/
















































































































































































































































































































































Похожие




Текст
И. М. Квашнин
Промышленные
выбросы в атмосферу
Инженерные расчеты
и инвентаризация
Содержание
Предисловие........................................................11
Условные обозначения...............................................13
Глава 1. Краткие сведения по промышленной вентиляции. Основные
экологические термины и определения................................15
1.1. Краткие сведения по промышленной вентиляции...................15
1.1.1. Характеристика местной и общеобменной
вытяжной вентиляции...........................................15
1.1.2. Характеристика местных отсосов.........................20
1.1.3. Характеристика пылегазоулавливающих аппаратов..........27
1.2. Основные экологические термины и определения..................28
Глава 2. Методики расчетов промышленных выбросов в атмосферу.......33
2.1. Методика расчета выбросов по характеристике оборудования......33
2.2. Методика расчета выбросов по удельным
выделениям загрязняющих веществ на единицу
массы расходуемого материала; единицу длины, площади и объема...35
2.3. Методика расчета выбросов при нанесении лакокрасочных покрытий.36
2.4. Методика расчета выбросов при заданной
интенсивности испарения загрязняющих
веществ с единицы поверхности и при нанесении
гальванических покрытий.........................................39
2.5. Методика расчета выбросов при производстве
радиоэлектронной аппаратуры.........................................41
2.6. Методика расчета выбросов загрязняющих веществ
от стоянок и мастерских по ремонту автомобилей......................43
2.6.1. Выбросы загрязняющих веществ от стоянок автомобилей....43
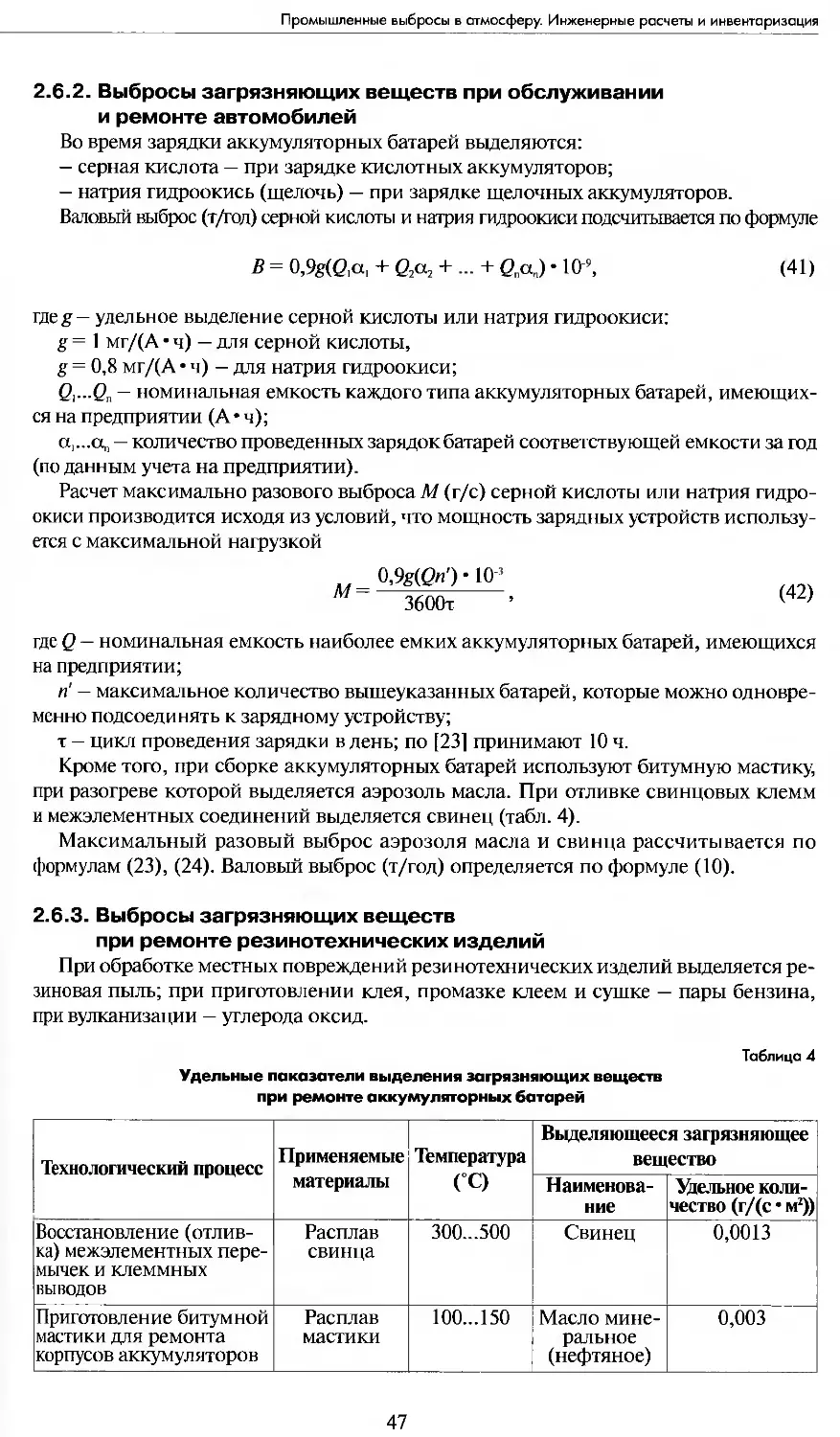
2.6.2. Выбросы загрязняющих веществ
при обслуживании и ремонте автомобилей.........................47
2.6.3. Выбросы загрязняющих веществ
при ремонте резинотехнических изделий..........................47
2.6.4. Выбросы загрязняющих веществ при медницких работах.....48
2.6.5. Выбросы загрязняющих веществ при мойке деталей,
узлов и агрегатов.............................................48
2.7. Методика расчета выбросов пыли
при механической обработке древесины................................49
2.8. Методика расчета выбросов пыли сыпучих
материалов от неорганизованных источников...........................51
Глава 3. Примеры расчета промышленных выбросов в атмосферу..........53
3.1. Примеры расчета выбросов при механической обработке металлов..53
3
И. М. Квашнин
3.1.1 Заточной участок. ИЗА 1...................................54
3.1.2. Механический участок. ИЗА 2, 3, 4........................56
3.1.3. Шлифовальный участок механического цеха. ИЗА 5, 6, 7.....58
3.2. Примеры расчета выбросов при сварочных работах...................61
3.2.1. Участок ручной электродуговой сварки стали
штучными электродами. ИЗА 8, 9.................................62
3.2.2. Сварочный участок. ИЗА 10, И, 12, 13.....................65
3.2.3. Участок плазменной резки алюминиевых сплавов. ИЗА 14.....69
3.3. Примеры расчета выбросов при нанесении
лакокрасочных материалов. Окрасочный участок. ИЗА 15, 16, 17..........70
3.4. Примеры расчета выбросов от литейного
производства и при термической обработке металлов.....................76
3.4.1. Участок цветного литья. ИЗА 18, 19, 20...................77
3.4.2. Участок изготовления моделей
при литье по выплавляемым моделям. ИЗА 21, 22...................80
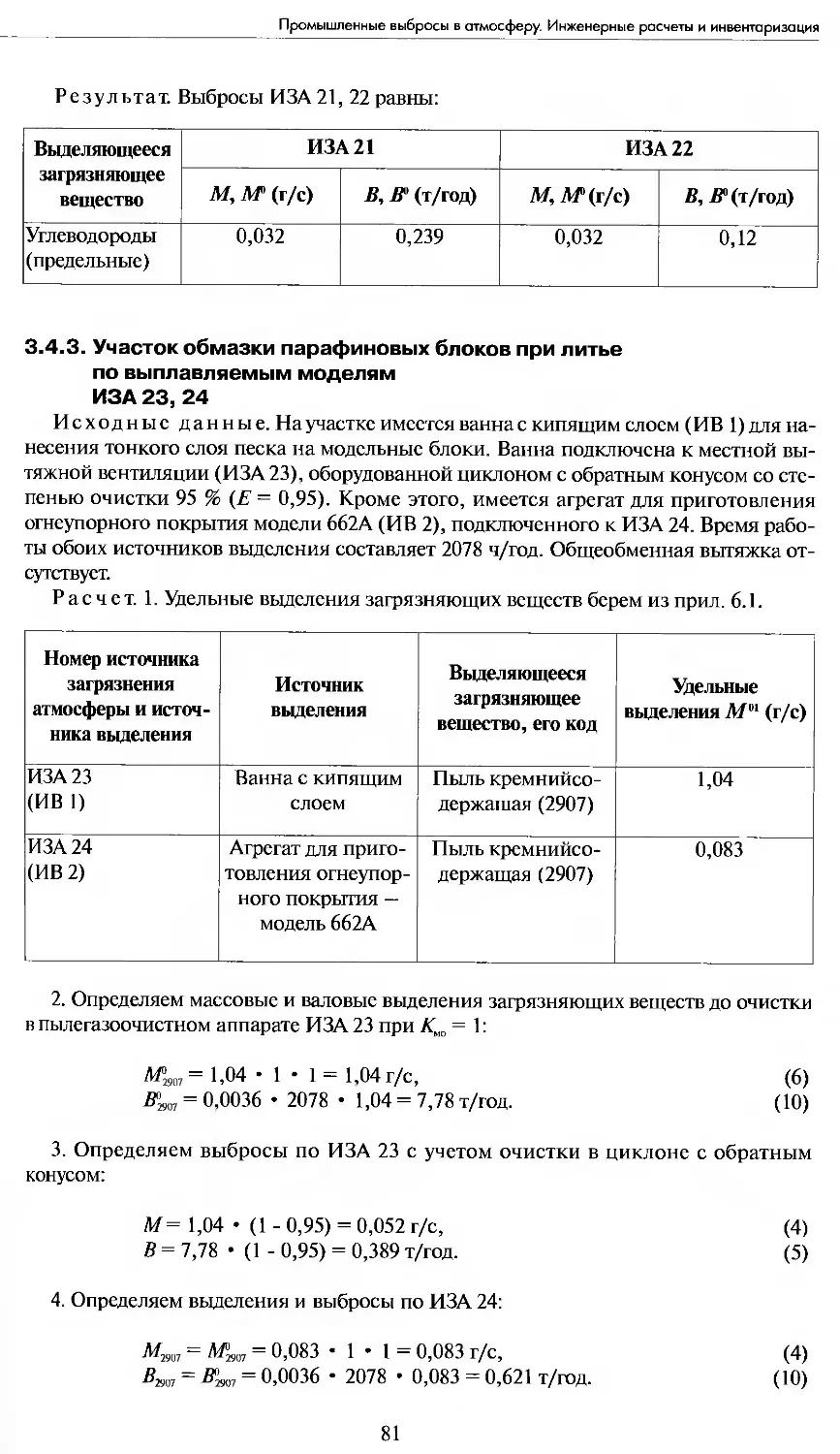
3.4.3. Участок обмазки парафиновых блоков
при литье по выплавляемым моделям. ИЗА 23, 24...................81
3.4.4. Участок точного литья. ИЗА 25, 26, 27, 28, 29, 30........82
3.4.5. Травильный участок. ИЗА 31, 32...........................87
3.4.6. Обдирочно-шлифовальный участок. ИЗА 33...................87
3.4.7. Термический участок. ИЗА 34, 35, 36......................90
3.5. Примеры расчета выбросов при производстве изделий из пластмасс...94
3.5.1. Участок термопластоавтоматов. ИЗА 37.....................94
3.5.2. Участок изготовления деталей из фенопластов. ИЗА 38, 39..95
3.6. Примеры расчета выбросов при нанесении
гальванических покрытий...............................................96
3.6.1. Участок обезжиривания. ИЗА 40............................96
3.6.2. Гальванический участок. ИЗА 41, 42, 43...................96
3.7. Примеры расчета выбросов при производстве
радиоэлектронной аппаратуры..........................................100
3.7.1. Учаток вырубки печатных плат. ИЗА 44..................100
3.7.2. Участок сверловки печатных плат. ИЗА 45, 46.............101
3.7.3. Участок нанесения фоторезиста. ИЗА 47, 48, 49, 50.......103
3.7.4. Участок облудки и пайки изделий. ИЗА 51.................106
3.7.5. Монтажный участок. ИЗА 52...............................107
3.7.6. Участок герметизации. ИЗА 53, 54........................108
3.8. Примеры расчета выбросов от стоянок
и мастерских по ремонту автомобилей..................................109
3.8.1. Открытая стоянка автомобилей. ИЗА 55.....................110
3.8.2. Отделение зарядки аккумуляторов. ИЗА 56..................117
3.8.3. Отделение ремонта аккумуляторов. ИЗА 57..................117
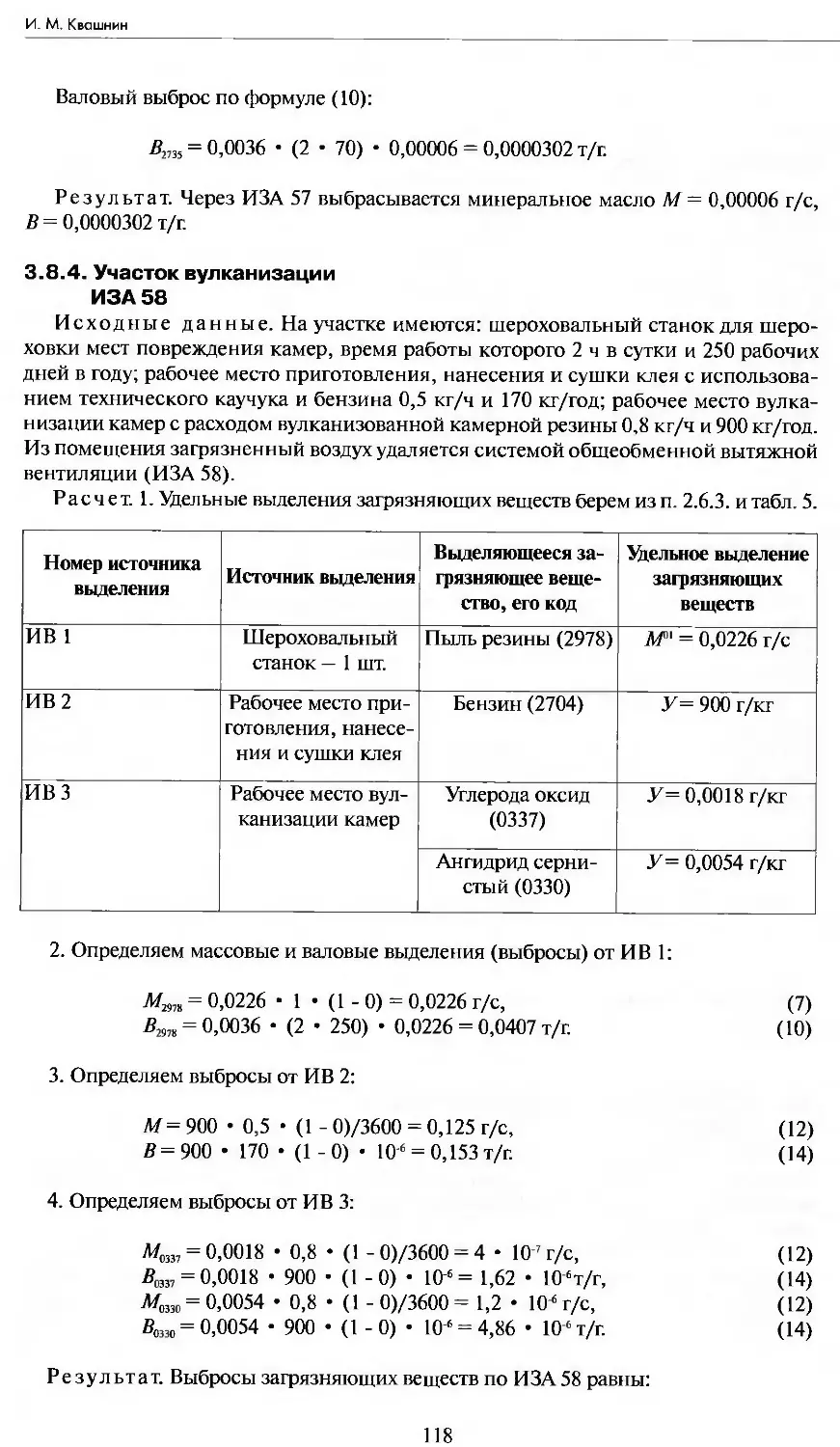
3.8.4. Участок вулканизации. ИЗА 58............................118
3.8.5. Участок мойки деталей, узлов и агрегатов. ИЗА 59........119
3.9. Примеры расчета выбросов при механической
обработке древесины. Участок деревообработки. ИЗА 60, 61.............119
3.10. Пример расчета выбросов пыли сыпучих
материалов от неорганизованных источников. Пост выгрузки из
железнодорожных вагонов и статическое хранение щебня
гранитных пород в открытом складе. ИЗА 62.....................121
Глава 4. Инвентаризация выбросов загрязняющих
веществ в атмосферу.........................................123
4.1. Методика проведения инвентаризации.............................123
4
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
4.2. Пример выполнения инвентаризации...............................129
Библиографический список............................................141
Приложение 1. Коды и предельно допустимые концентрации загрязняющих
веществ по видам производств.......................................147
Приложение 2. Характеристики и массовое выделение загрязняющих веществ
оборудования механической обработки металлов.......................155
Приложение 2.1. Выделение пыли при механической
обработке металлов без охлаждения.............................155
Приложение 2.2. Выделения пыли при механической обработке
металлов в гальваническом производстве........................157
Приложение 2.3. Выделения пыли при абразивной
заточке режущего инструмента..................................158
Приложение 2.4. Выделения пыли при механической
обработке чугуна и цветных металлов...........................160
Приложение 2.5. Выделения (г/с) аэрозолей масла и эмульсола при
механической обработке металлов с охлаждением.................163
Приложение 2.6. Удельные выделения загрязняющих
веществ от электроэрозиционных станков........................163
Приложение 3. Удельные выделения загрязняющих веществ
при сварке, наплавке, резке металлов и сплавов....................165
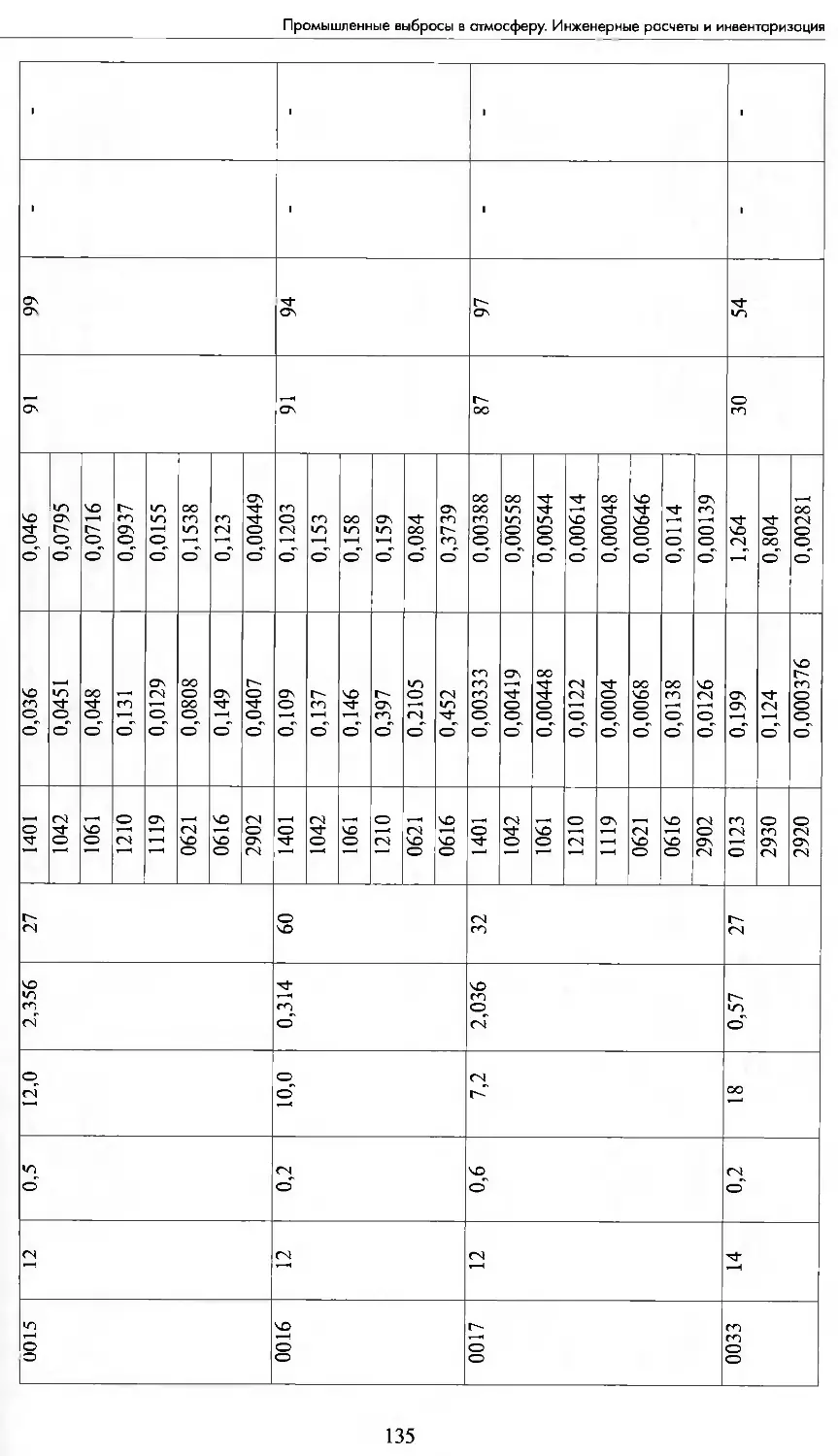
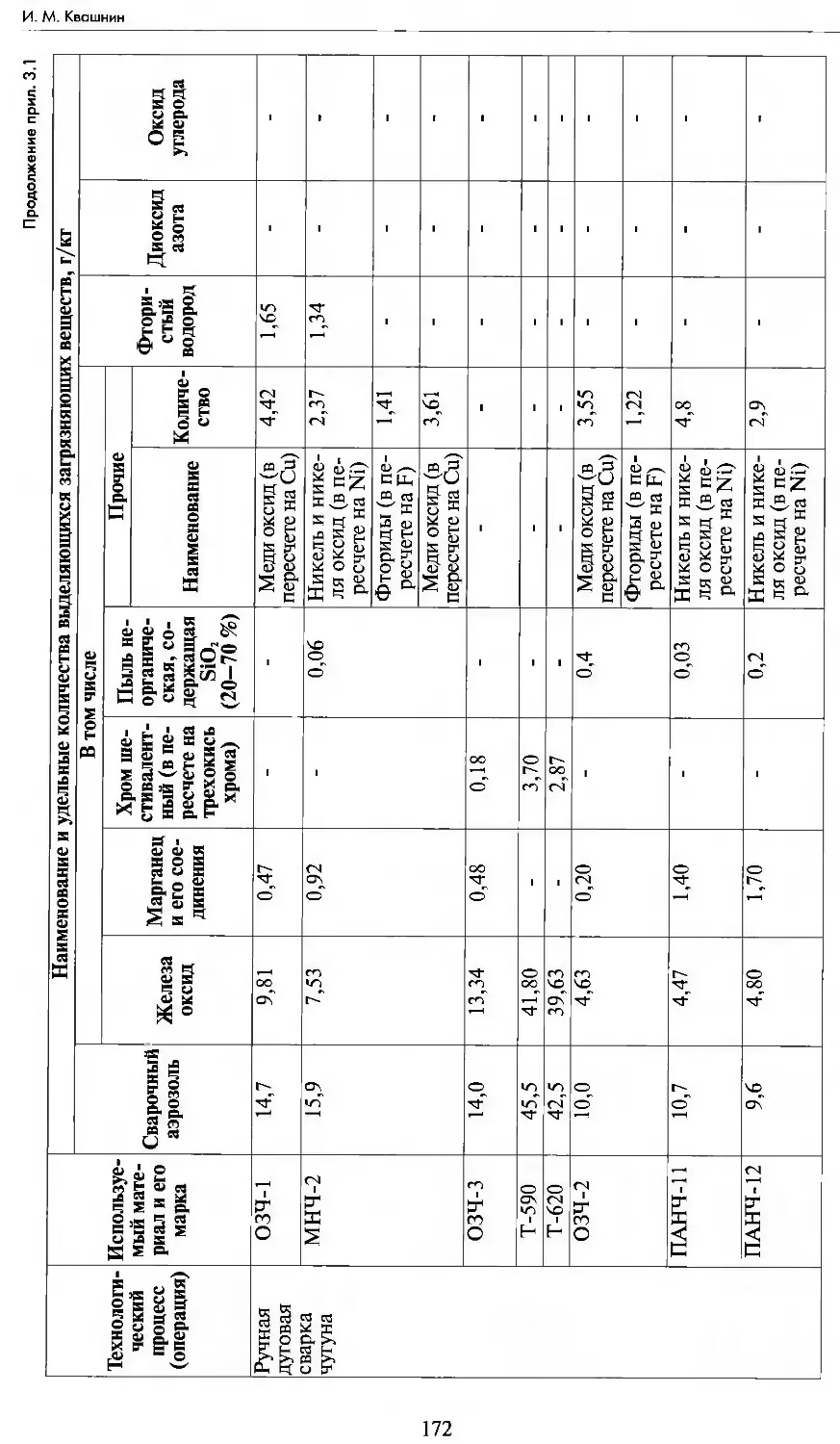
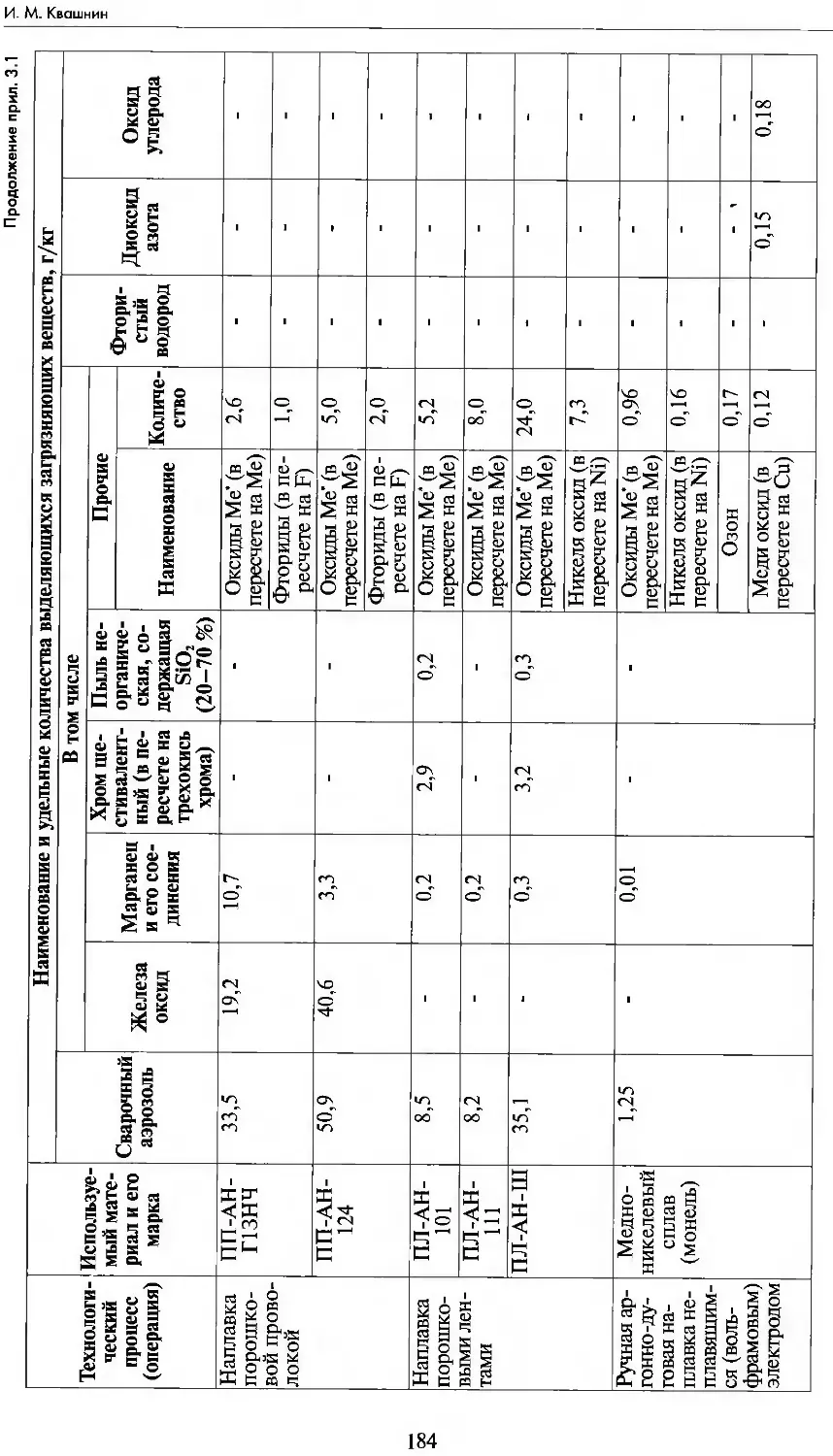
Приложение 3.1. Удельные выделения загрязняющих
веществ при сварке и наплавке металлов.......................165
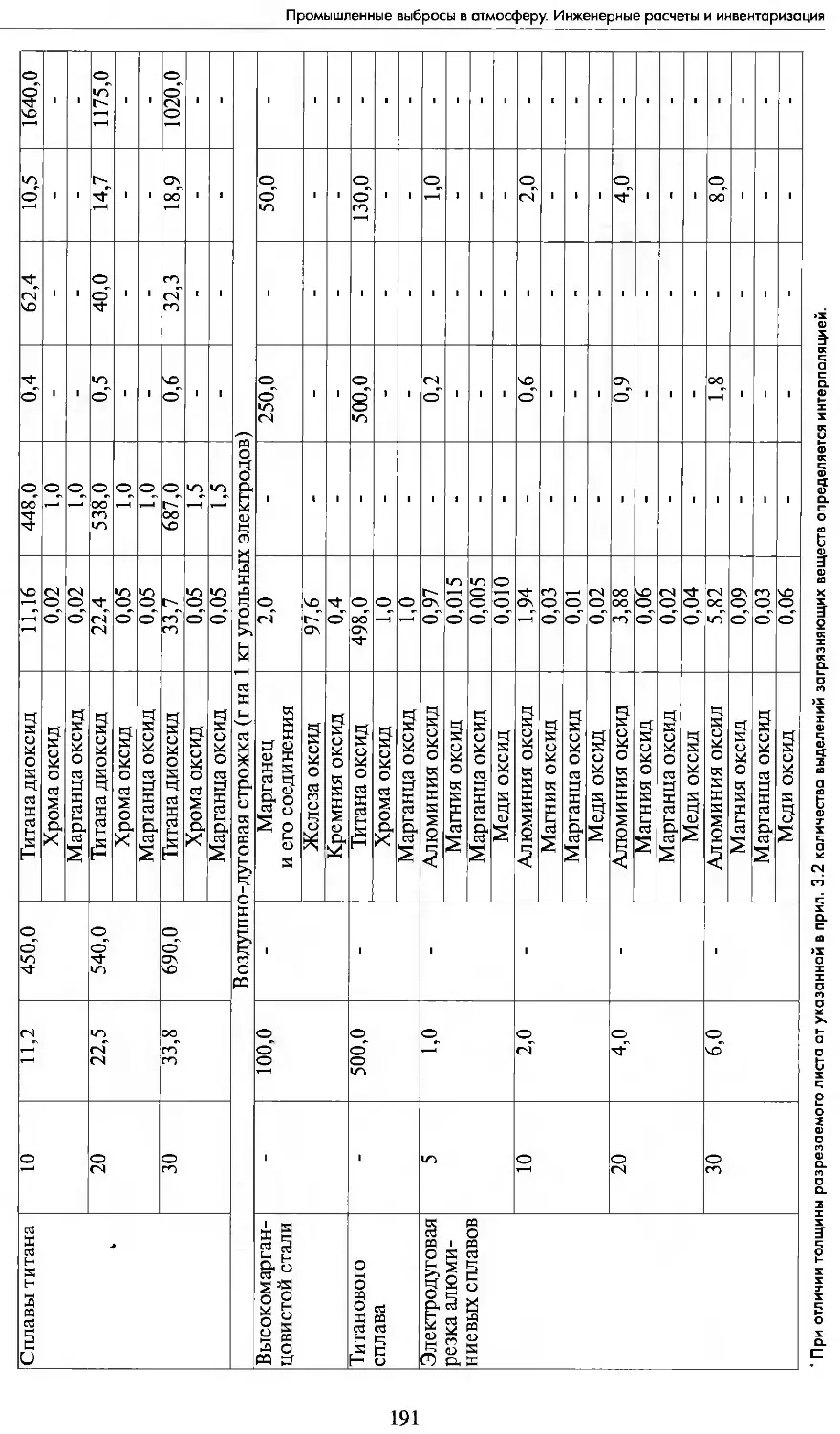
Приложение 3.2. Удельные выделения загрязняющих
веществ при резке металлов и сплавов.........................188
Приложение 3.3. Удельные выделения загрязняющих
веществ при дуговой наплавке с газоплазменным
напылением...................................................192
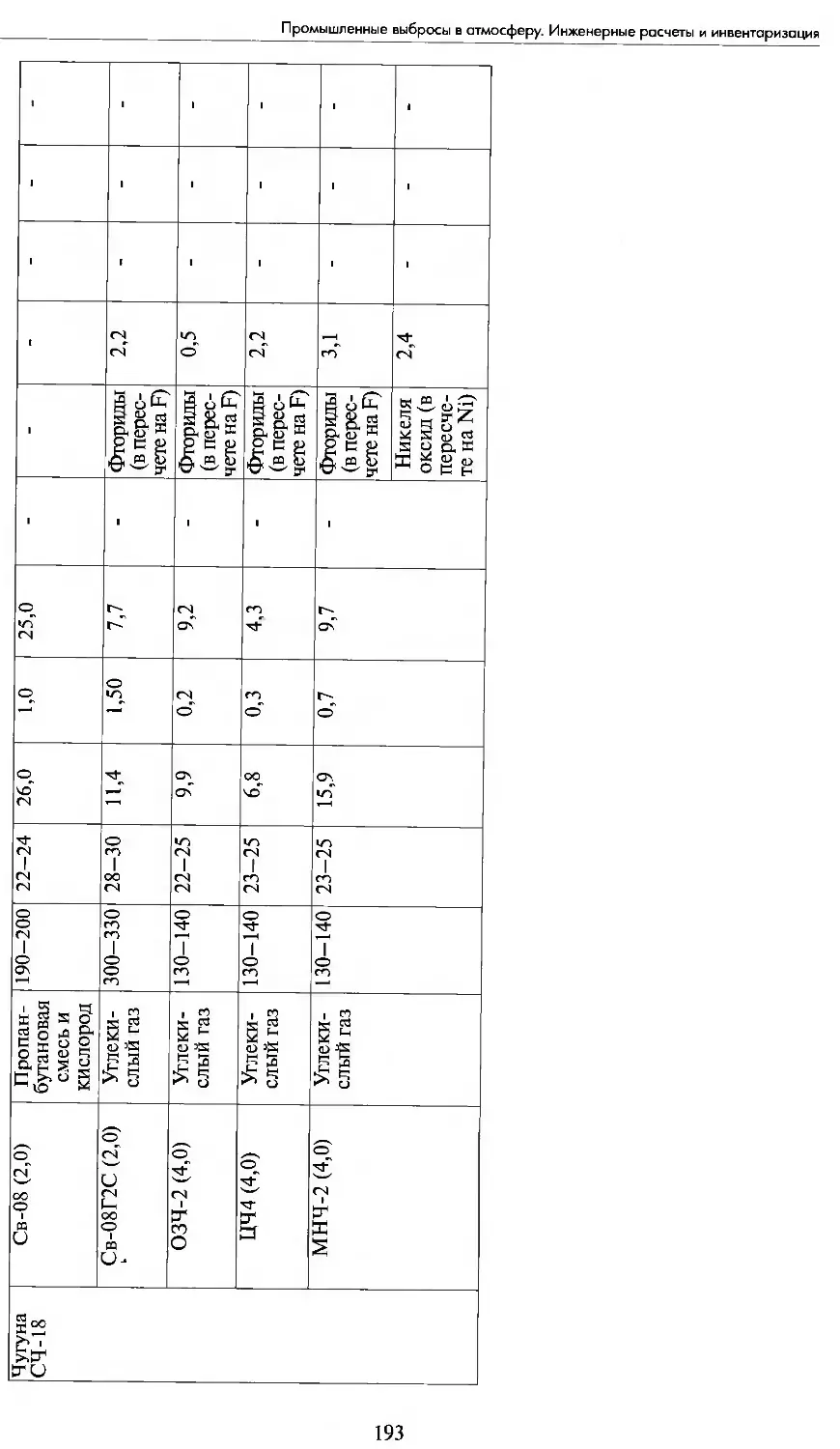
Приложение 3.4. Удельные выделения загрязняющих веществ при
контактной газовой сварке и металлизации......................194
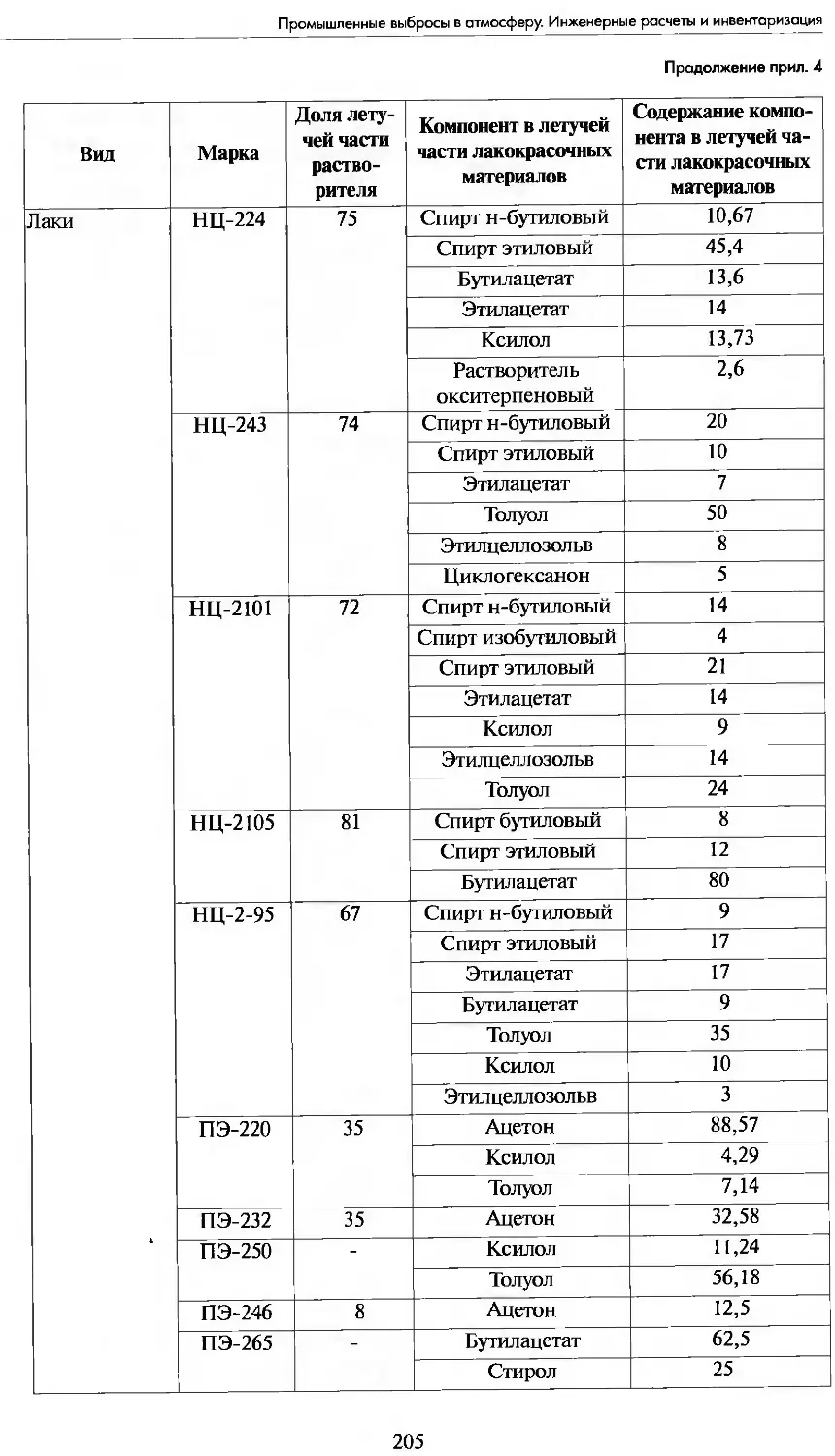
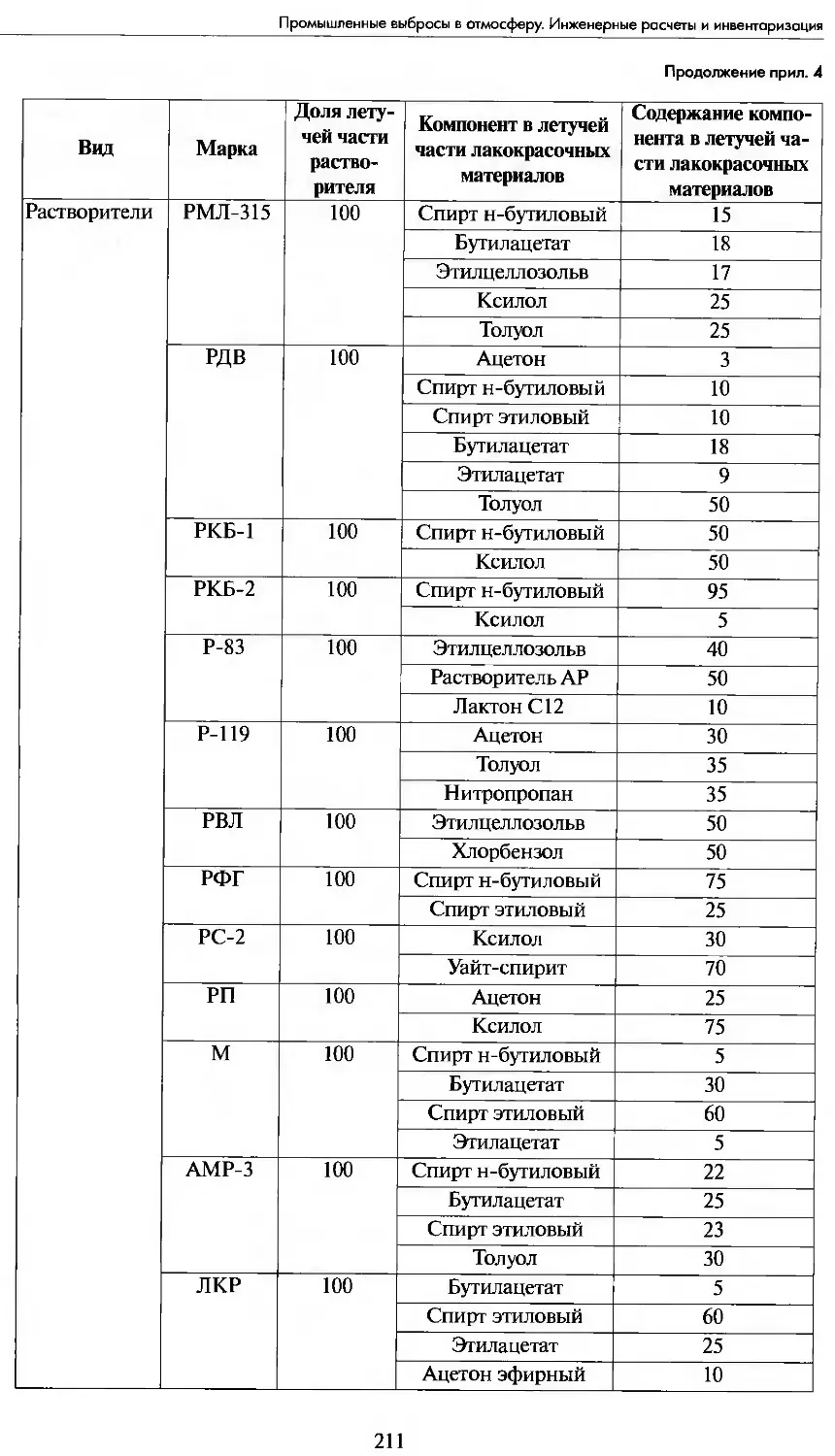
Приложение 4. Состав лакокрасочных материалов
при исходной вязкости...............................................195
Приложение 5. Удельные выделения загрязняющих веществ
при производстве железобетонных изделий............................215
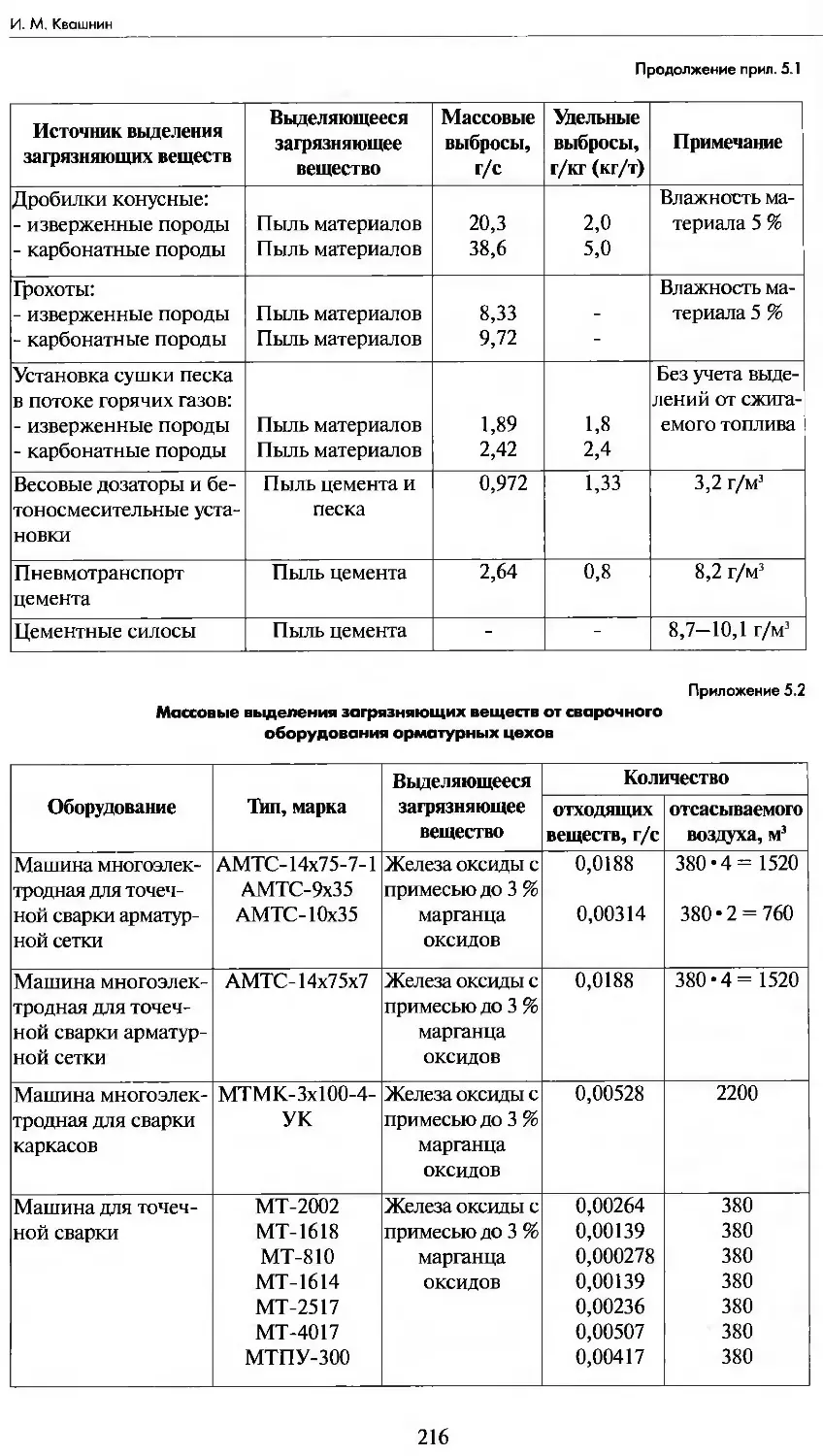
Приложение 5.1. Массовые и удельные выделения пыли
при производстве железобетонных изделий.......................215
Приложение 5.2. Массовые выделения загрязняющих веществ
от сварочного оборудования арматурных цехов...................216
Приложение 6. Удельные выделения загрязняющих веществ
от оборудования литейного производства.............................219
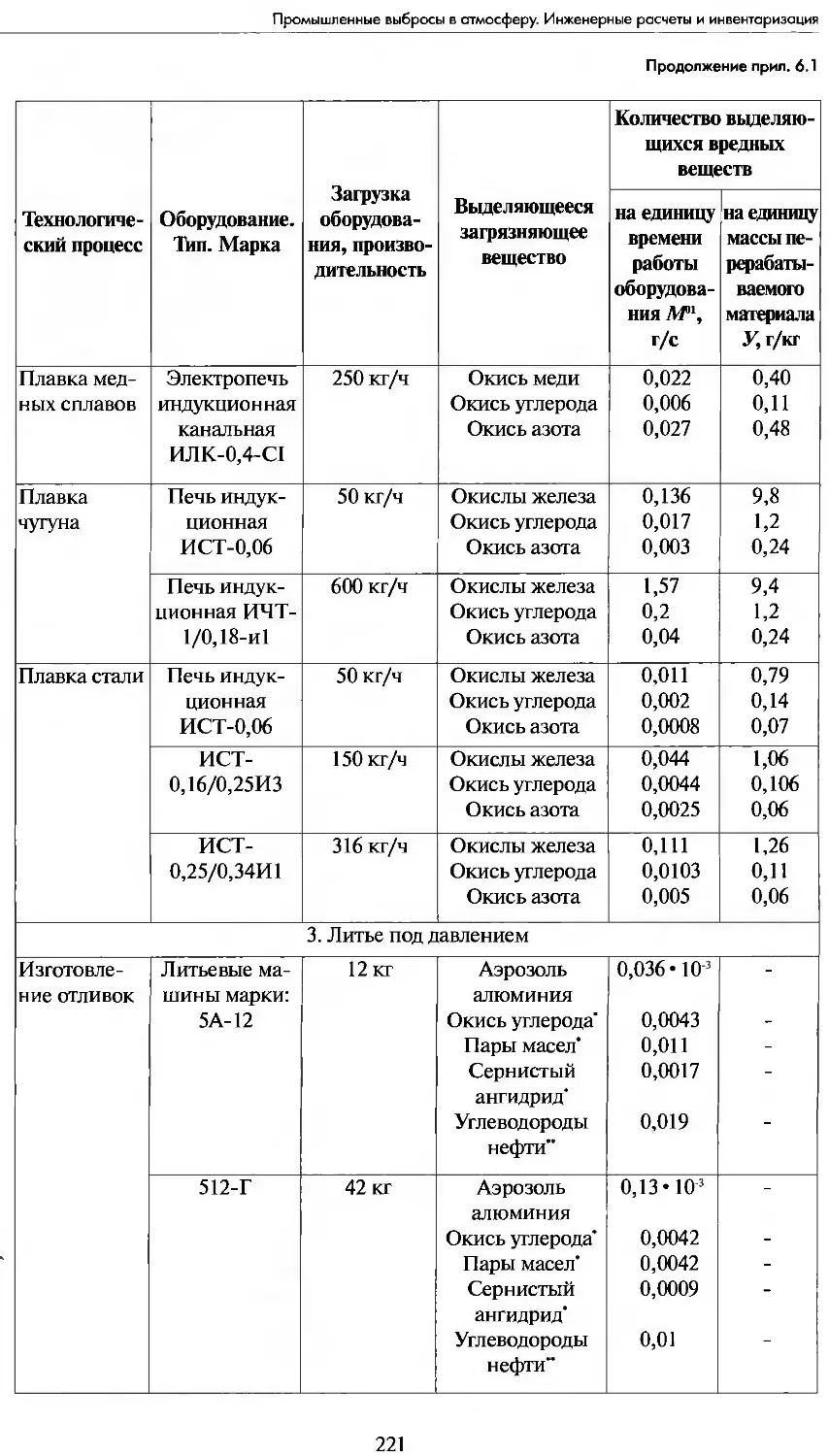
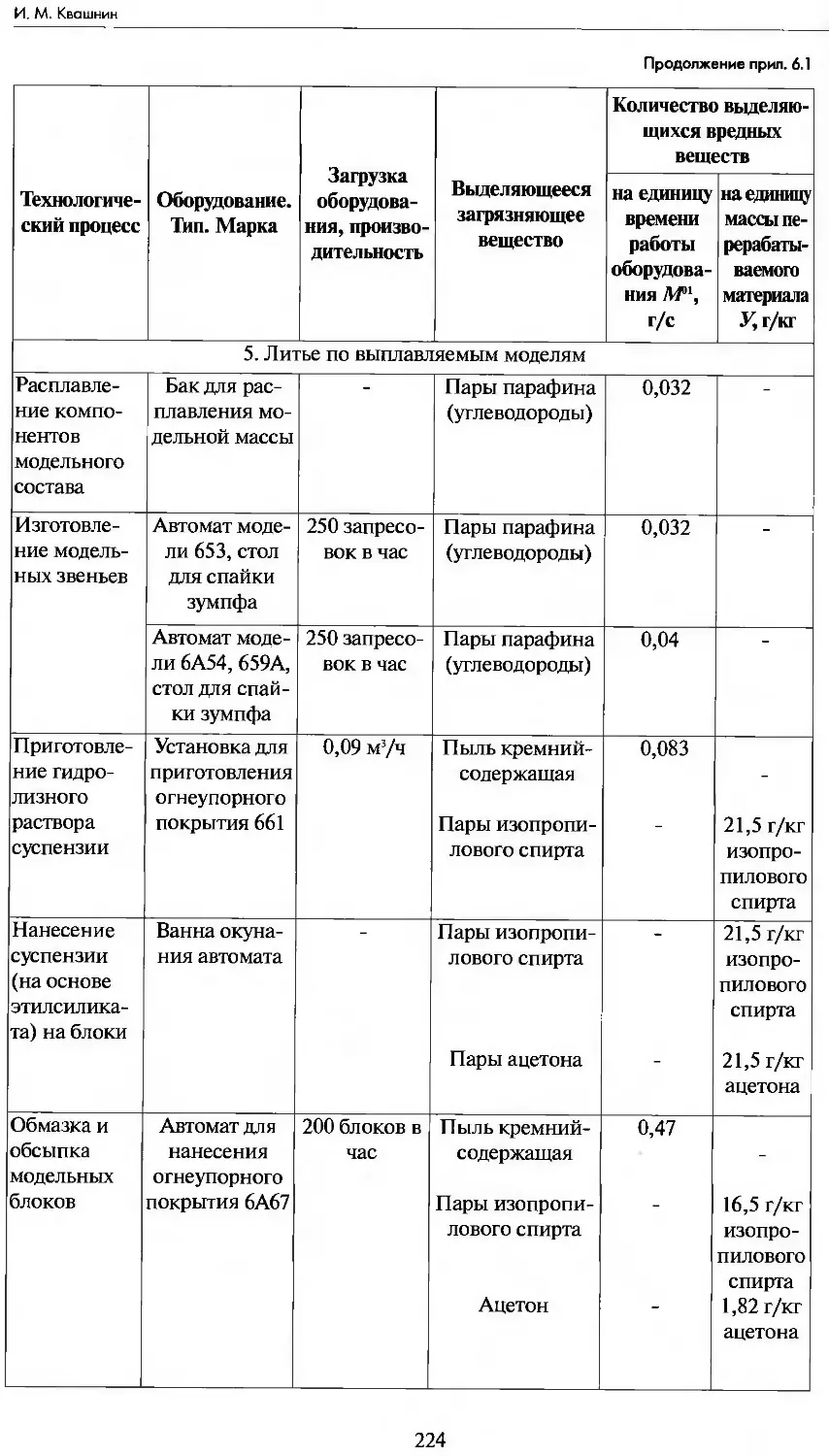
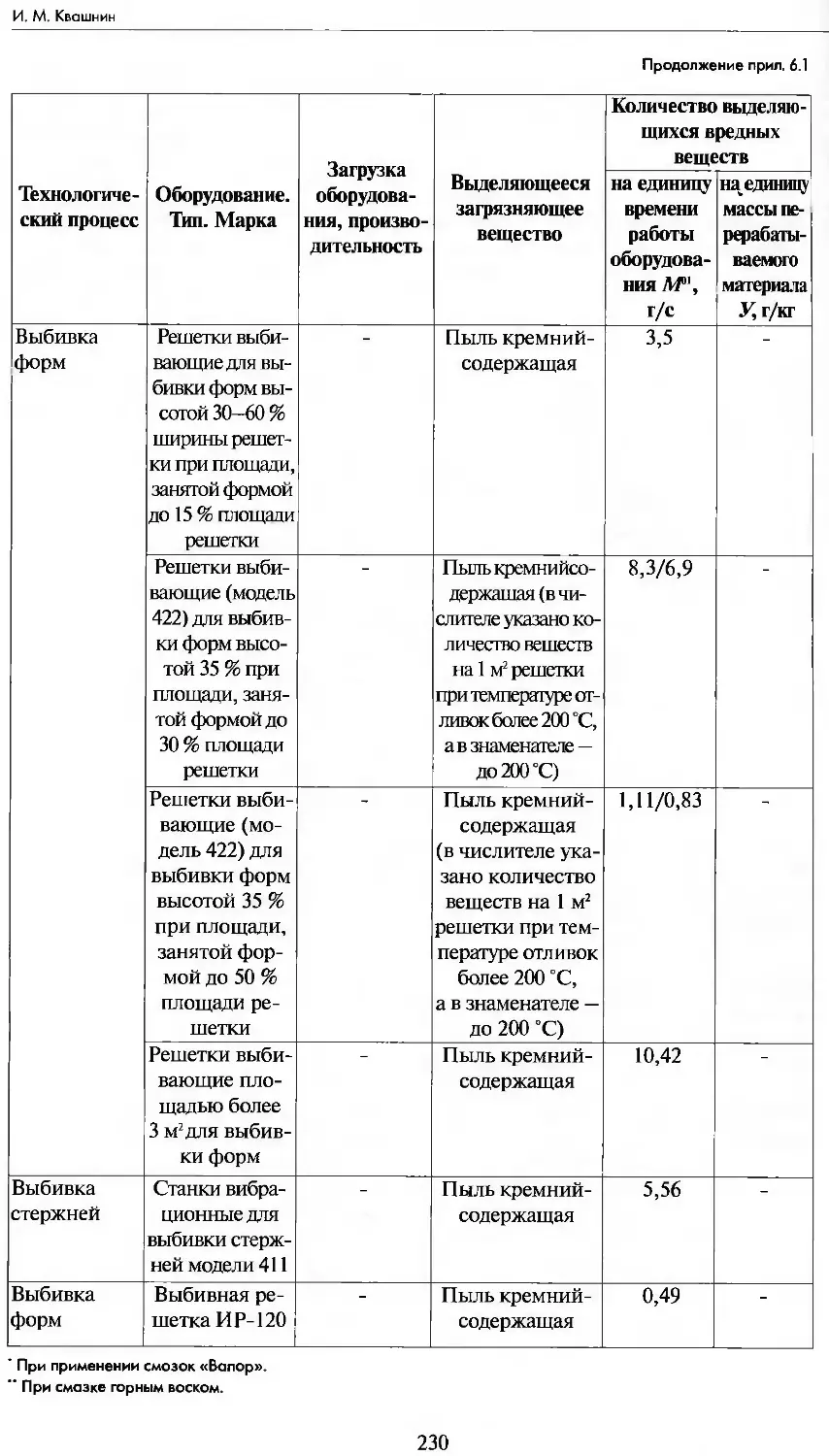
Приложение 6.1. Удельные выделения загрязняющих веществ
от оборудования литейного производства
(по данным [26]).............................................219
Приложение 6.2. Удельные выделения загрязняющих веществ
от оборудования литейного производства
(по данным [27]).............................................231
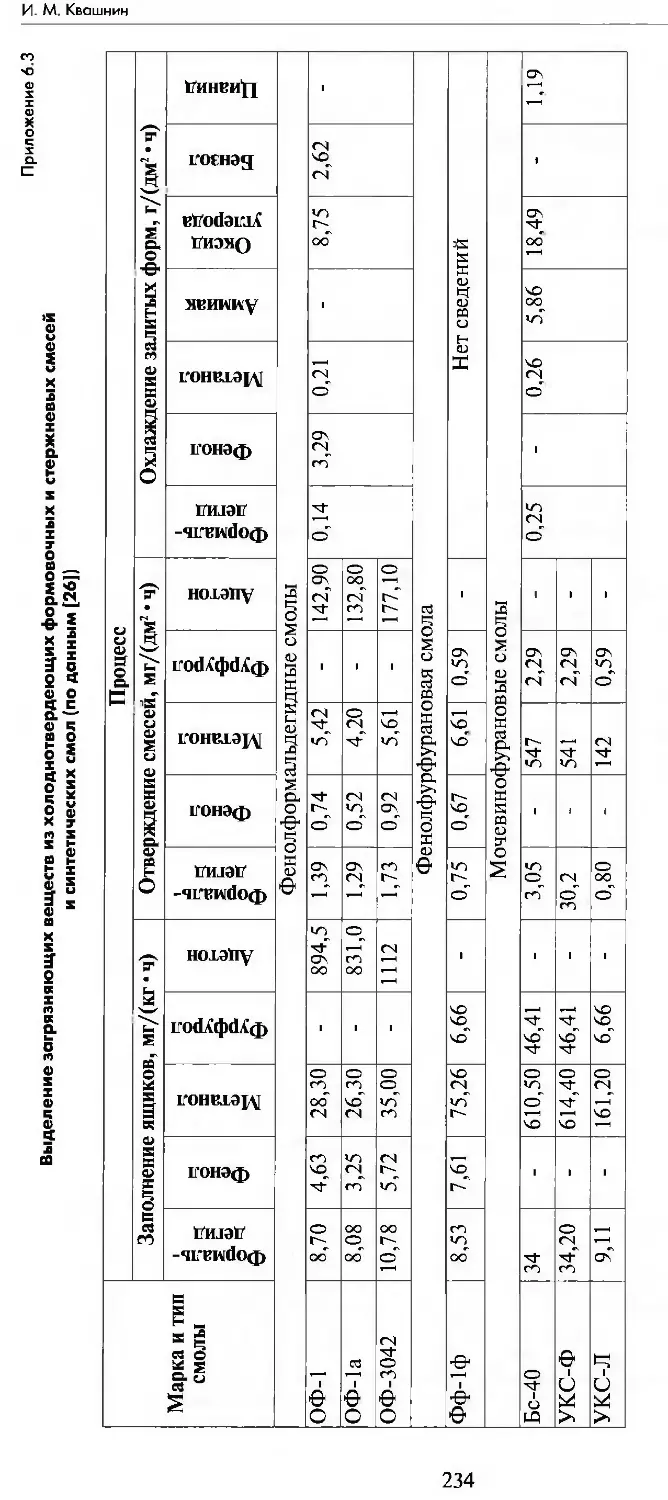
Приложение 6.3. Выделение загрязняющих веществ
из холоднотвердеющих формовочных
и стержневых смесей и синтетических смол.....................234
Приложение 6.4. Массовые выделения загрязняющих веществ при
механической грубой обдирке и шлифовке отливок................235
Приложение 6.5. Удельные выделения загрязняющих веществ
при механической подготовке поверхностей.....................236
5
И. М. Квашнин
Приложение 6.6. Удельные выделения загрязняющих
веществ при производстве изделий
методами порошковой металлургии...............................238
Приложение 7. Удельные выделения вредных веществ в атмосферу
от основных видов оборудования термических цехов.....................241
Приложение 8. Удельные выделения загрязняющих веществ
при производстве изделий из пластмасс...............................249
Приложение 8.1. Удельные выделения загрязняющих веществ
при изготовлении изделий из термопластов......................249
Приложение 8.2. Удельные выделения загрязняющих веществ
при изготовлении деталей из реактопластов.....................252
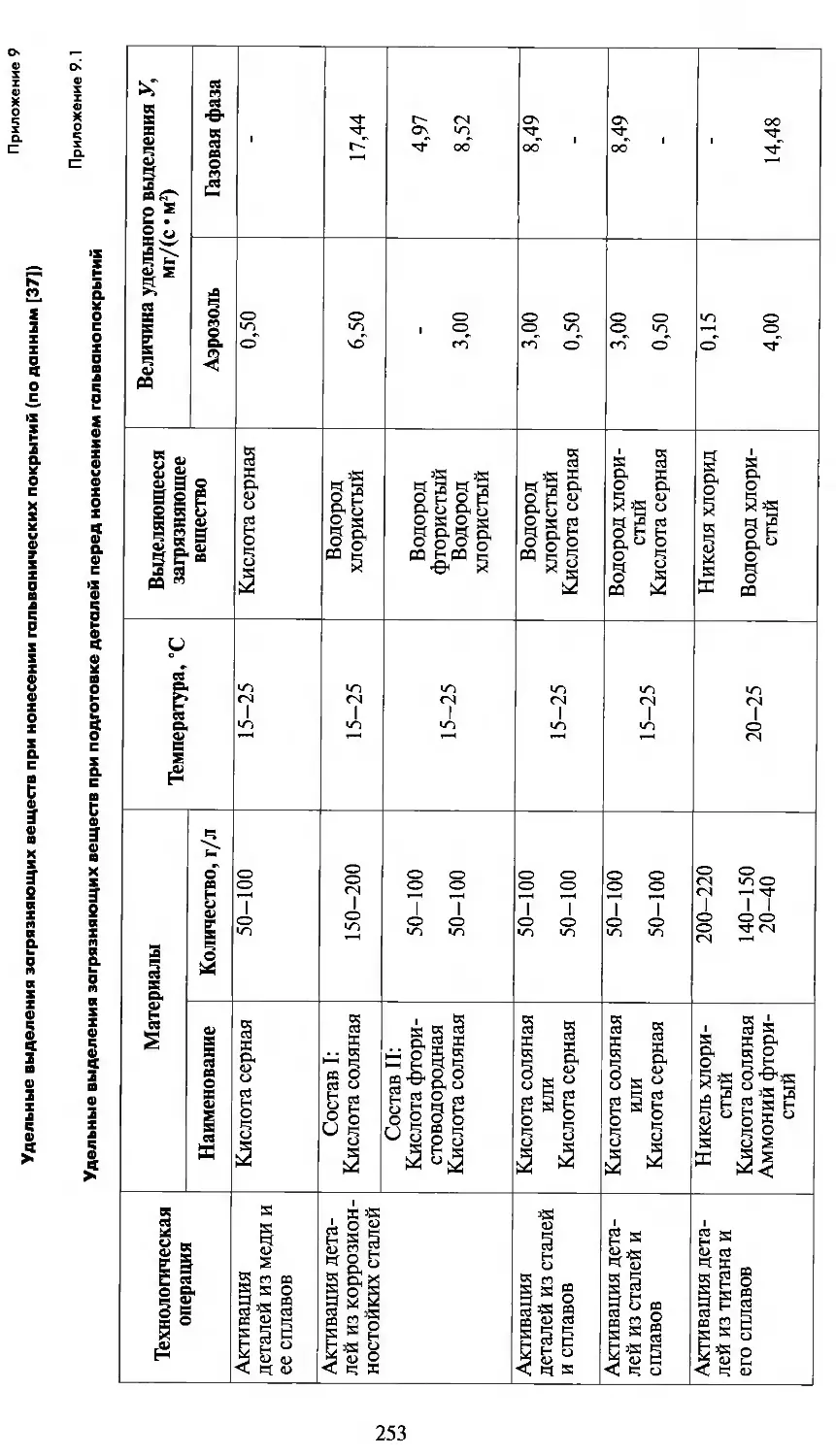
Приложение 9. Удельные выделения загрязняющих веществ
при нанесении гальванических покрытий................................253
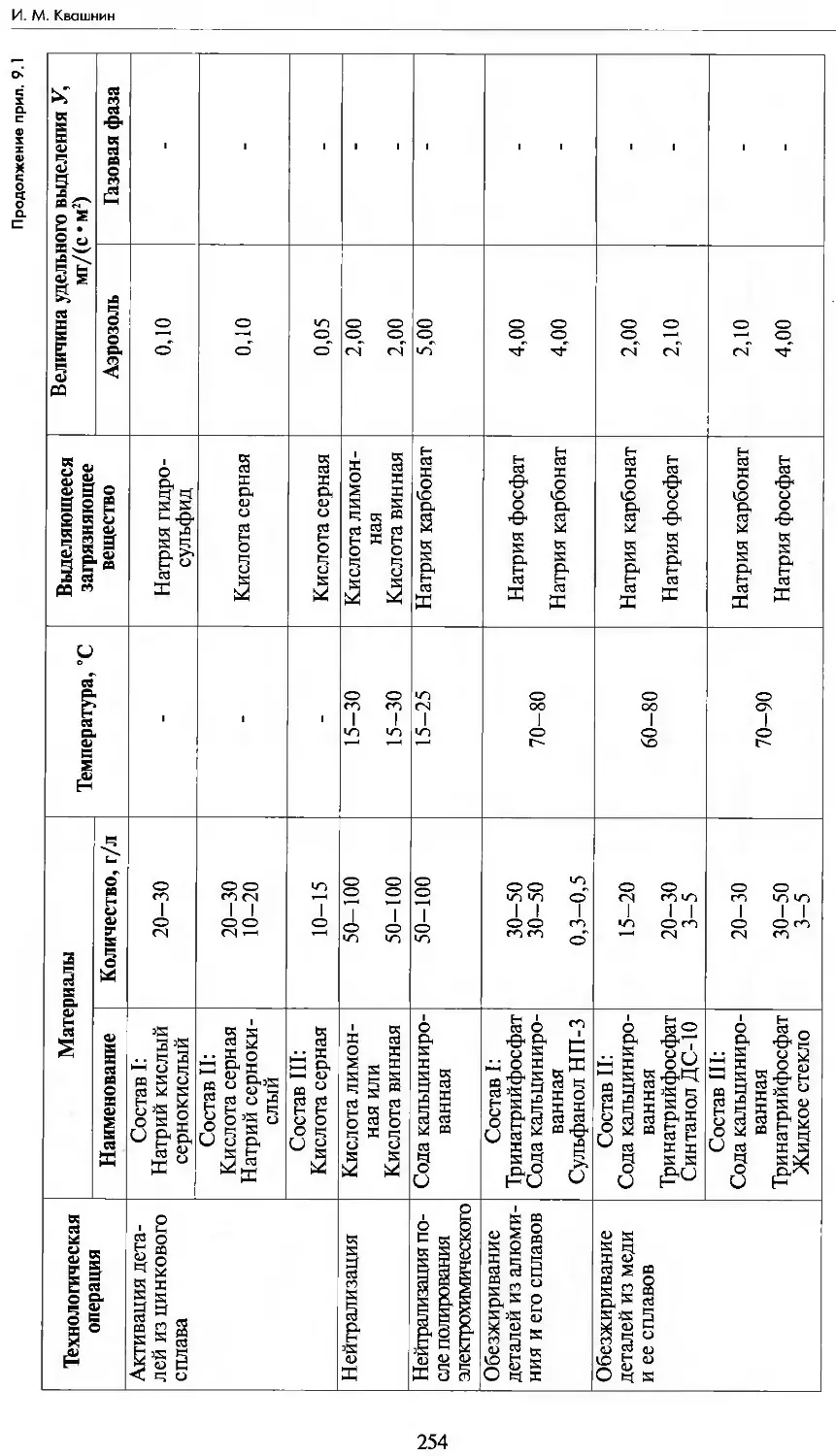
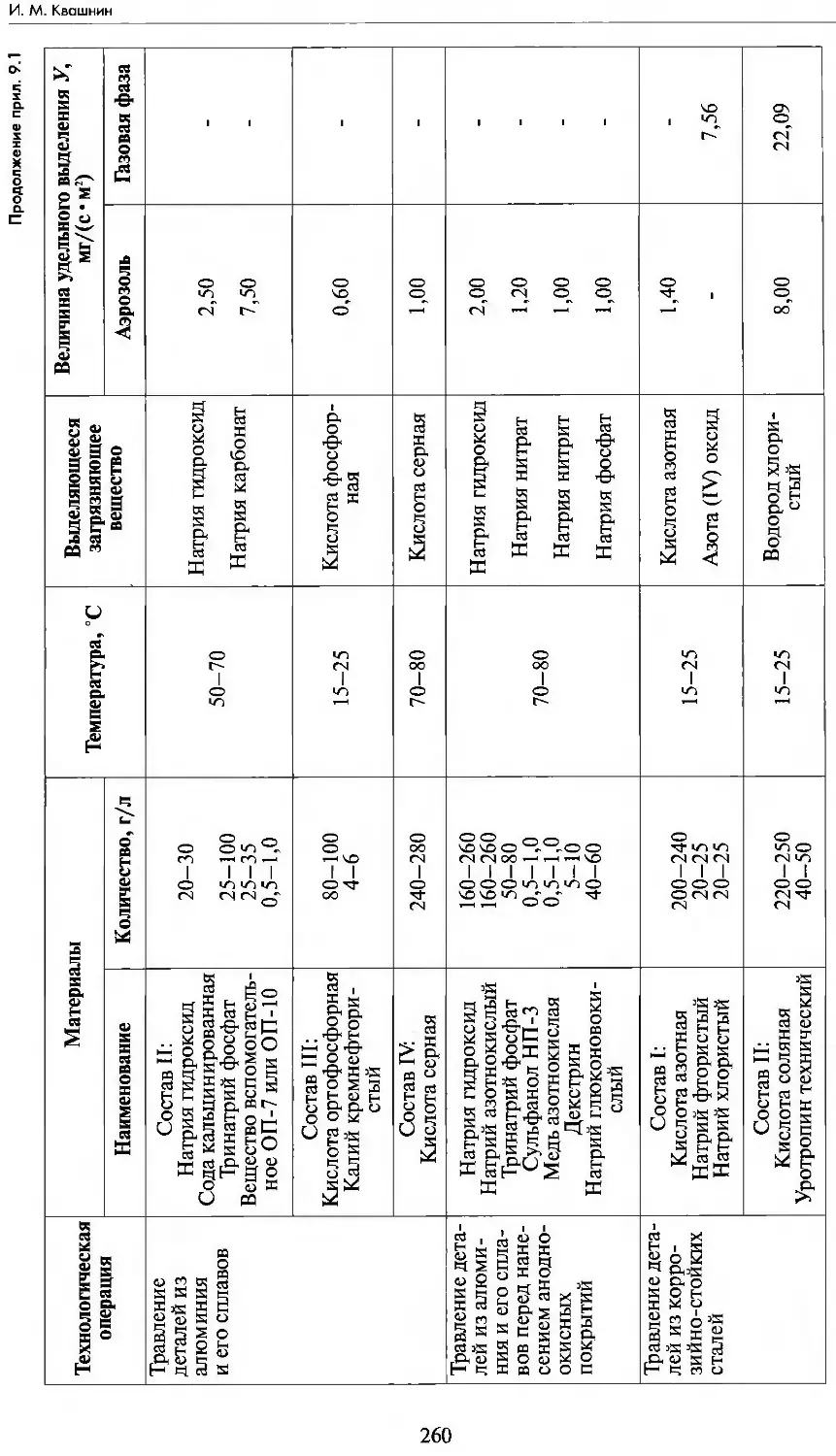
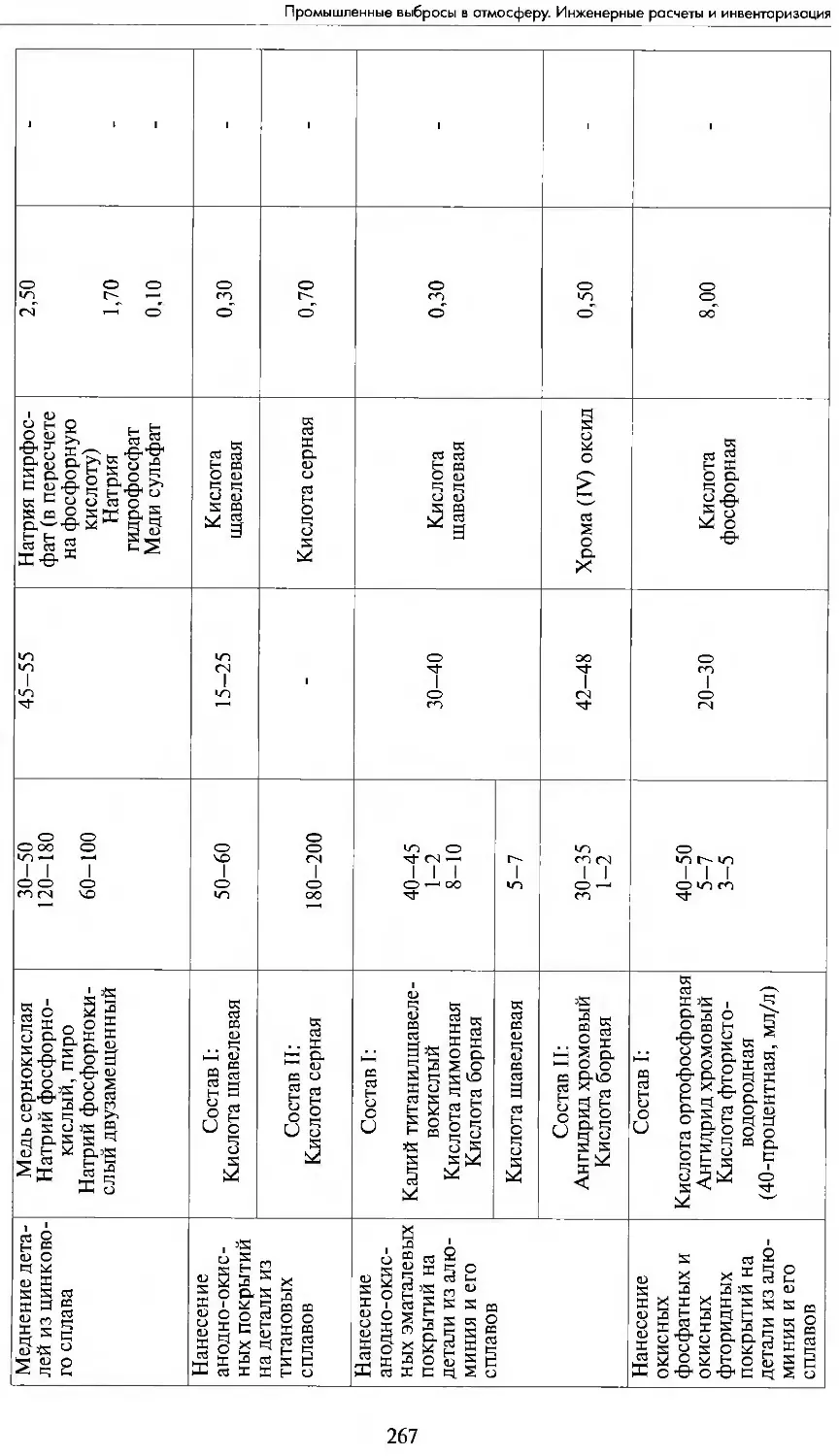
Приложение 9.1. Удельные выделения загрязняющих веществ
при подготовке деталей перед нанесением
гальванопокрытий..............................................253
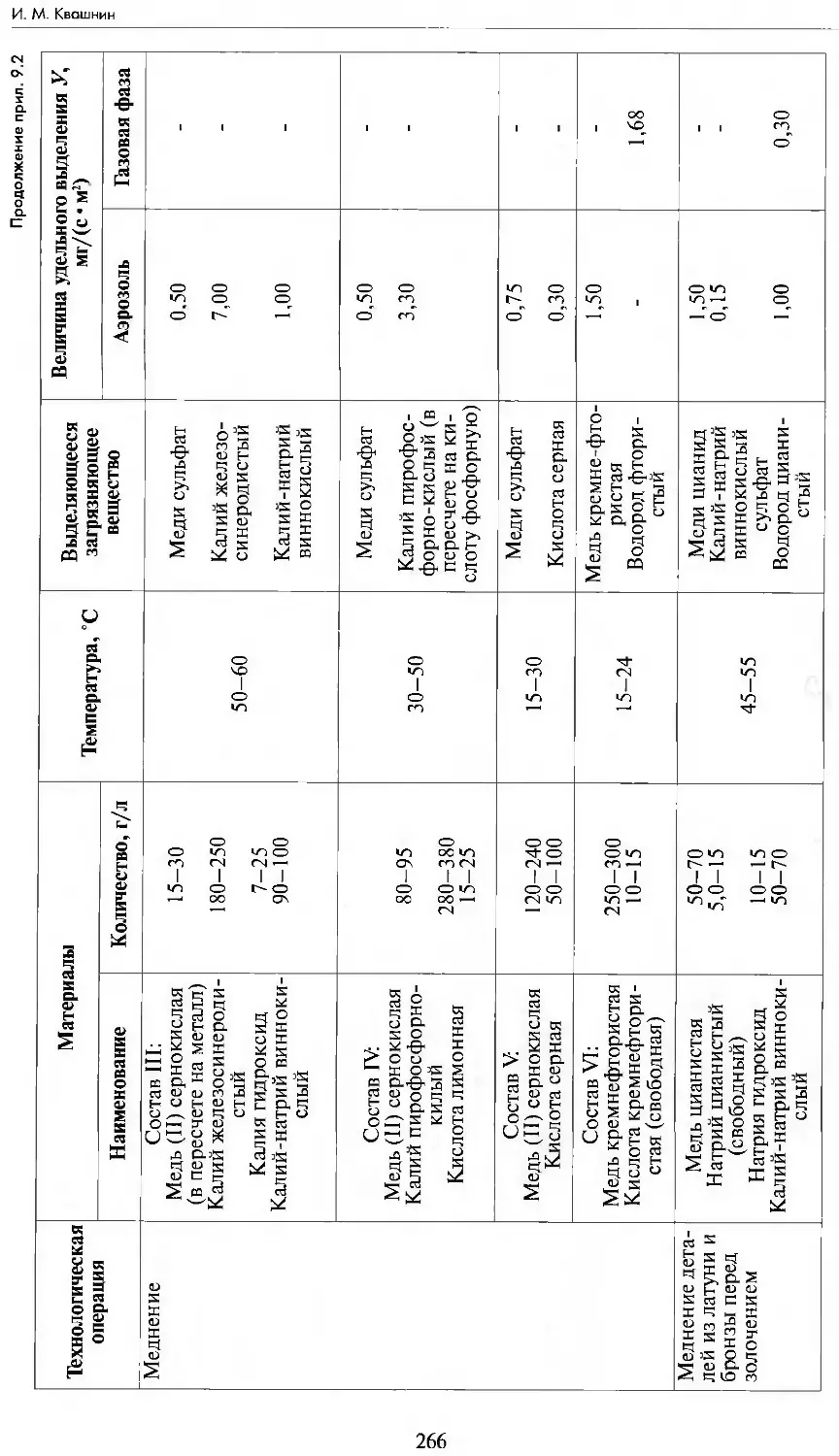
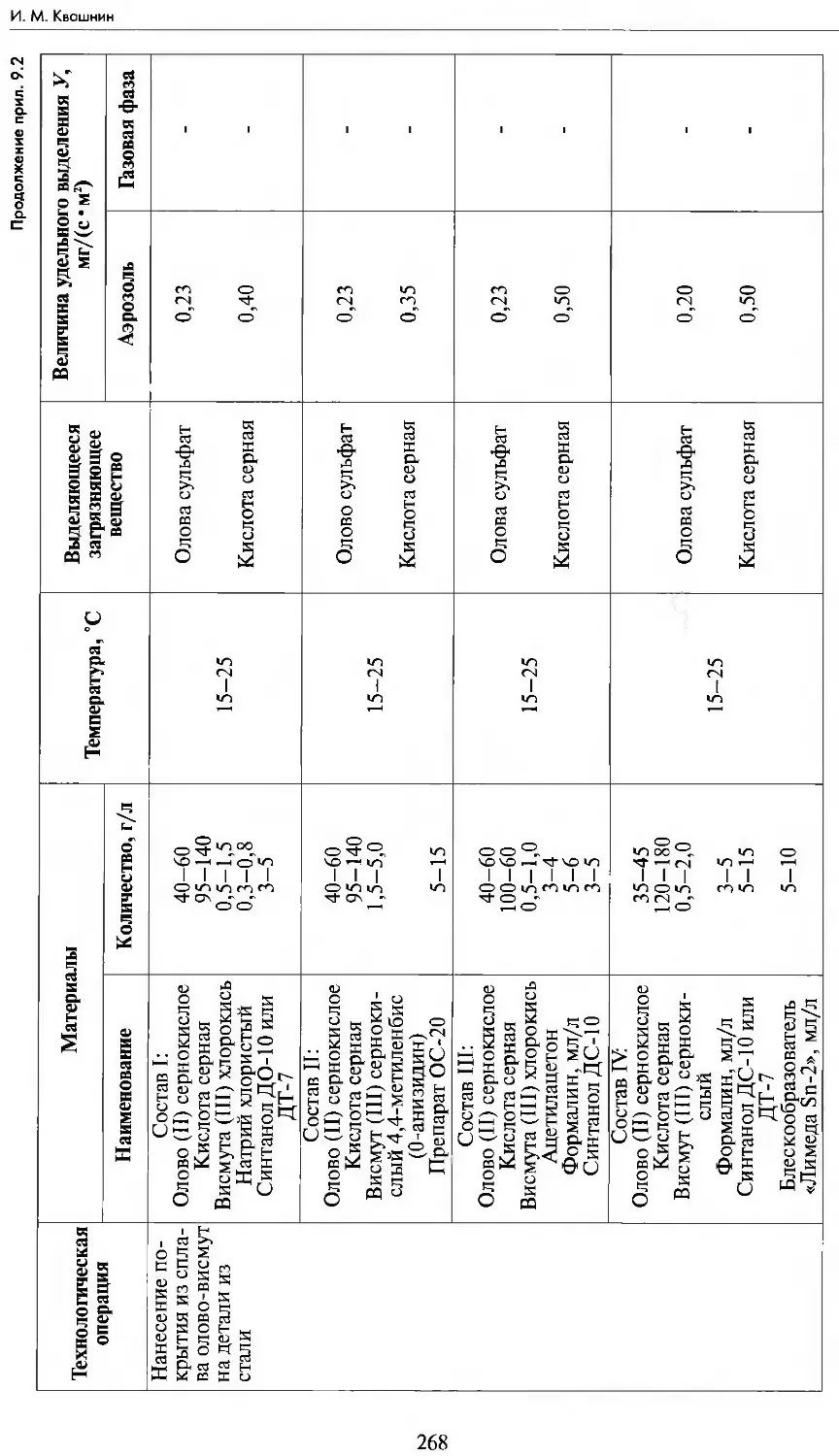
Приложение 9.2. Удельные выделения загрязняющих
веществ при процессах нанесения металлопокрытий...............263
Приложение 9.3. Удельные выделения загрязняющих веществ
при изготовлении штампов с применением
гальванопластики и пластмасс..................................289
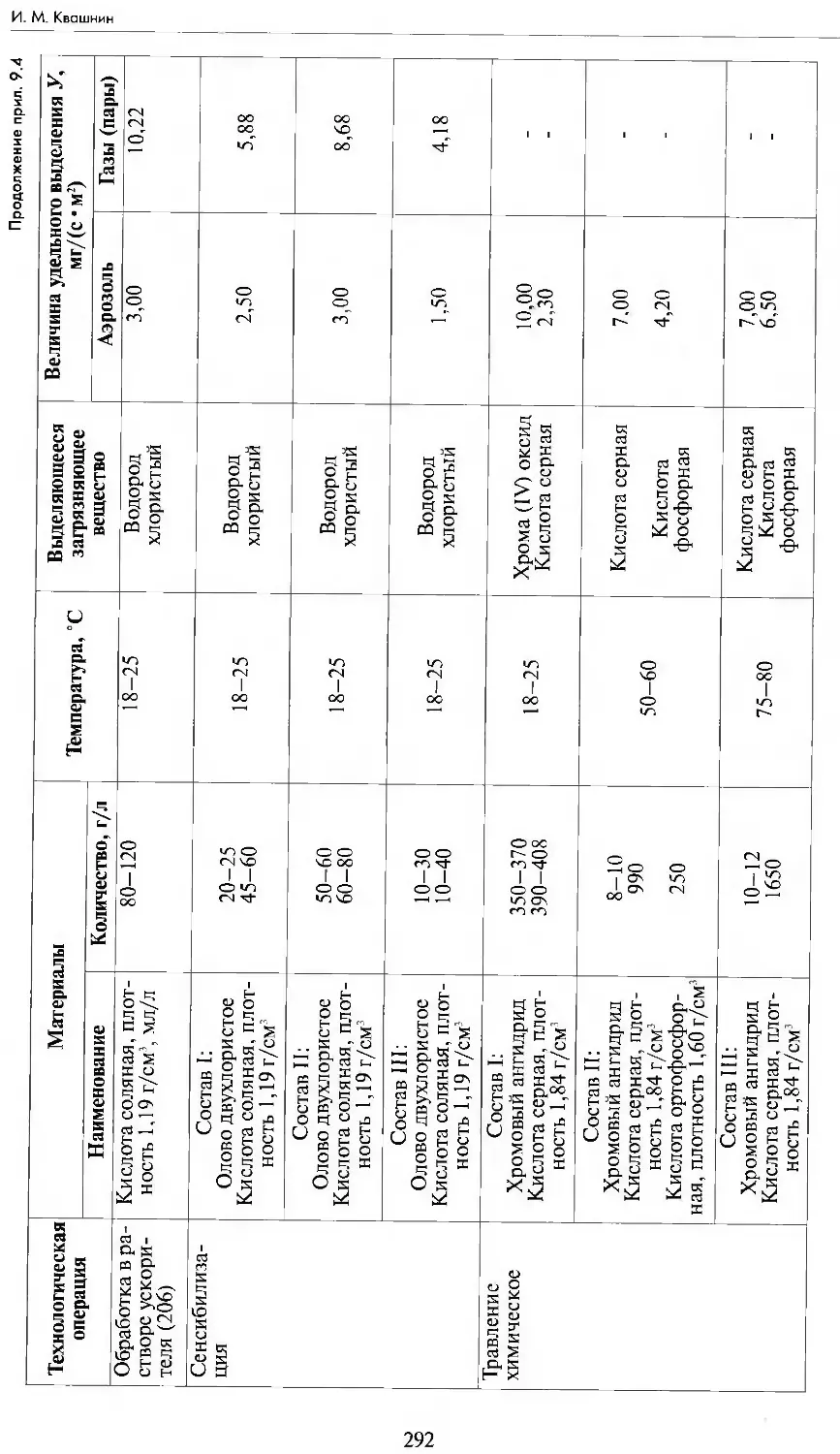
Приложение 9.4. Удельные выделения загрязняющих
веществ при металлизации пластмасс............................291
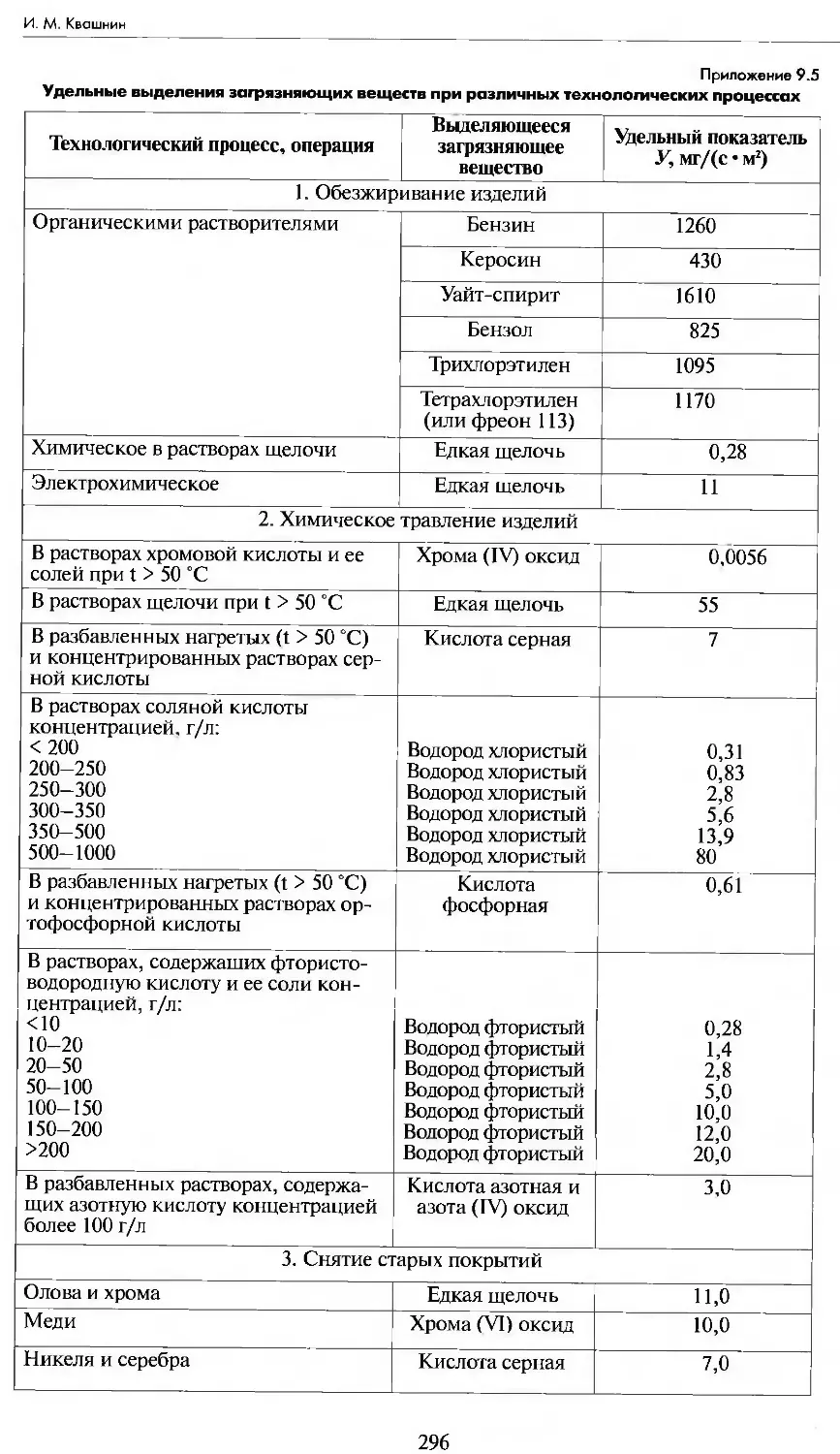
Приложение 9.5. Удельные выделения загрязняющих веществ
при различных технологических процессах.......................296
Приложение 10. Удельные выделения загрязняющих веществ
при производстве радиоэлектронной аппаратуры.........................299
Приложение 10.1. Выделения загрязняющих веществ
при механической обработке
заготовок печатных плат.......................................299
Приложение 10.2. Выделения загрязняющих веществ при сверлении
монтажных отверстий условной печатной платы...................302
Приложение 10.3. Выделения загрязняющих веществ
при фрезеровании условной печатной
платы по контуру дисковой фрезой..............................303
Приложение 10.4. Выделения загрязняющих веществ
при фрезеровании условной печатной
платы по контуру концевой фрезой..............................304
Приложение 10.5. Выделения загрязняющих веществ при нанесении
и сушке красок трафаретной печати.............................307
Приложение 10.6. Выделения загрязняющих веществ
при нанесении жидкого фоторезиста.............................308
Приложение 10.7. Выделения загрязняющих веществ
при нанесении пленочного фоторезиста..........................308
Приложение 10.8. Выделения загрязняющих веществ
при экспонировании рисунка печатной платы.....................309
Приложение 10.9. Выделения загрязняющих веществ при проявлении
сухого пленочного фоторезиста СПФ-2 и снятии
гальванической краски CT3-13..................................310
Приложение 10.10. Выделения загрязняющих веществ
при химических и гальванических процессах
производства печатных плат....................................311
6
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Приложение 10.11. Выделения аэрозоля свинца при ручной
и автоматизированной пайке и лужении
припоями ПОС-40, ПОС-61 и др................................322
Приложение 10.12. Выделения загрязняющих веществ
при снятии изоляции провода обжигом.........................323
Приложение 10.13. Выделения загрязняющих веществ
при операциях нанесения флюса
на печатные платы и удаления остатков флюса..................323
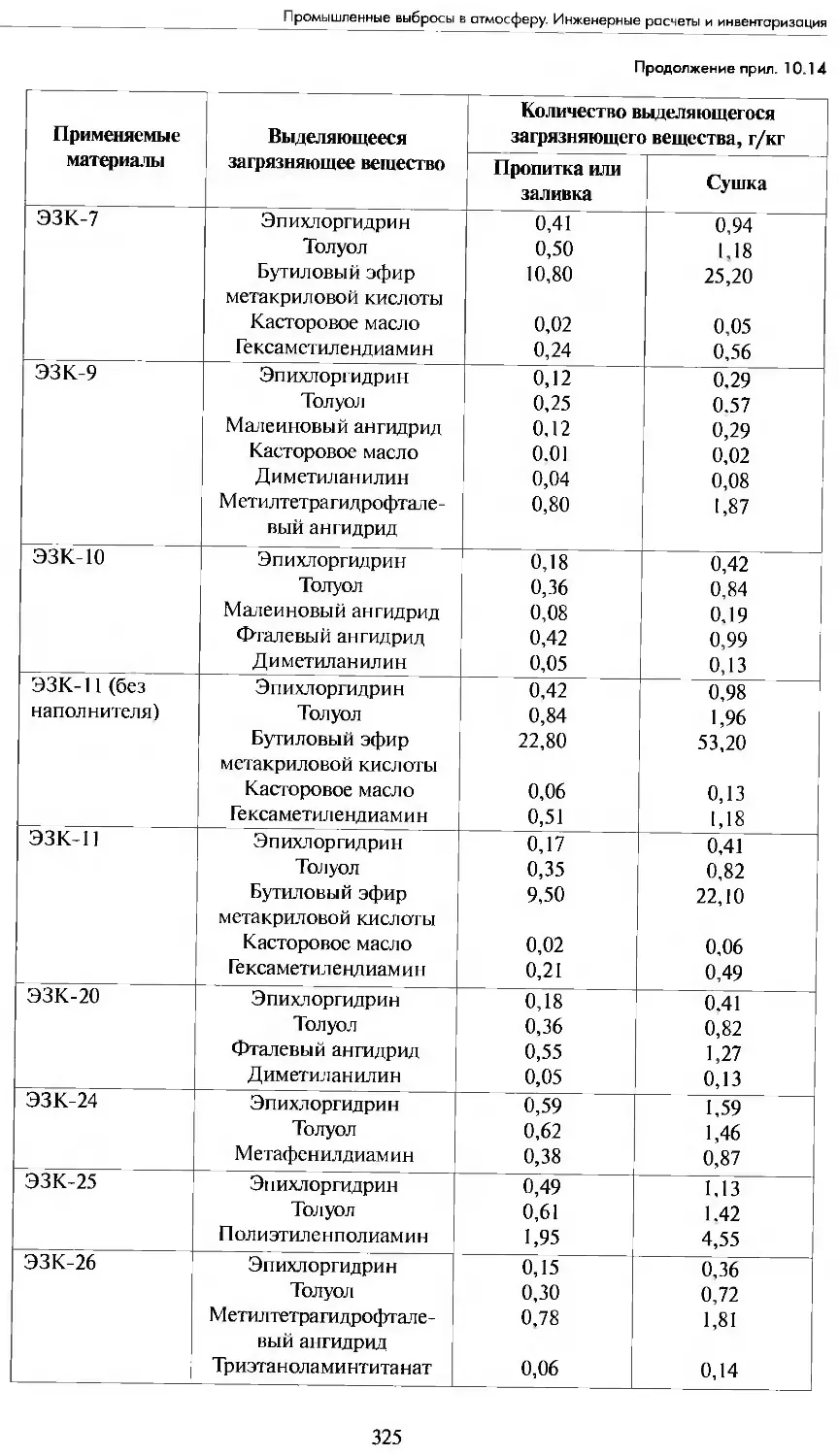
Приложение 10.14. Выделения загрязняющих веществ
при герметизации изделий
радиоэлектронной аппаратуры..................................324
Приложение 11. Удельные выбросы (выделения) загрязняющих
веществ от автотранспорта.........................................333
Приложение 11.1. Среднемесячные температуры наружного
воздуха городов России.......................................333
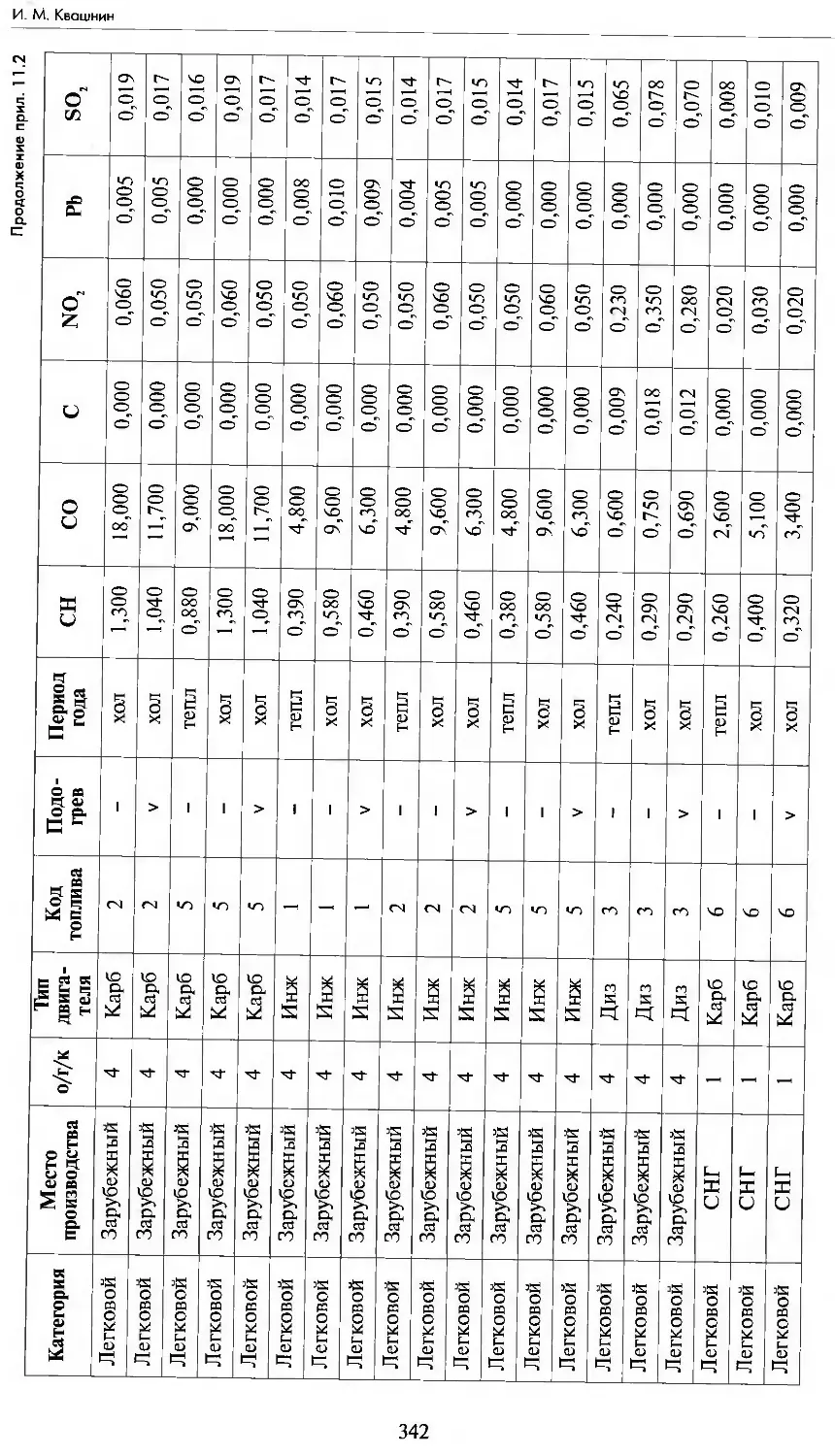
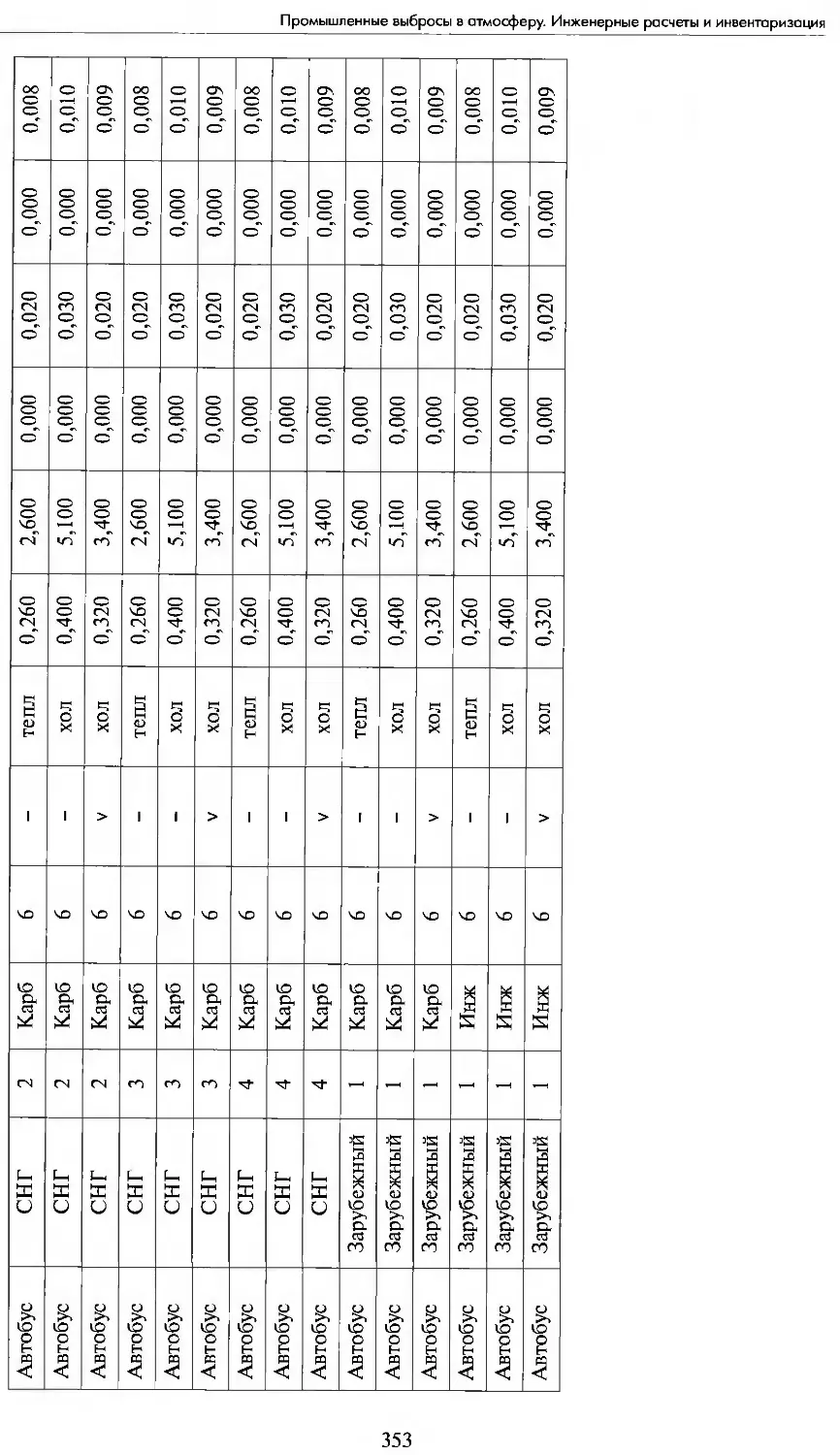
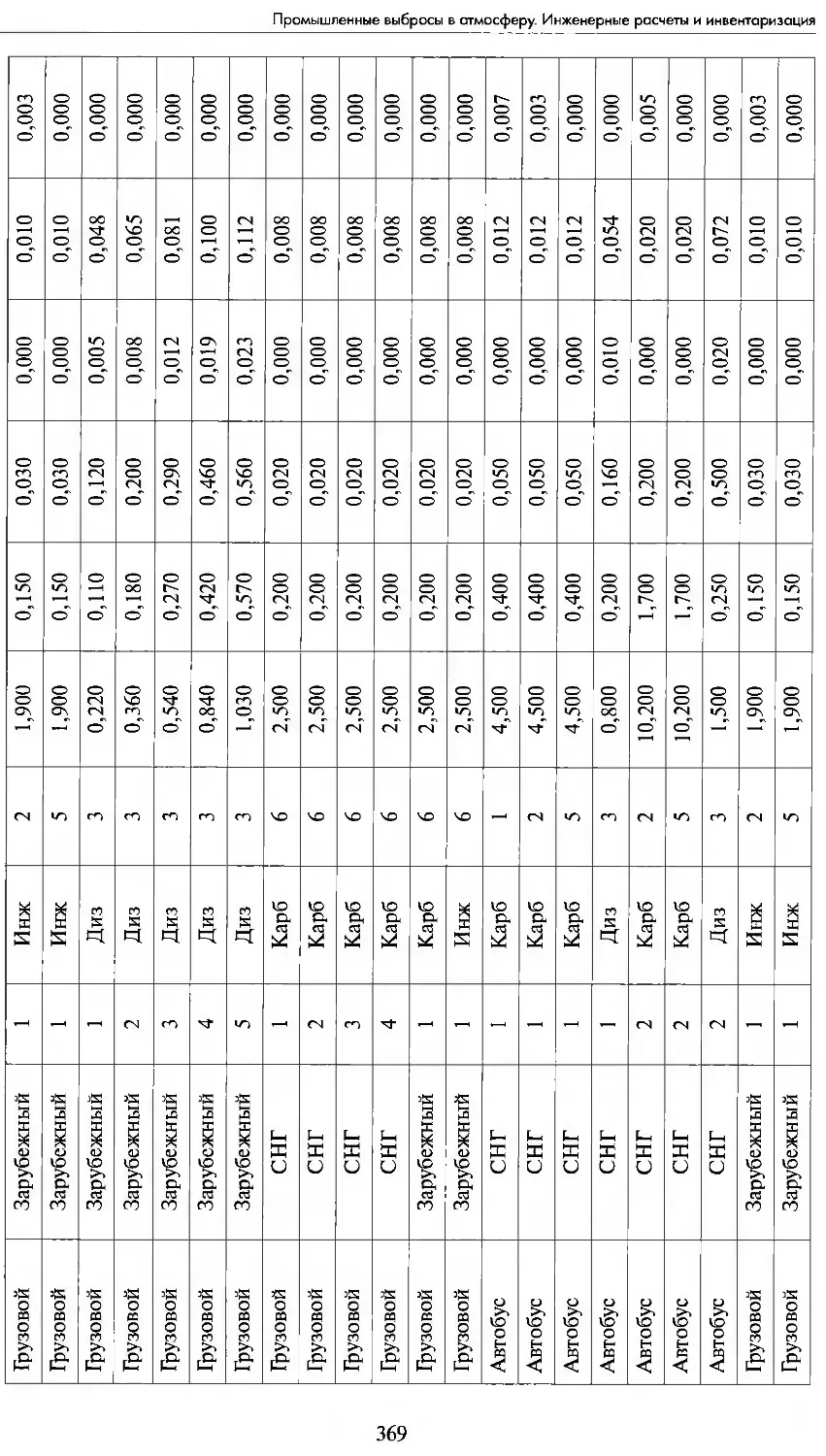
Приложение 11.2. Удельные выбросы загрязняющих веществ
при прогреве двигателя.......................................337
Приложение 11.3. Удельные пробеговые выбросы
загрязняющих веществ.........................................354
Приложение 11.4. Удельные выбросы загрязняющих
веществ на холостом ходу.....................................365
Приложение 12. Справочные данные для расчета выделений
и выбросов пыли при обработке древесины...........................371
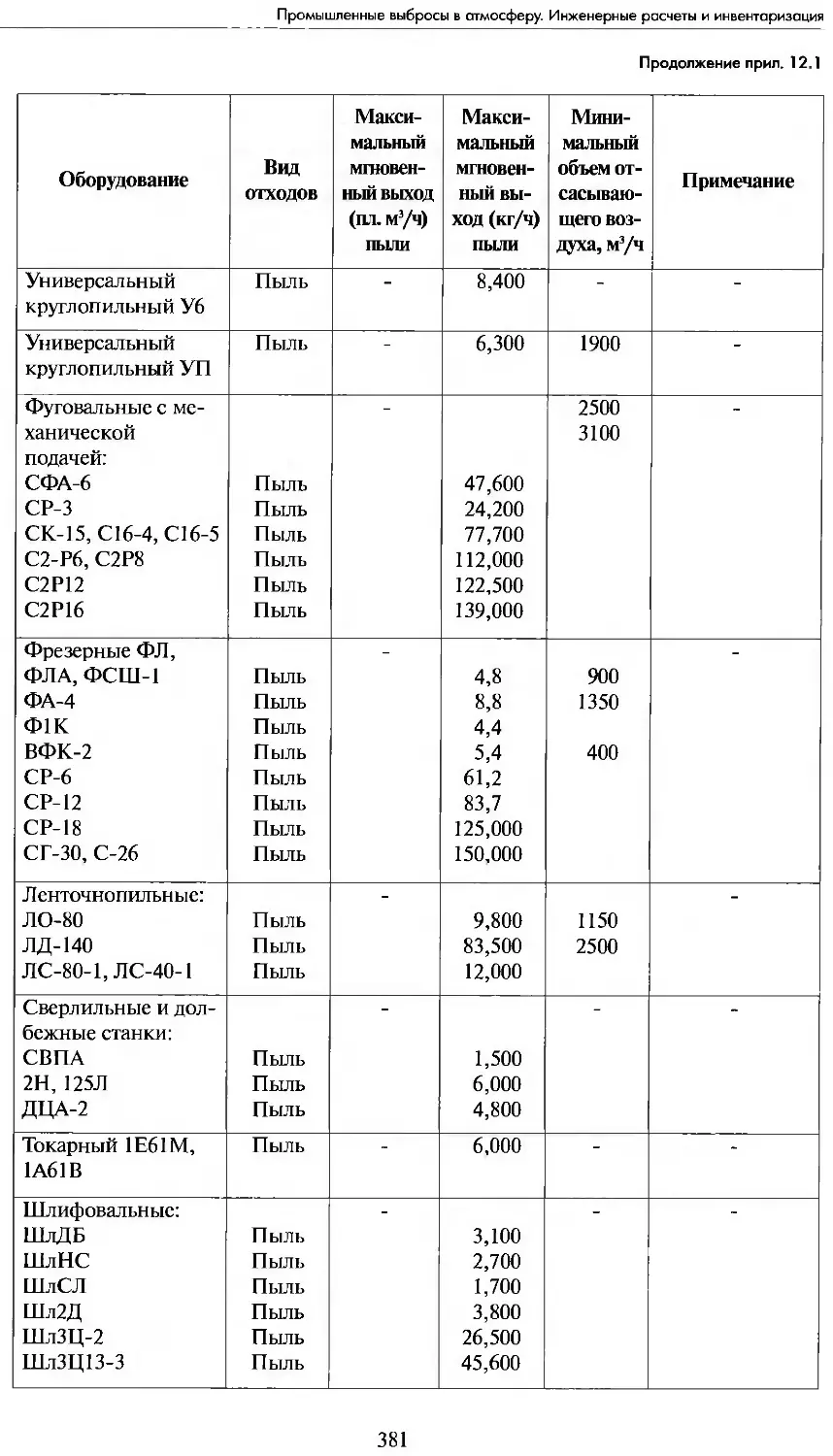
Приложение 12.1. Пылеобразование при механической
обработке древесины..........................................371
Приложение 12.2. Характеристика пылеулавливающего оборудования,
применяемого в деревообрабатывающей
промышленности...............................................384
Приложение 13. Коэффициенты для расчета пылевыделений
сыпучих материалов от неорганизованных источников.................387
Приложение 13.1. Значения коэффициентов К, и К2
для определения выбросов пыли................................387
Приложение 13.2. Зависимость величины коэффициента К,
от скорости ветра............................................387
Приложение 13.3. Зависимость величины коэффициента Kt
от конструкции укрытия.......................................388
Приложение 13.4. Зависимость величины коэффициента К.
от влажности материалов......................................388
Приложение 13.5. Зависимость величины коэффициента К,
от крупности материала.......................................388
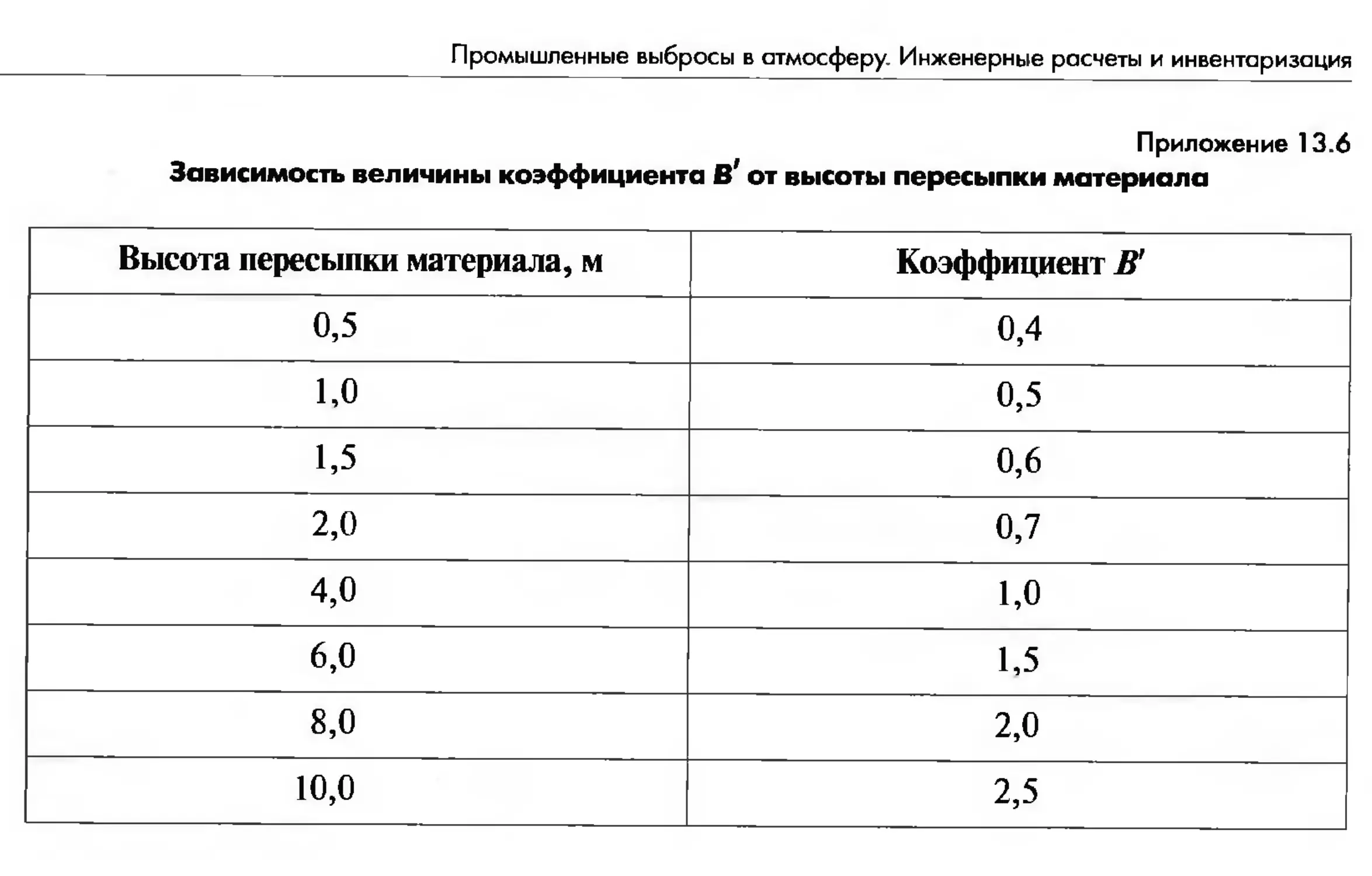
Приложение 13.6. Зависимость величины коэффициента В'
от высоты пересыпки материала................................389
Промышленные выбросы
в атмосферу.
Инженерные расчеты
и инвентаризация
Предисловие
Проблема загрязнения воздушного бассейна городов в настоящее время крайне
актуальна. Первоначально вредные (загрязняющие) вещества образуются в воздуш-
ной среде промышленных зданий, а затем выбрасываются наружу и рассеиваются в
атмосфере. Расчеты выделяющихся и выбрасываемых загрязняющих веществ необхо-
димо проводить и в промышленной вентиляции, и в промышленной экологии. Од-
нако подход к этим расчетам различен, страдает некоторый однобокостью и непол-
нотой. Общая картина обеспечения нормируемых параметров воздушной среды внутри
и снаружи помещений промышленных зданий имеет нестыковки и противоречия.
Инженеры по вентиляции знают, что выделяющиеся вредности от какого-либо обо-
рудования, как правило, локализуются и удаляются в основной своей массе система-
ми местной вытяжной вентиляции. Неуловленная часть загрязняющих веществ попа-
дает в воздух помещения и удаляется системами общеобменной вытяжной вентиляции.
При проектировании рассчитывают требуемый объем удаляемого воздуха местной вы-
тяжкой, предполагая, что с ним уносится основная масса загрязняющих веществ. Зна-
ние массовых грамм-секундных выделений и выбросов загрязняющих веществ через
местные системы позволит определить требуемую степень очистки и соответственно
применение того или иного пылегазоулавливающего аппарата после проведения рас-
сеивания и нормирования выбросов. В соответствии со СНиП 2.04.05—91* [1] следу-
ет рассчитывать объем приточного воздуха по массе выделяющихся вредных или взры-
воопасных веществ, поступающих в воздух помещения. Эти данные традиционно
представляются технологами по отраслевым нормам технологического проектирова-
ния, которые выпущены до 1980-х годов и в некоторых случаях противоречат действу-
ющим методикам по расчету выбросов загрязняющих веществ в атмосферу.
Весьма скудны сведения об эффективности улавливания вредностей местными от-
сосами. Исключением являются исследования В. Н. Посохина [6], которые исполь-
зованы нами. Проблема осложняется тем, что при неправильной эксплуатации мест-
ных отсосов эффективность резко падает и достичь требуемых параметров воздушной
среды в рабочей зоне не представляется возможным.
Экологические методики по расчету выбросов, на наш взгляд, имеют общий не-
достаток: нет разделения выделяющихся загрязняющих веществ между местной и об-
идеобменной вентиляцией при их выбросе в атмосферу. Это приводит к тому, что вред-
ности считаются только через местные системы, а общеобменные игнорируются.
Опытные инженеры-экологи вручную самостоятельно досчитывают это разделение.
Лишь в методическом пособии 2002 года [12] предлагается такое разделение для ме-
ханической обработки металлов. Исключение — методика [28], где эффективность
местных отсосов принята 90 %, но ничего не говорится о том, как учитывать выбро-
сы неуловленных 10 % вредностей.
В связи с вышеизложенным в данном издании введено понятие коэффициента
эффективности местного отсоса Кмо, который показывает, какая доля от общей мас-
11
И. М. Квашнин
сы выделившегося загрязняющего вещества улавливается местным отсосом и выбра-
сывается в атмосферу местной вытяжной вентиляцией.
В книге предпринята попытка классифицировать и привести к единообразию на-
иболее часто употребляемые методики расчета выбросов:
- по характеристике оборудования;
- по удельным выделениям на единицу меры (массы, длины, площади, объема) ис-
пользуемого материала;
- по заданной интенсивности испарения с единицы поверхности;
- по балансу масс материалов и загрязняющих веществ (при нанесении лакокра-
сочных покрытий; при механической обработке древесины, при пересыпке сы-
пучих материалов и др.).
Некоторые методики по сути являются комбинациями названных с учетом спе-
цифики технологии. Это видно из примеров расчетов выбросов при производстве ра-
диоэлектронной аппаратуры и от стоянок и мастерских по ремонту автомобилей.
Методики использованы при решении примеров расчета выбросов в атмосферу
для следующих производств: механическая обработка металлов; сварка металлов; раз-
личные виды литья металлов; их термическая обработка; нанесение гальванических
и лакокрасочных покрытий; механическая обработка древесины; получение изделий
из пластмасс; обработка заготовок печатных плат, пайка и герметизация изделий ра-
диоэлектронной аппаратуры; стоянки и ремонт автомобилей; пересыпка сыпучих ма-
териалов. Всего рассмотрено 62 примера с различными сочетаниями работы систем
местной и общеобменной вентиляции, с очисткой выбросов в пылегазоулавливаю-
щих аппаратах и без нее.
В главе 4 описана методика проведения и пример выполнения инвентаризации
источников выбросов загрязняющих веществ в атмосферу для предприятия.
Приложения включают все необходимые исходные данные для расчета выбросов
перечисленных видов производств, которые приняты по действующим отраслевым
методикам.
Данное издание может вызвать много вопросов у специалистов и в области вен-
тиляции, и в области экологии в связи со сложившимся традиционным подходом.
Однако надеемся, что оно принесет пользу и более полно осветит проблему расчетов
выделения и выбросов загрязняющих веществ в атмосферу.
Автор выражает благодарность фирме НПП «Энергомеханика» (г. Пенза) за прак-
тическую помощь при написании книги.
Условные обозначения
М — массовый (грамм-секундный) выброс загрязняющих веществ в атмосферу
от источника загрязнения атмосферы, г/с;
В — валовый (годовой) выброс загрязняющих веществ от источника загрязнения
атмосферы, т/год;
М‘ — массовое выделение загрязняющих веществ от источника выделения до очистки
в пылегазоочистном аппарате, г/с (если на источнике загрязнения атмосферы
пылегазоочистной аппарат отсутствует, то М" = М);
В0 — валовое выделение загрязняющих веществ от источника выделения до очистки
в пылегазоочистном аппарате, т/год (если на источнике загрязнения атмосферы
пылегазоочистной аппарат отсутствует, то = Б);
Л/01 — массовые выделения загрязняющих веществ единицей оборудования (одним
источником выделения) до очистки в пылегазоочистном аппарате, г/с;
ЛГ — массовые выделения (выброс) загрязняющих веществ единицей оборудования
(одним источником выделения) в случае отсутствия пылегазоочистного аппарата, г/с;
Е — степень очистки газа (воздуха) в пылегазоочистном аппарате, г/с;
Кмо — коэффициент эффективности местных отсосов, доли единицы;
Т — время работы источника выбросов, ч/год;
п — количество единиц источников выделения с одинаковыми характеристиками,
присоединяемых к одному источнику загрязнения атмосферы, шт.;
У - удельное выделение загрязняющих веществ (в разных методиках г/кг; г/м3;
г/м2; г/м; г/(м2 • с));
Вч — часовой расход материала, кг/ч;
В? — годовой расход материала, т/ч;
F— площадь поверхности, м2;
ИЗА — источник загрязнения атмосферы;
ИВ — источник выделения загрязняющих веществ.
Примечание. Остальные условные обозначения величин приняты по
соответствующим методикам расчета выбросов и расшифровываются по тексту в месте
их упоминания.
13
Глава 1. Краткие сведения по промышленной
вентиляции. Основные экологические
термины и определения
1.1. Краткие сведения по промышленной вентиляции
Выбросы загрязняющих веществ в атмосферу происходят в большинстве случаев
из закрытых помещений. Исключения составляют открытые автостоянки, автозапра-
вочные станции, места перегрузки сыпучих материалов в литейном и строительном
производствах, котельные установки и другие участки, где происходят специфиче-
ские технологические процессы, которые будут рассмотрены отдельно. В связи с этим
важно знать, как и где выделяются загрязняющие вещества, куда они поступают,
как удаляются за пределы помещения, очищаются и попадают в атмосферу.
1.1.1. Характеристика местной и общеобменной
вытяжной вентиляции
Идеальным был бы случай, когда образующиеся в результате технологического
процесса загрязняющие вещества в источнике выделения попадали в газоходы или
воздуховоды, удалялись за пределы помещения, очищались и выбрасывались в атмо-
сферу (рис. 1). Оборудование, объединяющее позиции (2)—(6), называется системой
местной вытяжной вентиляции. Пылегазоочистной аппарат не является ее обязатель-
ным элементом. Вентиляторный агрегат необходим для перемещения газов по газо-
ходам в пылегазоочистном аппарате с последующим выбросом в атмосферу. Эту же
систему можно назвать пылегазоочистной установкой.
Местная вытяжная вентиляция предназначена для улавливания и удаления из об-
служиваемого помещения газов, пыли, теплоты и влаги непосредственно от мест их
выделения. Локализует распространение загрязняющих веществ в воздух помещения
местный отсос — устройство для улавливания вредностей (теплоты, влаги, пыли, га-
зов и паров) у мест их образования, присоединяемое к воздуховодам систем местной
вытяжной вентиляции и являющееся, как правило, составной частью технологиче-
ского оборудования [1].
В связи с тем, что газовоздушная смесь перемещается с помощью вентагрегата,
такая система называется механической, искусственной, или принудительной. Возмо-
жен случай, когда горячие газы, например, от кузнечного горна, поступают в мест-
ный отсос-зонт, а оттуда через газоходы непосредственно в атмосферу. Движение га-
зов вверх происходит за счет их меньшей плотности относительно окружающего
воздуха без вентагрегата. Такая система называется естественной.
15
И. М. Квашнин
Рис. 1. План (а) и разрез (6) помещения с удалением загрязняющих веществ только местной вытяжной вентиляцией:
1 - источник выделения загрязняющих веществ;
2 - местный отсос;
3 - газоход (воздуховод);
4 - пылегазоочистной аппарат;
5 - вентиляторный агрегат;
6 - выпуск пылегазовоздушной смеси - источник загрязнения атмосферы;
7 - воздухораспределитель приточной системы вентиляции
Местная вытяжная вентиляция неизбежно забирает часть воздуха из помещения.
Редкое исключение могут составлять технологические процессы и аппараты, для ко-
торых требуется подача, например, сжатого воздуха или другого газа. Поэтому недо-
стающий объем воздуха в помещении компенсируют системами приточной вентиля-
ции. Приточные системы, как правило, общеобменные, т. е. подача воздуха через
специальные устройства — воздухораспределители — осуществляется равномерно по
объему всего помещения в верхнюю, среднюю или нижнюю зоны. В литейных и
некоторых других цехах встречается необходимость подать свежий воздух непосред-
ственно на рабочее место. Такая система называется местной приточной.
Таким образом, системы вентиляции классифицируются: приточная — вытяжная,
местная — общеобменная, механическая — естественная.
К сожалению, добиться полной герметизации оборудования — источника выделе-
ния загрязняющих веществ — не удается, поэтому часть выделившихся загрязняющих
веществ попадает в воздух помещения. Это связано с работой на нем рабочих, сме-
ной обрабатываемых изделий, невозможностью сконструировать полностью изоли-
рованный местный отсос и т. д. В помещении находятся люди, и накопление в воз-
духе загрязняющих веществ чревато для них различными поражениями. Поэтому не
уловленную местными отсосами часть загрязняющих веществ необходимо удалять из
помещения общеобменными вытяжными системами вентиляции (рис. 2). Эти системы
могут быть механическими, например, состоять из крышного вентилятора, устана-
16
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
вливаемого непосредственно в покрытии здания, а также естественными — вентиля-
ционные шахты, дефлекторы.
Удаление загазованного воздуха может идти как из верхней, так и из нижней зоны
помещения в зависимости от того, легче или тяжелее воздуха выделившиеся загрязняю-
щие вещества. В окрасочных цехах, например, выделяется несколько видов паров ра-
створителей с различной плотностью, поэтому загазованный воздух одновременно уда-
ляется из верхней и нижней зоны в заданных пропорциях. Очевидно, чем больше в
единицу времени в воздух помещения выделяется загрязняющих веществ, тем больше
воздуха нужно удалять и, соответственно, подавать приточными системами, г. е. возду-
хообмен будет возрастать. Вредность разбавляется воздухом по аналогии с солевым вод-
ным раствором. До какой же степени надо разбавлять вредность (загрязняющие веще-
ства)? Насколько интенсивным должен быть воздухообмен? Минздравом России
утверждены гигиенические нормативы [2] для всех загрязняющих веществ, устанавли-
вающие ПДК в воздухе рабочей зоны промышленных зданий и сооружений. Эти нор-
мативы постоянно уточняются и дополняются. Подчеркнем, что ПДК должна соблю-
даться только в рабочей или обслуживаемой зоне, а не во всем объеме помещения. Рабочая
зона — пространство над уровнем пола или рабочей площадки высотой 2 м при выпол-
нении работы стоя или 1,5 м при выполнении работы сидя [1]. Обслуживаемая зона —
пространство в помещении высотой 2 м с постоянным пребыванием людей, стоящих
или двигающихся и высотой 1,5м— людей сидящих [1]. Гигиенический норматив [2] да-
ет несколько другое определение: рабочая зона — пространство высотой до 2 м над уров-
нем пола или площадки, на котором находятся места постоянного или временного (не-
постоянного) пребывания работающих. Постоянное рабочее место — место, на котором
работающий находится большую часть своего рабочего времени (более 50 % или более
2 ч непрерывно). Если при этом работа осуществляется в различных пунктах рабочей
зоны, постоянным рабочим местом считается вся рабочая зона [2].
Рис. 2. Удаление загрязняющих веществ из помещения местной и общеобменной вытяжной вентиляцией:
1 - источник выделения загрязняющих веществ;
2 - местный отсос;
3 - вентиляторный агрегат;
4 - выпуск пылегазовоздушной смеси в атмосферу местной вентиляцией (первый источник загрязнения
атмосферы);
5 - то же общеобменной вентиляцией (второй источник загрязнения атмосферы);
6 - приточный воздухораспределитель
17
И. М. Квашнин
ПДК воздуха рабочей зоны — концентрации, которые при ежедневной (кроме вы-
ходных дней) работе в течение 8 ч и не более 40 ч в неделю, в течение всего стажа ра-
боты не должны вызывать заболеваний или отклонений в состоянии здоровья, об-
наруживаемых современными методами исследований, в процессе работы или
в отдаленные сроки жизни настоящего и последующего поколений. Воздействие вред-
ного вещества на уровне ПДК не исключает нарушение состояния здоровья у лиц
с повышенной чувствительностью [2].
Вредное вещество — вещество, которое при контакте с организмом человека может
вызвать профессиональные заболевания или отклонения в состоянии здоровья, обнару-
живаемые современными методами как в процессе воздействия вещества, так и в отда-
ленные сроки жизни настоящего и последующих поколений [2].
ПДК для большинства веществ являются максимальными разовыми. Для высоко
кумулятивных веществ наряду с максимальной установлена среднесменная ПДК —
средняя концентрация, полученная при непрерывном или прерывистом отборе проб
воздуха при суммарном времени не менее 75 % продолжительности рабочей смены,
или концентрация, средневзвешенная во времени длительности всей смены в зоне
дыхания работающих на местах постоянного или временного их пребывания. В тече-
ние смены продолжительность действия на работающего не должна превышать
15 и 30 мин. — для аэрозолей преимущественно фиброгенного действия, и она может
повторяться не чаще 4 раз в смену [2].
С этим связан и сам термин вентиляция — обмен воздуха в помещении для удаления
избытков теплоты, влаги, вредных и других веществ с целью обеспечения допустимых
метеорологических условий и чистоты воздуха в обслуживаемой или рабочей зоне... [1].
Интенсивность воздухообмена характеризуется кратностью воздухообмена, кото-
рая показывает, сколько раз в течение 1 ч воздух сменяется в помещении.
В соответствии со схемой на рис. 2, получившей наибольшее распространение, об-
щеобменная приточная вентиляция должна компенсировать суммарный объем уда-
ляемого воздуха местной и общеобменной вытяжной системой.
Для механообрабатывающих и некоторых других цехов характерно большое коли-
чество станков — источников выделения загрязняющих веществ, равномерно распре-
деленных по помещению. Количество выделяющихся вредностей (загрязняющих ве-
ществ), паров масла или эмульсола незначительно. В этом случае конструируют
общеобменную приточно-вытяжную вентиляцию без местных отсосов (рис. 3).
На общеобменной вытяжной вентиляции пылегазоочистной аппарат не устанавливают.
Таким образом, выделяющиеся загрязняющие вещества должны быть удалены
за пределы помещения или местными вытяжными системами (пылегазоочистными
установками), или общеобменными вытяжными системами, или теми и другими одно-
временно. На практике встречаются ситуации, когда в помещении выделяются загряз-
няющие вещества, а какая-либо вентиляция отсутствует. Но и в этом случае в расчетах
следует принимать, что все выделившиеся загрязняющие вещества попадают в атмо-
сферу. Выброс будет неорганизованным - через форточку, фрамугу, технологический
проем или дверь. Очевидно, что в таких помещениях не будет соблюдаться ПДК воз-
духа рабочей зоны. Инспекция по охране труда или центр Госсанэпиднадзора должны
выдать предписание о проектировании и монтаже приточно-вытяжной вентиляции
с целью выполнения гигиенических нормативов и предотвращения профзаболеваний.
Представляет практический интерес, как количественно распределяются выде-
ляющиеся вредности (загрязняющие вещества) между местной вытяжной вентиля-
цией и общеобменной.
Это зависит, главным образом, от эффективности работы местных отсосов. Чем
лучше его конструкция, тем большая часть вредностей от источника выделения бу-
дет попадать в него. Если общее количество выделившегося загрязняющего вещества
принять за 1, то можно записать
18
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
2
Рис. 3. Удаление загрязняющих веществ из помещения общеобменной вентиляцией:
1 - источник выделения загрязняющих веществ;
2 - выпуск пылегозовоздушной смеси в атмосферу общеобменной вентиляцией;
3 - приточный воздухораспределитель
к„. + ков=\,
(1)
где Лм„ — доля выделившегося загрязняющего вещества, уловленного местным отсо-
сом местной вытяжной вентиляции (пылегазоочистными установками);
— доля выделившегося загрязняющего вещества, удаляемого из помещения об-
щеобменной вытяжной вентиляцией (Ков = 1 - К„).
Величина характеризует эффективность улавливания вредностей местным от-
сосом. Надо понимать, что уловленная вредность не остается в местном отсосе, а уда-
ляется через газоходы (воздуховоды) за пределы помещения в пылегазоочистной ап-
парат или непосредственно в атмосферу.
В зависимости от вида источника выделения загрязняющих веществ различают
местные отсосы открытого и закрытого типов. Открытые — зонты, боковые и нижние
отсосы; закрытые — вытяжные шкафы, камеры, кожухи, встроенные местные отсо-
сы. Определение эффективности местного отсоса Кт — сложная инженерная задача.
В общем виде она сводится к наложению факела распространения вредностей от ис-
точника выделения на всасывающий факел местного отсоса.
В зависимости от условий эксплуатации даже один и тот же местный отсос может
иметь различный коэффициент Кт. Данные по Кт и объемам отсасываемого воздуха
приведены вп. 1.1.2.
По схеме на рис. 3 выделившееся загрязняющее вещество может удаляться не од-
ним, а несколькими источниками загрязнения атмосферы — общеобменными вытяж-
ными системами. Важно знать, как будет распределяться загрязняющее вещество
в количественном отношении между всеми источниками загрязнения атмосферы. Для
этого необходимо знать закономерности распределения вредностей по объему поме-
щения. В настоящее время в нормативной литературе такие данные отсутствуют, что
связано с большой сложностью явления. Действующие нормы [ 1 ] допускают, что кон-
центрация загрязняющих веществ постоянна во всей рабочей зоне, т. е. загрязняю-
щее вещество распределяется по ней равномерно. Также принимается постоянной
концентрация и в зоне удаления загрязняющих веществ, но не указывается, как ее
определить. В практике проектирования и в данной монографии также принято до-
пущение для схемы на рис. 3, что загрязняющие вещества равномерно распределены
19
И. М. Квашнин
по всей зоне удаления загрязняющих веществ из помещения, т. е. концентрация
в каждом источнике загрязнения атмосферы С = const. Тогда количество загрязняю-
щих веществ будет пропорционально объему удаляемого воздуха каждым источни-
ком загрязнения атмосферы. Например, имеется три источника выделения загряз-
няющих веществ. Всего в воздух помещения поступает масса загрязняющих веществ:
Л/„в, + Мив2 + Л/11БЗ,
где Л/ив„ МИВ2, Л/ивз — массовый выброс загрязняющих веществ источниками выделе-
ния соответственно 1, 2, 3.
Производительность источника загрязнения атмосферы ИЗА 1 равна Lt (м3/ч),
а ИЗА 2 соответственно Z2 (м3/ч):
SZ = Z, + l2.
Тогда
^1 _ ^ИЗА! и _ ^1 уду
YL ИЗА| SZ
Аналогично
Z2
м^2= ъм.
Таким же образом определяется выброс загрязняющих веществ через три и более
источника загрязнения атмосферы.
Данное допущение распространяется и на схему на рис. 2 относительно загряз-
няющих веществ, не уловленных местными отсосами. Строго говоря, на рис. 1 и 2
при наличии минимум двух местных отсосов, выделяющих различные вредности,
неуловленная часть загрязняющих веществ от первого отсоса будет попадать во вто-
рой и наоборот. Это связано с тем, что любой местный отсос подсасывает воздух из
объема помещения, где уже распределены вредности, не уловленные другими мест-
ными отсосами. Однако их объем не велик, т. к. концентрация загрязняющих веществ
в рабочей зоне не должна превышать ПДК. Учет этого обстоятельства неоправданно
усложнит и запутает расчеты, поэтому им пренебрегают.
Встречаются случаи, когда в одном помещении имеются источники выделения за-
грязняющих веществ с местными отсосами и без них. Выбросы загрязняющих веществ
через источник загрязнения атмосферы — общеобменную вентиляцию — определяют-
ся путем сложения 100 % массы выделившихся загрязняющих веществ от оборудова-
ния без местных отсосов и доли загрязняющих веществ, не уловленных местными от-
сосами. В реальных производственных условиях общеобменная вытяжная вентиляция
для этих случаев может отсутствовать. Тогда эффективность местных отсосов условно
принимают 100 % и между ними пропорционально объему удаляемого воздуха распре-
деляют загрязняющие вещества, выделившиеся от оборудования без местных отсосов.
1.1.2. Характеристика местных отсосов
Под местным отсосом подразумевается система из собственно отсоса (приемник
вредных выделений, дополненный конструктивными деталями — ограждениями,
фланцами, решетками и т. п.) и источника выделения загрязняющих веществ, поэто-
му классификация отсосов должна содержать в себе и классификацию источников
по признакам, определяющим характер и основные особенности движения потока
вредных выделений вблизи них. По движущей силе переноса различают источники
тепловые, динамические и диффузионные.
20
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
В тепловых источниках движение происходит за счет тепловой энергии, подводимой
к источнику. Вредные выделения распространяются в виде направленного потока —
конвективной струи, как правило, турбулентной. Динамическим называется источ-
ник, вредные выделения от которого распространяются в виде загрязненной струи,
обладающей некоторой начальной скоростью истечения. Истечение струи происхо-
дит за счет избыточного давления внутри объема сосуда, аппарата за счет действия
гравитационных сил или нагнетателя. В диффузионных источниках движение проис-
ходит за счет градиента концентрации газовой примеси. Направление и интенсив-
ность распространения последней зависят от диффузионных характеристик вещества
и турбулентности окружающей среды. Перечисленные типы переноса нередко соче-
таются, например, тепловой источник выделяет и газовые примеси.
По форме в плане источники могут быть компактные (соотношение сторон не более
1:2) и вытянутые. Тепловые и диффузионные источники разделяются на плоские, т. е. ис-
точник располагается заподлицо с ограничивающей плоскостью, и объемные. Последние
подразделяются на свободно расположенные в пространстве, выступающие над ограни-
ченной плоскостью и заглубленные по отношению к ней. По классу опасности различают
источники, выделяющие чрезвычайно опасные, высоко опасные, умеренно опасные и ма-
ло опасные вещества. Исходя из класса опасности необходимо обеспечить надежность ула-
вливай ия вредных выделений. К расчетному объему удаляемого воздуха вводится коэффи-
циент токсичности тем больший, чем более опасным является загрязняющее вещество.
Местные отсосы по степени изоляции области действия от окружающего пространства
различают открытого типа и полные укрытия, имеющие рабочие проемы и неплотности.
Закономерности взаимодействия всасывающего потока с течениями над источни-
ком неодинаковы для разных схем взаиморасположения источника и отсоса. В соот-
ветствии с этим отсосы открытого типа делятся на расположенные соосно с источни-
ком, боковые и нижние. По форме приемного отверстия отсосы могут быть круглые,
прямоугольные и щелевые. В зависимости от конструктивного оформления отверстия
(наличие выравнивающих сеток, решеток или, наоборот, вставок, обеспечивающих
неравномерное всасывание) следует различать отсосы с равномерным и неравномер-
ным всасыванием по площади приемника.
Основными характеристиками местных отсосов являются эффективность улавли-
вания загрязняющих веществ Кж и объем удаляемого воздуха £мо (м3/ч). Чем больше
величина £М(„ тем больше и Кж, но эта зависимость нелинейная. Значение £мо не дол-
жно быть больше оптимального расчетного, иначе это приведет к избыточному вен-
тилированию помещения. Для компенсации удаляемого воздуха потребуется увели-
чивать объем приточного, что вызовет, в свою очередь, возрастание затрат на
электрическую и тепловую энергию, особенно в холодный период. Расчетные мето-
дики по определению величины £мо в данной монографии не приводятся из-за боль-
шого количества вспомогательных формул, графиков и справочных коэффициентов.
Расчет значений £мо можно найти в справочниках [3, 4].
При выборе схемы отсоса следует руководствоваться следующими основными по-
ложениями:
— отсос должен быть максимально приближен к источнику, который по возможности изо-
лирован от помещения; наилучшим решением является полное укрытие источника;
— всасывающее отверстие следует ориентировать так, чтобы поток вредных выде-
лений минимально отклонялся от первоначального направления движения
и при этом удаляемый воздух не проходил через зону дыхания работающего
(зона дыхания — пространство вокруг головы работающего радиусом 50 см [1]);
— уменьшение размеров приемного отверстия отсоса ведет к возраста! 1ию расхо-
да воздуха, необходимого для улавливания вредных выделений; размеры отвер-
стия предпочтительно принимать равными или несколько большими размеров
подтекающей к отсосу струи;
21
И. М. Квашнин
— форма приемного отверстия должна соответствовать форме источника вредных
выделений;
— зону действия отсоса следует максимально ограничивать фланцами, экранами,
ширмами и т. п.
Вытяжные зонты
По принятой классификации зонты (рис. 4) относятся к местным отсосам открыто-
го типа, расположенным соосно с источником. Их используют для улавливания вредно-
стей при наличии устойчивых тепловых потоков. Зонт делают с центральным углом ра-
скрытия не более 60° для обеспечения равномерности всасывания во входном сечении.
Размеры отверстия зонта над круглым источником диаметром d или прямоуголь-
ным (размеры сторон а/b < 2) источником рекомендуется принимать:
D = d + 2Л,
А = а + 2Л,
В = b + 2Л,
где D — диаметр круглого зонта;
Л = 2,14(0B/Ol)2/2/d (для прямоугольного зонта определяется эквивалентный диа-
метр d= 1,13 *VaB);
/ — расстояние от источника выделения до нижней плоскости зонта;
А, В — стороны прямоугольного зонта.
Скорость движения воздуха в помещении (м/с) принимается по СНиП 2.04.05—91 * [ 1 ]
или СанПиН 2.2.4.548—96 [5] и не
Д превышает 0,5 м/с. Осевая скорость
в конвективном потоке на уровне вса-
I сывания
Рис. 4. Схема работы зонта:
1 - источник выделения загрязняющих веществ;
2 - зонт;
3 - гозоход
a, = o,o68(e//J2)i/3,
где Q—конвективная теплоотдача ис-
точника (Вт).
Использование вытяжных зонтов
рационально при значениях ком-
плекса
< 0,35.
Разновидностью зонта является
зонт-козырек над загрузочным отвер-
стием печей.
В. Н. Посохин [6] теоретически по-
казал, что в режиме так называемого
предельного улавли-вания эффектив-
ность зонта Кж = 0,92. В реальных
условиях, на наш взгляд, она ниже
и может достигать Кж = 0,8...0,9.
Отсасывающие панели
Отсасывающие панели (рис. 5) —
это боковые или нижние местные
отсосы открытого типа.
22
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
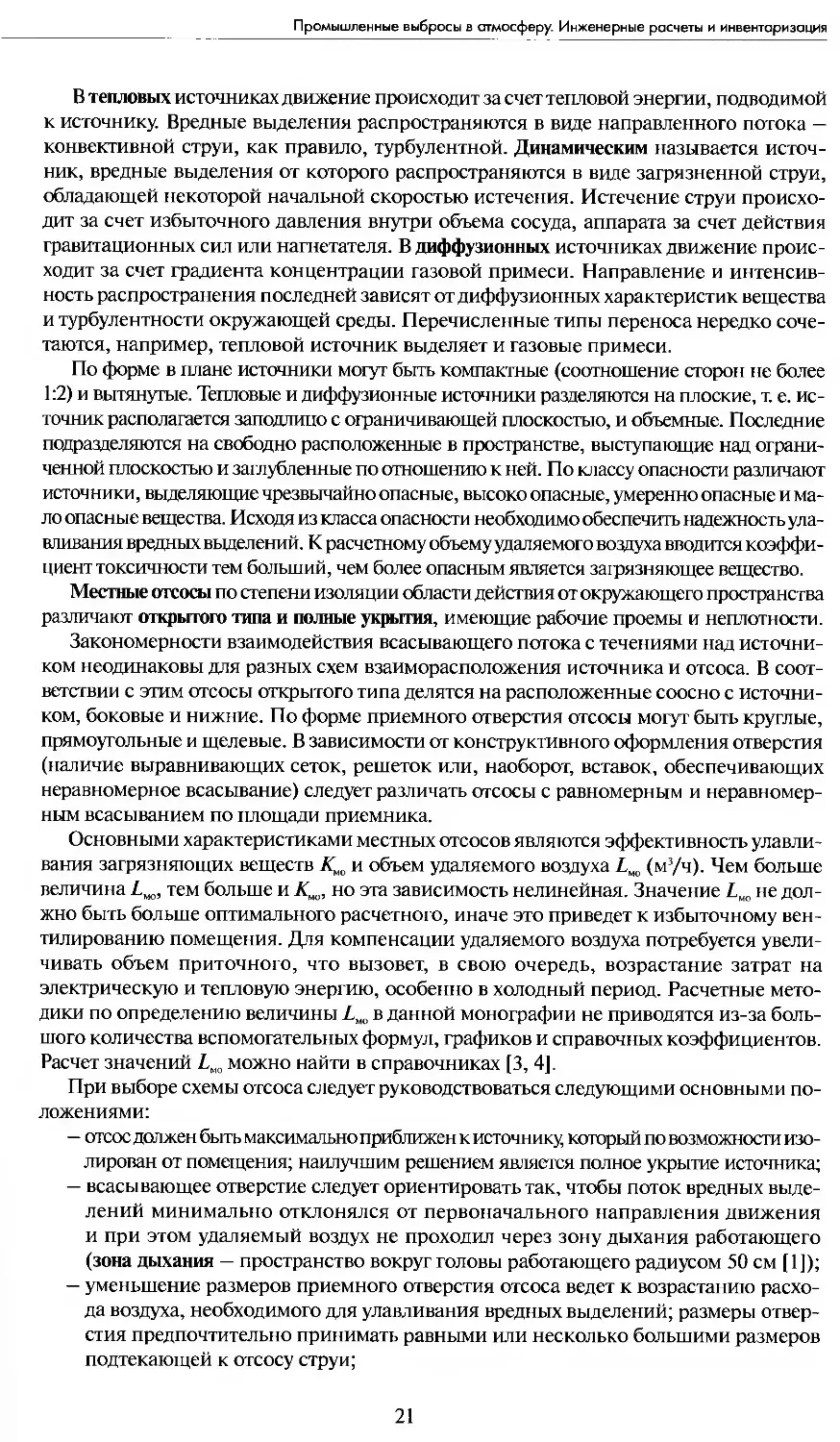
Рис. 5. Схема работы отсасывающей панели:
1 — источник выделения загрязняющих веществ;
2 — отсасывающая панель;
3 - воздуховод:
4 - зона дыхания работающего R = 50 см;
5 - сварочный аппарат
Принцип работы панели заключается в отклонении факела вредных выделений
всасывающим факелом в противоположную сторону от работающего с тем, чтобы за-
грязняющие вещества не проходили через зону его дыхания. Наибольшее распростра-
нение они получили при ручной пайке, газовой или электросварке изделий, в литей-
ном производстве и др.
При сварке крупногабаритных деталей применяют одно- или двухшарнирные по-
воротные панели равномерного всасывания, которые обеспечивают возможность уста-
новки над любой точкой. Для удаления загрязняющих веществ при сварке внутри зам-
кнутых емкостей рекомендуется применять переносной пылегазоприемник
с использованием гибких воздуховодов. Получили распространение сварочные сто-
лы с наклонной панелью и нижней решеткой, которые можно использовать одновре-
менно или поочередно путем переключения шиберов.
Эффективность отсасывающих панелей также может достигать Кж = 0,92 и более [6].
Для практических расчетов используют Кмо = 0,7...0,75 [7].
Бортовые отсосы
Бортовые отсосы (рис. 6) — боковые отсосы открытого типа — применяются в галь-
ваническом производстве для удаления выделений загрязняющих веществ с поверх-
ности растворов ванн, в которых происходят процессы травления, обезжиривания,
нанесения покрытий и т. п.
Различают отсосы однобортовые (при ширине ванны до 600 мм) и двубортовые;
сплошные (при длине ванны до 1200 мм) или секционные. Если изделие выступает
над поверхностью жидкости, то независимо от ширины ванны применяют двуборто-
вой отсос. Простые с вертикальной щелью всасывания используют при высоком уров-
не раствора (расстояние от поверхности раствора до щели Нр = 80... 150 мм), а опро-
кинутые при низком /7Р = 150...300 мм. Кольцевые бортовые отсосы устанавливают
23
И. М. Квашнин
Рис. 6. Схема бортового отсоса:
1 - гальваническая ванна;
2 - зеркало раствора (электролита);
3 - бортовой отсос;
4 - воздуховод
для круглых ванн. При сильных вредностях или ширине ванны более 1500 мм приме-
няют отсосы с поддувом через перфорированную трубу — активированные отсосы.
Современные гальванические линии поставляются комплектно с бортовыми отсоса-
ми и воздуховодами.
Эффективность работы бортовых отсосов для практических расчетов можно при-
нять Кж = 0,9.
Вытяжные шкафы и вентилируемые камеры
Вытяжной шкаф (рис. 7) достаточно полно изолирует источник вредных выделе-
ний, т. к. в нем имеются лишь небольшие открытые (рабочие) проемы. Различают вы-
тяжные шкафы с верхним, нижним, тыльным и комбинированным удалением возду-
ха. Воздухоприемник выполняют в виде круглого, квадратного или прямоугольного
отверстия в одной из стенок шкафа, в виде щели по всей ширине шкафа либо в виде
улиткообразных приемных патрубков у рабочего проема. Примером может служить
лабораторный химический шкаф.
Эффективность работы вытяжных шкафов может составлять К^о = 0,98...1,0.
Вентилируемые камеры или кабины — это отдельно стоящие сооружения или вы-
гороженные части помещения с усиленной вентиляцией, в которых выполняют опе-
рации, сопровождающиеся интенсивным выделением загрязняющих веществ. Рабо-
чее место может находиться вне или внутри этой камеры. Характерным примером
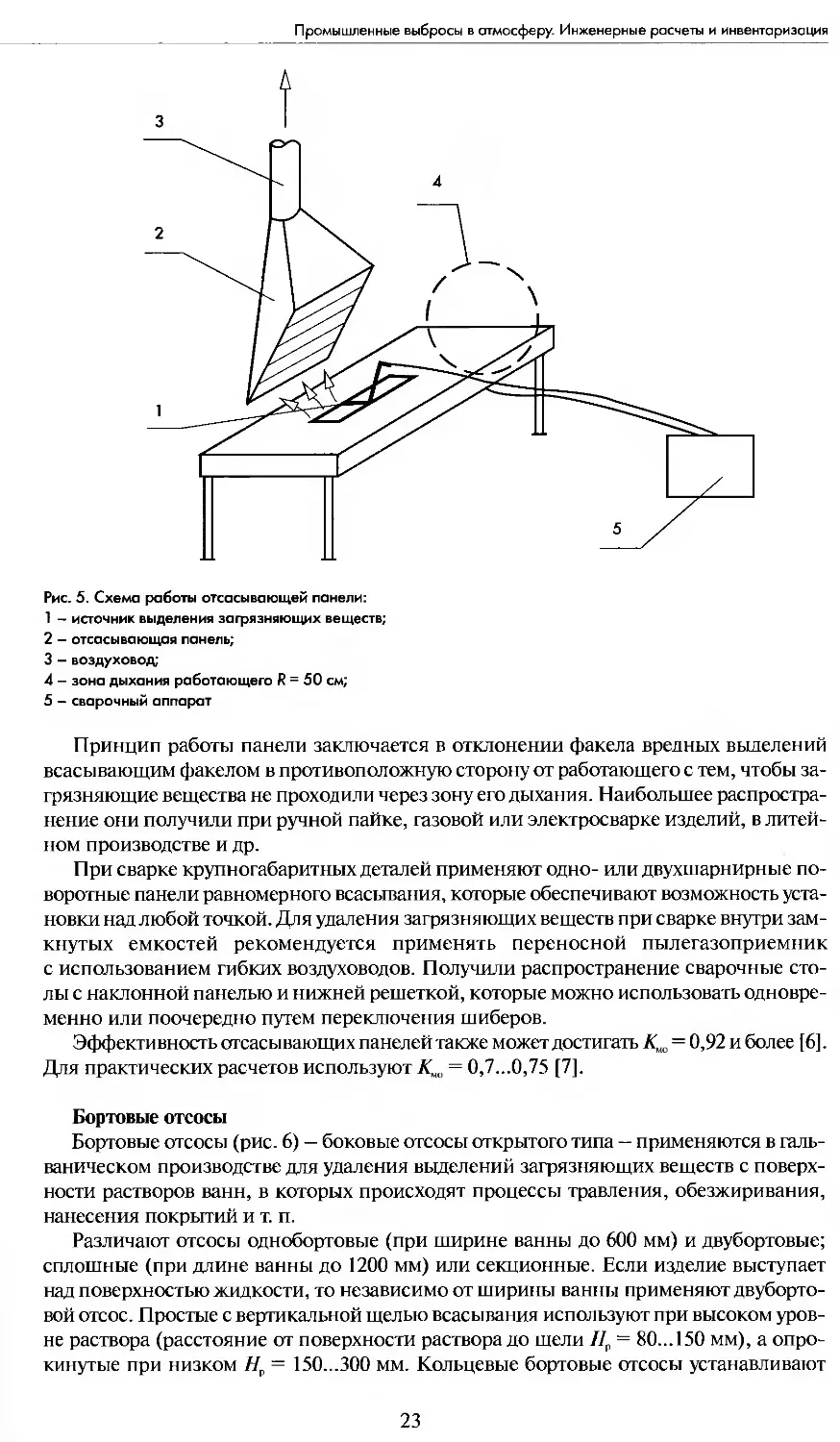
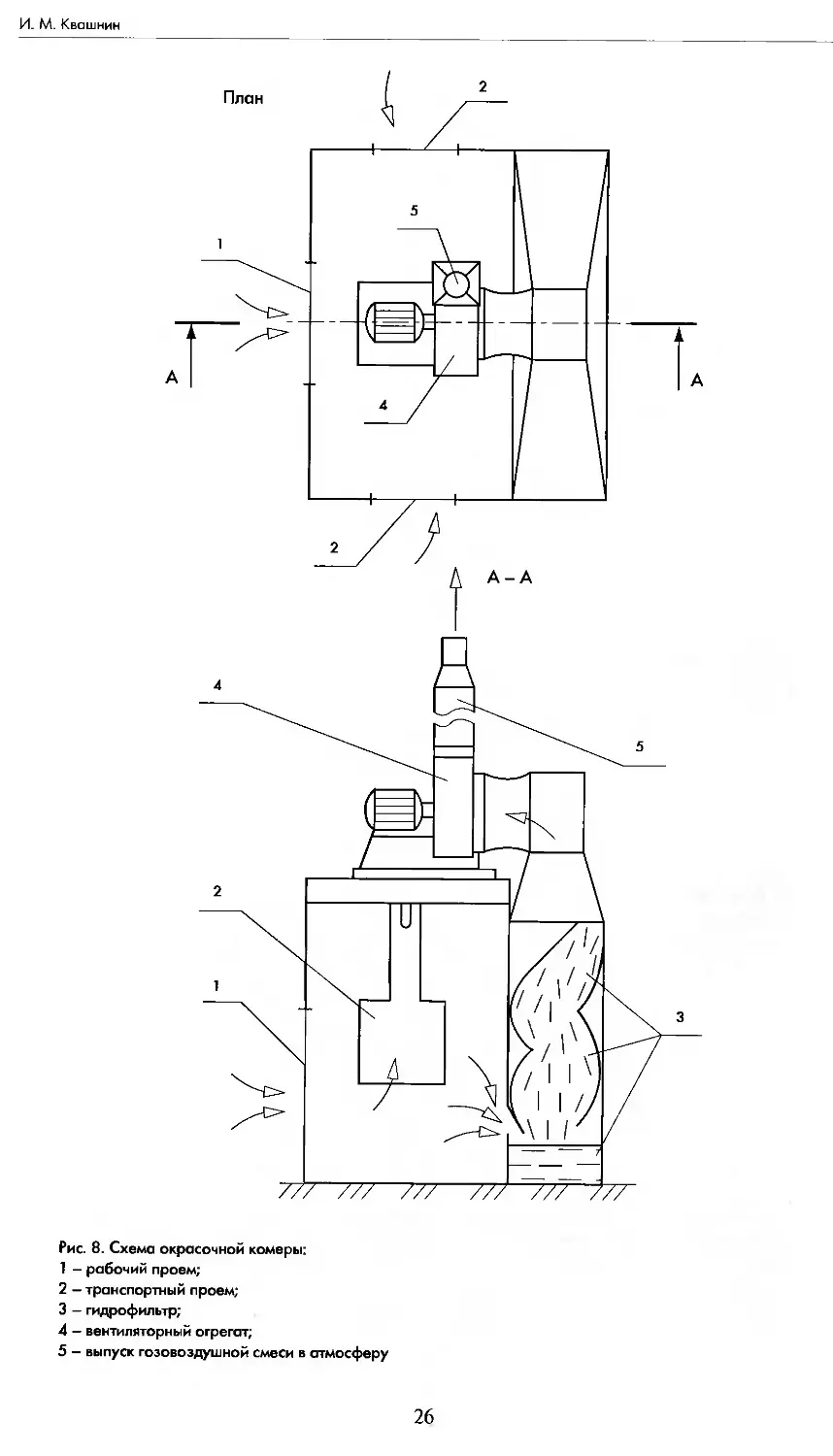
вентилируемых камер является окрасочная и сушильная камеры (рис. 8).
Эффективность таких камер по данным [8] составляет = 0,97...0,98.
Кожухи-воздухоприемники для заточных и шлифовальных станков
Кожухи-воздухоприемники наряду с локализацией пылевыделений устраивают и
для защиты работающего от травм, поэтому их называют защитно-обеспыливающи-
ми. Это местные отсосы закрытого типа. Кожух должен иметь рабочее отверстие ми-
нимально возможных по условиям производства размеров с фланцами шириной, рав-
ной ширине отверстия, и фартуками, отражающими пылевой факел.
Защитно-обеспыливающий кожух шлифовальных станков имеет несколько мень-
шую степень укрытия в связи с тем, что при работе или абразивный круг, или стол,
24
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
д
Рис. 7. Схема работы вытяжного шкофа:
1 - вытяжной шкаф;
2 - рабочий проем;
3 - воздуховод
на котором закреплено обрабатываемое изделие, совершает возвратно-поступатель-
ные, круговые или другие заданные движения. Кожухи могут иметь отрезные стан-
ки, в некоторых случаях токарные и другие станки.
Эффективность кожухов-воздухоприемников лежит в пределах Кт = 0,95...0,995.
Встроенные местные отсосы
Встроенные местные отсосы (рис. 9) разрабатываются и устанавливаются на заводе-
изготовителе в комплекте со станком, механизмом, оборудованием или другим ис-
точником выделения загрязняющих веществ. Эффективность таких отсосов макси-
мальна. В паспорте оборудования указывается требуемый объем отсасываемого воздуха
и/или необходимое разрежение.
Яркий пример таких отсосов — отсосы от деревообрабатывающих станков. У каж-
дого станка может быть от одной до пяти точек пылевыделения и соответственное ко-
личество местных отсосов.
В последнее время появилась тенденция там же устанавливать пылегазоочистной
аппарат, чаще это касается компактных пылеуловителей.
Эффективность встроенных местных отсосов лежит в пределах Ки1} = 0,9...0,995.
Аспирируемые укрытия пылящего оборудования
Погрузочно-разгрузочные работы, операции пересыпки, измельчения, транспортиро-
вания сыпучих материалов связаны с пылевыделениями. Места пыления должны снабжать-
ся герметизированным и укрытиями в виде кожухов, коробов, воронок и оборудоваться мест-
ными отсосами. За счет отсоса воздуха в укрытиях создается разрежение. Через неплотности
воздух из помещения с определенной скоростью поступает в укрытие, тем самым препят-
ствуя выбиванию вредностей. Такая вытяжная вентиляция называется аспирацией.
25
И. М. Квашнин
Рис. 8. Схема окрасочной комеры:
1 — рабочий проем;
2 - транспортный проем;
3 - гидрофильтр;
4 — вентиляторный огрегат;
5 - выпуск гозовоздушной смеси в атмосферу
26
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Рис. 9. Схема кожуха-воздухоприемнико:
1 - кожух;
2 - абразивный круг;
3 - рабочий проем;
4 - потрубок для присоединения аспирационного воздуховоде;
5 - бункер для крупной пыли;
6 - регулируемый щиток
1.1.3. Характеристика пылегазоулавливающих аппаратов
Различают вентиляционные и технологические установки для удаления загрязняющих
веществ от мест образования из помещения в атмосферу. Если их оборудовать устройством
(аппаратом) очистки, то они могут быть названы пылегазоочистными установками.
Пылегазоочистной аппарат — оборудование, устройство, машина, предназначен-
ный для очистки газов от загрязняющих веществ [9].
Пылегазоочистная установка — совокупность устройств, оборудования, включая пы-
легазоочистной аппарат, обеспечивающая комплексное решение задачи очистки газов
(воздуха), включающая в себя: 1) отбор (отсос) газов от источника выделения загряз-
няющих веществ; 2) подготовку газов к очистке; 3) улавливание загрязняющих веществ
в пылегазоочистном аппарате; 4) выгрузку пыли, удаление и транспортирование уло-
вленной пыли, шламов, растворов; 5) регенерацию и рекуперацию растворов, суспен-
зий, обезвреживание, использование и размещение отходов (пыли и шлама) [9].
Возникает вопрос: какие установки должны оборудоваться пылегазоочистным ап-
паратом, а какие не обязательно. СНиП 2.04.05—91* [1] рекомендует оборудовать си-
стемы местной вытяжной вентиляции пылегазоочистным аппаратом. На общеобмен-
ных вытяжных системах пылегазоочистные аппараты не устанавливаются из-за того,
что концентрации загрязняющих веществ относительно невысокие при больших объе-
мах удаляемого воздуха. Более четко отвечает на этот вопрос система нормирования
выбросов. На каждый источник загрязнения атмосферы и промышленное предприя-
тие в целом после проведения расчетов рассеивания устанавливается предельно допу-
стимый выброс для каждого загрязняющего вещества: массовый (г/с) и валовый (т/год).
Целью нормирования выбросов загрязняющих веществ от объекта, от которого
они поступают в атмосферу, является обеспечение соблюдения критериев качества
атмосферного воздуха, регламентирующих предельно допустимое содержание в нем
27
И. М. Квашнин
вредных (загрязняющих) веществ для здоровья населения и основных составляющих
экологической системы, а также условия непревышения показателей предельно до-
пустимых (критических) нагрузок на экологическую систему и других экологических
нормативов. При нормировании выбросов учитываются технические нормативы вы-
бросов и фоновое загрязнение атмосферного воздуха. Для этого разрабатывают проекты
нормативов предельно допустимых выбросов для предприятия [10,11, 12,13,14]. Если
по результатам расчетов рассеивания на каком-либо источнике загрязнения атмосфе-
ры выброс превышает предельно допустимый, то на нем необходимо устанавливать
пылегазоочистной аппарат. Из этих же расчетов вытекает, какой должна быть мини-
мальная степень очистки пылегазоочистного аппарата.
Степень очистки Е определяется по формуле
Е=(М"- М)/М", (2)
где М° — массовое содержание загрязняющих веществ на входе в пылегазоочистной
аппарат (г/с);
М — массовое содержание (выброс) загрязняющих веществ на выходе из пылега-
зоочистного аппарата (г/с).
Разность (Л/° - М) показывает количество уловленного загрязняющего вещества в
пылегазоочистном аппарате.
Массовый выброс загрязняющих веществ может быть представлен в виде
M = cL, (3)
где с — концентрация загрязняющего вещества (г/м3);
L — объемный расход воздуха (м3/с).
Тогда £ = (с"£" - сЕ)/<?Ь°.
В случае если пылегазоочистной аппарат герметичен и расходы воздуха на входе
и выходе из него равны (£ — IE), степень очистки можно определить по формуле
Е = (с° - с) /с".
Для расчетов промышленных выбросов требуется знать массовые выбросы М (г/с)
после очистки, определяемые из формулы (2)
М=М"(\ -Е). (4)
Аналогично определяются и валовые выбросы после очистки В (т/год) по формуле
Б =£'(]-£). (5)
1.2. Основные экологические термины и определения
Атмосферный воздух — жизненно важный компонент окружающей природной сре-
ды, представляющий собой естественную смесь газов атмосферы, находящуюся
за пределами жилых, производственных и иных помещений [ 15].
Валовый выброс — масса загрязняющего вещества, поступающего в атмосферу
в течение года от источника или совокупности источи иков загрязнения атмосферы [16].
Вредное (загрязняющее) вещество — химическое или биологическое вещество ли-
бо смесь таких веществ, которые содержатся в атмосферном воздухе и которые в опре-
деленных концентрациях оказывают вредное воздействие на здоровье человека и окру-
жающую природную среду [15].
28
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Временно согласованный выброс — временный лимит выброса вредного (загрязняю-
щего) вещества в атмосферный воздух, который устанавливается для действующих
стационарных источников выбросов с учетом качества атмосферного воздуха и со-
циально-экономических условий развития соответствующей территории в целях по-
этапного достижения установленного предельно допустимого выброса [15].
Гигиенический норматив качества атмосферного воздуха — критерий качества атмо-
сферного воздуха, который отражает предельно допустимое максимальное содержа-
ние вредных (загрязняющих) веществ в атмосферном воздухе и при котором отсут-
ствует вредное воздействие на здоровье человека [15].
Загрязнение атмосферного воздуха — поступление в атмосферный воздух или образование
в нем вредных (загрязняющих) веществ в концентрациях, превышающих установленные го-
сударством гигиенические и экологические нормативы качества атмосферного воздуха [15].
Запыленность газа — массовая концентрация пыли в газе [17].
Инвентаризация выбросов — систематизация сведений о распределении источни-
ков на территории, количестве и составе выбросов [17].
Источник выделения загрязняющих веществ — объект (технологические установки,
агрегаты, машины и т. д. или технологические процессы), в котором возникает и из
которого выделяется загрязняющее вещество [16].
Источник загрязнения атмосферы (ИЗА) — объект, распространяющий загрязняю-
щие атмосферу вещества [17].
Качество атмосферного воздуха — совокупность физических, химических и биоло-
гических свойств атмосферного воздуха, отражающих степень его соответствия гиги-
еническим нормативам качества атмосферного воздуха и экологическим нормативам
качества атмосферного воздуха [15].
Концентрация примесей в атмосфере — количество вещества, содержащееся в еди-
нице массы или объема воздуха, приведенного к нормальным условиям [18].
Линейный источник — источник, выбрасывающий загрязняюшие атмосферу веще-
ства по установленной линии (например, аэрационный фонарь) [17].
Массовый выброс — масса загрязняющего вещества, поступающего в атмосферу
от источника загрязнения атмосферы в единицу времени (г/с) [16].
Мощность выброса — количество выбрасываемого в атмосферу вещества в едини-
цу времени [17].
Неорганизованный промышленный выброс — выброс, поступающий в атмосферу
в виде ненаправленных потоков газа в результате нарушения герметичности обору-
дования, отсутствия или неудовлетворительной работы оборудования по отсосу газа
в местах загрузки, выгрузки или хранения продукта [17].
Организованный промышленный выброс — промышленный выброс, поступающий
в атмосферу через специально сооруженные газоходы, воздуховоды и трубы [17].
Ориентировочный безопасный уровень воздействия загрязняющего атмосферу веще-
ства (ОБУВ) — временный гигиенический норматив для загрязняющего атмосферу
вещества, устанавливаемый расчетным методом для целей проектирования промы-
шленных объектов [18].
Охрана атмосферного воздуха — система мер, осуществляемых органами государ-
ственной власти Российской Федерации, органами государственной власти субъек-
тов Российской Федерации, органами местного самоуправления, юридическими
и физическими лицами в целях улучшения качества атмосферного воздуха и предот-
вращения его вредного воздействия на здоровье человека и окружающую природную
среду [15].
Очистка газа — отделение от газа или превращение в безвредное состояние загряз-
няющих атмосферу веществ [17].
Плоский источник — источник, выбрасывающий загрязняюшие атмосферу вещества
с установленной поверхности (например, площад ка складирования сыпучих материалов) [17].
29
И. М. Квашнин
Предельно допустимая концентрация (ПДК) примеси в атмосфере — максимальная
концентрация примеси в атмосфере, отнесенная к определенному времени осредне-
ния, которая при периодическом воздействии или на протяжении всей жизни чело-
века не оказывает на него вредного воздействия, включая отдаленные последствия,
и на окружающую среду в целом 1171.
ПДК загрязняющего вещества в атмосферном воздухе — концентрация, не ока-
зывающая в течение всей жизни человека прямого или косвенного неблагоприят-
ного действия на настоящее или будущие поколения, не снижающая работоспо-
собности человека, не ухудшающая его самочувствия и санитарно-бытовых условий
жизни [19].
Предельно допустимая (критическая) нагрузка — показатель воздействия одного или
нескольких вредных (загрязняющих) веществ на окружающую природную среду, пре-
вышение которого может привести к вредному воздействию на окружающую природ-
ную среду [15].
Предельно допустимый выброс — норматив предельно допустимого выброса вред-
ного (загрязняющего) вещества в атмосферный воздух, который устанавливается для
стационарного источника загрязнения атмосферного воздуха с учетом технических
нормативов выбросов и фонового загрязнения атмосферного воздуха при условии
не превышения данным источником гигиенических и экологических нормативов ка-
чества атмосферного воздуха, предельно допустимых (критических) нагрузок на эко-
логические системы, других экологических нормативов [15].
Приземная концентрация примеси в атмосфере — концентрация примеси в атмосфе-
ре, измеренная на высоте 1,5...2,5 м от поверхности земли [18].
Промышленный источник загрязнения атмосферы — источник загрязнения атмосфе-
ры, в результате действия производственных процессов или взаимосвязанных с ни-
ми вспомогательных процессов, осуществляемых в территориально ограниченных
производственных комплексах [17].
Разовая концентрация примеси в атмосфере — концентрация примеси в атмосфере,
определяемая по пробе, отобранной за 20-30-минутный интервал [18].
Лимитирующий (определяющий) показатель вредности характеризует направлен-
ность биологического действия вещества: рефлекторное и резорбтивное. Под рефлек-
торным действием понимается реакция со стороны рецепторов верхних дыхательных
путей — ощущение запаха, раздражение слизистых оболочек, задержка дыхания и т. п.
Указанные эффекты возникают при кратковременном воздействии вредных веществ,
поэтому рефлекторное действие лежит в основе установления максимальной разовой
ПДК. Под резорбтивным действием понимают возможность развития общетоксиче-
ских, гонадотоксических, эмбриотоксических, мутагенных, канцерогенных
и других эффектов, возникновение которых зависит не только от концентрации ве-
щества в воздухе, но и от длительности его вдыхания. С целью предупреждения ра-
звития резорбтивного действия устанавливается среднесуточная ПДК [19].
Среднесуточная концентрация примеси в атмосфере — концентрация примеси в ат-
мосфере, определяемая по среднесуточной пробе [18].
Среднесуточная проба воздуха — проба воздуха, отобранная в течение 24 ч непрерыв-
но или с равными интервалами между отборами не менее 4 раз в сутки [18].
Стационарный источник — любой источник с организованным или неорганизован-
ным выбросом, дислоцируемый или функционирующий постоянно (или временно)
на территории обьекта [12].
Степень очистки — отношение массы извлеченного из газа или прореагировавше-
го загрязняющего вещества к массе загрязняющего вещества, присутствовавшего
в газе до очистки [17].
Точечный источник загрязнения атмосферы — источник, выбрасывающий загряз-
няющие вещества из установленного отверстия [17].
30
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Фоновая концентрация загрязняющего атмосферу вещества—концентрация загрязняюще-
го атмосферу вещества, создаваемая всеми источниками, исключая рассматриваемые [18].
Экологический норматив качества атмосферного воздуха — критерий качества атмо-
сферного воздуха, который отражает предельно допустимое максимальное содержа-
ние вредных (загрязняющих) веществ в атмосферном воздухе и при котором отсут-
ствует вредное воздействие на окружающую природную среду [15].
Глава 2. Методики расчетов промышленных
выбросов в атмосферу
2.1. Методика расчета выбросов по характеристике оборудования
Этот метод расчета широко используется при механической обработке металлов
и некоторых других процессах. В основе метода расчета лежит определение массового
выделения (выброса) загрязняющих веществ по какой-либо характеристике оборудова-
ния (источника выделения) на основании справочных данных, приведенных в отрасле-
вых методиках. Обозначим эту величину как Л/01. Буква «М» обозначает массовое выде-
ление (г/с). Индекс «О» — то, что загрязняющее вещество выделилось из оборудования,
но еще не прошло очистку в пылегазоочистном аппарате и не было выброшено в атмо-
сферу. Индекс «1» обозначает, что загрязняющее вещество было выделено одной едини-
цей оборудования.
Массовое количество загрязняющих веществ № (г/с), отходящих от п единиц ис-
точников выделения и попадающих в местную вытяжную вентиляцию с коэффици-
ентом эффективности местных отсосов Кио, определяется по формуле
М° = МтпКи0. (6)
Массовое количество загрязняющих веществ от тех же п единиц оборудования,
не уловленное местными отсосами и попадающее в общеобменную вытяжную вен-
тиляцию, составит
М° = М"п(\ - KJ. (7)
Массовый выброс загрязняющих веществ в атмосферу с учетом очистки в пыле-
газоочистном аппарате определяется по формуле (4).
В случае отсутствия пылегазоочистного аппарата массовое выделение загрязняю-
щих веществ единицей оборудования равно его массовому выбросу в атмосферу,
т. е. М°' = М', а для местной или общеобменной системы (источника загрязнения
атмосферы) в целом в формулах (6) и (7) М° = М.
Если в помещении имеются только местные вытяжные системы (см. рис. 1), то в фор-
муле (6) Кыо = 1. Если имеются только обшеобменные вытяжные системы, в формуле (7)
Киа = 0. При этом (6) и (7) по внешнему виду становятся одинаковыми.
Особо следует остановиться на справочной характеристике оборудования, по
которой определяется величина Мт. В самом простейшем случае это марка стан-
ка, например, электроэрозионного (прил. 2.6) или сварочной машины (прил. 5.2).
Это могут быть также технологические операции загрузки-выгрузки, пересыпки,
33
И. М. Квашнин
дробления (прил. 5.1) или другие процессы (прил. 10). В другом случае это опреде-
ляющая характеристика оборудования — источника выделения загрязняющих веществ.
Наиболее яркие примеры: диаметр абразивного круга заточного, шлифовального, по-
лировального станков (прил. 2.1—2.3) или мощность электродвигателя (прил. 2.4) при
механической обработке материалов.
В некоторых случаях задан удельный массовый выброс единицы мощности или
производительности оборудования т'(г/с). Тогда
Мш =m'N3,
где N3 — мощность или производительность оборудования.
Подставив значение Л/01 в формулы (6) и (7), получим, соответственно:
M = (fn'N3)nKm, (8)
= (9)
По этим зависимостям рассчитываются выделения (выбросы) аэрозолей масла или
эмульсола при механической обработке металлов с охлаждением (прил. 2.5); оксидов
железа и марганца при контактной электросварке стали (прил. 3.4).
Валовое количество выделяющихся загрязняющих веществ В° (т/год) до очистки
в пылегазоочистном аппарате определяется по формуле
S" = 0,0036771/°, (10)
где 0,0036 — переводной коэффициент из секунд в часы и из граммов в тонны;
Т— время работы источников выделения загрязняющих веществ (ч/год).
Валовый выброс загрязняющих веществ с учетом очистки в пылегазоочистном ап-
парате определяется по формуле (5). При отсутствии пылегазоочистного аппарата
в формуле (10) М° = М и В° = В.
Рассмотрим частные случаи определения М°, М, В" и В.
1. Для схемы на рис. 1 существует несколько источников выделения загрязняю-
щих веществ с различными характеристиками (например, заточные станки с различ-
ными диаметрами кругов). Определяют массовые выбросы по каждой группе п стан-
ков с одинаковыми характеристиками по формулам (6), (8) и суммируют их. Далее
определяют массовый выброс после очистки по (4) и валовые выбросы по формулам
(10), (5). Отличие для схемы на рис. 3 может заключаться в том, что просуммирован-
ный массовый выброс при наличии нескольких систем (например, крышных венти-
ляторов) делят между ними пропорционально производительности по воздуху L (м3/с).
Затем по формуле (10) для каждой определяют валовый выброс.
2. Для схемы на рис. 1 существует несколько источников выделения загрязняю-
щих веществ с одинаковыми характеристиками, но одновременно все они не работа-
ют (например, из трех станков — фрезерного, токарного и сверлильного с одинако-
вой N3, работают не более двух одновременно в различных сочетаниях). К величи-
не п в формуле (6) вводится коэффициент одновременности работы оборудования.
Однако при расчете валовых выбросов производится учет работы всех станков по вре-
мени, реально отработанному каждым.
3. Для схемы на рис. 1 существует несколько источников выделения загрязняю-
щих веществ с различными характеристиками, но все они одновременно не рабо-
тают, т. е. это комбинация случаев 1 и 2, встречающаяся наиболее часто (например,
из трех заточных станков с различными диаметрами кругов одновременно работа-
ют только два). Для расчета суммарного значения М°, М выбираются источники
34
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
выбросов с большими значениями Л/1’1; учет одновременности производится так-
же по условиям технологического процесса. Валовые выбросы считаются как и
в случае 2.
А Самый сложный вариант по сочетанию схем рис. 1, 2, 3: в помещении имеется
несколько систем местной вытяжной вентиляции с различными характеристиками
источников выбросов нескольких загрязняющих веществ. Тут же могут быть источ-
ники выбросов без местных отсосов. Неуловленная часть вредностей от местной вен-
тиляции и все загрязняющие вещества от источника загрязнения без местных отсо-
сов поступают в одну или несколько систем общеобменной вытяжной вентиляции.
В этом случае сначала рассчитываются все местные системы (источники загрязнения
атмосферы), затем общеобменные (п. 3.2.2 ИЗА 10—13, п. 3.4.6 ИЗА 33).
2.2. Методика расчета выбросов по удельным выделениям
загрязняющих веществ на единицу массы расходуемого
материала; единицу длины, площади и объема
Этот метод расчета применим для сварочного и литейного производства, терми-
ческой обработки материалов, производства деталей методом порошковой металлур-
гии, некоторых операций механической обработки материалов и др.
В основе метода лежит величина удельного выделения загрязняющих веществ
на единицу массы расходуемого материала У (г/кг). Эта величина приведена в спра-
вочных данных отраслевых методик (прил. 3, 5.1, 6, 7, 8, 10.14). Значения массовых
и валовых выделений (выбросов) при этом зависят только от интенсивности (коли-
чества) расходования материалов в единицу времени.
Для определения массовых выбросов М (г/с) при нестационарных технологических
процессах (сварки, окраски и др.) расход материалов логично определять за
20-минутный интервал времени. Это связано с тем, что по величине выбросов загрязняю-
щих веществ от одного или группы источников загрязнения атмосферы с помощью рас-
четов рассеивания вычисляется концентрация в приземном слое и сравнивается с ПДК.
Максимальная разовая концентрация определяется по пробе, отобранной за 20-минутный
интервал времени. Такой подход реализован в [20, 21]. В большинстве отраслевых мето-
дик, в том числе [22,23], за интервал времени принят 1 ч. Хотя это может несколько зани-
жать массовые выбросы, но более удобно для получения технологических данных. Невер-
но, на наш взгляд, принимать этот интервал в 1 месяц для окрасочного производства [12],
т. к. это занизит предельно допустимые выбросы на источнике загрязнения атмосферы,
и при контроле выбросов предприятие будет вынуждено платить штрафы за их превыше-
ние. Тогда М" (г/с) равен для местной и общеобменной вентиляции:
М" = K8XJ3600, (11)
= УД(1 - KJ/3600, (12)
где Д — максимальный часовой расход материала (кг/ч);
3600 — переводной коэффициент из часов в секунды.
Валовые выбросы до очистки В' (т/год) для местной и общеобменной вентиляции равны
2? = УДДИНУ, (13)
5» = УД(1-Ко)*10-6, (14)
где Д — годовой расход материала (кг/год);
106 — переводной коэффициент из граммов в тонны.
35
И. М. Квашнин
В случае отсутствия пылегазоочистного аппарата на источнике загрязнения атмо-
сферы М' = М, В' = В.
Следует иметь в виду, что если к одному источнику загрязнения атмосферы под-
соединено несколько источников выделения (например, сварочных постов), то вели-
чины В„ и fipiB формулах (11)—(14) принимаются как сумма во всех источниках выде-
ления.
Реже встречаются случаи, когда удельные выделения У заданы на единицу дли-
ны (г/м) - при резке металлов и сплавов (прил. 3.2), или единицу площади (г/см2) —
при сварке трением (прил. 3.4); (г/м2) — при нанесении и удалении флюса на печатные
платы (прил. 10.13), или на единицу объема (г/м3) — в термических цехах (прил. 7). Тог-
да величина, характеризующая интенсивность техпроцесса Д, в формулах (11) и (12), бу-
дет соответственно измеряться в м/ч; см2/ч; м2/ч; м3/ч, а величина годового расхода Д, —
в формулах (13) и (14) — м/год, см2/год, м2/год, м3/год. При сварке трением величи-
на Д (см2/ч) подсчитывается путем перемножения площади сварки одного стыка
на максимально возможное количество свариваемых стыков за 1 ч. Аналогично опре-
деляется Др (см2/год) — площадь одного стыка перемножается на их количество за год.
2.3. Методика расчета выбросов при нанесении
лакокрасочных покрытий
Методика расчета и справочные данные приведены в [24] с уточнениями [12]. Су-
ществуют следующие способы окраски: пневматический, безвоздушный, гидроэлек-
тростатический, пневмоэлектростатический, горячее распыление, окунание, струй-
ный облив, электроосаждение, покрытие лаком в лаконаливных машинах, кистевая
окраска.
Расчет выбросов, как правило, основан на балансовом методе. Считается, что все
100 % содержащихся в лакокрасочных материалах растворителей попадают в атмо-
сферный воздух — одна часть при окраске, другая при сушке. Поэтому для выполне-
ния расчетов важно знать состав лакокрасочных материалов, приведенный по дан-
ным [24] в прил. 4. Различают исходную вязкость лакокрасочных материалов,
при которой они поступают с завода-изготовителя, и рабочую — при которой идет
процесс окраски. Для конкретного вида лакокрасочных материалов используют опре-
деленный вид разбавителей — растворители; в некоторых случаях могут использо-
ваться два-три взаимозаменяемых растворителя. Процент разбавления может коле-
баться в широких пределах даже для одного вида лакокрасочных материалов
(см. например [25]).
Наибольшее распространение получил пневматический способ окраски. Этот спо-
соб прост, высокопроизводителен и обеспечивает высокое качество покрытия. Спе-
циальным пистолетом через регулируемую форсунку с помощью сжатого воздуха про-
изводят распыление лакокрасочного материала на рабочую поверхность. Краска
поступает из бачка объемом 0,5 л, который периодически заправляется.
Все виды лакокрасочных материалов состоят из двух частей: летучей части —
одного или нескольких растворителей (компонентов) и неиспаряющейся части
(сухого остатка), которая при распылении превращается в аэрозоль краски
/,+/₽ = 100%,
где/ — процентное содержание в общей массе лакокрасочных материалов сухого ос-
татка (красочного аэрозоля) при исходной вязкости;
/ — процентное содержание в общей массе лакокрасочных материалов летучей ча-
сти (одного или нескольких растворителей — компонентов при исходной вязкости).
36
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Если процентное содержание самостоятельного растворителя или любого компо-
нента в летучей части лакокрасочного материала обозначить через 6Х, а их сумму при-
нять за 100 %, то
2Д = (6, + 62 + ... + б„) = 100 %.
Переходя к общему составу лакокрасочного материала с учетом аэрозоля краски
(см. предыдущее соотношение), имеем
/а +/р26х-КУ2 =/а +/р(6, + б2 + ... + б„) • 102 = 100 %.
Величины/; и принимаются по прил. 4.
Как уже отмечалось, здесь не учитывается масса растворителя, с помощью которого
лакокрасочный материал доводится до рабочей вязкости. Расчет выбросов для него про-
изводится отдельно по формулам (17)—(20), а затем суммируется (п. 3.3 ИЗА 15).
При нанесении лакокрасочного материала в окрасочной камере выделяется аэро-
золь краски и растворители. Для пневматического способа окраски принято, что
в воздух выделяется 30 % от общего содержания аэрозоля краски в лакокрасочном
материале 6а = 30 %. Остальные 70 % попадают на окрашиваемые поверхности и ча-
стично на ограждающие конструкции камеры. Каждый компонент летучей части ис-
паряется на 6'= 25 %, а остальные 6" = 75 % — в сушильной камере [24]. Сама окра-
сочная камера представляет собой род вытяжного шкафа. Эффективность улавливания
вредностей им как местным отсосом составляет 97...98 % [8]. Остальные 2...3 % по-
ступают в воздух помещения.
Окрасочные камеры, как правило, оборудуются пылегазоочистными аппаратами —
гидрофильтрами (см. рис. 8). В задней части камеры устанавливаются один или несколь-
ко рядов форсунок, через которые разбрызгивается вода. Большая часть воды (97...99 %)
стекает в поддон, а оттуда насосом вновь подается на форсунки. Скапливающийся шлам
(уловленный аэрозоль краски) оседает на дно и периодически удаляется в отходы.
Пары растворителей гидрофильтром практически не улавливаются. Содержание раство-
рителей в оборотной воде быстро доходит до насыщенного состояния, и его дальней-
шее поглощение невозможно. Если использовать прямоточную систему водоснабже-
ния, то растворители все равно попадут в атмосферу, но уже через систему канализации.
Массовое выделение аэрозоля краски Л/" (г/с) в окрасочной камере без учета очист-
ки в гидрофильтре определяется по формуле
= адлузбооо, (15)
где Вч — максимальный часовой расход лакокрасочного материала с учетом реально-
го технологического процесса (кг/ч);
36000 — коэффициент, комплексно учитывающий перевод часов в секунды, кило-
граммов в граммы и процентов в доли единиц.
Неправильно принимать величину Д, по производительности пневматического пи-
столета, т. к. при этом выбросы будут существенно завышены. Реально требуется вре-
мя на установку и смену окрашиваемого изделия, его поворот; заправку, промывку,
смену лакокрасочного материала в бачке; перерывы для работающих и т. д. С другой
стороны, неверно будет вместо максимального часового усреднять расход лакокра-
сочного материала за 1 месяц. Расчетные выбросы при этом будут существенно зани-
жены, и при контроле на источнике загрязнения атмосферы обнаружится превыше-
ние предельно допусти мых выбросов, что может повлечь за собой штрафные санкции
для предприятия. Для существующего производства величина В может быть получе-
на хронометражем.
37
И. М. Квашнин
Возможен вариант, когда величина Вч не может быть использована для процесса
сушки изделий, технологический цикл которой длится 2—3 ч и более. Однако при
конвективной сушке (температура 60...80 °C) за первый час испаряется подавляющее
большинство загрязняющих веществ.
Валовое выделение аэрозоля краски В' (т/год) в окрасочной камере составит
^ = ад^о*10’, (16)
где Вг — расход лакокрасочного материала за год поданным предприятия (кг/год).
Массовые выбросы (г/с) каждого компонента летучей части лакокрасочного ма-
териала определяются по формуле
M=BJpt>&Km-106/3,6, (17)
а валовые (т/год) - по формуле
5 = VpWmo-IO’, (18)
где 10'73,6 и 10’ - переводные коэффициенты.
Аналогично определяются массовые и валовые выбросы растворителей при суш-
ке изделий в сушильной камере. Вместо величины подставляем б":
л/=еддао-10-73,6, (19)
В= вдда,о- 109. (20)
В случае равенства коэффициентов Кж в окрасочной и сушильной камерах, массо-
вые и валовые выбросы через них будут находиться в соотношении б'/б" = 25/75 =
= 1/3, т. к. все остальные сомножители в формулах (17), (19) и (18), (20) тожде-
ственны.
Выделившиеся загрязняющие вещества, не уловленные окрасочными и сушиль-
ными камерами, попадают в воздух помещения окрасочного участка, а оттуда удаля-
ются в атмосферу системами общеобменной вытяжной вентиляции. При этом мас-
совые и валовые выбросы также определяются по формулам (17)—(20), только вместо
коэффициента Кж подставляем (1 - Ки1).
Перед нанесением лакокрасочного материала поверхность изделия необходимо
обезжирить. Операция обезжиривания осуществляется в окрасочной камере распы-
лением растворителя пистолетом или протиркой ветошью. Массовые и валовые вы-
бросы при обезжиривании определяют по формулам
Л/ = Д,бЛ,о/360, (21)
5 = Бр6Ло-10-5. (22)
По этим же формулам рассчитываются выбросы растворителей, используемых для
разбавления лакокрасочного материала до рабочей вязкости.
Если лакокрасочный материал и его состав отсутствует в прил. 4, то рекомендует-
ся пользоваться 120, 26, 271 и др.
Однако данная методика отработана не в полной мере. Сложен и нестационарен,
в первую очередь, сам процесс сушки поверхности изделий, а также индивидуальные
особенности технологии нанесения лакокрасочных материалов на различные изделия.
Вызывает критику одинаковое для всех компонентов летучей части распределение
38
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
выделения между окрасочной и сушильной камерами — 25 и 75 %. Кроме различия
во времени нахождения изделий в обеих камерах каждый компонент обладает опре-
деленной летучестью. Это учтено в методике 127]. Повышенной летучестью обладает
ацетон о' = 98 %, метилэтилкетон ор' = 97 %, спирт этиловый о' = 69 % и др. Это оз-
начает, что большая часть этих загрязняющих веществ будет выделяться в окрасоч-
ной камере, а не в сушильной. В результате предельно допустимые выбросы для окра-
сочной камеры будут занижены, а для сушильной — завышены. Не учтены выбросы,
когда изделия уже окрашены, но стоят в очереди на сушку или перемещаются туда
транспортером.
2.4. Методика расчета выбросов при заданной
интенсивности испарения загрязняющих веществ
с единицы поверхности и при нанесении
гальванических покрытий
Некоторые технологические процессы протекают при постоянной интенсивности
испарения загрязняющих веществ с заданной поверхности. В расчетных методиках
задается удельное выделение загрязняющих веществ У(г/(м2 • с)). Тогда массовое вы-
деление загрязняющих веществ в местную и обшеобменную вентиляцию с учетом ко-
эффициента Кмо определяется по формулам:
М" = УИК„Л:, (23)
М" = УД1 - KJ, (24)
где F— площадь поверхности испарения загрязняющего вещества (м2).
Данные формулы используются для расчета выбросов: при некоторых операциях
литья по выплавляемым моделям (п. 3.4.4 ИЗА 26, 29; прил. 6.3); при лужении, пай-
ке «волной» и погружением в припой (п. 3.7.4 ИЗА 51; прил. 10.11).
Расчет валовых выделений (выбросов) производят по формуле (10).
Данные формулы принципиально отличаются от зависимостей (11), (12), когда
удельные выделения заданы в граммах на кв. метр (г/м2), а интенсивность техноло-
гического процесса Вч в кв. метрах в час (м2/ч)(п. 2.2). В последнем случае массовый
выброс (выделение) загрязняющих веществ зависит от протекания технологическо-
го процесса, а в формулах (23), (24) только от площади испарения.
Формулы (23), (24) лежат и в основе методики расчета выбросов загрязняющих ве-
ществ при нанесении гальванических покрытий. Отличие в том, что вводятся допол-
нительные коэффициенты, учитывающие также условия испарения загрязняющих
веществ.
Для обеспечения надежной и долговечной работы изделий в различных эксплуа-
тационных условиях, придания им защитно-декоративных и функциональных свойств,
а также для восстановления деталей, выбракованных при сравнительно малых изно-
сах, производят химическое и электрохимическое нанесение покрытий. Электрохи-
мическим способом получаютпокрытия_цинком, кадмием, медью, никелем, хромом.
В машине- и приборостроении используют электролитическое осаждение меди, цин-
ка, кадмия, серебра и золота в цианистых ваннах. Химическим способом нанесения
покрытий осуществляют воронение, фосфатирование, химическое, оксидирование.
Перед нанесениекТпокрИтий проттзвбдят механическую и химическую подготовку по-
верхности деталей.
Процессы нанесения покрытий на поверхности металлических изделий связаны
с протеканием электрохимических и химических реакций. В качестве электролитов и
39
И. М. Квашнин
растворов для нанесения покрытий применяются концентрированные и разбавленные
растворы кислот: серной, соляной, азотной, ортофосфорной, хромовой, их солей и др.
Техпроцессы нанесения покрытий включают в себя ряд последовательных операций:
обезжиривание, травление, рыхление, шлифование и полирование, декапирование, на-
несение покрытий. Разнообразие гальванических и химических процессов, применяе-
мых при этом химических веществ, температурных режимов, обуславливает разнооб-
разие качественного и количественного состава загрязняющих веществ, их агрегатных
состояний.
Массовое выделение загрязняющих веществ (г/с) при электрохимической и хи-
мической обработке с зеркала раствора ванны в местную и общеобменную вентиля-
цию определяется раздельно для аэрозоля и газовой фазы по формулам:
t = 0,001УТЛ'|Л2А3Л'8ХМО, (25)
илел-гыМ° = Q,00iyFK,K2K^Ks(l - (26)
где 0,001 — переводной коэффициент из миллиграммов в граммы;
У — удельные выделения загрязняющих веществ в виде аэрозоля и газовой
фазы (мг/(м2 • с)). Определяются по прил. 9.1-9.4, а в случае отсутствия — по прил. 9.5;
F— площадь зеркала ванны (м2);
К — коэффициент, учитывающий укрытие ванны поверхностно-активных веществ;
при наличии поверхностно-активных веществ К = 0,5, а при отсутствии — К, = 1;
К2 — коэффициент загрузки ванны при электрохимических процессах, определя-
емый как отношение фактической площади поверхности деталей, обрабатываемых
за 1 чДт к максимально возможной F.c. для данной ванны, принятой по ее паспорт-
ным данным (К2 для химических процессов К2 = 1;
К — коэффициент заполнения объема ванны раствором: при заполнении на 70 %
К, = 1; при заполнении на 100 % К3 = 1,47; для остальных случаев — пропорционально;
Ks — коэффициент, учитывающий снижение выбросов загрязняющих веществ в ви-
де аэрозоля за счет оседания на стенках воздуховодов: для воздуховодов длиной 3 м
Кц = 0,17, а для 10 м и более — Ку = 0,1. Для выделений (выбросов) загрязняющих ве-
ществ в виде газовой фазы (паров) Ку = 1.
Примечания к формулам (25), (26):
1. В случае нанесения покрытий на мелкие детали насыпью в колокольных и ба-
рабанных ваннах следует учитывать коэффициент К4, равный: 1,5 — при покрытии
в погруженных (перекидных) колоколах и барабанах; 1,8 — при покрытии в колоко-
лах, требующих заливки электролита после каждой партии деталей.
2. При хромировании в автоматических и полуавтоматических линиях нужно учи-
тывать коэффициент К5 = 0,8.
Количество паров органических растворителей, выделяющихся при обезжирива-
нии изделий, определяется по формулам
М» = 0,001УадК7КМо, (27)
AF = 0fi0iyFK3KtK2( 1 - KJ, (28)
где К6 — коэффициент, зависящий от площади испарения; определяется по табл. 1;
К, — коэффициент, зависящий от скорости и температуры воздушного потока над
поверхностью испарения; определяется по табл. 2.
Валовые выделения (выбросы) загрязняющих веществ во всех случаях определя-
ются по формуле (10). При наличии пылегазоочистного аппарата выброс загрязняю-
щих веществ определяется по формулам (4), (5).
40
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Таблица 1
Значение коэффициента К4
Площадь зеркала ванны А (м2) Коэффициент Kt Площадь зеркала ванны F(m2) Коэффициент
0,05 2,886 0,55 1,386
0,10 2,560 0,60 1,333
0,15 2,346 0,65 1,272
0,20 2,173 0,70 1,225
0,25 2,000 0,75 1,178
0,30 1,853 0,80 1,133
0,35 1,720 0,85 1,093
0,40 1,600 0,90 1,061
0,45 1,520 0,95 1,034
0,50 1,453 1,00 и более 1,000
Таблица 2
Значение коэффициента К7
Скорость воздушного потока над поверхностью испарения (м/с) Значение коэффициента К, в зависимости от температуры воздуха в помещении
10 °C 15 °C 20 °C 25 °C 30 с 35 °C
0,0 1,0 1,0 1,0 1,0 1,0 1,о
о,1 3,6 2,6 2,4 2,0 1,8 1,6
0,2 4,6 3,8 3,5 3,0 2,4 2,3
0,3 5,5 4,5 4,3 3,5 2,9 2,7
0,4 6,2 5,1 4,9 4,0 3,3 2,9
0,5 6,6 5,7 5,4 4,1 3,6 3,2
1,0 10,0 8,7 7,7 6,5 5,6 4,6
Агрегатное состояние веществ в прил. 9.1—9.5 принято исходя из того, что в виде
аэрозоля (100 %) выделяются: азотная, серная, борная и фосфорная кислоты; раство-
римые соли никеля, хрома (VI) оксид и щелочь. В виде газовой фазы и аэрозоля вы-
деляются: фтористый водород (газовая фаза 95 % + аэрозоль 5 %); хлористый водо-
род (75 % + 25 %), цианистый водород (25 % + 75 %). Остальные вещества выделяются
в виде газовой фазы и паров.
2.5. Методика расчета выбросов при производстве
радиоэлектронной аппаратуры
В данном разделе приведена методика расчета выбросов загрязняющих веществ
при производстве печатных плат, лужении и пайке изделий и герметизации радио-
электронной аппаратуры.
Источником выделения загрязняющих веществ при производстве печатных плат
является технологическое оборудование: ножницы для нарезки заготовок, сверлиль-
ные и фрезерные станки, установки химической подготовки и подтравливания
41
И. М. Квашнин
поверхности; установки для нанесения фоторезистов и красок, установки экспони-
рования, проявления и снятия фоторезистов, гальванические ванны и прессы.
Методика расчета основывается на понятии слоя условной печатной платы (СУПП) —
слой, имеющий размеры 210x210 мм (заготовка 250x250 мм), два фиксирующих и два
технологических отверстия диаметром 5...6 мм и 1000 монтажных отверстий диаме-
тром 0,4...2,0 мм. Под слоем здесь понимается обработка печатных плат с одной сто-
роны. При двухсторонней обработке число соответствующих технологических опе-
раций пропорционально увеличивается. Заготовкой печатной платы является пластинка
из гетинакса, текстолита или стеклотекстолита, покрытая с одной или двух сторон
тонким слоем меди (фольгой). Поэтому при механической обработке печатных плат
выделяется пыль гетинакса, стеклотекстолита и медная (прил. 10.1—10.4).
Массовые выделения загрязняющих веществ единицей технологического оборудования
М"1 (г/с) при номинальной производительности L (СУПП/ч) определяются по прил. 10.1—10.10.
Валовое выделение загрязняющих веществ В (т/год) определяется по форму-
ле [26, с. 154]
В0 = 0,0036 WM0, (29)
где W— условное время работы оборудования в пересчете на слой условной печатной
платы (ч/год); определяется по формуле
W= (NK)/(Ln), (30)
где N— общее количество слоев определенного типа реальной печатной платы при со-
ответствующем технологическом процессе, обрабатываемых в течение года (слоев/год);
К — коэффициент пересчета с реального слоя печатной платы на слой условной
печатной платы в конкретном технологическом процессе;
L — производительность оборудования (СУПП/ч); определяется по прил. 10.1—10.10;
п — количество единиц оборудования (шт.);
М° определяется по формулам (6), (7).
При получении заготовок
К=0,002(а + Ь), (31)
где а и b — ширина и длина слоя реальной печатной платы (мм).
При сверлении фиксирующих и технологических отверстий
A'=0,25Z, (32)
где Z — количество фиксирующих и технологических отверстий реального слоя пе-
чатной платы (шт.).
При фрезеровании по контуру
Л'=0,0012Р, (33)
где Р— периметр реальной печатной платы (мм).
При сверлении монтажных отверстий
К= 0,001лотв, (34)
где лотв — количество монтажных отверстий реального слоя печатной платы конкрет-
ного типа (шт.).
42
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
При нанесении и снятии фоторезиста, гальванической краски, покрытий, про-
явлении рисунка
К= 165, (35)
где S — площадь реального слоя заготовки печатной платы конкретного типа при од-
ностороннем покрытии (м2). Значение S удваивается при двухстороннем покрытии.
В случае обработки нескольких типов печатных плат расчеты выполняются пов-
торно для каждой из заданных технологических операций.
Пайка и лужение печатных плат и других изделий осуществляются на автомати-
зированных установках или вручную (прил. 10.11). В зависимости от единиц изме-
рения удельного выделения массовые и валовые выбросы рассчитываются по фор-
мулам (6)—(10) и (23), (24); при снятии изоляции проводов обжигом (прил. 10.12),
при нанесении и удалении флюса на печатной плате (прил. 10.13) — по форму-
лам (11)—(14).
Некоторые виды изделий радиоэлектронной аппаратуры подлежат герметизации
полимерными материалами. Выделения загрязняющих веществ происходят при за-
ливке, пропитке и сушке изделий полимерными материалами — компаундами, клея-
ми, эмалями, лаками, герметиками.
Массовые выделения загрязняющих веществ могут быть рассчитаны по форму-
лам (11), (12). В них У — удельное выделение загрязняющего вещества (г/кг приме-
няемого пропиточного материала) определяется по прил. 9.14. Величина Вч (кг/ч) вы-
ражается из соотношения
В. = PQ,
где р — удельная норма расхода: пропиточного материала (кг/м2 пропитываемой по-
верхности) — для процесса пропитки; заливочного материала (кг/м3 заливаемого объе-
ма) - для процесса заливки (принимается по данным технологов);
Q—производительность единицы оборудования: для пропитки (м2/ч); для заливки (м3/ч).
Следует иметь в виду, что большая часть оборудования имеет в своем составе гер-
метичные автоклавы и баки, выделение загрязняющих веществ от которых происхо-
дит только в период загрузки и выгрузки изделий.
2.6. Методика расчета выбросов загрязняющих веществ от стоянок
и мастерских по ремонту автомобилей
В данном разделе представлены методики расчета выбросов загрязняющих веществ
по данным [23] от: открытых стоянок автомобилей с подогревом и без него; закры-
тых отапливаемых стоянок (гаражей); мойки автомобилей; зарядки аккумуляторов,
ремонта резинотехнических изделий; медницких работ; мойки деталей, узлов и агре-
гатов. Не рассматриваются выбросы загрязняющих веществ от многоэтажных стоя-
нок и при обкатке (испытании) двигателей после ремонта.
2.6.1. Выбросы загрязняющих веществ от стоянок автомобилей
Под стоянкой автомобилей понимается территория или помещение, предназна-
ченные для хранения автомобилей в течение определенного периода времени. Авто-
мобили могут размещаться:
— на обособленных открытых стоянках или в отдельно стоящих зданиях и соору-
жениях (закрытые стоянки), имеющих непосредственный въезд и выезд на дороги об-
щего пользования (рис. 10, расчетная схема 1);
43
И. М. Квашнин
Рис. 10. Варианты размещения стоянок:
1 - территория или помещение стоянки;
2 — дороги общего пользования;
3 — въезд на дороги общего пользования;
4 - выезд на дороги общего пользования;
5 — внутренние проезды;
6 - здания и сооружения, не предназначенные для стоянки автомобилей
— на открытых стоянках или в зданиях и сооружениях, не имеющих непосредствен-
ный въезд и выезд на дороги общего пользования и расположенных в границах объек-
та, для которого выполняется расчет (рис. 10, расчетная схема 2).
Валовый и максимально разовый выброс загрязняющих веществ при выбранной рас-
четной схеме 1 определяется только для территории или помещения стоянки, при схеме 2
определяется для каждой стоянки автомобилей и для каждого внутреннего проезда.
Расчет выбросов загрязняющих веществ выполняется по шести загрязняющим ве-
ществам: оксид углерода, оксид азота в пересчете на двуокись, диоксид серы, соеди-
нения свинца, твердые частицы (сажи) и углеводороды (различные для разных видов
топлива). Расчет осуществляется для:
1 — бензин АИ-93 и аналогичные по содержанию свинца;
2 — бензин А-92, А-76 и аналогичные по содержанию свинца;
3 — дизельное топливо;
4 — сжатый газ;
5 — неэтилированный бензин;
6 — сжиженный нефтяной газ.
44
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Под этими же номерами (кодами) наименование топлива приведено в прил. 11.2—11.4.
Для проведения расчетов все автомобили разделяют на три группы: легковые, гру-
зовые и автобусы. По месту производства различают автомобили стран СНГ и зару-
бежные.
Легковые автомобили подразделяются в зависимости от объема двигателей. При-
своим им следующие номера:
1 — объем двигателя до 1,2 л;
2 — свыше 1,2 до 1,8 л;
3 — свыше 1,8 до 3,5 л;
4 — свыше 3,5 л.
Грузовые автомобили подразделяются по их грузоподъемности:
1 — грузоподъемность до 2 т;
2 — свыше 2 до 5 т;
3 — свыше 5 до 8 т;
4 — свыше 8 до 16 т;
5 — свыше 16 т.
Автобусы подразделяются по их габаритной длине:
1 — особо малый класс (до 5,5 м);
2 — малый (от 6,0 до 7,5 м);
3 — средний (от 8,0 до 10,0 м);
4 — большой (от 10,5 до 12,0 м);
5 — особо большой (от 16,5 до 24,0 м).
Под этими же цифрами в прил. 11.2—11.4 даны удельные характеристики в графе
о/г/к (объем, грузоподъемность, класс).
Выброс каждого вещества одним автомобилем каждой группы в день при выезде
с территории или помещения стоянки Mt (г/день) и возврате М2 (г/день) рассчитыва-
ется по формулам
М, = МпрТпрКэКн^ + MLLtKmp + МшТтКэКтр, (36)
М2 = MLL2Kmp + (37)
где Л/пр - удельный выброс при прогреве двигателя (г/мин.); принимается по прил. 11.2;
Глр- время прогрева двигателя (мин.); принимается в зависимости от температу-
ры окружающего воздуха по табл. 3;
К3 - коэффициент, учитывающий снижение выбросов при проведении экологи-
ческого контроля;
^нтрпр — коэффициент, учитывающий снижение выброса при прогреве двигателя
при установленном нейтрализаторе;
ML — пробеговый удельный выброс (г/км); принимается по прил. 11.3;
Г, = 16 — средний пробег при выезде со стоянки (км);
КН7р — коэффициент, учитывающий снижение выброса при пробеге и холостом хо-
де при установленном нейтрализаторе;
М„ — удельный выброс автомобиля на холостом ходу (г/мин.); принимается
по прил. 11.4;
Т„ - время работы двигателя на холостом ходу; принимается равным 1 мин.
для всех автомобилей;
Z26 + L2p „ r
L2 =--z---- — средний пробег при въезде на стоянку (км).
45
И. М. Квашнин
Таблица 3
Время прогрева двигателя в зависимости от температуры воздуха
(открытые и закрытые неотапливаемые стоянки)
Категория автомобиля Место производства Время прогрева Гпр (мин.)
Выше 5 °C От 5 до-5 °C От-5 до -10 °C От-10 до -15 °C От-15 до -20 °C От-20 до -25 °C Ниже -25 °C
Легковой автомобиль СНГ 3 4 10 15 15 20 20
Легковой автомобиль Зарубежный 1 1 2 2 2 2 2
Грузовой автомобиль СНГ 4 6 12 20 25 30 30
Грузовой автомобиль Зарубежный 4 6 12 20 25 30 30
Автобус СНГ 4 6 12 20 25 30 30
Автобус Зарубежный 4 6 12 20 25 30 30
Дорожная техника - 2 6 12 20 28 36 45
Индексы «б» и «д» обозначают наиболее близкое и дальнее расстояния от места
стоянки автомобиля до въезда или выезда.
Время прогрева двигателя Tnv зависит от температуры окружающего воздуха.
Валовый выброс каждого вещества автомобилями рассчитывается раздельно для
каждого месяца по формуле
Д = (М + M2)N„Dr • 10Л (38)
где индекс «i» — месяцы года с 1 по 12;
Nn — количество автомобилей каждой группы на территории или в помещении
стоянки, выезжающих в течение суток за расчетный месяц;
De — количество дней работы в расчетном месяце.
Если количество автомобилей, выезжающих в течение суток, за каждый месяц рас-
четного периода одинаково, то величина Л/, может быть найдена сразу же для расчет-
ного периода.
Для определения общего валового выброса В (т/год) валовые выбросы одноимен-
ных веществ по каждому месяцу года суммируются:
В = В, + В2 +... + в,2.
(39)
Максимально разовый выброс каждого вещества М (г/с) рассчитывается для каж-
дого месяца по формуле
М 3600
(40)
где N'— наибольшее количество автомобилей каждой группы, выезжающих со стоян-
ки в течение 1 ч.
Расчет величин Ви М выполняется раздельно для каждой группы автомобилей,
а затем производится их суммация с учетом синхронности выпуска.
46
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
2.6.2. Выбросы загрязняющих веществ при обслуживании
и ремонте автомобилей
Во время зарядки аккумуляторных батарей выделяются:
— серная кислота — при зарядке кислотных аккумуляторов;
- натрия гидроокись (щелочь) — при зарядке щелочных аккумуляторов.
Валовый выброс (т/год) серной кислоты и натрия гидроокиси подсчитывается по формуле
В = О.^&а, + 02«2 + - + <2„ап) ’ 10’, (41)
где g — удельное выделение серной кислоты или натрия гидроокиси:
g = 1 мг/(А • ч) — для серной кислоты,
g = 0,8 мг/(А • ч) - для натрия гидроокиси;
Q,...QU — номинальная емкость каждого типа аккумуляторных батарей, имеющих-
ся на предприятии (А • ч);
— количество проведенных зарядок батарей соответствующей емкости за год
(по данным учета на предприятии).
Расчет максимально разового выброса М (г/с) серной кислоты или натрия гидро-
окиси производится исходя из условий, что мощность зарядных устройств использу-
ется с максимальной нагрузкой
где Q — номинальная емкость наиболее емких аккумуляторных батарей, имеющихся
на предприятии;
п' — максимальное количество вышеуказанных батарей, которые можно одновре-
менно подсоединять к зарядному устройству;
т - цикл проведения зарядки в день; по [231 принимают 10 ч.
Кроме того, при сборке аккумуляторных батарей используют битумную мастику,
при разогреве которой выделяется аэрозоль масла. При отливке свинцовых клемм
и межэлементных соединений выделяется свинец (табл. 4).
Максимальный разовый выброс аэрозоля масла и свинца рассчитывается по
формулам (23), (24). Валовый выброс (т/год) определяется по формуле (10).
2.6.3. Выбросы загрязняющих веществ
при ремонте резинотехнических изделий
При обработке местных повреждений резинотехнических изделий выделяется ре-
зиновая пыль; при приготовлении клея, промазке клеем и сушке — пары бензина,
при вулканизации — углерода оксид.
Таблица 4
Удельные показатели выделения загрязняющих веществ
при ремонте аккумуляторных батарей
Технологический процесс Применяемые материалы Температура (°C) Выделяющееся загрязняющее вещество
Наименова- ние Удельное коли- чество (г/(с • м2))
Восстановление (отлив- ка) межэлементных пере- мычек и клеммных выводов Расплав свинца 300...500 Свинец 0,0013
Приготовление битумной мастики для ремонта корпусов аккумуляторов Расплав мастики 100...150 Масло мине- ральное (нефтяное) 0,003
47
И. М. Квашнин
Для расчета выбросов загрязняющих веществ необходимо иметь следующие ис-
ходные данные:
— удельные выделения загрязняющих веществ при ремонте резинотехнических
изделий;
— количество расходуемых за год материалов (клей, резина для ремонта);
— время работы шероховальных станков в день и за год.
Массовое выделение пыли определяется по формулам (6), (7), где Л/11 = 0,0226 г/с.
Валовые выделения пыли В (т/год) рассчитываются по формуле (10).
Валовые выбросы бензина, сернистого ангидрида и углерода оксида (т/год) опре-
деляются по формулам (13), (14), где У — удельное выделение загрязняющего веще-
ства (г/кг) ремонтных материалов, клея в процессе его нанесения с последующей суш-
кой и вулканизацией (табл. 5); Вр — количество израсходованных ремонтных материалов
(клей, резина, бензин) в год (кг).
Максимальный разовый выброс загрязняющих веществ (г/с) определяется по фор-
мулам (11), (12), где В: — количество израсходованных материалов (кг/ч).
Таблица 5
Удельные выделения загрязняющих веществ
в процессе ремонта резинотехнических изделий
Операция технологического процесса Применяемые вещества и материалы Выделяющееся загрязняющее вещество
Наименование Удельное количество (г/кг)
Приготовление, нанесение и сушка клея Технический каучук, бензин Бензин 900
Вулканизация камер Вулканизированная камерная резина Углерода оксид 0,0018
Ангидрид сернистый 0,0054
2.6.4. Выбросы загрязняющих веществ при медницких работах
При проведении медницких работ (пайки и лужения) используются мягкие при-
пои, плавящиеся при температуре 180...230 °C. Эти припои содержат свинец, олово,
поэтому при пайке в воздух выделяются аэрозоли оксидов свинца и олова, удельные
выделения которых приведены в табл. 6.
Выбросы загрязняющих веществ при пайке паяльником с косвенным нагревом
определяются по формулам (11)—(14); при пайке электропаяльниками — по форму-
лам (6), (7), (10); при лужении погружением в припой — по формулам (10), (23), (24).
2.6.5. Выбросы загрязняющих веществ при мойке деталей,
узлов и агрегатов
Прежде чем приступать к ремонту агрегатов, узлов и деталей автомобилей, их необхо-
димо очистить от загрязнений и коррозии.
Широкое распространение при очистке получили синтетические моющие средства,
основу которых составляют поверхностно-активные вещества и щелочные соли (Лабо-
мид 101,203, Темп- ЮОд и др.). При использовании синтетических моющих средств в ка-
честве моющего раствора выделяется аэрозоль кальцинированной соды. Удельные вы-
деления загрязняющих веществ при мойке деталей и агрегатов приведены в табл. 7.
Массовые и валовые выбросы загрязняющих веществ определяются по форму-
лам (23), (24), (10).
48
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Таблица 6
Удельные выделения загрязняющих веществ при пайке и лужении
Вид выполняемых работ Применяемые вещества и материалы Выделяющееся загрязняющее вещество
Наимено- вание Удельное количество
г/кг г/с г/(с • м2)
Пайка паяльниками с косвенным нагревом Оловянно- свиниовые припои ПОС- 30, 40, 60, 70 Свинец и его соединения Олова оксид 0,51 0,28
Медно- цинковые Л 60, Л 62 Меди оксид Цинка оксид 0,072 6,4 - -
Пайка электропаяльни- ками мощностью 20...60 Вт пос-зо Свинец и его соединения Олова оксид - 0,0075 • I03 0,0033 • ю-3
ПОС-40 Свинец и его соединения Олова оксид - 0,0050 • IO3 0,0033*1 о-3 -
ПОС-60 Свинец и его соединения Олова оксид - 0,0044’Ю-3 0,0031 «ю-3
Лужение погружением в припой ПОС-60 ПОС-40 пос-зо ПОС-70 Свинец и его соединения Олова оксид 0,11 -103 0,05 • IO3
Таблица 7
Удельные выделения загрязняющих веществ при мойке деталей, узлов и агрегатов
Вид выполняемых работ Применяемое вещество Выделяющееся загрязняющее вещество (на единицу площади зеркала ванны)
Наименование Удельное количество (г/(с • м2))
Мойка и расконсервация деталей Керосин Керосин 0,0433
Мойка деталей в растворах синтетических моющих средств, содержащих каль- цинированную соду 40...50 % Лабомид 101 202 203 Темп-ЮОд и др. Натрия карбонат (кальцинированная сода) 0,0016
49
И. М. Квашнин
2.7. Методика расчета выбросов пыли при механической
обработке древесины
Данная методика 128] принципиально не отличается от методики расчета выбросов по
характеристике оборудования (п. 2.1). В зависимости от деревообрабатывающего станка
по справочным данным определяются массовые выделения пыли. Зная время работы обо-
рудования Т(ч/год), легко рассчитать валовые выделения пыли. Отличия заключаются
в следующем. Удельные выделения пыли в справочных данных 128] приведены в килограммах
в час (кг/ч). В этих же единицах они приведены в расчетных формулах. При расчете мас-
совых выделений вводится коэффициент 20-минутного осреднения, связанный с макси-
мальной разовой ПДК загрязняющих веществ. Обязателен учет одновременности работы
оборудования, подключенного к одному источнику загрязнения атмосферы.
Массовые выделения древесной пыли одним станком (источник выделения)
в систему аспирации определяются по формуле
Мт = (У/3,6)(ТЦ/20)АМО, (43)
где У— удельные выделения древесной пыли (кг/ч); принимаются по прил. 12.1 в за-
висимости от марки станка;
3,6 — переводной коэффициент из килограммов в час в граммы в секунду;
Та — максимальное время работы данного станка (мин.) в любой 20-минутный ин-
тервал времени (в предельном случае Гц = 20 мин., тогда 7ц/20 =1);
Г„/20 — коэффициент 20-минугного осреднения;
Л"„о — коэффициент эффективности работы местных отсосов.
Система аспирации, как правило, включает несколько станков, но одновременно
могут работать не все. Обозначим количество одновременно работающих станков т,
тогда массовые выделения пыли в целом по источнику загрязнения атмосферы равны
М° = SM"1.
1=1
Возможен случай, когда одновременно работают две группы станков, подключен-
ных к одному источнику загрязнения атмосферы. Тогда величина М" рассчитывает-
ся для каждой группы, и за расчетное значение принимается большая величина.
Массовые выбросы с учетом очистки в пылегазоочистном аппарате определяют-
ся по формуле (4).
Валовые выделения древесной пыли одним станком В0' (т/год) определяются по формуле
В01 = У7Х„о/1000, (44)
где Т — время работы данного станка (ч/год); принимается по данным технологов.
Методика [28] рекомендует величину Т определять по формуле
7’= ТФК„, (45)
где Тф — годовой фонд рабочего времени; определяется путем перемножения количества
часов в рабочей смене на количество смен в сутки и на количество рабочих дней в году;
Кк — коэффициент использования рабочего времени; определяется по формуле
Кк = К}КгК&К„
где А, — плановый коэффициент загрузки оборудования, равен 0,7...0,85;
К2 — коэффициент использования рабочего времени, равен 0,875;
50
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
К, — коэффициент, учитывающий расход рабочего времени на смену инструмен-
та, настройку и техническое обслуживание оборудования, равен 0,78...0,92 (в сред-
нем рекомендуется 0,9);
К, - коэффициент, учитывающий потери рабочего времени на ремонт оборудова-
ния, равен 0,9...0,95;
К5 — коэффициент, учитывающий внутрисменные потери рабочего времени
на производственные неполадки, равен 0,8...0,85.
Тогда значение Ки = 0,397...0,54. Такой подход был справедлив, на наш взгляд,
при плановой экономике. В настоящее время значение К„ может иметь более широ-
кий разброс.
Валовые выделения от всех п станков системы аспирации (источник загрязнения
атмосферы) определяются по формуле
Валовые выбросы пыли определяются по формуле (5). Рекомендуемая степень
очистки приведена в прил. 12.2.
Другой подход к определению валовых выбросов реализован в [27]. Они опреде-
ляются балансовым методом в зависимости от исходной массы обрабатываемой дре-
весины, массы готовых изделий, массы образующихся отходов и содержания пыли
в них.
Массовые и валовые выделения через общеобменные системы вентиляции опре-
деляются по формулам (43), (44) с подстановкой вместо Кж коэффициента (1 - К:,,).
При этом рационально учесть коэффициент оседания пыли в помещении, равный
0,8 [12], т. е. удаляться будет только 0,2 (20 %) от количества пыли, не уловленной
местными отсосами системы аспирации.
2.8. Методика расчета выбросов пыли сыпучих материалов
от неорганизованных источников
Некоторые технологические процессы сопровождаются открытой пересыпкой (без
кожухов-укрытий) сыпучих материалов как внутри помещений, так и на открытых пло-
щадках. Это связано в основном с разгрузочными работами из автомобильного и желез-
нодорожного транспорта, пересыпкой в бункеры, на транспортеры и другое технологи-
ческое оборудование. Такие процессы имеют место в литеш юм производстве, производстве
строительных материалов, на объектах энергетики (котельные на твердом топливе).
Максимальные массовые выбросы М (г/с) при пересыпке материалов рассчиты-
ваются по формуле [29]
М = KK.K^K.KfiB • 1073600, (46)
где Kt - массовая доля пылевой фракции в материале, т. е. общее количество пыли
в долях единицы, содержащееся во всей массе перерабатываемого материала (прил. 13.1);
К2 — доля пыли от общего количества пыли, переходящая во взвешенное состоя-
ние (аэрозоль) в воздух помещения или атмосферу (прил. 13.1);
— коэффициент, учитывающий увеличение выноса пыли из материала за счет
действия ветра (прил. 13.2);
К4 — коэффициент, учитывающий конструкцию укрытия и степень защищенно-
сти узла от внешних воздействий (прил. 13.3);
К5 - коэффициент, учитывающий влажность материала (прил. 13.4);
К2 — коэффициент, учитывающий крупность материала (прил. 13.5);
51
И- М. Квашнин
G—производительность узла переработки материалов (разгрузка, пересыпка и т. п.) (т/ч);
В' — коэффициент, учитывающий высоту пересыпки (прил. 13.6).
Если место перегрузки оборудовано местным отсосом, то формула (46) трансфор-
мируется в две: с введением Кыо — для части загрязняющих веществ, попадающих
в систему аспирации; величины (1 - Кж) — для общеобменных вытяжных систем вен-
тиляции в случае закрытых помещений или части загрязняющих веществ, поступаю-
щих в атмосферный воздух от открытых неорганизованных источников.
Из всех сомножителей, входящих в формулу (46), наибольшее затруднение вызывает
коэффициент К„ зависящий от скорости ветра. Его значение должно быть увязано с рас-
четом рассеивания загрязняющих веществ в атмосфере по ОНД-86 130]. Диапазон воз-
можных скоростей ветра будет изменяться от 0,5 м/с (нижний учитываемый предел)
до U — скорость ветра, повторяемость которой в течение года превышает 5 %. Напраши-
вается решение принять величину Л, соответствующей U, т. е. максимально возможной,
но это неправильно. Дело в том, что основным критерием загрязнения атмосферного воз-
духа в процессе рассеивания загрязняющих веществ является максимальное значение
приземной концентрации, а оно достигается, как правило, при малых скоростях ветра.
Современные компьютерные программы позволяют производить перебор массовых вы-
бросов загрязняющих веществ, соответствующих различным скоростям ветра, и выби-
рать наиболее невыгодный результат. Поэтому в расчетах инвентаризации следует рассчи-
тывать несколько значений М (г/с) для всего диапазона скоростей. Например, четырем
значениям коэффициента А", = 1,0 для и < 2 м/с; = 1,2 д ля о = 2,1.„5,0 м/с; К3 = 1,4
при о = 5,1.„7,0; X, = 1,7 при и = 7,1...10,0 м/с) будет соответствовать четыре значения
массовых выбросов М (г/с).
Валовые выбросы загрязняющих веществ В (т/год) следует определять по форму-
ле (10) для самого максимального значения М (г/с), т. е. при коэффициенте К3, соот-
ветствующем U*.
Массовый выброс при статическом хранении материала на открытых площадках
(складах) определяется по формуле [29]
M=K^K5K6K,g’F, (47)
где К, — коэффициент, учитывающий профиль складируемого материала и определя-
емый из соотношения Рфж,/Р,
Ацакг— площадь фактической поверхности материала, охватывающая погрузочно-
разгрузочные работы (м2);
F— площадь поверхности пыления в плане (горизонтальная проекция) (м2);
g' — унос пыли с 1 м2 фактической поверхности (г/(м2 • с)); составляет для шлака,
песка, кварца и щебенки — 0,002; мергеля, известняка и цемента — 0,003; песчаника
и гипса — 0,005.
Выбросы пыли М (г/с) при транспортировании инертных материалов ленточны-
ми конвейерами рассчитываются по формуле [29]
М= 0,0036/, (48)
где Ь1л1— ширина и длина конвейерной ленты (м).
Глава 3. Примеры расчета промышленных
выбросов в атмосферу
3.1. Примеры расчета выбросов при механической
обработке металлов
При обработке металлов без охлаждения наибольшим пылевыделением со-
провождаются процессы абразивной обработки металлов: зачистка, полирова-
ние, шлифование и др. Образующаяся при этом пыль на 30...40 % по массе пред-
ставляет материал абразивного круга и на 60...70 % — материал обрабатываемого
изделия. Интенсивность пылевыделения при этих видах обработки связана,
в первую очередь, с величиной абразивного инструмента и некоторых техноло-
гических параметров резания. При обработке войлочными и матерчатыми кру-
гами образуется войлочная (шерстяная) или текстильная (хлопковая) пыль с при-
месью полирующих материалов, например, пасты ГОИ.
В прил. 2.1 даны показатели удельного выделения абразивной, металличе-
ской, войлочной и другой пыли по разным видам оборудования. Определяющей
характеристикой оборудования является диаметр шлифовального круга. Табли-
ца содержит также сведения по пылеобразованию при обработке деталей из ста-
ли, сплавов феррадо, алюминия.
В прил. 2.2 выделены удельные показатели выделения пыли при шлифовке
и полировании изделий в гальваническом производстве.
Прил. 2.3 содержит показатели удельных выделений пыли при абразивной
заточке режущего инструмента по конкретным маркам, моделям или типораз-
мерам станка.
Удельные выделения пыли при механической обработке чугуна и цветных ме-
таллов представлены в прил. 2.4.
В ряде процессов механической обработки металлов и их сплавов применяют
смазывающие охлаждающие жидкости, в зависимости от физико-химических
свойств основной фазы они подразделяются на водные, масляные и специальные.
Применение смазывающей охлаждающей жидкости сопровождается образовани-
ем тонкодисперсного масляного аэрозоля и продуктов его термического разложения.
Количество выделяющегося аэрозоля зависит от многих факторов: формы
и размеров изделия, режимов резания, расхода и способов подачи смазывающей
охлаждающей жидкости. Экспериментально установлена зависимость количе-
ства выделений масляного аэрозоля от энергетических затрат на резание метал-
ла. Удельные показатели выделений в этом случае определяются как масса за-
грязняющего вещества, выделяемая на единицу мощности оборудования
(на 1 кВт мощности привода станка).
53
И. М. Квашнин
Применение смазывающей охлаждающей жидкости снижает выделение пыли до
минимальных значений, однако в процессах шлифования изделий количество выде-
ляющейся совместно с аэрозолями смазывающей охлаждающей жидкости металло-
абразивной пыли остается значительным.
Удельные выделения аэрозолей масла и эмульсола при механической обработке
металлов с охлаждением представлены в прил. 2.5.
Данные о выделении загрязняющих веществ при электрофизической обработке
металлов приведены в прил. 2.6.
В данном разделе приведены три характерных примера, охватывающие все осо-
бенности расчета выбросов при механической обработке металлов: с местными
отсосами и без них; с очисткой воздуха в пылегазоочистном аппарате и без нее;
при сухой обработке металлов и с применением смазывающей охлаждающей жид-
кости; с различной и одинаковой производительностью обшеобменных вытяж-
ных систем.
В п. 3.4.6 ИЗА 33 рассмотрен случай, когда источник пылевыделения не обо-
рудован местной вытяжной вентиляцией, а удаление загрязняющих веществ осу-
ществляется через общеобменную вентиляцию. В соответствии с пособием [ 12]
для абразивной, металлической и древесной пыли в этом случае, а также при от-
сутствии вытяжной вентиляции (неорганизованный выброс) вводится поправоч-
ный коэффициент 0,2, а для остальных материалов — 0,4. Это означает, что толь-
ко 20 % выделившейся пыли попадает в источник загрязнения атмосферы,
а остальные 80 % оседают в помещении. С одной стороны, это отражает реальную
картину, с другой — введение этого коэффициента вызывает сомнения. Во-первых,
в соответствии со СНиП 2.04.05—91* [1] все источники пылевыделений, как пра-
вило, должны быть оборудованы местной вытяжной вентиляцией и пылеочистны-
ми установками. Это обеспечивает достижение ПДК в воздухе рабочей зоны
с условием, что вредности не проходят через зону дыхания работающих. Во-вторых,
при проведении расчетов рассеивания введение поправочного коэффициента мо-
жет показать удовлетворительную картину: очистка на данном источнике загряз-
нения атмосферы не требуется. Если же этот поправочный коэффициент не вво-
дить, то маловероятно, что концентрация в приземном слое достигнет ПДК.
Это будет означать, что данный источник загрязнения атмосферы включат
в план мероприятий по установке пылегазоочистного аппарата. Разработка про-
екта пылегазоочистной установки заставит предприятие проектировать и монти-
ровать местную вытяжную вентиляцию, т. е. ПДК будет достигнута не только
в атмосферном воздухе, но и в воздухе рабочей зоны.
3.1.1. Заточной участок
ИЗА1
Исходные данные. Источниками выделения загрязняющих веществ являют-
ся три станка с диаметрами абразивного круга 100, 250 и 400 мм соответственно. Все
три источника выбросов объединены в одну систему местной вытяжной вентиляции
и выбрасывают загрязненный воздух в атмосферу через трубу источника загрязнения
атмосферы ИЗА 1 с помощью вентагрегата В1 (рис. 11). Перед выбросом в атмосфе-
ру воздух очищается в пылегазоочистном аппарате — циклоне с обратным конусом
типа ЦОК со степенью очистки Е = 0,85. Время работы источников выделения ИВ 1,
2 и 3 соответственно равно Г= 400; 700; 250 ч/год.
Расчет. В связи с тем, что общеобменная вытяжная система вентиляции отсут-
ствует, считаем К„о = 1.
1. Массовые выделения абразивной (код 2930) и металлической пыли (код 0123)
берем из прил. 2.1.
54
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Рис. 11. Схема зато ч на га участка:
ПГА - пылегазаачистной аппарат;
ИВ 1,2, 3 - источники выделения;
В1 - вентиляционный агрегат;
ИЗА 1 - источник загрязнения атмосферы
Номер источника выделения Источник выделения Массовое выделение загрязняющих веществ
Заточные станки с диаметром круга (мм) М-0 (г/с) Л/”23 (г/с)
ИВ 1 100 0,004 0,006
ИВ 2 250 0,011 0,016
ИВЗ 400 0,019 0,029
2. Так как имеется три источника выделения загрязняющих веществ с различны-
ми характеристиками каждого вида по 1 единице п = 1, то для ИВ 1:
Л/°2930 = 0,004 • 1 • 1 = 0,004 г/с,
<12, = 0,006 • 1 • 1 = 0,006 г/с.
(6)’
(6)
Так же определяются выделения от ИВ 2 и ИВ 3. В данном примере Кж = 1
и п = 1, поэтому для каждого загрязняющего вещества Мт = М":.
3. Определяем суммарные выделения от ИВ 1, 2, 3 до очистки по каждому загряз-
няющему веществу:
Л/(ет, = 0,004 + 0,011 + 0,019 = 0,034 г/с,
ЛТ’|23 = 0,006 + 0,016 + 0,029 = 0,051 г/с.
4. Массовые выбросы в атмосферу с учетом очистки:
М2930 = 0,034 • (1 - 0,85) = 0,0051 г/с,
MBi23 = 0,051 • (1 - 0,85) = 0,00765 г/с.
(4)
(4)
* Здесь и далее в гл. 3 в скобках приводится номер формулы, которая использовалась для данного расчета.
55
И. М. Квашнин
5. Валовые выделения загрязняющих веществ до очистки по каждому источнику
выбросов:
ИВ 1: Я2°930 = 0,0036 • 400 • 0,004 = 0,00576 т/год, (10)
Б»123 = 0,0036 • 400 • 0,006 = 0,00864 т/год; (10)
ИВ 2: В °930 = 0,0036 • 700 • 0,011 = 0,0277 т/год, (10)
Я°|23 = 0,0036 • 700 • 0,016 = 0,0403 т/год; (10)
ИВ 3: Я°изо = 0,0036 • 250 • 0,019 = 0,0171 т/год, (10)
Я°123 = 0,0036 • 250 • 0,029 = 0,0261 т/год. (10)
6. Суммарные валовые выделения загрязняющих веществ по ИВ 1, 2, 3;
52°930 = 0,00576 + 0,0277 + 0,0171 = 0,0506 т/год,
^oi23 = 0,00864 + 0,0403 + 0,0261 = 0,0750 т/год.
7. Валовые выбросы в атмосферу с учетом очистки в ЦОК:
5ИЗО = 0,0506 • (1 - 0,85) = 0,00759 т/год, (5)
Я0123 = 0,0750 • (1 - 0,85) = 0,0113 т/год. (5)
Результат. Выбросы по ИЗА 1 составляют:
Выделяющееся загряз- няющее вещество М0(г/с) В" (т/год) М(г/с) В (т/год)
Абразивная пыль 0,034 0,0506 0,0051 0,00759
Металлическая пыль 0,051 0,075 0,00765 0,0113
Примечание. Если принять дополнительное условие, что работают одновре-
менно два заточных станка из трех, то суммарные массовые выделения загрязняю-
щих веществ составят в худшем случае:
= 0,011 + 0,019 = 0,03 г/с,
Л/°0|23 = 0,016 + 0,029 = 0,045 г/с,
а выбросы в атмосферу после очистки
Л430 = 0,03 • (1 - 0,85) = 0,0045 г/с, (5)
М.123 = 0,045 • (1 - 0,85) = 0,00675 г/с. (5)
Валовые выбросы до и после очистки остаются такими же.
3.1.2. Механический участок
ИЗА 2, 3, 4
Исходные данные. Обрабатываемый материал — сталь. Источники выделения
загрязняющих веществ: ИВ I, ИВ 2 — расточные станки, А, = 15 кВт с охлаждением
маслом; ИВ 3, ИВ 4 — токарные станки с охлаждением эмульсией с содержанием
эмульсола 3...10 %, N3 = 11 кВт; ИВ 5—9 — фрезерные станки с охлаждением маслом,
N3 = 7 кВт. Время работы каждого станка Т = 2000 ч/год. Выбросы в атмосферу
56
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Рис. 12. Схема механического участка:
ИВ 1 -9 - источники выделения;
ИЗА 2, 3, 4 - источники загрязнения атмосферы
осуществляются тремя крышными вентиляторами ИЗА 2, 3, 4 производительностью
L — 1,4; 2,2 и 1,4 м3/с соответственно (рис. 12).
Расчет. Местные отсосы отсутствуют, поэтому Кт = 0. Пылегазоочистные аппа-
раты также отсутствуют: М" = М, Ва = В.
1. Массовые выделения паров масла (код 2735) и эмульсола (код 2868) берем
из прил. 2.5.
Номер источника выделения, количество Источник выделения Массовое выделение загрязняющих веществ (г/с на 1 кВт мощности станка)
Mins ^2868
ИВ 1, 2 (и = 2) Расточные станки с охлаж- дением маслом, N3 = 15 кВт 0,000056 -
ИВ 3,4 (и = 2) Токарные станки с охлаж- дением эмульсией (эмуль- сол 3...10 %), N3 = 11 кВт - 0,045* 105
ИВ 5-9 (и = 5) Фрезерные станки с охлаж- дением маслом, N3 = 7 кВт 0,000056 -
2. Определяем массовые выделения загрязняющих веществ по группам источни-
ков выделения с одинаковыми характеристиками:
ИВ 1, 2: Мт5 = (0,000056 • 15) • 2 • (1 - 0) = 0,000112 г/с; (9)
ИВ 3, 4: Мжк = (0,045 • 105 • И' • 2 • (1 - 0) = 0,99 • 105 г/с; (9)
ИВ 5-9: Мт5 = (0,000056 • 7) * _> • (1 - 0) = 0,00196 г/с. (9)
57
И. М. Квашнин
3. Суммарные по источникам выделения массовые выбросы загрязняющих веществ:
ХЛ/27И = 0,000112 + 0,00196 = 0,00207 г/с,
ХЛ/2Ш = 0,99 • 10'5г/с.
4. Массовый выброс через каждый источник загрязнения атмосферы пропорцио-
нален его производительности по воздуху:
L/ЪЬ = М/YM -» M=(L/YL)1.M
YL = 1,4 + 2,2 + 1,4 = 5,0 м’/с.
ИЗА 2: Мт5 = (1,4/5,0) • 0,00207 = 0,00058 г/с,
М2868 = (1,4/5,0) • 0,99 • 105 = 0,28 • 105 г/с;
ИЗА 3: Мт5 = (2,2/5,0) • 0,00207 = 0,00091 г/с,
= (2,2/5,0) • 0,99 • IO 5 = 0,436 • 105 г/с;
ИЗА 4 выбросы равны ИЗА 2: Мт5 = 0.00058 г/с,
М№№ = 0,28 • 105 г/с.
5. Определяем валовый выброс в атмосферу каждым источником загрязнения:
ИЗА 2 = ИЗА 4:В2735 = 0,0036 • 2000 • 0,00058 = 0,00418 т/год, (10)
Вп№ = 0,0036 • 2000 • 0,28 • 105 = 2,02 • 105 т/год; (10)
ИЗА 3: В2т = 0,0036 • 2000 • 0,00091 = 0,00655 т/год, (10)
Я2868 = 0,0036 • 2000 • 0,436 • 10-5 = 3,14 • 105т/год. (10)
Результат. Выбросы по ИЗА 2, 3, 4 равны:
Номер источника загрязнения атмосферы Вид выброса Выделяющееся загрязняющее вещество
Масло минеральное Эмульсол
ИЗА 2 Л/°, М (г/с) 0,00058 0,28 • 105
В, В (т/год) 0,00418 2,02 • 10 5
ИЗАЗ Л/°, М (г/с) 0,00091 0,436 • 10 5
В\ В (т/год) 0,00655 3,14 • 10’5
ИЗА 4 Л/°, М (г/с) 0,00058 0,28 • IO’5
В\ В (т/год) 0,00418 2,02 • 105
Примечание. Если время работы станков различно, то валовое выделение за-
грязняющих веществ рассчитывается отдельно по каждому источнику выделения.
Затем определяется суммарное валовое выделение (выброс) каждого загрязняющего
вещества от всех источников выделения и делится по каждому источнику загрязне-
ния атмосферы пропорционально производительности по воздуху.
3.1.3. Шлифовальный участок механического цеха
ИЗА 5, 6, 7
Исходные данные. На участке (рис. 13) имеется семь станков, подключенных
к местной вытяжной вентиляции с выбросом воздуха в атмосферу через источник за-
грязнения ИЗА 5. Перед выбросом воздух очищается от пыли в пылегазоочистном
58
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
аппарате - циклоне типа ЦЛП со степенью очистки 90 %. Коэффициент эффектив-
ности местных отсосов Кж = 0,95. Неуловленные местными отсосами загрязняющие
вещества удаляются из помещения двумя крышными вентиляторами одинаковой про-
изводительности — ИЗА 6, 7. Марки станков приведены в таблице. Время работы всех
станков Т= 2100 ч/год. Обрабатываемый материал — сталь.
Расчет. 1. Массовые выделения Л/01 абразивной (код 2930) и металлической
(код 0123) пыли от ИВ 1—7 берем из прил. 2.1. Так как ИВ 1—5 с охлаждением, из прил.
2.5 выписываем для них лг2868 в таблицу исходных данных. По этому же прил. 2.5 для
шлифовальных станков с охлаждением (ИВ 1—5) для выделяющейся пыли вводим
коэффициент 0,1 (10 % от сухой обработки).
Номер источника выделения, количество Источник выделения Массовое выделение загрязняющих веществ (г/с)
2930 М01 0123 2868
ИВ 1, 2, 3 (л = 3) Круглошлифоваль- ный станок с диаме- тром круга 400 мм, с охлаждением эмульсией (эмуль- сол 3 %), Аэ = 7кВт 0,02- 0,1 0,03 • 0,1 0,05
ИВ 4,5 (л = 2) Плоскошлифоваль- ный станок с диа- метром круга 250 мм, с охлажде- нием эмульсией (эмульсол 3 %), Аэ = 10 кВт 0,016- 0,1 0.026 • 0,1 0,05
ИВ 6,7 (и = 2) Внутришлифо- вальный станок с диаметром круга 20...50 мм без охлаждения, Аэ = 6 кВт 0,005- IO5 0,008- 105
2. Определяем массовые выделения загрязняющих веществ по группам источни-
ков выделений с одинаковыми характеристиками ИЗА 5:
ИВ 1-3: ЛГ2930 = 0,002 • 3 • 0,95 = 0,0057 г/с, (6)
Л/°0123 = 0,003 • 3 • 0,95 = 0,00855 г/с, (6)
ЛГ2868 = (0,05 • 10-5 • 7) • 3 • 0,95 = 0,998 • 105 г/с; (8)
ИВ 4, 5: = 0,0016 • 2 • 0,95 = 0,00304 г/с, (6)
<23 = 0,0026 • 2 • 0,95 = 0,00494 г/с, (6)
ЛГ2868 = (0,05 • 105 • 10) • 2 • 0,95 = 0,95 • 105г/с; (8)
ИВ 6, 7: ЛГ2930 = 0,005 • 2 • 0,95 = 0,0095 г/с, (6)
Л/°0|23 = 0,008 • 2 • 0.95 = 0,0152 г/с. (6)
3. Определяем массовые выделения по ИЗА 5 для всех источников выделения:
Л/”93о = 0,0057 + 0,00304 + 0,0095 = 0,0182 г/с,
Л/;,23 = 0,00855 + 0,00494 + 0,0152 = 0,0287 г/с,
Л/Ж8 = 0,998 • 10 5 + 0,95 • 10 5 = 1,95 • 10-5г/с.
59
И. М. Квашнин
Рис. 13. Схема шлифовального участка механического цеха:
ПГА - пылегазоочистной аппарат;
ИВ 1-7 - источники выделения;
ИЗА 5, 6, 7 — источники загрязнения атмосферы
4. Определяем массовые выбросы по ИЗА 5 с учетом очистки:
Л/291о = 0,0182 • (1 - 0,9) = 0,00182 г/с, (4)
М12з = 0,0287 • (1 - 0,9) = 0,00287 г/с, (4)
^2868 = Л^2868 = 1,95 • 105 г/с (эмульсол в циклоне не очищается).
5. Определяем валовые выделения по ИЗА 5 для всех источников выделения:
В0
2930
^*0123
"2868
= 0,0036 • 2100 • 0,0182 = 0,138 т/год, (Ю)
= 0,0036 • 2100 • 0,0287 = 0,217 т/год, (Ю)
= 0,0036 • 2100 • 1,95 • 105 = 0,000147 т/год. (Ю)
6. Определяем валовые выбросы по ИЗА 5 с учетом очистки:
В^о = 0,138 • (1 - 0,9) = 0,0138 т/год, (5)
Ввпз = 0,217 • (1 - 0,9) = 0,0217 т/год, (5)
^2868 = ^2868 = 0,000147 т/год.
7. Определяем массовые выделения по группам источников выделения, неуловлен-
ные местными отсосами и поступающие в ИЗА 6, 7. Так как пылегазоочистные аппа-
раты на них не установлены, то Ма = М.
ИВ 1-3: М2930 = 0,002 • 3 • (1 - 0,95) = 0,0003 г/с, (7)
M0,23 = 0,003 • 3 • (1 - 0,95) = 0,00045 г/с, (7)
М2868 = (0,05 • 105 • 7) • 3 • (1 - 0,95) = 0,0525 • 10 5 г/с; (9)
ИВ 4, 5: Мт = 0,0016 • 2 • (1 - 0,95) = 0,00016 г/с, (7)
Л/0121 = 0,0026 • 2 • (1 - 0,95) = 0,00026 г/с, (7)
60
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
М2868 = (0,05 • 10-5 • 10) • 2 • (1 - 0,95) = 0,05 • 10 5 г/с; (9)
ИВ 6, 7: М2930 = 0,005 • 2 • (1 - 0,95) = 0,0005 г/с, (7)
М0123 = 0,008 • 2 • (1 - 0,95) = 0,0008 г/с. (7)
8. Определяем суммарные массовые выбросы от всех источников выделения в ИЗА 6,7:
JM293O = 0,0003 + 0,00016 + 0,0005 = 0,00096 г/с,
SM.23 = 0,00045 + 0,00026 + 0,0008 = 0,00151 г/с,
= 0,0525 • 105+ 0,05 • 105 = 0,103 • 10-5г/с.
9. Определяем массовые выбросы по каждому ИЗА 6, 7:
/2 = 0,00096/2 = 0,00048 г/с,
М.123 = SM123 /2 = 0,00151/2 = 0,000755 г/с,
М2868 = SM868 /2 = 0,103 • 10 5/2 = 0,0515 • 105 г/с.
10. Определяем валовые выделения (выбросы) по каждому ИЗА 6, 7:
^2,зо = Д,3» = 0,0036 • 2100 • 0,00048 = 0,00363 т/год, (10)
В°0123 = ^0,23 = 0,0036 • 2100 • 0,000755 = 0,00571 т/год, (10)
Я°2868 = д868 = 0,0036 • 2100 • 0,0515 • 105 = 0,389 • 10 5 т/год. (10)
Результат. Выбросы по ИЗА 5, 6, 7 равны:
Номер источника загрязнения атмосферы Вид выброса Выделяющееся загрязняющее вещество
Пыль абразивная Пыль металлическая Эмульсол
ИЗА 5 М° (г/с) 0,0182 0,0287 1,95 • IO 5
В° (т/год) 0,138 0,217 0,000147
М(г/с) 0,00182 0,00287 1,95 • IO5
В (т/год) 0,0138 0,0217 0,000147
ИЗА 6 М>, М(т/с) 0,00048 0,000755 0,0515 • IO5
В°, В (т/год) 0,00363 0,00571 0,389 • 105
ИЗА 7 Выбросы такие же, как в ИЗА 6
3.2. Примеры расчета выбросов при сварочных работах
Расчет выбросов при сварке, наплавке и резке металлов и сплавов производим
в соответствии и на основании справочных данных, приведенных в [22] (прил. 3.1—3.4).
Приведены примеры расчета выбросов загрязняющих веществ в атмосферу от од-
ного поста ручной электродуговой сварки двумя различными марками электродов
с учетом работы местной и общеобменной вытяжной вентиляции (ИЗА 8, 9). Рассмо-
трен наиболее сложный случай, когда в помещении имеются несколько постов свар-
ки, подключенных к различным системам местной вытяжной вентиляции и пост свар-
ки без местного отсоса. Показано, как будут определяться выбросы через общеобменную
61
И. М. Квашнин
вытяжную вентиляцию загрязняющих веществ от этого поста и неуловленные загряз-
няющие вещества всеми местными отсосами (ИЗА 10-13). Расчет выполнен для раз-
личных видов сварки: контактной линейной электросварки, сварки трением, полуав-
томатической сварки в среде защитных газов и металлизации изделий. Последний
пример выполнен для плазменной резки с обоснованием выбора удельных выделе-
ний (г/м или г/ч) при промежуточной от заданных толщине разрезаемого металла
(ИЗА 14).
Следует помнить, что не вся масса используемых электродов сжигается. От 10 до
25 % по существующим нормам идет в отходы.
3.2.1. Участок ручной электродуговой сварки стали штучными
электродами
ИЗА 8, 9
Исходные данные. Сварочный пост оборудован местной вытяжной вентиляци-
ей — ИЗА 8 (см. рис. 2). В качестве местных отсосов использованы панели равномер-
ного всасывания с К„„ = 70 %. Неуловленные загрязняющие вещества удаляются че-
рез общеобменную вытяжную вентиляцию — ИЗА 9. Используются два вида электродов:
ОЗС-4 с расходом Вч = 1,8 кг/ч и В. = 1700 кг/год; УОНИ 13/45 с расходом Вч = 1,5
кг/ч и Вр = 2100 кг/год.
Расчет. 1. Удельные выделения загрязняющих веществ при сжигании электродов
берем из прил. 3.1.
Выделяющееся загрязняю- щее вещество, его код Удельные выделения У (г/кг)
от УОНИ 13/45 от ОЗС-4
Железа оксид (0123) 10,69 9,63
Марганец (0143) 0,92 1,27
Пыль неорганическая с со- держанием SiO2 20...70 % (2908) 1,4 -
Фториды (0344) 3,3 -
Фтористый водород (0342) 0,75 -
Диоксид азота (0301) 1,5 -
Оксид углерода (0337) 13,3 -
2. Определяем массовые выделения (выбросы) загрязняющих веществ в местную
вентиляцию — ИЗА 8 от электродов УОНИ 13/45. Очистка газов отсутствует, поэтому
М° = М.
Мот = 10,69 • 1,5 • 0,7/3600 = 0,00312 г/с, (11)
/ИОи, = 0,92 • 1,5 • 0,7/3600 = 0,000268 г/с, (11)
Мгт = 1,4 • 1,5 • 0,7/3600 = 0,000408 г/с, (11)
Мо344 = 3,3 • 1,5 • 0,7/3600 = 0,000963 г/с, (11)
Мат = 0,75 • 1,5 • 0,7/3600 = 0,000219 г/с, (И)
Л/0101= 1,5 • 1,5 • 0,7/3600 = 0,000438 г/с, (11)
Л/,,37=13,3 • 1,5 • 0,7/3600 = 0,00388 г/с. (11)
62
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
3. То же от электродов ОЗС-4:
М>12з = 9,63 • 1,8 • 0,7/3600 = 0,00337 г/с, (11)
М0|43 = 1,27 • 1,8 • 0,7/3600 = 0,000445 г/с. (11)
4. Определяем максимальные массовые выбросы через ИЗА 8. По условию свароч-
ный пост один, следовательно, сварщик работает одновременно только на одной мар-
ке электродов. Поэтому массовые выбросы одноименных загрязняющих веществ
не складываем, а выбираем наибольшие:
М>12з= 0,00312 г/с, Л/(||43 = 0,000445 г/с, Л/2908 = 0,000408 г/с,
Л/0344 = 0,000963 г/с, Л/0342 = 0,000219 г/с, М0301 = 0,000438 г/с,
Л/Ю37 = 0,00388 г/с.
5. Определяем валовые выделения и выбросы (В0 = В) в ИЗА 8 от электродов
УОНИ 13/45:
В0|23= 10,69 • 2100 • 0,7 • 10-6 = 0,0156 т/год, (13)
Вт41 = 0,92 • 2100 • 0,7 • 10- = 0,00135 т/год, (13)
В2т = 1,4 • 2100 • 0,7 • 10- = 0,00206 т/год, (13)
В0344 = 3,3 • 2100 • 0,7 • 106 = 0,00485 т/год, (13)
В0342 = 0,75 • 2100 • 0,7 • 10-= 0,0011 т/год, (13)
В0301 = 1,5 • 2100 • 0,7 • 10- = 0,00221 т/год, (13)
В0337 = 13,3 • 2100 • 0,7 • 10- = 0,0196 т/год. (13)
6. То же от электродов ОЗС-4:
В0123 = 9,63 • 1700 • 0,7 • 10- = 0,0115 т/год, (13)
В0|43 = 1,27 • 1700 • 0,7 • 106 = 0,00151 т/год. (13)
7. Определяем валовые выбросы по ИЗА 8 в целом (от всех электродов):
Втп = 0,0156 + 0,0115 = 0,0271 т/год,
В0|43 = 0,00135 + 0,00151 = 0,00286 т/год,
В2908 = 0,00206 т/год, В0344 = 0,00485 т/год, В0342 = 0,0011 т/год,
В030| = 0,00221 т/год, В0337 = 0,0196 т/год.
8. Определяем массовые выделения (выбросы) в ИЗА 9 от электродов УОНИ 13/45:
М0123 = 10,69 • 1,5 • (1 - 0,7)/3600 = 0,00134 г/с. (12)
Сравнение с п. 2 расчета показывает, что выбросы в ИЗА 9 по отношению к ИЗА 8
пропорциональны (1 - К^/К^ = 0,3/0,7 = 0,4286.
Поэтому для ИЗА 9 можно записать:
М0123 = 0,4286 • 0,00312 = 0,00134 г/с,
Ч,« = 0,4286 • 0,000268 = 0,000115 г/с,
М2т = 0,4286 • 0,000408 = 0,000175 г/с,
М0344 = 0,4286 • 0,000963 = 0,000413 г/с,
<342 = 0,4286 • 0,000219 = 0,0000939 г/с,
Л/0301 = 0,4286 • 0,000438 = 0,000188 г/с,
Л/0317 = 0,4286 • 0,00388 = 0,00166 г/с.
63
И. М. Квашнин
9. То же для электродов ОЗС-4:
4123 = 9,63 • 1,8 • (1 - 0,7)/3600 = 0,00144 г/с,
М0143 = 1,27 • 1,8 • (1 -0,7)/3600 = 0,000191 г/с.
Этот же результат можно было бы получить и из пропорции с п. 3 расчета с тем же
коэффициентом 0,3/0,7.
10. Определяем максимальные массовые выбросы по ИЗА 9 (см. условие в п. 4 расчета):
4123 = 0,00144 г/с, 4143 = 0,000191 г/с, Л/2908 = 0,000175 г/с,
4з44 = 0,000413 г/с, <342 = 0,0000939 г/с, Моз(), = 0,000188 г/с,
4зз? = 0,00166 г/с.
11 Определяем валовые выделения (выбросы) в ИЗА 9 от электродов УОНИ 13/45:
В0123 = 10,63 • 2100 • (1-0,7) • 106 = 0,0067т/год. (14)
Тот же результат получим в пропорции 0,3/0,7 = 0,4286 по отношению к ИЗА 8
(см. п. 5 расчета):
В0123 = 0,4286 • 0,0156 = 0,0067 т/год.
То же по остальным загрязняющим веществам:
Во,„ = 0,4286 • 0,00135 = 0,000579 т/год,
Вж = 0,4286 • 0,00206 = 0,000883 т/год,
Вом = 0,4286 • 0,00485 = 0,00208 т/год,
ВЮ42 = 0,4286 • 0,0011 = 0,000471 т/год,
Вот = 0,4286 • 0,00221 = 0,000947 т/год,
Ввп7 = 0,4286 • 0,0196 = 0,0084 т/год.
12. Определяем валовые выделения (выбросы) в ИЗА 9 от электродов ОЗС-4:
В0123 = 9,63 • 1700 • (1-0,7) • IO6 = 0,00491 т/год,
В0143= 1,27 • 1700 • (1-0,7) • 10-6 = 0,000648 т/год.
13. Определяем валовые выбросы по ИЗА 9 в целом (от всех электродов):
В0123 = 0,0067 + 0,00491 = 0,0116 т/год,
Вмз = 0,000579 + 0,000648 = 0,00123 т/год,
В2908 = 0,000883 т/год, В0344 = 0,00208 т/год, Втп = 0,000471 т/год,
В030| = 0,000947 т/год, /?0337 = 0,0084 т/год.
Результат. Выбросы по ИЗА 8, 9 составляют:
Выделяющееся загрязняю- щее вещество ИЗА 8 ИЗА 9
ЛГ, М (г/с) В\ В (т/год) ЛГ, М (г/с) В0, В (т/год)
Железа оксид 0,00312 0,0271 0,00144 0,0116
Марганец 0,000445 0,00286 0,000191 0,00123
Пыль неорганическая с SiO2 20...70 % 0,000408 0,00206 0,000175 0,000883
Фториды 0,000963 0,00485 0,000413 0,00208
64
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Выделяющееся загрязняю- щее вещество ИЗА 8 ИЗА 9
ЛГ, Л/(г/с) Bf1, В (т/год) ЛГ, М (г/с) В0, В (т/год)
Фтористый водород 0,000219 0,0011 0,0000939 0,000471
Диоксид азота 0,000438 0,00221 0,000188 0,000947
Оксид углерода 0,00388 0,0196 0,00166 0,0084
3.2.2. Сварочный участок
ИЗА 10, 11, 12, 13
Исходные данные. На участке (рис. 14) имеется три местных вытяжных систе-
мы вентиляции (ИЗА 10, 11, 12) и одна общеобменная (ИЗА 13). К ИЗА 10 подключе-
ны две установки контактной линейной электросварки стали мощностью 100 кВт с вре-
менем работы Т= 600 ч/год — ИВ 1, 2 и установка сварки трением — ИВ 3 с площадью
свариваемого стыка 20 см3. За 1 ч сваривается не более 15 изделий (стыков), а за 1 год
9000 пгт. Эффективность местных отсосов Л„о = 0,75. ИВ 4 — установка полуавтоматиче-
ской сварки алюминиевых сплавов в среде аргона проволокой АМЦ с расходом Вч = 3,7 кг/ч,
Bf = 4500 кг/год; эффективность встроенного местного отсоса Кт = 0,9. ИВ 5 — электро-
металлизатор — металлизация стали цинковой проволокой с расходом В. = 30 кг/ч,
В; = 6300 кг/год. Металлизатор установлен в вытяжном шкафу с Кио = 0,97. ИВ 6 — пост
газовой сварки стали с использованием пропан-бутановой смеси с расходом Вч = 7,0 кг/ч,
Ве = 5500 кг/год без местного отсоса.
Расчет. 1. Удельные выделения для ИВ 4 берем из прил. 3.1, а для остальных
источников выделения — из прил. 3.4.
Номер источника выделения Источник выделения Выделяющееся загрязняющее вещество, его код Удельные выделения
ИВ 1,2 (л = 2) Установка контактной линейной электросварки Железа оксид (0123) 24,25 г/ч на 75 кВт мощности машины или 8,98 • 105 г/с на 1 кВт мощности
Марганец (0143) 0,75 г/ч на 75 кВт мощности машины или 2,78 • 10-6г/с на 1 кВт мощности
ивз Установка сварки трением Углерода оксид (0337) 0,008 г/см2
ИВ 4 Установка полуавтомати- ческой сварки алюминие- вых сплавов в среде аргона проволокой АМЦ Железа оксид (0123) 0,6 г/кг
Марганец (0143) 0,6 г/кг
Пыль с SiO2 20...70 % (2908) 0,5 г/кг
Алюминия ок- сид (0101) 20,4 г/кг
Диоксид азота (0301) 0,35 г/кг
ИВ 5 Электрометаллизатор — металлизация стали цин- ковой проволокой Цинка оксид (0207) 96 г/кг
ИВ 6 Пост газовой сварки пропан-бутановой смесью Диоксид азота (0301) 15 г/кг смеси
65
И. М. Квашнин
Рис. 14. Схема сварочного участка:
ИВ 1-6 - источники выделения;
ИЗА 10, 11, 12, 13 - источники загрязнения атмосферы
2. Рассчитываем массовые выбросы от ИЗА 10, ИВ 1, 2. Используем фор-
мулу, когда задан удельный массовый выброс на единицу мощности оборудо-
вания.
Min = = (8,98 • Ю5 • 100) • 2 • 0,75 = 0,0135 г/с, (8)
М14з = Миз = (2,78 • 10 6 • 100) • 2 • 0,75 = 0,000417 г/с. (8)
3. Рассчитываем массовые выбросы от ИЗА 10, ИВ 3.
С помощью установки сварки трением сваривается 15 стыков в час площадью
20 см2 каждый, следовательно Д = 15 • 20 = 300 см2/ч. Тогда
Л/°Ю37 = МЮ37 = 0,008 • 300 • 0,75/3600 = 0,0005 г/с. (11)
4. Массовые выбросы ИЗА 10 равны сумме выбросов от ИВ 1, 2, 3:
Л/0123 = 0,0135 г/с, Л/()|4, = 0,000417 г/с, М0337 = 0,0005 г/с.
5. Валовые выбросы от ИЗА 10, ИВ 1, 2 равны:
Д123 = 3,2з = 0,0036 • 600 • 0,0135 = 0,0292 т/год, (10)
Д143 = 3,4з = 0,0036 • 600 • 0,000417 = 0,0009 т/год. (10)
6. Валовые выбросы от ИЗА 10, ИВ 3.
За год установкой сварки трением сваривается 9000 стыков (изделий) площадью
20 см2 каждый. Следовательно,
3 = 20 • 9000 = 180000 см2/год.
66
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Тогда
5()337 = ^0337 = 0,008 • 180000 • 0,75 • 10- = 0,00108 т/год. (13)
7. Валовые выбросы ИЗА 10 равны сумме выбросов от ИВ 1, 2, 3:
Диз = 0,0292 т/год, В0143 = 0,0009 т/год, Вюу, = 0,00108 т/год.
8. Рассчитываем массовые выбросы ИЗА 11, к которому подсоединен один ИВ 4.
М‘ = М,т. к. пылегазоочистной аппарат отсутствует:
Mi» = 0,6 • 3,7 • 0,9/3600 = 0,000555 г/с, (Н)
Л/0|43 = 0,6 • 3,7 • 0,9/3600 = 0,000555 г/с, (Н)
М1т = 0,5 • 3,7 • 0,9/3600 = 0,000463 г/с, (Н)
М0101 = 20,4 • 3,7 • 0,9/3600 = 0,0189 г/с, (Н)
Л/030| = 0,35 • 3,7 • 0,9/3600 = 0,000324 г/с. (П)
9. Рассчитываем валовые выбросы ИЗА 11:
В0123 = 0,6 • 4500 • 0,9 • 10- = 0,00243 т/год. (13)
5()14, = 0,6 • 4500 • 0,9 • 10- = 0,00243 т/год, (13)
J&2908 = 0,5 • 4500 • 0,9 • 10- = 0,00203 т/год, (13)
Я0101 = 20,4 • 4500 • 0,9 • 10- = 0,0826 т/год, (13)
Д)301 = 0,35 • 4500 • 0,9 • 10- = 0,00142 т/год. (13)
10. Рассчитываем массовые выбросы ИЗА 12, к которому подсоединен один ИВ 5:
Мж = ^7 = 96 • 30 • 0,97/3600 = 0,776 г/с. (11)
11. Валовые выбросы ИЗА 12:
5()2(17 = ^207 = 96 • 6300 • 0,97 • 106 = 0,587 т/год. (13)
12. Рассчитываем массовые выбросы ИЗА 13, которые будут складываться из сум-
мы загрязняющих веществ от ИВ 6 и неуловленной местными отсосами части загряз-
няющих веществ от ИВ 1—5.
12.1. ИЗА 13, ИВ 6:
Л/030| = 15 • 30 • 1,0/3600 = 0,125 г/с. (11)
12.2. ИЗА 13, неуловленные загрязняющие вещества ИЗА 10, ИВ 1, 2:
Мот = (8,98 • IO 5) • 100 • 2 • (1 - 0,75) = 0,00449 г/с, (9)
Л/()|43 = (2,78 • 10- • 100) • 2 • (1 - 0,75) = 0,000139 г/с. (9)
12.3. ИЗА 13, неуловленные загрязняющие вещества ИЗА 10, ИВ 3:
Л/0337 = 0,008 • 300 • (1 - 0,75)/3600 = 0,000167 г/с. (12)
12.4. ИЗА 13, неуловленные загрязняющие вещества ИЗА 11, ИВ 4:
Мы23 = 0,6 • 3,7 • (1 - 0,9)/3600 = 0,0000617 г/с, (12)
67
И. М. Квашнин
Л/„|43 = 0,6 • 3,7 • (1 - 0,9)/3600 = 0,0000617 г/с,
М2908 = 0,5 • 3,7 • (1 - 0,9)/3600 = 0,0000514 г/с,
М0101 = 20,4 • 3,7 • (1 - 0,9)/3600 = 0,0021 г/с,
Мзо! = 0,35 • 3,7 • (1 - 0,9)/3600 = 0,000158 г/с.
(12)
(12)
(12)
(12)
12.5. ИЗА 13, неуловленные загрязняющие вещества ИЗА 12, ИВ 5:
М0207 = 96 • 30 • (1 - 0,97)/3600 = 0,024 г/с. (12)
Итого по ИЗА 13:
Л/От„ = 0,125 + 0,000158 = 0,1252 г/с,
М0|23 = 0,00449 + 0,0000617 = 0,00455 г/с,
Л/„|43 = 0,000139 + 0,000617 = 0,000756 г/с,
Л/0337 = 0,000167 г/с, М2т = 0,0000514,
Л/0|01 = 0,0021 г/с, Л/0207 = 0,024 г/с.
13. Рассчитываем валовые выбросы ИЗА 13, которые, как и массовые, будут скла-
дываться из суммы загрязняющих веществ от ИВ 6 и неуловленной местными отсо-
сами части загрязняющих веществ от ИВ 1—5.
13.1. ИЗА 13, ИВ 6:
Втт = 15 • 5500 • (1 -0) • 106 = 0,0825 т/год. (14)
13.2. ИЗА 13, неуловленные загрязняющие вещества ИЗА 10, ИВ 1, 2:
SOI23 = 0,0036 • 600 • 0,00449 = 0,0097 т/год, (10)
Д|43 = 0,0036 • 600 • 0,000139 = 0,0003 т/год. (10)
13.3. ИЗА 13, неуловленные загрязняющие вещества ИЗА 10, ИВ 3:
б„337 = 0,08 • 180000 • (1 - 0,75) • 106 = 0,0036 т/год. (14)
13.4. ИЗА 13, неуловленные загрязняющие вещества ИЗА 11, ИВ 4:
б„123 = 0,6 • 4500 • (1 - 0,9) • 106 = 0,00027 т/год, (14)
Вт43 = 0,6 • 4500 • (1 - 0,9) • 10-6 = 0,00027 т/год, (14)
Вют = 0,5 • 4500 • (1 - 0,9) • 106 = 0,000225 т/год, (14)
Д,101 = 20,4 • 4500 • (1 - 0,9) • 106 = 0,00918 т/год, (14)
б„,()| = 0,35 • 4500 • (1 - 0,9) • 106 = 0,000158 т/год. (14)
13.5. ИЗА 13, неуловленные загрязняющие вещества ИЗА 12, ИВ 5:
б„207 = 96 • 6300 • (1 - 0,97) • 106 = 0,0181 т/год. (14)
Всего по ИЗА 13:
Я0301 = 0,0825 + 0,000158 = 0,0827 т/год,
Д|23 = 0,0097 + 0,00027 = 0,00997 т/год,
Я„|43 = 0,0003 + 0,00027 = 0,00057 т/год,
5га,- = 0,0036 т/год, ВЛ№ = 0,000225 т/год,
Z?010l = 0,00918 т/год, Втт = 0,0181 т/год.
68
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Результат. Выбросы по ИЗА 10—13 равны:
Выделяющееся загрязняющее вещество Массовые выбросы М, М“ (г/с) — числитель, валовые выбросы В, В' (т/год) — знаменатель
ИЗА 10 ИЗА 11 ИЗА 12 ИЗА 13
Диоксид азота - 0,000324 0,00142 - 0,1252 0,0827
Оксид железа 0,0135 0,0292 0,000555 0,00243 - 0,00455 0,00997
Марганец 0,000417 0,0009 0,000555 0,00243 - 0,000756 0,00057
Оксид углерода 0,0005 0,00108 - - 0,000167 0,0036
Пыль с SiO2 20...70 % - 0,000463 0,00203 - 0,0000514 0,000225
Оксид алюминия - 0,0189 0,0826 - 0,0021 0,00918
Оксид цинка - - 0,776 0,587 0,024 0,0181
3.2.3. Участок плазменной резки алюминиевых сплавов
ИЗА 14
Исходные данные. На участке (см. рис. 2) расположена установка плазменной резки
АПР 403 с местным отсосом. В течение года требуется разрезать 370 листов из сплава
АМГ толщиной 50 мм и размерами 1,2x3,0 м на заготовки с размерами 0,3x0,5 м (без
учета ширины реза). За 1 ч рабочие успевают разрезать на заготовки 1 лист металла.
Расчет. 1. Удельные на длину реза выделения загрязняющих веществ (г/м) берем
из прил. 3.2. Так как выбросы приведены только для толщины разрезаемого матери-
ала на 20 и 80 мм, производим линейную интерполяцию в соответствии с примеча-
нием к данному приложению. Поскольку d = 50 мм является средним арифметиче-
ским между 20 и 80 мм, то такими же будут табличные значения. Приведенные тут же
массовые выделения на единицу оборудования (г/ч) не принимаем во внимание,
т. к. по условиям задачи четко оговорена реальная максимальная производительность
оборудования в пересчете на грамм на метр. В противном случае расчетные выбросы
будут завышены или занижены.
Выделяющееся загрязняющее вещество, его код Удельные выделения У (г/м)
о = 20 мм о = 80 мм о = 50 мм
Алюминия оксид (0101) 11,2 44,8 28
Магния оксид (0138) 0,34 1,6 0,97
Марганца оксид (0143) 0,1 0,3 0,2
Углерода оксид (0337) 0,6 1,0 0,8
Диоксид азота (0301) 3,0 9,0 6,0
69
И. М. Квашнин
2. Рассчитываем среднюю скорость резания (м/ч). Легко посчитать, что для ра-
скроя листа 1,2x3,0 м на заготовки 0,3x0,5 м без обрезков требуется сделать три про-
дольных реза по 3,0 м каждый и 5 поперечных резов по 1,2 м каждый.
Итого производительность установки Вч = (3 • 3 + 5 • 1,2) = 15 м/ч.
3. Определяем массовые выделения и выброс (Л/° = М) загрязняющих веществ
в атмосферу:
Мтт = 28 • 15 • 1,0/3600 = 0,117 г/с, (11)
М138 = 0,97 • 15 • 1,0/3600 = 0,00404 г/с, (11)
М143 = 0,2 • 15 • 1,0/3600 = 0,000833 г/с, (11)
1ИЮ37 = О,8 • 15 • 1,0/3600 = 0,00333 г/с, (11)
М0301 = 6,0 • 15 • 1,0/3600 = 0,025 г/с. (11)
4. Валовые выделения и выбросы (ВО = В) (т/год) можно найти двумя путями: че-
рез годовую длину реза Вр = 15 м/лист • 370 листов = 5550 м по формуле (13) или
по рассчитанным массовым выбросам и времени работы установки Т = 370 ч
(1 лист/ч • 370 листов) по формуле (10).
В0101 = 28 • 5550 • 1,0 • IO6 = 0,155 т/год, (13)
^о138 = О,97 • 5550 • 1,0 • 1 О'” = 0,00538 т/год, (13)
Д143 = 0,2 • 5550 • 1,0 • IO6 = 0,00111 т/год, (13)
Д337 = 0,8 • 5550 • 1,0 • 10' = 0,00444 т/год, (13)
Д)3()| = 6,0 • 5550 • 1,0 • IO6 = 0,0333 т/год. (13)
Результат. Выбросы по ИЗА 14 равны:
Выделяющееся загрязняющее вещество Выбросы
Л/ , Л/(г/с) Д°, В (т/год)
Алюминия оксид 0,117 0,155
Магния оксид 0,00404 0,00538
Марганца оксид 0,000833 0,00111
Углерода оксид 0,00333 0,00444
Азота диоксид 0,025 0,0333
3.3. Примеры расчета выбросов при нанесении
лакокрасочных материалов. Окрасочный участок
ИЗА 15, 16, 17
Исходные данные. На участке расположена окрасочная и сушильная каме-
ры для пульверизационной окраски, оборудованные индивидуальными вытяжны-
ми вентиляционными системами с выбросами загрязненного воздуха в атмосферу
через ИЗА 15 и 16. Часть загрязняющих веществ прорывается через рабочие про-
емы окрасочной камеры (3 %) и сушильной камеры (2 %) и поступает в воздух по-
мещения, откуда удаляется общеобменной вытяжной вентсистемой в атмосферу
через ИЗА 17. Окрасочная камера оборудована гидрофильтром со степенью очист-
ки 90 %. Для окраски различных типов изделий используются следующие лакокра-
сочные материалы: грунтовка ВЛ-02 с разбавителем ксилолом, лак АК-113 с ра-
створителем Р-5. Для обезжиривания используется растворитель № 646.
70
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Максимальные часовые Вч и общие годовые Вр расходы лакокрасочных материалов
приведены в таблице.
Расчет. 1. Состав каждого вида лакокрасочного материала берем из прил. 4, а тре-
буемый процент разбавления — по данным технологов и ОСТ [25].
Лакокрасочный мате- риал, растворитель и процент разбавления д (кг/ч) А (кг/год) /»(%) /,(%) Компоненты летучей части лакокрасочных материалов и растворителей (их код)
Наименование М%)
Грунт ВЛ-02 2,4 600 21 79 Бутанол (1042) 28,2
Этанол (1061) 37,6
Ксилол (0616) 6
Ацетон (1401) 28,2
Растворитель ксилол (80%) 2,1 480 - 100 Ксилол (0616) 100
Лак АК-113 3,6 400 7 93 Бутилацетат (1210) 50,1
Бутанол (1042) 19,98
Этанол (1061) 9,94
Толуол (0621) 19,98
Растворитель Р-5 (25 %) 0,9 100 100 Ацетон (1401) 30
Бутилацетат (1210) 30
Толуол (0621) 40
Растворитель № 646 (для обезжиривания) 0,6 200 100 Ацетон (1401) Г“ 7
Бутанол (1042) 15
Этанол (1061) 10
Бутилацетат (1210) 10
Этилцеллозольв (1Н9) 8
Толуол (0621) 50
2. Расчет массовых и валовых выбросов начинаем с первой технологической
операции — обезжиривания изделий, которое осуществляется в окрасочной камере
сА-мо = 0,97.
ИЗА 15, обезжиривание растворителем № 646:
Л/|40| = 0,6 • 7 • 0,97/360 = 0,0113 г/с, (21)
Л/|042 = 0,6 • 15 • 0,97/360 = 0,0243 г/с, (21)
ДМ1 = 0,6 • 10 • 0,97/360 = 0,0162 г/с, (21)
Л/|2|0 = 0,6 • 10 • 0,97/360 = 0,0162 г/с, (21)
Л/||19 = 0,6 • 8 • 0,97/360 = 0,0129 г/с, (21)
М062| = 0,6 • 50 • 0,97/360 = 0,0808 г/с, (21)
В1т = 200 • 7 • 0,97 • 10-5 = 0,0136 т/год, (22)
Вт1 = 200 • 15 • 0,97 • IO’5 = 0,0291 т/год, (22)
ДМ1 = 200 • 10 • 0,97 • 10-5 = 0,0194 т/год, (22)
71
И. М. Квашнин
В,21о = 200 • 10 • 0,97 • 10 5 = 0,0194 т/год,
Д|19 = 200 • 8 • 0,97 • 10-5 = 0,0155 т/год,
5(162| = 200 • 50 • 0,97 • 10-5 = 0,097 т/год.
(22)
(22)
(22)
3. Вторая операция — грунтование изделий в окрасочной камере. Выбросы загряз-
няющих веществ рассчитываем раздельно от грунта ВЛ-02 и его разбавителя —
растворителя ксилола. Полученные результаты суммируем. Красочный аэрозоль име-
ет код 2902, величина 8а = 30 % для пульверизационного способа окраски.
3.1. ИЗА 15, грунт ВЛ-02 без разбавителя:
Л/°2902 = 2,4 • 21 • 30 • 0,97/3600 = 0,407 г/с, (15)
Л/|042 = 2,4 • 79 • 28,2 • 25 • 0,97 • 10'73,6 = 0,036 г/с, (17)
М|06| = 2,4 • 79 • 37,6 • 25 • 0,97 • 10'73,6 = 0,048 г/с, (17)
М0616 = 2,4 • 79 • 6 • 25 • 0,97 • 10'73,6 = 0,00766 г/с, (17)
М|40| = 2,4 • 79 • 28,2 • 25 • 0,97 • 10'73,6 = 0,036 г/с, (17)
Л^02 = 6ОО • 21 • 30 • 0,97 • 10’= 0,0367 т/год, (16)
Л|042 = 600 • 79 • 28,2 • 25 • 0,97 • 1О'9 = 0,0324 т/год, (18)
До6| = 600 • 79 • 37,6 • 25 • 0,97 • 10'9 = 0,0432 т/год, (18)
3^ = 600 • 79 • 6 • 25 • 0,97 • 10 ’ = 0,0069 т/год, (18)
Д40| = 600 • 79 • 28,2 • 25 • 0,97 • 10'9 = 0,0324 т/год. (18)
Массовые и валовые выбросы аэрозоля краски с учетом очистки в гидрофильтре:
Л/2902 = 0,407 • (1 - 0,9) = 0,0407 г/с, (4)
Вт = 0,0367 • (1 - 0.9) = 0,00367 т/год. (5)
3.2. ИЗА 15, разбавитель ксилол:
Мв61, = 2,1 • 100 • 100 • 25 • 0,97 • 10'73,6 = 0,141 г/с, (17)
Д>616 = 480 • 100 • 100 • 25 • 0,97 • 10'9 = 0,116 т/год. (18)
3.3. ИЗА 15, выбросы загрязняющих веществ от грунта ВЛ-02 с учетом разбавления:
Л^902 = 0,407 г/с, В±т = 0,0367 т/год,
472902 = 0,0407 г/с, 52902 = 0,00367 т/год,
Л/|042 = 0,036 г/с, В1М2 = 0,0324 т/год,
Л/№1 = 0,048 г/с, В1в61 = 0,0432 т/год,
Л/06|6 = 0,00766 + 0,141 = 0,149 г/с,
Во6|6 = 0,0069 + 0,116 = 0,123 т/год,
Л/|40| = 0,036 г/с, 5|40| = 0,0324 т/год.
4. Третья операция в окрасочной камере — покрытие изделий лаком. Выбросы за-
грязняющих веществ рассчитываются аналогично п. 3. — раздельно для лака АК-113
и его разбавителя (растворителя Р-5), а полученные результаты суммируются.
4.1. ИЗА 15, лак АК-113 без разбавителя:
Л^902 = 3,6 • 7 • 30 • 0,97/3600 = 0,204 г/с, (15)
Л/2902 = 0,204 • (1 - 0,9) = 0,0204 г/с, (4)
^902 = 400 • 7 • 30 • 0,97 • 107 = 0,00815 т/год, (16)
52902 = 0,00815 • (1 - 0,9) = 0,000815 т/год, (5)
Л/1210 = 3,6 • 93 • 50,1 • 25 • 0,97 • 10 73,6 = 0,113 г/с, (17)
Д210 = 400 • 93 • 50,1 • 25 • 0,97 • 10'9 = 0,0452 т/год, (18)
72
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
4.2.
Л/|042 = 3,6 • 93 • 19,98 • 25 • 0,97 • 10 73,6 = 0,0451 г/с, Д042 = 400 • 93 • 19,98 • 25 • 0,97 • 10'9 = 0,018 т/год, М106| = 3,6 • 93 • 9,94 • 25 • 0,97 • 10'73,6 = 0,0224 г/с, До6, = 400 • 93 • 9,94 • 25 • 0,97 • 10'9 = 0,00897 т/год, Мо62, = 3,6 • 93 • 19,98 • 25 • 0,97 • 10'73,6 = 0,0451 г/с, 50Ы| = 400 • 93 • 19,98 • 25 • 0,97 • 10'9 = 0,018 т/год. (17) (18) (17) (18) (17) (18)
ИЗА 15, разбавитель Р-5:
Л/|4()1 = 0,9 • 100 • 30 • 25 • 0,97 • 10'73,6 = 0,0182 г/с, (17)
Д40| = 400 • 100 • 30 • 25 • 0,97 • 10'9 = 0,0291 т/год, (18)
Л/|2|() = 0,9 • 100 • 30 • 25 • 0,97 • 10'73,6 = 0,0182 г/с, (17)
Д210 = 400 • 100 • 30 • 25 • 0,97 • 10'9 = 0,0291 т/год, (18)
Л/062, = 0,9 • 100 • 40 • 25 • 0,97 • 10'73,6 = 0,0243 г/с, (17)
5062| = 400 • 100 • 40 • 25 • 0,97 • 10'9 = 0,0388 т/год. (18)
4.3. ИЗА 15, выбросы загрязняющих веществ от лака АК- 113 с учетом разбавления:
Л/^902= 0,204 г/с, ff'29O2 = 0,00815 т/год,
Л/2902 = 0,0204 г/с, Д902 = 0,000815 т/год,
М121В = 0,113 + 0,0182 = 0,131 г/с,
Впю = 0,0452 + 0,0291 = 0,0743 т/год,
Мт2 = 0,0451 г/с, В1М2 = 0,018 т/год,
М|06, = 0,0224 г/с, 2?|Об1 = 0,00897 т/год,
M>62i = 0,0451 + 0,0243 = 0,0694 г/с,
Д)62| = 0,018 + 0,0388 = 0,0568 т/год.
5. Рассчитываем выбросы загрязняющих веществ по ИЗА 15 (всего).
Все три операции (обезжиривание, грунтование и окраска лаком) производятся
последовательно в разное время. Поэтому массовые выбросы каждого загрязняюще-
го вещества принимаем максимальными из них, а валовые суммируем.
М1Ю1 = 0,036 г/с, Д40| = 0,0136 + 0,0324 = 0,046 т/год,
Л/1(М2 = 0,0451 г/с, ВЮ42 = 0,0291 + 0,0324 + 0,018 = 0,0795 т/год,
Л/|06| = 0,048 г/с, Вт1 = 0,0194 + 0,0432 + 0,00897 = 0,07157 т/год,
Л/12|0 = 0,131 г/с, Д2|0 = 0,0194 + 0,0743 = 0,0937 т/год,
Л/11|9 = 0,0129 г/с, Д|19 = 0,0155 т/год,
Л/М2| = 0,0808 г/с, Во621 = 0,097 + 0,0568 = 0,1538 т/год,
Л/о616 = 0,149 г/с, ЯМ|6 = 0,123 т/год,
Л/°2902 = 0,407 г/с, В°2902 = 0,0367 + 0,00815 = 0,04485 т/год,
Л/2902 = 0,0407 г/с, В2,02 = 0,00367 + 0,000815 = 0,004485 т/год.
6. Переходим к расчету выбросов от сушильной камеры (ИЗА 16), в которой про-
изводятся две технологические операции — сушка грунта и лака. Выбросы от грунта
BJ1-02 и его разбавителя (ксилола) считаем раздельно, а результаты суммируем.
6.1. ИЗА 16, грунт ВЛ-02 без разбавителя:
М1М2 = 2,4 • 79 • 28,2 • 75 • 0,98 • 10'73,6 = 0,109 г/с, (19)
Вт2 = 600 • 79 • 28,2 • 75 • 0,98 • 10'9 = 0,0982 т/год, (20)
М1061 = 2,4 • 79 • 37,6 • 75 • 0,98 • 10'73,6 = 0,146 г/с, (19)
Я1061 = 600 • 79 • 37,6 • 75 • 0,98 • 10'9 = 0,131 т/год, (20)
Мо6|6 = 2,4 • 79 • 6 • 75 • 0,98 • 10'73,6 = 0,0232 г/с, (19)
73
И. М. Квашнин
Д>6|6 = 600 • 79 • 6 • 75 • 0,98 • 10-’ = 0,0209 т/год, (20)
Л/|40| = 2,4 • 79 • 28,2 • 75 • 0,98 • 10 73,6 = 0,109 г/с, (19)
В1т = 600 • 79 • 28,2 • 75 • 0,98 • 109 = 0,0982 т/год. (20)
6.2. ИЗА 16, разбавитель ксилол:
ЛГ0616 = 2,1 • 100 • 100 • 75 • 0,98 • 1073,6 = 0,429 г/с, (19)
5()„|,. = 480 • 100 • 100 • 75 • 0,98 • 109 = 0,353 т/год. (20)
6.3. ИЗА 16, выбросы загрязняющих веществ от грунта ВЛ-02 с учетом разбавления:
Л/1М2 = 0,109 г/с, В1М2 = 0,0982 т/год,
Мю61 = 0,146 г/с, 51061 = 0,131 т/год,
Мом = 0,0232 + 0,429 = 0,452 г/с, ВМ16 = 0,0209 + 0,353 = 0,3739 т/год,
М|40| = 0,109 г/с, В1т = 0,0982 т/год.
7. Аналогично и. 6 рассчитываем выбросы загрязняющих веществ от лака.
7.1. ИЗА 16, лак АК-113 без разбавителя:
Л/121о = 3,6 • 93 • 50,1 • 75 • 0,98 • 1073,6 = 0,342 г/с, (19)
Д2Ш= 400 • 93 • 50,1 • 75 • 0,98 • 10’= 0,137 т/год, (20)
М,м2 = 3,6 • 93 • 19,98 • 75 • 0,98 • 1073,6 = 0,137 г/с, (19)
ДМ2 = 400 • 93 • 19,98 • 75 • 0,98 • 10’= 0,0546 т/год, (20)
ДМ1 = 3,6 • 93 • 9,94 • 75 • 0,98 • 1073,6 = 0,0679 г/с, (19)
^,061 = 400 • 93 • 9,94 • 75 • 0,98 • 10’9 = 0,0272 т/год, (20)
Мб21 = 3,6 • 93 • 19,98 • 75 • 0,98 • 1073,6 = 0,137 г/с, (19)
Д>62| = 400 • 93 • 19,98 • 75 • 0,98 • 109 = 0,0546 т/год. (20)
7.2. ИЗА 16, разбавитель Р-5:
Mim = 0,9 • 100 • 30 • 75 • 0,98 • 1073,6 = 0,0551 г/с, (19)
В1т = 100 • 100 • 30 • 75 • 0,98 • 109 = 0,0221 т/год, (20)
М|2|0 = 0,9 • 100 • 30 75 • 0,98 • 1073,6 = 0,0551 г/с, (19)
В12Ю = 100 • 100 • 30 • 75 • 0,98 • 109 = 0,0221 т/год, (20)
Л/о62| = 0,9 • 100 • 40 • 75 • 0,98 • 1073,6 = 0,0735 г/с, (19)
Д621 = 100 • 100 • 40 • 75 • 0,98 • 109 = 0,0294 т/год. (20)
7.3. ИЗА 16, выбросы от лакаАК-113 с учетом разбавления:
Д21о = 0,342 + 0,0551 = 0,397 г/с, В121„ = 0,137 + 0,0221 = 0,159 т/год,
Л/|042 = 0,137 г/с, В1Ш2 = 0,0546 т/год,
Afl06l = 0,0679 г/с, В10Ы = 0,0272 т/год,
Л/о621 = 0,137 + 0,0735 = 0,2105 г/с,
Д,62| = 0,0546 + 0,0294 = 0,084 т/год,
Л/|40| = 0,0551 г/с, В,т = 0,0221 т/год.
8. Рассчитываем выбросы загрязняющих веществ по ИЗА 16 (всего). Обе опера-
ции (сушка грунта и лака) производятся в разное время, поэтому массовые выбросы
выбираем максимальные, а валовые суммируем.
/И|(142 = 0,137 г/с, В1М1 = 0,0982 + 0,0546 = 0,1528 т/год,
Л/106| = 0,146 г/с, 51061 = 0,131 + 0,0272 = 0,1582 т/год,
74
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Л/о6|6 = 0,452 г/с, В№16 = 0,3739 т/год,
М1401 = 0,109 г/с, Я1401 = 0,0982 + 0,0221 = 0,1203 т/год,
ЛГ12|0 = 0,397 г/с, В12Ю = 0,159 т/год,
Л/о62| = 0,2105 г/с, 1?062| = 0,084 т/год.
9. Переходим к расчету выбросов загрязняющих веществ через общеобменную вы-
тяжную вентиляцию — ИЗА 17, т. е. неуловленных ИЗА 15 (3 %) и ИЗА 16 (2 %). Окра-
сочная и сушильная камеры могут работать одновременно, поэтому массовые и ва-
ловые выбросы в ИЗА 17 суммируются.
Расчет выбросов можно произвести двумя способами. При первом нужно полностью пов-
торить расчеты п. 2—8, подставляя вместо величины АГ„О значение (1 - А^). Другой путь менее
трудоемкий: выбросы загрязняющих веществ через окрасочную и сушильную камеры
пересчитать с коэффициентом (1 - А^Д/А^, а полученные результаты просуммировать.
9.1. ИЗА 17: выбросы загрязняющих веществ, не уловленные ИЗА 15.
Коэффициент пересчета (1 - 0,97)/0,97 = 0,03093.
Выбросы загрязняющих веществ по ИЗА 15 рассчитаны в п. 6. Тогда
М|40, = 0,036 • 0,03093 = 0,00111 г/с,
Д40, = 0,046 • 0,03093 = 0,00142 т/год.
Аналогично пересчитываем выбросы всех других загрязняющих веществ и запи-
сываем результат:
Мт2 = 0,00139 г/с, Вт2 = 0,00246 т/год,
М10Ы = 0,00148 г/с, Вю61 = 0,00221 т/год,
Л/|2]0 = 0,00405 г/с, В121в = 0,0029 т/год,
Л/т, = 0,0004 г/с, Д|19 = 0,00048 т/год,
Л/М2| ~ 0,0025 г/с, Д62| = 0,00476 т/год,
М>616 = 0,00461 г/с, Вм,6 = 0,0038 т/год,
Л/2902 = 0,407 • 0,03093 = 0,0126 г/с,
529()2 = 0,04485 • 0,03093 = 0,00139 т/год.
9.2. ИЗА 17: выбросы загрязняющих веществ, не уловленные ИЗА 16.
Коэффициент пересчета (1 - 0,98^/0,98 = 0,02041.
Выбросы загрязняющих веществ по ИЗА 16 рассчитаны в п. 8. Поэтому
Л/,042 = 0,137 • 0,02041 = 0,0028 г/с,
В1М2 = 0,1528 • 0,02041 = 0,00312 т/год.
Аналогично пересчитываем выбросы всех других загрязняющих веществ и запи-
сываем результат:
Л/1061 = 0,003 г/с, Вю61 = 0,00323 т/год,
Мв61е = 0,00922 г/с, Во616 = 0,00763 т/год,
Л/|4()| = 0,00222 г/с, В1т = 0,00246 т/год,
Л/|2|0 = 0,0081 г/с, Bl2lt) = 0,00324 т/год,
М>621 = 0,0043 г/с, Вв621 = 0,0017 т/год.
9.3. Выбросы по ИЗА 17 (всего):
М|40| = 0,00111 + 0,00222 = 0,00333 г/с,
5,40| = 0,00142 + 0,00246 = 0,00388 т/год,
75
И. М. Квашнин
Л/,М2 = 0,00139 + 0,0028 = 0,00419 г/с,
В1М7 = 0,00246 + 0,00312 = 0,00558 т/год,
М1061 = 0,00148 + 0,003 = 0,00448 г/с,
В|061 = 0,00221 + 0,00323 = 0,00544 т/год,
Мтв = 0,00405 + 0,0081 = 0,0122 г/с,
Д1210 = 0,0029 + 0,00324 = 0,00614 т/год,
JWII19 = 0,0004 г/с, В,,19 = 0,00048 т/год,
МШ11 = 0,0025 + 0,0043 = 0,0068 г/с,
Д621 = 0,00476 + 0,0017 = 0,00646 т/год,
Мом = 0,00461 + 0,00922 = 0,0138 г/с,
Во616 = 0,0038 + 0,00763 = 0,0114 т/год,
М19а= 0,0126 г/с, Въ„, = 0,00139 т/год.
Результат. Массовые и валовые выбросы загрязняющих веществ по ИЗА 15,16,17
приведены в таблице.
Выделяющееся загрязняющее вещество ИЗА 15 ИЗА 16 ИЗА 17
Л/(г/с) В (т/год) М(г/с) В (т/год) М (г/с) В (т/год)
Ацетон 0,036 0,046 0,109 0,1203 0,00333 0,00388
Бутанол 0,0451 0,0795 0,137 0,153 0,00419 0,00558
Этанол 0,048 0,0716 0,146 0,158 0,00448 0,00544
Бутил ацетат 0,131 0,0937 0,397 0,159 0,0122 0,00614
Этилцеллозольв 0,0129 0,0155 - - 0,0004 0,00048
Толуол 0,0808 0,1538 0,2105 0,084 0,0068 0,00646
Ксилол 0,149 0,123 0,452 0,3739 0,0138 0,0114
Аэрозоль краски 0,0407 (0,407) 0,00449 (0,0449) - - 0,0126 0,00139
Примечание. Для аэрозоля краски в скобках приведены выбросы до очистки.
3.4. Примеры расчета выбросов от литейного производства
и при термической обработке металлов
Расчет выбросов производится по методикам, изложенным в пп. 2.1 и 2.2.
Для литейного производства могут задаваться как массовые выделения единицей обо-
рудования Л/" (г/с), так и удельные выделения на единицу расходуемого материала У (г/кг).
Массовые выделения (выбросы) при этом рассчитываются с помощью М" по формулам (6)
и (7), а валовые — с помощью Упо формулам (13), (14). Валовые выбросы можно в принци-
пе определять и по формуле (10), но из-за неточности задания времени работы оборудова-
ния Т(ч/год) возникает значительная погрешность. В случае если значение М" не задано,
то Мопределяют через Упо формулам (11), (12). Если же задано только Л/", а Унеизвестно,
то валовое выделение (выброс) определяют по формуле (10). При этом время работы обо-
рудования можно определить с достаточно высокой точностью из соотношения Г= BJBV
Все вышеописанные случаи отражены в примерах расчета ИЗА 18,19,20 и др.
76
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
В настоящее время нередки случаи работы оборудования не на полную мощность
в связи с общим спадом производства. Поэтому заданные справочные значения
М°' (г/с) могут быть завышены. Например, для ИЗА 28 производительность печи пла-
вильной 150 кг/ч, а реальная потребность не превышает 40...50 кг/ч. Фактическую ве-
личину Л/01 можно получить с помощью инструментальных замеров по утвержденным
методикам. В некоторых случаях возможен пересчет М по формуле (11) при заданном
У (г/кг) и фактическом часовом расходе материалов Вч (кг/ч).
3.4.1. Участок цветного литья
ИЗА 18, 19, 20
Исходные данные. На участке производится выплавка изделий из алюминия
и латуни. На участке расположена плавильно-раздаточная электропечь CAT-0,16-XI
производительностью до 55 кг/ч алюминия (ИВ 1) и машина литья алюминия под да-
влением марки № 7107 (ИВ 2) с использованием смазки «Вапор», объединенных в од-
ну систему местной вытяжной вентиляции — ИЗА 18.
Для плавки латуни имеется индукционная тигельная электропечь ИЛТ 1/0,4-М2
(ИВ 3), объединенная в одну вытяжную вентсистему — ИЗА 19, с машиной литья под
давлением медных сплавов производительностью до 100 кг/ч (ИВ 4) при использова-
нии смазки «Вапор». В качестве местных отсосов в обеих вентсистемах используют-
ся поворотные вытяжные зонты с XMC, = 0,8. Неуловленная часть вредностей удаляет-
ся из помещения в атмосферу с помощью общеобменной вытяжной системы —
ИЗА 20. За год выплавляется алюминия Вр = 12000 кг/год, латуни — Д = 14400 кг/год.
Р а с ч е т. 1. Удельные выделения загрязняющих веществ для каждой единицы обо-
рудования берем из прил. 6.1 и 6.2.
Номер источни- ка выде- ления Источник выделения д (кг/ч) в, (кг/год) Выделяющееся загрязняющее вещество, его код Af" (г/с) У (г/кг)
ИВ 1 Электропечь плав- ки алюминия САТ-0,16-Х1 55 12000 Окись алюминия (0101) 0,008 0,5
Окись углерода(0337) 0,002 0,15
Окись азота (0304) 0,003 0,22
ИВ 2 Машина литья алюминия под да- влением № 7107 со смазкой «Вапор» 25,2 12000 Аэрозоль алюминия (0101) 2,5 • 10-5 -
Окись углерода(0337) 0,0038 -
Пары масла (2735) 0,014 -
Сернистый ангидрид (0330) 0,0013 -
ИВЗ Электропечь ИЛТ 1/0,4-М2 ДЛЯ плавки латуни 1000 14400 Окись меди (0146) 0,069 0,42
Окись углерода (0337) 0,019 0,12
Окись азота (0304) 0,086 0,51
ИВ 4 Машина литья под давлением медных сплавов со смазкой «Вапор» 100 14400 Окись меди (0146) - 0,001
Окись углерода (0337) - 0,09
Масло минеральное (2735) - 0,024
77
И. М. Квашнин
2. Рассчитываем выбросы загрязняющих веществ ИЗА 18 как сумму выделений
от ИВ 1 и ИВ 2.
2.1. Выбросы ИЗА 18, ИВ 1:
М.о, = 0,008 • 1 • 0,8 = 0,0064 г/с, (6)
Д™ = 0,5-1 12000 • 0,8 • 106 = 0,0048 т/год, (13)
М0337 = 0,002 • 1 • 0,8 = 0,0016 г/с, (6)
Дзз7 = 0,15 • 12000 • 0,8 • 10‘6 = 0,00144 т/год, (13)
мозо4 = 0,003 • 1 • 0,8 = 0,0024 г/с, (6)
Дзо4 = 0,22 • 12000 • 0,8 • 10 = 0,00211 т/год. (13)
2.2. Выбросы ИЗА 18, ИВ 2:
Мю. = 2,5 • 105 • 1 • 0,8 = 0,00002 г/с, (6)
Мзз7 = 0,0038 • 1 • 0,8 = 0,00304 г/с, (6)
Л/2735 = 0,014 • 1 • 0,8 = 0,0112 г/с, (6)
Л/Юзо = 0,0013 • 1 • 0,8 = 0.00104 г/с. (6)
Удельные выделения загрязняющих веществ У (г/кг) не заданы, поэтому валовые
выделения определяем через время работы ИВ 2: Т= Вр/Вч = 12000/25,2 = 476 ч/год.
Тогда общие валовые выделения от ИВ 2 составят:
В°Ш()| = 0,0036 • 476 • 0,00002 = 0,0000343 т/год, (Ю)
Д337 = 0,0036 • 476 • 0,00304 = 0,00521 т/год, (10)
В°2735 = 0,0036 • 476 • 0,0112 = 0,0192 т/год, (10)
В°юзо = 0,0036 • 476 • 0,00104 = 0,00178 т/год. (10)
2.3. Выбросы ИЗА 18 (всего):
Д,1Ш = 0,0064 + 0,00002 = 0,00642 г/с,
Д101 = 0,0048 + 0,0000343 = 0,00483 т/год,
МтУ! = 0,0016 + 0,00304 = 0,00464 г/с,
Z?0337 = 0,00144 + 0,00521 = 0,00665 т/год,
Л4зо4 = 0,0024 г/с, Вюм = 0,00211 т/год,
ЛГ2735 = 0,0112 г/с, Z?2735 = 0,0192 т/год,
Мвзо= 0,00104 г/с, 50330 = 0,00178 т/год.
3. Рассчитываем выбросы загрязняющих веществ ИЗА 19 как сумму выделений
от ИВ 3 и 4.
3.1. Выбросы ИЗА 19, ИВ 3:
м,,46 = 0,069 • 1 • 0,8 = 0,0552 г/с, (6)
Б0146 = 0,42 • 14400 • 0,8 • 106 = 0,00484 т/год, (13)
Мззу = 0,019 • 1 • 0,8 = 0,0152 г/с, (6)
ВЮ37 = 0,12 • 14400 • 0,8 • 10‘6 = 0,00138 т/год, (13)
Л/0304 = 0,086 • 1 • 0,8 = 0,0688 г/с, (6)
Вю04 = 0,51 • 14400 • 0,8 • 10б = 0,00588 т/год. (13)
3.2. Выбросы ИЗА 19, ИВ 4:
Л/0146 = 0,001 • 100 • 0,8/3600 = 0,0000222 г/с, (11)
Ввм = 0,001 • 14400 • 0,8 • 10‘6 = 0,0000115 т/год, (13)
78
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Мзз7 = 0,09 • 100 • 0,8/3600 = 0,002 г/с, (11)
Дзз7 = 0,09 • 14400 • 0,8 • 106 = 0,00104 т/год, (13)
Мт5 = 0,024 • 100 • 0,8/3600 = 0,000533 г/с, (11)
Вт5 = 0,024 • 14400 • 0,8 • 10 6 = 0,000276 т/год. (13)
3.3. Выбросы ИЗА 19 (всего):
МШ46 = 0,0552 + 0,0000222 = 0,0552 г/с,
#0146 = 0,00484 + 0,0000115 = 0,00485 т/год,
= 0,0152 + 0,002 = 0,0172 г/с,
Вйт = 0,00138 + 0,00104 = 0,00242 т/год,
М)зо4= 0,0688 г/с, Втм = 0,00588 т/год,
Л/2735 = 0,000533 г/с, Вт5 = 0,000276 т/год.
4. Рассчитываем выбросы ИЗА 20 как сумму неуловленных загрязняющих веществ
ИЗА 18 и 19.
4.1. Выбросы, не уловленные ИЗА 18.
Эти выбросы можно посчитать двумя способами. Первый способ: порядок расче-
та аналогичен пп. 2.1—2.3, но вместо величины Кт = 0,8 подставляем (1 - Кт) = 0,2.
Второй способ менее трудоемкий. Производим пересчет выбросов через коэффи-
циент (1 - Кио)/Кас = (1 - 0,8)/0,8 = 0,25, т. е. выбросы неуловленные местными отсо-
сами и выбрасываемые ИЗА 20, в 4 раза меньше, чем ИЗА 18. Тогда
41Ш = 0,25 • 0,00642 = 0,00161 г/с,
50101 = 0,25 • 0,00483 = 0,00121 т/год.
Аналогично производим пересчет по всем другим загрязняющим веществам и за-
писываем результат:
4зз?= 0,00116 г/с, Вюу, = 0,0014 т/год,
М)зо4= 0,0006 г/с, #0304 = 0,000527 т/год,
М?з5= 0,0028 г/с, Bms = 0,00385 т/год,
Л/Юзо = 0,00026 г/с, Вшж = 0,000355 т/год.
4.2. Выбросы, не уловленные ИЗА 19.
Расчет выбросов по аналогии с п. 4.1 производим через коэффициент пересчета 0,25:
4146 = 0,25 • 0,0552 = 0,0138 г/с,
Д,146 = 0,25 • 0,00485 = 0,00121 т/год.
То же по другим веществам:
4зз?= 0,0043 г/с, ВЮ31 = 0,000605 т/год,
Мзо4= 0,0172 г/с, В„зм = 0,00147 т/год,
4тз5 = 0,000133 г/с, Вт5 = 0,000069 т/год.
4.3. Выбросы ИЗА 20 (всего):
4,01 = 0,00161 г/с, Вет = 0,00121 т/год,
4зз7 = 0,0016 + 0,0043 = 0,00546 г/с,
#Ю37 = 0,0014 + 0,000605 = 0,00201 т/год,
Л/0304 = 0,0006 + 0,0172 = 0,0178 г/с,
79
И. М. Квашнин
^озо4= 0,000527 + 0,00147 = 0,002 т/год,
Мт5 = 0,0028 + 0,000133 = 0,00293 г/с,
/?2735 = 0,00385 + 0,000069 = 0,00392 т/год,
Л/ю30 = 0,00026 г/с, Вюзе = 0,000355 т/год,
Л/Ш46 = 0,0138 г/с, 1?0|46 = 0,00121 т/год.
Результат. Выбросы по ИЗА 18, 19, 20 равны:
Выделяющееся загрязняющее вещество ИЗА 18 ИЗА 19 ИЗА 20
М(г/с) В (т/год) М (г/с) В (т/год) М(г/с) В (т/год)
Окись алюминия 0,00642 0,00483 - - 0,00161 0,00121
Окись углерода 0,00464 0,00665 0,0172 0,00242 0,00546 0,00201
Окись азота 0,0024 0,00211 0,0688 0,00588 0,0178 0,002
Масло минеральное 0,0112 0,0192 0,000533 0,000276 0,00293 0,00392
Сернистый ангидрид 0,00104 0,00178 - - 0,00026 0,000355
Окись меди - - 0,0552 0,00485 0,0138 0,00121
3.4.2. Участок изготовления моделей при литье
по выплавляемым моделям
ИЗА 21,22
Исходные данные. На участке имеется ванна (бак) для разогрева парафина
с местным отсосом — ИЗА 21 и стол спайки моделей из парафина — ИЗА 22. Время
работы источника выделения составляет Т= 2078 ч/год и Т= 1039 ч/год соответствен-
но. Общеобменная вытяжка отсутствует.
Расчет. 1. Удельные выделения загрязняющих веществ берем из прил. 6.1.
Номер источника загрязнения атмо- сферы и источника выделения Источник выделения Выделяющееся загрязняющее вещество, его код Удельные выделения ЛГ* (г/с)
ИЗА 21 (ИВ 1) Ванна (бак) разо- грева парафина Углеводороды пре- дельные (2754) 0,032
ИЗА 22 (ИВ 2) Стол спайки моде- лей из парафина Углеводороды пре- дельные (2754) 0,032
2. Рассчитываем выбросы по ИЗА 21с учетом Кыо = 1 — общеобменная вытяжка
отсутствует и М‘ = М,В'= В- очистка воздуха отсутствует.
Л/2754 = 0,032 • 1 • 1 = 0,032 г/с, (6)
Д754 = 0,0036 • 2078 • 0,032 = 0,239 т/год. (10)
3. Рассчитываем выбросы ИЗА 22:
Л/2754 = 0,032 • 1 • 1 = 0,032 г/с, (6)
/?2754 = 0,0036 • 1039 • 0,032 = 0,12 т/год. (10)
80
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Результат. Выбросы ИЗА 21, 22 равны:
Выделяющееся загрязняющее вещество ИЗА 21 ИЗА 22
М, М' (г/с) В, В' (т/год) М, М1 (г/с) В, В? (т/год)
Углеводороды (предельные) 0,032 0,239 0,032 0,12
3.4.3. Участок обмазки парафиновых блоков при литье
по выплавляемым моделям
ИЗА 23, 24
Исходные дайны е. На участке и меется ванна с кипящим слоем (ИВ 1) для на-
несения тонкого слоя песка на модельные блоки. Ванна подключена к местной вы-
тяжной вентиляции (ИЗА 23), оборудованной циклоном с обратным конусом со сте-
пенью очистки 95 % (Е = 0,95). Кроме этого, имеется агрегат для приготовления
огнеупорного покрытия модели 662А (ИВ 2), подключенного к ИЗА 24. Время рабо-
ты обоих источников выделения составляет 2078 ч/год. Общеобменная вытяжка от-
сутствует.
Расчет. 1. Удельные выделения загрязняющих веществ берем из прил. 6.1.
Номер источника загрязнения атмосферы и источ- ника выделения Источник выделения Выделяющееся загрязняющее вещество, его код Удельные выделения М°* (г/с)
ИЗА 23 (ИВ 1) Ванна с кипящим слоем Пыль кремнийсо- держашая (2907) 1,04
ИЗА 24 (ИВ 2) Агрегат для приго- товления огнеупор- ного покрытия — модель 662А Пыль кремнийсо- держащая (2907) 0,083
2. Определяем массовые и валовые выделения загрязняющих веществ до очистки
в пылегазоочистном аппарате ИЗА 23 при Кыо = 1:
ЛТ°2907 = 1,04 • 1 • 1 = 1,04 г/с, (6)
= 0,0036 • 2078 • 1,04 = 7,78 т/год. (10)
3. Определяем выбросы по ИЗА 23 с учетом очистки в циклоне с обратным
конусом:
М= 1,04 • (1 - 0,95) = 0,052 г/с, (4)
В = 7,78 • (1 - 0,95) = 0,389 т/год. (5)
4. Определяем выделения и выбросы по ИЗА 24:
Л/,,07 = Л/°2907 = 0,083 - 1 * 1 = 0,083 г/с, (4)
^2907 = Д™ = 0,0036 • 2078 • 0,083 = 0,621 т/год. (10)
81
И. М. Квашнин
Результат. Выделения и выбросы по ИЗА 23, 24 равны:
Выделяющееся загрязняющее вещество Выброс ИЗА 23 ИЗА 24
Пыль кремнийсо- держащая Л7" (г/с) 1,04 0,083
М (г/с) 0,052 0,083
Б° (т/год) 7,78 0,621
В (т/год) 0,389 0,621
3.4.4. Участок точного литья
ИЗА 25, 26, 27, 28, 29, 30
Исходные данные. Для приготовления формовочных смесей установле-
ны литейные смешивающие бегуны производительностью до 5,0 м3/ч с расходом
песка Ве = 30000 кг/год, имеющие местный отсос с К,,„ = 0,9. Сушка песка осу-
ществляется в установке производительностью до 1,5 т/ч и местным отсосом
с Кыо = 0,9. Бегуны и установка сушки песка объединены в одну местную вытяж-
ную вентсистему с выбросом загрязняющих веществ через источник загрязнения
атмосферы ИЗА 25, оборудованную циклоном с обратным конусом типа ЦЛП
со степенью очистки Е = 0,92. На участке имеется также установка приготовле-
ния оболочковых полуформ с поверхностью испарения 8,2 дм2. Выделения загряз-
няющих веществ происходят в процессе отверждения смеси с использованием
фенолформальдегидной смолы марки ОФ-1. Установка имеет местный отсос
с Кж = 0,9 с выбросом загрязняющих веществ в атмосферу через источник загряз-
нения ИЗА 26; время работы Т= 1200 ч/год. На участке имеется ванна выплавле-
ния модельного состава, Т = 700 ч/год, подключенная к источнику загрязнения
ИЗА 27 с коэффициентом улавливания вредностей местным отсосом Кт = 0,8.
Выплавка стали осуществляется в индивидуальной печи ИСТ-0,16 производитель-
ностью до 150 кг/ч, оборудованной вытяжным зонтом с Киа = 0,85 — ИЗА 28.
Места заливки форм также оборудованы местной вытяжной вентиляцией
с Кж = 0,75 с выбросом в атмосферу через источник загрязнения ИЗА 29. Пло-
щадь открытой поверхности залитых форм равна 2,1 дм2. Общее время охлажде-
ния Т = 1700 ч/год. Годовая выплавка стали составляет 4300 кг/год.
Выделения загрязняющих веществ, не уловленные местными отсосами, удаляют-
ся через общеобменную вытяжку ИЗА 30.
Расчет. 1. Удельные выделения загрязняющих веществ по источникам выбросов
берем из прил. 6.1 и 6.3.
Номер источ- ника выделе- ния и источ- ника загрязнения атмосферы Источник выделения Выделяющееся за- грязняющее веще- ство, его код Удельные выделения загрязняющих веществ
Af" (г/с) У (г/кг)
ИВ 1 (ИЗА 25) Бегуны производитель- ностью до 5,0 м3/ч Пыль кремнийсо- держащая (2907) 0,2 0,6
ИВ 2 (ИЗА 25) Установка сушки песка производительностью до 1,5 т/ч Пыль кремнийсо- держащая (2907) 0,4 1,о
82
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Номер источ- ника выделе- ния и источ- ника загрязнения атмосферы Источник выделения Выделяющееся загрязняющее вещество, его код Удельные выделения загрязняющих веществ
ЛГ * (г/с) У (г/кг)
ИВЗ (ИЗА 26) Установка приготовле- ния оболочковых полу- форм с использованием фенолформальдегидной смолы марки ОФ 1 При отверждении смесей: Формальдегид (1325) Фенол (1071) Метанол (1052) Ацетон (1401) 1,39 мг/(дм2*ч) = = 3,9 • 107 г/(дм2 • с) 0,74 мг/(дм2 • ч) = = 2,1 • 107г/(дм2,с) 5,42 мг/(дм2*ч) = = 1,5 • 106г/(дм’*с) 142,9мг/(дм2*ч) = = 0,00004 г/(дм2« с)
ИВ 4 (ИЗА 27) Ванна выплавления модельного состава Углеводороды пре- дельные (2754) 0,0811 [8, с. 37] -
ИВ 5 (ИЗА 28) Индукционная плавильная печь ИСТ-0,16 производи- тельностью до 150 кг/ч Окись железа (0123) Окись углерода (0337) Окись азота(0304) 0,044 0,0044 0,0025 1,06 0,106 0,06
ИВ 6 (ИЗА 29) Места заливки форм Охлаждение зали- тых форм: Формальдегид (1325) Фенол (1071) Метанол (1052) Оксид углерода (0337) Бензин (2704) 0,14 г/(дм2*ч) = = 0,000039 г/(дм2 • с) 3,29 г/(дм2,ч) = = 0,00091 г/(дм7 • с) 0,21 г/(дм2«ч) = = 0,000058 г/(дм2 • с) 8,75 г/(дм2«ч) = = 0,00243 г/(дм2-с) 2,62 г/(дм2 • ч) = = 0,000728 г/(дм2 • с)
2. Выбросы ИЗА 25 определяются как сумма выделений загрязняющих веществ
от ИВ 1 и 2 с учетом очистки в циклоне ЦЛП.
2.1. Выделения загрязняющих веществ ИВ 1:
AfS07 = 0,2 • 1 • 0,9 = 0,18 г/с, (6)
Р'9О7 = 0,6 • 30000 • 0,9 • 10" = 0,0162 т/год. (13)
2.2. Выделения загрязняющих веществ ИВ 2:
ЛГ2907 = 0,4 • 1 • 0,9 = 0,36 г/с, (6)
^=1,0 • 30000 • 0,9 • 106 = 0,027 т/год. (13)
83
И. М. Квашнин
2.3. Выделения загрязняющих веществ по ИЗА 25 (всего):
ЛГ2907 = 0,18 + 0,36 = 0,54 г/с,
5°2907 = 0,0162 + 0,027 = 0,0432 т/год.
2.4. Выбросы загрязняющих веществ по ИЗА 25 с учетом очистки в циклоне ЦЛП:
М2907 = 0,54 • (1 - 0,92) = 0,0432 г/с, (4)
В2т = 0,0432 • (1 - 0,92) = 0,00346 т/год. (5)
3. Массовые выбросы ИЗА 26 можно определить по формуле (8). Тогда удельные выде-
ления т' следует перевести из миллиграммов на кв. дециметры в час (мг/(дм2 • ч)) в граммы
на кв. дециметры в секунду (г/(дм2 • с)), авеличина N3 установки выразится в площади (дм2).
Мт5 = М°т = (3,9 • 107 • 8,2) • 1 • 0,9 = 0,00000288 г/с, (8)
5,325 = ^325 = 0,0036 • 1200 • 0,00000288 = 0,0000124 т/год, (10)
М|(171 = (2,1 • 107 • 8,2) • 1 • 0,9 = 0,00000155 г/с, (8)
51071 = 0,0036 • 1200 • 0,00000155 = 0,0000067 т/год, (10)
М1052 = (1,5 • 106 • 8,2) • 1 • 0,9 = 0,0000111 г/с, (8)
Вт2 = 0,0036 • 1200 • 0,0000111 = 0,0000475 т/год, (10)
М,40| = (0,00004 • 8,2) • 1 • 0,9 = 0,000295 г/с, (8)
б1401 = 0,0036 • 1200 • 0,000295 = 0,00127 т/год. (10)
4. Выбросы ИЗА 27:
ММ4 = 0,0811 • 1 • 0,8 = 0,0649 г/с, (6)
52754 = 0,0036 • 700 • 0,0649 = 0,164 т/год. (10)
5. Выбросы ИЗА 28:
МШ23 = 0,044 • 1 • 0,85 = 0,0374 г/с, (6)
Втп = 1,06 • 4300 • 0,85 • 10 6 = 0,00387 т/год, (13)
МЮ37 = 0,0044 • 1 • 0,85 = 0,00374 г/с, (6)
Вв№ = 0,106 • 4300 • 0,85 • 10-6 = 0,000387 т/год, (13)
Л/0304 = 0,0025 • 1 • 0,85 = 0,00213 г/с, (6)
5СЗС4 = 0,06 • 4300 • 0,85 • 10’6 = 0,000219 т/год. (13)
6. Выбросы ИЗА 29 рассчитываются аналогично ИЗА 26 (см. п. 3 расчета):
Л/,325 = (0,000039 • 2,1) • 1 • 0,75 = 0,0000614 г/с, (8)
51325 = 0,0036 • 1700 • 0,0000614 = 0,000376 т/год, (10)
Л/1071 = (0,00091 • 2,1) • 1 • 0,75 = 0,00143 г/с, (8)
51071 = 0,0036 • 1700 • 0,00143 = 0,00875 т/год, (10)
Л/|052 = (0,000058 • 2,1) • 1 • 0,75 = 0,0000914 г/с, (8)
51052 = 0,0036 • 1700 • 0,0000914 = 0,000559 т/год, (10)
Мзз7 = (0,00243 • 2,1) • 1 • 0,75 = 0,00383 г/с, (8)
5(|337 = 0,0036 • 1700 • 0,00383 = 0,0234 т/год, (10)
Мгт = (0,000728 • 2,1) • 1 • 0,75 = 0,00115 г/с, (8)
52704 = 0,0036 • 1700 • 0,00115 = 0,00702 т/год. (10)
7. Выбросы общеобменной вытяжной вентиляции ИЗА 30 определяются как сум-
ма загрязняющих веществ, не уловленных ИЗА 25—29.
84
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
7.1. Выбросы, не уловленные ИЗА 25, вычисляем с помощью коэффициента пе-
ресчета по аналогии с расчетом ИЗА 20: (1 - = (1 - 0,9)/0,9 = 0,111.
Л/И07 = ЛГ2907 = 0,111 • 0,54 = 0,06 г/с,
^2907 = ^2907 = 0,1 11 • 0,0432 = 0,0048 т/год.
7.2. Выбросы, не уловленные ИЗА 26.
Коэффициент пересчета тот же — 0,111. Тогда
Л/]325 = 3,2 • 10‘7 г/с, Д325 = 0,00000138 т/год,
ЛГю7| = 1J2 • 10-7 г/с, ВЮ71 = 7,4 • 10 7т/год,
Мюа= 1,23 • 10‘6г/с, В1052 = 5,28 • 10‘6т/год,
М1401 = 0,0000328 г/с, Вт = 0,000141 т/год.
7.3. Выбросы, не уловленные ИЗА 27.
Коэффициент пересчета (1 - 0,8)/0,8 = 0,25.
М2754 = 0,25 • 0,0649 = 0,0162 г/с,
В27М = 0,25 • 0,164 = 0,041 т/год.
7.4. Выбросы, не уловленные ИЗА 28.
Коэффициент пересчета (1 - 0,85)/0,85 = 0,1765. Тогда
М0123 = 0,00066 г/с, Д123 = 0,000683 т/год,
МЮУ7 = 0,000066 г/с, ВЮ37 = 0,0000683 т/год,
М)зо4= 0,000376 г/с, Возм = 0,0000386 т/год.
7.5. Выбросы, не уловленные ИЗА 29.
Коэффициент пересчета (1-0,75)/0,75 = 0,3333. Тогда
Л/|325 = 0,0000205 г/с, Вт5 = 0,000125 т/год,
М1071 = 0,000477 г/с, В,071 = 0,00292 т/год,
М1052 = 0,0000305 г/с, Д052 = 0,000186 т/год,
М)зз7 = 0,00128 г/с, ВЮ37 = 0,0078 т/год,
Л/2704 = 0,000383 г/с, В2704 = 0,00234 т/год.
7.6. Выбросы ИЗА 30 (всего):
Л/2907 = 0,06 г/с, В29В7 = 0,0048 т/год,
ТИ1325 = 3,2 • 10-7 + 0,0000205 = 0,0000208 г/с,
Я1325 = 0,00000138 + 0,000125 = 0,000126 т/год,
М1071 = 1,72 • 107 + 0,000477 = 0,000477 г/с,
Вюп = 7,4 • 107 + 0,00292 = 0,00292 т/год,
Л/1052 = 1,23 • IO" + 0,0000305 = 0,0000317 г/с,
Я1052 = 5,28 • 10б + 0,000186 = 0,000191 т/год,
М1401 = 0,0000328 г/с, В1т = 0,000141 т/год,
ЛГ2754= 0,0162 г/с, 527,4 = 0,041 т/год,
Л/(1123 = 0,00066 г/с, Вт, = 0,000683 т/год,
МЮ37 = 0,000066 + 0,00128 = 0,00135 г/с,
ВЮ37 = 0,0000683 + 0,0078 = 0,00787 т/год,
М>зо4= 0,000376 г/с, В0304 = 0,0000386 т/год,
М17М = 0,000383 г/с, В2т = 0,00234 т/год.
85
И. М. Квашнин
Результат. Выбросы по ИЗА25—30 равны:
ИЗА 25. Пыль кремнийсодержащая:
— до очистки М° = 0,54 г/с, В = 0,0432 т/год;
— после очистки М = 0,0432 г/с, В = 0,00346 т/год.
Выделяющееся загрязняющее вещество ИЗА 26 ИЗА 27 ИЗА 28
Л/(г/с) В (т/год) М(г/с) В (т/год) Л/(г/с) В (т/год)
Пыль кремний- содержащая - - - - - -
Формальдегид 2,88 • 10 6 1,24 • IO5 - - - -
Фенол 1,55 • 106 6,7 • IO6 - - - -
Метанол 1,11 • 105 4,75 • 105 - - - -
Ацетон 0,000295 0,00127 - - - -
Углеводороды предельные - - 0,0649 0,164 - -
Оксид железа - - - - 0,0374 0,00387
Оксид углерода - - - - 0,00374 0,000387
Оксид азота - - - - 0,00213 0,000219
Бензин - - - - - -
Выделяющееся загрязняющее вещество ИЗА 29 ИЗА 30
М (г/с) В (т/год) М(г/с) В (т/год)
Пыль кремнийсодер- жащая - - 0,06 0,0048
Формальдегид 6,14 • IO 5 0,000376 2,08 • IO5 0,000126
Фенол 0,00143 0,00875 0,000477 0,00292
Метанол 9,14 • IO5 0,000559 3,17 • IO 5 0,000191
Ацетон - - 3,28 • IO5 0,000141
Углеводороды предельные - - 0,0162 0,041
Оксид железа - - 0,00066 0,000683
Оксид углерода 0,00383 0,0234 0,00135 0,00787
Оксид азота - - 0,000376 3,86 • IO 5
Бензин 0,00115 0,00702 0,000383 0,00234
86
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
3.4.5. Травильный участок
ИЗА 31,32
Исходные данные. На участке имеется установка для отделения керамики
от литья 6А 92. С помощью встроенного местного отсоса газовоздушная смесь попа-
дает в систему местной вытяжной вентиляции - ИЗА 31, с очисткой воздуха в цикло-
не типа ЦОК № 5, Е = 0,94. Время работы установки 470 ч/год. Имеется также уста-
новка выщелачивания керамики, оборудованная местной вытяжкой — ИЗА 32.
Общеобменная вытяжная вентиляция отсутствует.
Расчет. 1. Выписываем удельные выделения загрязняющих веществ из прил. 6.1.
Номер источника выделения и источ- ника загрязнения атмосферы Источник выделения Выделяющееся загрязняющее вещество, его код Удельные выделения ЛГ" (г/с)
ИВ 1 (ИЗА 31) Установка для отде- ления керамики от литья 6А 92 Пыль кремнийсо- держащая (2907) 1,67
ИВ 2 (ИЗА 32) Установка выщела- чивания керамики Гидроксид натрия (0150) 0,006
2. Выделения загрязняющих веществ ИЗА 31 (до очистки):
^2907 = 1,67 • 1 • 1 = 1,67 г/с,
.б°907 = 0,0036 • 470 • 1,67 = 2,826 т/год.
3. Выбросы ИЗА 31 с учетом очистки:
Л/2907 = 1,67 • (1 - 0,94) = 0,1 г/с,
Д907 = 2,826 • (1 - 0,94) = 0,17 т/год.
(6)
(Ю)
(4)
(5)
4. Выбросы загрязняющих веществ ИЗА 32:
Mi» = АС» = 0,006 • 1 • 1 = 0,006 г/с,
й015(, = Afoi» = 0,0036 • 470 • 0,006 = 0,0102 т/год.
(6)
(Ю)
Результат. Выбросы загрязняющих веществ ИЗА 31, 32 равны:
Выделяющееся загрязняющее вещество ИЗА 31 ИЗА 32
АГ (г/с) В (т/год) м (г/с) в (т/год) М,М (г/с) в, в (т/год)
Пыль кремнийсодержащая 1,67 2,826 0,1 0,17 - -
Гидроксид натрия - - - - 0,006 0,0102
3.4.6. Обдирочно-шлифовальный участок
ИЗА 33
Исходные данные. На участке имеется отрезной станок для обработки стали,
снабженный индивидуальным пылеулавливающим аппаратом ЗИЛ-900М со степенью
очистки Е= 0,99. Время работы станка 700 ч/год. Эффективность местного отсоса 98 %.
87
И. М. Квашнин
Обработка поверхностей стальных отливок производится на столе зачистки, обору-
дованном переносной шлифовальной машиной с диаметром круга 100 мм и рабочей
скоростью 30 м/с без местного отсоса (бормашина), Т= 1800 ч/год. На участке име-
ется также полировальный станок с войлочным кругом диаметром 300 мм, оборудо-
ванный местным отсосом с К,,„ = 99 % и очисткой воздуха в индивидуальном пылеу-
лавливающем аппарате ПА-212М со степенью очистки 97 %. Время работы
полировального станка Т= 2078 ч/год. Пылевоздушная смесь как неуловленная мест-
ными отсосами, так и прошедшая очистку в пылеуловителях, попадает в воздух по-
мещения, а оттуда удаляется общеобменной вытяжной вентиляцией - ИЗА 33.
Расчет. 1. Удельные массовые выделения загрязняющих веществ берем из прил. 2.1.
Номер источ- ника выделе- ния Источник выделения В ыдел яющееся загрязняющее вещество, его код М°1 (г/с)
ИВ 1 Отрезной станок Металлическая пыль (0123) 0,203
ИВ 2 Стол зачистки со шлифмаши- ной диаметром круга 100 мм при рабочей скорости 30 м/с Абразивная пыль (2930) Металлическая пыль (0123) 0,62 0,96
ИВЗ Полировальный станок с войлочным кругом диаметром 300 мм Пыль войлока и метал- лов (2920, 0123) 0,027
2. Выделения загрязняющих веществ в воздух помещения от ИВ 1 будут склады-
ваться из уловленных местными отсосами и прошедших очистку в аппарате
ЗИЛ-900М и части загрязняющих веществ, не уловленных местными отсосами.
2.1. На очистку от ИВ 1 поступает:
<]23 = 0,203 • 1 • 0,98 = 0,199 г/с, (6)
S2123 = 0,0036 • 700 • 0,199 = 0,501 т/год. (10)
2.2. После очистки в ЗИЛ-900М:
М,2з = 0,199 • (1 - 0,99) = 0,00199 г/с, (4)
В0123 = 0,501 • (1 - 0,99) = 0,00501 т/год. (5)
2.3. Не уловлено местным отсосом от ИВ 1:
/И0123 = 0,203 •!•(!- 0,98) = 0,00406 г/с, (7)
й0123 = 0,0036 • 700 • 0,00406 = 0,0102 т/год. (10)
2.4. Всего загрязняющих веществ попадает в воздух помещения и ИЗА 33 от ИВ 1:
Моз = 0,00199 + 0,00406 = 0,00605 г/с,
Д|23 = 0,00501 + 0,0102 = 0,0152 т/год.
3. Выделения загрязняющих веществ от ИВ 2.
Местная вытяжная вентиляция и очистка воздуха отсутствуют. Это значит, что вся
выделившаяся пыль попадает в воздух помещения. В соответствии с пособием [12]
для абразивной и металлической пыли вводится поправочный коэффициент 0,2.
Он показывает, что только 20 % пыли из выделившейся в помещение от источника
88
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
выделения, не оборудованного местной вытяжной вентиляцией, попадает в общеоб-
менную и удаляется источником загрязнения атмосферы. Остальные 80 % оседают
в помещении. С учетом этого
Мт = 0,62 • 0,2 = 0,124 г/с,
В293О = 0,0036 • 1800 • 0,124 = 0,804 т/год, (10)
М0123 = 0,96 • 0,2 = 0,192 г/с,
й„23 = 0,0036 • 1800 • 0,192 = 1,244 т/год. (10)
4. Выделения загрязняющих веществ от ИВ 3.
Расчет выбросов пыли производим по аналогии с п. 2. В исходных данных массовые
выделения войлочной и металлической пыли не разделены — дана их сумма 0,027 г/с.
В [31] отмечается, что 30...40 % — это материал абразивного круга и 70...60 % — матери-
ал обрабатываемого изделия. Тогда считаем: М(2920 = 0,00945 г/с, М°0'123 = 0,01755 г/с.
4.1. На очистку в ПА-212М от ИВ 3 поступает:
= 0,00945 • 1 • 0,99 = 0,00936 г/с, (6)
В^2„ = 0,0036 • 2078 • 0,00936 = 0,07 т/год, (10)
<23 = 0,01755 • 1 • 0,99 = 0,0174 г/с, (6)
В?123 = 0,0036 • 2078 • 0,0174 = 0,13 т/год. (10)
4.2. После очистки от ИВ 3:
Л/2Ч2(] = 0,00936 • (1 - 0,97) = 0,000281 г/с, (4)
Д920 = 0,07 • (1 - 0,97) = 0,0021 т/год, (5)
Ч123 = 0,0174 • (1 - 0,97) = 0,000522 г/с, (4)
ЙО123 = О,13 • (1 -0,97) = 0,0039 т/год. (5)
4.3. Не уловлено местным отсосом от ИВ 3:
М2т = 0,00945 •]•(!- 0,99) = 0,0000945 г/с, (7)
й2920 = 0,0036 • 2078 • 0,0000945 = 0,000707 т/год, (10)
Мт23 = 0,01755 •!•(!- 0,99) = 0,0001755 г/с, (7)
й0123 = 0,0036 • 2078 • 0,0001755 = 0,00131 т/год. (10)
4.4. Всего загрязняющих веществ попадает в воздух помещения и ИЗА 33 от ИВ 3:
М2<т = 0,000281 + 0,0000945 = 0,000376 г/с,
й292„ = 0,0021 + 0,000707 = 0,00281 т/год,
Л/М23 = 0,000522 + 0,0001755 = 0,000698 г/с,
й0123 = 0,0039 + 0,00131 = 0,00521 т/год.
5. Выбросы загрязняющих веществ в атмосферу от ИЗА 33 будут складываться
из выделений от ИВ 1, 2, 3:
Мтв = 0,00605 + 0,192 + 0,000698 = 0,199 г/с,
й0123 = 0,0152 + 1,244 + 0,00521 = 1,264 т/год,
М2930 = 0,124 г/с, В293С = 0,804 т/год,
М2920 = 0,000376 г/с, й2920 = 0,00281 т/год.
6. При разработке инвентаризации необходимо знать выделения загрязняющих
веществ без учета очистки по ИЗА 33:
89
И. М. Квашнин
<21 = (0,199 + 0,00406) + 0,192 + (0,0174 + 0,0001755) = 0,413 г/с,
Д;|И = (0,501 + 0,0102) + 1,244 + (0,13 + 0,00131) = 1,887 т/год,
Л/^зо= 0,124 г/с, -В°2930 = 0,804 т/год,
Л^920 = 0,00936 + 0,0000945 = 0,00945 г/с,
^9» = 0,07 + 0,000707 = 0,0707 т/год.
Результат. Выбросы загрязняющих веществ ИЗА 33 равны:
Выделяющееся загрязняющее вещество АР (г/с) М(г/с) В (т/год)
Металлическая пыль 0,413 1,887 0,199 1,264
Абразивная пыль 0,124 0,804 0,124 0,804
Войлочная пыль (шерстяная) 0,00945 0,0707 0,000376 0,00281
3.4.7. Термический участок
ИЗА 34, 35, 36
На участке расположена камерная нагревательная электропечь типа СНЗ-6.12,
имеющая зонт-козырек с коэффициентом Кт = 0,92 с выбросом загрязняющих ве-
ществ в атмосферу ИЗА 34. Производятся следующие технологические операции: от-
пуск стальных деталей Т= 1100 ч/год; цементация в твердом карбюризаторе; закалка
стальных деталей в масле после обработки в печи Вч = 20 кг/ч, В = 22000 кг/год. Кро-
ме этого, на участке расположена бариевая печь, в которой производится нагрев сталь-
ных деталей под закалку в расплаве хлорида бария при t = 1200 °C, оборудованная ук-
рытием типа вытяжного шкафа с К„о = 0,97. Расход деталей составляет
Вч = 17 кг/ч, Вр = 18700 кг/год. Нагрев стальных деталей под закалку осуществляется
в камерной электропечи типа СНЗ-6,5.13 с зонтом-козырьком Кмо = 0,92. Время ра-
боты Т = 2300 ч/год. Закалка деталей производится в масляной ванне с размерами
800x600x700 мм, Т= 1900 ч/год, оборудованной отсасывающей панелью Кк = 0,75. Ба-
риевая печь, печь СНЗ-6,5.13 и масляная ванна объединены в одну местную вытяж-
ную систему вентиляции с выбросом в атмосферу ИЗА 35. Вредности, не уловленные
местной вытяжкой ИЗА 34, 35, удаляются из помещения общеобменной вытяжной
вентиляцией — ИЗА 36.
Расчет. 1. Удельные выделения загрязняющих веществ по источнику выделения
берем из прил. 7.
Номер источни- ка выделения Источник выделения Выделяющееся загрязняющее вещество, его код У (г/кг) ЛР1 (г/с)
ИВ 1 Печь СНЗ-6.12 Отпуск сталь- ных деталей Окись углерода (0337) - 6,3 г/ч = 0,00175 г/с
Сернистый ангидрид (0330) - 4,83 г/ч = 0,00134 г/с
Цементация в твердом карбюризаторе Окись углерода (0337) 1,0 -
Окись азота (0304) 0,16 -
90
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Номер источни- ка выделения Источник выделения Выделяющееся загрязняющее вещество, его код У (г/кг) ЛГ" (г/с)
ИВ 1 Закалка сталь- ных деталей в масле Пары масла минерального (2735) 0,11 -
ИВ 2 Бариевая печь Аэрозоль хлорида бария (0231) 0,4 -
Водород хлори- стый (0316) 0,12 -
ИВ 3 Печь СНЗ-6,5.13 нагрев деталей под закалку Окись углерода (0337) - 8,35 г/ч = 0,00232 г/с
Сернистый ангидрид (0330) - 5,64 г/ч = 0,00157 г/с
ИВ 4 Масляная ванна для закалки де- талей после об- работки в печи Пары масла минерального (2735) 13,8 г/ч = 0,00383 г/с
Окись углерода (0337) - 34,2 г/ч = 0,0095 г/с
2. Определяем выбросы ИЗА 34, ИВ 1 по отдельным операциям.
2.1. Отпуск стальных деталей:
Л/0337 = 0.00175 • 1 • 0,92 = 0,00161 г/с, (6)
Дш, = 0,0036 • 1100 • 0,00161 = 0,00637 т/год, (10)
Моззо = 0,00134 • 1 • 0,92 = 0,00123 г/с, (6)
Дшо = 0,0036 • 1100 • 0,00123 = 0,00487 т/год. (10)
2.2. Цементация в твердом карбюризаторе:
Mo337 = 1,0 • 20 • 0,92/3600 = 0,00511 г/с, (11)
й0337 = 1,0 • 22000 • 0,92 • 106 = 0,0202 т/год, (13)
Мюм = 0,16 • 20 • 0,92/3600 = 0,000818 г/с, (11)
Втм = 0,16 • 22000 • 0,92 • 106 = 0,00324 т/год. (13)
2.3. Закалка в масле:
Л/2735 = 0, 1 1 • 20 • 0,92/3600 = 0,000562 г/с, , (11)
Вт5 = 0,11 • 22000 • 0,92 • 10' = 0,00223 т/год. (13)
2.4. С учетом последовательности выполнения операций массовые выбросы
одноименных загрязняющих веществ выбираем максимальные, а валовые сум-
мируем.
Итого по ИЗА 34:
Л/О337 = 0,00511 г/с, Вт„ = 0,00637 + 0,0202 = 0,0266 т/год,
Нззо= 0,00123 г/с, Вюзо = 0,00487 т/год,
Mi304 = 0,000818 г/с, В„Х4 = 0,00324 т/год,
Л/2735= 0,000562 г/с, В2П5 = 0,00223 т/год.
91
И. М- Квашнин
3. Выбросы загрязняющих веществ по ИЗА 35 равны сумме выделений загрязняю-
щих веществ от ИВ 2, 3, 4.
3.1. Выбросы ИЗА 35, ИВ 2:
М„т = 0,4 • 17 • 0,97/3600 = 0,00183 г/с, (11)
Да31 = 0,4 • 18700 • 0,97 • 10-6 = 0,00726 т/год, (13)
Мом = 0,12 • 17 • 0,97/3600 = 0,00055 г/с, (11)
Вю,6 = 0,12 • 18700 • 0,97 • 106 = 0,00217 т/год. (13)
3.1. Выбросы ИЗА 35, ИВ 3:
М0331 = 0,00232 • 1 • 0,92 = 0,00213 г/с, (6)
б0337 = 0,0036 • 2300 • 0,00213 = 0,0176 т/год, (10)
Л/оззо = 0,00157 • 1 • 0,92 = 0,00144 г/с, (6)
й0330 = 0,0036 • 2300 • 0,00144 = 0,012 т/год. (10)
3.3. Выбросы ИЗА 35, ИВ 4:
Мт5 = 0,00383 • 1 • 0,75 = 0,00287 г/с, (6)
Вт5 = 0,0036 • 1900 • 0,00287 = 0,0196 т/год, (10)
Чзз, = 0,0095 • 1 • 0,75 = 0,00713 г/с, (6)
Б0337 = 0,0036 • 1900 * 0,00713 = 0,0487 т/год. (10)
3.4. Выбросы ИЗА 35 (всего):
М0231 = 0,00183 г/с, ВО23, = 0,00726 т/год,
М>316= 0,00055 г/с, 50316 = 0,00217 т/год,
Л/О137 = 0,00213 + 0,00713 = 0,00926 г/с,
ВЮ31 = 0,0176 + 0,0487 = 0,0663 т/год,
Л/озм = 0,00144 г/с, Возх = 0,012 т/год,
М2735 = 0,00287 г/с, 52735 = 0,0196 т/год.
4. Выбросы загрязняющих веществ ИЗА 36 как не уловленные ИЗА 34, 35 опреде-
ляем с помощью коэффициента пересчета (1 - Кт)/Ккс по аналогии с примерами
ИЗА 17, 20, 30.
4.1. Выбросы, не уловленные ИЗА 34.
Коэффициент пересчета (1 - 0,92)/0,92 = 0,08696.
Тогда с учетом п. 2.4
М0337 = 0,08696 • 0,00511 = 0,000444 г/с,
Д,337 = 0,08696 • 0,0266 = 0,00231 т/год.
Так же по другим веществам:
Л/о™ = 0,000107 г/с, 50330 = 0,000423 т/год,
Л/03С4 = 0,000071 г/с, Вюм = 0,000282 т/год,
Л/2735 = 0,000049 г/с, В2т = 0,000194 т/год.
4.2. Выбросы, не уловленные ИЗА 35, необходимо рассчитывать отдельно по каж-
дому источнику выделения, т. к. у каждого из них свой коэффициент Кно.
4.2.1. Выбросы, не уловленные ИЗА 35, ИВ 2.
Переводной коэффициент (1 - 0,97)/0,97 = 0,03093:
92
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
M)23i = 0,0000566 г/с, Z?O231 = 0,000225 т/год,
М0316 = 0,000017 г/с, Вю,6 = 0,000067 т/год.
4.2.2. Выбросы, не уловленные ИЗА 35, ИВ 3.
Переводной коэффициент (1 - 0,92)/0,92 = 0,08696:
Л/0337 = 0,000185 г/с, Вт31 = 0,00153 т/год,
Нззо = 0,000125 г/с, Боззо = 0,00104 т/год.
4.2.3. Выбросы, не уловленные ИЗА 35, ИВ 4.
Переводной коэффициент (1 - 0,75)/0,75 = 0,3333:
Л/2735 = 0,000957 г/с, Bmi = 0,00653 т/год,
М)зз?= 0,00238 г/с, В0337 = 0,0162 т/год.
4.2.4. Выбросы, не уловленные ИЗА 35 (всего):
М023| = 0,0000566 г/с, S023l = 0,000225 т/год,
Mmt = 0,000017 г/с, Во3№ = 0,000067 т/год,
М>зз7 = 0,000185 + 0,00238 = 0,00257 г/с,
Бозз7 = 0,00153 + 0,0162 = 0,0177 т/год,
Мзззо= 0,000125 г/с, Вюзо = 0,00104 т/год,
М2735 = 0,000957 г/с, Б2735 = 0,00653 т/год.
4.3. Выбросы загрязняющих веществ ИЗА 36 (всего) равны сумме неуловленных
выбросов ИЗА 34 и ИЗА 35:
Мез37 = 0,000444 + 0,00257 = 0,00301 г/с,
Возз1 = 0,00231 + 0,0177 = 0,02 т/год,
Мюх = 0,000107 + 0,000125 = 0,000232 г/с,
#0330 = 0,000423 + 0,00104 = 0,00146 т/год,
Мозм = 0,000071 г/с, Б030„ = 0,000282 т/год,
Мт5 = 0,000049 + 0,000957 = 0,00101 г/с,
В2т = 0,000194 + 0,00653 = 0,00672 т/год,
Л/|23, = 0,0000566 г/с, Втз, = 0,000225 т/год,
Л/03|6 = 0,000017 г/с, В0316 = 0,000067 т/год.
Результат. Выбросы ИЗА 34, 35, 36 равны:
Выделяющееся загрязняющее вещество ИЗА 34 ИЗА 35 ИЗА 36
м>,м (г/с) В, в (т/год) (г/с) В, В (т/год) ЛГ, Л/ (г/с) В, В (т/год)
Оксид углерода 0,00511 0,0266 0,00926 0,0663 0,00301 0,02
Сернистый ангидрид 0,00123 0,00487 0,00144 0,012 0,000232 0,00146
Оксид азота 0,000818 0,00324 - - 0,000071 0,000282
Масло минеральное 0,000562 0,00223 0,00287 0,0196 0,00101 0,00672
Хлорид бария - - 0,00183 0,00726 0,000057 0,000225
Хлористый водород - - 0,00055 0,00217 0,000017 0,000067
93
И. М. Квашнин
3.5. Примеры расчета выбросов при производстве
изделий из пластмасс
Принципиально методика расчета выбросов при производстве изделий из пластмасс
не отличается от литейного производства (п. 3 4.) и основана на расчетных формулах,
изложенных в п. 2.1. и 2.2. Справочными величинами являются Л/01 (г/с) и У (г/кг).
3.5.1. Участок термопластоавтоматов
ИЗА 37
Исходные данные. На участке имеются два термопластоавтомата марки
ДЕ-3132 с объемом впрыска 250 см3. Производится литье термопластов: из полисти-
рола с расходом Вр = 7500 кг/год; из полиэтилена Вр = 2900 кг/год и из полипропиле-
на Вр = 1400 кг/год. Загрязненный воздух из помещения удаляется одной местной вы-
тяжной вентиляционной системой — ИЗА 37.
Расчет. 1. Из прил. 8.1 выписываем удельные выделения загрязняющих веществ.
Номер источника выделения Источник выделения Исходное сырье, выделяющееся загрязняющее вещество, его код М" (г/с) У (г/кг)
ИВ 1,2 Термопластоавто- мат ДЕ-3132 с объемом впрыска 250 см3 Сырье — полистирол Загрязняющее вещество: стирол (0620) 0,0017 0,2
Сырье — полиэтилен и полипропилен Загрязняющее вещество: уксусная кислота (1555) оксид углерода(0337) 0,0047 0,0046 1,6 0,9
2. Рассчитываем выделения и выбросы загрязняющих веществ при производстве
изделий из полистирола:
М06Х = 0,0017 • 2 • 1,0 = 0,0034 г/с,
Дй20 = 0,2 • 7500 • 1,0 • 10-6 = 0,0015 т/год.
(6)
(13)
3. Рассчитываем выделения и выбросы загрязняющих веществ при производстве
изделий из полиэтилена и полипропилена Вр = 2900 + 1400 = 4300 кг/год.
М1555 = 0,0047 • 2 • 1,0 = 0,0094 г/с,
Д,555 = 1,6 • 4300 • 1,0 • 106 = 0,00688 т/год,
МВ337 = 0,0046 • 2 • 1,0 = 0,0092 г/с,
Д0337 = 0,9 • 4300 • 1,0 • 106 = 0,00387 т/год.
(6)
(13)
(6)
(13)
4. Выбросы по ИЗА 37 равны сумме загрязняющих веществ, выделившихся при
производстве изделий из всех материалов.
Результат. Выбросы загрязняющих веществ ИЗА 34 равны:
Выделяющееся загрязняющее вещество М°,М(г/с) В', В (т/год)
Стирол 0,0034 0,0015
Уксусная кислота 0,0094 0,00688
Оксид углерода 0,0092 0,00387
94
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
3.5.2. Участок изготовления деталей из фенопластов
ИЗА 38, 39
Исходные данные. На участке расположена установка ТВЧ для нагрева реак-
топластов и два гидравлических пресса ДБ2434 для их прессования с усилием
2000 кН. Исходным сырьем служит фенопласт на основе смолы СФ010 в количестве
Вр = 9700 кг/год. Все оборудование имеет отсасывающие панели с Кж = 0,75 и удале-
нием загрязняющих веществ через ИЗА 38. Неуловленные вредности удаляются об-
щеобменной вытяжкой — ИЗА 39.
Расчет. 1. Удельные выделения загрязняющих веществ берем из прил. 8.2.
Номер источника выделения Источник выделения Выделяющееся загрязняющее вещество, его код ЛГ1 (г/с) У (г/кг)
ИВ 1 Установка ТВЧ для нагрева реакто- пластов (фенопластов СФ010) Фенол (1071) 1,14 0,22
ИВ 2, 3 Гидравлический пресс Р = 2000 кН Фенол (1071) 1,32 1,2
2. Рассчитываем выбросы ИЗА 38 как сумму выделений загрязняющих веществ
от ИВ 1, 2 и 3.
2.1. Выбросы ИЗА 38, ИВ 1:
Л/107, = 1,14 • 1 • 0,75 = 0,855 г/с, (6)
В107, = 0,22 • 9700 • 0,75 • 106 = 0,0016 т/год. (13)
2.2. Выбросы ИЗА 38, ИВ 2/3:
М,о71 = 1,32 • 2 • 0,75 = 1,98 г/с, (6)
й,071 = 1,2 • 9700 • 0,75 • IO 6 = 0,00873 т/год. (13)
2.3. Выбросы ИЗА 38 (всего):
Mim = 0,855 + 1,98 = 2,835 г/с,
Д071 = 0,0016 + 0,00873 = 0,0103 т/год.
3. Рассчитываем выбросы ИЗА 39 как сумму выделений загрязняющих веществ
от ИВ 1, 2, 3, не уловленных местными отсосами ИЗА 38.
3.1. Выбросы ИЗА 39, ИВ 1:
М1071 = 1,14 • 1 • (1 -0,75) = 0,285 г/с, (7)
В,07, = 0,22 • 9700 • (1 - 0,75) • 10 6 = 0,000534 т/год. (14)
3.2. Выбросы ИЗА 39, ИВ 2, 3:
М107, = 1,32 • 2 • (1 -0,75) = 0,66 г/с, (7)
Вт, = 1,2 • 9700 • (1 - 0,75) • 106 = 0,00291 т/год. (14)
3.3. Выбросы ИЗА 39 (всего):
Мюп = 0,285 + 0,66 = 0,945 г/с,
В107| = 0,000354 + 0,00291 = 0,00326 т/год.
95
И. М. Квашнин
Результат. Выбросы загрязняющего вещества ИЗА 38, 39 равны:
Выделяющееся загрязняющее вещество ИЗА 38 ИЗА 39
АГ, М (г/с) В, В (т/год) АГ, М (г/с) В, В (т/год)
Фенол 2,835 0,0103 0,945 0,00326
3.6. Примеры расчета выбросов при нанесении
гальванических покрытий
3.6.1. Участок обезжиривания
ИЗА 40
Исходные данные. На участке имеется ванна обезжиривания органическим ра-
створителем — уайт-спиритом. Размеры ванны 0,5x0,7 м. Запол нение ванны на 80 %; время
работы Т= 210,0 ч/год. Удаление загрязняющих веществ из помещения местной вытяжкой.
Расчетная температура воздуха в помещении 25 °C, подвижность воздуха не более 0,2 м/с.
Расчет. 1. Удельное выделение загрязняющего вещества берем из прил. 9.5.
Номер источника выделения Источник выделения Выделяющееся загрязняющее вещество, его код Удельное выделение загрязняющего вещества
ИВ 1 Ванна с уайт-спиритом Уайт-спирит (2752) л* У= 1610мг/(сфм2)
2. Расчет массовых выделений производим по формуле (27). Все загрязняющие ве-
щества удаляются местными отсосами, поэтому Ккс = 1. Площадь зеркала ванны
/’=0,5 • 0,7 = 0,35 м2. Коэффициент заполнения объема ванны А, находим линей-
ным интерполированием (см. пояснения к формуле (25)):
(100 - 70) -» (1,47 - 1) = 30 -» 0,47
На 1 % (сверх 70 %) приходится 0,47/30 = 0,0157.
Тогда для 80 %: К- = 1 + 0,0157 • 10 = 1,157; К(} = 1,72 (п. 2.4 табл. 1);
А7 = 3,0 (п. 2.4 табл. 2). Тогда
^2752 = ^752 = 0,001 • 1610 • 0,35 • 1,157 • 1,72 • 3,0 • 1,0 = 3,36 г/с. (27)
Валовый выброс (выделение) загрязняющих веществ:
Я2752 = ^2752 = 0,0036 • 210,0 • 3,36 = 2,54 т/год. (10)
Результат. Выбросы ИЗА40 равны:
уайт-спирит: М = А/0 = 3,36 г/с; В = В' = 2,54 т/год.
3.6.2. Гальванический участок
ИЗА 41,42, 43
Исходные данные. На участке (рис. 15)расположеныдвелинии:линияхромирования
и линия оксидирования стали со 100 % заполнением ванн и максимальной загрузкой
Лет = Лтет- Линия хромирования включает две ванны хромирования размером 0,8x1,5 м
с температурой раствора t = 45...55 °C, временем работы 2100 ч/год и наличием поверх-
96
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
ностно-акгивных веществ. Состав раствора приведен в таблице. Ванны оборудованы бор-
товыми отсосами К„1: = 0,9. Отсасываемая газовоздушная смесь перед выбросом в атмо-
сферу — ИЗА 41 очищается в пылегазоочистном аппарате — фильтре ФВГ-Т со степенью
очистки Е = 0,94. Линия оксидирования стали включает три ванны, выделяющие загряз-
няющие вещества: ванна травления — 0,5x0,8 м, Т= 1400 ч/год, t — 15...25 °C; ванна хи-
мического обезжиривания — 0,7x1,4 м, Т= 1400 ч/год, t = 30...50 °C; ванна оксидирова-
ния деталей из стали — 0,7x1,4 м, Т= 2100 ч/год, t = 35...45 °C. Состав ванн приведен в
таблице. Все три ванны имеют бортовые отсосы с AMO = 0,9 и объединены в одну вытяж-
ную систему с выбросом в атмосферу ИЗА 42. Загрязняющие вещества, не уловленные
местными отсосами, удаляются общеобменной вытяжной системой вентиляции —
ИЗА 43. Длина воздуховодов всех вентсистем превышает 10 м.
Расчет. 1. По заданному составу раствора удельные выделения загрязняющих ве-
ществ для ванны хромирования и оксидирования берем из прил. 9.2, для ванны трав-
ления — из прил. 9.1, для ванны химического обезжиривания — из прил. 9.3.
Номер источника выделения Ванна и состав раствора Концен- трация (г/л) Выделяюще- еся загрязняю- щее вещество, его код Удельное выделение загрязняющего веще- ства (мг/(м2 • с))
Аэрозоль Газовая фаза
ИВ 1, 2 Ванна хромирования; состав I: Ангидрид хромовый Кислота серная Препарат «Хромин» 200...300 2...3 1...3 Хрома (VI) оксид (0203) 5,0
ИВЗ Ванна травления; состав IV: Кислота соляная (плотность 1,19 г/см3), л Уротропин калий йодистый 1 1 10...20 1...2 Водород хлористый (0316) 8,0 42,95
ИВ 4 Ванна химического обезжиривания: сред- ство моющее МЛ-51 30...50 Средство моющее МЛ-51 в пересчете на натрия карбо- нат (0155) 1,6
ИВ 5 Ванна оксидирования деталей из стали; состав I: Натрия гидроксид Натрий азоткислый Натрий азотнокислый 600...700 200...250 50...70 Натрия гидроксид (0150) Натрия ни- трат (3155) Натрия нитрит (0156) 55,0 0,30 1,40 -
97
И- М. Квашнин
Рис. 15. Схема гальванического участка:
ПГА — пыле газоочистной аппарат;
ИВ 1 -5 - источники выделения;
ИЗА 41, 42, 43 - источники загрязнения атмосферы
2. Определяем выделения загрязняющих веществ в ИЗА 41, равные выделениям
загрязняющих веществ от ИВ 1,2с учетом эффективности местных отсосов.
Общая площадь зеркала ванн F= (0,8 • 1,5) • 2 шт. = 2,4 м2. Тогда
Л/°0203 = 0,001 • 5,0 • 2,4 • 0,5 • 1,0 • 1,47 • 0,1 • 0,9 = 0,000794 г/с, (25)
^0203 = 0,0036 • 2100 • 0,000794 = 0,0Q6 т/год. (10)
3. Определяем выбросы загрязняющих веществ ИЗА 41 с учетом очистки в фильт-
ре ФВГ-Т
Мтю = 0,000794 • (1 - 0,94) = 0,0000476 г/с, (4)
В02(а = 0,006 • (1 - 0,94) = 0,00036 т/год. (5)
4. Определяем выделения и выбросы загрязняющих веществ ИЗА 42 как сумму вы-
делений от ИВ 3, 4, 5 с учетом Кт.
4.1. Выбросы ИЗА 42, ИВ 3.
Расчет выбросов хлористого водорода производим раздельно для аэрозоля и газо-
вой фазы, а результаты суммируем:
Р XI хг vi
Аэрозоль: Мт = 0,001 • 8,0 • (0,5 • 0,8) • 1 • 1 • 1,47 • 0,1 • 0,9 = 0,000423 г/с, (25)
Дз16 = 0,0036 • 1400 • 0,000423 = 0,00213 т/год. (10)
Пары: МЮ16 = 0,001 • 42,95 • (0,5 • 0,8) • 1 • 1 • 1,47 • 1 • 0,9 = 0,0227 г/с, (25)
ВЮ16 = 0,0036 • 1400 • 0,0227 = 0,115 т/год. (10)
Итого: Af03I6 = 0,000423 + 0,0227 = 0,0231 г/с,
Ввш = 0,00213 + 0,115 = 0,117 т/год.
4.2. Выбросы ИЗА 42, ИВ 4:
Мш55 = 0,001 • 1,6 • (0,7 • 1,4) • 1 • 1 • 1,47 • 0,1 • 0,9 = 0,000207 г/с, (25)
Д,155 = 0,0036 • 1400 • 0,000207 = 0,00104 т/год. (10)
4.3. Выбросы ИЗА 42, ИВ 5:
М,150 = 0,001 • 55,0 • (0,7 • 1,4) • 1 • 1 • 1,47 • 0,1 • 0,9 = 0,00713 г/с, (25)
98
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Вв}5в = 0,0036 • 2100 • 0,00713 = 0,0539 т/год, (10)
Л/3155 = 0,001 • 0,3 • (0,7 • 1,4) • 1 • 1 • 1,47 • 0,1 • 0,9 = 0,0000389 г/с, (25)
й3|55 = 0,0036 • 2100 • 0,0000389 = 0,000294 т/год, (10)
<56 = 0,001 • 1,4 • (0,7 • 1,4) • 1 • 1 • 1,47 • 0,1 • 0,9 = 0,000182 г/с, (25)
В0]56 = 0,0036 • 2100 • 0,000182 = 0,00137 т/год. (10)
4.4. Выбросы ИЗА 42 (всего):
М)316 = 0,0231 г/с, й()316 = 0,117 т/год,
<)155 = 0,000207 г/с, Д155 = 0,00104 т/год,
Miso = 0,00713 г/с, Втх = 0,0539 т/год,
Л/3155 = 0,0000389 г/с, Д,55 = 0,000294 т/год,
<156 = 0,000182 г/с, Д156 = 0,00137 т/год.
5. Выбросы ИЗА 43 складываются из суммарной части загрязняющих веществ, вы-
делившихся от ИВ 1, 2, 3, 4, 5, не уловленных местными отсосами ИЗА 41, 42.
5.1. Выбросы, не уловленные ИЗА 41, ИВ 1, 2:
Миоз = ЛСоз = 0,001 • 5,0 • 2,4 • 0,5 • 1,0 • 1,47 • 0,1 • 0,1 = 0,0000882 г/с, (26)
Дм = ^2оз = 0,0036 • 2100 • 0,0000882 = 0,000667 т/год. (10)
5.2. Выбросы, не уловленные ИЗА 42, ИВ 3 (см. также п. 4.1 расчета):
Аэрозоль: Д316 = 0,001 • 8,0 • (0,5 • 0,8) • 1 • 1 • 1,47 0,1 • 0,1 = 0,0000471 г/с, (26)
Я0316 = 0,0036 • 1400 • 0,0000471 = 0,000237 т/год. (10)
Пары: МВ316 = 0,001 • 4^,95 • (0,5 • 0,8) • 1 • 1 • 1,47 • 1 • 0,1 = 0,00253 г/с, (26)
Дз|6 = 0,0036 • 1400 • 0,00253 = 0,0127 т/год. (10)
Итого: М0316 = 0,0000471 + 0,00253 = 0,00258 г/с,
Дз1б = 0,000237 + 0,0127 = 0,0129 т/год.
5.3. Выбросы, не уловленные ИЗА 42, ИВ 4:
<55 = 0,001 • 1,6 • (0,7 • 1,4) • 1 • 1 • 1,47 • 0,1 • 0,1 = 0,000023 г/с, (26)
S()155 = 0,0036 • 1400 • 0,000023 = 0,000116 т/год. (10)
5.4. Выбросы, не уловленные ИЗА 42, ИВ 5:
Л/()15() = 0,001 • 55,0 • (0,7 • 1,4) • 1 • 1 • 1,47 • 0,1 • 0,1 = 0,000792 г/с, (25)
Д150 = 0,0036 • 2100 • 0,000792 = 0,00599 т/год, (10)
<55 = 0,001 • 0,3 • (0,7 • 1,4) • 1 • 1 • 1,47 • 0,1 • 0,1 = 0,0000043 г/с, (25)
й3155 = 0,0036 • 2100 • 0,0000043 = 0,0000327 т/год, (10)
<56 = 0,001 • 1,4 • (0,7 • 1,4) • 1 • 1 • 1,47 • 0,1 • 0,1 = 0,0000202 г/с, (25)
Вв156 = 0,0036 • 2100 • 0,0000202 = 0,000152 т/год. (10)
5.5. Выбросы ИЗА 43 (всего):
М0203 = 0,0000882 г/с, Вв1ю = 0,000667 т/год,
<16 = 0,00258 г/с, В0316 = 0,0129 т/год,
<55 = 0,000023 г/с, Д155 = 0,000116 т/год,
<50 = 0,000792 г/с, Д,50 = 0,00599 т/год,
Л/3155 = 0,000043 г/с, й3155 = 0,0000327 т/год,
<56 = 0,0000202 г/с, В0156 = 0,000152 т/год.
99
И. М. Квашнин
Результат. Выбросы загрязняющих веществ по ИЗА41, 42, 43 равны:
Выделяющееся загрязняющее вещество ИЗА 41 ИЗА 42 ИЗА 43
(ЛР)М (г/с) (В)в (т/год) м>,м (г/с) В, В (т/год) ЛГ, Л/ (г/с) В, В (т/год)
Хрома (VI) оксид (0,000794) 0,0000476 (0,006) 0,00036 - - 0,0000882 0,000667
Водород хлористый - - 0,0231 0,117 0,00258 0,0129
Натрия карбонат - - 0,000207 0,00104 0,000023 0,000116
Натрия гидроксид - - 0,00713 0,0539 0,000792 0,00599
Натрия нитрат - - 0,0000389 0,000294 0,000043 0,0000327
Натрия нитрит - - 0,000182 0,00137 0,0000202 0,000152
3.7. Примеры расчета выбросов при производстве
радиоэлектронной аппаратуры
3.7.1. Участок вырубки печатных плат
ИЗА 44
Исходные данные. На участке производят заготовки печатных плат из гетинак-
са марки ГФ-2-35-1,5 размерами 270x300 мм в количестве 150000 шт./год и 100x120 мм
в количестве 420000 шт./год. Оборудование — ножницы роликовые (2 шт.) произво-
дительностью 360 СУПП/ч с местной вытяжкой.
Расчет. 1. Удельные выделения загрязняющих веществ берем из прил. 10.1.
Номер источника выделения Источник выделения Выделяющееся загряз- няющее вещество, его код Удельное выделение загрязняющих веществ М" (г/с)
ИВ 1,2 Ножницы роликовые, L = 360 СУПП/ч Пыль гетинакса (2965) 0,0101
Пыль медная (2987) 0,0028
2. Определяем массовые выделения и выбросы загрязняющих веществ:
Л/2965 = = 0,0101 • 2 • 1,0 = 0,0202 г/с, (6)
М2987 = ЛГ2987 = 0,0028 • 2 • 1,0 = 0,0056 г/с. (6)
3. Коэффициент пересчета при получении заготовок:
1 тип печатных плат: К= 0,002 • (270 + 300) = 1,14, (31)
2 тип печатных плат: К= 0,002 • (100 + 120) = 0,44. (31)
4. Условное время работы оборудования:
1 тип печатных плат: W= 150000 • 1,14/(360 • 2) = 237,5 ч/год, (30)
2 тип печатных плат: W= 420000 • 0,44/(360 • 2) = 257,5 ч/год. (30)
Для обоих типов W= 237,5 + 257,5 = 495 ч/год.
100
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
5. Валовые выделения (выбросы) загрязняющих вешеств:
Д965 = = 0,0036 • 495 • 0,0202 = 0,036 т/год,
й2%7 = ^2987 = 0,0036 • 495 • 0,0056 = 0,00998 т/год.
(29)
(29)
Результат. Выбросы ИЗА44равны:
Выделяющееся загрязняю- щее вещество М, М' (г/с) В, В1 (т/год)
Пыль гетинакса 0,0202 0,036
Пыль медная 0,0056 0,00998
3.7.2. Участок сверловки печатных плат
ИЗА 45, 46
Исходные данные. На участке производят сверление фиксирующих и техно-
логических отверстий на одном настольно-сверлильном станке 2Н-106П производи-
тельностью 360 СУПП/ч и монтажных отверстий на двух станках СФ-4 производи-
тельностью 40 СУПП/ч в печатных платах из стеклотекстолита СФ-1Н-35-1,5 двух
типоразмеров: 100x150 мм — 100000 шт./год и 297x300 — 50000 шт./год. Для 1 типа пе-
чатных плат сверлятся 6 фиксирующих и технологических и 470 монтажных отвер-
стий диаметром 0,5 мм; для 2 типа печатных плат — 10 фиксирующих и технологиче-
ских и 1100 монтажных отверстий диаметром 1,5 мм. Монтажные отверстия каждого
типа печатных плат сверлятся |на отдельных станках одновременно. Все три станка
имеют встроенные местные отсосы Кт = 0,95, объединенные в одну систему с очист-
кой воздуха в циклоне типа ЦН-11 со степенью очистки Е = 0,87 и выбросом загряз-
няющих веществ в атмосферу ИЗА 45. Неуловленная часть загрязняющих веществ
удаляется общеобменной вытяжной вентиляцией ИЗА 46.
Расчет. 1. Удельные выделения загрязняющих веществ берем из прил. 10.1 и 10.2.
Номер источника выделения Источник выделения Выделяющееся загрязняющее вещество, его код Удельные выделе- ния загрязняющих веществ Мп (г/с)
ИВ 1 Настольно-сверлильный ста- нок 2Н-106П, L = 360 СУПП/ч при сверлении стеклотекстолита СФ-1Н-35-1,5 Пыль стеклотек- столита (2952) Пыль медная (2987) 0,002 0,004
ИВ 2 Сверлильно-фрезерный станок СФ-4 при сверлении стеклотекстолита СФ-1Н-35-1,5 Диаметр отверстия от 0,4 до 1,0 мм: Пыль стеклотек- столита (2952) Пыль медная (2987) 0,011 0,0011
ИВЗ Сверлильно-фрезерный станок СФ-4 при сверлении стеклотекстолита СФ-1Н-35-1,5 Диаметр отверстия от 1,3 до 2,0 мм: Пыль стеклотек- столита (2952) Пыль медная (2987) 0,055 0,01
101
И. М. Квашнин
2. Массовые выделения загрязняющих веществ ИЗА 45, ИВ 1:
М°952 = 0,002 • 1 • 0,95 = 0,0019 г/с, (6)
Л/‘‘%7 = 0,004 • 1 • 0,95 = 0,0038 г/с. (6)
3. Валовые выделения загрязняющих веществ ИЗА 45, ИВ 1.
3.1. Коэффициент пересчета:
1 тип печатных плат: К= 0,25 • 6 = 1,5, (32)
2 тип печатных плат: К= 0,25 • 10 = 2,5. (32)
3.2. Условное время работы станка:
1 тип печатных плат: W= (100000 • 1,5)/(360 • 1) = 625 ч/год, (30)
2 тип печатных плат: W= (50000 • 2,5)/(360 • 1) = 347 ч/год. (30)
По обоим типам: W= 625 + 347 = 972 ч/год.
3.3. Валовое выделение загрязняющих веществ:
ЯИ52 = 0,0036 • 972 • 0,0019 = 0,00665 т/год, (29)
й°2987 = 0,0036 • 972 • 0,0038 = 0,0133 т/год. (29)
4. Массовое выделение загрязняющих веществ ИЗА 45, ИВ 2:
Af7952 = 0,011 • 1 • 0,95 = 0,0105 г/с, (6)
М“2987 = 0,0011 • 1 • 0,95 = 0,00105 г/с. ' (6)
5 Валовое выделение загрязняющих веществ ИЗА 45, ИВ 2.
5.1. Коэффициент пересчета:
1 тип печатных плат: К = 0,001 • 470 = 0,47. (34)
5.2. Условное время работы станка:
1 тип печатных плат: W= (100000 • 0,47)/(40 • 1) = 1175 ч/год. (30)
5.3. Валовое выделение загрязняющих веществ:
В°2952 = 0,0036 • 1175 • 0,0105 = 0,0444 т/год, (29)
5°2987 = 0,0036 • 1175 - 0,00105 = 0,00444 т/год. (29)
6. Массовое выделение загрязняющих веществ ИЗА 45, ИВ 3:
М°2952 = 0,055 • 1 • 0,95 = 0,0523 г/с, (6)
Л/°2987 = 0,01 • 1 • 0,95 = 0,0095 г/с. (6)
7. Валовое выделение загрязняющих веществ ИЗА 45, ИВ 3.
7.1. Коэффициент пересчета:
2 тип печатных плат: К= 0,001 • 1100= 1,1. (34)
7.2. Условное время работы станка:
102
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
2 тип печатных плат: W= (50000 • 1,1)/(40 • 1) = 1375ч/год. (30)
7.3. Валовое выделение загрязняющих веществ:
В°Ж2 = 0,0036 • 1375 • 0,0523 = 0,259 т/год, (29)
Д°987 = 0,0036 • 1375 • 0,0095 = 0,047 т/год. (29)
8. Массовые и валовые выделения загрязняющих веществ ИЗА 45 равны сумме за-
грязняющих веществ от ИВ 1, 2, 3:
Л/°2952 = 0,0019 + 0,0105 + 0,0523 = 0,0647 г/с,
Д°2952 = 0,00665 + 0,0444 + 0,259 = 0,31 т/год,
Л/°2987 = 0,0038 + 0,00105 + 0,0095 = 0,01435 г/с,
Яй87 = 0,0133 + 0,00444 + 0,047 = 0,06474 т/год.
9. Массовые и валовые выбросы ИЗА 45:
MS52 = 0,0647 • (1 - 0,87) = 0,00841 г/с, (4)
В2952 = 0,31 • (1 - 0,87) = 0,0403 т/год, (5)
/И2987 = 0,01435 • (1 - 0,87) = 0,00187 г/с, (4)
Д2987 = 0,06474 • (1 - 0,87) = 0,00842 т/год. (5)
10. Массовые и валовые выделения загрязняющих веществ ИЗА 46 равны части
загрязняющих веществ, выделившихся от ИВ 1, 2, 3 и не уловленных ИЗА 45.
Определить эти выбросы можно путем повторного расчета п. 2—8, подставляя вместо
= 0,95 величину (1 - Ки0) *= (1 - 0,95) = 0,05.
Другой путь менее трудоемкий — через коэффициент пересчета (1 - К^/К,., =
= (1 - 0,95)/0,95 = 0,05263. Выделения загрязняющих веществ ИЗА 45 (см. п. 8 расче-
та) будут пропорционально уменьшены:
Л/2952 = ЛГ2952 = 0,05263 • 0,0647 = 0,00341 г/с,
ЙВ52 = ^2952 = 0,05263 • 0,31 = 0,0163 т/год,
М2987 = ^2987 = 0,05263 • 0,01435 = 0,000755 г/с,
^2,87 = Д°2987 = 0,05263 • 0,06474 = 0,00341 т/год.
Результат. Выбросы загрязняющих веществ ИЗА 45, 46 равны:
Выделяющееся загрязняющее вещество ИЗА 45 ИЗА 46
(ЛГ) Л/(г/с) (Д°) В (т/год) Л/”, Л/(г/с) 5°, В (т/год)
Пыль стеклотекстолита (0,0647) 0,00841 (0,31) 0,0403 0,00341 0,0163
Пыль медная (0,01435) 0,00187 (0,06474) 0,00842 0,000755 0,00341
3.7.3. Участок нанесения фоторезиста
ИЗА 47, 48, 49, 50
Исходные данные. На участке обрабатываются печатные платы из стеклотек-
столита двух типов: 100x150 мм — 100000 шт. и 297x300 мм — 50000 шт.
Имеется следующее оборудование: установка нанесения пленочного фоторезиста
АРСМ-3 типа СПФ-ВЩ-2-50 производительностью L = 672 СУПП/ч, имеющая местную
вытяжку с выбросом загрязняющих веществ в атмосферу ИЗА 47; установка экспониро-
103
И. М. Квашнин
вания рисунка печатных плат и фотошаблонов СКЦИ производительностью 120 СУПП/ч
(ИЗА 48); установка проявления рисунка схемы печатных плат — комплекс модулей
КМ-4, L = 224 СУПП/ч (ИЗА 49); линия снятия пленочного фоторезиста — комплекс мо-
дулей КМ-5, L = 224 СУПП/ч (ИЗА 50). Общеобменная вытяжная вентиляция отсутствует.
Расчет. 1. Удельные выделения загрязняющих веществ берем из прил. 10.7,10.8,10.10.
Номер источника загрязнения атмосферы Источник выделения Выделяющееся загрязняющее вещество, его код Удельное выделение загрязняющих веществ АР1 2 (г/с)
ИЗА 47 Установка нанесения пле- ночного фоторезиста АРСМ-3 типа СПФ-ВЩ-2-50, L = 672 СУПП/ч Бутанол (1048) Метил этилкетон (1409) 0,0052 0,0348
ИЗА 48 Установка экспонирования СКЦИ, L = 120 СУПП/ч Озон (0326) 0,000018
ИЗА 49 Проявление рисунка схемы печатной платы — комплекс модулей КМ-4, L = 224 СУПП/ч Щелочь (0150) 0,0008
ИЗА 50 Линия снятия пленочного фоторезиста — комплекс модулей КМ-5, L = 224 СУПП/ч Щелочь (0150) 0,0062
2. Массовые выбросы (выделения) ИЗА 47:
Л/1048 = ^048 = 0,0052 • 1 • 1 = 0,0052 г/с, (6)
Л/1409 = К» = 0,0348 • 1 • 1 = 0,0348 г/с. (6)
3. Валовые выбросы ИЗА 47.
3.1. Коэффициент пересчета:
1 тип печатных плат: К = 16 • (0,100 • 0,150) = 0,24, (35)
2 тип печатных плат: К = 16 • (0,297 • 0,300)= 1,43. (35)
3.2. Условное время работы оборудования:
1 тип печатных плат: W= (100000 • 0,24)/(672 • 1) = 36 ч/год, (30)
2 тип печатных плат: W= (50000 • 1,43)/(672 • 1)= 106 ч/год. (30)
По обоим типам печатных плат W= 36 + 106 = 142 ч/год.
3.3. Валовое выделение (выброс) по ИЗА 47:
S1(m = ^О48 = 0,0036 • 142 • 0,0052 = 0,00266 т/год, (29)
Й14М = ^409 = 0,0036 • 142 • 0,0348 = 0,0178 т/год. (29)
4. Массовые выбросы (выделения) ИЗА 48:
М>326 = = 0,000018 • 1 • 1 = 0,000018 г/с. (6)
104
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
5. Валовые выбросы ИЗА 48.
5.1. Коэффициенты пересчета те же, что в ИЗА 47:
1 тип печатных плат: К= 0,24,
2 тип печатных плат: К= 1,43.
5.2. Условное время работы оборудования:
1 тип печатных плат: W= (100000 • 0,24)/(120 • 1) = 200 ч/год, (30)
2 тип печатных плат: W= (50000 • 1,43)/(120 • 1) = 596 ч/год. (30)
По обоим типам печатных плат W = 200 + 596 = 796 ч/год.
5.3. Валовые выбросы ИЗА 48:
^оз2б = ^326 = 0,0036 • 796 • 0,000018 = 0,000052 т/год. (29)
6. Массовые выбросы ИЗА 49:
Miso = <15П = 0,0008 • 1 • 1 = 0,0008 г/с. (6)
7. Валовые выбросы ИЗА 49.
7.1. Коэффициенты пересчета те же, что в ИЗА 47, 48: К = 0,24 и К= 1,43.
7.2. Условное время работы оборудования:
1 тип печатных плат: W= (100000 • 0,24)/(224 • 1) = 107 ч/год, (30)
2 тип печатных плат: Ж=^50000 • 1,43)/(224 • 1) = 319 ч/год. (30)
По обоим типам печатных плат W= 107 + 319 = 426 ч/год.
7.3. Валовые выбросы ИЗА 49:
Д15о = ^15» = 0,0036 • 426 • 0,0008 = 0,00123 т/год. (29)
8. Массовые выбросы ИЗА 50:
М.150 = М.50 = 0,0062 • 1 • 1 = 0,0062 г/с. (6)
9. Валовые выбросы ИЗА 50.
Условное время работы оборудования то же, что ИЗА 49, т. к. обрабатываются те
же печатные платы с той же L = 224 СУПП/ч. Тогда
ЯИ50 = ^15» = 0,0036 • 426 • 0,0062 = 0,00951 т/год. (29)
Результат. Выбросы ИЗА47, 48, 49, 50 равны:
Номер источника загрязнения атмосферы Вид выброса Выделяющееся загрязняющее вещество
Бутанол Метилэтил- кетон Озон Щелочь
ИЗА 47 М, М °(г/с) 0,0052 0,0348 - -
В, В° (т/год) 0,00266 0,0178 - -
ИЗА 48 М, М ° (г/с) - - 0,000018 -
В, S' (т/год) - 0,000052 -
105
И. М. Квашнин
Номер источника загрязнения атмосферы Вид выброса Выделяющееся загрязняющее вещество
Бутанол Метилэтил- кетон Озон Щелочь
ИЗА 49 М, М ° (г/с) - - - 0,0008
В, В" (т/год) - - - 0,00123
ИЗА 50 М, М" (г/с) - - - 0,0062
В, В' (т/год) - - - 0,00951
3.7.4. Участок облудки и пайки изделий
ИЗА 51
Исходные данные. На участке имеются: ванна-тигель 0,2x0,1 м для лужения по-
гружением в припой ПОС-61, Т= 1200 ч/год; установка пайки «Волна» F = 0,014 м2,
Т= 1700 ч/год; автомат лужения выводов интегральных микросхем «Палмис» (2 шт.),
Т— 700 ч/год. Все оборудование имеет местные отсосы с выбросом загрязняющих ве-
ществ в атмосферу ИЗА 51.
Расчет. 1. Удельные выделения загрязняющих веществ берем из прил. 10.11.
Номер источника выделения Источник выделения Выделяющееся загрязняющее вещество, его код Удельные выделения
ИВ 1 Ванна-тигель Сйинец (0184) 0,000139 г/(с-м2)
ИВ 2 Установка пайки «Волна» Свинец (0184) 0,00139 г/(с • м2)
ИВ 3,4 Автомат «Палмис» Свинец (0184) 1,8 • 10-г/с
2. Выбросы ИЗА 51, ИВ 1:
Мтм = М>тм = 0,000139 • (0,2 • 0,1) • 1,0 = 2,78 • 10-г/с, (23)
S0184 = В°0|84 = 0,0036 • 1200 • 2,78 • 10-= 0,000012 т/год. (10)
3. Выбросы ИЗА 51, ИВ 2:
Мим = ^0184 = 0,00139 • 0,014 • 1,0 = 0,0000195 г/с, (23)
Д|84 = й°о184 = 0,0036 • 1700 • 0,0000195 = 0,000119 т/год. (10)
4. Выбросы ИЗА 51, ИВ 3:
^ = ^=1,8 • 10- • 2 • 1,0 = 3,6 • 106 г/с, (6)
Д.84 = ^,84=0,0036 • 700 • 3,6 • 106 = 9.07 • 106 т/год. (10)
5. Выбросы ИЗА 51 равны сумме загрязняющих веществ от ИВ 1, 2, 3:
М,|84 = 2,78 • 10- + 0,0000195 + 3,6 • 10- = 0,0000259 г/с,
Д,84 = 0,000012 + 0,000119 + 9,07 • 10- = 0,00014 т/год.
106
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Результат. Выбросы свинца ИЗА 51 равны:
М= М1 = 0,0000259 г/с, В= В = 0,00014 т/год.
3.7.5. Монтажный участок
ИЗА 52
Исходные данные. На участке имеется 24 рабочих места монтажника для пай-
ки печатных плат электропаяльником 60 Вт припоем ПОС-40. Пайка производится
с использованием флюса ФКТ. Каждый монтажник, по данным технологов, в среднем
за 1 ч наносит флюс на площадь 0,014 м2 и производит 70 паек. Для удаления остатков
флюса используется спирто-бензиновая смесь (1:1) в количестве 4,0 г/ч на одно рабо-
чее место монтажника. Рабочие места оборудованы отсасывающими панелями с вы-
бросом загрязняющих веществ ИЗА 52. Время работы монтажников Т= 2100 ч/год.
Расчет. 1. Удельные выделения загрязняющих веществ берем из прил. 10.11 и 10.13.
Технологическая операция Выделяющееся загрязняю- щее вещество, его код Удельное выделение загрязняющих веществ
Нанесение флюса ФКТ Пары канифоли (2726) Спирт этиловый (1061) 1,2 г/м2 9,59 г/м2
Пайка электропаяльником вручную Свинец (0184) 0,04 мг/ч на 100 паек
Удаление остатков флюса спирто-бензиновой смесью X Спирт этиловый (1061) Бензин (2704) 2,0 г/ч на 1 рабочее место 2,0 г/ч на 1 рабочее место
2. Рассчитываем выделения загрязняющих веществ при нанесении флюса ФКТ:
М272е = Л/°2726 = 1,2 • (0,014 • 24) • 1,0/3600 = 0,000112 г/с, (11)
Дт2б = = 0,0036 • 2100 • 0,000112 = 0,000847 т/год, (10)
Л£10Н = 9,59 • (0,014 • 24) • 1,0/3600 = 0,000895 г/с, (11)
В1В6, = 0,0036 • 2100 • 0,000895 = 0,00677 т/год. (10)
3. Рассчитываем выделения загрязняющих веществ от пайки электропаяльниками.
3.1. Выделения загрязняющих веществ на одно рабочее место для 70 паек в час со-
ставляют:
М”;84 = 0,04 • 70/100 = 0,028 мг/ч = 7,78 • 109 г/с.
3.2. На все рабочие места (п = 24):
Н184 = A/S,84 = 7,78 • 109 • 24 • 1,0= 1,87 • 107 г/с. (6)
3.3. Валовые выделения (выбросы):
S„184 = Д2184 = 0,0036 • 2100 • 1,87 • 107 = 1,41 • 106 т/год. (10)
4. Выделения загрязняющих веществ при удалении остатков флюса.
4.1. На одно рабочее место выделяется:
= 2 г/ч = 0,000556 г/с,
Л/^704= 0,000556 г/с.
107
И. М. Квашнин
4.2. На все рабочие места (п = 24):
М1061 = 0,000556 • 24 • 1,0 = 0,0133 г/с, (6)
М2т = 0,000556 • 24 • 1,0 = 0,0133 г/с. (6)
4.3. Валовые выделения (выбросы):
В|М| = 0,0036 • 2100 • 0,0133 = 0,101 т/год, (10)
В27М = 0,0036 • 2100 • 0,0133 = 0,101 т/год. (10)
5. Выделения (выбросы) загрязняющих веществ по ИЗА 52 (всего) равны сумме
по всем трем операциям. Хотя операции выполняются и последовательно, но не од-
новременно всеми монтажниками.
Л/272()= 0,000112 г/с, В2726 = 0,000847 т/год,
A/1Wil = 0,0133 г/с, В1т = 0,00677 + 0,101 — 0,108 т/год,
Мти = 1,87 • IO 7 г/с, Bmst = 1,41 • I06 т/год,
М.704 = 0,0133 г/с, В27М = 0,101 т/год.
Результат. Выбросы загрязняющих веществ по ИЗА52 равны:
Выделяющееся загрязняю- щее вещество ЛВ,М(г/с) В0, В (т/год)
Пары канифоли 0,000112 0,000847
Этиловый спирт 0,0133 0,108
Свинец 1,87 • 107 1,41 • 106
Бензин 0,0133 0,101
3.7.6. Участок герметизации
ИЗА 53, 54
Исходные данные. На участке производится заливка и сушка изделий ком-
паундом ЭЗК-6 с годовым расходом Вр = 3000 кг/год. Удельная норма расхода по тех-
нологическим данным составляет 700 кг/м3. Заливка 40 изделий объемом 0,0015 м3
каждый длится 0,5 ч на рабочем столе. Затем они помещаются в герметичный авто-
клав и пропитываются. Рабочий стол и автоклав снабжены местными отсосами с вы-
бросом загрязняющих веществ в атмосферу ИЗА 53. После пропитки изделия поме-
щают в сушильный шкаф и производят их сушку в течение 3 ч. Загрязняющие вещества
удаляются местной вытяжкой — ИЗА 54.
Расчет. 1. Удельные выделения загрязняющих веществ берем из прил. 10.14.
Номер источника загрязнения атмосферы Источник выделения Выделяющееся загрязняющее веще- ство, его код Удельные выделения У (г/кг)
ИЗА 53 Заливка компаундом ЭЗК-6 на рабочем столе Эпихлоргидрин (0931) 0,47
Толуол (0621) 1,28
Полиэтиленполиа- мин (1854) 1,51
108
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Номер источника загрязнения атмосферы Источник выделения Выделяющееся загрязняющее веще- ство, его код Удельные выделения У (г/кг)
ИЗА 54 Сушка компаундом ЭЗК-6 в сушиль- ном шкафу Эпихлоргидрин (0931) 1,08
Толуол (0621) 2,96
Полиэтиленполиа- мин (1854) 3,53
2. Определяем часовой расход компаунда ЭЗК-6 при заливке.
Объем партии изделий, заливаемых за 1 раз, составляет 40 • 0,0015 = 0,06 м3.
Так как время заливки 0,5 ч, то производительность заливки Q = 0,06/0,5 = 0,12 м3/ч.
С учетом удельной нормы расхода компаунда (п. 2.5) Вч = 700 • 0,12 = 84 кг/ч.
3. Выделения и выбросы загрязняющих веществ по ИЗА 53:
МЮ31 = 0,47 • 84 • 1,0/3600 = 0,011 г/с, (11)
5o93I = O,47 • 3000 • 1,0 • 106 = 0,00169 т/год, (13)
Л/М21 = 1,28 • 84 • 1,0/3600 = 0,0299 г/с, (1 1)
ВК21 = 1,28 • 3000 • 1,0 • 106 = 0,00384 т/год, (13)
Л/|854 = 1,51 • 84 • 1,0/3600 = 0,0352 г/с, (11)
Б1854 = 1,51 • 3000 • 1,0 • 106 = 0,00453 т/год. (13)
4. Определяем часовой расход компаунда при сушке.
Объем партии изделий 0,06 м3. При времени сушки 3 ч фактическая производитель-
ность при сушке Q = 0,06/3 = 0,02 м3/ч. В расчетах будем принимать, что основная мас-
са загрязняющих веществ выделилась уже в первый час сушки, т. е. Q = 0,06 м3/ч
(п. 2.3), поэтому Д= 700 • 0,06 = 42 кг/ч.
5. Выделения и выбросы загрязняющих веществ по ИЗА 54:
М.931 = 1,08 • 42 • 1,0/3600 = 0,0126 г/с, (11)
Вт31 = 1,08 • 3000 • 1,0 • I О6 = 0,00324 т/год, (13)
Л/062| = 2,96 • 42 • 1,0/3600 = 0,0345 г/с, (11)
Бо621 = 2,96 • 3000 • 1,0 • 106 = 0.00888 т/год, (13)
Л/1854 = 3,53 • 42 • 1,0/3600 = 0,0412 г/с, (11)
Т?1854 = 3,53 • 3000 • 1,0 • 10-6 = 0,0106 т/год. (13)
Результат. Выбросы загрязняющих веществ ИЗА 53, 54 равны:
Выделяющееся загрязняющее ИЗА 53 ИЗА 54
вещество Л/°, М (г/с) ВР, В (т/год) Л/°, М (г/с) ВР, В (т/год)
Эпихлоргидрин 0,011 0,00169 0,0126 0,00324
Толуол 0,0299 0,00384 0,0345 0,00888
Полиэтиленполиамин 0,0352 0,00453 0,0412 0,0106
3.8. Примеры расчета выбросов от стоянок
и мастерских по ремонту автомобилей
Рассмотрены примеры расчета выбросов от открытой стоянки автомобилей, при
зарядке и ремонте аккумуляторов, вулканизации, мойке деталей и узлов.
109
И. М. Квашнин
3.8.1. Открытая стоянка автомобилей
ИЗА 55
Исходные данные. На стоянке находятся три легковых, три грузовых авто-
мобиля и три автобуса. Легковые автомобили марки ВАЗ с объемом карбюратор-
ного двигателя 1,5 л, работающего на бензине А-92. Грузовые автомобили грузопо-
дъемностью до 5 т с газовым двигателем на сжатом природном газе. Автобус
производства Германии длинной 11 м. В теплый период (среднемесячная темпера-
тура наружного воздуха выше +5 °C) выезжают все девять автомобилей. В переход-
ный период (г„= -5...+5 °C) выезжают по два автомобиля каждого типа — всего шесть.
В холодный период выезжают по одному автомобилю каждого типа — всего три.
Все автомобили выезжают в течение 1 ч и въезжают тоже за 1 ч. Количество рабо-
чих дней в каждом месяце в 2003 году составляет: январь — 20, февраль — 19, март
— 20, апрель — 22, май — 19, июнь - 20, июль — 23, август — 21, сентябрь — 22, ок-
тябрь — 23, ноябрь — 19, декабрь — 22. Стоянка тупиковая. Расстояние от ближай-
шего к выезду места стоянки и, соответственно, въезду 0,02 км. Расстояние от на-
иболее удаленного от выезда (въезда) места стоянки 0,05 км. Экоконтроль
и нейтрализаторы отсутствуют.
Расчет. 1. Из прил. 11.1 определяем, к какому периоду относится тот или иной
месяц, и находим продолжительность каждого периода. Холодный период разбива-
ем на два в связи с различным временем прогрева при интервале температур наруж-
ного воздуха -5...-10 и -10...-15 °C.
Период года Месяцы Продолжительность, дней
Теплый Май, июнь, июль, август, сентябрь 19 + 20 + 23 + 21 + 22= 105
Переходный Апрель, октябрь, ноябрь 25 + 23 + 19 = 64
Холодный ХП1 ХП2 Март, декабрь, январь, февраль 20 + 22 = 42 20 + 19 = 39
2. Определяем средний пробег автомобилей при выезде (въезде) со стоянки:
£, = L2 = (Zl6 + LJ/2 = (0,02 + 0,05)/2 = 0,035 км.
3. Определяем выбросы загрязняющих вешеств Mt и М2 (г/дснь) при выезде и въез-
де по формулам (36) и (37).
Легковой автомобиль производства СНГ, о/г/к — 2, тип двигателя — карбюратор-
ный, код топлива — 2.
Расчитаем выделения оксида углерода (код 0337).
Величины Л/пр, ML, для теплого и холодного периодов берем из прил. 11.2,11.3,
11.4. Значения Л/пр и ML для переходного периода принимаются равными для холод-
ного периода с коэффициентом 0,9 (для всех вешеств, кроме диоксида азота). Время
прогрева автомобиля берем из табл. 3 (п. 2.6.1).
Теплый период (ТП):
= 4 • 3 • 1 • 1 + 15,8 • 0,035 • 1 + 3,5 • 1 • 1 • 1 = 16,053 г/день,
М2 = 15,8 • 0,035 • 1 + 3,5 • 1 • 1 • 1 = 4,053 г/день,
+ М2 = 16,053 + 4,053 = 20,106 г/день.
Переходный период (ПП):
ПО
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
М, = (7,1 • 0,9) • 4 • 1 • 1 + (19,8 • 0,9) • 0,035 • 1 + 3,5 • 1 • 1 • 1 = 29,7 г/день,
М2 = (19,8 • 0,9) • 0,035 • 1 + 3,5 • 1 • 1 • 1 = 4,12 г/день,
М2 = 29,7 + 4,12 = 33,82 г/день.
Холодный период 1 (ХП1):
М, = 7,1 • 10 • 1 • 1 + 19,8 • 0,035 • 1 + 3,5 • 1 • 1 • 1 = 75,19 г/день,
М2 = 19,8 • 0,035 • 1 + 3,5 • 1 • 1 • 1 = 4,193 г/день,
Mt + М2 = 75,19 + 4,193 = 79,38 г/день.
Холодный период 2 (ХП2):
М, = 7,1 • 15 • 1 • 1 + 19,8 • 0,035 • 1 + 3,5 • 1 • 1 • 1 = 110,69 г/день,
М2= 19,8 • 0,035 • 1 + 3,5 • 1 • 1 • 1 = 4,193 г/день,
+ М2=110,69 + 4,193 = 114,9 г/день.
Аналогичным образом находим выбросы остальных загрязняющих веществ от лег-
кового автомобиля. Результаты приведены в таблице.
По этим же формулам находим выбросы загрязняющих веществ от грузового ав-
томобиля производства СНГ, о/г/к — 2, тип двигателя — газовый, код топлива — 4,
а также выбросы от зарубежного автобуса, о/г/к — 4, двигатель — дизельный, код то-
плива — 3. Результаты расчетов также приведены в таблице.
Выде- ляюще- еся за- грязняю- щее ве- щество Период года К (г/мин.) Г,„ (мин.) (г/км) (г/мин.) м, (г/день) М2 (г/день) м, + м2 (г/день)
Легковой автомобиль
0337 ТП 4,0 3 15,8 3,5 16,053 4,053 20,106
ПП 6,39 4 17,82 29,7 4,12 33,82
ХП1 7,1 10 19,8 75,19 4,193 79,38
ХП2 7,1 15 19,8 110,69 4,193 114,9
2704 ТП 0,38 3 1,6 0,3 1,496 0,356 1,852
ПП 0,54 4 2,07 2,532 0,372 2,904
ХП1 0,6 10 2,3 6,381 0,381 6,761
ХП2 0,6 15 2,3 9,381 0,381 9,76
0330 ТП 0,01 3 0,06 0,01 0,0421 0,0121 0,0542
ПП 0,0117 4 0,063 0,059 0,0122 0,0712
ХП1 0,013 10 0,07 0,142 0,0125 0,155
ХП2 0,013 15 0,07 0,2075 0,0125 0,22
0184 ТП 0,003 3 0,013 0,003 0,0125 0,00345 0,0159
ПП 0,0036 4 0,0144 0,0175 0,0035 0,0214
ХП1 0,004 10 0,016 0,0436 0,00356 0,0471
ХП2 0,004 15 0,016 0,0636 0,00356 0,0672
111
И. М. Квашнин
Выде- ляюще- еся за- грязняю- щее ве- щество Период года к (г/мин.) Т„р (мин.) м (г/км) (г/мин.) м (г/день) м (г/день) М, + Мг (г/день)
0301 ТП 0,03 3 0,28 0,03 0,13 0,0398 0,17
ПП 0,04 4 0,28 0,2 0,0398 0,24
ХП1 0,04 10 0,28 0,44 0,0398 0,48
ХП2 0,04 15 0,28 0,64 0,0398 0,68
Грузовой автомобиль
0337 ТП 7,6 4 15,2 5,2 36,13 5,732 41,86
ПП 12,87 6 17,1 83,02 5,8 88,82
ХП1 14,3 12 19,0 177,5 5,87 183,3
ХП2 14,3 20 19,0 291,9 5,87 297,7
0410 ТП 0,89 4 3,3 1,0 4,67 1,116 5,792
ПП 1,98 6 3,69 13,01 1,129 14,14
ХП1 2,2 12 4,1 27,54 1,144 28,69
ХП2 2,2 20 4,1 45,14 1,144 46,29
0330 ТП 0,018 4 0,14 0,018 0,095 0,0229 0,1178
ПП 0,0207 6 0,153 0,148 0,0234 0,171
ХП1 0,023 12 0,17 0,3 0,024 0,324
ХП2 0,023 20 0,17 0,484 0.024 0,508
0301 ТП 0,2 4 0,8 0,2 1,028 0,228 1,256
ПП 0,3 6 0,8 2,028 0,228 2,256
ХП1 0,3 12 0,8 3,828 0,228 4,056
ХП2 0,3 20 0,8 6,228 0,228 6,456
Автобус
0337 ТП 1,49 4 4,9 0,93 7,062 1,102 8,164
ПП 2,007 6 5,31 13,16 1,116 14,27
ХП1 2.23 12 5,9 27,9 1,137 29,03
ХП2 2,23 20 5,9 45,74 1,137 46,87
2732 ТП 0,66 4 0,7 0,47 3,135 0,495 3,629
ПП 0,711 6 0,72 4,761 0,495 5,256
ХП1 0,79 12 0,8 9,978 0,498 10,48
ХП2 0,79 20 0,8 16,3 0,498 16,8
112
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Выде- ляюще- еся за- грязняю- щее ве- щество Период года к (г/мин.) Г,„ (мин.) м (г/км) (г/мин.) М (г/день) м (г/день) мг + мг (г/день)
0328 ТП 0,02 4 0,2 0,02 0,107 0,027 0,134
ПП 0,036 6 0,27 0,245 0,0295 0,275
ХП1 0,04 12 0,3 0,511 0,0305 0,541
ХП2 0,04 20 0,3 0,831 0,0305 0,861
0330 ТП 0,1 4 0,475 0,1 0,517 0,117 0,633
ПП 0,108 6 0,531 0,767 0,118 0,885
ХП1 0,12 12 0,59 1,56 0,121 1,68
ХП2 0,12 20 0,59 2,52 0,121 2,64
0301 ТП 0,69 4 3,4 0,63 3,509 0,749 4,26
ПП 1,04 6 3,4 6,99 0,749 7,74
ХП1 1,04 12 3,4 13,23 0,749 13,98
ХП2 1,04 20 3,4 21,55 0,749 22,3
4. Определяем валовые выбросы загрязняющих веществ по периодам года по фор-
муле (38):
Легковой автомобиль, оксид углерода:
В1Ц = 20,106 • 3 • 105 • 10-6 = 0,00633 т/период,
Впп = 33,82 • 2 • 64 • I06 = 0,00433 т/период,
ВХ||1 = 79,38 • 1 • 42 • IO 6 = 0,00333 т/период,
Вхт = 114,9 • 1 • 39 • IO 6 = 0,00448 т/период.
Годовые валовые выбросы равны сумме выбросов по всем периодам — см. формулу (39):
В = 0,00633 + 0,00433 + 0,00333 + 0,00448 = 0,01847 т/год.
Аналогичным образом рассчитываем выбросы по периодам года и за весь год
по остальным загрязняющим веществам для легкового автомобиля, а также грузово-
го и автобуса. Одноименные загрязняющие вещества для всех групп автомобилей сум-
мируем. Результаты приведены в таблице.
Период года Коли- чество рабочих дней Легковые автомобили Грузовые автомобили Автобусы Валовые выбросы от всех автомобилей (т)
7V„ (шт.) Валовые выбросы М (•) 7V„ (шт.) Валовые выбросы Д(т) 7V„ (шт.) Валовые выбросы Д (Т)
< Эксид углерода
ТП 105 3 0,00633 3 0,01319 3 0,00257 0,02209
ПП 64 2 0,00433 2 0,01137 2 0,00183 0,01753
ХП1 42 1 0,00333 1 0,0077 1 0,00122 0,01225
ХП2 39 1 0,00448 1 0,01161 1 0,00183 0,01792
За год 250 - 0,01847 - 0,04387 - 0,00745 0,06979
113
И. М. Квашнин
Период года Коли- чество рабочих дней Легковые автомобили Грузовые автомобили Автобусы Валовые выбросы от всех автомобилей (т)
7У„ (шт.) Валовые выбросы Д(т) 7У„ (шт.) Валовые выбросы Д(т) 7У„ (шт.) Валовые выбросы Д (т)
Диоксид серы
ТП 105 3 0,000017 3 0,000037 3 0,000199 0,000253
пп 64 2 0,000009 2 0,000022 2 0,000113 0,000144
ХП1 42 1 0,000007 1 0,000014 1 0,000071 0,000092
ХП2 39 1 0,000009 1 0,000020 1 0,000103 0,000132
За год 250 - 0,000042 - 0,000093 - 0,000486 0,000621
Диоксид азота
ТП 105 3 0,000054 3 0,000396 3 0,00134 0,00179
ПП 64 2 0,000031 2 0,000289 2 0,000991 0,00131
ХП1 42 1 0,000020 1 0,000170 1 0,000587 0,000777
ХП2 39 1 0,000027 1 0,000252 1 0,000870 0,00115
За год 250 - 0,000132 - 0,00111 - 0,00379 0,00503
Свинец
ТП 105 3 0,000005 - - - - 0,000005
ПП 64 2 2,7 • IO 6 - - - - 2,7 • I06
ХП1 42 1 0,000002 - - - - 0,000002
ХП2 39 1 2,6 • 106 - - - - 2,6 • 10'
За год 250 0,000012 - - - - 0,000012
Сажа (углерод)
ТП 105 - - - - 3 0,000042 0,000042
ПП 64 - - - - 2 0,000035 0,000035
ХП1 42 - - - - 1 0,000023 0,000023
ХП2 39 - - - - 1 0,000034 0,000034
За год 250 - - - - - 0,000134 0,000134
Углеводороды (код 2704)
ТП 105 3 0,000583 - - - - 0,000583
ПП 64 2 0,000372 - - - - 0,000372
ХП1 42 1 0,000284 - - - - 0,000284
ХП2 39 1 0,000381 - - - - 0,000381
За год 250 - 0,00162 - - - - 0,00162
Углеводороды (код 0410)
ТП 105 - - 3 0,00182 - - 0,00182
ПП 64 - - 2 0,00181 - - 0,00181
ХП1 42 - - 1 0,00120 - - 0,00120
ХП2 39 - - 1 0,00181 - - 0,00181
За год 250 - - - 0,00664 - - 0,00664
114
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Период года Коли- чество рабочих дней Легковые автомобили Грузовые автомобили Автобусы Валовые выбросы от всех автомобилей (т)
7V„ (шт.) Валовые выбросы Д(т) 7V„ (шт.) Валовые выбросы Д(т) 7V„ (шт.) Валовые выбросы В. (т)
Углеводороды (код 2732)
ТП 105 - - - 3 0,00114 0,00114
ПП 64 - - - - 2 0,000672 0,000672
ХП1 42 - - - - 1 0,00044 0,00044
ХП2 39 - - - - 1 0,000655 0,000655
За год 250 - - - - - 0,00291 0,00291
5. Определяем массовые выбросы загрязняющих веществ М (г/с) по формуле (40)
для каждого периода года и выбираем максимальные.
Выбросы оксида углерода от трех групп автомобилей в теплый период равны:
М= (16,053 • 3 + 36,13 • 3 + 7,062 • 3)/3600 = 0,0494 г/с;
в переходный период:
М= (29,7 • 2 + 83,02 • 2 + 13,16 • 2)/3600 = 0,0699 г/с;
в холодный период 1:
М= (75,19 • 1 + 177,5 • 1 + 27,9 • 1)/36000 = 0,0078 г/с;
в холодный период 2:
М = (110,69 • 1 + 291,9 • 1 + 45,74 • 1)/3600 = 0,125 г/с.
Следовательно, максимальными будут выбросы в холодный период 2 (январь
и февраль), несмотря на то что количество выезжающих автомобилей по каждой груп-
пе в 3 раза меньше, чем в теплый период. Однако во второй раздел инвентаризации
записывают также выбросы для наиболее жаркого месяца, т. е. в теплый период.
Это связано с тем, что рассеивание выбросов в этот период наиболее неблаго-
приятно.
Расчет выбросов по остальным веществам приведен в таблице.
Период года Легковые автомобили Грузовые автомобили Автобусы Массо- вый вы- бросЛ/ (г/с)
N' (шт.) М1 (г/с) N' (шт.) М (г/с) N' (шт.) М1 (г/с)
Оксид углерода
ТП 3 16,053 3 36,13 3 7,062 0,0494
ПП 2 29,7 2 83,02 2 13,16 0,0699
ХП1 1 75,19 1 177,5 1 27,9 0,0779
ХП2 1 110,69 1 291,9 1 45,74 0,125
115
И. М. Квашнин
Период года Легковые автомобили Грузовые автомобили Автобусы Массо- вый вы- брос М (г/с)
N' (шт.) Л/1 (г/с) N' (шт.) Л/1 (г/с) N’ (шт.) АГ (г/с)
Диоксид серы
ТП 3 0,0421 3 0,095 3 0,517 0,000545
ПП 2 0,059 2 0,148 2 0,767 0,000541
ХП1 1 0,142 1 0,3 1 1,56 0,000556
ХП2 1 0,2075 1 0,484 1 2,52 0,000892
Диоксид азота
ТП 3 0,13 3 1,028 3 3,509 0,00389
ПП 2 0,2 2 2,028 2 6,99 0,00512
ХП1 1 0,44 1 3,828 1 13,23 0,00486
ХП2 1 0,64 1 6,228 1 21,55 0,00789
Свинец
ТП 3 0,0125 - - - - 0,00001
ПП 2 0,0175 - - - - 0,00001
ХП1 1 0,0436 - - - - 0,000012
ХП2 1 0,0636 - - - - 0,000018
Сажа (углерод)
ТП - - - - 3 0,107 0,000089
ПП - - - - 2 0,245 0,000136
ХП1 - - - - 1 0,511 0,000142
ХП2 - - - - 1 0,831 0,000231
Углеводороды (код 2704)
ТП 3 1,496 - - - - 0,00125
ПП 2 2,532 - - - - 0,00141
ХП1 1 6,381 - - - - 0,00177
ХП2 1 9,381 - - - - 0,00261
Углеводороды (код 0410)
ТП - - 3 4,67 - - 0,00389
ПП - - 2 13,01 - - 0,00723
ХП1 - - 1 27,54 - - 0,00765
ХП2 - - 1 45,14 - - 0,0125
Углеводороды (код 2732)
ТП - - - - 3 3,135 0,00261
ПП - - - - 2 4,761 0,00265
ХП1 - - - - 1 9,978 0,00277
ХП2 - - - - 1 16,3 0,00453
116
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Результат. Массовые и валовые выбросы по ИЗА 55 равны:
Выделяющееся загрязняющее Массовые выбросы М (г/с) Валовые выбросы В (т/год)
вещество, его код Январь (макси- мальные) Июль
Оксид углерода (0337) 0,125 0,0494 0,06979
Диоксид серы (0330) 0,000892 0,000545 0,000621
Диоксид азота (0301) 0,00789 0,00389 0,00503
Свинец (0184) 0,000018 0,0001 0,000012
Сажа (0328) 0,000231 0,000089 0,000134
Углеводороды (2704) 0,00261 0,00125 0,00162
Углеводороды (0410) 0,0125 0,00389 0,00664
Углеводороды (2732) 0,00453 0,00261 0,00291
3.8.2. Отделение зарядки аккумуляторов
ИЗА 56
Исходные данные. Производится зарядка кислотных аккумуляторов: 6СТ60 —
8 шт.; 6СТ75 — 4 шт.; 6СТ140 — 16 шт. Каждый аккумулятор заряжается 2 раза в год.
К заряженному устройству может подключаться одновременно не более 16 аккуму-
ляторных батарей.
Расчет. В соответствии с п. 2.6.2 при зарядке кислотных аккумуляторов выделя-
ется серная кислота g = 1 мг/(А*ч). Номинальная емкость каждого типа аккумуля-
торных батарей соответственно равна Q, = 60 • 8 = 480 (А • ч); Q2 = 75 • 4 = 300 (А • ч);
03 = 140 • 16 = 2 240 (А - ч). Количество проводимых зарядок в год а, = а2 = а3 = 2.
Тогда валовый выброс серной кислоты по формуле (41) равен:
Дю22 = 0,9 • 1,0(480 • 2 + 300 • 2 + 2240 • 2) • КУ’= 5,4 • 106 т/г.
Максимальный разовый выброс по формуле (42) равен:
М>з22 = 0,9 • 1,0(140 • 16) • 1073600 • 10 = 0,000056 г/с.
Результат. Через ИЗА 56 выбрасывается серная кислота: массовый выброс —
0,000056 г/с, валовый — 5,4 • 106 т/г.
3.8.3. Отделение ремонта аккумуляторов
ИЗА 57
Исходные данные. Для ремонта корпусов аккумуляторов используется рас-
плав битумной мастики при температуре 100 °C. Тигель имеет размеры 0,1x0,2 м. Вре-
мя работы тигля 2 ч в сутки при 70 рабочих днях в году. От тигля установлена местная
вытяжка — ИЗА 57.
Расчет. В соответствии с табл. 4 п. 2.6.2 от тигля с расплавленной мастикой вы-
деляется минеральное масло в количестве У= 0,003 г/(с • м2). Площадь зеркала тигля
F= 0,1 • 0,2 = 0,02 м2. Коэффициент К^а = 1. Массовый выброс определяем по фор-
муле (23):
Мт5 = 0,003 • 0,02 • 1 = 0,00006 г/с.
117
И. М. Квашнин
Валовый выброс по формуле (10):
Д735 = 0,0036 • (2 • 70) • 0,00006 = 0,0000302 т/г.
Результат. Через ИЗА 57 выбрасывается минеральное масло М = 0,00006 г/с,
В = 0,0000302 т/г.
3.8.4. Участок вулканизации
ИЗА 58
Исходные данные. На участке имеются: шероховальный станок для шеро-
ховки мест повреждения камер, время работы которого 2 ч в сутки и 250 рабочих
дней в году; рабочее место приготовления, нанесения и сушки клея с использова-
нием технического каучука и бензина 0,5 кг/ч и 170 кг/год; рабочее место вулка-
низации камер с расходом вулканизованной камерной резины 0,8 кг/ч и 900 кг/год.
Из помещения загрязненный воздух удаляется системой общеобменной вытяжной
вентиляции (ИЗА 58).
Расчет. 1. Удельные выделения загрязняющих веществ берем из п 2.6.3. и табл. 5.
Номер источника выделения Источник выделения Выделяющееся за- грязняющее веще- ство, его код Удельное выделение загрязняющих веществ
ИВ 1 Шероховальный станок — 1 шт. Пыль резины (2978) М" = 0,0226 г/с
ИВ 2 Рабочее место при- готовления, нанесе- ния и сушки клея Бензин (2704) У= 900 г/кг
ИВЗ Рабочее место вул- канизации камер Углерода оксид (0337) У= 0,0018 г/кг
Ангидрид серни- стый (0330) У= 0,0054 г/кг
2. Определяем массовые и валовые выделения (выбросы) от ИВ 1:
Мг,т = 0,0226 • 1 • (1 - 0) = 0,0226 г/с, (7)
Вт = 0,0036 • (2 • 250) • 0,0226 = 0,0407 т/г. (10)
3. Определяем выбросы от ИВ 2:
М = 900 • 0,5 • (1 - 0)/3600 = 0,125 г/с, (12)
В = 900 • 170 • (1 -0) • 106 = 0,153т/г. (14)
4. Определяем выбросы от ИВ 3:
Л/0337 = 0,0018 • 0,8 • (1 -0)/3600 = 4 • 10'7 г/с, (12)
ВЮУ1 = 0,0018 • 900 • (1 - 0) • IO 6 = 1,62 • 10 6т/г, (14)
Мюзв = 0,0054 • 0,8 • (1 - 0)/3600 = 1,2 • 106 г/с, (12)
BQ330 = 0,0054 • 900 • (1 - 0) • 106 = 4,86 • 106 т/г. (14)
Результат. Выбросы загрязняющих веществ по ИЗА 58 равны:
118
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Выделяющееся загрязняю- щее вещество Массовый выброс М1, М (г/с) Валовый выброс В°, В (т/год)
Пыль резины 0,0226 0,0407
Бензин 0,125 0,153
Углерода оксид 4 • 10-7 1,62 • 106
Сернистый ангидрид 1,2 • 106 4,86 • 106
3.8.5. Участок мойки деталей, узлов и агрегатов
ИЗА 59
Исходные данные. На участке расположены моечные установки с двумя ван-
нами: 1) ванна с керосином 0,8x1,2 м; 2) ванна с синтетическим моющим средством
«Лабомид-203» 1,1x1,5 м. Время работы (промывки) 6 ч в день и 200 рабочих дней
в году. Ванны оборудованы бортовыми отсосами с выбросом загрязняющих веществ
через местную вытяжную вентиляцию — ИЗА 59.
Расчет. 1. Удельные выделения загрязняющих веществ берем из табл. 7 (п. 2.6.5).
Номер источника выделения Источник выделения Выделяющееся за- грязняющее веще- ство, его код Удельные выделения У(г/(с-м2))
ИВ 1 Ванна с керосином 0,8x1,2 м Керосин (2732) 0,0433
ИВ 2 Ванна с СМС «Ла- бомид-203» 1,1x1,5 м Натрия карбонат (0155) 0,0016
2. Определяем выбросы от ИВ 1:
Л/2732 = 0,0433 • (0,8 • 1,2) • 1 = 0,0417 г/с, (23)
Втг = 0,0036 • (6 • 200) • 0,0417 = 0,18 т/г. (10)
3. Определяем выбросы от ИВ 2:
Л/0|55 = 0,0016 • (1,1 • 1,5) • 1 = 0,00264 г/с, (23)
5„155 = 0,0036 • (6 • 200) • 0,00264 = 0,0114 т/г. (10)
Результат. Выбросы загрязняющих веществ через ИЗА 59 равны:
— керосин М = 0,0417 г/с, В = 0,18 т/г;
— карбонат натрия М= 0,00264 г/с, В = 0,0114 т/г.
3.9. Примеры расчета выбросов при механической обработке древесины
Участок деревообработки
ИЗА 60, 61
На деревообрабатывающем участке расположены станки, подключенные к систе-
ме аспирации ИЗА 60:
Номер источника выделения Наименование станка Время работы (мин.) Время работы Т (ч/год)
ИВ1 Универсальный круглопиль- ный УП 15 240
ИВ 2 Фрезерный ФА-4 5 320
119
И. М. Квашнин
Номер источника выделения Наименование станка Время работы Тв (мин.) Время работы Т (ч/год)
ивз Сверлильный СВПА 12 170
ИВ 4 Токарный 1А61В 20 490
ИВ 5 Ленточнопильный ЛО-80 7 360
Эффективность местных отсосов равна 95 %. Перед выбросом в атмосферу воздух
очищается от пыли в циклоне типа УЦ со степенью очистки 99 %. Неуловленная мест-
ными отсосами часть пыли удаляется через общеобменную вытяжную систему вен-
тиляции — крышный вентилятор — ИЗА 61. Одновременно могут работать три стан-
ка — либо ИВ 1, 2, 3, либо ИВ 3, 4, 5. Определить массовые и валовые выбросы
древесины в атмосферу.
Р а с ч е т ИЗА 60.1. Из прил. 12.2 берем удельные выделения древесной пыли от каж-
дого станка: ИВ 1 — У = 6,3 кг/ч, ИВ 2 — У = 8,8 кг/ч, ИВ 3 — У = 1,5 кг/ч, ИВ 4 -
У = 6,0 кг/ч, ИВ 5 — У = 9,8 кг/ч.
2. Определяем массовые выделения пыли от каждого источника выделения по фор-
муле (43):
ИВ 1: М" = (6,3/3,6) • (15/20) • 0,95 = 1,247 г/с,
ИВ 2: Л/01 = (8,8/3,6) • (5/20) • 0,95 = 0,581 г/с,
ИВ 3: Л/01 = (1,5/3,6) • (12/20) • 0,95 = 0,2375 г/с,
ИВ 4: Л/01 = (6,0/3,6) • (20/20) • 0,95 = 1,583 г/с,
ИВ 5: Л/01 = (9,8/3,6) • (7/20) • 0,95 = 0,905 г/с.
3. Определяем массовые выделения пыли с учетом одновременности работы станков:
ИВ 1, 2, 3: М>= 1,247 + 0,581 + 0,2375 = 2,066 г/с,
ИВ 3, 4, 5: Л/° = 0,2375 + 1,583 + 0,905 = 2,726 г/с.
Массовые выделения по источнику загрязнения атмосферы принимаем как мак-
симальные из двух вариантов: ЛГ = 2,726 г/с.
4. Определяем массовые выбросы древесной пыли в атмосферу с учетом очистки
в циклоне по формуле (4):
М = 2,726 • (1 - 0,99) = 0,02726 г/с.
5. Определяем валовые выделения пыли от каждого источника выделения по фор-
муле (44):
ИВ 1: В1' = 6,3 • 240 • 0,95/1000 = 1,436 т/год,
ИВ 2: В01 = 8,8 • 320 • 0,95/1000 = 2,675 т/год,
ИВ 3: В01 = 1,5 • 170 • 0,95/1000 = 0,242 т/год,
ИВ 4: В' = 6,0 • 490 • 0,95/1000 = 2,793 т/год,
ИВ 5: В01 = 9,8 • 360 • 0,95/1000 = 3,352 т/год.
6. Определяем валовые выделения пыли в целом по источнику загрязнения атмо-
сферы от ИВ 1—5:
В3 = 1,436 + 2,675 + 0,242 + 2,793 + 3,352 = 10,498 т/год.
7. Определяем валовые выбросы через ИЗА 60 по формуле (5):
В= 10,498 • (I - 0,99) = 0,105 т/год.
120
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Расчет ИЗА 61. 1. Определяем массовые выделения пыли в воздух помещения
с учетом одновременности работы оборудования с помощью коэффициента пересчета:
ИЗА 60: ЛГ = 2,726 г/с - 95 %
ИЗА 61: Л/° = ? — 5 %
Коэффициент пересчета 5/95 = 0,0526.
Тогда Л/° = 2,726 • 0,0526 = 0,143 г/с.
2. Определяем массовые выбросы пыли в атмосферу с учетом коэффициента осе-
дания пыли в помещении:
М =0,143 • 0,2 = 0,0287 г/с.
3. Определяем валовые выделения пыли в воздух помещения от всех источников
выделения с помощью коэффициента пересчета по аналогии с п. Г
В0 = 10,498 • 0,0526 = 0,552 т/год.
4. Определяем валовые выбросы пыли в атмосферу с учетом коэффициента осе-
дания пыли в помещении:
В = 0,552 • 0,2 = 0,11 т/год.
Результат. Массовые и валовые выделения и выбросы древесной пыли в атмо-
сферу по участку деревообработки равны:
Номер источни- ка загрязнения атмосферы ЛГ (г/с) М (г/с) Я1 (т/год) В (т/год)
ИЗА 60 2,726 0,02726 10,498 0,105
ИЗА 61 0,0287 0,0287 0,11 0,11
3.10. Пример расчета выбросов пыли сыпучих материалов
от неорганизованных источников. Пост выгрузки
из железнодорожных вагонов и статическое хранение
щебня гранитных пород в открытом складе
ИЗА 62
Исходные данные. Выгрузка осуществляется на заводе стройматериалов раз-
грузочной машиной производительностью G = 30 т/ч. За год разгружается 800 ваго-
нов по 60 т щебня в каждом. Высота пересыпки 1,5 м, влажность материала — 1 %
(по данным лабораторных анализов). Склад, в который производится выгрузка, за-
крыт ограждениями с двух сторон. Фактическая площадь поверхности пыления со-
ставляет 125 м2, а площадь горизонтальной проекции поверхности пыления равна 90 м2.
Время пылевыделения на складе Т= 4000 ч/год. Размеры кусков щебня до 50 мм.
Расчет. Массовые выбросы определяются по формулам (46) и (47).
Коэффициенты К, = 0,04 и К2 = 0,02 бепем из прил. 13.1; КА = 0,2 — из прил. 13.3;
К5 = 0,9 — из прил. 13.4; К, = 0,5 — из пр. л. 13.5; В' = 0,6 — из прил. 13.6. Величина
121
И. М. Квашнин
g' = 0,002 — см. расшифровку формулы (47). Значение коэффициента К3 берем
для всего диапазона скоростей — от 0,5 до 9,0 м/с (п. 2.8):
К3 = 1,0 при и < 2 м/с,
К3 = 1,2 при и = 2,1...5,0 м/с,
К3 = 1,4 при и = 5,1...7,0 м/с,
К3 = 1,7 при и = 7,1...10,0 м/с.
В соответствии с этим имеем четыре значения массовых выбросов при выгрузке
по формуле (46):
М =0,04 • 0,02 • Ks • 0,2 • 0,9 • 0,6 • 30 • 0,6 • 106/3600 = 0,432 • К3,
v < 2 м/с: М = 0,432 • 1,0 = 0,432 г/с,
и = 2,1...5,0 м/с: М= 0,432 • 1,2 = 0,5184 г/с,
и = 5,1.„7,0 м/с: М = 0,432 • 1,4 = 0,6048 г/с,
и = 7,1... 10,0 м/с: М =0,432 • 1,7 = 0,7344 г/с.
Время разгрузки одного вагона весом 60 т составит 2 ч, а 800 вагонов — 1600 ч/год.
Тогда валовый выброс при разгрузке, определенный по формуле (10), составит:
5 = 0,0036 • 1600 • 0,7344 = 4,23 т/год.
Массовый выброс при статическом хранении материала определяется по форму-
ле (47) и также имеет четыре значения:
М = К3 • 0,2 • 0,9 • (125/90) • 0,5 • 0,002 • 90 = К3 • 0,0225;
и < 2 м/с: М = 1,0 • 0,0225 = 0,0225 г/с,
и = 2,1...5,0 м/с: М= 1,2 • 0,0225 = 0,027 г/с,
и = 5,1...7,0 м/с: М= 1,4 • 0,0225 = 0,0315 г/с,
и = 7,1...10,0 м/с: М= 1,7 • 0,0225 = 0,0383 г/с.
Валовый выброс при статическом хранении определяется по формуле (10) при вре-
мени пыления Т= 4000 ч/год:
5 = 0,0036 • 4000 • 0,0383 = 5,515 т/год.
В целом по источнику загрязнения атмосферы массовые и валовые выбросы пы-
ли щебня равны сумме выбросов при разгрузке и статическом хранении:
М = 0,432 + 0,0225 = 0,4545 г/с при и < 2 м/с,
М = 0,5184 + 0,027 = 0,5454 г/с при и = 2,1...5,0 м/с,
М = 0,6048 + 0,0315 = 0,6363 г/с при и = 5,1...7,0 м/с,
М= 0,7344 + 0,0383 = 0,7727 г/с при и = 7,1...10,0 м/с,
5 = 4,23 + 5,515 = 9,745 т/год.
Результат. Выбросы пыли щебня по ИЗА 62 равны:
М = 0,4545 г/с при и < 2 м/с,
М = 0,5454 г/с при о = 2,1...5,0 м/с,
М= 0,6363 г/с при и = 5,1...7,0 м/с,
М= 0,7727 г/с при и = 7,1... 10,0 м/с,
5 = 9,745 т/год.
Глава 4. Инвентаризация выбросов загрязняющих
еществ в атмосферу
4.1. Методика проведения инвентаризации
Инвентаризация выбросов представляет собой систематизацию сведений о распре-
делении источников по территории, количеству и составу выбросов загрязняющих
веществ в атмосферу [17].
Основной целью инвентаризации выбросов загрязняющих веществ является по-
лучение исходных данных для [32]:
— оценки степени влияния выбросов загрязняющих веществ предприятия на окру-
жающую среду (атмосферный воздух);
— установления предельно допустимых норм выбросов загрязняющих веществ в
атмосферу как в целом по предприятию, так и по отдельным источникам загряз-
нения атмосферы;
— организации контроля соблюдения установленных норм выбросов загрязняю-
щих веществ в атмосферу;
— оценки состояния пылегазоочистного оборудования предприятия;
— оценки экологических характеристик используемых на предприятии технологий;
— оценки эффективности использования сырьевых ресурсов и утилизации отхо-
дов на предприятии.
Фактически инвентаризация является первой частью работы. Ее результаты слу-
жат исходными данными для выполнения второй части «Проекта нормативов пре-
дельно допустимых выбросов загрязняющих веществ в атмосферу». Порядок выпол-
нения этого проекта рассмотрен в пособии [33].
Инвентаризацию обязаны проводить все предприятия и организации, имеющие
выбросы загрязняющих веществ в атмосферу. Она проводится 1 раз в 5 лет либо соб-
ственными силами, либо предприятие привлекает другую организацию и согласовы-
вает материалы инвентаризации в региональном управлении по экологическому
надзору. Ответственность за полноту и достоверность данных инвентаризации несет
руководитель предприятия. Данные о характеристиках источников выделения и за-
грязнения атмосферы, газоочистных и пылеулавливающих установок приводятся в
бланке инвентаризации по состоянию на день начала инвентаризации, а данные о ко-
личестве выбрасываемых и улавливаемых загрязняющих веществ, коэффициенте обес-
печенности газоочисткой приводятся за предшествующий год.
В случае реконструкции и изменения технологии производства предприятие про-
изводит уточнение данных проведенной ранее инвентаризации.
Инструкция [32] предписывает производить инвентаризацию путем непосредствен-
ных инструментальных замеров в соответствии с перечнем [34]. В случаях отсутствия
123
И. М. Квашнин
инструментальных методи к для определения выброса какого-либо загрязняющего веще-
ства, она допускает применение расчетных отраслевых методик [14]. Фактически полу-
чила распространение практика проведения инвентаризаци и большей частью расчетны-
ми методами. Этому есть ряд причин, в первую очередь экономических. В случае проведения
замеров собственными силами предприятие должно иметь лабораторию, аттестованную
в региональном центре стандартизации и метрологии (ЦСМ). Это предполагает наличие
современной дорогостоящей лабораторной базы в соответствии с [34]. Оборудование
1980-х годов в большинстве случаев не подходит. Руководство предприятий далеко не
всегда выделяет деньги даже на поверку существующих приборов. Кроме этого, требу-
ются затраты на химические реактивы, расходные материалы и комплектующие.
С другой стороны, и расчетный метод, и метод замеров имеют свои преимущества и
недостатки. Достоинством расчетного метода является его дешевизна. Только с помощью
расчетного метода можно определить выбросы для строящегося или реконструируемого
объекта. Расчетные массовые выбросы даются с некоторым усреднением, и их точность
ниже, чем при замерах. Расчетами невозможно учесть все особенности работы источни-
ка выделения, пылегазоочистной установки, источника загрязнения атмосферы в кон-
кретных производственн ых условиях. Однако усредненные расчетные нормы выделений
загрязняющих веществ позволяют избежать и больших ошибок, возможных при замерах
и вызванных неполной загрузкой оборудования, неудовлетворительной работой систе-
мы отсоса газов и пыли, погрешностью методики замеров, погрешностью приборов,
ошибками оператора и т. д. Расчетный балансовый метод позволяет с высокой точностью
определить валовые выбросы загрязняющих веществ в атмосферу по сравнению с заме-
ренным массовым выбросом и принимаемым временем работы оборудования.
Очевидным недостатком расчетного метода является его применимость для типового,
широко распространенного оборудования. Новое современное оборудование, применяе-
мые материалы, источники выделения загрязняющих веществ зарубежного производства
не всегда позволяют воспользоваться расчетными методами. В практике автора был слу-
чай, когда при проведении инвентаризации завод-изготовитель отказался дать состав
растворителя, используемого при окраске кожи, сославшись на производственный секрет.
Однако им были представлены ТУ, где оговари валось, какие именно загрязняющие веще-
ства выделяются в воздушную среду. Производство замеров было возможно, но в этом слу-
чае был выбран другой путь, на наш взгляд, более точный. Методом хроматографии был
определен процентный состав компонентов растворителя, что позволило воспользовать-
ся расчетной методикой: определить выбросы балансовым методом по часовому расходу
растворителя (п. 2.3).
Таким образом, использование расчетного метода инвентаризации дает достоверные
результаты и в сочетании с методом замеров является оправданным в современных эко-
номических условиях.
Инвентаризация состоит из пяти разделов (таблиц) и план-схемы предприятия,
порядок заполнения которых приводится ниже.
Раздел 1. Источники выделения загрязняющих веществ
В графе А указывается, к какому производству относятся источник выделения
и источник загрязнения атмосферы. Приводятся конкретные названия цехов, участ-
ков, а также указываются их номера.
В графе 1 указываются номера источника загрязнения атмосферы согласно план-
схеме их расположения. Нумерация источников от года к году не должна изменять-
ся. При появлении нового источника загрязнения атмосферы ему присваивается но-
мер, ранее не использовавшийся в отчетности. При ликвидации источника загрязнения
атмосферы его номер в дальнейшем не используют. Всем организованным источни-
кам загрязнения атмосферы присваивают номер от 0001 до 5999, а всем неорганизо-
ванным - от 6001 до 9999.
124
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
I
Отметим, что на практике ежегодное уточнение инвентаризации, связанное с ре-
конструкцией и реорганизацией производства, обычно не производится, т. к. на пред-
приятии для этого не выделяются исполнители, особенно если инвентаризация выпол-
нялась сторонней организацией, а контролирующие органы этим не занимаются.
Все накопивш иеся изменения учитывают через 5 лет при разработке новой инвентари-
зации. Тогда же меняют и нумерацию источника загрязнения атмосферы, хотя это и не
рекомендуется инструкцией [32]. Это связано с тем, что нумерация идет по цехам.
Допустим, что в первом цехе появился новый источник загрязнения атмосферы. Если
ему присвоить номер после других цехов, то это будет неудобно для составляющих и
проверяющих инвентаризацию. Если же работа источника выделения этого источника
загрязнения атмосферы будет связана с местной или общеобменной вентиляцией,
т. е. другими источниками загрязнения атмосферы цеха, то будет путаница при расчетах.
В графе 2 указывается порядковый номер источни ка выделения. В пределах одно-
го источника загрязнения атмосферы нумерация источника выделения двухзначная
(01, 02 и т. д.) и для следующего источника загрязнения атмосферы начинается сно-
ва. В целом аутентичность достигается тем, что номер источника выделения состоит
из двух частей. Первая часть — четырехразрядный номер источника загрязнения ат-
мосферы, к которому подключен источник выделения; вторая часть — его двухраз-
рядный порядковый номер.
В графе 3 указывается наименование и тип установок и агрегатов, где непосред-
ственно образуется загрязняющее вещество (станок, сварочный пост, окрасочная ка-
мера, открытая стоянка автотранспорта и др.).
Недостатком данной формы инвентаризации является случай, когда один и тот же
источник выделения относится к двум или более источникам загрязнения атмосфе-
ры, например, к вытяжным системам местной и общеобменной вентиляции. Если за-
писать один источник выделения в каждый источник загрязнения атмосферы, то это
будет ошибкой. Можно рекомендовать отнести источник выделения к источнику за-
грязнения атмосферы, являющемуся местной вытяжной вентиляцией, т. к. через нее
удаляется основная доля загрязняющих веществ, а для источника загрязнения атмо-
сферы, являющегося общеобменной вентиляцией, в графах 2 и 3 сделать запись: «об-
щеобменная вентиляция, наименование и номера источника выделения — см. источ-
ник загрязнения атмосферы...» (и указать номера источников загрязнения атмосферы
местной вытяжной вентиляции, от которых неуловленные загрязняющие вещества
попадают в данную обшеобменную).
В графе 4 приводится наименование и тип выпускаемой продукции. Инструк-
ция [32] предусматривает название продукции приводить в соответствие с классифи-
катором, имеющимся в региональном подразделении статуправления, но на практи-
ке этого не делается. Это не влияет на результаты и нвентаризации, а такие услуги сей-
час платные. Не все выпускаемые в настоящее время изделия имеют свой код по О КП
или другим классификаторам.
В графе 5 и 6 следует указывать среднее суммарное количество часов работы обо-
рудования за сутки и за предшествующий год. Это положение инструкции, на наш
взгляд, тоже несколько устарело. Предполагалось, что предприятие работает стабиль-
но при плановой социалистической экономике. Сейчас возможны спады и подъемы
уровня производства, а значит и изменения времени работы оборудования. Поэтому
необходимо закладывать время работы оборудования источника выделения макси-
мально возможное, предлагаемое в течение 5 лет. Это даст гарантию непревышения
нормативов предельно допустимых выбросов загрязняющих веществ в атмосферу.
В противном случае предприятие будет вынуждено платить штрафы. Завышенные
размеры валовых выбросов не отразятся на экологических платежах, т. к. они рассчи-
тываются ежегодно по фактически отработанному времени работы оборудования
в рамках экологического паспорта предприятия.
125
И. М. Квашнин
Для нестационарных технологических процессов (сварочное производство, нане-
сение лакокрасочных материалов и др.) время работы Т(ч/год) можно вычислить ис-
ходя из годового расхода материалов Bf (кг/год) и часового Вч (кг/ч):
Т=в./вч,
а количество рабочих часов в сутки определяется исход я из количества рабочих дней в го-
ду. Фактически отработанное время будет несколько выше, т. к. не каждый час будет рас-
ходоваться максимальное количество материала, но это не отражается на других данных.
В графе 7 записываются наименования загрязняющих веществ, которые выбрасы-
ваются в атмосферу, независимо от того, имеется ли для них ПДК (ОБУВ) или нет.
Наименования должны записываться в соответствии с перечнем [35]. Некоторые рас-
четные методики имеют названия загрязняющихся веществ, отличающиеся от [35].
Например, пыль металлическая (стальная), выделяющаяся при абразивной обработ-
ке [31]. По перечню [35] это загрязняющее вещество называется «оксид железа». В то
же время оксид железа выделяется при сварочных работах [22]. Расчет их следует про-
изводить раздельно, т. к. они имеют различный коэффициент оседания F.
В графе 8 указывается четырехзначный код загрязняющих веществ в соответ-
ствии с [35].
В графе 9 указывается количество загрязняющих веществ, отходящих от источни-
ка выделения, независимо от того, оснащен он очистными сооружениями или нет.
В дополнение к инструкции [32] с учетом особенностей заполнения граф 2 и 3 следу-
ет уточнить: «отходящих от источников выделения и попадающих в данный источ-
ник загрязнения атмосферы».
В заключение отметим, что первый раздел заполняется отдельно для каждого ис-
точника загрязнения атмосферы, а графы 2—9 отдельно для каждого источника вы-
деления.
Раздел 2. Характеристика источников загрязнения атмосферы
В графе 1 указывается номер источника загрязнения атмосферы.
В графах 2 и 3 приводятся соответственно данные (м) о высоте источника над уров-
нем земли и диаметр D или размеры прямоугольного устья источника А • В.
В соответствии со СНИП 2.04.05—91* [1] высота воздуховодов местных вытяжных
систем вентиляции должна быть на 2 м выше уровня крыши. Для общеобменных вы-
тяжных систем (крышных вентиляторов) высота выброса на 0,5... 1,0 м выше крыши.
В графе 4 указывается скорость ш0 (м/с), в графе 5 — объемный расход V(м3/с), в гра-
фе 6 — температура выбрасываемой газовоздушной смеси ТТ (°C) в устье организован-
ного или на поверхности неорганизованного источника загрязнения атмосферы.
Скорость газовоздушной смеси в устье источников выброса, как правило, соот-
ветствует скорости ее движения в трубопроводах (газоходах). Для систем, удаляющих
газообразные примеси, она лежит в пределах 6... 12 м/с. При выбросах твердых частиц
должна быть выдержана скорость транспортирования, которая для различных мате-
риалов составляет 15...25 м/с. При факельном выбросе скорость выхода может возра-
стать до 25...40 м/с [3, 4]. Более точные сведения об этих данных и расходе газовоз-
душной смеси могут быть получены из проекта вентиляции.
Численные значения oj0, Ии Г, могут быть выписаны также из паспортов вент-
установок, пылегазоочистных установок или технологических установок. В слу-
чае отсутствия паспорта температура измеряется термометром, скорость — тер-
моанемометром или микроманометром, а объемный расход рассчитывается
по формуле [30]:
V=
126
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Для прямоугольного сечения устья источника загрязнения атмосферы определя-
ется эффективный диаметр и эффективный расход смеси [30]:
Д, = 1АВ/(А + В)
и
Кэ = (лД/4)<о0.
Величины Tr, шс„ V могут быть различными для теплого и холодного периодов.
В зависимости от того, для какого периода года будет производиться расчет рассеивания
выбросов, в инвентаризацию следует включить те или иные значения или сразу оба
(через дробь). Особенно ярко это проявляется для производственно-отопительных
котельных, когда в разное время года работает различное количество котлов или го-
релок в них. Для источников загрязнения атмосферы вентиляционных систем маши-
ностроительных цехов температура в холодный период равна 15 °C, а в теплый — при-
мерно 27 °C [1]. При заборе воздуха из верхней зоны помещения температура на выходе
из источника загрязнения атмосферы будет на 2...5 °C и более выше, чем при его уда-
лении из рабочей зоны [7, 36].
Для плоских неорганизованных источников в графах 3—6 ставятся прочерки.
В графе 7 указывается код загрязняющего вещества в соответствии с [35].
В графе 8 указывается массовый выброс М (г/с), а в графе 9 - валовый вы-
брос В (т/г) каждого загрязняющего вещества, поступающего в атмосферу от дан-
ного источника загрязнения атмосферы. При выполнении инвентаризации рас-
четным способом выбросы определяются по методикам, приведенным в п. 2.1—2.8
данного пособия, а в случае инструментальных замеров концентрации и расхо-
да воздуха величина М определяется по формуле (3), а значение В рассчитыва-
ется с учетом времени работы подключенных к нему источников выделения
по формулам (10) и (5)
В графах 10—13 приводятся координаты (м) источников загрязнения атмосфе-
ры в условной (заводской) системе координат. Начало заводской координатной сет-
ки и направление осей по сторонам света задается региональным Центром по ги-
дрометеорологии и мониторингу окружающей среды в городской системе координат.
Для точечного источника указываются координаты Л, и У, а для линейного источ-
ника (аэрационного фонаря) — координаты начала Xt, Y, и конца Хг, Y2. Задание ко-
ординат плоского источника инструкцией не предусмотрено. На наш взгляд, их ра-
ционально задавать так же, как и в используемой в практике нормативов предельно
допустимых выбросов компьютерной программе расчета рассеивания выбросов.
По одной из программ плоский источник представляется в виде прямоугольника,
для которого задаются координаты середины противоположных сторон X,, Y„ Х2,
У2 и ширина Z.
Раздел 3. Показатели работы газоочистных и пылеулавливающих установок
В графе 1 указывается четырехзначный номер источника загрязнения атмосферы
и двухзначный номер (номера) источника выделения.
В графе 2 перечисляются наименование и тип пылегазоочистного аппарата, вхо-
дящего в установку.
В графах 3 и 4 указываются проектный и фактический КПД, т. е. степень очист-
ки. Проектный КПД берется из проекта газоочистной установки.
Фактический КПД (степень очистки) определяется по формуле (2) с учетом (3).
В графе 5 указывают код загрязняющего вещества, по которому производят
очистку.
127
И. М. Квашнин
Нормативный и фактический коэффициенты обеспеченности газоочисткой (гра-
фы 6, 7) в процентах вычисляют по формуле
А"’=(7;/7;) • 100,
где Тг — время работы пылегазоочистной установки за год (ч) по нормативам и фак-
тически;
Тт — время работы за год технологического оборудования, оснащенного пылега-
зоочистной установкой (ч).
В графах 8 и 9 для каждой пылегазоочистной установки приводятся капитальные
вложения и эксплуатационные затраты на пылегазоочистку (тыс. руб./год). На наш
взгляд, в связи с постоянным изменением уровня цен эти графы не актуальны.
Третий раздел заполняется только для источников загрязнения атмосферы и ис-
точников выбросов, оборудованных пылегазоочистными установками.
Раздел 4. Суммарные выбросы загрязняющих веществ в атмосферу, их очистка и ути-
лизация (в целом по предприятию)
В данном разделе подсчитывают по каждому загрязняющему веществу суммарные для
всех источников загрязнения атмосферы выделения и выбросы в атмосферу, а также
массу уловленных и утилизированных загрязняющих веществ. Все вещества разделе-
ны на две группы: твердые; жидкие и газообразные. Для каждой из этих групп также
подсчитываются указанные величины, а затем суммарные по всем загрязняющим ве-
ществам. Для удобства пользования строка «Всего» стоит первой в таблице.
В графах 1 и 2 указывается код и наименование загрязняющих веществ в соответ-
ствии с [35].
В графу 3 включают количество загрязняющих веществ (по отдельным веще-
ствам), отходящих от всех стационарных источников выделения, как собираемых
в системы газоотводов (организованные выбросы), независимо от того, напра-
вляются ли они или не направляются на газоочистные установки, так и непо-
средственно попадающих в атмосферу (неорганизованные выбросы). В дан-
ное количество загрязняющих веществ не входят рекуперируемые вещества,
т. е. содержащиеся в технологических газах и специально улавливаемые для про-
изводства продукции.
В графе 4 указывают количество загрязняющих веществ (по отдельным веще-
ствам), отходящих от источников загрязнения атмосферы, не оборудованных пыле-
газоочистными аппаратами, а также учитываются те загрязняющие вещества, кото-
рые прошли через предназначенные для их улавливания пылегазоочистные аппараты.
В графу 5 включают все поступающие на очистные сооружения загрязняющие ве-
щества. При этом данные графы 5 должны быть равны сумме данных граф 6 и 7.
В графе 6 приводят количество загрязняющих веществ (по отдельным веществам),
поступающих в атмосферу после прохождения системы очистки.
В графе 7 указывают фактическое количество уловленных и обезвреженных за-
грязняющих веществ, возвращенных в производство или использованных для полу-
чения товарного продукта.
В графе 8 указывается количество загрязняющих веществ, утилизированных из чи-
сла уловленных и обезвреженных.
В графе 9 указывают общее количество загрязняющих веществ, поступивших в ат-
мосферу (по отдельным веществам) как после очистки, так и выброшенных без нее.
Данные этой графы должны равняться разности граф 3 и 7, а также сумме граф 4 и 6.
При отсутствии на предприятии очистных сооружений по какому-либо загряз-
няющему веществу в графы 5, 6, 7, 8 записывают нуль. Тогда данные граф 3, 4, 9 бу-
дут равны между собой.
128
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
После заполнения всех граф по отдельным веществам заполняют строки для групп
веществ «Твердые» и «Жидкие и газообразные», для чего суммируют графы 3—9 соот-
ветствующих загрязняющих веществ Заполнение первой строки «Всего» производят
путем суммирования граф обеих групп веществ. Проверкой правильности арифмети-
ческих расчетов по строке «Всего» служат условия: число графы 5 равно сумме чисел
граф 6 и 7, число в графе 9 есть разность чисел граф 3 и 7, а также сумма данных граф
4 и 6. На наш взгляд, число в графе 3 должно быть равно сумме чисел граф 4 и 5.
В заключение отметим, что загрязняющие вещества, выбрасываемые передвиж-
ными источниками (автотранспортом), не включаются в общую сумму, а рассчиты-
ваются отдельно аналогичным образом.
Раздел 5. Выбросы автотранспорта предприятия
В том виде, в котором раздел представлен в инструкции [32], он устарел. Вместо
него можно заполнять таблицу расхода топлива (т/год) по отдельным категориям ав-
тотранспорта предприятия.
4.2. Пример выполнения инвентаризации
Заполнение таблиц инвентаризации осуществлялось для наиболее характерных
источников загрязнения атмосферы и источников выделения, рассчитанных в при-
мерах гл. 3. В нумерации источников загрязнения атмосферы добавлены спереди ну-
ли до четырехзначного числа, а для неорганизованных — первая цифра 6.
Если в примерах расчета выбросов не указывается время работы, то принимаем
его исходя из готового расхода материала; количество рабочих дней — 250.
Высота 1, 2 и 3 цеха — 10 м; 4 цеха — 12 м; 5—7 цеха — 7 м. Исходя из этого приняты
и высоты источников загрязнения атмосферы. Методическое пособие [12] рекоменду-
ет для ИЗА 0055 принимать условно высоту 5,0 м, а температуру — равную температу-
ре окружающей среды. Координаты источников взяты в соответствии с план-схемой
предприятия в заводской системе координат (рис. 16). Скорость газовоздушной среды
находится в рекомендуемых пределах, температура для теплого периода с учетом высо-
ты забора воздуха в помещении — по СНиП 2.04.05—91* [1]. Диаметр и объемный рас-
ход увязаны со скоростью и приняты из реальных проектов.
129
Раздел 1. Источники выделения загрязняющих веществ
Наименование производства, номер цеха, участка Номер источни- ка загрязне- ния ат- мосферы Номер источни- ка выде- ления Наименование ис- точника выделения загрязняющих веществ Выпускаемая продукция Время работы источников выделения, ч Выделяющееся загрязняющее вещество Код за- грязняю- щего вещества Количество загрязняющего вещества, отходящего от источника выделения, т/год
в сутки за год
А 1 2 3 4 5 6 7 8 9
Механообрабаты - вающее производство Цех 1 Заточной участок 0001 01 Заточной станок с диаметром круга 100 мм Изделия 1,6 400 Абразивная пыль 2930 0,00576
Металлическая пыль 0123 0,00864
02 Заточной станок с диаметром круга 250 мм Изделия 2,8 700 Абразивная пыль 2930 0,0277
Металлическая пыль 0123 0,0403
03 Заточной станок с диаметром круга 400 мм Изделия 1,0 0250 Абразивная пыль 2930 0,0171
Металлическая пыль 0123 0,0261
Цех 2 Участок ручной электродуговой сварки стали 0008 01 Сварочный пост Изделия 9,4 2345 Железа оксид 0123 0,0271
Марганец 0143 0,00286
Пыль неорганиче- ская с двуокисью кремния 20...70 % 2908 0,00206
Фториды 0342 0,00485
Фтористый водород 0344 0,0011
Диоксид азота 0301 0,00221
Оксид углерода 0337 0,0196
Цех 2 Участок ручной электродутовой сварки стали 0009 Общеобменная вытяжная вентиляция. Источники выделения те же, что в ИЗА 0008 Изделия 9,4 2345 Железа оксид 0123 0,0116
Марганец 0143 0,00123
Пыль неорганиче- ская с двуокисью кремния 20...70 % 2908 0,000883
Фториды 0342 0,00208
Фтористый водород 0344 0,000471
Диоксид азота 0301 0,000947
Оксид углерода 0337 0,0084
Окрасочное производство ЦехЗ Окрасочный участок 0015 01 Окрасочная камера Изделия 2,7 684 Ацетон 1401 0,046
Бутанол 1042 0,0795
Этанол 1061 0,0716
Бутилацетат 1210 0,0937
Этилцеллозольв 1119 0,0155
Толуол 0621 0,1538
Ксилол 0616 0,123
Аэрозоль краски 2902 0,0449
0016 01 Сушильная камера Изделия 8 2000 Ацетон 1401 0,1203
Бутанол 1042 0,153
Этанол 1061 0,158
Бутилацетат 1210 0,159
Толуол 0621 0,084
Ксилол 0616 0,3739
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение раздело 1
Наименование производства, номер цеха, участка Номер источни- ка загрязне- ния ат- мосферы Номер источни- ка выде- ления Наименование ис- точника выделения загрязняющих веществ Выпускаемая продукция Время работы источников выделения, ч Выделяющееся загрязняющее вещество Код за- грязняю- щего вещества Количество загрязняющего вещества, отходящего от источника выделения, т/год
в сутки за год
А 1 2 3 4 5 6 7 8 9
Окрасочное производство ЦехЗ Окрасочный участок 0017 Общеобменная вытяжная вентиляция. Источники выделения те же, что в ИЗА 0015, 0016 Изделия 8 2000 Ацетон 1401 0,00388
Бутанол 1042 0,00558
Этанол 1061 0,00544
Бутилацетат 1210 0,00614
Этилцеллозольв 1119 0,00048
Толуол 0621 0,00646
Ксилол 0616 0,0114
Аэрозоль краски 2902 0,00139
Литейный цех № 4 Обдирочно-шли- фовальный участок 0033 01 Отрезной станок Изделия 2,8 700 Металлическая пыль 0123 0,501
02 Шлифовальная машина с диаме- тром круга 100 мм при рабочей ско- рости 30 м/с Изделия 7,2 1800 Абразивная паль 2930 0,804
Металлическая пыль 0123 1,244
03 Полировальный станок с войлоч- ным кругом Изделия 8,3 2078 Шерстяная пыль (войлочная) 2920 0,07
Металлическая пыль 0123 0,13
И. М. Квашнин
Производство пе- чатных плат Цех 5 Монтажный участок 0052 01-24 Рабочее место монтажников для пайки печатных плат электро- паяльником А = 60 Вт Изделия 8 2100 Пары канифоли 2726 0,000847
Этиловый спирт 1061 0,108
Свинец 0184 1,41 • IO'6
Бензин 2704 0,101
Автотранспортный цех № 6 6055 01 Открытая стоянка автомобилей (без подогрева) легковые — 3 шт. грузовые — 3 шт. автобусы — 3 шт. 2 500 Оксид углерода 0337 0,06979
Диоксид серы 0330 0,000621
Диоксид азота 0301 0,00503
Свинец 0184 0,000012
Сажа (углерод) 0328 0,000134
Углеводороды бен- зиновых двигателей 2704 0,00162
Углеводороды газо- вых двигателей 0410 0,00664
Углеводороды ди- зельных двигателей 2732 0,00291
Раздел 2. Характеристика источников загрязнения атмосферы
Номер источ- ника загряз- нения атмо- сферы Параметры источника загрязнения атмосферы Параметры газовоздушной смеси на выходе источника загрязнения атмосферы Код загряз- няю- щего вещества Количество загрязняющих веществ, выбрасываемых в атмосферу Координаты источника загрязнения атмосферы в заводской системе координат, м
Высо- та, м Диаметр или раз- мер сечения устья,м Ско- рость О)о, М/С Объем- ный расход К, м3/с Темпе- ратура Т„ °C Максимальное, г/с Суммарное, т/г Точечного или одного конца линейного Второго конца линейного
X. Y, х2 Y,
1 2 3 4 5 6 7 8 9 10 И 12 13
0001 12 0,2 17 0,534 27 2930 0,0051 0,00759 33 99 - -
0123 0,00765 0,0113
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение раздело 2
Номер источ- ника загряз- нения атмо- сферы Параметры источника загрязнения атмосферы Параметры газовоздушной смеси на выходе источника загрязнения атмосферы Код загряз- няю- щего вещества Количество загрязняющих веществ, выбрасываемых в атмосферу Координаты источника загрязнения атмосферы в заводской системе координат, м
Высо- та, м Диаметр или раз- мер сечения устья,м Ско- рость <1>о, М/С Объем- ный расход V, м3/с Темпе- ратура Тг, °C Максимальное, г/с Суммарное, т/г Точечного или одного конца линейного Второго конца линейного
X, Y, х2 y2
1 2 3 4 5 6 7 8 9 10 11 12 13
0008 12 0,3 10,0 0,707 27 0123 0,00312 0,0271 92 108
0143 0,000445 0,00286
2908 0,000408 0,00206
0342 0,000963 0,00485
0344 0,000219 0,0011
0301 0,000438 0,00221
0337 0,00388 0,0196
0009 И 0,9 6,0 3,817 29 0123 0,00144 0,0116 86 104
0143 0,000191 0,00123
2908 0,000175 0,000883
0342 0,000413 0,00208
0344 0,0000939 0,000471
0301 0,000188 0,000947
0337 0,00166 0,0084
0015 12 0,5 12,0 2,356 27 1401 0,036 0,046 91 99
1042 0,0451 0,0795
1061 0,048 0,0716
1210 0,131 0,0937
1119 0,0129 0,0155
0621 0,0808 0,1538
0616 0,149 0,123
2902 0,0407 0,00449
0016 12 0,2 10,0 0,314 60 1401 0,109 0,1203 91 94
1042 0,137 0,153
1061 0,146 0,158
1210 0,397 0,159
0621 0,2105 0,084
0616 0,452 0,3739
0017 12 0,6 7,2 2,036 32 1401 0,00333 0,00388 87 97
1042 0,00419 0,00558
1061 0,00448 0,00544
1210 0,0122 0,00614
1119 0,0004 0,00048
0621 0,0068 0,00646
0616 0,0138 0,0114
2902 0,0126 0,00139
0033 14 0,2 18 0,57 27 0123 0,199 1,264 30 54 -
2930 0,124 0,804
2920 0,000376 0,00281
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение раздело 2
Номер источ- ника загряз- нения атмо- сферы Параметры источника загрязнения атмосферы Параметры газовоздушной смеси на выходе источника загрязнения атмосферы Код загряз- няю- шего вещества Количество загрязняющих веществ, выбрасываемых в атмосферу Координаты источника загрязнения атмосферы в заводской системе координат, м
Высо- та, м Диаметр или размер сечения устья,м Ско- рость (О„, м/с Объем- ный расход V, м3/с Темпе- ратура т„ °C Максимальное, г/с Суммарное, т/г Точечного или одного конца линейного Второго конца линейного
X. Y, х2 y2
1 2 3 4 5 6 7 8 9 10 11 12 13
0052 9 0,4 11 1,382 27 2726 0,000112 0,000847 142 73
1061 0,0133 0,108
0184 1,87 • IO’7 1,41 • 10-6
2704 0,0133 0,101
6055 (5) 0337 0,125 0,0494 0,06979 179 123 Z= 10 193 108
0330 0,000892 0,000545 0,000621
0301 0,00789 0,00389 0,00503
0184 0,000018 0,00001 0,000012
0328 0,000231 0,000089 0,000134
2704 0,00261 0,00125 0,00162
0410 0,0125 0,00389 0,00664
2732 0,00453 0,00261 0,00291
Примечание. В графе 8 для ИЗА 6055 в числителе - массовый выброс в холодный период, а в знаменателе - в теплый.
нингпод)! |/|
Раздел 3. Показатели работы газоочистных и пылеулавливающих установок
Номер источника выделения Наименование и тип пылегазоочистного аппарата КПД аппаратов, % Код загрязняюще- го вещества, по которому про- исходит очистка Коэффициент обеспеченности К™, % Капитальные вложения, тыс. руб. Затраты на газоочистку, тыс. руб./год
проектный фактиче- ский нормативный фактический
1 2 3 4 5 6 7 8 9
0001 (01...03) Циклон с обратным конусом 85 85 2930 0123 100 100 - -
0016 (01) Гидрофильтр 90 90 2902 100 100 - -
0033 (01) Пылеулавливающий аппарат ЗИЛ-900М 99 99 0123 100 100 - -
0033 (03) Пылеулавливающий аппарат ПА 97 97 2920 0123 100 100 - -
Раздел 4. Суммарные выбросы загрвзнвющих веществ в атмосферу, их очистка и утилизация (в целом по предприятию), т/год
Код загряз- няюще- го веще- ства Наименование загрязняющего вещества Количество В том числе Из поступивших на очистку Всего выброшено в атмосферу
загрязняющего вещества, отходящего от источника выделения выбрасывает- ся без очистки поступает на очистку Выброшено в атмосферу Уловлено и обезврежено
фактически из них утилизировано
1 2 3 4 5 6 7 8 9
Всего: 4,8988 2,7713 2,1275 1,2902 0,8373 0,6867 4,0615
В том числе: Твердые 2,9871 0,8596 2,1275 1,2902 0,8373 0,6867 2,1498
0123 Железа оксид 0,0387 0,0387 0 0 0 0 0,0387
0123 Металлическая пыль 1,962 0 1,962 1,2753 0,6867 0,6867 1,2753
0143 Марганец и его соединения 0,00409 0,00409 0 0 0 0 0,00409
0184 Свинец и его соединения 1,41 «Ю-6 1,41 • 10’6 0 0 0 0 1,41 «10-6
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение раздело 4
Код загряз- няюще- го веще- ства Наименование загрязняющего вещества Количество загрязняющего вещества, отходящего от источника выделения В том числе Из поступивших на очистку Всего выброшено в атмосферу
выбрасывает- ся без очистки поступает на очистку Выброшено в атмосферу Уловлено и обезврежено
фактически из них утилизировано
1 2 3 4 5 6 7 8 9
0342 Фториды 0,00693 0,00693 0 0 0 0 0,00693
0344 Фтористый водород 0,001571 0,001571 0 0 0 0 0,001571
2902 Красочный аэрозоль 0,04629 0,00139 0,0449 0,00449 0,04041 0 0,00588
2908 Пыль неорганическая с двуокисью кремния 20...70 % 0,002943 0,002943 0 0 0 0 0,002943
2920 Пыль шерстяная (войлочная) 0,07 0 0,07 0,00281 0,06719 0 0,00281
2930 Пыль абразивная 0,8546 0,804 0,0506 0,00759 0,04301 0 0,81159
Жидкие и газообразные 1,9117 1,9117 0 0 0 0 1,9117
0301 Азота диоксид 0,003157 0,003157 0 0 0 0 0,003157
0337 Углерода оксид 0,028 0,028 0 0 0 0 0,028
0616 Ксилол 0,5083 0,5083 0 0 0 0 0,5083
0621 Толуол 0,2443 0,2443 0 0 0 0 0,2443
1042 Бутанол 0,2381 0,2381 0 0 0 0 0,2381
1061 Этанол 0,343 0,343 0 0 0 0 0,343
1119 Этилцеллозольв 0,01598 0,01598 0 0 0 0 0,01598
1210 Бутилацетат 0,2588 0,2588 0 0 0 0 0,2588
1401 Ацетон 0,1702 0,1702 0 0 0 0 0,1702
2704 Бензин 0,101 0,101 0 0 0 0 0,101
2726 Пары канифоли 0,000847 0,000847 0 0 0 0 0,000847
И. М. Квашнин
Передвижные источники (автотранспорт)
Всего: 0,086557 0,086557 0 0 0 0 0,086557
В том числе: Твердые 0,000146 0,000146 0 0 0 0 0,000146
0184 Свинец и его соединения 0,000012 0,000012 0 0 0 0 0,000012
0328 Сажа 0,000134 0,000134 0 0 0 0 0,000134
Жидкие и газообразные 0,086411 0,086411 0 0 0 0 0,086411
0301 Азота диоксид 0,00503 0,00503 0 0 0 0 0,00503
0330 Серы диоксид 0,000621 0,000621 0 0 0 0 0,000621
0337 Углерода оксид 0,06979 0,06979 0 0 0 0 0,06979
0410 Углеводороды газовых двигателей 0,00644 0,00644 0 0 0 0 0,00644
2704 Углеводороды бензино- вых двигателей 0,00162 0,00162 0 0 0 0 0.00162
2732 Углеводороды дизельных двигателей 0,00291 0,00291 0 0 0 0 0,00291
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Библиографический список
1. СНиП 2.04.05—91*. Отопление, вентиляция и кондиционирование/ГУП ЦПП. —
М., 2002.
2. ГН 2.2.5.686—98. Предельно допустимые концентрации (ПДК) вредных веществ
в воздухе рабочей зоны/Минздрав России. — М., 1998.
3. Внутренние санитарно-технические устройства. В 3 ч. Ч. 3. Вентиляция и кон-
диционирование воздуха. Кн. 1 / В. Н. Богословский, А. И. Пирумов, В. Н. По-
сохин и др.; под ред. Н. Н. Павлова и Ю. И. Шиллера. — М.: Стройиздат, 1992. —
(Справочник проектировщика).
4. Внутренние санитарно-технические устройства: В 3 ч. Ч. 3. Вентиляция и кон-
диционирование воздуха. Кн. 2 / Б. В. Баркалов, Н. Н. Павлов, С. С. Амирджа-
нов и др.; под ред. Н. Н. Павлова и Ю. И. Шиллера. — М.: Стройиздат, 1992. —
(Справочник проектировщика).
5. СанПиН 2.2.4.548—96. Гигиенические требования к микроклимату производ-
ственных помещений/Минздрав России. М., 1997.
6. Посохин В. Н. Местные отсосы от теплогазовыделяющего оборудования: Учеб,
пособие. — Казань: Казанский хим.-технолог, ин-т, 1983.
7. Торговников Б. М., Табачник В. Е., Ефанов Е. М. Проектирование промышлен-
ной вентиляции. — Киев: Будивельник, 1983.
8. Сборник методик по расчету выбросов в атмосферу загрязняющих веществ раз-
личными производствами. — Л.: Гидрометеоиздат, 1986.
9. Экологические требования к установкам очистки газов: Методическое посо-
бие/Под ред. А. Ю. Вальдберг и др. — СПб.: СИМЭК, 1996.
10. ГОСТ 17.2.3.02—78. Охрана природы. Атмосфера. Правила установления допу-
стимых выбросов вредных веществ промышленными предприятиями. —
М.: Изд-во стандартов, 1979.
11. Рекомендации по оформлению и содержанию проекта нормативов ПДВ в ат-
мосферу для предприятия/Госкомприрода. — М., 1989.
12. Методическое пособие по расчету, нормированию и контролю выбросов за-
грязняющих веществ в атмосферный воздух. — СПб.: Интеграл, 2002.
13. Пособие к СНиП 11.01—95 по разработке раздела проектной документации
«Охрана окружающей среды»/Госстрой России. — М., 2000.
14. Перечень документов по расчету выделений (выбросов) загрязняющих веществ
в атмосферный воздух действующих в 2001-2002 гг./МПР России. — М., 2001.
15. Федеральный закон от4 мая 1999 г. № 96-ФЗ «Об охране атмосферного воздуха».
16. ОНД—90. Руководство по контролю загрязнения атмосферы. Ч. 1, 2. —
СПб.: НИИ Атмосферы, 1992.
17. ГОСТ 17.2.1.04—77. Охрана природы. Атмосфера. Источники и метеорологиче-
ские факторы загрязнения, промышленные выбросы. Термины и определения. —
М.: Изд-во стандартов, 1984.
141
И. М. Квашнин
18. ГОСТ 17.2.1.03—84. Термины и определения контроля загрязнения. — М.:
Изд-во стандартов, 1984.
19. ГН 2.1.6.695—98. Предельно допустимые концентрации (ПДК) загрязняющих
веществ в атмосферном воздухе населенных мест/Минздрав России. —
С дополнениями № 1—4. — М., 1998.
20. Методика проведения инвентаризации выбросов загрязняющих веществ в ат-
мосферу на предприятиях железнодорожного транспорта/МПС. — М., 1992.
21. Квашнин И. М., Юнкеров Ю. И. Расчет выбросов загрязняющих веществ в ат-
мосферу промышленными предприятиями. — Пенза: ПГАСА, 1998.
22. Методика расчета выделения (выбросов) загрязняющих веществ в атмосферу при
сварочных работах (на основе удельных показателей)/НИИ Атмосфера. — СПб., 1997.
23. Методика проведения инвентаризации выбросов загрязняющих веществ в ат-
мосферу для автотранспортных предприятий (расчетным методом)/Министер-
ство транспорта РФ. — С изменениями 2002 г. — М., 1998.
24. Методика расчета выделения (выбросов) загрязняющих веществ в атмосферу
при нанесении лакокрасочных материалов (по величинам удельных выделе-
ний)/НИИ Атмосфера. — СПб., 1997.
25. ОСТ4—ГО.050.224—84. Покрытия лакокрасочные. Удельные нормы расхода ма-
териалов/Министерство радиопромышленности СССР. — М., 1985.
26. Временная методика по определению выбросов вредных веществ в атмосферу
предприятиями отрасли/Министерство радиопромышленности СССР. — М., 1990.
27. Нормативные показатели удельных выбросов вредных веществ в атмосферу от
основных видов технологического оборудования предприятий отрасли (разде-
лы с 1 по 20). — Харьков: Всесоюзный теплотехнич. науч.-исслед. ин-т, 1991.
28. Временные методические указания по расчету выбросов загрязняющих веществ
в атмосферный воздух предприятиями деревообрабатывающей промышленно-
сти. Переизд. 2001 г. — Петрозаводск: Эко-прогноз, 1992.
29. ВРД 66—125—90. Методика по расчету валовых выбросов загрязняющих веществ
в атмосферу предприятиями концерна «Россевзапстрой». Ч. 2. Заводы по про-
изводству железобетона/Проектно-технологич. ин-т. — М., 1991.
30. ОНД—86. Методика расчета концентраций в атмосферном воздухе вредных ве-
ществ, содержащихся в выбросах предприятий. — Л.: Гидрометеоиздат, 1987.
31. Методика расчета выделения (выбросов) загрязняющих веществ в атмосферу
при механической обработке металлов (на основе удельных показателей)/
НИИ Атмосфера. — СПб., 1997.
32. Инструкция по инвентаризации выбросов загрязняющих веществ в атмосфе-
ру/ЛДНТП.-Л., 1991.
33. Еремкин А. И., Квашнин И. М., Юнкеров Ю. И. Нормирование выбросов за-
грязняющих веществ в атмосферу. — М.: Ассоциация строительных вузов, 2000.
34. Перечень методик выполнения измерений концентраций загрязняющих ве-
ществ в выбросах промышленных предприятий/МПР России. — М., 2001.
35. Перечень и коды веществ, загрязняющих атмосферный воздух. — Дополнения
2002 г. — СПб.: Интеграл, 2000.
36. Волков О. Д. Проектирование вентиляции промышленного здания. — Харьков:
В. ш„ 1989.
37. Методика расчета выделений (выбросов) загрязняющих веществ в атмосферу
при производстве металлопокрытий гальваническим способом (по величинам
удельных выделений)/НИИ Атмосфера. — СПб., 2000.
38. Федеральный закон от 10 января 2002 г. № 7-ФЗ «Об охране окружающей среды».
39. ГН 2.1.6.696—98. Ориентировочно безопасные уровни воздействия (ОБУВ)
загрязняющих веществ в атмосферном воздухе населенных мест/Минздрав Рос-
сии. — С дополнениями № 1, 2, 3. — М., 1998.
142
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
40. Методика определения выбросов загрязняющих веществ в атмосферу при сжи-
гании топлива в котлах производительностью менее 30 тонн пара в час или ме-
нее 20 Гкал в час/Госкомэкология России. — М., 1999.
41. Методические указания по расчету выбросов пыли в промышленности строи-
тельных материалов/НИИПИОТСТРОМ. — Новороссийск, 1985.
42. Методика проведения инвентаризации выбросов загрязняющих веществ в атмо-
сферу на асфальтобетонных заводах (расчетным методом)/НИИАТ. — М., 1992.
43. Методические указания по определению выбросов загрязняющих веществ
в атмосферу из резервуаров/Госкомэкология России. — М., 1997.
44. СНиП 23—01—99. Строительная климатология/НИИСФ. — М., 2000.
45. ГОСТ 17.2.4.06—90. Охрана природы. Атмосфера. Методы определения скоро-
сти и расхода газопылевых потоков, отходящих от стационарных источников
загрязнения. - М.: Изд-во стандартов, 1991.
46. ГОСТ 17.2.4.08—90. Охрана природы. Атмосфера. Методы определения влаж-
ности газопылевых потоков, отходящих от стационарных источников загряз-
нения. — М.: Изд-во стандартов, 1991.
47. ГОСТ Р 50820—95. Оборудование газоочистное и пылеулавливающее. Методы
определения запыленности газопылевых потоков. — М.: Изд-во стандартов, 1996.
48. Тищенко Н. Ф. Охрана атмосферного воздуха. Расчет содержания вредных
веществ и их распределение в воздухе. — М.: Химия, 1991.
49. Квашнин И. М., Стрелюхина Т. А. Дипломное проектирование по специаль-
ности «Инженерная защита окружающей среды». — Пенза: ПГАСА, 2003.
Приложения
Приложение 1
Коды и предельно допустимые концентрации загрязняющих веществ
по видам производств (по данным [35])
Код Выделяющееся загрязняющее вещество Класс опасно- сти ПДК макси- мальная ра- зовая, мг/м3 ПДК сред- несуточная, мг/м3 ОБУВ, мг/м3
Окрасочное производство
1401 Ацетон 4 0,350 - -
2902 Аэрозоль красочный (взвешенные вещества) 3 0,500 0,150 -
1041 Бензиловый спирт 4 0,160 - -
1042 Бутанол (спирт н-бутиловый) 3 0,100 - -
1210 Бутилацетат 4 0,100 - -
1110 Бутилцеллозольв (моноизобутиловый эфир этиленгликоля) 3 1,000 0,300 -
0616 Ксилол 3 0,200 - -
1408 Метилизобутил-кетон 4 0,100 - -
2750 Сольвент нафта - - - 0,200
0620 Стирол 2 0,040 0,002 -
0621 Толуол 3 0,600 - -
2752 Уайт-спирит - - - 1,000
1411 Циклогексанон 3 0,040 - -
1061 Этанол (спирт этиловый) 4 5,000 - -
1240 Этилацетат 4 0,100 - -
1119 Этилцеллозольв - - - 0,700
Механическая обработка материалов, производство строительных материалов
0101 Алюминия оксид (в пересчете на алюминий) 2 - 0,010 -
0323 Кремния диоксид аморфный (Аэросил-175) - - - 0,020
2735 Масло минеральное нефтяное - - - 0,050
2930 Пыль абразивная (корунд белый, монокорунд) - - - 0,040
2962 Пыль бумаги - - - 0,100
2935 Пыль винипласта-90 - - - 0,010
0214 Пыль гашеной извести (кальция гидроксид, пушонка) 3 0,030 0,010 -
2965 Пыль гетинаксов Г-2, Г-4 - - - 0,030
147
И. М. Квашнин
Продолжение прил. 1
Код Выделяющееся загрязняющее вещество Класс опасно- сти ПДК макси- мальная ра- зовая, мг/м3 ПДК сред- несуточная, мг/м3 ОБУВ, мг/м3
2936 Пыль древесная - - - 0,500
2987 Пыль латуни (в пересчете на медь) - - - 0,003
0123 Пыль металлическая (железа оксид) (в пересчете на железо) 3 - 0,040 -
0128 Пыль негашеной извести (кальция оксид) - - - 0,300
2909 Пыль неорганическая, содержащая двуокись кремния ниже 20 % (щебень, гравий) 3 0,5 0,15 -
2908 То же 20—70 % (цемент, песок) 3 0,300 0,100 -
2907 То же >70 % (динас) 3 0,150 0,050 -
2947 Пыль оргстекла (полиметилметакрилата) - - - 0,100
2953 Пыль пластмасс (фенопластов резольного типа Э2-330-02, У2-301-07) - - - 0,050
2990 Пыль полистирола - - - 0,350
2976 Пыль слюды - - - 0,040
2916 Пыль стеклопластика - - - 0,060
2977 Пыль талька - - - 0,500
2952 Пыль текстолита - - - 0,040
2920 Пыль шерстяная (меховая, пуховая) - - - 0,030
2754 Углеводороды предельные С12-С19 4 1,000 - -
0207 Цинка оксид (в пересчете на цинк) 3 - 0,050 -
2868 Эмульсон - - - 0,050
Сварка и резка металлов
0301 Азота диоксид 2 0,085 0,040 -
0101 Алюминия оксид (в пересчете на алюминий) 2 - 0,010
ОНО Ванадия пятиокись 1 - 0,002 -
0113 Вольфрамовый ангидрид 3 - 0,150 -
0123 Железа оксид (в пересчете на железо) 3 - 0,040 -
148
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 1
Код Выделяющееся загрязняющее вещество Класс опасно- сти ПДК макси- мальная ра- зовая, мг/м3 ПДК сред- несуточная, мг/м3 ОБУВ, мг/м3
0323 Кремния диоксид аморфный (Аэросил-175) - - - 0,020
0138 Магния оксид 3 0,400 0,050 -
0143 Марганец и его соединения (в пересчете на марганца диоксид) 2 0,010 0,001 -
0146 Меди оксид (в пересчете на медь) 2 - 0,002 -
0266 Молибден и его неорганические соединения (молибдена трехокись, парамолибдат аммония) (в пересчете на молибден) 3 - 0,020 -
0164 Никеля оксид (в пересчете на никель) 2 - 0,001 -
0118 Титана диоксид - - 0,500
0337 Углерода оксид 4 5,000 3,000 -
0344 Фториды неорганические плохо растворимые (алюминия фторид, кальция фторид, натрия гексафторалюминат) (в пересчете на фтор) 2 0,200 0,030 -
0342 Фтористые соединения газообразные (фтористый водород, четырехфтористый кремний) (в пересчете на фтор) 2 0,020 0,005 -
0228 Хрома трехвалентные соединения - - - 0,010
0207 Цинка оксид (в пересчете на цинк) 3 - 0,050 -
Гальваническое производство (химическое и электрохимическое), гальванопластика
0301 Азота диоксид (азота IV оксид) 2 0,085 0,040 -
0302 Азотная кислота 2 0,400 0,150 -
0303 Аммиак 4 0,200 0,040 -
1401 Ацетон 4 0,350 - -
0231 Барий и его соли (хлорид, ацетат, нитрат, нитрит) (в пересчете на барий) 2 0,015 0,004 -
149
И. М. Квашнин
Продолжение прил. 1
Код Выделяющееся загрязняющее вещество Класс опасно- сти ПДК макси- мальная ра- зовая, мг/м3 ПДК сред- несуточная, мг/м3 ОБУВ, мг/м3
0703 Бенз(а)пирен (3,4-бензпирен) 1 - 1,0 нг/м3 -
2704 Бензин 4 5,000 1,500 -
0602 Бензол 2 0,300 0,100 -
0311 Бор фтористый (олово борфтористое) - - - 0,005
0308 Борная кислота 3 - 0,020 -
0371 Борофтористоводородная кислота - - - 0,010
0316 Водород хлористый (соляная кислота) 2 0,200 0,100 -
0317 Водород цианистый (синильная кислота, калия цианид, меди цианид) 2 - 0,010 -
2853 Глицерин (1,2,3- Пропантриол) - - - 0,100
0321 Йод (водород йодистый) 2 - 0,030 -
0132 Кадмий сернокислый (кадмия сульфат) (в пересчете на кадмий) 1 - 0,0003 -
0251 Калий-натрий виннокислый (сегнетова соль, калий- натрий виннокислый сульфат) - - - 0,300
2732 Керосин (пары) - - - 1,200
0135 Кобальта сульфат (кобальт сульфаминовокислый) 2 0,001 0,0004 -
1580 Лимонная кислота (калий лимоннокислый) 3 0,100 - -
2735 Масло минеральное нефтяное - - - 0,050
0146 Меди оксид (в пересчете на медь) 2 - 0,002 -
1052 Метанол (спирт метиловый, карбинол) 3 1,000 0,500 -
0150 Натрия гидроксид (натр едкий, сода каустическая, щелочь, едкая щелочь, калия гидроксид) - - - 0,010
3103 Натрия дифосфат (натрия пирофосфат, натрия гидрофосфат) - - - 0,100
150
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 1
Код Выделяющееся загрязняющее вещество Класс опасно- сти ПДК макси- мальная ра- зовая, мг/м3 ПДК сред- несуточная, мг/м3 ОБУВ, мг/м3
0155 Натрия карбонат (сода кальци нированная) - - - 0,040
3155 Натрия нитрат - - - 0,050
0156 Натрия нитрит - - - 0,005
0271 Натрия сульфид (гидросульфид) - - - 0,010
0152 Натрия хлорид (поваренная соль) 3 0,500 0,150 -
0165 Никеля растворимые соли (в пересчете на никель) (никель борфтористый) 1 0,002 0,0002 -
2001 Нитрил акриловой кислоты (акрилонитрил) 2 - 0,030 -
0348 Ортофосфорная кислота (аммония гидрофосфат) - - - 0,020
1555 Уксусная кислота 3 0,200 0,060 -
1071 Фенол 2 0,010 0,003 -
1325 Формальдегид 2 0,035 0,003 -
2425 Фурфурол 3 0,080 0,040 -
0349 Хлор (пары) 2 0,100 0,030 -
0203 Хром (VI) (Хром шестивалентный) (в пересчете на трехокись хрома) 1 - 0,0015 -
0207 Цинка оксид (в пересчете на цинк) 3 - 0,050 -
Автотранспорт, сжигание топлива
0301 Азота диоксид 2 0,085 0,040 -
0304 Азота оксид 3 0,400 0,060 -
0703 Бенз(а)пирен (3,4-Бензпирен) 1 - 1,0 нг/м3 -
2704 Бензин (углеводороды от бензиновых двигателей) 4 5,000 1,500 -
0602 Бензол 2 0,300 0,100 -
ОНО Ванадия пятиокись 1 - 0,002 -
2732 Керосин (углеводороды от дизельных двигателей) - - - 1,200
0616 Ксилол 3 0,200 - -
2909 Пыль неорганическая с содержанием двуокиси кремния ниже 20 % (пыль угольная, твердые частицы при сжигании угля) 3 0,500 0,150 -
151
И. М. Квашнин
Продолжение прил. 1
Код Выделяющееся загрязняющее вещество Класс опасно- сти ПДК макси- мальная ра- зовая, мг/м3 ПДК сред- несуточная, мг/м3 ОБУВ, мг/м3
0328 Сажа 3 0,150 0,050 -
0184 Свинца окись (в пересчете на свинец) 1 0,001 0,0003 -
0322 Серная кислота 2 0,300 0,100 -
0330 Серы диоксид (ангидрид сернистый) 3 0,500 0,050 -
0415 Смесь углеводородов предельных С1-С5 - - 50,0 -
0416 Смесь углеводородов предельных С6-С10 - - 30,0 -
0501 Смесь углеводородов непредельных С2-С5 (амилен) 4 1,500 - -
0621 Толуол 3 0,600 - -
2754 Углеводороды предельные С12-С19 (испарение дизельного топлива) 4 1,000 - -
0337 Углерода оксид 4 5,000 3,000 -
0627 Этилбензол 3 0,020 - -
Литейные и термические цехи. Литье под давлением
0301 Азота диоксид 2 0,085 0,040 -
0304 Азота оксид 3 0,400 0,060
1301 Акролеин 2 0,030 0,010 -
0101 Алюминия оксид (аэрозоль алюминия) в пересчете на алюминий 2 - 0,010 -
0303 Аммиак 4 0,200 0,040 -
1401 Ацетон 4 0,350 - -
0602 Бензол 2 0,300 0,100 -
0342 Водород фтористый, кремний четырехфтористый (в пересчете на фтор) 2 0,020 0,005 -
0316 Водород хлористый (соляная кислота) 2 0,200 0,100 -
0317 Водород цианистый (синильная кислота) 2 - 0,010 -
0503 Дивинил (1,3-бутадиен) 4 3,000 1,000 -
0123 Железа оксид (в пересчете на железо) 3 - 0,040 -
0125 Калия карбонат (аэрозоль) (поташ) 4 0,100 0,050 -
0126 Калия хлорид 4 0,300 0,100 -
152
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 1
Код Выделяющееся загрязняющее вещество Класс опасно- сти ПДК макси- мальная ра- зовая, мг/м3 ПДК сред- несуточная, мг/м3 ОБУВ, мг/м3
2732 Керосин - - - 1,200
0140 Меди сульфат (медь сернокислая, медный купорос) (в пересчете на медь) 2 0,003 0,001 -
1052 Метанол (спирт метиловый) 3 1,000 0,500 -
0150 Натрия гидроксид (натр едкий, сода каустическая) - - - 0,010
0155 Натрия карбонат (сода кальцинированная) - - - 0,040
0156 Натрия нитрит - - - 0,005
0165 Никель сульфаминовокислый (никеля растворимые соли) (в пересчете на никель) 1 0,002 0,0002 -
0166 Никеля сульфат (в пересчете на никель) 1 0,002 0,001 -
0170 Олова сульфат (в пересчете на олово) 3 - 0,020 -
0348 Ортофосфорная кислота - 0,020
0882 Перхлорэтилен (тетрахлорэтилен) 2 0,500 0,060 -
0322 Серная кислота 2 0,300 0,100 -
0894 Трифтортрихлорэтан (фреон-113) - - - 8,000
0899 Трихлорэтан (метилхлороформ) 4 2,000 0,200 -
2752 Уайт-спирит - - - 1,000
1555 Уксусная кислота 3 0,200 0,060 -
0203 Хромовый ангидрид (трехокись хрома) 1 - 0,0015 -
1061 Этанол (спирт этиловый) 4 5,000 -
Приложение 2
Характеристики и массовое выделение загрязняющих веществ оборудования механической
обработки металлов (по данным [31])
Приложение 2.1
Выделение пыли при механической обработке металлов без охлаждения
Технологический процесс, вид оборудования Определяющая характеристика оборудования Выделяющееся загрязняющее вещество, г/с
Пыль абразивная Пыль металличе- ская Другие виды пыли
Обдирочно-шлифовальные станки: а) рабочая скорость 30 м/с б) рабочая скорость 50 м/с Диаметр шлифовального круга, мм
100 0,62 0,96 -
125 1,06 1,59 -
100 1,46 2,19 -
125 1,92 2,88 -
Круглошлифовальные станки 100 0,010 0,018 -
150 0,013 0,020 -
300 0,017 0,026 -
350 0,018 0,029 -
400 0,020 0,030 -
600 0,026 0,039 -
750 0,030 0,045 -
900 0,034 0,052 -
Плоскошлифовальные станки 175 0,014 0,022 -
250 0,016 0,026 -
350 0,020 0,030 -
400 0,022 0,033 -
450 0,023 0,036 -
500 0,025 0,038 -
Бесцентрошлифовальные станки 30; 100 0,005 0,008 -
395; 500 0,006 0,013 -
480; 600 0,009 0,016 -
Зубошлифовальные и резьбошлифовальные станки 75-200 0,005 0,008 -
200-400 0,007 0,011 -
155
И. М. Квашнин
Продолжение прил. 2.1
Технологический процесс, вид оборудования Определяющая характеристика оборудования Выделяющееся загрязняющее вещество, г/с
Пыль абразивная Пыль ме- талличе- ская Другие виды пыли
Внутришлифовальные станки 5-20 0,003 0,005 -
20-50 0,005 0,008 -
50-80 0,006 0,010 -
80-150 0,010 0,014 -
150-200 0,012 0,018 -
Полировальные станки с войлочным кругом Диаметр войлоч- ного круга, мм Пыль войлока и металлов
100 - - 0,013
200 - - 0,019
300 - - 0,027
400 - - 0,039
500 - - 0,050
600 - - 0,063
Заточные станки Диаметр круга, мм
100 0,004 0,006 -
150 0,006 0,008 -
200 0,008 0,012 -
250 0,011 0,016 -
300 0,013 0,021 -
350 0,016 0,024 -
400 0,019 0,029 -
450 0,022 0,032 -
500 0,024 0,036 -
550 0,027 0,040 -
Заточные станки с алмазным кругом Диаметр алмазного круга, мм Пыль неор- ганическая с содержа- нием SiO2>70 %
100 0,005 - 0,002
150 0,007 - 0,003
200 0,011 - 0,005 *
250 0,014 - 0,006
300 0,017 - 0,007
350 0,021 - 0,009
400 0,025 - 0,011
450 0,028 - 0,012
500 0,032 - 0,014
550 0,035 - 0,015
156
Промышленные выбросы в атмосферу Инженерные расчеты и инвентаризация
Продолжение прил. 2.1
Технологический процесс, вид оборудования Определяющая характеристика оборудования Выделяющееся загрязняющее вещество, г/с
Пыль абразивная Пыль ме- талличе- ская Другие виды пыли
Обработка деталей из стали: Отрезные станки Крацевальные станки - 0,203 0,097 -
Обработка деталей из сплавов феррадо: Сверлильные станки — 0,007
Обработка деталей из алюминия: Диаметр матерчатого круга, мм Пыль алю- миния, тек- стильная, полироваль- ной пасты
Станки полировальные с матерчатыми кругами с применением пасты ГОИ (мод. ВИЗ 9905-1415 и др.) 450 0,313
Примечание Состав пыли абразивной аналогичен составу материала применяемого шлифовального круга.
Состав пыли металлической аналогичен составу обрабатываемых материалов.
Приложение 2.2
Выделение пыли при механической обработке металлов в гальваническом производстве
Вид производства, технологическая операция Станочное оборудование Диаметр круга, мм Выделяющееся загрязняющее вещество
Вид пыли Количество, г/с на единицу оборудования
Грубое шлифование перед нанесением покрытий Станки шли- фовальные Металлическая 0,126
Абразивная 0,055
Полировка поверхно- сти изделий перед на- несением покрытий Станки по- лировальные с войлочным кругом 150 Войлочная 0,108
200 0,144
250 0,181
300 0,217
350 0,253
400 0,289
450 0,325
Финишное полирова- ние с применением хромсодержащих паст (паста ГОИ) Станки по- лировальные с войлочны- ми кругами 150 Войлочная и полировальной пасты 0,017
200 0,022
250 0,028
300 0,033
350 0,039
400 0,044
450 0,050
157
И. М. Квашнин
Продолжение прил. 2.2
Вид производства, технологическая операция Станочное оборудование Диаметр круга, мм Выделяющееся загрязняющее вещество
Вид пыли Количество, г/с на единицу оборудования
Полирование поверхности изделий перед нанесением покрытия Станки по- лировальные с матерчаты- ми (текстиль- ными) круга- МИ 150 Текстильная 0,208
200 0,278
250 0,347
300 0,417
350 0,486
400 0,556
450 0,625
Финишное полирова- ние с применением хромсодержащих паст (паста ГОИ) Станки по- лировальные с матерчаты- ми (текстиль- ными) круга- ми 150 Текстильная и полировальной пасты 0,042
200 0,056
250 0,069
300 0,083
350 0,097
400 0,111
450 0,125
Приложение 2.3
Выделения пыли при абразивной заточке режущего инструмента
Станочное оборудование Марка, модель, типоразмер станка Технологическая операция Диаметр абразивного круга, мм Количество выделяющейся пыли на один станок, 10'3 г/с
Универсальные и круглошлифовальные станки
Точильно- шлифовальные ЗБ634 (3K634) Черновая заточка сверл, резцов и др. инструмента абразивным кругом 400 75,0* 29,2"
3M634 Черновая заточка сверл, резцов и др. инструмента абразивным кругом 400 41,5* 17,9“
ЗБ34 Черновая заточка сверл, резцов и др. инструмента абразивным кругом 8,2* 3,6"
Чистовая заточка сверл среднего и малого диаметра 4,8* 2,Г*
158
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 2.3
Станочное оборудование Марка, модель, типоразмер станка Технологическая операция Диаметр абразивного круга, мм Количество выделяющейся пыли на один станок, 10'3 г/с
Универсально- заточные ЗБ642 Черновая заточка сверл и резцов 200 14,5’ 6,3"
ЗА64 ЗБ64 Черновая заточка сверл и резцов 125 24,5’ 10,5”
Специальные станки для заточки сверл
Станки для заточки сверл малого диаметра КПМ 3.105.014 АУБ- 120.000 Заточка сверл малого диаметра 0,24’ 0,10"
Станки для зачистки сверл КПМ 3.105.017 Зачистка сверл малого диаметра - 13,90"
Плоско- шлифовальный заточной ЗГ71М Шлифование штампов (матриц) абразивным кругом 250 227,5’ 98,1"
Специальные станки для заточки сверл Профилирование абразивного круга алмазным карандашом 44,70"
Снятие фасок и заусенец 42,20"
Алмазно- заточные для заточки резцов 3622 Заточка резцов, сверл и др. инструмента алмазным резцом 150 17,0' 5,8”
Чистовая заточка резцов 150 10,7’ 4,6"
Алмазно- затыловочные 1Б811 Затылование червячных фрез - 32,7’ 14,0"
Специальные заточные станки
Полуавтомат для заточки торцевых фрез ЗБ667 Заточка торцевых фрез 150 23,9' 10,3"
Полуавтомат для заточки червячных фрез ЗА667 Заточка червячных фрез диаметром 100—150 мм 250-300 46,4’ 20,0"
360М Заточка круглых шлицевых протяжек абразивным кругом 150-250 36,2’ 15,5"
То же протяжек из быстрорежущей стали 14,4’ 6,2"
159
И. М. Квашнин
Продолжение прил. 2.3
Станочное оборудование Марка, модель, типоразмер станка Технологическая операция Диаметр абразивного круга, мм Количество выделяющейся пыли на один станок, К)-3 г/с
Оптико- шлифовальный 395М Доводка ин- струмента - 13,6* 5,8"
Станки для за- точки зубьев дисковых пил отрезных стан- ков АЗ Черновая заточ- ка дисковых пил диаметром менее 500 мм 180 32,Г 13,7"
ЗД692 То же диаме- тром от 500 до 1 000 мм 200 73,9* 31,7"
Чистовая заточ- ка зубьев пил 15,3* 6,6“
Станки для за- точки режущего инструмента де- ревообрабаты- вающих стан- ков Эн-634 Заточка ленточ- ных пил 11, Г"
ТчФА-2 Заточка фрез - 5,6*"
ТчПН-3 Заточка диско- вых пил - 16,7***
ТчПН-6 ТчПА Заточка диско- вых пил - 34,7’"
* Металлическая пыль.
“ Абразивная пыль.
Приложение 2.4
Выделения пыли при механической обработке чугуна и цветных металлов
Технологическая операция, обрабатываемый материал Станочное оборудование Выделяющееся загрязняющее вещество Мощность главного дви- гателя, кВт Количество выделяю- щейся пыли, 103 г/с
Обработка реза- нием чугунных деталей без применения СОЖ Токарные станки, в том числе: - - -
токарные станки и ав- томаты малых и сред- них размеров Пыль металли- ческая чугунная 0,65-5,50 6,30
токарные одношпин- дельные автоматы продольного точения Пыль металли- ческая чугунная 0,65-5,50 1,81
токарные многош- пиндельные полуавто- маты Пыль металли- ческая чугунная 14,00-28,00 9,70
160
Промышленные выбросы в отмосферу. Инженерные росчеты и инвентаризация
Продолжение прил. 2.4
Технологическая операция, обрабатываемый материал Станочное оборудование Выделяющееся загрязняющее вещество Мощность главного дви- гателя, кВт Количество выделяю- щейся пыли, 103 г/с
Обработка реза- нием чугунных деталей без применения СОЖ токарные многорезцо- вые полуавтоматы Пыль металли- ческая чугунная 1,00-20,00 9,70
токарно-винторезные станки Пыль металли- ческая чугунная 5,60
Фрезерные станки, в том числе: Пыль металли- ческая чугунная 2,80-14,00 13,90
продольно-фрезерные Пыль металли- ческая чугунная 2,90
вертикально- фрезерные Пыль металли- ческая чугунная 4,20
карусельно- фрезерные Пыль металли- ческая чугунная 4,20
горизонтально- фрезерные Пыль металли- ческая чугунная 16,700
фрезерные специальные Пыль металли- ческая чугунная 5,700
зубофрезерные Пыль металли- ческая чугунная 2,00-20,00 1,100
барабанно-фрезерные Пыль металли- ческая чугунная 30,000
Сверлильные станки, в том числе: Пыль металли- ческая чугунная 1,00-10,00 1,100
вертикально- сверлильные Пыль металли- ческая чугунная 1,00-10,00 2,200
специально-сверлиль- ные (глубокого сверления) Пыль металли- ческая чугунная 8,300
Расточные станки, в том числе: Пыль металли- ческая чугунная 2,100
вертикально-расточ- ные и наклонно- расточные Пыль металли- ческая чугунная 2,900
специально- расточные Пыль металли- ческая чугунная 5,400
Зубодолбежные станки Пыль металли- ческая чугунная 0,65-7,00 0,300
161
И. М. Квашнин
Продолжение прил. 2.4
Технологическая операция, обра- батываемый материал Станочное оборудование Выделяющееся загрязняющее вещество Мощность главного дви- гателя, кВт Количество выделяю- щейся пыли, 10 ’ г/с
Комплексная обработка чу- гунных корпу- сных деталей Станки типа «обраба- тывающий центр» сЧПУ, мод. 2204ВМФ11 и др. Пыль металли- ческая чугун- ная 13,100
Обработка ре- занием бронзы и других цвет- ных металлов Токарные Пыль цветных металлов - 2,500
Фрезерные Пыль цветных металлов - 1.900
Сверлильные Пыль цветных металлов - 0,400
Расточные Пыль цветных металлов - 0,700
Отрезные Пыль цветных металлов - 14,000
Крацевальные Пыль цветных металлов - 8,000
Обработка ре- занием берил- лиевой бронзы Токарные Бериллий - 0,100
Фрезерные Бериллий - 0,014
Сверлильные Бериллий - 1,000
Расточные Бериллий - 0,030
Обработка ре- занием свинцо- вых бронз Токарные Свинец - 0,800
Фрезерные Свинец 0,600
Сверлильные Свинец - 1,200
Расточные Свинец - 0,200 i
Обработка ре- занием алюми- ниевых бронз Токарные Алюминий - 0.050
Фрезерные Алюминий - 0,022
Сверлильные Алюминий - 0,047
Расточные Алюминий - 0,008
162
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Приложение 2.5
Выделения (r/с) аэрозолей масла и эмульсола при механической
обработке металлов с охлаждением
Технологический процесс, вид оборудования Количество выделяющегося в атмосферу масла (эмуль- сола), 10 5 г/с на 1 кВт мощности станка
Обработка металлов на токарных, сверлильных, фрезерных, строгальных, протяжных, резьбонакатных, расточных станках
с охлаждением маслом 5,600
с охлаждением эмульсией с содержанием эмульсола менее 3 % 0,05
с охлаждением эмульсией с содержанием эмульсола 3—10 % 0,045
Обработка металлов на шлифовальных станках
с охлаждением маслом 8,000
с охлаждением эмульсией с содержанием эмульсола менее 3 % 0,104
с охлаждением эмульсией с содержанием эмульсола 3—10 % 1,035
Примечание. При обработке металлов на шлифовальных станках выделяется пыль в количестве 10 % от ко-
личества пыли при сухой обработке (см. прил. 2.1-2.4). При использовании СОЖ, в состав которых входит
триэтаноламин, выделяется 3 • 10'6 г/ч триэтаноламина на 1 кВт мощности стонка.
Приложение 2.6
Удельные выделения загрязняющих веществ от электроэрозиционных станков
Марка, модель, типоразмер станка, режим обработки Размеры ванны, мм Пло- щадь ванны, м2 Рабочая жидкость Выделяющееся загрязняющее вещество
Наименование Количество
10’ г/с 103 г/см2 зеркала ванны
Станок электро- эррозионный мод 45723 I режим — черновой 640x500 0,32 Трансфор- маторное масло + керосин (30 %) Твердые частицы (пыль+сажа) 0,27 0,83
Масляный аэрозоль 0,36 U1
Углерода оксид 0,56 1,75
Станок электро- эррозионный мод 45723 II режим — основная обработка 640x500 0,32 Трансфор- маторное масло + керосин (30 %) Твердые частицы (пыль+сажа) 0,09 0,28
Масляный аэрозоль 0,32 1,00
Углерода оксид 0,56 1,75
Станок электро- эррозионный мод 45723 III режим — чистовой 640x500 0,32 Трансфор- маторное масло + керосин (30 %) Твердые частицы (пыль+сажа) 0,23 0,72
Масляный аэрозоль 0,22 0,69
163
И. М. Квашнин
Продолжение прил. 2.6
Марка, модель, типоразмер станка, режим обработки Размеры ванны, мм Пло- щадь ванны, м2 Рабочая жидкость Выделяющееся загрязняющее вещество
Наименование Количество
103 г/с 103 г/см2 зеркала ванны
Станок элек- троэррозион- ный мод 4Е724 I режим — черновой 1118x750 0,84 Тран- сформа- торное масло + керосин (20 %) Твердые частицы (пыль+сажа) 2,05 2,44
Железа оксид 0,07 0,09
Масляный аэрозоль 0,79 0,94
Акролеин 0,17 0,21
Углерода оксид 6,41 7,63
Станок элек- троэррозион- ный мод 4Е724 II режим — чистовой 1118x750 0,84 Тран- сформа- торное масло + керосин (20%) Твердые частицы (пыль+сажа) 1,74 2,07
Железа оксид 0,74 0,88
Масляный аэрозоль 0,03 0,08
Акролеин 0,03 0,08
Углерода оксид 2,57 3,06
Станок элек- троимпульс- ный черновой режим 500x600 0,30 Тран- сформа- торное масло + керосин (100 %) Твердые частицы (пыль+сажа) 2,93 9,76
Железа оксид 1,87 6,24
Масляный аэрозоль 2,36 7,85
Акролеин 9,98 33,26
Углерода оксид 399,17 1133,06
Удельные выделения загрязняющих веществ при сварке, наплавке, резке металлов и сплавов (по данным [22])
Приложение 3
Приложение 3.1
Удельные выделения загрязняющих веществ при сварке и наплавке металлов
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его соединения Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
Ручная дуговая сварка
Ручная дуговая сварка ста- лей штуч- ными электрода- ми УОНИ- 13/45 16,4 10,69 0,92 - 1,40 Фториды (в пе- ресчете на F) 3,3 0,75 1,50 13,3
УОНИ- 13/55 16,99 14,90 1,09 - 1,0 Фториды (в пе- ресчете на F) - 0,93 2,70 13,3
УОНИ- 13/65 7,5 4,49 1,41 - 0,80 Фториды (в пе- ресчете на F) 0,80 1,17 - -
УОНИ- 13/80 11,2 8,32 0,78 - 1,05 Фториды (в пе- ресчете на F) 1,05 1,14 - -
УОНИ- 13/85 13,0 9,8 0,60 - 1,30 Фториды (в пе- ресчете на F) 1,30 1,10 - -
ЭА 606/П 10,7 9,72 0,68 0,30 - - - 0,004 1,30 1,40
ЭА 395/9 16,0 15,47 0,10 0,43 - - - 0,90 - 0,5
ЭА 981/15 9,5 8,08 0,70 0,72 - - - 0,80 - -
ЭА 400У 11,0 7,40 0,70 0,9 - Фториды (в пе- ресчете на F) 2,0 1,60 - -
Продолжение прил. 3.1
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его сое- динения Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
Ручная дуговая сварка сталей штучными электро- дами ЭА48А/2 17,8 15,89 0,5 0,90 0,50 Титана диоксид 0,01 1,76 0,9 1,9
ЭА400/10У 7,1 5,02 0,48 0,85 0,72 Титана диоксид 0,03 1,35 0,99 3,4
ЭА 903/12 25,00 22,20 2,8 - - - - - - -
ЭА 48/22 10,6 6,79 1,01 1,30 - Фториды (в пе- ресчете на F) 1,50 0,001 0,85 -
ЭА 686/11 13,0 11,80 0,80 0,40 - - - - - -
АНО-1 9,6 9,17 0,43 - - - - 2,13 - -
АНО-3 17,0 15,42 1,58 - - - - - -
АНО-4 17,8 15,73 1,66 - 0,41 - - - - -
АНО-4ж 11,0 10,20 0,80 - - - - - 0 -
АНО-5 14,4 12,53 1,87 - - - - - - -
АНО-6 16,7 14,97 1,73 - - - - - - -
АНО-7 12,4 8,53 1,77 - 1,10 Фториды (в пе- ресчете на F) 1,00 0,40 0,35 4,5
АНО-Х 15,3 13,16 1,29 - 0,85 - - - - -
ЭА-395/8 18,5 16,98 1,20 0,32 - - - - - -
ЭА 981/15 10,3 8,75 0,74 0,81 - - - 0,80 - -
И. КА. Квашнин
Ручная дуговая сварка ста- лей штуч- ными электро- дами ЭА48м/18 13,0 10,50 2,50 - - - - - - -
МР-3 10,6 9,04 1,56 - - - - 0,40 - -
МР-4 10,8 9,72 1,08 - - - - 1,53 - -
ЦЛ-26М 9,1 9,10 - - - - - - - -
ЦЛ-17 10,0 9,20 0,63 0,17 - - - 1,13 - -
ИК-13 4,2 3,43 0,53 0,24 - - - 1,60 - -
НИ-ИМ-1 5,8 4,65 0,43 0,12 - Никель и нике- ля оксид 0,60 0,63 - -
МЭЗ-Ш 41,0 41,0 - - - - - - - -
К-5 13,0 13,0 - - - - - - - -
АНО-9 16,9 15,87 0,90 - - Фториды (в пе- ресчете на F) 0,13 0.17 - -
АНО-11 18,6 15,11 0,87 - - Фториды (в пе- ресчете на F) 2,62 0,20 - -
АНО-13 17,1 15,79 0,99 - 0,32 - - - - -
АНО-14 11,2 10,50 0,70 - - - - - - -
АНО-15 19,5 17,28 0,99 - - Фториды (в пе- ресчете на F) 1,23 0,43 - -
АНО-17 н,з 9,89 0,60 - 0,81 - - - - -
АНО-18 13,0 11,22 0,71 - 1,07 - - - - -
АНО-19 12,8 12,03 0,77 - - - - - - -
АНО-20 10,0 9,34 0,66 - - - - - - -
АНО-24 11,5 10,70 0,80 - - - - - - -
АНО-27 17,8 15,93 0,82 - - Фториды (в пе- ресчете на F) 1,05 - - -
АНО-Т 18,0 16,16 0,84 - - Фториды (в пе- ресчете на F) 1,0 - - -
АНО-Х 15,3 13,16 1,29 - 0,85 - - - - -
СМА-2 9,2 8,37 0,83 - - - - - - -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 3.1
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его сое- динения Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
Ручная дуговая сварка ста- лей штуч- ными электро- дами КПЗ-32 11,4 11,04 0,36 - - - - - - -
ОЗС-З 15,3 14,88 0,42 - - - - - - -
ОЗС-4 10,9 9,63 1,27 - - - - - - -
ОЗС-6 14,0 13,14 0,86 - - - - 1,53 - -
ОЗС-12 12,0 8,90 0,80 0,50 - Фториды (в пе- ресчете на F) 1,80 - - -
Э48-М/18 13,2 9,27 1,00 1,43 - Фториды (в пе- ресчете на F) 1,50 0,001 - -
ВИ-10-6 15,6 13,84 0,31 0,45 - Фториды (в пе- ресчете на F) 1,0 0,39 - -
ВИ-ИМ-1 5,8 4,66 0,42 0,12 - Никель и нике- ля оксид (в пе- ресчете на Ni) 0,6 0,63 - -
жд-3 9,8 8,48 1,32 - - - - - - -
УКС-42 14,5 13,30 1,20 - - - - - - -
РДЗБ-2 17,4 16,32 1,08 - - - - - - -
ОММ-5 30,0 26,27 1,83 - 1,9 - - - - -
МЗЗ-04 34,0 33,00 1,00 - - - - - - -
ЦМ-6 48,7 44,40 4,30 - - - - - - -
И. М. Квашнин
Ручная дуговая сварка ста- лей штуч- ными электрода- ми ЦМ-7 37,0 35,05 1,95 - - - - - - -
ЦМ-8 25,0 23,50 1,50 - - - - - - -
ЦМ-9 19,0 15,9 0,30 - 2,8 - - - - -
ЦМ-УПУ 18,5 17,0 1,50 - - - - - - -
МР-1 10,8 9,72 1,08 - - - - - - -
РБУ-4 6,9 6,16 0,74 - - - - - - -
ЭРС-3 12,8 11,57 1,23 - - - - - - -
ОЗЛ-5 3,9 3,06 0,37 0,47 - - - 0,42 - -
ОЗЛ-6 6,9 6,06 0,25 0,59 - - - 1,23 - -
ОЗЛ-7 7,6 6,52 0,21 0,47 - Фториды (в пе- ресчете на F) 0,4 0,69 - -
ОЗЛ-14 8.4 6,53 1,41 0,46 - - - 0,91 - -
ОЗЛ-9А 5,0 3,37 0,97 0,27 - Никель и нике- ля оксид (в пе- ресчете на Ni) 0,39 0,13 -
ОЗЛ-20 5,0 3,56 0,35 0,10 - Никель и нике- ля оксид (в пе- ресчете на Ni) 0,99 - - -
ОЗЛ-17У 10,0 9,0 1,00 - - - - 0,8 - -
ОЗЛ-22 20,0 7,9 0,80 1,3 - Фториды (в пе- ресчете на F) 10,0 1,2 - -
ЦТ-15 8,0 7,06 0,55 0,35 - Никель и нике- ля оксид (в пе- ресчете на Ni) 0,04 1,61 - -
ЦТ-28 13,9 10,76 0,93 0,21 Никель и нике- ля оксид (в пе- ресчете на Ni) 2,0 - -
ЦТ-36 7,6 6,21 1,19 Никель и нике- ля оксид (в пе- ресчете на Ni) 0,12 0,66 - -
Молибден 0,08 - - -
Промышленные выбросы в атмосферу. Инженерные росчеты и инвентаризация
Продолжение прил. 3.1
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его сое- динения Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
Ручная дуговая сварка ста- лей штуч- ными электро- дами СМ-5 10,3 9,3 1,00 - - - - - - -
ЦН-6Л 13,0 12,15 0,62 0,23 - - - 1,21 - -
НИАТ-1 4,7 4,18 0,12 0,40 - - - 0,35 - -
НИАТ-ЗН 10,1 9,89 0,21 - - - - - - -
НЖ-13 4,2 3,43 0,53 0,24 - - - 1,6 - -
ВСЦ-4 20,2 19,59 0,61 - - - - - - -
ВСЦ-4а 24,3 23,5 0,80 - - - - - - -
МР-3 11,5 9,77 1,73 - - - - 0,40 - -
МР-4 11,0 9,90 1,10 - - - - 0,40 - -
К-5А 24,1 18,54 1,11 - - Фториды (в пе- ресчете на F) 4,45 0,50 - -
СК-2-50 12,0 11,1 0,90 - - - - - - -
ЧМКТ-10 7,0 6,22 0,34 0,12 Молибден 0,32 1,29 - -
Никель и нике- ля оксид (в пе- ресчете на Ni) 0,02 - - -
ВСН-6 17,9 15,83 0,53 1,54 - - - 0,80 - -
ВП-4 14,1 9,39 - 1,112 - Фториды (в пе- ресчете на F) 3,6 0,10 - -
ЯФ-1 21,6 13,07 - 1,03 - Фториды (в пе- ресчете на F) 7,5 0,10 - -
ДС-12 25,6 11,93 - 0,64 - Фториды (в пе- ресчете на F) 13,03 0,10 - -
И. М, Квашнин
Ручная дуговая сварка ста- лей штуч- ными электро- дами НБ-38 16,3 10,33 - 0,40 - Фториды (в пе- ресчете на F) 5,57 0,10 - -
АНЖР-2 16,1 12,46 - 0,83 - Фториды (в пе- ресчете на F) 2,81 0,10 - -
НБ-40 10,5 4,07 - 0,24 - Фториды (в пе- ресчете на F) 6,19 0,13 - -
ЯФ-606 18,6 18,28 - - - Фториды (в пе- ресчете на F) 0,32 0,10 - -
АНВ-40 15,4 12,60 - - - Фториды (в пе- ресчете на F) 2,80 - - -
Ручная дуговая наплавка сталей ОЗН-250 22,4 20,77 1,63 - - - - 1,04 - -
ОЗН-ЗОО 22,5 18,08 4,42 - - - - 1,09 - -
ЭН-60М 15,1 14,46 0,49 0,15 - - - 1,28 - -
УОНИ- 13/НЖ 10,2 9,28 0,53 0,39 - - - 0,97 - -
омг-н 37,7 35,22 0,92 1,54 - Никель и нике- ля оксид (в пе- ресчете на Ni) 0,02 1,74 - -
НР-70 21,5 17,6 3,90 - - - - - - -
Наплавка поверхност- ных слоев на сталях электрода- ми фтори- сто-кальци- евоготипа НЦ-2 26,5 12,85 - 1,16 - Фториды (в пе- ресчете на F) 12,69 - - -
Р6М5300 35,4 21,74 0,46 - Фториды (в пе- ресчете на F) 13,20 - - -
С1 18,6 16,02 0,55 0,15 - Фториды (в пе- ресчете на F) 1,88 - - -
ОЗШ-1 13,5 12,20 0,14 0,15 - Фториды (в пе- ресчете на F) 1,01 1,10 - -
Ручная дуговая сварка чугуна ЦЧ-4 10,3 8,26 0,36 0,3 Меди оксид (в пересчете на Си) 0,05 1,87 - -
Ванадий 0,2 - - -
Соли фтористо- водородной ки- слоты (по F) 1,13 - - -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 3.1
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его сое- динения Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
Ручная дуговая сварка чугуна ОЗЧ-1 14,7 9,81 0,47 - - Меди оксид (в пересчете на Си) 4,42 1,65 - -
МНЧ-2 15,9 7,53 0,92 0,06 Никель и нике- ля оксид (в пе- ресчете на Ni) 2,37 1,34 - -
Фториды (в пе- ресчете на F) 1,41 - - -
Меди оксид (в пересчете на Си) 3,61 - - -
ОЗЧ-З 14,0 13,34 0,48 0,18 - - - - - -
Т-590 45,5 41,80 - 3,70 - - - - - -
Т-620 42,5 39,63 - 2,87 - - - - - -
ОЗЧ-2 10,0 4,63 0,20 0,4 Меди оксид (в пересчете на Си) 3,55 - - -
Фториды (в пе- ресчете на F) 1,22 - - -
ПАНЧ-11 10,7 4,47 1,40 - 0,03 Никель и нике- ля оксид (в пе- ресчете на Ni) 4,8 - - -
ПАНЧ-12 9,6 4,80 1,70 - 0,2 Никель и нике- ля оксид (в пе- ресчете на Ni) 2,9 - - -
И. М. Квашнин
Ручная электриче- ская свар- ка титана и его сила- ВОВ Неплавя- щийся в аргоне и гелии (титан) 9,2 0,02 0,02 Титана диоксид (в пересчете на Т1) 9,16 - - -
Озон 0,9 - - -
Вольфра- мовый электрод 3,6 0,01 0,01 Титана диоксид (в пересчете на Ti) 3,58 - - -
Озон 0,8 - - -
Вольфрама ок- сид (в пересчете на W) 0,2 - - -
Ручная электриче- ская свар- ка меди и ее сплавов Комсомо- лец-100 19,80 2,60 3,90 - 3,50 Меди оксид (в пересчете на Си) 9,8 1,11 0,76 -
Вольфра- мовый электрод под защи- той гелия (медь) 19,2 Вольфрама ок- сид (в пересчете на W) 0,10 - - -
Меди оксид (в пересчете на Си) 19,10 - - -
Электрод- ная прово- лока СрМ-0,75 (МРхМцТ) 17,1 1,26 0,44 Меди оксид (в пересчете на Си) 15,4
Ручная электриче- ская сварка алюминие- вомагние- вых спла- вов в среде инертных газов Вольфра- мовый электрод 4,8 0,6 Алюминия ок- сид (в пересчете на А1) 2,0 - -
Магния оксид 0,8 - - -
Вольфрама ок- сид (в пересчете на W) 1,40 - - -
Озон 0,8 - - -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 3.1
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его сое- динения Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
Ручная ду- говая свар- ка алюми- ния и его сплавов ОЗА-1 38,1 - 1,14 0,36 - Алюминия оксид 36,6 - - -
ОЗА-2/АК 61,1 - 1,83 0,67 - Алюминия оксид 58,6 - - -
Неплавя- щийся в аргоне и гелии 5,0 0,15 0,05 - Алюминия оксид 4,8
ВСН-6 17,9 - 0,54 1,46 - Алюминия оксид 15,9 0,8 - -
Полуавтоматическая сварка сталей без газовой защиты
Присадоч- ной прово- локой ЭП-245 12,4 11,86 0,54 - - - - 0,36 - -
ЦСК-3 13,9 12,79 1,11 - - - - 0,53 - -
Порошке- вой прово- локой ЭП-15/2 8,4 7,52 0,88 - - - - 0,77 - -
ЦП-ДСК-1 11,7 10,93 0,77 - - - - 0,10 - -
ПП-ДСК-2 11,2 10,78 0,42 - - - - 0,10 - -
ПП-106 10,0 8,60 0,45 - Титана диоксид 0,40 - - -
Фториды (в пе- ресчете на F) 0,55 - - -
ПП-108 10,0 8,60 0,45 - - Титана диоксид 0,40 - - -
Фториды (в пе- ресчете на F) 0,55 - - -
пск-з 7,7 7,29 0,41 - - - - 0,72 - -
И. М. Квашнин
Порошка- вой прово- локой ПП-АН-1 9,8 9,3 0,5 - - - - - - -
ПП-АН-3 16,6 13,20 1,94 - - Фториды (в пе- ресчете на F) 1,46 2,7 - -
ПП-АН-2 10,0 2,65 0,45 - - Фториды (в пе- ресчете на F) 6,9 0,60 0,80 -
ПП-АН-4 19,5 15,5 2,45 - - Фториды (в пе- ресчете на F) 1,46 0,65 - -
ПП-АН-7 14,4 13,01 1,39 - - - - 1,45 - -
В среде углекисло- го газа ПП-АН-8 11,75 8,93 1,32 - - Фториды (в пе- ресчете на F) 1,5 1,0 - -
ПП-АН-9 11,7 8,4 0,90 - - Фториды (в пе- ресчете на F) 2,4 - - -
ПП-АН-10 19,0 16,6 0,40 - - Фториды (в пе- ресчете на F) 2,0 - - -
ПП-АН-11 20,1 17,8 0,50 - - Фториды (в пе- ресчете на F) 1,8 - - -
ПП-АН-17 34,01 32,4 - - - Фториды (в пе- ресчете на F) 1,7 - - -
ПП-АН-18 15,1 11,7 0,40 - - Фториды (в пе- ресчете на F) 3,0 - - -
ПП-АН-5 9,82 8,75 0,64 - 0,43 - - - - -
Полуавтоматическая сварка сталей в защитных средах
В среде углекисло- го газа электрод- ной прово- локой Св-0,7ГС 9,54 8,9 0,60 - 0,04 - - - - -
Св-0,811 2С 10,00 7,67 1,90 - 0,43 - - - - -
Св-0,7Г1С 11,53 11,03 0,48 - 0,02 - - - - -
Св- 08ХГН2МТ 7,0 6,61 0,20 0,1 0,02 Никель и нике- ля оксид (в пе- ресчете на Ni) 0,07 - 0,80 10,6
Св- 08ХГСНЗ мд 4.4 3,1 0,10 1,2 - - - - -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 3.1
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его соедине- ния Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
В среде углекисло- го газа электрод- ной прово- локой Св- 08Х20Н9Г 7Т 12,0 6,49 4,85 0,48 - Никеля оксид (в пересчете на Ni) 0,18 - - -
Св- 08Х19Н9Ф 2СЗ 7,0 3,54 0,42 1,5 1,50 Никеля оксид (в пересчете на Ni) 0,04 - - 14,0
Св- 16Х16Н25 Мб 15,00 12,55 0,35 0,10 - Никеля оксид (в пересчете на Ni) 2,0 - - 2,5
Св- 10Х20Н7СТ 8,0 7,52 0,45 0,03 - - - - - -
Св- 08Х19НФ2 Ц2 8,0 6,44 0,40 0,50 - Никеля оксид (в пересчете на Ni) 0,66 - - -
Св- 10Г2Н2С МТ 12,0 11,86 0,14 - - - - - -
ЭП245 12,4 11,79 0,61 - - - - - - 3,2
ЭП704 8,4 7,42 0,80 0,07 - Никеля оксид (в пересчете на Ni) 0,11 - - -
Св- 08ХГСМЗ ДМ 4,4 3,97 0,22 0,16 - Никеля оксид (в пересчете на Ni) 0,05 - 0,52 11,0
И. М. Квашнин
Вереде углекислого газа элек- тродной проволокой Св-854 7,6 6,22 0,70 0,60 - Никеля оксид (в пересчете на Ni) 0,08 - - 2,0
Плавя- щийся электрод 9,7 6,83 1,05 0,8 - Никеля оксид (в пересчете на Ni) 1,02 - 0,43 7,85
В среде углекисло- го газа ак- тивиро- ванной проволо- кой АП-АН-5 7,67 6,28 0,46 - - Фториды (в пе- ресчете на F) 0,93 - - -
АП-АН-2 14,4 13,02 0,73 - - Фториды (в пе- ресчете на F) 0,65 - - -
АП-АН-4 12,7 11,40 0,69 - - Фториды (в пе- ресчете на F) 0,61 - - -
ПП-АН-8 17,0 13,8 2,00 - - Фториды (в пе- ресчете на F) 1,2 0,30 - -
ПП-АНА1 15,1 9,08 3,20 0,15 Фториды (в пе- ресчете на F) 2,42 - - -
Титана диоксид 0,04 - - -
Никеля оксид (в пересчете на Ni) 0,21 - - -
ПП-АНА2 22,5 13,03 1,24 1,35 Фториды (в пе- ресчете на F) 6,32 - - -
Титана диоксид 0,04 - - -
Никеля оксид (в пересчете на Ni) 0,52 - - -
ПП-АНАЗ 16,1 8,38 1,93 0,96 Фториды (в пе- ресчете на F) 4,57 - - -
Титана диоксид 0,05 - - -
Никеля оксид (в пересчете на Ni) 0,21 - - -
ПП-АНА4 16,7 7,53 2,92 0,85 Фториды (в пе- ресчете на F) 4,40 - - -
Титана диоксид 0,05 - - -
Никеля оксид (в пересчете на Ni) 0,95 - - -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 3.1
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его сое- динения Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
Полуавтоматическая сварка меди
Сварка ме- ди в среде азота элек- тродной проволокой МНЖ-КТ- 5-1-02-0,2 14,0 2,6 0,20 1,50 Меди оксид (в пересчете на Си) 9,0 - - -
Никеля оксид (в пересчете на Ni) 0,7 - - -
Сварка медно- никелевых сплавов в среде азота мнж-кт- 5-1-02-0,2 17,0 3,50 0,30 1,50 Меди оксид (в пересчете на Си) 11,00 - - -
Никеля оксид (в пересчете на Ni) 0,70 - - -
Ml 11,5 - 0,50 - - Меди оксид (в пересчете на Си) 11,0 - - -
кмц 8,0 - 0,60 - 0,30 Меди оксид (в пересчете на Си) 7,1 - - -
Полуавтоматическая сварка алюминиевых сплавов в среде аргона и гелия
Проволо- кой Д-20 8,7 0,90 0,10 - 0,1 Алюминия оксид 7,6 - - -
АМЦ 22,1 0,60 0,60 - 0,5 Алюминия оксид 20,40 - 0,35 -
АМГ 20,0 0,80 0,80 - 0,3 Алюминия оксид 16,6 - 0,38 -
Магния оксид 1,5 - - -
И. М. Квашнин
Проволо- кой АМГ-6Т 52,7 1,56 0,23 0,5 0,45 Алюминия оксид 8,5 - 0,33 -
Магния оксид 5,5 - - -
Титана оксид 0,8 - - -
Алюми- ниевой 10,0 - - - - Алюминия оксид 10,0 - 0,90 -
Сплав 3 20,3 - 1,10 - - Алюминия оксид 19,20 - - -
Электро- дами не- плавящи- мися ОЗА-2/ак 61,0 Алюминия хлорид 33,0 - - -
Алюминия оксид 28,0 - - -
ОЗА-1 38,0 Алюминия хлорид 18,0 - - -
Алюминия оксид 20,0 - - -
Полуавто- матическая сварка ти- тановых сплавов в среде арго- на и гелия Проволока 14,7 Титана диоксид (в пересчете на Ti) 14,7
Наплавка на Me’ литыми твердыми сплавами
Ручная электроду- говая С-1 25,4 1,10 Оксиды Me’ (в пересчете на Me) 24,2 - - -
Никеля оксид (в пересчете на Ni) 0,1 - - -
С-2 19,3 0,8 Оксиды Me' (в пересчете на Me) 18,4 - -
Никеля оксид (в пересчете на Ni) 0,1 - - -
Ручная газовая С-27 22,2 1,0 Оксиды Me’ (в пересчете на Me) 21,1 - - -
Никеля оксид (в пересчете на Ni) 0,1 - - -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
оо
о
Продолжение прил. 3.1
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его сое- динения Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
Ручная газовая В-2К 16,6 - - 1,7 Оксиды Me* (в пересчете на Me) 14,3 - - -
Кобальт 0,60 - - -
С-27 3,16 0,01 Оксиды Me* (в пересчете на Me) 3,13 - - -
Никеля оксид (в пересчете на Ni) 0,02 - -
В-2К 2,32 - 0,47 - Оксиды Me* (в пересчете на Me) 1,84 - - -
Кобальт 0,01 - - -
С-1 3,4 0,01 Оксиды Me* (в пересчете на Me) 3,35 - - -
Никеля оксид (в пересчете на Ni) 0,04 - - -
С-2 2,9 0,003 Оксиды Me* (в пересчете на Me) 2,877 - - -
Никеля оксид (в пересчете на Ni) 0,02 - - -
И. М. Квашнин
Наплавка стержне- выми электрода- ми с леги- рующей добавкой КБХ-45 39,6 - - 2,1 - Оксиды Me’ (в пересчете на Me) 37,5 - - -
БХ-2 42,9 2,6 Оксиды Me’ (в пересчете на Me) 40,3
Ручная электроду- говая наплавка ХР-19 41,4 4,4 Оксиды Me’ (в пересчете на Me) 37,0
Наплавка литыми карбида- ми, ручная газовая сварка РЭЛИТ- ТЗ (трубч. элект.) 3,9 Оксиды Me* (в пересчете на Me) 3,9
Наплавка наплавоч- ными смесями КБХ 81,1 - - 0,033 - Оксиды Me’ (в пересчете на Me) 81,067 - - -
БХ 54,2 - - 0,008 - Оксиды Me’ (в пересчете на Me) 54,067 - - -
Сталинит М 92,5 - 9,48 0,011 - Оксиды Me’ (в пересчете на Me) 83,009 - - -
Наплавка порошками ДЛЯ напыления снгн 39,7 0,36 Оксиды Me’ (в пересчете на Me) 39,1 - - -
Бор 0,24 - - -
вснгн 23,4 0,1 Оксиды Me’ (в пересчете на Me) 22,9 - - -
Бор 0,3 - - -
Никеля оксид (в пересчете на Ni) 0,1 - - -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 3.1
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его сое- динения Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
Наплавка антифрик- ционных алюминие- вых сплавов порошко- вым элек- тродом в аргоне Сплав АК- МО-8-1-3 22,0 - Оксиды Me’ (в пересчете на Me) 22,0 - - -
Озон 0,03 - 15,8 -
Порошко- вый элек- трод 22,0 Оксиды Me' (в пересчете на Me) 22,0 - - -
Озон 0,02 - 16,3 -
Наплавка режущего инструмен- та безволь- фрамовой быстроре- жущей ста- лью КПИГШ-1 22,2 20,53 1,23 - 0,44 - - - - -
КПРИ-1 28,2 24,49 0,75 - - Фториды (в пе- ресчете на F) 2,96 - - -
Р6М5 35,4 21,24 0,50 0,46 - Фториды (в пе- ресчете на F) 13,2 - - -
Наплавка порошко- вой прово- локой ЭН-60М 24,8 0,67 Оксиды Me' (в пересчете на Me) 21,4 - - -
Фториды (в пе- ресчете на F) 2,73 - -
ПП-АН-8 9,1 2,5 1,0 Оксиды Me' (в пересчете на Me) 5,0 - - -
Фториды (в пе- ресчете на F) 0,6 - - -
И. М. Квашнин
Наплавка порошко- вой прово- локой ПП-АН-9 11,7 Оксиды Me' (в пересчете на Me) 9,3 - - -
Фториды (в пе- ресчете на F) 2,4 - - -
ПП-АН-10 19,1 Оксиды Me' (в пересчете на Me) 17,1 - - -
Фториды (в пе- ресчете на F) 2,0 - - -
ПП-АН-11 20,1 Оксиды Me' (в пересчете на Me) 18,3 - - -
Фториды (в пе- ресчете на F) 1,8 - - -
ПП-АН-12 34,1 Оксиды Me’ (в пересчете на Me) 32,4 - - -
Фториды (в пе- ресчете на F) 1,7 - - -
ПП-АН-18 15,1 Оксиды Me’ (в пересчете на Me) 12,1 - - -
Фториды (в пе- ресчете на F) 3,0 - - -
ПП-АН- 125 16,8 6,8 2,1 3,1 Оксиды Me' (в пересчете на Me) 3,8 - - -
Фториды (в пе- ресчете на F) 1,0 - - -
ПП-АН- 170 24,1 9,3 0,1 2,8 Оксиды Me' (в пересчете на Me) 10,0 - - -
Фториды (в пе- ресчете на F) 1,9 - - -
ПП-АН- 171 23,9 Оксиды Me' (в пересчете на Me) 22,3 - - -
Фториды (в пе- ресчете на F) 1,6 - - -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 3.1
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его сое- динения Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
Наплавка порошко- вой прово- локой ПП-АН- Г13НЧ 33,5 19,2 10,7 Оксиды Me’ (в пересчете на Me) 2,6 - - -
Фториды (в пе- ресчете на F) 1,0 - - -
ПП-АН- 124 50,9 40,6 3,3 Оксиды Me’ (в пересчете на Me) 5,0 - - -
Фториды (в пе- ресчете на F) 2,0 - - -
Наплавка порошко- выми лен- тами ПЛ-АН- 101 8,5 - 0,2 2,9 0,2 Оксида Me* (в пересчете на Me) 5,2 - - -
ПЛ-АН- 111 8,2 - 0,2 - - Оксиды Me' (в пересчете на Me) 8,0 - - -
ПЛ-АН-Ш 35,1 0,3 3,2 0,3 Оксиды Me’ (в пересчете на Me) 24,0 - - -
Никеля оксид (в пересчете на Ni) 7,3 - - -
Ручная ар- гонно-ду- говая на- плавка не- плавящим- ся (воль- фрамовым) электродом Медно- никелевый сплав (монель) 1,25 0,01 Оксиды Me’ (в пересчете на Me) 0,96 - - -
Никеля оксид (в пересчете на Ni) 0,16 - - -
Озон 0,17 - -
Меди оксид (в пересчете на Си) 0,12 - 0,15 0,18
И. М. Квашнин
Ручная ар- гонно-ду- говая на- плавка не- плавящим- ся (воль- фрамовым) электродом Оловяни- стая бронза 4,75 0,66 0,05 Никеля оксид (в пересчете на Ni) 0,65 - 0,60 -
Меди оксид (в пересчете на Си) 1,75 - - -
Озон 0,38 - - -
Оксиды Me' (в пересчете на Me) 1,06 - - -
Цинка оксид (в пересчете на Zn) 0,58 - - -
Полуавто- матиче- ская на- плавка плавя- щимся электро- дом в сре- , v" аргона Оловяни- стая бронза 7,0 2,93 0,14 Никеля оксид (в пересчете на Ni) 0,97 - 0,13 Следы
Меди оксид (в пересчете на Си) 1,65 - - -
Оксиды Me' (в пересчете на Me) 0,73 - - -
Озон 0,02 - - -
Цинка оксид (в пересчете на Zn) 0,58 - - -
Дуговая металлиза- ция Св-08Г2С 26,0 - 1,0 - 0,1 Оксиды Me' (в пересчете на Me) 24,9 - - -
Св- 07Х25Н13 40,0 - 3,0 0,2 0,2 Оксиды Me' (в пересчете на Me) 36,6 - - -
ЗК-7 14,0 - 0,1 - - Оксиды Me' (в пересчете на Me) 13,9 - - -
Наплавка порошко- выми электрод- ными лен- тами Порошко- вые ленты, сердечник из смеси порошков металличе- ского мар- ганца и ни- келя. Ко- эффициент заполнения 67-70 % 9,8 1,8 Меди оксид (в пересчете на Си) 0,7 0,4 - -
Никеля оксид (в пересчете на Ni) 0,3 - - -
Вольфрам 0,2 - - -
Оксиды Me' (в пересчете на Me) 6,8 - -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 3.1
Технологи- ческий процесс (операция) Используе- мый мате- риал и его марка Наименование и удельные количества выделяющихся загрязняющих веществ, г/кг
Сварочный аэрозоль В том числе Фтори- стый водород Диоксид азота Оксид углерода
Железа оксид Марганец и его сое- динения Хром ше- стивалент- ный (в пе- ресчете на трехокись хрома) Пыль не- органиче- ская, со- держащая SiO2 (20-70 %) Прочие
Наименование Количе- ство
Автоматическая и полуавтоматическая сварка и наплавка металлов под флюсами
Сварка и наплавка стали с плавленны- ми флюса- ми ОСЦ-45 0,28 0,2 0,02 - 0,05 Фториды (в пе- ресчете на F) 0,01 0,15 0,006 1,285
АН-348-А 0,20 0,06 0,02 - 0,05 Фториды (в пе- ресчете на F) 0,07 0,06 0,001 0,71
ФЦ-7 0,08 0,02 0,02 - 0,04 - - 0,05 0,003 -
ФЦ-11 0,09 0,04 0,05 - - - - 0,02 - -
ФЦ-12 0,09 0,06 0,03 - - - - 0,02 - -
АН-17М 0,10 0,01 0,09 - - - - 0,03 - -
АН-22 0,12 0,11 0,01 - - - - 0,02 - -
АН-26 0,08 0,07 0,01 - - - - 0,03 - -
АН-30 0,09 0,06 0,03 - - - - 0,03 - -
АН-42 0,08 0,07 0,03 - - - - 0,02 - -
АН-47 0,11 0,09 0,02 - - - - 0,03 - -
АН-60 0,09 0,07 0,02 - - - - - - -
АН-48 0,09 0,07 0,02 - - - - - - -
48-ОФ-6 0,11 0,10 0,01 - - - - 0,07 - -
48-ОФ-6М 0,10 0,09 0,009 - - Никеля оксид (в пересчете на Ni) 0,001 0,04 - -
48-ОФ-7 0,09 0,04 0,05 - - - - 0,02 - -
48-ОФ-11 0,14 0,11 0,03 - - - - 0,06 - -
48-ОФ-26 0,16 0,14 - - - Никеля оксид (в пересчете на Ni) 0,02 0,05 - -
И. М. Квашнин
Сварка и наплавка стали с плавлен- ными флюсами ФЦП-2 0,08 0,01 - - 0,05 Никеля оксид (в пересчете на Ni) 0,02 0,030 0,005 -
ФЦ-2 0,08 0,03 - - 0,05 - - 0,033 0,006 -
'ФЦ-6 0,09 0,03 0,01 - 0,05 - - 0,033 - -
АН-18 0,10 0,04 0,01 - 0,05 - - 0,027 - -
АН-15-М 0,09 0,03 0,01 - 0,05 - - 0,17 - -
АН-20С 0,08 0,02 0,01 - 0,05 - - 0,02 - -
ФЦ-2а 0,08 0,02 0,010 - 0,05 - - 0,200 - -
ФЦ-2л 0,09 0,03 0,01 - 0,05 - - 0,033 0,006 -
Сварка и наплавка стали с ке- рамиче- скими флюсами АНК-18 0,45 0,40 0,01 - 0,04 - - 0,042 - -
АНК-19 0,60 0,58 0,02 - - - - 0,018 - -
АНК-30 0,26 0,25 0,01 - - - - 0,018 - -
ЖС-450 5,80 5,60 0,20 - - - - 0,018 - 22,4
К-1 0,06 0,04 0,02 - - - - 0,15 - 0,5
К-8 4,90 4,90 - - - - - 0,18 - 17,78
КС-12-А2 3,40 3,27 0,13 - - - - 0,43 - 20,0
К-11 1,30 1,21 0,09 - - - - 0,14 0,60 -
48-АНК- 54 0,25 0,12 - - 0,05 Фториды (в пе- ресчете на F) 0,08 - - -
Сварка и наплавка алюминия и его сплавов:
С плавлен- ными флюсами и керамиче- скими флюсами АН-А1 52,8 21,60 - - - Алюминия оксид 31,2 4.16 - -
ЖА64 0,30 Алюминия оксид 0,12 0,076 - -
Титана оксид 0,18 - - -
' Me (оксид Me) - металл (и его оксид), с которым производится соответствующая технологическая операция.
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Приложение 3.2
Удельные выделения загрязняющих веществ при резке металлов и сплавов
Металл Толщина разрезае- мых ли- стов*, мм Наименование и удельные количества выделяющихся загрязняющих веществ
Сварочный аэрозоль В том числе Оксид углерода Диоксид азота
Наименование Количество
г/м г/ч г/м г/ч г/м г/ч г/м г/ч
Газовая резка
Сталь углеро- дистая 5 2,25 74,0 Марганец и его соединения 0,04 1Д 1,50 49,5 1,18 39,0
Железа оксид 2,21 72,9 - - - -
10 4,50 131,0 Марганец и его соединения 0,06 1,9 2,18 63,40 2,20 64,1
Железа оксид 4,44 129,1 - - - -
20 9,00 200,0 Марганец и его соединения 0,13 3,0 2,93 65,0 2,40 53,2
Железа оксид 8,87 197,0 - - - -
Качественная легированная сталь 5 2,50 82,5 Хрома оксид 0,04 1,25 1,30 42,9 1,02 33,6
Железа оксид 2,46 81,25 - - - -
10 5,00 145,5 Хрома оксид 0,08 2,50 1,90 55,2 1,49 43,4
Железа оксид 4,92 143,0 - - - -
20 10,00 222,0 Хрома оксид 0,16 5,0 2,60 57,2 2,02 44,9
Железа оксид 9,84 217,0 - - - -
Высокомарган- цовистая сталь 5 2,45 80,10 Марганец и его соединения 0,05 1,6 1,40 46,2 1,10 36,3
Железа оксид 2,39 78,2 - - - -
Кремния оксид 0,01 0,3 - - -
10 4,90 142,2 Марганец и его соединения 0,10 2,8 2,00 58,2 1,60 46,6
Железа оксид 4,78 138,8 - - - -
Кремния оксид 0,02 0,6 - - - -
И. М. Квашнин
Высокомарган- цовистая сталь 20 9,80 217,5 Марганец и его соединения 0,20 4,4 2,70 59,9 2,20 48,8
Железа оксид 9,56 212,2 - - - -
Кремния оксид 0,04 0,9 - - - -
Сплавы титана 4 5,00 140,0 Титана диоксид (в пе- ресчете на Ti) 4,98 139,0 0,60 16,8 0,20 5,6
Хрома оксид 0,01 0,5 - - - -
Марганца оксид 0,01 0,5 - - - -
12 15,00 315,0 Титана диоксид 14,94 314,0 1,50 31,5 0,60 12,6
Хрома оксид 0,03 0,5 - - - -
Марганца оксид 0,03 0,5 - - - -
20 25,00 390,0 Титана диоксид 24,90 388,0 2,50 38,0 1,00 15,6
Хрома оксид 0,05 1,0 - - - -
Марганца оксид 0,05 1,0 - - - -
30 35,0 355,0 Титана диоксид 34,86 354,0 2,70 27,6 1,50 15,3
Хрома оксид 0,07 0,5 - - - -
Марганца оксид 0,07 0,5 - - - -
Плазменная резка
Сталь углеродистая 10 4,1 811,0 Марганец и его соединения 0,12 23,7 1,4 277,0 6,8 1187,0
Железа оксид 3,98 787,3 - - - -
Низко легированная сталь 14 6,0 792,0 Марганец и его соединения 0,18 23,7 2,0 264,0 10,0 1320,0
Железа оксид 5,82 768,3 - - - -
20 10,0 960,0 Марганец и его соединения 0,30 28,8 2,5 247,0 14,0 1240,0
Железа оксид 9,70 931,2 - - - -
Качественная легированная сталь 5 3,0 990,0 Хрома оксид 0,12 40,0 1,43 429,0 6,3 2075,0
Железа оксид 2,88 950,0 - - - -
10 5,00 1370 Хрома оксид 0,25 70,0 1,87 467,0 9,5 2610,0
Железа оксид 4,75 1300,0 - - - -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 3.2
Металл Толщина разрезае- мых ли- стов*, мм Наименование и удельные количества выделяющихся загрязняющих веществ
Сварочный аэрозоль В том числе Оксид углерода Диоксид азота
Наименование Количество
г/м г/ч г/м г/ч г/м г/ч г/м г/ч
Качественная легированная сталь 20 12,00 1582 Хрома оксид 0,80 106,0 2,10 277,0 12,7 1675
Железа оксид 11,20 1476,0 - - - -
Высокомарган- цовистая сталь 5 4,0 793,0 Марганец и его соединения 0,08 15,8 1,4 277,0 6,50 1286,0
Кремния оксид 0,02 3,2 - - - -
Железа оксид 3,9 774,0 - - - -
10 5,8 765,0 Марганец и его соединения 0,09 12,0 2,0 264,0 10,0 1320,0
Кремния оксид 0,01 1,0 - - - -
Железа оксид 5,7 752,0 - - - -
20 9,6 920,0 Марганец и его соединения 0,18 18,4 2,5 240,0 13,0 1247,0
Кремния оксид 0,02 3,7 - - - -
Железа оксид 9,4 897,9 - - - -
Сплавы AM Г 8 4,7 826,0 Алюминия оксид 4,51 793,0 0,5 153,0 2,0 612,0
Магния оксид 0,16 28,0 - - - -
Марганца оксид 0,03 5,0 - - -
20 11,7 1120 Алюминия оксид 11,20 1075,0 0,6 75,6 3,0 378,0
Магния оксид 0,34 38,0 - - - -
Марганца оксид 0,1 7,0 - - - -
80 46,7 1200 Алюминия оксид 44,8 1152,0 1,0 27,0 9,0 243,0
Магния оксид 1,6 41,0 - - - -
Марганца оксид 0,3 7,0 - - - -
И. М. Квашнин
Сплавы титана 10 11,2 450,0 Титана диоксид 11,16 448,0 0,4 62,4 10,5 1640,0
Хрома оксид 0,02 1,0 - - - -
Марганца оксид 0,02 1,0 - - - -
20 22,5 540,0 Титана диоксид 22,4 538,0 0,5 40,0 14,7 1175,0
Хрома оксид 0,05 1,0 - - - -
Марганца оксид 0,05 1,0 - - - -
30 33,8 690,0 Титана диоксид 33,7 687,0 0,6 32,3 18,9 1020,0
Хрома оксид 0,05 1,5 - - - -
Марганца оксид 0,05 1,5 - - - -
Воздушно-дуговая строжка (г на 1 кг угольных электродов)
Высокомарган- цовистой стали 100,0 Марганец и его соединения 2,0 - 250,0 - 50,0 -
Железа оксид 97,6 - - - - -
Кремния оксид 0,4 - - - - -
Титанового сплава 500,0 - Титана оксид 498,0 - 500,0 - 130,0 -
Хрома оксид 1,0 - - - - -
Марганца оксид 1,0 - - - - -
Электродуговая резка алюми- ниевых сплавов 5 1,0 Алюминия оксид 0,97 - 0,2 - 1,0 -
Магния оксид 0,015 - - - - -
Марганца оксид 0,005 - - - - -
Меди оксид 0,010 - - - - -
10 2,0 Алюминия оксид 1,94 - 0,6 - 2,0 -
Магния оксид 0,03 - - - - -
Марганца оксид 0,01 - - - - -
Меди оксид 0,02 - - - - -
20 4,0 Алюминия оксид 3,88 - 0,9 - 4,0 -
Магния оксид 0,06 - - - - -
Марганца оксид 0,02 - - - - -
Меди оксид 0,04 - - - - -
30 6,0 Алюминия оксид 5,82 - 1,8 - 8,0 -
Магния оксид 0,09 - - - - -
Марганца оксид 0,03 - - - - -
Меди оксид 0,06 - - - - -
‘ При отличии толщины разрезаемого листа ат указанной в прил. 3.2 количества выделений загрязняющих веществ определяется интерполяцией.
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Удельные выделение загрязняющих веществ при дуговой наплавке с газоплазменным напылением
Приложение 3.3
Техноло- гический процесс (опера- ция) Используемый ма- териал, его марка и диаметр, мм Состав газовой среды Режим работы сварочного обо- рудования Выделяющиеся загрязняющие вещества, г/кг
Сила то- ка J, А Напря- жение и, В Свароч- ный аэ- розоль В том числе Фтори- стый водород (по F) Дио- ксид азота Оксид углеро- да
Марга- нец и его соедине- ния Железа оксид Пыль не- орг. SiO2 (20-70%) Прочие
Наиме- нование Количе- ство
Дуговая наплавка с газоплазменным напылением
Стали- 45 Пружинная проволока II кл. (1,6) ГОСТ 9389-75 Пропан- бутановая смесь и кислород 140-150 22-44 24,7 0,64 24,05 Никеля оксид (в пересче- те на Ni) 0,01
Природ- ный газ и кислород 140-150 22-24 17,9 0,4 17,4 0 Никеля оксид (в пересче- те на Ni) 0,1
220 24-26 14,4 0,7 13,7 - - - - - -
Пружинная прово- лока II кл. (1,6) ГОСТ 9389-75 Природ- ный газ и кислород 240 24-26 11,6 0,2 ИД Никеля оксид (в пересче- те на Ni) 0,3
Ни-ЗОГХ-СА (1,6) Углекис- лый газ 240 23-24 8,9 0,4 8,5 - - - - - -
Св-08Г 2С (1,6) Углекис- лый газ 300-330 28-30 10,3 0,3 8,7 Никеля оксид (в пересчет е на Ni) 1,3
И. М. Квашнин
Чугуна СЧ-18 Св-08 (2,0) Пропан- бутановая смесь и кислород 190-200 22-24 26,0 1,0 25,0 - -
Св-08Г2С (2,0) Углеки- слый газ 300-330 28-30 11,4 1,50 7,7 - Фториды (в перес- чете на F) 2,2 - - -
ОЗЧ-2 (4,0) Углеки- слый газ 130-140 22-25 9,9 0,2 9,2 - Фториды (в перес- чете на F) 0,5 - - -
ЦЧ4 (4,0) Углеки- слый газ 130-140 23-25 6,8 0,3 4,3 - Фториды (в перес- чете на F) 2,2 - - -
МНЧ-2 (4,0) Углеки- слый газ 130-140 23-25 15,9 0,7 9,7 Фториды (в перес- чете на F) 3,1 - - -
Никеля оксид (в пересче- те на Ni) 2,4
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
И. М. Квашнин
Приложение 3.4
Удельные выделения загрязняющих веществ при контактной газовой сварке и металлизации
Технологический процесс (операция) Выделяющееся загрязняющее вещество
Наименование Удельнор количество
Контактная электросварка стали
Стыковая и линейная Железа оксид 24,25 г/ч на 75 кВт номинальной мощности машины
Марганец и его соединения 0,75 г/ч на 75 кВт номинальной мощности машины
Точечная Железа оксид 2,425 г/ч на 75 кВт номинальной мощности машины
Марганец и его соединения 0,075 г/ч на 75 кВт номинальной мощности машины
Точечная, высоколегированных сталей на машинах МПГ-75, МПТ-100, МТПП-75 Сварочный аэрозоль (имеет состав свариваемых материалов) 3,5—5 г/ч на машину
Сварка трением Углерода оксид 0,008 г/см2 площади стыка
Газовая сварка стали
Ацителен-кислородным пламенем Диоксид азота 22 г/кг ацетилена
С использованием пропан- бутановой смеси Диоксид азота 15 г/кг смеси
Плазменное напыление алюминия Алюминия оксид 77,5 г/кг расходуемого порошка
Металлизация стали цинком Цинка оксид (в пересчете на Zn) 96 г/кг расходуемой проволоки
Радиочастотная сварка алюминия Алюминия оксид 7,3 г/ч на агрегат «16—76»
Дуговая металлизация при применении проволоки
СВ08Г2С Сварочный аэрозоль 18,0—38,0 г/кг расходуемой проволоки
Марганец и его соединения 0,7—1,48 г/кг
Пыль неорганическая, содержащая 20—70 % SiO2 0,07—0,16 г/кг
СВ-07Х25Н13 Сварочный аэрозоль 28,0—47,0 г/кг
Марганец и его соединения 2,1—3,6 г/кг
Хром шестивалентный (в пересчете на трехокись хрома) 0,15-0,26 г/кг
ЭК-7 Пыль 13,0—17,0 г/кг
Марганец и его соединения 0,070 г/кг
Приложение 4
Состав лакокрасочных материалов при исходной вязкости (по данным [24])
Вид Марка Доля летучей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей части лакокрасочных материалов
Шпатлевки ПФ-002 25 Сольвент 100
НЦ-007 35 Ацетон 3
Бутилацетат 18
Этилацетат 9
Спирт н-бутиловый 10
Спирт этиловый 10
Толуол 50
НЦ-008 70 Ацетон 15
Бутилатетат 30
Этилацетат 20
Спирт н-бутиловый 5
Толуол 30
НЦ-173 96,9 Бутилатетат 7
Этилацетат 5
Спирт н-бутиловый 4
Спирт этиловый 77
Этилцеллозольв 3
Толуол 4
ЭП-0010 10 Толуол 55,07
Спирт этиловый 44,93
ХВ-005 67 Ацетон 25,8
Бутилатетат 12,1
Толуол 62,1
МЧ-0054 11 Спирт н-бутиловый 40
Ксилол 40
Этиленгликоль 10
Этилкарбитол 10
Грунтовки » АК-070 86 Ацетон 20,04
Спирт н-бутиловый 12,6
Ксилол 67,34
ГФ-017 51 Ксилол 100
ГФ-021 45 Ксилол 100
ГФ-0119 47 Ксилол 100
ГФ-030 24,75 Уайт-спирит 100
ГФ-031 46 Ксилол 28,7
Уайт-спирит 35,65
Сольвент 35,65
195
И. М. Квашнин
Продолжение прил. 4
Вид Марка Доля летучей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей части лакокрасочных материалов
Грунтовки ГФ-032 61 Сольвент 100
ГФ-0163 32 Сольвент 100
ВЛ-02 79 Спирт н-бутиловый 28,2
Спирт этиловый 37,6
Ксилол 6
Ацетон 28,2
ВЛ-023 74 Спирт н-бутиловый 24,06
Спирт этиловый 48,71
Бутилацетат 3,17
Толуол 1,28
Ацетон 22,78
НЦ-173 96,9 Спирт н-бутиловый 4
Спирт этиловый 77,7
Бутилацетат 6,4
Этилацетат 5,2
Толуол 3,6
Этилцеллозольв 3,1
НЦ-0135 63 Спирт н-бутиловый 4
Спирт изобутиловый 11
Спирт этиловый 5
Бутилацетат 46
Этилацетат 10
Толуол 6
Этилцеллозольв 18
НЦ-0140 80 Спирт н-бутиловый 15
Спирт этиловый 10
Бутилацетат 20
НЦ-0140 80 Этилацетат 15
Толуол 20
Этилцеллозольв 15
Циклогексанон 5
НЦ-0205 61 Спирт этиловый 7
Бутилацетат 53
Этилацетат 20
Этилгликольацетат 20
ПФ-002 25 Сольвент 100
ПФ-020 43 Ксилол 100
ФЛ-ОЗК 30 Уайт-спирит 50
196
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 4
Вид Марка Доля летучей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей части лакокрасочных материалов
Грунтовки ФЛ-ОЗЖ - Ксилол 50
ФЛ-086 46 Уайт-спирит 50
Ксилол 50
ФЛ-087 47 Спирт н-бутиловый 58,33
Сольвент 41,67
ХС-010 67 Ацетон 26
Бутилацетат 12
Толуол 62
ХС-059 64 Ацетон 27,57
Бутилацетат 12,17
Толуол 45,35
Циклогексанон 14,91
ХС-068 69 Ацетон 25,98
Бутилацетат 12,02
Толуол 56,37
Ц иклогексанон 5,63
МЛ-029 40 Спирт н-бутиловый 42,62
Ксилол 57,38
МЧ-0054 11 Спирт н-бутиловый 40
Ксилол 40
Этиленгликоль 10
Этилкарбитол 10
Эмали АС-182 47 Ксилол 85
Уайт-спирит 5
Сольвент 10
АК-194 72 Бутилацетат 50
Спирт н-бутиловый 20
Спирт этиловый 10
Толуол 20
АК-1102 80,5 Ацетон 29,13
Бутилацетат 29,13
Спирт н-бутиловый 2,91
Ксилол 38,83
ГФ-92 51 Уайт-спирит 8
Ксилол 90
Спирт н-бутиловый 2
ГФ-92ГМ 45 Ксилол 100
ГФ-92ГС 43 Сольвент 100
197
И. М. Квашнин
Продолжение прил. 4
Вид Марка Доля летучей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей части лакокрасочных материалов
Эмали ГФ-92ХС 47 Сольвент 100
ГФ-820 50 Ксилол 50
Уайт-спирит 50
МЛ-12 65 Спирт н-бутиловый 20,78
Уайт-спирит 20,14
Этилцеллозольв 1,4
Сольвент 57,68
МЛ-152 52 Спирт н-бутиловый 20,85
Спирт изобутиловый 9,59
Уайт-спирит 13
Сольвент 14,07
Ксилол 39,76
Бензин 2,73
МЛ-158 47 Спирт н-бутиловый 37,03
Уайт-спирит 30,72
Ксилол 32,25
МЛ-165 51 Спирт н-бутиловый 35,92
Уайт-спирит 0,68
Ксилол 63,4
МЛ-197 44 Бутилацетат 8,42
Спирт н-бутиловый 41,42
Уайт-спирит 2,01
Этилцеллозольв 8,93
Нефрас 39,22
МЛ-242 44 Спирт н-бутиловый 20
Спирт изобутиловый 20
Ксилол 60
МЛ-279 50 Спирт н-бутиловый 24,74
Ксилол 75,26
МЛ-283 45 Спирт н-бутиловый 19,72
Ксилол 80,28
МЛ-629 44 Спирт н-бутиловый 50
Ксилол 50
МЛ-1156 49 Спирт н-бутиловый 24,58
Ксилол 75,42
МС-17 60 Ксилол 100
МС-160 57 Ксилол 100
МС-226 50 Ксилол 100
198
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 4
Вид Марка Доля летучей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей части лакокрасочных материалов
Эмали МЧ-123 55 Ксилол 100
МЧ-240 55 Спирт н-бутиловый 37,79
Сольвент 22,9
Ксилол 39,31
НЦ-11 74,5 Бутилацетат 25
Этилацетат 25
Спирт н-бутиловый 10
Спирт этиловый 15
Толуол 25
НЦ-25 66 Ацетон 7
Бутилацетат 10
Спирт н-бутиловый 15
Спирт этиловый 15
Этилцелл озольв 8
Толуол 45
НЦ-66 66 Ацетон 7
Бутилацетат 10
Спирт н-бутиловый 15
Спирт этиловый 15
Этилцеллозольв 8
Толуол 45
НЦ-132П 80 Ацетон 8
Бутилацетат 8
Спирт н-бутиловый 15
Спирт этиловый 20
Этилцеллозольв 8
Толуол 41
НЦ-257 62 Ацетон 7
Бутилацетат 10
Спирт н-бутиловый 15
Спирт этиловый 10
Этилцеллозольв 8
Толуол 50
НЦ-1125 60 Ацетон 7
Спирт н-бутиловый 10
Спирт этиловый 15
Толуол 50
Бутилацетат 10
Этилцеллозольв 8
199
И. М. Квашнин
Продолжение прил. 4
Вид Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных , материалов
Эмали ПФ-115 45 Ксилол 50
Уайт-спирит 50
ПФ-133 50 Ксилол 50
Уайт-спирит 50
ПФ-167 40 Уайт-спирит 100
ПФ-188 44,5 Бутилцеллозольв 8,53
Сольвент 91,47
ПФ-218ГС 27,5 Уайт-спирит 100
ПФ-283 50 Уайт-спирит 60
Ксилол 40
ПФ-837 53 Уайт-спирит 18,16
Ксилол 81,84
ПФ-1105 39 Уайт-спирит 50
Ксилол 50
ПФ-1189 47 Ксилол 65,7
Сольвент 34,3
ПФ-1126 57 Сольвент 100
ПЭ-220 35 Ацетон 89
Толуол 7
Ксилол -
ПЭ-232 35 Ацетон 83
ПЭ-250 - Толуол 14
Ксилол 3
ПЭ-250ПМ 43 Ацетон 88,4
ПЭ-250М - Толуол 9,3
Ксилол 2,3
ПЭ-251Б 24,5 Стирол 14
ПЭ-251 Толуол 5
Ксилол 5
Метилизобутилкетон 38
Циклогексанон 38
ПЭ-247 40 Ацетон 75
Толуол 15
Ксилол 2,5
Спирт этиловый 7,5
ПЭ-246 8 Ацетон 12,5
ПЭ-265 - Бутилацетат 62,5
Стирол 25
200
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 4
Ввд Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Эмали i В-ПЭ-1179 74 Бутилцеллозольв 98,3
Этиленгликоль 1,7
ПЭ-276 9,5 Ацетон 20
Бугилацетат 60
Стирол 20
ЭП-51 79 Ацетон 4
Спирт н-бутиловый 4
Бугилацетат 33
Этилацетат 16
Толуол 43
ЭП-140 53,5 Ацетон 33,7
Ксилол 32,78
Толуол 4,86
Этилцеллозольв 28,66
ЭП-148 35 Спирт н-бутиловый 16,15
Ксилол 72,03
Толуол 3,32
Этилцеллозольв 8,5
ЭП-255 36,5 Ацетон 36,44
Бутилацетат 27,79
Толуол 8,33
Ксилол 27,44
ЭП-525 29 Ацетон 23,57
Бугилацетат 45,99
Ксилол 30,44
ЭП-773 38 Ацетон 30
Ксилол 40
Этилцеллозольв 30
ЭП-1236 59 Бугилацетат 29,55
Ацетон 31,42
Толуол 1,78
Ксилол 37,25
ХВ-16 78,5 Ацетон 13,33
Бугилацетат 30
Толуол 22,22
Ксилол 34,45
ХВ-110 61,5 Ацетон 15
Сольвент 50
Ксилол 35
201
И. М. Квашнин
Продолжение прил. 4
Вид Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Эмали ХВ-124 27 Ацетон 26
Бугилацетат 12
Толуол 62
ХВ-518 70 Ацетон 28
Бугилацетат 10
Сольвент 62
ХВ-785 73 Ацетон 26
Бутилацетат 12
Толуол 62
ХВ-1120 75 Бутилацетат 37,43
Толуол 60
Ксилол 2,57
КО-83 78 Ацетон 13,17
Бутилацетат 11,07
Спирт н-бутиловый 9,10
Спирт этиловый 14,10
Этилцеллозольв 7,10
Толуол 45,46
КО-811 64,5 Бугилацетат 50
Спирт н-бутиловый 20
Спирт этиловый 10
Толуол 20
КО-822 65 Ацетон 10
Бутилацетат 10
Этилацетат 10
Спирт н-бутиловый 5
Спирт этиловый 15
Этилцеллозольв 11
Ксилол 39
КО-935 30 Толуол 100
ХС-119 68,5 Ксилол 10,82
ХС-119Э Ацетон 27,26
Бугилацетат 11,95
Циклогексанон 14,5
Толуол 35,47
ХС-75У 68,5 Ацетон 26,43
Бугилацетат 12,12
Толуол 61,45
202
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 4
Вцд Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Эмали ХС-759 69 Ацетон 27,58
Бугилацетат 11,96
Циклогексанон 14,4
Толуол 46,06
ФЛ-5233 87,5 Спирт этиловый 73,1
Спирт н-бутиловый 18,3
Бугилацетат 8,6
ВЛ-515 72 Спирт этиловый 18,4
Толуол 51,6
Этилцеллозольв 30
Лаки л АК-113 93 Бугилацетат 50,1
Спирт н-бутиловый 19,98
Спирт этиловый 9,94
Толуол 19,98
АК-113Ф 91 Спирт н-бутиловый 20,7
Ксилол 79,3
БТ-99 56 Уайт-спирит 4
Ксилол 96
БТ-577 63 Уайт-спирит 42,6
Ксилол 57,4
БТ-985 60 Уайт-спирит 100
БТ-987 60 Уайт-спирит 100
БТ-988 60 Уайт-спирит 100
ГФ-92 45,5 Спирт н-бутиловый 2
Уайт-спирит 8
Ксилол 90
ГФ-95 51 Уайт-спирит 48
Ксилол 46
Спирт н-бутиловый 6
КФ-965 65 Уайт-спирит 100
ЛБС-1 45 Спирт этиловый 77,8
Фенол 22,2
ЛБС-21 32 Спирт этиловый 64,06
Фенол 35,94
МЛ-92 47,5 Спирт н-бутиловый 10
Ксилол 40
Уайт-спирит 40
Спирт изобутиловый 10
203
И М Квашнин
Продолжение прил. 4
Вид Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Лаки МЛ-133 55 Спирт н-бутиловый 40
Ксилол 60
МЧ-52 38,76 Спирт н-бутиловый 85
Спирт этиловый 2,6
Сольвент 10,4
Формальдегид 2
НЦ-211 76 Спирт н-бутиловый 10
Спирт этиловый 15
Бутилацетат 10
НЦ-211 76 Толуол 50
Этилцеллозольв 8
Ацетон 7
НЦ-218 70 Спирт н-бутиловый 9
Спирт этиловый 16
Бутилацетат 9
Этилацетат 16
Ксилол 23,5
Толуол 23,5
Этилцеллозольв 3
НЦ-221 83,1 Спирт н-бутиловый 19,98
Бутилацетат 15,04
Этилацетат 9,99
Ацетон 5,05
Толуол 39,95
Этилцеллозольв 3
Спирт этиловый 6,99
НЦ-222 78 Спирт н-бутиловый 9,49
Бутилацетат 9,23
Этилацетат 15,9
Толуол 46,54
Этилцеллозольв 3,2
Спирт этиловый 15,64
НЦ-223 68 Спирт н-бутиловый 15
Бутилацетат 18
Этилацетат 5
Ксилол 25
Толуол 25
Этилцеллозольв 12
204
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 4
Вид Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Лаки НЦ-224 75 Спирт н-бутиловый 10,67
Спирт этиловый 45,4
Бутилацетат 13,6
Этилацетат 14
Ксилол 13,73
Растворитель окситерпеновый 2,6
НЦ-243 74 Спирт н-бутиловый 20
Спирт этиловый 10
Этилацетат 7
Толуол 50
Этилцеллозольв 8
Циклогексанон 5
НЦ-2101 72 Спирт н-бутиловый 14
Спирт изобутиловый 4
Спирт этиловый 21
Этилацетат 14
Ксилол 9
Этилцеллозольв 14
Толуол 24
НЦ-2105 81 Спирт бутиловый 8
Спирт этиловый 12
Бутилацетат 80
НЦ-2-95 67 Спирт н-бутиловый 9
Спирт этиловый 17
Этилацетат 17
Бугилацетат 9
Толуол 35
Ксилол 10
Этил целлозольв 3
ПЭ-220 35 Ацетон 88,57
Ксилол 4,29
Толуол 7,14
ПЭ-232 35 Ацетон 32,58
ПЭ-250 - Ксилол 11,24
Толуол 56,18
ПЭ-246 8 Ацетон 12,5
ПЭ-265 - Бугилацетат 62,5
Стирол 25
205
И. М. Квашнин
Продолжение прил. 4
Вид Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Лаки ПЭ-250М 439 Ацетон 88,37
Ксилол 2,33
Толуол 9,3
ПЭ-251 Б 25 Стирол 16
Ксилол 4
Толуол 4
Метили зобутилкетон 38
Циклогексанон 38
ПЭ-251 Б 25 Ацетон 30
Ксилол 40
Этилцеллозольв 30
ПЭ-265 8 Ацетон 12,5
Бутилацетат 62,5
Стирол 25
ПЭ-276 9-10 Ацетон 20
Бугилацетат 60
Стирол 20
УР-231 70 Бугилацетат 20
Ксилол 80
УР-249М 71 Бутилацетат 36,62
Ксилол 22,54
Циклогексанон 19,72
Этил гликольацетат 21,12
УР-277М 65 Ксилол 7,69
Циклогексанон 52,31
Этилгликольацетат 40
Бакелито- вый лак 180 57 Спирт этиловый 94,74
Фенол 5,26
ПФ-170 50 Уайт-спирит 59,56
Ксилол 40,44
ФЛ-559 60 Спирт н-бутиловый 3,98
Толуол 30,62
Ксилол 9,71
Этиленгликоль 55,69
ФЛ-582 65 Уайт-спирит 69,9
Ксилол 30,1
ХВ-784 84 Ацетон 21,74
Бугилацетат 13,02
206
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 4
Ввд Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Лаки ЭП-730 70 Ацетон 30
Ксилол 40
Этилцеллозольв 30
Разравниваю- щая жидкость РМЕ 94 Спирт н-бутиловый 4
Спирт этиловый 57
Бутилацетат 16
Этилацетат 21
Растворитель окси- терпеновый 2
Распредели- тельная жид- кость НЦ-313 96,9 Спирт н-бутиловый 2
Спирт этиловый 79
Бутилацетат 7
Этилацетат 5
Толуол 4
Этилцеллозольв 3
Нитрополиту- ра НЦ-314 86 Спирт этиловый 65
Бутилацетат 9
Толуол 10
Этилцеллозольв 16
Полировочная № 18 97 Спирт н-бутиловый 5
Спирт этиловый 71
Бутилацетат 1
Этилацетат 2
Бензин «калоша» 21
Ускоритель №25 90 Толуол 100
Ускоритель № 30 90 Толуол 100
Паста полиро- вочная 15 Уайт-спирит 100
Раствори- тели Р-4 100 Ацетон 26
Бутилацетат 12
Толуол 62
Р-4А 100 Ацетон 15
Толуол 70
Ксилол 15
Р-5 100 Ацетон 30
Р-5А — Бутилацетат 30
Ксилол 40
Ксилол 25
207
И. М. Квашнин
Продолжение прил. 4
Ввд Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Растворители Р-6 100 Бутилацетат 15
Толуол 40
Спирт н-бутиловый 15
Спирт этиловый 30
Р-7 100 Спирт этиловый 50
Циклогексанон 50
Р-10 100 Ацетон 15
Ксилол 85
Р-12 100 Бугилацетат 30
Толуол 60
Ксилол 10
Р-14 100 Толуол 50
Циклогексанон 50
Р-24 100 Ацетон 15
Ксилол 35
Сольвент 50
Р-40 100 Толуол 50
Этилцеллозольв 50
Р-60 100 Спирт этиловый 70
Этилцеллозольв 30
Р-189 100 Бугилацетат 13
Ксилол 13
Этил гликольацетат 37
Метил этилкетон 37
Р-197 100 Ксилол 27
Растворитель АР 70
Скипидар 3
Р-198 100 Циклогексанон 50
Этилцеллозольв 50
Р-119Э 100 Ксилол 40
Спирт н-бутиловый 10
Циклогексанон 25
Этилцеллозольв 25
Р-219 100 Ацетон 33
Толуол 33
Циклогексанон 34
Р-548 100 Этилцеллозольв 70
Пропилонкарбонат 30
208
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 4
Вид Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Растворители Р-1101 100 Толуол 25
Сольвент 55
Этилгликольацетат 20
Р-1166 100 Циклогексанон 15
Этилцелл озол ьв 15
Этилацетат 20
Ксилол 50
Р-1176 100 Циклогексанон 50
Метилэтилкетон 50
Р-2106 100 Циклогексанон 30
Сольвент 70
Р-2106М 100 Циклогексано н 30
Сольвент 50
Нитропропан 20
Р-3160 100 Спирт н-бутиловый 60
Спирт этиловый 40
РЛ-176 100 Циклогексанон 50
Сольвент 50
РЛ-176М 100 Циклогексанон 50
Сольвент 40
Нитропропан 10
РЛ-251м.А 100 Ацетон 5
Циклогексанон 95
РЛ-251 м.б 100 Циклогексанон 60
Мибк 40
РЛ-277 100 Циклогексанон 50
Метилэтилкетон 50
РЛ-278 100 Толуол 25
Этилцеллозольв 10
Ксилол 30
Спирт н-бутиловый 20
РЛ-278 100 Спирт этиловый 15
РЛ-298 100 Этилцелл озол ьв 30
Ксилол 70
РЛ-541 100 Ацетон 4,2
Толуол 70
Этилцеллозольв 4,8
Спирт бутиловый 9
Спирт этиловый 6
Бугилацетат 6
209
И. М. Квашнин
Продолжение прил. 4
Вид Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Растворители №645 100 Ацетон 3
Толуол 50
Спирт н-бутиловый 10
Спирт этиловый 10
Бутилацетат 18
Этилацетат 9
№ 646 100 Ацетон 7
Спирт н-бутиловый 15
Спирт этиловый 10
Бутилацетат 10
Этилцеллозольв 8
Толуол 50
№647 100 Спирт н-бутиловый 7,7
Бутилацетат 29,8
Этилцеллозольв 21,2
Толуол 41,3
№648 100 Спирт н-бутиловый 20
Спирт этиловый 10
Бутилацетат 50
Толуол 20
№ 649 100 Спирт н-бутиловый 20
Этилцеллозольв 30
Ксилол 50
№650 100 Спирт н-бутиловый 30
Этилцеллозольв 20
Ксилол 50
РМЛ-218 100 Спирт н-бутиловый 9
Спирт этиловый 16
Бутилацетат 9
Этилацетат 16
Этилцеллозольв 3
Толуол 23,5
Ксилол 23,5
РМЛ 100 Спирт н-бутиловый 10
Спирт этиловый 64
Этилцеллозольв 16
Толуол 10
210
Промышленные выбросы в отмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 4
Вид Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Растворители РМЛ-315 100 Спирт н-бутиловый 15
Бутилацетат 18
Этилцеллозольв 17
Ксилол 25
Толуол 25
РДВ 100 Ацетон 3
Спирт н-бутиловый 10
Спирт этиловый 10
Бутилацетат 18
Этилацетат 9
Толуол 50
РКБ-1 100 Спирт н-бутиловый 50
Ксилол 50
РКБ-2 100 Спирт н-бутиловый 95
Ксилол 5
Р-83 100 Этилцеллозольв 40
Растворитель АР 50
Лактон С12 10
Р-119 100 Ацетон 30
Толуол 35
Нитропропан 35
РВЛ 100 Этилцеллозольв 50
Хлорбензол 50
РФГ 100 Спирт н-бутиловый 75
Спирт этиловый 25
РС-2 100 Ксилол 30
Уайт-спирит 70
РП 100 Ацетон 25
Ксилол 75
м 100 Спирт н-бутиловый 5
Бутилацетат 30
Спирт этиловый 60
Этилацетат 5
АМР-3 100 Спирт н-бутиловый 22
Бугилацетат 25
Спирт этиловый 23
Толуол 30
ЛКР 100 Бутилацетат 5
Спирт этиловый 60
Этилацетат 25
Ацетон эфирный 10
211
И. М. Квашнин
Продолжение прил. 4
Вид Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Растворители Р-251Б 100 Метилизобутилкетон 40
Циклогексанон 60
Разбавители для электро- окраски РЭ-1В 100 Сольвент 70
Спирт н-бутиловый 20
Спирт диацетоновый 10
РЭ-2В 100 Сольвент 60
Бутилацетат 20
Этилцеллозольв 20
РЭ-ЗВ 100 Сольвент 50
Спирт н-бутиловый 30
Этилцеллозольв 20
РЭ-4В 100 Сольвент 30
Этилцеллозольв 70
РЭ-5В 100 Спирт н-бутиловый 10
Спирт диацетоновый 25
Этилцеллозольв 25
Ксилол 40
Р-6В 100 Сольвент 50
Спирт диацетоновый 15
Ксилол 35
Р-7В 100 Спирт диацетоновый 10
Бутилацетат 25
Ксилол 60
Циклогексанон 5
РЭ-8В 100 Спирт н-бутиловый 75
Ксилол 25
РЭ-9В 100 Сольвент 50
Бутилацетат 30
Этилцеллозольв 20
РЭ-10В 100 Сольвент 40
Спирт н-бутиловый 40
Этилцеллозольв 20
РЭ-11В 100 Этилцеллозольв 30
Ксилол 40
Циклогексанон 10
Этилацетат 20
РЭ-12В 100 Сольвент 30
Спирт диацетоновый 30
Этилцеллозольв 40
212
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 4
Вид Марка Доля лету- чей части раство- рителя Компонент в летучей части лакокрасочных материалов Содержание компо- нента в летучей ча- сти лакокрасочных материалов
Разбавители для электро- окраски РЭС-5107 100 Бугилацетат 17
Ксилол 17
Толуол 66
№ 30 100 Спирт этиловый 5
Этилцеллозольв 95
РП 100 Ацетон 25
Ксилол 75
Удельные выделения загрязняющих веществ при производстве
железобетонных изделий (по данным [29])
Приложение 5
Приложение 5.1
Массовые и удельные выделения пыли при производстве железобетонных изделий
Источник выделения загрязняющих веществ Выделяющееся загрязняющее вещество Массовые выбросы, г/с Удельные выбросы, г/кг (кг/т) Примечание
Посты выгрузки ваго- нов и самосвалов грей- ферными механизмами в приемные ямы Цемент Щебень Песок Известняк 2,306 2,69 0,5 0,556 0,08 0,11 0,03 0,24 Неорганизо- ванный выброс при скорости ветра 2,5 м/с, влажности ма- териала 5 %
Пост выгрузки вагонов в склады хранилища пневмотранспортом Цемент Песок 2,61 1,306 0,8 Средняя кон- центрация 8,2 г/м3
Загрузка цементовозов: - самотеком - пневмотранспортом Цемент Цемент 0,02 0,2 Средняя кон- центрация, г/м3 3,5 19,5
Загрузка сыпучих мате- риалов в желоба, пита- тели и бункеры: - порошковых материалов - кусковых материалов Пыль материалов Пыль материалов 1,97 0,833 2,3 1,0 Средний размер, мм: менее 8 8 и более
Пересыпка на транс- портеры: - порошковых материалов - кусковых материалов Пыль материалов Пыль материалов 1,19 1,43 0,539 0,65 Средний размер, мм: менее 8 8 и более
Кабинные укрытия ленточных конвейеров и элеваторов: - порошковых материалов - кусковых материалов Пыль материалов Пыль материалов 0,794 0,3 0,95 0,35 Средний размер, мм: менее 8 8 и более
Комбинированные ук- рытия в галереях лен- точных конвейеров: - порошковых материалов - кусковых материалов Пыль материалов Пыль материалов 0,925 0,411 1,1 0,5 Средний размер, мм: менее 8 8 и более
Дробилки шековые: - изверженные породы - карбонатные породы Пыль материалов Пыль материалов 14,4 23,6 3,0 6,0 Влажность ма- териала 5 %
215
И. М. Квашнин
Продолжение прил. 5.1
Источник выделения загрязняющих веществ Выделяющееся загрязняющее вещество Массовые выбросы, г/с Удельные выбросы, г/кг (кг/т) Примечание
Дробилки конусные: - изверженные породы - карбонатные породы Пыль материалов Пыль материалов 20,3 38,6 2,0 5,0 Влажность ма- териала 5 %
Грохоты: - изверженные породы - карбонатные породы Пыль материалов Пыль материалов 8,33 9,72 - Влажность ма- териала 5 %
Установка сушки песка в потоке горячих газов: - изверженные породы - карбонатные породы Пыль материалов Пыль материалов 1,89 2,42 1,8 2,4 Без учета выде- лений от сжига- емого топлива
Весовые дозаторы и бе- тоносмесительные уста- новки Пыль цемента и песка 0,972 1,33 3,2 г/м3
Пневмотранспорт цемента Пыль цемента 2,64 0,8 8,2 г/м3
Цементные силосы Пыль цемента - - 8,7-10,1 г/м3
Приложение 5.2
Массовые выделения загрязняющих веществ от сварочного
оборудования арматурных цехов
Оборудование Ъш, марка Выделяющееся загрязняющее вещество Количество
ОТХОДЯЩИХ веществ, г/с отсасываемого воздуха, м3
Машина многоэлек- тродная для точеч- ной сварки арматур- ной сетки АМТС-14x75-7-1 АМТС-9х35 АМТС-10x35 Железа оксиды с примесью до 3 % марганца оксидов 0,0188 0,00314 380*4 = 380*2 = 1520 760
Машина многоэлек- тродная для точеч- ной сварки арматур- ной сетки АМТС-14x75x7 Железа оксиды с примесью до 3 % марганца оксидов 0,0188 380*4 = 1520
Машина многоэлек- тродная для сварки каркасов МТМК- 3x100-4- УК Железа оксиды с примесью до 3 % марганца оксидов 0,00528 2200
Машина для точеч- ной сварки МТ-2002 МТ-1618 МТ-810 МТ-1614 МТ-2517 МТ-4017 МТПУ-300 Железа оксиды с примесью до 3 % марганца оксидов 0,00264 0,00139 0,000278 0,00139 0,00236 0,00507 0,00417 380 380 380 380 380 380 380
216
Промышленные выбросы в атмосферу Инженерные расчеты и инвентаризация
Продолжение прил. 5.2
Оборудование Тйп, марка Выделяющееся загрязняющее вещество Количество
отходящих веществ, г/с отсасываемо- го воздуха, м3
Машина для точеч- ной сварки МТП-1203 МТВР-4001 МТП-150/1200-1М, МТПП-75,100 Железа оксиды с примесью до 3 % марганца оксидов 0,00236 0,00417 0,00236 380 380 380
Вертикальная уста- новка для сварки ар- матурных каркасов с подвижной маши- ной для точечной сварки МТПП-75-1 (количество — 4) СМЖ-286 СМЖ-286Б Железа оксиды с примесью до 3 % марганца оксидов 0,00417 6300
Вертикальная уста- новка для сварки ар- матурных каркасов с подвижной маши- ной для точечной сварки МТПП-75-1 (количество — 4) СМЖ-56-А Железа оксиды с примесью до 3 % марганца оксидов 0,00208 3150
Ручная дуговая сварка (электродная проволока УОНИ 13/45, 13/85 расход электродов 0,9 кг/ч) Стол сварщика ссн-з Железа оксиды с примесью фтористых или от 3 до 6 % мар- ганца оксидов 0,003 2500
Машина сварочная МС-2008 Железа оксиды с примесью 3 % марганца оксидов 0,0139 700
Полуавтоматическая сварка в среде угле- кислого газа (элек- тродная проволока ПП-АН-4, ПП-АН-8, расход 1,8 кг/ч) Марганец 0,00108 2500
Полуавтоматическая сварка в среде углеки- слого газа (электродная проволока СВ08Г2С, расход 1,8 кг/ч) Железа оксиды с примесью фтористых или от 3 до 6 % мар- ганца оксидов 0,004 2500
Полуавтоматическая сварка в среде угле- кислого газа (элек- тродная проволока СВ1012С НСМТ, расход 1,8 кг/ч) Железа оксиды с примесью 3 % марганца оксидов 0,00594 2500
217
И. М. Квашнин
Продолжение прил. 5.2
Оборудование Тип, марка Выделяющееся загрязняющее вещество Количество
отходящих веществ, г/с отсасываемо- го воздуха, м3
Полуавтоматическая сварка без газовой за- щиты (присадочная проволока и керами- ческий стержень ПСК-3, ЭП-245, рас- ход 1,5 кг/ч) Железа оксиды с примесью фтористых или от 3 до 6 % мар- ганца оксидов 0,00517 2500
Полуавтоматическая сварка без газовой защиты (порошко- вая проволока рас- ход 1,5 кг/ч) Железа оксиды с примесью фтористых или от 3 до 6 % мар- ганца оксидов 0,000472
Отрезные станки - Абразивная и металлическая пыль 0,0722 -
Установки для плав- ки и резки арматур- ной стали СМ-579 СМЖ-357 СМ-758 С-338 Металлическая пыль, окалина, ржавчина 0,0444 -
Автоматы правиль- но отрезные И-6118 И-6022 и др. Металлическая пыль, окалина, ржавчина 0,0444 -
Станки зачистки гра- та типа7247С/7 и др. — Абразивная и металлическая пыль 0,0667 -
Приложение 6
Удельные выделения загрязняющих веществ от оборудования литейного производства
Приложение 6.1
Удельные выделения загрвзняющих веществ от оборудования литейного
производства (по данным [26])
Технологиче- ский процесс Оборудование. Тип. Марка Загрузка оборудова- ния, произво- дительность Выделяющееся загрязняющее вещество Количество выделяю- щихся вредных веществ
на единицу времени работы оборудова- ния Л/’1, г/с на единицу массы пе- рерабаты- ваемого материала У, г/кг
1. Подготовка шихты и формовочных материалов
Сушка ших- товых и фор- мовочных материалов Установка для сушки песка 1,5 т/ч Пыль кремний- содержащая 0,40 1,0
Сушильные барабаны го- ризонтальные 5,0 т/ч Пыль кремний- содержащая 1,10 0,8
Установка для сушки и охлаж- дения песка 1,5 т/ч Пыль кремний- содержащая 0,40 1,0
Установка сушки песка в потоке горячих газов 3,0 т/ч Пыль кремний- содержащая 1,75 2,1
Просеивание отработан- ных формо- вочных смесей Землесеялка передвижная 3,0 м3/ч Пыль кремний- содержащая 1,00 3,0
Сито полиго- нальное 5,0 м3/ч Пыль кремний- содержащая 1,7 3,0
Сито эксцен- триковое 30,0 м3/ч Пыль кремний- содержащая 4,20 3,0
Просеивание разрыхленных формовочных смесей Землепригото- витель пере- движной 6,0 м3/ч Пыль кремний- содержащая 2,80 3,0
Приготовле- ние формо- вочных и стержневых смесей Бегуны лабо- раторные Масса замеса 54 кг Пыль кремний- содержащая 0,02 0,08
Бегуны литей- ные смешива- ющие 5,0 м3/ч Пыль кремний- содержащая 0,20 0,6
20,0 м3/ч Пыль кремний- содержащая 0,50 0,6
25,0 м3/ч Пыль кремний- содержащая 0,80 0,6
Приготовле- ние холодно- твердеющих смесей Смеситель не- прерывного действия одно- желобный од- ноплечий 1,0 т/ч Пыль кремний- содержащая 0,05 0,2
219
И. М. Квашнин
Продолжение прил. 6.1
Загрузка оборудова- ния, произво- дительность Количество выделяю- щихся вредных веществ
Технологиче- ский процесс Оборудование. Тип. Марка Выделяющееся загрязняющее вещество на единицу времени работы оборудова- ния Л/", г/с на единицу массы пе- рерабаты- ваемого материала У, г/кг
Приготовле- ние холодно- твердеющих смесей Смеситель непрерывного действия одножелобный двухплечный 6,3 т/ч Пыль кремний- содержащая 0,35 0,2
Смеситель непрерывного действия двухжелобный одноплечий с вихревой головкой 1,0 т/ч Пыль кремний- содержащая 0,05 0,2
2,5 т/ч Пыль кремний- содержащая 0,14 0,2
2. Плавильное отделение
Плавка алю- миния и раз- дача его сплавов Электропечь сопротивления плавильно- раздаточная САТ-0Д6-Х1 55 кг/ч Окись алюминия Окись углерода Окись азота 0,008 0,002 0,003 0,5 0,15 0,22
САТ-0,25-Х1 85 кг/ч Окись алюминия Окись углерода Окись азота 0,011 0,0056 0,0056 0,5 0,15 0,22
Плавка алю- миниевых сплавов Электропечь индукционная тигельная про- мышленной частоты И at- о.4/0,8М4 284 кг/ч Окись алюминия Окись углерода Окись азота 0,019 0,0055 0,014 0,24 0,09 0,17
ИАТ-1/0,4 М3 670 кг/ч Окись алюминия Окись углерода Окись азота 0,036 0,014 0,022 0,25 0,09 0,15
Плавка мед- ных сплавов Электропечь индукционная тигельная ИЛТ-1/0,4-М2 1000 кг/ч Окись меди Окись углерода Окись азота 0,069 0,019 0,086 0,42 0,12 0,51
220
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 6.1
Технологиче- ский процесс Оборудование. Тйп. Марка Загрузка оборудова- ния, произво- дительность Выделяющееся загрязняющее вещество Количество выделяю- щихся вредных веществ
на единицу времени работы оборудова- ния АТ01, г/с на единицу массы пе- рерабаты- ваемого материала У, г/кг
Плавка мед- ных сплавов Электропечь индукционная канальная ИЛК-0,4-С1 250 кг/ч Окись меди Окись углерода Окись азота 0,022 0,006 0,027 0,40 0,11 0,48
Плавка чугуна Печь индук- ционная ИСТ-0,06 50 кг/ч Окислы железа Окись углерода Окись азота 0,136 0,017 0,003 9,8 1,2 0,24
Печь индук- ционная ИЧТ- 1/0,18-и1 600 кг/ч Окислы железа Окись углерода Окись азота 1,57 0,2 0,04 9,4 1,2 0,24
Плавка стали Печь индук- ционная ИСТ-0,06 50 кг/ч Окислы железа Окись углерода Окись азота 0,011 0,002 0,0008 0,79 0,14 0,07
ИСТ- 0,16/0,25ИЗ 150 кг/ч Окислы железа Окись углерода Окись азота 0,044 0,0044 0,0025 1,06 0,106 0,06
ист- 0,25/0,34И1 316 кг/ч Окислы железа Окись углерода Окись азота 0,111 0,0103 0,005 1,26 0,11 0,06
3. Литье под давлением
Изготовле- ние отливок Литьевые ма- шины марки: 5А-12 12 кг Аэрозоль алюминия Окись углерода’ Пары масел’ Сернистый ангидрид’ Углеводороды нефти” 0,036 • ю-3 0,0043 0,011 0,0017 0,019 -
512-Г 42 кг Аэрозоль алюминия Окись углерода’ Пары масел’ Сернистый ангидрид’ Углеводороды нефти" 0,13-103 0,0042 0,0042 0,0009 0,01 -
221
И. М. Квашнин
Продолжение прил. 6.1
Загрузка оборудова- ния, произво- дительность Количество выделяю- щихся вредных веществ
Технологиче- ский процесс Оборудование. Тип. Марка Выделяющееся загрязняющее вещество на единицу времени работы оборудова- ния АТ01, г/с на единицу массы пе- рерабаты- ваемого материала У, г/кг
Изготовле- ние отливок Полак-900 48 кг Аэрозоль алюминия Окись углерода' Пары масел* Сернистый ангидрид* Углеводороды нефти” 0,15 • 103 0,0033 0,0125 0,0015 0,04 -
Литьевые ма- шины марки: 516М-2 8,4 кг Аэрозоль алюминия Окись углерода* Пары масел* Сернистый ангидрид* Углеводороды нефти** 0,09 • IO3 0,0057 0,0094 0,0014 0,038 -
CLP0400/55 (ЧССР) 21,6 кг Аэрозоль алюминия Окись углерода* Пары масел’ Сернистый ангидрид* Углеводороды нефти" 0,072‘Ю-3 0,0038 0,014 0,0016 0,057 -
Литьевые ма- шины марки: ЛНЗ 404А (ЧССР) 18 кг Аэрозоль алюминия Окись углерода* Пары масел* Сернистый ангидрид* Углеводороды нефти” 0,05 • IO3 0,0057 0,0094 0,0014 0,038 -
5А14 24 кг Аэрозоль алюминия Окись углерода* Пары масел’ Сернистый ангидрид’ Углеводороды нефти” 0,025 • 103 0,0038 0,0085 0,0011 0,028 -
222
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 6.1
Загрузка оборудова- ния, произво- дительность Количество выделяю- щихся вредных веществ
Технологиче- ский процесс Оборудование. Тип. Марка Выделяющееся загрязняющее вещество на единицу времени работы оборудова- ния М11, г/с на единицу массы пе- рерабаты- ваемого материала У, г/кг
Изготовле- ние отливок 515М 21,6 кг Аэрозоль алюминия Окись углерода* Пары масел* Сернистый ангидрид* Углеводороды нефти** 0,009- IO3 0,00425 0,012 0,0013 0,0425 -
Литьевые ма- шины марки: 7107 25,2 кг Аэрозоль алюминия Окись углерода* Пары масел* Сернистый ангидрид* Углеводороды нефти" 0,025 • I03 0,0038 0,014 0,0013 0,047 -
СЛП 200/30 25,0 кг Аэрозоль алюминия Окись углерода’ Пары масел* Сернистый ангидрид* Углеводороды нефти" 0,075 • 103 0,0057 0,0071 0,0019 0,047 -
Udra 30,0 кг Аэрозоль алюминия Окись углерода* Пары масел’ Сернистый ангидрид’ Углеводороды нефти" 0,09 • IO3 0,0094 0,014 0,0019 0,057 -
4. Центробежное литье
Литье латуни и бронзы Машины цен- тробежного литья ЦН-300 - Пыль шихты Окись свинца 0,119 0,45 г/кг свинца
Окись цинка - 4,0 г/кг цинка
223
И. М. Квашнин
Продолжение прил. 6.1
Технологиче- ский процесс Оборудование. Тип. Марка Загрузка оборудова- ния, произво- дительность Выделяющееся загрязняющее вещество Количество выделяю- щихся вредных веществ
на единицу времени работы оборудова- ния Af1, г/с на единицу массы пе- рерабаты- ваемого материала У, г/кг
5. Литье по выплавляемым моделям
Расплавле- ние компо- нентов модельного состава Бак для рас- плавления мо- дельной массы Пары парафина (углеводороды) 0,032
Изготовле- ние модель- ных звеньев Автомат моде- ли 653, стол для спайки зумпфа 250 запресо- вок в час Пары парафина (углеводороды) 0,032
Автомат моде- ли 6А54, 659А, стол для спай- ки зумпфа 250 запресо- вок в час Пары парафина (углеводороды) 0,04
Приготовле- ние гидро- лизного раствора суспензии Установка для приготовления огнеупорного покрытия 661 0,09 м’/ч Пыль кремний- содержащая Пары изопропи- лового спирта 0,083 21,5 г/кг изопро- пилового спирта
Нанесение суспензии (на основе этилсилика- та) на блоки Ванна окуна- ния автомата Пары изопропи- лового спирта Пары ацетона - 21,5 г/кг изопро- пилового спирта 21,5 г/кг ацетона
Обмазка и обсыпка модельных блоков Автомат для нанесения огнеупорного покрытия 6А67 200 блоков в час Пыль кремний- содержащая Пары изопропи- лового спирта Ацетон 0,47 16,5 г/кг изопро- пилового спирта 1,82 г/кг ацетона
224
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 6.1
Технологиче- ский процесс Оборудование. Тип. Марка Загрузка оборудова- ния, произво- дительность Выделяющееся загрязняющее вещество Количество выделяю- щихся вредных веществ
на единицу времени работы оборудова- ния ЛГ1, г/с на единицу массы пе- рерабаты- ваемого материала У, г/кг
Нанесение тонкого слоя песка на модельные блоки Ванна с кипя- щим слоем Пыль кремний- содержащая 1,04
Приготовле- ние огне- упорного покрытия Агрегат для приготовления огнеупорного покрытия 662А Пыль кремний- содержащая 0,083
Сушка покрытия Установка для вакуумноам- миачной суш- ки блоков Пары аммиака 230 г/кг аммиака
Отделение керамики и отливок Установка для отделения ке- рамики 6А92 Пыль кремний- содержащая 1,67
Выщели- вание керамики Автомат для выщеливания керамики 6А67 200 блоков в час Гидроксиды нат- рия или калия 0,006 (у места выгрузки)
0,007 (у места загрузки) -
6. Литье в кокиль
Отливка деталей из алюминия Машина ко- кильная 59А15 Аэрозоль алюми- ния 0,025 • 103
л 7. Обрубка и очистка отливок
Очистка от- ливок и изде- лий, обрубка Станки обди- рочно-шлифо- вальные под- весные Пыль наждачная и металлическая 0,125
225
И. М. Квашнин
Продолжение прил. 6.1
Технологиче- ский процесс Оборудование. Тип. Марка Загрузка оборудова- ния, произво- дительность Выделяющееся загрязняющее вещество । Количество выделяю- щихся вредных веществ
на единицу времени работы оборудова- ния ЛГ1, г/с на единищ массы пе- рерабаты- ваемого материала У, г/кг
Очистка отливок и изделий, обрубка Камеры дробе- струйные, об- служиваемые рабочими снаружи, при диаметре сопла перед заменой, мм: 6 8 10 12 14 - Пыль оборотной формовочной смеси и металли- ческая с 1 м2 го- ризонтального сечения камеры при работе одно- го сопла 0,83 1,08 1,42 3,33 2,50
Станки обди- рочно-шлифо- вальные со стационарным крутом Пыль наждачная и металлическая 0,10
Столы для очистки и об- рубки изделий, не очищенных от собственной формовочной смеси Пыль формовоч- ной смеси и ме- таллическая с 1 м2 габаритной площади сопла* 0,35
Станки обруб- ки отливок по контуру зуби- лом, обработка крупным на- пильником, фрезой Пыль формовоч- ной смеси и металлическая 0,04
Установка об- наждачивания мелкого литья - Пыль формовоч- ной смеси и ме- таллическая 0,89 -
Барабаны очистные заго- товочные мо- дели 314 Пыль формовоч- ной смеси и ме- таллическая 37,85
226
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 6.1
Технологиче- ский процесс Оборудование. Тип. Марка Загрузка оборудова- ния, произво- дительность Выделяющееся загрязняющее вещество Количество выделяю- щихся вредных веществ
на единицу времени работы оборудова- ния ЛГ1, г/с на единицу массы пе- рерабаты- ваемого материала У, г/кг
Очистка от- ливок и изде- лий, обрубка Машины очистные дро- беметные по- луавтоматиче- ские модели 323 Пыль формовоч- ной смеси и ме- таллическая 10,33
Машины очистные дро- беметные по- луавтоматиче- ские модели 326 Пыль формовоч- ной смеси и ме- таллическая 11,67
Барабаны дро- беметные очистные не- прерывного действия моде- ли 317 Пыль формовоч- ной смеси и металлическая 10,42
Машины очистные дро- беметные по- луавтоматиче- ские модели 324 Пыль формовоч- ной смеси и ме- таллическая 9,42
Столы очист- ные дробемет- ные периодиче- ского действия модели 345 Пыль формовоч- ной смеси и ме- таллическая 9,42
Столы очист- ные дробемет- ные периоди- ческого действия моде- ли 352 Пыль формовоч- ной смеси и ме- таллическая 14,11
А Столы очист- ные дробемет- ные периоди- ческого действия моде- ли 347 и 353 Пыль формовоч- ной смеси и ме- таллическая 11,67
227
И. М. Квашнин
Продолжение прил. 6.1
Технологиче- ский процесс Оборудование. Тип. Марка Загрузка оборудова- ния, произво- дительность Выделяющееся загрязняющее вещество Количество выделяю- щихся вредных веществ
на единицу времени работы оборудова- ния АС1, г/с на единицу массы пе- рерабаты- ваемого материала У, г/кг
Очистка от- ливок и изде- лий, обрубка Камеры очист- ные дробемет- ные с поворот- ным кругом модели Д К-10 Пыль формовоч- ной смеси и ме- таллическая 12,53
Камеры очист- ные дробемет- ные с вращаю- щимися подвесками модели 376-1 Пыль формовоч- ной смеси и ме- таллическая 14,45
Камеры очист- ные дробемет- ные с вращаю- щимися подвесками модели 378 Пыль формовоч- ной смеси и ме- таллическая 27,30
Камеры дробе- метные разме- ром 4,8x4,8 - Пыль формовоч- ной смеси и ме- таллическая 16,61 -
Камеры дробе- струйные мо- дели 960 - Пыль формовоч- ной смеси и ме- таллическая 31,19 -
Камеры дробе- струйные мо- дели 981 - Пыль формовоч- ной смеси и ме- таллическая 28,41 -
Установки дро- беметные мо- дели 3597 для очистки листов Пыль формовоч- ной смеси и ме- таллическая 17,22
Камеры очист- ные дробемет- ные модели 376-П Пыль формовоч- ной смеси и ме- таллическая 27,30
Камеры очист- ные дробемет- ные модели ПД-6 Пыль формовоч- ной смеси и ме- таллическая 26,35
228
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 6.1
Технологиче- ский процесс Оборудование. Тйп. Марка Загрузка оборудова- ния, произво- дительность Выделяющееся загрязняющее вещество Количество выделяю- щихся вредных веществ
на единицу времени работы оборудова- ния ЛР1, г/с на единицу массы пе- рерабаты- ваемого материала У, г/кг
Очистка от- ливок и изде- лий, обрубка Камеры дробе- струйные, модели 952 и 800 Пыль формовоч- ной смеси и ме- таллическая 28,41
Камеры дробе- струйно-дро- беметные раз- мером 6x6 Пыль формовоч- ной смеси и ме- таллическая 35,04
Камеры дробе- струйные ту- пикового типа размером 7x7 или 6x6 Пыль формовоч- ной смеси и ме- таллическая 31,19
Камеры дробе- струйные раз- мером 8x10 Пыль формовоч- ной смеси и ме- таллическая 31,19
Механиче- ская зачистка стержней Станок для механической зачистки стержней Пыль наждачная и стержневой смеси 0,083
Отпилка литников у изделий Опиловочный станок ДС-70-4 8531 Пыль алюминия 0,0003 -
8. Выбивка форм и стержней
Выбивка форм Решетки выби- вающие (мо- дель МР-9) для выбивки форм высотой 30—60 % ши- рины решетки Пыль кремний- содержащая (в числителе ука- зано количество веществ на 1 м2 решетки при тем- пературе отливок более 200 °C, а в знаменателе — до 200 °C) 2,67/2,22
229
И. М. Квашнин
Продолжение прил. 6.1
Технологиче- ский процесс Оборудование. Тип. Марка Загрузка оборудова- ния, произво- дительность Выделяющееся загрязняющее вещество Количество выделяю- щихся вредных веществ
на единицу времени работы оборудова- ния ЛГ", г/с наедишшу массы пе- рерабаты- ваемого материала У, г/кг
Выбивка форм Решетки выби- вающие для вы- бивки форм вы- сотой 30—60 % ширины решет- ки при площади, занятой формой до 15 % площади решетки Пыль кремний- содержащая 3,5
Решетки выби- вающие (модель 422) для выбив- ки форм высо- той 35 % при площади, заня- той формой до 30 % площади решетки Пыль кремнийсо- держашая (в чи- слителе указано ко- личество веществ на 1 м2 решетки при температуре от- ливок более 200 °C, а в знаменателе — до 200 °C) 8,3/6,9
Решетки выби- вающие (мо- дель 422) для выбивки форм высотой 35 % при площади, занятой фор- мой до 50 % площади ре- шетки Пыль кремний- содержащая (в числителе ука- зано количество веществ на 1 м2 решетки при тем- пературе отливок более 200 °C, а в знаменателе — до 200 °C) 1,11/0,83
Решетки выби- вающие пло- щадью более 3 м2для выбив- ки форм Пыль кремний- содержащая 10,42
Выбивка стержней Станки вибра- ционные для выбивки стерж- ней модели 411 Пыль кремний- содержащая 5,56
Выбивка форм Выбивная ре- шетка ИР-120 - Пыль кремний- содержащая 0,49 -
* При применении смозок «Вапор».
“ При смозке горным воском.
230
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Приложение 6.2
Удельные выделения загрязняющих веществ от оборудования литейного
производства (по данным [27])
Оборудование, применяемые материалы Выделяющееся загрязняющее вещество
Наименование Количество, г/кг
Разгрузка шихтовых и формовочных мате- риалов кранами и грейферными механиз- мами и канатноскреперными установками. Песок Цемент Известняк Кокс литейный Глина сухая Опилки,торф Пыль неорганическая с содержанием оксида кремния выше 70 % Пыль цемента Пыль известняка Пыль кокса Пыль глины Древесная пыль 0,15 0,28 0,45 0,15 0,12 0,13
Загрузка сыпучего материала в желоба при перегрузках и транспортировании: - кусковый материал (dcp > 8 мм) - порошкообразный материал (dcp < 8 мм) Пыль материала Пыль материала 1,41 4,2
Разгрузка сыпучего материала в желоба при перегрузках и транспортировании: - кусковый материал (dcp > 8 мм) - порошкообразный материал (dc < 8 мм) Пыль материала Пыль материала 1,13 2,73
Дробление в молотковых дробилках СМД и ОМЛ Пыль материала 0,51
Помол в шаровых мельницах Пыль материала 11,1
Просеивание материалов в виброгрохотах Л1300, М 149А Пыль материала 0,11
Просеивание в ситах механических СМ-50 Пыль материала 0,15
Просеивание в ситах вибрационных Пыль материала 0,06
Смещение формообразующих материалов и материалов футеровки: - бегуны лабораторные 018Н - бетоносмеситель СБ Пыль материала Пыль материала 0,09 0,1
Плавка алюминиевых сплавов: - электропечи индукционные ИАТ - 0,4 -при рафинировании гексахлорэтаном - то же при рафинировании аргоном - то же при рафинировании таблетками «Дегазер» - электропечи сопротивления тигельные CAT-0,16; САТ-0,25 Алюминия оксид Кремния оксид (VI) Тетрахлорэтилен Оксид алюминия Алюминия оксид Кремния оксид (VI) Тетрахлорэтилен Алюминия оксид 0,35 0,04 1,6 0,35 0,35 0,04 0,7 0,004
231
И. М. Квашнин
Продолжение прил. 6.2
Оборудование, применяемые материалы Выделяющееся загрязняющее вещество
Наименование Количество, г/кг
Плавка цинковых сплавов в электропечах сопротивления тигельных САТ-0,16; САТ-0,25 Цинка оксид 0,27
Плавка медных сплавов в электропечах индукционных ИСТ Меди оксид (II) 0,4
Плавка стали в электропечах индукцион- ных ИСТ Железа оксид (III) Углерода оксид (II) 1,25 0,12
Плавка чугуна в электропечах индук- ционных ИЧТ Железа оксид (III) Углерода оксид (II) 2,50 0,08
Плавка магниево-литиевых сплавов в пе- чах индукционных тигельных ИНМ-50 при рафинировании гексахлорэтаном Магния оксид Лития оксид Водород хлористый Водород фтористый 0,07 0,01 50,0 0,07
Комплекс вакуумно-пленочной формовки - элеватор - ленточный конвейер - сито - уплотнение формовочной смеси вибра- цией - конвейер для транспортировки опок - устройство для заливки вакуумной си- стемы - выбивная установка Пыль неорганическая с содержанием оксида кремния выше 70 % Тоже II II II Алюминия оксид Алюминия оксид 1,03 1,03 0,06 0,06 0,04 0,02 3,6
Литье под давлением алюминиевых спла- вов в литьевых машинах А711А07, А711А08, А711А09, К711Н10, 711А06 при применении смазок: - вапор - горный воск, пчелиный воск - прассол, элитол Алюминия оксид Углерода оксид (II) Масло минеральное Алюминия оксид Углерода оксид (II) Алюминия оксид Масло минеральное 0,002 0,09 0,24 0,002 0,06 0,002 0,03
232
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 6.2
Оборудование, применяемые материалы Выделяющееся загрязняющее вещество
Наименование Количество, г/кг
Литье под давлением медных сплавов в литьевых машинах при применении смазок*: -вапор Меди оксид (II) 0,001
Углерода оксид (II) 0,09
Масло минеральное 0,024
- горный воск, пчелиный воск Меди оксид 0,001
Углерода оксид (II) 0,09
- прассол, элитол Меди оксид 0,001
Масло минеральное 0,03
- силиконовая Меди оксид (II) 0,001
Литье под давлением и в кокиль магние- Магния оксид 0,006
во-литиевых сплавов в литиевых и ко- Лития оксид 0,001
кильных машинах
Литье в кокиль алюминиевых сплавов в Алюминия оксид 0,002
кокильных однопозиционных машинах
Литье в кокиль цинковых сплавов в ко- Цинка оксид 0,001
кильных однопозиционных машинах
Литье в кокиль медных сплавов в кокиль- Меди оксид (II) 0,001
ных однопозиционных машинах
Выбивка форм: - решетки выбивные эксцентриковые мо- Пыль неорганическая с со- 3,7
дели 421 держанием оксида крем-
ния выше 70 %
- то же модели 422 Тоже 4,1
- решетки выбивные инерционные II 3,6
- то же модели 31212 1» 4,1
- то же модели 31213 4,7
- то же модели 31214 II 5,5
- то же модели 31215 It 6,4
- то же модели 31216 II 7,8
- то же модели 31217 II 9,6
- то же модели 31220 II 6,9
Выбивка стержней на станках вибрацион- Пыль неорганическая с со- 7,0
ных модели 411 держанием оксида крем-
ния выше 70 %
Участок ремонта тиглей и сушки ковшей: - бетоносмеситель СБ-80 Пыль смешиваемых 0,1
материалов
- установка нагревательная для сушки и Углерода оксид (II) 12,9“
нагрева литейных ковшей Азота оксид (II) 0,28“
Азота оксид (IV) 1,72”
При литье сплавов, в состав которых входит цинк и свинец, выделяются оксид цинка в количестве 1,1 г/кг цин-
ка в расплавленном состоянии, оксид свинца - 0,01 г/кг свинца в расплавленном состоянии.
" Выбросы загрязняющих веществ приведены в граммах на куб. метр (г/м3) сжигаемого газа.
233
Выделение загрязняющих веществ из холоднотвердеющих формовочных и стержневых смесей
и синтетических смол (по данным [26])
Приложение 6.3
Марка и тип смолы Процесс
Заполнение ящиков, мг/(кг * ч) Отверждение смесей, мг/(дм2 • ч) Охлаждение залитых ( юрм, г/(дм2 • ч)
Формаль- дегид Фенол Метанол Фурфурол Ацетон Формаль- дегид Фенол Метанол Фурфурол Ацетон Формаль- дегид Фенол Метанол Аммиак Оксид углерода Бензол Цианид
Фенолформальдегидные смолы
ОФ-1 8,70 4,63 28,30 - 894,5 1,39 0,74 5,42 - 142,90 0,14 3,29 0,21 8,75 2,62
ОФ-1а 8,08 3,25 26,30 - 831,0 1,29 0,52 4,20 - 132,80
ОФ-3042 10,78 5,72 35,00 - 1112 1,73 0,92 5,61 - 177,10
Фенолфурфурановая смола
Фф-1ф 8,53 7,61 75,26 6,66 - 0,75 0,67 6,61 0,59 - Нет сведений
Мочевинофурановые смолы
Бс-40 34 - 610,50 46,41 - 3,05 - 547 2,29 - 0,25 0,26 5,86 18,49 1,19
УКС-Ф 34,20 - 614,40 46,41 - 30,2 - 541 2,29 -
УКС-Л 9,П - 161,20 6,66 - 0,80 - 142 0,59 -
И. М Квашнин
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Приложение 6.4
Массовые выделения загрязняющих веществ при механической грубой
обдирке и шлифовке отливок (по данным [27])
Оборудование Выделяющееся загрязняющее вещество
Наименование Количество, г/с
Стационарные обдирочношлифоваль- ные и точильношлифовальные станки моделей 36634, 3K634, ЗИ635, 3M336, ЗИ334 с диаметром абразивного круга Оксид металла Металлическая пыль Абразивная пыль 0,11 0,02 0,05
То же с кругом 400 мм Оксид металла Металлическая пыль Абразивная пыль 0,21 0,03 0,11
То же с кругом 500 мм Оксид металла Металлическая пыль Абразивная пыль 0,37 0,06 0,19
То же с кругом 600 мм Оксид металла Металлическая пыль Абразивная пыль 0,67 0,11 0,34
То же с кругом 750 мм Оксид металла Металлическая пыль Абразивная пыль 0,94 0,16 0,47
Столы зачистные Оксид металла Металлическая пыль 0,01 0,02
Установки теплоэнергетические для удаления заусениц ТД-260 Пыль оксида металла 0,35
Установка для обнаждачивания мелко- го литья Металлическая пыль Абразивная пыль 0,54 0,36
Столы обчистки и обрубки изделий (выделения пыли даны на 1 м2 поверх- ности стола) Металлическая пыль Абразивная пыль 0,67 0,45
Примечание. Наименование оксида металла и металлической пыли соответствует обрабатываемым деталям.
235
И. М. Квашнин
Приложение 6.5
Удельные выделения загрязняющих веществ при механической
подготовке поверхностей (по данным [27])
Технологический процесс, вид оборудования Количество выделяющейся в атмосферу неорганической пыли с содержанием оксцда кремния г выше 70 %, г на кг литья
Чугунного Стального и цветного
Очистка отливок при литье методом вакуумно-пленочной формовки
Дробеметная очистка в ба- рабанах очистных дробе- метных для отливки мас- сой, кг -до 25 5,6 8,4
-до 89 7,7 11,6
- до 400 12,1 18,8
Дробеметная очистка в ка- мерах очистных дробемет- ных объемом, м3: - малых до 2 6,6 9,3
- средних до 10 7,9 11,9
- больших до 80 14,4 21,7
Дробеметная очистка в ка- мерах очистных дробемет- ных, непрерывного дей- ствия с вращающимися подвесками: - для мелкого и среднего 3,6 5,5
литья - для крупного литья 7,7 2,5
Дробеструйная очистка в камерах очистных дробе- струйных, обслуживаемых рабочими снаружи (диа- метр сопла 6—8 мм): - тупиковых 11,1 16,7
- проходных 15,3 23,0
Дробеструйная очистка в камерах очистных дробе- струйных, обслуживаемых рабочими, находящимися внутри камеры (диаметр сопла 10—12 мм): - проходных Н,1 16,7
- тупиковых 15,2 23,0
236
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 6.5
Технологический процесс, вид оборудования Количество выделяющейся в атмосферу неорганической пыли с содержанием оксида кремния выше 70 %, г на кг литья
Чугунного Стального и цветного
Дробеструйная очитска в камерах дробеструйных двухзаходных с вращаю- щимися подвесками: - для мелкого литья 5,2 7,8
- для крупного литья 15,7 23,6
Галтовка в барабанах очистных галтовочных: для отливок массой, кг: -до 10 1,8 2,7
-до 40 4,5 6,8
-до 100 14,4 21,7
Очистка отливок при литье в постоянные формы
Галтовка в барабанах очистных галтовочных для отливок массой, кг: -до 10 0,9'
- до 40 - 0,6*
- до 100 - 0,3*
* Состов пыли аналогичен составу материала очищаемых отливок.
237
И. М. Квашнин
Приложение 6.6
Удельные выделения загрязняющих веществ при производстве изделий
методами порошковой металлургии (по данным [26])
А. На участках растаривония, загрузки и выгрузки смесительного
и просевального оборудования
Технологическая операция Производи- тельность, кг/ч Выделяющееся загрязняющее вещество
Наименование Количе- ство, г/ч
Просев порошка
Стенд растаривания 1500 Пыль железного порошка 130,0
Стенд растаривания 1500 Пыль стеарата цинка 130,0
Просевальный станок 10 Пыль железного, медного или оловянного порошков 0,70
Вибросито 0 300 мм 40 Пыль железного, медного или оловянного порошков 2,80
Вибросито ВС-2 250 Пыль железного, медного или оловянного порошков 17,50
Протирочное сито 10 Пыль стеарата цинка 10,00
Смесеприготовление порошка
Смеситель емкостью 50 л 5 Пыль медного или оло- вянного порошков 0,88
Смеситель КПМ 2.055.001 50 Пыль железного порошка 8,75
Смеситель емкостью 175 л 25 Пыль железного, медного или оловянного порошков 4,38
Смеситель барабанный 500 Пыль железного, медного или оловянного порошков 87,50
Смеситель барабанный лопа- стной 240 Пыль железного порошка 42,0
Весы: ВЛТ-5, ВЦП-25, РП-50Ш-ВП-1 Пыль взвешенных порошков Не более 0,01 % от произво- дительно- сти при взвешива- нии
Установка ультразвуковой очистки - Пары тетрахлорэтилена 24,0
238
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 6.6
Б. От оборудования участка формирования на прессах (типы прессов КА0624,
КА0628, ДА-1523, ДА-1534, ДА-1536 и др.)
Производительность пресса, кг/ч Выделяющееся загрязняю- щее вещество Количество, г/ч
120 Пыль железного или медного порошков 42
180 Пыль железного или медного порошков 63
220 Пыль железного или медного порошков 77
240 Пыль железного или медного порошков 82
300 Пыль железного или медного порошков 105
360 Пыль железного или медного порошков 126
380 Пыль железного или медного порошков 133
400 Пыль железного или медного порошков 140
420 Пыль железного или медного порошков 147
480 Пыль железного или медного порошков 168
600 Пыль железного или медного порошков 210
720 Пыль железного или медного порошков 252
780 Пыль железного или медного порошков 273
960 Пыль железного или медного порошков 336
1200 Пыль железного или медного порошков 420
1800 Пыль железного или медного порошков 630
Приложение 7
Удельные выделения вредных веществ в атмосферу от основных видов оборудования
термических цехов (по данным [26])
Технологический процесс, вид оборудования, исходный материал Выделяющееся загрязняющее вещество
Наименование Количество
г/кг (г/м3) г/ч на уста- новку
1. Приготовление эндотермического газа Окись углерода 0,5 м3 на 1м3 по- лучаемого эндо- термического газа
Газоприготовительные установки: ЭН-16 ИЗ ЭН-30 ИЗ ЭН-60 ИЗ Окись углерода Окись углерода Окись углерода - 8,0 15,0 30,0
2. Нагревательные устрой- ства с использованием мазу- та топочного, высокосерни- стого Твердые частицы 60 г на 1 кг сжи- гаемого мазута -
Окись серы (4) 54,9 г на 1 кг сжи- гаемого мазута -
Окись углерода 37,7 г на 1 кг сжи- гаемого мазута -
Окись азота 2,46 г на 1 кг сжи- гаемого мазута -
3. Нагревательные устрой- ства с использованием мазута флотского, малосернистого Твердые частицы 5,6 г на 1 кг сжи- гаемого мазута -
Окись серы (4) 5,9 г на 1 кг сжи- гаемого мазута -
Окись углерода 37,7 г на 1 кг сжи- гаемого мазута -
Окись азота 2,57 г на 1 кг сжи- гаемого мазута -
4. Нагревательные устрой- ства с использованием при- родного газа Окись углерода 12,9 г на 1 м3 сжигаемого газа -
Окись азота 2,15 г на 1 м3 сжигаемого газа -
5. Нагрев стальных деталей под закалку в расплаве хло- рида бария при температуре 1200-1300 °C Аэрозоль хлорида бария 0,4 г на 1 кг нагреваемого металла
Водород хлористый 0,12 г на 1 кг нагреваемого металла -
Соляные электропечи- ванны: Аэрозоль хлорида бария - 30,6
СВС-2,3/13И1 Водород хлористый - 10,5
СВС-25/13И1 Аэрозоль хлорида бария - 63,4
Водород хлористый - 21,7
241
И. М. Квашнин
Продолжение прил. 7
Технологический процесс, вид оборудования, исходный материал Выделяющееся загрязняющее вещество
Наименование Количество
г/кг (г/м3) г/ч ’ на установку
6. Нагрев стальных деталей под закалку в расплаве хлоридов калия, натрия, бария при температуре 800-900 °C Аэрозоль хлоридов калия, натрия и бария 0,35 г на 1 кг нагреваемого металла
Водород хлористый 0,12 г на 1 кг нагреваемого металла -
Соляные электропечи- ванны: Аэрозоль хлоридов калия, натрия и бария - 38,5
СВС-1,5.3.4/8,5М Водород хлористый - 13,2
СВС-3,5.8.4/6,5М Аэрозоль хлоридов калия, натрия и бария - 77,0
Водород хлористый - 26,4
СВС-3,5.8.4/8,5М Аэрозоль хлоридов калия, натрия и бария - 94,5
Водород хлористый - 32,4
7. Нагрев стальных деталей под закалку Камерные печи: Окись углерода - 5,75
СНЗ-5.10.2/10 Ангидрид сернистый - 4,78
CH3-6.5.13.4/10 Окись углерода - 8,35
Ангидрид сернистый - 5,64
К 800/37 (ГДР) Окись углерода - 2,85
Ангидрид сернистый - 8,08
8. Закалка стальных деталей после пайки ТВЧ Масляные ванны: 0 300 Пары масла - 30,21
Окись углерода - 9,10
242
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 7
Технологический процесс, вид оборудования, исходный материал Выделяющееся загрязняющее вещество
Наименование Количество
г/кг (г/м3) г/ч на установку
0 350 Пары масла - 25,20
Окись углерода - 15,90
9. Закалка стальных деталей после обработки в печи Пары масла 0,11 г на 1 кг обрабатываемого металла
Масляные ванны: 800x600x700 Пары масла - 13,80
Окись углерода - 34,20
1200x650x800 Пары масла - 69,00
Окись углерода - 25,80
СВМ-2,5.2,5/ЗМ1 Пары масел - 6,6
CBM-3.5.5/3M1 Пары масел - 27,5
СВМ-5,5/ЗМ1 Пары масел - 49,5
10. Закалка стальных деталей в тигельных печах-ваннах Соляные ванны: 350x400 Пары хлора - 0,70
Окись углерода - 1,40
350x450 Пары хлора - 4,2
Окись углерода - 0,7
Закалка алюминиевых деталей из сплавов А1-2 Шахтная печь Окись углерода - 12,75
СШЗ-6,6/7-М-7 Аэрозоль алюминия - 0,26
11. Отпуск стальных деталей Камерные печи: ПН-12 Окись углерода (при загрузке) - 7,26
Окись углерода (при выгрузке) 11,44
Ангидрид серни- стый (при выгрузке) - 1,76
ПН-30 Окись углерода (при загрузке) - 6,60
Окись углерода (при выгрузке) - 4,83
Ангидрид серни- стый (при выгрузке) 6,30
243
И. Ми Квашнин
Продолжение прил. 7
Технологический процесс, вид оборудования, исходный материал Выделяющееся загрязняющее вещество
Наименование Количество
г/кг (г/м3) , г/ч на установку
СНЗ-6.12.4/10М1 Окись углерода - 7,13
Ангидрид сернистый - 4,83
СНЗ-11.22.7/12 Окись углерода - 8,82
Ангидрид сернистый - 3,22
Акролеин - 0,2
В-20 Окись углерода - 1,78
Ангидрид сернистый - -
600/25 Окись углерода - 4,0
Ангидрид сернистый - 3,19
Пары масла - 2,13
Акролеин - 0,14
СНЗ-4.8,0.2,6/10 Окись углерода - 13,10
Ангидрид сернистый - 5,70
12. Отпуск стальных деталей в тигельных печах-ваннах Селитровые ванны: 420x720 600x300 500x700 Окись азота Окись азота Окись азота - 0,138 0,045 0,051
13. Охлаждение и отпуск стальных деталей в смесях карбонатов натрия и калия, и хлорида натрия Аэрозоль карбоната натрия 0,03 г на 1 кг обрабатываемого металла -
Аэрозоль карбоната калия 0,11 г на 1 кг обрабатываемого металла -
Аэрозоль хлорида натрия 0,11 г на 1 кг обрабатываемого металла -
Соляные электропечи- ванны: Аэрозоль карбоната натрия - 3,3
СВС-1,5.3.4/8,5М Аэрозоль карбоната калия - 12,1
Аэрозоль хлорида натрия - 12,1
244
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 7
Технологический процесс, вид оборудования, исходный материал Выделяющееся загрязняющее вещество
Наименование Количество
г/кг (г/м3) г/ч на установку
СВС-3.5.8.4/6,5М Аэрозоль карбоната натрия - 6,6
Аэрозоль карбоната калия - 24,2
Аэрозоль хлорида натрия - 24,2
14. Отпуск стальных деталей при использовании масел «Вапор» и «Цилиндровое» - 0,09 г на 1 кг обрабатываемого металла
Масляные ванны: СВМ-2,5.2,5/ЗМ1 СВМ-3,5.5/ЗМ1 СВМ-5,5/ЗМ1 - - 5,4 22,5 40,5
15. Отпуск стальных деталей в щелочах Аэрозоль щелочи 0,4 г на 1 кг обрабатываемого металла -
Соляные электропечи-ванны: СВМ-1,5.3.4/8,5М СВМ-3,5.8.4/6,5М Аэрозоль щелочи Аэрозоль щелочи - 44,0 88,0
16. Цианирование стальных деталей низкотемпературное Аэрозоль гидрокси- да натрия 0,25 г на 1 кг обрабатываемого металла -
Водород цианистый 0,20 г на 1 кг обрабатываемого металла
Соляные электропечи-ванны: СВГ-10/8,5 Аэрозоль гидроксида натрия - 7,5
Водород цианистый - 6,0
СВГ-20/8,5 Аэрозоль гидроксида натрия - 20,0
Водород цианистый - 16,0
17. Цианирование стальных деталей высокотемпературное Аэрозоль гидрокси- да натрия 0,36 г на 1 кг обрабатываемого металла -
Водород цианистый 0,3 г на 1 кг обрабатываемого металла -
Соляные электропечи-ванны СВГ-10/8,5 Аэрозоль гидроксида натрия - 10,8
Водород цианистый - 9,0
245
И. М. Квашнин
Продолжение прил. 7
Технологический процесс, вид оборудования, исходный материал Выделяющееся загрязняющее вещество
Наименование Количество
г/кг (г/м3) ’ г/ч на установку
СВГ-20/8,5 Аэрозоль гидроксида натрия - 28,8
Водород цианистый - 24,0
18. Поверхностная цемента- ция стальных деталей: Камерные печи ПН-12 Окись углерода (при загрузке) - 8,68
Окись углерода (при выгрузке) - 13,02
Ангидрид серни- стый (при выгрузке) - 2,17
Камерные печи ПН-30 Окись углерода (при загрузке) - 4,50
Окись углерода (при выгрузке) - 8,44
Ангидрид серни- стый (при выгрузке) - 5,70
19. Цементация стальных деталей в жидком карбюризаторе Углеводороды 4,1 г на 1м3 рабо- чего объема печи -
Окись углерода 0,15 г на 1 м3 рабочего объема печи -
Шахтные печи Углеводороды - 0,4
СШЦ-0406/10/Ц-60/ Окись углерода - 0,02
СШ-ЦМ-6Д2/9М1 Углеводороды - 1,4
Окись углерода - 0,05
20. Цементация в твердом карбюризаторе Окись углерода 1,0 г на 1 кг обрабатываемого металла -
Окись азота 0,16 г на 1 кг обрабатываемого металла -
Электропечи: СНЗ-6,5.13.4,0/12 Окись углерода - 150,0
Окись азота - 24,0
СНЗ-8,5.11.5,0/12 Окись углерода - 100,0
Окись азота - 16,0
21. Нитроцементация в защитной эндогазовой атмосфере Окись углерода 60 г на 1 м3 эндогаза -
Окись азота 0,6 г на 1 кг обрабатываемого металла -
246
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 7
Технологический процесс, вид оборудования, исходный материал Выделяющееся загрязняющее вещество
Наименование Количество
г/кг (г/м3) г/ч на установку
Электропечь CH3-3.6.2/10M1 Окись углерода - 180,0
Окись азота - 30,0
22. Газовая цементация сталь- ных деталей в керосине Шахтная печь Ц 60 Пары керосина - 45,5
23. Азотирование стальных деталей в защитной аммиач- ной атмосфере Аммиак 120 г на 1 м3 расходуемого аммиака -
Электропечи шахтные: Ц-35 Аммиак - 75,02
Окись углерода - 20,46
США-3,2.4,8/6 Аммиак - 48,00
США-8.12/6 Аммиак - 60.00
24. Нагрев деталей в защитной атмосфере Элекропечи: CH3-3.6.2/10M1 Окись углерода - 28,0
Окись азота - 5,0
СНЗ-6.12.4/10М1 Окись углерода - 114,0
СНЗ-6.12.4/12М1 Окись азота - 19,0
25. Обжиг деталей после закалки в масляной ванне Камерные печи В-20 Окись углерода - 6,29
Ангидрид сернистый - 4,65
26. Воронение деталей в щелочи Ванны воронения 330x550 Пары щелочи - 0,396
27. Промывка деталей в горя- чей воде после воронения Ванна промывки 620x520 Пары щелочи - 0,214
28. Отжиг пружин из бериллиевой бронзы Шахтная печь СКБ-664А Окись углерода - 5,100
Приложение 8
Удельные выделения загрязняющих веществ при производстве изделий
из пластмасс (по данным [26])
Приложение 8.1
Удельные выделения загрязняющих веществ при изготовлении изделий из термопластов
Виды обработки и технологическое оборудование Выделяющееся загрязняющее вещество Удельные выделения
на единицу времени работы оборудования, г/с на единицу массы перерабатываемого материала, г/кг
Растарочное устройство типа РА55-87 Пыль материала - 0,90
Переработка отходов
Мельницами (полистирол) Пыль материала 0,1500 -
Роторными измельчителями типа ИПР
100-1-А Пыль материала 0,0170 1,35
150 М Пыль материала 0,0430 1,35
300 М Пыль материала 0,3030 1,35
Прочими дробилками Пыль материала 0,6600 -
Сушильные камеры и термостаты сырья
Из полистирола и его сополимеров Стирол - 0,18
Из полиэтилена и полипропилена Органические кислоты в пересчете на уксусную - 0,80
Из полиметилметакрилатов Метилметакрилат - 1,05
Литье термопластов в машинах с объемом впрыска до 200 см3
Из полистирола и его сополимеров Стирол 0,0010 0,25
Оксид углерода 0,0008 0,20
Из полиэтилена и полипропилена Органические кислоты в пересчете на уксусную 0,0021 1,60
Оксид углерода 0,0010 0,90
Из полиметилметакрилатов Метилметакрилат 0,0090 5,00
Литье термопластов в машинах с объемом впрыска от 210 до 450 см3
Из полистирола и его сополимеров Стирол 0,0017 0,25
Оксид углерода 0,0017 0,20
Из полиэтилена и полипропилена Органические кислоты в пересчете на уксусную 0,0047 1,60
Оксид углерода 0,0046 0,90
Из полиметилметакрилата Метилметакрилат 0,0130 5,00
249
И. М. Квашнин
Продолжение прил. 8.1
Виды обработки и технологическое оборудование Выделяющееся загрязняющее вещество Удельные выделения
на единицу времени работы оборудования, г/с на единицу массы перерабатываемого материала, г/кг
С объемом впрыска от 460 до 800 см3
Из полистирола и его сополимеров Стирол 0,0026 0,25
Оксид углерода 0,0022 0,20
Из полиэтилена и полипропилена Органические кислоты в пересчете на уксусную 0,0075 1,60
Оксид углерода 0,0039 0,90
Из полиметилметакрилатов Метилметакрилат 0,0210 5,00
С объемом впрыска от 810 до 1200 см3
Из полистирола и его сополимеров Стирол 0,0050 0,25
Оксид углерода 0,0039 0,20
Из полиэтилена и полипропилена Органические кислоты в пересчете на уксусную 0,0132 1,60
Оксид углерода 0,0065 0,90
Из полиметилметакрилатов М етилметакрилат 0,0374 5,00
С объемом впрыска более 1210 см3
Из полистирола и его сополимеров Стирол 0,0072 0,25
Оксид углерода 0,0056 0,20
Из полиэтилена и полипропилена Органические кислоты в пересчете на уксусную 0,0178 1,60
Оксид углерода 0,0086 0,90
Из полиметилметакрилатов Метилметакрилат 0,0506 5,00
Смесительные барабаны Пыль материала 0,0333 -
Смесительные машины Пыль материала 0,2540 -
Станки токарной, сверлильной и фрезерной групп
При обработке изделий массой до 0,1 кг Пыль материала 0,0180 7,50
При обработке изделий массой от 0,1 до 2,0 кт Пыль материала 0,0375 11,0
250
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 8.1
Виды обработки и технологическое оборудование Выделяющееся загрязняющее вещество Удельные выделения
на единицу времени работы оборудования, г/с на единицу массы перерабатываемого материала, г/кг
Станки абразивной зачистки и шлифовки
При обработке изделий массой до 0,1 кг Пыль материала 0,0528 10,50
Пары стирола - -
При обработке изделий массой от 1,0 до 2,0 кг Пыль материала 0,1028 12,50
Пары стирола 0,0042 -
Изготовление полых изделий экструзией
Из полиэтилена Органические кислоты в пересчете на уксусную - 0,28
Окись углерода - 0,45
Из поливинилхлорида Хлористый винил - 0,36
Свинец - 0,003
Пыль (от вальцев) - 0,91
Пыль (от бункера) - 1,52
Производство упаковки из пенополистирола
Вскрытие тары Изопентан - 2,50 г/(кг*ч)
Предвспенива! ше Изопентан - 11,50 г/(кг‘ч)
Выдержка в силосах Изопентан - 7,00 г/(кг • ч)
Формование Изопентан - 6,00 г/(кг • ч)
251
И. М. Квашнин
Приложение 8.2
Удельные выделения загрязняющих веществ при изготовлении
деталей из реактопластов
Виды обработки и технологическое оборудование Выделяющееся загрязняющее вещество Цельные выделения
на единицу времени работы оборудования, г/с на единицу массы перера- батываемого материала, г/кг
Таблетирование порошков
Ротационными машинами МТ-ЗА МТР-6,5 МТР-10 Пыль пресс-порошков Пыль пресс-порошков Пыль пресс-порошков 0,0060 0,0038 0,0170 0,30 0,30 0,30
Гидравлическими автоматами Пыль пресс-порошков 0,0049 -
Агрегатами для таблетирования волокнистых материалов Пыль пресс-порошков 0,0080 0,26
Нагрев реактопластов в установках ТВЧ
Фенопластов на основе смол СФ090, СФ010, СФ342 Фенол 1,1400 0,22
Фенопластов на основе смол СФ337, СФ301, СФ300 Фенол 1,5400 0,32
Фенопластов специального назначения на основе смолы СФ342 Фенол 3,4300 0,53
Аминопластов Формальдегид 0,5600 0,20
Нагрев прессовочных материалов в термошкафах
Таблеток Фенол - 0,25
Резольных порошков Фенол - 0,36
Контактный подогрев таблеток Фенол - 0,21
Прессование изделий и реактопластов гидравлическими прессами-полуавтоматами с усилием (закрытие заднего проема)
250-630 кН Фенол 0,2100 1,00
850-1000 кН Фенол 0,3500 1,00
1200-2500 кН Фенол 1,3200 1,20
4000-6300 кН Фенол 4,3100 1,20
Рабочий стол разборки пресс-форм Фенол 0,1100
Обработка текстолита резанием
Токарные станки Пыль текстолита 0,0180 -
Фрезерные станки Пыль текстолита 0,0310 -
Зубофрезерные станки Пыль текстолита 0,0080 -
Раскрой пакетов стеклоткани Пыль текстолита 0,0040 -
Удельные выделения загрязняющих веществ при нонесении гальванических покрытий (по данным [37])
Приложение 9
Удельные выделения загрязняющих веществ при подготовке деталей перед нонесением гальванопокрытий
Приложение 9.1
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Активация деталей из меди и ее сплавов Кислота серная 50-100 15-25 Кислота серная 0,50 -
Активация дета- лей из коррозион- ностойких сталей Состав I: Кислота соляная 150-200 15-25 Водород хлористый 6,50 17,44
Состав II: Кислота фтори- стоводородная Кислота соляная 50-100 50-100 15-25 Водород фтористый Водород хлористый 3,00 4,97 8,52
Активация деталей из сталей и сплавов Кислота соляная или Кислота серная 50-100 50-100 15-25 Водород хлористый Кислота серная Г~ 3,00 0,50 8,49
Активация дета- лей из сталей и сплавов Кислота соляная или Кислота серная 50-100 50-100 15-25 Водород хлори- стый Кислота серная 3,00 0,50 8,49
Активация дета- лей из титана и его сплавов Никель хлори- стый Кислота соляная Аммоний фтори- стый 200-220 140-150 20-40 20-25 Никеля хлорид Водород хлори- стый 0,15 4,00 14,48
Продолжение прил. 9.1
254
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Активация дета- лей из цинкового сплава Состав I: Натрий кислый сернокислый 20-30 - Натрия гидро- сульфид 0,10 -
Состав II: Кислота серная Натрий серноки- слый 20-30 10-20 - Кислота серная 0,10 -
Состав III: Кислота серная 10-15 - Кислота серная 0,05 -
Нейтрализация Кислота лимон- ная или Кислота винная 50-100 50-100 15-30 15-30 Кислота лимон- ная Кислота винная 2,00 2,00 -
Нейтрализация по- сле полирования электрохимического Сода кальциниро- ванная 50-100 15-25 Натрия карбонат 5,00 -
Обезжиривание деталей из алюми- ния и его сплавов Состав I: Тринатрийфосфат Сода кальциниро- ванная Сульфанол НП-3 30-50 30-50 0,3-0,5 70-80 Натрия фосфат Натрия карбонат 4,00 4,00 -
Обезжиривание деталей из меди и ее сплавов Состав II: Сода кальциниро- ванная Тринатрийфосфат Синтанол ДС-10 15-20 20-30 3-5 60-80 Натрия карбонат Натрия фосфат 2,00 2,10 -
Состав III: Сода кальциниро- ванная Тринатрийфосфат Жидкое стекло 20-30 30-50 3-5 70-90 Натрия карбонат Натрия фосфат 2,10 4,00 -
И. М. Квашнин
Обезжиривание деталей из стали и сплавов Состав I: Средство моющее ТМС-31 или Средство моющее «Лабомид» 50-80 20-30 70-80 70-80 Натрия карбонат Натрия карбонат (сода кальциниро- ванная) 1,60 0,80 -
Состав II: Натрия гидроксид Тринатрийфосфат Жидкое стекло Обезжириватель Дв-301 20-40 5-15 20-30 1-6,5 50-70 Натрия гидроксид Натрия фосфат 2,50 1,00 -
Состав III: Натрия гидроксид Сода кальцинированная Тринатрийфосфат Синтанол ДС-10 7-10 15-20 20-30 3-5 60-70 Натрия гидроксид Натрия карбонат Натрия фосфат 1,00 2,00 2,10 -
Обработка деталей из алюминия и его сплавов специальная Состав I: Цинка оксид Натрия гидроксид Калий-натрий виннокислый Железо хлорное Натрий азотнокислый 70-100 500-550 8-10 1-2 1-2 15-30 Цинка оксид Натрия гидроксид 1,00 55,00 -
Состав II: Цинк борфтористый 6-водный Никель (II) борфтористый 6-водный Аммоний тетрафторборат 30-60 120-250 30-60 18-25 Никель борфтористый Водород фтористый Аммиак Кислота борная 0,15 0,25 1,26 1,20
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.1
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Обработка деталей из алюминия и его сплавов специальная Состав III: Никель двухлористый 6-водный Кислота фтористоводо- родная Кислота борная 450-600 9-10 28-40 15-30 Никеля хлорид Кислота борная 0,25 0,25 -
Обработка дета- лей из титана и его сплавов гидридная Состав I: Кислота соляная - 20—25 или 50—55 Водород хлори- стый 8,00 42,95
Состав II: Кислота серная Натрий хлористый 700-1100 30-40 80-85 Кислота серная 7,00 -
Осветление деталей из алю- миния и его сплавов Состав I: Кислота азотная 300-400 15-25 Кислота азотная 2,40 -
Состав II: Кислота азотная (плот- ность 1,41 г/см3), л Кислота фтористово- дродная, плотность 1,15 г/см3 1 118 15-25 Кислота азотная Азота (IV) оксид Водород фтори- стый 3,00 16,22 3,37
Состав III: Ангидрид хромовый Кислота серная 90-110 8-12 15-25 Хрома (IV) оксид 1,00 -
Осветление дета- лей из алюминия и его сплавов перед нанесени- ем анодно-окис- ных покрытий Кислота азотная 300-400 15-25 Кислота азотная Азота(IV) оксид 2,40 11,37
Осветление деталей из меди и ее сплавов Ангидрид хромовый Кислота серная 30-40 30-40 15-25 Хрома (IV) оксид Кислота серная 0,25 0,20 -
И. М. Квашнин
Осветление дета- лей из стали и ее сплавов; снятие травильного шла- ма с деталей из меди и сплавов Кислота соляная(плот- ность 1,19 г/см3), л 1 15-25 Водород хлори- стый 8,00 42,95
Осветление де- талей из титана и его сплавов Кислота фтористо-во- дородная, мл/л Кислота азотная, мл/л 20 200 20-25 Кислота азотная Азота (IV) оксид 1,15 9,53
Пассивирова- ние деталей из стали и сплавов Натрий азотнокислый Сода кальцинированная или Натрий азотнокислый Сода кальцинированная 50-150 2-3 100-150 8-12 15-25 65-75 Натрия нитрит Натрия нитрит 7,50 7,50 -
Полирование деталей из нер- жавеющей ста- ли и цветных металлов хими- ческое Состав I: Кислота серная Кислота соляная Кислота азотная Натрий хлористый Краситель кислотный черный Вода 625-630 70-80 60-65 10-12 3-5 500-550 70-75 Кислота серная Водород хлори- стый Кислота азотная Азота (IV) оксид 3,00 2,00 0,20 6,73 1,20
Состав II: Кислота ортофосфорная Кислота азотная 1500-1600 60-80 65-75 Кислота фосфор- ная Кислота азотная Азота (IV) оксид 8,00 0,20 1,20
Состав III: Кислота ортофосфорная Калий азотнокислый 1300-1400 450-500 15-25 Кислота фосфор- ная Калия нитрат 8,00 3,00 -
Продолжение прил. 9.1
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Полирование деталей из ста- ли и цветных металлов элек- трохимическое Состав I: Кислота ортофосфорная Кислота серная Ангидрид хромовый 800-1200 184-368 108-162 70-80 Кислота фосфор- ная Кислота серная 7,00 0,70 -
Состав И: Кислота ортофосфорная Бутанол I, мл/л 1800-1300 80-100 70-80 Кислота фосфор- ная Спирт бутиловый 7,00 0,78
Разрыхление окалины на де- талях из корро- Натрия гидроксид 400-600 135-145 Натрия гидроксид 55,00 -
зионно-стойких сталей Натрий азотнокислый 100-200 15-25 Натрия нитрат 0,90 -
Снятие тра- вильного шлама Кислота азотная 350-450 15-25 Кислота азотная 2,40 -
с деталей из коррозионно- стойких сталей Кислота фтористо-во- дородная 4-5 Азота (IV) оксид - 15,36
Снятие тра- вильного шлама с деталей из Состав: Ангидрид хро- мовый 80-90 Хрома (IV) оксид 0,80 -
стали и сплавов Кислота серная Натрий хлористый 30-40 2-4 15—25 Кислота серная 0,20 -
Травление дета- лей из алюми- ния и его сплавов Состав I: Натрия гидроксид Сульфанол НП-3 50-100 0,4-0,8 60-80 Натрия гидроксид 7,50 -
И. М. Квашнин
Травление деталей из алюминия и его сплавов Состав II: Натрия гидроксид Сода кальцинированная Тринатрий фосфат Вещество вспомогатель- ное ОП-7 или ОП-10 20-30 25-100 25-35 0,5-1,0 50-70 Натрия гидроксид Натрия карбонат 2,50 7,50 -
Состав III: Кислота ортофосфорная Калий кремнефтори- стый 80-100 4-6 15-25 Кислота фосфорная 0,60 -
Состав IV: Кислота серная 240-280 70-80 Кислота серная 1,00 -
Травление дета- лей из алюми- ния и его спла- вов перед нане- сением анодно- окисных покрытий Натрия гидроксид Натрий азотнокислый Тринатрий фосфат Сульфанол НП-3 Медь азотнокислая Декстрин Натрий глюконовоки- слый 160-260 160-260 50-80 0,5-1,0 0,5-1,0 5-10 40-60 70-80 Натрия гидроксид Натрия нитрат Натрия нитрит Натрия фосфат 2,00 1,20 1,00 1,00 -
Травление дета- лей из корро- зийно-стойких сталей Состав I: Кислота азотная Натрий фтористый Натрий хлористый 200-240 20-25 20-25 15-25 Кислота азотная Азота (IV) оксид 1,40 7,56
Состав II: Кислота соляная Уротропин технический 220-250 40-50 15-25 Водород хлористый 8,00 22,09
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.1
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Тазовая фаза
Травление деталей из алюминия и его сплавов Состав II: Натрия гидроксид Сода кальцинированная Тринатрий фосфат Вещество вспомогатель- ное ОП-7 или ОП-10 20-30 25-100 25-35 0,5-1,0 50-70 Натрия гидроксид Натрия карбонат 2,50 7,50 -
Состав III: Кислота ортофосфорная Калий кремнефтори- стый 80-100 4—6 15-25 Кислота фосфор- ная 0,60 -
Состав IV: Кислота серная 240-280 70-80 Кислота серная 1,00 -
Травление дета- лей из алюми- ния и его спла- вов перед нане- сением анодно- окисных покрытий Натрия гидроксид Натрий азотнокислый Тринатрий фосфат Сульфанол НП-3 Медь азотнокислая Декстрин Натрий глюконовоки- слый 160-260 160-260 50-80 0,5-1,0 0,5-1,0 5-10 40-60 70-80 Натрия гидроксид Натрия нитрат Натрия нитрит Натрия фосфат 2,00 1,20 1,00 1,00 -
Травление дета- лей из корро- зийно-стойких сталей Состав I: Кислота азотная Натрий фтористый Натрий хлористый 200-240 20-25 20-25 15-25 Кислота азотная Азота (IV) оксид 1,40 7,56
Состав II: Кислота соляная Уротропин технический 220-250 40-50 15-25 Водород хлори- стый 8,00 22,09
И. М. Квашнин
Травление дета- лей из меди и сплавов Состав I: Кислота серная Кислота азотная Кислота соляная 750-850 50-70 1-5
Состав II: Кислота азотная (плот- ность 1,41 г/см3), л Кислота серная (плот- ность 1,84 г/см3), л Натрий хлористый 1 1 5-10
Состав III: Кислота уксусная Кислота ортофосфорная Водорода перекись 260-265 830-850 90-110
Состав IV: Натрий азотнокислый Кислота ортофосфорная 600-800 1400-1700
Травление дета- лей из стали и сплавов Состав I: Кислота серная Кислота соляная Ингибитор И-1—Е 100-200 15-100 0,1-0,3
Состав II: Кислота соляная (плот- ность 1,19 г/см3), л Уротропин 1 40-50
15-25 Кислота серная Кислота азотная Азота (IV) оксид 4,80 0,30 4,59
Кислота азотная 3,00 -
15-25 Азота (IV) оксид - 19,29
Кислота серная 0,50 -
15-25 Кислота уксусная Кислота фосфор- ная 1,50 7,00 4,49
Натрия нитрат 4,00
15-25 Кислота фосфор- ная 8,00 -
50-70 Кислота серная Водород хлористый 0,50 2,50 9,32
15-25 Водород хлористый 8,00 42,95
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.1
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Травление дета- лей из стали и сплавов Состав III: Кислота соляная Натрий хлористый Цинк хлористый 50-80 160-200 5-10 20-40 Водород хлори- стый 2,50 7,71
Состав IV: Кислота соляная(плот- ность 1,19 г/см1), л Уротропин Калий йодистый 1 10-20 1-2 15-20 Водород хлори- стый 8,00 42,95
Состав V: Кислота ортофосфорная (плотность 1,7 г/см3), л Кислота серная (плот- ность 1,84 г/см3), л 1 250 15-25 Кислота фосфор- ная Кислота серная 6,00 0,70 -
Состав VI: Кислота серная Натрий хлористый Уротропин Синтанол ДС-10 80-100 80-100 8-10 5-10 50-70 Кислота серная 0,35 -
Травление дета- лей из титана и его сплавов Кислота фтористо-во- дородная, мл/л Кислота азотная, мл/л 200 20 20-25 Водород фтори- стый - 11,84
Удаление жиро- вых загрязне- ний с поверхно- сти деталей Ацетон или Бензин или Спирт этиловый или Тетрахлорэтилен или Трихлорэтилен или Уайт-спирит - - Ацетон Бензин Спирт этиловый Тетрахлорэтилен Трихлорэтилен Уайт-спирит 151,22 89,28 31,68 20,83 74,12 3,64
И. М. Квашнин
Удельные выделения загрязняющих веществ при процессах нанесения металлопокрытий
Приложение 9.2
Технологическая операция Материалы Температура, 'С Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Анодирование деталей из алю- миния и его сплавов Состав I: Кислота серная 180-200 15-25 Кислота серная 0,70 -
Состав II: Кислота серная Кислота щавелевая 150-200 20-25 15-25 Кислота серная 0.70 -
Состав III: Ангидрид хромовый 70-100 30-40 Хрома (IV) оксид 1,00 -
Состав IV: Кислота серная Кислота щавелевая Кислота борная Глицерин, мл/л Кислота уксусная, мл/л 300-350 25-35 2-3 10-12 0,05-0,1 12-18 Кислота серная 1,30 -
Золочение дета- лей из меди и ее сплавов и спла- вов типа 49НД, 29НК Состав I: Калия дициано-(1)-ау- рат (в пересчете на Me) Калий цианистый (сво- бодный) 4-6 10-15 15-25 или 45-65 Калия цианид Водород циани- стый 0,50 0,50 0,15
Состав II: Калия дициано-(1)-ау- рат (в пересчете на Me) Кислота лимонная Калий лимоннокислый трехзамещенный 8-10 30-40 30-40 35-45 Водород циани- стый Калий лимонно- кисслый 0,50 1,5 0,15
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Базовая фаза
Золочение дета- лей из меди и ее сплавов и спла- вов типа 49НД, 29НК Состав III: Калия дициано-(1)-ау- рат (в пересчете на Me) Кислота лимонная 14,5-15 100-105 55-65 Водород цианистый Кислота лимонная 0,50 2,00 0,15
Золочение дета- лей из меди и ее сплавов хими- ческое Калия дициано-(1)- аурат Калий цианистый Калия гидроксид Натрия боргидрид 2—8 7-13 6-12 3,5-17 55-90 Калия цианид Калия гидроксид 1,00 1,00 -
Кадмирование Состав I: Кадмий сернокислый Аммоний сернокислый Диспергатор НФ, мл/л Уротропин Препарат ОС-20 40-60 240-260 50-100 15-20 0,7-1,2 15-25 Кадмия сульфат Аммиак Аммония сульфат 0,20 0,60 0,38
Состав II: Кадмий сернокислый Кислота серная Натрий сернокислый Синтанол ДС-10 Клей мездровый 30-50 40-60 40-60 4-6 3-5 15-25 Кадмия сульфат Кислота серная Натрия сульфат 0,20 0,20 0,20 -
Состав III: Кадмий сернокислый Аммоний сернокислый Кислота борная Блескообразователь ДХТИ-203-А Блескообразователь ДХТИ-203-Б 40-60 150-200 20-30 10-30 5-8 15-25 Аммония сульфат Кадмия сульфат Кислота борная 0,50 0,20 0,10
И. М. Квашнин
Кадмирование Состав IV: Кадмия оксид Натрий цианистый Натрия гидроксид Натрий сернокислый Никель сернокислый Концентраты литейные сульфитно-спиртовой барды 35-45 90-130 20-30 40-50 1-2 8-12 15-25 Водород циани- стый Натрия сульфат Натрия гидроксид 1,25 0,20 2,00 0,40
Латунирование деталей из стали Состав I: Медь цианистая Цинк цианистый Натрий цианистый 15-25 7-15 8-12 15-30 Водород цианистый 0,50 0,15
Состав II: Медь (II) сернокислая Цинк сернокислый Кадий пирофосфор-но- кислый Кадий фосфорнокис- лый однозамещенный 1,5-6,2 4,4-6,0 50-60 10-20 15-30 Калий пирофос- форно-кислый (в пересчете на фос- форную кислоту) 2,50 -
Меднение Состав I: Медь цианистая Натрий цианистый (свободный) Натрия гидроксид 20-30 5-15 5-10 15-25 Водород циани- стый 1,50 0,50
Состав II: Медь цианистая Натрий цианистый (свободный) Натрия гидроксид Калий-натрий винноки- слый 50-70 5-15 10-15 35-50 45-55 Водород циани- стый Калий-натрий виннокислый 1,50 0,50 0,50
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Меднение Состав III: Медь (II) сернокислая (в пересчете на металл) Калий железосинероди- стый Калия гидроксид Калий-натрий винноки- слый 15-30 180-250 7-25 90-100 50-60 Меди сульфат Калий железо- синеродистый Калий-натрий виннокислый 0,50 7,00 1,00 -
Состав FV: Медь (II) сернокислая Калий пирофосфорно- килый Кислота лимонная 80-95 280-380 15-25 30-50 Меди сульфат Калий пирофос- форно-кислый (в пересчете на ки- слоту фосфорную) 0,50 3,30 -
Состав V: Медь (II) сернокислая Кислота серная 120-240 50-100 15-30 Меди сульфат Кислота серная 0,75 0,30 -
Состав VI: Медь кремнефтористая Кислота кремнефтори- стая (свободная) 250-300 10-15 15-24 Медь кремне-фто- ристая Водород фтори- стый 1,50 1,68
Меднение дета- лей из латуни и бронзы перед золочением Медь цианистая Натрий цианистый (свободный) Натрия гидроксид Калий-натрий винноки- слый 50-70 5,0-15 10-15 50-70 45-55 Меди цианид Калий-натрий виннокислый сульфат Водород циани- стый 1,50 0,15 1,00 0,30
И. М. Квашнин
Меднение дета- лей из цинково- го сплава Медь сернокислая Натрий фосфорно- кислый, пиро Натрий фосфорноки- слый двузамещенный 30-50 120-180 60-100 45-55 Натрия пирфос- фат (в пересчете на фосфорную кислоту) Натрия гидрофосфат Меди сульфат 2,50 1,70 0,10 -
Нанесение анодно-окис- ных покрытий на детали из титановых сплавов Состав I: Кислота щавелевая 50-60 15-25 Кислота щавелевая 0,30 -
Состав II; Кислота серная 180-200 - Кислота серная 0,70 -
Нанесение анодно-окис- ных эматалевых покрытий на детали из алю- миния и его сплавов Состав I: Калий титанил щавеле- вокислый Кислота лимонная Кислота борная 40-45 1-2 8-10 30-40 Кислота щавелевая 0,30 -
Кислота щавелевая 5-7
Состав II: Ангидрид хромовый Кислота борная 30-35 1-2 42-48 Хрома (IV) оксид 0,50 -
Нанесение окисных фосфатных и окисных фторидных покрытий на детали из алю- миния и его сплавов Состав I: Кислота ортофосфорная Ангидрид хромовый Кислота фтористо- водородная (40-процентная, мл/л) 40-50 5-7 3-5 20-30 Кислота фосфорная 8,00 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Нанесение по- крытия из спла- ва олово-висмут на детали из стали Состав I: Олово (II) сернокислое Кислота серная Висмута (III) хлорокись Натрий хлористый Синтанол ДО-10 или ДТ-7 40-60 95-140 0,5-1,5 0,3-0,8 3-5 15-25 Олова сульфат Кислота серная 0,23 0,40 -
Состав II: Олово (II) сернокислое Кислота серная Висмут (III) серноки- слый 4,4-метиленбис (О-анизидин) Препарат ОС-20 40-60 95-140 1,5-5,0 5-15 15-25 Олово сульфат Кислота серная 0,23 0,35 -
Состав III: Олово (II) сернокислое Кислота серная Висмута (III) хлорокись Ацетилацетон Формалин, мл/л Синтанол ДС-10 40-60 100-60 0,5-1,0 3-4 5-6 3-5 15-25 Олова сульфат Кислота серная 0,23 0,50 -
Состав IV: Олово (II) сернокислое Кислота серная Висмут (III) серноки- слый Формалин, мл/л Синтанол ДС-10 или ДТ-7 Блескообразователь «Лимеда Sn-2», мл/л 35-45 120-180 0,5-2,0 3-5 5-15 5-10 15-25 Олова сульфат Кислота серная 0,20 0,50 -
И. М. Квошнин
Нанесение по- крытия из спла- ва олово-сви- нец на детали из стали, меди и ее сплавов Состав I: Олово (II) борфтористое (в пересчете на Me) Свинец борфтористый (в пересчете на металл) Кислота борфто- ристоводородная (свободная) Кислота борная Пектин сухой ферментативный Гидрохинон 35-60 24-40 40-100 25-0 1-2 0,8-1,0 15-25 Олово борфтори- стое Кислота борная Кислота борфто- ристоводородная (в пересчете на бор фтористый) 0,23 0,50 0,07 -
Состав II: Олово (II) борфтористое (в пересчете на Me) Свинец борфтористый (в пересчете на металл) Кислота борфтористо- водородная (свободная) Добавка ДС-натрий (10%-раствор), мл/л Синтанол ДС-10 (10%-раствор), мл/л 26-30 18-25 80-90 5 60 15-25 Олово борфтори- стое Кислота борная Кислота борфто- ристоводородная (в пересчете на бор фтористый) 0,15 0,50 0,07 -
Нанесение по- крытия из спла- ва палладий- никель на дета- ли из меди и ее сплавов Состав I Палладия (II) хлорид (в пересчете на Me) Никель хлористый (в пересчете на металл) Аммоний хлористый Аммоний сульфами- новатокислый Аммиак водный 7,0-10 25-30 50-100 60-130 До pH 8,3-8,7 25-35 Аммиак Никеля хлорид 1,00 • 103 0,40
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
270
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • мг)
Наименование Количество, г/л Аэрозоль Газовая фаза
Нанесение по- крытия из спла- ва палладий- никель на дета- ли из меди и ее сплавов Состав II: Палладия (II) хлорид (в пересчете на Me) Никель хлористый (в пересчете на металл) Аммоний хлористый Аммиак водный 18-20 20-25 20-25 До pH 8,8-9,3 20-30 Аммиак Аммония хлорид Никеля хлорид 0,10 1,00 • 103 0,20
Нанесение по- крытия сплавом серебро-сурьма на детали из стали, меди и ее сплавов Состав I: Серебро азотнокислое или Калия дициано-(1)- аргентат (в пересчете на металл) Калий цианистый (сво- бодный) Калий углекислый Калий антимонил-вин- нокислый (в пересчете на сурьму) Калий-натрий винноки- слый Калия гидроксид 25-40 50-70 20-30 4,0-5,5 50-60 5-10 15-25 Калий-натрий виннокислый Водород цианистый 1,5 1,50 0,50
Состав II: Калия дициано-(1)-ар- гентат (в пересчете на металл) Калий роданистый Калий углекислый Сурьмы (III) оксид Калий-натрий виннокислый 35-50 200-250 20-30 20-30 50-60 15-25 Калия роданид Водород цианистый Калий-натрий виннокислый 5,50 1,50 1,50 0,50
И. М. Квашнин
Нанесение по- крытия сплавом серебро-сурьма на детали из стали, меди и ее сплавов Состав III: Серебро азотнокислое или Калия дициано- (1)-аргентат (в пересчете на металл) Калий цианистый (свободный) Селен технический Диспергатор НФ (в пересчете на сухой остаток) Сурьма треххлористая (в пересчете на сурьму) 18-22 60-70 0,001-0,005 0,08-0,125 0,5-1,0 15-25 Калия цианид Водород цианистый 1,5 1,00 0,30
Наполнение анодной пленки Калий двухромово- кислый или Натрий двухромовокислый 80-100 80-90 Калия бихромат (в пересчете на хрома (VI)оксид) 0,00125 -
Наполнение окисной пленки в хромпике Калий двухромовокислый 40-50 90-100 Калия бихромат (в пересчете на хрома (VI)оксид) 0,0008 -
Нейтрализация после анодиро- вания алюми- ния Натрий углекислый 10-водный 5-10 15-25 Натрия карбонат 0,10 -
Промышленные выбросы в отмосферу. Инженерные росчеты и инвенторизоция
Продолжение прил. 9.2
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Никелирование деталей из алю- миния и его сплавов Состав I: Никель сернокислый Натрий сернокислый Кислота борная Натрий хлористый Калий надсернокислый Натрий фтористый 180-230 40-60 23-28 1-3 1-3 1-3 40-50 Никеля сульфат 0,03 -
Состав II: Никель (II) сульфами- новокислый Никель хлористый Кислота борная Вещество жидкое мою- щее «Прогресс» 400-450 2-5 25-35 0,5-0,8 - Никель сульфами- ново-кислый 0,35 -
Состав III: Никель сернокислый Магний сернокислый Натрий сернокислый Кислота борная Натрий хлористый 140-200 30-50 50-70 25-30 5-10 15-25 Никеля сульфат Магния сульфат Натрия сульфат Кислота борная 0,15 0,15 0,20 0,50 -
Состав IV: Никель сернокислый Натрий фосфорновати- стокислый Натрий уксуснокислый Натрий фтористый Тиоиочевина Кислота уксусная, мл/л 20-25 15-18 10-12 0,8-1,0 0,002-0,003 6,2-6,5 85-90 Никеля сульфат 0,001 -
И. М. Квашнин
Никелирование деталей из кор- озионно-стой- ких сплавов (предваритель- ное) Никель двухлористый Кислота соляная 200-250 50-100 15-25 Никеля хлорид Водород хлористый 0,05 3,00 8,13
Никелирование деталей из ста- ли, меди и ее сплавов (хими- ческое) Состав I: Никель сернокислый Натрий фосфоновати- стокислый Натрий уксуснокислый Тиомочевина 20-25 15-18 10-12 0,002-0,003 90-95 Никеля сульфат Натрий фосфор- новатистокислый (в пересчете на натрия фосфат) 0,001 0,40 -
Состав II: Никель сернокислый Натрий фосфоновати- стокислый Натрий уксуснокислый Кислота борная Аммоний хлористый Тиомочевина 30 20 15 8 6 0,003 90-95 Никеля сульфат Натрий фосфор- новатистокислый (в пересчете на натрия фосфат) 0,001 0,40 -
Состав III: Никель сернокислый Натрий фосфонова- тистокислый Кислота молочная (40%-ная) Тиомочевина Аммиак водный, мл/л Кислота борная 20-25 15-20 35-40 0,001 11-12 10-15 80-90 Никеля сульфат Натрий фосфор- новатистокислый (в пересчете на натрия фосфат) Кислота молочная 0,001 40 0,30 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
Технологическая операция Материя Наименование 1ЛЫ Количество, г/л Температура, °C Выделяющееся загрязняющее вещество Величина удельно! мг/(с Аэрозоль го выделения У, м2) Газовая фаза
Никелирование деталей из ста- ли, меди и ее сплавов (химическое) Состав IV: Никель сернокислый Кислота аминоуксусная Натрий уксуснокислый Натрий фосфорнова- тистокислый Медь (II) сернокислая а-Цистеин 23-35 25-40 3-7 20-30 0,1-0,3 0,001-0,002 80-90 Никеля сульфат 0,001 -
Никелирование деталей из ста- ли, сплавов ти- па 47НД, 29НК, меди и ее сплавов Состав I: Никель сернокислый Магний сернокислый Натрий сернокислый Кислота борная Натрий хлористый 140-200 30-50 50-70 25-30 5-10 15-25 Никеля сульфат Магния сульфат Натрия сульфат Кислота борная 0,15 0,15 0,20 0,50 -
Состав II: Никель сернокислый Кислота борная Натрий хлористый Водный раствор 1,4-бу- тиндиола (в пересчете на 100 %), мл/л Формалин технический, мл/л 250-300 30-40 10-20 0,08-0,12 0,05-0,1 35-45 Никеля сульфат Кислота борная 0,15 0,50 -
Состав III: Никель сернокислый Натрий хлористый Натрий фтористый Кислота борная Нафталин-1,5-дисульфо- кислоты динатриевая соль Формалин технический, мл/л Сульфанол 250-300 10-15 5-6 25-30 2-4 1-2 0,01-0,015 35-45 Никеля сульфат Кислота борная 0,15 0,50 -
И. М. Квашнин
Никелирование деталей из ста- ли, сплавов ти- па 47НД, 29НК, меди и ее сплавов Состав IV: Никель сернокислый Натрий хлористый Натрий фтористый Кислота борная Водный раствор 1,4- бутиндиола (в пересчете на 100 %), мл/л Формалин технический, мл/л 250-300 10-15 1-2 30-40 0,5-1,5 0,03-0,05 50-55 Никеля сульфат 0,15
Кислота борная 0,50
Состав V: Никель смульфамино- вокислый Никель двухлористый Кислота борная Натриевая соль доде- цилсульфокислоты Сахарин 300-400 12-15 30-35 0,1-1,0 0,5-1,5 45-55 Никель сульфами- новокислый Кислота борная 0,25 0,50 -
Состав VI: Никель сернокислый Железо (II) сернокислое Кислота сульфасалициловая Аммоний хлористый Водный раствор 1,4- бутиндиола (в пересчете на 100 %), мл/л Натриевая соль долепилсульфокислоты 125 25 15-25 10 1,5-2,0 0,05-0,1 40-50 Никеля сульфат Железа сульфат 0,15 0,15 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Пазовая фаза
Никелирование деталей из тита- на и его сплавов Состав I: Никель сернокислый Магний сернокислый Натрий сернокислый Кислота борная Натрий хлористый 140-200 30-50 50-70 25-30 5-10 15-25 Никеля сульфат Магния сульфат Натрия сульфат Кислота борная 0,15 0,15 0,20 0,50 -
Состав II: Никель сернокислый Натрий фосфорновати- стокислый Натрий уксуснокислый Тиомочевина Кислота уксусная, мл/л Натрий фтористый 20 15 10 0,003 5,2-6,2 1,5-2,0 85-90 Никеля сульфат 0,001 -
Обработка в ра- створе спирто- канифольного флюса Канифоль Спирт этиловый техни- ческий 200-400 600-800 15-25 Спирт этиловый 10,00 25,00
Обработка пре- паратом ТМФ Тиомочевина Аммоний хлористый Формалин 18-18,5 19-19,5 0,20-0,25 15-25 Аммиак Тиомочевина 0,08 0,22
Окрашивание алюминия по- сле анодирова- ния неоргани- ческими краси- телями Медь (II) сернокислая 5-водная Кислота серная 17-25 3,8-5,5 15-25 Меди сульфат 0,10 -
Краситель глубокочер- ный светопрочный для алюминия 8-10 50-60 Анилин - 0,20
И. М. Квашнин
Оксидирование Натрий сернистый Натрий сернистокислый 25-30 15-20 15-25 Натрия сульфид Натрия сульфит 0,20 0,12 -
Оксидирование деталей из стали Состав I: Натрия гидроксид Натрий азотистокислый Натрий азотнокислый 600-700 200-250 50-70 135-145 Натрия гидроксид Натрия нитрат Натрия нитрит 55,00 0,30 1,40 -
Состав II: Натрия гидроксид Тринатрий фосфат Натрий азотнокислый 600-700 20-60 120-160 130-140 Натрия гидроксид Натрия фосфат 55,00 4,00 -
Состав III: Натрий серноватистокислый Аммоний хлористый Кислота азотная, мл/л Кислота ортофосфор- ная, мл/л 75-85 75-85 1-3 4—6 15-30 Натрия сульфит Аммония хлорид 0,25 0,25 -
Оксидирование деталей из меди и ее сплавов Состав I: Калий надсернокислый Натрия гидроксид 15-30 50-100 55-65 Натрия гидроксид 7,50 -
Состав II: Натрия гидроксид 125-200 80-90 Натрия гидроксид 10,00 -
Оксидирование деталей из магния и его сплавов Состав I: Калий двухромовокислый Кислота азотная Аммоний хлористый 40-55 65-85 0,75-1,25 60-70 Калия бихромат (в пересчете на хрома (VI) оксид) Кислота азотная Азота (IV) оксид 0,00075 0,45 1,20
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Оксидирование деталей из маг- ния и его спла- вов Состав II: Калий двухромовокислый Квасцы алюминисвокалиевые Кислота уксусная, мл/л 30-50 8-12 5-12 15-30 Калия бихромат (в пересчете на хрома (VI) оксид) 0,00075 -
Состав III: Калий двухромовокислый Магний сернокислый Аммоний сернокислый 70-100 40-50 40-50 15-30 Калия бихромат (в пересчете на хро- ма (VI) оксид) Магния сульфат Аммония сульфат 0,0012 0,50 0,50 -
Состав IV: Аммоний фтористый Натрий двухромовокислый Кислота ортофосфорная 300-400 60-80 100-120 70-80 Аммония фторид Натрия бихромат (в пересчете на хрома (VI) оксид) Кислота фосфор- ная 10,00 0,0008 1,70 -
Состав V: Аммоний фтористый 300-400 15-35 Аммиак Водород фтори- стый - 1,76 11,67
Состав VI: Калий фтористый 2-водный 50-60 15-35 Калия фторид 1,00 -
Оловянирова- ние деталей из стали, меди и ее сплавов Состав I: Натрий оловянно- кислый, мета- Натия гидроксид Натрий уксусно-кислый 3-водный Водорода перекись, мл/л 20-90 7-15 10-20 1-2 70-80 Натрия станнит Магния сульфат 0,23 0,15 -
Оловянирова- ние деталей из стали, меди и ее сплавов Состав II: Олово двухлористое 2-водное Натрий фтористый Кислота соляная Препарат ОС-20 30-50 30-70 0,5-4 15-25 Олова хлорид Водород фтори- стый 0,18 1,68
Состав III:
Олово (II) сернокислое Кислота серная Синтанол ДС-10 или ДТ-7 40-60 95-110 1,5-3 15-25 Олова сульфат Кислота серная 0,23 0,30 -
Состав IV:
Олово двухлористое 2-водное Калий пирофосфорно- кислый Гидразин солянокислый Смачиватель 133 или СВ-104 «П» или Вещество жидкое мою- щее «Прогресс» Клей мездровый или желатина 130-160 500-570 14-40 1-2 15-25 Олова хлорид Калия дифосфат 0,25 7,00 -
Состав V:
Олово сернокислое Кислота серная Синтанол ДС-10 Формалин Ацетилацетон 40-60 100-160 3-5 5-6 3-4 15-25 Олова сульфат Кислота серная 0.23 0,40 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Оплавление по- крытия олово- свинец Состав I: Масло касторовое - 240-260 Масло касторовое - 8,3 • IO’3
Состав II: Глицерин Диэтиламин соляноки- слый 950 50 240-260 Глицерин - 1,66
Палладирова- ние деталей из меди и ее спла- вов, серебра, никеля и спла- вов типа 47НД, 29НК Состав I: Палладия (II) хлорид или Палладия трансдихлор- диамин (в пересчете на Me) Аммоний хлористый Аммиак водный Ангидрид малеиновый 15-25 15-20 2-5 0,05-0,15 15-25 Аммиак Аммония хлорид 0,10 0,22
Состав II: Палладия (II) хлорид (в пересчете на Me) Натрий фосфорноки- слый двухзамещенный Аммоний фосфорноки- слый двухзамещенный Кислота бензойная 15-20 50-60 1,5-3 65-75 Натрия гидрофос- фат Аммония гидро- фосфат 1,50 0,80 -
Состав III: Палладия (II) хлорид (в пересчете на Me) Аммоний хлористый Натрий азотистокислый Кислота сульфаминовая 10-15 40-50 50-80 80-100 28-32 Кислота сульфа- миновая Натрия нитрит Аммония хлорид 1,00 0,40 0,20 -
И. М. Квашнин
Палладирова- ние деталей из меди и ее спла- вов (химиче- ское) Палладия (II) хлорид (в пересчете на Me) Трилон Б Этилендиамин (70 %, см3/л) Натрия гипофосфит 8-10 23-25 37-40 27-30 79-83 Натрия гипофос- фит (в пересчете на натрия фосфат) Аммиак 0,50 0,20
Пассивирова- ние деталей из коррозионно- стойких сталей, меди и ее спла- вов, алюминия и его сплавов Состав I: Ангидрид хромовый Кислота серная 145-155 1,2-1,6 80-90 Хрома (IV) оксид 1,50 -
Состав II: Кислота азотная 280-500 45-55 Кислота азотная Азота (IV) оксид 2,40 15,36
Состав III: Ангидрид хромовый Кислота серная 80-100 5-10 15-25 Хрома (IV) оксид 1,00 -
Состав IV: Натрий двухромовоки- слый Кислота серная 90-100 20-25 15-25 Натрия бихромат (в пересчете на хрома (IV) оксид) 0,0014 -
Состав V Ангидрид хромовый Калий железосинеродистый Кислота борная Калий кремнефтористый 5-8 3-4 3-4 3-4 20-30 Хрома (TV)оксид 0,05 -
Состав IV: Ангидрид хромовый Композиция «Ликонда-71» Ацетонитрил, мл/л 2-7 2-4 1-10 16-20 Хрома (IV)оксид 0,05 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Пассивирова- ние после серебрения Калия гидроксид Натрий углекислый 40-80 80-150 15-25 Калия гидроксид Натрия карбонат 5,00 8,00 -
Родирование деталей из сере- бра, никеля, меди и ее сплавов Состав I: Родий треххлористый (в пересчете на металл) Кислота серная 4-8 40-60 15-30 Кислота серная 0,20 -
Состав II: Родий треххлористый (в пересчете на металл) Аммоний углекислый 5-7 50-100 70-80 Аммиак - 0,22
Серебрение де- талей из стали и ее сплавов, меди Состав I: Серебро азотнокислое Калия дициано (1)-ар- гентат (в пересчете на металл) Калий углекислый Калий цианистый 25-30 20-30 10-70 15-25 Калия цианид 1,50 -
Состав II: Калия дициано (1)-ар- гентат (в пересчете на металл) Калий углекислый Калий роданистый 35-50 20-30 200-250 15-25 Калия роданид Водород циани- стый 5,50 1,50 0,50
Состав III: Серебро иодистое (в пересчете на металл) Калий иодистый Трилон Б Желатин полиграфиче- ский 8-12 400-450 10-20 0,02-0,03 15-25 Калия йодид Водород йодистый 10,00 0,50 1,50
И М. Квашнин
Серебрение де- талей из стали и ее сплавов, меди Состав IV: Серебро азотнокислое Калий цианистый Селен технический Этамон ДС Диспергатор НФ, марка Б (в пересчете на сухое вещество) 35-40 140-160 0,03-0,05 0,4 0,08-0,125 15-25 Калия цианид Водород цианистый 2,50 1,50 0,50
Состав V: Серебро азотнокислое (в пересчете на металл) Калий углекислый Калий цианистый Эльдин 25-35 20-30 50-100 1-4 15-22 Калия цианид Водород циани- стый 1,50 0,30 0,10
Серебрение хи- мическое дета- лей из меди и ее сплавов Состав I: Калия дициано (1)-аргентат Калий цианистый Гидразина борат 4-8 6-12 1-2 40-50 Калия цианид Водород циани- стый 1,00 1,00 0,30
Состав 11: Серебро азотнокислое (в пересчете на Me) Калий железосинероди- стый Калий углекислый 10-15 25-30 10-20 45-55 Калия карбонат 2,00 -
Фосфатирова- ние Барий азотнокислый Цинк азотнокислый Цинк фосфорнокислый однозамещенный 30-40 10-20 8-12 80-90 Бария нитрат 0,25 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л вещество Аэрозоль Газовая фаза
Фосфатирова- ние стальных деталей и дета- лей с нанесен- ными цинковы- ми и кадмиевы- Состав I: Препарат «Мажеф» Цинк азотнокислый 6-водный Натрий фтористый 20-22 80-100 3—4 15-25 Соль «Мажеф» (в пересчете на фосфорную ки- слоту) Цинка нитрат 0,05 0,52 -
ми покрытиями Состав II: Концентрат фосфати- рующий КФЭ-1 35-45 90-95 Концентрат КФЭ-1 (в пересчете на фо- форную кислоту) 0,06 -
Состав III: Цинк азотнокислый 6-водный Цинк фосфорнокислый однозамещенный Кислота ортофосфорная 42-56 28-36 9,5-13,5 85-95 Цинка нитрат Цинка дигидро- фосфат 1,50 0,30 -
Состав IV: Цинк азотнокислый 6-водный Цинк фосфорнокислый однозамещенный Натрий азотнокислый 80-100 60-70 0,2-1,0 15-30 Цинка нитрат Цинка дигидро- фофат 1,52 0,40 -
Состав V: Барий азотнокислый Цинк азотнокислый 6-водный Цинк фосфорнокислый однозамещенный 30-40 10-20 8-12 80-90 Бария нитрат Цинка нитрат 1,50 0,30 -
И М. Квашнин
Хроматирова- ние Состав I: Натрий двухромовоки- слый Кислота серная 100-150 8-10 15-30 Хрома (IV) оксид 0,00175 -
Состав II: Натрий двухромовоки- слый Натрий сернокислый Кислота азотная 25-35 10-15 4—7 15-30 Натрия бихромат (в пересчете на хрома (VI) оксид) 0,0003 -
Состав III: Соль «Ликонда 2А-Т» Соль «Ликонда 1Б» Кислота серная 60-70 0,1-0,3 1,3-2,2 18-30 Хрома (IV) оксид Кислота борная 0,25 0,50 -
Состав IV: Композиция «Ликонда 21» Композиция «Ликонда 25» Кислота серная 40-50 70-78 1,5-1,8 18-30 Хрома (IV) оксид Кислота борная 0,20 0,50 -
Калий хромовокислый Калия гидроксид 30-50 30-50 15-25 Калия гидроксид Калия хромат (в пересчете на хрома (IV) оксид) 4,00 5,00 -
Хромирование Состав I: Ангидрид хромовый Кислота серная Препарат «Хромин» 200-300 2-3 10 45-55 или 68-72 или 45-50-60 Хрома (IV) оксид 5,00 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Хромирование Состав II: Ангидрид хромовый Кислота серная Добавка ДХТИ-1 250-290 1,55-1,81 5,5-7,0 45-52 Хрома (IV)оксид 5,00 -
Состав III: Ангидрид хромовый Стронций сернокислый Калий кремнефтористый Препарат «Хромин» 225-300 5,5-6,5 18-20 1-3 55-65 Хрома (IV) оксид 5,00 -
Состав IV: Ангидрид хромовый Кислота серная Натрий кремнефтори- стый Натрий двухромовоки- слый Кадмий металлический 180-200 0,8-1,2 4,5-5,5 10-25 13-17 58-62 Хрома (IV) оксид 3,50 -
Состав V: Ангидрид хромовый Кислота фтороводород- ная 250-300 0,2-0,8 15-35 Хрома (IV) оксид 5,00 -
Цинкование деталей из стали, меди и ее сплавов Состав I: Цинка оксид Натрия гидроксид Полиэтиленполиамины технические Тиомочевина 10-20 130-150 1-3 0,8-1,0 18-25 Натрия гидроксид 7,50 -
И. М. Квашнин
Цинкование де- талей из стали, меди и ее сплавов Состав 11 Г: Цинк хлористый 80-100 До 30 Водород хлористый 0,80 17,81
Аммоний хлористый 180-220
Блескообразователь «Ликонда Zn SR - А», мл 30-70 Аммиак - 1,29
Блескообразователь «Ликонда Zn SR — В», мл 3-5
Состав IV: Цинк хлористый Калий хлористый или Аммоний хлористый Кислота борная Блее кообразователь «Лимеда ОЦ-1» Блескообразователь «Лимеда ОЦ-2» 60-120 150-200 120-200 15-30 20-30 2-3 15-30 Водород хлористый Аммиак Кислота борная 0,80 0,50 17,81 1,29
Состав V: Цинка оксид Натрий цианистый Натрия гидроксид Натрий сернистый Глицерин 12-15 22-40 40-70 0,5-5,0 0,5-1,0 15-30 Водород цианистый Натрия гидроксид 0,75 5,00 0,25
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.2
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газовая фаза
Цинкование де- талей из стали, меди и ее сплавов Состав IV: Цинка оксид Калий цианистый Калия гидроксид Калий титановокислый, мета-4-водный (в пересчете на титан) Глицерин Калий сернистый 7-водный 18-20 60-80 75-100 0,4-1,0 0,5-5,0 0,7-7,0 15-30 Водород цианистый Калия гидроксид 1,50 7,50 0,50
И. М. Квашнин
Удельные выделения загрязняющих веществ при изготовлении штампов с применением гальванопластики и пластмасс
Приложение 9.3
Технологическая операция л. Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газы (пары)
Изготовление вставок матрицы и съемника штампа
Активация Кислота соляная 550-600 20-25 Водород хлористый 8,00 42,95
Изолирование пуансона герме- тиком (нанесе- ние и вулкани- зация) Компаунд КЛТ-30 - 20-25 Бензин Уксусная кислота - 226,60 г/кг 0,58 г/кг
Нанесение сплава никель- кобальт Никель сульфаминово- кислый Кобальт сульфаминово- кислый Никель двухлористый Кислота борная Натрий лаурил-сульфат 330-340 15-20 2-4 30-40 0,7-1,0 40-55 Никель сульфами- новокислый Кобальт сульфа- миновокислый Никель двухлори- стый Кислота борная 0,25 0,01 0,50 -
Никелирование химическое Никель сернокислый Натрий фосфорновати- стокислый Натрий уксуснокислый Тиомочевина 20-25 15-18 10-12 0,002-0,003 90-95 Никеля сульфат 0,001 -
Никелирование электрохимиче- ское Никель сульфаминово- кислый Никель двухлористый Кислота борная Натрий лаурилсульфат 340-360 3-5 30-50 0,1-1,0 40-45 Никель сульфами- новокислый 0,25 -
Кислота борная 0,50 -
Обезжиривание Средство моющее МЛ-51 или Средство моющее МЛ-52 30-50 30-50 65-85 Средство моющее МЛ-51 (в пересчете на натрия карбонат) Средство моющее МЛ-52 (в пересчете на натрия карбонат) 1,60 1,60 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.3
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газы (пары)
Никелирование химическое Никель сернокислый Натрий фосфорновати- стокислый Натрий уксуснокислый Тиомочевина 20-25 15-18 10-12 0,002-0,003 90-95 Никеля сульфат 0,001 -
Пассивирова- ние Калий двухромовоки- слый 120-130 20-25 Калия бихромат (в пересчете на хрома (VI) оксид) 0,00175 -
Сборка пакета штампа
Изготовление гальванопласт - массовой вставки Смола эпоксидная ЭД-20, весовых частей Полиэтиленполиамин марки А Порошок железистый ПМЖ, весовых частей 100 15 весовых частей 250-350 20-25 Эпихлоргидрин Толуол Полиэтиленпо- лиамин - 0,96 г/кг 1,20 г/кг 3,60 г/кг
Склеивание (нанесение и отверждение) Смола эпоксидная ЭД-20, весовых частей Дибутилфталат, весовых частей Полиэтиленполиамин марки А Цемент глиноземистый, марка 400, весовых частей 100 11 16 весовых частей 400-100 18-25 Эпихлоргидрин Толуол Дибутилфталат Полиэтиленпо- лиамин - 0,94 г/кг 1,18 г/кг 25,80 г/кг 3,76 г/кг
Удельные выделения загрязняющих веществ при металлизации пластмасс
Приложение 9.4
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газы (пары)
Подготовка поверхности полимерных материалов перед металлизацией
Активация Состав I: Палладий хлористый Кислота соляная, плот- ность 1,19 г/см3, мл/л 0,25-0,50 10-20 18-25 Водород хлористый 0,30 0,84
Состав II: Палладий хлористый Кислота соляная, плот- ность 1,19 г/см3 Спирт этиловый, мл/л 1-2 18 мл/л 150-200 18-25 Водород хлористый Спирт этиловый 0,50 1,50 1,51 4,00
Состав III: Палладий хлористый Олово двухлористое Кислота серная, плот- ность 1,84 г/см3 Кислота соляная, плот- ность 1,19 г/см3 0,5 40 50 мл/л 40 мл/л 18-25 Водород хлористый 1,50 4,18
Состав IV: Палладий хлористый Олово двухлористое Кислота соляная, плот- ность 1,19 г/см3, мл/л Калий хлористый Натрий хлористый 0,2-1,2 40-70 140-180 150-200 116-120 18-25 Водород хлористый Калия хлорид Натрия хлорид 2,50 3,00 2,50 10,19
Обезжиривание Отработанный раствор травления - 18-25 Хрома (IV) оксид Кислота серная 0,38 0,19 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.4
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/ (с • м2)
Наименование Количество, г/л Аэрозоль Газы (пары)
Обработка в ра- створе ускори- теля (206) Кислота соляная, плот- ность 1,19 г/см3, мл/л 80-120 18-25 Водород хлористый 3,00 10,22
Сенсибилиза- ция Состав I: Олово двухлористое Кислота соляная, плот- ность 1,19 г/см1 20-25 45-60 18-25 Водород хлористый 2,50 5,88
Состав 11: Олово двухлористое Кислота соляная, плот- ность 1,19 г/см1 50-60 60-80 18-25 Водород хлористый 3,00 8,68
Состав III: Олово двухлористое Кислота соляная, плот- ность 1,19 г/см3 10-30 10-40 18-25 Водород хлористый 1,50 4,18
Травление химическое Состав 1: Хромовый ангидрид Кислота серная, плот- ность 1,84 г/см1 350-370 390-408 18-25 Хрома (IV) оксид Кислота серная 10,00 2,30 -
Состав II: Хромовый ангидрид Кислота серная, плот- ность 1,84 г/см3 Кислота ортофосфор- ная, плотность 1,60 г/см3 8-10 990 250 50-60 Кислота серная Кислота фосфорная 7,00 4,20 -
Состав III: Хромовый ангидрид Кислота серная, плот- ность 1,84 г/см3 10-12 1650 75-80 Кислота серная Кислота фосфорная 7,00 6,50 -
И. М. Квашнин
Травление химическое Состав IV: Хромовый ангидрид Кислота серная, плот- ность 1,84 г/см3 75-80 1460 85-95 Хрома (IV) оксид Кислота серная 0,60 7,00 -
Состав V: Хромовый ангидрид Кислота серная, плот- ность 1,84 г/см3 Кислота ортофосфор- ная, плотность 1,60 г/см3 10-15 770 460 90-115 Кислота серная 7,00 -
Металлизация пластмасс химико-электролитическим методом
Декапирование химическое Кислота серная, плот- ность 1,84 г/см3 60-80 18-25 Кислота серная 0,15 -
Медненение химическое Состав Г. Медь сернокислая Калий-натрий виннокислый Натрий углекислый Натрия гидроксид Формалин (40 %) Стабилизатор 6-10 30-50 2-4 8-10 8-10 0,8 мл/л 18-25 Калий-натрий виннокислый 0,50 -
Состав II: Медь сернокислая Калий-натрий виннокислый Никель сернокислый Натрия гидроксид Натрий углекислый Вещество жидкое мою- щее «Прогресс» Формалин (40 %) Стабилизатор, мл/л 25-35 150-170 3-4 40-50 25-35 0,5-1,0 10-15 мл/л 0,002-0,003 18-25 Калий-натрий виннокислый 1,25 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.4
Технологическая операция Материалы Температура, °C Выделяющееся загрязняющее вещество Величина удельного выделения У, мг/(с • м2)
Наименование Количество, г/л Аэрозоль Газы (пары)
Медненение химическое Состав III: Калий-натрий виннокислый Медь сернокислая Натрия гидроксид Формалин (40 %) 50 10 10 12,9 мл/л 18-25 Калий-натрий виннокислый 0,50 -
Меднение элек- трохимическое (блестящее) Медь сернокислая Кислота серная плот- ность 1,84 г/см3 Натрий хлористый Марганец (II) серноки- слый 5-водный 210-225 50-60 0,04-0,06 4-6 мл/л 18-25 Меди сульфат Кислота серная 1,00 0,15 -
Меднение элек- трохимическое (матовое) Состав I: Медь сернокислая Кислота серная плот- ность 1,84 г/см3 210-225 50-60 18-25 Меди сульфат 1,00 -
Состав II: Медь сернокислая Натрий пирофосфорно- кислый Натрий фосфорноки- слый двузамещенный 30-35 120-145 60-100 45-55 Меди сульфат Натрия пирофос- фат (в пересчете на фосфорную ки- слоту) Натрия гидрофос- фат 0,10 2,20 1,50 -
Никелирование химическое Состав Г. Никель сернокислый Натрий уксуснокислый Натрий фосфорновати- стокислый М етилтетрагидрофтал е - вый ангидрид 20-22 8-10 20-22 1,5-2,5 86-88 Никеля сульфат 0,001 -
И. М. Квашнин
Никелирование химическое Состав II: Никель сернокислый Никель двухлористый 6-водный Натрий лимоннокислый Аммоний хлористый Натрий фосфорновати- стокислый Аммиак водный 20-30 20-30 40-50 30-40 15-20 До pH 8-9 70-90 Никеля раствори- мые соли Аммиак 0,002 0,22
Никелирование электрохимиче- ское Состав I: Никель сернокислый Никель двухлористый Кислота борная Сахарин 1,4-Бутиндиол (35 %), мл/л Фталимид 200-300 40-60 30-35 0,7-1,2 0,7-0,75 0,08-0,10 50-60 Никеля раствори- мые соли Кислота борная 0,20 0,50 -
Состав II: Никель сернокислый Натрий хлористый Кислота борная Натрий фтористый Хлорамин Б 1,4-Бутиндиол (35 %), мл/л Формалин, мл/л 250-300 10-15 30-40 1-2 1-2 0,35-1,5 0,03-0,05 48-56 Никеля сульфат Кислота борная 0,15 0,5 -
Хромирование (блестящее) Ангидрид хромовый Кислота серная плот- ность 1,84 г/см3 Препарат «Хромин» 250-300 2,5-3,5 1,5-3,0 48-54 Хрома (IV) оксид 10,00 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
И. М. Квашнин
Приложение 9.5
Удельные выделения загрязняющих веществ при различных технологических процессах
Технологический процесс, операция Выделяющееся загрязняющее вещество Удельный показатель У, мг/(с • м2)
1. Обезжиривание изделий
Органическими растворителями Бензин 1260
Керосин 430
Уайт-спирит 1610
Бензол 825
Трихлорэтилен 1095
Тетрахлорэтилен (или фреон 113) 1170
Химическое в растворах щелочи Едкая щелочь 0,28
Электрохимическое Едкая щелочь 11
2. Химическое травление изделий
В растворах хромовой кислоты и ее солей при t > 50 °C Хрома (IV) оксид 0,0056
В растворах щелочи при t > 50 °C Едкая щелочь 55
В разбавленных нагретых (t > 50 °C) и концентрированных растворах сер- ной кислоты Кислота серная 7
В растворах соляной кислоты концентрацией, г/л: < 200 200-250 250-300 300-350 350-500 500-1000 Водород хлористый Водород хлористый Водород хлористый Водород хлористый Водород хлористый Водород хлористый 0,31 0,83 2,8 5,6 13,9 80
В разбавленных нагретых (t > 50 °C) и концентрированных растворах ор- тофосфорной кислоты Кислота фосфорная 0,61
В растворах, содержащих фтористо- водородную кислоту и ее соли кон- центрацией, г/л: <10 10-20 20-50 50-100 100-150 150-200 >200 Водород фтористый Водород фтористый Водород фтористый Водород фтористый Водород фтористый Водород фтористый Водород фтористый 0,28 1,4 2,8 5,0 10,0 12,0 20,0
В разбавленных растворах, содержа- щих азотную кислоту концентрацией более 100 г/л Кислота азотная и азота (IV) оксид 3,0
3. Снятие старых покрытий
Олова и хрома Едкая щелочь 11,0
Меди Хрома (VI) оксид 10,0
Никеля и серебра Кислота серная 7,0
296
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 9.5
Технологический процесс, операция Выделяющееся загрязняющее вещество Удельный показатель У, мг/(с • м2)
4. Полирование
Химическое в: Концентрированных холодных (t < 50 °C) растворах ортофосфорной кислоты Нагретых разбавленных растворах, содержащих серную кислоту Разбавленных растворах, содержа- щих азотную кислоту концентрацией более 100 г/л Кислота фосфорная Кислота серная Кислота азотная и азота (IV) оксид 0,61 6,9 3,0
Электрохимическое в: Концентрированных холодных ра- створах ортофосфорной кислоты Растворах, содержащих серную ки- слоту концентрацией 150 г/л Растворах, содержащих хромовую кислоту или ангидрид хромовый кон- центрацией 30—60 г/л Кислота фосфорная Кислота серная Хрома (VI) оксид 5,0 7,0 2,0
5. Нанесение покрытий на изделия
Электрохимическая обработка в ра- створах хромовой кислоты концен- трацией 150—300 г/л при силе тока I > 1 000 А (анодирование, декапиро- вание, хромирование и др.) Хрома (VI) оксид 10,0
Электрохимическая обработка в ра- створах хромовой кислоты концен- трацией 30—100 г/л при силе тока I < 500 А (анодирование магниевых сплавов), а также химическое окси- дирование алюминия и магния Хрома (VI) оксид 1,0
Химическая обработка стали в ра- створах хромовой кислоты и ее солей при t > 50 °C (осветление, пассива- ция, наполнение и пропитка, обра- ботка в растворе хромпика) Хрома (VI) оксид 0,0056
Химическая обработка в растворах щелочи при t > 50 °C (получение ме- таллических покрытий контактным способом, оксидирование сталей и чугунов) Едкая щелочь 55,0
Электрохимическая обработка в ра- створах щелочи (цинкование, кадми- рование, покрытие сплавом медь- цинк, тонирование и окрашивание) Едкая щелочь 11,0
Химическая обработка в растворах соляной кислоты в концентрации до 200 г/л (декапирование, железнение и др.) Водород хлористый 0,31
Электрохимическая обработка в ра- створах, содержащих серную кислоту концентрацией 150—350 г/л (палла- дирование, анодное окисление алю- миния и его сплавов, родирование) Кислота серная 7,0
297
И. М. Квашнин
Продолжение прил. 9.5
Технологический процесс, операция Выделяющееся загрязняющее вещество Удельный показатель У, мг/(с • м2)
Электрохимическая обработка в кон- центрированных холодных раство- рах, содержащих ортофосфорную ки- слоту (анодное оксидирование алюминия и его сплавов) Кислота фосфорная 5,0
Химическая обработка в разбавлен- ных нагретых (t > 50 °C) и концен- трированных холодных растворах, содержащих ортофосфорную кислоту (осветление и пассивирование) Кислота фосфорная 0,61
Никелирование в хлоридных раство- рах при плотности тока 1—3 А/дм2 Никеля растворимые соли 0,15
Никелирование в сульфатных ра- створах при плотности тока 1-3 А/дм2 Никеля растворимые соли 0,031
Химическая обработка в растворах, содержащих азотную кислоту кон- центрацией > 100 г/л (осветление и пассивирование) Кислота азотная и азота (IV) оксид 3,0
Нанесение покрытий в цианистых растворах (кадмирование, серебре- ние, золочение, цинкование, медне- ние, латунирование, амальгамирова- ние) концентрацией, г/л: <50 >50 Водород цианистый Водород цианистый 1,5 5,6
Химическая обработка в растворах фтористоводородной кислоты и ее солей концентрацией, г/л: <10 10-20 20-50 50-100 100-150 150-200 >200 Водород фтористый Водород фтористый Водород фтористый Водород фтористый Водород фтористый Водород фтористый Водород фтористый 0,28 1,4 2,8 5,0 10,0 12,0 20,0
Приложение 10
Удельные выделения загрязняющих веществ при производстве
радиоэлектронной аппаратуры (по данным [26])
Приложение 10.1
Выделения загрязняющих веществ при механической
обработке заготовок печатных плат
Технологиче- ский процесс, оборудование Произво- дитель- ность оборудо- вания, СУПП/ч Марка обрабаты- ваемого материала Выделяющееся загрязняющее вещество А/01, г/с
Пыль сте- клотек- столита Пыль медная Всего
Получение заготовок
Ножницы роликовые Ю.1.015.00.00.000 360 Стеклотекстолит фольгированный марок: СФ-1Н-35-1,5 СФ-1Н-50-1,5 СФ-2Н-35-1,5 СФ-2Н-50-1,5 0,001250 0,00300 0,01550
Стеклотекстолит фольгированный марок: ФТС-1-20А-0,15 ФТС-2-20А-0,18 0,00115 0,00135 0,00250
Стеклотекстолит фольгированный марок: ФТС-1-35Б ФТС-2-23Б 0,00185 0,00180 0,00365
Стеклотекстолит фольгиро ванный марок: ФТС-2-35Б ФДМ-2-0,25 0,00160 0,00310 0,00470
Гетинакс фольгиро ванный марок: ГФ-1-35-1,5 ГФ 1-50-1,5 ГФ-2-35-1,5 ГФ-2-50-1,5 0,01010 0,00280 0,0129
Гетинакс фольгированный марки ГФ-1-35-2,0 0,01380 0,00160 0,0154
299
И. М. Квашнин
Продолжение прил. 10.1
Технологиче- ский процесс, оборудование Произво- дитель- ность оборудо- вания, СУПП/ч Марка обрабаты- ваемого материала Выделяющееся загрязняющее вещество Л/"1, г/с
Пыль сте- клотек- столита Пыль медная Всего
Ножницы роликовые Ю.1.015.01.00.000 720 Стеклотекстолит фольгированный марок: СФ-1Н-35-1,5 СФ-1Н-50-1,5 СФ-2Н-35-1,5 СФ-2Н-20-1,5 0,02500 0,00600 0,0310
Стеклотекстолит фольгированный марок: ФТС-1-20А-0,15 ФТС-2-20А-0,18 0,00230 0,00270 0,0500
Стеклотекстолит фольгированный марок: ФТС-1-35Б ФТС-2-23Б 0,00320 0,00620 0,00940
Стеклотекстолит фольгированный марок: ФТС-2-0,25 ФДМ-2-0,25 0,00320 0,00620 0,00940
Гетинакс фольгированный марок: ГФ-1-35-1,5 ГФ-1-50-1,5 ГФ-2-35-1,5 ГФ-2-50-1,5 0,02020 0,00760 0,02780
Гетинакс фольгированный марки ГФ-1-35-2,0 0,02760 0,00320 0,03080
Ручная резка
Ножницы гильотинные ГТМЗ. 115-001 300 Стеклоткань СПТЗ-0,06 0,00400 - 0,00400
СПТЗ-0,0250 0,00200 - 0,00200
Получение фиксирующих и технологических отверстий
Настольно- сверлильный станок 2Н-106П и др. 360 Стеклотекстолит фольгированный марок: СФ-1Н-35-1,5 СФ-1Н-50-1,5 СФ-2Н-35-1,5 СФ-2Н-50-1,5 0,00200 0,00400 0,00600
300
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 10.1
Технологиче- ский процесс, оборудование Произво- дитель- ность оборудо- вания, СУПП/ч Марка обрабаты- ваемого материала Выделяющееся загрязняющее вещество Л/01, г/с
Пыль сте- клотек- столита Пыль медная Всего
Настольно- сверлильный станок 2Н-106Пидр. 360 Стеклотекстолит фольгированный марок: ФТС-1-35Б ФТС-2-23Б ФТС-2-0,25 ФТС-2-35Б 0,00300 0,00400 0,00700
Стеклотекстолит фольгированный марок: ФТС-1-20А-0.15 ФТС-2-20А-0,18 0,00115 0,00135 0,00250
Гетинакс фольги- рованный марок: ГФ-1-35-1,5 ГФ-1-50-1,5 ГФ-2-35-1,5 ГФ-2-50-1,5 0,01600 0,00480 0,02080
Гетинакс фольги- рованный ГФ-1-35-2,0 0,02200 0,00300 0,2500
Гетинакс 1-1-0,8 0,00900 - 0,00900
Гетинакс 1-1-1,5 0,017 - 0,017
301
Выделения загрязняющих веществ при сверлении монтажных отверстий условной печатной платы
Приложение 10.2
Технологический процесс, оборудование Производи- тельность оборудова- ния, СУПП/ч Марка обрабатываемого материала Выделяющееся загрязняющее вещество Af", г/с
Сверла от 0,4 до 1,0 мм Сверла от 1,3 до 2,0 мм
Пыль сте- клотексто- лита, гетинакса Пыль медная Всего Пыль сте- клотек- столита, гетинакса Пыль медная Всего
Сверлильный станок с ЧПУ ОФ-72Б СФ-101.Ф2 ABL-24 Сверлильный станок СФ-4 и др. 40 Стеклотекстолит фольгиро- ванный марок: СФ-1Н-35-1,5 СФ-2Н-35-1.5 СФ-1Н-35-1,5 СФ-2Н-50-1.5 0,01100 0,00110 0,01200 0,05500 0,01000 0,06500
Стеклотекстолит фольгиро- ванный марок: ФТС-1-20А-0,15 ФТС-1-20А-0,18 ФТС-2-35Б ФТС-2-0,25 0,001100 0,00110 0,00220 0,00660 0,00770 0,01430
Гетинакс фольгированный марок: ГФ-1-50-1,5 ГФ-2-35-1,5 ГФ-2-50-1,5 0.00880 0,00220 0,0110 0,0440 0,01250 0.05650
Гетинакс фольгированный марки ГФ-1-35-2,0 0,01200 0,00110 0.01310 0,06100 0,00660 0,06760
Гетинакс марок: 1-1-0,2 1-1-0,5 1-1-0,8 1-1-1,5 0,00110 0,00330 0,00440 0,00880 0,00110 0,00330 0,00440 0,00800 0,00660 0,01550 0,02400 0,04200 - 0,00660 0,01550 0,02400 0,04200
Сверлильный станок с ЧПУ ОФ-72Б СФ-101.Ф2 ABL-24 Сверлильный станок СФ-4 и др. 40 Стеклоткань марок: СПТЗ-0,06 СПТЗ-0,025 0,00440 0,02200 - 0,00440 0,02200 0,02310 0,01000 - 0,02310 0,01000
Приложение 10.3
Выделения загрязняющих веществ при фрезеровании условной печатной платы по контуру дисковой фрезой
Технологический процесс, оборудование Производи- тельность оборудова- ния, СУПП/ч Марка обрабатываемого материала Выделяющееся загрязняющее вещество ЛГ, г/с
Сверла от 1 до 2 мм Сверла от 3 до 4 мм
Пыль сте- клотексто- лита, гетинакса Пыль медная Всего Пыль сте- клотек- столита, гетинакса Пыль медная Всего
Станок фрезерный ЗА-64Д, 676П и др. 60 Стеклотекстолит фольгиро- ванный марок: СФ-1Н-35-1,5 СФ-1Н-50-1,5 СФ-2Н-35-1,5 СФ-2Н-50-1,5 0,06280 0,01360 0,07640 0,14060 0,03168 0,17230
Стеклотекстолит фольгиро- ванный марок: ФТС-1-20А-0Д5 ФТС-2-20А-0Д8 0,00560 0,00640 0,01200 0,01300 0,01500 0,02600
Стеклотекстолит фольгиро- ванный марок: ФТС-1-35Б ФТС-2-23Б 0,00860 0,00860 0,01720 0,02000 0,02000 0,04000
Стеклотекстолит фольгиро- ванный марок: ФТС-2-35Б ФДМ-2-0.25 0,00700 0,01500 0,02200 0,01700 0,03500 0,05200
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил 1 0.3
Технологический процесс, оборудование Производи- тельность оборудова- ния, СУПП/ч Марка обрабатываемого материала Выделяющееся загрязняющее вещество Л/01, г/с
Сверла от 1 до 2 мм Сверла от 3 до 4 мм
Пыль сте- клотексто- лита, гетинакса Пыль медная Всего Пыль сте- клотек- столита, гетинакса Пыль медная Всего
Станок фрезерный ЗА-64Д, 676П и др. 60 Гетинакс фольгированный марок: ГФ-1-35-1,5 ГФ-1-50-1,5 ГФ-2-35-1,5 ГФ-2-50-1,5 0,04800 0,01400 0,06200 0,11300 0,03200 0,14500
Гетинакс фольгированный марки ГФ-1-35-2,0 0,06600 0,00700 0,07300 0,15400 0,01700 0,17100
И. М. Квашнин
Приложение 1 0.4
Выделения загрязняющих веществ при фрезеровании условной печатной платы по контуру концевой фрезой
Технологический процесс, оборудование Производи- тельность оборудова- ния, СУПП/ч Марка обрабатываемого материала Выделяющееся загрязняющее вещество ЛГ1, г/с
Сверла от 2 до 4 мм Сверла от 6 до 8 мм
Пыль сте- клотексто- лита, гетинакса Пыль медная Всего Пыль сте- клотек- столита, гетинакса Пыль медная Всего
Станок фрезерный ЗА-64Д, 676П и др. Станок фрезерный сЧПУ ГГМЗ.102.101. Станок сверлильно- фрезерный СФ-4 и др 60 Стеклотекстолит фольгиро- ванный марок: СФ-1Н-35-1,5 СФ-1Н-50-1,5 СФ-2Н-35-1,5 СФ-2Н-50-1.5 0,12100 0,02700 0,14800 0,28100 0,06400 0,34500
Стеклотекстолит фольгиро- ванный марок: ФТС-1-20А-0Д5 ФТС-2-20А-0Д8 0,01100 0,01300 0,02400 0,02600 0,02900 0,05600
Станок фрезерный ЗА-64Д, 676П и др. Станок фрезерный сЧПУ ГГМЗ.Ю2.101. Станок сверлильно- фрезерный СФ-4 и др. 60 Стеклотекстолит фольгиро- ванный марок: ФТС-1-35Б ФТС-2-23Б 0,01500 0,03100 0,04600 0,03700 0,07300 0,11000
Стеклотекстолит фольгиро- ванный марок: ФДМ-2-0,25 ФТС-2-35Б 0,01500 0,02900 0,04400 0,03500 0,06900 0,10400
Гетинакс фольгированный марок: ГФ-1-35-1,5 ГФ-1-50-1,5 ГФ-2-35-1,5 ГФ-2-50-1,5 0,09600 0,02700 0,12300 0,22500 0,06400 0,28900
Гетинакс фольгированный марки ГФ-1-35-2,0 0,13200 0,01500 0,14700 0,30800 0,03500 0,34300
Станок фрезерный ЗА-64Д. 676П и др. Станок фрезерный по контуру с ЧПУ ГГМЗ.Ю2.101. Станок сверлильно- фрезерный СФ-4 и др. 240 Стеклотекстолит фольгиро- ванный марок: СФ-1Н-35-1,5 СФ-Ш-50-1,5 СФ-2Н-35-1,5 СФ-2Н-50-1,5 0,49700 0,11200 0,60900 1,16100 0,26200 1,423
Стеклотекстолит фольгиро- ванный марок: ФТС-1-20А-0Д5 ФТС-2-20А-0,18 0,04700 0,05300 0,10000 0,10900 0,12300 0,23200
Стеклотекстолит фольгиро- ванный марок: ФТС-1-35Б ФТС-2-23Б 0,07200 0,07100 0,14300 0,16700 0,16700 0,33400
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 10.4
Технологический процесс, оборудование Производи- тельность оборудова- ния, СУПП/ч Марка обрабатываемого материала Выделяющееся загрязняющее вещество АГ", г/с
Сверла от 2 до 4 мм Сверла от 6 до 8 мм
Пыль сте- клотексто- лита, гетинакса Пыль медная Всего Пыль сте- клотек- столита, гетинакса Пыль медная Всего
Станок фрезерный ЗА-64Д, 676П и др. Станок фрезерный по контуру с ЧПУ ГГМЗ.102.101. Станок сверлильно- фрезерный СФ-4 и др. 240 Стеклотекстолит фольгиро- ванный марок: ФТС-2-35Б ФДМ-2-0,25 0,06200 0,12300 0,18500 0,14600 0,28700 0,43400
Гетинакс фольгированный марок: ГФ-1-35-1,5 ГФ-1-50-1,5 ГФ-2-35-1,5 ГФ-2-50-1,5 0,39800 0,11200 0,51000 1 0,92900 0,26300 1,29200
Гетинакс фольгированный марки ГФ-1-35-2,0 0,54400 0,06100 0,60500 1,27100 0,14400 1,41500
И. М. Квашнин
Выделения загрязняющих веществ при нанесении и сушке красок трафаретной печати
Приложение 10.5
Оборудование Производи- тельность обо- рудования, СУПП/ч Краска Максимальное количество выделяющегося загрязняющего вещества в выбросе М", г/с
Бензиловый спирт Тетралин Этилцело- зольв Бензилаце- тат Уайт- спирит Керосино- вая фрак- ция
Полуавтомат для двухсторон- ней сеткографической печати 360 СТ3.12 - - - - 0,005 0,001
СТ3.13 - 0,0006 - - - -
Установка «Гидра-2», Италия 100 СТЗ. 19.82 - 0,0019 0,0008 0,0027 - -
ТНПФ - - - - 0,0008 -
Автомат сеткографической печати АСП-2 250-500 СТЗ. 12 - - - - 0,0035— 0,007 0,0007— 0,0014
СТЗ. 13 - 0,0004— 0,0008 - - - -
ТНПФ - - - - 0,002— 0,004 -
Модуль ультрафиолетовой сушки МУФС-901 1600 СТЗ. 12 - - - - 0,7511 0,0577
СТЗ. 13 0,1511 0,600 - - - -
СТЗ. 19.82 - 0,288 0,1155 0,3956 - -
ТНПФ - - - - 0,7244 -
Установка сушки плат УСП-901 (терморадиацион- ная сушка) 100-300 СТЗ. 12 - - - - 0,047— 0,14 0,0016— 0,0048
СТЗ. 13 0,009— 0,028 0,0375— 0,1125 - - - -
СТЗ. 19.82 - 0,018— 0,054 0,072— 0,022 0,025— 0,074 - -
ТНПФ - - - - 0,045— 0,135 -
Установка ультрафиолетового отвержения 224 СТЗ. 12 - - - - 0,105 0,008
СТЗ. 13 0,021 0,084 - - - -
СТЗ. 19.82 - 0,040 0,016 0,055 - -
ТНПФ - - - - 0,101 -
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Приложение 10.6
Выделения загрязняющих веществ при нанесении жидкого фоторезиста
Оборудование Производительность оборудования, СУПП/ч Фоторезист Массовое выделение загрязняющего вещества АГ1, г/с
Ацетон Спирт эти- ловый Н-бутанол Метилло- зольвацетат Этилцелло- зольвацетат
Установка нанесения фоторе- зиста методом окунания 100 ФПП 0,0694 0,1736 - - -
ПВС - 0,0261 - - -
Модуль ИЗ 33 ИЗЗ.00.00.000 104 ФП-27-18БС - - 0,0046 0,0863 -
Установка для нанесения жидкого фоторезиста валовым методом У86.1М.00.00.000 ГГМЗ.289-001 140 ФП-В1 - - - 0,0381
И. М. Квашнин
Приложение 10.7
Выделения загрязняющих веществ при нанесении пленочного фоторезиста
Оборудование Производительность оборудования, СУПП/ч Выделяющееся загрязняющее вещество Массовое выделение загрязняющего вещества Af", г/с
СПФ-2 СПФ-ВЩ
Тйп - 2-20 Тип - 2-40 Тип - 2-60 Тип -25 Тип - 50
Установка для нанесения пленочного фоторезиста АРСМЗ.289.006 672 Хлористый метилен 0,0057 0,0151 0,0336 - -
Трихлорэтилен 0,0007 0.0026 0,0039 - -
Бутанол - - - 0,0013 0,0052
М етилэтилкетон - - - 0,0128 0,0348
Выделения загрязняющих веществ при экспонировании рисунка печатной платы
Приложение 10.8
Оборудование Производитель- ность, СУПП/ч Выделяющееся загрязняющее вещество Л/”, г/с
Наименование Фоторезисты СПФ-2, ТФПК, ФПП Фоторезист СПФ-ВЩ
Модель УПФ-1 ГГМЗ.250.001 КПМЗ.258.000 80- Озон 0,000012 -
Модель УПФ-1 ГГМЗ.250.001 КПМЗ.258.000 240" Озон - 0,000036
Установка экспонирования сетчатых трафаретов УЭСТ-901 10* Озон 0,000006 -
Установка экспонирования рисунка печатных плат и фотошабло- нов СКЦИ 442.152.001 40* Озон 0,000006 -
Установка экспонирования сетчатых трафаретов УЭСТ-901 20‘ Озон - 0,000018
Установка экспонирования рисунка печатных плат и фотошабло- нов СКЦИ 442.152.001 120" Озон - 0,000018
' Время экспонирования - 3 мин.
” Время экспонирования - 1 мин.
И. М. Квашнин
Приложение 10.9
Выделения загрязняющих веществ при проявлении сухого пленочного
фоторезиста СПФ-2 и снятии гальванической краски СТЗ-13
Оборудование Производитель- ность, СУПП/ч Выделяющееся загрязняющее вещество
Наименование Количество Л/11, г/с
Проявление рисунка печатной платы
Установки: УПФ ГГМЗ.250.001, «Процессор» 160 Метилхлороформ 3,75
Удаление фоторезиста и краски
Установки: ГГМЗ.250.001, Stripping 160 Метилен хлористый 5,00
310
Выделения загрязняющих веществ при химических и гальванических процессах производства печатных плат
Приложение 1 0.1 О
Технологическая операция Наименование, тип и произ- водительность оборудования Материал Режим, °C, время Выделяющееся загрязняющее вещество
Наименование Количество, г/л Наименование Удельное количество АГ1, г/с
1. Подготовка поверхности
Обезжиривание Комплекс модулей химиче- ской подготовки заготовок перед нанесением фоторе- зиста КМ-2, 224 СУПП/ч Кислота серная Кислота муравьиная Препарат ОС-20 Пеногаситель АС-60 26-30 10-15 26-30 8-10 15-35 °C 0,4-1,3 мин Кислота серная 0,0023
Комплекс модулей КМ-3, 224 СУПП/ч Тринатрийфосфат Сода кальцинированная Препарат ОС-20 Пеногаситель АС-60 30-35 30-35 3-5 8-10 40-50 °C 0,4-1,1 мин Щелочь 0,0013
Подтравливание поверхности фольги Комплекс модулей КМ-3, 224 СУПП/ч Состав Г. Медь двухлористая Аммоний хлористый Кислота соляная 25-75 130-150 10-15 15-30 °C 0,4-1,1 мин Водород хлористый 0,0012
Состав II: Аммоний надсерноки- слый Кислота серная 200-250 9-12 15-30 °C 0,4-1,1 мин Кислота серная 0,0009
Состав III: Аммоний надсерноки- слый Кислота серная 90-120 10-20 15-30 °C 0,4-1,1 мин Кислота серная 0,0016
Активирование Комплекс модулей КМ-6, 224 СУПП/ч Кислота соляная 50-70 15-30 °C 0,3-0,6 мин Водород хлористый 0,0054
Промывка Комплекс модулей КМ-3, 224 СУПП/ч Кислота соляная 50-100 15-30 °C 0,2-0,6 мин Водород хлористый 0,0078
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 10.10
Технологическая операция Наименование, тип и произ- водительность оборудования Материал Режим, С, время Выделяющееся загрязняющее вещество
Наименование Количество, г/л Наименование Удельное количество ЛР1, г/с
2. Проявление рисунка печатной платы
Проявление рисунка схемы печатной платы после нанесения фоторезистов ТФП, СПФ-ВФ, ФПП Комплекс модулей КМ-4, 224 СУПП/ч Сода кальцинированная Пеногаситель АС-60 20-25 3-4 18-30 °C 0,4-2,1 мин Щелочь 0,0008
Нейтрализация Комплекс модулей КМ-4, 224 СУПП/ч Кислота серная (г = 1,84 г/см3) или Кислота серная (г= 1,16 г/см3) 50-100 50-100 15-30 °C 0,2-1,2 мин Кислота серная Водород хлористый 0,0078 0,0078
3. Травление меди с заготовок, защищенных фоторезистом или краской, на комплексе оборудования с непрерывной электрохимической регенерацией
Травление меди Линия травления и снятия защитного рельефа, 224 СУПП/ч Медь двухлористая Кислота соляная 250-300 75-92 40 ± 2 °C 2—5 мин Водород хлористый 0,0072
4. Травление меди с заготовок, защищенных фоторезистом или краской
Травление меди Комплекс модулей КМ-8, 224 СУПП/ч Медь двухлористая Аммоний хлористый Кислота соляная 190-200 60-80 20-30 40 ± 2 °C 1—3 мин Водород хлористый 0,0080
Промывка Комплекс модулей КМ-8, 224 СУПП/ч Кислота соляная 50-100 18-25 °C 0,4-1,0 мин Водород хлористый 0,0078
И- М. Квашнин
5. Травление меди с заготовок, защищенных сплавом олово-свинец и органоснимаемыми красками
Травление меди Комплекс модулей КМ-1, 224 СУПП/ч Аммиачный комплекс двухлористой меди (по металлу) Аммоний хлористый Соли углеаммонийные 80-100 40-100 20-30 40-45 °C 0,8-2,8 мин (для толщи- ны фольги 20—50 мкм) Аммиак 0,0082
Аммиак водный или ам- миак синтетический 5-20 18-25 °C 0,6-0,9 мин (для толщины фольги 5 мкм)
Промывка Комплекс модулей КМ -1, 224 СУПП/ч Состав 1: Аммоний хлористый Соли углеаммонийные 190-210 20-30 18-30 °C 0,2-0,8 мин Аммиак 0,0053
Аммиак водный 10-50
Состав II: Аммоний хлористый Соли углеаммонийные Аммиак водный 280-290 20-30 5-10 18-30 °C 0,2-0,8 мин Аммиак 0,0959
Осветление Комплекс модулей КМ-1, 224 СУПП/ч Тиомочевина Кислота соляная Спирт этиловый 80-90 50-60 5-6 18-45 °C 0,4-1,8 мин Водород хлористый 0,0047
6. Удаление олова
Травление Комплекс модулей для травления и снятия краски КМ-8, 224 СУПП/ч Железо хлорное 6-водное Кислота уксусная Кислота щавелевая Кислота соляная 150-200 100-120 50-70 10-20 18-40 °C 1,0—2,1 мин Водород хлористый 0,0016 0,0035
Промывка Комплекс модулей для травления и снятия краски КМ-8, 224 СУПП/ч Кислота соляная Аммоний хлористый 30-45 130-150 18-30 °C 0,65—1,3 мин Водород хлористый
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 10.10
Технологическая операция Наименование, тип и произ- водительность оборудования Материал Режим, °C, время Выделяющееся загрязняющее вещество
Наименование Количество, г/л Наименование Удельное количество ЛР1, г/с
7. Удаление защитного слоя краски
Удаление защитной краски Линия травления и снятия защитного рельефа, 224 СУПП/ч Натрий едкий Пеногаситель АС-60 30-50 1-2 40-45 °C 0,3-0,6 мин Щелочь 0,0031
Нейтрализация Линия травления и снятия защитного рельефа, 224 СУПП/ч Кислота соляная 30-50 15-30 °C 0,3—0,6 мин Водород хлори- стый 0,0039
8. Удаление красок типа СТЗ-12, ФПК-ТЩ, ТНПФ
Удаление краски Комплекс модулей КМ-8, 224 СУПП/ч Натрий гидрат окиси Пеногаситель АС-60 50-100 5-6 25-35 °C 0,6-2,0 мин Щелочь 0,0062
9. Удаление фоторезиста на основе поливинилового спирта
Удаление фоторезиста Ванна стационарная с бортовым отсосом Состав I: Кислота щавелевая Натрий хлористый 150-200 50-100 80-90 °C 3—5мин Водород хлористый 0,0243
Состав II: Кислота соляная Глицерин Препарат ОС-20 35-45 40-50 3-5 50-60 °C 3—5мин Водород хлористый 0,0105
10. Удаление щелочепроявляемых пленочных и жидких фоторезистов
Удаление фоторезиста Комплекс модулей КМ-5, 224 СУПП/ч Натрий едкий Пеногаситель АС-60 50-100 5-6 18-45 °C 0,3-1,0 мин Щелочь 0,0062
И. М. Квашнин
11. Подготовка поверхности отверстий перед металлизацией
Травление диэлектрика Установка подтравли вания диэлектрика АРСМЗ.240.000, АРСМЗ.240.004, 30 СУПП/ч Кислота серная (г = 1,84 г/см’) 18-30 °C 0,1—0,6 мин Серная кислота 0,0367
Кислота фтористоводо- родная (35-40 %) Допускается Кислота серная Кислота фтористо- водородная 5:1 - 18-30 °C 0,7-0,8 мин 35-40 °C 1,0—1,5 мин Фтористый водород Серная кислота Фтористый водород 0,0073 0,0306 0.0014
12. Химическая предварительная электролитическая металлизация (затяжка) и электролитическое меднение
Активация Автоматическая линия типа АГ-38, АГ-44, 34 СУПП/ч Кислота соляная 50-100 18-25 °C 0,3-0,5 мин Водород хлористый 0,0010
Состав I: Кислота соляная 45-70 18-30 °C 0,5-2,0 мин Водород хлористый 0,0007
Состав II: Натрий хлористый Натрий сернокислый 190-200 45-80 18-30 °C 0,5-1,0 мин Водород хлористый 0,0013
Состав 1: Палладий двухлористый Олово двухлористое Кислота соляная Олово четыреххлористое Натрий хлористый 0,3-1,0 50-60 45-50 8,0-8,5 170-175 18-35 °C 5-10 мин Водород хлористый 0,0006
Состав II: Палладий двухлористый Кислота соляная Олово двухлористое Натрий сернокислый Натрий хлористый 0,2-0,5 20-25 10-15 65-70 190-200 18-30 °C 7—10 мин Водород хлористый 0,0003
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 10.10
Технологическая операция Наименование, тип и произ- водительность оборудования Материал Режим, °C, время Выделяющееся загрязняющее вещество
Наименование Количество, г/л Наименование Удельное количество АГ1, г/с
Сенсибилизация Олово двухлористое Кислота соляная Аммоний хлористый Этиленгликоль 20-30 9-13 30-70 0,65 мл/л 18-25 °C 3—5 мин Водород хлори- стый 0,0002
Обработка в растворе уско- рителя Состав I: Натрий едкий 20-25 18-30 °C 2—3 мин Щелочь 0,00014
Полирование электрохимиче- ское Линия автоматическая для производства ПП типа АГ-44 или АГ-38М, 34 СУПП/ч Кислота ортофосфорная Спирт бутиловый 1090-1170 56-80 18-25 °C 5—20 мин Фосфорная ки- слота 0,0341
Химическое меднение Линия автоматическая для производства ПП типа АГ-44 или АГ-38М, 34 СУПП/ч Состав I: Медь сернокислая Калий-натрий виннокислый Натрия гидрат окиси Натрий углекислый Никель двухлористый Натрий серноватисто- кислый Формалин 10-20 50-60 10-20 2-4 2-4 0,001 3-5 18-25 °C 20—30 мин Формальдегид 0,000024
Состав II: Медь сернокислая Трилон Б Натрия гидрат окиси Калий железосинеродистый Формалин Аммиак водный Натрий диэтилдитиокарбонат 10-15 20-30 15-20 0,03-0,04 4-7 0,012-0,015 0,02-0,03 18-25 °C 20—30 мин Формальдегид 0,000033
И. М. Квашнин
Химическое мед- нение Линия автоматическая для производства ПП типа АГ-44 или АГ-38М, 34 СУПП/ч Состав III: Медь сернокислая Калий-натрий виноград- нокислый Натрий гидрат окиси Натрия диэтилдитиокар- бонат Формалин 15-25 60-80 20-30 0,045-0,050 3-5 18-25 °C 15-20 мин Формальдегид 0,000024
Меднение элек- трохимическое Линия автоматическая для производства ПП типа АГ - 44, АГ-38М, 34 СУПП/ч Состав I: Медь сернокислая Кислота серная Натрий хлористый Добавка ЛТИ или добавка БЭСМ Препарат ОС-20 марки «Б» 100-120 160-180 0,02-0,04 0,08-0,10 4-5 18-30 °C 10-20 мин Серная кислота 0,0021
Состав II: Медь сернокислая Кислота серная Натрий хлористый Добавка ЛТИ или добавка БЭСМ Препарат ОС-20 марки «Б» 200-230 60-80 0,03-0,06 0.10-0,20 0,6-0,8 18-30 °C 10-20 мин Серная кислота 0,0012
Состав III: Медь борфтористая Кислота борфтористово- дородная (свободная) Кислота борная 60-70 150-160 15-20 18-30 °C 10—20 мин Фтористый водород 0,0009
Состав IV: Медь борфтористоводо- родная Кислота борфтористово- дородная Кислота борная 230-250 5-15 15-40 18-30 °C 10—20 мин Фтористый водород 0,00017
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 10.10
Технологическая операция Наименование, тип и произ- водительность оборудования Материал Режим, °C, время Выделяющееся загрязняющее вещество
Наименование Количество, г/л Наименование Удельное количество ЛР’, г/с
13. Химическая металлизация заготовок ПП взамен предварительной химико-электролитической металлизации
Активирование Линия автоматическая для производства ПП типа АГ-44, АГ-38М, 34 СУПП/ч Кислота соляная 130-150 18-30 °C 1,0—1,5 мин Водород хлористый 0,0035
Палладий двухлористый Олово двухлористое Олово четыреххлористое Кислота соляная 0,8-1,0 35-45 3,5-4,5 110-130 18-30 °C 10-14 мин Водород хлористый 0.0031
Ускорение Линия автоматическая для производства ПП типа АГ-44, АГ-38М, 34 СУПП/ч Кислота борфтористово- дородная 180-200 18-30 °C 4,0—6,0 мин Фтористый водород 0,0043
Химическое мед- нение Линия автоматическая для производства ПП типа АГ-44, АГ-38М, 34 СУПП/ч Медь сернокислая Калий-натрий винноки- слый Этилендиаминтетрауксус - ная кислота Натрий едкий Дитизон Формалин Полиэтиленгликоль 10-12 35-40 8-10 10-12 0,0013 2-4 0,00002 24-28 °C 50-60 мин Формальдегид 0,00002
14. Электролитическое осаждение сплава олово-свинец
Покрытие спла- вом олово-свинец Линия автоматическая типа АГ-44, АГ-38М, 34 СУП П/ч Состав I: Олово борфтористое (в пересчете на металл) Свинец борфтористово- дородный (в пересчете на металл) 12-15 7-9 18-30 °C Фтористый водород 0,0015
И. М. Квашнин
Покрытие спла- вом олово-свинец Линия автоматическая типа АГ-44, АГ-38М, 34 СУПП/ч Кислота борфтористово- дородная (свободная) Кислота борная Пептон Гидрохинон 250-280 20-30 4-6 0,8-1.0 18-30 °C Фтористый водород 0,0015
Состав II: Олово борфтористое (в пересчете на металл) Свинец борфтористово- дородный (в пересчете на металл) Кислота борфтористово- дородная (свободная) Синтанол ДС-10 (10 %) Добавка ДС-натрий (10%) 25-30 15-18 80-100 60 мл/л 5,0 мл/л 18-30 °C Фтористый водород 0,0005
Состав III: Олово кремнефтористое (в пересчете на металл) Свинец кремнефтори- стый (в пересчете на ме- талл) 18-20 12-14 18-30 °C Фтористый водород 0,0009
Покрытие спла- вом олово-свинец Кислота кремнефтори- стоводородная (свободная) Синтанол ДС-10(10%) Добавка ДС-натрий (10%) 150-170 60 мл/л 5 мл/л
Нанесение олова Линия автоматическая типа АГ-44, АГ-38М, 34 СУПП/ч Олово сернокислое Кислота серная Препарат ОС-20 Натрий сернокислый 40-60 50-80 2-5 30-50 18-30 °C Серная кислота 0,0019
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 10.10
Технологическая операция Наименование, тип и произ- водительность оборудования Материал Режим, °C, время Выделяющееся загрязняющее вещество
Наименование Количество, г/л Наименование Удельное количество ЛР1, г/с
15. Получение покрытий концевых печатных контактов
Никелирование Линия автоматическая типа АГ-44, АГ-38, 34 СУПП/ч Сернокислый никель Сернокислый магний Сернокислый натрий Борная кислота Хлористый натрий 140-200 30-50 50-70 25-30 3-5 18-30 °C Аэрозоль никеля 0,0030
Палладирование Линия автоматическая типа АГ-44, АГ-38М, 34 СУПП/ч Состав I: Палладий двухлористый (в пересчете на металл) Аммоний хлористый Аммиак водный Ангидрид малеиновый 15-25 15-20 2-5 0,15 15-25 °C Аммиак 0,00007
Состав II: Тетрааминохлорид палла- дия (в пересчете на металл) Аммоний сернокислый Аммиак водный Сахарин Хлор (общий) 10-30 20-30 2-5 0,5-0,8 5-30 15-25 °C Аммиак 0,00007
Золочение Автоматические линии ти- па АГ-38М, АГ-44, 34 СУПП/ч Состав I: Дицианоаурат калия (в пересчете на металли- ческое золото) Калий лимоннокислый трехзамещенный Лимонная кислота Кобальт сернокислый (в пересчете на металли- ческий кобальт) 8-10 30-40 30-40 1-2 30-35 °C Цианистый водород 0,0002
И. М. Квашнин
К)
Золочение Автоматические линии типа АГ-38М, АГ-44, 34 СУПП/ч Состав II: Калий дицианоаурат (в пересчете на металли- ческое золото) Кобальт сернокислый (в пересчете на металл) Кислота лимонная 9-10 1-2 60-80 30-35 °C Цианистый водород 0,0002
Состав III: Калий дицианоаурат (в пересчете на металли- ческое золото) Кобальт сернокислый (в пересчете на металл) Кислота лимонная 6-8 0,5-0,8 80-100 30-35 °C Цианистый водород 0,00015
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
И М Квашнин
Приложение 10.11
Выделения аэрозоля свинца при ручной и автоматизированной пайке
и лужении припоями ПОС-40, ПОС-61 и др.
Процесс и оборудование Удельные выделения свинца
Лужение и пайка «волной» 3000-5000 мг/(ч • м2) = = 0,000833—0,00139 г/(с«м2)
Лужение погружением в припой 300—500 мг/(ч • м2) = = 0,0000833-0,000139 г/(с • м2)
Пайка электропаяльником N = 20 — 60 Вт вручную 0,02—0,04 мг/ч на 100 паек
Установка для групповой пайки и лужения ГТ-1621 150 мг/ч = 0,0000417 г/с
Механизированная линия пайки ГГ-2334, ЛПМ-02 18 г/ч = 0,000005 г/с
Установка БД-4 9.2 мг/ч = 2,56- 106 г/с
Установка для лужения плат УЛ-5 21 мг/ч = 5,83 • 10 6 г/с
Установка для лужения печатных плат УЛ-4 470 мг/ч = 0,000131 г/с
Линия пайки печатных плат полуавто- матическая АУБ 28.00.00.00 83 мг/ч = 0,000023 г/с
Линия пайки печатных плат К-30.003 160 мг/ч = 0,0000444 г/с
Полуавтомат лужения выводов микросхем ПЛП-01 0,4 мг/ч = 1,11 • 10'7 г/с
Автомат лужения выводов интеграль- ных микросхем типа «Палмис» 6,5 мг/ч = 1,8 • Ю 6 г/с
Автомат пайки микросхем АПМ-1 0,03 мг/ч = 8,3«10’г/с
Пайка на конвейере на 1 рабочее место 0,058 мг/ч = 1,6 • 108 г/с
Пайка единичных изделий 0,025 мг/ч = 6,94 • 10-9 г/с
322
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Приложение 10.12
Выделения загрязняющих веществ при снятии изоляции проводо обжигом
Материал изоляции Удельное количество вредных веществ, выделяющихся в атмосферу при обжиге I г изоляции, мг/г
Окись углерода Фтористый водород
Винипласт 240 -
Полихлорвинил 180 -
Полиэтилен 100 -
Фторопласт 100 3
Хлопок 100 -
Шелк 200 -
Шелк и винипласт 190 -
Приложение 10.13
Выделения загрязняющих веществ при операциях нанесения
флюса на печатные платы и удаления остатков флюса
Операция и источник выделения загрязняющих веществ Материал Выделяющееся загрязняющее вещество
Наименование Удельное количество, г/м2 печатной платы
1. Нанесение флюса на поверхность печатной платы Ванны флюсования Флюс ФКТ Пары: канифоли, спирта этилового 0,48-1,20 5,99-9,59
Флюс ФКЭТ Пары: канифоли, этилацетата 0,24-1,44 4,8-10,8
Флюс ФСкПс Пары: семикарбазид, гидрохлорида эти- лового спирта, глицерина 0,048-0,096 7,2-8,76 0,6-1,2
Флюс ФКСп Пары: канифоли, этилового спирта 0,24-1,44 4,8-10,8
Флюс ЛТП-120 Пары: канифоли, диэтиламина, солянокислого триэтаноламина, спирта этилового 1,06 0,19 0,072 3,460
323
И. М. Квашнин
Продолжение прил. 10.13
Операция и источник выделения загрязняю- щих веществ Материал Выделяющееся загрязняющее вещество
Наименование Удельное количество, г/м2 печатной платы
2. Удаление остатков флюса кистью или тампоном Спирто-бензи- новая смесь (1:1) Пары: этилового спирта, бензина 11,0 11,0
3. Обработка в растворителях Растворитель 646 Толуол Бутилацетат Бутанол Этанол Ацетон Этилацетат 145* 144* 3,2* 28,2* 38,4* 16,3*
Смесь толуол- апетон (1:1) Толуол Ацетон 26,78* 225*
4. Удаление остатков флюса на установке УЗО-2 Спирто-фрио- новая смесь (1:19) Пары: этилового спирта, фреона 2,38“ 45,22"
Количество вредных веществ приведено в граммах в час (г/ч) с 1 м2 поверхности зеркала ванны.
' Пары спирто-фреоновой смеси выделяются в момент загрузки (выгрузки).
Приложение 10.14
Выделения загрязняющих веществ при герметизации изделий
радиоэлектронной аппаратуры
Применяемые материалы Выделяющееся загрязняющее вещество Количество выделяющегося загрязняющего вещества, г/кг
Пропитка или заливка Сушка
Компаунды
МКБ-3 (НХ) Толуол 4,00 9,50
Дибутилфталат 1,50 3,50
Диметиланилин 1,20 2,80
МКБ-1 Толуол 4,05 9,45
МКБ-1 (Г) Толуол 4,00 9,30
Дибутил фталат 2,60 6,20
ЭЗК-4 Эпилхлоргидрин 0,15 0,35
Толуол 0,30 0,70
Малеиновый ангидрид 0,73 1,69
Касторовое масло 0,01 0,03
Диметиланилин 0,05 0,11
ЭЗК-6 Эпихлоргидрин 0,47 1,08
Толуол 1,28 2,96
Полиэтиленполиамин 1,51 3,53
324
Промышленные выбросы в отмосферу. Инженерные росчеты и инвентаризоция
Продолжение прил. 10.14
Применяемые материалы Выделяющееся загрязняющее вещество Количество выделяющегося загрязняющего вещества, г/кг
Пропитка или заливка Сушка
ЭЗК-7 Эпихлоргидрин 0,41 0,94
Толуол 0,50 1,18
Бутиловый эфир метакриловой кислоты 10,80 25,20
Касторовое масло 0,02 0,05
Гексаметилендиамин 0,24 0,56
ЭЗК-9 Эпихлоргидрин 0,12 0,29
Толуол 0,25 0,57
Малеиновый ангидрид 0,12 0,29
Касторовое масло 0,01 0,02
Диметил анилин 0,04 0,08
Метилтетрагидрофтале- вый ангидрид 0,80 1,87
ЭЗК-10 Эпихлоргидрин 0,18 0,42
Толуол 0,36 0,84
Малеиновый ангидрид 0,08 0,19
Фталевый ангидрид 0,42 0,99
Диметиланилин 0,05 0,13
ЭЗК-11 (без Эпихлоргидрин 0,42 0,98
наполнителя) Толуол 0,84 1,96
Бугиловый эфир метакриловой кислоты 22,80 53,20
Касторовое масло 0,06 0,13
Гексаметилендиамин 0,51 1,18
ЭЗК-11 Эпихлоргидрин 0,17 0,41
Толуол 0,35 0,82
Бутиловый эфир метакриловой кислоты 9,50 22,10
Касторовое масло 0,02 0,06
Гексаметилендиамин 0,21 0,49
ЭЗК-20 Эпихлоргидрин 0,18 0.41
Толуол 0,36 0,82
Фталевый ангидрид 0,55 1,27
Диметиланилин 0,05 0,13
ЭЗК-24 Эпихлоргидрин 0,59 1,59
Толуол 0,62 1,46
Метафенилдиамин 0,38 0,87
ЭЗК-25 Эпихлоргидрин 0,49 1,13
Толуол 0,61 1,42
Полиэтиленполиамин 1,95 4,55
ЭЗК-26 Эпихлоргидрин 0,15 0,36
Толуол 0,30 0,72
Метил тетрагидрофтале- вый ангидрид 0,78 1,81
Триэтаноламинтитанат 0,06 0,14
325
И. М. Квашнин
Продолжение прил. 10.14
Применяемые материалы Выделяющееся загрязняющее вещество Количество выделяющегося загрязняющего вещества, г/кг
Пропитка или заливка Сушка
эзк-зо Эпихлоргидрин 0,18 0,41
Толуол 0,36 0,82
Метилтетрагидрофтале- вый ангидрид 0,89 2,06
Триэтаноламин 0,02 0,04
ЭЗК-31 Эпихлоргидрин 0,45 1,07
Толуол 0,30 0,71
Малеиновый ангидрид 0,58 1,36
ЭЗК-67 Эпихлоргидрин 0,39 0,91
Толуол 0,60 1,39
КП-10 Толуол 5,40 12,60
Дибутилфталат 2,60 6,00
Уайт-спирит 3,60 8,40
КП-18 Толуол 6,90 16,10
Дибутилфталат 3,80 8,90
Уайт-спирит 4,90 11,40
КП-34 Толуол 9,90 23,10
Дибутилфталат 0,50 1,20
Уайт-спирит 3,70 8,50
КП-1 Стирол 62,02 144,70
Дибутилфталат 1,38 3,21
Касторовое масло 0,27 0,63
Гексаметилендиизоционат 0,77 1,81
КП-IBN Стирол 36,72 85,68
Дибутилфталат 0,80 1,90
Касторовое масло 0,16 0,38
Гексаметилендиизоционат 0,46 1,07
ЭПК-4 Эпихлоргидрин 0,31 0,73
Толуол 1,46 3,41
Малеиновый ангидрид 2,27 5,28
Диметиланилин 0,10 0,22
ЭПК-6 Эпихлоргидрин 0,32 0,76
Толуол 0,65 1,50
Метилтетрагидрофтале- вый ангидрид 2,12 4,95
Диметиланилин 0,10 0,24
ЭПК-7 Эпихлоргидрин 0,40 0,90
Толуол 0,80 1,80
Метилтетрагидрофтале- вый ангидрид 2,02 4,72
Триэтаноламинтитанат 0,06 0,14
326
Промышленные выбросы в отмосферу. Инженерные росчеты и инвенторизоция
Продолжение прил 10.14
Применяемые материалы Выделяющееся загрязняющее вещество Количество выделяющегося загрязняющего вещества, г/кг
Пропитка или заливка Сушка
ЭПК-8 Эпихлоргидрин 0,75 1,78
Толуол 0,50 1,16
Бутиловый эфир мета- криловой кислоты 56,10 130,80
Ди бутилфталат 0,57 1,32
ЭТП-16 Эпихлоргидрин 0,36 0,85
Толуол 0,72 1,70
Бензол 4,53 10,57
Метилтетрагид рофтале- вый ангидрид 1,46 3,40
ЭТЗ-16 Эпихлоргидрин 0,17 0,38
Толуол 0,33 0,77
Бензол 2,05 4,79
М етилтетрагидрофтале - вый ангидрид 0,66 1,53
ЭКК-4 Эпихлоргидрин 0,35 0,83
Толуол 0,71 1,65
Изометилтетр агидроф- талевый ангидрид 2,32 5,41
дг-т Эпихлоргидрин 0,26 0,60
Толуол 0,51 1,19
Изометилтетрагидроф- талевый ангидрид 1,67 3,90
УП-5-109 Эпихлоргидрин 0,62 1,44
Толуол 0,67 1,57
Изометилтетра! идроф- талевый ангидрид 2,43 5,66
УП-5-111-1 Эпихлоргидрин 0,66 1,55
Толуол 0,83 1,93
Ангидрид трифтороук- cyci (ОЙ кислоты 13,42 31,32
УП-5-111-3 Эп ихлоргидрин 0,17 0,38
Толуол 0,33 0,77
Ангидрид трифтороук- сусной кислоты 5,39 12,56
КТ-102 Касторовое масло 0,35 0,82
Толуилендиизоцианат 1,31 3,07
КТ-102 Касторовое масло 0,24 0,55
(с наполни- телем) Толуилендиизоцианат 0,84 1,95
327
И. М. Квошнин
Продолжение прил. 10.14
Применяемые материалы Выделяющееся загрязняющее вещество Количество выделяющегося загрязняющего вещества, г/кг
Пропитка или заливка Сушка
КТ-102 Касторовое масло 0,35 0,83
Гексаметилендиизоцианат 1,28 3,00
КГМС-1 Стирол 117,20 273,50
Дибутилфталат 2,94 6,86
ЭТЭЗ-4 Эпихлоргидрин 0.20 0,47
Толуол 0,25 0,58
Бензол 1,79 4,16
И зом етилтетраги дроф- талевый ангидрид 0,36 0,83
ЭТЭГ-4 Эп ихлоргидрин 0,19 0,45
Толуол 0,24 0,56
Бензол 1,71 4,00
И зо м ети лтетрагидроф- талевый ангидрид 0,34 0,80
КЛ-4 и КЛТ-30 Бензин 68,00 158,60
Уксусная кислота 0,17 0,41
30-100 Эпихлоргидрин 0,21 0,49
Глицидол 0,42 0,99
Метафен илдиамин 0,08 0,19
31-138 ДФ Эпихлоргидрин 0,57 1,34
Толуол 0,36 0,83
Глицидол 0,29 0.66
Метафенилдиамин 0,29 0,67
30-317Д Эпихлоргидрин 0,36 0,85
Толуол 0,20 0,47
Глицидол 0,41 0,94
Изометилтетрагидроф- талевый ангидрид 1,13 2,65
Ангидрид трифторуксус- ной кислоты 0,06 0,14
31-317А Эпихлоргидрин 0,20 0,46
Анилин 0,11 0,25
Глицидол 0.18 0,42
Изометилтетрагидроф- талевый ангидрид 0,63 1.48
Диметиланилин 0,32 0,75
10-200 Эпихлоргидрин 2,80 6,54
Глицидол 0,29 0,69
Толуилендиизоцианат 2,95 6,88
Диметилбензиламин 1,99 4,64
328
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 10.14
Количество выделяющегося
Применяемые Выделяющееся загрязняющего вещества, г/кг
материалы загрязняющее вещество Пропитка или Сушка
заливка
34-300 Эпихлоргидрин 0,26 0,61
Глицидол 0,52 1,22
Изометилтетрагидроф- 0,61 1,41
талевый ангидрид
ЭЦ-10 Эпихлоргидрин 0,15 0,36
Глицидол 0,30 0,69
Толуилендиизоцианат 3,00 6,90
Ангидрид трифторуксус- 0,21 0,48
ной кислоты
12-200 Эпихлоргидрин 2,34 5,47
Глицидол 0,25 0,57
Толуилендиизоцианат 2,46 5,74
Диметил бензиламин 1,66 3,88
ЭК-ЭТ Эпихлоргидрин 0,38 0,90
Толуол 0,21 0,50
Глицидол 0,43 1,00
Бензол 2,14 5,00
И зометилтетрагидроф- 0,43 1,00
талевый ангидрид
30-300 Эпихлоргидрин 0,27 0,63
Глицидол 0,54 1,25
Изометилтетрагидроф- 0,62 1,45
талевый ангидрид Ангидрид трифторуксус- 0,08 0,19
ной кислоты
Герметики
«Виксинт У-1-18» Бензин или 87,70 204,50
«Виксинт У-2-28» «Виксинт У-4-21» «Виксинт ПК-68» «Виксинт К-68» «Силпен» трифтортрихлорэтан
ВПГ-2Л Бензин 60,50 141,30
У-30 МЭС-5, Этилацетат или цикло- 81,30 189,80
УТ-32, УТ-34 гексанон
Лаки
КО-916К Ксилол 91,80 214,20
КО-923 Толуол или ксилол 129,60 302,40
329
И. М. Квошнин
Продолжение прил. 10.14
Применяемые материалы Выделяющееся загрязняющее вещество Количество выделяющегося загрязняющего вещества, г/кг
Пропитка или заливка Сушка
КО-835 Ксилол или толуол 151,20 352,80
КО-815 Толуол 170,10 396,90
ПЭ-933 Толуол 121,50 283,50
ПЭ-943 Трикрезол Сольвент 29,20 116,60 68,00 272,20
ЭП-075 Этилцеллозольв или ацетон Этанол Толуол Бутилацетат Бутанол Этилцелл озольв 148,50 10,40 22,30 74,30 14,80 14,80 11,90 346,50 24,20 52,00 173,20 34,70 34,70 27,70
ФЛ-98 Ксилол 124,20 289,80
ГФ-95 Толуол 129,60 302,40
МЛ-92 Толуол или ксилол 121,50 283,50
Лак бакелитовый ЛБС-1 Спирт этиловый 108,00 202,00
ВЛ-725 Г Бутилацетат Спирт этиловый Бутанол Толуол 22,40 67,20 22,40 112,10 52,30 156,90 52,30 261,40
ВЛ-931 Этилцеллозольв или хлорбензол Этилцеллозольв 202,50 101,20 101,20 472,50 236,30 236,30
Эмаль БТ-538 Уайт-спирит Ксилол Сольвент 62,10 37,30 24,80 144,90 86,90 58,00
Клей БФ-4 Состав на основе гидрофобизирую- щей жидкости 136-41 Спирт этиловый Перхлорэтилен 234,90 225,00 548,10 525,00
Смазки
На основе кремний- органической жид- кости К-21 Бензил 250,00 582,00
На основе каучука СТК Толуол 244,00 568,00
330
Промышленные выбросы в отмосферу. Инженерные росчеты и инвентаризоция
Продолжение прил. 10.14
Применяемые материалы Выделяющееся загрязняющее вещество Количество выделяющегося загрязняющего вещества, г/кг
Пропитка или заливка Сушка
На основе жидко- сти 136-41 Бензин 250,00 582,00
Поливиниловая Спирт этиловый 30,70 71,50
Полиизобути- леновая Бензин 258,00 602,00
Замазка на основе поливинилхлорид- ной смолы Дибутилфталат или три- крезилфосфат 90,00 210,00
Приложение 11
Удельные выбросы (выделения) загрязняющих веществ от автотранспорта (по данным [23])
Среднемесячные температуры наружного воздуха городов России, °C
Приложение 11.1
Населенный пункт Янв. Февр. Март Аир. Май Июнь Июль Авг. Сент. Окт. Нояб. Дек. Средняя
Абакан -20,5 -18,5 -8,5 2,9 24,0 25,0 26,0 16,4 9,9 1,6 -9,5 -17,9 -9,9
Агинское -23,3 -20,4 -11,5 0,4 8,8 15,6 18,4 15,5 8,4 -0,6 -13,0 -21,3 -1,9
Анадырь -19,7 -22,3 -20,6 -12,9 -3,0 5,4 10,6 9,5 3,9 -5,9 -14,6 -21,0 -7,5
Архангельск -12,9 -12,5 -8,0 -0,9 6,0 12,4 15,6 13,6 7,9 1,5 -4,1 -9,5 0,8
Астрахань -6,7 -5,6 0,4 9,9 18,0 22,8 25,3 23,6 17,3 9,6 2,4 -3,2 9,5
Белгород -8,5 -6,4 -2,5 7,5 14,6 17,9 19,9 18,7 12,9 6,4 0,3 -4,5 6,4
Брянск -9,1 -8,4 -3,2 5,9 12,8 16,7 18,1 16,9 11,5 5,0 -0,4 -5,2 5,0
Великий Новгород -8,7 -8,7 -4,3 3,3 10,4 15,2 17,3 15,4 10,3 4,2 -0,9 -5,9 4,0
Владивосток -13,1 -9,8 -2,4 4,8 9,9 13,8 18,5 21,0 16,8 9,7 -0,3 -9,2 5,0
Владикавказ -4,4 -3,0 1,4 9,0 14,2 17,6 19,9 19,3 14,8 8,7 3,1 -1,6 8,3
Волгоград -9,1 -7,6 -1,4 10,0 17,0 21,0 23,4 22,0 16,2 7,5 1,4 -4,2 8,0
Вологда -12,6 -11,6 -5,9 2,3 9,6 14,9 16,8 15,0 9,1 2,5 -3,5 -8,9 2,3
Воркута -20,3 -20,6 -16,5 -9,0 -2,8 5,8 12,4 9,5 3,8 -5,1 -13,6 -15,7 -6,0
Воронеж -9,8 -9,6 -3,7 6,6 14,6 17,9 19,9 18,6 13,0 5,9 -0,6 -6,2 5,6
Продолжение прил. 11.1
Населенный пункт Янв. Февр. Март Апр. Май Июнь Июль Авг. Сент. Окт. Нояб. Дек. Средняя
Грозный -3,8 -2,0 2,8 10,3 16,9 21,2 23,9 23,2 17,8 10,4 4,5 -0,7 10,4
Дзержинск -13,0 -13,0 -6,0 4,0 13,0 17,5 19,0 17,3 11,0 4,0 -3,0 -9,0 3,5
Дудинка -28,0 -26,9 -22,8 -15,0 -5,9 5,1 13,2 10,5 3,8 -8,2 -21,1 -25,6 -10,1
Екатеринбург -15,5 -13,6 -6,9 2,7 10,0 15,1 17,2 14,9 9,2 1,2 -6,8 -13,1 1.2
Елен -10,1 -9,6 -4,1 5,9 13,8 17,8 19,7 18,4 12,5 5,5 -0,7 -6,2 5,2
Казань -13,5 -13,1 -6,5 3,7 12,4 17,0 19,1 17,5 11,2 3,4 -3,8 -10,4 3,1
Калининград -3,1 -2,5 0,6 6,2 11,6 15,2 17,3 16,7 13,0 7,8 2,9 -0,9 7,1
Калуга -10,1 -8,9 -3,6 4,8 12,3 16,2 18,0 16,5 11,0 4.7 -1,5 -6,5 4,4
Краснодар -1,6 -0,6 4,3 11,3 17,0 20,7 23,3 22,7 17,6 11,4 5,6 1,1 Н,1
Красноярск -17,0 -15,6 -7,6 1,5 8,9 15,9 18,4 15,1 9.1 1,5 -8,7 -15,9 0,5
Курган -17,7 -16,6 -8,6 4,1 12,6 17,2 19,1 16,3 10,9 2,4 -7,2 -14,3 1,5
Курск -9,3 -7,8 -3,0 6,6 13,9 17,2 18,7 17,6 12,2 5,6 -0,4 -5,2 5,5
Кызыл -32,1 -28,0 -15,2 2,2 П,4 17,6 16,6 17,0 10,0 0,0 -15,6 -26.4 -3,4
Магадан -17,0 -16,0 -12,6 -5,7 1,3 6,6 11,2 11,5 7,1 -2,4 -11,4 -15,0 -3,5
Майкоп -1,4 0,3 4,1 11,3 16,5 19,7 22,2 21,9 17,1 11,2 6,2 1,4 10,9
Москва -10,2 -9,2 -4,3 4,4 11,9 16,0 18,1 16,3 10,7 4,3 -1,9 -7,3 4,1
И- М. Квашнин
Нальчик -4,0 -2,8 1,8 9,5 15,4 19,1 21,6 21,0 16,0 9,4 3,8 -1,3 9,1
Нарьян-Мар -16,9 -17,3 -14.3 -6,7 -0,3 7,4 12,7 11,0 5,6 -1,6 -8,4 -13,7 -3,5
Норильск -27,6 -27,1 -22,1 -13,8 -5,3 6,0 14,0 10,4 3,6 -8,7 -22,2 -25,7 -9,9
Оймякон -47,5 -43,3 -32,8 -15,2 1,2 11,1 13,6 10,3 1,6 -16,3 -37,3 -45,6 -16,7
Орел -9,7 -8,8 -4,0 5,6 13,0 16,9 18,5 17,1 11,7 5,1 -0,9 -5,6 4,9
Оренбург -14,8 -14,2 -7,3 5,2 15,0 19,7 21,9 20,0 13,4 4,5 -4,0 -11,2 4,0
Пенза -12,2 -11,3 -5,6 4,9 13.5 17,6 19,6 18,0 11,9 4,4 -2,9 -9,1 4,1
Пермь -15,3 -13,4 -6,9 2,6 10,2 15,7 18,0 15,4 9,3 1,4 -6,3 -12,7 1,5
Петрозаводск -11,1 -10,4 -5,4 1,3 7,6 13,6 15,7 14,1 8,9 2,9 -2,6 -7,2 2,3
Псков -7,5 -7,5 -3,4 4,2 11,3 15,5 17,4 15.7 10,9 5,3 0,0 -4,5 4,8
Ростов-на-Дону -5,7 -4,8 0,6 9,4 16,2 20,2 23,0 22,1 16,3 9,2 2,5 -2,6 8,9
Рязань -10,1 -9,6 -5,2 4,8 13,0 17,2 19,1 17,8 10,7 4,9 -1,4 -6,9 4,5
Самара -13,5 -12,6 -5,8 5,8 14,3 18,6 20,4 19,0 12,8 4,2 -3,4 -9,6 4,2
Сан кт- Петербург -7,8 -7,8 -3,9 3,1 9,8 15,0 17,8 16,0 10,9 4,9 -0,3 -5,0 4,4
Саратов -11,0 -11,4 -4,8 6,6 15,0 19,4 21,4 19,9 14,0 5.4 -2,0 -8,3 5,4
Смоленск -9,4 -8,4 -4,0 4,4 11,6 15,7 17,1 15,9 10,4 4,5 -1,0 -5,8 4,3
Сочи 5.9 6,1 8,2 11,7 16,1 19,9 22,8 23,1 19,9 15,7 11,7 8,2 14,1
Ставрополь -3,2 -2,3 1,3 9,3 15,3 19,3 21,9 21,2 16,1 9,6 4,1 -0,5 9,3
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 11.1
Населенный пункт Янв. Февр. Март Аир. Май Июнь Июль Авт. Сент. Окт. Нояб. Дек. Средняя
Сыктывкар -15,6 -14,1 -7,7 1,0 7,6 14,0 16,7 14,0 7,8 0,3 -6,7 -12,9 0,4
Тамбов -10,9 -10,3 -4,6 6,0 14,1 18,1 19,8 18,6 12,5 5,2 -1,4 -7,3 5,0
Тверь -10,5 -9,4 -4,6 4,1 11,2 15,7 17,3 15,8 10,2 4,0 -1,8 -6,6 3,8
Тула -9,9 -9,5 -4,1 5,0 12,9 16,7 18,6 17,2 11,6 5,0 -1,1 -6,7 4,6
Тура -36,5 -32,4 -19,5 -7,0 3,0 12,4 16,3 12,3 5,0 -6,8 -25,8 -33,5 -9,4
Улан-Удэ -24,8 -21,0 -10,2 1,1 8,7 16,0 19,3 16,4 8,7 -0,2 -12,4 -21,4 -1,7
Ульяновск -12,7 -12,2 -5,3 5,4 13,9 18,2 20,1 18,4 12,5 4,6 -2,5 -9,2 4,3
Уфа -14,9 -13,7 -6,7 4,4 13,3 17,3 18,9 16,8 И,1 2,8 -5,1 -11,2 2,7
Челябинск -15,8 -14,3 -7,4 3,9 11,9 16,8 18,4 16,2 10,7 2,4 -6,2 -12,9 2,0
Черкесск -4,4 -2,3 1,5 9,0 14,8 18,3 21,1 20,6 15,7 9,6 3,7 -1,1 8,9
Чита -26,2 -22,2 -11,1 -0,4 8,4 15,7 17,8 15,2 7,7 -1,8 -14,3 -23,5 -2,9
Элиста -6,8 -6,2 -0,3 9,5 16,9 21,5 24,4 23,2 16,8 8,9 2,1 -2,9 8,9
Южно-Сахалинск -13,7 -12,8 -6,6 1,3 6,7 11,2 15,6 16,9 12,9 6,0 -2,3 -9,1 2,2
Якутск -42,6 -35,9 -22,2 -7,2 5,8 15,4 18,7 14,9 6,2 -8,0 -28,3 -39,5 -10,2
Удельные выбросы загрязняющих веществ при прогреве двигателя
Приложение 1 1.2
Категория Место произ- водства о/г/к Тип двига- теля Код топлива Подо- грев Период года СП СО С no2 Pb so2
Легковой СНГ 1 Карб 1 - тепл 0,260 2,600 0,000 0,020 0,005 0,008
Легковой СНГ 1 Карб 1 - ХОЛ 0,400 5,100 0,000 0,030 0,006 0,010
Легковой СНГ 1 Карб 1 V ХОЛ 0,320 3,400 0,000 0,020 0,005 0,009
Легковой СНГ 1 Карб 2 - тепл 0,260 2,600 0,000 0,020 0,003 0,006
Легковой СНГ 1 Карб 2 - ХОЛ 0,400 5,100 0,000 0,030 0,003 0,010
Легковой СНГ 1 Карб 2 V ХОЛ 0,320 3,400 0,000 0,020 0,003 0,009
Легковой СНГ 1 Карб 5 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Легковой СНГ 1 Карб 5 - ХОЛ 0,400 5,100 0,000 0,030 0,000 0,010
Легковой СНГ 1 Карб 5 V ХОЛ 0,320 3,400 0,000 0,020 0,000 0,009
Легковой СНГ 2 Карб 1 - тепл 0,380 4,000 0,000 0,030 0,006 0,010
Легковой СНГ 2 Карб 1 - ХОЛ 0,600 7,100 0,000 0,040 0,008 0,013
Легковой СНГ 2 Карб 1 V ХОЛ 0,480 4,800 0,000 0,030 0,007 0,011
Легковой СНГ 2 Карб 2 - тепл 0,380 4,000 0,000 0,030 0,003 0,010
Легковой СНГ 2 Карб 2 - ХОЛ 0,600 7,100 0,000 0,040 0,004 0,013
Легковой СНГ 2 Карб 2 V ХОЛ 0,480 4,800 0,000 0,030 0,004 0,011
Легковой СНГ 2 Карб 5 - тепл 0,380 4,000 0,000 0,030 0,000 0,010
Легковой СНГ 2 Карб 5 - ХОЛ 0,600 7,100 0,000 0,040 0,000 0,013
Легковой СНГ 2 Карб 5 V ХОЛ 0,480 4,800 0,000 0,030 0,000 0,011
Легковой СНГ 3 Карб 1 - тепл 0,650 5,000 0,000 0,050 0,007 0,013
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 1 1.2
Категория Место производства о/г/к Тип двига- теля Код топлива Подо- грев Период года СН СО С no2 Pb so2
Легковой СНГ 3 Карб 1 - ХОЛ 1,000 9,100 0,000 0,070 0,009 0,016
Легковой СНГ 3 Карб 1 V ХОЛ 0,800 6,200 0,000 0,050 0,008 0,014
Легковой СНГ 3 Карб 2 - тепл 0,650 5,000 0,000 0,050 0,003 0,013
Легковой СНГ 3 Карб 2 - ХОЛ 1,000 9,100 0,000 0,070 0,004 0,016
Легковой СНГ 3 Карб 2 V ХОЛ 0,800 6,200 0,000 0,050 0,004 0,014
Легковой СНГ 3 Карб 5 - тепл 0,650 5,000 0,000 0,050 0,000 0,013
Легковой СНГ 3 Карб 5 - ХОЛ 1,000 9,100 0,000 0,070 0,000 0,016
Легковой СНГ 3 Карб 5 V ХОЛ 0,800 6,200 0,000 0,050 0,000 0,014
Легковой СНГ 4 Карб 1 - тепл 1,150 9,500 0,000 0,070 0,010 0,018
Легковой СНГ 4 Карб 1 - ХОЛ 1,730 19,000 0,000 0,090 0,012 0,021
Легковой СНГ 4 Карб 1 V ХОЛ 1,380 12,400 0,000 0,070 0,011 0,019
Легковой СНГ 4 Карб 2 - тепл 1,150 9,500 0,000 0,070 0,004 0,018
Легковой СНГ 4 Карб 2 - хол 1,730 19,000 0,000 0,090 0,005 0,021
Легковой СНГ 4 Карб 2 V ХОЛ 1,380 12,400 0,000 0,070 0,005 0,019
Легковой СНГ 4 Карб 5 - тепл 1,150 9,500 0,000 0,070 0,000 0,018
Легковой СНГ 4 Карб 5 - хол 1,730 19,000 0,000 0,090 0,000 0,021
Легковой СНГ 4 Карб 5 V хол 1,380 12,400 0,000 0,070 0,000 0,019
Легковой Зарубежный 1 Карб 1 - тепл 0,180 2,300 0,000 0,010 0,004 0,008
Легковой Зарубежный 1 Карб 1 - хол 0,270 4,500 0,000 0,020 0,005 0,009
Легковой Зарубежный 1 Карб 1 V хол 0,220 2,900 0,000 0,010 0,005 0,008
И. М. Квашнин
Легковой Зарубежный 1 Карб 2 - тепл 0,180 2,300 0,000 0,010 0,002 0,008
Легковой Зарубежный 1 Карб 2 - ХОЛ 0,270 4,500 0,000 0,020 0,003 0,009
Легковой Зарубежный 1 Карб 2 V ХОЛ 0,220 2,900 0,000 0,010 0,003 0,008
Легковой Зарубежный 1 Карб 5 - тепл 0,180 2,300 0,000 0,010 0,000 0,008
Легковой Зарубежный 1 Карб 5 - ХОЛ 0,270 4,500 0,000 0,020 0,000 0,009
Легковой Зарубежный 1 Карб 5 V ХОЛ 0,220 2,900 0,000 0,010 0,000 0,008
Легковой Зарубежный 1 Инж 1 - тепл 0,080 1,200 0,000 0,010 0,004 0,007
Легковой Зарубежный 1 Инж 1 - ХОЛ 0,120 2,400 0,000 0,020 0,005 0,008
Легковой Зарубежный 1 Инж 1 V ХОЛ 0,100 1,600 0,000 0,010 0,005 0,007
Легковой Зарубежный 1 Инж 2 - тепл 0,080 1,200 0,000 0,010 0,002 0,007
Легковой Зарубежный 1 Инж 2 - ХОЛ 0,120 2,400 0,000 0,020 0,003 0,008
Легковой Зарубежный 1 Инж 2 V ХОЛ 0,100 1,600 0,000 0,010 0,003 0,007
Легковой Зарубежный 1 Инж 5 - тепл 0,080 1,200 0,000 0,010 0,000 0,007
Легковой Зарубежный 1 Инж 5 - ХОЛ 0,120 2,400 0,000 0,020 0,000 0,008
Легковой Зарубежный 1 Инж 5 V ХОЛ 0,100 1,600 0,000 0,010 0,000 0,007
Легковой Зарубежный 1 Диз 3 - тепл 0,060 0,140 0,002 0,060 0,000 0,032
Легковой Зарубежный 1 Диз 3 - ХОЛ 0,070 0,210 0,004 0,090 0,000 0,038
Легковой Зарубежный 1 Диз 3 V ХОЛ 0,060 0,170 0,003 0,070 0,000 0,034
Легковой Зарубежный 2 Карб 1 - тепл 0,310 3,000 0,000 0,020 0,006 0,010
Легковой Зарубежный 2 Карб 1 - ХОЛ 0,470 6,000 0,000 0,030 0,007 0,012
Легковой Зарубежный 2 Карб 1 V ХОЛ 0,380 3,900 0,000 0,020 0,006 0,011
Легковой Зарубежный 2 Карб 2 - тепл 0,310 3,000 0,000 0,020 0,002 0,010
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил, 11.2
340
Категория Место производства о/г/к Тип двига- теля Код топлива Подо- грев Период года СП СО С no2 Pb so2
Легковой Зарубежный 2 Карб 2 - ХОЛ 0,470 6,000 0,000 0,030 0,003 0,012
Легковой Зарубежный 2 Карб 2 V ХОЛ 0,380 3,900 0,000 0,020 0,003 0,011
Легковой Зарубежный 2 Карб 5 - тепл 0,310 3,000 0,000 0,020 0,000 0,010
Легковой Зарубежный 2 Карб 5 - ХОЛ 0,470 6,000 0,000 0,030 0,000 0,012
Легковой Зарубежный 2 Карб 5 V ХОЛ 0,380 3,900 0,000 0,020 0,000 0,011
Легковой Зарубежный 2 Инж 1 - тепл 0,140 1,700 0,000 0,020 0,005 0,009
Легковой Зарубежный 2 Инж 1 - ХОЛ 0,210 3,400 0,000 0,030 0,006 0,010
Легковой Зарубежный 2 Инж 1 V хол 0,170 2,200 0,000 0,020 0,005 0,009
Легковой Зарубежный 2 Инж 2 - тепл 0,140 1,700 0,000 0,020 0,002 0,009
Легковой Зарубежный 2 Инж 2 - хол 0,210 3,400 0,000 0,030 0,003 0,010
Легковой Зарубежный 2 Инж 2 V хол 0,170 2,200 0,000 0,020 0,003 0,009
Легковой Зарубежный 2 Инж 5 - тепл 0,140 1,700 0,000 0,020 0,000 0,009
Легковой Зарубежный 2 Инж 5 - хол 0,210 3,400 0,000 0,030 0,000 0,010
Легковой Зарубежный 2 Инж 5 V хол 0,170 2,200 0,000 0,020 0,000 0,009
Легковой Зарубежный 2 Диз 3 - тепл 0,080 0,190 0,003 0,080 0,000 0,040
Легковой Зарубежный 2 Диз 3 - хол 0,100 0,290 0,006 0,120 0,000 0,048
Легковой Зарубежный 2 Диз 3 V хол 0,090 0,230 0,004 0,090 0,000 0,043
Легковой Зарубежный 3 Карб 1 - тепл 0,440 4,500 0,000 0,030 0,007 0,012
Легковой Зарубежный 3 Карб 1 - хол 0,660 8,800 0,000 0,040 0,009 0,014
Легковой Зарубежный 3 Карб 1 V хол 0,530 5,700 0,000 0,030 0,008 0,013
И. М. Квашнин
Легковой Зарубежный 3 Карб 2 - тепл 0,440 4,500 0,000 0,030 0,003 0,012
Легковой Зарубежный 3 Карб 2 - хол 0,660 8,800 0,000 0,040 0,004 0,014
Легковой Зарубежный 3 Карб 2 V хол 0,530 5,700 0,000 0,030 0,004 0,013
Легковой Зарубежный 3 Карб 5 - тепл 0,440 4,500 0,000 0,030 0,000 0,012
Легковой Зарубежный 3 Карб 5 - хол 0,660 8,800 0,000 0,040 0,000 0,014
Легковой Зарубежный 3 Карб 5 V хол 0,530 5,700 0,000 0,030 0,000 0,013
Легковой Зарубежный 3 Инж 1 - тепл 0,180 2,900 0,000 0,030 0,006 0,011
Легковой Зарубежный 3 Инж 1 - хол 0,270 5,700 0,000 0,040 0,008 0,013
Легковой Зарубежный 3 Инж 1 V хол 0,220 3,700 0.000 0,030 0,007 0,012
Легковой Зарубежный 3 Инж 2 - тепл 0,180 2,900 0,000 0,030 0,003 0,011
Легковой Зарубежный 3 Инж 2 - хол 0,270 5,700 0,000 0,040 0,004 0,013
Легковой Зарубежный 3 Инж 2 V хол 0,220 3,700 0,000 0,030 0,004 0,012
Легковой Зарубежный 3 Инж 5 - тепл 0,180 2,900 0,000 0,030 0.000 0,012
Легковой Зарубежный 3 Инж 5 - хол 0,270 5,700 0,000 0,040 0,000 0,013
Легковой Зарубежный 3 Инж 5 V хол 0,220 3,700 0,000 0,030 0,000 0,012
Легковой Зарубежный 3 Диз 3 - тепл 0,140 0,350 0,005 0,130 0,000 0,048
Легковой Зарубежный 3 Диз 3 - хол 0,170 0,530 0,010 0,200 0,000 0,058
Легковой Зарубежный 3 Диз 3 V хол 0,150 0,420 0,007 0,160 0,000 0,052
Легковой Зарубежный 4 Карб 1 - тепл 0,880 9,000 0,000 0,050 0,009 0,016
Легковой Зарубежный 4 Карб 1 - хол 1,300 18,000 0 000 0,060 0,011 0,019
Легковой Зарубежный 4 Карб 1 V хол 1,040 11,700 0,000 0,050 0,010 0,017
Легковой Зарубежный 4 Карб 2 - тепл 0,880 9,000 0,000 0.050 0,004 0,016
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 11.2
Категория Место производства о/г/к Тип двига- теля Код топлива Подо- грев Период года СН СО С no2 Pb so2
Легковой Зарубежный 4 Карб 2 - ХОЛ 1,300 18,000 0,000 0,060 0,005 0,019
Легковой Зарубежный 4 Карб 2 V ХОЛ 1,040 11,700 0,000 0,050 0,005 0,017
Легковой Зарубежный 4 Карб 5 - тепл 0,880 9,000 0,000 0,050 0,000 0,016
Легковой Зарубежный 4 Карб 5 - ХОЛ 1,300 18,000 0,000 0,060 0,000 0,019
Легковой Зарубежный 4 Карб 5 V ХОЛ 1,040 11,700 0,000 0,050 0,000 0,017
Легковой Зарубежный 4 Инж 1 - тепл 0,390 4,800 0,000 0,050 0,008 0,014
Легковой Зарубежный 4 Инж 1 - ХОЛ 0,580 9,600 0,000 0,060 0,010 0,017
Легковой Зарубежный 4 Инж 1 V ХОЛ 0,460 6,300 0,000 0,050 0,009 0,015
Легковой Зарубежный 4 Инж 2 - тепл 0,390 4,800 0,000 0,050 0,004 0,014
Легковой Зарубежный 4 Инж 2 - ХОЛ 0,580 9,600 0,000 0,060 0,005 0,017
Легковой Зарубежный 4 Инж 2 V ХОЛ 0,460 6,300 0,000 0,050 0,005 0,015
Легковой Зарубежный 4 Инж 5 - тепл 0,380 4,800 0,000 0,050 0,000 0,014
Легковой Зарубежный 4 Инж 5 - ХОЛ 0,580 9,600 0,000 0,060 0,000 0,017
Легковой Зарубежный 4 Инж 5 V ХОЛ 0,460 6,300 0,000 0,050 0,000 0,015
Легковой Зарубежный 4 Диз 3 - тепл 0,240 0,600 0,009 0,230 0,000 0,065
Легковой Зарубежный 4 Диз 3 - ХОЛ 0,290 0,750 0,018 0,350 0,000 0,078
Легковой Зарубежный 4 Диз 3 V ХОЛ 0,290 0,690 0,012 0,280 0,000 0,070
Легковой СНГ 1 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Легковой СНГ 1 Карб 6 - ХОЛ 0,400 5,100 0,000 0,030 0,000 0,010
Легковой СНГ 1 Карб 6 V ХОЛ 0,320 3,400 0,000 0,020 0,000 0,009
И. М. Квашнин
Легковой СНГ 2 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Легковой СНГ 2 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Легковой СНГ 2 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Легковой СНГ 3 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Легковой СНГ 3 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Легковой СНГ 3 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Легковой СНГ 4 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Легковой СНГ 4 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Легковой СНГ 4 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0.009
Легковой Зарубежный 1 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Легковой Зарубежный 1 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Легковой Зарубежный 1 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Легковой Зарубежный 1 Инж 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Легковой Зарубежный 1 Инж 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Легковой Зарубежный 1 Инж 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Легковой Зарубежный 2 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Легковой Зарубежный 2 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Легковой Зарубежный 2 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Легковой Зарубежный 2 Инж 6 - тепл 0,260 2,600 0,000 0.020 0,000 0,008
Легковой Зарубежный 2 Инж 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Легковой Зарубежный 2 Инж 6 V хал 0,320 3,400 0,000 0,020 0,000 0,009
Легковой Зарубежный 3 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил 11 2
344
Категория Место производства о/г/к Тип двига- теля Код топлива Подо- грев Период года СН СО С no2 Pb so2
Легковой Зарубежный 3 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Легковой Зарубежный 3 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Легковой Зарубежный 3 Инж 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Легковой Зарубежный 3 Инж 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Легковой Зарубежный 3 Инж 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Легковой Зарубежный 4 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Легковой Зарубежный 4 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Легковой Зарубежный 4 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Легковой Зарубежный 4 Инж 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Легковой Зарубежный 4 Инж 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Легковой Зарубежный 4 Инж 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Грузовой СНГ 1 Карб 1 - тепл 0,650 5,000 0,000 0,050 0,007 0,013
Грузовой СНГ 1 Карб 1 - хол 1,000 9,100 0,000 0,070 0,009 0,016
Грузовой СНГ 1 Карб 1 V хол 0,800 6,200 0,000 0,050 0,008 0,014
Грузовой СНГ 1 Карб 2 - тепл 0,650 5,000 0,000 0,050 0,003 0,013
Грузовой СНГ 1 Карб 2 - хол 1,000 9,100 0,000 0,070 0,004 0,016
Грузовой СНГ 1 Карб 2 V хол 0,800 6,200 0,000 0,050 0,004 0,014
Грузовой СНГ 1 Карб 5 - тепл 0,650 5,000 0,000 0,050 0,000 0,013
Грузовой СНГ ] Карб 5 - хол 1,000 9,100 0,000 0,070 0,000 0,016
Грузовой СНГ 1 Карб 5 V хол 0,800 6,200 0,000 0,050 0,000 0,014
И. М. Квашнин
Грузовой СНГ 1 Диз 3 - тепл 0,200 1,500 0,010 0,400 0,000 0,054
Грузовой СНГ 1 Диз 3 - ХОЛ 0,500 2,400 0,040 0,600 0,000 0,065
Грузовой СНГ 1 Диз 3 V ХОЛ 0,300 1,900 0,026 0,400 0,000 0,059
Грузовой СНГ 2 Карб 2 - тепл 1,500 15,000 0,000 0,200 0,005 0,020
Грузовой СНГ 2 Карб 2 - ХОЛ 3,800 28,100 0,000 0,300 0,006 0,025
Грузовой СНГ 2 Карб 2 V ХОЛ 2,500 18,300 0,000 0,200 0,005 0,022
Грузовой СНГ 2 Карб 5 - тепл 1,500 15,000 0,000 0,200 0,000 0,020
Грузовой СНГ 2 Карб 5 - ХОЛ 3,800 28,100 0,000 0,300 0,000 0,025
Грузовой СНГ 2 Карб 5 V ХОЛ 2,500 18,300 0,000 0,200 0,000 0,022
Грузовой СНГ 2 Диз 3 - тепл 0,300 1,900 0,020 0,500 0,000 0,072
Грузовой СНГ 2 Диз 3 - ХОЛ 0,600 3,100 0,080 0,700 0,000 0,086
Грузовой СНГ 2 Диз 3 V ХОЛ 0,400 2,500 0,040 0,500 0,000 0,077
Грузовой СНГ 2 Газ 4 - тепл 0,890 7,600 0,000 0,200 0,000 0,018
Грузовой СНГ 2 Газ 4 - хол 2,200 14,300 0,000 0,300 0,000 0,023
Грузовой СНГ 2 Газ 4 V ХОЛ 1,500 9,300 0,000 0,200 0,000 0,020
Грузовой СНГ 3 Карб 2 - тепл 2,600 18,000 0,000 0,200 0,006 0,028
Грузовой СНГ 3 Карб 2 - хол 6.600 33,200 0,000 0,300 0,008 0,036
Грузовой СНГ 3 Карб 2 V хол 4,100 19,500 0,000 0,200 0,007 0,032
Грузовой СНГ 3 Карб 5 - тепл 2,600 18,000 0,000 0,200 0,000 0,028
Грузовой СНГ 3 Карб 5 - хол 6,600 33,200 0,000 0,300 0,000 0,036
Грузовой СНГ 3 Карб 5 V хол 4,100 19,500 0,000 0,200 0,000 0,032
Грузовой СНГ 3 Диз - - тепл 0,380 2,800 0,030 0,600 0,000 0,090
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 1 1.2
Категория Место производства о/г/к Тип двига- теля Код топлива Подо- грев Период года СП СО С no2 Pb so2
Грузовой СНГ 3 Диз - - хол 0,800 4,400 0,120 0,800 0,000 0,108
Грузовой СНГ 3 Диз - V хол 0,500 3,600 0,060 0,600 0,000 0,097
Грузовой СНГ 3 Газ 4 - тепл 1,530 9,200 0,000 0,200 0,000 0,026
Грузовой СНГ 3 Газ 4 - хол 3,900 16,900 0,000 0,300 0,000 0,033
Грузовой СНГ 3 Газ 4 V хол 2,400 10,000 0,000 0,200 0,000 0,029
Грузовой СНГ 4 Карб 2 - тепл 2,600 18,000 0,000 0,200 0,006 0,028
Грузовой СНГ 4 Карб 2 - хол 6,600 33,200 0,000 0,300 0,008 0,036
Грузовой СНГ 4 Карб 2 V хол 4,100 19,500 0,000 0,200 0,007 0,032
Грузовой СНГ 4 Карб 5 - тепл 2,600 18,000 0,000 0,200 0,000 0,028
Грузовой СНГ 4 Карб 5 - хол 6,600 33,200 0,000 0,300 0,000 0,036
Грузовой СНГ 4 Карб 5 V ол 4,100 19,500 0,000 0,200 0,000 0,032
Грузовой СНГ 4 Диз 3 - тепл 0,400 3,000 0,040 1,000 0,000 0,113
Грузовой СНГ 4 Диз 3 - хол 1,100 8,200 0,160 2,000 0,000 0,136
Грузовой СНГ 4 Диз 3 V хол 0,700 5,300 0,080 1,000 0,000 0,122
Грузовой СНГ 5 Диз 3 - тепл 0,400 3,000 0,040 1,000 0,000 0,113
Грузовой СНГ 5 Диз 3 - хол 1,100 8,200 0,160 2,000 0,000 0,136
Грузовой СНГ 5 Диз 3 V хол 0,700 5,300 0,080 1,000 0,000 0,122
Грузовой Зарубежный 1 Карб 1 - тепл 0,440 4,500 0,000 0,030 0,007 0,012
Грузовой Зарубежный 1 Карб 1 - хол 0,660 8,800 0,000 0,040 0,009 0,014
Грузовой Зарубежный 1 Карб 1 V хол 0,530 5,700 0,000 0,030 0,008 0,013
И. М. Квашнин
Грузовой Зарубежный 1 Карб 2 - тепл 0,440 4,500 0,000 0,030 0,003 0,012
Грузовой Зарубежный 1 Карб 2 - хол 0,660 8,800 0,000 0,040 0,004 0,014
Грузовой Зарубежный 1 Карб 2 V хол 0,530 5,700 0,000 0,030 0,004 0,013
Грузовой Зарубежный 1 Карб 5 - тепл 0,440 4,500 0,000 0,030 0,000 0,120
Грузовой Зарубежный 1 Карб 5 - хол 0,660 8,800 0,000 0,040 0,000 0,014
Грузовой Зарубежный 1 Карб 5 V хол 0,530 5,700 0,000 0,030 0,000 0,013
Грузовой Зарубежный 1 Инж 1 - тепл 0,160 2,900 0,000 0,030 0,006 0,011
Грузовой Зарубежный 1 Инж 1 - хол 0,240 5,700 0,000 0,040 0,008 0,013
Грузовой Зарубежный 1 Инж 1 V хол 0,210 3,700 0,000 0,030 0,007 0,012
Грузовой Зарубежный 1 Инж 2 - тепл 0,160 2,900 0,000 0,030 0,003 0,011
Грузовой Зарубежный 1 Инж 2 - хол 0,240 5,700 0,000 0,040 0,004 0,013
Грузовой Зарубежный 1 Инж 2 V хол 0,210 3,700 0,000 0,030 0,004 0,012
Грузовой Зарубежный 1 Инж 5 - тепл 0,160 2,900 0,000 0,030 0,000 0,011
Грузовой Зарубежный 1 Инж 5 - хол 0,240 5,700 0,000 0,040 0,000 0,013
Грузовой Зарубежный 1 Инж 5 V хол 0,210 3,700 0,000 0,030 0,000 0,012
Грузовой Зарубежный 1 Диз 3 - тепл 0,140 0,350 0,005 0,130 0,000 0,048
Грузовой Зарубежный 1 Диз 3 - хол 0,170 0,530 0,010 0,200 0,000 0,058
Грузовой Зарубежный 1 Диз 3 V хол 0,150 0,420 0,007 0,160 0,000 0,052
Грузовой Зарубежный 2 Диз 3 - тепл 0,250 0,580 0,008 0,220 0,000 0,065
Грузовой Зарубежный 2 Диз 3 - хол 0,300 0,870 0,016 0,330 0,000 0,078
Грузовой Зарубежный 2 Диз 3 V хол 0,270 0,700 0,011 0,260 0,000 0,070
Грузовой Зарубежный 3 Диз 3 - тепл 0,380 0,860 0,012 0,320 0,000 0,081
Промышленные выбросы в отмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 1 1.2
Категория Место производства о/г/к Тип двига- теля Код топлива Подо- грев Период года СП СО С no2 Pb so2
Грузовой Зарубежный 3 Диз 3 - хол 0,460 1,290 0,024 0,480 0,000 0,097
Грузовой Зарубежный 3 Диз 3 V хол 0,410 1,030 0,016 0,380 0,000 0,087
Грузовой Зарубежный 4 Диз 3 - тепл 0,590 1,340 0,019 0,510 0,000 0,100
Грузовой Зарубежный 4 Диз 3 - хол 0,710 2,000 0,038 0,770 0,000 0,120
Грузовой Зарубежный 4 Диз 3 V хол 0,640 1,600 0,025 0,620 0,000 0,108
Грузовой Зарубежный 5 Диз 3 - тепл 0,800 1,650 0,023 0,620 0,000 0,112
Грузовой Зарубежный 5 Диз 3 - хол 0,960 2,500 0,046 0,930 0,000 0,134
Грузовой Зарубежный 5 Диз 3 V хол 0,860 2,000 0,030 0,740 0,000 0,121
Грузовой СНГ 1 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Грузовой СНГ 1 Карб 6 - хол 0.400 5,100 0,000 0,030 0,000 0,010
Грузовой СНГ 1 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Грузовой СНГ 2 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Грузовой СНГ 2 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Грузовой СНГ 2 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Грузовой СНГ 3 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Грузовой СНГ 3 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Грузовой СНГ 3 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Грузовой СНГ 4 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Грузовой СНГ 4 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Грузовой СНГ 4 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
И. М. Квашнин
Грузовой Зарубежный 1 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Грузовой Зарубежный 1 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Грузовой Зарубежный 1 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Грузовой Зарубежный 1 Инж 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Грузовой Зарубежный 1 Инж 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Грузовой Зарубежный 1 Инж 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Автобус СНГ 1 Карб 1 - тепл 0,650 5,000 0,000 0,050 0,007 0,013
Автобус СНГ 1 Карб 1 - хол 1,000 9,100 0,000 0,070 0,009 0,016
Автобус СНГ 1 Карб 1 V хол 0,800 6,200 0,000 0,050 0,008 0,014
Автобус сн 1 Карб 2 - тепл 0,650 5,000 0,000 0,050 0,003 0,013
Автобус СНГ 1 Карб 2 - хол 1,000 9,100 0,000 0,070 0,004 0,016
Автобус СНГ 1 Карб 2 V хол 0,800 6,200 0,000 0,050 0,004 0,014
Автобус СНГ 1 Карб 5 - тепл 0,650 5,000 0,000 0,050 0,000 0,013
Автобус СНГ 1 Карб 5 - хол 1,000 9,100 0,000 0,070 0,000 0,016
Автобус СНГ 1 Карб 5 V хол 0,800 6,200 0,000 0,050 0,000 0,014
Автобус СНГ 1 Диз 3 - тепл 0,200 1,500 0,010 0,400 0,000 0,054
Автобус СНГ 1 Диз 3 - хол 0,500 2,400 0,040 0,600 0,000 0,065
Автобус СНГ 1 Диз 3 V хол 0,300 1,900 0,026 0,400 0,000 0,059
Автобус СНГ 2 Карб 2 - тепл 1,500 15,000 0,000 0,200 0,005 0,020
Автобус СНГ 2 Карб 2 - хол 3,800 28,100 0,000 0,300 0,006 0,025
Автобус СНГ 2 Карб 2 V хол 2,500 18,300 0,000 0,200 0,005 0,022
Автобус СНГ 2 Карб 5 - тепл 1,500 15,000 0,000 0,200 0,000 0,020
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 11.2
Категория Место производства о/г/к Тйп двига- теля Код топлива Подо- грев Период года СН СО С no2 Pb so2
Автобус СНГ 2 Карб 5 - хол 3,800 28,100 0,000 0,300 0,000 0,025
Автобус СНГ 2 Карб 5 V хол 2,500 18,300 0,000 0,200 0,000 0,022
Автобус СНГ 2 Диз 3 - тепл 0,300 1,900 0,020 0,500 0,000 0,072
Автобус СНГ 2 Диз 3 - хол 0,600 3,100 0,080 0,700 0,000 0,086
Автобус СНГ 2 Диз 3 V хол 0,400 2,500 0,040 0,500 0,000 0,077
Автобус СНГ 3 Карб 2 - тепл 2,600 18,000 0,000 0,200 0,005 0,028
Автобус СНГ 3 Карб 2 - хол 6,600 33,200 0,000 0,300 0,008 0,036
Автобус СНГ 3 Карб 2 V хол 4,900 19,500 0,000 0,200 0,007 0,032
Автобус СНГ 3 Карб 5 - тепл 2,600 18,000 0,000 0,200 0,000 0,028
Автобус СНГ 3 Карб 5 - хол 6,600 33,200 0,000 0,300 0,000 0,036
Автобус СНГ 3 Карб 5 V хол 4,900 19,500 0,000 0,200 0,000 0,032
Автобус СНГ 3 Диз 3 - тепл 0,400 2,800 0,030 0,600 0,000 0,090
Автобус СНГ 3 Диз 3 - хол 0,800 4,400 0,120 0,800 0,000 0,108
Автобус СНГ 3 Диз 3 V хол 0,500 3,600 0,068 0,600 0,000 0,097
Автобус СНГ 4 Карб 2 - тепл 3,100 22,800 0,000 0,200 0,006 0,033
Автобус СНГ 4 Карб 2 - хол 7,700 42,000 0,000 0,300 0,009 0,043
Автобус СНГ 4 Карб 2 V хол 5,000 24,800 0,000 0,200 0,008 0,039
Автобус СНГ 4 Карб 5 - тепл 3,100 22,800 0,000 0,200 0,000 0,033
Автобус СНГ 4 Карб 5 - хол 7,700 42,000 0,000 0,300 0,000 0,043
Автобус СНГ 4 Карб 5 V хол 5,000 24,800 0,000 0,020 0,000 0,039
И. М. Квашнин
Автобус СНГ 4 Диз 3 - тепл 0,450 4,600 0,040 1,000 0,000 0,113
Автобус СНГ 4 Диз 3 - хол 1,100 8,200 0,160 2,000 0,000 0,136
Автобус СНГ 4 Диз 3 V хол 0,700 5,300 0,080 1,000 0,000 0,122
Автобус СНГ 5 Диз 3 - тепл 0,450 4,600 0,040 1,000 0,000 0,113
Автобус СНГ 5 Диз 3 - хол 1,100 8,200 0,160 2,000 0,000 0,136
Автобус СНГ 5 Диз 3 V хол 0,700 5,300 0,080 1,000 0,000 0,122
Автобус Зарубежный 1 Карб 1 - тепл 0,440 4,500 0,000 0,030 0,007 0,012
Автобус Зарубежный 1 Карб 1 - хол 0.660 8,800 0,000 0,040 0,009 0,014
Автобус Зарубежный 1 Карб 1 V хол 0,530 5,700 0,000 0,030 0,008 0,013
Автобус Зарубежный 1 Карб 2 - тепл 0,440 4,500 0,000 0,030 0,003 0,012
Автобус Зарубежный 1 Карб 2 - хол 0,660 6,600 0,000 0,040 0,004 0,014
Автобус Зарубежный 1 Карб 2 V хол 0,530 5,700 0,000 0,030 0,004 0,013
Автобус Зарубежный 1 Карб 5 - тепл 0,440 4,500 0,000 0,030 0,000 0,012
Автобус Зарубежный 1 Карб 5 - хол 0,660 6,600 0,000 0,040 0,000 0,014
Автобус Зарубежный 1 Карб 5 V хол 0,530 5,700 0,000 0,030 0,000 0,013
Автобус Зарубежный 1 Инж 1 - тепл 0,160 2,900 0,000 0,030 0,006 0,011
Автобус Зарубежный 1 Инж 1 - хол 0,240 5,700 0,000 0,040 0,008 0,013
Автобус Зарубежный 1 Инж 1 V хол 0,210 3,700 0,000 0,030 0,007 0,012
Автобус Зарубежный 1 Инж 2 - тепл 0,160 2,900 0,000 0,030 0,003 0,011
Автобус Зарубежный 1 Инж 2 - хол 0,240 5,700 0,000 0,040 0,004 0,013
Автобус Зарубежный 1 Инж 2 V хол 0,210 3,700 0,000 0,030 0,004 0,012
Автобус Зарубежный 1 Инж 5 - тепл 0,160 2,900 0,000 0,030 0,000 0,011
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 11.2
Категория Место производства о/г/к Тйп двига- теля Код топлива Подо- грев Период года СП СО С no2 Pb so2
Автобус Зарубежный 1 Инж 5 - хол 0,240 5,700 0,000 0,040 0,000 0,013
Автобус Зарубежный 1 Инж 5 V хол 0,210 3,700 0,000 0,030 0,000 0,012
Автобус Зарубежный 1 Диз 3 - тепл 0,140 0,350 0,005 0,130 0,000 0,048
Автобус Зарубежный 1 Диз 3 - хол 0,170 0,530 0,010 0,200 0,000 0,058
Автобус Зарубежный 1 Диз 3 V хол 0,150 0,420 0,007 0,160 0,000 0,052
Автобус Зарубежный 2 Диз 3 - тепл 0,210 0,480 0,007 0,230 0,000 0,056
Автобус Зарубежный 2 Диз 3 - хол 0,250 0,720 0,014 0,350 0,000 0,067
Автобус Зарубежный 2 Диз 3 V хол 0,230 0,580 0,010 0,280 0,000 0,060
Автобус Зарубежный 3 Диз 3 - тепл 0,530 1,220 0,016 0,570 0,000 0,084
Автобус Зарубежный 3 Диз 3 - хол 0,640 1,820 0,032 0,860 0,000 0,100
Автобус Зарубежный 3 Диз 3 V хол 0,580 1,460 0,021 0,680 0,000 0,091
Автобус Зарубежный 4 Диз 3 - тепл 0,660 1,490 0,020 0,690 0,000 0,100
Автобус Зарубежный 4 Диз 3 - хол 0,790 2,230 0,040 1,040 0,000 0,120
Автобус Зарубежный 4 Диз 3 V хол 0,710 1,780 0,030 0,830 0,000 0,108
Автобус Зарубежный 5 Диз 3 - тепл 0,660 1,490 0,020 0,690 0,000 0,100
Автобус Зарубежный 5 Диз 3 - хол 0,790 2,230 0,040 1,040 0,000 0,120
Автобус Зарубежный 5 Диз 3 V хол 0,710 1,780 0,030 0,830 0,000 0,108
Автобус СНГ 1 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Автобус СНГ 1 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Автобус СНГ 1 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Автобус СНГ 2 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Автобус СНГ 2 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Автобус СНГ 2 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Автобус СНГ 3 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Автобус СНГ 3 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Автобус СНГ 3 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Автобус СНГ 4 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Автобус СНГ 4 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Автобус СНГ 4 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Автобус Зарубежный 1 Карб 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Автобус Зарубежный 1 Карб 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Автобус Зарубежный 1 Карб 6 V хол 0,320 3,400 0,000 0,020 0,000 0,009
Автобус Зарубежный 1 Инж 6 - тепл 0,260 2,600 0,000 0,020 0,000 0,008
Автобус Зарубежный 1 Инж 6 - хол 0,400 5,100 0,000 0,030 0,000 0,010
Автобус Зарубежный 1 Инж 6 V хол 0,320 3,400 0,000 0,020 0.000 0,009
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
354
Приложение 11.3
Удельные пробеговые выбросы загрязняющих веществ
Категория Место производства о/г/к Тип двига- теля Код топлива Период года СО СН no2 С so2 Pb
Легковой СНГ 1 Карб 1 тепл 13,800 1,300 0,230 0,000 0,040 0,019
Легковой СНГ 1 Карб 1 хол 17,300 1,900 0,230 0,000 0,050 0,024
Легковой СНГ 1 Карб 2 тепл 13,800 1,300 0,230 0,000 0,040 0,009
Легковой СНГ 1 Карб 2 хол 17,300 1,900 0,230 0,000 0,050 0,011
Легковой СНГ 1 Карб 5 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой СНГ 1 Карб 5 хол 17,300 1,900 0,230 0,000 0,050 0,000
Легковой СНГ 2 Карб I тепл 15,800 1,600 0,280 0,000 0,060 0,028
Легковой СНГ 2 Карб 1 хол 19,800 2,300 0,280 0,000 0,070 0,035
Легковой СНГ 2 Карб 2 тепл 15,800 1,600 0,280 0,000 0,060 0,013
Легковой СНГ 2 Карб 2 хол 19.800 2,300 0,280 0,000 0,070 0,016
Легковой СНГ 2 Карб 5 тепл 15,800 1,600 0,280 0,000 0,060 0,000
Легковой СНГ 2 Карб 5 хол 19,800 2,300 0,280 0,000 0,070 0,000
Легковой СНГ 3 Карб 1 тепл 17,000 1,700 0,400 0,000 0,070 0,035
Легковой СНГ 3 Карб 1 хол 21,300 2,500 0,400 0,000 0,090 0,044
Легковой СНГ 3 Карб 2 тепл 17,000 1,700 0,400 0,000 0,070 0,016
Легковой СНГ 3 Карб 2 хол 21,300 2,500 0,400 0,000 0,090 0,021
Легковой СНГ 3 Карб 5 тепл 17,000 1,700 0,400 0,000 0,070 0,000
Легковой СНГ 3 Карб 5 хол 21,300 2,500 0,400 0,000 0,090 0,000
Легковой СНГ 4 Карб 1 тепл 24,000 2,400 0,560 0,000 0,105 0,053
И. М. Квашнин
Легковой СНГ 4 Карб 1 хол 30,000 3,600 0,560 0,000 0,130 0,067
Легковой СНГ 4 Карб 2 тепл 24,000 2,400 0,560 0,000 0,105 0,025
Легковой СНГ 4 Карб 2 хол 30,000 3,600 0,560 0,000 0,130 0,032
Легковой СНГ 4 Карб 5 тепл 24,000 2,400 0,560 0,000 0,105 0,000
Легковой СНГ 4 Карб 5 хол 30,000 3,600 0,560 0,000 0,130 0,000
Легковой Зарубежный 1 Карб 1 тепл 7,500 1,000 0,140 0,000 0,036 0,017
Легковой Зарубежный 1 Карб 1 хол 9,300 1,500 0,140 0,000 0,045 0,021
Легковой Зарубежный 1 Карб 2 тепл 7,500 1,000 0,140 0,000 0,036 0,008
Легковой Зарубежный 1 Карб 2 хол 9,300 1,500 0,140 0,000 0,045 0,010
Легковой Зарубежный 1 Карб 5 тепл 7,500 1,000 0,140 0,000 0,036 0,000
Легковой Зарубежный 1 Карб 5 хол 9,300 1,500 0,140 0,000 0,045 0,000
Легковой Зарубежный 1 Инж 1 тепл 5,300 0,800 0,140 0,000 0,032 0,015
Легковой Зарубежный 1 Инж 1 хол 6,600 1,200 0,140 0,000 0,041 0,019
Легковой Зарубежный 1 Инж 2 тепл 5,300 0,800 0,140 0,000 0,032 0,007
Легковой Зарубежный 1 Инж 2 хол 6,600 1,200 0,140 0,000 0,041 0,009
Легковой Зарубежный 1 Инж 5 тепл 5,300 0,800 0,140 0,000 0,032 0,000
Легковой Зарубежный 1 Инж 5 хол 6,600 1,200 0,140 0,000 0,041 0,000
Легковой Зарубежный 1 Диз 3 тепл 0,800 0,100 0,800 0,040 0,143 0,000
Легковой Зарубежный 1 Диз 3 хол 0,900 0,200 0,800 0,060 0,178 0,000
Легковой Зарубежный 2 Карб 1 тепл 9,400 1,200 0,170 0,000 0,054 0,025
Легковой Зарубежный 2 Карб 1 хол 11,800 1,800 0,170 0,000 0,068 0,031
Легковой Зарубежный 2 Карб 2 тепл 9,400 1,200 0,170 0,000 0,054 0,012
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 1 1.3
Категория Место производства о/г/к Тип двига- теля Код топлива Период года СО СИ no2 С so2 Pb
Легковой Зарубежный 2 Карб 2 хол 11,800 1,800 0,170 0,000 0,068 0,015
Легковой Зарубежный 2 Карб 5 тепл 9,400 1,200 0,170 0,000 0,054 0,000
Легковой Зарубежный 2 Карб 5 хол 11,800 1,800 0,170 0,000 0,068 0,000
Легковой Зарубежный 2 Инж 1 тепл 6,600 1,000 0,170 0,000 0,049 0,022
Легковой Зарубежный 2 Инж 1 хол 8,300 1,500 0,170 0,000 0,061 0,028
Легковой Зарубежный 2 Инж 2 тепл 6,600 1,000 0,170 0,000 0,049 0,010
Легковой Зарубежный 2 Инж 2 хол 8,300 1,500 0,170 0,000 0,061 0,013
Легковой Зарубежный 2 Инж 5 тепл 6,600 1,000 0,170 0,000 0,049 0,000
Легковой Зарубежный 2 Инж 5 хол 8,300 1,500 0,170 0,000 0,061 0,000
Легковой Зарубежный 2 Диз 3 тепл 1,000 0,200 1,100 0,060 0,214 0,000
Легковой Зарубежный 2 Диз 3 хол 1,200 0,300 1,100 0,090 0,268 0,000
Легковой Зарубежный 3 Карб 1 тепл 13,200 1,700 0,240 0,000 0,063 0,032
Легковой Зарубежный 3 Карб 1 хол 16,500 2,500 0,240 0,000 0,079 0,040
Легковой Зарубежный 3 Карб 2 тепл 13,200 1,700 0,240 0,000 0,063 0,015
Легковой Зарубежный 3 Карб 2 хол 16,500 2,500 0,240 0,000 0,079 0,019
Легковой Зарубежный 3 Карб 5 тепл 13,200 1,700 0,240 0,000 0,063 0,000
Легковой Зарубежный 3 Карб 5 хол 16,500 2,500 0,240 0,000 0,079 0,000
Легковой Зарубежный 3 Инж 1 тепл 9,300 1,400 0,240 0,000 0,057 0,028
Легковой Зарубежный 3 Инж 1 хол 11,700 2,100 0,240 0,000 0,071 0,036
И. М. Квашнин
Легковой Зарубежный 3 Инж 2 тепл 9,300 1,400 0,240 0,000 0,057 0,013
Легковой Зарубежный 3 Инж 2 хол 11,700 2,100 0,240 0,000 0,071 0,017
Легковой Зарубежный 3 Инж 5 тепл 9,300 1,400 0,240 0,000 0,057 0,000
Легковой Зарубежный 3 Инж 5 хол 11,700 2,100 0,240 0,000 0,071 0,000
Легковой Зарубежный 3 Диз 3 тепл 1,800 0,400 1,900 0,100 0,250 0,000
Легковой Зарубежный 3 Диз 3 хол 2,200 0,500 1,900 0,150 0,313 0,000
Легковой Зарубежный 4 Карб 1 тепл 18,800 2,400 0,340 0,000 0,097 0,049
Легковой Зарубежный 4 Карб 1 хол 23,500 3,600 0,340 0,000 0,121 0,061
Легковой Зарубежный 4 Карб 2 тепл 18,800 2,400 0,340 0,000 0,097 0,023
Легковой Зарубежный 4 Карб 2 хол 23,500 3,600 0,340 0,000 0,121 0,029
Легковой Зарубежный 4 Карб 5 тепл 18,800 2,400 0,340 0,000 0,097 0,000
Легковой Зарубежный 4 Карб 5 хол 23,500 3,600 0,340 0,000 0,121 0,000
Легковой Зарубежный 4 Инж 1 тепл 13,300 2,000 0,340 0,000 0,087 0,044
Легковой Зарубежный 4 Инж 1 хол 16,600 3,000 0,340 0,000 0,109 0,055
Легковой Зарубежный 4 Инж 2 тепл 13,300 2,000 0,340 0,000 0,087 0,020
Легковой Зарубежный 4 Инж 2 хол 16,600 3,000 0,340 0,000 0,109 0,025
Легковой Зарубежный 4 Инж 5 тепл 13,300 2,000 0,340 0,000 0,087 0,000
Легковой Зарубежный 4 Инж 5 хол 16,600 3,000 0,340 0,000 0,109 0,000
Легковой Зарубежный 4 Диз 3 тепл 3,100 0,700 2,400 0,150 0,350 0,000
Легковой Зарубежный 4 Диз 3 хол 3,700 0,800 2,400 0,230 0,481 0,000
Легковой СНГ 1 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой СНГ 1 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 1 1.3
Категория Место производства о/г/к Тип двига- теля Код топлива Период года СО СН no2 С so2 Pb
Легковой СНГ 2 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой СНГ 2 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Легковой СНГ 3 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой СНГ 3 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Легковой СНГ 4 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой СНГ 4 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Легковой Зарубежный 1 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой Зарубежный 1 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Легковой Зарубежный 1 Инж 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой Зарубежный 1 Инж 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Легковой Зарубежный 2 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой Зарубежный 2 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Легковой Зарубежный 2 Инж 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой Зарубежный 2 Инж 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Легковой Зарубежный 3 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой Зарубежный 3 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Легковой Зарубежный 3 Инж 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой Зарубежный 3 Инж 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Легковой Зарубежный 4 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
И. М. Квашнин
Легковой Зарубежный 4 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Легковой Зарубежный 4 Инж 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Легковой Зарубежный 4 Инж 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Грузовой СНГ 1 Карб 1 тепл 22,700 2,800 0,600 0,000 0,090 0,044
Грузовой СНГ 1 Карб 1 хол 28,500 3,500 0,600 0,000 0,110 0,054
Грузовой СНГ 1 Карб 2 тепл 22,700 2,800 0,600 0,000 0,090 0,021
Грузовой СНГ 1 Карб 2 хол 28,500 3,500 0,600 0,000 0,110 0,026
Грузовой СНГ 1 Карб 5 тепл 22,700 2,800 0,600 0,000 0,090 0,000
Грузовой СНГ 1 Карб 5 хол 28,500 3,500 0,600 0,000 0,110 0,000
Грузовой СНГ 1 Диз 3 тепл 2,300 0,600 2,200 0,150 0,330 0,000
Грузовой СНГ 1 Диз 3 хол 2,800 0,700 2,200 0,200 0,410 0,000
Грузовой СНГ 2 Карб 2 тепл 29,700 5,500 0,800 0,000 0,150 0,035
Грузовой СНГ 2 Карб 2 хол 37,300 6,900 0,800 0,000 0,190 0,043
Грузовой СНГ Карб 5 тепл 29,700 5,500 0,800 0,000 0,150 0,000
Грузовой СНГ 2 Карб 5 хол 37,300 6,900 0,800 0,000 0,190 0,000
Грузовой СНГ 2 Диз 3 тепл 3,500 0,700 2,600 0,200 0,390 0,000
Грузовой СНГ 2 Диз 3 хол 4,300 0,800 2,600 0,300 0,490 0,000
Грузовой СНГ 2 Газ 4 тепл 15,200 3,300 0,800 0,000 0,140 0,000
Грузовой СНГ 2 Газ 4 хол 19,000 4,100 0,800 0,000 0,170 0,000
Грузовой СНГ 3 Карб 2 тепл 47,400 8,700 1,000 0,000 0,180 0,044
Грузовой СНГ 3 Карб 2 хол 59,300 10,300 1,000 0,000 0,220 0,054
Грузовой СНГ 3 Карб 5 тепл 47,400 8,700 1,000 0,000 0,180 0,000
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 11.3
Категория Место производства о/г/к Тип двига- теля Код топлива Период года СО СН no2 с so2 Pb
Грузовой СНГ 3 Карб 5 хол 59,300 10,300 1,000 0,000 0,220 0,000
Грузовой СНГ 3 Диз 3 тепл 5,100 0,900 3,500 0,250 0,450 0,000
Грузовой СНГ 3 Диз 3 хол 6,200 1,100 3,500 0,350 0,560 0.000
Грузовой СНГ 3 Газ 4 тепл 24,200 5,100 1,000 0,000 0,160 0,000
Грузовой СНГ 3 Газ 4 хол 30,200 6,100 1,000 0,000 0,180 0,000
Грузовой СНГ 4 Карб 2 тепл 79,000 10,200 1,800 0,000 0,240 0,059
Грузовой СНГ 4 Карб 2 хол 98,800 12,400 1,800 0,000 0,280 0,069
Грузовой СНГ 4 Карб 5 тепл 79,000 10,200 1,800 0,000 0,240 0,000
Грузовой СНГ 4 Карб 5 хол 98,800 12,400 1,800 0,000 0,280 0,000
Грузовой СНГ 4 Диз 3 тепл 6,100 1,000 4,000 0,300 0,540 0,000
Грузовой СНГ 4 Диз 3 хол 7,400 1,200 4,000 0,400 0,670 0,000
Грузовой СНГ 5 Диз 3 тепл 7,500 1,100 4,500 0,400 0,780 0,000
Грузовой СНГ 5 Диз 3 хол 9,300 1,300 4,500 0,500 0,970 0,000
Грузовой Зарубежный 1 Карб 1 тепл 15,800 2,000 0,300 0,000 0,080 0,038
Грузовой Зарубежный 1 Карб 1 хол 19,800 2,900 0,300 0,000 0,100 0,047
Грузовой Зарубежный 1 Карб 2 тепл 15,800 2,000 0,300 0,000 0,080 0,018
Грузовой Зарубежный 1 Карб 2 хол 19,800 2,900 0,300 0,000 0,100 0,022
Грузовой Зарубежный 1 Карб 5 тепл 15,800 2,000 0,300 0,000 0,080 0,000
Грузовой Зарубежный 1 Карб 5 хол 19,800 2,900 0,300 0,000 0,100 0,000
И. М. Квашнин
Грузовой Зарубежный 1 Инж 1 тепл 11,200 1,700 0,300 0,000 0,070 0,034
Грузовой Зарубежный 1 Инж 1 хол 14,000 2,500 0,300 0,000 0,090 0,043
Грузовой Зарубежный 1 Инж 2 тепл 11,200 1,700 0,300 0,000 0,070 0,016
Грузовой Зарубежный 1 Инж 2 хол 14,000 2,500 0,300 0,000 0,090 0,020
Грузовой Зарубежный 1 Инж 5 тепл 11,200 1,700 0,300 0,000 0,070 0,000
Грузовой Зарубежный 1 Инж 5 хол 14,000 2,500 0,300 0,000 0,090 0,000
Грузовой Зарубежный 1 Диз 3 тепл 1,800 0,400 1,900 0,100 0,250 0,000
Грузовой Зарубежный 1 Диз 3 хол 2,200 0,500 1,900 0,150 0,313 0,000
Грузовой Зарубежный 2 Диз 3 тепл 2,900 0,500 2,200 0,130 0,340 0,000
Грузовой Зарубежный 2 Диз 3 хол 3,500 0,600 2,200 0,200 0,430 0,000
Грузовой Зарубежный 3 Диз 3 тепл 4,100 0,600 3,000 0,150 0,400 0,000
Грузовой Зарубежный 3 Диз 3 хол 4,900 0,700 3,000 0,230 0,500 0,000
Грузовой Зарубежный 4 Диз 3 тепл 4,900 0,700 3,400 0,200 0,475 0,000
Грузовой Зарубежный 4 Диз 3 хол 5,900 0,800 3,400 0,300 0,590 0,000
Грузовой Зарубежный 5 Диз 3 тепл 6,000 0,800 3,900 0,300 0,690 0,000
Грузовой Зарубежный 5 Диз 3 хол 7,200 1,000 3,900 0,450 0,860 0,000
Грузовой СНГ 1 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Грузовой СНГ 1 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Автобус СНГ 2 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Автобус СНГ 2 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Автобус СНГ 3 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Автобус СНГ 3 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Продолжение прил. 1 1.3
Категория Место производства о/г/к Тип двига- теля Код топлива Период года СО СН no2 С so2 Pb
Автобус СНГ 4 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Автобус СНГ 4 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Грузовой Зарубежный 1 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Грузовой Зарубежный 1 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Грузовой Зарубежный 1 Инж 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Грузовой Зарубежный 1 Инж 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Автобус СНГ 1 Карб 1 тепл 22,700 2,800 0,600 0,000 0,090 0,040
Автобус СНГ 1 Карб 1 хол 28,500 3,500 0,600 0,000 0,110 0,054
Автобус СНГ 1 Карб 2 тепл 22,700 2,800 0,600 0,000 0,090 0,021
Автобус СНГ 1 Карб 2 хол 28,500 3,500 0,600 0,000 0,110 0,026
Автобус СНГ 1 Карб 5 тепл 22,700 2,800 0,600 0,000 0,090 0,000
Автобус СНГ 1 Карб 5 хол 28,500 3,500 0,600 0,000 0,110 0,000
Автобус СНГ 1 Диз 3 тепл 2,300 0,600 2,200 0,150 0,330 0,000
Автобус СНГ 1 Диз 3 хол 2,800 0,700 2,200 0,200 0,410 0,000
Автобус СНГ 2 Карб 2 тепл 29,700 5,500 0,800 0,000 0,150 0,035
Автобус СНГ 2 Карб 2 хол 37,300 6,900 0,800 0,000 0,190 0,043
Автобус СНГ 2 Карб 5 тепл 29,700 5,500 0,800 0,000 0,150 0,000
Автобус СНГ 2 Карб 5 хол 37,300 6,900 0,800 0,000 0,190 0,000
Автобус СНГ 2 Диз 3 тепл 3,500 0,700 2,600 0,200 0,390 0,000
И. М. Квашнин
Автобус СНГ 2 Диз 3 хол 4,300 0,800 2,600 0,300 0,490 0,000
Автобус СНГ 3 Карб 2 тепл 47,400 8,700 1,000 0,000 0,180 0,044
Автобус СНГ 3 Карб 2 хол 59,300 10,300 1,000 0,000 0,220 0,054
Автобус СНГ 3 Карб 5 тепл 47,400 8,700 1,000 0,000 0,180 0,000
Автобус СНГ 3 Карб 5 хол 59,300 10,300 1,000 0,000 0,220 0,000
Автобус СНГ 3 Диз 3 тепл 5,100 0,900 3,500 0,200 0,450 0,000
Автобус СНГ 3 Диз 3 хол 6,200 1,100 3,500 0,300 0,560 0,000
Автобус СНГ 4 Карб 2 тепл 55,300 9,900 1,200 0,000 0,220 0,053
Автобус СНГ 4 Карб 2 хол 68,800 11,900 1,200 0,000 0,260 0,065
Автобус СНГ 4 Карб 5 тепл 55,300 9,900 1,200 0,000 0,220 0,000
Автобус СНГ 4 Карб 5 хол 68,800 11,900 1,200 0,000 0,260 0,000
Автобус СНГ 4 Диз 3 тепл 5,100 0,900 3,500 0,250 0,450 0,000
Автобус СНГ 4 Диз 3 хол 6,200 1,100 3,500 0,350 0,560 0,000
Автобус СНГ 5 Диз 3 тепл 7,500 1,100 4,500 0,300 0,780 0,000
Автобус СНГ 5 Диз 3 хол 9,300 1,300 4,500 0,400 0,970 0,000
Автобус Зарубежный 1 Карб 1 тепл 15,800 2,000 0,300 0,000 0,080 0,038
Автобус Зарубежный 1 Карб 1 хол 19,800 2,900 0,300 0,000 0,100 0,047
Автобус Зарубежный 1 Карб 2 тепл 15,800 2,000 0,300 0,000 0,080 0,018
Автобус Зарубежный 1 Карб 2 хол 19,800 2,900 0,300 0,000 0,100 0,022
Автобус Зарубежный 1 Карб 5 тепл 15,800 2,000 0,300 0,000 0,080 0,000
Автобус Зарубежный 1 Карб 5 хол 19,800 2,900 0,300 0,000 0,100 0,000
Автобус Зарубежный 1 Инж 1 тепл 11,200 1,700 0,300 0,000 0,070 0,034
Продолжение прил. 1 1 3
Категория Место производства о/г/к Тйп двига- теля Код топлива Период года СО сн no2 С so2 Pb
Автобус Зарубежный 1 Инж 1 хол 14,000 2,500 0,300 0,000 0,090 0,043
Автобус Зарубежный 1 Инж 2 тепл 11,200 1,700 0,300 0,000 0,070 0,016
Автобус Зарубежный 1 Инж 2 хол 14,000 2,500 0,300 0,000 0,090 0,020
Автобус Зарубежный 1 Инж 5 тепл 11,200 1,700 0,300 0,000 0,070 0,000
Автобус Зарубежный 1 Инж 5 хол 14,000 2,500 0,300 0,000 0,090 0,000
Автобус Зарубежный 1 Диз 3 тепл 1,800 0,400 1,900 0,100 0,250 0,000
Автобус Зарубежный 1 Диз 3 хол 2,200 0,500 1,900 0,150 0,313 0,000
Автобус Зарубежный 2 Диз 3 тепл 2,900 0,500 2,200 0,130 0,340 0,000
Автобус Зарубежный 2 Диз 3 хол 3,500 0,600 2,200 0,200 0,430 0,000
Автобус Зарубежный 3 Диз 3 тепл 4,100 0,600 3,000 0,150 0,400 0,000
Автобус Зарубежный 3 Диз 3 хол 4,900 0,700 3,000 0,230 0,500 0,000
Автобус Зарубежный 4 Диз 3 тепл 4,900 0,700 3,400 0,200 0,475 0,000
Автобус Зарубежный 4 Диз 3 хол 5,900 0,800 3,400 0,300 0,590 0,000
Автобус Зарубежный 5 Диз 3 тепл 5,500 0,800 3,800 0,250 0,600 0,000
Автобус Зарубежный 5 Диз 3 хол 6,700 1,000 3,800 0,350 0,780 0,000
Автобус СНГ 1 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Автобус СНГ 1 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Автобус СНГ 2 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Автобус СНГ 2 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
И. М. Квашнин
Автобус СНГ 3 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Автобус СНГ 3 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Автобус СНГ 4 Карб 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Автобус СНГ 4 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Автобус Зарубежный 1 Карб 6 теп 13,800 1,300 0,230 0,000 0,040 0,000
Автобус Зарубежный 1 Карб 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Автобус Зарубежный 1 Инж 6 тепл 13,800 1,300 0,230 0,000 0,040 0,000
Автобус Зарубежный 1 Инж 6 хол 17,300 1,900 0,230 0,000 0,050 0,000
Приложение 11.4
Удельные выбросы загрязняющих веществ на холостом ходу
Категория Место производства о/г/к Тйп двигателя Код топлива СО сн no2 С so2 Pb
Легковой СНГ 1 Карб 1 2,500 0,200 0,020 0,000 0,008 0,005
Легковой СНГ 1 Карб 2 2,500 0,200 0,020 0,000 0,008 0,002
Легковой СНГ 1 Карб 5 2,500 0,200 0,020 0,000 0,008 0,000
Легковой СНГ 2 Карб 1 3,500 0,300 0,030 0,000 0,010 0,006
Легковой СНГ 2 Карб 2 3,500 0,300 0,030 0,000 0,010 0,003
Легковой СНГ 2 Карб 5 3,500 0,300 0,030 0,000 0,010 0,000
Легковой СНГ 3 Карб 1 4,500 0,400 0,050 0,000 0,012 0,007
Легковой СНГ 3 Карб 2 4,500 0,400 0,050 0,000 0,012 0,003
Легковой СНГ 3 Карб 5 4,500 0,400 0,050 0,000 0,012 0,000
Легковой СНГ 4 Карб 1 7,000 0,800 0,080 0,000 0,016 0,009
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 1 1.4
Категория Место производства о/г/к Тип двигателя Код топлива СО СИ no2 с so, Pb
Легковой СНГ 4 Карб 2 7,000 0,800 0,080 0,000 0,016 0,005
Легковой СНГ 4 Карб 5 7,000 0,800 0,080 0,000 0,016 0,000
Легковой Зарубежный 1 Карб 1 1,500 0,150 0,010 0,000 0,007 0,004
Легковой Зарубежный 1 Карб 2 1,500 0,150 0,010 0,000 0,007 0,002
Легковой Зарубежный 1 Карб 5 1,500 0,150 0,010 0,000 0,007 0,000
Легковой Зарубежный 1 Инж 1 0,800 0,070 0,010 0,000 0,006 0,004
Легковой Зарубежный 1 Инж 2 0,800 0,070 0,010 0,000 0,006 0,002
Легковой Зарубежный 1 Инж 5 0,800 0,070 0,010 0,000 0,006 0,000
Легковой Зарубежный 1 Диз 3 0,100 0,040 0,050 0,002 0,032 0,000
Легковой Зарубежный 2 Карб 1 2,000 0,250 0,020 0,000 0,009 0,005
Легковой Зарубежный 2 Карб 2 2,000 0,250 0,020 0,000 0,009 0,002
Легковой Зарубежный 2 Карб 5 2,000 0,250 0,020 0,000 0,009 0,000
Легковой Зарубежный 2 Инж 1 1,100 0,110 0,020 0,000 0,008 0,004
Легковой Зарубежный 2 Инж 2 1,100 0,110 0,020 0,000 0,008 0,002
Легковой Зарубежный 2 Инж 5 1,100 0,110 0,020 0,000 0,008 0,000
Легковой Зарубежный 2 Диз 3 0,100 0,060 0,070 0,003 0,040 0,000
Легковой Зарубежный 3 Карб 1 3,500 0,350 0,030 0,000 0,011 0,006
Легковой Зарубежный 3 Карб 2 3,500 0,350 0,030 0,000 0,011 0,003
Легковой Зарубежный 3 Карб 5 3,500 0,350 0,030 0,000 0,011 0,000
Легковой Зарубежный 3 Инж 1 1,900 0,150 0,030 0,000 0,010 0,005
И. М. Квашнин
Легковой Зарубежный 3 Инж 2 1,900 0,150 0,030 0,000 0,010 0,003
Легковой Зарубежный 3 Инж 5 1,900 0,150 0,030 0,000 0,010 0,000
Легковой Зарубежный 3 Диз 3 0,200 0,100 0,120 0,005 0,048 0,000
Легковой Зарубежный 4 Карб 1 6,000 0,700 0,050 0,000 0,015 0,008
Легковой Зарубежный 4 Карб 2 6,000 0,700 0,050 0,000 0,015 0,004
Легковой Зарубежный 4 Карб 5 6,000 0,700 0,050 0,000 0,015 0,000
Легковой Зарубежный 4 Инж 1 3,200 0,310 0,050 0,000 0,013 0,007
Легковой Зарубежный 4 Инж 2 3,200 0,310 0,050 0,000 0,013 0,004
Легковой Зарубежный 4 Инж 5 3,200 0,310 0,050 0,000 0,013 0,000
Легковой Зарубежный 4 Диз 3 0,400 0,170 0,210 0,008 0,065 0,000
Легковой СНГ 1 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Легковой СНГ 2 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Легковой СНГ 3 Карб 6 2,500 0,200 0,020 и,ООО 0,008 0,000
Легковой СНГ 4 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Легковой Зарубежный 1 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Легковой Зарубежный 1 Инж 6 2,500 0,200 0,020 0,000 0,008 0,000
Легковой Зарубежный 2 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Легковой Зарубежный 2 Инж 6 2,500 0,200 0,020 0,000 0,008 0,000
Легковой Зарубежный 3 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Легковой Зарубежный 3 Инж 6 2,500 0,200 0,020 0,000 0,008 0,000
Легковой Зарубежный 4 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Легковой Зарубежный 4 Инж 6 2,500 0,200 0,020 0,000 0,008 0,000
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 1 1.4
Категория Место производства о/г/к Тип двигателя Код топлива СО сн no2 С so2 Pb
Грузовой СНГ 1 Карб 1 4,500 0,400 0,050 0,000 0,012 0,007
Грузовой СНГ 1 Карб 2 4,500 0,400 0,050 0,000 0,012 0,003
Грузовой СНГ 1 Карб 5 4,500 0,400 0,050 0,000 0,012 0,000
Грузовой СНГ 1 Диз 3 0,800 0,200 0,160 0,015 0,054 0,000
Грузовой СНГ 2 Карб 2 10,200 1,700 0,200 0,000 0,020 0,005
Грузовой СНГ 2 Карб 5 10,200 1,700 0,200 0,000 0,020 0,000
Грузовой СНГ 2 Диз 3 1,500 0,250 0,500 0,020 0,072 0,000
Грузовой СНГ 2 Газ 4 5,200 1,000 0,200 0,000 0,016 0,000
Грузовой СНГ 3 Карб 2 13,500 2,200 0,200 0,000 0,029 0,006
Грузовой СНГ 3 Карб 5 13,500 2,200 0,200 0,000 0,029 0,000
Грузовой СНГ 3 Диз 3 2,800 0,350 0,600 0,030 0,090 0,000
Грузовой СНГ 3 Газ 4 6,900 1,300 0,200 0,000 0,026 0,000
Грузовой СНГ 4 Карб 2 13,500 2,900 0,200 0,000 0,029 0,006
Грузовой СНГ 4 Карб 5 13,500 2,900 0,200 0,000 0,029 0,000
Грузовой СНГ 4 Диз 3 2,900 0,450 1,000 0,040 0,100 0,000
Грузовой СНГ 5 Диз 3 2,900 0,450 1,000 0,040 0,100 0,000
Грузовой Зарубежный 1 Карб 1 3,500 0,350 0,030 0,000 0,011 0,006
Грузовой Зарубежный 1 Карб 2 3,500 0,350 0,030 0,000 0,011 0,003
Грузовой Зарубежный 1 Карб 5 3,500 0,350 0,030 0,000 0,011 0,000
Грузовой Зарубежный 1 Инж 1 1,900 0,150 0,030 0,000 0,010 0,005
И. М. Квашнин
Грузовой Зарубежный 1 Инж 2 1,900 0,150 0,030 0,000 0,010 0,003
Грузовой Зарубежный 1 Инж 5 1,900 0,150 0,030 0,000 0,010 0,000
Грузовой Зарубежный 1 Диз 3 0,220 0,110 0,120 0,005 0,048 0,000
Грузовой Зарубежный 2 Диз 3 0,360 0,180 0,200 0,008 0,065 0,000
Грузовой Зарубежный 3 Диз 3 0,540 0,270 0,290 0,012 0,081 0,000
Грузовой Зарубежный 4 Диз 3 0,840 0,420 0,460 0,019 0,100 0,000
Грузовой Зарубежный 5 Диз 3 1,030 0,570 0,560 0,023 0,112 0,000
Грузовой СНГ 1 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Грузовой СНГ 2 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Грузовой СНГ 3 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Грузовой СНГ 4 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Грузовой Зарубежный 1 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Грузовой Зарубежный 1 Инж 6 2,500 0,200 0,020 0,000 0,008 0,000
Автобус СНГ 1 Карб 1 4,500 0,400 0,050 0,000 0,012 0,007
Автобус СНГ 1 Карб 2 4,500 0,400 0,050 0,000 0,012 0,003
Автобус СНГ 1 Карб 5 4,500 0,400 0,050 0,000 0,012 0,000
Автобус СНГ 1 Диз 3 0,800 0,200 0,160 0,010 0,054 0,000
Автобус СНГ 2 Карб 2 10,200 1,700 0,200 0,000 0,020 0,005
Автобус СНГ 2 Карб 5 10,200 1,700 0,200 0,000 0,020 0,000
Автобус СНГ 2 Диз 3 1,500 0,250 0,500 0,020 0,072 0,000
Грузовой Зарубежный 1 Инж 2 1,900 0,150 0,030 0,000 0,010 0,003
Грузовой Зарубежный 1 Инж 5 1,900 0,150 0,030 0,000 0,010 0,000
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 1 1 4
Категория Место производства о/г/к Тип двигателя Код топлива СО сн no2 С so2 Pb
Автобус СНГ 3 Диз 3 2,800 0,300 0,600 0,030 0,090 0,000
Автобус СНГ 4 Карб 2 17,200 2,800 0,300 0,000 0,029 0,007
Автобус СНГ 4 Карб 5 17,200 2,800 0,300 0,000 0,029 0,000
Автобус СНГ 4 Диз 3 3,500 0,400 0,800 0,040 0,100 0,000
Автобус СНГ 5 Диз 3 3,500 0,400 0,800 0,040 0,100 0,000
Автобус Зарубежный 1 Карб 1 3,500 0,350 0,030 0,000 0,011 0,006
Автобус Зарубежный 1 Карб 2 3,500 0,350 0,030 0,000 0,011 0,003
Автобус Зарубежный 1 Карб 5 3,500 0,350 0,030 0,000 0,011 0,000
Автобус Зарубежный 1 Инж 1 1,900 0,150 0,030 0,000 0,010 0,005
Автобус Зарубежный 1 Инж 2 1,900 0,150 0,030 0,000 0,010 0,003
Автобус Зарубежный 1 Инж 5 1,900 0,150 0,030 0,000 0,010 0,000
Автобус Зарубежный 1 Диз 3 0,220 0,110 0,120 0,005 0,048 0,000
Автобус Зарубежный 2 Диз 3 0,300 0,150 0,210 0,007 0,056 0,000
Автобус Зарубежный 3 Диз 3 0,760 0,380 0,520 0,016 0,084 0,000
Автобус Зарубежный 4 Диз 3 0,930 0,470 0,630 0,020 0,100 0,000
Автобус Зарубежный 5 Диз 3 0,930 0,470 0,630 0,020 0,100 0,000
Автобус СНГ 1 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Автобус СНГ 2 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Автобус СНГ 3 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Автобус СНГ 4 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Автобус Зарубежный 1 Карб 6 2,500 0,200 0,020 0,000 0,008 0,000
Автобус Зарубежный 1 Инж 6 2,500 0,200 0,020 0,000 0,008 0,000
И. М. Квашнин
Приложение 12
Справочные данные для расчета выделений и выбросов пыли
при обработке древесины (по данным [28])
Приложение 12.1
Пылеобразование при механической обработке древесины
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м3/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примеча- ние
Отделочно-сборочное предприятие корпусной мебели (материалы института Гипродревпром, шифр 614, выпуск VII, часть I)
Станок круглопиль- ный универсальный Ц6-2 Пыль 0,00482 3,133 840 -
Станок фрезерный одношпиндельный: Ф-4 Ф-5 Ф-6 Пыль Пыль Пыль 0,00208 0,00208 0,00208 1,352 1,352 1,352 1350 1500 1350
Станок фрезерный одношпиндельный с механической по- дачей ФС-1 Пыль 0,00352 2,288 1350
Станок фрезерный с верхним располо- жением шпинделя ВДК-2 Пыль 0,00325 2,113 400
Станок сверлильно- пазовальный с ме- ханической пода- чей: СВА-2, СВА-2М Пыль 0,00312 2,028 150
Станок вертикаль- ный сверлильно- пазовальный СВП-2 Пыль 0,00312 2,028 150 -
Сверлильно-приса- дочный много- шпиндельный гори- зонтально-вертикаль- ный СГВП-1, СГВП-1А Пыль 0,00279 1,814 1000
Линия поточная для полирования ЛПП1 Станок ПББ (3 шт.). Полировальный барабан Пыль, в том числе: Лаковая Паста поли- ровальная Текстильные волокна 5,800 0,140 5,070 0,590 25434 Мини- мальный объем воздуха (общее от линии)
371
И. М. Квашнин
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м3/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Станок полироваль- ный однобарабан- ный П1-Б Пыль, в том числе: Лаковая Паста поли- ровальная Текстиль- ные волокна 0,829 0,022 0,774 0,033 1590
Линия крошения мебельных щитов МКП-ЗМ. Станок для удаления пыли МЩП-2. Щетки Пыль древесная 0,120 3564
Линия лакирования пластей нитроцел- люлозными лаками МЛН-1. Станок для очистки пыли МЛН-1-10 Пыль древесная 0,100 3887 Минималь- ный объем воздуха (общее от линии)
Станок для проме- жуточного шлифо- вания лаковой пленки Шл 2В. Шлифовальный агрегат Пыль грунтовки 1,000 707
Производство щитовых мебельных деталей (материалы института Гипродревпром, шифр 614, выпуск VII, часть II)
Станок шлифоваль- ный ленточный с ручным перемеще- нием стола и утюжка ШлПС-5П Пыль древесная 0,0052 3,380 3000 Минималь- ный объем воздуха (общее от станка)
Станок шлифоваль- ный ленточный с механическим пере- мещением стола и утюжка Шл ПС-7 Пыль древесная 0,0103 6,695 3000 Минималь- ный объем воздуха (общее от станка)
372
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м3/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Станок шлифоваль- ный ленточный с конвейерной пода- чей и протяжным утюжком: ШлПС-10 ШлПС-9 Пыль 0,0693 0,0693 45,045 45,045 14486 14486 Минималь- ный объем воздуха (общее от станка)
Станок кромко- шлифовальный ленточный ШлНСВ Пыль 0,0022 1,430 2400 Минималь- ный объем воздуха (общее от станка)
Линия автоматиче- ского раскроя ли- стовых и плитных материалов с про- граммным управле- нием МРП Входит один ста- нок ЦТМФ 12207 Минималь- ный объем воздуха (общее от станка)
Станок для раскроя плит с програм- мным управлением ЦТМФ Пыль 0,0265 17,225 12207 Минималь- ный объем воздуха (общее от станка)
Станок форматно- обрезной трехпиль- ный ЦТЗФ-1 Пыль 0,0073 4,745 2520 Минималь- ный объем воздуха (общее от станка)
Линия обработки и фанерования кро- мок мебельных щи- тов МФК-2: станок 1 фреза станок 2 пила Пыль 0,0125 0,0050 8,125 3,250 26044 Минималь- ный объем воздуха (общее от станка)
373
И. М. Квашнин
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м3/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Станок односторон- ний для облицовы- вания кромок мебельных щитов МОК-2 Пыль 0,0002 0,130 1300 Минимальный объем воздуха (общее от станка)
Линия калиброва- ния и шлифования заготовок мебель- ных щитов М КШ-1. Станок 1 шлифо- вальная лента (калибрование) Станок 2 шлифо- вальная лента (шлифование) Пыль Пыль 0,7 0,3 6400 Минимальный объем воздуха (общее отлинии)
Пол уавтоматиче- ская линия шлифо- вания пластей мебельных щитов МШП-3 В линию входят станки, имеющие аспирационные устрой- ства: ШлПС-9 (1 шт.), ШлПС-10 (1 шт.)
ДСП и производс тво цементно-стружечных плит (материалы института Гипродревпром, шифр 614, выпуск VII, часть III)
Линия распределе- ния сырой стружки ДЛС (конвейер) Пыль Следы Следы 4749 Минимальный объем воздуха (общее от линии)
Устройство рассе- ивающее для сгруж- ки ДРФ-2 (рассе- ивающие вальцы) Пыль 0,360 3000 Минимальный объем воздуха (общее от линии)
Линия конденцио- нирования и обрез- ки древесностру- жечных плит ДЛКО-ЮО. Станок фоматный Пыль 0,400 7600 Минимальный объем воздуха (общее отлинии)
Линия для непре- рывной подачи пы- ли и стружки в сме- ситель ДЛС-1 Пыль 2,700 9000 Минимальный объем воздуха (общее от линии)
374
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м3/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Линия распределе- ния стружки ДЛФ-1, течка Пыль Следы Следы 113,6 Минимальный объем воздуха (общее от линии)
Станция чистки поддонов щетки Пыль цемент- ного камня 500,000 17572 Минимальный объем воздуха (общее от линии)
Станок форматный, круги алмазные отрезные Пыль цемент- ного камня 80,000 4000 Минимальный объем воздуха (общее от станка)
Станция форми- рующая (устройство рассеивающее) Пыль Следы Следы -
Конвейер главный ДК-100. Зона очистки внутри сто- рон транспортерной ленты Пыль 54,000 13786 Минимальный объем воздуха (общее от линии)
Зона очистки боко- вых лент транспор- тера Пыль - 3,750 - -
Пильный агрегат Пыль - 20,300 - -
Зона нач. первым бункером Пыль - 30,000 - -
Устройство для об- дува Пыль - 12,500 - -
Транспортер скреб- ковый Пыль - 50,000 - -
Дробилка: Аспирационные отверстия Зонт Пыль Пыль 20.000 20,000 - -
Производство фанеры (материалы института Гипродревпром, шифр 614, выпуск VII, часть IV)
Станки форматные для обработки щи- тов ЦФ-2М, МФ-2 (фреза, пила) Пыль 0,016 10,400 9888 Минимальный объем воздуха (общее от линии)
375
И. М. Квашнин
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м’/ч) ПЫЛИ Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м’/ч Примечание
Станок усовочный, дисковая фреза. Линия клеивания листов шпона на «УС» Л УС-1. Станок усовочный широколентный с конвейерной пода- чей 2ШлКА Пыль 0,008 5,200 3200 Минимальный объем воздуха (общее от линии)
Линия форматной обрезки фанеры Л ФО-27 Пыль 0,012 7,800 2040 Минимальный объем воздуха (общее от линии)
Станок шлифоваль- ный широколент- ный с конвейерной подачей 2ШлКА Пыль 0,400 260,000 34000 Минимальный объем воздуха (общее от линии)
Станок шлифоваль- ный широколент- ный с нижним рас- положением шлифовальных аг- регатов 2ШлКН Пыль 0,400 260,000 34000 Минимальный объем воздуха (общее от линии)
Станок калибровоч- но-шлифовальный ДШК-1 Пыль 1,600 1040,000 24869 Минимальный объем воздуха (общее от линии)
Станок калибровоч- ный ДШК-3 Пыль 1,800 1170,000 67517 Минимальный объем воздуха (общее от линии)
Станок калибровоч- ный ДШК-6 Пыль 0,900 585,000 45849 Минимальный объем воздуха (общее отлинии)
Линия шлифования фанеры Л ШФ-14 В линию входят станки, имеющие аспирационные устрой- ства: 2ШлКА - 1 шт., 2ШлКН - 1 шт.
Производство брусковых и других деталей мебели (материалы института Гипро- древпром, шифр 614, выпуск VII, часть V)
Станок круглопиль- ный ЦА-2А (пила) Пыль 0,05 32,500 850 1 -
376
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м3/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Станок прирезной с гусеничной подачей ЦДК-4-2 Пыль 0,015 9,7500 698
Станок прирезной однопильный ЦЦК-4-3 Пыль 0,015 9,7500 1000 -
Станок прирезной пяти пильный ЦДК-5-2 Пыль 0,05 32,500 1200 -
Станок прирезной десятипильный ЦМР-2 Пыль 0,05 32,500 5004 -
Станок торцовоч- ный с автоподачей ЦПА-2 Пыль 0,0115 7,475 840 -
Станок торцовоч- ный с прямолиней- ным расположени- ем суппорта ЦПА-40 Пыль 0,0115 7,475 633
Станок ленточно- пильный столярный Л С-40-01 пила Пыль 0,029 18,850 435 -
Станок ленточно- пильный столярный Л С-80-6 пила Пыль 0,029 18,850 1272 -
Станок фрезерный одношпиндельный средний с механиче- ской подачей для прямолинейной об- работки ФСА.ФСА-1 Пыль 0,004 2,600 1160 1350
Станок фрезерный одношиндельный с шинорезной карет- кой: фреза ФСШ-1, ФСШ-П Пыль 0,004 2,600 1350
Станок фрезерный карусельный Ф1К-2 Пыль 0,004 2,600 1000 -
377
И. М. Квашнин
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м3/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Станок фрезерный шлифовальный карусельный спе- циализированный Ф1К-2А Пыль 0,0096 6,240 2000 Минимальный объем воздуха (общее от станка)
Станок сверлиль- ный многошпин- дельный горизон- тальноверти кальный с загрузочно-раз- грузочным устрой- ством СГВП-1А (СГВП-1) Пыль 0,0008 0,520 1000
Станок сверлиль- ный пазовальный СВПГ-2, СПВГ-2В СПВГ-3 Пыль Пыль 0,005 0,005 3,250 3,250 950 513
Для заделки сучков СВ СА-2, СВ СА-3 Пыль 0,0015 0,975 500 -
Станок четырехсто- ронний строгаль- ный: С16-1А С10-3 С26-2М Пыль Пыль Пыль 0,029 0,020 0,058 18,850 13,000 37,700 3648 4572 4104 Минимальный объем воздуха (общее от станка)
Станок фуговаль- ный односторонний СФ4-1, СФА4-1 Пыль 0,04 26,000 1500 —
Станок фуговальный с ручной подачей СФ-6, СФ6-1, СФК6-1, СГФЗ-З Пыль 0,03 19,500 1320 1600 1600 1764 Для каждого станка
Станок фуговаль- ный с ручной пода- чей СГФ4-1 Пыль 0,025 16,250 1764 -
Станок четырехсто- ронний строгаль- ный С16-4А Пыль 0.029 18,850 5690 Минимальный объем воздуха (общее от станка)
378
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м3/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Станок четырехсто- ронний строгаль- ный: С16-2А Пыль 0,029 18,850 4560 Минимальный объем воздуха (общее от станка)
Многошпиндель- ный полуавтомат ШЛХ-2 Пыль 0,0064 4,160 756 -
Станок шипорез- ный для ящичного шипа типа ШЛХ-3 Пыль 0,0064 4,160 595 -
Станок шипорез- ный для ящичного прямого шипа ШПА-40; ШПК-40 Пыль 0,007 4,550 1907 1270
Станок шипорез- ный рамный одно- сторонний ШОЮ-4 ШО16-4 Пыль Пыль 0,020 0,027 13,000 17,550 2016 Минимальный объем воздуха (общее от станка)
Станок с автомати- ческой подачей ШОЮ-А Пыль 0,020 13,000 3332 Минимальный объем воздуха (общее от станка)
Станок с конвейер- ной подачей Ш015-А-1 Пыль 0,027 17,550 3332 Минимальный объем воздуха (общее от станка)
Станок односторон- ний шипорезный ШО-6 Пыль 0,020 13,000 5735 Минимальный объем воздуха (общее от станка)
Станок двухсторон- ний шипорезный: ШД-12 ШД-10 ШД-15 Пыль Пыль Пыль 0,028 0,028 0,0542 18,200 18,200 35,230 11668 6042 6042
Шипорезный рам- ный двухсторонний ШД10-8 Пыль 0,028 18,200 7200
379
И. М. Квашнин
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м3/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Станок двухсторон- ний шипорезный яшичный Ш2ПА-2 Пыль 0,014 9,100 4562 -
Станок круглопа- Пыль 0,09 58,5 Для каждого
лочный: КПА-2, 586 станка
КПА-20-1, 801
КПА-50, 798
КПА-50-1 848
Станок плоскошли- фовальный с кон- вейерной подачей трехцилиндровый ШлЗЦ12-2 Пыль 0,1152 74,88 1304
Станок шлифоваль- ный широколенточ- ный ШлКб, ШлК8 Пыль 0.070 45,500 5087 -
Станок цепнодол- бежный с автопода- чей ДЦА-4 Пыль 0,0065 4,225 500 —
Станок шлифоваль- ный с дисками и бобиной: ШлДБ-5 Пыль 0,00768 4,992 4524
ШлДБ-4 Пыль 0,0064 4,160 2200
Станок для проме- жуточного шлифо- вания лакокрасоч- ных покрытий Шл-2В Пыль 0,005 1,000 707
Пылеобразование при механической обработке древесины (кг/ч)
Круглопильные - -
станки:
ЦТЭФ Пыль 15,700 2520
ЦКБ-4, ЦМЭ-2 Пыль 15,800 860
Ц2К12 Пыль 11,800
ЦА-2 Пыль 39,700 1500
ЦДК-4 Пыль 28,100
ЦМР-1 Пыль 61,200 1900
380
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м’/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Универсальный круглопильный Уб Пыль - 8,400 - -
Универсал ьный круглопильный УП Пыль - 6,300 1900 -
Фуговальные с ме- - 2500 -
ханической подачей: СФА-6 Пыль 47,600 3100
СР-3 Пыль 24,200
СК-15, С16-4, С16-5 Пыль 77,700
С2-Р6, С2Р8 Пыль 112,000
С2Р12 Пыль 122,500
С2Р16 Пыль 139,000
Фрезерные ФЛ, ФЛА, ФСШ-1 Пыль - 4,8 900 -
ФА-4 Пыль 8,8 1350
Ф1К Пыль 4,4
ВФК-2 Пыль 5,4 400
СР-6 Пыль 61,2
СР-12 Пыль 83,7
СР-18 Пыль 125,000
СГ-30, С-26 Пыль 150,000
Ленточнопильные: ЛО-80 Пыль - 9,800 1150 -
ЛД-140 Пыль 83,500 2500
ЛС-80-1, ЛС-40-1 Пыль 12,000
Сверлильные и дол- бежные станки: СВПА Пыль - 1,500 - -
2Н, 125Л Пыль 6,000
ДЦА-2 Пыль 4,800
Токарный 1Е61М, 1А61В Пыль - 6,000 - -
Шлифовальные: ШлДБ Пыль - 3,100 - -
ШлНС Пыль 2,700
ШлСЛ Пыль 1,700
Шл2Д Пыль 3,800
ШлЗЦ-2 Пыль 26,500
ШлЗЦ13-3 Пыль 45,600
381
И. М. Квашнин
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м3/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Шлифовальные: ШлДБ ШлНС ШлСЛ Шл2Д ШлЗЦ-2 Шл31Д13-3 Пыль Пыль Пыль Пыль Пыль Пыль 3,100 2,700 1,700 3,800 26,500 45,600
Каталог установочных чертежей и технических характеристик основного оборудо- вания по производствам мебели (М.: Гипродревпром, 1989)
Линия раскроя облицовочных плит МРД-1 Пыль 0,0492 31,98 14100 -
Круглопильный станок ЦРЛ-20 для раскроя плит и ли- стовых материалов Пыль 0,008 5,2 7750
Комплекс автомати- зированный для облицовывания пла- стей щитовых деталей мебели на базе пресса усилием 6300 кН АКДА 4938 А. 0,1 Пыль 0,00015 0,0975 7200
Линия обработки и фанерования кро- мок мебельных щи- тов МОК-3: МОК 3.01 МОК 3.02 Пыль Пыль Пыль 0,160 0,112 0,048 104 17433
Станок прирезной десяти пильный ЦМР-3 Пыль 0,083 53,950 6500 —
Станок односторон- ний фуговальный СФ4-1А (ножевой вал) Пыль 0,03 19,500 1500
Станок фуговаль- ный односторонний СФ6-1А, фреза Пыль 0,043 27,950 1600
382
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м’/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Станок деревообра- батывающий ком- бинированный К.СМ- 1А (ножевой вал) Пыль 0,043 27,950 11083
Станок вертикаль- ный сверлильно- пазовальный с механической по- дачей СВА-3 Пыль 0,00312 2,028 400
Комплекс оборудо- вания для облицо- вывания пластей щитовых деталей мебели на базе пресса усилием 10 000 кН АКД 4940-1 (для облицовывания де- талей мебели стор- ганым, лущеным и синтетическим шпоном). Станок МЩП — (щетки) Пыль 0,00015 0,097 7200
Станок агрегатный односторонний облицования кро- мок мебельных щи- тов МОК 4,10 Шлифовальная го- ловка Сверло, нож, пила Пыль Пыль 0,0018 0,043 1,170 27,950 2239 11083
Станок агрегатный односторонний для облицовывания кромок мебельных щитов МОК 4.20 Пыль 0,0016 1,040 848
Станок односторон- ний для облицовы- вания прямолиней- ных кромок щитов рейкой МОК-6 Пыль 0,00062 0,403 3087
383
И. М. Квашнин
Продолжение прил. 12.1
Оборудование Вид отходов Макси- мальный мгновен- ный выход (пл. м3/ч) пыли Макси- мальный мгновен- ный вы- ход (кг/ч) пыли Мини- мальный объем от- сасываю- щего воз- духа, м3/ч Примечание
Станок шлифоваль- ный ленточный с ручным перемеще- нием стола и утюж- ка ШЛПС-6 Пыль 0,028 18,200 3000
Линия форматной обработки и обли- цовывания кромок с микропроцессор- ным управлением МФК-4 Пыль 0,300 195,000 22788
Линия обрезки кро- мок мебельных щи- тов МФО-1 Пыль 0,100 65,000 14130 -
Приложение 12.2
Характеристика пылеулавливающего оборудования, применяемого
в деревообрабатывающей промышленности
Пылеулавливаю- щее обору- дование Тип или марка Эффек- тивность улавли- вания Способ очистки Организация, разрабатываю- щая чертежи пылеулавливаю- щего обору- дования Примечание
Циклон ЛТА 85-90 Сухой Институт Гипродрев, Санкт- Петербург
Циклон с обрат- ным конусом 70 Сухой Государствен- ный проектный институт Гос- химпроект, Москва
Циклон НИИОГАЗ ЦН-11 ЦН-15 95 95 Сухой Институт Про- ектпромвенти- ляция, Москва Институт Ги- прогазоочист- ка, Москва Рекомендова- ны для очист- ки воздуха от грубых фрак- ций пыли
384
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Продолжение прил. 12.2
Пылеулавли- вающее оборудование Тип или марка Эффек- тивность улавли- вания Способ очистки Организация, разрабатываю- щая чертежи пылеулавливаю- щего обору- дования Примечание
Циклон СИОТ 70 Сухой Институт охра- ны труда, г. Свердловск Применение ограничено из-за слож- ности изго- товления
Циклоны УЦ УЦ 95-99 Сухой пред- назначен для не слипаю- щихся пылей, а также сме- сей пылей с опилками и стружками Разработаны и исследованы ЛТА им. С.М. Кирова Гипродрев- промом раз- работана ра- бочая документа- ция на 15 типоразме- ров этих ци- клонов
Циклон К К (или сэк- ДЭМ) См. примеч. Сухой - -
Циклон Ги- продревпро- ма (Ц) ц См. примеч. Сухой Гипродрев- пром, Москва -
Пылеулавли- ватель удар- но-смывного действия УДС- лиот 85-100 Мокрый Институт «ЛИОТ», Санкт-Петер- бург
Фильтр воз- духа мокрый ФВМ 99 Мокрый Гипродрев- пром, Москва -
Циклон с во- дяной плен- кой лиот цвп 90-98 Мокрый Гипродрев, Санкт-Петер- бург
Циклон лиот- 2 97 Сухой Институт охра- ны труда, Санкт-Петер- бург Для улавли- вания метал- лической и шлифоваль- ной пыли
Пылеосади- тельные ка- меры - 40-50 - - -
Циклон УЦ-38 УЦ-38 92-96 Сухой Устанавли- ваются для улавливания мелкоди- сперсной пыли
385
И. М. Квашнин
Продолжение прил. 12.2
Пылеулавливаю- щее обору- дование Тйп или марка Эффек- тивность улавли- вания Способ очистки Организация, разрабатываю- щая чертежи пылеулавливаю- щего обору- дования Примечание
Индивидуаль- ные агрегаты типа: ЗИЛ- 900, А3212 99 Сухой — —
Фильтры рукав- ные ФРО, ФРОС 99 Сухой по «Газоочистка» -
Фильтр ФРКН 99,9 Сухой НИИОГаз -
Приложение 13
Коэффициенты для расчета пылевыделений сыпучих материалов от неорганизованных
источников (по данным [29])
Приложение 13.1
Значение коэффициентов К, и К2 для определения выбросов пыли
Перерабатываемый материал Плотность материала, г/см3
Цемент 3,1 0,04 0,03
Известняк 2,7 0,04 0,02
Мергель 2,7 0,05 0,02
Гранит 2,8 0,02 0,04
Мрамор 2,8 0,04 0,06
Песок 2,6 0,05 0,03
Гипс молотый 2,6 0,08 0,04
Полевой шпат 2,5 0,07 0,01
Шлак 2,5-3,0 0,05 0,02
Диорит 2,8 0,03 0,06
Перлит 2,4 0,04 0,06
Керамзит 2,5 0,06 0,02
Вермикулит 2,6 0,06 0,04
Аглопорит 2,5 0,06 0,04
Кирпич (бой) - 0,05 0,01
Щебенка - 0,04 0,02
Песчаник 2,65 0,04 0,01
Приложение 13.2
Зависимость величины коэффициента Кз от скорости ветра
Скорость ветра, м/с А,
До 2 1,0
2,1-5 1,2
5,1-7 1,4
7,1-10 1,7
10,1-12 2,0
12,1-14 2,3
14,1-16 2,6
16,1-18 2,8
18,1 и выше 3,0
387
И. М Квашнин
Приложение 13.3
Зависимость величины коэффициента К4 от конструкции укрытия
Конструкция укрытия Значение К 4
Склады, хранилища открытые - с четырех сторон - с трех сторон - с двух сторон полностью и с двух сторон частично - с двух сторон - с одной стороны Загрузочный рукав, закрытый с четырех сторон 1,о 0,5 0,3 0,2 0,1 0,01
Приложение 13.4 Зависимость величины коэффициента К5 от влажности материалов
Влажность материалов, %
От 0 до 0,5 1,о
0,6-1,0 0,9
1,1-3,0 0,8
3,1-5,0 0,7
5,1-7,0 0,6
7,1-8,0 0,4
8,1-9,0 0,2
9,0-10,0 0,1
Примечание. Для песка но складах влажности 3 % и более выбросы не считать.
Приложение 13.5
Зависимость величины коэффициента К7 от крупности материала
Размер куска, мм
Свыше 500 о,1
100-500 0,2
50-100 0,4
10-50 0,5
5-10 0,6
3-5 0,7
1-3 0,8
До 1 1,0
388
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация
Приложение 13.6
Зависимость величины коэффициента В от высоты пересыпки материала
Высота пересыпки материала, м Коэффициент В'
0,5 0,4
1,0 0,5
1,5 0,6
2,0 0,7
4,0 1,0
6,0 1,5
8,0 2,0
10,0 2,5
Summary
Kvashnin I. M. Industrial excreta into atmosphere. Engineering calculations and inven-
tory making. — Moscow: ABOK-PRESS, 2005.
This book provides an attempt to systemize different computational methods of
throwing out the atmosphere pollutions. The most freguently used information is reduced
to four computational methods accounting for characteristics of eguipment, specific
pollution excreta per unit of used material, given intensity of surface evaporation, bal-
ance of pollutions contained in materials and excretin pollutions.
The author describes 62 detailed examples of computations of excreta and pollution
throw-out during mechanical metal and timber manufacturing, welding, varnish and
paintcovering, thermal metal processing, linear production, plastic goods production,
galvanic covering, radioelectronic production, from disorganized sources and parkings
and autoservice workshops.
The value of this issue consistsin 54 supplements which contain the whole reference
and normative material and necessary initial information about pollutin throw-out com-
putations.
Научное издание
Квашнин Иван Михайлович
Промышленные выбросы в атмосферу.
Инженерные расчеты и инвентаризация
Научный руководитель проекта и главный редактор М. М. Бродач
Ответственный за производство А. Н. Галуша
Редактор П. А. Корсунская
Корректор Е. А. Перфильева
Дизайн обложки В. И. Ткач
Компьютерная верстка А. Г. Жучков
ООО ИИП «АВОК-ПРЕСС»
107031, Москва, ул. Рождественка, д. 11, «АВОК-ПРЕСС»
www.abok.ru, e-mail: book@abok.ru
Тел. (095) 921-80-48
Подписано в печать 22.03.2005. Бумага офсетная. Гарнитура Ньютон.
Печать офсетная. Тираж 5000 экз. Заказ № 0504280.
Отпечатано в ОАО «Ярославский полиграфкомбинат»
150049, Ярославль, ул. Свободы, 97
В книге предпринята попытка систематизировать различные методики расчета выбросов
загрязняющих веществ в атмосферу. Наиболее часто используемые данные сведены к четырем
методикам расчета выбросов: по характеристике оборудования, по удельным выделениям за-
грязняющих веществ на единицу меры используемого материала, по заданной интенсивности
испарения с поверхности, по балансу содержащихся в материалах и выделяющихся загряз-
няющих веществ.
Приведены 62 подробных примера расчета выделений и выбросов загрязняющих ве-
ществ: при механической обработке металлов и древесины, при сварочных работах, при на-
несении лакокрасочных покрытий, от линейного производства, при термической обработке
металлов, при производстве изделий из пластмасс, при нанесении гальванических покрытий,
при производстве радиоэлектронной аппаратуры, от неорганизованных источников, от стоя-
нок и мастерских по ремонту автомобилей.
Ценность издания заключается и в наличии 54 приложений, в которых приведен весь спра-
вочный нормативный материал и необходимые исходные данные по расчету выбросов.
Издание адресовано инженерам-проектировщикам промышленной вентиляции, инжене-
рам-экологам промышленных предприятий, инженерам-проектировщикам экологической
документации, а также студентам инженерно-строительных и экологических специальностей.