/





























































































































































































































































Текст
ББК 34.641
Ш36
УДК 621.791
Рецензент — И. П. Перерушева (преподаватель Московского
машиностроительного техникума)
Шебеко Л. П.
Ш36 Оборудование и технология дуговой автоматической
и механизированной сварки: Учеб, для сред. ПТУ,—-М.:
Высш, шк., 1986. — 279 с.: ил.— (Профтехобразование).
В пер.: 75 к.
В книге, написанной заслуженным учителем школы РСФСР, рассмотрев
ны конструкции сварочных автоматов, полуавтоматов и источников питания
сварочной дуги; описана технология автоматической и механизированной
сварки под флюсом, в защитных газах, порошковой и голой легированной
проволокой, элекрошлаковой сварки и наплавочных работ; рассмотрены
виды дефектов и способы контроля сварных швов и соединений; освещены
вопросы прогрессивной организации и охраны труда, а также охраны при-
роды.
Учебник может быть использован при профессиональном обучении ра-
бочих на производстве.
2704060000—173
Ш 052(01)—86 70—86
БВК 32.641
6П4.3
© Издательство «Высшая школа»; 1986
ВВЕДЕНИЕ
В условиях научно-технического прогресса особенно важно
развитие определяющих его областей науки, техники и произ-
водства. К таким областям могут быть причислены сварка и
резка металлов, которые во многих отраслях промышленности
являются одними из основных факторов, определяющих темпы
технического прогресса, и оказывают существенное влияние на
эффективность общественного производства. Практически нет ни
одной отрасли машиностроения, приборостроения и строительст-
ва, в которой не применялись бы сварка и резка металлов.
Сварное исполнение многих видов металлоконструкций позво-
лило наиболее эффективно использовать заготовки, полученные
прокаткой, гибкой, штамповкой, литьем и ковкой, а -также ме-
таллы с различными физико-химическими, свойствами. Сварные
конструкции по сравнению с литыми, коваными, клепаными и
т. п. являются более легкими и менее трудоемкими. С помощью
сварки получают неразъемные соединения почти всех металлов
и сплавов различной толщины — от сотых долей миллиметра до
нескольких метров.
Основоположниками электрической дуговой сварки металлов
я сплавов являются русские ученые и изобретатели. В 1802 г.
русский академик В. В. Петров впервые в мире открыл и описал
явление электрической дуги, ' а также указал на возможность
использования ее теплоты для расплавления металлов. В 1882 г.
русский инженер Н. Н. Бенардос изобрел способ дуговой сварки
с применением угольного электрода.' В 1888 г. русский инженер-
металлург Н. Г. Славянов разработал способ дуговой сварки
плавящимся металлическим электродом и запатентовал его в
различных странах. Н. Г. Славянов разработал металлургиче-
ские основы дуговой сварки, создал первый автоматический ре-
гулятор длины сварочной дуги и изготовил первый в мире сва-
рочный, генератор. Кроме того, он предложил применять флюсы
я шлаки, позволяющие получать высококачественный металл
сварных швов, и тем заложил основы автоматической дуговой
сварки под флюсом.
По уровню развития сварочного производства СССР являет-
ся ведущей страной в мире. Советский Союз впервые осуществил
эксперимент по сварке в космическом пространстве: в 1969 г. на
борту космического корабля «Союз-6» Валерий Кубасов с по-
мощью установки «Вулкан» провел автоматическую электронно-
лучевую и дуговую сварку и резку металлов в космосе; в 1984 г.
на борту космического корабля «Салют-7» Светланой Савицкой
3
и Владимиром Джанибековым выполнены ручная сварка, резка,
пайка и напыление металлов в открытом космосе.
Успешно ведут работы четыре специализированных института
сварочного профиля: ИЭС — Институт электросварки, им.
Е. О. Патона АН УССР; ВНИИЭСО—Всесоюзный научно-ис-
следовательский, проектно-конструкторский и технологический
институт электросварочного оборудования; ВНИИавтогенмаш —
Всесоюзный научно-исследовательский н конструкторский инсти-
тут автогенного машиностроения; ВИСП — Всесоюзный институт
сварочного производства. Кроме того, крупные научные коллек-
тивы сварщиков работают в ряде других отраслевых институтов,
на кафедрах сварки многих вузов, а также в отделах сварки на
крупных предприятиях.
Рост технического прогресса — введение в эксплуатацию слож-
ного сварочного оборудования, автоматических линий, сварочных
роботов и т. д. — повышает требования к уровню общеобразова-
тельной и технической подготовки кадров рабочих-сварщиков.
Цель настоящей книги — помочь учащимся профессионально-
технических училищ освоить профессию электросварщика на ав-
томатических и полуавтоматических машинах.
ГЛАВА I .
ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ,
СВАРНЫХ СОЕДИНЕНИЯХ И ШВАХ
§ 1. Классификация сварки
Согласно ГОСТ 2601—84 «Сварка металлов. Термины и опре-
деления основных понятий», сваркой называют процесс получе-
ния неразъемных соединений посредством установления межатом-
ных связей между свариваемыми частями при их местном или
общем нагреве, или пластическом'деформировании, или совмест
ном действии того и другого. Чаще всего сваривают, металлы, но
иногда и неметаллические материалы — стекло, пла'стмассы, ке-
рамику и др. Классификация сварки металлов регламентирована
ГОСТ 19521—74 «Сварка металлов. Классификация» и •установ-
лена по основным физическим, техническим и технологическим
признакам.
Основой физических признаков классификации явля-
ется форма энергии, используемой для образования сварного со-
единения. По физическим признакам все виды сварки относят к
одному из трех классов —термическому, термомеханическому или
механическому.
К тержическолр классу относят все виды сварки, осущест-
вляемые плавлением с использованием тепловой энергии, —ду-
говую, электрошлаковую, электронно-лучевую, газовую, термит-
ную и др.
К термомеханическому классу относят все виды сварки, осу-
ществляемые с использованием тепловой энергии и давления,—
контактную, диффузионную, газопрессовую, дугопрессовую, тер-
митно-прессовую и др.
К механическому классу относят все виды сварки, осущест-
вляемые с использованием механической энергии и давления,—‘
холодную, взрывом, трением и др.
Основой технических признаков классификации явля-
ются способ защиты металла в зоне сварки, непрерывность свар-
ки и степень ее механизации. Классификация видов сварки по
техническим признакам приведена на рис. 1.
Технологические признаки классификации устанав-
ливают для каждого вида сварки отдельно. Например, дуговая
сварка может быть классифицирована по следующим признакам:
виду электрода; виду дуги; характеру воздействия дуги на основ-
ной металл; роду сварочного тока; полярности сварочного тока,
5
Рис. 1, Классификация видов сварки по техническим признакам
количеству дуг с раздельным питанием электрическим током
и т. д. Электрошлаковая сварка может быть классифицирована пс
следующим признакам: виду электрода; наличию колебаний
электрода; количеству электродов с общим подводом сварочного
тока.
§ 2. Основные виды сварки плавлением
Ручная дуговая сварка штучным электродом (рис. 2). Тепло
та, необходимая для расплавления основного металла и электрод-
ного стержня, образуется в результате горения электрической
(сварочной) дуги, обладающей высокой температурой (дс
4000—6000°C). Расплавленные основной и электродный металль
перемешиваются в сварочной ванне и по мере продвижения дуп
быстро затвердевают, образуя сварной шов. Электродное покры-
6
т-ие,‘ нанесенное на металли-
ческий стержень электрода,
состоит из различных ком-
понентов, которые при рас-
плавлении создают шлако-
вую и газовую защиту сва-
рочной ванны от вредного
влияния кислорода и азота
воздуха.
Автоматическая дуговая
сварка под флюсом (рис. 3).
Электрическая дуга горит
под слоем зернистого флюса,
который предохраняет рас-
плавленный металл от воз-
духа и при необходимости
легирует 'его. Электродная
проволока подается в дугу
автоматически с помощью
сварочной головки, снабжен-
ной электродвигателем. Флюс ссыпается
вием собственного веса. Одновременно с
двигается вдоль свариваемого шва.' При
чиваются высокая производительность и хорошее качество шва.
Дуговая сварка в защитном газе неплавящимся электродом
(рис. 4). Электрическая дуга горит между вольфрамовым элек-
Рис. 2. Ручная дуговая сварка штучным
электродом:
Z—основной металл. 2 — сварочная ванна. 3 —
электрическая дуга, 4 — проплавленный металл,
5 — наплавленный металл, б — шлаковая корка.
7 — жидкий шлак, 3 — электродное покрытие.
# — металлический стержень электрода, 10 —
э л е ктродо де рж а те л ь
в зону сварки под дейст-
этим вся установка пере-
этом виде сварки обеспе-
Рис. 3, Автоматическая дуговая сварка под флюсом:
1 — бункер с флюсом, 2 — электродная проволока, 3 — сварочная
головка, 4 — основной металл, 5 —сварной шов, (i—-шлаковая
корка, 7 — нерасплавленный флюс, в — ограничители флюса, S —
медная пластина-подкладка
7
Рис. 4. Дуговая сварка в защит-
ном газе неплавящимся электро-
дом:
1 — электрическая дуга, 2 — газовое
сопло, а — вольфрамовый электрод,
4 — присадочная проволока
Рис. 5. Дуговая сварка в защит-
ном газе плавящимся электро-
дом: .
I— электрическая дуга, 2 — газовое
сопло, а — подающие ролики. 4 —
электродная проволока, 5 — токопод-
водящий мундштук, б — защитный газ
тродом и основным металлом. Сварочная ван<на защищается от1
окисления инертным защитным газом (аргоном, гелием), который
оттесняет воздух от места сварки. Для заполнения шва в сва-
рочную ванну вводится присадочный материал. Сварка может
производиться ручным, механизированным и автоматическим
способами. Этот метод широко применяют при сварке высоколе-
гированных сталей, цветных металлов и их сплавов, а также ак-
тивных и редких металлов.
Дуговая сварка в защитном
(рис. 5). Электродная проволока
непрерывно подается в зону
сварки со скоростью ее плав-
ления. Сварочную ванйу от
воздуха защищают как
газе плавящимся электродом
с помощью подающих роликов
Рис. 7. Электрошлаковая сварка:
I — начальная скоба для возбуждения про-
цесса сварки, 2 — металлическая (сварочная)
ванна, з — токоподводящий мундштук, 4 —
подающие ролики, 5 — электродная проволо-
ка, б — шлаковая ванна, 7 — медные форму-
ющие ползуны, 8 — сварной шов. 9 — сбороч-
ная скоба, 10 — свариваемые детали
Рис. 6. Сварка трехфазной дугой:
I, 2—плавящиеся электроды, 3, 5,
$ — сварочные дуги, 4 — основной ме-
талл
8
инертным, так и активным газом (например, углекислым). Угле-
кислый газ применяют при сварке углеродистых и легированных
сталей, инертные газы — при сварке высоколегированных сталей и
цветных металлов. Сварку можно выполнять механизированным и
автоматическим способами.
Сварка трехфазной дугой (рис. 6). К двум электродам и из-
делию подводят переменный ток от трехфазного сварочного тран-
сформатора. При этом возникают три дуги, горящие в одном
сварочном фокусе: по одной между каждым электродом и изде-
лием и одна между самими электродами. При горении дуг выде-
ляется большое количество теплоты, что увеличивает произво-
дительность процесса сварки. Сварку можно выполнять как руч-
ным, так и автоматическим способом.
Электрошлаковая сварка (рис. 7). В отличие от дуговой свар-
ки для плавления основного и электродного металлов использует-
ся теплота, выделяющаяся при прохождении сварочного тока че-
рез расплавленный электропроводный шлак (флюс). После за-
твердевания основного и электродного металлов образуется свар-
ной шов. Сварку выполняют при вертикальном расположении
свариваемых деталей с большим зазором между «hmk. Для фор-
мирования шва по обе стороны зазора устанавливают медные
ползуны, охлаждаемые водой. Для свободного перемещения пол-
зунов вверх сборка под сварку производится с помощью специ-
альных (сборочных) скоб. Электрошлаковую сварку применяют
при соединении деталей большой толщины (от 30 до 1000 мм и
более).
§ 3. Сварные соединения и швы
Рис. 8. Виды сварных соединений
ГОСТ 2601—84 устанавливает ряд терминов и определений,
связанных со сварными соединениями и швами.
Сварным соединением называется неразъемное соеди-
нение, выполненное сваркой. По виду соединения могут быть
стыковыми, угловыми, тавровыми и нахлесточными. Стыковое со-
единение— это сварное соединение двух элементов, примыкаю-
щих друг к другу торцовыми по-
верхностями (рис. 8,а). Угловое
соединение — это сварное соеди-
нение двух элементов, располо-
женных под углом и сваренных в
месте примыкания их краев (рис.
8,6). Тавровое соединение — это
сварное соединение, в котором то-
рец одного элемента примыкает
иод углом и приварен к боковой
поверхности другого элемента
(рис. 8,в). Нахлесточное соедине-
ние — это сварное соединение, в
котором сваренные элементы рас-
9
положены параллельно и частично перекрывают друг друга
(рис. 8,е).
Сващной шов — это участок сварного соединения, образо-
вавшийся в результате кристаллизации расплавленного ме-
талла.
Сварочная ванна —это часть металла свариваемого шва,
находящаяся при сварке плавлением в жидком состоянии. Углуб-
ление, образующееся в сварочной ванне под действием давления
дуги, называется кратером.
Металл подвергающихся сварке соединяемых частей называ-
ется основным металлом. Металл, предназначенный для
введения в сварочную ванну в дополнение к расплавленному ос-
новному, называется присадочным металлом. Переплавлен-
ный присадочный металл, введенный в сварочную ванну или на-
плавленный на основной металл, называется наплавленным
металлом. Сплав, образованный переплавленным, основным и
наплавленным металлами или только переплавленным основным
металлом’ называется металлом шва.
- К конструктивным элементам подготовленных кромок и со-
бранных под сварку деталей на примере стыкового сварного со-
единения (рис. 9) относятся притупление кромок, зазор и угол
скоса кромок. Кромками называются торцовые поверхности
деталей, подлежащие нагреву. Придание кромкам, подлежащим
сварке, необходимой формы называется разделкой кромок.
Скос кромки — это прямолинейный наклонный срез кромки,
подлежащий сварке. Нескошенная часть торца кромки с носит
название притупления кромки, а расстояние b между кром-
ками при сборке называется зазором. Острый угол 0 между
плоскостью скоса кромки и плоскостью торца называется углом
Рис. 9. Стыковое сварное соединение:
а —(Подготовка под сварку, б — выполненный шов, в — внешний внд соеди-
нения; / — выпуклость шва, 2 — сварной шов, 3 — сварочная ванна, 4—кром-
' ’ ки, 5 — металл шва, 6 — основной металл, 7 — корень шва
ТО
Рис. 10. Положение шва в пространстве:
а — ннжнее, б — горизонтальное на вертикальной плоскости, в — верти-
кальное, а — потолочное (верхнее)
скоса кромки, а угол а между скошенными кромками — уг-
лом разделки кромок.
К конструктивным элементам сварного шва относится шири-
на шва е, выпуклость шва g и глубина проплавления. .В ыпук-
лость стыкового шва — это часть металла стыкового шва,
возвышающаяся над поверхностью свариваемых частей. Глуби-
на. проплавления — это наибольшая глубина расплавления
основного металла в сечении шва. Часть сварного шва, наиболее
удаленная от его лицевой поверхности, называется корнем
шва.’
Сварные швы могут быть стыковыми, угловыми и точечными.
Стыковой шов — это сварной шов стыкового соединения. Угловой
шов — это сварной шов углового, нахлесточного или таврового
соединения. Сварной шов нахлесточного или таврового соедине-.
ния, в котором связь между сваренными частями осуществляется
сварными точками, называется точечным швом. Сварку можно
выполнять как с одинаковыми, так и с разными толщинами (S
и свариваемых элементов.
В зависимости от положения в пространстве (рис. 10) швы
подразделяют на нижние, горизонтальные, вертикальные и пото-
лочные (верхние).
По характеру выполнения швы могут быть односторонними и
двусторонними, выполняемыми как на весу, так и на различного
рода подкладках и флюсовых подушках. Меньшая часть двусто-
роннего шва, выполняемая предварительно для предотвращения
S)
Рис. 11. Прерывистые швы:
а — цепной, б —шахматный; I —длина провариваемого участка, t — шаг шва
a)
Рис. 12. Нормальный (а), выпуклый -
(б) и вогнутый (в), швы:
g—выпуклость шва, m — вогнутость шва
Рис. 13. Многослойный шов:
/—S — последовательность выполнения от-
дельных проходов
прожогов при последующей
сварке или накладываемая
в последнюю очередь в корень;
шва для обеспечения высокого'
качества шва, называется
йо^вароадыж швсш.
По протяженности разли-
чают непрерывные и преры-
вистые швы. Яепрерывмыц
шов — это сварочный шов без^
промежутков по длине, пре-
рывистый (рис. 11) с промежутками по длине. Прерывистые
швы подразделяют на цепные и шахматные. Цепной прерывистый
шов — это двусторонний прерывистый шов таврового соединения,
у которого промежутки расположены по обеим сторонам стенки
один против другого. Шахматный прерывистый шов — это двусто-
ронний прерывистый шов, у которого промежутки на одной сто-
роне стенки расположены против сваренных участков шва с дру-
гой ее стороны.
Сварные швы подразделяют на нормальные, выпуклые и вогну-
тые (рис. 12). - ’
По количеству слоев сварные швы могут быть-' однослойными
а. многослойными (рис. 13). Слой — это часть металла сварного
шва, которая состоит из одного или нескольких валиков, распола-
гающихся на одном уровне поперечного сечения шва. Валик —
это металл, наплавленный или переплавленный за один прё^од.
§ 4. Условные изображения и обозначения швов
сварных соединений
Согласно Единой системе конструкторской документации
(ЕСКД) изображения и обозначения швов сварных соединений в
конструкторских документах изделий должны соответствовать
ГОСТ 2.312—72 «Условные изображения и обозначения швов свар-
ных соединений».
Изображение швов сварных соединений. Независимо от вида
сварки видимый шов сварного соединения условно изображают
12
Рис. 14s Изображение швов «^варньнг. соединений
' '" ' ~ ~С " '
сплошной основной линией (рис. I'M), а4 невидмый штриховой
(рис> 1-4Д). Ви^Ййую одиночную сварную точ(д^-словно изобра-
жают знаком ~«+», невидимые одиночные точки не изображают.
От' изображения шва или одиночной тонки '.проводят линию-
выноску, заканчивающуюся односторонней стрелкой (рис. 14,анб).
На изображение сечения многопроходного шва допускается
наносить контуры отдельных проходов, которые необходимо обо-
значать прописными буквами русского алфавита (рис. 14,в). Гра-
ницы' шва изображают сплошными основными линиями, а кон-
структивные элементы кромок в границах шва — сплошными тон-
кими линиями.
Шов сварного соединения, размеры конструктивных элементов
которого стандартами не установлены (нестандартный шов), изо-
бражают с указанием размеров конструктивных элементов, необ-
ходимых для выполнения шва по данному чертежу (рис. 14,е).
Условные обозначения швов сварных соединений. Структура
условного обозначения стандартного шва или одиночной сварной
точки приведена на рис. 15. Ниже приведены номера некоторых
стандартов на типы и конструктивные элементы швов сварных
соединений для различных видов сварки: ГОСТ 8713—79 «Сварка
под флюсом. Соединения сварные»; ГОСТ 5264—80 «Ручная дуго-
вая сварка. Соединения сварные»; ГОСТ 14771—76 «Дуговая
сварка в защитном газе. Соединения сварные»; ГОСТ 15164—79
«Электрошлаковая сварка» Соединения сварные». Этими стан-
дартами в зависимости от толщины металла устанавливаются
формы поперечного сечения и конструктивные элементы подготов-
ленных кромок и выполненных швов, которым присваивают услов-
ные буквенно-цифровые обозначения.
13
Вспомогательные знаки шва________
по замкнутой линии и монтажного шва
\ Знаки „дефис"
Вспомогательные знаки
шов
/ / Для прерывистого шеа-размер длины провариваемого
участка, знак / или Z и размер шага
Для одиночной сварной точки-размер расчетного_____
диамэтра точки
Для шва контактной точечной сварки или электро-___
заклепечного-размер расчетного диаметра точки или
электрозаклепки; знак/или Z и размер шага
Для шва контактной шовной сварки-размер расчетной
ширины шва
Для прерывистого шва контактной шовной сварни-
размер расчетной ширины шва, знак умножения, размер
длины провариваемого участка, знак / и размер шага
/ Знак tb, и размер катета согласно стандарту на
1 типы и конструктивные элементы швов сварных
соединений
Условное обозначение способа сварки по стандарту
на типы и конструктивные элементы швов сварных
соединений (допускается не указывать)
Буквеннс-цифровое обозначение шва по стандарту на типы
И конструктивные элементы швов сварных соединений
Обозначение стандарта на типы и конструктивные элементы_________
швов сварных соединений
Рис. 15. Структура условных обозначений швов сварных соединений
Для обозначения сварных швов используют также вспомога-
тельные знаки (табл. 1).
Если линия-выноска проведена от изображения шва с лице-
вой стороны, то условное обозначение шва наносят на полке ли-
Рис. 16. Форма поперечного сечения шва углового соединения
(а) н условные обозначения шва с лицевой (б) и оборотной (и)
сторон
14
1. Вспомогательные знаки дли условного обозначения сварных швов
Вспомог а* тельный знак Значение вспомогатель- ного знака расположение вспомогательного знака относительно полки лини и-вы носки, проведенной от изображения шва
с лицевой стороны е оборотной стороны
Выпуклость шва снять О 1 О'
t* Наплывы и‘неровности шва обработать с плав- ным переходом к основ- ному металлу -щЧг/У: х/ ттС~
1 Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения
Шов прерывистый или точечный с цепным рас- положением / V ‘ у /
1 Шов прерывистый или точечный с шахматным расположением N
' о Шов по замкнутой ли- ний
Шов по незамкнутой линии """ 1
15
нии-выноски, если с оборотной, то под полкой. На рис. 16 показа-
но условное обозначение шва углового соединения под тупым уг-
лом (ГОСТ 11533—75) без скоса кромок (У2), двустороннего, вы-
полненного автоматической сваркой под флюсом с предваритель-
ным наложением подварочного шва (Апш) по замкнутой линии.
Контрольные вопросы
1. Приведите классификацию основных видов сварки металлов.
2. Расскажите о сущности основных видов сварки плавлением.
3. Как классифицируют сварные соединения и швы?
4. Как условно изображают швы сварных соединений?
5. В чем состоит условное обозначение швов сварных соединений?
ГЛАВА II
ОБОРУДОВАНИЕ СВАРОЧНОГО ПОСТА
ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
§ 1. Общие сведения
Сварочным постом называется рабочее место электро-
сварщика, оборудованное комплектом соответствующей аппарату-
ры и приспособлений. От правильной организации рабочего места
в значительной мере зависят как обеспечение высокой производи-
тельности труда сварщиков, так и надежное качество сварных
швов и соединений. Рабочие места сварщиков в зависимости от
выполняемой работы и габаритов свариваемых изделий могут
быть расположены в специальных сварочных кабинах или непо-
средственно у этих изделий (требования к организации рабочих
мест электросварщиков регламентированы ГОСТ 12.3.003—75).
При сварке небольших изделий рабочие места оборудуют сва-
рочными кабинами (рис. 17) размером 2000X2000 или 2000Х
Х3000 мм. Каркас кабины металлический — из стальных труб или
уголков. Стены кабин делают высотой 1800—2000 мм, для лучшей
вентиляции не доводя их до пола на 200—300 мм. В качестве ма-
териала для стен используют тонколистовую сталь, асбоцементные
плиты или другие несгораемые материалы. Стены окрашивают в
светлые тона огнестойкой краской—цинковыми или титановыми
белилами, желтым кроном и другими, хорошо поглощающими уль-
трафиолетовые лучи сварочной дуги. Окраска стен в более темные
тона не рекомендуется, так как ухудшается общая освещенность
во время перерывов горения сварочной дуги. Дверной проем в ка-
бине закрывают брезентовым занавесом на кольцах, пропитанным
огнестойким составом. Полы в кабинах настилают из огнеупорно-
го материала: кирпича, цемента, бетона. Кабины должны хорошо
освещаться дневным или искусственным светом и хорошо венти-
лироваться. С этой целью кроме общей вентиляции устраивают
16
Рис. 17. Кабина адектросварщика
местные отсосы, поглощающие вредные газы и пыль непосредст-
венно в зоне их образования.
Для сборки и сварки деталей внутри кабины устанавливают
сварочный стол, высота которого 500—600 мм для работы сидя и
' около 900 мм для работы стоя. Крышку стола площадью около
1 м2 изготовляют или из листовой стали, толщиной 15—20 мм, или
’ из чугунной плиты толщиной около 25 мм, что лучше, так как чу*
' гунная крышка не коробится от нагревания. К нижней части
крышки или к ножке стола приваривают стальной болт, служа-
щий для крепления токоподводя-
него кабеля от источника сва-
рочного тока и для заземления
стола. Сбоку стола имеются два
кармана для электродов разных
марок и ящик, предназначенный
для сбора огарков. В выдвижном
ящике хранится инструмент (мо-
лоток, . зубило, стальная щетка
и т. д.), а также технологическая
документация. Для удобства ра-
боты в кабине устанавливают
металлический стул с подъемным
винтовым сиденьем, изготовлен-
ным из неэлектропроводного ма-
териала (дерево, пластмасса и
др.). Под ногами у сварщика
1 должен находиться резиновый
коврик.
При механизированной сварке
в кабине дополнительно уста-
Рис. 18. Оборудование рабочего мес-
та электросварщика при механизиро-
ванной сварке крупных изделий в
среде защитных газов;
I — баллов с защитным газом, 2 — газо-
вый редуктор, S — источник сварочного
тока, 4 — гибкие шланги, 5 — горелка,
6 — свариваемое изделие, 7 — подающий
механизм, « — сварочные ироводз
2—490
1956
навливают аппаратный ящик (шкаф управления) и механизм, по-
дающий электродную проволоку. В случае оборудования кабины
для механизированной сварки в защитных газах (рис. 18) балло-
ны с углекислым газом или аргоном выносятся за пределы ка-
бины.
Всё оборудование кабины, к которому подводится электриче-
ский ток (источник сварочного тока, аппаратный ящик, сварочный
стол и др.), должно быть надежно заземлено (требования к за-
щитному заземлению регламентированы ГОСТ 12.2,007.0—75).
Для дуговой сварки используют как переменный, так и посто-
янный сварочный ток. В качестве источника переменного свароч-
ного тока'применяют сварочные трансформаторы, а постоянного—
сварочные выпрямителя и сварочные преобразователи.
§ 1. Сварочный трансформатор
Сварочные трансформаторы служат для понижения напряже-
ния сети с 220 или 380 В до напряжения безопасного, но доста-
точного для легкого зажигания и устойчивого горения электриче-
ской дуги (не более 80 В). Кроме того, они .предназначены для-
регулирования силы сварочного тока в зависимости от диаметра
электродной проволоки и толщины свариваемого металла.
Сварочный трансформатор (рис. 19) состоит из корпуса 1, вну-
три которого укреплен замкнутый магнитопровод 4 (сердечник),
собранный из большого количества лакированных пластин, отштам-
пованных из тонкой (0,5 мм) листовой электротехнической стали
и стянутых" шпильками. На боковых стержнях магнитопровода
расположено по одной катушке первичной /2 и вторичной // об-
моток трансформатора. Каждая пара первичных и вторичных ка-
тушек соединена между собой параллельно.
Если по первичной обмотке с большим числом витков про-
пускать переменный ток от сети напряжением 220 или 380 В, то
он будет намагничивать сердечник трансформатора, создавая в
нем переменный магнитный поток, который, воздействуя на вто-
ричную обмотку трансформатора с меньшим числом витков, будет
создавать в ней индуктированный переменный ток меньшего на-
пряжения, но большей силы. Катушки первичной обмотки укреп-
лены неподвижно и включаются в сеть переменного тока. Катушки
вторичной обмотки подвижны и от них сварочный ток подается на
электрод и изделие. Провода сварочной цепи присоединяют к за-
жимам 2.
Сварочный ток плавно регулируется изменением расстояния меж-
ду первичной и вторичной обмотками. Для этой цели служит вер-
тикальный винт 9 с ленточной резьбой, который оканчивается ру-
кояткой 5. Ходовая гайка 10 винта, жестко связанная с катушка-
ми вторичной обмотки, перемещается вверх или вниз в зависимо-
сти от направления вращения винта. При вращении рукоятки по
часовой стрелке вторичная обмотка приближается к первичной,
магнитная связь между ними увеличивается и сварочный ток рас-
18
Рис. 19. Сварочный трансформатор:
а—внешний вид, б —схема регулирования сварочного тока, в — электрическая
• схема \
тет. При вращении рукоятки против часовой стрелки сварочный
ток соответственно уменьшается. Для установки необходимого
сварочного тока на крышке 8 корпуса трансформатора располо-
жена шкала 7.
С целью улучшения условий естественного охлаждения обмо-
ток трансформатора и магнитоировода в нижней части корпуса
предусмотрены прорези (жалюзи) 13., С этой же целью крышка
несколько приподнята над корпусом. Для удобства перемещения
трансформатор снабжен колесами 14 и двумя ручками 3. Для
подъема трансформатора предусмотрен рым-болт 6.
§ 3. Сварочный выпрямитель
Сварочные выпрямители служат для преобразования перемен-
ного тока в постоянный, предназначенный для питания сварочной
дуги. С этой целью в выпрямителях используют полупроводнико-
вые (селеновые, кремниевые или германиевые) выпрямительные
элементы (вентили), проводящие ток только в одном направлении.
2*
19
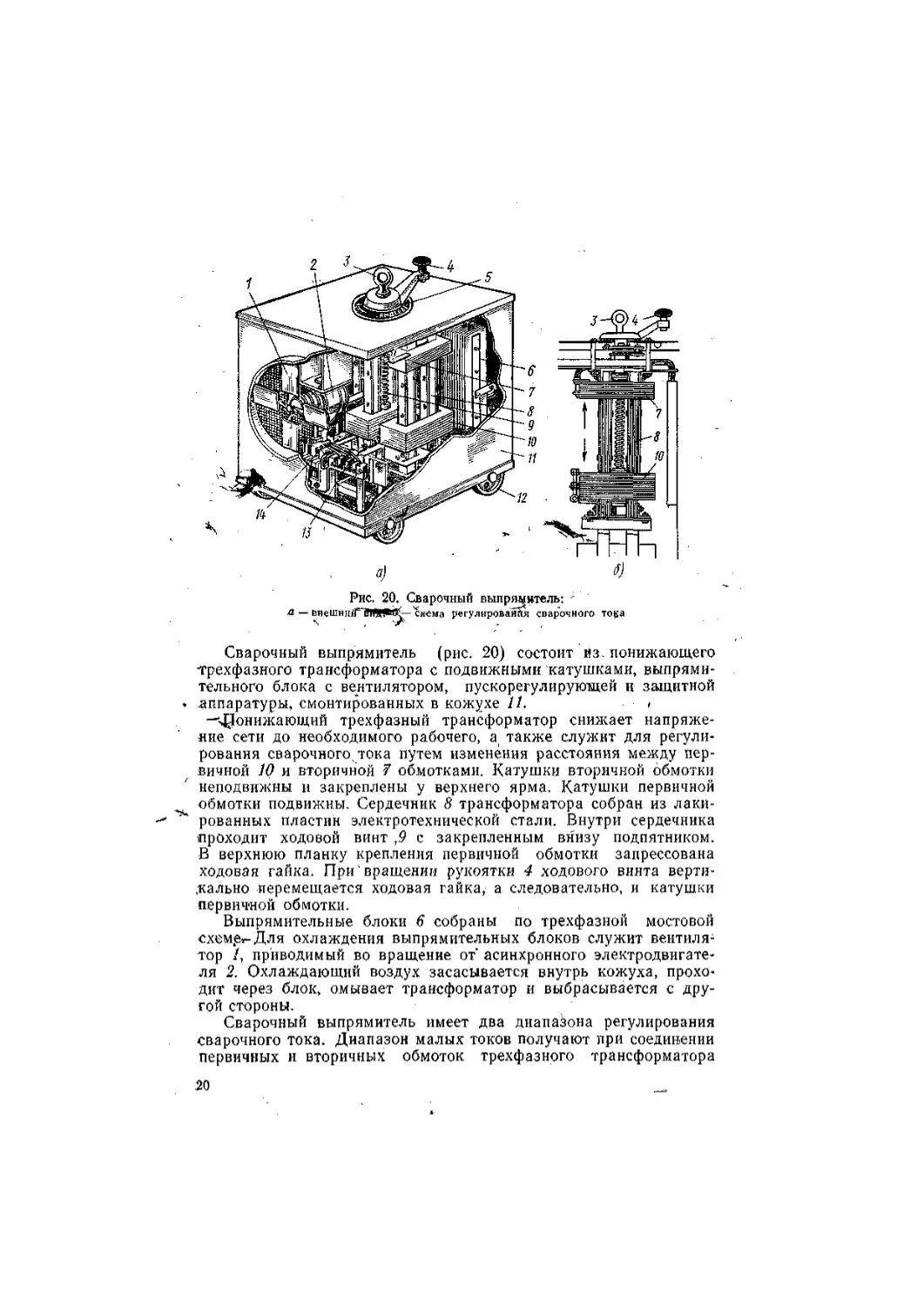
Рис. 20. Сварочный выпрямитель: '
л — регулировало сварочного тока
Сварочный выпрямитель (рис. 20) состоит из. понижающего
трехфазного трансформатора с подвижными 'катушками, выпрями-
тельного блока с вентилятором, пускорегулирующей и защитной
. .аппаратуры, смонтированных в кожухе /Л »
—Понижающий трехфазный трансформатор снижает напряже-
ние сети до необходимого рабочего, а, также служит для регули-
рования сварочного, тока путем изменения расстояния между пер-
вичной 10 и вторичной Ч обмотками. Катушки вторичной обмотки
неподвижны и закреплены у верхнего ярма. Катушки первичной
обмотки подвижны. Сердечник S трансформатора собран из лаки-
** рованных пластин электротехнической стали. Внутри сердечника
проходит ходовой винт ,9 с закрепленным внизу подпятником.
В верхнюю планку крепления первичной обмотки запрессована
ходовая гайка. При вращении рукоятки 4 ходового винта верти-
кально перемещается ходовая гайка, а следовательно, и катушки
первичной обмотки.
Выпрямительные блоки 6 собраны по трехфазной мостовой
схеме^Для охлаждения выпрямительных блоков служит вентиля1
тор /, приводимый во вращение от* асинхронного электродвигате-
ля 2. Охлаждающий воздух засасывается внутрь кожуха, прохо-
дит через блок, омывает трансформатор и выбрасывается с дру-
гой стороны.
Сварочный выпрямитель имеет два диапазона регулирования
сварочного тока. Диапазон малых токов получают при соединении
первичных и вторичных обмоток трехфазного трансформатора
20
61—SI
звездой, больших токов — при соединении их треугольником.
Плавное регулирование сварочного тока внутри каждого из диа-
пазонов осуществляют изменением расстояния между катушками
первичной и вторичной обмоток поворотом рукоятки ходового
винта. При вращении рукоятки по часовой стрелке происходит
сближение катушек обеих обмоток, индуктивность рассеяния
уменьшается, магнитная связь между ними увеличивается, в ре-
зультате чего растет сварочный ток. И, наоборот, при вращении
рукоятки против часовой стрелки катушки первичной обмотки
удаляются от катушек вторичной обмотки, индуктивность рассея-
ния увеличивается, магнитная связь между обмотками уменьша-
ется и уменьшается сварочный ток. Шкала 5 сварочного тока рас-
положена на крышке кожуха. Стрелка указателя тока перемеща-
ется с помощью планетарной передачи. Сварочный выпрямитель
снабжен четырьмя обрезиненными колесами 12 и рым-болтом 3.
Выпрямитель -к трехфазной сети подключают с помощью входных
зажимов 13. К выходным зажимам 14 («+» и «—») присоединяют
провода сварочной цепи.
Сварку постоянным током можно выполнять на прямой и обрат-
ной полярности. При прямой полярности зажим «+» выпрямителя
подсоединяют к изделию, а зажим «—» — к электроду, .при обрат-' '
ной полярности — наоборот. На положительном полюсе в резуль-
тате бомбардировки его электронами выделяется больше теплоты,
чем на отрицательном. Исходя из этого, обратную полярность при-
меняют при сварке тонколистового металла, чтобы не прожечь его,,
а также при сварке высоколегированных сталей во избежание их
перегрева,.
§ 4. Сварочный преобразователь
Сварочный преобразователь (рис. 2!) представляет собой ма-
шину, служащую для преобразования переменного тоКа в постояв-,
ныц сварочный ток; он состоит из сварочного генератора постоян-
ного тока и приводного трекфазнбго асинхронного электродвигате-
ля ^сидящих на одном валу и смонтированных в общем корпусе.
Сварочный генератор состоит из корпуса 11 с укрепленными на нем
магнитными полюсами 10 и приводимого во вращение якоря 12.
Тело якоря набрано из отдельных лакированных пластин электро-
технической стали, В продольных пазах его уложены витки обмот-
ки, Рядом с якорем нахрдихся коллектор, состоящий из большого
числа изолированных друг от друга медных пластинок 1, к кото-
рым припаяны начала и концы каждой группы витков якоря.
' Магнитное поле внутри генератора создается магнитными полю-
сами обмоток возбуждения, которые питаются постоянным током от
щеток 2 самого генератора. В распределительном устройстве 4 раз-
мещены пакетный выключатель, регулировочный реостат 3, вольт-
метр 6, доски зажимов 5 высокого и низкого напряжения и другая
аппаратура. При включении электродвигателя якорь начинает
вращаться в магнитном поле и в витках его возникает переменный
21
Рис, 21. Сварочный преобразователь
ток, который с помощью коллектора преобразуется в постоянный.
К коллектору прижимаются угольные щетки 2, с помощью которых
постоянный ток снимается с коллектора и подводится к зажимам 5
(«+» и «—»). К этим же зажимам присоединяют сварочные прово-
да, подводящие сварочный ток к электроду и изделию. Для охлаж-
дения преобразователя во время работы на валу его имеется вен-
тилятор 7.
Ходовая часть преобразователя состоит из переднего поворот-
ного колеса с тягой 9 и двух задних колес, сидящих на одной оси.
Это позволяет передвигать его на небольшое расстояние. Для подъ-
ема и перемещения преобразователя предусмотрено два рым-болта.
Сварочный ток регулируется с помощью маховичка 3 реостата:
при вращении его по часовой стрелке сварочный ток увеличивается,
и наоборот.
§ 5. Инструмент и принадлежности электросварщика
*
^ля защиты глаз и лица электросварщика от прямых излучений
электрической дуги, брызг расплавленного металла и искр приме-
няют защитные щитки (рис. 22). По ГОСТ 12.4.035—78 преду-
смотрено два типа защитных щитков: ручные с непрозрачным кор-
пусом (тип PH) и наголовные с непрозрачным корпусом (тип НН) .
Корпус щитка изготовляют из нетокопроводящего и невоепламеня-
ющегося материала, стойкого к брызгам расплавленного металла.
Обычно применяют черную фибру.
22
В зависимости от силы сварочно-
го тока щитки комплектуют защитны-
ми стеклами-светофильтрами. Про-
мышленностью по ГОСТ 12,4.080—79
серийно изготовляются защитные стек-
ла-светофильтры серии С («свароч-
ный»). Светофильтры темно-зеленого
цвета обеспечивают защиту глаз и
кожи лица от излучений в ультрафио-
летовой, видимой и инфракрасной
областях спектра дуги при сварке на
токах 20—1000 А. Зеленый цвет све-
тофильтров благоприятно действует
на органы зрения, не утомляет глаза
и улучшает общее самочувствие
-сварщиков. Они изготовляются 13 классов (Cl, С2, СЗ и т. д.).
Класе светофильтра выбирается в зависимости от силы свароч-
ного' тока. В целях учета индивидуальных особенностей зрения
сварщика рекомендуется опробовать светофильтры на один
номер больше и на один меньше.
Для зажатия покрытого электрода и подвода к нему сварочного
тока при ручной дуговой сварке, а также при сборочных работах
под механизированные виды сварки применяют электрододер-
ж а те л и. По ГОСТ 14651—78 предусмотрены следующие типы
электрододержателей: ЭД-12, ЭД-20, ЭД-25, ЭД-31, ЭД-40 и
ЭД-50 для сварочных токов соответственно 125, 200, 250, 315, 400 и
500 А.
Для соединений при дуговой сварке горелок, автоматических
или полуавтоматических сварочных установок с источниками пита-
ния применяют гибкие силовые кабели с алюминиевыми или
медными жилами с резиновой изоляцией и оболочкой. Сечение ка-
белей выбирают в зависимости от силы сварочного тока (в преде-
лах 5—7 А/мм2).
Принадлежности для дуговой сварки, В процессе работы элек-
тросварщики пользуются стальными щетками для зачистки кромок
перед сваркой, зубилами и молотками для обивки шлака, щетками
для уборки флюса, набором шаблонов для проверки качества сбор-
ки и размеров выполненного шва, стальными клеймами, различного
рода струбцинами для подвода сварочного тока к свариваемым из-
делиям и т. п.
Спецодежда сварщика (куртка, брюки, рукавицы) сшита из
плотной и трудновоспламеняемой ткани (брезент, сукно и др,).
Контрольныевопросы
1, Как оборудуют сварочные посты для ручной и механизированной дуго-
вой сварки?
2. Опишите устройство сварочных трансформатора, выпрямителя и преоб-
разователя.
3. Назовите инструмент и принадлежности электросварщика.
23
ГЛАВА III
ЭЛЕКТРИЧЕСКАЯ ДУГА
И ЕЕ ПРИМЕНЕНИЕ ДЛЯ СВАРКИ
§ 1. Электрические свойства дуги и ее характеристики
Ионизация дугового промежутка. Электрической дугой
называется продолжительный разряд электрического тока между
двумя электродами, происходящими в газовой среде. Электрическая
дуга, используемая для сварки металлов, называется сварочной
дугой. Такая дуга в большинстве случаев горит между электро-
дом и изделием, т. е. является дугой прямого действия.
При обычных условиях газы не проводят электрический ток, так
как достоят из нейтральных молекул и атомов, которые не являют-
ся носителями электрических зарядов. Газы могут стать провод-
никами электрического тока только втомслучае, если в их составе
будут заряженные частицы — электроны, а также положительно и
отрицательно заряженные ионы. Процесс образования таких заря-
женных частиц называется ионизацией, а газ — ионизиро-
ванным.
Ионизация дугового промежутка и возникновение сварочной
дуги между электродом и изделием при сварке постоянным током
на прямой полярности происходит следующим образом. При корот-
ком замыкании электрода (катода) на изделие (анод) из-за шеро-
ховатости поверхности касание их происходит в отдельных высту-
пах, где выделяется большое количество теплоты (рис. 23), значи-
тельно ускоряющей движение свободных электронов по замкнутой
сварочной цепи. При отрыве электрода от изделия свободные элек-
троны под действием электрического поля начинают вылетать в
межэлектродное пространство. Возникает так называемая элек-
тронная эмиссия, т. е. самопроизвольный выход свободных
электронов из катода в газовую среду, что приводит к возбуждению
Рис. 23. Короткое замы-
кание электрода на из-
делие
Рис. 24. Строение электрической дуги и
распределение напряжения на ее участках:
I — катодное пятно, 2 — столб дуги, S — анодное
пятно. Малыми кружками обозначены электро-
ны, а большими —положительно и отрицательно
заряженные ионы
24
электрической дуги. Электроны, вылетевшие с конца электро-
да в результате этой эмиссии, пополняются из источника пита-
ния сварочным током, в результате чего дуга будет гореть непре-
рывно.
Строение сварочной дуги. Сварочная дуга представляет собой
участок последовательной электрической цепи, на котором происхо-
дит падение напряжения (рис. 24). Дуговой промежуток подразде-
ляется на три основные области: прикатодную, прианодную и газо-
вый столб дуги. Наиболее нагретые участки прикатодной и при-
анодной областей называются катодными и анодными, активными
пятнами.
К а то д н о е и я т н о является источником потока свободных
электронов. Температура его для стальных электродов дос-тигает
2400—2600°C. В катодном пятне выделяется около 38 % общей
теплоты дуги. Падение напряжения на нем (UK) связано с затрата-
ми на эмиссию и разгон электронов и составляет примерно 12—17 В.
. Столб дуги представляет собой проводник электрического то-
ка. В нем свободные электроны и отрицательно заряженные ионы
движутся к аноду, а положительно заряженные ионы — к катоду.
В целом столб дуги не имеет заряда. Он нейтрален, так как в
каждом сечении столба одновременно находятся равные количества
противоположно заряженных частиц.
В столбе дуги выделяется около 20% общей теплоты дуги. Па-
дение напряжения в нем ((7С) увеличивается с увеличением длины
дуги (£д) и составляет примерно 2—12 В. Температура столба дуги
зависит от силы сварочного тока и достигает в ее центре 6000—
7000 °C и более. Температура капли на конце стального электрода
приблизительно равна 2150 °C, а при перелете ее через дуговой
промежуток — 2350 °C. В среднем температура сварочной ванны
составляет 1770 °C.
Анодное пятно является местом входа и нейтрализации сво-
бодных электронов. Оно имеет примерно такую же температуру,
как и катодное пятно, но в результате бомбардировки электронами
на нем выделяется больше теплоты (примерно 42 %), чем на катод-
ном. Падение напряжения на анодном пятне (i(7a) связано с затра-
тами энергии на бомбардировку анода электронами, а также на их
нейтрализацию и составляет примерно 2—11 В. Поверхность анод-
ного пятна имеет форму вогнутой сферы (чаши), называемой кра-
тером.
Общее падение напряжения в дуге ... 40 В.
При питании сварочной дуги постоянным током обратной полярно-
сти катодное и анодное пятна поменяются местами, т. е. катодом
будет изделие, а анодом — электрод. При переменном токе и часто-
те 50 Гц эта смена будет происходить 100 раз в секунду. При пере-
ходе синусоиды тока через нулевое значение ток в дуге прекраща-
ется, поэтому дуга на переменном токе горит менее устойчиво, чем
на постоянном. При сварке на переменном токе количества тепло-
ты, выделяющиеся на электроде и изделии, будут примерно одина-
ковыми.
25
Рис. 25. Статические вольт-амперные ха-
рактеристики для короткой (кривая а),
средней (кривая б) и длинной (кривая в)
сварочной дуги:
/—’Участок, характерный для сварки в защит-
ных газах иеллавящммся электродом, 2 — учас-
ток, характерный для ручной сварки покрытыми
электродами, 3 — участок, характерный для
сварки под Флюсом при обычной плотности то-
ка, 4 —участок, характерный для сварки в за-
щитных газах и под флюсом при повышенной
плотности тока
Характеристики свароч-
ной дуги. Одной ИЗ ОСНОВ-
НЫХ характеристик дугового
разряда является стати-
ческая вольт-ампер-
ная характеристи-
ка— зависимость напряже-
ния дуги при постоянной ее
длине от силы сварочного
тока (рис. 25). С увеличени-
ем длины дуги ее напряже-
ние увеличивается и кривая
статической вольт-амперной
характеристики дуги подни-
мается выше, примерно со-
храняя при этом свою фор-
му (кривые а, б, в). На ней
различают три области: па-
дающую, жесткую (почти
горизонтальную) . и возра-
стающую. В зависимости от
условий горения дуги ей со-
ответствует одни из участков
характеристик (/,2, Зили'^.
При ручной сварке покрытыми электродами, сварке' в защитных
газах неплавящимся электродом и сварке под флюсом на сравни-
тельно небольших плотностях тока характеристика дуги будет сна-
чала падающей, а при увеличении тока полностью перейдет в же-
сткую. При этом с увеличением сварочного тока пропорционально
увеличиваются поперечное сечение столба дуги и площади катод-
ного и анодного активных пятен. Плотность тока и напряжение
дуги остаются неизменными.
При сварке под флюсом и в защитных газах тонкой электродной
проволокой на больших плотностях тока характеристика дуги ста-
новится возрастающей. Это объясняется тем, что диаметры ка-
тодного и анодного активных пя-
тен стали равны диаметру элек-
трода и больше увеличиваться
не могут. В дуговом промежутке
наступает полная ионизация га-
зовых молекул и дальнейшее уве-
личение сварочного тока может
происходить лишь за счет увели-
чения скорости движения элек-
тронов и ионов, которая 'пропор-
циональна напряженности элек-
трического поля. Поэтому с уве-
'личением сварочного тока возра-
стает напряжение дуги.
Рис. 26. Статические вольт-амперные
характеристики сварочной дуги при
малой (отрезок а), средней (отре-
зок б) и большой (отрезок в) ско-
рости подачи электродной проволоки
26
В ряде случаев при механизированной сварке плавящимся элек-
тродом удобнее пользоваться статической вольт-амперной характе-
ристикой дуги, снятой не при постоянной ее длине, а при постоян-
ной скорости подачи электродной проволоки (рис. 26). Как видно
из рисунка, каждой скорости подачи электродной проволоки соот-
ветствует очень небольшой диапазон токов, в котором происходит
устойчивое горение дуги. При этом очень небольшое изменение си-
лы сварочного тока вызывает значительное изменение напряжения
дуги. Слишком малый сварочный ток может привести к короткому
замыканию электрода с изделием, а слишком большой — к резкому
возрастанию напряжения дуги и ее обрыву.
§ 2. Сварочные свойства дуги
Тепловая мощность дуги. Сварочная дуга представляет собой
мощный концентрированный источник теплоты. Почти вся электри-
ческая энергия, потребляемая дугой, превращается в тепловую.
Полнаятелловаямощностьдугиф (Дж/с) зависит от
силы сварочного тока /Св (А) и напряжения дуги 1/д (В):
Q=/cb
Однако не вся теплота дуги затрачивается на нагрев и плавле-
ние металла. Значительная ее часть бесполезно расходуется на на-
грев окружающего воздуха или защитного газа, плавление электрод-
ного покрытия или флюса, угар, в связи с разбрызгиванием металла
ит. д. Действующая (эффективная) тепловая мощ-
ность д у г и' (Дж/с) — та часть теплоты сварочной дуги, кото-,
рая вводится непосредственно в изделие:
9=/свУдТ],
где т] — коэффициент полезного действия (к. п. д.)
н а гр е в а и з д е л и я дугой, определяемый опытным путем.
Коэффициент п зависит от способа сварки, материала электро-
да, состава покрытия или флюса и ряда других факторов. Напри-
мер, при сварке открытой дугой угольным или вольфрамовым элек-
тродом он составляет в среднем 0,6; при сварке покрытыми электро-
дами — около 0,75; при сварке под флюсом — 0,8 и брлее. К. л. д.
ц определяется тепловым балансом процесса сварки (рис. 27), т. е.
характером распределения полной тепловой мощности.
Перенос металла в дуге. В процессе горения дуги жидкий ме-
талл с конца электрода переходит в сварочную ванну в виде от-
дельных капель диаметром от тысячных долей миллиметра до не-
скольких миллиметров. За 1 с может переноситься от 1—2 до 150
капель и более в зависимости от их размера. Независимо от поло-
жения шва в пространстве капли металла всегда перемещаются
вдоль оси электрода по направлению к сварочной ванне.
Отрыв и перенос капель жидкого металла происходит под дей-
ствием ряда факторов. К ним относятся: сила тяжести, действую-
щая на каплю; электромагнитные силы (рис. 28), возникающие в
27
Рассеивание Й „„„
окружающую среду-20%
-^-^разврыз&ние-5% Перенос в каплями
-* 1 г расплавленного,
Леталла-?!^
Поглощение .
злешюва-ЗОгД J
( „ „ Д, Эффективная тепло-
Д Погмрт^ 6°*^ОС1ЛЬ fyW’W
Полная тепловая
мощность дуги-1007.
Перенос с каплями
расплавленного
металла-28%
Плавление флюса-18%
Ж~"
Разбрызгивание-Г/.
- . Эффективная тепловая
Поглощение основного мощность дуги 81%
металла-54%.|
Полная тепловая^
мощность дуги-№0% .
Рис. 27^ Примерный тепловой баланс процесса сварки покры-
тыми электродами (а) и пол флюсом (б)
процессе прохождения тока по электроду; силы поверхностного на-
тяжения; давление образующихся внутри капли газов, которые
отрывают ее от электрода и дробят на более мелкие капельки,
и др.
Характер переноса капель с электрода в сварочную ванну зави?
сит от силы сварочного тока и напряжения дуги. Установлено, что
с увеличением силы тока размер капель уменьшается, а число их,
образующееся в единицу времени, возрастает. С увеличением на-
пряжения дуги (длины дуги), наоборот, размер капель увеличива-
ется, а число их уменьшается. Так, при сварке голой проволокой и
электродом без покрытия на малых плотностях тока жидкий ме-
талл переходит в сварочную ванну в виде крупных капель с кратко-
временными замыканиями дугового промежутка, а при сварках по-
крытыми электродами и под флюсом на обычных плотностях тока —
в виде потока мелких капель без замыкания ими дугового проме-
жутка. При сварке в защитных газах и под флюсом тонкой элек-
тродной проволокой на повышенных плотностях тока наблюдается
мелкокапельный струйный перенос металла. В этом случае очень
мелкие капли образуют сплошную коническую струю жидкого ме-
28
Рис. 28. Схема
сжимающего дей-
ствия ♦ электромаг-
нитных сил в мо-
мент отрыва кап-
ли металла от
электрода
талла, которая переходит .в шов также без ко-
ротких замыканий, что уменьшает разбрызгива-
ние металла.
Влияние магнитных полей на дугу. Свароч-
ная дуга является гибкой газовой вставкой
между электродом и изделием и, как всякий про-
водник с током, взаимодействует с магнитным
полем. Отклонение столба дуги под действием
магнитного поля, наблюдаемое в основном при
сварке постоянным током, называется магнит-
ным дутьем (рис. 29). Возникновение его
объясняется тем, что в местах изменения направ-
ления тока создаются различные напряженно-
сти магнитного поля. Это приводит к отклоне-
нию дуги в сторону, 'противоположную большей
напряженности. При сварке переменным током
в связи с тем, что полярность меняется с часто-
той тока, это явление проявляется значительно
слабее.
Магнитное дутье также имеет место при свар-
ке вблизи ферромагнитных масс (железо и
сталь). Это объясняется тем, что магнитные
силовые линии проходят через ферромагнитные
массы, обладающие хорошей магнитной проницаемостью, значи-
тельно легче, чем через воздух. Дуга в этом случае отклоняется
в сторону этих масс.
Возникновение магнитного дутья вызывает непровары и ухудша-
ет внешний вид шва. Устранить его можно изменением места токо-
подвода и угла наклона электрода, временным размещением до-
полнительного ферромагнитного материала, создающего симмет-
ричное магнитное
менным.
поле, а также заменой постоянного тока пере-
Рис. 29. Влияние магнитных полей и ферромагнитных масс на сварочную
дугу:
а — нормальное положение дуги, б — отклонение дуги под влиянием неравномер-
ной напряженности магнитного поля, в — отклонение дуги под влиянием ферромаг-
нитных масс; fit и Hi — напряженности магнитного поля
29
Производительность процесса сварки оценивают по количеству
наплавленного и расплавленного электродного металла.
ПроизводительнОстьнаплавки(г) ,
где /св — сила сварочного тока, A; t0 — основное время сварки
(время чистого’ горения дуги), ч; ан — коэффициент наплавки,
г/(А-ч).
Коэффициентом наплавки называется количество на-
плавленного в течение 1 ч электродного металла (г), приходящего-
ся на 1 А сварочного тока. При сварке покрытыми электродами ко-
эффициент наплавки составляет 6—12 г/ (А-ч), под флюсом — 10—
16 г/(А-ч), в углекислом газе — 12—20 г/(А-ч), при электрошла-
ковой — 18—22 г/(А-ч).
Производительность плавления (г) электродной
проволоки
Гтп= Un? св о,
где ап ~ коэффициент плавления (расплавления), г/(А-ч).
Коэффициентом плавления называется количество
расплавленного в течение 1 ч электродного металла (г), приходя-
щегося на 1 А сварочного тока.
Часть расплавившегося электродного металла не участвует в
образовании наплавленного металла шва, а идет на покрытие по-
терь на'угар, разбрызгивание, испарение и др. Коэффициент,
характеризующий потери электродного металла,
выражается в процентах и определяется по формуле
а = ...£дГ..£д.ЮО или а = ЮО.
Этот коэффициент зависит от вида сварки и некоторых факто-.
ров режима. Так, при сварке покрытыми электродами он составляет
5—10%', в защитных газах — 3—6%, под флюсом и электрошлако-
вой — 1—5% •
Контрольные вопросы
1. Опишите строение сварочной дуги.
2. Какие сварочные свойства дуги вы знаете?
3. Каково влияние магнитных полей на сварочную дугу?
4. Как определяется производительность процесса сварки?
ГЛАВА IV
РУЧНАЯ ДУГОВАЯ СВАРКА
§ 1. Проволока стальная сварочная
Холоднотянутую стальную сварочную проволоку, предназначен-
ную для всех видов сварки плавлением, выпускают по ГОСТ
2246—70 диаметрами 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0;
4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм.
30
Сварочную проволоку поставляют свернутой в мотки с внутрен-
ним диаметром от 150 до 800 мм, массой от 1,5 до 40 кг. Каждый
моток перевязывается мягкой вязальной проволокой не менее чем
в трех местах, равномерно расположенных по его периметру. Мотки
проволоки одной партии можно связывать в бухты массой не более
80 кг.
Проволока может поставляться также намотанной на катушки
или в кассеты для установки их на сварочный автомат или полу-
автомат.
Мотки (бухты, катушки) обертывают в водонепроницаемую упа- _
ковочную бумагу. На каждый упакованный моток (бухту, катушку,
кассету) прикрепляют металлическую бирку, на которой указаны
наименование или товарный знак предприятия-изготовителя, услов-
ное обозначение проволоки, номер партии и поставлено клеймо тех-
нического контроля.
Проволока должна храниться в сухом закрытом помещении,
защищающем ее от воздействия атмосферных осадков, коррозии
и -загрязнения.
По ГОСТ 2246-Т-70 предусматривается выпуск 75 марок сталь-
ной сварочной проволоки •различного химического состава, которые
разделены на три группы: низкоуглеродистые — 6 марок; легиро-
ванные — 30 марок; высоколегированные — 39 марок.
Условные обозначения марок,сварочной проволоки состоят из
индекса Св (сварочная) и следующих за ним цифр и букв. Первые;
две цифры показывают среднее содержание углерода в сотых долях
процента. Последующие буквы указывают на содержание в прово-
локе главных элементов: А — азота (только в высоколегированных
проволоках), Б — ниобия, В—вольфрама, Г—марганца, Д —
меди, -М — молибдена, Н — никеля, С — кремния, Т — титана,
Ф — ванадия, X — хрома, Ц — циркония, Ю — алюминия. Цифры
после букв указывают среднее содержание элемента в процентах
(отсутствие цифры означает, что данного элемента содержится ме-
нее 1%). Буква А на конце условных обозначений марок низко-
углеродистой и легированной проволок указывает на повышенную
чистоту металла по содержанию серы и фосфора. В проволоке мар-
ки Св-08АА сдвоенная буква А указывает на пониженное содержа-
ние серы и фосфора по сравнению с проволокой марки Св-08А. На-
пример, в сварочной проволоке Св-06Х19Н9Т в среднем содержит-
ся: углерода 0,06%, хрома 19%, никеля 9% и менее 1% ти-
тана. Химический состав проволок некоторых марок приведен
в табл. 2.
Проволоку различают также по назначению: для сварки (на-
плавки) и для изготовления электродов (условное обозначе-
ние — Э). Низкоуглеродистую и легированную проволоку выпу-
скают неомедненной или омедненной (условное обозначение — О)
для предохранения ее поверхности от коррозии.
Пример условного обозначения сварочной проволоки диаметром
3 мм, марки Св-08А, предназначенной для сварки с омедненной
поверхностью; Проволока 3 Св-08А — О ГОСТ 2246—70.
31
w 2. Химический состав (%) некоторых марок стальной сварочной проволоки (ГОСТ 8246—7Й)
Проволока Углерод Кремний Марганец Хром Никель Молибден Титан Сера Фосфор Прочие элементы
СВ'ОЗ со, Ю <0,03 0,35-0,60 <0,(5 <0,30 —, — <0,0(0 <0,040 <0,030 Алюминий <0,01
СВ-08А <0.12 <0.25 <0,030
Св-08 А А <0.10 <0,020 <0,020
Св-ОЯГА 0,80-1,10 <0,025 <0,030 —
Св-ЮГА <0,12 Г, 10—1,40 <0,20 <0,30
СВ-10Г2 1,50—1,90 <0,030
Св-ОВГС <0,(0 0 h60—0,85 1,40-1,70 <0,20 <0,25 — — 0,025 0,030 f
Св-НГС <0,14 0,60—0,00 0,80-1,10 <0,30
СВ-08Г2С 0,05-0, (1 0,70—0,05 1,80—2,10 <0,25
Св-ГВХГС 0,15—0,22 0,00—1,20 0,80-1,10 0,80—1,10 0,30
Вы соколеги рмипкая Св-12Х!3 0,09—0.14 0,30—0.70 0,30-0,70 12,00—14,00 <0,60 — — 0.025 0,030 —
СВ.03Х19Н9Т <0,08 0,40—1,00 1,00-2,00 18,00—23.00 8,00-10,00 0,50—1,00 0,015
СВ.07Х19Н10В 0,05—0,00 <0,70 1,50—2,00 18,50—20.50 9,00—10,50 * 0.018 0,025 Ниобий 1,20-4.50
CB-10XI6H25AMK 0,08—0,12 <0,60 Г,00—2,00 15,00—17,00 24,00—27,00 5,50—7.00 Азот 0,10—0,20
§ 2. Электроды покрытые металлические
По ГОСТ 9466—75 предусматривается следующая классифи-
кация электродов:
по назначению — для сварки углеродистых, низколегированных,
легированных и высоколегированных сталей, а также для наплавки
поверхностных слоев с особыми свойствами;
по толщине покрытия — с тонким, средним, толстым и особо
толстым покрытием;
по видам покрытия — с кислым, основным, целлюлозным, рути-
ловым и др.;
по допустимым пространственным положениям — для сварки в
нижнем, горизонтальном и вертикальном, а также для всех поло*
жений;
по роду и полярности сварочного тока — для сварки перемен-
ным или постоянным током на прямой, обратной или любой поляр-
ности.
Электроды выпускают диаметрами 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0;
8,0; 10,0 и 12,0 мм (диаметр электрода определяется диаметром ме-
таллического стержня). В зависимости от диаметра электрода, а
также марки сварочной проволоки электроды изготовляют длиной
150—450 мм. Упаковывают их в коробки или пачки массой не более
3 кг—для электродов диаметром до 2,5 мм; 5 кг — для электро-
дов диаметром 3,0—4,0 мм; 8 кг — для электродов диаметром
свыше 4,0 мм.
Электроды подразделяют на типы в соответствии с ГОСТ
9467—75, 10051—75 и 10052-75.
ГОСТ 9467—75 распространяется на металлические покрытые
электроды для ручной дуговой сварки углеродистых, низколегиро-
ванных и легированных конструкционных и легированных тепло-
устойчивых сталей. Для сварки углеродистых и легированных кон-
струкционных сталей предусмотрено 14 типов электродов (напри-
мер, Э38, Э42А, Э46 и т. д. до Э150), для сварки легированных те-
плоустойчивых сталей — 9 типов (например, Э-09М, Э-05Х2М,
Э-09Х1М.Ф и т. д.). Условное обозначение типа электрода расшиф-
ровывается так; буква Э — электрод; стоящее за ней число — вре-
менное сопротивление разрыву металла шва или наплавленного
металла (так, электроды типа Э46 марок ОЗС-4, АНО-3, МР-1 и
других должны обеспечить временное сопротивление разрыву не
менее 46 кгс/мм2, или 451 МПа); буква А в конце обозначения типа
указывает на повышенные пластические свойства металла сварного
шва. Буквы и цифры, входящие в обозначение типов электродов
для сварки легированных теплоустойчивых сталей, показывают
примерный химический состав наплавленного металла.
Для каждого типа электрода разработана одна или несколько
марок, характеризуемых маркой сварочной проволоки, составом
покрытия, химическим составом, свойствами металла шва и др,
ГОСТ 10052—75 распространяется на электроды для сварки
коррозионно-стойких, жаропрочных и жаростойких высоколегиро-
3—490
33
ванных сталей и предусматривает изготовление 49 типов электро-
дов (например, Э-12X13, Э-02Х19Н9Б и т. д.).
ГОСТ 10051—75 распространяется на покрытые металлические
электроды для ручной дуговой наплавки поверхностных слоев с
особыми свойствами и предусматривает изготовление 44 типов на-
плавочных электродов (например, Э-10Г2, Э-90Х4М.4ВФ и т. д.)’.
Кроме покрытых металлических электродов для ручной дуго-
вой сварки, а также для механизированных видов сварки в за-
щитных газах применяют металлические вольфрамовые электроды.
ГОСТ 23949—80 распространяется на электроды из чистого вольф-
рама и вольфрама с активирующими присадками (диоксида тория,
оксидов лантана и иттрия), предназначенные для дуговой сварки не-
плавящимся электродом в среде инертных газов (аргона, гелия), а
также для плазменных процессов резки, наплавки и напыления.
Электроды выпускают диаметрами 0,5; 1,0; 1,6; 2,0; 2,5; 3,0; 4,0]
5,0; 6,0; 8,0 и 10,0 мм.
В зависимости от химического состава электроды изготовляют
следующих марок: ЭВЧ—из вольфрама чистого; ЭВЛ —из воль-
фрама с присадкой оксида лантана; ЭВИ-1, ЭВИ-2, ЭВИ-3 — из
вольфрама с присадкой оксида иттрия; ЭВТ-15 —из вольфрама с
присадкой диоксида тория. Цифры в марке вольфрамового
электрода указывают количество активирующей присадки в деся-
тых долях процента. Добавка к вольфраму оксидов лантана, ит-
трия или тория снижает эффективный потенциал ионизации, в ре-
зультате чего облегчается зажигание дуги, повышаются устойчи-
вость. дугового разряда и стойкость электродов, что позволяет
значительно увеличить плотность тока.
При дуговой сварке используют также угольные электроды,
изготовляемые из электротехнического угля в соответствии с
ГОСТ 10720--75.
§ 3. Швы сварных соединений при ручной дуговой сварке
Основные типы, конструктивные элементы и размеры сварных
соединений из сталей, а также сплавов на железоникелевой и ни-
келевой основах, выполняемых ручной дуговой сваркой, регламен-
тированы ГОСТ 5264—80, которым предусмотрено четыре типа
соединений в зависимости от толщины свариваемого металла.
Толщина металла, мм Сварное соединение
I—175 Стыковое
1—100 Угловое
2—120 Тавровое
2—60 Нахлесточное
По форме подготовленных кромок швы бывают с отбортовкой
кромок, без скоса кромок и со скосом одной или двух кромок, ко-
торый может быть прямым, криволинейным и ломаным. Выпол-
нять швы можно как с одной стороны соединения (односторон-
ние), так и с двух сторон (двусторонние). На рис. 30 показано
34
стыковое соединение с двумя симметричны-
ми скосами одной кромки для сварки дву-
сторонним швом.
При расположении свариваемых деталей
под острыми и тупыми углами основные
типы, конструктивные элементы и размеры
швов сварных соединений регламентирова-
ны ГОСТ 11.534—75, которым устанавлива-
ются формы подготовки кромок и размеры
выполненных швов угловых и тавровых со-
единений при толщине металла до 60 мм
с расположением свариваемых деталей под
углом ^90°.
§ 4. Подготовка кромок и сборка
под сварку
Основной металл, предназначенный для
изготовления сварных конструкций, предва-
рительно выпрямляют, размечают, разреза-
ют на отдельные детали и выполняют не-
0
Рис. 30. Стыковое со-
единение:
а — подготовка под сварку,
б — св а реи н ы й двусторон,
ний шов; S, Si — толщина
металла, е — ширина шва.
g — высота выпуклости шва
обходимый скос кромок. От состояния по-
верхности свариваемых кромок в значительной мере зависит каче-
ство сварных шво®. Подготовка кромок под сварку состоит в тща-
тельной очистке их от ржавчины', окалины, грязи, масла и других
инородных включений. Кромки очищают стальными вращающи-
мися щетками, гидропескоструйным и дробеметным способами,
абразивными кругами, пламенем сварочной горелки, травлением
в растворах кислот, щелочей и т. д.
Подготовленные детали собирают под сварку. При сборке важ-
но выдержать необходимые зазоры и совмещение кромок. Точ-
ность сборки проверяют шаблонами, измерительными линейками
Рис, 31. Проверка качества сборки с помощью контроля;
в — угла разделки кромок, б — прямого угла, в — превышения кромок по высоте, г —
•авора между листами при нахлесточном соединении, д — зазора при сборке тавровых
и стыковых соединений
3*
35
и различного рода щупами (рис. 31). Сборку выполняют в специ-
альных приспособлениях или на выверенных стеллажах. Времен-
ное закрепление деталей производят струбцинами, скобами или
сборочными прихватками. Последние выполняются длиной 50—'
85 мм покрытыми электродами, предназначенными для сварки ос-
новных швов. Прихватка должна полностью проваривать корень
шва, так как при наложении основного шва она может полностью
не переплавиться. Высота выпуклости прихваток должна быть
небольшой; лучше, если прихватка будет несколько вогнутой. Рас-
стояние между прихватками не должно превышать 500 мм. ‘Край-
ние прихватки располагают на расстоянии не менее 200 мм от края
листов.
§ 5. Режимы ручной сварки покрытыми электродами
Под режимом сварки понимается совокупность ряда фак-
торов (параметров) сварочного процесса, обеспечивающих устой-
чивое горение дуги и получение сварных швов заданных размеров,
формы и качества. При ручной дуговой сварке покрытыми элек-
тродами к таким факторам (параметрам) относят: диаметр элек-
трода; силу сварочного тока; тип и марку электрода; напряжение
дуги; род и полярность сварочного тока; скорость сварки; поло-
жение шва в пространстве; предварительный подогрев й последу-
ющую термическую обработку. Ниже рассматривается влияние
некоторых из перечисленных факторов .(параметров) на процесс
сварки, а также приводятся рекомендации по .их выбору.
Диаметр электрода при сварке в нижнем положении шва уста-
навливается в зависимости от толщины свариваемого металла.
Толщина свариваемого
металла, мм ...... 1,5 2 3 4—5 6—8 9—12 13—-15 16—20
Диаметр электрода
d9, мм............. 1,6 2 3 3—4 4 4—5 5 5 и более
Выполнение вертикальных, горизонтальных и потолочных швов
независимо от толщины свариваемого металла производится элек-
тродами небольшого диаметра (до 4 мм), так как при этом легче
предупредить стекание жидкого металла и шлака сварочной ванны.
При многослойной сварке для лучшего провара корня шва первый
шов заваривают электродом 03—4 мм, а последующие — элек-
тродами большего диаметра.
Сила сварочного тока (А) устанавливается в зависимости от
выбранного диаметра электрода. Для сварки в нижнем положении
шва она может быть приближенно определена по формуле
Ic^Kd3,
где Л — коэффициент пропорциональности, зависящий от типа
электрода и его диаметра, А/мм. Значения коэффициента К при
сварке низкоуглеродистых и низколегированных сталей приведены
ниже.
Диаметр электрода Дэ, мм............. 1—2 3—4 5—6
Коэффициент пропорциональности К, А/мм . , 25—30 30—45 45—60
36
При сварке на вертикальной плоскости ток уменьшается на
10—15%, а в потолочном положении—- на 15—20% против вы-
бранного для нижнего положения шва.
Род тока и полярность устанавливаются в зависимости от вида
свариваемого металла и его толщины. При сварке постоянным то-
ком обратной полярности на электроде выделяется больше тепло-
ты. Исходя из этого обратная полярность применяется при сварке
тонкого металла, чтобы не прожечь его, и при сварке высоколеги-
рованных сталей во избежание их перегрева. При сварке обычных
углеродистых сталей применяют переменный ток, являющийся
более дешевым по сравнению с постоянным.
Положение шва в пространстве. Ручную сварку можно произ-
водить во всех пространственных положениях шва, однако следует
стремиться к нижнему положению, как более удобному и обеспе-
чивающему лучшее качество сварного шва.
§ 6. Техника ручной дуговой сварки
Зажигание дуги и техника манипулирования электродом. За-
жигание сварочной дуги осуществляется кратковременным при-
косновением конца электрода к изделию и отводом его на расстоя-
ние 3—5 мм. Этот процесс можно осуществлять двумя приемами:
касанием электрода впритык и отводом его вверх (рис. 32,а); чир-
каньем концом электрода, как спичкой, о поверхность изделия
(рис. 32,6).
Для образования сварного шва электроду придается сложное
движение в трех направлениях (рис. 33), Первое движение (/) —
это поступательное движение электрода по направлению его оси.
Оно производится со скоростью плавления электрода и обеспечи-
вает поддержание определенной длины дуги. Второе движение (2)
электрода направлено вдоль оси шва и производится со скоростью
сварки. В результате этих двух
движений образуется узкий, ши-
риной не более 1,5 диаметров
электрода, так называемый ниточ-
ный шов. Такой шов применя-
ется при сварке тонкого металла,
<£
Рис. 33. Перемещение электро-
да в процессе образования
сварного шва
37
1'2 J 4 ' Г ' £
Рис. 34. Колебательные движения конца электрода поперек
шва;
Л Sf 3 — для равномерного прогрева сварочной ванны, 4 —для уси-
ленного прогрева корня тпва, б( 6 - для усиленного прогрева кромок
а также при наложении первого шва при многослойной (много-
проходной) сварке. Третье движение (5)—это колебание конца
электрода поперек шва, которое необходимо для образования ва-
лика определенной ширины, хорошего провара кромок и замедле-,
ния остывания сварочной ванны. Колебательные движения элект-*
рода поперек шва (рис. 34) могут быть различными и определя-
ются формой, размером и положением шва'в пространстве.
Как было сказано ранее, при горении дуги в жидком металле
образуется углубление, называемое кратером. Кратер является
местом скопления неметаллических включений, что может привес-
ти к возникновению трещин. Поэтому в случае обрыва дуги (а
также при смене электрода) повторное зажигание ее следует про-
изводить впереди кратера (рис. 35), а затем переместить электрод
назад, переварить застывший металл кратера и только после этого
продолжить процесс сварки. Сварщик должен внимательно сле-
дить за расплавлением кромок основного металла и конца элект-
рода, проваром корня шва и не допускать затекания жидкого
шлака вперед дуги.
Заканчивают сварку заваркой кратера. Для этого или держат
неподвижно электрод до естественного обрыва дуги, или сильно
укорачивают дугу вплоть до частых коротких замыканий, после
чего ее резко обрывают.
Рис. 35. Зажигание дуги
после ее обрыва:
Г— места повторного зажи-
гания дуги, 2 —.кратер
Рис. 36. Выполнение сварных стыко-
вых швов:
а— однослойного, б — многослойного; J—
7 — последовательность наложения швов
38
Выполнение стыковых швов. Стыковые сварные швы применя-
ют для получения стыковых соединений. Стыковые соединения со
скосом одной или двух кромок могут выполняться однослойными
или многослойными швами. При сварке однослойным швом (рис.
36,а) дугу возбуждают на краю скоса кромки (в точке о), а затем,
переместив ее вниз, проваривают корень шва. На скосах кромок
движение электрода замедляют, чтобы лучше проваривать их.
При переходе дуги с одной кромки на другую скорость движения
электрода увеличивают во избежание прожога в месте зазора
между кромками. При сварке многослойным швом (рис. 36,6)j
после наложения каждого последующего слоя предыдущий слой
тщательно зачищают от шлака, так как в противном случае меж-
ду отдельными слоями могут образоваться шлаковые включения.
Последними проходами создается небольшая выпуклость шва вы-
сотой 2—3 мм над поверхностью основного металла.
Выполнение угловых швов. Угловые сварные швы применяют
для получения угловых, тавровых и нахлесточных соединений.
Сварка угловым швом может производиться наклонным электро-
дом и в лодочку.
При сварке наклонным электродом (рис. 37,а) возможен не-
провар корня шва или кромки горизонтального листа. Во избежа-
ние непровара дугу возбуждают на горизонтальной полке в точке
4, отступив от границы катета шва 3—4 мм. Затем дугу переме-
щают к вершине шва, где ее несколько задерживают для лучшего
провара его корня, и поднимают вверх, проваривая вертикальную
полку. Такой же процесс после некоторого перемещения электрода
вперед повторяют и в обратном направлении. Угол наклона элек-
трода в процессе сварки изменяется в зависимости от того, на
какой полке в данный момент горит дуга (рис. 37,6). Начинать
процесс сварки на вертикальной полке нельзя, так как в этом
случае расплавленный металл с электрода будет наплывать на
еще холодный основной металл горизонтальной полки, в резуль-
тате чего образуется непровар. На вертикальной же полке воз-
можно образование подрезов. При многослойной сварке для луч-
шего провара корня шва первый проход выполняют ниточным
швом электродом 0 3—4 мм без колебательных движений.
Электрод
Рис. 37. Выполнение сварных угловых швов
39
При сварке угловым швом «в лодочку» (рис. 37,в) наплавлен-
ный металл располагается в желобе, образуемом двумя полками.
Это обеспечивает правильное формирование шва и хороший про-
вар его корн^. Рассмотрим особенности .сварки при различных по-
ложениях швов в пространстве.
Выполнение нижних швов. Нижние швы являются наиболее
удобными для сварки, так как в этом случае капли электродного
металла под действием собственного веса легко переходят в сва-
рочную ванну и жидкий металл не вытекает из нее. Кроме того,
наблюдение за сваркой при нижнем положении шва более удобно.
В процессе сварки электрод наклоняют по ее направлению на
угол а=10...20°.
Выполнение вертикальных швов. В этом случае электродный
и основной металл стремится стечь вниз. Поэтому вертикальные
швы выполняют очень короткой дугой, при которой расстояние
между каплями на электроде и жидким металлом в сварочной
ванне настолько мало, что между ними возникает взаимное при-
тяжение. Благодаря этому капли электродного металла сливают-.
ся со сварочной ванной при малейшем касании их между собой.
Вертикальные швы выполняют'как снизу вверх, так й сверху
вниз. В первом случае (рис. 38,а) дуга возбуждается в самой
нижней точке вертикально расположенных пластин,'и после обра-
зования ванны жидкого металла электрод, установленный, сначала
горизонтально (положение /), отводится несколько вверх (поло-
жение 2). При этом застывший металл шва образует подобие по-
лочки, на которой удерживаются последующие капли металла.
Для предотвращения вытекания жидкого металла из ванны не-
обходимо совершать колебательные движения электродом поперёк
шва с отводом его вверх и поочередно в обе стороны. Это обес-
печивает быстрое затвердевание жидкого металла.
Сварку сверху вниз применяют при малой толщине металла
или при наложении первого слоя шва в процессе многослойной
сварки. В этом случае подтекающий под дугу жидкий металл
уменьшает возможность образования сквозных прожогов. В нача-
ле сварки (рис. 38,6) дуга возбуждается в самой верхней точке
пластин при горизонтальном расположении электрода. После об-
разования ванны жидкого ме-
талла электрод наклоняют на
15—20° с таким расчетом, что-
бы дуга была направлена на
основной и наплавленный ме-
талл. Для улучшения условий
формирования шва амплитуда
колебательных движений элек-
трода должна быть небольшой,
а дуга — очень короткой, что-
бы капли расплавленного ме-
талла удерживались от паде-
ния концом электрода.
40
Рис. 39. Выполнение сварных горизонтальных швов:
<з — стыкового соедииеяая со скосом одной кромки, б — нахлесточного соедини
имя, в — стыкового соединения со скосом двух кромок
Выполнение горизонтальных швов. Горизонтальные _ швы на
вертикальной плоскости выполнять труднее, чем вертикальные.
Для предупреждения стекания жидкого металла скос кромок
обычно делается на одном верхнем листе (рис. 39,а). Дуга в этом
случае возбуждается на нижней горизонтальной кромке (положе-
ние /), а затем переносится на наклонный скос *(положение 2),
поднимая вверх стекающую каплю металла. Колебательные дви-
жения электродом совершают по спирали. Выполнять горизон-
тальными сварными швами нахлесточные соединения легче, чем
стыковые, так как горизонтальная кромка нижнего листа (рис.
39,6) способствует удержанию расплавленного металла от стека-
ния вниз. При выполнении горизонтальных швов с двумя скосами
кромок устанавливают порядок их наложения (/—4, рис. 39,в),
который в процессе проваривания верхней кромки позволяет избе-
жать потолочного положения кратера с расплавленным металлом.
Выполнение потолочных швов является наиболее трудным.
Объясняется это тем, что масса капли препятствует переносу ме-
талла с электрода в сварочную ванну, а расплавленный металл
стремится вытечь из ванны вниз. Поэтому в процессе сварки нуж-
но добиваться, чтобы объем сварочной ванны был небольшим.
Это достигается применением электродов малого диаметра (не
более 3—4 мм) и сварочного тока пониженной силы. Основным
условием получения качественного шва яв.ляется поддержание .
самой короткой дуги путем периодических замыканий электрода
с ванной жидкого металла (рис.40).
В момент замыкания капля метал-
ла под действием сил поверхностно-
го натяжения втягивается в свароч- 'LlkLU
ную ванну. В момент удаления элек-
трода дуга гаснет и металл шва за- Схема дёжш
твердевает. Одновременно, электро- ' эдектрода.
ду сообщаются также и колебатель- (\ (\ (\ (\ Г
ные движения поперек шва. Наклон ’ \)\J \j \)
&
4/
электрода к поверхности металла
должен составлять 70—80° в на-
правлении сварки.
Рис. 40. Выполнение сварных по-
толочных швов
41
flow® 1 Конец-
]" L<Z50 _)
а)
Начало
Конец. I I' Конец
L^50.-M
Д)
Направление дарки,
I £_ 3 4 5 6
Г~ । • ' ।
. L-250.JP00 j
*)
1'Й cSapafuH jf сварщик ,
$ С 3, 2, 1 I o' 9' J'
'. 6 " _|_ й .
2 £>W0 2.
Рис. 41, Выполнение швов различной длины:
7—7 — последовательность наложения швов
§ 7. Способы выполнения сварных швов различной длины
Все сварные швы в зависимости от их длины условно разби-
вают на три группы: короткие — до 250 мм; средней длины — от
250 до 1000 мм; длинные — от 1000 мм и более.
Короткие швы выполняют «на проход» в одном направлении,
т. е. при движении электрода от начала шва к концу (рис, 41,а).
При выполнении швов средней длины и длинных возможно ко-
робление изделий. Чтобы избежать этого, швы средней длины
выполняют «на проход» от середины к концам (рис. 41,6) или об-
ратноступенчатым способом (рис. 41,в), сущность которого состо-
ит в том, что весь шов разбивают на участки длиной 100—350 мм
с'таким расчетом, чтобы каждый из них мог быть выполнен це-
лым числом электродов (двумя, тремя и т. д.). При этом переход
от участка к участку совмещается со сменой электрода. Каждый
участок заваривается в направлении, обратном общему направ-
лению сварки, а последний всегда заваривается «на выход». Длин-
ные швы выполняют от середины к концам обратноступенчатым
способом (рис. 41,г). В данном случае возможно организовать ра-
боту одновременно двух сварщиков.
Контрольные вопросы *
1. Как классифицируют сварочные электроды?
2, В чем состоит подготовка кромок и сборка под ручную сварку?
3. Назовите основные факторы режима ручной сварки и поясните, как их
выбирают или устанавливают.
4. Изложите особенности сварки при различных положениях шва в прост-
ранстве.
ГЛАВА V
ТЕХНОЛОГИЯ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ
ПОД ФЛЮСОМ
§ 1. Особенности процесса сварки под флюсом
Отличительной особенностью процесса автоматической и меха-
низированной сварки под флюсом является то, что сварочная дуга
42
Рис, 42. Схема горения сварочной дуги под флюсом
сорит не на открытом воздухе, а под слоем сыпучего зернистого
флюса (рис. 42). Под действием теплоты дуги 5 расплавляются
основной металл 3, электродная проволока / и часть флюса 5,
непосредственно прилегающего к зоне сварки. Электродная про-
волока подается вниз в зону сварки со скоростью ее плавления,
плавится и переходит в шов в виде отдельных капель. Одновре-
менно с этим проволока передвигается вдоль свариваемых кро-
мок, в результате чего происходит процесс сварки.
Расплавленный флюс образует плотную эластичную оболоч-
ку — флюсогазовый пузырь 2, поверх которого находится слой
жидкого шлака 3. Флюсогазовый пузырь надежно защищает рас-
плавленный металл от вредного воздействия кислорода и азота
воздуха, а также предохраняет его от разбрызгивания.
Во флюсогазовом пузыре создается большое давление газов;
которое оттесняет часть жидкого металла 4 в противоположную
направлению сварки сторону. После остывания жидкого металла
образуется сварной шов 7, покрытый затвердевшей коркой шлака
6. Прослойка жидкого металла между дугой и дном сварочной
ванны обладает малой теплопроводностью, поэтому величина ее
оказывает большое влияние на глубину провара. Чем толще эта
прослойка, тем меньше теплота дуги будет воздействовать на ос-
новной металл и тем меньше будет глубина провара, и наоборот.
При этом изменяются высота и ширина выпуклости шва.
§ 2; jCeapO4Hbie флюсы
Сварочные флюсы применяют при автоматической и механи-
зированной дуговой сварке под флюсом, а также при электрошла-
ковых процессах. Они представляют собой сыпучее зернистое ве-
43
щество, которое при расплавлении образует жидкий шлак, защи-
щающий металл сварного шва от азота и кислорода воздуха.
Кроме* того, назначение флюсов следующее: обеспечение устойчи-
вого горения дуги; раскисление сварочной ванны и получение
плотных швов без пор и шлаковых включений; легирование ме-
талла шва; уменьшение потерь электродного металла на угар и
разбрызгивание; улучшение формирования шва; сохранение тепло-
ты в зоне сварки, вследствие чего химические реакции между жид-
ким металлом и шлаком проходят более полно. По способу изго-
товления флюсы делят на плавленые и неплавленые.
Плавленые флюсы изготовляют сплавлением флюсовой
шихты определенного состава в электрических или пламенных пе-
чах с последующей ее грануляцией до получения крупинок (зе-
рен) требуемого размера. По строению зерен плавленые флюсы
разделяют па стекловидные и пемзовидные. Стекловидный флюс
представляет собой прозрачные зерна с острыми гранями, окра-
шенные в зависимости от состава флюса в различные цвета. Для
его получения жидкий расплав флюса при 1200—1250 °C тонкой
струей сливают в бак с холодной проточной водой. Расплав быстро
затвердевает и растрескивается иа мелкие зерна. Лемзовыбмый
флюс представляет собой зерна пенистого материала также раз-
личных оттенков. При'выливании в воду жидкого расплава флю-
са, нагретого до 1550—1600°С, пары воды вспенивают расплав-
ленную массу, образуя пемзовидный флюс. Объемная масса
(плотность) пемзовидного флюса 0,6—1 г/см®, а стекловидного —
1,4—1,8 г/см®.
Плавленые флюсы (ГОСТ 9087—81), применяемые при авто-
матической и механизированной дуговой и электрошлаковой свар-
ке и наплавке стали, выпускают 21 марки'(табл. 3).
Размер зерен флюса от 0,25 до 4 мм. Флюсы—стекловидный
с размером ,зерен не более 2,5 мм и пемзовидный с размером
зерен не более 4 мм — предназначены для автоматической свар-
ки проволокой диаметром не менее 3 мм. Стекловидный флюс
с размером зерен не более 1,6 мм предназначен для автоматиче-
ской и механизированной сварки проволокой диаметром не бо-
лее 3 мм.
Флюс упаковывают в бумажные мешки или другую тару,
обеспечивающую его сохранность при транспортировании. Масса
одного упаковочного места должна быть не более 50 кг.
Плавленые флюсы различных марок имеют разные области
применения (табл. 4).
Кроме плавленых широко применяют и неплавленые
(керамические) флюсы, получаемые скреплением частиц флюсовой
шихты без их расплавления. Они представляют собой механиче-
скую смесь тонкоизмельченных природных минералов, ферро-
сплавов и силикатов, сцементированных жидким стеклом и гра-
нулированных на крупинки определенных размеров. Каждое
зерно (крупинка) керамического флюса состоит из прочно соеди-
44
3. Характеристика плавленых флюсов для сварки и наплавки сталей
Марка флюса Вид зерен , . Цвет
АН-348-А АН-348-АМ Стекловидные Желтый и коричневый всех оттенков
АН-348-В АН-348-ВМ Коричневый всех оттенков
ОСЦ-45 ОСЦ-45М Светло-серый, желтый и коричневый всех оттенков
АН-8 Желтый и коричневый всех оттенков
АН-15М Серый, светло-голубой и светло-зеленый всех оттенков
АН-17М Коричневый всех оттенков и черный
АН-18 Темно-серый, темно-свний и черный
АН-20С АН-20СМ Белый, светло-серый и светло-голубой
АН-22 Желтый всех оттенков и светло-корич- невый
АН-26С Серый всех оттенков и светло-зеленый
АН-43 Коричневый всех оттенков, черный и зеленый
АН-47 Темно-коричневый всех оттенков и чер- ный
ФЦ-9 Светло-желтый и коричневый всех оттен- ков
АН-20П Пемзовидные Белый и светло-серый
АН-26П Светло-серый
АН-60 Белый, желтый, светло-коричневый и свет- ло-розовый
АН-26СП Смесь стекло- видных и пемзо- видных Серый всех оттенков и светло-зеленый
45
4. Рекомендуемое назначение флюсов
Марка флюса Назначение
АН-348-А; АН-348-АМ; АН-348-В; АН-348-ВМ; ОСЦ-45; ОСЦ-45М; ФЦ-9; АН-60 Механизированная сварка и наплавка углеродистых и и из ио легированных сталей углеродистой и низколегированной свароч- ной проволокой
АН-8 Электрой лакова я сварка углеродистых и (низколегированных сталей соответствую- щей сварочной проволокой
АН-20С; АН-20СМ; АН-20П; АН-15М; АН-18 Дуговая автоматическая сварка и на- плавки -высоколегированных и среднелега- рованных сталей соответствующей свароч- ной проволокой
АН-22 Электрошлановая сварка и дуговая ав- томатическая наплавка и сварка низколе- гированных и среднелегированных сталей соответствующей сварочной проволокой
"АН-26С; АН-26СП; АН-26П Автоматическая и механизированная свар- ка нержавеющих коррозионно-стойких и жаропрочных сталей соответствующей сва- рочной проволокой
АН-17М; АН-43; АН-47 Дуговая сварка и наплавка углеродистых низколегированных и среднелегированных сталей повышенной в высокой прочности соответствующей сварочной проволокой
ненных мелких частичек и содержит все компоненты флюса в
определенном соотношении.
Керамические флюсы различных марок имеют определенные
области применения, например: АНК-35 и АНК-36 используют
для сЬарки углеродистых сталей; АНК-47 и АНК-48 —для свар-
ки низколегированных сталей; АНК-45 — для сварки высоколе-
гированных сталей; АНК-18, АНК-19 и АНК-40 — при
наплавочных работах; АНК-3 служит добавкой (в количестве
5—15%), применяемой в смеси с плавлеными флюсами АН-348А,
ОСЦ-45, АН-60 и другими для повышения стойкости швов против
образования пор.
Керамические флюсы гигроскопичны, поэтому хранить их сле-
дует в герметически закрывающейся упаковке. Ввиду небольшой
прочности зерен транспортировать керамический флюс рекомен-
дуется в жесткой таре — металлических банках или картонных
барабанах.
§ 3. Швы сварных соединений при сварке под флюсом
Основные типы, конструктивные элементы и размеры швов
сварных соединений, выполняемых автоматической и механизи-
46
5. Сварные соединения при сварке под флюсом
Тип соеди- нения Подготовка кромок Характер сварного шва Форма поперечного сечения Условное обозначение способа сварив Толщина свариваемого металла, мм Условное обозначение сварного соединения
подготовленных кромок сварного шва
Стыковое Со скосом кромок Односто- ронний WMF АФФ 8—24 С18
Угловое Со скосом одной кромки Двусторон- ний 1 АФш] ПФш 8—20 У7
Тавровое Без скоса кромок Односто- ронний АФ; ПФ 3—40 Т1
Нахлесточ- ное Двусто- ронний в 1—20 Н2
рованной сваркой под флюсом, регламентированы ГОСТ 8713—79, ч
которым предусмотрено четыре типа соединений (табл. 5)
при сварке металла различной толщины (мм): стыковые — от 1,5
до 160; угловые — от 1,5 до 40; тавровые — от 3 до 60; нахлесточ-
ные — от 1 до 20.
В зависимости от толщины свариваемого металла по форме
подготовленных кромок сварные швы могут выполняться: с от-
бортовкой кромок; без скоса кромок; со скосом одной или двух
кромок; с двумя скосами одной или двух кромок. При этом скос
кромок может быть прямым, криволинейным и ломаным.
По характеру выполнения швы могут быть односторонними и
двусторонними.
Стандартом устанавливаются следующие обозначения спосо-
бов сварки под флюсом: АФ— автоматическая на весу; АФф —
автоматическая на флюсовой подушке; АФм — автоматическая на
флюсомедной подкладке; АФо—автоматическая на остающейся
подкладке; АФп — автоматическая на медном ползуне;
АФш — автоматическая с предварительным наложением
подварочного шва; АФк —автоматическая с предварительной под-
варкой'корня шва; ПФ — механизированная на весу; ПФо—ме-
ханизированная на остающейся подкладке; ПФш—’механизиро-
ванная с предварительным наложением подварочного шва;
ПФк — механизированная с предварительной подваркой корня
шва.
При небольшой разности толщин свариваемых листов подго-
товка кромок под сварку производится так же, как и для листов
одинаковой толщины. Допускаемая разность толщин свариваемых
деталей указана ниже.
Толщина тонкой дета-
ли, мм ...........от ? до 4 свыше 4 свыше 30 «выше 43
до 30 до 40
Разность толщин де-
талей, мм......... 1 2 '4 6
Если разность толщин превышает эти значения при стыковой
сварке на листе, имеющем большую толщину, должен быть сде-
лан скос с одной или с двух сторон листа (рис. 43).
Смещение (превышение) свариваемых кромок относительно
друг друга не должно превышать: 0,5 мм — для листов толщиной
не более 4 мм; 1 мм — для листов толщиной 4—10 мм; 0,15, но не
более 3 мм — для листов толщиной более 10 мм.
Т t= 5(Sj~s)
о)
L~-2,5fa}s)
Рис. 43. Подготовка под сварку встык листов разной толщины со скосом
с одной (я) и с двух (б) сторон листа
48
Рис. 44. Определение катета шва
При выполнении ряда угловых, тавровых и нахлесточных свар-
ных соединений размер шва характеризуется его катетом (Л), ко-
торый определяют как меньший катет вписанного в сечение шва
сварного соединения неравнобедренного треугольника (рис, 44,а)'
или катет вписанного равнобедренного треугольника (рис. 44,6 и
в). Допускается выпуклость (g) иля вогнутость (Д) углового шва
до 30%. его катета, но не более 3 мм.
При расположении свариваемых деталей под острым или ту-
пым углом основные типы и конструктивные элементы швов ‘свар-
ных соединений регламентированы ГОСТ 11533—75, которым
устанавливаются формы и размеры подготовляемых кромок и вы-
полненных швов угловых и тавровых соединений с углом наклона
между, стенками от 45 до 179° при толщине металла от 2 до
60 мм.
$ 4. Подготовка кромок и сборка под автоматическую
сварку под флюсом
Подготовка кромок состоит в ровной обрезке и разделке
их по определенной форме в зависимости от толщины металла.
С этой целью используют механизированную кислородную резку,
механическую резку на гильотинных ножницах, а также обработку
на токарных, карусельных и кромкострогальных станках. Ручная
кислородная резка иногда требует дополнительной зачистки кро-
мок пневматическим зубилом или абразивным инструментом для
устранения неровностей реза и наплывов шлака.
Подготовленные кромки перед сборкой должны быть очищены
от ржавчины, масла, краски, влаги и других загрязнений, наличие
которых может привести в процессе сварки к образованию пор,
шлаковых включений и других дефектов. Тонкий слой окалины на
поверхности кроМок большого влияния на качество шва не ока-
зывает. Очистке подвергают торцовые кромки свариваемых дета-
лей, а также прилегающие к ним участки металла шириной 25—
30 мм.
Очистка может производиться как механическими способами
(вращающимися щетками из стальной проволоки, абразивным
инструментом и др.), так и газопламенной обработкой. В послед-
нем случае используют обычные сварочные или специальные много-
пламенные горелки. Такой процесс очистки основан на быстром
нагреве поверхности детали, при котором окалина отслаивается,
4-490 49
ржавчина обезвоживается, краска сгорает, а влага испаряется.
Остатки продуктов сгорания удаляют металлической щеткой. Де-
тали после их сборки не очищают, так как при очистке в зазоры
могут попасть различные разгрязнения, вызывающие пористость
шва. Собранные конструкции перед сваркой можно только про-
дувать сжатым воздухом или прожигать газовой горелкой.
Сборку деталей под автоматическую сварку выполняют
-более тщательно, чем под ручную. Глубокий провар, жидкотеку-
честь расплавленного металла и постоянная скорость сварки при-
водят к необходимости выдерживать при сборке одинаковые зазо-
ры, углы разделки и притупления кромок, так как в противном
случае возможно образование непроваров или прожогов. Особое
внимание следует уделять равномерности зазора по всей протя-
женности шва, так как в местах с повышенным зазором швы полу-
чаются вогнутыми, а в местах с небольшими зазорами кроме не-
проваров получается слишком большая выпуклость шва. Величи-
ны зазоров и смещения (превышения) при сборке соединений для
металла различных толщин регламентированы ГОСТ 8713—79 и
11533—75.
При сборке детали временно закрепляют струбцинами, скоба-
ми, прихватками или другими способами. Сборочные прихватки
выполняют длиной 50—80 мм покрытыми электродами, предназна-
ченными для сварки данной марки стали. Перед сваркой все при-
хватки должны быть тщательно очищены от шлака и брызг рас-
плавленного металла.
При сварке в начале шва, когда основной металл еще недоста-
точно прогрет, возможно образование непроваров. В конце шва в
заплавленном кратере могут образоваться поры и усадочные тре-
щины. Поэтому сварку следует начинать на входных, а заканчи-
вать на выходных технологических планках (рис. 45), которые
после остывания шва удаляют. Форма разделки кромок входных и
выходных технологических планок должна быть такая же, как и
кромок основного соединения. Входные и выходные технологичес-
кие планки являются также и скрепляющими элементами при
сборке, поэтому приваривать их следует покрытыми электродами,
предназначенными для сварки стали данной марки, обязательное
Рис. 45. Входные и выходные технологические планки:
° “Для стыкового соединения с разделкой кромок, б —для стыкового соедине.
дня без разделки кромок, в — для таврового соединения
$0
полным Проваром. Если провар будет неполным, то в начале шва
возможно образование продольных горячих трещин, которые могут
распространяться и на основной шов.
§ 5. Режимы сварки под флюсом и их влияние
на размеры и форму шва
Геометрические размеры и форма шва характеризуются следу-
ющими элементами (рис. 46): шириной шва — е; глубиной прова-
ра— Л; высотой выпуклости шва—g; толщиной шва — c=/i-[-g;
коэффициентом формы глубины провара — kn = e//i; коэффициен-
том формы выпуклости шва — Ky = c/g; долей основного металла
в шве — у.
Коэффициент /(п может колебаться довольно в широких пре-
делах—от 0,5 до 4. Оптимальное его значение обычно составляет
1,2—2. Значение коэффициента КУ не должно превышать 7—10.
Доля основного металла в шве у=/?0/(/70+Кэ), где Ко — пло-
щадь - поперечного сечения расплавленного основного металла,
мм2; — площадь поперечного сечения наплавленного электрод-
ного металла, мм2.
Режим автоматической и механизированной сварки под флю-
сом включает в себя следующие факторы (параметры): силу
сварочного тока; диаметр электродном проволоки; напряжение-
дуги; род тока и полярность; скорость сварки; скорость подачи
электродной проволоки; вылет электрода; наклон электрода вдоль
и поперек шва; наклон изделия; марку флюса и его грануляцию;
разделку кромок; величину зазора; при необходимости — предва-
рительный подогрев перед сваркой и термическую обработку из-
делия после нее.
Ниже рассматривается влияние некоторых из перечисленный
параметров на размеры и форму шва, а также приводятся реко-
мендации по их выбору.
Сила сварочного тока. При увеличении силы сварочного тока
(рис. 47,а) возрастает количество выделяющейся дугой теплоты,
что ведет к увеличению давления газов во флюсогазовом пузыре.
В результате этого жидкий металл сварочной ванны более интен-
сивно вытесняется из-под дуги и отбрасывается назад, в сторону^,
противоположную направле-
нию сварки. Толщина прослой- е > 3
ки жидкого металла под дугой 1 —1
уменьшается, что приводит к
увеличению глубины проплав- тд 7 }
ления основного металла и ci |
доли участия его в формирова- | v
нии шва. Ширина шва при- а!____________________аj
этом почти не увеличивается.
Для обеспечения устойчиво- Fa
ГО процесса сварки И ПОДДер- рис. 46. Элементы поперечного сечения
жания определенной длины
стыкового шва
4*
51
Рис. 47. Влияние силы сварочного тока (й), напря-
жения дуги (б) и скорости сварки (а) на геометри-
ческие размеры и форму шва при сварке под флю-
сом
дуги одновременно с увеличением силы сварочного тока необходи-
мо увеличить скорость подачи электродной проволоки, что повле-
чет за собой увеличение высоты выпуклости шва.
Силу сварочного тока (А) примерно можно определить по фор-
муле
IcB = h/K,
где h — необходимая глубина провара, мм; К — коэффициент про-
порциональности, зависящий от рода тока и его полярности, диа-
6. Примерные значения коэффициента пропорциональности К
Марка флюса Род тока к полярность Диаметр электрод* кой про- волоки, нм К, мыД(Ю А
Пол учение сварных тав- ровых и сты- ковых соеди- нений с раз* делкой кро мок Наплавка я получение сварных сты* ковых соедк* кенкй без раздел к н кромок
АН-348А Переменный 5 1,5 1,1
2 2 1
АН-348 ' Постоянный обратной поляр- ности 5 1,75 1,1
Постоянный прямой полярно- сти ,25 1
ОСЦ-45 Переменный 1,55 1,15
52
метра электродной проволоки и марки флюса (табл. 6), мм/100 А.
Диаметр электродной проволоки. При увеличении диаметра
электродной проволоки и неизменном сварочном токе плотность
тока на электроде уменьшается; одновременно усиливается блуж-
дание дуги между концом электрода и поверхностью сварочной
ванны, что приводит к возрастанию ширины шва и уменьшению
глубины провара. И, наоборот, при уменьшении диаметра элек-
тродной проволоки плотность тока в ней увеличивается, уменьша-
ется блуждание дуги, происходит концентрация теплоты на малой
площади сварочной ванны и глубина провара возрастает; ширина
шва при этом уменьшается. Это позволяет при сварке тонкой элек-
тродной проволокой сравнительно на небольших токах получать
достаточно глубокий провар.
Напряжение дуги. Из всех параметров режимов механизиро-
ванных способов сварки напряжение дуги (рис. 47, б) оказывает
наибольшее влияние на ширину шва. С повышением напряжения
дуги увеличиваются ее длина и подвижность, в результате чего
возрастает доля теплоты, идущей иа плавление поверхности основ-
ного металла и флюса. Это приводит к значительному увеличению
ширины шва, причем глубина провара уменьшается, что особенно
важно при сварке тонкого металла. Несколько уменьшается и вы-
сота выпуклости шва.
С повышением напряжения дуги увеличение ширины шва зави-
сит также и от рода тока. При одних и тех же напряжениях дуги
ширина шва при сварке на постоянном токе, а в особенности при
обратной полярности, значительно больше ширины шва, выполнен-
ного на переменном токе.
Род тока и полярность. Характер зависимости формы и разме-
ров шва от основных параметров режимов сварки при переменном
токе примерно такой же, как и при постоянном. Однако поляр-
ность постоянного тока оказывает различное влияние на глубину
провара, что объясняется разным количеством теплоты, выделяю-
щейся на катоде и аноде. Теплота на аноде выделяется в резуль-
тате бомбардировки его потоком электронов, а на катоде — пото-
ком положительно заряженных ионов. При ручной дуговой сварке
на воздухе больше теплоты выделяется на аноде, так как он бом-
бардируется электронами. При сварке почти под всеми флюсами в
результате возрастания кинетической энергии положительно заря-
женных ионов, бомбардирующих катод, больше теплоты будет вы-
деляться на катоде. Исходя из этого при автоматической и меха-
низированной дуговой сварке под флюсом постоянным током при-
меняется, как правило, обратная полярность, при которой больше
расплавляется основной металл.
Скорость сварки. Влияние скорости сварки (рис. 47 а) на глу-
бину провара и ширину шва носит сложный характер. Сначала
при увеличении скорости сварки столб дуги все больше вытесняет
жидкий металл назад, толщина прослойки, жидкого металла под
дугой уменьшается и глубина провара возрастает. При дальней-
53
шем увеличении скорости сварки (более 40—50 м/ч) заметно
уменьшается погонная энергия сварки (количество теплоты, выде-
ляемой на единицу длины шва) и глубина провара начинает умень-
шаться. Как в том, так и в другом случае при увеличении скорости
сварки ширина шва постоянно уменьшается. При скорости сварки
более 70—80 м/ч основной металл не успевает достаточно прогре-
ваться, в результате чего по обеим сторонам" шва возможны не-
сплавления. При необходимости вести сварку на больших скорос-
тях применяют специальные методы (двухдуговая сварка, сварка
трехфазной дугой и др.).
Скорость подачи электродной проволоки. Этот параметр режи-
ма сварки тесно связан с силой сварочного тока и напряжением
дуги. Для устойчивого процесса сварки скорость подачи электрод-
ной проволоки должна быть равна скорости ее плавления. При не-
достаточной скорости подачи электродной проволоки возможны
периодические обрывы дуги, при слишком большой происходят
частые короткие замыкания электрода на сварочную ванну. Все
это ведет к непроварам и плохому «внешнему виду шва.
Вылет электрода. С увеличением вылета электрода возрастает'
интенсивность его предварительного подогрева проходящим сва-
рочным током. Электрод плавится быстрее, а основной металл ос-
тается сравнительно холодным. Кроме того, увеличивается длина
дуги, что приводит к уменьшению глубины провара и некоторому
увеличению ширины шва.
Наклон электрода вдоль шва. Обычно сварку выполняют верти-
кально расположенным (вертикальным) электродом, но в отдель-
ных случаях она может производиться углом вперед и углом на-
зад (рис. 48, а).
При сварке углом вперед жидкий металл подтекает под
дугу, толщина его прослойки увеличивается, а глубина провара
уменьшается. Уменьшается также высота выпуклости шва, но за-
метно возрастает его ширина, что позволяет использовать этот ме-
Рнс. 48. Влияние углов наклона электрода (а) и изделия (б) на геометри-
ческие размеры и форму шва
54
тод при сварке металла небольшой толщины. Кроме того, при
сварке углом вперед лучше проплавляются свариваемые кромки,
что дает возможность производить сварку на повышенных скорос-
тях.
При сварке углом назад жидкий металл давлением газов
вытесняется из-под дуги, т. е. толщина его прослойки под дугой
уменьшается, а глубина провара увеличивается. Увеличивается
также высота выпуклости шва, но значительно уменьшается его
ширина. Ввиду глубокого провара и недостаточного прогрева сва-
риваемых кромок возможно несплавление основного металла с на-
плавленным (краевой непровар) и образование пористости шва.
Учитывая это, данный метод применяют ограниченно, в основном
при сварке металла большой толщины на небольших скоростях,
например при двухдуговой сварке или выполнении кольцевых
швов небольшого диаметра.
Наклон изделия. Обычно автоматическая и механизированная
сварка иод флюсом производится при горизонтальном положении
изделия (рис. 48, б). Возможна сварка снизу вверх (на подъем)
или сверху вниз (на спуск).
При сварке на подъем жидкий металл, под действием собствен-
ного веса вытекает из-под дуги, толщина его прослойки уменьшает-
ся, что приводит к увеличению глубины провара и уменьшению ши-
рины шва. При угле наклона более 6—8е по обе стороны шва могут
образоваться подрезы, ухудшающие его внешний вид.
При сварке на спуск расплавленный металл подтекает под ду-
гу, что приводит к увеличению толщины его прослойки. Глубина
провара при этом уменьшается. Этот метод, позволяющий несколь-
ко увеличить скорость сварки при хорошем формировании шва и
небольшой глубине провара, применяется при сварке тонкого ме-
талла. При угле наклона более 15—20° происходит сильное расте-
кание электродного металла, который только натекает на поверх-
ность свариваемого изделия, но не сплавляется с ним.
Марка флюса и его грануляция. Различные флюсы обладают
разными стабилизирующими свойствами, с повышением которых
увеличиваются длина дуги и ее напряжение, в результате чего воз-
растает ширина шва и уменьшается глубина провара. Чем круп-
нее флюс, тем меньше его объемная (насыпная) масса. Флюсы с
малой объемной массой (крупнозернистые стекловидные и пемзо-
видные) оказывают меньшее давление на газовую полость зоны
сварки, что способствует получению более широкого шва с мень-
шей глубиной провара. Применение мелкозернистых флюсов с
большой объемной массой приводит к увеличению глубины прова-
ра и уменьшению ширины шва.
Разделка кромок под сварку и величина, зазоров при сборке.
Эти факторы режима оказывают в основном влияние на долю ос-
новного и электродного металла в шве (рис. 49). С увеличением
"зазора или угла разделки кромок уменьшается доля основного
металла в шве. Глубина провара при этом несколько возрастает, а
высота выпуклости шва уменьшается.. Общая толщина шва при
55
Рис. 49. Влияние разделки кромок и ве-
личины зазора на форму шва и долю
основного металла в нем
этом остается примерно од-
ной и той же.
Предварительный подогрев
и последующая термическая
обработка. Эти операции про-
изводят обычно при сварке
высокоуглеродистых и некото-
рых марок закаливающихся
высоколегированных сталей.
Режимы сварки определя-
ются расчетным или опытным
путем и в виде таблиц приво-
дятся в справочниках или ин*
струкциях по эксплуатации
автоматов.
§ 6. Автоматическая сварка под флюсом
стыковыми швами
По характеру выполнения швы стыковых соединений могут
быть односторонними и двусторонними.
При сварке односторонним стыковым швом существует
опасность протекания жидкого металла и шлака в зазор и образо-
вания сквозных прожогов. Во избежание этого применяют следую*,
щие технологические приемы, производя сварку: на флюсовой по-
душке; на медной подкладке; .на флюсомедной подкладке; на
остающейся стальной подкладке; в замок; по ручной подварке
корня шва и др.
'Сварка на флюсовой подушке. Флюсовая подушка (рис. 50,aj
представляет собой уплотненный слой мелкого флюса, который
прижимается к нижней стороне собранного под сварку соединения.
При подаче сжатого воздуха в резиновый шланг последний расши-
ряется и прижимает флюс к стыку. В процессе сварки кромки
полностью проплавляются и образуется шов, имеющий выпуклости
с верхней и нижней сторон стыка.
При сварке массивных изделий флюс поджимается под дейст-
вием их веса (рис. 50, б). Для
Рис. 50. Флюсовые подушки с поджа-
тием флюса сжатым воздухом (а) и
весом изделия (б):
/ — мелкий флюс, 3 — брезентовый желоб.
3 — резиновый шланг, 4 — сжатый воздух
зрки тонких листов используют
флюсовые подушки с электро-
магнитными прижимами. Во
всех случаях флюсовая подуш-
ка способствует формированию
обратного валика и предохра-
няет металл шва от вредного
воздействия кислорода и азота
воздуха.
Сварка на медной подклад-
ке. Гладкую медную подклад-
ку обычно применяют при
сварке металла небольшой
56
в) г) ,
Рис. 51. Подкладки, применяемые при
сварке стыковыми швами:
а — гладкая медная, £ — флюсомедная, а —
остающаяся стальная, г — полка в одном из
листов, выполняющая роль подкладки
толщины (рис. 51,а). При
этом шов с нижней сторо-
ны получается заподлицо с
основным металлом. При боль-
ших толщинах применяют мед-
ные подкладки с полукруглы-
ми канавками, в которых фор-
мируется обратная сторона
шва. Для охлаждения под-
кладок в них просверливают
отверстия, по которым прохо-
дит холодная вода. Медные
подкладки позволяют произво-
дить сварку односторонним
швом только при условии пол-
ного отсутствия зазора между
ним и изделием.
Сварка на флюсомедной подкладке. В медной подкладке де-
лают широкую (12—20 мм) и неглубокую (1,5—2,5 мм) канавку
треугольной формы (рис. 51,6), в которую до укладки и поджатия
свариваемых листов засыпают мелкий флюс. При сборке с зазором
флюс может засыпаться через зазор в процессе сварки. Слой мел-
кого флюса между кромками основного металла' и медной под-
кладкой формирует обратный валик и защищает медную подклад-
ку от непосредственного воздействия дуги. Кроме того, он предо-
твращает растекание жидкого металла при наличии зазоров .меж-
ду нижней поверхностью листов и медной подкладкой.
Сварка на остающейся стальной подкладке. Стальная подклад-
ка (рис. 51,в) шириной 10—40 мм и толщиной 2—4 мм плотно под-
гоняется под нижнюю часть стыка и прихватывается к нему. При
сварке подкладка частично проплавляется и приваривается к сты-
ковому соединению, что обеспечивает полный провар свариваемых
деталей. Подкладку выполняют из той же марки стали, что и само
изделие. Этот прием применяют в тех случаях, когда невозможно
производить сварку с обратной стороны изделия (например, при
сварке замкнутых сосудов) и когда остающаяся подкладка не ме-
шает работе сварной конструкции. Остающаяся стальная под-
кладка вызывает дополнительный расход металла, поэтому такой
прием применяют сравнительно редко п только в единичном произ-
водстве.
Сварка в замок. Этот прием (рис. 51,г), являющийся разно-
видностью сварки на остающейся стальной подкладке, ввиду слож-
ности подготовки кромок применяют в основном при выполнении
кольцевых швов толстостенных цилиндров малого диаметра.
Сварка по ручной подварке корня шва. Такой прием применя-
ют при невозможности обеспечения качественной сборки стыков н
отсутствии приспособлений для других приемов, предотвращающих
протекание жидкого металла в зазор.
При сварке двусторонним стыковым швом стыковое сое-
57
динение собирают с одинаковым зазором по всей длине стыка.
Сварка с одной стороны производится, как правило, на весу (без
подкладок). При этом устанавливают такой режим сварки, чтобы
обеспечивался провар примерно на глубину 60 —70% от толщины
листов. Сварка с другой стороны производится на этом же режи-
ме после поворота изделия на 180°. При неравномерном зазоре
по длине стыкуемых деталей первый шов выполняют на флюсовой
подушке или флюсомедной подкладке. Сварку толстого металла
производят многослойными швами с предварительной разделкой
кромок. Двусторонняя сварка менее производительна, но и менее
чувствительна к колебаниям режима и не требует специальных
приспособлений для формирования обратной стороны шва.
§ 7. Автоматическая сварка под флюсом ..
угловыми швами
Угловые швы, применяющиеся при сварке для получения угло-
вых, тавровых и нахлесточных соединений, могут выполняться
вертикальным или наклонным электродом.
Сварку вертикальным электродом чаще всего приме-
няют при положении шва в лодочку. Сварка в лодочку обеспечи-
вает хорошее формирование шва и может выполняться при сим-
метричном (рис. 52,а) или несимметричном (рис. 52,6) располо-
жении свариваемых листов. Кроме того, сварку вертикальным
электродом применяют при изготовлении нахлесточного соедине-
ния с оплавлением верхней кромки (рис. 52,в) или с проплавле-
нием верхнего листа (рис. 52,г).
Сварку наклонным электродом (рис. 52,6) применяют,
когда изделие невозможно установить в положение лодочки. Угол
наклона электродной проволоки к вертикальной стенке при свар-
ке составляет 30—40°. При сварке наклонным электродом суще-
ствует опасность образования подрезов на вертикальном листе в
Рис. 52. Положение электрода при выполнении сварных угловых швов
58
наплывов с непроварами — на горизонталь-
ном, что особенно часто наблюдается при
сварке швом с катетом более 8 мм. Учитывая
это, сварку наклонным электродом таким
швом ведут в несколько проходов (рис. 53). г
Отдельные слои располагают таким образом, к
чтобы они создавали площадки для наложе-
Рис. 53. Многослой-
ная сварка углового
соединения:
1—3 — очередность на-
ложения валиков
применяют специ-
ния последующих валиков и препятствовали
стеканию жидкого металла и шлака.
Наиболее часто угловые швы выполняют
на весу при минимальных сборочных зазорах.
При сварке в лодочку с повышенными зазорами
альные технологические приемы', предотвращающие протекание
жидкого металла и шлака в зазор (рис. 54).
Рис. 54. Технологические приемы предотвращения протека-
ния жидкого металла и шлака в зазоры при выполнении
сварных угловых швов на флюсовой подушке (а), с уплот-
нением флюса асбестовым шнуром (б), с асбестовой набив-
кой (а), по ручной подварке (г), на флюсомедной подклад-
ке (d):
/ — мелкий флюс,. 2 — флюсовая подушка, 3 — стальная труба, 4—
асбестовый шнур, 5 — асбест или паста, £ “ручной лодварочный
шов, 7 — медная подкладка
§ 8. Автоматическая сварка под флюсом
кольцевыми швами
Кольцевые швы применяют при сварке стыков труб и обечаек,
приварке днищ, фланцев, а также других деталей при сварке ци-
линдрических сосудов.
Для предотвращения протекания жидкого металла и шлака в
зазор первый слой стыкового кольцевого шва большого диаметра
(более 800 мм) выполняют на флюсоременной подушке (рис. 55)’,
59
Рис. 55. Флюсоременная подушка для выпол-
нения сварных кольцевых швов с внутренней
стороны
представляющей собой
бесконечный прорезинен-
ный ремень, имеющий
форму лотка, в который
в процессе сварки непре-
рывно подается мелкий
флюс. Сварка первым
слоем производится из-
нутри сосуда, а последую-
щими — снаружи. При
сварке кольцевыми шва-
- ми диаметром до 800 мм
часто применяют флюсо-
-- медные подкладки, ко-
торые могут быть неподвижными (рис. 56,ц) или перекатыва-
ющимися (рис. 56,6). Если флюсоременные подушки или флюсо-
медные подкладки отсутствуют, то места с повышенным зазором
можно подваривать вручную. При сварке кольцевыми швами со-
судов малого диаметра (100—200 мм) флюсовая подушка может
быть образована заполнением всей внутренней полости изделия
мелким флюсом. Возможна также сварка на остающемся сталь-
ном кольце.
Для удержания нерасплавленного флюса на цилиндрической
поверхности небольшого диаметра применяют специальные флю-
совые коробочки (рис. 57), укрепляемые на головке автомата.
При сварке кольцевыми швами диаметром'до 800 мм дополни-
тельную трудность создает стекание жидкого металла и шлака с
цилиндрической поверхности. Для устранения этого явления элек-
тродная проволока устанавливается со смещением с зенита на
величину а=15 ...75 мм в сторону, противоположную направле-
нию вращения изделия (рис. 58). Величина смещения зависят от
диаметра изделия, а также режима сварки. При слишком боль-
шом смещении жидкий металл и шлак могут стекать в другую
сторону. ,
Рис, 56. Неподвижные (а) и перекатывающиеся (б) флюсомедные
подкладки в кольцевых стыковых соединениях, свариваемых под флю-
сом односторонним швом
60
Рис. 57. Флюсоудерживающее при-
способление для выполнения свар-
ных кольцевых швов малого диамет-
ра;
J — трубка для подачи флюса, 2 — перед-
няя стенка, 3 — поперечная ось, 4 — обой-
ма задней стевии, 5 — набор поднимаю-
щихся пластин, в — пазы в пластинах
Рис. 58. Схема расположения
электрода при выполнении свар-
ных кольцевых швов
§ 9. Дуговая точечная сварка
Дуговую точечную сварку выполняют только при соединении
деталей внахлестку. Последовательность операций при дуговой
точечной сварке (называвшейся ранее сваркой электрозаклепка-
ми) показана на рис. 59.
После закорачивания электрода на верхнюю деталь и засыпки
флюса возбуждается электрическая дуга, во'время горения кото-
рой верхний лист проплавляется насквозь, а нижний только час-
тично. При этом образуется ванночка расплавленного металла, в
которой перемешивается жидкий металл обеих свариваемых де-
талей и электрода. По мере расплавления электрода длина элект-
рической дуги увеличивается вплоть до ее естественного обрыва,
что автоматически прекращает процесс сварки. Образующаяся
при этом шлаковая корка легко отделяется от головки электроза-
клепки. При достаточно большой толщине верхнего листа в нем
предварительно сверлят или пробивают отверстия. В этих случаях
для заполнения отверстия жидким металлом электрод некоторое
время подается в зону горения дуги. Затем подача электрода пре-
кращается, а дуга продолжает гореть до естественного обрыва.
Рдс. 59. Последовательность операций при дуговой точечной сварке:
а —установка сварочной Головин, б —опускание электрода и закорачивание его на изде-
лие, в — засыпка дозы флюса, г—возбуждение дуги и процесса сварки, д — естественный
обрыв дуги и образование электрозаклепки; / — свариваемые детали. 2 — медный наконеч-
ник, 3 — корпус сварочной головки, 4 ~ электрод, 5 — флюс, 6 — электрозаклепка
61
Основные типы, конструктивные элементы и размеры точеч-
ных сварных соединений из сталей, медных, алюминиевых и ни-
келевых сплавов, выполняемых дуговой точечной сваркой, регла-
ментированы ГОСТ 14776—79.
Сварка может производиться под флюсом, в углекислом или
инертных газах, а также плавящимся покрытым электродом. При
сварке используют обычные шланговые полуавтоматы или специ-
альные сварочные головки (электроз а клепочники) со штучным
.электродом.
§ 10. Технология сварки под флюсом
углеродистых сталей
Углеродистые стали по классификации, принятой в сварочной
технике, в зависимости от содержания углерода можно условно
разделить на три группы: низкоуглеродистые (С<0,25%); сред-
иеуглеродистые (С=0,25... 0,45 %); высокоуглеродистые (С >
-0,45%).
Кроме углерода в составе этих сталей находятся полезные
(марганец, кремний) и вредные (сера и фосфор) примеси. Угле-
родистые стали обыкновенного качества выпускают по
ГОСТ 380—71, а качественные конструкционные углеродистые
стали—по ГОСТ 1050—74. Последние содержат меньше вредных
примесей и обладают более высокими механическими свойствами.
Сварка низкоуглеродистых сталей. Наиболее часто для изго-
трвления сварных конструкций применяют низкоуглеродистые ста-
ли СтЗ, Ст4, стали 08, 10, 15, 20, 25 и др. Особых трудностей
сварка этих сталей под флюсом не вызывает. Их автоматическая
и механизированная сварка производится под обычными флюсами
АН-348А, АН-348АМ, ОСЦ-45 и ОСЦ-45М (ГОСТ 9087—81) в
сочетании со сварочными проволоками Св-08А и Св-08ГА
(ГОСТ 2246—70). При этом для сварки проволокой диаметром не
более 3 мм применяют флюсы мелкой грануляции, а диаметром
более 3 мм — крупнозернистые флюсы. Последующей термической
обработке сварные швы, как правило, не подвергаются. Механи-
ческие свойства металла шва примерно такие же, ка-к и основного
металла.
Ориентировочные режимы сварки двусторонними стыковыми
.швами на флюсовой подушке переменным током под флюсом
АН-348А приведены в табл. 7.
Сварка среднеуглеродистых сталей. Среднеуглеродистые ста-
ли обладают удовлетворительной свариваемостью, так как повы-
шенное содержание углерода придает им склонность к образова-
нию трещин. Автоматическая н механизированная сварка средне-
углеродистых сталей производится под теми же флюсами, что и
сварка низкоуглеродистых сталей, но проволокой с повышенным
•содержанием марганца — Св-08ГА и Св-10Г2.
Перед сваркой собранные детали подогревают до 250—350 °C
я выше. В процессе сварки производится сопутствующий подогрев.
452
7. Ориентнрочные режимы двусторонней автоматической
сварки под флюсом стыковыми швами без разделки кромок
Диаметр электро- де, мм Толщина металла, мм Зазор в стыках, мм Силв евароч- дого тока, А Напряже- иве дуги, Б Скорость снарки, м/ч Скорость по дачи элек- тродной про волоки, м/ч
4 4 0-2 450 28—30 54 64
5 470 30—32 73
6 9—2,5 540 47,5
8 0—3 600 32—34 83
!0 0—4 600-650 34-36 41,5 95
[2 0-5 650-700 108
14 700—750 36—38 36,5 123
16 '750—800 . 32
18 850-900 38-40 28 142
20 900-950 24,5 164 ’
5 6 0—2 550-600 47,5 49
8 0-3 600—700 34-36 41,5 56
10 0-4 700-750 36,5 61
12 0-5 750-800 36-38 73
14 800 -850 36—40 32 83
16 850—950 95
18 900-950 38-42 28
20 975-1050 24,5 108
Чем больше углерода в стали, тем выше должна быть температу-
ра предварительного подогрева и тем медленнее должно происхо-
дить остывание изделия после сварки. В ряде случаев после свар-
ки производится термическая обработка, которая обычно состоит
в закалке с последующим отпуском. Во избежание перегрева ме-
талла сварка ведется на постоянном токе прямой полярности с
небольшой глубиной провара.
Высокоуглеродистые стали для изготовления сварных конст-
рукций, как правило, не применяют. Их широко используют для;
изготовления деталей, которые подвергаются наплавке. Процесс
наплавки ведется при высоком предварительном подогреве с по-
следующей термической обработкой.
63»
Контрольные вопросы
1, Каковы особенности процесса сварки под флюсом?
2. Как производят подготовку кромок и сборку под сварку?
3. Что понимают под режимом сварки под флюсом? Каково влияние неко-
торых факторов на размеры, форму и качество сварного шва?
4. Опишите технику выполнения стыковыл, угловых и кольцевых швов
в процессе автоматической сварки под флюсом.
ГЛАВА VI
ТЕХНОЛОГИЯ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ
В ЗАЩИТНЫХ ГАЗАХ
§ 1. Особенности процесса сварки
в защитных газах
При сварке в защитных газах специально подаваемый в зону
горения дуги газ или смесь газов защищают расплавленный ме-
талл от воздействия окружающего воздуха. Классификация спо-
собов дуговой сварки в защитных газах приведена на рис. 60.
Защитные газы могут быть инертными и активными. В каче-
стве инертных газов применяют аргон и гелий. Активными
защитные газами являются углекислый газ, азот и различные сме-
си, например смесь аргона с углекислым газом, аргона с азотом,
аргона с кислородом и др. Инертные защитные газы применяют
в основном при сварке высоколегированных сталей, цветных ме-
таллов и сплавов на их основе, а также высокоактивных металлов,
таких, как титан, тантал, молибден, ниобий, цирконий и др. Ак-
тивные защитные газы, в частности углекислый газ, используют
Рис. 60. Классификация способов дуговой сварки в защитных газах
64
при сварке углеродистых и некоторых сортов легированных ста-
лей. Его также применяют при сварке или заварке дефектов чу-
гунного литья. В ряде случаев с целью удешевления процесса
сварки или придания определенных свойств сварному шву приме-
няют смеси газов, специально приготовляемые в газовых смеси-
телях.
Сварка в защитных газах может производиться как плавящим-
ся, так и неплавящимся электродом. При сварке плавящимся
электродом (рис. 61,а) электродная проволока по мере ее
плавления непрерывно подается в зону дуги. Расплавленные ос-
новной и электродный металлы, смешиваясь, образуют сварной
шов. При сварке неплавящимся электродом (рис.
61,6) применяют вольфрамовый или угольный электрод, при этом
основной металл расплавляется, а электрод, имеющий высокую
температуру плавления, медленно испаряется. Процесс сварки не-
плавящимся электродом можно производить с присадочной про-
волокой или без нее. В последнем случае сварной шов образуется
расплавлением свариваемых кромок основного металла. Наиболее
удобными для выполнения этим методом являются стыковые или
угловые соединения с отбортовкой кромок.
Сварка в защитных газах может быть ручной, механизирован-
ной и автоматической. Ручную сварку выполняют только вольф-
рамовым или угольным электродом. При механизированной свар-
ке механизируется подача электродной или присадочной проволо-
ки и защитного газа, а горелку перемещают вручную. При авгома-
-тической сварке механизированы все операции. Сварщик только
включает и выключает автомат, а также наблюдает за показани-.
ями контролирующих приборов.
Устойчивость горения дуги и форйа шва при сварке плавя-
щимся электродом как в активных, так и инертных защитных га-
зах зависят от характера переноса электродного металла через
дугов'ой промежуток. При небольшой плотности тока электродный
металл переходит в шов в виде отдельных капель (рис. 62,й) . Ду-
₽ис. 61. Схемы сварки в защитных газах плавящимся (а) и неплавящимся (б)
электродами
влапон?я°й Шов- 2 ~ сварочная дуга, 3 — струя защитного газа, 4, 5- плавящийся и не-
охщнйся электроды, 6 — газовое сопло, 7 — подающие ролики, & — присадочная про-
волока
5—490
65
Рис. 62. Перенос электродного ме-
талла в дуге при сварке плавящимся
электродом в среде защитных газов:
а — капельный, б — струйный
Рис. 63. Схема сварки с двойной
газовой защитой:
1 — электрод, 2 — сопло для выхода
аргона, J — сопло для выхода угле-
кислого газа
га при этом нестабильна. С увеличением плотности тока размер
капель уменьшается и капельный перенос металла сменяется
струйным (рис. 62,6). Электродный металл при этом стекает пото-
ком мелких капель, переходящих в сплошную струю жидкого ме-
талла без заметного, разбрызгивания. Глубина проплавления при
этом увеличивается и повышается устойчивость горения дуги.
С целью экономии аргона при сварке как неплавящимся, так и
плавящимся электродом может применяться двойная защита зо-
ны сварки—аргоном и углекислым газом (рис. 63). При этом
используют специальные горелки с двумя кольцевыми каналами.
По внутреннему каналу подается аргон, предохраняющий электрод
от окисления, а по внешнему — углекислый газ, оттесняющий воз-~
дух от зоны сварки. Это позволяет уменьшить расход аргона в
4—6 раз при хорошем качестве сварного шва.
§ 2. Защитные газы
В качестве защитных газов при дуговой сварке плавлением
применяют инертные или активные газы, а также смеси различ-
ных газов в разных пропорциях. Эти газы оттесняют воздух от
сварочной ванны и тем самым предохраняют металл шва от воз-
действия азота и кислорода воздуха.
Инертные газы — это одноатомные газы, которые в чистом ви-
де не вступают в химические реакции как с твердыми, так и жид-
кими металлами и практически нерастворимы в большинстве из-
них. Из инертных газов для сварки используют аргон, гелий и их
смеси.
Аргон (Аг) — это негорючий и невзрывоопасный газ без цве-
та и запаха, плотностью при нормальных условиях (20 °C и
101,3 кПа) 1,66 кг/м3. Выпускают его по ГОСТ 10157—79, соглас-
но которому аргон предназначается для использования в качест-
ве
ве защитной среды при сварке, резке и плавке активных и редких
металлов и сплавов на их основе, алюминия, алюминиевых и маг-
ниевых сплавов, нержавеющих хромоникелевых жаропрочных
сплавов и легированны-х сталей различных марок. Получают ар-
гон из атмосферного воздуха.
В зависимости от содержания примесей аргон выпускают двух
сортов: высшего — не менее 99,992% (об.) Аг и первого—-не ме-
нее 99,987% (об.) Аг. Хранят и транспортируют газообразный
аргон в стальных баллонах под давлением 15 МПа (150 ат).
Гелий (Не)—это инертный газ без цвета и запаха, значи-
тельно легче воздуха. Получают его путем неоднократного сжатия
и охлаждения природных газов до температур конденсации с по-
следующим отделением примесей. В небольшом количестве гелий
находится в воздухе, из которого он может быть получен в каче-
стве побочного продукта при производстве кислорода. Гелий при-
мерно в 10 раз легче аргона, что усложняет защиту сварочной
ванны и приводит к его повышенному расходу. Стоимость гелия
примерно в 5 раз больше стоимости аргона.
Чаще всего гелий используют для образования инертных газо-
вых смесей. Обладая большей плотностью, чем гелий, такие смеси
лучше защищают металл сварочной ванны от воздуха. Наиболь-
шее применение .получила инертная газовая смесь, состоящая из
70% (об.) аргона и 30% (об.) гелия. Выпускают гелий по ТУ
51-689—75 двух сортов? особой чистоты и высокой, чистоты; хра-
нят и транспортируют так же, как и аргон.
Активные газы защищают зону сварки от доступа кислорода
и азота воздуха, но вместе с тем .химически реагируют со свари-
ваемым металлом или физически растворяются в нем. Из актив-
ных газов для сварки используют в основном углекислый
газ. Другие активные газы, такие, как кислород, водород, азот,
используют, как правило, для составления защитных газовых
смесей.
Углекислый газ, или диоксид углерода (СОг), в нор-
мальных условиях представляет собой бесцветный газ без запаха,
плотностью 1,839 кг/м3. Он тяжелее воздуха, что обеспечивает хо-
рошую газовую защиту сварочной ванны, но его накапливание в
зоне сварки — выше 5% (об.) —может вызвать явление кислород-
ной недостаточности и удушья. Поэтому рабочие места сварщиков
должны быть оборудованы приточно-вытяжной вентиляцией.
Получают углекислый газ из отходящих газов при производ-
стве аммиака, спиртов, нефтепереработки, а также на базе спе-
циального сжигания топлива. При повышении давления углекис-
лый газ переходит в жидкое (углекислота), а затем — в твердое
состояние (сухой лед). При испарении 1 кг жидкого диоксида уг-
лерода образуется 509 л газообразного диоксида углерода( угле-
кислого газа).
Выпускают углекислый газ по ГОСТ 8050—76. В зависимости
от области применения, а также по физико-химическим показате-
лям диоксид углерода выпускают трех марок: сварочный — не ме-
5*
67
нее 99,5% (об.) СО2, пищевой — не менее 98,8% (об.) СО2 и тех-
нический—не менее 98,5% (об.) СО2. Хранят и транспортируют
его в виде жидкости в стальных баллонах под давлением 490—
* 588 МПа. В стандартный баллон емкостью 40 л заливают 25 л
жидкого диоксида углерода, при испарении которого образуется
12 600 л углекислого газа.
Кислород (Ог)—это бесцветный газ без запаха и вкуса,
поддерживающий горение. Получают его из атмосферного возду-
ха методом глубокого охлаждения или электролизом воды. Вы-
пускают кислород по ГОСТ 5583—78; хранят и транспортируют
в стальных баллонах под давлением 15 МПа. При дуговой сварке
плавлением технический кислород используют при составлении
защитных газовых смесей, таких, как Аг+О2; СО2ф-О2 и др.
Смесь аргона с 2—5% (об.) кислорода повышает устойчивость
горения дуги и улучшает качество формирования сварного шва.
Такие смеси рекомендуется применять при сварке плавящимся
электродом легированных сталей, когда требуется струйный пере-
нос электродного металла. При сварке низкоуглеродистых и низ-
колегированных сталей плавящимся электродом применяют смесь
углекислого газа с 20% (об.) кислорода, обеспечивающую глубо-
кое проплавление и хорошее формирование шва, минимальное
• разбрызгивание, высокую плотность металла шва. Смеси изготов-
ляют в специальных газовых смесителях.
Водород (Н2)—это горючий газ, не имеющий цвета, запа-
ха и вкуса. Смеси его с кислородом и воздухом взрывоопасны.
В зависимости от способа получения водород выпускают по ГОСТ
3022—80 трех марок —А, Б и В с содержанием от 95 до 99,99%
(об.) Ну, хранят и транспортируют в стальных баллонах под дав-
лением 15 МПа.
Применяют водород для составления плазмообразующих сме-
сей при плазменной сварке и резке. Так, для защиты сварочной
ванны от окисления при плазменной сварке легированной стали,
меди, никеля и сплавов на его основе используют смесь аргона
с 5—8% (об.) водорода. Аргоноводородную смесь, имеющую до
20% (об.) На, применяют при микроплазменной сварке. Наличие
водорода в смеси обеспечивает сжатие столба плазмы, делает его
более сконцентрированным. Кроме того, водород создает необхо-
димую в ряде случаев восстановительную атмосферу.
Азот (Na)—это бесцветный газ без запаха плотностью
1,25 кг/м3. Получают его из атмосферного воздуха способом глу-
бокого охлаждения. Выпускают азот по ГОСТ 9293—74 газообраз-
ным и жидким; хранят и транспортируют в стальных баллонах
под давлением 15 МПа. По физико-химическим показателям газо-
образный азот разделяют на четыре сорта: высший — не менее
99,994% (об.) Й2, первый —не менее 99,6% (об.) N2, второй —
не менее 99% (об.) N2, третий —не менее 97% (об.) N2.
Используют азот при составлении защитных газовых смесей.
Так, смесь аргона с добавкой 10—30% (об.) азота применяют при
сварке меди, а также аустенитной нержавеющей стали некоторых
68
марок. Добавка азота способствует повышению проплавляющего
действия дуги.
' Для предохранения от коррозии и быстрого опознавания бал-
лоны с защитными газами окрашивают в различные цвета и де-
лают на них соответствующие надписи (табл. 8). *
8. Окраска баллонов для защиты газов и надписи на них
Наименование газа Окра'ска баллона Текст иаДписи Цвет надписи Цвет полосы
Азот Черная Азот Желтый Коричневый
Аргон сырой Аргон сырой Белый Белый
Аргон техничес- кий Apron техничес- кий Синий Синий
Аргон чистый Серая Арюи чистый Зеленый Зеленый
Водород Темно-зеле- ная Водород Красный —
Воздух Черная Сжатый воздух Белый
Гелий Коричневая Гелий
Кислород Голубая Кислород Черный
* У глекислота Черная Углекислота Желтый
Все другие не- горючие газы Наименование газа
§ 3. Порошковая проволока
Кроме обычных сварочных проволок (ГОСТ 2246—70) при
сварке в защитных газах применяется также порошковая прово-
лока, состоящая из металлической оболочки и порошкового сер-
дечника (рис. 64). Металлическая оболочка, к поверхности кото-
рой подводится сварочный ток, удерживает порошковый сердеч-
ник и позволяет осуществлять непрерывный процесс плавления.
Порошковый сердечник, представляющий собой смесь порошков
Рис. 64. Поперечное сечение порошковых проволок:
а — трубчатой, б ~ с одной загнутой кромкой, в — с двумя загнутыми кром-
ками, е —двуслойной
69
Рис. 65. Схема изготовления порошковой
проволоки:
/ — стальная лента, 2 —бункер с шихтой, 3 — филь-
еры, 4 — порошковая проволока
минералов, руд, химика-
тов, ферросплавов и раз-
личных металлических
порошков, стабилизирует
дуговой разряд, защища-
ет сварочную ванну от
воздуха, раскисляет и ле-
гирует металл шва. Газо-
образующие материалы
сердечника служат для
создания защитной газо-
вой среды в зоне плавления. Ими могут быть органиче-
ские вещества (крахмал, целлюлоза) и карбонаты преимущест-
венно щелочно-земельных и щелочных металлов (мрамор, магне-
зит, кальцинированная сода и др.). Изготовляют порошковую про-
волоку на специальных станках непрерывным сворачиванием в
трубку стальной ленты с одновременным заполнением трубки по-
рошком (рис. 65).
Порошковые проволоки применяют для сварки без защиты и с
дополнительной защитой зоны дуги защитным газом (иногда флю-
сом). Порошковые проволоки, не требующие дополнительной за-
щиты, называются самозащитными (табл. 9). При сварке
ими газовая и шлаковая защиты металла шва осуществляются за
счет диссоциации газообразующих и расплавления шлакообразу-
ющих материалов порошка. Порошковые проволоки, используе-
мые с дополнительной газовой защитой, называются газоза-
щитными (табл. 10). Защитный газ (обычно углекислый), как
и при сварке 'проволокой сплошного сечения, подается в зону ду-
ги через сопло горелки. Дополнительная шлаковая защита элект-
родного металла и металла сварочной ванны обеспечивается при
расплавлении минеральной части сердечника порошковой прово-
локи.
Выпускают также специализированные порошковые проволоки
для сварки: вертикальными, горизонтальными и кольцевыми шва-
ми с принудительным формированием шва (ПП-АН15, ПП-АШ9
и др.); высокопрочных легированных сталей (ПП-АНВ1, ПП-АНВ2
и др.); чугуна (ПП-АНЧ2, ППгАНЧ5 и др.); подводной (ППС-1).
Имеются и наплавочные порошковые проволоки (см. гл. XVI).
Применяют также сварочные проволоки, активированные пу-
тем введения в их состав шлакорбразующнх веществ в виде ком-
пактного сердечника или отдельных включений. В качестве акти-
вирующих веществ используют обычно цезий, рубидий, калий,
натрий, барий или церий, а также соли редкоземельных элемен-
тов.
В процессе изготовления активированной проволоки в заготов-
ку вводят шихту, которая в дальнейшем деформируется в процессе
волочения совместно с заготовкой. При этом сохраняется посто-
янное соотношение между массами металла заготовки (а затем
проволоки) и сердечника.
70
9, Общая характеристика самозащитных сварочных порошковых проволок и рекомендуемые режимы
сварки с их применением
Проволока Диаметр про- волоки, мм Подозрение сварно- го шва Тип сердечника Конструкция । Рекомендуемые пределы Производитель- ность сварки, кг/ч
силы свароч- ного тока» А напряжения Дуги, В
ПП-АН1 2,8 Нижнее Рутил-органи- ческий Трубчатая 220—320 26—31 3—5
ПП-АНЗ 3,0 Двуслойная 350—500 24—31 v ! <1
ПП-АН7 2,3 Нижнее и вер- тикальное 230—280 24—29 4—7
ПП-АН11 2,0 Любое 24-26 3—7
СП-2 2,4 Нижнее Трубчатая 280—400 26—32 6-9
ПП-2ДСК 2,2; 2,4 Нижнее и вер- тикальное Флюоритный Трубчатая с за- гибом одной кром- ки 180—210 26-27 4-8
ППВ-5 2,4 130—180 23—27 2—7
10. Общая характеристика порошковых газозащитвых проволок н рекомендуемые ревнмы сеаркн
в углеки слом газе с их применением
Проволока Диаметр проволоки* мм Положение сваряо- го шва Тип сердечника Рекомендуемые пределы Производигельяосаь сварки, кг/ч
силы сваротвого тока, А вапряжейня Дуги* В
ПП-АН8 2,2; 2,5 Нижнее Рутиловый 150—550 20—38 7-11
ПП-АН10 2,2 130—150 22—37 8—12
ПП-АН21 1,4; 1,8; 2,2 Вертикальное, по- толочное и ниж- нее 100—550 18—36 2—10,
ПП-АН22 1,8; 2,0; 2,2; 2,5 Нижнее и гори- зонтальное Рутил-флюоритный 150—600 20—39 3—12
ПП-АН4 2,2; 2,5 * Нижнее 230—550 25—35 7—11
ПП-АН9 240—530 25—33 * 6-9
ПП-АН20 2,4 250—550 25—35
ПП-АН54 2,2; 2,5; 3,0 220—400 25—30 7—Ю
Применение активированной проволоки позволяет в процессе
сварки в углекислом газе уменьшить разбрызгивание электродно-
го металла, улучшить защиту расплавленного металла'благодаря
наличию шлака, который образуется при плавлении сердечника.
Кроме того, шлак улучшает растекаемость сварного шва и обес-
печивает его гладкую поверхность, делает плавным переход от
шва к основному металлу.
Для сварки в углекислом газе углеродистых й ряда низколеги-
рованных сталей разработана активированная проволока АП-АН2,
содержащая в середине небольшое количество шлака рутилового
типа.
§ 4. Швы сварных соединений при сварке
в защитных газах
Основные типы и конструктивные элементы выполняемых ду-
говой сваркой в защитном газе швов сварных соединений из ста-
лей, а также сплавов на железоникелевой и никелевой основах
регламентированы ГОСТ 14771—76, которым предусмотрено че-
тыре типа соединений при сварке металла толщиной (мм): стыко-
вые— от 0,5 до 120; угловые — от 0,5 до 100; тавровые — от 0,8 до
100; нахлесточные — от 0,8 до 60. В зависимости от формы подго-
товленных кромок и толщины свариваемых деталей швы бывают:
с отбортовкой кромок; без скоса кромок; с прямым, ломаным, сту-
пенчатым или криволинейным скосом одной или двух кромок как
с одной, так и с двух сторон соединения. По характеру выполнения
они могут быть односторонними и двусторонними. Односторонние
швы могут выполняться как на весу, так и на различного рода
съемных и остающихся подкладках.
Стандартом установлены следующие обозначения способов
сварки в' защитных газах: ИН —в инертных газах неплавящимся
электродом без присадочного металла; ИНп — в инертных газах
неплавящимся электродом с~ присадочным металлом; ИП—
в инертных газах и их смесях с углекислым тазом и кислородом
плавящимся электродом; УП — в углекислом газе и его" смеси с
кислородом плавящимся электродом.
Конструктивные элементы подготовленных кромок и выполнен-
ных швов для некоторых типов соединений приведены в табл. 11.,
§ 5. Режимы сверки в защитных газах
К основным факторам (параметрам) режимов сварки в защит-
ных газах относятся: диаметр электродной проволоки; марка про-
волоки; сила сварочного тока; напряжение дуги; скорость подачи
электродной проволоки; скорость сварки; вылет электрода; расход
защитного газа; наклон электрода вдоль оси шва; род тока и по-
лярность. Кратко рассмотрим влияние отдельных факторов (пара-
метров) режима сварки на форму и размеры шва, а также его ка-
чество.
73
П родолженив
Тип соединения Подготовка кромок Буквенно- цифровое обозначе- ние шва Конструктивные элементы У слоеное обозначе- ние с по. соба сварки Толщина снаривае-. могб ме- талла, мм
подготовленных кромок сваривае- мых деталей . шва сварного соединения
Тавровое
С двумя симмет-
ричными скосами од-
ной кромки
Т8
Нахлес-
точное
Без скоса кромок
Н2
ИНп 6—20
ИП 6-80
УП
ин 0,8—4 *
.ИНп 0,8—10
ИП 0,8—60
УП
-о Обозначения;^ S,—толщина металла, мм; &—зазор, мм; с—величина притупления, им; в, е,—ширина шва, мм; g, £1—высота выпуклости
сл шва, мм; К—катет шва, мм; к—угол скоса кромок, град; fl—величина нахлестки, мм; 4—толщина оставшегося торца кромки, км.
11. Конструктивные элементы подготовленных кромок и выполненных швов при сварке в защитных газах
Тип соедине- ния । Подготовка кромок Буквенно- цифровое обозначе- ние шва Коаструктивиые элементы Условное обозначе- ние спо- соба Сварки Толщина сваривае- мого ме- талла, мм
подготовленных кромок сваривае. мых деталей шва сварного соединения
Стыковое Без скоса кромок С6 * 5 ИН 0,5-4
— ИНп 0,8—6
ип
В- , —*- 1 1: Сп
УП 0,8—8
Угловое
С двумя симмет-
ричными скосами од-
ной кромки
Диаметр электродной проволоки выбирают в пределах 0,5—
3 мм в зависимости от толщины свариваемого металла и положе-
ния шва в пространстве, С уменьшением диаметра проволоки при
прочих равных условиях повышается устойчивость горения дуги,
увеличиваются глубина провара и коэффициент наплавки, умен-
шается-разбрызгивание жидкого металла. С увеличением диамет-
ра проволоки должна быть увеличена сила сварочного тока,
Марка электродной проволоки. Углекислый газ является окис-
лителем, При сварке в его среде происходит окисление железа и
примесей, находящихся в стали. Для восстановления их сварка
должна производиться специальными электродными проволоками,
в состав которых входят раскислители. Для сварки низкоуглеро-
дистых и низколегированных сталей такими проволоками являют-
ся Св-08ГС, Св-08Г2С, Св-12ГС, Св-ХГ2С и другие (ГОСТ 2246—
70) с повышенным содержанием марганца и кремния.
В среде инертных защитных газов обычно сваривают легиро-
ванные и высоколегированные стали. В этом случае электродные
проволоки выбирают примерно того же состава, что и сваривае-
мый металл. Так, при сварке в аргоне хромоникелевой стали
12Х18Н9Т применяют электродную проволоку Св-06Х19Н9Т. "При
неправильном выборе марки электродной проволоки возможно об-
разование пор в шве.
Сила сварочного тока, С увеличением силы сварочного тока
повышается глубина провара, что приводит к увеличению доли ос-
новного металла в шве. Ширина шва сначала несколько увеличи-
вается, а затем уменьшается. Силу сварочного тока устанавлива-
ют в зависимости от выбранного диаметра электрода.
Напряжение дуги. С увеличением напряжения дуги глубина
провара уменьшается, а ширина шва увеличивается. Чрезмерное
увеличение напряжения дуги сопровождается повышенным раз-
брызгиванием жидкого металла, ухудшением газовой защиты и
образованием пор в наплавленном металле. Напряжение дуги
устанавливается в зависимости от выбранной силы сварочного
тока.
Скорость подачи электродной проволоки связана с силой сва-
рочного тока. Ее устанавливают с таким расчетом, чтобы в про-
цессе сварки не происходило коротких замыканий и обрывов дуги,
а протекал устойчивый процесс плавления электрода.
Скорость сварки. С увеличением скорости сварки уменьша-
ются все геометрические размеры шва. Она устанавливается в за-
висимости от толщины свариваемого металла и с учетом обеспе-
чения хорошего формирования шва. Сварку металла большой тол-
щины лучше выполнять более узкими валиками на большей ско-
рости. При слишком большой скорости сварки конец электрода
может выйти из зоны защиты и окислиться на воздухе (рис. 66).
Медленная скорость сварки вызывает чрезмерное увеличение сва-
рочной ванны и повышает вероятность образования пор в метал-
ле шва.
76
Рис. 66. Влияние скорости сварки на эффективность газо-
вой защиты:
а — неподвижный электрод, б — нормальная скорость сварки» е —
чрезмерно большая скорость сварки
Вылет электрода. С увеличением вылета электрода ухудша-
ются устойчивость горения дуги и формирование шва, а также
увеличивается разбрызгивание жидкого металла. Очень малый
вылет затрудняет наблюдение за процессом сварки, вызывает ча-
стое подгорание газового сопла и токоподводящего контактного
наконечника. Кроме вылета электрода необходимо выдерживать
определенное расстояние от сопла горелки до поверхности,метал-
ла, так как с увеличением этого расстояния ухудшается газовая
защита зоны сварки и возможно попадание кислорода и азота
воздуха в расплавленный металл, что приводит к образованию-га-
зовых пор. Величину, вылета электрода, а также расстояние от
сопла горелки до поверхности металла устанавливают в зависи-
мости от выбранного диаметра электродной проволоки.
'г* Диаметр электродной прово-
локи, мм .......... 0,5—0,8 1—1,4 1,6—'2 2,5—3 .
Вылет электрода, мм ... . 7—10 8—15 ' 15—25 18—30
Расстояние от сопла горелки
до поверхности свариваемого
металла, мм................ 7—10 8—14 15—20 18—22
Расход углекислого газа,
дм’/мии............... . . 5—8 8—16 15—20 20—30
Расход защитного газа определяют в основном в зависимости
от выбранного диаметра электродной проволоки, но на него ока-
зывают также влияние скорость сварки, конфигурация изделия и
наличие движения воздуха, т. е. сквозняков в цехе, ветра и др.
Для улучшения газовой защиты в этих случаях приходится увели-
чивать расход защитного газа, уменьшать скорость сварки, при-
ближать сопло к поверхности металла или пользоваться защитны-
ми щитами.
Наклон электрода вдоль шва оказывает большое влияние на
глубину провара и качество шва. При сварке углом вперед труд-
нее вести наблюдение за формированием шва, но лучше видны
свариваемые кромки и легче направлять электрод точно по зазо-
ру между ними. Ширина шва при этом возрастает, а глубина про-
вара уменьшается. Сварку углом вперед рекомендуется приме-
нять при небольших толщинах металла, когда существует опас-
77
ность сквозных прожогов. При сварке углом назад улучшается
видимость зоны сварки, повышается глубина провара и наплав-
ленный металл получается более плотным.
Род тока и полярность. Сварку в защитном газе выполняют
постоянным током обратной полярности. Постоянный ток прямой
полярности и переменный ток почти не применяют из-за низкой
устойчивости процесса сварки, неудовлетворительного формиро-
вания и плохого качества сварного шва. Переменный ток приме-
няют только при сварке алюминия и его сплавов.
§ 6. Сварка в углекислом газе углеродистых
и низколегированных сталей
Низкоуглеродистые и низколегированные стали хорошо свари-
ваются в углекислом газе (СОа) и смесях газов: СО2+О2; Ат+
+СОз; Аг+Ог+СОз. Сварка среднеуглеродистых и особенно вы-
сокоуглеродистых сталей затруднена ввиду опасности образования
трещин в швах и зоне термического влияния. В этих случаях для
получения качественных швов применяют предварительный подо-
грев и последующую термическую обработку изделий.
При сварке в углекислом газе происходит повышенное выго-
рание углерода, марганца и кремния. При сварке обычной низко-
углеродистой проволокой в' первую очередь происходит интенсив-
ное выгорание углерода, в результате чего в шве образуются по-
ры. Поэтому при сварке низкоуглеродистых, а также низколегиро-
12. Режимы выполнения сварных стыковых соединений в нижнем
положении сварного шва
Толщина металла, мм Зазор, мм Число прохо- дов Диаметр эл ектрод- ной про- волоки, мм Сила сва- рочного токе, А Напря- жение Дуги, В Скорость сварки, м/ч Вылет электро* да. мм Расход газа, л/мин
Односто- ронняя сварка 0,8—1 0—1 1 0,7—0,8 50—80 17—18 25—50 8—10 6-7
1,5—2 1-1,2 150—200 20—23 25—45 10-13 7—9
3 0—1,5 1,2-1,4 200—300 23—25 25—40 12—15 8—11
Двусторон- няя сварка 3—4 0—1,5 2 1,2—1,6 200—350 25—32 25-75 12—20 8—15
6 0,5-2 1,2—2,0 250—420 25—36 25-60 10-16
9—10 1,2—2,5 300-450 28—38 20—50 12—25 12—16
12 1—3 380—550 33—42 15—30 15—25
При меч а н и е. Режимы рекомендуются для сварки низкоуглеродистых и низколе-
гированных сталей проволокой Св-ОЭГДО в углекислом газе (СО2) и газовых смесях COS+
+ 20% (об.) Oj-и Аг+25% (об.) COs при обратной полярности сварочного тока.
78
ванных сталей применяют кремнемарганцовистые проволоки с по-
вышенным содержанием . раскислителей, например Св-08ГС,
Св-08Г2С, Св-08ХГ2С и др. Тонколистовые углеродистые стали, а
также небольшие детали из них свариваются проволокой Св-12ГС..
При применении таких проволок наплавленный металл получает-
ся хорошо раскисленным при достаточном содержании в нем крем-
ния и марганца и с высокими механическими свойствами. Режи-
мы сварки стыковых соединений в нижнем положении шва приве-
дены в табл. 12. Для сварки углеродистых и низколегированных
сталей в углекислом газе широко применяют порошковые прово-
локи ПП-АН8, ПП-АН9, ПП-АН10, ПП-АН21, ПП-АН22 и др.
Рекомендуемые режимы сварки этими проволоками были приве-
дены в табл. 10.
Контрольные вопросы
1. Каковы особенности сварки в защитных газах?
2. Опишите свойства углекислого газа, аргона, гелия.
3. Какие факторы .(параметры) составляют режим сварки в защитных га-
зах? Каково их влияние на размеры и качество сварного шва?
4. Изложите особенности технологии сварки в углекислом газе углеро-
дистых и низколегированных сталей.
ГЛАВА VII
ТЕХНОЛОГИЯ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ СВАРКИ
В ЗАЩИТНЫХ ГАЗАХ И САМОЗАЩИТНОЙ ПОРОШКОВОЙ
ПРОВОЛОКОЙ
§ 1. Механизированная сварка в защитных газах
При механизированной сварке в защитных газах перемещение
электродной проволоки вдоль шва производится вручную, а пода-
ча ее и защитного г«за в зону горения дуги механизирована; Ме-
ханизированной сваркой выполняют стыковые и угловые швы.
Стыковые швы могут выполняться вертикальным электро-
дом при движении горелки на себя (рис. 67), слева направо и
справа налево. Металл толщиной до 6—-8 мм
можно сваривать односторонним швом без
разделки кромок, а до 120 мм—двусторонним
швом с разделкой кромок. т?
При выполнении стыковых соединений I, / ____
однослойными швами, а также при наложении у_________
первого слоя многослойного шва (рис. 68) 1 I J
горелку перемещают возвратно-поступательно
по оси шва без поперечных колебаний элек-
трода (поз. а). При наложении последу-
ющих сварных слоев горелку перемещают по
вытянутой спирали (поз. б). Последние
сварные слои выполняют при зигзагообраз-
Рис. 67. Положение
горелки при выпол-
нении механизирован-
ной сваркой в за-
щитном газе стыко-
вого шва вертикаль-
ным электродом
79
а~з...2Вмм a=s..,iOMH laimii
b=3...2SMi-t хмейанай
гормки
Рис. 68. Перемещение горелки при выполнении механизиро-
ванной сваркой в углекислом газе стыковых швов
‘ном движении горелки «змейкой» или же по вытянутой спирали,
но с большой амплитудой колебания (поз. в). Во время сварки
горелка не должна задерживаться на одном месте, так как в про-
тивном случае значительно увеличивается размер сварочной ван-
ны, что вызывает перегрев металла. После заварки кратера и вы-
ключения сварочного тока для зашиты металла сварочной ванны
от окисления необходимо в течение 3—5 с подержать горелку над
кратером, не прекращая дрступления защитного газа до полного
затвердевания сварочной ванны. Заканчивать процесс сварки рас-
тягиванием дуги и отводом горелки не рекомендуется.
Сварку для изготовления стыковых соединений можно вести
также с наклоном электрода как углом вперед, так и назад,
В первом случае при наклоне электрода до 10—30° глубина про-
вара несколько меньше, шов шире, удобно направлять дугу по
разделке шва, можно добиться существенного уменьшения раз-
брызгивания, сварку можно выполнять с большими скоростями,
чем вертикальным электродом. При сварке углом назад рекомен-
дуется наклонять горелку на 5—15°. В этом случае можно несколь-
ко увеличить глубину провара, но ширина шва уменьшается. Для
расширения шва сварку выполняют с колебаниями электрода.
Угловые швы могут выполняться как наклонным (рис.
69,а), так и вертикальным электродом в лодочку (рис. 69,6). При
сварке наклонным электродом горелка наклоняется поперек шва
под углом 30—45° к вертикали (рис. 69,в), а вдоль шва — на 5—
15°. Торец электрода направляют в угол соединения или смещают
от него на расстояние до 1 мм по горизонтальному листу (рис.
69,г). В процессе сварки горелку перемещают возвратно-поступа-
тельно по оси шва без поперечных колебаний. Желательно вести
сварку на спуск с наклоном изделия на 6—10°. Это улучшает фор-
мирование шва, позволяет повышать скорость сварки и уменьшать
разбрызгивание металла. Основной трудностью при выполнении
80
Рис. 69. Положение горелки
при выполнении механизиро-
ванной сваркой в углекис-
лом газе угловых швов
угловых швов наклон-
ным электродом явля-
ется растекание жид-
кого металла по гори--
зонтальной плоскости,
что может привести к подрезам и
непроварам. Во избежание этого
за один проход обычно формиру-
ют угловые швы катетом не бо-
лее 8 мм. При выполнении угло-
вых швов .в лодочку особых труд-
ностей не возникает. •
Основные типы, конст-
руктивные элементы и
размеры швов сварных со-
единений- при механизированной
сварке в защитных газах те же, что
гл. VI, §4).
и при автоматической (см...
Механизированная сварка в защитных газах может произво-
диться во всех пространственных положениях шва, из которых наи-
более удобным является нижнее. Колебательные движения попе-
рек шва сообщают электроду в зависимости от требуемой ширины
шва, толщины свариваемого металла и формы подготовленных
кромок. * '
Вертикальные стыковые и угловые швы могут выполнять-
ся снизу вверх и сверху вниз (рис. 70,а—-г). Сварку сверху вин»
применяют при соединении тонколистового металла, а также при
наложении первого слоя многослойного шва. В начале процесса
сварки, чтобы обеспечить хороший провар начала шва, электрод:
располагают перпендикулярно металлу. После образования сва-
рочной ванны его наклоняют на 10—15° ниже горизонтали и на-
правляют на переднюю часть ванны предупреждая ее стекание,.
Рис. 70, Схемы расположения и поперечных колебаний электро-
да при выполнении сваркой в углекислом газе различных швов: .
а — вертикальных сверху вниз, б—г—то же, снизу вверх, д — горизоц.
тальиых, е — потолочных
6—490
81S
увеличивая проплавление корня шва и исключая несплавления и
натеки по краям шва. При толщине металла более 6 мм сварку
производят снизу вверх как углом вперед, так и назад (рис, 70,6'
и в). Второй способ применяют в случае сварки металла большей
толщины. Для улучшения формирования шва электроду сообща-
ют колебательные движения (рис, 70,г). При сварке снизу вверх
получается глубокий провар корня шва и отсутствуют несплавле-
ния по Мю краям.
Г оризонтальными швами при толщине металла до 3 мм
сварку ведут без скоса кромок, с небольшим зазором при сборке,
что обеспечивает полный провар швов и небольшую выпуклость.
Сварку ведут с наклоном электрода снизу вверх и углом назад
без поперечных колебаний электрода (рис, 70,д). При толщине ме-
талла более 3 мм делают скос на кромке верхнего листа, электрод
также направляют снизу вверх, что предупреждает стекание ме-
талла на нижнюю кромку.
Потолочные швы (рис. 70,е) выполняют сваркой углом на-
зад на минимальных напряжениях и токах. Дугу и поток защит-
ного газа направляют на ванну, жидкого металла, что уменьшает
ее стекание. Для этой же цели рекомендуется увеличивать расход
защитного газа. Потолочные стыковые швы с разделкой кромок'
получают сваркой с поперечными колебаниями электрода.
Техника выполнения поворотных кольцевых стыковых швов во
многом подобна технике выполнения продольных швов. Электрод
при этом располагается сверху с небольшим смещением от верх-
ней точки окружности в сторону, противоположную направлению
вращения изделия. Сварку металла толщиной до 2,5 мм, а также
наложение первого слоя на металл большой толщины рекоменду-
ется вести в вертикальном положении сверху вниз или в полупо-
толочном положении (рис. 71). Дугу и поток защитного газа сле-
дует направлять на ванну жидкого металла. Это обеспечивает по-
лучение полного провара соединения с обратным формированием
шва без прожогов даже при значительных переменных зазорах.
Подготовка кромок и сборка под механизированную
сварку, а также выбор электродной проволоки производятся в ос-
новном так же, как и при автоматической сварке в защитных га-
зах. Во всех случаях, где это
возможно, рекомендуется соби-
рать и сваривать соединения
в приспособлениях без прихва-
ток. При сборке на прихватках
последние следует устанавли-
вать с обратной стороны со-
единения. Прихватку можно
выполнять сваркой контакт-
ной, неплавящимся электро-
дом и тонкой проволокой в за-
щитном газе. Размеры прихва-
ток и их расположение зависят
Рис. 71. Расположение электрода при
выполнении сваркой на весу в углекис-
лом газе поворотных кольцевых швов:
а — сверху вниз, б — полупотолочное
82
от толщины металла и типа сварного соединения. Прихватки перед
сваркой должны быть тщательно очищены. Во избежание проте-
кания жидкого металла в зазоры стыковые соединения тонкого
металла должны выполняться сваркой на медных, стеклянных или
керамических подкладках. Для получения швов высокого качест-
ва необходимы тщательная сборка, точное направление электрода
по шву и поддержание неизменным режима сварки.
Режимы механизированной сварки в углекислот газе прово-
локой сплошного сечения примерно те же, что и при автоматиче-
ской-сварке (см. табл. 12). Режимы сварки в углекислом газе по-
рошковой проволокой также аналогичны режимам автоматической
сварки (см. табл. 10). При пользовании этими таблицами следует
учитывать, что изменения скорости сварки, неизбежные при пере-
мещении горелки вручную, вызывают изменения глубины проплав-
ления. Поэтому во избежание прожогов механизированную свар-
ку выполняют с меньшей силой тока, чем автоматическую и, как
следствие, с меньшей скоростью,
'9
§ 2. Механизированная сварка самозащитной
порошковой проволокой
Механизированная сварка порошковой проволокой позволяет
выполнять швы стыковых, угловых, тавровых и нахлесточных со-
единений как с разделкой, так и без разделки кромок. Подготов-
ка и сборка металла под сварку производятся так же, как и при
сварке в защитных газах. Свариваемые поверхности должны быть
очищены от грязи, масла и ржавчины. Прихватка деталей при
сборке под сварку должна выполняться качественными электрода-
ми или порошковой проволокой.
К режимам сварки самозащитной порошковой проволокой
относят в основном те же параметры, что и при сварке в углекис-
лом газе. Диаметр порошковой проволоки и силу сварочного тока
устанавливают в зависимости от толщины свариваемого металла, 4
необходимого количества слоев шва и положения шва в простран-
стве. Скорость подачи проволоки зависит от силы сварочного то-
ка, напряжения дуги, диаметра н марки порошковой проволоки. .
Вылет электрода находится в прямой зависимости от диаметра
применяемой проволоки.
Техника механизированной сварки самозащитной порошковой
проволокой аналогична технике механизированной сварки в угле-
кислом газе сплошной проволокой. Однако сварка порошковыми
проволоками различных марок требует определенного навыка.
Сварка производится короткой дугой, так как при увеличении ее
длины усиливается разбрызгивание жидкого металла, ухудшается
его защита от кислорода и азота воздуха, возрастает выгорание
элементов, содержащихся в проволоке, что приводит к образова-
нию пор в наплавленном металле. При слишком короткой дуге
значительно падает ее напряжение, что ухудшает стабильность го-
6*
83
й) ё)
Рис. 72. Колебательные движения электрода при сварке порошковой про-
волокой • *
рения дуги и может привести к плохому формированию шва, а
также появлению в нем шлаковых включений.
Особое внимание следует обращать на рекомендуемый вылет
электрода. При уменьшении его мундштук сильно забрызгивается,
возможна приварка к нему проволоки п образование дефектов в
шве. При увеличении вылета сердечник проволоки перегревается,
что приводит к преждевременному выгоранию его газообразующих
•составляющих и образованию пористости шва. При сварке нужно
•следить за тем, чтобы шлак не затекал вперед- проволоки, т. е.
проволока должна перемещаться по краю сварочной ванны.
Колебательные движения электрода зависят от толщины сва-
риваемого металла и обычно производятся по- вытянутой спирали
(рис. 72,а) или «змейкой» (рис. 72,6)'. Сварку, как правило, вы-
полняют вертикальным электродом, однако, допускается наклон
его вперед или назад до 15—20°. При,наложении угловых швов
электрод располагают под углом 30—10'* к вертикали. Сварка на
вертикальной плоскости обычно производится снизу вверх, а при
толщине металла менее 4 мм — сверху вниз, что предотвращает
возможные прожоги. При выполнении многослойных швов перед
наложением каждого последующего валика тщательно удаляется
.шлак с предыдущего.
Режимы механизированной сварки самозащитной порошковой
проволокой примерно такие же, как и при автоматической сварке
(см. табл. 9).
§ 1, Сварка открытой дугой сплошной
самозащитной проволокой
Сварка самозащитной проволокой сплошного сечения без до-
полнительной защиты разработана для применения в монтажных,
а также заводских условиях в тех случаях, когда неприемлема
•сварка в углекислом газе. Она вполне заменяет ручную сварку
при монтаже на открытых площадках (при ветре и сквозняках)
конструкций из сборного и монолитного железобетона при соору-
жении объектов промышленного и гражданского строительства.
При сварке открытой дугой обычной проволокой происходит
значительный угар легирующих элементов и насыщение металла
шва .газами (кислородом, азотом и водородом). При сварке само-
«4
защитной проволокой угар компенсируется за счет повышенного
содержания в в электродной проволоке элементов, обладающих
большим сродством с кислородом, чем ’выгораемые. К таким леги-
рующим элементам относятся алюминий, титан, церий, цирконий,
селен, лантан и др. Они связывают кислород и азот в стойкие не-
металлические включения, мало влияющие на понижение пластич-
ности и вязкости металла шва. Легирование проволоки церием
значительно повышает стабильность процесса сварки, а остаточ-
ное содержание его в шве (следы) повышает пластичность и вяз-
кость металла шва.
Для механизированной сварки открытой дугой применяют спе-
циальные легированные проволоки (ГОСТ 2246—70). Так, самоза-
щитная сварочная проволока Св-20ГСТЮА с добавкой церия по-
зволяет сваривать углеродистую сталь толщиной от 2 мм и более
в нижнем, вертикальном и горизонтальном положениях шва. Про-
волока Св-15ГСТЮЦА с добавкой церия и циркония служит для
сварки углеродистых и марганцовистых сталей во всех простран-
ственных положениях шва. Эти проволоки широко используют так-
же для сварки арматуры периодического профиля. Самозащит-
ной проволокой можно сваривать металл, покрытый окалиной,
небольшим налетом ржавчины, а также со следами масла. Металл
шва, наплавленный этими проволоками, по механическим свойст-
вам равноценен металлу шва, получаемому при сварке покрыты-
ми электродами типа Э46 или Э50.
При сварке открытой дугой самозащитной проволокой сплош-
ного сечения изделие деформируется в меньшей степени, чем при
других способах сварки, что особенно важно при изготовлении
тонколистовых конструкций. Сварку можно производить как при
положительных, так и отрицательных температурах. Производи-
тельность процесса сварки примерно такая же, как и при сварке в
углекислом газе, однако, внешний вид шва получается несколько
хуже: шов покрыт толстой пленкой оксидов, плотно сцепленных
с его поверхностью. Подготовка кромок и сборка металла под
сварку производятся так же, как и при сварке в углекислом газе.
Сварку выполняют постоянным током как прямой, так и обратной
полярности.
Контрольные вопросы
1. Опишите технику механизированной сварки в углекислом газе.
2. Изложите особенности процесса сварки порошковой проволокой.
3. В чем сущность процесса сварки самозащитной проволокой?
ГЛАВА VIII
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ АВТОМАТИЧЕСКОЙ
СВАРКИ ПОД ФЛЮСОМ
§ 1. Общие сведения о сварочных автоматах
Самоходные автоматы для дуговой сварки плавящимся элект-
родом в нижнем положении под флюсом или в защитных газах
85
13, Основные параметры самоходных автоматов для дуговой сварки
плавящимся электродом
Сила но.
мин аль.
кого сва-
рочного
тока, А
Номян аль.
ный режим
работы
ПВ, %
Род сва-
рочного
тока
Исполне-
ние по
способу
защиты
зоны дуги
Диаметр
сплошной
электродаой
проволоки,
мм
Скорость
подачи элект
родной про*
волоки, м/ч
Скорость
сварки, н/ч
Ннж-. Верх-
ний НИЙ
предел'
предел
Ниж-
ний
предел
Верх- Ни ж- ] Верх-
ний ний I ний
предел предел [предел
315
МЮ
160
960
630
1000
1600
Не менее
60*
Постоян-
ный
Перемен-
ный
120
720
100
Постоян-
ный
60
360
Перемен-
ный
80
120
"во"
ТаГ
•80
1м
~80
* При длительности цикла работы 10 инн (см- гл, XV). -
(табл. 13) выпускают в соответствии с ГОСТ 8213—75 в следую-
щих исполнениях:
по способу защиты зоны дуги—для сварки под
флюсом (Ф), в защитных газах (Г), как под флюсом, так и в за-
щитных газах (ФГ);
по роду применяемого сварочного тока—для
сварки постоянным, переменным, а также постоянным и перемен-
ным током;
по способу охлаждения —с естественным или прину-
дительным (водяным или газовым) охлаждением токоподводящей
части сварочной головки и сопла;
по способу регулирования скорости подачи
электродной проволоки — с плавным, плавноступенчатым
или ступенчатым регулированием;
по способу регулирования скорости сварки—
с плавным, плавноступенчатым или ступенчатым регулированием;
по способу подачи электродной проволоки —
с независимой или зависимой от напряжения дуги подачей;
по расположению автомата относительно
сварного шва — для сварки внутри колеи или для сварки
внутри и вне колеи.
86
- АД X - XX X XX
Обозначение вида изделия______
(автоматы для дуговой сварки)
Обозначение способа защиты зоны дуги
(Ф, Г. или ФГ)
Номинальный сварочный ток автомата, гА
Номер модификации автомата
Обозначение климатического исполнения и ________
категории размещения по ГОСТ 15150-69 и ГОСТ 15543-70
Рис, 73. Структура условного обозначения автоматов для
дуговой сварки
Для условного обозначения автоматов установлена соответст-
вующая структура (рис. 73). Значение номинального сварочного
тока автомата в гектоамперах округляют до ближайшего целого
числа. Номер модификации автомата устанавливается Всесоюз-
ным научно-исследовательским, проектно-конструкторским и тех-
нологическим институтом электросварочного оборудования
(ВНИИЭСО).
Климатическое исполнение и категория размещения автоматов
регламентированы ГОСТ 15150—69 и 15543—70, согласно кото-
рым автоматы, предназначенные для эксплуатации в районах с
умеренным климатом, обозначают буквой У, с тропическим — Т,
с холодным — ХЛ. Категорию размещения обозначают цифрами;
I — открытый воздух; 2 — палатки, прицепы, кузова автомобилей;
3— помещения с естественной вентиляцией; 4 — помещения с при-
нудительной вентиляцией и отоплением; 5 — помещения с повы-
шенной влажностью.
§ 2. Принципы регулирования режима дуги
Устойчивый процесс сварки и хорошее качество сварного шва
обеспечиваются при оптимальных (наилучших) параметрах ре-
жима сварки. К главным параметрам режима относятся сила сва-
рочного тока, напряжение дуги и скорость сварки. Эти параметры
нужно не только правильно установить, но и поддерживать их по-
стоянными в процессе сварки. Наиболее трудно сохранить посто-
янным напряжение дуги, которое находится в прямой зависимости
от ее длины.
Постоянная длина дуги обеспечивается равенством
-скорости подачи в зону горения- дуги электродной проволоки
(fs) и скорости ее плавления (оп):
»э=Иц.
87
Если в процессе сварки окажется, что иэ>Оп, то периодически
будут происходить короткие замыкания электрода с изделием; ес-
ли же Уэ<оп, то произойдет обрыв дуги и процесс сварки прекра-
тится. Нарушение этого равенства может происходить по следу-
ющим причинам, изменяющим скорость подачи электродной про-
волоки или ее плавления: колебания напряжения в сети; волни-
стость свариваемых поверхностей и отдельные неровности на них;
нарушение равномерной скорости* подачи электродной проволоки
в результате пробуксовывания ее в подающих роликах; наличие
прихваток по длине свариваемых кромок; изменение в пределах
допуска диаметра электродной проволоки; воздействие магнитно-
го дутья, отклоняющего дугу в разные стороны, и др. Сварочная
головка должна быстро реагировать на эти нарушения и восста-
навливать нормальную, предварительно заданную длину дугш
Длина дуги находится в прямой зависимости от скорости пода-
чи электродной проволоки. В применяемых в настоящее время сва-
рочных головках используют два принципа регулирования режима
дуги: саморегулирование при постоянной скорости подачи элект-
родной проволоки, не зависящей от напряжения дуги; автомаТи:
ческое регулирование, при котором скорость подачи электродной
проволоки зависит от напряжения дуги.
Саморегулирование режима дуги при случайном
увеличении или укорочении ее основано на изменении скорости
плавления электрода в зависимости от силы сварочного тока (рис.
74). Совместим в одних координатных осях внешнюю характери-
стику источника сварочного тока (кривая /) со статической вольт-
амперной характеристикой дуги (кривая II). При пересечении
этих кривых образуются две точки, нижняя из которых является
точкой устойчивого горения дуги. В данном случае напряжение
дуги будет равно UR> а сила сварочного тока /св. -
Если по каким-либо причинам длина дуги возрастет (напри-
мер, при наличии впадины на изделии), то статическая вольт-ам-
перная характеристика дуги поднимется выше (кривая Ill) и точ-
ка устойчивого горения дуги переместится в точку ah При этом
напряжение дуги возрастет до значения а сила сварочного то-
ка уменьшится до значения /с0).
Так как скорость плавления элек-
трода почти прямо пропорцио-
нальна силе сварочного тока,
а скорость подачи его посто-
янна, то электрод начнет пла-
виться медленнее. Таким обра-
зом, при постоянной скорости по-
дачи электродной проволоки дли-
на дуги, а следовательно, и ее
напряжение будут уменьшаться
до первоначально заданного
значения, а нарушенное равен-
ство 1>э=Уп восстановится.
Ряс. 74. Процесс саморегулирования
режима дуги при изменении ее дли-
88
Рве. 75. Принципиальная схема устройства сварочной головки с постоянной
скоростью подачи электродной проволоки (а) и влияние внешней характеристи-
ки источника тока на изменение силы сварочного тока (5):
1 — электродвигатель, 2 — редуктор, А — подающий ролик, 4 — электродная проволока:
/, И — крутопадающая и лологопадающая характеристики источника тока. HI, IV — ста-
тические вольт-амперные характеристики длинной и короткой дуг
И, наоборот, если по каким-либо причинам длина дуги умень-
шится (например, при переходе через прихватку), то статическая
вольт-амперная характеристика дуги опустится ниже (кривая /V)
и точка устойчивого горения дуги переместится в точку а2. Напря-
жение дуги упадет до значения Уде, а сила сварочного тока воз-
растет до значения /свг- Электрод начнет плавиться быстрее, дли-
на дуги увеличится, и равенство оэ=оп вновь восстановится.
На основе принципа саморегулирования режима дуги разрабо-
тан целый ряд сварочных автоматов и полуавтоматов, работаю-
щих с постоянной, не зависящей от напряжения дуги скоростью
подачи электродной проволоки (рис. 75,а). Асинхронный электро-
двигатель трехфазного тока /, имеющий неизменное число оборо-'.
тов, через механический редуктор 2 вращает подающий ролик 3, .
который с постоянной скоростью подает электродную проволоку 4
в зону горения дуги.
В сварочных аппаратах, работающих по этому принципу, для
питания сварочной дуги следует применять источники сварочного
тока с пологой внешней характеристикой (рис. 75,5). Чем более
полога внешняя характеристика, тем в больших пределах будет
изменяться сила сварочного тока при изменении длины дуги и тем
интенсивнее будет происходить процесс саморегулирования. Осо-
бенно эффективно явление саморегулирования проявляется при
сварке электродными проволоками 0,1—3 мм. Одним из преиму-
ществ сварочных аппаратов с постоянной скоростью-подачи элек-
тродной проволоки является простота их электрической схемы и
надежность работы в производственных условиях.
Автоматическое регулирование режима дуги
основано на изменении скорости подачи электродной проволоки в
зависимости от напряжения дуги. Упрощенная схема работы сва-
рочной головки, построенной по принципу автоматического регули-
рования, приведена на рис. 76. Якорь электродвигателя постоян-
89
Рис. 76. Принципиальная схема уст-
ройства сварочной головки с авто-
матически регулируемой скоростью
подачи электродной проволоки
ного тока 1 через механиче-
ский редуктор 2 вращает по-
дающий ролик 3, который по-
дает электродную проволоку 4
в зону горения дуги. Обмотка
якоря находится под напряже-
нием дуги. Схема работает сле-
дующим образом. Если по ка-
ким-либо причинам длина дуги
возрастет, то возрастет и на-
пряжение дуги, подаваемое на
якорь электродвигателя. Якорь
начнет вращаться быстрее и ско-
рость подачи проволоки увеличится. Длина дуги, а следователь-
но, и ее напряжение восстановятся до первоначального значения.
И, наоборот, если длина дуги уменьшится, то и ее напряжение
упадет; якорь электродвигателя уменьшит обороты, и проволока
начнет подаваться медленнее. В этом случае равенство иэ=иа
обеспечивается изменением скорости подачи электродной прово-
локи. Недостатком такой упрощенной схемы является малая
чувствительность электродвигателя к изменениям напряжения
дуги.
На практике применяется более совершенная схема автомати-
ческого регулирования режима дуги (рис. 77), используемая, на-
пример, в сварочном автомате типа АДС-1000. Электродвигатель
ДГ сварочной головки питается постоянным током от специально-
го генератора ГДГ, имеющего две. обмотки возбуждения. Незави-
симая обмотка / питается от постороннего источника тока и созда-
ет постоянный, не зависимый от напряжения дуги магнитный по-
ток Фн. Дуговая обмотка II через селеновый выпрямитель В под-
ключена к дуге и создает переменный, зависимый от напряжения
дуги магнитный поток Фд. При работе одной независимой обмотки
Рис. 77. Принципиальная электрическая схема автоматического регулиро-
вания длины сварочной дуги:
J — электродная проволока, 2 — изделие
50
электродвигатель головки вращаетсй в сторону подачи электрод-
ной проволоки вверх, а при работе дуговой обмотки — в сторону
подачи электродной проволоки вниз.
Обе обмотки включены встречно. При сварке магнитный поток
Фд всегда больше магнитного потока Фи. Результирующий маг-
нитный поток ФРеэ=Фд—Фн. Генератор ГДГ двигателя головки
будет подавать на якорь двигателя ДГ головки напряжение такой
полярности и значения, что двигатель головки будет вращаться в
направлении подачи электродной проволоки и поддерживать по-
стоянным напряжение дуги. Предварительное напряжение дуги
задается потенциометром РНД, включенным в цепь независимой
обмотки.
При Холостом ходе магнитный поток Фд будет максимальным.
Максимальным будет и результирующий магнитный поток Фрез.
Двигатель головки с большой скоростью будет подавать электрод
вниз. При коротком замыкании электрода с изделием напряжение
между ними станет равным нулю, магнитный поток в дуговой об-
мотке исчезнет и результирующий магнитный поток Фреа =—Фв.
Это значит, что на якорь двигателя ДГ головки будет подано на-
пряжение противоположной полярности и двигатель начнет вра-
щаться в сторону подъема электродной проволоки вверх. Возбу-
дится электрическая дуга. С увеличением длины дуги ее напряже-
ние будет возрастать, также будет возрастать и магнитный поток
Фд. При определенном напряжении дуги магнитные потоки Фд и
Фн сравняются, электродвигатель остановится. По мере плавления
электродной проволоки напряжение дуги будет продолжать воз-
растать, магнитный поток Фл станет больше магнитного потока
Фи, полярность поменяется и двигатель головки снова начнет по-
давать проволоку вниз, уже в зону горения дуги.
Если по каким-либо причинам дуга укоротится, то ее напря-
жение снизится, вследствие чего уменьшатся результирующий маг-
нитный поток и напряжение генератора ГДГ. Напряжение дуги,
а следовательно, и напряжение, подаваемое на якорь двигателя
головки, уменьшатся. Электродвигатель начнет вращаться медлен-
нее, скорость подать электродной проволоки уменьшится, и длина
дуги, а следовательно, и ее напряжение будут возрастать до пер-
воначально заданных потенциометром РНД значений. Таким об-
разом, восстановится равенство уэ=оп.
И, наоборот, если по каким-либо причинам длина дуги возра^
стет, напряжение дуги также возрастет, увеличится магнитный по-
ток ФД) а следовательно, и магнитный поток Фрез. Это приведет
' к увеличению напряжения дуги, подаваемого на якорь двигателя
головки, который увеличит обороты и будет с большей скоростью
подавать проволоку в зону горения дуги. Нарушенное равенство
аэ=оп будет восстановлено. Таким образом, скорость подачи элек-
тродной проволоки зависит от напряжения дуги, т. е. от ее длины.
Эта схема обеспечивает не только поддержание устойчивого го-
рения дуги, но и автоматическое зажигание ее в начале процесса
сварки.
91
§ 3. Типовые узлы сварочных автоматов
В автоматах сварочной головкой называется механизм,
который обеспечивает подвод сварочного тока к электродной про-
волоке, возбуждает электрическую дугу, подает проволоку в зо-
ну горения дуги и прекращает процесс сварки. Сварочная головка
называется подвесной, если она установлена неподвижно, а сва-
риваемое изделие вращается или передвигается под ней; если же в
конструкции головки имеется механизм для ее перемещения, то
она называется самоходной. Обычно самоходные головки переме-
щаются по направляющим рельсам или уголкам. Сварочная го-
ловка вместе с флюсовой аппаратурой называется сварочным
автоматом. Если в конструкции самоходного автомата имеется
тележка, перемещающаяся непосредственно по свариваемому из-
делию, то такой автомат называется сварочным трактором.
Сварочные автоматы различных типов для сварки под флюсом
имеют ряд общих и унифицированных сборочных единиц (узлов)
и механизмов, устройство которых рассмотрим перед изучением
конструкции автоматов.
Роликовые копиры (рис. 78) предназначены для направле-
ния электродной проволоки 5 по кромкам 4, разделанным под свар-
ку. Копир состоит из двух или трех роликов /, расположенных друг
за другом и закрепленных в кронштейне 2. Оси роликов и электрод*
ной проволоки располагаются в одной плоскости. Ролики все время
находятся под действием пружин 3, прижимающих' их к кромкам
шва. Эти пружины дают также возможность роликам вертикально
перемещаться при переходе их через прихватки. Во время сварки
ролики входят в разделку шва, движутся впереди электродной про-
волоки и автоматически направляют ее по шву.
Указатели положения электродной проволоки
используют для ручной корректировки проволоки при сварке без
разделки кромок. Указатели
могут быть стрелочными
(рис. 79,а) или световыми
(рис. 79,6.). Световой указа-
тель состоит из корпуса, вну-
три которого расположены
электрическая лампочка, лин-
’ зы и выключатель. Линза со-...
бирает световые лучи и на-
правляет их в виде тонкого
пучка на одну из свариваемых
кромок.
В процессе сварки указате-
ли, расположенные в одной
плоскости с электродной про-
волокой, движутся впереди
флюса и указывают положе-
ние проволоки по отношению
Рис. 78. Роликовые копиры:
я — двух роликовый, б — трехроликовый
92 ’
Яащгавмже сварки. //арра&тмле сварки.
Рис. 79. Указатели положения электродной проволоки:
/ — пучок света, 2 — линза, 3 — корпус. 4 — электрическая лампочка, 5 —вы-
ключатель, в—диафрагма; 7—шарнир, 3 —ссыпной патрубок сварочного авто-
мата. S — электродная проволока, М —слой флюса, // — стрелка-укваятель
к оси шва. При работе сварщик наблюдает за положением стрел-
ки-указателя или светового луча и с помощью корректировочного
механизма вручную направляет элёктродную проволоку по кром-_
кам свариваемых деталей.
Токоподводящие мундштуки служат для подвода
сварочного тока к электродной проволоке непосредственно у са-
мой дуги и направления ее в зону сварки. Подвод тока осущест-
вляется скользящим контактом. Мундштуки могут быть ролико-
вого, колодочного, трубчатого'И сапожкового типов.
Роликовый мундштук (рис. 80,а) снабжен двумя, а иногда
тремя неподвижными контактными бронзовыми роликами 5 (с ка-
навками), между которыми скользит сварочная проволока /. Ро-
лики укреплены на токоведущем корпусе 2 и с помощью винта 4
сжимаются пружинами 3. По мере износа контактные ролики по-
ворачивают на некоторый угол до восстановления необходимого
электрического контакта и закрепляют в новом положении болта-
ми 6.
Колодочный мундштук (рис. 80,6) состоит из двух медных ко-
лодок 4' с прорезями. Одна из колодок подвижная и прижимает
электродную проволоку 5 к другой колодке с помощью винта 2
и 'пружины /. Сварочный ток от корпуса головки 6 подводится
к неподвижной колодке. Для уменьшения износа колодок в них
вставляют сменные бронзовые вкладыши 3 с различным разме-
ром канавок. Это позволяет использовать один мундштук для
проволок разных диаметров. Роликовые и колодочные мунд-
штуки применяют при сварке электродной проволокой сравни-
тельно больших диаметров (3—5 мм).
93
Рис. 80. Токоподводящие мундштуки
Трубчатый мундштук (рис. 80,в) предназначен для тонкой
электродной проволоки 0 1—2 мм. Скользящим контактом этого
мундштука является бронзовый сменный наконечник 4, который
•с помощью' накидной гайки 3 крепится к корпусу 2 мундштука.
Ось наконечника несколько смещена относительно оси корпуса.
Контактное давление в этом случае создается вследствие изгиба
и упругости электродной проволоки 1. В ряде сварочных аппара-
тов сменный наконечник ввертывается в корпус мундштука. Для
этого на хвостовике наконечника и в теле мундштука имеется
резьба.
Сапожковый мундштук (рис. 80,а) представляет собой токо-
подводящий наконечник 6, соосно ввернутый в направляющую
трубку 3. Электродная проволока 5 прижимается к наконечнику
специальной вилкой 2 сапожкового типа, снабженной износостой-
кой вставкой /. Сила прижатия проволоки регулируется нажим-
ной пружиной 4. Сапожковые мунштуки применяют при свар-
ке электродной проволокой различных диаметров. При сварке
тонкой проволокой для поджатия ее вместо вилки с нажимной
пружиной применяется контактный лепесток.
Применяют также специализированные мундштуки, предназ-
наченные для порошковой проволоки, ленточного электрода, для
подвода сварочного тока к двум или трем проволокам одновре-
менно и т. д.
Подающие и прижимные ролики предназначены для
подачи электродной проволоки в дугу. Ролики изготовляют из
94
легированной или высокоуглеродистой
Стали и закаливают до твердости
HRC 50—60. Для лучшего сцепления
с проволокой подающие ролики имеют
клиновидную канавку или насечку
с высотой зубцов 0,6—0,8 мм. При-
жимные ролики обычно выполняют
гладкими.
Правильные механизмы
служат для выпрямления электродной
проволоки, сматываемой с катушки и
подаваемой в зону горения дуги. Они
состоят из трех—пяти роликов, распо-
ложенных в шахматном порядке непо-
средственно над механизмом подачи.
Катушки и кассеты предна-
значены для удержания запаса элек-
тродной проволоки на сварочном
аппарате. Проволока наматывается на
катушку (барабан, державку) или по-
мещается' в кассете с внутренней
укладкой. В конструкции катушек обычно предусматривается тор-
мозное устройство, препятствующее самопроизвольному разматы-
ванию проволоки.
Флюсовая аппаратура предназначена для подачи флю-
са в зону сварки, удержания его на поверхности шва во время
сварки и уборки после ее окончания.'В сварочных автоматах тя-
желого типа для подачи и отсасывания флюса обычно применя-
ют стационарные флюсоаппараты, встроенные в сварочную голов-
ку. Схема'работы флюсоаппарата всасывающей системы приве-'
дена на рис. 81. Под действием струи сжатого воздуха, выходя-
щего из сопла эжектора 5, во всасывающей трубе £ создается
разрежение, в результате чего в трубу со шва засасывается
смесь воздуха с флюсом. Попадая из трубы в бункер Д флюсо-
воздушная смесь теряет скорость и флюс оседает на дно бунке-
ра, откуда по ссыпному рукаву 7 он снова поступает в зону свар-
ки. Воздух через хлопчатобумажный фильтр 2, встроенный в цик-
лон 3, по выходному патрубку 4 выходит наружу. Таким образом,
в процессе сварки происходит непрерывная подача и уборка не-
расплавившегося флюса. Оставшаяся на поверхности шва шла-
ковая корка удаляется вручную.
В сварочных тракторах устанавливают съемные бункеры,
предназначенные только для подачи флюса в зону горения дуги.
§ 4. Сварочный автомат АДФ-1002
Сварочный автомат АДФ-1002 УЗ предназначен для получения
сваркой переменным током под флюсом стыковых соединений с раз-
делкой и без разделки кромок, нахлесточных соединений, а так-
95*
же выполнения угловых
швов вертикальным и на-
клонным электродом. Свар-
ные швы могут быть прямо-
линейными и' кольцевыми.
Автомат в процессе сварки
передвигается по изделию
или по уложенной на нем
легкой направляющей ли-
нейке. Сварочный автомат
состоит из двух основных
узлов: сварочного трактора
и сварочного трансформато-
ра ТДФЖ-1002 УЗ со встро-
енным блоком управления
автоматом.
Сварочный трактор (рис.
82) представляет собой са-
моходный механизм,'состоя-
щий из редукторов подаю-
щего механизма и ходовой
тележки, которые приводят-
ся в движение общим элек-
тродвигателем /2. Скорости
подачи электродной прово-
локи и сварки не зависят от
напряжения сварочной дуги
и регулируются ступенчато-
сменными зубчатыми коле-
сами. Электродная проволо-
ка подается в зону сварки
механизмом подачй свароч-
ной головки <?. Автомат пе-
редвигается вдоль шва ходо-
вым механизмом 14. Оба ме-
ханизма (подающий и ходо-
вой) смонтированы с элек-
тродвигателем в один блок.
который является несущим корпусом автомата.
На корпусе укреплены мундштук 2 и кронштейн б с пультом уп-
равления 11. На кронштейне смонтированы правильный и кор-
ректировочный 4 механизмы, кассета 7 для проволоки, бункер 5 для
флюса, переднее шасси автомата с холостыми бегунками 1. Мун-
дштук обеспечивает подвод тока к электродной проволоке и на-
правление ее в зону сварки. В нижней части он снабжен двумя
неподвижными контактными роликами, между которыми скользит
электродная проволока. Контактное давление роликов создается
пружинами. При значительном износе канавок роликов их повора-
чивают до восстановления контакта р закрепляют.
96
Правильный механизм обеспечивает выпрямление электрод-
ной проволоки, сматываемой с кассеты. Он состоит из трех сталь-
ных роликов, расположенных над механизмом подачи. Режим
правки регулируют упорным винтом верхнего ролика.
Корректировочный механизм служит для смещения электрод-
ной проволоки поперек шва и поперечного наклона мундштука
вместе с головкой, кронштейном и катушкой. Кроме того, при
сварке по копиру он применяется для точной установки конца
электродной проволоки в плоскости копира. Корректировочный
механизм состоит из червяка, закрепленного на кронштейне, и чер-
вячного сектора, неподвижно закрепленного на корпусе электро-
двигателя. На оба конца червяка насажены маховички. При враще-
нии маховичка червяк обкатывается по неподвижному сектору и
поворачивает всю сварочную головку автомата.
На пульте управления автоматом, встроенном в корпус кронш-
тейна, установлены вольтметр 8, амперметр 9 и резистор 10, слу-
жащий для дистанционного регулирования сварочного тока,
левой стороны пульта расположены кнопки управления.
Бункер служит для подачи флюса в зону горения дуги. Авто-
мат снабжен двумя сменными бункерами: один (основной) ем-
костью 6,5 дм* применяют при выполнении швов вертикальным
электродом, а другой — наклонным. Основной бункер снабжен
ссыпным патрубком, перемещением которого по высоте регули-
руют толщину слоя флюса. На патрубке закреплена игла-указа-
тель, с помощью которой сварщик контролирует направление
дуги по шву. При правильной настройке острие указателя и ко-
нец электродной проволоки должны быть расположены точно по
оси шва.
Переднее шасс^и автомата состоит из траверсы 15, закреплен-
ной на корпусе электродвигателя, и двух выдвижных штанг 16,
на которых закрепляют передние бегунки или коиирные ролики.
Для ручного перекатывания автомата на валу задних бегунков
имеется специальная фрикционная муфта с маховичками 13, рас-
положенными по обе стороны автомата. С помощью фрикционной
муфты вал можно отключать от сцепления с электроприводом и
перекатывать автомат вручную для установки его над местом
сверки.
Кинематическая схема автомата показана на рис. 83. Меха-
низм подачи электродной проволоки состоит нз редуктора с дву-
мя червячными и цилиндрической зубчатыми передачами, а также
двух роликов, подающих в зону горения дуги зажатую между
ними электродную проволоку. Для настройки на нужную скорость
подачи проволоки цилиндрическая зубчатая передача имеет смен-
ные зубчатые колеса. Механизм движения (ходовой механизм)
состоит из редуктора с тремя червячными передачами и сменными
цилиндрическими зубчатыми колесами, а также двух ведущих
бегунков с резиновыми шинами. Изменение скорости сварки про-
изводится сменой зубчатых колес. Оба механизма приводятся в
действие одним электродвигателем.
7—490
97
Рис 33, Кинематическая схема сварочного трактора автомата АДФ-1002:
/, 2 — прижимной и подающий ролики, 3 — червячная передача механизма подачи,
4 — механизм подачи, 5 — электродвигатель, 6 — маховик включения фрикционной
муфты ходового механизма, 7—* бегунки ходового механизма, 3 — ходовой меха-
низм, 5 — сменные зубчатые колеса ходового механизма, 10 — червячная передача
ходового механизма, 11 — фрикционная муфта, 12 — сменные зубчатые колеса меха-
низма подачи
Электрооборудование автомата., схема работы которого приве-
дена на рис, 84, обеспечивает:
подъем и опускание электродной проволоки при нажатии на
кнопки КнЗ Вверх и Кн4 Вниз при таких вспомогательных опе-
рациях, как закорачивание электродной проволоки перед сваркой,
подъем проволоки из шлака после сварки, заправка проволоки в
головку и др,;
передвижение автомата (при отсутствии электродной проволоки
в подающем механизме или разжатых подающих роликах) при
нажатии на кнопки Кн1 Пуск, и Кн2 Стоп-,
включение сварочного тока и возбуждение дуги, подачу элек-
тродной проволоки в зону сварки и передвижение автомата по
свариваемому изделию при нажатии на кнопку Кн1;
заварку кратера и отключение сварочного тока в конце сварки
при нажатии на кнопку Кн2.
Работа электрической схемы состоит в следующем. Кнопкой
Кн1 включаются реле времени РВ и реле Р1. Реле Р1 замыкаю-
щим контактом 13—14 шунтирует кнопку Кн1, в результате чего
после начала сварки она может быть отпущена. Реле Р1 и РВ
замыкающими контактами 2—3 включают контактор, находящийся
в сварочном трансформаторе, В то же время размыкающий кон-
такт Р1 (11—17) отключает цепь ручного управления электродви-
98
Рис. 84. Принципиальная электрическая схема сварочного авто-
мата АДФ-1002:
Kt—R5 — резисторы, С1—СЗ— конденсаторы, Тр— понижающий траисформа-
тор, ТрС — трансформатор сварочный ТДФ-1001. Цифрами обозначены номе-
ра контактов
гателем М. Контактор через главные контакты подает сварочное
напряжение.
При коротком замыкании электродной проволоки с изделием
напряжение между ними практически отсутствует. Через размы-
кающий контакт реле PH (16—20) получает питание реле Р2, ко-
торое включает электродвигатель на подачу электродной прово-
локи вверх. Возбуждается сварочная дуга, напряжение между
электродной проволокой и изделием увеличивается и выпрямля-
ется селеновым выпрямителем Д. При определенном напряжения
срабатывает реле РЯ и размыкающим контактом (16—20) отклю-
чает реле Р2, а замыкающим контактом (19—20) включает реле
РЗ, При этом электродвигатель реверсируется на подачу элек-
тродной проволоки в зону сварки и перемещение трактора по на-
правлению сварки. При нажатии на кнопку Кн2 отключаются ре-
ле РВ и Pl. С выдержкой времени 1—2 с, обеспечивающей за-
варку кратера, реле РВ замыкающим контактом отключает
контактор сварочного трансформатора.
Порядок работы на автомате следующий: включают сварочный
'Ч'ансформатор и блок управления автомата; кнопками 7(нЗ и
Кн4 закорачивают электродную проволоку на свариваемое изде-
лие; маховичком включают фрикционную муфту ходового меха-
низма; открывают шибер на бункере для подачи флюса; кнопкой
K.nJ включают сварочный ток. Между изделием и электродной
проволокой возбуждается сварочная дуга, трактор начинает дви-
гаться по свариваемому изделию и производить сварку. Для окон-
чания сварки нажимают на кнопку Кн2— трактор останавлива-
ется. Сварочная дуга в течение 1—2 с в зависимости от настройки
реле времени продолжает гореть, заваривая кратер; после этого
автоматически отключается сварочный ток.
В зависимости от типа шва и его положения во время сварки
направление электрода по шву может осуществляться тремя спо-
собами; автоматическое направление электродной проволоки са-
мокопированием при наложении стыковых швов с разделкой кро-
мок или с зазором, а также угловых швов в лодочку; ручное
направление дуги по шву с помощью специальной рукоятки, рас-
положенной на бункере для флюса; полуавтоматическое направ-
ление дуги (при этом способе параллельно шву укладывается
направляющая линейка, по которой перемещаются правые бегун-
ки трактора, снабженные канавками; способ рекомендуется при
сварке очень коротких изделий в том случае, когда передвижение
трактора непосредственно по изделию невозможно).
§ 5. Сварочные автоматы АДФ-1001 и АДФ-1201
Сварочные автоматы типов АДФ-1001 УЗ и АДФ-1201 УЗ (рис.
85) предназначены для дуговой сварки сталей под флюсом сталь-
ной электродной проволокой. Сварка автоматами АДФ-1001 осу-
ществляется на переменном токе от сварочного трансформатора
ТДФЖ'1002, а автоматами АДФ-1201 — на постоянном токе от
сварочного выпрямителя В ДУ-1201.
Сварочный трактор (рис. 86) этих автоматов представляет
собой самоходную каретку 23, на которой смонтированы сварочная
головка Д пульт управления /0, барабан 72 для сварочной про-
волоки, бункер б для флюса и светоуказатель /. Каретка 23 вы-
полнена в виде шасси на четырех колесах. Она приводится в дви-
жение электродвигателем 26 постоянного тока с плавно регули-
руемым числом оборотов. Вращение электродвигателя передается
через двухчервячный редуктор 25 на валик задних колес 24 и
через цепную передачу 27 — на валик передних колес 29. Сцеп-
ление и расцепление колес с приводом осуществляются зубчаты-
ми полумуфтами с помощью рукоятки 22.
На каретке установлена сварочная головка 9. С помощью суп-
порта она может перемещаться перпендикулярно сварному шву,
что позволяет регулировать положение сварочной головки на
30 мм в одну и другую стороны от середины каретки при враще-
нии маховичка 28. Поворот сварочной головки на ±90° с по-
следующей фиксацией маховичком /7 дает возможность устано-
вить ее по одну и другую стороны от продольной оси каретки.
Сварочная головка осуществляет непрерывную подачу электродной
проволоки в зону сварки с помощью прижимного 7 й подающего 8
100
Рис. 85. Сварочный автомат АДФ-1201:
1 — сварочный трактор, 2 — сварочный выпрямитель
ВДУ-1201
роликов, приводимых
so вращение электро-
двигателем 18 посто-
янного тока, связан-
ным с редуктором по-
дающего механизма
через муфту 19. При-
жимной ролик 7, укре-
пленный на рычаге 3,
прижимается к веду-
щему ролику 8 с уси-
лием, передаваемым
спиральной пружиной
4 и регулируемым ма-
ховичком 5. Для обес-
печения необходимой
скорости подачи элек-
тродной проволоки пре-
дусмотрены две ступе-
ни скорости за счет
сменной пары шесте-
рен. В пределах каж-
дой ступени скорость
изменяется плавным
регулированием оборо-
тов электродвигателя.
Головка может быть
повернута вокруг оси
электродвигателя на
45° в одну в другую
стороны с последующей
фиксацией махович-
ком 20.
Для правки прово-
локи 0 3 мм и более
имеется правильный механизм, который с помощью маховичка 2
устанавливается в положение, обеспечивающее необходимую сте-
пень выпрямления сварочной проволоки. Проволока диаметром
менее 3 мм рихтовки не требует.
Токоподвод представляет собой колодку 30, соединенную гиб-
кими проводами 21 с панелью, расположенной на основании го-
ловки. В отверстии колодки с помощью винта фиксируется тол-
стостенная бронзовая трубка ЗГ, в ее нижней части закреплены
сменные вкладыши 32, через которые к сварочной проволоке под-
водится ток.
Поддерживающее сварочную проволоку устройство состоит
из штанг 15 и 13, первая из которых закреплена в основании, а
вторая связана с первой через колодку 14, дающую возможность
изменять их взаимоположение. На штанге 13 крепится ось, несу-
101
Рис. 86. Сварочный трактор автоматов АДФ-1001 и
АДФ-1201
щая закрытый барабан внутренней намотки, вмещающий 14 кг
электродной проволоки. На штанге 15 крепится колодка 17 с ро-
ликами 16, направляющими электродную проволоку.
Бункер 6 емкостью 6 дма для флюса закрепляется на корпусе
сварочной головки с помощью шарнирного устройства, позволя-
ющего изменять в случае необходимости положение бункера от-
носительно головки. Флюс засыпается в бункер через сетку, а за-
тем через резиновую трубку и воронку под действием собствен-
ного веса ссыпается в зону сварки. В бункере предусмотрена по-
воротная заслонка, с помощью которой можно прекратить подачу
флюса.
Пульт управления 10 представляет собой литой корпус, за-
крытых с двух сторон металлическими панелями. На задней па-
нели смонтированы печатные платы электрической схемы, вспо-
могательный трансформатор, реле, разъем для соединения трак-
тора с блоком питания. На передней панели установлены изме-
102
рительные приборы (вольтметр, амперметр, указатель скорости
сварки), регулировочные резисторы, а также коммутационная ап-
паратура.
Электрическая схема управления выполнена на полупроводни-
ковых элементах и обеспечивает необходимый цикл работы автома-
тов в режиме наладки и сварки. Она состоит из блока возбужде-
ния дуги, блока элементов, предназначенных для питания схемы
управления, блоков привода каретки и механизма подачи элек-
тродной проволоки. Эти блоки конструктивно выполнены на от-
дельных печатных платах с электрическими соединениями через
штепсельные разъемы и размещаются в пульте управления авто-
матом.
Электрическая схема автомата обеспечивает его включение,
плавное регулирование скоростей сварки и подачи электродной
проволоки, управление установочными перемещениями элек-
тродной проволоки (вверх, вниз) и каретки (вперед, назад),
дистанционное регулирование сварочного тока. Кроме того, в ав-
томате АДФ-1201 обеспечивается автоматическое регулирование
скорости подачи электродной проволоки в зависимости от напря-
жения дуги.
§ 6. Сварочный автомат АДФГ-501
Сварочный автомат АДФГ-501 УХЛ4 (рис. 87) предназначен
для дуговой сварки под флюсом и в среде защитных газов кольце-
выми швами, расположенными на горизонтальной, наклонной и
вертикальной плоскостях. Автомат изготовлен в виде стационар-
ной установки и комплектуется сварочным выпрямителем
В ДУ-501. На каркасе /, представляющем собой сварную конструк-
цию, смонтированы: механизм 8 перемещения сварочной головки;
шкаф управления 2; механизм5 вращения сварочного стола; сва-
Рнс. 87. Сварочный автомат АДФГ-501
103
рочная головка с механизмом 6 подачи электродной проволоки;
бункер 5 емкостью 2,5 дм3 для флюса.
Механизм перемещения сварочной головки служит для ее уста*
новей в необходимое для сварки положение. Горизонтальное пере-
мещение сварочной головки осуществляется вращением маховичка
Р, а фиксация положения — стопорами. На одном конце горизон-
тальной штанги 10 механизма горизонтального перемещения рас-
положена сварочная головка с механизмом подачи электродной
проволоки и бункером для флюса, на противоположном—кассета с
электродной проволокой 11, вмещающая до 20 кг проволоки. Вер-
тикальное перемещение сварочной головки осуществляется махо-
вичком 7, который приводит во вращение винт, перемещающий
втулку с гайкой и связанную с ними головку.
Механизм подачи электродной проволоки состоит из редуктор-
ного привода, работающего от электродвигателя постоянного тока,
и прижимного устройства. Оба ролика механизма являются веду-
щими. Усилие их прижима к проволоке регулируется пружиной.
Ролики являются сменными и устанавливаются в зависимости от
диаметра электродной проволоки. При сварке под флюсом приме-
няется электродная проволока 0 1,6—2,5 мм, а при сварке в за-
щитных газах— 0 0,8—2,5 мм.
Механизм 3 вращения сварочного стола состоит из червячной
пары и пары конических шестерен. Стол со шпинделем вращается
на двух радиальных подшипниках, воспринимающих нагрузку от
массы стола и свариваемых деталей. Для центровки и фик-
сации на столе свариваемых деталей в сквозных пазах стола уста-
новлены четыре винта, по которым при их вращении перемещают-
ся зажимные кулачки 4. Последние одновременно сходятся или
расходятся в зависимости от направления вращения съемной руко-
ятки. Кроме того, стол с закрепленным на нем механизмом вра-
щения снабжен устройством для наклона его вручную под любым
углом от горизонтального до вертикального положения. Стол поз-
воляет выполнять кольцевые швы 0 150—600 мм. Привод свароч-
ного стола расположен с задней стороны каркаса и состоит из элек-
тродвигателя постоянного тока и двухступенчатой коробки скорос-
тей с механическим регулированием частот вращения в двух диа-
пазонах. Плавное регулирование частоты вращения внутри каждо-
го диапазона обеспечивается регуляторами напряжения.
На пульте управления 12, смонтированном на корпусе шкафа
управления, размещены: амперметр и вольтметр постоянного тока;
регуляторы напряжения для регулирования частоты вращения
стола и скорости подачи электродной проволоки; пакетный вы-
ключатель; сигнальная лампочка и кнопки установочных переме-
щений стола и электродной проволоки; кнопки для включения
автомата на сварку и выключения его. Доска зажимов располо-
жена на противоположной стенке шкафа управления, а электри-
ческая аппаратура управления смонтирована внутри него.
При сварке в углекислом газе к автомату подключается газо-
вая аппаратура, состоящая из баллона с газом, подогревателя
104
газа, понижающего редуктора с расходомером типа У-30, электро-
газового клапана, сварочной горелки и соединительных шлангов.
Подогреватель предназначен для повышения температуры угле-
кислого газа, поступающего из баллона в редуктор. Питание подо-
гревателя производится переменным током напряжением 36 Б от
понижающего трансформатора, находящегося в корпусе автомата.
Редуктор с расходомером понижают давление газа, поступающего
из баллона, и поддерживают его постоянным. Электрогазовый кла-
пан, служащий для включения и выключения защитного газа,
укреплен внутри станины автомата. На корпусе подающего меха-
низма имеются два отверстия для крепления сварочной горелки.
Сварочные автоматы выпускают в комплекте с источниками
сварочного тока (см. гл. XV). Технические данные некоторых сва-
рочных автоматов для сварки под флюсом приведены в табл. 14.
14. Основные технические данные автоматов для сварки под флюсом
Автомат Историк сварочного тока Сила вальи ого сварочного тока, А Диаметр электродной проволока» мм Скорость лоЛачн электрод* ной про- волоки. м/Ч Скорость СЭЯрКЯа М/Ч Габаритные размеры, мм Масса, иг |
Лвтолшты
тракторного
лита
АДФ-1001 ТДФЖ-1002 1000 3—5 60-360 12-120 1100X400X75° 60
АДФ-1002 12-80 715X345X540 45
АДФ-1201 Самоходные автоматы ВДУ-1201 1200 2-6 12—120 1100X400X750
ВДУ-1201
А-1416
А-1412*
Подвесные
головки
ГДФ-1001
ТДФЖ-2002
(два)
1000
2X1600
47-509 12—120 1820X615X930 365
17-558 25—250 1920X890X1405 390
ВДУ-1201
1000
3—5 55—532
1845ХЮ50Х 298
Х1680
A-J406**
Автоматы
специального
назначения
АДФГ-501***
АДФ-2001****
2—5 17—553
1010X890X1725 215
ВДУ-504 500 1—2,5 120—1200 20—70 I1300X850XI 400)450
ТДФЖ-2002 2000 — 54 — [1200X990X1870 385
Двухэлектродный.
*** 'пЛЯ СБаРки под флюсом и в углекислом газе.
Для наложение под флюсом и в защитных газах кольцевых швов.
Для лолучеиия сваркой тавровых соединений (стержней арматуры к сортовому про-
105
Контрольные вопросы
1, Изложите принципы регулирования режима сварочной дуги.
2, Опишите работу сварочного автомата с постоянной скоростью подачи
электродной проволоки.
3. Назовите основные узлы сварочных автоматов.
4. Как устроен и работает сварочный автомат тракторного типа?
ГЛАВА IX
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ АВТОМАТИЧЕСКОЙ
СВАРКИ В ЗАЩИТНЫХ ГАЗАХ
§ 1, Газовая аппаратура, применяемая в автоматах
для сварки в защитных газах
К газовой аппаратуре, используемой при сварке в защитных
газах, относят баллоны, газовые редукторы, подогреватели и осу-
шители газа, расходомеры, смесители газов, электромагнитные
газовые клапаны и газоэлектрические горелки.
Баллоны (рис. 88) предназначены для хранения и транс-
портирования защитного' газа под высоким давлением. Наиболь-
шее применение имеют баллоны емкостью 40 дм3, размеры и мас-
са которых приведены ниже (масса указана без вентилей, кол-
паков, колец и башмаков).
Тип баллона.............
Толщина S стенки, мм . .
Длина L корпуса, мм . . .
Наружный диаметр D, мм .
Масса, кг...............
100 и 150Л 150 и 200Л 200
5,2 7 9,3
1340 1390 1460
219 219 219
43,5 60 81
Все газы, кроме углекислого, находятся в баллонах в сжатом
состоянии, а углекислый газ-—в жидком состоянии.
Редуктор (рис. 89) предназначен для понижения давления
газа, поступающего в него из баллона или распределительного
трубопровода, и автоматического поддержания постоянным задан-
ного рабочего давления.
Давление газа в баллоне показывает манометр высокого дав-
ления 2. Защитный газ из баллона поступает в камеру высокого
давления 1, проходит через приоткрытый пружиной 8 клапан 11
и поступает в камеру низкого давления 10. При прохождении че-
рез клапан газ преодолевает значительное сопротивление, в ре-
зультате чего давление за клапаном, т. е. в камере низкого дав-
ления, снижается. Это давление показывает манометр низкого
давления 3. Из камеры низкого давления защитный газ через вен-
тиль 6 направляется в сварочную головку (держатель).
Регулирование рабочего давления защитного газа производит-
ся следующим образом. При ввертывании регулировочного винта
9 сжимаются пружины 8 и 4, открывается клапан 11 и давление
в камере низкого давления повышается. Чем больше открыт кла-
106
пан, тем большее количество газа будет про-
ходить через него и тем выше будет рабочее
давление газа. При вывертывании винта 5,
наоборот, клапан // прикрывается и давление
газа в камере 10 уменьшается.
Автоматическое поддержание рабочего
давления в редукторе постоянным происходит
следующим образом. С уменьшением расхода
газа давление его в камере низкого давления
будет возрастать и он с большей силой будет
давить на мембрану 7, которая отойдет вниз
и сожмет пружину 5. При этом пружина 4
прикроет клапан 11 и будет держать его в та-
ком. положении до тех пор, пока давление
в камере 10 не станет вновь равным первона-
чальному. Наоборот, с увеличением расхода
газа давление его в камере низкого давления
уменьшается, мембрана под действием пру-
жины 8 перемещается вверх и открывает кла-
пан. Таким образом, автоматически регулиру-
ется подача защитного газа из камеры высо-
кого в камеру низкого давления и тем самым
поддерживается постоянным рабочее давле-
ние. При случайном повышении давления свы-
Рис. 88. Стальной
баллон для газов:
1 — предохранительный
колпак, 2 — запорный
вентиль, 3—кольцо гор-
ловины. 4 — корпус бал-
лона, 5 — опорный баш-
мак
ше допустимого в камере низкого давления
откроется предохранительный клапан 5 и сжатый газ выйдет
в атмосферу.
При сварке в среде аргона применяют редукторы АР-10, АР-40
или АР-150. Прн сварке в углекислом газе или в его смесях иц*
пользуют редукторы обратного действия, одновременно являю-
Рис. 89. Схема устройства и работы газового редуктора:
в — нерабочее положение (газ не идет через редуктор), 6 — рабочее
положение (газ проходит через редуктор)
107
Рис. 90. Схема газового редуктора У-30 для углекислого газа:
} — накидная гайка, ?. S — манометры, J— мембрана, -4 — регулировочный винт, 5, /5—пружины, 6 — игла. 7—камера
низкого давления, 9, IS — калиброванные отверстия, W — канал, н, 16 ~запорные клапаны, 12 — штуцер, /4 —предохра-
нительный клапан, /7 — седло, 13 — подогреватель газа
И16 *1,5
Рис, 91, Подогреватель углекислого газа
щиеся расходомерами (рас. 90), — У-30 и ДЗД-1-59М. Возможно
применение также обычных кислородных редукторов, например
РК-53, РКД-8-61 и др.
Подогреватель (рис. 91) предназначен для подогрева
углекислого газа, поступающего из баллона в редуктор, с целью
предотвращения замерзания редуктора. При большом расходе
углекислого газа (вследствие поглощения теплоты при испарении
жидкого углекислого газа) температура газа понижается, что мо-
жет привести к замерзанию имеющейся в нем влаги и закупорке
каналов редуктора. Подогреватель используют только при сварке
в углекислом газе. Он состоит из корпуса 1, трубки-змеевика 3,
по которой проходит углекислый газ, кожуха 2, теплоизоляции 4
1-; нагревательного элемента 5 из хромоникелевой проволоки, рас-
положенного внутри змеевика. Подогреватель крепят к баллону
накидной гайкой 6. Питание его осуществляют постоянным током
напряжением 20 В или переменным током напряжением 36 В.
Провода от шкафа управления присоединяют к зажимам 7.
Осушитель, применяемый при использовании влажного
углекислого газа для поглощения из него в^аги, может быть вы-
сокого и низкого давления. Осушитель высокого давления, устанав-
ливаемый до понижающего редуктора, имеет малые размеры и
требует частой замены влагопоглотителя, что неудобно в работе.
Осушитель низкого давления (рис. 92), имеющий значительные
размеры, устанавливают после понижающего редуктора; он не
требует частой замены влагопоглотителя. Осушители низкого дав-
ления целесообразно применять главным образом при централи-
зованной газовой разводке.
109
В качестве поглотителя используют силикагель или алюмогли-
коль, реже — медный купорос и хлористый кальций. Силикагель
и медный купорос, насыщенные влагой, поддаются восстановле-
нию путем прокаливания при 250—300 °C.
Расходомеры предназначены для измерения расхода за-
щитного газа; Они могут быть поплавкового и дроссельного типов.
Расходомер поплавкового типа—ротаметр (рис. 93,а) —состоит
из стеклянной трубки 1 с коническим отверстием. Трубка распо-
лагается вертикально, широким концом отверстия вверх. Внутри
трубки находится легкий поплавок 2, который может свободно в
ней перемещаться. При прохождении снизу вверх газ будет под-
нимать поплавок до тех пор, пока зазор между ним и стенкой
трубки не достигнет величины, при которой напор струи газа
уравновешивает массу поплавка. Чем больше расход газа и его
плотность, тем выше поднимается поплавок. Ротаметр снабжен
шкалой 5, тарированной по расходу воздуха. Для пересчета на
расход защитных газов пользуются
метра РС-3 показан на рис. 93,6.
Расходомер дроссельного
тына (рис. 93,в) построен на
принципе измерения перепада
давления на участках до и
после дросселирующей диа-
фрагмы 5 (Р. и Р2), который
зависит от расхода газа и за-
меряется манометрами 4.
О примерном расходе за-
щитного газа можно судить
также по показанию маномет-
ра низкого давления газового
редуктора. Для этого на вы-
ходе редуктора устанавлива-
ют дроссельную шайбу (дюзу)
графиками. Общий вид рота
Рис. 92. Осушитель углекис-
лого газа низкого давления-
/ — камера, 2—решетка, 3— вда
^ 9
Рис. 93. Расходомеры газа
го поглотитель
110
с небольшим калиброванным отверстием. Скорость истече-
ния газа через его отверстие, а следовательно, и расход газа
будут пропорциональны давлению газа в рабочей камере. Этот
принцип использован в редукторе У-ЗО, где манометр 8 (см. рис.
90) показывает непосредственно расход газа, а не давление в ра-
бочей камере. С этой целью редуктор снабжен двумя дюзами 9 и
13 с калиброванными отверстиями разных диаметров. Поворотом
корпуса клапана 11 предельного давления против соответствую-
щей дюзы устанавливают канал 10, каждому положению которого
соответствует деление шкалы на манометре 8.
Смесители предназначены для получения смесей газов
СО2-7-О2 и СОг+Аг+Ог. Постовой смеситель У КП-1-71 для полу-
чения смесигазов CO2-I-O2, отбираемых из баллонов, и автомати-
ческого поддержания постоянным заданного состава и расхода
газовой смеси состоит из регулятора давления с редуктором
ДКП-1-65 и узла смешения газов. Изменяют состав смеси заме-
ной дюз. Рамповый смеситель УКР-1-72 позволяет получить смесь
CO2-f-O2 при отборе кислорода от рампы баллонов, а углекислого
газа —от изотермической емкости, предназначенной для сжижен-
ного переохлажденного диоксида углерода. Смеситель обеспечи-
вает питание газом 10—50 сварочных постов.
Газовый клапан, используемый для экономии защитного
газа, следует устанавливать по возможности ближе к сварочной
горелке; иногда его встраивают в ее ручку. Наибольшее распро-
странение получили электромагнитные газовые клапаны. Газовый
клапан следует включать так, чтобы была обеспечена предвари-
тельная (до зажигания дуги) подача защитного газа, и выклю-
чать — после обрыва дуги и полного затвердевания кратера
шва.
Перепускную рампу применяют для подачи в сварочный
цех защитного газа при значительном его расходе. Она состоит
из двух групп поочередно подключаемых баллонов, коллектора с
газовой аппаратурой и трубопровода, по которому защитный газ
подается к сварочным постам. Трубопроводы для подачи угле-
кислого газа и его смесей окрашивают в черный цвет.
§ 2. Сварочный автомат АДГ-502
Сварочный автомат АДГ-502 (рис. 94) предназначен для по-
лучения сваркой постоянным током в среде углекислого газа сты-
ковых соединений с разделкой и без разделки кромок, для вы-
полнения вертикальным и наклонным электродом угловых швов,
а также нахлесточных соединений. Сварные швы могут быть пря-
молинейными и кольцевыми. Автомат позволяет производить
сварку как в базе тележки, так и вне ее. Сварочный автомат со-
стоит из двух основных узлов: сварочного трактора и сварочного
выпрямителя ВДУ-504-1.
111
Схема управления автоматом выполнена на полупроводнико-
вых элементах. Работа автомата основана на принципе зависимо-
сти скорости подачи электродной проволоки от напряжения дуги.
Схема позволяет устанавливать необходимые выдержки времени
для продувки защитного газа, растяжки дуги для заварки крате-
ра и обдува шва газом после окончания сварки. Все управление
автоматом осуществляется с пульта, размещенного на сварочном
тракторе. На пульте управления установлены амперметр, вольт-
метр, указатель скорости сварки, регуляторы напряжения дуги и
скоростей сварки и подачи электродной проволоки, а также кноп-
ки управления. На дополнительном пульте управления, укреплен-
ном с левой стороны сварочного выпрямителя, расположены орга-
ны управления защитным газом.
Сварочный трактор устроен аналогично сварочному трактору
автоматов типа АДФ для сварки под флюсом, но отличается кон-
струкцией токоподвода, наличием охлаждающей воды и защитного
газа, отсутствием бункера для флюса и светоуказателя. Токопод-
вод в зоне сварки защищен водоохлаждаемым соплом, в которое
Рис. 94. Сварочный автомат АДГ-502:
1 — сварочный трактор, 2 — сварочный вы-
пр я мнтел ь В ДУ -500 * 1, 3 — до по лн нт ел ь в ы Й
iil ЛЬТ
через ниппель поступает угле-
кислый газ. Сварочная голов-
ка трактора показана на
рис. 95.
Технические данные неко-
торых автоматов для сварки
в защитных газах приведены
на с. 113.
Рис. 95. Сварочная головка
трактора автомата АДГ-502:
I — сменные токолодводящие на-
конечники, — Водоохлаждаемое
сопло, 3 — ниплелв для подзода
СОз. 4 — трубка, 5 — шланг для
проволоки
112
Источник сварочного тока ........
Сила номинального сварочного то-
ка, А .............................
Диаметр электродной проволоки, мм
Скорость подачи электродной про-
волоки, м/ч.......................
Скорость сварки, м/ч.............
Габаритные размеры, мм .... .
Масса, кг................ . . .
А ИГ-50 2 АДГ-вС!
ВДУ-504 ВДГ-601
500 603
1,2—2 2—4
120—720 40—600
12—120
845X365X670 925X640X700
58 85
Примечание. Технические данные предназначенных для снарки в защитных
газах подвесной головки типа А.140> и автомата типа АДФГ-501 для ныполвеная коль-
цевых швов были приведи в табл. 14.
§ 3. Техническое обслуживание автоматов
для дуговой сварки
При эксплуатации сварочных автоматов для обеспечения их
бесперебойной и длительной работы, а также для своевременного
устранения мелких неисправностей необходимо проводить конт-
рольно-профилактические работы.
Ежедневно перед началом работы следует:
проверить контактные поверхности токоподводящих роликов
или мундштуков (при износе роликов с одной стороны их нужно
повернуть на некоторый угол до восстановления контакта в новом
положении, в случае большого износа — заменить);
проверить затяжку всех болтовых соединений автомата (осо-
бенно токоведущих) и, если необходимо, подтянуть их;
проверить контактные соединения проводов;
проверить изоляцию сварочных проводов и цепи управления;
в случае повреждения изоляцию восстановить;
опробовать работы кнопок пульта управления.
Не реже одного раза в месяц необходимо:
проверить и при необходимости подтянуть крепления всех узлов
автомата;
проверить, не появились ли люфты в корректировочных меха-
низмах, и устранить их с помощью компенсаторов;
осмотреть рабочие поверхности подающих и прижимных роли-
ков механизма подачи электродной проволоки; при значительном
износе, нарушающем бесперебойную подачу электродной прово-
локи, заменить ролики новыми;
проверить изоляцию электрических аппаратов и всех токоведу-
щих частей, а также подающих и прижимных роликов.
Не реже одного раза в три месяца необходимо:
произвести профилактический осмотр электрической схемы ав-
томата (при этом необходимо удалять пыль с элементов схемы и
монтажных проводов, обратить внимание на затяжку гаек и бол-
тов);
замерить якорный ток электродвигателей ходовой тележки и
подающего механизма (он не должен превышать номинального
значения для данного типа электродвигателя).
113
8—490
15. Характерные неисправности в работе сварочных автоматов,
вероятные причины их возникновения и способы устранения
Наименование неисправно- сти и дополнительные признаки Вероятная прннна возник* вовення неисправности Способ устранения
При включении пакет- ного выключателя не зажигается сигнальная лампочка Неиспразен предохра- нитель Заменить предохранитель
При нажатии пусковой кнопки не включается Не и с пр а вны пр едохра- ннтели Заменить предохранители
двигатель подачи элек- Неисправны контакты Проверить и зачистить
трудной проволоки кнопок Обрыв в цепи пуско* вого реле контакты кнопок Устранить обрыв или за* менить катушку пускового реле
При нажатии пусковой Неисправны контакты Опробовать мадеж-ность
кнопки не зажигается в сварочной цепи контактов в сварочной цепи
дуга, хотя пускатель и Не защищен конец Откусить конец электрод-
двигатель подачи прово- электродной проволоки мой проволоки кусачками
локи работают Отсутствует короткое замыкание между элек- тродом и изделием Обеспечить хороший кон- такт между электродом и изделием
При нажатии кнопки Нарушены контакты в Проверить цепь питания
подъема или опускания цепи литания электро* электродвигателя и устра-
электрода электродвига- тель головки не работает двигателя н-нть неисправность
При включении се а- Нарушена изоляция Проверить состояние изо-
рочного тока и иезакоро- между флюсовой ворон- ляции и устранить замыка-
ченяом электроде в сва- рочной цепи проходит ток кой и сварочной голов- кой ние
При открытой заслон- Ссыпной патрубок за- Прочистить ссыпной па-
ке флюс ие высыпается из бункера сорви корками шляка трубок
Электродная проволока Неисправна система Настроить правильный ме-
выходит из мундштука недостаточно выпрямлен- ной правки проволоки ханпзм
Неравномерная подача Слабый зажим прово- Отрегулировать давление
электродной проволоки локи в подающем меха- прижимного ролика и
и частые обрывы дуги низме устранить пробуксовывание
при нормальной работе Выработались канавки Заменить изношенные ро-
электродвигателя в подающем ролике Заедание электродной проволоки в контактах мундштука или в пра- вильном механизме лики Заменить контакты мунд- штука, отрегулировать дав* ленке пружин, наладить правильный механизм
Самопроизвольно ме- няется положение голов- Люфты в корректиро- вочном механизме Устранить люфты
ки или мундштука в Люфты в копирном Заменить изношенные де-
поперечном направлении устройстве тали
При сварке наблюда- ются перерывы в дви- жении автомата Пробуксовывает фрик* ционное оцепление хо- дового механизма Образовалась запутан- ная петля сварочных проводов Зажать фрикцион Распутать провода, под- тянуть их
114
Прододжение табл. 15
Наименование неистзрап- «ости и дополнительные признаки Вероятная причина возник- новенля неисправности Способ устранения
Проволока сминается в -подающих роликах, но не подается в мундштук Частые короткие за- мыкания электрода с из- делием Частые обрывы дуги Сопло сварочной горел- ки находится под напря- жением При наличии давления в баллоне нет истечения защитного газа из сопла, горелки Сварной шов наплав- ляется на одну кромку Сквозные прожоги шва Недостаточная глубина проплавления Пористость в металле шва Плохое формирование шва Конец проволоки при- варился к мундштуку Образовалась петля между подающим роли- ком и входным отвер- стием мундштука Резкое падение напря- жения в сети Слишком короткая Дуга Резкое повышение на- пряжения в сети Слишком длинная дуга Большой вылет элек- трода Между соплом и мунд- штуком образовался мос- тик из брызг металла Повреждена втулка, изолирующая сопло Отверстие редуктора закупорилось льдом из-за отсутствия подогрева газа Пережата или обор- вана газовая магистраль Мундштук смещен а сторону и дуга горит между электродом и од- ной кромкой Большой вылет элек- трода, в результате чего дуга «блуждает» Большая сила свароч- ного тока или малая скорость сварки Малая сила сварочного тока Повышенная влаж- ность флюса Повышенная влаж- ность защитного газа Плохая газовая защи- та зоны сварки Неправильно выбрана марка Не соблюдаются реко- мендованные режим сварки и полярность сва- рочного тока Заменить наконечник мундштука Выправить проволоку или откусить ее погнутый конец; приблизить мундштук к по- дающим роликам Увеличить силу свароч- ного тока Уменьшить 'скорость по- дачи электродной проволоки Уменьшить силу свароч- ного тока Увеличить скорость пода- чи электродной проволока Уменьшить вылет элек- трода Снять сопло и очистить его от брызг металла Заменить изолирующую втулку В к дючить подог ревате ль газа и отогреть редуктор Устранить пережатие или обрыв Установить мундштук строго по зазору Уменьшить вылет элек- трода Уменьшить силу сварочно- го тока; увеличить скорость сварки Увеличить силу свароч- ного тока или (если сварка производится на подкладке^ зазор между деталями Прокалить флюс Установить осушитель га- зе Проверить качество газо- вой защиты Поменять проволоку Уточнить режим сварки, поменять полярность тока
8*
1J5
Не реже одного раза в шесть месяцев необходимо
произвести осмотр редукторов ходовой тележки и подающего ме-
ханизма и заполнить их свежей смазкой.
Кроме того, при работе на автоматах для сварки под флюсом
необходимо постоянно следить за исправностью флюсовой аппа-
ратуры, а при работе на автоматах для Сварки в защитных га-
зах — за газовым трактом, проверяя его на возможную утечку за-
щитного газа.
Характерные неисправности в работе сварочных автоматов,
вероятные причины их возникновения и способы устранения при-
ведены в табл. 15.
Контрольные вопросы
I. Опишите устройство и работу газовой аппаратуры, применяемой
в сварочных автоматах.
2. Как устроен и -работает автомат для сварки -в защитных газах?
3. В чем заключается обслуживание сварочных автоматов?
4. Назовите характерные неисправности в работе сварочных автоматов, ве-
роятные причины их возникновения и способы устранения.
ГЛАВА X
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ
СВАРКИ В ЗАЩИТНЫХ ГАЗАХ
§ !. Общие сведения о сварочных полуавтоматах
Сварочные полуавтоматы выпускают в соответствии с
ГОСТ 18130—79 в следующих исполнениях:
по способу защиты зоны дуги—-для сварки под флю-
сом (Ф); в активных защитных газах (Г); в инертных газах (И);
в активных и инертных газах (У); открытой дугой (О);
по виду применяемой электродной проволоки —
для сварки стальной сплошной проволокой; сплошной проволокой
из алюминия и его сплавов; стальной сплошной проволокой и
сплошной проволокой из алюминия и его сплавов; стальной по-
рошковой проволокой; стальной сплошной и стальной порошковой
проволоками;
по способу охлаждения горелки — с естественным
охлаждением; с принудительным водяным или газовым охлаж-
дением;
по способу регулирования скорости подачи
электродной проволоки — с плавным, ступенчатым или
плавноступенчатым регулированием;
по способу подачи электродной проволоки—
толкающего; тянущего и тянуще-толкающего типов;
по конструктивному исполнению — со стационар-
ным, передвижным и переносным подающим устройством.
116
Полуавтоматы выпускают на номинальные сварочные токи 200,
315, 400, 500 и 630 А. В комплект полуавтомата обычно входят:
подающее устройство с кассетами для электродной проволоки;
шкаф управления; сварочные горелки; провода для сварочной це-
пи и цепей управления; щиток или маска сварщика; комплект га-
зовой аппаратуры (к полуавтоматам для сварки в защитных га-
зах); специальный инструмент, запасные части, сменные и быст-
роизнашивающиеся детали.
§ 2, Основные устройства и механизмы полуавтоматов
При механизированной сварке обычно механизируется подача
электродной проволоки; передвижение сварочной горелки, как
правило, производится вручную. В полуавтоматах сочетаются пре-
имущества автоматической сварки с универсальностью и манев-
ренностью ручной. Это достигается применением тонкой электрод-
ной проволоки 0 0,8—2,5 мм, подаваемой в зону сварки по сва-
рочному полому кабелю, -называемому также гибкими шланговым
проводом (поэтому оборудование для такой сварки называют
шланговыми полуавтоматами).
Большинство шланговых полуавтоматов общего назначения
имеют общие механизмы, устройства, узлы и детали. Некоторые
из них взаимозаменяемы и могут быть использованы в различных
типах полуавтоматов.
Механизмы подачи электродной проволоки
обычно состоят из электродвигателя, редуктора и системы подаю-
щих и прижимных роликов. Электродвигатель с редуктором обес-
печивают вращение подающего ролика, проталкивающего элект-
родную проволоку по гибкому полому кабелю в зону сварки. Они
также позволяют настраивать скорость подачи проволоки и под-
держивать ее постоянной в процессе работы. В качестве привода
в этих механизмах могут использоваться электродвигатели как
переменного, так и постоянного тока. Скорости подачи электрод-
ной проволоки могут изменяться ступенчато с помощью сменных
шестерен или сменных подающих роликов, а также плавным ре-
гулированием числа оборотов электродвигателя постоянного тока.
Для подачи электродных проволок различных типов (сплошного
сечения, порошковой) и диаметров применяют механизмы подачи
с одной или двумя парами подающих роликов.
Для механизированной сварки в защитных газах применяют
в основном три типа механизмов подачи электродной проволоки:
закрытый (рис. 96,а) с кассетой на 5 кг стальной проволоки (для
полуавтоматов ПДГ-305, ПДГ-306 и др.); открытый (рис. 96,6) с
кассетой на 12 или 20 кг стальной проволоки (для полуавтоматов
ПДГ-502, ПДГ-504 и др.); открытый на тележке (рис. 96,в) с кас-
сетным устройством для бухты до 50 кг стальной проволоки (для
полуавтоматов ПДГ-505, ПДГ-601 и др.).
Все три типа подающих механизмов имеют один и тот же ре-
дукторный привод, установленный на одинаковых основаниях.
117
Рис. 96. Механизмы подачи
электродной проволоки
Подающие механизмы снабжены быстродействующими разъема-
ми, не требующими специального инструмента при подключении
к ним сварочной горелки и внешних соединений. Подключение
проводов и шлангов внешних соединений производится в средней
части подающих механизмов, что уменьшает их размеры и пре-
дохраняет места подключений от возможных изломов.
Гибкий шланг предназначен для подачи электродной про-
волоки, сварочного тока, защитного газа, а иногда и охлаждаю-'
щей воды к горелке. Выпускают горелки на сварочные токи 150,
315, 500 и 630 А вместе с гибкими шлангами в основном двух ти-
пов. В шлангах типа А-547 токоведущая часть набрана из не-
скольких медных плетенок, натянутых на стальную спираль, внут-
ри которой помещена сменная спираль для подачи электродной
проволоки. Токоведущая часть, провода управления от пусковой
кнопки, а также газовая трубка для защитного газа помещены
в общий резиновый рукав. Составной шланг состоит из канала
типа КН для подачи электродной проволоки, токоведущей части,
изготовляемой из сварочного кабеля типа ПРГ, проводов управ-
ления от пусковой кнопки и газовой трубки (иногда применяют
совмещенные токогазоподводы). Все эти элементы соединены гиб-
кими хомутами-стяжками, расположенными друг от друга на рас-
стоянии 200 мм по длине. Такие составные шланги по сравнению
с монолитными более гибки и облегчают работу с полуавтоматом.
При работе на больших сварочных токах применяют водяное
охлаждение горелки (в этом случае в составной шланг входят и
шланги для воды).
Подающие ролики предназначены для проталкивания
электродной проволоки внутрь шлангового провода. Их изготов-
ляют из легированной стали и закаливают. Для лучшего сцеп-
ления с проволокой на поверхности подающего ролика делают
канавку или тупую мелкую насечку (с шагом 0,8 мм); поверхность
прижимного ролика гладкая. Для порошковых проволок меха-
низм подачи содержит две пары роликов с канавками (все роли-
ки ведущие).
Сварочные горелки предназначены для подвода к месту
сварки электродной проволоки, сварочного тока и защитного газа.
Обычно горелки с водяным охлаждением применяют только при
сварке на больших токах (500 А и более). Сменными быстроиз-
1!8
нашивающимися частями горелок являются токоподводящий на-
конечник и газовое сопло, изготовляемые из меди. Наибольшее
применение получили сварочные горелки типа ГДПГ (см. § 3
данной главы).
§ 3. Сварочные полуавтоматы ПДГ-ЗО5 и ПДГ-502
Сварочные полуавтоматы ПДГ-305 УЗ и ПДГ-502 УХЛ4 (рис.
97) предназначены для получения дуговой сваркой стальным
плавящимся электродом в защитной среде углекислого газа
стальных конструкций, швы которых расположены в различных
пространственных положениях и труднодоступных местах. По-
луавтоматы состоят из сварочной горелки, механизма подачи
электродной проволоки, переносного пульта управления, источни-
ка питания с встроенным блоком управления полуавтоматом, га-
зового редуктора с расходомером и подогревателем газа, соеди-
нительных шлангов и проводов. Углекислый газ подается от бал-
лона или цеховой магистрали. Основные узлы полуавтоматов ти-
па ПДГ перечислены ниже.
адг-зоз ПДГ-SOl
Механизм подачи электродной про- Закрытый волоки Сварочная горелка ГДПГ-101-10, ГДПГ-301-8 Источник питания ВДГ-302 Открытый ГДПГ-301-8, ГДПГ-501-4 ВДУ-504-1
В полуавтоматах автоматизирован процесс подачи в зону свар-
ки электродной проволоки и защитного газа. Электродная прово-
лока с помощью электро-
двигательного привода ме-
ханизма подачи поступает
из кассеты по гибкому на-
правляющему каналу в зо-
ну сварки по мере ее плав-
ления. Одновременно по
шлангу токогазоподвода в
зону сварки подводятся уг-
лекислый газ из баллона
или цеховой магистрали и
сварочный ток от выпрями-
теля. Перемещение свароч-
ной горелки производится
вручную.
Механизм подачи
электродной прово-
локи открытого типа
(рис. 98) включает в се-
бя электродвигательный
Ряс. 97. Сварочный полуавтомат ПДГ-502:
1 — сварочная горелка, 2 — источник питания.
3 — механизм подачи электродной проволоки.
4 — переносный пульт управления
119
Рис. 98. Механизм подачи электродной прово-
локи открытого типа
привод 9, кассету 4 с
электродной проволокой,
съемный пульт управле-
ния и блок разъемов, слу-
жащие для подключения
соединительных проводов
и шлангов. Электродви-
гательный привод состо-
ит из цилиндрического
редуктора и электродви-
гателя постоянного тока.
На выходном валу редук-
тора укреплено зубчатое
колесо с ведущим роли-
ком. Второе зубчатое ко-
лесо с прижимным роли-
ком находится на рычаге
прижимного устройства
7; при повороте рычага
оно может быть отведено
для заправки электродной
проволокой. Благодаря
наличию зубчатого за-
цепления оба ролика яв-
ляются ведущими. Усилие поджатия прижимного ролика регули-
руется винтом 8, воздействующим на рычаг 2 через плоскую пру-
жину 7. Кассета с электродной проволокой устанавливается на
тормозном устройстве 5, которое не допускает самораскручивания
проволоки при работе. Все узлы механизма подачи смонтирова-
ны на основании 6, в нижней части которого расположены отвер-
стия для крепления планки, фиксирующей соединительные прово-
да и шланги. К основанию крепятся четыре колеса. Для перенос-
ки механизма подачи имеется ручка 3. Кожухом закрывается
только электродвигательный привод (в механизме подачи закры-
того типа для полуавтомата ПДГ-305 кожухом закрыты как элек-
тродвигательный привод, так и кассета с электродной проволо-
кой) .
Сварочная горелка ГДПГ-501-4 (рпс. 99) для сварки
электродной проволокой диаметром до 2 мм при силе тока до
500 А состоит из корпуса 7 с изогнутой направляющей трубкой,
спирали 6, электрододержателя 5, наконечника 4, сопла /, направ-
ляющего поток защитного газа, пружинного кольца 2, удерживаю-
щего сменное сопло 3, направляющего канала 9 для электродной
проволоки, токогазоподвода 10, включателя 8, проводов управле-
ния 11 и шлангов 12 для охлаждающей воды. Снизу рукоятки
имеется экран 13, который защищает руку сварщика от тепловых
излучений. Электродная проволока подается в горелку через на-
конечник 14. Для предотвращения перегрева горелки сопло 1
охлаждается протечной водой. Горелки ГДПГ-301-8 и
120
Рис. 99. Сварочная горелка ГДПГ-501-4
5
6 ,1
Рис. 100. Схема соединений полуавтомата ПД Г-502:
/ — изделие, 3 — переносный пульт управления, 3 сварочная горелка, 4 — механизм
подачи электродной проволоки, 5 — баллон с защитным газом, £ — подогреватель газа,
7 — газовый редуктор, сварочный выпрямитель, блок управления, Z(7T И — вход
н выход воды
ГДПГ'101'10 выполнены аналогично, но не имеют водяного
охлаждения.
На переносном пульте управления смонтированы тумблер для
проверки газа и подачи электродной проволоки, тумблер для ре-
версирования вращения двигателя подающего механизма, а так-
же потенциометры скорости подачи электродной проволоки и ре-
регулирования напряжения дуги.
Порядок работы на полуавтоматах следующий: при нажатии
выключателя на горелке происходит включение газового клапана,
а через 1 с включаются источник питания и привод подачи элект-
родной проволоки; при замыкании электрода на изделие зажига-
ется дуга, происходит процесс сварки; при размыкании выключа-
теля останавливается двигатель подачи электродной проволоки,
происходит растяжка и обрыв дуги; через 2—4 с выключаются
источник питания и газовый клапан (при этом снимается напря-
жение со сварочной горелки и прекращается подача защитного
газа — схема приходит в исходное состояние).
Схема соединений полуавтомата ПДГ-502 приведена на рис.
100.
§ 4. Сварочный полуавтомат ПДГ-601
Сварочный полуавтомат ПДГ-601 У 4 предназначен для дуго-
вой сварки в углекислом газе плавящимся электродом, осущест-
вляемой на постоянном токе.
122
Рис. 101. Сварочный полуавтомат ПДГ-601
Полуавтомат (рис. 101) состоит из сварочной горелки 5, меха-
низма подачи 4 электродной проволоки, сварочного выпрямителя
2 со встроенным блоком / управления полуавтоматом, пульта уп-
равления 5 и блока аппаратуры с гидрореле. В комплект полуав-
томата входят две горелки: ГДПГ-301-8 У4, предназначенная для
сварки электродной проволокой 0 1,2 и 1,4 мм током до 315 А
(охлаждение горелки — естественное, воздушное), и ГДПГ-603
(рис. 102), предназначенная для сварки электродной проволокой
01,6 и 2,5 мм током до 630 А (водяное охлаждение горелки обеспе-
чивает ее длительную работу без перегрева отдельных узлов).
Рис. 102. Сварочная горелка ГДПГ-603:
1 — сменное сопло, 2 — наконечник, 3 — направляющий канал, 4, 5 — шланги для воды,
f— провода управления, 7 — шланг для подачи защитного газа, 8 — выключатель полу-
автомата, 9 — защитный щиток
123
Механизм подачи электродной проволоки смонтирован на ли-
том силуминовом основании, нижняя часть которого использует-
ся в качестве отсека для подключения токовых, газовых и водя-
ных коммуникаций. Подсоединение цепей как со стороны пита-
ния, так и со стороны сварочной горелки осуществляется быстро-
действующими разъемами. Механизм подачи вместе с основанием
размещается на раме, снабженной колесами для внутрицеховых
перемещений. В зависимости от условий эксплуатации или на ме-
ханизме подачи устанавливается барабан емкостью до 12 кг, или
на раме располагается кассетное устройство, позволяющее разме-
щать мотки проволоки массой до 80 кг без перемотки ее на
барабан. Для предотвращения самопроизвольного разматыва-
ния проволоки барабан и кассетное устройство снабжены тормо-
зом.
Полуавтомат комплектуют сварочным выпрямителем ВДГ-601
с жесткой внешней характеристикой, позволяющим заранее уста-
навливать напряжение для двух режимов сварки (малых и боль-
ших токов). Переключение режимов производится с дистанцион-
ного пульта управления (рис. 103). На лицевой панели выпрямит
теля находятся: контрольно-измерительные приборы; переключа-
тели вида регулирования (местное или дистанционное)' и режима
сварки (/ или //); потенциометры для регулирования на / и /I
режимах; переключатель местного включения сварочного тока,
В верхней левой части передней панели выпрямителя расположе-
на панель блока управления полуавтоматом, который подключа-
ется к выпрямителю через расположенный внутри ниши разъем.
В нижней части лицевой панели на доске зажимов установлены
разъемы для подключения сварочного кабеля, цепей управления
и подогревателя газа. На задней стенке выпрямителя установле-
Рис. 103. Дистанционный пульт управления полуавтоматом ПДГ-601:
/ — регулятор скорости подачи электродной проволоки, / — регулятор напряжения
сварочной ДУгн, -3 — переключатель индуктивности, 4— кнопка проверки подачи
защитного газа, 5 — переключатель режимов снарки. 6 — кнопка установочных
перемещений, 7 — переключатель направления подачи электродной проволоки
124
ны: автомат защиты, сетевые зажимы, заземляющий болт с над-
писью хЗемля», а также гидрореле, поддерживающее расход ох-
лаждающей воды на уровне 2 л/мин.
§ 5. Сварочный полуавтомат А-765
Сварочный полуавтомат А-765 У4 (рис, 104), предназначенный
для дуговой сварки и наплавки сплошной и порошковой проволо-
ками, обеспечивает механизированную подачу проволоки в зону
сварки, возможность сварки в труднодоступных местах и обслу-
живание значительной производственной площади при небольшом
вспомогательном времени. В комплект полуавтомата входят по-
дающий механизм, набор шлангов и ручных горелок, шкаф управ-
ления, фигурка для электродной проволоки и запасные детали.
Сдарочшш праЗвЗ .
Пра&оЗ gnpa &жмя_________
(на шка<р ^прайления)
X gopemte i—I
Рис. 104. Сварочный полуавтомат А-765;
J — подающий механизм, 3 — фигурка для электродной проволоки, 3 — тележка
Рис. 105. Кинематическая схема по-
дающего механизма полуавтомата
А-765:
1 — электродвигатель. S — червячная пе-
редача, 3 подающие ролики, 4 — смея-
ные зубчатые колеса
Рис 106. Горелка полуавтомата А-765:
1 — мундштук, 2 —пусковая кнопка, 3— ру-
коятка, 4— токоподводящнй кабель, 5 *—
гибкий ш,1анг для электродной прсволокв
125
Подающий механизм, служащий для подачи электродной про-
волоки в зону горения дуги, приводится в действие асинхронным
трехфазным электродвигателем напряжением 36 В. Кинематиче-
ская схема подающего механизма приведена на рис. 105. Скорость
подачи проволоки устанавливается с помощью сменных шестерен
и не зависит от напряжения дуги. Порошковая проволока обла-
дает малой жесткостью и может быть раздавлена подающими ро-
ликами при сильном их сжатии. Учитывая это, подачу электрод-
ной проволоки осуществляют двумя парами роликов: верхними —
гладкими и нижними — наборными с канавкой. Все четыре ролика
являются ведущими; это позволяет обеспечивать необходимое уси-
лие проталкивания электродной проволоки при небольшом усилии
их прижима, в результате чего уменьшается деформация порош-
ковой проволоки подающими роликами. Все ролики изолированы
от корпуса подающего механизма, что позволяет устанавливать
его непосредственно на свариваемое изделие. Подающий механизм
Рис. 107. Принципиальная электрическая схема полуавтомата А-765:
Д’2—кнопки подачи электродной проволоки, ПВ—пакетный выключатель.
ITplr Пр2, Л рЗ —предохранители, РШ1 — штепсельная розетка, Р — промежу-
точное реле, ШР1, ШР2 — штепсельные разъемы. М — электродвигатель, ТВ —
тумбрер-выключатель, ТП1, ТП2 — понижающие трансформаторы
126
снабжен специальной струбциной для крепления его в наиболее
удобных для сварки местах; кроме того, он симметричен и может
подавать электродную проволоку в двух направлениях в зависи-
мости от того, с какой стороны присоединена горелка.
Горелка (рис. 106) служит для подачи электродной проволоки
в зону сварки и подвода сварочного тока. Проволока подается по
направляющему каналу, а сварочный ток — во отдельному кабе-
лю. Электродную проволоку укладывают на фигурку, укрепленную
на тележке.
Электрическая схема полуавтомата (рис. 107), смонтированная
в шкафу управления, обеспечивает подъем и опускание электрод-
ной проволоки при наладочных операциях (без сварки), а также
ее подачу в зону горения дуги в процессе сварки. При наладоч-
ных операциях пользуются пусковой кнопкой Д7, расположенной
на подающем механизме, а при сварке — кнопкой К2, установлен-
ной на горелке. Перед началом сварки в зависимости от того, с
какой стороны подающего механизма подсоединен шланг с горел-
кой, устанавливается нужное направление подачи электродной
проволоки с помощью тумблера-выключателя ТВ, находящегося
на подающем механизме. Включение питания электродвигателя М
подачи электродной проволоки и цепей управления производится
пакетным выключателем ПВ, расположенным на шкафу управле-
ния. После включения источника питания сварочным током замы-
канием электрода на изделие и отрывом его возбуждают свароч-
ную дугу, одновременно нажимая пусковую кнопку К2. При этом
от понижающего трансформатора ТП1 ток проходит по обмотке
промежуточного реле Р, которое срабатывает и замыкает свои два
Ifi. Основные технические данные полуавтоматов для сварки в защитных газах
Полуавтомат Источник свароч- ного тока Сила номи- нал ьисго сварочного тока, А Диаметр электродной проволоки, нм Скорость подачи элект- ро диой про. волоки, м/ч Массв^по дающего устройства, кг
ПДГ-305 ВДГ-302 315 ’-1,4 - 120—960 13
ПДГ-308 ПДГ-312 ”1 '2-1,6 160—960 65
ВДГ-303 1—1,4 75—960 12
ПДГ-502 ВДУ-504 500 1,2—2 С 120—960 13
ПДГ-508 ВДУ-505 108—932 26
ПДГ-515 120—960 12
ПДГ-516* ВДУ-506 1,2-3 18
ПДГ-603* ВДГ-601 630
ПДИ-303** ВДГИ-301 315 1,2—2 72—720 13
А-765* ПСГ-500-1 500 1,6-3 60-720 23
* Для сварки сплошной и порошковое проволоками.
'* Для и мл улье но-дуговой сварки.
127
нормально разомкнутых контакта Р. Электродвигатель подключа-
ется к вторичной обмотке понижающих трансформаторов ТП1 и
ТП2 и начинает подавать электродную проволоку в зону горения
дуги. Прекращают сварку отрывом электрода от изделия на рас-
стояние, при котором дуга обрывается. Вслед за этим выключается
пусковая кнопка К2, промежуточное реле Р обесточивается и раз-
мыкаются два его контакта Р. Электродвигатель останавливается
и прекращается подача электродной проволоки. Схема приходит
в первоначальное положение.
Технические данные некоторых шланговых полуавтоматов для
дуговой сварки в защитных газах плавящимся электродом привс
дены в табл. 16.
§ 6. Техническое обслуживание полуавтоматов
для дуговой сварки
Для обеспечения бесперебойной и длительной работы полуавто-
матов, а также для своевременного устранения мелких неисправ-
ностей при их эксплуатации необходимо проводить .контрольно-
профилактические работы.
Ежедневно перед началом работы следует:
проверить состояние наконечника мундштука (при износе, вы-
зывающем нарушение контакта электрода с токопроводом, нако-
нечник следует заменить);
проверить место крепления мундштука к шланговому кабелю
(мундштук должен быть плотно навинчен на наконечник кабеля
и иметь хороший электрический контакт);
осмотреть сменное сопло сварочной горелки (при загрязнении
сопла брызгами его следует очистить);
проверить крепление сварочной горелки к шланговому кабелю
(горелка должна быть плотно зажата и не проворачиваться);
проверить состояние контактов реле и контактов в местах под-
ключения проводов (в случае подгорания зачистить их);
осмотреть изоляцию соединительных проводов (при наличии
повреждений восстановить изоляцию);
опробовать работу полуавтомата пробными включениями
пусковой кнопки;
в полуавтоматах для сварки в защитном газе проверить все
соединения газопроводящей сети, которые должны быть плотны-
ми и не пропускать газа.
Не реже одного раза в н ед ел ю необходимо:
проверить подающий ролик (при износе, вызывающем пробук-
совывание проволоки, его необходимо заменить);
проверить уровень смазки в редукторе подающего механизма
и долить ее в случае необходимости;
очистить от накопившейся грязи канал спирали, по которому
подается электродная проволока, пользуясь при этом одним из
следующих способов: 1) продувание канала сжатым воздухом вы-
сокого давления (вдувать воздух необходимо сначала со стороны
128
17. Характерные неисправности в работе сварочных полуавтоматов, вероятные
причины их возникновения и способы устранения
Наякенованне не нс прав* воетв в дополнительные признаки Вероятная причина возникно- вения неисправности Способ устранения
При включении выклю- чателя, расположенного на сварочной горелке, не зажигается дуга При сварке наблюда- ется неравномерная по- дача электродной прово- локи Прекращается подача защитного газа в горел- ку Электродная проволока образует петлю между подающими роликами и входным штуцером гиб- кого шланга Сопло и цанговый за- жим сварочной горелки находятся под напряже- нием Не регулируется. ско- рость подачи электрод- ной проволоки при изме- нении сопротивления по- тенциометром Отсутствие контактов в сварочной цепи Недостаточный зажим электродной проволоки в роликах привода механизма подачи Большой износ ведущего ролика Заедание электродной про- волоки в канале или нако- нечнике сварочной горелки Перепутывание электрод- ной проволоки в кассете Не срабатывает газовый клапан Нарушена герметичность газового тракта Большое расстояние меж- ду подающими роликами и входным штуцером • гибкого шланга Нарушена изоляция меж- ду горелкой и соплом Между горелкой и соплом попали' брызги металла Неисправен потенциометр Нет обратной связи по на- пряжению в блоке привода Проверить надежность контактов и зачистить их Отрегулировать давле- ние прижимных роликов изменением поджатия пружины Заменить ведущий ро- лик Прочистить канал или наконечник; в случае' чрезмерного износа за- менить его новым Распутать проволоку Проверить электриче- скую цепь газового кла- пана Восстановить герметич- ность газового тракта Максимально умень- шить расстояние Восстановить. изоля- цию Удалить брызги метал- ла Заменить потенцио- метр Проверить качество паек в блоке привода
Нет истечения газа из сопла горелки при от- крытом редукторе и на- личии давления в бал- лоне При нормально рабо- тающем двигателе пода- чи электродной проволо- ки периодически обры- вается дуга Отверстие редуктора за- купорилось льдом из-за от- сутствия подогревателя газа Пережата или оборвана газовая магистраль Не работает газовый кла- пан Отверстие газового сопла закрыто брызгами металла Малая скорость подачи электродной проволоки Большая сила сварочного тока Отогреть редуктор и включить подогреватель газа Устранить пережатие или обрыв Проверить работу кла- пана Очистить отверстие га- зового сопла от брызг металла или заменить сопло Увеличить скорость по- дачи электродной волоки Уменьшить силу сва- рочного тока
9—490
129
Продолжение табл. 17
Наименование неисправ- ности и Дополнительные признаки Вероятная причина возникнове- ния неисправности Способ устранения
Периодическое пример- зание электродной про* волоки к изделию Быстрый износ подаю- щих роликов Пористость в металле шва Малая сила сварочного тока Большая скорость подачи электродной проволоки Чрезмерное нажатие при- жимных роликов Плохая газовая защита зоны сварки Повышенная влажность защитного газа Повышенное напряжение сварочной дуги Неправильно выбрана марка электродной прово- локи Увеличить силу сва- рочного тока Уменьшить скорость подачи электродной про- волоки Ослабить нажатие пру- жин Проверить качество га- зовой защиты Установить осушитель газа, поменять баллон Уменьшить напряже- ние дуги Поменять проволоку
электрод од ержател я, а затем с другого конца; при отсутствии
сжатого воздуха можно использовать сжатый невзрывоопасный
газ; категорически запрещается пользоваться для продувки кисло-
родом); 2) очистка с помощью проволоки длиной более 6 м, про-
пущенной через шланг и натянутой между двумя стойками
(шланг передвигается по проволоке вперед и назад с одновремен-
ным поворачиванием; после такой очистки' достаточно продуть
шланг сжатым воздухом низкого давления); 3) этот способ при-
меняют, когда канал шланга сильно засорен и описанные выше
способы неэффективны (в канал заливают 25—30 г чистого авиа-
ционного бензина и через 3—5 мин тщательно продувают канал
сжатым воздухом до полного удаления бензина и его паров).
Не реже одного раза в месяц необходимо проверить
состояние коллектора и щеток электродвигателя механизма пода-
чи (при выявлении неисправностей устранить их).
Не реже одного раза в год рекомендуется промыть и
смазать корпус, зубчатые колеса и шарикоподшипники редуктора
привода подающего механизма.
Характерные неисправности в работе сварочных полуавтома-
тов, вероятные причины их возникновения и способы устранения
приведены в табл. 17. _
Контрольные вопросы
1. Каково назначение основных устройств сварочных полуавтоматов?
2, Как устроен и работает полуавтомат для сварки в защитном газе?
3. Опишите устройство горелки для сварки в защитном газе.
4. Назовите характерные неисправности в работе сварочных полуавтома-
тов, укажите возможные причины их возникновения и способы устранения.
130
ГЛАВА XI
ТЕХНОЛОГИЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
§ 1. Особенности процесса электрошлаковой сварки
Способ электрошлаковой сварки основан на выделении тепло-
ты при прохождении электрического тока через расплавленный
электропроводный флюс (шлак). Сущность его состоит в следую-
щем (рис. 108). Свариваемые детали 1 собирают вертикально,
Рис. 108. Электрошлаковая сварка:
« — сборка под сварку, б — «кема процесса сварки
без скоса кромок, с зазором 20—40 мм. Для формирования шва и
предупреждения вытекания жидкого металла и шлака из пла-
вильного пространства по обе стороны зазора располагают медные
формующие ползуны 2, охлаждаемые проточной водой. В образо-
ванное ползунами пространство подается один или несколько
электродов 6, которые в процессе своего плавления заполняют
жидким металлом зазор между кромками свариваемых деталей 1.
В начале процесса сварки на заходную планку 7 засыпают флюс,
затем включают подачу электродной проволоки и возбуждают
электрическую дугу.' После расплавления флюса и образования
шлаковой ванны 5 жидкий флюс заливает и гасит дугу, а дуговой
процесс переходит в электрошлаковуй. При этом электрический
ток начинает проходить через шлаковую ванну, нагревая ее до
2500°С и выше. За счет теплоты, выделяемой в шлаковой ванне,
расплавляются электродные проволоки, поддерживается в жидком
состоянии расплавленный флюс (шлак) и оплавляются сваривае-
мые кромки. Вследствие отвода теплоты свариваемыми деталями
и медными ползунами металлическая ванна 4 затвердевает и об-
разуется сварной шов 3. Электродные проволоки и формующие
ползуны связаны с ходовой частью электрошлаковой’установки и
по мере заполнения зазора электродным металлом перемещаются
9*
131
вверх со скоростью сварки. В конце сварки шлаковая и металли-
ческая ванны выводятся на выходные планки 8.
В начале и конце сварки на заходных и выходных планках
обычно образуются дефекты (непровары, усадочные трещины,
рыхлости и шлаковые включения), которые удаляют вместе с эти-,
ми планками газовой резкой или механическим способом. Вместо
планок иногда устанавливают медные кокиля длиной 50—
100 мм.
Процесс электрошлаковой сварки характеризуется следующи-
ми особенностями:
отсутствует дуговой разряд, что исключает разбрызгивание
жидкоЬо металла и шлака при сварке на больших плотностях
тока;
подготовка кромок проста и не требует их скоса, что сокраща-
ет отходы металла и упрощает сборку под сварку;
за один проход могут быть сварены детали любой толщины;
сварочная ванна длительное время находится в жидком состо-
янии, поэтому образующиеся газы успевают выйти на ее поверх-
ность и поры в шве не образуются;
мало расходуется флюса, благодаря чему больше теплоты идет
на плавление металла, что сокращает расход электроэнергии;
. свариваемый металл прогревается равномерно по всей толщи-
не, в результате чего не происходит угловых деформаций сварных
соединений;
производительность сварки в 5—15 раз (в зависимости от тол-
щины свариваемого металла) выше, чем при многослойной авто-
матической сварке под флюсом.
Основной областью применения электрошлаковой сварки яв-
ляется тяжелое машиностроение, где она используется при изго-
товлении барабанов паровых котлов высокого давления, кожухов
в доменных печах, станин мощных прессов, валов крупных гидро-
турбин/ гребных валов судов и других сварно-литых и сварно-ко-
ваных конструкций. Ее применяют также для наплавки рабочих
поверхностей износостойкими металлами и сплавами.
$ 2. Способы электрошлаковой сварки
В зависимости от вида и количества применяемых электродов
существует несколько разновидностей электрошлаковой сварки.
Одноэлектродную сварку (рис. 109,а) без попереч-
ных движений электрода применяют для соединения деталей тол-
щиной 50—60 мм. При сварке с поперечными движениями элект-
рода можно сваривать детали толщиной до 150 мм.
Сварка тремя электродами (рис. 109,6) с примене-
нием трехфазного сварочного тока получила широкое распростра-
нение. Придавая электродам возвратно-поступательное движение
поперек шва, этим способом можно сваривать металл толщиной
до 500 мм.
132
Рис. 109. Способы электрошлаковой’•
сварки
Многоэлектродную сварку (рис. 109,в) применяют
для соединения металла еще большей толщины. Количество элек-
тродов при трехфазном питании должно быть кратно трем, т. е.
равно 6, 9 и т. д._ При этом к каждой фазе источника тока под-
ключают два или более электродов. При многоэлектродной сварке
значительно усложняются аппаратура и'Техника выполнения про-
цесса, но зато можно сваривать металл практически неограни-
ченной толщины.
Сварку пластинчатым электродом -(рис. 10.9,г),
применяют для наложения сравнительно коротких швов высотой
до 1,5 м. Размеры пластин и их количество выбирают в зависимо-
сти от толщины свариваемого металла. Вместо пластин можно
применять расходуемые электроды, т. е. толстые стержни кругло-
го, квадратного и других сечений. В этом случае значительно уп-
рощается аппаратура для сварки.
Сварка плавящимся мундштуком (рис. 109,д) как
бы объединяет способы сварки проволочными и пластинчатыми
электродами. В пластинчатом электроде делают пазы или прива-
ривают к нему трубки для подачи электродных проволок. При
сварке пластина остается неподвижной и является как бы плавя-
щимся мундштуком, по которому подается (и плавится) проволо-
ка. В один мундштук могут подаваться сразу несколько элект-
родных проволок. Этим способом можно получать швы сложного
криволинейного профиля.
Стыковую электрошлаковую (контактно-шла<
ковую) сварку (рис. 109,е) выполняют без присадочного ма-
териала, подводя ток непосредственно к свариваемым стержням.
После образования шлаковой ванны и оплавления торцов ток вы-
133
ключается и стержни сдавливаются. Этот способ применяют при
сварке валов, стержней арматуры железобетонных конструкций
и др.
§ 3. Сварные соединения и швы
при электрошлаковой сварке
Основные типы, конструктивные элементы и размеры швов
сварных соединений, выполняемых электрошлаковой сваркой, рег-
ламентированы ГОСТ 15164—78, которым предусмотрено три типа
соединений: стыковые, угловые и тавровые. Стыковые и угловые
соединения применяют при толщине металла от 16 до 800 мм, а
тавровые — от 16 до 450 мм. Допускается сварка металла и боль-
ших толщин.
Стандартом приняты следующие обозначения способов электро-
шлаковой сварки: ШЭ —- проволочным электродом; ШМ —плавя-
щимся мундштуком; ШП—электродом, сечение которого соответ-
ствует по форме поперечному сечению сварочного пространства.
Характеристики некоторых сварных соединений при электро-
шлаковой сварке приведены в табл. 18.
§ 4. Подготовка кромок и сборка
под электрошлаковую сварку
Подготовка кромок под электрошлаковую сварку зна-
чительно проще, чем под дуговую. В большинстве случаев она со-
стоит в обрезке торцов металла под углом 90° к его поверхности.
Для подготовки кромок обычно применяют машинную кислород-
ную резку. Учитывая, что металл при сварке проплавляется до-
вольно глубоко, чистота поверхности реза большого значения не
имеет. В полости реза допускаются отдельные впадины (выхваты)
или местные углубления до 4—6 мм, а также выступы до 3—4 мм.
При кислородной резке металла толщиной более 300—400 мм не-
ровности на поверхности реза значительно увеличиваются, поэто-
му следует применять дополнительную механическую обработку.
Механическую обработку применяют также и для меньших тол-
щин при подготовке под сварку различных специальных сталей,
склонных к подкалке и хрупкому разрушению в результате кон-
центрации напряжений в местах значительных неровностей.
При сборке под электрошлаковую сварку нельзя применять
прихватки, перекрывающие зазор между свариваемыми кромка-
ми, который должен оставаться свободным для прохода мунд-
штуков сварочного автомата или полуавтомата. Обычно сборку
производят с помощью закрепляющих П-образных скоб, временно
привариваемых к тыльной стороне стыка. Вырезы в таких скобах
необходимы для свободного прохода медных охлаждаемых ползу-
нов или холостых (прижимных) тележек. Иногда, в особенности
при выполнении кольцевых швов, вместо скоб приваривают гре-
бенки в виде пластин, которые по мере приближения к ним сва-
134
18. Сварные соединения при электрошлаковой сварке
Тип соеди-
нения
Подготовка кромок
и лярактер выпол-
ненного шва
Форма поперечного сечення Толщина свариваемых деталей, мм, при способах сварки Условное обозначение сварного г соединения
под г отовленн ых кромок выполненного шва ШЭ шм шп
Стыковое
Без скоса кромок
Угловое
Тавровое
Без скоса кромок; на
остающейся подкладке
У2
ТЗ
рочного аппарата удаляются механическим путем или газовой
резкой.
При недостаточной жесткости закрепляющих скоб или гребе-
нок возможно образование угловых деформаций, во избежание ко-
торых при сварке особо точных конструкций с тыльной стороны
стыка приваривают скобы, а с лицевой — гребенки, удаляемые в
процессе сварки.
При сборке под сварку необходимо выдерживать определен-
ные зазоры между кромками деталей, которые в зависимости от
толщины свариваемого металла, а также размеров токоподводя-
щих мундштуков, вводимых в зазор, находятся в пределах от 18
до 26 мм. Необходимость применения при сборке сравнительно
больших зазоров приводит к значительной усадке металла шва,
что может вызвать изменение размеров сварных конструкций.
Исходя из этого, различают расчетный и сборочный зазоры. На
основе расчетного зазора, который меньше сборочного примерно
на величину усадки наплавленного металла, определяют размеры
готовой сварной конструкции. Сборочный зазор — это зазор, с ко-
торым изделие собирают под сварку. По длине (высоте) стыка он
неодинаков; обычно его увеличивают кверху из расчета 2—5 мм
на 1 м длины шва. При такой сборке после сварки и после усадки
металла шва расчетный зазор будет одинаковым по всей длине
стыка. Величину сборочного зазора определяют на-основе опыта
сварки аналогичных конструкций или по данным сварки контроль-
ных образцов.
§ 5. Режимы электрошлаковой сварки
Основными факторами (параметрами) режима электрошлако-
вой сварки являются: ширина зазора между свариваемыми кром-
ками; размеры электрода (диаметр проволоки или сечение пласти-
ны); скорость подачи электрода; сила сварочного тока; напряже-
ние на шлаковой ванне; глубина шлаковой ванны и дозировка по-
дачи флюса; количество электродов и их расположение; величина
сухого вылета электрода; род сварочного тока; скорость попереч-
ного возвратно-поступательного перемещения электродов, рассто-
яние и выдержка их у ползунов; интенсивность охлаждения фор-
мующих устройств; марки флюса и электродного материала.
Кратко рассмотрим влияние некоторых из параметров режима
электрошлаковой сварки на нормальное течение сварочного про-
цесса и образование качественного сварного соединения.
Ширина зазора между свариваемыми кромками оказыва-
ет большое влияние на глубину их проплавления и производитель-
ность сварки. При уменьшении зазора уменьшается объем шла-
ковой ванны, а следовательно, и температура ее разогрева. Это
приводит к заметному уменьшению глубины проплавления торцо- .
вых поверхностей свариваемых деталей, ухудшению формы ван-
ны жидкого металла и тем самым к увеличению вероятности об-
разования осевых трещин. Кроме того, возникает опасность корот—
136
кого замыкания токоподводящих мундштуков с изделием. Чрез-
мерное увеличение зазора приводит к повышенному расходу элек-
тродного материала, что . уменьшает производительность сварки.
Размер электрода влияет на глубину проплавления и
устойчивость процесса. С увеличением диаметра электрода увели-
чивается глубина проплавления и процесс сварки становится бо-
лее устойчивым. Однако в современных электрошлаковых аппара-
тах используют проволоку 0 2,5—3,0 мм. Применение проволок
больших диаметров усложняет конструкции механизмов подачи
и правки проволоки, а также устройство токоподводящих мунд-
штуков. При необходимости сварки проволоками больших диа-
метров используют пластинчатые электроды.
Скорость подачи электрода определяется силой сва-
рочного тока: с увеличением силы тока необходимо увеличить и
скорость подачи электрода. Увеличение тока до определенного
предела увеличивает глубину проплавления кромок и за счет уве-
личения скорости подачи проволоки повышает скорость сварки.
При значительном увеличении скорости подачи электрода и неиз-
менном сварочном токе возможно замыкание электрода на метал-
лическую ванну, т. е. короткое замыкание сварочной цепи.
Напряжение на шлаковой ванне влияет на количе-
ство теплоты, выделяющейся в жидком шлаке, что оказывает
большое влияние на глубину проплавления кромок. С повышени-
ем напряжения увеличивается количество выделяющейся в жид-
ком шлаке теплоты, что влечет за собой возрастание глубины про-
плавления. Кроме того, с повышением напряжения улучшается
форма ванны жидкого металла, .что увеличивает стойкость метал-
ла шва против образования осевых трещин. Однако слишком боль-
шое напряжение .приводит к перегреву и кипению шлаковой ван-
ны, а также нарушению устойчивости процесса сварки. При этом
возможно появление дугового разряда в шлаковой ванне. Чрез-
мерно низкое напряжение может привести к непроварам, а также
коротким замыканиям электрода на металлическую ванну. Регу-
лируя напряжение на шлаковой ванне, можно довольно в широ-
ких пределах изменять глубину проплавления, а также глубину
металлической ванны и ширину шва.
Глубина шлаковой в а н н ы влияет на глубину проплав-
ления. При довольно глубокой сварочной ванне провар получается
небольшой, а устойчивость процесса сварки улучшается. Значи-
тельное увеличение глубины сварочной ванны сильно снижает глу-
бину проплавления свариваемых кромок, что может привести к
образованию непроваров. Для поддержания определенной глуби-
ны шлаковой ванны в нее необходимо периодически подсыпать
флюс, соблюдая при этом точную его дозировку.
Количество п р и ме н яем ых. электродов зависит от
толщины свариваемых деталей. Сварка может производиться
одним, двумя, тремя и гребенкой электродов в количестве до
12 шт. В последнем случае количество, электродов принимается
кратное трем, чтобы равномерно загрузить трехфазную сеть.
137
Род сварочного- тока существенного влияния на про-
цесс сварки не оказывает. Как при постоянном, так и при пере-
менном токе электрошлаковый процесс довольно устойчив. Учи-
тывая дешевизну переменного тока, меньшую стоимость его источ-
ников, их более высокий к. п. д. и возможность равномерной за-
грузки трехфазной сети, сварка, как правило, производится только
на переменном токе.
Скорость поперечного возвратно-поступатель-
ного перемещения электродов оказывает влияние на
глубину проплавления: с ее увеличением глубина проплавления
уменьшается, и наоборот. Она устанавливается в зависимости от
скорости подачи электрода (30—40 м/ч).
Марки флюса и электродного материала ока-
зывают большое влияние на качество сварного шва и его химиче-
ский состав. Небольшой расход флюса при электрошлаковой свар-
ке, а отсюда малая интенсивность реакций взаимодействия между
жидкими шлаком и металлом исключают возможность легирова-
ния металла шва с помощью флюса. Поэтому металл шва легиру-
ют в основном специальными электродными материалами. В от-
дельных случаях легирование производится подачей в шлаковую
ванну порошкообразных ферросплавов, порошковых проволок без
> подвода к ним сварочного тока или же с помощью специальных
' пластинчатых электродов, предварительно обмазанных ферроспла-
вами. Так, почти все низкоуглеродистые стали сваривают элект-
родными проволоками марки Св-08ГА- или Св-10Г2 (ГОСТ 2246—
70). При сварке пластинчатыми электродами используют пласти-
ны из марганцовистой стали' 09Т2. Сварка ведется под флюсом
АН-8 или ФЦ-7.
Обычно, режимы сварки устанавливают опытным путем и при-
водят в справочной литературе.
§ 6. Техника электрошлаковой сварки -
Электрошлаковой сваркой изготовляют стыковые, угловые и
тавровые соединения. Стыковые соединения обычно собирают на
П-образных скобах (рис. ПО), временно привариваемых с одной
стороны стыка. Эти скобы сохраняют определенный зазор по всей
высоте ’ соединения и обеспечивают возможность установки мед-
ных охлаждаемых ползунов. Для возбуждения дуги и перевода
электродугового процесса в электрошлаковый в начале шва при-
варивают П-образные заходные планки. Для вывода усадочной
раковины в конце шва приваривают выходные планки.
Процесс сварки начинают с возбуждения дуги на заходной
планке, куда предварительно засыпают небольшое количество
флюса. После расплавления флюса и наведения шлаковой ванны
дугу растягивают и обрывают, в результате чего дуговой процесс
переходит в электрошлаковый. Электрошлаковый процесс проте-
кает бесшумно и спокойно. По мере уменьшения глубины шлако-
вой ванны в нее небольшими порциями подсыпают свежий флюс.
!38
В верхней части стыка кромки деталей
сильно нагреваются, что может привести
к значительному увеличению ширины шва.
Во избежание этого перед окончанием свар-
ки необходимо уменьшить напряжение на
шлаковой ванне или ввести в нее дополни-
тельный присадочный материал. Процесс
сварки заканчивается на выходных план-
ках, куда выводится образовавшаяся уса-
дочная раковина. После остывания сварно-
го соединения участки швов, расположен-
ные на заходных и выходных планках, сре-
зают способом газовой резки.
Основная трудность выполнения спосо-
бом электрошлаковой сварки кольцевых
швов заключается в замыкании конечного
и начального участков шва. Выполнение
кольцевого шва (рис. 111) начинают в спе-
циальном кармане, который состоит из го-
ризонтальной и наклонной вставок и распо-
лагается несколько ниже горизонтального
диаметра. Разведение электрошлакового
Рис. НО. Сборка стыко-
вого соединения под
электрошлаковую свар-
ку:
/ — выходные планки, 2 —
свариваемые, детали, за-
ходная планка. 4 — П-об-
рявные скобы
процесса производится одним электродом при большом его вылете
без вращения изделия. Электрошлаковый аппарат при этом переме-
щается вертикально вверх. Перед окончанием процесса заварки кар-
мана подключаются остальные электроды, вертикальное перемеще-
Рис. 111. Схема выполнения кольцевого шва способом электрошлаковой
сварки:
а — начало процесса, б — замыкание кольцевого шва; 2 — горизонтальная н наклон-
ная планки кармана, 3 медный ползун, 4 — токоподводящие мундштуки с электрод-
ной проволокой, 5 — медное кольцо, 6 — медный кокиль, 7 — металлическая ванна,
5 — шлаковая ванна, 5 —^иння вырезки дефектного участка начала шва, 10 — сварной
шов
139
Рис. 112. Общий вид установки для
выполнения кольцевых швов электро-
шлаковой сваркой
ние аппарата прекращается, а
изделие приводится во враще-
ние. В таком положении свари-
вается почти весь шов.
Начальный участок шва
имеет дефекты в виде непро-
варов, поэтому его вместе с
карманом удаляют способом
кислородной или дуговой рез-
ки в то время, когда ведется
наложение кольцевого шва.
Ввиду незначительной скоро-
сти сварки (вращения изде-
лия) вырезка дефектного места трудностей не представляет. После
того как вырезанное начало шва примет вертикальное положение,
на него устанавливается охлаждаемый водой медный кокиль и
вращение изделия прекращается. Окончательное замыкание коль-
цевого шва производится при вертикальном перемещении элект-
рошлакового аппарата несколько выше горизонтального диамет-
ра. Полученный при этом прилив металла в месте замыкания шва
срезается методом кислородной резки.
Другой способ замыкания шва состоит в том, что по мере
уменьшения сварочного пространства между концом' й началом
шва электроды поочередно выводятся из работы и окончание свар-
ки осуществляют только одним электродом. Общий вид установ-
ки для выполнения кольцевых швов толстостенных цилиндров
электрошлаковой сваркой приведен на рис. 112.
К о н т р о л ь н ы е в о н р ос ы
1 . Каковы особенности процесса электрошлаковой сварки?
2 . Как производят подготовку кромок и сборку под электрошлаковую
сварку?
3 . Какие факторы (параметры) характеризуют режим электрошлаковой
сварки и каково их влияние на качество сварного шва?
4 . Опишите технику ведения процесса электрошлаковой сварки.
ГЛАВА XII
ОБОРУДОВАНИЕ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
§ 1. Общие сведения об электрошлаковых аппаратах
При сварке электрошлаковыми аппаратами, как правило, вы-
полняются следующие операции:
электродная проволока или расходуемые электроды подаются
в зону сварки со скоростью их плавления;
по мере заполнения зазора электродным металлом сварочный
аппарат перемещается вверх вдоль шва со скоростью сварки;
принудительно формируются наружные поверхности сварных
швов с помощью водоохлаждаемых ползунов — кристаллизаторов;
140
производится возвратно-поступательное движение электродов
между торцами свариваемых кромок;
автоматически регулируется уровень сварочной ванны.
Для выполнения этих операций электрошлаковые аппараты в
отличие от автоматов для дуговой сварки снабжают: устройства-
ми — для удержания шлаковой и металлической ванн и принуди-
тельного формирования шва, а также для автоматического регу-
лирования уровня металлической ванны; механизмами — для по-
дачи электродных проволок, вертикального перемещения аппара-
та, горизонтального возвратно-поступательного перемещения элек-
тродов. По конструкции в зависимости от способа удержания и
передвижения аппараты могут быть рельсового, безрельсового и
подвесного типов.
§ 2. Аппараты рельсового типа
Эти аппараты перемещаются вдоль шва по вертикально уста-
новленным рельсам или специальным направляющим, укреплен-
ным на свариваемом изделии параллельно шву. Рельсы или спе-
циальные направляющие снабжаются зубчатой рейкой, по кото-
рой перекатывается зубчатое колесо ходового механизма. Аппарат
при этом перемещается снизу вверх. Рельсовый путь может быть
жестким (для сварки прямолинейных швов) или гибким (для
сварки криволинейных швов). Максимальная длина сварных швов,
выполняемых аппаратами рельсового типа, сравнительно неболь-
шая и ограничивается длиной рельса и зубчатой рейки. К аппара-
там рельсового типа относятся аппараты А-372Р, А-433Р, А-535,
А-1170 и др., а также электрошлаковый полуавтомат А-820М.
Универсальный аппарат А-535 (ряс. 113) предназна-
чен для выполнения электрошлаковой сваркой прямолинейных и
кольцевых швов стыковых, угловых и тавровых соединений. Свар-
ку можно выполнять проволочными или пластинчатыми электро-
дами с двусторонним принудительным формированием шва. Один,
два или одновременно три проволочных электрода обычно исполь-
зуют при сварке металла толщиной от 20 до 450 мм и длиной до
10—11 м. Сварка тремя электродами позволяет значительно повы-
сить производительность аппарата, применять трехфазный ток и
симметрично загружать сеть с высоким коэффициентом мощности,
а также изменять химический состав шва в широких пределах, со-
четая электродные проволоки различных марок. Пластинчатые
электроды применяют при получении сваркой прямолинейных швов
длиной не свыше 1,5 м при толщине металла до 800 мм.
Аппарат движется по направляющим рельсовой колонны 1,
установленной параллельно свариваемым кромкам на расстоянии
250—300 мм от изделия //. Колонну можно прикрепить к изделию
с помощью консоли 20 или монтировать на специальной установке
или тележке. Высота колонны зависит от длины шва и может до-
стигать 12 м. По колонне со скоростью сварки перемещается хо-
довая тележка 2, приводимая в движение электродвигателем 16.
141
Рис. 113. Универсальный электрошлаковый аппарат А-535
На тележке расположены все механизмы аппарата; с ней связан
также несущий кронштейн 4, на котором укреплена головка 7 с
электродвигателем постоянного тока, обеспечивающая подачу в
зону сварки трех электродных проволок. Скорость подачи прово-
лок плавно регулируется изменением частоты вращения электро-
двигателя. Кроме того, скорость подачи каждого электрода может
изменяться ступенчато с помощью установки сменных зубчатых
колес. В процессе сварки электродам сообщают также горизон-
тальное возвратно-поступательное., движение между торцами сва-
риваемых кромок. Это выполняют реверсированием электродвига-
теля механизма перемещения электродов с помощью концевых
выключателей 3. Скорость горизонтального перемещения электро-
дов можно изменять с помощью сменных зубчатых колес.
На несущем кронштейне аппарата также расположены пульт
управления 5, бункер 18 для флюса с ручным дозатором 15, под-
веска 8 для переднего ползуна 10 и пропущенная в зазор между
кромками тяга 17, к которой на подвеске 13 прикреплен задний
ползун J2. Оба ползуна охлаждаются проточной водой. Для под-
вода сварочного тока к электродной проволоке и направления ее
в зазор служат мундштуки 14, которые выдвигаются для предва-
142
рительной их настройки и корректировки внутри разделки шва с
помощью маховичков 6. Аппарат подключают к шкафу управле-
ния 19. Катушки 9 с электродными проволоками устанавливают
на специальной подставке рядом со сварочным аппаратом.
В процессе сварки скорость перемещения аппарата регулируе-
ся автоматически в зависимости от уровня металлической ванны
относительно медных ползунов. С этой целью в передний медный
ползун вмонтирован щуп, электрически связанный с устройством
для автоматического регулирования скорости сварки (рис. 114).
Основными узлами регулирующего устройства являются воль-
фрамовый электрощуп Щ, вмонтированный в передний формую-
щий ползун 77, электромашинный усилитель - ЭМУ с обмоткой
возбуждения ОУ, повышающий трансформатор ТП2, электродвига-
тель механизма вертикального перемещения аппарата ДВД и по-
тенциометр R1, с помощью которого устанавливается необходи-
мая скорость сварки. Щуп получает питание от вторичной обмот-
ки сварочного трансформатора через дроссель Др. Так как рас-
плавленный флюс обладает электропроводностью, между щупом и
металлической ванной проходит ток. Падение напряжения между
щупом и металлической .ванной пропорционально расстоянию
между ними. Обмотка возбуждения ОУ электромашинного усили-
теля, от которого питается электродвигатель механизма верти-
кального перемещения, включена на разность двух напряжений —
снимаемого с щупа через лампу Л, трансформатор ТГВ2 и селено-
вый выпрямитель В2 и снимаемого с потенциометра R1, включен-
ного через выпрямитель В1 на вторичную обмотку независимого
понижающего трансформатора ТП1.
В процессе сварки при небольшом расстоянии между щупом и
металлической ванной напряжение на щупе незначительно, поэто-
му через обмотку ОУ будет проходить максимальный ток, значе-
ние которого определяется положением потенциометра R1, При
этом напряжение электромашинного усилителя максимально и
Рис. 114. Принципиальная электрическая схема устройства для автоматического •
регулирования уровня металлической ванны (й) и схема установки щупа (5):
Л — изоляционные прокладки, 2— ползун, 3 — щуп , 4 — шлаковая ванна, 5 — металлическая
ванна, 6 — сварной шов
143
сварочный аппарат будет перемещаться вверх со скоростью, пре-
вышающей скорость подъема металлической ванны. При увели-
чении расстояния между щупом и металлической ванной напря-
жение на щупе возрастет. В результате этого суммарный ток в
обмотке ОУ уменьшается и скорость перемещения аппарата сни-
жается. Положение щупа можно контролировать по накалу лам-
пы Л. В схеме предусмотрен выпрямитель В, с помощью которо-
го по обмотке ОУ проходит ток только одного направления, что
исключает реверсирование электродвигателя ДВД.
При автоматической работе электрическая схема обеспечивает
поддержание уровня металлической ванны в пределах ±2 мм про-
тив заданной величины. Для перехода на ручное управление аппа-
ратом цепь электрощупа отключается выключателем ВК.
§ 3. Аппараты безрельсового типа
Рис. (15. Схема ходового механиз-
ма безрельсового электрошлакового
аппарата
Аппараты безрельсового типа применяют при сварке металла
сравнительно небольшой толщины (до 90—100 мм). К аппаратам
с механическим прижи-
мом относятся А-306М, А-340М,
А-350, А-612 и др. Они перемеща-
ются непосредственно по изде-
лию, . принудительно сцепляются
с ним механическим путем и ко-
пируют его при сварке. Отсутст-
вие ряда сложных механизмов,
имеющихся в аппаратах рельсо-
вого типа, делает их более про-
стыми. Сцепление аппарата с из-
делием осуществляется за счет
сил трения между ходовым меха-
низмом и кромками изделия. В
качестве ходового . механизма
(рис. 115) используют две те-
лежки — переднюю (ведущую) 1
и заднюю (холостую) 4. Они
расположены по обе стороны
изделия и связаны между собой
плоскими тягами 3, которые про-
пущены через зазор собранных
деталей и стянуты пружинами 2.
Для лучшего сцепления с изде-
лием ходовые бегунки тележек
имеют насечку, а с целью более
точного копирования шва при
сварке они снабжены ребордами
5, которые входят в зазор между
свариваемыми деталями и за счет
некоторого перекоса осей плотно
прижимаются к одной из их кро-
144
мок. Для свободного прохода холостой тележки и медного ползуна
при сборке деталей применяют специальные, П-образные скобы 6г
которые прихватываются к обеим стыкуемым деталям со стороны
холостой тележки.
Особую группу аппаратов безрельсового типа составляют
магнитно-шагающие — легкие переносные аппараты, в ко-
торых электродная проволока подается по гибкому шлангу с по-
мощью отдельного механизма подачн, Они предназначены для
получения стыковых, угловых и тавровых сварных соединений
металла толщиной до 100 мм. Сварка может производиться одним
или двумя электродами.
Магнитно-шагающие аппараты удерживаются и перемещают-
ся по вертикальной плоскости с помощью двух или нескольких,
постоянно включенных электромагнитов, связанных между собой
кривошипным или эксцентриковым валом с эксцентриситетом е
(рис. 116). При вращении эксцентрикового вала электромагниты
поочередно отрываются от изделия и переступают (шагают) впе-
ред по направлению сварки. За полный оборот эксцентрикового
вала оба электромагнита перешагнут на величину двойного
эксцентриситета (/г=2е). Шарниры, соединяющие эксцентрико-
вый вал магнитами, расположены в передней части магнитов,,
поэтому при перешагивании механизма отрывается только голов-
ная часть магнита, что облегчает переход его через разные мел-
кие препятствия, имеющиеся на поверхности деталей. Настройка
скорости сварочного движения аппарата производится измене-
нием или числа оборотов эксцентрикового вала (частоты шага-
ния), или величины эксцентриситета (шага переступания). При
небольшом шаге переступания прерывистый характер движения
не оказывает влияния на формирование шва. К магнитно-шагаю-
щим относятся аппараты А-411, А-501, А-501М и др.
10—490
145
Рис. 117. Магнитно-шагающий аппа-
рат А-501М
Магнитно-шагающий .аппарат
А-501М (рис. 117) предназначен
для выполнения вертикальной
электрошлаковой сваркой посто-
янным током угловых и стыковых
швов металла толщиной до
ЧОО мм. Основным рабочим орга-
ном аппарата является шагающий
магнитный ходовой механизм, ко-
торый удерживается на свари-
ваемом изделии и передвигается
по нему с помощью электромаг-
нитов 4, приводимых в движение
электродвигателем 8. На корпусе
аппарата укреплен снабженный
токоподводом 5 мундштук 6,
по которому подается электрод-
ная проволока 3. Мундштук кор-
ректируется в процессе сварки маховичком 7. В нижней части
аппарата установлен на кронштейне формующий медный ползун 2
со шлангами 1 для подвода и слива охлаждающей воды. Для
уменьшения массы и габаритных размеров аппарата механизм
подачи проволоки расположен'отдельно, а проволока подается по
гибкому шлангу 11. Пульт управления 10 и электродвигатель свя-
заны со шкафом управления проводами 12 и 13.
При выполнении угловых швов одна поверхность изделия ко-
пируется самим аппаратом, который прижимается к ней магни-
тами, а другая — формующим ползуном и копирным роликом 9.
При выполнении стыковых швов параллельно одной из кромок
прихватывают короткими швами копирную линейку, по которой
катится копирный ролик. Обратная поверхность шва может фор-
мироваться либо ползуном, связанным с аппаратом, либо непод-
вижной подкладкой. Сварка может производиться одним или.
двумя электродами.
Аппараты безрельсового типа как с механическим прижимом,
так и магнитно-шагающие применяют при большой длине шва,
когда рельс становится тяжелым и громоздким, что затрудняет
крепление его на изделии с необходимой точностью.
§ 4. Аппараты подвесного типа
В аппаратах этого типа, как правило, отсутствует механизм
для сварочного движения, что делает их достаточно простыми и
портативными. Обычно в состав таких аппаратов входит механизм
подачи электродов и устройство для подвода сварочного тока к
мундштуку. Аппараты подвесного типа можно подразделить на
три основные группы.
В аппаратах для сварки пластинчатыми и стерж-
невыми электродами вместо проволочных электродов
146
используют пластины разме-
ром 20x250 мм или стержни
диаметром до 30 мм и более,
а также стержни квадратного
или восьмигранного сечения.
Одним из недостатков таких
аппаратов является то, что
максимальная высота сварного
шва зависит от предельно воз-
можной длины электродов.
К этой группе относятся аппа-
раты А-480, А-500, А-550У,
А-569 и др.
Аппарат А-550 (рис. 118)
предназначен для электрошла-
ковой сварки пластинчатыми
электродами изделий из низко-
углеродистых, легированных и
нержавеющих сталей, а ’также
из титана и некоторых его спла-
вов. Его применяют для вы-
полнения преимущественно ко-
ротких швов при толщине ме-
талла до 300. мм. Сварка про-
изводится пластинчатыми элек-
тродами размером до 12х
Х250 мм.
Рис. 118. Аппарат А-550 для электро-
шлаковой старки пластинчатыми элект-
родами
Аппарат состоит из следую-
щих основных узлов: механиз-
ма подачи (опускания) 5, пластинчатого электрода 7, электрододер-
жателя о токоподводом б, станины 9, внутри которой смонтирова-
на пускорегулирующая электроаппаратура, и пульта управле-
ния 4. Подача пластинчатого электрода по мере его плавления
производится электродвигателем 2 постоянного тока через редук-
тор и ходовой винт 5 с гайкой. Скорости подачи электродной
пластины изменяются сменными шестернями, а также за счет
изменения числа оборотов электродвигателя. Электрическая схема
аппарата позволяет автоматически поддерживать заданный ре-
жим сварки. Для установочных перемещений электродной пласти-
ны по отношению к кромкам свариваемых деталей на станине
имеются приспособления в виде горизонтальных суппортов 7.
Аппарат предназначен для сварки одним пластинчатым электро-
дом, но он может быть снабжен приспособлением, дающим воз-
можность производить сварку тремя электродами, включенными
по трехфазной схеме.
При электрошлаковой сварке титана и его сплавов в связи
с их большим электрическим сопротивлением на аппарате уста-
навливают добавочный скользящий токоподвод 8 к электроду.
В этом случае расплавленный металл от вредного воздействия
10*
147
воздуха в зоне сварки дополнительно защищается чистым арго-
ном, пропускаемым над поверхностью шлаковой ванны.
В аппаратах для сварки плавящимся мундшту-
ком сварочный ток подводится к шлаковой ванне по телу
мундштука, внутри которого проходит присадочная проволока.
В процессе сварки плавится как мундштук, так и проволока, ко-
торые и образуют наплавленный металл. Эти аппараты приме-
няют для сварки изделий сложного профиля, изделий с трудно-
доступными швами, при ремонтных работах. В эту группу входят
аппараты А-645, А645М, А-741, А-977, А-1304 и др.
В аппаратах для выполнения сваркой кольце-
вых швов проволочными электродами механизм по-
дачи электродных проволок устанавливается неподвижно, а по
мере заполнения зазора с помощью обычных роликовых стендов
вращается свариваемое изделие. К ним относятся аппараты А-356,
А-385, А-401, А-462. А-532, А-580 и др.
Технические данные некоторых аппаратов для электрошлако-
*вой сварки приведены в табл. 19.
19. Основные технические данные аппаратов для электрошлаковой сварки
Аппарат Источник сварочного тока Толщина спари- ваемого метал- ла, мм Сила номиналь- ного сварочного тока» А Диаметр элек- тродной прово- локи, мм Скорость пода- чи электродной проволоки, м/ч Скорость свар, ки» к/ч Габаритные раз- меры, мм | Масса, кг
JV820K* В ДУ-1201 14-70 700 2,5—3 120—720 0,4—о 455X390X740 329
А-533 ТШС-1000-3 5Й—150 900 3 60—450 0.4—9 1600X690X1230 360
А-1304 ТЭШ-3001 60—450 3000 3—6 20—330 — 400X542X 790 55
* Может быть применен для выполнения дуговой сваркой под флюсом или порошковой
проволокой вертикальных швов с принудительным формированием шва иедными подкупами
Контрольные вопросы
1, Опишите устройство аппарата рельсового типа для электрошлаковой
сварки.
2. Как устроены магнитно-шагающие аппараты?
3. Каковы особенности аппаратов подвесного типа для электрошлаковой
сварки?
4, Как устроены аппараты для выполнения кольцееых швов электрошлако-
аой сваркой?
ГЛАВА XIII
НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ ПРИ СВАРКЕ
§ 1. Причины возникновения напряжений
и деформаций при сварке
В процессе изготовления сварных конструкций в них возникают
-сварочные напряжения и деформации. Сварочные напряжения,
143
Рис. 119. Местный нагрев неза-
крепленной (в) и закрепленной
обоими концами (б) пластин:
/ — кривая распределения температур.
2 — пластины, — жесткое закрепле-
ние
превышающие предел текучести ме-
талла, вызывают пластическую де-
формацию последнего, что приво-
дит к изменению размеров и формы
изделия, т. е. к его короблению.
Если сварочные напряжения превы-
шают предел прочности, то проис-
ходит разрушение сварного шва или
соединения, т. е. образуются тре-
щины. Причинами возникновения
сварочных напряжений и деформа-
ций являются неравномерное нагре-
вание металла при сварке, литейная
усадка расплавленного металла и
структурные превращения в .метал-
ле в процессе его охлаждения.
Неравномерное нагревание ме-
талла. Все металлы при нагрева-
нии расширяются, а при охлажде-
нии сжимаются. При наличии
жестких связей между нагретыми
и холодными . участками металла
это приводит к образованию сжи-
мающих или растягивающих вну-
тренних сварочных напряжений. Рассмотрим несколько примеров.
При местном нагреве пластины, свободно лежащей на свароч-
ном столе, ее длина I увеличится на величину Д/ (рис. 119,а). Это
увеличение зависит от коэффициента линейного расширения дан-
ного металла, длины нагретой зоны, а также температуры ее на-
грева.' В процессе охлаждения удлинение будет уменьшаться и
при начальной температуре станет равным нулю. После охлажде-
ния пластина приобретает свои первоначальные размеры и в ней
не будет ни внутренних напряжений, ни остаточных деформаций.
При местном нагреве этой же пластины, жестко закрепленной
с обоих концов ^рис. 119,6), она не может свободно удлиняться,
поэтому в ней возникнут сжимающие внутренние напряжения. При
высоком нагреве (более 600°C) сжимающие напряжения превзой-
дут предел текучести нагретого участка, в нем произойдет пласти-
ческая деформация сжатия и на длине V он станет несколько тол-
ще. Напряжения сжатия частично исчезнут. При охлаждении пла-
стина должна была бы укоротиться, но этому препятствует жесткое
закрепление, в результате чего в ней возникнут растягивающие
напряжения.
Аналогичным образом возникают внутренние напряжения и де-
формации при наплавке валика на кромку полосы (рис. 120,о).
Наплавленный валик и нагретая часть полосы будут расширяться
и растягивать холодную часть полосы, вызывая в ней растяжение
с изгибом. Сам же валик и нагретая часть полосы будут сжаты,
поскольку их тепловому расширению препятствует холодная часть
149
Рис. 120. Возникновение напряжений и деформаций при наплавке
валика на кромку полосы;
— напряжение текучести
полосы. График распределения напряжений будет иметь вид, по-
казанный на рис. 120,6. Растягивающие напряжения принято
обозначать знаком «+», а сжимающие — знаком «—». В резуль-
тате такого распределения напряжений полоса прогнется выпук-
лостью вверх. В процессе остывания наплавленный валик и нагре-
тая часть полосы, претерпев пластические деформации, будут
укорачиваться. Этому укорочению снова будут препятствовать
верхние слои холодного металла полосы. Теперь уже наплавлен-
ный валик в нагретая часть полосы будут стягивать верхние хо-
лодные ее волокна. Они сожмутся, и полоса прогнется выпуклостью
вниз (рис. 120,в), а остаточные напряжения в ней распределятся,
как показано на рис. 120,г. В реальных условиях изменение темпе-
ратур от нагретой к холодной зоне полосы происходит плавно,
поэтому на графиках распределения температур переход от рас-
тягивающих напряжений к сжимающим также будет более плав-
ным, чем показано на рис. 120,6 и г.
Литейная усадка расплавлен-
ного металла. В результате осты-
вания и затвердевания жидкого
металла сварного шва происходит
его усадка. Явление усадки объ-
ясняется тем, что при затвердева-
нии металл становится более плот- .
ным, в результате чего объем
его уменьшается. Ввиду того, что
металл шва жестко связан с ос-
новным металлом, остающимся в
неизменном объеме и -противодей-
Попёречные напряжения
Рис. 121. Направления действия
продольных и поперечных внут-
ренних напряжений
150
Рис, 122. Деформации сварных изделий от продольной усадки наплавленно-
го металла:
а — при симметричном расположении шва, б, в — при несимметричном расположении
шва, г- при наплавке валика на кромку полосы, 1 — сварной шов, 2 — зона нагрева;
Ы — величина деформации от продольной усадки, Ь — ширина зоны нагрева
ствующим этой усадке, в сварном соединении возникают внутрен-
ние напряжения.
При сварке происходят продольная и поперечная уСадки рас-
плавленного металла, в результате чего образуются продольные и
поперечные внутренние напряжения (рис. 121), вызывающие де-
формации сварных изделий. В ре-
зультате продольной усадки возни-
кает коробление изделий в продоль-
ном направлении (рис, 122), а по-
перечная, как правило, приводит
к угловым деформациям, т. е. к ко-
роблению в сторону большего объ-
ема расплавленного металла (рис.
123).
Структурные превращения в ме-
талле. При сварке легированных и
высокоуглеродистых сталей наряду
с тепловыми возникают объемные
структурные напряжения. Объясня-
ется это тем, что при охлаждении
изменяется структура металла (раз-
меры и,взаимное расположение его
зерен), что сопровождается измене-
нием объема металла и вызывает
внутренние напряжения. При свар-
ке низкоуглеродистых и низколеги-
рованных незакаливающихся ста-
лей структурные напряжения очень
малы и возникают редко.
Дд' cfcpra /7дада ffa/m
Рис. 123. Деформации сварных
изделий от поперечной усадки
наплавленного металла (а) и
график распределения напряже-
ний (б);
О—*центр тяжести поперечного сече-
яип шва
151
§ 2. Меры борьбы с деформациями
Мероприятия, выполняемые до сварки
Рациональное конструирование сварных изделий. В процессе
конструирования необходимо: ограничивать количество наплавлен-
ного металла уменьшением катетов швов или угла скоса кромок;
не допускать пересечения большого количества .швов; не распо-
лагать сварные швы там, где действуют максимальные напряже-
ния от внешних нагрузок, и размещать их симметрично; приме-
нять преимущественно стыковые швы и т. п.
Правильная сборка деталей с учетом возможных деформаций.
При этом наиболее часто применяют метод обратных дефор-
маций (рис. 124). Зная, что шов после охлаждения всегда со-
кращается в размерах, можно заранее предугадать характер воз-
можных напряжений и деформаций и произвести предварительный
выгиб свариваемых деталей в противоположную сторону. Величи-
на обратного выгиба определяется расчетным или опытным путем.
При сборке деталей следует избегать прихваток, которые создают
жесткое закрепление деталей и способствуют возникновению • зна-
чительных остаточных напряжений. Лучше применять сборочные
приспособления, допускающие некоторое перемещение деталей
при усадке металла.
Мероприятия, выполняемые в процессе сварки •
Рациональная последовательность наложения сварных швов.
Сварные конструкции следует изготовлять так, чтобы замыкающие
швы, создающие жесткий контур, заваривались в последнюю оче-
редь. Сварку нужно вести от середины конструкции к ее краям,
как бы сгоняя при этом внутренние напряжения наружу. Каждый
последующий шов при многослойной сварке рекомендуется накла-
дывать в направлении, обратном направлению предыдущего шва.
При сварке полотнищ из отдельных листов (рис. 125,а) в пер-
вую очередь нужно выполнять поперечные швы отдельных поясов.
Рис. 124. Обратные деформации и положение элементов изделия после
сварки:
й — стыковое соединение двух пластин, б —тавровая балка, б— полка таврового
соединения
152
Рис. 125. Последовательность наложения швов (1—8) при сварке:
д— полотнищ из отдельных листов, б — двутавровой балки, в — цилиндрическо-
го сосуда
чтобы обеспечить их свободную усадку, а затем сваривать пояса
между собой продольными швами. В противном случае возможно
образование трещин в местах пересечения поперечных и продоль-
ных швов. При сварке двутавровых балок (рис. 125,6) в первую
очередь выполняют стыковые соединения стенок и полок, а затем —
угловые поясные швы. При сварке цилиндрических сосудов из
нескольких обечаек (рис. 125,в) сначала выполняют продольные
швы обечаек, а затем обечайки сваривают между собой кольцевы-
ми швами. При ручной и механизированной сварке швы большой
протяженности рекомендуется накладывать в обратноступенчатом
порядке.
Уравновешивание деформаций. В этом случае (рис. 126) швы
выполняют в такой последовательности, при которой последующий
шов вызывает деформации обратного направления по сравнению
с деформациями от предыдущего шва. Этот способ может быть
использован при симметричном расположении швов.
Жесткое закрепление деталей при сварке. В этом случае дета-
ли закрепляют в сборочно-сварочных приспособлениях, обладаю-
Рис. 126. Уравновешивание деформа-
ций:
с — при изготовлении сварной двутавровой
балки, б — при выполнении сварного стыко-
го многослойного шва, в — при наплавке
валика продольными швами: J—6 — последо*
вательность наложения швов
Рие, 127. Механическая
правка сварной тавровой
балки приложением стати-
ческой нагрузки
153
щих значительной жесткостью.
После сварки в таких приспо-
соблениях короблений деталей
почти не будет, но в сварных
швах возрастут внутренние на-
пряжения.
Мероприятия, выполняемые
после сварки
В тех случаях, когда дефор-
мации все же произошли и ве-
личины их выходят за пределы
допустимых, применяют прав-
Рис. 128. Механическая правка
сваренных листов из тонколистового
металла прокатыванием между ва-
ликами:
а—листы после сварки, б — схема про-
цесса прокатки; 1 — сварной шов, 2— на-
кладка, 3—прокатные валки
ку сварных изделий различными способами.
Механическая правка. В этом случае с помощью молотов, дом-
кратов, винтовых прессов или других устройств создается ударная
или статическая нагрузка, которую обычно прилагают со стороны
наибольшего выгиба изделия (рис. 127). Эта правка довольно
трудоемка, а неправильное ее выполнение может привести к обра-
зованию трещин и йадрывов. Изделия из тонколистового металла
можно править прокатыванием их между валками (рис. 128). При
этом на сварные швы предварительно устанавливают накладки.
В результате такой прокатки сварной шов растягивается, в нем
происходят пластические деформации, снимающие напряжения и
вызванные ими коробления.
Термическая правка заключается в местном нагреве небольших
участков металла деформированной конструкции. Нагрев, как
правило, производят сварочными горелками большой мощности;
ведут его быстро и только до пластического состояния верхних
волокон на выпуклой стороне изделия. При охлаждении нагретых
участков последние сжимаются и выпрямляют изделие.
Исправление деформации сварной тавровой балки (рис. 129,а)
производят нагревом выпуклой части вертикальной стенки. Поло-
сы нагрева шириной 20—30 мм сходятся .под углом 30”. При прав-
ке сварного швеллера (рис. 129,6) помимо треугольных участков,
располагаемых на обеих полках, производят нагрев нескольких
полос на его стенке. Схема правки сварной рамы из швеллеров
154
показана на рис. 129,в, а двутав-
ровой балки (правка угловых де-
формаций)—на рис. 129,г. Нагре-
вать нужно ту поверхность, по-
следующее сжатие которой при-
даст изделию правильную форму.
Термомеханическая правка
заключается в сочетании местно-
го нагрева с приложением стати-
ческой нагрузки, изгибающей
исправляемый элемент конструк-
ции в нужном направлении
(рис. 130). Эта нагрузка может
создаваться домкратами, пресса-
ми и другими устройствами. При-
менение дополнительного усилия
способствует более интенсивному
Рис. 130. Терм о механическая правка"
сварной балки е применением дом-
крата:
/ — опоры» 2 —места нагрева, 3 —дом>
крат
воздействию нагрева. Такой способ обычно применяют для правки
жестких сварных узлов.
§ 3. Методы уменьшения внутренних напряжений
Существует несколько методов уменьшения внутренних напря-
жений. Наиболее часто применяют предварительный или сопут-
ствующий подогрев при сварке, проковку или прокатку сварных
швов, статическое нагружение сварной конструкции, отпуск после
сварки и др,
П р е д в а р и т е л ь и ы й и л и сопутствующейй подогрев
применяют при сварке сталей, склонных к закалке и образованию
трещин. Температуру подогрева выбирают в зависимости от марки
стали и жесткости конструкции (обычно в пределах 100—
600°C). Подогрев, производимый многопламенными горелками,
индукторами или в печах, уменьшает пластические деформации
сжатия, что значительно снижает остаточные напряжения. Кроме
того, в ряде случаев он благоприятно влияет на структуру метал-
ла шва и околошовной зоны.
Послойную проковку швов выполняют пневматическим
зубилом с закругленным бойком непосредственно после сварки но
горячему металлу (горячая проковка) или после полного его осты-
вания (холодная проковка). Благодаря осадке металла в направ-
лении удара происходит его раздача в разные стороны, что сни-
жает растягивающие напряжения. Проковка рекомендуется при
многослойной сварке металла большой толщины, причем во избе-
жание трещин и надрывов первый и последний слои многослойно-
го шва не проковывают. Швы на металле, склонном к закалке,
проковывать нельзя. Преимущество проковки состоит в ее просто-
те и маневренности.
Прокатку шва выполняют при сварке тонколистового ме-
талла. В процессе прокатки растягивающие напряжения умень-
155
шаются. Преимущество ее пе-
ред проковкой состоит в стати-
ческом .характере приложения
давления и возможности плав-
ного его регулирования.
Статическое нагру-
жение элементов сварной кон-
струкции возможно в процессе
сварки или чаще всего после
полного остывания шва. В ка-
рие. 131. Стадии отпуска сварных кон- честве такого нагружения при-
струкций: меняют растяжение или изгиб
/ — поверхность изделия, 2 — внутренние зо- с образованием РаСТЯГИВЭЮ-
цы металла г „ г
щих напряжении в зонах, где
остаточные напряжения максимальны. Это приводит к пластиче-
ским деформациям и значительному уменьшению остаточных на-
пряжений.
Отпуск после сварки, обычно применяемый для вырав-
нивания структуры шва и околошовной зоны, также снижает вну-
тренние напряжения. 'Отпуск может быть общим, когда нагрева-
ется все изделие, и местным, когда нагревается лишь часть его
-в зоне сварного соединения. Преимущество общего отпуска состоит
в том, что снижение напряжений происходит во всей сварной кон-
струкции независимо от ее сложности. Наиболее часто применяют
высокий отпуск при температуре нагрева 550—680 °C. Операция
отпуска состоит из четырех стадий: нагрев; выравнивание темпе-
ратуры по длине и сечению изделия; выдержка при температуре
отпуска; охлаждение (рис. 131). Выдержка независимо от толщины
металла обычно составляет около 3 ч, после чего происходит есте-
ственное охлаждение. По частоте применения отпуск сварных
конструкций значительно превосходит все методы-снятия внутрен-
них напряжений.
Контрольные вопросы
I. Каковы причины возникновения напряжений и деформаций при сварке?
Э. Назовите меры борьбы с деформациями при сварке.
3, Изложите методы уменьшения внутренних напряжений.
ГЛАВА XIV
ОСНОВЫ МЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССОВ
ПРИ СВАРКЕ
§ 1. Общие сведения о металлургических процессах
при сварке плавлением
Металлургические процессы при сварке — это процессы взаимо-
действия жидкого металла с газами и сварочными шлаками, а
также затвердевающего металла с жидким и кристаллизующимся
156
шлаком. Эти процессы протекают в период плавления электрода,-
перехода капли жидкого металла через дуговой промежуток и в;
самой сварочной ванне.
В отличие от металлургических процессов, протекающих в-
обычных сталеплавильных печах, сварочный процесс имеет некото-
рые особенности.
1. Малый объем сварочной ванны и быстрая скорость ее охлаж-
дения, приводящие к тому, что не все начавшиеся реакции проте-
кают до конца; кроме того, создаются препятствия полному очи-
щению металла шва от различных оксидов, неметаллических
включений и газов, которые из-за быстрого затвердевания метал-
ла шва не успевают выйти на поверхность сварочной ванны.
2. Активное взаимодействие расплавленного металла с окружа-
ющей газовой средой и шлаками, нагретыми до высокой темпера-
туры, способствующее дополнительному насыщению металла шва
газами и шлаковыми включениями.
3. Большая температура сварочной дуги и металла сварочной
ванны, приводящая к диссоциации-газов,' т; е. распаду молекул;
кислорода, азота, водорода и других на атомы:
Ог^О+.О
Na^N-l-iN
Н2*±Н + Н
Находясь в атомарном, состоянии, эти.газы становятся весьма ак-
- тивными- и, реагируя с металлом шва, резко ухудшают его каче-
ство.
В результате металлургических реакций может происходить
окисление и .раскисление металла шва, легирование его соответст-
вующими элементами, а также растворение и выделение в шве
таких газов, как азот, водород и др.
§ 2. Основные реакции в зоне сварки
Окисление металла при сварке. Металл шва окисляется в ос-
новном кислородом, содержащимся в газах и шлаках сварочной
ванны. Кроме того, окисление может происходить при наличии
оксидов (окалины, ржавчины), находящихся на кромках дета-
лей и поверхности электродной проволоки. В процессе нагрева
имеющаяся в ржавчине влага испаряется, а содержащийся в ней
кислород окисляет металл. Окалина при плавлении превращается
в оксид железа с выделением свободного кислорода. При плохой
защите сварочной ванны окисление вызывается кислородом воз-
духа.
Кислород с железом образует три оксида: FeO(22,3% О2)’;
Fe3O4(27,6% О2); Fe2O3(30,l % О2). При высокой температуре
сварочной дуги за счет атомарного кислорода в результате реак-
ции Fe + 0+^FeO образуется низший оксид, который при пониже-
157'
нии температуры может переходить в высшие оксиды FesO+ и
Fe2O3,
Наиболее опасным для качества шва является оксид FeO, спо-
собный растворяться в жидком металле. После остывания шва
ввиду небольшой температуры затвердевания FeO остается в нем
в виде пленок, окаймляющих зерна, что сильно снижает пласти-
ческие свойства шва. Чем больше кислорода в шве находится в
виде FeO, тем хуже его механические свойства. Высшие оксиды
Fe3O4 и Fe2O3 не растворяются в жидком металле, и, если они не
всплывают на поверхность сварочной ванны, то остаются в метал-
ле шва в виде шлаковых включений. Железо может окисляться
также кислородом сложных газов СО, СО2 и паров воды Н2О:
Fe+.CO^FeO + C
Fe + CO2^FeO + CO
Fe+.H2O^FeO + H2
Кроме железа окисляются и другие элементы, находящиеся в
стали, например углерод, марганец, кремний. В процессе перехода
капли металла через дугу окисление элементов происходит в ре-
зультате соединения их с атомарным кислородом:
С + О—*"СО
МгЦ-О->МпО
S i +*2О—>S iO2
В сварочной ванне элементы окисляются от взаимодействия с
FeO:
C + FeO^CO + Fe
Mn + FeO*±=MnO + Fe
Si + 2FeO^SiO2+2Fe
Окисление этих элементов приводит к тому, что 'содержание их
в металле уменьшается. Кроме того, образующиеся оксиды могут
оставаться в шве в виде газовых пор и шлаковых включений, что
значительно снижает механические свойства сварных соединений.
Раскисление металла при сварке. Раскислением называ-
ется перевод растворенного оксида железа FeO в форму нераство-
римых соединений с последующим их удалением в шлак. Реакции
раскисления выражаются в основном теми же уравнениями, что
и реакции окисления, но протекают в обратном направлении. В
общем случае характерная реакция раскисления имеет вид
. FeO+R^Fe+RO,
где R — раскислитель.
В качестве раскислителей применяют марганец, кремний, ти-
тан, алюминий, углерод и другие элементы, обладающие большим
сродством с кислородом, чем железо. Раскислители вводятся в
сварочную ванну через электродную проволоку, покрытия элёктро-
158
да и флюсы. Ниже приводятся наиболее типичные реакции раскис-
ления.
Раскисление марганцем:
Fe О + Мп **Fe + МпО
Оксид марганца малорастворим в железе, но сам хорошо раст-
воряет в себе оксид железа FeO, увлекая его за собой в шлак.
Раскисление кремнием:
2FeO + Si^2Fe + SiO2
Оксид кремния плохо растворим в железе и всплывает в шлак.
Раскисление кремнием сопровождается реакциями образования
легкоплавких силикатов марганца и железа, которые также пере-
ходят в шлак:
< MnO + SiO2 = MnO-SiO2
Fe6+SiO2=FeO-SiO2
Раскисление титаном:
2FeO + Ti^2Fe + TiO2 ' '
Титан —энергичный раскислитель, но более дорогой, чем мар-
ганец и кремний. Раскисление титаном сопровождается реакциями
образования легкоплавких титанов марганца и железа:
MnO+TiO2=MnO-TiO2
FeO+.TiO2« FeO • TiO2
Марганец, кремний и титан вводятся в сварочную ванну через
электродную проволоку, покрытие электрода или флюс " в виде
ферромарганца, ферросилиция или ферротитана. . -
Раскисление алюминием:
3FeO+2AI^3Fe+Al2O3
Алюминий еще более энергичный раскислитель, чем титан, но
он образует тугоплавкие оксиды (с температурой плавления около
2050 °C), которые очень медленно переходят в шлак и частично
остаются в шве. Кроме того, он способствует окислению углерода,
что приводит к пористости шва. Вводится алюминий в сварочную
ванну через электродное покрытие или флюс в виде алюминиевого
порошка.
Раскисление углеродом:
FeO-j-C^Fe + CO
Образовавшийся оксид углерода выделяется в атмосферу, вы-
зывая сильное кипение сварочной ванны и образуя поры в шве.
Для получения плотных швов реакцию раскисления углеродом сле-
дует «подавить» повышенным введением в сварочную ванну более
энергичных раскислителей, например кремния.
159
§ 3. Особенности металлургических процессов
при различных видах сварки
Дуговая сварка под флюсом. При автоматической и механизи-
рованной сварке под флюсом сварочная дуга горит во флюсогазо-
вом пузыре, заполненном раскаленными газами столба дуги, и ме-
таллургические процессы имеют некоторые особенности.
1, Более эффективная защита сварочной ванны от кислорода
л азота воздуха (в швах, выполненных под флюсом, содержание
азота обычно не превышает 0,008 %).
2. Большие объем сварочной ванны и время пребывания ее в
жидком состоянии; это способствует более полному протеканию
химических реакций между шлаком и жидким металлом.
3, Более определенная зависимость между режимом сварки и
химическим составом наплавленного металла, что позволяет с до-
статочной точностью получать- необходимый химический состав
металла шва.
Флюс обеспечивает стабильное горение дуги, создает хорошую
защиту зоны сварки от воздуха, раскисляет и легирует металл
шва, сохраняет теплоту сварочной ванны и улучшает условия фор-
мирования шва. Сварочные флюсы могут быть нейтральными, т. е.
не вступающими в химическое взаимодействие с жидким метал-
лом, или активными, т. е. химически взаимодействующими с ним.
К нейтральным относятся флюсы марок АНФ-5, АНФ-6,
АНФ-14 и др., в состав которых входит в основном плавиковый
шпат — фтористый кальций (CaF2). Они почти не окисляют жид-
кий металл, а поэтому называются бескислородными, (их также
называют фторидными). Эти флюсы применяют в основном при
сварке высоколегированных аустенитных сталей.
К активным относятся флюсы, в состав которых входят ок-
сиды кремния, марганца и других элементов. Активные сварочные
флюсы и образуемые ими шлаки могут быть кислыми или основ-
ными. Такое деление обусловлено тем, что в составе флюсов (шла-
ков)1 могут преобладать кислые (SiO; TiO) или основные (FeO;
MnO; CaO; Na2O; К2О) оксиды. Иногда в состав флюсов входят
и промежуточные (амфотерные) оксиды (Fe2O3; Al2Os; Сг2О3), ко-
торые в зависимости от ряда условий могут проявлять себя как
жислымн, так и основными.
Кислотностью флюса (шлака) К называется весовое соотно-
шение между всеми кислыми и основными оксидами:
„ Sкислых оксидов___________SiO -pTiOg_______
I основных оксидов FeO + MnO + CaO 4- Na.O KaO
npir/Ol флюс (шлак) является кислым, при К<1—основ-
ным. Основные шлаки образуются флюсами марок АН-14, АН-26
и др., предназначенными для сварки нержавеющих сталей, а кис-
лые — марганцевыми высококремнистыми • флюсами марок
АН-348А и ОСЦ-45, имеющими большое применение и широко
160
используемыми при сварке углеродистых и низколегированных
сталей, а также некоторых цветных металлов и их сплавов.
Одной из особенностей металлургических процессов при сварке
под флюсом является легирование шва марганцем и кремнием за
счет восстановления их из оксидов МпО и SiO2, находящихся во
флюсе. При сварке же покрытыми электродами марганец и крем-
ний вводятся в состав покрытия в виде ферросплавов и непосред-
ственно переходят в шов. Так, при сварке углеродистых сталей
под марганцевым высококремнистым флюсом в зоне сварки с
высокой температурой (дуговой промежуток и сварочная ванна
вблизи дуги) прежде всего протекают восстановительные реакции:
2Ремет+5Ю2шл:г*2ЕеОшл + 51мет
F еметЧ”й1.пОшл +*ЕеОШл ~Е
Образовавшийся при этом оксид железа FeO частично всплывает
в шлак, а частично растворяется в жидком металле; марганец и
кремний полностью остаются в металле шва. Таким образом, при
сварке под флюсом марганец и кремний попадают в сварочную
ванну не только из основного металла и электродной проволоки,
но и из флюса. При увеличении напряжения дуги возрастает ко-
личество расплавленного флюса и переход марганца и кремния в
шов увеличивается.
В хвостовой части сварочной ванны в зоне пониженных темпе-
ратур (сварочная ванна вдали от дуги вплоть до затвердевающе-
го металла) протекают реакции раскисления:
ЗЕеОмет-!-^! мет 4±=SiO2ma+2FeWST
ЕеОмет+Мпмет^МпОшя+Еемет
Получающиеся при этом оксиды соединяются между собой,
образуя легкоплавкие силикаты марганца (MnO-SiOj)., железа
(FeO-SiOa) и др., легко всплывающие в шлак. При недостаточном -
содержании в сварочной ванне марганца и кремния может про-
исходить раскисление оксида железа FeO углеродом:
в атмосферу
РеОмет 4- С№Т — СО 4* Ремет
Образовавшийся оксид углерода приводит к пористости шва. Учи-
тывая это, реакция выгорания углерода обычно подавляется по-
вышенным введением кремнезема (SiO2) во флюс или кремния в
электродную проволоку.
Дуговая сварка в активных защитных газах. Из активных за-
щитных газов наибольшее распространение получил углекислый
газ, применяемый для сварки углеродистых и легированных ста-
лей. Особенность металлургических процессов в этом случае обу-
словлена его сильным окисляющим действием. Газовая среда ду-
ги, горящей в углекислом газе, имеет более окислительный харак-
тер (33%. О2), чем при ее горении на воздухе (21% О2). Несмотря
на надежную защиту зоны сварки от азота и кислорода воздуха в
11-490 161
результате окислительного действия углекислого газа происходят
сильное окисление сварочной ванны и выгорание железа и при-
месей сталн^ Выгорание железа происходит в зоне высоких тем-
ператур (в дуговом промежутке и в сварочной ванне вблизи
дуги):
в атмосферу
Реж + СОЙГ РеОж СОр*
Одновременно под действием высокой температуры дуги про-
исходит диссоциация углекислого газа:
COa—^CO-J-O
Атомарный кислород также окисляет сварочную ванну, что при-
водит к выгоранию железа и примесей стали. При этом в зоне
высоких температур протекают следующие реакции:
Реж + Ог = РеОж
г
частично в шлак
Б1Ж -I- 20. = 5Юаж
l $ аль
в шлак
Мпж + Ог = МпОж
в шлак
в атмосферу
Ок + Of == сог
Эти реакции протекают как при переходе капель с электродной
проволоки в сварочную ванну, так и на поверхности самой ванны.
Взаимодействие жидкого металла и атомарного кислорода, не-
смотря на кратковременность их контактирования, происходит
весьма энергично, что объясняется высокой температурой в зоне
сварки и большой поверхностью их соприкосновения.
Для подавления реакций окисления, а также пополнения выго-
ревших элементов при сварке в углекислом газе применяют спе-
циальные электродные проволоки с повышенным содержанием
марганца и кремния, например Св-08ГС, Св-12ГС, Св-08Г2С и
другие (ГОСТ 2246—70). При применении этих проволок в зоне
пониженных температур (в сварочной ванне вдали от дуги) про-
текают реакции раскисления:
2F еОж4- 81ж S 2Реж -к ЗЮгж
в шлак
РеОж 4- Мпж £ Реж + МпОж
в шлак
Таким образом, кремний и марганец раскисляют оксид железа
FeO и, в дальнейшем сами окисляясь, всплывают на поверхность
сварочной ванны.
* ж — жидкая фаза сварочной ванны; г —газовая фаза зоны сварки.
162
При недостаточном содержании кремния и марганца в свароч-
ной ванне происходит выгорание углерода:
в атмосферу
FСОГ
JTL J /Л. ЛЧ j I 1
Выделение газообразного оксида углерода (СО) из жидкого ме-
талла вызывает кипение сварочной ванны и приводит к образо-
ванию пор даже в том случае, если в зоне сварки отсутствуют
азот и водород. При достаточном содержании раскислителей в
сварочной ванне реакции выгорания углерода не происходит.
Дуговая сварка в инертных защитных газах. Инертные защит-
ные газы (аргон и гелий) используют при сварке высоколегиро-
ванных сталей, цветных металлов и их сплавов, а также высоко-
активных металлов. Большое применение получил агрон, что объ-
ясняется его меньшей стоимостью, а также более высоким каче-
ством защиты ввиду большей плотности по сравнению с гелием.
Для сварки меди применяют защиту азотом, являющимся по от-
ношению к ней инертным газом.
Инертные газы не растворяются в расплавленном металле и
не образуют с ним и его примесями химических соединений. Они
не образуют защиту сварочной ванны от действия кислорода и
азота окружающего воздуха, создавая вокруг ванны защитную га-
зовую среду, оттесняющую воздух.
Окислению сварочной ванны способствуют примеси, находящи-
еся в защитном газе в виде свободного кислорода и паров воды.
При этом окисляется в основном углерод с образованием газооб-
разного оксида:
в атмосферу
Ог СОГ
Для подавления реакции окисления углерода в сварочной ван-
не должно находиться достаточное количество раскислителей —
кремния, марганца, титана и др. С этой целью при сварке углеро-
дистых сталей используют те же электродные проволоки, что и
при сварке в углекислом газе,—- с повышенным содержанием крем-
ния и марганца. Иногда к аргону добавляют некоторое количе-
ство углекислого газа (10—15%) или кислорода (5%). Это
приводит к интенсификации процесса образования оксида угле-
рода и кипению сварочной ванны. Бурно выделяющиеся пузырьки
захватывают и выносят из ванны находящиеся в ней газы.
§ 4. Кристаллизация сварочной ванны
Сварной шов имеет структуру литого металла. В процессе
сварки расплавляются кромки основного металла и электродная
проволока, непрерывно подаваемая в сварочную ванну (рис. 132).
Сварочная ваниа может быть условно разделена на две части:
переднюю (головную) и хвостовую. В передней части происходит
плавление, а в хвостовой — кристаллизация и формирование
Рис. 132. Плавильное пространство при
сварке под флюсом:
I — основной металл, 2 — электродная проволо-
ка. 3 — передняя часть сварочной ванны, 4 —
хвостовая часть сварочной ванны (жидкий ме-
талл), 5 — флюс, 6 — закристаллизовавшийся
сварной шов (столбчатые кристаллы), 7 — гра-
ницы кристаллизационных слоев
сварного шва. Различают
первичную и вторичную кри-
сталлизацию.
Первичной кристал-
лизацией называется
переход металла из жидко-
го состояния в твердое, в
результате чего образуются
кристаллиты (зерна). Кри-
сталлизация сварных швов
отличается от кристаллиза-
ции слитков высокими ско-
ростями, поскольку после
интенсивного нагрева сва-
рочной ванны происходит
быстрый отвод теплоты
протека -
в свариваемое изделие,- Процесс кристаллизации
ет в отдельных тонких слоях (рис. 133). После образования
первого кристаллизационного слоя происходит некоторая за-
держка в охлаждении металла ' из-за выделения скрытой
теплоты его кристаллизации. В. дальнейшем начинает кристалли-
зоваться второй слой и т.д. до полного затвердевания сварочной
ванны. Толщина кристаллизационных слоев лежит в пределах от
десятых долей миллиметра до нескольких миллиметров в зависи-
мости от объема сварочной ванны и условий теплоотвода. Столб-
чатые кристаллиты каждого последующего слоя являются про-
должением кристаллитов предыдущего слоя. Таким образом,,
образующиеся кристаллиты как бы перерастают из слоя
в слой.
Для первичной кристаллизации жидкого металла необходимо
образование зародышей (центров кристаллизации)' и их непре-
рывный рост. В начале кристаллизации центрами ее являются не
полностью расплавленные зерна основного металла; находящиеся
на дне сварочной ванны. В процессе кристаллизации кроме цент-
ров в виде растущих кристаллитов могут появиться и новые
центры кристаллизации—как самопроизвольно возникающие из
жидкости, так и в виде отдельных тугоплавких частиц, обломков
зерен и т. п. При многослойной сварке центрами кристаллизации
являются поверхности кристаллитов предыдущего слоя. Рост
кристаллитов происходит в результате присоединения к их поверх-
ности отдельных частиц (атомов) из окружающего расплава.
Каждый кристаллит, растущий от отдельного зерна на границе
сплавления, представляет собой группу совместно растущих эле-
ментарных столбчатых кристаллов, сросшихся одним концом с об-
щим основанием, т. е. с оплавленным зерном основного металла
(рис. 134). В зависимости от формы и расположения кристалли-
тов (зерен) затвердевшего металла различают зернистую (грану-
лярную), а также столбчатую и дендритную (древовидную)
структуры.
164
Рис. 133. Кристаллизационные слон
в металле однопроходного сварного
шва
Рис. 134. Схема роста кристаллитов:
I—граница сплавления, 2 — зерна основ-
ного металла, 3 — кристаллизационные
слои, 4 — растущие кристаллиты
При зернистой структуре зерна не имеют определенной ори-
ентировки, а по форме напоминают многогранники. Такая струк-
тура обычно характерна для основного металла, а также для ме-
талла сварного „шва, выполненного покрытыми электродами, при
его довольно быстром охлаждении. При столбчатой и денд-
ритной структурах зерна вытянуты в одном направлении.
В столбчатой структуре они имеют компактную форму, а в денд-
ритной— ветвистую, елочную. Дендриты обычно располагаются
в столбчатых зернах, являясь их основой. Такие структуры шов
имеет при медленном охлаждении, т. е. при сварке под флюсом
и электрошлаковой сварке.
Направление роста кристаллитов связано с интенсивностью
отвода теплоты от ванны жидкого металла. Кристаллиты растут
перпендикулярно границе сплавления в направлении, противопо-
ложном отводу теплоты. При кристаллизации шва с глубоким
проваром без теплоотвода снизу дендриты растут навстречу друг
другу, в результате чего по оси шва в стыке кристаллитов из-за
плохого срастания концов дендритов образуется полость слаби-
ны, где могут возникнуть шлаковые и газовые включения (рис.
135,а). При кристаллизации же широкого шва с теплоотводом
снизу дендриты изгибаются вверх, оттесняя- в его верхнюю часть
неметаллические включения в обеспечивая свободный выход шла-
ков и газов на поверхность (рис. 135,6). В процессе электрошла-
ковой сварки теплота отводится как в основной металл, так и в
медные охлаждаемые ползуны. В результате этого электрошлако-
вые швы характеризуются радиально-осевым направлением роста
столбчатых кристаллитов (рис. 135,в). При большом объеме сва-
рочной ванны и малой скорости охлаждения увеличиваются раз-
меры кристаллитов, что снижает механические свойства шва. Об-
разованием столбчатых кристаллитов заканчивается процесс
первичной кристаллизации сварочной ванны.
165
Рис. 135. Схемы направления роста кристаллитов при кристаллизации шва:
S — 4 глубоким проваром, б — широкого, в — электрошлакового; / — медные ползуны
При сварке сталей на железной основе кристаллиты имеют
аустенитную структуру, представляющую собой твердый ра-
створ углерода в у-железе. При дальнейшем понижении темпера-
'туры происходят аллотропические превращения, которые проявля-
ются в переходе у-железа, имеющего гранецентрированную куби-
ческую решетку, в a-железо, имеющее объемно-центрированную
кубическую решетку. Это сопровождается изменением строения
металла за счет появления новых образований в пределах первич-
ных столбчатых кристаллитов. Кристаллиты, имеющие структуру
аустенита, распадаются, образуя механическую смесь почти чис-
того a-железа (феррита) и'карбида железа FesC (цементи-
та). Такое явление называется вторичной кристаллиза-
цией или перекристаллизацией.
§ 5. Структура «варкого соединения
Сварное соединение представляет собой комплекс металлов
шва,, околошовной зоны и основного (свариваемого) металла.
Сварной шов образуется в результате сплавления основного и
электродного металлов, а поэтому после затвердевания он имеет
структуру литого металла с вытянутыми столбчатыми кристал-
лами (дендритами). Основной металл, применяемый при сварке,
может быть в виде проката, поковки или литья. Часть основного
металла, которая непосредственно примыкает к сварному шву
и нагревается до высоких температур, называется околошов-
ной зоной. В этой зоне основной металл подвергается своеоб-
разной термической обработке, поэтому она называется зоной
термического (теплового) влияния.
При сварке низкоуглеродистых сталей в зоне термического
влияния различают следующие структурные участки (рис. 136):
неполного расплавления, перегрева, нормализации, неполной пе-
рекристаллизации, рекристаллизации и синеломкости. Далее идет
основной металл, не подвергавшийся действию высоких темпе-
ратур.
Участок неполного расплавления (сплавления) непосредствен-
но примыкает к сварному шву и представляет собой смесь твер-
дой и жидкой фаз. На этом участке и происходит сварка. Ширина
166
1 Наплавленный металл_ _
1^ча<ток_нег)ояного_распл^-
\ленця
1500
1400-
ЛОО ;
1200.1
1ЮО-
1000-
2 Участок перегрева
^Участок нормали
С зациа
.4 Участок неполной пе-
\рекристаляизаааи
5 Участок ре- 700'
\кристами- $да.
1 б Участок
4уд синеном- -
кости ,00.
ко.i.X-
0 1
—*“ % с
Рис. 136. Структура зовы термического влияния при сварке
низкоуглеродистой стали
его в зависимости от источника нагрева и .режима сварки нахо-
дится в пределах 0,1—0,4 мм.
. Участок перегрева. На этом участке, где металл был нагрет
примерно от 1100 °C до температуры начала плавления основного
металла, развивается крупное зерно, что приводит к образованию
игольчатой (видманштетовой)' структуры. Механические свойст-
ва на участке перегрева понижены. Ширина его изменяется в пре-
делах 1—3 мм.
Участок нормализации (перекристаллизации) охватывает
часть основного металла, нагретого до температур 900—ИОО’С.
На этом участке создаются благоприятные условия для образова-
ния мелкозернистой.вторичной структуры, вследствие чего его ме-
ханические свойства обычно выше механических свойств основ-
ного металла, не подвергавшегося нормализации. Ширина участ-
ка находится в пределах 1,2—4 мм.
Участок неполной перекристаллизации включает в себя ме-
талл, нагретый до 720—900 °C и подвергавшийся только частичной
перекристаллизации из-за недостатка теплоты для перекристалли-
зации и измельчения всех зерен. Поэтому здесь наряду с доволь-
но крупными зернами основного металла, не изменившимися при
нагреве, имеются мелкие зерна, образовавшиеся в результате пе-
рекристаллизации. Механические свойства такой смешанной струк-
туры невелики.
Участок рекристаллизации наблюдается при сварке сталей,
подвергавшихся ранее пластическим деформациям (прокатке,
L67
ковке, наклепу), в результате которых часть зерен основного ме-
талла сплющилась и вытянулась, а часть раздробилась. На дан-
ном участке металл был нагрет до 500—720 °C, что вызвало его
рекристаллизацию, сущность которой состоит в том, что из облом-
ков зерен зарождаются и растут новые зерна, размер которых
значительно увеличивается. При сварке металла, не подвергавше-
гося пластической деформации (например, литых деталей), про-
цесса рекристаллизации и соответствующего участка не наблю-
дается.
Участок синеломкости охватывает часть основного металла, на-
гретого до 200—500 °C; при этих температурах на поверхности ме-
талла появляются синие цвета побежалости и происходит выпа-
дение из твердого раствора очень мелких частиц различных при-
месей, что приводит к снижению пластичности металла. По струк-
туре этот участок совершенно не отличается от основного
металла.
Общая ширина зоны термического -влияния зависит от вида,
способа и режима сварки.
_ Ша/адиа тершяе-
ссарха екого Алиям»я, мк
Ручная дуговая........................... 3—6
В защитных газах............... 1—3
Пол флюсом............................... 2—4
Электрошлаковая....................... 11^-14
Газовая*........................ 20—30
* При этом &иде сварки ширина зоны термического влияния велика
вследствие большой зоны разогрева основного металла.
§ 6. Образование трещин при сварке
В процессе кристаллизации и формирования металла шва
возможно образование трещин в сварном соединении. По распо-
ложению относительно оси шва они могут быть продольными и
поперечными; в зависимости от величины — микро- или макро-
скопическими (первые из них обнаруживают с помощью микро-
скопа, а вторые — невооруженным глазом или при небольшом уве-
личении через лупу); в зависимости от температур, при которых
они образуются, трещины можно разделить на две группы: горя-
чие (высокотемпературные) и холодные (низкотемпературные).
Механизм их возникновения различен.
Горячие трещины. Их образование связано с процессом кри-
сталлизации металла шва и возникают они при температурах кон-
ца затвердевания металла (обычно выше 800°C). Трещины про-
ходят, как правило, по границам кристаллов, а поэтому вызы-
вают меж кристаллическое разрушение. Объясняется это тем, что
при затвердевании металла шва в процессе первичной кристаллиза-
ции между кристаллами остаются жидкие или полужидкие прослой-
ки, имеющие небольшую температуру плавления. Если в это время
растягивающие напряжения, возникающие вследствие литейной
усадки, будут достаточно велики, то эти прослойки разрушатся
fG? ' ’ - 1 '
и образуются трещины. Если же процесс первичной кристаллиза-
ции заканчивается до появления больших растягивающих напря-
жений, то горячих трещин в шве не будет.
Установлено, что образованию горячих трещин способствует
повышенное содержание в шве серы, углерода, кремния и никеля.
Так, сера и никель образуют с железом легкоплавкие эвтектики,,
располагающиеся по границам зерен и увеличивающие вероят-
ность образования трещин в шве. На образование трещин оказы-
вает также влияние направление роста кристаллитов. Узкие швы
с глубоким проваром более склонны к образованию трещин, чем
широкие швы с небольшим проваром. Такое же явление наблю-
дается и при электрошлаковой сварке. Трещины при этом распо-
лагаются в середине шва между торцами кристаллитов, не выходя
на поверхность.
Для уменьшения склонности металла к образованию гор,ячих
трещин применяют следующие меры:
используют сварочные материалы с минимальным содержа-
нием серы и углерода, который способствует усилению ликвации
серы;
повышают содержание в металле шва марганца, который свя-
зывает серу и выводит ее в шлак;
вводят в шов модифицирующие элементы (титан, алюминий и
др.), способствующие измельчению структуры;
производят предварительный и сопутствующий подогрев изде--
лия, который уменьшает величину растягивающих напряжений в
сварном шве.
Для определения стойкости металла шва против образования
горячих трешин проводят ряд испытаний, называемых техно-
логическими пробами. Если в металле не возникают тре-
щины при сварке в искусственно созданных жестких условиях, он
не должен разрушаться и в реальных изделиях. В качестве при-
мера на рис. 137 приведены схемы испытаний тавровых образцов
на образование горячих трещин. В тавровом образце с приварен-
ными ребрами жесткости (рис. 137,а) контрольный шов завари-
вается автоматом или полуавтоматом с применением электродной
проволоки и на режимах, предназначенных для сварки данной
конструкции. После остывания контрольного шва трещины выяв-
ляют внешним осмотром его поверхности в изломе после раз-ъ
рушения (рис. 137,6), а также по микрошлифам, вырезанным из
шва. Если в контрольном шве будут обнаружены трещины, то
сталь является плохо сваривающейся и требует предварительного
подогрева и последующей термической обработки.
При ударном испытании (рис. 137,а)’ после сварки спустя не-
которое время по кромке таврового образца наносится удар па-
дающим грузом. Опыт повторяется несколько раз при разном вре-
мени от конца сварди до начала удара. Трещины выявляются так
же, как и в предыдущей пробе.
Холодные трещины, образующиеся в сварных соединениях при
температуре ниже 300 °C в результате значительных внутренних
16»
Рис, 138. Технологическая проба на
стойкость -металла шва против обра-
зования холодных трещин (пункти-
ром показаны линии вырезки образ-
цов для изготовления макро- и мик-
рошлифов)
Рис. 137. Схемы испытаний на стой-
кость металла шва против образова-
ния горячих трещин:
в — тавровый образец с ребрами жестко-
сти, б —нанесение удара после сварки, и
удаления ребер жесткости, в —ударное
испытание; I — контрольный шов, 2 —за-
жимное приспособление, 3 — падающий
груз
напряжений, возникают на границах зерен, я затем с течением
времени (до нескольких суток) распространяются по шву и около-
шовной зоне основного металла. Чаще всего холодные трещины
образуются в закаливающихся сварных швах. На склонность ста-
ли к образованию холодных трещин оказывает влияние повы-
шенное содержание углерода и легирующих элементов, вызы-
вающих закалку, наличие в шве водорода, загрязнение фосфором,
быстрое охлаждение шва и др.
С целью уменьшения склонности металла к образованию хо-
лодных трещин применяют следующие меры:
используют сварочные материалы с минимальным содержа-
нием фосфора, придающего стали хладноломкость;
применяют прокаливание электродов и флюсов, а также осуш-
ку защитных газов с целью удаления влаги, являющейся источ-
ником попадающего в шов водорода;
производят горячую проковку швов после сварки для снятия
или уменьшения внутренних напряжений;
при необходимости применяют предварительный или сопутст-
вующий подогрев свариваемых изделий.
Для определения стойкости металла против образования хо-
лодных трещин используют ряд технологических проб, одной из
которых является проба Кировского завода (рис. 138). На пла-
170
стину с цилиндрической выточкой в центре вручную или с по-
мощью полуавтоматов для сварки под флюсом или в защитных
газах наплавляют валик по диаметру выточки. В процессе наплав-
ки нижнюю поверхность пластины охлаждают воздухом или про-
точной водой. После охлаждения пластины из нее вырезают об-
разцы шириной 8—10 мм для изготовления шлифов, по которым
определяют наличие трещин в околошовной зоне и оценивают
стойкость металла против образования холодных трещин.
Контрольные вопросы
1. В чем особенности металлургических процессов при сварке?
2. Перечислите реакции окисления и раскисления, протекающие в зоне
сварки.
3. Как происходит кристаллизация сварочной ванны?
4. Назовите участки зоны термического влияния.
5. Как определяется склонность металла к образованию горячих и холод-
ных трещин?
•
ГЛАВА XV
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
§ 1. Характеристики источников питания
и требования к ним
При дуговой сварке применяют два-типа источников пита-
ния сварочным током: переменным — однофазные и трехфазные
сварочные трансформаторы; постоянным — сварочные выпрямите-
ли и сварочные преобразователи. Источники питания сварочной
дуги по современным стандартам характеризуются рядом пара-
метров при холостом ходе, рабочей нагрузке и коротком за-
мыкании:
номинальный сварочный ток определяет расчетное
значение сварочного тока;
пределы регулирования сварочного тока ука-
зывают минимальные и максимальные значения тока, которые мо-
гут быть использованы при сварке (отношение максимального то-
ка к минимальному показывает кратность регулирова-
ния; обычно она изменяется от трех и выше);
напряжение холостого хода в значительной мере
определяет условия зажигания и повторного возбуждения дуги и
измеряется на зажимах источника тока при отсутствии нагрузки
в сварочной цепи;
условное рабочее напряжение характеризует на-
пряжение на зажимах источника под нагрузкой и условно опреде-
ляется линейной функцией от значения сварочного тока; для ис-
точников питания дуги с номинальным сварочным током до 600 А
условное рабочее напряжение U (В) определяется по формуле
£/=20-|-0,04/св, где 7СВ — сила сварочного тока, А. Для более мощ-
171
аых источников питания условное рабочее напряжение принима-
ется равным 44 В и выше.
Кроме перечисленных параметров в технической документации
указывают напряжение питающей сети, номинальную мощность,
коэффициент полезного действия, уровень создаваемого шума, га-
баритные размеры и массу источника тока.
Источники сварочного тока могут работать в одном из следу-
ющих режимов: перемежающемся, повторно-кратковременном и
продолжительном.
В перемежающемся режиме работа с нагрузкой в те-
чение времени 1Л чередуется с холостым ходом в течение времени
когда источник тока не отключается от сети. Такой режим ха-
рактеризуется относительной продолжительностью нагрузки, оп-
ределяемой по формуле ПН——~—100®/в.Источники тока
"Т гх-х.
для ручной сварки в большинстве случаев имеют номинальную
ЛЯ, равную 20, 35 и 60%.
В Повторио-кратковременном режиме работа с
нагрузкой чередуется с периодическими отключениями источника
тока от сети на время /0. Такой режим характеризуется относи-
тельной продолжительностью выключения, определяемой по фор-
муле /777 = ...-7.т.100 V». Источники тока для автоматической и
fH Tf(l
механизированной сварки имеют номинальную ЛВ, равную
60% и более.
В продолжительном режиме источник питания может
непрерывно работать под нагрузкой - (например, многопостовые
сварочные выпрямители). Длительность цикла для источников пи-
тания, используемых при ручной сварке, принимается равной
5 мин, а при автоматической и механизированной—10 мин.
Большинство источников питания, предназначенных для механи-
зированных способов сварки, изготовляют на /75=60%. Это зна-
чит, что в течение 10 мин источник питания 6 мин работает, а на
4 мин отключается от сети.
Внешней характеристикой источника тока называ-
ется кривая, показывающая зависимость напряжения на его за-
жимах от силы сварочного тока. Различные источники питания в
зависимости от их конструкции и назначения могут иметь крутопа-
дающую, пологопадающую, жесткую или пологовозрастающую
внешнюю характеристику (рис. 139).
Источники питания с крутопадающей внешней характеристи-
кой применяют для ручной дуговой сварки. При такой характери-
стике ток короткого замыкания немного больше рабочего тока, а
поэтому случайные короткие замыкания при переходе капель ме-
талла с электрода на изделие не будут нарушать теплового режи-
ма сварки. При большой разнице между рабочим током и током
короткого замыкания возможны прожоги, примерзание электрода
к изделию, повышение угара и разбрызгивание металла. При ча-
172
Рис, 139. Внешние характеристики источников тока, совмещенные со стати*
ческой (вольт-амперной) характеристикой дуги на ее падающем (а) и воз*
- растающем (б) участках:
/ — крутопадающая, 2 — полото па дающая, 3 —жесткая, 4 — пологовозра стающая
сгых изменениях длины дуги, имеющих место при ручной сварке,
сила сварочного тока изменяется незначительно, что обеспечива-
ет постоянство режима сварки.
При механизированных .способах сварки с постоянной скоро-
стью подачи электродной проволоки применяют источники свароч-
ного тока с гаологопа<?аюи|ей внешней характеристикой. Большие
пределы колебания, тока в дуге, вызываемые изменением ее дли-
ны, способствуют более устойчивому процессу сварки. Это объяс-
няется тем, что при случайном удлинении дуги сопротивление ее
возрастает и значительно уменьшается сварочный ток, проволока
будет плавиться медленнее и при постоянной скорости ее подачи
обрыва дуги не произойдет. И, наоборот, при случайном укороче-
нии длины дуги сопротивление ее уменьшится, сварочный ток воз-
растет, проволока будет плавиться быстрее, а постоянная скорость
ее подачи обеспечит первоначальную длину дуги.
Чем положе внешняя характеристика источника тока, тем бо-
лее интенсивно будет протекать процесс саморегулирования режи-
ма дуги.
Сварка в защитных газах тонкой электродной проволокой на
больших плотностях тока, когда статическая вольт-амперная ха-
рактеристика дуги носит возрастающий характер, производится от
источников тока, имеющих жесткую или пологовозрастающую
характеристику. Б этом случае процесс саморегулирования проте-
кает более интенсивно, повышается устойчивость горения дуги,
облегчается ее зажигание и уменьшается возможность приварки
электродной проволоки к свариваемому изделию.
При пересечении статической вольт-амперной характеристики
дуги с внешней характеристикой источника тока получаются точ-
ки а'и. Ь, в которых напряжение, необходимое для поддержания
горения дуги, соответствует установившемуся напряжению источ-
ника тока (см. рис. 139).
173
Одни из этих точек (а) являются точками устойчивого горения
дуги. Действительно, если ио какой-либо причине сварочный ток
уменьшится, то напряжение дуги окажется ниже установившегося
напряжения источника тока, а это повлечет за собой увеличение
сварочного тока, т. е. возврат его в точку устойчивого горения дуги.
И, наоборот, при случайном увеличении тока установившееся на-
пряжение источника тока станет меньше напряжения, необходи-
мого для горения дуги. Это приведет к уменьшению сварочного
тока, точка а переместится в своё первоначальное положение и ре-
1дим горения дуги восстановится.
Другие точки пересечения кривых (&) соответствуют неустой-
чивому горению дуги, так как случайное уменьшение сварочного
тока будет продолжаться вплоть до обрыва дуги. Случайное же
увеличение тока будет развиваться до тех пор, пока значение его-
не достигнет точки а устойчивого горения дуги.
Требования к источникам питания сварочной дуги изложены в
соответствующих ГОСТах. Основные из них заключаются в том,
что источник питания должен:
иметь достаточное напряжение холостого хода для легкого за-
жигания и устойчивого горения дуги, но из соображений безопас-
ности не более 80 В для источников переменного тока и не более
90 В для источников постоянного тока;
обладать достаточной мощностью и обеспечивать нормальный
процесс сварки в любом диапазоне сварочных токов;
иметь устройство для плавного регулирования сварочного тока
или вторичного напряжения;
создавать внешние характеристики, соответствующие приме-
няемому виду сварки;
не создавать радиопомех и шума выше уровня допустимых
норм;
иметь отдельный болт для заземления, расположенный в до-
ступном месте корпуса.
В принятом условном обозначении электросварочного оборудо-
вания (например, ТДФЖ1002 УЗ) первая буква означает тип из-
делия (Т — трансформатор, В — выпрямитель, Г — генератор, П —
преобразователь, А — агрегат, У — установка); вторая буква —
вид сварки (Д — дуговая, П — плазменная); третья буква — спо-
соб сварки (Ф— под флюсом, Г — в защитных газах, У — универ-
сальный; иногда указывается способ регулирования сварочного
тока: М — механическое, Э — электрическое); четвертая буква —
вид внешней характеристики (Ж — жесткая, П — падающая, У —
универсальная); иногда ставится буква М — многопостовой; одна
или. две последующие цифры обозначают силу номинального сва-
рочного тока (округленно в сотнях ампер), затем еще две циф-
ры— номер модификации; следующие затем одна или две буквы
означают климатическое исполнение (например, У, ХЛ, Т), а по-
следняя цифра—категорию размещения (см. гл. УШ, § 1).
174
§ 2. Классификация сварочных трансформаторов
Сварочные трансформаторы — наиболее распространенные
источники питания сварочной дуги. В зависимости от способа соз-
дания в цепи дуги индуктивного сопротивления их делят на две
группы: с нормальным магнитным рассеянием в сочетании с реак-
тивной (дроссельной) катушкой; с увеличенным магнитным рассе-
янием.
Трансформаторы с нормальным магнитным
рассеянием (рис. 140) имеют совмещенную реактивную (дрос-
сельную) катушку, расположенную на общем магнитопроводе с
катушками трансформатора. Реактивная катушка имеет с ними
как электрическую, так и электромагнитную связь. В таких транс-
форматорах на общем магнитопроводе 3 находятся три неподвиж-
ные катушки: первичная 1, вторичная 2 и реактивная 4. Верхняя
часть магнитопровода разъемная и имеет подвижный пакет 5, при
перемещении которого ходовым винтом 6 изменяется воздушный '
зазор в магнитопроводе. Вследствие этого изменяется магнитное
сопротивление' магнитопровода, что приводит к изменению силы
сварочного тока. С увеличением зазора ток возрастает, и наобо-
рот. Наличие реактивной катушки создает падающую внешнюю
характеристику'Трансформатора. К этой группе относится свароч-.
иый трансформатор ТСД-1000-4 с дистанционным управлением.
Трансформаторы с увеличенным магнитным
рассеянием (рис. 141) относят к стержневому типу. В нихпер-
вичная и вторичная катушки раз-
несены по высоте магнитопровода
и имеют только электромагнит-
ную связь. При прохождении тока
по обмоткам катушек возникают
магнитные потоки, основная часть
&
Ухх
Рис. 140. Электромагнитная схе
ма трансформатора е нормальным
магнитным рассеянием и совме-
щенной реактивной катушкой:
Я’р tfp — число витков соответст-
венно в первичной, вторичной и реак-
тивной катушках, Ur> — напряжение
сети, t/j т — напряжение холостого
хода, а — воздушный задор
Рис. 141. Электромаг-
нитная схема трансфер*
матора с увеличенным
магнитным рассеянием:
1^2 — число витков со-
ответственно в первичной и
вторичной катушках, Uu —
напряжение сети, 1!^ т —
напряжение холостого кода
<75
которых замыкается по стержню магнитопровода. Другая их часть
замыкается по воздуху, создавая потоки рассеяния, наводящие в
трансформаторе реактивную электродвижущую силу (э. д, с.), ко-
торая и определяет его индуктивное сопротивление, обеспечиваю-
щее создание падающей внешней характеристики. Сварочные
трансформаторы с увеличенным магнитным рассеянием бывают
трех типов: с раздвижными катушками, с подвижными магнитны-
ми шунтами, с управляемыми магнитными шунтами.
Трансформаторы с раздвижными катушками (рис. 142,о) со-
стоят из магнитопровода 3 и двух катушек: первичная катушка /
закреплена неподвижно, а вторичная 2— подвижная. Регулирова-
ние сварочного тока осуществляется изменением расстояния меж-
ду катушками. При удалении вторичной катушки от первичной
увеличивается магнитный поток рассеяния и уменьшаются маг-
нитная связь между катушками и сварочный ток. И, наоборот, при
сближении катушек уменьшается индуктивность рассеяния, что
приводит к увеличению сварочного тока. По этому принципу ра-
ботают сварочные трансформаторы ТД-306, ТД-500, ТДМ-503
и др.
Трансформаторы с подвижным магнитным шунтом (рис. 142,6)
состоят из магнитопровода /, на котором расположены первич-
ная 2 и вторичная 4 катушки. Внутри магнитопровода установлен
раздвигающийся магнитный шунт 3, представляющий собой два
пакета изолированных пластин из электротехнической стали. Шун-
том изменяется индуктивность рассеяния. При уменьшении зазора
b между пакетами шунта часть магнитного потока будет замы-
каться через шунт, магнитная связь между первичной и вторичной
катушками будет уменьшаться, а следовательно, будет уменьшать-
ся и сварочный ток. И, наоборот, при увеличении этого зазора
большая часть магнитного потока будет замыкаться по магнито-
проводу, магнитная связь между катушками увеличится, что при-
ведет к увеличению сварочного тока. Этот принцип применен в
сварочном трансформаторе СТШ-500 и др.
Трансформаторы с управляемым магнитным шунтом (рис.
142,в) также состоят из магнитопровода /, на котором расположе-
ны первичная 2 и вторичная 4 катушки. Магнитный шунт с обмот-
кой управления 3 расположен в окне магнитопровода. Обмотка уп-
равления питается постоянным током. Чем больший магнитный
поток она создает, тем больше будет магнитное насыщение шунта
и меньше магнитный поток рассеяния трансформатора. Таким об-
разом, большему току подмагничивания /н соответствует боль-
шее значение сварочного тока, и наоборот. По этому принципу
работают сварочные трансформаторы ТДФ-1001, ТДФ-1601
и др.
Основные параметры сварочных трансформаторов для авто-
матической сварки регламентированы ГОСТ 7012—77, со-
гласно которому трансформаторы должны изготовляться следую-
щих исполнений и условных обозначений:
176
Рис. 142. Электромагнитные схемы трех типов трансформаторов с увеличен-
ным магнитным рассеянием:
а —с раздвижными катушками, б —с подвижным магнитным шунтом, в—с управляе-
мым магнитным шунтом
по виду внешних х а р а кте р и ст и к — с жесткими (по-
логой а дающими) — Ж, падающими —П и универсальными (жест-
кими и падающими) — У характеристиками;
по способу регулирования сварочного тока
или напряжения—с •плавным или плавноступенчатым регу-
лированием.
Трансформаторы выпускают на номинальный сварочный ток
630, 1000, 1600 и 2000 А при номинальном рабочем напряжении,
от 48 до 76 В. Структура условного обозначения сварочного транс-
форматора приведена на рис. 143. Номер модификации трансфор-
матора устанавливает ВНИИЭСО.
Основные параметры сварочных трансформаторов для руч-
ной сварки регламентированы ГОСТ 95—77, согласно кото-
рому трансформаторы должны изготовляться следующих исполне-
ний и условных обозначений:
по способу регулирования сварочного тока —
с механическим — М или электрическим (без подвижных частей)—
Э регулированием;
тдфх-хх ggTxx.
Обозначение вида изделия *Т" Т Т '
' (трансформатор для дугово й
'сварки под флюеом) ____________
Обозначение исполнения трансформатора
по виду внешних характеристик
ОК.ПилиУ), , __________...
Номинальный сварочный ток в сотнях ампер :
Номер модификации трансформатора
Обозначение климатического исполнения
И категории размещения по ГОСТ 15150—69
и ГОСТ 15543-70
Рис. 143. Структура условного обозначения
трансформатора для автоматической сварки
12-490
177
по способу перемещения — переносные (на свароч-
ные токи 125, 160, 200 и 250 А при номинальном рабочем напря-
жении от 25 до 30 В) и передвижные (на сварочные токи 250, 315,
400 и 500 А при номинальном рабочем напряжении от 30 до 40 В),
Питание аппаратов для электрошлаковой сварки и электро-
шлакового переплава осуществляется специальными однофазны-
ми и трехфазными сварочными трансформаторами, обладающими
жесткими внешними характеристиками, К ним относят однофаз-
ные трансформаторы ТШС-1000-1, ТРМК-1000-1, ТРМК-3000-1, а
также трехфазный трансформатор ТШС-1000-3 и др.
§ 3. Сварочный трансформатор ТД-500
Сварочный трансформатор ТД-500 У2 (рис. 144), предназна-
ченный для ручной и механизированной дуговой сварки, резки и
наплавки металлов, представляет собой передвижную установку
в однокорпусном исполнении с естественной вентиляцией. По спо-
собу регулирования сварочного тока он относится к трансформа-
торам с увеличенным магнитным рассеянием и раздвижными
катушками.
Трансформатор состоит из корпуса, внутри которого располо-
жены магнитопровод (сердечник) стержневого типа, первичная
(неподвижная) и вторичная (подвижная) обмотки, переключатель
ступеней барабанного типа и токоук'азательный механизм сектор-
ного типа. Магнитопровод выполнен из лакированных листов
электротехнической стали толщиной 0,5 мм. Обмотки изготовлены
из алюминия, а выводы их армированы медью. Каждая обмотка
имеет по две катушки, расположенные попарно на общих стерж-
нях магнитопровода.
Рис. 144. Сварочный транс-
форматор ТД-500:
1 — корпус, 2 — ручка для пере-
движения, 5 — скоба для подъема,
4 — рукоятка для ре гули ров а н н я
сварочного тока, 5 — рукоятка пе-
реключатся я ступ ене Й
Через верхнее ярмо магнитопрово-
да проходит ходовой винт, связанный
с ходовой гайкой, которая вмонтиро-
вана в обойму подвижных катушек.
Вращая ходовой винт, расположенный
сверху корпуса, изменяют расстояние
между катушками. Сверху корпуса
расположены также рукоятка пере-
ключателя ступеней и смотровое окно
со шкалой токоуказательного механиз-
ма. Сам токоуказательный механизм
укреплен на магнитопроводе и связан
с подвижной катушкой рычажной пе-
редачей.
Трансформатор подключают к сети
и присоединяют сварочные провода
к доскам зажимов, расположенным
с торцовых сторон корпуса и закры-
тым крышками. Для заземления
трансформатора на корпусе преду-
,178
a}
Рнс. 145. Принципиальная электрическая схема сварочного трансфор-
матора ТД-500 (а) и расположение первичной (/) и вторичной (2)
обмоток на магнитопроводе (б)
смотрен специальный болт с надписью «Земля». Для снижения по-
мех радиоприему трансформатор снабжен емкостным фильтром,
состоящим из двух конденсаторов, подключенных между каждым
зажимом первичной обмотки и заземленным кожухом.
Принципиальная электрическая схема трансформатора показа-
на на рис. 145,а. Катушки первичной обмотки неподвижно закреп-
лены у нижнего ярма, а катушки вторичной обмотки подвижны
(рис. 145,6). Сварочный ток регулируется изменением индуктив-
ного сопротивления рассеяния. В трансформаторе предусмотрены
две ступени регулирования сварочного тока переключением кату-
шек обмоток: ступень больших токов, когда катушки обмоток
включены попарно параллельно; ступень малых токов, когда они
12*
Рнс. 146. Внешние характеристики сварочного
трансформатора ТД-500:
' — диапазон больших токов, -----------диапазон
малых токов; /, У —при сдвинутых катушках, 3, 4 — при
раздвинутых катушках
179
Фис. 147. График зависимости допусти-
мых значений ПР от сварочного тока
трансформатора:
1, 2 — диапазоны соответственно больших и
малых токов
включаются попарно последо-
вательно, а небольшая часть
витков первичной обмотки от-
ключается (этим повышается
напряжение холостого хода,
что благоприятно сказывается
на зажигании и горении дуги
при сварке на малых токах).
Ступени переключают спе-
циальным ^переключателем. На
схеме показано положение кон-
тактов переключателя для сту-
пени больших токов. При пере-
ходе на ступень малых токов
контакты 1—2, 3—4 и 5—6,
7—8 переключателя обеих об-
моток одновременно размыка-
ются, а контакты 1—4 и 5—8
при этом одновременно замы-
каются.
На каждой из этих ступеней плавное регулирование тока осу-
ществляется изменением расстояния между катушками вращени-
ем рукоятки ходового винта. Прн сближении катушек уменьшает-
ся индуктивное рассеяние, что приводит к увеличению сварочного
тока; при их раздвижении увеличивается индуктивность рассея-
ния, а сварочный ток уменьшается.
Вследствие повышенной индуктивности рассеяния трансформа-
тор обладает падающими внешними характеристиками (рис. 146).
Такая индуктивность создается путем расположения первичной и
вторичной катушек вдоль стержней магнитопровода на некотором'
расстоянии друг от друга. Трансформатор рассчитан на работу
при ПР=60%. График зависимости допустимых значений ПР от
сварочного тока приведен на рис. 147.
§ 4. Сварочный трансформатор ТДМ-401
Сварочный трансформатор ТДМ-401 У2 стержневого типа (рис.
*148) служит для питания одного сварочного поста однофазным
переменным током при ручной дуговой сварке, резке и наплавке
металлов.
Трансформатор представляет собой передвижную установку в
однокорпусном" исполнении с естественной вентиляцией^ обеспечи-
вающую преобразование напряжения сети в требуемое для про-
цесса дуговой сварки напряжение, создающую необходимую па-
.дающую внешнюю характеристику и обеспечивающую регулиро-
вание сварочного тока в требуемых пределах. Принципиальная
электрическая схема сварочного трансформатора приведена на
рис. 149.
Трансформатор состоит из следующих основных узлов: корпу-
са, магнитопровода-сердечника, трансформаторных обмоток (пер-
180
Рис. 148. Сварочный трансформатор ТДМ-401:
/, 2 —катушки вторичной и первичной обмоток, 3 — ходовые колеса, 4 — разъемы
для подключения сварочных проводов, 5 — болт заземления, в — разъем для под*
ключетия к сети, 7 — рым-болт, 8 — ручка для передвижения,- 9—рукоятка плавного
регулирования сварочного тока, УЗ—переключатель диапазонов тока
вичной и вторичной), переключателя диапазонов тока. Обмотки
трансформатора имеют по две катушки, расположенные попарно
на обоих стержнях магнитопровода. Катушки первичной обмотки
неподвижно закреплены у нижнего ярма, вторичной — подвижны.
Обмотки выполнены из алюминиевого провода. Сердечник транс-
форматора собран из
листов электротехниче-
ской стали и выполнен
в виде бесшпилечной
конструкции. Через
верхнее ярмо сердечни-
ка трансформатора
пропущен ходовой винт,
который ввинчивается
в ходовую гайку, вмон-
тированную в обойму
подвижных вторичных
катушек.. При враще-
нии ходового винта,
осуществляемого с по-
Рис. 149. Принципиальная электрическая схема
сварочного трансформатора ТДМ-401:
С — фильтр защиты от радиопомех, К — переключатель
диапазонов сварочного тока, — первичная обмотка,
«ь — вторичная обмотка; / — параллельное соединение
обмоток (большие сварочные токи), // — последователь-
ное соединение обмоток (малые сварочные токи)
мощью рукоятки, нахо-
дящейся сверху транс-
форматора, переме-
щаются вторичные ка-
тушки и тем самым
181,
Рис. 150. Внешние характеристики свароч-
ного трансформатора ТДМ-401
изменяется расстояние
между обмотками.
Переключение диапазо-
нов тока, которое произво-
дится соединением обмоток
параллельно или последо-
вательно, осуществляется
переключателем, рукоятка
которого выведена на крыш-
ку. Для указания силы тока
служит стрелка, непосред-
ственно связанная с обой-
мой крепления вторичных
катушек и расположенная
у шкалы на боковине кожу-
ха. Подключение сетевых и
сварочных проводов к транс-
форматору осуществляется
через специальные разъемы,
расположенные с лицевой стороны трансформатора; здесь же
находится болт для заземления трансформатора. Для снижения
радиопомех, создаваемых трансформатором при сварке, служит
емкостный фильтр, состоящий из конденсаторов, подключенных
между каждым зажимом первичной обмотки и кожухом.
Для удобства перемещения трансформатор снабжен четырь-
мя колесами и ручкой, а для подъема имеются рым-болты, распо-
ложенные на крышке кожуха. Защитный кожух трансформатора
крепится винтами к тележке.
Напряжение, требуемое для процесса сварки, и падающая
внешняя характеристика, необходимая для стабильного горения
сварочной дуги, обеспечиваются конструкцией трансформатора,
который является понижающим с повышенной индуктивностью
рассеяния. Два диапазона регулирования тока обеспечиваются
переключением обмоток, а плавное регулирование тока внутри
каждого диапазона — изменением расстояния между первичной и
вторичной обмотками. Попарно параллельное соединение катушек
обмоток дает диапазон больших токов, а последовательное —
малых.
Внешние характеристики трансформатора (рнс. 150) имеют
крутопадающую рабочую часть со сравнительно небольшими крат-
ностями тока короткого замыкания (порядка 1,2—1,3 силы сва-
рочного тока при номинальном рабочем напряжении).
§ 5. Сварочные трансформаторы ТДФЖ-fOOl и ТДФЖ-2002
Сварочные силовые трансформаторы стержневого типа
ТДФЖ-Ю02 УЗ и ТДФЖ-2002 УЗ предназначены для автоматиче-
ской дуговой сварки под флюсом однофазным переменным током.
Внешне похожие и имеющие одинаковые габаритные размеры
182
13- J
Рис. 151. Сварочные трансформаторы ТДФЖ-Ю02 и ТДФЖ-2002:
/ — автоматический выключатель. 2—вольтметр, 3 — амперметр» 4потенциометр плавного регулирования ра-
бочего напряжения» 5 — тумблер местного дистанционного режима работы, б —сигнальная арматура, / — автома-
тический выключатель цепей управления. 8 — отсек для аппаратуры управления автоматом, Р — зажимы под-
ключения сварочных проводов» Л? — выключатель Выключено. Стоп, ц — переключатель Сварка включена, 12 —
выключатель Вклтено, Яуск» /3 — подъемные скобы, 14—ветровое реле, /5 —панель переключения, диапазонов
сварочного тока, /6 — панель подключения к питающей сети, /7 — болт заземления» 18 — силовой трансформатор
трансформаторы (рис. 151) состоят из понижающего однофазного
силового трансформатора, блока силовых тиристоров, пускорегу-
лирующей и защитной аппаратуры, вентилятора и блока управле-
ния тиристорами. В корпусе трансформаторов предусмотрен отсек
для встраивания аппаратуры управления сварочным автоматом;
все их составные ч,асти смонтированы на единой каркасной кон-
струкции и защищены кожухом; для подъема предусмотрены спе-
циальные скобы.
Для подключения трансформатора к питающей сети на его ра-
ме со стороны задней решетки установлены панели подключения;
за ними расположены конденсаторы емкостного фильтра для за-
щиты от создаваемых при сварке помех радиоприему. Здесь же
на раме расположен болт для заземления трансформатора. Для
подключения сварочных проводов на раме со стороны передней
решетки установлены две панели подключения.
На лицевой панели блока управления трансформатором уста-
новлены: амперметр и вольтметр для регистрации соответствую-
щих сварочных параметров; автоматический выключатель цепей
управления; выключатель «Включено. Пуск» черного цвета и вы-
ключатель «Выключено. Стоп» красного цвета для включения и
выключения вентилятора и цепей управления; потенциометр плав-
ного регулирования рабочего напряжения; сигнальная арматура
зеленого цвета, указывающая на наличие напряжения на первич-
ной стороне трансформатора. Здесь же расположен переключа-
тель «Сварка включена», включающий трансформатор на сварку,
а также тумблер местного —дистанционного режима работы.
При этом к трансформатору подключается пульт дистанционного
управления, на котором расположены: переключатель дистанци-
онного включения сварки; потенциометр дистанционного регули-
рования рабочего напряжения; амперметр и вольтметр.
На заднем каркасе трансформатора установлена панель сту-
пенчатого переключения диапазонов сварочного ' тока: у
ТДФЖ-1002 — двух (малых —300—800 А и больших —700-
Рис. 152. Внешние характеристики трансформатора
ТДФЖ-1002 (диапазон больших токов)
184
1200 А токов); у ТДФЖ-2002 — трех (малых — 600—1200 А, сред-
них— 1100—1800 А и больших—1500—2200 А токов).
Охлаждение трансформатора — воздушное принудительное,
осуществляемое вентилятором, приводимым во вращение трехфаз-
ным асинхронным двигателем. При правильной работе системы
вентиляции воздух должен входить в трансформатор со стороны
лицевой панели и выбрасываться со стороны подключения транс-
форматора к питающей сети. Нормальная работа системы венти-
ляции контролируется ветровым реле. При выключенном вентиля-
торе трансформатор работать не будет.
Для фазового регулирования сварочного напряжения транс-
форматор имеет устройство, которым является пара встречно-па-
раллельно соединенных тиристоров, включенных последовательно
с первичной обмоткой силового трансформатора. Трансформа-
торы обладают пологопадающими внешними характеристиками
(рис. 152).
§ 6. Сварочный трансформатор ТШС-1000-3
Сварочный трансформатор ТШС-1000-3 (рис. 153) предназна-
чен для питания автоматов для электрошлаковой сварки трехфаз-
ным током по 1000 А в каждой фазе. Трансформатор имеет жест-
кую внешнюю характеристику и ступенчатое (18 ступеней) регу-
лирование вторичного напряжения. Шесть ступеней имеют дистан-
ционное переключение секций первичной обмотки под нагрузкой,
которое осуществляется шестью трехфазными контакторами,
встроенными в корпус трансформатора. Управляют контакторами
с помощью специального ползункового переключателя напряже-
ний, расположенного на рабочем месте сварщнка. Три последние
ступени напряжения являются запасными и служат для работы
при пониженном напряжении сети (напряжение в этом случае
.изменяется переключением трех отпаек от вторичной обмотки).
Трансформатор имеет принудительное воздушное охлаждение.
При параллельном соединении двух
первичных и двух вторичных обмо-
ток трансформатор можно исполь-
зовать как однофазный с номиналь-
ным током 2000 А.
Для трех- и .многоэлектродной
электрошлаковой сварки применя-
ют также трехфазные трансформа-
торы ТШС-600-3 и ТШС-3000-3,
одним из преимуществ которых яв-
ляется равномерная загрузка всех
трех фаз питающей сети при высо-
ком коэффициенте мощности.
Технические данные некоторых
сварочных трансформаторов приве-
дены в табл. 20.
Рис. 153. Общий вид сварочного
трансформатора ТШС-1000-3
185
20. Основные технические данные сварочных трансформаторов
Трансформатор у*дя отпои Сила номиналь- ного сварочного тока» А Пределу ре- гулирования сварочного тока, А Напряжение хо- лостого хода, В Ноннвальиое ра- бочее напряже- ! ине, В Габаритные разме- ры, мм м с и я Е
ТД-102 11.4 160 60—175 80 26 570X325X530 « 38
ТД-306 17,5 250 100—300 80 30 630X365X590 65
ТД-500 32 500 100—530 60—76 40 765X720X810 210
ТДМ-317 21 315 60—360 62—80 32 585X555X818 130
ТДМ-401 27 400 80—460 64—80 36 585X555x848 160
Т ДМ-502 26,5 5С0 . 100—560 75 40 720X845X780 240
ТДМ-503 36 500 75-580 65—75 40 525X555X888 175
ТДФЖ-1002 125 юоо 300—1200 120 56 1340X760X1220 550
ТДФЖ-2002 240 2000 600-2200 120 76 1340X760X1220 850
ТДР-1601* 130 1600 1000-1600 80 49 663X1053X1436 1100
ТШС-1000-3** 180 3X1000 — 38—62 56 1442X1000X1763 1250
* Для воздушно-дуговой рмкн к строжки.
** Для апектрошлакорой сварки.
§ 7. Общие сведения о сварочных выпрямителях
Сварочный выпрямитель, как известно, представляет собой
устройство, предназначенное для преобразования переменного то-
ка в постоянный (выпрямленный). Он состоит из следующих ос-
новных узлов (рис. 154): силового трансформатора / для пониже-
ния напряжения сети до необходимого напряжения холостого хо-
да; блока 2 силовых вентилей для выпрямления переменного то-
ка; стабилизирующего дросселя 3 для уменьшения пульсаций
выпрямленного тока, подаваемого на сварочную дугу 4. Если
выпрямитель управляемый, то в схему входит дополнительный
узел 6, содержащий систему управления вентилями. Для защиты
выпрямителя от повреждений при аварийных режимах в его си-
стему входит блок 5 защиты и сигнализации.
Понижающий силовой трансформатор, как правило, выполня-
ют трехфазным, что обеспечивает равномерную загрузку всех фаз
грехфазной сети. Вы-
прямительный блок
представляет собой
набор вентилей, вклю-
ченных по определен-
ной схеме. В сварочных
выпрямителях приме-
няют полупроводнико-
вые вентили: неуправ-
ляемые— диоды и уп-
равляемые — тиристо-
ры. Наибольшее рас-
5 $
Рис. 154. Блок-схема сварочного выпрямителя
186
Рис. 155. Устройства и принципы работы диода (а
и б) и тиристора (в)
пространение получили кремниевые и селеновые диоды и кремние-
вые тиристоры. Действие полупроводниковых вентилей основано
на том, что они проводят ток только в одном направлении, в ре-
зультате чего сварочный ток получается постоянным (выпрямлен-
ным).
В качестве материала для кремниевого неуправляемого венти-
ля-диода (рис. 155, а и б) применяют тонкую кремниевую пла-
стинку (катод), на одну сторону которой нанесен слой алюминия
(анод). При непосредственном контактировании двух полупровод-
ников, один из которых обладает электронной (м), а другой —
дырочной (р) проводимостью, образуется так называемый элек-
тронно-дырочный переход П, легко пропускающий электрический
ток в одном направлении (от анода А к катоду К) и почти совер-
шенно не пропускающий его в обратном направлении. Такой крем-
ниевый диск с р-п-переходом впаян в неразборный герметичный
корпус (см. рис. 155, а), нижняя часть которого выполнена в ви-
де шестигранной гайки и заканчивается шпилькой с резь-
бой для ввинчивания вентиля в охладитель и подключения катода
к сварочной цепи. Внешним выводом анода служит медный гиб-
кий провод с кабельным наконечником, изолированный от кор-
пуса.
Кремниевый управляемый вентиль — тиристор (рис. 155, в)
имеет четыре слоя (р, м, р, п) и три перехода (Пь Пъ П3). Если
даже приложить внешнее напряжение от анода к катоду,
средний переход П2 оказывается включенным в обратном направ-
лении — поэтому тиристор не пропускает тока. Тиристор можно
отпереть, если подать на его управляющий электрод УЭ положи-
тельный потенциал (импульс). В этом случае переход 77 2 проби-
вается, и ток идет по тиристору от анода к катоду. Тиристор сно-
ва запирается лишь при спаде протекающего через него тока до
нуля (рис. 156). Изменяя по фазе электрический угол открывания
тиристора, т. е. время подачи импульса относительно начала си-
нусоиды питающего напряжения, можно регулировать среднее
значение выпрямленного тока. Таким образом тиристор выполня-
187
Рис. 156. Схема прохождения то
ка по тиристору:
4 — точка открытия тиристора: за-
штрнхо ванная ч а сть — проводя щий по-
лупериод
на тиристорах -собирается
ет функции не только выпрямителя,
но и регулятора сварочного тока.
Изменение времени подачи импуль-
са, а следовательно, и силы свароч-
ного тока производится с' помощью
специального электронного блока—
фазосдвигающего устройства. Кон-
структивно кремниевый тиристор
выполнен, как и кремниевый диод,
но имеет еще третий (управляю-
щий) электрод. В ряде выпрямите-
лей силовой выпрямительный блок
по шестифазной кольцевой схеме.
В сварочных выпрямителях диоды соединяют по трехфазной
мостовой схеме двухпол у пер иодного выпрямления (рнс. 157), пред-
ставляющей собой мост, собранный из шести плеч. В каждом пле-
че моста установлены вентили. Диоды в плечах каждой фазы сое-
динены последовательно. В трех плечах соединены между собой
все катоды, составляющие катодную группу выпрямителя, в трех
других плечах —все аноды, образующие'анодную группу. Такая
схема обеспечивает выпрямление обоих полу периодов переменно-
го трехфазного тока во всех трех фазах.
Основные параметры сварочных выпрямителей регламентиро-
ваны ГОСТ 13821—77, согласно которому выпрямители для руч-
ной дуговой сварки изготовляют на номинальные сварочные то-
ки 125, 160, 200, 250, 315, 400 и 500 А при номинальном рабочем
напряжении от 25 до 40 В; выпрямители для механизированной
и автоматической дуговой сварки изготовляют на номинальные
сварочные токи 500, 630, 1000, 1250, 1600 и 2000 А при номиналь-
ном рабочем напряжении от 46 до 66 В.
Рис. 157, Выпрямление трехфазного переменного тока:
а— схема включения, б — изменение трехфазного тока, в — выпрямленные токи трех
фаз. г — выпрямленный ток сварочной цени; 7П — понижающий трансформатор, Д,—
Де—полупроводниковые диоды, 1, 2, 3 — номера фаз, It, Л—силы фазовых токов
1.88
§ 8. Сварочный выпрямитель ВД-306
Сварочный выпрямитель ВД-306 УЗ .(рис. 158) предназначен
для питания электрической сварочной дуги постоянным током при
ручной дуговой сварке, резке и наплавке металлов при трехфаз-
ном питании от сети переменного тока. Он состоит из понижаю-
щего трехфазного силового сварочного трансформатора с подвиж-
ными первичными катушками, выпрямительного кремниевого бло-
ка с вентилятором, пусковой и защитной аппаратуры. Все состав-
ные части выпрямителя смонтированы на каркасе тележки,,
имеющей два колеса и две опоры, и защищены кожухом из листо-
вого металла. Для перемещения выпрямителя предусмотрены вы-
движные ручки, а для подъема — подъемные скобы. Принципиаль-
ная электрическая схема выпрямителя приведена на рис. 159.
Напряжение, необходимое для процесса сварки, падающая
внешняя характеристика выпрямителя, обеспечивающая стабиль-
ное горение сварочной дуги, и регулирование сварочного тока-
обеспечиваются трехфазным силовым трансформатором с повы-
шенной индуктивностью рассеяния, создаваемой путем располо-
жения первичной и вторичной обмоток вдоль стержней сердечни-
ка на некотором расстоянии друг от друга.
Обмотки трансформатора выполнены алюминиевым проводом
со стеклянной изоляцией. Для межслоевой изоляции катушек при-
менена стеклолента. Концы катушек армированы медью. Под-
вижные катушки первичной обмотки установлены в специальные-
обоймы, которые обеспечивают их .изоляцию от сердечника, а не-
подвижные катушки вторичной обмотки закреплены у верхнего-
ярма и изолированы от сердечника прессованными вкладышами.
Сердечник трансформатора собран из лакированных листов
холоднокатаной электротехнической стали. Через верхнее ярмо,
трансформатора пропущена направляющая ходового винта, скреп-
ленного обоймой первичных катушек. При вращении гайки ру-
кояткой, находящейся сверху сварочного выпрямителя, происхо-
дит перемещение первичных катушек и тем самым изменяется
расстояние между обмотками. Преобразование переменного на-
пряжения в постоянное (сварочное) осуществляется с помощью
выпрямительного блока, состоящего из шести диодов, собранных
по трехфазной мостовой схеме выпрямления.
Охлаждение выпрямителя — воздушное принудительное. Вен-
тилятор приводится во вращение трехфазным асинхронным двига-
телем. При правильной работе системы вентиляции поток воздуха
должен засасываться в выпрямитель со стороны подсоединения
сварочных проводов (лицевой панели) и выбрасываться с задней
стороны выпрямителя. Нормальная работа системы вентиляции
контролируется ветровым реле, выполненным на базе микровык-
лючателя. При нарушении вентиляции реле разрывает цепь ка-
тушки пускателя, который отключает выпрямитель от сети.
Для подключения выпрямителя к питающей сети на передней-
решетке имеется колодка штепсельного разъема, для подключения
189»
Рис. 159. Принципиальная электрическая схема сварочного выпрямителя ВД-306:
Д/ — магнитный усилитель, CI — конденсатор, Е2 — шунт, F1—F3 — предохранители, F4 — микро выключатель, F5 “ переключа-
тель диапазонов тока. Hi — сигнальная лампа, К/ —реле, /(2 — пускатель, КЗ — реле контроля вентиляции, М — двигатель,
РД — амперметр, К/—К7 — резисторы, SZ выключатель красный Стоп, S3 ~ выключатель черный Пуск, TI н ?2 — силовой
И вспомогательный трансформаторы, р7—Vd — диодыт XI— вилка, X2t ХЗ — панельные гнезда
Рис. 158. Сварочный выпрямитель ВД-306:
I — выпрямительный блок, 2 — выдвижные ручки для перемещения выпрямителя, 3 — предохранители, 4 — блок пусковой
и защитной аппаратуры, 5 — вентилятор, 6—ветровое реле, 7—силовой трансформатор, 3, У— вторичная и первичная об-
мотки силового трансформатора, 10 — амперметр, // — сигнальная лампа, 12 — кнопки выключателя Пуск и Стоп, — подъ-
емные скобы. 14 — рукоятка регулирования сварочного тока, 15 — переключатель диапазонов сварочного тока, 15 — токовые
разъемы сварочной цепи, 17 — болт заземления, /8 — штепсельный разъем для подключения к сети
-сварочного кабеля там же имеются два гнезда токовых разъемов,
обозначенных знаками «+> и «—». Зажим для заземления вы-
прямителя расположен на передней решетке с его лицевой сто-
роны.
На лицевой панели выпрямителя расположены амперметр для
измерения силы сварочного тока, сигнальная лампа, кнопки вы-
ключателей Пуск и Стоп, переключатель диапазонов сварочного
тока. Пуск выпрямителя производится кнопкой выключателя
Пуск, при нажатии которой срабатывает магнитный пускатель;
его контакты подключают выпрямитель к сети. Кнопку Пуск не-
обходимо удерживать в нажатом состоянии до тех пор, пока не
придет во вращение вентилятор и не сработает ветровое реле.
Выключение сварочного выпрямителя производится нажатием
кнопки выключателя Стоп,
Выпрямитель имеет два диапазона регулирования сварочного
тока: малых токов — при соединении первичной и вторичной об-
моток трансформатора звездой (Y/Y); больших токов — при сое-
динении тех же обмоток треугольником (Д/Д). Переключение
диапазонов сварочного тока осуществляется соответствующим
переключателем. Плавное регулирование сварочного тока внутри
каждого диапазона производится путем изменения расстояния
между первичной и вторичной обмотками: при их’сближении ин-
дуктивность рассеяния уменьшается, а сварочный ток увеличива-
ется, и наоборот.
Внешние характеристики выпрямителя (рис. 160) имеют кру-
топадающую рабочую часть со сравнительно небольшими крат-
ностями тока короткого замыкания (порядка 1,2—1,4 силы сва-
рочного тока при номинальном рабочем напряжении).
Рве. 160. Внешние характеристики сварочного выпрямителя
ВД-306:
------диапазон больших токов,-----------диапазон малых токов;
1,2 — при сдвинутых катушках, 3.4 — при раздвинутых катушках
492
§ 9. Сварочный выпрямитель ВДГ-601
Сварочный выпрямитель ВДГ-601 УЗ (рис. 161), предназна-
ченный для однопостовой механизированной сварки в среде угле-
кислого газа на форсированных режимах, состоит из трехфазного
силового сварочного трансформатора, силового выпрямительного
блока на тиристорах, собранного по шестифазной кольцевой схе-
ме, дросселя в сварочной цепи, вспомогательного дросселя, блока
управления полуавтоматом, блока управления тиристорами,
трансформатора питания цепей управления полуавтоматом и
подогревателя газа, пускорегулирующей и защитной аппаратуры,
а также трансформатора подпитки с'выпрямнтельным блоком на
кремниевых диодах.
Все составные части выпрямителя смонтированы на раме и
защищены кожухом. Для подъема предусмотрены два рым-болта,
установленные сверху выпрямителя. Для подключения к питаю-
щей сети со стороны задней решетки выпрямителя на раме име-
ется панель с установленными _на ней штепсельным разъемом и
емкостным фильтром для защиты от создаваемых при сварке
помех радиоприему. Для подключения сварочного кабеля с лице-
вой стороны выпрямителя имеются два гнезда разъемов, обозна-
ченных знаками и «—». Болт для заземления выпрямителя
находится на раме со стороны задней решетки.
Силовой трансформатор — стержневого типа, трехфазный, с
нормальным магнитным рассеянием, выполнен на магнитопрово-
де из электротехнической стали. Первичные и вторичные обмотки
Рис. 161. Сварочный вы-
прямитель ВДГ-601:
Z — кнопка /Туск, 2 — кноп-
ка Стол, S — блок управле-
ния лолуавтоматом. 4—ре-
гулятор напряжения, 5 —
переключатель режимов
сварки и места регулярова-
нвЯ, $ — переключатель ин-
дуктиввоств сварочной це-
пи, 7 — амперметр, <9—
вольт метр, Р — местное
включение сварочного на-
пряжения, 10 — регулятор
напряжения, // — включе-
ние питания цепей управ-
ления полуавтоматом, Z2 —
предохранители, 13—15 —
разъемы для подключения
соответственно подогрева-
теля газа, сварочных кабе-
лей и пульта дистанцион-
ного управления
13—490
193
Рис. 162. Внешние храактеристи-
ки сварочного выпрямителя
ВДГ-601
намотаны концентрически; вторич-
ная обмотка каждой фазы выпол-
нена из двух полуобмоток. Сило-
вой выпрямительный блок состоит
из шести тиристоров.
Охлаждение выпрямителя —
воздушное, принудительное. Венти-
лятор приводится во вращение трех-
фазным асинхронным двигателем.
Направление вращения вентилято-
ра— правое (по часовой стрелке,
смотря со стороны блока управле-
ния). При правильном охлаждении
выпрямителя воздух должен вхо-
дить со стороны блока управления
и выбрасываться с задней стороны
выпрямителя, что обозначено над-
писью Выход воздуха.
На лицевой панели блока управления выпрямителя располо-
жены приборы для регистрации сварочного режима — амперметр
и вольтметр, сигнальная лампа, тумблеры местного включения —
выключения сварочного напряжения, переключатель места регу-
лирования режимов сварки. Плавное регулирование сварочного
напряжения осуществля-
ется резисторами, распо-
ложенными на блоке
управления (местное ре-
гулирование), или с пуль-
та управления полуавто-
матом (дистанционное
регулирование). Выпря-
митель имеет жесткие
(пологопадающие) внеш-
ние характеристики (рнс.
162).
§10. Сварочный
выпрямитель ВДУ-1201
Сварочный выпрями-
тель ВДУ-1201 УЗ (рис.
163), — стационарный,
предназначен для одно-
постовой механизирован-
ной сварки в защитных
газах и под флюсом. Он
состоит из силового трех-
фазного трансформатора Рис 163 сварочный выпрямитель ВДУ-1201:
стержневого типа, сило- « — внешний вид
194
'• Рис. 163, Продолжение;
б~- устройство; 1 — зажим для заземления, У — зажим для сварки на токах свыше 500 А, 3 — зажим для сварки на токах до
5W А, 4 — разъем для подключения пульта управления автоматом, .5 — блок управления, 6 — вольтметр, 7 — амперметр, Я — сиг-
нальная лампочка, 9— кнопка Стоп, 10—-кнопка Дугк, // — переключатель внешних характеристик, 12 — резистор регулирования
напряжения тока, W — переключатель местного включения (выключения) сварочного тока, 14 — переключатель места управления
15 —силовой блок тиристоров, 1S — вентилятор, /7 — блок зажиты, /« — сглаживающий дроссель, 19 — силовой трансформатор,’
20 — разъем для подключения к питающей сети, 7/— автоматический выключатель для защиты выпрямителя от коротких замы-
каний, 77 — панель аппаратуры
Рис. 164. Внешние характеристики сварочного выпрями-
теля ВДУ-1201
вого блока тиристоров, дросселей сварочной цепи, сетевого авто-
матического включателя, блоков правления и защиты, панели
аппаратуры, электродвигателя с вентилятором. Все составные ча-
сти выпрямителя смонтированы на основании. Перемещается вы-
21. Основные технические данные сварочных выпрямителей
Выпрямитель Номкя альная мощность, кВ- А Сила цопни аль. вого сварочного тока, А Пределы регу« л Ярова ния сва- рочного тока, А Напряжение хо- лостого хода, В Номинальное ра- бочее напряже- ние, В Габаритные раз- меры, км Масса, кг
ВД-201 15 200 30—200 64—71 28 716X547X587 120
ВД-306 24 315 45—315 61—70 32 785X780X795 174
ВД-502-2 42 500 50—500 80 40 810X550X950 330
ВДГ-601 69 630 100—700 90 66 1250Х900ХП55 595
ВДГИ-301* 13 315 40—325 — 35 953X1045X748 330
ВДУ-303 12 50—315 60 40 605X735X950 230
ВДУ-504 40 500 60—500 75—80 46—50 1100X840X1060 370
ВДУ-505 50—500 85 800X700X920 300
ВДУ-1201 135 1250 300—1250 100 56 1400X850X1250 750
ВДМ-1001** 88 1000 — 60 1100X700X900 420
ВДМ-1601** 96 1600 70 1050X850X1500 770
ВДУЛ1-48401 ** 86 400 100—400 100 36—45 1350X850X1250 790
• Для имп ульев о-дуговой сварки.
** Для многопостовой сварки.
196
прямитель с помощью подъемных средств. Силовой блок тиристо-
ров состоит из шести тиристоров, собранных по кольцевой схеме.
Вентилятор приводится во вращение трехфазным асинхронным
двигателем. Воздух должен входить со стороны задней решетки
и выбрасываться с противоположной стороны (на передней решет-
ке есть надпись Выход воздуха).
На лицевой панели блока управления находятся: кнопки Пуск
и Стоп, амперметр, вольтметр, сигнальная лампочка, резистор ре-
гулирования силы и напряжения сварочного тока, переключатели
внешних характеристик, места управления и местного включения
(выключения) сварочного тока. Выпрямитель ВДУ-1201 УЗ яв-
ляется универсальным, его внешние характеристики могут быть
падающими и жесткими (рис. 164).
Технические данные некоторых сварочных выпрямителей при-
ведены в табл. 21.
§ 11. классификация сварочных генераторов
Источником постоянного тока для сварки наряду с выпрями-
телем является также сварочный генератор. В зависимости от
магнитоэлектрической схемы сварочные генераторы разделяют на
генераторы с независимым возбуждением и самовозбуждением.
Сварочные генераторы с независимым возбуждением, в свою оче-
редь, подразделяют на генераторы с последовательной размагни-
чивающей и последовательной подмагничивающей обмотками воз-
буждения.
Генераторы с независимым возбуждением и
последовательной размагничивающей обмоткой
(рис. 165, а) имеют две обмотки возбуждения. Первая обмотка,
называемая намагничивающей обмоткой независимого возбужде-
ния, питается от постороннего источника постоянного тока (селе-
нового выпрямителя или вспомо-
гательного генератора). Она соз-
дает постоянный намагничиваю’
щий магнитный поток Фн. Вторая
обмотка, называемая размагничи-
вающей обмоткой возбуждения,
включена в сварочную цепь по-
следовательно. При холостом хо-
де генератора ток по ней не про-
ходит и электродвижущая сила
(э. д. с.) генератора создается
только магнитным потоком Фн на-
магничивающей обмотки. При го-
рении дуги по размагничивающей
обмотке проходит сварочный ток
/св,^создавая переменный, зависи-
мый от силы сварочного тока
размагничивающий магнитный по-
Рис. 165. Принципиальные магнито-
электрические схемы сварочных гене-
раторов с независимым возбуждени-
ем с последовательной размагничи-
вающей (а) нс последовательной
подмагничивающей (б) обмотками
возбуждения
197
ток ФРл который направлен против магнитного потока Фн. С воз-
растанием сварочного тока размагничивающие действия второй
обмотки увеличиваются, вследствие чего результирующий магнит-
ный поток уменьшается и напряжение на зажимах генератора
падает. При коротком замыкании значения обоих магнитных по-
токов почти уравниваются, результирующий магнитный поток ста-
новится незначительным и напряжение на зажимах генератора
практически падает до нуля. Таким образом, размагничивающая
последовательная обмотка возбуждения создает падающую внеш-
нюю характеристику сварочного генератора.
Последовательная размагничивающая обмотка обычно сек-
ционирована, что дает возможность получить две ступени регули-
рования сварочного тока изменением числа включенных витков.
Плавное регулирование сварочного тока в пределах каждой из
ступеней достигается изменением силы тока /н в независимой об-
мотке возбуждения с помощью регулировочного реостата Р. При
этом изменяется намагничивающий ток, а следовательно, и ре-
зультирующий магнитный поток. По такой схеме работают сва-
рочные генераторы ГСО-ЗООА, ГСО-500 и др.
Генераторы с независимым возбуждением и
последовательной подмагничивающей обмоткой
возбуждения (рис. 165,6) также имеют две обмотки возбуж-
дения. Принципиальная магнитоэлектрическая схема этих генера-
торов аналогична схеме генераторов, рассмотренных выше, но от-
личие ее состоит в том, что в ней последовательная обмотка воз-
буждения включается согласно с намагничивающей обмоткой не-
зависимого возбуждения и создает не размагничивающий, а под-
магничивающий магнитный поток Фп. Поэтому в процессе сварки
падение напряжения на зажимах генератора будет компенсиро-
ваться подмагничивающим действием последовательной обмотки.
Соответствующим подбором числа витков обеих обмоток можно
получить жесткие и даже пологовозрастающие внешние характе-
ристики. Эта схема применена, например, в сварочном генераторе
ГСГ-500.
Сварочные генераторы с самовозбуждением могут быть с до-
полнительной (третьей) щеткой или с двумя обмотками самовоз-
буждения и несимметричной (разнонасыщенной) магнитной си-
стемой.
' Генераторы с самовозбуждением с дополни-
тельной щеткой и параллельной намагничиваю-
щей и последовательной размагничивающей об-
мотками возбуждения (рис, 166,а) отличаются от рас-
смотренных выше тем, что намагничивающая обмотка возбужде-
ния питается постоянным током от части обмоток якоря самого
генератора, С этой целью на коллекторе между главными щетка-
ми а и & расположена дополнительная щетка с. При работе гене-
ратора напряжение между щетками а и с остается постоянным, что
позволяет подключить к ним параллельную намагничивающую об-
198
р
aj У
Рис. 166. Принципиальные магнито-
электрические схемы сварочных ге-
нераторов с самовозбуждением:
а — с дополнительной щеткой, б — с дву-
мя параллельными обмотками возбужде-
ния
мотку, создающую постоянный
магнитный поток Фн. Падающая
внешняя характеристика созда-
ется действием последовательной
размагничивающей обмотки, маг-
нитный поток которой Фр направ-
лен против магнитного потока Ф„.
По такой схеме работают свароч-
ные генераторы ГСО-ЗОО-М,
ГСО-ЗОО-5, ГСО-ЗОО-12 и др.
Сварочные генераторы
с самовозбуждением с
двумя параллельными
обмотками возбуждения
и несимметричной маг-
нитной системой (рис. 166,6)
имеют четыре главных и четыре
дополнительных полюса, причем
одна пара рядом стоящих главных полюсов имеет развитое сече-
ние (ненасыщенная магнитная система), а вторая пара — вырезы,
уменьшающие их поперечное сечение (сильно насыщенная маг-
нитная система). На полюсах с ненасыщенной магнитной систе-
мой уложена основная намагничивающая обмотка возбужде-
ния а на полюсах с насыщенной магнитной системой — намаг-
ничивающая обмотка Hi. Обе намагничивающие обмотки под-
ключены к гддвным щеткам а и Ь. Таким образом, генератор по-
строен по системе самовозбуждения и для начала работы должен
иметь остаточный магнетизм. По такой схеме работает сварочный
генератор ГСГ-500-1.
По форме внешних характеристик сварочные генераторы под-
разделяют на три группы: с падающей внешней характеристикой;
с жесткой внешней характеристикой; с универсальной характери-
стикой (можно получать как падающие, так и жесткие внешние
характеристики),
Основные параметры сварочных генераторов регламентирова-
ны ГОСТ 304—77, согласно которому генераторы постоянного то-
ка для дуговой сварки должны изготовляться на номинальные
сварочные токи 125, 160, 250, 315, 400 и 500 А при номинальном
рабочем напряжении от 25 до 40 В.
Установка, состоящая из сварочного генератора и приводного
трехфазного асинхронного электродвигателя, называется сва-
рочным преобразователем (ГОСТ 7237—77). Установка,
состоящая из сварочного генератора и двигателя внутреннего сго-
рания, называется сварочным агрегатом (ГОСТ 2402—77).
В агрегатах может применяться приводной карбюраторный двига-
тель (условное обозначение Б)' или дизель (условное обозначе-
ние Д). Агрегаты используют в основном для ручной сварки и
резки в монтажных и полевых условиях, где отсутствуют электри-
ческие сети.
199
§ 12. Сварочный преобразователь ПД-502
Сварочный преобразователь ПД-502 У2 (рис. 167) предназна-
чен для питания постоянным током сварочного автомата или по-
луавтомата при сварке под флюсом, а также для ручной сварки
и резки штучным электродом. Он состоит из однопостового сва-
рочного генератора постоянного тока и приводного трехфазного
асинхронного двигателя с короткозамкнутым ротором, выполнен-
ных в одном корпусе на колесах для передвижения по ровной по-
верхности. Конструкция преобразователя — защищенная с само-
вентиляцией. Вся пускорегулирующая и контрольная аппаратура
расположена на корпусе преобразователя в общем распредели-
тельном устройстве, к которому крепится пульт дистанционного
регулирования с кабелем длиной 20 м. Принципиальная электри-
ческая схема преобразователя дана на рис. 168.
Генератор имеет четыре главных полюса (два независимых и
два последовательных) и два добавочных. Независимая обмотка
возбуждения питается от сети переменного трехфазного тока че-
рез управляемый индуктивно-емкостный преобразователь, что
позволяет плавно регулировать силу сварочного тока. Регулиро-
вание тока возбуждения и напряжения холостого хода, а также
сварочного тока на всех ступенях производится с пульта дистан-
ционного регулирования в цепи независимого возбуждения. Конт-
роль за силой сварочного тока осуществляется амперметром, шунт
которого включен в цепь якоря генератора.
Внешние характеристики преобразователя ПД-502 показаны
на рис, 169. Сплошной линией обозначены характеристики при ча-
Рис. 167. Сварочный преобразователь ПД-502:
/ — крышка коллектора, 2 — разъем дистанционного управления, 3 — токовые
разъемы, 4 — рым-болт, $ — распределительное устройство, 6 — пакетный выклю-
чатель, 7 — амперметр, а — пульт дистанционного управления, 9 — корпус гене-
ратора, /О — корпус Электродвигателя, 11 — указатель направления вращения
якоря, 12 — ручка для перемещения, 13 — подшипниковый щит, 14 — колеса
200
18 -
45
4
4
да
Рис. 168. Принципиаль-
ная электрическая схема
сварочного преобразова-
теля ПД-502:
J}/, да — резисторы, яе —
баластиый резистор, CI—
С4 — конденсаторы, А — ам-
перметр, В ~ выключатель,
Г — сварочный генератор,
да—JS — диоды. Др —дрос-
сель, М — электродвигатель,
Гр/—TpJ— трансформаторы,
/Дн~ шунт
У
47
гС+
5
---1/7
W L
<>н-
42
4J
ЧХ-
—OP
4*
=• 12
47-
is
0+
Рис. 169. Внешние характеристики преобразо-
вателя ПД-502 при диапазонах токов:
— •----75-125 Д, ------------ 120-300 А,
------300—S00 А
стичном включении по-
следовательной обмотки,
пунктирной — при пол-
ном включении всех вит-
ков, штрихпунктирной —
при полном включении
всех витков и балластно-
го резистора. Последний
расположен в распреде-
лительном устройстве пре-
образователя. Переклю-
чение последовательной
обмотки и балластного
резистора производится
на доске зажимов (500,
300, 125 А).
201
Рис. 170. Сварочный преобразователь
ПСГ-500-1:
/ — сварочный генератор ГСГ-500-1, 2-доска
аажимов, 3 — регулировочный резистор, 4 — рас-
пределительное устройство, f — вольтметр, б —
пакетный выключатель. 7 — электродвигатель,
8 — тяга
§ 13. Сварочный преоб-
разователь ПСГ-500-1
Сварочный преобразова-
тель ПСГ-500-1 УЗ (рис. 170)
служит для питания одного
поста постоянным током при
дуговой автоматической и
механизированной сварке и
защитном газе плавящимся
электродом. Он состоит из
сварочного генератора
ГСГ-500-1 и встроенного
асинхронного электродвига-
теля с короткозамкнутым
ротором, находящимся на
одном валу с якорем гене-
ратора. В зависимости от
соединения фаз электродви-
гатель может работать от сети напряжением 380 В (соединение
звездой) или 220 В (соединение треугольником). Ходовая часть
преобразователя состоит из переднего поворотного колеса с тягой
и двух задних колес, укрепленных на одной оси. С помощью ходо-
Рис. 171. Принципиальная электрическая схема преобразователя ПСГ-500-1:
ДЗД ~ Доска зажимов двигателя, ДЗГ — доска зажимов генератора, С — конденсатор,
Я1вд ~ подрегулировочный резистор, Др — регулировочный резистор, V — вольтметр, В —
переключатель, М — трехфазиый авинхроиаый электродвигатель, Г —сварочный генератор
202
вой части преобразователь
может быть передвинут на
небольшое расстояние. На
корпусе преобразователя
имеются также два ушка
для перемещения _ его кра-
ном.
Принципиальная элек-
трическая схема преобразо-
Рис. 172. Внешние характеристики преоб-
разователя ПСГ-500-1 при полностью вы-
веденном (/) и полностью введенном (2)
реостате
вателя приведена на рис.
171. Сварочный генератор—
четырехполюсный с самовоз-
буждением. Обмотка само-
возбуждения расположена
на всех главных полюсах и питается от щеток генератора. Надеж-
ное самовозбуждение обеспечивается тем, что одна пара главных
полюсов имеет более насыщенные сердечники (с вырезами в сред-
ней части). Для обеспечения нормальной коммутации генератор
снабжен четырьмя добавочными полюсами, катушки которых по-
следовательно включены в цепь якоря.
Пусковая и регулирующая аппаратура смонтирована в рас-
пределительном устройстве, установленном на корпусе преобра-
зователя. В нем размещены также регулировочный и подрегули-
ровочный резисторы, пакетный выключатель, помехоподавляющий
фильтр, вольтметр и доски зажимов высокого и низкого напряже-
ния. Сварочный преобразователь ПСГ-500-I имеет жесткие внеш-
ние характеристики (рис. 172), обеспечивающие механизирован-
ную сварку в защитном газе
§ 14. Сварочный агрегат АСБ-300-7
Сварочный агрегат АСБ-300-7 У1 (рис. 173) предназначен для
дуговой сварки в полевых условиях и во всех других случаях,
когда нет достаточно мощного источника централизованного элек-
троснабжения. Он является автономным источником питания сва-
рочной дуги, в котором сварочный генератор ГСО-ЗОО приводится
в действие от приводного бензинового двигателя внутреннего сго-
рания модели ГАЗ-320.
Сварочный генератор — однопостовой четырехполюсный по-
стоянного тока с самовозбуждением и с последовательной размаг-
ничивающей обмоткой. Он обладает крутопадающей внешней ха-
рактеристикой, обеспечивающей легкое зажигание и спокойное
горение сварочной дуги. Сварочный генератор и приводной двига-
тель установлены на одной раме и жестко прикреплены к ней
болтами. Вращение от двигателя к генератору передается через
эластичную муфту, насаженную на вал генератора. Агрегат не
требует специальной защиты от дождя, снега я может работать
и храниться на открытом воздухе, так как защищен железной
203
Рис. 173. Сварочный агрегат АСВ-300-7:
J — каркас, 2 — панель с приборами, '? — сварочный генератор, 4 — бензино-
вый бак. 5— яадик для аапасных частей, 6 — аккумулятор. 7 —рама, 8 —
беиаиновый двигатель
22. Основные технические данные сварочных преобразователей
и агрегатов
Тщ Номинальная мойное», кВ-А (кВ») Сила номиналь- него сварочного тока, А Пределы регу* лировакия свЭ’ рочаого гока, А Напряжение хо- лостого хода, В Номинальное рабочее напря- жение, В Габаритные разме- ры, мм Масса, кт
Сварочные преобразователи.
ПД-305 17 31S 40—350 90 32 1200X580X845 280
ПД-502 30 500 75—500 80 40 1065X650X935 550
ПСО-300-2 17 315 115—31S 90 32 1069X620X822 435
ПСГ-500-1 31 500 60—500 80 40 1050X620X840 460
С варочные агрегаты
А СБ-300-7 (22) 315 100—315 90 32 660X890X1685 640
АСД-300-М1 (15) 100 1915X895X1400 920
АДД-303 1915X895X1450 900
АДД-502 (37) 500 60—500 90 40 32 2550X1200X1270 1500
АДД-3112 (29) 315 30—350 1900X900X1200 915
АДБ-3120 15-350 690
АДБ-2502 (8) 250 40—300 30 1^50X950X1120 480
204
кровлей и металлическими шторками. Под крышей агрегата рас-
положен бензиновый бак емкостью 35 дм3 (л). Этого количества
бензина хватает на 3 ч непрерывной работы агрегата. Сварочный
агрегат может быть установлен на грузовой автомашине или ра-
ботать как стационарная установка.
Основные технические данные применяемых в настоящее вре-
мя некоторых сварочных преобразователей и агрегатов приведе-
- ны в табл, 22,
s
3
§ 15. Параллельная работа источников питания
При включении источников питания на параллельную работу,
применяемую в тех случаях, когда мощность одного источника не-
достаточна для питания сварочной дуги, необходимо соблюдать
следующие основные правил а:
напряжения холостого хода источников питания должны быть
одинаковыми;
внешние характеристики источников питания должны быть од-
нотипны (крутопадающие, пологопадающие или жесткие);
сварочный ток источников, питания должен быть отрегулирован
на одно и то же значение;
для контроля напряжения холостого хода при настройке, а
также распределения токов при сварке необходимо включать
вольтметры и амперметры, измеряющие напряжение и силу сва-
рочных токов отдельных источников.
Рекомендуется соединять источники питания одного типа или
с одинаковыми номинальными данными. В общем случае все за-
жимы соединяемых источников питания, имеющих одноименную
полярность или одинаковую фазу, соединяют между собой, полу-
чая два общих зажима, от которых питается сварочная дуга.
§ 16. Вспомогательные устройства источников питания
Осцилляторы. Питание сварочной дуги токами высокой часто-
ты и высокого напряжения параллельно с основным источником
сварочного тока повышает устойчивость горения дуги и облегча-
ет ее зажигание. Получение тока высокого напряжения (2000—
3000 В) и высокой частоты (150—250 кГц) осуществляется с по-
мощью осциллятора, который дает возможность зажигать дугу
даже без соприкосновения электрода с изделием. При подаче им-
пульсов от осциллятора на промежуток между изделием и элек-
тродом происходит пробой промежутка искрой и появляются сво-
бодные электроны. Кратковременный искровой разряд развивает-
ся в дуговой, создавая условия для горения сварочной дуги, пи-
таемой от основного источника тока. Ток высоких частоты и на-
пряжения безопасен для человека. С источниками питания по-
стоянного тока осцилляторы применяют для первоначального воз-
205
Рис. 174. Схема включения ста-
билизатора дуги СД-2
буждения дуги, а переменного—как
для первоначального возбуждения
* дуги, так и для ее возбуждения пос-
ле смены полярности (после пере-
хода синусоиды тока через нуль),
т. е. для поддержания устойчивого
горения дуги. Осцилляторы в основ-
ном используются при сварке дугой
малой мощности, при аргонодуговой
сварке на малых токах, при сварке
в защитных газах тонколистового металла, при пониженном на-
пряжении холостого хода источника тока.
Стабилизаторы поддерживают устойчивое горение сварочной
дуги при сварке переменным током плавящимся электродом путем
подачи на дугу в начале каждого периода импульса напряжения,
фактически повторно зажигая дугу в момент перехода тока через
нулевое значение. Стабилизатор СД-2 (рис. 174) состоит из за-
рядного устройства ЗУ, конденсатора С, трансформатора тока Г2,
контактора К и блока управления 15У. Конденсатор заряжается
от зарядного устройства и в момент перехода сварочного тока че-
рез нулевое значение разряжается на дуговой промежуток Д, ста-
билизируя дуговой разряд. Стабилизатор представляет собой от-
дельный блок и подключается к вторичной обмотке сварочного
трансформатора Т1.
Для возбуждения и стабилизации горения дуги при ручной
аргонодуговой сварке алюминия и его сплавов неплавящимся
электродом на переменном токе применяется также возбудитель-
стабилизатор дуги ВСД-01. Он обеспечивает стабильное горение
дуги при длине дугового промежутка 6 мм и устойчивое возбуж-
дение дуги при зазоре между электродом и изделием 2 мм.
Для ограничения напряжения холостого хода сварочных транс-
форматоров применяют устройство УСНТ-06, которое подключа-
ют к питающей сети и навешивают на кожух трансформатора.
§ 17. Обслуживание источников питания
Для обеспечения бесперебойной и длительной работы источни-
ков питания сварочной дуги, а также для своевременного устра-
нения мелких неисправностей при их эксплуатации надо прово-
дить контрольно-профилактические работы.
При ежедневном обслуживании необходимо:
перед началом работы осмотреть источник питания для выяв-
ления случайных-повреждений отдельных наружных частей;
проверить надежность подключения сварочных проводов к за-
жимам источника питания и свариваемому изделию;
проверить состояние заземления источника питания;
после пуска проверить направление вращения вентилятора,
т, е. правильность направления потока охлаждающего воздуха.
206
Один раз в месяц нужно:
очистить источник питания от пыли и грязи, продувая его сжа-
тым воздухом, а в доступных местах протирая чистой мягкой ве-
тошью;
проверить состояние электрических проводов, механических
контактов и паек и в случае необходимости обеспечить надежный
электрический контакт;
проверить надежность всех винтовых соединений;
проверить подтяжку крепления силовых катушек;
очистить пускатель от пыли и загрязнений, проверить состоя-
ние контактов; если контакты обгорели или на их поверхности об-
разовались капельки металла, то поверхность контактов необхо-
димо слегка зачистить бархатным надфилем (зачистка контактов
абразивными материалами не допускается)'.
Один раз в три месяца следует:
проверить сопротивление изоляции токоведущих частей;
проверить состояние блока управления, фильтра защиты от
радиопомех и защитных цепей наружным осмотром, установить
отсутствие механических повреждений конденсаторов;
в случае присоединения новых конденсаторов фильтра защиты
от радиопомех взамен вышедших из строя зачистить места кон-
тактов и тщательно затянуть винтовые соединения (провод дол-
жен быть минимально коротким);
в сварочных преобразователях проверить состояние коллектора
(при правильной работе генератора коллектор не должен иметь
следов нагара); в случае обнаружения на коллекторе следов на-
гара его следует прошлифовать мелкозернистой прессованной пем-
зой или мелкой стеклянной бумагой (шлифовать коллектор наж-
дачной бумагой запрещается).
Один раз в шесть месяцев необходимо:
очистить контакты и изоляционные части переключателя диа-
пазона токов от медной пыли и налета;
смазать тугоплавкой смазкой все трущиеся части (ходовой
винт, посадочные поверхности вала переключателя, оси колес
и др.);
в сварочных преобразователях проверить состояние щеточного
механизма (степень искрения под щетками должна быть неболь-
шой; мелкое бисерное искрение щеток, не оставляющее следов на-
гара на коллекторе, неопасно; коллектор следует протирать чи-
стой ветошью, смоченной бензином);
в сварочных преобразователях проверить состояние и наличие
смазки в камерах подшипников и при необходимости заменить ее.
Один раз в год следует:
разобрать электродвигатель вентилятора и произвести его внут-
реннюю чистку; перед сменой смазки подшипники необходимо
промыть бензином (в некоторых вентиляторах смазка заложена
на весь период работы подшипников);
произвести плановый* текущий осмотр для выявления необхо-
димости в плановом ремонте.
207
23. Характерные неисправности в работе источников питания
сварочной дуги, вероятные причины их возникновения и способы устранения
Наименование неисправ*. ноети н дополнительные признаки Вероятная причвиа возникно- веняя неисправности Способ устранения
Сварочные трансформаторы
Не горит сигнальная лампа на лицевой пане- ли трансформатора вен- тилятор работает нор- мально Нет блокировки пуско- вого выключателя: вен- тилятор работает только при нажатом выключа- теле Повышенное гудение трансформатора; чрез- мерная сила тока холо- стого хода Во время работы от- ключается магнитный пускатель При нажатии пусково- го выключателя не вра- щается вентилятор Во время сварки слыш- ны толчки силовых ка- тушек Повышенный нагрев контактов в соединениях Перегорела сигнальная лампа Не работает ветровое реле Витковое замыкание в обмотке Нестабильная работа вет- рового реле Не работает магнитный пускатель Ослабло винтовое крепле- ние катушек ' Подгар контактов, вы- званный ослаблением затяж- ки болтового зажима Заменить лампу Устранить неисправ- ность в реле Ликвидировать витко- вое замыкание Отрегулировать рас- стояние между толкате- лем микровыключателя и рычагом лопатки ветро- вого реле Разобрать и прочис- тить магнитную систему пускателя Подтянуть фиксирую- щие болты и контргай- ки Разобрать нагреваю- щееся соединение, зачис- тить контактные поверх- ности, до отказа затя- нуть болтовой зажим
Сварочные выпрямители
Сильное нагревание или даже расплавление части обмоток силового транс- форматора Повышенное гудение трансформатора; боль- шая сила тока холосто- го хода Выпрямитель дает по- ниженное напряжение хо- лостого хода; сварочный ток снизился почти вдвое 1 Витковое замыкание в об- мотках Замыкание витков пер- вичной рбмотки трансфор- матора Сгорел один из предохра- нителей в первичной цепи Магнитный пускатель пло- хо поджимает контакты Недостаточно плотно под- жаты контакты переключа- теля Вышел из строя диод Ликвидировать витко- вое замыкание Устранить замыкание или перемотать обмотку Восстановить нормаль- ную работу всех трех фаз Поджать контакты пу- скателя Поджать контакты пе- реключателя Заменить диод
208
Продолжение табл. 2$
Наименование неисправ- ности и дополнительные признаки Вероятная причина возникни вения неисправности Способ устранения
i ) Выпрямитель не дает напряжения При пуске двигатель не берет с места и гу- дит Повышенный нагрев контактов переключателя диапазонов; имеются следы лодгара Чрезмерный нагрев сердечника и стягиваю- щих его шпилек Выпрямитель автома- тически отключается от сети Не работает вентилятор Охлаждающий воздух за- сасывается с противопо- ложной стороны Заедание в реле контроля вентиляции Переключатель диапазо- нов тока не установлен в крайнее положение Обрыв в цепи одной из фаз двигателя (плохой кон- такт, сгорел предохранитель и др.) Слабый контакт токоведу- щнх шин с рабочими пере- мычками барабана -Лопнули или ослабли пружины токоведущих шин Нарушение изоляции ли- стов сердечника н шпилек Вышли из строя один или несколько тиристоров вы- прямительного блока Первичную обмотку трансформатора пробило на корпус Вторичную обмотку транс- форматора пробило на кор- пус Короткое замыкание сва- рочной цепи Проверить работу вен- тилятора Изменить направление- вращения вентилятора Проверить работу реле контроля вентиляции Проверить положение переключателя диапа- зонов тока Устранить обрыв в це- пи ‘Зачистить поверхность, контактов - Заменить пружины ’ Восстановить изоля- цию Проверить тиристоры s при необходимости за- менить их Проверить сопротивле- ние изоляции, ликвиди- ровать пробой Устранить замыкание Проверить сварочную- цепь, ликвидировать ко- роткое замыкание
Генератор гудят
Генератор не дает на-
пряжения
Преобразователь силь-
но нагревается
Искрение щеток, со-
провождаемое нагаром
на всех пластинах кол-
лектора
Сварочные преобразователи
Обрыв в цепи одной фа-
зы (плохой контакт, сгорел
предохранитель и др.).
Обрыв в цепи возбужде-
ния
Нагрузка превосходит до-
пустимую
Щетки плохо прошлифо-
ваны
Выступает слюда между
пластинами коллектора
Коллектор загрязнен
Обгорает большая
группа расположенных
рядом пластин коллек-
тора
Биение коллектора
Проверить цепь, устра-
нить обрыв
Проверить цепь, у стра-
вить, об рыв
Снизить нагрузку до-
ном инальной
Прошлифовать щетки
Очистить коллектор от
слюды
Коллектор протереть,
ветошью, смоченной бен-
зином
Прочистить коллектор
14—490
209-
Продолжение табл. 23
Найме нова» не неисправ- ности и дополнительные признаки Вероятная причина возни к но- вення неисправности Способ устранения
Искрение и значитель- ный нагар в одном месте коллектора Искрение щеток, со- провождаемое нагаром отдельных пластин кол- лектора Искрение и значитель- ный нагрев, сопровож- даемые нагаром отдель- ных пластин коллектора Обрыв, плохая пайка #в обмотке якоря Выступают отдельные пластины коллектора Короткое замыкание в обмотке якоря Устранить обрыв, вос- становить пайку Прошлифовать или проточить коллектор Перемотать якорь
Характерные неисправности в работе источников питания сва-
рочной дуги, вероятные причины их возникновения и способы уст-
ранения приведены в табл. 23.
Контрольные вопросы
1. Изложите требования, предъявляемые к источникам питания сварочной
дуги.
2. Как устроены сварочный трансформатор, выпрямитель, преобразователь,
агрегат?
3. Опишите порядок включения на параллельную работу источников пита-
ния сварочной дуги.
4. Каково назначение вспомогательных устройств источников питания сва-
рочной дуги?
5. Назовите характерные неисправности в работе источников питания, ве-
роятные причины их возникновения и способы устранения.
ГЛАВА XVI
МЕХАНИЗИРОВАННАЯ НАПЛАВКА
§ 1, Общие сведения
Наплавка — это процесс нанесения слоя металла заданно-
го состава на-поверхность изделия с помощью сварки. Нанесен-
ный металл прочно связывается с основным, образуя надежное
соединение. Наплавку применяют для восстановления размеров
изношенных деталей, а также при изготовлении новых изделий с
целью получения поверхностных слоев, обладающих повышенной
твердостью, износоустойчивостью, жаропрочностью, кислотостой-
костью и другими особыми свойствами. Она позволяет значитель-
но увеличить срок службы деталей и намного сократить расход
дефицитных материалов на их изготовление. С помощью наплавки
создают биметаллические изделия, у которых выгодно сочетаются
свойства наплавленного и основного металлов.
Наплавку широко используют при ремонте изношенных дета-
лей металлургического оборудования, сельскохозяйственной тех-
ники, дорожных и строительных машин, автомобильного транспор-
210
та. Ее также успешно применяют при изготовлении новых дета-
лей, таких, как лемехи плугов и лапы культиваторов почвообра-
батывающих машин, конусы и чаши засыпных аппаратов домен-
ных печей, клапаны двигателей внутреннего сгорания, буровой
инструмент и т. и.
Наплавлять можно плоские, цилиндрические, конические и сфе-
рические поверхности в один или несколько слоев. Толщина слоя
наплавки может изменяться довольно в больших пределах — от
долей миллиметра до нескольких миллиметров, а иногда и санти-
метров. Наплавка может быть выполнена многими способами.
Наиболее широко для этой цели применяют различные виды и
приемы дуговой и электрошлаковой сварки.
§ 2. Материалы для наплавки
Для наплавки применяют покрытые электроды, цельнотяну-
тую и порошковые проволоки, холоднокатаную, спеченную и по-
рошковую ленты, неплавящиеся вольфрамовые н угольные элек-
троды, порошки и литые прутки. Кроме того, в процессе наплавки
используют плавленые и керамические флюсы, а также активные
и инертные защитные газы.
Стальная наплавочная проволока, предназначен-
ная для механизированной дуговой наплавки, выпускается по
ГОСТ 10543—82 диаметрами 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 1,8;
2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 7,0 и 8,0 мм. Проволоку поставляют свер-
нутой в мотки с внутренним диаметром 150—700 мм и массой
1,5—30 кг.
По химическому составу предусмотрен выпуск трех групп на-
плавочной проволоки 31 марки: углеродистая — 9 марок (напри-
мер, Нп-25, Нп-40 и др.); легированная — 11 марок (например,
Нп-40Г, Нп-30ХГСА и др.); высоколегированная — 11 марок (на-
пример, Нп-20Х14, Нп-30Х10Г10Т и др.). Цифры и буквы, стоя-
щие после обозначения Нп (наплавочная), показывают пример-
ный химический состав проволоки.
Порошковая проволока для наплавки представляет
собой металлическую оболочку из стальной ленты и запресован-
ного в ней сердечника из порошков — смесей тонкомолотых фер-
росплавов (феррохром, ферротитан, феррованадий, ферроволь-
фрам и др.), чистых металлов, карбидов, боридов и других мате-
риалов. Выпускают порошковую проволоку трех типов — для на-
плавки под флюсом, в среде защитных газов и самозащитную —’
диаметрами 2,6; 2,8; 3,0; 3,2; 3,6; 4,0; 5,0 и 6,0 мм. Широкое при-
менение для наплавки получили порошковые проволоки марок
ПП-АН120, ПП-АН122, ПП-АН125, ПП-АН133, ПЛ-АН170 и др.
Они обеспечивают твердость наплавленного металла от НВ 400
до HRC 65
Наплавочные ленты применяют трех типов — холодно-
катаную, спеченную и порошковую. Для получения необходимого
состава наплавленного слоя используют стандартные холоднока-
и* 2U
таные ленты из низкоуглеродистой, инструментальной, пружинной
я коррозионно-стойкой стали. Обычно применяют ленты шириной
50—100 мм; использование более узких лент не обеспечивает вы-
сокой производительности, а очень широкие ленты образуют боль-
шую сварочную ванну, причем поверхность наплавки при этом
получается, как правило, неровной. Наиболее часто применяют
ленту шириной 60 мм.
Спеченную ленту на железной основе изготовляют по
ГОСТ 22366—77 методом порошковой металлургии путем холод-
ной прокатки и последующего спекания в защитной атмосфере
смеси металлических порошков, ферросплавов, графита и других
материалов. Ширина выпускаемых промышленностью спеченных
лент 30—80 мм (через 5 мм), толщина 0,8—1,2 мм. Лента постав-
ляется в рулонах массой до 50 кг. Так, для наплавки штампов
холодной штамповки применяют спеченную ленту ЛС70ХЗНМ,
•обеспечивающую твердость наплавленного металла HRC 54—
58, а для наплавки штампов горячей штамповки —ленту
ЛС5Х4ВЗФС. Наплавку производят под флюсами АН-20П, АН-
2611, АН-60 и др.
Порошковую ленту изготовляют из металлической оболочки и
молотых порошков, но в отличие от порошковой проволоки не под-
вергают волочению (рис, 175). Ленты выпускают шириной 30—
60 мм и толщиной 1,5—3,0 мм. Напйавку ножей бульдозеров по-
рошковой лентой ПЛ-АН101 производят под флюсом АН-15М. На-
плавку порошковой лентой ПЛ-АН 111 производят открытой ду-
гой; порошковые ленты ПЛ-АН126 и ПЛ-АН171 используют'Для
наплавки как под флюсом, так и открытой дугой.
Порошки для наплавки (ГОСТ 21448—75) предназ-
начены для наплавки и напыления износостойкого слоя на дета-
ли машин и оборудования. Изготовляют их путем распыления
струи жидкого металла водой или газом высокого давления и дру-
гими методами. Форма частиц может быть сферической или оско-
лочной. Порошки со сферической формой частиц отличаются хо-
рошей сыпучестью, что обеспечивает их нормальную подачу из
дозирующих устройств в зону наплавки.
Рис. 175. Схема процесса изготовления порошковой ленты:
а — отбортовка нижней ленты, б — заполнение порошком и укладка
верхней ленты, в — за вальцовка кромок нижней ленты, г — выдавливание
углубления для уплотнения порошке и придания гибкости порошковой
лейте
212
Основными компонентами порошков являются углерод, хром,
кремний, марганец, никель, вольфрам, молибден и бор, В зависи-
мости от гранулометрического состава (величины частиц) порош-
ки из сплавов для наплавки изготовляют следующих классов:
крупный (0,8—1,25 мм), средний (0,4—0,8 мм), мелкий (0,16—
0,4 мм) и очень мелкий (менее 0,16 мм); применяются также и
смеси порошков (ГОСТ 11546—75). Порошки и смеси используют
при дуговой наплавке угольным электродом, плазменной наплав-
ке и напылении и т. п.
§ 3. Наплавка под флюсом
Наплавка под флюсом является одним из основных видов ме-
ханизированной наплавки. Основными ее преимуществами явля-
ются непрерывность и высокая производительность процесса, не-
значительные потери электродного металла, отсутствие открытого
излучения дуги, что значительно улучшает условия труда элект-
росварщиков. Отличительной особенностью наплавки под флюсом
является хороший внешний вид наплавленного слоя — гладкая по-
верхность и плавный переход от одного наплавленного валика к
другому.
В процессе наплавки возможны четыре основных спосо-
ба легирования наплавленногометалла.
1. Применение легированной проволоки или ленты и обычных
плавленых флюсов (рис. 176,а). Для наплавки используют легиро-
ванные сварочные проволоки- (ГОСТ 2246—70), специальные на-
плавочные проволоки (ГОСТ 10543—82) и легированные ленты, в
Рис. 176. Способы легирования наплавленного металла
213
том числе спеченные. Наплавка производится под флюсами
АН-20П, АН-26П, АН-60 и др., которые выбирают в зависимости от
состава электродного материала.
2. Применение порошковой проволоки или порошковой ленты
и обычных плавленых флюсов (рис. 176,6). Порошковая проволока
или лента расплавляется в дуге и образует однородный жидкий рас-
плав. Этот способ позволяет получить наплавленный металл с об-
щим содержанием легирующих примесей до 40—50%. Марка по-
рошковой проволоки или ленты выбирается в зависимости от необ-
ходимого типа наплавленного металла и его требуемой твердости.
При наплавке применяют флюсы АН-348А, АН-15М, АН-26 и др.
3. Применение обычной низкоуглеродистой проволоки или лен-
ты и легирующих неплавленых (керамических) флюсов (рис.
176,е). Этот способ позволяет ввести в наплавленный металл до
35% легирующих примесей. При наплавке наибольшее применение
получили керамические флюсы АНК-18 и АНК-19, обеспечивающие
хорошее формирование наплавленного металла, легкую отдели-
мость шлаковой корки, высокую стойкость наплавленного металла
против образования пор и трещин.
4. Применение обычной низкоуглеродистой проволоки или лен-
ты и обычных плавленых флюсов с предварительной укладкой ле-
гирующих материалов на поверхность наплавляемого изделия
(рис. 176,г). Здесь возможна предварительная засыпка или дозиро-
ванная подача легирующих порошков, а также предварительная
укладка прутков или полосок легированной стали, намазывание
специальных паст на место наплавки и др. Во всех случаях нане-
сенный легирующий материал расплавляется дугой и переходит в
наплавленный металл.
Техника наплавки проволочным электродом во многом сходна
с техникой сварки под флюсом. Для получения плотного слоя на-
плавки валики должны накладываться с таким расчетом, чтобы
каждый последующий валик перекрывал предыдущий на некото-
рую величину. В процессе наплавки желательно получение наплав-
ленного слоя с минимальным проваром основного металла, так как
в противном случае возра-
стает доля основного метал-
ла в наплавленном слое.
Это приводит к ненужному
разбавлению наплавленного
металла расплавленным ос-
новным металлом. С целью
уменьшения доли основного
металла в наплавленном
слое наплавку следует про-
изводить с небольшим ша-
гом наплавки (рис. 177).
В этом случае содержание
примесей, поступающих в
наплавленный металл из
Рис. 177. Влияние шага наплавки на долю
основного металла:
а — большой Шаг, б “ малый шаг; гп — шаг на-
плавки, б — ширина валика
214
Рис. 178. Наплавка, тела вращения электродной проволокой под флюсом:
а — схема процесса, б — наплавка по винтовой линии, в — наплавка кольцевыми вали-
ками; 1—изделие, 2 — наплавленный слой, J— электрод» 4 —’ расплавленный шлак,
5 —ванна жидкого металла, 6 — нерасплавленный флюс, 7 —шлаковая корка; а —
смещение электрода
основного, может быть резко уменьшено и химический состав
наплавленного металла становится близким к составу электродного
материала. При наплавке слоев большой толщины первые подслои
наплавляют металлом, близким по составу к основному, а верх-
ние — легированным металлом.
По форме наплавляемой поверхности все детали можно условно
подразделить на тела вращения, плоские детали и детали сложной
формы. Автоматическую наплавку тел вращения под флюсом (рис,
178) выполняют либо по винтовой линии, либо по кольцевой схеме
с перемещением электрода после замыкания кольцевого валика на
шаг наплавки. Такая наплавка характеризуется непрерывностью
процесса и симметричностью по отношению к оси изделия. При
этом деформации от сварочных напряжений или отсутствуют, или
весьма незначительны.
Для предупреждения образования шлаковых включений и не-
проваров в наплавленном слое при многослойной наплавке, а так-
же при наплавке тел вращения необходимо удалять шлаковую
корку легким ударом зубила в ее торец.
$ 4. Электрошлаковая наплавка
При электрошлаковой наплавке для плавления основного и
присадочного металлов служит шлаковая ванна, разогреваемая
проходящим через нее электрическим током. Этот способ наплавки,
215
Рис. 179. Схема процесса элек-
трошлаковой наплавки на вер*
тикальную плоскость •
как правило, сочетается с принуди-
тельным формированием наплавляе-
мого слоя. Сущность процесса элек-
трошлаковой наплавки (рис. 179) со-
стоит в том, что в пространстве, обра-
зованном плоскостью наплавляемого
изделия 1 и формирующим кристалли-
затором 7, охлаждаемом водой 8, со-
здается ванна расплавленного шлака
6, в которую с помощью подающих
роликов 4 подается электродная про-
волока 5. Ток, проходя между электро-
дом и изделием, нагревает шлаковую
ванну до температуры свыше 2000 °C,
<в результате чего электродный и
основной металлы оплавляются, обра-
зуя металлическую ванну 3, при за-
твердевании которой создается на-
плавленный металл 2.
Для осуществления процесса электрошлаковой наплавки раз-
личных поверхностей (рис. 180) необходима достаточно глубокая
шлаковая ванна, получение которой проще всего при вертикальной
или наклонной наплавке. По сравнению с дуговой наплавкой это
менее универсальный способ, но он весьма эффективен в тех слу-
чаях, когда на деталь необходимо наплавить слой металла большой
толщины (более 14—16 мм). Благодаря применению больших то-
ков (несколько тысяч ампер) и электродов большого сечения мож-
но достичь очень высокой производительности — до 150 кг наплав-
ленного металла в час.
В качестве присадочного металла применяют наплавочные про-
волоки (одну или несколько), которые могут иметь возвратно-по-
Рис. 180. Электро шлаковая наплавка поверхностей;
а — плоской, б — цилиндрической, в — конической; I — наплавляемая деталь,
2 — наплавленный слой, 3 — формирующее устройство, ( — электроды, 5_____
токоподвод, б — жидкий шлак
216
ступательные движения поперек ванны жидкого металла, а также
электродные ленты, пластины или стержни большого сечения,
а иногда и трубы, которые используют для наплавки цилиндриче-
ских поверхностей. При наплавке обычно применяют флюсы АН-8,
АН-22 и др.
§ 5. Наплавка в защитных газах
Наплавку в защитных газах применяют в тех случаях, когда не-
возможны или затруднены подача флюса и удаление шлаковой кор-
ки. Преимуществами данного вида наплавки являются визуальное
наблюдение за процессом и возможность его широкой механизации
и автоматизации с использованием серийного сварочного оборудо-
вания. Ее применяют при наплавке деталей в различных простран-
ственных положениях, внутренних поверхностей, глубоких отвер-
стий, деталей мелких или. сложной формы и т. п. Техника наплавки
в защитных газах во многом сходна с техникой наплавки под флю-
сом, отличие лишь в том, что вместо флюсовой применяют газовую
защиту. Помимо перечисленных преимуществ это освобождает
сварщика от необходимости засыпки флюса и оббивки шлака.
Для получения плотного слоя наплавленного металла каждый
последующий валик должен перекрывать предыдущий не менее чем
на 7з его ширины. С целью уменьшения разбрызгивания металла
наплавка в защитном газе производится самой короткой дугой.
Наплавку плоских поверхностей во избежание коробления деталей
производят отдельными участками «вразбежку». Цилиндрические
детали можно наплавлять по винтовой линии как непрерывным
валиком, так и с поперёчными колебаниями электрода (рис. 181,а).
Короткие участки могут наплавляться продольными валиками
вдоль оси цилиндрической' детали, но здесь возможно возникнове-
ние деформаций, которые в процессе наплавки следует уравнове-
шивать, Для этого наплавка каждого последующего валика должна
производиться с противоположной стороны уже наплавленного (см.
гл. XIII, § 2). При наплавке внутренних цилиндрических и кониче-
Рис. 181. Наплавка в защитном газе цилиндрических на-
ружных (а) и внутренних (б) поверхностей
217
ских поверхностей применяют специальные удлиненные мундштуки
(рис. 181,6).
Наплавка может производиться в углекислом газе, аргоне, ге-
лии и азоте. Высоколегированные стали, а также сплавы на алю-
миниевой к магниевой основе наплавляются в аргоне или гелии.
Наплавка меди и некоторых ее сплавов может производиться в азо-
те, который ведет себя по отношению к ним нейтрально. При на-
плавке углеродистых и легированных сталей используют более’де-
шевый углекислый газ. Наплавка может производиться как плавя-
щимся, так и неплавящимся электродом. Неплавящийся вольфра-
мовый электрод обычно применяют при наплавке в аргоне и гелии.
Наибольшее распространение получила наплавка в углекислом
газе плавящимся электродом на постоянном токе обратной поляр-
ности. Учитывая, что углекислый газ окисляет расплавленный ме-
талл, в наплавочную проволоку обязательно вводят раскислители
(марганец, кремний, титан и др.). При наплавке применяют как
проволоку сплошного сечения, так и порошковую. Для наплавки
деталей из углеродистых и низколегированных сталей с целью вос-
становления их размеров применяют проволоки.сплошного сечения
Св-08ГС. Св-08Г2С, Св-12ГС (ГОСТ 2246 70), а также Нп-40Г,
Нп-ЗОХГСА и другие (ГОСТ 10543—82). При необходимости полу-
чения наплавленного слоя с особыми свойствами применяют по-
рошковые проволоки.
Недостатком способа является то. что в процессе наплавки в
углекислом газе наблюдается довольно сильное разбрызгивание
жидкого металла, приводящее к налипанию брызг на мундштук и
закупорке сопла горелки. Кроме того, возможность сдувания газо-
вой струи ветром затрудняет наплавку на открытом воздухе.
§ 6. Наплавка открытой дугой самозащитной .
порошковой проволокой
Наплавка порошковой проволокой с внутренней защитой осно-
вана на введении в сердечник проволоки кроме легирующих компо-
нентов также шлакообразующих и газообразующих материалов.
Применения флюсовой или газовой защиты при наплавке такой
проволокой не требуется. Легирующие элементы порошковой про-
волоки переходят в шов, а газо- и шлакообразующие материалы
создают защиту металла от азота и кислорода воздуха. В дуге тон-
кая пленка расплавленного шлака покрывает капли жидкого ме-
талла и изолирует их от воздуха. Разложение газообразующих
материалов создает поток защитного газа. После затвердевания на
поверхности наплавленного валика образуется тонкая шлаковая
корка, которая может не удаляться при наложении последующих
слоев.
При наплавке используют различные самозащитные порошко-
вые проволоки. Так, для наплавки деталей, работающих при боль-
ших давлениях и повышенных температурах, применяют порошко-
вую проволоку ПП-ЗХ4ВЗФ-О; наплавку деталей, подвергающихся
218
интенсивному абразивному износу, производят самозащитной по-
рошковой проволокой ПП-У15Х12М.-О (буква О в обозначении мар-
ки порошковой проволоки указывает, что данная порошковая про-
волока предназначена для наплавки открытой дугой).
Техника наплавки самозащитной порошковой проволокой в ос-
новном ничем не отличается от техники наплавки в углекислом
газе. Открытая дуга дает возможность точно направлять электрод,
наблюдать за процессом формирования наплавляемого валика, что
имеет большое значение при наплавке деталей сложной формы
Одним из преимуществ этого способа является применение менее
сложной аппаратуры по сравнению с аппаратурой, применяемой
при наплавке под флюсом и в защитном газе, а также возможность
производить наплавочные работы на открытом воздухе, при ветре и
сквозняках.
§ 7. Плазменная наплавка
При плазменной наплавке нагрев производится сжатой дугой,
образующей плазму с высокой температурой. Сжатая дуга может
быть дугой косвенного и прямого действия (см. гл. XIX, § 1). Однако
лучшими технологическими возможностями для наплавки обладает
комбинированная дуга, состоящая из дуг косвенного и прямого дей-
ствия. Она позволяет осуществлять в широком диапазоне раздель-
ное регулирование степени нагрева присадочного материала и ос-
новного металла.
В качестве наплавочных материалов при плазменной наплавке
используют порошки, проволоку и прутки. Схема плазменной на-
плавки с вдуванием порошка в дугу
показана на рис. 182. Между воль-
фрамовым электродом 7 и внутрен-
ним соплом 3 возбуждают дуг-у.
Плазмообразующий газ, проходя
через нее, создает плазменную
струю 4 косвенного действия, кото-
рая обеспечивает расплавление
присадочного порошка. Другая ду-
га— прямого действия, горящая
между электродом 1 и основным ме-
таллом, совпадает с плазменной
струей 6 прямого действия. Послед-
няя создает необходимый нагрев
поверхности, обеспечивая сплавле-
ние порошка и основного металла.
Изменяя значение тока дуги прямо-
го действий, можно достичь мини-
мальной величины проплавления
основного металла.
При плазменной наплавке с при-
садочной проволокой косвенная
Рис. 182. Схема плазменной на-
плавки с вдуванием порошка в
Дугу:
1 — вольфрамовый электрод, 2 — ис-
точник литания дуги косвенного дей-
ствия, 3, 5 — внутреннее и наружное
сопла, 4 —- плазменная струя косвен-
ного действия, б — плазмекиак струя
прямого действия, 7 — источник пи-
тания дуги прямого действия
219
дуга горит между вольфрамовым электродом и соплом, а дуга пря-
мого действия — между вольфрамовым электродом и присадочной
проволокой. От этих дуг получает теплоту и основной металл. Из-
меняя значение тока, регулируют долю основного металла и про-
изводительность наплавки. Наплавляемое изделие в этом случае в
сварочную цепь не включено.
В качестве защитного газа при плазменной наплавке применяют
аргон, азот, углекислый газ, смеси аргона с гелием или азотом
и др’. Выбор защитного газа связан со степенью его воздействия на
наплавляемый и основной металлы. В качестве плазмообразующего
газа может применяться аргон, гелий, углекислый газ, воздух и др.
Для обеспечения стабильного протекания процесса наплавки необ-
ходимо применять неплавящиеся электроды из такого материала,
который способен без разрушения выдерживать нагревание до вы-
соких температур. Таким требованиям лучше всего отвечают элек-
троды из чистого вольфрама или с присадками диоксида тория,-ок-
сидов лантана и иттрия. Преимущества этого вида наплавки —
малая глубина, проплавления основного металла, возможность на-
плавки тонких слоев, высокое качество и гладкая поверхность на-
плавленного металла.
' Контрольные вопросы
1. Назовите способы механизированной наплавки и поясните их сущность,
2. Опишите технику наплавки под флюсом.
3. Как производится наплавка в защитных газах?
4. Каковы особенности наплавки открытой дугой, самозащитной порошко-
вой проволокой?
5. В чем сущность плазменной наплавки?
ГЛАВА XVII
ДЕФЕКТЫ И КОНТРОЛЬ КАЧЕСТВА
СВАРНЫХ ШВОВ И ИЗДЕЛИЙ
§ 1. Дефекты сварных швов и причины их возникновения
Различные отклонения от установленных норм и технических
требований, ухудшающие работоспособность сварных конст-
рукций, называются дефектами сварных швов. Они умень-
шают прочность сварных соединений и могут привести к их разру-
шению. Все дефекты сварных швов могут быть разделены на три
основные группы: дефекты формы и размеров; наружные и внут-
ренние макроскопические дефекты; дефекты микроструктуры.
Наиболее частыми дефектами формы и размеров свар-
ных швов (рис. 183) являются их неполном ер ность, неравномерные
ширина и высота, бугристость, седловины, перетяжки и т. п. Эти
дефекты снижают прочность и ухудшают внешний вид шва. Причи-
нами их возникновения при механизированных способах сварки яв-
ляются: колебание напряжения в сети; проскальзывание проволоки
в подающих роликах; неравномерная скорость сварки из-за люфтов
220 '
Рис. 183. Дефекты формы и размеров шва;
а «— неполно мерность шва, б — неравномерность ширины стыкового шва,
неравномерность по ддане катета углового шва; Л — требуемая высо-
та выпуклости шва
в механизме передвижения; неправильный угол наклона электрода;
протекание жидкого металла в зазоры и т. д. Дефекты формы в
размеров швов косвенно указывают на возможность образования
дефектов внутрй сварного шва и бколошовной зоны.
К наружным и.внутренним макроскопическим,
дефектам относят наплывы, подрезы, прожоги, непровары, тре-
щины, шлаковые включения и газовые поры.
Яаплывы (рис. 184,а) образуются в результате натекания жид-*
кого металла на кромки холодного основного металла. Они могут
быть местными (в виде отдельных застывших капель), а также
иметь значительную протяженность вдоль шва. Чаще всего наплы-
вы образуются при выполнении в защитных газах горизонтальных,
сварных швов на вертикальной плоскости. Причинами образования
наплывов являются; большой сварочный ток; слишком длинная ду-
га; неправильный наклон электрода; большой угол наклона изде-
лия при сварке на спуск. При выполнении кольцевых швов наплы-
вы образуются при недостаточном или излишнем смещении элек-
трода с зенита. В местах наплывов часто выявляются непровары,,
трещины и другие дефекты.
Подрезы (рис. 184,6) представляют собой продолговатые углуб-
ления (канавки), образовавшиеся в основном металле вдоль края
шва. Они возникают в результате большого сварочного тока п
длинной дуги, так как при этом возрастает ширина шва и сильнее-
оплавляются кромки. Основной причиной подрезов при выполнении
угловых швов является умещение электрода в сторону, вертикаль-
ной стенки. Это вызывает значительный разогрев металла верти-
кальной стенки, которая плавится раньше и стекает на горизонталь-
ную полку. Все это приводит к тому, что на вертикальной стенке-
Рис. 184. Наружные дефекты шва
22»
возникают подрезы, а на горизонтальной полке образуются наплы-
вы. При электрошлаковой сварке причиной образования подрезов
может быть неправильная установка формующих ползунов. Под-
резы приводят к ослаблению сечения основного металла и могут
явиться причиной разрушения сварного соединения.
Прожоги — это сквозное проплавление основного или наплав-
ленного металла. Причинами их образования могут быть: большой
зазор между свариваемыми кромками; недостаточное притупление
кромок; чрезмерный сварочный ток при небольших скоростях свар-
ки. Наиболее часто прожоги образуются при сварке тонкого метал-
ла и выполнении первого прохода многослойного шва. Прожоги
также могут образоваться в результате плохого поджатия флюсо-
вой подушки или медной подкладки.
Непроваром (рис. 185,а) называется местное несплавление кро-
мок основного металла, а также несплавление между собой от-
дельных швов при многослойной сварке. Чаще всего он представ-
ляет собой тонкую прослойку оксидов, а иногда и толстую шлако-
вую прослойку внутри швов. Причинами образования непроваров
являются: плохая зачистка металла от окалины, ржавчины и грязи;
малый зазор при сборке; большое притупление; малый угол скоса
кромок; недостаточный сварочный ток; слишком большая скорость
сварки; смещение электрода в сторону от оси шва и т, д, При авто-
матической сварке под флюсом и электрошлаковой сварке непро-
вары, как правило, образуются в начале шва, когда основной ме;
талл еще недостаточно прогрет. Во избежание этого начинать свар-
ку следует на специальных входных планках.
Трещины (рис. 185,6) так же, как и непровары, являются наибо-
лее опасными дефектами сварных швов. Они могут возникать как
в самом шве, так и в околошовной зоне и располагаться вдоль и
поперек шва. По своим размерам трещины могут быть макро- и
микроскопическими. Причинами их образования являются внутрен-
Рис. 185. Внутренние макроскопические дефекты шва
222 '
ние напряжения, возникающие в процессе сварки. На образование
трещин влияет повышенное содержание углерода, способствующего
закалке, а также серы и фосфора. Сера увеличивает склонность ме-
талла шва к образованию горячих трещин, а фосфор — холодных.
Горячие трещины, образовавшиеся в процессе кристаллизации ме-
талла шва, часто бывают скрытыми и их трудно выявить. Холодные
трещины, возникающие при температурах ниже 100—300 °C, как
правило, выходят на поверхность и хорошо заметны.
Шлаковые включения (рис. 185,в) образуются в результате пло-
хой зачистки кромок деталей и поверхности сварочной проволоки
от окалины, ржавчины и грязи. Они возникают при сварке длинной
дугой, недостаточном сварочном токе и чрезмерно большой скоро-
сти сварки, а при многослойной сварке являются следствием пло-
хой зачистки шлака с предыдущих слоев (в этом случае шлак не
успевает расплавиться и остается в шве). Размер шлаковых вклю-
чений — от долей миллиметра до нескольких миллиметров. Форма
их различна — от сферической до игольчатой. Шлаковые включе-
ния ослабляют сечение шва и уменьшают его прочность.
Газовые поры (рис. 185,г) появляются в сварных швах вследст-
вие того, что газы, растворенные в жидком металле, при быстром
охлаждении шва не успевают выйти-наружу и остаются в нем в
виде пузырьков (пор). Наличие в швах газовых пор объясняется
главным образом взаимодействием оксида железа FeO с углеро-
дом. Образовавшийся при этом оксид углерода или углекислый газ
частично остается в шве и образует поры и пустоты сферической
формы. В образовании пор также участвуют водяные пары, кисло-
род, водород, азот и другие газы. Причинами образования пор яв-
ляются: повышенное содержание углерода в основном металле;,
ржавчина, масло и краска на кромках основного металла и на по-
верхности сварочной проволоки; использование влажного или отсы-
ревшего флюса; наличие вредных примесей в защитных газах; чрез-
вычайно большая скорость сварки, в результате которой может
нарушаться газовая защита ванны жидкого металла; неправильный
выбор марки сварочной проволоки, в особенности при сварке в уг-
лекислом газе.
Пористость шва и размер отдельных пор в сильной степени за-
висят от того, как долго сварочная ванна находится в жидком со-
стоянии. Увеличение времени пребывания металла в жидком со-
стоянии позволяет образующимся газам выходить из шва — порис-
тость при этом уменьшается. Размер пор примерно такой же, как и
шлаковых включений. Поры могут распределяться в шве отдель-
ными группами, в виде цепочки вдоль шва, или в виде единичных,
пустот. Иногда они выходят на поверхность шва, образуя так на-
зываемые свищи. Поры так же, как и шлаковые включения, значи-
тельно ослабляют сечение шва и тем самым уменьшают его проч-
ность, а сквозные поры приводят к неплотности шва.
Микроструктура шва и зоны термического влияния в значитель-
ной степени определяет свойства сварных соединений и характери-
зует их качество. К дефектам микроструктуры относят
223
следующие: повышенное содержание оксидов и различных неметал-
лических включений; микропоры и микротрещины; нитридные и
кислородные включения; крупнозернистость; перегрев; пережог
и т. д. На участке перегрева металл имеет крупнозернистое строе-
ние; чем крупнее зерна, тем меньше поверхность их сцепления и
выше хрупкость металла. Перегретый металл плохо сопротивляется
ударным нагрузкам. Более опасным дефектом является пережог,
характеризуемый наличием в структуре металла шва окисленных
зерен, обладающих малым взаимным сцеплением. Такой металл
хрупок и не поддается исправлению. Причиной образования пере-
жога является плохая защита сварочной ванны от кислорода воз-
духа, а также сварка на чрезмерно большом сварочном токе.
§ 2. Контроль качества сварных швов и соединений
Внешний осмотр и обмеры сварных швов — ‘наиболее
простые и широко распространенные способы контроля их качества.
Они являются первыми контрольными операциями по приемке го-
тового сварного узла или изделия. Этим видам контроля подвер-
гают все сварные швы независимо от того, как они будут испытаны
в дальнейшем.
Внешним осмотром сварных швов выявляют наружные дефек-
ты: непровары, наплывы, прожоги, подрезы, наружные трещины и
поры, смещение свариваемых кромок деталей и т. п.. Визуальный
осмотр производят как невооруженным глазом, так и с примене-
нием лупы с увеличением до 10 раз.
Приступая к осмотру, сварной шов и прилегающую к нему по-
верхность основного металла на ширину не менее 20 мм по обе
стороны шва очищают от шлака, брызг расплавленного металла,
окалины и других загрязнений, которые могут затруднить проведе-
ние осмотра. Осматривать швы необходимо по всей их протяжен-
ности, а в случае недоступности — обязательно с двух сторон.
По результатам внешнего осмотра можно судить о местах рас-
положения и характере внутренних дефектов. Например, подрез на
одной из сторон шва и наплыв на другой указывают на возможный
непровар по кромке. Непостоянная ширина шва часто .является
следствием неравномерной ширины зазора. В местах с малым за-
зором могут образоваться непровары, а с большим — прожоги.
Перекосы и смещения кромок, а также большая высота шва могут
быть причиной непроваров.
Обмеры сварных швов позволяют судить о качестве сварного
соединения: недостаточное сечение шва уменьшает его прочность,
слишком большое — увеличивает внутренние напряжения и дефор-
мации. Размеры сечения готового шва проверяют по его элементам
в зависимости от типа соединения. У стыкового шва проверяют его
ширину, высоту выпуклости и размер обратной подварки корня, в
угловом шве (нахлесточное и тавровое соединения) измеряют ка-
тет. Замеренные величины должны соответствовать ТУ или
ГОСТам. Размеры сварного шва контролируют обычными измери-
224 .
тельными инструментами или
специальными шаблонами.
Набор шаблонов и его приме-
нение для контроля стыковых
и угловых швов показаны на
рис. 186. Каждый щуп набора
представляет собой пластину
с вырезами под определенный
шов.
Внешний осмотр и обмеры
сварного шва не дают возмож-
ности окончательно судить
о качестве сварки. Они уста-
навливают только внешние де-
Рис. 186. Набор шаблонов для контро-
ля размеров сварного шва (а) и при-
мер его применения (б):
Г—угловой шов, 2 — стыковые швы, а—блок
фекты .шаа и позволяют определить его сомнительные участки, ко-
торые могут быть проверены более точными способами.
Контроль непроницаемости сварных швовисо-
единен и й. Сварные швы и соединения ряда изделий и сооруже-
ний должны отвечать требованиям непроницаемости для различ-
ных ‘жидкостей и газов. Это объясняется тем, что неплотности в
швах снижают их прочность, уменьшают коррозионную стойкость,
вызывают потерю хранимых и транспортируемых продуктов и соз-
дают ненормальные условия эксплуатации сварных конструкций.
Учитывая это, во многих сварных конструкциях (резервуары, газ-
гольдеры,' трубопроводы, холодильная и вакуумная аппаратура
и т.' д.) сварные швы подвергают контролю на непроницаемость.
Этот вид контроля производится после окончательного монтажа
сварной конструкции. Дефекты, выявленные ' внешним осмотром •
(трещины, крупные видимые поры и др.), устраняются до начала
испытаний. Непроницаемость сварных швов контролируют кероси-
ном, аммиаком, воздушным или гидравлическим давлением, ваку-
умированием 1Гли газоэлектрическими течеискателями.
Контроль керосином основан на физическом явлении капилляр-
ности, которое заключается в способности многих жидкостей, а в
первую очередь керосина, подниматься по капиллярным трубкам.
Такими капиллярными трубками в сварных швах являются сквоз-
ные поры и трещины. В процессе испытания сварные швы покры-
вают водным раствором мела (350—450 г молотого мела на 1 л
воды) или каолина с той стороны, которая более доступна для
осмотра и выявления дефектов. После высыхания покрытой поверх-
ности обратная сторона шва обильно смачивается керосином. Не-
плотности швов выявляют появлением жирных желтых точек или
полосок керосина на меловом или каолиновом покрытии. Появле-
ние отдельных точек указывает на наличие пор и свищей, а поло-
сок— сквозных трещин или непроваров.
Контроль аммиаком основан на изменении окраски некоторых
индикаторов (спиртоводного раствора фенолфталеина или водного
раствора азотнокислой ртути) под воздействием щелочей. В каче-
стве такой щелочи применяется газ аммиак. В процессе испытаний
15—490
225
Рис. 187. Испытание аммиаком на непроницаемость:
й — сварных швов в сосудах небольшой емкости, б — отдельных участков шва с
установкой герметичной камеры; j —- бумага или ткань. 2 — манометр, з — герме-
тичная камера, 4 — резиновая прокладка. 5 —прижимный магнит
на одну сторону шва укладывают бумажную ленту или светлую
ткань, пропитанную 5%-ным раствором азотнокислой ртути, а с
другой стороны обрабатывают шов смесью аммиака с воздухом
под давлением (рис. 187). Аммиак, проникая через неплотности
сварного шва, окрашивает пропитанную индикатором бумагу или
ткань в серебристо-черный цвет. При использовании в качестве
индикатора спиртоводного раствора фенолфталеина его тонкой
струей льют на контролируемый шов. Если в шве имеются неплот-
ности, аммиак проходит через них и окрашивает индикатор в ярко-
красный с фиолетовым оттенком цвет. •
Контролю воздушным давлением’ (сжатым воздухом или други-
ми газами) подвергают сосуды и трубопроводы, работающие под
давлением, а также резервуары, цистерны и другие сварные конст-
рукции замкнутого объема. Это испытание проводят с целью кон-
троля общей непроницаемости сварного изделия. Малогабаритные
сварные изделия полностью герметизируют газонепроницемыми за-
глушками и погружают в ванну с водой с таким расчетом, чтобы
над изделием был слой воды в 20—40 мм. После этого в изделие
через редуктор от воздушной сети или из баллона подают сжатый
газ (воздух, азот, инертные газы) под давлением, на 10—20% пре-
вышающем рабочее. Крупногабаритные сварные конструкции, кото-
рые не могут быть помещены в воду, испытывают следующим об-
разом. Их герметизируют и создают в них испытательное давление.
После этого сварные швы промазывают пенным индикатором
(обычным водным раствором мыла), который пузырится в местах
неплотностей. При испытании сжатыми газами следует соблюдать
правила безопасности труда: сварные сосуды необходимо испыты-
вать в изолированном помещении с ограждениями на случай взры-
ва; трубопроводы испытывают отдельными изолированными участ-
ками с предупредительными знаками об опасности.
Контроль гидравлическим давлением применяют при проверке
прочности и плотности различных сосудов, котлов, паро-, водо-,
газопроводов и других сварных конструкций, работающих под из-
быточным давлением. Перед испытанием сварное изделие полно-
стью герметизируют водонепроницаемыми заглушками. Сварные
'226
Атмосферное- давление
Рис. 188. Вакуумный контроль
сварного шва на непроницаемость:
/—вакуумметр, 2 — трехходовой кран,
— оргстекло, 4 — рамка. 5 — губча-
тая резина, 0 — мыльный пузырек.
7 —сквозная пбра; /, // — положения
рукоятки трехходового крана
щвы с наружной стороны тщательно
обтирают ветошью или обдувают
сжатым -воздухом до получения су-
хой поверхности. После полного за-
полнения изделия водой с помощью
насоса или гидравлического пресса
создают испытательное давление
/обычно в 1,5—2 раза больше рабо-
чего). Дефектные места определяют
по появлению течи, просачиванию
воды в виде капель запотеванию
на поверхности шва или вблизи
него.
Вакуумному контролю подвер-
гают сварные швы, которые не-
возможно испытать керосином, воз-
духом или водой и доступ к ко-
торым возможен только с одной
стороны. Его широко применяют-
при проверке качества сварных швов днищ резервуаров, газгольде-
ров, цистерн и других листовых конструкций. Сущность метода за-
ключается в создании вакуума на одной стороне контролируемого
участка сварного шва и в регистрации на этой же стороне шва про-
никновения воздуха -через имеющиеся, неплотности. Контроль ведет-
ся переносной вакуум-камерой, которую устанавливают на наибо-
лее доступную сторону сварного шва, предварительно смоченного
мыльным раствором; (рис. 188).
В зависимости от формы контролируемого изделия и'типа со-
единения могут применяться плоские, угловые и сферические ва-
куум-камеры. Для создания вакуума в этих камерах применяют
специальные вакуум-насосы.
Контроль газоэлектрическими течеискателями применяют толь-
ко для испытания особо ответственных сварных конструкций, так
как несмотря на то, что по своей чувствительности к выявлению
неплотностей в швах газоэлектрические течеискатели превосходят
все рассмотренные выше способы контроля непроницаемости, они
достаточно сложны и дороги.
Существует два вида газоэлектрических течеискателей: гелие-
вые и галоидные. В качестве газ а-индикатора в гелиевых течеиска-
телях применяют гелий, а в галоидных — фреон-12, четыреххло-
ристый углерод, хлороформ и другие галоидосодержащие газы. Эти
газы-индикаторы, обладая высокой проникающей способностью,
при определенном вакууме проходят сквозь мельчайшие неплотно-
сти швов и регистрируются течеискателями. В процессе контроля
или сварной шов обдувают с одной стороны газом-индикатором,
или внутренний объем испытываемого изделия заполняют этим га-
зом в смеси с воздухом. Проникающий через неплотности в свар-
ном шве газ-индикатор улавливается специальным щупом, передви-
гаемым по поверхности шва, а затем анализируется в течеискателе.
15* 227
Рис. 189. Схема установки для контроля сварного шаа на не-
проницаемость гелиевым течей скате л ем:
! — гелиевый теченскатель, 2— щуп-улавливатель, 3 — контролируемый
сварной сосуд. 4 — вакуумметр, 5 — вентильные краны. 6 — газовый ре-
дуктор, 7 — баллон с гелием, вакуумный насос
При попадании газа-индикатора в течеискатель образуется ионный
ток, который усиливается и подается на миллиамперметр и к источ-
нику звукового сигнала. Сирена сигнализирует о появлении газа-
индикатора в течеискателе, а величина отклонения стрелки милли-
амперметра позволяет судить о величине неплотности. Схема уста-
новки для контроля гелиевым течеискателем показана на рис. 189.
Ультразвуковой контроль основан на способности ультразвуко-
вых волн проникать в металл на большую глубину и отражаться
от находящихся в нем дефектных участков. В процессе контроля
пучок ультразвуковых колебаний от вибрирующей пластинки
(пьезокристалла) вводится в контролируемый шов. При встрече с
дефектным участком ультразвуковая волна отражается от него и
улавливается другой пластинкой, которая преобразует ультразву-
ковые колебания в электрические (рис. 190,а). Эти колебания после
их усиления подаются на экран электронно-лучевой трубки дефек-
тоскопа, которые в виде импульса свидетельствуют о наличии де-
фектов, При контроле пьезокристалл, вмонтированный в призмати-
ческий щуп, перемещают вдоль шва по волнообразной линии (рис.
Рис, 190. Ультразвуковой контроль сварного шва на непроницае
мосты
/ — генератор Ультразвуковых колебаний, 2 — пьезокристаллический щуп,
3 — усилитель, 4— экран дефектоскопа
228
190,6), прозвучивая таким образом различные по глубине зоны
шва. По характеру импульсов судят о протяженности дефектов и
глубине их залегания. Ультразвуковой контроль можно проводить
при одностороннем доступе к сварному шву без снятия выпуклости
или предварительной обработки поверхности шва.
К радиационному методу контроля относится просвечивание
сварных швов и соединений рентгеновским и гамма-излучениями,
представляющими собой коротковолновые электромагнитные коле-
бания, аналогичные световым, но с меньшей длиной волны. Рентге-
новское излучение возникает в рентгеновской электронной трубке
в результате бомбардировки свободными электронами ее катода,
а гамма-излучение — в результате самопроизвольного внутриатом-
ного распада радиоактивных веществ. Естественными радиоактив-
ными веществами являются радий, уран, торий и др., искусствен-
ными — изотопы кобальта, цезия, европия, тулия, иридия, селена
и др. В качестве источников гамма-излучения используют изотопы
кобальта Со-60, цезия Cs-137, тулия Тш-170, иридия 1г-192 и др.
Особым свойством рентгеновского и гамма-излучений является
их способность проникать через металлические и другие непрозрач-
ные тела значительной толщины и воздействовать на фотографиче-
ские пластинки или пленки, находящиеся в закрытых кассетах за
просвечиваемыми деталями. Исключение составляет только свинец,
не пропускающий этих излучений, поэтому радиоактивные вещества
хранят в свинцовых ампулах, а при рентгеновских просвечиваниях
в качестве защитных экранов используют свинцовые пластины.
Схема просвечивания рентгеновским и гамма-излучениями показа-
Рис. 191. Схема просвечивания сварных швов:
а — рентгеновокнм излучением, б — гамма-излучением; I — усили-
вающие экраны, 2 — рентгеновская пленка, 3 — кассета, — рент
геиовское излучение, 5 — рентгеновская трубка, 5 — гамма-излуче-
ние, 7 — свинцовый кожух, 3 — ампула радиоактивного вещества
16—490
229
на на рис. 191. Излучение, направленное йа сварное соединение,
проходя через него, воздействует на рентгеновскую пленку, заклю-
ченную в кассете. Дефектные места шва, имеющие непровары, шла-
ковые включения, поры и трещины, в меньшей степени препятству-
ют прохождению излучения, чем сплошной металл, поэтому про-
шедшее через них излучение будет обладать большей энергией и
сильнее воздействовать на рентгеновскую пленку. После обработки
рентгеновской пленки в специальном проявителе все дефекты шва
приобретают вид темных полос, пятен или черточек. Рентгеновский
снимок называется рентгенограммой, а снимок при просве-
чивании шва гамма-излучением — гаммаграммой.
Чувствительность гамма-снимков ниже чувствительности рентге-
новскйх, поэтому в заводских условиях рекомендуется пользоваться
рентгеновскими аппаратами. В монтажных условиях удобнее при-
менять портативные аппараты с гамма-источниками.
Магнитографический контроль заключается в фиксации на маг-
нитную ленту полей рассеяния, возникающих над дефектными уча-
стками шва при его намагничивании и последующем воспроизведе-
нии этих полей с помощью магнитографических дефектоскопов.
Процесс магнитографического контроля состоит из последователь-
но выполняемых операций: намагничивания сварного шва, записи
дефектов на эластичную магнитную ленту й воспроизведения полу-
ченных на ленте магнитных отпечатков с расшифровкой сигналов
от дефектов. Схема поперечного намагничивания сварных швов й
записи полей дефектов на магнитную ленту приведена на рис. 192.
Намагничивающие устройства питаются постоянным током, источ-
никами которого могут быть специальные генераторы постоянного
тока,- аккумуляторные батареи или -сварочные преобразователи и
выпрямители.
Техника записи полей рассеяния от дефектов на магнитную лен-
ту состоит в следующем. Отрезок ленты накладывают на контроли-
руемый шов и подают ток в намагничивающее устройство, которое
Рис. 192; Намагничивание
сварного шва и запись дефек-
тов на ленту:
/“-подвижное намагничивающее
устройство, 2 — обмотка электро-
магнита, 3 — опорные немагнитные
ролики, 4 — сварной шов, 5 — де-
фект, <> — магнитная лента
Рис. 193. Схема воспроизведения дефек-
тов сварного шва с намагниченной ленты:
/ — магнитная головка, 2 —магнитная лента.
3 — кассеты, 4 — усилитель, 5 — магнитографи
веский дефектоскоп
230
с помощью опорных роликов перекатывается вдоль шва. Мосле на-
магничивания ленту снимают, наматывают на кассету и «считыва-
ют» через магнитографический дефектоскоп. Процесс считывания
записи дефектов с магнитной ленты ведется специальной воспроиз-
водящей головкой дефектоскопа, около которой протягивается на-
магниченная лента (рис. 193). В обмотках головки индуцируется
э. д. с., которая после усиления подается на электронно-лучевую
трубку и вызывает вертикальное отклонение электронного луча на
ее экране. Существуют также магнитографические дефектоскопы,
позволяющие получать на экране электронно-лучевой трубки види-
мое изображение магнитных полей, форма которых примерно соот-
ветствует очертанию дефектов, а степень почернения характеризует
их величину.
Люминесцентный контроль и контроль методом красок, назы-
ваемые также капиллярной дефектоскопией, проводят с помощью
специальных жидкостей, которые наносят на контролируемую по-
верхность изделия. Эти жидкости, обладающие большой смачиваю-
щей способностью, проникают в мельчайшие поверхностные дефек-
ты —(трещины, поры, непровары.
Люминесцентный контроль (рис. 194) основан на свой-
стве некоторых веществ светиться под действи'ем ультрафиолетово-
го излучения. Перед контролем поверхности сварного шва и около-
шовной зоны очищают от шлака и загрязнений, затем на них нано-
сят слой проникающей жидкости. После этого жидкость удаляют
протиркой или промывкой, а изделие просушивают. Для обнаруже-
ния дефектов поверхность сварного шва просвечивают ультрафио-
летовым излучением (в местах дефектов наблюдается яркое жел-
то-зеленое свечение).
Контроль методом красок
(цветная дефектоскопия) состоит в
том, что на предварительно очищен-
ную и обезжиренную поверхность
сварного шва наносится смачивающая
жидкость специального состава, кото-
рая под действием капиллярных сил
проникает в полость дефектов. После
ее удаления на поверхность шва нано-
сится белая краска. Образовавшийся
при этом на ее фоне красный рисунок
воспроизводит форму и характер вы-
явленного дефекта.
Кроме описанных выше методов
контроля качества сварки широко
применяют металлографические ис-
Рис. 19*. Люминесцент-
ный контроль сварного
шва:
/ — источник ультрафиоле-
тового излучения, 2 — кве-
тофильтр, 3 — ультрафиоле-
товое излучение, 4 — конт-
ролируемая деталь, б —
глаз человека
следования, механические испытания,
химический и спектральный анализы,
а также 1®ррозионные испытания
сварных швов и соединений.
16*
231
Контрольные вопросы
1, Назовите основные дефекты сварных швов и соединений при сварке
плавлением.
2. Каковы причины образования дефектов в сварных швах и соедииеииях?
3, Как- проверяют непроницаемость сварных швов и соединений?
. ГЛАВА XVIII
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
СВАРОЧНОГО ПРОИЗВОДСТВА
§ 1. Основные сведения
Под механизацией производственного процесса понимается
замена в нем ручного труда работой машин н механизмов. Механи-
зация может быть частичной к комплексной. Частичная механиза-
ция охватывает часть процесса производства, т. е. в этом случае
механизируются только отдельные операции. При комплексной
механизации весь производственный процесс выполняется с помо-
щью машин и механизмов, установленных в порядке последова-
тельности выполнения операций.
Высшей степенью механизации является автоматизация,
при которой машины осуществляют й функции управления (обслу-
живающий персонал выполняет только функции наладки и наблю-
дает за работой приборов и систем управления). В сварочном про-
изводстве механизация и автоматизация достигаются применением
поточных механизированных и автоматических линий, на которых
механизированными способами осуществляются заготовка, сборка,
сварка и транспортировка сварных изделий, а в ряде случаев — и
их отделка.
§ 2. Механизация сборочных работ
При изготовлении сварных конструкций необходима правильная
сборка отдельных деталей и узлов, т. е. их правильная взаимная
установка и надежное закрепление. Оборудование и приспособле-
ния для сборки могут быть универсальными, предназначенными
для большого количества разнообразных изделий, и специальными,
применяемыми для одного или нескольких однотипных изделий
(последние используются в массовом и крупносерийном производ-
ствах).
Сборочное оборудование можно разделить на четыре основные
группы.
1. Сборочные кондукторы — устройства, состоящие из
плоской или пространственной рамы или плиты, на которой раз-
мещаются установочные и зажимные элементы, обеспечивающие
правильное расположение собираемых деталей. В кондукторах
обычно производится и сварка собранных изделий, поэтому основа-
232
Рис. 195. Возможные виды сборочного оборудования для сборки балок
коробчатого сечения:
й — сборочный кондуктор, б — сборочный стенд с передвижным порталом, в—
универсально-сборочное приспособление, г — струбцина
иие кондуктора должно» быть жестким и прочным для восприятия
усилий, возникающих в результате сварочных напряжений.
2. Сборочные стенды и установки предназначены
обычно для сборки крупных изделий. Они имеют, как правило, не-
подвижное основание с размещенными на нем установочными и
зажимными элементами и оборудуются специальными передвиж-
ными или переносными устройствами (порталами, катучими балка-
ми и т. д.).
3. Сборно- разборные приспособления представля-
ют собой систему сборочных приспособлений, предназначенных для
сборки разнообразных изделий. Приспособление состоит из плиты
с Т-образными пазами, а также установочными и зажимными эле-
ментами, с помощью которых обеспечивается жесткое закрепление
деталей в различных сочетаниях в зависимости от формы и разме-
ров собираемого изделия.
4. Переносные сборочные приспособления (стяж-
ки, струбцины, распорки и т. д.) — это обычно универсальные при-
способления, применяемые для сборки разнообразных изделий.
В основном их используют в единичном производстве, на монтаже
и в строительстве. На рис. J95 в качестве примера приведены раз-
личные виды оборудования для сборки одного н того же изделия —
коробчатой балки из двух швеллеров.
§ 3. Механизация сварочных работ
Оборудование для механизации сварочных работ можно разде-
лить на две основные группы: оборудование для установки и пере-
мещения свариваемых изделий; оборудование для установки и пе-
ремещения сварочных аппаратов и передвижения сварщиков.
Оборудование для установки и перемещения свариваемых изде-
лий служит для размещения изготовляемых изделий в наиболее
удобных для сварки положениях. Основными разновидностями та-
кого оборудования являются манипуляторы, позиционеры, кантова-
тели, вращатели, роликовые стенды, поворотные столы и т. п.
Манипуляторы (рис. 196) предназначены для установки из-
делий в удобное для сварки положение путем поворота их вокруг
233
Рис. 196. Манипулятор:
/ — опорные лапы, 2 — сварнолитой
корпус. 5 —планшайба, 4 — механизм
вращения» 5 — поворотный стол, 6 •—
механизм наклона
двух осей (наклона и вращения),
а также для вращения их со ско-
ростью сварки при автоматической
и механизированной сварке, на-
плавке и металлизации.
Позиционеры (рис. 197) ис-
пользуют для поворота изделий
с целью установки их в удобное для
сварки положение. В отличие от ма-
нипуляторов они не имеют рабочей
скорости.
Кантователи (рис. 198)
предназначены для установки изде-
лий в удобное для сварки положе-
ние путем поворота их вокруг гори-
зонтальной оси. Они бывают двух-
стоечные, кольцевые, цепные, ры-
чажные, домкратные, челночные и др.
Вращатели (рис. 199) предназначены для установки изде-
лий в удобное для сварки положение путем поворота их вокруг
Рис. 197. Позиционер:
/ — стол, 2 — привод, 5 — панель электропривода, 4 — капот. (5 — переносная
лампа, 6 — кабель'подвода тока, 7 — переносный пульт управления
Рис. 198. Двухстоечный кантователь;
/ — передняя приводная стойка. 2 — поворотная рама, 3 — задняя неприводная
стойка
234
Рис. 199. Горизонтальный вращатель:
/—передняя неподвижная'стойка, 2 — съемная планшайба, S —зажимные
кулачки, 4 — рельсовый путь, 5 — задняя передвижная стойка
постоянной оси, а также вращения их со скоростью сварки. Они
бывают с вертикальной, горизонтальной или наклонной осью вра-
щения.
Роликовые стенды (рис. 200) предназначены для враще-
ния цилиндрических изделий’ при выполнении кольцевых швов, а
также для установки этих изделий при выполнении продольных
швов. Они состоят из унифицированных узлов— приводных и хо-
лостых роликоопор и приводов, различное сочетание которых по-
зволяет монтировать в производственных условиях роликовые
стенды для изделий различных диаметров и длины.
Поворот ные столы (рис. 201) применяют для поворота
изделий вокруг вертикальной оси и установки их в удобное поло-
жение при механизированной и ручной сварке и наплавке. План-
шайбу стола сварщик поворачивает ногами.
К оборудованию для установки и перемещения сварочных‘аппа-
ратов относятся в основном колонны и тележки.
Колонны (рис. 202) различают двух типов — для установки
несамоходных и самоходных автоматов. Первые предназначены для
выполнения только кольцевых или круговых швов, вторые позво-
ляют выполнять также и прямолинейные швы. Большинство ко-
лонн — поворотные, что дает возможность отводить сварочные ап-
параты в сторону и устанавливать свариваемые изделия с по-
мощью крана.
Тележки для сварочных аппаратов применяют для выполне-
ния как кольцевых, так и продольных швов. По своей конструкции
235
3
&
I
они делятся на три основ-
ные группы — велосипед-
ные, глагольные и пор-
тальные.
Велосипедные тележ-
ки перемещаются по двум
рельсам, расположенным
в вертикальной плоскости
один под другим. Уста-
навливаются они обычно
у стены цеха, где можно
укрепить верхний рельс.
Тележки могут быть с
консолью (рис. 203,а)
или с балконом (рис.
203,6). Последние исполь-
зуют при сварке крупно-
габаритных изделий.
Глагольные тележки
(рис. 203,в) отличаются
от велосипедных тем, что
Передвигаются по двум
рельсам, расположенным
на полу цеха. Они доста-
точно универсальны и
могут быть установлены
в любом месте цеха.
Портальные тележки
(рис. 203,г) являются на-
польными. Они передви-
гаются по двум рельсам,
расположенным с обеих
сторон' изделия, облада-
ют большей жесткостью
по сравнению с первыми
двумя и также могут
устанавливаться в любом
месте цеха.
К оборудованию для
подъема и передвижения
сварщиков относятся раз-
личного рода подъемные
и подъемно-выдвижные
площадки с механизиро-
ванным приводом (рис.
204). При электрошлако-
вой сварке барабанов
котлов и других крупно-
габаритных изделий тре-
236
буется перемещение сварщиков по вертика-
ли на несколько метров. В этих случаях
в процессе сварки применяют специальные
лифты.
Кроме того, к оборудованию для меха-
низации сварочных работ относятся различ-
ного рода устройства с флюсовыми подуш-
ками для выполнения кольцевых и прямо-
линейных швов, устройства с различными
подкладками, предупреждающими протека-
ние жидкого металла в зазоры, флюсоаппа-
раты для подачи и уборки флюса, флюсо-
подающие и флюсоудерживающие приспо-
собления, а также приспособления для за-
чистки кромок и правки сварных конструк-
ций.
Рис. 201. Поворотный
стол:
/ — планшайба. 2 — по-
воротная колонка, 3 —
«основание, 4 — фрикци-
онный механизм фикса-
ции, 5 — ножной диск
для поворота планшай-
бы, в —колчан для
электродов
Рис. 202. Поворотные колонны для установки несамоходных (а) и самоходных
(6) сварочных автоматов;
/ — электродвигатель, 2 —редуктор. 3 — ходовой винт, 4 — направляющие консоли, 5—
Консоль, р —?;с>.доззйя гайка, 7—В — стойкз, 9 — основание, 70 — фрикционный аз-
жим, // — свариваемое изделие, /2 —сварочный автомат
237
Рис. 204. Передвижные площадки для сварщика;
а — с передвижением вдоль фронта работ, б — с передвижением
поперек фронта работ, е — шарнирно-рычажная, а — координатная
§ 4. Поточные механизированные и автоматические линии
Поточной механизированной сборочно-свароч-
ной линией называется комплекс оборудования, расположенного
в порядке последовательности выполнения технологического про-
цесса и обеспечивающего механизированное выполнение всех опе-
раций по изготовлению сварного изделия. В отдельных случаях до-
пускается и ручная работа, если механизация ее потехнико-эконо-
мическим соображениям нецелесообразна.
Схема поточной механизированной линии изготовления скреб-
ков шахтных транспортеров показана на рис. 205. Полосовой ме-
талл подается со склада на поточную линию к прессу /, на котором
полосы режутся на заготовки необходимых размеров. Затем на
прессе 2 производится гибка полос, после чего их передают на пра-
вильную плиту 3 и после правки складывают в ящики 4, Выправ-
ленные детали собирают в приспособлениях с клиновыми зажима-
ми на двух поворотных столах 5 (на каждом столе имеется по че-
тыре таких приспособления). За каждым поворотным столом рабо-
тают двое рабочих: один собирает скребок и освобождает его после
прихватки, а второй производит прихватку собранных деталей. Со-
бранный скребок устанавливают в поворотное приспособление для
238
Рис. 205. Поточно-механизированная линия изготовления скребков шахтных .
транспортеров:
а —- скребок транспортера, б — схема планировки линии
автосварки его под флюсом. На линии имеется два сварочных кон-
вейера. Рабочий-сварщик вручную продвигает тележку к первой ав-
тосварочной головке 6, где накладывается наружный сварной шов.
После этого автосварщик поворачивает приспособление на 180°, ссы-
пает флюс и передвигает тележку ко второй автосварочной головке 7,
на'которой другой рабочий выполняет внутренний сварной шов, вы-
нимает скребок из приспособления и передает его на плиту 5, где
производится зачистка от шлака. Освободившаяся тележка по на-
клонному пути под действием собственного веса перекатывается'к
началу конвейера. Для проверки качества сварки предусмотрен
контрольный пункт 9. Дефекты сварных швов устраняют на рабо-
чем месте /(2.
Автоматической сборочно-сварочной линией
называется комплекс технологического и подъемно-транспортного
оборудования, выполняющего без непосредственного участия чело-
Рис. 206. Схема автоматической линии изготовления сварных спирально-шовных
труб:
I — разматыватель стальной ленты, 2 — правильная машина, 3 — гильотинные ножницы.
4 — автомат для стыковой сварки ленты, 5 — подающие ролики. 6 — петлеобразователь.
7 — дисковые ножницы, 3 — подающая машина, р — автомат для выполнения внутреннего
сварного шва, /0 — формовочная машина, // — автомат для выполнения наружного свар-
ного шва, 12 — отрезно/1 станок
239
Рнс. 207. Схема автоматической роторной линии:
1 —входной магазин-уловитель, 2—5 — транспортные .ро-
торы, 5 — выходной приемной магазин, 7—5* —рабочие
роторы
века в определенной технологической последовательности и с опре-
деленным тактом операции подготовки, сборки и сварки. Схема
автоматической линии изготовления сварных спирально-шовных
труб показана на рис. 206.
В комплексной автоматизации сварочного производства особое
место занимают роторные сбороч но-св арочные автоматы и автома-
тические роторные линии (рис. 207). Особенность роторного обору-
дования, используемого на этих линиях, заключается в том, что
процессы сборки и сварки осуществляются при непрерывном дви-
жении свариваемых деталей и сварочных автоматов. В качестве
примера можно указать на роторные линии по сборке, сварке и на-
плавке тракторных катков, износостойкой наплавке клапанов авто-
мобильных двигателей, изготовлению сварочных электродов и др.
В автоматизации сварочного производства особое значение име-
ет оснащение его оборудованием с программным управлением. Так,
на газорезательной машине «Кристалл» с программным управле-
нием можно вырезать детали из стальных листов толщиной до
100 мм. Машина управляется автоматически соответственно задан-
ной программе, записанной на специальной перфоленте. Примене-
ние сварочного оборудования с программным управлением эконо-
мически оправдано в условиях массового и крупносерийного произ-
водства.
§ 5. Промышленные роботы для сварки
Термин «робот» славянского происхождения. Его ввел чешский
писатель Карел Чапек в 1920 г. в своей фантастической пьесе
«РУР» («Россумские универсальные роботы»). Этим словом были
названы механические рабочие, предназначенные для замены лю-
дей на тяжелых физических работах. Далее многочисленное семей-
ство роботов получило развитие на страницах научно-фантастиче-
ских романов. Но не прошло и 40 лет, как робот вышел из стен на-
учных лабораторий и начал применяться на производстве.
Промышленный робот согласно ГОСТ 25686—83 опреде-
ляется как автоматическая машина, представляющая собой мани-
240 .
пулятор с перепрограммируемым устройством управления, для йы-
полнения в производственном процессе двигательных и управляю-
щих функций, заменяющих аналогичные функции человека при пе-
ремещении предметов производства и (или) технологической осна-
стки.
Промышленный робот является универсальной технологической
системой для выполнения разнообразных действий, свойственных
человеку в процессе его трудовой деятельности. Под действием
автоматической системы управления робота его манипуляторы со-
вершают движения, подобные движениям рук человека в процессе
работы. Работа автоматической руки похожа на работу человече-
ской руки со своими гибкими соединениями в локте, плече и за-
пястье. Отличительным признаком промышленного робота от дру-
гих видов роботов является его применение в производственном
процессе. Классификация промышленных роботов регламентирова-
на ГОСТ 25685—83.
В СССР практическое применение роботов началось в середине
60-х годов. В 1966 г. ЭНИКмаш (г. Воронеж) выпустил первый
проспект на автоматический манипулятор для переноса и уклады-
вания металлических листов. В 1971 г. появились первые современ-
ные промышленные роботы УМ-1, Универсал-50, УПК-1, пред-
назначенные в основном для выполнения процессов транспорти-
ровки.
Промышленный робот, обладая большими силовыми возможно-
стями, позволяет освободить человека от монотонного, тяжелого,
утомительного, а иногда и вредного или опасного труда. В итоге
повышается однородность качества изделий, возможно ускорение
процесса производства переходом на непрерывную трехсменную ра-
боту без отдыха (за исключением* времени на профилактику или
ремонт).
Роботы могут действовать с любой позиции и на любом уровне
по высоте в пространстве цеха. Например, при сварочных опера-
циях на кузове автомобиля без изменения положения кузова могут
работать одновременно несколько роботов, расположенных с боков,
сверху, снизу.
Современный промышленныйроботдлясварки может
быть определен как манипуляционная система, оснащенная техни-
ческими средствами ведения сварочного процесса, с программным
управлением координатами сварочного инструмента и изделия и
параметрами режима сварки. Сварочный робот состоит из собст-
венно робота и пульта управления. Робот имеет подвижную руку и
шарнирную кисть с захватом, которые обладают свободой прост-
ранственных перемещений, в какой-то степени имитируя руку чело-
века. В захвате кисти закрепляются сварочные клещи (при кон-
тактной точечной сварке) или сварочная горелка (при дуговой
сварке). Большинство сварочных роботов имеют пять движений
(степеней свободы): три движения руки и два движения кисти.
Комбинирование этих движений позволяет устанавливать свароч-
ные клещи или горелку в любых положениях и перемещать их в
241
Рис. 208. Виды движений робота:
/-—выдвижение руки, 5—наклон руки относительно горизонтальной плоскости,
•J - вертикальное перемещение рукн, 4 — поворот руки, S — сгибание кнсги, 6—
поворот кисти. 7 — вращение захвата, $—поперечное перемещение корпуса, 5 —
продольное перемещение корпуса, /С — разжим — зажим захвата
любых направлениях в пределах зриы действия робота. Виды дви-
жений робота приведены на рис. 208.
В сварочных роботах наибольшее распространение получили
две конструктивные схемы с перемещением руки в сферической
или прямоугольной системе координат.
По схеме с перем еще н-и емруки в сферической си-
стеме координат построены промышленные роботы типа
«Юнимейт» (США), ИЭС-690 (СССР) и др. Робот типа «Юнимейт»
(рис. 209) имеет пять степеней свободы: выдвижение —’втягивание
руки (поз. /); наклон ее в вертикальной плоскости (поз. II) и по-
ворот вокруг вертикальной оси (поз, ///); наклон кисти в верти-
кальной плоскости (поз, /И) и поворот ее вокруг своей оси (поз. Г).
В основании робота имеются центрирующие отверстия для его точ-
ной установки относительно обслуживаемого сборочного оборудо-
вания; основание должно быть укреплено на фундаменте с помо-
щью анкерных болтов.
Рис. 210. Промышленный робот
типа «Нами»
Рис. 209. Промышленный ро-
бот типа «Юнимейт>
242
1
Рис, 211. Компоновка промышленного робота t мани-
пулятором:
1 — манипулятор для перемещения свариваемого изделия, ;< -
планшайба, 3 — сварочная горелка, 4—манипулятор для пе-
- ремещення сварочной горелкм (робот>
По схеме с перемещением руки в прямоугольной
системе координат построены промышленные рободы типа
«Начи» (Япония), ВИСП (СССР) и др. Робот типа «Начи» (рис.
210) также имеет пять степеней свободы.
При дуговой сварке в ряде случаев .целесообразно разделять
функции между манипулятором (роботом), служащим для переме-
щения сварочной головки, и манипулятором, служащим для пере-
мещения свариваемого изделия; при этом оба устройства работают
совместно по единой программе (рис. 211). Такой прием позволяет
упростить кинематическую схему и уменьшить число степеней сво-
боды"" самого робота. В качестве приводов движений роботов для
сварки применяют электрический и электрогидравлический.
Программа, по которой сварочный робот выполняет свои движе-
ния, должна быть заранее введена в его запоминающее устройство.
Программирование робота осуществляется, как правило, «обучени-
ем» его на основе приемов ручного труда. Обучение состоит в том,
что пользуясь выносным пультом, опытный рабочий (оператор) вы-
полняет первый технологический цикл сварки, управляя вручную
движениями сварочного инструмента, закрепленного в кисти робо-
та. При этом, перемещая сварочный инструмент от одного рабочего
положения к другому, вводят координаты каждой из точек этого
положения в запоминающее устройство нажатием кнопки Память
или Запись. Если на пути между соседними точками оказывается
препятствие, например элементы зажимного приспособления, то в
память робота вводят координаты дополнительных точек, определя-
ющих траекторию движения сварочного инструмента в обход пре-
пятствия. Затем в промежутке между'зарегистрированными пози-
циями вводятся такие параметры, как скорость сварки, продолжи-
тельности остановки, ускорения, замедления и т. п.
После окончания обучения выносной пульт отключается и робот
готов к непрерывному многократному повторению записанного цик-
ла действий. Выполнение программы начинается после того, как
243
свариваемый узел займет требуемое исходное положение и сигнал
об этом поступит в запоминающее устройство. Окончание свароч-
ной операции служит, в свою очередь, сигналом для дальнейшего
движения сварочного инструмента к месту выполнения следующей
операции.
Если подобное обучение робота уже производилось, то при пе-
реобучении его программа может быть переписана из «библиотеки
программ» — долговременного хранилища информации. Програм-
мы записываются на магнитной ленте, магнитном барабане или
перфоленте.
В сварочном производстве роботы могут быть использованы так-
же в качестве транспортных средств. В этом случае на руке робота
устанавливают захватное устройство, которое захватывает детали
из положения, заданного при базировании, исключая смещение их
в процессе транспортировки, ориентирует и подает детали на сбор-
ку, освобождая их после установки в необходимое положение.
В настоящее время используют работы первого поколе-
ния, работающие по заданной жесткЬй программе. Роботы вто-
рого поколения, в которых широко используется микропроцес-
сорная вычислительная техника, будут обладать техническим теле-
визионным «зрением» и «осязанием» и их движения будут совер-
шаться в зависимости от окружающей обстановки. В связи с нали-
чием чувствительных элементов роботы этого поколения имеют бо-
лее сложное управляющее устройство. Роботы третьего по-
коления (интегральные) отличаются от роботов второго поко-
ления возможностью обработки информации, получаемой от орга-
нов чувств. Они смогут применяться для работ, требующих
распознавания образов (работа по чертежу), а также протекаю-
щих в сложных и изменяющихся условиях. Эти роботы еще не
вышли из стен лабораторий.
Новый этап развития производства знаменуется широким внед-
рением промышленных роботов и манипуляторов.. Роботизация при-
носит ощутимый экономический и социальный эффект.
Контрольные вопросы
1. Что понимается под механизацией и автоматизацией сварочного произ-
водства?
2. Как производится механизация сборочных работ?
3. Как механизируют сварочные работы?
4. Каковы особенности работы даточных линий?
5. Как устроен и работает сварочный робот?
ГЛАВА XIX
СВЕДЕНИЯ О ДРУГИХ ВИДАХ СВАРКИ И РЕЗКИ
§ 1. Понятие об электронно-лучевой, плазменной, лазерной
и газовой сварке
Электронно-лучевая сварка (рис. 212) выполняется в
специальной камере, из которой откачан воздух. Плавление основ-
244
Рис. 212. Электронно-лучевая
сварка:
/—электрический вакуумный ввод,
2 — электронная пушка. J —элект-
ромагнитная фокусирующая лин-
за, 4 — вакуумная камера. 5 — влек- -
тронный луч, j — свариваемое из-
делие, 7 — механизм перемещения
изделия, 8 —вакуумный насос
ного металла осуществляется потоком
(лучом) быстродвижущихся электро-
нов, ускоряемых электрическим полем
(разность потенциалов между като-
дом и анодом) и фокусируемых элек-
тромагнитной системой. Попадая на
поверхность изделия, электроны отда-
ют свою энергию движения (кинетиче-
скую), превращающуюся в теплоту,
которая расплавляет и сваривает ме-
талл. Вакуум внутри камеры необхо-
дим для того, чтобы энергия электро-
нов не расходовалась на ионизацию
газа в камере, а также для получения
металла шва без газовых включений.
Для установки и передвижения изде-
лия под-электронным лучом служит
специальная тележка, приводимая
в движение электродвигателем, 'На-
блюдение за процессом сварки ведут
через смотровое окно. Этот вид свар-
ки применяют для' соединения туго-
плавких и химически высокоактивных
металлов и их сплавов.
Плазменная сварка явля-
ется разновидностью сварки в за-
щитных газах, неплавящимся электродом. Отличительной осо-
бенностью ее является высокая температура столба дуги (10 000—
20 000°С и выше) вследствие сжатия его потоком газа (аргоном,
гелием, водородом или их смесями). В результате сжатия и боль-
шой плотности тока материя переходит в четвертое агрегатное
состояние# отличающееся от твердого, жидкого и газообразного.
Такое состояние материи называется плазмой, т. е. массой хао-
тически двигающихся оголенных ядер и оторванных от них элект-
ронов.
Различают два типа дуговой плазмы — выделенную из столба
дуги (рис. 213,а) и совпадающую с ним (рис. 213,6). Соответст-
венно этому существует два типа сварочных головок (плазмотро-
нов). В головках с плазменной струей, выделенной из столба дуги,
дута горит между неплавящимся вольфрамовым электродом, ко-
торый служит катодом, и охлаждаемым водой соплом (дуга кос-
венного действия). В данном случае плазменная струя является
независимой по отношению к изделию, не включенному в свароч-
ную цепь. В головках с плазменной струей, совпадающей со стол-
бом сжатой дуги, дуга горит между неплавящимся вольфрамовым
электродом (катодом) и изделием, подключенным к положительно-
му полюсу источника тока (дуга прямого действия). Дуговая
плазма может быть использована для сварки,. резки и наплавки
металлов, в том числе и тугоплавких. Для ручной сварки приме-
248
a) fi)
Рис. 213. Плазменная сварка выделенной из столба
дуги (а) и совпадающей со столбом дуги (б) плазмой:
/ —’ вольфрамовый электрод, 5 — токоподводящий мундштук.
3 •— охлаждающая вода, 4 — столб дуги, 5 — медное cossJio,
3 — плазма, 7 — основной металл
няют установки УПС-301, а для механизированной — УПС-501 и
УПС-804.
Лазерная сварка —это сварка, при которой для местного
расплавления соединяемых частей используется энергия светового
луча, полученного от оптического квантового генератора; при
большом усилении световой луч способен плавить металл. Для
применяют специальные устройства, на-
получения такого луча
Рис. 214. Лазерная сварка:
1 — высоковольтный конденсатор,
2 — повышающий трансформатор,
5 — выпрямитель* 4 — переключа-
тель, 5 — рубиновый кристалл (ре-
зонатор), £ “ импульсная лампа
(лампа накачки), ’7 — луч лазера»
8 — оптическая система* 9 — свари-
ваемое изделие
называемые лазерами. Схема дей-
ствия рубинового лазера показана на
рис, 214. Искусственный рубиновый
кристалл .расположен в - кварцевой
трубке, которая представляет собой
газоразрядную лампу, наполненную
газом ксеноном. При замыкании вы-
ключателя происходит разряд высоко-
вольтного конденсатора, а в кварцевой
трубке (лампе) появляется вспышка
света, в результате чего рубиновый
кристалл испускает мощный световой
импульс (луч), который после фокуси-
рования направляется в зону свар-
ки. Сварка ведется как бы отдель-
ными точками, перекрывающими друг
друга. Лазерным лучом можно сва-
ривать самые различные композиции
металлов, используемых в микроэлек-
тронике: золото — кремний, герма-
ний— золото, никель — тантал, медь-
246
J — присадочная проволока, 2—сварочное пламя, 3 — сварочная горелка,
4 — свариваемые детали
алюминий и др. Свариваются также стекло, керамика, пластмассы.
К достоинствам лазерной сварки можно отнести также незначи-
тельный нагрев близко расположенных от места сварки участков
и отсутствие деформации соединяемых деталей.
Г а зова я сварка (рис. 215) характеризуется расплавлением
основного и присадочного материалов пламенем сварочной горел-
ки, получаемым при сжигании горючего газа в смеси с кислоро-
дом. В качестве горючего газа' обычно используют ацетилен. Мо-
гут применяться и другие горючие газы, например пропангбута-'
новые смеси, пары жидких горючих веществ (бензина, керосина)
и др.*
Этот вид сварки применяют для получения сварных соедине-
ний из чугуна, Цветных металлов и их сплавов,фталей небольших
толщин; его используют при сварке водогазопроводных, труб, а
также при различных ремонтных работах.' .
§ 2. Сущность основных видов сварки давлением
При контактной сва4рке нагрев деталей происходит в ре-
зультате выделения теплоты в зоне контакта свариваемых дета-
лей при пропускании через них большого сварочного тока. После
нагрева до пластического состояния (или расплавления) детали
сильно сдавливаются, в результате чего происходит их сварка.
Существуют три основные разновидности контактной сварки: сты-
ковая, точечная и шовная.
Стыковая сварка (рис. 216,о) состоит в том, что детали с ров-
но обрезанными торцами зажимают в медные электроды и про-
пускают через них сварочный ток. В месте электрического контак-
та торцы деталей разогреваются, после чего производится их
сжатие. Этот способ.применяют при сварке стержней и труб.
Точечную сварку (рис. 216,6) применяют для сварного соеди-
нения листового материала в отдельных точках. Свариваемые
листы с предварительно зачищенными поверхностями собирают
внахлестку и после зажатия между медными электродами пропус-
247
Сжатие
Сжатие - Т
Сжатие
9
Сжатие
6)
Рис. 216. Контактная' сварка:
f. — свариваемые детали, 3 ~ медмые электроды, 4—сварной шов, 5 — свароч-
ный трансформатор
кают через них сварочный ток. В результате нагрева до пластиче-
ского состояния (или расплавления) и дополнительного сжатия
образуются сварные точки с литым ядром. j
Шовную сварку (рис. 216,в) применяют также для получения
сварных соединений из листового материала, но в этом случае
вместо стержневых медных электродов, применяемых при точеч-
ной сварке, используют медные ролики, приводимые во вращение
от электродвигателя. При передвижении под током собранных
внахлестку листов между роликами выделяется теплота и образу-
ется прочноплотный сварной шов.
Ультразвуковая сварка (рис. 217) основана на сов- '
местном .воздействии на свариваемые детали механических коле-
баний ультразвуковой частоты (более 20-кГц) и сжимающих yen- j
лий. Преобразование электрической энергии в механическую про- |
изводится в специальных ультразвуковых генераторах. Сердечник *
высокочастотного трансформатора в таком генераторе изготовлен
из специальных сплавов, обладающих магнитострикционными
свойствами, т. е. способностью менять размеры (увеличиваться
или уменьшаться) при намагничивании. Это вызывает механиче-
248
Рис. 217. Ультразвуковая сварка:
а— точечная, 6 —шовная; t, 3 — верхний и ннжянй электроды, 2 — свариваемый металл,
4 — волновод, 5 — обмотка тока высокой частоты, 5 — вибратор (магнитострикционный пре-
образователь), 7 — механизм передачи усилия сжатия, S — сварной шов; Р—усилие сжатия
ские колебания такой же частоты, как и частота тока в трансфер'
маторе.
При сообщении механических колебаний свариваемым
деталям последние начинают вибрировать с ультразвуковой час-
тотой. Вибрация путем трения разогревает свариваемые поверх-
ности до 200—500 °C, очищает их от окалины и размягчает, а
сжимающее усилие деформирует и сваривает детали.
Ультразвуковая сварка нашла достаточно широкое применение
для соединения тонких деталей из различных металлов и их спла-
вов, а также неметаллических материалов '(пластмассы, стекло
и др.).
Сварка трением (рис. 218) заключается в том, что вслед-
ствие трения торца одного из свариваемых стержней о торец дру-
гого место соприкосновения нагревается до пластического состоя-
ния. При применении осевого усилия стержни свариваются. Этот
вид сварки широко применяют при изготовлении составного инст-
румента (сверл, резцов, разверток и др.), а также при соединении
разнородных металлов (алюминия со сталью и т. п.).
Диффузионная сварка (рис. 219) основана на том, что
при небольшом нагреве деталей (до 800°C) и последующем их
легком сжатии происходит взаимная диффузия (проникновение)
частиц атомов свариваемых поверхностей. Во избея!ание окисле-
ния свариваемых поверхностей и усиления диффузии сварку про-
изводят в вакууме. Нагрев осуще-
ствляется контактным или индукцион-
ным нагревателем. После сварки де-
тали охлаждаются в вакуумной ка-
мере до комнатной температуры.
Этим видом сварки возможно соеди-
Рис. 218. Сварка трением:
!, 4 — свариваемые стержни, 2 —
неподвижный зажни, 3 — вращаю-
щийся патрон
нение многих разнородных металлов,
а также металлов с керамикой, графи-
том, стеклом и т. п.
17-490
249
Рис. 219. Диффузионная сварка
в вакууме:
1 — высокоча^тотнъ5й индуктор, 2 —
жаропрочный пуансон, 5 — вакуумная
камера, 4—подставка, 5 — сваривае-
мые детали
Рис. 220. Индукционная сварка
труб:
1 — ферритный сердечник, 2 — высоко-
частотный индуктор, 3 — заготовка тру-
бы, 4 — обжимные ролики
Индукционная сварка основана на разогреве токами
высокой частоты торцов стыкуемых деталей до пластического со-
стояния и последующем их сдавливании. Ее широко применяют
при выполнении продольных швов труб (рис. 220). Для уменьше-
ния шунтирования сварочного тока через стенку трубы внутрь ее
вводят ферритовый сердечник.
Холодную сварку, основанную на том, что атомы метал-
ла у поверхности соприкосновения соединяемых частей при боль-
шом давлении сближаются примерно иа те же расстояния, при
которых они находятся внутри метал-
ла, производят без нагрева изделия.
Она может быть точечной (рис. 221),
стыковой и шовной. Этот вид сварки,
который применим только для пластич-
Рис. 221. Холодная сварка:
1 — свариваемые пластины, 2 —
пуансоны, 3 — рабочая часть пуан-
сонов, 4 — опорные поверхности
пуансонов
Рис. 222. Термитная сварка;
< — тигель, 2 — термит, 3 — концы рельсов, 4 —
огнеупорная форма
250
•г'
Рис. 223. Сварка стыков труб вращающейся дугой:
а —горящей между торцовыми кромками труб, б — горящей между стыком труб и
медным водоохлаждаемым кольцом; ! — концы труб, 5 —катушка электромагнита.
3 — сварочная дуга, 4 — медное водоохлвждаемое кольцо
ных металлов, широко используют в электротехнической промыш-
ленности для соединения меди и алюминия (сварка шин и прово-
дов, армирование медью контактных соединений и др.).
Термитная сварка основана на том, что при горении сме-
си оксида железа (окалины) и алюминиевого порошка, называе-
мой термитом, выделяется большое количество теплоты, достаточ-
ное для расплавления металла. Термит сжигают в специальном
тигле, в котором образуются жидкая сталь и шлаки, состоящие в
основном из оксида алюминия. Термитной сваркой соединяют, как
правило, трамвайные и железнодорожные рельсы (рис. 222). Со-
бранные под сварку с зазором концы рельсов помещают в разъ-
емную огнеупорную форму, после чего в нее из тигля заливают
жидкий термит. После разогрева торцы рельсов сдавливают спе-
циальным прессом. (В том случае, когда применяют метод проме-
жуточного литья, при котором сдавливания не производят, тер-
митная сварка относится к сварке плавлением.)
Сварку вращающейся дугой применяют для соедине-
ния стыков труб (рис. 223), Она основана на использовании теп-
лоты электрической дуги, перемещающейся по окружности вдоль
стыка с помощью вращающегося магнитного поля. Это поле соз-
дается катушками электромагнита и при вращении увлекает за
собой дугу, что приводит к быстрому оплавлению кромок. Факти-
чески этот вид сварки является разновидностью дуговой. Сущест-
вуют два способа сварки вращающейся дугой: в первом (рис.
223,а) дуга возбуждается между торцовыми кромками труб и пос-
ле их оплавления трубы сдавливаются; во втором (рис. 223,6)
дуга горит между стыком труб и внутренней поверхностью медно-
го водоохлаждаемого кольца.
Сварка взрывом (рис. 224) осуществляется в результате
вызванного взрывом соударения быстро движущихся частей. Одна
из свариваемых пластин укладывается на жестком основании, а
вторая — под некоторым углом к ней и на определенном расстоя-
17*
251
нии от нее. Заряд взрывчатого вещества располагается непосред-
ственно на верхней пластине. В результате взрыва, производимого
детонатором, расположенным над вершиной угла, верхняя плас-
тина потоком продуктов детонации с огромной скоростью отбра-
сывается на нижнюю. В зоне соударения металлы соединяемых
пластин текут подобно жидкости и сливаются в одно целое, об-
разуя монолитное сварное соединение. Сварку взрывом применя-
ют при изготовлении биметаллических листов металлов и сплавов
в любых сочетаниях.
Газопрессовая сварка (рис. 225)—это сварка давле-
нием, при которой нагрев свариваемых деталей производится пла-
менем газов, сжигаемых на выходе сварочной горелки. Сваривае-
мые детали в месте их соединения нагреваются многопламенной
газокислородной горелкой до пластического состояния или до
оплавления их кромок, а затем сдавливаются внешним усилием.
Этим видом сварки получают стыки труб, рельсов, стержней раз-
личного поперечного сечения и т. п.
Конденсаторная сварка—это сварка энергией, накоп-
ленной в электрических конденсаторах; применяется в основном
в радиотехнической промышленности.
Кузнечная сварка — это сварка давлением, при которой
нагрев производится в печах или горнах, а осадка выполняется
ударами молота (ручного или механического).
Сварка прокаткой — это сварка давлением, осуществляе-
мая пластическим деформированием в прокатных валках.
§ 3. Резка металлов
По характеру образуемых резов и в зависимости от назначе-
ния различают две основные разновидности резки металлов: раз-
делительную, образующую сквозные разрезы (вырезка дета-
лей из листа, резка металла на части, скос кромок под свапкм и
др.) и поверхностную, пред-
назначенную для снятия слоя ме- талла с поверхности обрабаты- ваемых деталей или заготовок (строжка поверхности, выплавка канавок, удаление дефектных 2 . Рис. 224. Сварка взрывом: 1 — детонатор, 2 — взрывчатое вещество, 5 —слой резины, 4> 5 — свариваемые де- тали, 6 — основание 7 Горючая отй —1„ —Zz»S $~Гф/мая смесь Рис. 225. Газопрессовая сварка: 1, 2 — концы свариваемых труб, 3—много* пламенная горелка
252
швов, подготовка кромок под
сварку и др,). Сущность некото-
рых видов резки кратко излагает-
ся ниже.
Дуговая резка уголь-
ным или металлическим
электродом с покрытием
(рис. 226) основана на расплав-
лении металла электрической ду-
гой и стекании его вниз под дей-
ствием собственного веса. Резку
производят при горизонтальном
расположении листов пилообраз-
Рис. 226. Дуговая резка металличе-
ским электродом:
! — разрезаемый металл, 2 — металличе-
ский электрод с покрытием, 3— траекто-
рия движения конца электрода, 4 — вы-
текающий жидкий металл
ним движением электрода, что
облегчает стекание жидкого металла. Рез при этом получается
широким, с оплавленными торцами кромок. Этот способ' применя-
ют для резки чугуна, цветных металлов и сплавов при грубой раз-
делке металла.
Воздушно-дуговая резка (рис. 227) состоит в том, что
металл, расплавленный электрической дугой, непрерывно удаля-
ется струей сжатого воздуха. Дуга горит между угольным элект-
родом и поверхностью разрезаемого изделия, а сжатый воздух в
зону резки подается из отверстия горелки. Воздушно-дуговая рез-
ка может быть как разделительной, так и поверхностной. Ее при-
меняют при обрезке прибылей стального и чугунного литья, раз-
делке кромок, удалении дефектных сварных швов и т. п.
Кислородно-дуговая резка основана на расплавле-
нии металла электрической дугой и сгорании его в струе кислоро-
да. Образующиеся при этом оксиды под действием кислородной
струи вытекают из полости реза. Качество реза более высокое,
чем при воздушно-дуговой резке. Резку можно производить как
угольным, так и металлическим электродом. Для подводной кис-
лородно-дуговой резки используют трубчатые металлические
Рис. 227. Воздушно-дуговая разделительная (а) и поверхностная
(б) резки:
1 — разрезаемый металл, 2— угольный электрод, 3 ~ элеьтрододержатель,
4 — струя сжатого воздуха, S — полость реза
253
Рис. 228. Подводная
кислородно-дуговая рез-
ка:
Рис. 229. Плазменная
резка:
t — вольфрамовый электрод,
2 — плаэмообрааующий газ,
3 — медное водоохлаждае-
мое сопло, 4 — электриче-
ская дуга, 5 — струя плаз-
мы, 6—разрезаемый металл
Рис. 230. Газокисло-
родная резка:
I — разрезаемый металл,
2—Струя режущего кис-
лорода, 3 горючая
смесь, 4 ~ режущий
мундштук, 5 — мундштук
подогревающего пламе-
ни, 6 — подогревающее
пламя, 7 — рез, 8 -
шлаки
1 — канал для режущего
кислорода. г—стальной
грубя атыв стержень, з —
электродное покрытие, 4 —
гидроизоляция
электроды, по внутреннему каналу которых подается режущий
кислород (рис. 228).
Плазменная резка (рис. 229) производится плазмой, вы-
деленной из столба дуги. Сжатая дуговая плазма, имеющая очень
высокую температуру (10 000—20 000 °C и выше) и вытянутую
форму, способна проникать глубоко в металл и проплавлять его.
Образовавшийся при этом жидкий металл удаляется из полости
реза газовым потоком дуги. Плазменную резку широко использу-
ют при соответствующей обработке высоколегированных сталей,
чугунов, тугоплавких металлов, алюминиевых и медных сплавов,
керамики и др. Резка производится как вручную, так и механи-
зированными способами. Для автоматической и механизированной
воздушно-плазменной резки применяют аппараты АПР-402 и
АПР-403, а для ручной — установку УПР-201.
Кислородная резка основана на сгорании металла в
струе режущего кислорода и удалении этой струей образующихся
оксидов (рис. 230). Для подогрева поверхности металла до темпе-
ратуры его горения используют подогревающее пламя, которое
образуется в результате сгорания горючих газов (ацетилена, про-
пан-бутановых смесей, паров керосина и др.) в смеси с кислоро-
254
дом. Этот способ широко применяют как при разделительной, так
и поверхностной резке низкоуглеродистых сталей толщиной до
1000 мм и более как ручными резаками, так и газорезательными
полуавтоматическими и автоматическими машинами. Например,
машина с программным управлением «Кристалл» позволяет раз-
резать листы длиной 10 000 мм и шириной 2500 мм одновременно
тремя резаками.
Кислородно-флюсовая резка в отличие от обычной
кислородной состоит в том, что в струю режущего кислорода не-
прерывно подается флюс (в основном железный порошок), при
сгорании которого в кислороде (в зоне резки) выделяется допол-
нительное количество теплоты, идущее на подогрев металла до
температуры его горения и разжижение образующихся при резке
оксидов, что способствует удалению их из полости реза. Это по-
зволяет резать хромистые и хромоникелевые стали, чугуны, цвет-
ные металлы и их сплавы. Резка (как разделительная, так и по-
верхностная) также может быть ручной и механизированной.
Контрольные вопросы
I. В чем сущность процессов электронно-лучевой, плазменной, лазерной и
газовой сварки?
2. Поясните сущность процессов сварки под давлением.
3. Назовите способы резки металлов и сплавов.
ГЛАВА XX
ПРОГРЕССИВНЫЕ ФОРМЫ ОРГАНИЗАЦИИ
И СТИМУЛИРОВАНИЯ ТРУДА НА ПРЕДПРИЯТИИ
§ 1. Разделение труда
На предприятиях различают три основные формы разделения
труда: функциональную, технологическую и квалификационную.
Функциональное разделение труда предполагает подраз-
деление всех работников предприятия на отдельные группы в за-
висимости от выполняемых ими функций на производстве. Так,
непосредственное выполнение технологического процесса произво-
дится основными рабочими-, работы, способствующие осуществле-
нию технологического процесса, выполняют вспомогательные ра-
бочие; управление и регулирование производственным процессом
возложены на инженерно-технических работников (ИТР) и слу-
жащих; уборка производственных помещений и поддержание по-
рядка на производстве осуществляются младшим обслуживающим
персоналом (МОП); сюда же входят курьеры, гардеробщики, по-
жарная и сторожевая охрана и т. п. Все эти работники относятся
к группе промышленно-производственного персонала, а к группе
непромышленного персонала относятся сотрудники жилнщно-ком-
255