/

























































































Автор: Потапов Н.Н.
Теги: отдельные машиностроительные и металлообрабатывающие процессы и производства сварка сварные конструкции сварочное оборудование
ISBN: 5-217-00397-9
Год: 1989



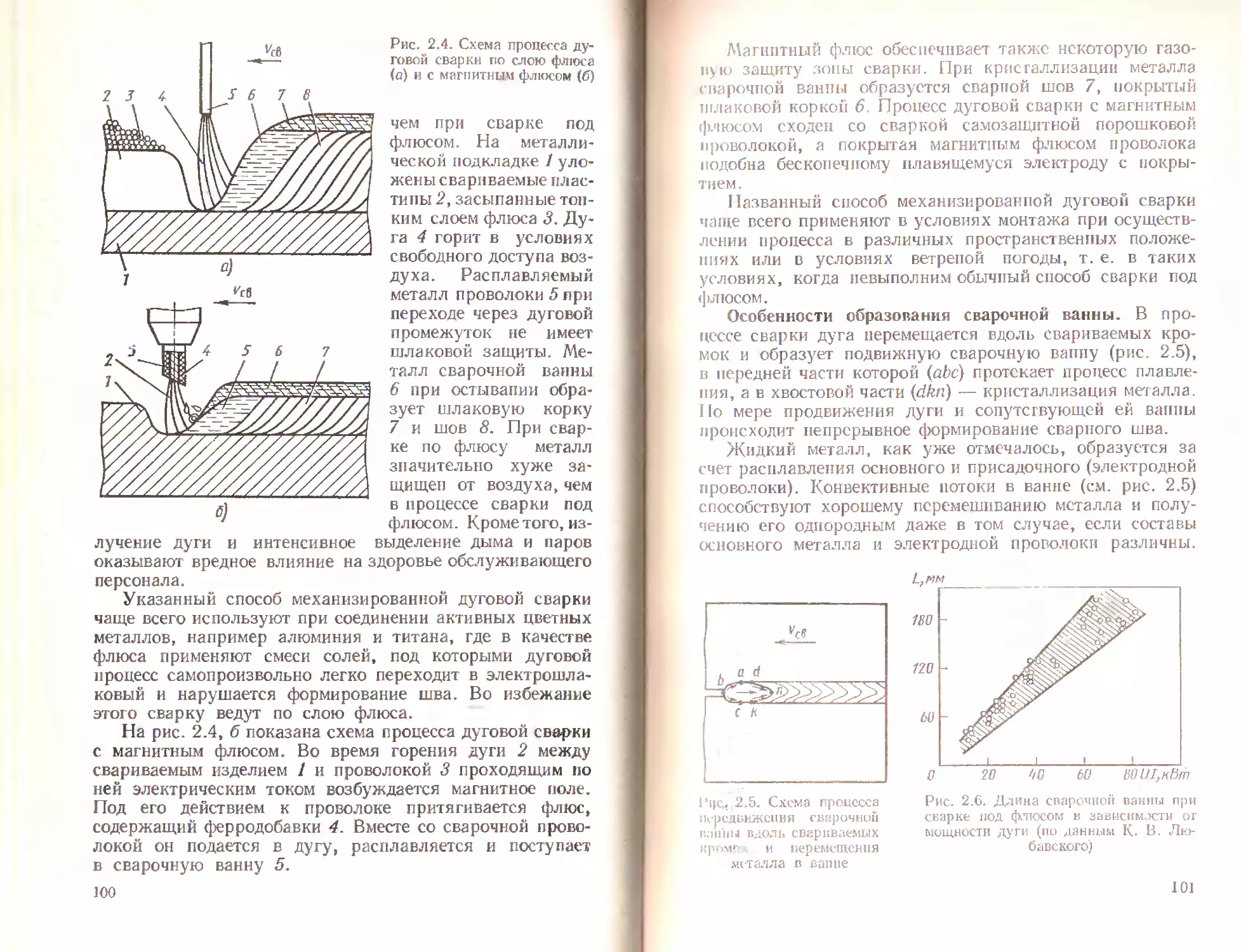
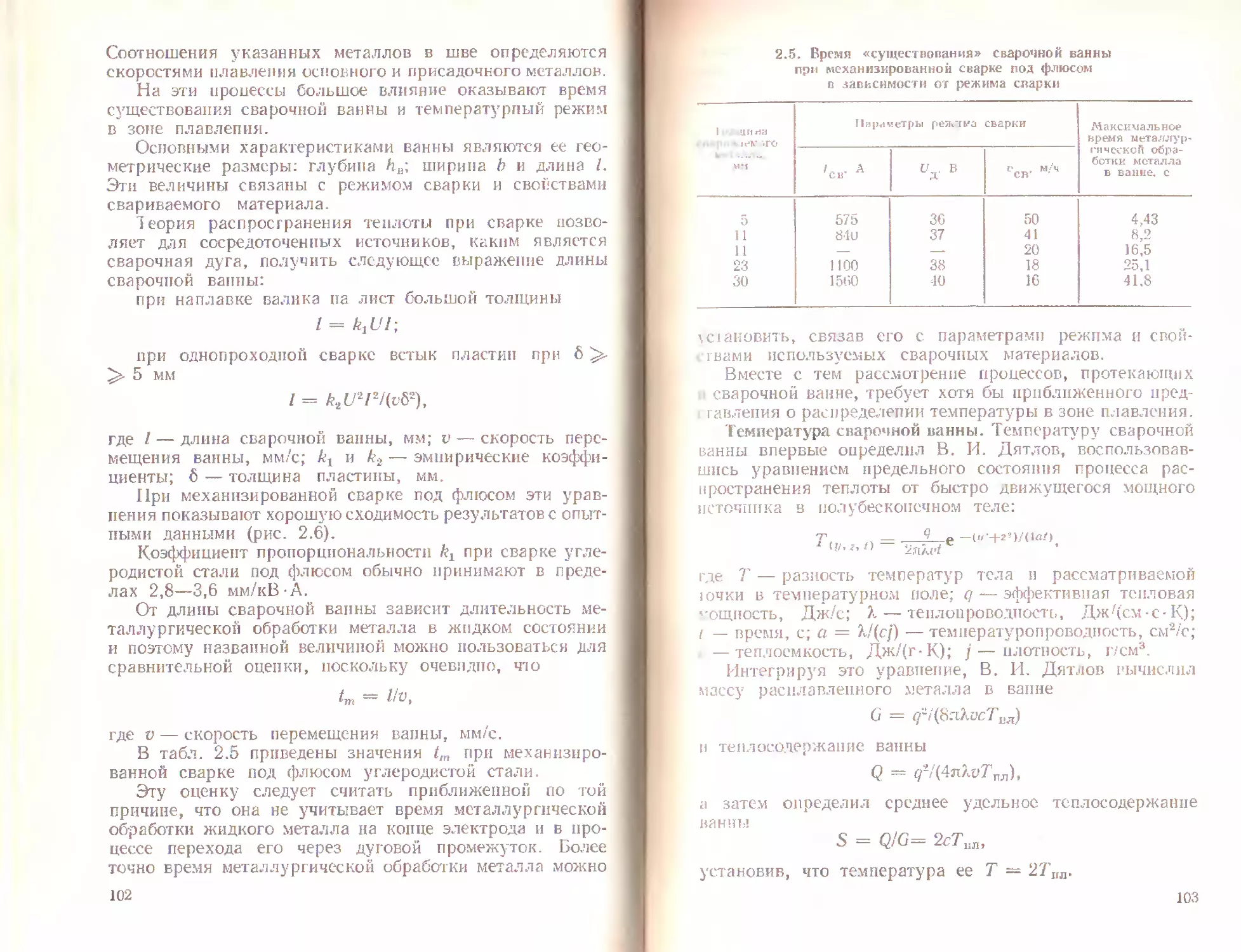
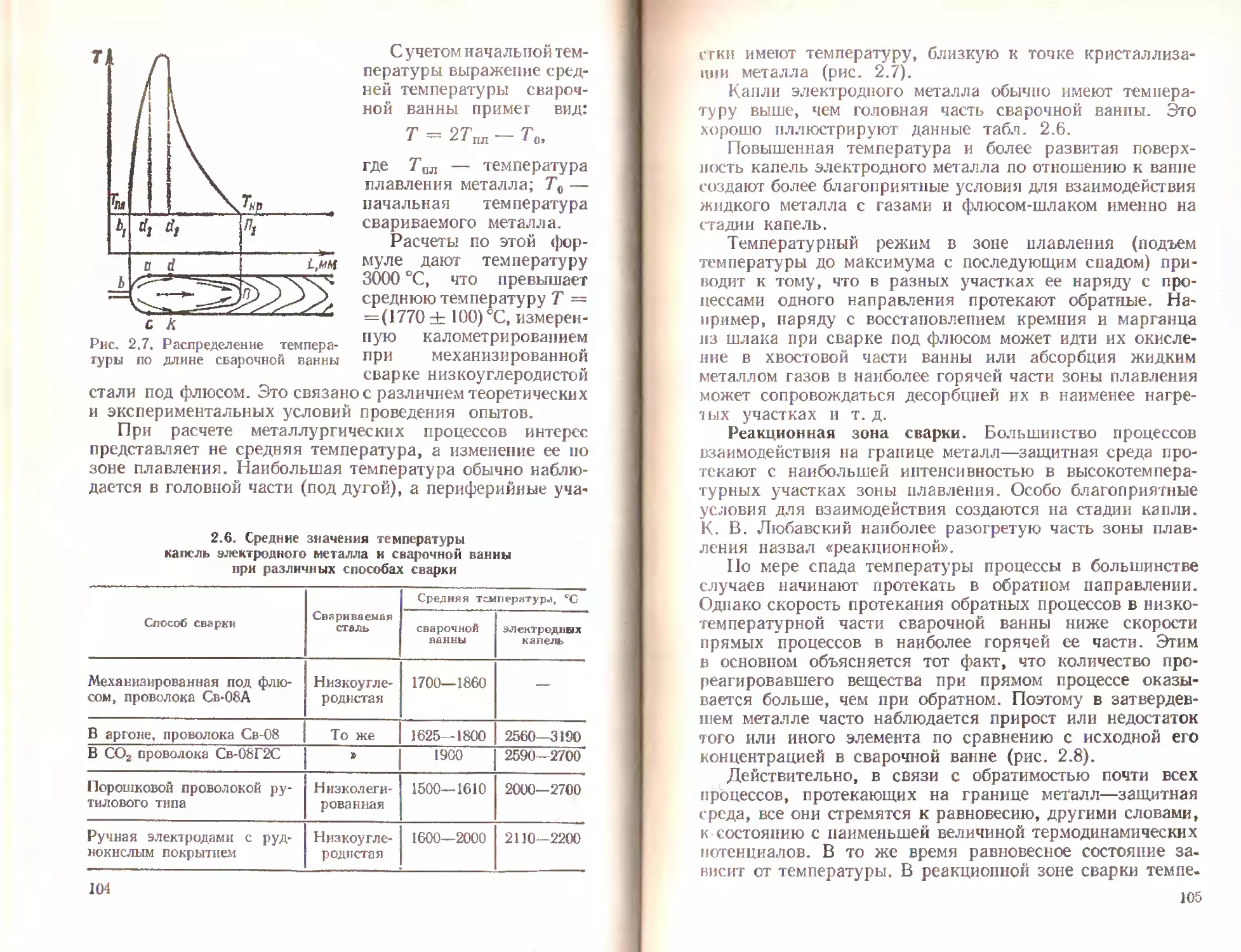
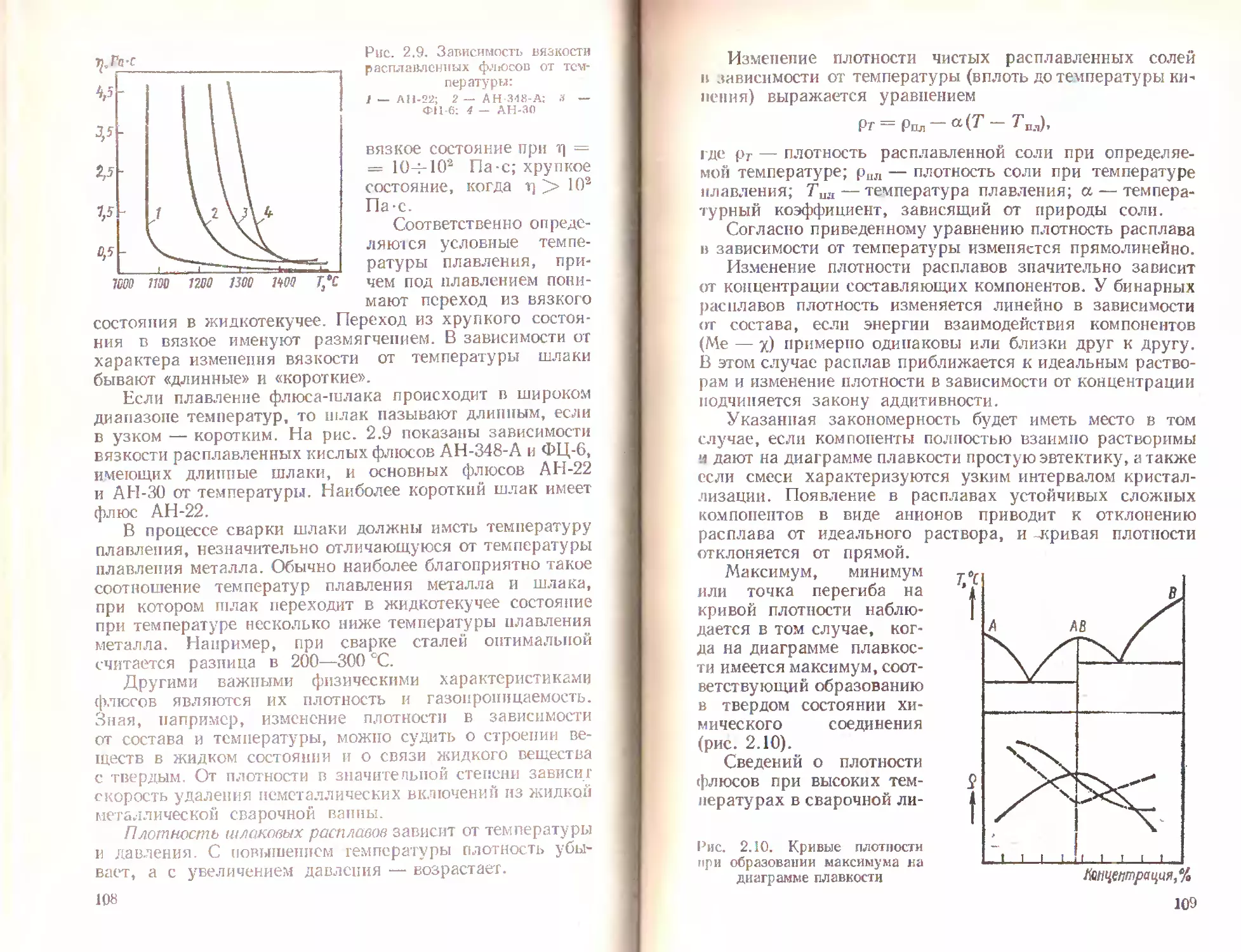
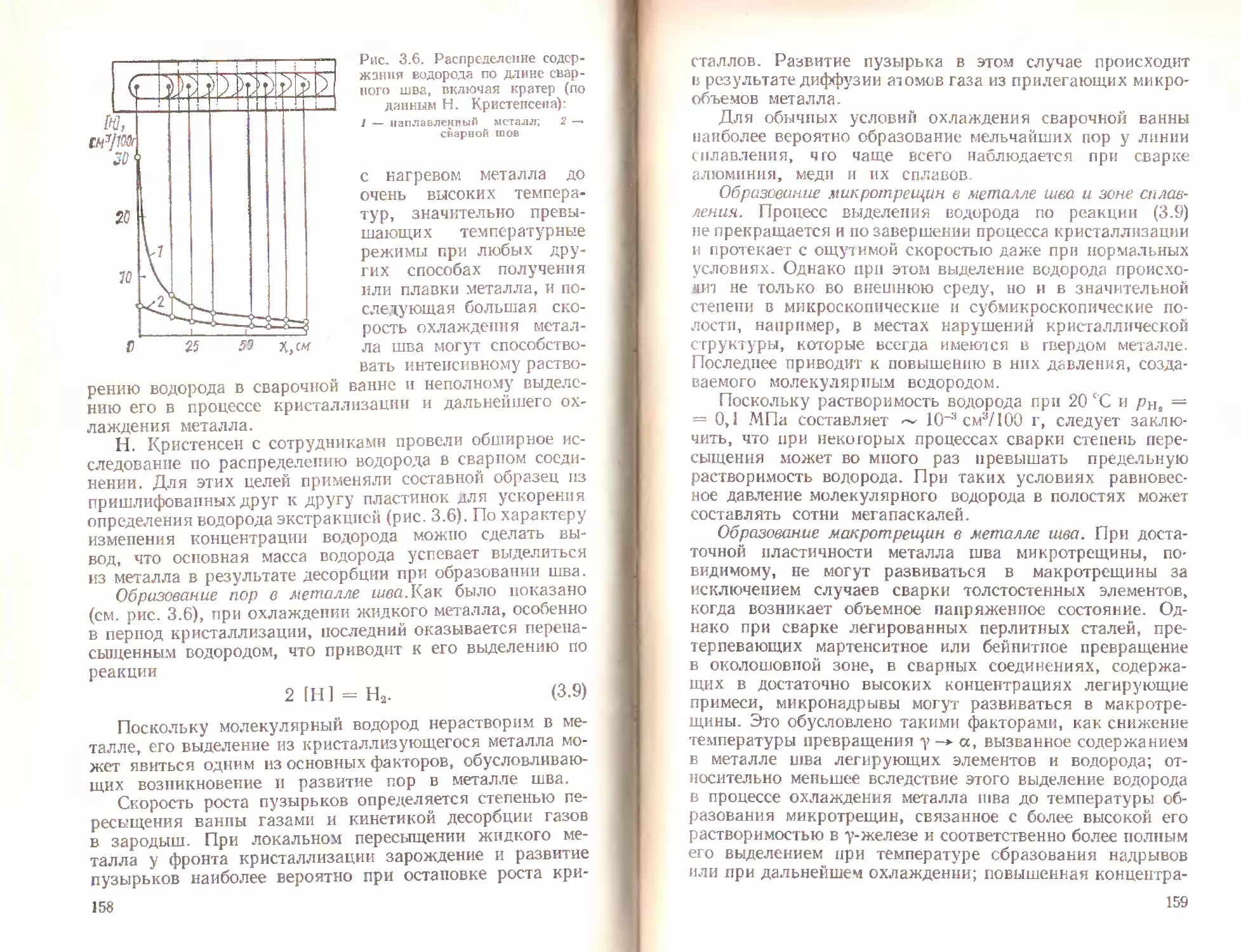
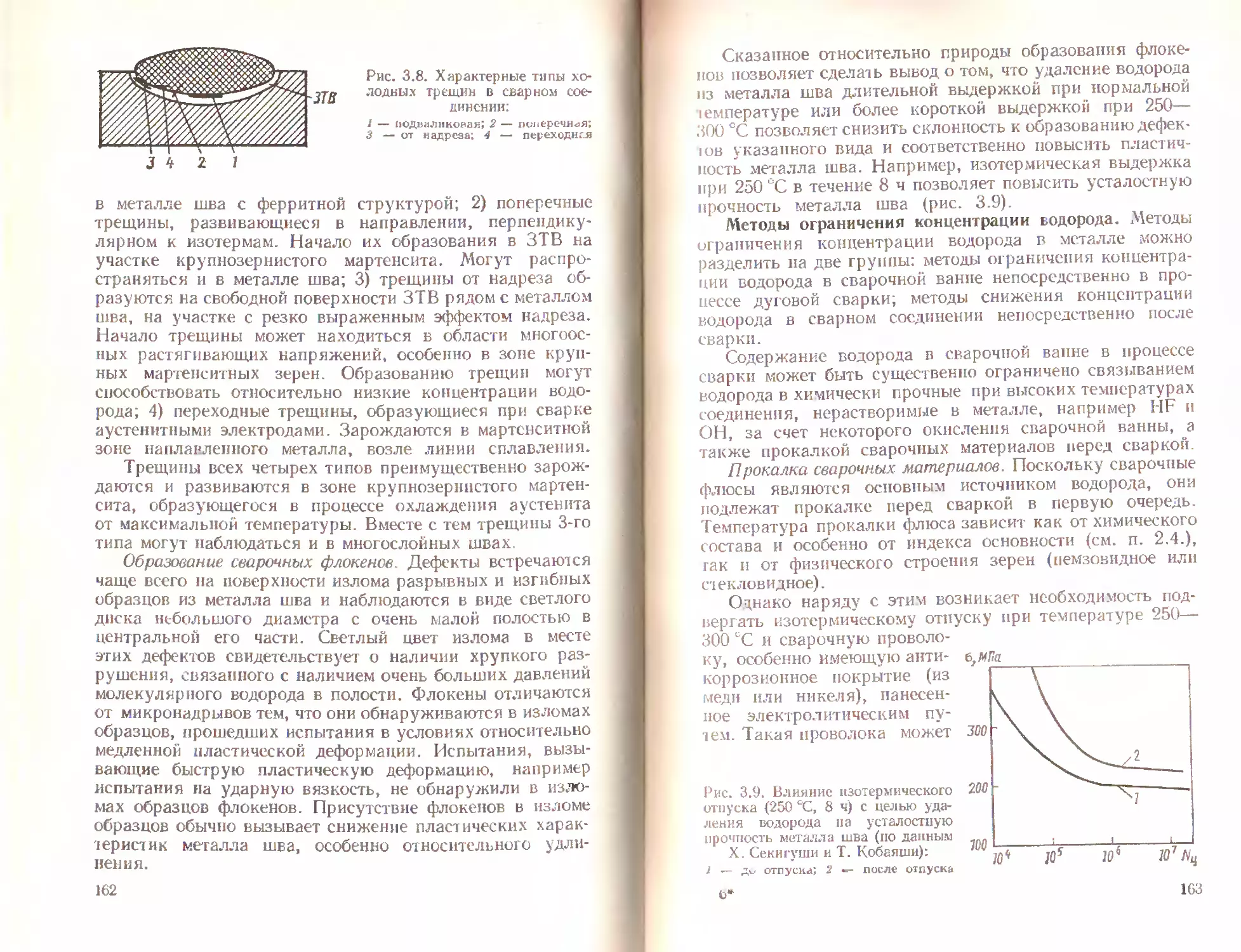
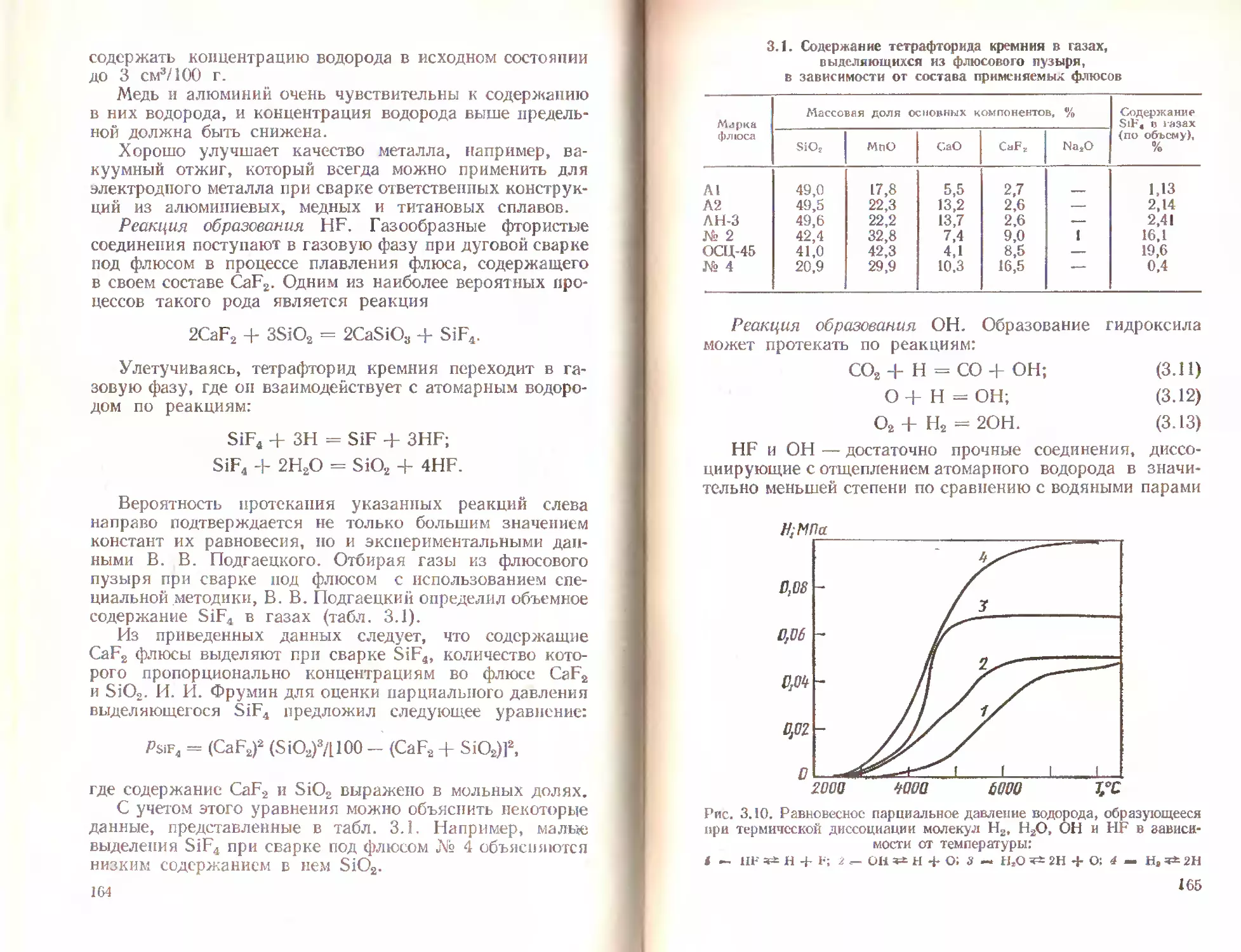
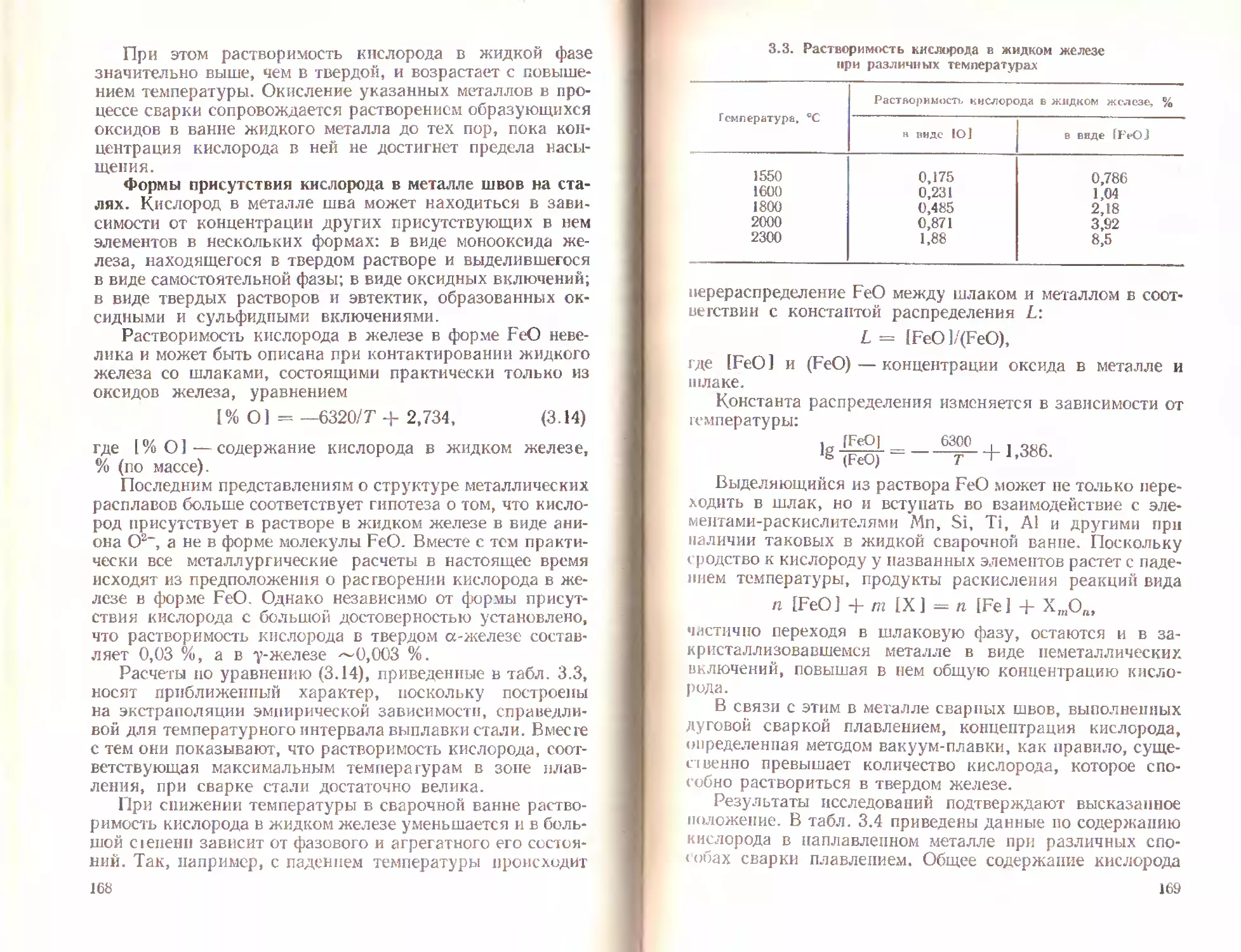
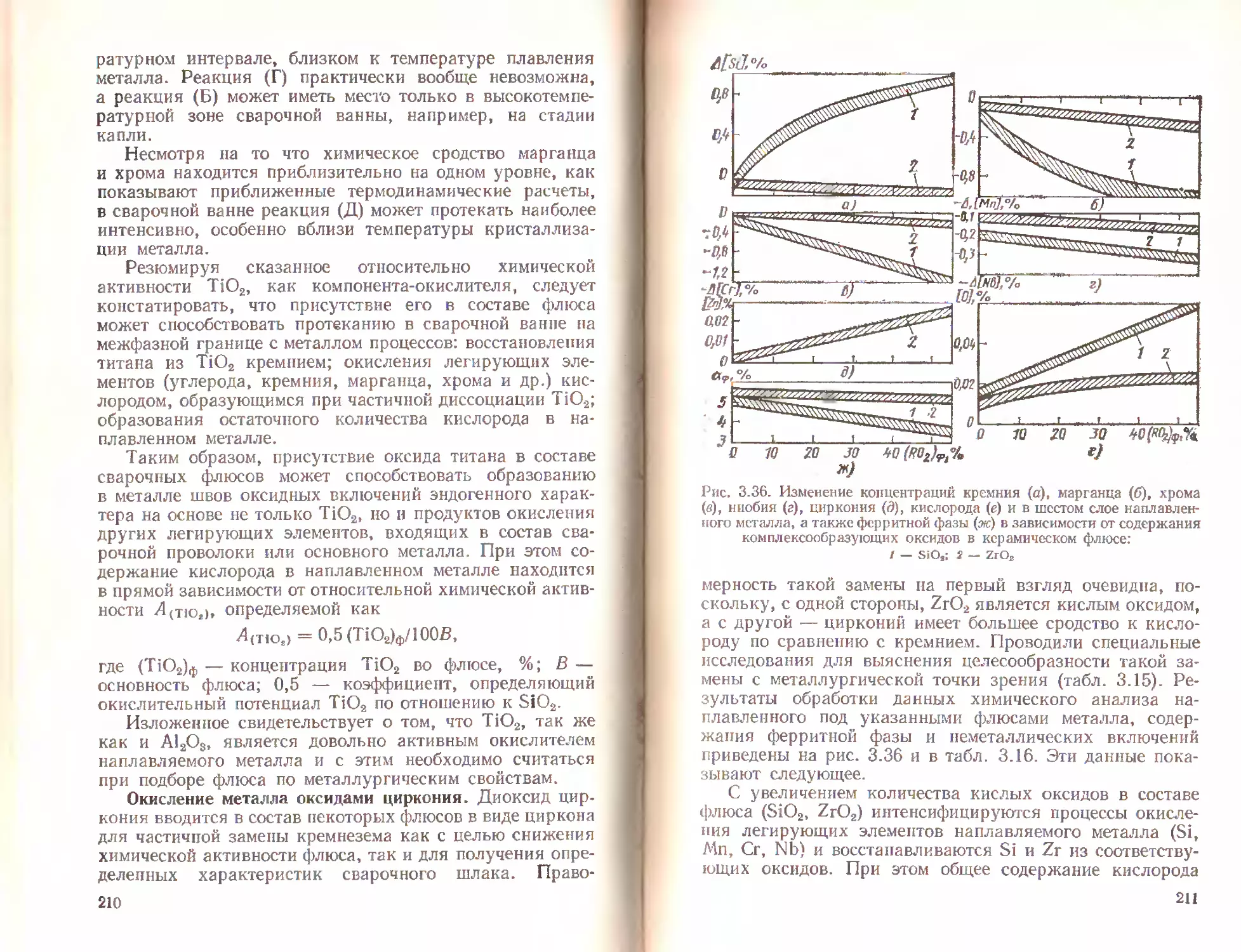
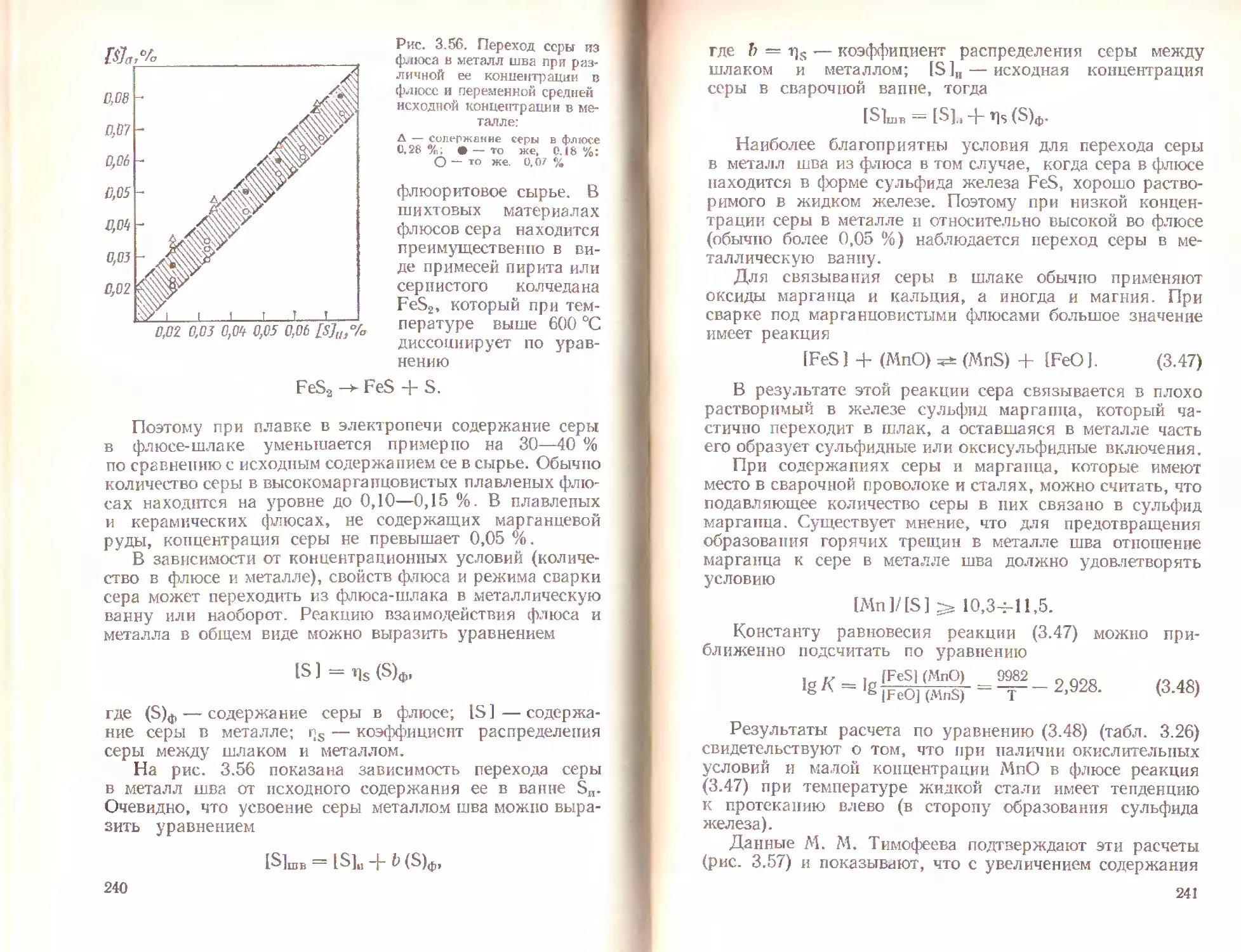
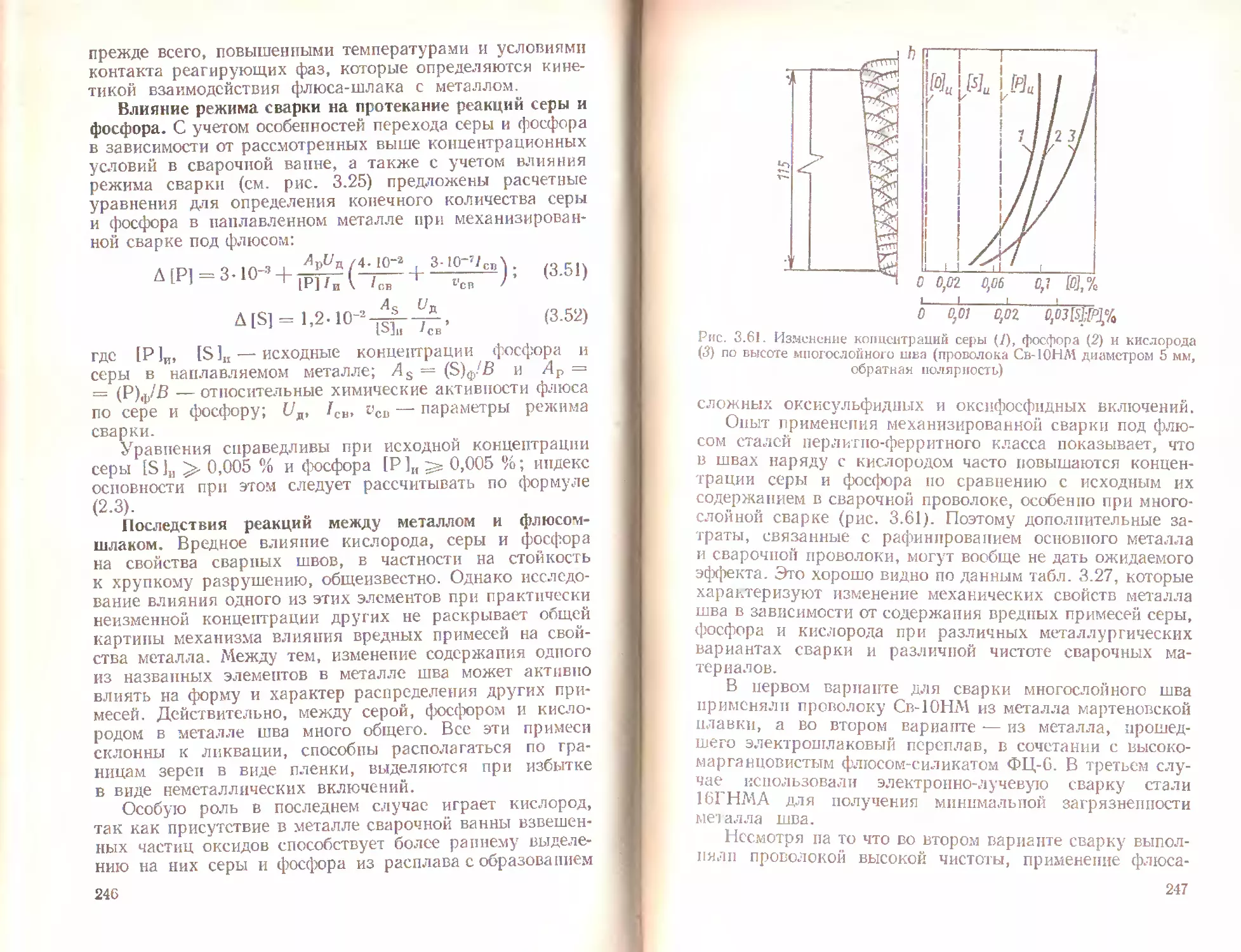
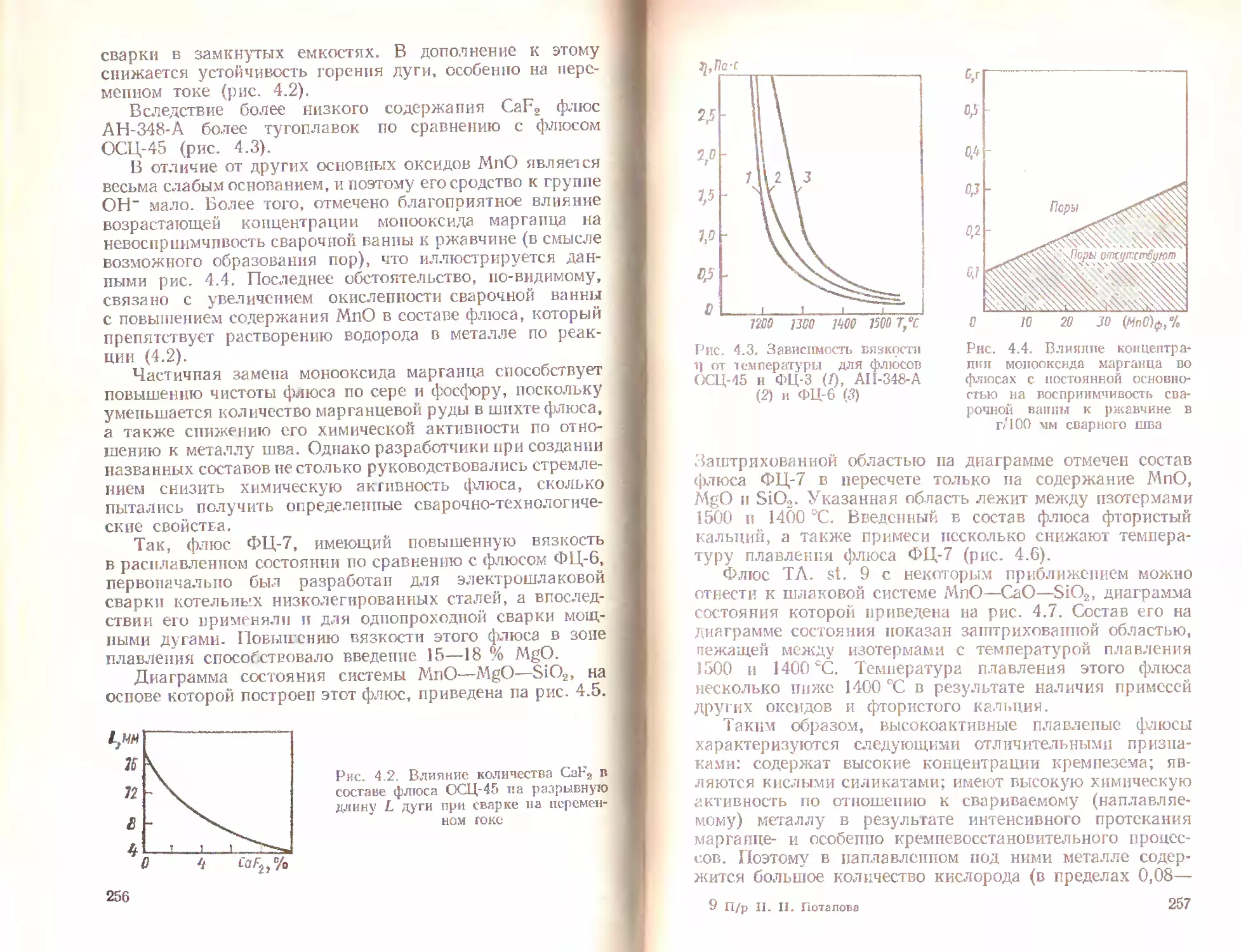
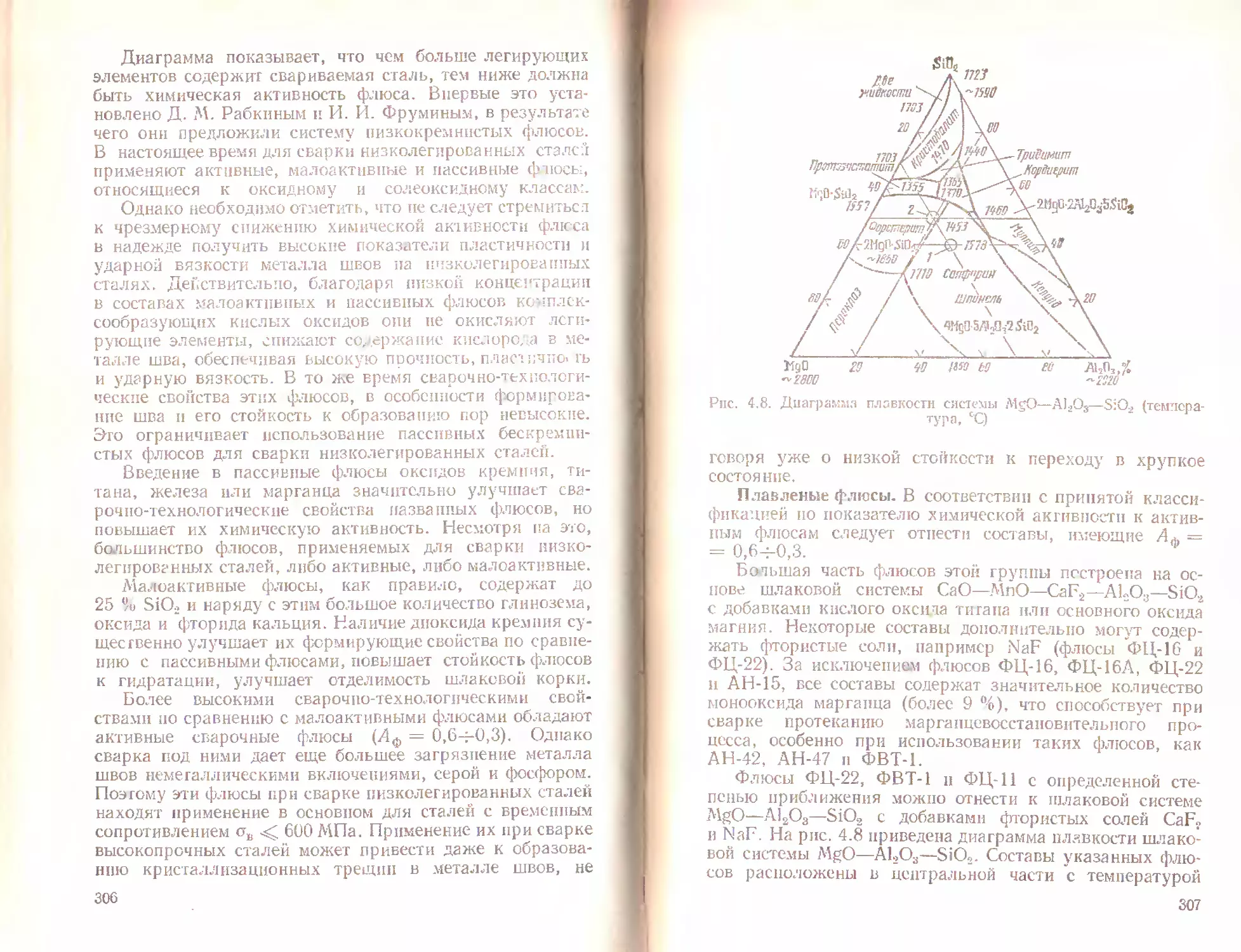
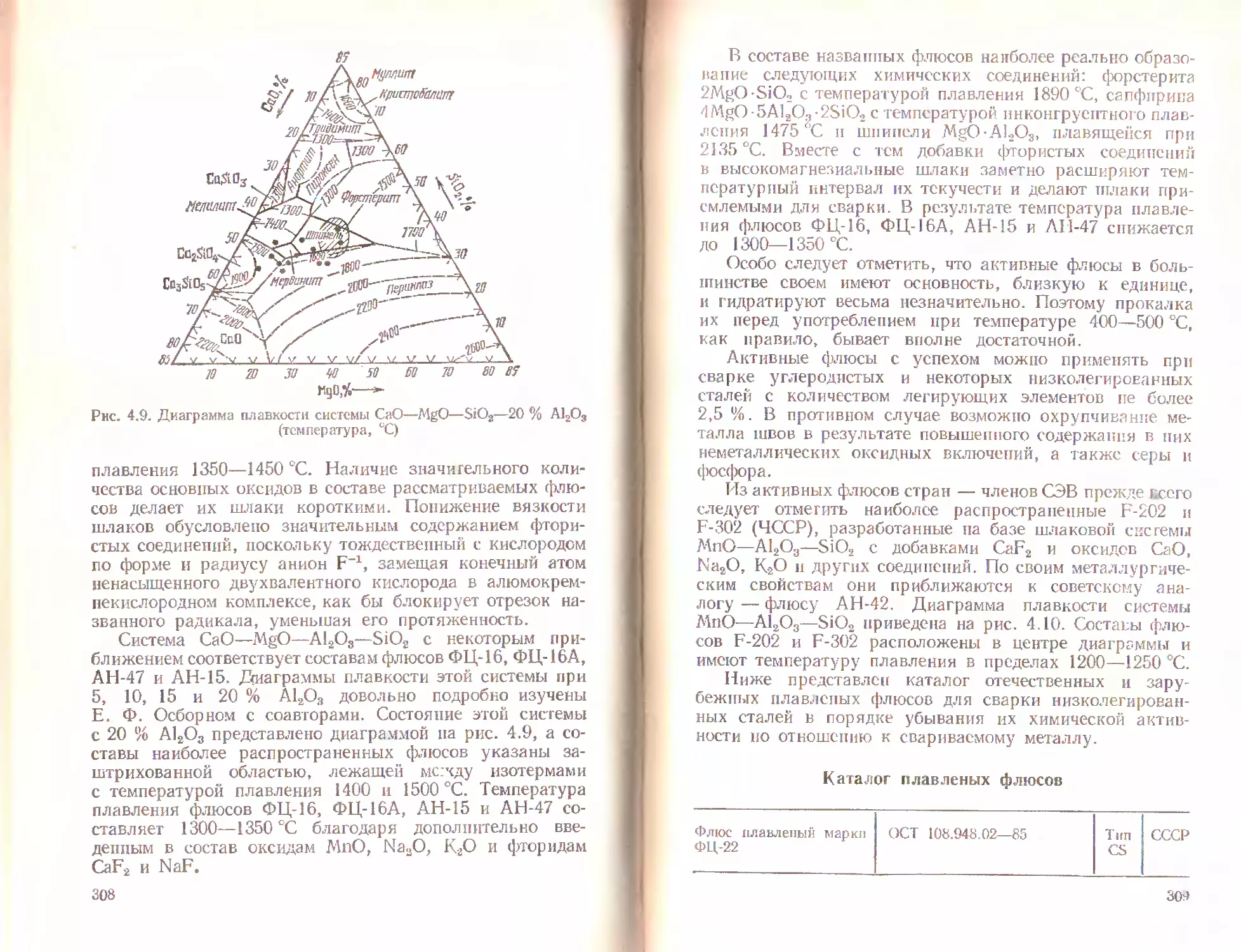
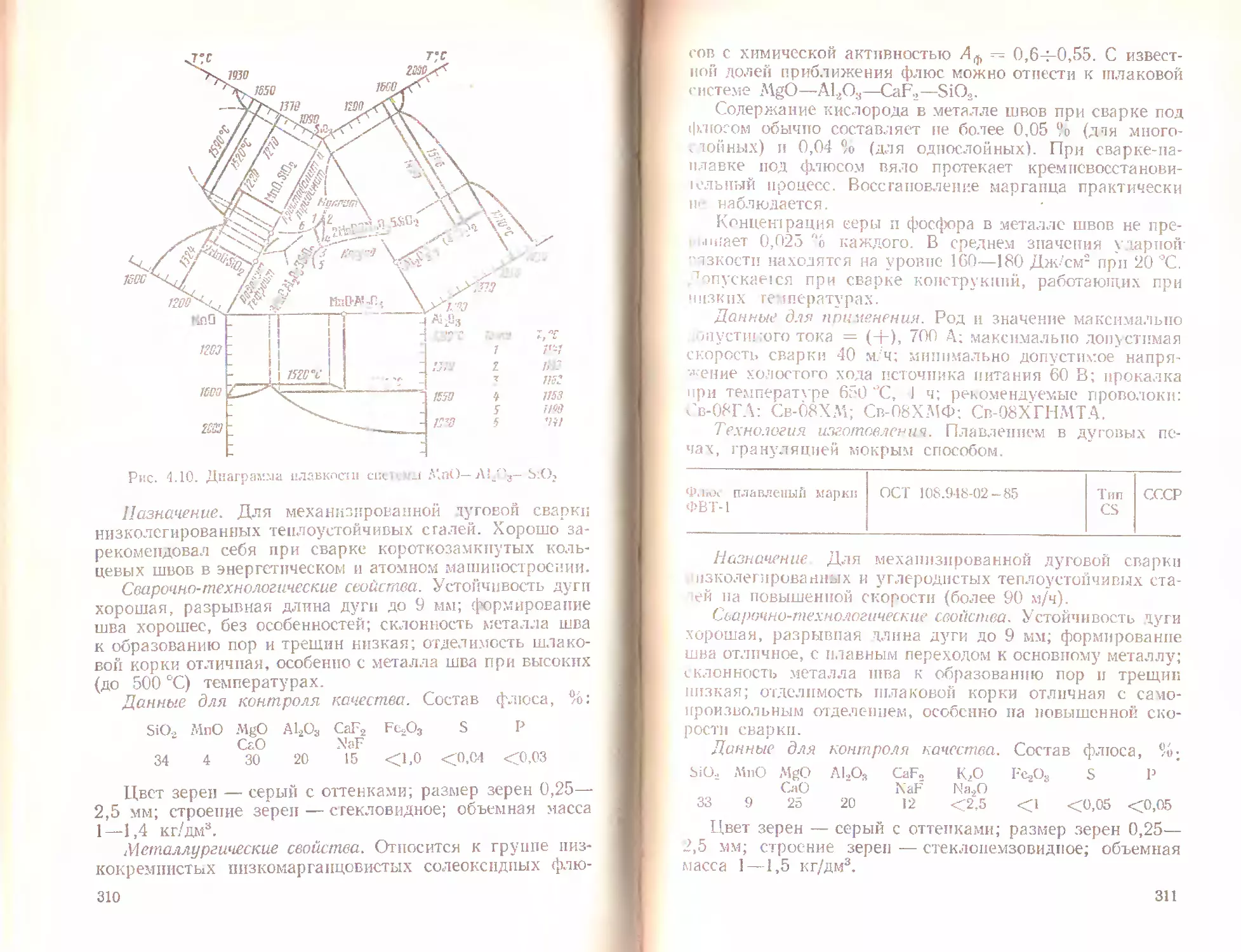
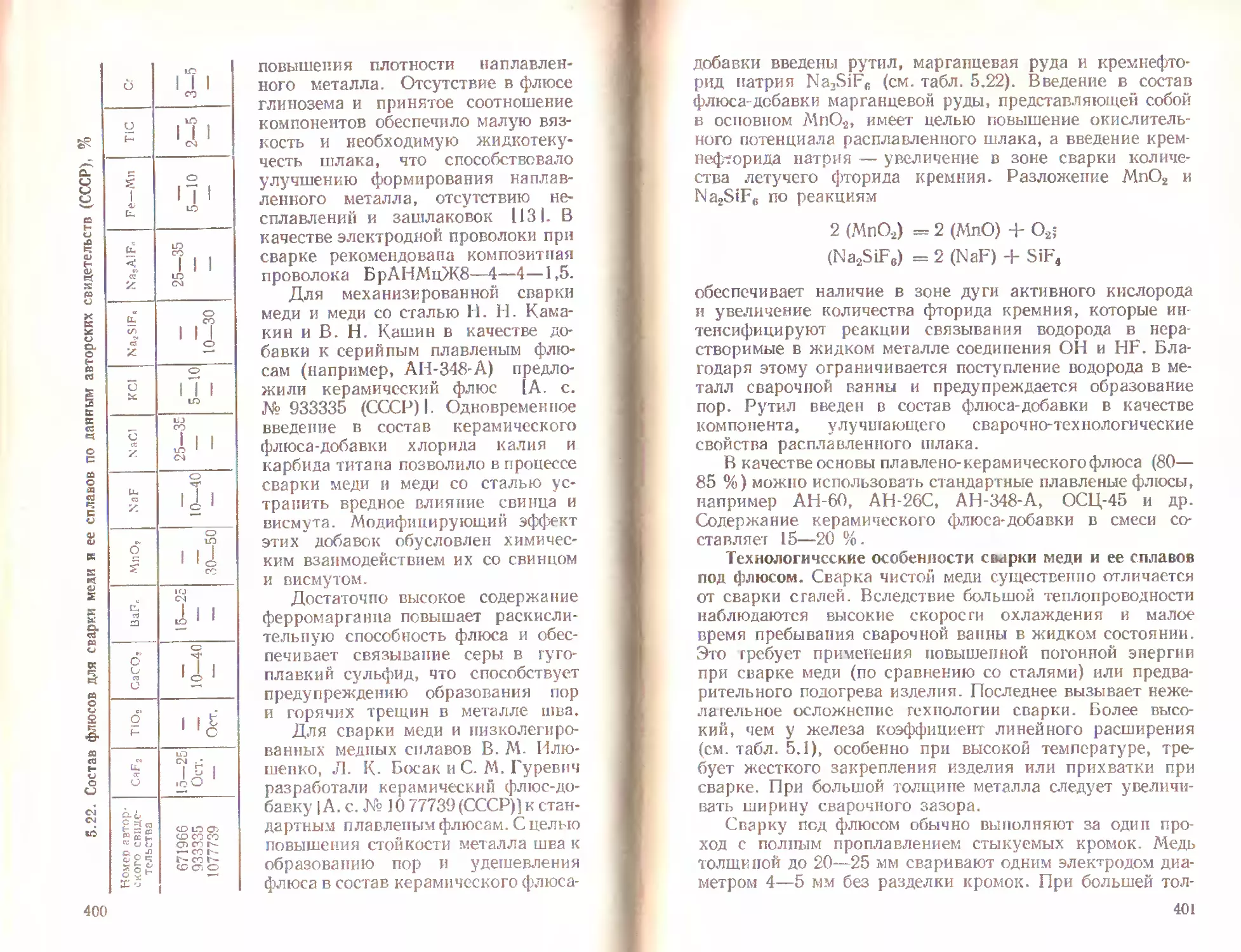
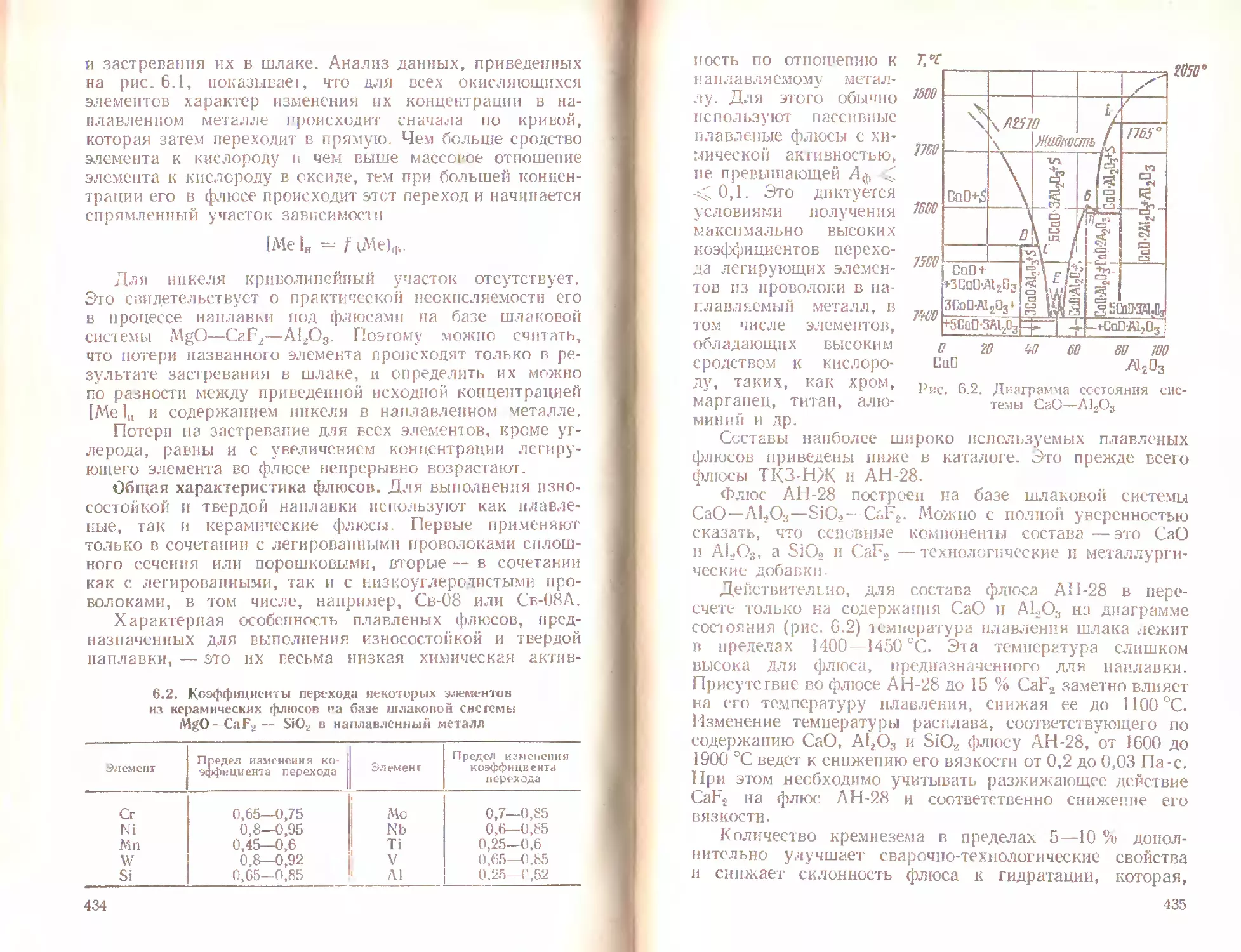
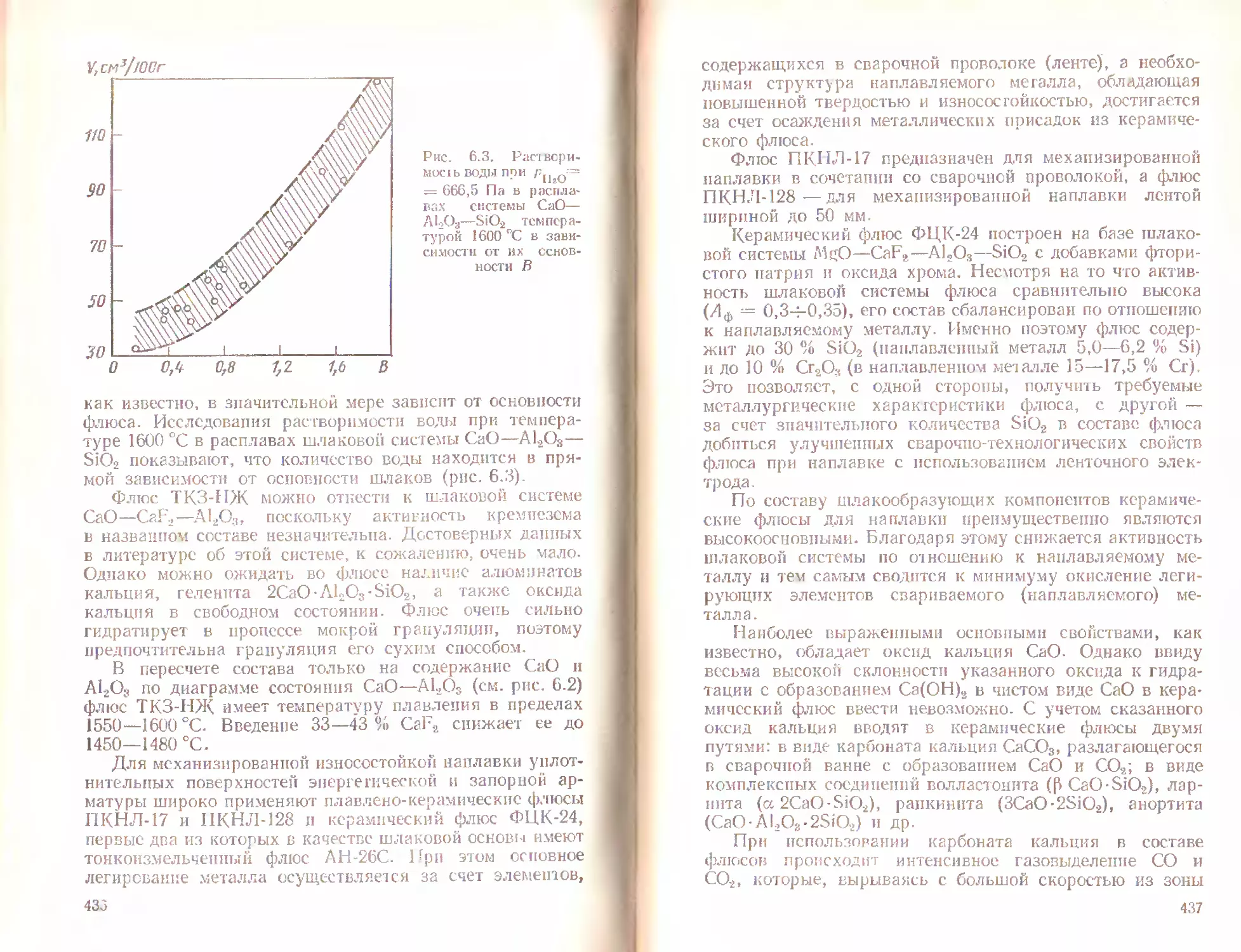
Текст
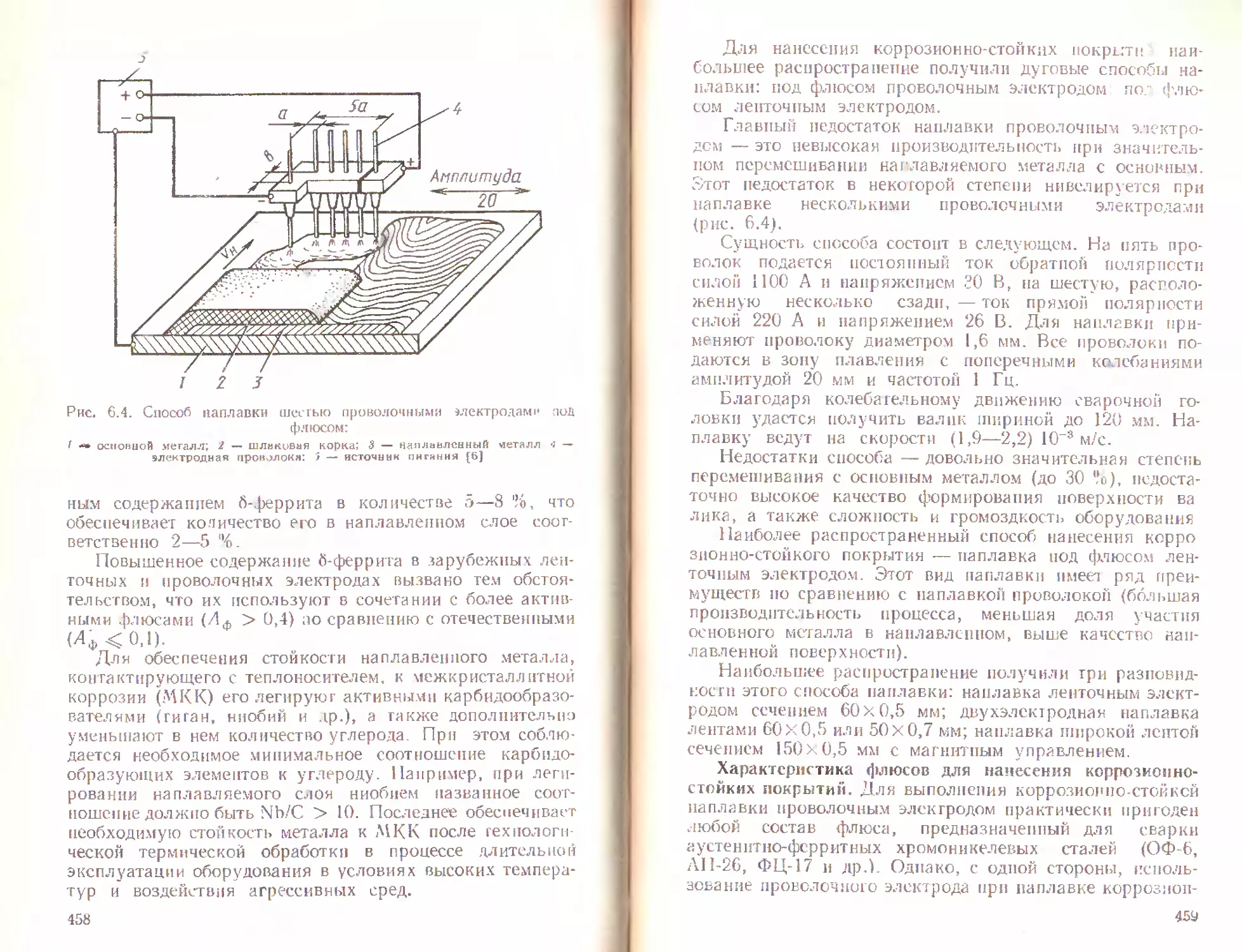
МАТЕРИАЛЫ
ДЛЯ ДУГОВОЙ
сваоки
МАШИНОСТРОЕНИЕ
weldworld.ru
СВАРОЧНЫЕ
МАТЕРИАЛЫ
для дуговой
свфки
II । * I I I
Справочное пособие в двух томах
МОСКВА «МАШИНОСТРОЕНИЕ» 1989
TOMI
ЗАЩИТНЫЕ
ГАЗЫ
И СВАРОЧНЫЕ
ФЛЮСЫ
Под общей редакцией Н.Н. Потапова
МОСКВА -МАШИНОСТРОЕНИЕ» 1989
ББК 34.641-3я2
С24
УДК I [621,791 &Й4и^.Ш^.62ЭлИ0О4гН:
62Х^-ПЦ035)
Авторы:
Б. П. Конкщев капд. техн, наук,
С. А. Курганов капд. техн, наук, Н. Н. Потапов д-р техн, наук,
В. Д. Ходаков канд. техн.наук
Рецеп з е н т: канд. гехн. наук В. И. Галинин
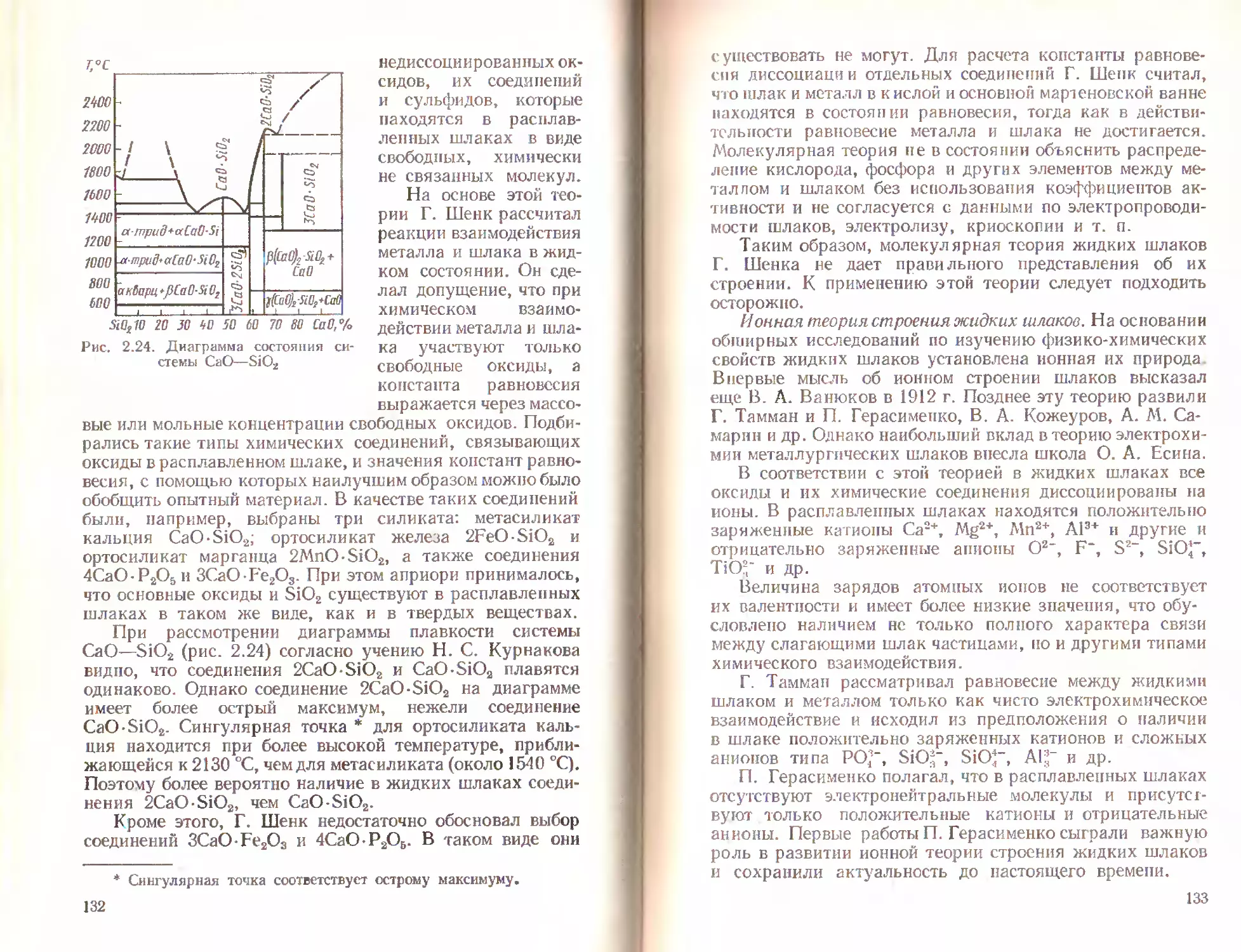
Сварочные материалы для дуговой сварки: Спра-
С24 вечное пособие: В 2-х т. Т. 1. Защитные газы и сва-
рочные флюсы/Б. П. Конищев, С. Л. Курданов,
Н. Н. Потапов и др,; Под общ. ред. II. II. Пота-
пова. — М.: Машиностроение, 1989. 544 с.: ил.
ISBN 5-217-00397-9
Приведены основные сведения о защитных газах, плавленых
и керамических флюсах для дуговой механизированной сварки
на базе современных представлений о природе и условиях их
взаимодействия с основным деюллом в сварочной ванне.
Сварочные материалы классифицированы в труп пн в зави-
симости от состава и назначения свариваемых сталей и цветных
моаллов, а 1аюке вид сварочных работ.
Для инженерно-технических работников, запятых в сва-
рочном производстве.
2704060000—163
038 (01)—89
163—89
ББК 34.641-Зя2
ISBN 5-217-00397-9(7.1) © Издательство «Машиностро-
ISBN 5-217-00697-8 ение», 1989
Раздел I
Защитные газы
Глава 1
Защитные газы для дуговой сварки
1.1. ОБЩИЕ СВЕДЕНИЯ
О ДУГОВОЙ СВАРКЕ В ЗАЩИТНЫХ ГАЗАХ
В условиях дуговой сварки в результате взаимодей-
ствия с окружающей атмосферой плавящийся металл
может поглощать составляющие атмосферу газы, ухуд-
шать свой состав и свойства. Для некоторых металлов
наиболее неблагоприятными в этих условиях являются
окисление и азотирование жидкого металла в сварочной
ванне. При дуговой сварке в защитных газах необходи-
мая защита плавящегося металла создается истекающей
из сопла горелки достаточно мощной направленной струей
защитного газа, обеспечивающей оттеснение окружаю-
щего воздуха от плавящегося металла.
В качестве защитных сред (газов) широко применяют
инертные (Лг, Не) и активные (СО2, О2, N2, Н2) газы,
а также их смеси (Лг—СО2—О2, Аг—О2, Аг—СО2, СО2~
О2 и др.).
Идея защиты переплавляемого дугой металла от воз-
духа путем подачи в зону сварки специально подобран-
ного газа принадлежит великому русскому изобретателю
Н. Н. Бенардосу, предложившему еще в 1883 году сварку
в струе газа.
5
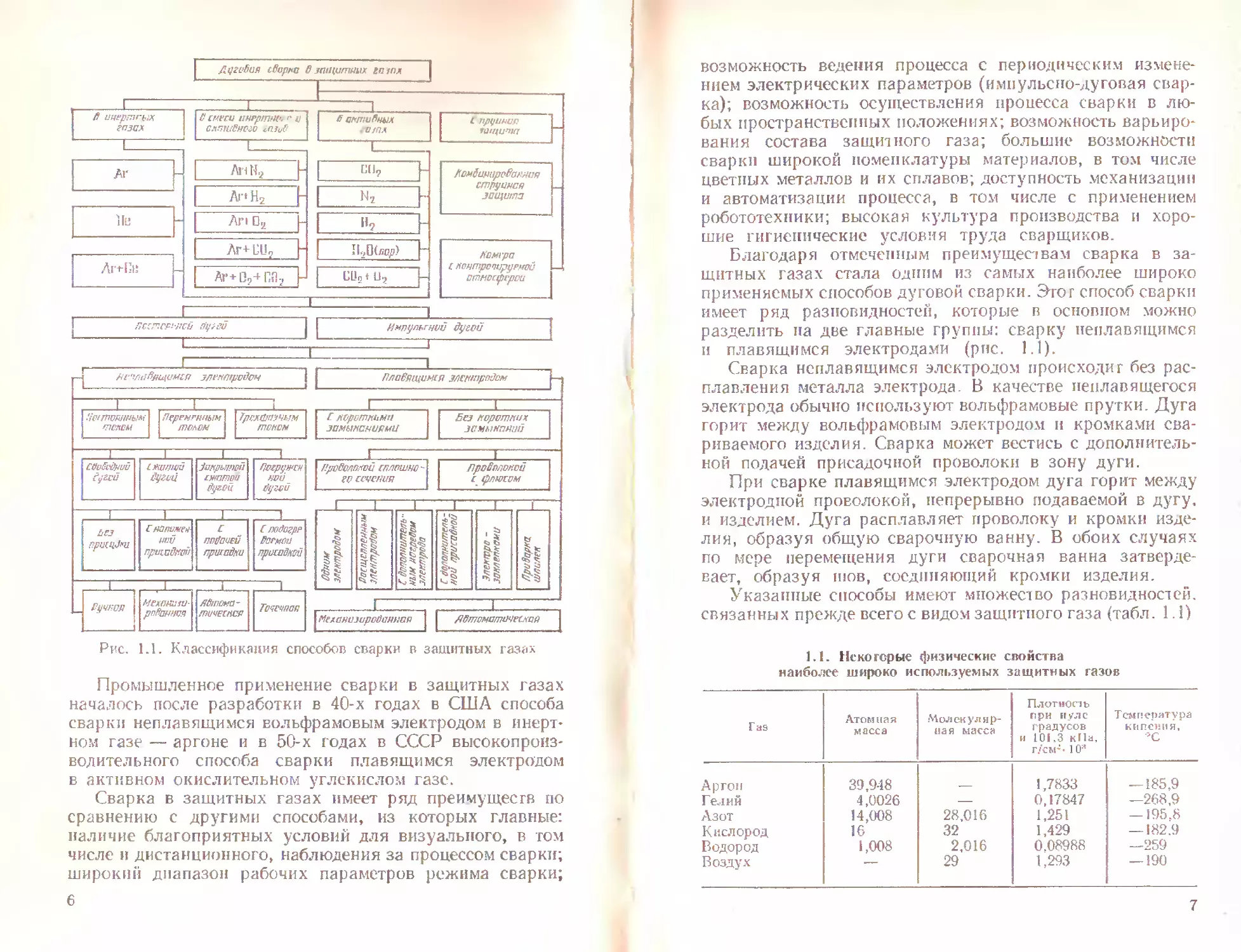
Дуговая сверки в защитных гатя
Рис, 1.1. Классификация способов сварки в защитных газах
Промышленное применение сварки в защитных газах
началось после разработки в 40-х годах в США способа
сварки неплавящимся вольфрамовым электродом в инерт-
ном газе — аргоне и в 50-х годах в СССР высокопроиз-
водительного способа сварки плавящимся электродом
в активном окислительном углекислом газе.
Сварка в защитных газах имеет ряд преимуществ по
сравнению с другими способами, из которых главные:
наличие благоприятных условий для визуального, в том
числе и дистанционного, наблюдения за процессом сварки;
широкий диапазон рабочих параметров режима сварки;
6
возможность ведения процесса с периодическим измене-
нием электрических параметров (импульсно-дуговая свар-
ка); возможность осуществления процесса сварки в лю-
бых пространственных положениях; возможность варьиро-
вания состава защитного газа; большие возможности
сварки широкой номенклатуры материалов, в том числе
цветных металлов и их сплавов; доступность механизации
и автоматизации процесса, в том числе с применением
робототехники; высокая культура производства и хоро-
шие гигиенические условия труда сварщиков.
Благодаря отмеченным преимуществам сварка в за-
щитных газах стала одним из самых наиболее широко
применяемых способов дуговой сварки. Этот способ сварки
имеет ряд разновидностей, которые в основном можно
разделить па две главные группы: сварку неплавящимся
и плавящимся электродами (рис. 1.1).
Сварка неплавящимся электродом происходит без рас-
плавления металла электрода. В качестве пеплавящегося
электрода обычно используют вольфрамовые прутки. Дуга
горит между вольфрамовым электродом и кромками сва-
риваемого изделия. Сварка может вестись с дополнитель-
ной подачей присадочной проволоки в зону дуги.
При сварке плавящимся электродом дуга горит между
электродной проволокой, непрерывно подаваемой в дугу,
и изделием. Дуга расплавляет проволоку и кромки изде-
лия, образуя общую сварочную ванну. В обоих случаях
по мере перемещения дуги сварочная ванна затверде-
вает, образуя шов, соединяющий кромки изделия.
Указанные способы имеют множество разновидностей,
связанных прежде всего с видом защитного газа (табл. 1.1)
1.1. Некоторые физические свойства
наиболее широко используемых защитных газов
Ги8 Атомная масса Молекуляр- ная масса Плотное 1b при нуле градусов и 101.3 кПа, г/см-» 10я Температура кипения, 5С
Аргон 39,948 1,7833 — 185.9
Гелий 4,0026 — 0,17847 —268,9
Азот 14,008 28.016 1,251 — 195.8
Кислород 16 32 1,429 - 182.9
Водород 1,008 2,016 0.08988 —259
Воздух 1 ' 29 1.293 — 190
7
1.2. ИНЕРТНЫЕ ГАЗЫ,
ИХ СВОЙСТВА И СПОСОБЫ ПОЛУЧЕНИЯ
При сварке в инертных газах, если обеспечена полная
изоляция расплавленного металла от воздуха, химические
реакции между металлом и окружающей средой сводятся
к минимуму. Потенциальная возможность проiекания
реакций в этом случае определяйся степенью чистоты
газа.
Аргон (лат. Argon) Лг — химический элемент
VIII группы периодической системы Д. И. Менделеева,
инертный газ, атомный номер 18, атомная масса 39,948.
При обычных условиях аргон — бесцветный, неядо-
витый газ, без запаха и вкуса, почти в 1,5 раза тяжелее
воздуха (табл. 1.2). В природе аргон присутствует только
в свободном виде. Объемная концентрация аргона в воз-
духе 0,93 %. С большинством элементов аргон не обра-
зует химических соединений, кроме некоторых гидридов.
В металлах аргон как в жидком, так и в твердом состоянии
нерастворим.
В сварочном производстве аргон широко используют
в качестве защитой среды при сварке, резке и плавке
активных н редких металлов и сплавов на их основе (алю-
миния, алюминиевых и магниевых сплавов, коррозионно-
стойких хромоникелевых жаропрочных сплавов и леги-
рованных сталей различных марок).
В настоящее время основных-! промышленным способом
получения аргона является метод низкотемпературной
ректификации воздуха с получением основных продук-
тов — кислорода и азота с попутным извлечением аргона.
1.2. Сое гав газообразного аргона, %
(по ГОСТ 10157—79) [5 ]
Показатель Copi
ВЫСШИЙ первый
Объемная доля аргона, %, нс менее 99,993 99,987
Объемная доля кислорода, %, нс боЛее 0,0007 0,002
Объемная доля азота, %т не более 0,005 0,01
Массовая концентрация водяного пара при 20 °C л давлении 101,3 кПа, г/м% не более 0,007 0,01
Объемная доля суммы углеродосодержащих соединений в пересчете на СО2. %, не более 0.0005 0,00)
8
Производство аргона осуществляется па мощных воз
духоразделительпых установках типа КААр-30, которыми
комплектуются кислородные станции заводов черной ме-
таллургии.
Аргон также получают на специализированных за-
водах на жидкостных воздухоразделительпых установках
типа Кж-1Ар, КжАжААр-1,6 и АжКжКААрж-2.
Осваивается производство аргона из отдувочных газов
аммиачных произволе! в. Полученный !аким путем аргон
содержит некоторое количество кислорода.
Дальнейшую очистку газа от кислорода осуществляют
беспламенным сжиганием водорода в аргоне или другим
способом. В чистом аргоне все же остается небольшое
количество кислорода, азота и влаги.
Поскольку по условиям сварки требуется аргон раз-
личной чистоты, то промышленность выпускает его двух
сортов (см. табл. 1.2), поставляемые как в газообразном,
так и в жидком состоянии. Газообразный аргон отпу-
скают, хранят и транспортируют в стальных баллонах
(по ГОСТ 949—73) или автореципиентах под давлением
(15 ± 0,5) МПа или (20 ± 1,0) МПа при 20 °C.
Давление газа в баллоне и автореципиентах измеряют
манометром соответствующего класса точности. Темпера-
туру газа в баллоне принимают равной температуре окру-
жающего воздуха, в котором наполненный баллов должен
быть выдержан не менее 5 ч перед измерением дав-
ления.
Объем газообразного аргона в баллоне при нормальных
условиях вычисляют по формуле
Гп = k |/б,
где k — коэффициент для вычисления объехза газа в балло-
не, учитывающий давление и температуру аргона в баллоне.
При поставке аргона в баллонах (по ГОСТ 949—73)
вместимостью 40 дм3 объем газа в баллоне составляет при
поминальном давлении 15 МПа и 20 сС 6,20 м3 (k — 0,155);
при номинальном давлении 20 МПа и 20 сС 8,24 м3 (k =
= 0,206).
Жидкий аргон перевозится по железным дорогам
в специальных железнодорожных вагонах-цистернах. Ав-
томобильным транспортом жидкий аргон перевозят
в транспортных цистернах для жидкого аргона всех типо-
размеров (по ГОСТ 17518—79), а также автомобильными
газификационными установками типа АГУ.
9
Количество жидкого аргона в цистернах измеряют
в тоннах или килограммах. При переводе массы или объема
жидкого аргона в кубометры газообразного аргона при
нормальных условиях используют следующие формулы:
1'п - т или Vn = VH< 1,392/1,662,
где т — масса жидкого аргона, т; — объем жидкого
аргона, дм3; 1,662 — плотность газообразного аргона при
нормальных условиях, кг/м3; 1,392 — плотность жидкого
аргона при нормальном давлении, кг/дм3.
Аргон нетоксичен и певзрывоопасен. Газообразный
аргон тяжелее воздуха и может накапливаться в слабо-
провегриваемых помещениях у пола и в приямках, а
также во внутренних объемах оборудования, в том числе
и предназначенного для получения, хранения и транспор-
тирования газообразного и жидкого аргона. При этом
снижается содержание кислорода в воздухе, что вызы-
вает кислородную недостаточность и удушье у электро-
сварщика.
В местах возможного накопления газообразного аргона
необходимо контролировать содержание кислорода в воз-
духе приборами автоматического или ручного действия
с устройством для дистанционного отбора проб воздуха.
Объемная доля кислорода в воздухе должна быть не
менее 19 %.
Жидкий аргон — кипящая при низких температурах
жидкость, которая может вызвать обморожение кожи и
поражение слизистой оболочки глаз.
При работе в атмосфере аргона необходимо пользо-
ваться изолирующим кислородным прибором, шланговым
противогазом или скафандром.
Гелий (лат. Helium) Не — химический элемент
VIII группы периодической системы Д. И. Менделеева,
атомный номер 2, атомная масса 4,0026, относится к инерт-
ным газам, без цвета и запаха, плотность 0,178 г/л. Впер-
вые был открыт на солнце (Helius — солнце). Сжижается
труднее всех известных газов (при —268,93 °C). На земле
гелия мало, в небольшом количестве содержится в воз-
духе и в земной коре, где он постоянно образуется при
распаде урана и других ос-радиоактивных элементов (а-
частпцы — это ядра атомов гелия). Объемное содержание
гелия в воздухе 0,00052 %.
Газ неядовит, хорошо диффундирует через твердые
тела, значительно легче воздуха и аргона. Гелий не об-
10
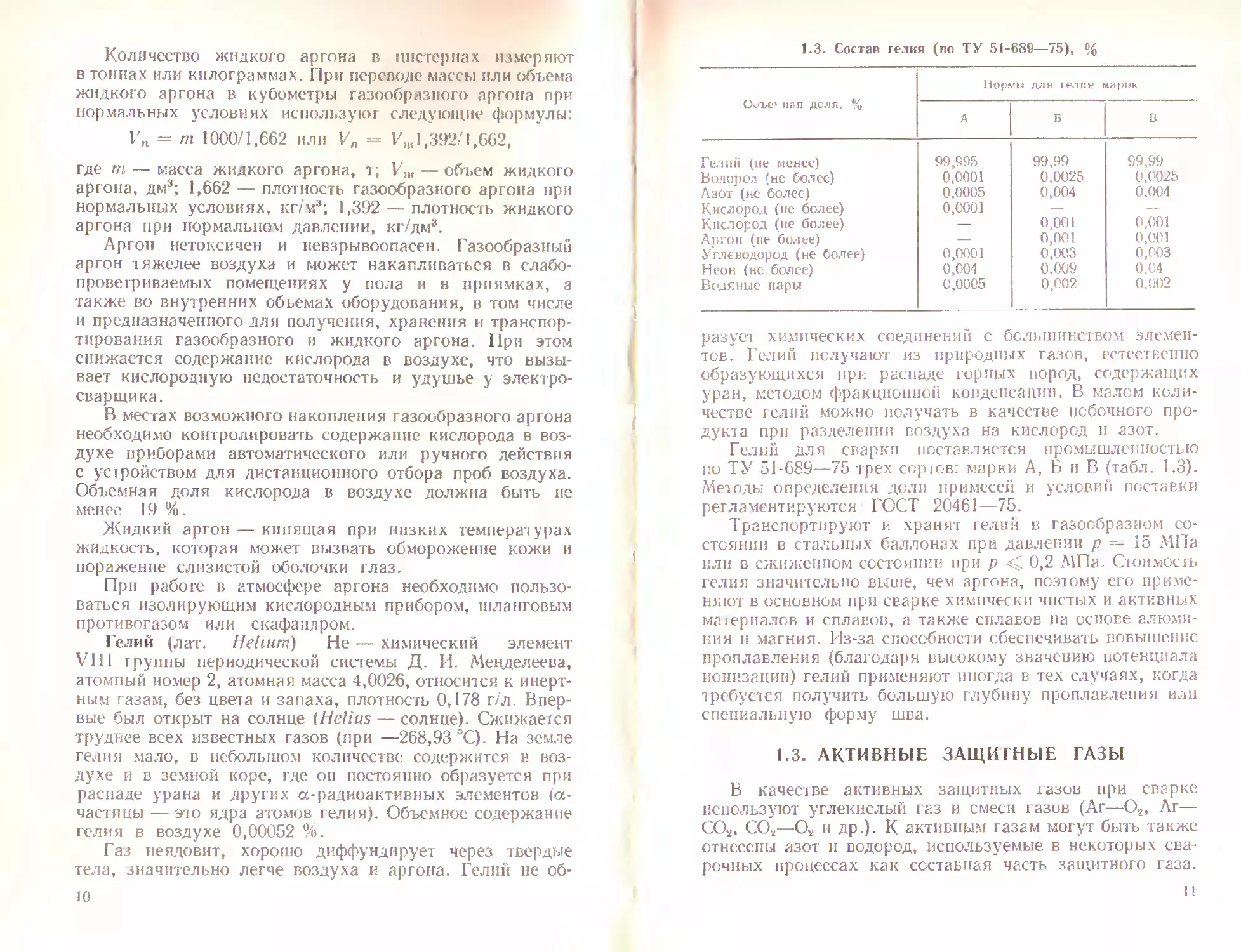
1.3. Состав гелия (по ТУ 51-689—75), %
О^.-ъе' лая Доля, % Нормы для гелия марок
А Б В
Гелин (не менее) 99.995 99,99 99,99
Водород (нс более) 0,0001 0,0025 0,0025
Азот (нс более) 0,0005 0,004 0.004
Кислород (по более) 0,0001 — *
Кислород (не более) — 0,001 0,001
Ап гои (не более) —- 0,001 0,001
Углеводород (не более) 0,0001 0,003 0,003
Неон (нс более) 0,004 0,009 0,04
Водяные пары 0,0005 0,002 0.002
разует химических соединении с большинством элемен-
тов. Гелий получают из природных газов, естественно
образующихся при распаде горных пород, содержащих
уран, методом фракционной конденсации. В малом коли-
честве гелий можно получать в качестве побочного про-
дукта при разделении воздуха на кислород и азот.
Гелий для сварки поставляется промышленностью
по ТУ 51-689—75 трех сорюв: марки А, Б и В (табл. 1.3).
Методы определения доли примесей и условий поставки
р ег л а менти р у юте я Г ОСТ 20461 —75.
Транспортируют и хранят гелий в газообразном со-
стоянии в стальных баллонах при давлении р — 15 МПа
или в сжиженном состоянии при р С 6,2 МПа. Стоимость
гелия значительно выше, чем аргона, поэтому его приме-
няют в основном при сварке химически чистых и активных
ма!ериалов и сплавов, а также сплавов на основе алюми-
ния и магния. Из-за способности обеспечивать повышение
проплавления (благодаря высокому значению потенциала
ионизации) гелий применяют иногда в тех случаях, когда
требуется получить большую глубину проплавления или
специальную форму шва.
1.3. АКТИВНЫЕ ЗАЩИТНЫЕ ГАЗЫ
В качестве активных защитных газов при сварке
используют углекислый газ и смеси газов (Аг—О2, Лг—
СО2, СО2—О2 и др.). К активным газам могут быть также
отнесены азот и водород, используемые в некоторых сва-
рочных процессах как составная часть защитного газа.
Углекислый газ, или двуокись углерода, оксид С (IV),
высший оксид углерода, может находиться в газообраз-
ном, сжиженном и тердом (в виде сухого льда) состоя-
ниях. Плотность двуокиси углерода зависит от давления,
температуры и агрегатного состояния, в котором она
находится. При атмосферном давлении и 1емпературе
— 78,5 °C двуокись углерода, минуя жидкое состояние,
превращается в белую снегообразную массу «сухой лед».
Углекислый газ — широко распространенный в при-
роде бесцветный газ, имеет слабый кисловатый запах к
вкус, хорошо растворяется в воде и, образуя угольную
кислоту Н2СО3, придает ей кислый вкус. В воздухе со-
держится 0,03 % СО3. При нулевой температуре и давле-
нии 101,3 кПа плотность углекислого газа равна
0,001976 г/см3 и по отношению к воздуху составляет
1,524.
Жидкая двуокись углерода — бесцветная жидкость.
Она существует при комнатной температуре лишь при
давлении более 5,85 МПа. Плотность жидкой СО2
0,771 г/см3 (20 °C). При температуре ниже +11 °C она
тяжелее воды, а выше +11 °C — легче. Удельная масса
жидкой двуокиси углерода значительно изменяется с тем-
пературой, поэтому количество двуокиси углерода опре-
деляют и продают по массе. Растворимость воды в жид-
кой двуокиси углерода в интервале температур 5,8—
22,9 СС не более 0,05 %. Двуокись углерода хорошо рас-
творяет машинное масло.
Жидкая двуокись углерода превращается в газ при
подводе к ней теплоты. При нормальных условиях (20 СС
и 101,3 кПа) при испарении 1 кг жидкой углекислоты
образуется 509 л газа. При чрезмерно быстром отборе
газа, понижении давления в баллоне и недостаточном
подводе теплоты углекислота охлаждается, скорость ее
испарения снижается и при давлении 0,53 МПа и тем-
пературе —56,6 СС опа превращается в сухой лед. При
нагреве сухой лед непосредственно превращается в уг-
лекислый газ, минуя жидкое состояние. Для испарения
сухого льда необходимо подвести значительно больше
теплоты, чем для испарения углекислоты; поэтому если
в баллоне образовался сухой лед, то испаряется он мед-
ленно.
Двуокись углерода термически устойчива, диссоции-
рует на окись углерода и кислород только при температуре
выше 2000 °C.
12
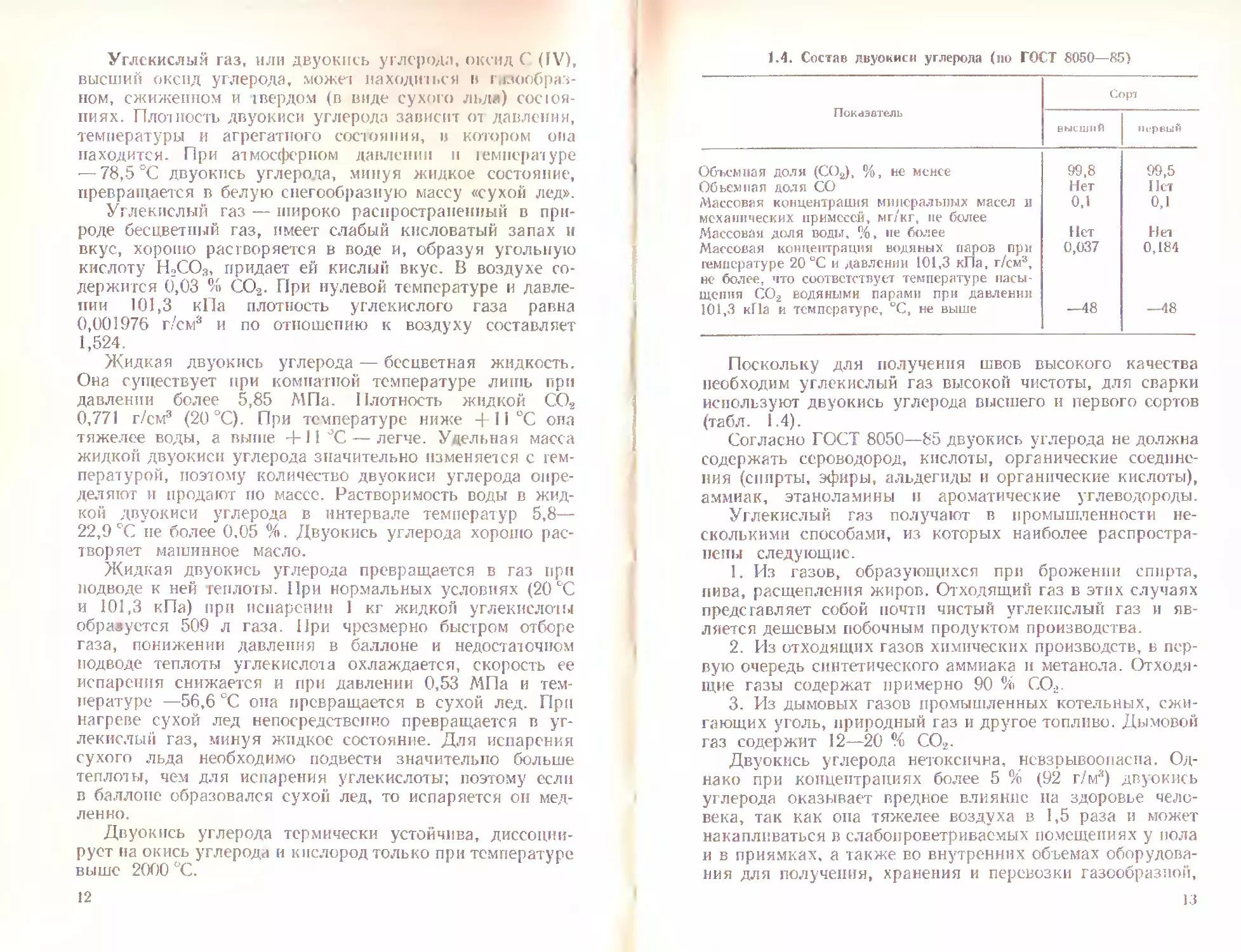
М. Состав двуокиси углерода (ио ГОСТ 8050—85)
Сорт
Показатель
высший
первый
Объемная доля (СОЙ), %, не менее
Объемная доля СО
Массовая концентрация минеральных масел и
механических примесей» мг/кг, не более
Массовая доля воды, %, не более
Массовая концентрация водяных паров при
температуре 20 °C и давлении 101,3 кПа, г/см* 2 3»
не более, что соответствует температуре насы-
щения СО2 водяными парами при давлении
101»3 кПа и температуре, °C, не выше
99.8 99,5
Нет Пет
0,1 0,1
Нет Нет
0,037 0,184
—48 —48
Поскольку для получения швов высокого качества
необходим углекислый газ высокой чистоты, для сварки
используют двуокись углерода высшего и первого сортов
(табл. 1.4).
Согласно ГОСТ 8050—85 двуокись углерода не должна
содержать сероводород, кислоты, органические соедине-
ния (спирты, эфиры, альдегиды и органические кислоты),
аммиак, этаноламины и ароматические углеводороды.
Углекислый газ получают в промышленности не-
сколькими способами, из которых наиболее распростра-
нены следующие.
L Из газов, образующихся при брожении спирта,
пива, расщепления жиров» Отходящий газ в этих случаях
представляет собой почти чистый углекислый газ и яв-
ляется дешевым побочным продуктом производства.
2. Из отходящих газов химических производств, в пер-
вую очередь синтетического аммиака и метанола. Отходя-
щие газы содержат примерно 90 % СО.».
3. Из дымовых газов промышленных котельных, сжи-
гающих уголь, природный газ и другое топливо. Дымовой
газ содержит 12—20 % СО2.
Двуокись углерода нетоксична, нсвзрывоопаспа. Од-
нако при концентрациях более 5 % (92 г/м3) двуокись
углерода оказывает вредное влияние на здоровье чело-
века, так как опа тяжелее воздуха в 1,5 раза и может
накапливаться в слабопроветривасмых помещениях у пола
и в приямках, а также во внутренних объемах оборудова-
ния для получения, хранения и перевозки газообразной,
жидкой и твердой двуокиси углерода. При этом снижается
объемная доля кислорода в воздухе, что может вызвать
явления кислородной недостаточности и удушья. Пре-
дельно допустимая концентрация двуокиси углерода в воз-
духе рабочей зоны 9,2 г/м3 (0,5 %).
Помещения, где производился сварка с использова-
нием в качестве защиты двуокиси углерода, должны быть
оборудованы общеобмепной приточи о-вытяжной венти-
ляцией.
Жидкая двуокись углерода при снижении давления
до а1мосферного превращается в газ и снег температурой
—78,5'С, которые могут вызвать при непосредственном
попадании обморожение кожи и поражение слизне гей
оболочки глаз.
При осмотре внутреннего сосуда бывшей в эксплуата-
ции цистерны для транспортирования и хранения жидкой
двуокиси углерода цистерна должна быть отогрета до
температуры окружающей среды, внутренний сосуд про-
вентилирован или продут воздухом. Работа внутри сосуда
должна проводиться в шланговом противогазе. Работать
без противогаза разрешается только после того, как
объемная доля двуокиси углерода внутри сосуда (обо-
рудования) будет ниже 0,5 %.
Кислород (лат. Oxygenium) О — химический элемент
VI группы периодической системы Д. И. Менделеева,
атомный номер 8, атомная масса 15,9994. При нормальных
условиях газ без цвета, запаха и вкуса. Химически
наиболее активный (после фтора) неметалл С большин-
ством других элементов (водородом, металлами, серой,
фосфором и т. д ) взаимодействует непосредственно (окис-
ление) и, как правило, с выделением энергии.
Кислород — самый распространенный химический эле-
мент на Земле. В атмосфере находится в свободном состоя-
нии и составляет 23,15% массы воздуха. В обычных
условиях молекула кислорода двухатомна (0.2). Плотность
газообразного кислорода при нулевой температуре и нор-
мальном давлении 1,42897 г-'л. Критическая температура
— 118,84 42, критическое давление 4,97 МПа. Температура
кипения — 182,9 °C.
В сварочном производстве кислород широко применяют
для газовой сварки и резки, а также при дуговой сварке
как составную часть защитной газовой смеси. При доста-
точно высоком содержании элементов раскислителей в пе-
реплавляемом дугой металле кислород может вводиться
14
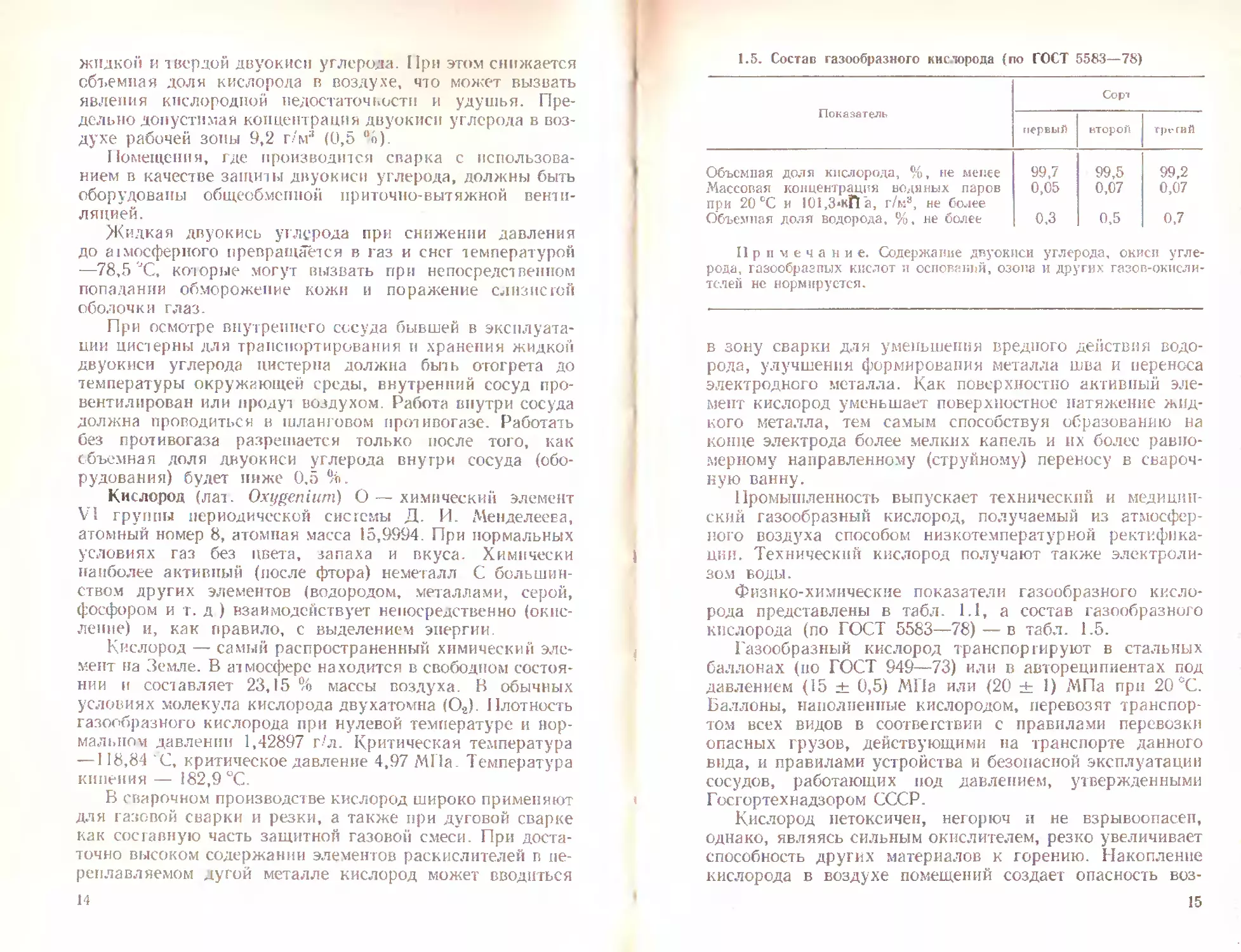
1.5. Состав газообразного кислорода (по ГОСТ 5583—78)
Показатель Сорт
первый второй ТргГИЙ
Объемная доля кислорода, %, не менее 99,7 99,5 99,2
Массовая концентрация водяных паров 0,05 0,07 0,07
при 20 СС и 101,3*кЙ'а, г/м3, не более
Объемная доля водорода, %, не более 0.3 0,5 0,7
При меча н и е. Содержание двуокиси углерода, окиси угле-
рода, газообразных кислот и оснований, озона и других газов-окисли-
телей не нормируется.
в зону сварки для уменьшения вредного действия водо-
рода, улучшения формирования металла шва и переноса
электродного металла. Как поверхностно активный эле-
мент кислород уменьшает поверхностное натяжение жид-
кого металла, тем самым способствуя образованию на
конце электрода более мелких капель и их более равно-
мерному направленному (струйному) переносу в свароч-
ную ванну.
Промышленность выпускает технический и медицин-
ский газообразный кислород, получаемый из атмосфер-
ного воздуха способом низкотемператур ной ректифина-
ции. Технический кислород получают также электроли-
зом воды.
Физико-химические показатели газообразного кисло-
рода представлены в табл. 1.1, а состав газообразного
кислорода (по ГОСТ 5583—78) — в табл. 1.5.
Газообразный кислород транспортируют в стальных
баллонах (по ГОСТ 949—73) или в автореципиентах под
давлением (15 ± 0,5) МПа или (20 ± 1) МПа при 20 °C.
Баллоны, наполненные кислородом, перевозят транспор-
том всех видов в соответствии с правилами перевозки
опасных грузов, действующими на транспорте данного
вида, и правилами устройства и безопасной эксплуатации
сосудов, работающих под давлением, утвержденными
Госгортехнадзором СССР.
Кислород нетоксичен, негорюч и не взрывоопасен,
однако, являясь сильным окислителем, резко увеличивает
способность других материалов к горению. Накопление
кислорода в воздухе помещений создает опасность воз-
15
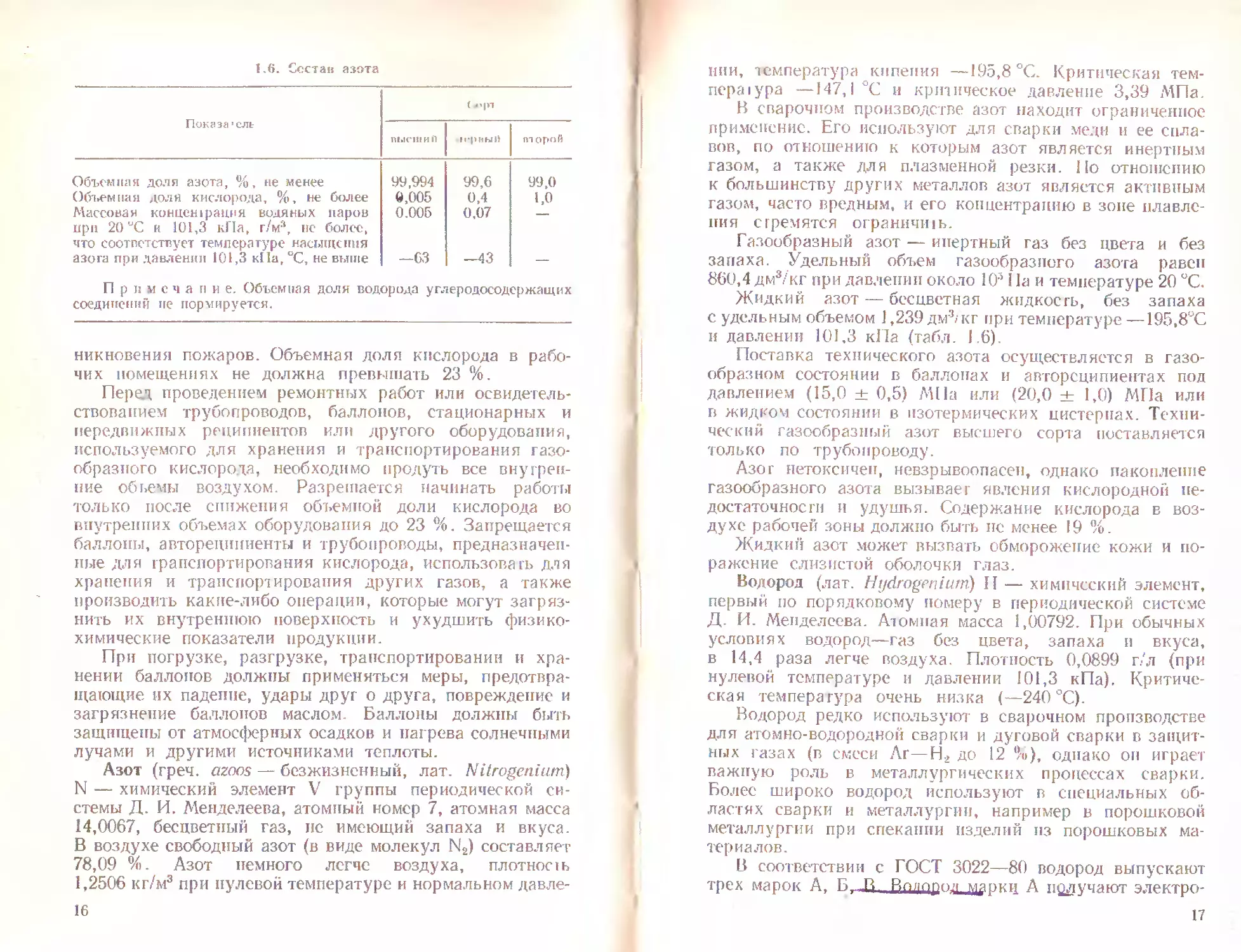
1.6. Состав азота
Показа1 ель (
ВЫСИ! И ft f 1‘рНЫЙ tn орой
Объемная доля азота, %, не менее 99,994 99,6 99,0
Объемная доля кислорода, %, не более Q,005 0,4 1,0
Массовая концсш рация водяных паров при 20 иС и 101,3 кПа, г/м3, нс более, что соответствует температуре насыщения азога при давлении 101,3 к! 1а, °C, не выше 0.005 0,07
—63 —43 —
Примечал и е. Объемная доля водорода углеродосодержащих
соединений не нормируется.
никновения пожаров. Объемная доля кислорода в рабо-
чих помещениях не должна превышать 23 %.
Перед проведением ремонтных работ или освидетель-
ствованием трубопроводов, баллонов, стационарных и
передвижных реципиентов или другого оборудования,
используемого для хранения и транспортирования газо-
образного кислорода, необходимо продуть все внутрен-
ние объемы воздухом. Разрешается начинать работы
только после снижения об7»емпой доли кислорода во
внутренних объемах оборудования до 23 %. Запрещается
баллоны, авторециииенты и трубопроводы, предназначен-
ные для транспортирования кислорода, использовать для
хранения и транспортировапия других газов, а также
производить какие-либо операции, которые могут загряз-
нить их внутреннюю поверхность и ухудшить физико-
химические показатели продукции.
При погрузке, разгрузке, транспортировании и хра-
нении баллонов должны применяться меры, предотвра-
щающие их падение, удары друг о друга, повреждение и
загрязнение баллонов маслом. Баллоны должны быть
защищены от атмосферных осадков и нагрева солнечными
лучами и другими источниками теплоты.
Азот (греч. azoos — безжизненный, лат. Nilrogenitun)
N — химический элемент V группы периодической си-
стемы Д. И. Менделеева, атомный номер 7, атомная масса
14,0067, бесцветный газ, нс имеющий запаха и вкуса.
В воздухе свободный азот (в виде молекул N2) составляет
78,09 %. Азот немного легче воздуха, плотность
1,2506 кг/м3 при пулевой температуре и нормальном давле-
16
нии, температура кипения —195,8 °C Критическая тем-
nepaiypa —147,1 °C и критическое давление 3,39 МПа.
В сварочном производстве азот находит ограниченное
применение. Его используют для сварки меди и ее спла-
вов, по отношению к которым азот является инертным
газом, а также для плазменной резки. По отношению
к большинству других металлов азот является активным
газом, часто вредным, и его концентрацию в зоне плавле-
ния с г рем ятся ограничиiь.
Газообразный азот — инертный газ без цвета и без
запаха. Удельный объем газообразного азота равен
860,4 дм3/кг при давлении около ИР 11а и температуре 20 °C.
Жидкий азот — бесцветная жидкость, без запаха
с удельным объемом 1,239 дм3/кг при температуре —195,8°С
и давлении 101,3 кПа (табл. 1.6).
Поставка технического азота осуществляется в газо-
образном состоянии в баллонах и авторсципиентах под
давлением (15,0 ± 0,5) МПа или (20,0 ± 1,0) МПа или
в жидком состоянии в изотермических цистернах. Техни-
ческий газообразный азот высшего сорта поставляется
толь ко по тр убогI роводу.
Азот нетоксичен, невзрывоопасен, однако накопление
газообразного азота вызывает явления кислородной не-
достаточности и удушья. Содержание кислорода в воз-
духе рабочей зоны должно быть пс менее 19 %.
Жидкий азот может вызвать обморожение кожи и по-
ражение слизистой оболочки глаз.
Водород (лат. Hydrogenium) II — химический элемент,
первый по порядковому номеру в периодической системе
Д. И. Менделеева. Атомная масса 1,00792. При обычных
условиях водород—газ без цвета, запаха и вкуса,
в 14,4 раза легче воздуха. Плотность 0,0899 г/л (при
нулевой температуре и давлении 101,3 кПа), Критиче-
ская температура очень низка (—240 сС).
Водород редко используют в сварочном производстве
для атомно-водородной сварки и дуговой сварки в защит-
ных газах (в смеси Лг—Н2 до 12 %), однако он играет
важную роль в металлургических процессах сварки.
Болес широко водород используют в специальных об-
ластях сварки и металлургии, например в порошковой
металлургии при спекании изделий из порошковых ма-
териалов.
В соответствии с ГОСТ 3022—80 водород выпускают
трех марок А, БДЗ .Во/юрод-Л^рки А получают электро-
17
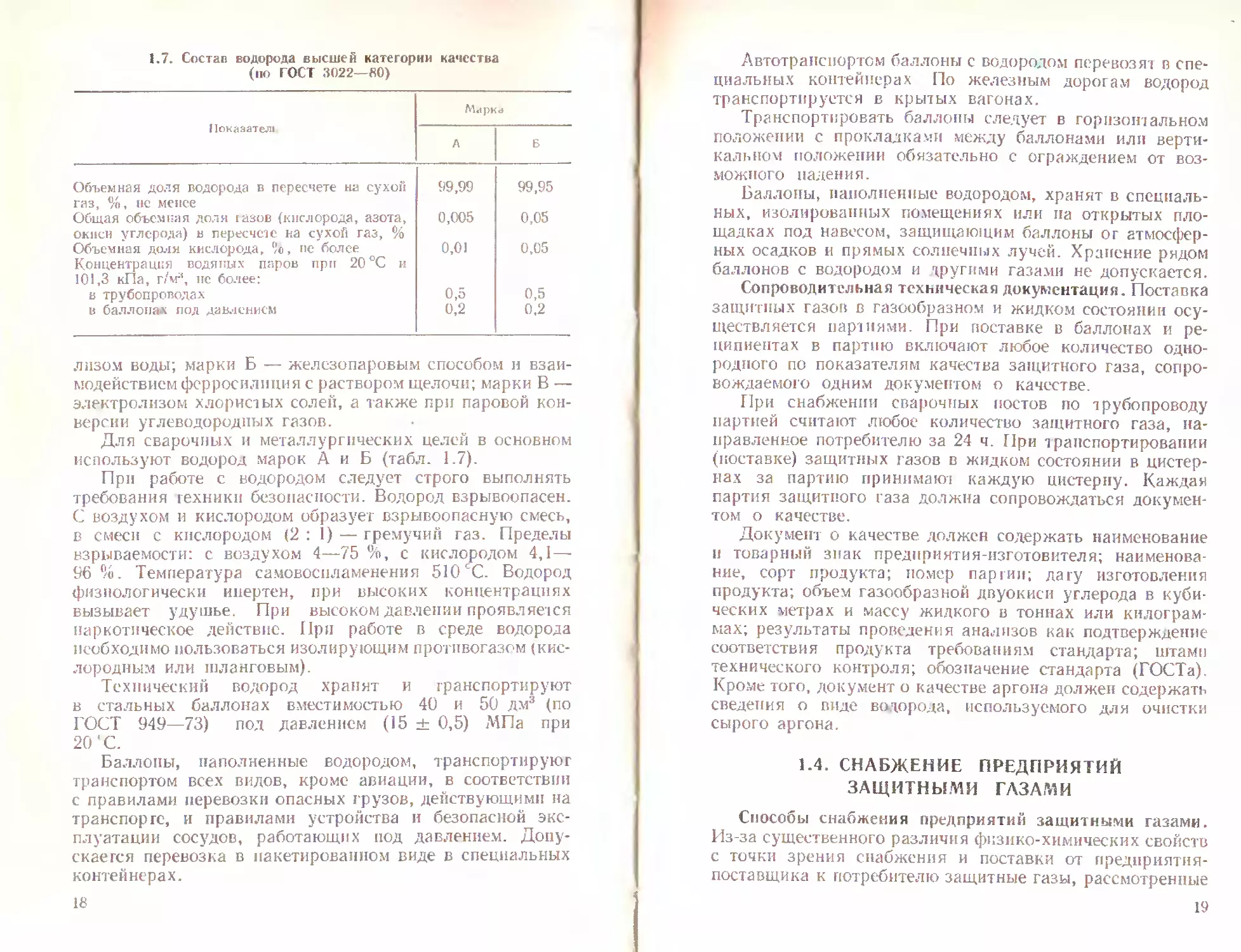
1.7. Состав водорода высшей категории качества
(по ГОСТ 3022—ВО)
II ох азател! Мирка
А Б
Объемная доля водорода в пересчете на сухой 99,99 99,95
газ, %, нс менее
Общая объемная доля газов (кислорода, азота, окиси углерода) в пересчете на сухой газ, % 0,005 0,05
Объем н а я дол я ки с л ср ода, %, не более Концентрация водяных паров при 20 °C и 0,01 0,05
101,3 кПа, г/м3, не более:
в трубопроводах 0,5 0,5
в баллонах под давлением 0,2 0,2
лизом воды; марки Б — желсзопаровым способом и взаи-
модействием ферросилиция с раствором щелочи; марки В —
электролизом хлористых солей, а также при паровой кон-
версии углеводородных газов.
Для сварочных и металлургических целей в основном
используют водород марок А и Б (табл. 1.7).
При работе с водородом следует строго выполнять
требования техники безопасности. Водород взрывоопасен.
С воздухом и кислородом образует взрывоопасную смесь,
в смеси с кислородом (2:1) — гремучий газ. Пределы
взрываемости: с воздухом 4—75 %, с кислородом 4,1 —
96 %. Температура самовоспламенения 510 сС. Водород
физиологически инертен, при высоких концентрациях
в ыз ыв ает уду ш ье. При в ысо ко м да вле и и и п р о яв л яет с я
наркотическое действие. При работе в среде водорода
необходимо пользоваться изолирующим противогазом (кис-
лородным или шланговым).
Технический водород храпят и транспортируют
в стальных баллонах вместимостью 40 и 50 дм3 (по
ГОСТ 949—73) пол давлением (15 ± 0,5) МПа при
20* С.
Баллоны, наполненные водородом, транспортируют
транспортом всех видов, кроме авиации, в соответствии
с правилами перевозки опасных грузов, действующими на
транспорте, и правилами устройства и безопасной экс-
плуатации сосудов, работающих под давлением. Допу-
скается перевозка в пакетированном виде в специальных
контейнерах.
Автотранспортом баллоны с водородом перевозят в спе-
циальных контейнерах По железным дорогам водород
транспортируется в крытых вагонах.
Транспортировать баллоны следует в горизонтальном
положении с прокладками между баллонами или верти-
кальном положении обязательно с ограждением от воз-
можного палени я.
Баллоны, наполненные водородом, хранят в специаль-
ных, изолированных помещениях или па открытых пло-
щадках под навесом, защищающим баллоны ог атмосфер-
ных осадков и прямых солнечных лучей. Храпение рядом
баллонов с водородом и другими газами не допускается.
Сопроводительная техническая документация. Поставка
защитных газов в газообразном и жидком состоянии осу-
ществляется партиями. При поставке в баллонах и ре-
ципиентах в партию включают любое количество одно-
родного по показателям качества защитного газа, сопро-
вождаемого одним документом о качестве.
При снабжении сварочных постов по трубопроводу
партией считают любое количество защитного газа, на-
правленное потребителю за 24 ч. При транспортировании
(поставке) защитных газов в жидком состоянии в цистер-
нах за партию принимают каждую цистерну. Каждая
партия защитного газа должна сопровождаться докумен-
том о качестве.
Документ о качестве должен содержать наименование
и товарный знак предприятия-изготовителя; наименова-
ние, сорт продукта; помер партии; лагу изготовления
продукта; объем газообразной двуокиси углерода в куби-
ческих метрах и массу жидкого в тоннах или килограм-
мах; результаты проведения анализов как подтверждение
соответствия продукта требованиям стандарта; штамп
технического контроля; обозначение стандарта (ГОСТа).
Кроме того, документ о качестве аргона должен содержать
сведения о виде водорода, используемого для очистки
сырого аргона.
1.4. СНАБЖЕНИЕ ПРЕДПРИЯТИЙ
ЗАЩИТНЫМИ ГАЗАМИ
Способы снабжения предприятий защитными газами.
Из-за существенного различия физико-химических свойств
с точки зрения снабжения и поставки от предприятия-
поставщика к потребителю защитные газы, рассмотренные
19
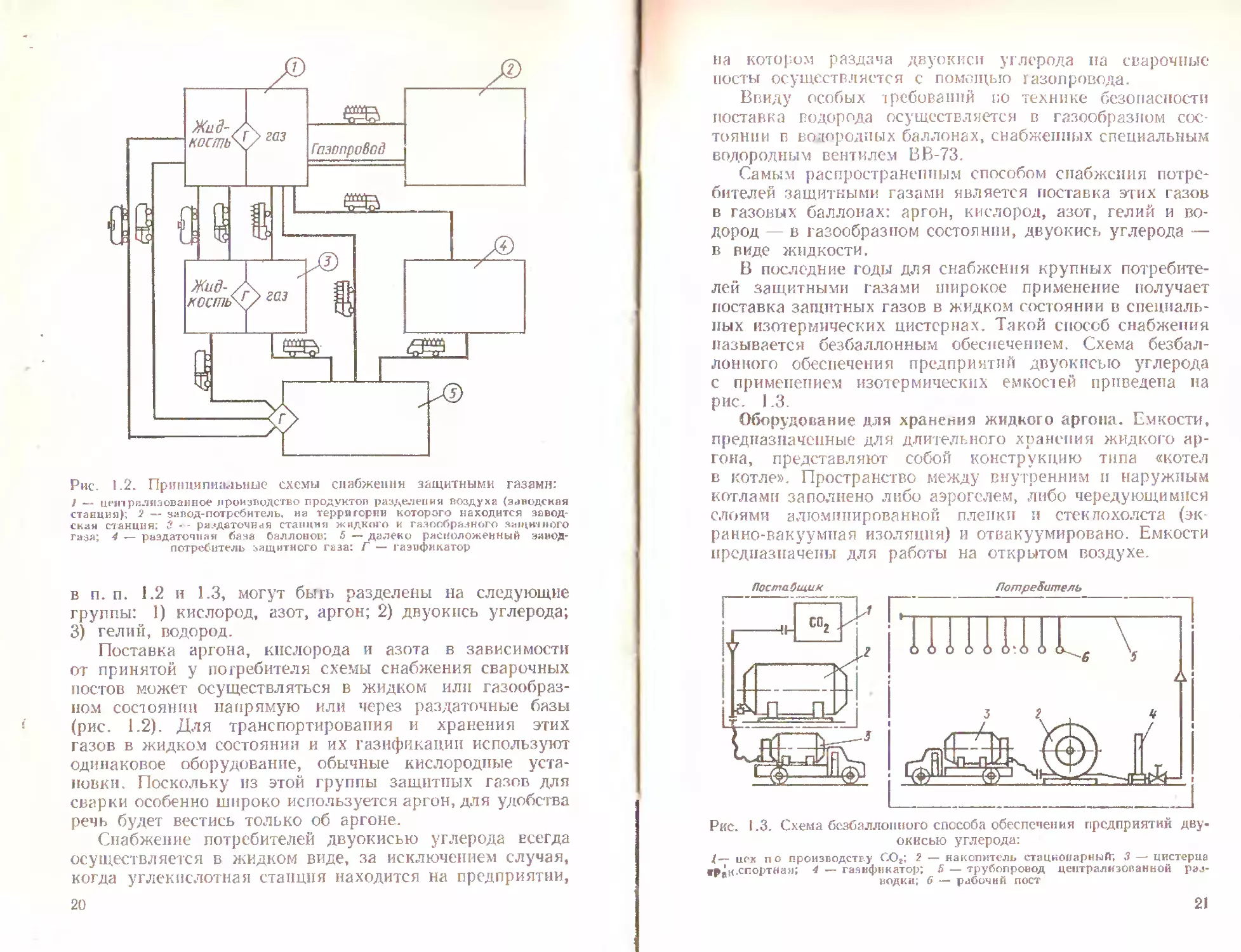
Рис. 1.2. Принципиальные схемы снабжении защитными газами:
I — централизованное производство продуктов разделения воздуха (заводская
станция); 2 — завод-потребитель, на территории которого находится завод-
ская станция; S - - раздаточная станция жидкого и газообразного защитного
газа; 4 — раздаточная база баллонов; 5 — далеко расположенный завод-
потребитель защитного газа: Г — газификатор
на котором раздача двуокиси углерода па сварочные
посты осуществляется с помощью газопровода.
Ввиду особых требований по технике безопасности
поставка водорода осуществляется в газообразном сос-
тоянии в водородных баллонах, снабженных специальным
водородным вентилем ВВ-73.
Самым распространенным способом снабжения потре-
бителей защитными газами является поставка этих газов
в газовых баллонах: аргон, кислород, азот, гелий и во-
дород — в газообразном состоянии, двуокись углерода —
в виде жидкости.
В последние годы для снабжения крупных потребите-
лей защитными газами широкое применение получает
поставка защитных газов в жидком состоянии в специаль-
ных изотермических цистернах. Такой способ снабжения
называется безбаллонным обеспечением. Схема безбал-
лонного обеспечения предприятий двуокисью углерода
с применением изотермических емкостей приведена на
рис. 1.3.
Оборудование для хранения жидкого аргона. Емкости,
предназначенные для длительного хранения жидкого ар-
гона, представляют собой конструкцию типа «котел
в котле». Пространство между внутренним и наружным
котлами заполнено либо аэрогелем, либо чередующимися
слоями алюминированной плепкн и стеклохолста (эк-
ранно-вакуумная изоляция) и отвакуумировано. Емкости
предназначены для работы на открытом воздухе.
в п. п. 1.2 и 1.3, могут быть разделены на следующие
группы: 1) кислород, азот, аргон; 2) двуокись углерода;
3) гелий, водород.
Поставка аргона, кислорода и азота в зависимости
от принятой у потребителя схемы снабжения сварочных
постов может осуществляться в жидком или газообраз-
ном состоянии напрямую или через раздаточные базы
(рис. 1.2). Для транспортирования и хранения этих
газов в жидком состоянии и их газификации используют
одинаковое оборудование, обычные кислородные уста-
новки. Поскольку из этой группы защитных газов для
сварки особенно широко используется аргон, для удобства
речь будет вестись только об аргоне.
Снабжение потребителей двуокисью углерода всегда
осуществляется в жидком виде, за исключением случая,
когда углекислотная станция находится на предприятии,
Поставщик
Потрейитель
Рис. 1.3. Схема безбаллоиного способа обеспечения предприятий дву-
окисью углерода:
I— цех по производству СОг; 2 — накопитель стационарный; 3 — цистерна
'к.спортная; 4 — газификатор; 5 — трубопровод централизованной раз-
водки; 6 — рабочий пост
20
21
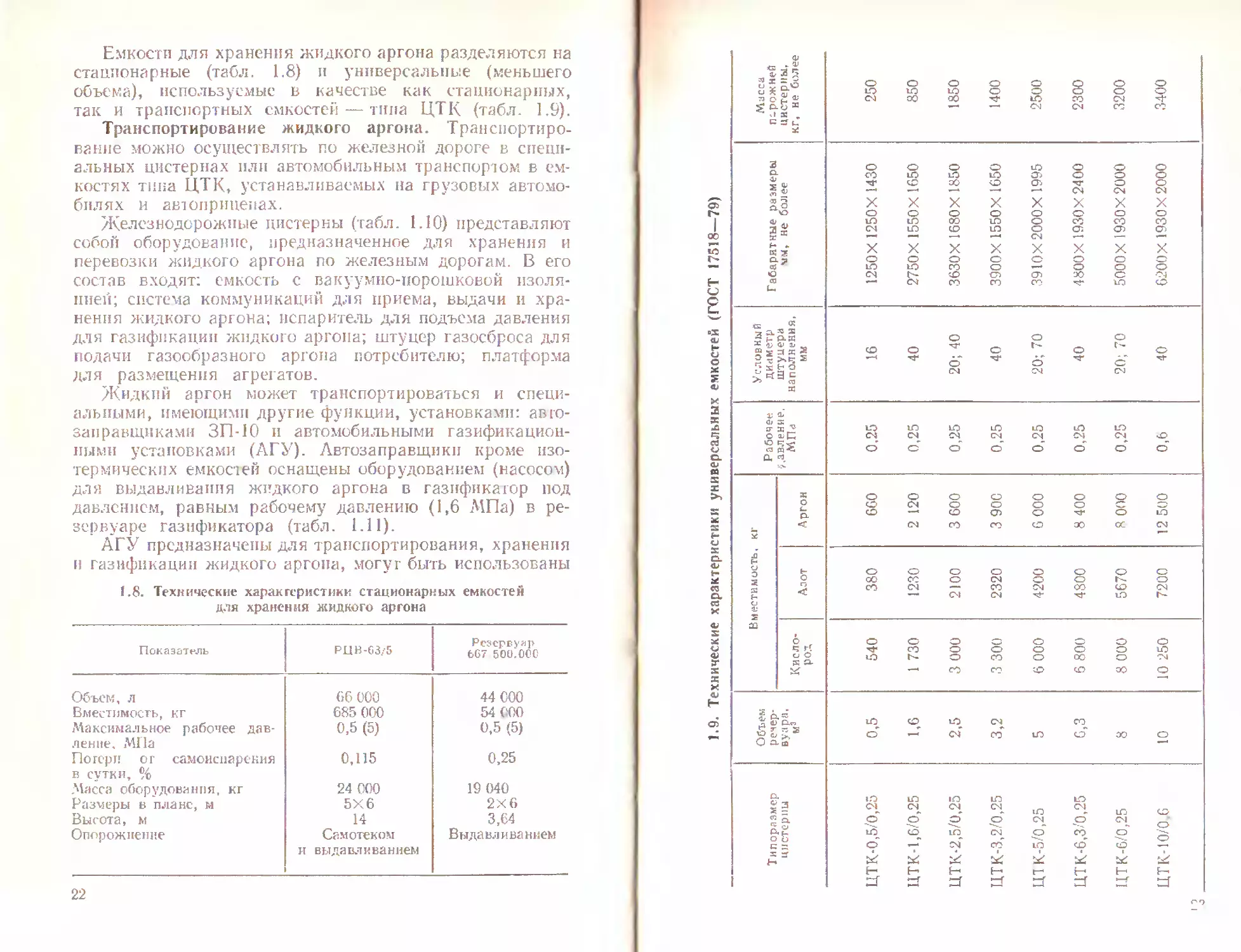
Емкости для хранения жидкого аргона разделяются на
стационарные (табл. 1.8) и универсальные (меньшего
объема), используемые в качестве как стационарных,
так и транспортных емкостей — типа ЦТК (табл. 1.9).
Транспортирование жидкого аргона. Транспортиро-
вание можно осуществлять по железной дороге в специ-
альных цистернах или автомобильным транспортом в ем-
костях тина ЦТК, устанавливаемых на грузовых автомо-
билях и автоприцепах.
Железнодорожные цистерны (табл. 1.10) представляют
собой оборудование, предназначенное для хранения и
перевозки жидкого аргона по железным дорогам. В его
состав входят: емкость с вакуумно-порошковой изоля-
цией; система коммуникаций для приема, выдачи и хра-
нения жидкого аргона; испаритель для подъема давления
для газификации жидкого аргона; штуцер газосброса для
подачи газообразного аргона потребителю; платформа
для размещения агрегатов.
Жидкий аргон может транспортироваться и специ-
альными, имеющими другие функции, установками: авто-
заправщиками ЗП-10 и автомобильными газификацион-
ными установками (АГУ). Автозаправщики кроме изо-
термических емкостей оснащены оборудованием (насосом)
для выдавливания жидкого аргона в газификатор под
давлением, равным рабочему давлению (1,6 МПа) в ре-
зервуаре газификатора (табл. 1.11).
АГУ предназначены для транспортирования, хранения
и газификации жидкого аргона, могут быть использованы
1.8. Технические характеристики стационарных емкостей
для хранения жидкого аргона
Показатель РЦВ-СЗ/5 Резервуар Ь67 500.000
Объем, л 66 000 44 000
Вместимость, кг 685 000 54 000
М а кс им а л ь ное р абочее да в - ленне. Mila 0,5 (о) 0,5 (5)
Погори ог самоиснарекия в сутки, % 0,115 0,25
Масса оборудования, кг 24 000 19 040
Размеры в плане, ы 5X6 2x6
Высота, м 14 3,64
Опорожнение Самотеком Выда вл и ва нкем
и выдавливанием
22
1.9. Технические характеристики универсальных емкостей (ГОСТ 17518—79)
d И X и - О * ТЭ Q < О. и с цистерны, кг, не более ОООООООО юююооооо 04 00 О0 Ю СО 04 -Ф — —’ О1 04 СО со
Габаритные размеры мм» не более ООООЮООО СО iO lO tQ О О О О тГОоООО^гОО —’ —Сч CN СЧ хххххххх оооооооо iDlDODlDOcQCOOO 041ПОШОООО 1—, —ч —’ ч-а 04 —> .— —« оооооооо LOLOCOO’— ООО 04 Ь- О О О 'J0 О 04 *- 03 СО СО СО Ю О
Условный диаметр штуцера наполнения, ММ ООО о о о о о —< rf1 ~ ТГ ДЛ чр ДГ ’* ООО 04 -04 03
Рабочее давление, МПа 1Л> Ш ю Ю LQ lO lO 04 04 04 04 04 04 04 О оооооооо
Вместимость, кг Аргон оооооооо 00400000 0 О—*O<y>OTJ*OiQ 04 со со о эо ос 03
Ал от оооооооо со се о 04 о о г- о СО 04 — 00 04 СО CD 04 — 04 04 -sf m h-
| Кисло- род оооооооо -^СООООООЮ 1ЛЬ-оеоооооо4 ГО cq О О со О
Объем резер- вуара. мэ LO О to 04 со О«— OJCOtnOOOO
Типоразмер | цистерны 1.0 О «О ПО ио О1 04 04 04 _ 04 - - * to - Lfj CD О О О О О4_ О 04^ о tO CD 140 О4_ О СО о” О ' 04 СО 1О СО О —’ * х :2 i
1.10. Гсхничсскис характеристики железнодорожных цистерн
чтя перевозки жидкого аргона
Показатель Цистерна типа 8Г-513 Ваг он-цистерна, модель 15 -55S
Объем резервуара, л Количество заливаемого аргона, ki Максимальное рабочее давление, Ml la По i ер и от самоиспарення в сут- ки, % Масса оборудования установки, кг Подача газообразного аргона, м3/ч 33 350 36 (ХЮ 0,25 (2,5) 0,26—0,39 35 500 650 14 060 50 (ХЮ 0,5 (5) 0,32 35 000 400 при —45 °C; 800 при +50 °C
1.11» Техническая характеристика автозаправщика ЗП-10
Объем резервуара, кг , , . 8
Рабочее давление, МПа ............. 2,5
Время опорожнения, мни, не более 40
Погори от испарения в сутки, % . . 0,54
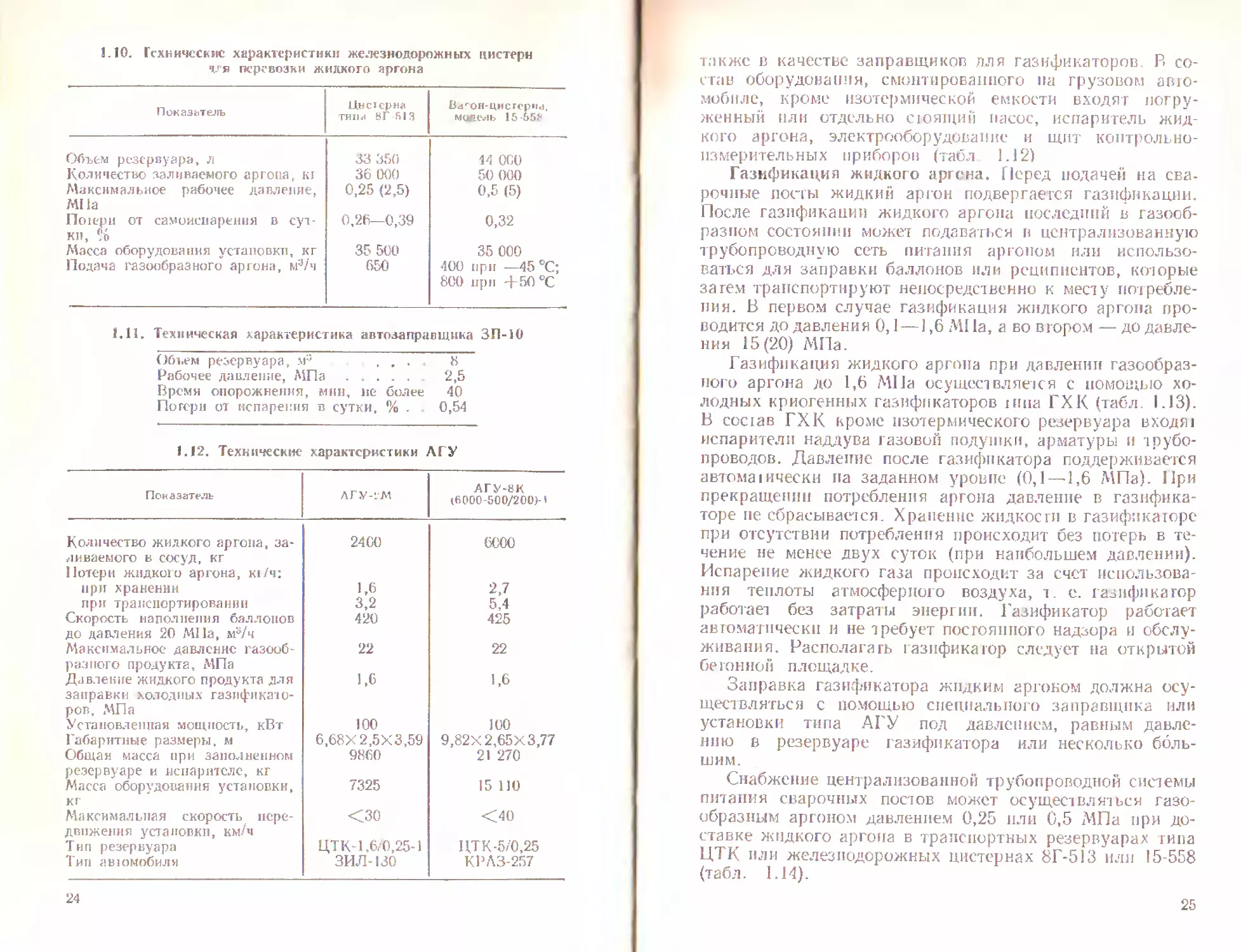
1.12. Технические характеристики ЛГУ
Показатель ЛГУ-1М АГУ-8К (6 000-500/200)-'
Количество жидкого аргона, за- ливаемого Б СОСУД, КГ Потери жидкого аргона, к»/ч: 2400 6000
при хранении 1,6 2,7 5,4
при транспортировании 3,2
Скорость наполпения баллонов до давления 20 МПа, му/ч 420 425
Максимальное давление газооб- разного продукта, МПа 22 22
Давление жидкого продукта для заправки холодных газификато- ров, МПа Установленная мощность, кВт 1,6 1,6
100 100
Габаритные размеры, м 6,68X2,5X3,59 9,82x2,65x3,77
Общая масса при заполненном резервуаре и испарителе, кг 9860 21 270
Масса оборудования установки, кг 7325 15 110
Максимальная скорость пере- движения установки, км/ч <30 <^40
Тип резервуара ЦТК-1,6/0,25-1 ЦТ К-5/0,25
Тип аыомобиля ЗИЛ-130 КРЛЗ-257
24
также в качестве заправщиков лля газификаторов. В со-
став оборудовании, смонтированного на грузовом авто-
мобиле, кроме изотермической емкости входят погру-
женный или отдельно сюящий насос, испаритель жид-
кого аргона, электрооборудование и щит контрольно-
измерительных приборов (табл 1.12)
Газификация жидкого аргона. Перед подачей на сва-
рочные посты жидкий аргон подвергается газификации.
После газификации жидкого аргона последний в газооб-
разном состоянии может подаваться в централизованную
трубопроводную сеть питания аргоном или использо-
ваться для заправки баллонов или реципиентов, которые
затем транспортируют непосредственно к месту потребле-
ния. В первом случае газификация жидкого аргона про-
водится до давления 0,1 —1,6 MI 1а, а во втором — до давле-
ния 15(20) МПа.
Газификация жидкого аргона при давлении газообраз-
ного аргона до 1,6 МПа осуществляется с помощью хо-
лодных криогенных газификаторов пша ГХК (табл. 1.13).
В сослав ГХК кроме изотермического резервуара входяч
испарители наддува газовой подушки, арматуры и трубо-
проводов. Давление после газификатора поддерживается
автомач ически па заданном уровне (0,1—1,6 МПа). При
прекращении потребления аргона давление в газифика-
торе не сбрасывается. Хранение жидкости в газификаторе
при отсутствии потребления происходит без потерь в те-
чение не менее двух суток (при наибольшем давлении).
Испарение жидкого газа происходит за счет ислюльзова-
ния теплоты атмосферного воздуха, т. е. газификатор
работает без затраты энергии. Газификатор работает
автоматически и не требует постоянного надзора и обслу-
живания. Располагать газификатор следует на открытой
бе тонной площадке.
Заправка газификатора жидким аргоном должна осу-
ществляться с помощью специального заправщика или
установки типа АГУ под давлением, равным давле-
нию в резервуаре газификатора или несколько боль-
шим.
Снабжение централизованной трубопроводной системы
питания сварочных послов может осуществляться газо-
образным аргоном давлением 0,25 или 0,5 МПа при до-
ставке жидкого аргона в транспортных резервуарах типа
ЦТК пли железнодорожных цистернах 8Г-513 иля 15-558
(табл. 1.14).
25
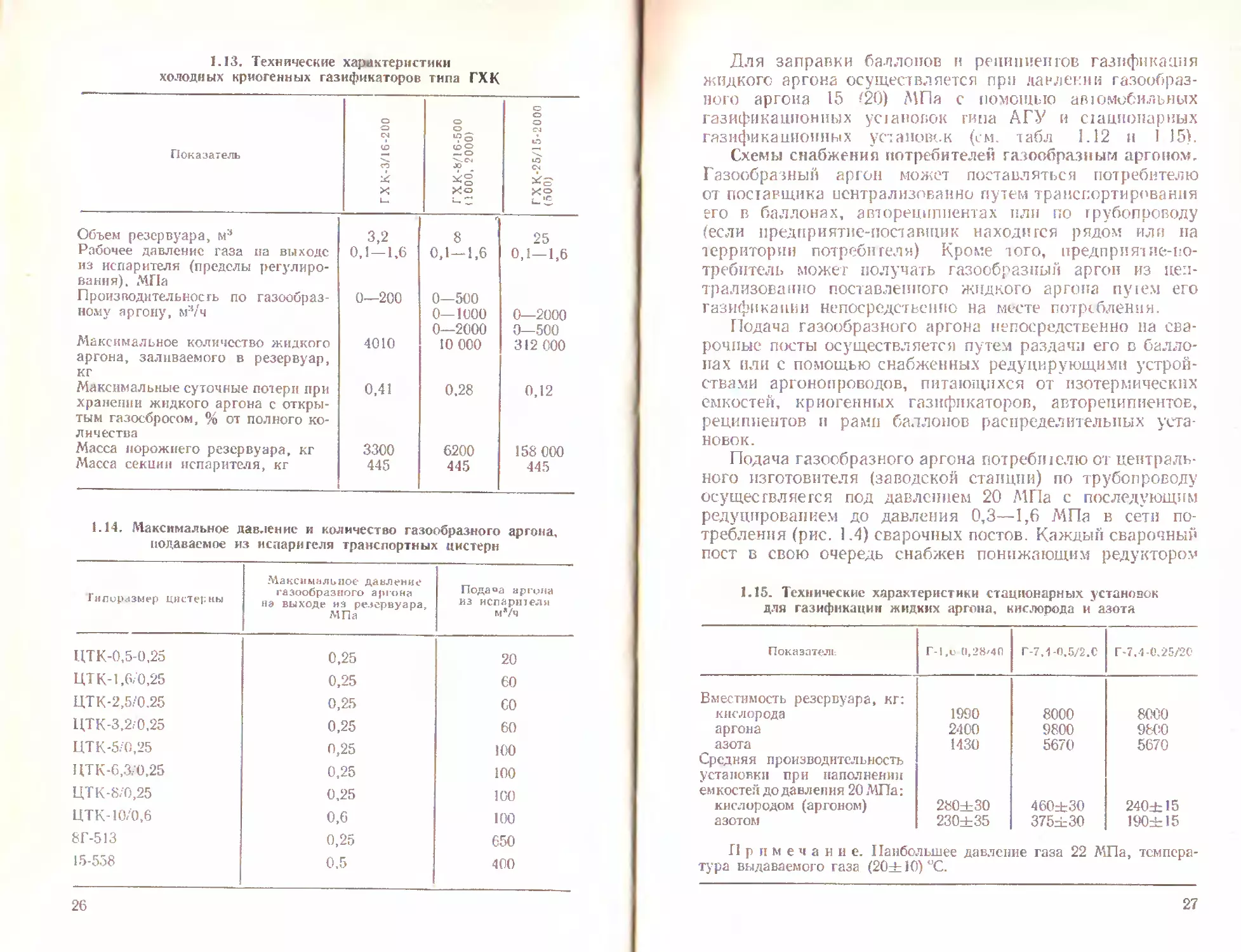
1.13. Технические характеристики
холодных криогенных газификаторов типа ГХК
Показатель
Объем резервуара, м:*
Рабочее давление газа на выходе
из испарителя (пределы регулиро-
вания). МПа
Производительность по газообраз-
ному аргону, м3/ч
Максимальное количество жидкого
аргона, заливаемого в резервуар,
кг
Максимальные суточные потери при
хранении жидкого аргона с откры-
тым газосбросом, % от полного ко-
личества
Масса порожнего резервуара, кг
Масса секции испарителя, кг
о о о о
о о 04
04 । " «я
(£> О
г=а — О
"--04
rt J0 См
Ко К<=>
г г-—«
c=fc* ~1 -
Г
3,2 8 25
0,1 —1,6 0,1—1,6 0,1-1,6
0—200 0—500
0—1000 0—2000
0—2000 0—500
4010 10 000 312 000
0,41 0.28 0,12
3300 6200 158 000
445 1 445 445
1.14. Максимальное давление и количество газообразного аргона,
подаваемое из испари геля транспортных цистерн
Гилиразмер цистерны Макс и м а л ь пос да вл ей и е газообразного аргона на выходе на резервуара, МПа Пода«а аргона из испарн1ели м*/ч
ЦТК-0,5-0,25 0,25 20
ЦТК-1,6/0,25 0,25 60
ЦТК-2,5/0.25 0,25 со
ЦТК-3.2/0.25 0,25 60
ЦТК-5/0,25 о,25 100
ЦТ К-6,3/0,25 0.25 100
ЦТК-8/0,25 0,25 100
ЦТК-10/0,6 0,6 100
8Г-513 0,25 650
15-558 0,5 400
26
Для заправки баллонов и реципиентов газификация
жидкого аргона осуществляется при давлении газообраз-
ного аргона 15 <20) МПа с помощью автомобильных
газификашюнных упаковок гииа АГУ и стационарных
газнфиканионных установок (см. табл 1.12 и I 15).
Схемы снабжения потребителей газообразным аргоном.
Газообразный аргон может поставляться потребителю
от поставщика централизованно путем транспортирования
его в баллонах, авторецнлпентах пли по трубопроводу
(если предприятие-поставщик находится рядом иля на
территории потреби геля) Кроме того, предпрпят ие-но-
требптель может получать газообразный аргон из цен-
трализованно поставленного жидкого аргона пучем его
газификации непосредственно на месте потребления.
Подача газообразного аргона непосредственно на сва-
рочные посты осуществляется путем раздачи его в балло-
нах или с помощью снабженных редуцирующими устрой-
ствами аргонопроводов, питающихся от изотермических
емкостей, криогенных газификаторов, авторепипиентов,
реципиентов и рамп баллонов распределительных уста-
новок.
Подача газообразного аргона потреби юлю от централь-
ного изготовителя (заводской станции) по трубопроводу
осуществляется под давлением 20 МПа с последующим
редуцированием до давления 0,3—1,6 МПа в сети по-
требления (рис. 1.4) сварочных постов. Каждый сварочный
пост в свою очередь снабжен понижающим редуктором
1.15. Технические характеристики стационарных установок
для газификации жидких аргона, кислорода и азота
Показатель Г-!,и 0,28/40 Г-7,4-0,5/2.С Г-7,4-0.25/20
Вместимость резервуара, кг: кислорода 1990 8000 8000
аргона 2400 9800 9800
азота 1430 5670 5670
Средняя производительность установки при наполнении емкостей до давления 20 МПа: кислородом (аргоном) 280+30 460+30 240+15
азотом 230+35 375+30 190+15
Примечав и е. Наибольшее давление газа 22 МПа, темпера-
тура выдаваемого газа (20+10) °C.
27
Сварочные посты
Рис. 1.4. Принципиальная схема снабжения сварочных постов газооб-
разным аргоном, подаваемым по трубопроводу:
1 -— коммуникация газообразного аргона с за вода-изготовителя (заводской
станции), о до 20i МПа; 2 — редуцирующее устройство; 3 — сеть потребления,
Л = 0,3-е-1,6 Mila; -1 — понижающие редукторы типа АР
до рабочего давления 0,1—0,9 МПа в зависимости от
расхода газа.
Питание сварочных постов газообразным аргоном
в случае доставки его на предприятие-потребитель в бал-
лонах с давлением до 20 МПа осуществляется по схеме,
представленной на рис. 1.5.
Баллоны перевозят в контейнерах и блоках. (В блоке
соединены коллектором 10 баллонов с одним общим вен-
тилем, в контейнере — 8 баллонов, каждый со своим
вентилем.)
При доставке газообразного аргона в авторепипиентах
подача газообразного аргона в сеть потребления осуще-
ствляется непосредственно из реципиентов через шланг
при давлении в сети потребления 0,3—1,6 МПа. Авто-
реципиет представляет собой баллонный агрегат, смон-
тированный на прицепе (или полуприцепе) и защищенный
от атмосферных осадков и солнца. Это универсальный
агрегат, обеспечивающий транспортирование, хранение и
выдачу потребителю как редуцированного, так и нере-
дуцированного аргона (табл. 1.16),
Рис. 1.5. Принципиальная схема снабже-
ния сварочных постов газообразным арго-
ном из баллонов:
1 — баллоны С газообразным аргоном, р =
= 20 МПа; 2 — баллонная рампа; 3 — рам-
повый редуктор; 4 — сеть потребления сва-
рочных постов, о = 0,34-1,6 МИа
28
1.16, Технические характеристики апторсцняис! тон
Показател»- I ш- cinTf-pcUHJIPCIlT
ЗЛО—150 54 0—15- ;-ч>- 2вс i 500
Объем газа в баллонах, м3 зео 540 720 1560
Рабочее давление в баллонах, MI 1а 15 15 20 15
Число баллонов вместимостью но 200 л 10 18 18 52
Полезный объем газообразного аргона в баллонах, м3 250 500 600 1360
П р и м ечан и е. Давление выдаваемого газа 0,3—1,6 iMfla, про-
изводительность 500—100 м3/ч.
Схемы питания сварочных постов аргоном, поставляе-
мым в жидком состоянии и газифицируемым на месте
потребления. Снабжение сварочных постов газообразным
аргоном под давлением 0,25 или 0,5 МПа посредством
подачи его в централизованную трубопроводную систему
питания может осуществляться при доставке жидкого
аргона в транспортных емкостях типа ЦТК (см. табл. 1.9)
или железнодорожных цистернах (см. табл. 1.10) по схеме,
представленной на рис. 1.6. Иногда требуется подавать
в сеть централизованного питания аргон под более высо-
ким давлением (0,3—1,6 МПа). В этом случае при до-
ставке жидкого аргона в железнодорожных (см. табл. 1.10)
или автомобильных (см. табл. 1.9) цистернах обеспечение
питания возможно по двум схемам, при которых хранение
и газификация жидкого аргона осуществляются в гази-
фикаторах ГХК. По первой схеме аргон из транспортной
Рис. 1.6. Принципиальная схема снабжения газообразным аргоном
при р = 0.25-Z-0.5 МПа и доставке его в транспортных емкостях 8Г-513:
J — резервуар- 2 — испаритель дли подтема давления: 3 — штуцер елмна-
иалива' 4 — ujiyiicp Гйзосброса; 5 — шланг; & — сеть потребления сварочных
ПОС IO15
29
S)
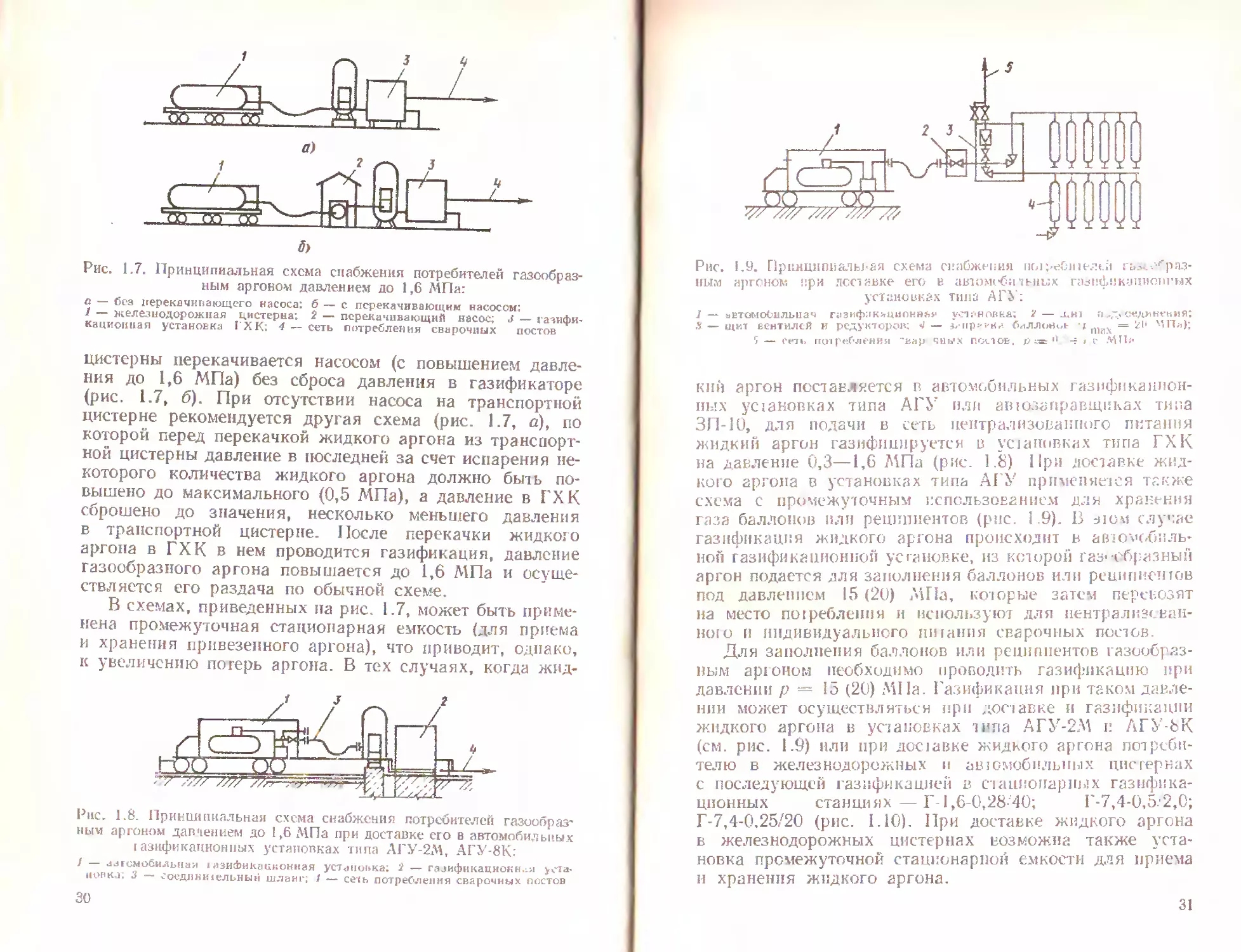
Рис. 1.7. Принципиальная схема снабжения потребителей газообраз-
ным аргоном давлением до 1,6 МПа:
а — без перекачивающего насоса: б — с перекачивающим насосом;
1 — железнодорожная цистерна; 2 — перекачивающий насос; J — тарифи-
кационная установка ГХК; 4 — сеть потребления сварочных постов
цистерны перекачивается насосом (с повышением давле-
ния до 1,6 МПа) без сброса давления в газификаторе
(рис. 1.7, б). При отсутствии насоса на транспортной
цистерне рекомендуется другая схема (рис. 1.7, а)9 по
которой перед перекачкой жидкого аргона из транспорт-
ной цистерны давление в последней за счет испарения не-
которого количества жидкого аргона должно быть по-
вышено до максимального (0,5 МПа), а давление в ГХК
сброшено до значения, несколько меньшего давления
в транспортной цистерне. После перекачки жидкого
аргона в ГХК в нем проводится газификация, давление
газообразного аргона повышается до 1,6 МПа и осуще-
ствляется его раздача по обычной схеме.
В схемах, приведенных па рис. 1.7, может быть приме-
нена промежуточная стационарная емкость (для приема
и хранения привезенного аргона), что приводит, однако,
к увеличению потерь аргона. В тех случаях, когда жид-
Рис. 1.8. Принципиальная схема снабжения потребителей газообраз*
иым аргоном давлением до 1,6 МПа при доставке его в автомобильных
I азификационных установках типа АГУ-2М, АГУ-8К:
/ — «за гем обильна и i азшЬикацконная установка; 2 — гээификациокн.-я уста-
новка; 3 — соедини зельный шланг; 1 — сечь потребления сварочных постов
Рис. 1,9. ПркншювалЫ'ЗЯ схема снабжения nGi>e£iiie;!t.;i ras<.-.'^раз-
ным аргоном при лсстивке его в автомеби чьних га^нфнкапиопгых
установках типа АГУ:
] — автомоСильнач газификиципни^»* устиновна; 2 — xhj поедикгкмя;
S — щит вентилей и редукторов; 4 — з,-прг*ркг. Смллиноь ч П1иХ = 21‘ МПа);
5 — сеть потребления 'вар чных попов. р ж 11 -? » г М1Ь
кии аргон поставляется в автомобильных газифнканион-
пых установках типа АГУ или авюзалравщиках типа
ЗП-10, для подачи в сеть централизованного питания
жидкий аргон газифицируется в уиаповках типа ГХК
на давление 0,3—1,6 МПа (рис. 1.8) При доставке жид-
кого аргона в установках типа АГУ применяется также
схема с промежуточным использованием для хранения
газа баллонов пли реципиентов (рис. 1.9). В лом случае
газификация жидкого аргона происходит в автомобиль-
ной газнфиканионной установке, из которой газ»-образный
аргон подается для заполнения баллонов или реципиентов
под давлением 15 (2U) /4Г!а, которые затем перевозят
на место потребления и используют для централизован-
ною и индивидуального шнання сварочных постов.
Для заполнения баллонов или реципиентов газообраз-
ным аргоном необходимо проводить газификацию при
давлении р 15 (20) МПа. Газификация при таком давле-
нии может осуществляться при доставке и газификации
жидкого аргона в установках типа АГУ-2М к АГУ-8К
(см. рис. 1.9) или при добавке жидкого аргона потреби-
телю в железнодорожных и автомобильных цис тернах
с последующей газификацией в стационарных газифика-
цнонных станциях—Г-1,6-0,28-40; Г-7,4-0,5.'2,0;
Г-7,4-0.25/20 (рис. 1.10). При доставке жидкого аргона
в железнодорожных цистернах возможна также уста-
новка промежуточной стационарной емкости для приема
и хранения жидкого аргона.
31
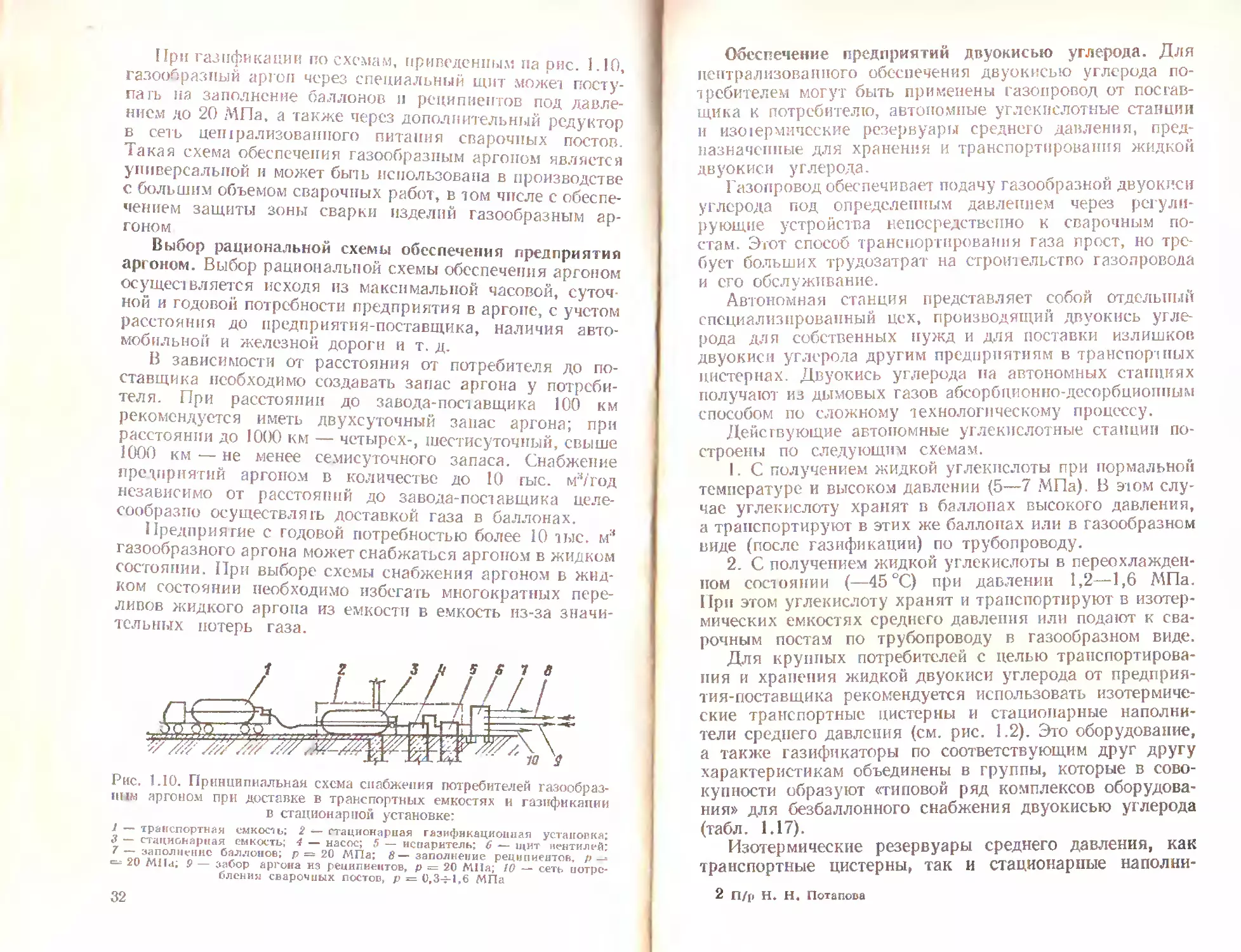
При газификации по схемам, приведенным па рис. 1.10,
газообразный аргон через специальный щит может посту-
пать на заполнение оаллонов и реципиентов под давле-
нием до 20 МПа, а также через дополнительный редуктор
в сеть централизованного питания сварочных постов.
Такая схема обеспечения газообразным аргоном является
универсальной н может быть использована в производстве
с большим объемом сварочных работ, в том числе с обеспе-
чением защиты зоны сварки изделий газообразным ар-
гоном
Выбор рациональной схемы обеспечения предприятия
аргоном. Выбор рациональной схемы обеспечения аргоном
осуществляется исходя из максимальной часовой, суточ-
ной и годовой потребности предприятия в аргоне, с учетом
расстоя н и я до нредпр и яти я-поставщика, наличия авто-
мобильно if и железной дороги и т. д,
В зависимости от расстояния от потребителя до по-
ставщика необходимо создавать запас аргона у потреби-
теля. При расстоянии до завода-поставщика 100 км
рекомендуется иметь двухсуточный запас аргона; при
расстоянии до 1000 км — четырех-, шестисуточный, свыше
1000 км — не менее семисуточного запаса. Снабжение
предприятий аргоном в количество до 10 гыс. м3/год
независимо от расстояний до завода-поставщика целе-
сообразно осуществлять доставкой газа в баллонах.
Предприятие с годовой потребностью более 10 тыс. м3
газообразного аргона может снабжаться аргоном в жидком
состоянии. При выборе схемы снабжения аргоном в жид-
ком состоянии необходимо избегать многократных пере-
ливов жидкого аргона из емкости в емкость из-за значи-
тельных потерь газа.
Рис. 1.10. Принципиальная схема снабжения потребителей газообраз-
ном аргоном при доставке в транспортных емкостях и газификации
в стационар пой установке:
1 — транспортная емкость; 2 — стационарная газнфнкацяоиная установка;
J — стационарная емкость; 4 — насос; 5 — испаритель; 6 — щит пентил ей:
7— заполнение баллонов; р — 20 МПа; 8— заполнение реципиентов, р —
20 МНа; 9 — забор аргона из реципиентов, р = 20 МПа; 10 — сеть потре-
бления сварочных постов, р = 0,34-1,6 МПа
32
Обеспечение предприятий двуокисью углерода. Для
централизованного обеспечения двуокисью углерода по-
требителем могут быть применены газопровод от постав-
щика к потребителю, автономные углекислотные станции
и изоюрммческие резервуары среднего давления, пред-
назначенные для хранения и транспортирования жидкой
дв уокиси у глер ода.
Газопровод обеспечивает подачу газообразной двуокиси
углерода под определенным давлением через регули-
рующие устройства непосредственно к сварочным по-
стам. Этот способ транспортирования газа прост, но тре-
бует больших трудозатрат на строительство газопровода
и его обслуживание.
Автономная станция представляет собой отдельный
специализированный цех, производящий двуокись угле-
рода для собственных нужд и для поставки излишков
двуокиси углерода другим предприятиям в транспортных
цистернах. Двуокись углерода па автономных станциях
получают из дымовых газов абсорбционио-десорбциоппым
способом по сложному технологическому процессу.
Действующие автономные углекислотные станции по-
строены по следующим схемам.
1. С получением жидкой углекислоты при нормальной
температуре и высоком давлении (5—7 МПа). В этом слу-
чае углекислоту хранят в баллонах высокого давления,
а транспортируют в этих же баллонах или в газообразном
виде (после газификации) по трубопроводу.
2. С получением жидкой углекислоты в переохлажден-
ном состоянии (—45 °C) при давлении 1,2—1,6 МПа.
При этом углекислоту хранят и транспортируют в изотер-
мических емкостях среднего давления или подают к сва-
рочным постам по трубопроводу в газообразном виде.
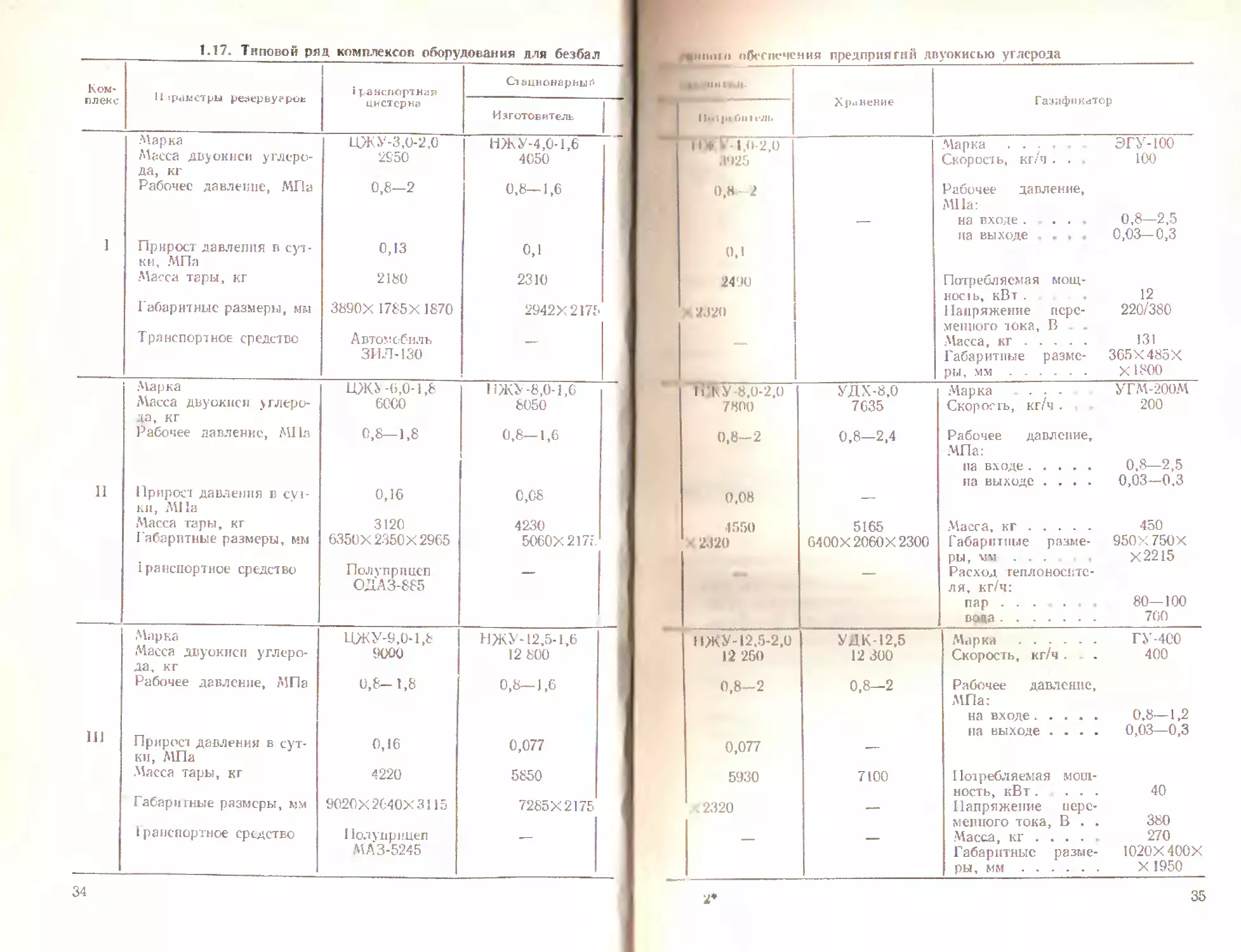
Для крупных потребителей с целью транспортирова-
ния и храпения жидкой двуокиси углерода от предприя-
тия-поставщика рекомендуется использовать изотермиче-
ские транспортные цистерны и стационарные наполни-
тели среднего давления (см. рис. 1.2). Это оборудование,
а также газификаторы по соответствующим друг другу
характеристикам объединены в группы, которые в сово-
купности образуют «типовой ряд комплексов оборудова-
ния» для безбаллонного снабжения двуокисью углерода
(табл. 1.17).
Изотермические резервуары среднего давления, как
транспортные цистерны, так и стационарные наполни-
2 П/р Н. И. Потапова
1.17. Типовой ряд комплексов оборудования для безбал
Ком- плекс 11 :рамстры резервуаров > раиспорти ая цистерна Стационарный
Изготовитель
Марка Масса двуокиси углеро- да, кг Рабочее давление, МПа Ц>КУ-3,0-2,0 2950 0,8-2 НЖУ-4,0-1,6 4050 0,8-1,6
1 Прирост давления в сут- ки, МПа Масса тары, кг 0,13 2180 0,1 2310
Габаритные размеры, мм 3890X 1785Х 1870 2942X 2179
Т ра нспорт ное ср едетве Автомобиль ЗИЯ-130 —
Марка Масса двуокиси углеро- да, кг Рабочее давление, All 1а ЦЖЬ КО-1,8 6000 0,8—1,8 НЖЬ-8,0-1,6 8050 0,8—1,6
11 Прирост давления в cvi- ки, МПа Масса тары, кг Габаритные размеры, мм 0,16 3120 6350X 2350X2965 0,08 4230 5060X2175
I ранспортное средство Полуприцеп ОДАЗ-885 —
Марка Масса двуокиси углеро- да, кг Рабочее давление, МПа ИЖУ-9,0-1,8 9000 0,8— 1,8 НЖУ-12,5-1,6 12 800 0,8-1,6
1П Прирост давления в сут- ки, МПа Масса тары, кг 0,16 4220 0,077 5850
Габаритные размеры, мм 9020X2640X3115 7285X2175
1ранспортное средство 11олуирицел МАЗ-5245 —
34
nnnrn обеспечения
двуокисью углерода
« НИ». Л- Хранение Газификатор
j]i<i |1«би1гЛЬ
"И* Рй,()-2,0 Марка ЭГУ-100
3425 Скорость, кг/ч . . 100
2 Рабочее давление, Ml 1а:
на входе . ... 0,8—2,5
на выходе ... 0,03-0,3
0.1
2490 Потребляемая мощ- ное ! Ь, кВт . 12
? 2320 Напряжение пере- менного тока, В 220/380
ян Масса, кг 131
Габаритные размс- 365X485X
ры, мм X 1800
Н:ку -8,0-2, о УДХ-8,0 Марка . - - УТМ-200М
7800 7635 Скорость, кг/ч . 200
0,8-2 0,8—2,4 Рабочее давление, МПа:
па входе. 0.8—2,5
па выходе .... 0,03-0.3
0.08 —
•1550 5165 Масса, кг .... . 450
♦ 2320 6400Х 2060Х 2300 Габаритные разме- 950X750X
ры, мм ... Х2215
— Расход теплоносите- ля, кг/ч:
пар ...... 80—100
вода 760
НЖУ-12.5-2,0 УДК-12,5 Марка ГУ-400
12 250 12 300 Скорость, кг/ч . 400
0,8—-2 0,8—2 Рабочее давление, МПа:
на входе 0.8—1,2
на выходе .... 0,03—0,3
0,077 -
5930 7100 Потребляемая мощ- ность, кВт. ... 40
С2320 — Напряжение пере- менного тока, В . . 380
Масса, кг 270
Габаритные разме- 1020Х 400Х
ры, мм X 1950
35
Ком пл си с И а раме! ры резер и уг рог Транснортная цистерна Ci аци опарный
Изги! «.житель —
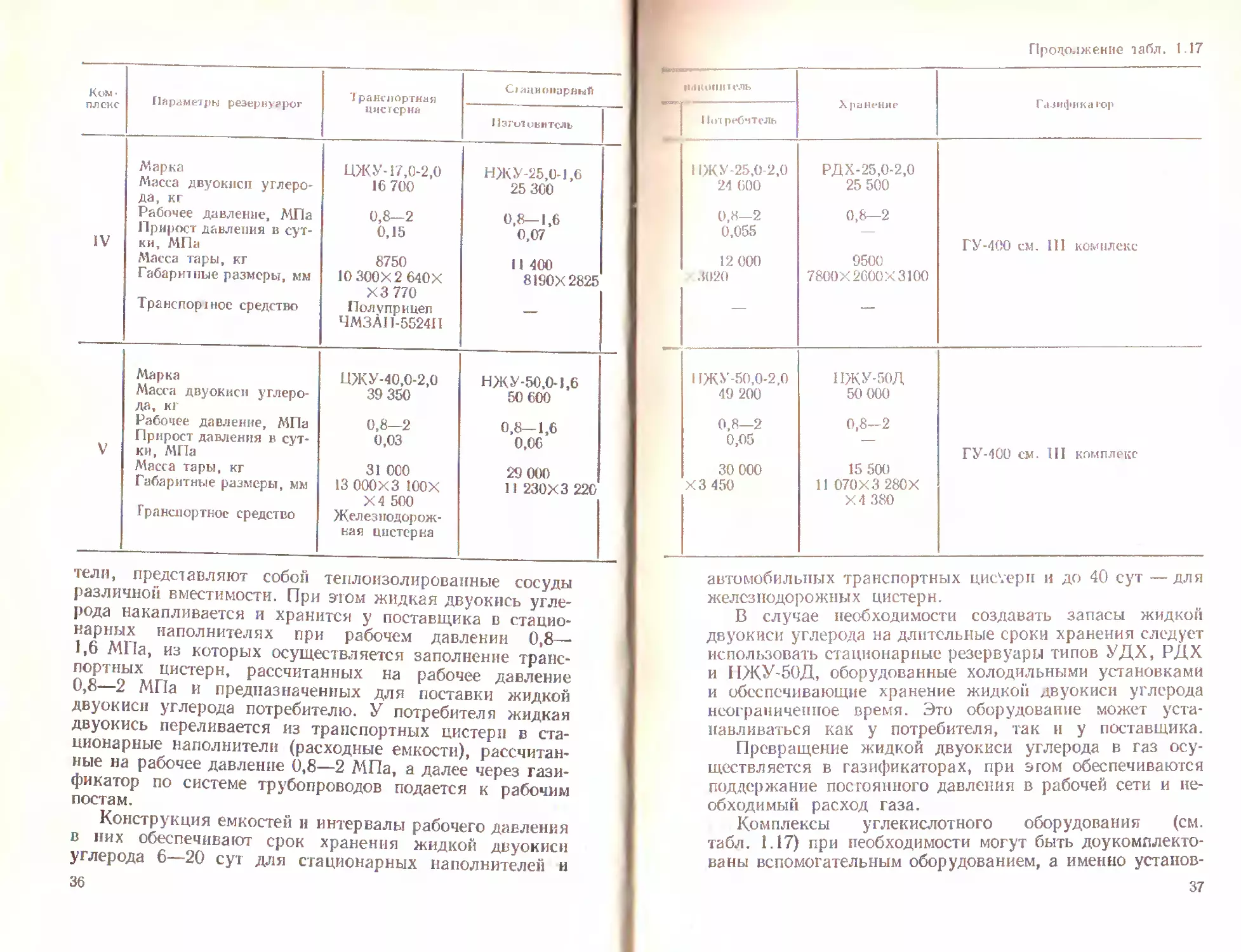
IV Марка Масса двуокиси углеро- да, кг Рабочее давление, МПа Прирост давления в сут- ки, МПа Масса тары, кг Габаритные размеры, мм Тр а нс пор 1 ное ср едство НЖУ-17,0-2,0 16 700 0,8—2 0,15 8750 10 300Х2 640Х Х3 770 Полуприцеп ЧМЗАП-5524П НЖУ -25,0-1,6 25 300 0,8—1,6 0,07 11 400 8190X 2825
V Марка Масса двуокиси углеро- да, кг Рабочее давление, МПа Прирост давления в сут- ки, МПа Масса тары, кг Габаритные размеры, мм Транспортное средство ЦЖУ-40,0-2,0 39 350 0,8—2 0,03 31 000 13 000X3 100Х Х4 500 Железнодорож- ная цистерна НЖУ-50,0-1,6 50 600 0,8—1,6 0,06 29 000 И 230X 3 220
тел и, представляют собой теплоизолированные сосуды
различной вместимости. При этом жидкая двуокись угле-
рода накапливается и хранится у поставщика в стацио-
нарных наполнителях при рабочем давлении 0,8—
1,6 МПа, из которых осуществляется заполнение транс-
портных цистерн, рассчитанных на рабочее давление
0,8—2 МПа и предназначенных для поставки жидкой
двуокиси углерода потребителю. У потребителя жидкая
двуокись переливается из транспортных цистерн в ста-
ционарные наполнители (расходные емкости), рассчитан-
ные на рабочее давление 0,8—2 МПа, а далее через гази-
фикатор по системе трубопроводов подается к рабочим
постам.
Конструкция емкостей и интервалы рабочего давления
в них обеспечивают срок хранения жидкой двуокиси
углерода 6—20 сут для стационарных наполнителей и
36
Продолжение табл» 1.17
Hit КОПШГ.ПЬ 11<п ребчтсль X ранение Газмфика гор
11Ж У -25.0-2,0 24 600 0,8—2 0,055 12 000 3020 РДХ-25,0-2,0 25 500 0,8—2 9500 7800X2600X3100 ГУ-400 см. III комплекс
11ЖУ-50.0-2,0 49 200 0,8—2 0,05 30 000 ХЗ 450 ПЖУ-50Д 50 000 0,8—2 15 500 11 070X 3 280Х X 4 380 ГУ-400 см. III комплекс
автомобильных транспортных цисУерп и до 40 сут —для
железнодорожных цистерн.
В случае необходимости создавать запасы жидкой
двуокиси углерода на длительные сроки хранения следует
использовать стационарные резервуары типов УДХ, РДХ
и НЖУ-50Д, оборудованные холодильными установками
и обеспечивающие хранение жидкой двуокиси углерода
неограниченное время. Это оборудование может уста-
навливаться как у потребителя, так и у поставщика.
Превращение жидкой двуокиси углерода в газ осу-
ществляется в газификаторах, при этом обеспечиваются
поддержание постоянного давления в рабочей сети и не-
обходимый расход газа.
Комплексы углекислотного оборудования (см.
табл. 1.17) при необходимости могут быть доукомплекто-
ваны вспомогательным оборудованием, а именно установ-
37
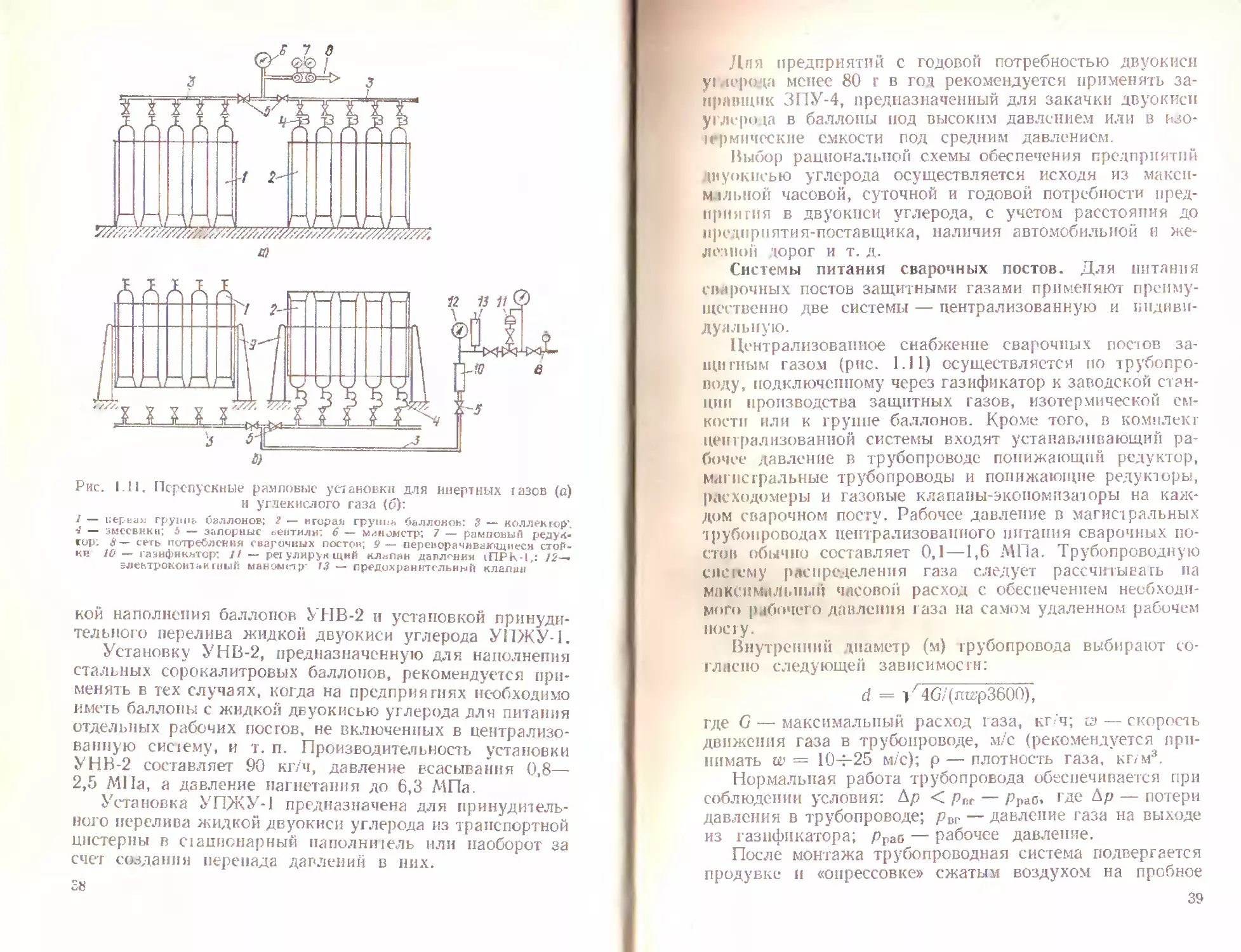
Рис. 1.11. Перепускные рамповые установки для инертных тазов (а)
и углекислого газа (б):
/ — первая группе» баллонов; 2 — нгорая группа баллонов: 5 — коллектор'.
— змеевик и; 5 — запорные вентили; 6 — манометр; 7 — рамповый редук-
тор; $ — сеть потребления сварочных постов; 9 — переворачивающиеся стой-
ки 10 — газификатор: Л — регулирующий клилан давления iFIPh-l,: 12—
электронов! а к гный манометр- /.? — предохранительный клапан
кой наполнения баллонов УНВ-2 и установкой принуди-
тельного перелива жидкой двуокиси углерода УПЖУ-L
Установку УНВ-2, предназначенную для наполнения
стальных сорокалитровых баллонов, рекомендуется при-
менять в тех случаях, когда на предприятиях необходимо
иметь баллоны с жидкой двуокисью углерода для питания
отдельных рабочих постов, не включенных в централизо-
ванную сисюму, и т. п. Производительность установки
УНВ-2 составляет 90 кг/ч, давление всасывания 0,8—
2,5 МПа, а давление нагнетания до 6,3 МПа.
Установка УПЖУ-1 предназначена для принудитель-
ного перелива жидкой двуокиси углерода из транспортной
цистерны в оашюнарный наполнитель или наоборот за
счет создания перепада давлений в них.
Для предприятий с годовой потребностью двуокиси
углерода менее 80 г в год рекомендуется применять за-
правщик ЗПУ-4, предназначенный для закачки двуокиси
углеро ia в баллоны под высоким давлением или в изо-
ирмические емкости под средним давлением.
Выбор рациональной схемы обеспечения предприятий
щуокисью углерода осуществляется исходя из максп-
MIльном часовой, суточной и годовой потребности пред-
приятия в двуокиси углерода, с учетом расстояния до
предприятия-поставщика, наличия автомобильной и же-
лозной дорог и т. д.
Системы питания сварочных постов. Для питания
сварочных постов защитными газами применяют преиму-
щественно две системы — централизованную и индиви-
дуальную.
Централизованное снабжение сварочных постов за-
щитным газом (рис. 1.11) осуществляется по трубопро-
воду, подключенному через газификатор к заводской стан-
ции производства защитных газов, изотермической ем-
кости или к группе баллонов. Кроме того, в комплект
централизованной системы входят устанавливающий ра-
бочее давление в трубопроводе понижающий редуктор,
магистральные трубопроводы и понижающие редукторы,
расходомеры и газовые клапаны-экопомизаюры на каж-
дом сварочном посту. Рабочее давление в магистральных
трубопроводах централизованного питания сварочных по-
стов обычно составляет 0,1 —1,6 МПа. Трубопроводную
систему распределения газа следует рассчитывать на
максимальный часовой расход с обеспечением необходи-
мого рабочего давления газа на самом удаленном рабочем
посгу.
Внутренний диаметр (м) трубопровода выбирают со-
гласно следующей зависимости:
d = гл467(ла'р3600),
где G — максимальный расход газа, кг-ч; Е2» — скорость
движения газа в трубопроводе, м/с (рекомендуется при-
нимать и» = 10-4-25 м/с); р — плотность газа, кг/м3.
Нормальная работа трубопровода обеспечивается при
соблюдении условия: Др < рГ5Г — ррас, где Др — потери
давления в трубопроводе; рвг — давление газа на выходе
из газификатора; рраб — рабочее давление.
После монтажа трубопроводная система подвергается
продувке и «опрессовке» сжатым воздухом на пробное
39
давление pIip = 1,25/?ряГи но не менее 0,8 МПа. После
проведения испытаний трубопроводы должны быть окра-
шены в цвета: для подачи двуокиси углерода — в жел-
тый, аргона — в серый и кислорода — в голубой.
При индивидуальной системе снабжения каждый сва-
рочный пост питается от одного или нескольких баллонов
с защитным газом, которые располагаются непосред-
ственно у сварочного поста. В случае использования
передвижного поста баллоны перемещаются вместе с по-
стом (рис. 1.12).
В комплект индивидуальной системы питания свароч-
ного поста при использовании инертных газов (аргона
и гелия) или азота входят баллон с запасом защитного
газа, понижающий редуктор оснащенный расходомером,
и газовый клапан-экономизатор.
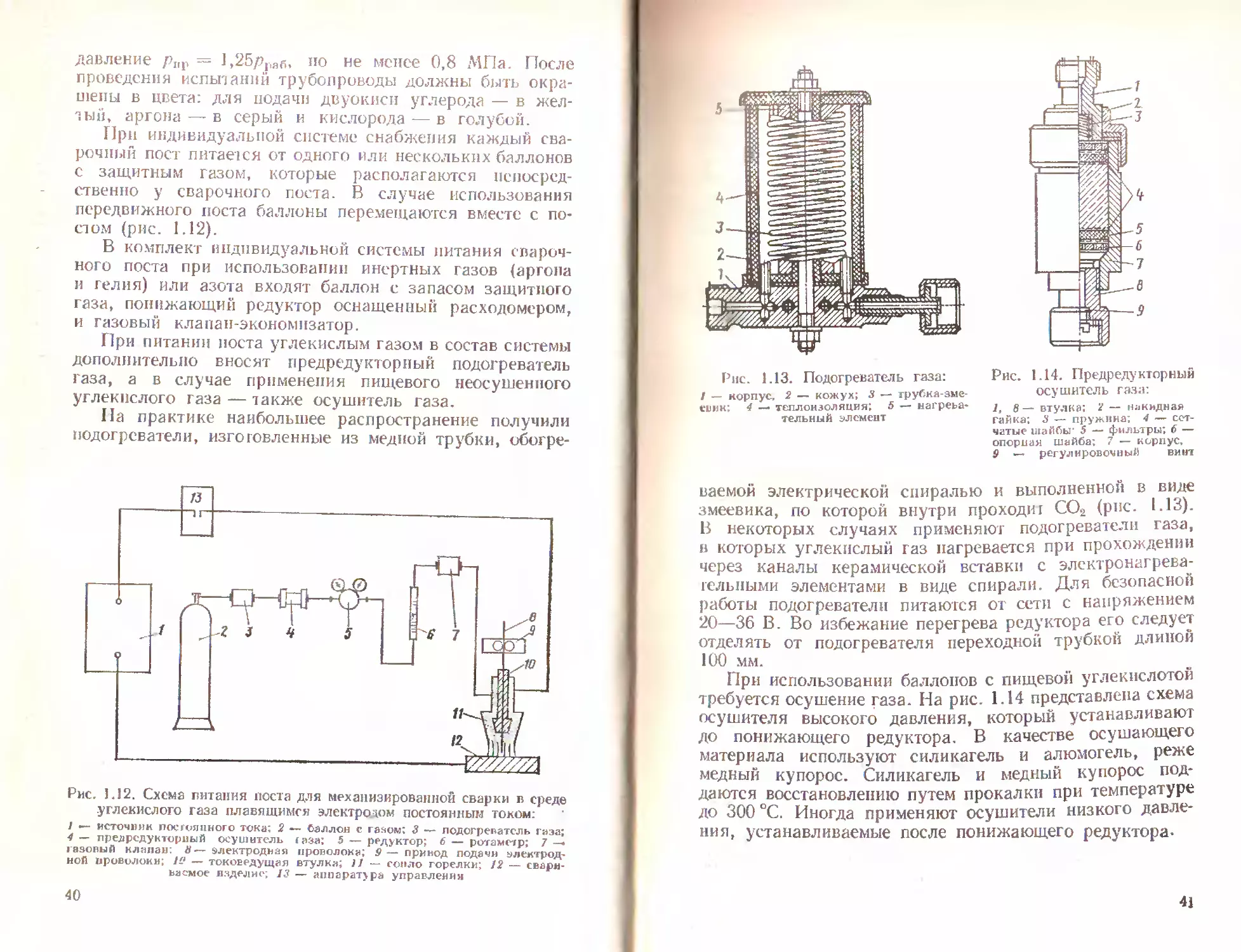
При питании поста углекислым газом в состав системы
дополнительно вносят предредукторный подогреватель
газа, а в случае применения пищевого неосушенного
углекислого газа — также осушитель газа.
Па практике наибольшее распространение получили
подогреватели, изготовленные из медной трубки, обогре-
73
т г
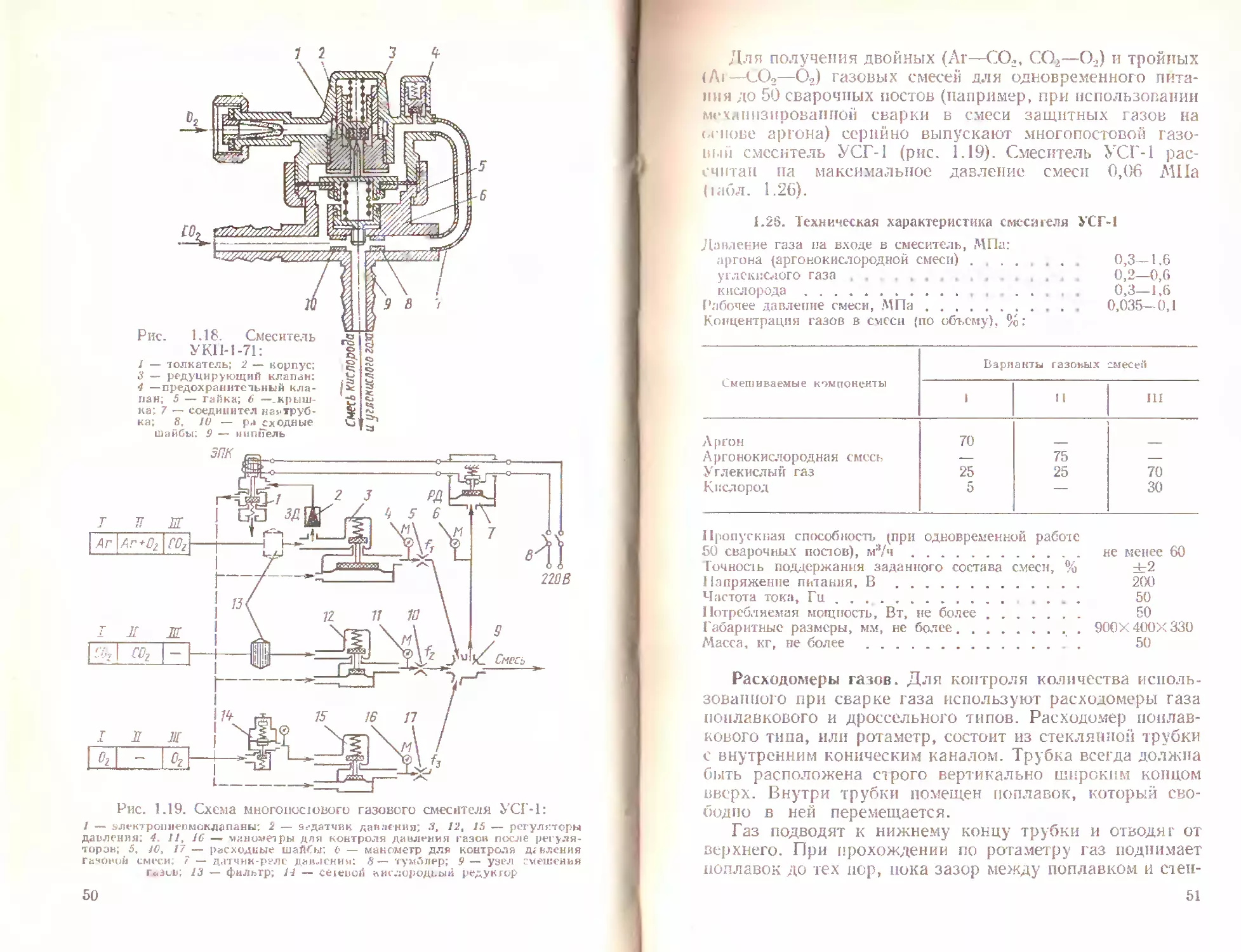
Рис. L12. Схема питания поста для механизированной сварки в среде
углекислого газа плавящимся электретом постоянным током:
1 — источник постоянного тока; 2 — баллон с газом; 3 •— подогреватель газа;
4 — предредукторный осушитель газа; 5 — редуктор; 6 — ротаметр; 7 —•
газовый клапан: tf— электродная проволока; 9— привод лодачя электрод-
ной проволоки; 19 — токоведущая втулка; 11 — сопло горелки; 12 — свари-
ваемое изделие; 13 — аппаратура управления
40
Рис. 1.13. Подогреватель газа:
/ — корпус. 2 — кожух; 3 — грубка-зме-
еимк: 4 —* теплоизоляция; 5 — нагрева-
тельный элемент
Рис. 1.14. Предредуигорный
осушитель газа:
1, 8— втулка; 2 — накидная
гайка; 3 — пружина; 4 — сет-
чатые шайбы’ 5 — фильтры; 6 —
опорная шайба; 7 — корпус,
& — регулировочный винт
ваемой электрической спиралью и выполненной в виде
змеевика, по которой внутри проходит СО2 (рис. 1.13).
В некоторых случаях применяют подогреватели газа,
в которых углекислый газ нагревается при прохождении
через каналы керамической вставки с электронагрева-
тельными элементами в виде спирали. Для безопасной
работы подогреватели питаются от сети с напряжением
20—36 В. Во избежание перегрева редуктора его следует
отделять от подогревателя переходной трубкой длиной
100 мм.
При использовании баллонов с пищевой углекислотой
требуется осушение газа. На рис. 1.14 представлена схема
осушителя высокого давления, который устанавливают
до понижающего редуктора. В качестве осушающего
материала используют силикагель и алюмогель, реже
медный купорос. Силикагель и медный купорос под-
даются восстановлению путем прокалки при температуре
до 300 °C. Иногда применяют осушители низкого давле-
ния, устанавливаемые после понижающего редуктора.
41
1.5. ОБОРУДОВАНИЕ
ДЛЯ ИСПОЛЬЗОВАНИЯ ЗАЩИТНЫХ ГАЗОВ
Баллоны. Для храпения и транспортирования сжатых
и сжиженных защитных газов используют стальные бал-
лоны (р < 20 МПа), изготовляемые по ГОСТ 949—73.
Газ в этих баллонах находится при температуре окружаю-
щего воздуха.
Для транспортирования и раздачи на сварочные посты
аргона, гелия, углекислого газа, азота и водорода исполь-
зуют в основном стальные баллоны вместимостью 40 л.
Аргон, гелий, азот и водород находятся в баллонах
в газообразном состоянии при давлении 15 МПа, а
углекислый газ — в сжиженном при давлении 6—7 МПа.
Баллон вместимостью 40 л при давлении 15 -МПа и
температуре 20 "С содержит около 6 м3 аргона, гелия или
азота (табл. 1.18). В баллоне такой же вместимости при
температуре 20 °C помещается 25 кг жидкой углекис-
лоты. Давление в баллоне с углекислотой существенно
зависит ог температуры окружающего воздуха. При ну-
левой температуре давление в баллоне составляет 3,6 МПа,
а при 31 °C уже 7,5 МПа. При испарении 25 кг жидкой
углекислоты образуется 12,6 м2 газообразного СО2.
Баллоны окрашивают в строго определенные цвета
и на них делают надписи согласно ГОСТ 949—73 (см.
табл. 1.18) Во избежание взрыва баллонов, сопровождаю-
щегося большой разрушительной силой, следует особенно
тщательно соблюдать правила устройства и безопасности
эксплуатации сосудов, работающих под давлением, и
принимать меры, предусматривающие недопущение пере-
грева и превышения давления в них.
Баллонные вентили. Баллонные вентили предназна-
чены для установки на стальных баллонах средней вме-
стимости (по ГОСТ 949—73), они являются запорным
приспособлением для баллонов при их наполнении, а также
при храпении и расходовании газов (рис. 1.15). Бал-
лонные вентили выпускают двух марок: кислородные вен-
тили В К-74, устанавливаемые на баллоны с аргоном, кисло-
родом, азотом, гелием и водородом, и водородные вен-
тили ВВ-73, устанавливаемые на водородные баллоны.
Эти вей гили различаются тем, что водородный вентиль
В В-73 имеет уплотнение повышенного качества, его
отводящий штуцер имеет левую резьбу и комплектуется
специальной резьбовой заглушкой (габл. 1.19).
42
1.18. Характеристика стальных баллонов для сжатых и сжиженных газов объемом 40 л и массой Ж5 кг
Цвет полосы на баллоне Коричневый Зеленый
Цвет надписи 'гЕ т ’К 3 £ jl: =к 3 ~ х со гг
Надпись на баллоне »=1 -с „ £ я сз о ‘ЕЕ сх к Д = 2Е О. •-< 9S 2 - г с ь £ g 5 5 « з g.e-s я Ё. о s 8 5 = “5g СО 0 и (— >- (J
I lac1 окраски баллона ЭХЗ 3 о; 2 £= CJ О »•* « ? 52 ; с := Uj эЗ О -3 -> <О — ЕЕ 2 *5 ? ~ ~ G- г~; ,> О- 7^ Т— О Ц| О ’»-> С -< (J Н гг 1—
Коли- чество газа в балло- не» л О О О О О О CZ- 5; О с о о о о с: О OJ о О О OJ <Г LQ О О <jD to ОС 04 CM - 1
Состояние газа в баллоне •— ’S <ь Л Я А А « А Л 2 О о
Давление. МПа • испыта- тельное Ю LQ 1.0 LO LO иП LO С4 оГ см’ СМ СМ СМ С7 СМ СМ 04 СМ СМ 04
рабо- чее Ю LO 1-0 lO kO UQ »Q Г- 4 w V J ——
Газ 1 *-u-< r^i >> к co T=t J2 0 Q O' OX E zr bOO< q c о C- -r{ cn О >» co CL О С d « и- Г- <<C2CQ
Рис. 1.15. Вентиль В К-74 [23]:
1 — корпус: 2 — клапан; 3 — сосдьни-
тельпая муфта; 4 — сальниковая гайка:
5 — шпиндель; 6 — сальник; 7 — маховик
Редукционные вентили (ре-
дукторы). Для понижения дав-
ления защитного газа до рабо-
чего, при котором газ посту-
пает в централизованную сеть
питания или в горелку, и под-
держания его постоянным не-
зависимо от давления в баллоне
или другом источнике питания
применяют редукционные вен-
тили (рис. 1.16 и 1.17).
Присоединекие ред уктора к
баллону или магистрали осу-
ществляется с помощью накид-
ной гайки.
Для сварки в защитных газах с подачей защитных
газов от баллонов серийно выпускаются следующие ре-
дукторы: АР-10, АР-40 и АР-150 для подачи аргона,
А-30 и А-90 для подачи азота; Г-70 для подачи гелия;
В-50 для подачи водорода; У-30 для подачи углекислого
газа. Буквы в обозначении марки редуктора указывают
подаваемый газ, а число — максимальный расход газа
(л/мин).
Редукторы для подачи аргона, азота, гелия и водо-
рода (серии АР, А, Г и В) оснащены манометром на давле-
ние до 25 МПа и расходомером на регулируемое давление
1.19. Технические характеристики баллонных вентилей
Пок азатель ВК-74 В В-73
Наибольшее рабочее давление, MI 1а 20
Диаметр проходного сечения, мм Защитные газы з, Кислород, аргон, дву- окись углерода, азог, гелий 5 Водород
Габаритные размеры, мм 58X 58X113 66Х58Х 113
Масса, кг 0,54 0,55
44
Рис. 1.16. Редукторы для защитных газов (АР-10, ЛР-40, AP-1F0,
А-30, А-90, Г-70, В-50):
1 — корпус; 2 — редуцирующий клапан: 3 — нажимная пружина. 4 — регу-
лирующий винт; 5 — расходная дюза
с двумя шкалами — черной и красной» показывающими рас-
ход газа (л/мин). Расход газа устанавливают следующим
образом: грубое (ступенчатое) регулирование путем за-
мены дюз (№ 1 — черпая шкала и № 2 — красная шкала)
и гонкое регулирование регулирующим винтом по шкале
расходомера (табл. 1.20). В случае применения назван-
ных редукторов, а также редуктора У-30 не требуется
оснащения сварочных постов ротаметрами.
Редуктор У-30 для подачи углекислого газа оснащен
только расходомером, однако в состав этого редуктора
дополнительно входит электроподогреватель газа
(табл. 1.21).
1.21. Техническая характеристика редуктора У-30
для углекислого газа
Давление газа, МПа:
наибольшее (на входе) ........................... Ю
рабочее ....................................... 0,1—0,4
Расход газа, устанавливаемый го шкале, л/мин;
черной (дюза № 1) .............................. 5—12
красной (дюза № 2)............................. 12—30
Температура подогрева газа, СС................... 40—80
Напряжение питания электроподогревателя, В . . ♦ 36
45
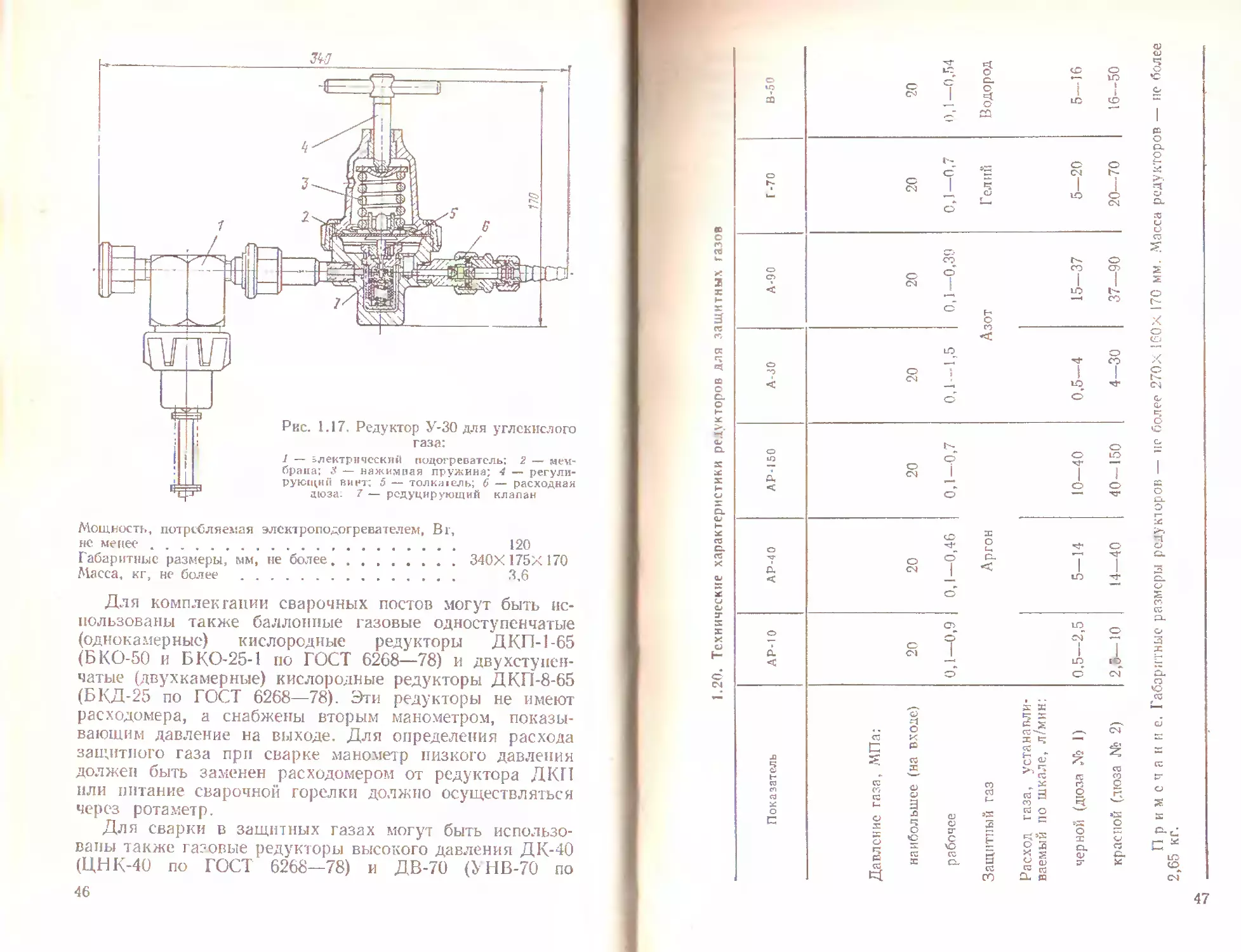
Рис. 1.17. Редуктор У-30 для углекислого
газа:
J — электрический подогреватель; 2 — мем-
брана; 3 — нажимная пружина; 4 — регули-
рующий винт; 5 — толка!ель; 6 — расходная
дюза: 7 — редуцирующий клапан
Мощность, потребляемая злектроподогревателем, В г,
не менее .........................................
Габаритные размеры, мм, не более..................
Масса, кг, не более ..............................
120
340Х 175Х 170
3,6
Для комплектации сварочных постов могут быть ис-
пользованы также баллонные газовые одноступенчатые
(однокамерные) кислородные редукторы Д КП-1 -65
(Б КО-50 и Б КО-25-1 по ГОСТ 6268—78) и двухступен-
чатые (двухкамерные) кислородные редукторы ДКП-8-65
(Б КД-25 по ГОСТ 6268—78). Эти редукторы не имеют
расходомера, а снабжены вторым манометром, показы-
вающим давление на выходе. Для определения расхода
защитного газа при сварке манометр низкого давления
должен быть заменен расходомером от редуктора ДКГ1
или питание сварочной горелки должно осуществляться
через ротаметр.
Для сварки в защитных газах могут быть использо-
ваны также газовые редукторы высокого давления ДК-40
(ЦНК-40 по ГОСТ 6268—78) и ДВ-70 (УНВ-70 по
46
1.20. Технические характеристики редукторов для защитных газов
47
ГОСТ 6268—78). Однако при малом расходе газа редук-
торы высокого давления работают нестабильно.
При централизованном питании сварочных постов
защитным газом для понижения давления газа, посту лаю-
щего из цехового газопровода, до рабочего и поддержание
его постоянным рекомендуется каждый пост укомплекто-
вывать понижающим редуктором низкого давления —
селевым 1азовым кислородным редуктором ДКС-66 (СКО
по ГОСТ 6268—78) (табл. 1.22).
1.22. Техническая характеристика
сетевого кислородного редуктора Д КС-66
Давление газа, МПа:
наибольшее (на входе).......................... 1,6
рабочее ....................................... 0,01—0,5
Наибольший расход газа, м-‘/ч . .... . . 10
Габаритные размеры, мм. ....................... IG5X160X150
Масса, кг, нс более .............................. 1,85
При питании газового трубопровода от рампы с бал-
лонами используют рамповые кислородные редукторы
ДКР-250 (Р КЗ-250 по ГОСТ 6268—78) и ДКР-500
(РКЗ-500 по ГОСТ 6268—78) (табл. 1.23).
Смесители защитных газов. В сварочном производстве
широко используют защитные газовые смеси на основе
Лг (Ат—Не, Аг—О2, Аг—СО2, Аг—СО2—О2) и СО2 (СО2—
О2). Готовые газовые смеси требуемого состава промыш-
ленностью пе выпускаются. Указанные смеси газов для
сварки потребитель получает посредством смешения со-
ставляющих смесь газов. Смешение газов можно осуще-
ствить простейшим способом с помощью редукторов и ро-
таметров. Состав смеси, подаваемой в газовую горелку,
регулируется изменением расхода газов с помощью ре-
дукторов, установленных на баллонах с защитными га-
зами. Соотношение газов определяется ротаметрами тина
РС-3. При концентрации примешиваемого газа не выше
10 % расход его следует измерять ротаметром РС-ЗА.
1.23. Технические характеристики рамповых редукторов ДКР
Показатем. ДКР-250 ДКР-50С
Давление газа, МПа: наибольшее (на выходе) рабочее Наибольший расход газа, м3/ч 7 0,3- 250 ю -1,6 1 500
48
Каждый ротаметр должен быть отградуирован путем
пересчета его характеристики, определяемой заводом-
изготовителем по воздуху.
Трехгазовый постовой смеситель АКУП-1 предназна-
чен для получения двойной или тройной смеси аргона,
кислорода и углекислого газа и поддержания постоянным
заданного состава газовой смеси независимо от изменения
давления газов па входе в смеситель и расхода смеси.
Питание смесителя газами может осуществляться от цехо-
вых газопроводов и от баллонов.
Получение газовой смеси в смесителе Л КУ11-1 осно-
вано па принципе дозирования расхода смешиваемых га-
зов при их истечении под постоянным давлением через
отверстия расходных дюз. Смеситель может быть настроен
па различное соотношение газов в смеси (табл. 1.24).
1.24. Техническая характеристика смесителя АКУП-1
Давление на входе в смеситель, МПа:
аргона...................................... , . .
углекислого газа.......................... . .
кислорода ......................................
Состав газовой смеси (по объему), %:
аргон.............................................
углекислый газ .... ... ...
кислород ...................... ...
Пропускная способность, л/мии:
I диапазон (через дюзу Ml) ....................
II диапазон (через дюзу №2) .......
Габаритные размеры, мм, не более..............
Масса, кг, не более .......................... . .
0,1—0,4
0,6
0,6
70
25
г;
6—15
15-37,5
390Х 200Х 175
8
Для смешения углекислого газа с кислородом и авто-
матического поддержания постоянным состава газовой
смеси выпускают постовой смеситель газов УК11-1-71
(рис. 1.18). Смеситель настроен на получение смеси,
состоящей из 30 % О2 и 70 % СО2 и имеет следующую
техническую характеристику (табл. 1.25).
1.25. Техническая характеристика смесителя газов У КП-1-71
Давление на входе в смеситель, МПа:
углекислого газа............................ 0,02—0,1
к ислорода........................................ 0 J5— 1,5
Концентрация в смеси, %:
углекислого газа................................. 70
кислорода . . . ,........................... . 30
Точность поддержания заданного состава смеси, % ±5
Расход смеси состава 70 % СО, и 30 % О2 при дав-
лении углекислого газа 0,05 МПа, л/мин........... 20
Габаритные размеры, мм .......................... 165X184X 160
Масса, кг......................................... 1,65
49
LU
*
1.18. Смеситель
/ — толкатель; 2 — корпус;
3 — редуцирующий клапан:
4 —предохраните тьный кла-
пан; 5 — гайка; 6 —.крыш-
ка; 7 — соединится каятруб-
ка; 8. 10 — рл сходные
шамбы; Р — ниппель
Рис. 1.19. Схема многопосювого газового смесителя УСГ-1:
1 — электрон неюмоклапаны: 2 — задатчик давления; .3, 12, 15 — регуляторы
давления; 4. II, 16 —. миниметры для контроля давления газон после регуля-
тором; 5, 10, 17 — расходные шайбы; b — манометр для контроля д« мления
гачоной смеси; 7 — датчик-реле давления: 8 — тумблер; 9 — узел смешения
Газин; 13 — фильтр; 14 — ceieuoii кислородный редуктор
50
Для получения двойных (Аг—СО2, СО2—О2) и тройных
<Ai—СО2—О2) газовых смесей для одновременного пита-
ния до 50 сварочных постов (например, при использовании
механизированной сварки в смеси защитных газов на
(и-иове аргона) серийно выпускают многопостовой газо-
вый смеситель УСГ-1 (рис. 1.19). Смеситель УСГ-1 рас-
считан па максимальное давление смеси 0,06 iXlila
(1<юл. 1.26).
1.26. Техническая характеристика смесителя УСГ-1
Давление газа на входе в смеситель, МПа:
аргона (аргоно кислородной смеси)................ 0,3— 1.6
углекислого газа , , . 0,2—0,6
кислорода...................................... 0,3—1,6
Рабочее давление смеси, МПа...................... 0,035—0,1
Концентрация газов в смеси (по объему), %:
Варианты газовых смесей
Смешиваемые компоненты 1 и Ill
Аргон 70
A pro нокислородная смесь -— 75 —
Углекислый газ 25 25 70
Кислород о — 30
Пропускная способность (при одновременной работе
50 сварочных постов), м*/ч ................
Точность поддержания заданного состава смеси, %
Напряжение питания, В .....................
Частота тока, Ги...........................
Потребляемая мощность, Вт, не более........
Габаритные размеры, мм, не более.........
Масса, кг, не более ......................
не менее 60
±2
200
50
50
900Х 400Х 330
50
Расходомеры газов. Для контроля количества исполь-
зованного при сварке газа используют расходомеры газа
поплавкового и дроссельного типов. Расходомер поплав-
кового типа, или ротаметр, состоит из стеклянной трубки
с внутренним коническим каналом. Трубка всегда должна
быть расположена строго вертикально широким концом
вверх. Внутри трубки помещен поплавок, который сво-
бодно в ней перемещается.
Газ подводят к нижнему концу трубки и отводят от
верхнего. При прохождении по ротаметру газ поднимает
поплавок до тех нор, пока зазор между поплавком и стен-
51
L27. Характеристики расходомеров по воздуху
Расходомер Материал поплавка Ори сит и ровоч 1.-ЫС пределы измерения расхода воздуха, л/мин
РС-ЗА Коррозионно-стойкая сталь 0,3—4
РС-3 Эбонит 0,67—6
Дюралюминий 1,67—10,5
Коррозионно-стойкая с га ль 2—20
РС-5 Эбонит 10—66
Дюралюминий 16-105
Коррозионно-стойкая сталь 24—170
кой трубки не достигнет такой величины, при которой
напор струи газа уравновесит массу поплавка. Чем больше
расход газа, тем выше поднимается поплавок (табл. 1.27).
Каждый ротаметр снабжен индивидуальным графиком,
градуированным на расход воздуха Для определения
расхода газов (СО2, Аг, Не) показания ротаметра пере-
считывают по приближенным соотношениям:
Qco, = 0,81 2<?б; QAr = 0,851QB; QHe = 2,692QU.
Пределы расходов, измеряемые ротаметром, могут быть
изменены путем варьирования массы поплавка. Поплавки
изготовляют из эбонита, дюралюминия, коррозионно-
стойкой стали и других материалов.
Расходомер дроссельного типа устроен по принципу
измерения перепада давления в камере до и после дрос-
селирующей диафрагмы с отверстием малого размера.
При прохождении газов через малое отверстие в зави-
симости от расхода до и после диафрагмы устанавливается
различное давление. По перепаду давления судят о рас-
ходе.
На каждый расходомер и вид газа строят индивидуаль-
ный градуировочный график. Пределы измерения расхо-
дов фиксируют путем изменения диаметра отверстия
в диафрагме. На таком принципе устроен расходомер ре-
дуктора типа ДЗД-1-59 (ДВР-1-59), который позволяет
измерять расходы в пределах 2,5—50 л/ч.
Газовые клапаны-экономизаторы. Для экономии за-
щитного газа используют газовые клапаны. Клапан це-
лесообразно устанавливать по возможности ближе к сва-
рочной горелке. Наибольшее распространение получили
электромагнитные газовые клапаны.
52
В полуавтоматах находят применение встроенные
в ручку держателя газовые клапаны, коюрые включают
подачу защитного газа перед сваркой и прекращают после
со окончания.
1.6. ОСОБЕННОСТИ ГОРЕНИЯ ДУГИ
В ЗАЩИТНЫХ ГАЗАХ
Основные сведения о сварочной дуге в защитных
газах. Электрическая дуга по длине состоит из трех ха-
рактерных областей, различающихся протекающими в них
физическими процессами и энергетическими характери-
стиками. Участки, непосредственно примыкающие к элек-
тродам, называются катодной (у отрицательного элек-
трода— катода) и анодной (у положительного элек-
трода — анода) областью, а участок между ними —стол-
бом дуги (рис. 1.20). Участки электродов, через которые
проходит основной ток дуги, называются катодными и
анодными пятнами. Из-за существенного различия усло-
вий прохождения электрического тока на границе между
ионизированным газом и парами металла вблизи от ме-
таллических электродов возле катода и анода находятся
области, характеризующиеся скачкообразным изменением
Рис, 1.20. Схема дуги при сварке неплавящимся (а) и плавящимся (6)
электродами в защитных газах:
/ — неплавящийся электрод; 2 — плавящийся электрод; 3 — капля жидкого
металла; 4 — столб дуги; 5 — ореол; 6 — жидкая ванна; 7 — свариваемое
изделие
53
Рис. 1.21. Схема распреде-
ления потенциала по длине
дуги:
— катодная зона: 1п — анод-
К d
пая зона; / — столб дуги
потенциала, называемым катодным и анодным падением
напряжения (рис. 1.21).
Общее напряжение на дуге представляет собой сумму
падений напряжений—анодного, катодного и столба
дуги:
ид = UK + иа + иС1
и зависит от тока, а также от состава защитного газа, ма-
териала электродов, длины дуги и т. д.
При сварке неплавящимся электродом основные пара-
метры сварочной дуги — температура, напряженность
электрического поля в столбе дуги, средняя плотность
тока и эффективный радиус сечения столба — опреде-
ляются главным образом физическими свойствами газа
в дуговом промежутке (табл. 1.28).
Для сварки неплавящимся электродом применяют
в основном инертные газы Аг или Не, а также их смеси
1.28. Некоторые физические свойства газов,
применяемых при сварке
Параметр Аг Не со£ со н£ н N
Первый потенциал возбуждения, эВ 11,3 19,8 3 6,2 11,1 10,2
Потенциал ионизации L/ь эВ 15,7 24,6 14,3 14,1 15,4 13,6 14,5
Сечение столкнове- ния ge- К)'20, м 2,5 10 25 25 — 130 —
Энергия диссоциа- ции, Дж/моль — — 2,8Х ХЮЬ — 4,ЗХ X ю5 — 9,4 X X 105
Теплоемкость, Дж/(моль* К) 21 21 60 35 —— —
Коэффициент тепло- проводности при 6000 К. Вт/(м-К) 0,17 1,5 5Х Х19“£ 6,7Х ХЮ"2 2 3,8
54
1.29. Распределение напряжения в сварочных дугах
в зависимости от вида защитных газов и материала электродов
Ch t роль» Защитный га л Г:, И ем Щ. г С' В г* а
К г. 1 А:еод
Ci аль Сталь СО? 21—28 22—24 17—19 16—18
Титан Тшан А.г 22—24 15—16
Вольфрам Л' 8—10 8—10
Вольфрам Алюминий Аг Не 10—12 22—21 9—11 10—12
в любом соотношении. Газы Аг и особенно Не обладают
высокими потенциалами ионизации, что затрудняет пер-
воначальное возбуждение дуги. Однако напряженность
поля Е в столбе дуги в инертных газах имеет сравнительно
низкое значение (табл. 1.29), и поэтому дуговой разряд
в инертных газах отличается высокой стабильностью.
При сварке плавящимся электродом в столбе дуги
содержатся пары электродного металла, имеющие, как
правило, низкий потенциал ионизации (табл. 1.30), по-
этому эффективный потенциал ионизации дугового раз-
ряда при сварке плавящимся электродом приближается
к потенциалу ионизации металлических паров.
1.30. Напряженность электрического поля п столбе дуги
в зависимости от материала электрода
Параметр AI в Sn Pb Ag Ni
Ui, эВ Е, В/см 5,98 24 7,29 38 7,34 35 7,42 42 7,57 37 7,63 38
11 ара метр Си Pd Cd Pt Zr« c
Ui, эВ /?, В/см 7,72 38 8,33 42,5 8,99 55 9 57 9,39 51 11,26 85
55
Рис. 1.22. Зависимость напряжения па дуге от состава защитного газа
Однако, несмотря на то что потенциал ионизации
металлических паров и эффективный потенциал иониза-
ции Uf имеют близкие значения, температура дуги, на-
пряжение и стабильность горения при сварке плавящимся
электродом существенно зависят от состава защитного
газа (рис. 1.22).
Повышение напряжения на дуге с увеличением кон-
центрации молекулярных газов (Н2, N2, О2 и СО2) объ-
ясняется интенсивным охлаждающим действием этих га-
зов в связи с затратами энергии на диссоциацию и отво-
дом теплоты за счет высокой теплопроводности (в первую
очередь водорода и гелия). Увеличение напряжения на
дуге снижает устойчивость горения дуги (табл. 1.31).
Процессы образования заряженных частиц и переноса
тока в приэлектродпых областях существенно отличаются
от соответствующих процессов в столбе дуги. Поскольку
1.31. Влияние теплофизических характеристик газов
на устойчивость горения дуги
Защитный газ Номи- нальный потенциал ионизации Степень диссоциации при Б00 к Напря- жение на дуге, В Устойчивость дуги
Не 24,5 Не диссо- Хорошая
циирует
Аг 15,7 То же Отличная
n2 14,5 0,038 ’ 30—40 Удовлетвор ительвая
со2 14,3 0,99 26—28 Хорошая
н2 13,5 0,96 45—65 Плохая
56
1.32. Работа выхода электронов для различных элементов
Элемент Э-'J см с нт ид- в 1 Элемент УВ- В
С 4,29 1 Ni 4,81 Ва 2,29
AW 4,36 Си 4,47 La 3,30
А1 3,46 V 2,00 Hf 3,53
Ti 4,09 Nb 3,91 Та 4,12
Fc 4,36 Mo 4,27 W 4,52
(Lo 4,18 Cs 1,89 Th 3,41
градиент возрастания температуры в приэлектродных
областях направлен к столбу, потоки выделяющейся
энергии направлены к электродам и расходуются на их
нагрев и плавление, другими словами на осуществление
основного процесса сварки.
Анодная область дуги имеет большую протяженность
и меньшую напряженность по сравнению с катодной.
В этой зоне имеет место чисто электронный гок, так как
отрицательных ионов в плазме немного и скорость их
небольшая. За счет дополнительной бомбардировки элек-
тронами на аноде теплоты выделяется больше, чем на
катоде. Поэтому сварка неплавящимся вольфрамовым
электродом проводится на прямой полярности, а сварка
плавящимся электродом, как правило, на обратной.
Мощности, затрачиваемые на нагрев, плавление и
испарение катода и анода, отнесенные к 1 А тока дуги,
ci 1 редел яются соотношением
QK = u„-Un; Q^ua-\-us,
где UK и Uа — катодное и анодное падение напряжений;
Uв — работа выхода электронов (табл. 1.32).
Ориентировочные значения ии и Ua в дугах с плавя-
щимся электродом приведены в табл. 1.33.
Одной из важнейших характеристик дуги в целом яв-
ляется ее вольт-амперная характеристика, выражающая
зависимость Уд == f (/д), которая служит основным кри-
терием при выборе источника питания. Вольт-амперную
характеристику можно разделить на три области
(рис. 1.23). В первой области (приблизительно до 100 А)
характеристика падающая. При возрастании тока про-
исходит увеличение площади катодного пятна и увели-
чивается число заряженных частиц в межэлектродном
67
1.33. Ориентировочные значения катодного £/к и анодного (Ja
падения напряжений
Ка < од А нод Сила тока дуги. А Газовая среда с-„. в °а- в
Си Си 100—200 Воздух 16—17 12—13 13—14 6—9 10—11
Си CJli 100—250 13—13,5 14.5—15 13,5—14 СО со СИ ел yJ
Си Си Fe, — 1 мм 1о0— 250 Аг 8,3—8,7 2,3—3,2
100—200 со2 7,5—9 1,2—3,3
промежутке; благодаря снижению сопротивления дуги
напряжение на дуге уменьшается.
Во второй области (горизонтальной) с увеличением
тока дуги напряжение мало изменяется. При увеличении
тока в этой области происходит полная ионизация газа
в столбе дуги и его некоторое сжатие.
В третьей области по мере увеличения тока происходит
интенсивное сжатие столба дуги и вольт-амперная ха-
рактеристика становится возрастающей. На этом участке
можно с известным приближением принять R = const.
Вольт-амперная характеристика между установивши-
мися значениями напряжения и тока при постоянной
длине дуги называется статической, а между неусгановив-
шимися — динамической.
Рис. 1.23. Схема вольт-амперных ха-
рактеристик сварочных дуг:
ГЗДС — ручная дуговая сварка, СЗГ НЭ —
сварка в защитных газах неплавящимся
электродом
1.34. Химический состав вольфрамовых электродов
(ГОСТ 23949—80). %
M.ipKd элеи- | рода Воль- фрам, ер Mpiire Оксид лант? на Оксид иттрия Диоксид тория Тпитал Примеси, более
ЭВМ 99,92 — —— 1 0,08
эвл 99,95 1,1-1,4 — * 0,05
МВ1Н 99,89 1,5—2,3 0,11
ЭВИ-2 99,95 — со 04 0,01 0,05
эви-з 99,95 — 2.5-3,5 — 0,01 0.05
ЭВТ-15 99.91 — 04 Ю •% ММ — 0,09
Сварка неплавящимся электродом. При сварке пепла-
вящимся электродом источником теплоты служит дуга,
возбуждаемая между вольфрамовым электродом и изде-
лием. Вольфрам — самый тугоплавкий из известных ма-
териалов. Температура его плавления равна 3600 °C,
плотность составляет 19,3 г/см3 (или 0,019 кг/м8).
При горении дуги из-за блуждания катодного пятна
возможно отклонение дуги от оси электрода, что может
нарушить стабильность процесса сварки. Существенное
уменьшение блуждания дуги, повышение стабильности
ее горения достигаются путем введения в вольфрамовые
электроды активирующих добавок (диоксида тория, окси-
дов лантана и иттрия) (табл. 1.34).
Вольфрамовые электроды для дуговой сварки неплавя-
щимся электродом в защитных газах изготовляют ио
ГОСТ 23949—80 в виде прутков или проволоки различной
длины и диаметра (табл. 1.35).
Из-за естественной радиоактивности тарированный
вольфрам применяют редко. Наивысшую стойкость имеют
титрированные вольфрамовые электроды, их и следует
преимущественно применять при сварке (рис. 1.24).
Для сварки неплавящимся вольфрамовым электродом
могут использоваться источники питания как с полого-
падающей, так и с крутопадающей внешней характери-
стикой. В частности, в тех случаях, когда при сварке
трудно обеспечить постоянство длины дуги, целесообразно
использовать источники питания с крутопадающей внеш-
ней характеристикой. При сварке со сквозным проплав-
лением, когда имеет место провисание сварочной ванны,
рекомендуется применять источники питания с полого-
падающей внешней характеристикой.
1.35. Размеры вольфрамовых электродов
и предельные отклонения по диаметру (ГОСТ 23949—80)
Марка ?лек трода Цвет MJPKIJ- >овки Материал Ним и- нальныЙ диаметр, мм Предель- ное от- клонение Длина, мм
эвч Не мар- кируют- ся Вольфрам ЧИСТЫЙ 0,5 -1-0,2 Не менее 3000 в мотках
1,0; 1,6; 2,0; 2,5 ±0,1 75+1 150+1
3,0; 4,0; 5,0; 6,0; 8,0; 10,0 +0,2 200+2 300+2
эвл Черный Вольфрам с присад- кой оксида ла нтана 1,0; 1,6; 2,0; 2,5; 3,0; 4,0 ±0,1 75±1 150± 1
5,0; 6,0; 8,0; 10.0 ±0,2 200±2 1 300±2 г
ЭВИ-1 Сипни Вольфрам с присад- кой оксида иттрия 2,0; 3,0; 4,0; 5,0; 6,0 ±0,1 75±1 150+ 1
8,0; 10,0 ±0,2 200±2 300±2
ЭВИ-2 Фи оле- говы й То же 2,0; 3,0; 4,0 ±15 75±1 150+1
ЭВИ-3 Зеленый 5,0; 6,0; 8,0; 10,0 200+2 300+2
ЭВТ-15 Красный Вольфрам с присад- кой диокси- да тория 2,0; 3,0; 4,0; 5,0 ±15 75±1 150±1
6,0; 8,0; 10,0 200±2 300±2
Пример условного обозначения электрода марки ЭВ Л, диаметром
2 мм, длиной 150 мм: электрод вольфрамовый ЭВЛ-0 2-150-
ГОСТ 23949—80.
60
Рис. 1.24. Допустимые значения постоянного тока для вочьфрамовых
шок 1 родов различных марок при прямой (а) и обратной (б) полярности
Наилучшие результаты по стабильности горения дуги,
проплавления основного металла и формирования наплав-
ленных валиков обеспечиваются при использовании сие*
циальных источников питания с регулирующими и за-
дающими устройствами на основе электронной техники,
позволяющими вести сварку в импульсном режиме.
Основными защитными газами, используемыми при
сварке неплавящнмся электродом, являются аргон и ге-
лий. Для защиты сварочной ванны эти газы применяют
в чистом виде или в виде смеси Аг—Не в любом соотно-
шении. Значительные различия в плотности и теплопро-
водности аргона и гелия определяют особенности их
защитных свойств, а также условий горения дуги. Аргон
является более тяжелым газом, чем воздух. При истече-
нии из сопла горелки струя аргона лучше защищает
жидкий металл при сварке в нижнем положении. Расте-
каясь по поверхности свариваемого изделия, он продол-
жительное время защищает широкую зону расплавленного
и нагретого до высоких температур металла.
Гелий защищает металл хуже аргона (его плотность
меньше плотности аргона), что приводит к необходимости
увеличения расхода для надежной защиты.
При сварке в гелии при неизменной силе тока напряже-
ние на дуге существенно выше (рис. 1.25), чем при сварке
в аргоне, что связано с более высоким потенциалом иони-
зации гелия (рис. 1.26).
61
Рис. 1.25. Вольт-амперные характеристики дуг различной длины, горя-
щих с вольфрамового электрода в аргоне (а) и гелии (б)
Дуга в гелии имеет большую проплавляющую способ'
кисть и менее концентрирована. Она создаст более равно-
мерную форму проплавления, чем дуга в аргоне. Послед-
няя обеспечивает большую глубину проплавления в цежре
(рис. 1.27).
Во многих случаях рекомендуется использовать за-
щитную смесь, состоящую из 65 % Аг и 35 % Не, которая
наиболее полно обеспечивает преимущества обоих газов —
более глубокое проплавление основного металла и хоро-
шее формирование металла шва.
Сварка плав я щимся электродом. При сварке плавя-
щимся электродом дуга горит между изделием и концом
непрерывно подающейся и расплавляемой электродной
проволоки. Расплавленный металл электродной проволоки
Рис. 1.26. Электрические характеристики дуг в смеси аргона и гелия
при дуговом промежутке:
а — 1,3 мм; б — 10 мм
62
Рис. 1.27. Изменение формы пропла-
вления в зависимости от свойств инерт-
ного газа:
/ — аргон: 2 — г ели ft
переходит в сварочную ванну и, таким образом, участвует
в формировании шва. Перенос металла может происходить
в виде жидких капель различных размеров и вара.
Стадии образования капли на конце электрода ври сто
плавлении в процессе сварки весьма сложны При сварке
в защитных газах капля электродного металла форми-
руется под совместным действием сил, имеющих разную
природу, а именно: силы тяжести гг> силы поверхностного
натяжения Fu.|5, электродинамической силы реак-
тивного давления испаряющегося с поверхности капли
металла газа Fr> силы давления потоков плазмы и бом-
бардировки заряженными частицами Fn. Помимо пере*
численных сил в ряде случаев оказывают существенное
влияние сила давления струи защитного га.<а и эпериия
движения капли, а при сварке в среде многоатомных
газов — дополнительное давление в зоне активного пятна,
связанного с диссоциацией молекул 1аза.
Основные виды переноса электродного металла при
сварке плавящимся электродом следующие: крупнока-
пельный с короткими замыканиями разрядного проме-
жутка; крупнопанельный без коротких замыканий; пере-
нос каплями среднего размера без коротких замыканий;
ст р у й н ый пер е кос.
При крупнопанельном переносе капля сравнительно
большого размера образуется на электроде постепенно
и долго удерживается на нем. Если капля больше меж-
электродного промежутка, то ее переход в ванну сопро-
вождается короткими замыканиями и кратковременным
погасанием дуги.
Основными силами, обусловливающими крупнокапель-
ный перенос, являются сила тяжести и сила поверхност-
ного натяжения. Поверхностное нат я жен не различных
металлов в жидком состоянии существенно различается
(габл. 1.36).
С повышением температуры поверхностное натяжение
уменьшается. При взаимодействии жидкого металла капли
с защитными газами поверхностное натяжение существенно
изменяется.
63
Размер капель при круппокапельном переносе зависит
не только от рода защитного газа, но и ог материала, диа-
метра электрода, напряжения на дуге, силы тока и поляр-
ности. С увеличением силы тока уменьшается влияние
силы тяжести в формировании капли и растет сжимающее
действие электромагпигных сил, способствующих отде-
лению капли от конца электрода. Благодаря этому по мерс
увеличения силы тока уменьшается размер капель элек-
тродного металла, изменяется характер переноса металла
от крупнокапельного к мелкосерийному, а затем при опре-
деленном значении тока, называемом критическим, —
к струнному. При струйном переносе жидким металл на
электроде вытянут в виде конуса, с конца которого отры-
ваются мелкие капли. Оплавляющийся конец электрода
также имеет конусообразную форму. Струйный перенос
отличается высокой стабильностью размеров капель и
мелким разбрызгиванием. Основной причиной разбрыз-
гивания металла при сварке с короткими замыканиями
является электрический взрыв перемычки между электро-
дом и ванной.
При сварке длинной дугой (без коротких замыканий)
разбрызгивание, в первую очередь, определяется метал-
лургическими реакциями в жидком металле, сопрово-
ждаемыми выделением газов, а также реактивными силами
испарения металла и диссоциации.
Перенос электродного металла и стабильность про-
цесса зависят от состава защитного газа.
Кислород уменьшает поверхностное натяжение ме-
талла, и поэтому с увеличением его содержания в смеси
на основе аргона критический ток уменьшается. Высокие
1.36, Поверхностное натяжение некоторых металлов
Металлы Mg А! Си Ге Ti Мо W Сталь типа 18-8 с содержа’ пи см NK. %
0,02 0,03
Поверх- Hoci ное натяжение о, Н/м 0,65 0.77 0,8 1,15 1,22 1,51 2,25 2,68 1,10 2,5
64
Содеряание C0z 8 орЮ№$
Рис. 1.28. Влияние состава га- ддо.
аовых смесей Лг—О2 и Аг—СО2
1Ю число электродных капель,
образующихся при сварке элек- *
тродом диаметром 1 мм при сва-
рочном токе 250 A
технологические свойства *
дуги при сварке стали §£до
обеспечиваются при добав-
ке к аргону 2—5 % О2.
В такой среде дуга горит
стабильно. Перенос метал-
ла мелкокапельный с ми- 7
нимальным разбрызгива-
нием (рис. 1.28).
Углекислый газ (двуокись углерода) при добавлении
5—10 % к аргону способствует также снижению поверх-
ностного натяжения. При возрастании содержания СО2
в смеси Аг—СО2 более 20 % поверхностное натяжение
жидкого металла при сварке увеличивается.
Азот повышает поверхностное натяжение металла,
поэтому с увеличением содержания азота в аргоне при
одной и той же силе тока размер капель увеличивается.
При сварке в среде азота происходит крупнокапельный
перенос металла с интенсивным разбрызгиванием.
Водород повышает поверхностное натяжение и спо-
собствует увеличению критического тока. При небольших
добавках (5—10 % Н2) капли вырастают до больших
размеров, сохраняя сферическую форму. При сварке
в аргоне, содержащем более 20 % Н2, перенос металла
сопровождается взрывами капель и активным разбрыз-
гиванием.
При сварке плавящимся электродом в инертных газах
в качестве защитного газа обычно используют чистый
аргон. При сварке толстостенных конструкций из алюми-
ниевых и титановых сплавов и коррозионно-стойких
с талей для улучшения проплавления и формирования
иногда используют смеси 50 % Аг и 50 % Не, 40 % Аг
и 60 % Не. Сварка в чистом гелии применяется редко.
При сварке плавящимся электродом в инертных газах
могут быть получены процессы с крупнокапельным пере-
носом электродного металла, струйный и импульсно-
дуговой. Струйный процесс, характеризующийся мелко-
3 П/р Н. Н. Потапова
65
капельным переносом электродною металла и непре-
рывным горением дуги, отличается наибольшей стабиль-
ностью. Переход от крупнокапельного процесса к струй-
ному в аргоне происходит скачкообразно при довольно
больших значениях критического тока.
При сварке металла малой толщины (1—4 мм), корне-
вых швов с постоянным изменением пространственного
положения (например, пеповоротных стыков трубопрово-
дов) наилучшие результаты обеспечивает им пульс но-ду-
говая сварка.
Определенным недостатком сварки плавящимся элек-
тродом в Аг или смеси Аг—Не является сложность ста-
бильного поддержания струйного переноса из-за высокого
поверхностного натяжения жидкого металла в среде
инертного газа. Ввиду уменьшения диапазона токов,
обеспечивающих устойчивый струпный перенос, возможно
значительное колебание основных параметров режима
и нарушение условий формирования наплавляемых ва-
ликов.
Для повышения стабильности сварки, улучшения про-
цесса переноса электродного металла и формирования
швов к аргону добавляют окислительные газы: 1—5 %
О2 или 5—25 % СО2. На практике используют также трой-
ную смесь Аг с добавкой 15—20 % СО2 и 3—5 % О2.
Основные закономерности процесса сварки в смесях
Аг—О2, Аг—СО2, Аг—СО2—О2 мало отличаются оз су-
ществующих при сварке в чистом Аг. Однако благодаря
добавке окислительных газов обеспечиваются существен-
ное снижение поверхностного натяжения жидкого металла
расплавляемой электродной проволоки, уменьшение раз-
меров образующихся и отрывающихся от электрода ка-
пель и снижение критического тока перехода от крупно-
капельного к струйному переносу металла. Диапазон
токов при стабильном ведении процесса сварки рас-
ширяется. Обеспечиваются лучшее формирование металла
шва и меньшее разбрызгивание, лучшая форма провара
и меньшее излучение дуги, по сравнению со сваркой
в чистом аргоне, а также в чистом углекислом газе. Бла-
годаря перечисленным преимуществам сварка плавящимся
электродом в смеси Аг—О2, Аг—СО2, Аг—СО2—О2 ши-
роко применяется на практике.
При увеличении содержания СО2 в смеси Аг—СО2
более 25—30 % стабильность процесса заметно снижается.
При содержании СО2 начиная с 40—50 % сварка в смеси
66
Аг—СО2 практически мало отличается по электрофизиче-
ским характеристикам от сварки в чистом СО2.
Впервые разработанный в СССР в 1950—1952 гг.
К. В. Любавским и Н. М. Новожиловым способ сварки
плавящимся электродом в углекислом газе получил широ-
кое распространение и для изготовления конструкций
нз углеродистых и низколегированных сталей и в настоя-
щее время занимает в СССР и во многих зарубежных
странах первое место по объему применения среди всех
механизированных способов сварки плавлением.
Этому способствовал ряд преимуществ указанного
способа сварки перед ручной дуговой (высокая производи-
тельность, низкая стоимость сварочных материалов, ми-
нимальные затраты на освоение, широкая возможность
механизации), а также перед механизированной сваркой
под флюсом (возможность сварки в различных простран-
ственных положениях, визуальное наблюдение за ванной
и дугой).
При сварке в чистом СО£ сложно обеспечить струйный
перенос электродного металла (см. рис. 1.28).
При малой длине дуги на низких напряжениях про-
цесс протекает с короткими замыканиями, при этом про-
исходит электрический взрыв перемычки между электро-
дом и ванной, вызывающий выброс металла за пределы
сварочной ванны — разбрызгивание.
Повышенное разбрызгивание расплавленного металла
является серьезным недостатком сварки в СО2. Брызги
засоряют сопло горелки и нарушают защиту в процессе
сварки, привариваются к основному металлу, что требует
проведения последующей технической зачистки. Умень-
шение прилипания брызг к соплу эффективно снижается
интенсивным его охлаждением. Поверхность деталей и
узлов сварочных горелок и головок, находящихся рядом
с зоной сварки, покрывают специальными смазками.
Снижение разбрызгивания также достигается прину-
дительным управлением переносом электродного металла
импульсами сварочного тока при ведении процесса сварки
в импульсно-дуговом режиме.
Повысить стабильность дуги и сократить потери ме-
талла на разбрызгивание при сварке в СО2 можно также,
используя электродные проволоки, активированные це-
зием, рубидием, калием, натрием, барием и некоторыми
другими элементами, обеспечивающими ведение струйного
процесса в углекислом газе.
з-
67
Начиная с 60-х годов для сварки углеродистых и низ-
колегированных сталей применяется сварка в смеси угле-
кислого газа с кислородом. Используемые смеси содержат
обычно 20—40 % О2. Добавление кислорода к углекислому
газу кроме более энергичного подавления вредного влия-
ния водорода несколько увеличивает глубину проплавле-
ния основного металла, улучшает внешний вид и формиро-
вание металла шва и уменьшает приваривание к сваривае-
мым деталям и горелке брызг жидкого металла вследствие
большого окисления их поверхности. Однако добавление
кислорода к углекислому газу вызывает уменьшение, сот
держания элемешов-раскисличелей и повышение содер-
жания кислорода в металле шва.
Процесс сварки в смеси углекислого газа с кислородом
изучен еще не достаточно полно. Введение в зону дуги,
горящей в атмосфере СО2, добавок кислорода (до 30 %)
приводит благодаря более интенсивному окислению ме-
талла капли к уменьшению его поверхностного натяже-
ния, к увеличению частоты переходов и измельчению
капель.
Однако считают, что добавление кислорода к угле-
кислому газу незначительно изменяет характер течения
процесса и, так же как при сварке в СО2, перенос электрод-
ного металла происходит в виде крупных капель. Сварку
плавящимся электродом в смеси углекислого газа и кис-
лорода рекомендуется вести на удлиненном вылете элек-
тродной проволоки. Общие потери на разбрызгивание
при защите дуги смесью газов сост ава 70 % СО2—30 % О2
практически одинаковы. Однако в смеси СО2—О2 отме-
чается снижение привариваемости брызг к основному
металлу.
1.7. МЕТАЛЛУРГИЧЕСКИЕ ОСОБЕННОСТИ
СВАРКИ В ЗАЩИТНЫХ ГАЗАХ
Взаимодействие газов с металлом при сварке в защит-
ных газах. Пористость. Активные газы — кислород, азот
и водород — при сварке могут растворяться в жидком
металле в процессе нагрева и выделяться из него при
охлаждении и переходить в твердый металл шва. Выделе-
ние газов из жидкого металла сварочной ванны может
вызвать образование пор; переход газов в металл шва,
как правило, ухудшает его свойства. Механизмы взаимо-
действия с жидким металлом азота и водорода, с одной
68
Рис. 1.29. Растворимость азо
1 н и водорода в железных
i плавах при давлении
0,1 МПа
с горопы, и кислорода —
с другой, существенно
различаются.
Считается наиболее
вероятным, что азот и
водород в случаях, ког-
да они не образуют в
металле химических со-
единений, растворяются в металле в виде положительно
заряженных частиц-катионов. Для водорода катионом
является протон.
При температурах изменения кристаллической решетки
и перехода железа из твердого в жидкое состояние раство-
римость азота и водорода изменяется скачкообразно
(рис. 1.29).
Температурные зависимости растворимости азота и
водорода в жидком железе описываются уравнениями
lg [N] = —2980/Т + 0,23; 1g III] = —1745/Т + 0,888,
где IN], [Н] —содержание азота и водорода, мл/100 г.
Растворимость азота и водорода в жидком металле
зависит также от парциального давления этих газов над
металлом. В условиях металлургического производства
эта зависимость при постоянной температуре подчиняется
закону квадратного корня (закону Сиваритса):
где ГН], (N ] — растворимость газа; /?н, и /м— пар-
циальньте давления малополярных газов Нг и N2.
Растворимость азота и водорода в жидком металле
существенно изменяется при изменении содержания ле-
гирующих элементов (рис. 1.30 и 1.31).
В жидком металле кислород может находиться как
в растворенном состоянии, так и в составе неметалличе-
ских включений. Считается, что большая часть кисло-
рода в металле шва находится в виде оксидных включений.
В реальных условиях сварки в реакционной зоне
(зоне сварки) присутствуют три газа: кислород, водород
и азот. Поэтому взаимное влияние газов на их раствори-
мость в жидком металле представляет большой нрактиче-
69
Рис. 1.30. Растворимость во-
дорода в жидких железных
сплавах при температуре
1600±30 °C
Рис. 1.31. Растворимость азо-
та в жидких железных спла-
вах при температуре 1606 °C
ский интерес. По силе влияния (активности) на взаимную
растворимость в металле активные газы можно располо-
жить в следующем порядке: кислород, водород, азот,
т. е. ввередистоящий газ может препятствовать раство-
рению или даже вытеснять из раствора последующий газ,
занимая его (вакантное) место на поверхности металла.
Вместе с тем описанная выше закономерность не всегда
выполняется в реальных условиях сварки, в частности
из-за явлений усиливающего влияния кислорода на рас-
творимость азота в металле, которое объясняется образо-
ванием в зоне дуги оксида азога по реакции
N2 + О2 = 2X0.
Образующийся в зоне высоких температур оксид
азота, встречаясь с жидким металлом, имеющим более
низкую температуру, диссоциирует на его поверхности
с образованием активного, хорошо растворяющегося аю-
марного азота. Такое интенсифицирующее влияние кисло-
рода на растворимость азота в металле, по-видимому,
превалирует в условиях дуговой сварки над наблюдае-
мым в металлургии поверхностно-активным влиянием
кислорода, тормозящим растворение азота в металле.
70
Существенное влияние на растворение газов в жидком
металле оказывают параметры режима сварки.
При нагреве металла сварочной ванны в нем резко
увеличивается растворимость газов. При охлаждении
жицкого металла за счет снижения растворимости проис-
ходит значительное пересыщение сварочной ванны газами
во всем ее объеме, тем самым создаются условия для вы-
деления газов.
Для выделения газа, находящегося в растворенном
состоянии в жидком металле, в самостоятельную (газо-
вую) фазу необходимы три условия: 1) пересыщение жид-
кого металла газом; 2) наличие центров зарождения газо-
вых пузырьков; 3) развитие газовых пузырей до крити-
ческого размера (критического радиуса), сверх которого
они становятся термодинамически устойчивыми. С выде-
лением газов при сварке связывают образование пори-
стости— одного из характерных дефектов сварных швов
при сварке в защитных газах. Поры образуются в тех
случаях, когда, с одной стороны, из-за пересыщения
жидкого металла сварочной ванны образуются газовые
пузыри критического размера, а с другой — создаются
условия, затрудняющие выделение газовых пузырей из
жидкого металла.
Основные реакции, в результате которых появляются
нерастворимые в металле газы, образующие поры, сле-
(угощие:
[С] 4- Ю1 - СО,; 2 IHJ - II,; 2 INI - N
В зависимости от конкретных условий сварки роль тех
пли иных реакций будет главенствующей.
Возникновение пузырька в сварочной ванне возможно,
если выпол н яе 1 с я условие
_ . । > 2а
Рвы-1 > Р t" Y'1 ” г »
гкр
гае рвыд — сумма парциальных давлений выделяющихся
газов; р — атмосферное давление; ул — поверхностное
натяжение металла на границе с газом; /1ф — радиус
гузырька критического размера; у — плотность металла,
< варочной ванны; h — высота столба жидкого металла
над образующимися пузырьками.
Наиболее вероятными местами зарождения газовых
nj зырьков являются существующие внутри сварочной
ванны поверхности раздела жидкий металл—газ, кото-
71
рыми могут быть твердые шероховатые поверхности,
плохо смачиваемые металлом, различного рода пустоты,
в меньшей степени — неметаллические включения, если
их размеры соизмеримы с гкр — критическим радиусом,
т. е. с минимальным размером газового пузырька, устой-
чивого в данных условиях.
Процесс образования и удаления газовых пузырьков
довольно сложный и проходит в несколько стадий.
1. Перенос посредством конвекции (перемешивание)
растворенных в объеме жидкого металла сварочной ванны
атомов водорода, азота, кислорода к поверхности раздела
металл—газ.
2. Диффузионный перенос растворенных атомов через
тонкий пограничный слой.
3. Адсорбция атомов азота, водорода и кислорода
в поверхностном слое поверхностей раздела.
4. Химические реакции образования молекул по ре-
акциям
[HI + [Н J = Н2; [N ] + [N] = N2;
ICJ Ч- 2 IO J = 2СО2.
5. Десорбция образовавшихся газовых молекул в га-
зовую фазу зародыша пузырька.
6. Отвод (всплывание) газового пузырька из ванны
жидкого металла.
Образовавшийся пузырек может увеличивать свои
размеры (расти) в результате конвективной диффузии
газов из окружающих объемов металла (табл. 1.37).
Образование дефектов сварных швов — газовых пор —
в значительной мере зависит от того, осганется ли об-
разовавшийся газовый пузырек в закристаллизовавшемся
металле в виде поры или успеет всплыть. Скорость всплы-
вания пузырьков газа определяется по формуле Стокса
V = 2/9gr2 (ум — уг)/т],
где g — ускорение свободного падения, см/с2; г •— радиус
пузырька, см; ум и уг — плотности металла и газа, г/см2;
т] — динамическая вязкость жидкого металла, г/(см. К).
Возможность всплывания пузырьков газа из металла
в большой степени зависит от места (сверху или в глубине
сварочной ванны) их зарождения и времени пребывания
в жидком металле.
В реальных условиях сварки металл ванны находится
в непрерывном движении (перемешивании), поэтому счи-
72
। ле гея, что определяющим факто-
ром при дегазации является не
скорость всплывания пузырька,
а процессы развития (увеличение
размеров) газового пузырька за
счет процессов конвекции и диф-
фузии.
В случае, если скорость кри-
ста л лизании металла сварочной
ванны превышает скорость удале-
ния образующихся газовых пу-
зырьков, появляются характерные
дефекты сварного шва — поры.
Меры борьбы с пористостью
при сварке в защитных газах сво-
дятся к следующему.
1. Качество защитных газов
должно полностью соответствовать
требова н и я м, изл оже нны м в п п. 1.2
и 1.3.
2. Образование пористости, вы-
званной азотом и окислением ме-
талла сварочной ванны, можно
предупредить обеспечением падеж-
ной защиты зоны сварки от воз-
духа (в том числе и корневого
участка шва путем организации
поддува защитного газа).
3. Для предупреждения обра-
зования пор, вызываемых реакцией
кислорода с углеродом (реакция
«кипения») в металл сварочной
ванны необходимо вводить элемен-
ты'раскислители (кремний, алюми-
ний, титан и т. д.).
4. Пористость, вызванную во-
дородом, можно существенно
уменьшить путем обеспечения тща-
тельной зачистки сварочных кро-
мок изделия и сварочной прово-
локи, а также в некоторых слу-
чаях введением в зону дуги окис-
лительных газов (кислорода, уг-
лекислого газа).
73
5. Образование газовых пузырьков, вызываемых выде-
лением азота, можно уменьшить введением в сварочную
ванну сильных пнгридообразующих элементов — алю-
миния, титана, циркония и др.
Окисление металла защитным газом при дуговой сварке.
Дуговая сварка в окислительных газах СО2, Аг—СО2,
Аг—СО2—О2, С0.2—О2 сопровождается заметными поте-
рями ряда легирующих элементов и примесей переплав-
ляемого дугой металла, образующих в результате взаимо-
действия с кислородом шлаки (MnO, SiO2, TiO2, А12О3
и др.) или газы (СО2, СО, S02 и др.).
Способность защитного газа окислять металл в про-
цессе сварки называется окислительной способностью,
или окислительным потенциалом.
По данным Н. М. Новожилова, в реакционной зоне
сварки одновременно протекают два противоположных
процесса:
1) окисление жидкого металла (электродные кап-
ли, сварочная ванна) и его паров защитным газом;
2) «осаждающее» раскисление металла сварочной ван-
ны электродным или основным металлом. При этом проду-
кты окисления металла определяют состав выделяющегося
на его поверхности шлака, а продукты раскисления ока-
зывают решающее влияние на состав неметаллических
включений в металле шва.
В жидком металле сварочной ванны, образующейся
путем смешения расплавленных основного и присадочного
(электродного) металлов, в зонах повышенной концентра-
ции раскислителя происходят окислительно-восстанови-
тельные процессы (осаждающее раскисление) с образова-
нием некоторого количества мелкодисперсных и распре-
деленных по всему объему продуктов раскисления.
В большинстве случаев раскислителем в зоне сварки
служит электродный металл (например, проволока
Св-0£Г2С при сварке углеродистых сталей), однако им
может быть и металл сварочной ванны.
В отличие от продуктов окисления защитным газом
неметаллические включения, образующиеся при осажда-
ющем раскислении, не успевают коагулировать и выде-
литься из металла шва.
Процессы окисления и осаждающего раскисления
имеют важное практическое значение: окисление леги-
рующих элементов приводит к некоторому снижению
74
прочностных свойств, а засорение металла шва продук-
тами раскисления, как правило, способствует снижению
(особенно при пониженных температурах) пластических
характеристин металла шва.
Ввиду большого разнообразия составов применяемых
защитных газов для оценки интенсивности окисления
металла защитным газом разработано несколько экспери-
мс нта льны х м сто до в.
Интенсивность окисления металла можно оценивать
по изменению содержания легирующих элементов в ме-
талле шва. В качестве изменяемой величины могут быть
использованы не только состав защитного газа, по и па-
раметры режима. Этот способ прост и легко реализуется
на практике. Однако он пе позволяет оценить, за счет
чего происходит изменение содержания легирующих эле-
ментов при однопроходной сварке: за счет изменения
интенсивности окисления легирующих элементов или
различных долей участия основного и электродного (при-
садочного) металлов в металле шва. Для исключения
этого недостатка химический состав определяют на ме-
талле, наплавленном, как минимум, в пять проходов
(слоев).
Об интенсивности окисления металла защитным газом
можно судить по отношениям содержания элементов
в металле шва и их исходным соединениям, поступившим
в зону сварки из электродной проволоки и основного
металла. Эти отношения называются коэффициентами
усвоения, или коэффициентами перехода в металл шва
легирующих элементов:
где р —коэффициент усвоения соответствующего элемента;
Сш — концентрация элемента в металле шва, %; Си —
исходная концентрация элемента, %; т, п—доли уча-
стия электродного и основного металлов в металле шва
(т + п = 1); Си, Со — концентрация элемента в элек-
тродной проволоке и основном металле, %.
Общие коэффициенты усвоения элементов подсчиты-
вают на основании экспериментального определения со-
держания элементов в электродной проволоке, основном
металле и металле шва и определения долей участия
электродного т и основного п металлов в металле шва
путем планиметрирования поперечных сечений швов.
75
20ct}tr/io0r:[ol%
О 10 20 30 UQ
Содержание С02или 0z 8 Аг; 0z
Рис. 1.32. Зависимость коли-
чества прореагировавшего с
металлом кислорода £ОСВ и
кислорода, содержащегося в
металле швов [О], от состава
защитных смесей Аг—СО2,
Аг—О2 и СО2—О2
Оценку интенсивнос-
ти окисления по коэф-
фициентам усвоения
элементов применяют
наиболее широко. Одна-
ко этот метод также не
позволяет количествен-
но оценивать интенсив-
ность окисления.
Оценку по составу
за щ итного газа и со-
% держанию кислорода в
металле шва используют
при сварке в окислительных газах, когда происходит уве-
личение содержания кислорода в металле шва (рис. 1.32).
Этот параметр используют в ряде стран для оценки
окислительного потенциала защитных газовых смесей.
В обобщенном виде результаты исследований по этому
способу нашли отражение в предложенной Международ-
ным институтом сварки (МИС) классификации защитных
газов по их химической активности (в основном окисли-
тельной способности), показателями которой служат сос-
тав газа и содержание кислорода в металле шва (табл. 1.38).
Однако содержание кислорода в металле шва не мо-
жет количественно отражать интенсивность окисления
металла защитным газом, поскольку в металл шва пере-
ходит только часть прореагировавшего в зоне сварки
кислорода (значительная часть прореагировавшего кис-
лорода связана в оксидные пленки, образующиеся па
поверхности наплавленных валиков). Следовательно,
предложенная МИС классификация защитных газов по
их химической активности может быть использована как
приближенная.
Оценка интенсивности взаимодействия металла с за-
щитным газом по суммарному количеству прореагировав-
шего кислорода предложеиз Н. М. Новожиловым. В данном
случае используют соотношение, учитывающее не только
76
1.38. Классификация защитных газов (по данным МИС)
Общее содержа- ние [О] в металле шва, % 0,02 0,04 0,04-0,07 0,07
Тип газа (химическая активность) Восстано- вительный Слабоокис- лнтельнын Средне- окисли- тельный Сильно- окисли- тельный 1
Восстанови- тели X 1 Остальное 100 1 1
% ые газы Не 100 Остальное 1 1 1 1 1
Состав смеси. Ипертн < 100 Ю if г- с Ю I/ <М о! 2) 3 Остальное л fij fit Й fit 1 1
гели О 1 1—3 xt- ОС 1 — X! J г 9—12 л £ г о
ОКИСЛИ1 сч о о 1 1 1 xi 1 о * ою со —* 1 1 юю С т! С О' 3 г > 3 с о 1Г 3 100 Остальное
Число компо- нентов сч сч т—’ СМ сч см со см СМ СМ СО сч
Номер газа —' OJ со тГ Ю »•—1 С4 1 см со f - см со •— - о 1
Группа И1 £ О 1 1 О' S • □
77
1.39. Классификация защитных га’ов (по Н. М. Новожилову)
Сол tip ж л и и о с м ее и. % Группа Пг°заР компе- Окислители Инертные газы Еог™"ови' ,^пп7’ Ти" Га3а яеитов 71 СО? О, Л г Не Н 2 ,, 1 1 — — — 100 0 0. Слабовосстя- 1,1 2 2 — — 85—95 — Остальное ’ новнтсльный 1 L — — 100 — — И2 2 1 — — — 100 — 0,05 Инертный 3 2 — — 25—75 Остальное — ... 1 2 о ь — Остальное n n= п < Слабоокпсли- М| 2 2 2-8 1-5 » “ ~ 0,03-0,1 тельный । 2 9—20 — » — — Сред нео к и с л и - М2 2 2 — (5—11 » — — 0,1—0,2 тельный 3 2 5—10 1-3 » — - 1 2 21—95 — » — — Окислитель- М3 2 2 — 12—14 » — — 0,2—0,3 ный 3 2 11—20 2—3 » — — 1 1 100 - — — — г 2 2 Остальное. 1 — — —0,3 Сильноокис- с 3 2 — 15 Остальное — — лительный 4 3 15—25 4 » — —
78
1.40. Коэффициенты усвоения элементов
и количества прореагировавшего с металлом кислорода
при сварке в СО2 различных сталей
Основной металл, электродная щюпонокя
Показатель 12Х18Н9Т. CB-X1SH9T ЗОХГСА, Св-18ХГСА C"jT3 Cn-iaxrcA СтЗкп. Св-1е?ХГСА Стиль 30 Св-12 ГС Л
Коэффициент у свое- 0,92 0,55 0,55 0,52 0,51
ИИ я 0,73 0,69 0,68 0,6 0,23
0,6 0,64 0,67 0,61 0,35
0,89 0,89 0,87 0т84 —
0,51 --- — — -
Количество прореаги- ровавшего с метал- лом кислорода 0,907 0,394 0,363 0,466 0,459
Рис. 1,33. Влияние состава защитной смеси Аг—СО2—О2 на количество
прореагировавшего кислорода 22 Осв (г/100 г)
79
Аг д 16 U
Рис. 1.34. Влияние содержания
кислорода в защитных смесях
Аг—О2 на коэффициенты усвое-
ния элементов
кислород, перешедший в металл шва, но и кислород,
прореагировавший с расплавленным металлом при сварке,
но не перешедший в металл шва!
М [0]9 4- N [О]о 4- Ор = [О]ш 4~ (0}Р 4* (О)шл + (О)г.
где М, N — количество расплавленной электродной про-
волоки и основного металла, отнесенное к единице ме-
талла шва; Ор — количество кислорода, прореагировав-
шего с металлом в результате его взаимодействия с за-
щитным газом; {О|г — количество кислорода, выделив-
шегося из металла в составе СО2, СО и других газов;
(О)шл — количество кислорода, прореагировавшего с ме-
таллом, не попавшим в шов вследствие его искрения и
разбрызгивания.
Оценка интенсивности окисления по количесгву кис-
лорода, прореагировавшего с металлом, позволяет наи-
более достоверно, количественно оценить окислительную
способность защитного газа. Классификация защитных
газов по количеству прореагировавшего кислорода пред-
ставлена в табл. 1.39.
И. М. Новожиловым и М. М. Борисенко определена
окислительная способность двухкомпонентных газовых
смесей: Лг—О2, Аг—СО2, СО2—О2 (рис. 1.33). Эти дан-
ные могут быть использованы в практических целях,
в том числе для определения коэффициентов перехода
(усвоения) легирующих элементов в металл шва (рис. 1.34,
табл. 1.40).
Окисление металла при сварке существенно зависит
от параметров режима: тока, напряжения на дуге, ско-
рости сварки, вылета электрода. При увеличении тока,
напряжения на дуге и скорости окисление металла сначала
уменьшается, а затем остается постоянным или несколько
повышается.
80
Список литературы
1. АснисА. Е, и др. Сварка в смеси активных газов. Киев: Паукова
думка, 1982. 212 с.
2. Гладков Э. А., Юхин Н. А,, Акулов А. И. Процессы саморе-
гулирования по скрытой составляющей длины дуги при сварке непла-
вящимся электродом в аргоне//Сварочное производство. 1974. № 7.
С. 23—25.
3. Матвеев Ю. М. и др. Выбор источника тока сварки в инертных
газах нержавеющих труб//Автоматическая сварка. 1968. №2. С. 14—16.
4. Машины, установки и аппаратура для газопламенной обработки
металлов. Каталог ВНИИАвтогенмаш, 1986. 88 с.
5. Новожилов Н. М. Основы металлургии дуговой сварки в газах.
Мл Машиностроение, 1979. 229 с.
6. Петров Г. Л. Сварка высокохромистых, мартенситных, мартен-
ситно-ферритных и ферритных сталей. Сварка в машиностроении. М.:
Машиностроение, 1978. Т. 2. С. 159—183.
7. Потапьевский А. Г. Сварка в защитных газах плавящимся
электродом. М.: Машиностроение, 1974. 327 с.
8. Походня И. К. Газы в сварных швах, М.: Машиностроение,
1972. 256 с.
9. Руссо В. Л. Дуговая сварка в инертных газах. Л.: Судострое-
ние, 1984. 86 с.
Раздел II
Флюсы для сварки и наплавки
Глава 2
Общая классификация и
сварочно-технологические свойства флюсов
Сварочные флюсы применяют при механизированной
сварке под флюсом, по флюсу, с магнитным флюсом и
при элекгрошлаковой сварке. Вследствие существенных
различий между названными процессами к флюсам предъ-
являют различные требования.
2.1. ГРУППЫ СВАРОЧНЫХ ФЛЮСОВ
Сварочные флюсы можно разделить на отдельные
группы по способу изготовления, химическому составу,
по основности, химической активности, назначению, строе-
нию и размеру зерен и т. д.
Классификация по способу изготовления. В зависимо-
сти от способа производства флюсы подразделяют на
плавленые, керамические и плавлено-керамические.
Керамические флюсы производят в виде крупки, полу-
чаемой при смешении шихты определенного состава на
связующем (жидкое стекло) с последующей грануляцией
и прокалкой при соответствующих температурах. Неко-
82
юрые марки керамических флюсов получают без добавок
связующего за счет спекания шихты.
Указанные флюсы применяют преимущественно при
наплавке, поскольку они позволяют легировать напла-
вляемый металл в широких пределах. Для этой цели
во флюсы вводят металлические порошки и ферросплавы.
Керамические флюсы при сварке применяют реже. В боль-
ших объвхмах их используют для этой цели в зарубежной
практике.
Плавленые флюсы получают сплавлением компонентов
шихты в электрических или пламенных печах с после-
дующей грануляцией расплава мокрым способом в воде,
сухим дроблением застывшего шлака и распылением
жидкой струи расплава воздушным потоком.
Плавлено-керамические флюсы включают два метода
изготовления с целью повышения сварочно-технологиче-
ских свойств флюса. В частности, использование плав-
леного флюса в качестве шлакообразующей основы кера-
мического флюса позволяет улучшить технологические
свойства последнего в формировании наплавленного ме-
талла, уменьшения газовыделений, стабильности горения
дуги, отделимости шлаковой корки и т. п., поскольку
керамические флюсы во сравнению с плавлеными обычно
обладают худшими сварочно-технологическими свой-
ствами.
Классификация по химическому составу. В зависимости
от химического состава шлаковой основы сварочные
флюсы подразделяют на три группы: оксидные, солевые
и солеоксидные. Оксидные флюсы состоят из оксидов
металлов и могут содержать до 10 % фтористых соедине-
ний. Их преимущественно применяют для сварки угле-
родистых и низколегированных сталей. Флюсы солевой
группы состоят из фтористых и хлористых солей металлов,
а также из других, не содержащих кислород химических
соединений. Их применяют для сварки активных метал-
лов, таких, как алюминий, титан и др., а также в электро-
шлаковой технологии.
Флюсы солсоксидной группы состоят из фторидов
и оксидов металлов. Это группа флюсов наиболее широко
применяется при сварке и наплавке средне- и высоколеги-
рованных сталей и сплавов.
Оксидные флюсы построены преимущественно на базе
шлаковой системы МпО—SiO2, хотя имеются оксидные
флюсы на базе других шлаковых систем. Наиболее рас-
83
прострелено деление флюсов по содержанию в них окси-
дов кремния и марганца: по содержанию кремнезема —
бескремнистые (количество SiO2 в виде примеси до 5 %),
низкокремнисгые (6—35 % SiO2) и высококремнистые
(более 35 % SiO2); по содержанию марганца — безмарган-
цовистые (количество МпО в виде примеси до 1 %), низ-
комарганцовистые (до 10 % МпО), средпемаргапцовистые
(15—30 % МпО) и высокомарганцовистые (более 30 %
МпО).
По химическому составу, согласно рекомендации Меж-
дународного института сварки (МПС), сварочные флюсы
подразделяют на типы, приведенные в габл. 2.1.
Приведенная классификация флюсов может иметь боль-
шое значение, поскольку тип флюса в определенной
степени определяет способность его к взаимодействию
в зоне плавления с жидким металлом, т. е. способен
характеризовать металлургические свойства флюса.
Классификация по основности. Химическое воздей-
ствие расплавленного флюса-шлака на металл шва в зна-
чительной степени определяется соотношением в его
составе кислых, основных и амфотерных оксидов. К основ-
ным оксидам относят, например, CaO, MgO, МпО, FeO
и др., к кислым SiO2, TiO2, ZrO2. Оксиды алюминия (А12О3)
и железа (Fe2O3) имеют амфотерный характер. Если в со-
ставе флюса содержится много кислых оксидов, то А12О3
и Fe2O3 ведут себя как основные оксиды; если во флюсе
2.1. Классификация сварочных флюсов
по содержанию основных составляющих
Условное обозначение Содержание базовых составляющих,. % Тип флюса
MS МпО 4- SiO2> > 50 Марганцево-силнкатный
CS СаОН- MgO + SiO, > 60 >-* Кальциево-силикатный
AR AloOs 4 - Tio2: > 45 Гл и поземно-рутиловый
АВ А12О3 4 - CaO - h MgO > 45 Гл иноземно-основный
FB Саб 4- 4- CaF2 MgO 4- > 50 - MnO 4- Фтор и дно-основный
ST (легиру- ющий) Нет данных Специальный
84
большую часть составляют основные оксиды — то как
кислые. Фториды и хлориды обычно считают химически
нейтральными соединениями.
Критерием основности (В) или кислотности (/() шлака
на основе молекулярной теории строения его служит от-
ношение компонентов, входящих в состав данного шлака:
т
2 (йоа)л
J
(2Л)
где nt, q — количество кислых и основных оксидов в со-
ставе флюса-шлака; (RO)f — концентрация основного ок-
сида в составе флюса-шлака, например CaO, MgO, МпО,
FeO и т. д.; (RO2)ft—то же, кислого оксида, например
SiO2, TiO2, ZrO2 и т. я.
Флюсы считаются кислыми при В < 1, основными —
при В > 1 и нейтральными — при В — 1. Классифика-
ция флюсов-шлаков по степени основности или кислот-
ности в определенной мере формальна. Физический смысл
понятия основности флюса-шлака состоит в оценке актив-
ности иона кислорода. Чем выше основность флюса, тем
выше активность иона кислорода О2“, т. е. тем больше
в нем свободных ионов кислорода.
Рассчитанные по формуле (2.1) коэффициенты основ-
ности дают только весьма приближенную оценку основ-
ных свойств шлака. Кислотный или основной характер
шлака будет проявляться при наличии в нем свободных
соответственно кислых или основных оксидов. А при
оценке возможности получения в шлаке тех или иных
свободных оксидов следует учитывать возможность обра-
зования в шлаке различных комплексных соединений,
например FeOSiO2, MnO-SiO3, CaO SiO2, MgO-TiOa или
(FeO)2 SiO2, когда одна молекула SiO2 может связать
не только одну, но и две молекулы основного оксида.
В связи с этим шлак, состоящий из 50 % SiO2 и 50 %
FeO, по существу будет не нейтральным (В = 1), а кис-
лым.
В настоящее время, по данным Ю. Зеке, рассчитано
до 34 формул для определения основности флюсов и шла-
ков, с помощью которых в той или иной мере можно учесть
возможность образования в шлаке различных комплекс-
ных соединений. Эти формулы можно разбить ла две
большие группы. Первая группа — формулы, базиру-
85
ющиеся на основе ионной теории шлаков. Наиболее ха-
рактерные представители таких формул:
В = A/Ca0 + + Лгмпо + Л;реО 2ASiO? — 4Л'РеО, —
““ ^F*iO3 ““ АЬОз»
ДАО2~ = 7VCaO 4" Н~ z^meo — 2ASio2 3APj!05
Л^ГейОн ~ ^Aho«’
где /V — число молей CaO, AlgO, SiO2 и др.
Вторая группа — уравнения, базирующиеся па основе
молекулярной теории шлаков. Среди этой группы наи-
более распространена формула, принятая МИС:
СаО + MgO 4- ВаО + Na2O + К£О 4- Li.,0 4- CaF2 4-
+ 0,5 (MnO 4- FeO)
SiOo 0,5 (A].jO^ -j- I iOc-FZrO.,)
, (2.2)
где CaO, MgO, A12OS, Li2O и т. д. — содержание компо-
нентов шлака, %.
Имеется более точное выражение этой формулы:
0,018СаО + 0,015MgO 4- 0,006CaF2 + 0,014 (Na2O 4- К2О) 4-
R 4- 0,007 (MnO + FeO)
b ~ 0,017SiOa 4- 0,005 (A I*O3 TiO2 4- ZrO2)
(2.3)
Кислые шлаки, содержащие в незначительном количе-
стве свободные ионы кислорода, обладают меньшей окис-
лительной способностью, поскольку передача кислорода
металл}' в этом случае осуществляется путем разрушения
сложных комплексных анионов на границе гетерогенной
системы.
Классификация по химической активности. Методы
оценки химической (окислительной) активности флюсов-
шлаков можно условно разделить на две группы. Первая—
это универсальные методы, пригодные для оценки ме-
таллургических характеристик защитной среды при всех
способах сварки плавлением. Это, как правило, наиболее
общие и наименее точные методы. Вторая группа—это
специальные методы оценки, учитывающие специфиче-
ские особенности процесса сварки под флюсом.
Универсальные методы оценки химической активности
сварочных флюсов основаны на оценке изменений хими-
ческого состава наплавленного металла под воздействием
защитной среды (флюса).
86
При оценке активности флюса по изменению состава
металла шва выполняют несколько сварных швов с из-
менением одного или нескольких интересующих исследо-
вателя параметров (состав флюса, присадочного металла,
режимов сварки и т. д.). О влиянии исследуемого фактора
на интенсивность окисления наплавляемого металла судят
по сопоставлению содержания легирующих элементов
в металле швов.
Мегодика оценки активности флюса по коэффициентам
усвоения легирующих элементов заключается в том, что
об интенсивности окисления наплавляемого металла судят
во относительному содержанию легирующих элементов
в металле шва по сравнению с их исходной концентра-
цией в наплавленном металле. Это относительное содержа-
ние называют коэффициентом усвоения, или коэффициен-
том перехода, легирующего элемента в металле шва (на-
плавленный металл):
где q — коэффициент усвоения легирующего элемента
металлом шва (наплавленным); Сш — концентрация того
же элемента в металле шва; Си — исходная концентрация
легирующего элемента в металле шва, определяемая на
ос нова 11 ии за виси мосги:
Сн = тСа -г
где Сп и Со — концентрации легирующего элемента
в сварочной проволоке и основном металле соответственно;
т и п — доли участия электродного и основного метал-
лов в металле шва.
Коэффициент 7] учитывает общие потери легирующего
элемента на окисление и испарение без дифференцирован-
ного разделения, каким образом и на какой стадии они
происходят.
Интенсивность взаимодействия металла в сварочной
ванне при сварке плавлением с защитной средой можно
оценивать по суммарному количеству прореагировавшего
кислорода.
При сварке плавлением баланс кислорода, отнесенный
к единице массы металла шва, можно описать уравне-
нием (г/100 г):
М |ОЬ 4- JV [О]о Ор = [О]ш + {0}г + (О)шл + (О)Ц1 (2.4)
87
где Л4 и N — количество расплавленной электродной про-
волоки и основного металла, отнесенное к единице ме-
талла шва; [О]э, [О]о, Ю]ш — содержание кислорода
в электродной проволоке, основном металле и металле
шва соответственно; Ор — количество кислорода, про-
реагировавшего с металлом в результате его взаимодей-
ствия с защитной средой в сварочной ванне; {0}г —
количество кислорода, выделившегося из металла в со-
ставе СО, СО2 и других газов; (О)1]]Л — количество кис-
лорода, перешедшего в шлак на поверхности металла шва;
(О)п — количество кислорода, прореагировавшего с ме-
таллом, не попавшим в шов вследствие его испарения
и разбрызгивания.
Вычисление точного значения составляющих уравне-
ния (2.4) затруднено сложностью определения потерь
металла, степени его окисления и другими причинами.
В первом приближении интенсивность окисления металла
защитной средой может быть определена без учета кис-
лорода, окисляющего металл, но не попадающего в шов.
Можно также допустить, что общее количество кис-
лорода, присутствующего в выделяющихся из металла
газах и шлаке, равно суммарному количеству кисло-
рода 2]ОСВ, израсходованному на окисление той доли
металла, которая переходит в металл шва без учета по-
терь, другими словами:
{О)Г-НО)ШЛ= £осп.
С учетом принятых допущений формула баланса кис-
лорода (2.4) примет вид (г/100 г):
т [О]э + п [0]о + Ор = X Ось + 1О]Ш,
где т и п — доли электродного и основного металлов
в металле шва.
Учитывая, что разность между содержанием кисло-
рода, поступающего в шов с электродной проволокой,
и основным металлом, как правило, мало изменяется
в процессе сварки, формулу (2.4) можно переписать
в следующем виде:
Op ~ IjOcb-
Названная формула позволяет количественно оценить
интенсивность окисления металла по нескольким показа-
телям: удельному окислению металла, удельной и общей
скоростям его окисления II L
88
Удельное окисление металла, другими словами, сум-
марное количество кислорода, прореагировавшего со 100 г
металла, определяется по формуле (г/100 г):
EOCI! = Oc-!-OSj-!-OMri-bO1.-c+..„
г не Ос, OSi, ОМп, ... — количество кислорода, прореаги-
ровавшего соответственно с С, Si, Мп и другими элемен-
тами.
Количество кислорода, прореагировавшего с отдель-
ными легирующими элементами, определяется но поте-
рям Сп указанных элементов в зоне сварки, которые рас-
считывают по разности их исходных Си и фактических Сш
концентраций в металле:
При этом потери элементов в дуге Сид, сварочной ванне СПБ
и в общем процессе связаны зависимостью:
дд Г"
Удельная скорость окисления металла
определяется по уравнению
[г/(г мет.-с)]
— Xi Осв/(100/Ср),
где /ср — среднее время пребывания металла в жидком
состоянии, с.
Ввиду незначительного времени существования элек-
тродных капель в первом приближении среднее время
пребывания металла в жидком состоянии можно принять
равным времени пребывания его в сварочной ванне,
тогда
^Ср —
где СЕ — количество жидкого металла в сварочной ванне, г;
£ — количество металла, переплавляемого дугой в 1 с, г/с.
Массу жидкого металла в сварочной ванне можно
определить по приближенной формуле, основанной на
допущении, что объем сварочной ванны равен половине
объема эллипсоида:
Св = 0,523^3LB/z//,
где kQ — коэффициент заполнения сварочной ванны жид-
ким металлом, принимаемый 0,8—0,9; L — длина сва-
рочной ванны, принятая равной длине кратера, см; В,
Л — ширина шва и глубина проплавления основного
металла, см; /( — плотность жидкого металла в свароч-
ной ванне (6,75 г/см8).
Масса металла, переплавляемого дугой в 1 с, опреде-
лится по формуле
g = Fotpj
где Fo6 — площадь поперечного сечения металла шва, см2;
v — скорость сварки, см/с; j — плотность металла шва,
равная 7,8 г/см3.
Среднее время пребывания металла в жидком состоя-
нии можно приближенно определить по формуле
/ср — ^/о/птх» Чпах J
или (по Н. Н. Рыкалину):
/max = ?/(2^иТил),
где /П1ах — максимальное время пребывания металла
в жидком состоянии, с; L — длина сварочной ванны, см;
v — скорость сварки, см/с; q — мощность дуги, Дж/с;
л — теплопроводность, Дж/(см * с • К); — темпера-
тура плавления металла, “С.
Общая скорость окисления металла ufo6ui (г/с) в зоне
сварки может определиться по формулам:
**’обш ^’у.’А^в» ^обш — g Д.1 Осв/
11 р иве де п на я мето ди ка оценки п нт е пси в нести вза имо-
действия защитной среды с металлом по количеству про-
реагировавшего с металлом кислорода может быть ис-
пользована практически для всех видов сварки плавле-
нием. Преимущество ее в том, что она позволяет выразить
количественно химическую (окислительную) активное!ь
защитной среды и па основании этого правильно сделать
выбор металлургического варианта сварки плавлением
(проволока, защитная среда). Однако наряду с этим ука-
занная оценка имеет существенный недостаток, а именно:
показатель окислительной способности защитной среды
является как бы абстрактной величиной, пе связанной
непосредственно с се природой. Поэтому предлагаемая
оценка пе дает возможности заранее предсказать, как та
или иная защитная среда окислит металл шва, а позво-
ляет лишь констатировать последствия окислительно-
восстановительных реакций (разновидность метода проб
и ошибок).
90
Однако, основываясь на предложенной оценке, разра-
ботанной предварительно для защитных газов, И. М. Но-
вожилов предложил все применяемые плавленые флюсы
разделить на три основные группы: i) активные «восста-
новительные» типа ОСЦ-45, АН-348-А, ФЦ-6 и др.,
при сварке под которыми кремний, марганец и другие
элементы-раскислители, восстанавливаясь из оксидов, пе-
реходят из флюса-шлака в металл; 2) пассивные типа
AIH-30, 48-ОФ-6, АВ-4, ТКЗ-НЖ и др., при сварке под
которыми окислительно-восстановительные процессы про-
текают вяло; 3) активные окислительные типа АН-17,
АН-43 и др., при сварке под которыми кремний, марга-
нец и другие элементы-раскислители, окисляясь, пере-
ходят из металла в шлак.
Преимущество предложенной оценки химической ак-
тивности флюсов состоит в том, что она позволяет показа-
тель химической активности выразить количественно и на
этом основании выбирать металлургический вариант
(флюс—проволока). Однако поскольку реакции взаимо-
действия между флюсом-шлаком и металлом зависят не
только от концентрационных условий в зоне плавления,
по и от режима сварки (наплавки), то один и тот же флюс
в зависимости от параметров режима может проявлять
различную химическую активность. Это положение под-
тверждают данные восьмислойных наплавок (табл. 2.2),
выполненных под малоактивным флюсом ФЦ-11 и вы-
сокомарганцовистым флюсом-силикатом ФЦ-6 на раз-
личных режимах.
/Между тем химическая активность этих флюсов суще-
ственно различается при сварке на идентичных режимах
Поэтому па основании предложенной оценки трудно
2.2. Изменение прироста кремния и марганца в металле наплавок
при сварке под флюсами с различной химической активностью
в зависимости от параметров режима сварки
Марка флюса Диаметр ПрОЕОЛО*- ХИ. ММ Параметры режима сварки Прирост элементов в металле 1лва, % Содержание кислорода в металле шва, %
^СВ’ А м/ч Д ISiJ Д ГМп]
ФЦ-11 2,5 220 «1 15 0,2 0,19 0,052
ФЦ-6 8 990 35 35 0,18 0,32 0,056
91
выбрать флюс для каждого конкретного случая без экспе-
риментального подбора (метода проб и ошибок).
Рассмотрим несколько специальных методов оценки
химической активности сварочных флюсов.
10. Зеке попытался оценить металлургические свой-
ства флюсов с помощью коэффициентов интенсивности
восстановления марганца н кремния. При этом были сде-
ланы следующие допущения.
1. При сварке под флюсом вследствие высоких темпе-
ратур в сварочной ванне происходит полная диссоциация
молекул на ионы.
2. При диссоциации шлака возникают простые и ком-
плексные ионы, в качестве последних предполагается су-
ществование: SiO/Д TiOl~, A1OJ.
3. В зависимости от количества несвязанных кисло-
родных анионов О2” в шлаке диссоциация SiO2 может про-
текать двумя путями:
а) при достаточном количестве анионов О2’:
(SiO2) + (O2-)^(Sior);
б) при недостатке названных кислородных анионов:
2(SiO2)=^(SiOl-) + <Si4+).
4. Несвязанный катион Sil+ будет существовать только
в том случае, если в шлаке количество несвязанных кис-
лородных анионов О2- будет недостаточным для создания
комплексного а пиона SiCX}".
5. Кремний из шлака в металл шва будет переходить
только тогда, когда он будет находиться в шлаке в виде
несвязанного катиона Si4+,
Из этих основных допущений следует, что главным
условием восстановления кремния из флюса является
недостаток ионов О2’, обусловливающий протекание дис-
социации кремния по схеме «б» с появлением несвязанных
кремниевых катионов.
В результате коэффициент интенсивности восстановле-
ния кремния Ю. Зеке предлагает выражать соотношением:
/\7Rsi = nOcHArsioe (1 — У^мпо),
где
пО2“ = U mRO + £ mRO2 - (2nzSiO2 + 2тТЮ2 + mAl A)J
JVSIO2 — мольная доля SiO2; AfMnO — мольная доля MnO.
92
Коэффициент интенсивности восстановления марганца
(но 1О. Зеке) приобретает вид:
Мш = /AWT (1 - /ТсйЦГ
Положительным моментом предложенной металлурги-
ческой оценки флюса является то, что она связана с хи-
мическим составом флюса и базируется на ионной теории
строения шлака.
Вместе с гем имеются и серьезные замечания. Во-пер-
вых, коэффициенты интенсивности не дают полного пред-
ставления о химической активности определенной марки
флюса в целом. Во-вторых, с одним из допущений, ис-
пользованных Ю. Зеке при разработке уравнений, согла-
ситься трудно, поскольку он предполагает, что в шлаках,
более кислых по сравнению с ортосиликатом 2MeO-SiO2,
получает развитие диссоциация кремнезема по схеме «б».
При этом делается допущение, что развитие этого процесса
возрастает с повышением концентрации кремнезема в шла-
ковых расплавах.
Такая трактовка ионной природы шлаков находится
в противоречии с известными концентрационными за-
висимостями электропроводимости и вязкости силикатных
расплавов, а также диффузионной подвижностью кремния
в них. Все указанные зависимости свидетельствуют о воз-
растании трудностей для протекания процессов пере-
носа в шлаках с повышением содержания в них SiO2.
При оценке химической активности флюсов по суммар-
ной окислительной способности составляющих оксидов
для оценки химической активности сварочных флюсов-
шлаков используют суммарное количество кислорода, уча-
ствующего в окислительно-восстановительных реакциях
на межфазной границе. Однако указанный кислород
должен быть связан с химическим составом флюса выра-
жением вида:
(л \
£ Л , (2.5)
где —относительная химическая активность оксида,
способного к восстановлению в сварочной ванне; п —
число оксидов в составе флюса, способных к восстановле-
нию в сварочной ванне.
С учетом того обстояельства, что химическая актив-
ность кислого оксида определяется как к =
= (RO2)/100 В, а основного оксида т4ф.о = (RO) В/100,
93
суммарную химическую активность флюса по уравнению
(2.5) можно переписать в следующем виде:
q \ /
Е (РО.2); + В2 (RO) J / 100 в,
(2.6)
где т и q — количества кислых и основных оксидов;
(RO2), (RO) — концентрации кислого и основного окси-
дов в составе флюса; В — основность флюса, определяе-
мая по уравнению (2.3).
В конкретизированном виде уравнение (2.6) имеет вид:
л (SiO2) + 0,5 (TiO2) + 0,4 (А 12О8 4- ZrO2) + 0,42 В2 (МпО)
,
(2.7)
где (SiO2), (TiO2) и т. д. — содержание компонентов
флюса, %.
Корреляционная зависимость содержания кислорода
в наплавленном металле от коэффициента относительной
химической активности флюса, найденная на основе
экспериментальных данных, представлена на рис. 2.1.
Полученный коэффициент корреляции (г = 0,96) доста-
точно высок, что указывает на наличие тесной корреля-
ционной связи рассматриваемых величин, а эксперимен-
тальные точки хорошо совпадают с теоретической прямой.
В зависимости от режима сварки угол наклона прямой
к оси абсцисс будет изменяться. При использовании огра-
ниченных токов и повышенных напряжений он будет
больше, а на форсированных режимах — меньше. Коэф-
фицие нт от носите ль ной х и -
мической активности флюса
достаточно полно для прак-
тических целей характери-
зует окислительную способ-
ность флюсов. Изменяясь от 0
до 1, он дает возможность
расположить по нисходящей
Рис. 2.1. Содержание кислорода в
наплавленном метаале в зависимо-
сти от коэффициента относительной
химической активности флюса при
сварке в области средних режимов
углеродистых и низколегирован-
ных сталей
94
линии плавленые флюсы, применяемые в промышлен-
ности, исходя из их химической активности, и легко ориен-
1ироваться при выборе флюса для сварки той или иной
стали. В соответствии с этим кремнемарганцовистые плав-
леные флюсы можно разделить на следующие четыре
группы: высокоактивные (Лф :> 0,6); активные (<4Ф =
= 0,6-г0,3); малоактивные (Лф = 0,3—0,1) и пассивные
(Лф < 0,1).
Классификация по назначению. Современные флюсы
в зависимости от их назначения и преимущественного
применения разделяют на флюсы, предназначенные для
дуговой механизированной сварки и наплавки, электро-
шлаковой сварки и пайки. Это разделение в некоторой
степени условно, так как флюсы, применяемые для дуго-
вой сварки, можно, например, использовать и при элек-
тропил а ко вой сварке, а флюсы, преимущественно исполь-
зуемые для сварки и наплавки металлов и сплавов одной
группы, могут быть с успехом использованы для сварки
и наплавки металлов другой группы. Вместе с тем флюсы,
предназначенные для сварки одних цветных металлов
или легированных сталей, могут оказаться совершенно
непригодными для сварки или наплавки других цветных
металлов или некоторых легированных сталей.
Различают флюсы общего назначения и специальные.
Флюсы общего назначения предназначены для механи-
зированной дуговой сварки и наплавки углеродистых и
низколегированных сталей низкоуглеродистой или низко-
легированной проволокой, специальные флюсы — для от-
дельных видов сварки, например электрошлаковой или
свар ки высоколе ги рован н ых ст а ле й.
По сложившейся в отечественной практике традиции
марка флюса обычно указывает наименование разработ-
чика и порядковый номер флюса. Примеров тому немало.
Так, флюсы, разработанные ИЭС им. Е. О. Патона, имеют
сериал, обозначенный буквенными индексами «АН»
(АН-348-А, АН-20; АН-22 и др.), что означает — «Акаде-
мия Наук». Флюсы, предложенные НПО ЦНИИТМАШ,
имеют сериал «ФЦ» — «флюс ЦНИИТМАШ» и т. д. На-
ряду с этим были попытки ввести индексы, в какой-то
степени характеризующие состав флюса, например, ОФ-6
и ОФ-Ю (основной флюс), КФ-16 (кислый флюс), НФ-17
(нейтральный флюс). Однако эта практика до сих пор не
получила широкого распространения среди разработчиков
флюсов.
95
За рубежом наряду с марками для обозначения сва-
рочных и металлургических характеристик флюсов полу-
чила распространение определенная унифицированная си-
стема символов. Первыми стоят цифры, указывающие ко-
личество сотен ампер максимально допустимого свароч-
ного тока, при котором процесс сварки проволокой диа-
метром 5 мм еще идет без затруднений. Если флюс при-
годен для сварки со скоростью свыше 60 м/ч, то после
цифр в символе стоит латинская буква «s». В противном
случае буква «s» не ставится.
Вид сварочного тока обозначается буквами «а» (флюс
пригоден для сварки на постоянном и переменном токе),
или «Ь» (только на постоянном токе). Для обозначения
рекомендуемого напряжения холостого хода источника (/гк
служат латинские буквы «х» (С71Х 65 В), «у» ((7КХ =
== 65-+80 В) или «z» (6/хх > 80 В).
На металлургические свойства флюса указывают пос-
ледние три цифры символов. Первая цифра обозначает
коэффициент изменения содержания углерода, вторая —
марганца и третья — кремния. Их расшифровка приве-
дена в табл. 2.3.
2.3. Коэффициенты изменения содержания углерода,
марганца и кремния при сварке под флюсом
Изменение сосюяния шва Коэффи- циент Абсолютное значение, %
С Мп S-
Окисление элемен- тов при сварке 1 0.1— 0,12 >0,75 >0,9
2 0,07—0,09 0,56—0,75 0,61—0,9
3 0,04—0,06 0,36-0,55 0,31—0.6
4 0,01—0,03 0,16—0,35 0.16—0,3
Нейтрален 5 0 0±0,15 0+0,15
Прирост элемен- тов при сварке 6 0,01—0,03 0,16—0,35 0,16—0,3
7 0,04—0,06 0,36—0,55 0,31—0,6
8 0,07—0,09 0,56—0,75 0,61—0,9
9 0,1—0,12 >0.75 >0,9
96
2.4. Обозначение групп зернистости сварочных флюсов
(по рекомендации СЭВ)
Флюс Обозначение зернистости Размер з-. рна, мм
Гонкозерппстый Мел козер нистый < фсд незернистый Кру п нозер нистый / k т £ Пыль — 0,8 0,1—1,6 0,25—3 0,35—5
В качестве примера можно расшифровать обозначение
флюса «10 saz 467». Этот флюс пригоден для сварки на
повышенной скорости (буква «s») при питании от источ-
ников постоянного и переменного токов (буква «а») с на-
пряжением холостого хода не ниже 80 В (буква «z»).
Обеспечивается достаточная устойчивость процесса сварки
на токе до 1000 А (цифра 10 в начале марки). Содержание
углерода (цифра 4) в металле несколько снижается, а мар-
ганца (цифра 6) и кремния (цифра 7) повышается ио
сравнению с рассчитанными по правилу смещения.
Определяющими при выборе флюса являются состав
основного металла и принятый способ сварки.
Классификация флюсов по внешним характеристикам
зерен. По строению частиц (крупки) плавленые флюсы
подразделяют на стекловидные, пемзовидные и кристал-
лические. Стекловидный флюс представляет собой про-
зрачные зерна различных оттенков (коричневого, зеленого,
синего, черного и белого цветов). Пемзовидный флюс
имеет зерна пенистого материала, а кристаллический флюс
характеризуется кристаллическим строением зерен. Окрас-
ка этих флюсов может быть также самой разнообразной.
Объемная масса пемзовидных флюсов составляет 0,6—
1 кг/дм3, стекловидных и кристаллических 1,4—1,8 кг/дм8.
Промежуточное положение занимают флюсы полу пемзо-
видного строения.
Согласно ГОСТ 9087—81 флюс поставляется с разме-
ром зерен 0,25—4 мм, причем для механизированной ду-
говой сварки предназначен флюс с размером зерен 0,25—
1,6 мм, для автоматической дуговой — с размером зерен
0,25—2,5; 0,25—4; 0,35—3 и 0,35—4 мм.
Согласно рекомендации СЭВ по стандартизации сва-
рочных плавленых флюсов их подразделяют по размеру
зерен на группы (табл. 2.4).
4 Ц/р II. II. Пота попа
97
По рекомендации МИС марка флюса должна содержать
две группы символов, служащих для обозначения спо-
соба изготовления и химического состава. На способ
изготовления указывает первая буква обозначения: F —
плавленый, В — керамический иМ — механическая смесь,
В зависимости от химического состава (шлаковой
системы) в обозначение флюса входят буквы, приведенные
в табл. 2.1.
2.2. УСЛОВИЯ ОБРАЗОВАНИЯ
СВАРНОГО ШВА ПРИ СВАРКЕ ПОД ФЛЮСОМ
Под сваркой понимают технологический процесс полу-
чения неразъемного соединения из металлов, их сплавов
и других материалов, а также разнородных материалов.
Соединение, полученное при сварке, характеризуется
непрерывной структурной связью и монолитностью строе-
ния за счет образования атомно-молекулярных связей
между элементарными частицами соединяемых деталей.
Особенность сварки под флюсом. Среди различных
существующих способов механизированной сварки с при-
менением флюса наибольшее распространение получила
дуговая под флюсом. Широко используется в промышлен-
ности и электрошлаковая сварка. Однако электрошлако-
вый процесс принципиально отличается от дугового,
поэтому флюсы для ЭШС тоже имеют характерные осо-
бенности, обусловленные, с одной стороны, необходи-
мостью обеспечения устойчивости электрошлакового про-
цесса, с другой — наличием устройств для удержания
шлаковой и металлической ванн.
С учетом изложенного, особенности электрошлакового
процесса и флюсы для ЭШС рассмотрены отдельно в гл. 7.
Рис. 2.2. Схема процесса сварки пла-
влением при нагреве кромок источни-
ком концентрированной энергии Q:
а — соединяемые элементы А и б — го
же, в момент образования ванны; <>• — то
же, после кристаллизации
98
I’нс. 2.3. Схема процесса свар-
К'1 ПОД фПЮОТ'
11рп сварке плавлением
кромки свариваемого ме-
талла и присадочный ме-
т алл (сварочная проволо-
ка, электрод) подвергают-
< я расплавлению источ-
ив ком концентрированной
энергии. Это приводит к
образованию сварочной
ванны, общей для свариваемых деталей (рис. 2.2).
Сварочной ванной (зоной плавления) называют ванну
жидкого металла и капли расплавленного металла.
Оплавление кромок соединяемых деталей при дуговой
сварке под флюсом осуществляется дугой, возбуждаемой
между основным металлом 1 и сварочной проволокой 7
(рис. 2.3). Флюс 2 при плавлении создает шлаковую за-
щиту 5. Столб дуги горит в газовом пузыре 4. Под воздей-
ствием теплоты дуги плавятся кромки свариваемого ме-
талла, электродная проволока и часть флюса, примыка-
ющая к сварочной ванне 3. По мере удаления дуги про-
исходят кристаллизация сварочной ванны и формирование
шва, на поверхности которого образуется шлаковая корка 6.
При охлаждении ванны центрами кристаллизации
жидкого металла являются частично оплавленные зерна
основного металла, расположенные на границе расплавле-
ния. К ним и пристраиваются атомы жидкого металла.
Очевидно, что они в процессе кристаллизации достраи-
вают кристаллическую решетку пограничных зерен.
Таким образом, между основным металлом и металлом
шва образуется непрерывная внутри кристаллическая фор-
ма связи. На рост и направление дендритов преимуще-
ственное влияние оказывает ориентация оплавленных
зерен. Наиболее интенсивно растут дендриты от тех зерен,
? которых направление кристаллической решетки совпа-
дает с направлением наиболее интенсивною отвода теп-
лоты.
Все сказанное будет вполне справедливо и в отношении
разновидностей процесса дуговой сварки под флюсом,
а именно сварки по флюсу и с магнитным флюсом.
Особенностью способа сварки по флюсу (рис, 2.4, д)
является значительно меньшая толщина слоя флюса,
4»
99
Рис. 2.4. Схема процесса ду-
говой сварки по слою флюса
(с) и с магнитным флюсом (б)
чем при сварке под
флюсом. На металли-
ческой подкладке 1 уло-
жены свариваемые плас-
тины 2, засыпанные тон-
ким слоем флюса 5. Ду-
га 4 горит в условиях
свободного доступа воз-
духа. Рас пл а в л я емый
металл проволоки 5 ври
переходе через дуговой
промежуток не имеет
шлаковой защиты. Ме-
талл сварочной ванны
6 при остывании обра-
зует шл а кову ю кор ку
7 и шов 8. При свар-
ке по флюсу металл
значительно хуже за-
щищен от воздуха, чем
в процессе сварки под
флюсом. Кроме того, из-
лучение дуги и интенсивное выделение дыма и паров
оказывают вредное влияние на здоровье обслуживающего
персонала.
Указанный способ механизированной дуговой сварки
чаще всего используют при соединении активных цветных
металлов, например алюминия и титана, где в качестве
флюса применяют смеси солей, под которыми дуговой
процесс самопроизвольно легко переходит в электрошла-
ковый и нарушается формирование шва. Во избежание
этого сварку ведут по слою флюса.
На рис. 2.4, б показана схема процесса дуговой сварки
с магнитным флюсом. Во время горения дуги 2 между
свариваемым изделием 1 и проволокой 3 проходящим по
ней электрическим током возбуждается магнитное поле.
Под его действием к проволоке притягивается флюс,
содержащий ферродобавки 4. Вместе со сварочной прово-
локой он подается в дугу, расплавляется и поступает
в сварочную ванну 5.
100
Магнитный флюс обеспечивает также некоторую газо-
ну ю защиту зоны сварки. При кристаллизации металла
сварочной ванны образуется сварпой шов 7, покрытый
шлаковой коркой 6. Процесс дуговой сварки с магнитным
флюсом сходен со сваркой самозащитной порошковой
проволокой, а покрытая магнитным флюсом проволока
подобна бесконечному плавящемуся электроду с покры-
тием.
Названный способ механизированной дуговой сварки
чаще всего применяют в условиях монтажа при осуществ-
лении процесса в различных пространственных положе-
ниях или в условиях ветреной погоды, т. е. в таких
условиях, когда невыполним обычный способ сварки под
флюсом.
Особенности образования сварочной ванны. В про-
цессе сварки дуга перемещается вдоль свариваемых кро-
мок и образует подвижную сварочную ванну (рис. 2.5),
в передней части которой (abc) протекает процесс плавле-
ния, а в хвостовой части (dkn) — кристаллизация металла.
Но мере продвижения дуги и сопутствующей ей ванны
происходит непрерывное формирование сварного шва.
Жидкий металл, как уже отмечалось, образуется за
счет расплавления основного и присадочного (электродной
проволоки). Конвективные потоки в ванне (см. рис. 2.5)
способствуют хорошему перемешиванию металла и полу-
чению его однородным даже в том случае, если составы
основного металла и электродной проволоки различны.
Рис. 2.6. Длина сварочной ванны при
сварке, под флюсом в зависимости о г
мощности дуги (по данным К. В. Лю-
бавского)
с к
Рцс,< 2.5. Схема процесса
передвижения сварочной
в.ini 11.1 вдоль свариваемых
крем*; . и перемещения
металла в ванне
101
Соотношения указанных металлов в шве определяются
скоростями плавления основного и присадочного металлов.
На эти процессы большое влияние оказывают время
существования сварочной ванны и температурный режим
в зоне плавления.
Основными характеристиками ванны являются ее гео-
метрические размеры: глубина ЛЕ; ширина b и длина I.
Эти величины связаны с режимом сварки и свойствами
свариваемого материала.
Теория распространения теплоты при сварке позво-
ляет для сосредоточенных источников, каким является
сварочная дута, получить следующее выражение длины
сварочной ванны:
при наплавке валика па лист большой толщины
I = k.Ui;
при однопроходной сварке встык пластин
5 мм
при
I = /?26/2/7(v62),
где I — длина сварочной ванны, мм; v — скорость перс-*
мещения ванны, мм/с; и k2 — эмпирические коэффи-
циенты; б — толщина пластины, мм.
При механизированной сварке под флюсом эти урав-
нения показывают хорошую сходимость результатов с опыт-
ными данными (рис. 2.6).
Коэффициент пропорциональности kL при сварке угле-
родистой стали под флюсом обычно принимают в преде-
лах 2,8—3,6 мм/кВ-А.
От длины сварочной ванны зависит длительность ме-
таллургической обработки металла в жидком состоянии
и поэтому названной величиной можно пользоваться для
сравнительной оценки, поскольку очевидно, что
Zyyj 111),
где v — скорость перемещения ванны, мм/с.
В табл. 2.5 приведены значения 1т при механизиро-
ванной сварке под флюсом углеродистой стали.
Эту оценку следует считать приближенной по той
причине, что она не учитывает время металлургической
обработки жидкого металла на конце электрода и в про-
цессе перехода его через дуговой промежуток. Более
точно время металлургической обработки металла можно
102
2.5. Время «существопания» сварочной ванны
при механизированной сварке под флюсом
в зависимости от режима сварки
1< цини « nJh" ’•ГО нч Параметры режлма сварки Максима ль ное время металлур- гической обра- ботки металла в ванне, с
7в' А ихв L* , М/Ч СВ
о 575 36 50 4.43
и 81U 37 41 8,2
11 — 20 16,5
23 1100 38 18 25,1
30 1 <560 40 16 41,8
усыновить, связав его с параметрами режима и спой-
с гвами используемых сварочных материалов.
Вместе с тем рассмотрение процессов, протекающих
сварочной ванне, требует хотя бы приближенного пред-
гавлепия о распределении температуры в зоне плавления.
Температура сварочной ванны. Температуру сварочной
ванны впервые определил В. И. Дятлов, воспользовав-
шись уравнением предельного состояния процесса рас-
пространения теплоты от быстро движущегося мощного
источника в полсбеекопечном теле:
1 (у» о —
___е -(„н-2г)/(1аЛ
2.Т[/а'/
где Т — разность температур тела и рассматриваемой
ючки в температурном поле; </ —эффективная тепловая
мощность, Дж/с; К — теплойроводпость, Дж -'(см - с • К);
i — время, с; а = — температуропроводность, см2/с;
— теплоемкость, Дж/(г-К); j — плотность, г/см3.
Интегрируя это уравнение, В. И. Дятлов вычислил
массу расплавленного металла в ванне
G = /72/(8ллс’сТвл)
и тепл осоде р ж ан и е ван н ы
Q = г;7(4ла1/71Пл)>
а затем определил среднее удельное теплосодержание
ванны
S = Q/G= 2сТпл,
установив, что температура ее Т — 27'ил.
103
Рис. 2.7. Распределение темпера-
туры по длине сварочной ванны
С учетом начальной тем-
пературы выражение сред-
ней температуры свароч-
ной ванны примет вид:
о,
где 7ПЛ — температура
плавления металла; —
начальная температура
свариваемого металла.
Расчеты по этой фор-
муле дают температуру
3000 °C, что превышает
среднюю температуру Т =
=(1770 ± 100) °C, измереи-
калометрировапием
механизированной
пую
при
сварке низкоуглеродистой
стали под флюсом. Это связано с различием теоретических
и экспериментальных условий проведения опытов.
При расчете металлургических процессов интерес
представляет не средняя температура, а изменение ее по
зоне плавления. Наибольшая температура обычно наблю-
дается в головной части (под дугой), а периферийные уча-
2.6. Средние значения температуры
капель электродного металла и сварочной ванны
при различных способах сварки
Способ сварки Свариваемая сталь Средняя температура, СС
сварочной ванны электродных капель
Механизированная под флю- сом, проволока Св-08А Низкоугле- родистая 1700—1860
В аргоне, проволока Св-08 То же 1625—1800 2560—3190
В СО2 проволока Св-08Г2С 1900 2590—2700
Порошковой проволокой ру- тилового типа Низколеги- рованная 1500—1610 2000—2700
Ручная электродами с руд- нокислым покрытием Низкоугле- родистая 1600—2000 2110—2200
104
сгки имеют температуру, близкую к точке кристаллиза-
ции металла (рис. 2.7).
Капли электродного металла обычно имеют темпера-
туру выше, чем головная часть сварочной ванны. Это
хорошо иллюстрируют данные табл. 2.6.
Повышенная температура и более развитая поверх-
ность капель электродного металла по отношению к ванне
создают более благоприятные условия для взаимодействия
жидкого металла с газами и флюсом-шлаком именно на
стадии капель.
Температурный режим в зоне плавления (подъем
температуры до максимума с последующим спадом) при-
водит к тому, что в разных участках ее наряду с про-
цессами одного направления протекают обратные. На-
пример, наряду с восстановлением кремния и марганца
из шлака при сварке под флюсом может идти их окисле-
ние в хвостовой части ванны или абсорбция жидким
металлом газов в наиболее горячей части зоны плавления
может сопровождаться десорбцией их в наименее нагре-
тых участках и т. д.
Реакционная зона сварки. Большинство процессов
взаимодействия на границе металл—защитная среда про-
текают с наибольшей интенсивностью в высокотемпера-
турных участках зоны плавления. Особо благоприятные
условия для взаимодействия создаются на стадии капли.
К. В. Любавский наиболее разогретую часть зоны плав-
ления назвал «реакционной».
Но мере спада температуры процессы в большинстве
случаев начинают протекать в обратном направлении.
Однако скорость протекания обратных процессов в низко-
температурной части сварочной ванны ниже скорости
прямых процессов в наиболее горячей ее части. Этим
в основном объясняется тот факт, что количество про-
реагировавшего вещества при прямом процессе оказы-
вается больше, чем при обратном. Поэтому в затвердев-
шем металле часто наблюдается прирост или недостаток
того или иного элемента по сравнению с исходной его
концентрацией в сварочной ванне (рис. 2.8).
Действительно, в связи с обратимостью почти всех
процессов, протекающих на границе металл—защитная
среда, все они стремятся к равновесию, другими словами,
к состоянию с наименьшей величиной термодинамических
потенциалов. В то же время равновесное состояние за-
висит от температуры. В реакционной зоне сварки темпе-
105
Рис. 2.8. Изменения
концентрации эле-
мента в наплавля-
емом металле в ре-
зультате взаимо-
действия его со
шлакам в свароч-
ной ванне
ратура металла и шлака постоянно изменяется. Поэтому
принципиально возможно не достижение равновесия реак-
ций взаимодействия, а достаточно высокая степень при-
ближения к нему.
Допустим, что между шлаком и жидким металлом при
сварке под флюсом идет реакция:
+ у [Me' 1 у (Мс'О)шл + % [Me"], (2.8)
в результате которой в наплавленном металле с увеличе-
нием температуры возрастает концентрация [Me"]. Исход-
ное равновесное содержание этого элемента в металле
было [С3 ] (см рис. 2.8).
Реакция стремится к новому равновесию, причем
скорость ее возрастает с повышением температуры. После
достижения 7\вах температура начинает снижаться, а со-
ответственно в обратном направлении должна изменяться
и концентрация [Me" 1 в наплавленном металле, стремясь
к содержанию [QI. Однако к моменту достижения Ггаах
концентрация [Me"] соответствует равновесному содер-
жанию для более низкой температуры, а поэтому при
начальном снижении температуры С продолжает расти,
стремясь к равновесному состоянию. Таким образом, тем-
пература начинает снижаться, а концентрация [Me"]
в наплавленном металле продолжает расти.
В связи с этим при дальнейшем снижении температуры
прирост содержания [Me" I сначала приостанавливается,
а затем, пройдя через максимальную концентрацию,
соответствующую равновесной температуре 7р, также
начнет снижаться, ио опять-таки отставая от изменения
температуры. Указанное отставание со снижением тем-
пературы должно увеличиваться, так как скорости реак-
!06
ции при более низких температурах уменьшаются. По-
этому к моменту возвращения объема металла к темпера-
туре Ткр, концентрация [Me" I не придет к значению [С3 J
(гм. рис. 2.8), а останется па каком-то уровне [С2], что
и создаст прирост элемента в наплавленном металле А [С].
Подобный ход рассуждений справедлив и примени-
тельно к реакциям между газами и металлом в зоне плав-
ления.
2.3. СВАРОЧНО-ТЕХНОЛОГИЧЕСКИЕ
СВОЙСТВА СВАРОЧНЫХ ФЛЮСОВ
Под сварочно-технологическими свойствами флюсов
обычно понимают способность их обеспечивать при сварке
благоприятную форму шва, поддерживать стабильное
горение дуги в процессе сварки, образовывать на поверх-
ности сварного шва корку, легко отделяющуюся от его
(шва) поверхности, иметь высокую стойкость к поглоще-
нию влаги и т. д.
В количественном измерении перечисленные характе-
ристики выразить весьма трудно и чаще всего поэтому
их описывают качественными показателями.
Физические свойства флюсов. При дуговой сварке
флюсы выполняют ряд важных функций: изолируюг
сварочную ванну от атмосферного воздействия, стабили-
зируют дугу, формируют поверхность шва и т. д. Каче-
ственная сторона названных функций в определенной
мере связана с физическими характеристиками флюсов,
особенно в расплавленном состоянии.
Одной из наиболее важных физических характеристик
флюса-шлака является его вязкость в расплавленном
состоянии. От вязкости зависят характер формирования
шва, глубина проплавления основного металла, выход
газов из зоны плавления и др. Шлаки изменяют вязкость
в довольно широком диапазоне температур, поэтому и их
температура плавления является как бы условной. В от-
личие от металлов и солей шлаки не имеют фиксирован-
ных температур перехода из жидкого состояния в твердое.
Этот переход происходит в некотором интервале темпе-
ратур.
Для шлаков, как и для всех аморфных тел, условно
установлены границы, определяющие три различных со-
стояния вещества в зависимости от их вязкости: жидко-
текучее состояние, когда вязкость шлака д 1 Па-с;
J07
Рис. 2.9. Зависимость вязкости
расплавленных флюсов от тем-
пературы:
J — АН-22; 2 — АН 3'13-А; 3 —
ФН-6: 4 — АН-30
вязкое состояние при т] =
= 10—г-102 Па-с; хрупкое
состояние, когда i] > 102
Па-с.
Соответственно опреде-
ляются условные темпе-
ратуры плавления, при-
чем под плавлением пони-
мают переход из вязкого
состояния в жидкотекучее. Переход из хрупкого состоя-
ния в вязкое именуют размягчением. В зависимости от
характера изменения вязкости от температуры шлаки
бывают «длинные» и «короткие».
Если плавление флюса-шлака происходит в широком
диапазоне температур, то шлак называют длинным, если
в узком — коротким. На рис. 2.9 показаны зависимости
вязкости расплавленных кислых флюсов АН-348-А и ФЦ-6,
имеющих длинные шлаки, и основных флюсов АН-22
и АН-30 от температуры. Наиболее короткий шлак имеет
флюс АН-22.
В процессе сварки шлаки должны иметь температуру
плавления, незначительно отличающуюся от температуры
плавления металла. Обычно наиболее благоприятно такое
соотношение температур плавления металла и шлака,
при котором шлак переходит в жидкотекучее состояние
при температуре несколько ниже температуры плавления
металла. Например, при сварке сталей оптимальной
считается разница в 200—300 °C.
Другими важными физическими характеристиками
флюсов являются их плотность и газопроницаемость.
Зная, например, изменение плотности в зависимости
от состава и температуры, можно судить о строении ве-
ществ в жидком состоянии и о связи жидкого вещества
с твердым. От плотности в значительной степени зависит
скорость удаления неметаллических включений из жидкой
металлической сварочной ванны.
Плотность шлаковых расплавов зависит от температуры
и давления. С повышением температуры плотность убы-
вает, а с увеличением давления — возрастает.
108
Изменение плотности чистых расплавленных солей
в зависимости от температуры (вплоть до температуры ки-
пения) выражается уравнением
РГ = Рил
где рг — плотность расплавленной соли при определяе-
мой температуре; р11Л — плотность соли при температуре
плавления; ТШ1 — температура плавления; а — темпера-
турный коэффициент, зависящий от природы соли.
Согласно приведенному уравнению плотность расплава
в зависимости от температуры изменяется прямолинейно.
Изменение плотности расплавов значительно зависит
от концентрации составляющих компонентов. У бинарных
расплавов плотность изменяется линейно в зависимости
от состава, если энергии взаимодействия компонентов
(Me — х) примерно одинаковы или близки друг к другу.
В этом случае расплав приближается к идеальным раство-
рам и изменение плотности в зависимости от концентрации
подчиняется закону аддитивности.
Указанная закономерность будет иметь место в том
случае, если компоненты полностью взаимно растворимы
и дают на диаграмме плавкости простую эвтектику, а также
если смеси характеризуются узким интервалом кристал-
лизации. Появление в расплавах устойчивых сложных
компонентов в виде анионов приводит к отклонению
расплава от идеального раствора, и жривая плотности
отклоняется от прямой.
Максимум, минимум
или точка перегиба на
кривой плотности наблю-
дается в том случае, ког-
да на диаграмме плавкос-
ти имеется максимум, соот-
ветствующий образованию
в твердом состоянии хи-
мического соединения
(рис. 2.10).
Сведений о плотности
флюсов при высоких тем-
пературах в сварочной ли-
Рис. 2.10. Кривые плотности
при образовании максимума на
диагр амме пл авкости
109
2.7. Плотности шлаков некоторых марок сварочных флюсов
при высоких температурах
Показатель Мирча ф по.м
““4 м-4 1 е о АН-ЗП Ос-11 V OQ CN 1 АН-17 GO Ч* Л —•
Температура, °C Плот пост ь, г/см3 1480 2.6 1420 2,36 4 1420 2,73 1400 2,4 1450 2,54 1360 2,7 1360 2,9
Показатели Марка флюса
АН-12 Г-д « 4 Гт —г * * АН-241 о 1 Л11Ф-7 А И Ф 5
Температура, °C Плотность, г/см3 1420 3,1 1480 ; 2,9 1480 2,7 1460 3,05 1510 2,28 1500 2,75 1370 2,4
тературе мало. В табл. 2.7 приведены значения плотнос-
ти некоторых марок сварочных флюсов при высоких
температурах.
Высокими значениями плотности отличаются флюсы,
содержащие повышенные количества оксидов марганца
и алюминия. Относительно низкими значениями плот-
ности характеризуются флюсы со средним содержанием
кремнезема (АН-20) и солевого типа системы CaF2—NaF
(АНФ-5). Высокое содержание SiO2, как правило, при-
водит к появлению в шлаке крупных комплексных анио-
нов типа SixOff, которые слабо удерживают катионы
металлов и увеличивают свободный объем расплава.
В расплаве флюса АНФ-5 присутствуют ионы Са£+,
Na+ и F~. Связь Са—F сильнее связи Na—F. Поэтому
добавление NaF к расплавленному СаЕ> должно вызывать
снижение плотности расплава.
Плотность расплавов системы NaCl—КС1—Na3AlF6
исследовали Д. М. Рабкин с сотрудниками в интервале
температур 700—1000 °C. Флюсы указанной системы при-
меняют преимущественно npij механизированной дуговой
сварке алюминия и его сплавов. Установлено, что плот-
ность расплавов системы NaCl—КС1—Na8AIFe в ингер-
по
вале температур 700—900 °C не превышает плотности
расплавленного алюминия и равномерно возрастает с уве-
личением в расплаве содержания криолита (Na3AlFe).
При этом плотность расплавов находится в интервале
1,45—1,9 кг/м3 при 900 °C
При меньшей плотности шлак легче удаляется из
металла сварочной ванны, всплывая на ее поверхность.
Это способствует получению сварных швов, чистых от
неметаллических включений экзогенного характера, т. е.
запутавшихся в растущих дендритах металла частичек
шлака.
От газопроницаемости флюсов зависит количество газов
и паров в зове плавления. С точки зрения защиты сварочной
ванны от атмосферного влияния высокая газопроницае-
мость флюса является отрицательным явлением, но зато
способствует лучшему удалению через шлак газов, выде-
лившихся из кристаллизующегося металла, а эго в свою
очередь положительное явление.
Опытами В. В. Подгаецкого установлено, что газо-
проницаемость флюса влияет не только на содержание
газов в металле шва, но и па его форму и формирование.
Газопроницаемость флюсов-шлаков зависит от их плот-
ности, гранулометрического состава и физического со-
стояния зерен (пемзовидное, стекловидное или стекло-
пемзовидное состояния).
Лучшей изолирующей способностью от атмосферного
влияния обладают флюсы с плотным строением частиц
мелкой грануляции (стекловидный флюс), а также смесь
с определенным соотношением частиц различного грануло-
метрического состава, обеспечивающая их плотную
укладку.
Достаточно эффективная защита сварочной ванны от
атмосферного воздействия обеспечивается лишь при опре-
деленной толщине слоя флюса над поверхностью сваривае-
мого металла.
Требуемая толщина слоя флюса зависит преимуще-
ственно от мощности дуги при сварке:
Сварочный ток, А.............. . 200—400 400—800 800—1200
Толщина сдоя флюса, мм ..... 25—35 35—45 45—60
Электропроводимость флюса в жидком состоянии —
также одна из важных физических характеристик. Вы-
сокая электропроводимость шлака при электрошлаковой
сварке является несомненно положительным фактором.
Ш
Рис. 2.11. Влияние некоторых химических соединений на стабили-
зирующие свойства флюсов на базе шлаковой системы МпО—SiO2
Что же касается дуговой сварки под флюсом, то повы-
шенная электропроводимость жидкого шлака может стать
отрицательным явлением, поскольку значительное шун-
тирование тока через жидкий шлак может привести к на-
рушению формирования шва (валика).
При ЭШС устойчивость электрошл а нового процесса
возрастает с повышением электропроводимости флюса
в жидком состоянии. Чем меньше электропроводимость
флюса, тем при более высоком напряжении следует про-
водить процесс ЭШС. Соответственно этому напряжение
сварки при флюсе ЛНФ-Ш обычно составляет 25—30 В,
при флюсе АН-8 около 40 В, а при флюсе ФЦ-7 45—50 В.
При дуговой сварке шунтирование тока через жидкий
шлак обычно составляет 2—5 %. Если электропроводи-
мость флюса увеличивается, то и эффект шунтирования
тока возрастает. Это обычно ведет к нарушению дугового
процесса.
Устойчивость горения дуги при сварке под флюсом
можно повысить, если в его состав ввести так называемые
вещества-стабилизаторы. На рис. 2.11 показано влияние
некоторых химических соединений на разрывную длину
дуги, которой обычно характеризуется стабильность ду-
гового процесса. Повышегше стабилизирующих свойств
флюса приводит к удлинению дуги (при неизменном
напряжении), что благоприятствует получению необхо-
димой геометрии шва и обеспечению качественного свар-
ного соединения.
112
Влияние флюса на устойчивость процесса сварки.
Устойчивость процесса дуговой сварки зависит в первую
очередь от стабильности горения дуги. Под стабильностью
горения дуги обычно понимают постоянство во времени
основных электрических характеристик дуги — напря-
жения и силы тока.
Неустойчивое горение дуги может быть вызвано не-
сколькими причинами: случайным увеличением длины
дуги, периодическим затуханием дуги при переносе ме-
талла или при использовании переменного тока, неудов-
летворительной характеристикой источника тока и дру-
гими факторами. Большое значение также имеют составы
флюса, сварочной проволоки и основного металла (в по-
вышении стабильности горения дуги).
Известно, что катодное пятно эмитирует электроны,
создавая проводимость дугового промежутка тем легче,
чем ниже потенциал выхода электронов. Поэтому, если
свариваемый металл и металл электрода обладают более
низким потенциалом выхода, то при прочих равных усло-
виях дуга будет гореть более стабильно. Следовательно,
можно влиять на стабильность горения дуги путем вве-
дения в металл элементов с низким потенциалом выхода
электронов.
Стабильность горения дуги при сварке под флюсом
повышается за счет включения в его состав компонентов
с низким потенциалом выхода электронов. Эти вещества
нагреваются, расплавляются, диссоциируют и испа-
ряются вместе с компонентами флюса и свариваемого
металла. Благодаря этому облегчается ионизация в столбе
дуги. В дополнение к сказанному отметим, что ионы
указанных элементов, двигаясь к катоду, бомбардируют
катодное пятно. В местах бомбардировки образуются
участки, в которых резко снижается потенциал выхода
(рис. 2,12). В этих местах происходит наиболее интен-
сивная эмиссия электронов.
Одним из методов оценки стабильности горения дуги
является определение максимальной длины, при которой
происходит ее естественный обрыв (методика К. К- Хре-
нова). При наличии в составе флюса соединений щелоч-
ных и щелочно-земельных металлов длина дуги увели-
чивается, а ее устойчивость повышается. Присутствие
в составе флюса фторидов оказывает обратное действие,
что также обусловлено поступлением в атмосферу дуги
их соединений в виде паров и газов (см. рис. 2.11). По-
113
ивых(^>™
Рис. 2.12. Схема действия ионов, падающих на катодное пятно и облег-
чающих эмиссию электродов
этому снижение концентрации и особенно исключение
фтористого кальция из состава флюса резко повышают
стабильность горения дуги.
Значения потенциалов ионизации некоторых элемен-
тов (В) приведены ниже:
К Na А1 Са Mg Fe О.
4,3 5,1 5,96 6,09 7,61 7,83 12,5
О ы и2 N n2 Аг Не
13,5 13,5 15,4 14,5 15,8 15,7 24,5
Влияние флюса на формирование металла швов. При
сварке под флюсом большое внимание уделяется форме
и внешнему виду сварных швов. Выполнение этого тре-
бования в большой мере зависит от сварочно-технологи-
ческих свойств, которые в свою очередь определяются
составом сварочного флюса.
На форму поперечного сечения шва, или, как говорят,
на коэффициент формы шва, существенное влияние ока-
зывают стабилизирующие свойства флюса, его насыпная
масса и гранулометрический состав. Изменяя длину дуги
и глубину ее погружения в основной металл, можно изме-
нять коэффициент формы шва. Так, использование флюса
с низкими стабилизирующими свойствами приводит
к уменьшению длины дуги и получению узкого шва
с большой глубиной провара (малый коэффициент формы
шва). Флюс с высокими стабилизирующими свойствами
способствует удлинению дуги и, как следствие, получе-
нию сварных швов с повышенным коэффициентом формы
шва.
Влияние насыпной массы флюса наиболее четко про-
является при сравнении швов, выполненных под стекло-
114
видными и пемзовидными флюсами идентичного химиче-
ского состава (рис. 2.13). В указанном случае различие
в насыпной массе флюса обычно наиболее велико, что
обусловливает соответствующее различие расхода энер-
гии на его плавление. На плавление стекловидного флюса,
имеющего обычно насыпную массу 1,5—1,7 г/см\ требуется
вдвое больше энергии, чем на плавление пемзовидного
флюса с насыпной массой 0,7—0,9 г/см3. В результате
градиент напряжения на дуге при использовании стекло-
видного флюса больше, а сама дуга короче, чем в случае
применены я пемзовидного флюса.
Гранулометрический состав оказывает подобное влия-
ние на коэффициент формы шва. При использовании
флюса мелкой фракции, как и флюса с низкими стабили-
зирующими свойствами, получаются более узкие швы,
г большой глубиной провара и с завышенным коэффи-
циентом формы по сравнению со швами, выполненными
под флюсом крупной фракции. Из этого следует, что
влияние гранулометрического состава флюса на форму
шва также связано с изменением длины сварочной дуги.
В определенной мере оно может быть объяснено возраста-
нием насыпной массы флюса, поскольку при добавлении
мелкой фракции к крупной насыпная масса флюса возра-
стает. Однако это влияние не может быть полностью обус-
ловлено различием в насыпной массе флюса. С повыше-
нием содержания мелкой фракции насыпная масса флюса
возрастает лишь до определенного предела. Затем она
начинает уменьшаться, поскольку частицы одинакового
размера менее плотно заполняют объем, чем частицы
различного размера. Однако при этом ширила шва про-
должает уменьшаться, а глубина провара — увеличи-
ваться.
Можно предположить, что мелкий флюс оказывает
особое воздействие на форму шва, связанное с более ин-
тенсивным испарением флюса с поверхности мелких ча-
стиц но сравнению с крупными и последующими затратами
энергии на термическую диссоциацию соединений, входя-
щих в состав выделяющихся паров. Более интенсивное
испарение мелкого флюса но сравнению с испарением
крупного связано как с большей общей поверхностью
частиц, так и с более интенсивным испарением мелких
частиц вследствие различия радиусов кривизны.
Как показано В. В. Подгаецким и К- В. Любавским,
внешний вид шва в большой степени зависит от равномер-
но
Рис. 2.13. Сечения сварных швов в
процессе сварки под. стекловидным (а)
и пемзовидным (6) флюсами
Рис. 2.14. Зависимость вяз-
кости флюсов-шлаков от тем-
пературы
пости отложения металла, связанной с условиями кри-
сталлизации сварочной ванны. При большой подвижности
сварочной ванны, например в результате ее кипения при
выгорании углерода или выделения растворенных газов,
внешний вид шва заметно ухудшается.
На рис. 2.14 показано изменение вязкости флюсов-
шлаков в зависимости от температуры. Для «короткого»
флюса нисходящая ветвь кривой 1 вязкости круто падает
вниз, что указывает па быстрое уменьшение вязкости
флюса с повышением температуры. У «длинного» флюса
(кривая 2) изменение вязкости происходит значительно
медленнее. Для сварки кольцевых швов малого диаметра,
а также для наплавки небольших деталей цилиндриче-
ской формы целесообразнее использовать «короткие»
флюсы, поскольку в этом случае быстротвердеющий шлак
надежно удерживает сварочную ванну от стекания
вниз.
В заключение следует отметить, что от формирующей
способности флюса зависит не только внешний вид свар-
ных швов, но и количество дефектов в них. Действительно,
изменение формы шва в поперечном сечении означает
соответствующее изменение направления роста столбча-
тых кристаллитов и их расположение относительно сил,
воздействующих на кристаллизующийся шов.
При совпадении главных осей кристаллитов с направ-
лением растягивающих усилий (рис. 2.15) вероятность
образования горячих трещин больше, чем в том случае,
когда эти усилия направлены под углом к осям кристал-
литов. В связи с эгим узкие стыковые швы с полным про-
плавлением кромок в большей степени подвержены горя-
чим трещинам, чем широкие швы.
116
Рис- 2.15. Влияние коэффициента формы шва на вероятность обра-
зования горячих трещин:
а __ |ИОЬ с коэффициентом формы k — 0.7 имеет по центру горячую трещину;
б — шов без трещин с коэффициентом формы к — КБ; F — растягивающие
усилия при усадке металла ь процессе кристаллизации
При многопроходной сварке узкими швами с глубо-
ким проплавлением наряду с горячими трещинами в цен-
тре- шва, по так называемой зоне слабины *, возможно
образование зашлаковок, особенно в местах переходов
от свариваемой кромки к наплавленному металлу. Обра-
зованию указанных включений сопутствуют либо подрез
кромки, либо несплавлепие. В образовавшихся полостях
при подрезе кромки или песплавлении, как правило, и
залегают протяженные шлаковые включения, вытянутые
в направлении сварки. Швы с большим коэффициентом
формы в разделке чаще обеспечивают вогнутый мениск,
препятствующий образованию шлаковых включений в ме-
талле (рис. 2.16).
Влияние флюса на отделимость шлаковой корки.
Легкая отделимость шлаковой корки от поверхности шва—
необходимое условие высокой производительности свароч-
ных работ. При плохой отделимости шлака приходится
затрачивать немало труда и времени на зачистку поверх-
ности швов, особенно при многопроходной сварке (па-
плавке).
* Золой слабины обычно называют зону встречи кристаллитов,
растущих от противоположных сгенок сварочной ванны.
7 2 5
Рис. 2.16. Влияние условий формирования сварных швов на обра-
зование зашлаковок по кромке:
л — поде орот ним г малым коэффициентом формы у кромки; 2 — падре*
кромки с образованием и ней каналов, заполненных шлаком; v — ьогнушш
мениск шва
117
a — валик на плоской поверхности; б — шов в разделке с углом раскрытия
кромок 30°; в — то же. угол 90°
Неудовлетворительная отделимость шлаковой корки
может быть обусловлена как прилипанием шлака к по-
верхности металла шва, так и заклиниванием шлака
кромками сварного соединения.
Механическое удержание шлака. Установлено, что легче
удаляются шлаки с малой прочностью, большим коэф-
фициентом теплового расширения и высокой темперагу-
рой размягчения. При этом отделимость шлака в основ-
ном определяется его прочностью, а не усилием заклини-
вания его металлом. Из практики известно, чем
меньше угол разделки, тем при прочих равных условиях
труднее отделяется шлаковая корка. Действительно, с по-
верхности валика сечением Рм, наплавленного на пло-
скость (рис. 2.17, я), шлак отделяется более легко, а
иногда наблюдается и его самоотделепие, особенно если
отсутствует прилипание шлака к поверхности шва. Из
разделки с углом 90е при том же сечении шва (рис. 2.17, б)
шлак отделяется несколько труднее, чем с поверхности
валика, а из относительно узкой разделки (рис. 2.17, б)
с углом скоса 30° шлак удаляется уже значительно труд-
нее.
В рассматриваемом случае шлак удерживается суммой
сил 2 (Pi + При скосе кромок 9Сг шлак удержи-
вается в разделке суммой сил + Р2 + Рз), а при
скосе кромок 30° — (Рг + Ръ + Р3)« При прочих равных
условиях в процессе сварки в разделку появляется до-
полнительная составляющая Р% и изменяется соотно-
шение между силами Рг и Р2 (см. рис. 2.17). При этом
ухудшение отделимости шлака связано именно с появле-
нием новой составляющей, которая, в свою очередь, свя-
зана с разностью коэффициентов теплового расширения
шлака — аш и металла ссм.
По поводу указанного соотношения до настоящего
времени нет единого мнения. Например, В. В. Подгаец-
кий и И. Н. Ворповицкий полагают, что лучшая отдели-
118
мость шлака достигается приа1и > ам, другие (А. В. Врон-
ский, Н. А. Гринберн и Е. ЛЕ Рогова) утверждают обрат-
ное. По-видимому, мнение о том, что отделимость шлако-
вой корки тем лучше, чем больше абсолютное значение
разности |аш—ам | следует признать наиболее досто-
верным.
Практика наплавки отбеленного чугуна под флюсом
АН-28 показывает отличную отделимость шлака с по
верхности металла, нагретого до 600—800 хС и в интер-
вале 100—200 сС. В промежуточной температурной об-
ласти 300—400 °C отделимость его, по данным Г. В. Ксенд-
зыка, затруднена. Кривые зависимости коэффициенiов
линейного расширения шлака флюса AII-28 и чугуна oj
температуры (рис. 2.18) пересекаются при 300 сС, т. е.
ьблизп этой температуры |аш — aw | 0.
В связи с изложенным получение количественных
зависимостей аш от состава сварочного шлака представ-
ляет большой практический интерес. Средний темп (коэф-
фициент) изменения величины аш при варьировании
каждого из приведенных ниже компонентов па 1 % по
убывающей степени влияния на аш показаны шгже:
CaO SiO. МпО AU)3 MgO FeO
1,14 1,023 0,997 0,995 0,992 0,934
Cai «>
0,912
Из этих данных следует, что наиболее значительное
влияние на оказывают CaO, SiO2, МпО. Аналогично
ио степени влияния В. В. Подгаецкий расположил СаО,
Л1пО и MgO.
Как уже отмечалось, при механическом заклинивании
шлаковой корки большое значение приобретает ее проч-
ность. Чем ниже прочность шлака, тем легче дробится
застывшая корка и удаляется со сварного шва. При этом
большое значение имеют степень основности и физическое
строение шлака. Например, известно, что кислые шлаки
Рис, 2.18. Завпсимостн коэффициентов
линейного расширения флюса-шлака
(7) и чугуна (2) от температуры
119
прочнее основных, а кристаллические прочнее стекло-
видных.
Особенности химического сцепления шлака с металлом.
Взаимодействие шлака и металла в сварочной ванне наи-
более интенсивно происходит в жидком состоянии. Однако
жидкий шлак активно воздействует и на уже закристал-
лизовавшийся металл. Интервал температур, в котором
это воздействие может происходить, с одной стороны,
ограничен температурой плавления шлака, с другой —
температурой плавления металла. Обычно этот интервал
составляет 200—500 °C, а время взаимодействия жидкого
шлака и твердого металла может доходить до 5—40 с.
Несмотря на это, поверхностные слои металла шва
обычно существенно отличаются по составу от основной
массы металла. На поверхности шва металл содержит
меньше кремния, марганца и углерода. Указанное раз-
личие наблюдается до глубины в несколько сотых милли-
метра. Это свидетельствует о том, что жидкий сварочный
шлак может оказывать окисляющее действие па поверх-
ность затвердевшего шва, причем состав поверхностного
слоя не успевает уравняться в результате диффузии с со-
ставом основной массы металла.
Доказано, что хорошей отделяемое™ шлаковой корки
сопутствует отсутствие оксидного слоя на поверхности
шва. Шлак прочно удерживается на поверхности металла
шва в том случае, если эта поверхность окислена, а в со-
ставе шлака имеются соединения, которые могут прочно
сцепляться с окисленной поверхностью.
Наиболее прочное сцепление покрытия с основой
достигается при условии образования между ними про-
межуточного слоя. Толщина этого слоя примерно равна
1,5 мкм. Образование переходного слоя от металла к шлаку
приводит к структурным изменениям в поверхностном
слое металла шва, вызванным несоответствием параметров
решеток металла и промежуточного слоя. В результате
взаимодействия шлака с металлом легирующие элементы
с большим, чем у железа, сродством к кислороду, диффун-
дируя к поверхности раздела металл—шлак, приводят
к появлению большой плотности дислокаций и других
физических дефектов и увеличивают тем самым поверх-
ностную энергию связи металла с промежуточным слоем.
Прочность связи шлаковой корки с наплавленным
металлом возрастает с увеличением в промежуточном
слое концентрации соединений (оксидов, шпинелей), па-
120
2.8. Параметры решеток некоторых низших оксидов
Оксид Постоянная кристалличе- ской решет- ки d, 10“10 м Структур- ный тип Пространствен- ная группа Н есоот в етстви я размеров реше- ток оксидов и (/-железа
НеО 4,28—4,31 В1 Ftr&m 6,18
VO 4,09 В1 То же 1,24
'ПО 4,18 В1 » 3,46
NbO 4,21 В1 4,21
МлО 4,44 В1 Fm3ni 9,9
Ог2Од 4,54 А15 То же 12,4
ZrO 4,58—4,62 В1 » 13,9
раметры кристаллической решетки которых близки к па-
раметрам решетки a-железа или вюстита (FeO). Подобным
образом могут достраивать решетку вюстита или а-же-
леза оксиды, параметры кристаллической решетки кото-
рых близки к ним. Большинство из приведенных в табл. 2.8
оксидов имеют одинаковый с вюститом структурный тип
и относятся к одной пространственной группе.
Промежуточная прослойка на границе раздела ме-
талл—шлак при сварке сталей, легированных титаном и
ванадием, обусловливающая затрудненную отделимость
шлаковой корки, состоит в основном из низших оксидов
этих элементов — TiO и VO. В системе титаносиликатная
эмаль—сталь наблюдается образование промежуточного
сцепляющего слоя с четко выраженной кристаллической
фазой титаната железа FeTiO3.
Введением в состав сварочных материалов элементов
с большим или, по крайней мере, близким сродством
к кислороду, чем у элементов, обеспечивающих эпитак-
сиальный рост или текстурирование на подложке металла
шва, можно улучшать отделимость шлаковой корки.
Действительно, добавки в аустенитную проволоку цир-
кония позволяют улучшить отделимость шлака, напри-
мер, при сварке в защитных газах.
Химическое сцепление шлака с металлом шва неотде-
лимо от тех физических явлений, которые происходят
в зоне фазового контакта. Особенностью любой фазовой
поверхности является нескомпенсированность сил меж-
атомного притяжения, определяющая одну из важней-
ших характеристик фазы — ее поверхностное натяжение о.
В гетерофазных системах, к которым следует отнести
процесс формирования шва при сварке под флюсом, тре-
12J
буется знание сил взаимодействия между структурными
составляющими. За их меру можно принять работу
адгезии, величина которой определяется по формуле
Дюпре
IV уУ О,_и1 —{- О>к_[?
где or_UI — межфазное натяжение твердого металла на
границе со шлаком; оЛ1_то — межфазное натяжение жид-
кого металла на границе с жидким шлаком; ож_т —
межфазное натяжение на границе жидкий—твердый ме-
талл.
Величина адгезии U7T_T шлака к металлу в твердом
состоянии близка к величине адгезии расплава
к металлу в жидком состоянии. Исходя из этого, сцепле-
ние шлаковой корки с поверхностью сварного шва каче-
ственно можно сопоставить с адгезией IV\K_3K, которая
является одним из факторов, определяющих силу сцеп-
ления шлака с металлом.
Доказано, что прочность сцепления шлаковой корки
с поверхностью металла зависит от величины адгезии.
Наиболее высокой адгезии сопутствует наихудшая отде-
лимость шлаковой корки (табл. 2.9).
Адгезия шлака к металл} тем меньше, чем ниже по-
верхностное натяжение металла и шлака и выше меж-
фазное натяжение. При таких условиях отделимость
шлака должна быть лучше.
Улучшенное отделение шлаковой корки с металла шва
в случае увеличения поверхностного и межфазного натя-
жений объясняется недостаточным смачиванием расту-
щих дендритов расплавленным шлаком и, как следствие,
невысокой его способностью к хемосорбции.
2.9. Влияние адгезии шлака к металлу шва
на отделимоегь шлаковой корки
Марка сварочной прОВОЛОКи Марка °Ш —ТГ1 IF X арактсрисп кка отделимости шлака
флюса М Дж.»м*
Св-08 АН-348-Л 350 900 570 Хорошая
Св-08ХГСМФ АН-17 310 820 670 »
Св-08Г2СА АН-17 310 790 670 »
Св-10X9 АН-348-А 350 700 950 Плохая
Са-1()Ф13 A1I-348-A 350 620 1080 Очень плохая
122
Рис. 2.19. Ферма и раз-
меры образца перед свар-
кой (а) н после сварки (б):
1 — металл шва; 2 — шла-
кснар корка на поверхности
металла шва
Таким образом, анализ влияния поверхностных ха-
рактеристик на гетерогенной границе металл—шлак по-
казывает» что для улучшения отделимости шлака необхо-
димо увеличивать, по возможности, поверхностное натя-
жение с тем, чтобы понизить адгезию шлака к металлу
и связанную с ней способность шлака к хемосорбции.
Однако существующие методы определения физиче-
ских свойств расплавленных шлаков весьма трудоемки
и требуют применения сложной специальной аппаратуры.
Исходя из этих соображений, предложена методика
оценки отделимости шлака, основанная на замерах ве-
личины энергии, затрачиваемой на удаление шлака из
разделки. Показателем отделимости служит величина,
определяемая соотношением
Луд - Pl (1 — cos <p)/SCR,
где Р — масса груза, кг; I — длина стрелы маятника
ударного копра; ср — угол падения груза; SCB — поверх-
ность шва, освободившаяся от шлака, после нанесения
удара по образцу, см2.
Для испытаний предложен специальный маятниковый
копер. Суть испытаний состоит в следующем. Образец 1
(см. рис. 2.19) укладывают на
опору 2 маятникового копра
(рис. 2.20). После этого с
помощью груза 3, свободно
падающего относительно оси
4t производят удар по об-
разцу с обратной стороны
шва. Энергию удара можно
регулировать высотой подъ-
ем а груза, фи кс ир уемого
штырем 5.
Рнс. 2.20. Схема копра для прове-
дения испытаний образцов по опре-
делению отделимости шлака
123
Для оценки отделимости шлака используют однослой-
ные швы. Такие испытания являются наиболее показа-
тельными, поскольку наибольший заклинивающий эф-
фект возникает именно при сварке корневого прохода.
В частности, установлено, чю скорость движения кромок
первого (корневого) шва в 3 раза больше, чем завершаю-
щего. Это объясняется тем, что при выполнении корне-
вого шва перемещению кромок препятствует лишь жест-
кость пластин, а при завершающих проходах — еще и
ранее выполненные слои.
Недостатки описанной методики очевидны. Главный
из них — это отсутствие возможности оценить природу
удержания шлака на поверхности шва в каждом конкрет-
ном случае. Вместе с тем предложенная методика может
служить для сравнения сварочных материалов по отдели-
мости шлака (качественный анализ), а также для изуче-
ния влияния различных факторов на отделимость шлака.
2.4. СОВРЕМЕННЫЕ ПРЕДСТАВЛЕНИЯ
О СТРОЕНИИ И СВОЙСТВАХ
ШЛАКОВЫХ СИСТЕМ
Состав сварочного флюса выбирают в зависимости от
состава основного металла, способа сварки и других фак-
торов, главным из которых является наиболее полное
удовлетворение требований к качеству и производитель-
ности процесса сварки.
Сварочные шлаки существенно отличаются от металлур-
гических не только по химическому составу и их роли
в соответствующих технологических процессах, по и по
условиям взаимодействия с металлом. Однако некоторые
наиболее общие принципы построения шлаков и представ-
ления об их составе имеют несомненное сходство.
Свойства шлаков в твердом состоянии. Сварочные
флюсы-шлаки представляют собой преимущественно сили-
катные системы с различными кислотно-основными харак-
теристиками, содержащие обычно соли фторпешх соеди-
нений. В зависимости от степени основности исходный
многокомпонентный оксидный или оксидно-фторидпый
расплав может затвердевать в кристаллическом, стекло-
обра м или промежуточном стеклокристаллическом сот
стоянии.
Крис 1 аллическое строение характеризуется следую-
щим ;; ос 11 оз in д м и и р из маками: пр а в н л ь и ым р ас по ложен ием
124
частиц в пространстве; наличием строго определенной
кристаллической решетки, состоящей из элементарных
ячеек, в узлах которой располагаются структурные эле-
менты кристалла; существованием между элементарными
частицами сил притяжения; изменением физико-химиче-
ских свойств кристалла в разных направлениях и нали-
чием в кристаллах элементов симметрии.
Свойства кристаллов при повышении температуры в
значительной степени определяются внутренними силами
взаимодействия между узлами кристаллической решетки.
Природа внутренних сил может быть различной. Разли-
чают четыре основных вида связей в кристаллических ре-
шетках: ионную, ковалентную, молекулярную и металли-
ческую.
Ионная связь. Такого типа связь осуществляется между
противоположно заряженными частицами — ионами —
и образуется в результате простого электростатического
притяжения ионов друг к другу. Ионная связь возникает
при сближении атомов, имеющих существенно различное
сродство к электрону: валентные электроны атома с мень-
шим сродством переходят к другому атому, а образовав-
шиеся при этом ионы притягиваются и дают ионное соеди-
нение.
Ионная связь характерна для химических соединений,
образованных из элементов первой и седьмой групп пе-
риодической системы Д. И. Менделеева, в которых валент-
ность и величина заряда ионов практически совпадают.
Однако ионной связью характеризуются и такие соеди-
нения, как А12О3, MgO, SiO2, FeO и др.
По мере сближения способности атомов элементов
отдавать и присоединять электроны при химическом взаи-
модействии, например с переходом от первой и седьмой
групп к центральным, в соединениях возрастает доля
ковалентной связи. В связи с этим величины зарядов катио-
нов металла и анионов кислорода в основных оксидах
близки к их валентностям, а в кислотных — это менее
выражено.
Ковалентная связь. Химическая связь, обусловленная
наличием электронных пар, называется ковалентной, или
атомной, связью в отличие от электровалентной, или ион-
ной, связи, основанной на электростатическом притяжении
между разноименно заряженными ионами.
Предположение о паре электронов, принадлежащих
двум ядрам, как о причине образования ковалентной связи,
125
получило обоснование в волновой механике. Два положи-
тельно заряженных ядра можно рассматривать как одно
ядро с большим зарядом, чем у каждого из ядер в отдель-
ности. Электрон, вращающийся вокруг такого комбини-
рованного ядра, удерживается более сильно, чем если он
вращается около одного из ядер. Этим объясняется энерге-
тическая выгодность образования ковалентных связей.
Новая орбита движения электрона в молекуле называется
молекулярной. Ковалентной связью характеризуются наи-
более тугоплавкие, твердые и малолетучие соединения.
Ионная и ковалентная связи являются чисто химиче-
скими, так как в этом случае участвуют только электроны
внешних орбит атомов.
Молекулярная связь. Между крупными взаимно поля-
ризованными молекулами возникают силы электростати-
ческого взаимодействия Ван-дер-Ваальса, которые на
2—3 порядка слабее химических связей.
Металлическая связь. В металлах и металлоидах —
проводниках электрического тока — внешние валентные
электроны слабо удерживаются ядром атома. В эюм
случае в узлах кристаллической решетки находятся по-
ложительные ионы, между которыми перемещаются элект-
роны, находящиеся в динамической связи с катионами.
Перечисленные связи в чистом виде в реальной кристалли-
ческой решетке практически никогда не встречаются. Обыч-
но они находятся в различных комбинациях друг с другом.
Внутреннее строение кристаллов. Давно предполагали,
что внешняя форма кристалла является лишь отображе-
нием его скрытого внутреннего строения и обусловлена
правильным расположением частиц — молекул или ато-
мов, составляющих кристалл, — в строго определенных
точках пространства. В минералах, как и в большинстве
неорганических соединений, отсутствуют замкнутые
группировки атомов в виде самостоятельных молекул.
В узлах решетки многих сложных веществ находятся не
молекулы, а отдельные положительно и отрицательно за-
ряженные ионы. В узлах кристаллических решеток, на-
пример, оксидов металлов в основном располагаются ка-
тионы и ионы кислорода. Основные оксиды FeO, тМпО
и CaO кристаллизуются в кубической системе. В узлах
решетки чередуются катионы металлов Ме2+ и анионы
кислорода О2-. В отличие от основных кислые шлаки
содержат большое количество кремнезема. Основной струк-
турной составляющей всех силикатных систем является
126
кремнекислородный тетраэдр SiOl“. В центре тетраэдра
расположены положительные ионы—катионы кремния Si ,
а в вершинах на равном расстоянии — четыре крупных
аниона кислорода О2~, образующие правильный тетраэдр
Связь Si—О очень прочная и на 50 % ковалентная,
поскольку часть валентных электронов кремния в данном
случае полностью не переходит к окружающим атомам
кислорода. Сила взаимодействия между кремнием и ки-
слородом значительно больше, чем между другими катио-
нами (например, щелочных и щелочно-земельных метал-
лов) и кислородом.
В пространственной связи тетраэдры SiOl- находятся
в виде отдельных, изолированных одна от другой струк-
турных единиц либо, соединяясь через кислородные ионы,
расположенные по вершинам, образуют комплексные ани-
оны. При сочленении двух тетраэдров через общий кисло-
родный ион образуются анионы со сдвоенными тетраэдрами
Характер соединения зависит преимущественно от
о1 ношения общего числа атома кислорода к числу атомов
кремния. При сочленении трех, четырех, шести тетраэд-
ров образуются сложные комплексные анионные радикалы
(при О : Si — 4). В этом случае возможно образование
сдвоенных тетраэдров (Si2O7) с общим анионом кислорода
(«мостики»), кольцевого комплексного аниона (Si3Os) с
1ремя мостиками из ионов кислорода и т. д. (рис. 2.21).
С помощью непрерывной связи тетраэдров (SiOJ
образуется структура из бесконечных одинарных (SiO3),
127
Рис. 2.21. Схема кремнекислородного аниона:
а — в виде сдвоенного тетраэдра; б — в виде кольца hs трех тетраэдров
двойных (Si4On) и тройных цепочек. Возможна комбина-
ция тетраэдров (SiO4) по всем пространственным направ-
лениям, когда все четыре вершины каждого тетраэдра
одновременно являются общими и для окружающих
четырех тетраэдров. Такую структуру бесконечной трех-
мерной связи имеют минералы группы кварца с отноше-
нием О : Si = 2.
При взаимодействии основных оксидов с кремнеземом
происходит переход анионов кислорода О2’ к SiO2, вслед-
ствие чего образуются также комплексные анионы.
Если О : Si *> 4, силикаты являются основными и кисло-
род находится в виде анионов О2“. Кислые шлаки имеют
отношение О : Si <5 4. В этом случае число ионов кисло-
рода оказывается недостаточным для того, чтобы каждый
атом кремния мог окружать по четыре иона кислорода.
Это ведет к объединению тетраэдров по вершинам, поэтому
часть атомов кислорода является общей для двух тетра-
эдров и более.
В узлах кристаллической решетки, например, ортоси-
ликата Me2SiQj расположены изолированные тетраэдры
SiO^, которые соединены между собой с помощью про-
стых катионов Са2+, Mg2+ и др.:
2 — Si —
О
Не
I
□
128
Образование ортосиликатов в этом случае можно
представить по следующей ионной схеме:
SiO2-f-2O2“->SiOl~;
SiO4~ 4- 2Ме2+ -> Me2SiOi.
При отсутствии оксидов двухвалентных металлов обра-
зуются так называемые пиросиликаты, соответствующие
соединениям вида
। ЗМеО + 2SiO2 = Me3Si2O7,
I или образуется соединение типа бисиликата MeSiO3.
' когда цепочки соединяются между собой через катионы
металлов Ме2+, которые берут на себя неиспользованные
валентности кислорода. Бесконечные цепочки располага-
ются между собой параллельно и соединены катионами
металлов.
При замещении четырехвалентного атома кремния
трехвалентным атомом алюминия в кремнекислородном
тетраэдре освобождается одна дополнительная отрицатель-
ная валентность, благодаря чему отрицательный заряд
кремнекислородного аниона увеличивается на столько
, единиц, сколько атомов кремния в радикале замещается
атомами алюминия. При замене в нейтральной группе
Si4O8 одного атома кремния атомом А1 получается алюмо-
кислородный анион (AlSi3O8) с одной отрицательной ва-
лентностью. При замене в (SiaOe) двух атомов Si двумя
атомами AI образуется двухвалентный анион
(Al2Si4O8)2-, который с двухвалентными катионами может
давать соединение типа Me (Al2Si4O8), а с одновалентны-
ми — Ме2 (Al2Si4O8).
Магний характеризуется октаэдрической координа-
цией и встречается в силикатах в виде групп (MgOJ
в таких структурах, как оливины, пироксены и слюды.
В шпинелях и мелилите присутствует тетраэдрическая
координация ионов магния (MgO4).
Двухвалентные ионы Fe2+ и Мп2+ координируются
с кислородом в октаэдрические группы (МеО6), изоморф-
ные группы (МеО6) и часто встречаются в структурах пиро-
। ксенов, амфиболов, слюд и других минералов.
Кальций подобно магнию встречается в силикатах
в виде октаэдрических групп (СаО6), тогда как в ^a2SiO4
содержится группа (СаО8).
Барий чаще всего встречается в координации (ВаОь),
но в слюдах образует группу (ВаО12).
5 П/р Н. Н. Потапова 129
Рис. 2.22. Схема распределения
кремнекислородных тетраэдров
в кварцевом стекле
Рис. 2.23. Схема сил и кат ио-
натриевого стекла
Внутреннее строение стекол. Это состояние является
промежуточным между кристаллическим и жидким. Оно
имеет место, когда скорость падения температуры рас-
плава превышает скорость кристаллизации. Согласно тео-
рии Г. Таммана стекло представляет собой переохлажден-
ную жидкость, у которой по мере охлаждения наблюда-
ется нарастание вязкости. Вместе с тем эта теория не
способна объяснить структурных изменений в стеклах,
которые происходят при охлаждении.
Таким образом, стекло можно рассматривать как пере-
охлажденную жидкость, поскольку по структуре стекло
ближе к расплавленным шлакам, чем к кристаллическому
состоянию. Стекловидное состояние является неустойчи-
вым и обладает большим запасом свободной энергии. Стек-
ла в отличие от кристаллических тел характеризуются
изотропностью.
С понижением температуры вязкость жидкого стекла
растет постепенно. При существенном повышении вяз-
кости наступает хрупкое состояние стекла.
Рентгеноструктурным анализом установлено, что квар-
цевое стекло обладает своеобразным расположением тетра-
эдров (рис. 2.22), причем структурные элементы SiOj”
в кварцевом стекле расположены неупорядоченно. Кри-
сталлитная теория А. А. Лебедева достаточно полно
подтверждается экспериментальными данными и близка
к коллоидной теории О. К. Ботвинкина.
130
Очевидно, что стекловидные флюсы-шлаки подобно
кристаллическим в основном состоят из катионов Са2+,
Alg24, Fe2+, Na+, К* и других и сложных кремнекислород-
ных или алюмокис дородных анионов типа Мех0р~.
Это положение подтверждается расположением кремне-
кислородных тетраздров в силикатно-натриевом стекле
(рис. 2.23), связанных между собой в своеобразную сетку,
в которой расположены атомы натрия.
Свойства шлаков в жидком состоянии. Эксперимен-
тальные данные по электрическим свойствам жидких
веществ указывают на отсутствие принципиального раз-
личия в свойствах твердых и жидких материалов. Рентге-
нограммы жидкости свидетельствуют о близком взаим-
ном расположении частиц в жидкой фазе и твердом состоя-
нии. Свойства веществ в твердой фазе в значительной
мере заложены в жидкости, хотя упорядоченность жид-
кости далека от той, которая характерна для идеального
кристалла.
Таким образом, твердая, жидкая и газообразная
фазы — это непрерывная последовательность состояний,
причем жидкая фаза при температурах металлургических
процессов по своей природе ближе к твердой, чем к газо-
образной. Поэтому изучение особенностей строения флю-
сов-шлаков в твердом виде чрезвычайно важно для по-
нимания природы и поведения шлаковых расплавов, и
существующие представления о строении жидких флюсов-
шлаков созданы в основном на основе строения силикатов
и алюмосиликатов, слагающих шлаки в твердом состоя-
нии .
При переходе в жидкое состояние теплота плавления
вещества мало отличается от теплоты испарения. Это
указывает на то, что при плавлении силы сцепления и рас-
стояние между частицами мало изменяются. Можно пред-
положить, что характер теплового движения в твердых
и жидких веществах одинаков. Это подтверждается близ-
кими значениями теплоемкостей твердых и жидких ве-
ществ. На протяжении многих десятилетий представления
о природе шлаков в жидком состоянии претерпевали су-
щественные изменения. Наиболее распространенной тео-
рией строения жидких шлаков 30-х годов явилась молеку-
лярная теория, развитая в основном Г. Шенком.
Молекулярная теория строения жидких шлаков.
Согласно этой теории, шлаковые расплавы состоят из
5*
131
т/>с
2400
2200
2000
1800
1000
1400
1200
WOO
800
600
SiQxW 20 50 40 50 60 70 80 СаО,%
Рис. 2.24. Диаграмма состояния си-
стемы СаО—SiO2
недиссоциированпых ок-
сидов, их соединений
и сульфидов, которые
находятся в расплав-
ленных шлаках в виде
свободных, химически
не связанных молекул.
На основе этой тео-
рии Г. Шенк рассчитал
реакции взаимодействия
металла и шлака в жид-
ком состоянии. Он сде-
лал допущение, что при
химическом взаимо-
действии металла и шла-
ка участвуют только
свободные оксиды, а
константа равновесия
выражается через массо-
вые или мольные концентрации свободных оксидов. Подби-
рались такие типы химических соединений, связывающих
оксиды в расплавленном шлаке, и значения копстант равно-
весия, с помощью которых наилучшим образом можно было
обобщить опытный материал. В качестве таких соединений
были, например, выбраны три силиката: метасиликат
кальция CaO-SiO2; ортосиликат железа 2FeO-SiO2 и
ортосиликат марганца 2MnO-SiO2, а также соединения
4СаО-Р2О5 и ЗСаОРе2О3. При этом априори принималось,
что основные оксиды и SiO2 существуют в расплавленных
шлаках в таком же виде, как и в твердых веществах.
При рассмотрении диаграммы плавкости системы
СаО—SiO2 (рис. 2.24) согласно учению Н. С. Курнакова
видно, что соединения 2CaO-SiO2 и CaO-SiO2 плавятся
одинаково. Однако соединение 2CaO-SiO2 на диаграмме
имеет более острый максимум, нежели соединение
CaO-SiO2- Сингулярная точка * для ортосиликата каль-
ция находится при более высокой температуре, прибли-
жающейся к 2130 °C, чем для метасиликата (около 1540 °C).
Поэтому более вероятно наличие в жидких шлаках соеди-
нения 2CaO-SiO2, чем CaO SiO2.
Кроме этого, Г. Шенк недостаточно обосновал выбор
соединений 3CaO-Fe2O3 и 4СаО*Р2О6. В таком виде они
* Сингулярная точка соответствует острому максимуму.
132
существовать не могут. Для расчета константы равнове-
сия диссоциации отдельных соединений Г. Шенк считал,
что шлак и металл в кислой и основной мартеновской ванне
находятся в состоянии равновесия, тогда как в действи-
тельности равновесие металла и шлака не достигается.
Молекулярная теория не в состоянии объяснить распреде-
ление кислорода, фосфора и других элементов между ме-
таллом и шлаком без использования коэффициентов ак-
тивности и не согласуется с данными по электропроводи-
мости шлаков, электролизу, криоскопии и т. п.
Таким образом, молекулярная теория жидких шлаков
Г. Шенка не дает правильного представления об их
строении. К применению этой теории следует подходить
осторожно.
Ионная теория строения жидких шлаков. На основании
обширных исследований по изучению физико-химических
свойств жидких шлаков установлена ионная их природа
Впервые мысль об ионном строении шлаков высказал
еще В. А. Ванюков в 1912 г. Позднее эту теорию развили
Г. Тамман и П. Герасименко, В. А. Кожеуров, А. М. Са-
марин и др. Однако наибольший вклад в теорию электрохи-
мии металлургических шлаков внесла школа О. А. Есина.
В соответствии с этой теорией в жидких шлаках все
оксиды и их химические соединения диссоциированы на
ионы. В расплавленных шлаках находятся положительно
заряженные катионы Са2+, Mg2+, Мп2+, А13+ и другие и
отрицательно заряженные анионы О2", F“, SiO*”,
TiO2' и др.
Величина зарядов атомных ионов не соответствует
их валентности и имеет более низкие значения, что обу-
словлено наличием не только полного характера связи
между слагающими шлак частицами, но и другими типами
химического взаимодействия.
Г. Тамман рассматривал равновесие между жидкими
шлаком и металлом только как чисто электрохимическое
взаимодействие и исходил из предположения о наличии
в шлаке положительно заряженных катионов и сложных
анионов типа РО4'“, SiO?f, SiOJ”, AI3- и др.
П. Герасименко полагал, что в расплавленных шлаках
отсутствуют электронейтральные молекулы и присутст-
вуют только положительные катионы и отрицательные
анионы. Первые работы П. Герасименко сыграли важную
роль в развитии ионной теории строения жидких шлаков
и сохранили актуальность до настоящего времени.
133
Наряду с указанными работами большое значение имела
теория идеальных ионных растворов, разработанная
М. И. Темкиным. Согласно этой теории ионный раствор
должен удовлетворять следующим основным условиям:
расплав состоит только из ионов; соли или оксиды в рас-
плаве ионизированы полностью и ближайшими частицами
данного иона в расплаве или кристалле являются иолы
разного знака; одноименно заряженные ионы полностью
равноценны по взаимодействию с соседними; теплота
смещения равна нулю.
Для определения активности компонентов, входящих
в состав шлака и диссоциирующих на ионы Са2+, О2”,
Fe2+, S2~, могут быть использованы уравнения:
^FcS = °Fe2+' s2~ =
^FeO ” ^Fe-+^O2“ ~
a< aO — GCn2+ao2~ = Л/са2+^о£->
или в общем виде а = а*а_ = где N — ионные
доли, вычисляемые отдельно для катионов, от суммы
всех катионов, а для анионов — от суммы всех анионов:
дг _ Л£е^_. кг __ ^О-- . к/ _ «S*
й/ре2+ v? ’ “О2" х* ’ S2- Vi
В этих выражениях число молей ионов при условии
полной диссоциации оксидов можно вычислить по следую-
щим равенствам:
nFe2+ — nFeoi ,гСа2+ “ пСаО» 2d~ nFeO + ПСаО 4“ • • •«
Для анионов S2~ и О2" будет соответственно
nS2- = ZZS; tl&- = /lFeo T~ ^CaO’
При наличии в шлакеSiO2 и А12О8 последнее выражение
примет вид
лС2- == nFeO -j- ггСаО — 2nslo — 3/jAI о
X X о
Экспериментальные исследования силикатных распла-
вов показали, что реальные шлаки далеки от строения со-
вершенных ионных растворов при содержании кремне-
зема уже более 10 %. С увеличением содержания SiO2
в шлаковом расплаве активность еще больше начинает
отличаться от его мольной доли.
Таким образом, реальные шлаковые расплавы в отли-
чие от расплавов, не содержащих кремнезема и глинозема,
134
не подчиняются законам идеальных ионных растворов,
что свидетельствует об упорядоченном расположении
частиц в расплаве, связанном с различной энергией их
взаимодействия.
В высокоосновных шлаках имеет место избыток сво-
бодных анионов О2', которые обеспечивают полное пре-
вращение SiO2 в SiOt". В связи с этим концентрация сво-
бодных ионов О2“ в шлаке понижается и, следовательно,
в кислом шлаке значительное число анионов О2“ связано
с SiO2, т. е. ионная доля Nos- невелика. При отсутствии
FeO в шлаке активность его сильно зависит от наличия
ионов О2-. Поскольку Nos- в кислом шлаке невелика, то
активность FeO также имеет меньшее значение.
Таким образом, свойства жидких шлаков отклоняются
ог свойств совершенных ионных растворов. В расплавлен-
ных шлаках имеются, как минимум, два вида упорядочений
в расположении атомных ионов. Первый вид сводится
к тому, чго ближайшими соседями в шлаках могут быть
только разноименно заряженные ионы. Это ограничивает
случайное распределение ионов и ограничивает переста-
новки противоположно заряженных частиц. Второй вид
упорядочений характеризуется тем, что различные по
природе катионы или анионы располагаются вокруг
анионов или катионов не по закону случая. Если взаимо-
действие одних ионных группировок заметно превышает
взаимодействие других, то такие частицы будут чаще всего
находиться в соседстве. По своему поведению в шлаках ка-
тионы подразделяются на две группы. В первой из них
связь с кислородом преимущественно ионная. Сюда от-
носятся Са, Mg, Fe, Ain, Ва и др. В остальных — сме-
шанная (Si, Al, Р и др.).
Процесс кристаллизации расплава сводится лишь к за-
мене ближнего порядка в расположении частиц на даль-
ний порядок. Поэтому при изучении строения и свойств
шлаковых расплавов важно учитывать состав и строение
оксидов и их более сложных соединений — силикатов
и алюмосиликатов, определяющих структурный тип
кремнекислородных и алюмокислородных анионных ком-
плексов, присутствие которых возможно в шлаковых
расплавах.
Связь между вязкостью^ температурой кристаллизации
и строением флюсов-шлаков. При высоких температурах,
когда шлаки находятся в жидком состоянии и силы элект-
135
ростатического взаимодействия между слагающими их
частицами заметно ослабевают, вязкость шлаковых рас-
плавов определяется преимущественно размерами наи-
более крупных анионных группировок, слагающих шлаки,
В процессе плавления кристаллическая решетка сили-
катов и алюмосиликатов, являющихся основой плавленых
флюсов-шлаков в твердом состоянии, разрушается в ре-
зультате разрыва наиболее слабых связей между катио-
нами, алюмокремнекислородными и кремнекислородными
анионами. Поскольку наиболее прочными связями в сили-
катах и алюмосиликатах являются связи между кремнием
(алюминием) и кислородом, можно ожидать, что вязкость
шлаковых расплавов будет определяться крупными по
размерам кремпекислородными и алюмокремнекислород-
ными анионными группировками. Состав и структура этих
группировок по мере приближения к линии ликвидуса
все более приближаются к составу анионных радикалов,
соответствующих выпадению кристаллических фаз из
жидких шлаков. На вязкость шлаковых расплавов ока-
зывает также влияние электростатическое взаимодействие
ионов, причем чем оно сильнее, тем больше вязкость рас-
плавов.
Наиболее высокую вязкость имеет расплавленный
кремнезем, структура которого представлена трехмер-
ными каркасами (SiO2). Вязкость расплавленного крем-
незема при 1800 °C примерно равна 10б Па-с, а при пере-
греве до 2150 °C— примерно 104 Па-с и при 2350 иС—-
около 103 Па-с.
Высокая вязкость кремнезема свидетельствует о проч-
ности связей как внутри, так и между кремнекислород-
ными тетраэдрами, соединенными друг с другом общими
«мостиковыми» атомами кислорода. Чистый кремнезем
практически не диссоциирован на ионы и не относится
к электролитам, однако при добавлении к нему основных
оксидов становится электропроводным и вязкость его
заметно понижается. При увеличении отношения О : Si
за счет добавления основных оксидов происходит наруше-
ние связей Si — О—Si, продолжающееся с увеличением
добавок основных оксидов до тех пор, пока не изменится
структура расплава.
Установленные закономерности повышения вязкости
глиноземистых шлаков в присутствии щелочей связаны
с образованием щелочных алюмосиликатов, построенных
но типу каркасной структуры. В случае отсутствия глино-
136
Рис. 2.25. Влияние содержания
SiO2 в шлаковом расплаве на
ci о характеристики вязкости в
in виси мости от температуры (си-
стема SiO2—СаО):
/ — (Одержанче Si О»—39,? %: 2 *=*
«о ж*. 60 %
зема в шлаках, щелочи по-
нижают вязкость и темпе-
ратуру кристаллизации
расплавов благодаря упро-
щению структуры и обра-
зованию легкоплавких ще-
лочных силикатов.
В расплавах, обогащенных основными оксидами при от-
ношении О : Si > 3, структура которых представлена
наиболее простыми формами анионных групп (SiO*~),
(Si, А1)О~~, (Si3Oy“), наблюдается слабое изменение вяз-
кости с повышением температуры (рис. 2.25).
Понижение вязкости шлаков под влиянием добавок
CaF2 обусловлено тем, что тождественный с кислородом
по форме и радиусу анион F*1, замещая конечный атом нена-
сыщенного двухвалентного кислорода в кремнекислородном
комплексе, как бы блокирует или замыкает отрезок крем-
некислородного радикала, уменьшая его протяженность.
Привлечение данных о минералогическом составе за-
кристаллизованных шлаков и изменение его под воздей-
ствием отношения СаО : SiO2 и содержаний А12О8 и MgO
совместно с изучением физических свойств шлаковых
расплавов позволяет объяснить влияние основных компо-
нентов шлаков на вязкость и температуру кристаллиза-
ции реальных шлаковых расплавов.
При увеличении отношения СаО : SiO2 происходит
упрощение строения анионных группировок, присутствую-
щих в твердых шлаках, за счет замены каркасного и це-
почечного строения анионных радикалов, присущих
анортиту и глиноземнистому пироксену-авгиту, более про-
стыми изолированными группировками сдвоенных тетра-
эдров (Si, Al) О7 (геленита) и единичных тетраэдров
(SiOJ (ларнита). Образование более простой структуры
комплексных анионов сопровождается понижением вяз-
кости и энергии активации вязкого течения шлаковых
расплавов. В дополнение к этому повышение температуры
плавления минеральных фаз при увеличении отношения
137
CaO : SiO2 в шлаках обусловливает рост температуры кри-
сталлизации шлаковых расплавов.
Замена СаО на MgO сопровождается повышением мо-
лярной основности шлаков и в связи с этим упрощением
структуры и понижением вязкости расплавов, а также
понижением температуры кристаллизации в соответствии
с заменой более высокотемпературных кальциевых сили-
катов (CaO.Si02, Тпл=1540 °С и 2CaO‘SiO2, Тпл =
== 2130 °C) кальциймагнезпальпыми или магнезиаль-
ными силикатами, имеющими более низкие температуры
плавления (CaQ.MgO.2SiO,, Тпп = 1391 °C; 2MgO SiO2,
Тпл = 1870 °C).
До настоящего времени существует давно сложившееся
мнение, что Ti4+ способен замещать Si4+ и действие диок-
сида титана аналогично действию кремнезема, однако
ТЮ2 в отличие от SiO2 понижает вязкость шлаков.
Несмотря на химическую аналогию между TiO2 и
SiO2, решающее значение здесь имеют не изоморфизм
валентностей, а различие в координационных группах.
Титан в отличие от кремния в оливинах и пироксенах,
обнаруженных в шлаках, находится в шестерной коорди-
нации (TiOb) и замещаем не силикатный анион (SiOJ, а
группы (iMgO6) и действие его подобно магнию. Низкая
вязкость титанистых шлаков и высокая их кристаллиза-
ционная способность свидетельствуют об отсутствии в рас-
плавах анионных группировок с участием титана
Источники водорода в сварочных флюсах. Основным
источником водорода в зоне плавления при сварке под
флюсом является флюс-шлак. В процессе плавления и
образования сварочной ванны, а впоследствии сварного
шва флюс, нагреваясь до высокой температуры, теряет
содержащуюся в нем влагу в виде водяных паров. Если
бы процесс шел достаточно медленно, то эти пары воды
выделились бы раньше, чем начался процесс плавления
металла. Однако процесс сварки идет быстро, поэтому
часть незакопчившихся процессов дегидратации завер-
шается в зоне сварки, обогащая атмосферу дугового раз-
ряда водородом за счет разложения поступающих в нее
паров воды.
Наличие воды в плавленых флюсах обусловлено, во-
первых, контактом расплава и воды в процессе мокрой
грануляции, во-вторых, поглощением влаги из атмосферы.
Что же касается керамических флюсов, то их замес боль-
шей частью производится на жидком стекле (как и покры-
138
тип электродов) с прямым участием воды. Поэтому изуче-
ние форм воды, в которых она может находиться в части-
цах флюса, а также условий гидратации и дегидратации
представляет определенный не только теоретический, но
и практический интерес.
Воду, содержащуюся во флюсах, можно разделить на
ряд видов, характеризующихся различной энергией связи
с оксидами и химическими соединениями, входящими
в состав шлака. Поэтому различны и условия, необходи-
мые для удаления воды.
Свободная вода. Примером такой воды может служить
юнкий слой воды па поверхности при попадании ее извне
(дождь, роса, иней и т. д.). Эта вода практически не свя-
зана с флюсом-шлаком и удаляется в процессе нагрева
ею до температуры 100 °C.
Адсорбционная, или гигроскопическая, вода. Такая
вода обладает определенной энергией связи с поверхно-
стью твердого тела, но относительно малой по величине.
Эго явление объясняется следующим образом.
Поверхностный слой молекул твердой фазы стремится
привлечь и удержать слой молекул жидкости или газа.
Пример тому — окраска тканей. Адсорбция — процесс
бездпффузионный, так как молекулы захватываемого
вещества остаются па поверхности и не проникают в глубь
его. Захваченные молекулы удерживаются неуравнове-
шенными силами молекулярногосцеплепия. При этом коли-
чество адсорбированной воды зависит от рода адсорбента.
Флюсы-шлаки, представляющие собой порошки опре-
деленной грануляции с развитой поверхностью, могут
адсорбировать влагу из воздуха, особенно при переменной
температуре окружающей среды. Влажность стекловидных
флюсов обычно составляет 0,1—0,5 %, для пемзовидпых —-
несколько выше в связи с более развитой поверхностью.
Вели принять влажность флюса в этих пределах и рас-
считать объем водорода, который может образоваться при
разложении водяного пара, то получится, что на 1 кг
флюса может образоваться 1,25—6,2 дм3 водорода, изме-
ренного при нормальных условиях.
В связи с этим сварочные флюсы, пролежавшие не-
которое время в разгерметизированной таре, следует
перед сваркой просушивать.
Кристаллизационная вода. Чтобы удалить воду, вхо-
дящую в структуру кристаллов ряда химических соеди-
нений и минералов, требуется значительная затрата эпер-
139
гии на разрушение и перестройку кристаллов (кристал-
логидратов).
Кристаллизационная вода удаляется с затратой энер-
гии, и поэтому обезвоженные кристаллогидраты вновь
присоединяют к себе воду, выделяя энергию обратно.
Выделение и поглощение энергии при перестройке кристал-
логидратов хорошо видно на примере хлористых солей
магния: MgCl2 может кристаллизоваться с 2; 4 и 6 мо-
лекулами воды, причем наиболее устойчивыми кристал-
лами являются MgCl2-6H2O.
Процесс перехода MgCL6H2O в безводную соль вы-
глядит следующим образом:
MgCl2«6H2O -> MgCl2 + 6Н2О. (2.8)
Поглощение энергии в этой химической реакции со-
ставит 402,18 КДж на 1 моль безводной соли.
Кристаллизационная вода, входя в состав кристал-
лов, принципиально не меняет формы связей между
ионами основного соединения. Однако молекулы воды
в этом случае играют существенную роль, поскольку
определяют стабильность структуры в целом и не могут
быть удалены без ее разрушения. Удаление воды для
большинства кристаллогидратов происходит при нагреве
до 200 °C. /Максимальной температурой, при которой кри-
сталлогидраты теряют воду, считается 400 °C.
Примером может служить процесс дегидратации гидро-
алюмината кальция ЗСаО-А12О3-6Н.,О, отдающего воду
при 105—400 °C.
Кристаллогидраты могут образовываться как путем
прямого присоединения воды, так и в результате гидроли-
тического разложения. Однако для образования кристал-
логидратов из негидратированных минеральных соедине-
ний необходимо либо создать гидротермальные условия
при высоком давлении, либо иметь достаточное количе-
ство воды при тонком помоле компонентов для создания
благоприятных условий при гидролитическом разложении
и последующей кристаллизации кристаллических гидра-
тированных соединений.
Таким образом, наиболее вероятно образование
кристаллогидратов при изготовлении керамических флю-
сов, приготовляемых из шихты компонентов тонкого
помола с применением жидкого натриевого или калиевого
стекол.
140
Создание же длительных гидротермальных условий
и процессе мокрой грануляции расплава плавленых флю-
сов в проточную воду маловероятно. Поэтому процесс
образования кристаллогидратов при грануляции не мо-
жет получить преимущественного развития по сравнению
с другими формами присоединения воды.
Конституционная вода. Для удаления воды, входящей
н состав соединений, требуется затратить большое коли-
чество энергии, соответствующей энергиям химических
реакций. Конституционная вода, входя в состав соедине-
ния, изменяет свойства и химические связи, возникшие
между отдельными атомами. Такую форму воды может
иметь вода гидратов оксидов различных веществ. Образо-
вание таких гидратов связано с выделением большого
количества энергии, и вода из них будет удаляться с боль-
шим трудом. Гидраты оксидов щелочных металлов очень
прочны и даже испаряются без заметного разложения.
Гидраты оксидов металлов II группы периодической
системы Д. И. Менделеева Be (ОН)2; Mg (ОН)2; Са (ОН)2
и другие — менее прочны. Прочность гидратов возра-
стает с увеличением атомной массы или порядкового но-
мера этих металлов.
Образование гидратов оксидов металлов II группы
по реакции
МеО Ч- Н2О Me (ОН)3 (2.9)
сопровождае гея следующим выделением энергии,
кДж/моль: Be (ОН)2 — 11,3; Mg (ОН)2 — 30,56;
('а (ОН)2 — 63,64; Sr (ОН)2 — 61,55; Ва (ОН)2 — 72,43.
Гидрооксид магния теряет воду легче по сравнению
с гидрооксидом кальция. Кривые упругости диссоциации
Mg (ОН)2 и Са (ОН)2 приведены на рис. 2.26; кривая
упругости диссоциации водяного пара над гидрооксидом
кальция проходит через 0 при температурах более высо-
ких, чем для Mg (ОН)2.
Гидраты многовалентных оксидов металла могут те-
рять воду постепенно, например, как гидрооксид алюми-
ния:
А1 (ОН)3 АЮ (ОН) + Н2О;
2А1О (ОН) А12О3 + Н2О.
Последние молекулы воды теряются с большим трудом,
чем первые. Гидрооксид алюминия имеет коллоидный ха-
рактер, так же как и кремнезем, поэтому процесс отдачи
141
Рис. 2.26. Зависимость упругости Рис. 2.27. Содержание водорода
диссоциации гидрооксидов магния во флюсе в зависимости от его
и кальция от температуры основности В, рассчитанной по
формуле (2.3)
воды происходит беспрерывно, имея определенные мак-
симумы при определенных температурах. Гидрат оксида
алюминия может удерживать некоторое количество воды
вплоть до температуры 1000 °C.
Очень трудно дегидратируется и оксид SiO2, для кото-
рого известно несколько гидратов, например H4SiO4 и
H2SiO3. Еще сложнее протекает обезвоживание алюмо-
силикатов, в которых атомы кремния и алюминия соеди-
нены через атомы кислорода.
Растворение водяных паров в шлаках. Природа про-
цесса, протекающего на межфазной границе оксидный
расплав —вода, долгое время оставалась дискуссионной.
Например, П. Герасименко считал, что при растворении
паров воды водород в шлаке появляется только в виде про-
тонов
Н2О = 2 (Н+)шл + (О2-)шл.
В то же время М. П. Воларовичу и А. И. Корчемкину
растворение воды представлялось схемой, согласно ко-
торой в силикатах наряду с протонами образуются и ионы
гидроксида:
Н2О = (Н%л + (ОН-)ШЛ. (2.10)
Приведенные выражения пе противоречат закону квад-
ратного корня, по которому в равновесных условиях кон-
центрация растворенной в расплавах воды пропорцио-
142
нлльна квадратному корню из парциального давления
водяных паров в газовой фазе:
^н2о “ к T^PhqO >
1 де К •— константа растворимости, зависящая от темпе-
ратуры и состава шлака.
Более достоверными оказались высказывания о раство-
рении воды в шлаках с образованием в нем только анио-
нов гидрооксила. При этом растворение водяных паров
в основных флюсах-шлаках в процессе их выплавки и
грануляции может быть описано уравнением
Н.Югаз + О2’2О1-Г
и для кислых флюсов-шлаков
Siraor + Н2О^ Si,nO,(№ 4- 2ОН-.
Из первого уравнения следует, что растворимость
водяных паров в оксидных расплавах должна увеличи-
ваться с ростом активности аниона О2“, т. е. с возрастанием
основности флюса-шлака. Таким образом, процессу гидра-
тации основного шлака должно способствовать увеличе-
ние числа свободных ионов кислорода О2".
Исследования низкокремнистых флюсов (17,0 —
20 % SiO2), построенных на основе двух шлаковых си-
стем СаО—CaF2—А12О3 — SiO2 и MgO—CaF2—А12О3—
SiO2, находящихся в одинаковом физическом состоянии,
но с различной основностью, показали (рис. 2.27), что при
изменении основности (за счет частичной замены А12О3
на MgO или СаО) во флюсе увеличивается общее содержа-
ние водорода.
Растворение водяных паров в кислом флюсе-шлаке
сопровождается расщеплением крупных кремнекислород-
ных анионов на более мелкие в результате разрыва связей
Si—О—Me или Si—О—Si, для чего необходимо создание
гидротермальных условий.
При увеличении основности шлака происходит дроб-
ление кремнекислородных анионов и возрастает кон-
центрация свободных ионов О2", связанных только с
попами металла. Тем самым создаются условия для образо-
вания группировок типа Са—О—Н или Mg—О—Н.
143
2.10. Растворимость воды при Рп2о“ Па
в шлаковых расплавах СаО—А12О3—SiO2 при 1600 °C
Содержание компонентов, % Содержание воды, см*/100 г Основность в
СаО А1йОя SiO*
10,8 26,8 62,4 33,1 0,17
20,3 26,3 53,4 41 0,36
22 21 57 43,6 0,37
27 16 57 44,8 0,47
30,2 13,6 56,2 45,5 0,54
30 5 65 38,8 0,58
30 30 40 57,6 0,66
40 4 56 50 0,75
38 12,2 49,8 54,7 0,77
32,6 31,8 35,6 64 0,77
34 27 39 62,3 0,79
45 4 50 56,2 0,93
43 28 29 69,8 1,24
49,2 22,6 28,2 96 1,52
47,3 30,6 22,1 113,6 1,63
54.1 15,4 30,5 92,5 1,66
45,3 41,5 13,2 134,5 1,91
Прочность названных группировок будет, по всей
видимости, связана с выделением энергии образования гид-
ратов оксидов но реакции (2.9).
Исследованию растворимости воды в шлаковых рас-
плавах системы СаО—А12О3—SiO2 посвящено большое
число работ. Результаты, приведенные в табл. 2.10, об-
работаны соответствующим образом, содержание воды
в шлаках показано в зависимости от основности В, опре-
деленной по формуле (2.2), рекомендованной МИС для
оценки основности.
Сказанное позволяет сделать вывод, что активность ани-
она кислорода является одним из основных факторов,
определяющих пределы растворимости воды в шлаках,
но не единственным.
При растворении паров воды в оксидных расплавах
происходит гидратация оксидов не только по схеме
(2.10), но и с образованием наряду с этим водородных свя-
зей. Они, как известно, чрезвычайно распространены в
неорганических и органических соединениях, и как пра-
вило, сопутствуют образованию гидроксильных групп.
144
Следовательно, процесс растворения воды в оксидных
расплавах происходит в основном путем образования в
зоне одноатомных ионов ассоциаций типа:
а) —Са — О — Н ... О
б) — О — Н ... <х
в)
—Mg — О —- Н
Таким образом, водород, входящий в состав гидро-
ксильных групп, способен образовывать водородную связь
с соседними атомами кислорода. Прочность такой допол-
нительной связи возрастает с уменьшением расстояния
между атомами кислорода в сочетаниях
Поэтому при всех прочих неизменных параметрах раст-
воримость воды должна увеличиваться и с ростом аог-
и с уменьшением длины водородной связи, пропорциональ-
ной среднему расстоянию между анионами кислорода
в зоне одноатомных ионов.
Результаты экспериментов показывают, что раствори-
мость воды в силикатных шлаках уменьшается с увеличе-
нием содержания кремнезема. Комплексообразующее
действие А12О3 существенно слабее, поэтому замена SiO2
в шлаках на А12О3 ведет к существенному повышению
растворимости воды в шлаке.
Цеолитная вода. Известна еще одна форма воды в ион-
ных кристаллах, которая отличается от кристаллизацион-
ной и конституционной воды тем, что она может находить-
ся в кристаллах в переменном количестве в виде огдель-
ных молекул, не связанных или очень слабо связанных
электростатическими силами с ионами кристаллического
вещества. Эту воду называют структурной, или цеолитиой.
Минералы-цеолиты в основном имеют ионную каркас-
ную структуру, в пустотах которой находятся изолиро-
ванные молекулы воды. К цеолитам относятся также ми-
нералы, имеющие жесткую структуру, с открытыми и за-
крытыми каналами, в которых может находиться вода.
Особенностью цеолитов является то, что вода из них
может быть удалена при нагреве без разрушения струк-
туры и может быть введена в структуру при соответствую-
щих условиях. Наиболее характерными представителями
145
цеолитов, имеющих каркасную структуру, являются
анальцит Na2O-Al2O3-4SiO2, лейцит К26-Al2O3-4SiO2 и др.
Представителем цеолитов, имеющих жесткую струк-
туру, является, например, хабазит СаО-Al2O3-4SiO2.
Дефекты кристаллической решетки и различные от-
клонения в ее строении увеличивают размеры и количе-
ство пустот, в которых могут располагаться молекулы
воды, и тем самым способствуют ускорению процессов
гидратации. Возможность проникания воды в типичные
цеолиты обусловлена самой структурой этих веществ и
зависит от внешних условий, в которых находится цеолит.
Удаление молекул воды, находящихся внутри кри-
сталлического вещества, преимущественно определяется
размерами каналов, соединяющих пустоты и выходящих
на поверхность кристалла. Последние, в свою очередь,
зависят от температуры нагрева. В связи с этим особен-
ностью цеолитной воды в кристаллических веществах
является то, что она удаляется в широком интервале тем-
ператур (200—1100°C), а не при определенной температуре,
как это имеет место для кристаллизационной и конститу-
ционной воды.
Особенности гидратации и дегидратации сварочных
флюсов. Так как технологический процесс изготовления
керамических флюсов связан с применением воды, то
гидратация этих флюсов в процессе изготовления проис-
ходит практически всегда. Основные формы содержания
воды — цеолитная, конституционная и кристаллизаци-
онная.
Что же касается плавленых флюсов, то растворение
воды в них начинается еще в процессе плавки. Кроме
этого, плавленые флюсы находятся в тесном контакте
с водой при мокрой грануляции расплава, в процессе даль-
нейшей сушки и прокалки, а также при хранении флюса
в разгерметизированной таре, когда влага из воздуха
конденсируется на поверхности частиц флюса.
Температура расплава плавленых флюсов перед сли-
вом в бассейн с водой для большинства марок находится
в пределах 1200—1600 °C, поэтому вокруг частиц рас-
плава образуется паровая рубашка с достаточно высоким
давлением пара. Другими словами, создаются кратковре-
менные гидротермальные условия.
В дополнение к этому сварочные флюсы обычно со-
держат фтористый кальций, который при температуре
более 1000 °C активно взаимодействует с парами воды.
146
В результате образуются летучие фтористосодержащие
соединения, а выделяющийся при этом кальций может
реагировать с водой, образуя гидрооксид.
Таким образом, в процессе грануляции сварочных
плавленых флюсов зерна их могут обогащаться кристалли-
зационной, конституционной и цеолитиой водой.
Гидратация же во время воздушной просушки флюсов
скорее подобна процессам твердения цементов и происхо-
дит путем гидролитического разложения. Образование
кристаллических гидратированных соединений может про-
должаться и во время прокалки флюса при 100—400 °C,
так как в этом интервале температур при наличии паров
воды возможно интенсивное образование некоторых гидра-
тированных соединений.
Учитывая изложенное, можно прийти к заключению,
что из всех возможных форм гидратации плавленых флю-
сов в процессе их изготовления на первой стадии, свя-
занной с внедрением молекул воды в частицы шлака,
преимущественное значение приобретает цеолитное внед-
рение молекул воды. В дальнейшем, по-видимому, су-
щественное значение имеют процессы образования хи-
мических форм связи воды с частицами шлака, обуслов-
ленные основностью флюса-шлака, его минералогическим
составом и физическим строением зерен. При этом необ-
ходимо учитывать и исходное содержание химически
связанной воды во флюсе-шлаке, вступающей во взаимо-
действие с расплавом еще в процессе плавки.
Для уменьшения содержания влаги в плавленых флю-
сах в процессе их изготовления необходимо соблюдать
следующие условия: сокращать время хранения флюса
в мокром состоянии непосредственно после грануляции
в бассейне. Оно не должно превышать 4 ч для пемзовид-
ных флюсов и 8 ч для стекловидных; просушку и про-
калку флюсов необходимо производить во вращающихся
сушилах или на противнях слоем не более 100 мм; про-
цессу высокотемпературной прокалки высокоосновных
флюсов должна предшествовать просушка при темпера-
туре 100—400 °C; температура прокалки флюсов должна
быть тем выше, чем больше основность флюса. В первом
приближении, достаточном, однако, для практических
целей, температуру прокалки флюсов можно определять
по номограмме, приведенной на рис. 2.28.
Прокалка флюсов в соответствии с данными номо-
граммы обеспечивает содержание водорода в наплавляе-
147
Рис. 2.28. Зависимость температуры
прокалки флюсов от индекса основ-
ности В, рассчитанного по формуле
(2.3). Рекомендованная область за-
штрихована
мом металле на уровне не более 3 см8/100 г (спиртовой
метод).
Керамические флюсы обычно просушивают (провяли-
вают) при температуре 40—90 °C. Что же касается про-
калки, то температуру ее нельзя повышать более 600 °C,
в противном случае наблюдается активное окисление
металлических добавок, входящих в состав флюса. Поэтому
при прочих равных условиях керамические флюсы всегда
обеспечивают повышенное содержание в наплавляемом
металле водорода по сравнению с плавлеными.
Список литературы
1. Багрянский К. В., Добротина 3. А., Хренов К. К. Теория
сварочных процессов. Киев: Высшая школа, 1976. 423 с.
2. Бобриков Ю. В., Потапов Н. Н., Старченко Е. Г. Особенности
окисления металла двуокисью циркония при наплавке под флюсом//
Сварочное производство. 1983. №9. С. 6—7.
3. Ворновицкий И. Н., Медведев А. 3., Черкасский А. Л. О влия-
нии коэффициента теплового расширения шлака на его отделимость
от металла шва//Сварочное производство. № 3. 1973. С. 35—37.
4. Готальский К). Н., Стретович А. Д. Способ улучшения отде-
лимости шлаковой корки при газоэлектрической сварке аустенитной
проволокой//Сварочное производство. 1975. № 9. С. 22—23.
5. Гуляев А. П. Металловедение. 5-е изд., перераб. М.: Металлур-
гия, 1977. 648 с.
6. Жило Н. Л. Формирование и свойства доменных шлаков.
М.: Металлургия, 1974. 120 с.
7. Исследование границы раздела шлак — металл методом масс-
спектрометрии вторичной ионной эмиссии/И. К. Походня, В. Г. Усти-
нов, В. И. Карманов, В. Г. Войткевич//Автоматическая сварка. 1976.
№ 5. С. 16—18.
8. О влиянии технологических параметров на металлургические
Характеристики процесса сварки под флюсом/Н. Н. Потапов, М. М. Ти-
мофеев, С. А. Курланов, Б. И. Лазарев//Сварочное производство,
1978. № 6. С. 22—23.
9. Подгаецкий В. В., Люборец И. И. Сварочные флюсы. Киев:
Техшка, 1984. 166 с.
148
10. Потапов Н. Н. Основы выбора флюсов при сварке сталей.
М.: Машиностроение, 1979. 168 с.
11. Якобашвили Б. С» Поверхностные свойства сварочных флюсов
и шлаков. Киев: Техшка, 1970. 208 с.
12. Classification and symbol isat ion of bare stell wire electrodes
and fluxes for submerged arc welding of structural steel s//Wel ding World.
1978. № 3—4. P. 70—71.
13. Zeke Ju. A contribution to the way of expressing the welding
flux basicity//J J W. Commission XII. Doc.: XII—E—61—80 Bratis-
lava. 1980.
Глава 3
Взаимодействие жидкого металла
с флюсом в зоне плавления
Взаимодействие фаз в зоне плавления при сварке под
флюсом на границе системы металл—шлак можно рас-
сматривать с позиций как ионной, так и молекулярной
теорий. В соответствии с молекулярной теорией жидкие
шлаки представляют собой растворы электронейтральных
молекул. Однако последние исследования с большой до-
стоверностью указывают па то, что флюсы-шлаки в рас-
плавленном состоянии имеют преимущественно ионное
строение, являясь электролитически диссоциированными
системами. В то же время свойства реальных жидких шла-
ков значительно отклоняются от свойств совершенных
ионных растворов, причем это отличие становится тем
больше, чем выше содержание во флюсе-шлаке комплексо-
образующих оксидов кремния, алюминия и др. В допол-
нение к этому большинство металлургических и термоди-
намических данных о взаимодействии шлака с металлом
получено на основе молекулярной теории. Поэтому, не-
смотря на ионную природу шлаков, наиболее важные по-
ложения в настоящем справочном пособии одновременно
рассматриваются с позиций как молекулярной, так и ион-
ной теорий строения шлаков.
Для исследования реакций, протекающих в сварочной
ванне, с точки зрения качественной их оценки и определе-
ния наиболее вероятного направления с успехом можно
применять термодинамический метод, основанный на по-
нятии термодинамического равновесия.
149
Термодинамика представляет собой науку, изучающую
переходы энергии в системах, а также возможность само-
произвольного течения процессов в данных условиях.
Термодинамическое равновесие основано на законе сох-
ранения содержания всех веществ, участвующих в реак-
ции, как угодно долго при постоянных температуре и
давлении. Поэтому, если подходить строго, то понятие
термодинамического равновесия в целом неприменимо
к зоне плавления при сварке, поскольку металл в сва-
рочной ванне и контактирующие с ним фазы непрерывно
изменяют свою температуру, а зона плавления непрерывно
разбавляется новыми порциями еще пепрорсагпровавших
веществ—флюса, основного металла и сварочной про-
волоки.
Тем не менее это понятие, а также расчетные и опытные
данные о константах равновесия отдельных реакций ока-
зываются весьма полезными для анализа металлургиче-
ских реакций при сварке по двум причинам: в каждом
элементарном объеме сварочной ванны реакции стремятся
к состоянию равновесия и, следовательно, использование
термодинамических данных позволяет в большинстве
случаев предсказать наиболее вероятное их направление;
в зоне плавления при сварке реакции взаимодействия про-
текают с большими скоростями и поэтому можно ожидать
состояние, близкое к равновесному.
3.1. ОСОБЕННОСТИ НАСЫЩЕНИЯ МЕТАЛЛА
ШВА ВОДОРОДОМ ПРИ СВАРКЕ
ПОД ФЛЮСОМ
Особенности дуговой сварки под флюсом, связанные
с образованием изолированного от атмосферы плавильного
пространства в виде газового пузыря (см. рис. 2.3), спо-
собствуют надежной защите металла шва (наплавленного
металла) от насыщения его азотом окружающего воздуха.
Об эффективности защиты зоны плавления от действия
воздуха можно судить по содержанию азота в металле
швов при сварке углеродистых сталей. Среднее содержа-
ние его в швах обычно составляет 0,02 % и может не-
сколько повышаться лишь при использовании легких
пористых пемзовидпых флюсов с насыпной массой менее
0,8 г/см3. Сказанное свидетельствует о том, что азот при
дуговой сварке под флюсом не играет серьезной роли
160
в металлургических процессах и, в частности, в вопросе
образования пористости сварных швов.
Основные пути насыщения металла шва водородом.
Источниками водорода в газовой фазе зоны сварки могут
служить атмосферная влага, влага флюса и конституци-
онная влага ржавчины на поверхности свариваемых кро-
мок, Образующиеся вследствие этого водяные пары дис-
социируют и повышают концентрации водорода в газовой
фазе.
Некоторое количество водорода содержится в электрод-
ной проволоке и свариваемом металле; например, в сва-
рочной проволоке из низкоуглеродистой стали содержание
водорода может составлять до 1 см3/100 г, а в той же про-
волоке с антикоррозионным покрытием из никеля — до
3 см3/100 г.
В зависимости от температуры газовой фазы водород
может находиться в пей в различных состояниях: молеку-
лярном, атомарном и ионизированном. При высоких тем-
пературах происходит частичная диссоциация молекуляр-
ного водорода на атомарный
Н2 = 2Н — 434,6 кДж/моль,
а также на атомарный и ионизированный
Н2 = Н + Н* ~г е — 1747,9 кДж/моль.
Степень диссоциации молекулярного водорода на ато-
марный в зависимости от температуры показана па рис. 3.1.
Из приведенных данных следует, что в столбе сварочной
дуги (Т ~ 5000 -4- 6000 °C) подавляющее количество во-
дорода находится в атомарном состоянии. Однако при
температурах, соответствующих жидкому состоянию ме-
талла, большая часть водорода находится в молекулярном
состоянии.
В флюсах-шлаках растворимы и водород, и пары воды.
В шлаках, не содержащих легковосстановимых оксидов
(FeO, MnO и др.), растворяются только пары воды. Бо-
лее того, изучение масс-спектров газов, выделяющихся из
шлаков в вакууме, показало, что из оксидных шлаков,
даже состоящих преимущественно из относительно проч-
ных оксидов, выделяется водяной пар. Из фторидных шла-
ков наряду с парами воды выделяется также небольшое
количество Н2 и HF.
Исходя из изложенного, большинство исследователей
полагает, что основная часть водорода в флюсе-шлаке
151
Рис. 3.1. Влияние темпе-
ратуры на степень диссо-
циации молекулярного во-
дорода %
Рис. 3.2. Содержание водорода в металле
шва в зависимости от содержания его в
флюсе
находится в форме ионов ОН”. Если же над шлаком на-
ходится водород, а пе водяной пар, то растворению водо-
рода предшествует процесс окисления, который можно
представить уравнением
2FeO'x + 2Н2 = FeiK + Fe+2 + 4ОН“.
Переход водорода из флюса-шлака в металл сварочной
ванны сопровождается разрывом связи О—Н. Сохранению
электронейтральности границы раздела шлак — металл
способствует параллельный переход в металл наиболее
сильных ионов Fe2+ и Мп2+. Расчеты, выполненные
В. И. Явойским, показали, что более легко осуществляется
переход ионов железа, а не марганца. Общий вид перехода
водородом рассматриваемой границы предполагается по
схемам
Fe2+ + 2ОН- - Fe^ + 2 {О] + 2 [Н]
или
Fe>K + 2ОН' = Fe2+ + 2О2~ + 2 [Н ],
или без участия ионов железа
2ОН~ — О2“ + 101 + 2 1Н].
Для процессов дуговой сварки характерны значительно
большие скорости растворения и более высокие концентра-
ции водорода в закристаллизовавшемся металле в сравне-
нии с процессами большой металлургии. Это объясняется
наличием атомарного водорода в атмосфере дуги, большой
152
удельной поверхностью металла, находящегося в кон-
такте с газом, и высокой скоростью кристаллизации сва-
рочной ванны.
Степень термической диссоциации водяного пара в диа-
пазоне температур, до которых нагреваются капли элект-
родного металла, как показали расчеты В. И. Дятлова,
не превышает 40 %. Практически полное разложение
водяного пара с образованием свободного водорода или
гидроксила происходит при его взаимодействии с желе-
зом, ферросплавами и расплавленным шлаком по реак-
циям:
Me + Н2О
МеО + Н2;
2FeO 4- Н2О Fe,O3 + Н2;
Me + 2НЙО МеО + ОН -|- ЗН;
СО + Н2О СО2 + Н2.
Концентрация водорода в металле швов зависит от
температуры, до которой нагревается в дуге металл, хи-
мического состава металла и парциального давления во-
дорода в атмосфере дуги.
Что касается температуры, то высказывается предпо-
ложение о преимущественном поглощении водорода ме-
таллом на стадии капель, учитывая их весьма развитую
поверхность и наиболее высокую температуру разогрева
по сравнению с металлом сварочной ванны. Исходя из
этого положения, в ванне должна в основном происходить
дегазация металла.
Значительное влияние па содержание водорода в швах
оказывает парциальное давление его в атмосфере дуги.
По данным В. В. Подгаецкого, введение в зону сварки
ржавчины и последующее увеличение ее количества при-
водит к возрастанию общего объема выделившихся газов.
При этом количество выделившегося водорода растет
значительно быстрее, чем объемы СО и СО2, в резуль-
тате резко возрастает количество водорода в металле шва.
Это хорошо иллюстрирует приведенные ниже данные:
Количество ржавчины на 100 мм шва, г. . 0 0,2 0,3 0,4
Объем выделившегося водорода в см3 на
100 г металла шва ...................... 11,6 13,3 21,8 24,5
Повышение содержания водорода в флюсе-шлаке
приводит к практически линейному росту его концентра-
ции в наплавленном металле (рис. 3.2).
153
Таким образом, приведенные данные показывают, что
увеличение любым путем парциального давления водорода
в газовом пузыре неизбежно приводит к возрастанию его
содержания в наплавленном металле.
Определенное влияние на процесс абсорбции водорода
металлом оказывает вид тока. По данным В. В. Подгаец-
кого и В. И. Галипича, при сварке на переменном токе
вольфрамовым электродом в смеси Аг — 10 % Н2 в ме-
талле шва содержится значительно больше водорода,
чем при сварке на постоянном токе, а содержание водо-
рода в металле при сварке на прямой полярности выше,
чем на обратной.
Рассмотрим особенности растворения водорода в ме-
талле швов.
Если водород находится в атомарном состоянии, раст-
воримость его в металле при постоянной температуре
в состоянии равновесия подчиняется линейной зависи-
мости
1Н] = KpUi
где [Н1 — растворимость водорода, % мае.; ри — пар-
циальное давление атомарного водорода в газовой фазе;
К — константа равновесия, зависимая от температуры и
фазового (а также агрегатного) состояния металла.
Растворимость водорода, находящегося в газовой фазе
в молекулярной форме, подчиняется закону квадратного
корня из его парциального давления
1Н]=я/^;, (3.1)
где рн. — парциальное давление молекулярного водорода
в газовой фазе.
Зависимость (3.1) косвенно указывает на то, что про-
цессу растворения молекулярного водорода предшествует
его диссоциация на атомы. Если в газовой фазе водород
находится в атомарном и молекулярном состояниях, то
его растворимость при постоянной температуре может
быть выражена зависимостью
[Hi=(з-2)
где рн2, п — общее парциальное давление атомарного и
молекулярного водорода; %— степень диссоциации во-
дорода при данной температуре.
Константа растворимости водорода К зависит от тем-
пературы и состава металла. Ее значения, определенные
154
р а зл ичным и иссл едовател ям и, нес кол ы<о от л и чаютс я.
К примеру, различные ученые предложили уравнения:
А. Н, Морозов и М. М. Карнаухов
IgA' = — I745/T — 1,72; (3.3)
А. М. Самарин и И. А. Диконов
1g А = — 1590/7 — 1,71; (3.4)
Д. Чипмен
1g К - —1670/7 — 1,68,
а X. Нозаки, Ш. Бан-я, Т. Фува и др.
(3.5)
(3.6)
IgA = —19007 — 1,577.
Растворимость водорода в железе, рассчитанная по
уравнениям (3.3)—(3.6) при температуре 1540 °C, состав-
ляет соответственно 23,1; 28,8; 27,7 и 26,3 см3/100 г.
В твердом железе при температуре плавления (приблизи-
тельно 1560 °C) растворимость водорода составляет 13,5—
14,5 см3/100 г.
Растворимость водорода в железе при парциальном
давлении рцг = 0,1 МПа в зависимости от температуры
показана на рис. 3.3. Видно, что с повышением темпера-
туры растворимость водорода в железе растет и зависит
от фазового и агрегатного состояний металла. В резуль-
тате при расплавлении железа растворимость водорода
скачкообразно возрастает, а при кристаллизации также
скачкообразно падает.
По расчетам И. И. Фрумина, максимальная раствори-
мость водорода в железе (42,5 см8/100 г) наблюдается
в интервале температур 2400—2500 °C. Дальнейшее по-
вышение температуры приводит к интенсивному испаре-
нию железа и снижению растворимости водорода в нем
вплоть до кипения. По экспериментальным данным
В. И. Лакомского максимальная растворимость водорода
в железе соответствует температуре 2450—2500 °C и опи-
сывается уравнением
lg LН]ж = -А/Т + В + 0,5 1g (1 - Ае~<^)),
где [Н 1Ж— растворимость водорода, см3/Ю0 г; Т —
абсолютная температура; Q —теплота испарения железа,
Дж/моль; R — газовая постоянная, Дж/(моль-К); А,
В и К — постоянные величины.
Для приближенной оценки растворимости водорода
в расплавленном железе при абсолютной температуре Т
155
Рис. 3.3. Растворимость водоро-
да в железе в зависимости от тем-
пературы при парциальном дав-
лении его в газовой фазе над ме-
таллом =0,1 МПа
Рис. 3.4. Растворимость водорода в
железе в зависимости от темпера-
туры при различных парциальных
давлениях в газовой фазе
и парциальном давлении в интервале температур до
2 300 °C можно пользоваться уравнением А. Н. Морозова
IgV — 0,5 1g рн — 1745/7 + 0,888 см3/100г.
На основании расчетов по приведенному уравнению
построены кривые (рис. 3.4), показывающие, что жидкое
железо может поглощать значительное количество водо-
рода даже при относительно низком парциальном дав-
лении его в газовой фазе. Особенно благоприятные ус-
ловия для поглощения водорода металлом создаются при
дуговой сварке, когда наблюдается значительный пере-
грев металла.
На растворимость водорода в железе заметное влияние
оказывают легирующие элементы. Например, титан,
ниобий, цирконий, торий, ванадий и некоторые редко-
земельные элементы повышают растворимость водорода
в жидком железе. Перечисленные элементы образуют
с водородом прочные гидриды. Гидридообразующие элемен-
ты, имеющие высокую сорбционную способность по от-
ношению к водороду, увеличивают растворимость его и
в твердых сплавах железа.
Марганец, кобальт, никель, хром, молибден слабо
влияют на растворимость водорода в сплавах с железом,
а углерод, кремний, алюминий снижают ее. Предпола-
гается, что элементы — активные раскислители образуют
156
с железом группировки с сильными связями между ато-
мами, снижая тем самым активность атомов железа как
абсорбента. Для сплавов железа, содержащих до 2 % С
и Si зависимость коэффициента активности f(H) от со-
держания названных элементов, по данным Е. Таулеба
и Н. М. Парли, описывается уравнениями:
d 1g /<H)/d 1%С] = 414/7' - 0,204; (3.7)
ig [%Si] = 0,031. (3.8)
Последнее уравнение свидетельствует о том, что при
содержании в железе до 2 % Si коэффициент активности
не зависит от температуры.
Расчеты по уравнениям (3.7) и (3.8) показывают, что
углерод и кремний при концентрациях, встречающихся
наиболее часто в сварных швах на низкоуглеродистых и
низколегированных сталях, незначительно влияют на
растворимость. Влияние углерода, марганца, кремния и
титана проявляется лишь в том случае, если содержание
их превышает 0,5 % (рис. 3.5). Следует добавить, что
марганец, кремний, алюминий и гитан, связывая кислород,
растворенный в стали, могут косвенно влиять на содер-
жание в ней водорода.
Влияние водорода на свойства металла швов и сварных
соединений. Специфика сварочных процессов, связанная
Рис. 3.5. Растворимость водорода в железе при парциальном давлении
в газовой фазе 2933 Па в зависимости от содержания углерода (п),
кремния (б), алюминия (в), хрома (г), титана и ниобия (д) в жидком
железе при температуре 1685 °C (/) и 1560 °C (2)
157
Рис. 3.6. Распределение содер-
жания водорода по длине свар-
ного шва, включая кратер (по
данным Н. Кристенсена):
1 — наплавленный металл; 2 —
сварной шов
с нагревом металла до
очень высоких темпера-
тур, значительно превы-
шающих температурные
режимы при любых дру-
гих способах получения
или плавки металла, и по-
следующая большая ско-
рость охлаждения метал-
ла шва могут способство-
вать интенсивному раство-
рению водорода в сварочной ванне и неполному выделе-
нию его в процессе кристаллизации и дальнейшего ох-
лаждения металла.
Н. Кристенсен с сотрудниками провели обширное ис-
следование по распределению водорода в сварном соеди-
нении. Для этих целей применяли составной образец из
пришлифованных друг к другу пластинок для ускорения
определения водорода экстракцией (рис. 3.6), По характеру
изменения концентрации водорода можно сделать вы-
вод, что основная масса водорода успевает выделиться
из металла в результате десорбции при образовании шва.
Образование пор в металле шва.Как было показано
(см. рис. 3.6), при охлаждении жидкого металла, особенно
в период кристаллизации, последний оказывается перена-
сыщенным водородом, что приводит к его выделению по
реакции
2 [Н ] = Н3.
(3.9)
Поскольку молекулярный водород нерастворим в ме-
талле, его выделение из кристаллизующегося металла мо-
жет явиться одним из основных факторов, обусловливаю-
щих возникновение и развитие пор в металле шва.
Скорость роста пузырьков определяется степенью пе-
ресыщения ванны газами и кинетикой десорбции газов
в зародыш. При локальном пересыщении жидкого ме-
талла у фронта кристаллизации зарождение и развитие
пузырьков наиболее вероятно при остановке роста кри-
158
сталлов. Развитие пузырька в этом случае происходит
в результате диффузии ал омов газа из прилегающих микро-
объемов металла.
Для обычных условий охлаждения сварочной ванны
наиболее вероятно образование мельчайших пор у линии
сплавления, чго чаще всего наблюдается при сварке
алюминия, меди и их сплавов.
Образование микротрещин в металле шва и зоне сплав-
ления. Процесс выделения водорода по реакции (3.9)
не прекращается и по завершении процесса кристаллизации
и протекает с ощутимой скоростью даже при нормальных
условиях. Однако при этом выделение водорода происхо-
ди не только во внешнюю среду, но и в значительной
степени в микроскопические и субмикроскопические по-
лости, например, в местах нарушений кристаллической
структуры, которые всегда имеются в твердом металле.
Последнее приводит к повышению в них давления, созда-
ваемого молекулярным водородом.
Поскольку растворимость водорода при 20 СС и /?На =
~ 0,1 МПа составляет ~ 10“3 см3/100 г, следует заклю-
чить, что при некоторых процессах сварки степень пере-
сыщения может во много раз превышать предельную
растворимость водорода. При таких условиях равновес-
ное давление молекулярного водорода в полостях может
составлять сотни мегапаскалей.
Образование макротрещин в металле шва. При доста-
точной пластичности металла шва микротрещины, не-
видимому, не могут развиваться в макротрещины за
исключением случаев сварки толстостенных элементов,
когда возникает объемное напряженное состояние. Од-
нако при сварке легированных перлитных сталей, пре-
терпевающих мартенситное или бейнитпое превращение
в околошовной зоне, в сварных соединениях, содержа-
щих в достаточно высоких концентрациях легирующие
примеси, микронадрывы могут развиваться в макротре-
щины. Это обусловлено такими факторами, как снижение
температуры превращения у-* а, вызванное содержанием
в металле шва легирующих элементов и водорода; от-
носительно меньшее вследствие этого выделение водорода
в процессе охлаждения металла шва до температуры об-
разования микротрещин, связанное с более высокой его
растворимостью в у-железе и соответственно более полным
его выделением при температуре образования надрывов
пли при дальнейшем охлаждении; повышенная концентра-
159
ция углерода, способствующая образованию мартенсита
и возникновению структурных напряжений.
В. В. Фроловым предложено понятие «критической
концентрации» водорода, при которой изостерическое
давление будет равно разрушающему напряжению
1.Н]Кр =
где k — коэффициент пропорциональности.
Если учесть имеющиеся в металле остаточные напря-
жения, возникающие в результате воздействия термиче-
ского цикла сварки и напряжения, созданные в процессе
испытания или эксплуатации внешними силами, то зна-
чение «критической концентрации» будет меньше, по-
скольку названные напряжения могут частично сумми-
роваться с изотермическим давлением рй:
п
ИЛИ
[Н]кр = k I/ _ ^Oi.
* i=l
(3.10)
Из уравнения (3.10) следует, что «критическая кон-
центрация» — сложная функция от температуры (по-
скольку от температуры зависит коэффициент раствори-
мости водорода в металле), а также от временного со-
противления металла, которое понижается с повышением
температуры и стремится к нулю вблизи температуры
плавления.
Влияние водорода на образование трещин в сварных
соединениях из сталей в зависимости от содержания в
пих легирующих элементов приведено на рис. 3.7. Воз-
растание эквивалентного содержания углерода в сваривае-
мой стали заметно усиливает отрицательное воздействие
водорода.
Образование макротрещин в околошовной зоне. При
дуговой сварке, низколегированных и среднелегированных
закаливающихся сталей в околошовной зоне иногда также
наблюдается образование трещин, которые обычно назы-
вают холодными. Они образуются при температурах ниже
300 °C в напряженном мартенсите. Отличительной особен-
ностью холодных трещин является замедленный характер
их развития. Обычно они зарождаются через некоторое
160
Рис. 3.7. Образование трещин в
зависимости от концентрации
водорода в шве при сварке под
флюсом АН-42 при различном
эквиваленте углерода в основ-
ном металле (Сэ — С + Мп/6 +
Ч- Сг/5+ V/5+ Мо/4-h N1/15+
+ Р/2):
О — трещин нет; х — единичные
трещины; • — много трещин
время после сварки и затем медленно (на протяжении
нескольких часов или даже суток) развиваются вдоль
шва но толщине свариваемого металла.
Большинство исследователей связывает образование
холодных трещин с наличием водорода в металле шва.
Водород диффундирует из сварочной ванны в металл около-
шовной зоны. Этому способствует различие растворимо-
сти водорода в околошовной зоне и металле шва. Такое
различие имеет место в сварных соединениях с низколеги-
рованными ферритными швами. В указанных соединениях
при охлаждении до температуры ниже 700 сС в шве про-
исходит превращение аустенита в феррит. Растворимость
водорода в феррите значительно ниже, чем в аустените. Поэ-
тому при охлаждении водород из шва начинает поступать
в околошовную зону, имеющую еще аустенитную струк-
туру из-за повышенного количества углерода и легирую-
щих элементов.
Атомарный водород, выделяясь при последующем рас-
паде аустенита в околошовной зоне, собирается в местах
физических микронеоднородностей и переходит в моле-
кулярное состояние. В процессе этого явления развива-
ются значительные локальные давления, способствующие
образованию трещин, возникающих под воздействием
сварочных напряжений.
Холодные трещины в сварных соединениях можно раз-
делить на четыре типа (рис. 3.8): 1) подваликовые тре-
щины, образующиеся в ЗТВ на участке крупного зерна.
На указанном участке наиболее высокая температура и
зерна вырастают до наибольших размеров. Образованию
трещин способствует повышенная концентрация водорода
6 П/р Н. H. Потапова
161
Рис. 3.8. Характерные типы хо-
лодных трещин в сварном сое-
динении:
1 — подва ли новая; 2 — поперечная;
3 — от надреза; 4 — переходная
в металле шва с ферритной структурой; 2) поперечные
трещины, развивающиеся в направлении, перпендику-
лярном к изотермам. Начало их образования в ЗТВ на
участке крупнозернистого мартенсита. Могут распро-
страняться и в металле шва; 3) трещины от надреза об-
разуются на свободной поверхности ЗТВ рядом с металлом
шва, на участке с резко выраженным эффектом надреза.
Начало трещины может находиться в области многоос-
ных растягивающих напряжений, особенно в зоне круп-
ных мартенситных зерен. Образованию трещин могут
способствовать относительно низкие концентрации водо-
рода; 4) переходные трещины, образующиеся при сварке
аустенитными электродами. Зарождаются в мартенситной
зоне наплавленного металла, возле линии сплавления.
Трещины всех четырех типов преимущественно зарож-
даются и развиваются в зоне крупнозернистого мартен-
сита, образующегося в процессе охлаждения аустенита
от максимальной температуры. Вместе с тем трещины 3-го
типа могут наблюдаться и в многослойных швах.
Образование сварочных флокенов. Дефекты встречаются
чаще всего па поверхности излома разрывных и изгибных
образцов из металла шва и наблюдаются в виде светлого
диска небольшого диаметра с очень малой полостью в
центральной его части. Светлый цвет излома в месте
этих дефектов свидетельствует о наличии хрупкого раз-
рушения, связанного с наличием очень больших давлений
молекулярного водорода в полости. Флокены отличаются
от микронадрывов тем, что они обнаруживаются в изломах
образцов, прошедших испытания в условиях относительно
медленной пластической деформации. Испытания, вызы-
вающие быструю пластическую деформацию, например
испытания на ударную вязкость, не обнаружили в изло-
мах образцов флокенов. Присутствие флокенов в изломе
образцов обычно вызывает снижение пластических харак-
теристик металла шва, особенно относительного удли-
нения.
162
Сказанное относительно природы образования флоке-
нов позволяет сделать вывод о том, что удаление водорода
из металла шва длительной выдержкой при нормальной
1емпературе или более короткой выдержкой при 250—
300 сС позволяет снизить склонность к образованию дефек-
та указанного вида и соответственно повысить пластич-
ность металла шва. Например, изотермическая выдержка
при 250 °C в течение 8 ч позволяет повысить усталостную
прочность металла шва (рис. 3.9).
Методы ограничения концентрации водорода. Методы
ограничения концентрации водорода в металле можно
разделить на две группы: методы ограничения концентра-
ции водорода в сварочной ванне непосредственно в про-
цессе дуговой сварки; методы снижения концентрации
водорода в сварном соединении непосредственно после
сварки.
Содержание водорода в сварочной ванне в процессе
сварки может быть существенно ограничено связыванием
водорода в химически прочные при высоких температурах
соединения, нерастворимые в металле, например HF и
ОН, за счет некоторого окисления сварочной ванны, а
также прокалкой сварочных материалов перед сваркой.
Прокалка сварочных, материалов. Поскольку сварочные
флюсы являются основным источником водорода, они
подлежат прокалке перед сваркой в первую очередь.
Температура прокалки флюса зависит как от химического
состава и особенно от индекса основности (см. п. 2.4.),
гак и от физического строения зерен (пемзовидное или
стекловидное).
Однако наряду с этим возникает необходимость под-
вергать изотермическому отпуску при температуре 250—
300 °C и сварочную проволо-
ку, особенно имеющую анти-
коррозионное покрытие (из —
меди или никеля), нанесен- < \
иое электролитическим пу- \ \
тем. Такая проволока может Ж ~ \ \
Рис. 3.9. Влияние изотермического 200
отпуска (250 °C, 8 ч) с целью уда-
ления водорода па усталостную
прочность металла шва (по данным
X. Секигуши и Т. Кобаяши):
i — Дм отпуска; 2 после отпуска
163
содержать концентрацию водорода в исходном состоянии
до 3 см3/100 г.
Медь и алюминий очень чувствительны к содержанию
в них водорода, и концентрация водорода выше предель-
ной должна быть снижена.
Хорошо улучшает качество металла, например, ва-
куумный отжиг, который всегда можно применить для
электродного металла при сварке ответственных конструк-
ций из алюминиевых, медных и титановых сплавов.
Реакция образования HF. Газообразные фтористые
соединения поступают в газовую фазу при дуговой сварке
под флюсом в процессе плавления флюса, содержащего
в своем составе CaF2. Одним из наиболее вероятных про-
цессов такого рода является реакция
2CaF2 + 3SiO2 = 2CaSiO3 + SiF4.
Улетучиваясь, тетрафторид кремния переходит в га-
зовую фазу, где оп взаимодействует с атомарным водоро-
дом по реакциям:
SiF4 + ЗН = SiF + 3HF;
SiF4 + 2Н2О = SiO2 + 4HF.
Вероятность протекания указанных реакций слева
направо подтверждается не только большим значением
констант их равновесия, но и экспериментальными дан-
ными В. В. Подгаецкого. Отбирая газы из флюсового
пузыря при сварке под флюсом с использованием спе-
циальной методики, В. В. Подгаецкий определил объемное
содержание SiF4 в газах (табл. 3.1).
Из приведенных данных следует, что содержащие
CaF2 флюсы выделяют при сварке SiF4, количество кото-
рого пропорционально концентрациям во флюсе CaF2
и SiO2. И. И. Фрумин для оценки парциального давления
выделяющегося SiF4 предложил следующее уравнение:
Psif4 = (CaF2)2 (SiO2)3/( 100 - (CaF2 + SiO2)]2,
где содержание CaF2 и SiO2 выражено в мольных долях.
С учетом этого уравнения можно объяснить некоторые
данные, представленные в табл. 3.1. Например, малые
выделения SiF4 при сварке под флюсом № 4 объясняются
низким содержанием в нем SiO2.
164
3.1. Содержание тетрафторида кремния в газах,
выделяющихся из флюсового пузыря,
в зависимости от состава применяемые флюсов
Марка флюса Массовая доля основных компонентов, % Содержание SiF« в газах (по объему), %
SiOe МпО СаО CaFz Na*O
Л1 49,0 17,8 5,5 2,7 1,13
А2 49,5 22,3 13,2 2,6 » — 1 - 2,14
ЛН-3 49,6 22,2 13,7 2,6 2,41
№ 2 42,4 32,8 7,4 9,0 1 16,1
ОСЦ-45 41,0 42,3 4,1 8,5 19,6
№ 4 20,9 29,9 10.3 16,5 0,4
Реакция образования ОН. Образование гидроксила
может протекать по реакциям:
СО2 + Н = СО ч- ОН; (3.11)
О + Н = ОН; (3.12)
О2 + Н2 = 2ОН. (3.13)
HF и ОН — достаточно прочные соединения, диссо-
циирующие с отщеплением атомарного водорода в значи-
тельно меньшей степени по сравнению с водяными парами
Рис. ЗЛО. Равновесное парциальное давление водорода, образующееся
при термической диссоциации молекул H2t Н2О, ОН и HF в зависи-
мости от температуры:
I — HF Н F; 2 ОН 11 i G. J - НгО 2Н 4- О; 4 — Н₽ 2Н
165
и молекулярным водородом (рис. 3.10). В широком диапа-
зоне температур HF и ОН диссоциированы в меньшей
степени, чем Н2 и Н2О. Это позволяет резко уменьшить
количество водорода, абсорбируемого металлом, если
водород в газовой фазе будет присутствовать только в виде
HF и ОН (или то и другое вместе взятое).
Косвенное подтверждение указанных реакций можно
найти в том, что добавка во флюсы CaF2 или СаСО3 резко
снижает склонность металла шва к образованию пор при
введении ржавчины в разделку кромок.
В рассматриваемом случае главным компонентом га-
зовой атмосферы флюсового пузыря будет СО2, выделяю-
щийся при нагреве и плавлении керамического флюса.
Обладающий окислительным потенциалом СО2 будет реа-
гировать с водородом по реакции (3.11), образуя газы,
устойчивые при высоких температурах.
Такая же реакция происходит при дуговой сварке в за-
щите СО2. Этим и объясняется относительно малая кон-
центрация водорода в металле швов, несмотря на то что
СО2 содержит иногда значительное количество влаги.
Изменение окисленности сварочной ванны. Водород,
растворенный в жидкой сварочной ванне, взаимодейст-
вует с присутствующим кислородом ио уравнениям:
2 1Н1 + IO J = Н2О; 1Н1 + 101 - ОН.
Кислород, присутствующий в сварочной ванне в раст-
воренном виде, таким образом, ограничивает концентра-
цию в ней водорода. Для температуры 1685 °C раствори-
мость водорода в железе связана с концентрацией в нем
кислорода зависимостью
VH = Fo (1 — 10 1% Ol),
где VH — растворимость водорода, см3/100 г; Ус — то же,
кислорода в чистом железе; [ % 01 — содержание кисло-
рода в металле, %.
Приведенная зависимость объясняет некоторые яв-
ления, имеющие место при сварке под флюсом. Известно,
например,что керамические флюсы для механизированной
сварки, содержащие в своем составе высшие оксиды мар-
ганца (Мп2О$ и Мп2О7), способные при нагреве отщеплять
кислород, и карбонаты, меньше способствуют образова-
нию водородных пор по сравнению с плавлеными флю-
сами. В свою очередь, плавленые высокоактивные флюсы
ОСЦ-45, АН-348-А, ФЦ-6 и др., обеспечивающие значи-
166
тельный прирост кислорода в наплавленном металле (до
0,15 %), менее склонны к образованию нор в металле
шва, чем малоактивные и тем более пассивные флюсы,
например ОФ-6, АН-30, ТКЗ-НЖ и др.
3.2. ОКИСЛЕНИЕ НАПЛАВЛЯЕМОГО
МЕТАЛЛА ПРИ СВАРКЕ ПОД ФЛЮСОМ
Прямое взаимодействие металла с газообразным кисло-
родом возможно и при сварке под флюсом. Даже при
сварке в вакууме, например дуговой, импульсно-плаз-
менной и электронно-лучевой, приходится считаться с воз-
можностью протекания реакций металла со свободным
кислородом газовой фазы. Однако при сварке под флюсом
основной источник кислорода — это реакция взаимодей-
ствия металла в сварочной ванне с флюсом-шлаком» хотя
некоторую часть прироста кислорода в металле шва могут
дать и другие источники, которые будут рассмотрены ниже.
Некоторые металлы независимо or фазового сосюяння
практически не растворяют кислород (алюминий, магний
и др.). Окисление указанных металлов в процессе сварки
приводит к образованию обособленной фазы — оксидов,
которые могут присутствовать либо в виде поверхностной
пленки, либо в виде отдельных частиц, взвешенных в жид-
ком металле. В то же время такие металлы, как железо,
медь, никель, титан, обладают способностью, хотя и огра-
ниченной, растворять кислород (табл. 3.2).
3.2. Растворимость оксидов в образующих их металлах
Оксид Темпе- ратура плавле- ния. °C Раствори- мость в соот- ветствующем металле Оксид Темпе- ратура плавле- ния, °C Раствори- мость в соот- ветствующем металле
FeO 1420 Растворим к NiO Разла- гается Растворим
ЬСцОз 1538 Нераство- рим
ZnO 1800 Нераство- рим
Си,О Ла 1235 Растворим
MgO 2800
А120з 2050 Нераство- рим
TiO 1750 Растворим
Si О., я» 1777
167
При этом растворимость кислорода в жидкой фазе
значительно выше, чем в твердой, и возрастает с повыше-
нием температуры. Окисление указанных металлов в про-
цессе сварки сопровождается растворением образующихся
оксидов в ванне жидкого металла до тех пор, пока кон-
центрация кислорода в ней не достигнет предела насы-
щения.
Формы присутствия кислорода в металле швов на ста-
лях. Кислород в металле шва может находиться в зави-
симости от концентрации других присутствующих в нем
элементов в нескольких ^юрмах: в виде монооксида же-
леза, находящегося в твердом растворе и выделившегося
в виде самостоятельной фазы; в виде оксидных включений;
в виде твердых растворов и эвтектик, образованных ок-
сидными и сульфидными включениями.
Растворимость кислорода в железе в форме FeO неве-
лика и может быть описана при контактировании жидкого
железа со шлаками, состоящими практически только из
оксидов железа, уравнением
[% О] = —6320/Т + 2,734, (3.14)
где [% О]—содержание кислорода в жидком железе,
% (по массе).
Последним представлениям о структуре металлических
расплавов больше соответствует гипотеза о том, что кисло-
род присутствует в растворе в жидком железе в виде ани-
она О2~, а не в форме молекулы FeO. Вместе с том практи-
чески все металлургические расчеты в настоящее время
исходят из предположения о растворении кислорода в же-
лезе в форме FeO. Однако независимо от формы присут-
ствия кислорода с большой достоверностью установлено,
что растворимость кислорода в твердом a-железе состав-
ляет 0,03 %, а в у-железе —0,003 %.
Расчеты по уравнению (3.14), приведенные в табл. 3.3,
носят приближенный характер, поскольку построены
на экстраполяции эмпирической зависимости, справедли-
вой для температурного интервала выплавки стали. Вместе
с тем они показывают, что растворимость кислорода, соот-
ветствующая максимальным температурам в зоне плав-
ления, при сварке стали достаточно велика.
При снижении температуры в сварочной ванне раство-
римость кислорода в жидком железе уменьшается и в боль-
шой cienenii зависит от фазового и агрегатного его состоя-
ний. Так, например, с падением температуры происходит
163
3.3. Растворимость кислорода в жидком железе
при различных температурах
Температуре, °C Растворимость кислорода в жидком железе, %
н виде Ю] в виде fFeO]
1550 0,175 0,786
1600 0,231 1,04
1800 0,485 2,18
2000 0,871 3,92
2300 1,88 8,5
перераспределение FeO между шлаком и металлом в соот-
ветствии с константой распределения L:
где [FeO ] и
шлаке.
Константа
температуры:
L = [FeO ]/(FeO),
(FeO) — концентрации оксида в металле и
распределения изменяется в зависимости от
[FeO| _ 6300
(FeO) ““ Т
Выделяющийся из раствора FeO может не только пере-
ходить в шлак, но и вступать во взаимодействие с эле-
ментами-раскислителями Мп, Si, Ti, Al и другими при
наличии таковых в жидкой сварочной ванне. Поскольку
сродство к кислороду у названных элементов растет с паде-
нием температуры, продукты раскисления реакций вида
п [FeO] + m [X ] = п [Fe] + ХШОЛ,
частично переходя в шлаковую фазу, остаются и в за-
кристаллизовавшемся металле в виде неметаллических
включений, повышая в нем общую концентрацию кисло-
рода.
В связи с этим в металле сварных швов, выполненных
дуговой сваркой плавлением, концентрация кислорода,
определенная методом вакуум-плавки, как правило, суще-
ственно превышает количество кислорода, которое спо-
собно раствориться в твердом железе.
Результаты исследований подтверждают высказанное
положение. В табл. 3.4 приведены данные по содержанию
кислорода в наплавленном металле при различных спо-
собах сварки плавлепие*м. Общее содержание кислорода
169
в наплавленном металле во всех вариантах превышает его
количество в виде FeO. При этом значительная часть
кислорода в наплавленном металле находится в виде
продуктов раскисления — мелкодисперсных оксидных
включений.
Поскольку наиболее широко для раскисления металла
шва при сварке применяются кремний, марганец и алю-
миний, то и значительная доля включений приходится
на оксиды названных элементов (см. табл. 3.4).
При повышении содержания кремния и марганца
в металле шва заметно увеличиваются конце»грации
оксидов этих элементов в составе оксидных включений,
соответственно уменьшается в них количество оксидов
железа.
При сварке под флюсом вид и состав оксидных вклю-
чений зависят от состава как флюса, так и свариваемого
металла. В швах, выполненных под высококремнистыми
марганцевыми флюсами, включения — преимущественно
железомарганцевые силика гы сравнительно крупного
размера (0,002 —0,02 мм).
При сварке под безмарганцовистыми флюсами-силика*
тами в металле шва преобладают округлые бесцветные
выделения стекловидного кремнезема.
В практике сварки под флюсом часто приходится счи-
таться с возможностью окисления металла в зоне пл а вл е-
3.4. Содержание кислорода и оксидных включений
в наплавленном металле при различных способах сварки
плавлением [6]
Способ сварки Содержание кислорода в металле. % Содержание оксидных включений, О/ /и
общее и ГеО общее SiOc МпО FeO ALO.
Ручная электро- дами: ЦМ-7 0,0962 0,0167 0,099 28,77 35,1 5,44 30,7
ЦМ-9 0,0944 0,012 0,064 45,99 31 2,8 20,2
УОНИ-13/55 0,0473 0,023 0,026 35,4 17,1 2.9 44,6
Под флюсом 0,128 0,0226 0,067 43,7 40,4 Ц9 14
ОСЦ-45 В СО2 проволока- ми: Св-08ГСА 0,0825 0,0136 0,03 35 24,5 4,3 36,3
Св-08ГС 0,0667 0,0063 0,031 38,8 37 4,3 24,9
Св-08 Г2С 0,0573 0,028 0,025 29,7 32,3 5,9 32,2
170
кия. Окисление металла в сварочной ванне и его раскисле-
ние — наиболее важные моменты в металлургии сварки.
Окисление металла в сварочной ванне может проис-
ходить различными путями, если имеется одно или не-
сколько перечисленных условий: наличие на свариваемых
кромках оксидов, способных при нагреве диссоциировать
и выделять свободный кислород; присутствие во флюсе
оксидов, растворяющихся в жидкой металлической ванне;
использование во флюсах химически активных оксидов,
способных вступать в обменные окислительно-восстанови-
юльные реакции с жидким металлом сварочной ванны.
Окисление сварочной ванны поверхностными окси-
дами. При сварке металлов, растворяющих кислород,
сварочная ванна может окисляться за счет оксидов,
покрывающих поверхность свариваемых кромок при
сварке сталей, например за счел окалины и ржавчины.
В сварочной ванне высшие оксиды железа будут рас-
кисляться жидким железом до его монооксида по реак-
циям:
Fe3O4 + Fe - 4FeO;
Fe2O3 + Fe == 3FeO.
(3.15)
(3.16)
Константы равновесия реакций (3.15) и (3.16), рассчи-
танные на основании данных С. Т. Ростовцева:
1g = 253Т-1 - 3,01; lg К(3I6) - 21007'-1 - 3,76,
свидетельствуют о протекании указанных реакций слева
направо в интервале температур сварочной ванны. По-
этому в расплаве оксидов железа, контактирующих с ме-
таллической сварочной ванной, остается некоторая доля
трехвалентного металла, уменьшающаяся с повышением
температуры.
Образующийся в результате реакций (3.15) и (3.16)
монооксид железа будет распределяться между металлом
и шлаком в соответствии с константой распределения.
Окисление сварочной ванны влагой, содержащейся
в флюсах. При дуговой сварке плавлением пары воды
в зоне плавления могут достигать значительных пар-
циальных давлений. Ее источниками может быть влага
сварочных флюсов, конституционная влага ржавчины
на поверхности свариваемых кромок, а также некоторые
реакции, протекающие во флюсах при их плавлении.
171
Рис. 3.11. Совместная рас-
творимость водорода и ки-
слорода в жидком железе
при РнмО ” 666,5 Па
(|Н]. [О] = const)
Рис. 3.12. Влияние окси-
дов железа во флюсе на
химический состав девя-
того слоя наплавки при
сварке проволокой
Св-08ХГСМФ
В области высоких
пой пар начинает диссоциировать по следующим реак-
циям:
Н2О Н2 + 0,5О2; Н2О 0,5Н2 + ОН;
Н2О ОН + Н; Н2О 2Н + О. (3.17)
В отличие от процессов большой металлургии взаимо-
действие влаги с металлом при дуговой сварке сопрово-
ждается не только химическими реакциями, но и электри-
ческими явлениями. Поэтому при сварке под флюсом
па аноде возможно развитие реакции
2 (ОН)" + (FeJ (Fe2+) + (О2") + 2 [Н],
а на катоде — реакции
Н+ + е [Н 1.
В соответствии с термодинамическими расчетами в зоне
плавления сварки наиболее вероятна диссоциация влаги
по уравнению (3.17). Образующиеся при этом кислород
и водород должны растворяться в жидком металле.
В связи с этим при сварке стали реакцию взаимодействия
водяного пара с жидким железом можно описать следу-
ющим уравнением
Н2О + Few [FeO] + Н2. (3.18)
172
Константа равновесия этой реакции:
1g К = lg Н2О/(Н2 [FeO]) = 10 200Г'1 — 5,5.
11риведеппая температурная зависимость константы
равновесия показывает, что по отношению к жидкому
железу водяной пар при температурах сварки может
явиться активным окислителем. Водород, являющийся
продуктом реакции (3.18), будет частично растворяться
в металле. При этом наличие элементов-раскислителей
в сварочной ванне, снижающих концентрацию кислорода
в наплавляемом металле, будет способствовать более пол-
ному усвоению водорода. Действительно, как показывают
представленные данные, меньшему содержанию кислорода
в металле отвечает более высокая концентрация водорода,
и наоборот (рис. 3.11).
Окисление сварочной ванны флюсами, содержа-
щими FeO. Если оксид, растворимый в металле, нахо-
дится в шлаке, то в соответствии с законом распределения
между концентрациями оксида в металле и в шлаке в со-
стоянии равновесия устанавливается определенное соот-
ношение:
L = [МеО].(МеО)^,
где L —- константа распределения; [МеО], (МеО) — содер-
жание оксида в металле и шлаке.
При относительно низкой концентрации оксида в ме-
талле и относительно высокой в шлаке возможен переход
оксида из шлака в металл. Это положение достаточно
хорошо подтверждают данные, полученные А. А. Ерохи-
ным при введении гематита в состав электродного по-
крытия:
( одержание (FeO)
к шлаке, % . . . 14,2 15 22,7 26,8 56,0 55,2 61
< ’одержание кис-
лорода в металле
шва, %........ 0,036 0,039 0,062 0,118 0,187 0,193 0,211
Переход FeO в металл шва при сварке стали под
флюсом, содержащим монооксид железа, как правило,
сопровождается окислением более активных элементов.
11апример, сопоставлением исходных концентраций
элементов в металле сварочной ванны с содержанием их
в верхнем слое девятислойной наплавки, выполненной
электродной проволокой Св-08ХГСМФ диаметром 2 мм,
усыновлено (рис. 3.12), что с увеличением содержания
173
(FeO) во флюсе в сварочной ваппе наиболее интенсивно
окисляются кремний и марганец, в меньшей степени —
хром и ванадий, а молибден практически не окисляется.
При этом окислительные процессы протекают как в дуго-
вом промежутке, так и непосредственно в сварочной
ванне.
Окисление сварочной ванны химически активными
оксидами. Поскольку наиболее технологичные флюсы
для сварки сталей содержат значительное количество
оксидов кремния и марганца, при сварке под флюсом
весьма важную роль играют кремне- и марганцевосстано-
вительный процессы. К- В. Любавский для их описания
предложил следующие уравнения реакций:
(SiO2)* 2Fe,K2 (БеО)ф + [Si];
(МпО)ф + Feffi (РеО)ф + [Мп].
(3.19)
(3.20)
Мопооксид железа» являющийся продуктом реакций
(3.19) и (3.20), частично растворяется в шлаке, а ча-
стично^— в жидком металле сварочной ванны. Чго же
касается кремния и марганца, то они переходят в метал-
лическую ванну. В результате описанных реакций жидкий
металл обогащается одновременно кремнием» марганцем
и кислородом.
С точки зрения ионной теории кремний- и марганце-
восстановительпый процессы можно рассматривать как
процессы обмена зарядами атомов и ионов элементов,
находящихся в металле и шлаке. Поэтому уравнения
реакций (3.19) и (3.20) в ионной форме могут быть запи-
саны следующим образом:
Si1* + 2Fe = 2Fe2+ + Si;
Мп'-4 -ф Fe — Fe2+ + Mn.
Увеличение концентрации кислорода в результате
протекания этих реакций объясняется следующим обра-
зом. Ион кислорода О2- не может перейти в металл без
сопровождающего его катиона, обладающего равным по
абсолютной величине положительным зарядом, поскольку
в противном случае нарушится электронейтральность
контактирующих фаз (шлак — металл). Таким сопрово-
ждающим катионом и будет Fe2*.
174
В ионной форме переход кислорода в металлическую
ванну можно представить такой схемой:
О2- = [О] + 2е; Fe2+ = Fe - 2е;
Fe2+ + О2’ - Fe + [О].
При снижении температуры, например, в хвостовой
части сварочной ванны кислород, растворенный в жидком
металле, начинает взаимодействовать с кремнием, марган-
цем и другими легирующими добавками стали, поскольку;
сосуществующие концентрации этих элементов окажутся
выше равновесных, и начнется процесс их окисления.
Это приводит к образованию эндогенных мелкодисперсных
включений в металле шва*
К. В. Любавский полагал, что термодинамическая
вероятность протекания реакции (3.19) вправо может
быть подтверждена следующим образом. Константа равно-
весия указанной реакции имеет вид
К(з.19)= (FeO)2 [Si]/(SiO2). (3.21)
Анализ показывает, что величина АГ(з.ю) растет с по-
вышением температуры. Поскольку преимущественное
большинство сварочных флюсов для сварки сталей имеет
низкое содержание оксидов железа, выражение константы
равновесия может быть заменено выражением:
К(з.19) = ЮР ISi]. (3.22)
Температурная зависимость выражения (3.22) имеет
вид
К(3.22) = —26 0507-1 + 9,5. (3.23)
Расчеты концентраций кислорода, сосущест вующих
с кремнием при различных температурах, рассчитанные
по уравнению (3.23) (табл. 3.5), свидетельствуют о том,
что с увеличением температуры сварочная металлическая
ванна при наличии достаточной концентрации в шлаке
кремнезема будет обогащаться кремнием, с одной сто-
роны, и кислородом в виде (FeO) — с другой.
Анализ константы равновесия реакции окисления же-
леза монооксидом марганца, который в значительном
количестве может находиться в шлаке, показывает, что
она растет с повышением температуры. Поскольку флюсы
для сварки сталей имеют преимущественно низкое со-
держание монооксида железа, значение константы равно-
весия реакции (3.20) может быть описано
= Ю] 1Мп]. (3.24)
175
3.5. Равновесные с элементами-раскислителями кремнием и марганцем концентрации кислорода
в сплавах на основе железа
о
о со о
(% о rt <м 1,5 1,1 ОО м* * о о 1
ti о О ю ю Ю Ш 04 to о I I
С-4 о О Ю со •к Гт. 1 |
О) о o' О о
s О СО СО 04 Ю С7> О
s 0) s X о О) со О> Гт о о w Г» О о
СХез Ж ф о о 00 —< tO о о о о 04 Ю со о о to 1 СО СО «О 04 tO Ц
Ф г? О W о о о о 04 О I
О Н
ЬЙ
pjj СО со <D
ф Ct о 04 04 —* Ю 1
3 с о CD 1 1 04 —О
д о о ООО
ф
№
О Е Й <5 а о ю ю ц " 0,011 0,008 0,007 0,004 О0 -Ф 04 ООО ООО
к S чО
к pj со & * СК
с Е Ф со Ч ь 3 И Ь ф х °1 о о 0,3 1 tO^ о »—« 04
X Ч
Рч ф а
Лч Я
ю
to
* Ю 04
<2 1 Я о > f“l
щ р. И1 ^1
£
* г; <» О си *1 1
5 s о ф Е ^7) о
о оз X ю
В ф о С4
1 с 1 - Ь1
1 э сО to
tr 04 04 1
С1 1 1
с S 4 gg
I С 1 < 1 s 5 е ЁЙ Р в к® €>^ %]
1 Sg я Ja •—*-1 с
eq и а ♦г-« сЛ
о
сО
1—j *
cs
*1 3 ф
1 Ё Е « И Ф
1 1 К ф ч р.3
1 и о »
1 rt I сье «с • •-ч In
« < л
1—1
Температурная зависимость выражения (3.24)' имеет
вид
1g К(3.24) = —25 27071"1 + 12,55.
(3.25)
Результаты расчетов концентраций кислорода, сосу-
ществующих с марганцем при различных температурах,
выполненные по уравнению (3.25) и приведенные
в табл. 3.5, свидетельствуют о том, что с увеличением
температуры сварочная металлическая ванна при нали-
чии достаточной концентрации в шлаке монооксида мар-
ганца будет обогащаться марганцем, с одной стороны,
и кислородом в виде монооксида железа — с другой.
Таким образом, при наличии соответствующих кон-
центрационных условий восстановление марганца железом
должно осуществляться во всех зонах сварочной ванны,
однако наиболее интенсивно этот процесс протекает до
температуры 1800 °C. Поэтому марганец как раскислитель
наиболее активен в низкотемпературных зонах сварочной
ванны, тогда как кремний активен и при более высоких
температурах.
Прирост кислорода в наплавляемом металле в резуль-
тате протекания кремне- и маргапцевосстановительного
процессов может быть представлен зависимостью
А [О]шв - 0,1 ЗА [Si] + 0,036Д [Мп], (3.26)
где А Ю]ШЕ — прирост общего содержания кислорода
в металле шва, %; A [Si], [Мп] -— прирост кремния и
марганца, % .
Рис. 3.13. Номограмма зави-
симости прироста кислорода
в металле шва от восстано-
вления кремния и марганца
из их оксидов в флюсе-шлаке
177
176
На основании этого уравнения построена номограмма»
позволяющая определять концентрацию кислорода
в каждом конкретном случае в зависимости от интенсив-
ности протекания кремне- и марганцевосстановительного
процесса при сварке под флюсом (рис. 3.13).
3.3. ОСОБЕННОСТИ КРЕМНЕ-
И МАРГАНЦЕВОССТАНОВИТЕЛЬНОГО
ПРОЦЕССОВ ПРИ СВАРКЕ
ПОД ФЛЮСОМ
Интенсивность протекания кремне- и марганцевосста-
новительного процессов в зоне плавления на границе
раздела фаз шлак — металл не только оказывает значи-
тельное влияние на металлургию процесса и связанные
с ней переход элементов в металл шва, растворение газов
и механические свойства наплавленного металла, но и опре-
деляет комплекс сварочно-технологических свойств
флюса, таких, как отделимость шлаковой корки с поверх-
ности шва, стабильность горения дуги, наличие «березо-
вой коры» на шве или «побитости» и т. д. Поэтому природу
и последствия кремне- й марганцевосстаповительного
процессов следует рассмотреть более подробно.
Теоретические предпосылки восстановления кремния
и марганца. На протяжении длительного времени описа-
ние и разъяснение закономерностей металлургических
процессов с участием кремния проводились в предполо-
жении, что эти процессы имеют одноступенчатый характер,
т. е. при окислении кремний переходит непосредственно
в SiO2, а восстановление SiO2 дает кремний в качестве
первичного продукта. Этой точки зрения придерживался
и К. В. Любавский. Однако ряд работ П. В. Гельда и
М. И. Кочнева показывает, что низший оксид кремния
присутствует в сталеплавильных шлаках. Монооксид
кремния имеет сравнительно высокую упругость пара.
П. В. Гельд и М. И. Кочнев экспериментально изучили
упругость пара SiO в интервале температур 900—1155 °C.
Затем П. В. Гельдом были определены тепловые эффекты
реакций:
2Si + О2 = 2SiO; 2SiO = SiO2 + Si.
Термодинамические расчеты для реакций системы
Si—О могут быть проведены только приближенно, не-
178
смотря на это, их результаты позволяют выяснить не-
которые практически цепные соотношения и закономер-
ности. Приближенные термодинамические расчеты по-
казали, что при сварке под флюсом необходимо считаться
с возможным присутствием в сварочной ванне низшего
оксида кремния.
Возможность окисления железа в сварочной ванне
рассмотрена не только по реакции (3.19), по и по схеме
(SiO2) + Fe (FeO) + ISiO ].
Рассматривались две схемы взаимодействия и резуль-
тирующие уравнения термодинамических потенциалов
как сумма потенциалов частных реакций:
SiO, Si +
O2^2|O]Fe
Si+O2-AGi
lO]Fe~ AG2
2Беж + 2 [O]fc 2FeO — AG3
(SiO2) + 2FeH< 2 (FeO) + |Si] - AG4
SiO2^Si + Og~ AGX
O2^2[Ob~ AG,
Il Si + [O]Fe^SiO—AG3
Few + [Ob^FeO~ AG4
(SiO2) + Реж (FeO) ~ (SiO) ~ AG5
Термодинамический потенциал результирующей ре-
акции Gp — J1, Gi рассчитывали в интервале температур
1400—2700 °C. Расчеты показали, что термодинамически
возможно протекание реакции восстановления Si как
по схеме I, так и по схеме II. При этом установлено, что
предпочтение следует отдать схеме II, поскольку с ростом
юмпературы в этом случае равновесие сдвигается вправо
пропорционально возрастанию температуры. Когда
реакция протекает по схеме I, термодинамический потен-
циал ее несколько уменьшается, вплоть до температуры
1713 °C, а затем остается практически на одном уровне.
При снижении температуры в сварочной ванне в ре-
зультате сдвига равновесия концентраций кислорода и
кремния возможно протекание реакций в обратную сто-
рону.
179
При снижении температуры, например в хвостовой ча-
сти сварочной ванны, сосуществующие концентрации
кремния, марганца и кислорода окажутся выше равновес-
ных и начнется процесс окисления кремния и марганца
кислородом, растворенным в жидком металле. Однако
конечные концентрации кремния и марганца в кристал-
лизующемся металле будут выше исходных по двум
причинам.
1. Значительная часть монооксида железа к этому
времени уже успевает перейти во флюс-шлак и для пол-
ного окисления восстановленных кремния и марганца
не хватает кислорода в металле.
2. Скорости реакций при спаде температуры значи-
тельно снижаются, поскольку известно, что скорость
химической реакции описывается зависимостью
где v, и v2 — стехиометрические коэффициенты; k — кон-
станта скорости реакции в зависимости от температуры,
определяемая по закону Аррениуса:
k = zeWRT\
Z — предэкспоненциальный множитель.
Влияние концентрационных условий на полноту про-
текания реакций кремния и марганца. Реакции между
входящими в состав флюса компонентами и металлом
являются реакциями взаимного замещения. Примером
такого взаимодействия может служить реакция (2.8)
между входящими в состав флюса оксидами и металлом
в общем виде.
Применительно к стали реакция (2.8) чаще всего при-
нимает вид
(МеяО₽)ф + у Fe)K=pty (: еО) + х [Ме].
(3.27)
Формально константа равновесия реакции (3.27) вы-
ражается через активности реагентов, участвующих в ре-
акции, следующим образом:
/\Ме s=s ЯМе„О, /(^Me^Feo)-
(3.28)
Как показывает выражение (3.28), восстановление
элемента, оксид которого находится во флюсе, можно
тормозить тремя путями: увеличением активности (ЕеО)ф
или повышением во флюсе исходной концентрации оксида
180
металла, за счет которого происходит восстановление
IMeJ; повышением в металле исходной концентрации
восстанавливаемого из флюса элемента; уменьшением
активности оксида (МехОу) во флюсе.
Если учесть, что большинство флюсов, получивших
широкое распространение в промышленности, обладает
низкой концентрацией монооксида железа, выражение
(3.28) можно еще более упростить:
Аме — Иди О /«Me-
х у
Переписав это выражение, получим
«Ме ~ «Ме ЛОЖ /Аме*
х у1
Другими словами, степень восстановления кремния
и марганца при сварке под флюсом находится в прямой
зависимости от активности их оксидов во флюсе. Как
известно, термодинамическая активность — безразмерная
величина, показывающая степень свободы элемента в хи-
мическом соединении, поэтому опа не определяется одно-
значно концентрацией соединения во флюсе-шлаке. При
термодинамических расчетах использовать концентрации
соединений (элементов), входящих в систему, можно
только при первом приближении. К сожалению, данных
о термодинамической активности соединений или ионов,
составляющих сварочные шлаки, пока мало. Это обуслов-
лено тем, что еще нет падежных методик определения
активности многих из присутствующих в шлаках соеди-
нений.
Наиболее полно термодинамическую активность SiO3
в сварочных флюсах измерили Л. А. Герасименко и
В. В. Подгаецкий (табл. 3.6). Указанные данные и были
использованы для сопоставления термодинамической и хи-
мической активностей флюсов. Для флюсов с известной
термодинамической активностью вычисляли основность
по формуле (2.3) и показатель относительной химической
активности /lSiO£. Изменения показателя функции =
= f («$jo2) приведены на рис. 3.14.
Представленные данные (см. рис. 3.14) показывают,
что между коррелируемыми величинами существует прямо
пропорциональная зависимость, которую можно прибли-
женно описать уравнением вида
у = а + Ьх.
181
ю
©
V
2
CD
СО
1©—’соемь-ооОхг Г*ОООООО—«СОсьС0СОСЧС©1©Ю N СС Ф N (Я Г-- Ь- © © & Ф X хГ Ф Ф Ь-г Л Ф Ф ОсГоООО—--Jo©’—~00»©хЬОС о о
с сс — СО xf со со со ю — о Ю о О П О ©СО Г'' СО CD CD хУ xf СМ —* С~ СО О О О © 1© о о" о" с о" с~ о о о о" о" о" о о с" — с —
‘OISo со ту 1© хГ IDNX'IDNCOWOO СМ —' со со Ф 1^ С Ф Ф CI Ф Ф <£ Ф Ф tOx^OiCNCO—'ССОССССОССОХсосО V vi <- Г“ * V-s V -Г' V *• .г- V V V- *- О О ОООООООО ОООО ООО
Массовые доли компонентов, % FeO 1 1 1 0,7 0,6
CaF« © СМ © хГ СП 1© ф" IO © ci СО Ь Ф (N CJ ь. СЧ 1Л —’ СМ — © © 00 Ь- © хГ 5,8 5,9
NaF 1 1 1 38 1 1
Л о ГЧ © © © со О 00 © см — ’—оо — оооооооо — — СМ — — 1 СМ О © СМ V- •- * <R- О' ©I О xt-
О Ьг < — © © СЧ © СМСМГ-ОхГГ^СОСМООООО — — — см — — — 1 о о см
МпО 1© см ОС' CMOlOt^Ox^ оооооооо с© со см о со 1 со ос 1 * 2
СаО СО о ХГ ос о ОС L© ОС Ь- СО О ос V© xf"xr ХГ «— см — см см — — — — * “* 1 Ci °- СО XT 1© © СО 0Q ©J
о <ю L© со хг ХГ оо СО СО 1© о хг о см 1© см" О со" 1© ХГ Г-Г TJ-" Х^ (< см — о о — оо" СО 00 xt'^xt'COCOCMCM— Г"- ху 1© L© © L© со
182
Рис. 3.14. Зависимость относи-
тельной химической активности
сварочных флюсов во кремнию
Д5Ю от термодинамической ак-
тивности aSiO<>» измеренной по
величине ЭДС концентрацион-
ных гальванических цепей без
переноса (масштаб по осям коор-
ди н ат пропорцион ал ен “|/ л),
Л8!О2 = <SiW100 “
ASif>z
Для анализа представленных в табл. 3.6 значений
использовали метод наименьших квадратов. Параметры а
и b определяли в линейной зависимости и тесноту связи
оценивали с помощью коэффициента корреляции г.
После соответствующих вычислений уравнение рег-
рессии приняло вид:
аью2 = 1,8 -10-2 + 0,52 (SiO2)a,/B (3.29)
или
tfsios - 1,8.10-2 + 5,2.10-MSio3, (3.30)
где (8Ю2)Ф — содержание во флюсе кремнезема, %;
— относительная химическая активность кремне-
зема, определяемая на основании известного выражения
= (ЗЮ2)ф/100В,
Аналогичные расчеты выполнены для флюсов с изве-
стной термодинамической активностью МпО. Составы
названных флюсов, их основность и показатель относи-
тельной химической активности по марганцу приведены
в табл. 3.7, а изменение показателя относительной хими-
ческой активности 71MnO = f (яМ11О) представлено
на рис. 3.15, где ЛМ1]О = 0,42 (МпО)ф В/\00.
Как и в случае с кремнеземом, представленные данные
показывают, что между значениями относительной хими-
ческой активности ЛМпО и значениями термодинамиче-
ской активности аМпО также существует прямо пропор-
циональная зависимость, которую, используя метод
наименьших квадратов, можно выразшь уравнением
ciMno = 3,6-10"3 + 6.10-* (МпО)фВ (3.31)
183
184
Рис. 3.15. Зависимость относи-
гсльной химической активности
сварочных флюсов по марганцу
от термодинамической активно*
сти (масштаб по осям ко-
мли
ординат пропорционален 1/п).
ЛМп0 = 0,42 (МпО)ф В/100
0,15
0,10
0,05
0,02
0,01
0,001 0,005 DjQl 0,015 aMnQ
ИЛИ
«Mno - 3,6- IO’3 + 2,5- 10-Ммпо, (3.32)
где (МпО)ф — содержание во флюсе оксида марганца, %.
Таким образом, анализ зависимостей (3.30) и (3.32)
показывает следующее.
Во-первых, относительная химическая активность
флюса Xsio2 по кремнию и термодинамическая актив-
ность SiO2, а также относительная химическая активность
флюса по марганцу ЛМпО и термодинамическая актив-
ность МпО во флюсе — коррелируемые величины.
Во-вторых, имея химический состав конкретного
флюса, можно приближенно, однако с достаточной для
практики точностью определять термодинамическую ак-
тивность SiOo и МпО, используя для вычислений уравне-
ния (3.30) и (3.32).
Обработка данных Ю. М. Журавлева показывает, что
и в этом случае содержание кремния в наплавленном
металле можно связать в зависимости от относительной
активности 21SiOs во флюсе (рис. 3.16).
Первоначально влияние концентраций SiO2 и /МпО во
флюсе-шлаке па полноту протекания кремне- и марганце-
восстановительного процессов было установлено К. В. Лю-
бавским, а затем подтверждено другими исследователями.
Существуют эмпирические уравнения прироста кремния
и марганца в наплавленном металле в зависимости от
содержания оксидов кремния и марганца во флюсе-шлаке:
A (Si ] = 3 1(5Ю2)ф - 0,24 ];
A IMn] = 4,4 ((МпО)ф — 0,12].
185
Рис. 3.16. Содержание
кремния в наплавленном
металле в зависимости от
относительной активности
кремнезема
X ([Si]u
SiOs
исходная
концентрация кремния в
сварочной проволоке)
Разброс экспериментальных данных, полученных
Н. Н. Потаповым (рис. 3.17 и 3.18) при коррелировании
названных парных зависимостей для ряда флюсов, со
всей очевидностью указывает на влияние других пара-
метров. Для сравнения на графики нанесены прямые
Д [Si ], Д [Мп ] = f (SiO2), рассчитанные по указанным
уравнениям.
Один из таких параметров — основность флюса-
шлака — характеризует действительную его реакцион-
ную способность в зоне плавления и позволяет в значи-
тельной степени дифференцированно оценивать влияние
компонентов и их соотношений на изменение содержаний
кремния и марганца в наплавленном металле.
На рис. 3.19 и 3.20 видны влияние основности флюса
на активность термически непрочных оксидов во флюсе-
шлаке и, как следствие этого,
переход марганца и кремния
в наплавленный металл.
Увеличение основности
флюса приближенно в ли-
нейной зависимости спо-
собствует переходу мар-
ганца в сварочную ванну
и оказывает противополо-
жное воздействие на пе-
реход кремния.
Рис. 3.17. Изменение прироста
кремния в наплавленном ме-
талле A [Si] в зависимости от
содержания SiO2 в флюсе-шлаке
(5Ю2)ф (A [Si 1т — теоретиче-
ский прирост кремния)
186
Л[Мп]
0,7
0,6
V
V
0,3
Рис. 3.18. Изменение прироста
марганца в наплавленном ме-
талле A [Мп J от содержания
МпО в флюсе-шлаке (МпО)ф
(Л [Мп]т — теоретический
прирост марганца)
Рис. 3.19. Влияние основности
флюса В на содержание кремния
в наплавленном металле при
постоянной концентрации SiO2
в нем:
7 — содержание SiOB в флюсе 19—
19,7 %; 2 — то же, 35,2 —35,Б %
Все это свидетельствует о том, что основность флюса
и концентрацию оксида следует учитывать одновременно
при оценке реакционной способности флюса.
Целесообразно рассмотреть вопрос о влиянии основ-
ности флюса на окислительно-восстановительные про-
цессы на межфазной границе в сварочной ванне с позиций
как молекулярной, так и ионной теорий строения жидких
шлаков.
Согласно молекулярной теории оксиды, их соедине-
ния, сульфиды и фосфиды находятся в расплавленных
шлаках в виде простых и сложных двойных молекул
типа (Me2SiO3), (Me2SiO4) и соединений (MeFe2O4),
(МеА12О4), (МеА12ОБ), где Me — это двухвалентные ме-
таллы Са, Mg или Мп.
При постоянной концентрации МпО в составе флюса
повышение его основности происходит, главным образом,
за счет увеличения содержания основных оксидов, на-
пример СаО и MgO, или за счет снижения концентрации
(5Ю2)ф. И в первом, и во втором случаях в результате
избира7ельного распределения молекул в расплаве флюса-
шлака в первую очередь образуются сложные комплексные
187
12Q 1jZ /Л //6 W W В
Рис. 3.20. Влияние основности
флюса В па содержание марган-
ца в наплавленном металле при
постоянной концентрации МпО
в нем:
/ — содержание МпО 4,2 —4,7 %:
2 — то же, 9,6—10,1 % (кМп]и —*
исходное содержание Мп в право *
лаке)
соединения SiO2 с СаО и MgO, которые обладают большим
сродством к SiO2 по сравнению с МпО. Монооксид мар-
ганца остается больше в виде простых молекул и тем
больше, чем выше основность флюса, а это равносильно
повышению его концентрации в составе флюса, поскольку
не связанный в комплексные соединения МпО способен
к активному взаимодействию на межфазной границе.
В соответствии с ионной теорией строения флюсы-
шлаки в жидком состоянии представляют собой системы,
среднее расстояние между частицами которых настолько
увеличивается, что их правильное размещение, т. е.
дальний порядок, разрушается. Однако в микрообьемах
расплавленного шлака сохраняются группы частиц, ко-
торые упорядочены примерно так же, как и в кристаллах,
т. е. существует так называемый ближний порядок.
В строении жидких силикатов выявляется микро-
неоднородность. Присутствие катионов различных раз-
меров и с различными зарядами, а также сложных ани-
онов SixO^ ведет к тому, что ионы с наибольшими об-
общенными моментами притягиваются друг к другу с боль-
шой силой, а слабые ионы вытесняются на периферию.
Вытесненные ионы адсорбируются на поверхности рас-
плава и, имея слабую связь с основной массой расплава,
могут активно вступать во взаимодействие на межфазной
границе с жидким металлом.
Увеличение содержания в расплаве основных оксидов,
например СаО, MgO, МпО и др., способствует повышению
активности ионов Са2+, Mg2*, Мп2+ и др. и анионов О2~,
находящихся в СВОбОДНОхМ состоянии.
Поскольку из названных катионов наиболее слабые
связи с низкими значениями энергии взаимодействия
188
Me—О у марганца, концентрация катионов Мп2+ на меж*
фазной границе с металлом должна увеличиваться при
неизменном содержании МпО в флюсе и возрастающей
его основности. В связи с этим с увеличением основности
флюса при постоянной концентрации в нем МпО интен-
сифицируется марганцевосстановительный процесс при
прочих неизменных условиях, а количество восстановлен-
ного Мп при сварке под основным флюсом АН-22 при-
мерно такое же, как и в швах, выполненных под кислым
высокомарганцовистым флюсом-силикатом АН-348-А,
несмотря на то что концентрация МпО в первом случае
находится в пределах 6—9 %, а во втором—34—39 %.
Что же касается активности кремнезема в флюсе с по-
вышением индекса основности, то в этом случае картина
совершенно противоположная. Действительно, с ее уве-
личением происходит разрушение сложных комплексных
соединений, образованных с участием SiO2. В результате
уменьшается концентрация слабых кремнекислородных
анионов типа SixOff, которые легко расщепляются иод
воздействием силового поля поверхности жидкого ме-
талла на ионы кремния Si4+ и кислорода О2-. Уменьшение
же содержания катионов Si4+ и анионов О2" в поверхно-
стном слое флюса-шлака приводит к торможению крем ни й-
восстановителыюго процесса.
Если же снижение основности флюса осуществляется
при постоянной концентрации в нем SiO2, например за
счет введения в шлак оксидов А12О3, TiO2, ZrO2, проис-
ходит частичное вытеснение из сложных комплексов
кремнезема, что приводит к возрастанию количества
слабых кремнекислородпых анионов SixOfT в поверхно-
стном слое флюса и, следовательно, к интенсификации
кремнийвосстановительного процесса при прочих равных
условиях.
Таким образом, основность флюса является его важной
металлургической характеристикой и наряду с кон-
центрационными условиями позволяет регулировать реак-
ции взаимодействия между флюсом-шлаком и металлом
на межфазной границе в зоне сварки. Поэтому выполнение
более или менее достоверных расчетов по химической
активности флюсов без учета одной или другой из назван-
ных характеристик практически невозможно.
Совместное протекание реакций кремния и марганца.
Реакции кремния и марганца при сварке под флюсом
189
взаимосвязаны. Совместное протекание этих
можно выразить суммарной реакцией
(SiO)2 + 2 [Мп] 2 (МпО) + [Si]
или с учетом присутствия оксида кремния в
реакцией вида
(SiO) + [Мп ] (МпО) + [Si ].
реакций
(3.33)
виде SiO
(3.34)
Результаты термодинамических расчетов, выполнен-
ных па основе данных С. Т. Ростовцева, для указанных
реакций приведены в табл. 3.8, а графическая интерпре-
тация их представлена на рис. 3.21.
Константа равновесия реакции (3.33) имеет вид
2
Так как реакция (3.33) относительно мало сказывается
на концентрации (МпО) и (SiO2) в шлаке, можно считать,
что имеется определенная тенденция к установлению
в сварочной ванне следующего соотношения между кон-
центрациями кремния и марганца
ISi] = k [Мп]2, (3.35)
где k — коэффициент, определяемый концентрационными
условиями в сварочной ванне.
флюсов из
Для кремнемарган-
цовистых
зависимости (3.35) выте-
кает следующее: при
неизменной концентра-
ции оксидов кремния и
марганца в флюсе-шла-
ке повышение исходной
концентрации кремния
в сварочной ванне дол-
жно способствовать
восстановлению мар-
ганца или приводить
Рис. 3.21. Изменение свобод-
ной энергии реакций взаимо-
действия Si и Мп при нали-
чии их оксидов в флюсе-шла-
ке в зависимости от темпера-
туры
190
3.8. Схемы взаимодействия и результаты расчетов изобарно-изотермических потенциалов реакций
с участием МпО
191
Рис. 3.23. Зависимость содержа-
ния Si и Мп в шве при сварке
под высокомарганцовистым флю-
сом от исходной концентрации
Мп в сварочной ванне
Рис. 3.22. Изменение концен-
траций Si и Мп в наплавленном
металле в зависимости от содер-
жания Si в плавлено-керамиче-
ском флюсе с 24,5 % SiO2 и
5,9 % МпО ([Мп]и—, [Si]nHc-
кодные концентрации марганца
и кремния в сварочной ванне)
к более полному усвоению его сварочном ванной.
Сказанное подтверждается графиками» приведенными
на рис. 3.22. Действительно, изменение концентра-
ции ферросилиция в составе плавлено-керамического
флюса со шлаковой основой, содержащей 24,5 % SiO2
и 5,2 % МпО, приводит к повышению содержания в на-
плавленном металле не только кремния» но и марганца.
Однако, как установил К. В. Любавский, увеличение
в сварочной ванне концентрации марганца вызывает
интенсивное восстановление кремния (рис. 3.23).
При сварке под безмарганцовистыми флюсами или
флюсами с низким содержанием монооксида марганца
протекание реакций (3.33) и (3.34) вправо способствует
окислению марганца и, следовательно, снижению его
содержания в сварочной ванне.
Влияние режима сварки на полноту протекания окис-
лительно-восстановительных реакций. Химические реак-
ции в зоне плавления при сварке, как правило, не дости-
гают равновесия. Поэтому при одних и тех же концентра-
ционных условиях в реакционной зоне сварки степень
завершенности реакций может быть различной. Особое
значение сказанное приобретает применительно к про-
цессу сварки под флюсом, при котором пределы изменения
параметров режима больше, чем, например, при сварке
покрытыми электродами, а следовательно, в большей
192
Рис. 3.24. Влияние скорости сварки на изменение концентраций Si с
Мп (a), S и Р (б) в наплавленном металле (проволока Св-10НМ,флюи
ФЦ-6)
степени проявляется зависимость состава металла от
режима сварки.
Основные причины, которые оказывают решающее
влияние на изменение состава металла шва при варьиро-
вании режима сварки: изменение соотношений между
основными и наплавленным металлом; влияние относи-
Рис. 3.25. Изменение концентраций Si, Мп, S и Р в наплавленном ме-
талле в зависимости от напряжения (а) и силы тока (б)
7 П/р Н. Н» Потапова
193
3.9. Содержание оксидов железа и фосфора
в различных частях шлаковой корки, %
Объект исследования Fe2O8 FeO Р
Флюс ФЦ-6 0,80 0,56 0,035
Шлак в верхней части корки 0,79 2,06 0,033
Шлак в средней части корки 0,74 3,81 0,014
Шлак вблизи контакта с металлом 0,19 5,41 0,011
тельной массы расплавленного флюса-шлака и условий
массопередачи в шлаке на процессы взаимодействия;
изменение кинетических условий на стадиях капли и
ванны в реакционной зоне.
Для выяснения роли относительной массы шлака
в процессах восстановления удобно изменять скорость
сварки при постоянных значениях тока и напряжения.
Обработка экспериментальных данных многослойной
наплавки под химически активным высокомарганцови-
стым флюсом-силикатом ФЦ-6 с хорошими стабилизиру-
ющими свойствами показала (рис. 3.24), что содержание
кремния, марганца, серы и фосфора в наплавленном
металле зависит от скорости сварки и, следовательно, от
относительной массы шлака.
Однако степень восстановления элементов при изме-
нении скорости сварки значительно меньше, чем при
варьировании другими параметрами режима (рис. 3.25).
Эго, по-видимому, вызвано тем, что активная «асть флюса
для обычных режимов составляет 15—25 % всей массы
переплавляемого при сварке флюса-шлака. Действи-
тельно, химический состав шлаковой корки (контактная
часть, средняя часть и верхняя с гранулами нерасплавив-
шегося флюса), приведенный в табл. 3.9, показывает, что
некоторая часть флюса-шлака в контактной части его
с металлом шва прореагировала в наибольшей сте-
пени.
Об этом можно судить, исходя из прироста оксида
железа в шлаке в результате реакций восстановления
кремния и марганца, а также на основании дефицита
фосфора по сравнению с его исходной концентрацией
(см. табл. 3.9). Участие остальной массы флюса-шлака
в реакциях взаимодействия значительно уменьшено, осо-
бенно в верхней части шлаковой корки.
194
Влияние вылета электродной проволоки исследовали
в диапазоне 20—120 мм. При этом в каждом опыте опре-
деляли коэффициент относительной массы флюса-шлака
и химический состав наплавленного металла. Результаты
исследований, приведенные на рис. 3.26, показывают, что
этот коэффициент возрастает с увеличением объемной
массы флюса (кривая /) и размеров его зерен (кривая 2).
Что касается вылета электрода, то в данном случае наб-
людается обратная зависимость.
Таким образом, изменяя в определенных пределах
физические характеристики флюса и вылет электродной
проволоки, можно в некоторой степени регулировать
и коэффициент относительной массы шлака, что должно
вызвать изменение концентрационных условий и массо-
передачи на межфазной границе в сварочной ванне.
Однако варьирование относительной массы шлака при-
мерно в одних пределах в каждом случае приводит к раз-
личному восстановлению кремния (рис. 3.27). Это об-
стоятельство дополнительно подтверждает, что относи-
тельная масса шлака не может в достаточно полной мере
характеризовать восстановление элементов из флюса-
шлака и переход их в наплавляемый металл.
Наряду с этим процессы взаимодействия при сварке
под флюсом при изменении режима связывают непосред-
ственно с характером плавления и переноса электродного
Рис. 3.26. Влияние объемной
массы флюса (/), размеров его
верен (2) и вылета электрода (3)
на изменение коэффициента от-
носительной массы шлака
Рис. 3.27. Переход Si в наплав-
ленный металл в зависимости от
коэффициента относительной
массы шлака при изменении:
1 — вылета электрода; 2 — разме
рв зерен флюса; 3 — объемной мас-
сы флюса
7*
195
металла. На стадии капли по сравнению со стадией ванны
значительно больше межфазная поверхность, выше сред-
няя температура, но в большинстве случаев намного
меньше продолжительность взаимодействия. Последнее
обстоятельство в какой-то степени уравнивает условия
в каплях и в ванне, однако в каплях физико-химические
условия для взаимодействия со шлаком следует все-таки
считать более благоприятными, особенно для эндотерми-
ческих реакций, которые согласно принципу Ле-Шателье-
Вант-Гоффа получают преимущественное развитие при
более высокой температуре. Дополнительным фактором,
стимулирующим активное протекание реакций на стадии
капли, является значительное перемешивание металла
и шлака в каплях.
Однако основным отличием взаимодействия на стадиях
капли и ванны, по мнению А. А. Ерохина, является раз-
личие в концентрационных условиях. Стадия капли —
начальная стадия процесса. Здесь система наиболее уда-
лена от равновесия и скорость реакций максимальная.
В ванну же поступает электродный металл и шлак с кон-
центрациями реагентов, которые в той или иной мере
приблизились к равновесию или даже меняют направле-
ние. Это, пожалуй, является основной причиной того,
3.10. Результаты анализа капель на конце электрода
при сварке под флюсом ФЦ-6 в сопоставлении
с содержанием тех же элементов в проволоке
и 10-м слое наплавки
Объект исследования Содержание элементов. %
общее Прирост
LSil [Мп ] Д ISi] Д [MuJ
Проволока Св-ЮНМ 0,21 0,65 41 —
Однослойный ШОВ 0,4 1,03 0,16 0,3
Многослойный шов 0.78 1.4 0,57 0,75
0,42 1,05 0,21 0,4
0,5 1,18 0,29 0,53
1,24 2,24 1,01 1,59
Капли на электроде 0 65 1,1 0,44 0,45
0,76 1,15 0,55 0,5
0,52 0,95 0,31 0,3
0,42 1,05 0,21 0,4
196
почему при сварке под флюсом состав металла капель
приближается к составу наплавленного металла. Послед-
нее подл верждается многочисленными эксперименталь-
ными данными, например табл. 3.10, отражающими спек-
тральный анализ капель, отобранных с конца электрода
на разных стадиях их развития, в сопоставлении с хими-
ческим составом проволоки, однослойного и многослой-
ного швов.
Исследованию переноса металла при сварке под флю-
сом посвящен ряд работ. Наибольшей достоверности
заслуживают данные по исследованию переноса металла
с помощью скоростной рентгеносъемки, показавшие, что
при сварке под флюсом происходит перенос металла
мелкими каплями с заострением конца электрода при
обратной полярности и крупными бесформенными каплями
на прямой полярности, при этом вплоть до плотности
тока 35 А/мм2, струйный перепое металла не был достигнут.
На обратной полярности капли металла на торце
электрода хорошо контактируют со шлаком и, достигая
определенных размеров, стекают с электрода в сварочную
ванну. Перетекание капель часто происходит в потоке
шлака без непосредственного контакта со столбом дуги,
но иногда капли переходят в ванну без контакта со шла-
ком. На больших токах дуговой промежуток мал и по-
движная сварочная ванна захватывает капли металла на
торце электрода, не давая им возможности достигнуть
больших размеров.
На прямой полярности конец электрода не заостряется.
Капли на торце электрода сильно деформируются и вы-
тесняются иногда на его боковую поверхность. При
большой силе тока сварочная ванна захватывает капли.
На прямой полярности плотность тока в активном пятне
па электроде повышается и в значительно большей степени
проявляется действие реактивного давления паров, спо-
собствующих удержанию капли па торце электрода.
В результате масса переходящих капель зависит от
полярности тока при прочих равных условиях. При сварке
па обратной полярности с повышением силы тока масса
капель снижается, а па прямой полярности измельчение
капель с увеличением силы тока не наблюдается
(рис. 3.28). Это, по-видимому, связано с действием реак-
тивного давления паров.
С увеличением напряжения на дуге при сварке как
на прямой, так и на обратной полярности возрастает масса
197
Рис. 3.28. Влияние силы тока на массу переходящих капель /пер (а)
и число их переходов N (б):
1 — прямая полярность; 2 — обратная полярность
капель и снижается их число. Поскольку с удлинением
дуги создаются более благоприятные условия для роста
капель, вероятность коротких замыканий и непосред-
ственного перетекания металла в ванну снижается
(рис. 3.29).
Изучение влияния параметров режима сварки на сред-
нее время между переходами капель под флюсом ФЦ-6
показало, что среднее время между переходами капель
при сварке на постоянном токе обратной полярности
может изменяться более чем в 2 раза при изменении на-
пряжения и в 1,5—2 раза при варьировании силы тока
(рис. 3.30) в области наиболее распространенных режи-
мов сварки. При этом изменение тока в исследованном
Рис. 3.29. Влияние напряжения на массу переходящих капель тср(а)
и число их переходов (6):
/ т— прямая полярность; 2 — обратная полярность
19«
Рис. 3.30. Влияние параметров ре-
жима сварки на среднее время т
между переходами капель (прово-
лока Св-08А диаметром 3 мм, обрат-
ная полярность)
диапазоне оказывает несколь-
ко меньшее влияние на время
между переходами капель
но сравнению с напряжением
на дуге.
Приведенные рассужде-
ния получили подтверждение
при анализе содержания кре-
j___I_____i_____1_____i_____[
JOO 400 JOO 600 [ г A
мпия и марганца в каплях
электродного металла, собранных в медную водоохла-
ждаемую форму на большой скорости сварки под флюсом
ФЦ-6 (рис. 3.31).
Попадая в сварочную ванну, металл капель пере-
мешивается с металлом ванны, средняя температура кото-
рой значительно ниже температуры капель. При этом
средняя концентрация восстановленных кремния и мар-
ганца оказывается выше равновесной, отнесенной к сред-
ней температуре ванны, поэтому в сварочной ванне
должно начинаться окисление кремния и марганца кисло-
родом, растворенным в металле.
Поскольку химические реакции при сварке под флюсом
обычно не достигают равновесия, для определения пол-
ноты протекания реакции в данных условиях и предска-
зания состава наплав пенного металла необходимо знать
напряжения на дуге (а) и сварочного тока (б) (исходные параметры
режима сварки: 7СВ = 250 А и — 35 В, обратная полярность)
199
кинетику реакции — скорость и продолжительность
взаимодействия жидкого металла с флюсом-шлаком в сва-
рочной ванне. При этом продолжительность взаимодей-
ствия зависит от условий контакта взаимодействующих
фаз, а скорость пропорциональна разности текущей и
равновесной концентраций.
Скорость межфазных высокотемпературных реакций
при сварке под флюсом преимущественно зависит от
условий подвода реагентов к поверхности раздела реаги-
рующих веществ, т. е. реакции протекают в диффузионном
режиме. Кинетика обратимых реакций, которые преиму-
щественно имеют место при сварке под (флюсом, может быть
описана дифференциальным уравнением
A (xpV) = cog — ppF (х — Сг) - xgKp, (3.36)
где Со, Сг и х — исходная, равновесная и текущая кон-
центрации; р, V, F — плотность, объем металла и меж-
фазная поверхность; р — коэффициент массопереноса;
g и — массовые скорости плавления и затвердевания
металла.
Рассматривая уравнение (3.36), можно отметить, что
для большинства реальных ситуаций его решить, по сути
дела, невозможно, поскольку всегда отсутствует ряд
данных, в частности, коэффициент массопереноса, вели-
чина межфазной поверхности и т. д.
В основу расчетных уравнений положены два условия:
1) скорость реакции между флюсом и наплавленным метал-
лом пропорциональна относительной химической актив-
ности флюса и обратно пропорциональна исходной кон-
центрации восстанавливаемого элемента в металле шва;
2) прирост содержания элементов в металле шва пропор-
ционален сумме времени взаимодействия металла со
шлаком на стадиях капли и ванны.
Это позволило выразить прирост элемента в металле
шва с помощью зависимостей:
Д [Si] = 6,7-10-2 + ( 5,3 10~Д + ; (3.37)
|Ь1]и \ * VCB /
д (МЩ = -о,1+ (ААА + ААА), (3.з8)
где +sio2) и Л(мпО)—относительные химические актив-
ности SiO2 и МпО во флюсе соответственно; [Si ]„ и [Мп ]и—
200
исходные концентрации кремния и марганца в наплавлен-
ном металле, %; U — напряжение па дуге, В; / — сва-
рочный ток, А; цСв — скорость сварки, м/ч.
Уравнения (3.37) и (3.38) справедливы в пределах
изменения концентраций в флюсе: (8Ю2)Ф = 0,264-
52,3 %; (МпО)ф = 0,07ч-51,1 % и исходных концентра-
ций [Si ]„ = 0,04->0,75 % и [Мп]и = 0,214-1,86 % в на-
плавляемом металле.
Приведенные уравнения дают возможность с достаточ-
ной для практики точностью рассчитать прирост в металле
шва содержания кремния, марганца, серы и фосфора,
а также на основе этих данных и содержание кислорода.
Это позволяет прогнозировать свойства металла швов.
При этом для расчета должны быть известны лишь составы
сварочных материалов (флюс-проволока), а также пред-
полагаемые режимы сварки.
Анализ уравнений (3.37) и (3.38) показывает, что для
уменьшения взаимодействия химически активного
флюса с наплавляемым металлом необходимо использо-
вать области режимов сварки с низкими значениями
напряжения при больших значениях силы тока и скорости
сварки. Однако эти условия невыполнимы для большин-
ства реальных ситуаций с учетом требований приемлемого
формирования шва. Поэтому во всех случаях для умень-
шения взаимодействия флюса с наплавляемым металлом
более предпочтительным остается метод снижения хими-
ческой активности флюса.
3.4. ОКИСЛЕНИЕ МЕТАЛЛА
ДРУГИМИ ОКСИДАМИ, ВХОДЯЩИМИ
В СОСТАВ ФЛЮСА
Особенности окисления металла шва оксидами алюми-
ния и титана. В последнее время при разработке новых
сварочных флюсов наметилась тенденция к введению
в составы относительно термически прочных оксидов ти-
тана и алюминия взамен термически менее прочных
оксидов марганца и кремния. Вместе с тем металлурги-
ческая роль оксидов алюминия и титана на границе
шлак — металл в реакционной зоне сварки полностью
не выяснена.
201
Расчеты термодинамической вероятности протекания
реакций
У 12 (ТЮ2)Ф + х [Me] | + у/2 [Ti];
у/3 (А12О8)ф + х [Me] ₽ (МехОу)шл + 2^/3 [ А1]
показывают, что восстановление титана и алюминия из
их оксидов химически менее активными элементами мало-
вероятно. Расчеты концентраций кислорода, сосуществу-
ющих с титаном и алюминием при различных температу-
рах, рассчитанные на основании данных С. Т. Ростов-
цева, свидетельствуют о том, что с увеличением темпера-
туры сварочная металлическая ванна при наличии до-
статочной концентрации в флюсе-шлаке TiO2 и А12О3
может обогащаться титаном и алюминием, с одной сто-
роны, и кислородом — с другой. Однако сосуществующие
концентрации титана, алюминия и кислорода в несколько
раз ниже, чем в случае кремния и марганца.
Между тем исследования коэффициентов усвоения
углерода, кремния и марганца в наплавленном металле
под флюсами, содержащими переменные количества TiO2
и (А12О3)ф, показывают, чго с увеличением содержания
(ТЮ2)ф во флюсе возрастает его окислительная способ-
ность по отношению не только к углероду и кремнию,
но и к марганцу (рис. 3.32, а), а с повышением содержания
(А12О3)ф во флюсе возрастает его окислительная способ-
ность в отношении углерода и кремния (рис. 3.32, б).
Основная причина проявления окислительных свойств
флюсов с А12О3 и TiO2 — обменные реакции указанных
оксидов с углеродом и кремнием. Сродство углерода
Рис. 3.32. Зависимость коэффициентов усвоения углерода, кремния
и марганца металлом шва стали 25ХСНВФА от содержания в флюсе
П Ю^ф (я) и (А12О8)ф (6) (по данным Б. Н. Бацьянова)
202
к кислороду повышается с увеличением температуры,
поэтому окисление его оксидами титана и алюминия не
может вызывать сомнений, тем более, что с увеличением
содержания во флюсе ТЮ2 и А12О3 концентрация углерода
в металле шва заметно понижается. В реакционной зоне
сварки возможно взаимодействие по следующим реак-
циям:
(ТЮ2)Ф + 2 [С] = 2СО + [Ti 1; (3.39)
(А12О3)ф + 3 [С] = ЗСО + 2 [А1 L (3.40)
Влияние указанных реакций па конечный состав
металла шва следует учитывать, поскольку окисление
0,05 % С по реакции (3.39) приводит к восстановлению
0,1 % [Ti ] или 0,08 % [All по реакции (3.40). Восста-
новление титана и алюминия по этим реакциям проис-
ходит без обогащения сварочной ванны кислородом,
так как оксид углерода сразу же удаляется из зоны плав-
ления.
Анализируя данные табл. 3.11, можно сделать выводы,
что с увеличением напряжения на дуге, другими словами,
с возрастанием времени металлургической обработки ме-
талла на стадии капли в зоне плавления в нем повышаются
концентрации алюминия и общее количество включений
оксидов, основу которых составляют А12О3. Это косвенным
образом подтверждает эндогенный путь их образования.
Как уже отмечалось, выше температуры кипения SiO
химическое срочство кремния к кислороду, рассчитыва-
емое по реакции
2S1 ж + О2 2SiO,K,
растет в противоположность тому, что наблюдается для
других элементов. Следовательно, в области высоких
температур на стадии капли можно ожидать развитие
следующих реакций:
2/3 (А12О3)ф + 2 [Si 1 - 2 (SiO) + 4/3 [Al 1; (3.41)
(ТЮ2)ф + 2 [Si ] = 2 (SiO) + [Ti ]. (3.42)
Это подтверждается результатами термодинамических
расчетов.
Окисление металла оксидом алюминия. Химический и
газовый анализы металла наплавок, выполненных под
керамическими флюсами на базе шлаковой основы 55 %
CaF2, 40 % А12О3 и 5 % MgO с изменяющимся количе-
ством ферросилиция (табл. 3.12) показали следующее.
203
3.11, Результаты анализов неметаллических включений и газов в наплавленном металле под флюсом
с 50 % ALO3 при сварке с изменяющимся напряжением на дуге
хр о4- а (Н1 XJ* о 1 ° 1 о о со in оо со ХГ СМ ИО — 0000 0000 0000 0000
«5 CJ К ►у INJ . 00 1 о 00 О Г- СМ хг СМ О —« О о о о о
* о о о о о
р.
с—г “в о О (О| — о о о оо ш со о со о г- — —< оооо оооо
о о о о о с
Общее количе- ст во 0,015 0,055 —- СО СМ СО to хГ хг со О ОО о **• * о ОО о
«0 о хГ СО О — —4 СО Г- О О СО
2С 35 О ОО—' о Г- См" 0-.' о СМ СО О0 о О
2 «о к са О м хр со ОО — хр ко О со < см
ДОЛЯ U о о о о О О О
к со л О О FeO хГ СМ 00 хг ОООО >-> в*
и
'ё. О а — о> lo Г- О СМ хГ N IQ Ф ф
IO 03 СМ СОСМ СМ
V* о СО О СО LO ХГ со со сч со
</) со" хг OJ OI со г-Г ио 00
Содер- жание алюми- ния в ме- талле, % 0,009 0,031 о0 со со 04 СЧ — — ofcqq 0 o' o' 0 0
Напря- жение на дуге, В 1 ою 0 m хГ со со сч
Исследуемый объект Проволока Св-08ГС Наплавленный ме- тал л* То же »
3.12. Результаты химического анализа наплавленного металла и концентрация в нем кислорода Содержание кислороде? fol, % со —1 О со хГ О xf СО 00 04 СЧ о о о о о о О О О О ОО
Прирост алюминия Д (A1J % со М<Д01 СО хг хМО О О О О О О >- х Г" л О О О О О
Прирост кремния д [Si], % xfoor- — 0 —’ СМ Юсо в"1 О О О ОО
! Массовая доля элементов, % Мо □0 Г- ХГ ОО со о О L0 со LC о из >4 F1 ** ОО О О О О
о Ю СО ОО см со ю м е о ь- ь h. е- г. л
Мп со Ю СО U0 СО см ОООЫ'уОС- ₽ «- «к г- е- о о о о о о
со о 1010 00 1"- — CM со xf Г-, сг> ООО о о о
О сОхГШОГ- —00000 000000
Количество ферросили- ция ФС 7Б в флюсе, % —’ ОЗ СО xji ио
Объект исследования Проволока Св-1 ОХ ГНМАА Наплавленный металл То же »
Примечание. Исходное содержание кислорода в проволоке Св-10ХГНМАА 0,0003 %, режим наплавки:
/св — 500 А; = 354-36 В; vCB = 25 м/ч обратная полярность.
204
С увеличением концентрации кремния в наплавленном
металле в нем одновременно возрастает и содержание
алюминия при неизменном количестве (А12О3)ф в флюсе,
а также снижается степень окисления углерода, марганца
и хрома.
Как показали термодиналмические расчеты, непосред-
ственное восстановление алюминия из (А12О3)Ф марган-
цем, хромом, ванадием и другими элементами с меньшим
сродством к кислороду, чем у железа, невозможно. Вместе
с тем окисление марганца наблюдается и под плавлеными
флюсами с изменяющимся содержанием (Л12О3)ф. Расчеты
количества кислорода, участвующего в окислительно-
восстановительных реакциях, показывают, что наряду
с реакциями восстановления А1 из (А12О3) в ванне оче-
видно протекание реакций диссоциации (А13О3)Ф до (А1О)Ф
и (А12О)Ф. Образующийся избыток кислорода в зоне
плавления интенсивно окисляег пе только углерод, крем-
ний, но и другие элементы с меньшим сродством к кисло-
роду. Особенностью этого явления следует считать умень-
шение прироста А1 с увеличением количества А12О3 во
флюсе (рис. 3.33). При этом роль А12О3 как окислителя
в наибольшей степени проявляется при сварке (наплавке)
вод керамическими флюсами, у которых шихта предва-
рительно не переплавлялась.
Действительно, сопоставление данных потерь угле-
рода, кремния и марганца в наплавках, выполненных
проволокой Св-08ГС под плавленым и керамическими
флюсами, показывает (рис. 3.34), что при сварке под
Рис. 3.33. Изменение концентраций алюминия (с), углерода (б), мар-
!анца и кремния (в) в пятом слое наплавки в зависимости от содер*
жания (А12О3)ф в флюсе (проволока Св-08ГС)
205
Рис. 3.34. Потери углерода (а),
марганца (б) и кремния (в) при
наплавке под керамическими 1 и
плавлеными 2 флюсами в соче-
тании с проволокой Св-08ГС
керамическими флюсами потери названных элементов на
окисление больше. Этот факт может свидетельствовать
о том, что в плавленых флюсах наряду с А12О3 находятся
оксиды после частичной диссоциации:
[Si ] + (Al2О3)ф = (SiO) + 2 (А1О); (А)
[Sil + (А12О3)ф = (SiO2) + (А12О); (Б)
2 [Si ] + 2 (А12О3)Ф = (Si02) + 4 (АЮ); (В)
[Мп] + (А12О3)ф = (МпО) + 2 (АЮ); (Г)
2 [Мп] + (Л12О3)ф = 2 (МпО) + (А12О3). (Д)
Подтверждением возможности протекания указанных
реакций (А)—(Д) служат данные И, С. Куликова о нали-
чии в температурном интервале 800—2700 °C субоксидов
АЮ и А12О, концентрация которых в газовой фазе над
чистым оксидом алюминия при 2700 °C достигает 10 %.
Результаты термодинамических расчетов показы-
вают, что в сварочной ванне наиболее вероятны реакции
(Б), (В) и (Д). Протекание этих реакций становится воз-
можным в температурном интервале 900—1200 °C. Осталь-
ные реакции, хотя и возможны, протекают при более высо-
ких температурах, как правило, в температурном интер-
вале существования капель. Поскольку химическое срод-
ство марганца и хрома находится приблизительно на
одном уровне, в сварочной ванне следует ожидать реак-
цию
(А12О3)ф + 2 [Cr J 2 (СгО) + (А12О).
206
Таким образом, присутствие (А12ОЯ)Ф в составе флюса
неизбежно должно способствовать возникновению на меж-
фазной границе в сварочной ванне следующих процессов:
восстановления алюминия из (А12О3)ф кремнием; окисле-
ния легирующих элементов (углерода, кремния, мар-
ганца, хрома и др.) кислородом, образующимся при
частичной диссоциации А12О3; образования остаточного
количества кислорода в наплавленном металле в виде
эндогенных включений А12О8, SiO2, МпО, Сг2О8 и др.
Что же касается содержания кислорода в наплавлен-
ном металле в виде оксидных включений, то оно находится
приближенно в прямой зависимости от химической актив-
ности Л(А1±оа)» определяемой по аналогии с SiO2 и МпО
как
Аацо. = 0,4 (А1203)ф/100В,
где (А12О3)ф — концентрация оксида алюминия во
флюсе, %; В — основность флюса; 0,4 — коэффициент,
определяющий окислительный потенциал оксида алюми-
ния по отношению к SiO2.
Хотя и в меньшей степени, по сравнению с SiO2,
оксид алюминия является довольно активным окислите-
лем таких элементов, как углерод, кремний, марганец,
хром, ванадий, ниобий и другие, имеющих более высокое
сродство к кислороду, чем железо, и с этим необходимо
считаться при выборе флюсов по металлургическим свой-
ствам.
Окисление металла оксидами титана. Химический и
газовый анализы металла наплавок, выполненных под
керамическими флюсами на базе шлаковой основы 55 %
CaF2; 40 % TiO2 и 5 % MgO с изменяющимся количеством
ферросилиция (табл. 3.13), показали, что так же, как
и в случае с А12О8, увеличение концентрации Si в на-
плавленном металле способствует повышению количества
в нем Ti при неизменном содержании (TiO2)<j> во флюсе.
Однако при одной и той же концентрации Т1О2 и А12О3
во флюсе, содержание кислорода в металле, выполненном
под флюсами, содержащими TiO2, всегда больше (см.
табл. 3.12).
Наряду с окислением Si заметно окисление и других
элементов, например Мп, особенно при малых исходных
концентрациях Si в сварочной ванне. Возможность окис-
ления марганца подтверждают и данные анализов не-
металлических включений в наплавленном металле, про-
207
3.13. Состав наплавленного металла
и содержание в нем кислорода при изменении
количества осажденного из флюса кремнии
Объект исследования хМассовая доля элементов % Содержание кислорода, % ГО]
С Si Мп а г> A Si
Проволока Св-08А 0,080 0,03 0,48 в— 0,003
Наплавленный ме- 0,075 0,29 0,29 0,06 0,26 0,096
талл То же 0,077 1,02 0,33 0,11 0,99 0,072
0,078 1,82 0,39 0,16 1,79 0,054
0,079 2,25 0,41 0,22 2,22 0,030
Примечание. Режим сварки: 7СВ — 500 A; = 35-?-36 В;
vCB = 25 м/ч, обратная полярность.
веденные методом электролитического растворен» я
образцов, отобранных из наплавленного металла
(табл. 3.14).
Непосредственное восстановление титана из ТЮ2
с помощью Мп, Cr, V, т. е. элементов, имеющих сродство
к кислороду большее, чем у железа, маловероятно.
Однако результаты обработки данных химических ана-
лизов наплавленного металла, приведенных на рис. 3.35,
показывают, что в наплавках, выполненных кремнемар-
ганцовистой проволокой Св-08ГС, наряду с восстановле-
нием титана наблюдается интенсивное окисление не только
С и Si, но и Мп.
Расчеты количества кислорода, участвующего в окис-
лительно-восстановительных реакциях, показали, что
3.14. Состав неметаллических включений
в наплавленном металле
Массовая доля включений, %
Объект исследования Общее количе- ство TiOs SiOa МпО FeO AljOj CrjOg
Проволока Св-08А 0,005 23,14 6,01 1,83 69,11 0,84
Наплавленный ме- 0,059 71,9 5,9 3,26 0,1 18,21 0,2
талл То же 0,048 68 6,9 3 0,5 21,36 0,2
» 0,043 60,4 10,2 2,8 0,8 25,32 0,3
0,027 54,4 13,8 1,7 0,4 29,71 0,1
208
&],
Рис. 3.35. Изменение концен-
траций марганца и кремния
(с), углерода (б) и титана (в)
в пятом слое наплавки в за-
висимости от содержания
(Т1О.2)ф в керамическом флюсе
наряду с реакцией (3.42) в сварочной ванне очевидно про-
текание реакций диссоциации TiO2 до ТЮ и Ti2O3, которые
наиболее устойчивы при высоких температурах. Обра-
зующийся избыток кислорода в зоне плавления интен-
сивно окисляет не только углерод и кремний, но и другие
элементы с меньшим сродством к кислороду. При этом
так же, как и в случае с А12О3, роль ТЮ.2-окислителя в наи-
большей степени проявляется при сварке-наплавке под
керамическими флюсами, поскольку при выплавке флюса
возможна частичная диссоциация TiO2 и, следовательно,
степень диссоциации будет зависеть от состава флюса,
условий его выплавки и последующей прокалки.
В результате в пограничном слое шлака на межфазной
границе в сварочной ванне могут протекать следующие
реакции:
[Si ] + (ТЮ2)Ф = (TiO) + (SiO); (А)
[Si J + 2 (ТЮ2)Ф = (Ti2O3) + (SiO); (Б)
[Ain ] + (ТЮ2)Ф = (TiO) + (МпО); (В)
[Мп] 4- 2 (ТЮ2)Ф = (Ti2O3) + (МпО); (Г)
2 [Сг] + 3 (ТЮ2)Ф = (Сг2О3) + 3 (TiO). (Д)
Результаты термодинамических расчетов показы-
вают, что наибольшую вероятность имеют реакции (А),
(В) и (Д). Протекание их становится возможным в темпе-
209
ратурном интервале, близком к температуре плавления
металла. Реакция (Г) практически вообще невозможна,
а реакция (Б) может иметь место только в высокотемпе-
ратурной зоне сварочной ванны, например, на стадии
капли.
Несмотря на то что химическое сродство марганца
и хрома находится приблизительно на одном уровне, как
показывают приближенные термодинамические расчеты,
в сварочной ванне реакция (Д) может протекать наиболее
интенсивно, особенно вблизи температуры кристаллиза-
ции металла.
Резюмируя сказанное относительно химической
активности ТЮ2, как компонента-окислителя, следует
констатировать, что присутствие его в составе флюса
может способствовать протеканию в сварочной ванне на
межфазной границе с металлом процессов: восстановления
титана из TiO2 кремнием; окисления легирующих эле-
ментов (углерода, кремния, марганца, хрома и др.) кис-
лородом, образующимся при частичной диссоциации TiO2;
образования остаточного количества кислорода в на-
плавленном металле.
Таким образом, присутствие оксида титана в составе
сварочных флюсов может способствовать образованию
в металле швов оксидных включений эндогенного харак-
тера на основе не только TiO2, но и продуктов окисления
других легирующих элементов, входящих в состав сва-
рочной проволоки или основного металла. При этом со-
держание кислорода в наплавленном металле находится
в прямой зависимости от относительной химической актив-
ности Я(тюЛ)» определяемой как
Аткм = 0>5 (ТЮ2)ф/100В,
где (ТЮ2)ф — концентрация ТЮ2 во флюсе, %; В —
основность флюса; 0,5 — коэффициент, определяющий
окислительный потенциал TiO2 по отношению к SiO2.
Изложенное свидетельствует о том, что TiO2, так же
как и А12О8, является довольно активным окислителем
наплавляемого металла и с этим необходимо считаться
при подборе флюса по металлургическим свойствам.
Окисление металла оксидами циркония. Диоксид цир-
кония вводится в состав некоторых флюсов в виде циркона
для частичной замены кремнезема как с целью снижения
химической активности флюса, так и для получения опре-
деленных характеристик сварочного шлака. Право-
210
AfsJs/o
Рис. 3.36. Изменение концентраций кремния (а), марганца (б), хрома
(в), ниобия (г), циркония (д), кислорода (в) и в шестом слое наплавлен-
ного металла, а также ферритной фазы (ж) в зависимости от содержания
комплексообразующих оксидов в керамическом флюсе:
1 — SiOjj 2 ZrO2
мерность такой замены на первый взгляд очевидна, по-
скольку, с одной стороны, ZrO2 является кислым оксидом,
а с другой — цирконий имеет большее сродство к кисло-
роду по сравнению с кремнием. Проводили специальные
исследования для выяснения целесообразности такой за-
мены с металлургической точки зрения (табл. 3.15). Ре-
зультаты обработки данных химического анализа на-
плавленного под указанными флюсами металла, содер-
жания ферритной фазы и неметаллических включений
приведены на рис. 3.36 и в табл. 3.16. Эти данные пока-
зывают следующее.
С увеличением количества кислых оксидов в составе
флюса (SiO2, ZrO2) интенсифицируются процессы окисле-
ния легирующих элементов наплавляемого металла (Si,
Мп, Сг, Nb) и восстанавливаются Si и Zr из соответству-
ющих оксидов. При этом общее содержание кислорода
211
3.15. Составы исследуемых керамических флюсов
Порядковый номер флюса Массовая доля, % Тип связующего керамического флюса
MgO CaFe ZrO2 SiO?
1 10 90 - ~
2 10 80 10
3 10 65 25 Алюминат натрия
4 10 50 40 _—>
5 10 35 55
6 10 90
7 10 80 •—- 10
8 10 65 — 25 Низковязкое жидкое стекло
9 10 50 — 40
10 10 35 55
наплавки выполнялись лентой
св 6504-700 А;
Примечание. Шестислойные
сечением 50X0,7 мм, Св-04Х20Н10Г2Б на режиме /
Ua = 304-32 В; vCB = Ю м/ч, обратная полярность.
растет пропорционально количеству кислых оксидов во
флюсе, а ферритная фаза соответственно уменьшается.
Особо следует отметить тот факт, что наблюдается
существенное увеличение доли оксидных включений в на-
плавленном металле на основе как SiO2, так и ZrOa в за-
висимости от содержания соответствующих оксидов в со-
ставе флюса.
Что касается оксидных включений эндогенного харак-
тера, то их образование может быть связано с протеканием
на межфазной границе реакций следующего вида:
(ZrO2) + 2 [Мп] [Zr] + 2 (МпО); (А)
(ZrO2) + [Мп ] (ZrO) + (МпО); (Б)
(ZrO ) + IMn] IZr] + (МпО); (В)
(ZrO2) + 2 [Nb ] [Zr ] + 2 (NbO); (Г)
(ZrO2) + [Nb ] ^ (ZrO) + (NbO); (Д)
(ZrO) + [Nb] [Zr] + (NbO); (E)
3 (ZrO ) + 2 [Cr ] ^ 3 (ZrO) + (Cr2O8). (Ж)
Анализ результатов термодинамических расчетов
показывает, что наибольшую вероятность имеют реакции
(Б), (Д) и (Ж). Их протекание становится возможным уже
при температурах, близких к точке плавления металла.
212
Поскольку химическое сродство к кислороду кремния
выше по сравнению с рассмотренными элементами (Мп,
Nb, Сг), в сварочной ванне следует ожидать и протекания
реакции вида
(ZrO2) + [Si ] (SiO) + (ZrO).
Реакции непосредственного восстановления циркония
(А), (В), (Г) в (Е) термодинамически маловероятны. Эю
подтверждается экспериментально, а именно: наблюдается
низкий прирост циркония в наплавленном металле, да
и этот прирост, по-видимому, связан с увеличением коли-
чества оксидных включений в металле на основе оксидов
циркония.
Резюмируя сказанное относительно активности ди-
оксида циркония как компонента-окислителя, следует
констатировать, что присутствие ZrO2 в составе флюса,
так же как и других кислых комплексообразующих
оксидов, может способствовать протеканию в сварочной
ванне на границе с металлом процессов окисления леги-
рующих элементов — кремния, марганца, хрома и ниобия
кислородом, образующимся в результате частичной дис-
социации ZrO2, и появлению остаточного кислорода в на-
плавленном металле в виде эндогенных оксидных вклю-
чений .
Однако остается очевидным факт диссоциации оксидов
циркония в шлаке, а это в свою очередь может оказывать
значительное влияние на процессы окисления наплавля-
емого металла и, следовательно, па содержание в нем
остаточного кислорода, которое пропорционально относи-
3.16. Содержание и химический состав
неметаллических оксидных включений в наплавленном металле
Массив чя доля включений, %
Порядковый номер флюса Общее количество stop Мл О Cr<>Oj FeO ZrOf Л1*о8
1 0,041 1.1 1,6 0,4 0,1 96,8
2 0,057 1,3 0,7 0,2 0,1 16,5 81,2
3 0,089 0,9 0,7 0,4 0,1 22,1 75,8
4 0,125 0,3 1.5 0,4 0,1 31,8 65,9
5 0,173 0,4 2,2 0,6 0,1 33,3 63,4
8 0,033 1,6 22,7 1,8 0,7 73,2
10 0,12 40,6 23,2 3,9 0,6 32,3
213
тельной химической активности Л(2гОз), определяемой
на основании выражения
Azroj = 0,4 (7гО2)ф/100В,
где (2гО2)ф — концентрация ZrO2 в флюсе, %; В — основ-
ность флюса; 0,4 — коэффициент, определяющий окисли-
тельный потенциал ZrO2 по отношению к SiO2.
Таким образом, ZrO2 является также довольно актив-
ным окислителем наплавленного металла, несмотря па тот
факт, что его окислительный потенциал в 2,5 раза меньше
по сравнению с окислительным потенциалом SiO2.
Что же касается других оксидов, наиболее часто вхо-
дящих в составы сварочных флюсов, например СаО, MgO,
то в литературе по этому вопросу имеются достоверные
доказательства термической стойкости их при температу-
рах сварки, В связи с этим может рассматриваться вопрос
о косвенном влиянии названных основных оксидов на
окислительно-восстановительные процессы, в частности
посредством изменения основности флюсов-шлаков.
3.5. ВЛИЯНИЕ ОКСИДНЫХ ВКЛЮЧЕНИЙ
НА СВОЙСТВА МЕТАЛЛА ШВОВ
Влияние кислорода на механические свойства сварных
швов рассматривали многие советские исследователи:
А. А. Алов, Б. Н. Бадьянов, В. П. Демянцевич, А. А. Еро-
хин, И. В. Кирдо, В. Н. Колиснык, К. В. Любавский,
Б. И. Медовар, В. В. Подгаецкий, Т. М. Слуцкий и др.
В настоящее время отрицательное влияние неметал-
лических оксидных включений на механические свойства
металла швов, особенно пластичность и ударную вязкость,
признают практически все исследователи. При этом наи-
более убедительный массив экспериментальных данных
накоплен при сварке низкоуглеродистых сталей.
Сварка низкоуглеродистых сталей. Наиболее обстоя-
тельно влияние оксидных включений на свойства металла
швов при сварке низкоуглеродистых сталей показано
в работах К. В. Любавского, В. А, Подгаецкого
и Т. М. Слуцкой.
Установлено, что оксиды в швах при сварке под флю-
сом представляют собой сложные включения силикатного
типа и размер подавляющего числа их менее 2 мкм. Кроме
того, электронно-микроскопическое исследование по-
казало, что в ферритном зерне имеются дисперсные ча-
214
8,*Л>
Рис. 3.38. Влияние общего содер-
жания кислорода в металле шва
на его характеристики плас-
тичности
Рис. 3.37. Влияние засорен-
ности металла шва силикат-
ными включениями на его
ударную вязкость при авто-
матической сварке под флю-
сом низкоуглеродистой era*
ли; количество включений:
1 0,28—0,3 %; 2 — 0,34—
0,5? %; 5 — 0.104 — 0.11 %:
4 — 0.0146 %
стицы оксидов размером (2—3) 10“9 мм. Уменьшение коли-
чества дисперсных силикатных включений повышает
ударную вязкость металла шва, и наоборот (рис. 3.37).
Снижение концентрации кислорода в виде дисперсных
оксидных включений положительно сказывается и на
пластичности металла шва (рис. 3.38).
Увеличение количества в металле шва мелкодисперс-
ных оксидных включений повышает склонность металла
к хрупкому разрушению, поскольку дисперсные включе-
ния служат барьерами для перемещения дислокации
и поэтому могут стать причиной зарождения микротре-
щин, которые снижают пластичность и ударную вязкость
металла.
Некоторые исследователи, в частности К. Борн,
А. А. Алов и др., считали, что кроме общего содержания
кислорода в металле шва имеют большое значение форма
и распределение неметаллических включений в отдельных
кристаллитах. К. Борн показал, что в швах па низко-
углеродистой стали, сваренных под флюсами с различным
содержанием SiO2 и МпО, высокое соотношение содержа-
ний Мп к Si в сварочной ванне хотя и приводит к сниже-
нию количества кислорода, но не способствует повышению
215
О __________।________।-------
0,09 OtW 0,11 [0],%
Рис. 3.39. Изменение ударной вязкости
наплавленного металла в зависимости
от содержания в нем кислорода:
1 — исходное состояние: 2 — после меха’
нического старения '
механических свойств металла
шва, поскольку образуются меж-
кристаллитные силикатные
пленки из крупных шаровидных
включений марганцево-железис-
тых силикатов под давлением
дендритов при кристаллизации
металла.
Н. Н. Потаповым были про-
ведены исследования влияния состава оксидных включе-
ний на свойства наплавленного металла. С эюй целью
были подобраны четыре состава флюса с уменьшающимся
соотношением МпО и SiO2. Составы исследованных флю-
сов приведены в табл. 3.17.
Анализ металла швов, выполненных под названными
флюсами, не позволил установить корреляцию между
содержанием кислорода в наплавленном металле и отно-
шением содержаний Мп : Si. Это связано, по-видимому,
с тем, что отношение Мп : Si хотя и влияет на процесс
коагуляции включений, но не в такой степени, чтобы
регулировать содержание кислорода в наплавленном ме-
талле. Скорее всего от указанного соотношения зависит
3.17. Механические свойства металла многослойных швов,
выполненных на стали 22К по различным
металлургическим вариантам
Металлургический вариант многослойной сварки Временное со- противление ов, МПа Предел текуче- сти По 2, МПэ Относительное удлинение д, % Относительное сужение ip, % Ударная вяз* кость KCV-10», кДж/м2 при температуре
20 °C —20 еС
Флюс ФЦ-16, проволока Св-08ГС 489 310 37,6 73 11,3 5,8
Флюс АН-348-А, прово- лока Св-08ГА 454 305 27,2 66,5 6,5 2,2
Требования технических условий 440 280 16 50 6
216
пропорция крупных и мелких включений в наплавленном
металле.
Испытания механических свойств металла, наплавлен-
ного под флюсами ФЦ-6—ФЦ-7М, показали, что за исклю-
чением ударной вязкости все остальные характеристики
(временное сопротивление, предел текучести, относи-
тельные сужение и удлинение) практически находились
на одном уровне. Что же касается ударной вязкости, то
она заметно изменяется (рис. 3.39) в особенности от со-
держания кислорода, определенного методом вакуум-
плавления, несмотря па то что его количество варьируют
в сравнительно узких пределах (0,093—0,121 %).
Еще более четкая картина влияния оксидных включе-
ний, но уже не только на ударную вязкость, а и на пла-
стичность, прослеживается при многослойной сварке стали
22 К по двум металлургическим вариантам: первый —
проволока Св-08ГА диаметром 3 мм в сочетании с высоко-
марганцовистым флюсом-силикатом АН-348-А и вто-
рой — проволока Св-08ГС в сочетании с малоактивным
флюсом ФЦ-16 (табл. 3.18).
Меньшая концентрация кремния в металле шва, вы-
полненного под флюсом АН-348-А, казалось бы должна
способствовать тому, что в этом случае будут выше пла-
стичность и ударная вязкость. Но наблюдается прямо
противоположная картина, и причина тому — повышенное
содержание кислорода, образующегося в результате ин-
тенсивного протекания кремне- и марганцевосстановитель-
ного процессов при сварке проволокой Св-08ГЛ под
флюсом АН-348-А. Действительно, прирост 0,55 % Si
и 0,74 % Мп в результате восстановления их из флюса-
шлака способствует тому, что в металле шва на 0,102 %
3.18. Содержание кислорода в металле многослойных шгов,
выполненных на стали 22К по различным
металлз'ргическим вариантам
Металлургический вариант многослойной сварки Массовая доля элементов, % Содержание кислорода. % fol
С Si Мп S р
Флюс ФЦ-16, прово- лока Св-08ГС 0,07 0,75 1,51 0,023 0,022 0,032
Флюс АН-348-А, про- волока Св-08ГА 0,1 0,58 1,62 0,028 0,028 0,122
217
возрастает общая концентрация кислорода, находящегося
преимущественно в виде оксидных включений.
Для получения гарантированной надежной работы
сварных швов необходимо, чтобы характеристики пла-
стичности и ударной вязкости отвечали требованиям,
определяемым условиями работы сварной конструкции.
Опыт показывает, что при сварке низкоуглеродистой
стали увеличение количества кислорода в виде неметал-
лических оксидных включений совместно с серой и фосфо-
ром хотя и приводит к некоторому снижению свойств
металла шва, запас пластичности матрицы этой стали
позволяет применять металлургические варианты сварки
плавлением со значительным количеством кислорода в ме-
талле швов. Исключением, пожалуй, являются конструк-
ции, предназначенные для работы в условиях Крайнего
Севера. В этом случае требования к чистоте сварных
швов по содержанию неметаллических оксидных включе-
ний, к концентрациям серы и фосфора резко ужесто-
чаются.
Сварка низколегированных сталей. После низкоуглеро-
дистых низколегированные стали относятся к наиболее
распространенной группе сталей. Но в отличие от первых
они являются металлургически законченными продук-
тами, поэтому основная задача при их сварке сводится
к защите сварочной ванны от атмосферного влияния.
Механические испытания металла швов, выполненные
на низколегированной котельной стали 16ГНЛ1А под
флюсами с различной химической активностью, показали,
чго при близких значениях прочностных характеристик
пластические свойства металла шва тем выше, чем меньше
в нем общее содержание кислорода. Особенно это заметно
при анализе данных по ударной вязкости. Удельная
работа разрушения в данном случае изменяется примерно
так же, как и при сварке низкоуглеродистых сталей.
Для металла, обладающего известной долей пластич-
ности, приближение к условиям хрупкого разрушения
требует максимально возможного уменьшения пластически
деформированного объема образца в месте начала раз-
рушения. Последнее необходимо для сопоставления усло-
вий лабораторных испытаний с реальным процессом
хрупкого разрушения при эксплуатации.
При оценке склонности металла швов, содержащих
различные количества кислорода, к хрупкому разрушению
по методике Б. А. Дроздовского и Я. Б. Фридмана испы-
218
Рис. 3.40. Зависимосгь работы
разрушения металла шва от об-
щего содержания в нем кисло-
рода:
1 — изменение интегральной рабо-
ты разрушения; 2 — изменение ра-
боты удара при наличии трещины
в образцах
таниям подвергали серии
ударных образцов из ме-
талла швов с различным
содержанием кислорода
при практически постоян-
ном х и ми чес ком составе
металла шва. Каждую се-
рию ударных образцов из-
готовляли в двух вариантах: без трещин и с трещинами.
Трещины создавали в образцах с помощью резонансного
вибратора. Число циклов нагружения 1400 в 1 гмин. Глу-
бина полученных трещин составляла 1,2—1,3 мм.
Испытания названных образцов на ударный изгиб
при нормальной температуре показали (рис. 3.40), что
склонность металла шва к хрупкому разрушению в зна-
чительной мере зависит от общего содержания в нем
кислорода, присутствующего главным образом в виде
мелкодисперсных включений оксидов. Так же как и
в швах на низкоуглеродистых сталях, количество кисло-
рода, подсчитанного по неметаллическим включениям,
всегда меньше количества, определенного методом горячей
экстракции (вакуумированием). Объясняется это тем, что
при горячей экстракции определяют общее содержание
кислорода, который находится еще и в твердом растворе,
и тем, что при электролитическОхМ выделении включений
возможна частичная их потеря. В пользу последнего
предложения говорит тот факт, что значительная доля
включений в металле шва находится в весьма дисперсном
состоянии (менее 0,03 мкм).
Повышение склонности металла шва к хрупкому раз-
рушению при увеличении в нем общей концентрации
кислорода, по-видимому, дополнительно обусловлено вы-
делением на границах зерен микроскопических неметал-
лических включений, способствующих зарождению тре-
щин при деформации металла, а также присутствием
в феррите оксидных включений, являющихся концентра-
торами напряжений. При возникновении напряженного
219
состояния в металле в момент приложения внешней на-
грузки оксиды облегчают развитие трещин.
Особенно четко влияние неметаллических включений
проявляется во время испытаний металла швов при по-
ниженных температурах (рис. 3.41), несмотря на то что
стали 16ГНМА и 15Х2НМФА являются сталями с раз-
личной системой упрочнения феррита.
Определенное влияние на характеристики пластич-
ности и ударной вязкости оказывает не только количество
неметаллических оксидных включений, но и их форма.
Шаровидная форма включений с этой точки зрения яв-
ляется наиболее благоприятной. Тугоплавкие включе-
ния неправильной угловатой формы вызывают большее
понижение пластичности и ударной вязкости.
Присутствие в наплавленном металле тугоплавких
включений глинозема вызывает большее снижение пла-
стичности, главным образом ударной вязкости металла
швов, чем одинаковые количества мелкодисперсных вклю-
чений кварцевого стекла (табл. 3.19). Последнее, по-
видимому, связано с тем, что алюмосиликаты угловатой
неправильной формы выполняют роль больших концен-
траторов напряжений по сравнению с шаровидными
включениями в объемах металла, прилегающих к назван-
ным включениям, во время приложения внешней на-
грузкш
Рис. 3.41. Зависимость ударной вязкости металла швов, выполненных
на сталях 16ГНМА (с) и 15Х2НМФА (6) с изменяющимся содержанием
кислорода, от температуры испытаний
220
3.19. Зависимость ударной вязкости металла шве'
на стали 16ГНМЛ от количества в нем неметаллических
оксидных включений
Тип неметаллических включений •» металле Уда р имя вя акос гъ К СУ -10~, к Дж/ при содержании неметаллических включений, %
0.015— 0.02 0,025— 0.0г 0.035 — 0.04 0,055— 0.00 0,075— 0,08
Алюмосиликаты 21, В Ш 14,1 8,5 7
с преобладанием Л18О3 Силика гы 24,6 21,5 21,2 12,5 7.8
Отрицательное влияние оксидных включений на пла-
стичность и ударную вязкость металла швов в той или
иной степени признают в настоящее время практически
все исследователи. Вместе с тем бытует мнение, что пре-
имущественное влияние при сварке под флюсом и в за-
щитных газах все же оказывают не оксидные включения,
а количество легирующих элементов в металле шва,
особенно кремния и марганца. Определенную роль в этом
плане сыграли данные, полученные в свое время А. П. Гу-
ляевым по упрочнению феррита различными легиру-
ющими элементами.
Стремясь обеспечить минимальное содержание кремния
в металле шва в целях повышения его стойкости к хруп-
кому разрушению, в некоторых случаях для механизи-
рованной сварки низколегированных сталей под кремне-
содержащими флюсами применяют бескремнистые про-
волоки. Это приводит к тому, что в силу действия закона
равновесных концентраций в сварочной ванне интенсифи-
цируется кремневосстановительный процесс и содержа-
ние кислорода в металле шва при сварке бескреммистой
проволокой оказывается еще выше, чем в случае сварки
проволокой из спокойной стали.
Незначительное восстановление кремния из флюса
(0,25—0,35 %) приводит к заметному падению стойкости
шва к хрупкому разрушению, в то время как легирование
металла шва кремнием до 0,5 % через сварочную про-
волоку почти не снижает пластичности и вязкости фер-
рита, незначительно повышая при этом его прочность.
Последнее, например, четко проявляется и при испыта-
221
Рис. 3.42. Схемы испытаний образ-
цов на критическое раскрытие тре-
щины
ниях сварных швов на низко-
углеродистых сталях (см.,
например, табл. 3.17).
С учетом высказанных
соображений дифференциро-
ванно оценено влияние содер-
жания кремния и кислорода
включений в металле шва на его
разрушению. Кремневосстанови-
в виде неметаллических
склонность к хрупкому
тельный процесс исследован с учетом тех соображений,
что прирост 0,1 % Si в шве дает в 2,5 раза больше кисло-
рода, чем прирост 0,1 % Мп.
Склонность материалов к хрупкому разрушению в на-
стоящее время оценивают, определяя коэффициент ин-
тенсивности напряжений /С1о на контуре трещины. Однако
подобные испытания весьма трудоемки, так как методика
их проведения предусматривает использование образцов
больших размеров. Оценка склонности материала к хруп-
кому разрушению по величине критического раскрытия
трещины бс показала возможность определения 6С на
образцах (рис. 3.42) малого сечения с использованием
эмпирической зависимости
бс = 0,4/пл (b - Z0)/(L/2),
где — пластическая составляющая стрелы прогиба
образца в момент начала развития трещины; b — высота
поперечного сечения образца; 10 — начальная длина тре-
щины; L — расстояние между опорами при трехточечном
сосредоточенном изгибе образца.
Результаты анализов химического состава и концен-
трации газов в металле многослойных швов при сварке
под плавлеными флюсами с различной химической актив-
ностью приведены в табл. 3.20, а под керамическими —
в табл. 3.21.
Зависимости критического раскрытия трещины бс от
содержания кремния и кислорода в наплавленном металле
приведены на рис. 3.43, 3.44.
Повышение содержания кремния в металле шва при
сварке под флюсами с увеличивающейся химической
активностью кремнезема (кривые /, рис. 3.43) приводит
222
3.20. Результаты химического и газового анализов металла
многослойных швов, выполненных под плавлеными флюсами
Номер ио пор. Массовая доля элементов в металле шва, % A (Sil, % Содержание газов, %
С Sj Мп 1 Сг Ni Мо LOJ In)
1 0,071 0,2 0,78 1,68 1,28 0,57 0,04 0,015 0,019
2 0,069 0,28 0,87 1,72 1,3 0,59 0,12 0,02 0,016
3 0,065 0,38 0,9 1,7 1,35 0,56 0,22 0,032 0,017
4 0,067 0,5 0,98 1,67 1,32 0,59 0,34 0,049 0,014
5 0,063 0,61 0,96 1,64 1,28 0,59 0,45 0,058 0,016
6 0,072 0,85 1,09 1,59 1,29 0,6 0,69 0,072 0,016
7 0,068 0,96 0,76 1,58 1,28 0,57 0,8 0,08 0,018
к значительно большему снижению величины критиче-
ского раскрытия трещины, чем во втором случае. Это
связано с тем, что кремневосстановительпый процесс
в рассматриваемом случае сопровождается повышением
общей концентрации кислорода, тогда как во втором
случае обеспечивается относительно постоянная его кон-
центрация. Разность между ординатами зависимостей 1
и 2 (рис. 3.43) при одинаковом содержании кремния можно
условно отнести к отрицательному влиянию неметалли-
ческих включений (рис. 3.44).
Вместе с тем, анализ представленных данных указы-
вает на любопытный факт: при сварке под относительно
пассивными флюсами (см. № 1 и 2 в габл. 3.20), когда
в металле шва наблюдается минимальное содержание
кислорода и соответственно минимальное восстановление
кремния из флюса-шлака, замечено снижение значения бс
(см. рис. 3.43). Объяснить это явление минимальным
3.21. Результаты химического и газового анализов металла
многослойных швов, выполненных под керамическими флюсами
Номер по пор. Массовая доля элементов в металле шва, % Д LSil. % Содержание газок, %
С S1 Мп Сг Ni Мо [О] LN1
1 0,073 0,2 0,75 1,7 1,48 0,57 0,04 0,035 0,018
2 0,076 0,35 0,68 1,68 1,48 0,54 0,19 0,032 0,021
3 0,075 0,45 0,75 1,75 1,55 0,58 0,29 0,030 0,02
4 0,079 0,73 0,76 1,7 1,62 1,5 0,56 0,57 0,028 0,019
5 0,077 0,97 0,82 1,3 0,54 0,81 0,024 0,017
223
Рис. 3.43. Критическое раскры-
тие трещины в зависимости от
способа введения кремния в ме-
талл шва при сварке под флю-
сом:
/ — за счет кремкевосстаноимтель-
ного процесса при сварке пол плав-
леным флюсом; 2— за счет осажде-
ния из керамического флюса метал-
лических добавок (ферросплавов)
я 2 0Д Q6
Рис. 3.44. Схема дифференци-
рованного влияния концентра-
ций кремния и кислорода на
снижение величины критическо-
го раскрытия трещины металла
шва при сварке стали
15Х2НМФА:
1 - А рс] ===/ (A [Sil);
2 - A [6J = / Lol; 3 - A [6J «
= / (A [Si]r [О])
содержанием кремния в сварном шве не представляется
возможным по той причине, что аналогичная концентра-
ция его при сварке под керамическими флюсами не при-
водит к указанному явлению. Поэтому остается пред-
положить, что снижение значения бс в данном случае
связано с относительно низким количеством кислорода
в металле шва.
Действительно, влияние кислорода на ударную вяз-
кость связано с влиянием других примесей. С понижением
содержания кислорода в металле шва его ударная вяз-
кость повышается. Снижение пластичности металла швов
при уменьшении концентрации кислорода менее 0,02 %
Б. И. Медовар и В. В. Подгаецкий связывают с характе-
ром и формой образующихся сульфидных включений
и легкоплавких эвтектик, состоящих из силикатов, суль-
фидов и оксисульфидов. Например, присутствие в металле
сварочной ванны взвешенных частиц оксидов и карбидов
способствует более раннему выделению на них серы из
расплава с образованием сложных окси- или карбо-
сульфидных включений. При их отсутствии выделение
серы из расплава происходит на более поздней стадии
кристаллизации, когда в результате ликвации серы соз-
дается пересыщение ею маточной жидкости. В этом случае
224
образуются пленки или цепочки железомарганцевых суль-
фидов. При этом важно не только общее содержание
кислорода, но и количество железомарганцевых оксидов,
в которых сера наиболее растворима.
При недостаточном содержании включений шаровид-
ной формы содержание водорода в матрице увеличи-
вается, что может привести к образованию холодных
микротрещпн и соответственно к снижению стойкости
металла шва к хрупкому разрушению. Наряду с этим
известно, что уменьшение количества примесей задержи-
вает превращение у = а, способствуя образованию низко-
температурных неравновесных структур.
Анализ микроструктур металла многослойных швов
практически идентичного состава, но с различным содер-
жанием кислорода, показывает, что ферритная матрица
при концентрации кислорода менее 0,02 % имеет иголь-
чатое строение. Повышение количества кислорода в ме-
талле шва способствует формированию более равновесных
структур.
Трудно отдать предпочтение одной из указанных
гипотез. Все, по-видимому, зависит от конкретных усло-
вий сварки, состава и чистоты сварочных материалов,
системы легирования металла шва, термообработки и т. д.
Перечисленные конкретные условия и будут определять
удельную массу каждого фактора в механизме охрупчи-
вания металла шва при низких концентрациях в нем
оксидных включений.
Из сказанного можно сделать вывод, что чрезмерное
очищение металла швов от неметаллических включений
при сварке низколегированных сталей может не только
пе окупить связанные с этим затраты, но и вызвать до-
полнительные трудности.
По сравнению с низкоуглеродистыми низко- и средне-
легированные стали более чувствительны к общему коли-
честву кислорода, причем эта чувствительность возрастает
пропорционально суммарному количеству легирующих
добавок, от которого зависит запас пластичности матрицы
материала.
Если учесть, что действие легирующих элементов
подчиняется закону аддитивности, можно установить ко-
эффициент влияния па пластичность каждого элемента
в сопоставлении, например, с действием углерода
г с j Мп , Si . Cr . Ni t Mo Си . Ti
Еэ — С + —— + з "г щ г 16 1 18 6 ‘ 2 '
8 П/р II. Н. Готапова
225
Рис. 3.45. Диаграмма зависимости со-
держания кислорода в металле шва от
уровня легирования сварочной про-
волоки (для металла шва в исходном
состоянии при скорости охлаждения
шва, не превышающей 2,3 (:С/с)
Обработка данных работ
К. В. Любавского, А. М. Ма-
кары, В. В. Подгаецкого и
других исследователей позво-
лила установить предельное
содержание кислорода в метал-
ле шва в зависимости от ука-
занного эквивалента углерода для сохранения уровня
ударной вязкости металла шва в исходном состоянии
(KCV > 1 МДж/м2).
Диаграмма на рис. 3.45 может служить основанием для
определения предельного содержания кислорода в на-
плавленном металле при сварке-наплавке проволокой из
низколегированной стали при условии, что суммарное
содержание легирующих элементов не должно превышать
6 %. Однако при этом следует учесть, что коэффициенты
влияния каждого элемента на пластичность и ударную вяз-
кость установлены для скорости охлаждения шва 2,3 сС/с.
Таким образом, оптимальное содержание кислорода
в металле швов на низколегированных сталях преимуще-
ственно составляет 0,02—0,035 %, что в переводе на
неметаллические включения будет составлять при-
мерно 0,045—0,065 %.
Последствия окисления металла швов при сварке
сталей ферритно-аустенитного класса. Повышенная кон-
центрация кислорода в виде неметаллических оксисуль-
фидных и оксифосфидных и простых оксидных включений
в металле швов, выполненных на высоколегированных
сталях ферритно-аустенитного класса, не только при-
водит к ухудшению механических свойств, по и увеличи-
вает их склонность к образованию горячих трещин.
Схематически эти процессы можно описать следу-
ющими уравнениями:
(z//2) (RO) + j/Fea( у [FeO 1 + (///2) [R ]
у IFeO 1 4- х [Me 1 МежО(, + У Fe^
____________________________________________________________(3 4 3)
(у/2) (ROJ + х [Me] МежОу + (у/2) [R J
226
Протекание указанных реакций возможно в том слу
чае, если при плавлении сварочных материалов обра
зуются химически активные оксиды RO2, в общем виде
представляющие собой SiO2, TiO2 и Др-
Если в составе сварочных материалов присутствуют
химически активные оксиды основного тина RO, то окис-
лительно-восстановительные процессы можно будет опи-
сать уравнениями:
у (RO) + z/Fe!K у [FeO] + у [R ]
у IFeO] + х [Ate] AtexO,, + у FeH<
у (RO) + х [Me ] MeKOf/ -г у [R 1 ‘ ’
Приближенные термодинамические расчеты, прове-
денные Н. Н. Потаповым с использованием работ Я. И. Ге-
расимова, А. Н. Крестовннкова, Л. П. Владимирова и
других, показали, что протекание реакции (3.43) вправо
при использовании в качестве окислителя хрома и ниобия,
например кремнезема, невозможно, не говоря уже о диок-
сиде титана или оксиде алюминия. В то же время, как
показали термодинамические расчеты, SiO2 должен быть
активным окислителем ванадия практически на всех
участках реакционной зоны, т. е. па стадиях капли
и в сварочной ванне:
3 (SiO3) -г 4 [V] ч* 2 (V2O3) + 3 [Si ];
3 (MnCA 4- 2 [V ] (V2O3) + 3 [Mn ].
Поскольку термодинамические расчеты и вычислен-
ные на их основе уравнения изобарных потенциалов пока-
зывают, что окисление хрома и ниобия кремнеземом флю-
сов в реакционной зоне сварки невозможно, а экспери-
ментальные данные свидетельствуют об интенсивном окис-
лении ниобия и особенно хрома с увеличением активности
диоксида кремния в сварочных материалах, была рассчи-
тана возможность окисления указанных элементов по
другой схеме, а именно:
4/3 [Сг ] + 2 (SiO2) 2/3 (Сг2О3)шп + 2SiO f ; (3.45)
4/5 [Nb] 4- 2 (SiO,)^2/5 (ХЬ2О5)ШЛ + 2SiO J . (3.46)
Результирующие уравнения изобарных потенциалов
реакций (3.45) и (3.46) и графики, построенные по этим
данным, показывают, что с учетом наличия в сварочной
ванне монооксида кремния SiO полученные данные вполне
объяснимы.
8*
227
Рис. 3.46. Изменение содержа-
ния кремния, ниобия и хрома в
наплавленном металле в зависи-
мости от активности кремнезема
в флюсе
Рис. 3.47. Зависимость содержа-
ния кислорода в наплавленном
металле от активности кремне-
зема в флюсе
Таким образом, воздействие кислорода на первичную
структуру аустенитно-ферритных сталей связано, в пер-
вую очередь, с окислением ферритообразующих элемен-
тов и присутствием в металле швов определенного количе-
ства неметаллических оксидных включений.
Как показывают исследования, с ростом относительной
активности флюса по кремнию, увеличивается переход
кремния в наплавляемый металл и окисление хрома
(рис. 3.46). Что же касается ниобия, то изменение актив-
ности SiO2 во флюсе практически мало влияет на его
содержание в наплавленном металле и поэтому необхо-
димы дополнительные исследования. Поскольку окисле-
ние ниобия мало зависит от количества кремнезема во
флюсе, коррозионные испытания (качественный анализ)
показали, что наплавленный металл во всех случаях обла-
дает требуемой стойкостью к межкристаллитной коррозии.
Результаты газовых анализов позволяют установить,
что с ростом активности SiO2 во флюсе содержание кис-
лорода в наплавленном металле увеличивается (рис. 3.47),
приближаясь для данного опыта к определенному пре-
делу. Кислород в наплавленном металле находится пре-
имущественно в виде включений на основе кварцевого
стекла (табл. 3.22).
Из данных табл. 3.22 следует, что количество оксидов
хрома в составе неметаллических включений с увеличе-
нием активности флюса по кремнию практически нс изме-
228
3.22. Состав оксидных включений в наплавленном металле
Химическая активность флюса по кремнию Массовая доля включений, % Общее содержание кислорода, % (О]
SiOs МпО AljOg СггОа FeO SOa
0,079 32,6 25,6 18,1 13,1 9 1 0,033
0,185 46,6 22,6 13,3 8,4 5,3 0,42 0,047
0,294 45,3 30 13,5 10 1.5 2.6 0,074
0,431 51,4 44,1 3,4 9,9 2,2 2,1 0,079
0,661 55 37,2 6,5 10,0 1 2,2 0,082
няется. Вместе с тем анализ шлаковых корок и наплав-
ленного металла показывает {табл. 3.23), что с увеличе-
нием количества кремнезема во флюсе, т. е. с ростом его
относительной химической активности по кремнию, со-
держание хрома в наплавляемом металле уменьшается,
а концентрация его оксидов в шлаке повышается. Ре-
зультаты исследований свидетельствуют о том, что окис-
ляющийся хром интенсивно переходит в шлаковую фазу
из металлической ванны по закону распределения.
Механические свойства наплавленного металла моно-
тонно изменяются по мере увеличения химической актив-
ности флюса до O,3XSIC>2. Далее наблюдается резкое
снижение механических характеристик в связи с возмож-
ным образованием горячих микротрещин в металле,
наплавленном под флюсами с 38,43 и 37,95 % кремне-
зема, которые не обеспечили необходимого количества
ферритной фазы в наплавленном металле (рис. 3.48).
Для дифференцированной оценки влияния кремния
и кислорода в виде оксидных включений в наплавленном
металле на его склонность к горячим трещинам при вы-
полнении многослойных наплавок использовали две серии
3.23. Результаты химического анализа шлаковых корок,
снятых с наплавленного металла
О бъект н сс.'! едо па и и я Химическая активность флюса ПО Кремнию
0,06 0,1 «5 0,353
Окисление Nb, % —0,26 —0,41 —0,40
Окисление Сг, % -0,7 — 1,2 -1.7
Содержание в шлаке Сг>Оя, % 1,8 3.2 4,3
22)
Рис. 3.48. Механические свойства металла, наплавленного под флюсами
с изменяющейся химической активностью
флюсов: первая — четыре плавленых флюса с изменя-
ющейся концентрацией кремнезема, что позволило варьи-
ровать количество кремния в наплавленном металле
от 0,38 до 1 % и соответственно кислорода от 0,03 до
0,07 %, и вторая—четыре керамических флюса с раз-
личным содержанием ферросилиция.
В качестве основы керамических флюсов использовали
шлаковую систему: 55 % CaF2; 35 % А12О3 и 10 % MgO.
Все компоненты керамических флюсов взяты в виде хи-
мически чистых соединений. Добавки ферросилиция осу-
ществляли за счет уменьшения количества CaF2. Для
приведения к минимуму восстановления кремния из
флюса в качестве связующего керамических флюсов ис-
пользовали 23 % алюмината натрия от массы сухой
шихты. Применение серии керамических флюсов позво-
лило получить аналогичный прирост кремния в наплав-
ленном металле при практически постоянном содержании
кислорода — 0,03 % (табл. 3.24).
Как показал рентгеноспектральный анализ с возра-
станием количества кремния, восстановленного из флюса,
окисление хрома, марганца и ниобия увеличивается
(рис. 3.49). Это связано с тем, что кремневосстановитель-
ный процесс в данном случае протекает за счет окисления
названных элементов по реакции (3.43). Одновременно
в наплавленном металле возрастает содержание кислорода
(см. рис, 3.49).
230
3.24. Прирост кремния в наплавленном металле в зависимости
о г составов исследованных плавленых и керамических флюсов
с- о с м С 1 Oi S Флюсы Массовые доли компонентов, % Прирост крем- ния в наплав- ленном мст ал- ле, %
SiO£ A IpO» МпО СаО мео СаТ\ ФС 75
1 9 3 4 Плавле- ные 4,2 11,1 22.08 31,05 33,5 34,25 24,43 19,52 0,2 0,12 0,6 3,66 24.4 10,48 22,12 11,17 0,53 9,02 0,44 12,46 36,2 35,87 29,33 19,73 1111 0,15 0,42 0,62 0,77
о 6 7 8 Керами- ческие 1111 35 34,5 35 34,4 1111 1111 10 9,87 10 9,83 55 53,3 51 49,2 2,2 4 6,6 0,13 0,18 0,28 0,68
При увеличении количества кремния в наплавленном
металле за счет его осаждения из керамического флюса
картина прямо противоположная, а именно: снижается
окисление хрома, марганца и ниобия, уменьшается ко-
личество кислорода (см. рис. 3.49). Это объясняется
Рис. 3.49. Влияние характера прироста кремния в наплавленном ме-
гтлле и а содержание в нем марганца (а), хрома (б), ниобия (б?), кисло-
рода (г) и ферритной фазы (д):
1 — прирост кремния уи счет его осажденья ий керамического флюса: 2 —
прирост кремния за c**ei протекания кремш'всмхгановительпсмч) процесса на
межфауи он f ра н ице
231
тем, что в данном случае кремний выступает в своей
обычной роли активного раскислителя и переход его
в сварочную ванну из керамического флюса не связан
с одновременным насыщением металла кислородом, как
это имеет место при кремпевосстановительном процессе.
Что же касается ферритной фазы в наплавленном
металле, то также наблюдается существенное различие:
некоторое увеличение ее количества при сварке под ке-
рамическим флюсом и снижение — при использовании
плавленого флюса, хотя в обоих случаях в наплавленном
металле наблюдается прирост кремния, являющегося
активным ферритообразующим элементом с эквивалентом
но отношению к хрому, равным 1,5.
Изложенное наводит па мысль, что кремний, восста-
новленный из флюса-шлака в результате кремневосста-
новнтелытого процесса, и кремний, осажденный из кера-
мического флюса, не равноценны. Это в полной мере под-
твердили испытания наплавленного металла па стойкость
к образованию горячих трещин.
Склонность металла к горячим трещинам оценивали
по методике НПО ЦНИИТМАШ, являющейся развитием
известного способа ИМЕТ—ЦНИИЧМ, Испытания сво-
дились к нагреву образцов типа ИМЕТ-1 по термиче-
скому циклу и их деформированию в температурном ин-
тервале хрупкости па вегви охлаждения с определением
показателя пластичности металла. Испытания позволяли
получить зависимость показателя пластичности II, ха-
рактеризующего скорость деформации от максимальной
температуры пагрева по термическому циклу, выражен-
ной в долях от температуры верхней границы хрупкости
6 = Тв. г>
где Тпих — максимальная температура термического
цикла; г — температура верхней границы ТИХ.
Металл, обладающий большей стойкостью к образо-
ванию горячих трещин, характеризуется более резко
возрастающей П — 8 зависимостью с уменьшением тем-
пературы 0.
Приведенные па рис. 3.50 зависимости довольно четко
указывают на различие в склонности металла к горячим
трещинам при идентичных значениях приросга кремния.
Это наводит на мысль, что преимущественное значение
в данном случае имеет общая концентрация кислорода
в металле шва.
232
Л-70'{м/с П-10* м/с
№
Рис. 3.50. Склонность наплавленного металла к образованию горячих
трещин при наплавке:
а — под плавлеными флюсами, прирост кремния в наплавленном металле:
/ — 0,15 %; 2 — 0,42 %; 3 — 0.62 %; 4 — 0,77 %; б — под керамическими
флюсами, прирост кремния: 5 — убыль; 6 — 0,13 %; 7 — 0,28 %; Я — 0,68 %.
Заштрихованная область — металл склонен к образованию хоря чих трещин
Вместе с тем следует отметить и другое важное обстоя-
тельство, а именно: при увеличении общего количества
кремния в наплавленном металле более 1 %, в том числе
и за счет осаждения из керамического флюса, наблюдается
снижение показателя пластичности. Тем не менее металло-
графическим путем трещины обнаружить пе удалось. Это
можно объяснить большой скоростью восстановления
пластичности с падением температуры (резкое возраста-
ние П — 6 зависимостей с уменьшением относительной
температуры) и высоким содержанием ос-фазы. В то же
время при протекании кремневосстановителыюго процесса
трещины в наплавленном металле были обнаружены уже
при A [Si ] 5* 0,4 %.
Металлографические исследования шлифов показали,
что разрушение металла происходит преимущественно по
границам зерен. При этом заслуживает внимания факт,
что в образцах из металла, наплавленного под флюсами
с высокой химической активностью по кремнезему, вы-
явлена сеть микротрещин, паправлени раскрытия кото-
рых перпендикулярно к растягивающим усилиям при
испытаниях. В образцах из металла, наплавленного под
флюсом с низкой химической активностью, указанного
явления не наблюдалось, поскольку в данном случае
233
образуется замкнутый ферритный каркас по границам
аустенитных зерен, что делает невозможным образование
сплошной сетки легкоплавких прослоек при кристалли-
зации.
Таким образом, результаты исследований позволяют
отмстить следующее. Согласно дифференцированной оценке
последствий крсмпевосстановительного процесса при на-
плавке-сварке стали аустспитпо-ферритного класса стой-
кость наплавленного металла к образованию горячих
трещин, а также характеристики механических свойств,
в том числе пластичность и ударная вязкость, зависят
преимущественно от общего содержания кислорода, если
общая концентрация кремния в наплавленном металле не
превышает 1 %. Установлены допустимые пределы при-
роста кремния в наплавленном металле (Д ISi 1 0,5 %)
и соответствующее ему общее содержание кислорода
(Ю] < 0,055) при наплавке-сварке под плавлеными флю-
сами, содержащими кремнезем. Наплавленный металл
с большим содержанием кислорода имеет пониженную
стойкость к образованию горячих трещин.
С учетом этих соображений сварку аустенитных сталей
стремятся вести с использованием сварочных материалов,
обладающих минимальной химической активностью по
отношению к свариваемому аустенитно-феррнтному ме-
таллу. Однако это не всегда оправдано, поскольку при
довольно высоких содержаниях кислорода металл швов
(до 0,055 %) обладает достаточной стойкостью к образо-
ванию горячих трещин.
Последствия окисления металла швов при сварке
высокохромистых сталей ферритного класса. В последнее
время все большее распространение находят 12 %-ные
хромистые стали. Высокая коррозионная стойкость к ряду
агрессивных и окислительных сред, повышенная механи-
ческая прочность, жаропрочность и экономный уровень
легирования выводят группу 12—14 %-ных хромистых
сталей в весьма перспективные материалы для химиче-
ской, энергетической и других отраслей промышлен-
ности. В результате 12 %-ные хромистые стали являются
самыми экономнолегнрова иными коррозионно-стойкими
сталями. Вместе с тем широкое их применение в промыш-
ленности сдерживается трудностями, возникающими при
сварке, в деле обеспечения требуемой пластичности, вяз-
кости и достаточной сопротивляемости образованию хо-
лодных трещин.
234
По структуре 12 %-пый хромистый металл может быть
мартенситным или мартепситно-ферритным с небольшим
количеством б-феррита. Повышение пластичности и вяз-
кости мартенсита, а также его сопротивляемости образо-
ванию холодных трещин возможно за счет снижения
содержания в нем углерода, водорода, азота и кислорода.
Свойства металла шва на ферритной стали и его стой-
кость к образованию холодных трещин зависят от количе-
ства в нем б-феррита. Наиболее высокой работой зарожде-
ния трещины непосредственно после сварки обладает
наплавленный металл, имеющий 15—20 % б-феррита.
При дальнейшем увеличении б-феррита работа зарожде-
ния трещины снижается. В связи с этим для повышения
сопротивляемости наплавленного металла зарождению хо-
лодных трещин составы сварочной проволоки и флюса
должны быть такими, чтобы в наплавленном металле со-
держание б-феррита было в среднем 15 %.
Широко известно, например, что повышения пластич-
ности металла швов на хромистых ферритных сталях
можно достичь за счет ограничения в их составе примесей
элементов внедрения. Снижение содержания углерода до
0,016 % и азота до 0,013 % в 12 %-ном хромистом на-
плавленном металле значительно повышает его пластиче-
ские и вязкие свойства в интервале от нормальной темпе-
ратуры до 150 °C, а также сопротивляемость зарождению
и распространению холодных трещин. А. С. Зубчепко
полагает, что высокие технологические свойства хроми-
стых ферритных сталей могут быть достигнуты за счет сни-
жения содержания углерода и азота до 0,015—0,02 %
(в сумме).
Наряду с изложенным влиянию содержания кисло-
рода в виде дисперсных неметаллических включений не
уделяется должного внимания. Однако дисперсные оксид-
ные включения служат барьерами для перемещения ди-
слокаций и могут стать местом зарождения трещин. По-
этому увеличение содержания кислорода в металле швов
хромистых ферритных сталей должно усиливать склон-
ность металла к хрупкому разрушению.
Н. Н. Потапов и И. В. Терликов исследовали такую
возможность. Содержание кислорода в наплавляемом
металле варьировали за счет изменения химической актив-
ности используемых флюсов по отношению к свариваемому
металлу. Химическую активность флюсов подсчитывали
по формуле (2.7).
235
3.25. Расчетные составы флюсов
Флюс Массовые доли компонентов, % в
ЗЮ, сю мю А1ХД CaF\ *— МпО FeO
ОФ-6 3.5—6 16—20 2 20—24 50—60 0,3 0,5 3,82 0,037
А 4 18 —- 22 56 — — 3,71 0,035
Б 12 18 — 22 48 — — 1,95 0,107
В 20 18 — 22 40 — 1,25 0,23
Г 28 18 22 32 —— 0,88 0,42
д 36 18 — 22 24 — 0,65 0,69
При проведении исследований в качестве исходного
состава принят флюс ОФ-6, обладающий минимальной
химической активностью по отношению к наплавленному
металлу. Химическую активность опытных флюсов уве-
личивали за счет частичной замены CaF2 HaSiO2 (табл. 3.25),
что позволило получить ряд составов плавленых флюсов
с относительной химической активностью, изменяющейся
в пределах /1ф — 0,0374-0,69.
Как показал рентгеноспектральный анализ, с ростом
химической активности флюса, т. е. с увеличением содер-
жания кремнезема во флюсе, наблюдаются значительный
рост концентрации кремния в металле наплавок и потери
на окисление хрома и марганца (рис. 3.51).
Результаты газового анализа методом вакуумной
плавки позволили установить, что с ростом химической
активности флюса увеличивается общее содержание кис-
лорода в наплавленном металле (рис. 3.52), Металлогра-
фические исследования показали, что кислород находится
преимущественно в виде мелкодисперсных оксидных вклю-
Рис. 3.51. Прирост кремния (а), окисление хрома (б) и марганца (в)
в наплавленном металле в зависимости от химической активности
флюса
236
Рис. 3.52. Количество кислорода в
иаплявленном металле в зависимо-
сти от химической активности
флюса
чений эндогенного характера, представляющих собой
шаровидные включения кварцевого стекла, равномерно
распределенные по всему шлифу.
Как и следовало ожидать, рост активности таких
флюсов ведет к снижению ударной вязкости, причем наи-
более существенное снижение значений происходит в ин-
тервале Лф 0,03-=-0,1, что соответствует для исследуе-
мой композиции шлаковой системы флюса росту содержа-
ния кислорода в металле от 0,01 до 0,05 % (рис. 3.53).
Ударная вязкость при температуре —20 °C в меньшей
мере зависит от активности флюса, и кривая снижается
более полого.
Испытания на величину критического раскрытия тре-
щины подтвердили характер влияния химической актив-
ности флюса на характеристики пластичности наплав-
ленного металла (рис. 3.54).
Н. Н. Потапов и И. В. Терликов исследовали сов-
местное влияние концентраций кислорода и азота на
свойства металла швов высокохромистых сталей.
Рис. 3.53. Изменение ударной вязкости
наплавленного металла при 20 °C (/)
и —20 °C (2) в зависимости от химиче-
ской активности флюса
Рис. 3.54. Зависимость величины кри-
тического раскрытия 1рещины от хи-
мической активности флюса
237
Рис. 3.55. Зависимость между ударной вязкостью и содержанием
кислорода (а), азота (б) и эмпирические линии регрессии, полученные
по принципу сгруппированной системы
С целью изучения особенностей влияния кислорода и
азота па ударную вязкость металла шва типа 0Х12Н2
проводили следующие исследования. Многопроходную (6—
8 проходов) автоматическую сварку под флюсом осуще-
ствляли в С-образную разделку глубиной 30 мм с углом
раскрытия 0,227 рад (13°) на стали 06X12НЗД проволо-
кой Св-01 Х12Н2-ВИ (ЭП792-ВИ) диаметром 4 мм по-
стоянным током обратной полярности /св = 4504-500 А;
(/д — 28-^30 В; t'CB = 23 м/ч без предварительного по-
догрева.
Изменение содержания кислорода и азота в металле
швов достигалось путем использования флюсов, построен-
ных на базе шлаковых систем CaF2—СаО (iMgO)—AL2O8—•
SiO2 с различной химической активностью но отношению
к наплавляемому металлу и с изменяющейся насыпной плот-
ностью (пемзовидные, стекловидные, камневидные
флюсы).
Концентрацию газов определяли методом горячей
экстракции образцов, вырезанных из центра шва
(рис. 3.55).
Статистический анализ опытных данных по совмест-
ному влиянию кислорода и азота па ударную вязкость
металла швов, выполненных на хромистой стали 0Х12Н2,
показал, что в исследованных пределах изменений со-
держаний кислорода и азота (0,01—0,1 % и 0,01—0,06 %
соответственно) преимущественное значение имеет кон-
центрация кислорода в виде мелкодисперсных оксидных
включений. В то же время азот — фактор, имеющий ма-
лое значение. По-видимому, большую роль влияние азота
оказывает при концентрации до 0,01 %.
238
В связи с этим для практического применения пред-
ложено уравнение
= 9,6 — 64,8 [О],
где [О] —общее содержание кислорода, %.
3,6. ДРУГИЕ РЕАКЦИИ ВЗАИМОДЕЙСТВИЯ
ПРИ СВАРКЕ ПОД ФЛЮСОМ
К другим реакциям взаимодействия при сварке под
флюсом, которые играют важную роль, относятся реак-
ции с участием серы и фосфора. Вредное влияние серы
и фосфора на пластичность металла шва общепризнано.
Как полагают, фосфор ухудшает механические свойства
сталей, вызывая хладноломкость у низколегированных
и углеродистых сталей. При концентрациях вплоть до
0,07 % в сварных швах этих сталей он практически не
сказывается па образовании горячих трещин, но вызывает
повышенную склонность к образованию горячих трещин
в сталях аустенитного класса.
Неблагоприятное влияние серы состоит главным обра-
зом в том, что она снижает горячую пластичность металла.
Такое влияние серы на свойства металла при высоких
температурах определяется тем, что она образует с же-
лезом легкоплавкие эвтектики, ослабляющие в широком
диапазоне температур связи между отдельными зернами
(кристаллитами). Например, сульфид железа FeS имеет
температуру плавления 1195 СС. Эвтектика этого сульфида
с железОхМ плавится при 985 °C. Низкую температуру
плавления имеет и эвтектика 2FeO-SiO2 + FeS.
Особые неприятности может причинить сера в леги-
рованных сталях с повышенными концентрациями ни-
келя, так как в этом случае могут образовываться еще
более легкоплавкие эвтектики на базе сульфида никеля
NiS с температурой плавления 644 °C.
Усиливать вредное влияние серы могут и другие эле-
менты, в частности в углеродистых сталях — углерод.
Поэтому основной задачей при сварке под флюсом яв-
ляется стремление свести концентрацию серы и фосфора
до возможно минимального предела.
Реакция серы. В сварочных флюсах, как правило,
содержится некоторое количество серы, попадающей в них
из шихтовых материалов. В наибольшей степени серой
загрязнены марганцевые руды (до 0,25 %), магнезит и
239
Рис. 3.56. Переход серы из
флюса в металл шва при раз-
личной ее концентрации в
флюсе и переменной средней
исходной концентрации в ме-
талле:
А — содержание серы в флюсе
0,28 %; • — то же, 0.18 %:
О — то же. 0,07 %
флюоритовое сырье. В
шихтовых материалах
фл юсов сер а на ходится
преимущественно в ви-
де примесей пирита или
сер п истого кол чела на
FeS2, который при тем-
пературе выше 600 °C
диссоциирует по урав-
нению
FeS3 FeS + S.
Поэтому при плавке в электропечи содержание серы
в флюсе-шлаке уменьшается примерно на 30—40 %
по сравнению с исходным содержанием ее в сырье. Обычно
количество серы в высокомаргапцовистых плавленых флю-
сах находится на уровне до 0,10—0,15 %. В плавленых
и керамических флюсах, не содержащих марганцевой
руды, концентрация серы не превышает 0,05 %.
В зависимости от концентрационных условий (количе-
ство в флюсе и металле), свойств флюса и режима сварки
сера может переходить из флюса-шлака в металлическую
ванну или наоборот. Реакцию взаимодействия флюса и
металла в общем виде можно выразить уравнением
IS ] — *1]$ (S)$,
где (5)ф — содержание серы в флюсе; [S ]—содержа-
ние серы в металле; ns — коэффициент распределения
серы между шлаком и металлом.
На рис. 3.56 показана зависимость перехода серы
в металл шва от исходного содержания ее в ванне SH.
Очевидно, что усвоение серы металлом шва можно выра-
зить уравнением
[S]mB = IS]U + b (S)*,
240
где b — % — коэффициент распределения серы между
шлаком и металлом; [S ]и — исходная концентрация
серы в сварочной ванне, тогда
[Su = [SL + r]s (5)ф.
Наиболее благоприятны условия для перехода серы
в металл шва из флюса в том случае, когда сера в флюсе
находится в форме сульфида железа FeS, хорошо раство-
римого в жидком железе. Поэтому при низкой концен-
трации серы в металле и относительно высокой во флюсе
(обычно более 0,05 %) наблюдается переход серы в ме-
таллическую ванну.
Для связывания серы в шлаке обычно применяют
оксиды марганца и кальция, а иногда и магния. При
сварке под марганцовистыми флюсами большое значение
имеет реакция
[FeS ] + (МпО) (MnS) + [FeO (3.47)
В результате этой реакции сера связывается в плохо
растворимый в железе сульфид марганца, который ча-
стично переходит в шлак, а оставшаяся в металле часть
его образует сульфидные или оксисульфидные включения.
При содержаниях серы и марганца, которые имеют
место в сварочной проволоке и сталях, можно считать, что
подавляющее количество серы в них связано в сульфид
марганца. Существует мнение, что для предотвращения
образования горячих трещин в металле шва отношение
марганца к сере в металле шва должно удовлетворять
условию
[Mn]/[S] > 10,34-11,5.
Константу равновесия реакции (3.47) можно при-
ближенно подсчитать по уравнению
«-'|!даГ = Т-2» <3-48>
Результаты расчета по уравнению (3.48) (табл. 3.26)
свидетельствуют о том, что при наличии окислительных
условий и малой концентрации МпО в флюсе реакция
(3.47) при температуре жидкой стали имеет тенденцию
к протеканию влево (в сторону образования сульфида
железа).
Данные М. М. Тимофеева подтверждают эти расчеты
(рис. 3.57) и показывают, что с увеличением содержания
241
3.26. Значения константы равновесия
реакции образования сульфида марганца
Температура. °C fFeS] (МпО) (3.47) = [FeO] (MnS) i К(3.47)
1527 409 0,00244
1600 241 0,00415
1800 79,5 0,0126
2000 28,9 0,0346
2200 12,9 0,0775
МпО в флюсе наблюдается заметное обессеривание ме-
таллической ванны. Кроме этого, превращению MnS
в FeS может препятствовать и высокая концентрация
марганца в металле шва.
При сварке под марганцовистыми флюсами с малым
содержанием МпО или безмарганцовистыми флюсами
активная десульфурация сварочной ванны осуществ-
ляется оксидами кальция и магния:
[FeS] + (СаО) (CaS) + [FeO];
[FeS] + (MgO) (MgS) + [FeOl.
Сульфиды кальция и магния также нерастворимы
в металле, поэтому частично усваиваются шлаком, а ча-
стично переходят в сульфидные или оксисульфидные не-
металлические включения. В результате с увеличением
основности флюса при неизменной концентрации серы
Рис. 3.57. Прирост серы в метал-
ле шва в зависимости от концен-
трации монооксида марганца в
флюсе, содержащем 43—50 %
SiO2. Исходное содержание се-
ры в металле шва (S ]и =
= 0,0254-0,04 %
Рис. 3,58. Содержание серы в
пятом слое наплавки в зависи-
мости от основности флюса В
при постоянном содержании се-
ры в флюсе. [S ]и — исходное
содержание серы в металле
242
в флюсе и сварочной ванне происходит десульфурация
металла шва (рис. 3.58).
Кроме этого, следует учитывать, что большинство
отечественных флюсов для сварки стали содержат зпачи-
гелыюе количество плавикового шпата, который также
может способствовать удалению серы из зоны плавления
при сварке с образованием летучего соединения SF6.
Реакция фосфора. Наряду с серой в сварочных флюсах
содержится некоторое количество фосфора, вносимого
шихтовыми материалами. В наибольшей степени фосфо-
ром загрязнены марганцевые руды, содержащие эту при-
месь в количестве до 0,2—0,22 %. При более загрязненном
сырье содержание фосфора в шихте флюса может дости-
гать 0,35 % и более. В марганцевой руде фосфор нахо-
дится главным образом в виде апатита и фосфорита. Со-
став апатита можно выразить следующим образом:
(СаО)3 Р2О5-Са (F, С1, ОН)2.
Фосфорит имеет тот же состав, но с примесью неболь-
шого количества СаСО3 и 35—50 % кварца. Примеси,
загрязняющие марганцевую руду фосфором, представляют
собой включения белого цвета.
В отличие от серы содержание фосфора при плавке
шихты флюса уменьшается незначительно — всего на
20—25 %. Поэтому в высокомарганцовистых плавленых
флюсах количество фосфора находится на уровне до
0,15 %. В плавленых и керамических флюсах, не содер-
жащих марганцевой руды, концентрация фосфора обычно
не превышает 0,05 %.
В зависимости от концентрационных условий в зоне
плавления, свойств флюса и режима сварки фосфор
может переходить из флюса-шлака в металлическую
ванну или наоборот. Реакцию взаимодействия флюса и
металла в общем виде можно выразить
IP] = (Р)ф>
где (Р)ф — содержание фосфора в флюсе; |Р ] — количе-
ство фосфора в металле; — коэффициент распределе-
ния фосфора между шлаком и металлом.
Переход фосфора из флюса-шлака в металл шва при
сварке (рис. 3.59) можно выразить по аналогии с пере-
ходом серы зависимостью
LPU - [PL + ?)р (Р)ф-
243
0,03 0,04 0,05 0,06 0,07 [Р]и,°/<.
Рнс. 3.59. Переход фосфора
из флюса-шлака в металл шва
в зависимости от его содер-
жания в флюсе и средней ис-
ходной концентрации в сва-
рочной ванне:
д — 0,18 % Р; А — 0,14 % Р;
О — о об % Р; • — о.оз % р
Представленные дан-
ные позволяют устано-
вить следующее: пере-
ход фосфора в металл
шва наблюдается преи-
мущественно при кон-
центрациях его в флюсе
более0,03 %; с увеличением средней исходной концентра-
ции фосфора в металле при прочих равных условиях посте-
пенно уменьшается переход его в металл.
Удаление фосфора из металла в флюс-шла к в процессе
сварки требует, во-первых, его окисления, во-вторых,
связывания в группы, прочно удерживающие фосфор
в шлаке. При сварке окислительным реагентом служит
монооксид железа, связующим веществом —основные
оксиды, наиболее активным из которых является СаО.
В жидкой стали фосфор присутствует, вероятнее всего,
в форме соединения Fe2P. Поэтому обменную реакцию
между флюсом-шла ком и сварочной ванной можно вы-
разить реакциями:
2 [Fe2P ] + 5 (FeO) + 3 (RO) =
= (RO)3-P2O6 + 9 [Fek-;
2 [Fe2P J + 5 (FeO) + 4 (RO) =
= (RO)4-P2O5 + 9 IFeJ»,
(3.49)
(3.50)
где (RO) — основные оксиды в составе флюса-шлака.
Анализ констант равновесия реакций (3.49) и (3.50)
(RO)»[PJ2 (FeO)6.
Л(3.49) - [(RO)3 PAI ’
„ _ (RO)6 [PR (FeO)6
Л(3.50) - [(RO)4-PA1
показывает, что переход фосфора в металл ванны идет
тем полнее, чем меньше основность флюса, поскольку
уменьшение основности флюса способствует связыванию
244
основных оксидов в силикаты. Протеканию реакций (3.49)
и (3,50) влево будут способствовать также высокая концен-
трация фосфорного ангидрида в флюсе-шлаке и пони-
женная в ванне. Это и подтверждается приведенными
данными (см. рис. 3.59). Что же касается влияния основ-
ности флюса на переход в наплавленный металл, то
экспериментальные данные показывают, что понижение
кислотных свойств флюса за счет введения СаО и MgO
дает практически одинаковый эффект. При этом повыше-
ние основности флюса вплоть до В — 2,5 оказывает влия-
ние на дефосфор^цию сварочной ванны (рис. 3.60). Даль-
нейшее увеличение основности шлака менее существенно
сказывается на процессе дефосфорации наплавляемого
металла.
Кроме этого, были сделаны попытки установить связь
между концентрацией FeO в флюсе и процессом дефос-
форации металла шва. Однако изменение содержания FeO
в шлаке в пределах, которые обычно имеют место при
выплавке сварочных флюсов, не оказывает существенного
влияния на данный процесс. Это подтверждают резуль-
таты ряда исследователей, свидетельствующие о следую-
ющем. При увеличении концентрации FeO в флюсе-
шлаке вплоть до 12 % переход фосфора из металла в шлак
практически пе происходит.
Последнее, по-видимому, связано с температурным
режимом в зоне плавления. Температурный анализ кон-
стант равновесия (3.49) и (3.50) показывает, что, чем выше
температура, тем интенсивнее при прочих равных усло-
виях фосфор переходит в металл. Поэтому в большой
металлургии окисление фосфора железосодержащими окис-
лительными шлаками ведут при наиболее низкой темпе-
ратуре. При сварке условия в зоне плавления несколько
отличаются от условий сталеплавильных процессов и,
Рис» 3.60. Усвоение фосфора ме-
таллом шва в зависимости от ос-
новности флюса:
1 ~ (Р,(Б =“ °’03 %’ 2 ~~ <Р>А =
= 0,05% Ф
245
прежде всего, повышенными температурами и условиями
контакта реагирующих фаз, которые определяются кине-
тикой взаимодействия флюса-шлака с металлом.
Влияние режима сварки на протекание реакций серы и
фосфора. С учетом особенностей перехода серы и фосфора
в зависимости от рассмотренных выше концентрационных
условий в сварочной ванне, а также с учетом влияния
режима сварки (см. рис. 3.25) предложены расчетные
уравнения для определения конечного количества серы
и фосфора в наплавленном металле ной сварке под флюсом: при механизирован-
У? i'LU -п / 4. I0“2 A[P] = 3.10-’ + ip^(^- М ]/и \ 'св + 310-7/СП\; ^ 5^
A [S]= 1,2.10-’“-^-^-, (3.52)
1 св
где [Р]и, [Sl„— исходные концентрации фосфора и
серы в наплавляемом металле; = (5)ф/В и ЛР =
= (Р)ф/В — относительные химические активности флюса
по сере и фосфору; t/д, /св, vCI) — параметры режима
сварки.
Уравнения справедливы при исходной концентрации
серы [Sin > 0,005 % и фосфора [Р]и 0,005 %; индекс
основности при этом следует рассчитывать по формуле
(2.3).
Последствия реакций между металлом и флюсом-
шлаком. Вредное влияние кислорода, серы и фосфора
на свойства сварных швов, в частности на стойкость
к хрупкому разрушению, общеизвестно. Однако исследо-
вание влияния одного из этих элементов при практически
неизменной концентрации других не раскрывает общей
картины механизма влияния вредных примесей на свой-
ства металла. Между тем, изменение содержания одного
из названных элементов в металле шва может активно
влиять на форму и характер распределения других при-
месей. Действительно, между серой, фосфором и кисло-
родом в металле шва много общего. Все эти примеси
склонны к ликвации, способны располагаться по гра-
ницам зереп в виде пленки, выделяются при избытке
в виде неметаллических включений.
Особую роль в последнем случае играет кислород,
так как присутствие в металле сварочной ванны взвешен-
ных частиц оксидов способствует более раннему выделе-
нию на них серы и фосфора из расплава с образованием
246
О 0^01 OfiZ
Рис. 3.61. Изменение концентраций серы (7), фосфора (2) и кислорода
(3) по высоте многослойного шва (проволока Св-ЮНМ диаметром 5 мм,
обратная полярность)
сложных оксисульфидных и оксифосфидных включений.
Опыт применения механизированной сварки под флю-
сом сталей перлитио-ферритного класса показывает, что
в швах наряду с кислородом часто повышаются концен-
трации серы и фосфора по сравнению с исходным их
содержанием в сварочной проволоке, особенно при много-
слойной сварке (рис. 3.61). Поэтому дополнительные за-
траты, связанные с рафинированием основного металла
и сварочной проволоки, могут вообще не дать ожидаемого
эффекта. Это хорошо видно по данным табл. 3.27, которые
характеризуют изменение механических свойств металла
шва в зависимости от содержания вредных примесей серы,
фосфора и кислорода при различных металлургических
вариантах сварки и различной чистоте сварочных ма-
териалов.
В первом варианте для сварки многослойного шва
применяли проволоку Св-ЮНМ из металла мартеновской
плавки, а во втором варианте -— из металла, прошед-
шего электрошлаковый переплав, в сочетании с высоко-
марганцовистым флюсом-силикатом ФЦ-6. В третьем слу-
чае использовали электронно-лучевую сварку стали
161НМА для получения минимальной загрязненности
металла шва.
Несмотря па то что во втором варианте сварку выпол-
няли проволокой высокой чистоты, применение флюса-
247
04
CO
юйства металла Ударная вязкость, IO2 кДж/м2, при температуре 20 °C —40 °C 8,2 5,8 7,2 4,9 27,2 15,8
о <D X w о GJ Ч. % 55 i 47,5 70,4
ST Ж К го X <D <о 22 20 27,1 ।
го кК ° й 610 603 576
xo O'" « <u О <L> tp] 0,017 0,041 0,025 0,007 0,085 0,039 0,016 0,016
S X CX c Ф s X я Is] 0,014 0,044 0,022 0,004 0,048 0,034 0,007 0,007
* ex <u g О о 0,0033 0,0917 0,0010 со 1 01 А. о 0,0012 0,0010
Объект исследования Проволока Флюс Металл шва 1 1 Проволока Флюс Металл шва Основной металл Металл шва
Металлургический вариант сварки Флюс ФЦ-6, проволока Св-10НМ (мартен, плавка) Флюс ФЦ-6, проволока Св-ЮНМ (после ЭШП) Электронно-лучевая сварка стали 16ГНМА-ЭШП
248
силиката ФЦ-6, содержащего фосфор и серу на верхнем
пределе по ТУ, привело к повышенному содержанию
примесей в металле многослойного шва. Вследствие этого
характеристики пластичности и ударной вязкости ока-
зались пониженными. Повышение чистоты металла шва
при электронно-лучевой сварке привело к высоким пока-
зателям механических свойств сварного шва.
Для оценки совместного влияния концентраций вред-
ных примесей (серы, фосфора и кислорода) предложено
использовать так называемый эквивалент вредных при-
месей
1РК = 10] + 0,8 [S] + 0,7 [Р],
где Ю], IS], [Р] — концентрации кислорода, серы и
фосфора, %.
Введение понятия эквивалента вредных примесей дает
возможность свести множественную корреляцию к кор-
реляции двух переменных и сонзмеригь охрупчивающее
воздействие на металл шва кислорода преимущественно
в виде оксидных включений, серы и фосфора, несмотря
на существующие различия в природе этих примесей.
Поскольку ударная вязкость выражает интегральную
работу разрушения образца, то может оказаться, что
менее пластичный, но более прочный металл при данном
надрезе будет обладать большей ударной вязкостью по
сравнению с пластичным, по менее прочным металлом.
В связи с этим для оценки чувствительности металла шва
к хрупкому разрушению в зависимости от эквивалента
вредных примесей проводили исследования для определе-
ния сопротивления отрыву; склонности к хладноломкости
при ударном изгибе; относительной площади вязкого
излома и оценки свойств материала при наличии тре-
щины.
Испытания металла швов с различным эквивалентным
содержанием примесей на растяжение показали, что су-
щественное снижение пластичности наблюдается при
[Р9] 0,08 % (рис. 3.62). Одновременно с этим растет
сопротивление разрыву.
На рис. 3.63 приведены данные испытаний стандартных
образцов с надрезом Me на же (кривая /) и образцов с тре-
щиной, полученной на резонансном вибраторе по ме-
тодике Б. А. Дроздовского. Изменение удельной работы
разрушения стандартных образцов происходит почти рав-
номерно в исследуемом диапазоне варьирования экви-
249
Рис. 3.62. Изменение механических свойств металла шва в зависимости
от эквивалентного содержания в нем вредных примесей
валента вредных примесей» тогда как наиболее заметное
падение ее при испытаниях образцов с трещиной имеет
место в значительно более узком интервале 1Р1Э =
= 0,01-Н),08 %. Верхняя граница этого диапазона яв-
ляется началом значительных изменений характеристик
пластичности и прочности при испытаниях на растяжение.
Испытания металла швов на хладостойкость при раз-
личном значении эквивалента примесей показали, что
порог хладноломкости металла швов тем ниже, чем меньше
Лу-70, кДж
в нем эквивалентное содер-
жание вредных примесей.
При этом увеличивается и
относительная площадь вяз-
кого излома ударных образ-
цов — показателя, который
в последнее время считают
одним из наиболее удобных
для оценки склонности к
хрупкому разрушению.
Рис. 3.63. Зависимость работы из-
лома металла шва от содержания
в нем вредных примесей:
1 — изменение интегральной работы
излома; 2 — изменение работы изло-
ма при наличии трещи.«ы в образцах
250
Таким образом, предложенный эквивалент вредных
примесей, с одной стороны, позволяет соизмерить охруп-
чивающее воздействие на металл шва серы, фосфора и
кислорода в виде неметаллических оксидных включений,
с другой — показывает, что наибольшее влияние на удар-
ную вязкость металла шва оказывает изменение в нем
концентрации кислорода. Меньшее и приблизительно
равное влияние на изменение ударной вязкости и пластич-
ности оказывает наличие серы и фосфора.
Список литературы
1. Ерохин А. А. Основы сварки плавлением. М.: Машиной рое-
ние, (973. 448 с.
2. Журавлев Ю. М. Окислительно-восстанови тельные процессы
при наплавке низколегированной проволокой под флюсом, содержащим
двуокись титанаУ/Сварочное производство. № 3. 1979. С. 4—6.
3. Касаткин Б. С., Мусияченко В. Ф. Низколегированные стали
высокой прочности для сварных конструкций. Киев: Техника, 1970.
188 с.
4. Макара А. М., Мосснлз Н. А. Сварка высокопрочных сталей.
Киев: Техюка, 1971. 140 с.
5. Новожилов Н. М. Основы металлургии дуговой сварки в га-
зах. М.: Машиностроение, 1979. 231 с.
6. О влиянии технологических параметров па металлургические
характеристики процесса сварки под флюсом/Н. Н. Потапов/М. М. Ти-
мофеев, С. А. Курданов, Б. И. ЛазаревУ/Сварочное производство.
1978. № 6. С. 22—23.
7. Петров Г. Л. Сварочные материалы. Л.: Машиностроение.
1972 . 280 с.
8. Подгаецкий В. В., Люберец И. И. Сварочные флюсы. Киев:
Техюка, 1984. 167 с.
9. Потапов Н. Н., Волобуев Ю. С., Курланов С. А. О количествен-
ной оценке металлургических свойств сварочных флюсов/УСварочное
производство. 1980. № 10. С. 4—6.
10. Походня И. К. Газы в сварных швах. М.: Машиностроение.
1972. 256 с.
11. Технопогия электрической сварки металлов и сплавов плавле-
нием/Под рсд. Б. Е. Патона. М.: Машиностроение, 1974. 768 с.
12. Zimpe! J. Resultati studije kinciike procesa zavarivaju pod
praskom/’/Zavarivanje. 1973. Nr 16. S. 164—167. (серб.)
Глава 4
Флюсы для дуговой сварки сталей
При существующей широкой номенклатуре сталей
и флюсов выбор флюса для сварки конкретного изделия
представляет собой непростую задачу, которая услож-
няется тем, что наряду с правильным выбором сварочно-
технологических свойств флюса необходимо определить
оптимальный металлургический вариант сварки, включа-
ющий сочетание проволоки и флюса.
В этой главе флюсы разделены на группы по назначе-
нию в зависимости от их окислительной способности на
основе показателя относительной химической активно-
сти Лф, что очень удобно, поскольку дается общий под-
ход к выбору флюса в зависимости от химического со-
става стали. Указанный подход может быть использован
читателем и при использовании флюсов, не рассмотренных
в справочном пособии.
4.L ФЛЮСЫ ДЛЯ МЕХАНИЗИРОВАННОЙ
СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ
При сварке низкоуглеродистых сталей применяют
флюсы и электродные проволоки в основном двух систем.
Первая система —* высокомарганцовистый флюс-силикат
в сочетании с низкоуглеродистой проволокой Св-08А,
Св-08АА (по ГОСТ 2246—70) или проволокой, легирован-
ной марганцем, Св-08ГА. Вторая система — безмаргапце-
вый высоко кремнистый флюс в сочетании с высокомаргаи-
цовистой проволокой. Первая система получила преиму-
щественное распространение в отечественной практике,
вторая — за рубежом. Общим для обеих указанных систем
является применение высококремпистого флюса (36—•
50 % SiO2) и использование электродной проволоки из
кипящих или полуспокойных сталей. При данных си-
стемах легирование металла шва марганцем достигается
за счет флюса (первая система) или электродной проволоки
(вторая система). Легирование шва кремнием обеспечи-
вается флюсом за счет кремпийвосстановительного про-
цесса в обеих системах.
Реакция восстановления кремния имеет особо важное
значение при сварке низкоуглеродистых кипящих сталей,
содержащих его следы, так как только при содержании
в жидкой ванне кремния не ниже 0,2 % удастся подавить
252
в кристаллизующейся части сварочной ванны реакцию
ок меления углерода
[С] + LO1 -СО. (4.1)
Если в сварочной ванне концентрация кремния будет
ниже указанной, возможно образование пор в швах.
Роль углерода как раскислителя весьма велика во
всем диапазоне температур сварки. При этом сродство
углерода к кислороду возрастает с повышением темпера-
туры в противоположноегь тому, что наблюдается для
других элементов. Поэтому углерод выгорает при высоких
температурах и к моменту кристаллизации металла в хво-
стовой части сварочной ванны реакция (4.1) практически
затухает. В процессе кристаллизации сварочной ванны
она интенсифицируется вновь. Это обусловлено следу-
ющим. Во время кристаллизации первоначально затвер-
девает более чистый металл, а все примеси, в том числе
и углерод, ликвируют в маточный раствор. В результате
их концентрация в остающейся жидкости возрастает, и
равновесие реакции нарушается. Кроме этого, согласно
принципу подвижного равновесия, при охлаждении рав-
новесной системы в ней должны развиваться экзотерми-
ческие реакции.
Применение кремнистой проволоки при сварке под
флюсом низкоуглеродистых и углеродистых сталей не
нашло широкого распространения в нашей стране. Это
объясняется тем, что кремний в сварочную ванну лучше
вводить не в начальной, а в конечной стадии процесса,
чтобы дать возможность углероду окислиться при вы-
соких температурах. Применение марганцовистой про-
волоки более рационально, поскольку марганец как рас-
кислитель начинает действовать лишь при сравнительно
низких температурах, когда углерод успевает частично
окислиться.
К положительным сторонам кремне- и маргапцевос-
ста новител иного процессов следует отнести и тот факт,
что обогащение реакционной зоны кислородом в виде FeO
при восстановлении кремния и марганца из их оксидов
в флюсе (см. п. 3.1) способствует созданию окисли-
тельных условий в сварочной ванне, а это препятствует
растворению водорода в жидком металле, который обра-
зуется при диссоциации водяного пара, содержащегося
в флюсе, по реакции
(НаО) + Fe,„ IFeO ] + На. (4.2)
253
На основании принципа подвижного равновесия уве-
личение концентрации IFeO] в жидком металле должно
способствовать смещению равновесия реакции справа
налево. Это тормозит растворение водорода в сварочной
ванне и уменьшает опасность образования пористости от
водорода при недостаточно прокаленном флюсе или при
сварке по ржавчине.
К отрицательным последствиям кремне- и маргапие-
восстановителиного процессов, которые наиболее интен-
сивно протекают при сварке под высокомарганцовистыми
флюсами-силикатами, следует отнести засорение шва дис-
персными силикатными включениями (см. п. 3.5) эндо-
генного характера. Они, как уже отмечалось, в значи-
тельной степени снижают пластичность и ударную вяз-
кость металла шва, особенно при пониженных темпера-
турах. В применении к сварке углеродистых сталей это
может быть допустимо, но если учесть, что с ростом коли-
чества легирующих добавок запас пластичности металла
уменьшается, то следует признать, что уже при сварке
низколегированных сталей, особенно повышенной проч-
ности, применение указанных флюсов недопустимо.
В странах — членах СЭВ преимущественное распро-
странение получили плавленые флюсы. Что же касается
металлургических вариантов сварки низкоуглсродистых
сталей, то применяется как первая система (высокомар-
гапцов петый флюс-силикат в сочетании с ннзкоуглсроди-
стой проволокой из кипящей стали), так и вторая система
(низкомарганцовистый или безмарганцовиегый высоко-
кремнистый флюс в сочетании с высокомарганцовистой
проволокой из иолуспокойной или спокойной стали).
Каталоги флюсов стран — членов СЭВ приведены в на-
стоящем справочном пособии наряду с отечественными.
Плавленые флюсы. В соответствии с принятой класси-
фикацией плавленых флюсов оксидного и солеоксидного
типов по показателю химической активности (см. п. 2.14)
к высокоактивным флюсам следует отнести составы, име-
ющие указанный показатель в пределах Аф 0,6. Пре-
имущественно это высоко- или средиемаргапцевые флюсы-
сил икаты, На иболее распростри пенные в отечествен ной
промышленности флюсы могут быть отнесены к шлаковой
системе MnO- SiO2, диаграмма состояния которой при-
ведена на рис. 4.1. К ним относятся флюсы AII-348-A,
ОСЦ-45, ФЦ-6, ФЦ-3, ФЦ-9, АН-348-В, АН-60 и др.
Если принимать во внимание концентрации в них SiO2
254
Рис. 4.1. Диаграмма состояния шлаковой системы МпО—SiO2. Цифрами
1—4 указана температура плавления флюсов ФЦ-6 и ОСЦ-45 (/); ФЦ-3
(2); АН-60 (5); АН-348-А и АН-348-В (4) в пересчете составов на со-
держание SiO2 и МпО
и МпО, то область составов флюсов будет размещена на
диаграмме состояния (см. рис. 4.1) несколько правее от
области с наиболее низкой температурой плавления
(1251 °C). Однако следует учитывать, что находящиеся во
флюсах другие оксиды, а также CaF2 заметно снижают их
температуру плавления по сравнению с соответствующей
температурой по диаграмме состояния системы МпО—SiO2.
Флюс ОСЦ-45 имеет низкую температуру плавления
и вязкость при температурах существования жидкой стали
(0,1—0,2 Па-с). Повышенная концентрация CaF2 в со-
ставе этого флюса делает его невосприимчивым к образо-
ванию пор при сварке металла даже по ржавчине (см.
п. 3.1.3). Действительно, флюс ОСЦ-45 наряду с высокой
концентрацией SiO2 имеет повышенное содержание CaF2,
поэтому в зоне дуги при сварке под указанным флюсом
наблюдается значительная концентрация газа SiF4, пред-
отвращающего растворение в сварочной ванне водорода,
образующегося при разложении ржавчины. Однако по-
вышенное содержание газа SiF4 при сварке под флюсом
ОСЦ-45 исключает его применение для механизированной
255
сварки в замкнутых емкостях. В дополнение к этому
снижается устойчивость горения дуги, особенно на пере-
менном токе (рис. 4.2).
Вследствие более низкого содержания CaF2 флюс
АН-348-А более тугоплавок по сравнению с флюсом
ОСЦ-45 (рис. 4.3).
В отличие от других основных оксидов МпО является
весьма слабым основанием, и поэтому его сродство к группе
ОН” мало. Более того, отмечено благоприятное влияние
возрастающей концентрации монооксида марганца на
невосприимчивость сварочной ванны к ржавчине (в смысле
возможного образования пор), что иллюстрируется дан-
ными рис. 4.4. Последнее обстоятельство, ио-видимому,
связано с увеличением окислешюсти сварочной ванны
с повышением содержания МпО в составе флюса, который
препятствует растворению водорода в металле по реак-
ции (4.2).
Частичная замена монооксида марганца способствует
повышению чистоты флюса по сере и фосфору, поскольку
уменьшается количество марганцевой руды в шихте флюса,
а также снижению его химической активности по отно-
шению к металлу шва. Однако разработчики при создании
названных составов не столько руководствовались стремле-
нием снизить химическую активность флюса, сколько
пытались получить определенные сварочно-технологиче-
ские свойства.
Так, флюс ФЦ-7, имеющий повышенную вязкость
в расплавленном состоянии по сравнению с флюсом ФЦ-6,
первоначально был разработан для электрошлаковой
сварки котельных низколегированных сталей, а впослед-
ствии его применяли и для однопроходной сварки мощ-
ными дугами. Повышению вязкости этого флюса в зоне
плавления способствовало введение 15—18 % MgO.
Диаграмма состояния системы МпО—MgO—SiO2, на
основе которой построен этот флюс, приведена па рис. 4.5.
Рис. 4.2. Влияние количества СаЕй в
составе флюса ОСЦ-45 па разрывную
длину L дуги при сварке на перемен-
ном гокс
256
Рис. 4.3. Зависимость вязкости
от температуры для флюсов
ОСЦ-45 и ФЦ-3 (/), AII-348-A
(2) и ФЦ-6 (5)
Рис. 4.4. Влияние концентра-
ции мопооксида марганца во
флюсах с постоянной основно-
стью на восприимчивость сва-
рочной ваттны к ржавчине в
г/100 мм сварного шва
Заштрихованной областью па диаграмме отмечен состав
флюса ФЦ-7 в пересчете только па содержание МпО,
MgO и SiO2. Указанная область лежит между изотермами
1500 и 1400 °C. Введенный в состав флюса фтористый
кальций, а также примеси несколько снижают темпера-
туру плавления флюса ФЦ-7 (рис. 4.6).
Флюс ТЛ. st. 9 с некоторым приближением можно
отнести к шлаковой системе МпО—СаО—SiO2, диаграмма
состояния которой приведена на рис. 4.7. Состав его на
диаграмме состояния показан заштрихованной областью,
лежащей между изотермами с температурой плавления
1500 и 1400 сС. Температура плавления этого флюса
несколько ниже 1400 °C в результате наличия примесей
других оксидов и фтористого кальция.
Таким образом, высокоактивные плавленые флюсы
характеризуются следующими отличительными призна-
ками: содержат высокие концентрации кремнезема; яв-
ляются кислыми силикатами; имеют высокую химическую
активность по отношению к свариваемому (наплавляе-
мому) металлу в результате интенсивного протекания
марганце- и особенно кремневосстановительного процес-
сов. Поэтому в наплавленном под ними металле содер-
жится большое количество кислорода (в пределах 0,08—
9 п/р и. п. Потапова
257
Рис. 4.5. Диаграмма состояния системы MgO—МпО—SiO2 (темпера-
тура. СС)
0,15 %) в виде неметаллических оксидных включений на
основе кварцевого стекла.
Ударная вязкость металла швов, выполненных с при-
менением высокоактивных флюсов, даже при испытаниях
образцов Менаже при температуре 20 °C, как правило,
не превышает 100 Дж/см2. Поэтому указанные флюсы не
могут быть рекомендованы для сварки конструкций, рабо-
Рис, 4.6. Зависимость вяз-
кости флюса ФЦ-7 от тем-
пературы
тающих при пониженных темпера-
турах, например, в условиях Се-
вера.
К достоинствам этих флюсов
следует отнести их высокие сва-
рочно-технологические свойства,
отсутствие склонности к гидрата-
ции, в связи с чем перед употреб-
лением этих флюсов достаточна
их просушка при температуре
100—150 сС. Высокая концентра-
ция кислорода в зоне плавления
при сварке под высокоактивны-
ми флюсами предотвращает рас-
258
Рис. 4.7. Диграмма плавкости шлаковой системы СаО—МпО—SiO2
(температура, °C)
творение водорода в сварочной ванне, что препятствует
возникновению пор даже при сварке по ржавчине.
Каталог плавленых флюсов
Флюс плавленый марки
ФЦ-6
ОСТ 108.948.02—85
Тип
MS
Назначение. Для механизированной дуговой сварки
и наплавки корпусных конструкций больших толщин
(более 50 мм) из углеродистых и низколегированных сталей
в сочетании со сварочной проволокой диаметром 6—8 мм.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги 15 мм; формирование шва
хорошее, с плавным переходом к основному металлу
в разделке; склонность металла шва к образованию пор
и трещин низкая; отделимость шлаковой корки хорошая,
затрудненная при сварке корневых валиков на повышен-
ных значениях сварочного тока.
9*
259
Данные для контроля качества. Состав флюса, %з
SiO2 МпО Са1-2 №2О ALO3
К2О
43—46 44—47 2,5—4 0,35—0,55 <2,5
СаО MgO Fc2O3 S Р
<4 <^1 <^1 <0,1 <од
Цвет зерен — серый с коричневыми оттенками; раз-
мер зерен 0,35—3 мм; строение зерен — стеклопемзовид-
ное; объемная масса 1,1—1,4 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых оксидных флюсов с химической актив-
ностью Лф = 0,9—0,95. При сварке-наплавке под флю-
сом интенсивно протекают кремне- и марганцевосстано-
вительный процессы. Содержание кислорода в металле
шва в виде оксидных мелкодисперсных включений может
составлять до 0,12 %, особенно при многослойной сварке.
Применение проволоки диаметром 8 мм несколько сни-
жает интенсивность взаимодействия между флюсом и
па плавл яемым металлом.
Содержание серы и фосфора в металле шва в среднем
составляет 0,04 % каждого. Ударная вязкость металла
швов при 20 °C обычно не превышает 100 Дж/см2. Не
рекомендуется к применению со сварочными проволо-
ками всех марок диаметром менее 5 мм.
Данные для применения. Род и значение максимально
допустимого тока =; 1500 А; максимально допустимая
скорость сварки 30 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
сушка при температуре 400 °C, 2 ч; рекомендуемые про-
волоки: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-ЮПМА.
Технология изготовления. Плавлением в пламенных или
дуговых печах, грануляцией мокрым способом.
Особых требований к флюсу нет. Находит приме-
нение в котельном машиностроении.
Флюс плавленый марки АНЦ-1 ТУ 108.1424—86 Тип MS СССР
Назначение. Для механизированной дуговой сварки и
наплавки изделий широкой номенклатуры из углероди-
стых и низколегированных сталей с количеством легиру-
ющих элементов не более 1,5 %.
260
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги до 12 мм; формирование
шва вполне удовлетворительное; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки хорошая, удовлетворительная при сварке
корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО СаО Л12О3 CaFo Fe.,O3 S Р
MgO
38—42 29—34 15—24 3—6 2—5 <2 <0,14 <0,1
Цвет зерен — коричневый с оттенками; размер зерен
0,35—3 мм; строение зерен — стекловидное, количество
пемзовидных зерен не должно превышать 5 %; объемная
масса 1,3—1,8 кг/дмн.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомарганцовистых оксидных флю-
сов с химической активностью = 0,9ч-0,95. При
сварке-наплавке под флюсом интенсивно протекают кремне-
и марганцевосстановительный процессы. Содержание кис-
лорода в металле швов в виде мелкодисперсных оксидных
включений составляет 0,08 % (для однопроходных) и до
0,15 % (для многослойных). Особо интенсивно протекает
взаимодействие между флюсом и металлом при сварке
проволокой малых диаметров (до 3 мм). В этом случае
содержание кислорода в металле швов может достигать
больших значений.
Концентрация серы и фосфора в металле швов в сред-
нем составляет до 0,04 % каждого.
Ударная вязкость металла швов при 20 °C обычно не
превышает 120 Дж/см2.
Не рекомендуется для сварки конструкций, работа'
ющих в условиях Севера и при температуре ниже —30 °C.
Данные для применения. Род и значения максимально
допустимого тока = , 1000 А; максимально допустимая
скорость сварки 50 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
сушка при температуре 400 °C, 2 ч; рекомендуемые про-
волоки: Св-08, Св-08А, Св-08ГА, Св-10Г2.
Технология изготовления. Плавлением в пламенных или
дуговых печах, грануляцией мокрым способом.
В качестве исходного сырья при выплавке флюса ши-
роко используются шлаки металлургического производ-
ства.
261
ТУ 108.2730—80
НПО ЦНИИТМАШ
Тип
MS
Флюс плавленый марки
ФЦ-3
СССР
Назначение. Для механизированной дуговой сварки
и наплавки всех типов сварных соединений из углероди-
стых сталей, за исключением кольцевых швов малого
диаметра (менее 500 мм).
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги 15 мм; формирование
шва хорошее с плавным переходом к основному металлу;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки удовлетворительная,
затрудненная при сварке корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiOo МпО TiO.2 CaFa АЬО3 СаО
41—44 40—43 3—4 2—3 <2 <5,5
MgO К,О Гс.ХХ Р S
Na'.,О
<2 <6,5 <1,5 <0,15 <0,15
Цвет зерен -темно-коричневый или черный; строение
зерен — стекловидное; размер зерен 0,35—3 мм; объемная
масса 1.25—1,7 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомарганцовистых оксидных флюсов
с химической активностью = 0,85-=-0,9. При сварке-
наплавке интенсивно протекают кремне- и марганцевос-
становительный процессы. Содержание кислорода в ме-
талле шва в виде оксидных мелкодисперсных включении
составляет более 0,1 %, фосфора и серы до 0,05 % каж-
дого. Не рекомендуется для сварки конструкций, рабо-
тающих при температуре ниже —40 СС.
Данные для применения. Род и значение максимально
допустимого тока = ; 1200 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
сушка при температуре 400 °C, 2 ч; рекомендуемые про-
волоки: Св-08, Св-08А, Св-08ГА, Св-10Г2.
Технология изготовления. Плавлением в пламенных
или дуговых печах; грануляцией мокрым способом.
Особых требований к флюсу нет. Имеет ограниченное
применение.
262
Тип
MS
Флюс плавленый марки
ФЦ-9
СССР
ГОСТ 9087—81
Назначение. Для механизированной и шланговой
сварки углеродистых и низколегированных сталей не-
больших толщин (до 40 мм) при протяженных швах.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 13 мм; формирование
шва хорошее; склонность металла к образованию пор и
трещин низкая; отделимость шлаковой корки вполне
удовлетворительная, затрудненная при сварке корневых
валиков.
Данные для контроля качества. Состав флюса, %:
S1O., МпО А1.Д CaF2 СаО MgO Fe£Os S Р
38—41 38—41 10—13 2—3 <8 <2,5 <2 <0,1 <0,1
Цвет зерен — светло-желтый и коричневый всех оттен-
ков, размер зерен 0,25—1,6 мм; строение зерен —стекло-
видное; объемная масса 1,3—1,8 кг/дм3.
Металлургические свойства. Флюс относится к группе
высококремнистых высокомарганцовистых с химической
активностью = 0,8ч-0,85. При сварке-наплавке под
флюсом активно протекают кремне- и маргапцевосста-
новительный процессы. Содержание кислорода в металле
шва в виде оксидных неметаллических мелкодисперсных
включений составляет до 0,1 %. Применение форсирован-
ных режимов несколько снижает интенсивность взаимо-
действия между флюсом и металлом.
Концентрация серы и фосфора в металле шва в среднем
составляет 0,03 %. Ударная вязкость металла швов при
20 °C обычно не превышает 120 Дж/см2. Не рекомендуется
для сварки конструкций, работающих в условиях Севера
и низких температурах.
Данные для применения. Род и значение максимально
допустимого тока =; 800 А; максимально допустимая
скорость сварки 50 м/ч; минимально допустимое напря-
жение холостого хода, источника питания не ограничено;
сушка при температуре 400 °C, 1 ч; рекомендуемые про-
волоки: Св-08; Св-08А; Св-08ГА; Св-10Г2; Св-ОбА;Св-ЮГН.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Особых требований к флюсу нет. Находит широкое
применение в судостроении.
263
Тип
MS
ТУ 108.2730—80
НПО ЦНИИТМАШ
Флюс плавленый марки
ФЦ-7
СССР
Назначение. Для механизированной дуговой сварки
изделий больших толщин из углеродистых сталей и
электрошлаковой сварки изделий из углеродистых и
низколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
высокая; разрывная длина дуги 14,5 мм; формирование
шва очень хорошее, если объемная масса находится
в пределах 0,8—1,0 кг/дм3; склонность шва к образова-
нию пор и трещин низкая; отделимость шлаковой корки
хорошая, удовлетворительная при сварке корневых ва-
ликов. При однофазной дуге отделимость шлака с по-
верхности лучше, чем при трехфазной дуге.
Данные для контроля качества. Состав флюса, %!
SiO2
МпО
46—48 24—26
MgO А12Од СаО
15—18 <3' <3
Na2O
К2О
0,4—0,8
S Р
<0,1 <0,1
Цвет зерен — серый с коричневыми оттенками; раз-
мер зерен 0,5—3 мм; строение зерен — пемзовидное;
объемная масса 0,7—1 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых среднемарганцовистых оксидных флюсов
с химической активностью 71 ф — 0,8—0,85. При сварке-
наплавке дугами ограниченной мощности интенсивно про-
текает кремве- и марганцевосстановите^i ьный нроцсссы.
Содержание кислорода в металле шва в виде оксидных
мелкодисперсных включений составляет до 0,1 %, осо-
бенно при многослойной сварке. При использовании
трехфазных дуг интенсивность взаимодействия флюса
с металлом снижается и содержание кислорода в этом
случае не превышает 0,05 %.
Концентрация серы и фосфора в металле шва в среднем
составляет не более 0,03 % каждого. Ударная вязкость
при 20 °C (образцы Менаже) не превышает 120 Дж/см2.
Не рекомендуется к применению на ограниченных токах
(менее 900 А).
Данные для применения. Род и значение максимально
допустимого тока =; 2500 А; максимально допусти-
264
мая скорость сварки 30 м/ч; минимально допустимое
напряжение холостого хода источника питания* 65 В;
прокалка при температуре 550 СС, 3 ч; рекомендуемые
проволоки: Св-08; Св-08А, Св-08ЛА, Св-ОбА, Св-1011МЛ.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Особых требований к флюсу пет. Находит примене-
ние в тяжелом и химическом машиностроении.
Флюс плавленый марки
АН-65
ТУ 14-1-2254—77
Назначение. Для механизированной дуговой сварки
и наплавки широкой номенклатуры изделий из углероди-
стых и низколегированных сталей с повышенной ско-
ростью.
Сварочно-тех но логические свойства. Устойчивость дуги
вполне удовлетворительная, разрывная длина дуги до
7 мм; формирование шва хорошее с плавным переходом
к основному металлу; склонность металла шва к образо-
ванию пор и трещин низкая; отделимость шлаковой
корки хорошая, затрудненная при сварке корневых ва-
ликов, особенно на пониженных скоростях.
Данные для контроля качества. Основные компоненты
шлаковой системы, %:
SiO2 МпО CaF2 MgO TiO. Fe,Os S P
CaO ZrO»
40 26 10 18 1Г <1 <0,1 <0,1
Цвет зерен — темно-серый с оттенками черного цвета;
размер зерен 0,35—2,5 мм; строение зерен — стеклопем-
зовидное; объемная масса 0,85—1,1 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых и средпемарганцовистых флюсов соле-
оксидного класса с химической активностью Аф = 0,8ч-
0,85. При сварке-наплавке под флюсом активно проте-
кает кремневосстаиовительный процесс. Марганцевосста-
новительный процесс протекает с меньшей интенсивностью.
Содержание кислорода в металле шва в виде оксидных
мелкодисперсных включений на обычных режимах со-
ставляет до 0,09 %, па форсированных скоростях сварки—
0,06 %.
Содержание серы и фосфора в металле многослойных
швов в среднем составляет 0,03 % каждого.
265
Ударная вязкость металла швов при 20 °C обычно
составляет 120—150 Дж/см2.
Данные для применения, Род и значение максимально
допустимого тока —, =; 1700 А; максимально допустимая
скорость сварки 220 м/ч; минимально допустимое напря-
жение холостого хода источника питания 70 В; сушка
при температуре 400 сС, 2 ч; рекомендуемые проволоки:
Св-08ГА, Св-10Г2, Св-08ХМ, Св-ЮНМА,
Технология изготовления. Плавлением в дуговых печах,
грануляцией мо к р ым с п особом.
Обеспечивает повышенное значение ударной вязкости
металла швов при низких температурах. Применяется
в производстве сварных труб.
Флюс плавленый марки
АН-60
ГОСТ 9087—81
Тип
MS
СССР
Назначение. Для механизированной дуговой сварки
изделий из углеродистых и низколегированных сталей
с повышенной скоростью, особенно при производстве
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 11 мм; формирование
шва хорошее, с плавным переходом к основному металлу;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки хорошая при одно-
проходной сварке металла небольшой толщины (до 20 мм).
Данные для контроля качества. Состав флюса, %:
SiO2
42,5—46,5
AlgOj
MnO
37—41
Fe,O3
<0,9
CaO CaH2 xMgO
3—11 5—8 0,5—3
S P
<0.09 <0,1
Цвет зерен — серый с оттенками желтого или коричне-
вого цвета; размер зерен 0,35—4 мм; строение зерен —
иемзовидпое; объемная масса 0,8—1,1 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремпистых высокомарганцовистых оксидных флюсов
с химической активностью = 0,754-0,8. При сварке
на повышенных скоростях (более 100 м/ч) кремне- и мар-
ганцевосстановительный процессы протекают сравни-
тельно вяло. В связи с этим содержание кислорода в ме-
талле швов в виде оксидных мелкодисперсных включений
266
составляет не более 0,05 %, особенно при однопроходной
сварке.
Содержание серы и фосфора в металле швов в среднем
составляет 0,035 % каждого. Ударная вязкость металла
швов при 20 °C обычно составляет до 150 Дж/см2.
Данные для применения. Род и значение максимально
допустимого тока ~; 1800 А; максимально допусти-
мая скорость сварки 220 м/ч; минимально допустимое
напряжение холостого хода источника питания 70 В;
сушка при температуре 400 °C, 2 ч; рекомендуемые про-
волоки: Св-08А, Св-08ГА, Св-08ХМ, Св-IOHMA.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Обладает среди известных плавленых флюсов наиболь-
шей стойкостью к образованию пор в швах при сварке
металла, кромки которого покрыты ржавчиной.
Флюс плавленый марки
ОСЦ-45
[’ОСТ 9087—81
Класс по DIX 8557
12ау477
Тип
MS
СССР
Назначение. Для механизированной дуговой сварки
и наплавки широкой номенклатуры изделий из углероди-
стых и низколегированных сталей. Обладает весьма низ-
кой склонностью к образованию пор.
Сварочно-технологические свойства. Устойчивость дуги
вполне удовлетворительная, разрывная длина дуги до
7 мм; формирование шва хорошее с плавным переходом
к основному металлу в разделке; склонность металла шва
к образованию пор и трещин весьма низкая; отделимость
шлаковой корки вполне удовлетворительная, затруднен-
ная при сварке корневых валиков.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО Cab СаО MgO ЛЬ03 Fe2O3 S Р
38—44 38—44 6—9 <6,5 <2,5 <5 <2 <0,15 <0,15
Цвет зерен — коричневый с оттенками; размер зерен
0,25—3 мм; строение зерен —стекловидное; объемная
масса 1,3—1,8 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомаргапцовистых оксидных флюсов
с химической активностью -- 0,754-0,8. При сварке-
наплавке под флюсом интенсивно протекают кремне-
267
и марганцевое стаповптельпый процессы. Содержание кис-
лорода в металле шва в виде оксидных мелкодисперсных
включений может достигать 0,1 %, особенно при много-
слойной сварке.
С'иержанг- серы и фосфора в среднем в металле шва
составляет до 0,04 % каждого. Металл швов обладает
высокой стойкостью к образованию трещин и пор. До-
пуск, стен сварка металла по ржавчине.
; тарная вязкость металла швов при 20 °C обычно не
превышает 150 Дж/см2.
Данные для применения. Род и значение максимально
допустимого тока ; 1200 Л; максимально допустимая
скорость сварки 150 м/ч (два электрода); минимально до-
пустимое напряжение холостого хода источника питания
70 В; сушка при температуре 400 сС, 2 ч; рекомендуемые
проволоки; Св-08, Св-08А, Св-08ГЛ, Св-ЮГ2.
Технология изготовления. Плавлением в пламенных
или дуговых печах, грануляцией мокрым способом.
Имеет модификацию ОСЦ-45М, предназначенную для
шланговой сварки, с размером зерен 0,25—1,6 мм. Одоб-
рен классификационными обществами DB, AWS, TIJV.
Не рекомендуется для сварки в замкнутых сосудах ввиду
повышенных выделений фтористых соединений.
Флюс плавленый марки AH-348-B ГОСТ 9087—81 Гиг; MS СССР
Назначение. Для механизированной дуговой сварки
и наплавки углеродистых и низколегированных сталей
пизкоуглеродистой и низколегированной проволокой.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 13 мм; формирование
шва вполне удовлетворительное; склонность металла шва
к образованию пор и трещин низкая; отдел имеет шлако-
вой корки вполне удовлетворительная, затрудненная при
сварке корневых валиков.
Данные для контроля качества. Состав флюса, % 5
SiO2
40—44
MgO
МпО
30—34
TiO2 CaO
2—6 <10
S P
<0,15 <0.14
268
Цвет зерен—темно-коричневый, черный; размер зе-
рен 0,35—3 мм; строение зерен —стекловидное; объемная
масса 1,3—1,8 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремпистых высокомарганцовистых оксидных флюсов
с химической активностью Лф = 0,74-0,75. При сварке-
наплавке под флюсом интенсивно протекают кремне-
и маргапцевосстановительный процессы. Содержание кис-
лорода в металле швов в виде оксидных мелкодисперсных
включений составляег 0,05 % (однопроходных) и до 0,09 %
(многослойных). Особо интенсивно протекает взаимодей-
ствие между флюсом и металлом при сварке проволокой
малых диаметров (до 3 мм).
Содержание серы и фосфора в металле швов в среднем
составляет 0,04 % каждого. Ударная вязкость металла
швов при 20 сС обычно не превышает 130 Дж/см2.
Данные для применения. Род и значение максимально
допустимого тока —; 1100 А; максимально допустимая
скорость сварки 120 м/ч (два электрода); минимально
допустимое напряжение холостого хода источника пита-
ния не ограничено; сушка при температуре 400 °C, 1 ч;
рекомендуемые проволоки: Св-08, Св-08А, Св-08ГА,
Св-10Г2.
Технология изготовления. Плавлением в пламенных или
дуговых печах, грануляцией мокрым способом.
Имеет модификацию АН-348-ВМ, предназначенную для
шланговой сварки, с размером зерен 0,25—1,6 мм. Имеет
улучшенные санитарно-гигиенические характеристики.
Флюс плавленый марки
АН-348-А
ГОСТ 9087—81
Класс по DIN 8857 9az478
Тип
MS
СССР
Назначение, Для механизированной дуговой сварки и
наплавки изделий широкой номенклатуры из углероди-
стых и низколегированных сталей.
Сварочно-технологические свойства. Устойч ивость дуги
хорошая, разрывная длина дуги до 13 мм; формирование
шва вполне удовлетворительное; склонность металла шва
к образованию пор и трещин низкая; модификация флюса
АН-348-АМ требует более тщательной сушки; отдели-
мость шлаковой корки вполне удовлетворительная, затруд-
ненная при сварке корневых валиков.
269
Данные для контроля качества. Состав флюса, %!
SiO» МпО MgO CaF«, СаО А12О3
41—44 34—38 5—7,5 4—5,5 <6,5 <4,5
Fco03 S Р
<2 <0,15 <0,12
Цвет зерен — коричневый с оттенками; размер зерен
0,35—3 мм; строение зерен—стекловидное; объемная
масса 1,3—1,8 кг/дм3.
^Металлургические свойства. Относится к группе вы-
сококремнистых высокомарганцовистых оксидных флюсов
с химической активностью Лф = 0,74-0,75. При сварке-
наплавке под флюсом интенсивно протекают кремне-
и маргапцевосстановительный процессы. Содержание кис-
лорода в металле шва в виде оксидных мелкодисперсных
включений составляет 0,06 % (для однопроходных) идо
0,1 % (для многослойных). Особо интенсивно взаимодей-
ствие между флюсом и металлом при сварке проволокой
малых диаметров (до 3 мм).
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,04 % каждого.
Ударная вязкость металла швов при 20 °C обычно
не превышает 120 Дж/см2. Не рекомендуется для сварки
конструкций, работающих в условиях Севера и при тем-
пературе ниже —30 °C.
Данные для применения. Род и значение максимально
допустимого тока =; 1100 А; максимально допусти-
мая скорость сварки 120 м/ч (два электрода); минимально
допустимое напряжение холостого хода источника пита-
ния не ограничено; сушка при температуре 400°С, 2 ч;
рекомендуемые проволоки: Св-08, Св-08А, Св-08ГА,
Св-10Г2.
Технология изготовления. Плавлением в пламенных
или дуговых печах, грануляцией мокрым способом.
Флюс имеет модификацию АН-348-AM, предназначен-
ную для шланговой сварки, с размером зерен 0,25—1,6 мм;
код по AWS EM12K-F72; EL12-F62.
Флюс плавленый марки АН-1 ТУ 14-J-1437—75 Тип CS СССР
Назначение. Для механизированной дуговой сварки
и наплавки широкой номенклатуры изделий из углероди-
стых и низколегированных сталей на повышенной ско-
рости.
270
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги 12 мм; формирование
шва хорошее, особенно на повышенной скорости; склон-
ность металла шва к образованию пор и трещин низкая;
отделимость шлаковой корки вполне удовлетворительная,
затрудненная при сварке корневых валиков.
Данные для контроля качества. Состав флюса, %:
SiO, СаО
36—40 19.0—21,5
N<0 Fe.>O3
КЛ)
1,6—3,5 <2,5
МпО
14—18
MgO
CaF-2 А120з
4—6 13—16
S Р
<0,15 <0,15
Цвет зерен —темно-коричневый с черным оттенком;
размер зерен 0,35—4 мм; строение зерен — стекловидное;
объемная масса 1,2—1,7 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых среднемарганцовистых оксидных флюсов
с химической активностью — 0,654-0,7. При сварке-
наплавке под флюсом интенсивно протекает кремневос-
стаповительный процесс. хМарганцевосстаповитсльный про-
цесс протекает вяло, а при использовании проволок
Св-08ГЛ, Св-10Г2 практически не протекает совсем.
Содержание кислорода в металле швов в виде оксидных
мелкодисперсных включений составляет до 0,1 %. При
сварке па форсированных скоростях содержание кисло-
рода снижается до 0,06 %.
Содержание серы и фосфора в металле швов в среднем
составляет 0,04 % каждого. Ударная вязкость металла
швов при 20 °C обычно составляет 100—120 Дж/см2.
Данные для применения. Род и значение максимально
допустимого тока =; 1000 А; максимально допустимая
скорость сварки 150 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
сушка при температуре 400 С, 2 ч; рекомендуемые про-
волоки: Св-08А; Св-08АЛ; Св-08ГА; Св-10Г2.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Особых требований к флюсу нет.
Флюс плавленый марки
ФВТ-4
ТУ 108.864—82
271
Назначение. Для механизированной дуговой сварки
и наплавки корпусных конструкций больших толщин
(более 50 мм) из углеродистых и низколегированных
сталей на повышенных токах.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги 7 мм; форми-
рование шва очень хорошее с плавным переходом к основ-
ному металлу, особенно па форсированных режимах;
может применяться при сварке в узкую разделку; склон-
ность металла шва к образованию пор умеренная, трещин
низкая; отделимость шлаковой корки очень хорошая,
в том числе и с корневых валиков, особенно на форси-
рованных режимах.
Данные для контроля качества. Основные компоненты
шлаковой системы, %:
SiO2 MgO Л12О3 CaF2 MnO Fc2O3 S P
38 26 22 7 “ 6 <1 <0,05 <0,05
Цвет зерен — серый с коричневым и желтым оттен-
ками; размер зерен 0,25—2,5 мм; строение зерен — пемзо-
видное; объемная масса 0,8—1,1 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых низкомарганцовистых оксидных флюсов
с химической активностью Лф = 0,6-4-0,65. При сварке-
наплавке под флюсом интенсивно протекает кремпсвоссга-
новительный процесс. Содержание кислорода в металле
шва в виде оксидных мелкодисперсных включений на
обычных режимах составляет до 0,08 %, на форсирован-
ных 0,05 %.
Содержание серы и фосфора в металле многослойных
швов в среднем составляет 0,025 % каждого элемента.
Ударная вязкость металла швов при 20 °C обычно состав-
ляет 120—150 Дж/см2.
Не рекомендуется к применению в сочетании с про-
волоками малых диаметров (менее 3 мм) ввиду интенси-
фикации крск-шевосстановительпого процесса.
Данные для применения. Род и значение максимально
допустимого тока = ; 1200 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напряже-
ние холостого хода источника питания 65 В; прокалка
при температуре 620 °C, 4 ч; рекомендуемые проволоки:
Св-ОЯГА, Св-10Г2, Св-ЮГА, Св-ЮНМА.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
272
Перед применением требует тщательной прокалки с вы-
сотой насыпного слоя не более 150 мм во избежание обра-
зования пор ври сварке.
Находит применение в энергетическом машинострое-
нии.
Флюс плавленый марки
ТА .st. 5
PN-73/M- 69355
Класс по
Il S/11W-189-65 12ау497
Тип
MS
ПНР
Назначение. Для механизированной дуговой сварки
изделий из углеродистых и низколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги И мм; формирование
шва хорошее, с плавным переходом к основному металлу;
склонность металла к образованию пор и трещин низкая;
отделимость шлаковой корки хорошая, в том числе и
с корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %*
SiO2 MnO CaF2 TiO2 СаО Л1,О$ FeO S Р
35—39 38—48 5—8 1,5—3,5 <7 <6 <1,5 <0,1 <0,1
Цвет зерен — черный с опенками; размер зерен 0,3—
1,6 мм; строение зерен—стекловидное; объемная масса
1,2 кг/дм3.
Допускается наличие отдельных пемзовндпых гранул
флюса.
Металлургические свойства. Относится к группе вы-
сококремпистых высокомарганцовистых флюсов оксидного
класса с химической активностью Лф = 0,95ч-1. По
своему составу является аналогом советского флюса ФЦ-3.
При сварке-наплавке под флюсом интенсивно проте-
кают кремпе- и мартанцевосстаповительные процессы.
Содержание кислорода в металле шва в виде оксидных
мелкодисперсных включений составляет более 0,12 %,
фосфора и серы до 0,05 % каждого. Не рекомендуется
для сварки конструкций, работающих при низких темпе-
ратурах.
Данные для применения. Род и значение максимально
допустимого тока = ; 1000 А; максимально допустимая
скорость сварки 120 м/ч; минимально допустимое напря-
жение холостого хода источника питания 65 В; сушка
при температуре 300 °C, 2 ч; рекомендуемые проволоки:
SpGl (Св-08А), SpG2 (Св-08ГА).
273
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Флюс плавленый марки
TA.st.10
PN-73/M-69355
Класс по
[I S/11W-189-65 13ау438
Тип
ПНР
Назначение. Для механизированной дуговой сварки
мощными дугами углеродистых и низколегированных
сталей.
Сварочно-технологические свойства. Устойчивость дуги
вполне удовлетворительная, разрывная длина дуги 9 мм;
формирование шва хорошее; склонность металла шва
к образованию пор очень низкая, трещин низкая; отде-
лимость шлаковой корки хорошая, в том числе и с кор-
невых валиков.
Данные для контроля качества. Состав флюса, %:
SiO, СаО MgO CaF, ALO4 TiO, FeO S P
37—43 14—18 11—15 8—12 9—12 5—8“ <1,5 <0,1 <0,1
Цвет зерен — черный с оттенками; размер зерен
0,32—1,6 мм; строение зерен — стекловидное; объемная
масса 1,5—1,8 кг/дм3.
Не допускается наличие пемзовидных гранул флюса.
Металлургические свойства. Относится к группе вы-
сококремнпстых безмаргапцовистых флюсов солеоксид-
ного типа кальциево-силикатпого вида с химической
активностью Аф = 0,954-1. Содержание кислорода в ме-
талле швов в виде мелкодисперсных оксидных включений
составляет до 0,15 %.
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,035 % каждого элемента. Ударная вяз-
кость металла швов при 20 СС обычно не превышает
110 Дж/см2. Нс рекомендуется для сварки конструкций,
работающих при низких температурах.
Данные для применения. Род и значение максимально
допустимого тока ; 1300 А; максимально допусти-
мая скорость сварки 40 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 65 В; сушка
при температуре 300 СС, 2 ч; рекомендуемые проволоки:
SpGl (Св-08Л); SpG4 (Св-10Г2).
Технология изготовления. Плавлением в дуговых печах,
гр а и ул я ци ей мо крым с п особом.
274
Флюс плавленый марки
F-101 (VtfZ-152)
CSN 05 5713 Класс по DIN 8557 10ау438 Тип MS ЧССР
Назначение, Для механизированной дуговой сварки и
наплавки углеродистых сталей прочностью до 440 МПа
и низкоуглеродистых сталей прочностью до 600 МПа.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги до 15 мм; формирование
шва хорошее с плавным переходом к основному металлу;
склонность металла шва к образованию пор и трещин низ-
кая; отделимость шлаковой корки хорошая, затрудненная
с корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО MgO СаО Л12О3 Fe2Os S Р
47—52 22—28 7—8 8—12 <5 <3 <0,05 <0,05
Цвет зерен — серо-зеленый. Размер зерен 0,25—
1,12 мм; 1—2,24 мм; строение зерен — стекловидное;
объемная масса 1,2—1,5 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых среднемарганцовистых оксидных флюсов
с химической активностью Лф — 0,9-?0,95. Совершенно
не содержит фтористых соединений. Аналог флюсу среди
отечественных составов отсутствует.
При сварке-наплавке под флюсом интенсивно проте-
кают марганцевосстановительпый и особенно кремневое-
становительный процессы. Содержание кислорода в виде
мелкодисперсных оксидных включений составляет более
0,12 %. Концентрация серы и фосфора в металле швов
в среднехм составляет 0,03 % каждого.
Ударная вязкость металла швов обычно не превышает
120 Дж/см2 при 20 °C. Не рекомендуется для сварки кон-
струкций, работающих при низких температурах.
Данные для применения. Род и значение максимально
допустимого тока = (+), 1000 А; максимально допу-
стимая скорость сварки 50 м/ч; минимально допустимое
напряжение холостого хода источника питания не огра-
ничено; сушка при температуре 250—300 °C, 2 ч; рекомен-
дуемые проволоки: А-106 (Св-10Г2).
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Флюс может содержать до 15 % пемзовидных зерен.
275
Флюс плавленый марки FSM 37 STAS 9477-73/1 Класс по DIN 8557/2-72 Т 11ах4 Тип MS СРР
Назначение. Для механизированной дуговой сварки
конструкций из углеродистых и низколегированных ста-
лей общего назначения.
Сварочно-техно логические свойства. Устойчивость дуги
высокая, разрывная длина дуги 14 мм; формирование
шва хорошее, с плавным переходом к основному металлу;
склонность металла к образованию пор и трещин низкая;
отделимость шлаковой корки хорошая, затрудненная
с корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiOo МпО СаО MgO ТЮо
41—44 35—39 4—8 2—4 1—2
CaF2 А12О3 FeO S Р
2—4 <^2 <2 <0,15 <0,1
Цвет зерен — светло-коричневый; размер зерен 0,3—-
1,5; 0,3—2,5; 1,5—2,5 мм; строение зерен — стекловид-
ное; объемная масса 1,8—2; 1,6—1,8; 1,4—1,6 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомарганцовистых оксидных флюсов
с химической активностью А$ — 0,854-0,9. Близок по
составу отечественному флюсу АН-348-В. При сварке-
наплавке под флюсом интенсивно протекают кремне-
и марганцевосстановительный процессы. Содержание кис-
лорода в металле швов в виде оксидных мелкодисперсных
включений составляет 0,08 % (однопроходных) и 0,14 %
(многослойных). Особо интенсивно протекает взаимодей-
ствие между флюсом и металлом при сварке проволокой
малых диаметров (до 3 мм). Концентрация серы и фосфора
в металле швов в среднем составляет до 0,04 % каждого.
Ударная вязкость металла швов при 20 °C обычно не
превышает 120 Дж/см2. Не рекомендуется для сварки
конструкций, работающих при низких температурах.
Данные для применения. Род и значение максимально
допустимого тока = (+, —); 800 А; максимально допусти-
мая скорость сварки 50 м/ч; минимально допустимое на-
пряжение холостого хода источника питания не ограни-
чено; сушка при температуре 300 °C, 2 ч; рекомендуемые
проволоки S10 (Св-08А); SlOMn IMo; S80Cr; S50MoCrl;
SlOMoCrNiL
276
Технологи < иоготовгекия. Ел а г лечи в дуговых пе-
чах, грапуля емс мокрым сиоеоссм.
Флюс плавленый «ар T4.S1.4 i\’ -73/. < 1- Класс по I1S/HW-1 1 Н ♦ А ПНР
Назначение. Для механизирован: он дуговой г варки
труб из низкоуглеродистых и низкел^ированкых сталей
на повышенной скорости.
Сварочно-технологические свойства Устойчивость душ
высокая, разрывная длина дуги II <; формирование
шва хорошее, с плавным переходом к о- вовне ,у металлу;
склонность металла шва к образован: то пор и трещин
низкая; отделимость шлаковой корки хорошая.
Данные для контроля качества. Gxibb флюса, %:
SiO, AhiO MgO CaF<> i i(>,
38—45 24—30 6—10 5—8 9
Л12О3 СаО FeO S P
<6 <СЪ <4,5 «<СД’6 <<0.06
Цвет зерен — черный; размер зерен 0,3—1,6 мм; строе-
ние зерен—стекловидное; объемная масса 1,5 кг/дм3.
Не допускается наличие отдельных пемзовидных гра-
нул флюса.
Металлургические свойства. Относится к группе вы-
сококремнистых среднемарганповистых флюсов оксид нет о
класса с химической активностью Лф = Но со-
ставу близок к отечественному флюсу- АН-348-Б. При
сварке-наплавке под флюсом протекаю! кремне- и мар-
гапневосстановительный процессы. Содержание окст'дных
включений составляет в металле швов до 0,1 % (много-
слойных) и 0,06 % (однослойных). Сварка на повышенной
скорости (более 60 м/ч) снижает количество мелкодисперс-
ных оксидных включений в металле швов.
Концентрация серы и фосфора в металле швов в сред-
нем составляет до 0,03 % каждого. Ударная вязкость
металла швов обычно не превышает 150 Дж/см2. Не ре-
комендуется для сварки конструкций, работающих при
температуре ниже —40 °C.
Данные для применения. Род и значение максимально
допустимого тока 1300 А; максимально допусти-
мая скорость сварки 150 м/ч; минимально допустимое
напряжение холостого хода источника питания 65 В;
277
сушка при температуре 300 °C, 2 ч; рекомендуемые про-
волоки: SpG2 (Св-08ГА); SpG2J (Св-ОбА).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Рекомендуется для сварки сталей прочностью до
300 «ЦПа. Влажность флюса, готового к употреблению,
не должна превышать 0,05 %.
Флюс плавленый марки
F-102 (VUZ-41)
CSN 05 5711
К часе по DIN 8557 11ау577
Тип
MS
ЧССР
Назначение. Дл я меха визированной дуговой сварки
нелегированпых (углеродистых) сталей прочностью до
440 МПа и низколегированных сталей прочностью до
600 МПа.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги 13 мм; формирование
шва хорошее, с плавным переходом к основному металлу;
склонность металла шва к образованию пор низкая,
допускает сварку по ржавым кромкам; трещин низкая; от-
делимость шлаковой корки хорошая, затрудненная с кор-
невых валиков в разделке.
Данные для контроля качества. Состав флюса, %
SiO, МпО СаГ2 MgO СаО
41—43 40—46 4—5 <^"1 <4,5
A1.2Os FeO Na,O К,О S Р
<2,2 <0,5 <0,13 <0,15
Цвет зерен — от коричневого до черного; размер зерен
0,25—1,12;* I—2,24; 0,25—2,25 мм; строение зерен —
стекловидное; объемная масса 1,3—1,6 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремпистых высокомарганцовисчых оксидных флюсов
с химической активностью Лф — 0,85ч-ОД При сварке-
наплавке под флюсом интенсивно протекают кремне-
и марганцевосстаповительпый процессы. Содержание кис-
лорода в металле швов в виде мелкодисперсных оксид-
ных включений составляет до 0,11 %, особенно при много-
слойной сварке. Флюс является аналогом отечествен-
ного флюса ФЦ-6.
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,035 % каждого. Ударная вязкость ме-
талла швов при 20 °C обычно не превышает 100 Дж/см2.
Не рекомендуется для сварки конструкций, работаю-
щих при температурах ниже —20 ЭС.
Данные для применения. Род и значение максимально
допустимого гока = (+), 1100 А; максимально допу-
стимая скорость сварки 50 м/ч; минимально допустимое
напряжение хотостого хода источника питания не огра-
ничено; сушка при температуре 300 сС, 2 ч; рекомендуе-
мые проволоки: А-102 (Св-08А); Л-106 (Св-10Г2).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Одобрен классификационными обществами BV, 7R,
CSLR, JRB, DSRK, PRS, RSU, RNR.
Флюс плавленый марки
Р-103 (VUZ-34Mn)
CSN 05 5712
Класс по DIN 8557 I lav577
ЧССР
Назначение. Для механизированной дуговой сварки
конструкционных углеродистых и низколегированных ста-
лей, применяемых в тепловой энергетике.
Сварочно-технологи чес к ие сво йства. У стойчи вое гь дуги
хорошая, разрывная длина дуги до 12 мм; формирова-
ние шва вполне удовлетворительное; склонность металла
шва к образованию нор и трещин низкая; отделимость
шлаковой корки вполне удовлетворительная, затруднен-
ная при сварке корневых валиков.
Данные для контроля качества. Состав флюса, %:
SiO-> МпО Cab MgO СаО
41—44 33,5—37,5 2—3,5 3—6 3—7
А12Оэ Fe,,O3 NaoO S Р
К-,О
4—8 <2 <0,5 <0,1 <0,1
Цвет зерен от зеленого до коричневого; размер зерен
0,25—1,12; 1,00—2,24; 0,25—2,24 мм; строение зерен —
стекловидное; об1>емная масса 1,3—1,6 кг/дм3.
Допускается до 10 % пемзовидных зерен.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомарганцовистых оксидных флю-
сов с химической активностью -- 0,85ч-0,9. Флюс
является аналогом флюса АН-348-Л. При сварке-на-
плавке под флюсом активно протекают кремне- и марган-
цевосстановительиый процессы. Содержание кислорода
в металле швов в виде мелкодисперсных оксидных включе-
ний в среднем составляет до 0,12 % (для многослойных)
279
и 0,07 % (для однослойных). Особо интенсивно взаимо-
действие между флюсом и металлом при сварке проволо-
кой малых диаметров (до 3 мм).
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,035 % каждого.
Ударная вязкость металла швов при 20 °C обычно не
превышает НО Дж/см2. Не рекомендуется для сварки
конструкций, работающих в условиях Севера и при тем-
пературе ниже —20 С.
Данные для применения. Род и значение максимально
допустимого тока = (-)-), 1100 А; максимально допу-
стимая скорость сварки 50 м/ч; минимально допустимое
напряжение холостого хода источника питания не огра-
ничено; сушка при температуре 400 СС, 2 ч; рекомендуе-
мые проволоки: А-102 (Св-08А); А-106 (Св-10Г2).
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Одобрен классификационными обществами BV, LR,
CSLR, ZRB, DSRK, PRS, RSU, RNR.
Флюс плавленый марки
FSM-37B
STAS 9477-73/1
Класс по
DIN 8557/2-72 Т 11ах4
Назначение. Для механизированной дуговой сварки
низкоуглеродистых и низколегированных коррозионных
сталей.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги 13 мм; формирование
шва хорошее, с плавным переходом к основному металлу;
склонность металла к образованию пор и трещин низкая;
отделимость шлаковой корки хорошая, затрудненная
с корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО CaO MgO TiO2
41—44 35—39 4—8 2—4 1—2
CaF2 ALO3 FeO S P
3,5—5,5 <<4 <^2 <0,15 <0,1
Цвет зерен — светло-коричневый; размер зерен 0,3—
1,5; 0,3—2,5; 1,5—2,5 мм; строение зерен — стекловид-
ное; объемная масса 1,8—2; 1,6—1,8; 1,4—1,6 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомарганцовистых оксидных флюсов
280
с химической активностью Лф = 0,82^-0,87. При сварке-
наплавке под флюсом интенсивно протекают кремне- и
маргапцевосстановительпый процессы. Содержание кисло*
рода в металле швов в виде оксидных мелкодисперсных
включений составляет 0,07 % (однопроходных) и 0,13 %
(многослойных). Особо интенсивно протекает взаимодей-
ствие между флюсом и металлом при сварке проволокой
малых диаметров (до 3 мм). Близок по составу к отече-
ственному флюсу АН-348-В, но имеет более высокую
химическую активность.
Концентрация серы и фосфора в металле швов в сред-
нем составляет до 0,04 % каждого.
Не рекомендуется для сварки конструкций, работаю-
щих при низких температурах.
Данные для применения. Род и значение максимально
допустимого тока = (+, —); 800 А; максимально допу-
стимая скорость сварки 60 м/ч; минимально допустимое
напряжение холостого хода источника питания не огра-
ничено; сушка при температуре 300 °C, 2 ч; рекомендуе-
мые проволоки: S10 (Св-08А); SlOMnl (Св-08ГА).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Одобрен классификационными обществами RNR, RSU,
BV, ABS.
Флюс плавленый марки
fA.st.6
PN-73/M-G9355
Класс по
II S/11W-189-05 12ау497
Назначение. Для механизированной дуговой сварки
низкоуглеродистых сталей.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги до 13 мм; формирование
шва хорошее, с плавным переходом к основному металлу;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки хорошая, затруд-
ненная при сварке корневых швов в разделке.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО СаО CaF2 А12О3 FeO S Р
40—45 36—40 5—8 2—4 5—7 <1,5 <0,1 <0,1
Цвет зерен — светло-коричневый; размер зерен 0,3—
2,5 мм; строение зерен — стекловидное; объемная масса
1,5—1,8 кг/дм3.
281
Допускается наличие пемзовидпых гранул флюса.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомаргапповисгых оксидных флюсов
с химической активностью Аф = 0,8—0,85. По своему
составу близок к отечественному флюсу ОСЦ-45М. При
сварке-наплавке под флюсом интенсивно протекают крем-
не- и маргатшевосстановительный процессы. Содержание
кислорода в металле шва в виде мелкодисперсных оксид-
ных включений составляет до 0,1 %, особенно при много-
слойной сварке.
Содержание серы и фосфора в металле шва в среднем
составляет 0,04 % каждого. Ударная вязкость металла
швов при 20 °C обычно не превышает 120 Дж/см2. Не ре-
комендуется для сварки конструкций, работающих при
н и з ких темпер атур а х.
Данные для применения. Род и значение максимально
допустимого тока 1200 А; максимально допустимая
скорость сварки 60 м/ч; минимально допустимое напряже-
ние холостого хода источника питания 65 В; сушка при
температуре 300 °C, 2 ч; рекомендуемые проволоки:
SpGl (Св-08А); SpG4 (Св-10Г2).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Одобрен классификационными обществами LR, BV,
DNA, GL.
Фчюс плавленый марки
Pil 40 LP
TGL 7437/02
Класс по DIN 8557 9.5az486
Тип
MS
ГДР
Назначение. Для механизированной дуговой сварки
изделий из углеродистых и низколегированных сталей,
содержащих небольшие добавки хрома и молибдена.
Сва рочпо-технологические сво йства. У стойчи вость д у г и
хорошая, разрывная длина дуги 13 мм; формирование
шва хорошее, с плавным переходом к основному металлу;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки хорошая, затруд-
ненная при сварке корневых валиков, особенно на повы-
шенных значениях сварочного тока.
Данные для контроля качества. Состав флюса, %:
SiO., МпО Cab ALOS СаО MgO FeO S P
36,5—44 37—44 1—4 8—12 <6 <3 <1,5 <0,1 <0,1
282
Цвет зерен — красно-бурый, желтый; размер зерен
0,25—2,5 м.м; строение зерен — стекловидное; объемная
масса 1,5—1,9 кг/дм3.
Металлургические свойства. Относится к группе высо-
кокремнистых высокомарганцовистых оксидных флюсов
с химической активностью Аф — 0,8—0,85. Является
аналогом советского флюса ФЦ-9. При сварке-наплавке
под флюсом активно протекают кремне- и марганцевос-
становительный процессы. Содержание кислорода в виде
мелкодисперсных оксидных включений в металле швов
составляет до 0,11 %.
Концентрация серы и фосфора в металле шва в сред-
нем составляет 0,035 % каждого.
Ударная вязкость металла швов при 20 ~С обычно не
превышает 120 Дж/см'2. Не рекомендуется для сварки
консгрукций, работающих при низких температурах.
Данные для применения. Род и значение максимально
допустимого тока ~, 850; = 950 А; максимально допусти-
мая скорость сварки 60 м/ч; минимально допустимое на-
пряжение холостого хода источника питания не огра-
ничено; сушка при температуре 250—350 °C, 2 ч; рекомен-
дуемые проволоки: 1Чпк9 (Св-08А); 10iMn4 (Св-ЮГА);
ЮМпб (Св-10Г2).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией .мокрым способом.
Рекомендуется для сварки угловых швов. Одобрен
классификационными обществами ASMW, DR.
Флюс плавленый марки
ТА.st.7
PN-73/M-69355
Тип
MS
ПНР
Назначение. Для шланговой сварки изделий из угле-
родистых и низколегированных сталей широкого профиля.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги 13 мм; формирование шва
хорошее, с плавным переходом к основному металлу;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки — отличная, часто
наблюдается самопроизвольное отделение шлака с по-
верхности наплавленного металла.
Данные для контроля качества. Состав флюса, %:
SiOo МпО Д1оОя СаО CaF2 FeO S Р
40—45 36—40 5—7 5—8 1,5-3 <1,5 <0,1 <0,1
283
Цвет зерен — коричневый с оттенками; размер зерен
0,32—1,6 мм; строение зерен — стекловидное; объемная
масса 1,3—1.7 кг/дмг.
Допускается наличие пемзовидных гранул.
Металлургические свойства. Относится к группе высо-
кокремнистых высокомарганцовистых оксидных флюсов
с химической активностью Аф = 0,84-0,85. При сварке-
наплавке под флюсом тонкой электродной проволокой
интенсивно протекают кремне- и маргапцевосстановитель-
ный процессы. Содержание кислорода в металле швов
в виде мелкодисперсных оксидных включений составляет
до 0,12 % (многослойные) и 0,09 % (однослойные). Флюс
является аналогом советского флюса ФЦ-9.
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,035 % каждого. Ударная вязкость ме-
талла швов при 20 °C обычно не превышает 110 Дж/см2.
Нс рекомендуется для сварки конструкций, работаю-
щих в условиях Севера и при низких температурах.
Данные для применения. Род и значение максимально
допустимого тока = (+); 300 А; максимально допусти-
мая скорость сварки 50 м/ч; минимально допустимое на-
пряжение холостого хода источника питания нс ограни-
чено; сушка при температуре 400 °C, 1 ч; рекомендуемые
проволоки: SpGl (Св-08А).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Влажность флюса, готового к употреблению, пе должна
превышать 0,1 %.
Флюс плавленый марки вл-п БДС 5472—76 Тип MS НРБ
Назначение. Для механизированной и шлаковой дуго-
вой сварки и наплавки изделий широкой номенклатуры
из углеродистых и низколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги 12 мм; формирование шва
вполне удовлетворительное; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки вполне удовлетворительная, затрудненная при
сварке корневых швов.
284
Данные для контроля качества. Состав флюса, %:
SiO8 МпО СаГ2 MgO СаО
40—44 35—39 3,0—5,5 2—5 <7
S Р
<0,15 <0,12
Цвет зерен — желтый, коричневый с оттенками; раз-
мер зерен 0,25—1,6 мм; строение зерен — стекловидное;
объемная масса 1,5—2 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомарганцовпстых оксидных флюсов
с химической активностью Лф = 0,74-0,75. Является
аналогом советского флюса АН 348-А. При сварке-на-
плавке под флюсом интенсивно протекают кремне- и мар-
гапцсвосстановительпый процессы. Содержание кисло-
рода в металле шва в виде мелкодисперсных оксидных
включений составляет до 0,06 % (для однопроходных)
и до 0,1 % (для многослойных). Особо интенсивно взаимо-
действие между флюсохм и металлом при шланговой
сварке, когда используют проволоки малых диаметров.
Содержание серы и фосфора в металле швов в среднем
составляет 0,04 % каждого.
Ударная вязкость металла швов обычно пе превышает
120 Дж/см2 при 20 °C. Не рекомендуется для сварки кон-
струкций, работающих в условиях Севера и при низких
температурах.
Данные для применения. Род и значение максимально
допустимого тока —; 1000 А; максимально допустимая
скорость сварки 90 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
сушка при температуре 300—400 °C, 1 ч; рекомендуемые
проволоки: Св-08А, Св-08ГА, Св-ЮГА, Св-10Г2.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Флюс плавленый марки
ВЛ-А
БДС 5472—76
Тип
MS
НРБ
Назначение. Для механизированной и шланговой дуго-
вой сварки и наплавки изделий широкого профиля из
углеродистых и низколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 13 мм; формирование
шва вполне удовлетворительное; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
285
вой корки вполне удовлетворительная, затрудненная при
сварке корневых швов.
Данные для контроля качества. Состав флюса, %:
SiO2 MnO CaF2 MgO СаО ALO3 Fe.2O3 S Р
40—44 35-39 3,0—5,5 2,5 <7 <4 <2,5 <0,15 <0,12
Цвет зерен — желтый, коричневый с оттенками; раз-
мер зерен 0,4—2,5 мм; строение зерен — стекловидное;
объемная масса 1,4—1,9 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомарганцовистых оксидных флюсов
с химической активностью = 0,7-=~0,75. Является
аналогом советского флюса АН-348-А. При сварке-на-
плавке под флюсом интенсивно протекают кремне- и мар-
ганцевосстановительный процессы. Содержание кисло-
рода в металле шва в виде мелкодисперсных оксидных
включений составляет 0,06 % (для однопроходных) и до
0,1 % (для многослойных). Особо интенсивно взаимодей-
ствие между флюсом и металлом при шланговой сварке.
Содержание серы и фосфора в металле швов в среднем
составляет 0,04 % каждого.
Ударная вязкость металла швов в среднСхМ составляет
120 Дж/см2 при 20 6С. Флюс не рекомендуется для сварки
конструкций, работающих в условиях Севера и при низ-
ких температурах.
Данные для применения. Род и значение максимально
допустимого тока = ; 1000 А; максимально допустимая
скорость сварки 120 м/ч; минимально допустимое напряже-
ние холостого хода источника питания не ограничено;
сушка при температуре 300—400 °C, 2 ч; рекомендуемые
проволоки: Св-08А, Св-08ГА, Св-10Г2.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Флюс плавленый марки
F-624 (VUS-IN)
CSN 05 5712
Класс по DIN 557 9.5az486
Гип
CS
ЧССР
Назначение. Для .механизированной дуговой сварки и
наплавки уплотнительных поверхностей энергетической
арматуры в сочетании с проволокой, содержащей до 13 %
Сг.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги до 13 мм; формирование
шва хорошее, с плавным переходом к основному металлу;
285
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки отличная, часто
наблюдается самопроизвольное отделение шлака с по-
верх ности на п л а вл е н него металл а.
Данные для контроля качества. Состав флюса, %:
SiO» МпО
44—49 8— 11
Сг2О3
1,5—3,0
MgO
16—19
СаО CaFo А10О3
10—14 3—6 7Д)
S Р
<0,08 <0,08
Цвет зерен — темно-голубой; размер зерен 0,25—
1,12; 1,00—2,24; 0,25—2,25 мм; строение зерен — стекло-
видное; объемная масса 1,2—1,6 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых низкомарганцовистых оксидных флюсов
с химической активностью /1ф = 0,74-0,75. При сварке-
наплавке под флюсом интенсивно протекает кремневосста-
новительпый процесс. Пониженная концентрация МпО
в составе флюса не только предотвращает протекание
маргапцевосстановительного процесса, но и обеспечивает
более чистый по сере и фосфору металл.
Чехословацкий стандарт CSX 05 5701 рекомендует при-
менение этого флюса в сочетании с проволокой, содержа-
щей до 13 % Сг.
Данные для применения. Род и значение максимально
допустимого тока = ( + ), 1000 А; максимально до-
пустимая скорость сварки 50 м/ч; минимально допустимое
напряжение холостого хода источника питания не огра-
ничено; рекомендуемые проволоки: А-342 (Св-12X13)
и Др.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Флюс плавленый марки
TA.st.3
PN-73/M-69355
Тип ПНР
MS
Назначение. Для механизированной дуговой сварки
изделий из низкоуглеродистых и низколегированных ста-
лей в тех случаях, когда требуется повышен пая корро-
зионная стойкость сварных швов.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 11 мм; формирова-
ние шва вполне удовлетворительное; склонность металла
287
шва к образованию пор и трещин низкая, отделимость
шлаковой корки вполне удовлетворительная, затруднен-
ная при сварке корневых валиков.
Данные для контроля качества. Состав флюса, %:
SiOo МпО CaF2 Л1Х\ СаО FeO S Р
38—44 40 — 45 5—7 <4,6 <5,0 <1,5 <0,1 <0,1
Цвет зерен — коричневый с оттенками; размер зерен
0,32—2,5 мм; строение зерен — стекловидное; объемная
масса 1,3—1,7 кг/дм3.
Допускается наличие пемзовидных гранул.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомарганцовистых оксидных флюсов
с химической активностью Лф = 0,7-4-0,75. При сварке-
наплавке под флюсом интенсивно протекают кремне-
и марганцевосстаповительпый процессы. Содержание кис-
лорода в металле шва в виде мелкодисперсных оксидных
включений составляет до 0,1 %, особенно при многослой-
ной сварке. Флюс по составу соответствует отечественному
ОСЦ-45.
Содержание серы и фосфора в металле швов в среднем
составляет до 0,4 % каждого. Металл швов обладает
высокой стойкостью к образованию трещин и пор. До-
пускается сварка металла по ржавчине.
Ударная вязкость металла швов при 20 °C обычно не
превышает 150 Дж/см2. Не рекомендуется для сварки кон-
струкций, работающих при температуре ниже —40 °C.
Данные для. применения. Род и значение максимально
допустимого тока (+); 1200 А; максимально до-
пустимое напряжение холостого хода источника питания
70 В; сушка при температуре 400 °C, 2 ч; рекомендуемые
проволоки: SpGl (Св-08А), SpGINl (0,06 % С; 0,45 % Мп;
0,03 % Si и 1,35 % Ni).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
В сочетании с проволокой SpGINl применяется для
сварки сталей прочностью 300 МПа, когда требуется вы-
сокая ударная вязкость при низких температурах.
Не рекомендуется для сварки в замкнутых сосудах
ввиду повышенного выделения фтористых соединений.
Флюс нчавлепый марки FSM-20 STAS 9477-73/1 Класс по DIN 8557/2-72Т Т12х4 Тип MS СРР
288
Назначение. Для механизированной дуговой сварки
углеродистых и низколегированных сталей на повышенной
скорости.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги 12 мм; формирование
шва хорошее, с плавным переходом к основному металлу;
склонность металла к образованию пор и трещин низкая;
отделимость шлаковой корки хорошая, затрудненная
с корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО СаО MgO CaFa Д12О3 FeO S Р
43—46,5 18—22 17—21 6—9 5,0—6,5 <3 <1,2 <0,1 <0,1
Цвет зерен — светло-серый со слабым оттенком зеле-
ного; размер зерен 0,3—1,5; 0,3—2,5; 1,5—2,5 мм; строе-
ние зерен — стекловидное; объемная масса 1,5—1,8; 1,4—
1,6; 1,2—1,4 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых средпемарганцовистых оксидных флюсов
с химической активностью 71ф — 0,6-4-0,73. По химиче-
скому составу близок к плавленому флюсу марки PH18UP
(ГДР). При сварке-наплавке под флюсом интенсивно
протекает кремневосстановительный процесс. Л1арганце-
восста новител ьный процесс протекает сравнительно вяло.
Содержание кислорода в металле швов в виде мелкодис-
персных оксидных включений составляет в среднем 0,06 %
(для однопроходных) и до 0,1 % (для многослойных).
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,035 % каждого.
Ударная вязкость металла швов обычно не превышает
130 Дж/см2 при 20 °C. Не рекомендуется для сварки кон-
струкций, работающих при низких температурах.
Данные для применения. Род и значение максимально
допустимого тока = (+); 900 А; максимально допустимая
скорость сварки 100 м/ч; минимально допустимое напряже-
ние холостого хода источника питания не ограничено;
сушка при температуре 250—300 °C, 2 ч; рекомендуемые
проволоки: S10 (Св-08А) омедненная.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Обладает высокими сварочно-технологическими свой-
ствами при сварке на повышенной скорости.
Ю п/р Н. Н. Потапова
289
Флюс плавленый марки
Pil 18 UP
fGL 7437/02
Класс по DIN 8557/9ау467
Тип
CS
ГДР
Назначение, Для механизированной дуговой сварки
широкой номенклатуры углеродистых и низколегирован-
ных сталей.
Сварочно^ технологические со. йства. Устойчивость дуги
хорошая, разрывная длина дуги 13 мм; формирование шва
хорошее, с плавным переходе к оспст ному »:лаллу;
склонность металла шва к образованию нор и трещин
низкая; отделимость шлаковой корки хорошая, в тем
числе в с корневых валиков в разделке.
Данные для контроля . очсстеа. Сос ав <j люса, %:
SiOn СаО МпО MgO СаК А 1,0- FeO S р
42—49 15—22 15—20 4—9 4—7 <5' <1,5 <0,1 <0,1
Цвет зерен — серо-зеленый, желтый, бурый; размер зерен
0,25—2,5 и 0—0,5 мм; строение зерен — стекловидное;
объемная масса 1,3— 1,7 кг/дм3.
Металлургические сеойстеа. Относится к группе вы-
сококремнистых среднемарганцовистых оксидных флюсов
с химической активностью /?ф = 0,654-0,7. При сварке-
наплавке под флюсом интенсивно протекает кремпевосста-
новительный процесс. 1Чаргапцевосстановительный про-
цесс протекает сравнительно вяло. Содержание кислорода
в металле швов в виде мелкодисперсных оксидных вклю-
чений составляет в среднем 0,06 % (для однопроходных)
и до 0,1 % (для многослойных).
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,035 % каждого.
Ударная вязкость металла швов обычно не превышает
120 Дж/см2 при 20 сС. Не рекомендуется для сварки кон-
струкций, работающих при низких температурах.
Данные для применения. Род и значение максимально
допустимого тока 900 А; максимально допустимая
скорость сварки 60 м/ч; минимально допустимое напряже-
ние холостого хода источника питания не ограничено;
сушка при температуре 250—300 °C, 2 ч; рекомендуемые
проволоки: Mnk9 (Св-08 А); 10Мп4 (Св-ЮГА); 10Мпб
(Св-10Г2); 6MnCuN15; 20iMnCrNil7; 30xVmCrTi5.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
290
Одобрен классификационными обществами GL, NV,
BV, DSRK, ASMW, DR.
Имеются модификации флюса с размером зерен менее
0,5 мм, предназначенные для сварки угловых швов.
I’люс пл а вл ены й мар кп
4A.st.9
PN-73/M-69355
Т ип
CS
ПНР
Назначение. Для механизированной дуговой сварки и
наплавки изделий широкого профиля из углеродистых и
низколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги до 13 мм; формирование
шва хорошее, с плавным переходом к основному металлу;
склонность металла шва к образованию пор умеренная,
трещин низкая; отделимость шлаковой корки хорошая,
затрудненная при сварке корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
ЗДл. МпО СаО СаЕ> ALO3 FeO S P
45—50 14—17 28—32 1,5—3,0 <6 <1,5 <0,1 <0,1
Цвет зерен — серый и коричневый с оттенками; размер
зерен 0,32—2,5 мм; строение зерен — стекловидное; объ-
емная масса 1,4—1,7 кг/дм3.
Наличие пемзовидных зерен не допускается.
Металлургические свойства. Относится к группе вы-
сококремнпстых среднемарганцовистых оксидных флюсов
. химической активностью == 0,64-0,65. При сварке-
наплавке под флюсом интенсивно протекает только крем-
невосста повитель ный процесс, марганцевоссл аповшель-
ный протекает сравнительно вяло. Содержание кисло-
рода в металле швов в виде мелкодисперсных оксидных
включений обычно не превышает 0,1 % (для многослой-
ных) и 0,05 % (для однослойных).
Концентрация серы и фосфора в металле швов в сред-
нем составляет до 0,03 % каждого. Металл швов обладает
высокой стойкостью к образованию горячих трещин.
Ударная вязкость металла швов при 20 °C обычно не
превышает 170 Дж/см2. Не рекомендуется для сварки
конструкций, работающих при температурах ниже —40 °C.
Данные для применения. Род и значение максимально
допустимого тока = (+); 900 А; максимально допу-
стимая скорость сварки 50 м/ч; минимально допустимое
10*
291
напряжение холостого хода источника питания не огра-
ничено; сушка при температуре 400 °C, 2 ч; рекомендуе-
мые проволоки: SpGl (Св-08А), SpG2 (Св-08ГА).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
В сочетании с проволокой SpGINlJ может применяться
для сварки сталей прочностью 300 МПа, когда требуется
высокая ударная вязкость при низких температурах.
Может использоваться для механизированной сварки-
наплавки в замкнутых сосудах ввиду малых выделений
фтористых соединений при сварке.
Флюс плавленый марки Pil28 ES TGL 7437/02 Класс по DIN 8557 Haz476 Тип MS ГДР
Назначение. Для дуговой механизированной и элек-
трошлаковой сварки изделий широкого профиля из угле-
родистых и низколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
вполне удовлетворительная, разрывная длина дуги до
7 мм; формирование шва хорошее, с плавным переходом
к основному металлу. Склонность металла шва к образо-
ванию пор очень низкая, трещин низкая; отделимость
шлаковой корки хорошая.
Данные для контроля качества. Состав флюса, %:
SiO2 СаО MnO CaF2 MgO AWS FeO S Р
34—40 11—18 25—33 11—18 <3 <5 <1 <0,1 <0,1
Цвет зерен — белый, светло-бурый; размер зерен 0,25—
2,5 мм; строение зерен — пемзовидное; объемная масса
0,6—1,0 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомарганцовистых флюсов солеок-
сидного класса с химической активностью Аф яз 0,6.
По химической активности находится на границе между
высокоактивными и активными флюсами. При сварке-
наплавке под флюсом интенсивно протекают кремне- и
марганцевосстановительный процессы. Содержание кисло-
рода в металле шва в виде мелкодисперсных оксидных
включений в среднем составляет до 0,1 %.
Содержание серы н фосфора в металле шва в среднем
составляет 0,035 % каждого.
292
Ударная вязкость в среднем составляет 150 Дж/см2.
Нс рекомендуется для сварки конструкций, работающих
при низких температурах.
Данные для применения. Род и значение максимально
допустимого тока ~1050; — 1100 А; максимально допусти-
мая скорость сварки 90 м/ч; минимально допустимое на-
пряжение холостого хода источника питания не ограни-
чено; сушка при температуре 250—350 °C, 2 ч; рекомен-
дуемые проволоки: Mnk9; 10Мп4 (Св-08А и Св-10ГА).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Одобрен классификационными обществами GL, NV,
BV, DSRK, ASMW, DR.
Керамические флюсы. Каждое зерно керамического
флюса состоит из прочно соединенных мелких частиц
и содержит все компоненты согласно рецепту флюса.
Зерна флюса, имея одинаковый химический состав, плот-
ность и строение, не сепарируют па составные части при
транспортировании, хранении и использовании флюса.
Отсутствие операции плавления шихты флюса при из-
готовлении позволяет вводить в их состав минералы,
руды, ферросплавы, металлы, углеродистые вещества и
другие компоненты независимо от их взаимной раствори-
мости. Последнее позволяет наиболее эффективно влиять
на состав и структуру металла шва по сравнению с плав-
леными флюсами.
При легировании металла шва с помощью металличе-
ских добавок, входящих в состав флюса, повышается
производительность сварки-наплавки и снижается тем-
пература металла сварочной ванны. Последнее способ-
ствует повышению ударной вязкости металла шва. По-
этому в качестве металлической составляющей кроме
ферросплавов в флюс могут вводиться порошки железа
и пи других металлов. Одновременно наличие в составе
керамического флюса металлической составляющей огра-
ничивает возможности его высокотемпературной прокалки,
проводимой для удаления влаги. В этом отношении более
технологичен флюс, состоящий только из шлакообразую-
щей части и связующего вещества. Поэтому при разра-
ботке шлакообразующей основы этих флюсов стремятся
к минимальному или полному отсутствию карбонатов.
Повышенное их содержание ухудшает не только техноло-
гические, но и санитарно-гигиенические характеристики
керамических флюсов.
293
Основной характер сварочного шлака и хорошие сва-
рочно-техпологические свойства керамических флюсов
обеспечиваются введением в состав шихты оксидов магния
и кальция в виде комплексных соединений.
Легирующие элементы переходят из керамического
флюса в наплавляемый металл не полностью. Частично
они теряются в результате окисления и застревания в шла-
ке. С увеличением содержания по флюсе легирующих эле-
ментов эти потери возрастают, что приводит к низкой
эффективности введения большого количестве! легирую-
щих добавок через керамический флюс. При этом чем
больше легирующих добавок содержит флюс, тем в боль-
шей степени химический состав наплавляемого металла
зависит от режима свяркн-нанлавки.
К преимуществам керамических флюсов перед плав-
леными следует отнести возможность изготовления высо-
коосновных составов и получения меньшей объемной
(насыпной) массы флюса, в результате чего при сварке
керамического флюса расходуется меньше, чем плавле-
ного.
Ввиду того что связующим веществом у керамических
флюсов обычно служит жидкое стекло, они более склонны
к гидратации. Вместе с тем важным технологическим пре-
имуществом керамических флюсов по сравнению с плав-
леными стекловидного строения является зпачигель но
большая стойкость выполненных под ними швов к обра-
зованию пор, возникающих вследствие наличия ржав-
чины и других загрязнений па свариваемых кромках.
Это связано с тем, что керамические флюсы оказывают
большее влияние на состав газовой фазы в сварочной
ванне.
Общим недостатком керамических флюсов является
меньшая прочность их зерен по сравнению с плавлеными
стекловидными флюсами.
В соответствии с реноме ндациями Между народного
института сварки (МИС) керамические флюсы по мине-
ралогическому составу подразделяются на следующие
пять типов: марта нцевосиликатпый /MS; кальцийсили-
катный CS; алюминатно-рутиловый AR; алюминатно-
основный АВ; флюоритно-осповный FB.
Наименование компонентов, используемых в керами-
ческих флюсах указанных типов, приведено в табл. 4.1.
Средний ориентировочный состав керамических флюсов
различных типов указан в табл. 4.2.
294
295
4.2* Средний ориентировочный состав
керамических флюсов, % [4]
Тми флюса 510^ MnO СаО MgO CaF2 Al2Oa TiO2 Прочие
MS 40 40 10 2 2 3 3
CS 35 10 12 25 3 13 — - 2
AR 14 20 3 2 5 40 10 5
АВ 12 20 22 5 15 23 >-4 3
FB 12 5 12 33 20 13 — 5
Флюсы маргапцевосилнкатного типа обеспечивают от-
личный внешний вид швов, высокую стойкость швов
к образованию пор, вызываемых ржавчиной. Отделимость
шлаковой корки, а также механические свойства и устой-
чивость швов к образованию кристаллизационных трещин
удовлетворительные. Флюсы данного типа применяются
главным образом при однопроходной сварке углеродистых
сталей, преимущественно тонколистовых в условиях по-
вышенной коррозии.
Флюсы кальцийсиликатного типа по металлургиче-
скому воздействию являются нейтральными или слабо-
окислительными. Они также обеспечивают получение
отличного вида швов и весьма легкую отделимость шла-
ковой корки, в том числе при сварке в угол. Допускают
сварку на повышенных токах. Механические характери-
стики металла сварных швов и стойкость их к образова-
нию кристаллизационных трещин удовлетворительные.
Флюсы названного типа применяются при одно- и много-
слойной сварке конструкций из низколегированных ста-
лей в судостроении, при изготовлении сосудов общего
назначения и других металлоконструкций.
Флюсы алюминатно-рутилового типа относятся к наи-
более универсальным. Они обладают лучшими сварочно-
технологическими свойствами по всем показателям, осо-
бенно при высокоскоростной сварке. Механические свой-
ства и стойкость к образованию кристаллизационных
трещин удовлетворительные. Флюсы алюминатно-рути-
лового типа получили наиболее широкое распространение
по сравнению с флюсами других типов. Они применяются
при механизированной сварке металлоконструкций из
низкоуглеродистых и низколегированных сталей в ма-
шиностроепи и, судостроении, ва гоностроении, автомо-
бильной и других отраслях промышленности.
296
Флюсы алюминатно-основного типа обладают хоро-
шими сварочно-технологическими свойствами по всем
показателям, а также обеспечивают вполне удовлетвори-
тельные характеристики механических свойств металла
сварных швов и высокую их стойкость к образованию
кристаллизационных трещин.
По металлургическому действию они чаще являются
основными, реже бывают нейтральными. Их применяют
для одно- и многослойной сварки низколегированных
сталей повышенной прочности в сочетании с соответству-
ющими легированными проволоками, широко исполь-
зуют в судостроении, при изготовлении сосудов высокого
давления и других ответственных металлоконструкций.
Флюсы флюоритпо-основного типа относятся к высо-
коосновпым составам. Они обеспечивают наиболее высо-
кие механические характеристики, особенно пластичность
и ударную вязкость, а также стойкость швов к образова-
нию кристаллизационных трещин. Вместе с тем по сва-
рочно-технологическим свойствам флюсы этого типа часто
уступают флюсам рассмотренных выше типов. Их при-
меняют для одно- и многослойной сварки металлокон-
струкций из высокопрочных сталей ферритно-перлитного,
а также сталей ферритно-аустенитного и ферритного клас-
сов с высокими требованиями к коррозионной стойкости
и к температуре перехода в хрупкое состояние.
Каталог керамических флюсов
Флюс керамический мар- ки АНК-35 ТУ 14-1-1261—74 Тип MS СССР
Назначение. Для механизированной дуговой сварки-
наплавки низкоуглеродистых сталей. Хорошо зарекомен-
довал себя при выполнении сварочных работ па открытых
площадках.
Сварочно-технологические свойства. Устойчивость дуги
очень хорошая; разрывная длина дуги до 13 мм; форми-
рование шва хорошее; склонность металла шва к образо-
ванию пор очень низкая, трещин низкая; отделимость
шлаковой корки хорошая, затрудненная с корневых ва-
ликов в разделке.
297
Данные для контроля качества. Состав металла шва,
%, проволока Св-08А:
Мп Si S Р
0,9—1,3 0,3—0,7 <0,04 <0,04
Цвет зерен — черный с коричневым оттенком; размер
зерен 0,25—2,5 мм; строение зерен — в виде крупки;
объемная масса 1—1,2 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых высокомарганцовистых флюсов с хими-
ческой активностью /!ф > 0,7. При сварке (наплавке)
под флюсом активно протекают кремне- и маргапцевосста-
новотельный процессы. Содержание кислорода в металле
швов в средне:* составляет 0,05 % (для однопроходных)
и до 0,1 % (для многопроходных). Повышенная окислен-
пост . варочной ванны при использовании флюса способ-
ствуе. повышенной стойкости наглавлясного мета, ла
к образованию пор.
Копнет рання серы и фосфора в металле швов в сред-
нем составляет 0,04 % каждого.
Ударная вязкость металла швов обычно нс превышает
160 Дж/см2 при 20 °C. Ik рекомендуется для сварки-на-
плавки конструкций, работающих при температуре ниже
—40 С2.
Данные для применения. Род и значение максимально
допустимого тока —, 1000 А; максимально допусти-
мая скорость сварки 50 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 40 В; сушка
при температуре 400 °C, 1 ч; рекомендуемые проволоки:
Св-08А; Св-08ГА.
Технология изготовления. Агломерированием, с ис-
пользованьем в качестве связующего водного раствора
силиката натрия.
Имеет весьма высокую стойкость к образованию пор,
предназначен для сварки металла на открытых площадках
в условиях наличия влаги и ржавчины па свариваемых
кромках.
Флюс керамический мар-
ки SPC Мп 40/360
TGL 7437/02
Класс по D1X 6557 10ау477
Тип
АВ
Назначение. Для механизированной и шланговой дуго-
вой сварки под флюсом углеродистых сталей и сталей
с низким содержанием марганца. Пригоден для сварки
29В
листового материала средних и больших толщин прово-
локой или лентой.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 11 мм; формирование
шва отличное , с плавным переходом к основному металлу;
• онность металла шва к образованию пор и трещин
пшан; отделимость шлаковой корки хорошая.
Данные для контсюля качесчу а. Состав флюса, %:
зЗ—
• аО
12—11
Fe О.
МнО
10—12
S
М. О
4-6
СО, 15
С др
•с - 10
Цвет зерен — черный; размер зерен 0,25—2,5 мм;
строение зерен — в виде крупки; объемная масса 1,1 —
1.ПС кг дм3.
Металлургические свойства. Относится к группе алю-
it нат но-ос нов ноги тина солеокслдпых флюсов. В основе
Ф'носа — многокомпонентная ш щновая система СаО—
МпО—SiO>—А1.>03 с добавками оксида магния и фторида
кальция. Флюс низкокремнистый с химической актив-
ностью /1ф — 0.72—0,77. При сварке-наплавке под флю-
сом активно протекает кремнсвосстансвительный про-
цесс, в результате в наплавленном металле наблюдаются
заметные концентрации кислорода в виде мелкодисперс-
ных оксидных включений на основе кварцевого стекла
в среднем 0,05 % (для однопроходных) и 0,1 % (много-
проходных).
Флюс не допускает сварку по ржавчине ввиду опас-
ности образования пористости в металле шва. Это обуслов-
ливает тщательную подготовку кромок под сварку.
Ударная вязкость металла швов, выполненных под
флюсом, обычно не превышает 150 Дж/см2 при 20 °C.
Данные для применения. Род и значение максимально
допустимого тока ; 1000 А; максимально допустимая
CKOpocib сварки 50 м/ч; минимально допустимое напряже-
ние холостого хода источника питания не ограничено;
сушка при температуре 300 °C, 2 ч; рекомендуемые про-
волоки: iMnk9 (Св-08А); 10Мп4 (Св-08ГА); ЮМпбА!
(СВ-10Г2).
Техно югия изготовления. Спеканием в туннельной
лечи косвенного нагрева при температуре 1000—1100 °C
с последующим размолом и агломерированием.
299
Одобрен классификационными обществами DSRK,
DNA, GL, BV, LR.
Флюс керамический мар-
ки SPC Мп 40/360
Класс по DIN 8557 10ау476
Тип
АВ
ГДР
Назначение. Для механизированной и шланговой ду-
говой сварки и наплавки под флюсом углеродистых и
низколегированных сталей и сталей повышенной проч-
ности, работающих при низких температурах.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 11 мм; формирование
шва отличное, с плавным переходом к основному металлу;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки хорошая, затруд-
ненная с корневых валиков в разделке*
Данные для контроля качества. Состав флюса, %:
SiOo СаО МпО MgO CaF2 А)2Оа Fe2Os S Р
27—29 12—14 10—12 4—6 8—10 33—36 <2 <0,15 <0,15
Цвет зерен — черный; размер зерен 0,25—2,5 мм;
строение зерен—в виде крупки; объемная масса 1,1 —
1,4 кг/дм3.
Металлургические свойства. Относится к группе низ-
кокремнистых низкомарганцовистых солеоксидных флю-
сов на базе шлаковой системы СаО—МпО—SiO2—А12О3
с добавками оксида магния и фторида кальция* Химиче-
ская активность флюса сравнительно высока и составляет
= 0,724-0,77. При сварке-наплавке под флюсом ак-
тивно протекает кремневосстановительный процесс, в ре-
зультате чего в наплавленном металле наблюдаются за-
метные концентрации кислорода в виде мелкодисперсных
оксидных включений на основе кварцевого стекла в сред-
нем 0,05 % (для однопроходных) и 0,1 % (для многопро-
ходных).
Флюс не допускает сварку по ржавчине ввиду опас-
ности образования пористости в металле шва. Эго требует
тщательной подготовки кромок под сварку.
Ударная вязкость металла швов, выполненных под
флюсом, обычно не превышает 160 Дж/см2 при 20 °C.
Данные для применения. Род и значение максимально
допустимого тока —, 1000 А; максимально допусти-
мая скорость сварки 50 м/ч; минимально допустимое на-
пряжение холостого хода источника питания не ограни-
300
чено; сушка при температуре 300 °C, 2 ч; рекомендуемые
проволоки: Мпк9 (Св-08 А), 10Мп4 (Св-08ГА); 10Мп6А1
(Св-10Г2).
Технология изготовления. Спеканием в туннельной
печи косвенного нагрева при температуре 1000—1100 °C
с последующим размолом и агломерированием.
Одобрен классификационными обществами DSR К,
DNA, GL, BV, LR.
Флюс керамический мар- ки SPC Мп 35/100 TGL 7437/02 Класс по D1N 8557 10ау467 Тип MS ГДР
Назначение. Для механизированной и шлаковой дуго-
вой сварки под флюсом углеродистых и низколегирован-
ных сталей, пригоден также для сварки листового мате-
риала средних и больших толщин проволокой или лентой.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги не более 8 мм;
формирование металла шва отличное с плавным переходом
ог металла шва к основному; склонность металла шва
к образованию пор очень низкая, трещин низкая; отде-
лимость шлаковой корки отличная.
Данные для контроля качества. Состав флюса, %:
SiO2 СаО МпО MgO CaF2 Fe„O3 S P
42—46 18—20 18—20 4—6 8—10 <2’ <0,15 <0,15
Цвет зерен — черный; размер зерен 0,25—2,5 мм;
строение зерен — в виде крупки; объемная масса 1,1—
—1,4 кг/дм3.
/Металлургические свойства. Относится к группе вы-
сококремнистых средпемарганцовистых солеоксидных
флюсов марганце-кальциевосиликатного вида е химиче-
ской активностью Аф = 0,6-г-0,65. При сварке-наплавке
под флюсом активно протекают кремне- и марганцевос-
становительный процессы. Содержание кислорода в ме-
талле швов в среднем 0,05 % (для однопроходных) и
0,08—0,09 % (для многослойных). Концентрация серы и
фосфора в металле швов в среднем 0,04 % каждого.
Ударная вязкость металла швов обычно не превышает
160 Дж/см2 при 20 °C. Не рекомендуется для сварки кон-
струкций, работающих при температуре ниже —40 °C.
Флюс SPCMn35/100 является усовершенствованной моди-
фикацией флюса SPCMn33/100 и дополнительно содержит
некоторое количество ферромарганца, что позволяет осу-
301
ществлять сварку обычной низкоуглеродистой проволо-
кой, содержащей 0,6 % Мп.
Данные для применения. Род и значение максимально
допустимого тока = ; 1000 А; максимально допустимая
скорость сварки 60 м'ч; минимально допустимое напряже-
ние холостого хода источника питания не ограничено;
сушка при температуре 300 °C, 2 ч; рекомендуемые про-
волоки : Мп к9 {Св-08 А): Mnk 10 (Св-10) ; ‘ 10 Мпб AI
(Св-10Г2).
Тсхнология изготовления. Спеканием в туннельной
печи косвенного нагрева при температуре 1600—1100 °C
с последующим размолом и агломерировапнем.
Одобрен сочетании с проволокой ЮМпбА! класси-
фикационными обществами DSRK. GL, BV, LR, ОХА.
Широко используется при свар’ уг овых швов лен-
точи! "• .*ктьо=’» г сварке деталей у* .ни разделкой.
Фл к:• керах, и чес кии м а р -
ки SPC Мп 33/1 ОС
1GL 7437/0.
Клас» по DIN »: ICrr 157
1 ни
MS
Назначение. Для механизированной и шланговой ду-
говой сварки углеродистых и низколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина туги до 9 мм; формирование
низа хорошее, с плавным переходом от наплавленного
металла к основному; склонность металла шва к образо-
ванию пор и трещин низкая; отделимость шлаковой корки
отличная с самопроизвольным задиранием и отпаданием.
Данные для контроля качества. Состав флюса. %:
S’O.2 СаО MnO MgO CaFo
42—46 18—20 18—20 4—6 8—10
S Р
<0,15 <0,13
Цвет зерен — черный; размер зерен 0,25—2,5 мм;
строение зерен—камневидное; объемная масса 1,1 —
1,4 кг/дм*.
Металлургические свойства. Относится к группе вы-
сококремнистых среднемаргапцовистых солеоксидпых
флюсов марганпе-кальциевосмликатного вида с хими-
ческой активностью = 0,64-0,65. При сварке-наплавке
под флюсом довольно активно протекают кремне- и мар-
та пцевосстановительный процессы. Содержа ние кисло-
рода в металле швов в среднем составляет 0,05 % (для
однопроходных) и 0,08—0,09 % (для многослойных).
302
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,04 % каждого.
Ударная вязкость металла швов обычно не превышает
160 Дж/см2 при 20 °C. Не рекомендуется для сварки кон-
струкций, работающих при температуре ниже —40 сС.
Данные для применения. Род и значение максимально
допустимого тока ~, —; 1000 А; максимально допусти-
мая скорость сварки 60 м/ч; минимально допустимое на-
пряжение холостого хода исгочпика питания не ограни-
чено; сушка при температуре ЗОЭ "С. 2 ч; рекомендуемые
проволоки: Mnk9 (Св-08): МпкЮ (Св-10); ЮМпб (Св-10Г2).
Технология изготовления. Спека нием в ту ннел ь нс и
печи косвенного нагрева при температуре 1000—1100'42.
Одобрен в сочетании со сварочной проволокой 10?Лп4
классификационными обществами DSRK, GL. BV, DNA,
LR. Рекомендуется для сварки угловых швов.
Флюс керамический мар-
ки FB-106
Класс по DIN 8557 11в556
Тш I ВНР
FE ।
Назначение. Для механизированной дуговой сварки
конструкционных сталей низкоуглеродистыми и низко-
легированными проволоками.
С вар очно-техно логические свойства. Устойчивость дуги
удовлетворительная, её разрывная длина С 7 мм; фор-
мирование шва хорошее с плавным переходом к основ-
ному металлу; склонность металла шва к образованию пор
и трещин низкая; отделимость шлаковой корки хорошая.
Данные для контроля качества. Состав флюса, %:
ALOS4- МпО
15
SiO2-p ТЮЙ
5
СаО + MgO
45
CaF2
30
Цвет зерен — серый, темно-серый; размер зерен 0,25—
2 мм; строение зерен — в виде крупки; объемная масса
1—1,2 кг/дм3.
Металлургические свойства. Относится к группе флюо-
ритно-основпого типа. Обладает универсальными свой-
ствами по многим показателям. Общее содержание кислых
оксидов в составе флюса не превышает 20 %. В резуль-
тате химическая активность флюса весьма низка (Лф
<С 0,3). При сварке-наплавке под указанным флюсом
практически не протекает кремневосстановительпый про-
цесс. Поэтому содержание кислорода в металле швов
в среднем составляет 0,03 %.
303
Концентрация серы и фосфора в металле швов в сред-
нем находится па уровне содержания указанных эле-
ментов в сварочной проволоке.
Ударная вязкость металла швов обычно превышает
200 Дж/см2 при 20 °C. Рекомендуется для сварки кон-
струкций, работающих в условиях Севера.
Данные для применения. Род и значение максимально
допустимого тока =(+); 1100 А; максимально допусти-
мая скорость сварки 50 м/ч; минимально допустимое на-
пряжение холостого хода источника питания не огра-
ничено; сушка при температуре 300 °C, 2 ч; рекомендуе-
мые проволоки: Fl; F2; F2Mo.
Технология изготовления. Агломерирование.
Флюс FB-106 изготовляют по лицензии фирмы ЭСАБ
(Швеция).
Флюс керамический мар- ки FB-10 ОК 10.81 Класс по DIN 8557 I3say587 Тин AR ВНР
Назначение, Для механизированной дуговой сварки
углеродистых и низколегированных сталей на скорости
более 50 м/ч.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 11 мм; формирование
шва хорошее; особенно на повышенной скорости сварки;
склонность металла шва к образованию пор очень низ-
кая, трещин низкая; отделимость шлаковой корки хо-
рошая .
Данные для контроля качества. Состав флюса, %;
А12О3 Ч- Мnt) SiO2 + TiO. СаО + MgO CaF2
60 25 5 5
Цвет зерен — серый с оттенками; размер зерен 0,25—
2 мм; строение зерен — в виде крупки; объемная масса
1,1—1,3 кг/дм3.
Металлургические свойства. Относится к группе алю-
минатно-рутилового типа. Обладает универсальными свой-
ствами по всем показателям. Общее содержание кислых
оксидов в составе флюса составляет примерно более 60 %
(SiO2 + А12О3 + Ti02). В результате химическая актив-
ность флюса 0,6. При сварке-наплавке под указан-
ным флюсом активно протекают окислительно-восстанови-
тельные процессы. Поэтому содержание кислорода в ме-
талле швов в среднем составляет 0,05 % (для однопро-
304
ходпых) и 0,1 % (для многослойных), особенно при ис-
пользовании проволокой диаметром менее 3 мм. Концен-
трация серы и фосфора в металле швов в среднем состав-
ляет 0,03 % каждого.
Ударная вязкость металла швов обычно не превышает
150 Дж/см2 при 20 °C. Не рекомендуется для сварки кон-
струкций, работающих ниже —40 °C.
Данные для применения. Род и значение максимально
допустимого тока ==, 1300 А; максимально допусти-
мая скорость 100 м/ч; минимально допустимое напряжение
холостого хода источника питания не ограничено; сушка
при температуре 350—400 °C, 2 ч; рекомендуемые про-
волоки: Fl; F2; F3.
Технояогия изготовления. Агломерирование.
Флюс FB-108 изготовляют по лицензии фирмы ЭСАБ
(Швеция).
4.2. ФЛЮСЫ ДЛЯ МЕХАНИЗИРОВАННОЙ
СВАРКИ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
В промышленности и строительстве по принятой клас-
сификации легированные стали делят на три класса:
низко-, средне- и высоколегированные. Низколегирован-
ные стали содержат суммарное количество легирующих
элементов не более 5 % при условии, что содержание
каждого из них не превышает 2 %. Если содержание
каждого из легирующих элементов находится в пределах
2—5 %, а суммарное количество не более 10 %, сталь —
среднелегированная. Высоколегированной считают сталь,
содержащую один из легирующих элементов не менее
5 % при их общей сумме не менее 10 %.
Низколегированные стали, применяемые в отечествен-
ной промышленности и за рубежом, являются металлур-
гически законченными продуктами, поэтому основная
задача при их сварке сводится к защите сварочной ванны
от атмосферного влияния.
Обработка данных работ К. В. Любавского, А. М. Ма-
кары, Б. С. Касаткина, В. В. Подгаецкого и других ис-
следователей позволила установить предельное значение
коэффициента химической активности флюса в зависимо-
сти от эквивалента углерода (см. рис. 3.45) при сохра-
нении уровня ударной вязкости металла шва в исходном
состоянии (KCU > 100 Дж/см2) при испытаниях в стан-
дартных условиях.
305
Диаграмма показывает, что чем больше легирующих
элементов содержит свариваемая сталь, тем ниже должна
быть химическая активность флюса. Впервые это уста-
новлено Д. М. Рабкнным и И. И. Фруминым, в результате
чего они предложили систему низкокремнистых флюсов.
В настоящее время для сварки низколегированных сталей
применяют активные, малоактивные и пассивные флюсы,
относящиеся к оксидному и солеоксидному классам.
Однако необходимо отметить, что не следует стремиться
к чрезмерному снижению химической активности флюса
в надежде получить высокие показатели пластичности и
ударной вязкости металла швов па низколегированных
сталях. Действительно, благодаря низкой концентрации
в составах малоактивных и пассивных флюсов комплек-
сообразующих кислых оксидов они пе окисляют леги-
рующие элементы, снижают содержание кислорода в ме-
талле шва, обеспечивая высокую прочность, пласт нчпо> гь
и ударную вязкость. В то же время сварочно-технологи-
ческие свойства этих флюсов, в особенности формирова-
ние шва и его стойкость к образованию пор невысокие.
Эго ограничивает использование пассивных бескремпи-
стых флюсов для сварки низколегированных сталей.
Введение в пассивные флюсы оксидов кремния, ти-
тана, железа или марганца значительно улучшает сва-
рочно-технологические свойства иазваиных флюсов, но
повышает их химическую активность. Несмотря па это,
большинство флюсов, применяемых для сварки низко-
легированных сталей, либо активные, либо малоактивные.
Малоактивные флюсы, как правило, содержат до
25 % SiO2 и наряду с этим большое количество глинозема,
оксида и фторида кальция. Наличие диоксида кремния су-
щественно улучшает их формирующие свойства по сравне-
нию с пассивными флюсами, повышает стойкость флюсов
к гидратации, улучшает отделимость шлаковой корки.
Более высокими сварочно-технологическими свой-
ствами но сравнению с малоактивными флюсами обладают
активные сварочные флюсы (Лф = 0,64-0,3). Однако
сварка под ними дает еще большее загрязнение металла
швов неметаллическими включениями, серой и фосфором.
Поэтому эти флюсы при сварке низколегированных сталей
находят применение в основном для сталей с временным
сопротивлением ов <; 600 МПа. Применение их при сварке
высокопрочных сталей может привести даже к образова-
нию кристаллизационных трещин в металле швов, не
306
Рис. 4.8. Диаграмма плавкости системы MgO—AhO3—S:O.> (темт
тура, °C)
говоря уже о низкой стойкости к переходу в хрупкое
состояние.
Плавленые флюсы. В соответствии с принятой класси-
фикацией по показателю химической активности к актив-
ным флюсам следует отнести составы, имеющие /L, =
= 0,64-0,3. 4
Большая часть флюсов этой группы построена на ос-
нове шлаковой системы СаО—МпО—CaF2—ALO3—SiO2
с добавками кислого оксида тигана или основного оксида
магния. Некоторые составы дополнительно могут содер-
жать фтористые соли, например NaF (флюсы *ФЦ-16 и
ФЦ-22). За исключением флюсов ФЦ-16, ФЦ-16А, ФЦ-22
и АН-15, все составы содержат значительное количество
монооксида марганца (более 9 %), что способствует при
сварке протеканию маргапцевосстановнтельпого про-
цесса, особенно при использовании таких флюсов, как
АН-42, АН-47 и ФВТ-1.
Флюсы ФЦ-22, ФВТ-1 и ФЦ-11 с определенной сте-
пенью приближения можно отнести к шлаковой системе
MgO—А12О3—SiO2 с добавками фтористых солей CaF?
в NaF. На рис. 4.8 приведена диаграмма плавкости шлако-
вой системы MgO—А1оО3—SiO2. Составы указанных флю-
сов расположены в центральной части с температурой
307
Рис. 4.9. Диаграмма плавкости системы СаО—MgO—SiOa—20 % ALO3
(температура, °C)
плавления 1350—1450 °C. Наличие значительного коли-
чества основных оксидов в составе рассматриваемых флю-
сов делает их шлаки короткими. Понижение вязкости
шлаков обусловлено значительным содержанием фтори-
стых соединений, поскольку тождественный с кислородом
по форме и радиусу анион F-1, замещая конечный атом
ненасыщенного двухвалентного кислорода в алюмокрем-
некислородном комплексе, как бы блокирует отрезок на-
званного радикала, уменьшая его протяженность.
Система СаО—MgO—AI2O3—SiO2 с некоторым при-
ближением соответствует составам флюсов ФЦ-16, ФЦ-16А,
АН-47 и АН-15. Диаграммы плавкости этой системы при
5, 10, 15 и 20 % А12О3 довольно подробно изучены
Е. Ф. Осборном с соавторами. Состояние этой системы
с 20 % А12О3 представлено диаграммой па рис. 4.9, а со-
ставы наиболее распространенных флюсов указаны за-
штрихованной областью, лежащей мсгчду изотермами
с температурой плавления 1400 и 1500 °C. Температура
плавления флюсов ФЦ-16, ФЦ-16А, АН-15 и АН-47 со-
ставляет 1300—1350 °C благодаря дополнительно вве-
денным в состав оксидам МпО, Na3O, К2О и фторидам
CaF2 и NaF.
308
В составе названных флюсов наиболее реально образе-
ва пие следующих химических соединений: форстер ита
2MgO-SiO2 с температурой плавления 1890 °C, сапфирина
4MgO ’5Al3O3’2SiO.2 с температурой инконгруептного плав-
ления 1475 °C и шпинели MgO-Al2O3, плавящейся при
2135 °C. В м есте с тем добавки фтор истых соед и нс ни й
в высокомагнезиальные шлаки заметно расширяют тем-
пературный интервал их текучести и делают шлаки при-
емлемыми для сварки. В результате температура плавле-
ния флюсов ФЦ-16, ФЦ-16А, АН-15 и АН-47 снижается
до 1300—1350 °C.
Особо следует отметить, что активные флюсы в боль-
шинстве своем имеют основность, близкую к единице,
и гидратируют весьма незначительно. Поэтому прокалка
их перед употреблением при температуре 400—500 °C,
как правило, бывает вполне достаточной.
Активные флюсы с успехом можно применять при
сварке углеродистых и некоторых низколегированных
сталей с количеством легирующих элементов не более
2,5 %. В противном случае возможно охрупчивание ме-
талла швов в результате повышенного содержания в них
неметаллических оксидных включений, а также серы и
фосфора.
Из активных флюсов стран — членов СЭВ прежде всего
следует отметить наиболее распространенные F-202 и
F-302 (ЧССР), разработанные па базе шлаковой системы
МпО—ALO3—SiO2 с добавками CaF2 и оксидов СаО,
Na2O, К2О и других соединений. По своим металлургиче-
ским свойствам они приближаются к советскому ана-
логу — флюсу АН-42. Диаграмма плавкости системы
МпО—А12О3—SiO2 приведена на рис. 4.10. Составы флю-
сов F-202 и F-302 расположены в центре диаграммы и
имеют температуру плавления в пределах 1200—1250 °C.
Ниже представлен каталог отечественных и зару-
бежных плавленых флюсов для сварки низколегирован-
ных сталей в порядке убывания их химической актив-
ности но отношению к свариваемому металлу.
Каталог плавленых флюсов
Флюс плавленый марки
ФЦ-22
ОСТ 108.948.02—85
Тип СССР
304
Рис. 4.10. Диаграмма плавкое™ cuci _i Л‘<э“ SiO?
Назначение. Для механизированной дуговой сварки
низколегированных теплоустойчивых сталей. Хорошо за-
рекомендовал себя при сварке короткозамкнутых коль-
цевых швов в энергетическом и атомном машиностроении.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 9 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки отличная, особенно с металла шва при высоких
{до 500 °C) температурах.
Данные для контроля качества. Состав флюса, %:
SiO2 MnO MgO Al-A CaF2 FuO3 S Р
СаО NaF
34 4 30 20 15 <1,0 <0,04 <0,03
Цвет зерен — серый с оттенками; размер зерен 0,25—
2,5 мм; строение зерен — стекловидное; объемная масса
1—1,4 кг/дм3.
Металлургические свойства. Относится к группе пиз-
кокремпистых пизкомарганцовистых солеоксидных флю-
зю
сов с химической активностью Лф =-= 0,64-0,55. С извест-
ной долей приближения флюс можно отнести к шлаковой
системе MgO—А12ОУ—СаЕ,—SiO2.
Содержание кислорода в металле швов при сварке под
(Плюсом обычно составляет не более 0,05 % (дня много-
ч тонных) и 0,04 $о (для однослойных). При сварке-на-
плавке под флюсом вяло протекает кремнсвосстанови-
к'льный процесс. Восстановление марганца практически
ни наблюдается.
Концентрация серы п фосфора в металле швов не пре-
«ннает 0,025 % каждого. В среднем значения ударной-
вязкости находятся на уровне 160—180 Дж/см2 при 20 °C.
Допускае’ся при сварке конструкций, работающих при
низких температурах.
Данные для панаенения. Род и значение максимально
шустшгого тока = (+), 700 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; прокалка
при температуре 650 “С, 1 ч; рекомендуемые проволоки:
Св-08ГЛ: Св-08ХМ; Св-08ХМФ; Св-08ХГНМТА.
Технология изготовлен и ч. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Флих плавленый марки
ФВТ-1
ОСТ 108.948-02 — 85
Назначение Для механизированной дуговой сварки
изколегированных и углеродистых теплоустойчивых ста-
ей па повышенной скорости (более 90 м/ч).
Сварочно-техналогические свойства. У стойч и вост ь дуги
хорошая, разрывная длина дуги до 9 мм; формирование
шва отличное, с плавным переходом к основному металлу;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки отличная с само-
произвольным отделением, особенно на повышенной ско-
рости сварки.
Данные для контроля качества. Состав флюса,
ЬЮ.. МпО MgO ALOS CaFo К,О Fe,O3 S Р
СаО NaF Na.2O
33 9 25 20 12 <2,5 <1 <0,05 <0,05
Цвет зерен — серый с оттенками; размер зерен 0,25—
2,5 мм; строение зерен — стеклопемзовидное; объемная
масса 1—1,5 кг/дм3.
311
Металлургические свойства. Относится к группе низко-
кремнистых низкомарганцовистых солсоксидпых флюсов
с химической активностью Аф — 0,524-0,56. С известной
долей приближения флюс можно отнести к шлаковой
системе MgO—А12О3—CaF3—SiO2.
Содержание кислорода в металле швов при сварке
под флюсом обычно составляет пе более 0,05 (для много-
слойных) и 0,03 % (для однослойных). При сварке-на-
плавке под флюсом вяло протекает только кремнсвосста-
повительный процесс. Восстановление марганца практи-
чески не наблюдается.
Концентрация серы и фосфора в металле швов не пре-
вышает 0,03 % каждого. В среднем значение ударной вяз-
кости металла шва находится па уровне до 200 Дж/см2
при 20 °C. Допускается для сварки конструкций, работаю-
щих в условиях Севера.
Данные для применения. Род и значение максимально
допустимого тока = (+), 700 А; максимально допустимая
скорость сварки 150 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
прокалка при температуре 400 °C, 3 ч; рекомендуемые
проволоки: Св-08Г2; Св-08ХМ; Св-08ХМФ; Св-08ХГН1^1ТА.
Технология изготовления. Плавление в дуговых печах,
грануляцией мокрым способом.
Флюс плавленый марки АН-42 ТУ 14-1-1480—75 Тип FB СССР
Назначение. Для механизированной дуговой сварки
низколегированных сталей. Хорошо зарекомендовал себя
при сварке кольцевых швов корпусных конструкций
в атомном машиностроении. ,
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 5 мм;
формирование шва —- хорошее, без особенностей; склон-
ность металла шва к образованию пор и трещин низкая;
отделимость шлаковой корки хорошая, в корне шва за-
трудненная.
Данные для контроля качества. Состав флюса, %1
SiO2 СаО
30—34 12—16
МпО
14—19
CaF2 А1,О3
14—20 13—18
S
<0,06
312
Цвет зерен — черный, коричневый, желтый; размер
зерен 0,35—3 мм; строение зерен — стекловидное; объем-
ная масса 1,3—1,8 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых средпемарганцовистых солеоксидных флю-
сов с химической активностью Аф — 0,5-4-0,55. С извест-
ной долей приближения флюс можно отнести к шлаковой
системе СаО—МпО—CaF2—А12О3—SiO2.
Содержание кислорода в металле швов при сварке под
флюсом обычно составляет 0,06—0,07 % (для многослой-
ных) и 0,04 % (для однослойных). При сварке-наплавке
под флюсом кремне- и марганцевосстановительный про-
цессы протекают умеренно.
Концентрация серы и фосфора в металле швов состав-
ляет до 0,025—0,03 % каждого. В среднем значение удар-
ной вязкости находится на уровне 160—180 Дж/см2
при 20 °C. Допускается для сварки конструкций, рабо-
тающих при низких температурах.
Данные для применения. Род и значение максимально
допустимого тока = (-}-), 1200 А; максимально допусти-
мая скорость сварки 40 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 60 В; сушка
при температуре 400 °C, 3 ч; рекомендуемые проволоки:
Св-ОбА; Св-08А; Св-08ГА; Св-08ХМ; Св-08ХМФ;
Св-08ХГНМТА.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Флюс плавленый марки
АН-47
ГОСТ 9087—81
Класс no DIN 8557 12ах566
Назначение. Для механизированной сварки низколеги-
рованных сталей обычной и повышенной прочности.
Хорошо зарекомендовал себя при сварке кольцевых швов
труб большого диаметра из дисперсионно-упрочненных
сталей типа Х60-65.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 10 мм; формирование
шва хорошее с плавным переходом к основному металлу •
отделимость шлаковой корки хорошая; склонность металла
шва к образованию пор и трещин низкая.
313
Данные для контроля качества. Состав флюса, %:
S’O2
28—32
А12О3
9—13
МпО
14—18
TiO.
4—7
СаО CaF, MgO
13—17 9—13 6,5—10,5
ZrO, Fe.2Os S P
1—2 <2 <0,05 <0,05
Цвет зерен — темпо-коричневый, черный; размер зе-
рен 0,25—2,5 мм; строение зерен — стекловидное; объ-
емная масса 1,4—1,8 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнис гых среднемарганцовистых солеоксидных флю-
сов с химической активностью Лф = 0,15—0,5. Флюс
мног компонентный и относится к шлаковой системе
СаО—MgO—МпО—CaF2—А12О3—TiO2—SiO2, чю обес-
печивает определенные физические характеристики в тем-
пературном интервале сварочной ванны.
Содержание кислорода в металле швов при сварке иод
флюсом в виде мелкодисперсных оксидных включений
обычно не превышает 0,06 % (для многослойных швов)
и до 0,01 % (для однослойных). При сварке-наплавке
под флюсом кремне- и марганцевосстановительный про-
цессы протекают не слишком интенсивно.
Концентрации серы и фосфора в металле швов не пре-
вышают 0,03 % каждого. В среднем ударная вязкость
металла швов составляет 150 Дж/см2 при 20u С. Хорошо
зарекомендовал при сварке конструкций, работающих
до - 60° С.
Данные для применения. Род и значение максимально
допустимого тока = (-ф), 1200 А; максимально допу-
стимая скорость сварки 120 м/ч; минимально допустимое
напряжение холостого хода источника питания не огра-
ничено: сушка при температуре 400uС, 2 ч; рекомендуе-
мые проволоки: Св-08ГА; Св-10Г2; Св-08ХМ; Св-08МХ;
Св-()8ХМФ; Св-ЮНМА.
Технология изготовления. Плавлением в дуговых и
пламенных печах, грануляцией мокрым способом.
Флюс плавленый марки
ФЦ-11
ОСТ 108.948.02—85
Тип
FB
Назначение Для механизированной дуговой сварки
низколегированных и углеродистых теплоустойчивых ста-
лей .
314
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва хорошее с мелкой чешуйчатостью;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки отличная, в гем
числе и с металла шва при высоких (до 500 СС) темпера-
турах.
Данные для контроля качества. Сослав флюса,
SjO<,
23—27
к2о
СаО
MgO
8—11
R О
ЛкОз
19—23
CaF2
28—36
Ка,О
до 1,0
Цвет зерен —серый с оттенками; размер зерен 0,25—
2,5 мм; строение зерен — стекловидное; объемная масса
1,2—1,6 кг/дм3,
Металлургические свойства. Относится к группе низко-
кремнистых низкомаргаицсвистых солеоксндных флюсов
с химической активностью Аф 0,38-^0,43. С известной
долей приближения флюс можно огнести к шлаковой
системе MgO—А12О3— CaF2—SiO2.
Количество кислорода в металле швов при сварке под
флюсом обычно не превышает 0,04 % (для многослойных)
и 0,03 % (для однослойных). При сварке-наплавке под
флюсом вяло протекает только кремнсвосстанови тель-
ный процесс. Восстановление марганца практически не
наблюдается.
Концентрация серы и Фосфора в металле швов но пре-
вышает 0,03 % каждого. В среднем значение ударной вяз-
кости находится на уровне 200 Дж/см2 при 20 СС. Допус-
кается при сварке конструкций, работающих при низких
температурах.
Данные для применения. Род и значение максимально
допустимого тока — (+); 1000 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; прокалка
при температуре 400 °C, 4 ч; рекомендуемые проволоки:
Св-08ГА; СВ-08Г2; Св-08ГС; Св-ЮГС; Св-12ГС; Св-С8ХМ;
Св-08ХхМФ.
Технологи я изготовлен и я. Пл а в л о н и ем в ду говы х печах,
грануляцией мокрым способом.
Широко применяется в энергомашиностроении при
сварке короткозамкнутых кольцевых швов.
315
Флюс плавленый марки ФЦ-16 ОСТ 108.948.02—85 Тип CS СССР
Назначение. Для механизированной дуговой сварки
низколегированных и углеродистых теплоустойчивых ста-
лей в узкую разделку в энергетическом машиностроении.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги до 11 мм; формирование
шва отличное, с плавным переходом к основному металлу;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки отличная, в т. ч.
в узкой разделке до 300 °C.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО СаО
MgO
29 5 27
А12О3 CaF2 К2О Fe2O3 S Р
NaF Na2O
19 19 <2 <1 <0,03 <0,035
Цвет зерен — коричневый с оттенками; размер зерен
0,25—2,5 мм; строение зерен — стеклопемзовидное; объ-
емная масса 0,8—1,1 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых низкомарганцовистых солеоксидных флюсов
с химической активностью Аф = 0,32-^0,37. Приближенно
флюс можно отнести к шлаковой системе MgO—А12ОЯ—
CaF2—SiO2. Содержание кислорода в металле швов при
сварке под флюсом обычно составляет не более 0,04 %
(для многослойных) и 0,025—0,03 (для однослойных).
При сварке-па плавке под флюсом вяло протекает кремне-
восстановительный процесс. Заметно и восстановление
марганца, несмотря на низкую концентрацию МпО во
флюсе.
Концентрация серы и фосфора в металле швов не пре-
вышает 0,02 % каждого. Средний уровень ударной вяз-
кости 200 Дж/см2 при 20 °C. Рекомендуется для сварки
конструкций, работающих в условиях Крайнего Севера.
Данные для применения. Род и значение максимально
допустимого тока — (+), 800 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
прокалка при температуре 600 °C, 4 ч; рекомендуемые
проволоки: Св-08ГЛ; Св-08Г2; Св-08ГС; Св-08Г2С;
Св-ЮХГНМАА; Св-ЮХТНМТА.
316
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Флюс плавленый марки ФЦ-16А OCT 108.948.02—85 Тип CS СССР
Назначение. Для механизированной дуговой сварки
изделий из низколегированных и углеродистых теплоустой-
чивых сталей, подвергаемых нейтронному облучению,
в узкую разделку.
Сварочно-технологические сеоистеа. Устойчивость дуги
высокая, разрывная длина дуги до 11 мм; формирование
шва отличное, с плавным переходом к основному металлу;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки отличная, в т. ч.
в узкой разделке до 300 °C.
Данные для контроля качества. Состав флюса, %:
SiO2 MnO СаО ALOa CaF2
MgO NaF
29 5 27 19 19
K£O Fe2O3 S P
Na2O
<2 <1 <0,02 <0,012
Цвет зерен — коричневый с оттенками; размер зерен
0,25—2,5 мм; строение зерен — стеклопемзовидное; объ-
емная масса 0,8—1,1 кг/дм3.
Металлургические свойства. Относится к группе
низкокремнистых низкомарганцовистых солеоксидных
флюсов с химической активностью Лф = 0,32-^0,37.
Приближенно флюс можно отнести к шлаковой системе
MgO—А12О3—CaFz—SiO2.
Содержание кислорода в металле швов при сварке под
флюсом обычно составляет не более 0,04 % (для много-
слойных) и 0,025—0,03 (для однослойных).
От флюса ФЦ-16 флюс ФЦ-16А отличается прежде всего
пониженным содержанием вредных примесей серы и фоо
фора, что дает возможность получать их концентрацию
в металле многослойных швов не более 0,01 % каждого.
Последнее позволяет использовать флюс при сварке швов,
подвергаемых нейтронному облучению. Рекомендуется
также для сварки конструкций, работающих в условиях
Крайнего Севера.
Данные для применения. Род и значение максимально
допустимого тока = (-+); 800 А; максимально допустимая
317
скорость сварки 40 м/ч; прокалка при температуре 600 °C,
4 ч; рекомендуемые проволоки: Св-08АА; Св-08ГСА;
Св-1 ОХ ГНМА А;“ Св-1 ОХ ГНМТА.
Технология изготовления. Плавлением в дуговых печах
с водоохлаждаемым металлическим корпусом без футе-
ровки, грануляцией мокрым способом.
Широко используется в атомном энергетическом ма-
шиностроении для сварки активной зоны корпусов реакто-
ров в узкую разделку.
Флюс плавленый марки
ЛН-43
ГОСТ 9087—81
Тип СССР
АВ
Назначение. Для механизированной дуговой сварки
углеродистых низколегированных термоупрочняемых ста-
лей.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва хорошее, без особенностей; склонность
металла шва к образованию пор и трещин низкая; отдели-
мость шлаковой корки хорошая, удовлетворительная
с корневых валиков в разделке
Данные для контроля качества. Состав флюса, %:
S МпО СаО CaF2 MgO А1.2О3 FeO S Р
18—22 5—9 14—18 17—21 до 2 30—36 2,5—5,0 <0,05 <0,05
Цвет зерен—черный, коричневый, зеленый; размер
зерен 0,25—2,5 мм; строение зерен — стекловидное; объ-
емная масса 1,3—1,8 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых низкомарганцовистых солеоксидных флюсов
с химической активностью = 0,31 <0,35. Флюс
многокомпонентный и основан на шлаковой системе
СаО—CaF2—Л12О3—-SiO2 с добавками оксидов марганца
и железа. Это позволяет добиться определенных сварочно-
технологических свойств.
Несмотря на кажущееся небольшое количество FeO
в составе флюса, эта добавка оказывает большое влияние
на металлургические свойства в части активности флюса
по отношению к легирующим элементам проволоки. Прн
сварке под флюсом практически не переходят в шов из
проволоки такие элементы, как Al, Ti, Zr и другие актив-
ные элементы-раскислители.
318
Содержание кислорода в металле швов при сварке под
флюсом обычно находится па уровне 0,05—'0,06 %. Ко-
личество серы и фосфора в металле швов не превышает
уровня их содержания в проволоке. В среднем ударная
вязкость металла швов составляет 150—170 *Дж/см2.
Данные для применения. Род и значение максимально
допустимого тока = (+); 800 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; сушка
при темпера гуре 430 СС, 2 ч; рекомендуемые прово-
локи: Св-ЮГН; Св-ЮНМА, Св-08ГСМТ, Св-08ХГСМА,
Св-08ХН2Г?ЛЮ; Св-08ХТСМФА, Св-10ХГ2СМА.
Т' ... . „ - ~ .- .. _ _____
Технология изгспювлег ия. Плавлением е лотовых пе-
чах, грануляцией мокрым способом.
Флюс плавленый маски
ФЦ-15
ТУ ’.ОВД 101—82
Тип
CS
СССР
Назначение. Механизированная дуговая сварка угле-
родистых и низколегированных сталей в энергетическом
машиностроении.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 11 мм; формирование
шва хорошее, с плавным переходом к кромке; склонность
металла шва к образованию пор и тренш п низкая; отдели-
мость шлаковой корки отличная, в то.м числе и с корневых
валиков в разделке кромок.
Данные для контроля качества. Состав флюса, %:
SiO? СаО MgO СаК, А12О3 МпО
25—28 15—21 7—10 12—18 16—20 4—7
К>О TiO2 Fe2O3 S Р
х\ЭоО
0,5—2,0 <2 <1 <0,03 <0,035
Цвет зерен — коричневый с оттенками; размер зерен
0,3—2,6 мм; строение зерен—стеклонемзовидное; объ-
емная масса 0,8—1,1 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых флюсов солеоксидпого класса с химической
активностью Лф — 0,3-т-0,35. Флюс многокомпонентный
с основой на шлаковой системе СаО—CaF2—ALO3— SiO2
и добавками оксидов магния, марганца, калия, натрия и
319
титана с целью получения оптимальных сварочно-техноло-
гических и металлургических характеристик.
Содержание кислорода в металле швов при сварке под
флюсом обычно составляет 0,05 % (для многослойных)
и 0,03 % (для однослойных). При сварке-наплавке под
флюсом вяло протекает кремневосстаповительный про-
цесс. Восстановление марганца более заметно, несмотря
ла его казалось бы относительно низкую концентрацию
в составе флюса.
Концентрация серы и фосфора в металле швов не пре-
вышает 0,02 % каждого. Средний уровень ударной вяз-
кости металла швов 180 Дж/см2 при температуре испыта-
ний 20 °C.
Рекомендуется для сварки конструкций, работающих
в условиях Крайнего Севера.
Данные для применения. Род и значение максимально
допустимого тока — (+); 900 А; максимально допустимая
скорость сварки 40—50 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 60 В; сушка
при температуре 630 °C, 4 ч; рекомендуемые проволоки:
Св-08ГА, Св 08Г2, Св-08ГС, Св-08Г2С, Св-08ГНМА и др.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Флюс плавленый марки FB 10 STAS 9477—73/1 Класс no DIN 8557/2—72 Т10СВ Тип CS CPP
Назначение. Для механизированной дуговой сварки
изделий широкого профиля из низколегированных ста-
лей.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги 12 мм; формирование шва
хорошее; склонность металла к образованию пор и тре-
щин низкая; отделимость шлаковой корки хорошая,
затрудненная с корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiO2
35—39
TiO,
1—2
МпО
8—11
CaF2
4—6
СаО MgO А12О3
17_21 7—13 16—21
FeO S P
<1,5 <0,07 <0,07
320
Цвет зерен — серый со слабым оттенком зеленого;
размер зерен 0,3—1,5; 0,3 — 2,5; 1,5—2,5 мм; строение
зерен —стекловидное; объемная масса 1,6—1,8; 1,4 —1,6;
1,2—1,4 кг/дм3.
Металлургические свойства. Относится к группе высо-
кокремнистых среднемарганцовистых оксидных флюсов
с химической активностью Лф — 0,554-0,6. По своему
составу близок к флюсу ПНР ТА. st. 10, однако имеет
меньшую химическую активность.
Содержание кислорода в металле швов при сварке вод
флюсом в виде мелкодисперсных неметаллических вклю-
чений обычно составляет до 0,1 % (для многослойных)
и до 0,06 % (для однослойных). При сварке-наплавке
под флюсом активно протекает кремневосстановительный
процесс. По марганцу флюс практически пассивен по
отношению к наплавляемому металлу. Концентрация
серы и фосфора в металле швов в среднем составляет
0,03 % каждого.
Ударная вязкость металла швов обычно не превышает
160 Дж/см2 при 20 °C. Не рекомендуется для сварки
конструкций, работающих при температуре ниже —40 °C.
Данные для применения. Род и значение максимально
допустимого тока = (+); 600 А; максимально допустимая
скорость сварки 60 м/ч; минимально допустимое напря-
жение холостого хода источника питания 50 В; сушка при
температуре 200—250 °C, 1 ч; рекомендуемые проволоки:
S1 ОМп 1N11 (Св-1 ОГИ); S12М2Мо; S12MoN i 1; SI 0Mo;
S12Mn2.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Флюс плавленый марки
Pil 12 UPS
TGL 7437/02
Класс по
DIN 3557 l0.5saz.456
Тип ГДР
CS
Назначение. Для механизированной дуговой сварки
па повышенной скорости кольцевых, продольных и спи-
ральных швов на изделиях из углеродистых и низколеги-
рованных сталей.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм;
11 П/р Н. Н. Потапова
321
формирование шва хорошее, особенно на повышенной
скорости сварки; склонность металла шва к образованию
пор и трещин низкая; отделимость шлаковой корки
хорошая»
Данные для контроля качества. Состав флюса, %:
SiO2 СаО MnO MgO €aF2 А)2О3 FeO S
37—42 14—17 9—14 4—9 15—20 <5 <1 <0,1 <0,1
Цвет зерен — серо-белый, светло-бурый; размер зерен
0,5—2,5; 0,5—5 мм; строение зерен — пемзовидное; объ-
емная масса 0,5—0,9 кг/дм3.
Металлургические свойства. Относится к группе высо-
кокремнистых пизкомарганцовистых солеоксидных флю-
сов марганце-кальциево-силикатного вида с химической
активностью Лф = 0,5-^0,55. При сварке-наплавке под
флюсом довольно активно протекает кремневосстанови-
тельный процесс. /Марганцевосстановительный процесс
протекает весьма вяло. Содержание кислорода в металле
швов в среднем составляет 0,05 % (для однопроходных)
и 0,09 % (для многослойных).
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,03 % каждого.
Ударная вязкость металла швов обычно не превышает
160 Дж/см2 при 20 °C. Не рекомендуется для сварки кон-
струкций, работающих при температуре ниже —40 °C.
Данные для применения. Род и значение максимально
допустимого тока ~, =; 1050 А; максимально допустимая
скорость сварки 150 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
сушка при температуре 300—400 °C, 2 ч; рекомендуемые
проволоки: 10Мп4 (Св-ЮГА); 10Мпб (Св-10Г2); 10Мп8
(Св-08ГС); 9MnNi4 (Св-ЮГН).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Одобрен классификационными обществами ASMW, DR.
Модификация с размером зерен 0,5—5 мм предназначена
для скоростной сварки.
Флюс плавленый марки
F-302 (VUZ-2BA)
CSN 05 5702
Класс по D1N 8557 9ау457
Тип ЧССР
322
Назначение, Для механизированной дуговой сварки
и наплавки низколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва хорошее; склонность металла шва к об-
разованию пор и трещин низкая; отделимость шлаковой
корки хорошая, на корневых валиках в разделке удовлетво-
рительная.
Данные для контроля качества. Состав флюса, %:
SiO2 20—26 MgO MgO 16—20 CaF<, 20—25 К2О №2О СаО 4—8 S А12О3 23—27 Р
<с^2 <С^2 <0,08 <0,08
Цвет зерен — светло-серый; размер зерен 0,25—2,24 мм;
строение зерен — стекловидное; объемная масса 1,4 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых среднемаргапцовистых флюсов солеоксид-
ного класса с химической активностью = 0,5ч-0,55.
Флюс образован на базе сложной многокомпонентной шла-
ковой системы МпО—CaF2—А12О3—SiO2 с добавками ок-
сидов кальция, натрия и калия.
Содержание кислорода в металле швов при сварке под
флюсом обычно составляет не более 0,05 % (для много-
слойных) и 0,04 % (для однослойных). При сварке-
наплавке под флюсом ограниченно протекают кремпе-
и марганцевосстановительный процессы.
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,03 % каждого. Значения ударной вяз-
кости находятся на уровне 160—180 Дж/см2 при 20 °C.
Допускается при сварке конструкций, работающих при
низких температурах.
Данные для применения. Род и значение максимально
допустимого тока = (4-); 900 А; максимально допу-
стимая скорость сварки 40 м/ч; минимально допустимое
напряжение холостого хода источника питания 60 В;
сушка при температуре 400 °C, 2 ч; рекомендуемые про-
волоки: А-301 (Св-08А); А-302 (Св-08ГС); А-311 (Св-ЮГН);
А-315 (Св-ЮГНМА).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Широко применяется при изготовлении энергетического
оборудования.
11* 323
Флюс плавленый марки
F-202 (VUZ-4BaF)
CSN 05 5702
Класс по DIN 8557 9ау456
Г ин
MS
ЧССР
Назначение. Для механизированной дуговой сварки
и наплавки низколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 9 мм; формирование
шва хорошее, без особенностей; склонность металла
шва к образованию пор и трещин низкая; отделимость
шлаковой корки хорошая, с корневых валиков в разделке
удов л етво р и тел ь на я.
Данные для контроля качества. Состав флюса, %:
SiO.? АЦО} МпО СаО CaF<> NaX) Нс<>Оя S Р
КоО
23 23 19 6 22 2,5 <1 <0,08 <0,08
Цвет зерен — светло-серый: размер зерен 0,25—2,24 мм;
строение зерен — стекловидное; объемная масса 1,4 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых среднемарганцовистых флюсов солеоксидного
класса с химической активностью Аф = 0,484-0,53. Флюс
образован на базе сложной многокомпонентной системы
МпО—CaF2—А12О3—SiO2 с добавками оксидов кальция,
натрия и калия.
Содержание кислорода в металле швов при сварке под
флюсом обычно не превышает 0,05 % (многослойных)
и 0,035 % (однослойных). При сварке-наплавке под флю-
сом вяло протекают кремне- и маргапцевосстаповитель-
ный процессы.
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,03 % каждого. Значение ударной вяз-
кости находится на уровне 160—180 Дж/см2 при 20 °C.
Допускается при сварке конструкций, работающих при
низких температурах.
Данные для применения. Род и значение максимально
допустимого тока = (+); 900 А; максимально допу-
стимая скорость сварки 40 м/ч; минимально допустимое
напряжение холостого хода источника питания не огра-
ничено; сушка при температуре 300 °C, 2 ч; рекомендуемые
проволоки: А-301 (Св-08А); А-302 (Св-08ГС), А-311
(Св-ЮГН); А-315 (Св-ЮГН МА).
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
324
Флюс плавленый марки FB-20 CS 346/73 Класс по DIN 8557/2-72ТСВ Тип MS СРР
Назначение. Для механизированной дуговой сварки
низколегироваиных х ладостойк их сталей.
Сварочно-технологические свойства, У стой чи вость дуги
хорошая, разрывная длина дуги до 9 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки хорошая, удовлетворительная с корневых ва-
ликов в разделке.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО СаО MgO Л12О3
23—26 18—22 12—14 3—5 20—23
ТЮ2 CaF„ FeO S P
3—6 10—14 2 <0,08 <0,1
Цвет зерен—темно-серый; размер зерен 0,3—1,5;
0,3—2,5; 1,5—2,5 мм; строение зерен—стекловидное;
объемная масса 1,2—1,8 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых среднемарганцовистых флюсов солеоксид-
ного класса с химической активностью = 0,424-0,47.
Содержание кислорода в металле швов при сварке под
флюсом в виде мелкодисперсных оксидных включений
обычно составляет до 0.06 % (для многослойных) и до
0,04 % (для однослойных). При сварке-наплавке под флю-
сом ограниченно протекают кремне- и марганневосстанови-
тельный процессы.
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,04 % каждого.
Ударная вязкость металла швов обычно пе превышает
160 Дж/см2 при 20 °C. Не рекомендуется для сварки кон-
струкций, работающих яри температуре ниже —10 °C.
Данные для применения. Род и значение максимально
допустимого тока = (+); 600 А; максимально допустимая
скорость сварки 60 м/ч; минимально допустимое напря-
жение холостого хода источника питания 50 В; сушка при
температуре 200—250 °C, 1 ч; рекомендуемые проволоки:
S1 OMn IN i 1 (Св-10ГН); S12Mn2Mo; S1 ОМо (Св-08ГМ);
S12MoNi; S12Mn2 (Св-12Г2).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
325
Одобрен классификационным обществом RNR.
Флюс плавленый марки
TA.st.2
PN-67/M-69356 Класс по IIS/11W-189-65 10ау456 Тип CS ПНР
Назначение. Для механизированной дуговой сварки
низколегированных сталей, особенно применяемых в энер-
гетическом машиностроении.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 10 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки хорошая, затрудненная с корневых валиков
в разделке.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО СаО MgO CaF2
26—30 5—8 12—15 12—15 8—12
А1ЙО3 TiO2 Сг2О3 FeO S Р
12—18 6—8 2—3,5 <1,5 <0,05 <0,05
Цвет зерен — черный; размер зерен 0,3—1,6 мм; строе-
ние зерен — стекловидное; объемная масса 1,5 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых низкомарганцовистых солеоксидных флюсов
с химической активностью Аф = 0,4-~0,45. Флюс построен
с использованием многокомпонентной шлаковой системы
СаО—MgO—CaF2—А12О8—SiO2c добавкахми оксидов хрома,
марганца и титана.
Содержание кислорода в металле швов при сварке под
флюсом обычно составляет не более 0,05 % (для многослой-
ных) и 0,04 % (для однослойных). При сварке-наплавке
под флюсом протекает только кремневосстановительный
процесс. Восстановление марганца не наблюдается.
Концентрация серы и фосфора в металле швов в сред-
нем не превышает 0,03 % каждого. Значение ударной
вязкости находится на уровне 160—180 Дж/см2 при 20 °C.
Допускается при сварке конструкций, работающих при
низких температурах.
Данные для применения. Род и значение максимально
допустимого тока = (+); 1000 А; максимально допу-
стимая скорость сварки 60 м/ч; минимально допустимое
326
напряжение холостого хода источника питания 65 В;
сушка при температуре 300 °C, 2 ч; рекомендуемые про-
волоки: SpG4 (Св-08Г2); SpGlH2M (Св-06ГН2).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Одобрен классификационными обществами LR, BV,
DNA, GL.
Флюс плавленый марки
TA.st.J
PN-73/M-69355
Класс по
1IS/11W-189-65 9ау456
Назначение. Для механизированной дуговой сварки
низкоуглеродистых и низколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 10 мм; формирование
шва хорошее без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки хорошая, затрудненная с корневых валиков
в разделке.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО
26—30 5—8
Al2Og TiO2
14—18 6—10
СаО MgO CaF2
12—16 12—15 9—13
FeO S P
<1,5 <0,05 <0,05
Цвет зерен — черный; размер зерен 0,3—1,6 мм; строе-
ние зерен — стекловидное; объемная масса 1,5 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых низкомаргапцовистых флюсов солеоксидного
класса с химической активностью Аф = 0,384-0,43. По-
строен на базе сложной шлаковой системы СаО—MgO—
Л12О3—SiO2 с добавками оксидов марганца и титана, а
также фторида кальция.
Содержание кислорода в металле швов при сварке под
флюсом обычно составляет не более 0,05 % (для много-
слойных) и 0,04 % (для однослойных). При сварке-
наплавке под флюсом протекает только кремневосстанови-
тельный процесс. Восстановление марганца не наблю-
дается.
Концентрация серы и фосфора в металле швов в сред-
нем не превышает 0,03 % каждого. Значение ударной
327
вязкости находится на уровне 150—170 Дж/см2 при
20 °C. Допускается при сварке конструкций, работающих
при низких температурах.
Данные для. применения. Род и значения максимально
допустимого тока = (+); 900 А; максимально допусти-
мая скорость сварки 60 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 65 В; сушка
при температуре 300 °C, 2 ч; рекомендуемые проволоки:
SpG2HU (Св'-ОбНЛ); SpG3N2Ml (Св-08ГНМА).
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Одобрен классификационными обществами LR, BV,
DNA, GL.
Керамические флюсы. Керамические флюсы в отличие
от плавленых могуч раскислять наплавляемый металл.
При сварке под керамическим флюсом раскисление ме-
талла шва производится за счет введения в состав флюса
свободных металлов-раскислителей, чаще всего ферро-
сплавов, обладающих более высоким, чем железо, срод-
ством к кислороду. В качестве раскислителей в керами-
ческих флюсах применяют ферромарганец, ферросили-
ций, ферротитан, алюминиевый порошок, силикокальций
и др. При этом раскисление наплавляемого металла кера-
мическим флюсом принципиально отличается от раскис-
ления элементами, вводимыми в сварочную ванну посред-
ством электродной проволоки.
В первом случае раскисление металла может проте-
кать в зоне более низких температур в период контакти-
рования образовавшейся жидкой металлической свароч-
ной ванны с расплавленным флюсом, содержащим в своем
составе раскислители. При использовании легированной
проволоки раскислители поступают в сварочную ванну
в начальный момент ее образования, в зону наиболее вы-
соких температур.
Можно привести аналогию образования наплавляемого
металла при механизированной сварке с выплавкой стали
в металлургических печах. Применение легированной про-
волоки можно сравнить с введением раскислителей в печь
в начале плавки, а применение керамического флюса —
с введением раскислителей в ковш перед разливкой стали.
К примеру, в литейном производстве раскислители реко-
мендуется вводить в жидкий металл по возможности в бо-
лее поздний срок, после снижения температуры металла,
328
что обеспечивает более полное удаление из него газов.
Поэтому возможность введения раскислителей в металл
сварочной ванны именно в последний момент наиболее
важна для предупреждения пористости металла швов.
Общей тенденцией при разработке шлакообразующей
основы керамических флюсов является минимальное со-
держание или отсутствие в их составе карбонатов, по-
скольку повышенное их содержание ухудшает технологи-
ческие свойства и санитарно-гигиенические характери-
стики флюсов. Вместе с тем газообразные продукты дис-
социации карбонатов и высших оксидов (MnO2, Fe2O3
и др.) снижают концентрацию водорода в атмосфере дуги,
главным образом, в результате разбавления, а также окис-
ления водорода. Опыт показывает, что введение в состав
керамических флюсов, например 3 % мрамора, позво-
ляет в несколько раз повысить стойкость швов к образо-
ванию пор, вызываемых водородом.
Повышение основности этих флюсов, а следовательно,
и снижение их химической активности обеспечиваются
введением в состав оксидов кальция и магния, которые
обычно вводятся в составе комплексных соединений в ми-
нералах. Отсутствие требований по взаимной раствори-
мости исходных компонентов существенно облегчает, но
сравнению с плавлеными флюсами, задачу создания кера-
мических флюсов высокоосновного типа. Известны, на-
пример, керамические флюсы, содержащие более 40 %
MgO. Изготовление плавленых флюсов с таким количе-
ством оксида магния весьма затруднительно. Высоко-
основный характер керамических флюсов позволяет сни-
зить концентрации вредных примесей в металле шва,
особенно серы, повысить механические характеристики
наплавленного металла.
К новым керамическим флюсам относится флюс
АНК-47 алюминатно-основного типа, обеспечивающий по-
вышенную стойкость сварных швов к охрупчиванию
(вплоть до температуры —70 °C) и обладающий при
этом высокими сварочно-технологическими характеристи-
кам и.
Рассматривая перечисленные и другие флюсы, приве-
денные ниже в каталоге, для сварки низколегированных
сталей можно без особого труда отметить, что большая
часть из них алюмипатпо-осповного (АВ) или флюоритно-
основного (FB) типов. Такие флюсы обладают высокими
металлургическими характеристиками и практически не
329
окисляют наплавляемый металл, что позволяет легиро-
вать его ферросплавами через флюс в широких пределах.
Кроме этого, флюсы алюминатно-основного типа еще об-
ладают, как правило, и хорошими технологическими свой-
ствами. При этом флюсы ф^аюоритно-основного типа, хотя
в большинстве случаев и уступают первой группе флюсов
по сварочно-технологическшм свойствам, тем не менее обес-
печивают наиболее высокие механические характеристики
и стойкость швов к образованию кристаллизационных
трещин.
Флюсы флюоритно-ос нов но го типа, как правило, имеют
в своем составе повышенные концентрации CaF2, поэтому
сварка и наплавка под ними возможны только на постоян-
ном токе.
Флюсы алюминатно-рутилового типа (AR) обеспечи-
вают наиболее высокие сварочно-технологические свой-
ства при сварке низколегированных сталей, например
флюс АНК-44 (см. каталог), однако флюсы этой группы
в большей степени загрязняют наплавляемый металл не-
металлическими оксидными включениями.
Каталог керамических флюсов
Флюс керамический мар- ки АНК-44 ТУ ИЭС 577—86 Тип AR СССР
Назначение. Скоростная многодуговая сварка низко-
легированных сталей повышенной прочности.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги до И мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки легкая, в том числе в разделке кромок; само-
произвольное отделение шлака па высокой скорости.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО СаО MgO CaF2 Al2O? TiO?
20 5 5 2 5 30 15
Цвет зерен — серый; размер зерен 0,2—2 мм; строение
зерен —в виде крупки; объемная масса 0,9—1,1 кг/дм3.
Металлургические свойства. Шлакообразующая часть
флюса алюминатно-рутилового типа. Флюс нейтрален
по Si и Мп, производит модифицирование металла шва.
330
Обладает универсальными сварочно-технологическими
свойствами.
Содержание кислорода в виде оксидных мелкодисперс-
ных включений обычно составляет 0,05 % (для однослой-
ных) и 0,07—0,08 % (для многослойных). Концентрация
серы и фосфора в металле швов не превышает 0,03 %
каждого.
В среднем значение ударной вязкости находится на
уровне 160—180 Дж/см2 при 20 °C. Допускается для сварки
конструкций, работающих при низких температурах.
Данные для применения. Род и значение максимально
допустимого тока =; 1400 А; максимально допустимая
скорость сварки 140 м/ч при трехдуговой сварке; мини-
мально допустимое напряжение холостого хода источ-
ника питания 65 В; сушка при температуре 450 °C, 2—3 ч;
рекомендуемые проволоки; Св-08ГЛ1; Св-08ГНМ,
Св-08ГНМТ.
Технология изготовления. Агломерированием, с ис-
пользованием в качестве связующего материала водного
раствора жидкого стекла на базе силикатов натрия и ка-
лия.
При механизированной сварке конструкций, работаю-
щих при низких температурах, рекомендуется примене-
ние флюса в сочетании со сварочными проволоками, со-
держащими никель.
Флюс керамический мар- ки АНК-30 ТУ 14-1-120—71 Тип FB СССР
Назначение. Для механизированной дуговой сварки
металлоконструкций из углеродистых и низколегирован-
ных сталей, в том числе хладостойких мелкозернистых
сталей повышенной прочности.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги до 11 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки хорошая, затрудненная в разделке с корневых
валиков.
Данные для контроля качества. Состав флюса, %:
SiO- СаО MgO CaF2 А12О3
12' 15 35 12 12
331
Цвет зерен — серый; размер зерен 0,25—2,5 мм; строе-
ние зерен — в виде крупки; объемная масса 1—1,2 кг/дм3.
Мстал лургические свойства. Флюс флюоритно-ослов-
кого типа на базе шлаковой системы MgO—CaF2—Л12О3—
SiO2 с добавками других компонентов и ферросплавов
(ферромолибдена, ферросилиция и алюминиевого порошка).
Легирование металла шва молибденом и кремнием осу-
ществляется за счет флюса. Сварка производится стан-
дартной сварочной проволокой Се-10Г2. Флюс может быть
отнесен к легирующим керамическим флюсам.
Содержание кислорода в виде мелкодисперсных ок-
сидных включений в металле швов обычно не превышает
0,03 % (для однослойных) и 0,04 % (для многослойных).
Средний уровень ударной вязкости 180 Дж/см2 при 20 °C.
Данные для применения. Род и значение максимально
допустимого чока, — (+); 1000 А; максимально допу-
стимая скорость сварки 40 м/ч; минимально допустимое
напряжение холостого хода источника питания 40 В;
сушка при температуре 400 °C, 1 ч; рекомендуемые про-
волоки: Св-10Г2; Св-08ГА.
Технология изготовления. Агломерированием, с ис-
пользованием в качестве связующего материала водного
раствора жидкого стекла на базе силикатов натрия и
калия.
Флюс керамический мар- ки АН К-47 ТУ ИЭС-20—82 Тип АВ СССР
Назначение. Одно- и многопроходная сварка низколеги-
рованных сталей повышенной прочности при повышен-
ных требованиях к хладостойкости металла шва.
Сварочно-технологические свойства. Устойчивость дуги
высокая; формирование шва хорошее; склонность металла
шва к образованию пор и трещин низкая; отделимость
шлаковой корки легкая, в том числе при сварке в узкую
разделку.
Данные для контроля качества. Состав металла, на-
плавленного проволокой Св-08МХ, %:
С Мп
0,09 1,3
Si
0,3
Мо Сг
0,3 0,4
332
Цвет зерен —темно-серый; размер зерен 0.2—1,6 мм;
строение зерен — в виде крупки; объемная масса 0,9—
1,1 к г/дм3.
Металлургические свойства. Шлакообразующая основа
флюса алюминатно-основного типа МпО—СаО—CaF2—•
А12О3—SiO2 с добавками других компонентов. Флюс прак-
тически нейтрален по кремнию, слабо легирует наплавляе-
мый металл марганцем.
Содержание кислорода в виде мелкодисперсных ок-
сидных включений в металле швов обычно не превышает
0,03 % (для однослойных) и 0,05 % (для многослойных).
Концентрация серы и фосфора в металле швов не превы-
шает 0,03 % каждого. Средний уровень ударной вязкости
200 Дж/см2 при 20 °C.
Рекомендуется для сварки конструкций, работающих
в условиях Крайнего Севера.
Данные для применения. Род и значение максимально
допустимого тока, = (+); 1200 А; максимально допусти-
мая скорость сварки 50 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 65 В; сушка
при температуре 400 °C, 2—3 ч; рекомендуемые проволоки:
Св-08МХ, Св-ЮНМА, Св-10Г2, Св-08ГА.
Технология изготовления. Агломерированием с ис-
пользованием в качестве связующего материала водного
раствора жидкого стекла на базе силикатов натрия и ка-
лия.
При сварке конструкций, работающих в условиях
Крайнего Севера, в сочетании с флюсом рекомендуется
применять сварочные проволоки, содержащие молибден,
никель.
Средний состав шлакообразующей основы флюса:
30 % MgO; 20 % А1оО3; 15 % SiO2; 8 % СаО; 8 % CaF2;
8 % МпО.
Флюс керамический мар-
ки А НК-57
ТУ ИЭС 554—86
Тип
FB
СССР
Назначение. Одно и многопроходная сварка низколе-
гированных сталей повышенной прочности при высоких
требованиях к хладостойкости металла швов.
333
Сварочно-технологические свойства. Устойчивость дуги
высокая; формирование шва хорошее; склонность металла
шва к образованию пор и трещин низкая; отделимость
шлаковой корки легкая, в том числе при сварке в узкую
разделку.
Данные для контроля качества. Состав флюса,
SiO
15
СаО
15
MgO
25
CaF
25
А12Оз
17
Цвет зерен —серый; размер зерен 0,2—1,6 мм; строе-
ние зерен — в виде крупки; объемная масса 0,9—
1,1 кг/ дм3.
Металлургические свойства. Флюс флюоритно-основ-
ного типа, нейтрален по кремнию и марганцу, производит
микролегировапие и десульфурацию металла шва. Коэф-
фициент основности В = 2,6.
Содержание кислорода в металле швов в виде мелко-
дисперсных оксидных включений обычно составляет
0,025 % (для однослойных) и 0,04 % (для многослойных).
Концентрация серы и фосфора в металле швов не пре-
вышает 0,025 % каждого.
Средний уровень ударной вязкости 200 Дж/см2 при
20 °C. Рекомендуется для механизированной сварки кон-
струкций в условиях Крайнего Севера.
Данные для применения. Род и значение максимально
допустимого тока = (+); 1000 А; максимально допусти-
мая скорость сварки 50 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 65 В; сушка
при температуре 400 °C, 2—3 ч; рекомендуемые прово-
локи: Св-10Г2; Св-08МХ; Св-08ГНМТ, Св-ЮГНМДТ.
Технология изготовления. Агломерированием, с ис-
пользованием в качестве связующего материала водного
раствора жидкого стекла на базе силикатов натрия и ка-
лия.
Флюс керамический мар- ки FC-60 N. 1.1163/3—79 Класс по DIN 8557 8ах597 Тип FB СРР
Назначение. Для механизированной дуговой сварки
сталей повышенной прочности, работающих при темпера-
туре до —60 °C.
334
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва хорошее, без особенностей; склонность
металла шва к образованию пор и трещин низкая; отдели-
мость шлаковой корки хорошая, затрудненная при сварке
корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiOo MnO СаО CaF2 ALOS
MgO
20 4 37 17 19
Цвет зерен—серый; размер зерен 0,2—2 мм; строе-
ние зерен — в виде крупки; объемная масса 1,2—1,3 кг/дм3.
Металлургические свойства. Флюс флюоритно-основ-
ного типа на базе шлаковой системы MgO—CaFfi—А12О3—
SiO2, с добавками других оксидов, преимущественно ос-
новных, и ферросплавов. Пониженное содержание кремне-
зема в составе флюса и повышенная основность делают
флюс практически пассивным по кремнию. Поэтому содер-
жание кислорода в наплавленном металле швов обычно
не превышает 0,03 % (для однослойных) и 0,04 % (для
многослойных). Средний уровень ударной вязкости
180 Дж/см2 при 20 °C.
Пониженное содержание кислорода в металле швов
и высокая чистота по сере и фосфору обеспечивают повы-
шенную стойкость металла швов к переходу в хрупкое
состояние.
Данные для применения. Род и значение максимально
допустимого тока = (+); 1000 А; максимально допусти-
мая скорость сварки 50 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 60 В; сушка
при температуре 200 °C, 1 ч; рекомендуемые проволоки:
SlOMnlNil (Св-ЮГН); S10MnlNi2 (Св-10ТН1); SlOMnl
(Св-08ГА).
Технология изготовления. Агломерированием, с исполь-
зованием в качестве связующего материала водного рас-
твора жидкого стекла на базе силикатов натрия и калия.
Флюс керамический мар- ки FC-R28 N. 1.2204—77 Класс по DJN 8557—72 B15say596 Тип АВ СРР
335
Иозначен ие. Д л я ме х ап и з и ро ва и н ой i ре х ду го вой
сварки конструкций из низколегированных судостроитель-
ных сталей,
Сварочно-технологические свойства. У стойчи весть
дуги — удовлетворительная; формирование шва хоро-
шее, без особенностей; склонность металла шва к образо-
ванию пор и трещин низкая; отделимость шлаковой корки
хорошая, затрудненная с корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
AUO-
41
Cz*F 2
50
Цвет зерен — серый; размер зерен 0,2—2 мм; строение
зерен — в виде крупки; объемная масса 1,4—1,6 кг/дм3.
Металлургические свойства. Флюс алюминатно-
основного типа на базе шлаковой системы СаО—CaF2—
А12О3 с добавками других оксидов и ферросплавов (ферро-
силиция, никеля и феррохрома). Обеспечивает хорошие
механические характеристики металла шва ввиду малой
химической активности шлаковой основы но отношению
к наплавляемому металлу, а также высокую стойкость
швов к образованию кристаллизационных трещин.
Широко используется в судостроении, при изготовле-
нии сосудов высокого давления.
Данные для применения. Род и значение максимально
допустимого тока = (+); 1500 А: максимально допусти-
мая скорость сварки 50 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 65 В; сушка
при температуре 200 °C, 1 ч; рекомендуемые сварочные
проволоки: SlOMnl (Св-08ГА); SIOMnlNil (Св-ЮГН).
Технология изготовления. Агломерированием, с ис-
пользованием в качестве связующего водного раствора
силикатов натрия и калия. Грануляция методом о комко-
вания.
Одобрен классификационным обществом RNR.
Флюс керамический мар-
ки FC-40
N.1.1163/2—79
Класс па D1N 8557 8ах537
Тип
FB
СРР
Назначение. Для механизированной дуговой сварки
конструкций из низколегированных сталей, работающих
при низких температурах (до —40 °C).
336
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 6 мм;
формирование шва хорошее, без особенностей; склонность
металла шва к образованию пор и трещин низкая; отдели-
мость шлаковой корки хорошая, затрудненная при сварке
корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiO£ СаО CaF2 Ак>О<,
MgO
13 35 25 19
Цвет зерен — бурый; размер зерен 0,2—2 мм; строе-
ние зерен — в виде крупки; объемная масса 1,1 —
1,2 кг/дм3.
Металлургические свойства. Флюс флюоритпо-оспов-
пого типа на базе шлаковой системы MgO—CaF2—А12О3—
SiO2 с добавками других оксидов и ферросплавов. Имеет
пониженное содержание кремнезема и повышенную ос-
новность, поэтому практически пассивен по кремнию.
Содержание кислорода в металле швов обычно не превы-
шает 0,04 % (для однослойных) и 0,05 % (для много-
слойных).
Пониженное содержание кислорода в металле швов и
относительно высокая чистота их по сере и фосфору
(не более 0,03 % каждого) обеспечивают хорошую хладо-
стойкость на плапленного металла.
Средний уровень ударной вязкости 160 Дж/см2 при 20°С.
Данные для применения. Род и значение максимально
допустимого тока — (+); 1500 А; максимально допусти-
мая скорость сварки 50 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 50 В; сушка
при температуре 200 °C, 1 ч; рекомендуемые проволоки:
SlOiVlnlNil (Св-ЮГН).
Технология изготовления. Агломерированием, с ис-
пользованием в качестве связующего материала водного
раствора жидкого стекла на базе силикатов натрия и ка-
лия. Грануляция методом окомковываиия.
4.3. ФЛЮСЫ ДЛЯ МЕХАНИЗИРОВАННОЙ
СВАРКИ СРЕДНЕ- И ВЫСОКОЛЕГИРОВАННЫХ
СТАЛЕЙ И СПЛАВОВ
Как уже отмечалось, к среднелегироваппым относятся
стали, содержащие суммарное количество легирующих
элементов 5—10 %. Высоколегированные стали содержат
более 10 % легирующих элементов.
337
Для сварки и наплавки среднелегированных сталей
рекомендуются малоактивные и даже пассивные флюсы.
Большая часть требований, предъявляемых к флюсам
для сварки средиелегированных сталей, остается актуаль-
ной и применительно к сварке высоколегированных сталей.
Плавленые флюсы. В соответствии с принятой класси-
фикацией на основании показателя химической активности
к малоактивным флюсам относят составы с Дф = 0,34-
ОД, а к пассивным с Лф С ОД.
Составы наиболее распространенных в промышленности
и строительстве малоактивных и пассивных флюсов при-
ведены ниже в каталоге, где они расположены в порядке
убывания их химической активности.
Исключение составляет лишь флюс АН-26, разрабо-
танный в ИЭС им. Е. О. Патона. Названный флюс широко
применяется в настоящее время при сварке высоколегиро-
ванных коррозионно-стойких и жаропрочных сталей,
хотя и относится к группе активных флюсов (Аф = 0,454-
0,5).
В большинстве своем малоактивные и пассивные флюсы
имеют сложный химический и минералогический состав,
CuD л г 6 Л Д1203
Рис. 4.11. Диаграмма плавкости шлаковой системы СаО—А120з—SiO3
(температура, сС)
338
В .35
l\7i
^0 fj; 11^ *\ «• *^*
<цдй|&Л& \\ a$f
4 И?Р*
ДАСо&5Дг /£<$№ ЛьЬйкА
ЗСаПЗЛО..— Jr \ J ГК \
„ Х3*
«РСаПЭДг'/ ^V“^>SSy / \
Л \'Wsx^ • \
/ \о2СйО'5Ш{ » i \
80 L \ 2CaDAyJa-Sinjj
35f---V ----,\/ --- у —гг- V пжъ-\ ^
О 15 35 55 75 35
лчМ
Рис. 4.12. Разрез системы СаО—Л12О3—SiO2 с постоянным содержа-
нием 5 % CaF3 (температура, °C)
что связано в определенной мере с необходимостью полу-
чения требуемых сварочно-технологических или метал-
лургических характеристик.
Флюсы АН-15М, АН-15, АВ-5 и АВ-5М можно от-
нести к шлаковой системе СаО—CaF2—А12О3—SiO2. Эта
система мало изучена. С другой стороны, известково-
глиноземистые силикаты хорошо известны, поскольку их
широко применяют при производстве чугуна и цемента.
Диаграмма состояния шлаковой системы СаО—А12О3—
SiO2 показана па рис. 4.11. Наличие в составе указанных
флюсов фтористого кальция снижает их температуру плав-
ления.
На рис. 4.12 приведен разрез в системе СаО—А12О3—
SiO2 с постоянным содержанием CaF2 (5 %). Из сравне-
ния диаграмм на рис. 4.11 и 4.12 следует, что наличие
5 % CaF2 в расплаве системы СаО—А12О3—SiO2 понижает
температуру плавления шлаков на 55—70 °C.
В расплавах системы СаО—А12О3—SiO2 электропрово-
димость осуществляется путем переноса катионов каль-
ция и алюминия. Значения активности оксида кальция
в системе СаО—А12О3—SiO2 при температуре 1550 °C
приведены на рис. 4.13, а оксида алюминия в названной
339
CaO 20
40 60
CaO, Ч‘в
Al^03
Рис. 4.13, Активность CaO в системе CaO—А12ОЯ—SiO2
системе при 1550 и 1630 °C — на рис. 4.14. При этом дан-
ные для температуры 1630 °C получены опытным путем,
а для 1550 °C рассчитаны па базе измерений актив-
ности.
Флюсы ОФ-6 и ОФ-6М следует отнести к шлаковой си-
стеме СаО—А12О3—CaF2. Например, активность SiO2
во флюсе ОФ-6 невелика, а коэффициент активности SiO.2
составляет 0,17.
В технической литературе отсутствуют более или ме-
нее систематизированные данные о шлаковой системе
СаО—А12О3—CaF2. Однако для шлаков названной си-
стемы характерно образование геленита 2CaOAlsOs-
•SiO2, гидроалюмината кальция ЗСаО-А12О3-6Н3О, а
также хабазита СаО-Al2O3'4SiO2, относящегося к цео-
литам.
В связи с изложенным флюсы, в минералогическом
составе которых возможно образование цеолитов (ОФ-6,
ОФ-6М, АН-15, АН-15М и др.), в значительной мере склон-
ны к гидратации и требуют повышенных режимов про-
калки после мокрой грануляции, а также хранения в гер-
метичной таре во избежание гидратирования.
Флюсы АН-18, АН-45, АН-17М и ФИМС-20П построены
на базе многокомпонентных шлаковых систем, что выз-
вано необходимостью получения определенных сварочно-
технологических или металлургических характеристик.
340
Вследствие повышенного содержания оксидов железа
во флюсе AH-17iH он интенсивно окисляет металл свароч-
ной ванны, причем угар легирующих элементов превышает
таковой при сварке под низкокремнистыми слабсокисли-
тельными флюсами. В связи с этим в случае применения
низкокремпистых сильноокпслительных флюсов для до-
стижения оптимальных прочностных свойств металла
шва необходимо использовать сварочные проволоки с бо-
лее высоким содержанием легирующих элементов.
Флюс АН-17М позволяет получать наплавленный ме-
талл с низким содержанием диффузионного водорода
(до 3 см3/100 г). Эго определяет его широкое использо-
вание при сварке высокопрочных сталей, склонных к об-
разованию холодных трещин.
Флюс НФ-18М многокомпонентный с температурой
плавления приблизительно 1300—1350 °C. Использова-
ние в составе флюса оксидов железа и титана способствует
снижению содержания водорода в металле шва. Но вве-
дение МпО во флюс посредством марганцевой руды неми-
нуемо повышает содержание во флюсе фосфора. Поэтому
для снижения концентрации фос<|юра оксид марганца
вводят во флюс с синтетическим оксидом или с чистым ме-
таллическим марганцем.
В сочетании с соответствующими сварочными прово-
локами флюс НФ-18М применяют при сварке низко-
и средпелегироваппых сталей в атомном машиностроении.
Он обеспечивает в металле шва, с одной стороны, оптималь-
ное содержание кремния и марганца, с другой — концен-
трацию диффузионного водорода не более 3 см3/100 г.
Среди зарубежных составов сварочных плавленых
флюсов для механизированной сварки-наплавки средне-
и высоколегированных сталей следует отметить прежде
всего флюсы четырех марок: F-624 и F-402 (ЧССР),
а также TNA.st.l и TA.st.llCrXi (ПНР). Среди названных
составов наивысшую химическую активность имеет флюс
F-624. Чехословацкий стандарт рекомендует приме-
нение этого флюса для наплавки уплотнительных поверх-
ностей энергетической арматуры в сочетании с проволо-
кой, содержащей до 13 % Сг, что весьма удивительно, по
крайней мерс, для отечественной практики, поскольку
в этом случае (при 45 % кремнезема во флюсе) будет наб-
людаться интенсивное протекание кремневосстановитель-
ного процесса и засорение металла шва большим количе-
ством эндогенных оксидных мелкодисперсных включений.
341
^iOji
Ло2
EttD SO БО W 28 АЬгРз
CaO, %?
342
В данном случае, по-видимому, качество наплавленного
металла некоторым образом приносится в жертву сварочно-
технологическим свойствам флюса, который обеспечивает
хорошую форму валика и легкое отделение шлаковой
корки.
Каталог плавленых флюсов
Флюс плавленый марки
ФИМС-20П
ТУ 5.965-4045—73
Тип
AR
СССР
Назначение, Механизированная дуговая сварка средне-
легированных термоупрочняемых с галей специального
назначения.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва хорошее, без особенностей; склонность
металла шва к образованию пор и трещин низкая; отдели-
мость шлаковой корки хорошая, при сварке корневых
валиков в разделке при сопутствующем подогреве до
300 3С удовлетворительная.
Данные для контроля качества. Состав флюса, %:
SiO2 MgO CaF* AkO3 TiO9 Fe2O3 P S
23 15 24“ 24 13“ <1 <0,05 <0,05
Цвет зерен — черный; размер зерен 0,35—2,6 мм;
строение зерен — стекловидное, стеклокамневидное; объ-
емная масса 1,4—1,7 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых безмарганцовистых флюсов солеоксидного
класса с химической активностью — 0,534-0,6. Флюс
многокомпонентный, построен на базе шлаковой системы
MgO—CaF2—А12О3—TiO2—SiO2 с целью получения по-
ниженной химической активности при сохранении оп-
ределенного уровня сварочно-технологических характе-
ристик. Предназначен для сварки сталей, в значительной
степени склонных к образованию холодных трещин.
Рис. 4J4, Активность А12О3 в системе СаО—А12О3—SiO2 при темпе-
ратуре:
а — 1550 X; б ~ 1630 X
343
При механизированной сварке среднелегированных
сталей под флюсом ФИМС-20П активно протекает кремне-
восстановительный процесс. В среднем количество кисло-
рода в металле швов находится на уровне 0,06—0,09 %.
В данном случае повышенная активность флюса за счет
значительного введения в состав кислых оксидов кремния,
алюминия и титана обеспечивает одновременно стойкость
флюса к гидратации и, как следствие, пониженную кон-
центрацию водорода в металле сварных швов.
Данные для применения. Род и значение максимально
допустимого тока = (+); 800 А; максимально допустимая
скорость сварки 30—40 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 60 В; сушка
при температуре (650 ± 10) °C, 3 ч; рекомендуемые про-
волоки: Св-ЮНЗГМТ, Св-ОЗГХНЗМД, Св-07ХНЗМД.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом в проточную воду.
Флюс плавленый марки AII-26C ГОСТ 9087—81 Tim CS СССР
Назначение. Для механизированной и шланговой ду-
говой сварки коррозионно-стойких и жаропрочных хромо-
никелевых сталей с применением соответствующих элек-
тродных проволок.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва хорошее, без особенностей; склонность
металла шва к образованию пор и трещин низкая; отдели-
мость шлаковой корки хорошая, при сварке корневых
швов в разделке удовлетворительная.
Данные для контроля качества. Состав флюса, %j
SiO.> MnO СаО MgO A12OS CaF2 Fe2O3 S P C
29—33 2,5—4 4—8 15—18 19—23 20—24 <1,5 <0,1 <0,1 <0,05
Цвет зерен — серый, светло-зеленый; размер зерен
0,25—2,5 мм; строение зерен — стекловидное; объемная
масса 1,3—1,8 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых низкомарганцовистых солеоксидпых флюсов
с химической активностью Лф = 0,454-0,5. Флюс много-
344
компонентный, построен на базе шлаковой системы
MgO—CaF2—SiOz—А12О3 с добавками оксидов марганца
и кальция с целью получения определенных сварочно-
технологических характеристик.
При механизированной сварке хромоникелевых вы-
соколегированных сталей под флюсом за счет соответ-
ствующего окисления хрома активно протекает кремне-
восстановительный процесс. В результате наплавленный
металл в значительной степени обогащен мелкодисперс-
ными оксидными включениями.
В среднем количество кислорода в металле сварных
швов 0,08—0,10 %. Поэтому флюс не рекомендуется для
сварки металла толщиной более 40 мм. Одновременно
снижается содержание 6-феррита в металле швов. В соче-
тании с флюсом не рекомендуется использовать сварочные
проволоки с содержанием б-феррита менее 4 % во избе-
жание образования горячих трещин, особенно при сварке
жестких конструкций.
Данные для применения. Род и значение максимально
допустимого тока = (+); 800 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; сушка при
температуре 400 °C, 2 ч; рекомендуемые проволоки:
Св-06Х19Н9Т, Св-01Х19Н9, Св-08Х19Н10Б.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Флюс имеет модификации АН-26П с размером зерен
0,35—3 мм, объемная масса 0,7—1 кг/дм8 и АН-26СП
с размером зерен 0,25—4 мм.
Флюс плавленый марки АЫ-20с ГОСТ 9087—81 Тип АВ СССР
Назначение. Для механизированной дуговой наплавки
и сварки высоколегированных хромоникелевых сталей;
для сварки легированных и высоколегированных сталей,
меди и ее сплавов.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва хорошее, без особенностей; склонность
345
металла шва к образованию пор и трещин низкая; отдели-
мость шлаковой корки хорошая.
Данные для контроля качества. Состав флюса, %;
SiO2 СаО
19—24 3—9
MgO А1ЙО3 К2О CaF2 МпО Fe2O, S Р
Na2O
9—13 27—32 2—3 25—33 <0,5 <J <0,08 <0,05
Цвет зерен — светло-серый и светло-голубой; размер
зерен 0,35—3 мм; строение зерен — стекловидное; объем-
ная масса 1,3—1,7 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых безмарганцовистых флюсов солеоксидного
класса с химической активностью = 0,35-?0,4.
Многокомпонентный, относится к шлаковой системе
MgO—CaF2—ALO3—SiO2 с добавками оксидов кальция,
калия и натрия.
При механизированной сварке хромоникелевых ста-
лей под флюсом АН-20 активно протекает кремневосста-
новительный процесс, в результате чего в металле шва по-
вышается концентрация кислорода в виде мелкодисперс-
ных оксидных включений, с одной стороны, и снижается
содержание 6-феррита — с другой.
Флюс не рекомендуется для механизированной сварки
хромоникелевых сталей толщиной более 40 мм.
Данные для применения. Род и значение максимально
допустимого тока = (+); 550 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; сушка при
температуре 400 °C, 2 ч; рекомендуемые проволоки:
ПП-ЗХ2В8; ПП-25Х5ФМС, Нп-30ХГСА; Св-30Х25Н16Г7.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом.
Имеет модификации АН-20СП с размером зерен 0,25—
1,6 мм и АН-20П, объемная масса 0,7—1 кг/дм3, макси-
мальный ток до 1000 А; предназначен для наплавки лен-
той.
Флюс плавленый марки
АН-15
ТУ ИЭС 656—87
Тип
АВ
СССР
Назначение. Для механизированной дуговой сварки
низко- и среднелегированных сталей легированной сва-
346
рочной проволокой. Наиболее часто применяется для
сварки узлов из среднелегированных высокопрочных ста-
лей типа 30ХГСН2А и др.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва удовлетворительное, без особенностей;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки удовлетворитель-
ная, при сварке корневых валиков в разделке затруднен-
ная особенно при сопутствующем подогреве до 300 °C.
Данные для контроля качества. Состав флюса, %:
SiO2 СаО MgO CaF2 А12О3 МпО Fe2O3 Р S
24—29 14—18 8—11 20—23 22—25 1,5—2,5 <0.85 <0,05 <0,05
Цвет зерен — от светло-серого до светло-зеленого
с оттенками; размер зерен 0,25—2,5 мм; строение зерен —
кампевидное; объемная масса 1,3—1,7 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых низкомарганцовистых солеоксидных флюсов
с химической активностью = 0,3-4-0,35. Флюс много-
компонентный, построен на базе шлаковой системы
СаО—CaF2—А12О3—SiO2 с добавками оксидов марганца
и магния с целью получения определенных металлурги-
ческих характеристик, поскольку предназначен для сварки
среднелегированных сталей, склонных к образованию
трещин (холодных).
При механизированной сварке среднелегировапных
сталей под флюсом АН-15 практически не протекает мар-
ганцевосстановительный процесс и вяло протекает кремне-
восстановительный процесс. В среднем количество кисло-
рода в металле сварных швов не превышает 0,06 %.
Содержание серы и фосфора в среднем не превышает
их содержания в сварочной проволоке.
Ударная вязкость металла сварных швов 100—
150 Дж/см2.
Данные для применения. Род и значение максимально
допустимого тока = (+); 600 А; максимально допустимая
скорость сварки 30 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; сушка при
температуре 650—850 °C, 2 ч; рекомендуемые проволоки:
Св-08ХГ2С, Св-08ХГСМА, Св-10ХГ2СМА, Св-08ХГСМФА,
Св-08ХЗГ2СМ.
Технология изготовления. Плавлением в дуговой печи
с последующей сухой грануляцией.
347
Флюс плавленый марки
АН-45
I У ИЭС 378—83
Тин СССР
FB
Назначение, Для механизированной дуговой сварки
высоколегированных (преимущественно высокохромистых)
сталей постоянным током и электрошлаковой сварки
высоколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм; фор-
мирование шва хорошее, без особенностей; склонность
металла шва к образованию пор и трещин низкая; отдели-
мость шлаковой корки хорошая, удовлетворительная
с корневых Данные валиков в разделке. для контроля качества. Состав флюса, %:
SiO2 СаО MgO CaF2 Л12О3 TiO2
13—17 4—8 14—18 22—27 <15 4—8
МпО Fe,O3 P s С
10—14 10—14 <2,5 <0,75 <0,05 <0,05
Цвет зерен — от светло-коричневого до темно-коричне-
вого; размер зерен 0,25—3 мм; строение зерен — сгскло-
камневидное; объемная масса 1,3—1,9 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых средпемаргапцовистых солеоксидных флю-
сов с химической активностью Лф == 0,254-0,3. Флюс
многокомпонентный, построен на базе шлаковой системы
MgO—CaF2—ALO3—ZrO2 с добавками оксидов титана,
марганца и кальция с целью получения требуемых сва-
рочно-технологических характеристик.
При механизированной сварке высокохромистых леги-
рованных сталей под указанным флюсом заметно проте-
кание кремне- и особенно марганцевосстановительного
процессов за счет соответствующего окисления хрома.
Наплавленный металл обогащен кислородом в виде мелко-
дисперсных оксидных включений на базе кварцевого
стекла. В среднем количество кислорода, определенного
методом вакуум-плавления, в металле сварных швов со-
ставляет 0,06—0,07 %. Поэтому флюс не рекомендуется
при дуговой сварке металла толщиной более 40 мм.
При электрошлаковой сварке подобных ограничений
не имеется в виду менее активного протекания окисли-
тельно-восстановительных реакций между флюсом и ме-
таллом.
348
Данные для применения. Род и значение максимально
допустимого тока = (+); 800 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; сушка при
температуре 400 °C, 2 ч; рекомендуемые проволоки:
Св-12Х11НМФ, Св-10Х11НВФ, Св-12Х13, Св-20Х13,
Св-06Х14, Св-08Х14ГНТ.
Технология изготовления- Плавлением в дуговых печах
с последующей мокрой грануляцией в проточную воду.
Флюс плавленый марки
АН-18
ГОСТ 9087—81
Тип
FB
СССР
Назначение. Для механизированной и шланговой ду-
говой сварки высоколегированных сталей.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва хорошее, без особенностей; склонность
металла шва к образованию пор и трещин низкая; отдели-
мость шлаковой корки хорошая, с корневых валиков в раз-
делке удовлетворительная.
Данные для контроля качества. Состав флюса, %:
SiOa СаО MgO СаГ2 AI2O3 МпО Fc2O3 Р S
17—21 14—18 7—10 19—23 14,5— 2,5—5 13,5— <0,05 <0,05
18,5 16,5
Цвет зерен — черный, темпо-серый; размер зерен 0,25—
3 мм; строение зерен — стекловидное, стеклокамневид-
ное; объемная масса 1,4—1,8 кг/дм* 3.
Металлургические свойства. Относится к группе низко-
кремнисты х низкомарганцовистых солеоксидных флюсов
с химической активностью /ф = 0,254-0,3. Флюс много-
компонентный, построен на базе шлаковой системы
СаО—CaF2—А12О3—FezO3—SiO2 с добавками оксидов маг-
ния и марганца с целью получения определенных сварочно-
технолог и чес ки х х ар а ктер исти к.
Предельно высокая концентрация оксидов железа
в составе флюса, с одной стороны, делает флюс невосприим-
чивым к повышенной влажности, поскольку протекание
реакции растворения водорода Н2О + Fe^ iFeOl +
+ Н2 на основании принципа подвижного равновесия
349
должно тормозиться. С другой стороны, при механизиро-
ванной сварке под указанным флюсом интенсивно окис-
ляется хром, поэтому сварочная проволока должна со-
держать в своем составе определенное количество высоко-
активных элементов типа титана и алюминия. Кремневос-
становительный процесс ври сварке под флюсом АН-18
не протекает за счет окисления основы стали—железа,
поскольку протекание реакции (3.19) в направлении слева
направо должно также тормозиться на основании прин-
ципа подвижного равновесия (Ле-Шателье).
Данные для применения. Род и значение максимально
допустимого тока = (+); 800 А; максимально допустимая
скорость сварки 30—40 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 60 В; сушка
при температуре 400 °C, 2 ч; рекомендуемые проволоки:
Св-08Х20Н9С2БТЮ, Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ,
Св-07Х25Н12Г2Т.
Технология изготовления. Плавлением в дуговой печи,
грануляцией мокрым способом в проточную воду.
Флюс плавленый марки
ФЦ-17
ОСТ 108.948.02—85
Тип
CS
СССР
Назначение. Механизированная дуговая сварка высоко-
легированных хромоникелевых аустенитно-ферритных
сталей с содержанием ферритной фазы не менее 4 %.
Предназначен для сварки в горизонтальном положении.
Сварочно-технологические свойства. Устойчивость дуги
высокая, разрывная длина дуги до 13 мм; формирование
шва отличное, валик вогнутый с плавным переходом к сва-
риваемой кромке; склонность металла шва к образованию
пор и трещин низкая; отделимость шлаковой корки от-
личная, в том числе и с корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiO2 MgO CaF2 А12О3 Cr2O3 К2О
Na2O
26 24 15 20 4 8
СаО Fe2O3 S P
<0,03 <0,025
Цвет зерен — голубой с оттенками зеленых и фиолето-
вых тонов; размер зерен 0,25—2,5 мм; строение зерен —
стеклопемзовидное; объемная масса 0,7—1,1 кг/дм3.
350
Металлургические свойства. Относится к группе низко*
кремнистых безмарганцовистых флюсов солеоксидного
класса с химической активностью — 0,25-?0,3. По-
строен на базе шлаковой системы MgO—CaF2—А12О3—Si02
с различными добавками солей и оксидов других элемен-
тов с целью получения высоких сварочно-технологических
и металлургических характеристик. Предназначен для
механизированной сварки аустенитно-ферритных сталей
с содержанием 8-феррита не менее 4 % во избежание об-
разования горячих трещин.
Значительное содержание кремнезема в составе флюса
компенсируется введением в состав оксида хрома для пре-
дотвращения развития кремневосстаповителыюго про-
цесса за счет окисления хрома. Поэтому содержание кисло-
рода, определенное методом вакуумной плавки, в металле
швов обычно не превышает 0,05 % (для многослойных)
и 0.025 % (для однослойных).
Флюс не склонен к гидратации и обладает весьма вы-
соким уровнем сварочно-технологических характеристик,
обеспечивающих возможность сварки в узкую разделку.
Данные для применения. Род и значение максимально
допустимого тока = (+); 800 А; максимально допустимая
скорость сварки 50 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
сушка при температуре 650 °C, 4 ч; рекомендуемые прово-
локи: Св-04 X19Н1IM3, Св-07Х25Н13, Св-01 X19Н9,
Св-08Х16Н8М2, Св-08Х 18Н8Г2Б и др.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом в проточную воду.
Флюс плавленый марки ФЦ-19 ОСТ 108.948.02—85 Тип CS СССР
Назначение. Механизированная дуговая сварка
высокохромистых коррозионно-стойких сталей, при-
меняющихся в химическом и энергетическом машино-
строении.
Сварочно-технологические свойства. Устойчивость
дуги высокая, разрывная длина дуги до 13 мм; формирова-
ние шва отличное, с плавным переходом к основному
351
металлу и вогнутым мениском в разделке кромок; склон-
ность металла шва к образованию пор и трещин низкая;
отделимоегь шлаковой корки отличная, в том числе и
с корневых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiO,
23“
МцО
23
Cab 2
20
AUOS Fe,2O3
21 2
Сг,О3
<5’
S
<0,03
p
0,03
Цвет зерен —серый с оттенками зеленых и фиолетовых
тонов; размер зерен 0,25—2,5 мм; строение зерен —стекло-
пемзовиднос; объемная масса 0,7—1,1 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых безмарганцовис гых флюсов солеоксидного
класса с химической активностью Лф = 0,23ч~0,27. Флюс
многокомпонентный, построен на базе шлаковой си-
стемы MgO—CaF2—Л1,Оз—SiO2 с добавками солей и окси-
дов элементов с целью получения заданных характеристик
сварочно-технологических и металлургических свойств.
При механизированной сварке высокохромистых ста-
лей под указанным флюсом не протекает марганцевосста-
новительный процесс и отсутствует восстановление крем-
ния, поскольку относительно высокое содержание кремне-
зема в составе флюса компенсируется введением во флюс
оксидов хрома и железа с целью подавления кремне-
восстановительного процесса как за счет окисления хрома,
так и железа — основы сталей. В среднем количество
кислорода, определенное методом вакуумной плавки в ме-
талле сварных швов, не превышает 0,05 %.
Содержание серы и фосфора в металле швов, как пра-
вило, находится па уровне их концентрации в сварочной
проволоке.
Данные для применения. Род и значение максимально
допустимого тока = (+); 700 А; максимально допустимая
скорость сварки 50 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
сушка при температуре 650 °C, 4 ч; рекомендуемые про-
волоки: Св-01 Х13НЗД, Св-ЮХ 11 МВФ, Св-12Х 13,
Св-06Х14, Св-20Х13 и др.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом в проточную воду.
Флюс плавленый марки НФ-18М ТУ 5.965-11175—81 Тип АР СССР
352
Назначение, Предназначен для механизированной
дуговой сварки низколегированных и среднелегированпых
перлитных сталей в атомном машиностроении.
Сварочно-технологические свойства. Устойчивость
дуги удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва хорошее, валик чешуйчатый; склон-
ность металла шва к образованию пор и трещин низкая;
отделимость шлаковой корки хорошая, при сварке корне-
вых валиков в разделке затрудненная.
Данные для контроля качества. Состав флюса, %:
SiO2 СаО .MgO CaF, Л12О3 МпО
17—21 14—20 6—11 16—23 21—28 2—5
TiO«> Fc.,O3 S Р
4—10 2—4,5 <0,03 <0,025
Цвет зерен — темно-коричневый с оттенками; размер
зерен 0,25—3 мм; строение зерен — стеклокамневндное;
объемная масса 1,2—1,8 кг/дм3.
Металлургические свойства. Относится к группе
низкокремнистых низкомаргапцовистых флюсов соле-
оксидного класса с химической активностью = 0,21ч*
0,27. Флюс многокомпонентный, построен на базе шла-
ковой системы СаО —MgO —CaF2 —AL2O3 —Т iO.3 —SiO2
с добавками оксидов железа и марганца. Поскольку
основность флюса больше 1, в состав введен оксид железа
с целью предохранения сварочной ванны от насыщения
ее водородом в процессе сварки. Одновременно это способ-
ствует повышению окислительной способное! и флюса
НФ-18М.
Наличие во флюсе оксидов железа и титана тормозит
прохождение кремневосстановительного процесса и су-
щественно снижает содержание водорода в металле шва.
Для уменьшения окисления марганца флюс содержит
его оксид, снижение же степени окисления других актив-
ных элементов достигается применением сварочных про-
волок, содержащих активные раскислители, такие,
как тиган и алюминий.
Содержание кислорода в металле швов под названным
флюсом обычно составляет 0,05—0,06 % (для многослой-
ных) и 0.03—0,035 % (для однослойных).
Данные для применения. Род и значение максимально
допустимого тока = (+); 700 А; максимально допустимая
скорость сварки 30 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; сушка
12 П/р И. н. Потапова
353
при температуре 700 °C, 5 ч; рекомендуемые проволоки:
Св-08ХГМТА, Св-ЮХМТФ. Св-08ХНФА, Св-08ХН2М.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Флюс плавленый марки АН-17М ГОСТ 9087—81 Т ип АВ СССР
Назначение. Для механизированной дуговой сварки
низколегированных термоупрочняемых сталей.
Сварочно-технологические свойства. Устойчивость
дуги удовлетворительная, разрывная длина дуги до 6 мм;
формирование шва хорошее, без особенностей; склонность
металла шва к образованию нор и трещин низкая; отдели-
мость шлаковой корки хорошая.
Данные для контроля качества. Состав флюса, %:
SiOo ALO3 СаО CaF2 MgO FeO
18—22 24—29 14—18 21—25 8—12 2—5
МпО
S
<0,05
P
<0,05
Цвет зерен — черный, коричневый, зеленый; размер
зерен 0,25—2,5 мм; строение зерен — стекловидное;
объемная масса 1,4—1,7 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых безмарганновистых солеоксидных флюсов
с химической активностью Аф = 0,24-0,27. Флюс много-
компонентный и относится к шлаковой системе
MgO —СаО—FeO—Са R, —A12OS — SiO2.
Несмотря на кажущееся небольшое количество FeO
во флюсе, эта добавка оказывает большое влияние на
металлургические свойства в части активности флюса
по отношению к легирующим элементам проволоки При
сварке под указанным флюсом в шов из проволоки прак-
тически пе переходят Al, Ti, Zr и другие активные эле-
менты.
Содержание кислорода в металле швов при сварке
под флюсом обычно не превышает 0,05%. Количество
серы и фосфора обычно находится в металле швов на
уровне их концентрации в проволоке. В среднем ударная
вязкость металла швов составляет 150—170 Дж/см2.
Данные для применения. Род и значение максимально
допустимого тока = (+); 750 А; максимально допустимая
354
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; сушка
при температуре 450 °C, 2 ч; рекомендуемые проволоки:
Св-1 ОГЛ; Св-08ГС; Св-08Г2С: Св-08 X112ГМЮ;
Св-08ХН2Г2СМЮ.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Флюс плавленый марки
АВ-5 М2
ТУ М11Э/4—ЗЭМ— 1965
Назначение. Механизированная дуговая сварка сред-
пелегированных высокопрочных сталей, в том чис;
сосудов, работающих под давлением.
Сварочно-технологические свойства. Устойчивость
дуги хорошая, разрывная длина дуги до И мм; формиро-
вание шва хорошее, с плавным переходом к основному
металлу; склонность металла шва к образованию нор
и трещин низкая; отделимость шлаковой корки хорошая,
в том числе и при нагреве изделия до температуры 300 'С.
Данные для контроля качества. Состав флюса, %:
SiO.. СаО TiO2 CaF. ALO3 XaF ICO Ec2O3 S P
Na.,0
12—15 12—16 3—5 35—40 19—22 4—G 2—4 <0,8 <0.03 <0.03
Цвет зерен — светло-серый с оттенками; размер зерен
0,5—2,5 мм; строение зерен — иемзовндпое; объемная
масса 0,6—0,9 кг/дм3.
Металлургические свойства. Относится к группе
низкокремнистых безмарганновистых флюсов соле-
сксидного класса с химической активностью Лф — 0,2-4-
0,25. Флюс многокомпонентный, построен на базе шла-
ковой системы СаО—СаН2—AUO;t—SiO2 с добавками раз-
личных оксидов и солей с целью получения улучшенных
сварочно-технологических характеристик. Предназначен
для сварки среднелегированных сталей, в большой сте-
пени склонных к образованию холодных i ретин.
При механизированной сварке под флюсом АВ-5М2
отсутствует восстановление марганца и возможно даже
некоторое его окисление по сравнению с исходной кон-
цеп Iрацией в проволоке. Кремневосстановительный про-
355
цесс протекает вяло и практически прирост кремния
в металле шва не наблюдается. Среднее количество кисло-
рода в металле шва не превышает 0,035 %.
Концентрация серы и фосфора в металле шва нахо-
дится на уровне их содержания в сварочной проволоке^
Рекомендуется для сварки конструкций, работающих
в условиях Крайнего Севера.
Данные для применения. Род и значение максимально
допустимого тока — (+); 700 А; максимально допустимая
скорость сварки 40—50 м/ч; минимально допустимое
напряжение холостого хода источника питания не огра-
ничено; сушка при температуре 350 сС, 2 ч; рекомендуемые
проволоки: Св-08ХГ2С; Св- 10ХГ2СМА, Св-08ХЗГ 2СМ.
Технология изготовления. Плавлением в дуговой печи
с последующей мокрой грануляцией в проточную воду.
Флюс плавленый марки
АВ-5
ТУ М11ЭМ—ЗЭМ—1965
Тил
FB
СССР
Назначение. Механизированная дуговая сварка
высокопрочных средиелсгпрованных сталей ЗОХГСНА,
20ХСН-ВФА, 20ХЗСНВФА и др.
Сварочно-технологические свойства. Устойчивое гь
дуги хорошая, разрывная длина дуги до 10 мм; формиро-
вание шва хорошее, без особенностей; склонность металла
шва к образованию пор и трещин низкая; отделимость
шлаковой корки хорошая, в том числе и при сварке
корневых валиков в разделке при нагреве изделия до
температуры 300 °C.
Данные для контроля качества. Состав флюса, %:
SiO2 СаО CaF2 А12ОЭ
15—20 12—13 35—45 19—23
К£О
Na2O
<3,5
Fe.2Os S P
<0,05 <0,05
Цвет зерен — светло-серый; размер зерен 0,3—2,5 мм;
строение зерен — пемзовидное (фарфоровидное); объемная
масса 0,6—0,9 кг/дм3.
Металлургические свойства Относится к группе низко-
кремниегых безмарганцовистых флюсов солеоксидного
класса с химической активностью Лф = 0,184-0.23 Флюс
практически построен на базе четырех компонентной шла-
356
новой системы СаО—CaF2—А12О3-—SiO2 с незначитель-
ными добавками других оксидов для получения опре-
деленных сварочно-технологических и металлургических
характеристик.
При механизированной сварке среднелегированных
сталей под флюсом АВ-5 маргапцевосстановительный про-
цесс не протекает и практически не происходят восста-
новление кремния из флюса и переход в металл шва.
В среднем количество кислорода в металле сварных швов
не превышает 0.03 %.
Содержание серы и фосфора в металле сварных швов
обычно не превышает их количества в сварочной про-
волоке.
Ударная вязкость металла швов в среднем находится
в пределах 100—130 Дж/см2.
Данные для применения. Род и значение максимально
допустимого тока = (+); 700 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
сушка при температуре 350 °C, 2 ч; рекомендуемые
проволоки: Св-18ХМА, Св-20ХСНВФА, Св-0ХНА,
Св-ВЛ-10 и др.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом в проточной воде.
Флюс плавленый марки АН-15М ГОСТ 9087—81 Гни АВ СССР
Назначение. Для механизированной и шланговой
сварки среднелегированных сталей высокой прочности,
а также других высоколегированных сталей и сплавов.
Сва рочно- технологические свойства. У сто и ч и весть
дуги удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва удовлетворительное, без особенностей;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки удовлетворительная,
при сварке корневых валиков в разделке затрудненная,
особенно при сопутствующем подогреве до температуры
300 °C.
357
Данные для контроля качества. Состав флюса, %:
SiOa СаО MgO CaF2 А12О2 NaF
G—10 29—33 < 2 16—20 36—40 2—6
Рс2О3 МпО Р S
<0,8 <1 <0,05 <0,07
Цвет зерен — серый, голубой и бирюзовый с оттен-
ками; размер зерен 0,25—2,5 мм; строение зерен —стекло-
видное; объемная масса 1,3—1,7 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых безмарганцовистых флюсов солсоксидного
класса с химической активностью = 0,14-0,15. Флюс
многокомпонентный, построен на базе шлаковой системы
СаО—CaF2—А12О3—SiO2 с добавками фтористого на-
трия с целью получения пониженной химической актив-
ности по отношению к наплавляемому металлу, поскольку
предназначен для сварки сталей, весьма склонных к обра-
зованию холодных трещин.
При механизированной сварке среднелегированных
сталей под флюсом АН-15М кремне- и маргаппевосстанови-
тельный процессы практически не протекают, поэтому
содержание кислорода в металле сварных швов практи-
чески не превышает 0,03 %. Это положительно сказы-
вается на пластичности и ударной вязкости металла
швов. Ударная вязкость металла швов преимущественно
лежит в пределах 120—160 Дж/см2.
Содержание вредных примесей в металле сварных
швов находится на уровне их концентраций в сварочной
проволоке и, как правило, не превышает 0,025 % каждого
рассматриваемого элемента.
Данные для применения. Род и значение максимально
допустимого тока = (+); 700 А; максимально допустимая
скорость сварки 30—40 м/ч; минимально допустимое
напряжение холостого хода источника питания 60 В;
сушка при температуре 650—900 °C, 1 ч; рекомендуемые
проволоки: Св-18ХМА, Св-20ХСНВФА, Св-08ХМФ и др.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым и сухим способами.
Флюс плавленый марки
ОФ-6
ОСТ 5.9206—75
Тип СССР
FB
358
Назначение. Механизированная дуговая сварка высо-
колегированных хромоникелевых аустенитных и аусте-
нитно-ферригных сталей. Рекомендован к использованию
и ори элсктрошлаковой сварке.
Сва рочно-технологические свой ства. У ст о й ч и вое i ь
дуги удовлетворительная, разрывная длина дуги до 7 мм:
формирование шва хорошее; склонность металла шва
к образованию пор умеренная, трещин низкая; отдели-
мость шлаковой корки удовлетворительная, затрудненная
при сварке корневых в а .тиков в разделке при нагреве
изделия до температуры 300 сС.
Данные для контроля качества. Состав флюса,
SiO., СаО
3—6 16—20
MgO
<3.0
CaF3
50—60
A1.2Os МпО
20—24 <0,3
FeA Р S
<1,5 <0,05 <0
Цвет зерен — белый; размер зерен 0,3—-3 мм; стрем н ।
зерен — пемзовидное; объемная масса 0,5—0,95 кг/ г1
^Металлургические свойства. Относится к группе с е
кремнистых безмарганцовистых флюсов епг.еокепдьо* о
класса с химической активностью < 0,03. Флюс во
строен на базе шлаковой системы СаО—А12ОЯ—CaF2
с преобладанием фтористого кальция и незначительной
концентрацией кремнезема (3—6 %). Предназначен для
сварки аустенитных сталей, склонных к образованию
горячих трещин, и поэтому имеет минимально возможную
химическую активность по отношению к свариваемому
металлу.
Содержание кислорода в металле швов, огред^ ленное
методом вакуумной плавки, обычно не превышает 0.02 %.
При указанной низкой химической активности <]лх с ОФ-6
в большой степени склонен к гидратации как в процессе
мокрой грануляции, так и при хранении в разгерметизи-
рованной таре, поэтому перед употреблением непуст
высокотемпературной прокалки.
Данные для применения. Род и значение .максимально
допустимого тока — (+); 800 А; макси мал ыю допустимая
скорость сварки 30—40 м/ч, минимально допустимое
наир я н ей не холостого хода источника п ш а ни я 65 В;
сушка при температуре 88.’)—930 С, 5 ч; рекомсн-
д v< . 1 не проволоки: СВ-07Х25Н 13. Св-08Х 19Н10Г2Б,
Св-0-1Х 19Н11МЗ.
7 < л:но 1 огня и зго товлен и я. Пл а в ле н и е м в ду г ов ы х печах,
трансляцией .мокрым снос ином в проточную соду.
3 9
Флюс плавчсный марки ОФ-6М ТУ 5.965-4080—74 Тип FB СССР
Назначение. Механизированная дуговая сварка
высокопрочных высоколегированных термоупрочняемых
сталей в судостроении и других отраслях промышлен-
ности.
Сварочно-технологические свойства. Устойчивость
дуги хорошая, разрывная длина дуги до 9 мм; формирова-
ние шва удовлетворительное, без особенностей; склон-
ность металла шва к образованию пор умеренная, грещин
низкая; отделимость шлаковой корки удовлетворительная,
затрудненная при сварке корневых валиков в разделке
ври сопутствующем нагреве до температуры 300 сС.
Данные для контроля качества. Сослав флюса, %:
SiO2 СаО MgO CaF2 ALOS FeO Р S
3 17 до 2 55 22 <0,8 <0,05 <0,05
Цвет зерен — белый; размер зерен 0,3—1,6 мм;
строение зерен -— пемзовидпое; объемная масса 0,5—
1 кг/дм3.
Металлургические свойства. Относится к группе
бсскремнистых безмарганцовистых флюсов солеоксид-
ного класса с химической активностью Лф < 0,05. Флюс
построен на базе шлаковой системы СаО—А12ОЯ—CaF2
со значительным содержанием фтористого кальция с целью
получения оптимальных металлургических характеристик
в процессе сварки. Предназначен для сварки сталей,
склонных к образованию горячих трещин.
При механизированной сварке высоколегированных
сталей флюс ОФ-6М практически пассивен по отношению
к свариваемому металлу. Содержание кислорода в ме-
талле швов, определенное методом вакуумной плавки,
обычно не превышает 0,02 %.
В данном случае чрезвычайно низкая химическая
активность флюса получена в ущерб его стойкости к ги-
дратации. Флюс склонен к поглощению влаги как в про-
цессе мокрой грануляции при изготовлении, так и при
хранении в разгерметизированной таре.
Данные для применения. Род и значение максимально
допустимого гока — (+); 800 А; максимально допустимая
скорость сварки 30 м/ч; минимально допустимое напря-
360
жение холостого хода источника питания 65 В; сушка
при температуре (950 ± 20) X, 5 ч; рекомендуемые про-
волоки: Св-10Х19Н23Г2М5ФАТ, Св-08Г35Ю6М2.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Флюс плавленый марки F-624 CSN 05 5703 Тип CS ЧССР
Назначение. Для механизированной дуговой сварки-
наплавки высокохромистой сварочной проволокой слоев
со специальными свойствами, например энергетической
арматуры.
Сеа рочно-технологические свойства. У стой ч и вость
дуги хорошая, разрывная длина дуги до 10 мм; формиро-
вание шва хорошее, без особенностей; склонность металла
шва к образованию пор и трещин низкая; отделимость
шлаковой корки хорошая, при сварке корневых валиков
в разделке удовлетворительная.
Данные для контроля качества. Состав флюса, %:
SiO.
44—49
Сг2О3
1,5—3
СаО MgO
Ю—14 16—19
CaF2
3—6
FeaO3
А12О3 МпО
3—7 8—11
S Р
<0,08 <0,08
Цвет зерен — темно-голубой с оттенками серого цвета;
размер зерен 0,25—2,25 мм; строение зерен — стекло-
видное; объемная масса 1,2—1,5 кг/дм3.
Металлургические свойства. Относится к группе высоко-
кремнистых низкомарганцовистых флюсов оксидного
класса с небольшими добавками фторида кальция с хими-
ческой активностью = 0,7-ь0.75. Флюс многокомпо-
нентный, построен на базе шлаковой системы
MgO—СаО—МпО—SiO2 с дополнительным введением в со-
став оксидов хрома, алюминия, калия и натрия.
Флюс обладает повышенной химической активностью
по отношению к наплавляемому металлу, поэтому с целью
ее снижения при сварке-наплавке высокохромистой про-
волокой в состав флюса введен оксид хрома Последний
предотвращает протекание кремневосстановительного
процесса за счет окисления хрома.
36]
При механизированной сварке высокохромистых
сталей под флюсом F-624 интенсивно протекают кремне-
п марганцевосстановительный процессы преимущественно
за счет окисления железа, В среднем количество кисло-
рода в наплавленном металле швов находится на уровне
до 0,1 % (для многослойных) н 0,05—0,06 % (для одно-
слойных). В связи с этим флюс не рекомендуется для
сварки металла толщиной более 25 мм.
Данные для применения. Род и значение максимально
допустимого тока — (-|-), £00 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания не ограничено;
сушка при температуре 300 °C, 2 ч; рекомендуемая про-
волока А-342.
7’схнология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Флкх плавленый марки TNA.it 1 PN-73/M-69355 Тип CS ПНР
Назначение. Для механизированной дуговой сварки
(наплавки) износостойких слоев, энергетической арматуры
и других изделий энергетического и химического машино-
строения.
Сварочно-технологические свойства. Устойчивость
дуги хорошая, разрывная длина дуги до 10 мм; форми-
рование шва хорошее без особенностей; склонность ме-
талла шва к образованию пор и трещин низкая; отдели-
мость шлаковой корки хорошая, с корневых валиков
в разделке удовлетворительная.
Данные для контроля качества. Состав флюса, %:
SiO? СаО MgO CaFs Л12О3 MnO FeO S Р
29—33 19—21 16—19 4—6 14—17 8— И <1 <0.1 <0,1
Цвет зерен — серый, коричневый с оттенками; размер
зерен 0,32—1,6 мм; строение зерен — стекловидное;
объемная масса 1,4—1.7 кг/дм3.
Металлургические свойства. Относится к группе
низкокремнистых низком а|чанцовис ты х флюсов оксид-
ного класса с химической активностью /1ф — 0,35ч-0,4.
262
Флюс построен на базе шлаковой системы
СаО—MgO—A12Os—SiO2 (см. рис. 4.9) с добавками окси-
дов марганца. По своим металлургическим свойствам
аналогичен советскому флюсу АН-22, однако отличается
от последнего более низкой основностью и, как следствие,
повышенной активностью по отношению к наплавляемому
металлу.
При механизированной сварке-наплавке под флюсом
протекают кремне- и марганцевосстаповительный про-
цессы, несмотря на сравнительно низкую концентрацию
МпО. Значительная концентрация в флюсе оксидов СаО
и MgO интенсифицирует марганцевосстановительный про-
цесс. Поэтому количество восстановленного марганца,
особенно в многослойных швах такое же, как в швах,
выполненных, например, под кислым высокомарганцови-
стым флюсом АН-348-А, несмотря на то чго концентрация
МпО в флюсе TNA. st. 1 в 3 раза ниже.
Данные для применения. Род и значение максимально
допустимого тока -- (+); 800 А; максимально допустимая
скорость сварки 50 м/ч; минимально допустимое напря-
жение холостого хода источника питания 45 В; сушка
при температуре 300 °C, 2 ч; рекомендуемые прово-
локи: SpG4N (Св-ОбГН); SpG3HN2MJ.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом.
Флюс плавленый марки
TA.st.UCrNi
PN-73/M-69355
Класс по
IIS/11W-1696 10ву55
Тип
FB
ПНР
Назначение. Для механизированной дуговой сварки
и наплавки проволокой и лентой высоколегированных
сталей и сплавов.
Сварочно- технологические свойства. У стопчи вость
дуги хорошая, разрывная длина дуги до 10 мм; формиро-
вание шва отличное с вогнутым валиком в разделке;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки отличная, в том
числе с корневых валиков при сварке в разделку.
363
Данные для контроля качества. Состав флюса, %:
SiO2
20—26
Сго03
2—4
КоО
Na2O
3—8
ZrO2 СаО
2—6 <8
CaF ц AI2O3
17—23
S
<0,05
26—32
Р
<0,05
Цвет зерен — серо-голубой; размер зерен 0,32—1,6 мм;
строение зерен — стекловидное; объемная масса 1,3—
1,6 кг/дм3.
Металлургические свойства. Относится к группе
низкокремнистых безмарганцовистых флюсов соле-
оксидного класса с химической активностью — 0,32-4
0,37. Флюс многокомпонентный, построен на базе шла-
ковой системы MgO—CaF2—A1SO3—SiO2 с добавками окси-
дов циркония, калия и натрия. Оксид циркония введен
для снижения химической активности флюса по отноше-
нию к наплавляемому металлу и повышения сварочно-
технологических свойств флюса. Оксид хрома введен для
снижения химической активности флюса с целью пред-
отвращения кремневосстановительного процесса за
счет окисления хрома при сварке-наплавке хромоникеле-
вых высоколегированных сталей
При механизированной сварке высоколегированных
сталей под флюсом ТА. st. llCrNi кремневосстановитель-
ный процесс ограниченно протекает за счет окисления
железа. В среднем количество кислорода в металле швов
находится на уровне 0,05—0,U6 % (для многослойных)
и 0,03—0,035 (для однослойных). Кислый характер флюса
обеспечивает стойкость его к гидратации.
Данные для применения. Род и значение максимально
допустимого тока = (+); 900 А; максимально допустимая
скорость сварки 60 м/ч; минимально допустимое напря-
жение холостого хода источника питания 45 В; сушка
при температуре 300 сС, 2 ч; рекомендуемые проволоки:
Spl5H25Ti; SpO8H14; SpO4H19N9; SpO6H19X9;
Sp20H23N18; Sp20H20N9G6Ti; Spl0H20N10Nb.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом
Одобрен классификационными обществами LR, BV,
DNA, GL.
Флюс плавленый марки F-402 &N 05 5703 Тип АК ЧССР
364
Назначение. Для механизированной сварки и наплавки
высоколегированных хромоникелевых сталей в комбина-
ции со сварочной проволокой аналогичного состава.
Сварочно-технологические свойства. Устойчивость
дуги удовлетворительная, разрывная длина дуги до 8 мм;
формирование шва хорошее, без особенностей; склонность
металла шва к образованию лор и трещин низкая; отдели-
мость шлаковой корки хорошая, затрудненная с корне-
вых валиков в разделке.
Данные для контроля качества. Состав флюса, %:
SiO2 СаО MgO CaF2 А12О3 Ыа2О
К2О
9—15 9—14 <2,5 26-32 39—47 1—2,5
МпО Fc2O3 S Р
<4 <0,5 <0,08 <0,06
Цвет зерен — светло-серый: размер зерен 0,25—
2,24 мм; строение зерен — стекловидное; объемная масса
1,2—1,6 кг/дм"1.
Металлургические свойства. Относится к группе
низкокремнистых низкомарганцовистых флюсов соле-
оксидного класса с химической активностью — 0,28ч-
0,35. Флюс многокомпонентный, построен на базе шла-
ковой системы СаО—CaF2—А12О3—SiO2 с добавками окси-
дов марганца, калия и натрия. С целью получения по-
ниженной химической активности в отношении сварива-
емого металла количество кремнезема в составе флюса
не превышает 15 %. Роль кислого комплексообразующего
оксида в флюсе выполняет Л12О3.
При механизированной сварке высоколегированных
хромоникелевых сталей под флюсом F-402 кремневосста-
повительный процесс протекает весьма вяло, в основном
за счет окисления железа и хрома. В среднем количество
кислорода в металле швов находится на уровне 0,04—
0,05 % (для многослойных) и 0.025—0,03 % (для одно-
слойных). Кислый характер флюса обеспечивает стойкость
его к гидратации, поэтому высокотемпературная прокалка
флюса после мокрой грануляции не требуется.
Данные для применения Род и значение максимально
допустимого тока = (+); 900 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; сушка
при температуре 350 °C, 2 ч; рекомендуемые проволоки:
А-301 (Св-ЮА); А-302 (Св-12А); А-401 (Св-ЮХН),
Технология изготовления Плавлением в дуговой печи,
грануляцией мокрым способом.
365
Керамические флюсы. Разработка отечественных
керамических флюсов вначале велась на основе шлаковой
системы мрамор — флюорит — рутил с содержанием до
50 % СаСОд. Такие флюсы имеют, как правило, пони-
женные санитарно-гигиенические свойства. В результате
разложения СаСО3 образуется большое количество СО
и СО... Вырываясь с большой скоростью из зоны сварки,
эти газы увлекаюа за собой твердую фазу аэрозоля и пыль
из лежащих сверху слоев флюса. Интенсивное газовыде-
ление ухудшает также формирование поверхности шва.
Вследствие указанных недостатков в дальнейшем перешли
к разработке флюсов на магнезиальной основе. При необ-
ходимости введения в флюс оксида кальция его исполь-
зую i в сое1аве флюса в виде минералогического соедине-
ния (волластонита, ларнита, рапкипита, монтичеллита
и др.). Известно также введение в состав керамического
флюса н плавленых компонентов, содержащих СаО. Ис-
пользование СаО в чистом виде невозможно ввиду его
сильной гидратации при контакте с водой и даже при
вылеживании в открытой таре по реакции
СаО + Н2ОларЬ1 = Са(ОН)2.
Реакци я сои ровождается выделен нем значптельной
энергии (63,64 кДж/моль). Поэтому гидрооксид кальция
считается одним из наиболее стойких соединений. Оп
разлагается при довольно высокой температуре (выше
400 °C) Особенно трудно удалить последние молекулы
воды.
Для сварки высоколегированных сталей преиму-
щественно используют два типа керамических флюсов:
алюмипатпо-основный и флюоритно-основный.
Оба указанных типа флюсов содержат значительные
концентрации основных оксидов (MgO и СаО) и кислых,
обладающих повышенной термической стойкостью в зоне
плавления при сварке (А1£О3 и ZrO2), с целью сведение
до минимума окислительно-восстановительных реакций
между флюсом-шлаком и металлом.
В СССР для сварки средне- и высоколегированных
сталей централизованно выпускаю! лишь флюс АНК-45,
используемый преимущественно ь сочетании с аустенит-
ной проволокой Св-ОЗХ 1S)H 15Г6М2АВ2. Другие флюсы,
например ФЦК е ФЦК-С. использую! значительно реже
чвид} недостаточных их сварочпо-технологических харак-
, hi к. Поэтому керамическим флюсам в данном случае
предпочитают использование плавленых. Большее
распространение в отечественной практике керамические
флюсы получили при механизированной износостойкой
наплавке, когда невозможно все легирующие элементы
ввести через сварочную проволоку и приходится допол-
нительно делегировать наплавляемый металл посредством
керамического флюса (см. ниже).
В странах — членах СЭВ для механизированной сварки
высоколегированных сталей наиболее широко при-
меняют керамический! флюс SPC/375 (ГДР). Использова-
ние других марок керамических флюсов для сварки
высоколегированных сталей неизвестно
Каталог керамических флюсов
Флюс керамический мар-
ки ФЦК
ТУ 108.3746.30—80
Тип
ЕВ
Назначение. Для механизированной дуговой сварки
аустенитных хромоникелевых коррозионно-стойких ста-
лей.
Сварочно-технологические свойства. Устойчивость
дуги удовлетворительная, разрывная длина дуги до 6 мм;
формирование шва удовлетворительное, без особенностей;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки удовлетворительная,
в том числе при сварке в разделку кромок.
Данные для контроля качества. Состав флюса, %:
SiO2 CaFs Л12Оа NaF KCI FeO S P
<2 77 10 5 8 <0,2 <0,02 <0,02
Цвет зерен — белый с оттенками серых цветов; размер
зерен 0,2—2,5 мм; строение зерен — в виде крупки;
объемная масса 0,9—1,2 кг/дм3.
Металлургические свойства. Относится к группе
флюоритно-основного типа, бескремнистый и безмаргап-
цовистый солевого класса с химической активностью
Лф < 0,03. Флюс построен на базе шлаковой системы
CaF2—KaF—КС1—ALO3. Поскольку чисто солевые флюсы
при дуговой сварке шунтируют дугу, для устойчивости
процесса и улучшения качества формирования швов
в состав флюса введен оксид алюминия.
367
Флюс ФЦК практически пассивен по отношению к на-
плавляемому металлу. При сварке под ним полностью
отсутствуют кремне- и маргатшевосстановительный про-
цессы. Из сварочной проволоки в шов практически пол-
ностью переходят даже такие легкоокисляющиеся эле-
менты, как алюминий и титан. Флюс хорошо зарекомендо-
вал себя при сварке глубокоаустенитных хромоникеле-
вых сталей. Однако его сварочно-технологические харак-
теристики по своему уровню значительно уступают метал-
лургическим свойствам.
Данные для применения. Род и значение максимально
допустимого тока = (+); 800 А; максимально допустимая
скорость сварки 30 м/ч; минимально допустимое напря-
жение холостого хода источника питания 65 В;
сушка при температуре 750 °C, 2 ч; рекоменду-
емые проволоки: Св-06Х20Н 11МЗТБ, Св-06Х251112ТЮ,
Св-08Х20Н9Г7Т.
Технология изготовления. Спеканием в электропечи
косвенного нагрева при температуре 750 °C с последу-
ющим размолом.
Флюс керамический мар- ки ФЦК-С ТУ 108.3746.30—80 Тип FB СССР
Назначение. Для механизированной дуговой сварки
аустенитных хромоникелевых коррозионно-стойких ста-
лей.
Сварочно-техно логические свойства. У стой чи вость
дуги удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва удовлетворительное, без особенностей;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки удовлетворительная,
в том числе при сварке в разделку кромок.
Данные для контроля качества. Состав флюса, %:
CaF.> AUOS NaF
74,5“ 9^6 4,8
КС1
7,7
FeO S P
<0,2 <0,02 <0,02
Цвет зерен — белый, с оттенками серых цветов; размер
зерен 0,2—2,5 мм; строение зерен — в виде крупки;
объемная масса 0,9—1,2 кг/дм8.
368
Металлургические свойства. Относится к группе
бескремпистых безмарганцовистых флюсов солевого
типа с химической активностью 0,05. Флюс много-
компонентный, построен па базе солевой шлаковой си-
стемы CaF2—NaF—КС!—А12ОЯ. Поскольку чисто соле-
вые флюсы при дуговой сварке шунтируют дугу, для
устойчивости процесса и улучшения качества формиро-
вания швов в состав флюса введен оксид алюминия.
Флюс марки ФЦК-С практически пассивен по отно-
шению к наплавляемому металлу* При механизированной
сварке под ним полностью отсутствуют кремне- и мар га н-
цевосстановительпый процессы. Из сварочной проволоки
в шов переходят легкоокисляющисся элементы — титан
и алюминий с А’п = 0,8-4-0,85. Флюс рекомендуется при
механизированной сварке глубокоаустенитных хромо-
никелевых сталей. Как и большая часть других флюсов
солевого класса, обладает сварочно-технологическими
свойствами, значительно уступающими по своему
уровню металлургическим характеристикам.
Данные для применения. Род и значение максимально
допустимого тока = (+); 800 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания 65 В;
сушка при температуре 400 °C, 2 ч; рекоменду-
емые проволоки: Св-06Х20Н11МЗТБ, Св-06Х251П2ТЮ,
Св-08Х20Н9Г7Т.
Технология изготовления. Агломерированием с после-
дующим спеканием во вращающейся электропечи.
Флюс керамический мар- ки АН К-45 ТУ 14-1-2859—80 Тип FB СССР
Назначение. Для механизированной дуговой сварки
высоколегированных, преимущественно высокомарган-
цевых и азотосодержащих коррозионно-стойких сталей.
Сварочно - техн алогические свойства. У стой ч и вость
дуги хорошая, разрывная длина дуги до 10 мм; формиро-
вание шва хорошее с гладкой поверхностью наплавлен-
ного металла и плавным переходом его к основному;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки хорошая, в том
369
числе в разделке с наплавленного валика при температуре
до 200 °C.
Данные для контроля качества. Состав металла шва, %:
Марка проволоки с Si Мп Сг
Св-ОЗХ 19Н18Г10АМ4 Св-ОЗХ 19Н15Г6М2АВ2 0,03 0,03 0,2—0,5 0,2—0,5 8—9,5 5,5—6,5 17,5—18,5 17,5—18,5
Марка проволоки Ni Мо W 8 р
Св-ОЗХ 191П8Г10АМ4 Св-ОЗХ 19Н15Г6М2АВ2 17—19 14,5— 16 1 ,5—2 0,8—1,8 0,7- 1,5 <0,015 <0,015 <0,025 <0,025
Цвет зерен — светло-коричневый с оттенками; размер
зерен 0,2—2,5 мм; строение зерен — в виде крупки; объем-
ная масса 0,9—1,2 кг/дм3.
Металлургические свойства. Относится к группе
низкокремнистых безмарганцовистых солеоксидных ке-
рамических флюсов с химической активностью Лф =
= 0,154-0,21. Флюс многокомпонентный, построен на
базе шлаковой системы CaF2—MgO—Л12О3—ZrO2 с до-
бавками оксидов кальция и кремния в виде волластонита
с целью получения требуемых сварочно-технологических
характеристик.
Наличие в составе флюса значительного количества
термически стойких оксидов практически полностью
исключает протекание кремневосстановительного про-
цесса. Кроме того, флюс содержит некоторое количество
оксидов железа, что гарантирует дополнительно торможе-
ние кремневосстановительного процесса. Одновременно
с целью компенсации потерь на окисление, особенно
хрома, в флюс введены металлические добавки алюминия
и хрома.
В среднем содержание кислорода, определенного мето-
дом вакуумной плавки, в металле швов 0,03—0,04 %.
Это гарантирует стойкость сварных швов к горячим
трещинам при дуговой сварке металла большой толщины
(свыше 40 мм).
370
Данные для применения. Род и значение максимально
допустимого тока = ( —); 800 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; сушка
при температуре 600—650 °C, 2 ч; рекомендуемые поово-
локи: Св-ОЗХ 19Н18Г10АМ4, Св-ОЗХ 19Н15Г6М2АВ2.'
Технология изготовления. Агломерированием с приме-
нением жидкого калиево-натриевого стекла.
Флюс керамический мар-
ки SPC/375
TGL 7437/02
Класс по DIN 8557 9av547
*
Тип
АВ
Назначение. Для механизированной и шланговой дуго-
вой сварки высоколегированных аустенитных и феррит-
ных сталей. Пригоден для плакирования ленточным
электродом и для электрошлаковой сварки.
Сварочночнехпологические свойства. Устойчивость
дуги хорошая, разрывная длина дуги до 9 мм; формирова-
ние шва хорошее, с плавным переходом к основному ме-
таллу; отделимость шлаковой корки хорошая; склонность
металла шва к образованию пор и трещин низкая.
Данные для контроля качества. Состав флюса, %:
SiO.,
22—25
СаО
22—25
MgO
4—6
CaF., А1Д)Й ЬеД)3 S
19—21 23-26 <2 <0,15
Р
<0,15
Цвет зерен — белый; размер зерен 0,25—2,5 мм; стро-
ение зерен — камневидное; объемная масса 0,9—
1,2 кг/дм3.
Металлургические свойства. Относится к группе
алюминатно-основного типа. Построен па базе шлаковой
системы СаО—А12О3—SiO2 с химической активностью
= 0,254-0,3. При сварке-наплавке под флюсом
вяло протекает кремневосстановительный процесс
и активно окисляется марганец сварочной проволоки.
При сварке-наплавке коррозионно-стойких хромоникеле-
вых сталей содержание кислорода в металле швов в сред-
нем составляет 0,03—0,035 (для однопроходных) и 0,05—
0,055 (для многослойных).
Концентрация серы и фосфора в металле швов в сред-
нем составляет 0,03 % каждого. Повышенное содержание
названных элементов может наблюдаться только в случае
371
сильного загрязнения исходного сырья для выплавки
флюса.
Данные для применения. Род и значение максимально
допустимого тока = ; 900 А; максимально допустимая
скорость сварки 50 м/ч; минимально допустимое напря-
жение холостого хода источника питания 65 В;
сушка при температуре 400 °C, 2 ч; рекоменду-
емые проволоки: X5CrNiNb 20-10 (Св-07Х19Н10Б),
X5CrNiMoNbl9 • 11 (Св-04Х 19Н11МЗ).
Технология изготовления. Спеканием в туннельной
печи косвенного нагрева при температуре 1000—1100 °C
с последующим размолом и агломерированием.
Пригоден для проведения наплавочных работ с исполь-
зованием ленточного электрода.
С п и сок л и т е р а т у р ы
1, Каховский Н. И., Фартушный В. Г., Ющенко К. А. Электро-
дуговая сварка сталей: Справочник. Киев: Паукова думка, 1975. 480 с.
2. Кушнерев Д. М. Флюсы и проволоки сплошного сечения для
механизированных способов сварки сталей: Курс лекций для специа-
листов-сварщиков. Киев: Наукова думка, 1982. 63 с.
3. Подгаецкий В. В. Сварочные флюсы. Киев: Техт'ка, 1984.
166 с.
4. Потапов Н. Н. Основы выбора флюсов при сварке сталей. М.:
Машиностроение, 1979. 168 с.
5. Сварочные материалы стран — членов СЭВ: Каталог/Под рсд.
акад. АН УССР И. К. Походни. Москва—Киев: Международный
центр научной и технической информации. 1981. 511 с.
Глава 5
Флюсы для дуговой сварки
цветных металлов и сплавов
Алюминий, титан, медь, никель, а также другие цвет-
ные металлы и сплавы находят большое применение для
изготовления сварных конструкций в различных отраслях
народного хозяйства.
Свариваемость цветных металлов и сплавов опреде-
ляется химической активностью элементов, раствори-
мостью примесей (в том числе газов) и чувствительностью
372
5.1. Физические свойства металлов и их оксидов
Свойства А, Ti Fe Ni Cu
Атомный номер Атомная масса 13 26,98 22 47,9 26 55.8 28 58,7 29 63,5
Температура, °C:
плавления 660 1065 1539 1455 1083
кипения 2450 3260 2740 2820 2590
Удельная теплота, кДж/кг:
плавления 389 323 270 300 205
испарения 10 800 9820 6280 6520 4800
Плотность, 103 кг/м3 2,70 4,51 7,87 8,90 8,96
2.39 * 4,11 * /,o3 * 7,77 * «,03 *
Удельная теплоемкость, кДж/(кг* К) U.90 0,53 0,46 0,44 0,38
1,09 * 0,75 * 0,70 * 0,66 * 0,49 *
Теплопроводность при 20 °C, Вт/(м-К) 225,4 18,8 75,4 90,1 394
Удельное электросопротив- ление, 1(Г*Ом*м 2,68 42,1 9,71 6,84 1,68
24,4 156 141 * job 21,3
Электродный потенциал при 25 “С, В 1,67 1,63 0,44 0.25 -0,35
Основная степень окисления +3 —|—4 4-2 +2 4-1
(Al2os) (TiO2) (FeO) (XiO) (Cu2O)
Энергия Гиббса образова- ния оксида при 25 °C/1500 °C, кДж/моль 1020 859 483 442 296
749 603 305 139 114
Температура плавления ок- 2050 1840 1370 2090 1230
сида, °C Плотность оксида при 20 °C, 103 кг/м3 3,98 4,25 5,7 7,45
Примечание. Плотность, удельные теплоемкость и элек-
тросопротивление даны в числителе при температуре 20 °C, в знамена-
теле — при температуре плавления металла в твердом (без звездочки)
или жидком (со звездочкой) состоянии.
к ним, типом кристаллической решетки и полиморфизмом,
типом я степенью легирования, теплофизическими свой-
ствами (теплопроводностью, теплоемкостью, температу-
рой плавления и кипения элементов и оксидов) и дру-
гими свойствами (табл. 5.1).
Тяжелые цветные металлы — никель и медь — харак-
теризуются малой химической активностью, но высокой
чувствительностью к наличию в металле примесей и газов,
ухудшающих их свойства и затрудняющих процесс сварки.
373
Легкие цветные металлы — алюминий, магний и берил-
лий отличаются не только малой плотностью (до
2700 кг/м3), но и высокой химической активностью,
теплоемкостью, теплопроводностью и электропроводи-
мостью, что осложняет их сварку. Эти металлы имеют
низкую температуру плавления (особенно магний и алю-
миний), но при их окислении образуются чрезвычайно
тугоплавкие и плотные (тяжелые) оксиды, нерастворимые
в металле и существенно затрудняющие процесс сварки.
Химически активные и тугоплавкие металлы (титан,
цирконий, ниобий, молибден, ванадий, вольфрам, гафний,
тантал) объединяют высокая температура плавления (от
1665 СС у титана до 3395 °C у вольфрама) и чрезвычайно
большая способность реагировать с другими элементами
(в первую очередь с газами) при высокой температуре,
особенно в расплавленном состоянии. Наиболее чувстви-
тельны к примесям и охрупчиванию ванадий, ниобий,
тангал, хром, молибден и вольфрам.
5.1. ФЛЮСЫ ДЛЯ СВАРКИ НИКЕЛЯ
И СПЛАВОВ НА ЕГО ОСНОВЕ
Металлургические особенности сварки никеля и его
сплавов. Сварка никеля и его сплавов затруднена вслед-
ствие особых физико-химических свойств, большой чув-
ствительности к примесям и растворенным газам.
К основным проблемам свариваемости никеля отно-
сятся склонность наплавленного металла к образованию
пор и трещин, сложность обеспечения равноценности
состава и свойств основного и наплавленного металла,
пониженные литейные свойства никеля, образование туго-
плавкого оксида никеля.
Пористость наплавленного металла при сварке никеля
обусловлена особенностями растворения водорода, кисло-
рода и азота в сварочной ванне и ее дегазации в процессе
охлаждения и кристаллизации.
Растворимость водорода в никеле выше, чем в железе
и меди. Однако при переходе никеля из жидкого состояния
в твердое растворимость водорода в нем изменяется отно-
сительно мало (примерно в 1,7 раза) по сравнению с рас-
творимостью кислорода и азота. Поэтому только значи-
тельная концентрация водорода в атмосфере дуги может
вызвать появление пор и «водородную хрупкость» металла
(рис. 5.1).
374
pd,aiJ/itiSr
Рис. 5.1. Растворимость водорода в
никеле (/), железе (2) и меди (5)
Рис. 5.2. Диаграмма состояния си-
стемы н иксль—к ислород
Окисление никеля при сварке нежелательно также
потому, что оксид никеля является тугоплавким соеди-
нением, затрудняющим процесс сварки, а эвтектика,
образуемая оксидом никеля, имеет более низкую темпе-
ратуру плавления (около 1438 °C), располагается по гра-
ницам зерен и приводит к хрупкости металла (рис. 5.2).
Более сильное влияние на образование пор в никеле-
вых швах оказывает азот, для которого характерно наи-
более резкое снижение растворимости в жидком никеле
{примерно в 60 раз) при выходе из зоны действия дуги.
Дл я и реду п режде и и я i юр истости на пл а в лен него
металла при сварке никеля и его сплавов необходимо
обеспечивать надежную защиту зоны сварки от азота,
кислорода и водорода. С этой целью следует проводить
тщательную зачистку свариваемых кромок и электродной
проволоки от влаги, масел и других загрязнений и при-
менять хорошо прокаленные сварочные материалы. Эффек-
тивными способами борьбы с норме гостью является вве-
дение в сварочную ванну раскислителей (марганца, ти-
тана, алюминия) и тштридообразующих элементов (ти-
гана, алюминия и др.). С этой же целью в сварочные
флюсы необходимо вводить плавиковый шнат или другие
фториды, связывающие водород в газовой фазе во фтори-
стый водород, нерастворимый в металле.
Наиболее вредной примесью в никеле является сера,
образующая легкоплавкую сернистую эвтектику с темпе-
ратурой плавления 645 °C (рис. 5.3). Подобные эвтектики
375
Рис. 5.3. Диаграмма состояния
системы ни кол Ь—сера
Рис. 5.4. Диаграмма состояния
системы н и ксль—фосфор
образуют фосфор, температура плавления которого 880 °C
(рис. 5.4), а также висмут, свинец, сурьма, мышьяк,
селен и кадмий. Поэтому содержгшие этих примесей
в никеле ограничивается до 0,002—0,005 %, а содержание
серы даже до 0,001 %, что в 10—50 раз ниже, чем до-
пустимое ее содержание в стали.
Вредными примесями в никеле являются кремний,
железо, медь, цинк, кадмий.
Для устранения вредного влияния серы в никель и его
сплавы целесообразно вводить до 1,5 % Мп и до 0,1 %
Mg, образующих тугоплавкие сульфиды и повышающих
стойкость металла к образованию горячих трещин.
Введение марганца снижает коррозионную стойкость
никеля в щелочных средах. Поэтому его использование
для борьбы с серой возможно только в случае удовлетво-
рения этих требований.
Хорошие результаты дает введение в металл шва
небольшого количества титана, алюминия, молибдена,
стронция, церия и других модификаторов, которые спо-
собствуют получению мелкозернистой структуры и по-
вышают технологическую прочность никеля в процессе
кристаллизации.
Многие сплавы на никелевой основе, особенно сложно-
легированные с интерметаллидпым упрочнением, весьма
склонны к образованию горячих трещин. В зависимости
от концентрации отдельных элементов в сплавах на пике-
376
левой основе возможен как подсолидусный, так и кри-
сталлизационный характер образования горячих тре-
щин. Поэтому на таких никелевых сплавах практически
невозможно получить швы, близкие но составу к основ-
ном у металлу. Склонность к околошовному растрескива-
нию тем выше, чем больше в сплаве упрочняющих эле-
ментов и в первую очередь титана и алюминия. Введение
в сплавы молибдена и вольфрама несколько уменьшает
склонность к околошовному растрескиванию, по пол-
ностью не устраняет ее. Благоприятное влияние оказывает
также легирование металла ниобием.
Плавленые флюсы для сварки никеля и его сплавов.
Хотя никель по сравнению с железом — менее активный
металл и имеет практически одинаковую с ним темпера-
туру плавления, активные плавленые флюсы, применя-
емые при сварке сталей, непригодны для никеля и его
сплавов.
Активные флюсы ОСЦ-45, АН-348-А, АН-60, ФЦ-6
и другие при дуговой сварке никеля Н-1, НП-1 и НП-2
обеспечивают устойчивость процесса, хорошее формиро-
вание металла шва и легкую отделимость шлаковой
корки. Однако в металле шва наблюдается большое коли-
чество пор, трещин и шлаковых включений. Металлогра-
фический анализ показал, что наплавленный металл
отличается от основного грубой столбчатой структурой
со строго ориентированным направлением дендритов
и утолщенными эвтектическими прослойками по границам
зерен. Показатели механических свойств, а также
коррозионная стойкость сварных соединений оказались
неудовлетворительными. Химический состав металла
сварных швов, выполненных под этими флюсами, при-
веден в табл. 5.2.
5.2. Состав металла швов, % ft]
Марка флюса С Мп Si Fe s р
ОСЦ-45 0,025 0,37 0,069 0,404 0,004 0,038
АН-348-А 0,030 0,42 0,037 0,329 0,008 0,027
ФЦ-6 0,020 0,42 0,037 0,260 0,007 0,045
AI1-20 0,020 0,16 0,056 0,476 0,004 0,012
П р и м е ч а н и с. Остальное — никель
377
5.3. Состав флюсов, %
Мар кг ф.чюси CaF СаО АЦО„ SiO, S Р Дру] и t
АНФ-п 75—ЪС — — I <2 <0д;5 <0,02 17-25 NaF
А11Ф-7 65—75 18—30 — <0,05 <0,02
АНФ-8 45—-55 12—16 i_< со 1Л С7Ч <2 <0,05 <0,05 —
ОФ-6 45—60 16—23 20—27 <4 <0,05 <0,04 <3 MgO
А НФ-23 61—64 10—13 21—25 <^ 9 — —
А11Ф-22 86—92 2—3 — — <0,01 <0,01 8—12 В2О3
АН-29 10-15 35—45 40—56 Следы - - — —
АН-292 — 33—37 58—61 <1,5 <0,05 <0,02 4—7 ,MgO
1 1оложи гельиые результаты для дуговой сварки
никеля и особенно его с плавов дает применение фторидных
и высокоосновных флюсов (табл. 5.3).
Фторидный бескислородный флюс АНФ-5 относится
к двойной системе CaF2—NaF эвтектического типа
(рис. 5.5). При содержании 35 % NaF образуется эвтек-
тика с температурой плавления 818 °C. Согласно диаг-
рамме состояния этой системы температура ликвидус
составов, соответствующих флюсу АНФ-5, составляет
950—1150 °C. Расплавы этой системы состоят из подвиж-
ных ионов кальция, натрия и фтора, что обусловливает
легкоплавкость, жидкотекучесть и высокую электропро-
водимость шлака. При повышении температуры от 1100
378
5.4. Состав наплавленного металла, %
Мдрка флюса Марка проволоки Сг Ti Al Mg Si С W Na
АН-26 ХН77ТЮ 20,1 0,7 0,45 1,05 2,03 0,05
ХН60В 22,8 0,15 0,14 0,21 1,03 0,06 8,43 —
ЛНФ-5 ХН77ТЮ 21,1 1,65 0,5 0,45 0,4 0,02 — 0,09
ХН60В 23,2 0,33 0,12 0,32 0,31 0,08 9,27 0,15
ПМЕТФ-7 ХН77ТЮ 21,4 2,4 0,49 0,48 0,01 0,04
ХН60В — 0,12 0,41 0,37 0,5 — 14,8 0,12
ИМЕТФ-29 ХН77ТЮ 20,3 2,35 0,68 0,2 0,46 0,06 — 0,05
ХН60В 24,5 0,37 0,24 —- 0,26 0,02 12,5 0,07
НМЕТФ-ЗЗ ХН77ТЮ 20,2 2,75 0,52 0,22 0,23 0,04 — 0,05
ХН60В 24,5 0,37 0,24 0,22 0,38 0,05 12,0 0,12
П р и меча пне. Остальное — никель.
до 1400 °C электропроводимость флюса АНФ-5 возрастает
примерно с 2 до 5 См/м. Для этого флюса характерен очень
узкий (короткий) температурный интервал затвердевания.
Динамическая вязкость шлака АНФ-5 в интервале тем-
ператур 1120—1150 С резко падает с 0,3 до 0,03 На-с,
а при 1300 сС составляет 0,02 Па-с (рис. 5.6 и 5.7). Неиз-
бежной примесью в флюсе является SiO2. Так как в флюсе
отсутствую г основные оксиды, то коэффициент активности
SiO2 в флюсе ЛНФ-5 составляет 0,32.
Флюс АНФ-5 отличается хорошими металлургиче-
скими свойствами: обеспечивает десульфурацию ме-
талла, высокую степень усвоения легкоокисляющихся
элементов и модифицирование структуры металла шва.
При сварке под флюсом АН-26 сплава ХЫ77ТЮ
проволокой такого же состава коэффициент усвоения
титана составил только 26,6 %, а под флюсом АНФ-5
достиг 60 %. По данным К). В. Соколова и М. X. Шоршо-
рова, в табл. 5.4 приведен состав металла, наплавленного
под этими флюсами, а в табл. 5.5 — критическая скорость
растяжения икр (мм/мин), определяющая по методике
ИМЕТ-2 сопротивляемость образованию горячих тре-
щин [2].
При сварке под флюсом АНФ-5 благодаря модифици-
рованию структуры натрием, низкому содержанию крем-
ния (0,4 %) и другим факторам сопротивляемость обра-
зованию горячих трещин возросла более чем в 10 раз
(t'Kp = 3,4 мм/мин)- Применение проволоки ХН60В поз-
379
6.5. Критическая скорость растяжения с>кр
металла, наплавленного под флюсами разных марок,
мм/мин
Марка проволоки сч к <г ФЦК АНФ-1 АНФ-5 Флюсы серии ИМЕТФ
1 7 27 •гО 33
ХН77ТЮ 0,3 2,4 2,6 3.4 3,2 3,5 3,2 4,4 3,9
ХН60В 3,4 3,5 3,2 4,0 4,0 4,5 4,0 4,5 4,4
воляет повысить этот показатель до 4 мм/мин за счет
легирования шва вольфрамом до 9,27 % (см. табл. 5.4
и 5.5).
Г алоидпые (фгоридно-хлоридные бескислородные)
флюсы серии ИМЕТФ, разработанные на базе системы
CaF2—ВаСЦ с добавками NaF и SrF2, явились дальнейшим
развитием фторидных флюсов. Основой для создания этих
флюсов послужило использование модифицирующего дей-
ствия натрия и стронция, вводимых в флюс в виде фто-
ристых солей. Оптимальные сварочные свойства флюсов
обеспечиваются при содержании в флюсах 15 % ВаС13.
Наиболее высокая стойкость швов к образованию горячих
трещин наблюдается при 5—10 % NaF. Дальнейшее уве-
личение содержания NaF вызывает ее снижение. По-
вышение сопротивляемости наплавленного металла
образованию горячих трещин объясняется модифицирова-
нием его структуры. Главное влияние на структуру и
свойства металла шва оказывает восстанавливаемый из
Рис. 5.7. Динамическая вязкость
флюсов АНФ-5 (/), АНФ-7 (2),
ОФ-6 (5), АН-29 (4), АН-292 (5)
Рис. 5.8. Линии ликвидуса и
солидуса системы CaF2—СаО
380
5.6. Механические свойства наплавленного металла
при температуре испытаний 20 °С/750 сС
Марка Марка °в О 02 Л ф
флюса проволоки МПа 41 i
А1К-1 ХН77ТЮ XII60B 743/560 722/438 519/417 349/216 15,7/11,6 40,4/46,1 17,6/17,3 36,9/40,0
ЛНФ-5 ХН77ТЮ ХН60В 758/389 782/462 382/331 4С0/298 26,8/44,5 30,8/22,1 34,5/34,7 32,2/22,1
ИМЕТФ-7 ХН77ТЮ ХН60В 876/659 786/477 577/562 378/251 17,1/14,5 31,6/32,9 18,6/23,0 34,8/37,9
флюса натрий. Аналогичная картина наблюдается и при
исследовании системы CaF2—15 % ВаС12—(NaF—SrF2),
При этом оптимальное содержание модифицирующих ком-
понентов NaF—SrF2 оказалось равным 5 % 12].
Снижение содержания NaF в флюсах серии ИМЕТФ
до 5—10 % по сравнению с флюсом ЛНФ-5 (NaF — 17-=-
25 %) при сварке сплава XH77TIO положительно ска-
залось па повышении коэффициентов усвоения титана с 60
до 100 % и алюминия с 67,6 до 81,2 %, снижение содер-
жания кислорода до 0,0029 % и увеличение сопротивля-
емости образованию горячих трещин.
Результаты испытаний механических свойств на-
плавленного металла при 20 и 750 СС, по данным IO. В. Со-
колова и М. X. Шоршорова (табл. 5.6 и 5.7), показали,
что металл, наплавленный под флюсом ИМЕТФ-7, обла-
дает более высокими механическими свойствами, чем
металл, наплавленный под флюсами АНФ-1 и АНФ-5.
При наплавке под флюсом АНФ-1 эффект модифици-
рования не наблюдается, а при наплавке под флюсом
АНФ-5 имеется избыток модификаторов, что неблаго-
приятно отражается на структуре и свойствах металла.
Испытания на длительную жаропрочность при темпе-
ратуре 750 °C и напряжении 200 МПа также показали,
что более высокой прочностью обладает металл, получен-
ный под флюсами ИМЕТФ-7 и ИМЕТФ-29.
Модифицирующие галоидные флюсы серии ИМЕТФ (7,
29, 33) рекомендуются для сварки жаропрочных сплавов
на никелевой основе — ХН77ТЮ, ХН60В. Флюс
ИМЕТФ-33 рекомендован также для сварки технически
чистого никеля (НП2).
381
5.7. Результаты испытаний наплавленного металла
на длительную жаропрочность
[ i и раме! р ХЯФ-1 Л НФ-5
Мапка проволоки в * хнеов X Н77 ГЮ хнеов
Ален 4 % Ъ % П<! pjiMdp 26 ,58 34,6 44,5 ПМЕТФ-7 1 ' К Г- со —* со сч О — СМ 59,33 12,8 20,1 Е 1 Ф-29
Маг пр и’олоки XH77TIO ХН60В ХН77Т1О XI ЮС В
|Г I?й с *i 1 •Ь, % ф> *о 92,67 3.6 3,6 об, 17 22,2 26,2 19,67 1 0,8 24 25,4 40/
Фюридно-сксндвып флюс АНФ-7 (см. габл. 5.3) отно-
сится к двойной системе CaF2—СаО (рис. 5.8). При со-
держании 20 % CaF2 образуется эвтектика с температурой
плавления 1360 "С. Шлак АНФ-7 близок по своему составу
к эвтектическому. Температура ликвидус по диаграмме
с ос I о я н и я дл я i гего с оста вл я ет 1360— 1370 ~С. По с р а в не-
нию со шлаком АПФ-5 он тоже «короткий», ио более
тугоплавкий. Динамическая вязкость шлака А ПФ-7 в ин-
тервале температур 1350—1380 °C резко снижается с 0,3
до 0,03 Па-с, а при 1400—1500 °C составляет около
0,01 Па-с. Этот флюс менее электропроводе!!, чем АНФ-5.
В интервале температур 12С0—1400 °C электропроводн-
л-ость флюса АНФ-7 составляет 1,5—3,2 См/м. Наличие
большого количества свободной СаО в этом шлаке об-
условливает его наиболее высокую десульфурирующую
способность по сравнению с другими фторидными шла-
ками. Однако, как показал опыт, этот флюс весьма скло-
нен к гидратации при храпении на во* ту хе Поэтому
использование флюса ЛНФ-7 связано с. необходимостью
его прокалки при температуре свыше 800 С.
Фторид но-оксидпые флюсы А НФ-8, ОФ-6 и ЛНФ-23
(см. табл. 5.3) относятся к тройке й системе
CaF2 А1оО;л—СаО (ряс. 5.9). Наименьшую температуру
382
ликвидус (приблизительно 1250 °C) в этой системе имеет
зрехкомпонентная эвтектика: примерно 60 % CaF2 + 20 %
СаО -г 20 % А12О3. Все три флюса располагаются на
диаграмме вблизи этой области. Однако во всех флюсах
предусмотрено соотношение (А12О3/СаО) > 1 (в флюсе ОФ-6
это отношение составляет 1,17—1,25, а в флюсах АНФ-8 и
АНФ-23 даже 1,9—2,1), которое исключает возможность
содержания свободного оксида кальция в флюсах. Это
обеспечивает меньшую склонность к гидратации по сравне-
нию с флюсом АНФ-7, но все же перец применением и
особенно после мокрой грануляции эти флюсы также
требуют высокотемпературной прокалки.
По сравнению с флюсом АНФ-7 и особенно АПФ-5
флюсы АНФ-8, ОФ-6 и АНФ-23 менее электропр®водны
в жидком состоянии, что уменьшает возможность шунти-
рования дуги и повышает устойчивость дугового процесса.
Электропроводимость флюса АНФ-8 в интервале темпе-
ратур 1200—1400 °C составляет 0,7—1,3 См/м.
При сварке жаропрочных никелевых сплавов аусте-
нитно-бориднымн проволоками под флюсами АНФ-23 и
ОФ-6 стойкость металла шва к образованию горячих
Рис. 5.9. Диаграмма системы СаК2—А12О3—СаО
333
трещин в условиях повышенной жесткости обеспечивается
при незначительной степени окисления бора (пе более
20—25 %), титана и других элементов.
Флюс АИФ-23 рекомендуется для сварки сплавов
ХН67МВТЮ, X Н75МВТЮ, ХН65МВ, X15Н55М16В
и других никелевых сплавов [5, 9, 10]. Фторидно-борид-
ный флюс АНФ-22 (см. табл. 5.3) системы CaF2—В2О3
с небольшой добавкой СаО предназначен для сварки
аустепиттю-боридных сплавов. Он может быть исполь-
зован в сочетании с аустенитно-боридной проволокой,
обеспечивая высокий коэффициент усвоения бора. Однако
более целесообразно применять его для сварки аустенит-
ной проволокой, не содержащей бор.
В этом случае происходит легирование металла шва
бором за счет его восстановления из флюса по реакциям:
2 (В2О3) + 3 I Si 1 = 4 [В ] + 3 (SiO2);
2 (В2О3) + 3 [Ti 1 = 4 [В ] + 3 (TiO2);
(В А) + 2 [AI] = 2 [В] + (А12О3);
(В2О3) + 3 IC 1 = 2 IB] + ЗСОф ;
2 (В2О3) 3 [С] = 4 IB 1 + ЗСО2|.
В результате протекания этих реакций металл шва
легируется бором в количестве до 0,6 %. Наиболее интен-
сивно проходят реакции при наличии в проволоке титана,
алюминия (табл. 5.8) или углерота. При наличии только
кремния борвосстановительиая реакция проходит менее
интенсивно.
При сварке под флюсом АНФ-22 аустенитно-борид-
ными проволоками без титана и алюминия и с ограничен-
ным содержанием кремния и углерода дополнительное
5.8. Изменение содержания титана и бора в металле,
наплавленном под флюсом АНФ-22
Марка проволоки Исходная концентра- ция, % Содержанке в наплавлен- ном металле. % Изменение содержания, %
т в 1 i в дТ' дв
Х20Н80Т Х15Н35Г7В7МЗТ Х20Н77ТЗЮ 0,27 1,34 2,45 " 0,11 0,13 1,58 0,12 0,41 0,52 —0,15 -1,21 —0,87 +0,12 +0,41 +0,52
384
Б. 9. Содержание элементов в металле шва
и механические свойства сварных соединений
из сплава ХН77ТЮР1 при температуре 800 X
1 ермическая обработка образцов Содержа ние в металле шва, % Механические свойства
Ti Al в Он б кси, кДж/мг
МПа %
1050 иС, 2 ч, воздух 1050 °C, 2 ч, воздух +700 °C, 16 ч. воздух 2,29 2,29 0,53 0,53 0,27 0,27 468 629 504 672 3,6 2,3 3,1 2,8 460 450
легирование металла бором практически не происходит,
пе наблюдается и его окисление.
Применение легирующего флюса АНФ-22 целесооб-
разно при сварке проволоками, не содержащими бора,
например, при сварке жаропрочных сплавов типа Х15Н35
проволоками Х15Н35Г7В7МЗТ и ХН77ТЮ. Содержание
бора в швах, выполненных такими проволоками, состав-
ляет 0,3—0,45 %, что обеспечивает надежное предотвра-
щение горячих трещин в швах. Сварные соединения сплава
ХН35ВТР, выполненные проволокой X15Н35Г7В71МЗТ
иод флюсом АНФ-22, имеют приемлемые механические
и жаропрочные свойства.
Механические свойства этих соединений при темпера-
туре 800 °C приведены в табл. 5.9.
Высокоосповпые флюсы АН-29 и АН-292 (см.
табл. 5.3) созданы па основе устойчивых оксидов СаО
и А12О3. Флюс АН-29 относится к системе СаО—А12О3—
CaF2, но в отличие от флюсов АНФ-8, ОФ-6 и АНФ-23
располагается в более тугоплавкой области тройной
диаграммы (с малым содержанием CaF2). При температуре
1570 °C динамическая вязкость шлака АН-29 составляет
около 0,3 Па с, при повышении температуры вязкость
плавно снижается и при 1700 °C достигает значения
примерно 0,16 Па-с. Электропроводимость расплавлен-
ного шлака АН-29 весьма невелика, при повышении
температуры от 1400 до 2000 °C она возрастает приблизи-
тельно с 0,2 до 2,5 См/м [2 L Отношение А12О3/СаО в флюсе
13 П/р Н. И. Потапова
385
составляет 1,11/1,14, что обеспечивает отсутствие в шлаке
свободного оксида кальция и уменьшает склонность
к гидратации.
Флюс АН-292 в отличие от АН-29 не содержит CaF2.
Для уменьшения тугоплавкости и вязкости шлака в флюс
вводят небольшое количество MgO. Шлак АН-292 менее
тугоплавкий и вязкий но сравнению с АН-29, но тоже
«длинный»: при повышении температуры от 15С0до 1700 °C
его динамическая вязкость плавно снижается приблизи-
тельно с 0,3 до 0,14 Па-с [2 ]. Отношение А12О3/СаО
в флюсе составляет 1,65/1,76, что свидетельствуй о боль-
шей надежности связывания оксида кальция в алюминаты
по сравнению с флюсом АН-29.
Неплавленые флюсы для сварки никеля и его сплавов.
При дуговой сварке никеля и его сплавов находят при-
менение спеченные и керамические флюсы (табл. 5.10).
При сварке жаропрочного никелевого сплава проволо-
ками ХН77ТЮ и ХН60В флюс ФЦК обеспечивает высо-
кий переход легирующих элементов и достаточную со-
противляемость металле образованию горячих трещин.
Так, критическая скорость деформации при сварке про-
волокой ХН77ТЮ составляет 2,4 мм/мин, что в 8 раз выше,
чем при использовании флюса АН-26 (см. табл. 5.5).
Однако флюс марки ФЦК по этому показателю значи-
тельно уступает модифицирующим флюсам АНФ-5,
ИМЕТФ-7, ИМЕТФ-29 и ИМЕТФ-33 (см. табл. 5.5). Хотя
в флюсе ФЦК тоже имеются модификаторы (натрий и ка-
лий), но они не оказывают положительного действия
из-за наличия в флюсе глинозема.
Керамический флюс ЖН-1 (см. табл. 5.10) разработан
К. В. Багрянским и Г. С. Кузьминым для сварки никеля
Н-1, Н-2, НП-1 и НП-2.
В качестве шлакообразующей основы флюса принята
система СаО—А12О3—CaF2, так как при использовании
<5.10. Состав флюсов для сварки никеля, %
Марка флюса CaFs СаСОч Al,О, NaF КС1 Мп Др угре элемент! Сили- кат нат- рия
ФЦК 77 10 5 8 -- ...
ФЦК-С 74,5 — 9,6 4,8 7,7 — —- 3,4
ЖН-1 60 12 15 — 5 6 А1, 2 Ti 19
пне 52 4 22 " 6 16 Мо 19
386
5.IL Состав металла шва при сварке никеля НП-2
и монеля НМЖМи 28-2,5-1,5 под флюсом ЖН-1, %
Основной металл Сварочная провод ока ( Мл S1 Рс п
НП-2 НМЖМи 28-2,5-1,5 НП-2 НМЖМи 28-2,5-1,5 0,03 0,05 2,27 2.85 0,61 0,62 0,45 2,83 0,97 0,28
Основной металл Сварочная проволока Ai Си s р
НП-2 НМЖМи 28-2,5-1,5 НП-2 НМЖМи 28-2,5-1,5 0,9 1,21 27,6 0,009 0,01 0,046 0,012
основного шлака обеспечивается высокая степень де-
сульфурации металла. Фторид кальция был введен как
бескислородный компонент, разжижающий шлак и дела-
ющий его более подвижным и активным, а глинозем —
как очень стойкий оксид, амфотерный по химическим
свойствам. По диаграммам плавкости было определено
соотношение компонентов шлакообразующей основы
СаО : А12О3 : CaF2 —1:2:9, при котором обеспечивается
температура плавления шлака около 1300 °C.
Для раскисления, рафинирования, модифицирования
и легирования металла шва в состав флюса введено не-
большое количество марганца, титана и алюминия.
Сварка никеля под флюсом ЖН-1 производится нике-
левыми проволоками Н-I, НП-1 и НП-2. В случае при-
менения проволоки НМн-2,5 производится перерасчет
состава флюса, из которого исключается марганец.
Технологические свойства флюса ЖН-1 характеризу-
ются легким возбуждением дуги, высокой стабильностью
ее горения, свободным удалением шлаковой корки после
ее остывания и хорошим формированием сварных швов.
Флюс ЖН-1 с успехом использован при разработке
технологии сварки монеля НМЖМи 28-2,5-1,5, весьма
коррозионно-стойкого и прочного сплава на никелевой
основе. Применение этого флюса обеспечило отсутствие
пор и трещин в металле шва, высокие механические и кор-
розионные свойства сварных соединений (табл. 5.11).
Металл шва и сварное соединение почти не уступают
но механическим свойствам и коррозионной стойкости
основному металлу (табл. 5.12).
13* 387
5.12. Свойства сварных соединений из никеля
при сварке под флюсом ЖН-1
Объект испытания Механические свойства Коррозион- на я стой- кость *, г/(м£- Ч/
сг МПа A'C'U кДж/м- б %
Основной ме- талл НП-2 550 2820 38,8 0,130
Сварное соединение 535 2770 43,1 0,132
* Время испытания 50 ч.
Флюс ЖН-1 нашел применение также при сварке
никеля и монеля с низкоуглеродистой и высоколегирован-
ной хромоникелевой сталями [1, 111
Отличительной особенностью флюса ПНС является
наличие в его составе молибдена, в результате легирования
которым металла шва тормозится развитие полигониза-
ционных трещин. В отличие от флюса ЖН-1 в флюс ПНС
не вводят алюминий и титан, которые, хотя и уменьшают
склонность к образованию пор, являясь сильными рас-
кислителями, не повышают сопротивляемость металла шва
образованию горячих трещин и резко ухудшают отдели-
мость шлаковой корки. Флюс ПНС в сочетании с проволо-
кой Св-04Х19Н9 при сварке никеля с углеродистой
и высоколегированной сталями обеспечивает хорошее
формирование шва, стабильное горение дуги и отдели-
мость шлаковой корки, отсутствие в металле шва пор,
трещин и шлаковых включении. При этом обеспечиваются
необходимое легирование металла шва марганцем,
хромом и молибденом (табл. 5.13), а также стабильность
и высокое качество сварного соединения (табл. 5.14).
Н. И. Каманин, И. Н. Медриш, А. А. Сычев и В. Г. Бсн-
дрик предложили керамический флюс [А. с. 261889
(СССР)] для сварки никеля (табл. 5.15). Хлорид бария,
алюминиевый и титановый порошки введены в флюс
с целью повышения плотности и коррозионной стойкости
металла шва.
Г. С. Кузьмин и С. Н. Бажин для сварки никеля
также разработали керамический флюс [А. с. № 380416
(СССР)], в состав которого введен карбид титана с целью
388
5.13. Состав металла шва при сварке никеля со сталями, %
Соединение Мп Сг Ми Ni Si Ti с s p
НП-2 + + БСлЗсп 1,91 32,45 3,36 8,63 0,27 0,07 0,01 0,616
НП-2 + -М2Х18Н10Т 1,9 40,25 4 П,1 0,28 0,08 0,05 0,007 0,018
Примечая и е. Остальное — железо.
повышения плотности металла, его механических и корро-
зионных свойств (сы. табл. 5.15).
Для сварки никеля ИП-2 Г. С. Кузьмин и Л. М. Воло-
вик предложили флюс 4А. с. № 460967 (СССР)], содер-
жащий лигатуру Ni—В (см. табл. 5.15). Содержание бора
в лигатуре составляет 11 %. Бор, являясь нитридо-
образующим элементом, способствует уменьшению пори-
стости от азота. Кроме того, он способствует измельчению
и дезориентации структуры металла шва, повышению его
прочностных и пластических свойств. При этом обеспечи-
вается практически одинаковая с основным металлом
коррозионная стойкость мегалла шва в хлористых средах.
5.14. Механические свойства сварных соединений никеля
со сталями
Соединение МПа 0 'Г KOI 10* кДж/м2
% Н)ва со сторо- ны никеля со сторо- ны стали
НП-24-БСтЗсп 563 40,7 60 15,2 17,1 13,5
НП-2-1-12Х18Н10Т 573 30 42,4 16,2 19 16,5
Примечание. Угол изгиба 180°.
5.15. Состав керамических флюсов для сварки никеля
Номер автор- ского свиде- тельства (СССР) СаГ£ NaF BaClj СаСОл Другие элементы
261889 75—85 2—5 8—18 -» — 1-5 А1, 4—6 Ti
380416 60—70 — 10—20 1—7 TiC
460967 88,5—89,5 —- — 9,5—10,5 0,6—1 Ni—В
389
Технологические особенности сварки никеля и его спла-
вов под флюсом. При сварке металла малых толщин
(5—6 мм) стыковые соединения выполняют без скоса
кромок, без зазора. Для толщин 6—12 мм рекомендуется
V-образная, а для толщин 12—20 мм — Х-образная раз-
делка кромок. При сварке никеля и его сплавов металл
в сварочной ванне менее жидкотекуч, чем ври сварке
стали, и проплавляется на меньшую глубину. Поэтому
ширину разделки кромок и их притупление увеличивают.
Диаметр проволоки выбирают в зависимости ог под-
готовки кромок в пределах 3—5 мм. Обычно при сварке
металла малых толщин (5—6 мм) используют проволоку
диаметром 3 мм.
Из-за высокого электросопротивления никелевой и осо-
бенно хромоникелевой проволоки вылет электрода умень-
шают в 1,5—2 раза по сравнению с вылетом стальной
проволоки.
Сварку выполняют на обычных стандартных автоматах
и полуавтоматах. Несколько лучшие результаты полу-
чаются при использовании автоматов с зависимой от
напряжения на дуге подачей электродной проволоки.
Сварку ведут на постоянном токе обратной полярности.
Исключение составляют высокоосновные флюсы (АН-29,
АН-292), сварку под которыми выполняют на постоянном
токе прямой полярности.
Чтобы избежать перегрева металла и связанного с ним
чрезмерного роста зерна, рекомендуется сварка швами
небольшого сечения на малом токе и меньшей скорости
(на 15—20 % по сравнению со сваркой сталей). В целях
лучшей десорбции газов из металла сварочной ванны
и предупреждения пористости необходимо назначать ре-
жимы сварки, обеспечивающие малую глубину проплав-
ления металла и замедленное его охлаждение. Подобные
режимы сварки способствуют также уменьшению темпа
внутренних деформаций и повышению сопротивляемости
металла образованию горячих трещин.
5.2. ФЛЮСЫ ДЛЯ СВАРКИ МЕДИ
И СПЛАВОВ НА ЕЕ ОСНОВЕ
Металлургические особенности сварки меди и ее спла-
вов. Сочетание высокой электропроводимости и теплопро-
водности с достаточно хорошей коррозионной стойкостью,
высокой пластичностью, хладостойкостью и другими цен-
390
певшими 'iехническими свойства-
ми способствует широкому при-
менению меди как конструкцион-
ного материала в электротехни-
ческой и металлургической про-
мышленности, криогенном и хи-
мическом машиностроении, судо-
строении и других отраслях на-
родного хозяйства.
Все эти свойства тем лучше,
чем выше чистота металла, что
предъявляет особые требования
к сварке изделий из чистой меди.
Свар ка латуней и бронз имеет
Рис. 5.10. Диаграмма со-
стояния системы мець—
кислород
свои особенности, но свойства чистой меди в этих сплавах
уже значительно изменены.
Медь не обладает полиморфизмом, фазовые превраще-
ния ее связаны с изменением агрегатного состояния.
Плавление и кипение меди происходят при более низких
температурах по сравнению с железом, никелем, титаном
и с меньшими затратами теплоты на изменение агрегатного
состояния (см. табл. 5.1).
Медь как в твердом, так и в жидком состоянии имеет
наименьшую удельную теплоемкость, но наибольшую
плотность среди металлов, приведенных в табл. 5.1. Во
всем интервале температур (вплоть до плавления) медь
имеет более высокие значения коэффициентов линейного
и объемного расширения, уступая в этом отношении
только алюминию (см. табл. 5.1). Отличительным свой-
ством меди по сравнению со всеми другими металлами
являются наиболее высокая теплопроводность и электро-
проводимость. Однако электропроводимость и тепло-
проводность меди резко уменьшаются в присутствии
примесей даже в малых количествах. Наиболее сильно
снижают эти свойства фосфор, железо, кобальт, кремний,
титан.
При окислении меди образуются два оксида: СшО,
устойчивый при высоких температурах, и СнО, устойчи-
вый при низких температурах. Оксид Си2О, нераствори-
мый в твердой меди, хорошо растворяется в жидкой меди
с образованием эвтектики при 0,39 % кислорода и темпе-
ратуре 1065 °C (рис. 5.10),
Сродство меди к кислороду возрастает при растворении
оксида Си2О в жидкой меди, особенно сильно при малых
391
концентрациях Cu2O, и резко снижается до нормального
при распаде жидкого раствора в процессе образования
эвтектики Си—СийО.
Уменьшение стойкости оксида Си2О в процессе кри-
сталлизации может приводить к образованию пор, так
как водород и СО, присутствующие всегда в зоне сварки,
могут восстанавливать выделяющийся оксид Си2О:
Cu2O + Н2 = 2Си + Н2О;
Cu2O + СО - 2Си + С02.
Образующиеся пары воды и углекислый газ, не имея
возможности выделяться из металла диффузионным путем,
могут приводить к образованию пор, а иногда — трещин
(«водородная болезнь» меди).
Растворимость водорода в жидкой и твердой меди
меньше, чем в железе и никеле. Однако скачкообразное
падение растворимости водорода в меди в процессе кри-
сталлизации примерно в 2 раза больше, чем в железе
и никеле. Это приводит к тому, что при высокой скорости
кристаллизации сварочной ванны при сварке меди, обла-
дающей большой теплопроводностью, газ не успевает
выделяться из металла, образуя поры или концентрируясь
в микронесплошпостях, создает высокое давление, при-
водящее к хрупкости металла и образованию трещин.
Отсутствие кипения сварочной ванны при сварке медной
проволокой усугубляет процесс порообразования. Кипение
ванны при сварке других металлов, например стали,
способствует удалению газов из жидкого металла.
Для предупреждения горячих трещин содержание
вредных примесей в меди ограничивается следующими
пределами: <0,01—0,03 % О2, <0,0005—0,003 % Bi,
< 0,005 % Sb, <0,004—0,03 % Pb (в зависимости от ответ-
ственности конструкции).
Для борьбы с горячими трещинами рекомендуется
введение в сварочную ванну раскислителей, модификато-
ров и легирующих элементов, повышающих технологиче-
скую прочность металла шва.
При сварке, латуней возникают дополнительные труд-
ности, связанные с испарением цинка, возможностью
образования пор. Оловянные бронзы и медно-никелевые
сплавы склонны к образованию горячих трещин.
Плавленые флюсы для сварки меди и ее сплавов. Вслед-
ствие малой химической активности меди п большинства
ее сплавов при их сварке можно использовать стандартные
392
плавленые флюсы ОСЦ-45, АН-348-А, АН-60, ФЦ-10,
АН-26, АН-22, АН-20, предназначенные для сварки ста-
лей.
Высококремнистые высокомарганцевые флюсы ОСЦ-45
и АН-348-А применяют при сварке меди небольших
толщин (примерно до 10 мм). Для сварки больших толщин
(20—25 мм) применяют флюсы АН-20С и АН-26С. При
сварке меди толщиной до 40 мм для получения хорошо
сформированной поверхности шва рекомендуется флюс
АН-26С.
При сварке меди под активными плавлеными флюсами
возможно протекание обменных окислительно-восстано-
вительных реакций между медью и оксидами шлака:
(FeO) + 2 [Си J = 1Си2О] + [FeJ;
(МпО) + 2 [Си] = [Си2О] + [Мп];
(SiO2) + 4 [Си] = 2 1Си2О] + [Si];
(А12О3) + 6 [Си] = 3 [Си2О] + 2 [АН
Протеканию этих реакций в высокотемпературной зове
вправо способствует низкая исходная концентрация оксида
меди, растворенного в жидком металле. Результаты экс-
периментов при сварке бескислородной меди высокой
чистоты подтвердили возможность протекания этих реак-
ций вправо. Так, при сварке под флюсом АН-20, содер-
жащим 20,9 % SiO2 и 30,8 % AL2O3, количество кремния
в металле шва в твердом растворе составило 0,0187 %,
а алюминия — 0,00072 %. При сварке под флюсом
ЛН-348-А с 45,3 % SiO2 в зависимости от режима сварки
содержание кремния в твердом растворе составило
0,0215—0,0439 %.
При сварке бескислородной меди высокой чистоты
окисление металла и микролегирование его кремнием,
марганцем и другими элементами приводят к заметному
снижению ее теплопроводности и электропроводимости
(табл. 5.16).
Так, при сварке под флюсом АН-348-А электропроводи-
мость и теплопроводность металла шва примерно в 1,6 раза
меньше, чем у основного металла. Поэтому для сварки
меди высоких чистоты, теплопроводности и электропро-
водимости рекомендуются низкокремнистые флюсы
АН-20, АНМ-2.
Низкокремнистый безмарганцовистый флюс АНМ-2
выплавляется из песка, глинозема, флюоритового коп-
393
5.16. Физические свойства мета.чпа сварных швов на меди
Металл (флюс) Массовая доля в фл юсе, % Удельное электросо- противление 10“ь Ом-м Теплопро- водность. Вт/(м-Ю
SiO. МпО
Основной * 1,71 403
Электродный *— ' 1,76 390
Шов (АН-348-А) 45,3 36,9 2,69 218
Шов (АН-10) 23,9 26,8 2,17 315
Шов (АН-5) 53,2 — 2,02 340
Шов (АН-20) 20,9 — 1,91 361
Шов (АН-Ml) — 1,74 397
цснтрата, магнезита и фтористого натрия. Флюс обладает
хорошими технологическими свойствами. Стабилизиру-
ющие свойства его такие же, как и у флюса АН-20. Флюс
обеспечивает получение плотных швов и хорошее качество
наплавленного металла. В связи с малой химической
активностью, обусловленной низким содержанием SiO2
и отсутствием МпО, наплавленный под флюсом АНМ-2
металл близок по составу к электродному металлу. Флюс
ЛНМ-2 обладает лучшей, чем флюс АН-20, отделимостью
шлаковой корки.
Наиболее высокие значения теплопроводности и элек-
тропроводимости, практически не отличающиеся от этих
свойств основного металла, обеспечивает фторидный бес-
кислооодный флюс АНМ-1, содержащий 55 % MgF2,
40 % NaF и 5 % BaF2 14].
Для сварки чистой меди в качестве электродного ме-
талла применяют пагартованную проволоку из бескисло-
родной меди МБ или технической меди Ml (с содержанием
5.17. Л1еханические свойства сварных соединений из меди
Гемпер«тура испытаний °C Металл ог °в 6 Ф
МПа %
4-20 —70 —183 Основной Шва Основной Шва Основной Шва 70,6 85,4 69,9 98,1 76,5 97.1 213 173,5 250 212 344 268 49,8 38,1 50,2 45,3 52,6 52,1 66,3 54,8 69,3 52,1 75,4 54,7
394
5Л8. Механические свойства технической меди
и ес сварных швов (средние показатели)
Образец Электродная 6 Ф
проволока МП я 'О
Основной металл Сварной шор То же 5 MI БрКМцЗ—1 БрАЖМпЮ-3-1,5 70,6 86,3 194 123,7 213 171,7 308 248 49,8 38,3 30 39,2 66,3 49,8 53,4 64,8
кислорода менее 0,01 %). Механические свойства металла
швов, сваренных медной электродной проволокой, не-
сколько ниже, чем основного металла в отожженном
состоянии (табл. 5Л7).
Если к сварным соединениям не предъявляются требо-
вания высоких теплопроводности и электропроводимости,
то для повышения механических свойств и стойкости к об-
разованию горячих трещин при сварке меди применяют
бронзовые проволоки (БрХ0,7, БрКМцЗ—1, БрОЦ4—3,
БрХТ0,6—0,5 и др.). В этом случае обеспечивается равно-
прочность металла шва с основным металлом (табл. 5.18),
но существенно снижаются теплофизические свойства.
Например, электропроводимость сварного соединения,
выполненного проволокой БрКМцЗ—1, составляет около
16 % электропроводимости меди Ml.
Известен способ автоматической дуговой сварки под
флюсом угольным (графитизированным) электродом, за-
тачиваемым в виде лопатки. Сварку выполняют на по-
стоянном токе обратной полярности с использованием
стандартных флюсов ОСЦ-45, АН-348-А и др. Для рас-
кисления металла шва цинком применяют присадку из
латуни или томпака, закладываемую в стык при сборке
листов под сварку. Механические свойства металла шва,
полученного на графитовой подкладке при сварке меди Ml
толщиной 5 мм, следующие: ов = 176,64-182,5 МПа, 6 =
= 25—33 %.
Для сварки латуней Л63, ЛО62—1, ЛС59—1,
ЛМц58—2 и других применяют обычно флюс АН-20 в со-
четании с бронзовой (БрКМцЗ—1, БрОЦ4—3) или латун-
ной (ЛК80—3) проволокой. Электродная проволока из
меди дает более низкие механические свойства сварных
швов.
395
Латуни Л63 и ЛО62—1 сваривают медной проволокой
под флюсом АНФ-5 или флюсом МАТИ-53, состоящим из
смеси, содержащей флюс ОСЦ-45 (77 %), борную кислоту
(7,6 %) и кальцинированную соду (15,4 %). Для сварки
простых и легированных латуней рекомендуется также
флюс ФЦ-10.
Сварные швы па латуни имеют удовлетворительные
механические свойства. Так, предел прочности сварного
соединения из латуни Л63, ЛО62—1, ЛС59—1, ЛМц58—2
толщиной 4—12 мм, выполненного проволокой БрОЦ4—3
под флюсом АН-20, с нормальным швом составляет 245,3—
343,4 МПа, а с выпуклым — 294,3—392,4 МПа; угол
изгиба сварного соединения составляет 100—180°.
Широкое применение находит сварка под флюсом алю-
миниевых, хромистых, свинцовистых и других
бронз. Алюминиевые бронзы БрАА\ц9-—2, БрАЖ9—4,
БрАЖМцЮ—3—1,5 сваривают под флюсом АН-20 про-
волокой БрАМцЭ—2 или БрАЖМцЮ—3—1,5. Флеосы
с более высоким, чем в флюсе АН-20, содержанием кремне-
зема не рекомендуются для сварки алюминиевых бронз,
так как в результате окисления алюминия, насыщения
металла шва кремнием и глиноземом происходит ухудше-
ние его свойств. Добавка алюминия снижает раствори-
мость водорода в твердой меди, поэтому алюминиевые
бронзы весьма склонны к образованию пор в металле шва.
Среди стандартных плавленых флюсов наивысшую плот-
ность швов на алюминиевой бронзе обеспечивает флюс
АН-60.
Для повышения плотности швов и пластичности свар-
ных соединений при сварке меди и хромовой бронзы тол-
щиной более 30 мм рекомендуется использовать смесь
флюсов АН-26С (80 %) и АН-60 (20 %). Однако лучшие
результаты но плотности швов обеспечивает флюс сухой
грануляции АНМ-13.
Для дуговой сварки толстолистовых конструкций из
меди и низколегированных медных сплавов Л. К. Босак,
В. М. Илюшенко, С. М. Гуревич и А. П. Алексеенко пред-
ложили флюс 1А. с. №>538869 (СССР)], состав которого
приведен в табл. 5.19. Путем специальной технологии
обеспечивается высокая степень окисленности этого флюса
(содержание диоксида марганца до 1 %). За счет диссо-
циации МпО2 при сварке увеличивается парциальное
давление кислорода. Выделяющийся кислород связывает
свободный водород, что приводит к повышению стойкости
393
металла к образованию
пор. Высокая степень оки-
сленности флюса, несмот-
ря на повышенное по
сравнению с флюсом АН-26
содержание МпО, препят-
ствует заметному перехо-
ду марганца в металл шва
в соответствии с принци-
пом Ле-Шателье.
Керамические и плавле-
нокерамические флюсы для
сварки меди и ее сплавов.
Для сварки меди и ес спла-
вов разработаны специаль-
ные керамические флюсы
ЖМ-1 и К-13МВТУ
(табл. 5.19).
Для сварки меди вы-
соких чистоты, теплопро-
водное г и и электропрово-
димости Д. С. Кассовым
был разработан керамиче-
ский флюс ЖМ-1, состав
которого приведен в табл.
5.19.
В качестве шлакообра-
зующей основы флюса
принята система СаО—
SiO2—А12О3—CaF2. Опти-
мальный ее состав обеспе-
чивает необходимую ми-
нимальную температуру
плавления шлака, наи-
меньшее количество шла-
ковых включений в шве,
высокую стабильность го-
рения дуги.
Для устранения опас-
ности легирования и за-
грязнения металла шва
в качестве раскислителей
применены вещества, об-
ладающие минимальной
3!
tf
П
со
к
е;
ti
397
растворимостью в меди: углерод (древесный уголь) и бор-
ный шлак (сплав: 95 % буры и 5 % магния).
В присутствии углерода окислительная способность
газовой фазы, содержащей СО2 (при диссоциации мра-
мора), резко снижается благодаря реакции
С + СО2 = 2СО.
Углекислый газ в присутствии углерода практически
целиком переходит в монооксид углерода. Этим создается
восстановительная атмосфера, способствующая энер-
гичному раскислению меди:
[Си2О1 + СО = 2 [Си] + СО2.
Кроме того, возможно прямое раскисление углеродом!
1Си2О1 + [С] - 2 [Си] + СО.
Борный шлак, так же как и углерод, является весьма
активным раскислителем, не растворяющимся в жидкой
меди. Восстановление закиси меди борным шлаком идет
по реакциям:
[Cu2O I 4- (Na2B4O6'Mg0) =
= (Na2B4OrMgO) + 2 [Cui;
[Cu2Oi + (MgO-B2O2) = (MgO-ВЛ) + 2 ICuL
Борный шлак и продукты раскисления остаются в рас-
плавленном состоянии ниже температуры кристаллиза-
ции меди и поэтому легко всплывают на поверхность
сварочной ванны, удаляясь в шлак.
Алюминий, являясь весьма энергичным раскислителем,
при введении его в состав флюса в количестве до 0,8 %,
как показал опыт, практически полностью расходуется
на раскисление и не переходит в наплавленный металл
5.20. Состав металла сварных швов,
выполненных под флюсами Ж AVI и ОСЦ-45
Металл Си Fe Al Si Мп
Основной (М2) 99,76 0,016 0,008 Следы
Электродный (М2) 99,68 0,016 0,006 Следы "
Металл шва (флюс ЖМ-1) 99,92 0,048 0,004 0,009 Следы
Металл шва (флюс ОСЦ-45) 99,38 0,18 0,039 0,046 0.34
398
5.21. Механические и теплофизические свойства меди
и сварных соединений, полученных под Плюсами
ЖМ-1 и ОСЦ-45
Образец Механические csoficiB? Т еллофизл чески е скойстпя
ов. МП;- о. % кси, I 0й кДж/м2 Р. Hjs Ом - м X, Вт/(м-К)
Основной металл 218,6 32,4 13,8 2,16 335,4
Металл in в а (флюс ЖМ-1) 187 39,5 — а 2,14 338,3
Сварное соединение (флюс ЖМ-1) 18! — 14,5 —
Металл шва (флюс ОСЦ-45) 178 26,3 —* 3,68 197,6
Сварное соединение (флюс ОСЦ-45) 172 — 11
Керамический флюс ЖМ-1 создает благоприятные
условия для рафинирования меди, что позволяет полу-
чить металл шва высокой чистоты (табл. 5.20) с мини-
мальным отклонением ог теплофизических и механиче-
ских свойств основного металла (табл. 5.21).
Керамический флюс К-13МВТУ (см. табл, 5.19) ре-
комендуется для сварки меди и бронзы [91. Принятое
соотношение шлакообразующих компонентов флюса обес-
печивает хорошие сварочно-технологические и металлур-
гические свойства.
Флюс К-13МВТУ позволяет получить хорошо раскис-
ленный металл, причем алюминий практически не пере-
ходит в металл шва (следы). При этом обеспечиваются
равноценные с основным металлом электропроводимость
и теплопроводность металла шва. Применение этого
флюса дает возможность ввести в сварочную ванну моди-
фикаторы, позволяющие регулировать процесс кристал-
лизации и свойства наплавленного металла.
Для механизированной сварки высокопрочных алю-
миниевых бронз БрАЖНЭ—4—4, БрАЖНЮ—4—4,
БрАЖ9—4, БрАЖНМи7—2,5—1,5—9,
БрГ1НМцЖ8,5—4—4— 1,5, Б р А НМцЖ8—2—12—3,
БрАНМц8—4—5—1 и т. п.
Г. Л. Петров, 3. X. Хасанов и другие разработали
флюс [А. с. № 671966 (CCCP)l, в состав которого
(табл. 5.22) введены хлорид натрия и фторид бария с целью
399
5.22* Состав флюсов для сварки меди и ее сплавов по данным авторских свидетельств (СССР), %
повышения плотности наплавлен-
ного металла. Отсутствие в флюсе
глинозема и принятое соотношение
компонентов обеспечило малую вяз-
кость и необходимую жидкотеку-
честь шлака, что способствовало
улучшению формирования наплав-
ленного металла, отсутствию не-
сплавлений и зашлаковок 1131. В
качестве электродной проволоки при
сварке рекомендована композитная
проволока БрАНМцЖв—4—4—1,5.
Для механизированной сварки
меди и меди со сталью Н. Н. Кама-
нин и В. Н. Кашин в качестве до-
бавки к серийным плавленым флю-
сам (например, АН-348-А) предло-
жили керамический флюс [А. с.
№ 933335 (СССР)1. Одновременное
введение в состав керамического
флюса-добавки хлорида калия и
карбида титана позволило в процессе
сварки меди и меди со сталью ус-
транить вредное влияние свинца и
висмута. Мо дифи ни ру ющи й эффект
этих добавок обусловлен химичес-
ким взаимодействием их со свинцом
и висмутом.
Достаточно высокое содержание
ферромарганца повышает раскисли-
тельную способность флюса и обес-
печивает связывание серы в туго-
плавкий сульфид, что способствует
предупреждению образования пор
и горячих трещин в металле шва*
Для сварки меди и низколегиро-
ванных медных сплавов В. М. Илю-
щенко, Л. К- Босак и С. М. Гуревич
разработали керамический флюс-до-
бавку | А. с. № 10 77739(СССР)] к стан-
дартным плавленым флюсам. С целью
повышения стойкости металла шва к
образованию пор и удешевления
флюса в состав керамического флюса-
400
добавки введены рутил, марганцевая руда и кремнефто-
рид натрия Na3SiFfi (см. табл. 5.22). Введение в состав
флюса-добавки марганцевом руды, представляющей собой
в основном МпО2, имеет целью повышение окислитель-
ного потенциала расплавленного шлака, а введение крем-
нефторида натрия — увеличение в зоне сварки количе-
ства летучего фторида кремния» Разложение МпО2 и
Na2SiFe по реакция;*
2 (МпО2) = 2 (МпО) + О2;
(Na2SiF6) = 2 (NaF) + SiF4
обеспечивает наличие в зоне дуги активного кислорода
и увеличение количества фторида кремния, которые ин-
тенсифицируют реакции связывания водорода в нера-
створимые в жидком металле соединения ОН и HF. Бла-
годаря этому ограничивается поступление водорода в ме-
талл сварочной ванны и предупреждается образование
пор. Рутил введен в состав флюса-добавки в качестве
компонента, улучшающего сварочно-технологические
свойства расплавленного шлака.
В качестве основы плавлено-керамического флюса (80—
85 %) можно использовать стандартные плавленые флюсы,
например АН-60, АН-26С, АН-348-А, ОСЦ-45 и др.
Содержание керамического флюса-добавки в смеси со-
ставляет 15—20 %.
Технологические особенности сварки меди и ее сплавов
под флюсом. Сварка чистой меди существенно отличается
от сварки сгалей. Вследствие большой теплопроводности
наблюдаются высокие скорости охлаждения и малое
время пребывания сварочной ванны в жидком состоянии.
Это требует применения повышенной погонной энергии
при сварке меди (по сравнению со сталями) или предва-
рительного подогрева изделия. Последнее вызывает неже-
лательное осложнение технологии сварки. Более высо-
кий, чем у железа коэффициент линейного расширения
(см. табл. 5.1), особенно при высокой температуре, тре-
бует жесткого закрепления изделия или прихватки при
сварке. При большой толщине металла следует увеличи-
вать ширину сварочного зазора.
Сварку под флюсом обычно выполняют за один про-
ход с полным проплавлением стыкуемых кромок. Медь
толщиной до 20—25 мм сваривают одним электродом диа-
метром 4—5 мм без разделки кромок. При большей тол-
401
щи не металла рекомендуются U-образная разделка с при-
туплением 5—8 мм. Сварку выполняют одним электродом
диаметром 6 мм или лучше расщепленным электродом из
проволок диаметром 5 мм, расположенных поперек шва
(расстояние между осями проволок 12—24 мм в зависи-
мости от толщины металла).
Для удержания металла сварочной ванны, отлича-
ющегося повышенной жидкотекучестью, и формирова-
ния обратной стороны шва на меди применяют графито-
вые подкладки (при толщине металла до 12 мм и швах
небольшой протяженности) или флюсовые подушки. Ко-
роткие швы на меди небольшой толщины можно сваривать
на флюсовой подушке без дополнительного поджатия
флюса к внутренней стороне кромок при сварке. Для уз-
лов из меди больших толщин независимо от длины шва
необходим поджим флюса, обычно создаваемый с помощью
пневматических устройств.
Для возбуждения дуги при сварке под флюсом про-
волоку закорачивают на изделие через мелкую обезжи-
ренную медную стружку или пружину, навитую из
медной проволоки диаметром 0,5—0,8 мм. Прихватки
кромок перед сваркой выполняют под флюсом при отклю-
ченном механизме перемещения, шаг прихваток соста-
вляет 300—400 мм. Начало и конец шва выводят на тех-
нологические медные планки, хорошо приваренные к из-
делию. Допускается использование приставных графи-
товых планок, толщина которых должна быть равна
толщине свариваемого металла.
Чтобы не допускать возникновения трещин в шве,
зазор между планкой и торцом изделия не должен пре-
вышать 1 мм. При соблюдении технологического процесса
сборки и сварки изделий под флюсом обеспечивается
получение сварных соединений высокого качества из
металла толщиной 30—40 мм и более.
На основании обработки экспериментальных данных
можно рекомендовать приведенные ниже зависимости
для выбора оптимальных параметров режима сварки
меди.
Для определенной толщины металла существует пре-
дельное значение погонной энергии дугового процесса,
когда наблюдается наиболее высокая пластичность шва
и отсутствуют дефекты на линии сплавления.
Минимальное значение удельной погонной энергии
при сварке меди под флюсом в зависимости от толщины
402
металла можно рассчитать по уравнению
[?/(v6)]1Tlln == — 14 + 55,86 кДж/см2,
где 6 — толщина металла, см.
Более низкие значения удельной погонной энергии
приводят к столь большой скорости отвода теплоты
в основной металл, что расплавленный шлак не успевает
всплыть и остается в металле шва у линии сплавления
в виде шлаковых включений.
Для швов с оптимальным коэффициентом формы 1,8—2
можно рассчитать максимально допустимую скорость
сварки «?св п]ах под плавлеными флюсами в зависимости
от толщины металла (6 = 0,8—4,2 см) по уравнению
^Свгаах = 50/(3,46 — 1,1) м/ч.
При более высоких скоростях сварки на границе сплав-
ления появляются шлаковые включения глобулярной
формы. Дальнейшее повышение скорости сварки приво-
дит к увеличению их размера и количества.
Вследствие увеличения теплопроводности меди МА,
МБ, МО, Ml и хромистой меди после закалки с после-
дующим старением скорость их сварки следует снижать
на 25—30 % против рассчитанных значений.
Скорость сварки стыковых соединений толщиной 6 =
= 0,44-1 см под керамическим флюсом ЖМ-1 на пере-
менном токе можно рассчитать по уравнению
46—256.
По данным В. Н. Тимофеева, при сварке кислородо-
содержащей меди введение достаточного количества рас-
кислителей в металл шва будет приводить к перемещению
кислорода из околошовной зоны в шов. При этом в непо-
средственной близости от линии сплавления образуется
хрупкая прослойка. Чтобы повысить пластичность свар-
ных соединений, необходимо препятствовать диффузии
кислорода из околошовной зоны в металл шва. Макси-
мально допустимая удельная погонная энергия в этом
случае может быть рассчитана в зависимости от содер-
жания кислорода в меди по уравнению
l?/(v6)]max = 0,58 + 0,9/[01 кДж/см2,
где [ОI — содержание кислорода в меди, %.
Сварку меди под плавлеными флюсами, как правило,
выполняют на постоянном токе обратной полярности.
403
Керамический флюс ЖМ-1 допускает применение и пере-
менного тока.
Ориентировочные значения сварочного тока, необ-
ходимого для полного проплавления медных кромок без
разделки и без зазора, можно рассчитать по уравнению
IСВ — + ЬуЬ.
Ориентировочные значения напряжения па дуге Un
можно рассчитать в зависимости от сварочного тока /св
по уравнению
t/д - 29 + 0,018/св.
В случае сварки меди без разделки кромок хорошее
формирование швов с коэффициентом формы 1,8—2 обес-
печивается, когда диаметр электрода составляет 0,35—
0,6 толщины свариваемого металла. Практически это
соотношение удается удовлетворить при сварке меди тол-
щиной до 15 мм электродной проволокой диаметром 5 мм.
Для металла большей толщины требуется проволока
большего диаметра. При существующих флюсах это
неприемлемо из-за плохой стабильности дугового процесса.
Хорошо сформированные швы с достаточным коэф-
фициентом формы на меди толщиной более 5 мм можно
обеспечить при сварке металла тонкой проволокой.
Для этой цели кромки свариваемого металла должны
иметь V-образную разделку под углом 90е. Однако раз-
делка кромок на медных изделиях — нежелательная опе-
рация из-за неудовлетворительной обрабатываемости ме-
талла режущим инструментом и возможности образова-
ния дефектов.
Основные параметры режима сварки меди под флюсом
расщепленным электродом можно рассчитать по следу-
ющим уравнениям:
/СБ = 85 + 5336, =1,4 + 6,
t/д =37 + 7-lO“:VCB, =
Ь» = 0,34 + 0,626,
100/(4,36 + 2)
Эти зависимости справедливы для толщины металла
6 = 0,4—3 см, сварочного тока /св = 2504-1700 A (d, —
диаметр электрода, см; + — расстояние между осями
электродов, см; — скорость сварки, м/ч).
Латунь сваривают под флюсом за один проход толщи-
ной до 1,2 см двусторонним швом без разделки кромок
толщиной до 2 см.
404
Сварку латуни под флюсом выполняют при низком
напряжении дуги» чтобы уменьшить интенсивность испа-
рения цинка. Вылет электродной проволоки принимают
равным 2—6 см и увеличивают с возрастанием диаметра
проволоки. Сварку выполняют на подкладках из стали
или флюсовых подушках. Режимы сварки латуни толщи-
ной 6—0,34-1,2 см проволокой диаметром 1,5—2 мм
можно рассчитать по следующим зависимостям;
/св = 69 + 3386,
Un — 21 + 1,9-10-2/св,
исв = 100/(5,4 - 6).
5.3. ФЛЮСЫ ДЛЯ СВАРКИ ТИТАНА
И СПЛАВОВ НА ЕГО ОСНОВЕ
Металлургические особенности сварки титана и его
сплавов. Титан и его сплавы среди конструкционных ме-
таллов занимают особое положение благодаря малой
плотности (4,5 г/см*), тугоплавкости, высокой прочности
при нормальной и повышенной температурах, отличной
коррозионной стойкости в атмосферных условиях и во
многих агрессивных средах. Некоторые титановые сплавы
по прочности более чем в 3 раза превосходят углероди-
стую сталь, а по коррозионным свойствам не уступают
высоколегированной коррозионно-стойкой стали. Титан
и особенно его сплавы обладают значительно большей
удельной прочностью, чем конструкционные стали, алю-
миниевые и магниевые сплавы. Поэтому титан и его сплавы
являются ценнейшим конструкционным материалом в су-
достроении, энергетике, ракетно-реактивной технике, хи-
мическом машиностроении и других отраслях промыш-
ленности.
Титан в отличие от никеля, меди и алюминия обладает
полиморфизмом: a-Ti с гексагональной плотноупакован-
ной решеткой существует до температуры 882,5 °C и
p-Ti с кубической объемно центрированной решеткой —
выше при температуре 882,5 °C.
Основная проблема свариваемости титана и его спла-
вов связана с получением пластичных сварных соедине-
ний. Снижение пластичности сварного соединения по
сравнению с пластичностью основного металла является
следствием отрицательного влияния растворенных газов,
405
примесей и структурных превращений при нагреве и
охлаждении.
Титан обладает высокой химической активностью и
весьма интенсивно реагирует с кислородом, азотом, во-
дородом, углеродом. Заметное окисление титана на
воздухе начинается при температуре около 500 °C. До
этой температуры металл защищен оксидно-нитридной
пленкой, которая прочно удерживается на поверхности
титана, так как имеет структуру, подобную структуре
титана. Кислород образует большое число соединений
с титаном. Их составы расположены в пределах низшей
и высшей валентностей оксидов титана (от TiO до ТЮ2).
Наиболее интенсивное растворение оксидов в титане,
сопровождающееся быстрой диффузией кислорода в глубь
металла, начинается при температуре 850 °C. Загрязне-
ние титана кислородом способствует образованию грубо-
игольчатой мартенситоподобной структуры титана а! -фазы.
Увеличение содержания кислорода приводит к резкому
повышению прочности, твердости и снижению пластич-
ности титана.
Азот, как и кислород, стабилизирует a-фазу и рас-
ширяет ее область. Сродство тигана с азотом настолько
велико, что он является единственным элементом, кото-
рый горит в среде азота. При высокотемпературной ре-
акции титана с азотом образуются нитриды титана, легко
растворимые в металле. Присутствуя в титане даже
в небольшом количестве, азот, как и кислород, способ-
ствует образованию игольчатой сс'-фазы и еще в большей
степени, чем кислород, снижает пластичность и повы-
шает прочность и твердость титана.
Водород поглощается титаном в большом количестве.
Растворимость водорода в p-Ti достигает 2 % и превы-
шает растворимость водорода в железе в тысячи и десятки
тысяч раз. В отличие от реакции титана с кислородом
и азотом в случае взаимодействия с водородом пленка на
поверхности металла при высоких температурах не об-
разуется. По данным В. И. Лакомского, растворимость
водорода в титане при температуре плавления скачко-
образно возрастаем и превышает растворимость водорода
в твердом титане примерно в 1,7 раза (рис. 5.11). По мере
перегрева жидкого титана растворимость в нем водорода
снижается. При охлаждении титана, поглотившего во-
дород в количестве более 0,002—0,003 %, не весь водород
сохраняется в твердом растворе при нормальной тем-
406
пературе. Даже при весьма
малых концентрациях водо-
рода в тигане образуется ги-
дрид титана. При медленном
охлаждении гидриды выделя-
ются в виде тонких пласти-
нок, а при закалке — в виде
дисперсных частиц. Выделе-
ние гидридов преимуществен-
но вдоль плоскостей сколь-
жения и двойникования,
которое может происходить
пе только в процессе охлаж-
дения, но и в результате ста-
рения при нормальной темпе-
Рис. 5.11. Растворимость водо-
рода в титане
ратуре, сопровождается уве-
личением объема и является причиной резкого снижения
ударной вязкости титана. Хрупкость, вызванная водоро-
дом, может проявляться после вылеживания металла
с образованием трещин и разрывов (замедленное разру-
шение).
Элементом, вызывающим охрупчивание титана, вы-
ступает и углерод, который при высоких температурах
хорошо растворяется в титане, а с понижением темпера-
туры выделяется в виде весьма твердых и хрупких кар-
бидов тигана.
Для определения суммарного влияния всех трех
примесей на свойства титана используют «эквивалент
кислорода» [01э, %:
Юк -Ю1+2 [N] + (2/3) [Ch
Зависимость твердости технического титана от «экви-
валента кислорода» хорошо выражается эмпирической
зависимостью:
НВ — 40 + 310 у7 |0].г
Для обеспечения хорошей обрабатываемости и в пер-
вую очередь свариваемости в тигане и его сплавах огра-
ничивают содержание вредных примесей: 0,1—0,2 % О2,
0,04—0,05 % N2, 0,008—0,015 Н2 и 0,05—0,1 % С [3, 61.
Вредное влияние кислорода, азота, водорода и угле-
рода исключает возможность применения некоторых спо-
собов сварки плавлением и вызывает необходимость обес-
печения надежной защиты от воздуха не только сварочной
407
ванны, но и твердого титана, нагреваемого до темпера-
туры выше 400—500 °C.
Наиболее частыми дефектами сварных швов являются
поры и холодные трещины. Образование пор вызывает
в первую очередь водород. Чтобы получить беспористые
швы, необходимо обеспечить требуемую чистоту основ-
ного металла и сварочных материалов, сварку выполнять
на оптимальных режимах с соблюдением всех требований
технологических процессов.
Холодные трещины в сварном соединении возникают
при понижении пластичности металла. К этому приводит
повышенное содержание газов в основном металле и шве.
Трещины такого типа могут возникать сразу же после
сварки, а также после вылеживания сварных конструк-
ций. Основной причиной замедленного разрушения яв-
ляется выделение водорода из твердого раствора с обра-
зованием гидридов тигана, связанное с возникновением
в шве больших внутренних напряжений, которые скла-
дываются с растягивающими остаточными напряжениями,
а также с напряжениями от внешней нагрузки.
5.23. Физико-химические свойства фторидов и хлоридов
Фториды и хлориды Энергия Гиббса при 300 °C, кДж/моль Температура, °C Плотность, г/см8
плавле- ния кипения (субли- мации; при 20 °C при Тд,,
CaF2 1162,3 1418 2500 3,18 2,537
BaF2 1146,3 1353 2260 4,89 4,17
SrF2 1158,49 1400 2460 4,28 3,47
MgF2 1068,1 1263 2260 3,0 2,34
NaF 538,0 992 1710 2,73 1,96
KF 532,6 857 1510 2,39 1,89
LiF 584,1 848 1681 2.6 1,795
MgCl2 591,6 718 1412 2,32 1,686
CaCI2 752,4 780 1600 2,152 2,08
SrCI, 780,8 874 — 3,052 2,716
BaCl. 810,98 955 1560 3,856 3,17
ЫСГ 381,4 614 1382 2,068 1,497
NaCl 384,8 804 1465 2,163 1,505
KC1 409,1 776 1500 1,984 1,539
A IF, 1397,1 1290 (1291) 3,1
LisAlFc — 800 — 1
Na3AlFfl —— 1012 - — 2,95 —.
K3AIF„ 1050 —- ~
KCbMgClj, — 487 2,15 1,6
408
Титан и его сплавы не склонны к образованию горячих
трещин в металле шва.
Флюсы для сварки титана и его сплавов. Главным тре-
бованием, предъявляемым к флюсам для сварки титана,
является надежная защита зоны сварки от доступа воз-
духа и исключение возможности загрязнения шва вред-
ными примесями в результате взаимодействия шлака
с металлом. Присутствие во флюсе даже таких наиболее
устойчивых оксидов, как А12О3, приводит к загрязнению
титановых швов кислородом и вследствие этого к их
хрупкости. Поэтому флюсы для сварки титана отлича-
ются полным отсутствием оксидов в их составе.
Высокая температура плавления титана обусловливает
требование тугоплавкости флюса. Плотность флюса не
должна превышать плотность жидкого титана 4,11 г/см3
(см. табл. 5.1). Флюс должен обеспечивать стабильность
процесса сварки, хорошее формирование шва, отсутствие
в нем пор, трещин, шлаковых включений и других дефек-
тов. Шлаковая корка должна легко отделяться от поверх-
ности шва.
Перечисленным требованиям отвечают бескислород-
ные флюсы на основе фторидов и хлоридов щелочных
и щелочно-земельных металлов (табл. 5.23).
Термодинамические расчеты и эксперименты пока-
зали возможность химического взаимодействия при тем-
пературе выше 1000—1100 С оксида титана с фторидами
и отсутствие взаимодействия с хлоридами. Кроме того,
растворимость оксидов титана во фторидах больше, чем
в хлоридах.
Термодинамические расчеты свидетельпвуют также
о возможности реакций титана с CaF2 и особенно с NaF.
Однако по экспериментальным данным количество каль-
ция и натрия, переходящих в металл шва, весьма незна-
чительно. Содержание кальция в шве возрастает на ты-
сячные доли процента по сравнению с его концентрацией
в основном металле, в котором кальций присутствует
в виде примеси. Химический анализ не улавливает пере-
хода натрия в наплавленный металл. Однако наблю-
дается измельчение структуры металла шва при сварке
под флюсами, содержащими фторид натрия.
Выбор оптимальных составов флюса на основе фто-
рида кальция осложняется тем, что в системах фторид
кальция — хлориды щелочных и щелочно-земельных ме-
таллов образуются многочисленные легкоплавкие эвтек-
409
990° 20 40 8J8° 50 80
NqF CQF2
Рис. 5.12. Диаграмма плавкости системы CaF2—ВаС1й—NaF
тики, а концентрационные области расплавов, облада-
ющих высокими температурами плавления, весьма огра-
ничены. Так, в системе CaF2—BaCL»—NaF, содержащей
хлорид бария, наиболее тугоплавкий из всех хлоридов,
обнаружено более 20 эвтектик разного состава. Добавле-
ние ВаС12 и NaF к тугоплавкой основе CaF2 существенно
снижает температуру плавления смеси. При содержании
во флюсе до 5 % NaF для обеспечения необходимых туго-
плавкости и формирующих свойств предельная концен-
трация в нем ВаС12 не должна превышать 20—25 %
(рис. 5.12).
На основе проведенных в ИЭС им. Е. О. Патона
исследований были разработаны бескислородные флюсы
серии АНТ, предназначенные для сварки титана и его
сплавов (табл. 5.24). Для сварки на больших токах
гол стол истовых (8—20 мм) конструкций применяют более
тугоплавкие флюсы А НТ-5 и АНТ-7.
5.24. Состав шихты флюсов АНТ-1, АНТ-3, %
Марка флюса СаРч BaCls-2H£O NaF
АНТ-1 79,5 19 1.5
АНТ-3 85,5 10 1.5
410
5.25. Содержание основных примесей в сварных швах
(числитель) и свариваемом титане (знаменатель). %
Толщина металла »лм N, Ор Н? с:
2,0 0,029/0,025 0,085/0,085 0,008/0,007 0,07/0,05
4,5 0,037/0,030 0,078/0,077 0,004/0,005 0,06/0,04
Эти флюсы в процессе сварки надежно изолируют
ванну расплавленного металла, остывающие участки шва
и зоны термического влияния ст вредного контакта
с воздухом. Об этом свидетельствуют результаты анализа
содержания газов в металле шва при сварке техниче-
ского титана под флюсом АНТ-1 электродной проволокой
того же состава, что и основной металл (табл. 5,25).
Сварочно-технологические свойства флюсов серии АНТ
во многом зависят от чистоты основы флюса — оксида
кальция. Установлено, что причиной ухудшения свойств
флюса является повышенное содержание в нем фторида
кальция, количество которого не должно превышать
0,5 %. Для очистки флюса от оксида кальция при изго-
товлении флюса в состав его шихты вводят фтористый
аммоний в количестве 3 % массы фторида кальция.
При правильно выбранных режимах автоматической
сварки тигана под флюсом поры, трещины., шлаковые
включения в металле шва полностью отсутствуют. Швы
обладают высокой прочностью и пластичностью (табл. 5.26
и 5.27).
Сравнительный статистический анализ резулъ гатов
испытаний металла швов, выполненный автоматической
сваркой под флюсом и неллавящимся вольфрамовым
электродом в камере с атмосферой аргона, показал, что
прочностные и пластические характеристики в обоих
случаях практически равнозначны. Однако ударная вяз-
кость швов, сваренных под флюсом, хотя и находится
на достаточно высоком уровне, уступает соответству-
ющим показателям швов, выполненных в аргоне
(табл. 5.28).
Для повышения ударной вязкости металла шва при
сварке особо ответственных конструкций применяют ком-
бинированный флюсогазовый способ защиты. Механиче-
ские свойства металла шва, выполненного плавящимся
электродом с флюсогазовой защитой и сваренного непла-
411
5.26. Механические свойства соединений
из титановых сплавов, сваренных под флюсом АНТ-3
гт МПа 6 it кси.
марка сплавт I О2 кДж/м2
%
ОТ4 795,6 15,2 31,8 6,7
ВТ5-1 804,4 16,0 31,0 4,6
ВТ6 1022,2 12,6 31,5 4,2
АТЗ 745,0 15,2 45,9 4,7
АТ4 841 16,7 46,0 5,4
5.27. Механические свойства металла шва (числитель),
выполненного под флюсом АНТ-7, и сплава ОТ4 (знаменатель)
Толщина металла, мм а0,й 6 ф KCU, 10а кДж-M’5
МПа %
6 10 727/804 712/790 813/870 793/815 15,9/17,5 14,6/15,3 34,1/37,5 31,8/33,4 6,7/10,2 5,9/9,1
5.28. Механические свойства сварных швов, выполненных
на сплаве ВТ5-1 под флюсом АНТ-3 аргоне дуговой сваркой
Защитная среда °0,2 °в С ф кси. 10* кДж.'м2
МПа %
АПТ-З 698 877 17,3 44,7 4,8
Аргон 695 846 18,9 43,2 6,2
5.29. Механические свойства сварных швов, выполненных
с флюсогазовой защитой и в атмосфере ар юна
(технический титан ВТ 1-0)
Защитная среда °0.2 5 Ф KCU, 10s кДж/м2
МП; 4 Ио
Флюсогазо- 315 407 28,6 61,3 8,3
вая Аргон 310 402 30,2 62,8 8,1
412
вящимся электродом в камере с атмосферой аргона, прак-
тически одинаковы (табл. 5.29).
Однако при многослойной сварке гол стол истового
титана под флюсом АМТ-3 затруднено удаление шлака
по краям шва из-за плотного сцепления с металлом.
Этому способствует наличие солей бария во флюсе. Свар-
ные швы имеют значительную выпуклость и резкий пере-
ход от основного металла к металлу шва. Последний,
являясь концентратором напряжений, существенно ухуд-
шает работоспособность сварных конструкций.
С целью устранения отмеченных недостатков С. М. Гу-
ревич, В» Б. Волков и С. Д. Загребепюк предложили флюс
1А. с. № 508369 (СССР)], содержащий хлорид кальция
вместо хлорида бария (табл. 5.30). Этот флюс обеспечи-
вает стабильность процесса сварки, хорошее формиро-
вание металла шва и неокислениую его поверхность,
снижение выпуклости, получение сварного соединения,
практически равнопрочного основному металлу при хо-
роших пластичности и вязкости, полное отсутствие в ме-
талле шва пор, трещин, шлаковых включений и других
дефектов.
Для расширения областей применения механизиро-
ванной сварки при изготовлении различных конструкций
из титана и сплавов па его основе С. Г. Вовк, В. Б. Вол-
ков и Е. П. Матейчук разработали флюс |А. с. № 539721
(СССР) I, состав которого приведен в табл. 5.30.
С целью улучшения формирования металла шва,
повышения стабильности процесса сварки и увеличения
глубины проплавления С. М. Гуревич и В. Б. Волков
предложили флюс |А. с. № 614917 (СССР)], состав ко-
5.30. Состав флюсов для сварки титана и его сплавов
по данным авторских свидетельств (СССР), %
Номер а в юр- ского спиде- го 1ЬСТВИ Са1< Na Ci KCI СаС1, Другие компоненты
5083(59 92—97 Г СО СП 2—4,5
539721 80,5—92,5 —‘ - 0,5—2,5 3—7 A1F3, 4—10 SrF2
61491/ 91—98,5 1—6 0,5—3 —
677856 75—8(5,5 1 2 0,5—2 12—20 BaF, - BaCl.
863265 90—96 1—3,5 — 2—4,5 1—2 CuA12
413
торого приведен в табл. 5.30. Применение этого флюса
при сварке титана и его сплавов обеспечивает стабиль-
ность процесса сварки, легкую отделимость шлаковой
корки, хорошее формирование металла шва, снижение
содержания кислорода и водорода в металле шва, полу-
чение сварного соединения, практически равнопрочного
основному металлу при хорошей пластичности и вязкости,
отсутствие в металле шва пор, трещи и, шлаковых вклю-
чений и других дефектов.
Г. М. Шеленков, В. Е. Блащук, В. Б. Волков и
А. Н. Брискман разработали флюс |А. с. №? 677856
(СССР)], содержащий BaCl2-BaF2 вместо гигроскопичного
хлорида кальция (см. табл. 5.30). Флюс позволяет, при
сохранении практически тех же прочностных характе-
ристик, повысить пластичность и коррозионную стой-
кость сварных соединений.
Н. Р. Андронатий, М. М, Бесолов и К. Г. Сабеев
предложили флюс (А. с. № 863265 (СССР)!, содержа-
щий бертоллид CuA12 (см. табл. 5.30). Этот компонент
увеличивает объемную массу флюса, что повышает его
защитные свойства, и позволяет легировать металл шва
алюминием и медью.
Технологические особенности сварки титана и его спла-
вов под флюсом. Дуговую сварку под флюсом применяют
для титана и его сплавов толщиной от 2,5—3 до 30—40 мм.
Стыковые соединения толщиной до 10 мм успешно
сваривают с одной стороны. Соединения толщиной 3—
6 мм рекомендуется сваривать без зазора или с неболь-
шим зазором на остающейся технологической подкладке
из титана или на съемной медной водоохлаждаемой под-
кладке с защитой обратной стороны стыка инертным га-
зом. Сварку на флюсовой подушке осуществляют без
зазора, но при этом на металле толщиной 8—10 мм вы-
полняют V-образную разделку кромок с углом раскры-
тия 90° и величиной притупления не менее 50 % толщины
свариваемого металла. Применение такой разделки кро-
мок улучшает качество формирования шва.
Стыковые соединения толщиной 10—16 мм целесооб-
разно выполнять двусторонней сваркой на медной водо-
охлаждаемой подкладке с защитой обратной стороны
стыка инертным газом. Для лучшего проплавления стыка
и качества формирования шва рекомендуется на свари*
ваемы.х кромках выполнять Х-образную разделку с углом
раскрытия 90°.
414
Так как титан обладает большим электросопротивле-
нием, сварку выполняют при небольших вылетах элек-
тродной проволоки для предупреждения ее чрезмерного
разогрева и насыщения газами. Допустимый вылез элек-
тродной проволоки для принятого диаметра электрода
можно найти по уравнению
4 = 3 + 64 - 0,5<С
где — допустимый вылет электродной проволоки, мм;
& — диаметр электродной проволоки, мм.
Экспериментально для каждого диаметра электродной
проволоки установлены предельно допустимые сварочные
токи. При сварке на токах, превышающих предельно
допустимое значение, шов становится узким и высоким,
а провар приобретает эллипсоидальную форму. Швы,
выполненные на меньших токах, имеют удовлетворитель-
ное формирование. Допустимый ток можно определить
по уравнению
/св = 620 + 120 (4 - 2,5)2 - 4,3- 10“5d.'°.
В прямой зависимости от плотности тока находится
глубина проплавления Для наиболее часто применяе-
мого диаметра проволоки 3 мм и скорости сварки 50 м/ч
па основании экспериментальных данных сварочный ток
можно ориентировочно определять в зависимости от тре-
буемой глубины проплавления:
/Сь = —220 + 111/7 — 0,24/Д
где Н — глубина проплавления, мм {/7 = 5ч-10 мм).
С увеличением тока изменяется значение коэффициента
формы сварного шва. Чтобы сохранить его постоянство,
необходимо с увеличением гока повышать и напряжение
па дуге:
ил = 27 + 3- 10-5/се + 4,4.10“8/2в.
Скорость подачи (м/ч) электродной проволоки зави-
сит от сварочного тока и в соответствии с эксперихмен-
тальпыхми данными может быть определена следующим
образом [3, 61:
оп = 117 - 1,3- 10-4/С1, + 4• 10’4/2B.
Скорость сварки (м/ч) можно определить по соотно-
шению
vCB ~ ndlvJ(4ksS)9
41.5
где k3 — коэффициент заполнения разделки, учитыва-
ющий расход металла электродной проволоки на созда-
ние усиления сварного шва, k3 = 1,24-1,3; S — площадь
поперечного сечения разделки кромок стыка, мм2.
Высота слоя флюса должна быть не меньше вылета
электрода, чтобы изолировать его от воздуха. Хотя
флюсы АНТ-1, АНТ-3, ЛНТ-7 мало гигроскопичны, на
поверхности зерен в процессе длительного хранения
адсорбируется влага — основной источник насыщения
металла шва водородом и кислородом в процессе сварки.
Поэтому флюсы перед сваркой должны быть подвергнуты
прокалке при температуре 350—400 °C в течение 1,5—2 ч.
После окончания сварки оставшийся флюс хранят в герме-
тично закрываемой rape до следующего использования.
Затем перед сваркой его вновь подвергают прокалке.
Поверхность швов, выполненных под флюсами АНТ-1
и АНТ-5, имеет светлый серебристый цвет и в процессе
многослойной сварки не требует дополнительной зачистки
предыдущего слоя перед наложением последующего. Со-
ломенно-желтый и золотистый, иногда переходящий
в светло-коричневый цвет швов, сваренных под флюсом
АНТ-3, и темно-серый цвет мегалла, сваренного под
флюсом АНТ-7, не являются браковочными признаками.
5.4. ФЛЮСЫ ДЛЯ СВАРКИ АЛЮМИНИЯ
И СПЛАВОВ НА ЕГО ОСНОВЕ
Металлургические особенности сварки алюминия и его
сплавов. Алюминий является самым распространенным
цветным металлом как по содержанию в земной коре,
так и по объему производства и масштабам применения.
К положительным свойствам алюминия и его сплавов
как конструкционных материалов следует отнести малую
плотность, высокие пластичность, коррозионную стой-
кость, теплопроводность и электропроводимость, хорошую
обрабатываемость в холодном и горячем состоянии, вы-
сокую удельную прочность.
Такое сочетание весьма ценных физических, механиче-
ских и химических свойств определяет широкое приме-
нение алюминия и особенно его сплавов практически
во всех областях современной техники.
Алюминий не имеет полиморфных превращений.
Во всем интервале температур ниже точки плавления он
сохраняет плотноупакованную, гранецентрированную ку-
416
бичсскую кристаллическую решетку. Алюминий — хими-
чески активный металл. Во всех своих химических соеди-
нениях он проявляет степень окисления +3, однако при
высоких температурах возможна степень окисления 4-2
и -г 1 - При этом возможно образование субсосдинсний
AJF, А1С1, АЮ и др.
На воздухе алюминий быстро окисляется и покры-
вается прозрачной, тонкой, но плотной оксидной плен-
кой А12О», защищающей металл от коррозии в воздушной
среде, морской воде и в ряде окислительных сред слабой
агрессивности.
Оксидная пленка на поверхности алюминия и его
сплавов затрудняет процесс сварки. Обладая очень вы-
сокой температурой плавления (2050 сС), оксидная пленка
не расплавляется в процессе сварки алюминия и покры-
вает металл прочной оболочкой, затрудняющей образо-
вание общей ванны и сплавление с основным металлом.
При сварке плавящимся электродом такая пленка покры-
вает не только поверхность сварочной ванны, но и капли
расплавляемого электродного металла, что препятствует
их сплавлению с основным металлом.
В большинстве случаев механическая зачистка и хи-
мическое травление поверхности металла перед сваркой
недостаточны, так как в процессе нагрева вновь обра-
зуется оксидная пленка. Более эффективное средство —
удаление оксида алюминия в процессе сварки и защита
металла от дальнейшего окисления. Это достигается
применением специальных покрытий и флюсов, а также
под действием «катодного распыления» при сварке в среде
инертных газов.
Большое затруднение при сварке алюминия и его
сплавов вызывает образование пор в металле шва. В от-
личие от стали в алюминии поры располагаются преиму-
щественно внутри шва вблизи границы его сплавления
с основным металлом в у поверхности шва. Основным
возбудителем пор в алюминиевых швах считается водород.
Азот в алюминии практически не растворяется, а перехо-
дит в шлак в виде нитрида алюминия и поэтому не вызы-
вает появления пор.
Растворимость водорода в жидком алюминии при тем-
пературе плавления составляет 0,69 см8/100 г (рис. 5.13),
что значительно меньше но сравнению с растворимостью
водорода в железе, никеле, меди и титане. В твердом
алюминии растворимость водорода еще меньше — лишь
14 П.р IL Н. Потапова
417
Рис. 5.13. Растворимость
водорода в алюминии
0,036 cms/100 г (при 660 СС). От-
ношение р аст вор и мосте й водорода
при температуре плавления в жид-
ком и твердом алюминии достигает
19,2, что существенно превышает
этот показатель для меди, нике-
ля, титана и железа.
Зарождение и развитие пузырь*
ков газа в сварочной ванне воз-
можно до начала кристаллизации,
при концентрации водородгт, рас-
творенного в жидком алюминии,
более 0,69 см3/100 г. Это под-
тверждается сферической формой
пор и их расположением, пе свя-
занным обычно с особенностями
формирования кристалл извинен-
ных слоев и столбчатых кристаллитов.
На увеличение концентрации водорода в сварочной
ванне существенное влияние может оказывать присут-
ствие влаги, адсорбированной на поверхности основного
металла и особенно проволоки.
Для предупреждения пористости требуется тщательно
удалять жировую смазку и оксидную (гпдрооксидную)
плевку с поверхности свариваемых кромок и сварочной
проволоки. Следует также выбирать оптимальный режим
сварки либо режим, обеспечивающий ограничение раз-
вития зародышей газовых пузырьков (малая погонная
энергия) или создающий условия для удаления пузырьков
из сварочной ванны до начала кристаллизации (повышен-
ная погонная энергия).
Серьезные затруднения при сварке алюминия и его
низколегированных сплавов возникают в результате их
высокой склонности к образованию горячих трещин.
Значительная усадка при затвердевании алюминиевого
шва, а также большой коэффициент линейного расшире-
ния способствуют возникновению высокого темпа вну-
тренних деформаций в температурном интервале хруп-
кости кристаллизующегося металла.
Отсутствие фазовых превращений в алюминии приво-
дит к получению грубой столбчатой структуры наплавлен-
ного металла с дендритным и транскрисгаллитным строе-
нием, что способствует развитию горячих трещин. Суще-
ственное значение при этом имеют содержание примесей
41b
в металле и характер его первичной кристаллизации.
Склонность технического алюминия к образованию тре-
щин зависит от соотношения в шве неизбежных его при-
месей — железа и кремния.
Введение кремния в алюминий, содержащий неболь-
шое количество железа, резко изменяет характер кри-
сталлизации металла и вызывает увеличение интервала
кристаллизации. При относительно малом содержании
кремния и большом количестве железа интервал кристал-
лизации сужается и металл шва практически мало скло-
нен к образованию трещин. С увеличением концентрации
кремния до концентрации, близкой к тройной эвтектике,
склонность швов к образованию трещин резко увели-
чивается. Подавление склонности к образованию трещин
в швах, содержащих до 0,3 % Si, возможно при соотно-
шении Fe/Si = 0,5. При большом количестве кремния
и железа необходимо, чтобы это соотношение было более
единицы.
Увеличение содержания железа и других добавок,
уменьшающих склонность шва к образованию трещин,
резко снижает общую и межкристаллитную коррозию.
Например, присадка в шов титана и циркония, измель-
чающих структуру, уменьшает склонность к образованию
трещин и межкристаллитной коррозии. Введение мар-
ганца повышает коррозионную стойкость швов, но одно-
временно резко увеличивает их склонность к трещине-
образованию.
При сварке алюминиевых сплавов в наибольшей мере
склонны к образованию горячих трещин сплавы эвтек-
тического типа с медью, кремнием, магнием, шшком и др.
В этих сплавах, кристаллизующихся в более широком
интервале температур, образуется перавновес пая, мета-
стабильная структура псевдоэвтектики.
11ри сварке многокомпонентных сплавов алюминия
стойкость металла шва к образованию трещин резко сни-
жается при малых добавках элементов, вызывающих
расширение интервала кристаллизации. Такими добав-
ками являются, например, магний в дюралюминии, медь
в алюминиево-магпиевых сплавах и др.
Поэтому для технического алюминия и алюминиево-
магниевых сплавов, склонных к образованию трещин,
при (Fe/Si) < 1, применяют сварочные материалы, со-
держащие меньшее количество железа. При сварке алю-
мипиево-магпиевых сплавов в качестве присадки недоль-
14* 4Ь»
зуют силумин, содержащий до 6 % Si, который образует
эвтектику, хороню «залечи вающую» возни кающие тре-
щи н ы
Флюсы для сварки алюминия и его сплавов полуоткры-
той дугой (по флюсу). По отношению к жидкому алюми-
нию не удается подобрать легкоплавкие твердые сравни-
тельно нейтральные композиции, подобные инертным
газам. /Между жидким шлаком и металлом протекают ре-
акции, интенсивность и направление которых опреде-
ляются составом, температурой и продолжительностью
процесса. При сварке алюминия задача легирования шва
обычно не ставится, хотя в небольшой степени микро-
легирование (модифицирование) шва возможно и дей-
ствительно находит применение. В этом отношении флюсы
для сварки алюминия существенно отличаются от флюсов
для стали, где за счет кремне- и маргапцевосстаповитель-
ного процесса удается получать оптимальный состав,
структуру и свойства металла шва.
Флюсы для сварки алюминия и его сплавов помимо
специальных должны обладать следующими сварочно-
технологическими свойствами: обеспечивать устойчивое
горение дуги, легкое удаление шлаковой корки и хорошее
формирование шва; предупреждать образование в шве
пор и 1рсщип при высоких механических характеристиках
сварного соединения, коррозионной стойкости, электро-
проводимости и других свойствах.
Исходя из приведенных выше специальных требова-
ний, возможными компонентами сварочных флюсов для
алюминия могут быть хлориды и фториды щелочных
и щелочно-земельных металлов, фторид алюминия, на-
триевый, калиевый и литиевый криолиты (см. табл. 5.23).
Большое значение при выборе компонентов флюсов
имеет их гигроскопичность. К числу весьма гигроскопич-
ных солей относятся LiCl, MgCL, СаС12, KF и др. Чистая
соль NaCl негигроскопична, по часто загрязнена гигро-
скопичными примесями магнезиальных солей. Из хло-
ридов лития и фторидов щелочно-земельных металлов
адсорбированная влага легко удаляется при температуре,
не превышающей 200—300 сС, по для удаления влаги
из хлорида магния и карналлита требуется температура
свыше 400 СС.
Вследствие высокой электропроводимосгм в расплав-
ленном состоянии хлориды щелочных металлов могут
вызвать нежелательное шунтирование дуги. Из-за не пол-
420
Рис. 5.14. Диаграмма плавкости системы КО—NaCl—Na3AJFfl
пой диссоциации электропроводимость хлоридов щелочно-
земельных металлов намного ниже. Понижение электро-
проводимости флюса может также достигаться введением
криолита или других комплексных солей, так как по-
движность крупных анионов A1F£“ в расплаве почти на
два порядка ниже, чем катионов натрия.
Введение хлоридов и фторидов щелочно-земельных
металлов повышает вязкость в такой же мерс, в какой по-
нижает электропроводимость»
С целью разрушения оксидной пленки и предупре-
ждения пористости шва предлагали в составе флюсов
использовать также оксиды TiO2, SiO2, Сг2О3 и Fe2OH;
карбонаты ВаСО3 и К2СО3; сульфаты NaHSO.3 и Na2SO4;
хлориды цветных металлов CuCl и ZnCl2, а также Na2B4O4,
К2Сг2О4, K2ZrFc, KHF2, древесный уголь и др. Однако
вследствие ряда причин (снижение качества металла шва,
плохая отделимость корки и т. я.) такие композиции не
нашли практического применения.
Наибольшее применение для сварки алюминия нашел
флюс АН-А1 (табл. 5.31), относящийся к системе КС1—
NaCl—Na3AlFc (рис. 5.14) 18L К этой же системе отно-
сится флюс У ФОК-А1 Плотность расплавов данной
системы в интервале температур 700—900 °C (1*550—
1900 кг/м3) меньше плотности расплавленного алюминия
421
(2304 кг/м3 при SCO СС) и имеет тенденцию к увеличению
при введении в расплав NasAlFe.
Поп ытки п рименен и я флюса эвтектического состава,
содержащего 10,5 % криолита, не были эффективными
из-за недостаточной устойчивости дуги.
В флюсах АН-А1 и У ФОК-А1 количество КО может
колебс'нься от 40 до 50 %, а NaCl — от 15 до 30 % без
снижения устойчивости процесса сварки и качества
металла шва. Интервал температур плавления флюса
ЛН-А1 составляет 600—700 °C. Флюс можно изготовлять
сплавлением компонентов или их механическим сме-
шением.
Флюс АН-А1 и другие (см. табл, 5.31) из-за высокой
электропроводимости в расплавленном состоянии легко
шунтируют дугу и нарушают устойчивость ее горения.
Поэтому сварку выполняю'! по флюсу полуоткрытой
дугой. Оптимальный расход флюса составляет 15—20 %
массы сварочной проволоки. Флюс АП-А1 применяют
для сварки алюминия толщиной 10—35 мм.
Для сварки алюминиево-магниевых сплавов флюсы
ЛН-AI и УФОК-А1 не пригодны, так как натрий из флюса
частично восстанавливается магнием я поступает в шов.
Это может привести к пористости шва и снижению его
пластичности. Для сварки алюмипиево-магниевых спла-
вов применяют флюсы АН-А4, /ЧАТИ-10 и 48-АФ-1,
не содержащие солей натрия. Флюсы МАТИ-10 и 48-АФ-1
относятся к системе ВаС12—КС1 (рис. 5.15). В соответ-
ствии с диаграммой состояния этой системы температура
плавления флюса /МАТИ-10 составляет примерно 800 сС,
5.31. Состав флюсов для сварки алюминия
и его сплавов полуоткрытой дугой, %
Мирка или номер флюса 0 Z и ВаС13 Z ш »т—«. NaaAlF ’wT м Другие компоненты
ЛН-Л1 20 50 1 30
УФОК-А1 30 40 1 30 '•' III. -- -
АН-А4 57 28 — 7,5 — 7,5 A1F.
МАТЫ-1а 47 —1 42 3 - 8 LiCf
МАТИ-10 — 30 68 —— —— 2 —
48-АФ-1 " 47 47 —- — • "• 2 2 KF; 2 СгйО.
№ 70 30 20 10 — » 40 - —
№ 80 40 20 10 —— 30 —
а флюса 48-АФ-1 — око-
ло 700 °C. Небольшие
добавки других компо-
нентов (см. табл. 5.31)
несколько изменяют эти
темпериту ры. Ос нова
флюса ЛН-А4 также мо-
жет быть отнесена к си-
стеме ВаС1й~КС1 стем-
пер а турой пл авл ени я
около 660 °C. Однако к
эгой основе добавляется
го 7,5 % LiF и A1F3,
котор ые обр азу ют л и-
тисвый криолит, замет-
но изменяющий темпе-
Рис. 5.15. Диаграмма состояния сис-
темы BaCL—КО
ратуру плавления основы флюса и существенно улуч-
шающий удаление оксидной пленки.
Для сварки алюмипнево-маргапцевых сплавов при-
меняют флюс МАТИ-la, содержащий большее количество
фторидов по сравнению с другими флюсами (см. табл. 5.31).
Технологические особенности сварки алюминия и его
сплавов полуоткрытой дугой (по флюсу). Получение каче-
ственных сварных соединений из алюминия и его сплавов
требует тщательного удаления перед сваркой жировой
смазки со свариваемых кромок и электродной проволоки,
а также обезжиривания поверхности металла на ширине
100—150 мм от кромки ацетоном или другими раствори-
телями. Оксидную пленку, находящуюся под жировой
смазкой на ширине 25—30 мм, удаляют механической
зачисткой или химическим травлением с последующей
промывкой в проточной воде, осветлением, повторной
промывкой и сушкой сжатым воздухом. Зачищенная
поверхность алюминия сохраняет свои свойства в тече-
ние 3—4 дней. При более длительном хранении на зачи-
щенной поверхности может образоваться оксидная пленка,
адсорбирующая влагу из воздуха.
Для очистки поверхности алюминиевой сварочной
проволоки применяют обезжиривание, травление, про-
мывку в воде, сушку, прокалку на воздухе или в ва-
кууме. Хорошие результаты по очистке поверхности
алюминиевой проволоки дает элекгрополнрование.
Сварка очной проволокой выполняется, как правило,
двусторонними швами на стальных подкладках. Орпен-
тпровочные режимы сварки алюминия толщиной 4—25 мм
па основании табличных данных можно рассчитать по
следующп м з а вис и мост я м:
4, = 0,457 + 0,1276; /сь = 58,5 + 19,16 или
/ев = —10,4 -J- 150,3d/, ил - 56,6 - 350,6///(;в;
fCB = 28,8 — 0,325/се,
где 6 — толщина металла, мм.
Сварку по флюсу выполняют постоянным током обрат-
ной полярности от обычных источников с пологопадаю-
щей или жесткой внешней характеристикой.
Для обеспечения хорошего формирования швов и
легкой отделимости шлаковой корки высоту слоя флюса
строго ограничивают; оптимальные значения высоты слоя
флюса можно выбрать в зависимости от режимов по
следующим уравнениям:
Вф = 21,4 + 1,53* 10'2/ев(7д/усв;
Сф = 6,9 + 5,4.10-37сдась,
где Вф и Сф — ширина и высота слоя флюса, мм.
Шлак должен покрывать шов топким слоем. Рекомен-
дуется использовать выводные планки для начала и окон-
чания швов, что предотвращает дефекты в швах. Планки
приваривают вручную с предварительным подогревом.
Флюсы для сварки алюминия и его сплавов закрытой
дугой (под флюсом). Главным недостатком способа сварки
алюминия полуоткрытой дугой по флюсу является ин-
тенсивное свечение дуги, выделение большого количества
паров и газов, большее разбрызгивание элек!родного
металла.
Для сварки алюминия закрытой дугой в металлурги-
ческом институте (г. Мариуполь) разработаны керами-
ческие флюсы ЖА-64 и >КА-64А (табл. 5.32).
В состав флюсов введены небольшие добавки кремне-
зема и повышенное содержание криолита с целью макси-
мально снизить электропроводимость флюса, исключить
шунтирование дуги флюсом и обеспечить устойчивость
дугового процесса под флюсом. Кремнезем в расплавлен-
ном флюсе находится в виде сложных и крайне малопо-
движных кремнекислородных анионов, которые не только
сами не участвуют в переносе, по и мешают переносу
тока катионами натрия и калия, удерживая их около
себя. Кроме того, в резулыате взаимодействия криолита
с кремнеземом образуется
неэлектропроводный глино-
зем и летучий фторид крем-
ния. Последний связывает в
газовой фазе водород и пре-
дупреждает тем самым обра-
зование пор. Электропрово-
димость флюса ЖА-64 в 2—3
раза ниже, чем у флюса
АН-А1.
Флюс ЖА-64 обеспечи-
вает хорошую устойчивость
процесса сварки алюминия
под флюсОхМ закрытой дугой.
Сварные соединения имеют
удовлетворительный внеш-
ний вид, хорошее мелкоче-
шуйчатое формирование ме-
талла шва с плавным пере-
ходом к основному металлу,
отсутствие пор, трещин и
других дефектов 11].
Изготовление керамичес-
ких флюсов требует специ-
ального оборудования, поэ-
тому А. Д, Корнев и В. Я.
Зуснн предложили плавле-
ные флюсы ЖА-7011 и ЖА-72П
(см. табл. 5.32), близкие по
составу и назначению к ке-
рамическим флюсам ЖА-64
и ЖЛ-64Л. Флюс ЖЛ-72Г1
предназначен для сварки
алюминия высокой чистоты.
Керамический флюс 1А. с.
№ 332985 (CCCP)l, пред-
ложенный Н. И. Каманиным,
А. А. Сычевым и Е. М. Сай-
ковым, по составу близок
к флюсам ЖА-64 и ЖА-С1Л
(см. табл. 5.32). Отличие за-
ключается в том, что с целью
повышения прочности и кор-
розионной СТОЙКОСТИ CU’piiUX
LO 1.0
со со
Ю X со
СС -- о
сс о сг>
CN О —
СО О
425
соединений в его состав дополнительно введен Na.?ZrFc
или SrFk
Флюс, предложенный А Д Корневым, В. Я. Зуси-
иым в др. |Л. с. № 729018 (СССР) I (см. табл. 5^32),
содержит в своем составе циркониевый концентрат,
который обеспечивав! снижение электропроводимости
флюса, повышение прочности и коррозионной стойкости
металла шва. Недостатком этого флюса является плохое
удаление комплексных шлаковых соединений с поверх-
ности шва, которое усугубляется наличием кремнезема,
содержащегося в циркониевом концентрате.
Для улучшения отделимости остатков флюса, а также
повышения пластичное'] и металла шва Д. IO. Кри вен ь
и Н. А. Калин предложили флюс |А. с. № 961908 (СССР) I,
содержащи и ци ркон ai редкоземельных элементов
v R2O..-2ZrO.2 (см. табл. 5.32).
Технологические особенности сварки алюминия и его
сплавов закрытой дугой под (флюсом). Этим способом сва-
ривают алюминий толщиной К)—75 мм. Для получения
равномерного оплавления обеих кромок сварного соеди-
нения принята схема сварки расщепленным электретом
при поперечном по отношению к шву расположении элек-
тродных проволок. Одним из важных параметров режима
в этом случае является оптимальное расстояние между
электродами, определяющее правильное формирование
с в а р него соед । шеи и я.
При сварке алюминиевых листов толщиной 10—32 мм
встык параметры режима можно выбрать по номограмме.
Сварку таких листов рекомендуется проводить расщеплен-
ным электродом (диаметром 2,5 мм) с расстоянием между
электродами 13 мм при вылете электрода 60 мм. Скорость
сварки принимают в пределах 8—20 м/ч, напряжение на
дуге — в пределах 28—32 В. Требуемый сварочный ток
можно рассчитать по формуле
/св - -127 20,5исв -К 26 (цсв + 2,6).
С п и сок
литературы
1. Багрян скин К. В. Электродуговая сварка и наплавка под
керамическими флюсами. Киев: Техшка. 1976. 184 с.
2. Горячие трещины при сварке жаропрочных сплавов/М. X. Шор-
шоров, А. А. Ерохин, Т. А- Чернышова и др. М.: Машиностроение,
1973. 224 с.
3. Гуревич С. М. Справочник по сварке цветных металлов,
Киев: Наукова думка, 1981. 608 с.
4. Корен юк Ю. М. Сварка меди под флюсом. М.: Маши построе-
ние» 1967. 64 с.
5. Медовар Б. И., Пинчук Н. И., Чекотило «Л. В. Аусгеншно-
боридные стали и сплавы для сварных конструкций. Киев: Наукова
думка, 1970. 147 с.
6. Металлургия и технология сварки (итана и его сплавов/
С. М. Гуревич, В. Н. Замков, В. Е» Блащук и др. Киев: Паукова
думка, 1986. 240 с.
7. Подгаецкнй В. В., Люберец И. И. Сварочные флюсы. Киев:
Тсхшка, 1984. 167 с.
8. Рабкин Д. М. Металлургия сварки плавлением алюминия
и его сплавов. Киев: Наукова думка, 1986. 255 с.
9. Сварка в машиностроении/Под ред. А. И. Акулова. М.; Маши-
ностроение, 1978. Т. 2, 462 с.
10. Технология электрической сварки металлов и сплавов ллавле-
нисм/Под ред. Б. Е. Патона. М.: Машиностроение, 1974. 768 с.
11. Токий Н. Н., Кузьмин Г. С., Багрянскяй К. В. Электродуговая
сварка//Автоматическая сварка. 1964. № 10. С. 41—46.
12. Хасанов 3. X. Исследование вязкости сварочных флюсов
системы СаЕт—NaF—NaClAСварочное производство. 1978. Труды ЛГ1И.
№ 364. С. 95—98.
Глава 6
Флюсы для наплавки электродной
проволокой и лентой
Наплавка, с одной стороны, служит для увеличения
размеров» с другой — для создания слоя па поверхности
изделия, обладающего требуемыми свойствами. Наплавку
также широко применяют в ремонтном деле с целью
восстановления изношенных и поврежденных деталей.
Весьма эффективно использование наплавки для изго-
товления из конструкционной (сравнительно дешевой)
стали биметаллических деталей и узлов, на рабочие по-
верхности которых наплавляется износостойкий, корро-
зиошю-стойкий, жаростойкий или иной специальный
сплав. При этом масса наплавленного металла обычно не
превышает нескольких процентов общей массы изделия,
Наплавка может быть осуществлена самыми различными
способами. Наиболее часто используют различные виды
ду говой мех а н изирова н иой нa 11 л авк и.
В настоящее время для борьбы со всевозможными
видами износа в промышленности используется свыше
427
Характер
изпашив ния
6.1, Наиболее распространенные системы легирования наплавочных сплавов
и области их применения
Типовые детали и узлы
подвергаемые наплавке
Гии применяемого материала
Л г р а з и ш ю е из н а ш я ва -
ние без ударных нагру-
зок
Бункеры, размольное оборудование, лопа-
сти дымососов, заслонки, лопасти глино-
мешалок, шнеки, ковши роторных песко-
метов, щеки камнедробилок и др.
Чугунная лента, сплавы типа У25Х38,
80Х4СГ, У35ХЗГ6, сплавы типа сормайт;
У30Х26Н4С4Г, У30Х25РС; сплавы типа
УЗОХМРТ, У30Х23Р2С2Т
Абразивное изнашива-
ние с незначительным!7
ударными нагрузками
Различные детали строительных и дорож-
ных машин, рабочие органы почвообраба-
тывающих машин, ножи погрузчиков, при-
емные бункеры камнедробильных устано-
вок, ножи бурильных машин и др.
Сплавы типа 20Х4СТ, 80Х4СТ, У10В17С,
У10В4ГС, 60Х2СГМ. УЗОХЗГ2,
У30Х26Н4С4Г. У36Х25РЗГС,
У39Х30РГС, У25Х23РС2Г, У22Х24Р2Г,
У35Х21РГСТ
Абразивное изнашива-
ние со значительными
ударными нагрузками
Рабочие органы строительных и дорожных
машин, зубья и головки буровых штанг,
пресс-формы для изготовления огнеупорного
кирпича, лопасти грунтосмесительных ма-
шин, била различных дробилок, челюсти
дробилок, кулачки звездочек агломерацион-
ных дробилок, лопатки шнекосмесителей,
шарошки буровых долог, различные детали
горных машин и др.
Сплавы типа УЗОВЗО, 7X3, 80Х4СГ,
У15Г18, У10Г5Х7С, У35Х7Г7С,
У35Х35Р8, У36Х25РЗГС, У25Х23РС2Г,
У35Х21РГСТ, У30Х26Н4С4Г,
У11Х14В13Ф2ГС, 80Х4В14ФГС
Продолжение табл. 6.1
Характер
изнашивания
Типовые детали и узлы,
подвергаемые наплавке
Тип применяемого материала
Абразивное изнашива-
ние при весьма значи-
тельных ударных на-
грузках
Резцы машин для мерзлых грунтов, кром-
ки ножей м зубья роторных землеройных
машин с большой скоростью, ковши экс-
каваторов, била дробилок ударного дей-
ствия, бандажи вал косых дробилок, кону-
сы и щеки дробилок, кулачки и звездочки
агломерационных дробилок, лопатки и дру-
гие детали дробеметальных аппаратов, ножи,
срезающие агломерат, крестовины, концы
рельсов и др.
У20В30, У11Г13С, У14Г13, 35Г6,
У25Г19, У23Г22С, У30Г34, У25Х10Г10,
У 30 X 7Г6С, У ЗОХ ЗГ6, У35Х 7Г7С,
60Х2СГМ, У25Х23РС2Г, У36Х25РЗГС,
У30Х26Н4С4Г, У11Х14В13Ф2ГС
Гидроабразив ное изна-
шивание
Рабочие колеса и другие детали землесо-
сов, улитки, детали углесосов, диафрагмы
и рабочие колеса насосов, различные де-
тали насосного и трубопроводного обору-
дования, водяные колеса, лопасти и каме-
ры гидротурбин, ковши землечерпалок, де-
тали зсмлесиарядов, пульпопроводы и др.
80Х4СТ, У25Х28, У35Х7Г7С, У35ХЗГ6,
У35ХГ7, У35ХЗГ6, У30Х26Н4С4Г,
У30Х25РС2Г, У30Х23Р2С2ТГ, сплавы
на никелевой основе, легированные угле-
родом, хромом, кремнием, бором и же-
лезом
429
ста разнообразных наплавочных материалов. Более или
менее эффективно применяют свыше 40 наплавочных
материалов. Особенно широко распространена наплавка
поверхностей, подвергаемых абразивному изнашиванию.
Материалы, используемые при наплавке деталей, рабо-
тающих в абразивных средах, можно разделить на пять
основных групп для следующих условий работы: абразив-
ное изнашивание без ударных нагрузок; абразивное
изнашивание с незначительными ударными нагрузками;
абразивное изнашивание со значительными ударными
нагрузками; абразивное изнашивание о весьма значитель-
ными ударными нагрузками; гидроабразпвпое изнаши-
вание.
Наиболее распространенными системами легирования
наплавочных материалов (с матрицей на железной основе)
являются Сг—Мп; Ст—В; Сг—-Xi; Сг—W—V (табл. 6.1).
Углерод при этом как легирующий элемент в,ходит во
все из нососз о йга i е с и л а вы.
6.1. ФЛЮСЫ для износостойкой
НАПЛАВКИ СТАЛЕЙ ПЕРЛИТНО-ФЕРРИТНОГО
КЛАССА
Для выполнения механизированной дуговой наплавки
обычно применяют следующие варианты сочетания сва-
рочных материалов: 1) нслегирующий флюс и легирован-
ная проволока (лента) сплошного сечения; 2) нелегиру-
ющий флюс и порошковая проволока (ленча); 3) легиру-
ющий (керамический) флюс и низкоуглеродистая про-
волока сплошного сечения; 4) легирующий (керамиче-
ский) флюс и легированная (сплошного сечения или
порошковая) проволока (лета).
Требования к флюсам. Сочетание сварочных материа-
лов выбирают в зависимости от необходимого уровня
легирования наплавленного металла и требований к сва-
рочно-технологнческим свойствам флюса. Первые два
варианта сочетания сварочных материалов более предпо-
чтительны, поскольку централизованно выпускаемые про-
мышленностью плавленые флюсы в сочетании со стандарт-
ными проволоками (лептами) позволяю! сравнительно
легко и эффективно восстанавливать изношенные поверх-
ности даже в условиях небольших ремонтных баз. При
этом могут быть использованы флюсы, широко ирнме-
430
няемые для сварки низколегированных и среднелегиро-
ванных сталей.
Первый вариант сочетания наплавочных материалов
применяют весьма редко и только для наплавки поверх-
ностей, подвергаемых абразивному износу без ударных
нагрузок с максимальной твердостью наплавленной по-
верхности HRC 30. Указанные условия ограничи-
ваются возможностями протяжки проволоки (ленты),
обеспечивающей химический состав наплавленного слоя
с требуемой твердостью.
Второй вариант сочетания наплавочных материалов
обладает уже значительно более широкими возможностями
легирования наплавляемого металла по сравнению с пер-
вым. В данном случае основная задача состоит в том,
чтобы правильно подобрать плавленый флюс по химиче-
ской активности по отношению к наплавляемому металлу.
Если наплавляемый металл содержит легко окисляемые
в сварочной ванне элементы, такие, как титан, алюминий,
ниобий и др., для наплавки необходимо использовать
флюсы с минимальной химической активностью во избе-
жание потерь на окисление указанных элементов. Однако
такие флюсы, как отмечалось в л. 4.3, обладают понижен-
ными сварочно-технологическими свойствами и тем в боль-
шей степени, чем ниже их химическая активность.
Если окисляющиеся элементы в состав наплавляемого
металла не вводятся, рекомендуется использовать мало-
активные или даже активные флюсы с высоким уровнем
сварочно-технологических характеристик.
Третий вариант сочетания наплавочных материалов
наиболее широко используется в промышленности. Свя-
зано это с тем, что в рассматриваемом случае возможно
применение недефпцитной углеродистой или низколеги-
рованной сварочной проволоки (ленты) в паре с легиру-
ющим керамическим флюсом.
Однако количество порошкообразных металлических
добавок в керамическом флюсе не должно превышать
20 %. При их большей концентрации резко ухудшаются
сварочно-технологические свойства флюса, особенно отде-
лимость шлаковой корки, возрастает микро- и макро-
неоднородность наплавленного слоя.
Поэтому при необходимости введения в наплавляемый
металл значительного количества тегирующих элементов
следует повышать исходную концентрацию элементов
в металле преимущественно за счет использования сна-
431
речной проволоки (лепты) с более высоким уровнем ле-
гирования.
Четвертый вариант сочетапия наплавочных материа-
лов позволяет легировать наплавляемый металл в наи-
более широком диапазоне концентраций. Эю достигается
путем легирования как через сварочную проволоку или
ленту (сплошного сечения или порошковую), так и через
керамический флюс. В последнем случае важное значение
приобретает предварительный расчет химического состава
наплавляемого металла па основе данных сварочной про-
волоки и керамического флюса.
При наплавке, особенно многослойной, доля участия
основного металла невелика, поэтому переходом леги-
рующей примеси из основного металла в первом прибли-
жении можно пренебречь. Вели обозначить [Me ]„ кон-
центрацию элемента в наплавленном металле (без разба-
вления его основным металлом), то коэффициент усвое-
ния тр элемента сварочной ванной (наплавленным метал-
лом) можно представить в следующем виде
|Ме).г
ls b|Me|(,-I ilMcje’
(6.1)
где [Me К и (Mel —концентрация определяемого эле-
мента в сварочной проволоке и в сварочном флюсе соот-
ветственно; b и с — соответственно доли участия свароч-
ной проволоки и металлической добавки в флюсе в образо-
вании сварочной ванны.
Учитывая, что b + с = 1 и величина с значительно
меньше, выражение (6.1) можно переписать в следу-
ющем гиде:
= |Мс]н
8 [МеЬ + (Me) JMcJc ’
(6.2)
где (Me),. — массовая доля металлической добавки в флюсе;
•ф—коэффициент относительной массы шлака.
Формулы (6.1) и (6.2) служат для определения сум-
марного коэффициента усвоения. При известных значе-
ниях гр и требующейся концентрации рассматриваемого
элемента в наплавленном металле I Me |н можно при-
ближенно определить необходимое количество металли-
ческой добавки во флюсе:
_ 1Ме]п
(6.3)
432
Рис. 6.1. Влияние концентрации элементов во флюсе на их содержание
в наплавленном металле:
а — металлы и кремний; 6 — углерод:
j — привелeuиая ис ходив я концентрация углерода; 2 — фактическая коп
цен -г р а ч и я у i л среда в наплавленном м ета л ле
Для расчета той же величины в процентах полученные
данные по формуле (6.3) необходимо умножить па 100.
При известном значении (Ме)с ожидаемую концентра’
нию элемента Me в наплавленном металле 1Ме]н можно
определить из выражения
[Ме]п = 1% {I Mel,, + Ф(Ме)с [МеЦ
или
|Ме]н — 1]я\Ь [Ме]ь с [Ме]с}.
(6.4)
(6-5)
Расчеты по формулам (6.1)—(6.5) для керамических
флюсов, построенных на базе шлаковой системы MgO—
CaF2—ALOjo облегчаются тем обстоятельством, что для
широкого диапазона содержаний элементов в проволоке
и керамическом флюсе наблюдается линейная зависи-
мость между копнет рациями элемента в флюсе и в на-
плавленном металле (металле шва) (рис. 6.1). Поэтому
значения коэффициентов усвоения для керамических флю-
сов, построенных на базе указанной шлаковой системы,
могут быть приняты постоянными в достаточно широком
диапазоне концентраций вводимых легирующих доба-
вок (табл. 6.2).
При сварке и наплавке под керамическими флюсами
легирование металла через керамический флюс сопро-
вождается пеизбежш ш потерями легирующих элемен-
тов, происходящих 1. результате испарения, окисления
433
и застревания их в шлаке. Анализ данных, приведенных
на рис. 6.1, показываем, что для все,х окисляющихся
элементов характер изменения их концентрации в на-
плавленном металле, происходит сначала по кривой,
которая затем переходит в прямую. Чем больше сродство
элемента к кислороду н чем выше массовое отношение
элемента к кислороду в оксиде, тем при большей концен-
трации его в флюсе происходит этот переход и начинается
спрямленный участок зависимости
[Ме 1Н = /дМе),г..
Для никеля криволинейный участок отсутствует.
Это свидетельствует о практической нескпсляемости его
в процессе наплавки под флюсами па базе шлаковой
системы MgO—CaF,—А12О3. Поэтому можно считать,
что потери названного элемента происходят только в ре-
зультате застревания в шлаке, и определить их можно
по разности между приведенной исходной концентрацией
[Me 1П и содержанием никеля в наплавленном металле.
Потери на застревание для всех элементов, кроме уг-
лерода, равны и с. увеличением концентрации легиру-
ющего элемента во флюсе непрерывно возрастают.
Общая характеристика флюсов. Для выполнения изно-
состойкой и твердой наплавки используют как плавле-
ные, так и керамические флюсы. Первые применяют
только в сочетании с легированными проволоками сплош-
ного сечения или порошковыми, вторые — в сочетании
как с легированными, так и с низкоуглеродистыми про-
волоками, в том числе, например, Св-08 или Св-08А.
Характерная особенность плавленых флюсов, пред-
назначенных для выполнения износостойкой и твердой
наплавки, — это их весьма низкая химическая актив-
6.2. Коэффициенты перехода некоторых элементов
из керамических флюсов на базе шлаковой системы
MgO— CaF2 — Si02 в наплавленный металл
Элемент Предел изменения ко- эффициента перехода Элемент Предел изменения коэффициента перехода
Сг 0,66—0,75 Мо 0,7—0,85
Ni 0,8—0,95 Nb 0,6—0,85
Мп 0,45—0,6 Ti 0,25—0,6
W 0,8—0,92 V 0,65—0.85
Si 0,65—0,85 Л1 0.25—0,52
434
пость по отношению к
и а п л а вля смому метал-
лу. Для ЭТОГО обычно
псп ол ьзуют п асси ш i ые
плавленые флюсы с хи-
ми чес ко й а к г и вн ость ю,
не превышающей Аф X
<£0,1. Это диктуется
условиями получения
максимально высоких
коэффициентов перехо-
да легирующих элемен-
тов из проволоки в на-
пл а вл яемый металл, в
том числе элементов,
об л ада ющи х высок и м
сродством к кислоро-
ж
7700
7600
7500
7500
О 20 50 60
СаО
60 700
AljOg
Z050°
ду, таких, как хром, ркс ^2, Диаграмма состояния сис-
маргапец, титан, алю- темы СаО—Л12О3
МИНИН и др.
Составы наиболее широко используемых плавленых
флюсов приведены ниже в каталоге. Это прежде всего
флюсы ТКЗ-НЖ и АН-28.
Флюс АН-28 построен на базе шлаковой системы
СаО-— ALOS—-SiO2 — CaF2. Можно с полной уверенностью
сказать, что основные компоненты состава —это СаО
и ALO3, a SiOg в CaF2 —технологические и металлурги-
ческие добавки-
Действительно, для состава флюса АН-28 в пере-
счете только на содержания СаО и А12ОЙ на диаграмме
состояния (рис. 6.2) температура плавления шлака лежит
в пределах 1400—1450 сС. Эта температура слишком
высока для флюса, предназначенного для наплавки.
Присутствие во флюсе АН-28 до 15 % CaF2 заметно влияет
на его температуру плавления, снижая ее до 1100 °C.
Изменение температуры расплава, соответствующего по
содержанию СаО, А12О3 и SiO2 флюсу АН-28, от 1600 до
1900 °C ведет к снижению его вязкости от 0,2 до 0,03 Па-с.
При этом необходимо учитывать разжижающее действие
CaF£ на флюс ЛН-28 и соответственно снижение его
вязкости.
Количество кремнезема в пределах 5—10 % допол-
нительно улучшает сварочно-технологические свойства
и снижает склонность флюса к гидратации, которая,
435
V,w3/)00r
Рис. 6.3. Раствори-
мое i ь воды при /? j о—
= 666,5 Па в распла-
вах системы СаО—
Л СО3—SiO2 тем пер а-
турой 1600 ГС в зави-
симости от их основ-
ности в
как известно, в значительной мере зависит от основности
флюса. Исследования растворимости воды при темпера-
туре 1600 °C в расплавах шлаковой системы СаО—А12О3—
SiO2 показывают, что количество воды находится в пря-
мой зависимости от основности шлаков (рис. 6.3).
Флюс ТКЗ-Н/К можно отнести к шлаковой системе
СаО —CaF2 —A12O;j , поскольку акты внести кремнезема
в названном составе незначительна. Достоверных данных
в литературе об этой системе, к сожалению, очень мало.
Однако можно ожидать во флюсе наличие алюминатов
кальция, геленита 2СаО-AUO^'SiO2, а также оксида
кальция в свободном состоянии. Флюс очень сильно
гидратирует в процессе мокрой грануляции, поэтому
предпочтительна грануляция его сухим способом.
В пересчете состава только на содержание СаО и
А12О3 по диаграмме состояния СаО—А12О3 (см. рис. 6.2)
флюс ТКЗ-НЖ имеет температуру плавления в пределах
1550—1600 °C. Введение 33—43 % CaF2 снижает ее до
1450—1480 °C.
Для механизированной износостойкой наплавки уплот-
нительных поверхностен энергетической и запорной ар-
матуры широко применяют плавлено-керамические флюсы
ПКНЛ-17 и ПКНЛ-128 л керамический флюс ФЦК-24,
первые два из которых в качестве шлаковой основы имеют
тонкоизмельчепный флюс АН-26С. 1=рп этом основное
легирование металла осуществляется за счет элементов,
433
содержащихся в сварочной проволоке (ленте), а необхо-
димая структура наплавляемого металла, обладающая
повышенной твердостью и износостойкостью, достигается
за счет осаждения металлических присадок из керамиче-
ского флюса.
Флюс ПКНЛ-17 предназначен для механизированной
наплавки в сочетании со сварочной проволокой, а флюс
ПКНЛ-128 —для механизированной наплавки лентой
шириной до 50 мм.
Керамический флюс ФЦК-24 построен на базе шлако-
вой системы МцО—CaF.2—-А12О3— SiO2 с добавками фтори-
стого натрия и оксида хрома. Несмотря на то что актив-
ность шлаковой системы флюса сравнительно высока
(Лф — 0,3-4-0,35), его состав сбалансирован по отношению
к наплавляемому металлу. Именно поэтому флюс содер-
жит до 30 % SiO2 (наплавленный металл 5,0—6,2 % Si)
и до 10 % Сг2О:{ (в наплавленном металле 15—17,5 % Сг).
Это позволяет, с одной стороны, получить требуемые
металлургические характеристики флюса, с другой —
за счет значительного количества SiO2 в составе флюса
добиться улучшенных сварочно-технологических свойств
флюса при наплавке с использованием ленточного элек-
трода.
По составу шлакообразующих компонентов керамиче-
ские флюсы для наплавки преимущественно являются
высокоосновными. Благодаря этому снижается активность
шлаковой системы по отношению к наплавляемому ме-
таллу и тем самым сводится к минимуму окисление леги-
рующих элементов свариваемого (наплавляемого) ме-
талла.
Наиболее выраженными основными свойствами, как
известно, обладает оксид кальция СаО- Однако ввиду
весьма высокой склонности указанного оксида к гидра-
тации с образованием Са(ОН)2 в чистом виде СаО в кера-
мический флюс ввести невозможно. С учетом сказанного
оксид кальция вводят в керамические флюсы двумя
путями: в виде карбоната кальция СаСО3, разлагающегося
в сварочной ванне с образованием СаО и СО2; в виде
комплексных соединений волластонита ф CaO-SiO2), лар-
нита (a 2CaO-SiO2), рапкинита (3CaO-2SiO2), анортита
(СаО-AI2O3-2SiO>) и др.
При использовании карбоната кальция в составе
флюсов происходит интенсивное газовыделепие СО и
СО-2, которые, вырываясь с большой скоростью из зоны
437
сварки (наплавки), увлекают за собой твердую фазу
аэрозоля и пыль из лежащих сверху слоев флюса. Дис-
социация СаСО3 в зоне плавления и сопровождающее
ее интенсивное газовыделение существенно ухудшают
формирование поверхности наплавляемого металла.
Применение комплексных соединений, содержащих
наряду с СаО кремнезем, неизбежно приводит к повыше-
нию химической активности флюса и возрастанию его
окислительного потенциала, в результате чего снижаются
коэффициенты перехода легирующих компонентов флюса
в наплавляемый металл.
Поскольку MgO в меньшей степени склонен к погло-
щению влаги, в дальнейшем перешли к разработке кера-
мических флюсов на магнезиальной основе. Наиболее
распространенная при этом шлаковая система MgO—•
А1.,О3—CaF2—SiO2. Например, химический состав шлако-
образующей основы флюса АНК-18 следующий: 26—30 %
MgO; 17—18% А13О3; 26—28 % СаЕ>; 7—11 % SiO2.
Кроме этого, в флюс АНК-18 добавлено до 7 % мрамора,
тогда как в флюсах других марок он исключен полностью.
Наибольшей энергией связи в керамических составах
флюсов обладает «конституционная вода». Такую форму
влаги может иметь вода гидратов оксидов различных
веществ. Образование гидратов связано с выделением
относительно большого количества энергии, и вода из
них удаляется с большим трудом. Например, гидраты
оксидов щелочных металлов очень прочны и даже испа-
ряются без заметного разложения. Другое дело гидраты
оксидов металлов второй группы периодической системы
Д. И. Менделеева: Вс(ОН)2; Mg(OH)2 и Са(ОН)2, проч-
ность которых увеличивается с возрастанием атомной
массы или порядкового номера этих металлов. Поэтому
гидрооксид кальция более устойчив по сравнению
с Mg(OH)2 (см. рис. 2.26).
В отличие от керамических плавленые флюсы, осо-
бенно пемзовидного строения, содержат неолитную влагу.
Эта форма воды отличается от кристаллизационной и
конституционной влаги тем, что она может находиться
в ионных кристаллах в переменном количестве в виде
отдельных молекул, не связанных или очень слабо свя-
занных электростатическими силами с ионами кристал-
лического вещества. Характерной особенностью цеолит-
ной влаги является то, что она удаляется при широком
интервале температур (200—1100дС), а не при определен-
438
ной температуре, как это имеет место в случае кристал-
лизационной или конституционной воды.
Керамические флюсы АНК-18, АНК-19, АНК-40,
ЖСН-1, ЖСН-2, ЖСН-3, ЖСН-4, ЖСН-5 иЖСН-6 раз-
работаны на основе шлаковой системы MgO—CaF2 —
Л12О3—SiO2 и обеспечивают получение наплавленного
металла практически любой необходимой твердости в за-
висимости от количества легирующих добавок. С целью
повышения производительности восстановительной на-
плавки в состав флюса часто вводят порошок железа.
При этом чем больше количество металлических добавок,
тем меньшую вязкость в расплавленном состоянии в зоне
плавления должен иметь этот флюс с целью снижения
потерь легирующих металлических порошков на застре-
вай ис в шлаке.
На рис. 4.8 приведена диаграмма плавкости шлаковой
системы MgO—A12O3—SiO3. В пересчете только на ука-
занные составляющие составы перечисленных керамиче-
ских флюсов располагаются преимущественно в централь-
ной части тройной диаграммы, где наиболее низкие
температуры плавления шлаков.
Каталог флюсов
Флюс плавленый марки
ТУ ИЭС 410—84
ЛН-28
Тип
АВ
СССР
Назначение. Механизированная износостойкая на-
плавка чугунной лентой, стальной лептой и порошковой
лентой поверхностей, стойких к абразивному изнаши-
ванию.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 13 мм; формирование
шва удовлетворительное, без особенностей; склонность
металла шва к образованию пор — умеренная, трещин —
низкая; отделимость шлаковой корки хорошая, в том
числе при температуре до 300 °C.
Данные для контроля качества. Состав флюса, %:
SiO2 А13О3 СаО СаК
5—10 36—45 35—44 5—15
К2О MgO
Na2O
1 —2 до 2
МпО FeO S
<0,08
Р
<0,08
439
Цвет зерен — белый с оттенками серых топов; размер
зерен 0,35—5 мм; строение зорен — пемзовидпое; объем-
ная масса 0,7—1 кг/дм3.
Металлургические свойства. Относится к группе низ-
кокремнистых безмарганцовистых флюсов солеоксидного
класса с химической активностью Лф 0,1. Флюс прак-
тически двухкомпонентный. Построен на базе шлаковой
системы СаЪ—Л12(\ и содержит незначительные добавки
Кремнезема и фтористого кальция для улучшения сва-
рочно-технологических характеристик (кремнезем) и ме-
таллургических свойств (фтористый кальций).
Низкая концентрация кремнезема в составе флюса и
повышенная основность, с одной стороны, делают состав
практически пассивным по отношению к наплавляемому
металлу, с другой — флюс обладает повышенной склон-
ностью к гидратации, поэтому после мокрой грануляции
требуется высокотемпературная прокалка.
Низкая химическая активность флюса положительно
сказывается на пониженной концентрации кислорода
в наплавленном металле. Содержание кислорода в на-
плавленном металле не превышает 0,025 %. Легирующие
элементы из ленты поэтому переходят в наплавляемый
металл с минимальными потерями.
Данные для применения. Род и значение максимально
допустимого тока = (+); 900 А; максимально допусти-
мая скорость сварки 20 м/ч; минимально допустимое
напряжение холостого хода источника питания 65 В;
сушка при температуре 850—900 сС, 3 ч; рекомендуемые
проволоки: чугунная лента, сплавы типа У25Х38,
80Х4СГ, У35Х7Г7С, У35ХЗГ6 и др.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом в проточную воду.
Флюс плавленый марки ткз-нж ТУ 108.948.02—85 Тип АВ СССР
Назначение. Механизированная износостойкая на-
плавка уплотнительных поверхностей энергетической ар-
матуры, стойких к задирам и эрозионно-коррозионному
изнашиванию. Твердость наплавленного металла не более
НВ 200.
410
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 9 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки хорошая вплоть до температур 600—700 °C.
Данные для контроля качества. Состав флюса, %:
SiOa СаО CaF2 Л12О3 Fe2O3 MgO MnO S Р
1—3 20—25 33—43 34—38 <1 <1 <0,5 <0,05 <0,05
Цвет зерен — белый с оттенками серых тонов; размер
зерен 0,25—2,5 мм; строение зерен — камневидное; объем-
ная масса 1,3—1,7 кг/дм3.
Металлургические свойства. Относится к группе бес-
кремнислых безмарганцовистых флюсов солеоксидного
класса с химической активностью 71 ф 0,05. Флюс
построен на базе шлаковой системы СаО—СаЕ2—А12О3
и содержит кремнезем до 3 %.
Отсутствие кремнезема в составе флюса и повышенная
основность, с одной стороны, делают состав практически
пассивным по отношению к наплавляемому металлу,
с другой — флюс обладает повышенной склонностью к ги-
дратации и поэтому его изготовляют только сухой гра-
нуляцией во избежание насыщения зерен флюса влагой
в процессе мокрой грануляции.
Низкая химическая активность флюса положительно
сказывается на пониженной концентрации кислорода
в наплавленном металле. Содержание кислорода в на-
плавленном металле, как правило, не превышает 0,025 %.
Содержание серы и фосфора в наплавленном металле
находится па уровне их концентраций в сварочной (на-
плавочной) проволоке.
Данные для применения. Род и значение максимально
допустимого тока = (+); 7G0 А; максимально допусти-
мая скорость сварки 40 м/ч; максимально допустимое
напряжение холостого хода источника питания 65 В;
сушка при температуре 200 °C, 1 ч; рекомендуемые про-
волоки: Св-04Х19Н9С2; Св-15Х18Н12С4ТЮ;
СВ-15Х18Н12С4ТЮ-Ш.
Технология изготовления. Плавлением в дуговых печах,
грануляцией сухим способом.
Флюс пл г влело- кер ям и-
ческий марки ПК11Л-17
ТУ 108.1327—85
Тип СССР
CS
441
Назначение. Механизированная износостойкая на-
плавка уплотнительных поверхностей энергетической и
запорной арматуры, стойких к задирам и эрозионно-
коррозионному изнашиванию (твердость наплавленного
металла не выше HRC 30).
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 9 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин умеренная; отделимость
шлаковой корки удовлетворительная.
Данные для контроля качества. Состав наплавленного
металла. %:
Si Мп Сг Ni Mo С S Р
3~5 0,8—1,6 10—14 5—8 1,5—2,5 <0,2 <0,025 <0,03
Цвет зерен — серый с оттенками; размер зерен 0,25—
2,5 мм; строение зерен — в виде крупки; объемная масса
0,8—1,2 кг/дм3.
Металлургические свойства. Относится к группе плав-
лено-керамических флюсов. Шлаковая основа — плавле-
ный флюс АН-26с с химической активностью Дф = 0,45*4-
0,5 (MgO—СзЕ3—SiO2—ALO3). Несмотря на то что
шлаковая основа флюса имеет повышенную активность,
кремпсвосстановительный процесс протекает вяло. Вы-
звано это тем, что наплавляемый металл имеет высокую
исходную концентрацию кремния. В результате по прин-
ципу Ле-Шателье тормозится реакция восстановления
кремния из флюса.
Флюс, легирует наплавляемый металл кремнием, хро-
мом и молибденом за счет порошкообразных добавок
ферросплавов, входящих в состав флюса.
Состаг шихты флюса, %:
1. Флюс плавленый
АН-26с — 75;
2. Ферросилиций ФС75 — 10;
3. Ферротитан ФТпЗО — 5;
4. Ферромолибден ФМ60 — 10;
5. Жидкое натриевое сте-
кло (к шихте) — 25.
Данные для применения. Род и значение максимально
допустимого тока = (+); 1000 А; максимально допусти-
мая* скорость сварки 10 м/ч; минимально допустимое
напряжение холостого хода источника питания 65 В;
сушка при температуре 430—480 °C, 2 ч; рекомендуемые
проволоки: Св О4Х 19Н9С2.
442
Технология изготовления. Агломерированием с исполь-
зованием в качестве связующего материала водного рас-
твора жидкого стекла на базе силиката натрия.
Применяется для наплавки только в сочетании со сва-
рочной проволокой
Фл юс плавлено- кера м и -
чсский марки ПКНЛ-128
ТУ 108.1327—
Тип
CS
Назначение. Механизированная износостойкая на-
плавка уплотнительных поверхностей энергетической и
запорной арматуры, стойких к задирам и эрозионно-
коррозионному изнашиванию. Твердость наплавленного
металла не более HRC 30.
Сварочно-технологические свойства. Устойчивоегь дуги
хорошая» разрывная длина дуги до 9 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин умеренная; отделимость
шлаковой корки — удовлетворительная.
Данные для контроля качества. Состав наплавленного
металла, %:
С Si Мп Сг Ni S Р
<0,2 ,0—6,2 0,5—1,5 15—17,5 7,5-10,5 <0,03 <0,03
Цвет зерен — серый с оттенками; размер зерен 0,25—
2,5 мм; строение зерен — в виде крупки; объемная масса
0,8—1,2 кг/дм3.
Металлургические свойства. Относится к группе плав-
лено-керамических флюсов. Шлаковая основа — плавле-
ный флюс АН-26с с химической активностью /1Ф = 0,45ч-
0,5 (MgO—CaF2—SiO2—А12О;{). Несмотря на го что
шлаковая основа флюса имеет повышенную активность,
кремневоссгановительный процесс протекает вяло. Вы-
звано это двумя обстоятельствами. Во-первых, наплавка
под указанным флюсом проводится только с использова-
нием ленточного электрода, который по сравнению с про-
волочным обеспечивает большую производительность.
Во-вторых, наплавляемый металл имеет высокую исход-
ную кончен грацию кремния. В результате должна тор-
мозиться реакция восстановления кремния из SiO2 флюса.
443
Флюс легирует наплавляемый металл кремнием, хро-
мом и титаном за счет порошкообразных металлических
добавок ферросплавов, входящих в состав флюса
Состав шихты флюса, %:
1. Флюс, плавленый
АН-26с —79;
2. Ферросилиций ФС75 — 8;
3* Ферротитан ФТиЗО — 5;
4. Жидкое натриевое стекло —
вводится в количестве 25 %
к массе сухой шихты
Данные для применения. Род и значение максимально
допустимого тока — (4 ); 1000 А; максимально допу-
стимая скорость сварки 10 м/ч; минимально допустимое
напряжение холостого хода источника питания 65 В;
сушка при температуре 430—480 °C, 2 ч; рекомендуемая
сварочная лента: Св-15Х 18Н12С4ТЮ;
Св-15Х18Н12С4ТЮ-Ш.
Технология изготовления. Агломерированием с ис-
пользованием в качестве связующего материала водного
раствора жидкого стекла на базе силиката натрия.
Применяется при наплавке в сочетании со сварочной
лентой.
Флюс керамический мар-
ки ФЦК-24
ТУ 108.1388—86 Тип АВ СССР
Назначение. Механизированная износостойкая на-
плавка (HRC 28—30) уплотнительных поверхностей энер-
гетической и запорной арматуры с использованием лен-
точного электрода.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 9 мм; формирование
шва хорошее, с плавным переходом к основному металлу;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки при температуре
ниже 300 °C отличная; при более высоких температурах
хорошая.
Данные для контроля качества. Состав наплавленного
металла, %:
/Ли
0,5—1,5
Сг Ni С S Р
15,0—17,5 7,5—10,5 <0,2 <0,03 <0,03
444
Ивет зерен — зеленый с оттенками; размер зерен 0,2—
2,5 мм; строение зерен — в виде крупки; объемная масса
1—1,4 кг/дм’.
Металлургические свойства. Относится к группе кера-
мических флюсов. Построен па базе шлаковой системы
MgO—CaF2—ALO3—SiO,2 с добавками фтористого натрия
п оксида хрома. Химическая активность шлаковой си-
стемы Лф = 0,3-4-0,35. Несмотря на то что шлаковая
система флюса имеет повышенную активность, кремне-
восстановительный процесс практически не протекает.
Вызвано эго двумя обстоятельствами. Во-первых, на-
плавка под указанным флюсом производится только с
использованием ленточного электрода, который по сравне-
нию с проволочным более благоприятен с точки зрения
снижения взаимодействия между шлаком и наплавляе-
мым металлом. Во-вторых, наплавляемый металл имеет
высокую исходную концентрацию кремния. В результате
должна тормозиться реакция восстановления кремния
из кремнезема флюса.
Флюс легирует наплавляемый металл кремнием и хро-
мом за счет порошкообразных металлических добавок,
входящих в состав флюса.
Данные для применения. Род и значение максимально
допустимого тока = - (-2); 1000 Л; максимально допусти-
мая скорость сварки 10 м/ч; минимально допустимое на-
пряжение холостого хода источника шпанля 65 В; сушка
при температуре 520—550 °C, 4 ч; рекомендуемые свароч-
ные лепты: Св-15Х18Н12С4ТЮ-Ш, Св-15Х18Н12С1ТЮ.
Технология изготовления. Лгломерпрозанис-м с исполь-
зованием в качестве связующего материала водного рас-
твора жидкого стекла на базе силиката натрия.
Может использоваться и в сочетании со сварочной
проволокой.
Флюс керамический мар-
ки АНК-18
ТУ 14-1-3643—83
СССР
Назначение. Механизированная износостойкая нап-
лавка для получения слоя с твердостью НВ 350—450
445
на детали и узлы из низколегированных сталей, подвер-
гающихся ударно-абразивному изнашиванию.
свойства. Устойчивость ду-
ги — высокая, разрывная длина дуги до 12 мм; формиро-
вание шва хорошее, без особенностей; склонность металла
шва к образованию пор и трещин низкая; отделимость
шлаковой корки —легкая, в том числе с металла, нагре-
того до 300 °C.
Данные для. контроля качества. Состав наплавленного
металла, %.
С
0,3
Сг
3—3,5
Мп
1,3—1,5
Si
0,2—0,5
Цвет зерен — светло-коричневый; размер зерен 0,2—
2 мм; строение зерен — в виде крупки; объемная масса
0'9—1,2 кг/дм3.
Металлургические свойства. Флюс относится к группе
пнзкокремнистых солеоксидпых керамических флюсов с
химической активностью /1ф 0,2. Флюс построен на
базе шлаковой системы MgO—CaF2—ALO3—SiO2 с до-
бавками оксидов марганца и титана с целью получения
требуемых сварочно-технологических характеристик. Ле-
гирует наплавляемый металл хромом и марганцем за счет
порошкообразных добавок ферросплавов, входящих в
состав.
Наличие в флюсе значительного количества термиче-
ски-стойких оксидов практически полностью исключает
кремневосстановительиый процесс. Это гарантирует ми-
нимальное окисление легирующих элементов, в частности
хрома при переходе его из флюса в сварочную ванну,
В среднем содержание кислорода, определенное мето-
дом горячей экстракции, в наплавленном металле состав-
ляет 0,03—0,04 %. Это гарантирует стойкость наплавлен-
ного металла к образованию горячих и холодных трещин.
Данные для применения. Род и значение максимально
допустимого тока —, 900 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напря-
жение холостого хода источника питания 60 В; сушка при
температуре 400 °C, 2 ч; рекомендуемые проволоки:
Св-08А; Нп-ЗОХГСА.
Технология изготовления. Агломср ированием, с ис-
нользованнем в качестве связующего материала водного
раствора жидкого стекла на базе силикатов натрия и ка-
лия.
446
Флюс керамический мар- ки АН К-19 ТУ 14-14086—74 Тип FB СССР
Назначение. Механизированная широкослойная одно-
проходная наплавка колеблющимся электродом слоя с
твердостью, превышающей IIRC 50 (рабочие органы
строительных и дорожных машин, клыки траншейных
экскаваторов, козырьки черпаков, челюсти дробилок и
др-)-
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 11 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки легкая, в том числе с металла, нагретого до
300 °C.
Данные для контроля качества. Состав наплавленного
металла, %:
С Сг Мн Si
0,6 4,5 0,8 0,3
Цвет зерен — серый с оттенками; размер зерен 0,2
2 мм; строение зерен — в виде крупки; объемная масса
0,9—1,2 кг/дм3.
Металлургические свойства. Флюс относится к группе
низкокремнистых солеоксидных керамических сосгавов
с химической активностью шлакообразующей основы
С 0,25. Построен на базе шлаковой системы MgO—СаР2—
А12О3—SiO2 с добавками металлических порошков с целью
легирования наплавляемого металла углеродом в хро-
мом.
Наличие во флюсе значительного количества термиче-
ски стойких оксидов практически полностью исключает
кремневосстановительный процесс. Это гарантирует ми-
нимальное окисление легирующих элементов, в частности
углерода и хрома при переходе их из флюса в сварочную
ванну.
В среднем содержание кислорода, определенное мето-
дом горячей экстракции, в наплавленном металле не пре-
вышает 0,03-—0,04 %. Не в последнюю очередь это яв-
ляется гарантией стойкости к образованию как холодных,
так и горячих трещин.
Данные для применения. Род и значение максимально
допустимого тока 1000 А; максимально допустимая ско-
447
рость сварки 40 м/ч; минимально допустимое напряжение
холостого хода источника питания 60 В; сушка при тем-
пературе 400 °C, 2 ч; рекомендуемые проволоки:
Св-08Л или Св-08.
Технология изготовлен ия. Агломерирона нисм, с ис-
пользованием в качестве связующего материала водного
раствора жидкого стекла на базе силикатов натрия и ка-
лия.
Флюс керамический мар- ки АНК‘40 ТУ 14-1-2415—83 Тип FB СССР
Назначение, Механизированная износостойкая наплав-
ка с твердостью наплавленного слоя НВ 250—300 на
рабочие поверхности узлов из углеродистых и низколеги-
рованных сталей.
Сварочно-техналогические свойства. Устойчивость дуги
высокая, разрывная длина дуги до 12 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию иор и трещин низкая; отделимость шлако-
вой корки легкая, в том числе с металла, нагретого до
температуры 300 °C.
Данные для контроля качества. Состав наплавленного
металла, %.
Мп
1,2—1,5
Si
0,5—0,8
Цвет зерен — серый с оттенками; размер зерен 0,2—
2 мм; строение зерен — в виде крупки; объемная масса
0,9—1,1 кг/дм3.
Металлургические свойства. Флюс относится к флюо-
ритно-основиому типу и к группе низкокремнистых флю-
сов с химической активностью 71ф = 0,17-=-0,25. Построен
на базе шлаковой системы xMgO—CaF2—А13О3—SiO2, ле-
гирует наплавленный металл марганцем, кремнием и хро-
мом за счет порошкообразных добавок ферросплавов, вхо-
дящих в состав флюса.
Присутствие в составе флюса значительного количе-
ства термически стойких оксидов практически полностью
исключает кремпевосстановительный процесс. Легирова-
ние наплавляемого металла кремнием происходит исключи-
448
телыю за счет осаждения в сварочную ванну из флюса
порошка ферросилиция. Это тараптпрует минимальное
окисление легирующих элементов, в частности хрома при
переходе его из флюса в сварочную ваппу.
В среднем содержание кислорода в наплавляемом ме-
талле, определенное методом горячей экстракции, состав-
ляет 0,03—0,04 %.
Это гарантирует стойкость наплавленного металла при
дуговой механизированной наплавке к образованию го-
рячих и холодных трещин.
Данные для применения. Род и значение максимально
допустимого тока =, 900 Л; максимально допустимая
скорость сварки 50 м/ч; максимально допустимое напря-
жение холостого хода источника питания 60 В; сушка
при температуре 400 °C, 2 ч; рекомендуемые проволоки:
Св-С8Л, Св-08ГА.
Технология изготовления. Агломерированием, с исполь-
зованием в качестве связующего материала водного рас-
твора жидкого стекла на базе силикатов натрия и ка-
лия.
Флюс керамический мар-
ки ЖСН-1
ВТУ-МЧМ УССР—74
СССР
Назначение. Механизированная износостойкая на-
плавка (НВ 460—500) стальных прокатных валков и
других деталей металлургического оборудова имя.
Сварочно-технологические свойства. Устойчивость туги
хорошая, разрывная длина дуги 8 мм; Армирование шва
хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлаковой
корки легкая, вплоть до температуры нагрева наплавляе-
мой детали (до 500 °C).
Данные для контроля качества. Состав наплавленного
металла, %:
С
0,5—0,55
Сг Мп Si
4,7—5 1,6—1,8 0,3—0,35
<0,04
Цвет зерен — серый с оттенками; размер зерен 0,3—
3 мм; строение зерен — в виде крупки; объемная масса
1—1,2 к г/дм8.
15 П/р H. н. Нигавова
449
Металлургические свойства. Флюс относится к флюо-
рит но-ос нов ному типу и к группе пизкокремнистых флю-
сов с химической активностью = 0,134-0,2. Построен
на базе шлаковой системы CaF2—А12О3—SiO2. Легирует
наплавляемый металл углеродом, хромом и марганцем.
Присутствие в составе флюса минимального количества
SiO2 практически полностью исключает кремпевосстано-
в «тельный процесс. Раскисление металла преимущественно
происходит за счет осаждения в сварочную ванну из
флюса порошка ферросилиция.
Состав шихты флюса, %:
1. .Магнезитовый порошок — 21;
2. Глинозем —31;
3. Плавиковый шпат — 20;
4. Кварцевый песок — 8;
5. Феррохром ФХ800А — 13;
6. Ферромарганец
ФМн1,0 — 6;
7. Ферротитан ФТнЗОА — 1;
8. Силикат натрия — 20
Флюс в сочетании с низкоуглеродистой проволокой
Св-08 или Св-08А, а также низкоуглеродистой лентой
обеспечивает троосто-мартенситную структуру наплав-
ленного металла и твердость НВ 460 —500. Корректи-
ровку химического состава наплавленного металла про-
водят изменением количества соответствующего ферро-
сплава в шихте флюса.
Данные для применения. Род и значение максимально
допустимого тока = (+); 900 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напряже-
ние холостого хода источника питания 65 В; сушка при
температуре 400 °C, 2 ч; рекомендуемые проволоки:
Св-08, Св-08А, Св-08ГА.
Технология изготовления. Агломерированием с исполь-
зованием в качестве связующего материала водного рас-
твора жидкого стекла на базе силикатов натрия и ка-
лия.
Флюс керамический мар-
ки ЖСН-2
ВТУ-МЧМ УССР—73
Тип
FB
СССР
Назначение. Механизирова иная износостой кая на-
плавка элементов металлургического оборудования, ра-
ботающих на абразивный износ.
450
С порочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги 8 мм; формирование шва
хорошее, без особенностей; склонность металла шва к об-
разованию нор и трещин низкая; отделимость шлаковой
корки легкая, вплоть до температуры нагрева наплавляе-
мой детали до 500 °C.
Данные для контроля качества. Состав наплавленного
металла, %:
С Сг Мп St S Р
0,3—0,35 2—2,2 0,9— 1,4 0,3—0,35 <0,03 <0,03
Цвет зерен — серый с оттенками; размер зерен 0,3—
3 мм; строение зерен — в виде крупки; объемная масса
1—1,2 кг/дм8.
Металлургические свойства. Флюс относится к флюо-
рит но-ос нов ном у типу и к группе низкокремнистых флю-
сов с химической активностью Лф — 0,144-0,21. Построен
на базе шлаковой системы MgO—CaF2—A12OS—SiO2.
Легирует наплавляемый металл углеродом, хромом, мар-
ганцем и раскисляет кремнием. Присутствие в составе
флюса минимального количества SiO2 практически пол-
ностью исключает кремневосстановительный процесс.
Раскисление металла происходит исключительно за счет
осаждения в сварочную ванну из флюса порошка ферро-
силиция.
Состав ш ихт ы флюса, % :
1. ^Магнезитовый порошок — 23;
2. Глинозем — 34;
3. Плавиковый umai — 22;
4. Кварцевый песок — 9;
5. Феррохром ФХ800А — 7;
6. Ферромарганец ФМн1,0 — 4,5
?. Ферротитан ФТиЗО — 0,5
8. Силикат натрия — 20
Флюс в сочетании с низкоуглеродистой проволокой
Св-08 или Св-08А, а также низкоуглеродистоц лентой
обеспечиваеч троосто-сорбитную структуру и рысокую
стабильность получения химического состава найлавлен-
ного металла.
Данные для применения. Род и значение максимально
допустимого тока — ( + ); 800 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимее напря-
жение холостого хода источника питания 65 В; сушка при
температуре 400 °C, 2 ч; рекомендуемые проволоки:
Св-08; Св-08А, Св-08ГА.
Технология изготовления. Агломерированием с исполь-
зованием в качестве связующего материала водного рас-
твора жидкого стекла на базе силикатов натрия и калия.
15*
451
Флкк керамический мар
к и Ж СП-4
ВТУ-МЧМ УССР—ст
Гик СССР
FB
Назначение. Мехи визированная износостойкая на-
плавка (НВ 400—450) деталей и узлов горнорудного, до-
менного и агломерационного оборудования, работающего
в условиях абразивного изнашивании.
С ва рочн о-гпгхн алогически е свой ства. У ст о й ч 11 в< )С гь дуги
хорошая, разрывная длина дуги до 9 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шла-
ковой корки легкая, вплоть до температур нагрева 500—
600 эс.
Данные для контроля качества. Состав наплавленного
металла, %:
Cr Мп Si S Р
5 0,6 0,6 <0,03 <0,04
Цвет зерен — серый с оттенками; размер jepen 0,3—
3 мм; строение зерен — в виде крупки; объемная масса
1,1—1,2 кг/дм*.
Металлургические свойства. Флюс относится к флюо-
ритпо-основпому типу и к группе низкокремнистых флю-
сов с химической активностью /1Ф = 0.154-0,22. Построен
на базе шлаковой системы MgO—CaF2—А1.>03—SiO2, ле-
гирует наплавляемый металл углеродом, хромом и крем-
нием за счет порошкообразных добавок ферросплавов,
входящих в состав флюса.
Присутствие в составе флюса значительного количества
термически-стойких оксидов практически полностью ис-
ключает кремневосстановительный процесс. Легирование
наплавляемого металла кремнием происходит исключи-
тельно за счет осаждения в сварочную ванну из флюса
порошка ферросилиция. Это гарантирует минимальное
окисление легирующих элементов, в частности хрома и
углерода при переходе их из флюса в сварочную ванну.
1Наплавленный металл имеет троосто-мартенситную
структуру. В зависимости от массы наплавляемых деталей
температура предварительного и сопутствующего подо-
грева колеблется в пределах 200—450 °C.
Данные для применения. Род п значение максимально
до и у ст и мо го тока - - (т); ООО А; макс и ма л ыю ; to н усги-
мая скорость сварки 30 м/ч; минимально допустимое на
пряжение холостого хода источника питания 65 В; сушка
при температуре 400 °C, 2 ч; рекомендуемые проволоки:
Св-08; СшОВА: Св-08ГА.
Технология изготовления. Лгломернровапнем, с не-
пользовапнем • качестве связующего материала водного
раствора жидкого стекла на базе силикатов натрия и
калия
Флюс керамический мар- ки ЖСН-5 ГУ И-1-2934—80 Гип FB СССР
Назначение. Механизирова иная износос гонкая наш
лавка стальных валков и деталей, подвергающихся ин*
тенсивпому износу трением при нормальной и высоких
температурах, циклических теплосмепах и высоких дав-
лениях.
Сварочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 9 мм; формирование шва
хорошее, без особенностей; склонность металла швз
к образованию нор и трещин низкая; отделимость шлако-
вой корки легкая, вплоть до температур нагрева 500—
600 °C.
Данные для контроля качества. Состав наплавленного
металла, %:
Свароч- ная про- волока с G Мп Mr V Si S р дость. НРС
Св-08 0,18 6,2 0,32 0,76 0,35 0,3 35—38
Св-08ГА 0,19 6,9 0,71 0,84 0,42 0,27 <0,03 <0,03 40—44
Св-12ГС 0,26 6,7 9,68 0.88 0,41 0,65 48-50
Цвет зерен — серый с оттенками; размер зерен 0,3—
3 мм; строение зерен — в виде крупки; объемная масса
1,1—1,2 кг/дм3.
Металлургические свойства. Флюс относится к флюо-
ритно-основному типу и группе низкокремнистых флюсов
с химической активностью Лф = 0,15—0,22. Построен
на базе шлаковой системы MgO—CaF2—А12О3—SiO2, легш
453
рует наплавляемый металл хромом, молибденом и вана-
дием за счет порошкообразных добавок ферросплавов,
входящих в состав флюса.
Присутствие в составе флюса значительного количе-
ства термически-стойких оксидов практически полностью
исключает кремневосстановительный процесс. Легиро-
вание наплавленного металла происходит за счет осажде-
ния в сварочную ванну из флюса порошка ферросили-
ция. Это гарантирует минимальное окисление легирую-
щих элементов при переходе их из флюса в сварочную
ванну-
Наплавленный металл хорошо сопротивляется исти-
ранию и образованию трещин разгара в условиях трения
металла по металлу при нормальной и высокой температу-
рах, циклических теплосменах и высоких давлениях. Сох-
раняет высокую твердость при нагреве до 550—600 "С.
Возможна обработка резанием твердосплавными инст-
рументами без смягчающей термообработки.
Данные для применения. Род и значение максимально
допустимого тока = (+); 800 А; максимально допустимая
скорость сварки 40 м/ч; минимально допустимое напряже-
ние холостого хода источника питания 65 В; сушка при
температуре 400 °C, 2 ч; рекомендуемые проволоки:
Св-08А; Св-08ГА; Нп-30ХГСА; Св-12ГС и ленты.
Технология изготовления. Агломерированием, с ис-
пользованием в качестве связующего материала водного
раствора жидкого стекла на базе силикатов натрия и ка-
лия.
Флюс керамический мар- ки ЖСН-6 ВТУ-МЧМ УССР—77 Гип FB СССР
Назначение. Механизированная износостойкая наплав-
ка стальных деталей, работающих в условиях цикличе-
ских теилосмеп в сочетании с высокими давлениями (но-
жей порезки горячего металла и других деталей).
Св прочно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 9 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шла-
ковой корки легкая, вплоть до температур нагрева
5Э0—600 °C.
454
Данные для контроля качества. Состав наплавленного
металла, %:
С Сг Мп Mo V Си Si S Р
0,32 5,5 3,8 0,7 0,6 1,5 0,6 <0,03 <0,03
Цвет зерен — серый с оттенками; размер зерен 0,3—
3 мм; строение зерен —в виде крупки; обьемная масса
1,1—1,2 кг/дм".
Металлургические свойства. Флюс относится к флю-
орит но-основному типу и к группе низкокремпистых
флюсов с химической активностью Лф = 0,15-4-0,21. По-
строен на базе шлаковой системы MgO—CaF2—AL>0?—
SiO2, легирует наплавляемый металл хромом, марганцем,
молибденом, ванадием, медью и кремнием за счет порошко-
образных добавок ферросплавов, входящих в состав
флюса.
Присутствие в составе флюса значительного количе-
ства термически стойких оксидов практически полностью
исключает кремневосстановительный процесс. Легиро-
вание наплавленного металла происходит за счет осажде-
ния в сварочную ванну из флюса порошка ферросилиция.
Это гарантирует минимальное окисление легирующих
элементов при переходе их из флюса в сварочную ванну.
Наплавленный металл имеет троосто-мартенсптную
структуру. В зависимости от массы наплавляемых дета-
лей требуется предварительный и сопутствующий подо-
грев (300—500 °C). Твердость наплавленного металла
в четверюм слое: после наплавки HRC 41—43; поел?
отпуска в течение 1 ч при 550 °C HRC 48—50.
Данные для применения. Род и значение максимально,
допустимого тока = (+); 700 А; максимально допустимая
скорость сварки 30 м/ч; минимально допустимое напря-
жение холостого хода источника питания 65 В; сушка
при температуре 400 °C, 2 ч; рекомендуемые проволоки:
Св-08 и Св-08 А.
Технология изготовления. Агломерированием с исполь-
зованием в качестве связующего материала водного рас-
твора жидкого стекла на базе силикатов натрия и калия.
6.2. ФЛЮСЫ ДЛЯ НАПЛАВКИ
АУСТЕНИТНО-ФЕРРИТНЫМИ МАТЕРИАЛАМИ
11аплавки аустенитно-ферритными коррозионно-стой-
кими материалами обычно выполняют па внутренних
поверхностях корпусных сталей, трубопроводов и дру-
455
.ого оборудования из сталей перлитно-ферритного класса,
облачающих относительно высокой прочностью, в том
числе и при повышенных (в-поть до 540 °C) температурах,
и имеющих низкую коррозионную стойкость. Внутренняя
поверхность химических, ядерных реакторов л других
корпусов, а также трубопроводе, имеющих в качестве
рабочей среды химически активные вещества, теплоноси-
тели и другие агрессивные жидкости и газы, защищается
относительно тонким слоем коррозионно-стойкой ста ти
обычно с Сг—^-матрицей.
Металл антикоррозионного покрытия указанного обо-
рудовакия должен удовлетворять следующим основным
требованиям: иметь гладкую ровную поверхность, без
внутренних и внешних ’сфсктов; обеспечивать надежное
соединение плакирующего слоя с основным металлом
корпуса или трубопровода; обладать высокой стойкостью
к поверхностной и межкристаллитной коррозии; иметь
необходимый уровень пластических и прочностных свойств,
в том числе после технологических и эксплуатационных
температурных выдержек.
Требования к флюсам для наплавки коррозионно-
стойкими материалами. В практике отечественного и за-
рубежного опыта нанесения коррозионно-стойких пок-
рытий наплавку под флюсом осуществляют проволочным
или ленточным электродом из сталей аустенитного класса
с регламентируемым содержанием б-феррита (табл. 6.3).
Уровень легирования металла проволок и лент, пред-
назначенных для наплавки первого слоя, устанавлива-
ется с учетом определенной доли участия основного ме-
талла в наплавленном. Значительное разбавление наплав-
ляемого металла основным (20—30 %) способствует уве-
личению содержания в нем углерода и в ряде случаев
повышению концентрации вредных примесей. Все это
увеличивает вероятность образования горячих трещин в
коррозионно-стойком покрытии.
В частности, для обеспечения достаточной трещино-
устойчивости при кристаллизации наплавляемого металла
в зарубежной практике обычно считается необходимым
гарантировать присутствие в его исходной структуре не
менее 4—5 % 6-фсррита. Это соответственно определяет
верхний уровень количества ферритной фазы в проволоке
или ленте (12—15 %).
В отечественной промышленности преимущественно
применяют проволочные и ленточные электроды с исход-
456
6.3< Наиболее распространенные присадочные материалы—проволоки, ^еьты
для выполнения коррозионно-стойких наплавок
457
J
Рис, 6.4. Способ наплавки шестью проволочными электродами под
флюсом:
I основной металл; 2 — шлаковая корка; 3 — наплавленный металл 4 —
электродная проволока: 5 — источник питания [6]
ным содержанием б-феррита в количестве 5—8 %, что
обеспечивает количество его в наплавленном слое соот-
ветствен но 2—5 %.
Повышенное содержание б-феррита в зарубежных лен-
точных и проволочных электродах вызвано тем обстоя-
тельством, что их используют в сочетании с более актив-
ными флюсами (Лф > 0,4) по сравнению с отечественными
МФ<0,1).
Для обеспечения стойкости наплавленного металла,
контактирующего с теплоносителем, к межкристаллитной
коррозии (МКК) его легируют активными карбидообразо-
вателями (тиган, ниобий и др.), а также дополнительно
уменьшают в нем количество углерода. При этом соблю-
дается необходимое минимальное соотношение карбидо-
образующих элементов к углероду. Например, при леги-
ровании наплавляемого слоя ниобием названное соот-
ношение должно быть Nb/C > 10. Последнее обеспечивает
необходимую стойкость металла к МКК после технологи-
ческой термической обработки в процессе длительной
эксплуатации оборудования в условиях высоких темпера-
тур и воздействия агрессивных сред.
458
Для нанесения коррозионно-стойких покрыл» наи-
большее распространение получили дуговые способы на-
плавки: иод флюсом проволочным электродом по? флю-
сом ленточным электродом.
Главный недостаток наплавки проволочным электро-
дом — это невысокая производительность при значитель-
ном перемешивании наплавляемого металла с основным.
Этот недостаток в некоторой степени нивелируется при
наплавке несколькими проволочными электродами
(рис. 6.4).
Сущность способа состоит в следующем. На пять про-
волок подается постоянный ток обратной полярности
силой 1100 А и напряжением 20 В, на шестую, располо-
женную несколько сзади, —ток прямой полярности
силой 220 А и напряжением 26 В. Для наплавки при-
меняют проволоку диаметром 1,6 мм. Все проволоки по-
даются в зону плавления с поперечными колебаниями
амплитудой 20 мм и частотой 1 Гц.
Благодаря колебательному движению сварочной го-
ловки удается получить валик шириной до 120 мм. На-
плавку ведут на скорости (1,9—2,2) 10-3 м/с.
Недостатки способа —довольно значительная степень
перемешивания с основным металлом (до 30 %), недоста-
точно высокое качество формирования поверхности ва
лика, а также сложность и громоздкость оборудования
Наиболее распространенный способ нанесения корро
зионно-стойкого покрытия — наплавка под флюсом лен-
точным электродом. Этот вид наплавки имеет ряд преи-
муществ ио сравнению с наплавкой проволокой (большая
производительность процесса, меньшая доля участия
основного металла в наплавленном, выше качество нап-
лавленной поверхности).
Наибольшее распространение получили три разновид-
ности этого способа наплавки: наплавка ленточным элект-
родом сечением 60x0,5 мм; двухэлектродная наплавка
лентами 60x0,5 или 50x0,7 мм; наплавка широкой лептой
сечением 150x0.5 мм с магнитным управлением.
Характеристика флюсов для нанесения коррозионно-
стойких покрытий. Для выполнения коррозионно-стойкой
наплавки проволочным электродом практически пригоден
любой состав флюса, предназначенный для сварки
аустенитно-фсрритных хромоникелевых сталей (ОФ-6,
ЛП-26, ФЦ-17 и др,). Однако, с одной стороны, исполь-
зование проволочного электрода при наплавке коррозиоп-
459
[h; стойких покрытий малопроизводительно, с другой —
проволочный электрод обеспечивает большую глубину про-
плавления основного металла по сравнению с ленточным.
Поэтому ниже преимущественно приведены характери-
стики и составы флюсов, используемых при наплавке
коррозион no-стойких покрытий ленточным электродом.
Среди названной группы флюсов наиболее широко пред-
ставлены составы, построенные па базе шлаковой системы
СаО—CaF2—ALO3—SiO2 (флюсы ФЦ-18, ЛН-70, АН-72
и АН-90) с варьируемым соотношением основных компо-
нентов системы и добавками других оксидов и солей
с целью получения особых металлургических или сва-
рочно-технологических характеристик.
Непосредственных данных, относящихся к указанной
шлаковой системе, в технической литературе имеется
мало. Зато довольно хорошо изучена более простая шла-
ковая система СаО—Л12О3—SiO2 (см. рис. 4.11). В составе
указанных флюсов наиболее реально образование следую-
щих химических соединений: анортита (СаОА12О3 X
х 2SiO3 с температурой плавления около 1550 °C; ге-
ленита (2СаО • Л12О;| • Si Ch) с температурой плавления
1500—1596 °C; псевдоволластопита (aCaO -SiO2) с тем-
пературой плавления 1544 'С; муллита (3ALO3-2SiO>)
< температурой плавления 1516 °C н других минеральных
фаз.
Введение в состав на базе шлаковой системы СаО—
А12О3—SiO2 значительного количества CaF2 увеличивает
удельную электропроводимость шлака с повышением тем-
пературы (рис. 6.5). Поэтому шлаки с повышенной кон-
центра пней CaF2 (флюсы ФЦ-18, АН-70, АН-72 и АН-90)
обеспечивают хорошую устойчивость электрошлакового
процесса, особенно при сварке-наплавке ленточным
электродом
Яря введении А12О:< снижение электропроводимости
флюса-шлака обусловлено образованием анионных комп-
лексных групп А1—О и А1—О—F.
Высокая электропроводимость шлака обусловливает
выделение малого количества теплоты, которого может
быть педостат чпо для достижения необходимых темпе-
ратур процесса. Слишком высокое электросопротивление
шлака, наоборот, может привести к возникновению ду-
гового разряда и нарушению ЭШП.
Таким образом, флюсы на базе шлаковой системы
СаО—А12О3—SiO2 с добавками солей и оксидов других
460
Рис. 6.5. Зависимость уцельной
элс кт |Х> проводимое! в СаЕг от
температуры
Рис. 6.6. Расположение структур
пых областей расплавов шлаковой
€иси.мы СаО—ALO;r—SiO2
элементов в зависимости от соотношения содержаний ос-
новных и кислотных оксидов могут быть подобны совер-
шенным ионным рас гворам в расплавленном с ос гоя ни и
или растворам с местной микронеоднороднослью химиче-
ского состава, а также растворам с каркасной структурой.
Совместный анализ результатов ультра акустических
исследований расплавов названной шлаковой системы
и измерений термодинамической активности компонентов
позволил выделить в ней три структурные области
(рис. 6.6): / —каркасных структур; 7/ —микропеодво-
родпого состава; /// — гомогенного ионного расплава.
Участки, прилегающие к углам диаграммы состояния
системы СаО—А12О3—SiO2 представляют собой области
твердого при температуре 1700 °C вещества.
Флюс ОФ-Ю можно отнести к шлаковой системе
MgO—CaF3—AI2O3—SiO2, которая малоизучена. Однако,
как и в предыдущем случае, целесообразно рассмотреть
тройную шлаковую систему MgO— ALO3—SiO2, поскольку
присутствие CaF2 в шлаках указанной системы сдвигает
температуру плавления реальных шлаков в меньшую сто-
рону.
) 1иа грамма coc'i оя и и я i ил а новой с и стемы М gO—А12О3-—
SiO2 (см. рис. 4.8) показывает, что в данной системе име-
ются следующие химические соединения: Кордиер ит
2MgO-2ALOo'5SiO2 плавящийся пнконгруэвтпо при тем-
пературе 1455 °C, муллит 3Al2Os-2Si02 с температурой
461
SO
Рис. 6.7. Диаграмма состояния системы СаО—М^О—SiO2
инконгруэнтного плавления 1850 °C, протоэнстатит
MgO-SiO2 с температурой ««конгруэнтного плавления
1557 X, форстерит 2MgO-SiO2 с температурой плавления
1890 °C, шпинель MgO-Л12О3, плавящаяся при температуре
2135 °C и сапфирин 4MgO-5Al2O3 2SiO2, состав которого
до сих пор окончательно не установлен. Его температура
««конгруэнтного плавления 1475 °C.
Флюс ФЦ-20 относится к шлаковой системе ;VlgO—
СаО—А12О3—ТЮ2—SiO2 с добавками CaF2. Однако, учи-
тывая отсутствие такой диаграммы плавкости, его в пер-
вом приближении можно отнести к шлаковой системе
СаО—MgO—SiO2 с 10 % А12О3 (рис. 6.7).
Повышенная концентрация SiO2 в составе флюса спо-
собствует получению благоприятной зависимости вяз-
кости от температуры (рис. 6.8) и по сравнению с другими
составами придает ему технологичность при наплавке
(формирование валика, отделимость шлаковой корки и
др.). Необходимо также отметить факт снижения склон-
ности флюса-шлака к гидратации по сравнению, напри-
мер, с флюсом ОФ-10 (рис. 6.9). Это связано с тем, что
к 2
i'm G.K. Изменение вязкссги
флюсов ОФ’10 (/); АН-72 (2);
ФЦ-20 (3) и АН-26 (4) в за-
висимости о1 температуры
Рис. 6.9. Изменение влажности флюсов
ОФ-10 (/) и ФЦ-20 (2) в зависимости от
температуры их прокалки
содержание водорода в шлаках существенно понижается
с уменьшением активности О2'.
В этой связи наибольший интерес вызывает роль
TiO2. Введение 8—16 % TiO2 способствует снижению
вязкости расплавов шлаковой системы СаО—MgO—
Л12О3—SiO2—TiO2. При увеличении концентрации ТЮ2
за счет снижения SiO2 вязкость возрастает (рис. 6.10),
При этом возрастает электропроводимость (кривая 2),
а коэффициент устойчивости элекгрошлакового процесса
изменяется но кривой 7, которая является зеркальным
отражением кривой 3 (температурной зависимости вяз-
кости).
Рассматривая в целом группу плавленых флюсов для
механизированной паплавки коррозионно-стойких леев
Рис. 6.10. Изменение
коэффициента устойчи-
вости элсктр ош лакового
процесса (7), удельной
электропроводимости (2)
и вязкости (5) флюсов в за-
висимости от содержания
(ТЮ2)ф в их составе. Вяз-
копь и удельную элек-
тропроводимость измеря-
ли при температурах 1400
и 1700 X соответственно
463
па перчитные стали, следует отметить их следующие
особенности: возможность выполнения наплавки ленточ-
ным электродом, что позволяет резко увеличить произ-
водительность процесса наплавки; ведение процесса на-
п л а в к и пре им у шест ве i шо в э л ек гр ош л а ко во м ре жи м е;
не и о л ь зова н и е дл я к о р р оз ио 11 и о- стой ко й »i а пл а в к и с |)л ю-
сов ? пониженной химической активностью по отношению
к на п л а вл я емом у ы ета л л у.
Каталог флюсов для наплавки коррозионно-
стойкими материалами
Флюс плавленый маркм
ф;ьп
ТУ 108.948.02—85
Гни
FR
Назначение. Механизированная двухлепточная нап-
лавка коррозионно-стойких покрытий па внутренние по-
верхности корпусных конструкций -из перлитно-феррнт-
ных сталей в энергетическом и нефтехимическом машино-
строении.
Сварочно-технологические свойства. Устойч ивоеть ду-
ги — электрошлаковый бездуговой процесс плавления
электродов; формирование шва отличное с плавным пере-
ходом к основному металлу; склонность металла шва к об-
разованию пор и трещин низкая; отделимость шлаковой
корки самопроизвольная при нагреве изделия вплоть
до температуры 300 °C.
Данные для контроля качества. Состав флюса, %!
SiO.? СаО
MgO
24—28 22—26
Л12(\ CaF2 Ст А Fe2O3 $ Р
ZrOo
8—13 38—43 1—2 <0.5 <0,03 <0,025
Цвет зерен — голубой _ оттенками фиолетовых тонов;
размер зерен 0,25—2,5 мм; строение зерен — пемзовидное;
объемная масса 0,6—1 к г/дм8.
Металлургические свойства. Относится к группе низ-
кокремнистых безмарганцовистых флюсов солеоксидного
класса с химической активностью /1ф — 0,254-0,3. Его
состав можно отнести к шлаковой системе СаО—CaF2—
A!2Os—SiO2 с добавками оксидов магния, циркония и
хрома с целью дополнительной оптимизации сварочно-
464
технологических и металлургических свойств флюса в про-
цессе наплавки с использованием ленточных электродов
шириной до 60 мм.
Достаточное количество основных оксидов и фтори-
стого кальция в составе делают шлак электропроводным
в расплавленном состоянии. Поэтому начальный дуговой
процесс при наплавке как одним, гак и двумя ленточными
электродами в течение 1—2 с горения дуги переходи!
в электрошлаковый.
Низкая относительная химическая активность флюса
способствует пониженному содержанию кислорода в нап-
лавленном металле. Обычно его количество не превышает
0,01 % Эго благоприятствует переходу легирующих эле-
ментов из лепты с повышенным коэффициентом перехода
в па плавл яемый металл.
Данные для. применения. Род и значение максимально
допустимого тока — (+); 1100 А; максимально допусти-
мая скорость сварки 18 м/ч; минимально допустимое
напряжение холостого хода источника питания 60 В.
сушка при температуре 800 °C, 3 ч; рекомендуемые про-
црИ 1 unu V I у UWU Vj, H, VCAIinC ири-
ВОЛОКИ (ленты): Св-07Х25Н13; Св-04Х 19П10Г2В;
Нп-03Х22Н11Г2Б; Нп-04Х20Н10Г2В.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым спо,чо1ом в проточную во ту.
Флюс плавленый мар?;и
АН-70
ТУ ИЭС 173—72
:сср
Назначение. Механизированная сварка я наплавка
коррозионно-стойких сталей и покрытий внутренних по-
верхностей химических реакторов, арматуры и другого
химического и нефтехимического оборудования.
Сварочно-технологические свойства. Устойчивость дуги
удовлетворительная, разрывная длина дуги до 7 мм;
формирование шва хорошее, без особенностей; склонность
металла шва к образованию пор и трещин низкая; отдели-
мость шлаковой корки отличная, в том числе с металла,
нагретого до 600 ЭС.
Данные для контроля качества. Состав флюса, %:
SiO2 А12Оч СаО CaF3 NaF ['е0Оч > Р
8—10 25—35 25—35 25—35 1—3 <0,5 <0,04 <0,01
445
Цвет зерен — белый с оттенками; размер зерен 0,25—
2,5 мм; строение зерен — пемзовидное; объемная масса
0,8—1,1 кг/дм3.
Металлургические свойства. Относится к группе низ-
кокремнистых безмарганцовистых флюсов солеоксидного
класса с относительной химической активностью Лф
0,1. Построен на базе шлаковой системы СаО—A12OS—
СаК с добавками диоксида кремния и фтористого натрия
с целью улучшения металлургических и сварочно-техно-
логических характеристик флюса в процессе наплавки.
Низкая концентрация кремнезема в составе флюса и
повышенная основность придают составу, с одной стороны,
пониженную химическую активность, с другой — по-
вышенную склонность к гидратации, в результате чего
после мокрой грануляции флюса требуется многочасовая
высокотемпературная прокалка.
Пониженная химическая активность флюса положи-
тельно сказывается на уменьшении концентрации ки-
слорода в наплавляемом металле, которая обычно не
превышает 0,03%. Флюс также способствует хорошему
усвоению наплавленным металлом активных элементов,
содержащихся в сварочной (наплавочной) проволоке
(ленте).
Что же касается содержания вредных примесей серы и
фосфора в наплавленном металле, го их количество на-
ходится на уровне концентраций указанных примесей
в сварочной (наплавочной) проволоке.
Данные для применения. Род и значение максимально
допустимого тока = (+); 900—1000 А; максимально до-
пустимая скорость сварки 20—30 м/ч; минимально допу-
стимое напряжение холостого хода источника питания
65 В; сушка при температуре 850 °C, 4 ч; рекомендуемые
проволоки (ленты): Св-04Х 19Н10Г2Б; Св-07Х25Н 13;
Св-04 X19Н11МЗ; Св-05Х20Н9Ф.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом в проточную воду.
Флюс плавленый марки
АН-72
ГУ 88-УССР-085-351—65
Тип СССР
FB
Назначение. Механизированная одно- и двухленточная
наплавка коррозионно-стойких покрытий на внутренние
466
поверхности химических реакторов и другого нефтехи-
мического оборудования.
Сварочно-технологические свойства. Устойчивость дуги
^хорошая, без особенностей; формирование шва хорошее,
с плавным переходом _от наплавляемого металла к основ-
ному; склонность металла шва к образованию пор и
трещин низкая; отделимость шлаковой корки отличная,
в том числе и с металла, нагретого до 400 °C.
Данные для контроля качества. Состав флюса, %:
S iO.> Л12О3 СаО CaF2 ZrO2 F е,Оч S Р
TiCh MgO
16-20 18—23 16-20 40—45 1—5 <1 <0,025 <0,025
Цвет зерен —белый с оттенками серых тонов; раз-
мер зерен 0,3—3 мм; строение зерен — пемзовидное; объ-
емная масса 0,8—1,2 кг/дм3.
Л1 еталлургические свойства. Отн ос и гс я к группе низко-
кремнис гых безмарганцовистых флюсов солеоксидного
класса с химической активностью Дф - 0,17—0,23. Его
состав с полным основанием можно отнести к шлаковой
системе СаО—CaF2—А12О3—SiO2 с добавками других
оксидов для улучшения сварочно-технологических ха-
рактеристик.
Низкая концентрация кремнезема в составе флюса и
повышенная основность, с одной стороны, делают состав
практически пассивным по отношению к наплавляемому
металлу, особенно при использовании ленточного элект-
рода. С другой стороны, флюс обладает повышенной склон
постыо к гидратации, поэтому после мокрой грануляции
фтюса обязательно требуется его высокотемпературная
прокалка.
Низкая химическая активность флюса положительно
сказывается на пониженной концентрации кислорода в
наплавляемом металле. Обычно его количество не превы-
шает 0,05 %. Низкая окислительная способность флюса
благоприятствует наиболее полному переходу легирую-
щих элементов ленты (проволоки) в наплавленный металл.
Данные для применения. Род и значение максимально
допустимого тока = (—); 800 А; максимально допустимая
скорость сварки 12 м/ч; минимально допустимое напряже-
ние холостого хода источника питания 60 В; сушка при
температуре 750 °C, 3 ч; рекомендуемые проволоки (ленты):
Св-ЗОХ15Н35ВЗБЗТ; Св-06Х45Н60М15; Св-08Н50.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом в проточную воду.
46/
лкх (1лзвл<,»ый марки
Al 1-90
I У ИЭС 483—84
СССР
Назначена Мехагш.ированная двухлен точная на-
плавка коррознонно-стойкпх покрытий на внутренние
поверхности химических реакторов и другого нефтехи-
мического оборудован!! я.
Сварочно-те.энологические свойства. Устойчивость ду-
ги — электрошлаковый бсздутовой процесс плавления
электродов; формирование шва отличное с плавным пере-
ходом к основному металлу; склонность металла шва к об-
разованию пор и трещин низкая; отделимость шлаковой
корки отличная при нагреве изделия вплоть до темпера-
туры 300 ':С.
Данные для контроля качества. Состав флюса. %:
SiO2 СаО Л12О-> CaF2 ZrO2 Fe.»O3 S Р
xMgO TiOo
20—24 20—26 12—16 36—45 0,5—1 <1 <0,03 <0,03
Цвет зерен — белый с оттенками серого цвета: размер
зерен 0,25—2,5 мм; строение зерен — пемзовидпее; объем-
ная масса 0.8—1,1 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремни с ты х без м а р i а н но в i юты х фл ю с ов с олео кс и дног о
класса с химической активностью Лф — 0,254-0,3. Его
состав с полным с снованием можно отнести к шлаковой
системе СаО—CaF2—-ЛЕОЯ—SiO2 с добавками оксидов
магния, циркония и других с целью дополнительной
оптимизации сварочно-технологических и металлургиче-
ских характеристик при одно- и двухленточной наплавке
электродом шириной до 50 мм.
Значительное количество основных оксидов и фтори-
стого кальция нридае! шлаку в расплавленном состоя-
нии хорошую ионную проводимость. В связи с этим на-
чальный дуговой процесс при использовании как одного,
так и двух ленточных электродов в течение 1—2 с пере-
ходит в электрошла ковый.
Относительно низкая химическая активность флюса
положительно отражается па пониженной концентрации
кислорода в наплавленном металле. Обычно его количе-
ство не превышает 0,04 %. Это благоприятствует переходу
легирующих электродов из ленты с повышенным коэффи-
циент ом перехода ь наплавляемый мет алл.
468
Флюс обладает повышенной стойкостью к гидратации
после высокотемпературной прокалки
Данные для применения- Род и значение максимально
допустимого тока = (+); 1200 А; максимально допусти
мая скорость сварки 20 м/ч; минимально допустимое па
пряжение холостого хода источника питания 60 В; сушка
при гсмпературе 800 сС, 3 ч; рекомендуемые проволоки
(ленты): Св-07Х25Н13; Св-04Х19Н10Г2Б;
Нп-03Х22Н11Г2Б; Нп-04Х20Н10Г2Б.
Технология изготовления. Плавлением в дуговых печах,
грануляцией мокрым способом в проточную воду.
Флюс плавленый марки ОФ- Ю 1 ОСТ 5.9206—75 Тип ЕВ СССР
Назначение. Механизированная наплавка электрод
ними лептами и проволоками коррозионно-стойких по
к рыт ий па внутренние поверхности сосудов из пер литно-
ферригных сталей в атомном машиностроении,
Свароцно-технологические свойства. Устойчивость дуги
хорошая, разрывная длина дуги до 9 мм; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки удовлетворительная. Ухудшается при содержа-
нии в наплавленном металле ниобия и ванадия.
Данные для контроля качества. Состав флюса, %:
SlOq СД1Г £ А12О3
9—12 35—46 28—34
СаО М(?О Fc.,O3 S Р
<8 11—14 <1,5 <0,03 <0,03
Цвет зерен —белый, с оттенками серых тонов; размер
зерен 0,3 —3 мм; строение зерен — пемзовидное; обьем-
пая масса 0,7—0,95 кг/дм\
Металлургические свойства. Относится к группе низ-
кокремнистых безмаргапцовистых флюсов солеоксндного
класса с химической активностью Аф — 0,1—0,15, Его
состав можно отнести к шлаковой системе М^О—CaF2—
А12Оз—SiO2.
Низкая концентрация кремнезема в составе флюса
и повышенная основность, с одной стороны, делают со*
ciaB практически пассивным по отношению к наплавляв-
469
мому металлу, особенно при использовании ленточного
электрода. С другой стороны, флюс обладает повышен*
пой склонностью к гидратации. поэтому после мокрой
грануляции флюса обязательно требуется высокотемпера-
(урная прокалка в течение длительного времени,
Н из кая хи ми чес ка я а кти в и ость флюса положительно
сказывается на пониженной концентрации кислорода в на-
плавляемом металле. Обычно его количество не превышает
0,04 %, Низкая окислительная способность флюса благо*
прпятствует переходу легирующих элементов из лепты
(проволоки) с высокими коэффициентами перехода.
Данные для применения. Род и значение максимально
допустимого тока — (-г); 1200 А; максимально допустимая
скорость сварки 15 м..ч; минимально допустимое напря-
жение холостого хода источника питания 65 В; сушка при
температуре 950—970 еС, 5 ч; рекомендуемые проволоки
(ленты): Св-07Х25Н13; Св-04Х 19Н10Г2Б.
Технология изготовления. Плавлением в дуговых ке-
чах, грануляцией мокрым способом в протечную воду
Флюс плавленый марки
ФЦ-20
ГУ 108.948.02—85
Тил
CS
СССР
Нозначен ие. Л\ехавизированная однослойна я корро-
зионно-стойкая наплавка двухленточным электродом внут-
ренних поверхностей энергетичсского оборудования из
теплоустойчивых сталей перлитно-ферритнето класса.
Сварочно-технологические свойства. Устокчивость ду-
ги — электрошлаковый бездуговой процесс плавления
электродов; формирование шва хорошее, без особенностей;
склонность металла шва к образованию пор и трещин
низкая; отделимость шлаковой корки хорошая, особенно
при наплавке электродными лентами, содержащими нио-
бий.
Данные для контроля качества. Состав флюса, %:
SiO2 TiO2 ALO. СаО MgO CaF2 Fe.£\ S P
29—35 9—15 6—14 8—16 24—28 3—7 <2 <0,03 <0,025
Цвет зерен — черный с наличием отдельных зерен се-
рого цвета; размер зерен 0,25—2,5 мм; строение зерен —
пемзовидное; объемная масса 0,6—1 кг/дм3.
470
Металлургические свойства. Относится к группе низ-
кокремнистых безмарганцовистых флюсов солеоксидного
класса с химической активностью Лф — 0,354-0,4- Его
состав можно отнести к шлаковой системе MgO—СаО —
А12О3—TiO2—SiO2 с добавками CaF2. Значительное коли-
чество оксида магния и добавки в состав диоксида тигана
и СаЕ2 обеспечивают при наплавке с использованием одно-
или двухленточного электрода устойчивое протекание
электрошлакового процесса.
Значительная концентрация кремнезема в составе
флюса способствует активному кремневосстановителыюму
процессу, который становится особенно заметным при ис-
пользовании одноленточного электрода. К положительным
свойствам флюса следует отнести низкую склонность
к гидратации, что облегчает работу с составом флюса.
Обычная концентрация кислорода в виде мелкодис-
персных оксидных включений при использовании двух-
ленточного электрода в наплавленном металле обычно не
превышает 0,06 %.
Данные для. применения. Род и значение максимально
допустимого тока — (+); 1200 А; максимально допусти-
мая скорость сварки 20 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 60 В; сушка
при температуре 650 ЭС, 3 ч; рекомендуемые проволоки
(ленты): Нп-03Х22Н 11Г2Б; Нп-01Х20Н 10Г2Б.
Технология изготовления. Плавлением в дуговых пе-
чах, грануляцией мокрым способом в проточную воду.
6.3. ФЛЮСЫ ДЛЯ НАПЛАВКИ
ЦВЕТНЫХ МЕТАЛЛОВ НА СТАЛЬ
Трудность наплавки цветных металлов на сталь обу-
словлена тем, что они различаются физическими, механи-
ческими и физико-химическими свойствами (табл. 6.4),
которые определяют как взаимодействие металлов между
собой, гак и их взаимодействие с вновь образующимися
фазами.
Большинство наплавляемых на сталь цветных метал-
лов отличается от нее температурой плавления, плотно-
стью, коэффициентами теплофизических свойств (коэффи-
циентами линейного расширения), кристаллографиче-
скими характеристиками —типом решетки и ее парамет-
рами. Такие тугоплавкие и химически активные металлы,
как титан, ниобий, тантал и молибден, при нагреве активно
471
6.4» Физические ч механические характеристики некоторых цветных металлов
Чк. 6i ч -.о о
AJ GO ». 1 СТ i 1 ♦
О' _-»^ч > *
Ч—г
V* lO Ю ”4 г С1 CN О CJ СЧ 1 о о • * <т> 1 s~--i 1Q 112 280 000- 318 000
VjH ! 16'36 г » --Л' 24G5 031—06 300—350 150—170 87 000
। Й Г" 1О - 3 «* « i 20—30 1 S О W 1 ! । 53 000
О cr> О) Lfj СО 8.94 1083 о ю о 200—240 75—150 115 000— 126 000
•Г —.
с5 т < г- сс СТ: 7 S ОС 1 о со сч — 205 000- 230 000
Ft. о lQ t-' □э 1535 "Л—-- 250—300 о сч 210 000
LM 3J Cl & 4,5! ’ J 665 о сч ю 7 о СО ж—оог 112 100
< ТО —< о: OJ -I <с Ю 7 г - * 1 о LD Й 1 о со /—; S—--’
fe
ф кто V
си о ПЭ О Г_
<0 in л сз
а л
CV £7^ Ф ь
X « 1 н сс
о J3 X S О s то 2 CJ *т- Ь>- с S £ ЕЙ ° ь £ •=
< О гс С
гХ
•f О
к-* t— аз
СС Е; о н jq со
Е К о иЗ ф S' ч С
со ярч 3*
(й , О w f~*l J
нО гос Л о С CD О tv ® ь
Ф и о Г} S 5 о >ъ Ь
с = 5S к Ф gjS
СЪ» ф Ш -2 г
<. >
472
взаимодействуют с водоротом, азотом и кислородом, чго
ухудшает свойства наплавленного слоя и усложняет тех-
нологию наплавки.
Прочные связи в сварном соединении обра-j ются в
две стадии: нодготовительную —сближение соединяемых
металлов на расстояние, при котором может возникнуть
межатомное взаимодействие, достигаемое в процессе сма-
чивания твердой поверхности жидкой фазой; конечную,
на которой определяющую роль играют квантовые про-
цессы электронного взаимодействия, приводящие к обра-
зованию либо металлической, либо ковалентной
связи.
Для протекания в зоне контакта металлов процессов
электронного взаимодействия требуется определенная
энергия. Эта энергия может быть тепловой (термическая
активация), механической (механическая активация) пли
радиационной (р ади а ци онпая а кти в а ция).
При дуговой наплавке под флюсом атомы сближаются
в результате смачивания жидким менее тугоплавким ме-
таллом более тугоплавкого, твердого пли частично оплав-
ленного металла, с активацией его поверхности и после-
ду ющ им обр а зова н и ем металл и чес кой связи.
Наиболее успешно удается наплавлять сталь цветными
металлами с применением способов, обеспечивающих ми-
нимальное время контактирования металлов, соединяемых
в жидком состоянии, чго уменьшает размеры прослоек
хрупких интерметаллидов либо даже предотвращает
их возникновение; падежную защиту наплавляемого
металла с помощью флюса от окружающего возду-
ха; предотвращение образования хрупких интерметалли-
дов подбором промежуточных однородных или комбиниро-
ванных из разных металлов вставок, хорошо свариваю-
щихся как со сталью, так и с наплавляемым металлом; по-
давление роста интерметаллических хрупких фаз легиро-
ванием наплавляемого металла некоторыми компонентами.
Наплавка цветных металлов на сталь под флюсом про-
изводится сравнительно редко. Наиболее универсальными
для этой цели оказались способы наплавки аргонодуговой,
электронно-лучевой и диффузионной.
В случае, когда наплавку па сталь осуществляют под
флюсом, состав флюса выбирают в зависимости от харак-
тера наплавляемого металла. Для этой цели обычно ис-
пользуют те же составы флюсов, что и для сварки цветных
металлов (см. гл. 5).
473
С пи сок
л и г е р а т у р ы
i Gaiрмнекий К. В. Элсктродуговая сварка и наплавка под кера-
мическими флюсами. Киев: Техшка, 1976. 183 с.
2. Лившиц Л. С., Гринберг Н.А., Куркумели 9. Г. Основы леги-
росянпя наплавленного металла. М.: Машиностроение, 1969. 187 с.
3 Новохагскин И. А. Газы в окисных расплавах. М.: Металлур-
гия 1975. 216 с.
4 Подгаецкий В. 8., Галин и ч В. И. О строении жидких сварочных
злаков-7/Автоматическая сварка. № 7. 1981. С. 36—45.
5. Сварка в .машиностроении: Справочник. Т. 2/Под ред. А. И. Аку-
това. М.: Машиностроение, 1978. 463 с.
6. Шоршоров М. X., Ерохин А. А.» Чернышова Т. А. 1оряч1«е
(ретины при сварке жаропрочных сплавов М.‘ Машиностроение,
19/3. 224 с,
7. Neff F., Scberl Р., Wintei К. Zwti tioneUP—Band—Schvvi ib-
vcrlahrcn ir.it erhehter Plattienjngscblei<-iune//Schxveibtechn;k Sotidure.
1974 \ 5. S. 109-120.
8. Zcniner H„ Jurisch M< Das Unterpulver—Au flrags — Schev-
fssin mil Bandelcktrod^n/ZSchu-cisstechnik Sou dure. 1982. N 2. S. 47—49
Г лава 7
Флюсы для электрошлаковой сварки сталей,
цветных металлов и сплавов
Электрошлаковая сварка имеет принципиальные >г-
личня от дуговой, поэтому основным условием осуществле-
ния электрошлакового процесса является постоянное на-
личие шлаковой ванны.
К флюсам для электрошлаковой сварки предъявляются
следующие требования: обеспечивать быстрое и легкое на-
чало электрошлакового процесса и поддерживать устой-
чивое его протекание без значительных колебаний ширины
и глубины шлаковой ванны в большом диапазоне измене-
ния сварочного тока и напряжения; обеспечивать гаранти-
рованное проплавление кромок основного металла и удов-
летворительное формирование поверхности шва без об-
разования подрезов и наплывов; создавать шлак, легко
отделяющийся с поверхности шва; не отжимать формиру-
ющие ползуны и не вытекать в зазоры между ползунами и
кромками; иметь высокую температуру кипения и выде-
лять минимум вредных газов; обеспечивать заданный хи-
мический состав металла шва и его чистоту по вредным при-
месям серы, фосфора, кислорода и др.
171
7.1. ОСОБЕННОСТИ
ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
В шлаковой ванне наибольшая плотность тока у конца
электрода и наименьшая —у свободной поверхности ме-
таллической ванны. Поэтому наибольшую объемную плот-
ность теплоты, выделяемой в шлаковой ванне следует
ожидать вблизи конца электрода; значительно меньшую
(па 1—2 порядка) —вблизи металлической ванны и са-
мую малую — вблизи стенок ванны (свариваемых кромок
и формирующих устройств). У конца электрода темпера-
тура шлака наибольшая. Наименьшая температура шла-
ка — на поверхности ванны (рис. 7.1). Вследствие такого
распределения температуры в шлаковой ванне создаются
условия для возникновения в ней естественной конвек-
ции, при которой посредине ванны устанавливаются вос-
ходящие потоки жидкости, а по краям—нисходящие.
Наибольшее количество теплоты выделяется, как уже
отмечалось, в шлаковой ванне вблизи электрода и под ним,
в так называемой активной зоне. Тепловая энергия пере-
носится отсюда в периферийные области шлаковой ванны
конвективными потоками.
При установившемся процессе сварки количество теп-
лоты, выделяемой в шлаковой ванне, должно быть равно
количеству теплоты, отдаваемой ванной.
Использование энергии для плавления электрода при
ЭШС более эффективно, чем при дуговой сварке. Об этом
Рис. 7.1. Изменение темпера-
туры шлаковой ванны по глу-
бине при общей ее глубине
hs
Рис. 7.2. Энергия Рс> выделяемая при
ЭШС (/), сварке в углекислом газе (2)
и дуговой сварке под флюсом (3) в за-
висимости от скорости подачи элек-
тродной проволоки при постоянном ее
диаметре
475
свидетельствуст меньшее количество энергии, расходуе-
мой на расплавление равного количества электродной
проволоки при ЭШС по сравнению с дуговой сваркой под
флюсом и в струе углекислого газа (рис. 7.2). Указанную
закон омер ность можно объяснить следу ющим.
При ЭШС нет необходимости расплавлять вместе с
электродом все новые и новые порции сварочного флюса,
поскольку заданное количество флюса расплавляют толь-
ко в начале процесса. В дальнейшем флюс добавляется
для компенсации его потерь.
7.2. МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ,
протекающие
ПРИ ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ
При ЭШС могут протекать такие же реакции взаимодей-
ствия между жидким флюсом-шлаком и металлом ванны,
как и при дуговой сварке, в результате чего металл шва
может обогащаться кремнием и марганцем, с одной сто-
роны, кислородом, серой и фосфором —с другой. Однако,
как и сам процесс, эти реакции идут при ЭШС с некото-
рыми отличиями, нежели при дуговой сварке. На рис. 7.3
показано восстановление марганца и кремния при сварке
с использованием флюса АН-8 при дуговом и электро-
шлаковом процессах. Видно, что хотя восстановление ука-
занных элементов при ЭШС происходит в меньшей степени,
чем при дуговой сварке, ио все же является значительным.
В табл. 7.1 приведены изменения состава флюса АН-8
при электрошлаковой переплавке проволоки Св-15Г в
медный кокиль.
7.1. Составы флюса и шлака после переплава. %
Объект нсслеДоиа ни я SIO А1,О9 СаО МпО CaF FeO
Флюс АН-8 Шлак тою же флюса 34,5 30,84 10,1 11,58 7,27 9,6 7,63 6,42 24,63 24,2 13,46 9,64 2,39 7,72
Примечанй е. Режим сварки: сила тока 400—420 А, напря-
жение 46—48 В: глубина шлаковой ванны 45—50 мм; вылет (сухой)
80 мм.
476
Рис. 7.3. Восстановление кремния (а) и марганца (б) при сварке под
флюсом ЛН-8 при дуговом и элекгротлакопом процессах от основности
флюса;
/ — дуговой припеве. 2 — ЭШС посгояины'- гон ом: 4 -* 5Ш< перем аи и ым
»оком
По мере накопления закиси железа в шлаке кремне-
и марганцевосстанови тельный процессы начинают aaiy-
хагь, что при сварке ферритно-перлитных сталей приводит
к неравномерности распределения содержаний кремния и
марганца ио длине шва При сварке аустенитных сталей
это приводит к дополнительному окислению хрома, ва-
надия и других элементов. По мере обогащения шлака
оксидами указанных элементов изменяются не только его
металлургические, но и физические свойства.
Все это свидетельствует о гом, что и прп ЭШС необ-
ходимо подбирать химическую активность флюса подобно
тому, как это делаекя при дуговой сварке. Последнее
вызвано еще и тем обстоятельством, что в процессе ЭШС
помимо взаимодействия флюса и металла определенное
влияние оказывает и окружающая атмосфера.
На свойства металла шва большое воздействие оказы-
вают реакции водорода и азота, имеющие место при взаи-
модействии жидкого флюса-шлака с воздухом, с одной
стороны, и с металлом —с другой:
Н.Ов + (О--),,,.,, = 2 (ОН "),11Л; (7.1)
2 (ОН-)Ш.„ + Ге;.ь - (Fei+)1UJ1 + 2 Ю*-)шл -Ь 21Н]; (7.2)
2X0,. + 0.5Ов = 2 (.\’О*)ШЛ -Ь (О^),.,,,; (7.3)
2 (КО*)Юг, + ЗНе - 3 (Fe2+) 4- 2 (СНшл + 21 X |. (7.4)
Таким образом, указанные процессы в известной мере
также можно регулировать соответствующим подбором
состава флюса-шлака. Но иногда приходится применять
477
свидетельствуei меньшее количество энергии, расходуе-
мой на расплавление равного количества электродной
проволоки при ЭШС по сравнению с дуговой сваркой под
флюсом и в струе углекислого газа (рис. 7.2). Указанную
закон омер ность можно объяснить следу ющим.
При ЭШС нет необходимости расплавлять вместе с
электродом все новые и новые порции сварочного флюса,
поскольку заданное количество флюса расплавляют толь-
ко в начале процесса. В дальнейшем флюс добавляется
для компенсации его потерь.
7.2. МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ,
протекающие
ПРИ ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ
При ЭШС могут протекать такие же реакции взаимодей-
ствия между жидким флюсом-шлаком и металлом ванны,
как и при дуговой сварке, в результате чего металл шва
может обогащаться кремнием и марганцем, с одной сто-
роны, кислородом, серой и фосфором —с другой. Однако,
как и сам процесс, эти реакции идут при ЭШС с некото-
рыми отличиями, нежели при дуговой сварке. На рис. 7.3
показано восстановление марганца и кремния при сварке
с использованием флюса АН-8 при дуговом и электро-
шлаковом процессах. Видно, что хотя восстановление ука-
занных элементов при ЭШС происходит в меньшей степени,
чем при дуговой сварке, ио все же является значительным.
В табл. 7.1 приведены изменения состава флюса АН-8
при электрошлаковой переплавке проволоки Св-15Г в
медный кокиль.
7.1. Составы флюса и шлака после переплава. %
Объект нсслеДоиа ни я SIO А1,О9 СаО МпО CaF FeO
Флюс АН-8 Шлак тою же флюса 34,5 30,84 10,1 11,58 7,27 9,6 7,63 6,42 24,63 24,2 13,46 9,64 2,39 7,72
Примечанй е. Режим сварки: сила тока 400—420 А, напря-
жение 46—48 В: глубина шлаковой ванны 45—50 мм; вылет (сухой)
80 мм.
476
Рис. 7.3. Восстановление кремния (а) и марганца (б) при сварке под
флюсом ЛН-8 при дуговом и элекгротлакопом процессах от основности
флюса;
/ — дуговой припеве. 2 — ЭШС посгояины'- гон ом: 4 -* 5Ш< перем аи и ым
»оком
По мере накопления закиси железа в шлаке кремне-
и марганцевосстанови тельный процессы начинают aaiy-
хагь, что при сварке ферритно-перлитных сталей приводит
к неравномерности распределения содержаний кремния и
марганца ио длине шва При сварке аустенитных сталей
это приводит к дополнительному окислению хрома, ва-
надия и других элементов. По мере обогащения шлака
оксидами указанных элементов изменяются не только его
металлургические, но и физические свойства.
Все это свидетельствует о гом, что и прп ЭШС необ-
ходимо подбирать химическую активность флюса подобно
тому, как это делаекя при дуговой сварке. Последнее
вызвано еще и тем обстоятельством, что в процессе ЭШС
помимо взаимодействия флюса и металла определенное
влияние оказывает и окружающая атмосфера.
На свойства металла шва большое воздействие оказы-
вают реакции водорода и азота, имеющие место при взаи-
модействии жидкого флюса-шлака с воздухом, с одной
стороны, и с металлом —с другой:
Н.Ов + (О--),,,.,, = 2 (ОН "),11Л; (7.1)
2 (ОН-)Ш.„ + Ге;.ь - (Fei+)1UJ1 + 2 Ю*-)шл -Ь 21Н]; (7.2)
2X0,. + 0.5Ов = 2 (.\’О*)ШЛ -Ь (О^),.,,,; (7.3)
2 (КО*)Юг, + ЗНе - 3 (Fe2+) 4- 2 (СНшл + 21 X |. (7.4)
Таким образом, указанные процессы в известной мере
также можно регулировать соответствующим подбором
состава флюса-шлака. Но иногда приходится применять
477
и специальные меры, например оодувать шлаковую ванну
аргоном, особенно при сварке жаропрочных аустенитных
сталей.
7.3. ФЛЮСЫ
ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ СГАЛЕЙ
Электрошлаковый процесс принципиально отличается
от дугового, поэтому и флюсы для ЭШС имеют свои ха*
рактерные особенности, обусловленные как необходи-
мостью обеспечения устойчивого элек1ришлакового про-
цесса, так и наличием устройств для удержания сварочной
ванны.
Основные требования к флюсам. Флюс для электро*
шлаковой сварки не должен быть слишком тугоплавким
или коротким. Если это требование не выполняется, то
происходит отжимание ползунов от свариваемых кромок,
которое при сварке швов большой протяженности ведет
к вытеканию сварочной ванны и прекращению процесса
сварки. Установлено также, чго поверхность шва полу-
чается тем более ровной, чем ниже температура плавления
шлака и чем равномернее скорость сварки. Вместе с тем,
чтобы шлак не вытекал в зазоры между ползуном и свари-
ваемой деталью, он не должен быть слишком жидкотеку-
чим. Для электрошлаковой сварки требуется оптимальная
вязкость шлака, при которой не происходит ни отжимания
ползунов от свариваемых кромок, ни вытекания шлака
в зазоры. Если шов формируется без применения ползу-
нов (сварка с неподвижной, стационарной подкладкой),
Рис. 7.4. Изменение вязкости не-
которых флюсов в зависимости
от температуры
Рис. 7.5. Изменение электропро-
водимости некоторых флюсов в
зависимости от температуры
478
вязкость шлака имеет второстепен-
ное значение и главным требованием
является его оптимальная электро-
проводность.
На рис. 7.4 показаны темпера-
турные зависимости вязкости ряда
флюсов. Эти флюсы заметно отли-
чаются как по характеру изменения
вязкости, так и по абсолютному ее
значению при температуре плавления
стали. Наиболее длинным является
флюс АН-8, а наиболее коротким —
А НФ-III. Флюс АН-8 расплавляет-
ся при самой низкой температуре,
затем идут флюсы АН-22 и АН-348-А.
Н а и бол ее т у гопл а в к и й фл юс АН Ф -1П
и поэтому здесь — наибольшая опас-
ность отжимания ползунов.
Характер изменения электропро-
водимости флюсов АН-8, АН-22,
АН-348-А и АНФ-1П в зависимости
от температуры приведен на рис. 7.5.
Сопоставление данных рис. 7.4 и 7.5
свидетельствует о том, что, как пра-
вило, э л е ктроп р оводи м ость фл юса
тем выше, чем меньше его вязкость,
и наоборот.
Поскольку большинство флюсов,
применяемых при ЭШС, — много-
компонентные, то и закипают они не
при определенной температуре, а в
некотором ее диапазоне.
Для стабильности электрошлако-
вого процесса важна температура
начала кипения флюса, определяе-
мая наиболее летучим его компонен-
том. В табл. 7.2 представлены дан-
ные о температуре плавления и ки-
пения ряда компонентов, которые
наиболее часто используют во флю-
сах для ЭШС.
Наиболее низкую температуру ки-
пения имеют фториды кремния, алю-
миния, натрия и калия. Наличие в
479
сварочной ванне этих соединении должно существенно
снижать температуру начала кипения флюса и этим сни-
жать устойчивость электрошлакового процесса.
Требование легкой отделимости шлака связано не
только с упрощением операции очистки шва после его
наплавки» но и с безопасностью работ. Плохо отделяю-
щийся шлак скалывается и кусочками разлетается затем
с такой силой, что может травмировать глаза и кожу ра-
ботающих.
Путем изменения окислителыюго потенциала шла ка
при легировании металла шва можно регулировать отде-
лимость шлаковой корки и гем самым предотвращать
появление промежуточного слоя с такими параметрами
решетки, которые способствовали бы эпитаксиальному
сращиванию его с поверхностью металла шва. Отдели-
мость шлаковой корки дополнительно зависит еще и от
качества формирования шва и физических характеристик
флюса.
Требования к флюсу в отношении обеспечения необ-
ходимого химического состава шва зависят от вида свари-
ваемого металла. Эти требования в основном определяют
выбор химического состава флюса.
Для ЭШС низкоуглеродистых и низколегированных
сталей используют флюсы весьма разнообразные по со-
ставу, а именно: высококремннстые марганцовистые, низко-
кремнистые марганцовистые, бескремнистые оксидные и
фторидные флюсы. При этом наиболее широкое распро-
странение получили низкокремнистые марганцовистые
и фторидные флюсы.
Оптимумом сварочно-технологических свойств при
ЭШС с применением формирующих швов ползунов обла-
дает флюс АН-8. Однако он имеет повышенную окисли-
тельную и низкую обессеривающую способности и насы-
щает сварной шов кислородом в виде мелкодисперсных
оксидных включений на основе кварцевого стекла. Поэ-
тому применение этого флюса не обеспечивает требуемых
механических свойств, особенно пластичности металла шва
при ЭШС низколегированных, а гем более средне- и вы-
соколегированных сталей.
В каталоге приведен ряд составов плавленых специ-
альных флюсов для ЭШС сталей различных классов (кис-
лые и основные). Кроме специальных флюсов, для ЭШС
часто используют и флюсы для механизированной дуговой
сварки (АН-348-А, ОФ-6, АН-47), а также флюсы, пред-
480
назначенные для электрошлакового переплава (АНФ-1,
АНФ-6, АНФ-7 и др.)
Каталог сварочных флюсов
Флюс плавленый ФЦ-7
ТУ 108.1314—85
Тип
MS
СССР
Назначение. Для электрошлаковой сварки и наплавки
углеродистых и низколегированных сталей в энергетиче-
ском машиностроении.
Сварочно- технологические свойства. Устой ч и весть
электрошлакового процесса высокая; формирование шва
хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки хорошая. Шлак самопроизвольно отделяется
при охлаждении шва до температуры 100 °C.
Данные для контроля качества. Состав флюса, %:
SiOo
л*
45—48
МпО MgO Л12О3 СаЬ’а
23—26 16—18 <3 4—6
К2О СаО Fc2Os S Р
Na.,О
0,6—0,8 <3 <1,5 <0,15<0,1
Цвет зерен — желтый, коричневый; размер зерен
0,25—2,5 мм; строение зерен — стекловидное и стекло-
пемзовидпое; объемная масса 1,2—1,6 кг/дм3.
Металлургические свойства. Относится к группе вы-
сококремнистых среднемарганцовистых флюсов оксид-
ного класса с химической активностью /1Ф = 0,75-=-0,82.
Его состав с полным основанием можно отнести к шлаковой
системе MgO—МпО—SiO2 с добавками фтористого каль-
ция и других оксидов с целью улучшения сварочно-тех-
нологических свойств при ЭШС.
Повышенная концентрация кремнезема, а также
сравнительно высокое содержание монооксида марганца
в составе флюса ФЦ-7 приводят к интенсивному проте-
канию кремне- и марганцевосстановительпого процессов
на границе шлак—металл в сварочной ванне. В результате
указанных реакций наплавляемый металл одновременно
обогащается восстанавливаемыми из флюса кремнием и
марганцем, с одной стороны, и кислородом в виде мелко-
дисперсных оксидных включений — с другой.
16 П/р Н. Н. Потапова
481
По мере накопления в шлаковой ванне монооксида
железа, являющегося продуктом названных реакций,
кремне- и марганцевосстановительный процессы посте-
пенно затухают. Последнее приводит также дополнительно
к неравномерности состава металла шва по его длине.
Во избежание этого явления по мере ведения процесса
следует постепенно обновлять шлаковую ванну новыми
порциями флюса. Металл шва, выполненный под указан-
ным флюсом, имеет низкую ударную вязкость (80 Дж/см2).
Данные для применения. Род и значение максимально
допустимого тока = (+); 600 А; максимально допусти-
мая скорость сварки 5 м/ч; минимально допустимое на-
пряжение холостого хода источника питания 65 В; сушка
при температуре (275 ± 25) °C, 2 ч; рекомендуемые про-
волоки: Св-08Г2; Св-10Г2; Св-10ГН; Св-ЮНМА.
Технология изготовления. Плавлением в дуговых печах
с последующей грануляцией в проточную воду.
Флюс плавленый АН-8 ГОСТ 9087—81 Тип MS СССР
Назначение. Для электрошлаковой сварки и наплавки
углеродистых и низколегированных сталей как легиро-
ванных, так и нелегированных марганцем.
Сварочно-технологические свойства. Устойчивость элек-
трошлакового процесса хорошая, без особенностей; фор-
мирование шва хорошее, без особенностей; склонность
металла шва к образованию пор и трещин низкая; отдели-
мость шлаковой корки удовлетворительная.
Данные для контроля качества. Состав флюса, % 2
SiO, MnO СаО MgO А1г03 CaF2 Fe2Oa S Р
33—36 21—26 4—7 5—7,5 11 — 15 13—19 1,5—3,5 <0,15 <0,15
Цвет зерен — желтый, коричневый; размер зерен 0,25—
2,5 мм; строение зерен — стекловидное; объемная масса
1,5—1,8 кг/дм3.
Металлургические свойства. Относится к группе низ-
кокремнистых среднемарганцовисгых флюсов солеоксид-
ного класса с химической активностью Лф=0,58-?-
0,65. Его состав с полным основанием можно отнести
к шлаковой системе МпО—CaF2—А12О3—SiO2 с добав-
482
ками оксидов кальцин и магния с целью улучшения ме-
таллургических и сварочно-технологических свойств в
процессе электрошлаковой сварки.
Повышенная концентрация кремнезема в составе флюса
АН-8 и относительно высокое содержание моноокспда
марганца приводят к интенсивному протеканию на гра-
нице шлак—металл кремне- и марганцевосстановительного
процессов. В результате указанных реакций наплавлен-
ный! металл одновременно обогащается восстанавливае-
мыми из флюса элементами и кислородом в виде мелко-
дисперсных оксидных включений. По мере накопления
в шлаковой ванне монооксида железа, являющегося про-
дуктом названных реакций, кремне- и маргапцевоссгано-
ви тельный процессы постепенно затухают. Последнее до-
полнительно приводит также к неравномерности состава
металла шва по его длине. Во избежание этого следует по
мере ведения процесса постепенно обновлять шлаковую
ванну новыми порциями флюса.
Данные для применения. Род и значение максимально
допустимого тока —600 А; максимально допустимая
скорость сварки 5 м/ч; минимально допустимое напряже-
ние холостого хода источника питания 60 В; сушка при
температуре 400 °C, 2 ч; рекомендуемые проволоки:
Св-08ГА; Св-10Г2; Св-ЮНМА; Св-08ХН2ГМЮ.
Технология изготовления. Плавлением в дуговых печах
с последующей грануляцией в проточную воду.
Флюс имеет модификацию флюса АН-8М с понижен-
ным содержанием ALO3.
Флюс плавленый АН-25 ГУ ИЭС 19ф—66 Тип АН СССР
Назначение. Для облегчения возбуждения электрошла-
ковоги процесса при электрошлаковой подпитке слитков
и фасонных изделий, электрошлаковой отливке заготовок,
шла кавой контактной сварке властинчатымн электро-
дами.
Сварочно-технологические свойства. Устойчивость
электрошлакового процесса очень высокая; флюс элект-
ропроводен в твердом состоянии; формирование шва хо-
16*
483
рошее; склонность металла шва к образованию пор и
трещин низкая; отделимость шлаковой корки хорошая,
без особенностей.
Данные для контроля качества. Состав флюса. %1
SiO., СаО
6—9 12—15
MgO
2—4
33—40
ТЮо
35—40
lTc.»O3 S Р
<1 <0,05 <0,05
Цвет зерен — черный, с опенками; размер зерен 0,25—
2,5 мм; строение зерен — стекловидное, камневидное;
объемная масса 1,6—1,9 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых безмарганцовистых флюсов солеоксидного
класса с химической активностью /1ф = 0,25—0,3. Его
состав с полным основанием можно отнести к шлаковой
системе CaF2—ТЮ2 с добавками оксидов кремния, каль-
ция и магния с целью улучшения металлургических и
сварочно-технологических характеристик флюса.
Флюс АН-25 специально разработан для облегчения
старта электрошлакового процесса. Он электронроводен
в твердом состоянии при нормальной температуре. Об-
ладает высокой электропроводимостью в расплавленном
состоянии. В твердом состоянии имеет электропроводи-
мость, обусловленную наличием в его составе значитель-
ного количества низших оксидов титана (Ti2Os), которые
образуются путем восстановления TiO2 при плавке флюса
в присутствии раскислителей. В последние годы флюс
АН-25 стали реже применять для облегчения старта
ЭШГ1. Чаще в последнее время указанный флюс исполь-
зуют некоторые металлургические заводы при электро-
шлаковой наплавке.
Данные для применения. Род и значение максимально
допустимого тока —; 800 А (на один электрод диаметром
3 мм); максимально допустимая скорость сварки 5 м/ч;
минимально допустимое напряжение холостого хода ис-
точника питания пе ограничено; сушка при температуре
400 °C, 2 ч; рекомендуемые проволоки: Св-08ГА; Св-08ГС;
Св-ЮГА; Св-ЮНМА.
Технология изготовления. Плавлением в дуговых пе-
чах с последующей грануляцией расплава в проточной воде.
Флюс плавленый АН-22
ГОСТ 9087—81
Тип СССР
ГВ
484
Назначение. Для электрошлаковой сварки и наплавки
легированных сталей, преимущественно низко- и средне-
легированных, содержащих марганец.
Сварочно-технологические свойства. Устойчивость
электрошлакового процесса весьма высокая; формирова-
ние шва хорошее, без особенностей; склонность металла
шва к образованию пор и трещин низкая; отделимость
шлаковой корки хорошая; в расплавленном состоянии
шлак обладает повышенной жидкотекучестью, поэтому
требуется плотное прилегание прижимных ползунов.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО СаО MgO AlaO3 CaFs КаО ге,Оэ S Р
№.,()
18— 7—9 12—15 11,5— 19—23 20—24 1—2 <1 <0,05 <0,05
21,5 15,0
Цвет зерен — светло-коричневый, желтый; размер зе-
рен 0,25—2,5 мм; строение зерен — стекловидное; объем-
ная масса 1,5—1,8 кг/дм3.
Металлургические свойства. Относится к группе низ-
кокремнистых пизкомаргапцовистых флюсов солеоксид-
ного класса с химической активностью = 0,2^0,26.
Его состав с полным основанием можно отнести к шлако-
вой системе СаО—MgO—CaF3—А12О3—SiO3 с добавками
оксидов марганца, калия и натрия для улучшения метал-
лургических и сварочно-технологических характеристик
флюса.
Относительно низкая концентрация кремнезема в со-
ставе флюса и повышенная основность флюса АН-22 по
сравнению с другими составами способствует тому, что,
во-первых, при сварке под флюсом АН-22 интенсивно про-
текает марганцевосстановитсльный процесс и практически
полностью отсутствует кремневосстановительный про-
цесс в сочетании с проволокой из спокойной стали. Во-
вторых, флюс требует более высокой температуры про-
калки перед употреблением с целью удаления конститу-
ционной влаги и предотвращения насыщения наплавляе-
мого металла водородом по реакциям (7.1) и (7.2), насы-
щение которыми может проходить за счет влаги, содержа-
щейся как в самом флюсе, так и в окружающем воздухе.
В последнем случае повышаемая основность флюса также
способствует насыщению металла водородом.
Данные для применения. Род и значение максимально
допустимого тока ~; 800 А; максимально допустимая
скорость сварки 4 м/ч; минимально допустимое напряже-
485
мне холостого хода источника питания 60 В; сушка при
температуре 400 °C, 2 ч; рекомендуемые проволокиз
Св-08ГА;" Св-10Г2; Св-ЮНМА и др.
Технология изготовления. Плавлением в дуговых печах
с последующей грануляцией в проточную воду.
Флюс плавленый ФЦ-21
ТУ 108.1314—85
Тип СССР
FB
Назначение. Для электрошлаковой сварки перлитно-
ферритных теплоустойчивых сталей в атомном и энергети-
ческом машиностроении.
Сварочно-технологические свойства. Устойчивость элек-
трошлакового процесса высокая; формирование шва хо-
рошее, без особенностей; склонность металла шва к обра-
зованию пор и трещин низкая; отделимость шлаковой
корки хорошая.
Данные для контроля качества. Состав флюса, %:
SiO2 МпО СаО CaF£ Д12ОЭ Fe.,O3 С S Р
MgO NaF
16—24 6—13 14—22 32—40 15—20 <1,5 <0,02 <0,015 <0,013
Цвет зерен — серый с оттенками; размер зерен 0,32—
2,5 мм; строение зерен — стекловидное; объемная масса
1,2—1,8 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых среднемарганцовистых флюсов солеоксидного
класса с химической активностью = 0,154-0,25. Его
состав в первом приближении можно отнести к шлаковой
системе СаО—А12О3—SiO2—CaF2 с добавками оксидов мар-
ганца, магния и других с целью улучшения сварочно-тех-
нологических и металлургических характеристик в рас-
плавленном состоянии.
В среднем температура плавления флюса ФЦ-21 со-
ставляет 1150—1200 °C. Повышенная вязкость шлака в
расплавленном состоянии при ЭШС способствует сниже-
нию его газопроницаемости. По ширине температурного
интервала затвердевания флюс ФЦ-21 занимает промежу-
точное положение между флюсами АНФ-6, ОФ-6 и АН-8.
Обладая хорошими сварочно-технологическими свой-
ствами, флюс ФЦ-21 обеспечивает высокую стойкость ме-
486
таяла швов к охрупчиванию при повторном нагреве, что
весьма важно при ЭШС сталей перлнтно-ферритного клас-
са, легированных хромом и никелем.
Данные для применения. Род и значение максимально
допустимого тока 600 А (на один электрод диаметром
3 мм); максимально допустимая скорость сварки 5 м/ч$
минимально допустимое напряжение холостого хода ис-
точника питания 60 В; сушка при температуре (650 ±
4г 20) °C, 4 ч; рекомендуемые проволоки: Св-10ГН$
Св 15ГСТЮЦА; Св 18ХГС; Св-13Х2МФТ.
Технология изготовления. Плавлением в дуговых печах
с последующей грануляцией в проточную воду.
Флюс плавленый АН-9 ТУ ИЭС 201—78 Тип FB СССР
Назначение. Для электрошлаковой сварки низколеги-
рованных и средпелегированных сталей в машинострое-
нии и строительстве.
Сварочно-технологические свойства. Устойчивость элек-
трошлакового процесса весьма высокая; формирование
шва удовлетворительное; склонность металла шва к обра-
зованию пор и трещин низкая; отделимость шлаковой
корки хорошая, без особенностей.
Данные для контроля качества Состав флюса, %:
SiO2 15—20 СаО М^О 30—35 AI2O3 10—15 CaF2 25—30 ZrO. Т1О2 6—10
S Р Всего примесей
<0,3 <0,03 <0,03 <2,0
Цвет зерен — серый с оттенками розового или зеле-
ного тонов; размер зерен 0,25—3 мм; строение зерен —
камневидное; объемная масса 1,2—1,6 кг/дм3.
Металлургические свойства. Относится к группе низко-
ti ремнистых безмаргапцовистых флюсов солеоксидного
класса с химической активностью Аф — 0,14-4-0,2. Его
состав с полным основанием следует отнести к шлаковой
системе СаО—CaF2—А12О3—SiO2 с добавками других ок-
сидов и солей с целью улучшения сварочно-технологпче-
487
ских и металлургических характеристик при ЭШС низко-
и среднелегированных сталей.
Недостатком флюса является повышенная склонность
к гидратации как в процессе грануляции расплава в про-
точной воде, так и при последующем храпении в разгер-
метизированной таре. Насыщение металла шва водородом
протекает по реакциям (7.1) и (7.2) за счет влаги, содер-
жащейся в самом флюсе, и влаги окружающего воздуха.
Ввиду относительно высокой электропроводимости
флюса оптимальное напряжение при сварке существенно
ниже, чем в случае применения флюсов с высоким содер-
жанием кремнезема.
Металл швов, выполняемый под флюсом АН-9, харак-
теризуется низким содержанием кислорода в виде неме-
таллических оксидных включений и высокой ударной
вязкостью.
Данные для применения. Род и значение максимально
допустимого тока 800 А (на один электрод диаметром
3 мм); максимально допустимая скорость сварки 5 м/ч;
минимально допустимое напряжение холостого хода источ-
ника питания не ограничено; сушка при температуре (625±
± 25) °C, 3 ч; рекоменд venue проволоки: Св-10Х5М;
Св-13Х2МФТ; Св-20ГСТЮА; Св-18ХГС.
Технология изготовления. Плавлением в дуговых печах
с последующей грануляцией расплава в проточную воду.
Флюс плавленый АНФ-14 ТУ 14-1-1948—77 Тип FB СССР
Назначение. Для электрошлаковой сварки хромонике-
левых аустепитно-ферритных сталей.
Сварочно-технологические свойства. Устойчивость элек-
трошлакового процесса весьма высокая; формирование
шва хорошее, без особенностей; склонность металла шва
к образованию пор и трещин низкая; отделимость шлако-
вой корки хорошая.
Данные для контроля качества. Состав флюса, %:
SiOo Л12О3 MgO
14—16 10—12 4—8
СаК СаО Fe,Q3 S Р
60—65 <8 <1 <0,05 <0,05
488
Цвет зерен — белый с оттенками; размер зерен 0,25—
2,5 мм; строение зерен — стекловидное и стеклопемзовид-
ное; объемная масса 1 — 1,4 кг/дм3.
Металлургические свойства. Относится к группе низко*
кремнистых безмарганцовистых флюсов солеоксидного
класса с химической активностью Лф ~ 0,14-0,15. Его
состав с полным основанием можно отнести к шлаковой
системе CaF2—А12О3—SiO2 с добавками оксидов магния
и кальция для улучшения металлургических и сварочно-
технологических характеристик флюса.
Недостатком флюса является большая склонность к
гидратации как в процессе грануляции расплава в про-
точной воде, так и при последующем хранении на откры-
том воздухе в разгерметизированной таре. Насыщение
металла шва водородом протекает но реакциям (7.1)
и (7.2) за счет влаги, содержащейся в самом флюсе и в ок-
ружающем воздухе.
Ввиду относительно высокой электропроводимости
флюса оптимальное напряжение при сварке существенно
ниже, чем в случае применения флюсов с высоким содер-
жанием кремнезема. Низкое напряжение может приводить
к появлению нссплавленнй и непроваров вследствие недо-
статочной мощности процесса. Для устранения указанных
дефектов свариваемые изделия можно подогревать до тем-
пературы 300—350 °C или же необходимо использовать
источники питания большей мощности.
Данные для применения. Род и значение максимально
допустимого тока 800 А; максимально допустимая
скорость сварки 5 м/ч; минимально допустимое напряже-
ние холостого хода источника питания не ограничено;
сушка при температуре 850 °C, 2 ч; рекомендуемые про-
волоки: Св-07Х25Н13; Св-04Х19Н11МЗ;
Св-06Х20Н11МЗТБ; Св-01 Х19Н18Г10АМ4.
Технология изготовления. Плавлением в дуговых почах
с последующей грануляцией расплава в проточную воду.
Флюс плавленый TU.st.A PN-67/M-69356 Тип АВ ПНР
Назначение. Для электрошлаковой сварки низкоугле-
родистых и низколегированных сталей в машиностроении
и строительстве.
489
Сварочно-технологические свойства. Устойчивость элек-
трошлакового процесса хорошая; формирование шва хо-
рошее, без особенностей; склонность металла шва к обра-
зованию пор и трещин низкая; отделимость шлаковой кор-
ки хорошая, самопроизвольно отделяется при остывании
шва.
Данные для контроля качества. Состав флюса, %:
S
SKX
25—30
МпО
2—5
СаО
11—16
CaF., AI.,O3 FeO
24—29 25—30 <1
<0,05 <0,05
Цвет зерен — серый с оттенками различных тонов;
размер зерен 0,3—1,6 мм; строение зерен — стекловидное
и стеклокамневидное; объемная масса 1,3—1,7 кг/дм\
Металлургические свойства. Относится к группе низко-
кремнистых низкомарганцовистых флюсов солеоксидного
класса с химической активностью Яф = 0,524-0,6. Его
состав с полным основанием следует отнести к шлаковой
системе СаО—CaF2—А13О3—SiO2 с добавками оксидов мар-
ганца с целью обеспечения металлургического равнове-
сия между флюсом-шлаком и наплавляемым металлом
в сварочной ванне.
Повышенная химическая активность флюса, особенно
по кремнезему, приводит к интенсивному протеканию крем-
невосстановительного процесса па границе шлак—металл
в сварочной ванне. В результате протекания указанной
реакции наплавляемый металл одновременно обогащается
восстанавливаемым из флюса кремнием и кислородом в ви-
де мелкодисперсных оксидных включений.
По мере накопления в шлаковой ванне моноокенда
железа, я вл я ющегося продуктом к ремневосста новител ь-
ного процесса, названный процесс постепенно затухает.
Последнее дополнительно приводит к неравномерности
состава металла шва по его длине. Во избежание указан-
ного явления следует по мере ведения процесса постепен-
но обновлять сварочную ванну новыми порциями флюса.
Ударная вязкость металла шва при сварке под ука-
занным флюсом обычно невысока — 80 Дж/см2.
Данные для применения. Род и значение максимально
допустимого тока = (+); 600 А (на один электрод диаме-
тром 3 мм); максимально допустимая скорость сварки
5 м/ч; минимально допустимое напряжение холостого хода
источника питания 45 В; сушка при температуре 300 °C,
2 ч; рекомендуемые проволоки: SpG2NlMlCu
(Св-08Г1Н1МД).
490
Технология изготовления. Плавлением в дуговых печах
с последующей грануляцией в проточную воду.
Ф л юс пл а вл ен ы й ГЫ. s t. В PN-67/M-69356 Тип MS ПНР
Назначение. Для электрошлаковой сварки низкоугле-
родистых сталей в различных отраслях машиностроения и
строительства.
Сварочно-технологические свойства. Устойчивость элек-
трошлакового процесса хорошая, без особенностей; фор-
мирование шва хорошее, без особенностей; склонность
металла шва к образованию пор и трещин низкая; отде-
лимость шлаковой корки хорошая; шлак самопроизвольно
отделяется при остывании шва до температуры 100 сС.
Данные для контроля качества. Состав флюса, %:
SiCb МпО СаО
33—36 21—26 4—7
MgO CaF2 А12О3 FeO S Р
5—7 13—19 11—15 <1,5 <0,1 <0,1
Цвет зерен — серый с оттенками коричневых тонов;
размер зерен 0,3—1,6 мм; строение зерен — стекловидное;
объемная масса 1,3—1,6 кг/дм3.
Металлургические свойства. Относится к группе низко-
кремнистых среднемарганцовистых флюсов солеоксидного
класса с химической активностью = 0,58—0,65. Его
состав с полным основанием можно отнести к шлаковой
системе МпО—CaF2—А12О3—SiO2 с добавками оксидов
кальция и магния для улучшения металлургических н
сварочно-технологических свойств в процессе ЭШС. По
своему химическому составу флюс TU. st.В является пол-
ным аналогом отечественному флюсу АН-8 и обладает
такими же металлургическими характеристиками, что
и названный флюс (см. АН-8).
Учитывая тот факт, что металл шва при ЭШС под флю-
сом TU.st.B в значительной мере засоряется мелкодис-
персными оксидными включениями эндогенного характера
в результате интенсивного протекания кремне- и маргапце-
восстановителыюго процессов в сочетании с указанным
флюсом рекомендуется применение сварочной проволоки
SpG2NlMlCu, содержащей в среднем 1 % NL Присутствие
никеля в металле сварного шва позволяет повысить
491
ударную вязкость в процессе испытании не только при
температуре 20 °C (80—100 Дж/см2), по и при пониженных
температурах.
Данные для применения. Род и значение максимально
допустимого тока — (+); ООО Л (на один электрод
ди а мет р ом 3 м м); м а кс и м альпо до п уст и м а я с к орость сва р к и
5 м/ч; минимально допустимое напряжение холостого хода
источника питания 65 В; сушка при температуре 300 °C,
2 ч- рекомендуемые проволоки: SpG2NlMlCu
(Св-08ГШ1МД)
Технология изготовления. Плавлением в дуговых печах
с последующей грануляцией в проточную воду.
7.4. ФЛЮСЫ
ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
НА ИХ ОСНОВЕ
Производство цветных металлов и в особенности алю-
миния неуклонно возрастает. С каждым годом увеличи-
вается количество металлов и сплавов, используемых в ка-
честве конструкционных материалов. Наряду с кон-
струкциями из алюминия, меди, никеля и титана в свар-
ном исполнении в настоящее время изготовляют изделия
из циркония, серебра, платины, бериллия и других ме-
таллов.
По своим свойствам мно!ие цветные металлы резко от-
личаются от стали, что учитывается при разработке спо-
соба сварки и выборе сварочных материалов.
ЭШС алюминия и его сплавов. Электрошлаковую
сварку алюминия и его сплавов целесообразно осуществ-
лять при толщине металла свыше 40 мм. В этом случае
экономический эффект составляет более 50 % затрат,
имеющих место при многопроходной механизированной
дуговой сварке. С увеличением толщины свариваемого
металла, как и при сварке других цветных металлов и
сплавов, технико-экономическая эффективность процесса
сварки возрастает.
Расплавленный алюминий и его сплавы взаимодейству-
ют практически со всеми газами, составляющими атмос-
феру: кислородом, азотом, водородом, а также с Н.2О,
СО, СО2. При этом наблюдается как химическое взаимо-
действие с образованием оксидов, карбидов и нитритов
492
и других соединений, так и активное растворение газоа
в алюминии.
Водород, хотя и не образует химических соединений
с алюминием, активно в нем растворяется и обычно зани-
мает более 75 % в общем объеме поглощенных алюминием
газов. Основным источником водорода в зоне сварки яв-
ляются водородосодержащие химические соединения, в том
числе и влага, содержащаяся в флюсе, в адсорбированном
виде на поверхности свариваемого металла, а также сва-
рочной проволоки.
Насыщение металла водородом, ио-видимому, проте-
кает в две стадии: растворение паров воды в флюсе-шлаке;
химическое взаимодействие расплавленного алюминия с
парами воды по реакции
2А1 + 3 (Н2О) = (А12О3) + 6 1Н].
При этом алюминий одновременно окисляется и насы-
щается водородом.
В процессе кристаллизации и охлаждения до нормаль-
ной температуры алюминий не претерпевает фазовых пре-
вращений и сохраняет крупностолбчатую дендритную
структуру с преимущественным расположением загрязне-
ний но границам кристаллитов, поэтому радикальное сред-
ство повышения стойкости металла шва к образованию
горячих трещин — измельчение его первичной структуры.
Для ЭШС алюминия и его сплавов разработаны и при-
меняются флюсы АН-А301; АН-А302; АН-АЗОЗ; АН-А304
и АН-А306 (табл. 7.3)
Представленные в табл. 7.3 флюсы обеспечивают по-
лучение качественной сварки изделий без тщательной
подготовки поверхности соединяемых кромок. Расход
7.3. Составы флюсов для электрошлаковой сварки
алюминия и его сплавов, %
Марка флюса у 6 i NaCl BaCl NaF Ll, «rW AlFa «то
АН-АЗО 1 20 50 20 8 2
АМ-А302 15 40 35 — " 6 4 - ... ш
АН-АЗОЗ 50 40 11 — w—— . 10
АН-А304 —— II» 60 25 1 I - — 15
АН-А306 И« 25 35 20 15 5 --
493
флюса составляет ориентировочно 10 % массы присадоч-
ного металла.
Швы, полученные при ЭШС, характеризуются плотной
структурой и достаточно высокими механическими свой-
ствами. Коэффициент прочности швов на алюминии равен
1, на сплаве АМц 0,9—0,95, на сплаве АМгб 0,8—0,9.
Сварку предпочтительно выполнять переменным током
с применением соответственно пластинчатых или комби-
нированных электродов. Они представляют собой непод-
вижный плавящийся мундштук (пластину с отверстиями),
по которому в сварочную ванну подается несколько про-
волок или лента.
В качестве источников сварочного тока используют
трансформаторы ТШС-3000-1 и ТШС-10000-1.
ЭШС титана и его сплавов. Титан и его сплавы обла-
дают рядом специфических физико-химических свойств,
вызывающих серьезные затруднения при ЭШС. Следует
прежде всего выделить большую химическую активность
металла при высоких температурах, особенно в расплав-
ленном состоянии, повышенную температуру плавления и
кипения, структурные превращения при термическом
цикле сварки, часто способствующие образованию хруп-
ких фаз и др.
Ни один из других металлов не обладает такой способ-
ностью, как титан, поглощать газы: азот, кислород и во-
дород. Уже незначительные количества их снижают пла-
стичность и вязкость металла, а в сварных швах заметно
повышают склонность к трещинам. Поэтому при сварке
титана необходимо принимать специальные меры для пре-
дотвращения попадания кислорода, азота и водорода
в металл шва, защищать от воздействия газов атмосферы
прилегающие к шву участки основного металла, прогре-
ваемые до высоких температур (свыше 600 °C), при кото-
рых начинается интенсивное поглощение газов титаном.
Перечисленным требованиям отвечают бескислородные
флюсы на основе фторидов и хлоридов щелочных и щелоч-
но-земельных металлов. Установлено, что флюс, состоя-
щий только из фторидов, не обладает требуемыми свароч-
ными свойствами. Последние улучшаются при замене части
фторидов хлоридами. Фториды и хлориды тигана не могут
быть использованы в качестве компонентов флюса, по-
скольку имеют чрезвычайно низкие температуры плавле-
ния и кипения.
Выбор оптимальных составов флюса на основе фторида
кальция осложняется тем, что в системах фторид каль-
ция — хлориды щелочных и щелочно-земельных металлов
образуются многочисленные легкоплавкие эвтектики, а
концентрационные области расплавов, обладающих высо-
кими температурами плавления, весьма ограниченны. В ка-
честве примера можно привести систему CaF2—ВаС12—NaF,
в состав которой входит наиболее тугоплавкий из всех
хлоридов — ВаС12. В этой системе обнаружено более 20
эвтектик разного состава (рис. 7.6). Добавление ВаС13
и NaF к тугоплавкой основе CaF2 существенно снижает
температуру плавления смеси. При содержании во флюсе
до 5 % NaF предельная концентрация в нем ВаС12 для
обеспечения необходимых тугоплавкости и формирующих
свойств не должна превышать 20—25 %.
Из термодинамических расчетов следует, что такие ком-
поненты системы CaF2—ВаС12—NaF, как CaF2 и NaF,
могут вступать в реакцию с оксидами титана, что имеет
большое значение для защиты металла шва при сварке от
загрязнения кислородом. Термодинамические расчеты так-
же указывают па возможность восстановления натрия ти-
таном из NaF. О реализации этой возможности свидетель-
495
7.4. Содержание газов в металле сварного шва и его твердость
при ЭШС титана с различной защитой сварочной ванны
Объект мсследоранир Содержание газов. % Твердость металла НИС
N_ о? н
Металл пластинчатого 0,05 0,09 0,01 16
электрода Металл шва при открытой 0,36 1,22 0,07 61
сварочной ванне То же, с защитой сва р оч- 0,06 0,11 0,01 18
ной ванны
ствует измельчение структуры металла шва при сварке
под флюсом с фторидом натрия.
В табл. 7.4 в качестве примера приведено содержание
азота, кислорода и водорода в наплавленном металле в слу-
чае открытой шлаковой ванны и той же ванны, защищен-
ной аргоном. В обоих случаях использовали один и тот же
флюс АНТ-2, один и тот же электродный металл — техни-
ческий титан, идентичные режимы сварки пластинчатым
электродом и аргон 1-го сорта.
Для электрошлаковой сварки титана разработан ряд
марок флюсов, построенных преимущественно на базе двух
основных шлаковых систем CaF2—BaCL—NaF и CaF2—
MgF2-SrF2.
Наиболее широкое распространение в промышленности
получили бескислородные флюсы 7ХНТ-2, АНТ-4 и АНТ-6,
обеспечивающие высокую стабильность процесса и хоро-
шее внешнее формирование шва. В расплавленном состоя-
нии они очень жидкотекучи, поэтому необходима весьма
тщательная подготовка деталей к сварке.
ЭШС меди и сплавов на ее основе. При изготовлении
изделий из меди толщиной до 40 мм используют преиму-
щественно дуговые методы сварки. Однако при много-
слойной сварке меди в сварных швах резко возрастает ко-
личество таких дефектов, как поры, трещины и шлаковые
включения. Последнее объясняется высокой теплопровод-
ностью, малой вязкостью и способностью меди поглощать
газы из атмосферы в расплавленном состоянии.
Особенности технологии ЭШС меди и ее сплавов состо-
ят, во-первых, в обеспечении необходимого прогрева и до-
статочного оплавления свариваемых кромок и, во-вторых,
496
в рафинировании расплавляемого основного и присадоч-
ного металла. Это достигается путем сочетания плавяще-
гося и неплавящегося электродов, применения специаль-
ных флюсов и особых формирующих устройств.
С учетом этих обстоятельств разработаны легкоплав-
кие флюсы на основе фторидов щелочно-земельных эле-
ментов для ЭШС меди, обеспечивающие хорошую устой-
чивость электрошлакового процесса, достаточный прогрев
и проплавление кромок на требуемую глубину, а также
хорошее формирование поверхности швов с достаточно
легко удаляемой шлаковой коркой (табл. 7.5).
Поскольку даже небольшое загрязнение меди железом
вызывает резкое ухудшение ее свойств, для электрошла-
ковой наплавки меди и ее сплавов на сталь в ПЗС им.
Е. О. Патона разработан способ, основанный на примене-
нии высокоактивных кипящих флюсов АН-Mil и АН-М12.
Основой флюсов служит фторид натрия, растворяющий на-
ходящиеся на наплавляемой поверхности оксиды. Обя-
зательными компонентами их являются соединения бора:
Н3ВО3, В2ОЛ, i\’a2B4O7 или их смесь.
ЭШС никеля и сплавов на его основе. По технологии
и технике сварки никель и его сплавы близки к стали,
особенно коррозионно-стойкой.
Накопленный за последние годы опыт изготовления
сварных конструкций из технически чистого никеля по-
казал, что при его сварке возникает целый ряд серьезных
трудностей, связанных прежде всего с большой склонно-
стью металла швов к образованию кристаллизационных
трещин. Главной причиной появления кристаллизацион-
ных трещин в металле шва является образование легко-
плавкой сульфидной эвтектики Ni—NiS- Поэтому в ос-
новном металле содержание серы ограничивается преде-
лом 0,001 %, что в 10—50 раз ниже допустимого количе-
ства ее в стали. Присутствие марганца, связывающего серу
в тугоплавкое соединение MnS, ослабляет се вредное влия-
7.5. Составы флюсов для электрошлаковой сварки меди
и сплавов на ее основе. %
Марка флюса N.1F LiF CaF? SiOj СаО
АН-М10 АНФ-5 50—70 17—25 10-20 10—20 75—80 5—10 До 2,0 До 3
497
7.6. Составы флюсов гпя электрошлаковой сварки никеля
и сплавов на его основе, %
Марка (Ълюса CaF-j А1?ОЯ СаО MgO Sio_.
АНФ-1 >90 <2^3 <2,5
АНФ-6 >59,5 23—31 ^8 — /А. to СИ
АНФ-7 80 1 20 —
АНФ-8 45—55 25—35 12—18
ние. На этом основано применение присадочных проволок
Св-НМц2,5 и Св-НМц5, содержащих соответственно 2,5
и 5 % Мп.
Однако введение марганца в никель снижает его корро-
зионную стойкость в щелочных средах. Поэтому исполь-
зование названных проволок допустимо только в тех слу-
чаях, когда содержащие марганец никелевые швы удов-
летворяют требованиям эксплуатации.
Трудность другого характера — склонность металла
швов к образованию пор в процессе кристаллизации. По
мнению большинства исследователей, к основным причи-
нам повышенной склонности никелевых сварных соедине-
ний к образованию пор относятся интенсивное насыщение
расплавленного металла газами в условиях нагрева и по-
следующее скачкообразное изменение растворимости га-
зов в никеле при переходе его из жидкого состояния
в твердое.
Учитывая изложенные обстоятельства, электрошлако-
вую сварку никеля толщиной более 40 мм ведут с исполь-
зованием пластинчатого электрода под бескислородными
фторидными флюсами АНФ-5 (см, табл. 7.5) или безокис-
лительными фторидными флюсами (табл. 7,6).
Список литературы
1. Металлургия и технология сварки титана и его сплавов/Под
ред. В. II. Замкова. Киев: Наукова думка, 1986. 240 с.
2. Подгаецкнй В. В., Люберец И. И. Сварочные флюсы. Киев:
Техшка, 1984. 167 с.
3. Рабкин Д. М. Металлургия сварки плавлением алюминия и его
сплавов. Киев: Наукова думка, 1986. 256 с.
4. Сварка в машиностроении: Справочник. Т. 1/Под ред. И. А. Оль-
шанского. М.: Машиностроение, 1978. 501 с.
5. Технология электрической сварки металлов и сплавов плавле-
ннем/Под ред. Б. Е. Патона. М.: Машиностроение, 1974. 768 с.
6. Электрошлаковая сварка и наплавка./Под ред. Б. Е. Патона,
М.: Машиностроение, 1980. 514 с.
498
Глава 8
Изготовление сварочных флюсов
8.1. ПРОИЗВОДСТВО ПЛАВЛЕНЫХ ФЛЮСОВ
Сварочные плавленые флюсы изготовляют в соответ-
ствии с требованиями нормативно-технической документа-
ции (НТД) на флюс конкретной марки по технологической
конструкции или технологическому процессу, разрабаты-
ваемыми предприятием-изготовителем с учетом существую-
щих на этом предприятии условий производства.
Разрабатываемую предприятием-изготовителем НТД
на производство плавленого флюса (технологическая ин-
струкция или технологический процесс) согласовывают
в установленном порядке с головной (базовой) материало-
ведческой или технологической организацией, которая
обычно является одновременно и разработчиком флюса
данной марки.
К изготовлению флюсов допускаются лица, прошед-
шие профессиональное обучение и аттестацию на право
работы по специальности.
Технологический процесс изготовления плавленых флю-
сов. Технологический процесс изготовления плавленых
флюсов представляет собой комплекс технологических
операций, выполняемых в определенной последователь-
ности, указанной на рис. 8.1. Принципиальная схема
производства плавленых флюсов приведена на рис. 8.2.
Складирование и хранение исходных материалов. Ма-
териалы, поступившие на предприятие—изготовитель флю-
сов, должны храниться раздельно по партиям в условиях,
регламентированных НТД на материалы. Условия хране-
ния должны исключать возможность обезличивания, сме-
шивания материалов различных наименований, марок и
партий, их загрязнения или изменения физико-химических
свойств. Партия материала, находящаяся на хранении,
должна иметь сертификат, удостоверяющий его качество
и соответствие НТД.
Входной контроль материалов. При поступлении каж-
дой новой партии материала па предприятие—изготовитель
флюса служба технического контроля должна выполнить
входной контроль в следующем объеме: проверить соот-
ветствие оформления и содержания сопроводительного
сертификата, вида поставки, упаковки и маркировки тре-
499
Рис. 8J. Схема техноло-
гического процесса изго-
товления плавленых флю-
сов
бованиям НТД на данный материал, проверить визуально
его внешний вид и выполнить контрольный химический
анализ материала.
Отбор проб» их подготовку и анализ следует проводить
в соот ветств и и с требова н и я ми НТД на да н н ы й матер и а л.
Результаты входного контроля должны регистрироваться
службой технического контроля в специальном журнале
регистрации продукции. Рекомендуется вести журнал по
каждому материалу в отдельности. При отрицательных
результатах входного контроля хотя бы по одному пока-
зателю качества следует выполнить повторное испытание
500
в соответствии с правилами, регламентированными НТД
на данный материал. Обычно повторно проверяют только
тот показатель качества материала, который не соответ-
ствует требованиям НТД. При отрицательном результате
после повторной проверки возможность использования
материала в производстве решается в установленном по-
рядке технологической и контрольной службами предприя-
тия—изготовителя флюса.
Запуск материалов в производство. Запускать материа-
лы в производство следует строго по партиям. Не реко-
мендуется начинать расходование следующей партии ма-
териала до полного израсходования предыдущей.
Каждую партию материала данной партии, направ-
ляемую в цех—изготовитель флюса, следует сопровождать
документом (сопроводительной картой, паспортом или
копией сертификата), в котором должно быть указано наи-
менование материала, марка, обозначение НТД, помер
сертификата, номер партии (плавки), количество отправ-
ляемого материала. Кроме этого, в документе на первую
порцию (часть партии материала), отправляемую в цех,
Рис. 8.2. Схема производства плавленых флюсов:
/ — установка крупного дробления кусковых компонентов; 5 — камера для
мойки кусковых материалов; 3 — установка среднего н мелкого дробления;
4 — печь для просушки компонентов; 5 — бункеры для хранения компонентов;
6 — дозирующая система: 7 — смеситель; 8— флюсоилапильная печь; 9 —
грануляционный бассейн; 10 — участок отстоя флюса: 11 — печь для про-
сушки флюса; 12 — флюсодробильная установка; 13 — сито; 14 — бункер
усреднения отдельных плавок флюса; 15 — улакоика флюса
501
8.1. Элементы и соединения основных компонентов,
содержание которых определяется перед запуском
материала в производство
Материал Элементы и соединения
Мрамор Песок кварцевый Концентрат плавикошпато- вый Глинозем Порошок магнезитовый Концентраты марганцевые Шпат полевой Концентрат рутиловый СаСО31 SiO4, MgO, S, Р SiO2, S, P CaF2, SiO2, S, P A12O3, s, p MgO, CaO, SiO2, S, P MnO, CaO, SiO.„ AI2OS, S, P NaaO, K2O, SiO'2, Ai2O„ S, P TiO3, S, P
должны быть указаны все показатели качества по данным
сертификата предприятия—изготовителя материала. До-
пускается не оформлять документ на последующие порции
материала, если на маркировке тары содержатся наиме-
нование, марка и номер партии материала в полном соот-
ветствии с маркировкой тары первой порции.
Каждая партия (порция партии) исходного сырья дол-
жна быть принята службой технического контроля цеха—-
изготовителя флюса путем проверки сопроводительной
документации, соответствия оформления и содержания
документации, упаковки, маркировки тары, а также внеш-
него вида материала требованиям НТД на материалы.
Сведения о поступившем материале должны быть внесены
планово-диспетчерской службой в журнал регистрации
материалов.
В дополнение к этому в соответствии с НТД на данный
материал следует сделать отбор проб и выполнить хими-
ческий анализ на содержание элементов соединений, ука-
занных в табл. 8.1.
Материал может быть допущен в производство службой
технического контроля цеха—изготовителя флюса при пол-
ном соответствии качества материала требованиям НТД
ла данный материал. Заключение службы технического
контроля цеха по запуску материалов в производство
должно быть занесено в журнал.
Подготовка материалов. Цель подготовки материалов
состоит в получении однородной по составу шихты для
выплавки флюса. Необходимость выполнения отдельных
С02
технологических операций и их последовательность рег-
ламентируются в соответствии с данными табл. 8.2.
Влажность материалов, подготовленных к загрузке
в расходные бункера, должна быть не более 1 %. Продол-
жительность сушки материала устанавливается техноло-
гической службой в зависимости от типа оборудования.
Рекомендуемая температура сушки для каждого материала
приведена в табл. 8.3.
Для размола кусковых материалов могут быть исполь-
зованы мельницы тонкого измельчения любого типа: ша-
8.2. Перечень и последовательность технологических
операций при подготовке шихтовых материалов
Техн о л ог и ч ее к а я операция
Материал Ма,>ка материала Крупное дробление Мой- ка Среднее и мелкое дробление Сушка
Мрамор для сва- рочных материалов Концентра г пла- ви кош патовый для сварочных мате- риалов Песок кварцевый для сварочных ма- териалов Глинозем Порошок магне- зитовый (перикла- зовый) спеченный Концентрат мар- ганцевый Порошок магне- зитовый каусти- ческий М-97Б М-97К М-97П Ф КС-95 А Ф КС-95 Б ФФС-97А ФФС-97Б ФФС-95 ФГС-92 Ф ГС-85 ФГС-75 Г-00, Г-0 Г-1. Г-2 Г-3 ПМСП-93 ПМК-88 ПМЭ-87 ПхМК-85 ПММ-85 ПМК-88 ПМК-87 ll+ 1 II II 1 Т-1 1 + - -- (- (- (- ё -) й) (- (- н (- (-1 (- (- (Н (- (- -) -) Н) -) I-) г) г) h) -) I-)
П р и м еча иие. Знаком «-[» обозначены обязательные опера*
Дни, j-)» — необходимость операции определяется технологической
службой цеха, «—» — операция не производится.
503
8.3. Рекомендуемая температура сушки шихтовых материалов
Материал Температура сушки СС
Мрамор для сварочных материалов Концентрат плавнкошпатовый для сварочных материалов: 200—300
кусковой флотационный Шпат полевой для электродных покрытий: 200—300 350—500
кусковой молотый Песок кварцевый для сварочных материалов Глинозем Порошок магнезитовый (периклазовый) спе- ченный Порошок магнезитовый каустический Концентраты марганцевые Концентрат рутиловый 2С0—300 400—500 200—300 450—500 400—500 400—500 300—350 200—300
ровые и стержневые периодического и непрерывного дей-
ствия, вибрационные и т. п.
Просев материалов следует выполнять на вибрацион-
ных или ротационных ситах через металлические сетки по
ГОСТ 3826—82, ГОСТ 3306—70 с размером ячейки 1 —
10 мм.
Просушенные шихтовые материалы хранят в расход-
ных бункерах дозировочного отделения, причем для каж-
дого из материалов предназначен отдельный бункер.
Составление и подготовка шихты. Составление шихты
предусматривает выполнение следующих операций: рас-
чет состава шихты; составление рецепта; дозировку ком-
понентов по рецепту; смешение компонентов.
Состав шихты рассчитывают в соответствии с регла-
ментируемым НТД химическим составом флюса конкрет-
ной марки и химическим составом компонентов (по ре-
зультатам контрольного анализа), предназначенных для
изготовления данной партии флюса.
Рассчитывать состав шихты следует отдельно на каж-
дую партию флюса. При смене партии какого-либо мате-
риала или изменении расчетного состава флюса шихту
необходимо рассчитывать заново. При определении рас-
четного состава флюса должны учитываться требования
НТД па конкретную марку флюса, фактический химиче-
ский состав предыдущих партий и конкретных плавок
504
флюса. При выборе расчетного химического состава шихты
следует учитывать физико-химические процессы, проте-
кающие при выплавке флюса, особенно в печах с углеро-
дистой футеровкой- К таким процессам относятся: унос
дисперсных компонентов, разложение карбонатов и фто-
ристых соединений, окислительно-восстановительные ре-
акции.
Следствием протекания физико-химических процессов
являются уменьшение выхода готового флюса и изменение
расчетного содержания в флюсе таких соединений, как
CaF2> А12О3, МпО, СаО. Содержание SiO2, MgO, ТЮ2
в флюсе в процессе выплавки обычно остается примерно
постоянным. Количественные характеристики потерь мас-
сы выхода готового флюса и изменения содержания соеди-
нений зависят от типа оборудования, условий проведения
плавки, характеристики сырья, состава и массы шихты.
Перечисленные выше характеристики следует устанавли-
вать при проведении опытных и контрольных плавок
в присутствии технолога цеха и службы ОТК.
Последовательность определения расчетного химиче-
ского состава шихты должна быть следующей.
1. Из заданного стандартом или техническими усло-
виями состава флюса в возможных пределах его изменения
выбрать примерно средние значения содержания SiO2,
MgO и TiO2.
2. Назначить содержание CaF2, МпО, Л12О3 по верх-
нему пределу заданного стандартом или техническими
условиями химического состава.
3. Установить содержание СаО и выбрать по нижнему
пределу заданного стандартом или техническими усло-
виями химического состава.
4. Конкретные концентрации остальных соединений,
пределы которых заданы стандартом пли техническими
условиями, назначить исходя из условия получения в сум-
ме 100 массовых частей. При этом допускается увеличи-
вать сумму массовых частей до НО с учетом потерь доли
шихты при выплавке. В данном случае при дальнейших
расчетах состава шихты необходимо сумму массовых ча-
стей соединений, выбранную для определенных условий
выплавки флюсов конкретных марок оставлять неизмен-
ной.
Расчет следует начинать со сравнительно чистых по
примесям компонентов. Рекомендуется такая последова-
тельность ведения расчета массовых частей компонентов:
505
нолевой шпат, диоксид титана, марганцевый концентрат,
плавикошпатовый концентрат, магнезит, глинозем, мра-
мор, кварцевый песок.
Последовательность расчета количества компонентов
в шихте должна быть следующей,
1. Вычислить содержание компонента в шихте но
формуле
QK- Qo-100/?o,
где QK —содержание компонента в шихте, %; Qq —рас-
четное количество основного соединения компонента в
шихте, %; q0 — концентрация основного соединения в ком-
поненте, %.
2. Вычислить содержание примесей, внесенных ком-
понентом в шихту вместе с основным соединением, по
формуле
Qn = Qi^n/юо,
где Qn — содержание примеси данного компонента в ших-
те, %; QK — количество данного компонента в шихте, % ;
qn —концентрация примеси в компоненте, %.
3. Вычислить в рекомендованной последовательности
содержание остальных компонентов и примесей в шихте.
4. Вычислить сумму массовых частей соединений, вне-
сенных в виде примесей другими компонентами, соответ-
ственно уменьшив количество основного соединения ком-
понента в шихте. Сумма массовых частей соединения,
внесенного несколькими компонентами, должна быть
равна выбранному содержанию этого соединения в расчет-
ном химическом составе шихты.
5. Все расчеты следует вести с погрешностью ±0,1 %.
Если примесей вносится менее 0,1 %, их учитывать не
требуется.
6. Определить сумму массовых долей всех компонен-
тов (SQ).
7. Рассчитать состав шихты па одну плавку по формуле
Л1Н - (QK/Se) Л1Ш,
где Л1К —масса компонента в шихте на одну плавку, кг;
—содержание компонента в шихте, %; Sq—сумма
массовых гцзлей компонентов; Л1ш — заданная масса ших-
ты на одну плавку, кг.
Расчеты следует вести с погрешностью ±0,1 кг.
8. Найденные значения Л4К сложить, определив тем
самым массу шихты на одну плавку. Масса шихты на одну
506
8.4* Расчетный химический состав шихты
Химический состав
Характер объекта А1аО. СаО MgO МпО СаЕ*
Химический со- став флюса по ТУ, % 28—32 18—22 15—20 е—10 4—8 12—18
Расчетный состав шихты, % 30 22 16 8 6 18
8.5. Форма таблицы для расчета состава шихты
Состав шихты Химический состав компонентой
S!O, Al2Ot СаО MgO МпО CaFs
Кварцевый песок Глинозем Мрамор Магнезит Марганцевый кон- центрат Плавиковый шпат 100 1,6 2,8 10,0 1,5 99 56 88 54 92
плавку определяется вместимостью печи, мощностью транс-
форматора и должна быть задана заранее.
9. При проведении расчетов для серии контрольных
или опытных плавок флюса с различным химическим со-
ставом шихты, а также серийных плавок массу шихты
одной плавки задавать одинаковой для всей серии.
При любых корректировках химического состава ших-
ты следует массу шихты на одну плавку оставлять неиз-
менной, т. е. уменьшение (увеличение) содержания одних
компонентов компенсировать соответствующим увеличе-
нием (уменьшением) содержания других.
Приведем пример расчета шихты флюса.
Используя данные табл. 8.4 и 8.5, определим содержа-
ние компонентов в шихте.
Глинозем @гл = 22-100/99 — 22.2 %.
Мрамор QMp’= 16-100/56 - 28,6 %.
Магнезит QMar = 8-100/88 =•= 9,1 %.
507
2^1аргапцевый QMapr = 6*100/54 = 11,1 %,
концентрат
Плавиковый Фплав = 18-100/92 = 19,6 %,
шпат
Количество внесенного кремнезема составляет
QKp.Mpr- 28,6*1,6/100 = 0,5 %;
QKP.маг = 1-2,8/100 = 0,3 %;
<2Кр.маРг- 11,1-10,0/100= 1,1 %;
<2кр.пдав- 19,6* 1,5/100 = 0,3 %
Итого: 2,2 %
Содержание кремнезема в шихте составит
QItp = 30 — 2,2 = 27,8 %.
Суммарное содержание компонентов в шихте составит
QK - 22,2 + 28,6 + 9,1 -|- 11,1 + 19,6 + 27,8 =
= 118,4 %.
При массе шихты на одну плавку Л1Ш = 500 кг опре-
деляем содержание вводимых компонентов:
Л/гл = 22,2-500/118,4 = 93,8 кг;
Л/мр 28,6-500/118,4 = 120,8 кг;
А1маг = 9.1-500/118,4 = 38,4 кг;
А?плав = 19,6-500/118,4 = 82,8 кг;
Л1марг = 11,1-500/118,4 = 46,9 кг;
М1;р - 27,8-500/118,4 = 117.3 кг
Итого: 500,0 кг
По результатам расчета состава шихты должен быть
составлен рецепт шихты па одну плавку флюса.
Расчет состава шихты, составление рецепта шихты на
одну плавку и одну порцию следует выполнять в специаль-
ном рецептурном журнале. Каждый расчет должен быть
подписан технологом с указанием даты, а рецепту присваи-
вают порядковый номер.
Взвешенная по рецепту шихта на одну плавку должна
быть перемешана в смесителе, обеспечивающем получение
однородной по цвету и внешнему виду шихты.
508
Смешение компонентов шихты марганцовистых и без-
марганцовистых флюсов следует выполнять в отдельных
смесителях. Допускается использование одного и того же
смесителя при условии тщательной его очистки при пере-
ходе на подготовку шихты безмарганцовистых флюсов.
Загрузка шихты в печь. Подготовленную на каждую
плавку шихту загружают в приемный бункер флюсопла-
вильной установки, откуда с помощью вибрационных,
шнековых устройств пли каким-либо другим механиче-
ским путем ее подают в плавильное пространство. Доза
шихты, одновременно подаваемой в печь, определяется
в зависимости от количества в шихте материалов, разла-
гающихся при нагреве с выделением значительного коли-
чества газообразных веществ и вместимостью печи. При
правильной загрузке должно обеспечиваться спокойное
расплавление шихты без выбросов, выплесков и образова-
ния спекшейся корки над расплавом.
Выплавка флюса. Плавка флюса является наиболее
ответственной операцией в технологическом процессе из-
готовления плавленых флюсов и предусматривает выпол-
нение следующих операций: подготовку печи к работе;
пуск печи и подбор режима выплавки; подачу шихты
в ванну печи; расплавление шихты; выдержку расплава
до готовности; установление готовности расплава к вы-
пуску.
В процессе плавки может быть осуществлено рафини-
рование расплава с целью снижения в готовом флюсе
содержания серы и фосфора.
Уменьшение содержания серы во флюсе достигается
за счет ее окисления по реакции
Повышения окислительного потенциала расплава мож-
но добиться либо за счет регулирования составе! газовой
атмосферы при выплавке флюса в газопламенной печи,
либо за счет тщательного перемешивания материалов
с большим содержанием серы с материалами, имеющими
высокую окислительную способность. Применение ука-
занных мер позволяет снизить содержание серы во флюсе
с 1,5 до 0,15 %.
Снижение содержания фосфора во флюсе достигается
за счет его восстановления из рудоминеральных материа-
лов по реакции
2РА + 5С - 4 [Р J | + 5СО2 f .
509
Одновременно с фосфором происходит частичное вос-
становление железа, марганца, кремния, которые обра-
зуют так называемые металлические корольки, осаждаю-
щиеся на дно печи в виде металлического осадка, периоди-
чески удаляемого по мере его накопления.
Интенсификации перевода фосфора из шлака в метал-
лический осадок способствуют перегрев расплава и его
дополнительное раскисление, обеспечиваемое за счет вве-
дения раскислителей как в состав шихты, так и на зер-
кало расплава при его выдержке.
Строение зерен, получаемых при сливе флюса (стекло-
видное, пемзовидное, стекло-пемзовидное), определяется
степенью перегрева флюсового расплава, его раскислен-
постью и технологией слива расплава в воду. Пемзовид-
ное строение зерен получается при определенном перегре-
ве расплава флюса, обеспечиваемом либо за счет примене-
ния повышенных параметров режима при выдержке рас-
плава, либо за счет его дополнительного раскисления.
Более интенсивно образование пемзовидного строения зе-
рен происходит при сливе расплава в подогретую
воду.
Выпуск флюса из печи и его грануляция. Выпускать
флюс из печи следует непрерывно равномерной струей
через летку или верхний сливной носок в зависимости от
конструкции печи и в соответствии с указаниями НТД на
конкретную марку флюса.
Расплав сливают в приемную корзину, установленную
в грануляционный бассейн, наполненную водой до спе-
циальной отметки.
Грануляционный бассейн должен иметь объем, превы-
шающий пе менее чем в 5 раз объем флюса после слива
расплава одной плавки. В состав грануляционного устрой-
ства должны входить напорный насос, обеспечивающий
создание давления воды в грануляционной системе не lie-
nee 4,9-105 Па, насадка для формирования струи воды,
гранулирующей флюс, и направляющее устройство, обес-
печивающее изменение направления струи воды в верти-
кальной и горизонтальной плоскостях.
При сливе расплава струя воды должна подаваться в
место встречи струи расплава с поверхностью воды в при-
емной корзине, по не на струю расплава.
Если при начале слива расплава пемзовидпых флюсов
наблюдаются единичные хлопки, представляющие собой
мелкие слабые взрывы, слив расплава следует прекратить
510
и продолжить его разогрев. Слив и выгребание разогре-
тых осадков расплава из тигля печи в воду запрещается.
Удаление осадков допускается только в специальную
изложницу.
После окончания слива расплава корзину с флюсом
переносят из бассейна на специальную площадку, пред-
назначенную для стока воды.
Другим способом получения флюсов после выплавки
является сухая грануляция, осуществляемая по различ-
ным технологическим схемам. Самым простым, но наиме-
нее технологичным является слив готового расплава
в металлический поддон или специальные толстостенные
изложпицы-шлаковки с последующим дроблением полу-
чаемого слитка, просевом и усреднением частиц флюса.
Возможно также принудительное охлаждение расплава
вращающейся цилиндрической поверхностью металла.
Наиболее широко применяемый метод сухой грануля-
ции в настоящее время — метод струйного распыления
расплава газовой струей, обеспечивающий помимо грану-
лирования флюса его эффективное рафинирование 111.
Сущность технологии заключается в том, чго струю
расплава флюса с температурой не менее 1500 °C диспер-
гируют потоком обезвоженного воздуха либо смесью раз-
личных газов (например, кислорода и аргона), подаваемых
под углом 95—135° к струе флюса при постоянном отно-
шении расхода флюса к давлению газового потока. При
сухом способе грануляции в флюсе обеспечивается зна-
чительно более низкое содержание водорода, чем при мок-
ром способе. Однако ввиду более сложной технологии и
отсутствия возможности получать флюсы пемзовидного
строения способ сухой грануляции не нашел широкого
применения при изготовлении сварочных флюсов. Чаще
всего названный способ используют при изготовлении
высокоосновных высокофтористых флюсов, применяемых
при электрошлаковых сварке и переплаве.
Сушка флюса. После мокрой грануляции для естествен-
ного удаления основной массы воды флюс отстаивается и
просушивается в специализированном оборудовании, обес-
печивающем удаление воды до влажности, не превышающей
0,05—0 , 1 %. Длительность операции отстоя флюса не
должна превышать 8 ч.
Сушка флюса может осуществляться в камерных элек-
тропечах, во вращающихся барабанных печах или в ви-
бросушилках.
511
Для сушки в камерных электропечах флюс должен
быть загружен па противни из жаростойкой стали
20Х20Н14С2, 20Х23Н18, 10Х23Н18 или других с темпе-
ратурой начала интенсивного окалипообразования в воз-
душной среде не ниже 1000 °C.
Высота слоя флюса на противнях не должна превышать
ЮО—150 мм. Камерные электропечи должны обеспечивать
нагрев стекловидных флюсов до температуры 350—400 сС
и пемзовидпых до 350—500 С и удаление паров воды из
рабочего пространства. Печи также должны быть обору-
дованы приборами, регистрирующими температуру и про-
должительность сушки флюсов. Недостатком сушки флю-
сов в камерных электропечах является их низкая произ-
водительность.
Сушка во вращающихся барабанных печах, подобных
применяемым при сушке шихтовых материалов, более
производительна, но вызывает истирание флюса и унос
пыли, особенно при производстве пемзовидпых флюсов.
Поэтому выход готового продукта в последнем случае ни-
же, чем при сушке в камерных печах.
Просеивают флюсы на вибрационных или ротацион-
ных ситах, осуществляющих частичное измельчение и сор-
тировку зерен но размерам согласно НТД на конкретную
марку флюса. Мелкую и крупную фракции, не соответ-
ствующие требованиям НТД, возвращают на переплав
или доизмельчение.
Годную фракцию для удаления металлических вклю-
чений, попавших в флюс во время грануляции, сушки и
рассева, подвергают магнитной сепарации. Конструкции
магнитных сепараторов и место их установки должны
обеспечивать удаление слабомагпитных «корольков» ме-
талла из обрабатываемого флюса.
Усреднение партии флюса. После сушки, рассева и
магнитной сепарации, если в НТД на флюс конкретной
марки отсутствует указание об обязательном выполнении
высокотемпературной обработки при изготовлении, усред-
нение осуществляют в специальных емкостях сегментного
типа, в которых флюс собирается в количестве, необходи-
мом для формирования партии.
Качество партии флюса. ГОСТ 9087—81 «Флюсы сва-
рочные плавленые» регламентирует проверку следующих
характеристик флюса: однородности, строения и цвета
зерен, химического состава, влажности и объемной массы.
В соответствии с требованиями НТД на флюс конкретной
512
марки приемо-сдаточные испытания могут включать так-
же проверку сварочно-технологических свойств флюса и
испытание химического состава, а также механических
свойств наплавленного металла, полученного с его исполь-
зованием в сочетании с соответствующей маркой свароч-
ной проволоки.
Упаковка флюса. Флюс может быть упакован в пяти-
слойпые бумажные мешки (по ГОСТ 2226—75), полиэтиле-
новые мешки (по ГОСТ 17811—78) из пленки толщиной
не менее 0,15 мм. металлические барабаны (но
ГОСТ 5044—79), ящики чипов П-1 и П-2 (по
ГОСТ 2991—85), в пакеты (по ГОСТ 21929—76), крепя-
щиеся на универсальных поддонах (по ГОСТ 26381—84).
Мешки должны быть зашиты машинным способом или
запаяны. Масса одного грузового места при упаковке
в мешки не должна превышать 20 кг. Масса флюса, упа-
кованного в металлический барабан, не должна превышать
50 кг, в ящики типа П-1 и П-2 —60 кг и в пакеты — 1 т.
Отгрузка флюса потребителю. Транспортировать флюс
следует по железной дороге или автотранспортом в усло-
виях, защищающих флюсы от влаги, загрязнения и меха-
нического воздействия. На каждом упаковочном месте
должна быть этикетка или маркировка, содержащая сле-
дующие данные: наименование или товарный знак пред-
приятия-изготовителя; марка флюса; номер НТД; масса
флюса нетто в упаковочном месте.
Транспортная маркировка должна соответствовать
ГОСТ 14192—77 и содержать основные, дополнительные,
информационные надписи и знак «Боится сырости».
Каждая партия флюса должна сопровождаться серти-
фикатом, удостоверяющим соответствие флюса требова-
ниям НТД с указанием: наименования или товарного зна-
ка завода-изготовителя; марки флюса; номера НТД; но-
мера партии и даты ее изготовления; массы нетто партии;
результатов приемосдаточных испытаний; дополнитель-
ных технологических рекомендаций; гарантийного срока
хранения.
Выплавка флюсов в газопламенных печах. Для вы-
плавки высокомарганцовистых стекловидных флюсов-си-
ликатов оксидного класса с содержанием не более 8 %
CaF2 используют газопламенные регенеративные ванные
печи с поперечным направлением пламени, которые при-
меняют в стекольной промышленности, но имеющие ряд
конструктивных особенностей. Печи снабжены пылеулав-
17 Щр Н. Н. По'тапиоа
513
ливающими камерами, так как при выплавке флюсов про-
исходит повышенный унос пылевидных частиц шихты
с отходящими газами, что приводит к засорению насадок
регенераторов и поднасадочных каналов. Бассейн печи
имеет прямоугольную форму без выработочной части.
Бассейн печи и горелки выкладывают хромомагнезитовым
огнеупором. Система подачи газов должна обеспечивать
возможность регулирования газовой атмосферы печи.
Схематическое изображение газопламенной печи при-
ведено на рис. 8.3.
Печь отапливается природным или коксовым газом.
Газ и воздух поступают по каналам 3 и 4 в камеру горел-
ки 2, где они смешиваются. Воздух предварительно про-
ходит через регенератор, в котором нагревается теплотой
насадки, благодаря чему повышается температура пла-
мени. Сгорание смеси —газа с воздухом—происходит
в горелке и в самой печи. Печь имеет две горелки, распо-
ложенные поперек флюсовой ванны напротив друг друга.
Факел пламени простирается почти на всю ширину печи,
причем перемещение его в противоположную горелку не
допускается. Пламя должно быть стелющимся по поверх-
ности шихты и флюсомассы.
Образующиеся при горении газы поступают во вторую
горелку, а оттуда — в камеру второго регенератора, про-
Рис. 8.3. Газопламенная флюсоплавильная печь:
/ — завалочное окно; 2 — камера сгорания смеси: 5 — воздушный канал:
4 газовый канал; 5 — сливное отверстие
514
ходя через который, нагревают его насадку. Затем но
отводным каналам они попадают в дымовую трубу. Через
каждые полчаса автоматическим переключением каналов
изменяют направление движения горючего и дымовых
газов. При этом воздух проходит по нагретой камере ре-
генератора, а дымовые газы нагревают остывшую насадку
второго регенератора. Печь имеет завалочное окно /,
в которое шихта загружается механическим загрузчиком
по мере се расплавления и выработки расплава, и сливное
отверстие 5 для выливания флюса. Стены и свод печи из-
готовляют из огнеупорных материалов (динаса и магне-
зита) с применением испарительного охлаждения степ
бассейна с целью увеличения межремонтного периода,
составляющего около 6 месяцев.
В пламенном пространстве печи поддерживается темпе-
ратура (1450±20) "С и восстановительная газовая атмо-
сфера. При нормальном процессе плавки по всей поверх-
ности расплава наблюдается «кипение» ванны.
При выплавке флюса в газопламенных печах, в отличие
от его изготовления в электрических печах, невозможна
дефосфорация расплава, но возможно частичное удаление
серы за счет окисления кислородом марганцевой руды или
окислительной газовой атмосферы. Образующийся при
этом сернистый газ удаляется с дымовыми газами. Эго
позволяет при выплавке высокомарганцовистых флюсов
использовать марганецсодержащие бесфосфористые шлаки
металлургического производства, количество серы в ко*
торых достигает 1 %. Другое отличие заключается в ин-
тенсивном улетучивании фтора в процессе практически
непрерывной выплавки. Это, с одной стороны, приводит
к чрезмерным потерям фторосодержащих материалов, а
с другой —снижает стойкость футеровки, вызывая оплав-
ление поверхности стен и свода печи. В связи с этим мак-
симальное содержание фтористых соединений во флюсах,
выплавляемых в газопламенных печах, не должно пре-
вышать 8 %.
Флюс, выплавленный в газопламенных печах, всегда
гранулируется мокрым способом и получается только стек-
ловидного строения. Вытекающий из печи расплав сте-
кает по наклонному металлическому лотку, разбивается
струей воды и поступает для обезвоживания в гранулятор,
представляющий собой вращающийся вокруг своей оси
цилиндр, боковая поверхность которого разбита на ряд
карманов с сетчатым дном* Попавший в карманы флюс
17* 515
Рис. 8.4. Однофазная электри-
ческая печь:
I — кожух; 2 — гр<|фитогый пята-
чок; 3 — углеродистая футеровка;
4 — водоохлаждиемая крышка; 5 —
отверстие для электрода; 6 — слив*
ной желоб
обезвоживается, а затем
при вращении гранулято-
ра высыпается в сушиль-
ный барабан. Дальнейшая
обработка флюса происхо-
дит аналогично обработке
флюса, выплавленного в
электропечах.
Выплавка флюсов в
электропечах. Технология
выплавки флюсов в электропечах в значительной мере опре-
деляется типом и конструкцией применяемой печи. При
промышленном производстве плавленых флюсов применя-
ются однофазные электропечи типа РКЗ вместимостью
50—500 кг, трехфазные электропечи ДФ-400 и СКБ-6063
вместимостью 400 кг и 3000 кг соответственно.
В качестве примера рассмотрим конструкцию однофаз-
ной флюсоплавилыюй печи марки РКЗ-1 с металлическим
водоохлаждаемым кокилем (рис. 8.4). Кожух 1 представ-
ляет собой двухстенпый стальной водоохлаждаемый ко-
киль, внутри которого помещен нижний электрод 2, слу-
жащий основанием ванны печи. Во избежание протека-
ния расплава шлака под нижний электрод зазор между
электродом и корпусом печи футеруется углеродистой
самоспекающейся массой 3. Сверху печь закрывается во-
доохлаждаемой крышкой 4, имеющей отверстие 5 для элек-
трода и загрузки шихты. Готовый расплав выливается по
сливному желобу 6 при наклоне печи с помощью элек-
тропривода.
Печь питается электроэнергией от трансформатора,
мощность которого в пересчете па 1 кг сухой шихты 500-
килограммовой плавки должна быть в пределах 2—
2,5 кВ*А. При этом трансформатор должен обеспечивать
ведение плавки флюса на бездуговом режиме при напряже-
нии между электродами в пределах 40—70 В. Мощность
трехфазных флюсоплавильных печей с углеродистой футе-
ровкой при пересчете на 1 кг сухой шихты должна быть
в пределах 0,5—1,0 кВ-А. Трансформатор также должен
516
обеспечивать ведение плавки флюса при минимальном
напряжении между фазами, способствующем сохранению
бездугового режима.
Перед пуском холодной печи необходимо проверить
состояние тигля и футеровки, толщину подины печи, на-
дежность закрепления электрода, наличие подачи воды
в водоохлаждаемые элементы, наличие воды в резервуаре
грануляционного устройства и его исправность, исправ-
ность механизмов подачи электрода, наклона печи, уста-
новки приемной корзины.
Перед началом первой плавки металлический тигель
флюсоплавилыюй печи должен быть очищен от затвердев-
ших остатков флюса, металлического осадка и других
загрязнений.
Розжиг печи — одна из наиболее сложных и ответствен-
ных операций. Плавку флюса в однофазной печи рекомен-
дуется начинать после предварительного разогрева печи
в течение не более 20—30 мин на дуговом режиме с зак-
ладкой в печь кокса, который перед началом плавки флюса
должен быть обязательно удален, или путем первоначаль-
ного расплавления 10—50 кг флюса данной марки (в за-
висимости от вместимости печи) и выдержки в течение 30—
45 мин. Расплавление флюса начинается на дуговом ре-
жиме, а затем с образованием жидкой ванны путем опу-
скания электрода в расплавленную ванну печь перево-
дится на работу в режиме сопротивления.
В начальный период после розжига печи, когда объем
расплава в ванне небольшой, электрический режим плавки
неустойчив и требует постоянного контроля с целью из-
бежания угасания дуги и образования на подине печи
токоизолирующего слоя застывшего шлака и сухой ших-
ты, удаление которых является трудоемкой операцией.
Режим плавки становится устойчивым при достижении
стабильной нагрузки 1—2 кА для однофазной печи и 5—
6 кА для трехфазной печи.
Процесс расплавления шихгы флюсов следует вести
с непрерывной либо дозированной подачей шихты. При
дозированной подаче шихты подачу следующей дозы сле-
дует осуществлять, не доводя до полного расплавления
предыдущую дозу. Расплавление шихты должно происхо-
дить па бездуговом режиме. Режим плавки регулируется
изменением глубины погружения электродов в расплав.
При опускании электродов рабочий ток увеличивается,
при поднимании — уменьшается.
517
Плавку ведут до полного расплавления шихты и над-
лежащего раскисления расплава. Для уменьшения потерь
фтора допускается фторосодержащие компоненты шихты
вводить в печь отдельно в конце плавки.
После расплавления всей шихты, предназначенной для
одной плавки, расплав выдерживают до окончательной
готовности. Степень готовности расплава определяется
взятием пробы из печи и выливанием ее в воду. Флюс
должен иметь однородное строение и требуемый цвет.
Флюс пемзовидпого строения должен всплывать после
выл и вами я распла ва в воду.
Выпуск флюса из печи и его грануляцию можно осу-
ществлять сухим или мокрым способом, что должно быть
оговорено в НТД на конкретную марку флюса.
8.2. ПРОИЗВОДСТВО
НЕПЛАВЛЕНЫХ ФЛЮСОВ
При производстве неплавленых флюсов используют
порошки шлакообразующих компонентов, ферросплавы
и другие материалы, применяемые в электродном произ-
водстве. Нежелательно применение природных материа-
лов, состав которых может колебаться в пределах одной
партии.
Технологический процесс изготовления керамических
флюсов. Подготовка шихтовых материалов (среднее и мел-
кое дробление, сушка, размол и просев) аналогичны под-
готовке компонентов при изготовлении обмазочной массы
сварочных покрытых электродов.
Дальнейшая последовательность технологических опе-
раций изготовления керамических флюсов приведена на
рис. 8.5, а схема производства — на рис. 8.6.
Тонко измельченные .сухие компоненты взвешивают
в рецептурных соотношениях. Для обеспечения однород-
ности состава сухую шихту тщательно перемешивают
(усредняют). При промышленном производстве керамиче-
ских флюсов обычно применяют два способа грануляции:
окатывание (окомкование) с помощью дискового грану-
лятора и агломерацию в процессе мокрого смешения
с последующей обработкой сырых гранул в доокатывагсле.
При первом способе дисковый гранулятор представляет
собой гладкий диск 2 с бортом, наклоненный под углом к го-
ризонту (рис. 8.7). На диск из бункера 1 непрерывно по-
дается сухая порошкообразная шихта, на слой которой
518
Рис. 8.5 Схема технологического процесса изготовления керамических
флюсов
из форсунки 3 разбрызгивается связующая жидкость —
жидкое стекло. Падая на шихту, капельки жидкого стекла
силами поверхностного натяжения втягивают в себя ча-
стицы порошка и образуют зародыши гранул. При вра-
щении диска они движутся по его днищу, мелкие частицы
налипают на их влажную поверхность, в результате чего
зародыши гранул увеличиваются в размере.
Благодаря действию центробежной силы и силы тре-
ния гранулы прижимаются к дну диска и его борту и под-
иимаются по поверхности непрерывно подаваемой сухой
шихты, доходя до ножа 4, затем снова скатываются вниз
к борту диска, проходя под дождем смачивающей их
жидкости. При этом крупицы и мелкие фракции двига-
ются по различным траекториям, происходит сегрегация
гранул по величине и выдача из гранулятора лишь наи-
более крупных гранул. Размеры получаемых гранул ре-
гулируются изменением утла наклона и скорости враще-
ния диска. В дисковом грануляторе операции смешения
сухой шихты со связующим веществом и грануляция
совмещены.
Во втором способе грануляции использована склон-
ность сырых флюсовых масс к окомкованию. Округлые
гранулы образуются в процессе интенсивного смешения
сухой шихты с жидким стеклом. Для этой цели используют
смесители периодического действия со специальными на-
Рис. 8.6. Схема производства керамических сварочных флюсов:
1 — гележка для загрузки шихты; 2 — контейнер; 3 установка смешивания
компонентов и агломерирования; 4 — тарельчатый питатель: 5 — доокать-
ьателъ; б —« сушильная печь; 7 *- сито; S— установка для размели крупной
фракции; 9 — бункер промежуточного хранения; 10 — врокалочная печь?
11 «=• сито: 12 — бункер ютовой продукции; 13 — упаковка флюса
520
Рис. 8.7. Схема работы диско-
вого гранул ятор а:
/ — бункер с сухой шихтой; 2 —
вращающийся диск; 3 — форсунка;
4 — нож
садками либо мокрые ро-
тационные смесители не-
прерывного действия. При
этой операции последова-
тел ь но осуществляются
процессы усреднения су-
хой шихты, смешения ее с
жидким стеклом и грану-
ляция. Однако образуе-
мые при этом гранулы по-
лучаются рыхлыми, неод-
нородными по форме и размерам. Для уплотнения гранул,
придания им более правильной округлой формы и увели-
чения выхода гранул заданной фракции последние под-
вергаются дополнительной обработке — доокатыванию.
Эта операция осуществляется с помощью доокатывателей
тарельчатого, барабанного, лопастного или иных типов.
Температура сушки и прокалки агломерированных флю-
сов находится в пределах 400—950 СС. С повышением тем-
пературы прокалки улучшаются технологические свой-
ства большинства керамических флюсов и резко снижается
их гигроскопичность. Однако повышение температуры про-
калки ограничено возможностью протекания в флюсе
в процессе термообработки нежелательных реакций окис-
ления легирующих компонентов, разложения карбонатов
и высших оксидов элементов. Керамические флюсы, со-
держащие большое количество легирующих компонентов,
например флюсы, предназначенные для износостойкой
наплавки, прокаливают обычно при температуре 400—
450 °C. Температура прокалки большинства флюсов, при-
меняемых для сварки низколегированных сталей, нахо-
дится в пределах 550—750 сС. Флюсы алюминатно-рути-
лового типа часто подвергают прокалке при более высо-
ких температурах (до 950 °C).
После предварительной сушки и охлаждения флюса
необходимы просев и дробление крупных гранул флюса
с последующим повторным просевом получающихся гра-
нул. Окончательное упрочнение гранул агломерирован-
ного флюса достигается после высокотемпературной про-
521
калки. Перед подачей в бункер усреднения партии флюс
необходимо подвергнуть окончательному просеву для уда-
ления пылевидной фракции.
Особенности производства спеченных флюсов. Спечен-
ные флюсы изготовляют из тонко измельченных (менее
60 мкм) и смешанных в сухом виде компонентов. Для об-
легчения последующего формирования брикетов при опрес-
совке в шихту добавляют воду. Из полученной сырой мас-
сы прессуют брикеты, которые затем подвергают термо-
обработке с целью спекания спрессованной смеси. Спека-
ние осуществляют в туннельной печи косвенного нагрева
при температуре 1000—1200 °C. Спеченные брикеты ме-
ханически измельчают, а полученные зерна рассеивают
на фракции. Чрезмерно крупные частицы подвергают
дополнительному измельчению, а пылевидную фракцию
добавляют к шихте, и вновь проходит описанный выше
технологический процесс.
К годной фракции добавляют измельченные ферро-
сплавы, чистые металлы или углерод в виде ацетиленовой
сажи. Размер зерен указанных металлических порошков
менее 0,1 мм. Сначала производится сухое смешение для
надежного усреднения смеси. Затем в смесь вводят не-
большое количество жидкого стекла требуемой концен-
трации и осуществляют смешение. После этого флюс
прокаливают при температуре 300 °C.
Керамические флюсы спеченного вида в СССР не ис-
пользуют. Применение указанный вид керамических
флюсов получил в ГДР. По данной технологии изготов-
ляют, например, флюсы марок: SPC Мп 33/100,
SPC Мп 35—100, SPC Мп 40/360, SPC Мп 40/360 и др,
8.3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ АСПЕКТЫ
ПРИ ВЫБОРЕ ТИПА ФЛЮСА
Основное различие металлургических свойств плавле-
ных и керамических флюсов заключается в физико-хими-
ческом состоянии реагирующих с жидким металлом соеди-
нений и элементов, входящих в состав флюсов этих типов.
При изготовлении плавленых флюсов в печи образуется
однородная стеклообразная масса, которая представляет
собой совокупность многочисленных материалов, фикси-
руемых при грануляции флюса. Поэтому в процессе сварки
под плавлеными флюсами взаимодействие металла проис-
522
ходит со сложными комплексными соединениями, а не
с исходными веществами.
Каждое зерно керамического флюса состоит из прочно
соединенных частичек отдельных компонентов сырья в ус-
тановленном соотношении. Некоторое различие в составе
отдельных гранул не проявляется в общей массе флюса.
Поскольку при такой технологии изготовления флюса от-
дельные компоненты сырья остаются практически в своем
исходном виде, они более интенсивно участвуют в реак-
циях с металлом, чем при использовании плавленых флю-
сов.
11осредством керамических флюсов можно осу ществлять
легирование металла шва различными элементами в срав-
нительно широком диапазоне. Это преимущество можно
выгодно использовать в первую очередь для флюсов,
предназначенных для сварки легированных сталей, ста-
лей с особыми свойствами и при выполнении наплавочных
работ. Применение легированных керамических флюсов
позволяет, используя стандартные сварочные проволоки,
обеспечивать различные специальные свойства наплавляе-
мого металла и повышать производительность сварочных
и наплавочных работ за счет введения в его состав боль-
шого количества металлических добавок.
Строго нейтральный характер флюсов основного типа
позволяет устранить зависимость перехода легирующих
элементов от параметров режима сварки и обеспечить хи-
мический состав наплавленного металла, соответствую-
щий составу применяемых присадочных проволок.
В то же время плавленые флюсы практически не со-
держат гигроскопических составляющих, вследствие чего
проявляют низкую склонность к гидратации, что опреде-
ляет меньшую склонность к пористости швов при свар-
ке. Следует отметить также более высокую однородность
флюсовых зерен плавленых флюсов, их значительную пр. ч-
ность, обусловливающую высокое сопротивление зерен
абразивному изнашиванию. Это приобретает особое зна-
чение, когда при сварке используют вакуумное отсасыва-
ние и пневмотранспортирование флюса в бункер.
В связи с тем, что у плавленых флюсов разложение кар-
бонатов, а также диссоциация, дегазация и рафинирование
других сырьевых материалов протекают в процессе плавле-
ния шихты, количество газовыделепий при сварке с их
использованием существенно ниже, чем при использова-
нии керамических флюсов. Это определяет более снокой-
523
ное протекание процесса сварки и способствует улучше-
нию формирования металла шва. Хотя плавленые флюсы
предоставляют весьма мало возможностей для легирования
металла шва» с их помощью можно уменьшить переход
легирующих элементов из металла в шлак. Снижение та-
кого перехода некоторых легирующих элементов из ме-
талла в шлак можно достичь обогащением флюса окси-
дами легирующего элемента, окисление которого необхо-
димо снизить. Например, с целью уменьшения потерь хро-
ма, в флюс вводят его оксид.
К преимуществу плавленых флюсов следует также от-
нести возможность повторного использования шлаковой
корки. Эта операция применительно к керамическим флю-
сам невозможна, так как их шлаковая корка уже не со-
держит части легирующих составляющих.
При выплавке плавленых флюсов с помощью допол-
нительных технологических приемов можно достичь ча-
стичного снижения содержания фосфора и серы в флюсе.
Таким образом, выбирать тип флюса следует с учетом
конкретных производственных задач и класса свариваемых
сталей. Керамические флюсы более предпочтительны при
антикоррозионной и износостойкой наплавке, сварке ле-
гированных и высокопрочных сталей, а также сталей, по-
вышенной прочности, работающих при низких темпера-
турах. Следует отметить ряд специальных свойств кера-
мических флюсов, определивших их применение при осо-
бых разновидностях процесса автоматической и механи-
зированной сварки. Так, наличие в составе керамического
флюса большого количества железного порошка или фер-
росплавов придает ему ферромагнитные свойства. Это
было использовано при разработке способа механизиро-
ванной сварки с магнитным флюсом, представляющего
собой один из вариантов механизированной сварки непре-
рывным электродом с качественным покрытием. Этот спо-
соб наиболее перспективен для механизации сварочных
работ на стройках при монтаже строительных конструкций.
Экономический анализ производства плавленых и кера-
мических флюсов показывает, что при сравнении техноло-
гических процессов, сопоставимых по уровню механиза-
ции, изготовление керамических флюсов более выгодно
с точки зрения как производительности, так и расхода
электроэнергии.
Время, необходимое для плавки плавленых флюсов,
составляет в среднем 1,5—2 ч. Продолжительность изго-
524
товления такого же количества керамического флюса мень-
ше. При полностью механизированном производственном
цикле требуется и меньшее число рабочих.
При экономической оценке следует учитывать и то, что
керамического флюса расходуется гораздо меньше и рас-
ход энергии для его изготовления также меньше в сред-
нем на 30—50 %. Отношение расхода керамического флюса
к плавленому составляет 1 : 1,4. Однако к преимуществу
плавленых флюсов относят возможность повторного ис-
пользования шлаковой корки.
Дополнительной статьей расхода при производстве ке-
рамических флюсов является связующее вещество (жид-
кое стекло). Количество жидкого стекла колеблется в пре-
делах 15—20 %, что составляет немалую статью расходов.
Большинство современных плавленых флюсов за ру-
бежом используют для сварки низкоуглеродистых или
низколегированных сталей. Их применяют для сварки
ленточным электродом на форсированных режимах.
Таким образом, следует отметить необходимость при-
менения как одних, так и других флюсов в зависимости от
вида сварочных работ и применяемых свариваемых мате-
риалов.
Однако в связи с наличием в СССР отлаженного произ-
водства плавленых флюсов для сварки низкоуглеродистых
сталей и широкой номенклатуры низколегированных кон-
струкционных сталей, организация нового производства
керамических флюсов может быть признана целесооб-
разной только в случае необходимости получения особых
свойств сварных соединений и разработки новых высоко-
эффективных технологических процессов автоматической
сварки под флюсом.
8.4. СЫРЬЕ ДЛЯ ПРОИЗВОДСТВА ФЛЮСОВ
В качестве сырьевых материалов для изготовления сва-
рочных плавленых и керамических флюсов применяют
различное минеральное сырье (руды и продукты их обо-
гащения, шпаты, карбонаты и т. д.), химические соедине-
ния в виде технических порошков, шлаки и другие отходы
металлургического и химического производства, очищен-
ные от загрязнений, шлаковые корки флюсов, а также
порошкообразные ферросплавы и металлы, особенно при
производстве керамических флюсов.
525
Качество материалов, используемых для изготовления
сварочных флюсов, должно удовлетворять требованиям
нормативно-технической документации (НТД) па указан-
ное сырье.
Выбор шихтового материала конкретной марки зави-
сит от назначения сварочного флюса и определяется пре-
имущественно требованиями по ограничению содержаний
примесей, особенно серы и фосфора.
Минеральное сырье для производства сварочных флю-
сов. Основными компонентами при производстве флюсов
для сварки и наплавки, определяющими их физико-хими-
ческие, сварочно-технологические и металлургические
свойства, являются естественные, очищенные или обога-
щенные природные рудоминеральные материалы, разли-
чающиеся по содержанию основных соединений и примес-
ных элементов (табл. 8.7). Возможность применения ука-
занных материалов с минимальной дополнительной обра-
боткой определяет низкую стоимость сварочных флюсов.
В качестве замены некоторых рудоминеральных мате-
риалов при необходимости получить особо чистые свароч-
ные флюсы или для обеспечения особых свойств флюсов-
шлаков можно применять химические продукты, вводимые
в составы флюсов, как правило, в ограниченных количе-
ствах, так как они существенно повышают стоимость сва-
рочных материалов. Некоторые наиболее часто применяе-
мые материалы этой группы приведены в табл. 8.8.
Ферросплавы и порошки металлов. При сварке под
керамическими флюсами для раскисления, легирования и
модифицирования наплавляемого металла используют фер-
росплавы, металлы и сплавы, приведенные в табл. 8.9.
Учитывая дефицитность и высокую стоимость указанных
материалов, вводить их во флюсы целесообразно только
в случае необходимости обеспечения особых свойств на-
плавляемого металла.
Силикаты. Необходимый компонент при производстве
флюсов — жидкое стекло, выполняющее функцию связу-
ющей жидкости. Характеристики применяемого стекла —
модуль, вязкость и плотность — имеют большое значение
для получения качественных гранул керамического флюса,
в значительной степени определяя их стойкость к истира-
нию и склонность к гидратации (табл. 8.10). Оптимальные
параметры жидкого стекла и необходимое его количество
для изготовления керамического флюса конкретной марки
устанавливают, как правило, экспериментальным путем.
526
8.7. Рудоминеральные материалы для производства сварочных флюсов
527
Продолжение табл. 8.7
Номер ио пор. Материал Стандарт Марка, сорт Содержание основных элементов в соединений. %
3 Концентрат плави- кошпатовый для сва- рочных материалов ГОСТ 4421-73 Ф КС-92 ФГС-92 >92 CaF2; SiO2; г^З CaCOg4, ^0,15 S; s^O.GG Р
ФФС-92 >92 CaF.>; <3 SiO2; <3 СаСО3; <0,15 S; <0,06 Р
ФКС-85 Ф ГС-85 >85CaF2; ^5 SiO2; ^0,20 S; <cOs15 P
Ф КС-75 Ф ГС-75 >75 CaF2; <0,3 SiO2; <0,2 P
4 Шпат полевой для электродных покры- тий ГОСТ 4422—73 пшк пшм >70 SiO2; >12 (K.O + Na2O); <1 Fe2Oa; <1,5 (CaO + MgO); <0,1 SO3; <0,1 P,O5
5 Концентрат марган- цевый для покрытых электродов ГОСТ 4418—75 >45 Mn; <10 SiO2; <3 AI2OS; <0,1 S; <0,2 P
6 Концентраты мар- ганцево-рудные ме- таллургические ТУ 14-9-318—86 1 сорт II сорт . _ _ >48 Mn; < 10 S1O2 >42 Mn; <15 SiO./
Продолжение табл, 8.7
Номер no nop. Материал Стандарт Марка, сорт Содержание основных элементов и соединений, %
7 Концентраты мар- ганцевые Никополь- ского бассейна ТУ 14-9-277—84 Концентраты окисные I сорта >43 Мп; (0,135—0,245) Р; (12—17) SiO2
Концентраты окисные I Б сорта >31 Мп; (0,135-0,245) Р; (15—20) SiO2
8 Порошок магнезито- вый каустический ГОСТ 1216—87 ПМК-88 >88 MgO; <1,8 СаО; <1,6S1O2; <2(А1гО3Н- + Fe2O3); <2 SO.
ПМК-87 >87 MgO; <1,8 СаО; <l,8SiO2; <2,2 (A12O8 + + НсА)
ПМК-83 >83 MgO; ^2,5 СаО; ^2,5 SiO2
9 Порошок магнезито- вый (периклазовый) спеченный ГОСТ 10360-85 ППИ-91 >91 MgO; <2,5 СаО; <3,5 SiO.
П ПИ-90 >90 MgO; <3,0 СаО; <4 SiO2
ППИ-89 >89 MgO; <c3,5 CaO; -^4,5 SiO2
И ПИ-88 >88 .MgO; <4,0 CaO; <4,0 SiO2
Продолжение табл. 8.7
Номер но пор. Материал Стандарт Марка, сорт Содержание основных элементов и соединений. %
10 Железная руда (ге- матит) ТУ 14-9-52—73 — >60 Fe; <6 SiO2; <0,03 S; <0,017 Р
11 Слюда мусковит мо- лотая электродная ГОСТ 14327—82 СМЭ-315 В СМЭ-315 44—50 SiO,; 32—40 (А12О3 + Fe.O3); <5 Fc2O3; <2 MgO; <8 K2O; <0,1 P2O5; <0,1 SO3
12 Концентрат рутило- вый ГОСТ 22938—78 •—* ^>94 TiO2; ^0,6 AlgOgj ^^3 FeoOgj ^^1,5 SiO2j s^l ZtOjJ ,07 P2O5J ^r0,0o SOg
13 Каолин, обогащен- ный для шамотных изделий ГОСТ 21287—75 Ш1 Ш2 >38 Л12О3; <l,5Fe2O3 >35 AlaO3; <2,5 FeaO3
14 Концентрат ильме- нитовый ТУ 48-4-267—73 >62 TiO2; <3 A1aO3; <2 SiO2
15 Концентрат цирко- новый ОСТ 48-82—^81 кцп >65 ZrOs; <1,8 A1.2O3; <0,14 P2O5
Продолжение табл. 8.7
Номер no nop. Материал Ставдарт Марка, сорт Содержание основных элементов г соединений %
16 Волластонит ТУ 14-1-2738—79 40—60 SiO2; 39—52 СаО; <5 AiaO3; 2—10CaF,; <0,08 S, Р; <2 MgO
17 Мел для электрод- ных покрытий ГОСТ 4415—75 * ' >96,0Са.СО3; <0,04 S; <0,04 Р
18 Полевой шпат ГОСТ 13451—77 ПШС-0,20-16 ПШС-0,25-20 ПШС-0,30-20 ПШС-0,50-20 <70SiO2; >11 Na2O+K,O; >16Al,03;<0,20Fe,03 <65SiOa; >12 Na2O-rK2O; >20 Al2O3;<0,25Fe2O3 <65SiO2; >12 Na20+K2O; >20 AI2Os;^0,30Fe2O3 <65SiO2; >12Na2O+K2O; >20 Al205;<0,50Fe203
19 Порошки перикла- зовые спеченные ГОСТ 10360—85 П ПИ-92 ППИ-91 ППИ-90 ППИ-89 ППИ-88 ПМИ-1 ПМИ-2 ПМИ-3 >92 MgO; <3 SiO,; <2,5 CaO >91 MgO; <3,5 SiO»; s:2,5CaO >90 MgO; <4 SiO»; <3'CaO >89 MgO; <4,5Sib2; <3,5 CaO >88 MgO; <4 SiO2; <4 CaO >91 MgO; <3 SiO2; <2,5 CaO; <3,0Fe,O3 >90 MgO; <3,5 SiO»; <2,5 CaO; <3,0 Fe2O3 >88 MgO; <4 SiO2; <3 CaO; <3,5 Fe,O3
20 Порошки перикла- зовые, спеченные для сталеплавиль- ного производства ГОСТ 24862—81 ППК-88 ППЭ-88 >88 MgO; <4 StO2; <4 CaO >88 MgO; <4 SiO2; <4 Cab
g 8,8. Химические продукты для производства сварочных материалов
Номер по пор Материал Стандарт Марка, сорт Содержание основных элементов и соединений, %
1 Диоксид титана ТУ 6-Ю-1363—78 тэ >99,5 TiO,; <0,25 SO3; <0,1 Fe2O3
2 3 Глинозем Окись хрома техни- ческая ГОСТ 6912—87 ГОСТ 2912—79 Г-00, Г-0, Г-1, Г-2, Г-3 охм-о >98 А12О3; <0,5 (Na.O + K2O) >99 Cr2Os; <0,01 S; <0,03 C
ОХМ-1 >98 Cr.2O3; <0,02 S; <0.05 C
4 Силикокальций ГОСТ 4762—71 СК 10 СК 15 СК 20 СК 25 СК 30 10—15Ca: >25 Fe; <1 Ab, <0,02 C 15—20 Ca; >20 Fe; <1 Al; <0,02C 25—30 Ca 25—30 Ca; >10 Fc; <2 Al; sc0,04 P; <0,05 C >30 Ca; >6 Fc; <2 Al; <0,04 P; <0,05 C
5 Силикомарганец ГОСТ 4756—77 СМ п 26 СМн 20 СМн 20 Р СМн 17 СМн 17 Р СМн 14 СМн 14 Р СМн 10 >26,0 Si; >60 Mn: <0,2 C; <0,03 S; <0,05 P 20—25,9 Si'; 65 Mn; <1,0 C; <0,03 S; <0,10 P 20—25,9 Si; 65 Mn; <1 C; <0,03 S; <0,25 P 17—19.9 Si; 65 Mn; <1 C; <0,03 S; <0,1 P 17—19,9 Si; 65 Mn; <1,7 C; <0,03 S; <0,35 P 14—16,9 Si; 65 Mn; <2,5 C; <0,03 S; <0,25 P 14—16,9 Si; 65 Mn; s^2,5C; <0,03 S; <0,35 P 10—13,9 Si; 65 Mn: <3,5 C; <0,03 S; <0,35 P
Продолжение табл. 8.8
ел Cc GO Номер no nop Материал Стандарт Марка, сорт Содержание основных элементов и соединений, %
6 Натрий фтористый технический ТУ 113-08-586—86 Марка А: Высший сорт I сорт >97 NaF; <0,3 Na2SO4 >95 NaF; <0.6 Na2SO4
7 Барий фтористый ГОСТ 7168—80 ч. д. а. ч. >99,5 BaF2; srO.Ola SO4 >99 BaF,; <0,3 SO4
8 Калий двухромово- кислый технический ГОС! 2652—7 I сорт >99,7 K2Cr2O-; <0,05 SO4
9 Калий хлористый технический ГОСТ 4568—83 I сорт >95 KC1
10 Криолит искусствен- ный технический ГОС! 10561—80 К—А Выс- ший сорт К—А I сорт КП >54 F; <18 Al; >23 Na; <0,5 SO4; <0,05 P2O5 >54 F; <19 Al; >22 Na; <1 SO4; <0,2 P,O5 >52 F; <23 Al; >13 Na; <1 SO4; <0,6 P2O5
11 Калий углекислый технический (поташ) пол утор ОБОДНЫЙ ГОС! 10690—73 I сорт >98 K2CO3; <0,4 SO4
II сорт >94 K2CO3; <0,6 SO4
III сорт >92,5 K2CO3; <0,9 SO4
Продолжение табл. 8.8
Номер по пор. Материал Стандарт Марка, сорт Содержание основных элементов и соединений, %
12 Калий марталиево- ГОСТ 5777—84 1 сорт >99 КМпО4; ? <0,3 МпО,; <0,02 SO.
кислый II сорт >98 КМпО4 ; <0,75 MnOs; <0,2 SO.,
13 Селитра калиевая ГОС1 19790—74 1 сорт >99,85 KNO;?
техническая 11 сорт >99,7 KNO?
14 Оксид алюминия ак- тивный ГОСТ 8136—85 АОЛ-1 ЛОА-2 <0.03 Na2O; ? £0 05 Fe
15 Двуокись церия. Концентрат ТУ 48-4-320—74 ЦсОК-2 ЦеОК-1 Сумма окисей лантана, презеоднма, неодима To же "Sz-2
16 Сода кальциниро- ванная, техническая ГОСТ 5100-85 .Марка Л Марка Б, 1 сорт Марка Б. П сорт >99.4 Ка.СО, >99,2 Na.jCO3 >99 \’а2СОя; , =<0,04 Ma.,SO4 ; ^0,05 Na2SO4 Na.jSOj не нормируется
17 Сурик железный су- хой ГОСТ 8135—74 ЛК э >70 I-fO; «7-0,1 SO,, >70 FtO; <0.1 SO.
18 Марганца (IV) окись ГОСТ 4470—79 ч. д. а. ч. >85 MnO„; •-. >75 МпО.; -л .0,05 SO, Al SO.,
19 Л11 сте нс и л и м а н и то- вый концентрат ТУ 48-4-307—74 К дез. клсп >57 ALA; < :1Д TiO.,
8.9. Ферросплавы, металлы и сплавы, используемые при производстве керамических флюсов
Номер no nop. Материал Ста ндарт Марка Содержание основных элементов и соединений, %
1 Ферросилиций ГОСТ 1415—78 ФС 45 41—47 Si; <0,02 S; <0,05 Р; <2 AI
2 Ферросилиций гра- нулированный ТУ 14-5-84—83 ФС 15 ГС 14—16 Si; ^0,24 С; ^0,04 S; ^0,05 Р
3 Ферромарганец ГОСТ 4755—80 ФМн 1,0 85—95 Мп; <1 С; <2 Si; <0,3 Р; <0,02 S
4 Ферротитан ГОСТ 4761—80 ФТи ЗОА 78—37 Ti <8 Al; <4 Si; <0,12 С; <0,04 Р <0,04 S
ФТи 30 >30 Ti; <14 Al; <8 Si; <0,2 С; <0,07 P; <0,07 S
5 Феррохром ГОСТ 4757—79 ФХ800А >65 Cr; <8C; <2 Si; <0,03 P; <0,06 S
6 Ферромолибден ГОСТ 4759—79 ФМобО >60 Mo; <0,05 C; <0,05 P; <0,1 S
7 Феррониобий ГОСТ 16773—85 ФН660 55—60 Nb; <1,5 Si; <3 Al; <1 Ti; <0,1 C; <0,03 S; <0,1 P
Продолжение табл. 8.9
Номер по пор. Материал Стандарт Марка Содержание основных элементов и соединений, %
8 Феррованадий низ- копроцентный ТУ 14-5-98—84 ФВд 48У 040 ФВд 48У 050 ФВд 38У 0,50 ФВд 38У 0,75 ФВд 35У 0,75 Мв2 ФВд 35У 0,75 >48 V;<2,7 Мп; <1,8 Si; <0,4 С;<0,2 Си; <0,01 As; 0,2 Al; <0,07 Р; <0,02 S >48 V; <4 Мп; <2 Si; <0,5 С; <0,3 Си; <0,01 As; 0,3 Al; <0,07 Р; <0,02 S >38 V; <2 Мп; <2 Si: <0,5 С; <0,45 Си; 0,03 As; 0,5 Al; <0,08 Р; <0,05 S >38 V; <3 Мп; <2 Si; <0,75 С; <0,45 Си; 0,03 As; 0,5 А1; <0,08 Р; <0,05 S >35 V; <2 Мп; <2 Si; <0,75 С; <0,5 Си; <0,05 As; 0,5 Al; <0,1 Р; <0,1 S >35 V; —; <2 Si; <0,75 С; <0,5 Си; <0,05 As; 0,5 Al; <0,1 Р; <0,1 S
9 Феррохромбор ТУ 14-5-106—78 ФХБ-1 ФХБ-2 >19 В; >43 Сг; <0,8 С; <0,01 S; Fc — ост.; <3 Si; <5 Al >17 В;' >35 Сг; <0,6 С; <0,02S; Fe — ост.; <3 Si; <6 Al
10 Ферробор ГОСТ 14848—69 ФБ-17 >17 В; <3 Si; <5 Al; <0,2С; <0,02 S; <0,03 Р
Продолжение табл. 8.9
Номер ПО пор Материал 1 Стандарт Марка Содержание основных элементов в соединений, %
И Ферровольфрам ГОСТ 17293—82 ФВ-80 >80 W; <6Мо; <0,8 Si; <0,1 С; <0,03 Р; <0,02 S
12 М а р г а нец металли- ческий ГОСТ 6008—82 MP00 MP0 МР1 МР2 МР1С >99,85 Мп; <0,04 С; <0,01 Р; <0.03 S >99,7 Мп; <0,1 С; <0,01 Р; <0,1 S >96,5 Мп; <0,1 С; <0,8 Si; <2,3 Fe; <0,05 Р; <0,05 S >95 Мп;<0,2 С;<1,8 Si;<2,8 Fe;<0,07Р; <0,05 S >93,5 Мп; <0,15 С; 1,8—3 Si; <2,8 Fe; <0,07 Р; <0,05 S
13 Хром металлический ГОСТ 5905—79 X 99 Л X 99 Б О 98,5 >99 Сг; <0,03 С; <0,02 S; <0,02 Р >99 Сг; <0,03 С; <0,02 S; <0,02 Р >98,5 Сг; <0,03 С; <0,02 S; <0,02 Р
14 Порошок железный ГОСТ 9849—86 11ЖВ1 ПЖВ2 пжвз >98,8 Fc; ^.0,02 С; ^0,015 S; ^0,015 Р >98,8 Ре; ^0,03 С; ,02 S; <6,02 Р >98,5 Fe; ^0,08 С; ^0,02 S; ^0,02 Р
15 Порошок молибдено- вый ту 48-19-316—80 — >99,5 Мо
Продолжение табл. 8.9
Номер по пор. Материал Стандарт Марка Содержание основных элементов и соединений, %
16 Вольфрам металли- ческий в виде по- рошка ТУ 48-19-101—84 ПВ-0 >99,643 W; <0,02 Fe; <0,01 Al; ^0,005 Р
17 Порошок никелевый ГОСТ 9722—79 ПНК-ОТ2 >99,9 (Ni + Со); <0,15 С; <0,001 S; <0,001 Р
18 Порошок титановый ТУ 14-1-3086—80 птс >98,98 Ti; <0,05 С; <0,4 (Fe + Ni); <0,1 Si
19 Порошок кобальто- вый ГОСТ 9721—79 ПК-1 ПК-1 ПК-2 >99.25 Со; <0,2 Fe; <0,02 С; <0,4 Ni >99,2 Со; <0,2 Fe; <0,02 С; <0,4 Ni >99,2 Со; <0,5 Fe; <0,05 С; <1 Ni
20 Порошок алюминие- вый ТУ 48-5-152—78 АПВ >99,9 Al
21 Карбид кремния зе- леный OCT 2МТ 74-8—78 64С 63 С >99,0 SiC; <0,4 Ссв >96,5 SiC; <0.4 CCB
8.10. Силикаты
Номер го nop. Материал Стандарт Марка Содержание основных элементов и соединений. %
1 Силикат натрия рас- творимый ГОСТ 13079—81 Низкомодульный м г= 2,61-1-3 м — 3,01-4-3,5 (70,8-73,4) SiO.; (25,3-27,9) Na.O; <0,3 SO, (73,5—76,2) SiO2: (22,5—25,2) Na5O; <0,3 SO,
2 Стекло натриевое жидкое ГОСТ 13078—81 А Б В (29,7—30,7) SiO.; (12,3—13,2) Na; <0,15 SO, (30,8-31,9) SiO.,; (11,0-12,1) Na; <0,15 SO, ' (31,0-33,1) SiO2; (9,8—11,0) Na; <0,15 SO.,'
3 Силикат кал и с во- на- триевый и натрнево- ка лиевы й ТУ 21-23-109—78 КН-1 НК-1 НК-2 (66,0—69,0) SiO,; (21,5—24,7) KaO; (7,0-8,5) X X Na.O; <0,35 SO, (69,3—72,0) SiO.; (7,5-9,2) K.O; (18,4—20,7) X X Na.O; <0,35 SO, (71,5-73,5) SiO.; (7,2—8,5) K.O; (17—19) X X Na.O; <0,35 SO,
4 Силикат калия рас- творимый ОСТ 21-3—86 м = 3,0-4-3,5 (65,5—69,1) SiO2; (30,5—34,5) K2O; <1 Na.O; <0,35 SO,
5 Стекло калийное жидкое ТУ 6-18-204-74 и “ 2,3
Продолжение табл. 8.9
Номер по пор. Материал Стандарт Марка Содержание основных элементов и соединений, %
16 Вольфрам металли- ческий в виде по- рошка ТУ 48-19-101—84 ПВ-0 >99,643 W; <0,02 Fe; <0,01 Al; ^0,005 Р
17 Порошок никелевый ГОСТ 9722—79 ПНК-ОТ2 >99,9 (Ni + Со); <0,15 С; <0,001 S; <0,001 Р
18 Порошок титановый ТУ 14-1-3086—80 птс >98,98 Ti; <0,05 С; <0,4 (Fe + Ni); <0,1 Si
19 Порошок кобальто- вый ГОСТ 9721—79 ПК-1 ПК-1 ПК-2 >99.25 Со; <0,2 Fe; <0,02 С; <0,4 Ni >99,2 Со; <0,2 Fe; <0,02 С; <0,4 Ni >99,2 Со; <0,5 Fe; <0,05 С; <1 Ni
20 Порошок алюминие- вый ТУ 48-5-152—78 АПВ >99,9 Al
21 Карбид кремния зе- леный OCT 2МТ 74-8—78 64С 63 С >99,0 SIC; <0,4 Ссв >96,5 SiC; <0.4 CCB
8.10. Силикаты
Номер го nop. Материал Стандарт Марка Содержание основных элементов и соединений. %
1 Силикат натрия рас- творимый ГОСТ 13079—81 Низкомодульный м г= 2,61-1-3 м — 3,01-4-3,5 (70,8-73,4) SiO,; (25,3-27,9) Na,O; <0,3 SO, (73,5—76,2) SiO2: (22,5—25,2) Na5O; <0,3 SO,
2 Стекло натриевое жидкое ГОСТ 13078—81 А Б В (29,7-30,7) SiO2; (12,3—13,2) Na; <0,15 SO, (30,8-31,9) SiO,; (11,0-12,1) Na; <0,15 SO, ' (31,0-33,1) SiO2; (9,8—11,0) Na; <0,15 SO.,'
3 Силикат кал и с во- на- триевый и натрнево- ка лиевы й ТУ 21-23-109—78 КН-1 НК-1 НК-2 (66,0—69,0) SiO2; (21,5—24,7) KaO; (7,0-8,5) X X Na„O; <0,35 SO, (69,3—72,0) SiO,; (7,5-9,2) K.,O; (18,4—20,7) X X Na,O; <0,35 SO, (71,5-73,5) SiO,; (7,2—8,5) K,O; (17—19) X X Na,O; <0,35 SO,
4 Силикат калия рас- творимый ОСТ 21-3—86 м = 3,0-4-3,5 (65,5—69,1) SiO2; (30,5—34,5) K2O; <1 Na,O; <0,35 SO,
5 Стекло калийное жидкое ТУ 6-18-204-74 и “ 2,3
Список литературы
1. Кордас Г. Производство и применение спеченного сварочного
флюса в ГДРЛСварочныс флюсы и шлаки. Киев: Паукова думка,
1974. С. 140—145. '
2. Кушчерсв Д. М. Флюсы и проволоки сплошного сечения для
механизированных способов сварки стали. Киев: Паукова жизнь,
1982. 64 с.
3. Лысенко А. И., Ларин В. Л. Особенности технологии промыш-
ленного изготовления сварочных флюсов с выплавкой в пламенных
печах//Сварочпые флюсы и шлаки. Киев: Паукова думка, 1974. С. 99—
106.
4. Матюшенко В. И., Ишугин В. И., Кожушко Э. А. Технология
промышленного изготовления электроплавленых флюсов для сварки,
наплавки и электрошлакового переилачаоСварочпые флюсы и шлаки.
Киев: Паукова думка, 1974. С. 94—99.
5. Пикна Э., Лакотош Л. Технико-экономические аспекты про-
изводства плавленых и наплавленных флюсов'/Сварочвыс флюсы и
шлаки. Киев: Наукова думка, 1974.
6. Подгаецкий В. В., Люберец И. 14. Сварочные флюсы. Киев:
Техшка, 1984. 167 с.
7. Потапов Н. Н. Основы выбора флюсов при сварке сталей. М.:
Машиностроение, 1979. 168 с.
8. Юрьев В. П. Справочное пособие по нормированию материалов
и электроэнергии для сварочной техники. М.: Машиностроение, 1972.
152 с.
9. Яковлев Н. Ф., Никитин Б. М. и др. Совершенствование тех-
нологии производства электрошлакового переплава//Сварочные флюсы
и шлаки. Киев: Наукова думка. 1974. С. 115—-128.
10. Nakano S., Tamaki К. and Tsuboi J. Differentiate Analyses
of the Effects of Mo, Ti, В on Weld Metal Microstructures. Doc. XII—-
E—39—79. IIW, 1979.
11. Okuda N. Welding material. Journal of the Japan Welding
Society. July, 1986. P. 29—38.
Предметный
указатель
Адсорбционная вода 139
Азот 7, 16, 17, 65, 69
Активность химическая флюса 86—95
Активные за i ци гныс газы II — 19
Алюминий и его сплавы» особенности
Ал юми и и я оксиды 203— 207
Диодное падение напряжения 58
Аргон 7, 8—10» 21—32, 65
Баллоны газовые 42, <33
Ванна сварочная 101 — ЮЗ
Вентили баллонные 4’2
— редукционные 44—48
Водород, свойства 7, 17—19» 65» 69
— насыщение мстал-ли шва 151 —157
Водяные пары в шлаках И2—145
В оздух, свой ства 7
Вольт-амперные характеристики дуг 58
Вольфрамовые электроды 59 — 62
В ы п л а вка фл юс я 5 09, 5 J 0. 514 — 518
Вязкость флюсов-шлаков 116
Газификация жидкого аргона 25 — 27
Газопроницаемое(Ъ флюсов 111
сварки 116—420, 492—494
АО
Гелий, свойства 7, 10
Гигроскопическая вода 139
Гидратация и дегидратация флюсов 146—148
Горячие трещины 117
Грануляция флюса 510—512, 521
Группы сварочных флюсов 82
Диаграммы состояния систем 255, 338,-342, 375, 370, 383, 391, 410 4 21 462
Дуга сварочная 53—68
Жидкие шлаки, строение 131 —138
Защитные газы, физические свойства 7
Зернистость флюсов 97
Инертные газы 8—II
Ионная связь 125
Источники водорода в флюсах 138—146
Каталоги флюсов для наплавки сталей 439 — 455
— — керамических 297—305, 330—337, 367 — 372
---плавленых 259—293, 309—328, 343—365, 464—471, 481 — 492
Катодное падение напряжения 58
Керамические флюсы, свойства 82
Керамические флюсы для наплавки 444—455
— — — свирки меди и се сплавов 397—401
— — — — сталей:
низколегированных 328
низкоуглеродистых 293—297
средне- и высок ил ei ироваяиых 36G. 367
Кислород в металле швов 168—171
— свойства 7, 14—16, 64, 69
К-чананы-экопомизаторы газовые 52
Классификация защитных газов 77, 78
— флюсов 83—98
Ковалентная связь 125
Коэффициент интенсивности восстановления элементов 92, 93
— усвоения элементов 75, 79, 80
Кремне- и мартанцевосстаневнтельные процессы 178—200
Кристаллизационная вода 139—112
Кристаллы, внутреннее строение 126—136
Материалы для производства флюсов 527—535
Медь н се сплавы, особенности сварки 390—392, 401—405, 496, 497
Металл шва 75
Металлическая связь 126
Металлургические особенности сварки 68—80
Микротрещины 159—163
Молекулярная связь 126
Наплавка 427—430
Напряженность электрического тмя 55
Никель и его сплавы, особенности сварки 374—377, 497, 498
Окисление металла 74—80, 200—214
— сварочной ванны 171—178
Оксиды, окислительная способность 93—95
Основность флюсов 84 — 86
Осушитель газа 41
Отгрузка флюса потребителю 513
Параметры решеток оксидов 121
Перенос металла при сварке под флюсом 197—200
Питан нс сварочных постов защитными газами 39 — 41
Плавлено-керамические флюсы, классификация 83
Плавленые флюсы для наплавки 439—443, 464 — 471
— сварки меди и ее сплавов 392—397
---------никеля и его сплавов 377—386
— -----— сталей:
низколегированных 307
низкоуглеродистых 252 — 259
средне- и высоколегированных 338—343
Плавленые флюсы, классификация 83
Плавящиеся электроды 62—68
Подогреватель газа 41
Пористость 71—74
Поры 158, 159
Прокалка сварочных материалов 163
541
Работа выхода электронов 57
Рас творимое «ь газов 70
Расходомеры газон 51
Реакционная зона сварки 105—107
Редукторы для подачи газов 44 — 48
Сварка под флюсом, особенности 98—101
— сталей высокохромистых 234 — 239
---- низколегированных 218—226
— — ннзкоуглсродистых 214 — 218
----ферритно-аусгсиишогс» класса 226—234
Свободная вода 139
Свойства газов, физические 54
— сварных соединений 157 —163
— фл юсов, физические 107—112
— цветных металлов 373
Серы влияние 239—251
Силикаты 526. 539
Смеси защитных газов 66—68
Смесители защитных газов 48—51
Снабжение предприятий защитными газами 19—41
Сырье для производства флюсов 525 — 538
Температура сварочной ванны 103—105
Тип флюса, выбор 522—525
Титана оксиды 37—207—210
Титан и его сплавы, особенности сварки 405—409, 414—>16
Транспортирование жидкого аргона 22—24
Углекислый газ (двуокись углерода) 12—14, 33—38, 65
Унифицированная система символов 96, 97
Упаковка флюса 513
Устойчивость горения дуги 56
— процесса сварки 113
Фер р ос пл а вы 526, 535 — 538
Флюсы для наплавки сталей 430—470
— — — цветных металлов 47!—474
— — дуговой сварки алюминия и его сплавов 416—
---------меди и ее сплавов 390 — 405
----— — никеля и его сплавов 374 — 390
— — — — сталей:
высокохромистых 234—239
низколегированных 305—337
ннзкоуглероднетых 252—305
средне- и высоколегированных 337 — 372
феррит но-аустеннтного класса 226—234
— — электрошлаковой сварки алюминия и его сплавов 492—494
— — — — меди и се сплавов 496, 497
---------никеля и его сплавов 497, 498
— — — — сталей 178 — 492
------ — — титана и его сплавов 494—496
Флюсы, производство:
неплэвленыс 518—522
плавленые 499 — 518
спеченные 522
Флокены 162, 163
Формирование металла шва 114 —117
Фосфора влияние 243—251
Химический состав флюсов 83, 84
Холодные трещины 161
Хранение жидкого аргона 21
— исходных флюсовых материалов 499—501
Цветные металлы, свойства 472
Цеолита» вода 145, 146
Циркония оксиды 210—214
Шихта для изготовления флюса 502—509
Шлак 118—124
Шлаковая корка 117
Шлаковые расплавы, плотность 108
Электропроводимость флюса ill, 112
Электроды нсплавящиеся и плавящиеся 61 —68
Элсктрошлаковая сварка 474 — 478
542
Оглавление
Раздел I. ЗАЩИТНЫЕ ГАЗЫ . ......... 5
Глава 1. Защитные газы для дуговой сварки............... 5
1.1. Общие сведения о дуговой сварке в защитных газах 5
1.2. Инертные газы, их свойства и способы получения Я
1.3. Активные защитные газы........................... 11
1.4. Снабжение предприятий защитными газами........... 19
1.5. Оборудование для использования защитных газов. . . 42
1.6. Особенности горения дуги в защитных газах .... 53
1.7. Металлургические особенности сварки в защитных газах 68
Список литературы............................. .... 81
Раздел П ФЛЮСЫ ДЛЯ СВАРКИ И НАПЛАВКИ 82
Глава 2. Общая классификация и сварочно-технологические
свойства флюсов................... ... ....... 82
2.1. Группы сварочных флюсов . 82
2.2. Условия образования сварного шва при сварке под
флюсом................................................ 98
2.3. Сварочно-технологические свойства сварочных флюсов 107
2.4. Современные представления о строении и свойствах
шлаковых систем.................. ... ... 124
Список литературы. . 148
Глава 3. Взаимодействие жидкого металла с флюсом в зоне
плавления . . . . 149
3.1. Особенности насыщения металла шва водородом при
сварке под флюсом.................................... 150
3.2. Окисление наплавляемого металла при сварке под
флюсом .............................................. 167
3.3. Особенности кремне- и марганцевосстановнтельного
процессов при сварке под флюсом ...... . . 178
3.4. Окисление металла другими оксидами, входящими
в состав флюса....................................... 201
3.5. Влияние оксидных включений на свойства металла швов 214
3.6. Другие реакции взаимодействия при сварке под флю-
сом .... . . .......... 239
Список литературы. ... ... . . 251
Глава 4. Флюсы для дуговой сварки сталей ........ 252
4.1. Флюсы для механизированной сварки низкоуглсро-
диегых сталей ....................................... 252
4.2. Флюсы для механизированной сварки низколегирован-
ных сталей . ... ... 305
4.3. Флюсы для механизированной сварки средне- и вы-
соколегированных сталей и сплавов 337
Список литературы. ... . . 372
Глаза 5. Флюсы для дуговой сварки цветных металлов и
сплавов ................................................ 372
5.1. Флюсы для сварки никеля и сплавов на его основе 374
5.2. Флюсы для сварки меди и сплавов на ее основе. 390
5.3. Флюсы для сварки титана и сплавов на его основе 405
5.4. Флюсы для сварки алюминия и сплавов на его основе 416
Список литературы........................................ 426
543
Глава Ъ. Флюсы для наплавки электродной проволокой и лентой 427
6.1. Флюсы для износостойкой наплавки сталей перлитно-
феррптного класса .................................... 430
6.2. Флюсы для наплавки аустенитно-ферритными мате-
риалами ....................................... 4-5
6.3. Флюсы для наплавки цветных металлов на сталь. . . 471
Список литературы. ........... . - 474
Глава 7. Флюсы для электрошлаковой сварки сталей, цветных
металлов и сплавов................................... 474
7.1. Особенности электрошлаковой сварки ............ 475
7.2. Металлургические процессы, протекающие, при элек-
трошлаковой сварке .........................._ 476
7.3. Флюсы для электрошлаковой сварки сталей. 478
7.4. Флюсы для электрошлаковой сварки цветных метал-
лов и сплавов на их основе ..................... 492
Список литературы..... • . 498
Глава 8. Изготовление сварочных флюсов.................. 499
8.1. Производство плавленых флюсов . . . 499
8.2. Производство неллавлепых флюсов .... . 518
8.3. Технико-экономические аспекты при выборе типа
флюса............................. 522
8.4. Сырье для производства флюсов . 525
Список литературы..................................... 540
Предметный указатель ......... . - . • 540
СПРАВОЧНОЕ ИЗДАНИЕ
СВАРОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ДУГОВОЙ СВАРКИ
Т. 1. ЗАЩИТНЫЕ ГАЗЫ И СВАРОЧНЫЕ ФЛЮСЫ
КОНИЩЕВ Борис Петрович, КУР ЛАНОВ Сергей Александрович,
ПОТАПОВ Николай Николаевич, ХОДАКОВ Вячеслав Дмитриевич
Редактор Т. Е. Черешнева
Переплет художника Л. С. Вендрова
Художественный редактор А. С. Вершинкин
Технический редактор О. В. Куперман
Корректоры Д'. Е. Сонюшкина, Л. А. Ягупьева
ИБ № 59S6
Сдано в набор 09.02.89. Подписано в печать 16.05.89. Т-08006. Формат 84 х
ХЮ81/12. Бумага типографская № 2. Гарнитура литературная. Печать высо-
кая. Усл. печ. л. 28.56. Усл. кр.-отт. 28,56. Уч.-изд. л. 28.72. Тираж
63 500 экз. Заказ 710. Нена 1 р. 80 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Типография 6 издательства «Машиностроение*
при Государственном комитете СССР по печати.
193144, г. Ленинград, ул,Моисеенко, 10