы м; vu -скорость обтекания частицы газом, м/с.
Коэффициент формы для шаровидных частиц /д 1,0; для овальных /?()| 1,1; для пирамидальных /?ф 1,5; для продолго-
ватых /гф 1,76, для игольчатых йф -- 3,8.
Коэффициент с0 зависит от режима движения газа, оцениваемого числом Рейнольдса. При скорости движения газа в сепараторах 4—20 м/с и размере частиц 0,1 —1,0 мм число Рейнольдса Re = = = 50 ... 2000. При таком режиме с„ -= 13 j v/(u(ld) , где v —кинематическая вязкость газа, м2/с (для воздуха v 1,5- 10~г> м2/с).
Условие витания частицы: Р ~ G или
^оМ’А'ош/2/8 “ Рм?ж/3/б-
где рм — плотность материала частицы, кг/м3.
При этом условии частицы «зависают» и скорость щ обтекания их воздухом или газом равна абсолютной скорости и„ движения воздуха.
Диаметр частицы, по которому проходит граница разделения, м, rf = 0,75c0/i(1)pX/(!'M^-
Скорость, при которой происходит витание частицы:
Щит 1 4(Ц[ <Д'/(Д'ф£()Р()•
Если частица движется в потоке газа (Р > G), то скорость ее движения цч равна разности скоростей движения газа и витания частицы: и,, щ —цит.
В противоточно-центробежной зоне разделения (рис. 7.18, б) газ движется по спирали. Мелкие частицы, для которых аэродинамическая сила газа Р больше центробежной силы Рц, движутся к центру, а крупные —к периферии. Условие равновесия частиц граничного размера Рц --- Р или
pMnd3^/(6R) -- ш0£(1ф,гиЕхс2/8, откуда граничный диаметр разделения
d = 3AW’r^'(4l’A2h
где ц- и vr — касательная и радиальная составляющие скорости потока газа, м/с.
В центробежной поперечно-поточной зоне разделения (рис. 7.18, в) на частицу действуют центробежная сила Р|(, аэродинамическая сила газа Р, направленная вверх, и сила тяжести G. Крупные частицы, на которые преобладающее влияние оказывают центробежные силы, движутся в горизонтальном направлении к периферии и при 224
касании стенки, потеряв скорость, оседают. Мелкие частицы выносятся потоком вверх. Частицы граничного размера в течение некоторого времени перемещаются по вертикали на расстояние h и по горизонтали на расстояние I.
Границу разделения можно определить из условия равенства времени движения частицы по вертикали и горизонтали /гор: /вер := 4-ор или /1/овер = //цГОр, где пвер и цгОр — скорость движения частицы соответственно по вертикали и горизонтали.
Скорость движения частицы по вертикали щ.ер = vu—vUUT.
Скорость движения частицы в горизонтальном направлении, определенная из равенства действий центробежной силы и аэродинамической силы газа на частицу в радиальном (к центру) направлении:
Г’гор == И 4рмйцб//(ЗСоЙфрр),
где цц — центростремительное ускорение, м/с2; d — граничный диаметр, м;
d = ЗАфрг/2цй/[4рм (/ Г g/c0 + h |/ ац/с0)2].
Конструкции воздушных сепараторов. В химической промышленности преимущественное распространение получили проходные и циркуляционные сепараторы.
В проходном сепараторе (рис. 7.19) материал подается вместе со сжатым воздухом, который используется также для разделения смеси, по патрубку 1 в корпус сепаратора 2. Из-за расширения канала, по которому движется смесь, скорость потока уменьшается и крупные частицы выпадают из смеси под действием силы тяжести. Воздушный поток проходит по направляющим лопастям 4 во внутренний корпус 3, закручивается, и из него выпадают мелкие частицы под действием центробежных сил. Крупные частицы отводятся из сепаратора по патрубку 7, мелкие — по трубе 6, воздух — по трубе 5. Границу разделения регулируют дросселированием входящего потока или изменением угла поворота лопастей 4.
Недостаток проходных сепараторов—высокий расход воздуха.
На рис. 7.20 приведена схема циркуляционного воздушного сепаратора с разбрасывающим диском и крыльчаткой. Такие сепараторы более компактны и экономичны, поскольку в одном агрегате объединены источник движения воздуха (вентилятор), сепарирующие и осадительные устройства.
Исходный материал поступает по патрубку 1 на вращающийся с валом 2 диск 5, с которого сбрасывается под действием центробежной силы. Крупные частицы падают под действием силы тяжести или отбрасываются центробежной силой к стенкам внутреннего корпуса 6, где теряют скорость и также опускаются в воронку 11, образуя крупный класс, который выводится из сепаратора по трубе 9.
Вентилятор 3 и крыльчатка 4, вращающиеся вместе с диском 5, засасывают воздух из нижней зоны, который пересекает поток сбрасываемого с диска 5 материала, захватывает средние и мелкие частицы, выносит их в зону вращения крыльчатки 4. Здесь под действием центробежных сил вращающегося потока средние частицы
8 П/р Э. Э. Кольмана-Иваноаа 225
отбрасываются к стенкам корпуса 6 и стекают в крупный продукт. Мелкие частицы вместе с воздухом проходят через вентилятор 3 в пространство между наружным и внутренним корпусами, где воздух движется вниз по спирали. Окружная скорость воздуха в этой зоне максимальная, вследствие чего имеющиеся в нем мелкие частицы отбрасываются центробежной силой к стенкам корпуса 8, теряют скорость и опускаются по трубе 10, образуя мелкий класс. Воздух через жалюзи 7 поступает вновь во внутренний кожух, захватывая случайно попавшие в крупный продукт мелкие частицы. Границу разделения можно регулировать изменением радиуса расположения лопаток крыльчатки 4 и угла установки лопастей жалюзи 7.
Расчет основных параметров сепараторов. По методу В. А. Баумана рекомендуется следующая последовательность определения параметров при расчете.
1. Необходимый расход газа, м3/ч,
Q = /7/6,
где П — заданная производительность по мелкому классу, кг/ч; 6 0,3 кг/м3 — предельная концентрация частиц мелкого класса
в газе.
Рис. 7.20. Схема циркуляционного сепаратора
226
2. Объем сепаратора, м3,
V = Q/k,
где к —напряжение объема сепаратора, м3/(м3/ч).
Значение k зависит от дисперсности готового продукта:
Дисперсность (остаток на сите № 009), % ... 4—6 6—15 15—30
k........................................... 200 2500 3500
3. Диаметр сепаратора, м,
D = 1,3 ^V.
4. Высота лопаток крыльчатки основной зоны разделения (над разбрасывающим диском) для циркуляционных сепараторов, м,
/г = 14,7 -4 Д/(—У - 7,-уу v d V \ ф (»м / ЛДХл)* >
где d —граница разделения, м; v —кинематическая вязкость газа-м2/с; Rlt —радиус крыльчатки, м; / = 0,6 ... 0,8 —коэффициент, оценивающий степень захвата газа во вращение; п — частота враще, ния крыльчатки, об/с.
Л А В A 8
СМЕСИТЕЛИ, ПИТАТЕЛИ И ДОЗАТОРЫ
§ 1. ПРОЦЕССЫ СМЕШИВАНИЯ. КЛАССИФИКАЦИЯ СМЕСИТЕЛЕЙ.
Общие положения. Смесителями называют машины или аппараты, предназначенные для осуществления процесса смешивания материалов. Под процессом смешивания принято понимать такой механический процесс, в результате которого первоначально находящиеся раздельно компоненты после равномерного распределения каждого из них в смешиваемом объеме образуют однородную смесь. Термин «.перемешивание» больше связан со следствием воздействия рабочего органа на перемешиваемый материал: процесс перемешивания не обязательно должен привести смесь к однородному состоянию; в некоторых случаях его используют для разделения смеси на отдельные компоненты.
Обратным процессу смешивания является процесс сегрегации, приводящий к разделению смеси на отдельные компоненты.
В состав смесей может входить различное число компонентов (есть композиции, в состав которых входит несколько десятков компонентов). Соотношение количеств компонентов в смеси изменяется в широком диапазоне, иногда отношение масс компонентов в смеси составляет 1 : 10е.
Рассмотрим конструкции и методики расчета смесителей для сыпучих и пастообразных материалов.
Оценка качества смеси. В процессе смешивания в рабочем объеме смесителя происходит взаимное перемещение частиц разных компонентов, находящихся до перемешивания раздельно или в неоднородно внедренном состоянии. В результате перемещений возможно бесконечное разнообразие расположения частиц в рабочем объеме смесителя. В этих условиях соотношение компонентов в микрообъемах смеси —величина случайная, поэтому большая часть известных методов оценки однородности (качества) смеси основана на методах статистического анализа. Для упрощения расчетов все смеси условно считают двухкомпонентными, состоящими из так называемого ключевого компонента и условного, включающего все остальные компоненты смесей. Подобный прием позволяет оценивать однородность смеси параметрами распределения одной случайной величины — содержанием ключевого компонента в пробах смеси. В качестве ключевого компонента обычно выбирают такой компонент, который либо легко анализировать, либо распределение его в смеси особенно важно по техническим требованиям.
2?8
Рис. 8 1. Кинетическая кривая процесса смешивания сыпучих материалов в смесителях периодического действия
В СССР в качестве критерия оценки качества смеси используют коэффициент вариации Кс, %,
/
,, юо । 1 V / -г>
Vc = —|/
где с — среднее арифметическое значений концентрации ключевого компонента
во всех п пробах смеси, %; с; —концентрация ключевого компонента в i-й пробе смеси, %.
Применительно к процессу смешивания сыпучих материалов этот критерий называют коэффициентом неоднородности, так как с его увеличением неоднородность смеси возрастает.
Необходимую массу пробы смеси сыпучих материалов принимают в зависимости от принятого метода анализа проб на содержание в них ключевого компонента. Обычно масса пробы колеблется в пределах от 1 до 10 г.
Кинетика периодического процесса смешивания. Анализ экспериментальных зависимостей Vc = / (/) (где t —время смешивания), полученных при исследованиях смесителей периодического действия различных конструкций, показывает, что кинетическая кривая процесса смешивания имеет три характерных участка (рис. 8.1), каждый из которых соответствует определенному по времени периоду смешивания.
В периоде I преобладает процесс смешивания за счет конвективного переноса компонентов по внутреннему объему смесителя. Процесс сегрегации по сравнению с процессом смешивания идет с небольшой скоростью. В связи с этим в периоде / Vc резко уменьшается до некоторого значения Кс1(. К концу этого периода (/„) в рабочем объеме смесителя практически нет агрегатов (макрообъемов), состоящих нз частиц одного компонента.
В периоде II скорость процесса смешивания становится сопоставимой со скоростью сегрегации, поэтому значения V,. со временем изменяются незначительно (по сравнению со значениями периода /). Сам же процесс смешивания реализуется в основном за счет перемещений отдельных частиц одна относительно другой. Из-за внешней схожести с процессом диффузии молекул этот процесс смешивания называют диффузионным.
В периоде III скорость процесса смешивания становится равной скорости процесса сегрегации, поэтому Vr не меняется во времени. Наименьшее значение коэффициента неоднородности называют предельным коэффициентом неоднородности Угп. Время достижения смесью однородности, оцениваемой значением У,.и, является оптимальным временем смешивания, так как при дальнейшем смешивании щ уменьшается.
В периоде 1 физико-механические свойства смеси не влияют существенно на кинетику процесса смешивания, а в периоды II и III влияние их становится преобладающим; поэтому в одном смесителе можно получить па различных по своим физико-механическим свойствам смесях неодинаковые значения Vrn.
Процессы смешивания в смесителях непрерывного действия. В непрерывно действующих смесителях поступление компонентов на смешивание и выдача готовой смеси осуществляются непрерывно. В отдельных случаях компоненты поступают в смеситель дискретно. Качество приготовленной в таких смесителях композиции зависит не только от процесса смешивания в смесителе, но и от характера питания (дозирования) компонентов. Практически ни один питатель не может обеспечить непрерывное поступление материала в строго заданном количестве в каждый момент времени. Следовательно, уже в момент поступления компонентов в смеситель всегда возможны отклонения в соотношении компонентов от нормы, заданной регламентом на готовую смесь. Это обстоятельство накладывает на основную функцию смесителя (качественно смешивать поступающие компоненты) дополнительное условие — выравнивание или «сглаживание» флуктуаций питающих потоков, обеспечивающее колебание соотношения компонентов в готовой смеси в заданных пределах.
Любой непрерывно действующий смеситель с входными и выходными потоками, которые часто называют сигналами, упрощенно можно изобразить в виде условной схемы (рис. 8.2). На этой схеме за регулируемый параметр принято мгновенное значение концентрации ключевого компонента с (Z)HX во входном потоке, а за выходной параметр — мгновенное значение концентрации ключевого компонента с (ОПЬ1Х в готовой смеси.
Смесители непрерывного действия можно отнести к категории линейных систем, поэтому можно записать следующую связь между входным и выходным сигналами:
£ (Овых — Д [с (Овх]>
(8-1)
где А — оператор преобразования.
Совокупность математических выражений А называют статистической характеристикой объекта (системы). Она не зависит от времени и определяется для процесса смешивания структурой потоков внутри объекта (в данном случае — смесителя).
Большую часть математических моделей перемещений в потоках записывают преимущественно в виде уравнений, описывающих изменение концентрации вещества в потоке, которое обусловлено движением потока. Применительно к процессам смешивания сыпучих материалов наиболее часто используют диффузионную и ячеечную
Н(р)
математические модели.
Диффузионная модель соответствует потоку с поршневым движением материал
Рис. 8.2. Упрощенная схема смесителя непрерывного лейстой»
840
ла, осложненным продольным или поперечным, а чаще одновременно и тем и другим перемешиванием частиц. Для описания используют уравнение
дс дс , — дас Dr д / п дс \ /о
ПГ = ~v Пх + + TIr Hr) ’ <8-2>
где с — концентрация ключевого компонента; I — время; v — линейная скорость потока; х — координата вдоль потока; DL и Dn — коэффициенты соответственно продольного и поперечного перемешивания (аналоги коэффициентов диффузии); R — радиус поперечного сечения потока.
Из-за сложности решения этого уравнения, называемого двухпараметрической диффузионной моделью, его упрощают, полагая, что Dn = 0. Упрощенное уравнение называют однопараметрической диффузионной моделью.
Значения DL и D,t находят экспериментально на опытных образцах смесителя, что снижает ценность диффузионных моделей.
Решения уравнения (8.2) чаще приводят к виду
Vc (/) = а7с„е-ф/,
где Ус (0 — значение коэффициента неоднородности к моменту времени t; а — коэффициент пропорциональности; Усн — начальное значение коэффициента неоднородности смеси (определяется соотношением компонентов смеси); Ф — функция (или параметр), зависящая от геометрических и режимных параметров смесителя, а также физико-механических свойств смеси.
Ячеечная модель предполагает, что поток материала последовательно проходит через ряд ячеек, представляющих собой аппараты идеального смешения. Эта модель описывается m-м числом линейных дифференциальных уравнений первого порядка:
где т — число ячеек, адекватных по воздействию на поток реальному смесителю; I — среднее время пребывания частиц в ячейках от 1-й до i — 1-й ячейки.
При т = 1 ячеечная модель переходит в модель идеального смешения, а при rrl = оо — в модель идеального вытеснения.
Ячеечную модель можно успешно использовать для описания процесса смешивания в смесителях периодического и непрерывного действия.
Другую форму записи оператора преобразования А в уравнении (8.1) можно получить, используя динамические характеристики системы: весовую h (t) или передаточную Н (р) функции.
Весовая функция h (/) — это функция времени, описывающая реакцию системы в некоторый момент времени t на единичную импульсную функцию 6 (t), поданную на вход системы в момент времени t — ta, где t3 — транспортное запаздывание сигнала, т. е. время прохождения импульса через систему.
231
Единичная импульсная функция или дельта-функция
Л ( оо при t — 0;
8(Но при / > 0;
ОО
J 6 (/) dt = 1. О
Передаточная функция И (р) является преобразованием Лапласа ОО
функции h (t): Н (р) = J h. (/) e ‘/,z dt, где р — комплексная перемен-о
пая (р == а + ib, где а и b — соответственно действительная и мнимая часть комплексного числа; i = |/—1 ). Используя функцию И (р), можно записать уравнение (8.1) для линейной системы в виде с !/’)»ы\- " ' Н (/’) с (/’)вх> где с (р) — преобразованная по Лапласу функция с (t).
Общая классификация смесителей. Смесители классифицируют по следующим признакам:
физическое состояние рабочей среды (смесители для сыпучих материалов, паст, высоковязких полимеров, резины и т. д.);
протекание процесса смешивания во времени (смесители периодического и непрерывного действия);
природа силового воздействия на частицы (смесители гравитационные, центробежные, пневматические, электромагнитные и т. д.);
механизм перемешивания частиц (смесители циркуляционные, объемного смешивания, диффузионного смешивания);
конструкция (смесители барабанные, шнековые, ленточные, лопастные и т. д.);
способ управления (смесители с ручным управлением, автоматическим или программным управлением).
На практике для классификации смесителей используют каждый из. этих признаков, причем чаще всего комбинацию тех признаков, которые для данных условий расчета, конструирования, эксплуатации наиболее важны.
§ 2. СМЕСИТЕЛИ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Область применения и классификация. Приготовление однородных по составу композиций из твердых сыпучих или пастообразных материалов смешиванием их в смесителях — широко применяемый процесс. Круг химических производств, в которых используют этот процесс, чрезвычайно разнообразен. К ним относятся крупнотоннажные производства пластмасс, удобрений, красителей, моющих средств, инсектофунгицидов и пестицидов, резино-технических изделий, шин и т. п.
В химических производствах устанавливают в основном смесители периодического действия. Это объясняется тем, что, во-первых, при периодическом ведении процесса смешивания можно обеспечить :;з,2
Рис. 8 3. Схема смесителя с планетарно-шнековой мешалкой
точное соотношение между компонентами смеси (их загружают в смеситель по массе), а во-вторых, при большом числе компонентов их дозирование в смеситель непрерывного действия затруднено.
По механике переноса вещества смесители периодического- действия можно разделить на циркуляционные смесители; смесители объемного смешивания; смесители диффузионного смешивания. К циркуляционным смесителям относятся наиболее распространенные смесители порошкообразных и мелкозернистых сыпучих материалов. Для этих смесителей характерно движение (циркуляция) основного потока смешиваемого материала по замкнутому контуру. Соединение отдельных зон рабочего объема смесителя потоком материала в циркуляционный контур может быть последовательным, параллельным или
""J
сложным (с рециркуляцией, разветвлением, байпасом и т. д.). Движение материала через зоны обеспечивают либо перемешивающий орган, либо специальные транспортеры. Зона действия перемешивающего органа составляет незначительную долю общего рабочего объема смесителя.
К наиболее распространенным в отечественной промышленности циркуляционным смесителям следует отнести планетарно-шнековый и центробежный лопастной.
Смеситель с планетарно-шнековой мешалкой состоит пз следующих основных частей (рис. 8.3): конического корпуса 1, крышки 4, привода 3 шнека, привода 2 водила, шнека 7, запорного механизма 8 и коробки 9. Шпек 7, получающий вращение вокруг собственной оси от мотор-редуктора 3 через две пары конических шестерен (находятся в коробках передач 5 и 6), совершает планетарное вращение вокруг оси корпуса смесителя от мотор-редуктора 2 через червячный редуктор, пары конических шестерен и водило 10. Верхний конец вала шнека 7 имеет опору в коробке передач 6, а нижний — в шарнирной опоре, закрепленной в нижней части корпуса смесителя. Приводы шнека и водила смонтированы на крышке 4 корпуса смесителя. В некоторых конструкциях планетарно-шнековых смесителей привод шпека находится на отдельной плите, расположенно/: около нижней части корпуса, а привод водила — на крышке. Крышка имеет ряд техно,логических штуцеров (для загрузки компонентов смеси, подачи
233
инертного газа, установки взрывной мембраны, отбора проб, установки термопар) и лаз для осмотра внутренней части корпуса.
На коническом корпусе 1, состоящем из двух частей, имеется люк для осмотра шарнирной опоры и коробка 9 для выпуска готовой смеси. Отверстие в коническом корпусе, через которое готовая смесь выходит во внутреннюю часть коробки 9, прикрыто клапаном, имеющим шарнирную опору. Для открытия и закрытия клапана предназначен механизм 8, состоящий из пневмо- или гидроцилиндра и рычажной передачи.
Шарнирная опора вала шнека является одним из самых ответственных узлов смесителя. Опора размещена в сыпучем материале, поэтому ее конструкция должна обеспечить работу без смазочного материала и предотвратить истирание шейки вала шнека частицами перемешиваемого материала.
Планетарно-шнековый смеситель работает следующим образом. Подлежащий смешиванию материал загружают через верхний штуцер в крышке 4 (см. рис. 8.3). При планетарном вращении шнека смешиваемый материал поднимается витками шнека 7 около стенок конического корпуса 1. Затем материал движется к оси корпуса, где образуется нисходящий поток материала. В узкой части корпуса материал снова захватывается витками шнека и транспортируется вверх вдоль стенок корпуса. Движение сыпучего материала вверх в отдельных объемах около стенки корпуса — прерывистое; оно происходит только в моменты прохождения через эти объемы шнека. После завершения процесса смешивания пневмоцилиндром открывается клапан, находящийся внутри коробки 9. Сыпучий материал начинает вытекать через отверстие в коробку 9, а из нее — в приемное устройство для хранения готовой смеси. Выпуск смеси производят при вращающемся шнеке.
Экспериментально установлены следующие оптимальные геометрические и режимные параметры планетарно-шнекового смесителя: dai = O,2Z)o; tm/dul — 0,8; <р = 0,8; ыш/<п„ = 40; и — 1 м/с; а = 34°; /с„ = 20 мин; здесь dm — наибольший диаметр витков шнека; ОГ) — наибольший внутренний диаметр корпуса; /ш — шаг шнека; <р — коэффициент заполнения смесителя; <ош, сов — угловая скорость шнека и водила; и — окружная скорость наружной кромки витков шнека вокруг оси шнека; а — угол конусности корпуса; /см — время смешивания.
Мощность N, кВт, привода планетарного вращения шнека
N = 1,1 (4 sin2 аф 1),
где С\ — коэффициент, зависящий от физико-механических свойств смеси (табл. 8.1); рп — насыпная плотность сыпучего материала, кг/м3; пш — частота вращения шнека, об/мин; Lp — часть длины шнека, находящегося в смеси, м; Р>д — удельная поверхность шнека, м2/м; а — угол конусности корпуса, ...°
Удельная поверхность шнека Руд (в м2 на 1 м длины его рабочей зоны): Руд — (2Fi + Р2)//ш, где А и Л- площадь поверхности :’3t
Таблица 8.1
Значения коэффициентов и С2 для некоторых сыпучих материалов
Материал Насыпная плотность, кг/м* Дисперсность материала, мм С,- 1 0е С 2‘ 1 О4
Речной песок 1380 0,2-0,5 0,9 8,24
1070 1-2 1,27 39
Соль поваренная 970 0,2—0,5 0,9 3,4
1100 0,01-0,2 2,5 2,68
Сода кальцинированная 505 0,01—0,1 2,3 2,24
Опилки железные 2400 0,25—1,0 — 95,5
Г рафик гранулированный 1070 02-05 08 38
Каолин 272 0—0,07 0,94 3,3
Цемент 980 0,01—0,1 2,1 2,84
Полиэтилен порошкообразный 240 0—0,02 — 3,93
Полиэтилен гранулированный 561 3-5 — 8,5
Поливинилхлорид 481 0—0,02 — 5,9
соответственно одной стороны витка шнека и вала на длине в один шаг, м2.
Отраслевым стандартом ОСТ 26-01-73—78 предусмотрено несколько типоразмеров планетарно-шнековых смесителей типа ПШ с рабочим объемом 0,04; 0,1; 0,25; 0,63; 1,0; 1,6; 2,5; 3,2; 4,0; 6,3; 10,0; 16,0 м3.
Из зарубежных конструкций планетарно-шнековых смесителей наиболее распространен смеситель типа «Наута» (Голландия), выпускаемый в трех модификациях: с нижним (модель Ма), верхним (модель Мь) и раздельным (модель Мах) приводом планетарного вращения шнека.
Центробежные лопастные смесители относятся к циркуляционным смесителям с быстро вращающимся рабочим органом. Экспериментально установлено, что при вращении лопастной мешалки с окружной скоростью края лопасти более 6 м/с перемешиваемый сыпучий материал может быть переведен чисто механически в псевдоожиженное состояние. При этом значительно увеличиваются подвижность сыпучего материала и скорость его движения по циркуляционному контуру, благодаря чему время смешивания не превышает 25 мин.
В центробежных лопастных смесителях используют мешалки, выполненные в виде радиальных лопастей, пропеллеров, дисков. Существенного значения форма лопастей мешалки на процесс перевода сыпучего материала в псевдоожиженное состояние не имеет. Единственное условие, предъявляемое к конструкции мешалки, — обеспечение высокой скорости циркуляции материала при низком лобовом сопротивлении вращению. Высота слоя сыпучего материала над мешалкой не должна превышать (8—10) Ь, где b — высота лопастей мешалки. При необходимости псевдоожижения более высоких
235
2
Рис. 8.4. Центробежный лопастной смеситель типа ЦЛ
слоев сыпучего материала приходится устанавливать на одном валу несколько мешалок с шагом (8—10) Ь.
Центробежный лопастной смеситель типа ЦЛ (ОСТ 26-01-73—78) состоит из следующих основных узлов (рис. 8.4): корпуса 1, крышки 2, рабочею органа с верхней 3 и нижней 4 лопастными мешалками, электродвигателя 5, вращающего вал мешалок через клиноременную передачу 6'; станины 7 и выгрузочного патрубка 8 с клапаном.
Сварной корпус выполнен в виде конического (сужающегося кверху) сосуда с эллиптическим днищем и снабжен рубашкой, позволяющей охлаждать или нагревать смесь. В нижней части корпуса имеется отверстие, к которому крепится выгрузной патрубок с клапаном. Клапан, перекрывающий отверстие в корпусе в моменты загрузки и смешивания компонентов смеси, приводится в действие от двух пневмоцилиндров 9. Управление цилиндров автоматизировано.
Крышку корпуса выполняют эллиптической для смесителей с рабочим объемом более 0,1 м3 и плоской для смесителей с рабочим объемом, равным или меньше 0,1 м3. На крышке вваривают несколько технологических штуцеров. Для удобства обслуживания внутренней полости смесителя крышку выполняют поворотной! вокруг оси, закрепленной на корпусе смесителя.
Рабочий орган смесителя выполнен в виде двух лопастных мешалок (верхней 3 и нижней 4), насаженных на одни консольно расположенный вал. Форма мешалок зависит от заданной степени измельчения частиц сыпучего материала. Если измельчение частиц недопустимо, то рекомендуют использовать мешалки, конструкция которых показана на рис. 8.5 (а — верхняя, б — нижняя). Для смесей, которые допускают изменение гранулометрического состава в процессе смешивания, устанавливают мешалки, показанные на рис. 8.6 (а — верхняя, б — нижняя).
Отраслевым стандартом ОСТ 26-01-73—78 предусмотрены следующие типоразмеры смесителей типа ЦЛ’ ЦЛ-6; ЦЛ-25; ЦЛ-100; 336
Рис. 8.5. Мешалки центробежного лопастного смесителя типа ЦЛ для сыпучих материалов, для которых измельчение частиц недопустимо
ЦЛ-160; ЦЛ-250; ЦЛ-400; ЦЛ-630 (цифра соответствует рабочему объему смесителя в л).
Из центробежных лопастных смесителей, выпускаемых иностранными фирмами, наибольшее применение получили смесители типа TS (ФРГ, фирмы «Гюнтер—Папенмайер» и «Ангер») и типа FM (ФРГ, фирма «Хеншель»). В смесителях типа TS мешалка двухлопастная (пропеллерная), а в смесителях типа FM — дисковая, состоящая из двух частей: верхнего плоского диска с прорезями и нижнего сплошного, выполненного по форме днища корпуса смесителя.
Центробежные лопастные смесители используют для смешивания текучих и вязкотекучих сыпучих материалов, а также для приготовления сыпучих смесей с небольшими роэавками жидкого компонента, вводимого в смеситель в распыленном состоянии.
Экспериментально установлены следующие оптимальные геометрические параметры смесителя типа ЦЛ: угол конусности обечайки корпуса а = 2 ... 5°; высота смесительной камеры Н — (0,7 ... 0,9) D
Рис. 8.6. Мешалки центробежного лопастного смесителя типа ЦЛ для сыпучих материалов, для которых допустимо измельчение частиц
237
(где D — диаметр смесительной камеры, принимаемый с учетом полного объема V,i смесителя по формуле D = 1,15 и стандартных диаметров аппаратов по ГОСТ 9931—79); диаметр верхней лопасти dIt;i — (0,85 ... 0,9) D (для смесителя с цилиндрическим корпусом) И сфл = (0,5 ... 0,6) D (для смесителя с коническим корпусом); диаметр нижней лопасти с(,1Л = (0,85 ... 0,95) D\ расстояние между верхней и нижней лопастями h = 0,12D (для смесителя с цилиндрическим корпусом) и h = 0,20 (для смесителя с коническим корпусом); диаметр кольца верхней лопасти = 0.45D; высота лопастей b = (0,13 ... 0,15) D.
Мощность (кВт), необходимая для перемешивания сыпучих материалов в смесителе типа ЦЛ с использованием мешалки (см. рис. 8.5):
W = С2кфрн (М2’2 Н°г63Ь°'6 sin aS»-2,
где С2 — коэффициент, зависящий от физико-механических свойств материала (см. табл. 8.1); — коэффициент формы лопастей мешалки (для прямых лопастей = 1, для спиральных — =
— 1,06, а для лопастей, изображенных на рис. 8.5, Кф = 0,72); L и b — соответственно длина и высота мешалки, м; //,. — высота слоя материала над лопастью, м; а — угол наклона лопастей мешалки к горизонтали, ....°; S — радиальный зазор между краем лопасти мешалки и стенкой корпуса, м.
Оптимизация циркуляционных смесителей. При выборе оптимальных конструктивных размеров смесителя и его режима работы используют в основном метод физического моделирования. Число вариантов исполнения лабораторной модели объемом 5—6 л обычно небольшое: от 2 до 5. Режимные и конструктивные параметры лабораторных смесителей из-за трудоемкости и высокой стоимости их изготовления и проведения экспериментов, как правило, изменяют в узких диапазонах. В моделях смесителей малого объема влияние пристеночных эффектов на гидродинамику потока частиц внутри смесителя велико. В промышленных смесителях эти эффекты в значительной мере ослаблены. Это усложняет поиск масштабных переходов от лабораторной модели к промышленному образцу смесителя. По этим причинам метод физического моделирования смесителей сыпучи х материалов при разработке методики их оптимизации неэффективен.
Рассмотрим возможность оптимизации циркуляционных смесителей с использованием метода математического моделирования. Как известно, оптимизация какой-либо системы включает следующие этапы: выбор функции цели (или критерия оптимизации); составление содержательного описания процесса или явления, происходящего в системе; разработка математической модели процесса или явления и установление ограничений на параметры; составление алгоритма поиска оптимального варианта системы и режима ее работы.
В качестве целевой функции можно принять технико-экономическую характеристику смесителей
B = H^-e}/(NeypC^e}Q, (8.3)
238
где И — интенсивность процесса смешивания, %/(м3-ч); <р— коэффициент заполнения смесителя материалом; 2Ууд — удельные затраты энергии на приготовление единицы объема смеси, кВт ч/м3; С — стоимость изготовления единицы объема смесителя, руб/м3; tu — время одной операции приготовления смеси, включающее время заполнения, смешивания и выгрузки, ч; е — параметр.
Под интенсивностью И процесса смешивания понимают скорость изменения коэффициента неоднородности смеси в единице объема;
^ = (^-0^), (8.4)
где V,,,,, — соответственно начальное и конечное значение
коэффициента неоднородности смеси, %; Р,— единица объема, м3; tCM — время достижения значения Vcn, ч.
Параметр е является показателем степени в принятой в виде гипотезы зависимости И = аМеул, где а — коэффициент пропорциональности. Для однотипных смесителей параметр е — величина постоянная; его можно установить экспериментально.
Задача оптимизации смесителя с использованием функции цели вида (8.3) сводится к выбору таких его конструктивных и режимных параметров, при которых в заданных пределах изменения параметров достигается максимальное значение параметра В. Анализ выражения (8.3) показывает, что существует несколько путей повышения В: увеличением ср, И или уменьшением Л(уд, /п и С.
Интенсивность И процесса смешивания при известных начальной и конечной однородности смеси, задаваемых регламентом на состав и качество смеси, определяется только значением tCM. Время /см можно уменьшить увеличением скорости циркуляции материала внутри смесителя или объема активной зоны смесителя, соответствующей организацией потока материала в циркуляционном контуре. Каждый из этих способов связан в той или иной степени с увеличением энергозатрат и стоимости изготовления смесителя. Таким образом, параметры И, Nyil, гр и С оказываются взаимосвязанными через 1СМ.
Составим математическую модель процесса смешивания в циркуляционных смесителях, позволяющую рассчитывать /см при любой структурной схеме потоков смешиваемого материала внутри смесителя. С этой целью сделаем следующие допущения: процесс смешивания заканчивается в периоде I (см. рис. 8.1), когда преобладает механизм смешивания частиц компонентов их конвективным переносом по рабочему объему смесителя; физико-механические свойства смеси не оказывают существенного влияния на процесс смешивания (ранее отмечено, для для периода 1 это предположение подтверждено экспериментально); значение предельного коэффициента неоднородности смеси Vc„ незначительно отличается от значения коэффициента неоднородности смеси VCK, достигаемого смесью к концу периода / процесса смешивания; это позволяет принять с некоторой погрешностью £см.
При этих допущениях в качестве рабочей модели процесса смешивания в циркуляционных смесителях можно принять ячеечную модель. Разнос частиц отдельных компонентов по ячейкам опишем 239
Рис. 8.7. Экспериментальная кривая отклика циркуляционного контура смесителя периодического действия на импульсное возмущение
с помощью стохастической модели каскада проточных аппаратов, предложенной академиком В. В. Кафа-ровым.
Разобьем весь циркуляционный контур смесителя на ряд характерных зон, соединенных между собой потоком материала. Каждую
зону смесителя заменим соответствующим числом ячеек (аппаратов)
идеального смешения, соединенных в цепочку последовательно. Цепочка ячеек идеального смешения должна быть адекватна зоне по
воздействию на поток частиц. Таким образом весь циркуляционный контур мы заменим некоторой системой цепочек из ячеек идеального смешения с той или иной топологией их соединения.
Из теории реакторов известно, что число ячеек идеального смешения, заменяющих реальный аппарат, т = 1/S2, где S2 — безразмерная дисперсия распределения времени пребывания частиц в аппарате (в данном случае — в зоне). Дисперсию S2 можно рассчитать по экспериментальным данным с использованием соотношения S2 = = где S] — дисперсия распределения времени пребывания частиц в аппарате; t — среднее время пребывания частиц в аппарате. Значения и Z находят обработкой кривых отклика реального аппарата на импульсное возмущение во входном потоке. Практически это делают следующим образом. При стационарном режиме работы реального аппарата во входной поток вводят импульспо некоторое количество индикатора. Сразу в выходном потоке начинают замерять концентрацию индикатора ct с одновременной фиксацией времени замера. Затем по данным замеров строят (рис. 8.7) зависимость Ci '= / (/,), где ti — время, отсчитываемое от момента ввода индикатора в поток на входе в аппарат. С помощью этого графика можно рассчитать I и S/:
О / о
о / \ о /
здесь п — число участков, на которое разбита зависимость сг = = / (ti) и на которых величину сг принимают равной среднему значению с, на t-м участке.
Для описания процесса перераспределения частиц смешиваемых компонентов по ячейкам воспользуемся математическим аппаратом цепей Маркова. Согласно теории цепей Маркова состояние любой системы, включающей ряд связанных между собой элементов, в t + + ДСй момент времени определяется состоянием системы в момент времени t и вероятностями перехода от одного элемента к другому 210
скачком. Скачком (переходом) в цепях Маркова, описывающих изменение случайной величины во времени, называют такой промежуток времени Д^, за который система может перейти из одного состояния в соседнее или остаться в прежнем, но не может перейти в состояние, следующее за соседним. Состояние системы после н-го скачка определяется рекуррентными соотношениями:
£ (1) = £(0)Р;
£(2) = £(1)Р;
£(3) = £(2)Р;
(8.5)
Е(п) = Е (п — 1)Р,
где £ (0), £ (1), £ (2), £ (3), ..., £ (п) — ^-мерный вектор состояния системы соответственно в начальный момент, после 1-го скачка, 2-го, 3-го, ..., п-го скачка; Р— матрица переходных вероятностей.
Пусть вектор состояния огределяется вероятностями нахождения частип ключевого компонента в каждой из ячеек рассматриваемой системы, которые являются координатами вектора. Вектор Е (0) начального состояния системы представляет собой й-мерный вектор Е (0) = Е (0), Р2 (0), Рз (0), Ph (0) ]> в котором координаты равны вероятностям нахождения частиц ключевого компонента в момент времени t = 0 соответственно в 1-й, 2-й, 3-й, ..., fe-й ячейке цепочки.
Матрица переходных вероятностей имеет вид
Р =
Р11 Р12 Р13 Plh Р21 Р22 Р23 • • • P2k Р 31 Р 32 РЗЗ • • • Р 3k
* Р)<1 Рh2 Р 1:3 Рhk >
где Рц, Р22, Р33, ... — вероятности того, что частика ключевого компонента после очередного скачка останется в той же ячейке (соответственно в 1-й, 2-й, 3-й и т. д.); Р12, Р13, P..h Р.,3 — вероятности того, что частица ключевого компонента перейдет после скачка в следующую по ходу потока материала ячейку (из 1-й во 2-ю, из 2-й в 3-ю, из 2-й в 1-ю, кз 2-й в 3-ю и т. д.).
Некоторые из значений Р в матрице Р в зависимости от топологии соединения ячеек в цепочку могут быть равны пулю. Например, при последовательном соединении ячеек в цепочку при отсутствии байпасов и рециркуляции в каждой строчке матрицы Р остаются по два члена: Рц и Рц1+\у (т. е. в первой строке Рп и Р12, во второй Р2Ь Р22 и т. д.). Так как после скачка частица ключевого компонента либо останется в прежней ячейке, либо перейдет в какую-то другую, то сумма вероятностей Р каждой строки в матрице равна единице.
241
Для каждой ячейки идеального смешения используем закон распределения вероятностей нахождения частиц ключевого компонента в следующем виде:
Ри = exp (— Qt (i+i)ApVi);
Pt (Ж) = 1 - exp (—Qi (i+i]M!Vi),
где Рц — вероятность того, что частица остается в У-й ячейке после скачка; Pt (1+i) — вероятность перехода частицы из i-й ячейки в / + 1-ю после скачка; Qt <t+i)—объемная производительность потока материала, переходящего из i-й ячейки в У + 1-ю; ДУ — продолжительность скачка; v-L — объем У-й ячейки.
Обычно принимают Pi; = 0,98, что обеспечивает малую возможность перескока частицы во время скачка через соседнюю ячейку. Если принять условие, что в системе все ячейки имеют одинаковый объем, то = v? — va = ... = vm — Vjrn, где m — общее число ячеек; Va — объем смеси в аппарате.
Вероятности Р-, (0) нахождения частиц ключевого компонента в начальный момент времени в ячейках системы
Pt (0) = GiA/GA,
гд.е GiA — масса частиц ключевого компонента в У-й ячейке; GA — масса всех частиц ключевого компонента во всех т ячейках,
Пусть в начальный момент времени компоненты смеси разделены. При этом можно считать, что ключевой компонент занимает подряд несколько ячеек в цепочке. Число таких ячеек тА = GA/G!A. В начальный момент времени вероятности нахождения конкретной частицы ключевого компонента в каждой из тл ячеек равны (0), но при этом сохраняется условие
"1А
i~ 1
Оценим распределение ключевого компонента по всем т ячейкам системы после и-го скачка коэффициентом неоднородности Vc (п) %:
Г ГП
Ve («) = V 7^7 X И - Р"]2’ (8-6)
Л—1
где Р; (п) — вероятность нахождения ключевого компонента в У-й ячейке после и-го скачка; Рп — вероятность нахождения ключевого компонента при идеальном распределении его по всем т ячейкам.
Если определены значения Р: (0), то по соотношениям (8.5) можно найти вектор состояния Е (и) системы ячеек после м-го скачка. Координаты этого вектора есть Pt (и), что и позволяет рассчитать V,. (и) для всей системы ячеек после n-го скачка.
От числа скачков п легко перейти ко времени смешивания1
/см = пД/. (8.7)
Зависимость (8.6) является математической моделью процесса смешивания для периода / (см. рис. 8.1), которая позволяет рассчи-242
тывать V,. (п) при любом числе скачков п. При п —>• оо коэффициент V,. (п) —► 0. Однако следует учитывать, что при больших числах п. соответствующих условию tCM > t,;, кривая (n) = f (n) или
(/) = f'(/) начинает отклоняться от аналогичной зависимости, построенной по экспериментальным данным. Это объясняется тем, что модель (8.6) составлена лишь для периода / процесса смешивания, а при /[; начинает действовать другой механизм этого процесса.
При расчете tCM с использованием математической модели (8.6) и соотношений (8.5) следует ограничить снизу величину Vc (п). Рекомендуется заканчивать расчеты при достижении Vc (я) = 0,5 %; число скачков, при котором достигнуто это значение, определяет время tCM окончания процесса конвективного переноса вещества внутри смесителя.
Точность расчета Vr (п) по уравнению (8.6) зависит от продолжительности скачка, которую можно принять Ы = —viA In 0,99/Q( (г+i), где ViA — объем ключевого компонента А в t’-й ячейке.
Поиск оптимального варианта циркуляционного смесителя периодического действия с использованием математической модели (8.6) и функции цели (8.3) выполняют в такой последовательности.
1. Разрабатывают принципиальную схему конструкции оптимизируемого смесителя.
2. По схеме устанавливают характерные зоны циркуляционного контура смесителя и способ их соединения в контуре.
3. По литературным данным или экспериментально для каждой из зон находят значения
mt=/i(y3t-; Qi a+i)', а'н-; . •); (8.8)
^удг=А(Узб *lb x2i’, ') (8.9)
и ограничения на параметры типа •^mln б Г Xmax, X Xmax, X Хт|П;
здесь — число ячеек идеального смешивания, моделирующих i-ю зону; v3i — объем t-й зоны; Хц — геометрические параметры зоны; x2i — режимные параметры рабочего органа в зоне (если он имеется); x3i — физико-механические свойства смеси; NyRi — удельный расход энергии в t-й зоне.
4. Составляют математическую модель процесса смешивания вида (8.6) для всего циркуляционного контура с учетом соединения характерных зон в нем потоком материала.
5. При установленных связях (8 8), (8.9) и ограничениях на параметры с использованием математической модели (8.6) одним из известных методов находят экстремумы функции нескольких переменных для таких значений геометрических и режимных параметров разрабатываемого смесителя, при которых целевая функция (8.3) достигает максимального значения. Найденные параметры будут определять оптимальную конструкцию разрабатываемого смесителя. Расчеты следует производить на ЭВМ.
Смесители объемного смешивания. В смесителях этой группы смешиваемые компоненты перемещаются рабочими поверхностями
243
мешалки по всему внутреннему объему смесителя отдельными блоками, хаотически. Блоки из частиц одного компонента, попадая под действие лопастей мешалки, разрезаются на части, которые затем разносятся в разные места внутреннего объема смесителя. Процесс разрушения блоков и их перераспределение в пространстве в конечном итоге приводят к смешиванию компонентов.
В смесителях объемного смешивания скорость процесса смешивания зависит в основном от количества одновременно существующих поверхностей сдвига в массе сыпучего материала и скорости относительного перемещения материала в месте сдвига. В большинстве случаев процесс смешивания в смесителях этой группы интенсифицируют увеличением поверхностей сдвига; для этого увеличивают число лопастей или число витков у ленточных мешалок. Для уменьшения энергозатрат принимают небольшую частоту вращения мешалки. Конструкция мешалки должна обеспечить хаотическое перемещение смешиваемого материала по всему рабочему объему смесителя.
К наиболее распространенным смесителям объемного смешивания относятся ленточный смеситель и двухроторный смеситель с зетобраз-ными лопастями.
Ленточный смеситель типа Лн-200 (рис. 8.8) состоит из следующих основных частей: корпуса 1, ротора 6, привода 2 ротора, разгрузочного затвора 4, пневмоцилиндра 3, привода клапана, станины 5. Корпус смесителя цилиндрической формы имеет плоские крышки, люки А и 3, предназначенные для осмотра и чистки внутренней части смесителя, и ряд технологических штуцеров: Б и /К — для подачи жидких добавок, В — для отсоса воздуха в моменты загрузки, Е — для загрузки компонентов смеси, М — для спуска промывных жидкостей, Л — для осмотра клапана, К — для выгрузки смеси, И — для обдувки клапана.
Ротор смесителя состоит из вала, на котором закреплены два ряда спиральных лент. Наружные ленты в процессе смешивания перемещают материал в центральную часть корпуса, а внутренние — к его торцовым крышкам. Для этого ленты разделены на две части с разным направлением спиралей. Ротор вращается с частотой 3,27 об/с. Привод ротора состоит из электродвигателя, редуктора и соединительных муфт. Мощность привода 15 кВт.
Частоту вращения ротора в ленточных смесителях принимают с таким расчетом, чтобы окружная скорость верхней кромки наружной ленты была равна 1,2 м/с. Зазор между наружными кромками ленты большего диаметра и внутренней поверхностью корпуса не должен превышать 3 мм.
Время смешивания в ленточных смесителях 1—6 ч.
По ОСТ 26-01-73—78 предусмотрен выпуск смесителей Лн (12 типоразмеров с рабочим объемом от 0,006 до 10 м3).
Рекомендуемая область применения — смешивание связных сыпучих материалов, а также сыпучих материалов с небольшими добавками жидкого компонента, вводимого в смеситель в распыленном виде.
244
Рис. (1.8. Ленточный смеситель типа Лн-200
типа ЗЛ-400.По ОСТ 26-01-73
В червячно-лопастных смесителях можно смешивать пластические массы и резины, а также сыпучие и пастообразные материалы. В большинстве случаев эти машины изготовляют с двумя валами — смесительными органами, конструкция которых зависит от физико-механических свойств смешиваемых материалов.
На рис. 8.9 приведена схема червячно-лопастного смесителя 78 он называется смесителем с зетобраз-
ными лопастями. Он состоит из следующих основных частей:: смесительной камеры 1, имеющей рубашку для обогрева или охлаждения
’0 9 а
Рис. 8.Червячно-лопастной смеситель типа ЗЛ-400
245
смешиваемой массы; крышки 3; двух зетобразпых лоиастей 2\ привода лопастей, состоящего из электродвигателя 6, редуктора 5 и зубчатой передачи 4, обеспечивающей передачу крутящего момента от одной лопасти к другой; станины 8 привода лопастей; станины 9 смесительной камеры; двух гидроцилиндров 10 механизма опрокидывания смесительной камеры; насосной станции 7, обеспечивающей подачу масла в гидроцилиндры (на рисунке показан только электродвигатель этой станции).
Зетобразиые лопасти вращаются в противоположные стороны с частотой: быстроходная 0,67 I /с, тихоходная 0,42 1/с.
Смесительную камеру 1 можно опрокидывать вокруг оси одной из лопастей в моменты выгрузки готовой смеси с помощью двух гидроцилиндров 10. Крышку 3 открывают поворотом ее вокруг оси, закрепленной на корпусе смесительной камеры. Для открывания крышки на ней установлены два рычага с грузами 11.
Установочная мощность привода смесителя типа ЗЛ-400 равна 45 кВт. ОСТ 26-01-73—78 предусматривает 13 типоразмеров смесителей типа ЗЛ с рабочим объемом смесительной камеры от 0,004 до 1,6 м3.
Рекомендуемая область использования смесителей типа ЗЛ — приготовление липких пастообразных смесей вязкостью от 0,2 до 100 кПа-с.
Более удачно, чем в смесителях типа ЗЛ, решена выгрузка готовой смеси из смесительной камеры в смесителях с зетобразными лопастями и разгрузочным шнеком (тип ЗШ — ОСТ 26-01-73—78). В смесителях этого типа в нижней части корпуса под лопастями смонтирован шнек, имеющий реверсивное вращение. Шнек предназначен для повышения эффективности процесса смешивания и выгрузки из смесительной камеры готовой смеси. Эти машины рекомендуют для смешивания нелипких масс вязкостью до 100 кПа-с.
Конструкция лопастей подшипниковых опор роторов и сальниковых устройств червячно-лопастных смесителей рассмотрена в Атласе [26, лист 741.
Расчеты на прочность основных элементов червячно-лопастных смесителей. В червячно-лопастных смесителях рассчитывают на прочность лопастные валы (иногда называемые роторами), подшипники лопастных валов, корпус, фундаментную плиту и фундаментные болты, устройство запирания выгрузного отверстия и механизм опрокидывания корпуса.
Лопастной вал рассчитывают на прочность по номинальной мощности электродвигателя А71Л привода с учетом его КПД. На лопастной вал действуют равномерно распределенная нагрузка qM от сопротивления перемешиваемой массы, равномерно распределенная нагрузка qH от собственной массы лопастного вала, крутящий момент М„ и осевые силы Q на лопастях вала. Осевые силы на отдельных лопастях вала зетобразной мешалки противоположно направлены; выбором углов подъема лопастей сумму сил Q делают равной нулю. Это позволяет исключить из расчетной схемы лопастных тралов силы Q.
246
Нагрузка
Qm — Л4 B/(/?maxO >
где Rmax — максимальный радиус лопастей вала; I — длина части лопастного вала между центрами его подшипниковых опор.
Крутящий момент на лопастном валу
ЛД = N,.nT]/w,
где ц — КПД привода; го — угловая скорость лопастного вала.
Изгибающий момент в опасном сечении лопастного вала посредине его фигурной части
Л4ИЗ = ОД (7м -Ь /1 (//2 - /j/4), где It — длина фигурной части лопастного вала.
Так как в опасном сечении концентраторов напряжений нет, расчеты на прочность выполняют по статической нагрузке с учетом 30 %-ной перегрузки в моменты пуска. При этих условиях напряжение изгиба в опасном сечении
<тйП= 1,ЗЛ4из/Г,
где W — момент сопротивления поперечного сечения лопастного вала.
Величину W рассчитывают по приближенной формуле, учитывая, что лопастной вал выполняют полым':
W = (F/3b) [S + F ф - A)/(№) ] 6,
где F — площадь внутри наружного контура сечения лопастного вала; b и h — соответственно ширина и высота этого сечения; S — длина периметра стенки лопастного вала; 6 — толщина стенки лопастного вала.
Напряжение кручения в опасном сечении полого лопастной, вала
т = Л4и/(2Лйбш1п);
здесь Fa —площадь, охватываемая средней линией стенки; 6mln — минимальная толщина стенки вала.
Приведенное напряжение в опасном сечении лопастного вала <тПр = I Она + 4т2 должно быть меньше допускаемого изгибающего напряжения [о ]113 материала, из которого изготовлен лопастной вал (чаще всего отливают из стали 35Л-П и 45Л-П).
Фундаментные болты и плиты рассчитывают на прочность с учетом действия на них следующих усилий.
1. Усилие Рт от крутящего момента на лопастном валу возникает при полном заедании лопастных валов в смесительной камере и растягивает болты:
Л = M3J]ht]/(ZiL),
где М,л — крутящий момент на валу электродвигателя; и — передаточное число редуктора; г] — КПД редуктора (можно принять т) — 0,9); zy—число фундаментных болтов в одном ряду; L —
247
Рис. 8.10. Схема действия сил Т и Р в двухвальном червячно-лопастном смесителе
расстояние между центрами отверстий в фундаментной плите под болты противоположных рядов.
2. Усилие Р2 возникает в результате трения смешиваемой массы о корпус смесителя. Сила трения
Т = (1/7?) (Afntga/B„),
где R — радиус средней части лопастей вала; а — угол подъема гребня лопасти вала; /|)Н — коэффициент трения смешиваемого материала о стенки корпуса смесителя.
Силы трения Т в положениях I и III валов (рис. 8.10) взаимно уравновешиваются, а в положениях И и IV —суммируются. На фундаментные болты в положении II вала действует растягивающее усилие от силы трения Т Р = А2 = 2Т/г (где z —общее число фундаментных болтов). Так как при заедании валов возникает усилие Plt а при нормальном их вращении —усилие Р2, то необходимо рассчитывать оба эти усилия, а прочностной расчет фундаментных болтов выполнять по наибольшему из усилий и Р2.
Приливы под фундаментные болты в плите проверяют на прочность под действием изгибающего момента М„. = Рга или Л4|1Л = = Р2а (здесь а — наибольшая сторона прилива от оси отверстия до стенки фундаментной плиты). Изгибающее напряжение от действия момента Мия равно <тиз = Л4ИЛ/1Г, где W —момент сопротивления сечения прилива в месте действия момента Л1И3. Напряжение оиз должно быть меньше допускаемого напряжения изгиба материала, из которого изготовлена фундаментная плита.
f В смесителях диффузионного смешивания частицы одного компонента постепенно внедряются в массу частиц другого компонента и, наоборот, частицы второго компонента внедряются в массу частиц первого. Это явление внешне аналогично процессу диффузии. Для облегчения движения частиц в слое сыпучего материала его переводят в разреженное состояние псевдо- или виброожижением.
Отечественная промышленность не выпускает стандартные смесители диффузионного смешивания. Известно применение лишь отдельных конструкций смесителей этой группы: вибросмеситель, пневмосмеситель, горизонтальный барабанный смеситель без внутренних устройств.
§ 3. СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Область применения и классификация. Принцип действия. Смесители непрерывного действия не получили широкого применения в промышленности из-за сложности дозирования в них потоков сыпучих компонентов в строго заданных соотношениях. Однако эти
аппараты имеют по сравнению со смесителями периодического действия ряд существенных преимуществ: высокую производительность, возможность полной автоматизации процесса приготовления смеси и установления в непрерывно действующих технологических линиях без промежуточных емкостей, небольшую энерго- и металлоемкость. Это заставляет разработчиков продолжать поиск методов обеспечения надежной и стабильной работы непрерывно действующих смесителей с получением смесей заданного качества.
По механизму переноса вещества внутри смесителей непрерывного действия их можно разделить на смесители прямоточные, смесители диффузионного смешивания и смесители объемного смешивания.
В прямоточных смесителях компоненты смешиваются за счет хаотических перемещений частиц в поперечных сечениях потока, проходящего вдоль смесителя. В продольном направлении потока частицы движутся практически с одинаковой скоростью, т. е. без продольного их перемешивания. Подобный режим движения называют поршневым. Прямоточные смесители практически не обладают «сглаживающей» способностью, т. е. не способны изменить нарушения в соотношении компонентов, возникшие по тем или иным причинам во входном потоке. По этой причине их необходимо комплектовать высокоточными питателями. Такие смесители отличаются малыми энергетическими затратами, так как в большинстве из них частицы компонентов движутся через смеситель в разреженных потоках.
В смесителях диффузионного смешивания компоненты движутся вдоль корпуса смесителя в режиме, весьма близком к поршневому, но при наличии определенного продольного перемешивания частиц. Радиальное перемешивание в смесителях этого типа происходит со значительно большей скоростью, чем продольное перемешивание. Частицы компонентов перемещаются (диффундируют в слое) относительно некоторого поперечного сечения потока, двигающегося с одинаковой с потоком скоростью, как вперед, так и назад по потоку. В смесителях диффузионного смешивания сглаживаются флуктуации расхода компонентов, поступающих в смеситель, поэтому их можно комплектовать питателями средней точности.
В смесителях объемного смешивания поступающие компоненты хаотически перемещаются рабочими органами или средой по всему внутреннему объему смесителя. По принципу действия они наиболее близки к аппаратам идеального смешивания. Их можно комплектовать питателями низкой точности или порционными дозаторами, так как такие смесители имеют большую сглаживающую способность, однако затраты энергии в них больше, чем в смесителях других типов.
Конструкции смесителей непрерывного действия. Применяемый в отечественной промышленности прямоточный центробежный смеситель конструкции А. М. Ластовцева состоит из следующих основных частей (рис. 8.11): цилиндрического корпуса 5, составленного из нескольких царг и имеющего в верхней крышке штуцера 1 для
249
Рис. 8.11. Схема прямоточного центробежного смесителя конструкции А. М. Ластовцева
ввода компонентов смеси, а в нижней царге штуцер 6 для выгрузки смеси; вала 3, на котором закреплены конусы 2 и радиальная лопасть 7; пересыпных воронок 4, закрепленных в корпусе смесителя; привода вала, состоящего из электродвигателя 8 и клиноременной передачи.
Смеситель работает следующим образом. Подлежащие смешиванию сыпучие компоненты из питателей через штуцера 1 поступают внутрь смесителя, где попадают в первый вращающийся конус 2. Под действием центробежных сил инерции частицы материала поднимаются по конусу и затем сбрасываются в виде пылевидного факела на воронку 4. После удара частиц о поверхность воронки они сползают внутрь следующего вращающегося конуса, где проц^с повто-компонентов происходит на конусах, в факеле
ряется. Смешивание
и на внутренних поверхностях воронок.
Угловую скорость со (с-1) конусов следует выбирать с учетом экспериментально установленного соотношения со2/? = 300, где R — наибольший радиус конуса, м.
Пропускная способность центробежного смесителя по готовой смеси достигает 100 м3/ч на 1 м2 площади кольцевого сечения между краем конуса и внутренней поверхностью корпуса смесителя. Число секций т, состоящих из конуса и воронки, можно рассчитать с учетом необходимого качества смеси, определяемого коэффициентом неоднородности Vc, %, по формуле = 26,5/т2 + 1,6.
В смесителе можно получать смеси с Vr. = 2 % при обеспечении высокой точности подачи компонентов. Удельная производительность этого смесителя 4—10 м3/(ч-м3) смеси при энергозатратах не более 0,5 кВт-ч на 1 т готовой смеси.
Центробежный прямоточный смеситель рекомендуют использовать для смесей, для которых допустимо дробление частиц, хорошо сыпучих смесей и в случае, когда внутри смесителя должно быть небольшое количество материала.
Из смесителей непрерывного действия диффузионного смешивания наиболее распространены барабанные и червячно-лопастные.
В барабанных смесителях (иногда называемых смесевыми барабанами) смешивание загружаемых компонентов происходит за счет вращения корпуса цилиндрической формы, ось которого имеет небольшой уклон к горизонтали (примерно 4°). Такой смеситель (рис. 8.12) состоит из следующих основных элементов: корпуса (барабана) /, на котором закреплены бандажи 2 и 4 и венцовое (зубчатое) колесо 3; опорных станций 6 и 10, предназначенных для опирания корпуса на роликах и фиксации его в горизонтальном направлении;
250
Рис. 8.12. Схема барабанного смесителя непрерывного действия
привода корпуса, состоящего из электродвигателя 7, редуктора 8 и малой шестерни 9; наклонного желоба 72, предназначенного для подачи в смеситель смешиваемых материалов; разгрузочной камеры 5; станины 11. Конструкции корпуса, бандажей, венцового колеса, опорных станций подробно рассмотрены в гл. 12. Для поддержания необходимого уровня материала внутри корпуса в его конце вваривают подпорное кольцо, через которое материал попадает в разгрузочную камеру 5.
Сыпучие материалы можно подавать в смеситель непрерывно или порционно. Последнее возможно благодаря тому, что барабанный смеситель обладает высокой сглаживающей способностью.
Для увеличения скорости продольного смешивания, от которой во многом зависит сглаживающая способность смесителя, внутри корпуса монтируют винтовую насадку, состоящую из спиральных лент и уголков. В некоторых барабанных смесителях внутри нижней части корпуса устанавливают шнек или лопастной вал, вращающийся от индивидуального привода и выполняющий ту же функцию, что и винтовая насадка.
В барабанных смесителях рекомендуют поддерживать каскадный режим движения материала в корпусе. При этом режиме частицы материала, находящиеся в глубине слоя, движутся по круговым траекториям вплоть до выхода на поверхность в верхней части ската, образованного свободной поверхностью слоя смешиваемого материала. После выхода частиц на поверхность слоя они скатываются по склону. Вся верхняя часть ската представляет собой слой небольшой толщины, состоящий из хаотически движущихся вниз частиц. Именно в этом тонком слое и происходит в основном процесс смешивания частиц. Каскадный режим движения частиц достигается при частоте вращения корпуса п < 0,6/г(ф (где /г,ф — критическая частота вращения корпуса, при которой частицы прижимаются к его стенкам — гл. 6, § 6).
Для описания процесса смешивания сыпучих материалов в барабанных смесителях чаще всего используют диффузионную модель. Длину L корпуса барабанного смесителя принимают с учетом его диаметра d: L ~ (3 ... 6) d.
251
Область использования барабанных смесителей непрерывного действия — смешивание абразивных сыпучих материалов и смешивание сыпучих материалов с одновременным прокаливанием,сушкой, пропиткой жидким компонентом, проведением химической реакции е твердой фазе.
Расчет мощности привода машин барабанного типа — см. гл. 12, § 5.
Червячно-лопастные смесители непрерывного действия — наиболее распространенные в промышленности непрерывно действующие смесительные машины. Однако их используют в основном для смешивания высоковязких полимерных материалов или приготовления глиняных масс (шликера) в производствах керамики, кирпича, огнеупоров. Известны случаи их использования и для смешивания сыпучих материалов.
Червячно-лопастные смесители бывают одно- и двухвальными. В качестве рабочих органов, выполняющих смешивание и перемещение материала вдоль корпуса, используют лопатки, винтовые ленты, спирали, шнеки. Сечение корпуса может иметь одну из следующих форм: цилиндрическую, корытообразную, овальную, повернутой восьмерки. В двухвальном смесителе валы могут вращаться навстречу один другому или в’одном направлении. Рабочие элементы, закрепляемые на валах, чаще всего делают однотипными: либо лопатки, либо ленты и т. д. Однако имеются червячно-лопастные смесители, рабочие органы которых имеют разную конструкцию, например, лопатки перемежаются несколькими витками шнека. Направление винтовых линий, по которым монтируют перемешивающие элементы рабочих органов, в двухвальпых смесителях может быть одинаковым или разным. В последнем случае один из валов должен иметь значительно большую транспортирующую способность, чтобы обеспечить прохождение смешиваемого материала вдоль корпуса смесителя в направлении выпускного отверстия. В одновальных червячно-лопастных смесителях направление винтовых линий на всем протяжении корпуса не должно быть одинаковым, так как для обеспечения необходимой сглаживающей способности смесителя некоторая доля смешиваемого материала должна перемещаться назад (по отношению к основному потоку). В этом случае увеличивается коэффициент продольного смешивания. Конструктивно эту проблему можно решать, например, установкой в лопастном смесителе после четырех—шести лопаток, перемещающих материал к разгрузочному штуцеру корпуса, двух лопаток, обеспечивающих перемещение некоторой доли материала назад. Направление движения материала зависит от угла наклона лопаток к плоскости их вращения.
В некоторых конструкциях червячно-лопастных смесителей непрерывного действия предусмотрены, кроме вращательного движения, осевые осциллирующие (колебательные) перемещения валов с ходом до 50 мм. Смесители подобного типа называют осциллирующими. Благодаря переменному осевому перемещению рабочих органов перерабатываемый материал подвергается воздействию дополни
тельного сдвигающего усилия, способствующего перемешиванию и пластикации материала. Такие смесители используют для переработки высоковязких или пастообразных материалов, имеющих повышенную адгезию.
Отечественная промышленность выпускает несколько серий двухвальпых червячно-лопастных непрерывно действующих смесителей типа СН. Для смешивания сыпучих материалов рекомендуют использовать смесители серии СНС, а для пастообразных материалов — серии СНД и СНИ.
Двухвальный червячно-лопастной смеситель типа СН-200 (рис. 8.13) состоит из следующих основных частей: литого разъемного корпуса 1, внутри которого расположены два параллельных червяка 7; раздвоителя 2, обеспечивающего передачу вращения с определенной частотой на два вала-червяка от одного электродвигателя 4; привода валов, состоящего из электродвигателя 4; редуктора 3 и муфты 6; станины 5. Червяки смесителя вращаются в одну сторону, что обеспечивает самоочистку их витков. Рабочая длина шнеков 2011 мм, диаметр 203 мм.
Производительность и мощность привода червячно-лопастных смесителей типа СН зависит от диаметра и длины червяков и физикомеханических свойств смешиваемой массы. Техническая характеристика некоторых смесителей типа СН приведена в табл. 8.2.
Техническая характеристика смесителей типа СН
Таблица 8.2
Типоразмер смесителя Диаметр червяков, мм Максимальный крутящий момент на валу редуктора, Н*м Частота вращения червяков, об/мин Производительность, кг/ч
СН-100 100 441 30—200 50—185
СН-200 200 1960 30—150 200—1 500
СН-300 300 2352 30—100 5 000—8 000
СН-400 400 4410 30—60 1 000—15 000
Конструкции основных элементов осциллирующего смесителя и смесителя типа СН приведены в атласе [26, листы 81—87].
Непрерывно действующие смесители объемного смешивания представляют собой чаще всего каскад из двух-трех смесителей периодического действия объемного смешивания. В качестве непрерывно действующих смесителей объемного смешивания используют также аппараты с псевдоожижженным слоем; такие смесители обладают наибольшей сглаживающей способностью, но по сравнению со смесителями других групп имеют большие энергозатраты. Это и определяет их ограниченное применение в промышленности (серийно их не выпускают),
253
§ 4. ПИТАТЕЛИ И ДОЗАТОРЫ
Общие сведения. Во многих технологических процессах требуется непрерывная подача сыпучих материалов в заданных количествах: либо в виде отдельных порций (доз), следующих одна за другой, либо в виде непрерывного потока. Подобную подачу осуществляют с помощью специальных устройств: питателей и дозаторов.
Питатели — это устройства для равномерной и регулируемой подачи сыпучих и штучных грузов из бункеров, загрузочных лотков и магазинов-накопителей к транспортирующим или перерабатывающим машинам (смесителям, мельницам, классификаторам и т. п.).
В отличие от питателей дозаторы являются устройствами для автоматического отмеривания (дозирования) заданной массы или объема сыпучих или штучных материалов. Дозаторы, выдающие взвешенные порции сыпучих или штучных материалов через заданные промежутки времени, называют весовыми. Если порция отмеривается не по массе, а по объему, то дозатор называют объемным.
Для выполнения своих функций питатель должен иметь следующие элементы: транспортирующий механизм с регулируемым приводом, обеспечивающий движение дозируемого материала через питатель; ограничитель потока материала, позволяющий изменять сечение потока дозируемого материала, и элементы, исключающие обратное движение материала. Дозатор помимо указанных элементов должен иметь измерительный элемент (датчик), измеряющий массу или объем дозы материала, систему регистрации и автоматического управления, позволяющую воздействовать на питатель, обеспечивая его производительность в заданных пределах.
Оценка качества дозирования. Качество дозирования оценивают на основании проб, отбираемых из потока материала на выходе из питателя при установившемся режиме его работы. Пробу отбирают из потока в течение некоторого времени А/. Чем меньше А/, тем точнее можно оценить качество дозирования. Однако при уменьшении А/ значительно возрастает неточность отсечки материала по времени. Обычно для оценки погрешности дозирования промышленными питателями принимают i\t =1 ... 3 мин.
В качестве критерия оценки качества дозирования принимают коэффициент вариации Vc (А/), %, рассчитываемый по результатам взвешивания проб:
где ()ср — среднее арифметическое значений массы всех проб, каждую из которых отбирали из потока в течение времени A/; Q; — масса t-й пробы, отобранной из потока в течение времени Д£; п — общее число проб, отобранных из потока на выходе из питателя (рекомендуют принимать п == 25 ... 50).
Значение Vc (А/) зависит от времени отбора пробы А/, т. е. от ее массы или объема, поэтому для значений Ус необходимо указывать,
255
при каких А/ они рассчитаны. Существуют экспериментально установленные зависимости Vc = f (AZ), но их можно использовать только для смесей, для которых они получены
Классификация и конструкции основных типов'питателей. Питатели классифицируют по следующим основным признакам: конструктивная особенность транспортирующего органа (винтовые, тарельчатые, шлюзовые, ленточные, лотковые, плунжерные и т. д.); вид привода механизма управления потоком (с ручным, пневматическим, электрическим управлением и без регулирования).
Заводы химического машиностроения серийно выпускают для химических производств объемные питатели следующих типов: винтовые типа В1, винтовые вибрационные типа В2, шлюзовые типа Ш1, тарельчатые типа Т1, вибрационные питатели-активаторы типа ПА1.
Винтовой питатель типа В1 (иногда его называют шнековым питателем) состоит из следующих основных узлов (рис. 8.14): цилиндрического корпуса 2, имеющего загрузочный и разгрузочный штуцера; транспортирующего винта 4, смонтированного на подшипниковых опорах; электродвигателя 6 и вариатора /; станины 5. Торцы корпуса закрыты крышками с уплотнительными устройствами, исключающими попадание смазочного материала в дозируемый материал. Для рыхления материала в зоне загрузки к винту прикреплена лопасть 3. Производительность питателя регулируют вручную с помощью вариатора 1, позволяющего изменять частоту вращения транспортирующего винта 4.
Питатели В1 выпускают четырех типоразмеров: В1-06 (производительность Q =0,061 ... 0,37 м3/ч, мощность привода М = 1,1 кВт); 256
Bl-10 (Q - 0,61 ... 3,65 м:*/ч, TV = 2,2 кВт); Bl-16 (Q=2,4... 14,3 ;Ф7ч, M 4 кВт); Bl-25 (Q = 7 ... 42 ма/ч, N = 7,5 кВт). Цифра в обозначении питателя после черты соответствует диаметру транспортирующего винта (в см).
Область использования винтовых питателей типа В1 —дозирование хорошо сыпучих порошкообразных и зернистых материалов с размером частиц не более 5 мм, влажностью до 1,5 % и насыпной плотностью до 1800 кг/м3.
Для уменьшения неравномерности выхода материала из винтового питателя целесообразно перед выходным штуцером транспортирующий шнек выполнять без витков; длина этого участка 1,5—2 диаметра винта. Другой способ повышения точности подачи этих питателей — использование многозаходных винтов.
Производительность винтового питателя Q, м3/с,
Q = 0,785 (О2 - Д) (/ш - - Ь) ФЫ/(2л),
где D и d — диаметр соответственно наружных витков и вала винта, м; /ш — шаг винта, м; b — толщина витков, м; ср — коэффициент заполнения полостей винта (принимают ср = 0,3 ... 0,8 в зависимости от физико-механических свойств дозируемого материала и экспериментальных данных); k — коэффициент проскальзывания дозируемого материала в полостях винта (устанавливают экспериментально; обычно k - 0,3 ... 1 в зависимости от свойств дозируемого материала и противодавления газовой среды у выходного штуцера; для предварительных расчетов можно принять k = 1); or — угловая скорость винта, г1.
Мощность привода винтового питателя N, кВт, ориентировочно можно рассчитать по формуле
N = Q_(H + АгЛ)/(368т]),
где Q — производительность питателя, т/ч; Н — высота подъема материала (для дозаторов, установленных под углом к горизонтали), м; L — расстояние, на которое перемещается материал винтом по горизонтали, м; г] — КПД привода.
Винтовой вибрационный питатель типа В2 (рис. 8.15) состоит из корпуса 3, установленного на раме 11 на упругих опорах 10; транспортирующего винта 8, смонтированного в корпусе 3 на подшипниковых опорах, которые отделены от рабочей зоны сальниковыми устройствами; загрузочного патрубка 4, соединенного с корпусом 3 эластичным рукавом; вибровозбудителя 6, вал которого получает вращение от электродвигателя 9 через упругую муфту 7; привода транспортирующего винта, состоящего из электродвигателя 1 и вариатора 2. Для предотвращения «зависания» дозируемого материала в загрузочном штуцере корпуса 3 установлен активатор 5, представляющий собой коническую вставку. Активатор закреплен в загрузочном штуцере корпуса питателя; вибрируя, он разрушает сводовые структуры в массе сыпучего материала.
Производительность питателя типа В2 регулируют вручную с помощью вариатора, изменяя частоту вращения транспортирующего 9 П,р Э. Э. Кольмана-Иванова 257
винта. В качестве вибровозбудителя 6, передающего колебания корпусу питателя, используют стандартный электровибровозбудитель типа 4А71В2 мощностью 1,1 кВт с частотой вращения вала 2830 об/мин и максимальной возбуждающей силой 6660 Н.
В винтовом вибрационном питателе полости между витками винта благодаря вибрациям корпуса практически полностью заполняются сыпучим материалом одинаковой порозности. Эго обеспечивает достаточно высокую точность подачи материала этим питателем.
Выпускают винтовые вибрационные питатели типа В2 четырех типоразмеров: В2-06 (производительность Q 0,061 ...0,3 м3/ч, мощность привода N = 1,1 кВт); В2-10 (Q 0,61 ... 3,65 м3/ч, N = 2,2 кВт); В2-16 (Q = 2,4 ... 14,3 м3/ч, N == 4 кВт); В2-25 (Q = == 7 ...42 м3/ч, N = 7,5 кВт).
Область использования питателей типа В2 — дозирование плохосыпучих порошкообразных материалов с малой адгезией, склонных к образованию сводов над выпускными отверстиями, влажностью до 1,5 % и насыпной плотностью до 1800 кг/м3.
Для дозирования пастообразных материалов применяют винтовые питатели с винтом в виде цилиндрической спирали. Спираль жестко закреплена на выходном валу редуктора. В некоторых конструкциях спиральных питателей для паст внутри спирали установлен стержень, жестко связанный с корпусом, что улучшает работу питателя.
Разработан ряд винтовых спиральных питателей типа ВС производительностью от 0,01 до 3,2 м3/ч.
Шлюзовый (или секторный) питатель является наиболее простым по конструкции дозирующим устройством. Шлюзовый питатель типа Ш1, выпускаемый Димитровградским заводом химического машиностроения (рис. 8.16), состоит из корпуса 1 с загрузочным верхним 2 и разгрузочным нижним 9 штуцерами; боковых крышек 4 с сальниковыми уплотнениями 6 и выносными подшипниками 10-, 258
Рис. 8.16. Схема шлюзового питателя типа Ш1
ротора 3 с ячейками, изготовленными из листовой стали и прикрепленными к валу 5; привода ротора; включающего электродвигатель, редуктор 7 и исполнительный механизм для регулирования производительности питателя. В питателях с нерегулируемым приводом исполнительный механизм отсутствует.
Заводы химического машиностроения выпускают шлюзовые питатели тина Ш1 с нерегулируемым и регулируемым приводом трех видов: ручным, от электрического (типа ПР-1М) или пневматического (типа МЙМ-К-160-100-02) исполнительного механизма.
Производительность шлюзовых питателей типа Ш1 регулируют изменением частоты вращения ротора с помощью храпового механизма, встроенного в редуктор и изменяющего его передаточное отношение. Используют ручной, пневматический и электрический храповой механизмы. В питателях с ручным регулированием производительности храповой механизм приводят в действие вручную маховичком 8; пневматический механизм управляется от штока мембранного пневмопривода, электрический — от электрического исполнительного механизма. Шлюзовые питатели с пневматическим и электрическим управлением допускают и ручное регулирование производительности, поэтому, как и питатели с ручным управлением, их снабжают маховичком 8. В приводе нерегулируемого шлюзового питателя используют редуктор без храпового механизма; в этом случае червячное колесо редуктора жестко соединено с валом ротора.
Производительность шлюзовых питателей некоторых конструкций регулируют также перемещением одной из боковых стенок корпуса, т. е. изменением рабочего объема ячеек .
Принцип действия шлюзовых питателей простой. Ячейки, проходя зону загрузочного штуцера, в верхней части корпуса заполняются сыпучим материалом, а в нижней части — разгружаются. Точность дозирования в этом, случае определяется равномерностью
9* 259
заполнения ячеек сыпучим материалом. Сыпучий материал подается шлюзовыми питателями неравномерно, так как изменяется во времени ширина отверстия между кромкой корпуса и стенкой ячейки.
Выпускают четыре типоразмера (цифра после черты соответствует диаметру ротора питателя в см) шлюзовых питателей типа 1111: Ш1-15 (производительность Q 0,14 ... 1,3 м3/ч, мощность привода N =0,75 кВт); Ш1-20 (Q =0,7 ... 3,6 м3/ч, N =0,75 кВт); Ш1-30 (Q =1,5 ... 14,2 м3/ч, N = 1,1 кВт); Ш1-45 (Q = 6 ... 56 м3/ч, N = = 2,2 кВт).
Шлюзовые питатели широко используют во многих отраслях промышленности; для каждой отрасли шлюзовые питатели имеют конструктивные особенности.
Область использования шлюзовых питателей типа Ш1 —дозирование хорошо сыпучих порошкообразных и зернистых материалов (с размером гранул до 10 мм), влажностью до 1,5 %, температурой до 100 °C и насыпной плотностью до 1800 кг/м3.
Конструкции шлюзовых питателей совершенствуют улучшением конструкции ротора, позволяющего вести бесперебойную выгрузку продукта (в том числе и липкого), обеспечением более высокой герметизации корпуса, повышением точности дозирования и упрощением управления расходом.
Тарельчатый питатель типа Т1 состоит из следующих основных частей (рис. 8.17): корпуса 5, загрузочного патрубка 6, присоединенного к корпусу па болтах, тарели 4 с формующей канавкой, сбрасывающего ножа 8, привода тарели, включающего электродвигатель /, вариатор 2 и червячный редуктор 3, станины 7, на которой расположены привод тарели и корпус питателя.
Питатель работает следующим образом. Сыпучий материал поступает из бункера в загрузочный патрубок 6, нижним днищем которого является вращающаяся тарель 4. Попавший в формующую, канавку сыпучий материал удаляется в зоне, расположенной вне нижнего отверстия загрузочного патрубка 6, сбрасывающим ножом 8. С нижнего днища корпуса сыпучий материал удаляется из питателя радиальной лопастью, прикрепленной к нижней поверхности тарели. Производительность тарельчатого питателя типа Т1 регулируют вручную изменением частоты вращения тарели вариатором 2.
Рекомендуемая область использования питателя — подача хорошо сыпучих порошкообразных и зернистых материалов с размером гранул до 3 мм, влажностью до 1,5 %, температурой до 100 °C, насыпной плотностью до 1800 кг/м3. Такие питатели устанавливают в непрерывных химических производствах для загрузки технологических машин и аппаратов и разгрузки бункеров.
Тарельчатые питатели типа Т1 выпускают четырех типоразмеров: Т1-025 (производительность Q = 0,0006 ... 0,03 м3/ч, мощность привода W = 0,37 кВт), Tl-040 (Q = 0,01 ... 2,0 м3/ч, А/ = 0,37 кВт), Tl-063 (Q = 0,6 ... 17 м3/ч, N = 2,2 кВт), Tl-100 (Q = 8 ... 63 м3/ч, N = 4 кВт).
В промышленности используют тарельчатые питатели с различными по конструкции тарелями и организацией подачи дозируемого 260
Рис. 8.17. Тарельчатый питатель типа TI
материала на тарель. Наиболее распространены тарельчатые пита-тели с плоской тарелью без канавки. Их производительность можно регулировать не только изменением частоты вращения тарели, но и увеличением или уменьшением толщины h слоя материала на тарели. Для этого в выпускном патрубке 2 бункера устанавливают так называемый телескопический стакан 1 (рис. 8.18), через который подается сыпучий материал на тарель. Телескопический стакан может перемещаться вдоль своей оси. Этим перемещением, приводящим к изменению толщины слоя материала на тарели, в одних питателях управляют вручную с помощью рычажно-винтового механизма, другие питатели снабжают механизмом с пневматическим или элек
трическим управлением.
Производительность, м3/ч, тарельчатого питателя с плоской тарелыо
Q = 60nnk2 tg а х
Рис. 8.18. Схема действия тарельчатого пнтателг с- телескооичсским стаканом
Рис. S. 1Я. Вибрационный питатель-активатор типа ПА1
где п — частота вращения тарели, об/мин; k, I —
линейные размеры (см. рис. 8.18), м; а — угол естественного откоса материала, ...°; ри — насыпная плотность материала, кг/м3.
Критическую частоту вращения тарели пкр (об/мин), при которой материал начинает бесконтрольно ссыпаться с нее, можно найти из рассмотрения условия равновесия частицы под действием центробежных сил
п„р < 30 |/ /пп£/(/?л2),
где /ин — коэффициент внешнего трения дозируемого материала; g — ускорение свободного падения, м/с2; R—наружный радиус тарели, м.
Конструкции тарельчатых питателей совершенствуют улучшением конструкции тарели, обеспечивающей бесперебойную выгрузку продукта, обеспечением более высокой герметизации корпуса; повышением точности дозирования и упрощением управления расходом.
Вибрационный питатель-активатор (рис. 8.19) типа ПА1 представляет собой приставку к бункеру и предназначен для разрушения сводов и регулирования выпуска из бункера связных нелипких сыпучих материалов.
Питатель типа ПА1 состоит из корпуса 1, к которому на подвесках 1 с упругими резиновыми демпферами 8 прикреплено виброднище 6 с активатором 5. Обечайки корпуса и виброднища соединены эластичным резиновым рукавом 9. На фланце виброднища установлен инерционный регулируемый вибровозбудитель 4, вал которого получает вращение от электродвигателя 2 через упругую муфту 3.
Производительность питателя ПА1 регулируют вручную изменением возбуждающей силы вибровозбудителя; производительность зависит также от ширины щели между краем воронки, вваренной в корпус 1, и наружной поверхностью активатора 5.
Вибрационный питатель-активатор типа ПА1 выпускают двух типоразмеров: ПА 1-600 (производительность Q до 21 м3/с, мощность электродвигателя вибровозбудителя N = 0,6 кВт) и ПА 1-800 (Q до 36 м3/ч и N = 0,6 кВт).
Дозаторы. Дозаторы классифицируют по следующим признакам: принцип действия (дискретного и непрерывного действия); число потоков (по числу дозируемых компонентов); способ регулирования производительности (с регулированием производительности питателя, с регулированием скорости транспортирующего весового устройства); принцип взвешивания (рычажные и электромеханические) или набора дозы определенного объема; способ управления (дистанционные и с местным управлением).
Дозаторы дискретного действия изготовляют классов точности 0,4; 0,5; 1,0; 2,0; 2,5, а дозаторы непрерывного действия — классов
262
Рис. 8.20. Схема весового дозатора с ленточным питателем н электромеханической заслонкой
точности 0,5; 1,0; 1,5; 2,0 и 4,0. Чем выше класс точности дозатора, тем шире пределы допускаемой погрешности дозирования. Так, при классе точности 0,4 погрешность дозирования ±0,4 %, а при классе точности 4,0 — ±4,0 %.
Дозаторы состоят из следующих основных функциональных элементов: питателя, массоизмерительного устройства, отсчетного и задающего устройства (аналоговые или дискретно-цифровые), исполнительного механизма.
Конструктивные, кинематические, электрические схемы функциональных элементов дозаторов, а также их расчет подробно описаны в специальной литературе.
Принцип действия дозаторов поясним на примере дозатора непрерывного действия с ленточным питателем, который широко используют во многих отраслях промышленности. Дозируемый сыпучий материал (рис. 8.20) из бункера 1 поступает на ленточный конвейер 2. Здесь масса сыпучего материала давит на ленту а через нее на ролик 9, опоры которого закреплены на левом плече коромысловых весов 3. При увеличении или уменьшении расхода материала коромысло весов выходит из равновесия, которое достигается при заданном расходе сыпучего материала с помощью противовеса 4. При этом одновременно перемещается рычаг 7, соединенный с коромыслом тягой 8. Рычаг 7 перемещает ползунок реостата 6. Происходящее при этом изменение в электрической цепи реостата фиксируется регулятором 5, который выдает соответствующий сигнал на сервомотор 10\ последний вращает сектор, соединенный с заслонкой 11. Заслонка при этом либо приоткрывается, увеличивая поступление материала на ленту конвейера, либо закрывается, уменьшая поступление материала из бункера. При достижении питателем заданной производительности рычаг 7 выводит ползунок реостата в нулевое положение, и сервомотор останавливается.
Исполнение питателей и дозаторов принимают с учетом условий эксплуатации и свойств дозируемых веществ; для токсичных материалов и при наличии перепада давления — герметичное; для материалов взрывоопасных и сяесобних накаиливать с этическое электри
263
чество — взрывозащищепиое. Материал деталей, соприкасающихся с дозируемым сыпучим материалом, назначают в зависимости от свойств последнего.
Диаметр входного штуцера питателей и дозаторов следует принимать не менее так называемого вероятного размера устойчивого свода Dc (м), который для связных сыпучих материалов рассчитывают по формуле
Е>.; --= 5,2 • lO-^To/h»,, (1 - 0,78 tg.<г)Ь
где т0—начальное сопротивление сдвигу дозируемого материала, Па; ри — насыпная плотность материала, кг/м3; ср — угол внутреннего трения материала, ...°.
ГЛАВА 9
МЕШАЛКИ
§ 1. ПРОЦЕСС ПЕРЕМЕШИВАНИЯ И ЕГО ХАРАКТЕРИСТИКА
Основные положения. Перемешивание жидких сред — процесс, широко применяемый в химической промышленности и других отраслях народного хозяйства. Существуют несколько способов перемешивания жидких сред, например, пневматическое перемешивание пропусканием газа через слой перемешиваемой жидкости, циркуляционное перемешивание — многократным прокачиванием жидкости через систему аппарат — циркуляционный насос — аппарат, механическое перемешивание с использованием мешалок различных типов.
Ниже будет рассмотрено только механическое перемешивание.
Мешалки применяют в основном для:
получения однородных растворов при смешивании жидкостей, хорошо растворимых одна в другой; получения эмульсий при смешивании нерастворимых одна в другой жидкостей; ускорения химической реакции; интенсификации теплопередачи (при перемешивании создается вторичная циркуляция); ускорения процесса растворения при перемешивании жидкости и твердого тела; получения суспензий при перемешивании жидкости и порошкообразного твердого тела; интенсификации процессов газонасыщен ия жидкой фазы (микробиологические процессы); удаления продуктов реакции со стенок и днищ аппаратов.
Интенсивность перемешивания определяется количеством энергии на единицу объемного расхода жидкости, отбрасываемой мешалкой-в единицу времени. Таким образом, интенсивность перемешивания характеризуется давлением жидкости, создаваемого мешалкой во вращающемся потоке.
С изменением затрачиваемой мощности меняется скоростной режим течения жидкости в аппарате с мешалкой.
Интенсивность работы мешалок различных типов можно оценить также одной из следующих величин:
модифицированным для процессов перемешивания критерием Рейнольдса ReM;
затрачиваемой на перемешивание мощностью, приведенной к единице объема перемешиваемой жидкости, N/V пли к единице массы перемешиваемой жидкости Nlm.
Отношения N/V и Nlm не являются универсальными для определения интенсивности перемешивания, так как энергия в объеме рассеивается неравномерно, и эта неравномерность для разных аппаратов различна; два одинаковых перемешивающих устройства, рабо-
265
тающих в сосудах разного объема, обеспечивают разную интенсивность.
С увеличением интенсивности перемешивания возрастают и энергетические затраты, в то время как технологический эффект ограничивается строго определенными пределами. В связи с этим интенсивность перемешивания в сосудах с мешалками следует принимать исходя из опытных данных при минимальных энергетических затратах.
Эффективность перемешивания является характеристикой качества процесса, которое оценивают в зависимости от технологического назначения перемешивания. При перемешивании для интенсификации химических реакций, тепловых и диффузионных процессов эффективность оценивают отношением коэффициентов скорости процессов, проводимых с перемешиванием и без перемешивания. Эффективность процессов получения суспензий и эмульсий характеризуется достигаемой степенью однородности единицы перемешиваемого объема жидкости и в каждом конкретном случае определяется целесообразной интенсивностью, требующей минимальных расходов энергии и времени на проведение процесса. Из двух аппаратов с мешалками более эффективно работает тот, в котором определенный технологический процесс достигается при более низкой затрате энергии.
Эффективность перемешивания — основная характеристика для оценки работы аппарата при выборе его оптимального режима.
Масштабные факторы и критерий подобия при описании процесса перемешивания. Теория подобия позволяет распространить данные единичного опыта на определенную группу подобных процессов в пределах рассматриваемого класса особым заданием условий однозначности. Для описания единичного процесса необходимо дифференциальное уравнение, описывающее рассматриваемый процесс.
Один из основных принципов теории подобия — выделение из класса явлений, описываемых общим законом, группы подобных явлений. Различают подобие геометрическое, временное, физических величин, начальных и граничных условий.
При моделировании процессов перемешивания используют безразмерные критерии Kv, ReM, FrM соответственно мощности, Рейнольдса и Фруда. При наличии в системе нескольких фаз большое значение имеет критерий Вебера We. Уравнение подобия имеет вид
Kw=/(ReM, FrM, We),
ReM, FrM, We — безразмерные комплексы, представляющие собой отношения приложенных сил к силам сопротивления соответственно вязкостным, гравитационным и поверхностного натяжения. Для аппаратов с мешалками
ReM = /г^,р/ц; FrM = n2dKlg\ We = pn2d3M/a, где dM—диаметр мешалки, м; п — частота вращения мешалки, об/мин; р и [I — плотность и динамическая вязкость жидкости, кг/м3 и Па-с; о — поверхностное натяжение, Н/м, 2'>6
Для исключения образования центральной воронки при перемешивании можно устанавливать отражательные перегородки, в этом случае критерий Фруда не используют.
Уравнение, описывающее перемешивание в жидкой фазе, имеет вид
Клг-СЯеЖ,
где С, а и b — коэффициенты, определяемые опытным путем.
Указанные критерии можно применять при определении мощности перемешивания и воспроизведении результатов проведения технологических процессов при масштабных переходах. Однако модифицированный критерий Рейнольдса не является универсальным, так как входящие в него параметры п и dM — это характеристики вращающейся мешалки, а не перемешиваемой жидкости.
С. Я- Гзовский и А. Н. Плановский предложили определять критерий Рейнольдса как Re = ис бДр/щ где пе -----qn— эффективная (эталонная) частота вращения мешалки; q — опытный коэффициент зависит от конструкции мешалки, рассчитываемый из условия равенства крутящих моментов для рассматриваемой и эталонной мешалок. В качестве эталонной принята радиально-лопастная мешалка с двумя лопастями (q = 1). Значения q меняются для разных мешалок в диапазоне q == 0,59 ... 1,34. Приняв такое определение критерия Re, удалось одним уравнением описать коэффициенты массоот-дачи при растворении твердой фазы для всех исследуемых мешалок.
§ 2. КОНСТРУКЦИИ МЕШАЛОК
Классификация мешалок. По конструктивным особенностям механические перемешивающие устройства делят на две группы: быстроходные — лопастные, пропеллерные, турбинные и другие, для которых окружная скорость концов лопасти порядка 10 м/с, а отношение DJdM > 3 (где Dc —диаметр аппарата);
тихоходные — якорные, рамные и другие, для которых, как правило, окружная скорость порядка 1 м/с, a DJdM </ 2.
По ГОСТ 20680—75 рекомендуются 12 типов мешалок (цифра в скобках — тип мешалки): быстроходные — трехлопастная с углом наклона лопасти а = 24° (01); винтовая (02); турбинная открытая (03); турбинная закрытая (04); шестилопастная с углом наклона лопасти а = 45° (05); клетьевая (06); лопастная (07); тихоходные — шнековая (08); якорная (09); рамная (10); ленточная (11); ленточная со скребками (12).
Под быстроходными понимают мешалки, применяемые для перемешивания жидких сред при турбулентном и переходном режимах течения; под тихоходными — применяемые при ламинарном течении жидкости в аппарате.
Быстроходные мешалки наиболее часто используют в промышленности. Их условно можно разделить на мешалки, лопасти которых перпендикулярны плоскости вращения, и мешалки, лопасти которых образуют постоянный или переменный угол наклона с плоскостью
267
Рис. 9.1. Радиально-лопастная мешалка
вращения. Быстроходные мешалки можно устанавливать в гладкостенных аппаратах, а также в аппаратах, оборудованных различными внутренними устройствами.
Лопастные мешалки. Наиболее просты в изготовлении и надежны в работе радиально-лопастные мешалки (рис. 9.1), которые состоят из двух лопастей, укрепленных на вращающемся валу. Лопасти расположены в плоскости оси вала или наклонены к перпендикулярной
ей плоскости под некоторым углом а.
По ГОСТ 20680—75 мешалки диаметром d„ = 80 ... 710 мм изготовляют неразъемными, при d^ -= 710 ... 3500 мм их снабжают укрепляющими ребрами и разъемной или неразъемной втулкой. Угол наклона лопастей а - 90°. Окружную скорость конца лопасти выбирают в зависимости от вязкости жидкости.
Лопастные мешалки применяют для смешивания жидкостей, растворения твердых тел, получения суспензий и т. д. При большой
высоте аппарата, когда она значительно превышает диаметр, или при вязкой жидкости мешалки на валу устанавливают в два, три яруса и более. В промышленности можно использовать эмалированные мешалки, которые устанавливают как в гладкостенных аппаратах, так и в аппаратах с отражательными перегородками. Мешалка состоит из вала и полых лопастей, приваренных к валу и покрытых стеклоэмалью. Используют двух- и трехлопастные мешалки (рис. 9.2) с высотой лопасти h.
Турбинные мешалки — это обширная группа весьма разнообраз? ных конструкций. Диаметр турбинных мешалок выбирают в зависимости от диаметра сосуда dM = (0,25 ... 0,50) Dc.
Рис. 9.2. Трехлопастная эмалированная мешалка
Рис. 9.3. Открытая турбинная мешалка
268
Рис. 9.4. Открытая турбинная мешалка с изогнутыми лопастями
Рис. 9.5. Закрытая турбинная мешалка
Открытые турбинные мешалки с плоскими лопастями высотой h (рис. 9.3) представляют собой диск с укрепленными на нем плоскими лопатками (шесть—восемь лопаток), расположенными радиально. По ГОСТ 20680—75 диаметр кольцевого диска, на котором крепят шесть радиальных лопастей, d? = 0,75 dM, длина лопасти I = 0,25Фм, внутренний диаметр лопасти dx = 0,5dM. Эти мешалки применяют для быстрого суспензирования, растворения твердой фазы, а также для диспергирования нерастворимого компонента. Для открытой турбинной мешалки с изогнутыми лопастями (рис. 9.4) длина хорды лопатки 1,25/. Лопатка расположена под углом 38° к радиусу так, что ее проекция на радиус равна /. Радиус кривизны лопатки 1,5/, высота лопатки h.
Закрытые турбинные мешалки (рис. 9.5) работают по принципу центробежного насоса. Мешалка состоит из втулки со спицами и двух кольцевых пластинок, между которыми расположено от 3 до 12 лопаток. При вращении мешалки жидкость засасывается в пространство между спицами и лопатками и с силой выбрасывается наружу. Эти мешалки применяют для тех же целей, что и открытые турбинные мешалки. Диаметр турбинки = (0,25 ... 0,33) Dc, окружная скорость до 7 м/с. По ГОСТ 20680—75 применяют восьмилопастные закрытые турбинные мешалки с углом при вершине 22° 30'.
Для того, чтобы жидкость выходила из мешалки в радиальном направлении, мешалку часто снабжают направляющим аппаратом (статором) 1 (рис. 9.6). Зазор между статором и ротором 2 порядка 0,05dM. Такие мешалки можно использовать для интенсификации газопасыщения жидкой фазы.
Закрытая турбинная мешалка предназначена для смешивания маловязких жидкостей, получения суспензий и растворения твердых тел.
Турбинные мешалки тарельчатого типа (рис. 9.7) применяют для смешивания жидкостей с разными плотностями и для образования эмульсий. Жидкость засасывается в кривые каналы между тарелками мешалки, разбивается на мелкие струи, которые при выходе из мешалки пересекаются, разбивая одна другую.
269
Рис. Я.«. Турбинная мешалка со статором
Винтовые мешалки представляют собой обычный гребной винт с числом лопастей от двух до четырех (рис. 9.8). При вращении винт захватывает жидкость лопастями и отбрасывает в радиальном и осевом направлениях. Отброшенная жидкость по внешним циркуляционным контурам возвращается к лопастям. В сосуде эта мешалка вызывает интенсивную циркуляцию жидкости со значительной осевой составляющей полной скорости. Диаметр мешалки меняется в узких пределах — от 0,250 с до 0,33Dc.
QCT 26-01-1245—75 рекомендует применять винтовую мешалку с постоянным шаговым отношением / винтовой линии. Шаговое отношение винтовой линии и угол наклона лопасти по наружному диаметру: t Hd,, и tg а /;'л; здесь Н — шаг винтовой линии, м.
Три лопасти располагают под углом 120'’. Угол (3 наклона лопастей около втулки больше угла а наклона на концах лопастей. Диаметр мешалки выбирают из нормального ряда, начиная с 50 мм. Отраслевой стандарт ограничивает этот ряд максимальным диаметром 250 мм. Шаговое отношение винтовой липни / О Q- Q
Рис. 9.8. Пропеллерная мешалка
Pre. 9.9. Зубчатая мешалка
270
1,0 и 1,2. Для использования в промышленности рекомендуют винтовые мешалки с крыловидным профилем лопасти, которые имеют форму лепестков. При высоких угловых скоростях на поверхности перемешиваемого материала образуется воронка. Во избежание этого, вал пропеллера устанавливают не по оси сосуда, а с некоторым эксцентриситетом (0,250,,) или с некоторым наклоном (под углом 10— 20°) к осн сосуда. Для этой же цели к стенке сосуда почти по всей его высоте прикрепляют вдоль образующих три-четыре радиальные перегородки.
Для изготовления литой винтовой мешалки необходимо специальное литье пли сложные приспособления, что не позволяет рекомендовать эти мешалки к широкому применению. Исследования многих авторов показали, что эти сложные в изготовлении мешалки можно успешно заменить трехлопастными мешалками с наклонными лопастями.
Для интенсификации ряда технологических процессов локальной трубулизацией, а также для получения стойких эмульсий применяют зубчатые мешалки (рис. 9.9). по ОСТ 26-01-1245—83.
Тихоходные мешалки используют в основном при перемешивании высоковязких и неныотоновских сред, интенсификации тепломассообмена, гомогенизации, а также при проведении других технологических процессов. Стандартные тихоходные мешалки можно разделить на мешалки, лопасти которых перпендикулярны плоскости вращения, и мешалки, лопасти которых образуют угол с плоскостью их вращения. Тихоходные мешалки устанавливают, как правило, только в гладкостепных аппаратах.
Якорные мешалки широко распространены в промышленности. По форме якорная мешалка обычно соответствует днищу сосуда (см. рис. 9.10). Расстояние между стенками сосуда и наружным краем мешалки порядка 0,050,., а диаметр мешалки 0,90,,.
Рис. 9.IC. Якорная мешалка рис, 9(1. Рамная мешалка
271
Рис. 9.12. Ленточная мешалка
Рис. 9.13. Шнековая мешалка
Якорные мешалки применяют для перемешивания очень густых жидкостей, особенно, если процесс происходит с нагревом через стенки сосуда. Из-за небольшого зазора между краями мешалки и стенками сосуда около последних возникает сильное турбулентное течение, препятствующее перегреванию жидкости и образованию на стенках осадков или продуктов химических реакций.
При высокой вязкости жидкости мешалку снабжают дополнительными вертикальными и горизонтальными лопастями (рис. 9.11). В соответствии с формой днища различают полукруглые, эллиптические и другие мешалки. Разновидностью якорной мешалки является якорная эмалированная мешалка, выполненная из полых труб.
Ленточные мешалки (рис. 9.12) представляют собой конструкцию, состоящую из вертикального вала 1, на котором на равных расстояниях одна от другой установлены две цилиндрические траверсы 2. На периферийную часть траверс опираются две плоские ленты 3 и 4 шириной h с относительным шагом t ~ l\ldn = 1,0. Высота ленточной мешалки зависит от высоты И' корпуса аппарата и уровня жидкости в нем. По ОСТ 26-01-806—79 ленточные мешалки можно устанавливать в аппаратах, имеющих следующие геометрические характеристики: 1,0 < H‘!DC « 3,0 и 1,04 < < 1,3.
Шнековая мешалка (рис. 9.13) состоит из вала 1, к наружной поверхности которых приварена по винтовой линии плоская лента 2 определенного шага. При установке шнековой мешалки в циркуляционной трубе следует соблюдать определенные соотношения между отдельными размерами элементов аппаратов (1,8 < Dc/dM < 2,7; 0 14 с djd^ с 0,30; 1,0 с Hl!Dc < 3,0; tld* = 1,0),
2^2
Рис. 9.1'1. Кинематическая схема стандартного мотор- редуктора
Приводы мешалок. Приводы, как правило, устанавливают на крышках аппаратов, иногда на балках или рамах, укрепленных на крышках.
По ОСТ 26-01-1225—75 — ОСТ 26-01-1228—76 для перемешивания жидких сред используют моноблочные приводы с мотор-редуктором, герметичные электроприводы и непосредственно от электродвигателей.
Моноблочные приводы нормального исполнения могут иметь жесткое соединение валов мотор-редуктора и мешалки, подвижное соединение,
клиноременную передачу и мотор-вариатор. Привод с подвижным соединением валов мотор-редуктора и мешалки используют при частоте вращения от 5 до 80 об/мин. Приводы такого типа снабжают зубчатыми или втулочно-пальцевыми муфтами. Вал мешалки обычно устанавливают на подшипниках качения, которые могут быть закреплены либо в стойке привода, либо в торцовом уплотнении. При этом, как правило, одну нижнюю опору выполняют подвижной в осевом направлении, а другую, предназначенную для восприятия осевых сил, --- неподвижной.
Кинематическая схема стандартных мотор-редукторов, изготовляемых предприятиями химического машиностроения, приведена на рис. 9.14. Крутящий момент от ротора электродвигателя 4 через ведущую шестерню 2, сателлиты 6, водило 3 передается на тихоходный вал 1. Корпус 5 мотор-редуктора крепится к электродвигателю. Мощность мотор-редукторов (ГОСТ 20680—75) 0,4—132 кВт, частота вращения выходного вала 6,3—250 об/мин.
Герметичные электроприводы применяют для перемешивания высокотоксичпых, высокоагрессивных или пожароопасных сред. В конструкции этого привода активные элементы ротора и статора электродвигателя защищены от воздействия среды специальной изоляцией («мокрый статор») или защитными гильзами («сухой статор»), В аппарате с газозаполненным герметичным электроприводом по ОСТ 26-01-1422—81 (рис. 9.15) ротор 6 вращается в газовой полости на подигипниках качения 4 и 8. Статор 7 защищен от контакта с парами среды тонкостенной защитной гильзой 5; такая гильза может быть установлена и на роторе. Подшипники качения работают в газовой среде, которая через штуцер 10 подается в замкнутую полость. В качестве газа, препятствующего контакту перемешиваемой среды с подшипниками качения, используют либо инертный газ, либо один из компонентов реакционной среды. Жидкий смазочный материал подается к подшипникам через штуцер 9. Перемешивающее устройство (винтовая мешалка) I установлено в нижней части вала 3. Внутри аппарата расположена циркуляционная труба 2.
273
Рис. 9.15. Аппарат с герметичным электроприводом
Рис. 9.16. Привод с встроенными F. мо-тор-редуктор опорами вала
Кроме перечисленных промышленность выпускает нестандартные приводы. На рис. 9.16 показан привод со встроенными в мотор-редуктор опорами 5 и 8 вала мешалки. Крутящий момент от электродвигателя 4 через первую 3 и вторую 7 ступени редуктора передается на выходной вал 2 привода. Особенность привода — использование в нем двухступенчатого редуктора. Осевая сила, действующая на вал 1 мешалки, воспринимается только упорными подшипниками опоры 5 и ие передается иа опоры электродвигателя. Вторая ступень 7 редуктора установлена в специальной стойке 6 соосно с электродвигателем. Привод предназначен для работы в аппаратах, частота вращения мешалки которых достигает 320 об/мин, а избыточное давление не превышает 3,2 МПа.
§ 3. РАСЧЕТ МЕШАЛОК
Силы, действующие на мешалки. Расчет мешалок в основном сводится к определению усилий, действующих па лопасти, и мощности, затрачиваемой на перемешивание. Силу сопротивления, действующую на пластину, которая движется поступательно в неограниченной жидкой среде, можно определить по формуле Ньютона:
F -- pSv2,
где г> — плотность жидкости, кг/м3; S — площадь проекции пластины на плоскость, перпендикулярную направлению скорости (миделево сечение), м2; v — скорость движения тела, м/с.
Для пластины, наклоненной под углом а к направлению движения, миделево сечение Sa S sin а.
При выводе расчетной зависимости Ньютон исходил из предположения, что сила сопротивления зависит только от явлений, происходящих на передней поверхности движущегося тела. Однако опыты показали, что при одинаковых миделевых сечениях разных по форме пластин силы сопротивления имеют разные значения при прочих одинаковых условиях.
Большой вклад в разработку теории сопротивления поступательно движущейся пластины внесли Киргоф, Карман и Прандтль. Киргоф определил теоретически сопротивление бесконечно длинной пластины, исходя из предположения, что струи жидкости, стекающие с пластины, не смешиваются с жидкостью за пластиной, которая находится под тем же давлением, что и псвозмущенпая среда. Сила сопротивления F - 0,44pSa2. Однако, по результатам опыта получено другое значение силы F. Представленная модель обтекания движущейся пластины близка к действительной, но не учитывает вязкость и вихреобразование за пластиной. По вихревой теории Кармана за движущейся пластиной происходят сложные явления. За поверхностью пластины образуются волны, которые формируют вихри. Вихри срываются с краев пластины, смешиваются с жидкостью, расположенной за пластиной, завихряют ее и создают зону с турбулентным движением. Вихри непрерывно сталкиваются, разбиваются, в результате жидкость энергично перемешивается. Непрерывное образование вихрей требует определенных затрат энергии. Давление на пластину со стороны набегающего потока больше давления на ее заднюю поверхность.
Исходя из описанных явлений, обнаруженных в опытах, Карман теоретически вывел закон сопротивления
F — CpSv2/2, (9.1)
где С — коэффициент, зависящий от целого ряда факторов, которые будут рассмотрены ниже.
Согласно современным взглядам коэффициент С учитывает всю совокупность явлений, происходящих за телом и вокруг него. На сопротивление влияют форма тела, соотношение размеров, шероховатость поверхности, скорость движения и др. От всех этих факторов зависит объем жидкости, на которую воздействует движущееся тело. Коэффициент С называют коэффициентом сопротивления.
Сопротивление пластины, движущейся поступательно в перпендикулярном ее плоскости направлении, называют лобовым сопротивлением или сопротивлением давления. Как показали исследования, коэффициент лобового сопротивления зависит от очень большого числа факторов:
C = f(Re, Fr, Be, We);
275
здесь Re = р/ц/р, Fr = v~lgl, Be = vlv0, We = p/t>2/<j — число соответственно Рейнольдса, Фруда, Берстоу и Вебера (где I — линейный размер тела, м; и — относительная скорость движения, м/с; g — ускорение свободного падения, м/с2; у0 — скорость звука в жидкости, м/с).
В рассмотренном случае движения пластины, погруженной в жидкость, числа Fr, Be и We, характеризующие соответственно сопротивление от волнообразования, сжимаемость жидкости и поверхностное натяжение, обычно незначительны и их не учитывают. Коэффициент сопротивления практически зависит только от критерия Рейнольдса. Квадратичный закон сопротивления справедлив при скоростях значительно меньше скорости звука в среде. При околозвуковых скоростях сопротивление возрастает пропорционально кубу скорости, а при дальнейшем увеличении скорости вновь уменьшается.
При движении пластины в своей плоскости возникает сопротивление трения. Для лопастных мешалок сопротивление трения практического значения не имеет. Многочисленные опыты подтвердили практическую применимость уравнения Ньютона для лопастных мешалок в пределах используемых скоростей. Однако необходимы некоторые уточнения при определении силы сопротивления для лопастных мешалок, связанные с тем, что лопасти мешалок вращаются, а не движутся поступательно. Кроме того, мешалки работают в замкнутых объемах, а не в неограниченной жидкой среде, для которой получен закон сопротивления Ньютона.
Таким образом, представленные зависимости можно в первом приближении использовать для расчета лопастных мешалок.
Физическая модель движения жидкости. Рассмотрим равновесие движущейся жидкости, непрерывно распределенной в пространстве (сплошная среда). Движение жидкости происходит под действием массовых (объемных) и поверхностных сил. При выводе уравнений за основу возьмем второй закон Ньютона, согласно которому сумма векторов всех сил (силы тяжести, силы от гидростатического давления, а для реальных жидкостей — силы трения), действующих на выделенный элемент жидкости, равна произведению его массы на ускорение.
Баланс действующих в потоке сил выражается в случае движения идеальной жидкости уравнениями Эйлера, а в случае движения реальной жидкости — уравнениями Навье—Стокса.
Использование уравнения движения реальной жидкости совместно с уравнениями неразрывности позволяет решить основную задачу гидродинамики — определить поля скоростей, давление и плотность жидкости, движущейся под действием заданных внешних сил. Однако решение уравнений Навье—Стокса получено только для простейших случаев одно- и двухмерного потока. Кроме того, это уравнение не описывает течение жидкости при турбулентном режиме.
£76
Для вращательного движения жидкости систему уравнений Навье- Стокса можно записать в виде
Д]=о; (9.2)
дг 1 г г ,)г ( г dr J дг ' ь '
где др/дг—частная производная, характеризующая изменение гидростатического давления по радиусу г; vn — окружная скорость п <9 жидкости, м; ц —динамическая вязкость жидкости, 11а-с; ц X
X — произведение, характеризующее влияние сил
трения и вызванных трением сил сжатия и растяжения в вязкой жидкости.
При плоском вращательном движении вокруг оси z радиальная vr и осевая va составляющие полной скорости равны нулю, а система (9.2) имеет общее решение
vn = CLr -\-C.,Jr. (9.3)
Постоянные интегрирования Сг и Са определим из граничных условий. При г 0 и vn =0 постоянная С2 =0. Следовательно, при установившемся течении для области, находящейся в центре вращающейся массы жидкости,
иЛ=(о,г; (9.4)
таким образом, вдоль оси вращения жидкости в области 0 •< г < Ra образуется бесконечный цилиндрический вихрь радиуса 7?0, вращающийся С УГЛОВОЙ СКОРОСТЬЮ Щр
В области вне цилиндрического вихря, как следует из уравнения (9.3), ип - = CJr. Так как на границе раздела двух областей справедливо также уравнение (9.4), то С, == (j\R'~0 и для периферийной области
= o)i/?o/r. (9.5)
Плоское течение неограниченной массы называют комбинированным вихрем Рэнкина. Наличие стенок, днища и перегородок значительно влияет на распределение скоростей жидкости, но тем не менее предложенную модель используют при рассмотрении задачи о взаимодействии вращающейся лопасти и потока перемешиваемой жидкости.
Таким образом, применительно к замкнутым аппаратам с мешалками в центральной части сосуда жидкость вращается статически, т. е. с постоянной угловой скоростью. В остальной части сосуда происходит динамическое перемещение жидкости; здесь окружная скорость жидкости уменьшается с приближением к стенке сосуда по закону, близкому к гиперболическому [см. уравнение (9.5)].
Структура потоков перемешиваемой жидкости. Экспериментальные исследования показывают, что при работе перемешивающих устройств создается сложный характер течения жидкости в трехмерном пространстве, обусловленный взаимодействием перемешиваемой жидкости с лопастями, перегородками и другими препятствиями,
277
Рис. 9.17. Структура потоков при срединном расположе нми мешалок
находящимися в аппаратах. Структура потоков при работе перемешивающих устройств различного типа практически одинакова.
Для исследования характера движения жидкости в трехмерном пространстве наряду с другими методами используют способ визуального наблюдения за перемещением введенного в перемешиваемую жидкость ярко окрашенного шарика диаметром 5 мм; плотность материала шарика равна плотности перемеши
ваемой среды.
В зоне динамического течения жидкости частицы движутся по
спиральным траекториям от стенки сосуда к поверхности вихря и от поверхности вихря к стенкам сосуда. Кроме того, частицы жидкости перемещаются вдоль оси вращения мешалки. Типичные схемы потоков жидкости показаны на рис. 9.17. Эти потоки были выявлены в меридиональной плоскости, причем сама меридиональная плоскость вращалась вокруг оси мешалки. В зоне непосредственно у мешалки жидкость, отбрасываемая лопастью мешалки, движется к стенкам сосуда, часть ее поднимается, а другая — опускается соответственно по восходящим и нисходящим спиралям. Далее эти потоки замыкаются в области мешалки, образуя таким образом два циркуляционных контура в меридиональном сечении с радиусом г1( центра вторичной циркуляции. Таким образом, меридиональное вторичное течение накладывается на окружное первичное течение, что приводит к образованию в аппаратах с мешалкой сложного трехмерного течения жидкости, при котором частицы обрабатываемой среды перемещаются во всех направлениях.
Некоторые изменения в структуре потоков происходят при работе мешалок с наклонными лопастями. От направления перемещения потока жидкости за счет наклона лопастей зависят только координаты центров вторичной циркуляции (йц). Если лопасти наклонены в сторону нисходящего потока жидкости, то верхний центр вторичной циркуляции приближается к мешалке, а нижний — удаляется от лопастей вниз.
Винтовые мешалки, как и радиально-лопастные мешалки с наклонными лопастями, создают аналогичную описанной структуру потоков со смещенными центрами вторичной циркуляции.
При работе двух мешалок, установленных на одном валу, создается три или четыре циркуляционных контура в зависимости от расположения нижнего яруса относительно дна сосуда.
Критерий ReH для моделирования процесса перемешивания. Устанавливая мешалки на разных уровнях, можно менять интенсивность верхнего и нижнего циркуляционного контуров, создавая
278
гидродинамическую обстановку, необходимую для конкретного технологического процесса. Координата центра вторичной циркуляции зависит от вязкости перемешиваемой жидкости и частоты вращения мешалки. Для маловязких жидкостей (динамическая вязкость не более 0,1 Па-с) = 0,757?с, где Rc — радиус сосуда.
Угловая скорость соц центра вторичной циркуляции и координаты гц, йц этого центра зависят от частоты вращения мешалки, физических свойств жидкости, геометрических размеров и конструкции мешалок и сосудов.
Для трехлопастной мешалки, работающей в цилиндрическом сосуде с эллиптическим днищем, угловая скорость центра вторичной циркуляции
' ад
где со — угловая скорость мешалки, рад/с; щ. и — динамическая вязкость соответственно воды (при температуре 20 СС) и перемешиваемой жидкости, Па-с; h — высота лопасти, м; Dc — диаметр сосуда м; d„ —диаметр мешалки, м.
Частицы жидкости в области центра вторичной циркуляции вращаются с окружной скоростью цц, которая зависит от гидродинамической обстановки, создаваемой перемешивающим устройством. Таким образом, окружная скорость центра вторичной циркуляции и ее координата обусловливают циркуляционный режим течения жидкости в аппарате с мешалкой. Включение указанных параметров в.выражение для критерия ReH позволяет найти критерий, характеризующий гидродинамическую обстановку процесса перемешивания жидких сред механическими перемешивающими устройствами,
Re" = и.Др/ц, (9.7)
где — диаметр центра циркуляции.
Таким образом, при работе отличающихся по частоте вращения и конструкции радиально-лопастных мешалок (разные конфигурации, высота и число лопастей) с постоянным значением критерия ReH создается одинаковый гидродинамический режим течения жидкости, характеризуемый профилем образующейся воронки.
Для подтверждения указанного были проведены опыты с мешал-
ками различных типов в цилиндрическом сосуде с определенными физическими свойствами среды, при одинаковых значениях параметров уц и Гц и при dM 0,1 м, пц 0,5 об/с, гц = 0,5 м, ReH = 12. Результаты опытов приведены ниже:
Число лопастей..................................
ft, м ..........................................
п, оо/с.........................................
2 2 4 6
0,02 0,01 0,02 0,02
2,52 2,83 2,09 1,92
Время перемешивания для указанных мешалок т = 20 с.
При увеличении частоты вращения вместо двух устойчивых циркуляционных контуров (ламинарный режим течения) наступает нестабильный режим течения с несколькими хаотично перемещающимися центрами вторичной циркуляции (переходный режим течения)—
279
Рис. 9.18. Структура потоков при турбулентном режиме
рис. 9.18. Дальнейшее увеличение частоты вращения мешалки приводит к появлению устойчивого турбулентного режима течения жидкости. Экспериментально подтверждена возможность моделирования режима течения жидкости при работе радиально-лопастных мешалок для сосудов большого диаметра.
Таким образом, с использованием критерия Re" можно модели-ровать гидродинамический режим течения жидкости при работе геометрически неподобных радиально-лопастных мешалок .
Определение основных гидродинамических параметров перемешиваемой жидкости. Рассмотрим течение жидкости в плоскости, перпендикулярной оси вращения лопасти. Изучение линий токов показывает, что они являются семейством логарифмических спиралей (рис. 9.19). Касательные в различных точках спирали образуют с нор-
Рис. 9.20. Зависимость y-—f
I — |1ж - 0,1-10’2 Па- с; 2 - |Л.П 0 3-1 О"2 1,{). 10-2 Па. с; 5 - 4,0- !0'2 Па-с.-,
— 4,0. JO"2 II.I. с; 5 — цж -- 5.0- I0-3 Па-с
Па-с-, 3 — |1-к -- 0 7-10~2 На. с, 4 — М ж~г
£ I1 >'.<3 Р- 10-2 -с‘< 7 “ I’
Рис. 9.21. Кривая изменения tg V но высоте аппарата
280
Рис. 9 22. Эпюра окружных скоростей /4 лопасти и жидкости -л* „ У 7
-..- >______I / 2
S 7/
малямп к радиусам-векто- , - р
рам, проведенным из центра вращения, равные углы ! 'Д- у-
71 - Ь = Ъ - 7. j X с, у
Легко показать, что у /
tgy - е,./е„, где и,. и vn — [ / .7'' ;
соответственно радиальная (
и окружная составляющая «р&- — - ------ .....-Д------^"7
скорости. ------------7---------“!
На рис. 9.20 приведена ,? _ ________
зависимость tg у от отноше-
ния dw'Dc для жидкостей различной вязкости. Характер изменения' отношения 0,,/е» !.У'Т Ii0 высоте аппарата показан па
рис. 9.21.
На рис. 9.22 приведена одна из экспериментально полученных эпюр окружных скоростей при работе двухлопастной мешалки. Эпюра имеет два основных характерных участка: один — в области значении текущего радиуса Ос г с Ru, где окружная скорость vn прямо пропорциональна текущему радиусу г; другой участок — в области Яс < г < Rc, гДе с увеличением г — скорость vn уменьшается по закону гиперболы.
При пересечении воронки со статическим уровнем (штриховая линия на рис. 9.17) образуется окружность, радиус /?у которой
остается постоянным при изменении частоты вращения мешалки в значительных пределах. Радиус воронки на линии статического уровня при перемешивании малбвязких жидкостей радиально-лопастными мешалками с соотношением dJDc 0,3 ... 1,0 можно определить по формуле /?у = Rc [0,508 + 0,215 (dJDc — 0,3)].
Радиус Rn вихря является основным параметром процесса перемешивания, так как он устанавливает границу областей двух видов движения (вихревого и невихревого) и позволяет определить интенсивность циркуляции вращающегося потока жидкости. Рассчитывают Ro из условия, что при установившемся вращательном движении потока объем жидкости, вытесненной из центральной части воронки под статическим уровнем, равен объему жидкости, перемещенной к стенке сосуда и расположенной над статическим уровнем:
Ro-~ /?сехр 0,5-]-
0,25р2
Р'2 + lg2 У
(9-8)
7
2R у
где р — суммарное число циркуляционных контуров. Для маловязких лопастей Rn = [0,66 — 0,54 (1 — dM/Dc) 1.
Мощность перемешивания. Рассмотрим работу мешалок в ограниченной жидкой среде, основываясь па установленных представлениях о движении вращающегося потока жидкости и характере распределения окружных и радиальных скоростей в зонах вихревого и невихревого потоков. В любом конкретном случае сложный поток
281
Рис. и.23. Схема к выводу уравнения мощности перемешивания
движущейся жидкости в ограниченном объеме сосуда при установившемся движении одновременно вращается в одном направлении вместе с лопастями мешалки, но с различными скоростями по их длине. Лопасти мешалки воспринимают давление в основном от окруж-
ной составляющей полной скорости жидкости. При движении частиц жидкости в общем потоке с радиальными и осевыми скоростями трение на поверхностях лопастей незначительно и не вызывает существенного изменения лобового сопротивления.
Относительные окружные скорости движения частиц перемешиваемой жидкости в зонах вихревого и невихревого потоков (см. рис. 9.22)
z-’отн. п -= (« - С”1) Г, Пог„. „ = 0>Г - С2//',
где С2 - — напряжение или интенсивность циркуляции, м2/с.
В этих выражениях не известна угловая скорость жидкости оц в вихревой зоне. Расчетную зависимость — f (со), полученную с использованием опытных данных, можно представить в общем виде как
(9.9)
где А — коэффициент; Sx — площадь рабочей поверхности исследуемых лопастей мешалок, м2; S, = d~t — площадь эталонной рабочей поверхности пластинчатой мешалки, м2; = 0,120 м — радиус
эталонного сосуда; х, у, z — постоянные.
При работе мешалок в сосудах промышленного типа различных размеров более 600 мм получен коэффициент А = 3,02. Показатели степени х =-0,115, у =0,115, z ----- 1,35 получены для лопастей мешалок с соотношением dMIDc = 0,5. Для мешалок с соотношением djD, =0,66 значения коэффициентов у и г не изменились, а х = = 0,143.
Анализ формулы (9.9) показывает, что угловая скорость иу вихревого потока жидкости зависит от угловой скорости со мешалки, площади рабочей поверхности лопастей мешалки, вязкости перемешиваемой жидкости р)К и размеров сосуда.
Элементарные массы (в секунду) перемешиваемых жидкостей в зонах вихревого и невихревого потоков, с которыми сталкиваются при своем вращении элементарные поверхности лопасти двухлопастной мешалки (рис. 9.23), находят из уравнений:
dmY = р (со — coy) hr dr и dm2 = р (cor — C2/r) hdr.
Исходя из теоремы о кинетическом моменте системы, после подстановки соответствующих расчетных величин определим макси-282
мальный изгибающий момент от внешних сил, действующих на одну лопасгь мешалки, относительно оси вала
= р/г
я»
(ю — оц)2 j r\!r о
После интегрирования и преобразований получим окончательную расчетную формулу
M„ = p/z[-^ + (oC2(4L -4) -|- С22 (0,25 + In -g-)]. (9.10)
Крутящий момент на валу мешалки Мир = kMllt где k — число лопастей.
Мощность мешалки, затрачиваемая на перемешивание жидкости в сосуде в рабочий период при установившемся движении, N --= М|(ры.
Сложность условий обтекания лопасти по сравнению с пластиной, движущейся поступательно в неограниченной жидкой среде, обусловлена главным образом значительным различием относительных скоростей жидкости и лопасти. Из рассмотрения относительных скоростей лопасти и жидкости (см. рис. 9.22) следует, что около вала из-за небольшой относительной скорости режим течения жидкости ламинарный, а на концах лопасти — явно турбулентный. Возрастание относительной скорости на концах лопасти зависит от высоты лопасти.
Анализ выражения для изгибающего момента [формула (9.10)1 показывает, что в широкой области переменных параметров коэффициент сопротивления С»-2.
Расчет вала перемешивающего устройства. При расчете вала необходимо учитывать гидродинамическую обстановку, расположение и конструкции опорных узлов и уплотнений, силы инерции присоединенных масс и особенности конструкции аппарата. Основные условия, обеспечивающие работоспособность вала, определяют расчетом его на виброустойчивость, жесткость и прочность.
Расчет вала на виброустойчивость сводится к определению условий работы, при которых угловая частота <л0 вынужденных колебаний вала находится в определенном соотношении с частотой <о' его собственных поперечных колебаний, соответствующей критической частоте вращения вала.
На основании результатов теоретических и экспериментальных работ определены условия виброустойчивости валов для аппаратов с мешалками различных конструкций при работе с разными средами. Этим условиям соответствуют значения со0/со', приведенные в табл. 9.1 (РД РТМ 26-01-72 -82).
Как правило, валы перемешивающих устройств устойчиво работают в режиме «жесткого» вала. Для инженерных расчетов принят приближенный способ оценки динамических прогибов валов, основанный на методике приведения. Сущность методики заключается р замене вала, нагруженного распределенными и сосредоточенными
283
массами, колебательной системой с валом, обладающим одной степенью свободы, приведенной массой /щ1р и приведенной жесткостью СП]) (см. гл. 3, § 4).
Расчет вала на виброустойчивость выполняют методом последовательных приближений. Задача сводится к определению приближенного значения диаметра виброустойчивого вала, расчету частот его собственных поперечных колебаний в воздухе и проверке полученного результата на условия виброустойчивости, приведенные в табл. 9.1.
Таблица 9.1
Условия виброустойчивости валов
Г [ ергме 11111п асм ая ср ед а Условие р.иброустойчивости вала
жесткого гибкого
с мешалками всех TH non (но ГОС Т 2 0G 8 0 — 7 5), кроме лопастных с лопастными мош алками с мешалками быстроходн ыми
Газ о0/<о' 0,7 со0/со' < 0,7 Не рекомендуется
Жидкость — ЖИДКОСТЬ Жидкость — твердое тело CD0/<jj' 0,7, ИО Ыо/со' Ф -J= 0,45 ... 0,55 со0/ш' = == 1,3 ... 1,6
Жидкость — газ ц>0/ы' 0,6 <od/m' < 0,4 Не рекомендуется
Расчет вала на жесткость заключается в определении суммарных динамических смещений вала и закрепленных на нем деталей в опасных по жесткости сечениях или в определении для этих сечений минимальных допускаемых зазоров между вращающимися и неподвижными деталями.
Расчет вала на прочность состоит в нахождении опасных по прочности сечений вала, определении в этих сечениях эквивалентных напряжений и сравнении их с допускаемыми. Геометрические размеры вала, расстояния между опорами, как правило, находят по упрощенной методике с использованием рекомендуемых коэффициентов запаса.
Рекомендуемые методы расчета валов распространяются на вертикальные валы аппаратов объемом до 100 м3, предназначенных для перемешивания жидких сред плотностью до 2000 кг/м3, динамической вязкостью до 50 Па-с, с отражательными перегородками и без них. Допускается расчет по указанному методу вертикальных валов горизонтальных автоклавов. Однако эти методы не распространяются на валы неметаллические, а также металлические с покрытиями.
ГЛАВА 10
ФИЛЬТРЫ
§ 1. ОБЩИЕ ПОЛОЖЕНИЯ. КЛАССИФИКАЦИЯ ФИЛЬТРОВ
Основное назначение фильтра для жидкости состоит в полном или частичном разделении суспензии на жидкую фазу в виде фильтрата и твердую фазу в виде осадка, фильтрованием через пористую фильтрующую перегородку. Кроме процесса фильтрования фильтр производит очистку осадка от остатков дисперсионной среды методом промывки, а также его отжим и просушку.
Фильтрующая перегородка вместе с частицами осадка, которые также участвуют в процессе фильтрования, составляет фильтрующую среду.
Движущая сила процесса, под действием которой происходит разделение суспензии, — это перепад давлений ио обе стороны фильтрующей среды. Перепад давлений может возникать за счет вакуума, гидростатического давления столба жидкости или избыточного давления, создаваемого гидравлическими насосами.
Фильтрующие перегородки должны отвечать следующим основным требованиям: обладать сквозными порами, через которые легко проходит фильтрат и которые задерживают твердые частицы осадка; быть устойчивыми к химическим и механическим воздействиям компонентов, участвующих в процессе фильтрования; обладать достаточной механической прочностью.
В большей части фильтров применяют гибкие перегородки (металлические сетки или ткань). В химической промышленности используют фильтрующие перегородки из волокон полиамидных (капрон), полиэфирных (лавсан), полиолефиновых (полиэтилен, полипропилен), хлорсодержащих (хлорин), акрилнитрильных (нитрон), стеклянных и др., а также фильтрующие перегородки из бумажной ленты одноразового использования. В исключительных случаях допускается применение ткани из натуральных волокон (хлопка, шелка, шерсти). Жесткие несжимаемые перегородки изготовляют из керамики и керметов; из-за ограниченных размеров такие фильтрующие перегородки выполняют чаще всего в виде патронов. Преимущество таких перегородок состоит в возможности проведения процесса фильтрования при высоких температурах. Намывной слой предохраняет поры фильтрующей перегородки от быстрого закупоривания в случае разделения малокоицентрированных суспензий, содержащих тонкодисперсные твердые частицы. Намывной слой из порошкового или волокнистого материала (диатомит, перлит, асбест, целлюлоза и др.) наносят на фильтрующую перегородку предварительно рди вводят в подлежащую очистке суспензию в определенных
285
(10-1)
V
количествах в зависимости и. ^ации твердой фазы суспензии,
дисперсного состава частиц и др. Намывной слой вместе с осадком удаляется и может быть регенерирован. Пленочные полимерные фильтрующие материалы (мембраны) изготовляют толщиной 10—100 мкм с размером пор от 5 до 0,1 мкм. Такне мембраны эффективны при получении сверхчистых и стерильных жидкостей в химической, микробиологической и медицинской промышленности.
Режим работы фильтра, физико-механические свойства компонентов суспензии и фильтрующей среды определяют параметры фильтра.
Основные закономерности процесса фильтрования определяются зависимостью скорости фильтрования от перепада давлений, параметров процесса фильтрования, свойств суспензии и др.:
1 dV __________Лр_______
dr Ц| xoro (V/F) ’
где v — скорость фильтрования, м/с; V — объем фильтрата, м3; F — поверхность фильтрования, м'2; т — продолжительность фильтрования, с; Ар — перепад давлений, Па; р — динамическая вязкость жидкой фазы суспензии, Па-с; xti— отношение объемов осадка и фильтрата; г0 — среднее удельное сопротивление слоя осадка, м"2;
— сопротивление фильтрующей перегородки, м'1-
Уравнение (10.1) выведено из условия, что фильтрование—гидродинамический процесс, скорость которого прямо пропорциональна движущей силе процесса (перепаду давлений по обе стороны от фильтрующей среды) и обратно пропорциональна сопротивлению фильтрующей среды при движении жидкости через поры. Уравнение справедливо только для несжимаемых осадков и несжимаемых перегородок, т. е. когда г0, х0, /?п постоянны и не зависят от Др.
Для расчета промышленных фильтров уравнение (10.1) следует проинтегрировать с учетом условий проведения процесса фильтрования.
Режим постоянного давления (Ар = const) реализуется в вакуум-фильтрах различных типов или в фильтрах под давлением при поддержании постоянного перепада давления. После разделения переменных и интегрирования в пределах от 0 до V и от 0 до т получим
(xortilQ.F) V2 + RaV = РтДр'ц
или
V =
2тАр
(Ю.2)
L ' \xaro 1 p.'voro Wo J
Режим постоянной скорости фильтрования (dV/dx = const) реализуется в фильтрах под давлением при подаче суспензии шестеренным или поршневым насосами. После замены dV/dx па V/т из уравнения (Ю.1) находим
(л-0/-0/Л) У2 -I- RnV = FxAp/p
или
тЛр Rn
FVn ~ 2xoro
(Ю.З)
286
Режим переменной скорости и переменного давления реализуются в фильтрах под давлением при подаче разделяемой суспензии центробежным насосом. В этом случае для решения уравнения (10.1) необходимо предварительно найти явный вид функциональной зависимости Ар = / (т).
Сравнение уравнений (10.2) и (10.3) показывает, что для получения одного и того же объема фильтрата V при режиме постоянного перепада давлений (Ap)con.t требуется в 2 раза меньше времени, чем при режиме постоянной скорости (Ap)var фильтрования. Вывод сделан при следующих допущениях: осадок несжимаемый, Ru — 0; в конце процесса (Ap)var = (Ap)cnnst.
Толщина слоя осадка на фильтрующей перегородке /i,„. — x0V/F.
'Постоянные процесса фильтрования г0 и Rn, входящие в основное уравнение фильтрования, определяют опытным путем в условиях, максимально приближенных к промышленным, на моделирующих установках. Методики их определения приведены в РТМ «Технологические расчеты», разработанных НИИхиммашем и УкрНИИхимма-шем для фильтров практически всех групп; там же рассмотрены более сложные случаи процесса фильтрования, например, при сжимаемых осадках.
В рабочий цикл фильтра входят, кроме процесса фильтрования: промывка осадка, сушка осадка, подготовка рабочего органа к следующему циклу и т. д. Время промывки осадка тпр находят из универсального уравнения (10.1), которое преобразуют при условии, что процесс промывки происходит при постоянных толщине слоя осадка /г(|Г, перепаде давлений Арпр и скорости промывки упр:
и == _Едр_ =______АРпр_______.
И|1 ТТцр ."пр (го,!ос + ^11)
здесь V'p.p—необходимый объем промывной жидкости; ц|1р—вязкость промывной жидкости.
Окончательный вид зависимости для т,[р зависит от конструкции фильтра и условий подачи промывной жидкости.
Время тс сушки осадка, в течение которого происходит удаление остаточной жидкости при продувании воздуха или газа через осадок, определяют обычно экспериментально на модельных установках.
Общая продолжительность рабочего цикла
Тц - Т ф- т„р -ф тс -ф тп -1- т„3, (10.5)
где т|; — время выгрузки; тп;| — подготовительно-заключительное время.
Наряду с уравнением (10.1) зависимость (10.5) является основополагающей при определении режима работы фильтра периодического действия или скорости перемещения рабочего органа фильтра непрерывного действия.
Классификация фильтров. Классификация, цифровая индексация и терминология регламентированы ОСТ 26-01-67—77 для непрерывнодействующих фильтров и ОСТ 26-01-110—79 для фильтров периодического действия.
287
Цифровая индексация (прил. 15) перспективна для информационных систем; в настоящее время ее используют наравне с традиционной буквенно-цифровой. Последняя представляет собой аббревиатуру признаков и цифры, соответствующие основным конструктивным параметрам фильтров. Например, БсхОК 40-3,4 означает — вакуум-фильтр барабанный со сходящим полотном, общего назначения, кислотостойкий, поверхность фильтрования 40 м2, диаметр барабана 3,4 м.
По характеру работы различают фильтры непрерывного и периодического действия.
Фильтр непрерывного действия характеризуется тем, что подвод суспензии, удаление осадка или отвод сгущенной суспензии осуществляются непрерывно. В фильтрах периодического действия непрерывность операций нарушается.
Фильтры разделены на группы 1—8 по конструкции фильтровального элемента: 1 — барабан (полый цилиндр с горизонтальной осью вращения); 2 — диск (плоский фильтровальный элемент круглой формы, закрепленный на вращающемся валу); 3 — тарелка (фильтровальный элемент круглой формы с вертикальной осью вращения); 4 — лента (гибкий бесконечный фильтровальный элемент); 5 — фильтровальный лист (плоский фильтровальный элемент с боковым отводом фильтрата); 6—патрон (цилиндрическая труба, покрытая фильтрующей перегородкой); 7 — цилиндр (полый цилиндрический элемент); 8 — плита (плоский фильтровальный элемент, стянутый с соседними подобными элементами в пакет).
В фильтрах периодического действия фильтрующие элементы по форме аналогичны указанным, но исключен параметр, обеспечивающий непрерывность процесса, например вращение.
Под видом фильтра понимают конструктивную модификацию основного фильтра группы. Один вид фильтра может отличаться от другого по назначению (универсальный или для определенного продукта); конструкционным материалам (углеродистые или коррозионно-стойкие стали и сплавы, пластмасса, резина и пр.); степени герметичности, способу съема осадка; степени автоматизации; расположению оси (горизонтальное или вертикальное) и т. д.
Разработанная в НИИхиммаше, широко используемая система автоматического проектирования (САПР) «Фильтростроение» определяет группу и вид фильтра по заданным свойствам суспензии и выполняет основные технологические расчеты процесса фильтрования.
Всего существует 90 видов фильтров, внесенных в ОСТы. Ниже описаны преимущественно перспективные модели универсальных фильтров большой единичной мощности, отличающиеся высокой надежностью, максимально механизированные или автоматизированные, обеспечивающие безопасные условия труда.
§ 2. ФИЛЬТР-ПРЕССЫ РАМНЫЕ И КАМЕРНЫЕ
Принцип действия. Область применения. Фильтр-прессы составляют группу фильтров периодического действия, в которых разделение суспензии происходит под давлением до 2 МПа; название 288
Рис. 10.1. Схема работы фильтр-пресса:
и — римиопг, г> — камерного; I — фильтрован»!'; II — промывка: / — пл',|та; 2 — рама; .7 — плита с каналами длл пром.'.пшой жидкости; 4 -- подача суспснлин; Б — оъоД фильтрата; Н - подача промывной жидкости1, I' — отвод промывного фильтрата, Д -выход воздуха
этих фильтров определяет механизм герметизации рабочих камер, аналогичный механическому или гидравлическому прессу.
Суспензия под давлением подается в рабочие камеры, образованные системой чередующихся рам и пинт (рамныефилыпры) или только плит (кемирные фильтры) — рис. 10.1. В каждом разъеме находится фильтрующая перегородка (ткань), которая покрывает рифленую (дренажную) поверхность плиты и одновременно уплотняет пространство между плитами и рамами. В приваленной поверхности или в специальных приливах плит и рам выполнены отверстия, которые после замыкания фильтр-пресса образуют сплошные каналы, предназначенные. для подвода суспензии, промывной жидкости, сжатого воздуха или пара для просушки осадка, для отвода фильтрата и промывного фильтрата.
Цикл работы фильтр-пресса состоит из четырех периодически повторяющихся операций: подачи суспензии и фильтрования до образования осадка требуемой толщины; промывки и просушки осадка; размыкания системы и выгрузки осадка; замыкания системы.
На рис. 10.1 даны схемы фильтр-прессов закрытого типа, из которых фильтрат отводится через общий коллектор. Существуют фильтрпрессы открытого типа, из которых фильтрат отводится из каждой плиты через сливной край в лоток, что позволяет визуально контролировать работу каждой плиты и отключать плохо работающие.
Фильтр-прессы в химической промышленности применяют для осветления суспензий, разделения труднофильтруемых суспензий
10 П р Э. Э. Кольмапа-Ивппппа 289
с небольшой концентрацией твердой фазы, для разделения суспензий, жидкая фаза которых является раствором, близким с насыщенному, а также суспензий с высокой вязкостью жидкой фаъы, тре-бующих подогрева. Применение фильтр-прессов целесообразно в случаях, когда сумма т„ + т113 времени операций выгрузки, замыкания и размыкания 1см. формулу (10.5)1 составляет небольшую долю времени всего цикла. Фильтр-прессы имеют развитую фильтрующую поверхность и надежны в работе, но использование их допустимо только в случаях, когда невозможно использовать другое фильтровальное оборудование. Это объясняется несовершенством выпускаемых конструкций: выгрузка осадка не механизирована и требует использования тяжелого физического труда, иногда при вредных условиях.
Основные размеры и параметры рамных филыр-прессов регламентированы ГОСТ 833—80, который устанавливает также обозначения, технические требования, комплектность, методы испытаний и т. д. Диапазон поверхностей фильтрования от 2 до 140 м2, давление суспензии до 1 МПа, рабочие поверхности рам сведены к четырем типоразмерам: 315x315, 630x630, 820x820, 1000X1000. Материал рам и плит--- чугун, сталь, сталь с антикоррозионным покрытием, сплавы алюминия и титана, резина, пластмассы.
Камера для осадка в камерных фильтр-прессах меньше, чем в рамных, но допустимое давление фильтрования больше, поэтому их применяют для труднофильтруемых суспензий.
Конструкция фильтр-пресса. Рамный фильтр-пресс (рис. 1,0.2) состоит из набора чередующихся плит 3 и рам 4, между которыми помещается фильтрующая ткань (салфетка). Плиты и рамы специальными приливами опираются на горизонтальные опорные балки 5, закрепленные в опорной плите / ив стойке 15 гайками 2. По балкам скользит зажимная плита 6, в опорах которой иногда монтируют ролики. Зажимная плита перемещается от электромеханического привода. Последний состоит из винтовой пары, приводимой в дви-
Рис. 10.2. Фильтр-пресс рамный с электромеханическим приводом
1'90
женке электродвигателем 11 через редуктор 10, шестерню и зубчатое колесо 9, в ступицу которого запрессована гайка 7 винтовой пары. Вин - 13 совершает только поступательное движение, так как левый его конец закреплен в зажимной плите. Во время замыкания осевое усилие воспринимает упорный подшипник 14, а при обратном ходе сухарь 8. При достижении заданного усилия зажима электродвигатель отключается с помощью реле тока, а при образном ходе -- конечным выключателем 12. Фильтр-прессы комплектуют стационарными или передвижными корытами 16 для сбора
осадка.
Фильтр-пресс может быть укомплектован гидравлическим зажимом (рис. 10.3), более прогрессивным и безопасным, чем электромеханический. Гидравлический зажим состоит из гидроцилиндра 2, полого плунжера 3, размещенного в нем неподвижного штока 4 с поршнем, станины 6 и распределительного устройства 5. Плунжер свободным концом закреплен в нажимной плите и перемещается вместе с пей при прямом ходе (давление в полости цилиндра до 10 МПа) и при обратном холе (давление в полости плунжера 1 МПа). В полость плунжера жидкость поступает через полый шток. В рабочем положении плунжер фиксируется гайкой 1, которая навинчивается на плунжер до упора с гидроцилиндром.
Ручной зажим, применяемый только для фильтр-прессов с рамами 315x315, состоит (рис. 10.4) из винта 4, гайки 5 и храпового колеса 2, насаженного на винт. Для предварительного подведения винта предназначена рукоятка па храповом колесе, а для окончательного зажима и в начале обратного хода рычаг 3; при обратном ходе собачка 1 поворачивается на 270°.
Направления механизации фильтр-прессов. Операцию раздвижки плит и рам выполнить легко. Для одновременного раскрытия камер рамы и плиты соединяют вместе и е нажимной плитой проушинами и пальцами, так что пальцы
Рис. 10.3. Гидравлический зажим фильтр* пресс а
Рис. 0.1. Ручной зажим фнлмр-прссса
10*
291
рис. 10.5. Механизм автоматической выгрузки осадка из камерного фильтр-пресса
в раскрытом состоянии. Для последовательного раскрытия используют бесконечную цепь с захватами, которые поочередно зацепляют плиты и рамы и отводят их к зажимной плите .
Труднее решить проблему механизации ручной выгрузки. Используют, например, следующий механизм (рис. 10.5). В камерном фильтр-прессе фильтрующую перегородку (ткань) 3 подвешивают к раздвижным рамкам 2. После раскрытия плит 4 включается пчсвмовибратор /, и осадок удаляется.
§ 3. ФИЛЬТР-ПРЕССЫ АВТОМАТИЧЕСКИЕ КАМЕРНЫЕ
Принцип действия. Облаетприменения. Фильтр-прессы автоматические камерные с механизмом зажима (ФПАКМ) отличаются от традиционных фильтр-прессов полной механизацией выгрузки осадка. Это фильтры периодического действия, в вертикальном исполнении, с перемещающимся нолтном в виде бесконечной лепты.
Фильтры предназначены л,ля разделения под давлением тонко-дисперсных суспензий, концентрацией 10—-500 кг/м3, образующих осадки с большим гидравлическим сопротивлением. ГОСТ 19756—74 регламентирует для фильтр-прессов тина ФПАКМ поверхность фильтрования (от 2,5 до 50 м2'), внутренний объем камер, рабочее давление (1,17 МПа), размеры и массу.
'Фильтрующая плита (рис. ’10.6) состоит из корпуса 2 и ртмки 5 с зажатой между ними болтовым соединением резиновой диафрагмой 4. В корпусе находится пластмассовое дренажное основание 3. Полость корпуса боковым патрубком соединена с втулкой 1 блока слива, а полость рамки — с втулкой 6 блока подачи суспензии.
Цикл работы фильтра состоит из шести операций. Подача суспензии иод давлением в рамку (рис. 10.6, г?) происходит при сжатых плитах; при этом дисперсионная (фаза суспензии проходит через фильтрующую ткань 7 и дренажное основание в корпус следующей, расположенной ниже плиты и далее иосы’упает на слив. Дисперсная фаза образует на ткани осадок, который подвергается отжиму резиновой диафрагмой. Для этого из коллектора на нее подается под давлением вода (рис. 10.6, б). Далее следуют операции промывки (рис. 10.6, а), второго отжима (рис. 10.6, б), просушки осадка сжатым: воздухом. Затем фильтрующие плиты размыкаются, включается механизм передвижения ткани и осадок выходит на выгрузку (рис. 10.6, в).
29>
1’нс. IоCx<'*hi работм фи^.тр-нрсгуд авто^атинсского камерного*.
<т - ф i! л i jT п и и; । п 11 с и 11 p < i м и; i к.:; б -- ешии', в — n i.i г p va к ;i осадка
Конструкция фильтра. Фильтр-пресс автоматический камерный (рис. 10.7) состоит из набора фильтрующих плит 7, помещенных между верхней упорной 9 и нажимной 6 плитами. На нижней упорной плите 2 смонтирован механизм зажима плит, состоящий из гидроцилипдра 4 и клинового запирающего устройства 5. Упорные плиты соединены четырьмя стяжками 3. Фильтровальная ткань 13 зигзагообразно протянута между фильтрующими плитами на роликах 11 Во время операции выгрузки осадка ткань проходит по ролику, осадок отделяется от ткани и ссыпается в течку 15. Для очистки ткани предназначены ножи 12, смонтированные на опорах роликов. Осадок выгружается по обе стороны от фильтра (на рис. 10.7 показана только правая течка). Фильтровальная ткань получает движение от механизма 16, состоящего из электродвигателя, редуктора, клиноременной передачи и приводного барабана. Устройство 17 обеспечивает постоянное натяжение ткани, а регулировочный ролик 14 устраняет поперечное смещение ткани. В камере регенера ции 18 для очистки фильтровальной ткани от остатков осадка установлены валки активатора, ножи очистки и оросительные трубы для струйной промывки ткани. Камера регенерации включается во время операции выгрузки осадка. Фильтр установлен на раме 1. В камеры суспензия, промывная жидкость и воздух подтодятся по коллектору 10 и втулкам 8 (па рис. 10.6 втулка 6), которые при сжатых плитах образуют составную трубу, размыкающуюся в момент выгрузки. Блок слива аналогичной конструкции расположен симметрично блоку подачи на противоположной стороне фильтра. На левой задней стойке смонтирован коллектор для подачи воды пол давлением.
Управление фильтром автоматическое, по заранее настроенной жесткой программе. Однако, поскольку в промышленных условиях возможно изменение свойств разделяемых суспензий (например,
293
Рис. 1(1.7. Схема фильтр-пресса автоматического камерного <ФПАКМ)
концентрации дисперсной фазы, вязкости жидкости, дисперсного состава частиц, степени забивки фильтрующей перегородки и др.), то возникает необходимость использования адаптивных систем управления работой фильтра. Созданы и прошли промышленную проверку на ФПАКМ-25 системы адаптивного управления с использованием алгоритма управления многоцикловым процессом. Система обеспечивает оптимальную длительность проведения всех операций на фильтре по критерию оптимизации — максимуму производительности (или минимуму себестоимости). При изменении параметров суспензии адаптивная система вырабатывает сигналы, изменяющие длительность операций, для обеспечения экстремума критерия оптимизации. Фильтровальное оборудование, оснащенное микропроцессором для осуществления адаптивного управления, обеспечивает повышение производительности не менее чем на 20 % и гарантирует получение продукта требуемого качества.
Модификацией описанного фильтра является фильтр-пресс многоярусный с бумажной лентой, применяемый для фильтрования малоконцентрированных суспензий, после которых практически невозможна регенерация фильтрующей перегородки. В таком фильтре фильтрующей перегородкой является бумажная лепта, сматываемая с рулонов, которые укреплены около каждой фильтрующей плиты. 294
Ленту поддерживает бесконечная лагунная сетка. Бумажная лента является фильтрующей перегородкой одноразового использования. Конструкция ФПАКМ приведена в атласе [26, листы 45—48 1.
§ 4. ЛИСТОВЫЕ ФИЛЬТРЫ ПОД ДАВЛЕНИЕМ
Группа листовых фильтров включает девять видов, отличающихся конфигурацией плит, их положением в пространстве, расположением корпуса, методом гыгрузки осадка и т. д. Для этих фильтров характерно наличие герметичного сосуда, работающего под давлением, внутри которого помещены фильтровальные листы. Листовые фильтры применяют для осветления топкодисперсных суспензий с концентрацией твердой фазы до 1 %; при фильтровании
е использованием намывного слоя можно осветлять суспензии с концентрацией твердой фазы до 0,1 %. При содержании твердой фазы в суспензии 1—5 % листовые фильтры работают в режиме фильтрования с образованием осадка, его последующей промывкой и просушкой.
Листовые фильтры эффективны при разделении вязких, легко испаряющихся, окисляющихся или токсичных суспензий. В листовых фильтрах обычно применяют гидросмыв готового осадка («мокрый» способ разгрузки) или вибрацию листов («сухой» способ).
Из всех видов оборудования этой группы наиболее перспективны листовые фильтры под давлением с вертикальным корпусом, так как они занимают небольшие производственные площади. Широко ис
пользуют в листовых фильтрах под давлением намывной слой,
как составную часть фильтрующей среды.
Рассмотрим листовой вертикальный автоматизированный фильтр с гидросмывом осадка (поверхность фильтрования 225 м2).
Фильтр (рис. 10.8) состоит из корпуса /, сваренного из цилиндрической и конической обечаек, эллиптической крышки 3, фланец
которой соединяется с фланцем корпуса байонетным затвором. Для поворота кольца 5 байонетного затвора предиазпа шиы нневмоцилнпд-ры 4, штоки которых соединены е кольцом. Ппезмоцплиндры (обычно—два) шарнирно закреплены на корпусе фильтра. Подъем и опускание крышки выполняет качающийся п н св мо ц и л и 11 др 2. Филь т р овальные листы 6 прямоугольной формы состоят не, каркаса, специального профиля, дренажа и фильтровальной сетки. Смыв осадка происход,ит по трубе гидросмыва 7, которая приводится во вращательное (7,3 об/мин) и возвратно-поступательное движение
Рос. Ю.Я. Л и-.' i оной [1 под лишением
295
исполнительным механизмом 8. Суспензия поступает в фильтр ‘крез патрубок 10. Давление фильтрования до 0,4 МПа. Фильтрат выводится через коллектор .9, осадок - через донный клапан с пневмоприводом 12, расположенный в патрубке 11. Продолжительность отдельных операции и заданный режим работы фильтра регулируются автоматически.
§ 5. ВАКУУМ-ФИЛЬТРЫ БАРАБАННЫЕ С НАРУЖНОЙ ФИЛЬТРУЮЩЕЙ ПОВЕРХНОСТЬЮ
Принцип действия. Область применения. Барабанные вакуум-фильтры с наружной фильтрующей поверхностью — наиболее распространенная конструкция фильтра непрерывного действия. Фильтрующая перегородка 1 располагается на наружной цилиндрической поверхности горизонтального вращающегося барабана 2, частично погруженного в суспензию (рис. 10.9). Пространство между фильтрующей перегородкой (основанием) и корпусом барабана разделяется продольными ребрами 3 так, что образуются изолированные секции (ячейки). Каждая ячейка имеет отводные трубки 5, которые соединяются неподвижной распределительной головкой 6 с линиями вакуума или сжатого воздуха.
‘За один оборот барабана каждая ячейка проходит все операции цикла. В зоне фильтрования в полости ячейки создается вакуум, фильтрат проходит через фильтрующую перегородку и отводится через штуцер 11 распределительной головки; на поверхности ячейки образуется осадок. После выхода из суспензии ячейка вакуумируется ,
Рис. 10.9. Схема работы барабанного вакуум-фильтра сечение по распределительной го-лонкс совмещено с сечением барабана);
[- VI — лои.'и фильтрования (/), первого обезвоживания (//), промывки (///), второго обез-во.кивания (.IV), удаления осадка (Г), регенерации ткани (V!)
29(
Вид A
Рис. 10.10. Барабанный вакуум-фильгр с наружной фильтрующей поверхностью
и из осадка удаляется остаток фильтрата. На операциях промывки и второго обезвоживания в ячейке также создается вакуум, но воздушно-водяная смесь отводится через штуцер 4 головки. В зоне съема осадка через штуцер 7 под осадок подается сжатый воздух и разрыхляет его, после чего осадок легко снимается ножом 8 или другим приспособлением. На стаяли регенерации ткани (выполняется не. па всех фильтрах) сжатый воздух или пар поступает в головку через штуцер 9. Качающаяся мешалка 10 предотвращает отстаивание суспензии.
'Фильтры этого типа целесообразно применять при концентрации суспензии не менее 5 % и скорости осаждения частиц ие более 0,012 м/с. Перепад давлений в барабанных вакуум-фильтрах (0,02 ... 0,09 МПа) зависит от свойств обрабатываемой суспензии. Они достаточно эффективно промывают и обезвоживают осадок. Основное условие, ограничивающее применение этих фильтров, — необходимость получения осадка с толщиной /тги. д- 5 мм за время пребывания ячейки в суспензии т д 4 мин.
Для барабанных вакуум-фильтров с наружной фильтрующей поверхностью ГОСТ 5748 -79 определяет унифицированный ряд параметров: поверхность фильтрования, диаметр и частоту вращения барабана, предельную мощность электродвигателя, предельную массу фильтра и наиболее тяжелого узла. В ряд включены как выпускаемые, так и перспективные виды фильтров; в частности, рекомендован к выпуску фильтр общего назначения поверхностью 100 м2 при диаметре барабана 3,75 м. Расчеты показывают, что установка таких фильтров (вместо широко применяемых с поверхностью 40 м2) снижает капитальные и эксплуатационные расходы на 11 %.
Конструкция барабанного вакуум-фильтра. Барабан 4 (рис. 10.10) представляет собой горизонтальный сварной цилиндр с плоскими,
297
оребренными изнутри, торцовыми стенками. К стенкам на болтах прикреплены праве,! 10 и левая цапфы. Цапфы лежат в подшипниках, смонтированных на раме фильтра. К левой цапфе прижата распределительная головка 3. Через левую цапфу пропущены коллекторные трубы, соединяющие ячейки барабана с распределительной головкой. На правую цапфу насажено зубчатое колесо, передающее вращение барабану от электромеханического привода 12. На цапфах шарнирно закреплена мешалка 2, которая получает качательное движение от кривошиппо-шатуиного механизма 14 и привода 13 мешалки. Рама / фильтра воспринимает нагрузки от всех узлов, массы суспензии, а также усилия в приводах. На раме смонтирована ванна (корыто) для суспензии, фермы 5 для трубопроводов жидкости и нож 11 для съема осадка. 1>арабап разделен приваренными продольными ребрами 6 на ячейки. Число ячеек колеблется от 16 до 32 для фильтров разных видов. Дренажным основанием, закрывающим ячейку сверху, может служить перфорированный лист (сечение Б—Б, вариант 1) или пластмассовый (полипропиленовый) дренажный коврик, закладываемый в ячейку (сечение Б — Б, вариант 2). Коврик представляет собой решетку, на верхние продольные ребра которой уложена ткань; нижними поперечными ребрами коврик опирается на поверхность барабана. Сверху барабан закрыт фильтрующей тканью 8, закрепленной в пазах продольных ребер резиновым шнуром 13. Кроме того, поверх фильтрующей ткани барабан обвит проволокой 7 толщиной 2—3 мм. Агрегат имеет стационарное приспособление 9 для наматывания проволоки, которое состоит из неподвижного ходового винта, закрепленного в опорах, каретки с направляющими роликами для проволоки и системой привода. Во время наматывания проволоки при вращении барабана проволока, одним концом закрепленная на барабане, силой трения приводит во вращение ролик, находящийся в зацеплении с гайкой на ходовом винте, и гайка осуществляет поступательное движение каретки.
Распределительная головка состоит из корпуса 8 (рис. 10.11), установленного на оси 3, которая закреплена на вращающейся цапфе барабана. Для уменьшения потерь на трение на ось посажен подшипник 4. В распределительной головке торец цапфы барабана и корпус контактируют двумя шайбами. Шайба ячейковая 1 прикреплена. к торну цапфы и'имеет отверстия по числу ячеек барабана (сечение Б Б). Шайба"распределительная 2 прикреплена к корпусу головки и имеет разные по размеру кольцевые'прорези (разрез А—Л), соответствующие камерам’головкп. Две'большие полости снабжены штуцерами 11 и 12, соединенные системой'вакуумирования, две малые — штуцерами 9 и 10 соединены с линией сжатого воздуха. Неподвижный корпус распределительной’’головки прижат к вращающейся цапфе пружинами 5, установленными на шпильках'6. Шпильки ввинчены в корпус подшипника барабана. Головка снабжена вакуумметром V.
Ячейковая и распределительная шайбы составляют антифрикционную пару (сталь по чугуну, сталь по бронзе и пр.). Перед 298
<£>
СО
Рис. Ю.П. Распределительная гзловка
установкой на фильтр шайбы предварительно притирают. Давление, создаваемое пружинами между трущимися поверхностями шайб, 0,1—0,2 МПа.
Описанная головка универсальна, надежна, ее единственный недостаток — большие гидравлические сопротивления в камерах. Этот недостаток устранен в прямоточных головках, внедряемых в настоящее время.
Мешалка имеет разъемную конструкцию. Основание 1 мешалки (рис. 10.12) представляет собой решетчатую раму, выполненную по форме ванны и прикрепленную тягами 2 к разъемным щекам 4. На цапфу барабана щека опирается тремя роликами 3, один из которых установлен па эксцентричной оси, что при регулировании обеспечивает равномерное распределение усилии между роликами. К щекам шарнирно прикреплены шатуны 5 механизма привода мешалки. Средняя скорость перемещения мешалки 0,3 м/с.
Конструктивные модификации барабанных вакуум-фильтров с наружной фильтрующей поверхностью могут отличаться от описанного многими узлами. Например, фильтры с большой поверхностью фильтрования и большим количеством отводимого фильтрата снабжают двумя распределительными головками. Наряду с открытыми применяют фильтры с шатровой крышей пли полностью герметизированные. Помимо рассмотренного ножевого механизма съема осадка используют способы съема сходящим полотном и валиком.
Фильтры со сходящим полотном применяют для разделения трудно фильтруемых суспензий, дисперсная фаза которых быстро заиливает фильтрующую ткань. В этом случае, (рпс. 10.1'3, а) фильтрующая ткань / не закреплена на поверхности барабана, а изготовленная в виде бесконечной лепты, охватывает барабан в зонах филь-
30)
Рис. 10.1,3. Схема механизма съема осадка:
и С ОД,Я I Ц н Л! I (< UII) Г 11 о м: б - ВЛЛНКС'М
трации и промывки. В зоне съема осадка ткань огибает систему роликов, сбрасывая осадок, а затем промывается и снова поступает в барабан со стороны погружения сыт н суспензию. Конструкция барабанного вакуум-фильтра со сходящим полотком приведена в атласе 126, листы 35 38 1.
Валиковый съем осадка применяют в фильтрах для тру дюфпль-труемых суспензий. В зоне съема осадка с барабаном, вдоль его образующей, контактирует гуммированный валик 1, к которому и прилипает осадок; с валика осадок снимается ножом 2 (рис. 10.13,6). Для волокнистых материалов применяют зубчатые полые валики , с которых осадок снимают отдувкой.
Перспективные конструкции барабанных вакуум-фильтров -фильтры большой единичной мощности со сходящим полотном; они весьма универсальны, так как позволяют отделять от ткани тонкие слои осадка (13 мм). В них эффективно, осуществляется регенерация ткани, в том числе химическая без остановки фильтра .Регенерация ткани позволяет получить более качественный продукт, содержащий меньше влаги.
Барабанные вакуум-фильтры -- самая большая группа вакуум-фильтров непрерывного действия, и внедрение на них адаптивных систем управления качеством позволяет получить большой экономический эффект. Критерием оптимизации является максимум производительности, ограничениями - заданная влажность или степень промывки осадка. При изменении параметров суспензии меняется степень проницаемости осадка, о чем получает информацию адаптивная система управления. Воздействуя па режимные (управляющие) параметры фильтра (перепад, давлений и частоту вращения барабана), адаптивная система в изменившихся условиях обеспечивает максимум производительности при заданных характеристиках продукта.
§ 6. ВАКУУМ-ФИЛЬТРЫ ДИСКОВЫЕ
Принцип действия. Область применения. Дисковый вакуум-фильтр — один из наиболее эффективных фильтрующих агрегатов непрерывного действия, фильтрующая поверхность которого образована несколькими частично погруженными в суспензию дисками 1 <рис. 10.14), состоящими из отдельных секторов. Процесс
301
Рис. 10.14. Схема работы дискового вакуум-фииьтра (сечение по распределительной головке совмещено с сечением диска]
фильтрации и образования осадка происходит с обеих сторон сектора. Секторы смонтированы на горизонтальном вращающемся полом ячейковом валу, являющемся го плен тором тля о твода фил,тратт и ио чачи сжатого воздуха. К торцовой поверхности вала прижаа распре -делительная головка 2. В ванне б находится перемешивающее устройство 7.
Во время работы фильтра все секторы последовательно
сообщаются с камерами распределительной головки, которая обеспечивает жесткую программу операций в рабочем цикле. В зоне фильтрования 1 под действием вакуума жидкая фаза прокачивается через фильтрующую перегородку, а осадок отлагается на ее поверхности. Далее фильтрат попадает во внутреннюю полость (секторов, стекает через каналы ячейкового вала и попадает в большую полость распределительной головки, откуда выводится через штуцер 8. В зоне обезвоживания // смесь воздуха и жидкой" фтзы выводится из осадка также через фильтрующую перегородку. В зоне съема осадка III он отделяется сжатым воздухом, который поступает к осадку с пульсациями. Сжатый воздух вводится в малую полость распределительной головки через штуцер 3. Особенностью ванны 5 является то, что она выполнена частично в виде отдельных
секций для каждого диска (карманов 6'). В свободное пространство между карманами сбрасывается осадок и попадает па конвейер. Регенерация ткани в зоне IV осуществляется обратным током сжатого воздуха или пара через штуцер 4.
Фильтры этого типа целесообразно применять для разделения суспепз'нй, /дисперсная фа/а которых относительно однородна по
размерам частиц-, частицы могут поддерживаться переме лпивающими устройствами во взвешенном состоянии. Дисковые вакуум-фильтры обладают сильно развитой фильтрующей поверхностью при небольшой площади фильтра в плане, поэтому их используют в крупнотоннажных производствах. Единственны! недостаток дисковых вакуум-фильтров — невозможность промывки осадка на вертикальной фильтрующей поверхности (он падает в суспензию).
ГОСТ 5747 -80 регламентирует поверхность фильтрования (эт 8 до 250 м2), диаметр дисков (2,5 и 3,75 м), частоту вращения (от 3,2 до 1,3 об/мин), установочную мощность двигателей и массу фильтров. Параметры фильтра в ГОСТе максимально унифтциро-
в;ны.
30’
Конструкция дискового вакуум-фильтра. Несущей конструкцией дискового фильтра является рама 1 (рис. 10.15). На горцах рамы установлены подшипники скольжения 3, в которых вращается литой вал 4. Радиальными продольными ребрами вал внутри разделен на ячейки, число которых равно числу секторов в диске. К торцам вала с обеих сторон прижаты распределительные головки 2; посредине вал глухой перегородкой разделен поперек на две независимые коллекторные системы. Использование одной головки допускается только для фильтров с поверхностью фильтрования меньше 34 м2. По конструкции распределительной головки дисковый вакуум-фильтр принципиально не отличается от барабанного. Число дисков 5 на валу —- от 1 до 14, причем при заданной поверхности фильтрования предпочтение отдают фильтру с меныпим числом дисков, что позволяет уменьшить длину коллекторной' системы отвода фильтрата и подвода сжатого воздуха, так как пульсационная подача воздуха на отдувку осадка при протяженной линии подачи неэффективна. Диски собраны из секторов 10, число которых может быть 12, 16, 18. Секторы выполнены с рифлеными или перфорированными стенками; с внешней стороны на них натянута фильтрующая ткань или сетка, которая крепится на секторах в специальных пазах, расположенных по периметру сектора, или одета на сектор (в виде специально сшитого мешка) и крепится в узкой его части. Края двух соседних секторов охватывает бугель 11, который стяжкой 12 прикреплен к ячейковому валу.
Привод 8 фильтра состоит из электродвигателя со ступенчатым или бесступенчатым регулированием частоты вращения, клино-ременной передачи, редуктора и открыто]'! зубчатой пары. Ведомое зубчатое колесо установлено на ячейковом валу. В нижней части ванны 13 расположено перемешивающее устройство, которое пред-
303
ставляет собой двухопорпый вал, пропущенный через всю ванну. Опоры вала размещены за пределами ванны. На валу, закреплены пропеллерные мешалки, расположенные напротив карманов ддя дисков. Электромеханический привод 9 обеспечивает ступенчатое регулирование частоты вращения мешалок. ГОСТ 5747—80 для фильтров, работающих в химической промышленности, рекомендует окружную скорость вращения мешалок 1,4 м/с. Каждая распределительная головка получает сжатый воздух от ресивера 7 через клапаны мгновенного действия 6.
Перспективы совершенствования конструкции дисковых вакуум-фильтров определяются в первую очередь увеличением единичной производительности п, в частности, увеличением диаметра дисков до 5,7 м. Соответственно меняется конструкция отдельных узлов фильтра. Секторы такого фильтра имеют скошенную по направлению вращения форму, что позволяет получить осад,ок равномерной толщины. Вал фильтра выполнен трубчатым, с индивидуальным отводом фильтра из каждого сектора. Число секторов 30. Распределительная головка имеет увеличенные сечения отводящих штуцеров, рассчитанных на допустимую скорость движения воздуха 25 м/с.
Конструкция дискового вакуум-фильтра и его основных узлов дана в атласе [26, листы 39—41 ].
§ 7. ВАКУУМ-ФИЛЬТРЫ ЛЕНТОЧНЫЕ
Принцип действия. Область применения. Ленточные вакуум-фильтры — фильтры непрерывного действия с горизонтальной рабочей поверхностью, образованной дренажной бесконечной гибкой лентой 1, перемещающейся над вакуум-камерами 2 между приводным 12 и натяжным 8 барабанами (рис. 10.16). На лепте укреплены коврики 7, аналогичные по конструкции применяемым в барабанных вакуум-фильтрах. Для исключения повреждения ковриков во время движения лепты по барабанам они прикреплены к ленте только одной стороной (заклепочным соединением). Лента — резинотканевая; вдоль ленты, под ковриками, выполнены окна для отвода филь-
Рк, 10.1b. Схема работы ленточного сакуум-фнльтра 3(1
трага. Окна в ленте совпадают с окнами в золотниковых решетках стола, по которому скользит лента. Нижняя (холостая) ветвь ленты уложена на три поддерживающих барабана 10. Края лепты подгибаются бортами стола и образуют /келоб, в который из питателя подается суспензия, а из лотков — промывная жидкость.
Рабочее пространство фильтра делится на зоны: / — фильтрование, // — промывка осадка и ///—просушка.
Фильтрующей перегородкой в ленточном вакуум-фильтре является бесконечное сходящее полотно 3, которое уложено поверх ковриков на рабочую ветвь ленты. Система роликов (разгрузочного 15, регулировочного 4, натяжного 6 и ряда поддерживающих) обеспечивает замкнутый цикл работы и регенерации ткани . Винтовой ролик 5 расправляет складки па ткани. Для регенерации фильтровального полотна предназначены нож 14 п система промывки; при этом вода подается из форсунок 11 с внутренней стороны полотна. Промывной фильтрат собирается в поддон 9; осадок удаляется через течку 13. Фильтровальное полотно не имеет собственного привода и перемещается вместе с дренажной лентой только после поступления суспензии и включения вакуумной системы.
Волге простой конструкцией; по сравнению с ленточным ф ильтром со сходящим полотном является ленточный фильтр общего назначения, у которого фильтровальная ткань закреплена на поверхности резиновой лепты специального профиля с прорезями.
Ленточные фильтры используют преимущественно для фильтрования быстро осаждающихся суспензии с неоднородными по размерам частицами твердой (разы, особенно, когда необходима тщательная промывка осадка. Фильтр допускает как прямоточную , так п противоточную систему промывки осадка. Отсутствие распредели ги ь пои головки значительно упрощает конструкцию ф иль-тра. К преимуществам фильтра относятся и возможность получения осадка в гонком слое. Недостатки ленточных фильтров — сложность изготовления дренажной ленты и необходимость большой площади для размещения агрегата.
Перспективы улучшения конструкции заключаются в более широком использовании полимерных материалов, например, фторопласт для покрытия рабочего стола и золотниковых решеток (что уменьшает коэффициент трения между столом и дренажной лентой), поливинилхлорид для изготовления дренажной ленты (такие ленты имеют меньшие толщину и коэффициент трения, но большую прочность, чем резинотканевые). Для уменьшения занимаемой площади в настоящее время изготовляют двухъярусные фильтры общей площадью фильтрования до 30 м'2.
§ 8. ВАКУУМ-ФИЛЬТРЫ карусельные
Принцип действия. Область применения. Карусельный вакуум-фильтр имеет кольцевую горизонтальную фтльтрующую поверхность, образованную ковшами, которые последовательно сообщаются с камерами распределительной головки и опрокидываются в мес ’е выгрузки осадка.
305
9
Обычно рабочую поверхность фильтра образуют 24 ковша 7 трапецеидальной формы (рис. 10.17 п 10.18), перемещающиеся вокруг вертикальной оси фильтра вместе с подвижной рамой 2. На раме ковши укреплены в подшипниках 6. Подвижная рама расположена па опорных роликах /, которые крепятся к неподвижному основа-пн ю 4. Кроме того, на основании смонтированы: распределительная головка, рельсовые направляющие 5, система подачи суспензии, элементы привода и т. д.
I не. 10. ( ч. Кинем л гм ческаи схема карусельного вакуум-филь г ра 1:06
Подвижная рама получает вращение от привода, расположенного обычно этажом ниже для максимального удаления от брызг и паров обрабатываемых высокоагрессивных суспензий. Привод фильтра состоит из электродвигателя 16 (см. рис. 10.18), цепного вариатора 15, редукторов (цилиндрического 14 и цилиндроконического 13), вала и приводной шестерни 11. Зубчатый венец 12 с внутренним зацеплением крепится к подвижной раме.
Рабочий цикл фильтра состоит из операций заливки суспензии в ковш, фильтрования, промывки (первой, второй и т. д.), просушки н удаления осадка, промывки фильтрующей ткани и ее просушки. Суспензия и промывная жидкость непрерывно подаются из лотков, размещенных над каруселью, в ковши. Фильтрат поступает- в нижнюю вакуумную полость ковша, а затем через распределительную головку отводится из фильтра. В зоне выгрузки осадка ковш автоматически опрокидывается, и осадок под действием собственного веса и сжатого воздуха сбрасывается в бункер. После этого ковш проходит над коллектором промывной жидкости, которая подается вверх и промывает ткань. Ткань просушивается, ковш возвращается в исходное положение и цикл повторяется.
Конструкция ковша. Ковш (см. рис. 10.17) представляет собой сварную конструкцию. К его боковой стенке приварен патрубок для резинового шланга 10 (см. рис. 10.18), соединяющего ковш с ячейковой шайбой. Дренажным основанием является резиновый коврик 8, фильтрующей перегородкой - ткань 9, закрепленная по периметру ковша металлическими полосами и винтовыми прижимами.
Центр масс ковша находится выше осп его поворота и от опрокидывания ковш удерживают рельсовые направляющие. На оси ковша жестко закреплен рычаг с роликами 3 на концах, каждый из которых обкатывается ио своей направляющей. Изменение уровня направляющих, их обрыв приводят к опрокидыванию ковша во время операции выгрузки осадка. После просушки ткани направляющие возвращают ковш в исходное положение.
Фильтры этой группы целесообразно применять для разделения быстро осаждающихся суспензий с неоднородной по размерам частиц дисперсной фазой и is случаях, когда требуется тщательная промывка осадка.
Большое число операции обусловливает длительный рабочий цикл и, следовательно, малую частоту вращения (0,1—0,4 об/мин) карусели. В этих условиях целесообразно создавать фильтры большой поверхности фильтрования; сейчас выпускаются фильтры с поверхностью 100 м“, в перспективе — 140 м2. Конструкция вакуум-фильтра карусельного приведена в атласе 126, листы 42—441.
§ 9. МЕХАНИЧЕСКИЕ РАСЧЕТЫ ФИЛЬТРОВ
Фильтр-прессы. Для герметизации стыков в пакете плит и рам, или только плит, необходимо механизмом зажима создать усилие
+ (Ю.6)
307
где Q,: — усилие, возникающее в момент фильтрования пли отжима осадка (для ФПАКМ), от внутреннего давления /> в полости рабочих камер; 7?,|р — реакция прокладки.
Сд = Р^|>аП> А’пр ==
здесь F Г) — рабочая поверхность плиты; Fy — поверхность уплотнения; т — коэффициент (для фильтр-прессов т 3).
Усилие Р вводят в расчет узлов фильтра как основную рабочую naiрузку, например для рамы фильтр-пресса (расчетная схема рамы — см. гл. 4, § 2).
Для электромеханического привода механизма зажима па усилие Р рассчитывают грузовой винт (на прочность и устойчивость), определяют долговечность упорного подшипника, момент, необходимый для вращения гайки. Затем находят мощность двигателя и выбирают элементы кинематической цепи.
Для гидравлического привода механизма зажима определяют размеры гидроцилиндра (см. гл. 4, § 7), затем гидроцилиндр (если он нестандартный) рассчитывают на прочность. Для ручного привода механизма зажима рассчитывают ходовой винт и определяют усилия на рукоятке колеса и рычаге храпового механизма. Клиновое запирающее устройство для фильтров типа ФПАКМ рассчиты-
вают па самоторможение.
Листовые фильтры под давлением. Элементы корпуса фильтра (цилиндрическая обечайка, коническое днище и эллиптическая крышка) рассчитывают па прочность под действием внутреннего избыточного давления фильтрования в условиях многократного
статического нагружения. Если листовой фильтр за расчетный
срок эксплуатации (обычно 10 лег) подвергается статическим нагружениям не более 103 циклов, то такую нагрузку условно считают однократной и элементы корпуса рассчитывают па прочность по ГОСТ 14249-80 (с.м. гл. 4, § 4).
При числе циклов нагружения от 10;| до 10° расчет элементов
корпуса, работающих в условиях воздействия повторно-статических нагрузок, проводят по методике, изложенной в ОСТ 25-859—83.
Фланцевые соединения листовых фильтров рассчитывают по ОСТ 26-373 78 (см. гл. 4, § 6); ОСТ распространяется на фланцы,
работающие в условиях повторно - статических нагружений при числе циклов не более 10,!.
Вакуум-фильтры барабанные. РТМ 26— 01—82 —76 распространяется на фильтры, подчиняющиеся уело-
Рис. 10.19. Схема к расчету болтовых нагрузок во фланцевом соединении ячейкового
вала
впю I /8 < DI. < 2/3 (где D и L— диаметр п длина барабана).
ho РТМ рассчитывают на прочность основные у злы‘.“.цапфы и сварное соединение цапфы с торцовой степ кон (при расчете принимают схему, при которой барабан с цапфами, рассматривают как балку на двух опорах); торцовую стопку барабана, рз.счстплч схема которой сведена к круглой пластине с радиальными ребрами жесткости (в центре пластины от цапфы нере;iретен сосредоточенный момент, наружный контур пластины принят зашумленным); цилиндрическую обеча нку барабана, нагруженную гидростатическим давлением суспензии, усилием от механизма съема осадка и изгибающим моментом от силы тяжести барабана.
Вакуум-фильтры дисковые. Наиболее нагруженный узел дискового вакуум-фильтра ячейковый вал. Расчетная схема его сводится к балке на двух опорах, находящейся под действием поперечной распределенной нагрузки от собственной силы тяжестч и нескольких сосредоточенных сил от силы тяжести дисков. Вал состоит из нескольких литых чугунных секций, соединенных фланцами. Болтовое соединение фланцев рассчитывают на перзскрытис стыка. Изгибающий момент Лф, в сечении стыка воспринимается группой бол тов; усилие в каждом из них пропорционально расстоянию /д от болта до точки поворота сечения. Таким обратном, начбопес нагружен болт в нижней точке (рис. 10..19)
Лф,- Е Лф- Е (2АА,)-(2А„/ф,) Ё /ц,
1
где /д А’ II — cos (/taf) I; /(,, 2А; ctf 360/2п (А’ -- радиус бол-
товой окружности, п — число пар болтов, а. угловое расстояние между болтами).
Максимальная нагрузка на болт от действия изгибающего момента Рп — Лф,^Я Ё l1 - «1S •
Кроме того, та же группа болтов передает крутящий момеют /Уф,,,, действующий в плоскости стыка; при этом каждый болт должен создать усилие А,..р 2Лф Д/фК), где f - коэффициент трения в стыке.
Усилие затяжки болта Р;. /г (Р„ | А,.,,), где /г - коэффициент, учитывающий наличие и материал прокладки в стыке.
Мощность привода вращающихся вакуум-фильтров. Основные составляющие расхода энергии привода вращающихся вакуум-фильтров определяются моментами: от сил тройня в распределительной головке; от сил трения в опорных устройствах; от неуравновешенного слоя осадка на барабане пли на дисках; от неуравновешенного фильтрата в ячейка?; и коллекторах барабанных фильтров, в секторах дисковых вакуум-фильтров; от сил сопротивления движению роликов по направляющим карусельных вакуум-фильтров. Моменты суммируют, приводят к валу электродвигателя и определяют его мощность.
г л л в л 11
ЦЕНТРИФУГИ, ЦЕНТРОБЕЖНЫЕ СЕПАРАТОРЫ И ТРУБЧАТЫЕ ЦЕНТРИФУГИ
§ 1. ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ ЦЕНТРИФУГИРОВАНИЯ. КЛАССИФИКАЦИЯ ПРОМЫШЛЕННЫХ ЦЕНТРИФУГ
Виды центрифугирования. В современной промышленности при обработке жидких неоднородных смесей -• суспетни ii i 1 эмульсий (см. гл. 5) — широко применяю!' центрифуги, в которых эти смеси разделяются на составные элементы в поле центробежных сил.
В практике центрифугирования используют два основных способа разделения суспензий: центробежное фильтрование и центробежное осаждение. Применяемые для этой цели центрифуги имеют общие черты, однако упомянутые процессы разделения подчиняются различным закономерностям.
Рабочим органом центрифуги является ротор (барабан), закрепленный па вертикальном или горизонтальном вращающемся валу. Ротор обычно состоит из кольцевой крышки, цилиндрической’ пли кснической обечайки и днища. Во внутреннюю полость ротора подается суспензия (эмульсия); частицы твердого материала (тяжелая фаза) под действием центробежных сил скапливаются у стенки ротора, а жидкость (легкая фаза) располагается ближе к оси жидкостного цилиндра, соосного вращающемуся ротору; в дальнейшем из ротора удаляются обе фазы.
Центробежное фильтрование ведут в центрифуге с перфорированным ротором. В этом случае твердые частицы удерживаются фильтрующей перегородкой и образуют осадок, т. е. совокупность твердых частиц с заполняющей их поры жидкостью.
На внутренней поверхности ротора фильтрующей центрифуги укреплена фильтрующая ткань или металлическая сетка для удержания твердой фазы па поверхности фильтрующей перегородки. Жидкость, расположенная над осадком, и жидкость, находящаяся между частицами осадка, продавливаются через слой осадка и фильтрующую перегородку и удаляются через отверстия в роторе, образуя фильтрат; при этом часть твердой фалы неизбежно уносится вместе с жидкостью.
Центробежное фильтрование протекает по законам, свойственным обычному фильтрованию с образованием осадка, н обычно состоит из следующих процессов: образования на фильтрующей перегородке осадка из твердых частиц, поры между которыми заполнены жидкостью; отжима свободной жидкости из осадка; частичного удаления из осадка жидкости, удерживаемой молекулярными силами. При непрерывном центробежном фильтровании образуются зоны центробежного осаждения и отжима.
310
При центробежном фильтровании структура осадка все время меняется, отдельные частицы перемещаются, скелет осадка уплотняется, а жидкость вытесняется.
Фильтрующие центрифуги применяют для обработки суспензий с крупно- и средиеизмельченной твердой фазой, с возможной промывкой осадка, а также при необходимости получения осадков малой влажности.
При центробежном осаждении твердая дисперсная фаза осаждается на внутренней поверхности сплошного ротора центрифуги . Этот процесс делится па собственно центробеленое осаждение и центробежное осветление', при атом используются объемные силы дисперсионной среды в центрифугах со сплошными роторами. В первом случае происходит осаждение частиц твердой фазы средне-высококонцентрированных суспензий is обычных промышленных центрифугах, во втором выделение мелкодисперсных твердых частиц из малокопцентрировапных суспензий с образованием осадка и фугата — жидкости, удаленной в слив в процессе центробежного осаждения (в высокоскоростных шнековых центрифугах, сепараторах, трубчатых центрифугах).
В отличие от центробежного фильтрования при центробежном осаждении над сформированным осадком обычно имеется свободная жидкость, поэтому осадок сохраняет высокую влажность.
Центробежное осаждение состоит из трех последовательных процессов: осаждения твердых частиц, уплотнения осадка, частичного удаления остаточной влаги. Обычно центробежное осаждение ведут по одному из трех вариантов: без подачи суспензии в ротор и отвода фугата и осадка; с подачей суспензии, без выгрузки осадка, с отводом фугата; при непрерывном отводе фугата и непрерывной выгрузке осадка.
Разделение эмульсий. Этот процесс осуществляют в сплошном роторе: разделяют эмульсии на тяжелую и легкую фазы методом, аналогичным отстаиванию в поле сил тяжести. Обычно эмульсии разделяют в центрифугах, предназначенных для центробежного осветления суспензий (сепараторы, трубчатые центрифуги), после небольших изменений их конструкции. Для этого можно использовать серийно изготовляемые сепараторы и трубчатые центрифуги.
Фактор разделения безразмерная величина, определяющая эффективность центрифуги позволяет сопоставить основные показатели различных центрифуг. С, физической точки зрения, фактор разделения (центробежный критерий Фруда) определяет отношение ускорения поля центробежных сил, создаваемого центрифугой, к ускорению свободного падения
Г;г' --ы-r^/g, (11.1)
где со - угловая скорость ротора, рад/с; грт — внутренний радиус ротора, м.
Чем больше фактор разделения, тем значительнее воздействие центробежных сил па частицы твердого материала и выше возможности IX осаждения. Однако увеличение угловой скорости ротора
31!
связано с ростом нагрузок на его элементы, поэтому максимальные значения w и г(||. определяются прочностью ротора и отдельных узлов центрифуги.
Центрифуги делятся па две группы: центрифуги с фактором разделения Fr' <‘3500 центрифуги с Fr' 3500 (сепараторы и трубчатые центрифуги).
Классификация центрифуг., Обычные центрифуги по характеру протекающих в них процессов делят на фильтрующие, отстойные и разделяющие', скоростные — сепараторы и трубчатые центрифуги — на осветляющт’ п разделяющие.
Одним из основных выполняемы.'; в центрифугах процессов является выгрузка осадка. По этому признаку центрифуги делятся па машины с ручной, шнековой, гравитационной, поршневой, инерционной, ножевой, мехапопневматическоп, гидравлической выгрузкой и др.
Центрифуги могут иметь горизонтальное и вертикальное расположение ротора.
По принципу работы центрифуги делятся на машины периодического действия, непрерывного действия в комбинированные.
Центрифуги периодического действия работают с последовательным выполнением основных операций согласно заданной программе технологического цикла; все операции происходят в рабочем объеме ротора, по в разное время.
В центрифугах непрерывного действия все основные операции осуществляются одновременно в роторе центрифуги, по па разных его участках, па которых физические характеристики и параметры обрабатываемого материала при установившемся процессе сохраняются постоянными в течение всего времени его выполнения.
При комбинированном центрифугировании процесс осветления происходит непрерывно, по с периодической выгрузкой осадка.
В НИИхиммаше разработана система обозначения отечественных центрифуг, оформленная в виде ОСТ 26-01-1326—75 (прил. 6). Из шифра обозначения центрифуги можно получить представление о ее типе, исполнении конструкции, способе выгрузки осадка, модели машины, конструкционных материалах основных узлов, диаметре ротора. Так, условное обозначение промышленной центрифуги ФГН-633К-2 означает: фильтрующая, горизонтальная, с ножевой выгрузкой осадка..диаметр ротора 630 мм, герметизироваиная.взры-возащищепная, коррозионно-стойкая.
Производительность центрифуг. Производительность осадительных центрифуг зависит от скорости осаждения частиц твердой фазы при их движении через слон жидкости по; ; действием центробежных сил. При выводе завпспмосгсй для определения скорости осаждения vtl принимают некоторые допущения (справедливые для частиц сферической формы и ламинарного движения их в жидкости):
щ, Aorx/(18u). (Н.2)
где d -- тщамето частицы, м; А рг — р . - разность плотностей твердой и жидкой фаз, кпмф <» — угловая скорость ротора, рад/с;
312
х — координата движущейся частицы в жидкости, м; ц - - динамическая вязкость жидкости, Па-с.
Определение производительности центрифуг осложняется необходимостью учета влияния сил Кориолиса на частицу, особенностей конструкции центрифуг и т. п.
Обобщение существующих методик расчета скорости осаждения частиц и производительности осадительных и фильтрующих центрифуг с учетом их конструктивных особенностей выполнено в ряде работ В. И. Соколова. Полученная методика основана на предположении, что процесс, обработки суспензии в ноле _ центробежных сил определяется фактором разделения Fr' [формула (11.1)1 п рабочей поверхностью разделения F, м2. При определении F используют высоту Н ротора для вертикальных центрифуг или длину L ротора для горизонтальных. Произведение этих величин представляет собой индекс производительности
£=--=Fr'F. (11.3)
При расчетах Fr' п F принимают средний радиус слоя жидкости в роторе, который для приближенных расчетов можно заменить внутренним радиусом ротора.
Производительность центрифуги определяется скоростью осаждения и индексом производительности
<2 =(И.4) где р коэффициент, учитывающий допущения п пеноддающнеся учету факторы определения индекса производительности и скорости осаждения частиц.
Полученные в общем виде выражения производительности можно использовать при расчетах осадительных центрифуг. Производительность осадительной центрифуги зависит от ее основных характеристик: скорости ротора, его размеров и особенностей конструкции. Ниже приведены формулы для определения индекса ирсазвощстельности для центрифуг основных типов.
Для осветляющей трубчатой центрифуги при относительно малом слое жидкости
= лН(dvr - h)^Fi2g, (i 1.5)
где //- -высота ротора, м; dT — внутренний диаметр ротора, м; h юу, --г,,. - толщина слоя жид,кости, м (^.-—внутренний радиус слоя жидкости, м).
Для осветляющей трубчатой центрифуги при значительном слое жидкости
и ------:i7/(r‘pT г..) ы2/[д- In Г,к) |.
Из формулы (11.5) можно определить индекс производительности для коротких роторов при /’ =. 2лгс^Н, где г,.р (г | г г|)/2 ,
У, — g.
313
Для горизонтальных центрифуг с коническим ротором при Ш и (где r„ внутренний радиус слоя осадка)
\ .•Оч /./ж «
Значения рассчитываемые по последней формуле, несколько меньше найденных более точными методами, однако эта формула проста и пригодна для предварительных расчетов.
Для сепараторов с коническими тарелками индекс производительности находят с учетом угла а наклона образующей тарелки к оси конуса и числа z тарелок в роторе
L “ 2nz<i)J (rf, tg а),
где гп, г„ — наружный и внутренний радиусы тарелок.
Для тарельчатого сепаратора можно использовать также формулу
2 = 2л20)2///'с1?/§-,
где гср = (гп - Д)'Я;5 (гп ГЛ; Н ~ высота ротора, м; в расчетах можно принимать г„ 0,Зг„ или г,р 0,765г,,.
Роторы осадительных центрифуг со шнековой выгрузкой осадка для химической промышленности изготовляют цилиндроконическими. Осаждение твердой фазы в них происходит в цилиндрической части ротора длиной диаметром 2гр1. Для цилиндрической части ротора выражение для индекса производительности можно упростить: У, = 2лг'рТ(о'ДЦц.
Уточненные расчеты этой центрифуги с учетом и цилиндрической, и конической части ротора длиной L,. можно вести по выражению
£ Znur^Ljg у лоФГрД к (г;т Д Згр/i + 4гД/(8^),
где грт и щ — большой и малый радиусы конической части ротора.
Приведенные выражения позволяют рассчитать производительность практически всех центрифуг.
Производительность фильтрующих центрифуг. Фильтрование в ноле центробежных сил происходит по тем же законам, что и в обычных условиях, поэтому при расчетах используют известные закономерности фильтрования для определения его основных параметров (см. гл. 10, § 1). Фильтрование включает три самостоятельных процесса: собственно фильтрование с образованием на фильтрующей перегородке осадка; удаление из осадка избыточной жидкости; вытеснение из осадка части жидкости, удерживаемой’молекулярными силами.
Несмотря на существенные различия между центробежным осаждением и центробежным фильтрованием, в основе их много общего, поэтому для определения производительности фильтрующих центрифуг используют также комплекс характеристик центрифуги, выражаемый индексом производительности. При этом переменную поверхность фильтрования заменяют некоторой средней величиной F — 2лг,,р£ (где L—длина поверхности фильтрования), а пере-311
менное давление фильтрования принимают равным некоторому среднему давлению р - ржсо2 гд)/2.
По аналогии с осадительными производительность) фильтрующих центрифуг по фильтрату выражают через индекс производительности
Q = (П-6)
где kt. - /?р.1./р — сопротивление фильтрованию, м/с (/? — коэффициент проницаемости фильтрующей перегородки, м2; рж — плотность жидкой фазы, кг/м3; р—динамическая вязкость, Па-с).
Индекс производительности фильтрующих центрифуг с цилиндрическим ротором
Е (г[г ц In (г/' . )|.
где г„(. — внутренний радиус слоя осадка.
Для центрифуг фильтрующих с коническим ротором
L = 2n/.l(r(.,|,(o-/g',
где (rpT | щ)/2 - средний радиус ротора (грт и — радиус соответственно широкого и узкого края усеченного конуса).
Выражение (11.6) относится только к первой стадии центробежного фильтрования. Последующие стадии (удаление из осадка избыточной влаги и частичное удаление жидкости, удерживаемой молекулярными силами) в значительной мере зависят от физико-механических свойств влажного осадка, способа его обработки, а также от типа используемой для этой цели центрифуги. В связи с этим производительность фильтрующих центрифуг, время рабочего цикла в периодически действующих машинах и длительность пребывания осадка в непрерывно действующих центрифугах рассматривают при изучении конкретных конструкций машин.
Уточненный расчет производительности промышленных осадительных и фильтрующих центрифуг можно вести при наличии результатов испытаний центрифуг аналогичного типа: проектную производительность Q,, в этом случае определяют через производительность опытной центрифуги Qn и соответствующие индексы производительности Q„ : = QoVr,/yo- При проведении уточненных расчетов существующей промышленной центрифуги для конкретных условий работы необходимо па однотипной модельной установке провести серию опытов на разных режимах. Осуществление экспериментов связано с соблюдением условий: одинаковый унос частиц твердой фазы, равенство факторов разделений. Обратную задачу (определение параметров промышленной центрифуги) решают по заданным уносу и производительности; индекс производительности У;1, ?MQir По значению фактора разделения находят поверхность осаждения пли фильтрования F, по которой определяют размеры ротора.
Давление жидкости на элементы вращающегося ротора. Распределение давления на поверхность ротора зависит от его размеров, угловой скорости и формы. Распределение давления необходимо
315
Рис. 11.1. Схема распределения даолеиия жидкости на стенки вращающегося ротора
знать для расчета технологических параметров процесса и для расчета ротора на прочность.
В роторе, вращающемся с угловой скоростью го относительно своей оси, поверхность находящейся в нем жидкости приобретает форму параболоида вращения. На рис. 11.1 показано сечение вращающегося ротора, частично заполненного жидкостью.
Проведя касательную к параболе в точке,1, из прямоугольника сил,
действующих па элементарный объем жидкости, находим tg а = = pdVw2x/(pd Vg) или tg а o)2x7g. Из уравнения касательной
dy —- tg a dx можно записать dy <х?х dxig, откуда у j <«2х dx/g. Проинтегрировав это выражение, получим у w2.v2/2(gr -ф с. Постоянную интегрирования находим при х 0 и с h; однако h
в данном случае мало н его не учитываем.
В любой точке параболы на высоте у давление у pg у пли
р = p.i;<o2 (л2 - -/2)/2. (Н-7)
При х -- R ддвлеине максимально; в радиальном направлении от стенки ротора до его оси давление уменьшается но параболическому закону до пуля па внутренней поверхности параболоида.
Суммарное давление па крышку п днище ротора находят интегрированием распределенного давления по всей площади
/’ Л)Н1.
(Н.8)
Механические колебания в центрифугах. Центрифуги — быстроходные машины, и малейшая неуравновешенность их системы вращающихся масс ведет к возбуждению вынужденных колебаний. При этом могут возникать дополнительные, часто весьма опасные напряжения, ставящие конструкцию под угрозу разрушения. Стремление к увеличению частот вращения роторов с целью улучшения технологических показателей требует от конструкторов проведения тщательных расчетов для обоснованля работоспособности конструкции с точки зрения прочностных и динамических характеристик (см. гл. 3, § 3, 4).
Уравновешивание вращающихся масс. Все вращающиеся массы центрифуг подвергают балансировке, так как при изготовлении возможна значительная неуравновешенность роторов, сателлитов планетарных редукторов, шпеков, внутренних устройств в сепараторах и т. д. Обычно детали балансируют статически и динамически (см. гл. 3, § 1). Для статической балансировки используют призмы или вращающиеся опоры, на которые опирается вал вместо с ротором и другими узлами. 11осле неоднократных поворотов вала относительно 316
оси устанавливают величину и место неуравновешенности, которую устраняют удалением части металла в месте его избытка или добавлением металла в диаметрально противоположном месте. При статической балансировке уравновешивания достигают созданием равенства статических моментов неуравновешенной и корректирующей массы относительно оси вращения системы /пру -- тпг0, где т»гп — дисбаланс; /л, и гх — масса корректирующего груза и расстояние от него до осн вращения.
Динамическая балансировка предназначена для уравновешивания сил и моментов от сил инерции вращающихся масс, т. е. дисбалансов, расположенных в разных, перпендикулярных оси вращения , плоскостях.
Динамическую балансировку выполняют па вертикальных или горизонтальных балансировочных станках. Принцип их работы основан на измерении амплитуды колебания люльки станка, с уравновешиваемым элементом относительно ее шарнирно закрепленного конца. При совпадении частоты вращения неуравновешенных масс п частоты собственных колебаний станка амплитуда колебаний при резонансе пропорциональна дисбалансу системы, что позволяет установить его величину.
Вращающиеся узлы центрифуг балансируют избирательно: для шкивов, муфт, шестерен и других деталей обычно достаточно статической балансировки; для роторов, шпеков, редукторов выполняют динамическую балансировку.
Особое внимание уделяют балансировке роторов, имеющих значительные массы и геометрические размеры. При балансировании консольно закрепленные роторы крепят па станках, в специальных оправках, ai роторы, расположенные между опорами, — на собственных цапфах. Съемные крепежные детали (сита, кольца, фланцы и т. и.) после балансировки ротора следует обязательно маркировать. Если при эксплуатации возможны деформация деталей, их смещение, неравномерный износ н пр., то их балансируют по месту монтажа, центрифуги с последующей приваркой дополнительных масс в специально предусмотренном месте (центрифуги, работающие при скоростях, соответствующих Fr' -С 3000) или удалением части металла сверлением ротора (центрифуги с высокими скоростями при Fr' > 3000). Допускаемую неуравновешенность (дисбаланс) устанавливают опытным путем в зависимости от типа центрифуги (табл. 11.1).
Энергетический расчет. Центрифуги сравнительно энергоемкие машины, так как они перерабатывают значительные объемы продукции и имеют большие частоты вращения ротора. Методы расчета затрат энергии для центрифуг различных типов имеют некоторые различия.
Центрифуги периодического действия работают циклично, с последовательным чередованием всех элементов рабочего цикла, еле-1 дователыю, энергозатраты во время цикла меняются, и в расчетах необходимо учитывать расход энергии в период пуска , цептрофугн-роваши , загрузки суспензии и т. д.
317
Таблица 11.1
Допускаемый дисбаланс 6 узлов центрифуг
Диаметр ротора, мм Значение 6- 10"а, кг-м, для центрифуги типа
ОТР. РТР ФГН ОГИ ФГП ФПП ФПД огш
Ротор Шпек Корпус, редуктора
100 0,05 — —
150 0,1 — — — — — —
200 — — 0,15 0,20 0,20
.325 — — — — 0,50 0,50 0,20
.350 — .3,0 — - — — 0,20
400 — — 5,0 — — ..— —
500 — — — ..... 1 ,2 1,5 0,20
600 — — 8,0 — — —. -—
6.30 — 5,0 — — —. — —
800 — — 10,0 — 4,5 3,0 0,5
1000 — — — 10,0 —. — —.
1200 — 10,0 10,0 10,0 20,0 20,0 1,0
1800 — 20,0 — — — — —
2000 — 30,0 — — — — •—
В центрифугах непрерывного действия период пуска имеет относительно малую продолжительность по сравнению с остальными операциями. При этом одновременно осуществляются все процессы и, соответственно, расход энергии определяется суммой расходов энергии на отдельные операции. Одной из энергоемких операций является выгрузка осадка, так как он прижимается центробежными силами к фильтрующей поверхности или внутренней поверхности ротора и для сдвига или срезания осадка необходимо значительное усилие.
Центрифуги периодического и непрерывного действия имеют некоторые общие статьи расхода энергии.
В период пуска центрифуги вращающимся массам сообщается кинетическая энергия, ротор разгоняется до рабочей скорости. Для расчета мощности во время пуска необходимо подсчитать моменты инерции всех вращающихся масс относительно оси вращения (см. гл. 3, § 5). Если загрузку ротора центрифуги периодического действия осуществляют до начала его разгона, то необходимо учитывать и момент инерции массы загрузки. После суммирования моментов инерции определяют мощность центрифуги в момент песка, кВт,
Л',, ./<0-<2 103/,, >. (11.9)
где ,/ —суммарный момент инерции относительно оси вращения, кг-м'2; — время пуска, с.
Мощность на сообщение кинетической энергии жидкой фазе суспензии при работе центрифуги, кВт,
М,к-ф(а , С2 10V,), (11,10)
.318
где ф (rpr — r^)/rp, — коэффициент заполнения ротора; а --(р,. - (».:)/((>,. --'nJ; f’’ Фг Р;’)Д Р. .р коэффициенты,
характеризующие содержание жидкой фазы в суспензии и осадк<; р,, р(.. рп и р.л.— плотность соответственно твердой фазы, суспензии, осадка и жидкой фазы, кг/м3; — жидкостной объем ротора, м3; г(. — радиус слива, м; 1Л — время заполнения жидкостного объема ротора осадком, с.
На сообщение кинетической энергии твердой фазе требуется мощность, кВт,
А/т-Д2. - »| ф|) (О21т'//!,/',, /(2 107.Д, И 1.11)
где тг — масса твердой фазы, кг; i|-t—коэффициент заполнения жидкостного объема ротора.
Мощность ЛД, кВт, сил сопротивления трения ротора о воздух возрастает с увеличением угловой скорости ротора и составляет
АД = срД.ш2/?,,, (11.12)
где с •= : 12,0-10”° — постоянная, характеризующая сумме всех неизвестных постоянных; р„ г 1,3 кг/м3 — плотность, воздуха; L — длина ротора; /?,, средний радиус наружной поверхности ротора.
Мощность, затрачиваемая па трение в подшипниках, кВт:
= l-P^o^.lO3), (11.13)
где f— коэффициент трения в подшипниках; Plt Р-> — динамические нагрузки на подшипники, МН; dlt d2 - диаметры цапф валов подшипников.
Динамические нагрузки на подшипники зависят от дисбаланса ротора, неуравновешенности осадка, неравномерности подачи суспензии и т. и. Их определяют через соответствующую статическую нагрузку Р,.,.: Р = Рс.г (1 Ц- 2• 10~''l(o3rpl./g').
Для определения мощности электродвигателя привода в пусковой период необходимо просуммировать составляющие мощности в этот период (формулы (11.9), (11.12), (11.13)1:
(V„ycl(--=A/„ ДМ,, М„од. (11.14)
Для рабочего периода также суммируют все составляющие мощности (формулы (11.10)—(11.13) I: ;Vp ... ЛД. Nг Д- ЛД
I jV.,,,,,; в ряде случаев добавляют мощность на выгрузку осадка , па трение в уплотнениях и т. и.
§ 2. ЦЕНТРИФУГИ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Область применения. Центрифуги периодического действия используют для обработки жидких неоднородных смесей, различных штучных товаров, волокнистых материалов. Первоначально эти машины имели ручную выгрузку осадка обработанного продукта при остановленном роторе. Центрифуги периодического действия изготовляют осадительные и фильтрующие.
319
Осадительные центрифуги периодического действия используют для обработки суспензий с размерами частиц твердой фазы до 40 мкм при их концентрации в жидкости (5—30 %).
Фильтрующие центрифуги периодического действия применяют для обработки суспензии с растворимой и нерастворимой твердой фазой при концентрации ее от 5 до 70 %; при этом влажность получаемого осадка может достигать 1—5 % при крупно- и среднезернистых осадках и 5—40 % — при мелкозернистых осадках.
Рабочий цикл центрифуг периодического действия. Обработка суспензии в центрифугах периодического действия происходит ио-опсрационно. В целом рабочий цикл тц состоит из затрат времени на операции: подачу суспензии в центрифугу т,,ч, выполнение основных операций т(|(;п (центрифугирование т,}), промывка тир, сушка осадка тс), осуществление вспомогательных операций тн, (разгон и торможение ротора), выгрузку осадка тпг.
В общем виде цикл работы фильтрующей цоптрпфуги периодического действия
Тц = т,.ч- | т(1С11 4 т„- | т,,,.. (11.15)
При этом коэффициент использования центрифуги ц - (т]1ч-| т,,(;11+ + т,г)/т1(. Величина ц в значительной мере зависит от вида центрифуги (осадительная или фильтрующая), свойств обрабатываемой суспензии и требований к готовому продукту. Увеличение в рабочем цикле вспомогательных операций ведет к снижению эффективности работы центрифуги периодического действия ио сравнению с центрифугами непрерывного действия, в которых доля вспомогательных операций незначительна.
Несмотря на очевидные преимущества непрерывно действующих центрифуг, число выпускаемых машин периодического действия велико. В ряде производств химической промышленности невыгодно использовать высокопроизводительные центрифуги непрерывного действия. Машины периодического действия позволяют благодаря простоте их рсгул.иро.вау.ия обрабатывать материалы в течение любого заданного времени, а также проводить многократные промывку п сушку осадка.
В конкретных процессах некоторые операции могут отсутствовать; при этом цикл сокращается. Если в технологическом цикле центрифуги можно объединить центрифугирование и отжим, то
выражение для времени цикла упростится.
Продолжительность т операции «разгон ротора» зависит от мощности привода, размеров ротора, его формы, конструкции пусковых устройств. Аналитически тр определяют на стадии энергетиче-
ского расчета; при технологическом расчете принимают для центрифуг с ручной выгрузкой осадка при диаметре ротора до 1000 мм т = = 90 с; при диаметре больше 1000 мм —т 150 с; для центрифуг с механической выгрузкой осадка тр —: 120 с.
В общем случае длительность подачи суспензии в ротор
т,|„ (гфЕ. I ф1Л4(аср — ;й/(пЕ(')'УР1.р;г), (11.16)
<20
где р — динамическая вязкость суспензии, Па с; 0 — сопротивление фильтрующей перегородки, отнесенное к единице вязкости, м-1; F — площадь фильтрующей поверхности, м2; ф — 0,75 ... 0,85 — коэффициент заполнения ротора; V.,: — жидкостной объем ротора, м3; <х,.р — среднее удельное объемное сопротивление осадка, м2; и — отношение объемов отфильтрованного осадка и суспензии; со — угловая скорость ротора, рад/с; грт — внутренний радиус ротора, м; р.(1; — плотность жидкой фазы, кг/м3.
Сопротивление фильтрующей перегородки 0 зависит от угловой скорости ротора и степени забивания пор перегородки частицами фильтруемого материала. В большинстве случаев значение 0 относительно мало по сравнению с сопротивлением осадка и им можно пренебречь; тогда выражение (11.16) упрощается:
т„ч =- Н<каср (1 - M)/(uFpJK<a2/-pr).
Среднее удельное объемное сопротивление осадка аср = (4 ... ... 45) К)10 м 2 зависит от гранулометрического состава твердой фазы, вязкости жидкой фазы, угловой скорости ротора, формы частиц, деформируемости осадка и т. п.; меньшие значения соответствуют кристаллическим продуктам, большие — суспензиям с мелкоизмель-ченной твердой фазой (гидроокиси металлов, полимеры, пастообразные материалы и т. и.). Отношение и объемов осадка и суспензии можно принять равным объемной концентрации суспензии. Значения т..ч предпочтительно определять опытным путем.
Длительность операции «промывка осадка» приближенно
тпр = УпрфУн<Рт (1 — е) раср/фжСо^ртРг'),
где Р,',,, - (1,0 ... 2,5)-10'3 м3/кг — отношение объема промывной жидкости к массе влажного осадка; рг и р;к — плотность твердой и жидкой фаз, кг/м3; е — пористость осадка (е 0,15 ... 0,35 для несжимаемых осадков, е 0,05 ... 0,15 для сжимаемых осадков).
Время операции «отжим осадка» для кристаллических материалов приближенно можно найти в зависимости от их влажности, длительности центрифугирования и фактора разделения.
В центрифугах с выгрузкой осадка с помощью ножа длительность операции «срез и выгрузка» подсчитывают из эмпирического выражения для времени среза осадка при тиг тс
18,8ГрL (/"р.| rQC)/[s0(; (/"р1. -[ / п)|, (11.17)
где s0(. — толщина слоя осадка, срезаемого за один оборот, мм гос— внутренний радиус срезаемого осадка, мм; гп— внутренний радиус кольцевого слоя срезаемого осадка, мм.
Приближенно для центрифуг с ручной выгрузкой осадка принимают т1;|. .= (0,3 ... 0,6) грг.
В пр ил. 7 для некоторых центрифуг приведена продолжительность отдельных операций при обработке ряда материалов.
Рабочий цикл осадительных центрифуг включает в основном те же операции, что и цикл фильтрующих центрифуг, лишь фильтро-
11 П,р 3. Э. Кольмана-Иванова 321
ванне (тф) заменяется осаждением (т„). Цикл всего процесса обработки суспензии в осадительных машинах
Тц Т11ч Т0С!1 г- Тп Т|1г.
Время разгона ротора до рабочей скорости определяют, как и для фильтрующих центрифуг периодического действия, из энергетического расчета; предварительно его можно принять по данным, приведенным выше для фильтрующих центрифуг.
Время загрузки находят на основании опытных данных: для центрифуг с диаметром ротора до 1000 мм тПч - 30 с, для машин с большим диаметром ротора т[1Ч 60 с.
Длительность центрифугирования суспензии рассчитывают из условия, что твердая фаза должна переместиться от свободной поверхности слоя суспензии к внутренней стенке ротора; тогда
То 1=1 18ц (Гр ,. /"с р)/(рт - Р?и)1.
где ц—динамическая вязкость суспензии, Па-с; гср — средний радиус кольцевого слоя суспензии в роторе, м; d — минимальный диаметр осаждаемых частиц, м.
Время механизированного среза осадка и его выгрузки можно определять по выражению (11.17).
Для предварительных расчетов рабочего цикла можно принять длительность центрифугирования и выгрузки осадка в виде суммы (на основе опытных данных) т0 + т„г 150 с для центрифуг с диаметром ротора до 1000 мм; при больших диаметрах ротора принимают т„ + т11Г =.; 200 с.
Производительность центрифуг периодического действия. В осадительных и фильтрующих центрифугах периодического действия продолжительность процесса центрифугирования, т. е. длительность отделения частиц твердой фазы от жидкости, не позволяет оценить технологическую производительность машины в целом, которую определяют по суммарному времени рабочего цикла центрифуги, рабочему объему ее ротора и коэффициенту заполнения рабочего объема ротора. Наиболее часто коэффициент заполнения рабочего объема ротора ф — 0,85, поэтому часовая производительность центрифуги
QT = 0,85л (ГрТ — Гв) Д/тц, (11.18)
где И — высота ротора; тц — время рабочего цикла, определяемое по выражению (11.15).
Характеристики тц и Qr промышленных центрифуг периодического действия можно получить пересчетом значений тц и Q.,., полученных на модельной центрифуге, через индексы производительности обеих центрифуг. Необходимо предусмотреть аналогию условий проведения экспериментов на модельной и проектируемой центрифугах: идентичность основных свойств суспензии, толщины слоя и важности осадка, фактора разделения и пр.
Отношение производительностей проектируемой Qu и модельной Qo центрифуг равно отношению их параметров 2п и Qu = 322
5.. или Qn & Si" гДе =-Q<^« — число осветления. Этот параметр удобно использовать для выбора производительности по заданному технологами допускаемому уносу твердой фазы фуга-том из ротора. Зависимость числа осветления от допускаемого уноса суспензии и условий ее обработки находят опытным путем.
Конструкции центрифуг периодического действия. В настоящее время центрифуги периодического действия, применяемые в химической промышленности, представлены в основном четырьмя типами: вертикальные малолитражные, маятниковые, подвесные и горизонтальные автоматизированные с ножевой выгрузкой осаДка.
Центрифуги вертикальные известны с 1831 г., когда был зарегистрирован первый патент. В настоящее время выпускают стандартные центрифуги этого типа (ГОСТ 11095—76), вертикальные малолитражные, предназначенные для обработки жидких неоднородных сред средней плотностью 2000 кг/м3.
В прил. 8 приведены некоторые характеристики этих центрифуг.
Вертикальные центрифуги просты, надежны в эксплуатации. На их примере удобно ознакомиться с принципом действия и конструкцией ряда общих узлов, применяемых в центрифугах периодического действия.
Центрифуга ОВБ (рис. 11.2) имеет ротор 1, закрепленный на верхней части вертикального опорного вала 2, вращающегося в подшипниках 3. Последние расположены в корпусе 5 опоры подшипников. Предохранительное устройство 6 позволяет обезопасить обслуживание центрифуги; для этого ленточный тормоз 10, пусковое устройство 7, крышка 4 кожуха соединены в сблокированную систему. Ротор центрифуги вращается от электродвигателя 8 через ведущий шкив 9, клиноременную передачу, ведомый шкив 11 и вал 2. Корпус подшипников опирается на станину 12, закрепленную на несущей плите 13. В осадительных центрифугах фугат удаляется
13 1?. 11 10
Рис. П.2. Вертикальная центрифуга ОВБ
II*
.323
Рис. 11.3. Маятниковая центрифуга ФМБ
по отводной трубе 14 или переливается через борт, после чего попадает в приемник фугата. Ротор закрыт кожухом 16, закрепленным на станине 12 болтами 15.
Через питающую трубу в крышке 1 ротора суспензия подается на днище ротора, под действием центробежных сил заполняет рабочую часть ротора; по мере, продвижения суспензии снизу вверх частицы твердой фазы оседают на внутренней поверхности ротора. После заполнения ротора на 75—85 % осадком центрифугу останавливают и осадок вручную удаляют из рогора через его верхнее отверстие.
Для исключения возможности резонанса опору ближайшего к ротору подшипника вала иногда выполняют упругой (см. гл. 3, § 5). Это позволяет значительно уменьшить частоту собственных колебаний вала, благодаря чему последний работает в зарезонансной зоне.
Маятниковые центрифуги получили свое название из-за колебательного движения масс системы во время их работы. Это движение напоминает колебания физического маятника. Конструктивная особенность центрифуг — три колонки, на которых упруго подвешены основные узлы машины. Маятниковые центрифуги универсальны: их можно применять для обработки самых разнообразных продуктов с широким диапазоном свойств.
Базовая конструкция центрифуги позволяет использовать роторы из углеродистых и коррозионно-стойких сталей, углеродистых сталей с гуммированием, применять съемные кассетные роторы. Центрифуги можно выполнять герметизированными, а также использовать для обработки продуктов, создающих значительную неравномерность распределения нагрузок. Маятниковые центрифуги могут быть с верхней и нижней выгрузкой осадка (ГОСТ 8340—78). Обозначение маятниковых центрифуг отстойных ОМБ, ОМД и фильтрующих ФМБ, ФМД (соответственно с верхней ручной выгрузкой осадка через борт и с нижней выгрузкой через днище). Основные характеристики маятниковых центрифуг приведены в прил. 9.
; Маятниковая центрифуга ФМБ с ручной верхней выгрузкой осадка -(рис. 11.3) состоит из ротора 1, закрепленного на валу 2,
крышки 3 кожуха, блокировочного механизма 4, трех опорных колонок 5, расположенных в горизонтальной плоскости под углом 120* одна относительно другой. Вращение ротора обеспечивает электродвигатель 6 через шкивы 7 и 9. Вал 2 крепится в подшипниках, установленных в корпусе 10 подшипников станины 11. Все узлы центрифуги крепятся на опорной фундаментной плите 8.
По принципу действия маятниковые и вертикальные центрифуги аналогичны. При механизированной выгрузке осадок срезается ножом и через окна в основании ротора попадает в приемник осадка.
В химической промышленности маятниковые центрифуги с верхней ручной выгрузкой осадка имеют ротор диаметром 400—1250 мм, а центрифуги с нижней выгрузкой — ротор диаметром 800—1600 мм; последние более перспективны, так как их проще автоматизировать.
Для среза и выгрузки осадка используют механизмы с широким поворотным ножом, при вращении которого относительно вертикальной оси происходит срез осадка. Привод ножа может быть ручным, электромеханическим и гидравлическим.
Центрифуга с ножевым срезом и нижней выгрузкой осадка (рис. 11.4) состоит из ротора 7, механизма среза 1, электродвигателя 2, привода 3 механизма среза осадка, бункера 4, колонок 5 и питающей трубы 6. Двухскоростной главный привод закреплен на станине центрифуги, от него вращение передается через клиноременную передачу на вал ротора. В момент выгрузки и среза осадка
Рис. (1.4. Маятниковая центрифуга ФМД
325
включается дополнительный привод 3. У этой центрифуги колонки расположены под углом а =7^= 120°.
Окружная скорость роторов этих центрифуг меняется в течение цикла: при загрузке она составляет 10—25 м/с, центрифугировании — 55—65 м/с, промывке — 30—40 м/с, выгрузке — 4—5 м/с. Нож для среза осадка в ряде случаев совершает возвратно-поступательное движение. Для этого используют относительно узкий нож, который при повороте его основания врезается передней режущей кромкой в верхней части ротора в осадок на глубину, при которой зазор между режущей кромкой ножа и стенкой ротора минимально допустим. Далее нож смещается вдоль образующей ротора до днища, срезая осадок боковой режущей кромкой. Момент остановки ножа определяется минимальным зазором между боковой кромкой и днищем ротора.
В маятниковых центрифугах возможна обработка штучных изделий, мелких деталей, тканей, так как они отличаются устойчивостью при работе благодаря упругой подвеске ротора на опорах и низкому расположению центра вращающихся масс относительно плоскости подвески. Механизация выгрузки штучных изделий заключается в использовании съемных роторов или контейнеров из тонколистовой стали, закрепляемых внутри ротора быстродействующими запорными устройствами. Маятниковые центрифуги работают в области за критической скоростью; на них мало влияют неуравновешенности системы и связанные с этим колебания, они не нуждаются в виброизоляции, не требуют фундаментов, могут быть установлены на верхних этажах зданий.
Известны попытки использовать для выгрузки осадка пневмомеханических устройств: во внутреннюю полость ротора вводят поворотный нож с полой опорой, которая соединена трубопроводом с пневмосистемой. При срезании осадок засасывается в пневмосистему и попадает в циклон, где оседает на стенках. Очищенный! от частиц осадка воздух или газ вновь подается вентилятором в ротор центрифуги, где поддерживается избыточное давление 3—4 МПа.
Подвесные центрифуги выпускают с ручной выгрузкой осадка, саморазгружающиеся и с ножевым срезом осадка. Они имеют одно-, двух-, трех-, четырех- и пятискоростные электродвигатели фланцевого исполнения. Электродвигатель устанавливают на верхней части станины соосно с валом ротора, с которым его соединяют через муфту, допускающую относительный поворот валов ротора и электродвигателя. Вал ротора крепят упруго верхним концом в узле подвески, что позволяет ротору совершать прецессионное движение. Опору ротора располагают выше центра вращающихся масс, поэтому система устойчива даже при значительной неуравновешенности.
Фильтрующие подвесные центрифуги предназначены для отделения жидкой фазы от волокнистых материалов, обработки суспензии с крупно-, средне- и мелкоизмельченной твердой фазой и последующей промывки. В этих центрифугах можно получать осадок низкой влажности (до 5 %, иногда до 1 %). Осадительные подвесные центрифуги используют для обработки труднофильтруемых, мелкодисперс-Й6
ных (.садков, конечная влажность которых может достигать 70 %. Подвесные центрифуги стандартизованы (ГОСТ 21517—76). Основные технические характеристики некоторых подвесных центрифуг приведены в прил. 8.
Подвесная саморазгружающаяся центрифуга ФПС (рис. 11.5) состоит из станины 7, на верхней поперечине которой закреплен корпус 2 узла подвески; верхняя вогнутая сферическая часть корпуса подвески служит опорой для корпуса 4 подшипников. Электродвигатель 3 закреплен посредине поперечины станины. Верхний конец вала 5 ротора 6' установлен в подшипниках опорного узла. Ротор крепится на нижней конической части вала. Внутри ротора на его валу расположены распределительный диск 7 и запорный конус 8. При выгрузке осадка запорный конус поднимается и освобождает окна в ступице ротора, через которые осадок попадает в бункер. Суспензия подается на распределительный диск, центробежная сила отбрасывает ее на сита ротора; осадок остается на них, а фильтрат собирается в кожухе 9 ротора. Промывка осадка может осуществляться форсунками. После отжима осадка частота вращения ротора снижается до 120—150 об/мин, запорный конус поднимается и осадок попадает в бункер. Центрифугу ФПС легко автоматизировать: исполнительные механизмы приводятся в действие от гидрав
Рис. il.i. Подвесная саморазгружающаяся центрифуга ФПС
Рис. H.i. Узел подвески вала саморазгружающейся центрифуги
лической или пневматической систем; рабочий процесс регулируют с пульта управления.
327
Подвесные центрифуги с ножевой выгрузкой осадка ФПН — быстроходные машины, работающие по автоматическому циклу. Нож механизма среза в верхней части ротора врезается в осадок, затем опускается вдоль образующей ротора, срезает остальную часть осадка и сбрасывает его. Запорный конус поднимается, и осадок попадает в бункер.
Узел среза осадка крепится па неподвижном кожухе машины, а ротор при срезе осадка колеблется из-за неуравновешенности нагрузок, что ведет к возникновению неравномерного зазора между неподвижным лезвием ножа и стенкой колеблющегося ротора, образованию слоя осадка неодинаковой толщины и усилению колебаний системы.
Важную роль в работе подвесных центрифуг играет узел подвески (рис. 11.6), который состоит из корпуса 2 подшипников, корпуса 3 опоры, кольцевой упругой опоры 4. Вал 1 вращается в подшипниках, верхняя выступающая часть корпуса которых опирается на вогнутую сферическую часть корпуса опоры. Корпус подшипников свободно поворачивается относительно центра сферической поверхности; при этом кольцевая упругая опора сжимается, что делает систему подвески эластичной. Центр вращающихся масс расположен намного ниже точки их подвески, поэтому центрифуга устойчива; упругость узла подвески значительно снижает частоту собственных колебаний, система становится самоустанавливающейся. При ее эксплуатации не требуется специальная виброизоляция.
В горизонтальных автоматизированных центрифугах с ножевой выгрузкой осадка (ФГН, ОГН) наполнение ротора суспензией, центрифугирование, промывка и отжим осадка, а также его выгрузка осуществляются при одинаковой частоте вращения ротора.
Фильтрующие центрифуги применяют для обработки волокнистых материалов и суспензий со средне- и мелкоизмельченной твердой фазой при концентрации ее в суспензии более 10 %. Степень измельчения осадка при срезании его ножом не должна превышать допускаемого значения. При обработке волокнистых материалов длина волокна должна быть не менее 4 мм. Осадительные центрифуги используют для предварительной обработки суспензии с высокодисперсной твердой фазой. Для вывода фугата из ротора предназначена отводная труба.
Центрифуги ФГН, ОГН (ГОСТ 375—79) выпускают с диапазоном диаметров ротора от 630 до 2500 мм; крепление роторов на валу может быть консольным (при диаметре ротора до 1700 мм) и между опорами (при диаметре ротора более 1700 мм). Основные характеристики некоторых центрифуг приведены в прил. 10.
Механизм среза осадка может быть снабжен широкими радиально перемещающимися ножами, широкими поворотными ножами или ножами, совершающими поворотное и возвратно-поступательное движение вдоль оси ротора. Во время центрифугирования ножи находятся в исходном положении: их лезвия отведены от осадка. Перед началом выгрузки осадка привод ножа получает импульс от .128
Рис. 11.7. Центрифуга с ножевой выгрузкой осадка ФГН
системы управления и перемещает нож так, чтобы его лезвие врезалось в осадок.
Фильтрующая центрифуга ФГН с консольно расположенным ротором (рис. 11.7) состоит из крышки 1, кожуха 5, вертикального 2 и горизонтального гидроцилиндра 16, закрепленных на крышке 1 кожуха 5, поворотных ножей 3. Ротор 4 расположен на валу 6, который опирается на подшипники 7, установленные в корпусе 8. Вращение на вал ротора передается от электродвигателя 11 через клиноременную передачу и шкивы 9, 10. Все основные узлы укреплены на станине 12. Фильтрат удаляется из кожуха по патрубку 13. После окончания процесса обработки суспензии ножи получают движение поворотное и возвратно-поступательное. Узкие ножи срезают осадок в виде стружки и сбрасывают его на лоток 14 (подробнее см. с. 331). Суспензия и промывная жидкость подаются в центрифугу через загрузочный клапан и питающую трубу 15, снабженную раструбом, выходная щель которого регулируется подлине. Аналогично поступает в центрифугу промывная жидкость, которая отводится обычно отдельно от фильтрата. Фильтрующую перегородку можно очищать после каждого цикла или после группы циклов специальными щетками или гидравлическим методом.
Количество осадка в роторе фиксируется по толщине слоя осадка флажковым устройством, связанным с системой управления; в случае недогрузки ротора система включает его подпитку до тех пор, пока количество осадка не достигнет заданного.
Центрифуги с консолы1ым*расиоложением ротора удобны для осмотра и регулирования ротора, механизма среза, питающих и выгрузных устройств, регулятора уровня. Подшипники центрифуги выведены из зоны обработки продукта; эти машины легко обслуживать. У центрифуг с креплением ротора между опорами ниже неравномерность динамических нагрузок на вал и опорные подшипники.
329
Рис. 11.8. Механизм среза осадка с радиальным перемещением ножа
Машины с консольным креплением ротора занимают относительно меньшие рабочие площади.
Система управления центрифуг ФГН состоит из электрогпдравли-ческой станции и пульта. При необходимости система управления позволяет повторить некоторые операции (промывку, сушку осадка); необходимое число раз.
В рассматриваемых центрифугах представляют интерес механизмы среза осадка, которые можно применять в других центрифугах пер подичее кого действия.
Механизмы среза осадка с широким радиально перемещающимся ножом обычно применяют в центрифугах с расположением ротора между опорами (рис. 11.8). Механизм состоит из ножа J, опорной плиты 2 ножа, которая радиально перемещается по направляющим 3 гидроцплиндром 4 п штоком 5. К началу работы механизма среза в гидроцилиндр подается под давлением масло, перемещающее поршень цилиндра, его шток п, соответственно, нож. Окончательный зазор между лезвием ножа и стенкой ротора устанавливают опытным; путем. В крайнем верхнем положении ножа опорная плита нажимает на конечный выключатель и нож опускается в исходное положение.. Этот механизм отличается жесткостью и мало подвержен вибрациям,, однако имеет значительную массу, для перемещения которой требуется дополнительный расход энергии.
Механизм среза осадка с широким поворотным ножом (рис. 11.9) состоит из основания 1 ножа со съемным лезвием 7, вертикального гидроцилпндра 4 поворота ножа, штока 5, опорного фланца 3, рычага поворота 6, серьги 8 и вала 2, который проходит через опорный фланец. На валу с одной стороны крепится основание 1 ножа, с другой — рычаг поворота 6. Возвратно-поступательное движение поршня и его штока преобразуется во вращательное серьгой 8 и рычагом 6. Смещение механизма ножа относительно оси ротора обеспечивает при повороте вала 2 врезание ножа в осадок.
В центрифугах с консольно расположенным ротором можно применять механизмы среза осадка с возвратно-поступательным движе-33)
Рис. 11.9. Механизм среза осадка с поворотным ножом
пнем ножей (см. рис. 11.7). Механизм среза (рис. 11.10) состоит из скалки 1, основания 5 ножен, на котором крепятся два узких ножа 6, вертикального гидроцилиндра 3 поворота ножей. Ротор закрыт крышкой 4. Поршень горизонтального гидроцилиндра 9 соединен со скалкой 1 штоком 10 и серьгой 11. Поворотом ножей вместе со скалкой управляет гидроцплиндр 3 через шток 7 и рычаг 8. Ножи врезаются в осадок на заданную глубину. Далее горизонтальный гидре цилиндр перемещает ножи в осевом направлении, срезая стружку осадка. Упор на скалке включает в работу цилиндр поворота ножей; после их врезания в осадок включается горизонтальный цилиндр, скалка вместе с ножами перемещается в противоположном направлении вдоль оси ротора, и цикл повторяется. Ножи укреплены на расстоянии один от другого, равном половине длины ротора, поэтому каждый из них срезает половину всего осадка. Управление го-
Рис. 11.10. .Механизм среза осадка с поворотным и возвратно-поступательным движением ножа
331
ризонтальным цилиндром осуществляется золотниковым механизмом 2.
В центрифугах этого тина при срезе осадка возникают значительные динамические нагрузки на несущие конструкции, поэтому их следует виброизолировать.
Тенденции развития центрифуг периодического действия состоят в развитии машин целевого назначения (герметизированных, взрывозащищенных, со съемными роторами, с устройствами для регенерации фильтрующих перегородок, с приспособлениями для предварительного разгона поступающей в ротор суспензии и т. п.); внедрении центрифуг со сдвоенным ротором, как менее металло- и энергоемких; уменьшении числа центрифуг с ручной выгрузкой осадка и перевода их на автоматический режим работы.
§ 3. ЦЕНТРИФУГИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Центрифуги непрерывного действия — высокопроизводительные машины, использование их в химической промышленности позволяет перевести ряд технологических процессов на автоматический режим. Однако возможность их широкого применения ограничивается технологическими требованиями и свойствами обрабатываемых материалов. Большая часть центрифуг непрерывного действия — фильтрующие; исключение составляют осадительные центрифуги со шнековой выгрузкой осадка. Фильтрующие центрифуги используют в основном для обработки кристаллических материалов с повышенной концентрацией твердой фазы. Принцип действия этих машин следующий. Суспензия непрерывно подается в ротор, жидкость проходит через фильтрующую перегородку, образует фильтрат; осадок подсушивается, промывается, выгружается.
Различие в работе фильтрующих и осадительных центрифуг существенное. В первом случае процесс протекает в топком слое обрабатываемого материала, толщина которого в роторе соизмерима с размерами частиц осадка (шнековые, вибрационные, лопастные, инерционные машины); в центрифугах с пульсирующей выгрузкой осадка его толщина регулируется и достигает 25 —30 мм. В осадительных центрифугах со шнековой выгрузкой осадка частицы осаждаются в большинстве случаев в слое жидкости, толщина которого соизмерима с радиусом ротора в его цилиндрической части; из последней осадок перемещается лопастями шнека в коническую часть ротора, где он подсушивается и выгружается через окна.
Фильтрование в тонком слое занимает доли секунды, движущийся вдоль оси ротора слой осадка перемешивается по толщине, что заметно ускоряет отделение жидкости. Наиболее интенсивен этот процесс в фильтрующих центрифугах со шнековой выгрузкой осадка, менее — в центрифугах с пульсирующей выгрузкой. В фильтрующих центрифугах происходят все три (см. § 1 данной главы) процесса: образование осадка, отжим свободной жидкости и частичное удаление жидкости, удерживаемой молекулярными силами. Границы зон этих процессов самоустанавливаются в зависимости от ко-3S2
личсона подаваемой суспензии: с увеличением ее количества расширяется зона образования осадка, возрастает его влажность. При значительном количестве суспензии может произойти срыв режима: из центрифуги будет выходить некондиционный осадок. Производительность непрерывно действующих центрифуг зависит от их конструкции.
Аналитический расчет производительности очень сложен и относится в основном к собственно центробежному фильтрованию ('см. § 1 данной главы). Оптимальный режим центрифуги чаще выбирают эмпирически. Диаметр ротора dpT,n промышленной центрифуги находят по заданной производительности Qn и результатам экспериментов на однотипной установке с соответствующими параметрами rfpr, о и Qo: ^рг, u --й(рт,о После определения
с/рГ111 из параметрического ряда размеров роторов выбирают ближайшее значение и выполняют уточненный расчет производительности по приведенной выше формуле (см. 315).
Составляющие мощности для различных центрифуг определяют по обычной методике (см. с. 318). Расчеты составляющих, присущих машинам каждого типа, рассмотрены ниже для соответствующих центрифуг.
Конструкции центрифуг непрерывного действия, применяемых в химической промышленности, мало отличаются от машин, используемых в других отраслях; исключение составляют производства, связанные с обработкой агрессивных, взрывоопасных, токсичных продуктов.
Центрифуги со шнековой выгрузкой осадка делятся на фильтрующие вертикальные (ФВШ), горизонтальные (ФГШ) и осадительные (ОГШ); центрифуги ФГШ и ОГШ стандартизованы (ГОСТ 8459—78). Фильтрующие центрифуги имеют консольное расположение вала; у осадительных, как правило, ротор находится между опорами; характеристики этих центрифуг даны в прил. 11.
Центрифуги ВФШ и ФГШ применяют для обработки суспензий с кристаллической твердой фазой концентрацией более 20 % при размерах частиц более 100 мкм (сульфаты натрия, аммония, железа, цинка, глауберова соль, нитроцеллюлоза, поташ, волокнистые материалы и др.). Наибольший эффект достигается при концентрации твердой фазы более 40 %.
Фильтрующие центрифуги могут работать с высокими скоростями (фактор разделения до 3500, диаметр ротора 160—630 мм, производительность 0,2—20 т/ч) и с низкими скоростями (фактор разделения 150—800, диаметр ротора 700—1200 мм, производительность 35—75 т/ч). В химической промышленности в основном используют высокоскоростные центрифуги; они отличаются высокой степенью обезвоживания, низкой металле- и энергоемкостью.
Для выгрузки осадка используют расположенные соосно внутри ротора четырех-, шести- и восьмизаходные шнеки, вращающиеся е иной, чем у ротора, скоростью, что позволяет регулировать время обработки материала.
ззз
Рис. 11.11. Фильтрующая вертикальная центрифуга ФВШ со шнековой выгрузкой осадка
Центрифуги ФВШ могут иметь привод с вертикальным фланцевым электродвигателем, вращение от которого передается на редуктор через клиноременную передачу. При горизонтальном расположении электродвигателя для передачи вращения используют конические шестерни. Ротор центрифуг ФВШ и ФГШ представляет собой усеченный конус, боковая поверхность которого имеет щеле-видпые отверстия для прохода фильтрата. Внутренняя поверхность ротора покрыта металлическими листами с круглыми или щелевидными отверстиями шириной 0,3—0,5 мм; для крупнотоннажных центрифуг фильтрующую перегородку изготовляют из колосников специального профиля.
Центрифуга ФВШ (рис. 11.11) имеет вертикальный электродвигатель 5 и клипоременную передачу, вращение через которую передается на ротор 3; внутри ротора помещен шнек 2. Суспензия подается по питающей трубе 4 в узкое основание ротора, обрабатывается, фильтрат собирается в приемнике 1. Осадок перемещается к широкому краю ротора, промывается, сушится и поступает в бункер 6 для осадка, расположенный в станине 7.
Центрифуги ФГШ в химической промышленности постепенно вытесняют центрифуги ФВШ, так как обладают рядом преимуществ: высокой эксплуатационной надежностью, лучшей доступностью к ротору и шнеку, расположением опор и редуктора вне зоны об-3)4
работки материала, возможностью герметизации рабочих узлов. Конструкция центрифуги и ее основные узлы приведены в атласе 126, листы 58, 59].
В центрифугах ФГШ улучшение промывки и сушки осадка обеспечивается уменьшением скорости продвижения осадка в роторе. Для этого витки шнека на участке сушки уменьшены по высоте; поэтому толщина слоя осадка несколько увеличивается, а его скорость уменьшается. Угол наклона образующей ротора к его оси составляет 20°. Осадок движется в роторе под действием центробежной силы, а шнек удерживает осадок, регулируя скорость его продвижения: в этом случае при высокой производительности минимален расход энергии на перемещение осадка, однако возрастает унос твердой фазы. Роторы можно выполнять также с углом наклона образующей к оси ротора 10° или цилиндрическими (при обработке суспензии с мелкодисперсной твердой фазой); в обоих случаях осадок транспортируется шнеком. Изготовляют конические шнеки и с переменным углом подъема витков, которыми осадок транспортируется с постоянной скоростью. Центрифуги многоцелевого назначения можно изготовлять с набором сменных роторов и шнеков. Фильтрующие листовые сита с живым сечением 4—30 % выполняют методами просечки, фрезерования или гальваническим способом.
Производительность Qoc, кг/ч, центрифуг ФВШ и ФГШ (по осадку):
Qoc = 3600/шрос (®ш — ®р) sin р sin 0 cosa (2лгрт — z6)/[zb sin (0 -ф- 0)], где — шаг шнека, м; рос — плотность осадка, кг/м3; о)ш и иРч— угловая скорость шнека и ротора, рад/с; гср — средний радиус шнека, м; р = 15 ... 30° — угол подъема спирали шнека; 0 — угол, зависящий от а и Р и свойств обрабатываемого осадка; а —- угол наклона образующей конуса к его оси; z — число заходов спирали шнека; б - (1 ...3)-10“3 м — толщина лопасти шнека; b ==(2... ... 5)-10~3 м —длина основания нормального сечения валика осадка у витка шнека
0 = arccos (tg a sin р cos cp2/tg qy) -ф- <p2 -ф- p, где (p2 — угол трения осадка о шнек; <рх — угол внутреннего трения осадка.
Центрифуги ОГШ отличаются от других машин непрерывного действия тем, что в них обеспечивается осаждение частиц твердой фазы с последующей сушкой осадка при транспортировании его в зоне сушки. Эти центрифуги обычно имеют цилиндроконический ротор, внутри которого находится шнек, вращающийся со скоростью, отличающейся от скорости ротора на несколько процентов.
Центрифуги ОГШ делятся на осветляющие, предназначенные для обработки высокодисперсных систем (отношение длины зоны осаждения к диаметру ротора L!d]n = 2,5 ... 2,8, фактор разделения Fr' = 3000 ... 3500, dpr до 350 мм), и осаждающие, предназначенные для средне-ji крупноизмельченной твердой фазы (L/dpr = 2, Fr' =
1000, d[n. = 500... 1800 мм). В химической промышленности
335
Рис. 11.12. Гори joh та льнам осадите.! .нал центрифуга ОГШ со шнековой оыгрузкой осадка
используют центрифуги ОГШ с dvr 1200 мм для обработки суспензии с нерастворимой твердой фазой (поливинилхлорида, поли-стиэола, сульфатов бария, калия, брома, растворов щелочей, кислот, сточных вод и т. и.) при размерах частиц 0,05—10 мм и концентрации их в жидкости 0,5—50 %.
В зависимости от направления потоков жидкости и осадка в роторе центрифуги делятся иа прямоточные (при совпадении направлений потоков) и противоточные (при противоположных направлениях потоков). Обычно в центрифугах ОГШ горизонтальный цилиндроконический ротор располагают между опорами.
Центрифуга ОГШ (рис. 11.12) имеет горизонтальный электродвигатель, планетарный редуктор 1, ротор подшипники 2, кожух 3, шнек 6, станину 8. Ротор вращается от электродвигателя через шкив 7; планетарный редуктор 1 изменяет частоту вращения, благодаря чему шнек вращается со скоростью, отличающейся от скорости ротора, что позволяет перемещать осадок в роторе.
По питающей трубе 5 суспензия подается в приемную камеру, расположенную внутри шнека, откуда через окна попадает в ротор, в цилиндрической части которого происходит осаждение частиц; фугат выливается через сливные отверстия а в крышке ротора в сборник 9 фугата. Расстояние от сливных отверстий до оси вращения определяет степень заполнения ротора, его производительность и качество осаждения: чем больше степень заполнения, тем больше производительность и влажность осадка. Осевшие на стенках ротора частицы твердой фазы сдвигаются шпеком к разгрузочному концу ротора, где осадок выгружается через окна б в приемник 10 осадка.
Производительность центрифуги ОГШ по суспензии, м3/с:
Qc == (рт рж)/|г,
где d — минимальный диаметр осаждаемых в роторе частиц, м; Ор ~ грг — 0,5Л — средний радиус потока жидкости в роторе, м; г[1Г — максимальный радиус ротора, м; h — глубина потока жидкости 336
в роторе, м; <вр — угловая скорость ротора, рад/с; /0 —длина зоны осаждения, м; рг и р,.. — плотность твердой и жидкой фаз. кг/м3; р— динамическая вязкость суспензии, Па с.
Более точно индекс производительности и производительность центрифуги ОГШ определяют опытным путем (см. гл. 11, § 1).
Составляющие мощности центрифуг ОГШ находят по формулам, приведенным в § 1 данной главы. Кроме того, определяют составляющие мощности на перемещение осадка:
в цилиндрической части ротора
/Vц = 2П (Qocg/^IIl) Грт/ц [(рт Рж)фт] Fr tg (Рц i Н’тр',
в конической части ротора
N = D0C[(r<- r;L) г(рт р:)(•’', л!с)/рт],
где Qoc — производительность центрифуги по осадку, кг/с; t,„ — шаг шнека, м; гр.,. — внутренний радиус цилиндрической чарти ротора, м; /ц — длина цилиндрической части ротора, м; Fr' — фактор разделения; Рц arctg (/.„/^лг,,,.) — угол подъема винтовой линии шнека; ср,.,, - arctg/m — угол трения осадка по таткам шнека; DM. = . (2лQ„(.<o2/3/n[) (sin С4... ±_f cos a,.) cos а,, tg (РГ), q<.rp) t ga (во втором сомножителе для центрифуг ОГШ ставят знак минус, а для фильтрующих центрифуг — плюс); г,. - расстояние от оси ротора до отверстий; м; г1Ч. — внутренний радиус слоя осадка в роторе, м; а — угол между образующей конуса и его осью; 0(.., — средний угол подъема винтовой линии шнека в конической части ротора; /' — коэффициент трения осадка о внутреннюю поверхность ротора.
Тенденции развития центрифуг ОГШ сводятся к созданию самостоятельных групп машин для осветления и осаждения, увеличению отношения Udvr до 3,6 — 4,0, использованию напорных дисков, внедрению комбинированных центрифуг с роторами двойной конусности, применению в приводе волновых и фрикционных редукторов.
Горизонтальные центрифуги с пульсирующей выгрузкой осадка (ФГП) применяют для обработки суспензий с кристаллической твердой фазой, размеры частиц которой больше 100 мкм, а концентрация твердой фазы превышает 25 % (сульфаты аммония, железа, натрия, хлориды калия и натрия, фосфаты кальция, медный купорос, минеральные удобрения).
Центрифуги ФГП отличаются высокой производительностью, низкой металло- и энергоемкостью, качественной промывкой. Применение центрифуг ФГП эффективно при обработке высококонцентрированных суспензий и при условии минимального разрушения частиц в процессе выгрузки осадка.
Обычно центрифуги ФГП имеют цилиндрический перфорированный ротор (с/рт — 160 ... 1400 мм), внутренняя поверхность которого покрыта сборными щелевидными ситами; фактор разделения 200—1000. Внутри ротора находится толкатель, совершающий возвратно-поступательное движение с числом двойных ходов в минуту 10-100; ход толкателя обычно /,г 0,1Л (где L—длина ротора).
Толкатель смещает осадок от загрузочного к разгрузочному копну
3.37
1
13. Фильтрующая центрифуга
ФГП с пульсирующей выгрузкой осадка
Рис.
ротора; при обратном ходе освобождается пространство для новой порции суспензии. В химической промышленности наиболее распространены двухкаскадные центрифуги (ГОСТ 6078—80).
Технические характеристики некоторых центрифуг ФП1 приведены в прил. 12.
Двухкаскадная центрифуга ФГП общего назначения (рис. 11.13) состоит из ротора 2, закрепленного на полом валу 6, и толкателя 3, установленного на валу 5. Возвратно-поступательное движение толкателя обеспечивает гидроцилиндр 7. Ротор закрыт кожухом 4, имеющим приемники фильтрата 9, промывной жидкости 10 и осадка 11. Все основные узлы крепятся на станине 8. Суспензия подается по питающей трубе 1 в-распределительный конус 12, где разгоняется до частоты вращения ротора. Жидкость отделяется на сите толкателя <3; при обратном ходе толкателя осадок сдвигается на сито ротора 2. При прямом ходе толкатель сбрасывает осадок с сита ротора в приемник И. Жидкость для промывки осадка подается в ротор по трубе 13.
Однокаскадные центрифуги имеют относительно низкую производительность при неравномерном и значительном расходе энергии. В настоящее время в основном выпускаются двух-, четырех- и шестикаскадные центрифуги; в них равномернее расходуется энергия при прямом и обратном ходе, выше производительность, лучше промывается и сушится осадок, при сбрасывании с каскада меньшего диаметра на каскад большего диаметра осадок встряхивается, перемешивается, что способствует лучшему отделению жидкости.
Для конкретного случая существует оптимальная толщина h„ слоя осадка: при толщине слоя больше и меньше h„ появляются неравномерность толщины слоя и вибрации. Кроме того, при h > h„ осадок невозможно сдвинуть с места из-за вспучивания его в месте нажатия токлателя на торцовую часть кольца осадка. Толщина слоя осадка в роторе зависит от длины L ротора и свойств осадка:
Llh < a tg2 [л/4 + <рх/2J /, з;8
центрифуги ФГП /рис. 11.14) имеет пер-
Рис. 11.11. Ротор шестикаскадной центрифуги ФГП
где а ----- 0,6 ... 0,7 — опыт вый коэффициент; <( । — угол внутреннего трения осадка; / — коэффициент' трения осадка о сито ротора.
Сила трсння Т, которую преодолевает толкатель при выгрузке осадка:
Т /л(4>т de)
где г,„. — радиус внутренней поверхпости осадка, м; р,- - плотность осадка, к г/м3.
Ротор шести каскадной
форпровапные цилиндрические оболочки / толкателя, закрепленные на основании 3 толкателя так, что каждый из них расиста гается внутри соответствующих перфорированных цилиндрических оболочек 2 ротора 4, жестко закрепленных на его днище. При прямом ходе толкатель сдвигает осадок с каскадов ротора, а при обрат ном — с каскадов толкателя; суспензия подается на сито первого каскада из распределительного конуса 5 с угловой скоростью, близкей к угловой скорости внутреннего каскада.
Кроме стандартных узлов (насос, фильтр, клапаны и т. п.), гидравлический привод центрифуги ФГП имеет единую систему исполнительного гидроцилиндра и золотникового управления, смонтированную вместе с клапанами в поршне гидроцилиндра; конструкция гидроцилиндра рассмотрена в атласе [26, лист 57].
Производительность центрифуги по осадку, кг/ч:
QoC 1 1 300l|)nr/j/lo/Tpoc (1 &ос) фт.х>
где ф(. — коэффициент прессуемости осадка (для кристаллических осадков ф„ 0,5 ... 0,7, для волокнистых —ф„ =0,2 ... 0,3); —
диаметр первого каскада, м; h0 = (25 ... 40)-10~3м —толщира слоя осадка в роторе; —длина хода толкателя, м; рос — плотность осадка, кг/м3; е,„, — пористость осадка; пД!С — число двойных ходов толкателя в секунду.
Унос твердой фазы фугатом и влажность осадка находят экспериментально. Энергетический расчет выполняют по общей методике (см. § 1 данной главы).
Мощность сил при выгрузке осадка
/Vlir = /^<>cFr7TAOc(l + m)/10:i, где Qti;. — производительность по осадку, кг/с; / — коэффициент трения осадка о стенку ротора; Fr' — фактор разделения; Дос -
339
- 0,75 — относительная начальная деформация осадка; in tn/tn (/о и tu — время обратного и прямою ходя толкателя, с).
При четном числе каскадов в роторе мощности при прямом и обратном ходе почти равны.
В роторе центрифуги ФГП к 'массивному днищу крепится крупно-перфорированная обечайка с отверстиями диаметром 20—60 мм. На ее внутренней поверхности находится наборное сито из прутков "рапецеидального профиля, надетых на цилиндрические кольцевые шпильки. Размер щели между соседними прутками определяет минимальный диаметр задерживаемых сигом частиц. Реже сита изготовляют фрезерованием.
Тенденции развития центрифуг ФГП заключаются во внедрении машин со сдвоенным ротором, создании центрифуг для суспензии с концентрацией твердой фазы 20—45 %, а также машин с перфорированной конической приемной частью ротора для предварительного обезвоживания.
Фильтрующие вибрационные центрифуги (ФВ) имеют конструктивные и технологические преимущества по сравнению с центрифугами со шнековой и пульсирующей выгрузкой осадка: низкую металле- и энергоемкость (0,15—0,3 кВт-ч/т), высокую производительность (250—400 т/ч), обеспечивают получение осадка с низкой влажностью.
Фильтрующие центрифуги с горизонтальным (ФВГ) или вертикальным (ФВВ) расположением ротора широко применяют в горно-химической, угольной промышленности, для обработки суспензий с кристаллической твердой фазой при размере частиц 0—10 мм.
В вибрационных центрифугах используются центробежные силы, как в обычных центрифугах, и силы, вызывающие вибрацию ротора и осадка. Вибрации значительно снижают эффективный коэффициент трения осадка о фильтрующие перегородки, что способствует очистке сит, уменьшению их износа, ускорению перемещения осадка и интенсификации удаления из него жидкости . Существенна возможность регулирования скорости движения в роторе обрабатываемого материала изменением режима вибрации.
В виброцентрифугах кроме главного привода, вращающего ротор, имеется привод вибровозбудителя для создания осевых или крутильных колебаний. Технические характеристики некоторых виброцентрифуг даны в прил. 13.
Конический ротор 3 вертикальной вибрационной центрифуги ФВВ (рис. 11.15) закреплен на тарелке 12, которая находится между двумя блоками главных амортизаторов. Нижний блок 8 опирается на приводной шкив 13 главного привода. Верхний блок соединен с вращающимся корпусом 7 подшипников, внутренние втулки которых жестко закреплены на вертикальном неподвижном опорном цилиндре 11. Внутри цилиндра находится шток 6 вибровозбудителя; верхняя часть штока соединена с блоком 5 амортизаторов конуса. Осевые колебания штока 6 передаются через блок амортизаторов 5 конусу ротора, тарелке 12 и ротору 3. Втулка нижней части штока вибровозбудителя надета на подшипники горизонтального эксцентрикового вала 10 привода вибровозбудителя, вращающегося от элект-340
Рис. li.15. Фильтрующая вертикальная вибрационная центрифуга ФВВ
родвигателя 15. Все узлы машины закреплены на станине 44. Ротор закрыт кожухом 1, имеющим крышку 2. Суспензия подается через распределительный конус 4 и попадает на основание эотора, откуда движется к его широкому краю. Жидкость проходит через сито в кольцевой сборник 16 фильтрата, осадок выгружается в приемник осадка. Ротор вращается от главного электродвигателя 9.
Ротор центрифуги собирают из карт сит, которые сваривают из отдельных проволок фасонного профиля; расстояние между проволоками образуют щели сита 0,2—0,3 мм. Карты сит приваривают к верхнему и нижнему фланцам [26, листы 64, 66]. Чаще роторы виброцентрифуг изготовляют навивкой профилированной проволоки на коническую оиравку с последующей приваркой колец жесткости и плоских ребер вдоль образующих ротора; в результате получается жесткий каркасный ротор с внутренней фильтрующей перегородкой.
Питающая труба горизонтальной двухкаскадной виброцентрифуги снабжена изогнутым ситом, на котором суспензия предварительно обезвоживается. Затем она попадает на фильтрующее сито внутреннего конического ротора, где отделяется основная масса жидкости. Из внутреннего ротора материал попадает на ситг внешнего конического ротора, где окончательно сушится. Фильтрат собирается в кольцевом сборнике; подсушенный до влажности 8—10 % осадок сбрасывается в приемное устройство.
Виброцентрифугп имеют низкий фактор разделения (90—120), частоту вибрации ротора 27—37 Гц с амплитудой колебаний 3—8 мм; производительность по осадку порядка 100 т (все параметры виброцентрифуг указывают для широкого края ротора).
В виброцентрифугах с крутильными колебаниями ротора (ФКВ) на обрабатываемый материал в любой точке ротора действуют одинаковые крутильные колебания. Центрифуги ФКВ по компоновке и конструкции основных узлов аналогичны центрифугам ФВВ. Они имеют фильтрующий конический вертикально расположенный
341
ротор; система загрузки, главный привод, конструкция ротора, приемные устройства для фильтрата и осадка практически те же, что и в машинах ФВВ. Отличие система эластичного крепления ротора и конструкция г.нбровозбудптсля, который расположен соосно с ротором л соединен с нн.м эластичными элементами. Производительность такой цеитрпфуш около 100 т/ч, мощность электродвигателя главного привода 20 кВт, вибровозбудителя 4,5 кВт.
Создана очень простая конструкция центрифуги ФКВ с низкими металле- н энергоемкостью, без внбровозбудителя крутильных колебаний. Неравномерность подачи суспензии в ротор при его эластичном креплении возбуждает крутильные колебания, достаточные для проведения технологического процесса.
В центрифуге с. кииематшкскнм возбуждением крутильных колебаний вибрации па ротор передаются только после достижения рабочей частоты вращения; амплитуд,а колебания постепенно достигает величины, соответствующей рабочему ироне ссу центрифугирования. Такая последовательность вибрационного воздействия па опорные узлы машины позволяет уменьшить динамические нагрузки и довести фактор разделения до 600—800.
В виброцентрпфугах помимо целенаправленно генерируемых вибраций для выполнения технологических процессов возникают и вынужденные колебания от неуравновешенности вращающихся масс. Для этих машин необходимо проводить расчеты упругих колебаний не только для выбора экономичного привода центрифуг с ра-
; 42
ботоспособными упругими связями, но и для создания условий минимального нагружения перекрытий зданий.
Фильтрующие лопастные центрифуги с центробежной выгрузкой осадка применяют в угольной, пищевой и химической промышленности. При равных по сравнению с другими центрифугами размерах они имеют развитую фильтрующую поверхность; в них нет приспособлений для выгрузки осадка. Вертикально расположенный ротор (рис. 11.16) лопастной центрифуги состоит из крышки 1 и днища 2, стянутых шпильками 5. Между крышкой и днищем имеется набор лопастей 3. Суспензия подается в центральную часть ротора в разгонное устройство 4 и понадает во внутренние полости 18—20 лопастей коробчатой формы. Лопасть в поперечном сечении имеет криволинейную форму, поперечное сечение лопасти плавно меняется от загрузочного к разгрузочному концу лопасти. Внутри Лопасти находится сито, по которому обрабатываемый материал проходит зоны напорного фильтрования и центробежного отжима. Длина зон зависи т от количества подаваемой суспензии .По донной части Ьопасти жидкость направляется в приемную камеру фильтрата, подсушенный осадок с сит лопастей поступает в сборник осадка. Выводные устройства 6 для фильтрата отверствия а для осадка выполнены на разных уровнях.
Кривизна фильтрующего сита и, соответственно, самой лопасти определяется производительностью и свойствами обрабатываемого материала. Для регулирования времени обезвоживания суспензии конструируют специальные устройства (валики, пороги и др.). Развитая фильтрующая поверхность этих центрифуг обеспечивает высокую производительность.
Производительность по осадку, кг/ч:
Q = 3600АРо £ ,
где k (0,7... 1,0)-10° м/с — сопротивление фильтрованию; р„ — плотность осадка, кг/м3; 2 — индекс производительности, м2.
В фильтрующих центрифугах с инерционной выгрузкой осадка (ФВИ) выгрузка осадка происходит под действием центробежной силы. Угол наклона образующей ротора зависит от угла трения осадка о сито. В химической промышленности ФВИ не получили широкого распространения из-за невозможности регулирования времени пребывания осадка в роторе. 1
Прецессионные центрифуги изготовляют с вертикальным фильтрующим коническим ротором для концентрированных суспензий (30-60 % твердой фазы) при размере частиц твердой фазы 0,5— 12 мм. Ось ротора наклонена к вертикали под углом а <_ 5°; угол [3 наклона образующей ротора к оси зависит от свойств суспензии; фактор разделения 200-800.
Прецессионная центрифуга (рис. 11.17) имеет ротор 2, вращающийся с угловой скоростью <-4 относительно собственной оси от двигателя 6 через карданный вал 3. Корпус 4 подшипников ротора вращается от того же привода через полый вал 5 с угловой скоростью oj2 относительно вертикальной осп. Ротор совершает прецессионное
343
Рис. 11.17. Фильтрующая прецессионная центрифуга
вращение с угловой скоростью <0 gjj — <о2; при этом угол наклона образующей ротора к вертикали за один оборот меняется от максимума
а -\- р до минимума у2
—р, создавая тем самым условия для волнообразного, меняющегося во времени движения обрабатываемого мате-
риала. Фильтрат поступает
Ei сборник 1, конечная влажность осадка 5—6 %. Наилучшие результаты центробежного фильтрования получают для суспензий концентрацией около 50 %, при размере твердых частиц 0,4 мм.
§ 4. СЕПАРАТОРЫ, ТРУБЧАТЫЕ ЦЕНТРИФУГИ
Область применения сепараторов и трубчатых центрифуг. Для о -петления суспензий с мелкодисперсной твердой фазой или разделения эмульсий применяют сепараторы и трубчатые центрифуги с высокими факторами разделения, для создания которых необходимо увеличивать частоту вращения ротора или его диаметр. Кольцевые апряжения в стенке ротора зависят от давления вращающейся жидкости (пропорционально <»2/?3) и от центробежных сил собственной массы (пропорционально со2/?2), а фактор разделения зависит лишь от со2/? (/? — средний радиус оболочки ротора). Следовательно, для достижения высоких факторов разделения предпочтительно увеличивать угловую скорость при уменьшении диаметра ротора; поэтому сепараторы с фактором разделения 5000—8000 имеют диаметр ротора не более 700 мм, а у трубчатых центрифуг с Fr' = = 12 000 ... 15 000 диаметр ротора не превышает 80—150 мм. Для уменьшения уноса твердой фазы с фугатом в сепараторах и трубчатых центрифугах используют три разновидности процесса осветления: при малой толщине слол жидкости и малом пути ее движения (сепараторы с коническими тарелками); при средней толщине слоя жидкости и значительном пути ее движения (сепараторы с цилиндрическими вставками); при большой толщине слоя жидкости и значительном пути движения жидкости (трубчатые центрифуги). Все три процесса осветления суспензий имеют свои особенности. Машины, используемые для этой цели, можно подразделить на две группы: сепараторы с коническими тарелками или цилиндрическими вставками и трубчатые центрифуги. Следует отметить, что сепараторы с коническими тарелками и трубчатые центрифуги успешно применяют и для разделения эмульсий.
Для обозначения сепараторов и трубчатых центрифуг используют систему индексации центрифуг (см. прнл. 6).
При обработке суспензий сепараторы и трубчатые центрифуги работают периодически, часто с ручной или механизированной выг-344
рузкой осадка. Сепараторы с коническими тарелками могут работать и непрерывно. Обычно при разделении эмульсий в сепарато гах с коническими тарелками и трубчатых центрифугах режим работы непрерывный, за исключением случаев, когда в эмульсиях содержатся частицы твердой фазы. ,
В сепараторах с коническими тарелками обрабатываемая жидкость подается по питающей трубе на донную часть ротора и заполняет его объем. Жидкость может поступать через отверстия на срединную часть тарелок (центральная подача, используемая при отработке эмульсий) или в пространство между наружными) краями тарелок и стенками ротора (периферийная подача при обработке сусйензий). Тарелки разделяют жидкость на ряд потоков толщиной 0 ,3—1 5 мм, движущихся иод углом 35—55' между тарелками в направлении к оси вращения ротора. Обработка жидкости происходит во всем объеме межтарелочного пространства; фугат (или легкая фаза эмульсии) направляется к каналам тарслкодсржатсля, а осевшие частицы твердой фазы (или тяжелой фазы эмульсии) смещаются к периферии ротора и группируются в шламовом пространстве, где оконч ательно разделяются фазы. Применение тонкослойного осаждения привело к созданию высокопроизводительных сепараторов, используемых в самых разнообразных отраслях промышленности .
Сепараторы с ручной выгрузкой используют в химической промышленности только в особых случаях, так как непосредственный контакт обслуживающего персонала с обрабатываемым материалом нежелателен; предпочтительно применение сепараторов с автоматическим режимом работы.
Рабочий цикл сепараторов с периодическим режимом работы включает операции пуска, осаждения твердых частиц, торможения и выгрузки осадка; поэтому производительность этих сепараторов рассчитывают через время цикла.
Количество обрабатываемой суспензии определяется индексом производительности (см. § 1 данной главы). Пропускную способность сепараторов с цилиндрическими вставками находят суммированием времени осаждения твердой фазы в каждой камере . В расчетах используют общую длину пути движения жидкости в роторе. Индекс производительности и фактор разделения в камерах роторов находят для каждой камеры отдельно. Оптимальный режим работы сепаратора зависит от пропускной способности машины и уноса из ротора частиц твердой фазы предельного, т. е. минимально Допустимого размера.
Мощность привода работающего сепаратора определяют пообщей методике [см. формулу (11.14)1. Однако, учитывая большую угловую скорость ротора сепаратора п его значительные размер в, мощность N я, кВт, на трение ротора о воздух лучше определять потормуле
Ми^4,310^-^У(Л^)рЕ, (11.19)
где Р =- 1,85 — коэффициент сопротивления', ы — угловая скорость ротора; — площадь участков наружной поверхности ротор а с бли-
345
экими геометрическими размерами; п — число участков с близкими размерами; Rvv — средний радиус участка наружной поверхности; Pj. == 1,3 кг/м3—плотность воздуха. Мощность Л^в определяют и через сумму произведений I-\R^, которые подставляют в выражение (11.19).
В прил. 14 приведены технические характеристики сепараторов. Выгрузка осадка в тарельчатых сепараторах может быть ручной, сопловой, с подвижным днищем, с промежуточным отсекающим устройством и др.
Привод сепаратора с горизонтальным электродвигателем и повышающей винтовой передачей имеет сравнительно низкий КПД (0,7—0,8); обычно такой привод применяют для сепараторов с диаметром ротора до 630 мм. При больших диаметрах используют привод с вертикальным электродвигателем и клиноременнои передачей. При высоких скоростях происходит интенсивное изнашивание клиновых ремней, поэтому в последнее время используют поликли-
новые ременные передачи.
Сепараторы с механической выгрузкой осадка применяют для обработки низкоконцентрпрованных суспензий (концентрация не более 5 %) с топкоизмельчепной твердой фазой или эмульсий при разности плотностей фаз больше 3 %; осадок может иметь конечную влажность 80—85 %. Сепараторы используют для очистки сточных вод, различных эмульсий, электролитов, гидроокисей металлов, лекарственных растений, минеральных масел, нефтепродуктов и т. и. Изготовляют сепараторы в обычном и со взрьпюза щи щепным электрооборудованием, для работая ио автоматическому п периодическому режимам.
Конструкции сепараторов. Жидкостный сепаратор ОДВ (рис. 11.18) имеет трубопровод 1, ротор 3,
кожух 2, опорные подшипниковые узлы 4, 7 вала 5 и станину 8. Ротор .сепаратора крепится консольно на верхней конической части вала 5. При работе сепаратора фугат отводится по трубопроводу 1, осадок — по патрубку 6. Верхний под
I’m. I i.l с (ЮЧ'З'Пк'п.пз
шиш иковып узел 4 упруго крепится шестью радиальными пружинами, нижний узел 7 опирается на пружину и подпятник со сферической поверхностью. Такая конструкция подшипниковых узлов позволяет уменьшить частоту собственных колебаний системы, которая работает в закритпческоп области. Расчет частоты колебании вала с упругими подшипниками приведен в гл. 3, § 5. Для смазывания винтовой передачи распыляется масло, залитое в картер привода.
Конструкция подобного сепаратора приведена в атласе [26, листы 68, 69 I.
Ротор сепаратора ОДВ с внутренним подвижным поршнем (рис. 11.19) состоит из тарелкодержателя /, конических тарелок 2, крышки 3, корпуса 5, ганки неподвижного поршня 6 и подвижного поршня 7. Суспензия подается через внутреннюю полость тарелко-держателя па донную часть ротора, откуда направляется в межтарелочное пространство, где разделяется па фугат, отводимый из ротора через каналы тарелкодержателя, и осадок, который собирается в шламовом пространстве б. Во время работы под поршень 7 непрерывно поступает буферная жидкость, поршень пе рем) вдается в верхнее4 положение и перекрывает своей верхней цилиндрической частью калиброванные отверстия а в стенках ротора. Буферная жидкость занимает под поршнем большую площадь, чем суспензия в межтарелочпом и шламовом пространствах. Избыток буферной жидкости вытекает через отверстия в в днище ротора. После накопления осадка подача буферной жидкости прекращается, по она продолжает вытекать из-под поршня, давление ее падает, и п гршень опускается. Через открывшиеся отверстия шламового прост рнства. осадок вместе с частью жидкости удаляется из ротора (см. рис. 11.19). После выгрузки осадка возобновляется подача буферной жидкости , а поршень поднимается в исходное4 положение.
Для управления движением поршня предназначена гидросистема, состоящая из коммуникаций для по.двода жидкости, распределителя буферной жидкости и сигнального устройства, управляющего работой клапана движения подвижного поршня. Разгрузка шламового пространства может быть частичной — при неполном опускании подвижного поршня; для этого в клапан управления поступает строго определенная порция жидкости. При полной выгрузке осадка поршень опускается до конца на расе тоянпе лу. Время выгрузки с оставляет 0,3—10 с, рабочий цикл автоматизирован полностью.
Сепараторы ОД К с клапанной разгрузкой, (тарельчатые) применяют в качестве сгустителей при необходимости получения суспензии с высокой концентрацией (до 20—25 %). После одной-двух промывок осадок выгружается через сопла, в которые.вмонтп ювшы регулирующие выгрузку клапаны. Для упряг«леп.чя клапанам i через каналы в стенках донной части ротора подаются жидкость.
Сепараторы ОДС с разгрузкой через сопла используют длл обработки суспензий и эмульсин при наличии в них 6—16 по (объему частиц твердой фазы при условии, что осадок не препятствует вытеканию массы через сопла. Угол естественного откоса осадка цоггжен
347
Рис. 11.20. Ротор сепаратора с сопловой ьы-грузкой осадка
Рис. 11.21. Ротор сепаратора с цилиндрическими вставками
быть таким, чтобы не создавать избыточное количество осадка в межсопловом пространстве. Обычно в сепараторах устанавливают 4—12 сопл по периметру шламового пространства; расстояние между ними зависит от диаметра ротора и свойств твердой фазы. Скорость разгрузки определяют опытным путем; для регулирования скорости истечения отверстия в соплах, выполненных из твердых сплавов, калибруют.
Ротор сепаратора с сопловой выгрузкой осадка (рис. 11.20) состоит из крышки /, гайки 3, донной части 4. Внутри ротора находятся тарелкодержатель 5 и пакет конических тарелок 2. Сопла 6 вместе с отводными трубками устанавливают наклонно в отверстиях донной части ротора. Иногда сопла монтируют в роторе тангенциально в его цилиндрической части; такая компоновка уменьшает износ стенок приемника осадка и позволяет экономить часть энергии за счет реактивного воздействия истекающих струй. Отделенная жидкость поднимается по центральному каналу и удаляется свободным сливом или напорным устройством.
Сепараторы (OOP, УОР) с ручной выгрузкой осадка используют для осветления суспензий с концентрацией твердой фазы менее 1 % при размерах частиц 2—6 мкм в малотоннажных производствах, а также для разделения эмульсий с небольшим содержанием твердой фазы. Для уменьшения времени ручной выгрузки осадка в некоторых случаях предусматривают использование сменных корзин, которые в конце цикла извлекают из ротора вместе с осадком. С той же целью применяют быстроразъомные соединения, механические и гидравлические подъемники и т. д. Привод сепараторов OOP, УОР не отличается от приводов других жндкостнь'хХ сепараторов.
Сепараторы КДР с цилиндрическими вставками (многокамерные) предназначены для осветления суспензий; в ряде случаев их можно использовать в качестве классификаторов.
У48
Ротор такого сепаратора (рис. 11.21) закреплен на валу 4 и состоит из крышки 5, донной части 7 и соединяющей их гайки 6. Донная часть ротора 7 и его крышка 5 образуют кожух, закрывающий ротор. Тонкие цилиндрические оболочки (вставки) 2 делят ротор сепаратора на ряд коаксиальных камер. Вставки укреплены в роторе поочередно то верхним, то нижним концом; это позволяет суспензии последовательно переливаться через свободные края вставок из камеры в камеру.
По питающей трубе 1 суспензия попадает в первую камеру, ограниченную цилиндром 3, заполняет ее и через нижний край первой вставки переливается во вторую камеру. Следующая вставка закреплена нижним краем, жидкость через верхний свободный край перетекает в третью камеру и так до самой последней камеры. Здесь фу гач роходит через фильтрующую перегородку 8 в приемник жидкости, откуда напорным устройством 9 удаляется по трубе 10.
Сепаратор КДР — периодического действия с ручной выгрузкой осадка. Его станина, привод, опорные узлы вала и другие элементы аналогичны соответствующим узлам тарельчатых сепараторов.
Мощность электродвигателя сепаратора рассчитывают по методике, приведенной в § 1 данной главы. Следует отметить, что мощность на разгон суспензии до рабочей скорости определяют как сумму составляющих мощности, подсчитываемых для каждой камеры. По конструктивным решениям основных узлов сепаратор КДР аналогичен описанным сепараторам; это позволяет использовать единую методику для выполнения основных прочностных и динамических расчетов.
Тенденции развития сепараторостроения состоят в разработке и широком внедрении автоматических, непрерывно работающих сепараторов, проектировании сепараторов специального назначения.
Трубчатые центрифуги ОТР, РТР применяют для осветления суспензий с тонкоизмельченной твердой фазой при размерах частиц 0,5—5 мкм, концентрации около 1 %, а также для обработки трудно-разделяемых эмульсий, часто с незначительным содержанием твердой фазы. В этих случаях требуются высокие факторы разделения Fr' до 17 000 (для исследовательских целей Fr' до 60 000). Диаметры роторов промышленных центрифуг 80—150 мм, лабораторных — 40—50 мм; производительность 0,2—2 м3. Центрифуги ОТР, РТР используют в пищевой, медицинской, химической и других отраслях промышленности.
В трубчатых центрифугах неоднородные жидкие смеси обрабатываются в толстом слое (/г г|1Г) при большом пути L их следования и
отношении L/ryv .10 ... 14. При осветлении суспензий центрифуги работают по периодическому режиму в течение 10—20 мин; выгрузка осадка ручная. Разделение эмульсий при отсутствии в них трердых частиц ведут непрерывным способом. В химической промышленности чаще проводят процессы осветления, чем разделения.
Трубчатые центрифуги стандартизованы (ГОСТ 377—81).
Центрифуги РТР (рис. 11.22) имеют электродвигатель 1, плоскоременную передачу 2, натяжной ролик 3, ротор 9, станину 1\1, тор-
349
Рис. 11.22. Трубчатая центрифуга РТР
моз 13. Вращение от электродвигателя передается через плоскоременную передачу с натяжным роликом 3 на веретено 4 и верхнюю крышку 5 ротора. Внутри ротора укреплена трех- или четырехлопастная крыльчатка 8, между лопастями которой и стенкой ротора образуются каналы, по которым жидкость поднимается без проскальзывания относительно стенки ротора. Нижняя цапфа 10 ротора полая, внутренняя поверхность ее имеет винтовую нарезку для предварительного раскручивания жидкости, подаваемой в ротор по трубе 12. Эмульсии разделяются на легкую и тяжелую фазы. В верхней крышке имеются отверстия; одно из них, расположенное на оси ротора, предназначено для удаления легкой фазы в камеру 6, другое, находящееся
Компоновка теьом, при пого узла, и ротора колебаний, СТ( мы.
у стенки ротора, для вывода тяжелой фазы в камеру 7. Все узлы укреплены на лигой станине 11 центрифуги.
привода с ротором, снабженным упругим вере-
отпосительно подвижном креплении нижнего опор-допускающем некоторый поворот • нижней цапфы в опорах, резко уменьшает частоту собственных что позволяет работать за критической областью си-
Осветляюгцая трубчатая центрифуга ОТР имеет аналогичную конструкцию (отличаются только верхние цапфы и приемники для жидкой фазы). Суспензия также подается в .ротор снизу; по мере ее продвижения вверх частицы твердой фазы оседают на внутренней поверхности ротора, а жидкость удаляется в приемник фугата через каналы в крышке. Выгрузка осадка ручная. Ротор состоит из четырех основных частей, разборка, выгрузка и сборка ротора занимает 10— 30 мни.
Производительность осветляющей центрифуги рассчитывают по обычной методике (см. § 1 данной главы). В рабочий цикл, кроме времени осаждения и заполнения ротора осадком, включают время разгона, торможения, разборки-сборки ротора и выгрузки осадка. По найденному времени цикла находят производительность центрифуги .
§ 5. РАСЧЕТ РОТОРОВ ЦЕНТРИФУГ
Особенности конструкции роторов центрифуг. В обычных промышленных центрифугах диаметр ротора может достигать 2500 мм, а частота вращения — 15 000—25000 об/мин. Однако большим диаметром роторов соответствуют меньшие частоты вращения, и наоборот.
Конструкция ротора определяется технологическими, экономическими, монтажными требованиями, а также необходимостью увязки ее с остальными узлами и деталями центрифуги. Каждый элемент ротора находится под действием нескольких нагрузок. Точный расчет ротора трудоемок, поэтому для определения напряжений в элементах ротора используют приближенные методы п> упрощенным расчетным схемам, которые содержат допущения, направленные в запас прочности конструкции.
Ротор центрифуги в общем случае состоит из цилиндрической-части, кольцевой крышки плоской или конической формы, днища плоского или конического, сплошного или с центральным отверстием, которое- иногда укреплено кольцом жесткости (последнее соединено со ступицей спицами) и т. д. Цилиндрическую часть изготовляют вальцеванием из листовой углеродистой пли коррозионно-стойкой стали с последующей сваркой. Днища, крышки выполняют из тех же материалов штамповкой, отливкой, иногда вальцеванием, а затем сваривают в единую конструкцию с цилиндрической частью. Роторы могут быть сборными. В стенках роторов фильтрующих центрифуг сверлят отверстия на многошпиндельных сверлильных станках с разбивкой отверстий по вершинам треугольников или прямоугольников. Число отверстий на единицу поверхности ротора находят из условий его прочности.
Расчет роторов центрифуг на прочность. На рис. 11.23 приведена упрощенная схема распределения нагрузок от центробежных сил собственной массы элементов ротора и от давления на ник жидкости во вращающемся роторе. Нод действием этих сил отдельно рассматриваемые элементы ротора деформируются по-разному. Однако относительные перемещения элементов в местах их соединений отсутствуют, ротор остается единой конструкцией. Этот принцип неразрывности оболочки предполагает наличие внутренних сил, обеспечивающих совместные деформации сопрягаемых элементов в местах их соединения, называемых краевыми силами Р и краевыми моментами М. Возникновение распределенных по окружности края оболочки сил и моментов Р и М приводит к появлению в этих местах помимо мембранных моментных напряжений
Рис. 11.'.’3. Расчетная схема ротора с плоской крышкой и днищем
351
I окружном и меридиональном направлениях. Аналогичные краевые силы и моменты ог краевого эффекта возникают в конических оболочках, днищах и крышках ротора.
Роторы представляют собой пространственные конструкции с осесимметричным нагружением их равномерно распределенными мембранными силами по всей поверхности, а также краевыми силами и моментами, распределенными по краю оболочки. Таким образом, рассматривают нагружение элементов ротора на единицу длины периметра цилиндрической (конической) оболочки, днища, крышки, что позволяет при составлении расчетной схемы рассматривать вертикальное сечение ротора как его часть единичной длины, подверженную действию всех перечисленных нагрузок. Такая схема с симметричным нагружением относится к статически неопределимым задачам.
После выбора расчетной схемы составляют канонические уравнения деформаций каждого элемента в месте сопряжения под действием внешних нагрузок и краевых сил Р и моментов М, которые считают условно известными. Радиальные перемещения А и углы поворота б оболочек в месте стыка элементов по условию неразрывности должны быть равны. Верхние индексы соответствуют рассматриваемому элементу (крышка — к, днище — д, цилиндрическая обечайка — ц), нижний индекс — виду нагрузки (от действия центробежной силы — цс, от давления жидкости — ж, от краевой силы — Р, от краевого момента — М). Из условия неразрывности деформации пар элементов крышка—цилиндр, цилиндр—днище следует:
Еа“ = 2Х, Ж = М и У\? 1Ж VJv)’1 V. nf1
ПЛ! I Г. .тзвер1пт йЛ'Е ILhlO.
\к /-’ цс 'ж а;; ; а)', = Д^с + Ai-|-Лр -г Алб
д ^,^с + № + ^- h
дц цс 1 ы. А./ : А м = Дцс + Аж - Ар -А Ам; (11.20)
: «П . о}) + +
При решении этих уравнеплГ? принимают определенное правило выбора знаков для радиальных перемещений и углов поворота краев оболочки: перемещение А, при котором радиус оболочки увеличивается, считают положительным, соответствующее уменьшению радиус;:, — отрицательным; угол поворота края оболочки Ф, направленный по часовой стрелке, считают положительным, против часовой стрелки — отрицательным.
В случаях, когда одним, тс стыкуемых элементов ротора является оболочка коническая, торопая, сферическая, эллиптическая, у которых образующие в месте стыка е цилиндром перескаются под некоторым углом, при проведен шт расчетов учитывают распорную силу.
352
Важным условием правильного решения составленных уравнений является определение зон действия краевого эффекта, что необходимо для установления возможности рассмотрения действия краевых сил и моментов одного края оболочки независимо от другого. При «короткой» оболочке зона действий Р и М распространяется на Другой ее край; в этом случае необходимо решать совместно четыре уравнения (11.20) и определять все неизвестные PL, Mlt Рг и Л42-При достаточном удалении одного края оболочки от другого оболочку считают «длинной»; при этом допускается решение двух пар уравнений независимо одно от другого, что значительно упрощает расчеты. «Длинной» считают оболочку, если она удовлетворяет следующим условиям соответственно для цилиндрической и конической оболочки:
Лц х = 2,5 |/ rpTs и
Lf, > у ~ к У х = -^12 (1 — p2)/(s'?tg а))/ х, (11.21)
где L — длина ротора, м; х — расстояние от края оболочки до рассматриваемой точки, м; грт — внутренний радиус цилиндрической или максимальный конической оболочки на ее краю, м; s — толщина оболочки, м; у — комплексная величина, зависящая от длины конической оболочки; ц — коэффициент Пуассона; а — угол наклона образующей конуса к его оси.
Далее определяют значения каждой деформации от действующих на элементы внешних и внутренних сил и моментов. После подстановки найденных значений деформаций в выражения (11.20) и решения этих уравнений определяют краевые силы и моменты. В качестве примера для наиболее цасто встречающихся элементов ротора (плоской крышки, цилиндрической и конической обечайки), напруженных центробежными силами, давлением вращающейся жидкости, краевыми силами и моментами, в табл. 11.2 приведены выражения для деформаций, в которых помимо указанных ранее приняты] следующие обозначения: рм и рЯ( — плотность материала ротора и жидкости, кг/м3; со — угловая скорость ротора, рад/с; R — средний радиус оболочки, м; Е — модуль упругости, Па; ф = (г2т — /'Я)/г£т — коэффициент заполнения ротора суспензией; s — толщина! стен к и оболочки, м; г,к — расстояние от оси вращения ротора до внутренней поверхности жидкости, м; k = ]/~3(l — p,2)//Ajs — коэффициент затухания влияния краевого эффекта в цилиндрической оболочке, см-1; /12 = 0,707 — (2,25 — 2p)/z/a + 5,65 (1 — р)/ца — функция для конической оболочки.
Деформации плоских крышек и днищ при радиальном нагружении краевыми и центробежными силами рассчитывают по формулам для быстровращающихся дисков, а при воздействии на торцовые поверхности краевого момента и давления жидкости — как для круглых кольцевых пластин. В табл. 11.3 приведены соответствующие выражения для деформаций. Дополнительно введены следующие; обозначения: D = Es3/[12 (1 — р2) ] — цилиндрическая жесткость, МН-м; гсл — радиус слива, м; а = гсл/грт — отношение радиуса слива
1/аВ П/р Э. Э. Кельмана-Ивакава 3S3
Таблица 11.2
Деформации оболочек от действия внешних, краевых сил и моментов
Выражения для деформации оболочки
Дсформ а цп 51
цилиндрической
конической
Перемещение:
от центробежных сил
Дцс —
Дцс — (lM(l,2RJ/E
от давления жидкости
ржи2/?4
— 8Es cos a
от краевой силы
от краевого момента
Угол поворота:
от центробежной силы
X (4 — рф)
. 2kR2P
^ = ~ЁГ
. 2kWM
Дм =
Es
— р —2(2 —р) — -р
др У* sin cz а
2[l2Es
2,82 , 4 (1 — p2) i/2
L 1/2
. y2 sit! a tg a .... n c . 2^Es ^U- 0,353y2)
Ацс--=(3 + р)-^^-х2 tga
О
4
от давления жидкости
где
- /,ж(1) *' tg а (15 - 6</2 - Щ), 8£scosa
q = r/x
О
от краевой силы
от краевого момента
•&р -
2k2R2P
Es
4k3R2M
sE
12(1 — J^)
Р * f^2Es2 X
X PLK cos a --------0,707
„ 12(1 — (i2)
0 м = +-----. -,2 Д X
/12A2£s2
0,5х/2 — 1,4
к внутреннему радиусу оболочки; X р,к/рч — отношение плотностей жидкой фазы и материала ротора; ом — рмо)2ГрТ — напряжение в стенках ротора от центробежных сил; ф =_ (г 2Т — Гсл)/''рт — коэффициент заполнения ротора.
От действия краевых сил и моментов в стенках оболочки возникают: меридиональная сила Т и момент К, которые действуют на единицу длины образующей оболочки перпендикулярно меридиональной плоскости, а также сила S и момент М, действующие на единицу длины параллельного круга. Краевые силы и моменты действуют в некоторой зоне на краю оболочки; в этой зоне можно оп-3!>4
Таблица 11.3
Деформация плоских крышек и днищ от внешних сил, краевых сил и моментов
Деформация
Выражение для деформации
Перемещение:
от центробежной силы
от краевой силы
Угол поворота:
от краевого момента
от давления жидкости
А,«.---Ц^Рм^3
Ар = Es [° ~ !i) + ° + ,Х) (т) ]
MR2 Г а 1
D (а1 — 1) [ 1 + (.1 (1 — р.) а],
л !
,к~ 64£>(1 — р2)ф
ределить внутренние силы Т, М, S, К на расстоянии х от места приложения краевых сил:
Тх = 2kRPerkx cos kx 2k2Me~kx [ cos(fex) — sin (&x)|;
Mx = k~lPe~kx sin (kx) -[- Ме~кх [cos (kx) sin (/sx)];
= рЛД; 5 = S0C/(2nRs),
где Soc = про? (fpT — Нт)2/4.
Выражения для конических оболочек аналогичны. Значения функций е~кх; sin (kx); cos (kx) табулированы и приведены в специальной литературе.
Напряжения в оболочках в зоне действия краевых сил и моментов зависят от их величины:
°т = Tx/s; ам = + 6Mx/s2;
= + ц6/Их/$2. (11.22)
Полные меридиональные и кольцевые напряжения в любой точке оболочки находят суммированием мебранных напряжений, полученных по выражениям табл. 11.4, с напряжениями от краевых сил и моментов, подсчитанными по формулам (11.22).
Суммарные напряжения кольцевые и меридиональные:
о]г = CT1S + 6Л1Л./52,
о.,£ = о27. ±
По I V теории прочности для плоского напряженного состояния эквивалентные напряжения
Ощ<в — Iх (tfis)" _ (<Ъг)2 ст12ст22'
Полученные эквивалентные напряжения сравнивают с допускаемыми, выбранными в зависимости от материала ротора и условий его
355
Таблица 11.4
Мембранные напряжения в цилиндрических и конических оболочках
Вид оболочки, Напряженно и оболочке
нлгрузка <Т| (7,
Цилиндрическая: центробежная сила давление жидкости 0 Рж<й2/?3 v 8gs Рм<1>а/?2 T 2s
Коническая: центробежная сила давление жидкости 0 Рж<02(х2 -4) Рм®2«2 'ж)
8s 2s
работы по соответствующим коэффициентам запаса прочности: о,к„ < [al.
Определение напряжений в оболочке с учетом краевого эффекта необходимо для выбора в месте соединения элементов ротора утолщения стенки, гарантирующего прочность конструкции.
Существуют методы приближенного определения толщины стенки обечайки в месте ее стыка с другими элементами ротора.
Для сплошной цилиндрической обечайки
__________________________ Грт щТф 2~ <р [а] — а,, где X рж/рм; Сто =- рмш2брТ; ф = (Грт — г^)/г®т; <р — коэффициент прочности сварного шва.
Для перфорированной цилиндрической обечайки
„ __ Грт__<Т(АФ
2 z [а] — ст0 ’
где г = (t — d)lt (t — шаг разбивки отверстий; d — диаметр отверстий в цилиндрической обечайке).
Толщина стенки конической обечайки
s _ грт______
2 cos а [о] ф — о0 ’
где а — угол наклона образующей конуса; ср — коэффициент прочности сварного шва.
Для перфорированной конической оболочки
s — ГРТ _
2 cos a [a] z — а0 ’
где — г (/ — d)/t (i — шаг разбивки отверстий; d — диаметр отверстий).
ЗС6
Напряжения в крышке и днище ротора определяют суммированием напряжений от воздействия давления жидкости, центробежных сил, краевых сил и моментов; деформации элементов также рассчитывают в зависимости от напряжения нагружения по формулам для быстровращающпхся дисков или плоских круглых пластин. В качестве крышек и днищ можно использовать конические обечайки.
Радиальные окружные напряжения в крышках и днищах определяют го соответствующей расчетной схеме; выражения для напряжений приведены в табл. 11.5. Нижний индекс при обозначении напряжения соответствует направлению деформаций (радиальное р, окружное /), индекс за скобками — виду нагружения.
Для определения характера изменения радиальных и окружных напряжений и их максимальных значений в крышке и днище вдоль образующей каждого элемента выбирают ряд точек через определенный интервал, в которых находят суммарные напряжения от действия всех нагрузок:
Сф = (сГр)цс + (^р)ж Н (Ор)р + (<Тр)м;
at — (оДцс + (ст1)ж I (°Дг + (°т)лг-
В этих же точках определяют эквивалентные напряжения
Сфкв I CFp <j) СГрСТ/.
Полученные максимальные напряжения сравнивают с допускаемыми: а.Ш1| «5 [о].
Толщину крышек и днищ можно определять предварительно по формулам (11.23) для утолщенной части оболочки. Обычно последняя должна быть связана с расчетной толщиной соотношением su < < 1,5 v
Напряжения в перфорированных пластинах зависят от степени перфорации т == d/t (где d — диаметр отверстия; t — расстояние между центрами отверстий). Для определения напряжений в перфорированных пластинах вводят приведенную толщину s,,p сплошной пластины, напряжения в которой эквивалентны напряжениям в перфорированной: sI[r, =sy у, где у— коэффициент жесткости, зависящий от схемы расположения отверстий па пластине.
При расположении отверстий по вершинам треугольников у = 1(3 L /<1)/41 (1 — ц2) [1 — 0,906 (d/s)2l; при разбивке их по вершинам прямоугольников у = [(3 + /<,)/4) ] (1 — ц2) [1 — — 0,785 (d/s)2 ];
здесь 1,41/П + (s/c)2]; s — толщина пластины; с -=s— d.
Рассмотренная методика расчета роторов центрифуг на прочность позволяет определить напряжения в роторе практически любой его конструкции, хотя при реализации этой методики могут возникнуть трудности. Очень важно составление расчетной схемы, оптимально отвечающей реальной конструкции и системе действующих на нее сил.
Инженерная методика расчета роторов центрифуг на прочность изложена в ОСТ 26-01-1271—81. В стандарте приведен ряд расчетных схем роторов центрифуг. Все роторы, расчетные схемы которых соот-
12 Г/р Э. Э. Кольмана-Иванова 357
Таблица 11.5
Напряжения в плоских крышках и днищах
Нагрузка Напряжен не
(np)HC = ^3 + ,.lr^r, + ^pup^y1;
Центробежная сила , (3 + |X) 1WM2/?2 (<Ч)цс = в Л 4+ш’-тж)ЧтУ]
Краевой момент 6Л1 v2 — 1 / R \2. (Стр)л1 - а2_Д v ) ’ v = x/r’ v = R/r = a; (^)M= s.a а2_Д v ) ’ V = r/r=l
(a)p- PR2' (1
Краевая сила (fTp,p-’ s(R2 — r2) V x2 )’ <^7^0+4)
in k, hl -1- 1Й R /1 11I
IPpMi 2(1 ц) 1 PJ U Pv Ро Г 5 + Iх 4 3 4~ p 2 у 2 1 / 1 1 11 1 r4 I n Y 1 r4 "I ) •
Давление жидкости 8D [ 12 2 X 1 (l 1 1 } ln* 1 J j ’ (пг)ж-2(1 _и3) {(1 +P)B1H-(1 И) - SD X
X [ ~~125И Х" rV + С + H) ri 11,x + K4})
Примечание
« (1^(1Л); Id+м)^
cs3 n л„ 612/9- I) -
₽„ ршсо,_, L 12 (1 — M2) ’
здесь A '
2(l+n)(v2-v2)
X bvW/? - Г/1 x , z. , x „ w (1 — P2)( V2— 1) KA 1(1 — P) + (1 + H) v2] MK ^-^2 — j ’
MR = paR* Г 5 + p 3 + p , (1 +p) InR- M .
81) [ 12 2v2 1 v* J ’
Mr^ P»D *12 Ц +<1 + ll) lnr] ; so (lnr 12)
358
ветствуют приведенным в стандарте, следует рассчитывать по приведенной в нем методике. Последняя предусматривает расчет на прочность элементов ротора и сопряжений: цилиндрических и конических сплошных обечаек, плоских бортов, днищ, крышек; цилиндрических и конических перфорированных обечаек, плоских бортов, днищ, крышек; спиц и ободов ступиц роторов; каркасных конструкций роторов. Для расчетов указанных элементов предложен выбор нормативных допускаемых напряжений по коэффициентам запаса прочности, которые приведены в таблицах в зависимости от конкретных условий работы; даны характеристики часто используемых конструкционных материалов, обоснован выбор коэффициентов запаса сварных швов, приведены таблицы функций коэффициентов влиян ия.
В ОСТ 26-01-1271 —81 дан метод расчета толщины стенки цилиндрической оболочки в зоне, удаленной от узла сопряжения на расстояние / 0,7 i Fs, т. е. практически вне зоны влияния краевых
сил и моментов. В случае неудовлетворения условиям прочности необходимую толщину цилиндрической оболочки предлагают определять по выражению
So = |/ 6Л1/([сг]Л1 — цоХф2грт/(8зц), где /И — краевой момент, Н м/м; о„> К ф — расчетные параметры, sl( — предварительно рассчитанная толщина стенки, м.
Эквивалентные напряжения в цилиндрической оболочке в месте ее сопряжения с плоскими крышками, бортами, днищами определяют с учетом найденной толщины стенки оболочки.
Плоские элементы ротора рассчитывают на внешние нагрузки и действие краевых сил и моментов; если при этом напряжения превышают допускаемые, то толщину элементов увеличивают до значений, соответствующих условиям прочности.
Перфорированные оболочки проверяют на прочность как эквивалентные сплошные, имеющие приведенные характеристики: удельную массу, модуль упругости, коэффициент продольной деформации. Методика применима для элементов , изготовленных из пластичных материалов; элементы по условию жесткости перфорируют в соответствии с соотношением r'FRs < 0,018 при степени перфорации tn ------ FJF < 0,2, где г — радиус отверстий перформации; R — радиус срединной поверхности элемента ротор-г, s —толщина стенки ротора; F„ — площадь всех перфорирующих отверстий; F — площадь срединной поверхности сплошного элемента. Расчеты толщины стенки и уточненные расчеты перфорированного элемента выполняют как для сплошного элемента с учетом приведенного модуля упругости материала, коэффициента Пуассона, степени перфорации элемента, коэффициента ослабления.
Определение расчетных усилий в узлах соединения спиц с ободом и ступицей ротора основано на составлении и решении уравнений для статически неопределимой системы. Найденные значения радиальных сил и изгибающих моментов используют для расчета эквивалентных напряжений в наиболее опасных местах (стыках).
12* 359
В непрерывнодействующих фильтрующих центрифугах (шнековых, инерционных, прецессионных) используют каркасные роторы, которые состоят из ребер, колец жесткости, фланцев, фильтрующей перегородки, сваренных в единую конструкцию. Расчету подлежат основные несущие элементы ротора: ребра, кольца и фланцы; для -того при эскизной проработке проекта используют приближенный метод расчета, при рабочем проектировании — уточненный. Условие прочности элементов ротора а1 — а2 < [о], где 0^ и <т2 — главные (максимальное и минимальное) напряжения.
Методика расчета роторов центрифуг по ОСТ 26-01-1271—81 базируется на решении краевой задачи. Введение некоторых допущений позволяет составить графики, по которым определяют основные характеристики, используемые в расчетах роторов различных конструкций. Такой подход к решению сложной задачи позволяет сократить объем математических выкладок и облегчает рассмотрение различных конструктивных вариантов.
Г Л А В A 12
МАШИНЫ БАРАБАННОГО ТИПА
§ 1. ОБЛАСТЬ ПРИМЕНЕНИЯ. ПРИНЦИП ДЕЙСТВИЯ
И КЛАССИФИКАЦИЯ
В подавляющем большинстве химических производств, особенно в основной химии, перерабатывают мелкодисперсные сыпучие' материалы со специфическими свойствами (слеживаемость, низкая газопроницаемость, пыление), часто затрудняющими проведение химических реакций и процессов тепло- и массообмена. При выборе оборудования для переработки таких материалов, после анализа функциональных, экономических, экологических, эргономических и других критериев, предпочтение чаще всего отдают машинам барабанного типа, таким, как вращающиеся печи, сушилки, грануляторы, охлаждающие барабаны, кристаллизаторы и т. д. Широкое распространение машин барабанного типа в химической и других отраслях промышленности обусловлено следующими их преимуществами:
высокая единичная производительность, что делает их незаменимыми для крупнотоннажных производств;
простота конструкции; динамическая уравновешенность;
универсальность; возможность реализации периодических и непрерывных процессов; широкий диапазон обрабатываемых материалов с различными физико-химическими свойствами;
высокая экономичность вследствие рациональности конструкции и, во многих случаях, совмещения в одной машине нескольких технологических процессов;
высокая надежность конструкции (в частности, при проведении высокотемпературных процессов металлические детали защищены от перегрева);
возможность полной механизации и автоматизации.
Несмотря на различие размеров (от сравнительно небольших сушилок диаметром 1 м и длиной 4—6 м до гигантских вращающихся печей цементной промышленности диаметром до 7,5 м, длиной до 236 м) и технологических процессов, проводимых в барабане, все эти машины относятся к одному классу. Общими признаками являются: однотипность конструкции; наличие процессов тепло- и (или) массообмена, в которых одним из реагентов является мелкодисперсный сыпучий материал; сходный характер движения сыпучего материала.
Принцип действия машины барабанного типа заключается в том, что ее рабочая камера (полый цилиндр, установленный на опорных станциях) совершает вращательное движение вокруг продольной оси.
361
Рис. 12.1. Схема машины барабанного тина
Схема машины барабанного типа. Вращающийся корпус 1 (рис. 12.1) с надетыми на пего бандажами 2 установлен на роликовых опорах 5 (число опор — от двух до шести; в каждой опоре ио два ролика). Барабан вращается от электродвигателя 9 через редуктор 8 и открытую зубчатую пару, состоящую из приводной шестерни 7 и венцового колеса 3.
Барабан установлен под незначительным углом а к горизонтали. Для контроля положения барабана и частичного предотвращения его сползания с опорных роликов предназначены контрольные [упорные) ролики 6. Через загрузочную камеру 4 в барабан поступает обрабатываемый материал и отводятся отработанные газы (например, при работе печей и сушилок по принципу противотока). Разгрузочная камера 12 служит, кроме того, для подвода газа, монтажа горелок, смотровых люков и т. д. Участок барабана, входящий в разгрузочную камеру, снабжен подпорным кольцом 11. Конструкция камер и тип уплотнений 10 в значительной мере определяются технологическим процессом; остальные упомянутые узлы всегда обязательны для машин барабанного типа и конструкции их стабильны.
Характер движения материала во вращающемся барабане. В наклонном вращающемся барабане слон материала (рис. 12.2) делится на две зоны. Ниже поверхности раздела NDLL'D'N' находится зона подъема материала, в которой, как в шаровой мельнице, материал поднимается вместе с барабаном, без проскальзывания слоев и смещения частиц одна относительно другой. Выше поверхности раздела образуется зона скатывания. В этой зоне частицы смещаются вниз полиции максимального ската (линия, по которой перемещается гаст11ца па криволинейной поверхности под действием сил гравитации) и одновременно вращаются вокруг собственной оси и взаимно перемещаются, т. е. перемешиваются. Практически процессы тепло-11 массообмена происходят только в зоне скатывания; их интенсивность обусловлена размерами зоны, частотой входа частиц в эту зону, порозпостью материала в зоне и т. д. Перемещение материала от загрузочного конца к разгрузочному происходит ио кривой п’Г ... 11"'Г" пути, проходимого каждой частицей материала.
352
Рис. 12.2. Схема движения материала во вращающемся барабане
Классификация машин барабанного типа. Машины барабанного типа, используемые в химической промышленности, классифицируют по виду реализуемых технологических процессов, конструктивным особенностям, непрерывности или периодичности работы, способу тепло- и массопереноса и другим критериям.
В соответствии с классификацией по наличию внутренних устройств барабана и частоте его вращения можно выделить следующие группы: 1 — медленно вращающиеся барабаны без внутренних устройств (вращающиеся печи химических производств; охлаждающие барабаны и т. д.); 2 — быстро вращающиеся барабаны без внутренних устройств (грануляторы-аммонизаторы; грануляторы для сажи и т. д.); 3 — медленно вращающиеся барабаны с' внутренними устройствами (сушилки барабанные; сушилки гранулирующие и т. д.). Цель такой классификации сгруппировать машины различного функционального назначения, для которых идентичны методы расчета основных конструктивных и технологических параметров.
Градация на медленно и быстро вращающиеся барабаны связана с физической картиной процесса (см. § 3 настоящей главы). Рабочая угловая скорость о» медленно вращающихся барабанов не превышает 0,2ю1ф (где (о,,,, — критическая угловая скорость). Быстро вращающиеся барабаны работают в диапазоне рабочих угловых скоростей (0,2—0,6)«к1,. По этой классификации нет группы машин с быстро вращающимися барабанами и внутренними устройствами. Такие барабаны в химической промышленности пока не используют, но тенденция к их появлению есть, в частности, в некоторых гранулирующих сушилках угловые скорости выходят за указанные пределы
363
§ 2. ОСНОВНЫЕ ТИПЫ И КОНСТРУКЦИИ МАШИН
Вращающиеся печи химических производств. Эти машины отнссятся к группе 1 и предназначены для проведения химических и тепломассообменных процессов с сыпучим мелкодисперсным материалом. В процессе обработки в печах материал может изменять свой химический состав и физико-химические свойства.
Основные факторы, определяющие производительность и скорость иро.х'ождения процесса, а следовательно, и экономичность: уровень температурного поля, поверхность контакта в гетерогенной системе, время контакта. Второй и третий факторы определяются характером движения материала в иечи, который зависит от размеров барабана и режима работы.
Размеры печи и режим работы определяют при параметрическом расчете. Полученные данные следует скорректировать по ГОСТ 11875—79. Ряды диаметров и длин барабанов, установленные стандартом, построены по принципу: каждый последующий типоразмер аппарата, в том числе и вращающейся печи, превосходит предыдущий на 20 % по рабочему объему. Размеры основных узлов печей диаметром D 1000 ... 2800 мм регламентированы отраслевыми стандартами: ОСТ 26-01-436—78 (корпуса печей), ОСТ 26-01-441—78 '’уплотнения), ОСТ 26-01-445—78 (бандажи опорные и опорно-упорные с башмаками), ОСТ 26-01-446—78 (венцы зубчатые), ОСТ 26-01-447—78 (станции опорные и упорно-опорные), ОСТ 26-449-01—78 (футеровка печей).
В химической промышленности вращающиеся печи используются при производстве соды, кормовых фосфатов, сернистого бария, плавиковой кислоты, плава хлорида бария, минеральных пигментов (иинковые и титановые белила, литопон, ультрамарин) и т. д.
Корпус 1 печи (рис. 12.3) представляет собой цилиндрический сгарной барабан, футерованный изнутри огнеупорным кирпичом 2. Корпуса печей, которые по длине и массе превосходят допускаемые к перевозке по железным дорогам СССР, отгружаются заводом-изготовителем частями максимальной транспортабельной длины с обработанными под сварку и маркированными монтажными стыками. Корпус сварен из отдельных царг. Продольные сварные швы не дол-
70
Рис. 12.3. Печь вращающаяся химическая 3(4
жны быть продолжением один другого; их следует смещать в соответствии с ОСТ 26-291—79 на величину трехкратной толщины листа, но не менее, чем на 100 мм. В провесе работы поперечное сечение барабана не представляет собой правильного кольца постоянного радиуса. Сплющивание барабана вызвано собственным весом и весом футеровки, давящей на нижнюю половину корпуса. Для сохранения формы поперечного сечения барабана устанавливают кольца жесткости толщиной 20—30 м, шириной 120—150 мм; внутренний диаметр кольца принимают с учетом температурной деформации корпуса; шаг установки колец 2—3 мм. Корпус, так же как и все конструкции, на которые он опирается, смонтированы под углом а к горизонтали, с уклоном в сторону разгрузки материала.
Футеровка барабана предохраняет металл от перегрева и абразивного изнашивания, уменьшает потери теплоты в окружающую среду. В зависимости от характера реакции, pH среды в печи и температуры выбирают материал футеровки. Стойкость некоторых футеровочных материалов с учетом температуры и среды дана в табл. 12.1. Стойкость футеровки определяет длительность эксплуатации печей между остановками на профилактический ремонт. Такая остановка занимает много времени: процесс охлаждения и нагрева барабана происходит по специальному графику (так, только сушка футеровки занимает 150—160 ч). В целом технико-экономические показатели процесса во многом зависят от стойкости футеровки.
В качестве футеровки используют стандартный клиновой кирпич размерами, соответствующими ГОСТ 21436—75. Если кирпичная кладка не снижает температуру металлического барабана до допускаемой величины, то между кирпичом и металлом помещают слой изоляции (обычно асбест) толщиной до 50 мм.
Бандажи 3 вращающихся печей свободно надеты и зафиксированы от осевого смещения башмаками (упорами) 12\ соосность корпуса и бандажа обеспечивает набор прокладок 11, установленных в каждом башмаке. Свободно надетые бандажи не создают в корпусе печи дополнительных местных краевых напряжений, являющихся результатом разных температурных деформаций корпуса и бандажа. При такой схеме закрепления бандаж может проворачиваться относительно корпуса печи, что ведет к увеличению внутреннего диаметра бандажа (эффект «раскатывания»). Критической величиной, требующей остановки печи и установки дополнительных прокладок, является отставание бандажа от корпуса на 5 мм за один оборот.
Последнее время на вращающихся химических и цементных печах устанавливают жестко закрепленные (приваренные) бандажи. В этом случае жесткость корпуса в опорных сечениях значительно увеличивается, а температурные напряжения не достигают критических величин благодаря высокой теплопроводности металла и, следовательно, небольшому перепаду температур в узле.
Опоры печи воспринимают вес корпуса с обрабатываемым материалом. обеспечивают возможность вращения корпуса и предотвращают его смещение в радиальном и осевом направлениях. На стальной сварной станине 13 закреплены две стальные литые плиты,
365
Таблица 12.1
Стойкость огнеупорных материалов при одностороннем воздействии силовых и химических факторов
Материал; максимальная температура его использования, °C
Среда
Газы окисляющие: кислород двуокись серы
Газы восстанавливающие: водород сероводород плавиковая кислота окись углерода хлор
Кислоты (пары): азотная фосфорная серная соляная
<1200 °C 1
+ + + 4-
1 1
1 +
1 1
1 1
1 I
1 1
+ +
+
+
о
Обозначение: + стойкий; 1 — ограниченно стойкий; 0 — умеренно стойкий; — не стойкий в виде плавов.
которые связывают корпуса подшипников 15 в один блок. Опорный ролик 14 напрессован на ось, которая на роликоподшипниках закреплена в корпусах. Каждый ролик своей нижпеи частью опущен в ванну охлаждения, в которой циркулирует вода . Ближайшая к приводу опорно-упорная станция (сечение А—А) снабжена упорными роликами 10, исключающими смещение корпуса в осевом направлении. Опорная станция около загрузочной камеры дополнительно снабжена массивным упором-предохранителем, предотвращающим смещение корпуса печи в осевом направлении и обеспечивающим его остановку в аварийных случаях.
366
Печь получает вращение от моторно-редукторной группы, в которую г ходят электродвигатель 9, редуктор 8 основного привода, под-венцозая шестерня. Двигатель обычно ставят трех- или четырехскоростной, что позволяет изменять производительность печи. Более перспективны и экономичны приводы с тиристорным варьированием скорости, гидромеханический и дугостаторный электрический. Конструктивная особенность вращающихся химических печей — наличие вспомогательного привода 7, состоящего из двигателя, редуктора и зубчатой муфты переключения. Этот двигатель имеет аварийную систему подачи энергии. Назначение вспомогательного привода — при отключении основного привода медленное проворачивание барабана во избежание его одностороннего перегрева внизу под слоем горячего материала, а также проворачивание барабана в процессе монтажных и ремонтных работ. Частота вращения барабана от вспомогательного привода 1—3 об/ч (соответственно мощность двигателя невелика — обычно около 10 кВт).
Вращение от подвенцовой шестерни передается на зубчатый венец 4, конструктивно выполненный из двух или более секторов, соединенных болтовыми соединениями. К корпусу печи зубчатый венец крепится рессорами 5 (по две пластины в пакете). Рессоры расположены параллельно оси печи и служат для уменьшения ударной нагрузки в зубчатом зацеплении при случайных нарушениях процесса перемещения материала (образование участков «зависающего» материала, обрушения и т. д.). Рессоры крепят на подставках, приваренных к корпусу печи. Для исключения перегрева моторно-редукторной группы и уменьшения окружного усилия в зацеплении подставку и зубчатый венец выполняют достаточной высоты.
На входном конце печи находится загрузочная камера, через которую в реакционное пространство печи подаются исходные материалы в твердой, жидкой или газообразной фазе. На противоположном конце печи через разгрузочную камеру выводится готовый продукт и побочные составляющие реакции. В загрузочной камере 6 расположены питатель (течка, шнек и др.) и газоход для подачи или отвода газовой фазы. В нижней части разгрузочной камеры 16 имеется отверстие для вывода готовой продукции; на торцовой стенке смонтированы горелка и смотровые окна. Обычно разгрузочную камеру устанавливают на тележке, перемещающейся на рельсах, что облегчает монтаж и ремонт печи. В таких случаях разгрузочную камеру называют откатной. По форме камеры могут быть цилиндрическими или коробчатыми; при необходимости их футеруют огнеупорным кирпичом.
Вращающиеся печи работают при разрежении 50—250 Па, что исключает выход газов из реакционного пространства в окружающую среду. Назначение уплотнений — уменьшение до минимума подсоса холодного воздуха в месте входа вращающегося барабана в головки. Самые простые уплотнения —лабиринтные радиальные и аксиальные (рис. 12.4). Они незначительно снижают подсос; при составлении теплового баланса печи легко учитывать количество прошедшего через них воздуха.
367
Рис. 12.4. Уплотнение лабиринтное—радиальное (а), аксиальное ((Г)
Более широко распространены радиальные секторные уплотнения (рис. 12.5), в которых секторы 3, имеющие ограниченную радиальную подвижность благодаря на-
а) 6) линию продолговатых пазов под
винтом 2, пружинами 1 прижимаются к кольцу 4 уплотнения, наваренному на конец барабана. На каждый сектор приходится по две пружины; секторы соединены один с другим в паз. На скользящие поверхности наносят графитовый смазочный материал. Уплотнения этого типа
устанавливают преимущественно на горячем конце печи.
Для холодного конца печи используют более дешевое ленточное уплотнение (рис. 12.6), состоящее из резиновых листов 1, стягиваемых канатом 2 на горловине барабана. Концы каната замкнуты пружиной. От сползания канат удерживают металлические канато-держатели 3.
Перспективно применение аэродинамического уплотнения (рис. 12.7), в котором удар струи воздуха, поступающего по каналам а и в, создает противодавление, а через канал б отработанный
воздух засасывается в замкнутую систему подачи воздуха.
Установка печи под некоторым углом к горизонтали а = 1 ... 3° (см. рис. 12.3) вызывает появление осевой составляющей G; sin а от силы тяжести барабана на опорных роликах (рис. 12.8, а). Если печь не вращается (монтаж, остановки), то эта составляющая значительно меньше силы трения скольжения покоя /G; cos а между бандажом 1 и роликом 2, и корпус остается в покое. Представим себе, что оси бандажа и ролика не параллельны, тогда после начала вращения векторы скоростей Vj и v2 не совпадут (рис. 12.8, б). Результирующая скорость v21, равная их геометрической сумме, вызовет появление в месте контакта направленной в противополож-
ную сторону силы Т12, которая при закрепленном ролике будет сдвигать бандаж.
На этом принципе основан метод предупреждения сползания
Рис. 12.5. Уплотнение секторное радиальное
Рис. 12.6. Уплотнение ленточное
368
Рис. 12.8. Схемы действия сил и скоростей при сползании вращающихся барабанов с опорных роликов:
а — схема действия сил при неподвижном барабане; б — направления скоростей н сдвигающей силы после начала вращения; в — правило выбора направления перекоса опорных роликов
печи с опорных роликов. Парные ролики одной-двух станций всегда перекашиваются в одну сторону; угол перекоса в пределах 20'—40' выбирают экспериментально. Правило выбора направления перекоса иллюстрирует рис. 12.8, в; при фиксированном направлении I вращения барабана и необходимости смещать корпус в направлении II направление перекоса роликов соответствует стрелке III. Перекашивание осуществляется винтовыми упорами с последующей фиксацией опорной плиты ролика на станине станции. Преимущество способа состоит в том, что упорные ролики являются контрольными и нагрузка на них носит эпизодический характер, недостаток — интенсивное и неравномерное изнашивание опорных роликов.
Более прогрессивен способ удержания корпуса упорными роликами, соединенными с гидроцилиндром (рис. 12.9).
Грануляторы-аммонизаторы относятся к группе 2 машин (с быстро вращающимся барабаном предназначены для ведения процессов аммонизации и грануляции в технологии получения сложных удобрений (нитрофоски, аммофоса
Рис. 12.9. Схемы упорного ролика: а — с неподвижным гидроцилиндром; б — с подвижным гндроцилиндром и закрепленным штоком
без внутренних
а)
369
Рис. 12.10. Гранулятор-аммонизатор
и др.). Гранулятор-аммонизатор — машина большой единичной производительности, с пропускной способностью 100—500 т/ч; диаметр барабана 4—5 м, длина 8—10 м; частота вращения 8— 12 об/мин. Грануляторы-аммонизаторы работают при нормальных температурах; материал немного подогревается только за счет теплоты экзотермической реакции аммонизации и иногда при подаче пара для улучшения грануляции.
Корпус 1 (рис. 12.10) гранулятора-аммонизатора установлен на станциях опорно-упорной 3 и опорной 7 с упором-предохранителем. Высокоагрессивная среда (фосфорная кислота, аммиак) внутри барабана определяет изготовление его из двухслойной стали ВСтЗсп4 + 10Х17Н13М2Т (ГОСТ 10885—75).
Бандажи 11 скреплены жестко с барабаном клиновыми башмаками 10, привариваемыми после монтажа, с установкой дополнительных упоров 9. Свободно надетые бандажи не применяют, так как большая масса барабана и материала внутри него при высокой частоте вращения (0,4—0,5) ыкр приводит к значительному «раскатыванию» внутреннего диаметра бандажа.
Опоры гранулятора-аммонизатора аналогичны опорам печей.
Привод отличается от рассмотренного тем, что зубчатый венец 5 крепится на барабане жестко при помощи фланцевого соединения 6, а эластичность зубчатого зацепления достигается за счет подпружиненной подвенцовой шестерни. С моторно-редукторной группой подвенцовая шестерня соединена карданным валом 4.
Узел подвенцовой шестерни 1 (рис. 12.11) укреплен на станине 7, к которой присоединен картер 3 шарнирной 4 и упругой 6 под-370
Рис. 12.11. Узел подвенцовой шестерни
Рис. 12.12. Нож обдирочный
весками. В упругой подвеске усилие создается пакетом тарельчатых пружин: 5. Дистанционные катки 2, прижатые упругой подвеской к специальным проточкам на зубчатом венце, обеспечивают нормальную работу зубчатого зацепления.
Разгрузочная камера 8 (см. рис. 12.10) представляет собой короб, в нижней части переходящий в коническую разгрузочную течку; в верхней части имеется фланец для соединения с воздуховодом системы аспирации воздуха. Загрузочная камера 2 — это течка, укрепленная на фланце, который закрывает входное отверстие барабана.
Уплотнения в аммонизаторах-грануляторах — ленточные стандартные, иногда секторные, но в торцовом исполнении.
Для очистки внутренней поверхности барабана от налипающего материала машина снабжена обдирочным ножом. Он представляет собой раму, на которой закреплены резцы (рис. 12.12). Рама совершает возвратно-поступательное осевое движение от гидро- или пневмопривода на величину шага h между резцами.
Сушилки барабанные (машины группы 3) — медленно вращающиеся барабаны с внутренними устройствами. Наиболее надежно и широко их используют для конвективной сушки, при которой мелкодисперсный материал непосредственно контактирует с потоком нагретого газа. Основные размеры и параметры работы сушилок должны соответствовать ГОСТ 11875—79 и ОСТ 26-01-147—82. Для сушилок ряды диаметров от 1 до 5 м и длин барабанов от 4 до 35 м построены таким образом, что некоторые типоразмеры дублируются по рабочим объемам. Это необходимо для оптимального выбора диаметра сушилки по допускаемым скоростям движения газов по сечению барабана. Скорость теплоносителя определяют из теплового расчета по ОСТ 26-01-450—78 и сравнивают с допускаемой (табл. 12.2), остальные размеры и режимы работы получают из параметрического расчета барабанной сушилки.
371
По классической схеме барабанная сушилка (рис. 12.13) представляет собой барабан 1, установленный па двух опорах, с зубчатым венцом 2 на рессорах и свободно надетыми бандажами, так как температура газов на входе достигает 800—1000 СС. Привод 4 отодвинут к более «холодному» бандажу 3.
Внутренние устройства барабанных сушилок предназначены для равномерного распределения высушиваемого материала, обеспечения контакта с рабочим газом по всему сечению барабана. Внутренние устройства должны интенсивно перемешивать материал без его измельчения. В зависимости от физико-механических свойств обрабатываемого материала и характера их изменения ио длине сушилки располагают различные насадки. Так, сушилка, показанная на рис. 12.13, снабжена последовательно, по ходу материала, винтовой насадкой 7, подъемно-лопастной насадкой 6, а затем секторной насадкой 5. Насадки этих трех типов широко распространены в различных модификациях (рис. 12.14). Из-за больших размеров сушильных барабанов и высоких перепадов температур в местах приварки к барабану внутренних устройств их изготовляют из коротких секций, а иногда крепят к барабану болтовыми соединениями.
При обработке материалов, обладающих значительной адгезией к материалу барабана, применяют лопасти, собирающие большие порции материала, для преодоления сил адгезии за счет сил гравитации. К таким устройствам относятся винтовые и подъемно-лопа-сгные насадки. Для сушки мелких, немного подсушенных частиц, плохо переносящих удары и слабо сопротивляющихся истиранию, 3'2
рекомендуют различные секторные насадки, в которых путь свободного полета частиц в ячейках весьма мал.
Конструкция сушилки рассмотрена в атласе [26, листы 31, 34].
Конструктивные схемы барабанных сушилок видоизменяют в поисках оптимальных решений. Так, желание интенсифицировать сушку по схеме прямотока привело к созданию конических барабанов с подачей материала и газов через узкий конец, где больше скорость газа н выше интенсивность теплообмена. Унос мелких частиц мате-
Скорость газов на выходе из барабана
Т а б л и ц а 12.2
Насыпная плотность материала, кг/м:| Скорость газов на выходе из барабана, м/с, при диаметре частиц материала, мм
менее 0,3 0,3 —2,0 более 2..0
350 0,5 0,5-1 1,3
1000 2 2-5 5,3
1400 3 3—7,5 8,0
1300 4 4—10 10,5
2200 5 5-12 13
373
Рис. 12.15. Схема движения материала в барабанных сушилках с продольной (а) и поперечной (б) подачей сушильного агента
риала из таких сушилок меньше, так как скорость газа на широком конце меньше. Продольную, вдоль оси барабана, продувку материала сушильным агентом (рис. 12.15, а) заменяют поперечной (рис. 12.15, б) и создают сушилки с высокой степенью тепло- и массо-иередачи. По производительности они в некоторых случаях в 1,5 раза превосходят сушилки классических схем. Следует отметить, что с точки зрения конструкции такие сушилки не просты, так как при температуре входящих газов 500—600 °C появляются большие температурные напряжения в элементах жалюзи, через которые сушильный агент попадает в слой сыпучего материала.
§ 3. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
Процесс перемещения материала в машинах барабанного типа. Рассмотрим движение материала в барабанной машине для установления связи основных размеров и параметров режима работы с техническими характеристиками, главные из которых — производительность и время пребывания материала в барабане.
В медленно и быстро вращающемся барабанах без внутренних устройств формы слоя материала в сечении, перпендикулярном оси барабана (нормальном сечении), существенно различны. В медленно вращающемся барабане (рис. 12.16, а) поднимающийся материал имеет в поперечном сечении поверхность кругового сегмента EDFM, а скатывающийся — ELK.NF. Линия раздела зон подъема и скатывания — прямая, под динамическим углом естественного откоса гр к горизонтали, так как поверхность формируется силами гравитации, а центробежные силы малы. В быстро вращающемся барабане (рис. 12.16, б) центробежными силами пренебречь нельзя, они удлиняют сегмент LDNM поднимающегося материала и искривляют линию раздела зон LD'DN. Центр масс (точка С) загрузки в этом случае смещается вверх от линии угла <р естественного откоса на с 74
-•ift. Схемы к определе-_..ю формы слоя материала в медленно (а) и быстро (б) вращающемся барабане
величину Дф, полученную is анализа условий скатывания частиц материала:
Дф = (o^R/g) (1 --
— 1sincp, (12.1) где to —• угловая скорость барабана; 7? —
С” 3)
радиус барабана; tpj —коэффициент заполнения барабана; g —
ускорение свободного падения.
Здесь м-Rlg — центробежный критерий Фруда, показывающий отношение центробежных сил, действующих на каждую частицу
при подъеме материала, к гравитационным силам.
Угол подъема центра масс загрузки в быстро вращающемся барабане
р = Дф== ф -|- (<o2/?/g)(l — 1,8<рз) sin tp. (12.2)
Для барабанов с внутренними устройствами схема движения одной части материала соответствует описанной; другая часть материала внутренними устройствами выводится из слоя и вовлекается в движение с полетом частиц (см. рис. 12.15, а). Количество материала, ссылающей ося с лопастей, — важная характеристика работы сушилок, так как передача теплоты частицам, находящимся в падении, происходит примерно в 70 раз эффективнее, чем в сегменте загрузки. Это количество материала за один оборот барабана находят как произведение массы материала, расположенного на лопасти в момент выхода ее. из сегмента загрузки, на число лопастей. Основное требование, предъявляемое к конструкции лопастей, — создание равномерной завесы падающих частиц.
При анализе движения сыпучего материала вдоль оси барабана (см. рис. 12.2) учитывают экспериментально установленную закономерность: коэффициент ф3 заполнения сечения барабана материалом уменьшается от загрузочного конца к разгрузочному, что обусловлено нестесненным свободным выходом материала из открытого разгрузочного конца барабана (концевой эффект). Изменение коэффициента заполнения происходит по линейному закону, поэтому в расчеты вводят средний коэффициент заполнения. Изменение коэффициента заполнения приводит к отклонению свободной поверхности скатывающегося материала в меридиональных сечениях (например, в сечении 00'К'К) от линии, параллельной оси барабана, на некоторый угол £. Движение частиц материала соответствует линии п'Гп"Гп.'"Г" ... Подъем частицы материала по линии п'Г происходит в плоскости, нормальной оси барабана, а скатывание — в плоскости линии максимального ската. Здесь линия максимального ската с некоторым приближением принята за плоскую кривую.
375
Плоскости подъема и скатывания образуют угол к. Так как за каждый цикл подъема и скатывания частица материала смещается на шаг /г, то, зная число циклов в единицу времени и умножив их на шаг, можно найти осевую скорость перемещения материала. Этот метод (одночастичной модели) применяют для быстро вращающихся барабанов без внутренних устройств.
Основные технологические расчеты. К режимам работы машин барабанного типа в химической промышленности предъявляют ряд требований, заключающихся в обеспечении необходимых производительности, времени пребывания, температуры, давления, влажности, защитной атмосферы и т. д. Основные параметры, связывающие процесс с размерами и режимами работы барабана, — производительность Q и время пребывания t, или параметр, включающий время пребывания, например, длина S пути материала в барабане
<2 = л (D, L, а, ы, /);
t = F2(D, L, а, со, ерз, /);
здесь D —диаметр барабана; L—длина барабана; а — угол наклона барабана; со — угловая скорость; ср3 — коэффициент заполнения; / — коэффициент внутреннего трения обрабатываемого материала.
Для определения производительности и времени пребывания материала в медленно вращающихся барабанах без внутренних устройств используют подобие процессов движения материала для модели и промышленной установки, которое соблюдается при условии постоянства геометрического подобия и относительной производительности: LID = L'ID' = const; W !{F W/(F„voxp) =
= const, где U7 и W — объемная производительность промышленной установки и модели; FM и F’M — площадь сегмента загрузки; цокр и иДр — окружные скорости.
Определенный на модели угол £ является расчетным для проектируемого барабана. Массовая производительность и время пребывания материала в барабане
Q = (2/3) /?3сор sin3 6ср tg е; (12.4)
/ = ^4--26cP7xSin!6 -, (12.5)
4 У? со sin3 6ср tg е v '
где tg в (tg a | cos <p)/sin <p; R — внутренний радиус барабана; 26cp — центральный угол сегмента загрузки (см. рис. 12.16, а), соответствующий среднему коэффициенту заполнения; р — насыпная плотность материала; ср — угол естественного откоса материала (tg ср =/).
Уравнения (12.4) и (12.5) выведены из анализа движения материала по схеме, соответствующей рис. 12.16, а; при этом производительность определяется количеством скатывающегося материала в сечении ELKNFD. Для отдельных машин этой группы 676
сущее-1вуют различные эмпирические зависимости, которые здесь
не приведены из-за ограниченного применения.
Р; счет гр a 11 v.'i яторов, основных представьтолей быстро вращающихся маинг,! б-'З p.'.iyiренппх. устройств, имеет специфическую
особенность - щтгбходлмо учитывать процесс роста гранул, так как время пребывания материала в них не является характеристикой, однозиачас оиределякиней процесс гранулирования. Установлено,
что свойства получаемого гранулированного материала зависят от
длины S пути гранул в процессе гранулирования.
Производительность Q, осевая скорость о,,,. перемещения материала и длина пути S описываются уравнениями:
Q-= (12.6)
Voc = (,)Н (1 - - <(;!) (lg C|./s i и р) р-
J |((),ЗС4<р3- 0,0066) Ж [ -
[- (ЧСНд.) -1- 0,0G9)| cos <() ,<12 .7)
5-2(1 ---те)Ж(/.ЖНе'Г-
(12.8)
При выводе уравнений (12.6) — (12.8) сделано допущение, что
Таблица 12.3
Константы уравнения (12.9)
I<( ii I стан та Значения ДЛЯ 11 нонет анты 1СЭДКИ
ИОД-ЬРМНО-лоп астн oil сектор- ’) пой •(
а b с k tn 0.G5 169 10 2,04 1,72 0,70 92 10,9 0,423 1,8
радиус подпорного кольца равен расстоянию от центра барабана до центр;.: масс.еегм^чта з ш.рузкп материала. У гол|3 подъема центра масс определяют по уравнению (12.2).
Время пребывания сыпучего материала в медленно вращающихся барабанах с внутренними устройствами, например в барабанных сушилках, находят ио эмпирической зависимости
/-=/.{„» Го + -^<pa"]f <'29>
где I - время, ч; п частота вращения, об/мин; средняя длина лопастей, м; рл кажущаяся плотность материала, кг/м8; — эквивалентный размер частиц, мм; (рл) — массовая скорость газов, кг/(м2-с); a, b, с, k, in -- константы уравнения (табл. 12.3).
Формулу (12.9) можно использовать для ориентировочного расчета сушилок с изолированными ячейками п лопастями внутри ячеек. В этом случае за диаметр D (м) принимают условную величину Пу(-л -: .1,13 i , где Г,,— площадь ячейки .
§ 4. МЕХАНИЧЕСКИЕ РАСЧЕТЫ
Корпус. Корпус рассчитывают па прочность но величине действующих на пего сил тяжести материала, обечайки .футеровки и других сил.
Первый этан расчсга - - определение силы тяжести материала внутри барабана О’,, Qlg по параметрам машины , полученным в результате технологического расчета.
13 Г/р 3. J. Киль.м.п1!1-1 luaiiona 377
При неравномерности распределения материала по длине барабана, обусловленной внутренними подпорными кольцами, изменением сечения барабана и пр., силу тяжести материала рассчитывают по участкам в зависимости от коэффициента заполнения па каждом участке qt == 0,785 ((р3)г- Diljp^g, где qt — сила тяжести материала на z-м участке; Dt и — внутренний диаметр барабана и длина участка; рм — плотность материала; g — ускорение свободного падения.
Сила тяжести обечайки G„ = nDL60p0g-, где D и L — диаметр и длина обечайки; р(, — плотность металла обечайки; <5„ — толщина стенки обечайки.
Для предварительных расчетов принимают толщину стенки барабана б0 = (0,007 ... 0,011) D. При определении общей силы тяжести корпуса следует учесть утолщения под бандажами, вес зубчатого венца и т. д.
Для определения силы тяжести футеровки и изоляции необходимо найти их толщину. Для этого можно приравнять тепловой поток при конвективном теплообмене между наружной стенкой барабана и воздухом и тепловой поток через многослойную цилиндрическую
стенку
пат (А) 0) — I
Vg
____________2,73(/Bll-/0)____________________
1g '8-75^ + Т-lg ТГ~
/-2 ^3 Л3 ^4 Л4 ^ВН
(12.10)
здесь ат — коэффициент теплоотдачи в окружающую среду; /(|, t0 и inn — температура соответственно наружной стенки барабана после разогрева, окружающего воздуха и внутри печи; Dlt Dit Da и Dtl — наружный диаметр соответственно барабана, изоляции, футеровки и обмазки; Z)BH — внутренний диаметр обмазки; Х2, Ха и Xj — коэффициент теплопроводности соответственно материала обечайки, изоляции, футеровки и обмазки.
Коэффициент теплоотдачи в окружающую среду можно принять ат --- 4,4 4- 3,0ргщ, где рг — плотность газа у наружной стенки барабана, кг/м3; пг — скорость газа, м/с.
Задаваясь допустимой температурой стенки и изменяя толщину (диаметр) футеровки и изоляции, методом последовательных приближений добиваются удовлетворения уравнения (12.10).
Тогда силы тяжести футеровки G,(1 и изоляции Gn составят:
Оф = 0,785 (Оз - О42) Трф£;
G„ = 0,785 (Ог -- Оз) LpKg,
где р(!) и рп — плотность материала футеровки и изоляции.
Основная сосредоточенная нагрузка на корпус, которую учитывают при расчете, — сила тяжести зубчатого венца. Окружное усилие на зубчатом венце обычно в расчет не вводят, так как расположение подвенцовой шестерни и направление вращения выбирают таким образом, чтобы вертикальная составляющая окружного усилия была направлена вверх и, следовательно, несколько разгружала корпус машины от действия других нагрузок.
37г;
Рис. 12.17. Схема к определению опорных реакций
В каждом конкретном случае число и вид нагрузок могут изменяться: в барабанных сушилках нет футеровки, в муфельных печах с металлическим муфелем вес муфеля передается па корпус в конечном числе точек [26, лист 32]; в грануляторах нет футеровки и изоляции, ио необходимо учитывать нагрузку от материала, налипающего па внутреннюю поверхность, и т. д.
Второй этап расчета корпуса — составление эпюры нагрузок. Силу тяжести металлического корпуса вместе с подбандажными обечайками и другими усиливающими элементами делят на длину барабана и учитывают как равномерно распределенную нагрузку. Также учитывают нагрузку от изоляции. При переменной толщине футеровки и неравномерном распределении материала вдоль барабана интенсивность нагрузки от этих факторов меняется по длине барабана.
Корпус машины барабанного типа рассчитывают как балку кольцевого сечения на двух или нескольких опорах, нагруженную системой распределенных нагрузок и сосредоточенных сил.
При двухопорной конструкции корпуса задача определения реакций опор, изгибающих моментов, прочности конструкции не представляет трудности. Многоопорная конструкция с расчетной точки зрения — многопролетная статически неопределимая балка. Из нескольких возможных методов раскрытия статической неопределимости (метод сил, метод последовательных приближений и уравнение трех моментов) для машин барабанного типа чаще применяют уравнение трех моментов (см. курс «Сопротивление материалов»). Для решения системы линейных алгебраических уравнений в алгоритмических языках ЭВМ существуют стандартные процедуры. После раскрытия статической неопределимости каждый пролет рассматривают как простую балку, находящуюся под совокупным воздействием нагрузок и опорных моментов. Для определения реакций в опорах используют уравнения равновесия. Рассматривая сумму моментов относительно точек А и С (рис. 12.17) для пары пролетов, рассматриваемых раздельно, находят составляющие реакции опоры R'B и Rb'-
RbIi Mt — J]MQ — M(~i =0;
R'eli + l + Mi-'£iMq- Mi+l = 0.
Полная реакция на опоре
/?« = /?«!%• (12.11)
13* 379
Рис. 12.18." Эпюры поперечных сил Q (х) и изгибающих моментов М (х) для корпуса вращающейся'химической печи 3,5x00
Затем определяют межопорпые моменты. В качестве примера приведены эпюры поперечных Q (Y) сил н изгибающих моментов М (х) от известных нагрузок для печи 3,5 х 60 (рис. 12.18).
Для оценки прочности обечайки необходимо найти момент сопротивления ее поперечного сечения. Полярный момент инерции Jp тонкого кольца, каким является сечение обечайки барабана, определяют следующим образом (рис. 12.19): J р [р2dF; dF-~ . R8d<p.
2л
Полагая р = R, получим Jj R-Rf> dtp 2л7?36. Осевой момент о
инерции тонкого — 0,5J р = л/?36
кольца и момент сопротивления J Jta. J =
и W 1Г.,.,. \\Л„ = Луаак J х .^ . л/?26.
Напряжения изгиба в обечайке барабана от найденных изгибающих опорных или межопорных моментов
о — Л1111ах/Г с [о
где Л1,„ах с.ече.п.пщ,
— изгибающий момент в опасном
Iff I — допускаемое напряже-
330
Допускаемые напряжения для корпуса вращающихся печей, изготовленного из сварных обечаек (материал—сталь типа СтЗ), не должны превышать 20 МПа. Столь невысокие напряжения назначают с учетом возможных локальных перегревов, вызванных обрушением. части свода, и приближенного характера расчетной балочной схемы (строгое решение должно рассматривать корпус как обечайку). Для корпусов машин барабанного типа, работающих при нормальных температурах, допускаемые напряжения можно увеличить до 30 МПа.
При проведении в машинах барабанного типа процессов теплообмена необходимо учитывать температурное удлинение барабана и увеличение его диаметра. Максимальные температурные деформации соответствуют работе машины па заданном температурном режиме. Температурные деформации определяют выбор ширины опорных роликов, размеров некоторых деталей уплотнительных устройств и т. д. Учет температурных деформаций обязателен; в противном случае возможно возникновение дополнительных напряжений, вызывающих разрушение, например, узла крепления бандажа.
Кривую изменения температуры стенки барабана по его длине, полученную'После теплового расчета, разбивают па участки, для которых температуру можно считать изменяющейся по линейному закону. Удлинение участка барабана
Л/г- = <7.(/г - /м) 1Ь
где а : 12-10 ° 1/сС -- температурный коэффициент линейного расширения стали; /, — средняя на участке температура стенки; /м — температура монтажа; — длина участка.
Удлинения участков суммируют, причем за начало отсчета принимают бандаж, расположенный между упорными роликами.
Увеличение диаметра корпуса
AZ?i — а (/0 — /м) Dlt
где ta — температура стенки барабана после разогрева.
Бандажи. Для машин барабанного типа бандажи — наиболее ответственные детали. Выход из строя бандажа влечет за собой длительную остановку машины на ремонт. Например, для замены вышедшего из строя одного из средних бандажей в многоопорной конструкции приходится вырезать часть прилегающей обечайки корпуса, заменять бандаж и снова вваривать эту часть корпуса. В условиях химического завода это — трудоемкая дорогостоящая операция, ослабляющая корпус; поэтому проектная долговечность бандажа составляет 10—15 лет; материал бандажей — сталь 25, 35, 45; для обычных машин бандажи выполняют литыми, для ответственных — коваными.
Изложенные соображения об увеличении долговечности бандажа учитывают при выборе материала ролика. Так как ролик делает в 3—4 раза больше оборотов, чем бандаж, то с точки зрения равнопрочное.™ он должен быть прочнее бандажа. Однако ролик изготовляю! из стали менее прочной, чем бандаж, для увеличения срока
381
Рис. 12.20, Схема действия сил иа бандаж, ролики и упорный винт
службы бандажа. Например, при изготовлении бандажа из стали 45Л ролик выполняют из стали 35Л. Замена ролика — процедура несложная.
Нагрузками на бандаж являются реакции в опорах. Обозначим через Р любую из реакций: RA, RIS, Rt. Реакция опорного ролика”(рис. 12.20) Т -- P/(2cos ip), где гр — половина центрального угла
между реакциями.
Для уменьшения реакции Т угол 2ф должен быть минимальным. Уменьшение утла ограничено возможностью сбрасывания барабана с роликов, особенно в момент пуска машины. Слишком большой угол 2гр может привести к защемлению бандажа роликами. Оптимальное значение 2»р 60".
При работе машины со свободно надетым бандажом корпус под действием нагрузки деформируется и соприкасается с внутренней поверхностью бандажа через башмаки, причем длина дуги контакта зависит от величины нагрузки, жесткости бандажа и подбандажной обечайки. В расчетной схеме принимают следующие допущения: корпус и бандаж контактируют только нижними половинами поверхностен; нагрузка на бандаж q изменяется но синусоидальному закону: q =-• 2Р cos а/(л/?); касание считают непрерывным при числе башмаков более 18 (точность расчета 3 %).
Нагруженный бандаж — статически неопределимая конструкция (рис. 12.21, а). Неопределимость раскрывают любым способом (интеграл Максвелла — Мора, теорема Кастильяно, метод упругого центра). По результатам расчета строят эпюру изгибающих моментов на бандаже (рис. 12.21, б). Эпюра симметрична относительно вертикальной оси; при угле 2ф = 60° изгибающий момент в месте контакта с опорными роликами, т. е. при а = 150° н__а = 210°, дости-
Рис 12.21. Свободно надетый бандаж:
л — схема нагружения; б — эпюра изгибающих момептор, 3'2
Рис. 12.22. Жестко закрепленный бандаж:
а— схемг нагружения; б — эпюра изгибающих моментоз
гает максимального значения Л4111а1[ О ,0633Р/?, здесь Р — нагрузка па бандаж; R — внутренний радиус бандажа.
Жестко скрепленный с корпусом бандаж считают нагруженным но всей окружности по схеме, показанной на рис. 12.22, а. Принимают, что нагрузка равномерно распределена ио окружности и имеет интенсивность q - Р/(2л/?). После раскрытия статической неопределимости строят эпюру изгибающих моментов, которая при 2-ф = 60° имеет вид, показанный на рис. 12.22, б; максимальный изгибающий момент при а ^150° и а 210 е Mniax ^0,0857Р/?.
Напряжения в бандаже от действия изгибающих моментов о < [ст]. Момент сопротивления IV' бандажа зависит от формы его поперечного сечения; допускаемые напряжения [ст] выбирают для конкретного материала с учетом знакопеременного цикла нагружения.
В месте контакта бандажа и роликов возникают деформированные участки. Материал на этих участках находится в условиях объемного напряженного состояния. Для инженерных расчетов достаточно определение максимального контактного напряжения по формуле Г. Герца. При контакте двух цилиндров с параллельными осями максимальное сжимающее напряжение
<’. “»«]/ (1'2.12)
где Р — усилие на единицу длины линии контакта (Р . Т/В, где Т — усилие в месте контакта, В--ширина бандажа); £, и Е*— модули продольной упругости материала соответственно бандажа и ролика; R и г — радиус поверхностей контакта бандажа и ролика.
Для бандажа и ролика, изготовленных из материалов с одинаковым модулем упругости (сталь), зависимость (12.12) несколько упрощается:
о,. = 0,418 i РЕ (R ф- r)i(Rr).
Расчетные значения <гь не должны превышать допускаемых [стк]. Для бандажей и роликов из стали 25, 35 и 45 рекомендуют следующие значения [ст1( ] соответственно: 400, 5и0 н 600 ЛШа.
38.3
Рис. 12.23. Схема действия сил на ось опорного ролика
Рис. 12.24. Схема действия^сил на упорный ролик
ролика должна превы-
Опорные ролики. Ширина Bv опорного тать ширину В бандажа дю крайней мере на сумму температурной деформации А/ корпуса и зазоров Ах 20 ... 40 мм между упорными роликами’и боковыми поверхностями бандажей:'• Bt, - В-\--\- М + Аг
Диаметр опорного ролика d{, принимают в зависимости от наружного диаметра бандажа D(i в пределах: 0,25£>б < с 0,33Z?6.
В простейшем случае па ось опорного ролика действует усилие Т; в конструкции опорных роликов, воспринимающих еще и осевую нагрузку, — добавляется момент от, осевой силы А' (рис. 12.2'3). Силу А' определяют как^часть осевой составляющей веса G sfn.a, приходящейся на один перекошенный ролик. Для оси выполняют проектный, а после отработки конструкции — уточненный расчет, с учетом знакопеременной нагрузки и концентраторов напряжении (галтели, проточка, шпоночные канавки, запрессовки).
В процессе регулировки ролика на каждый из двух упорных винтов (см. рис. 12.20) приходится усилие Р', которое определяют как сумму горизонтальной составляющей реакции в опоре и силы трения в основании опоры: Р‘ 0,5 (Т sin ф + fT cos ф); при Т — = P/(2cos ф) сила Р' =- 0,25Р (tg ф Д- /), где / — коэффициент трения между рамой и плитами. Если/ и 2q: 60J, то Р' -0,2Р.
Упорные ролики. Для реализации качения упорного ролика по скошенной боковой поверхности бандажа без проскальзывания вершина конической поверхности ролика должна находиться на оси барабана (рис. 12.24). Если упорный ролик удерживает сТарабан от сползания с опорных роликов, то нагрузка А, действующая на него, является осевой составляющей силы тяжести G наклонно расположенного барабана; А ~ G sin а.
Сила 'Л, нормальная к боковой поверхности ролика: Т2
:: Л/cos (у/2), здесь у — угол при вершине конуса (у/2 .= arctg ,
Др
где dyp — средний диаметр упорного ролика, — диаметр бандажа в месте его касания середины ширины упорного ролика).
Упорный ролик рассчитывают па контактные напряжения по формуле
0,418 (/ /lyp(Dcp/2)sin(v/2) то где /iy() — высота упорного ролика.
Рекомендации по выбору [o,J приведены выше.
384
§ 5. МОЩНОСТЬ ПРИВОДА
В машинах барабанного тина энергия привода в основном расходуйся на транспортирование и пересыпание обрабатываемого материала, а также па преодоление трения качения бандажей по роликам п трения в подшипниках опорных роликов.
Первую составляющую мощности определяют по моменту от сил тяжести материала в рабочем положении.
Для простейшего случая гладкого барабана (см. рис. 12.16) Al (3„R,. sin 0, где бм — сила тяжести материала; Rc — расстояние ОС от центра барабана до центра масс материала; 0 — угол подъема центра масс [см. формулу (12.2)1.
Для более сложного случая, а именно для барабанов с насадками, расчет недут но ОСТ 26-01-448—78. Методика устанавливает следующую последовательность расчета.
1. Момент от сил тяжести материала относительно продольной оси барабана для участка с винтовой насадкой (для гладкого барабана по всей длине)
Л11 =-.
для участка с лопастной или секторной насадкой
Mi = ^C'iFig,
где рм -- насыпная плотность материала; R — суммарная длина винтовой насадки и участка без насадки (для гладкого барабана — вся длина); я — ускорение свободного падения; lt— длина подъемно-лопастной или секторной насадки;
ахЕг п aj7j — статические моменты площади, запятой материалом в поперечном сечении барабана.
Зависимости статических моментов площади от диаметра барабана и коэффициента его заполнения для гладкого футерованного барабана и барабанов стремя типами насадок приведены па рис. 12.25. В расчете по ОСТ 26-01-448-78 угол естественного откоса принят постоянным и равным 40е.
Следующие этапы расчета относятся к барабанным машинам всех типов.
2. Момент от трения бандажа но роликам и трепня в подшипниках опорных роликов
М =-_-_ + O|;r>_p_ Г/{ ([) । d j , р Др 1
dpcosip | и । jr , r ” 2 [
где G„ — сила тяжести материала внутри барабана; G,.()p — сила тяжести корпуса с насадкой и футеровкой; d„ — диаметр опорного
385
Та блица 124
Коэффициент снижения мощности электродвигателя
Си и кроны а и угловая скорость нала электродвигателя, рад/с Значения для электродвигателя и ла П1нч ин
j •иди щей и н о закрытого
157 I 1,00 1 1,10
10b 1,15
78 1,05 1,20
0,03 0,10 0,15 0,20 <р3 0)
Рис 12.25. Зависимость статического момента площади от диаметра Dx барабана и коэффициента его заполнения ср :
а —для гладкого барабана с футеровкой толщиной 114 мм; б — для участка с винтовой пас.-дкой; в — для участка с подъемно-лопастной насадкой; г— Для участка с секторной насадкой
ролика; яр — угол между вертикалью и опорной реакцией ролика;
— наружный диаметр бандажа; k — коэффициент трения качения бандажа по роликам (при отсутствии данных принимают 1г 5 X X 10~4 м); ц — коэффициент трения в подшипниках опорного ролика.
3. Расчетная мощность привода
А', ( Uj [ Х|''И; ) Л1т||) <Л)/Г|,
где о» — угловая скорость барабана; г] — КПД привода.
4. Номинальная мощность привода
^иом Д’ bibtNр,
где Ь1 п Ь2 коэффициенты снижения мощности электродвигателя , учитывающие конструктивное исполнение и температуру окружающей среды.
Значения Ь} указаны в табл. 12.4, значения Ь.,_ в зависимости от температуры окружающей среды даны ниже:
Температура, "С............................ 35 40 45 50
Ь, ........................................ 1,00 1,05 1,12 1,25
Приложение I
Технические характеристики щековых дробилок
ОО
Показатель Значения показателя для дробилки со сложным движением щеки значения показателя для дробилки с простым движением щеки
ЩДС-1.6Х 2,5 1ЦДС-2,5Х 4 ЩДС-2.5Х 9 ЩДС- 4Х 9 ЩДС-6Х 9 SI X 611'1'111 SIXCl-UL'llI i;;'' и i uvi'i
Размеры приемного отверстия (длина X X ширина), мм 160X250 250X400 250X900 400X900 600X900 900X1200 1200Х 1500 1500X2100
Наибольший размер кусков загружаемого материала, мм 130 210 210 310 500 750 1000 1300
Угол захвата, ° 15 16 16 18 19 20 20 20
Номинальная ширина выходной щели, мм 30 40 40 60 100 130 150 180
Диапазон изменения ширины выходной щели, % ± 15 -4-40 —20 ±20 +30 —20 + 40 -25 ±35 ±40 ± 45
Ход щеки, мм — — — 10 24 36 40 44
Эксцентриситет главного вала, мм — — — 12 19 35 40 42
Частота вращения главного вала, об/мин — 275 275 290 250 170 150 125
Производительность при номинальной ширине щели, м3/ч 3,0 7,8 18 30 62 180 310 600
Мощность электродвигателя, кВт 7,5 17 40 40 75 100 160 250
Масса дробилки без электродвигателя, т 1,37 2,56 8 12 20 75 145 260
Приложение 2
GO
ОС
Технические характеристики конусных^ дробилок
Значения показателя для дробилки среднего дробления Значения показ для дробилки мелкого зтеля дробления
Показатель КСД-600Т КСД-ООСГр КСД- 12 00Т КСД-1750Т КСД-2200Т КМД-1200Т 1 КМД-2200Т
Диаметр основания подвижного конуса, мм 600 900 1200 1750 2200 1200 1750 2200
Производительность, м3/ч 5—15 36—55 42—95 100—190 180—360 20—40 85—110 170—220
Наибольший размер куска загружаемого материала. мм 40 100 100 160 250 40 70 85
Ширина выходной щели, мм 5—15 15—40 10—25 15—30 15—30 3—12 5—15 5—15
Частота вращения эксцентрика, об/с 6,1 5,5 4,3 4,3 4,0 4,3 4,3 4,0
Мощность электродвигателя, кВт 30 55 75 160 250 75 160 250
Масса (без электрооборудования), т 5 12,5 22 55 100 22 55 100
Приложение 3
Техническая характеристика двухвалковых дробилок
Значения показателя для дробилки с гладкими н рифлеными валками Значения ппкааателя для с зубчатыми валка дрсби.лки :и
Показатель к;ох ооо С 1 000Z "нхО 1 .'-0()Х 600 00Г X0IX) J е X
—. —• г—J г— —
- ГД ГТ
Размеры валков, мм: диаметр 400 600 800 1000 1500 600 400 630 1 000 1 600
длина 250 400 500 550 600 400 500 800 1 250 2 000
Ширина щели между валка- о 12 2— 14 4—16 4—18 4—20 10—30 25—100 t>0— 150 100—240 150—300
МП» мм Производительность, м3, ч 3—12 4—24 6—35 10—45,6 15—75 8—2'5 20—50 * 60—150 * 125- 650— 1 000
Наибольший размер кусков 20 ,30 40 50 60 100;' 400Х 525 * 400 X 1 200Х
загружаемого материала, мм Сила, кН: сжатия одной прмжпны 42 134 120 147 247 120 Х200Х X 300 Х500Х X 600 X 6UU \ X 1000 X 1 300 X д 1 300
Иг1 1 см дДш1ы В2лк;1 5—10 9—20 1о—30 17—35 20—40 9—20 — — —
Частота вращения валков, 200 180 150 100 83 175 66 50 36 30
об/млш Чпс.до электродвигателей о 2 1 1 1 1 1 1 1
.Мощность электродвигателя, 2X4,5 2Х 7,5 28 40 55 20 ‘ 13 20 40 315
кВт Частота вращения ротора 730 720 735 735 1470 1460 —
электродвигателя, об/мин Масса дробилки, кг 2200 3400 12 497 15 920 32 392 3330 4900 И 200 23 500 124 000
с» * Значения производительности в т/ч Для уг-тя.
Приложение 4
Технические характеристики роторных и молотковых дробилок
Показатель Значение показателя для роторных дробилок Значение показателя для молотковых дробило:;
среднего дробления крупного дробления Мб-4 М8-6 Ml 3-1 6 М20-20 М20-30
Размеры ротора, мм: диаметр 1000 J 250 800 1250 1600 2000 600 800 1300 2000 2000
длина 1000 1250 630 1000 1250 1600 400 600 1600 2000 3 000
Производительность: м*/ч 125 200 50 125 200 370 — — — — —
т/ч (при дроблении известняка) — — — — — — до 15 1 0—20 150—200 600-800 90(1— 12 ОС-
Наибольший размер куска загружаемого материала, м 300 375 400 600 800 1100 150 250 400 600 600
Окружная скорость бил, м/с 20; 24; 34; 41; 28; 50 20; 2 J.5; 35 — — — — —
Номинальная частота вращения ротора, об/мин — — — — — — 1250; 1500; 2000 1 000: 1300: 1500 600: 750; 1000 500; 600 500; 6 0 G
Мощность двигателя, кВт 125 200 40 1 00 J GO 250 20; 23; 4 0 55; 75; 100 210; 260 630; 800 1000: 125G
Масса дробилки, т 10 18 6 1 5 30 68 1,5 J 1 1 46 60
Приложение 5
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ^ШАРОВЫХ ИЗМЕЛЬЧИТЕЛЕЙ МОКРОГО ПОМОЛА
Значение чителя с показателя для центральной сл! разгрузкой вной
для измельчител разгрузкой ч я с центральной ерез решетку
Показатель 1800 о о 3000 1500 о 1500 3000 0001
МШЦ-900Х МШЦ-1500Х МШЦ-2100Х М III Ц-3200 X МШР-900Х 9 МШР- 1 500Х МШР-2100Х : МШР-3600Х '
Внутренние размеры барабана (без футеровки) мм-
диаметр 900 1500 2100 3200 900 1500 2100 3600
длина 1800 3100 3000 4500 900 1500 3000 4000
Рабочий объем, м3 0,9 4,2 8.5 32,0 0.45 2,2 8.5 36
Частота вращения барабана, об мин 41 30 24.6 19,72 4 1 30 24,0 18, 1
Мощность главного привода. кВт 22 100 200 900 14 55 200 1000
Масса измельчителя без электродвигателя и шаров, т 5,6 21 42.4 140 5.3 15.4 45, 3 164
Приложение 6
СХЕМА ПОСТРОЕНИЯ УСЛОВНЫХ ОБОЗНАЧЕНИЙ ПРОМЫШЛЕННЫХ ЦЕНТРИФУГ
Цифра, буква
Цифра, буква
Конструкция ротора 1
Порядковый номер модели
Одинарный ротор
Сдвоенный ротор
Число каскадов ротора: один два три и больше
1 о
Цифра по числу каскадов
1 Первая модель
2 Вторая модель
Цифра по
номеру Третья и последующие модели модели
Принцип разделения
Материалы основных деталей, соприкасающихся с обрабатываемым продуктом
Осадительные п осветляющие О
Разделяющие (сепарирующие) Р
Фильтрующие Ф
Комбинированные К
Осадительные с тонкослойным Т
центрифугированием
У Углеродистая конструкционная сталь
Л Легированная сталь
К Коррозионно-стойкая сталь
Т Титан и его сплавы
С Другие металлы и сплавы
П Пластмассовые покрытия
Г Гуммированные покрытия
Основной конструктивный признак
Исполнение центрифуги (модификация)
Горизонтальные г
Вертикальные в
Нак-Т^ые Н
Вертикальные с подпертым валом и У
упрфтои верхней опорой
ПодвеС11ые с верхним приводом П
Подвесные с нижним приводом (ма- А1
ятнйковые)
Вертикальные трубчатые Т
1 Негерметизированное
2 Негерметизированное со взрывозащи-
щенным электрооборудованием
3 Герметизированное взрывозащищенное
4 Герметизированное для работы под
давлением
5 С обогревом или охлаждением
6 С обогревом или охлаждением со взры-
возащищенным электрооборудованием
Способ выгрузки осадка из ротора
7 Капсулированное
8 —
9 Специальное
Ручная через верхний борт Б
Ручная через днище Д
Ручная с разборкой ротора Р
Контейнерная пли кассетная К
Ножевая Н
Гравитационная (саморазгружаю- С
Щаяся центрифуга)
Шнековая Ш
Поршневая П
Центробе?кная (инерционная) И
Вибрационная В
Вибрационно-поршневая Ви
Гидравлическая Г
нПН ПКРМРТП “ ПОТППЙ --. - г -- л-ч....г г - - - г -- X - -
1 Для центрифуг с многокаскадным и сдвоенным ротором.
2 Для центрифуг с коническим ротором — максимальный внутренний диаметр; для центрифуг с многокаскадным ротором — внутренний диаметр первого каскада.
Приложение 7
ПРОДОЛЖИТЕЛЬНОСТЬ ОПЕРАЦИЙ ПРИ РАБОТЕ ЦЕНТРИФУГ ФГН
Тип центрифуги Обрабатываемый материал Диаметр ротора, ми Фактор разделения Концентрация твердой фазы, % Конечная влажность осадка, % Продолжительность, мин
подачи центрифугирова- ния промывки ОТ- ИС и м а выгрузки осадка полного цикла
Ф ГН-160 Кристаллическая сода 1600 222 — 4 2,5 2,5 — — 2 7
ФГН-90 Железосинеродистый калий 906 507 15 3,52 1,35 4,95 — — 4,27 10,57
ФГН-70 Паранитроанилин 700 202 10—20 Ю—20 60—90 60 10 12 5 147—177
ФГН-50 Сульфат аммония 508 2260 — 1,5—3 — — 1,0 — — 1
ФГН-200 Хлористый калий 2000 174 75 6-8 9 2 — — 2 6
ФГН-120 Аммиачная селитра 1200 250 — — 0,5 0,33 — — 0,66 1,49
Приложение 8
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАЛОЛИТРАЖНЫХ И ПОДВЕСНЫХ ,,ЕНТРИФХ7Г
Показатель Значение показателя для центрифуги
ФВ 5-303 К-4, ФВБ-ЗОЗП-4, • ОВ5-ЗОЗК-4 ФВБ-404 К-4, ФВБ-403П-4, ОВБ-403К-4 ФПН-Ю001У-1, ФПН-1001У-3, ОПН-Ю05У-1 ФПД- 1202К-3, ФПД- 1202Т-1 ФПС-1201У-2 ФПП-1251Л-1 ФПС-1253К-1 I'If I gg 1 -1111Ф
•Ротор:
внутренний диаметр, мм 300 400 1000 1200 1200 1250 1 250 1220
высота полная, мм 150 200 750 600 900 800 1 080 1 050
высота конуса, мм — — — — 480 — 480 —
угол конуса, ° — — — — 67 67 —
частота вращения, об мин 4000 (418) 3000 (314) 1500 1000 1 000 1500 1000 1 500
фактор разделения 2700 2000 1180 1180 62 0 62 0 700 1420
рабочий объем, дм3 5 10 300 300 300 455 500 1 000
максимальное количество обрабатываемого материала 10 20 450 (320 *) 450 (400 * * ) 325 435 430 700
Мощность электродвигателя, кВт 3 3 40 20 (6.7 * *) 40 1 000 1 00 100
Масса центрифуги, кг 500 52 0 4 2 00 3500 3650 6500 10 720 8700
* Для ФПН-1001У-3 и ОПН-Ю05У-1.
’ Для ФПД-1202Г-1.
Приложение 9
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАЯТНИКОВЫХ ЦЕНТРИФУГ
Значение показателя для центрифуги
Показатель ФМБ-601 У-1, ОМБ-601К-3, ФМБ-601 Г-3, ОМБ-601К-3, ФМБ-603Г-4 ФМБ-633К-1, ФМБ-633П-1 ФМД-801У-1. ОМД-801У-1, ОМД-802К-4, ФМД-802Г-4, ОМД-802Г-4 ФМК-1201У-2 ФМД-1202Г-2, ОМД-1202Г-2, ФМД-1202К-2, ОМД-1202К-2 ФМБ-1202К-2. ФМБ-1202Г-2 ФМБ-1201К-3 КМР-602У-1
Ротор: niiy i ) он и и и диаметр, мм 600 630 800 1200 12’00 1-^00 IJ 00 600
высота, мм 350 350 400 430 500 500 500 360
рабос и II объем , дмЛ 15 -1 5 80 250 250 250 350 35
максимальное количество обрабатываемого материала, ki‘ 90 1 00 180 44 0 375 275 400 70
частота вращения, об/мг н 1520 1425 1250 080 950 850 730 950
фактор разделения 800 770 700 285 605 480 450 300
Мощность электродвигателя, кВт 2,8 3 4 7 7 7,5 1 0 2,8
Масса центрифуги, кг 1200 1200 2000 3900 3900 3900 5000 1 100
Приложение 10
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЦЕНТРИФУГ С НОЖЕВОЙ ВЫГРУЗКОЙ ОСАДКА
Значение показателя для центрифуги
Показатель ФГН-351К-1 ФГН-633К-2. ФГН-633К-1 ФГН-903К-1 ФГН-1254К-7, ФГН-1253К-1, ФГН-1251К-7 ФГН-1801К-1. ФГН-1801У-1, ФГН-1801К-2 КГН-1851У-1 ФГН-2001К-1 £ о СД £ о С) 20ГН-2201У-1 2ФГН-2501У-1, 20ГН-2501К-1
Ротор:
впутрениип диаметр. мм 350 630 900 12 50 1 800 1 850 2 000 2 200 2 200 2 500
длина, мм —. 300 400 600 600 720 910 1 800 1 800 2 000
частота вращения, об/мин 1000 2.390 1500 1000 800 600 600 600 600 530
фактор разделения 3000 2000 1 130 710 445 365 400 445 445 557
рабочий объем, Дм3 7,5 4 0 125 3 15 300 670 1 250 2 750 2 700 4 000
максимальное количество обрабатываемого материала, кг 7.3 40 140 4 00 390 1 200 1 000 3 500 3 500
Мощность электродвигателя, кВт 4,5 20 32 4 0 40 / j 75 125 125 —
Масса центрифуги, кг 290 1352 3250 6730 G570 12 240 12 700 27 220 28 586 30 000
395
Приложение
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЦЕНТРИФУГ СО ШНЕКОВОЙ ВЫГРУЗКОЙ ОСАДКА
Значение показателя для центрифуги
Показатель ОГШ- 2 02 К ОГ Ш-32 1 К ОГШ-352К ОГ Ш-501 к >1208-111.10 ОГШ-1203К О ФВШ-35 ФВШ-50 5 е ФГШ-4 0 | ФГШ-63
Ротор: внутренний диаметр, мм 200 325 350 500 800 1 200 200 350 500 160 400 630
частота вращения, об/мин 6000 3500 4000 2650 1650 800 4200 3 000 2 550 5000 2850 2 000
фактор разделения 4000 2200 3140 2000 1220 430 1932 1 800 1 780 2200 1500 1 400
отношение LldpT 3 1,66 1,8 1,8 1,63 1,48 — — — — — —
Производительность по осадку, кг/ч 100 500 1000 1200 4000 14 000 8000 15 000 15 000 400 8000 30 000
Мощность электродвигателя, кВт 5,5 7,5 7,5 30 75 90 4 14 40 4,5 17 40
Размеры, мм: длина 1400 1600 1630 2585 3950 5 020 1060 1 775 2 310 635 1650 2 200
ширина 1115 1200 1100 2200 2365 4 040 720 1 155 1 700 820 1460 2 160
высота 1485 650 715 1100 1835 1 725 820 1 320 1 427 570 1285 1 -76
Масса установки, кг 510 570 750 2750 6300 12 550 570 1 490 1 600 200 1120 —
Приложение Г2
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЦЕНТРИФУГ ФГП
Значение показателя для центрифуги
Показатель ее OI С 1 1/2ФГП-403К-3, 1/2ФГП-402К-5 — OI СС ©© 1 1/2ФГП-631 К-П 1-'2ФГП-632К-2 1'’2фГП-30) К-1, 1/2ФГП-802К-2 1-2ФГП-1201 Т, 1/2ФГП-12011< 1/2ФГП-651 К-1 1/6фГП-901К-1, 1/6ФГП-901К-3 1/6фГП-126К-1
Ротор:
диаметр первого 4 00 400 600 03 и 8.00 1 2 00 G50 900 1 250
каскада, мм общая длина, мм 33 и 335 4 25 4 25 530 7 05 650 630
частота праще- 1 000 1600 1000 13 00 1 000 750 1025 750 750
пня, об/мин фактэр раздел!1- 225 .570 310 59.5 54 0 100 .6 00 4 00 395
н и я
Число ДВОЙНЫХ ходов '> 4 5 25 4 5 2 ;> 30 46 26 —
толкателя в минуту Ширина .цели п сите, 0,3 0, 15--- 0,3 0,3 0,3 0,3 0,3 0,3 0,3
мм 0.2
1[роп.июднтельпость 1000 2200 2000 3500 5 000 13 000 6000 3000 1 500
по осадку, кг/ч Мощности, кВт: (4500) (4000)
главного при по- 1 0 1 1 10 1 0 22 4 0 22 40 —
ля. (75)
масляного насо- 1 ,5 7 7> 4 i 1 10 40 17 17 —
с а (II) (II) (55)
Масса центрифуги, кг 4 87 Г. 4 1 50 5 2 7 5 5 110 1 0 475 2 100; 1625 1900 —
Приложение 13
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ВИБРАЦИОННЫХ И ИНЕРЦИОННЫХ ЦЕНТРИФУГ
Значение показателя для центрифуг
н вибрационных крутильными с осевыми колебал иямн прсце-сиоипых инерционных
]Токазатель
о Г-1 г-, о о о
г*~~1 г Г* '"О -т о Г~1 С-1
-у — — — IQ
СО а п 2 2 S
© е е е V Э © © © ©
Ротор:
диаметр, мм 1 000 1 000 I 1 20 132 0 13 I 0 1000 5 10 800 1000 1200
высота, мм 52.4 524 68(1 / , щ 73 0 5‘10 170 300 524 450
угол наклона обра- 10 13 13 12 12 15; 20 1 гз- 15- 15— 15 —
зуюmeiI, ...° 20 20 22 22
фильтрующая по- верхность, м2 1,45 1,35 2, 1 2, 1 2,68 1,35 — “• 1.2 2.4
частота вращения, об/мпн 380 4 10 4 20 350 380 500 105 73 420 51
фактор разделения 1 00 1 I 0 1 1 0 90 I 04 130 300 220 100 160
частота колебаи и ii 16 00- - 1600- 1 500 —- 1670 161 (! 1800 —
в минуту 1800 1800 1600
амплитуда колоба- 2—3 2 — 3 3 —4 1.. . g J - 6 4 — 8. — — —
НИ 11, мм
угол наклона ротора, ., .° — — — — — 0 — 5 0 - 5 — 0—5
П ро извод ител ьн ость 11о 1 00 1 00 1 1 0 250 2 5.0 1 00 5- 1 '< 9 -- 50 60 —
осадку, т'ч 20 180
Мощно :ть привода, к Вт 2 6 28 27 37 ! И > 20 7 22 22 60
Масса центрифуги, кг 3800 3800 3100 6Ю( 600( 2080 380( — 3620 7000
397
Прило жение 14
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СЕПАРАТОРОВ
Знамени* показателя для сепаратора
О1 с-1 OJ СЧ CI X см CI X CI
Показатель X XX X X
СМ С1 со LO 402 о 602 -602 -601 2 t -
a. си О, ci Си о иса й. И гт CQ
СО С О 4 о 40 4 4 4 4
>. гО >> о о>> X >5 О О
Ротор: диаметр, м 23 0 270 346 420 516 600 62 0 630 630 710
число тарелок и и 4/ 66 75 70 105 3 1 12 165 130
частота праще- 8600 6700 6 600 4 550 6 04 5 (78) 4700 (вставки) 4 170 4 700 4 700 (94) 4 2 00
пия, об/мин эквивалентная поверхность разделения, м2: разделителя 1900 274 0 7 510 4400 33 000 27 000 30 000 56 500
осадителя — 3640 1 1 400 1900 — 2850 — 23 500 — —
объем шламово- — — — — —. 9.5 38 12 11,5 14,5
го пространства, дм3 Про из оодителы юсть 0,5 4 3 И 35 1 0 2,5 10 10 30
максимальная, mj/m Мон.,и ость электро- 1,1 3 4 4,5 22 13 1 0 17 17 4 5
двигателя, кВт Масса, кг 107 220 710 450 1 300 2100 975 2 400 2 480 3 480
П риложение 15
СХЕМА ПОСТРОЕНИЯ ЦИФРОВОЙ ИНДЕКСАЦИИ ФИЛЬТРОВ
Цифра
Характер режима работы
Непрерывного действия 1
Периодического действия 2
Движущая сила процесса
Вакуум 1
Давление от насоса 2
Давление гидростатическое 3
Группа фильтров
Барабан (только для непрерывнодей- 1
ствующих)
Диск 2
Тарелка (решетка) 3
Лента (только для непрерывнодей- 4
ствующих)
Фильтровальный лист 5
Патрон 6
Цилиндр 7
Плита 8
Вид фильтра (номер модели) 1 ... 99
Поверхность фильтрования, м2
СПИСОК ЛИТЕРАТУРЫ
1. Акунов В. И. Струйные мельницы. Элементы теории и расчета. Изд. 2-е. М.: Машиностроение, 1967. 264 с.
2. Андреев С. Е., Перов В. А., Зверевич В. В. Дробление, измельчение и грохочение полезных ископаемых. М.: Недра, 1980. 415 с.
3. Андрианов Е. И. Методы определения структурно-механических характеристик порошкообразных материалов. М.: Химия, 1982. 256 с.
4. Аснер В. И., Каминский В. С., Клочко Г. П. Конструкции и расчеты фильтрующих центрифуг. М.: Недра, 1976. 215 с.
5. Бауман В. А., Быховский И. И. Вибрационные машины и процессы в строительстве. М.: Высшая школа, 1977. 354 с.
6. Бидерман В. Л. Теория механических колебаний. М.: Высшая школа, 1980. 408 с.
7. Васильцов Э. А., Ушаков В. Г. Аппараты для перемешивания жидких сред: Справочное пособие. Л.: Машиностроение, 1979. 272 с.
8. Вибрации в технике: Справочник. В 6-ти т. М.: Машиностроение, 1978.
9. Виденеев Ю. Д. Дозаторы непрерывного действия. М.: Энергия, 1978. 184 с.
10. Голографическая интерферометрия фазовых объектов/А. К. Бекетов, А. Ф. Белозеров, А. Н. Березкин и др. Л.: Наука, 1979. 232 с.
11. Ермаков В. И., Шеин В. С. Ремонт и монтаж химического оборудования. Л.: Химия, 1981. 368 с.
12. Жужиков В. А. Фильтрование. Теория и практика разделения суспензий. М.: Хпмтя, 1980. 400 с.
13 Зимон А. Д., Андрианов Е. И. Аутогезия сыпучих материалов. М.: Метал-лургия, 1978. 288 с.
14 Исламов М. Ш. Печи химической промышленности. М.: Химия, 1975. 432 с.
15. Карасев И. Н. Расчет механических перемешивающих устройств. М.: МИХМ, ч. 1, 1975. 48 с.; ч. 2, 1977. 48 с.
16. Карпин Е. Б. Средства автоматизации для измерения и дозирования массы. М.: Машиностроение, 1971. 469 с.
17. Каузов П. А. Основы анализа дисперсного состава промышленных пылей и измельченных материалов. Л.: Химия, 1971. 280 с.
18. Кафаров В. В. Методы кибернетики в химии и химической технологии. М.: Химия, '976. 463 с.
19. Кольман-Иванов Э. Э. Конструкции затворов сосудов и аппаратов высокого давления. М.: ЦИНТИхимнефтемаш, 1982. ,30 с.
20. Лащннский А. А. Конструирование сварных химических аппаратов. Справочник. Л.: Машиностроение, 1981. 382 с.
21. Летин Л. А., Роддатис К. Ф. Среднеходпые и тихоходные мельницы. М.: Эисргоиздат, 1981. 360 с.
22. Липатов Н. Н., Новиков О. П. Саморазгружающиеся сепараторы. М.: Машиностроение, 1975. 325 с.
23. Лукьяненко В. М., Таранец А. В. Промышленные центрифуги. М.: Химия, 1974. 376 с.
24. Макаров В. М., Невесенко В. И., Плейкин А. В. Байонетные затворы аппаратов. М.; Машиностроение, 1980. 224 с.
25. Макаров Ю. И. Аппараты для смешения сыпучих материалов. М.: Машиностроение, 1973. 216 с.
26. Машины химических производств: Атлас конструкций/Под ред. д-ра техн, наук преф. Э. Э. Кольмана Иванова. М.: Машиностроение, 1981. 118 с.
27. Механическое оборудование предприятий строитель пых материалов, изделий и коиструкций/В. А. Бауман, Б . В . Клуч иаицев,В . Д .А Аартынов и др. 2-е изд., нерсраб. и доп. М; Машиностроение, 1981. 324 с,
399
28. Норенков И. П. Введение в автоматизированное проектирование технических устройств п систем. М.: Высшая школа, 1980. 311 с.
29. Орлов П. И. Осипом конструирования. Справочно-методическое пособие в 3-х книгах, Изд, 2-е, Кн. I. М.: Машиностроение, 1977. 623 с.
30. Пановко Я. Г. Воедеиис в теорию механических колебаний. М.: Наука, 1980. 270 с.
31. Плановский А. II., Михайлов Г. Г., Карасев И. Н. Исследование, структуры потоков перемешиваемой жидкости радиально-лопастными мешалками. Массооб лепные процессы и аппараты химической технологии. М.: МИХМ, 1976, вып. 69, с. 90—97.
32. Ромапкон П. Г., Плюшкин С. Л. Жидкостные сепараторы. Л.: Машиностроение, 1976. 256 с.
33. Сиденко П. М. Измельчение в химической промышленности. М.: Химия, 1977. 368 с.
34. Соколов В. И. Основы расчета н конструирования машин и аппаратов пищевых производств. М.: Машиностроение, 1983. 447 с.
35. Соколов В. И. 1 б'итрпфу!ированпе. М.: Химия, 1976. 407 с.
36. Тензометрия в машиностроении: Справочное пособие. М.: Машиностроение, 1975. 228 с.
37. Торцовые уплотнения вращающихся валов аппаратов. М.: ЦИНТИхим-пефтемаит, 1979. 25 с.
38. Фильтры для жидкостей: Каталог. М.: ЦИПТИхпмнсфтемаш, 1974. 246 с.
39. Файнерман И. А. Расчет н конструирование шнековых центрифуг. М.: Машиностроение, 1981. 130 с.
40. Чиликни М. Г., Сандлер А. С. Общин курс электропривода. М.: Эиерго-издат, 1981. 576 с.
41. Шкоропад Д. Е. Центрифуги для химической промышленности. М.: Машиностроение, 1976. 246 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Аппараты, основные элементы 112 — расисты на нрочнос-п, 116
Б
Балансировка вращающихся масс динамическая 4.3, 317 — статическая 43, 316
Бандажи опорные .> "81
— исе.епч) закрепи чип.ж 38”.>
— KoriTcKT'iiue птпрят-сни о 483.
— свободно надетые .382
— расчеты па прочность .38' 3
Бегуны 195
Бисерине мсишпщы. 19-1.
Болты оундаментпые I 1 1
В
Вакуум-фильтры барабанные 296
— дисковые .301
— карусельные 305
— ленточные .301
— листовые 295
Валки дробилок 177
Валы гибкие 74
— жесткие 75
— приведение длины 82
Вг1орово'.:будите.ан гидр'шапческие 54.
— инерционные 52
— механические 52
— пневматические 52
Впброизоляция активная 93
— в а се ив । та я 93
Внброоиоры 94
Вихрь Рэнкина 277
Г
Гаситель вибраций динамический 94
Гироскопический момент 78
Гранулятор-аммоиизатор 363 , 369
Грохоты барабанные 212
— вибрационные 212
— плоские качающиеся 212
Д
.Давление пробное 118
— рабочее 117
— расчетное 117
Декремент колеба ннй логарнфмттческнй 51
Демпфирование вибраций 93
Днамет > куска критический 184
Днища сосудов выпуклые 121
—• — высокого давления 128
--- плоские 123
Д озаторы2’02
Документация техническая 8, .39
Дробилки валковые 175
— конусные 168
- мотогкогые 182
-- ротонпые 181
----- щеко ные 159
Дробление, виды 156
- способы 159
Ж
Ж идкостн, классификация 141
—- неныотоповскне 141
— ньютоновские 141
----- основные характеристики 142
3
Затвор байонетный 133
Затворы сосудов высокого давления 132
И
Измельчение, степень 156
— теория 157
— энергия 158
Измельчители барабанные 185
— вибщщиощше 200
маятниковые 198
- -- пальцевые 199
роликовые 197
— струйные 202
— шахтные 199
Износостойкость 97
Индекс производительности 313
Испытания машин 22
К
Качество дозирования 255
Класс продукта надрешетный 205
— поди стет ш ьп 205
Классификация материалов по крупности 156
- маштш химических производств 6
Колебания х'.ниугне 47
— вынужчеппые 54
— загехуиощие 50.
— классификация 45
— крутильные 82
- - период 47
401
— свободные 47
— частота 47
Компоновка конструкции 35
Корпуса машин 104 конструкции 104—107 крепление па фундаменте 111 Коэффициент восстановления 89 — динамичности 55, 89 — заполнения 190, 375 — передачи силы 93 — полезного действия 20, 42 — прочности сварного ина 119 — световой площади 209 Критерий мощности 266
— Рейнольдса модифицированный 265
— Фруда центробежный 311
— эффективности 37
М
Машина 7
материалоемкость 27 функциональные системы 8
Машины барабанные 361 классификация 363 механические расчеты 377 технологические расчеты 374 характер движения материала 363
Меиаалки быстроходные винтовые 270
— лопастные 268
— турбинные 268
Мешалки тихоходные ленточные 272
— рамные 267
— шнековые 272
— якорные 272
Моделирование математическое 16, 38
— физическое 12
Н
Напье- Стокса уравнение 276
Нагрузки динамические 43 — статические 43 — ударные 87
О
Обечайки сосудов конические 124 --- цилиндрические 120
Обработка опытных данных 14
Оптимизация при проектировании 37 — методы 38 — параметрическая 37 — структурная 34
П
Параметры машин, методы измерения 20
— — механические 2-
— — техпологичсск,:.: 20
Пепа 145
1 (еремешивание жидкостей 265
4 32
интенсивность 265
эффективность 266
Печь вращающаяся 364
Питатели, классификация 255
— конструкции 256
Планирование эксперимента 17
Подобие геометрическое 13
— критерии 13
— физическое 13
Показатели качества 25
Помол, виды 156
— способы 159
Прибавка для компенсации коррозии 120
Прецессия вала обратная 78
— прямая 78
Приведение жесткости 86
— масс 86
— сил 86
Привод гидравлический 138
— дугостаториый 138
— пневматический 138
— электромеханический 136
Приемы конструирования 38
Проектирование машин автоматизи-
рованное 36
— методы 30
— оптимизационное 29, 37
— этаны 8, 39
Прочность статическая 96
— циклическая 96
Р
Резонанс колебаний 55
Решетка колосниковая 208
Ролик опорный 384
Ротор центрифуги 351
конструкции 351
расчеты па прочность 351
С
Самоцентрирование валов 74
Сепараторы непрерывного действия разделяющие 345
Сепараторы периодического действия осветляющие 344
— с цилиндрическими вставками 348
— тарельчатые 347
Сетки 206
Синтез машины параметрический 10
---структурный 10
Сита грохотов 206
— конструкции 207
Скорость критическая вала 73
— вращающегося барабана с материалом 189
Смесители, классификация 232
— непрерывного действия 248
—• оптимизация 238
— периодического действия 232 Смешивание, качество 228 — кинетика 229 — модели процесса 230
Сосуды гысокого давления 126
Спектр собственных частот колебаний' балки 59
Сталь 97
Степень измельчения 156
Суспензии 145
Сушилка барабанная 371 внутренние устройства 372 конструкция 373 Сыпучий материал 147 гранулометрический состав 147 классификация 147 механические свойства 151 физические свойства 150
Т
Температура стенки расчетная 117 Техническое задание 39
Техническое предложение 40 Технологический процесс 9 Толщина стенки исполнительная 120 ----расчетная 120
У
Удар 87
волновые явления 91 местные деформации 90 неупругий 89 упругий 89
Узел вращения магнитный 137
Укрепление отверстий в сосудах 125
Уилотпенця подвижных соединений 134 в барабанных машинах 368 сальникозые 135 торцовые 135
Упругость опор валов 75
Уравнение регрессии 17 — частотное 58
Условия дробления 164 — захвата куска 164
Ф
Фактор разделения 311 Фильтрование 285 движущая сила процесса 285 основное уравнение 286 Фильтр-пэессы камерные 289
- автоматические камерные 292 — привод 290 — рамные 289
Фильтрующие перегородки 285
Фильтры 285 адаптивная система управления 294 классификация 287 механические расчеты 307 Фланцевые соединения 129 Функция отклика 16 Функция Крылова 63 Футеровка печей 365
Ц
Цистные металлы и сплавы 100 Центробежное осаждение 310 — осветление 311 — разделение 311 — фильтрование 310
Цевтрифуги непрерывного действия 312,332 вибрационные 340 инерционные 343 лопастные 343 осадительные 332 прецессионные 343 с пульсирующей выгрузкой осадка 337 фильтрующие 311
Центрифуги периодического действия 312, 319 вертикальные 323 горизонтальные с ножевым съемом осадка 328 маятниковые 324 подвесные 326 Центрифугирование 310
Ч
Частота колебаний высшая 59 -----низшая 59 ----- резонансная 55 Чугун 99
Э
Эвристика 38
Эксперимент активный 17 — пассивный 17 Эмульсии 144 Энергоемкость машин 27 Эффективность грохочения 209 — экономическая 28
ОГЛАВЛЕНИЕ
Предисловие ....................................................... 3
Введение........................................................... 4
1 Научные основы исследования функционирования машин химических производств .................................................. 7
§ 1. Машина как объект исследования и проектирования............... 7
§ 2. Анализ технологического процесса — основа проектирования машины ..................................................... 9
§ 3. Физическое моделирование .................................... 12
§ 4. Составление математических моделей экспсримептально-статнстн-ческими методами............................................ ... 16
§ 5. Методы измерения технологических и механических параметров 20
j 6. Контрольные испытания оборудования.......................... 22
О
Основные принципы конструирования машин химических производств 25
§ 1. Требования, предъявляемые к конструкциям машин.............. 25
§ 2. Нормативные документы, используемые при проектировании . . 29
§ 3. Методы и приемы конструирования ........................... 30
§ 4. Автоматизированное проектирование........................... 36
§ 5. Элементы основных стадий подготовки конструкторской документации ........................................................... 39
Динамические расчеты машинных агрегатов. Упругие колебания в машинах ........................................................... 42
§ 1. Основные задачи динамического расчета машин................ 42
§ 2. Основные понятия теории колебаний.......................... 44
§ 3. Колебания линейных систем с несколькими степенями свободы 47
§ 4. Приближенные методы расчета частот собственных колебаний 66
§ 5. Колебания валов.......................................... 73
§ 6. Крутильные колебания валов................................. Я2
§ 7. Ударная нагрузка .......................................... 87
§ 8. Виброизоляция машин ....................................... 92
1
д Конструирование и расчет элементов машин химических п оизнод тч 96
§ 1. Конструкционные материалы в химическом машиностроения ... 96
§ 2. Станины, корпуса, рамы ....................................... 104
§ 3. Сосуды и аппараты.............................................. 112
§ 4. Расчеты сосудов и аппаратов па прочное, ь ..................... 116
§ 5. Сосуды ВЫСОКОГО ДЯЗЛС1П1;. .................................... 126
§ 6. Флаинсвые соединения, уплотнения неподвижных и подвижных соединений................................ . ..................... 129
7 Прыг 'Ы 'ЫШ'П .... 136
104
Основные физико-механические свойства рабочих сред.............. 141
§ 1. Жидкости .................................................. 141
§ 2. Эмульсии................................................... 144
§ Га зовые эмульсии и пены................................... 145
§ 4. Суспензии ................................................. 145
§ 5. Сыпучие материалы.......................................... 147
Машины для измельчения материалов ................................ 156
§ 1. Процессы измельчения, классификация дробилок и измельчителей 156
§ 2. Щековые дробилки ........................................ 159
§ 3. Конусные дробилки................................... 168
§ 4. Валковые дробилки................................... 175
§ 5. Дробилки ударного действия .............................. 179
6. Барабанные измельчители............................ 185
§ 7. Измельчители раздавливающего и истирающего действия .... 194
8. Ударные, вибрационные и струнные измельчители...... 198
Машины для классификации сыпучих материалов
205
§ 1. Основные понятия .......................................... 205
§ 2. Закономерности процесса грохочения......................... 209
§ 3. Конструкции грохотов ...................................... 212
§ 4. Технологический и динамический расчеты инерционных грохотов 217
§ 5 Оборудование для воздушной сепарации материалов............ 222
Я
Cj Смесители, питатели и дозаторы........................... 228
§ 1. Процессы смешивания. Классификация смесителей.......... 228
§ 2. Смесители периодического действия ..................... 232
§ 3. Смесители непрерывного действия........................ 248
§ 4. Питатели и дозаторы.................................... 255
Q
Мешалки ......................................................... 265
§ 1. Процесс перемешивания и его характеристика................. 265
§ 2. Конструкции мешалок ....................................... 267
мешалок.............................................. 274
а счет
Фильтры
......................................................... 285
1. Общие
положения. Классификация фильтров................... 285
§ 2. Фильтр-прессы рамные и камерные ........................... 288
§ 3. Фильтр-прессы автоматические камерные.................... 2.92
§ 4. Листовые фильтры под давлением............................ 295
§ 5. Вакуум-фильтры барабанные с наружной фильтрующей поверхностью ........................................................ 296
§ 6. Вакуум-фильтры-дисковые.................................. 301
§ 7. Вакуум-фильтры ленточные................................... 304
§ 8. Вакуум-фильтры карусельные................................. 305
§ 9. Механические расчеты фильтров............. ................ 307
405
Центрифуги, центробежные сепараторы и трубчатые центрифуги ... 310
§ 1. Основные положения теории центрифугирования. Классификация промышленных центрифуг...................................... 310
§ 2. Центрифуги периодического действия ....................... 319
§ 3. Центрифуги непрерывного действия........................... 332
§ 4. Сепараторы, трубчатые центрифуги .......................... 344
§ 5. Расчет роторов центрифуг................................... 351
I Машины барабанного типа........................................ 361
§ 1. Область применения. Принцип действия и классификация . . . . 361
§ 2. Основные типы и конструкции машин.......................... 364
§ 3. Технологические расчеты.................................... 374
§ 4. Механические расчеты....................................... 377
§ 5. Мощность привода .......................................... 385
Приложения ...................................................... 387
Список литературы................................................ 399
Предметный указатель............................................ 401