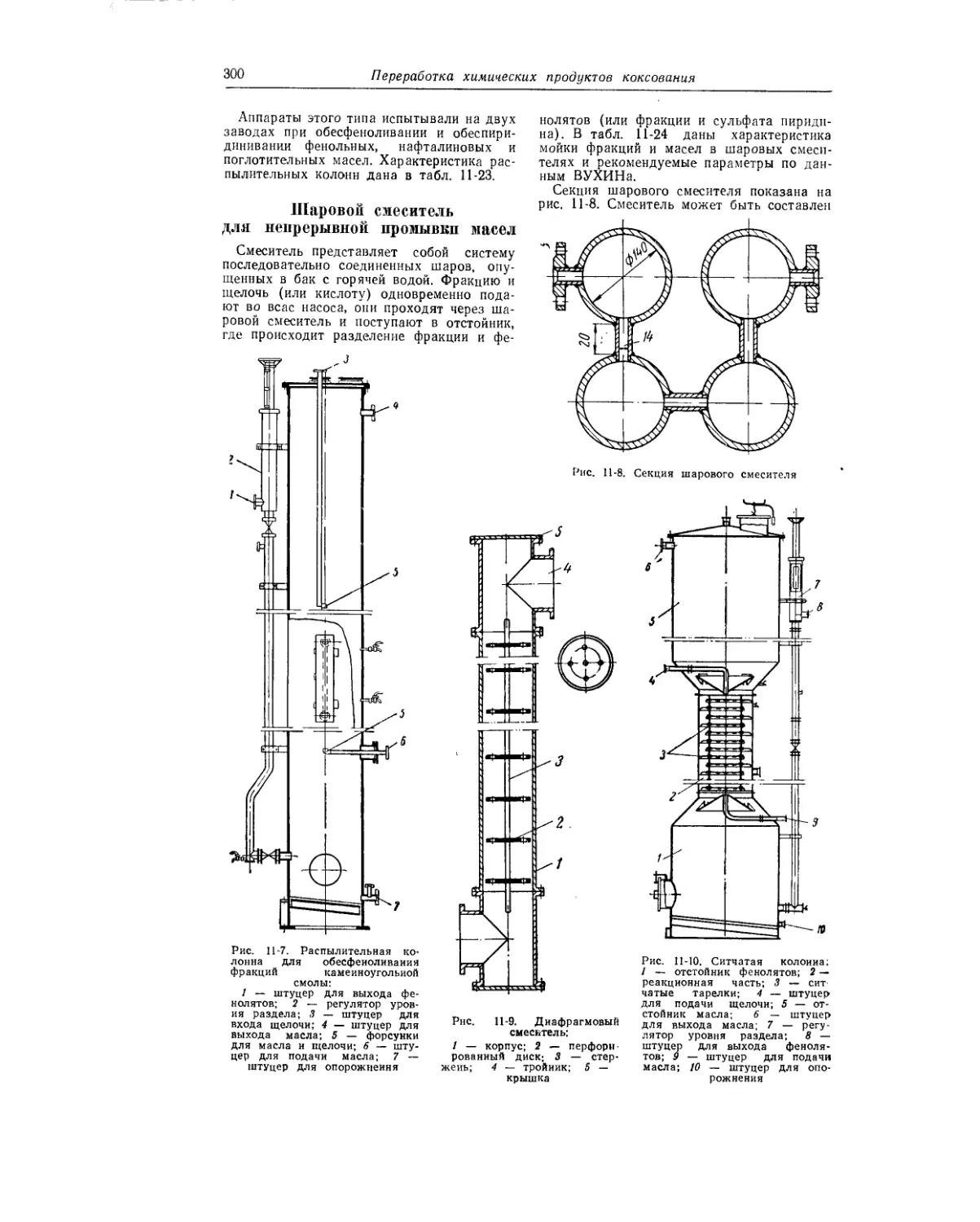
/























































































































































































































































Текст
ОрАВОЧНИК
|^рКСОХИМИКА
В ШЕСТИ ТОМАХ
Под редакцией инж. А. К. Шелкова
Том III
УЛАВЛИВАНИЕ И ПЕРЕРАБОТКА
ХИМИЧЕСКИХ ПРОДУКТОВ
КОКСОВАНИЯ
ИЗДАТЕЛЬСТВО «МЕТАЛЛУРГИЯ»
Москва 1966
УДК 662.73/.74
i
АННОТАЦИЯ
Третий том справочника коксохимика содержит
данные о химических продуктах коксования, процес-
сах, их улавливания и переработки, методах произ-
водства и аппаратах. 1 .• я
Приведены сведения о выходе, составе, физических
и химических свойствах коксового газа, сырого бен-
зола, смолы и др.
Рассмотрены физико-химические основы процессов
улавливания аммиака, сырого бензола и смолы,
очистки газа от сероводорода и нафталина, осушки
газа, обесфеноливания сточных вод,-переработки сы-
рого бензола и смолы.
Описаны методы производства сульфата аммония,
пиридиновых оснований, концентрированной аммиач-
ной воды, бензола, нафталина, фенолов и др.
Приведены схемы и характеристики аппаратов.
Справочник рассчитан на широкий круг инженер-
но-технических работников коксохимического и хи-
мического производства, может быть полезен препо-
давателям и студентам вузов.
- . Авторы
Гл. -1 — канд. техн, наук Е. В. Вирозуб; гл. 2 — инженер ,М. И. Нен)
золкой; гл. 3 — докт.. техн, наук проф. А. И. Бродович;'гл. 4—6 — канд.
техн, наук С. Н. Лазорин, инж. Е. Я. Стеценко; гл. 7 — кади. техн, наук
А. М. Гринберг, инженеры Н. О. Григорук и М. И. Лямин; гл. 8 — канд.
техн, наук Л. Я- Коляндр, инженеры Л. 3. Горелова и В. И. Холмовский;
гл. 9 — докт. техн, наук И. М. Носалевич, инженеры Л. Ф. Кузьмиченко
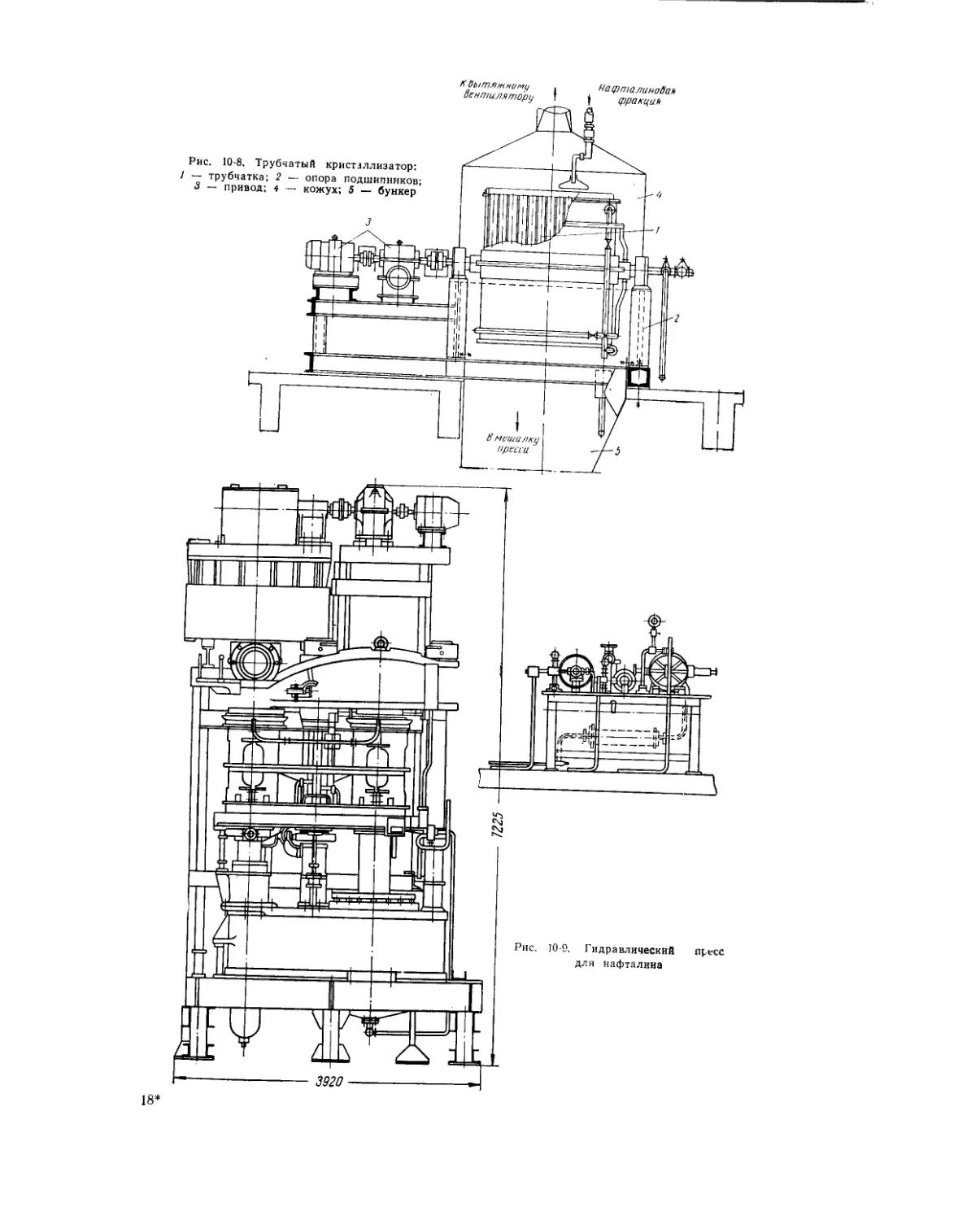
и В. А. Портыненко; гл. 10—12 — канд. техн, наук Б. М. Пау, инженеры
В. А. Портыненко, А. И. Гут и Г. А. Маркус; гл. 13 — докт. техн, наук
М. А. Степаненко, канд. техн, наук Т. Я. Гоголева и инж:. Л. И. Гут;
гл. 14 — докт. техн, наук Л. Д. Глузман и канд. техн, наук Л. Я. Ко-
л.чндр.
Р е д а к т о р ы
Научный редактор — докт. техн, наук проф. М. С. Литвиненко;
гл. 1—7 — докт. техн, наук проф. К- А. Белов, гл. 8—14—докт. техн,
наук И. М. Носалевич, гл. 1—14 — канд. техн, наук Б. Н. Вольфсон.
3 14-7
ПРЕДИСЛОВИЕ
Содержание третьего тома справочника коксохимика соот-
ветствует современному уровню техники улавливания и пере-
работки химических продуктов коксования. Сведения система-
тизированы по главам, имеющим в основном однородную
структуру. В каждой главе приведены данные о выходе, соста-
ве и свойствах веществ, методах производства и аппаратах.
В справочник не включен ряд сведений, повторяющих другие
общеизвестные источники, например Правила технической экс-
плуатации и Правила по технике безопасности и др.
Данные о коррозии оборудования и сооружений приводятся
в пятом томе.
Не включены данные, полученные в стадии разработки но-
вых методов н аппаратов, не внедренных еще в производство.
В некоторых случаях для удобства все сведения о составе и
свойствах веществ приведены в одном месте. Так, сведения
о сыром бензоле и его компонентах приведены в гл. 13; о смо-
ле, ее фракциях н компонентах — в гл. 9; данные о нафтали-
не— в гл. 10; фенолах — в гл. 11; о пиридиновых основани-
ях— в гл. 12; о других чистых и технических продуктах пере-
работки сырого бензола и смолы — в гл. 14.
Данные о коксовании пека включены во второй и третий тома
справочника. Во втором томе приведены сведения о свойствах
пекового кокса, печах для коксования пека, способах загрузки
пека, оборудовании печей; в третьем томе (гл. 13) рассмотре-
ны свойства пека, получение высокоплавкого пека для коксова-
ния, выход и свойства пекококсового газа и смолы, аппара-
тура для охлаждения газа и конденсации паров пековой смолы.
Все замечания о недочетах справочника редколлегия просит
направлять по адресу. Москва, Г-34, 2-й Обыденский пер., 14,
издательство «Металлургия».
Редколлегия
В справочнике ввиду обилия помещенного в нем табличного
и графического материала, составленного по старой системе
единиц измерения, сохранена эта система единиц, а ниже по-
казан пересчет на единицы измерения по системе СИ.
В справочнике в зависимости от того, идет ли речь о коли-
честве вещества или о силе притяжения его к центру земли,
применяются соответственно термины масса (или плотность)
и вес (или удельный вес).
1 кГ = 9,81 н (н — ньютон)
1 кГ/см.2 — 98,1 кн/м2
1 мм вод. ст. = 9,81 н/м2
1 мм рт. ст. = 133,322 н/м2
1 ккал = 4,19 кдж (дж— джоуль)
1 ккал/(кг • град) = 4,1868 кдж/ (кг • град)
1 ккал/(м3град) =4,186 кдж/(м3 • град)
1 ккал/кг = 4,186 кдж(м3 • град)
1 ккал/ч = 1,163 вт (вт — ватт)
1 ккал/(м2 • ч град) = 1,163 вт/(м2 град)
1 кет ч = 3,6 Мдж
1 л. с. • ч = 2,65 Мдж
1 пз = 0,1 н • сек/м2
1 ст = 10~4 .и2 сек
Для справок о Международной системе единиц служат:
ГОСТ 9867—61 «Международная система еди-
ниц».
ГОСТ 7664—61 «Механические единицы»,
ГОСТ 8550—61 «Тепловые единицы»,
ГОСТ 7663—55 «Образование кратных и доль-
ных единиц»,
Г. Д. Бурдун, Н. В. Калашников, Л. Р.
С т о ц к и й. Международная система единиц. Изд-
во «Высшая школа», 1964.
Раздел первый
УЛАВЛИВАНИЕ ХИМИЧЕСКИХ ПРОДУКТОВ
КОКСОВАНИЯ
Глава I
КОКСОВЫЙ ГАЗ
1. СОСТАВ ГАЗА.
ВЫХОД ГАЗА И ХИМИЧЕСКИХ
ПРОДУКТОВ КОКСОВАНИЯ
Состав газа
Очищенный (обратный) коксовый газ
является вторым по выходу продуктом
коксохимического производства. С 1 т су-
хой шихты получают 140—450 кг коксо-
вого газа. Теплота сгорания очищенного
коксового газа составляет 18—20% от теп-
лоты сгорания коксуемой шихты.
Коксовый газ, получаемый на коксохи-
мических заводах СССР, по сравнению
с газом зарубежных заводов содержит
меньшее количество азота и большее во-
дорода. Это объясняется, помимо свойств
шихты, более правильным гидравлическим
режимом коксования на заводах СССР
(большее давление в газосборнике и соот-
ветствующее разрежение в отопительной
системе) и более высокими температурами
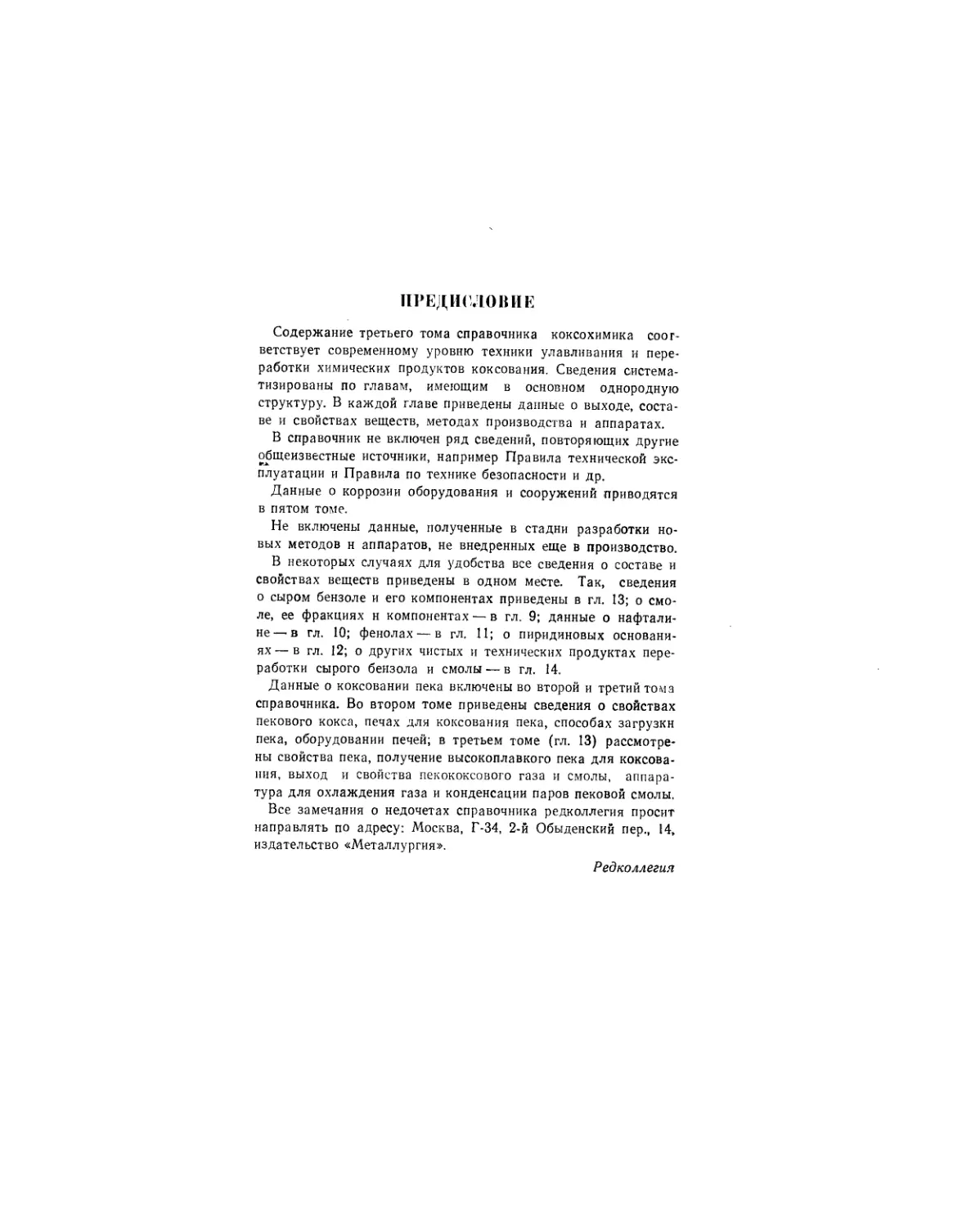
коксования. Примерный состав коксового
газа, получаемого на заводах СССР и за
рубежом, представлен в табл. 1-1.
Состав коксового газа для различных
районов СССР различен. В табл. 1-2 при-
веден средний состав коксового газа для
отдельных групп заводов СССР. Газ ша-
мотных коксовых печей Юга по плотности
и теплоте сгорания мало отличается от га-
за, получаемого при коксовании таких же
углей в динасовых печах, но содержит
больше метана и меньше водорода.
Газ заводов Востока по сравнению с га-
зом заводов Юга имеет большую плот-
ность и меньшую теплоту сгорания, содер-
жит большее количество азота и меньшее
водорода.
Газ, получаемый из углей Кизеловского
месторождения, имеет наибольшую тепло-
ту сгорания и содержит наибольшее коли-
Таблица 1-1
Примерный состав коксового газа, получаемого на заводах СССР и за рубежом,
% (объемы.)
Характеристика Пределы содержания Средний состав США [1] ФРГ [2] Средний по Рурскому бассейну [2]
Состав: СОа . . 1,6—3,0 2,6 1,3—2,2 1,5—2,7 2 0
О2 0,4—0,8 0,5 0,2—0,9 0,3—0,8 0,5
2-2,5 2,2 3,1—4,0 1,5—2,7 2,2
СО 5—6,5 6,0 4,5—6,9 4,6—6,3 5,3
СН4 24,5—26,5 26,0 25,9—32,1 22,6—25,7 24,1
Н2 58—62 60,0 46,5—57,9 53,0—62 56,9
2—3,5 2,7 2,0-9,6 6,4—12,3 9,0
Плотность, кг/м3 . . . 0,420—0,460 0,440 — 0,43—0,54 0,49
Низшая теплота сгора- ния, ккал/м3 .... 4250—4400 4350 — — —
6
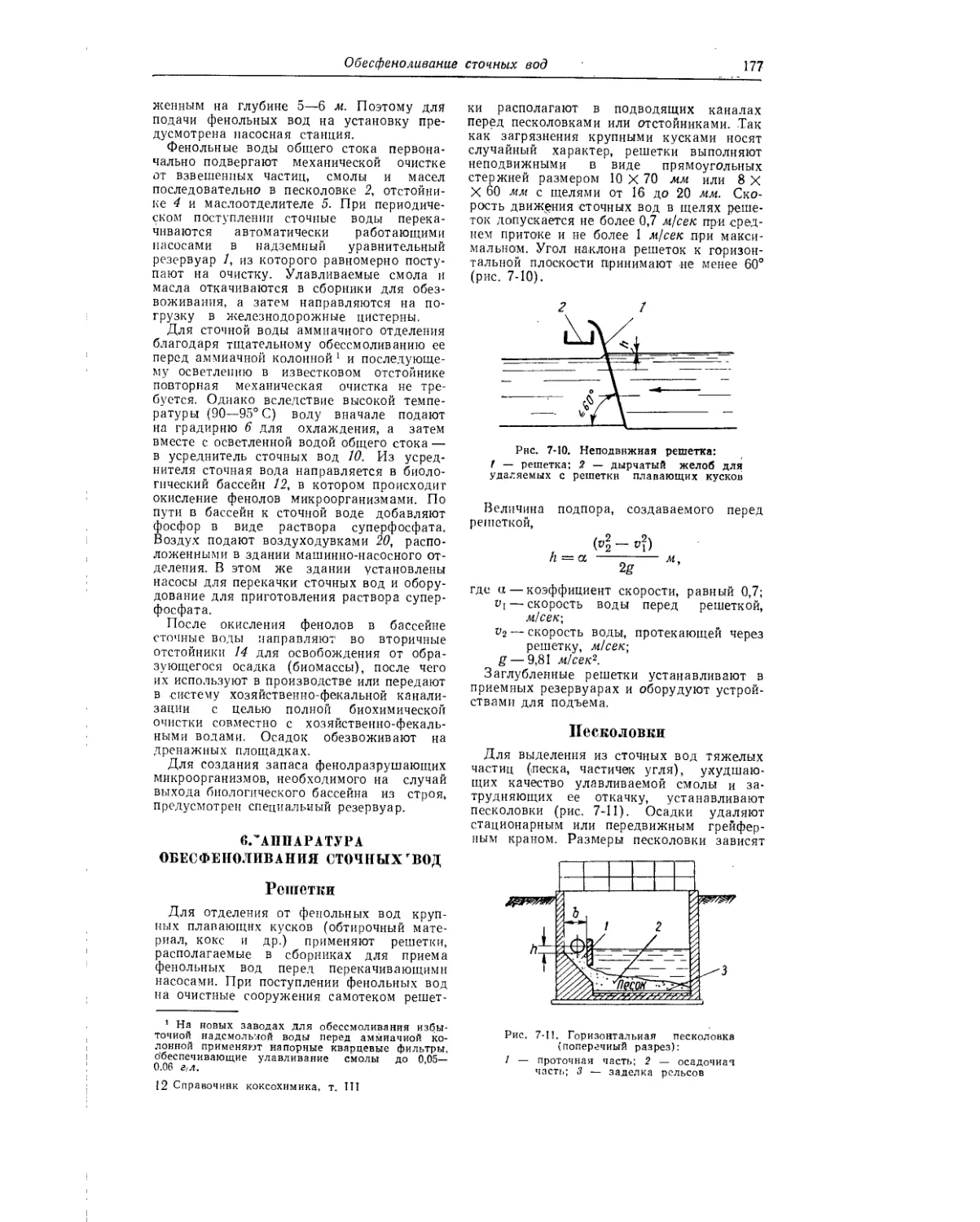
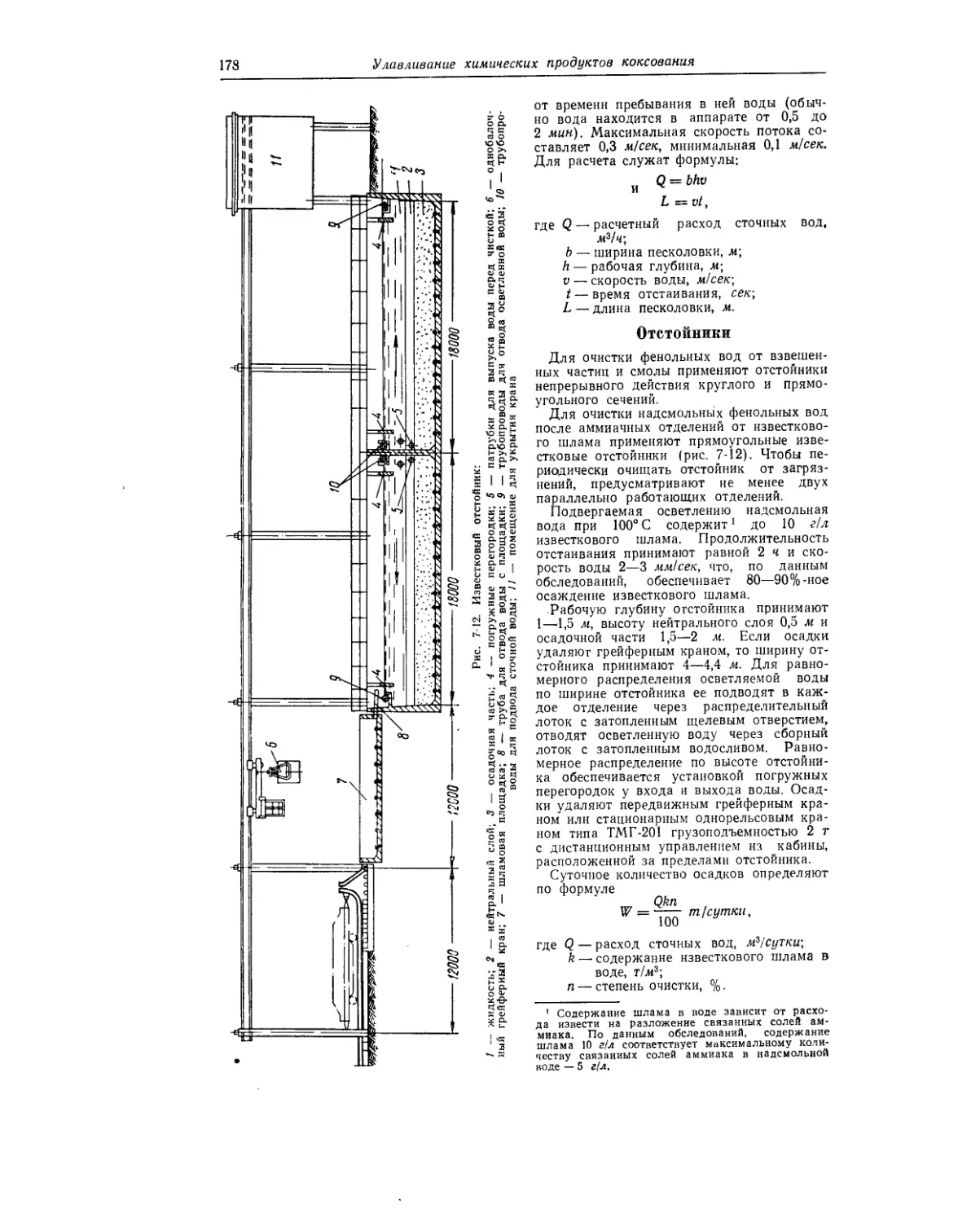
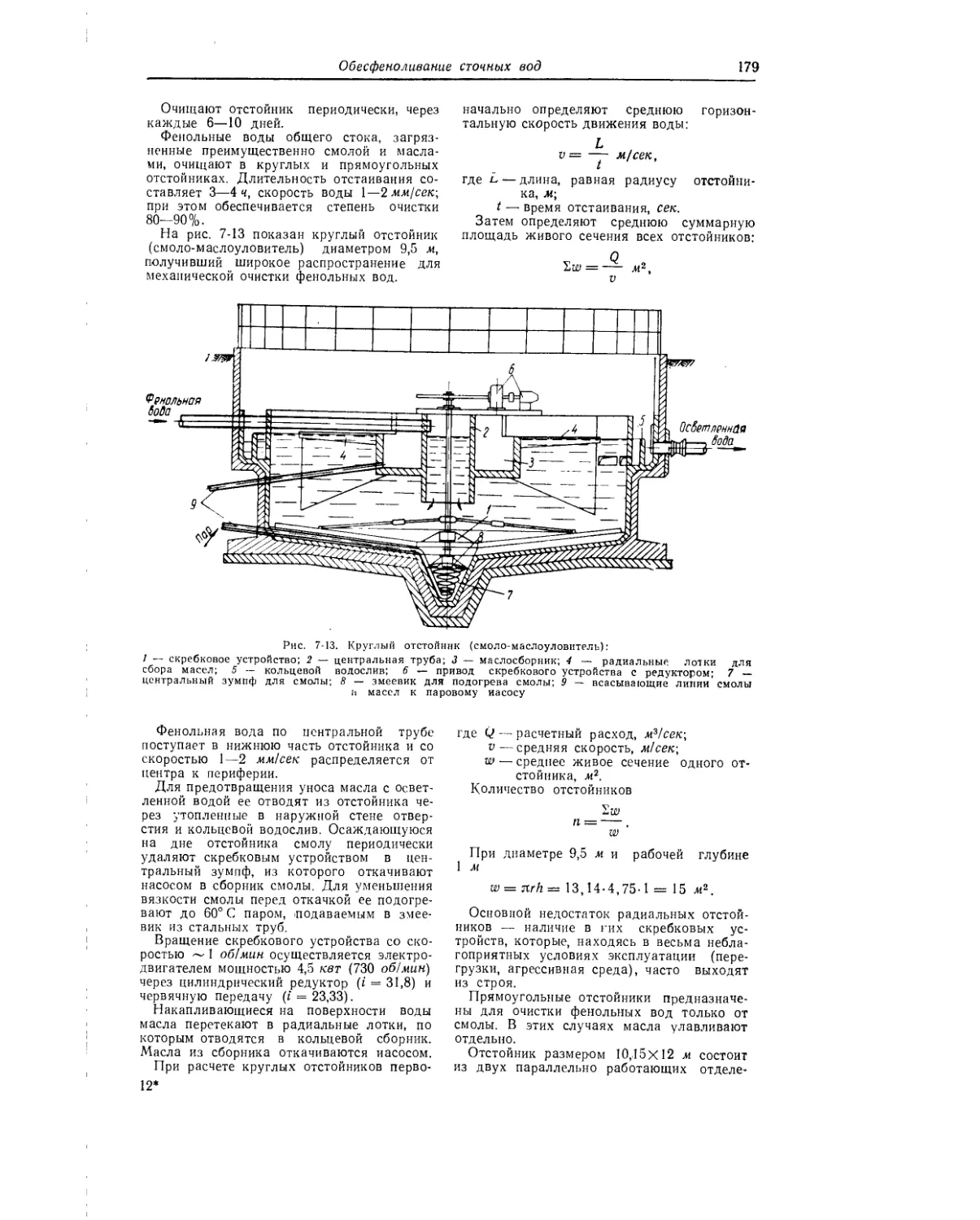
Улавливание химических продуктов коксования
Таблица 1-2
Состав коксового газа по группам заводов СССР, % (объемн.)
Группа заводов СО, о, С н m п СО сн« Н, У, Плот- ность KSjMВ 9 Низшая теплота сгорания ккал/м9
Заводы Юга, перераба- тывающие шихту из угля Донбасса: с динасовыми печами 2,40 0,60 2,50 5,60 25,7 60,5 3,00 0,436 4352
«шамотными» . . . 2,30 0,80 2,30 5,30 26,9 58,8 3,50 0,447 4378
Заводы Востока, пере- рабатывающие шихту из углей Караганды и Куз- басса 2,30 0,50 2,20 7,50 25,4 58,5 3,70 0,456 4279
Заводы перерабатыва- ющие шихту из углей месторождений: Печорского .... 2,40 0,50 2,40 6,80 24,60 59,8 3,50 0,448 4270
Ткварчельского . . 2,70 0,80 2,80 6.9Q 25,8 57,6 3,40 0,470 4386
Кизеловского . . . 4,00 0,80 4,10 5,50 27,30 55,60 2,70 0,490 4664
Таблица 1-4
чество метана и непредельных углеводо-
родов.
Непредельные углеводороды СтНп со-
стоят в основном из этилена С2Н4 (80—
85%), пропилена С3Н6 (15—.20%) и не-
значительного количества бутилена и дру-
гих непредельных соединений. Вместе
с непредельными углеводородами опреде-
ляются также оставшиеся после улавли-
вания ароматические углеводороды, при-
нимаемые обычно за чистый бензол СеН6
(табл. 1-3).
Таблица 1-3
Содержание непредельных углеводоро-
дов в коксовом газе по зарубежным
данным [2], % (объемн.)
Компоненты Формула По данным
ШУфтана Мартина «Лурги» «РУргаз»
Ацетилен С2Н2 0,05 . 0,07
Этилен . . С2Н4 1,89 1,59 1,84 1,96
Пропилен . 1 CgHe 0,37 0,21
Бутилен . . > С4н8 0,35 .— — >0,12
Пентнлен ) с6н10 0,12 0,66 1
Бензол . . с6н6 — 0,04 0,02 0,06
В коксовом газе заводов Юга содержит-
ся в среднем 83% (объемн.) этилена, 15%
(объемн.) пропилена и 2% (объеми.) бен-
зола. Кроме метана, в газе находятся
этан, пропан, бутан и другие насыщенные
углеводороды. В табл. 1-4 представлены
данные по содержанию высших гомологов
метана в коксовом газе [2].
Содержание высших гомологов метана
в коксовом газе по зарубежным данным
[2], % (объемн.)
Компоненты Формула По данным
Мар- тина «.Пур- ги» «Рур- газ»
Этан .... с2нв 0,89 0.92
Пропан . . . Бутан и выс- с3н8 0,12 0,07 0,8
шие гомологи С4Н10 0,04 0,03
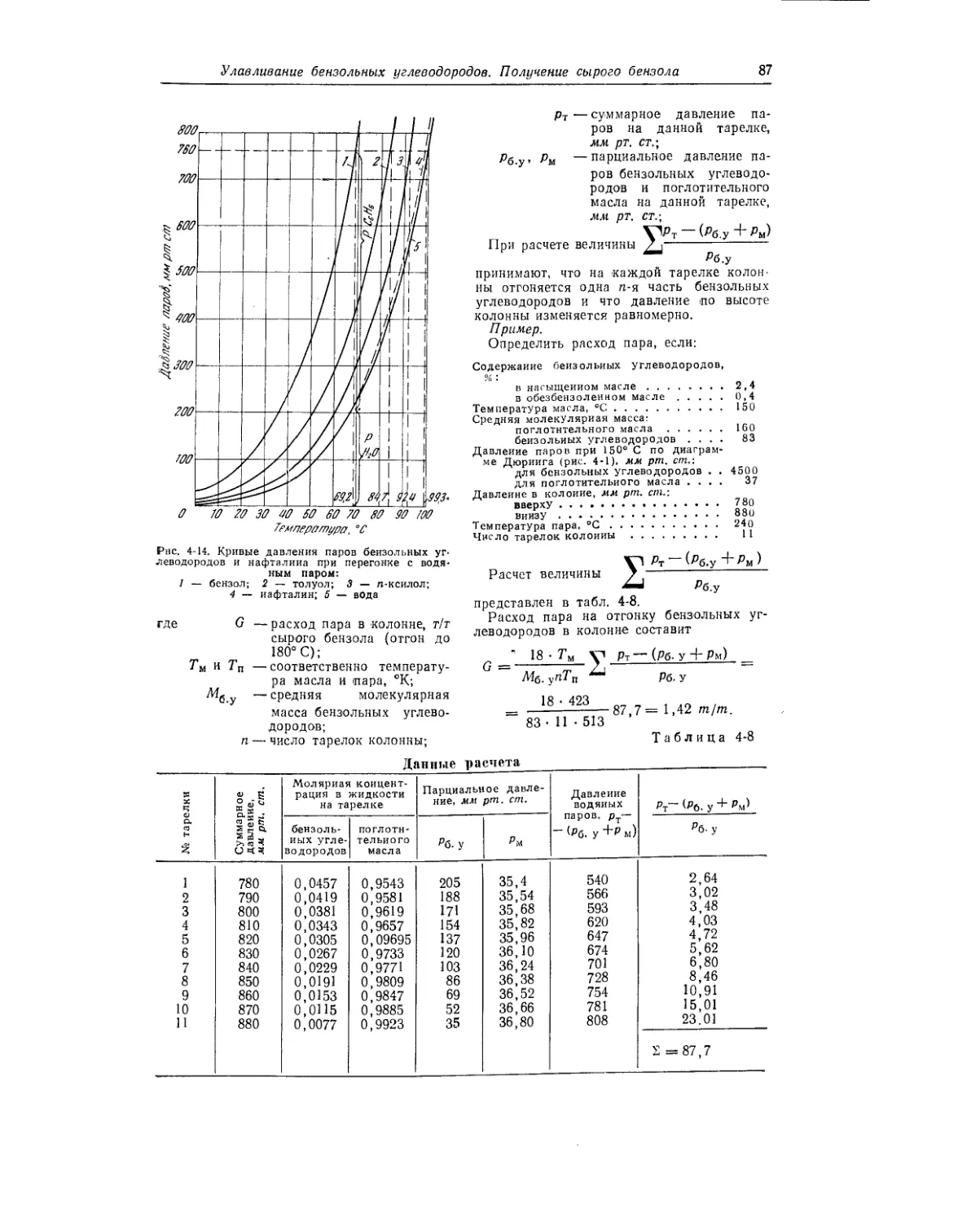
Выход газа и хи мических
продуктов коксования
Выход коксового газа на 1 т сухой ших-
ты может быть выражен в килограммах
(G), кубических метрах (V) при нормаль-
ных условиях и кубических метрах, при-
веденных к 4000 ккал/м3 (УприВ).
Величины G и УПрив связаны следую-
щими соотношениями:
Уприв~ 4000 ’
где р — плотность газа, кг/м3;
Q — низшая теплота сгорания,
ккал/м3.
Для характеристики коксовых печей как
генератора газа пользуются выходом при-
веденного газа. Этот показатель приводят
в технических отчетах и литературных ма-
териалах (табл. 1-5).
Коксовый газ
7
Таблиц'а 1-5
Выход газа и химических продуктов коксования по группам заводов СССР
Выход на 1 т сухой шихты
Группа заводов газа V, м3 газа V , jw3 прив газа, кг смолы, кг аммиака кг сырого бензола кг
Заводы Юга. перерабатываю- щие шихту из углей Донбасса: с динасовыми печами . . . 310 337 136 32,5 2,85 10,56
«шамотными» 276 302 123 31,2 3,06 8,82
Заводы Востока, перерабаты- вающие шихту из углей Кара- ганды и Кузбасса 332 355 152 29,2 3,8 9,8
Заводы, перерабатывающие шихту из углей месторождений: Печорского 322 345 144 36,8 4,35 9,8
Ткварчельского 319 350 159 36,9 2,68 11,33
Кизеловского 320 372 157 46,6 2,16 13,80
Выход продуктов коксования (кг/т) на
коксохимических и газовых заводах ФРГ
показан в табл. 1-6 [2].
Таблица 1-6
Выход продуктов коксования на заводах
ФРГ, кг/т
Наименование продуктов Заводы
коксохими- ческие (сухая шихта) газовые (влажная ших- та <-И0%)
Кокс 857 733
Сырая смола 30,8 37
Сырой бензол . 9,2 5,7
Аммиак .... 3,0 1,2
Газ очищенный1 355 432
1 Выход, л<3.
Выходящий из газосборников прямой
газ содержит водяные пары, пары смо-
лы, бензольные углеводороды, аммиак,
сероводород, цианистый водород, нафта-
лин и др. Водяные пары в прямом газе
получаются вследствие испарения влаги
шихты, пирогенетической воды и части во-
ды, подаваемой на охлаждение газа в га-
зосборнике. Кроме того, водяные пары
вводятся в процессе инжекции при без-
дымной загрузке угля в печи. Точных дан-
ных о выходе пирогенетической воды не
имеется. Для углей Донбасса выход пиро-
генетической воды равен 2—3% [3]. В пи-
рогенетическую воду переходят 40—55%
кислорода угля [4, 5].
Зависимость выхода пирогенетической
воды от выхода летучих веществ угля
можно представить уравнением [2]
Н2Опир = 4,64 — 0,354Vе + 0,0118 (Vе)2.
где Vе — выход летучих веществ на су-
хой уголь.
По этой формуле количество образовав-
шейся пирогенетической воды для шихты
с выходом летучих 26% равно 3,14%; эта
величина превышает данные других иссле-
дователей.
Содержание водяных паров в газе пос-
ле газосборника определяется точкой ро-
сы, которая на 1—2 град ниже темпера-
туры воды, выходящей из газосборника.
Содержание паров смолы, ароматических
углеводородов и аммиака в пересчете на
1 л3 сухого газа (при нормальных усло-
виях) можно определить по выходам этих
продуктов (табл. 1-5).
Содержание отдельных составляющих в
газе для широкого диапазона шихт мож-
но принять следующее [6], г/м3 очищенно-
го газа:
Смола.........................80—150
Ароматические углеводороды , 22—4 5
Аммиак .................... 6—12
Сероводород ................. 4—40
Цианистый водород .........0,5—2,5
Нафталин................... 5—10
Органическая сера..........0,2—0,7
Зависимость состава и выхода
газа от теплового
и гидравлического режима
в коксовых печах
Выход коксового газа и его состав за*
висят не только от свойств шихты, но и
от теплового и гидравлического режимов
коксовых печей (температуры в камере
коксования, определяемой температурой в
вертикалах коксовых печей; продолжи-
тельности коксования и равномерности
прогрева угольной загрузки; давления га-
за в камере коксования и разрежения в
отопительной системе коксовых печей).
Кроме того, выход и состав коксового
газа существенно зависят от полноты за-
грузки камеры коксования и методов
отсасывания газа из коксовых печен
(один или два газосборника, специальные
методы отсасывания).
8
Улавливание химических продуктов коксования
Выход и состав газа в процессе коксо-
вания меняются (табл. 1-7). К концу про-
Таблица 1-7
Изменение состава газа по ходу
коксования [7]
со2
к
X
Е
3
6
9
12
15
4,1
2,8
2,4
1,8
0,6
4,4
3,1
2,8
1,9
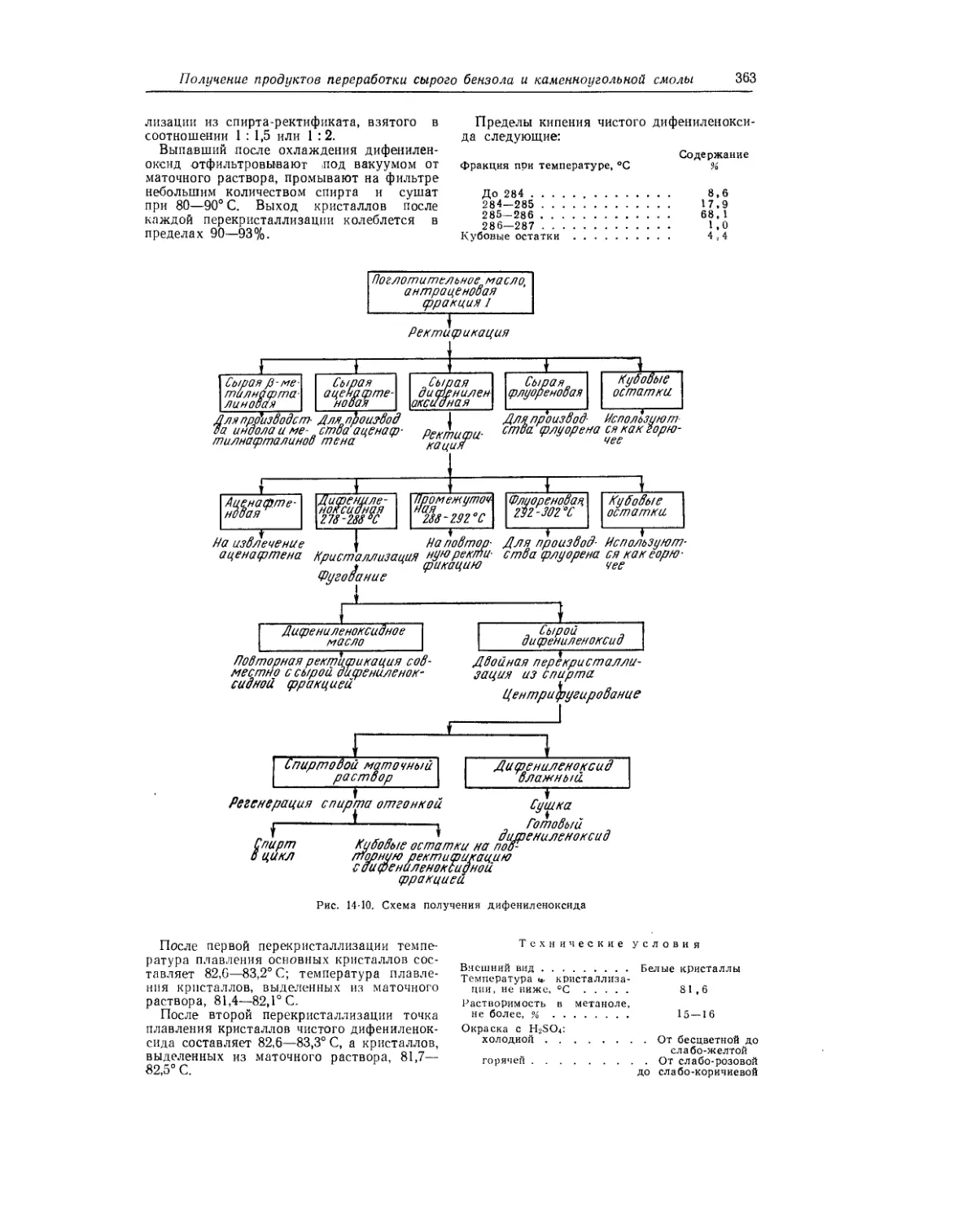
0,6
0,9
0,9
0,7
0,8
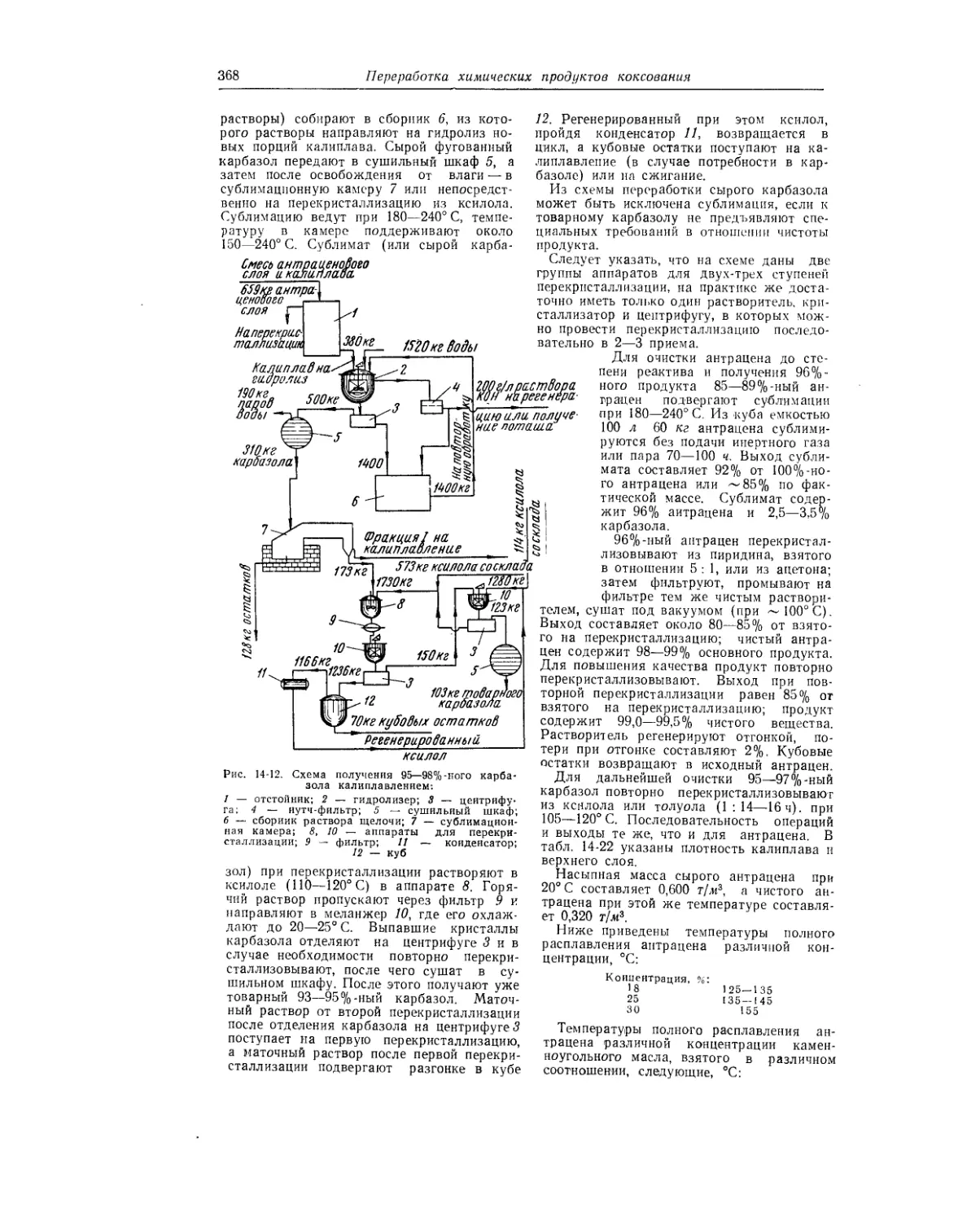
0,4
53,0
57,0
59,4
63,6
73,8
29,2
26,6
25,6
22,5
14,0
4,0
3,6
3,0
3,0
3,4
4755
4462
4403
4089
3421
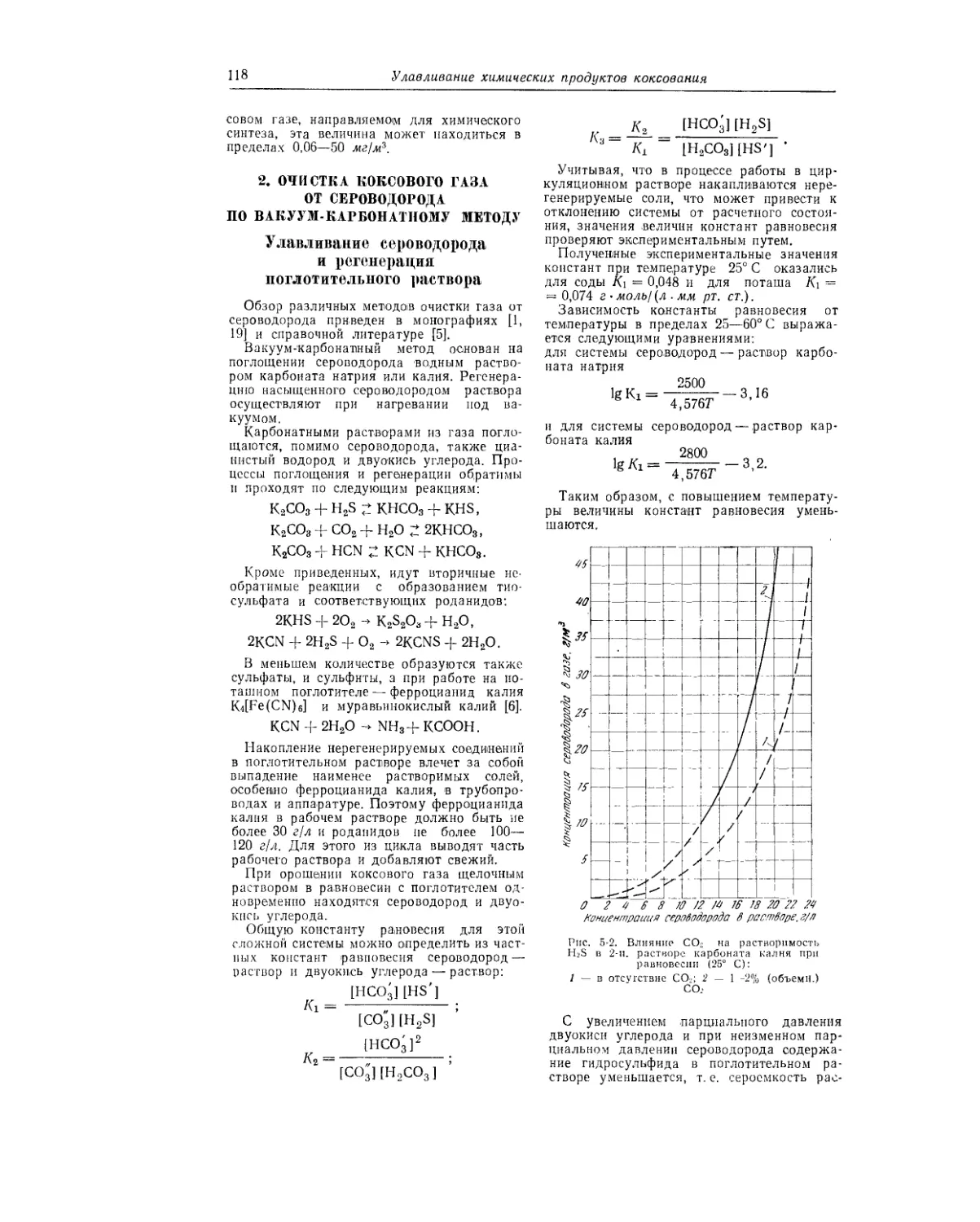
вания. Максимальный выход газа по объ-
ему достигается на 11 -<м часе от начала
коксования (рис. 1-2) [7, 8].
С повышением температуры в камере
коксования увеличивается объемный вы-
ход коксового газа и содержание в нем во-
дорода и окиси углерода, снижается со-
держание в газе тяжелых углеводородов,
углекислого газа, метана, уменьшается
теплота сгорания газа (табл. 1-8) [9].
Таблица 1-8
Влияние температуры стен камеры на
состав и выход коксового газа [9]
цесса в коксовом газе увеличивается со-
держание водорода и уменьшается содер-
жание метана; уменьшаются плотность
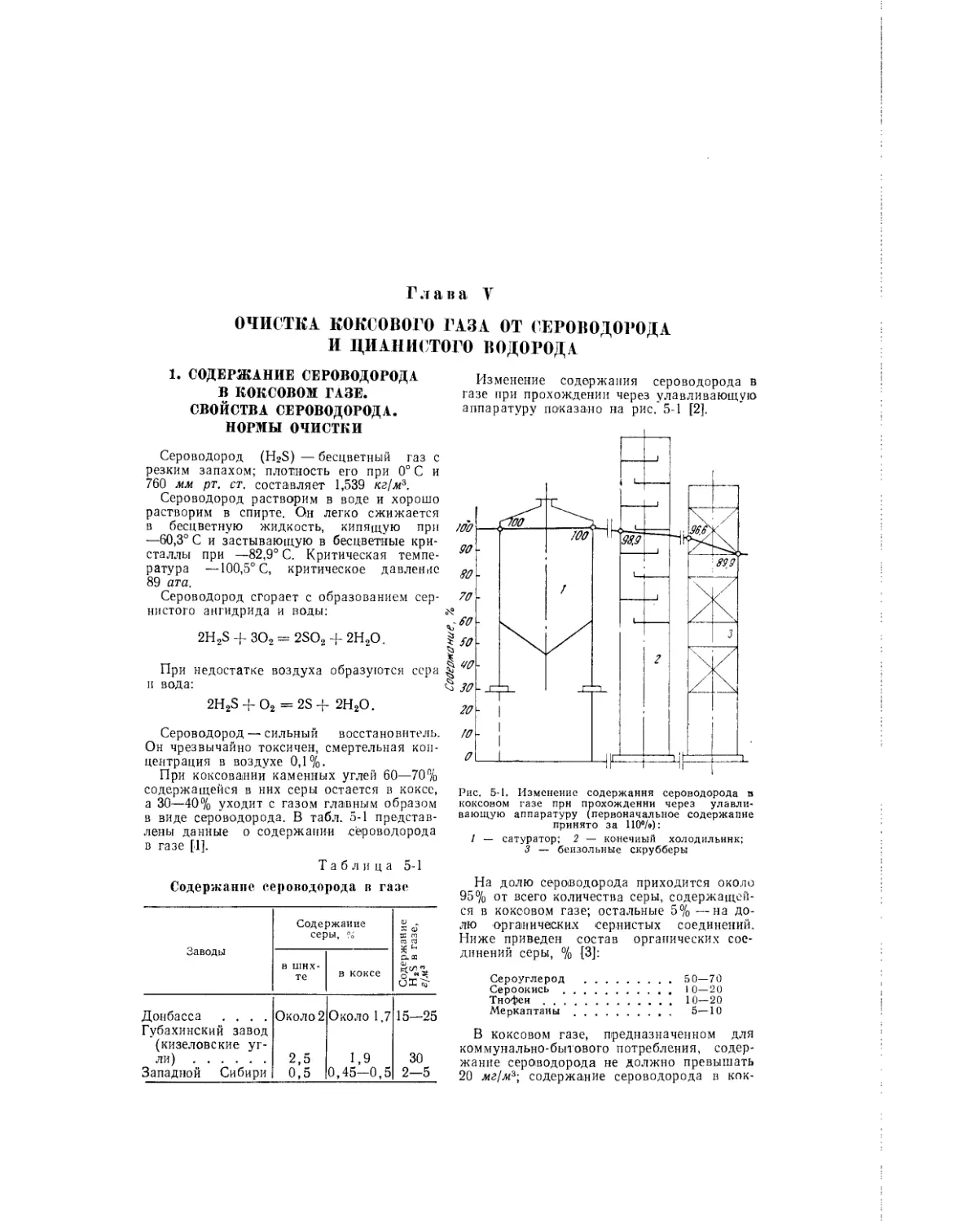
(рис. 1-1) и теплота сгорания газа.
Максимальный выход газа по массе при
продолжительности коксования 14—15 ч
соответствует 10-му часу от начала коксо-
Рремя от начала коксования, ч
Рис. 1-1. Изменение плотности газа по хо-
ду коксования
Характеристика Серия опытов
1-я 2-я 3-я
Температура, °C в вертикалах . . . 1252 1306 1409
стен камеры . . . 1060 1128 1197
подсводового про- странства .... 603 736 772
Продолжительность коксования, ч . . . 17.7 16,9 14,8
Состав газа, % (объемн.): со2 1,8 2,2 1,3
1,7 1,2 1,1
О2 0,7 0,6 0,8
со 5,2 6,3 7,5
Н2 62,9 64 1 64,6
сн, 21,6 20,3 18,3
n2 6,1 5,3 6,4
Высшая теплота сго- рания, ккал/м3 . . 4955 4835 4550
Выход газа. мя/пг . . 292,7 311,5 329,3
Теплота сгорания, ум- ноженная на выход газа, тыс. ккал/т 1460 1494 1497
Рис. 1-2. Выход газа по массе (1) и по объему
(2) в процессе коксования
Из этих данных видно, что даже при
резком перегреве камер коксовых печей
(температура стены камеры возросла на
137 град.) выход газа в пересчете на тыс.
ккал!т мало изменился. Влияние времени
коксования на состав газа иллюстрирует
табл. 1-9.
Температура подсводового пространства
влияет на выход фенола и нафталина, но
оказывает небольшое влияние на состав
газа. При изменении температуры подсво-
дового пространства от 650 до 750° С со-
став газа меняется следующим обра-
зом [7]:
Температура подсводового про-
странства, °C ................... 750 650
Теплота сгорания газа, ккал'м3 , . 4223 4214
Состав газа, % (обгеми.):
С Н . . 2,5 2,3
ш п
Н2 .......................... 59,5 58,1
СН.........................'..24,3 25,3
СО.............................5,5 5,4
При увеличении объема подсводового
пространства (неполная загрузка коксовых
Коксовый газ
9-
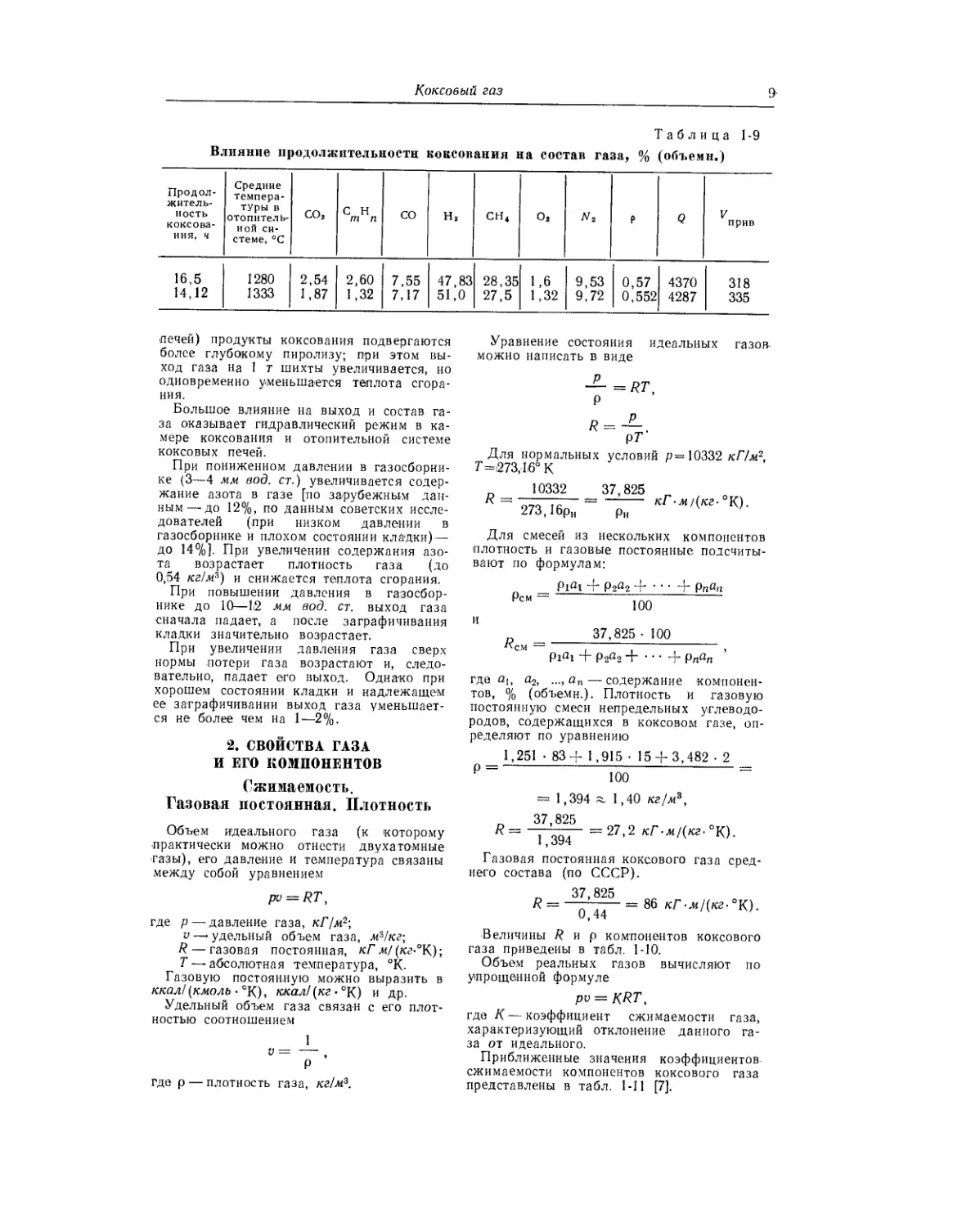
Таблица 1-9
Влияние продолжительности коксования на состав газа, % (объемн.)
Продол- житель- ность коксова- ния, ч Средние темпера- туры в отопитель- ной си- стеме, °C со. С н m п со н, СН4 О, Р Q V прив
16,5 1280 2,54 2,60 7,55 47,83 28,35 1,6 9,53 0,57 4370 318
14,12 1333 1,87 1,32 7,17 51,0 27,5 1,32 9,72 0,552 4287 335
лечей) продукты коксования подвергаются
более глубокому пиролизу; при этом вы-
ход газа на 1 т шихты увеличивается, но
одновременно уменьшается теплота сгора-
ния.
Большое влияние на выход и состав га-
за оказывает гидравлический режим в ка-
мере коксования и отопительной системе
коксовых печей.
При пониженном давлении в газосборни-
ке (3—4 мм вод. ст.) увеличивается содер-
жание азота в газе [по зарубежным дан-
ным— до 12%, по данным советских иссле-
дователей (при низком давлении в
газосборнике и плохом состоянии кладки)—
до 14%]. При увеличении содержания азо-
та возрастает плотность газа (до
0,54 кг/м3) и снижается теплота сгорания.
При повышении давления в газосбор-
нике до 10—12 мм вод. ст. выход газа
сначала падает, а после заграфичивания
кладки значительно возрастает.
При увеличении давления газа сверх
нормы потери газа возрастают и, следо-
вательно, падает его выход. Однако при
хорошем состоянии кладки и надлежащем
ее заграфичивании выход газа уменьшает-
ся не более чем на 1—2%.
2. СВОЙСТВА ГАЗА
И ЕГО КОМПОНЕНТОВ
Сжимаемость.
Газовая постоянная. Плотность
Объем идеального газа (к которому
практически можно отнести двухатомные
газы), его давление и температура связаны
между собой уравнением
pv = RT,
где р — давление газа, кГ/м?\
v —• удельный объем газа, м3/кг;
R — газовая постоянная, кГ м/ (кг-°К);
Г — абсолютная температура, °К.
Газовую постоянную можно выразить в
ккал/ (кмоль °К), ккал/(кг • °К) и др.
Удельный объем газа связан с его плот-
ностью соотношением
1
V = --- ,
р
где р — плотность газа, кг/м3.
Уравнение состояния идеальных газов
можно написать в виде
— = RT,
Р
рт
Для нормальных условий р= 10332 кГ/м~,
T=i273,li6° К
10332 37,825
— ---------кГ -м/(кг -К).
Ри
R =
273,16ри
Для смесей из нескольких компонентов
плотность и газовые постоянные подсчиты-
вают по формулам:
__ Р1а1 ~Ь Рза2 4- • 4- РпаП
Рсм ~ 100
И
п 37,825 • 100
^•см — . . •
Р1йг + р2а2+ * * * + Рпап
где а2, ..., ап — содержание компонен-
тов, % (объемн.). Плотность и газовую
постоянную смеси непредельных углеводо-
родов, содержащихся в коксовом газе, оп-
ределяют по уравнению
1,251 • 83+ 1,915 • 15 + 3,482 • 2
Р — 100 “
= 1,394 а 1,40 кг/м3,
37,825
R = Г394 = 27’2 кГ'м1{~кг' К)-
Газовая постоянная коксового газа сред-
него состава (по СССР).
37 825
R = =86 кГ-м1(кг-°К.).
Величины R и р компонентов коксового
газа приведены в табл. 1-10.
Объем реальных газов вычисляют по
упрощенной формуле
pv = KRT,
где К — коэффициент сжимаемости газа,
характеризующий отклонение данного га-
за от идеального.
Приближенные значения коэффициентов
сжимаемости компонентов коксового газа
представлены в табл. 1-11 [7].
JO
Улавливание химических продуктов коксования
Таблица 1-10
Характеристика коксового газа
Компоненты Химиче- ская формула Молекулярная масса Плотность ке/ма, при Газовая посто- янная кГм!(кг°К) Высшая теплота сгорания ккал кмоль Низкая теплота сгорания
0°С 20° С ккал 'кмоль Л с ье ккал'кг
Двуокись углерода . . . со2 44,01 1,977 1,842 19,3 __ — —
Этилен сн4 28,05 1,251 1,174 30,2 337290 316255 14110 11274
Пропилен с3нб 42,08 1,915 1,784 20,2 492120 460560 20550 10945
Кислород о2 32,00 1,429 1,331 26,5 — .—• —. .—•
Окись углерода .... со 28,01 1,250 1,165 30,3 67590 67590 3016 2413
Метан сн4 16,04 0,717 0,668 52,9 212860 191820 8558 11957
Этан С2Нв 30,07 1,356 1,263 28,2 372940 341380 15231 11353
Водород н2 2,016 0,090 0,084 420,6 68260 57740 2576 28640
Азот N2 28,016 1,251 1,165 30,3 — —. —. —
Сероводород H2S 34,08 1,539 1,434 23,1 — —. —
Непредельные углеводо- роды — 1,40 — 27,2 — —— — —
Коксовый газ среднего для СССР состава . . — 10,5 0,44 0,41 86,0 — 97500 4350 9900
Таблица 1-11
Приближенные величины
коэффициентов сжимаемости
компоиеитов коксового газа [7]
тот же коэффициент сжимаемости. Для
газовых смесей коэффициент сжимаемости
определяют по правилу аддитивности:
К101 + +• • • + Кпап
—- .. , ...
Компоненты Давление, ати
50 100 150 200
Двуокись углерода . . Непредельные углево- 0,99 0,98 0,99 1,02
дороды 0,98 0,95 0,93 0,90
Окись углерода . . . 0,99 0,98 0,99 1,02
Метан 0,91 0,85 0,82 0,80
Водород 1,03 1,06 1,11 1,15
Азот 0,99 0,99 1,02 1,04
Более полные данные по сжимаемости
газов приведены в литературе [10, 11]. При
отсутствии экспериментальных данных по
сжимаемости какого-либо газа коэффи-
циент К можно приближенно найти по за-
кону соответственных состояний. Два газа
находятся в соответственных состояниях,
если у них равны приведенные темпера-
туры:
___Т_
J прив — —
1 кр
и приведенные давления:
_ р
Рприв ,
Ркр
где Ткр и рКр—критические температура и
давление.
Газы, находящиеся в соответственных со-
стояниях, имеют приблизительно >однн и
Теплота сгорания
Высшая теплота сгорания газа QB — ко-
личество тепла, выделяющееся при полном
сгорании 1 л<3 газа, при условии, что весь
водород сгорает с образованием воды.
Высшую теплоту сгорания определяют в
калориметре; для расчетов процесса сгора-
ния этой величиной не пользуются.
Низшая теплота сгорания Q — количе-
ство тепла, выделяющееся при сгорании
1 Л(3 газа с образованием из водорода па-
ров воды, подобно процессу сгорания газа в
промышленных топках.
Величины Q н QB связаны между собой
уравнением
Q= QB-0,6K,
где К — количество конденсата, собранного
в калориметре, г/м3 пропущенного газа.
По составу газа, % (объемы.)
Q — Qb — 4,70 (Н2 + H2s -f-
+ 2СН4 + 2,25СтД„).
Величины Q и QB приведены в табл. 1-10.
При расчетах Q, отнесенного к 1 .и3 газа
(при 20’С и 760 мм рт. ст.), величины, при-
веденные в табл. 1-10, нужно умножить на
273
2» -ад317’ ’а
Q20 = 0,9317Q.
Коксовый газ
11
Теплота сгорания -непредельных углево- вале 0—2500° С. Мольную теплоемкость вы-
дородов зависит от их состава: ражают в ккал/(кмоль • °C) и ккал/(м3-
•°C) (12].
_ 14110^ +2055(toCiH
где »с,нг ус.н.. °с4Н,. исьн, -содержание
этилена, пропилена, бутилена и бензола
в смеси, % (объемн.).
По этой формуле низшая теплота сгора-
ния смеси приведенного выше состава рав-
на 16000 ккал/м3.
При расчетах процесса сгорания нужно
учитывать также тепловой эквивалент га-
за, называемый числом Вобба. Число Воб-
ба газа среднего состава равно (для
СССР):
О 4350
= —4 =-----------= 6600.
]/р Ко,44
Теплоемкость
В табл. 1-12 даны средние объем-
ные теплоемкости компонентов коксового
газа при постоянном давлении ср в интер-
+ 27120аs+ 33530oCsH
100_______________________
Мольная теплоемкость компонентов газа
[(ккал/кмоль • °C], приближенно вычисляют
по формуле
ср = а+ЬТ + сТ\
где Т — абсолютная температура, °К;
а, Ь, с —коэффициенты.
В табл. 1-13 приведены коэффициенты
для некоторых газов.
Теплоемкость коксового газа можно вы-
числить по правилу аддитивности:
O1C1+^2C2H-----j-anCn)
Сем =----------—---------- ккал/(м? -°C),
где аь а2.--> — содержание компонентов
% (объемн.);
Ci, г2,.„, сп — средние теплоемкости
компонентов, ккал/(м3 • °C).
Таблица 1-12
и воздуха, ккал/(м3-°C)
Средняя теплоемкость компонентов коксового газа
Темпера- тура, °C о, N2 (атмос- ферный) Воздух н, со со, H2S Водяной пар СН4 с,н< с,н.
0 0,3119 0,3092 0,3098 0,3049 0,3103 0,3821 0,360 0,3569 0.3702 0,4363 0,6393
100 0,3147 0,3095 0,3106 0,3083 0,3109 0,4061 0,366 0,3595 0,3922 0,4925 0,7281
200 0,3189 0,3104 0,3122 0,3098 0,3122 0,4269 0,373 0,3637 0,4201 0,5452 0,8071
300 0,3239 0,3121 0,3146 0,3103 0,3145 0,4449 0,381 0,3684 0,4505 0,5960 0,8851
400 0,3290 0,3144 0,3175 0,3110 0,3174 0,4609 0,390 0,3739 0,4814 0,6415 0,9565
500 0,3339 0,3171 0,3207 0,3117 0,3207 0,4750 0,399 0,3797 0,5112 0,6839 1,0230
600 0,3384 0,3201 0,3240 0,3124 0,3242 0,4875 0,408 0,3857 0,5400 0,7227 1,0841
700 0,3426 0,3233 0,3274 0,3134 0,3277 0,4988 0,417 0,3920 0,5677 0,7571 1,1408
300 0,3463 0,3265 0,3306 0,3145 0,3311 0,5090 0,426 0,3984 0,5957 0,7901 1,1921
900 0,3498 0,3295 0,3338 0,3159 0,3343 0,5181 0 434 0,4050 0,6216 0,8196 1,2398
1000 0,3529 0,3324 0,3367 0,3174 0,3374 0,5263 0,442 0,4115 0,6447 0,8472 1 2831
1100 0,3557 0,3352 0,3395 0,3191 0,3403 0,5338 0,450 0,4180 0,6655 0,8731 0,3232
1200 0,3584 0,3378 0,3422 0,3208 0,3430 0,5407 0,456 0,4244 0,6838 0,8963 1,3607
1300 0,3608 0,3404 0,3447 0,3227 0,3455 0,5469 »* — 0,4306 — — —
1400 0,3631 0,3427 0,3470 0,3246 0,3479 0,5526 0,4366 — — —
1500 0,3653 0,3449 0,3492 0,3266 0,3501 0,5578 — 0,4425 — — —
1600 0,3673 0,3470 0,3513 0,3285 0,3522 0,5626 0,4481 — — ——
1700 G.3693 0,3490 0,3532 0,3304 0,3541 0,5671 0,4537 — — —
1800 0,3712 0,3508 0,3551 0,3324 0,3559 0,5712 — 0,4589 — — —
1900 0,3730 0,3525 0,3568 0,3343 0,3576 0,5750 — 0,4639 — — —
2000 0,3748 0,3541 0,3585 0,3362 0,3592 0,5785 0,4688 — — —
2100 0,3764 0,3557 0,3600 0,3380 0,3607 0,5818 0,4735 — — —
2200 0,3781 0,3571 0,3615 0,3398 0,3621 0,5848 0,4779 — — —
2300 0,3797 0,3585 0,3629 0,3416 0,3634 0,5876 — 0,4822 — — —
2400 0,3813 0,3598 0,3643 0,3433 0,3647 0,5902 — 0,4864 — — —
2500 0,3828 0,3610 0,3655 0,3451 0,3659 0,5926 — 0,4903 — — —
2600 0,3843 — 0,3467 — — 0,4942 — — —
2700 0,3858 — .ЦК.” . 0,3483 •юргт — — — 0,4979 — — —
Примечание. Средни; теплоемкости, а также истинные теплоемкости приведены в таблицах
Вукалович и др. [12, табл. 44—98].
12
Улавливание химических продуктов коксования
Таблица 1-13
Значения коэффициентов
для определения мольной
теплоемкости компонентов
коксового газа [13]
Компоненты а Ь 10я с • 10е
со2 6,85 8,533 —2,475
О2 6,26 2,746 —0,770
со 6,25 2,091 - 0,459
Н2 6,88 0,066 +0,279
сн4 3,38 1,819 —4,188
N2 6,30 5,558 —0,345
H2s 6,48 3,283 —1,204
Н2О (пары) 6,89 2,426 —0,343
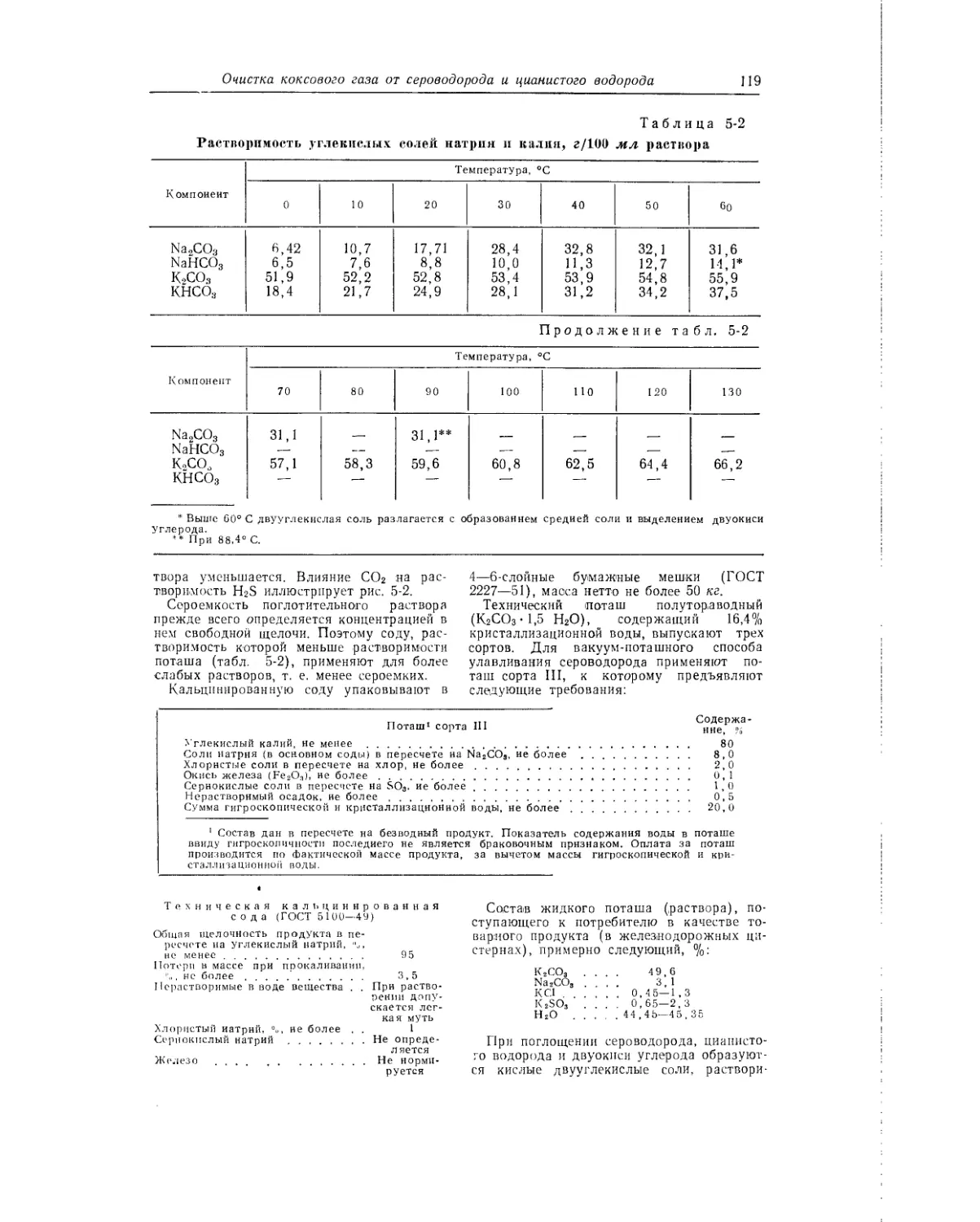
Теплоемкость коксового газа среднего со-
става при 0° С равна 0,328 ккал/(м3 °C).
Зависимость теплоемкости коксового газа
от температуры показана на рис. 1-3.
Температура, “С
Рнс. 1-3. Зависимость средней теп-
лоемкости коксового газа от тем-
пературы
Теплопроводность
Зависимость теплопроводности газа от
температуры можно вычислить по форму-
ле Сатерленда:
X — Ад
273 +С / Т \3/г
Т+ С \273^
или по формуле
А — Ао + Ы,
где Т — абсолютная температура, °К;
t —-температура, °C;
Ао —• теплопроводность при 0° С,
ккал/(м • ч • °C);
b и С — постоянные (табл. 1-14).
Теплопроводность газовой смеси нельзя
вычислять по закону аддитивности. В ин-
в- Таблица 1-14
Значения АПС и Ъ для компонентов
коксового газа
Компоненты ^0 ккал/(мх ХчХ°С С ь ю»-
СО2 (от —78 до + +500° С) .... 0,012 5,5
О2 (от —101 до + + 100 °C) .... 0,021 144
Н2 (от —192 до + + 100° С) .... 0,150 94
N2 (от —192 до + + 100° С) .... 0,021 114
Воздух (от —191 до +212° С) .... 0,021 125
H2S 0,011 — —
СН4 0,026 — 10,7
СО 0,019 156 —
С2Н4 0,015 — —
Н2О (пар) 0,0139 — —
тервале температур 0—200°С эта величина
составляет 0,035—0,040 ккал!(м ч - °C).
Зависимость теплопроводности двух- и
трехатомных газов от температуры пред-
ставлена в табл. 1-15,
Таблица 1-15
Зависимость теплопроводности
двух- н трехатомных газов
от температуры [А-103 ккал/(м-ч-° C)J
Темпера- тура, °C О2 n2 Воздух н2 со2 Н2О (пар)
0 21,55 21,38 21,36 150 12,42 13,89
100 27,99 27,09 27,40 186 19,52 21,19
200 34,37 32,30 32,91 222 26,70 28,94
300 40,64 37,31 38,28 258 33,86 39,24
400 46,65 42,44 43,45 294 40,84 49,06
500 52,40 47,47 48,38 330 47,60 60,16
600 57,72 52,35 53,22 366 54,07 72,10
700 62,82 57,08 57,81 402 60,27 84,68
800 67,69 61,63 62,21 438 66,12 98,10
900 72,00 66,03 66,40 474 71,74 111,90
1000 76,36 70,27 70,50 510 77,10 126,10.
1100 80,60 74,29 74,32 546 82,26 140,50
1200 84,60 78,17 78,10 582 87,11 155,00-
Динамическая
и кинематическая вязкость
Динамическая вязкость — сила трения,
отнесенная к единице поверхности и едини-
це градиента скорости. Размерность вязко-
сти получают делением размерности силы
(кГ, дн и др.) на размерность поверхности
и на размерность градиента скорости.
Наиболее часто применяют следующие
единицы вязкости. В физической системе
Коксовый газ
13
единиц пуаз цП8 = г)(см • сек), или ц =
= кП(.it • сек).
В технической системе — кг-сек!м2, т]Те.
Переводные -множители для пересчета вяз-
кости от одной системы в другую пред-
ставлены в табл. 1-16.
Таблица 1-16
Переводные множители
Исходная система Переводится в систему
1 Т’те
1 1 10 0,102
.... 0,1 1 0,0102
'Оте .... 9,81 98,1 1
В технических расчетах используют так-
же кинематическую вязкость; эту величину
получают делением динамической вязкости
на плотность газа и выражают в мУсек
(табл. 1-17, 1-18).
Изменение динамической вязкости с из-
менением температуры определяют по фор-
муле Сатерленда:
273 +С
]/-•
У 273
где г]*—вязкость при температуре t, °C;
Цо— вязкость при 0°С;
Т — температура, °К;
С — коэффициент.
Величины цо и С приведены в табл. 1-19
[14].
Таблица 1-17
Зависимость коэффициента динамической вязкости газов
от температуры [12], ц-Ю5 кг/{см-сек)
Компоненты Химиче- ская формула Температура, °C
0 200 400 600 800 1000 1200
Кислород о2 1,943 2,910 3,677 4,327 4,900 5,416 5,889
Азот n2 1,667 2,478 3,121 3,664 4,143 4,575 4,972
Водород Н2 0,850 1,226 1,521 1,771 1,991 2,190 2,373
Воздух 1,721 2,604 3,308 3,905 4,430 4,904 5,338
Окись углерода со 1,656 2,462 3,100 3,640 4,116 4,545 4,939
Двуокись углерода ’ со2 1,384 2,262 2,991 3,620 4,177 4,681 5,143
Водяной пар Н2О 0,8180 1,605 2,390 3,145 3,864 4,547 5,194
Метан сн4 1,036 1,609 2,071 2,464 2,811 3,124 3,410
Этилен с2н4 0,9420 1,532 2,034 2,461 2,839 3,181 3,495
Бензол с6н6 0,6897 1,213 1,677 2,089 2,460 2,800 3,113
Таблица 1-18
Зависимость коэффициента кинематической вязкости
от температуры, ч-105-лг2/С£«
Компоненты Химиче- ская формула Температура, °C
0 200 400 600 800 1000 1200
Кислород О2 1,361 3,530 6,345 9,686 13,481 17,68 22,24
Азот Ns 1,327 3,417 6,124 9,325 12,959 16,98 21,35
Водород Н2 0,0945 0,2361 0,4167 0,6294 0,8697 11,35 1,423
Воздух 1,331 3,489 6,304 9,653 13 460 17,68 22 27
Окись углерода СО 1,325 3,412 6,112 9,308 12,936 16,95 21,31
Двуокись углерода со2 0,7052 1,996 3,755 5,895 8,360 11,114 14,131
Водяной пар Н2О 1,017 3,457 7,325 12,505 18,88 26,36 34 84
Метан сн4 1,446 3,893 7,128 11,001 15,42 20,33 25,69
Этилен С2Н4 0,5271 1,485 2,805 4,402 6,241 8,297 10,548
Бензол с6нв 0,1979 0,6031 1,185 1,916 2,773 3,744 4,818
14
Улавливание химических продуктов коксования
Таблица 1-19
Коэффициенты для определения
динамической вязкости газа
по формуле Сатерленда
Компоненты Химиче- ская формула Ло ' 10е, кг.'(и-сек) с
Углекислый газ . . со2 13,84 254
Кислород .... О2 19,43 125
Окись углерода . . со 16,56 100
Водород н2 8,50 71
Метан сн4 10,36 164
Азот n2 16,67 104
Водяные пары . . н20 8,18 961
Этилен СгН4 9,42 225
Сероводород . . . H2S Н,6 331
Воздух — 17,21 111
Динамическую вязкость газовой смеси
можно вычислить по формуле
Кинематическая вязкость коксового газа
(среднего для СССР состава) при 0° рав-
на 23- 10~6 м2!сек, а при 20° равна 25-
• 10-в мЧсек.
Кинематическая вязкость зависит от тем-
пературы и давления. Для коксового газа
эта зависимость может быть выражена
следующей приближенной формулой
(0,88+ 0,06/) 760
—''760,20 р
где <р t и >760.20 —кинематическая вяз-
кость при рабочих и
нормальных условиях,
мг/сек\
t — температура газа, °C;
р — абсолютное давление
газа, мм рт. ст.
Взрываемость и воспламеняемость
Смесь является взрывоопасной только
при содержании газа в воздухе в пределах
взрываемости и при наличии источника вос-
•q1a1 ]/«! + т]2а2 ]/m2 Н-+ ъПапУтп „ „
т|см =------7CZL----~=Z.---------------кГ/(м сек),
al V т1 + а2 V т2 + ' ‘ + апг тП
где т] — вязкость компонентов смеси, кг/
(.it • сек);
а —содержание компонентов в смеси,
% (объемн.);
т — молекулярная масса компонента.
Для среднего состава коксового газа ди-
намическую вязкость при 0° С можно при-
нять равной 1 • 1 • 10~в кгЦм • сек). Приб-
лиженные величины вязкости коксового га-
за при различных температурах показаны
на рис. 4.
1емперат/ра, ‘С
Рис. 1-4. Зависимость динамической вязкости
коксового газа от температуры
Кинематическую вязкость газовой смеси
определяют по формуле Манна:
100
°1 , а2 , , аП
+ + • ’ +
пламенения (огня, искры и др.). Пределы
взрываемости компонентов коксового газа
приведены в табл. 1-20 [7].
Т а б л и ц а 1-20
Пределы взрываемости компонентов
коксового газа
Компоненты Химическая формула Пределы взрывае- мости, °,; (объемн.)
нижний верхний диапазон взрывае- мости
Этилен С,нл 3—4 34 30,5
Пропилен СзН„ 2,2 9,7 7,5
Окись углерода СО 12,4 75 62,6
Метан сн4 5,4 15 9,6
Этан С2нв 3—5,8 10,7— 8,4
15
Водород Н2 4,2 74 19,8
Сероводород H2S 4,3 45,5 41,2
Пределы взрываемости газовой смеси оп-
ределяют приближенно по формуле
100
/I =-------------------------,
—+ —+ ••• + —
«1 П2 Пп
где п,П1,п2,... ,пп—предел взрываемости
(нижний или верхний)
газовой смеси и его
компонентов, % (объ-
емн.);
Коксовый газ
15'
Oi, а2..ап — содержание компонен-
тов газа, % (объемн.).
Для коксового газа среднего состава
экспериментально определенные пределы
взрываемости следующие; нижний 6%,
верхний 30%.
Температура воспламенения составляет
600—650° С, максимальная скорость вос-
пламенения достигает 75 см/сек.
Диссоциация метана
Прн высоких температурах метан разла-
гается с выделением углерода в виде са-
жи по реакции
СН4 £ С + 2Н2.
Степень диссоциации (а)—отношение
числа молей разложившегося вещества к
числу молей исходного вещества.
Константа равновесия диссоциации ме-
тана (табл. 1-21).
Таблица 1-21
Константа равновесия Кр
и степень диссоциации а
при р = 1 ата [12]
Температура °C а
300 4,63-10“3 3,40-10—2
400 6,30-10~2 0,1244
500 4,56-10~1 0,320
600 2,17 0,593
700 7,60 0,809
800 22,0 0,920
900 53,0 0,965
1000 111,7 0,983
1100 206 0,991
1200 346 0,995
где и Рсн< — парциальные давления
водорода и метана.
Важное значение имеет разложение мета-
на в регенераторах мартеновских и других
печей [15]. Можно считать, что после про-
хождения регенераторов мартеновских пе-
чей в газе находятся (% от первоначаль-
ного содержания):
п .......
со...........
СН4 .........
55—60
30
140
125
50
Температуры плавления и кипения,
скрытая теплота испарения,
критические температура и давление
(табл, 1-22)
Влажность
Абсолютная влажность коксового газа
(или просто влажность) — содержание во-
дяных паров в 1 л3 влажного или сухого
газа. Влажность газа выражают в различ-
ных единицах. Относительной влажностью
коксового газа (ф) называется отношение
парциального давления водяных паров, со-
держащихся в газе (Рнго)> к упругости
насыщенного водяного пара при той же
температуре (ps):
Рн,О
ф =------.
Ps
Единицы влажности газа следующие:
v'— объемное содержание водяных паров
в 1 м3 влажного газа, м3;
Р
где р — общее давление коксового газа,
Ри
равное р-а+ — -,
1о,о
Таблица 1 -22
Характеристические температуры, давление и теплота испарения
компонентов коксового газа [7]
Компоненты Химиче- ская Формула Температура плавления °C Температура кипения при 760 мм рт. ст., °C Скрытая теплота испарения ккал/кг Критическая температура «С Критическое давление ата
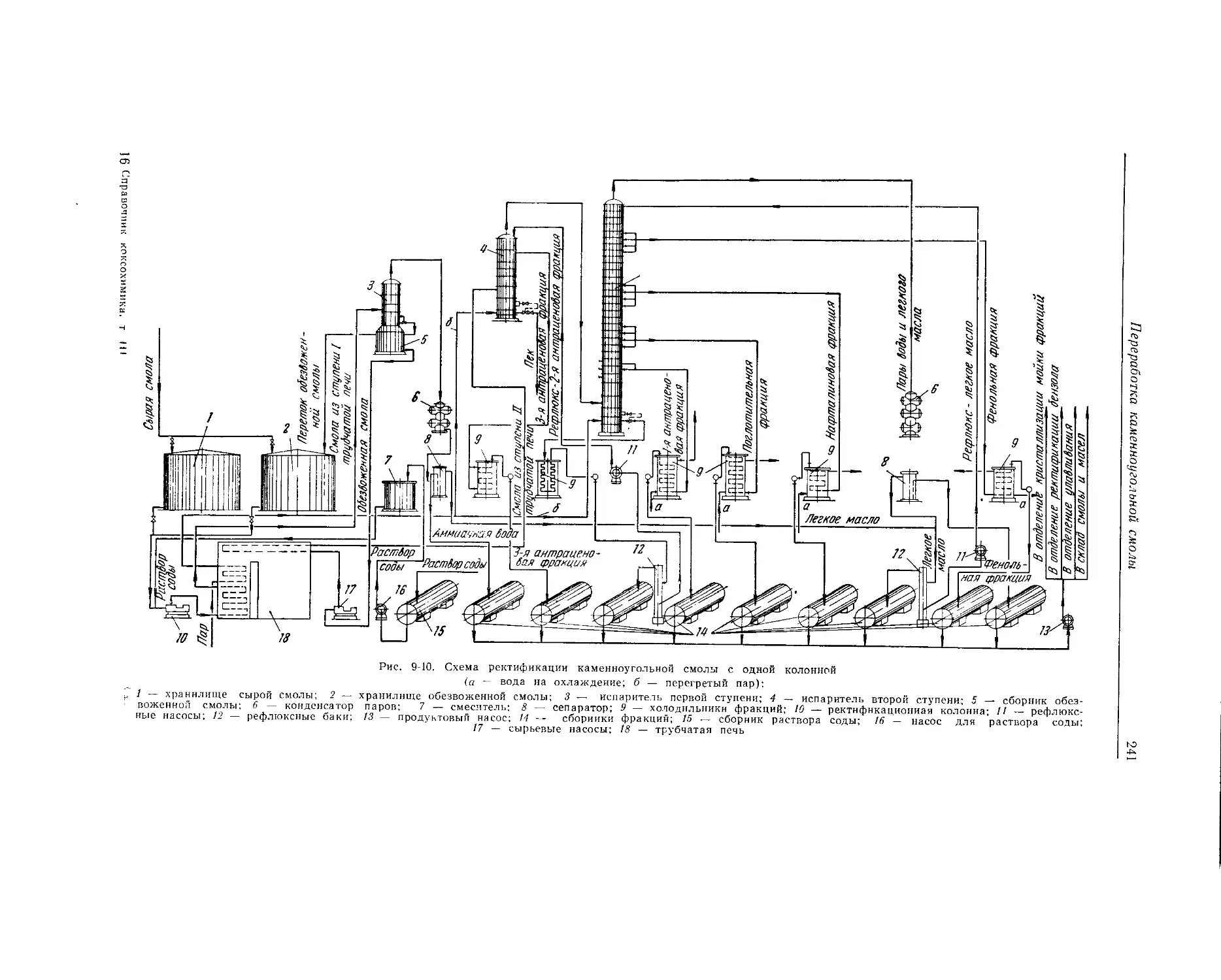
Двуокись угле- со2 — — 78,5 35,3 31,4 75,4
рода Этилен С2Н4 —169 —105 107,1 9,6 52,4
Пропилен СзН6 — 185,2 — 47 — 91,4 46,9
Кислород О2 —218,4 —182,9 51,5 —118,9 51,4
Окись углерода со —203,8 —190,2 50,5 —138,7 35,7
Метан сн4 —183,2 —161,4 125,0 — 82,1 47,3
Эган С2Н„ —182 — 88,6 129,1 — 49,8
Водород Н2 —259,4 —252,7 109,0 —240,0 13,2
Азот N2 —210,4 —195,8 51,5 —147,2 34,6
Сероводород H2S — 82,4 — 60,9 131,9 100,3 91,9
16
Улавливание химических продуктов коксования
Ра— барометрическое давление, мм рт •
ст.-,
рЛ—• избыточное давление, мм вод. ст.-,
v — объемное содержание водяных
паров на 1 .и3 сухого газа, .и3
<fPs
v =--------;
Р — <fPs
f — весовое содержание водяных паров
на 1 м3 сухого газа при 0° С и 760 мм
рт. ст., кг;
<fPs . 0 8035(
Р— <fPs
f— весовое содержание водя-
ных паров на 1 м3 сухого
газа при 20° С и 760 мм
рт. ст. (ГОСТ 2939—45), кг;
при различных значениях а
<ppt
/' = —• 0,749.
р — <?Ps Величины f и f применяют в формулах для расчетов количе- ства газа по показаниям изме- рительных приборов. 1р — весовое содержание водя- Характеристика а = 1 а 1,2
влажные продукты сгорания сухие поодукты сгорания <и 3 к я © о и Ио сухне продукты сгорания
ных паров в 1 .и3 влажно- го газа при рабочих уело- Количество, м3/м3 5,03 3,85 5,90 4,72
виях: Содержание, %:
, <tpx . о.„г 273 р СО2 7,7 10,0 6,5 8,2
р р2 Т 760 о2 n2 68,0 90,0 3,1 70,8 3,9 87,9
В табл. 23 приведены значе- ния ps, v, f и f при различных Н2О 24,3 — 19,6 —
температурах (<р = 1, р ==
Таблица 1-23 Состав и количество продуктов сгорания
Влажность газа при различных
температуре и давлении
Темпера- тура, °C Давлевие мм рт. ст. Влажность
м3/м3 пгм'
— 10 1,95 0,0026 0,0021
— 5 3,01 0,0040 0,0032
0 4,58 0,0060 0,0048
5 6,5 0,0086 0,0070
10 9,2 0,0122 0,0098
15 12,8 0,0171 0,0137
20 17,5 0,0236 0,0189
25 23,8 0,0323 0,0260
30 31,8 0,0436 0,0351
35 42,2 0,0587 0,0473
40 55,3 0,0780 0,0631
45 71,9 0,104 0,0840
50 92,6 0,139 0,1114
55 118,0 0,183 0,148
60 149,4 0,246 0,196
65 187,5 0,326 0,265
70 233,7 0,444 0,361
75 289,1 0,612 0,499
80 355,1 0,875 0,716
85 433,6 1,33 1,092
90 525,8 2,24 1,877
95 633,9 5,01 4,381
100 760,0 — —
= 760 мм рт. ст.). При других давлениях
величины влажности коксового газа нужно
рассчитывать по приведенным выше урав-
нениям.
Теплотехнические свойства
Теплота сгорания коксового газа состав-
ляет 4250—4400 ккал/м3, в среднем
4350 ккал1м3 (сухого газа).
Теоретическое количество сухого возду-
ха, необходимого для сгорания газа сред-
него состава, составляет 4,35 м31м3. При
обычном коэффициенте избытка воздуха
1,2 количество воздуха, необходимого для
сгорания газа, равно 5,2 м3/м3.
Таблица 1-24
Характеристика продуктов сгорания
при теоретическом количестве воздуха и
коэффициенте избытка воздуха а=1,2 при-
ведены в табл. 1-24.
2700-
2600
<2500
$
^2000
§ 2300
^2100
\ 2000
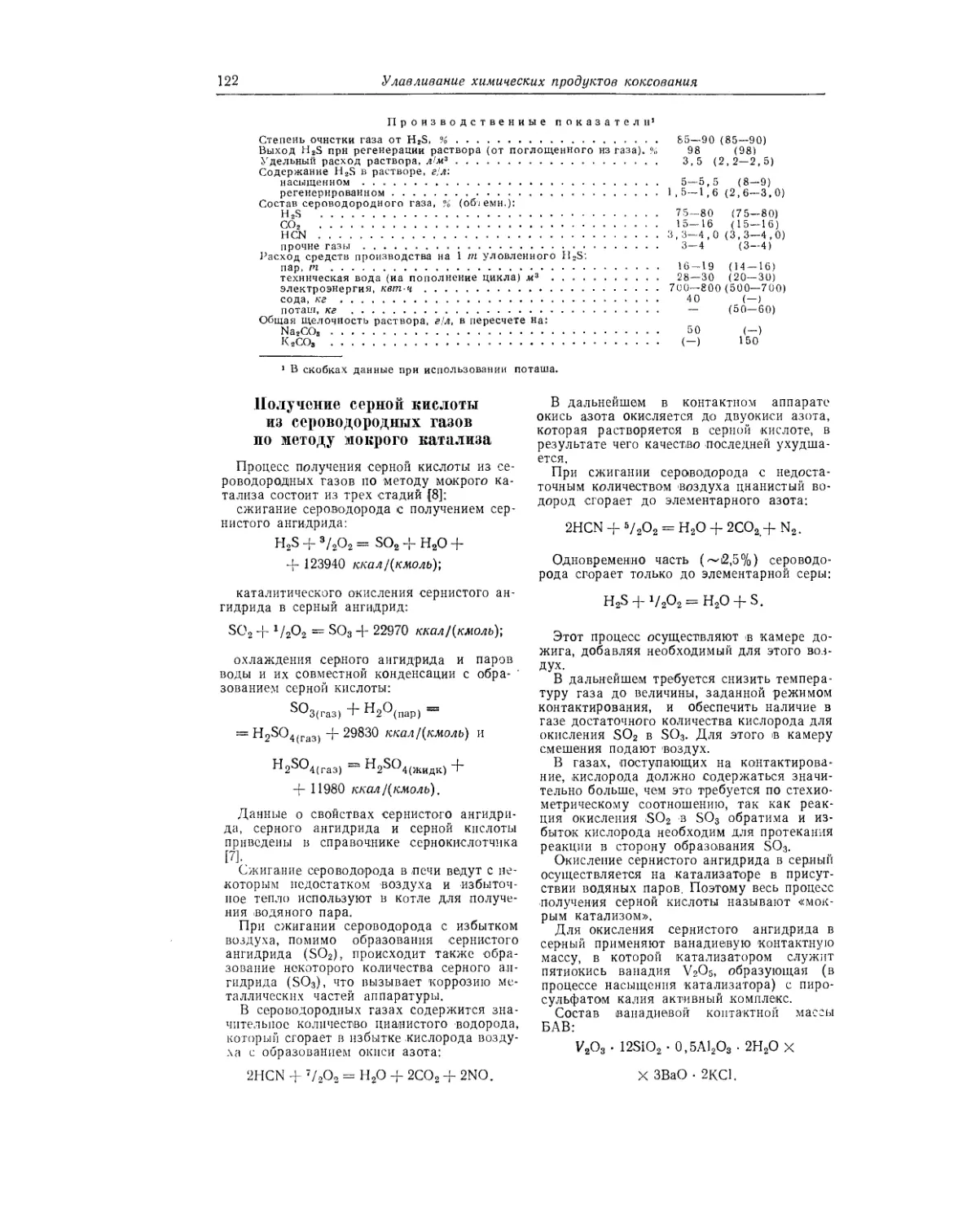
К 1<ип ....________________
О 200 000 6003001ООО1200
Температура подогрева
воздуха, °C
Рис. .1-5. Калориметрическая (/) и
теоретическая (2) температуры сго-
рания коксового газа при с. “ 1,1 и
различной температуре подогрева
воздуха
Калориметрическая и теоретическая тем-
пературы сгорания (при а=1,1) показаны
на рис. 5 [7].
Коксовый газ
17
Теплотехническая характеристика коксо-
вого газа зарубежных установок по Ште-
дингу [16]:
Теплота сгорания, ккал'м3:
высшая................................... 4773
низшая.............................. 4227
Теоретическое количество воздуха, м3,<м1 4,304
» » »
Адиабатическая постоянная...... 1,37
Динамическая вязкость при 20° С,
кг'(сек-м) .............. 1,33-10 6
Кинематическая вязкость при 20° С, _а
мгсек ......................27,10-
на 1 000 ккал ............... 1,019
Количество продуктов сгорания, л«3/лс3 . 4,978
на 1000 ккал ...............
Оптимальный коэффициент избытка воздуха
Количество воздуха на 1000 ккал, лс3 . .
Количество влажных продуктов сгорания
на 1000 ккал, м3..................
Состав влажных продуктов сгорания.
% (обтеми.):
СО2......................... .
н2о.............................
08..............................
n2..............................
Состав сухих продуктов горения, %
(объемн.);
СО2 ...........
О2 ............
N2 .............
Количество воздуха,
продуктов сгорания
от количества
1,178
1, 20
1 , 222
1 , 382
6,6
19,5
4,3
70,8
8.2
3.9
77,9
88,4 %
Некоторые общие свойства коксового га-
за, получаемого на заводах ФРГ [2]:
(объемн.):
Состав коксового газа.
СО2................
С Н ...............
tn п
О2.................
‘ СО...................
н2 ................
СН4................
v n2 ..................
Плотность, кг'м3 ....
Слотность (по воздуху)
средняя молекулярная масса ....
Теплоемкость при и° С. кал-(г-град):
Ср...............................
v
2,3
2,2
0,5
5,5
57
24,0
8,5
0.5 0
0,3 8
1 1
0.327
0,228
Компонент
Технические
условия
Теплота сгорания, ккал/м3:
высшая .... ................. 4650
низшая...................... 4 100
Максимальная скорость воспламене-
ния, см/сек ............. 78
Низший предел взрываемости газа в
воздухе, % (объемн.) ............ 5
Верхний предел взрываемости газа в
воздухе, % (объемн.) ........... 33
Теоретическая температура сгорания
с учетом диссоциации, °C...... 1980
3. ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА КОКСОВЫЙ ГАЗ
ДЛЯ ХИМИЧЕСКОЙ ПЕРЕРАБОТКИ,
ДАЛЬНЕГО ГАЗОСНАБЖЕНИЯ
И БЫТОВОГО ИСПОЛЬЗОВАНИЯ
Коксовый газ, поступающий для выделе-
ния водорода на азотнотуковые заводы,
должен удовлетворять следующим требо-
ваниям, нормируемым ГОСТ 8330—57:
Компонент Норма
Водород, % ............. 57—61
Азот. «6....................Не более 5
Кислород, % » » 0,8
Сероводород. %:
заводы Юга ..............» » 1,3 —
1,4
заводы Западной Сибири . . . . » » 0,3
Нафталин, гм3 ........... » » 0,2
Бензол, г'м3 ............. » » 4
Окись азота. см3,'м3 . . » » 4,6—
8,0
Для каждого коксохимического завода,
поставляющего газ азотнотуковому заво-
му, устанавливается отдельная норма на
содержание в газе окиси азота.
на
Таблица 1-25
газ в ФРГ и Франции
Норма
ФРГ • Франция
Двуокись углерода Не более 4%
Кислород Менее 0,5% » » 0,5%
Бензол — » » 3 г/м3
Двуокись углерода + азот — » » 22%
Сероводород Менее 2 г/100 м3 » » 0,15 г/100 м3
Органические соединения Не более 25 г/100 м3 » » 18 г/100 м3
Аммиак Менее 0,3 г/100 м3 Не более 1 г/м3 при давле- нии до 5 ат и 0,3 г/,и.3 при более высоком давлении
Цианистые соединения Не более 15 г/100 м3 Не более 3 г/100 м3
Смола, масло, пыль Газ должен быть практи- чески свободен » » 0,5 г/100 м3
Нафталин В зависимости от тем- 5—10 пературы —— г/100 м3, Р — в ата Не более 5/Р г/100 м3, Р — абсолютное максимальное дав- ление, кГ/см?
Окись азота и соединения, образующие полимерные смолы До 0,2 см3/м3 Не более 5 см3/100 м3 при дав- лении до 15 ат и 10 см3/100 м3 при более высоком давлении
2 Справочник коксохимика, т. Ш
18
Улавливание химических продуктов коксования
Газ для дальнего газоснабжения дол-
жен быть хорошо очищен от нафталина.
Содержание нафталина не должно превы-
шать 4—5 г на 100 м3 (при рабочем дав-
лении). Требуется очистить газ от серово-
дорода и цианистого водорода. Желатель-
на также осушка газа, особенно зимой.
Технические условия на газ для дальнего
газоснабжения в ФРГ и Франции пред-
ставлены в табл. 1-25.
Коксовый газ, применяемый для бытовых
целей, должен удовлетворять следующим
требованиям, нормируемым ГОСТ;
Компоненты Норма,
г 100 м*
Сероводород .....................Не более 2
Аммиак......................... » » 2
Нафталин........................ » » 5
зимой и 10
летом
Теплота сгорания ие должна от-
клоняться более ............... + 10%
ЛИТЕРАТУРА
I. Lowry. Chemistry of coal Utilisation, v. II,
New York, 1945, p. 927.
2. Grosskinsky. Handbuch des Kokerei we-
sens, DOsseldorf, 1955, 1956, v. I, p. 331; v. II,
p. 219.
3. С. А. Шварц, T. В. Шинкарева, А. И.
T о л о ч к о. Материальный баланс коксования.
Труды УХИНа, Металлургиздат, 1960.
4. Я. О. Г а б и и с к и й. Курс коксового произ-
водства. ГНТИ, 1936, с. 275.
5. 3. А. Волкова и Я. М. Обуховский.
Кокс и химия, 1959, № 8.
6. Kos i па a Pisa. Koksarenstvi, Praha,
SNTL, 1958.
7. Б. И. Кустов. Коксовый газ. Металлург-
нздат, 1937, 7, с. 30, 32, 38, 78, 124, 126, 136, 218.
8. А. Е. Эйдельман, С. И. Цепелевич,
Р. Я- Фишман. Кокс и химия, 1941, № 6. с. 24.
9. СгбЬпег und A h 1 i п. Glflcka’uf, 1942,
№ 15.
10. Правила 27—54 по применению и поверке
расходомеров. Стандартгиз, 1956.
Н. Альбом графиков. Приложение 18 к пра-
вилам 27—54. Стандартгиз, 1956.
12. М. В. В у к а л о в и ч, В. И. К и р и л л н н,
С. А. Ремизов, В. С. С и л е ц к и й, В. Н.
Тимофеев. Термодинамические свойства га-
зов. ГНТИ, 1953.
13. А. И. Бродский. Физическая химия,
т. I. Госхимиздат, 1944, с. 259.
14. И. Е. И д е л ь ч и к. Справочник по гидрав-
лическим сопротивлениям. Госэнсргоиздат, 1960.
15. В. В. Юшин, В. И. Подлипа нова.
ЖХП, 1938, № 3, с. 45; А. А. А г р о с к и н, В. А.
Фридман. Кокс и химия, 1940, № И—12, с. 32.
16. Steding, Technlshe Mitteilungen, 1958, № 3.
17. Richtlinien fur Beshafenheit Gases, GWF/
1939, № 45.
18. Amsler, Paliva, 1956, № 8,
Г лава II
ОХЛАЖДЕНИЕ ГАЗА.
КОНДЕНСАЦИЯ ПАРОВ ВОДЫ И СМОЛЫ
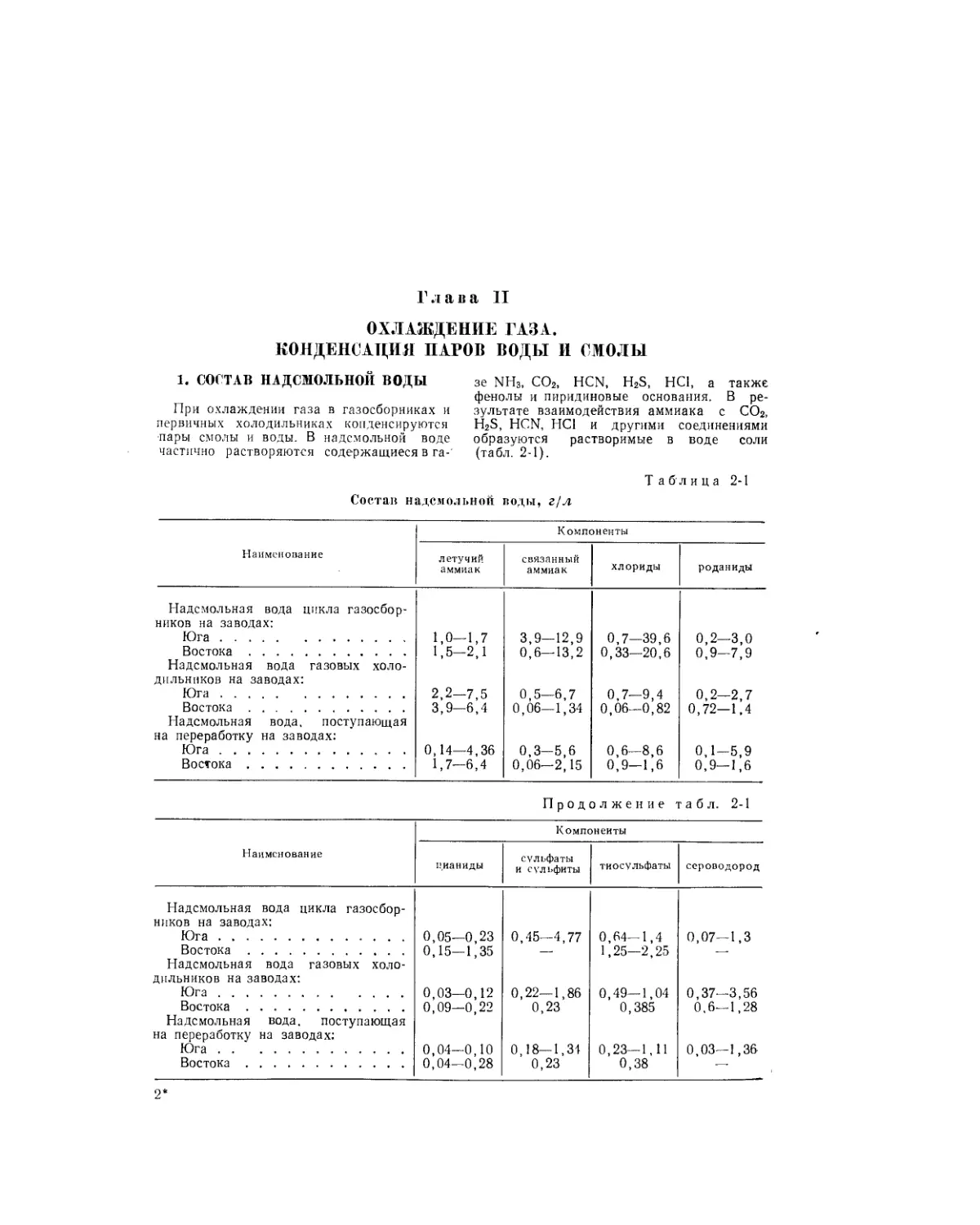
1. СОСТАВ НАДСМОЛЬНОЙ ВОДЫ
При охлаждении газа в газосборниках и
первичных холодильниках конденсируются
пары смолы и воды. В надсмольной воде
частично растворяются содержащиеся в га-'
зе NH3, СО2. HCN, H2S, НС1, а также
фенолы и пиридиновые основания. В ре-
зультате взаимодействия аммиака с СО2,
H2S, HCN, НС1 и другими соединениями
образуются растворимые в воде соли
(табл. 2-1).
Состав надсмольной воды, г/л
Таблица 2-1
Наименование Компоненты
летучий аммиак связанный аммиак хлориды роданиды
Надсмольная вода цикла газосбор- ников на заводах: Юга 1,0—1,7 3,9—12,9 0,7—39,6 0,2—3,0
Востока 1,5—2,1 0,6—13,2 0,33—20,6 0,9—7,9
Надсмольная вода газовых холо- дильников на заводах: Юга 2,2—7,5 0,5—6,7 0,7—9,4 0,2—2,7
Востока 3,9—6,4 0,06—1,34 0,06—0,82 0,72—1,4
Надсмольная вода, поступающая на переработку на заводах: Юга 0,14—4,36 0,3—5,6 0 6—8,6 0,1-5,9
Востока 1,7—6,4 0,06—2,15 0,9—1,6 0,9—1,6
Продолжение табл. 2-1
Наименование Компоненты
цианиды сульфаты и сульфиты тиосульфаты сероводород
Надсмольная вода цикла газосбор- ников на заводах: Юга 0,05—0,23 0,45—4,77 0,64—1,4 0,07—1,3
Востока 0,15—1,35 — 1,25—2,25 —-
Надсмольная вода газовых холо- дильников на заводах: Юга 0,03—0,12 0,22—1,86 0,49—1,04 0,37—3,56
Востока 0,09—0,22 0,23 0,385 0.6—1,28
Надсмольная вода, поступающая на переработку на заводах: Юга 0,04—0,10 0,18—1,34 0,23—1,11 0,03—1,36
Востока 0,04—0,28 0,23 0,38 —
2
20
Улавливание химических продуктов коксования
Распределение аммиака в надсмольной
воде на летучий (удаляющийся при кипя-
чении) и связанный обусловливается при-
родой каменных углей и условиями их
коксования, а также условиями охлажде-
ния газа.
В циркулирующей воде, подаваемой на
охлаждение газа в газосборниках (над-
смольная вода цикла газосборников), так-
же содержится летучий и связанный ам-
миак. Благодаря многократной циркуляции
состав воды для каждого завода практи-
чески остается постоянным с преобладани-
ем связанного аммиака.
2. ПЕРВИЧНОЕ ОХЛАЖДЕНИЕ ГАЗА
Охлаждение газа
в трубчатых холодильниках
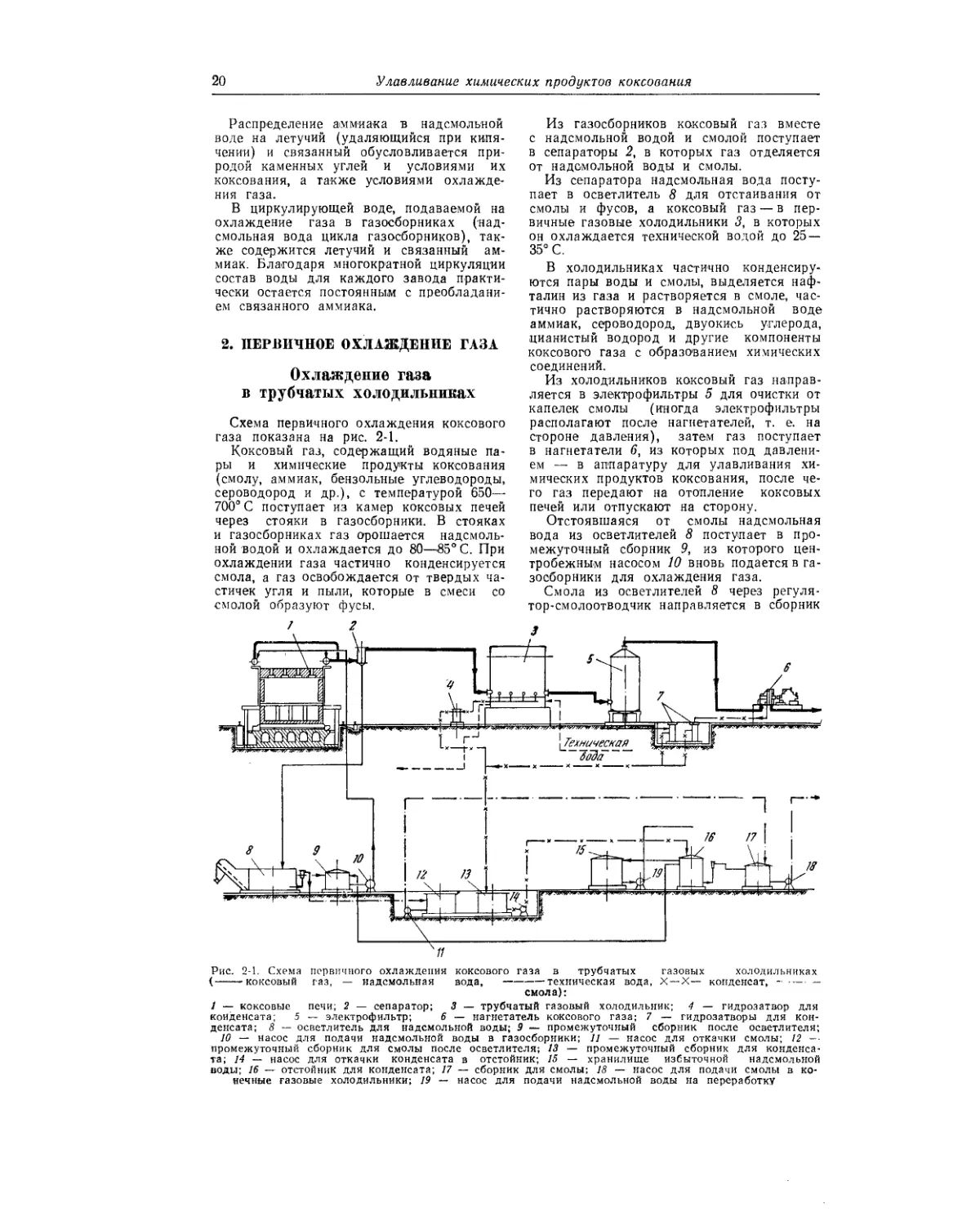
Схема первичного охлаждения коксового
газа показана на рис. 2-1.
Коксовый газ, содержащий водяные па-
ры и химические продукты коксования
(смолу, аммиак, бензольные углеводороды,
сероводород и др.), с температурой 650—
700° С поступает из камер коксовых печей
через стояки в газосборники. В стояках
и газосборниках газ орошается надсмоль-
ной водой и охлаждается до 80—85° С. При
охлаждении газа частично конденсируется
смола, а газ освобождается от твердых ча-
стичек угля и пыли, которые в смеси со
смолой образуют фусы.
Из газосборников коксовый газ вместе
с надсмольной водой и смолой поступает
в сепараторы 2, в которых газ отделяется
от надсмольной воды и смолы.
Из сепаратора надсмольная вода посту-
пает в осветлитель 8 для отстаивания от
смолы и фусов, а коксовый газ — в пер-
вичные газовые холодильники 3, в которых
он охлаждается технической водой до 25 —
35° С.
В холодильниках частично конденсиру-
ются пары воды и смолы, выделяется наф-
талин из газа и растворяется в смоле, час-
тично растворяются в надсмольной воде
аммиак, сероводород, двуокись углерода,
цианистый водород и другие компоненты
коксового газа с образованием химических
соединений.
Из холодильников коксовый газ направ-
ляется в электрофильтры 5 для очистки от
капелек смолы (иногда электрофильтры
располагают после нагнетателей, т. е. на
стороне давления), затем газ поступает
в нагнетатели 6, из которых под давлени-
ем — в аппаратуру для улавливания хи-
мических продуктов коксования, после че-
го газ передают на отопление коксовых
печей или отпускают на сторону.
Отстоявшаяся от смолы надсмольная
вода из осветлителей 8 поступает в про-
межуточный сборник 9, из которого цен-
тробежным насосом 10 вновь подается в га-
зосборники для охлаждения газа.
Смола из осветлителей 8 через регуля-
тор-смолоотводчик направляется в сборник
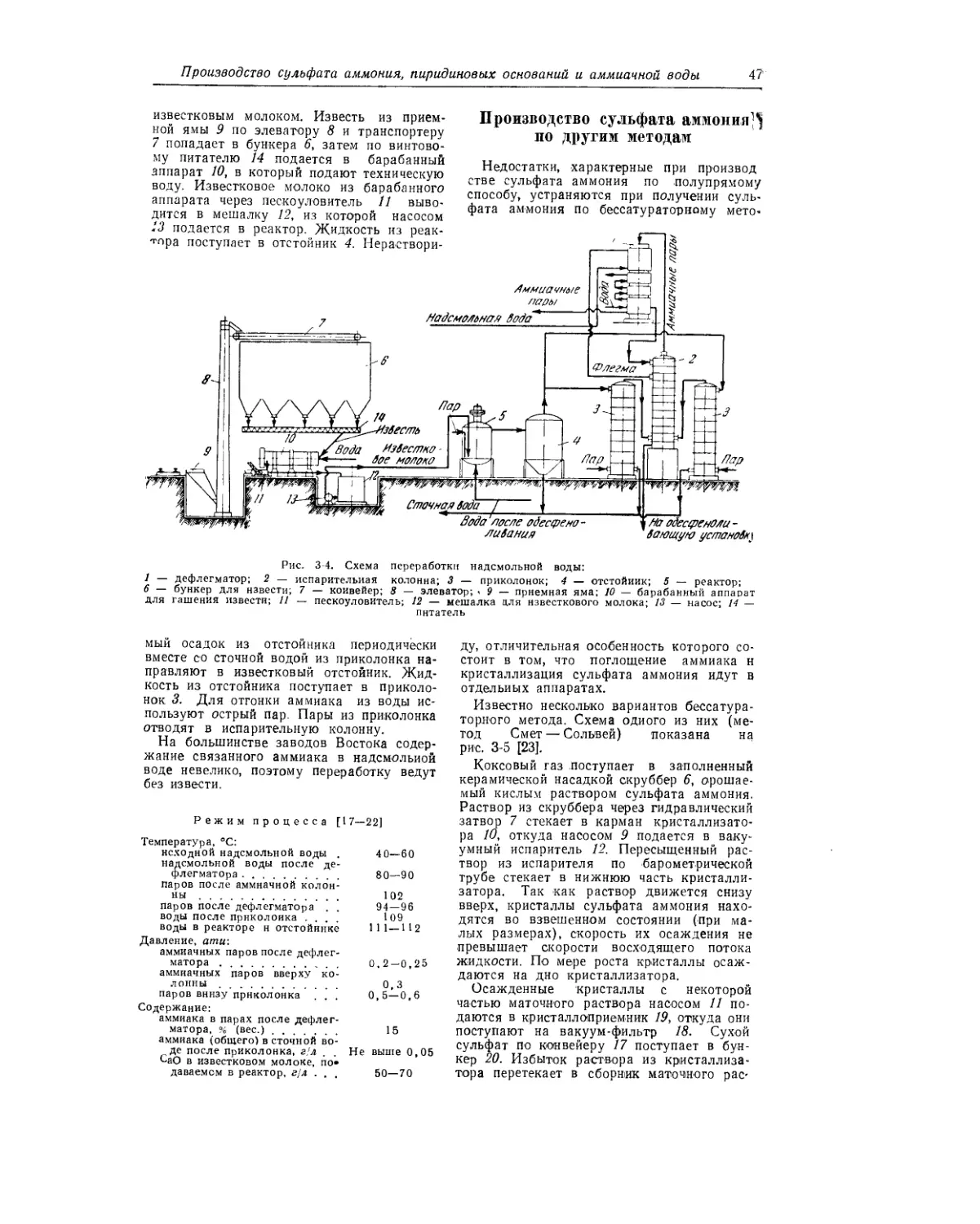
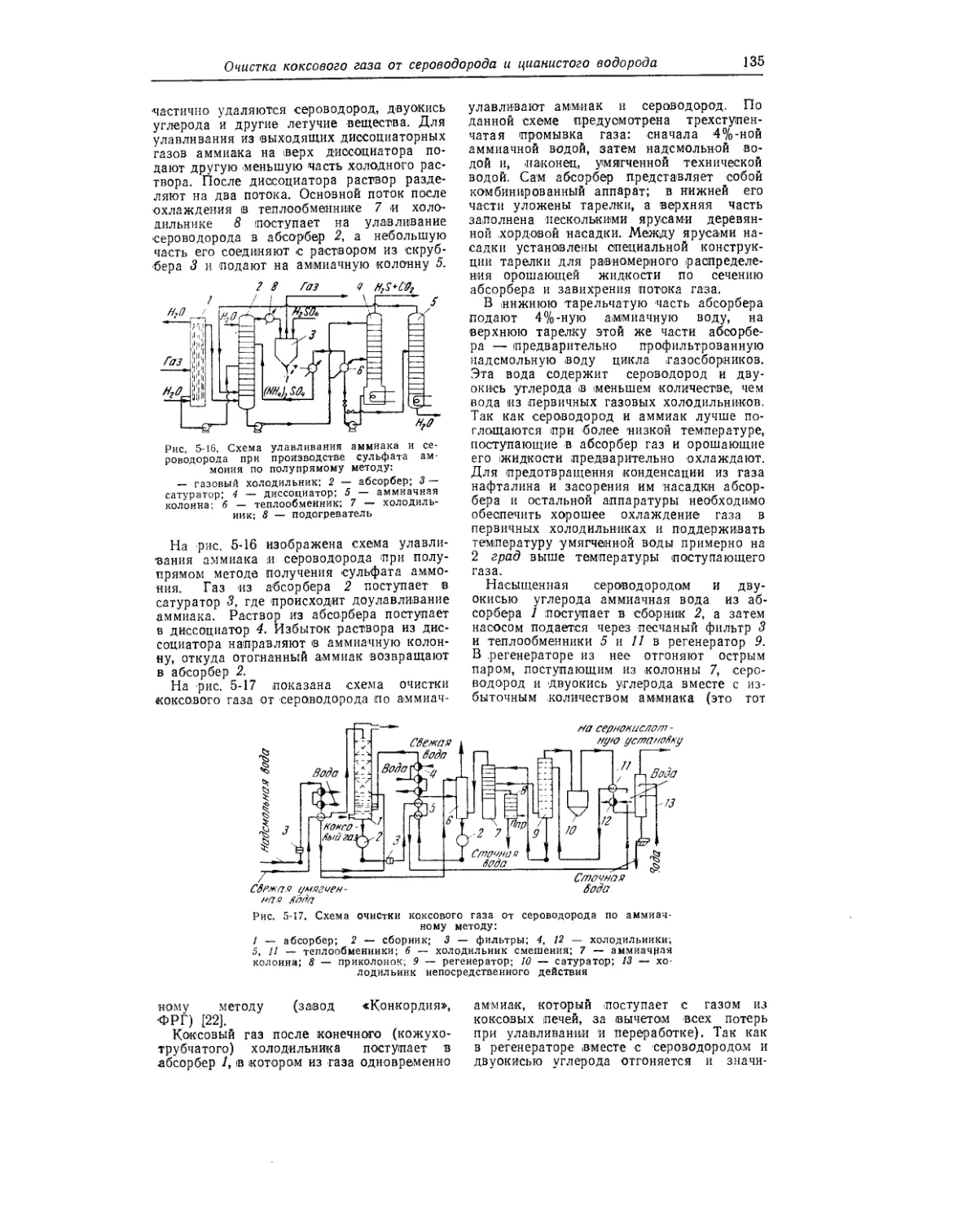
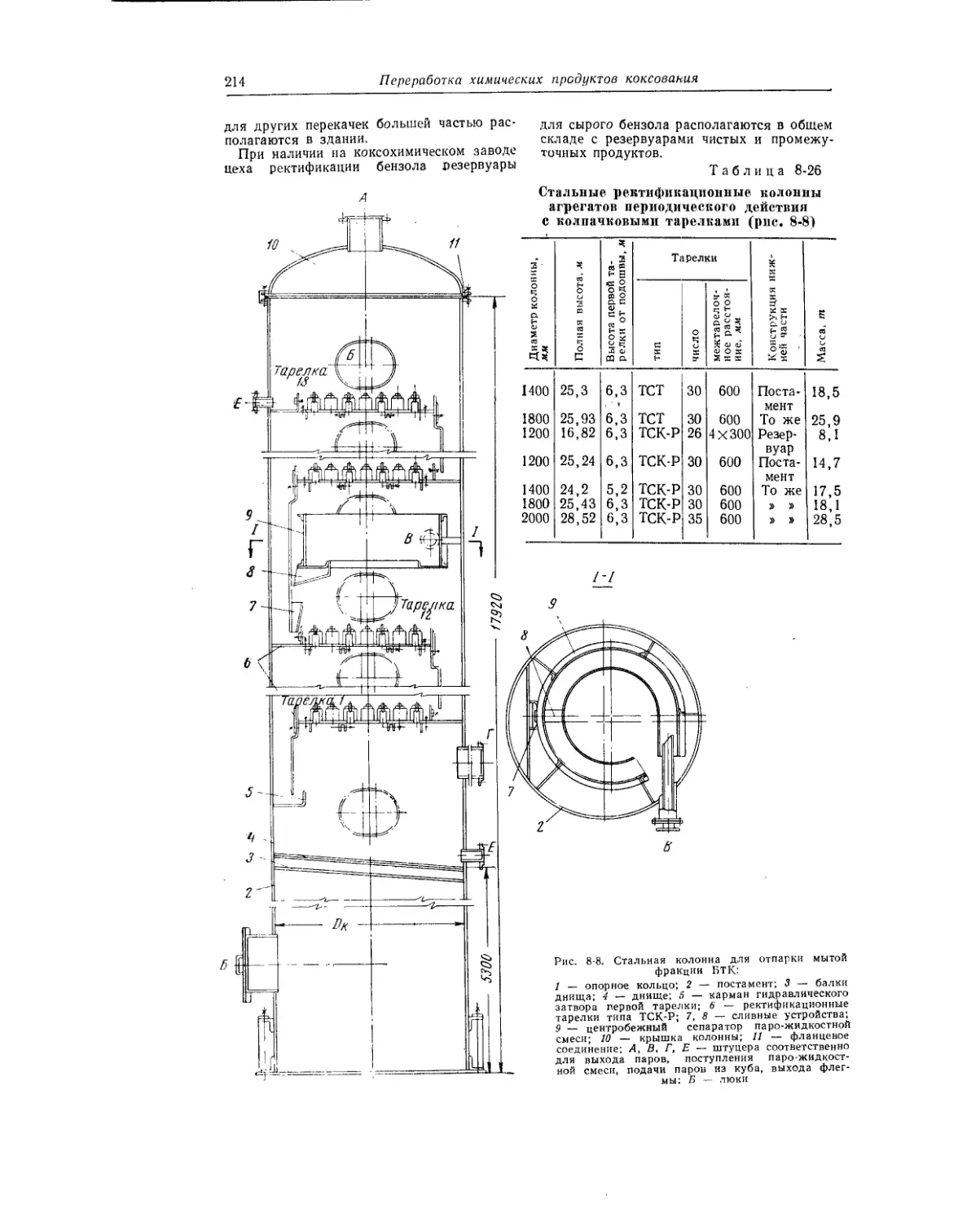
Рис. 2-1. Схема первичного охлаждения коксового газа в трубчатых газовых холодильниках
(----коксовый газ, — надсмольная вода, ----------------техническая вода, X —X— конденсат, - — —
смола):
1 — коксовые печи; 2 — сепаратор; 3 — трубчатый газовый холодильник; 4 — гидрозатвор для
конденсата; 5 — электрофильтр; 6 — нагнетатель коксового газа; 7 — гидрозатворы для кон-
денсата; 8 — осветлитель для надсмольной воды; 9 — промежуточный сборник после осветлителя;
10 — насос для подачи надсмольной воды в газосборники; 11 — насос для откачки смолы; 12 —
промежуточный сборник для смолы после осветлителя; 13 — промежуточный сборник для конденса-
та; 14 — насос для откачки конденсата в отстойник; 15 — хранилище избыточной надсмольной
воды; 16 — отстойник для конденсата; 17 — сборник для смолы; 18 — насос для подачи смолы в ко-
нечные газовые холодильники; 19 — насос для подачи надсмольной воды на переработку
Охлаждение газа. Конденсация паров воды и смолы
21
для смолы 12, а затем через промежуточ-
ный сборник 17 — на склад смолы или
в конечные газовые холодильники для вы-
мывания нафталина из воды.
На вновь строящихся коксохимических
заводах вместо промежуточного сборника
для смолы 17 устанавливают второй освет-
литель, в котором смола дополнительно от-
стаивается от фусов. Фусы из осветлителей
по транспортеру поступают в бункера, из
которых периодически направляются в от-
вал.
Образующиеся при охлаждении в холо-
дильниках смола и аммиачная вода через
гидрозатворы 4 стекают в промежуточный
сборник 13, из которого они попадают в от-
стойник 16 для отделения от смолы. Часть
иадсмольной воды из отстойника 16 посту-
пает в хранилище избыточной надсмольной
воды 15, а другая часть — в промежуточ-
ный сборник 9, из которого пополняют во-
ду из цикла газосборников.
Конденсат смолы и воды из электро-
фильтров, нагнетателей и газопроводов
через гидрозатворы 7 поступает в проме-
жуточный сборник для конденсата 13.
Избыточная надсмольная вода из хра-
нилища 15 насосом подается на переработ-
ку в сульфатно-аммиачное отделение.
Для охлаждения газа в трубчатых холо-
дильниках используют обычно оборотную
техническую воду. Нагретая техническая
вода с температурой 45° С из холодильни-
ков самотеком поступает в градирню, отку-
да после охлаждения до 25—28° С — в про-
межуточный резервуар, из которого центро-
бежным насосом ее подают в холодильни-
ки для охлаждения газа. При охлаждении
в градирне вода частично испаряется, поэ-
тому к циркулирующей воде добавляют
свежую техническую воду.
Режим первичного охлажде-
ния газа, СС
Температура газа:
перед первичными газовыми холодиль-
никами . ‘.......................80—85
после первичных газовых холодиль-
ников ............................25—35
после нагнетателей коксового газа . 40—55
Температура технической воды:
до первичных газовых холодильников 20—28
после первичных газовых холодиль-
ников ..........................45—48
Охлаждение газа в холодильниках
непосредственного действия
с охлаждением надсмольной воды
в оросительных холодильниках
Схема охлаждения показана на рис. 2-2.
Движение коксового газа и надсмольной
воды цикла газосборников по этой схеме
остается таким же, как и при охлаждении
газа в трубчатых газовых холодильниках.
Отличие этой схемы от предыдущей состо-
ит в том, что в холодильниках непосред-
ственного действия коксовый газ охлажда-
ется надсмольной водой.
Охлаждение последней осуществляют
в оросительном холодильнике технической
водой, которая разбрызгивается с помо-
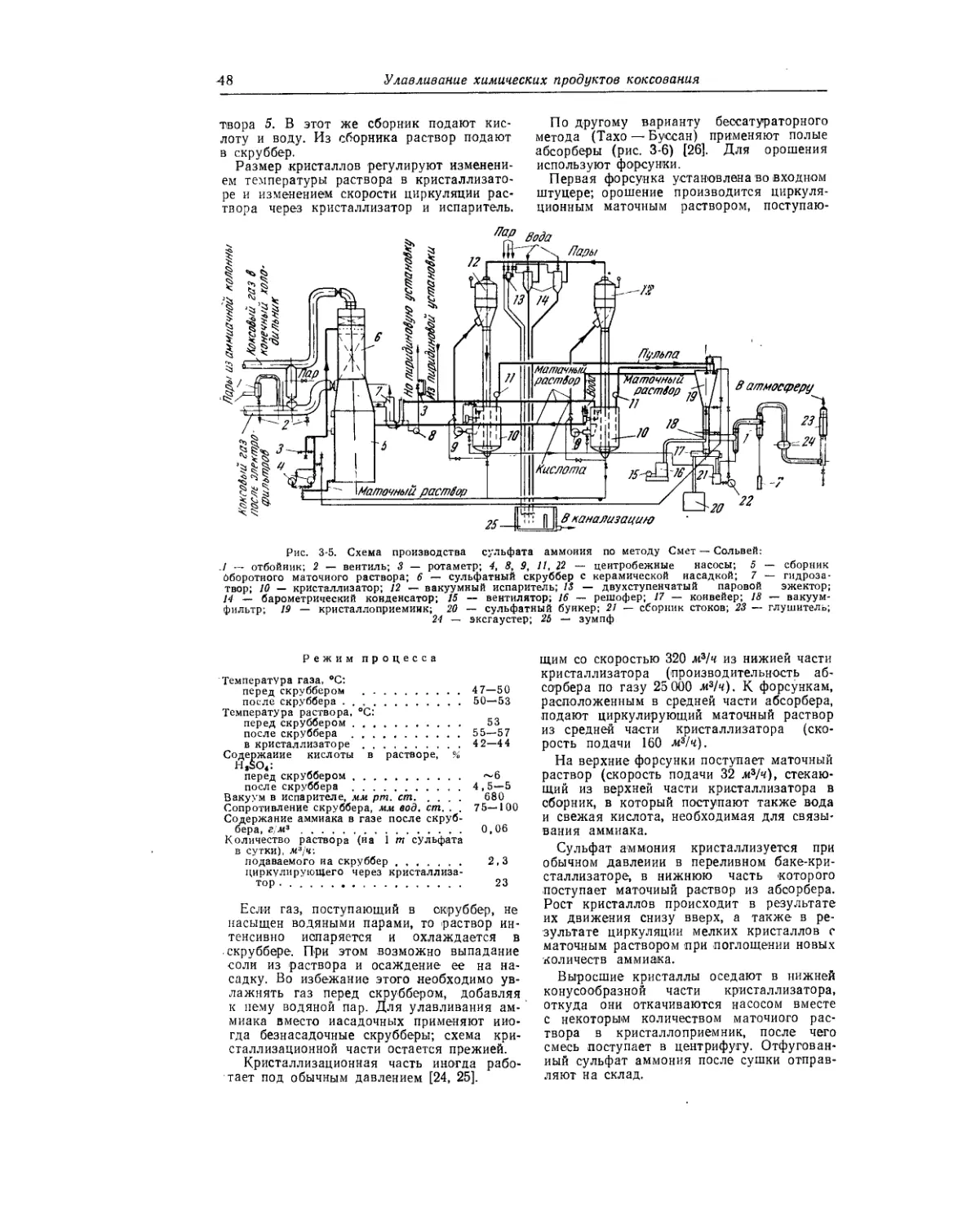
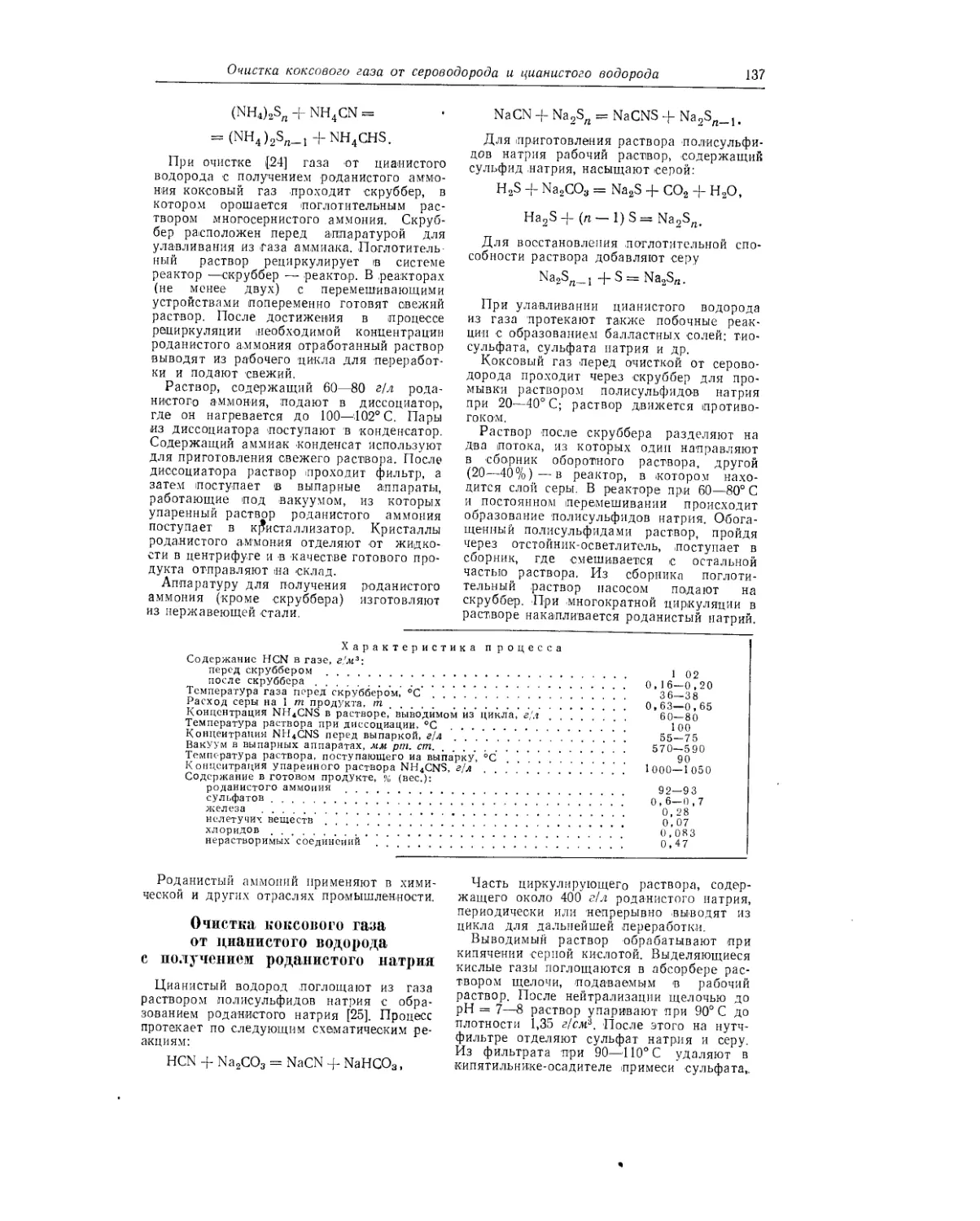
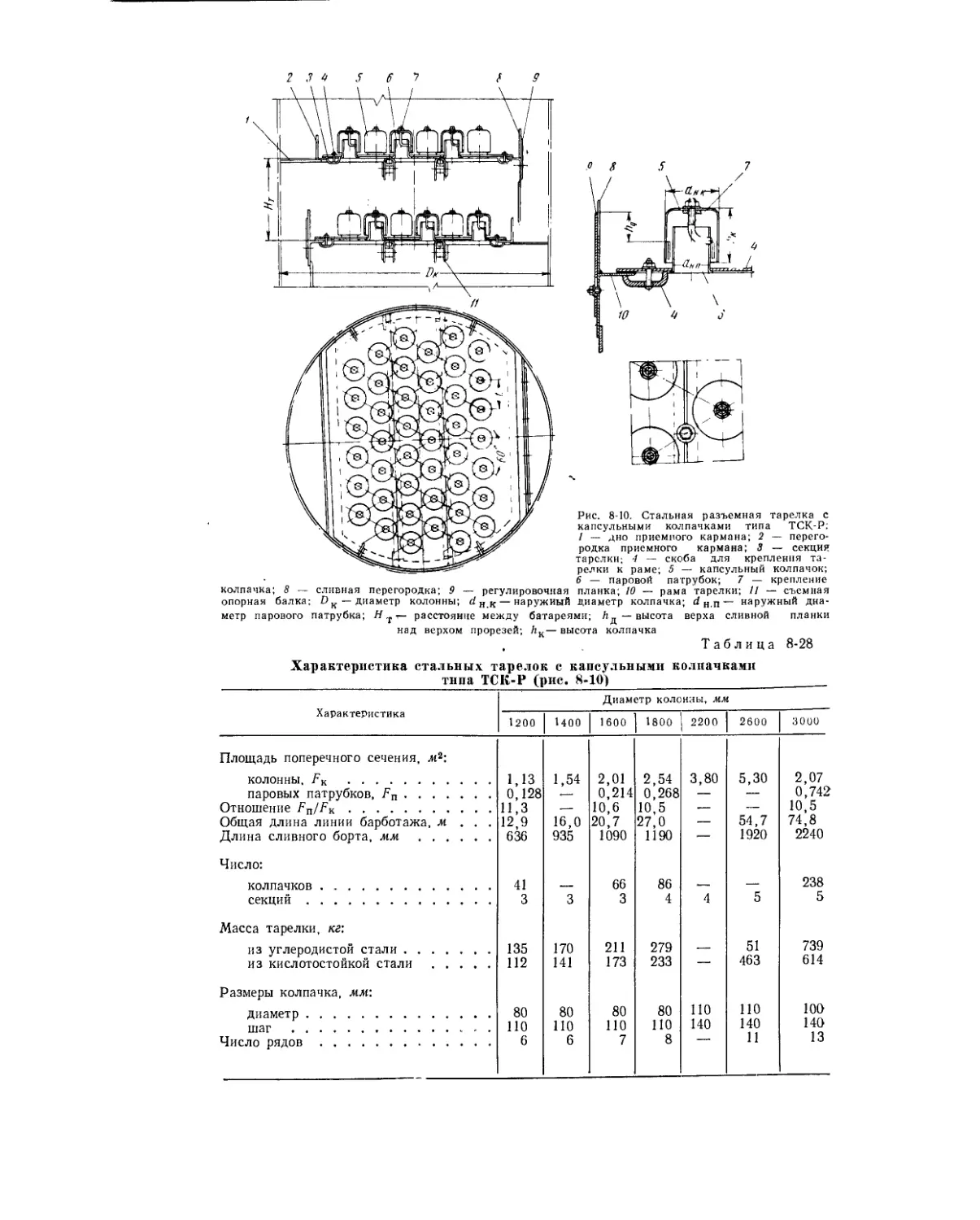
Рис. 2-2. Схема первичного охлаждения коксового газа в холодильниках непосредственного действия
(обозначения см. рис. 2-1).
1 — коксовые печи; 2 — сепаратор; 3 — холодильник непосредственного действия; 4 — гидрозатвор;
5 — электрофильтр; 6 — гидрозатвор; 7 — оросительный холодильник для охлаждения надсмоль-
ной воды; 8 — нагнетатель коксового газа; 9 — гидрозатвор; 10 — осветлитель для надсмольной
воды; 11 — промежуточный сборник после осветлителя; 12 — насос для подачн надсмольной воды
в газосборник; 13 — сборник для смолы; 14 — насос для откачки смолы; 15 — сборник для кон-
денсата; 16 — насос для подачи иадсмольной воды на переработку; 17 — хранилище для избыточ-
ной надсмольной воды; 18 — насос для подачи иадсмольной воды в холодильник; 19 — проме-
жуточный сборник надсмольной воды цикла холодильников; 20 — отстойник для надсмольной воды
цикла холодильников; 21 — сборник для смолы; 22 — насос для подачи смолы в конечные газовые
холодильники
22
Улавливание химических продуктов коксования
щью форсунок над каждой секцией ороси-
тельного холодильника.
Кожухотрубчатые теплообменники зани-
мают значительно меньшую площадь, чем
оросительные. При применении таких теп-
лообменников наряду с сохранением преи-
муществ схемы непосредственного охлаж-
дения газа исключаются недостатки, при-
сущие оросительным холодильникам.
Режим охлаждения газа, °C
Температура газа:
перед первичными газовыми холодиль-
никами ........................ . 80—85
после первичных газовых холодиль-
ников .............................30—35
Температура надсмольиой воды:
до первичных газовых холодильников 28—33
после первичных газовых холодильни-
ков ......................... . 75—78
Температура технической воды:
до оросительных холодильников . . . 25—28
после оросительных холодильников . 40—45
Охлаждение газа в конденсорах
и трубчатых холодильниках
с охлаждением надсмольной воды
в оросительных холодильниках
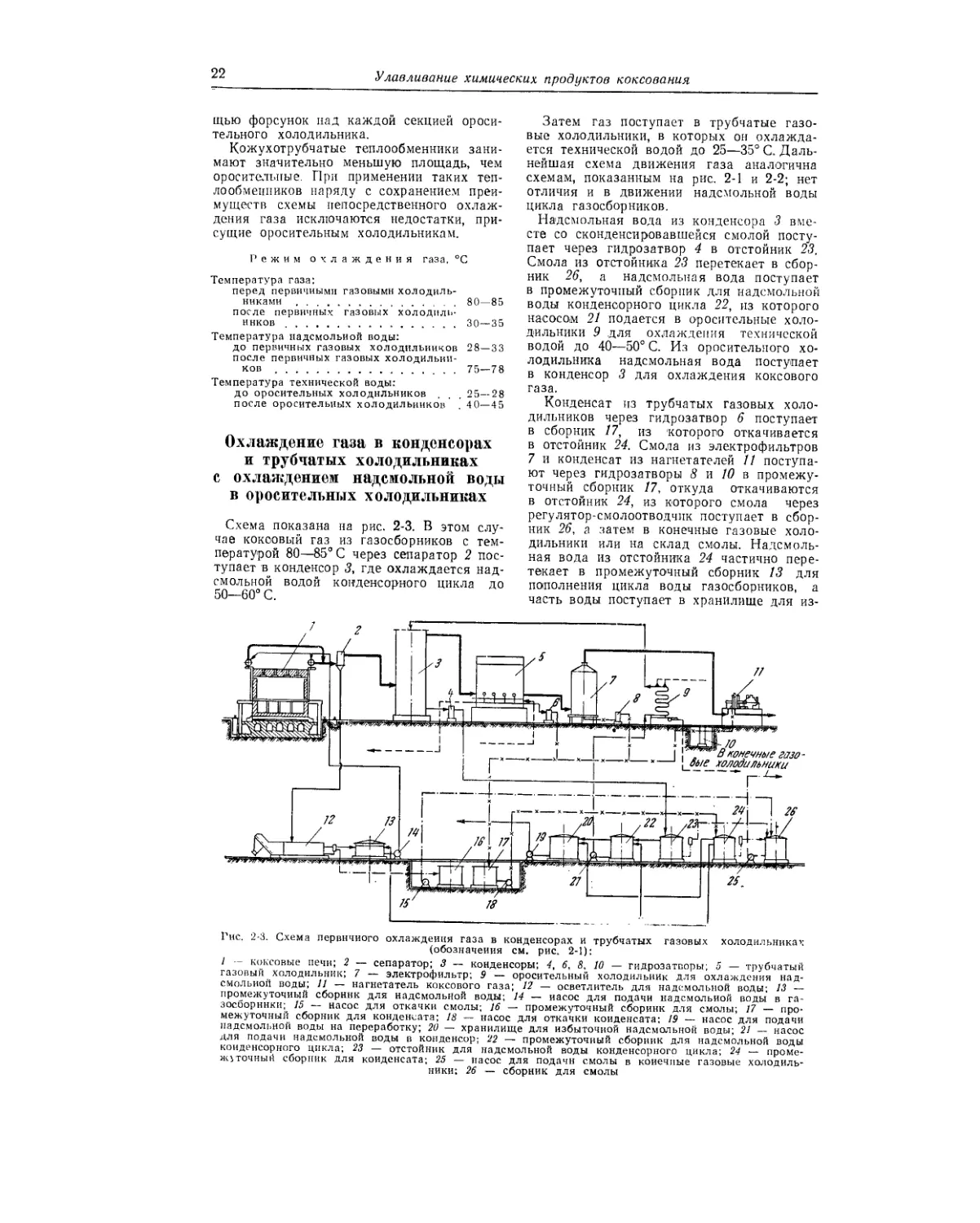
Схема показана на рис. 2-3. В этом слу-
чае коксовый газ из газосборников с тем-
пературой 80—85° С через сепаратор 2 пос-
тупает в конденсор 3, где охлаждается над-
смольной водой конденсорного цикла до
50—60° С.
Затем газ поступает в трубчатые газо-
вые холодильники, в которых он охлажда-
ется технической водой до 25—35° С. Даль-
нейшая схема движения газа аналогична
схемам, показанным на рис. 2-1 и 2-2; нет
отличия и в движении надсмольной воды
цикла газосборников.
Надсмольная вода из конденсора 3 вме-
сте со сконденсировавшейся смолой посту-
пает через гидрозатвор 4 в отстойник 23.
Смола из отстойника 23 перетекает в сбор-
ник 26, а надсмольная вода поступает
в промежуточный сборник для надсмольной
воды конденсорного цикла 22, из которого
насосом 21 подается в оросительные холо-
дильники 9 для охлаждения технической
водой до 40—50° С. Из оросительного хо-
лодильника надсмольная вода поступает
в конденсор 3 для охлаждения коксового
газа.
Конденсат из трубчатых газовых холо-
дильников через гидрозатвор 6 поступает
в сборник 17, из которого откачивается
в отстойник 24. Смола из электрофильтров
7 и конденсат из нагнетателей 11 поступа-
ют через гидрозатворы 8 и 10 в промежу-
точный сборник 17, откуда откачиваются
в отстойник 24, из которого смола через
регулятор-смолоотводчик поступает в сбор-
ник 26, а затем в конечные газовые холо-
дильники или на склад смолы. Надсмоль-
ная вода из отстойника 24 частично пере-
текает в промежуточный сборник 13 для
пополнения цикла воды газосборников, а
часть воды поступает в хранилище для из-
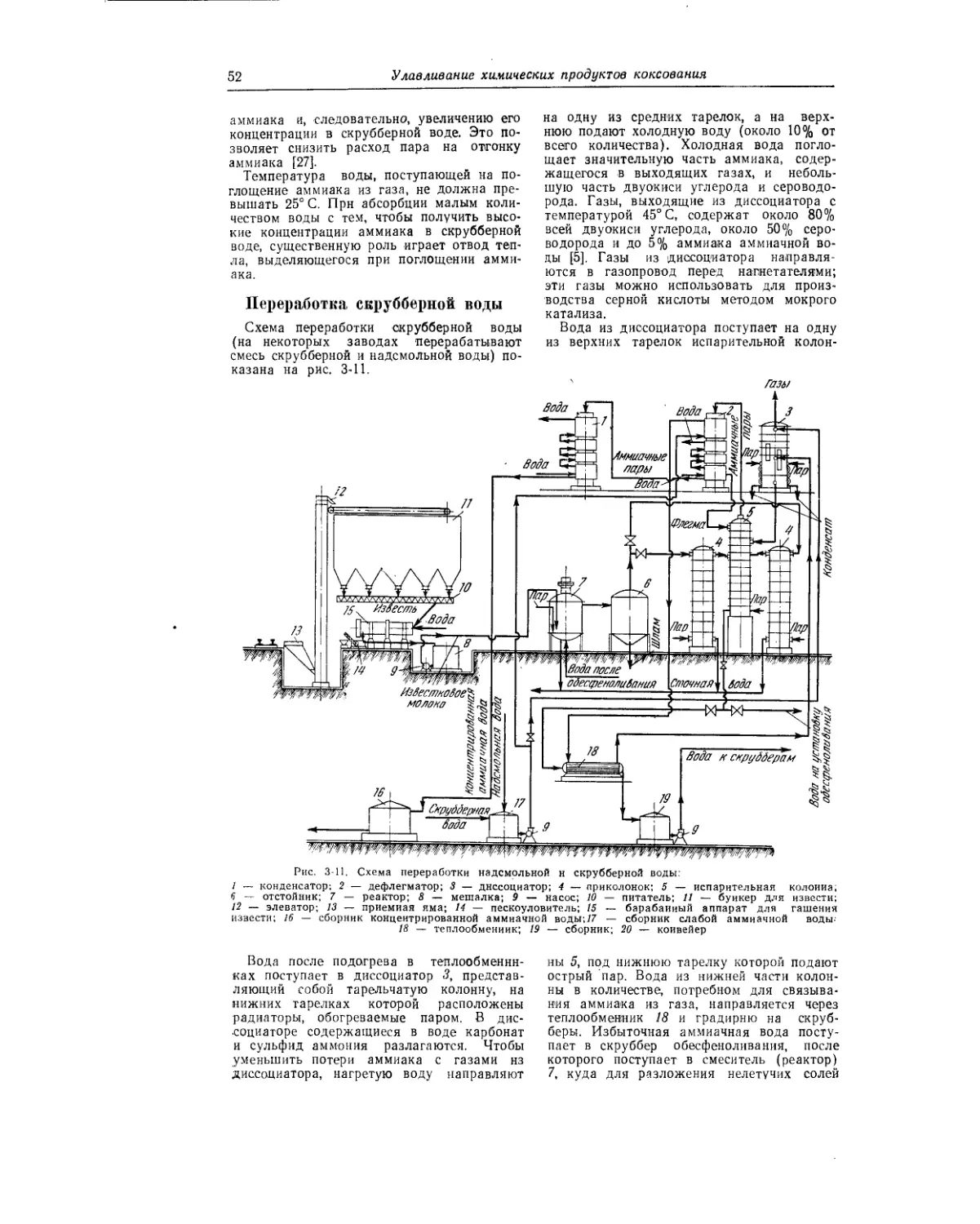
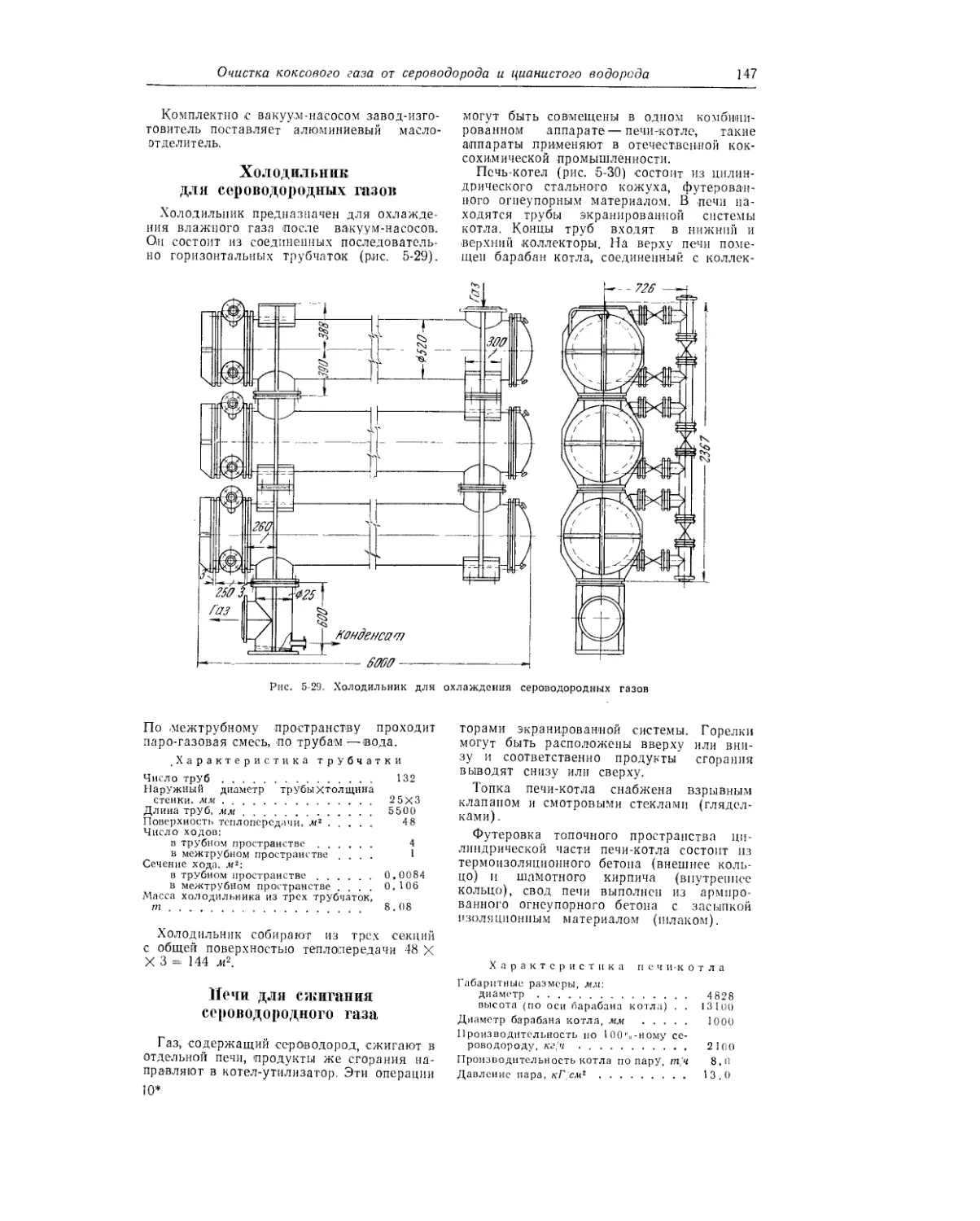
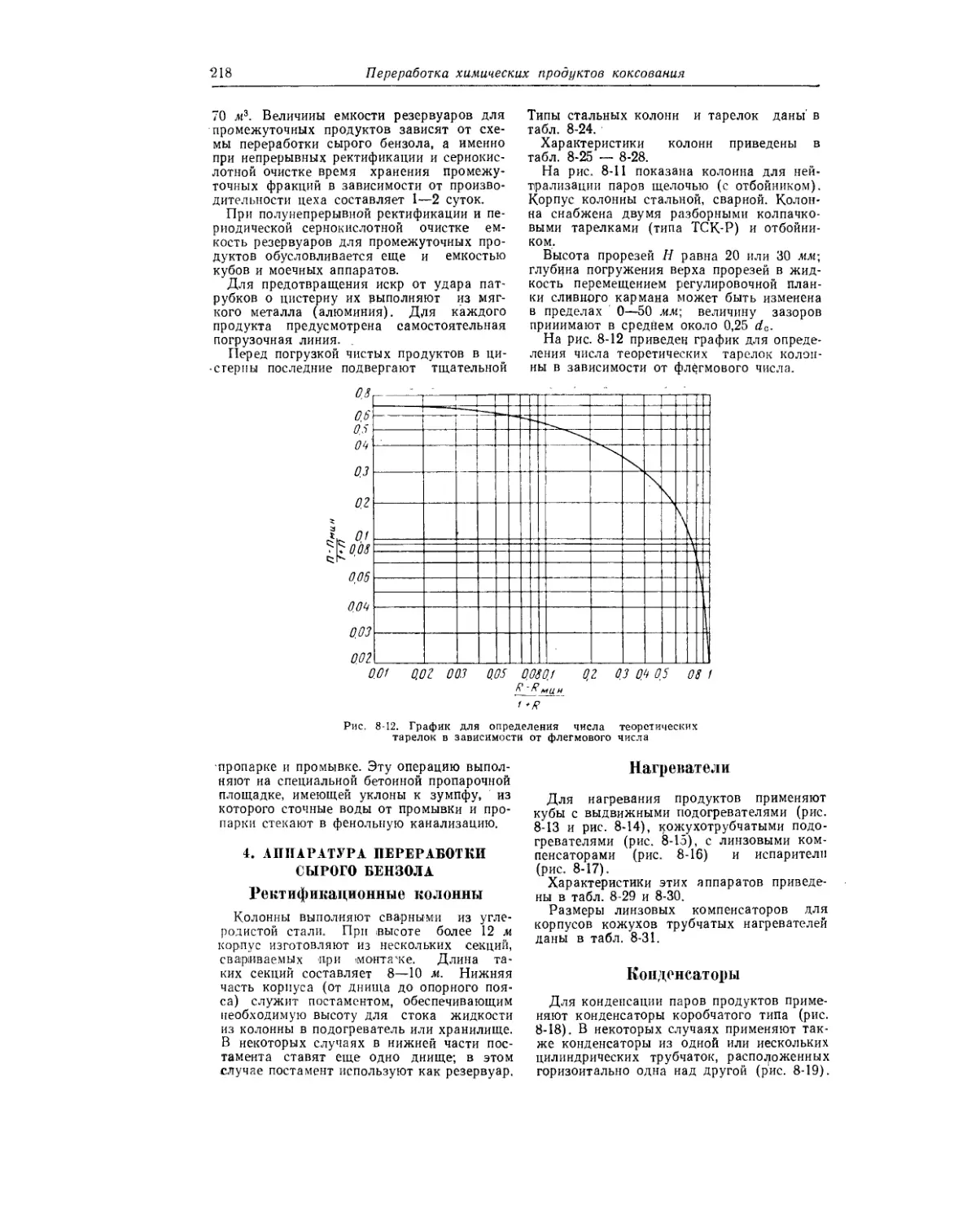
Гис. 2-3. Схема первичного охлаждения газа в конденсорах и трубчатых газовых холодильниках
(обозначения см. рис. 2-1):
1 — коксовые печи; 2 — сепаратор; 3 — конденсоры; 4, 6, 8, 10 — гидрозатворы; 5 — трубчатый
газовый холодильник; 7 — электрофильтр; 9 — оросительный холодильник для охлаждения над-
смольиой воды; 11 — нагнетатель коксового газа; 12 — осветлитель для надсмольной воды; 13 —
промежуточный сборник для надсмольной воды; 14 — насос для подачи надсмольиой воды в га-
зосборннки; 15 — насос для откачки смолы; 16 — промежуточный сборник для смолы; 17 — про-
межуточный сборник для конденсата; 18 — насос для откачки конденсата; 19 — насос для подачи
надсмольиой воды на переработку; 20 — хранилище для избыточной надсмольиой воды; 21 — насос
для подачи надсмольиой воды в конденсор; 22 — промежуточный сборник для надсмольиой воды
конденсорного цикла; 23 — отстойник для надсмольной воды конденсорного цикла; 24 — проме-
жуточный сборник для конденсата; 25 — насос для подачн смолы в конечные газовые холодиль-
ники: 26 — сборник для смолы
Охлаждение газа. Конденсация паров воды и смолы
23
быточной надсмольной воды 20, из которо-
го насосом перекачивается на переработку
в сульфатно-аммичное отделение.
Техническую воду после газовых и оро-
сительных холодильников подают в гра-
дирню для охлаждения до 25° С. После
градирни техническую воду снова исполь-
зуют для охлаждения газа в трубчатых га-
зовых холодильниках и для охлаждения
надсмольной воды в оросительных холо-
дильниках. Потери воды в градирне вос-
полняют свежей водой.
Режим охлаждения газа, °C
Температура газа: °C
перед конденсорами ................80—83
после конденсоров .................5 0—60
после трубчатых газовых холодильни-
ков ...............................25—35
Температура надсмольной воды:
до конденсоров........................ 35—45
после конденсоров...................48—58
Температура технической воды:
до трубчатых газовых и оросительных
холодильников ........................ 2 0—28
после трубчатых газовых и ороситель-
ных холодильников..................3 5—40
3. АППАРАТУРА ДЛЯ ОХЛАЖДЕНИЯ
ГАЗА И КОНДЕНСАЦИИ ПАРОВ
ВОДЫ И СМОЛЫ
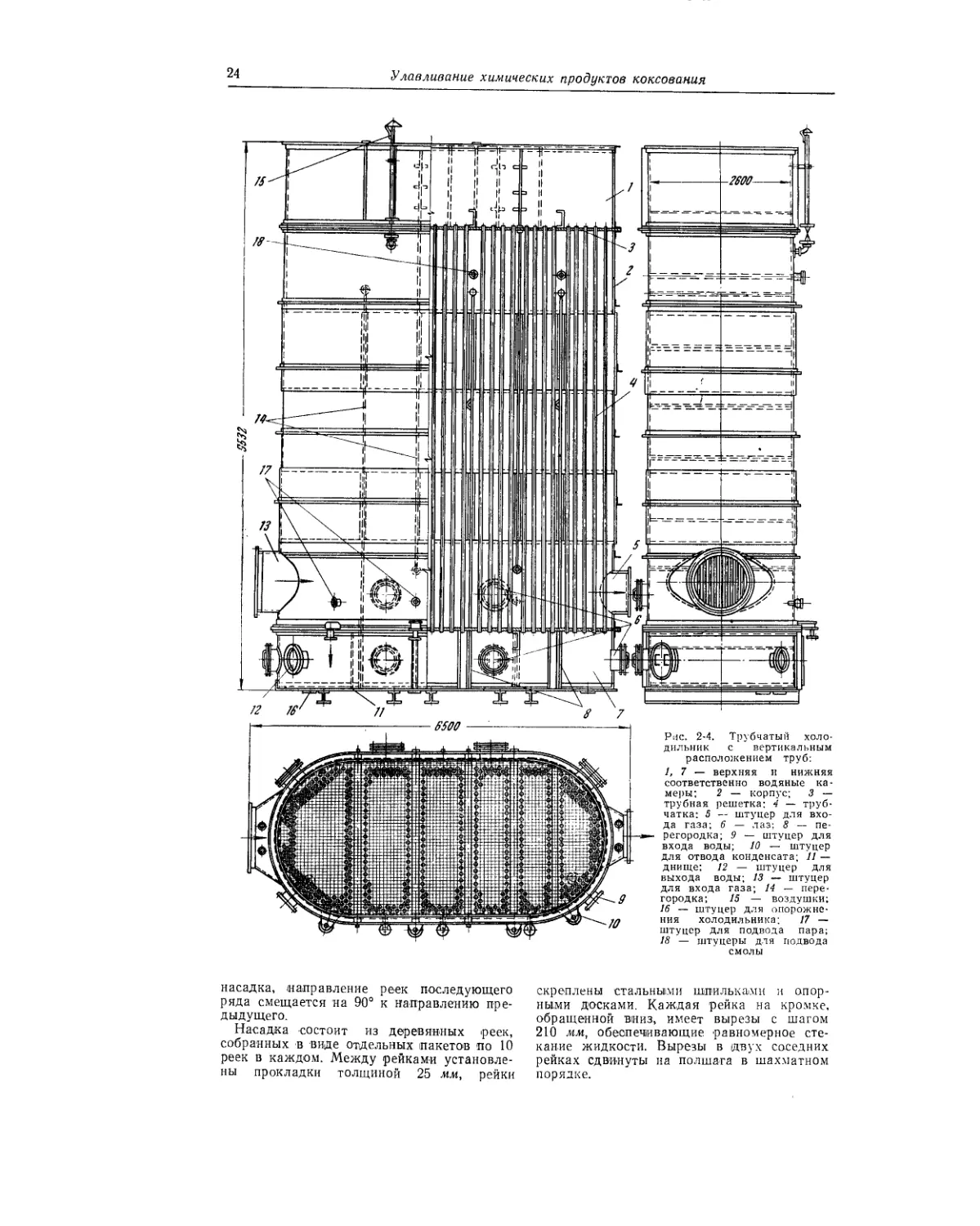
Трубчатый холодильник
с вертикальным расположением
труб
Трубчатый холодильник с вертикально
расположенными трубами, ввальцованны-
мй в трубные решетки, показан на рис. 2-4.
Межтрубное пространство и водяные ка-
меры холодильника разделены перегород-
ками на шесть ходов для газа и воды.
Верхняя водяная камера крышки не име-
ет. Газ и вода движутся противотоком.
Характеристика холодильника
Размеры, мм;
общая высота......................... 9532
длина .............................. 6500
ширина.............................. 2 600
Масса, т................................ 79,9
Площадь поперечного сечения (средняя),
м2:
для прохода газа . ................. 1,25
» » технической воды ... 0,82
Расчетная производительность, м\ч .... 10000
Трубчатка
Количество труб............... 1265
Наружный диаметр, мм ........... 76
Толщина сгонки, мм ............ 3,5
Длина, мм ........... ....... 7000
Поверхность теплопередачи, м2. 2100
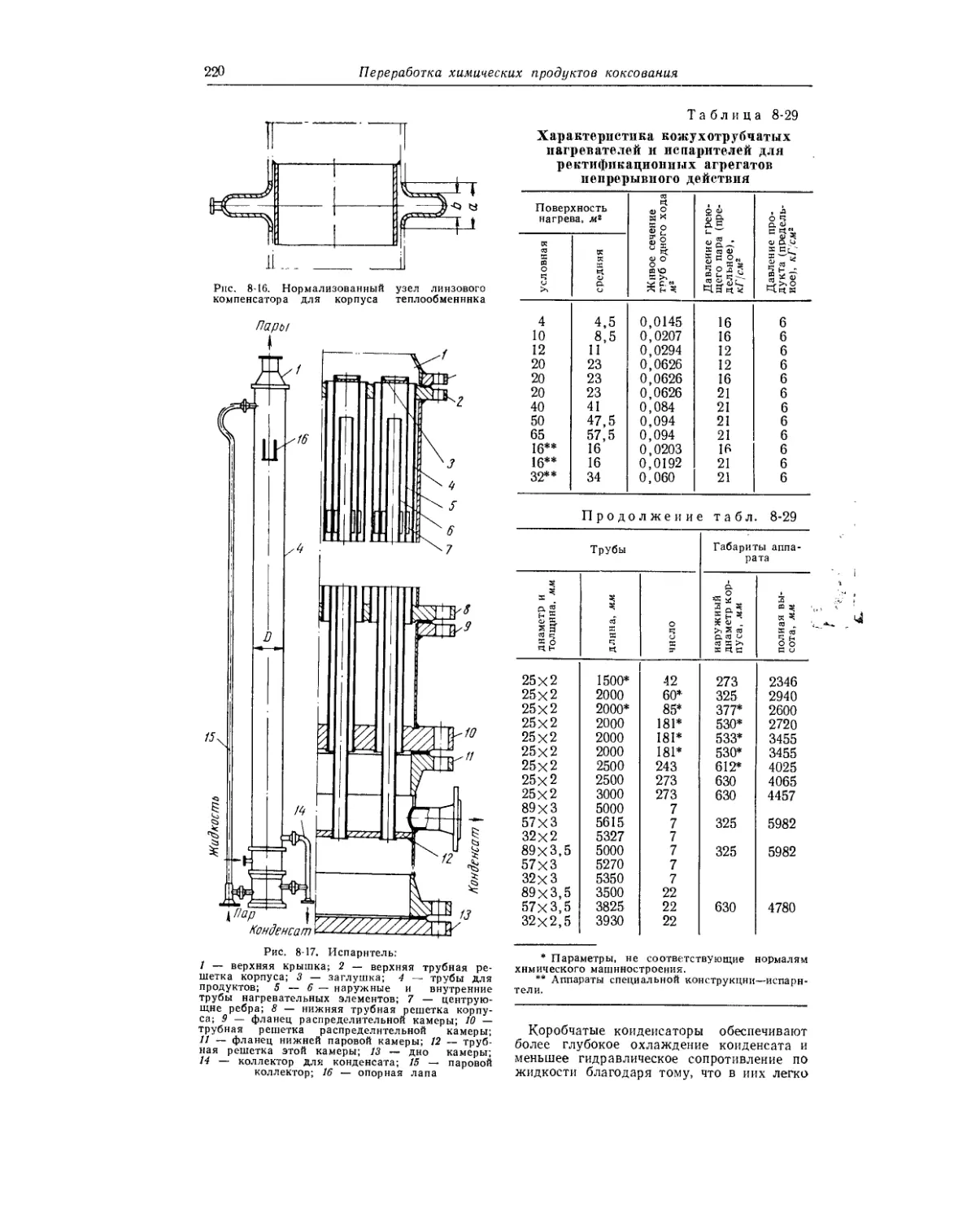
Коксовый газ поступает в межтрубное
пространство с температурой около 80° С
и выходит с температурой 25—35° С. Ох-
лаждающая вода поступает в трубы с
температурой 20—28° С и выходит с тем-
пературой 45° С.
Для промывки межтрубного пространст-
ва холодильника от отложений нафталина
используют смолу.
По нормативам {9], поверхность теплопе-
редачи принимают :из расчета удельной
поверхности теплопередачи холодильников,
равной 200 .н2 на 1000 м3/ч газа при его
скорости 3—5 м)сек. Расчетные данные
приведены в литературе {2—8].
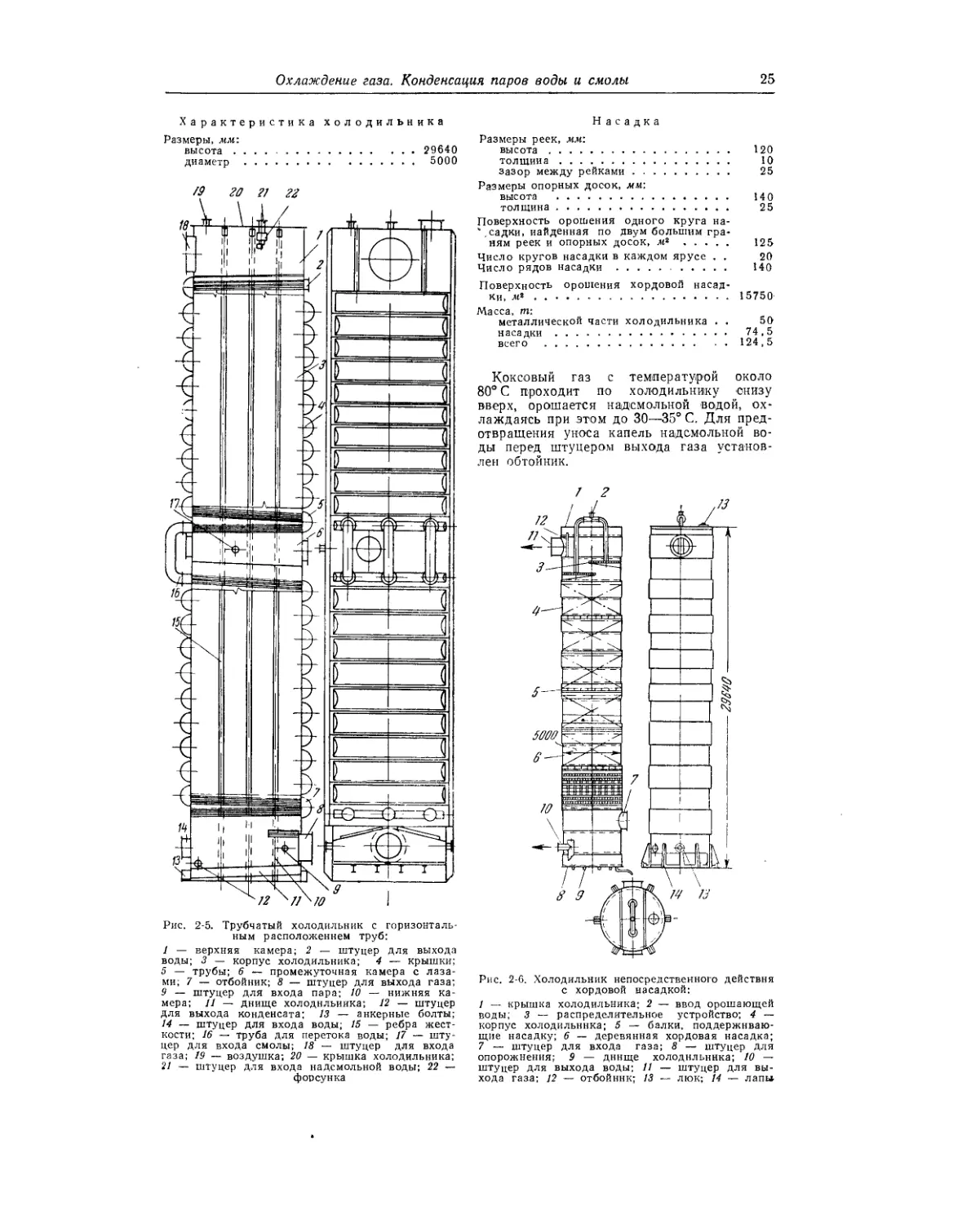
Трубчатый холодильник
с горизонтальным расположением
труб
Холодильник (рис. 2-5) представляет со-
бой кожухотрубчатый теплообменный ап-
парат прямоугольного сечения с горизон-
тально расположенными трубами.
Характеристика холодильника
Размеры, ям:
общая высота................ 14200
длина....................... 2930
ширина ..................... 2520
Масса. >п ...... . ........... 70,3
Площадь поперечного сечения, м2:
газохода...................... 1,4
труб в одном ходе...........0,165
Трубчатка
Количество труб....................... 4797
Наружный диаметр, мм.................... 48
Толщина стенки, мм ...................... 3
Длина, мм............................. 2500
Поверхность теплопередачи, м2......... 1800
Коксовый газ поступает в холодильник
с температурой 80° С, проходит между тру-
бами сверху вниз, охлаждаясь при этом
технической водой до 25—35° С. При ох-
лаждении газа из пего конденсируются па-
ры воды и смолы, частично выделяется
нафталин и растворяется в смоле. В кон-
денсирующейся воде частично растворяется
аммиак, сероводород, двуокись углерода,
синильная кислота и др.
Для предотвращения уноса газом капель
конденсата в газопровод над штуцером вы-
хода газа установлен отбойник.
Образующийся при охлаждении газа
конденсат стекает по трубам сверху вниз,
смывая при этом отложения фусов и наф-
талина, благодаря чему уменьшаются отло-
жения загрязнений на трубах и сокращает-
ся потребность в пропарках холодильника.
Охлаждающая вода ,с температурой
25° С движется по трубам навстречу газо-
вому потоку и выходит с температурой
Для смывания оставшихся отложений
фусов и нафталина со стенок труб преду-
смотрена подача в верхнюю часть холо-
дильника надсмольной воды и в нижнюю
часть смолы. Предусмотрена также подача
пара для пропарки межтрубного простран-
ства.
Холодильник непосредственного
действии с хордовой насадков
Первичный газовый холодильник непо-
средственного действия (рис. 2-6) представ-
ляет собой стальной цилиндрический аппа-
рат. Внутри холодильника по высоте при-
варены шесть поясов из угловой стали, на
которые опираются двутавровые балки; на
последние уложена деревянная хордовая
24
Улавливание химических продуктов коксования
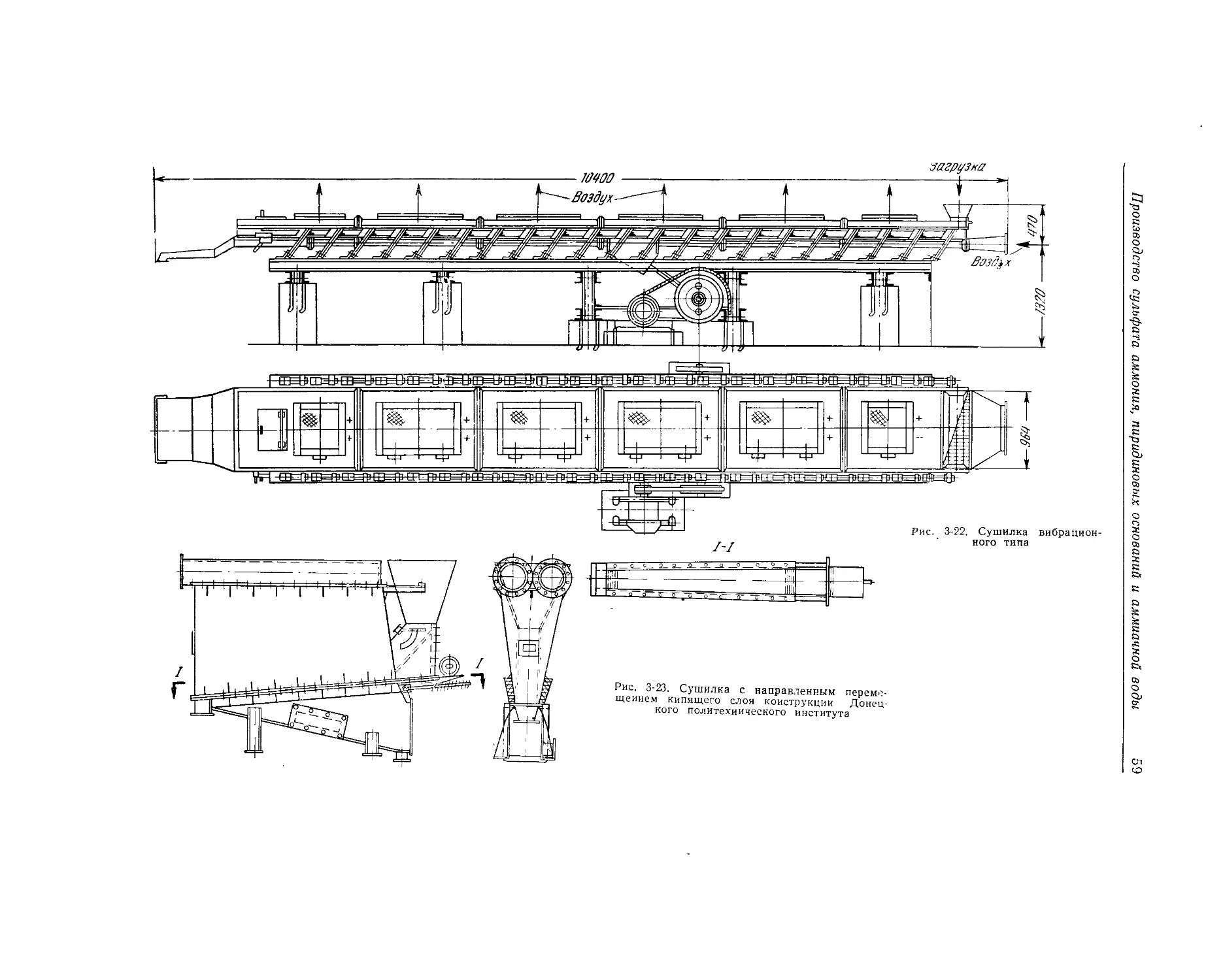
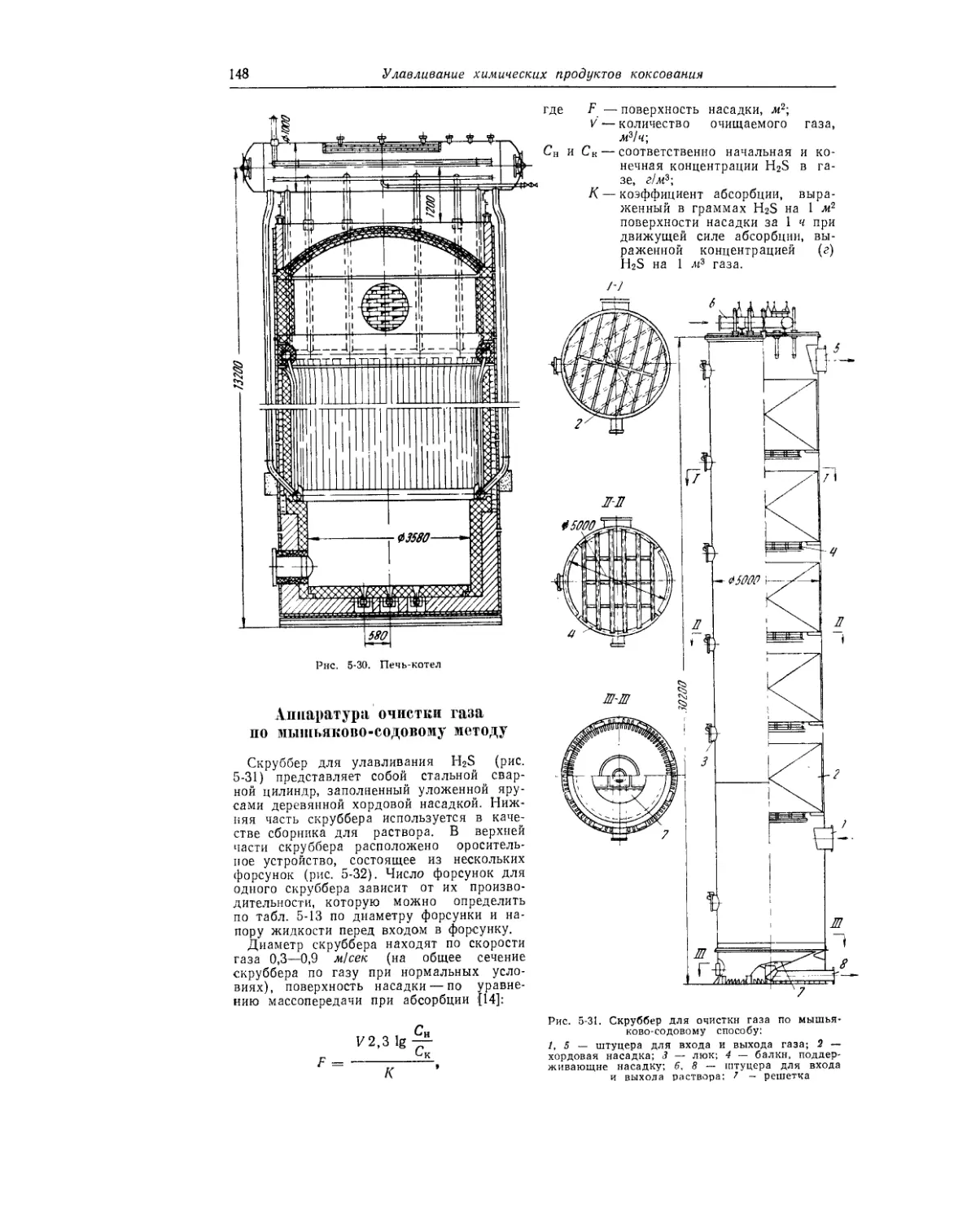
Рис. 2-4. Трубчатый холо-
дильник с вертикальным
расположением труб:
1, 7 — верхняя и нижняя
соответственно водяные ка-
меры; 2 — корпус; 3 —
трубная решетка: 4 — труб-
чатка: 5 — штуцер для вхо-
да газа; 6 — лаз; 8 — пе-
регородка; 9 — штуцер для
входа воды; 10 — штуцер
для отвода конденсата; 11 —
днище; 12 — штуцер для
выхода воды; 13 — штуцер
для входа газа; 14 — пере-
городка; 15 — воздушки;
16 — штуцер для опорожне-
ния холодильника: 17 —
штуцер для подвода пара;
18 — штуцеры для подвода
смолы
насадка, /направление реек последующего
ряда смещается на 90° к направлению пре-
дыдущего.
Насадка состоит из деревянных реек,
собранных в виде отдельных пакетов по 10
реек в каждом. Между рейками установле-
ны прокладки толщиной 25 мм, рейки
скреплены стальными шпильками и опор-
ными досками. Каждая рейка на кромке,
обращенной вниз, имеет вырезы с шагом
210 мм, обеспечивающие равномерное сте-
кание жидкости. Вырезы в двух соседних
рейках сдвинуты на полшага в шахматном
порядке.
Охлаждение газа. Конденсация паров воды и смолы
25
Характеристика холодильника
Насадка
Размеры, мм:
высота .
29640
диаметр ............................. 5000
/9 20 ?1 22
Рис. 2-5. Трубчатый холодильник с горизонталь-
ным расположением труб:
1 — верхняя камера; 2 — штуцер для выхода
воды; 3 — корпус холодильника; 4 — крышки;
5 — трубы; 6 — промежуточная камера с лаза-
ми; 7 — отбойник; 8 — штуцер для выхода газа;
9 — штуцер для входа пара; 10 — нижняя ка-
мера; 11 — днище холодильника; 12 — штуцер
для выхода конденсата; 13 — анкерные болты;
14 — штуцер для входа воды; 15 — ребра жест-
кости; 16 — труба для перетока воды; 17 — шту-
цер для входа смолы; 18 — штуцер для входа
газа; 19 ~ воздушна; 20 — крышка холодильника;
21 — штуцер для входа надсмольиой воды; 22 —
форсунка
Размеры реек, мм:
высота................................ 120
толщина............................... 10
зазор между рейками.................... 25
Размеры опорных досок, мм:
высота ............................... 140
толщина................................ 25
Поверхность орошения одного круга на-
" .садки, найденная по двум большим гра-
ням реек и опорных досок, м* ........... 125
Число кругов насадки в каждом ярусе . . 20
Число рядов насадки .................... 140
Поверхность орошения хордовой насад-
ки, м*................................ 15750
Масса, т:
металлической части холодильника . . 50
насадки............................. 74,5
всего ..............................124,5
Коксовый газ с температурой около
80° С проходит по холодильнику снизу
вверх, орошается надсмольной водой, ох-
лаждаясь при этом до 30—35° С. Для пред-
отвращения уноса капель надсмольной во-
ды перед штуцером выхода газа установ-
лен обтойник.
Рис. 2-6. Холодильник непосредственного действия
с хордовой насадкой:
/ — крышка холодильника; 2 — ввод орошающей
воды; 3 — распределительное устройство; 4 —
корпус холодильника; 5 — балки, поддерживаю-
щие насадку; 6 — деревянная хордовая насадка;
7 — штуцер для входа газа; 8 — штуцер Для
опорожнения; 9 — днище холодильника; 10 —
штуцер для выхода воды; 11 — штуцер для вы-
хода газа; 12 — отбойник; 13 — люк; 14 — лапы
26
У лавливание химических продуктов коксования
Охлаждающая вода с температурой 28—
33° С поступает в холодильник через крыш-
ку на распределительные устройства, пред-
ставляющие собой два стальных сегмента
с отверстиями диаметром 12 мм. На 1 м2
приходится 130 отверстий.
Рнс. 2-7. Первичный газовый холодильник непо-
средственного .действия с полками:
/ — крышка холодильника; 2 — корпус холо-
дильника; 3 — ввод орошающей воды; 4 — полка
оросительная; 5 — полка рабочая; 6 — штуцер
для входа газа; 7 — днище холодильника; 8 —
штуцер для выхода воды; 9 — штуцер для про-
дувки; 10 — штуцер для выхода газа; 11 — лаз;
12 — воздушна; 13 — отбойник; 14 — анкерные
болты
Для создания напора жидкости по краю
каждого сегмента по хорде проложен бор-
тик высотой 50 мм. Надсмольная вода, по-
ступающая на распределительные устрой-
ства, проходит через отверстия в сегментах
и равномерно орошает деревянную хордо-
вую насадку, нагреваясь при этом до 75—
78° С. Данные по расчету приведены в ли-
тературе [10].
Холодильник непосредственного
действия с полками
Первичный газовый холодильник непо-
средственного действия (рис. 2-7) пред-
ставляет собой стальной цилиндрический
аппарат. Внутри холодильника по высоте
расположены сегментные стальные полки,
располагаемые с противоположных сторон
корпуса холодильника.
Характеристика холодильника
Размеры, мм:
высота............................... . 3 1200
диаметр .............................. 5 000
Число полок ............................... 15
Диаметр отверстий в полке, мм............. 12
Масса, m.................................47,08
Коксовый газ входит в холодильник с
температурой 80° С, проходит между пол-
ками, охлаждаясь при этом надсмольной
водой до 30—35° С. Для предотвращения
уноса капель перед штуцером выхода газа
установлен отбойник.
Охлаждающая вода с температурой 28—
33° С подводится в холодильник через
крышку на распределительные устройства,
представляющие собой два стальных сег-
мента с отверстиями диаметром .12 мм; чи-
сло отверстий составляет примерно 160 на
1 м2. Для создания подпора жидкости по
краю каждого сегмента и полок по хорде
проложены бортики высотой 60 мм.
Надсмольная вода нагревается в холо-
дильнике до 75—78° С.
1 ! Оросительный холодильник
для охлаждения надсмольной воды
Для охлаждения надсмольной воды на
коксохимических заводах применяют оро-
сительные холодильники, состоящие из пря-
мых стальных труб или чугунных радиато-
ров. Для изготовления холодильников пер-
вого типа (рис. 2-8) используют оцинко-
ванные стальные трубы диаметром 57/51 мм
и длиной 6 м. Трубы расположены парал-
лельно, расстояние между осями в верти-
кальной плоскости составляет 100 мм; тру-
бы соединены коленами с углом 180°, об-
разуя секции холодильника.
В каждой секции 40 труб, поверхность
охлаждения секции составляет ~43 м2,
каждые 5—6 секций объединены в отдель-
ную группу и подключены через краны сни-
зу к подводящему и сверху к отводящему
коллекторам надсмольной воды. Количест-
во групп зависит от необходимой поверх-
ности теплопередачи холодильника.
Охлаждение газа. Конденсация паров воды и смолы
27
Расстояние между осями труб секций в
горизонтальной плоскости равно 600 мм.
Трубы крепят скобами к стальному карка-
су или зажимают специальными чугунными
стойками, установленными иа стены желе-
зобетонного резервуара, служащего фунда-
ментом и сборником для охлаждающей во-
ды. Над каждой секцией расположено оро-
сительное устройство, представляющее со-
бой желоба с зубчатыми краями или тру-
бы с мелкими отверстиями, или форсунки
для разбрызгивания воды.
Надомольная вода поступает в холо-
дильник с температурой 75—78° С и выхо-
дит с температурой 28—33° С. Температура
шает условия теплообмена между над-
омольной и технической водой. Над каждой
секцией расположены форсунки для равно-
мерного орошения радиаторов водой.
Оросительный радиаторный холодильник
располагают над железобетонным резерву-
аром, служащим фундаментом и сборником
для охлаждающей воды.
Размеры радиатора: 90 X 77 мм, длина
950 мм, площадь сечения радиатора в све-
ту 31,7 см2, наружная поверхность тепло-
передачи 0,9 м2, внутренняя 1,17 м2, масса
радиатора 65 кг.
Принцип работы радиаторного ороси-
тельного холодильника такой же, как и
Рис. 2-8. Оросительный холодильник из прямых стальных труб:
1 — коллектор технической воды; 2 — коллектор выхода надсмольиой воды; 3 — трубы;
4 — крепежные стойки; 5 — коллектор входа надсмольиой воды; 6 — штуцер для отвода
воды; 7 — оросительный желоб; 8 — оросительная труба; 9 — штуцер для подачи пара
технической воды, подводимой для охлаж-
дения, составляет 25—27° С. Вода стекает
по трубам в бассейн холодильника при тем-
пературе 37—40° С и затем насосом ка-
чается на градирню для дальнейшего ох-
лаждения.
Оросительный холодильник из чугунных
радиаторов (рис. 2-9) собирают в секции
по 24—26 радиаторов, расположенных па-
раллельно по высоте один над другим.
Каждые 5—6 секций объединены в отдель-
ную группу и подключены через краны сни-
зу к подводящему и сверху к отводящему
коллекторам надсмольиой воды.
Внутри радиатора имеются ребра для до-
полнительного перемешивания воды и соз-
дания турбулентного движения, что улуч-
оросительного холодильника с прямыми
стальными трубами. Преимущества чугун-
ного радиаторного холодильника перед хо-
лодильником из стальных труб заключают-
ся в большей интенсивности теплопередачи
и меньшей коррозии.
Аппарат для непосредственного
охлаждения коксового газа
в пенном слое
При пенном режиме работы аппарата
обеспечиваются усло-вия, необходимые для
высокой интенсификации теплопередачи.
В результате постоянного обновления меж-
фазовой поверхности при малых термине-
28
Улавливание химических продуктов коксования
Рис. 2-9. Оросительный холодильник из чугунных радиаторов:
/ _ трехвитковый радиатор; 2 — опоры рельсовые; 3 — соединительный патрубок;
4 — коллектор поступающей надсмольной воды; 5 — коллектор охлажденной надсмоль-
ной воды; 6 — коллектор технической воды; 7 — форсунки; 8 — штуцер для опорожне-
ния; 9 — штуцер для пропарки
Рис. 2-10. Принципиальная схема много-
полочного пенного аппарата:
1 — корпус; 2 — решетки; 3 — диффузор
для ввода газа; 4 — штуцер для вывода
газа; 5 — штуцер для ввода жидкости;
6 — приемная коробка; 7 — порог; 8 —
сливная коробка; 9 — гидравлический за-
твор; 10 — штуцер для выводя жидкости
оких сопротивлениях такие аппараты в не-
сколько раз (иногда в десятки раз) интен-
сивнее башен с насадками [13].
Для охлаждения газа применяют много-
полочные аппараты, которые имеют прямо-
угольное или круглое сечение и снабжены
решетками (рис. 2-10).
Газ, проходящий через все решетки, вспе-
нивает поступающую на них жидкость.
Жидкость поступает на верхнюю решетку
и движется по ней в виде слоя пены.
В сливной коробке пена разрушается; жид-
кость же через гидравлический затвор и
перелив стекает на следующую решетку,
где снова вспенивается, и т. д.
В конструктивном отношении пенные ап-
параты сходны с ситчатыми ректификаци-
онными колоннами. Отличие состоит в том,
что они имеют решетки с большим свобод-
ным сечением (до 40%). В среднем свобод-
ное сечение решетки составляет 15—25%;
переливы могут быть внешние и внутрен-
ние; сечения сливных отверстий и перели-
вов значительно больше, чем сечения в
барботажных аппаратах; глубина гидрав-
лических затворов на переливах составляет
200—300 мм.
Охлаждение газа. Конденсация паров воды и смолы
29
Теплообменник с однопоточными
гофрированными пластинами
В последние годы в пищевой, гидролиз-
ной и некоторых других отраслях промыш-
ленности получили широкое распростране-
ние жидкостные пластинчатые теплообмен-
ники.
Пластинчатые теплообменники с однопо-
точными гофрированными пластинами пред-
назначены для теплообмена между различ-
ными теплоносителями, в том числе загряз-
ненными жидкостями, когда необходима
частая разборка аппарата для очистки по-
верхности теплообмена от отложений. Мак-
симальная температура рабочих сред рав-
на 120° С, давление составляет 10 ати [14].
Соотношения между коэффициентами
теплоотдачи в пластинчатых и других теп-
лообменниках следующие [15]:
Трубчатые ........ 1
Спиральные......... 1,7
Пластинчатые .... 3,7
Электрофильтр для очистки газа
от смолы
В коксохимической промышленности для
очистки газа от смолы применяют трубча-
тые электрофильтры.
Электрофильтр типа С-7,2 конструкции
Гипрогаз’оочистки представляет собой
Теплообменник (рис. 2-11) состоит из на-
бора собранных на раме в пакет гофриро-
ванных пластин, число которых может до-
стигать 300. Теплоноситель проходит через
щели между пластинами. По углам пластин
имеются отверстия, образующие в собран-
ном пакете распределительные коллекторы
для теплоносителей. По периметру пластин
и вокруг отверстий имеются резиновые
прокладки, прижимаемые подвижной пли-
той к неподвижной. Так как резиновые
уплотнения поочередно прижимаются то к
входному, то к выходному отверстиям на
пластинах, обеспечивается вход и выход
теплоносителей из коллектора в щель меж-
ду пластинами. Разборку для осмотра или
очистки теплообменника с поверхностью
100 м2 и последующую сборку может вы-
полнять за смену один человек.
При использовании в качестве теплоноси-
теля воды ориентировочные значения ко-
эффициента теплопередачи составляют
2750 ккал/(м2 ч град) [14].
стальной цилиндр с коническим днищем и
крышкой (рис. 2-12).
Характеристика электрофильтра
Размеры, мм:
высота...............................14189
диаметр ............................ 4600
Размеры осадительных электродов, мм:
диаметр .............................. 250
длина .............................. 3500
толщина стенки ........................ 2
число труб........................... 148
Производительность электрофильтра за-
висит от требуемой степени очистки газа от
смолы (И скорости газа в осадительных
электродах:
Скорость газа
мсек
1 . 0
1,25
1,50
1,75
Производительность
по газу, лгз;ч
26000
32000
39000
45000
Для равномерного распределения газа по
всему сечению электрофильтра предусмот-
рены две распределительные решетки 14.
30
Улавливание химических продуктов коксования
через которые коксовый газ поступает в
осадительные электроды 10, представляю-
щие собой трубы с внутренним диаметром
250 мм и предназначенные для осаждения
смолы. Трубы собраны пакетами по 2, 3
и 4 трубы.
Строго по оси осадительных электродов
проходят коронирующие электроды 8 (про-
вод диаметром 3 мм), подвешенные на
крючки к верхней раме 7; для натяжения
провода к нижнему его концу привязан
груз 13.
Нижняя рама коронирующих электродов
12 соединена с верхней тягами, проходя-
щими строго по оси осадительных труб.
Верхняя рама коронирующих электродов
с помощью трех тяг подвешена к гирлян-
дам изоляторов, заключенных в изолятор-
ные коробки 1. Для обогрева изоляторов
предусмотрены электронагревательные эле-
менты. Изоляторная коробка имеет штуцер
для установки проходного изолятора, к ко-
торому подводят ток высокого напряжения.
В защитной коробке 3 также предусмот-
рен электрообогрев.
Ток высокого напряжения подают к ко-
ронирующей системе электрофильтра от
выпрямительного агрегата по кабелю или
шине, помещенной в защитную трубу.
Для подогрева смолы, стекающей с оса-
дительных электродов, коническая часть
электрофильтра снабжена паровой рубаш-
кой 17.
Данные по расчету электрофильтра при-
ведены в литературе [И, 16—18],
Рис. 2-12. Электрофильтр С-7,2 с подвесными гирляидовыми изоляторами:
/ - изоляторная коробка; 2 — высоковольтный гирляндо-подвесиой изолятор; 3 — защитная
коробка для проходного изолятора; 4 — защитная коробка для высоковольтной муфты;
5 — корпус электрофильтра; 6 — тяга подвеса коронирующей системы; 7 — верхняя рама
коронирующих электродов; 8 — коронирующие электроды; 9 — верхняя опорная трубная
решетка; 10 — осадительные электроды; 11 — нижняя трубная решетка; 12 — нижняя рама
коронирующих электродов; 13 — грузы коронирующих электродов; 14 — газораспредели-
тельные решетки; 15 — штуцер для входа газа, 16 — штуцер для пара; 17 — паровая ру-
башка; 18 — штуцер для спуска шлама; 19 — штуцер для конденсата пара; 20 — днище
электрофильтра; 21 — анкерные болты; 22 — люки; 23 — штуцеры для подвода пара; 24 —
крышка электрофильтра; 25 — штуцер для выхода газа
Охлаждение газа. Конденсация паров воды и смолы
31
Осветлители дли иадсмольной воды
с немеханизированным
удалением фусов
Осветлитель представляет собой сталь-
ной аппарат прямоугольного .или круглого
сечений. Осветлитель круглого сечения со-
стоит из двух частей — верхней цилиндри-
ческой и нижней конической (рис. 2-13).
С целью вывода смолы с разных уровней
аппарата к штуцеру присоединена шарнир-
ная труба 6, поднимающаяся с помощью
лебедки 1.
Спускной штуцер осветлителя перекрыт
двумя затворами—пробкой и захлопкой.
Для открывания пробки предусмотрен подъ-
емный реечный механизм 13. Чтобы разо-
греть фусы, над опускным штуцером распо-
лагают змеевик.
Рис. 2-13, Осветлитель для
иадсмольной воды:
1 — лебедка; 2 — крышка;
3 — корпус; 4 — регулятор-
смолоотводчик; 5 — штуцер
с задвижкой для выхода
надсмольной воды; 6 —
шарнирная труба; 7 — зме-
евик; 8 — штуцер для опо-
рожнения; 9 — захлопка;
10 — штуцер с задвижкой
для входа надсмольной во-
ды; 11 — труба с зоитом;
12 — кольцевой желоб; 13 —
подъемный реечный меха-
низм с пробкой
Характеристика аппарата
Размеры, мм:
диаметр ......................... 650 0
высота цилиндрической части.. 2560
высота конической части ..... 3317
Емкость, jw3:
общая ........................ 120
рабочая ...................... 100
Масса, т ................... 10,6
При поступлении надсмолы-юй воды в ап-
парат фусы и смола как более тяжелые
опускаются вниз. Осветленную воду отво-
дят через кольцевой желоб 12 и штуцер 5.
Легкую смолку, всплывающую на по-
верхность иадсмольной воды, отводят из
желоба через воронку, трубу и штуцер
сбоку осветлителя. Для поддержания смо-
лы на определенном уровне ее отводят из
осветлителя через штуцер цилиндрической
части, к которому присоединен. регулятор-
смолоотводчик 4.
Для контроля уровня смолы в осветли-
тель предусмотрены контрольные краны.
Оседающие в конической части фусы пе-
риодически выпускают в вагонетки.
Осветлитель устанавливают па высоте,
допускающей проезд вагонетки и удобное
обслуживание затвора.
Осветлители для надсмольной воды
с механизированным
удалением фусов
Осветлители с механизированным удале-
нием фусов представляют собой стальные
резервуары прямоугольного или круглого
сечений.
Осветлитель прямоугольного сече-
ния (рис. 2-14) делится вертикальной пере-
городкой по длине на две самостоятельные
секции. Для удобства транспортирования
фусов один конец днища 8 осветлителя
имеет уклон 45° и приподнят. Для механи-
зированного удаления фусов па днище
каждой секции установлен тихоходный
скребковый транспортер 9. Скорость пере-
движения скребков транспортера равна
Рис. 2-14. Осветлитель для надсмольной воды
прямоугольного сечения с механизированным уда-
лением фусов:
/ _ корпус; 2 — привод скребковых транспорте-
ров; 3 — натяжиое устройство; 4 — бункер для
фусов; 5 — затвор бункера; 6 — штуцер для кон-
денсата; 7 — штуцер для входа надсмольной во-
ды; 8 — днище; 9 — скребковая цепь; 10 обо-
ротное устройство транспортера; 11 — лазы; 12 —
люки; 13 — штуцер для смолы; 14 — регулятор-
смолоотводчик; 15 — перегородка; 16 — штуцер
для выхода надсмольной воды; 17 — штуцер для
опорожнения; 18 — крышка; 19 — воздушна
Улавливание химических продуктов коксования
Охлаждение газа. Конденсация паров воды и смолы
33
3,97 м/ч; привод транспортера осуществля-
ется через редуктор; мощность электро-
двигателя 2,8 кет.
Характеристика аппарата
Размеры, мм:
длина ................... 17694
ширина................... 4524
высота.................... 3716
Рабочая емкость, м3 .......... 210
Масса, tn.................... 35,5
Грубое отделение надсмольной воды от
смолы 1й фусов и распределение потока
жидкости по поперечному сечению проис-
ходят в приемном устройстве, из которого
надсмольная вода частично перетекает че-
рез перегородку в верхней части приемного
устройства и двигается вдоль осветлителя,
а частично поступает через щелевидное от-
верстие внизу приемного устройства в сред-
нюю зону осветлителя, где смола и фусы
оседают на дно.
вания фусов один конец скребкового транс-
портера приподнят над уровнем днища на
45°.
Характеристика аппарата
Размеры, мм:
диаметр..................... 15180
высота ........................... 4430
Полезная емкость, м3 ........... 650
Масса, m .................. 75,25
Скорость вращения скребков, об/ч .... 0,17
Скорость движения транспортера, мм мин 19,6
Надсмольная ®ода со смолой и фусами
поступает через штуцер /5 и трубопровод
с расширяющимся зонтом /5 к центру ос-
ветлителя. Фусы и смола как более тяже-
лые опускаются вниз, надсмольная вода
поднимается вверх и отводится из освет-
лителя через кольцевой желоб и штуцер 22.
Для поддержания смолы на определенном
уровне, так же как и в других конструкци-
ях осветлителей, к выходному штуцеру
присоединен регулятор-смолоотводчик.
Рис. 2-15. Осветлитель для надсмольной воды круглого сечения с механизм
рованным удалением фусов:
/ — крышка; 2 — кольцевой желоб; 3 — привод радиальных скребков; 4 —
вал; 5 — ферма; 6 •— воздушка; 7 — корпус; 8 — привод скребкового транс-
портера; 9 — натяжное устройство; 10 — бункер со змеевиком; 11 — механизм
управления затвором бункера; 12 — днище; 13 — вход воды; 14 — ради-
альные скребки; 15 — зонт; 16 — скребковая цепь; 17 — оборотное устрой-
ство; is — лаз; 19 — штуцер для выхода смолы; 26 — штуцеры; 21 — штуцер
для вывода легкой смолки; 22 — штуцер для выхода надсмольиой воды
Из осветлителя фусы непрерывно удаля-
ют скребковыми транспортерами 9 в бунке-
ра 4, из которых их периодически спускают
в самосвал и вывозят с территории завода.
Для подопревания фусов перед спуском в
бункерах предусмотрены змеевики. Затвор
бункера открывают с помощью механизма
управления с площадки на уровне крышки
осветлителя.
Смолу отводят из осветлителя через шту-
цер 13, к которому для поддержания опре-
деленного уровня смолы 'присоединен регу-
лятор-смолоотводчик 14. Чтобы предотвра-
тить попадение фусов в смолу, перед
штуцером выхода смолы установлена пе-
регородка 15 высотой 1500 мм. Перед шту-
церам, через который выпускают надомоль-
ную воду, также установлена перегородка,
препятствующая попаданию легкой смолки
в воду.
В осветлителе круглого сечения для
подгребания фусов по днищу к центру пре-
дусмотрены радиальные скребки 14 и для
удаления фусов скребковый транспортер
16 (рис. 2-15). Для удобства транспортире-
з Справочник коксохимика, т. III
Для привода скребков на крышке освет-
лителя установлен электродвигатель мощ-
ностью 1,0 кет, который посредством ре-
дуктора и червячной передачи вращает
радиальные скребки. Скорость передвиже-
ния скребков транспортера 19,6 мм/мин.
Привод транспортера осуществляется через
редуктор от электродвигателя мощностью
2,8 кет. Данные по расчету представлены в
литературе [19].
Отстойник для конденсата
и надсмольной воды
Для отстаивания конденсата после труб-
чатых газовых холодильников и надсмоль-
ной воды после газовых холодильников не-
посредственного действия предусмотрены
отстойники (рис. 2-16), представляющие
собой вертикальные цилиндрические резер-
вуары с плоским днищем и конической
крышкой. Диаметр отстойников составляет
6—9 м, высота 5,5—8,5 м, емкость от 125
до 400 .и3.
34
Улавливание химических продуктов коксования
Конденсат или надсмольная вода со смо-
лой поступает через штуцер 4 и трубу 5 с
расширяющимся конусом 8 в центр отстой-
ника. Отстаивание надсмольной воды от
смолы происходит вследствие разности
удельных весов. Смола как более тяжелая
опускается вниз и выводится снизу отстой-
ника, надсмольная вода поднимается вверх
и через кольцевой желоб 7 и штуцер 6 от-
Рнс. 2-16. Отстойник для конденсата:
1 — крышка; 2 — лаз; 3 — корпус; 4 — штуцер
для входа конденсата; 5 — труба для централь-
ного ввода конденсата; 6 — штуцер для выхода
конденсата; 7 — кольцевой желоб; 8 — конус;
9 — лестница; 10 — дннще; И — змеевик; 12 —
штуцер для входа пара; 13 — штуцер для кон-
денсата; 14 — штуцер для опорожнения; 15 —
регулятор-смолоотводчик; 16 — ферма; 17 — воз-
душка
водится из отстойника. Для поддержания
определенного уровня смолы в отстойнике-
установлен регулятор-смолоотводчик 15.
Нагнетатели коксового газа
Нагнетатели служат для транспортиро-
вания коксового газа от камер коксовых
печей к потребителям. Ниже приведена ха-
рактеристика нагнетателя. Если количество’
сухого коксового газа после холодильников,
составляет 151925 мI. 2 3 4 5 6 7 8 9 10/ч, температура газа
после холодильников 35° С и разрежение
перед нагнетателем 500 мм вод. ст. (или
36,8 мм рт. ст.), то объем газа будет равен
151925 • 308 • 760
273(760 — 36,8 — 42,2)
= 191000 м3/ч,
где 42,2 — упругость водяных паров при
35° С, мм рт. ст.
Сопротивление газопровода и аппарату-
ры при нормальной работе, мм вод. ст.:
Газопровод от коксовых печей до нагнета-
телей ............................... 400'
Газопровод от нагнетателей до границы
коксохимического завода .............. 400
Трубчатые газовые холодильники, вклю-
ченные параллельно..................... 75
Электрофильтры........................... 25
Сатуратор с ловушкой..................... 650=
Конечный газовый холодильник............. 150-
Скрубберы для улавливания:
бензола .............................. 300
сероводорода........................ 200-
Конечное давление коксоного газа на гра-
нице коксохимического завода ........ 700>
Всего .....
2900‘
Для 4-батарейного завода предусматри-
вают три 1нагнетателя — два рабочих и один
резервный производительностью по
108000 м3/ч с суммарным .напором 3000 мм
вод. ст.
ЛИТЕРАТУРА
I. М. С. Литвиненко. Коксохимическая
промышленность США. Металлургиздат, 1947,
с. 37.
2. И. Е. К о р о б ч а и с к и й. М. Д. Кузне-
цов. Расчет аппаратуры для улавливания хи-
мических продуктов коксования. Металлургиздат,
1952, с. 18, 42, 58, 59, 88, 89, 244, 246, 256. 266, 268.
3. Н. Н. Е г о р о в. Охлаждение газа в скруб-
берах. Госхнмнздат, 1954, с. 15, 16.
4. Коксохнммонтаж, Кокс н Гнпрококс. Спра-
вочник коксохимика, т. I, ч. 3. ОНТИ, 1936,
с. 28, 29.
5. В. М. Рам м. Теплообменные аппараты.
Госхимиздат, 1948, с. 88.
6. М. А, Михеев. Основы теплопередачи,
изд, 3. Госэнергоиздат, 1956, с. 55.
7. Теплофизнческне свойства веществ, справоч-
ник, под редакцией Н. Б. Варгафтнка. Гос-
энергоиздат, 1956, с. 92.
8. К. Ф. П а в л о в, П. Г. Р о м а и к о в,
А. А. Носков. Примеры и задачи по курсу
«Процессы и аппараты химической технологии,
нзд 4. Госхнмнздат, 1959, с. 97, 99, 162, 166.
9. Гнпрококс. Нормативы для технологическо-
го проектирования химических цехов, СТ-1774а,
СТ-1774а/1, л. 9, 1958.
10. Н. М. Жаворонков. Гидравлические ос-
новы скрубберного процесса и теплопередача в
скрубберах. Советская наука, 1944, с. 97, 214.
И. И. И. Чернобыльский, А. Г. Бон-
дарь, Б. А. Гаевский, С. А. Городин-
ская, Р. Я. Л а д и е в, К). М. Т а иа н а й ко,
В. Т. Миргородский. Машины н аппара-
ты химических производств, Машгнз, 1959, с. 13,
19, 29, 30, 197, 199.
12. И. И, Чернобыльский, 3. В. С е м н-
л е т. Исследование коэффициентов теплоотдачи
оросительного теплообменника со стороны оро-
шения. Хнмпром, 1958, № 4, с. 54.
13. М. Е. П о з и н, И. П. М у х л е н о в, Э. Я-
Т а р а т. Пенные газоочистители, теплообменни-
ки и абсорберы. Госхнмнздат, 1959, с 10,
14. Укр. НИИХИММАШ. Теплообменник пла-
стинчатый разборный с однопоточными гофриро-
ванными пластинами. Информационный лист
№ 21, 1958, с. 1, 5.
15. А. Б. Б а с с е л ь, Н. И. Г ел ь пери н.
Теплообменные аппараты высокой интенсивноеги.
Химическая наука н промышленность, 1958, № 6,
с, 764.
16. Газоочистка. Электрофильтры С, каталог
№ 13. Госхимиздат, 1958, с. 3.
17. С. П. Жебровский. Электрофильтры..
Госэнергоиздат, 1950. с. 12.
18. Б. Л. Ш и е е р с о и. Электрическая очист-
ка газов, Металлургиздат, 1950, с, 16.
19. А. Г. Касаткин. Основные процессы и
аппараты химической технологии, изд. 7. Госхнм-
издат, 1960, с. 202,
Глава III
ПРОИЗВОДСТВО СУЛЬФАТА АММОНИЯ,
ПИРИДИНОВЫХ ОСНОВАНИЙ
И КОНЦЕНТРИРОВАННОЙ АММИАЧНОЙ ВОДЫ
1. РЕСУРСЫ АММИАКА,
ОБРАЗУЮЩЕГОСЯ ПРИ КОКСОВАНИИ
КАМЕННЫХ УГЛЕЙ.
СВОЙСТВА АММИАКА
На заводах, коксующих донецкие угли,
выход аммиака составляет 0,25—0,30% от
сухого угля; на заводах, коксующих куз-
нецкие угли, выход аммиака достигает
0,45%.
При охлаждении коксового газа ® газо-
вых холодильниках часть аммиака погло-
щается конденсатом. Количество поглощен-
ного аммиака зависит от температуры и ко-
личества образующегося конденсата. По-
этому в летнее время надсмольной водой
поглощается 10—20%, а в зимнее 20—50%
аммиака. В коксовом газе из донецких уг-
лей пене ле газовых холодильников содер-
жится аммиака 5,5—8 г/м3, из кузнецких
8—12,5 г/л3, из печорских 8 г/л3 и кизе-
ловских 6 г/л3.
Свойства аммиака [1]
Формула.......................... NH3
Молекулярная масса ............... 17,032
Плотность при 0° С и 7 60 мм рт. ст.,
кг,м3............................ 0,771
Газовая постоянная, кГД/сг • град) . . . 47,79
Критическая температура, °C ......... 132,4
Критическое давление, атм............ 111,5
Температура прн 760 мм рт. ст., °C:
плавления.......................—77,7
кипения ......................... —33,35
Давление паров при температуре плав-
ления, мм рт, ст........... 45
Теплота прн 760 мм рт. ст,, ккал/кг:
плавления . . . . •............ 83,7
испарения..................... 327, 1
Плотность при —33° С, кг'л ...... 0,683
061 ем жидкости, образующейся из 1 м3
газа (при 15е С и 760 мм рт. ст.), л 1, 024
Теплоемкость при 20е С и 760 мм рт. ст.,
ккал/(кг • град):
ср............................ 0.536
отношение ср/ср ........... 1,310
Теплопроводность при 0° С и
760 мм рт. ст., ккал,(м • ч • град) . . 0,0185
Абсолютная вязкость при 0° С и
760 мм рт. ст., кГ сек'М2 . ... . 0,918
Пределы взрываемости аммиака в смеси
с воздухом, % (объемн.) аммиака:
нижний предел .................... 14
верхний предел ................... 33
Температура воспламенения, °C .... 780
Изменение свойств аммиака от темпера-
туры показано в табл. 3-1—3-3. В табл. 3-4
и 3-5 даны плотность водных растворов
аммиака и парциальное давление паров
аммиака в зависимости от температуры.
Таблица 3-1
Зависимость давления паров,
теплоты испарения, плотности
н теплоемкости аммиака
от температуры [2]
Температура, °C Давление паров, ата Теплота испаре- ния, ккал, кг Плотность Теплоемкость жидкости, ккал'(кг град)
паров, кг]м3 жидкости, кг/л
—35 0,92 327,9 0,823 0,684 1,064
—33,4 1,00 326,8 0,90 0,682 1,067
—15 2,33 313,5 1,97 0,659 1,083
— 10 2,87 309,7 2,39 0,652 1,087
— 5 3,50 305,6 2,88 0,645 1,093
0 4,24 301,5 3,45 0,639 1,099
5 5,09 297,3 4,Н 0,632 1,105
10 6,07 292,8 4,86 0,625 1,110
15 7,19 288,3 5,72 0,618 1,118
20 8 46 283,5 6,69 0,610 1,124
25 9,99 278,7 7,80 0,603 1,132
30 11,50 273,6 9,03 0,595 1,140
50 20,06 251,3 15,76 0,563 1,185
3'
36
Улавливание химических продуктов коксования
Таблица 3-2
Зависимость растворимости аммиака в воде при 760 мм pm. cm.
(1 кг аммиака иа 1 кг воды) от температуры [3]
Темпера- тура, °C Раство- римость Темпера- тура, ®С Раство- римость Темпера- 1 тура, °C Раство- римость Темпера- тура, °C Раство- римость Темпера- i тура, °C i Раство- римость Темпера- тура, °C Раство- । римость
0 0,875 12 0,645 24 0,474 36 0,343 48 0,244 60
2 0 833 14 0,612 26 0,449 38 0,324 50 0,229 70 —
4 0,792 16 0,582 28 0,426 40 0,307 52 0,214 80 —
6 0,751 18 0,554 30 0,403 42 0,290 54 0,200 90 —
8 0,713 20 0,526 32 0,382 44 0,275 56 0,186 98 —
10 0,679 22 0,499 34 0,362 46 0,259 58 — 100 —
Таблица 3-3
Зависимость растворимости аммиака в воде (1 кг аммиака на 1 кг раствора)
от давления [1]
Температура, °C
atna —30 -20 — 10 0 10 20 30 40 60 80 100
0,2 0,431 0,364 0,306 0,253 0,202 0,155 0,110 0,068
0,5 0,567 0,475 0,406 0,347 0,294 0,244 0,197 0,152 0,071 — —
1,0 0,856 0,615 0,512 0,438 0,378 0,325 0,225 0,228 0,140 0,062 —
1,5 — 0,813 0,599 0,503 0,433 0,384 0,332 0,286 0,193 0,106 0,033
2,0 — — 0,701 0,566 0,483 0,418 0,363 0,314 0,225 0,141 0,067
2,5 — — 0,868 0,627 0,526 0,454 0,396 0,345 0,255 0,170 0,091
3,0 — — — 0,702 0,568 0,487 0,424 0,371 0,280 0,195 0,115
4,0 — — — 0,930 0,790 0,547 0,473 0,414 0,318 0,234 0,154
5,0 — — — — 0,971 0,611 0,520 0,453 0,350 0,265 0,186
6,0 — — — — — 0,681 0,564 0,490 0,379 0,292 0,214
8,0 — —— — — — 0,935 0,670 0,560 0,429 0,336 0,257
10,0 — — — — — — 0,824 0,630 0,473 0,372 0,290
Таблица 3-4
Плотность водных растворов аммиака [4]
Плотность при 15° С 1 л при 15° С содержит NH„ г Плотность при 15° С 1 л при 15° С содержит NH„ г Плотность при 15° С 1 л при 15° С содержит NH„ е Плотность при 15е С 1 л при lb' С содержит NH,, г
1,000 0,0 0,966 78,4 0,930 172,3 0,896 266,0
0,998 3,8 0,964 83,5 0,928 177,7 0,894 271,5
0,996 7,7 0,962 88,5 0,926 182,2 0,892 276,9
0,994 11,8 0,960 93,6 0,924 188,5 0,890 282,3
0,992 16,2 0,958 98,7 0,922 194,0 0,888 287,5
0,990 20,9 0,956 103,7 0,920 199,5 0,886 292,8
0,988 25,5 0,954 108,9 0,918 205,2 0,884 298,4
0,986 30,2 0,952 113,9 0,916 210,4 0,882 303,6
0,984 34,8 0,950 119,2 0,914 216,0 0,880 308,7
0,982 39,8 0,948 124,4 0,912 221,4 0,878 313,9
0,980 44,5 0,946 129,6 0,910 226,9 0,876 318,9
0,978 49,2 0,944 134 9 0,908 232,6 0,874 324,1
0,976 54,1 0 942 140,2 0,906 238,1 0,872 329,0
0,974 59,0 0,940 145,5 0,904 243,6 0,870 333,9
0,972 63,8 0,938 150,8 0,902 249,2 0,868 339,0
0,970 68,6 0,936 156,3 0,900 254,9 0,866 343,9
0,968 73,6 0,934 0,932 161,6 167,0 0,898 260,4 0,865 346,0
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
37
Таблица 3-5
Парциальное давление паров аммиака над водными растворами, мм рт. ст. [4]
Темпера- тура, °C К онцентрация аммиака, % (вес.)
2 3 4 5 6 7 8 10 12 14 16 18 20 22
0 7 8 10 12,5 15 18 21,5 29,5 38,5 48,5 59 71 86,5 106
5 8 10 12,5 16 19 23 27,5 37 47,5 60 75 91 110 140
10 10 12,5 16 20,5 25 30 30,5 48 62 77,5 97 118 142 176
15 12 15,5 21 26 32,5 39 45,5 61 81 100 124 150 183 218
20 15 20 26,5 33,5 41 49,5 58,5 78 103 128 156 188 229 270
25 19,5 26 34 42,5 51,5 64 75 99 131 161 195 234 283 —.
30 24,5 33 42,5 53 67 81 95 124 162 200 246 295 356 —
40 31 40 65 83 103 124 146 193 244 302 368 455 538 .—
50 46 70 95 122 151 181 215 284 360 440 550 670 800 —
2. ПРОИЗВОДСТВО
СУЛЬФАТА АММОНИЯ
И ПИРИДИНОВЫХ ОСНОВАНИЙ
Свойства сульфата аммония [2]
Химическая формула.............. (NH,),SO,
Молекулярная масса............ 132,15
Внешний вид................... Бесцветные
кристаллы
ромбической
формы
Плотность, ке/л............... 1,766
Насыпной вес (в зависимости от
крупности), /и/л3 ............. 0,827—0,889
Химически чистый сульфат аммония со-
держит 21,237% N2, или 25,82% NH3.
Сульфат аммония легко растворяется в
воде, с повышением температуры раство-
римость увеличивается (табл. 3-6).
Таблица 3-6
Зависимость растворимости
сульфата аммония в воде
от температуры [6]
то си 3 еС ТО то о то 3 еС ТО
& • о х а я со • о я я Я £
то а Сим со л * CU^ £ ° - 2. я л °* то <у (~1, О * я л * Си^ то о - си
Ьч См .
s и о £ Q * S О < )
«о ТО О То
he си S я а s- Си S Я си s —
0 710,0 415,2 60 869,0 465,0
10 736,5 424,1 70 895,5 472,4
20 763,0 432,7 80 922,0 479,7
30 789,5 441,2 90 948,5 486,8
40 816,0 449,3 100 975,0 493,7
50 842,5 457,3
Плотность водных растворов сульфата
аммония дана в табл. 3-7.
Образование сульфата аммония из ам-
миака и серной кислоты происходит с вы-
делением тепла (ДЯ = +65,73 ккал/моль):
2NH3 + H2SO4 = (NH4)2 SO4.
Таблица 3-7
Плотность водных растворов
сульфата аммония [3]
О СО X 2 Плотность, кг/л О X 2 Плотность, кг/л % ‘»OSZ(’HN) л и О я о сЙ о СП ** 2 Плотность, кг/л
1 1,0041 10 1,0574 20 1,1154 30 1,1721
2 1,0101 12 1 0691 22 1,1269 35 1,2000
4 1,0220 14 1,0808 24 1,1383 40 1,2277
6 1,0338 16 1,0924 26 1,1496 45 1,2552
8 1,0456 18 1,1039 28 1,1609 50 1,2825
Таблица 3-8
Температура кипения водных растворов
сульфата аммония [7]
Концентрация, °в (вес.) Температура, °C Концентрация, % (вес.) Температура, °C Концентрнцая, % (вес.) Температура, °C Концентрация, % (вес.) Температура, °C
8 100,55 19 101,51 30 102,9 41 104,9
9 100,62 20 101,62 31 103,05 42 105,2
Ю 100,72 21 101,75 32 103,2 43 105,4
11 100,78 22 101,85 33 103,35 44 105,7
12 100,85 23 102,0 34 103,55 45 105,9
13 100,95 24 102,1 35 103,7 46 106,25
14 101,05 25 102,2 36 103,9 47 106,6
15 101,12 26 102,35 37 104,05 48 106,9
16 101,21 27 102,45 38 104,3 49 107,3
17 101,31 28 102,6 39 104,45 50 107,65
18 101,40 29 102,75 40 104,7 51 108,1
38
Улавливание химических продуктов коксования
В действительных условиях теплота ре-
акции нейтрализации 'меньше, так как в га-
зе находятся соединения аммиака с СО2,
H2S, HCN, HCNS. Поэтому для практиче-
ских условий следует принимать величину
280 ккал иа 1 кг сульфата аммония [2].
В табл. 3-8 приведена температура кипе-
ния водных растворов сульфата аммония,
а в табл. 3-9 — давление паров насыщен-
ных водных растворов сульфата аммония.
вместе с частью маточного раствора отка-
чивают для отделения кристаллов в цент-
рифугах.
В сочетании с аммиачной очисткой кок-
сового газа от сероводорода косвенный
метод может оказаться перспективным.
При прямом методе получения сульфата
аммония горячий газ после газосборников
коксовых печей поступает в сатураторы, в
которых аммиак связывается серной кисло-
Таблица 3-9
Давление паров насыщенных водных растворов сульфата аммония [8]
Свободная серная кислота % Темпера- тура °C Давление мм рт. ст. Свободная серная кислота % Темпера- тура °C Давление мм рт. ст. Свободная серная кислота % Темпера- тура °C Давление мм рт. ст.
0 — 14 1,4 29,2 —12 0,8 67,3 — 15 0,12
0 3,6 0 2,7 0 1,7
20 15,0 20 12,2 14 5,5
40 47,5 30 22,0 20 7,8
60 120,3 40 38,2 40 24,5
80 290,0 60 104,0 60 58,0
99,2 604,0 80 244,5 80 138,0
9,7 — 13 1,0 99,3 506,0 99,2 281,7
0 3,0 48,7 —14 0,5 74,8 — 14 0,1
14 9,2 0 2,3 0 1,5
20 13,7 6 4,3 20 7,5
30 24,5 17 9,0 40 22,0
40 42,0 20 10,0 60 57,5
50 72,0 40 34,0 80 122,5
60 118,0 60 87,0 99,2 239,5
70 185,0 80 198,5 86 0 0,6
80 281,5 99,5 391,5 20 1,0
90 411,5 57,65 — 14 0,4 40 2,0
99,5 576,5 0 1,9 60 6,0
19,7 —12 1,2 20 8,1 90 16,9
0 2,9 40 26,5 99,2 40,8
16 9,8 60 г 72,0
20 12,5 80 171,2
30 23,0 99,2 354,5
40 40,0
60 108,5
80 259,5
99,2 538,5
Методы получения сульфата
аммония
Применяют три метода получения суль-
фата аммония из аммиака коксового газа —
косвенный, прямой и полупрямой.
При косвенном методе аммиак из газа
поглощается водой в скрубберах. Получа-
ющуюся при этом так называемую «скруб-
берную» воду и .надсмольную воду, образу-
ющуюся при охлаждении газа в газовых
холодильниках, перерабатывают в аммиа-
чных колоннах. Выходящая из колонн
смесь аммиачных и водяных паров поступа-
ет в сатуратор, где аммиак поглощается
серной кислотой с образованием сульфата
аммония. Из сатуратора сульфат аммония
той в сульфат аммония. Перед поступлени-
ем в сатураторы газ очищается от капель-
но-жидкой смолы в электрофильтрах Пос-
ле сатураторов газ охлаждается до 30—
35° С технической водой в холодильнике
непосредственного действия и подается на-
гнетателями в аппаратуру для улавливания
бензольных углеводородов.
Этот метод наиболее прост и экономи-
чен, так как нет избытка аммиачной над-
смольной воды, а следовательно, отпадает
необходимость переработки и обесфеноли-
вамия сточных вод после аммиачных ко-
лонн. Отпадает также необходимость в по-
догреве газа перед сатураторами для вы-
паривания избытка воды, образующейся
при производстве сульфата аммония.
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
39
Несмотря на эти -преимущества, прямой
способ не получил широкого распростране-
ния в промышленности -главным образо-м
из-за -необходимости установки большого
числа аппаратов, работающих под разреже-
нием, а также вследствие затруднений,
связанных -с возмещением потерь воды в
цикле газосборников. Выделяющийся при
последующем охлаждении газа нафталин
забивает аппаратуру и газопроводы.
При этом -методе невозможно одновре-
менно с аммиакам улавливать в сатурато-
рах легкие пиридиновые -основания, так
как температура маточного -ра-створа высо-
ка и отсутствует аммиак для нейтрализации
выводимого на пиридиновую установку ма-
точного раствора.
Производство сульфата аммония
по полупрямому методу
На заводах СССР и на большинстве за-
рубежных заводов сульфат а-м-мония полу-
чают по полупрямому методу (рис. 3-1).
Осветленный маточный ра-створ из кри-
сталло-приемника возвращается в сатура-
тор через кастрюлю обратных токов, а
сгустившаяся в к-ристаллоприемнике смесь
кристаллов -сульфата аммония и маточного
раствора поступает в центрифугу.
Сульфат аммония из центрифуги пода-
ется транспортером на -сушилку.
Сухой сульфат аммония поступает на
склад. При необходимости сульфат аммо-
ния расфасовывают -в -мешки.
Фильтрат -из центрифуги через кастрюлю
обратных токов возвращается -в сатуратор.
Для постоянной циркуляции маточного
раствора в сатураторе, а также вывода об-
разующейся в нем кислой -смолки часть
маточного раствора отводят в циркуляци-
онную кастрюлю, из нижней части которой
маточный -раствор через смесительное соп-
ло подается -сно-ва в -сатуратор. Всплываю-
щую на поверхность раствора кислую смол-
ку из циркуляционной кастрюли удаляют
вручную.
Из циркуляционной кастрюл-и избыток
маточного раствора перетекает -в специ-
Рис. 3-1. Схема производства сульфата аммония по полупрямому методу:
1 — подогреватель; 2 — сатуратор; 3 — циркуляционная кастрюля; 4 — ловушка; 5 — кастрюля обрат-
ных токов; 6 — циркуляционный иасос; 7 — иасос для тткачки кристаллов сульфата аммония; 8 —
насос для избыточного маточного раствора; 9 — сборник избыточного маточного раствора; 10 — цен-
трифуга для сульфата -аммония; И — кристаллоприемник для сульфата аммония; 12 — транспортер
для сульфата аммония; 13 — сушилка для сульфата аммония; 14 — вентилятор для подачи воз-
духа в сушилку; 15 — калорифер; 16 — вентилятор для отсасывания воздуха из сушилки; 17 — транс-
портер для сульфата аммония; 18 — грейферный кран для сульфата аммония; 19— яма для сульфата
аммония; 20 — бункера для сульфата аммония; 21 — напорный бак для серной кислоты
Дополнительно подогретый после нагне-
тателей коксовый газ поступает -в -сатура-
тор. Одновременно в сатуратор -подают
аммиачные и водяные пары из -аммиачно-
известковой колонны.
После сатуратора -коксовый газ проходит
через ловушку для отделения б-рыз-г маточ-
ного раствора и поступает в аппаратуру
улавливания бенз-ольных углеводородов.
Образующиеся кристаллы -сульфата ам-
мония откачивают вместе с некоторой час-
тью маточного раствора из нижней части
сатуратора -в кристаллоприемник, в кото-
ром маточный раствор отстаивается от кри-
сталлов сульфата аммония.
альный сборник, откуда через кастрюлю
обратных токов возвращается в сатуратор.
Для уменьшения кислотности, прежде
чем -удалить отфугованный сульфат аммо-
ния из центрифуги, его промывают подо-
гретой технической водой. Этой же -водой
пользуются в -случае необходимости для
промывки ловушки после сатуратора.
Серную кислоту подают -в -сатуратор из
напорных баков непрерывно -или порция-
ми. Кислота поступает в центральную часть
сатуратора -на барбота-жный зонт.
В маточн-ом -растворе сатураторов на-
копляются различные минеральные (глав-
ным образом, соли железа) и органические
40
Улавливание химических продуктов коксования
примеси (угольная пыль, маслянистые и
смолистые вещества), которые осаждаются
на поверхности кристаллов сульфата аммо-
ния, вследствие чего ухудшается процесс
кристаллизации, а сульфат аммония при-
обретает темную окраску. Маслянистые и
смолистые вещества (кислая смолка) пла-
вают на поверхности маточного раствора
и легко от него отделяются. Однако в при-
сутствии минеральных примесей и угольной
пыли смолка абсорбируется на их поверх-
ности и оседает вместе с ними или распре-
деляется в маточном растворе в виде сус-
пензии. Отделить маточный раствор от этих
загрязнений отстаиванием при обычных ус-
ловиях весьма затруднительно.
Для улучшения качества сульфата ам-
мония на некоторых заводах регенерируют
маточный раствор: добавляют в него воду,
т. е. снижают его плотность до 1,24—1,26.
Воду в сатуратор вводят при 70—80° С.
При понижении плотности маточного рас-
твора содержащиеся в нем загрязнения
выделяются в процессе отстаивания. По-
дача воды в сатуратор способствует также
растворению образующихся внутри сатура-
тора отложений сульфата аммония, в свя-
зи с чем сопротивление сатуратора в про-
цессе эксплуатации не увеличивается.
При получении сульфата аммония по пс-
лупрямому методу температура газа перед
сатуратором должна быть выше температу-
ры газа после газовых холодильников на
25—30 град\ температура маточного рас-
твора в сатураторе должна составлять
50—55° С.
При недостаточном охлаждении коксово-
го газа в холодильниках допускается повы-
шение температуры маточного раствора в
сатураторе, но не выше 60° С. Кислотность
маточного раствора в сатураторе равна
4—5% H2SO4. На многих заводах кис-
лотность маточного раствора в сатураторе
регулируется автоматически при помощи
регулятора, подающего серную- кислоту в
сатуратор по значению pH.
Значения pH и -соответствующие им кон-
центрации серной кислоты в маточном рас-
творе при постоянной концентрации суль-
фата аммония:
pH................ 0,8 0,9 1,0 1,1 1,2
Концентрация H2SO4,
% (±0.2%) ... 12 11 9,8 8,5 7,5
pH.................1,3 1,35 1,4 1,5 1,6
Концентрация
H2SO<,%(±0,2%) 6,5 6,0 5,5 4,5 3,5
Ниже приведен режим работы сатура-
тора:
В табл. 3-10 приведены данные о со-
ставе кристаллического осадка в сатура-
торах.
Таблица 3-10
Состав кристаллического осадка
в сатураторах (производство
сульфата аммония по полупрямому
методу) [8], %
Связанный аммиак Общее содер- жание серной кислоты Сульфат аммония Свободная серная кислота Соединение
При 40° С
11,7 11,8 33,7 44,8 45,4 45,8 10,8 1 Сульфат
Н,9 48,9 46,2 14,6 • аммония
11,6 52,4 45,0 18,4
И,5 59,7 44,6 26,6 Сульфат
И.9 64,6 46,2 30,3 и бисульфат
12,1 65,7 46,9 30,9 аммония
12,8 68,7 49,7 31,8
9,1 67,8 35,3 41,6)
6,0 67,4 23,3 50,1 Бисульфат
5,5 74,9 21,3 59,1 аммония
7,2 83,3 27,9 62,6
Прг 60° С
12,22 12,19 34,7 46,1 46,9 47,3 и.о | Сульфат
12,17 53,6 47,2 18,5 J аммония
12,30 54,2 47,7 18,8
12,36 60,6 48,1 24,9 Сульфат
12,57 65,4 48,9 29,1 н бисульфат
13,30 70,7 51,6 32,4 аммония
13,80 72,7 53,5 33,0
11,20 7,40 72,2 73,9 43,5 28,7 39,9] 52,6 Бисульфат
7,20 76,4 27,9 55,7 1 аммония
Пр1 80° С
12,62 35,9 48,50
12,34 40,6 47,87 5,121 Сульфат
12,63 45,9 49,00 9,53 аммония
— 51,4 49,93 14,34*
13,00 55,0 50,43 18,57) Сульфат
13,90 70,7 53,92 30,68
14’35 75^7 55,67 34,38 и бисульфат
14,50 76,2 56,25 34,45* аммония
11,40 9,11 76,1 81,6 44,23 35,30 43,271 55,40/ Бисульфат
10,40 87,4 4(\35 57,45) аммония
Сопротивление сатуратора, мм вод. ст. . . ......................... Не выше 600
Промывка сатуратора.............................................................. Ежесуточно
Концентрация кристаллов сульфата аммония в маточном растворе, выводимом вкри-
сталлоприемник, % (объеми.) .................................................. 20—30
Высота слоя кристаллов сульфата аммония в кристалл оприемиике, м ........ 0,4—0,5
Температура воды для регенерации маточного раствора и для промывки сульфата
аммония в центрифуге, °C...................................................... 70—80
Содержание аммиака в газе после сатураторов, г/ма.............................. 0,03
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
41
Серная кислота
для сульфата аммония
На коксохимических заводах применяют
преимущественно техническую контактную
и башенную серную кислоту. По ГОСТ
2184'—59 контактная кислота должна со-
держать не менее 92,5% моногидрата
(H2SO4), а башенная—не менее 75%.
В башенной кислоте нормируют также
содержание окислов азота, количество ко-
торых в пересчете на N2O3 не должно пре-
вышать 0,03%.
Кроме того, применяют также серную
кислоту своего производства, вырабатыва-
емую в отделении мокрого катализа ваку-
ум-карбонатных сероочистных установок;
регенерированную серную кислоту цехов
ректификации сырого бензола; отработан-
ную кислоту некоторых предприятий хими-
ческой промышленности.
В справочнике сернокислотчика [10] при-
ведены различные технические данные по
серной кислоте.
Качество
сульфата аммония
По ГОСТ 9097—59 сульфат аммония кок-
сохимического производства должен соот-
ветствовать требованиям, указанным в
табл. 3-11.
Получаемый на коксохимических заводах
СССР сульфат аммония применяют в сель-
ском хозяйстве в качестве азотного удоб-
' рения, а также частично экспортируют в
другие страны.
Показатели, по которым нормируют ка-
чество сульфата аммония в зарубежных
странах, приведены в табл. 3-12 и 3-13.
Характеристика серной кислоты своего производства
Цвет............................................................ Светлый, слегка
окрашенный
Содержание моногидрата, % (вес.):
для зимних условий (октябрь — апрель)............................ Не менее 92,5
для летних условий (май — сентябрь)......................... » » 90,0
Содержание окислов азота, % (вес.).............................. Не более 0,15
Содержание железа, % (вес.)..................................... » » 0,02
Прокаленный остаток, % (вес.) .................................. » » 0,1
Характеристика регенерированной серной кислоты
цехов ректификации сырого бензола
Плотность, кг/л..............’.................................. 1,24—1,40
Содержание моногидрата, % (вес.)................................ 29,5—67,6
Содержание органических веществ. % (вес.) ............................ До 3,5
'Га б л и ц а 3-11
Требования, предъявляемые к качеству
сульфата аммония
Наименование Сорт
I II
Содержание азота в пересчете на сухое вещество, % не ме- нее 20,8 20,5
Содержание влаги, % не более 1,0 1,5
Содержание свободной серной кислоты. % не более 0,05 0,2
Содержание родани- стых соединений * *
Цвет От белого Не нор-
до слабо- окрашен- ного мируется
* Прн прибавлении в подкисленный соляной
кислотой водный раствор сульфата аммония не-
скольких капель хлорного железа цвет не дол*
жен быть интенсивнее слабо-розового.
Таблица 3-12
Показатели качества сульфата аммония
в Англии и Бельгии [11, 12]
Характеристика Сорт I
Англия Бельгия
Содержание азо- та, % не менее 20,6 20,9
Содержание сво- бодной серной кислоты, %, не более .... 0,025 0,01
Содержание вла- ги. %, не более 0,2±0,05
Ситовый состав . Меньше 0,2 мм Больше
Цвет не более 5%, меньше 0,5 мм не более 40%, больше 2 мм не более 25%, больше 4 мм 0% Стандартный 0,2 мм не менее 90%
Получение пиридиновых оснований
Пиридиновые основания, образующиеся
при коксовании каменных углей, представ-
42
Улавливание химических продуктов коксования
Таблица 3-13
Показатели качества сульфата аммония в ФРГ [2]
Характеристика Сорт
Е (экспортный) I II III
Содержание азота, %,
не менее 21,0 21,0 20,7 20,5
Содержание свободной серной кислоты, %, не
более 0,02 0,02 0,10 0,30
Содержание влаги, %, 0,1
не более 0,1 0,1
Внешний вид .... Хорошо рассыпающийся, без смолистых частиц и других загрязнений Хорошо рас- сыпающийся Отсутствие глыб и комьев
Ситовый состав . . . Меньше 0,5 мм не более 20%, от 1 до 3 мм не менее 20%, больше 3 мм 0% Меньше 0,2 мм ие более 5%, больше 0,5 мм не менее 40%, больше 3 мм 0% Меньше 0,2 мм не более 40%, больше 3 мм 0% Не нормируется
Форма кристаллов . . Короткие и округлые без мелких игл и тонких стер- женьков Хорошо выра- женные кри- сталлы Кристалличе- ский' То же
Цвет Белый Белый или слабоокрашен- ный От белого до светло- окрашенного » »
ляют собой смесь гетероциклических соеди-
нений ароматического ряда общей форму-
лы CnH2n_5N. По внешнему виду это бес-
цветная ic резким запахом жидкость.
В пиридиновых основаниях содержатся
пиридин C5H5N и его гомологи: метнлпи-
ридины или а-, Р- и у-пиколины (CsHtN).
диметилпиридины или лутидины (CyHgN),
коллидины (CsHnN) и др.
Кроме соединений типа CnH2n-5N, при'
коксовании образуются другие содержащие
азот соединения основного характера н бо-
лее сложного состава, условно причисляе-
мые к пиридиновым основаниям (хинолин,
изо хинолин, хинальдин, акридин и др.).
При охлаждении коксового газа пириди-
новые основания частично растворяются в
каменноугольной смоле ,и надсмольнюй во-
де, но большая часть их остается в газе.
В каменноугольной смоле содержатся в
основном гомологи пиридина и более слож-
ные содержащие азот соединения, а также
незначительная часть собственно пиридина
Основное количество пиридина и часть его
гомологов содержатся в надсмольной воде
и коксовом газе и при производстве суль-
фата аммония по полупрямому методу
вместе с аммиаком извлекаются серной
кислотой в сатураторах.
Получаемую из маточного раствора сату-
раторов смесь пиридиновых оснований ус-
ловно называют легкими сырыми пиридино-
выми основаниями. Смесь пиридиновых ос-
нований, получаемая из каменноугольной
смолы, называется тяжелыми пиридиновы-
ми основаниями (см. гл. XII).
В легких сырых пиридиновых основаниях
выход веществ, выкипающих в пределах
Таблица 3-14
Давление насыщенных паров легких 100%-ных пиридиновых оснований,
мм pm. cm.
Температура, °C
Соотно-
шение объемов жид- кость : пар 20 25 зо 35 40 45 50 55 60
1:5 14,0 18,0 25,0 33,0 42,0 54,0 67,0 84,0 111,0
1:10 12,0 17,0 24,0 31,0 40,0 52,0 65,0 83,0 108,0
1:20 9,0 14,0 19,0 27,0 36,0 48,0 61,0 81,0 101,0
Производство сульфата аммония, пиридиновых оснований и аммиачной воды 43
114—119° С и представляющих собой наи-
более ценную их часть, составляет на за-
водах, коксующих донецкие угли, 17—36%
от 100%-ных оснований, на заводах, коксу-
ющих кузнецкие угли, 26—35%.
В табл. 3-14 указано давление насыщен-
ных паров легких 100%-ных пиридиновых
оснований [8].
Ниже приведена вязкость легких 100%-
ных пиридиновых оснований:
Температура, °C Вязкость, ст
20,2 0,01516
31,0 0,01242
40,4 0,01060
47,0 0,00960
51,0 0,00905
Тепловые свойства легких 400%-ных пи-
ридиновых оснований [8]:
Теплопроводность при 20° С.
ккал (м ч град) ...............
Теплоемкость при 20° С, ккал'(кгград)
Скрытая теплота испарения, ккал’кг
Интервал кипения сырых пиридиновых
оснований, °C:
легких .......................
тяжелых.......................
Пиридиновые основания хорошо раство-
ряются в -воде, смоле и бензольных угле-
водородах. Пиридин и его гомологи — сла-
бые основания, образующие с сильными
минеральными или органическими кисло-
тами устойчивые соли, растворимые в воде.
В коксовом газе, поступающем в сатура-
торы на заводах, коксующих донецкие уг-
ли, содержится 0,20—0,45 г/м3 пиридиновых
оснований, а в надсмольной воде 0,15—
0.4 г/л. На заводах, коксующих кузнецкие
угли, содержание пиридиновых оснований
в коксовом газе составляет 0,30—1,1 г/м3.
В сатураторе пиридиновые основания
связываются серной кислотой с образова-
нием средней (C„H2,15N)2SO4 и кислой
(CnHsn-sbOHSCh солей. Эти соли являют-
ся нестойкими соединениями; при достиже-
нии определенной концентрации наступает
равновесие -между содержанием пиридино-
вых оснований в маточном растворе и со-
держанием в коксовом газе и дальнейшее
поглощение их из газа прекращается. По-
этому для получения легких пиридиновых
оснований часть маточного раствора выво-
дят из сатуратора и -извлекают из него пи-
ридиновые основания. Обедненный раствор
возвращают в сатураторы.
Остаточное содержание легких пириди-
новых оснований в коксовом газе после
сатураторов определяется главным образом
температурой маточного раствора, а также
его кислотностью и (концентрацией в нем
сульфатов пиридиновых оснований.
При повышении температуры происхо-
дит диссоциация кислых сульфатов пириди-
новых оснований с образованием свободно-
го пиридина [13]:
(C5H5NH) HSO4 + (NH4)2 so4 =
= NH4HSO4 + (C5H5NH) (NH4) SO4;
(CBH6NH) (NH4) so4 = NH4HSO4 4- c5h6n.
Таблица 3-15
Влияние температуры маточного
раствора и концентрации в нем
пиридина на степень его улавливания
[14]
0,1355
0,335
103,2
114—300
160-360
Температура раствора Температура
50° С раствора 70° С
концентрация пиридина в рас- творе, гл кислотность раствор а, % H2SO< степень улавли- вания, % концентрация пи- ридина в раство- ре, г/л кислотность раствора, % H2SO4 : степень улавли- вания, %
28,0 6,7 98,2 3,4 6,2 97,0
35,0 6,1 97,3 7,9 6,3 92,9
48,9 6,1 93,1 14,0 6,3 85,6
64,0 7,1 91,0 18,5 6,4 80,3
66,4 6,4 90,4 21,4 6,4 79,4
131,0 6,5 80,1 24,5 6,2 73,0
154,0 6,5 73,9 32,8 6,3 64,6
172,0 6,5 63 0 43,2 6,2 54,5
183,0 7,0 54,8 56,5 6,4 45,3
Т а б л и ц а 3-16
Зависимость давления паров пиридина
и содержания его в газе над раствором
от температуры и концентрации
пиридина в маточном растворе
Темпера- тура °C Давление паров пиридина мм рт. ст. Содержание пиридина в газе над раствором г/м*
При 5 г/л пиридина в растворе
40 0,0003 0,0014
50 0,0011 0,0051
60 0,0032 0,0148
70 0,0078 0,0361
80 0,0210 0,0975
При 10 г)л пиридина в растворе
40 0,0009 0,0042
50 0,0024 0,0111
60 0,0055 0,0254
70 0,0156 0,0723
80 0,0421 0,1950
При 20 г/л пиридина в растворе
40 0,0013 0,0060
50 0,0027 0,0125
60 0,0096 0,0445
70 0,0292 0,1351
80 0,0745 0,3450
При 30 г/л пиридина в растворе
40 0,0014 0,0065
50 0,0044 0,0204
60 0,0122 0,0565
70 0,0385 0,1783
80 0,1043 0,4850
44
Улавливание химических продуктов коксования
В табл. 3-15—347 показаны влияние
температуры маточного раствора и кон-
центр ацши в нем пиридина на степень его
улавливания, зависимость давления паров
пиридина от концентрации его в маточном
растворе и температуры.
Таблица 3-17
Зависимость давления паров пиридина
и содержания его в газе от
температуры и кислотности маточного
раствора при концентрации в нем
пиридина 10 г/л [8]
Темпера- тура °C Давление паров пиридина мм рт. ст. Содержание пиридина в газе над раствором е/мя
2% H2SO4
40 0,0047 0,022
50 0,0123 0,057
60 0,0341 0,158
70 0,0969 0,448
80 0,1922 0,891
4% H2SO4
40 0,0044 0,010
50 0,0052 0,024
60 0,0141 0,065
70 0,0435 0,210
80 0,1331 0,617
5% H2SO4
40 0.0Q11 0,005
50 0,0032 0,015
60 0,0092 0,043
70 0,0265 0,123
80 0,0791 0,366
6% H2SO4
40 0,0009 0,004
50 0,0024 0,011
60 0,0055 0,025
70 0,0156 0,072
80 0,0421 0,195
8% H2SO4
40 0,0005 0,0025
50 0,0017 0,0080
60 0,0034 0,0160
70 0,0096 0,0450
80 0,0270 0,1250
10% H2SO4
40 0,0004 0,002
50 0,0010 0,005
60 0,0022 0,010
70 0,0063 0,029
80 0,0166 0,077
Равновесную концентрацию пиридина в
газовой фазе в зависимости от температу-
ры, кислотности маточного раствора и кон-
центрации в нем пиридина можно вычис-
лить также по эмпирическому уравнению
[14]
£•0,8 ^6,8
. Сг = 0,915 • 10~13- П , „ .
/-*1,85
где Сг — концентрация пиридина в газовой
среде, г/.и3;
/—температура маточного раствора,
°C;
Ск — кислотность раствора, %;
Сп—концентрация пиридина в маточ-
ном растворе, г/л.
Этим уравнением можно пользоваться
для расчета потерь пиридиновых основа-
ний в коксовом газе при различных усло-
виях. Например, потери пиридина с газом
при концентрации его в маточном растворе
20 г/л, температуре 55° С и кислотности
маточного раствора 6% при условии равно-
весия составят
= 0,024 г/.и3.
Легкие пиридиновые основания
Легкие пиридиновые основания получа-
ют из маточного раствора сатураторов пу-
тем его нейтрализации аммиаком (рис.
3-2). На нейтрализацию отводят часть ма-
Лары пиридиновых
основании
Рис. 3-2. Схема получения легких сырых
пиридиновых оснований:
I — нейтрализатор; 2 — конденсатор;
3 — сепаратор; 4 — мерник
точного раствора, величина которой опре-
деляется в основном концентрацией пири-
диновых оснований в растворе и допусти-
мой величиной потерь пиридиновых
оснований с коксовым газом, выходящим
из сатураторов.
Маточный раствор отбирают нз верхней
отстойной части кристаллоприемниюов. На
некоторых заводах маточный раствор отби-
рают из нагнетательного трубопровода
циркуляционных насосов.
Маточный раствор подают сначала в кон-
трольный отстойник для отделения от ос-
тавшихся в нем кристаллов сульфата ам-
мония, а затем в нейтрализатор, в котором
раствор обрабатывают парами аммиака
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
45
отводимыми из дефлегматора аммиачло-
известковой колонны. Подачу аммиачных
паров регулируют таким образом, чтобы
обеспечить постоянную щелочность обед-
ненного раствора. Так как реакция нейтра-
лизации серной кислоты маточного раство-
ра аммиаком экзотермична, температура в
нейтрализаторе повышается до 100—102° С.
Легкие пиридиновые основания при этом
испаряются и поступают в конденсатор,
охлаждаемый технической водой.
Вместе с парами легких пиридиновых ос-
нований в конденсатор попадают водяные
пары, аммиак, непрореагировавший в ней-
трализаторе, а также двуокись углерода,
сероводород, фенолы, нейтральные масла и
неконденсирующиеся газы, выделяющиеся
в аммиачной колонне при переработке над-
смольной воды.
Жидкость из конденсатора стекает в се-
паратор, в котором разделяется на два
слоя: верхний — легкие сырые пиридино-
вые основания, нижний — сепараторная
вода. Из сепаратора пиридиновые основа-
ния поступают в мерник и далее в храни-
лище готового продукта.
Сепараторная вода возвращается в ней-
трализатор для использования содержа-
щихся в ней аммиака и пиридиновых ос-
нований.
Обеспиридиненный раствор из нейтрали-
затора возвращается в сатураторы через
кастрюлю обратных токов или через цир-
куляционную кастрюлю.
Неконденсирующиеся газы из конден-
сатора, сепаратора и мерника поступают
в сборный коллектор, откуда отводятся
во всасывающий газопровод коксового
газа.
На некоторых заводах сепараторная во-
да, в которой содержится значительное ко-
личество летучего аммиака, используется в
качестве рефлюкса для аммиачной колон-
ны. В этом случае дефлегматор для амми-
ачных паров после колонн не устанавли-
вают.
Осветление
обеспиридиненного раствора
Содержащиеся в маточном растворе со-
ли железа препятствуют образованию
крупных кристаллов сульфата аммония,
придают ему нежелательную окраску, ча-
стично способствуют образованию пены в
сатураторах и затрудняют отделение кис-
лой смолки от сульфата аммония.
Эти отрицательные явления усиливаются
при возврате обеспиридиненного раствора
в сатураторы, так как при нейтрализации
маточного раствора в осадок выпадают
гидраты и сульфиды железа.
В связи с этим целесообразно перед
возвратом обеспиридиненного раствора в
сатураторы удалить из него осадки путем
отстаивания. Для растворения имеющихся
в растворе кристаллов сульфата аммония
раствор предварительно разбавляют горя-
чей водой. На некоторых заводах для ус-
корения отстаивания добавляют 0,05%-
ный водный раствор полиакриламида в
количестве 1% от разбавленного осветляе-
мого раствора [15].
По другим схемам обеспиридиненный
раствор перед возвращением в сатуратор
подкисляют серной кислотой в промежуточ-
ном сборнике—реакторе. При подкисле-
нии соли железа частично переходят в
раствор. В реактор подают кислоту в ко-
личестве, обеспечивающем содержание 2—
3% свободной кислоты в подкисляемом
растворе.
Выделяющиеся в реакторе при подкисле-
нии обеспиридиненного раствора вредные
газы (сероводород, циан, пиридин и др.)
отводятся во всасывающий газопровод кок-
сового газа перед нагнетателями.
Режим получения легких
пиридиновых оснований
Кислотность маточного раствора, %
H2SO4............................... 4 — 5
Концентрация пиридиновых оснований
в маточном растворе, г/л*........... 14—20
Температура, °C:
маточного раствора из сатуратора 50—55
в нейтрализаторе.................. 100—102
после конденсатора............... 35—40
Щелочность обеспиридиненного раство-
ра (прн автоматическом регулирова-
нии щелочности раствора в нейтрали-
заторе), г/л........................0,2—0,3
* Если из-за недостаточного охлаждения газа
в холодильниках температура маточного раствора
будет около 60° С, то количество отбираемого на
пиридиновую установку раствора должно быть
увеличено с таким расчетом, чтобы концентрация
пиридиновых оснований в нем была равна 10—
14 г/д и кислотность его — не менее 6% H2SO«.
При отсутствии автоматического регули-
рования допускается повышение щелочно-
сти обеспиридиненного раствора до
0,5 г/л. На некоторых заводах щелочность
обеспиридиненного раствора повышают
до 3 г/л.
Производственные показатели
(некоторые заводы Юга)
Ресурсы пиридиновых оснований
иа 1 m сухой шихты, кг....... 0,099—0,155
Содержание пиридиновых основа-
ний в коксовом газе, г/м3:
до сатураторов ................ 0,26—0,44
после сатураторов........... 0,04—0,15
Содержание пиридиновых основа-
ний в надсмольиой воде, г/л:
до аммиачной колонны .... 0,16—0,36
после аммиачной колонны . . . 0,07—0,15
Выработка пиридиновых основа-
ний, кг:
на 1 m сульфата аммония . . . 4—6,9
на 1 m сухой шихты........... 0,04 7—0,081
Выработка пиридиновых основа-
ний, % от ресурсов .............. 38—63,6
На iiieKioTopwx заводах Востока выход
легких пиридиновых оснований составляет
0,140—0,386 кг на 1 т сухой шихты.
По действующим техническим условиям
качество легких сырых пиридиновых осно-
ваний должно удовлетворять следующим
требованиям:
Содержание воды, % (вес.) . .
Содержание 100%-ных пириди-
новых. оснований в сырых без-
водных пиридиновых основа-
ниях. % (вес.)..............
Отстойная вода .............
Не более 1 5
Не менее 60
Не должно быть
46
Улавливание химических продуктов коксования
На заводах Юга легкие сырые пириди-
новые основания содержат 5,8—>15% воды
и 34—76% пиридиновых оснований, уд. вес.
их составляет 1,004—1,018.
Из легких пиридиновых оснований пу-
тем ректификации получают чистые или
технически чистые продукты, применяемые
для производства ценных лечебных
средств (сульфамидные препараты, фтива-
зид — противотуберкулезный препарат и
др.), дезинфицирующих и денатурирую-
щих материалов, растворителей, непромо-
каемых тканей и др.
Тяжелые пиридиновые основания
Тяжелые пиридиновые основания полу-
чают из сульфат-пиридинов, образующих-
ся при обеспиридинивании фракций камен-
ноугольной смолы (рис. 3-3).
Рнс. 3-3. Схема получения тяжелых пиридиновых
оснований:
1 — сборник раствора сульфат-пиридинов; 2 —
мерник; 3 — нейтрализатор; 4 — контрольный се-
паратор; 5 — сборник тяжелых пиридиновых ос-
нований
Из сборника раствор сульфат-пиридинов
через мерник поступает в нейтрализатор,
где его обрабатывают до щелочной реак-
ции парами аммиака, поступающего сюда
из дефлегматора аммиачно-известковой ко-
лонны.
На некоторых заводах вместо паров ам-
миака используют концентрированную ам-
миачную воду, получаемую из надсмольной
воды.
Нейтрализованный раствор отстаивается
в нейтрализаторе, при этом образуются
два слоя: верхний — тяжелые пиридиновые
основания и нижний — раствор сульфата
аммония.
Тяжелые пиридиновые основания из ней-
трализатора через контрольный сепаратор
поступают в сборник, а раствор сульфата
аммония направляется в сатуратор для ис-
пользования содержащегося в нем амми-
ака.
Во избежание перегрева нейтрализуе-
мых сульфат-пиридинов и выброса их из
нейтрализатора последний снабжен змееви-
ком, по которому пропускают холодную
техническую воду.
Качество тяжелых
пиридиновых
оснований
По ГОСТ 7922—61 тяжелые пиридиновые
основания, представляющие собой смесь
органических оснований и нейтральных
масел, должны соответствовать требовани-
ям, указанным в табл. 3-18.
Таблица 3-18
Требования, предъявляемые к тяжелым
пиридиновым основаниям
Марка
Показатели Ф? ЧМ-Р
Содержание, % (по массе): пиридиновых ос- нований, не ме- нее воды, не более смолистых при- месей, не более Плотность при 20° С, г 1см3 Коэффициент тормозя- щего действия . . 80 7 3 Не нор- мируется То же 72 10 Не нор- мируется 1,055— 1,100 10,0
Пиридиновые основания марки ФР при-
меняют для флотации руд цветных метал-
лов, марки ЧМ-Р— для снижения скорости
растворения металла при травлении.
Переработка надсмольной воды
Состав надсмольной воды приведен в
гл. II.
На заводах Юга в связи с высоким со-
держанием связанного аммиака в надсмоль-
ной воде при ее переработке применяют
известь. Типовая схема этого процесса по-
казана на рис. 3-4.
Надсмольная вода после подогрева в.
дефлегматоре 1 поступает в испарительную-
колонну 2. Пары аммиака, двуокись угле-
рода и сероводорода из колонны прохо-
дят дефлегматор и поступают в газопровод,
перед сатуратором или перед первичными,
газовыми холодильниками, часть паров на-
правляют в нейтрализатор пиридиновой
установки.
В первой по ходу паров секции дефлег-
матора пары охлаждаются надсмольной:
водой, в остальных — технической водой:
Флегма из дефлегматора поступает на
верхнюю тарелку испарительной колонны.
Вода с нижней части испарительной колон-
ны подается на обесфеноливающую уста-
новку.
Обесфеноленная вода поступает в реак-
тор 5, где связанный аммиак разлагается.
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
47
известковым молоком. Известь из прием-
ной ямы 9 по элеватору 8 и транспортеру
7 попадает в бункера 6, затем по винтово-
му питателю 14 подается в барабанный
аппарат 10, в который подают техническую
воду. Известковое молоко из барабанного
аппарата через пескоуловитель 11 выво-
дится в мешалку 12, из которой насосом
13 подается в реактор. Жидкость из реак-
тора поступает в отстойник 4. Нераствори-
М
-Известь
Известно -
вое мололо
Лммиачнме
нары
Подсмольная Soda
Нар
i На одесфенола -
воющую установи/
Сточная вода /______________
Нода'после одессрена-
ливания
Производство сульфата аммония]1!
по другим методам
Недостатки, характерные при произвол
стве сульфата аммония по полупрямой/
способу, устраняются при получении суль-
фата аммония по бессатураторному мето-
Флегма
Рис. 3-4. Схема переработки надсмольной воды:
1 — дефлегматор; 2 — испарительная колонна; 3 — приколонок; 4 — отстойник; 5 — реактор;
6 — бункер для навести; 7 — конвейер; 8 — элеватор; 9 — приемная яма; 10 — барабанный аппарат
для гашения извести; 11 — пескоуловитель; 12 — мешалка для известкового молока; 13 — насос; 14 —
питатель
мый осадок из отстойника периодически
вместе со сточной водой из приколонка на-
правляют в известковый отстойник. Жид-
кость из отстойника поступает в приколо-
нок 3. Для отгонки аммиака из воды ис-
пользуют острый пар. Пары из приколонка
отводят в испарительную колонну.
На большинстве заводов Востока содер-
жание связанного аммиака в надсмольиой
воде невелико, поэтому переработку ведут
без извести.
Режим процесса [17—22]
Температура, °C:
исходной надсмольной воды . 40—60
надсмольной воды после де-
флегматора ................... 80—90
паров после аммиачной колон-
ны ............................ 102
паров после дефлегматора . . 94—96
воды после прнколоика .... 109
воды в реакторе и отстойнике 111—112
Давление, ати:
аммиачных паров после дефлег-
матора ......................... 0.2—0,2 5
аммиачных паров вверху ко-
лонны ......................... 0,3
паров внизу приколонка . . . 0,5—0,6
Содержание:
аммиака в парах после дефлег-
матора, % (вес.)......... 15
аммиака (общего) веточной во-
де после приколонка, г,'л . . Не выше 0,05
СаО в известковом молоке, по»
даваемом в реактор, г/л . . . 50—70
ду, отличительная особенность которого со-
стоит в том, что поглощение аммиака н
кристаллизация сульфата аммония идут в
отдельных аппаратах.
Известно несколько вариантов бессатура-
торного метода. Схема одного из них (ме-
тод Смет — Сольвей) показана на
рис, 3-5 [23].
Коксовый газ поступает в заполненный
керамической насадкой скруббер 6, орошае-
мый кислым раствором сульфата аммония.
Раствор из скруббера через гидравлический
затвор 7 стекает в карман кристаллизато-
ра 10, откуда насосом 9 подается в ваку-
умный испаритель 12. Пересыщенный рас-
твор из испарителя по барометрической
трубе стекает в нижнюю часть кристалли-
затора. Так как раствор движется снизу
вверх, кристаллы сульфата аммония нахо-
дятся во взвешенном состоянии (при ма-
лых размерах), скорость их осаждения не
превышает скорости восходящего потока
жидкости. По мере роста кристаллы осаж-
даются на дно кристаллизатора.
Осажденные кристаллы с некоторой
частью маточного раствора насосом 11 по-
даются в кристаллоприемник 19, откуда они
поступают на вакуум-фильтр 18. Сухой
сульфат по конвейеру 17 поступает в бун-
кер 20. Избыток раствора из кристаллиза-
тора перетекает в сборник маточного рас-
48
Улавливание химических продуктов коксования
твора 5. В этот же сборник подают кис-
лоту и воду. Из сборника раствор подают
в скруббер.
Размер кристаллов регулируют изменени-
ем температуры раствора в кристаллизато-
ре и изменением скорости циркуляции рас-
твора через кристаллизатор и испаритель.
По другому варианту беосатураторного
метода (Тахо — Буссан) применяют полые
абсорберы (рис. 3-6) (26]. Для орошения
используют форсунки.
Первая форсунка установлена во входном
штуцере; орошение производится циркуля-
ционным маточным раствором, поступаю-
Рис. 3-5. Схема производства сульфата аммония по методу Смет — Сольвей:
./ — отбойник; 2 — вентиль; 3 — ротаметр; 4, 8, 9, 11, 22 — центробежные насосы; 5 — сборник
Оборотного маточного раствора; 6 — сульфатный скруббер с керамической насадкой; 7 — гидроза-
твор; 10 — кристаллизатор; 12 — вакуумный испаритель; 13 — двухступенчатый паровой эжектор;
14 — барометрический конденсатор; 15 — вентилятор; 16 — решофер; 17 — конвейер; 18 — вакуум-
фильтр; 19 — кристаллоприемник; 20 — сульфатный бункер; 21 — сборник стоков; 23 — глушитель;
24 — эксгаустер; 25 — зумпф
Режим процесса
Температура газа, °C:
перед скруббером . ................47—50
после скруббера....................50—53
Температура раствора, °C:
перед скруббером..................... 53
после скруббера .................. 55—57
в кристаллизаторе.................4 2—4 4
Содержание кислоты в растворе, %
H,SO4:
перед скруббером.................... ~6
после скруббера ..................4,5—5
Вакуум в испарителе, мм pm. cm.......... 680
Сопротивление скруббера, мм вод, ст. . . 75—100
Содержание аммиака в газе после скруб-
бера, г/м3........................... 0,06
Количество раствора (на 1 т сульфата
в сутки), лг'.ч;
подаваемого иа скруббер................. 2,3
циркулирующего через кристаллиза-
тор ................................ 23
Если газ, поступающий в скруббер, не
насыщен водяными парами, то раствор ин-
тенсивно испаряется и охлаждается в
скруббере. При этом возможно выпадание
соли из раствора и осаждение ее на на-
садку. Во избежание этого необходимо ув-
лажнять газ перед скруббером, добавляя
к нему водяной пар. Для улавливания ам-
миака вместо насадочных применяют ино-
гда безнасадочные скрубберы; схема кри-
сталлизационной части остается прежней.
Кристаллизационная часть иногда рабо-
тает под обычным давлением [24, 25].
щим со скоростью 320 м3/ч из нижией части
кристаллизатора (производительность аб-
сорбера по газу 25 000 м3/ч). К форсункам,
расположенным в средней части абсорбера,
подают циркулирующий маточный раствор
из средней части кристаллизатора (ско-
рость подачи 160 м3/ч).
На верхние форсунки поступает маточный
раствор (скорость подачи 32 лР/ч), стекаю-
щий из верхней части кристаллизатора в
сборник, в который поступают также вода
и свежая кислота, необходимая для связы-
вания аммиака.
Сульфат аммония кристаллизуется при
обычном давлении в переливном баке-кри-
сталлизаторе, в нижнюю часть которого
поступает маточный раствор из абсорбера.
Рост кристаллов происходит в результате
их движения снизу вверх, а также в ре-
зультате циркуляции мелких кристаллов с
маточным раствором при поглощении новых
количеств аммиака.
Выросшие кристаллы оседают в нижней
конусообразной части кристаллизатора,
откуда они откачиваются насосом вместе
с некоторым количеством маточного рас-
твора в кристаллоприемник, после чего
смесь поступает в центрифугу. Отфугован-
иый сульфат аммония после сушки отправ-
ляют на склад.
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
49
Для поддержания требуемого темпера-
турного режима маточный раствор, пода-
ваемый к верхним форсункам абсорбера,
пропускают через подогреватель. Получае-
мый сульфат аммония должен содержать
не менее 21% азота, не более 0,02% сво-
бодной серной кислоты, влажность должна
быть не более 0,1%.
Коксовый газ орошают в двухступенча-
том полом абсорбере, ненасыщенном маточ-
ным раствором, содержащим 1% свобод-
ной серной кислоты в первой ступени и
10—12% во второй ступени. Маточный рас-
твор из каждой ступени абсорбера стекает
в соответствующий циркуляционный сбор-
ник.
Рис. 3-6. Схема производства сульфата аммония по методу Тахо — Буссан:
1 — абсорбер; 2 — бак-кристаллизатор; 3 — сборник маточного раствора;
4 подогреватель; 5 — кристаллоприемник; 6 — центрифуга
Рис. 3-7. Схема производства сульфата аммония по методу Саймон — Карзе:
/ — абсорбер; 2 — ловушка; 3 — циркуляционный сборник 1-й ступени; 4 —
циркуляционный сборник 2-й ступени; 5 — сборник для питания эвапоратора
6 — эвапоратор; 7 — центрифуга; 8 — эжектор
Схема еще одного варианта бессатура-
торного метода (Саймон — Карве) показа-
на на рис. 3-7 [26].
4 Справочник коксохимика, т. III
Сопротивление абсорбера и ловушки со-
ставляет 150 мм вод. ст. В первую ступень
абсорбера поступает 220 м3/ч раствора, во
50
Улавливание химических продуктов коксования
вторую 240 мЧч (при производительности
установки по газу 65 000 мI * 3/ч).
Свежую кислоту и воду подают в цирку-
ляционный сборник второй ступени. Часть
маточного раствора, содержащего ~4О°/о
сульфата аммония, непрерывно выводят из
первой ступени абсорбера в сборник. Из
сборника раствор насосом подают в ниж-
нюю коническую часть эвапоратора, рабо-
тающего под вакуумом около 600 мм рт. ст.
Вакуум создается благодаря использова-
нию пароструйного вакуум-насоса и по-
Рис. 3-8. Кристаллизатор для полу-
чения сульфата аммония по спосо-
бу «Кристалл»:
I — испаритель; 2 — бак для сус-
пензии; 3 — центральная труба;
4 — подогреватель; 5 — циркуля-
ционный насос
верхностного конденсатора. В эвапораторе
раствор циркулирует в обогреваемых паром
трубах.
Кристаллы сульфата аммония вместе с не-
которым количеством маточного раствора
откачиваются из нижней части эвапоратора
насосом прямо в центрифугу, из которой
маточный раствор возвращается в цирку-
ляционный сборник первой ступени, а суль-
фат аммония поступает в сушилку, а затем
на склад.
Кристаллы получаемого по этой схеме
сульфата аммония значительно крупнее
кристаллов, образующихся по схеме Тахо —
Буссан; остаток на сите с отверстиями
0,5 мм составляет не менее 60%. По ос-
тальным показателям сульфат аммония
не отличается.
На рис. 3-8 показан аппарат для получе-
ния сульфата аммония по схеме «Кри-
сталл» (рис. 8) [26].
Кристаллизатор представляет собой вер-
тикальный цилиндрический резервуар, раз-
деленный по высоте коническим днищем на
две части. Верхняя испарительная часть
соединена с нижней кристаллизационной
центральной трубой. Маточный раствор за-
сасывается насосом сверху кристаллизаци-
онной части, нагревается в подогревателе
и поступает в испарительную часть, в ко-
торой испаряется некоторое количество
воды.
Пересыщенный раствор по центральной
трубе поступает в кристаллизационную
часть и поднимается вверх. Образовавшие-
ся кристаллы сульфата аммония распреде-
ляются по высоте кристаллизатора: боль-
шие кристаллы остаются внизу, средние — в
средней части, а мелкие выносятся током
жидкости в верхнюю часть. Размеры кри-
сталлов зависят от количества циркулиру
ющей жидкости.
Рис. 3-9. Схема производства сульфата аммония по бессатураторпому методу:
1 — абсорбер; 2 — смолоотделитель; 3 — циркуляционный сборник; 4 — подогре
ватель маточного раствора; 5 — кристаллоприемник-сепаратор; 6 — центрифуга
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
51
Ситовый состав сульфата аммония, по-
лучаемого на установке «Кристалл»:
Размер зерен, мм Количество, "6
>2,4 0.1
2,4-1,7-1,2 5,0
1,7-0,4 94—98
0,4 —0,2 0,5
<0,2 0
В СССР для одного из заводов Юга
разработан проект опытно-промышленной
бессатураторной установки (производитель-
ностью 65 000 м1 * 3/ч) с кристаллизацией соли
в нижней части абсорбера при обычном
давлении [26]. Установка состоит из абсор-
бера, циркуляционных сборников, насосов,
кристаллоприемника-сепаратора и центри-
фуги (рис. 3-9).
В абсорбере газ орошается осветленным
подкисленным маточным раствором, по-
даваемым через форсунки, расположенные
на разных уровнях. Наибольшее количе-
ство раствора подается в форсунку, рас-
положенную в штуцере для подачи газа.
В результате интенсивной циркуляции
маточного раствора происходит кристалли-
зация соли в нижней конической части
абсорбера. Разделение кристаллов по круп-
ности осуществляется в кристаллоприемпи-
ке-сепараторе. Большие кристаллы опу-
Кислоту и воду подают в циркуляцион-
ные сборники. Регулирование температур-
ного режима достигается подогревом маточ-
ного раствора и газа.
3. ПРОИЗВОДСТВО
КОНЦЕНТРИРОВАННОЙ
АММИАЧНОЙ ВОДЫ
Улавливание аммиака в скрубберах
На некоторых заводах для улавливания
аммиака из коксового газа используют хо-
лодную воду. На рис. 3-10 показана схема
улавливания аммиака с охлаждением газа
перед скруббером в трубчатом газовом хо-
лодильнике I
1 Для растворения нафталина г газ перед хо-
лодильником подают масло из бензольного от-
деления. Масло отделяется от конденсата в се-
параторе 2 и возвращается в бензольное отде-
ление.
Охлажденный в холодильнике 1 коксо-
вый газ поступает в последовательно вклю-
ченные аммиачные скрубберы 3, где промы-
вается водой из аммиачной колонны. Из
первого по ходу газа скруббера вода напра-
вляется на дистилляцию. В результате про-
ведения дистилляции в качестве продукта
получается концентрированная аммиачная
вода. После выделения аммиака п охлажде-
ния вода возвращается на последний по хо-
ду газа скруббер (круговой процесс).
Содержание аммиака в газе после скруб-
беров не должно превышать 0,03 г/м3. Рас-
ход воды на улавливание аммиака состав-
ляет 0,6—0,7 л/м3 газа. Поверхность насад-
ки аммиачных скрубберов составляет 0,7—
1 м2 на 1 м3/ч газа [27].
Одновременно с аммиаком из газа ула-
вливаются двуокись углерода, сероводород
и цианистый водород, растворяющиеся в во-
де и взаимодействующие с аммиаком. Со-
держание аммиака и других компонентов в
воде зависит от их содержания в газе,
температуры улавливания, величины по-
верхности и продолжительности контакта
газа с водой.
Обычно в скрубберной воде содержится
10—20 г/л аммиака, 8—10 г/л двуокиси уг-
лерода, 2—4 г/л сероводорода, около 1 г/л
цианистого водорода, около 1 г/л фенолов.
Часть аммиака находится в скрубберной
воде в виде разлагающихся при кипячении
солей (NH4)2CO3, (NH4)2S, NH4CN и часть
аммиака — в виде соединений NH4C1,
NH4CNS, (NH4)2SO4, (NH4)2SO3,
(NH4)2S2O3 и др. [5].
Температура газа до конечного холодиль-
ника и точка росы зависят от температуры
газа после первичного охлаждения и сте-
пени сжатия газа в нагнетателе. Нормаль-
но температура газа перед конечным хо-
лодильником не должна превышать 65“ С,
а точка росы должна быть не выше 35° С.
Температура газа после конечного холо-
дильника зависит от температуры охлаж-
дающей воды и не должна превышать.
28° С. . Более глубокое охлаждение газа,
способствует интенсивному поглощению
4*
52
Улавливание химических продуктов коксования
аммиака и, -следовательно, увеличению его
концентрации в скрубберной воде. Это по-
зволяет снизить расход пара на отгонку
аммиака [27].
Температура воды, поступающей на по-
глощение аммиака из газа, не должна пре-
вышать 25° С. Прн абсорбции малым коли-
чеством воды с тем, чтобы получить высо-
кие концентрации аммиака в скрубберной
воде, существенную роль играет отвод теп-
ла, выделяющегося при поглощении амми-
ака.
Переработка скрубберной воды
на одну из средних тарелок, а на верх-
нюю подают холодную воду (около 10% от
всего количества). Холодная вода погло-
щает значительную часть аммиака, содер-
жащегося в выходящих газах, и неболь-
шую часть двуокиси углерода и сероводо-
рода. Газы, выходящие из диссоциатора с
температурой 45° С, содержат около 80%
всей двуокиси углерода, около 50% серо-
водорода и до 5% аммиака аммиачной во-
ды [5]. Газы из диссоциатора направля-
ются в газопровод перед нагнетателями;
эти газы можно использовать для произ-
водства серной кислоты методом мокрого
катализа.
Схема переработки скрубберной воды Вода из диссоциатора поступает на одну
(на некоторых заводах перерабатывают из верхних тарелок испарительной колон-
смесь скрубберной и надсмольной воды) по-
казана на рис. 3-11.
' Газы
Рис. 3-11. Схема переработки надсмольной н скрубберной воды:
1 — конденсатор; 2 — дефлегматор; 3 — днссоциатор; 4 — приколонок; 5 — испарительная колонна;
6 — отстойник; 7 — реактор; 8 — мешалка; 9 — насос; 10 — питатель; 11 — бункер для извести;
12 — элеватор; 13 — приемная яма; 14 — пескоуловитель; 15 — барабанный аппарат для гашения
извести; 16 — сборник концентрированной аммиачной воды;/7 — сборник слабой аммиачной воды-'
18 — теплообменник; 19 — сборник; 20 — конвейер
Вода после подогрева в теплообменни-
ках поступает в днссоциатор 5, представ-
ляющий собой тарельчатую колонну, на
нижних тарелках которой расположены
радиаторы, обогреваемые паром. В дис-
социаторе содержащиеся в воде карбонат
и сульфид аммония разлагаются. Чтобы
уменьшить потери аммиака с газами нз
диссоциатора, нагретую воду направляют
ны 5, под нижнюю тарелку которой подают
острый пар. Вода из нижней части колон-
ны в количестве, потребном для связыва-
ния аммиака из газа, направляется через
теплообменник 18 и градирню на скруб-
беры. Избыточная аммиачная вода посту-
пает в скруббер обесфеноливания, после
которого поступает в смеситель (реактор)
7, куда для разложения нелетучих солей
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
53
подают известковое молоко. После отстаи-
вания от шлама вода направляется в из-
вестковую колонну 4.
Для отгонки аммиака в известковой
колонне (приколонке) используют острый
пар. Из приколонка вода поступает в кол-
лектор для сточных вод. Пары 'из прико-
лонка направляются в испарительную ко-
лонну 5, а из последней — в дефлегматор 2
и конденсатор 1. Часть поверхности де-
флегматора можно охлаждать поступаю-
щей в диссоциатор водой. Остальную по-
верхность дефлегматора и конденсатора
охлаждают технической водой.
Флегма из дефлегматора поступает на
верхнюю тарелку испарительной колонны.
При небольшом содержании связанного
аммиака (ниже 1 г/л) в слабой аммиачной
воде известь обычно не добавляют.
При раздельной переработке надсмоль-
ной и скрубберной воды устанавливают и
раздельную аппаратуру.
4. АППАРАТУРА ДЛЯ ПРОИЗВОДСТВА
СУЛЬФАТА АММОНИЯ
И КОНЦЕНТРИРОВАННОЙ
АММИАЧНОЙ ВОДЫ
Сатураторы
Сатураторы различных конструкций от-
личаются барботажным устройством, уст-
ройством ловушки, способом перемешива-
ния раствора и др. Различают сатураторы
с внутренней ловушкой и сатураторы с вы-
носными ловушками.
По конструкции барботажного устрой-
ства различают сатураторы с направлени-
ем движения газа от периферии к центру и
от центра к периферии. Последняя конст-
рукция имеет также две разновидности:
с одним и несколькими барботажными
зонтами *.
По способу перемешивания раствора са-
тураторы делят на три группы: переме-
шивание сжатым газом, механическими ме-
шалками и с помощью насосов.
В СССР наиболее распространена
конструкция сатуратора с выносной ло-
вушкой, центральным барботажным зон-
том и перемешиванием с помощью цирку-
ляционного насоса, подающего раствор в
струйное устройство — ажитатор (рис.
3-12). К нижнему фланцу газоподводящей
Рис. 3-12. Сатуратор с выносной ловушкой
трубы присоединен барботажный зонт, к
верхнему фланцу — шлем. Поступающие
газ и аммиачные пары по газоподводящей
трубе направляются к барботажному зон-
ту. При барботировании через кислый рас-
твор из газа поглощаются аммиак и пири-
диновые основания. Газ, проходя по
кольцевому сечению между наружными
стенками сатуратора и газоподводящей тру-
Т а б л и ц а 3-19
Характеристика сатураторов с центральным барботажным зонтом, выносной
ловушкой и ажитатором конструкции Гиирококса
Диаметр, мм Высота мм Объем, мя Условная площадь барботажа м1 2 Средняя площадь сечения над- ванного пространства м2 Масса, кг
ванны газового пространства м3 металла футеровки
6250 9300 37 74 2,3 23 26700 56117
6250 9300 37 74 2,3 23 20700 70300
5200 8400 36 52 1,8 16 21760 29156
1 За рубежом применяют также аппараты без
барботажных зонтов. Контакт газа с жидкостью
достигается разбрызгиванием последней с по-
мощью форсунок.
бой, частично освобождается от брызг ма-
точного раствора.
Уровень раствора в аппарате опреде-
ляется положением штуцера, через который
54
Улавливание химических продуктов коксования
раствор постоянно переливается в гидрав-
лический затвор циркуляционной кастрю-
ли. Свежую кислоту подают в аппарат че-
рез распределительное кольцо, расположен-
ное над барботажным зонтом. Образую-
щиеся в сатураторе кристаллы сульфата
аммония отсасываются насосом из нижней
части конуса сатуратора в виде пульпы.
дится ниже уровня маточного раствора.
Элементы конструкции сатуратора, сопри-
касающиеся с маточным раствором и га-
зом после барботажа, выполняют из кис-
лотоупорных материалов или футеруют
кислотостойкими защитными покрытиями.
В табл. 3-19 дана характеристика наи-
более распространенных сатураторов этой
конструкции.
Оттеки из центрифуг и избыток раствора
из кристаллоприемников возвращаются в
сатуратор через кастрюлю обратных токов
по трубе, входное сечение которой нахо-
На рис. 3-13 показан сатуратор с вну-
тренней ловушкой, центральным барботаж-
ным зонтом и перемешиванием с помощью
циркуляционного насоса.
Таблица 3-20
Характеристика сатураторов с центральным барботажным зонтом, внутренней
ловушкой и ажнтатором конструкции Гипрококеа
Диаметр, мм Высота мм Объем, м3 Условная площадь барботажа м2 Средняя площадь сечения надванного пространства At2 Масса, кг
ванны газового пространства металла футеровки
6500 10900 37 79 2,3 26 58604 14162
4500 ~ 8700 19,3 30 1,0 14 1 13640 1800
3000 5540 6,9 10 0,58 6,8 7014 —
П роизводство сульфата аммония, пиридиновых оснований и аммиачной воды
55
В табл. 3-20 приведена характеристика
сатураторов этой конструкции.
На рис. 3-14 представлена конструкция
сатуратора Гипрококса с выносной ловуш-
кой, периферийным барботажным зонтом и
механической мешалкой. Объем ванны сату-
ратора составляет 70 м3, площадь сечения
названного пространства 39,5 м2, диаметр
мешалки 800 мм, число оборотов мешалки
Рис. 3-14. Сатуратор с механической
мешалкой
равно 90—120—180 об/мин. Масса метал-
ла 28750 кг, в том числе нержавеющей
стали Х18Н12МЗТ 4550 кг, двухслойной
стали 2000 кг. Масса кислотоупорной фу-
теровки составляет 64650 кг.
Лопушки для кислотных брызг
На рис. 3-15 представлена ловушка, в
которой газ освобождается от брызг и
кислого раствора при поворотах газового
потока, создаваемых перегородками. Газ
поступает в ловушку через два штуцера и
выходит через один штуцер. Промывают
ловушку нагретой технической водой, раз-
брызгиваемой в аппарате с помощью трех
форсунок. Масса ловушки (металла) со-
ставляет 5790 кг, кислотоупорной футеров-
ки 16 400 кг.
На рис. 3-16 показана ловушка с танген-
циальным входом газа. В результате воз-
никновения центробежной силы при вра-
щении потока газа вокруг центральной
трубы происходит отделение брызг. Масса
ловушки (металла) составляет 7,77 т, в
том числе нержавеющей стали Х18Н12МЗТ
154 т. Масса кислотоупорной футеровки
26 т.
Рис. 3-15. Ловушка с перегородками
Рис. 3-16. Ловушка с тангенциальным вводом газа
56
Улавливание химических продуктов коксования
Подогреватель для газа
На рис. 3-17 показан подогреватель для
газа с поверхностью теплопередачи 202 м2.
Число труб составляет 611; их диаметр 57х
" межтрубное про-
Площадь сечения
Масса аппарата
Пар
Х2,5 мм. Пар подают в
странство, газ — в трубы,
труб в свету 1,27 м2.
~ 5657 кг.
3-18. Подогреватель маточного
Рис.
раствора
Рис. 3-19.
Кристаллеприемник
’ Кпнаенсат
Ф2000
Пульпа
Рис. 3-17. Подогреватель газа
Подогреватель
для маточного раствора
На рис. 3-18 показан подогреватель с по-
верхностью теплопередачи 32,8 м2.
Характеристика подогревателя
Число труб длиной 2500 мм..... 168
Число ходов жидкости в трубиом прост-
ранстве ........................ 8
Средняя площадь се-
чения, лс2:
труб одного хода 0,0106
межтрубиого про-
странства . . . 0,6
Днища, перегородки и
трубные решетки выпол-
нены из нержавеющей
стали марки Х18Н12М2Т,
трубы диаметром 37 X
X 5,5 мм — из антигми-
та марки АТМ-1. Уплот-
нительные кольца реше-
ток сделаны из фторо-
пласта или мягкой теп-
лостойкой резины в обо-
лочке из пленки фторопласта. Уплотни-
тельные кольца зажимаются с помощью
нажимных втулок из текстолита. Обечайка
цилиндрической части со штуцерами и опо-
рами изготовлена из углеродистой стали.
Масса аппарата 2085 кг, в том числе стали
Х18Н12М2Т 640 кг, двухслойной стали
193 кг, антигмитовых труб 387 кг, тексто-
лита 34 кг, фторопласта 10 кг. .
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
57
Кристаллоприемник
Кристаллоприемник служит для сгущения
откачиваемой из сатуратора пульпы перед
центрифугой. На рис. 3-19 показан кристал-
лоприемник емкостью 4,7 м3, масса металла
равна 1350 кг, футеровки — 4170 кг.
Центрифуги
Для отделения кристаллов сульфата ам-
мония от маточного раствора применяют
горизонтальные с пульсирующей выгрузкой
автоматические центрифуги непрерывного
действия. На рис. 3-20 показана центрифу-
га типа НГП-800Х400.
верстия сита и барабана проходит в ко-
жух и выводится из его нижней части.
Конус укреплен на толкателе и вместе
с ним совершает вращательное и возврат-
но-поступательное движение. Толкатель ук-
реплен на поршневом штоке, проходящем
через полость вала барабана центрифуги.
Возвратно-поступательное движение сооб-
щается штоку с помощью гидравлического
(масляного) привода. Толкатель при дви-
жении к краю барабана передвигает слой
сульфата на сите. При обратном движении
толкателя освобождающееся место на сите
заполняется новой порцией пульпы, стекаю-
щей с конуса.
Слой сульфата аммония передвигается
вдоль сита и, попадая под ороситель, про-
~2150
Рис. 3-20. Центрифуга типа НГП-800 X 400
Характеристика центрифуги
Внутренний диаметр барабана, мм ........ 800
Рабочая высота барабана, мм.............. 400
Производительность по сульфату аммо-
ния, m/ч................................... 3
Число оборотов барабана в минуту ..... 1200
Масса центрифуги, кг.................... 4900
Давление в масляной системе, кГ!смг .... 20
Барабан центрифуги укреплен на гори-
зонтальном полом валу, лежащем на двух
подшипниках. Барабан перфорирован. Вну-
три барабана находится сито со щелевид-
ными отверстиями.
Пульпа поступает внутрь вращающегося
конуса и, двигаясь по нему с возрастаю-
щей окружной скоростью, попадает на сито.
Кристаллы сульфата аммония задержива-
ются иа сите, .маточный раствор через от-
мывается водой. Достигнув края бараба-
на, сульфат аммония ссыпается в кожух и
удаляется из него через нижний штуцер.
Вал центрифуги приводится во вращение
от электродвигателя через клиноременную
передачу. Привод .масляного насоса осуще-
ствляется отдельным электродвигателем.
Бак для масла расположен в станине цен-
трифуги. Для охлаждения масла в баке
используют техническую воду, которую
подают в змеевик, расположенный в мас-
ляном баке. Детали центрифуги, соприкаса-
ющиеся с маточным раствором, выполнены
из нержавеющей стали.
На рис. 3-21 показана центрифуга типа
НГП2К-800-К, барабан которой имеет две
ступени, электродвигатель центрифуги рас-
положен на ее станине.
58
Улавливание химических продуктов коксования
Характеристика центрифуги
Диаметр барабана, мм:
первой ступени .................. 800
второй ступени ................. 880
Длина барабана, мм:
первой ступени .................. 300
второй ступени ................. 230
Число оборотов в 1 мин ......... 1200, 1000,
865
Рабочее давление в масляной систе-
ме, кГ^см2 ............. 15—18
Число двойных ходов толкателя
в 1 мин .......................... 10—35
Величина хода толкателя, мм ... 40
Л\ощность электродвигателя, кет:
центрифуги...................... 21,5
насоса........................... 10
Производительность центрифуги. т!ч До 6
Масса центрифуги, т................ ~5,5
Сушилки
для сульфата аммония
На рис. 3-22 показана сушилка вибраци-
онного типа.
Характеристика сушилки
Длина короба, мм......................... 9000
Ширина короба, мм . . ’.............’ . 964
.Эксцентриситет, мм..................... 0—20
Число двойных качаний в 1 мин ..... До 400
Мощность электродвигателя, кет .... 4,5
Масса с электродвигателем, кг . . . ’ . . 3 65 0
Производительность при влажности по-
даваемого сульфата 1,4—2%: и влажно-
сти высушенного сульфата 0,2%, тч . 2
Сушилка состоит из короба, установлен-
ного на раме на гибких опорах. Сульфат
аммония непрерывно поступает в прием-
ный желоб и благодаря вибрации короба
передвигается вдоль него по наклонным
полкам. Высушенный сульфат высыпается
через желоб. Нагретый до 120° С воздух
поступает в нижнюю часть короба через
гибкий рукав. По всей длине короба распо-
ложены отверстия, через которые воздух
отсасывается вентилятором. Возвратно-по-
ступательное движение сообщается коробу
эксцентриковым механизмом, приводимым в
движение электродвигателем.
В последнее время сушилки вибрацион-
ного типа, заменяют сушилками с кипящим
слоем.
На рис, 3-23 показана сушилка с направ-
ленным перемещением кипящего слоя
конструкции Донецкого политехнического
института. Аппарат представляет собой уз-
кую камеру, расширяющуюся кверху и
имеющую в нижней части решетку, сужа-
ющуюся по направлению движения кипя-
щего слоя. Теплоноситель .(воздух или ды-
мовые газы с температурой 130—150° С) по-
ступает под решетку через газораспредели-
тельную коробку. Из камеры отработанный
воздух отсасывается через щели в крышке
и газоотводящие трубы в циклон.
Сульфат аммония подают в бункер, из
которого он поступает на решетку камеры,
наклоненную под углом 4—6° в сторону
штуцера для вывода сухого сульфата. Ре-
шетка и бункер снабжены вибратором.
Частицы сульфата аммония распределя-
ются в слое в зависимости от их величины:
крупные частицы поднимаются на меньшую
высоту, т. е. находятся в зоне более высо-
ких температур и более сухого газа, части-
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
59
загрузка
Рис. 3-23. Сушилка с направленным переме-
щением кипящего слоя конструкции Донец-
кого политехнического института
60
Улавливание химических продуктов коксования
Таблица 3-21
Характеристика сушилок Гиирококса
Характеристика При производительности по влажному продукту т'ч
4—6 8-10
Площадь решетки, м2:
секция сушки 1,3 1,80
секция охлаждения Температура, °C: 0,6 0,84
теплоносителя (нагретого воздуха) 125—130 125-130
выходящих из сушилки газов 40—50 40—50
сульфата аммония, поступающего в сушилку 40—45 40—45
уходящего из сушилки 35--40 35—40
Расход тепла на 1 кг испаряемой влаги, ккал Скорость воздуха в сечении суш.'лки, м/сек- 700—750 700—750
минимальная 0,75 0,75
максимальная Расход теплоносителя, jh3/ч: при влажности сульфата аммония: 2,0 2,0
До 3% 3600—5400 7200—9000
» 4% 4800—7200 9600—12000
Расход охлаждающего воздуха, м3/ч Сопротивление решетки и слоя, мм вод. ст.: 2200 3000
общее 350—380 350—380
при периодической выгрузке высушенного материала 330—360 330—360
Высота кипящего слоя, мм 350—400 350—400
Влажность высушенного сульфата аммония, % 0,20—0,25 0,20—0,25
Производство сульфата аммония, пиридиновых оснований и*аммиачной воды
61
цы меньшего размера поднимаются на
большую высоту, благодаря чему материал
высушивается за одно 'и то же время.
Так как решетка постепенно суживается,
скорость восходящего газового потока по
длине камеры уменьшается и частицы суль-
фата аммония перемещаются к разгрузоч-
ному окну.
Характеристика сушилки
Средняя ширина решетки, мм . . . 280
Длина решетки, мм............. 1000
Производительность, т/ч....... 2,5—3,5
Влажность поступающей соли, % . 2,5—3
Расход коксового газа, м3/ч .... 30—35
Количество теплоносителя, м3/ч . . 1800—2000
Температура, °C:
теплоносителя под решеткой . 130—150
высушенной соли........... 50—60
.Давление под решеткой, мм вод. ст. 60—100
Разрежение над кипящим слоем,
мм вод. ст. ............ 0,5— 1,5
Унос мелких частиц соли в цик-
лон, %......................... 0,2 —0,5
Влажность высушенной соли, ,% . 0, 1—0,7
На рис. 3-24 показана сушилка конструк-
ции Гипрококса, представляющая собой ка-
меру прямоугольной формы, разделенную
в средней части перегородкой, которая ус-
тановлена над ситом на высоте 100—
150 мм. Характеристика сушилок конструк-
ции Гипрококса дана в табл. 3-21.
Перегородка разделяет камеру сушилки
на две секции: сушильную и охладительную.
Верхняя и боковые стенки камеры выполне-
ны из листовой нержавеющей стали.
В нижней части камеры установлена бес-
провальная решетка, состоящая из нижнего
распределительного сита, набивки и верх-
него съемного сита.
Нижнее сито изготовлено из листовой уг-
леродистой стали со сверлеными отверстия-
ми диаметром 7 мм, суммарное сечение ко-
торых составляет около 10% площади
решетки. Ширина щелей верхнего шпальто-
вого сита составляет 0,25—0,30 мм. Сум-
марное сечение щелей — около 9% поверх-
ности сита.
Между нижним и верхним ситами имеют-
ся перегородки высотой 80 мм, образую-
щие ячейки, которые заполняют кварцитом,
шамотом или мраморной крошкой разме-
ром 12—20 мм. Решетку устанавливают
с уклоном 2° 30' в сторону выгрузки.
Влажный сульфат загружают через верх-
ний лопастный затвор и цепной разбрасы-
ватель. Первый обеспечивает герметичность
загрузочного устройства, второй — измель-
чение комьев влажного сульфата и равно-
мерное разбрасывание материала по площа-
ди кипящего слоя. Высушенный сульфат
выгружают через питатель.
Высоту кипящего слоя поддерживают в
заданных пределах с помощью специаль-
но предусмотренного регулятора, который
включает и выключает электродвигатель пи-
тателя.
В секцию сушки подводят нагретый воз-
дух, в секцию охлаждения — холодный.
Отработанный воздух отсасывается из верх
.ней части камеры через циклон.
Рис. 3-25. Погрузчик сульфата аммония
62
Улавливание химических продуктов коксования
Погрузчик сульфата аммония
Погрузчик (рис. 3-25) представляет со-
бой передвижной ленточный конвейер, со-
стоящий из рамы с механизмом передвиже-
ния, собственно ленточного конвейера и
разбрасывающего барабана.
Погрузчик передвигается по колее шири-
ной 1060 мм. Сульфат аммония из бункера
по конвейеру поступает либо в среднюю
часть вагона, либо через откидной желоб 1
на разбрасывающий барабан 2. Последний
имеет реверсивный привод. Разбрасываю-
щий барабан может менять направление
вращения, поэтому сульфат аммония равно-
мерно распределяется по вагону. При та-
ком погрузчике не требуется применения
ручного труда для выравнивания загружен-
ного в вагон сульфата аммония.
Характеристика погрузчика
Производительность, tn/ч ................ 50
Скорость передвижения погрузчика, м/сек 0,12
Диаметр разбрасывающего барабана, мм . 548
Число оборотов разбрасывающего бараба-
на в 1 мин , 735
Мощность электродвигателя, кет:
разбрасывающего барабана ......... 14
механизма передвижения ................ 1
конвейера............................ 1,7
Ширина ленты, мм ....................... 650
Скорость ленты, мсек ................... 1,5
Длина конвейера (между центрами бара-
банов), мм ................. 7000
Масса погрузчика, кг................... 3340
Полуавтоматические порционные
весы для сульфата аммония
Весы предназначены для взвешивания
сульфата аммония в крафтмешках. Они со-
стоят из корпуса с приемной воронкой и
рычагами, коромысла, гиредержателя. вы-
пускной воронки, регулятора и счетчика.
Корпус весов крепят под бункером для
расфасовки сульфата аммония. При откры-
той заслонке сульфат аммония поступает в
закрепленный на приемной воронке мешок.
При достижении заданной массы сектор-
ный затвор автоматически закрывается и
поступление сульфата аммония из прием-
ной воронки прекращается.
Характеристика весов ДСА-50
Нагрузка на одно взвешивание, кг:
наименьшая ...................... 4 0
предельная .................... 50
Производительность (120 мешков
в 1 ч), т/ч ....................... До 6
Габаритные размеры, мм:
длина ........................... 925
ширина . ’.................... 880
высота......................... 580
Диаметр выпускной воронки, мм . . . 320
Размеры отверстия (в свету) в прием-
ной воронке для поступления суль-
фата аммония из бункера, мм .... 175x290^
Мешкозашивочная машина
Машина состоит из следующих основных
узлов (рис. 3-26): транспортера, станины со
стойкой и ползуном, швейной головки и
привода.
Транспортер служит для подачи напол-
ненных мешков от автоматических весов к
швейной головке и для перемещения и>
после зашивки. Устройство станины со-
стойкой и ползуном позволяет регулиро-
вать положение швейной головки по высоте-
и в горизонтальном направлении. Электро-
двигатель транспортера расположен на
нижней плите станины. Привод швейной го-
ловки осуществляется индивидуальным
электродвигателем.
Горловины мешка зашиваются швейной
головкой во время непрерывного движения-
мешка. Завертку фальца мешка и заправк)
его под лапку швейной головки осуществ-
ляют вручную при движении транспортера
Характеристика машины
Производительность, число мешков за 1 ч До 500
Мощность электродвигателя, ква:
транспортера .................... 1
швейной головки .............. 0,6
Число оборотов швейной головки в 1 мин 1000
Шаг стежка, мм ............... 6 — 1 О
Скорость ленты транспортера, м/мин . . . 6,6
'Ширина ленты транспортера, мм... 400
Длина транспортера (между центрами ба-
рабанов), мм............ ...... 3940
Масса машины, кг .............. 1230
Для зашивки бумажных мешков приме-
няют швейную головку класса 38А. Наи-
большая толщина сшиваемых материалов —
пятислойный бумажный мешок с местными-
утолщениями до 20 слоев.
Рнс. 3-26. Мешкозашивочная машина
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
63
Нейтрализатор маточного раствора
Нейтрализатор служит для нейтрализа-
ции маточного раствора аммиачными пара-
ми н отгонки из нейтрализованного рас-
твора пиридповых оснований (рис. 3-27).
//ары Пары
торная вода. Раствор в аппарате находится
на уровне штуцера, через который выходит
нейтрализованный маточный раствор.
Барботирующие пары перемешивают
раствор. Значительная часть аммиака взаи-
модействует с кислотой маточного раство-
ра с образованием сульфата аммония. Па-
ры, проходящие через раствор, выдувают
него пиридиновые основания.
Полезная емкость аппарата со-
ставляет 1,5 л3, масса 1335 кг. Основ-
ной материал—сталь Х18Н12МЗТ.
Конденсатор для паров
пиридиновых оснований
На рис. 3-28 представлен конденса-
тор трубчатого типа. Пары поступают
в межтрубное пространство, охлаж-
дающая вода — в трубчатку. Поверх-
ность теплообмена равна 20 м2; пло-
щадь свободного сечения труб в од-
ном ходе 0,0031 м2, число ходов воды
в трубах 32, масса аппарата
1320 кг. Основной материал — сталь
Х18Н2МЗТ.
Применяют также погружные змее-
виковые конденсаторы.
Аммиачные колонны
Основным конструктивным элемен-
том аммиачной колонны является
барботажная колпачковая тарелка.
Применяют колпачки различных кон-
фигураций: капсюльные, тоннельные,
Рис. 3-28. Конденсатор
Аммиачные пары поступают но трубе
к распределительному устройству (барбо-
теру). В нижнюю зону аппарата непрерыв-
но поступают маточный раствор и сепара-
радиальные. Тарелка с колпачками и пере-
ливными устройствами крепится к царгам
колонны. Тарелки и царги отливают из чу-
гуна.
64
Улавливание химических продуктов коксования
На рис. 3-29 показана аммиачная колон-
на (см. табл. 3-22, I), служащая для от-
гонки из воды только летучего аммиака.
Перерабатываемая аммиачная вода посту-
пает на одну из верхних тарелок колонны.
На верхнюю укрепляющую тарелку подают
флегму. Пары выводят из колонны сверху,
а воду, из которой отогнан аммиак, —
снизу. Под нижнюю тарелку колонны по-
дают острый пар.
Выход парод
Лар
Рис. 3-29.
Испарительная
На рис. 3-30 показана аммиачно-извест-
ковая колонна, в которой из воды отгоняет-
ся летучий и связанный аммиак. Колонна
состоит из испарительной части, смесителя,
отстойника и двух приколонков, из которых
рабочим является один (см. табл. 3-22,11).
После испарительной части колонны вода
поступает на паровую обесфеноливающую
установку, затем — в смеситель, где сме-
шивается с известковым молоком. Далее
смесь поступает через отстойник в приколо-
нок. Из нижней части приколонка вода вы-
водится в известковый отстойник.
Острый пар для отгонки аммиака подают
под нижнюю тарелку приколонка. Пары из
приколонка поступают под нижнюю тарел-
ку испарительной колонны.
Выпадающие при взаимодействии с изве-
стковым молоком нерастворимые соли
кальция частично осаждаются в отстойни-
ке, их периодически в виде суспензии выво-
дят в сточный трубопровод. Остающиеся
в воде после отстойника твердые частицы
постепенно отлагаются на тарелках прико-
лонка, что приводит к необходимости ос-
тановки аппарата для чистки. Недостаток
конструкции этого приколонка — невоз-
можность чистки без полной разборки. Эта
операция является очень трудоемкой.
На рис. 3-31 изображена другая конст-
рукция аммиачно-известковой колонны (см.
табл. 3-22, Ш), позволяющая подавать па-
ры из приколонка как под нижнюю тарелку
испарительной колонны, так и на тарелку
питания.
В последнем случае под нижнюю тарел-
ку испарительной колонны подают острый
пар. В данной конструкции в отличие от
колонны, изображенной на рис. 3-30, отсут-
ствует отстойник.
При создании колонны с подачей паров
из приколонка на тарелку питания предпо-
лагали достигнуть возможно полного уда-
аммиачная колонна для отгонкн летучего аммиака
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
65
Пары
Рис. 3-30. Аммиачно-известковая колонна с двумя приколонками
5 Справочник коксохимика, т. III
66
Улавливание химических продуктов коксования
ления летучего аммиака из воды перед по-
дачей ее на обесфеноливание. Однако до-
стигаемое при этом незначительное улуч-
шение работы обесфеноливающей установ-
ки не окупает дополнительного расхода па-
ра на колонну.
Рис. 3-31. Аммиачно-известковая колонна с подачей паров из приколонка
на тарелку питания
Производство сульфата аммония, пиридиновых оснований и аммиачной виды
67
Рис. 3-32. Аммиачно-известковая колонна:
а — испарительная колонна; б — приколонок
Известна а ммиачно-известковая колонна
(см. табл. 3-22, IV), в которой пары из
приколонка также поступают на одну из
верхних тарелок испарительной колонны.
Для отгонки летучего аммиака с нижеле-
жащих тарелок испарительной колонны ост-
рый пар подают под нижиюю тарелку.
Особенность сборки колоины — располо-
жение части исчерпывающих тарелок ис-
парительной колонны между смесителем и
отстойником, что позволило обеспечить по-
ступление воды из смесителя в приколонок
самотеком без увеличения высоты испари-
тельной колонны. Расход пара по дайной
схеме несколько уменьшен, так как возрос-
ло число тарелок в испарительной колонне
и приколопке.
На рис. 3-32 представлена новая конст-
рукция аммиачно-известковой колонны Гип-
рококса (см. табл. 3-22, V). Эта колонна по
схеме аналогична колоине, показанной на
рис. 3-30. Ее особенности: увеличено рас-
стояние между тарелками, что позволяет
чистить колонну и приколонок через лазы,
г. е. без полной разборки аппарата; смеси-
тель .и отстойник исключены из компоновки
колонны и установлены отдельно.
Характеристика аммиачных колонн при-
ведена в табл. 3-22.
На рис. 3-33 представлена зависимость
допускаемой скорости пара в ректификаци-
онной колонне от плотности пара.
Дефлегматоры аммиачной колонны
В качестве дефлегматоров обычно при-
меняют кожухотрубчатые и змеевиковые
теплообменные аппараты. На рис. 3-34 по-
казан змеевиковый дефлегматор из трех-
витковых чугунных радиаторов (с внутрен-
ними ребрами). Аммиачные пары проходят
по трубам, расположенным в призматиче-
ском корпусе, через который проходит ох-
лаждающая вода.
Дефлегматор состоит из двух секций, в
каждой из которых находится по четыре
змеевика из 10 радиаторов в каждом. Сек-
ции включены по парам параллельно, бла-
Характеристика аммиачных колонн
Таблица 3-22
Тип колонны
3
si 3 a?
<u
ф s
S сб s dJ о
S Ct 5 co
Периметр
переливных
Устройств
Испарительная колонна (I) 2200 3,8 7606 0,3 29 200 1,16 3,77 50590
Аммиачно-известковая ко- лонна (II): испарительная колонна со смесителем и от- стойником 2200 3,8 7691 0,3 13 200 1,16 3,77 35000
приколонок 2200 3,8 4858 0,3 17 200 1,16 3,77 45000
5
Улавливание химических продуктов коксования
68
Продолжение табл. 3-22
Тип колонны Диаметр, мм Сечение, м* Высота, мм Площадь барбо- тажа, м2 Число тарелок Расстояние меж- ду тарелками, мм Периметр переливных устройств Масса, кг
централь- ных перифе- рийных
Аммиачно-известковая ко-
лонна (III):
испарительная колонна
со смесителем . . .
приколонок ...........
Аммиачно-известковая ко-
лонна (IV):
испарительная колонна
со смесителем и от-
стойником ............
приколонок ...........
Аммиачно-известковая ко-
лонна (V):
испарительная . . .
приколонок . . . .
2000
2000
2200
2200
2200
1800
3,14 15298 0,4
3,14 8604 0,4
15300 0,22
9509 0,22
3,8 11060
2,54 15135
13
11
12
22
14
12
35°
500
600
1000
1,41
1,41
Рис. 3-33. Зависимость допускаемой скорости пара в ректи-
фикационной колонке от плотности пара (Я — расстояние
между тарелками)
1,256
1,256
38000
75561
2 I
2,1
1,05
50971
43850
37384
39020
годаря чему пары движутся параллельно
через восемь змеевиков. Сечение для прохо-
да паров составляет 0,0256 м2, наружная
поверхность охлаждения змеевиков 77,5 м2,
масса аппарата 9047 кг.
К недостаткам этого аппарата относятся
значительное сопротивление проходу па-
ров, низкий коэффициент теплопередачи,
большая масса единицы поверхности и не-
высокая стойкость чугуна в среде аммиач-
ных паров.
На рис. 3-35 показан змеевиковый де-
флегматор; змеевики собраны из чугунных
прямых труб и калачей. В этой конструк-
ции сопротивление проходу паров ниже, чем
в аппарате со змеевиком из трехвитковых
радиаторов.
Змеевик состоит из четырех секций
(включается параллельно по пару). Сече-
ние для прохода паров составляет
0,0314 м2, наружная поверхность охлаж-
дения змеевиков 81 м2, масса 10270 кг.
На рис. 3-36 изображен трубчатый де-
флегматор, состоящий из двух трубчаток
поверхностью по 40 м2 каждая. Трубки,
трубные решетки и обечайку трубчаток вы
полняют из нержавеющей стали марки
Х12Н9Т или Х18Н12МЗТ.
Пары поступают в межтрубное простран-
ство, охлаждающая вода — в трубки. Труб-
ное пространство разделено перегородками
в крышках каждой трубчатки на шесть
ходов, что уменьшает сечение для прохода
воды до 0,0392 м2 и позволяет достигнуть
повышенной скорости воды, способствую-
щей интенсификации процесса теплопере-
дачи. Конструкция позволяет использовать
часть поверхности для нагрева аммиачной
Производство сульфата аммония, пиридиновых оснований и аммиачной воды 69
Рис. 3-34. Дефлегматор со
змеевиком из трехвитковых
радиаторов
воды перед колонной отбросным теплом
дефлегмируемых паров. Масса аппарата
6403 кг.
На рис. 3-37 показан дефлегматор, также
состоящий из двух трубчаток. Поверхность
теплообмена верхней трубчатки (охлаждае-
мой технической водой) равна 148 м2, ниж-
ней трубчатки (охлаждаемой надсмольной
водой) 116 м2. Число ходов в трубах верх-
ней трубчатки 1.2, нижней 48. Площадь сво-
бодного сечения труб в одном ходе верх-
ней трубчатки составляет 0,051 м2, нижней
0,01 м2. Основной материал — сталь марки
Х18Н12МЗТ. Масса аппарата 11,4 т.
На рис. 3-38 показан дефлегматор новой
конструкции. Его теплопередающая поверх-
ность состоит из антигмитовых труб. По-
верхность теплопередачи верхней трубчатки
(охлаждаемой иадсмольной водой) 59,3 м2,
трех нижних (охлаждаемых технической
водой) 3X42,5 = 127,5 м2.
Реактор для разложения солей
аммиака
На рис. 3-39 показан реактор новой кон-
гтрукции. Для перемешивания жидкости
реактор снабжен пропеллерной мешалкой
с числом оборотов 250 в 1 мин; мощность
электродвигателя привода мешалки 7 кет.
Объем аппарата 16,3 м3.
Аппарат рассчитан па проведение про-
цесса при 115° С и 0,7 ати. Масса аппара-
та 5560 кг.
Отстойник для шлама
На рис. 3-40 показан отстойник емкостью
30 м3. Жидкость поступает в среднюю часть
аппарата через зонт и выводится через
штуцер в крышке. В нижней конической
части аппарата сгущается шлам, который
периодически в виде суспензии выводят из
аппарата. Аппарат рассчитан на проведение
процесса при 115° С. Масса аппарата
5910 кг.
На рис. 3-41 показан отстойник несколь-
ко иной конструкции — емкостью 40 м3.
Отстойник рассчитан на проведение про-
цесса при 115° С. Масса аппарата 6530 кг.
Аппарат для гашения извести
Аппарат состоит из горизонтального ци-
линдрического барабана, неподвижной вы-
ходной головки и загрузочной воронки
(рис. 3-42). Барабан вращается со ско-
'Пары
2952
2800
Рис. 3-35. Дефлегматор
с чугунным змеевиком
Рис. 3-36. Дефлегматор
из двух трубчаток
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
71
Рис. 3-37. Дефлегматор
из двух трубчаток
ростыо 5 об/мин вокруг своей оси на роли-
ковых опорах с помощью привода, действу-
ющего на зубчатый венец, укрепленный на
барабане.
Привод состоит из электродвигателя
мощностью 4,5 кет и редуктора.
На внутренней поверхности барабана
расположены по винтовой линии лопатки,
с помощью которых куски извести переме-
щаются вдоль барабана. Загрузочный конец
барабана имеет плоское днище с круглым
центральным отверстием, через которое про-
ходит конец загрузочной воронки. Разгру-
зочный конец барабана, входящий в не-
подвижную головку, снабжен кольцевым
бортом, чтобы удержать внутри барабана
некоторое количество жидкости.
Па внутренней поверхности барабана
у разгрузочного конца укреплены дырча-
тые ковши для удаления из барабана кус-
ков примесей (камней, недопала и др.)
Примеси удаляют периодически. Для этого
открывают дверцы на торцовом днище не-
подвижной головки и желоб, укрепленный
на горизонтальной оси внутри головки, пе-
реводят в наклонное положение. Куски
примесей падают в желоб из дырчатых
ковшей, поочередно поднимающихся при
вращении барабана, и по желобу удаляют-
ся из аппарата.
Воду подают в аппарат через штуцер в
загрузочной воронке. Известковое молоко
переливается через кольцевой борт на вы-
грузном конце барабана и через нижний
штуцер неподвижной головки вытекает из
аппарата. Пары и пыль удаляются через
штуцеры на загрузочной воронке и непод-
вижной головке.
Производительность аппарата по извести
составляет 25 т/сутки, масса аппарата
2678 кг.
72
Улавливание химических продуктов коксования
Рис. 3-38. Дефлегматор
новой конструкции
Рис. 3-39. Реактор с мешалкой
OOM
Рис. 3-42. Барабанный аппарат для гашения извести
74
Улавливание химических продуктов коксования
Производство сульфата аммония, пиридиновых оснований и аммиачной воды
75
Пескоуловитель
Аппарат представляет собой горизонталь-
ное полуцилиндрическое корыто, разделен-
ное по длине вертикальными перегородками
на семь секций (рис. 3-43). По оси корыта
проходит вал, несущий на себе лопасти, пе-
ребрасывающие осевший в секции песок в
следующую секцию навстречу току жидко-
сти. Из последней секции лопасть перебра-
сывает песок на наклонный шнек, удаляю-
щий его из аппарата. Известковое молоко
поступает в аппарат со стороны шнека и
медленно движется вдоль корыта к проти-
воположному концу аппарата.
Вал с лопастями вращается со скоростью
3 об/мин. Привод состоит из электродви-
гателя мощностью 4,5 кет и редуктора.
Шнек приводится во вращение от главного
Рис. 3-4'1. Мешалка
вала через цепную передачу и коническую
пару. Число оборотов шнека в 1 мин со-
ставляет 1,7, емкость пескоуловителя
1200 л, производительность 50 т извести в
сутки, масса аппарата 1383 кг.
Мешалка
для известкового молока
Мешалка представляет собой вертикаль-
ный цилиндрический сосуд с плоским дни-
щем и крышкой (рис. 3-44). По оси аппа-
рата проходит вал, на котором укреплены
две лопасти. Нижняя лопасть движется
иад самым днищем, верхняя — примерно на
половине высоты аппарата. Вал опирается
на подпятник, установленный в днище, вра-
щается со скоростью 21 об/мин. Мощность
электродвигателя 2,8 кет. Привод помещен
на раме над крышкой аппарата. Известко-
вое молоко поступает в мешалку через люк,
под которым установлен короб с отверстия-
ми в дне (диаметр 5 мм и шаг 12 мм).
Воду для разбавления известкового мо-
лока до заданной концентрации подводят
через штуцер в верхней части аппарата.
Известковое молоко выводят через штуцер
в нижней части аппарата. Емкость мешал-
ки равна 13 Л13, масса 2740 кг.
Рис. 3-45. Диссоциатор
76
Улавливание химических продукте коксования
Аппиратуратпроизводства
концентрированной
аммиачной воды
Для улавливания аммиака применяют
скрубберы, снабженные деревянной хордо-
вой насадкой, конструкция котооых анало-
гична конструкции скрубберов для улавли-
вания бензола.
Конструкция аммиачных колонн, дефлег-
маторов, реакторов, отстойников, аппарату-
ры для приготовления известкового молока
описана выше в данной главе. Конструкция
конденсаторов аналогична конструкции де-
флегматоров аммиачных паров и конденса-
торов пиридиновой установки.
На рис. 3-45 изображен диссоциатор
с поверхностью теплопередачи 57 л/2. Ниж-
ние две царги квадратного сечения имеют
чугунные радиаторы для обогрева глухим
паром. Верхние царги цилиндрического сече-
ния имеют барботажные тарелки. Нагретая
аммиачная вода поступает на четвертую та-
релку сверху. На верхнюю тарелку подают
холодную аммиачную воду (или техниче-
скую воду).
Производительность диссоциатора по во-
де составляет около 10 л<3/ч, масса аппара-
та 24 890 кг.
ЛИТЕРАТУРА
I. И. И. Гельперин, Г. М. Зеликсои,
Л. Л. Рапопорт. Справочник по распределе-
нию газовых смесей. Госхимиздат, 1953, с. 12, 284.
2. О. Grosskinsky. Handbuch des Koke-
reiwesens, В. 11, Verlag К. Knapp, Diisseldorf,
1958, S. 74, 79—130.
3. Спутник химика, т. П. ОНТИ — Химтеорет-
издат, 1935, с. 353.
4. В е р л ь-Л у н г е. Справочник по основной
химической промышленности. ОНТИ — Химтеорет-
издат, т. II, ч. 1, вып. 2, 1937, с. 305.
5. К. А. Белов, Улавливание химических
продуктов коксования. Металлургиздат, 1948,
с. 73, 88.
6. К о р р е г s. Hanbuch der Brennstoff-Technik,
3 Aufl., Essen, 1953.
7. И. E. К о p о б ч а и с к и й, M. Д. Кузне-
цов. Расчеты аппаратуры для улавливания хи-
мических продуктов коксования. Металлургиздат,
1952, с. 275.
8. И. Л. Л и п л а в к. Физико-химические
свойства химических продуктов коксования ка-
менных углей. Металлургиздат, 1954, с. 11—14.
9. М. Я. Финкель. Регенерация маточного
раствора с целью производства светлого сульфата
аммония. Кокс и химия, 1962, № 6, с. 34.
10. Справочник сериокислотчика. Госхимиздат,
1952.
11. Gas World. 1956, № 3735, р. 49.
12. Gas World, 1957, № 3781, р. 25.
13. Б. И. Кустов, Л. Я. Ко л я ид р. Коксо-
вый газ. Металлургиздат, 1947, с. 96.
14. А. И. Б р о д о в и ч, М. С. Золотин ц-
к а я. Одновременное улавливание пиридина и
аммиака в ванне сатуратора. Сообщения Гипро-
кокса, вып. X. Металлургиздат, 1952, с. 30, 34.
15. М. И. Л ю к и м с о н, В. Е. К о з е л ь. По-
лучение белого или слабоокрашениого сульфата
аммония. Кокс и химия, 1963, № 1, с. 37.
16. А. 3. Гомельский. Аппаратчики кок-
сохимического производства. Металлургиздат,
1953.
17. Опыт работы пиридиновых установок коксо-
химических заводов. Сообщения Гипрококса, вып.
X. Металлургиздат, 1952.
18. Е. Е. О л о в я и и и к о в. Опыт работы с
одним сатуратором иа газе из четырех батарей.
Кокс и химия, 1955, № 2, с. Б8.
19. Е. Г. К а пл и на, И. В. Колодяжиый,
Г. К. Нагорный. Опыт работы аммиачно-
известкового отделения с выносным реактором.
Кокс и химия, 1959, № 5, с. 34.
20. С. Г. Файигольд. В. И. Ананьева.
Режим работы приколонков аммиачного отделе-
нии. Кокс и химия, 1959, № 7, с. 51.
21. С. П. Сергеев. О предотвращении вы-
падания осадков гипса в приколоиках аммиачных
колони. Кокс н химия, 1959, № 8, с. 31.
22. Н. Н. Д р о з и и, Е. К. Овечкин, Е. Ф.
Новикова, М. И. Куцииа. Исследование
причин зарастания приколонка осадками суль-
фата кальция. Кокс и химия, 1960, № 12, с. 32.
23. М. С. Литвиненко, Коксохимическая
промышленность США. Металлургиздат, 1947,
с. 79.
24. Бюллетень ЦИИН ЧМ, 1950, № 7.
25. Coke and Gas, 1954, № 2, 3.
26. О. Н. В а й е р. Бессатураториый способ по-
лучения сульфата аммония. Кокс н химия, 1962,
№ 11, с. 50.
27. В. М. Р а м м. Абсорбционные процессы в
химической промышленности. Госхимиздат, 1951,
с. 298.
28. М. Д. Кузнецов, И. Л. Непомня-
щий, П. Л. Новицкий, 3. Г. Л я н и а я.
Кокс и химия, 1961, № 8, с. 39.
29. П. Ф. М о ч е в и и с к и й, С. Г. Файи-
гольд. Пути увеличения выработки легких пи-
ридиновых оснований. Сообщения Гипрококса,
вып., X. Металлургиздат, 1952, с. 71.
30. К. Ф. Павлов, П. Г. Р о м а н к о в, А. А.
Носков. Примеры и задачи по курсу процес-
сов и аппаратов химической технологии. Госхим-
издат, 1959, с. 335.
Глава IV
УЛАВЛИВАНИЕ БЕНЗОЛЬНЫХ УГЛЕВОДОРОДОВ.
ПОЛУЧЕНИЕ СЫРОГО БЕНЗОЛА
1. СОДЕРЖАНИЕ БЕНЗОЛЬНЫХ
УГЛЕВОДОРОДОВ В КОКСОВОМ ГАЗЕ.
СОСТАВ И СВОЙСТВА
СЫРОГО БЕНЗОЛА
Коксовый газ после первичных холодиль-
ников содержит около 35 г/м3 бензольных
углеводородов.
В состав сырого бензола входит много
различных химических соединений, однако
большая часть их находится в столь не-
значительном количестве, что практического
значения не имеет. Поэтому свойства сыро-
го бензола определяются в основном содер-
жанием бензольных углеводородов, а также
непредельных и сернистых соединений,
количество которых зависит от свойств кок-
суемой шихты, а также от условий процесса
коксования (например, периода и темпера-
туры коксования).
При коксовании угольных шихт выход
сырого бензола связан с выходом летучих
следующим образом:
Выход летучих, % Выход сырого
бензола1,
20—22 0,75-0,85
23—25 0,90—1,00
26—28 1,0—1,2
1 К сухой шихте.
Выход и состав сырого бензола при раз-
личной конечной температуре коксования
показаны в табл. 4-1.
Состав сырого бензола (отгон до 180° С),
получаемого на южных коксохимических
заводах, коксующих угли Донецкого бас-
сейна [1], %:
Бензольные углеводороды
Бензол.................................67,75
Толуол.................................15,0
1\ силолы:
п-ксилол..............................0,9
л-ксилол ......................2,6
о-кснлол.......................1,0
Этилбензол ............................0,25
Триметилбензолы и этилтолуолы.........2,0
В том числе:
мезитилен.......................о, 8
псевдокумол ....................0,5
Всего бензольных углеводородов 89,5
Непредельные соединения
Циклопентаднен ...................... 0,6
Амилены и другие легкокнпящие непре-
дельные соединения .................0,9
Стирол................................1,0
Кумарон и индеи с гомологами..........2,5
Прочие непредельные соединения ...... 2,0
В с ег о непредельных соединений 7,0
Сернистые соединен ия
Сероуглерод ...................' . . . 1, 1
Сероводород .........................0,1
Тиофен с гомологами ................ 1,0
В с е г о сернистых соединений . . 2,2
Насыщенные углеводороды..............1,3
Таблица
4-1
Характеристика Температура в цен- тре коксового пирога перед выдачей, °C
950 1050
Выход сырого бензо- ла, % к сухой шихте 0,8—0,9 0,8-1,)
Содержание в сыром бензоле, %: чистого бензола 50—60 65—75
чистого толуола 18—22 13—16
непредельных со- единений . . 10—12 7—Ю
Выход, % к сухой шихте: чистого бензола 0,45—0,55 0,65—0,75
чистого толуола 0,10—0,18 0,13—0,16
78
Улавливание химических продуктов коксования
На большинстве заводов СССР получают
две фракции сырого бензола — легкую
(бензол I) и тяжелую (бензол II); свойства
этих фракций представлены в табл. 4-2 [2j.
Таблица 4-2
Характеристика бензола I
и бензола II
Характеристика Бензол
I II
Плотность при 20° С 0,873 0,927
Начало кипения, °C. . Отгон, %, до темпера- туры, °C: 74,5 139,0
100 81,0 —
120 92,0 —
150 98,0 9,5
180 — 54,0
200 Выход продуктов рек- тификации, % к фракции сырого бензола: 63,0
головная фракция. . 3,8 —
чистый бензол . . . 61,8 2,0
чистый толуол . . . 16,3 4,1
ксилол 2,7 5,4
сольвент Содержание, % к ис- ходной фракции: непредельных соеди- 1,8 16,9
нений сернистых соедине- 5,2 16,9
НИЙ 1,42 0,487
Свойства сырого бензола зависят от его
состава, но для расчетов можно прини-
мать [3]:
Плотность р, кг!дм*................ 0,9
Удельная теплоемкость С>,
ккал/(кг-град)................ (0,38+0,00 И)
Скрытая теплота испарения Х^,
ккал'кг ...................... (1 07—0,1581)
Примерное содержание основных компо-
нентов в сыром бензоле следующее1, %:
Головная фракция ........... 2,5 (70)
Бензол....................... 680(78)
Толуол ..................... 15.0)92)
Ксилолы.....................4,5 (106)
Сольвент ...................1 0,0 (120)
1 В скобках — молекулярная масса.
Средняя молекулярная масса сырого бен-
зола
Таблица 4-3
Давление паров, мм pm. cm.
Температу- ра, °C Годовая фракция (до 7 9° С) ! Бензол 1 Толуол Кснлолы Сольвент
0 74 26,5 6,9 2,0 о,3
10 117 45,4 12,5 3,5 0,7
15 150 57,2 16,6 4,0 1,0
20 190 74,7 22.0 5,5 1,4
25 237 90,9 28,4 7,5 2,0
30 291 118,2 36,5 10,0 2,8
40 433 181,1 58,5 19,5 5, 1
Таблица 4-4
Давление паров сырого бензола
при 25° С
Компонент Молярная концентрация в сыром бензоле Давление паров
чистых компонентов в сыром бензоле
Головная фракция 2,5-83 - = 0,0296 70-100 237 7,05
Бензол . . . 68-83 90,9 64,765
78-100 15-83 , „
Толуол . . . 28,4 3,85
92-100
Ксилолы . . 4,5-83 ; ’ , - = 0,0351 106-100 7,5 0,265
Сольвент . . 10-83 2,0 0,138
. — и,иоу 120-100
Значения упругости паров основных
компонентов сырого бензола и поглотитель-
ных масел представлены на рис. 4-1 в виде
диаграммы Дюринга, построенной по бен-
золу (для большей точности).
Ниже приведены значения упругости па-
ров бензола для более широкого диапазона
температур:
2,5 68 15 4,5 10
70 + 78 + 92 + 106 + 120
В табл. 4-3 указано давление паров ком-
понентов сырого бензола, а в табл. 4-4
представлены данные о давлении паров сы-
рого бензола при 25° С.
Температура Давление
°C паров
20
10
о
10
20
30
40
50
мм pm. cm.
5,8
14,8
26,5
45,4
74,7
118,2
181,1
269.0
Температура Давление
°C паров
мм pm. cm.
60
70
80
90
100
110
120
130
388.6
547,4
753,6
1016
1344
1 748
2 238
2825
Улавливание бензольных углеводородов. Получение сырого бензола
79
140 3520 220 14526
150 4334 230 16815
160 5281 240 19369
170 6374 250 22214
180 7625 260 25376
190 9049 270 28885
200 10665 280 32772
210 12482 300 40000
Пример пользования
диаграммой Дюринга
Определить упругость паров ксилолов при
150° С.
Температуре 150° С соответствует на пря-
мой 4 точка с ординатой 90° С. По приве-
денным выше данным находим упругость
паров бензола для этой температуры —
1016 мм рт. ст.
Рис. 4-1. Диаграмма Дюринга для определения
давления паров сырого бензола, его компонентов
и поглотительных масел:
1 — головная фракция; 2 — сырой бензол; 3 —
толуол; 4 — ксилолы: 5 — сольвент; 6 — камен-
ноугольное масло (М-150); 7 — соляровое масло
(М-230)
2. АБСОРБЦИЯ
БЕНЗОЛЬНЫХ УГЛЕВОДОРОДОВ
Конечное охлаждение газа
Перед подачей коксового газа на улавли-
вание бензольных углеводородов его охла-
ждают до температуры 25-30° С в конеч-
Рис 4-2. Схема конечного охлаждения газа с выделением нафталина из воды
отстаиванием;
I -- солодильник; 2 — отстойник; 3 — бак для нафталина; 4 — иасос; 5 — градирня
ном холодильнике. Для орошения исполь-
зуют воду из замкнутого цикла.
На современных коксохимических заво-
дах различают два способа конечного охла-
ждения газа: с нафталиновыми отстойни-
ками и с экстрагированием нафталина из
воды смолой.
На рис. 4-2 показана схема конечного
охлажедния газа с выделением нафталина
из воды отстаиванием. Холодная вода, сте-
кая по полкам холодильника, охлаждает
газ и вымывает из него нафталин. Нагре-
тая вода через гидрозатвор попадает в наф-
талиновый отстойник 2, а затем на градир-
ню 5. Охлажденная на градирне вода насо-
сом 4 вновь подается в конечный холодиль-
ник.
Из отстойника нафталин скребком сгре-
бается в карман-плавильник, в котором
расплавляется и спускается затем в прием-
ник 3, а из него передается в хранилище
смолы. Если отстойник периодического дей-
ствия, то при заполнении нафталином его
выключают.
При проектировании конечного охлажде-
ния газа по этой схеме следует принимать
следующие нормы:
Объем газовой части холодильника из рас-
чета 1000 м3/ч газа, м3............. 6.0
Средняя скорость газа в холодильнике (в
живом сечении для прохода газа), м'сек 4,5
Количество охлаждающей воды на
1000 м3ч газа, .чя.................. 6,5
Количество полок в холодильнике .... 18
Сопротивление холодильника, мм вод. ст. 150
Продолжительность отстоя воды в нафта-
линовом отстойнике, мин:
периодического действия ....... 60
непрерывного действия ......... 30
На рис. 4-3 представлена схема конечно-
го охлаждения газа с экстрагированием
нафталина из воды смолой.
80
Улавливание химических продуктов коксования
Вода с нафталином из верхней части хо-
лодильника 1 поступает в промыватель 2,
на одну из верхних полок которого непре-
рывно подают смолу с температурой 70—
80° С. Смола, соприкасаясь с водой, рас-
творяет содержащийся в ней нафталин. Из
нижней части промывателя смола при 50—
60’ С выводится через смолоотводчик в
сборник 3, а затем — на склад.
Вода после промывателя перетекает в
отстойник 5, в котором окончательно осво-
бождается от незначительного количества
уносимой ею смолы, и поступает для охла-
ждения на градирню 7. Время контакта во-
ды со смолой составляет 8—,10 мин.
Объем газовой части и удельный расход
воды на 1000 м3/ч газа принимают такими
же, как и при работе по первой схеме.
В летнее время возможность снижения
температуры газа и масла перед бензольны-
ми скрубберами до нормальной (22—
Смола
За рубежом широкое применение приоб-
ретает двухступенчатое конечное охлажде-
ние коксового газа с одновременной про-
мывкой его от нафталина поглотительным
маслом. По схеме фирмы Отто [6] этот
процесс осуществляют следующим образом
(рис. 4-4).
Коксовый газ, охлаждаемый в скруббе-
ре 2 технической водой с градирни 1 до
Вода
Рис. 4-3. Схема конечного охлаждения газа с экстрагированием нафталина из воды
смолой:
1 — холодильник; 2 — промыватель; 3 — сборник для смолы; 4 — насос; 5 — отстой-
ник; б — насос для воды; 7 — градирня
25° С) в ряде случаев ограничивается тем-
пературой охлаждающей воды и состоянием
охлаждающих устройств. Поэтому необхо-
димо своевременно очищать оросительные
устройства градирни от отложений нафта-
лина.
При работе по схеме, представленной на
рис. 4-3, в воде после промывателя содер-
жится незначительное количество нафтали-
на, что значительно уменьшает затраты
труда на очистку оросительных устройств
градирни.
Для растворения нафталина, откладыва-
ющегося в газопроводе на участке от ко-
нечного холодильника до первого бензоль-
ного скруббера, газопровод периодически
или непрерывно промывают горячим мас-
лом. Масло вводят через форсунку, распо-
ложенную непосредственно у места посту-
пления газа из конечного холодильника в
газопровод.
Выходящий из конечного холодильника
газ увлекает значительное количество
брызг воды, которые затем смешиваются
с подаваемым в газопровод маслом. Непо-
средственно перед бензольными скруббера-
ми масло и воду выводят из газопровода
в гидрозатвор для отстаивания. Отстоявше-
еся масло возвращают в цикл, а воду на-
правляют в фенольную канализацию.
Вода
Рис. 4-4. Схема конечного охлаждения газа с
промывкой его от нафталина по способу
Отто
точки росы нафталина (30—35° С), посту-
пает в нафталиновый промыватель 4, где
орошается насыщенным поглотительным
маслом после бензольных скрубберов. Ма-
сло из нафталинового промывателя посту-
пает в бензольное отделение, а газ — во
вторую ступень конечного холодильника 3.
Улавливание бензольных углеводородов. Получение сырого бензола
81
Для охлаждения газа во второй ступени к
воде из градирни добавляют свежую «хо-
лодную» воду.
Конечное охлаждение газа по такой схе-
ме позволяет устранить возможность осе-
дания нафталина в газопроводах и избе-
жать необходимости выделения его из воды
конечных холодильников, что существенно
упрощает процесс и облегчает условия экс-
плуатации.
Абсорбция
при нормальном давлении
Давление паров бензольных углеводоро-
дов над жидкими поглотителями выражает-
ся законом Генри:
У = Сх,
где у, х — концентрации вещества в газе
над раствором и в растворе;
С — константа Генри.
Для идеальных растворов давление паров
растворенного вещества над раствором вы-
ражается законом Рауля:
Р = Рох,
Так как изменение упругости паров бен-
зольных углеводородов над разбавленными
растворами их в соляровом масле подчи-
няется закону Рауля, а над растворами в
каменноугольном масле не подчиняется за-
кону Рауля, зависимость между содержа-
нием бензольных углеводородов в газе у
(г/м2) и содержанием их в масле х (% вес.)
выразится следующими уравнениями:
для солярового масла
0,0224--^=—,
Мб ЮО- х
х/М-ъ-У ..
Мк
для каменноугольного масла
OO224.^.L251X/M6Po
Мб
где р — давление пара растворенного веще-
ства над раствором;
Ро — давление пара чистого вещества;
х—-концентрация вещества в раство-
ре, моли.
Давление паров бензольных углеводоро-
дов над разбавленными растворами в со-
лярном масле подчиняется закону Рауля.
Для каменноугольного масла рекомендуют
принимать коэффициент 1,25, тогда р =
— 1,25 рох [5].
Технические условия на по-
глотительные масла для улав-
ливания из коксового газа бен-
зольных углеводородов.
Каменноугольное масло
,,, , 100— X ’
x/Mf,-)----—
Л4М
где Р— общее давление газа, мм рт. ст.;
Мб, Мм —'Молекулярная масса сырого бен-
зола и поглотительного масла;
Ра — давление паров сырого бензола,
мм рт. ст.
Подставив в формулы значения р, Мб и
Мм, получим следующие уравнения:
для каменноугольного
газа в абсорберы
масла при входе
х
1,25 - --• ро
83
810
0,0224 -------у =
83 х 100 —х
83 + 150
5,7 • Ро___
0,555(100—х)
х
для каменноугольного масла при выходе
газа из последнего абсорбера
Плотность...................
Вязкость при 25° С, °Е . . . .
Содержание, не более, % :
фенолов ..............
воды..................
нафталина ............
Наличие осадков при 15° С . .
Средняя молекулярная масса •
Пределы кипения, %'.
отгон до 230 °C . . . .
отгон от 230 до 300° С
1,04—1,08
Не более 2,0°
1О,и
Нет
170—180
Не более 3,0
Не меиее 90,0
Нефтяное масло (соляровое масло)
Температура начала перегон-
ки, °C.......................
До 350° С перегоняется, не
менее, % .................
Вязкость при 50° С:
кинематическая, ст . . .
соответствующая ей ус-
ловная, °Е ..................
Кислотное число, мг КОН на
1 г масла, не более.........
Содержание:
водорастворимых кислот
и щелочей ............
механических примесей
воды..................
Температура застывания, °C . .
Раселанваемость в смеси с во-
дой в соотношении 1:1 ...
Не ниже 265°
95
3,6—6,2
1,25-1,5
1,4
Нет
»
Следы
Не выше 20
Полная
6 Справочник коксохимика, т. Ш
0,0224
х
1,25- •— • р0
790 83
---- у _ ----------------
83 х 100 — х
83 + 150
5,87 р0_____
0,555(100 —х) ’
х
для солярового масла при входе газа в
абсорберы
810
0,0224 •----р =
83
х
~83 ' Ра
х 100-—х
---.------------
83 230
4,60 • ро
или У= С О,36(1О~6'Т^;
X
для солярового масла при выходе газа
из последнего абсорбера
82
Улавливание химических продуктов коксования
790
0,0224 ~—~у =
83
83 ' Р°
х 1 — х
83 + 230
^,7 Ро
или р=—о,зб(юо-;)•
1 “F
х
Например, прн подаче в скруббер соля-
рового масла, содержащего 0,2% бензоль-
ных углеводородов, равновесная концен-
трация их в газе при 25° С составит
4,7- ро
У =
0,36 (100 — х)
Рис. 4-7. Зависимость нормы расхода по-
глотительного масла от температуры улав-
ливания
Концентрация бензольных углеводородоб Sпог-
лотительном масле, % (вес.}
Рис. 4-5. Равновесные концентрации бензольных
углеводородов в газе (0—40 г/м3) и поглотитель-
ном масле [0—5% (вес.)]; --------- каменноуголь-
ное масло; — — — соляровое масло
концентрация оеигольных углебоаородов s погло-
тительном масле, % (вес)
Рис. 4—6. Равновесные концентрации бензольных
углеводородов в газе (0—4 г/м3) и поглотитель-
ном масле [0—0,5% (вес.)];------- каменноуголь-
ное масло; — — — соляровое масло;
Рис. 4-8. Зависимость равновесной концен-
трации (1) и расхода поглотительного мас-
ла (2) от молекулярной массы поглотите-
ля (расход поглотителя для М-160 принят
равным единице) при 30е С
(ро для сырого бензола определяют по
рис. 4-1).
На рис. 4-5 и 4-6 представлены рассчи-
танные по приведенным уравнениям кри-
вые равновесных концентраций бензоль-
ных углеводородов в коксовом газе и по-
глотательном масле при различных темпе-
ратурах.
is литературе описаны два метода
расчета конечной концентрации бензольных
углеводородов в коксовом газе [4, 5]. Со-
держание бензольных углеводородов в об-
ратном газе уменьшается на 0,5 г/м3, если
рабочее давление в абсорбере увеличивает-
ся на 124 мм рт. ст., удельная норма
уменьшается на 9,5 г/м3,
циркулирующего масла — на 0,3 кг/м3 газа,
содержание бензольных углеводородов в
прямом газе
содержание бензольных углеводородов в
обезбензоленном масле — на 2,4 г/кг, тем-
пература контакта масла и газа — на 3,5° С.
а молекулярная масса масла — на 30 [6].
В производственных условиях легкоупра-
вляемым фактором является удельный
расход поглотительного масла. На рис. 4-7
показана зависимость этой величины от
температуры улавливания [3], а на рис.
4-8 — от молекулярной массы масла [2].
Зависимость степени улавливания бензолы-
Улавливание бензольных углеводородов. Получение сырого бензола
83
ных углеводородов от удельного расхода
поглотительного масла показана на рис.
4-9 [6].
Рис. 4-9. Зависимость коэффициента улавлива-
кия Лд от q — ------ (фд и QM—действитель-
чая и минимальная расчетная норма расхода
поглотительного масла)
Кабс&Р
где F — поверхность насадки, м2;
J — количество поглощенных из газа
бензольных углеводородов, кг/ч\
— коэффициент абсорбции, кг/(м2*
• ч- мм рт. ст.)\ •
&р — движущая сила абсорбции,
мм рт, ст.
Если вести расчет на 1 м3 газа, то по-
лучим величину S—удельную поверхность
насадки, м2/м3 газа:
s_ 0,001 (G-C2)
Кабс^Р
На рис. 4-10 приведена схема улавлива-
ния бензольных углеводородов из коксово-
го газа поглотительным маслом при обыч-
ном давлении, принятая на наших отече-
ственных заводах.
Для одного газового потока устанавли-
вают три скруббера с деревянной
хордовой насадкой или два с металличе-
ской спиральной, так как скрубберы с
металлической насадкой имеют значительно
большую удельную поверхность по срав-
нению со скрубберами с деревянной хор-
довой. Кроме того, скорость газа в скруб-
берах с металлической насадкой меньше,
чем в скрубберах с деревянной. Газ и ма-
сло движутся противотоком. Насыщенное
бензолом масло после первого скруббера
(по ходу газа) поступает на десорбцию.
Рис. 4-10. Схема улавливания беизольиых угле-
водородов из коксового газа
Расчетные нормы
по процессу абсорбции [16]
Поверхность насадки иа 1 м3/ч газа ле2:
деревянной хордовой .............................................................................. 1,0—1,1
металлической спиральной ................................................................ 1, 3
Скорость газа в скруббере, м/сек-.
через живое сечение деревяииой хордовой насадки .............................................. 1,6—1,8
в скруббере с металлической спиральной насадкой (иа полную пло-
щадь поперечного сечения скруббера) ............................................................ 0,8
Количество поглотительного масла, подаваемого в скрубберы на 1 m коксуе-
мой сухой шихты, лР:
каменноугольного ................................................................................. 0,5
солярового .................................................................................... 0,65
Сопротивление деревянной хордовой насадки на 1 яое. м высоты скруббера,
мм вод. ст.:
при диаметре скруббера 4,5 м ..................................................................... 4,0—5.5
» » » 6,0 м ..................................................................... 2 — 3 5
Температура коксового газа после конечного газового холодильиика, °C .................................... 15—2 8
Температура поглотительного масла, подаваемого в первый по ходу масла
скруббер, °C ......................................................................................... 25—30
Расход масла иа 1 т отгона сырого бензола до 180° С, м3/ч ........................................ 50 — 55
Коэффициент абсорбции, кг/(м2 • ч • мм рт. ст.) ................................................ 0,016—0 030
Насыщение бензолом поглотительного масла, %: .....................................................
каменноугольного ........................................................................ 2—3
солярового .............................................................................. 1.5—2
Расход поглотительного масла иа восполнение потерь (на 1 т отгона сырого
бензола до 180° С), кг:
каменноугольного ................................................................................. 10П—140
солярового .............................................................................. 50-—100
Исходя из этих норм, установленных на
основании длительного опыта работы дей-
ствующих заводов, можно проверить, на-
пример, потребную поверхность насадки:
6*
где С, и Сг — содержание бензольных уг-
леводородов в прямом и об-
ратном газе, г/м3-,
Величину Хабе принимают по нормам.
84
Улавливание химических продуктов коксования
С повышением температуры улавливания
значение Кабс возрастает. Значение Др на-
ходят из уравнения
Api — Др2 ,
, Др,
2’31§ А
Дра
где Api и Дра — движущая сила абсорбции
при входе газа в скруббер
и на выходе из него,
мм рт. ст.
Для подсчета количества и давления од-
ного компонента в газовой или паровой
смеси пользуются следующими формулами:
273 • уобРМ
Р-УобР, Ум — 7б0 . tizm
= 0.016^
’ Т
Р С.П е УмТ
Уоб= р ’ г/об-62,5 рм ,
Р = &2,5-^~
м
где р—парциальное давление компонен-
та, мм рт. ст.-,
уо6— содержание компонента в сме-
си, лЛ'.и3;
Р — общее давление смеси, мм рт. ст.-,
ум — содержание компонента в сме-
си, кг/м3-,
М — молекулярная масса компонента;
VM — объем 1 кг молекулы при нор-
мальных условиях, .и3;
Т — температура смеси, °К.
Пример.
Найти удельную поверхность насадки, ес-
ли в прямом газе содержится 35 г/м3, в об-
ратном 2 г/м3, в насыщенном масле 2,2% и
в обезбензоленном масле 0,2% бензольных
углеводородов.
Температура улавливания равна 25° С.
При концентрации бензольных углеводо-
родов в каменноугольном поглотительном
масле 2,2% равновесная концентрация их в
газе при 25° С составляет 17 г/м3 (рис. 4-5),
концентрация 0,2% соответствует величине
1,6 г/м3 (рис. 4-6). Тогда
(0,035 — 0,017)298
ДР1 = 62,5-------------------- 83
83
= 4,04 мм рт. ст.,
(0,002 — 0,0016)298
Др2 =62,5 —-------------—----
83
= 0,09 мм рт. ст.,
4,04 — 0,09
Др = - -
= 1,04.
4,04
2,31g —Hr
0,09
Принимая Лабе = 0,029, получим
0,001 (35 — 2)
0,029 • 1,04
= 1,1 -И2/Л3.
Абсорбция
при повышенном давлении
При абсорбции бензольных углеводоро-
дов из коксового газа под повышенным
давлением условия процесса значительно
меняются.
На рис. 4-11 показано изменение равно-
весной концентрации и расхода поглоти-
Рис. 4-11. Зависимость равновесной кон-
центрации (/) и расхода поглотительного
Рис. 4-12. Зависимость скорости абсорбции
ог давления в абсорбере (при i — 30° С и
v — 1,5 м/сек)
Скорость абсорбции бензольных углево-
дородов из газа значительно увеличивает-
ся с повышением давления в абсорбере
(рис. 4-12); при этом резко снижается
Улавливание бензольных углеводородов. Получение сырого бензола
85
Таблица 4-5
Необходимая поверхность насадки скрубберов для абсорбции бензола
из коксового газа под давлением
Наименование Давление в абсорбере, ати
1,0 2,0 3,0 4,0 5,0
Поверхность насадки, м2 51000 12800 7450 5070 3960
Поверхность насадки, м2/м3 газа . . . Во сколько раз уменьшается поверхность 1,43 0,357 0,207 0,141 0,110
насадки при улавливании под давле- нием — 3,90 6,85 10,01 12,65
удельный расход поглотительного масла,
что позволяет уменьшить поверхность на-
садки скрубберов.
В табл. 4-5 приведены данные о потреб-
ной поверхности насадки скрубберов для
абсорбции бензола из коксового газа под
давлением [12].
При уменьшении количества масла, по-
даваемого в насадочные аппараты, сни-
жается плотность орошения, в результате
чего не обеспечивается достаточная смачи-
ваемость поглотителем всей насадки. По-
этому при абсорбции бензольных углеводо-
родов под давлением обычно применяют
тарельчатые абсорберы барботажного типа.
Для расчета числа теоретических тарелок в
зависимости от давления и других условий
улавливания может быть применена фор-
мула [2]
(Л — 1)(у„+1 — У|) ] J
А (уt — Кх0)
где п — число теоретических тарелок
абсорбера;
А — — — абсорбционный фактор;
Ку
L —количество подаваемого в аб-
сорбер поглотителя, моль/ч-,
V —количество сухого газа при
выходе из абсорбера, моль/ч',
„ Р
К = ~ —константа равновесия;
р — давление паров поглощаемого
компонента при средней тем-
пературе в абсорбере, ата;
Р— общее давление в абсорбе-
ре, ата;
Уп±1 —содержание бензольных угле-
водородов в газе до и после
абсорбции, мол/моль газа-,
х0 — содержание бензольных угле-
водородов в поступающем
на абсорбцию поглотителе,
мол/моль поглотителя.
Подсчитанная по этой формуле зависи-
мость числа тарелок от давления в абсор-
бере показана на рис. 4-13. При подсчете
количества действительных тарелок коэф-
фициент полезного действия их принима-
ют 0,4.
Зависимость между насыщением поглоти-
тельного масла бензольными углеводорода-
ми и давлением в абсорбере с достаточной
Рис. 4-13. Зависимость числа теоре-
тических тарелок от давления
в абсоэбере
точностью может быть выражена следую-
щим эмпирическим уравнением [2]-.
(1,22р + 1,9) у
где К — насыщение поглотителя бензоль-
ными углеводородами, % (объ-
емы.);
р — давление в абсорбере, ата;
у — содержание бензольных углеводо-
родов в газе i,o улавливания, г/м3.
86
Улавливание химических продуктов коксования
В табл. 4-6 приведены данные об объе-
ме и массе абсорберов для улавливания
бензольных углеводородов из коксового га-
за при обычных условиях и под давлени-
ем [2].
В табл. 4-7 сопоставлены показатели про-
Таблица 4-6
Параметры абсорберов, работающие
при обычных условиях
и под давлением1
Показатели
Под давлением
ашм
4,о| 8,0 | 12,0
ления паров бензольных углеводородов и
нафталина при перегонке с водяным паром.
Смесь бензола и воды при атмосферном
давлении кипит при 69,2° С; этой темпера-
туре соответствует парциальное давление
паров бензола 535 мм рт. ст. и паров воды
225 мм рт. ст.
По закону Дальтона можно рассчитать
расход водяного пара на отгонку бензола;
Об _ РсМб
Св РвМв
Объем абсорберов, м3
Во сколько раз
уменьшается объем
абсорберов . . . .
Масса металла, т. .
Во сколько раз
уменьшается масса
металла ............
3166
256,5
318
10
120
2,15
220
14,4
105
2,45
180
17,6
96
2,69
где G, М и р — соответственно количество,
молекулярная масса и пар-
циальное давление паров
бензола и воды.
В данном случае на 1 кг бензола расхо-
дуется
225 • 18
535 • 78
= 0,097 кг водяного пара.
1 Для улавливания под давлением приведены
данные о тарельчатых скрубберах.
Для толуола и п-ксилола получается со-
ответственно 0,254 и 0,527 кг пара.
При десорбции бензольных углеводородов
из поглотительного масла на расход пара
влияют следующие факторы:
Таблица 4-7
Показатели процессов абсорбции при обычных условиях
и при давлении
Показатель Обычные условия Под давлением, атм
4,0 8,0 12,0
Поверхность теплопередачи, л2: паровые подогреватели .... 234,0 80,0 55,6 37,6
оросительные холодильники . . 2160,0 686,0 454,0 270,0
Расход пара, m/m сырого бензола 6,2 2,90 2,17 1 71
Расход охлаждающей воды, м3/т сырого бензола 170,0 84,0 65,0 50,5
Расход электроэнергии на перека- чивание насосами поглотительного масла и охлаждающей воды, квт-ч/т сырого бензола 74 20 16 13
цессов абсорбции бензольных углеводоро-
дов при обычных условиях и под давле-
нием при равной производительности
(89 000 мъ1ч коксового газа) [2].
3. ПОЛУЧЕНИЕ СЫРОГО БЕНЗОЛА.
ДЕСОРБЦИЯ
БЕНЗОЛЬНЫХ УГЛЕВОДОРОДОВ
ИЗ ПОГЛОТИТЕЛЬНОГО МАСЛА
Для десорбции (отгонки) из масла бен-
зольных углеводородов применяют острый
пар. На рис. 4-14 приведены кривые дав-
содержание бензольных углеводородов в
насыщенном и обезбензоленном масле;
температура масла и пара;
давление в колонне;
состав и свойства сырого бензола и ма-
сла, обусловливающие среднюю молекуляр-
ную их массу и давление паров при задан-
ных условиях процесса;
число тарелок колонны.
С учетом этих факторов расход пара мо-
жет быть определен по формуле [2]
Q _ 1S • Т'м V Рт ----- (Рб- У + Рм)
~ М6.упТа рб.у
Улавливание бензольных углеводородов. Получение сырого бензола
87
Рнс. 4-14. Кривые давления паров бензольных уг-
леводородов и нафталина при перегонке с водя*
ным паром:
1 — бензол; 2 — толуол; 3 — п-ксилол;
4 — нафталин; 5 — вода
где G —расход пара в колонне, т/г
сырого бензола (отгон до
180° С);
Гм и Тп —соответственно температу-
ра масла и пара, °К;
Мб.у —средняя молекулярная
масса бензольных углево-
дородов;
п — число тарелок колонны;
рт—суммарное давление па-
ров на данной тарелке,
мм рт. ст.-,
Гб.у Гм —парциальное давление па-
ров бензольных углеводо-
родов и поглотительного
масла на данной тарелке,
мм рт. ст.-,
ЕРт-(Гб.у + Гм)
—
Рб.у
принимают, что на каждой тарелке колон-
ны отгоняется одна n-я часть бензольных
углеводородов и что давление по высоте
колонны изменяется равномерно.
Пример.
Определить расход пара, если:
Содержание беизольиых углеводородов,
% :
в насыщенном масле...................2,4
в обезбензоленном масле.........0,4
Температура масла, °C................. 150
Средняя молекулярная масса:
поглотительного масла ................ 160
беизольиых углеводородов .... 83
Давление паров при 150° С по диаграм-
ме Дюриига (рис. 4-1), мм рт, стг.
для бензольных углеводородов . . 4500
для поглотительного масла .... 37
Давлеине в колоиие, мм рт. ст.:
вверху................................ 780
внизу.......................... 880
Температура пара, °C................. 240
Число тарелок колонии ................ 11
V Т’т-^б.у+Т’м)
Расчет величины /
Рб.у
представлен в табл. 4-8.
Расход пара на отгонку бензольных уг-
леводородов в колонне составит
G ' 18 • Тм у Рт ~ (Рб- у + Рм)
Мб. уПТп Рб. У
18 • 423
83 • 11 • 513
87,7= 1,42 т/т.
Таблица 4-8
Данные расчета
№ тарелки Суммарное давление, мм рт. ст. Молярная концент- рация в жидкости на тарелке Парциальное давле- ние, мм рт. ст. Давление водяных паров. рт— - <₽б. у +р м) Рт (Рб- у Рм^
бензоль- ных угле- водородов поглоти- тельного масла рб. у Рм Рб- у
1 780 0,0457 0,9543 205 35,4 540 2,64
2 790 0,0419 0,9581 188 35,54 566 3,02
3 800 0,0381 0,9619 171 35,68 593 3 48
4 810 0,0343 0,9657 154 35,82 620 4,03
5 820 0,0305 0,09695 137 35,96 647 4,72
6 830 0,0267 0,9733 120 36,10 674 5,62
7 840 0,0229 0,9771 103 36,24 701 6,80
8 850 0,0191 0,9809 86 36,38 728 8,46
9 860 0,0153 0,9847 69 36,52 754 10,91
10 870 0,0115 0,9885 52 36,66 781 15,01
И 880 0,0077 0,9923 35 36,80 808 23.01
2 = 87,7
88
Улавливание химических продуктов коксования
Получение сырого бензола
при работе на каменноугольном
масле с паровым нагревом
Насыщенное бензольными углеводорода-
ми поглотительное масло после скруббе-
ров 1 (рис. 4-15) центробежным насосом 2
передается на десорбцию. Масло проходит
через паромасляный теплообменник (де-
флегматор) 14, в котором нагревается отхо-
дящими из колонны 10 парами, затем про-
ходит теплообменник 12, в котором подо-
гревается стекающим из колонны 10
обезбензоленным маслом, и паровой подо-
греватель 11, где глухим паром подогре-
вается до 130—435° С. Из подогревателя
масло поступает на питающую тарелку ди-
стилляционной колонны 10, в которой с
помощью острого пара из него отгоняются
поглощенные в скрубберах бензольные угле-
водороды, при этом испаряется некоторая
часть -и самого поглотительного масла.
Обезбензоленное масло из колонны 10
откачивается насосом 2 в трубчатый тепло-
обменник 12, где оно отдает часть своего
тепла поступающему в колонну насыщен-
ному маслу. Дальнейшее охлаждение обез-
бензоленного масла происходит в ороси-
тельном холодильнике 4, после которого
оно поступает в сборник 3.
Охлажденное масло вновь подают в
скрубберы на улавливание бензольных уг-
леводородов из газа.
Пары бензольных углеводородов, погло-
тительного масла и воды с верхней тарелки
дистилляционной колонны 10 поступают
в межтрубное пространство паромасляного
теплообменника 14.
В нижних секциях паромасляного тепло-
обменника пары охлаждаются насыщен-
ным маслом, а в верхней секции — холод-
ной технической водой. Тяжелая и легкая
флегмы .из паромасляного теплообменни-
ка 14 поступают в соответствующие сепа-
раторы. Флегму из обоих сепараторов 13
объединяют и добавляют к насыщенному
маслу, а воду после дополнительного -от-
стоя отводят в канализацию фенольных
вод.
Необходимость установки двух сепарато-
ров объясняется тем, что образующаяся в
паромасляном теплообменнике флегма при
улавливании бензольных углеводородов
каменноугольным маслом по удельному
весу приближается к воде и плохо от нее
отстаивается. Поэтому из нижней части
паромасляного теплообменника отводится
флегма, удельный вес которой больше, и из
верхней части — флегма, удельный вес ко-
торой меньше удельного веса воды.
При раздельном отводе конденсата раз-
ность удельных весов воды и флегмы в
каждом из сепараторов повышается, а сле-
довательно, скорость отстаивания увеличи-
вается.
Пары сырого бензола и несконденсиро-
вавшиеся пары воды из паромасляного
теплообменника 14 поступают в раздели-
тельную колонну. 18, в которой смесь па-
ров бензольных углеводородов разделяется
на легкую (бензол I) и тяжелую (бен-
зол II) фракции сырого бензола.
Разделительная колонна состоит из двух
частей: нижней — испарительной и верх-
ней — ректификационной. Бензольные угле-
водороды и вода с нижней тарелки верхней
части колонны стекают в сепаратор 19, от-
куда, после отделения от воды, возвраща-
ются на верхнюю тарелку нижней части
разделительной колонны. В нижней части
колонны глухим и острым паром из тяже-
лой фракции сырого бензола отгоняются
более легкие фракции.
Тяжелая фракция сырого бензола из
нижней части колонны через холодиль-
ник 15 поступает в служащую основанием
колонны емкость, откуда насосом 16 пере-
качивается на склад.
Пары легкой фракции сырого бензола и
несконденсировавшаяся часть паров воды
из верхней части разделительной колонны
отводятся в конденсатор 17, из которого
конденсат стекает в сепаратор, откуда по-
сле отделения от воды легкая фракция сы-
рого бензола поступает в бачок 20 и далее
в сборник 21.
Часть легкого сырого бензола из бачка 20
насосом 22 подается на верх ректификаци-
онной части разделительной колонны.
Соотношение между количеством отводи-
мого на склад продукта и возвращаемого
в колонну рефлюкса составляет примерно
1 : 3.
В процессе работы качество циркулирую-
щего поглотительного масла ухудшается
вследствие растворения в нем образующих-
ся продуктов полимеризации: увеличивает-
ся его плотность, вязкость и молекулярная
масса. Чтобы сохранить качество поглоти-
тельного масла постоянным, его непрерыв-
но подвергают регенерации. С этой целью
небольшая часть (около одного процента)
поглотителя с одной из верхних тарелок
дистилляционной колонны 10 или из трубо-
провода для насыщенного бензолом -масла
(перед подачей его на дистилляционную
колонну) отводится в регенератор 9, где
масло нагревается глухим паром до 160—
165° С и продувается большим количеством
острого водяного пара. Масло при этом ис-
паряется и вместе с водяным паром посту-
пает в нижнюю часть колонны 10, а неис-
пар-ившиеся полимеры и высококипящие
погоны масла выпускаются в сборник для
полимеров 7.
Количество выводимых из регенератора
полимеров составляет от 20 до 40% от мас-
сы взятого для регенерации масла.
Техническая вода, использованная для
охлаждения обезбензоленного масла в оро-
сительном холодильнике 4, откачивается
насосом 6 на градирню 8; охлажденная
вода после градирни насосом 5 вновь по-
дается в холодильник.
Улавливание бензольных углеводородов. Получение сырого бензола
89-
Вода
•90
Улавливание химических продуктов коксования
Температурный режим, °C
Температура насыщенного бензоль-
ними углеводородами масла пос-
скрубберов ................ 25—30
паро-масляных теплообмен-
ников ..................... 75—85
масляных теплообменников 105—115
решоферов.................... 135
Температура обезбензоленного мае-
масляных теплообменников 90—100
холодильников для масла 30—35
Температура паров бензольных уг-
леводородов после:
паро-масляного теплооб-
менника ....................... 90—92
разделительной колонны . . 73—75
Температура продукта после кон-
денсатора-холодильника .......... 30
Расход на 1 m сырого бензола, л3:
пара..................... 4,5—5,0
охлаждающей воды........ 120—130
в том числе на ороситель-
ные холодильники для
масла................... 80—95
свежего поглотительного
масла, tn ......... 0,08—0,10
Количество сточных вод, м3 ... 2,5—3
Для предотвращения конденсации водя-
ных паров и обводнения масла температу-
ра последнего во время контакта его с кок-
совым газом в скрубберах должна быть
выше температуры газа: в летнее время на
2—3 град и зимой (в зависимости от тем-
пературы наружного воздуха, направления
ветра и др.) на 5—10 град.
При чрезмерном охлаждении масла вяз-
кость его резко возрастает, что ухудшает
распределение масла по насадке и его кон-
такт с газом. При пониженных темпера-
турах возможна кристаллизация из масла
антрацена, аценафтена и нафталина и за-
бивка ими насадки и оросительных ус-
тройств. Поэтому качество поглотительно-
го масла определяет минимальную темпе-
ратуру, при которой можно вести процесс
абсорбции.
Соблюдение оптимальных условий рабо-
ты регенератора масла и колонны для вы-
вода нафталиновой фракции, а также свое-
временная и равномерная добавка в оборот
свежего поглотительного масла обеспечи-
вают постоянное и хорошее качество рабо-
тающего масла и устраняют отложение
осадков на насадке скрубберов и теплооб-
менной поверхности аппаратуры, чем
обеспечивается нормальное сопротивление
скрубберов по газу и эффективная работа
теплообменной аппаратуры.
При загрязненной теплообменной поверх-
ности резко снижается коэффициент тепло-
передачи, что может привести к нарушени-
ям технологического режима и в некоторых
случаях к снижению производительности
установки н перерасходу средств производ-
ства (пара, воды, электроэнергии).
Для улучшения работы охлаждающей
аппаратуры добавляемую в цикл техниче-
скую воду необходимо предварительно
умягчать и дать возможность отстояться ей
от взвешенных веществ . Для предотвра-
щения отложений солей временной жестко-
сти на теплообменной поверхности важно,
чтобы вода поступала в аппаратуру в
достаточном количестве и при температуре
не выше 45° С.
Получение сырого бензола
при работе на соляровом масле
с паровым нагревом
Получение сырого бензола при примене-
нии в качестве поглотителя солярового ма-
сла имеет некоторые особенности.
В процессе работы в соляровом масле
идет накопление шлама, который является
продуктом термической полимеризации не-
которых поглощаемых из газа непредель-
ных соединений. Вымываемые поглотитель-
ным маслом из газа смолистые вещества
также образуют нерастворимый шлам. При
движении масла через аппаратуру проис-
ходит выпадание шлама преимущественно
в местах с пониженной скоростью потока,
что создает серьезные осложнения при экс-
плуатации. Поэтому в технологическую
схему включается аппаратура по выделе-
нию шлама.
Обезбензоленное масло после охлаждения
в оросительных холодильниках поступает
в декантер, на входе которого промывается
технической водой, а затем отстаивается
от шлама, воды и эмульсии.
Освобожденное от шлама масло из де-
кантера перетекает в сборник, откуда по-
дается насосом в скрубберы для улавлива-
ния бензола. В остальном схема движения
солярового масла остается такой же, как и
схема движения каменноугольного масла.
Воду из декантера непрерывно отводят
через регулятор уровня в фенольную кана-
лизацию, шлам и эмульсию — в деэмульса-
тор, где при нагреве глухим паром эмуль-
сия разрушается с разделением на масло,
воду и шлам.
Вода из деэмульсатора поступает в фе-
нольную канализацию, шлам откачивают
в железнодорожную цистерну, а затем вы-
водят в отвал; масло возвращают в цикл.
Для промывки насадки от отложений шла-
ма выключают скруббер и многократно
пропускают через него нагретый до 80—
100° С растворитель.
Достаточно хорошим растворителем,
согласно практике работы некоторых заво-
дов, служит каменноугольная смола.
Однако при этом необходима последующая
тщательная пропарка либо поомывка на-
садки горячей водой.
За рубежом насадку скрубберов систе-
матически (через каждые 40 суток) про-
мывают сольвент-нафтой.
Образованию шлама в масле способст-
вует высокая температура во время
дистилляции, а также присутствие в газе
сероводорода, окислов азота и смоляного
тумана.
Повышенное содержание шлама в погло-
тительном масле в свою очередь приводит
к увеличению содержания в нем воды и в
связи с этим способствует накоплению в
масле веществ, вызывающих коррозию.
Улавливание бензольных углеводородов. Получение сырого бензола
91
Для предупреждения шлакообразования,
помимо вывода образовавшегося шлама,
рекомендуются также следующие меро-
приятия:
тщательная очистка газа от смоляного
тумана;
герметизация емкостей оборотного мас-
ла, исключающая насыщение масла после
десорбции воздухом;
извлечение из газа сероводорода перед
улавливанием из него бензольных углеводо-
родов.
Расчетные нормы (при
паровом иагреве м ас л а) [16]
Скорость насыщенного бензолом масла в решофере (паровом нагревателе), м/сек . .
Температура насыщенного бензолом масла, °C:
после дефлегматора, не ниже.............................................
» теплообменников ....................................................
» решоферов:
солярового ..............................................................
каменноугольного ........................................................
Поверхность нагрева (рабочая) решоферов на 1 м3 масла в час (прн давлении грею-
щего пара 5 ата), м2:
каменноугольного ..........................................................
солярового .............................................................
Расход пара в Ьешоферах на 1 ма масла, кг:
каменноугольного ....................................• ....................
солярового .............................................................
Расстояние между тарелками дистилляционной колонны, мм ....................
Скорость паров в свободном сечении дистилляционной колонны, м!сек..........
Расход острого пара в дистилляционной колонне на 1 м3 масла, кг:
каменноугольного ..........................................................
солярового .............................................................
Общий расход острого пара на I т бензола с отгоном при 180° С (иа бензольную и
разделительную колонны), т:
прн работе на каменноугольном масле.....................................
» » » соляровом масле ...........................................
Скорость масла в трубах дефлегматора, м/сек................................
Коэффициент теплопередачи в дефлегматоре, ккал/(м2-чград):
в масляной части .......................................................
в водной части..........................................................
Поверхность охлаждения масляной части дефлегматора на 1 м3 масла в час, мг:
каменноугольного .......................................................
солярового .............................................................
‘Скорость масла в теплообменниках, м/сек:
в трубном пространстве ........................................ ............
в межтрубном пространстве ..............................................
Коэффициент теплопередачи в теплообменниках для масла прн скорости в трубах
(м/сек) , ккал/(м2’Ч-град):
0,4—0,5.................................................................
0,8—0,9.................................................................
Поверхность нагрева теплообменников на 1 м3 масла в час, м2:
для каменноугольного масла при скорости 0,4—0,6 м/сек:
нагрев на 30° С.........................................................
» » 4 0° С.......................................................
лрн скорости 0,8—0.9 м/сек:
нагрев на 30° С.........................................................
» » 4 0° С........................................................
для солярового масла при скорости 0,4—0,5 м/сек:
нагрев на 30° С ........................................................
» » 40° С.......................................................
при скорости 0,8—0,9 м/сек:
нагрев на 30° С.........................................................
» » 4 0° С .... ........................................ ...
Поверхность охлаждения конденсатора-холодильника на 1 т сырого бензола до
• 180° С (прн охлаждении технической водой), м2............................
Общий коэффициент теплопередачи в конденсаторе-холодильнике для сырого бензо-
ла при охлаждении технической водой (скорость воды 0,6— 1.0 м/сек),
ккал/(м2-ч град) ..........................................................
Необходимая рабочая поверхность оросительных холодильников для охлаждения
I ма,'ч поглотительного масла, м2:
трехвитковых чугунных.....................................................
из стальных труб........................................................
Скорость масла в оросительных холодильниках, м/сек ................
Расход воды для охлаждения 1 м3/ч масла в оросительных холодильнике.х, м3 ....
Расстояние между тарелками в разделительной колонне, мм .............
Скорость паров в свободном сечении на выходе нз разделительной колонны, м/сек .
Количество оросительной жидкости иа 1 кг сырого бензола, подаваемой в раздели-
тельную колонну, кг ...................................
Выход легкого сырого бензола с отгоном до 15о° С от сырого бензола с отгоном
до 180°, %.................................................................
Температура насыщенного бензолом поглотительного каменноугольного масла пос-
ле решоферов, °C...........................................................
Содержание бензола в поглотительном масле после дистилляционной колонны, %
(объемн.):
в каменноугольном ..........................................................
в соляровом .............................................................
Давление паров в паровом регенераторе для масла, ати, не более.............
Температура паров после парового регенератора для масла, °C................
Температура начала кипения остатков (полимеров), выпускаемых из регенерато-
ра, °C ....................................................................
Температура паров после дефлегматора днстилляцнонной колонны, °C...........
Температура в ннжней части разделительной колонны, °C......................
0.8—1,3
70
95—110
125—135
130—165
1.7—2,0
1.2 —1,5
2 5—4 0
2 0—3 0
600—750
0.6-0, 75
40—55
45—60
2,8—3,5
3,0—4,0
0,8
120—150
150—200
4 — 5
3—4
0,5—1,0
0,4 —0,6
100—120
150—200
5
9,5
1.4
2,6
4,2
8.0
1,2
2,2
150—200
400
1 , □-1 , о
600—650
0,5—0,6
2,5—3,5
93—95
140 — 165
0,4
0,2
0,5
150
265-270
90—92
150-152
92
Улавливание химических продуктов коксования
Получение сырого бензола
при работе на каменноугольном
масло с огневым нагревом
При этом методе насыщенное бензолом
масло нагревают в трубчатой печи; обез-
бензоленное масло охлаждают водой в ко-
жухотрубчатых холодильниках. Для луч-
шего выделения из оборотного масла на-
фталина и, следовательно, понижения
содержания его в газе после бензольных
скрубберов применяют нафталиновую ко-
лонну.
Насыщенное бензолом масло из первого
по ходу газа скруббера подается насосом
в дефлегматор 13 (рис. 4-16), где оно на-
гревается парами, поступающими из ди-
стилляционной колонны 1.
Масло после дефлегматора поступает в
теплообменники 6 для дополнительного на-
грева. Окончательный нагрев масла перед
подачей его в дистилляционную колонну 1
осуществляется в трубчатой печи 4.
Забираемое насосом из нижней части
колонны 1 обезбензоленное масло охлаж-
дается вначале в теплообменниках 6, а за-
тем технической водой в кожухотрубчатых
холодильниках, после чего оно поступает
в скруббер для улавливания бензольных
углеводородов. Пары воды и сырого бен-
зола после дистилляционной колонны про-
ходят дефлегматор и поступают в разде-
лительную колонну 17, где при подаче на
верхнюю часть колонны рефлюкса (легкой
фракции сырого бензола) и дополнительном
вводе глухого и острого пара в нижнюю
часть колонны достигается разделение сы-
рого бензола на две фракции: легкую
с концом кипения 140—'1500 С и тяжелую
с пределами кипения 150—200° С.
Легкая фракция сырого бензола из раз-
делительной колонны в виде паров направ-
ляется в конденсатор-холодильник 20 и
затем, после отстаивания от воды в сепа-
раторе 21, частично на склад и на верхнюю
тарелку разделительной колонны.
Тяжелая флегма из нижней части де
флегматора и легкая из верхней его части
стекают раздельно в соответстнующие се-
параторы для отстоя от воды, а затем по-
ступают в общий сборник 10. Из сборника
флегма насосом подается в виде рефлюкса
в укрепительную часть дистилляционной
колонны 1. Для вывода нафталина из обо-
ротного масла установлена нафталиновая
колонна 2, питание для которой поступает с
одной из тарелок укрепительной части ди-
стилляционной колонны. Предусмотрена
также возможность подачи на нафталино-
вую колонну флегмы. «
На нафталиновой колонне при подаче
острого пара и подогреве продукта глухим
паром происходит отгонка легкокипящих
фракций, отводимых из нафталиновой ко-
лонны в виде паров в дистилляционную
колонну, а остаток — нафталиновая фрак-
ция из нижней части нафталиновой колонны
стекает в резервуар для смолы.
Масло для регенерации в паровом реге-
нераторе 11 отбирается из трубопровода
после трубчатой печи. Полимеры из реге-
нератора передаются в смолу.
Для пополнения оборотного масла не-
прерывно в дистилляционную колонну по-
дают свежее масло.
Перед подачей в колонну свежее масло
проходит теплообменник 13, куда поступает
тяжелая флегма. Температура последней
при этом несколько снижается, что способ-
ствует лучшему отстаиванию от воды.
В схеме предусмотрен паровой подогре-
ватель для масла, устанавливаемый рядом
с трубчатой печью; подогреватель включа-
ют при ремонте печи.
Температурный режим, °C
Температура насыщенного бензолом масла:
до дефлегматоров ...............................................
после дефлегматоров ........................................
» теплообменников .........................................
» трубчатой печи .........................................
Температура обезбензолеиного масла:
после дистилляционной колонны...................................
» теплообменников ......................................
» холодильников ..........................................
Температура паров:
после дистилляциопой колонны....................................
» дефлегматоров ..........................................
» разделительной колонны .................................
Расход пара:
в бензольной колонне с регенератором масла .....................
» нафталиновой колонне ......................................
» регенераторе поглотительного масла........................
» разделительной колонне для двух бензолов .................
30
50
1за
180
175
83
30
130
88
73
Всего .............
Расход коксового газа (4000 ккал.'м3) в трубчатой печи
Расход охлаждающей воды,
в холодильнике фракции тяжелого сырого бензола .........
в конденсаторах-холодильниках фракции легкого сырого бензола '.
в холодильниках для масла ...........................
Всего .............
Расход электроэнергии для насосов перекачки масла,
смолы, рефлюкса, флегмы, сырого бензола и нафталиновой фракции^
.....................................................
1,050
0,170
0,045
0,415
1 , 680
430
0,45
35,20
69,50
105,15
134,5
Улавливание бензольных углеводородов. Получение сырого бензола
93
Рнс. 4-16. Схема получения сырого бензола при работе на каменноугольном масле с огневым нагревом:
/7 — колонны соответственно бензольная, нафталиновая и разделительная; 3 — сборник для полимеров; 4 — трубчатая печь;
паровой решофер; 6 — теплообменник; 7 — насосы; 8 — резервуар для свежего масла; 9, 18 — холодильники; 10 — бачок для флегмы.
11 — регенератор, 12, 16 — подогреватели; 13 — дефлегматор; 14, 15, 19, 21 — сепараторы
94
Улавливание химических продуктов коксования
В литературе описаны многочисленные
видоизменения процессов получения сыро-
го бензола [2, 6, 13, 15, 19].
Регенерация поглотительного масла
Загустевание работающего поглотитель-
ного каменноугольного масла происходит
вследствие потери наиболее легких его по-
гонов с обратным коксовым газом и с сы-
рым бензолом. Так как в масле накопля-
ются высококипящие вещества, вязкость
его увеличивается и температура начала
выпадения кристаллических осадков повы-
шается с 10—15° С до 20—25° С.
Второй столь же важной причиной обра-
зования и накопления в поглотительном
масле высококипящих продуктов является
полимеризация непредельных соединений,
которые поглощаются маслом из газа в
бензольных скрубберах. Некоторые из этих
соединений удаляются из масла вместе с
парами бензольных углеводородов, другие
же сополимеризуются с образованием так
называемых потенциальных смол.
При многократном использовании погло-
тительного масла в процессе улавливания и
дистилляции бензольных углеводородов по-
тенциальные смолы продолжают полимери-
зоваться и постепенно переходят в факти-
ческие смолы. При накоплении в поглоти-
теле значительного количества полимеров
они могут из него выпадать в виде осадка.
При улавливании бензольных углеводо-
родов соляровым маслом полимеры не рас-
творяются в нем и выделяются в виде
шлама. Значительное влияние на ускорение
процесса полимеризации непредельных сое-
динений оказывают сернистые соединения.
Для сохранения качества поглотительного
масла его подвергают непрерывной регене-
рации.
Небольшую часть масла (около 0,5% от
циркулирующего количества) непрерывно
отводят из дистилляционной колонны в
паровой регенератор, в котором масло отго-
няют большим количеством острого пара
опять в колонну. Неиспарившиеся поли-
меры с частью высококипящих погонов
поглотительного масла выводят из регене-
ратора.
Существует несколько способов регенера-
ции поглотительного масла, применяемых за
рубежом [6].
Хранение сырого бензола
и поглотительного масла
Общая емкость хранилищ зависит от вы-
работки (для сырого бензола) или от по-
требности (для поглотительного масла).
Нормативный запас емкости (при
отсутствии на предприятии перерабатыва-
ющих цехов) следующий, сутки;
Для поглотительного масла.............. 20
Для легкой фракции сырого бензола:
на 4-батарейном заводе .............. 8
» 8-батарейном заводе............... 6
Для тяжелой фракции сырого бензола:
на 4-батарейном заводе.............. 14
» 8-батарейном заводе.............. 10
Для любого из продуктов на складе дол-
жно быть не менее двух хранилищ.
Типовой состав сооружений склада сыро-
г?> бензола и поглотительного масла: хра-
нилища для легкой фракции сырого бен-
зола; хранилища для тяжелой фракции
сырого бензола; хранилища поглотитель-
ного масла; насосная, погрузочно-разгру-
зочные устройства,
Продукты переработки и поглотительное
масло хранят в вертикальных цилиндриче-
ских хранилищах, размеры которых нор-
мализованы (табл. 4-9).
Таблица 4-9
Резервуары рулонной заготовки
для хранения жидкостей
(агрессивных сред)
i 1 4 ♦ И Ц g Емкость, м* Плотность жид- кости, т/м* Основные размеры, мм Общая масса корпуса резер- вуара. кг
диаметр высота
1 Юо 1,85 4730 5880 5440
2 200 1,85 6630 5880 8625
3 300 1,20 7580 7380 11500
4 300 1.85 7580 7345 12350
5 400 1,20 8530 7380 14070
6 700 1,20 10430 8810 22025
7 Юоо 1,20 12330 8850 30300
8 2000 1,20 15180 11790 53950
9 3000 1,20 18980 11835 81330
Хранилища снабжены штуцерами для
подсоединения коммуникации, воздушками
и лазами. Хранилища для поглотитель-
ного масла и тяжелой фракции сырого бен-
зола оборудованы паровыми подогрева-
телями.
Воздушки на хранилищах легковоспла-
меняющихся продуктов в соответствии с
правилами противопожарной безопасности
оборудованы пламегасителями.
Для дистанционного измерения уровня
жидкости в хранилищах устанавливают
уровнемеры. Для перекачки масла и бен-
зольных продуктов применяют центробеж-
ные или паровые насосы.
Количество насосов обычно принимают
не менее трех, в том числе один насос для
бензольных продуктов, второй — для масла
и третий — резервный. Насосы выбирают
с учетом скорости заполнения (или опорож-
нения) четырехосной железнодорожной
цистерны (50—60 л3/ч). Количество погру-
зочно-разгрузочных устройств для желез-
нодорожных цистерн должно быть не менее-
трех.
На рис. 4-17 показан один из типовых
складов сырого бензола и поглотительного
масла. Насосы размещают в закрытом
помещении, все остальные сооружения —
на открытом воздухе. Расстояния между
отдельными сооружениями склада приняты;
Улавливание бензольных углеводородов. Получение сырого бензола
95,
Рис. 4-17. Склад сырого бензола и поглотитель-
ного масла:
1—3 — хранилища легкой и тяжелой фракций
сырого бензола и поглотительного масла соответ-
ственно; 4 — погрузочно-разгрузочное устройство
в соответствии с действующими пожарными
нормами. Площадка, на которой размеще-
ны хранилища, ограждена земляной обва-
ловкой.
4. УЛАВЛИВАНИЕ
БЕНЗОЛЬНЫХ УГЛЕВОДОРОДОВ
И ПОЛУЧЕНИЕ СЫРОГО БЕНЗОЛА
ПО ДРУГИМ МЕТОДАМ
Улавливание
при охлаждении под давлением
При обычных условиях бензольные угле-
водороды находятся в коксовом газе в па-
рообразном состоянии, далеком от насыще-
ния. Точка росы бензола в коксовом газе
лежит около минус 17° С (рис. 4-18).
При сжатии газа соответственно возра-
стает концентрация находящихся в нем
веществ (бензольных углеводородов, наф-
талина и др.), при этом они могут перей-
ти в насыщенное состояние и начать кон-
денсироваться.
В табл. 4-10 представлена зависимость
температуры начала конденсации бензола
и температуры, при которой конечное со-
держание бензола снижается ло 1 и
0,5 г/м3, от давления [15].
Необходимость передачи коксового газа
за рубежом на большие расстояния обусло-
вило его сжатие до 8—12 атм, что влечет
за собой практически полную очистку от
нафталина и осушку. В этом случае можно
с успехом применять холод, позволяющий
совместить в одном процессе улавливание
Рнс. 4-18. Зависимость концентрации на-
сыщенных паров бензола, толуола и на-
фталина в коксовом газе от темпера-
туры
бензольных углеводородов, очистку от на-
фталина и осушку газа.
Практическое решение этой задачи зна-
чительно усложняется присутствием в кок-
совом газе многих веществ с совершенно
различными физическими свойствами. При
охлаждении газа конденсируются не только
пары бензольных углеводородов, но и про-
исходит выделение в твердом виде различ-
ных веществ, засоряющих аппаратуру и
вызывающих необходимость в резервных
аппаратах и постоянном переключении ра-
ботающих аппаратов на резервные. Кроме
того, это явление вызывает необходимость
многоступенчатого охлаждения газа.
На рис. 4-19 показана схема улавливания
бензольных углеводородов из коксового
газа охлаждением его до минус 45° С под
давлением 8 атм [20]. Газ охлаждают в
гри ступени. В первой ступени (теплообмен-
ник 1) поступающий после сероочистки
Т а б л и ц а 4-10
Зависимость температуры
от давления
Давление ата Температура начала кон- денсации при содержании 30 г бензола в 1 л3 газа, °C Температура (°C), при которой конеч- ное содержание бен- зола снизится до
1 г/лг3 0,5 г/л/3
1 — 17 —52 —57
2 —8 —45 —51
5 +6 —36 —43
8 + 14 —32 —38
12 +22 —29 —34
15 +28 —26 —32
96
Улавливание химических продуктов коксования
газ охлаждается обратным коксовым газом
до 5° С, при этом из газа в основном кон-
денсируются пары воды. Во второй ступе-
ни (теплообменники 2) газ охлаждается
обратным коксовым газом до —20° С, при-
чем теплообменники 2 работают поперемен-
но, так как выделяются из газа бензольные
углеводороды и нафталин. В третьей сту-
обезбензоленным газом охлаждается до
4° С, последний же нагревается с —17 до
10° С.
В холодильнике и теплообменниках вы-
деляется около 30% общего количества
бензола в поступающем газе. Конденсат
содержит также почти весь нафталин. По-
сле разделения в сепараторе 3 легкое мас-
Предохранительный клапан
Ыч Запорный клапан
я. Вентиль, управляемый
сжатым воздухом
® Регулирующий вентиль,
управляемый сжатым
воздухом
Смотровое стекло
0! Манометр
ж. Термометр сопротивления
Ф Дисрсреренциальный манометр
рэ Регулятор температуры
Рис. 4-19. Схема выделения бензольных углеводородов из коксового газа вымора-
живанием:
t, 2 — теплообменники первой и второй ступени; 3, 7 — сепараторы; 4 — аммиачные холодильни-
ки; 5 — отделитель жидкого аммиака; 6 — сборник для сырого бензола
пени (аммиачные холодильники 4) газ
охлаждается аммиаком до — 45° С.
Аммиачные холодильники 4 также рабо-
тают попеременно. Аппаратура компактно
размещена в помещении площадью 120—
150 м2. Ввиду хорошего теплообмена и
изоляции расход холода небольшой. Темпе-
ратура выходящего газа ниже температуры
входящего всего на 3—5 град. Бензол полу-
чается светлый, с отгоном 96% до 180° С.
Содержание бензола в газе до установки
составляет 30 г/м3, после установки 1 г/м3.
Абсорбция сольвентом
при охлаждении под давлением
Бензольные углеводороды можно извлечь
из газа путем промывки его при низкой
температуре сольвентом. Для осушки и
охлаждения газа в него подают одновре-
менно с сольвентом 30%-ный раствор хло-
ристого кальция. Схема работающей по
этому методу промышленной установки
изображена на рис. 4-20 [21].
Газ на установку поступает после сухой
сероочистки под давлением 7,5—8,5 атм.
В трубчатом холодильнике 1 он охлаж-
дается оборотной технической водой до
28° С и поступает в теплообменники 2, где
ло поступает в сборник 16, а водный
конденсат направляют в цикл орошения га-
зосборников.
Газ после теплообменников поступает
в абсорбер 6, где охлаждается с 4 до 12° С
30%-ным раствором хлористого кальция,
поступающим после холодильной 'машины
с температурой —22° С в количестве око-
ло 2 л на 1 л3 газа. Кроме того, в абсор-
бер подают в тонкораспыленном состоянии
сольвент (около 0,0015 л/м3 газа), благо-
даря чему устраняется закупорка аппарата
кристаллизующимся бензолом. В абсорбе-
ре выделяется практически вся вода и
большая часть бензольных углеводородов.
Из абсорбера 6 газ поступает в тарель-
чатый абсорбер 5, в котором промывается
сольвентом, поступающим после холодиль-
ной машины с температурой —22° С в ко-
личестве 0,02 л/м3 газа. Большую часть его
подают на самую верхнюю тарелку и около
10% от всего количества поступает на
третью тарелку (снизу), где остаточный
бензол выделяется из газа в твердом виде.
Для отвода тепла конденсации бензола на
пятую тарелку (снизу) подают 0,4 л/м3
газа раствор хлористого кальция. Темпе-
Улавливание бензольных углеводородов. Получение сырого бензола
97
ратура газа на выходе из абсорбера 5 со-
ставляет —17° С при содержании в нем
бензольных углеводородов около 0,3 г/м3.
Вся жидкость из абсорберов стекает в
сепараторы За, откуда раствор хлористого
кальция снова поступает на охлаждение
в холодильную машину 7, а сольвент — в
колонну 10. Внизу колонны имеется элек-
троподогреватель. В качестве орошающей
жидкости применяют сырой бензол. Пары
из колонны 10 поступают в колонну 11, а
вытекающий остаток, представляющий со-
бой смесь нафталина, смолистых и высоко-
кипящих веществ, отводится в сборник 13.
Рис. 4-20. Схема улавливания бензольных углеводородов нз коксо-
вого газа сольвентом при низкой температуре;
/ — холодильник; 2, 2а — теплообменники; 3, За — сепараторы; 4 —
расширительный сборник; 5, 6 — абсорберы; 7 — холодильная маши-
на; 8 — выпарная установка; 9 — конденсор; 10, 11 — колонны; 12 —
циркуляционный подогреватель; 12а — решофер; 13—16 — сборники
дистилляционное отделение. Для поддер-
жания нужной концентрации раствора хло-
ристого кальция (плотность 1,25) предусмо-
трена выпарная установка 8, в которую не-
прерывно отводят часть раствора из
сепаратора За.
Поступающий в дистилляционное отде-
ление сольвент через первый теплообмен-
ник 2а поступает в расширительный
сборник 4, откуда насосом прокачивается
через второй теплообменник 2а и решофер
12а в колонну И. В теплообменниках соль-
вент нагревается вытекающим из колонны
обезбензоленным продуктом, а в решофе-
ре— паром до 1154 С. Кроме того, преду-
смотрен циркулярный подогреватель 12,
давление пара в котором ,12 ати. Колонна
(16 тарелок) орошается получаемым сырым
бензолом, имеющим отгон до 180° С не
меньше 99,5%. Вытекающий из колонны
сольвент начинает кипеть при температуре
выше 153° С.
Часть вытекающего из колонны продук-
та п конденсат из газовых холодильников
после компрессоров непрерывно поступают
во вспомогательную ректификационную
7 Справочник коксохимика, т. III
Благодаря работе колонны 10 осущест-
вляется регенерация циркулирующего соль-
вента и тем самым сохраняется постоян-
ным его качество; кроме того, из газового
конденсата, содержащего 85% веществ,
отгоняющихся до 200° С, получают около
25% сольвента, которым восполняют потерн
этого компонента в процессе улавливания
из газа и выделения из поглотителя бен-
зольных углеводородов.
Расход энергоносителей и материалов на
1 т сырого бензола при этом процессе со-
ставляет;
Пар, m............................ 0,5
Электроэнергия, квт-ч..............280
Техническая вода, м3 .............. 15
Хлористый кальций, кг............... 5
Аммиак, кг....................... 0,13
Адсорбция активированным углем
В тех случаях, когда наряду с улавли-
ванием бензольных углеводородов тре-
буется хорошая очистка газа от серни-
стых, смолообразующих и других загряз-
няющих примесей, целесообразно применять
твердые адсорбенты.
98
Улавливание химических продуктов коксования
В качестве адсорбентов нашли практи-
ческое применение активированные угли,
имеющие наиболее развитую внутреннюю
поверхность. Характеризуются они следу-
ющими показателями [22]:
Величина зерен, мм.............. 4
Насыпная масса, кг/м3 ....... 320 — 400
Внутренняя поверхность пор, м2/г 600—1200
Емкость по бензолу (поглощение
из воздуха, насыщенного на 90%
парами бензола, при 20 °C), кг
на 100 кг бензола............... 50 — 80
Количество адсорбируемых из газа бен-
зольных углеводородов зависит от свойств
угля и условий протекания процесса, в пер-
вую очередь от парциального давления па-
ров и температуры. В общем виде для
каждого данного вещества и адсорбента
при определенной температуре зависи-
мость между количеством адсорбируемого
вещества и парциальным давлением его па-
ров выражается при средних давлениях
эмпирическим уравнением Фрейндлиха:
1
х п
— = арп ,
m
где х — количество адсорбированного ве-
щества;
m — количество адсорбента;
р — парциальное давление паров дан-
ного вещества при достижении
равновесия;
а, п — константы, зависящие для дан-
ного адсорбента от природы пог-
лощаемого вещества и темпера-
туры.
Уравнение Фрейндлиха удобнее предста-
вить в логарифмической форме:
х 1
1g— = — lg р+ 1g а.
m п
х
В этом случае зависимость te”^‘0T Р
выражается прямой линией, для построе-
ния которой достаточно двух точек.
Зависимость количества адсорбируемого
вещества от парциального давления его
паров в газе при определенной температу-
ре может быть представлена прямыми и
кривыми (в зависимости от выбранной си-
стемы координат), называемыми изотерма-
ми адсорбции. Они характеризуют стати-
ческую активность адсорбента, определяе-
мую при достижении равновесия между
концентрацией данного вещества в газе и
его количеством в адсорбенте. Практичес-
ки важнее динамическая активность, опре-
деляемая количеством поглощенного в ад-
сорбере вещества до проскока. Для акти-
Рис. 4-21. Схема адсорбции бензольных углеводородов из коксового газа активированным углем:
1 — адсорберы; 2 — конденсаторы; 3 — предварительные сепараторы; 4 — конечные сепараторы; 5 —
наблюдаемый переток; 6 — мериики бензола; 7 — испарители; 8 — перегреватели; 9 — бак для
конденсата; 10 — паромер; 11 — редукционный клапан; 12 — газовые холодильники; 13, 14 — гра-
дирни; 15—17 — водяные насосы
Улавливание бензольных углеводородов. Получение сырого бензола
99
вированного угля в адсорберах промыш-
ленного типа она составляет 85—95% от
статической [18]. Адсорбция активирован-
ным углем сопровождается выделением
гепла. Если в газе присутствует несколько
веществ, то, как правило, в первую очередь
и в значительно большем количестве пог-
лощается вещество с более высокой тем
пературой кипения. Существенное влияние
на адсорбцию бензола активированным уг-
лем оказывают водяные пары.
Поглощенные активированным углем
бензольные углеводороды извлекают из не-
го продувкой перегретым водяным паром.
На рис. 4-21 изображена схема адсорб-
ции активированным углем [15]. Произво-
дительность установки около 90000 м3/газа,
содержащего около 41 г/м3 бензольных уг-
леводородов. Коэффициент улавливания на
этой установке составляет около 92,5%.
Установка разделена на два потока газа
с соответствующей аппаратурой. Обе поло-
вины могут работать и как одно целое и
независимо друг от друга. На каждом по-
токе имеется по четыре адсорбера, вмеща-
ющих до 7 т активированного угля каж-
дый. Диаметр адсорбера 2,7 м, длина 8,2 м.
Адсорберы снабжены змеевиками для ох-
лаждения и нагрева угля и оборудованы
решетками, па которые засыпают уголь.
При выгрузке решетки опускают и уголь
легко высыпается в специальные пылене-
проницаемые контейнеры, в которых его
доставляют на регенерацию. Для удобства
обслуживания и опорожнения адсорберы
расположены на 3,3 м выше отметки пола.
Адсорберы работают параллельно, при-
чем при максимальной нагрузке по газу
в работе должно находиться пять адсорбе-
ров, два адсорбера в это время стоят на
пропарке п один в резерве или на замене ак-
тивированного угля. После адсорберов газ
поступает на охлаждение в газовые холо-
дильники непосредственного действия 12,
где он охлаждается водой, циркулирующей
через градирню 13.
Перед отключением из газового тракта
адсорбера с насыщенным углем включает-
ся свежепропаренный адсорбер. В змееви-
ки отключенного адсорбера прекращают
подавать воду и вводят пар. Одновремен-
но в адсорбер подают острый пар. Темпе-
ратура в адсорбере быстро повышается,
при этом из активированного угля выделя-
ются пары бензольных углеводородов, эти-
лена и других окклюдированных газов.
Пройдя испаритель 7 и конденсаторы 2, не-
копденсирующиеся газы возвращаются в
газопровод перед установкой (на схеме не
показано). Бензольные углеводороды вме-
сте с парами воды конденсируются и пос-
тупают в сепараторы 3 и 4. Пропаривание
адсорбера занимает 30—40 мин (в зависи-
мости от срока работы активированного уг-
ля). К концу пропаривания температура
угля достигает примерно 120° С, а содер-
жание бензольных углеводородов в нем
снижается до 1—3% (вес.). Снижение ос-
7*
таточного содержания в активированном
угле адсорбированных веществ требует
увеличения удельного расхода пара, поэ-
тому на практике не стремятся к слишком
высокой полноте извлечения бензольных
углеводородов из угля, что в свою очередь
обусловливает и не слишком высокий коэф-
фициент улавливания их из газа.
После прекращения подачи пара в ад-
сорбер подают воду (около 15% к углю),
которая при последующем включении ап-
парата в газовый поток испаряется и спо-
собствует быстрому охлаждению угля, а
также устранению полимеризации непре-
дельных соединений в его порах, легко
протекающей при высокой температуре
в начальный период. Благодаря этому, ес-
тественно, дольше сохраняются высокие
адсорбционные свойства угля. Через 20 мин
(После включения адсорбера подают в зме-
евики охлаждающую воду из резервуара
градирни 14.
На установке используют пар высокого
давления (14 ати) с температурой 250° С,
пар низкого давления (около 1 атм) после
турбин газодувок и пар, получаемый в ис-
парителях 7. Для испарения поступающего
в испаритель из напорного бака 9 конден-
сата используется тепло, выделяющееся
при охлаждении и конденсации проходя-
щих в межтрубном пространстве паров во-
ды и бензольных углеводородов, Темпера-
тура последних большую часть времени от-
гонки их из угля лежит ниже 100° С, поэто-
му к испарителю подключен эжектор,
работающий па паре высокого давления,
который создает в нем необходимый для
испарения воды вакуум.
Изменения суммарного расхода пара для
отпарки в зависимости от количества од-
новременно пропариваемых адсорберов по-
казаны в табл. 4-11.
Таблица 4-11
Зависимость суммарного расхода пара
от числа адсорберов, кг
Пар Один адсор- бер Два адсор- бера
Глухой пар (к змеевикам ад- сорберов) 450 900
Острый пар: к эжекторам испарите- лей (пар высокого дав- ления) 2700 2700
к адсорберам (в резуль- тате испарения кон- денсата в испарите- лях) 2025 2250
к адсорберам (мятый пар после турбин газоду- вок) 5500
Всего . . . 5175 11350
100
Улавливание химических продуктов коксования
Из общего количества тепла, затрачивае-
мого на отпарку из угля бензольных уг-
леводородов, только около 6% идет на сам
процесс отгонки. Большее количество тепла
(~ 16,5%) расходуется на нагрев адсор-
бера и угля. Преобладающая часть тепла
(68—70%) уносится из адсорбера некон-
денсирующимся водяным паром. В испари-
телях используется около 34% этого тепла.
Опыт работы описываемой установки по-
казал, что адсорбционная способность ак-
тивированного угля в процессе эксплуата-
ции снижается примерно с 25 до 5%, после
чего уголь нужно заменять свежим. При
регенерации угля его адсорбционная спо-
собность почти полностью восстанавлива-
ется, но срок дальнейшей работы умень-
шается.
Расход энергоносителей
на 1 и сырого бензола
Активированный уголь, кг........... 6,8
Пар, m............................. 3,7
Электроэнергия, квт-ч..............44
Очищенная вода для испарителей, м3 1,7
Свежая охлаждающая вода, лН........ 0,28
В табл. 4-12 приведены сравнительные
данные по абсорбции и адсорбции бензоль-
ных углеводородов ,из коксового газа [15].
Таблица 4-12
Сравнительные данные по абсорбции
и адсорбции
Показатели Абсорбция поглоти- тельным маслом Л дсорбция активиро- ванным углем
Содержание бензоль- ных углеводородов в обратном газе, г/м3 1,8 1,4
Расход на 1 т сырого бензола: пар, т 4,5 4,5
охлаждающая во- да (оборотная). л3 68—91 45,5
электроэнергия. квт-ч .... 80-120 80—120
поглотительное масло, кг . . . 102—159 —
активированный уголь, кг . . . — 8,2—11,4
Из сравнения видно, что затраты энерго-
носителей мало отличаются при обоих мето-
дах улавливания. Стоимость сооружения
установок также почти одинакова. К недо-
статкам адсорбционного метода можно от-
нести большее сопротивление адсорберов
проходу газа и периодичность процесса. По
при этом методе достигается более полное
извлечение из газа бензольных углеводоро-
дов и значительно снижается содержание
в газе цианидов, окислов азота и сероорга-
дшческих соединений. Следует отметить, что
в результате лучшего улавливания активи-
рованным углем серооргаиических соедине-
ний их концентрация в сыром бензоле уве-
личивается на 30—40%.
Применение активированного угля для
улавливания бензольных углеводородов
требует глубокой предварительной очистки
газа от сероводорода и смолистых веществ.
Поэтому выбор метода обусловлен в ос-
новном требуемой очисткой газа. При пот-
реблении его для бытовых нужд требуется
глубокая очистка от сероводорода, нафта-
лина и других примесей. В этом случае
(при улавливании без давления) можно
применять адсорбционный метод.
5. АППАРАТУРА УЛАВЛИВАНИЯ
БЕНЗОЛЬНЫХ УГЛЕВОДОРОДОВ
И ПОЛУЧЕНИЯ СЫРОГО БЕНЗОЛА
Конечные газовые холодильники
Конечный газовый холодильник (см. рис.
4-22) представляет собой стальной цилин-
дрический аппарат, состоящий из двух ча-
стей: верхней газовой и нижней, выполня-
ющей роль подставки, значительная высо-
та которой (8—9 .и) обусловливается необ-
ходимостью обеспечить самотек воды на
градирню.
Иногда нижнюю часть холодильника ис-
пользуют в качестве хранилища для погло-
тительного масла.
Верхняя часть холодильника имеет гори-
зонтальные полки в виде сегментов с от-
верстиями диаметром 10 мм.
Техническая характеристика и основные
размеры конечных газовых холодильников
конструкции Гипрококса представлены
в табл. 4-13.
Таблица 4-13
Характеристика газовых холодильников
конструкции Гипрококса
Тип .холодильника
Характеристика I 11 III
Общие габариты, м:
диаметр корпуса 4,0 4,5 4,5
высота 32,36 30,4 32,87
Полезный объем газо-
вой части, л3 . . , 228 264 312
Число полок .... Расстояние между пол- 21 15 18
ками, м 0,75— 1,1 1,0—
1,1 1,2
Рабочее давление в
газовой части, кГ/см'1 0,3 0,3 0,3
Средняя площадь се- чения газохода, м2 Масса холодильника. 2,9 4,6 4,6
т ........ 35,8 34,6 37,1
Материал корпуса . . Ст. 3 Ст. 0 Ст. 3
Улавливание бензольных углеводородов. Получение сырого бензола
101
Конечный газовый холодильник с экс-
тракцией нафталина из воды смолой пока-
зан на рис. 4-23. Устройство верхней газо-
вой части этого холодильника аналогично
холодильнику, показанному на рис. 4-22.
Масло на промыйкд
стояка
<t4S00-~
Рис. 4-22. Конечный
газовый холодильник
Рис. 4-23. Конечный
газовый холодильник
с промывателем
Нижняя часть такого холодильника слу-
жит промывателем и поэтому оборудована
полками с отверстиями, благодаря чему до-
стигается хорошее перемешивание смолы
с водой. Промыватель снабжен паровым
подогревателем для нагрева собирающейся
внизу смолы.
Смолу из промывателя отводят через
смолоотводчик, с помощью которого в про-
мывателе поддерживается слой смолы, до-
статочный для ее обезвоживания.
Техническая характеристика и основные
размеры конечных газовых холодильников
конструкции Гипрококса с экстоакцией на-
фталина из воды смолой представлены
в табл. 4-14.
Таблица 4-14
Характеристика газовых холодильников
с промывателем конструкции
Гппрококса
Характеристика Тип холодильника
I I г 111
Общие габариты, м:
диаметр корпуса высота 4,5 37,4 4,5 37,6 6,0 46,0
Полезный объем газо-
вой части, л;3 . . . Средняя площадь се- 316 312 633
чепия газохода, м2 Число полок: 4,6 4,6 6,0
в газовой части 18 18 18
в промывателе . . 8 8 8
Расстояние между пол-
ками, м:
в газовой части 1,1 — 1 1 — 1,2 1,2—
1,2 1,3
в промывателе . . 0,75 0,75 0,85
Рабочее давление в га- зовой части, кГ/см2 Поверхность змееви- 0,3 о,з 0,3
ков подогревателя. .я2 20,6 20,6 26,6
Рабочее давление в
змеевиках подогре- вателя, кГ/см2 . . 10,0 10,0 10,0
Масса холодильника,
!П 59,3 63,4 109,6
Материал корпуса . . Ст. 0 Ст. 3 Ст. 3
Количество конденсирующихся в холо-
дильнике водяных паров недостаточно для
восполнения потерь воды в градирне.
При продолжительной работе холодиль-
ника наблюдается увеличение в воде кон-
центрации солей, что приводит к повышен-
ной коррозии аппаратуры бензольного от-
деления. Поэтому возникает необходимость
в систематическом обновлении воды. Доба-
вляют или свежую техническую воду, или
воду из сепараторов бензольного отделе-
ния. Последнее является более предпочти-
тельным, так как при этом уменьшается
количество фенольных вод и не отлагают-
ся соли жесткости на полках конечного
холодильника; отверстия в полках не за-
биваются и сопротивление холодильника
по газу не повышается сверх нормального.
Отстойники
Нафталиновые отстойники периодическо-
го действия могут быть прямоугольного
сечения (железобетонные или стальные)
с вертикально расположенными перегород-
ками и цилиндрические радиального типа
с коническим дном.
Отстойники снабжают паровыми змееви-
ками для расплавления нафталина.
102
Улавливание химических продуктов коксования
Нафталиновые отстойники непрерывного
действия (рис. 4-24) оборудованы механи-
ческим, приводимым в движение от элек-
тродвигателя, скребком для сбора находя-
Вода поступает в центральную часть от-
стойника по трубопроводу, заканчивающе-
муся расширителем для уменьшения ско-
рости жидкости, и уходит через кольцевой
щегося па поверхности воды нафталина и
передачи его в карман-плавильник отстой-
ника.
Для плавки нафталина, осевшего в ниж-
ней части отстойника, имеются паровые
змеевики.
Техническая характеристика И основные
размеры нафталиновых отстойников непре-
рывного действия приведены в табл. 4-15.
Отстойники для воды
после нафталинового промывателя
Применение нашли два типа отстойни-
ков — радиальные с коническим днищем и
цилиндрические. Емкость отстойников при-
нимают из расчета, что вода в них нахо-
дится в течение 30 мин.
На рис. 4-25 показан отстойник для во-
ды радиального типа.
Таблица 4-15
Характеристика нафталинового
отстойника непрерывного действия
Характеристика Типы отстой- ников
I 11
Основные габариты, .и: диаметр 10,0 12,2
высота 3,388 3.830
Полезный объем, м3 . , . . 160 250
Общая поверхность паровых змеевиков, м2 34,1 27,7
Продолжительность оборота моста, мин ....... 3,25 4.9
Мощность, кет 1,0 2,7
Улавливание бензольных углеводородов. Получение сырого бензола
103
периферийный желоб. Для подогрева смо-
лы, собирающейся в нижней части отстой-
ника, имеется паровой змеевик; для выво-
да смолы установлен смолоотводчик.
Т а б л и ц а 4-16
Характеристика отстойников
Характеристика Отстойник радиального типа I Отстойник цилиндриче- ского типа
II III
Основные размеры, м: диаметр 6,50 5,67 4,73
высота 7,55 10,67 15,67
Рабочая емкость, м3 160 260 260
Поверхность нагрева змеевиков, мг . . 33 6 10,3
Рабочее давление па- ра, кГ/см2 .... 8 10 10
Скрубберы
Конструкция и принцип действия отстой-
ника цилиндрического типа ясны из рис.
4-26. Характеристика отстойников пред-
ставлена в табл. 4-16.
Наиболее распространены скрубберы с не-
подвижной насадкой. Для бензольных
скрубберов применяют деревянную хордо-
вую насадку и насадку из стальных спи-
ралей.
На рис. 4-27 показан скруббер с дере-
вянной хордовой насадкой.
Скруббер представляет собой стальной
вертикальный цилиндр, заполненный в не-
сколько ярусов насадкой. В верхней части
скруббера расположены оросительное уст-
ройство и штуцер для выхода газа, в ниж-
ней — штуцер для входа газа и сборник
для приема стекающего с насадки масла со
штуцерами для откачки и аварийного пе-
релива, а также устройство для автомати-
ческого поддержания уровня масла.
Рис. 4-26. Цилиндрический отстойник
Отстойники типов I и II устанавливают
в том случае, если вода из отстойников по-
ступает на градирню с желобчатым рас-
пределением, и типа III, если вода из от-
стойников поступает на градирню с форсу-
ночным распределением.
Каждый ярус насадки уложен на опор-
ной конструкции, состоящей из швеллерных
балок, прикрепленных к корпусу скруббе-
ра.
Над оросительным устройством находит-
ся осушающая насадка.
104
Улавливание химических продуктов коксования
На рис. 4-28 показан скруббер с насад-
кой из стальной спиральной ленты.
Скрубберы с металлической насадкой,
как и с хордовой, могут иметь различные
оросительные устройства и сборники для
масла. Сборник для масла изолирован от
газовой части сплошным днищем. Ороси-
тельное устройство состоит из одной фор-
сунки, расположенной по оси скруббера.
Рис. 4-27. Скруббер с деревянной
хордовой насадкой
Техническая характеристика и основные
размеры насадочных скрубберов для улав-
ливания бензола представлены в табл. 4-17.
Хордовая деревянная насадка (рис. 4-29)
состоит из деревянных вертикально распо-
ложенных рабочих и опорных реек, между
которыми проложены прокладки. Рейки
скреплены между собой в пакеты стальны-
ми болтами. Из отдельных пакетов насад-
ки собирают круг.
Для уменьшения нагрузки на нижние
круги иасадки укладку производят от-
дельными ярусами. Количество кругов
в одном ярусе обычно не превышает 21.
,Рис. 4-28. Скруббер с металлической
спиральной насадкой
Два рядом лежащих круга располагают
под углом 90 или 45° друг к другу, что
способствует лучшему перемешиванию га-
за с орошающей жидкостью.
Размеры и масса деревянной хордовой
насадки для скрубберов различного диа-
метра приведены в табл. 4-18. Для изго-
товления хордовой насадки обычно приме-
няют сосну и реже ель.
Улавливание бензольных углеводородов. Получение сырого бензола
105
Металлическую насадку изготовляют из
стальной ленты, закрученной в спирали.
Характеристика насадки
из стальных спиралей
Толщина ленты, мм ......... 0,2
Ширина ленты, мм ......... 10,0
Диаметр спирали, мм ........ 19,0
Шаг спирали, мм................ 27
Длина обрезка спирали, мм .... 380
Удельная поверхность, л<2/л<3 ... 130
Масса 1 м3 насадки, кг ....... 104
Металлическую спиральную насадку ук-
ладывают в скруббер насыпью отдельными
ярусами. Высота яруса насадки не превы-
шает 2,8 м.
Рис. 4-29. Деревянная хордовая насадка:
1 — рабочие рейки; 2 — опорные рейкн-
3 — прокладки
В качестве осушающей газ насадки в
верхней части бензольных скрубберов над
оросительным устройством укладывают
слой из керамических колец размером 25X
Х25ХЗ мм и высотой от 300 до 700 мм.
Рис. 4-30. Центральное оросительное
устройство
Таблица 4-17
Техническая характеристика скрубберов
Характеристика Скрубберы с деревянной хордовой насадкой Скрубберы с метал- лической спиральной насадкой
I II 111 IV V VI I 11
Диаметр, м 4,0 4,5 4,5 4,5 5,0 6,0 5,0 5,46
Высота, м 33,9 38,3 38,3 39,83 40,05 37,34 25,4 23,066
Поверхность насадки, м2 Тип оросительного устройст- 13550 20300 20300 20000 26640 35070 30600 36600
ва Площадь свободного сечения Цент эально< ное ус ороси ТрОЙСТ! тель- 30 Форсу орои ночное гение Цент- ральное ороси- тельное устройст- во Форсу- ночное орошение
для прохода газа, м2 . . 6,32 8,57 8,57 8,57 10,5 15,84 — —
106
Улавливание химических продуктов коксования
Таблица 4-18
Размеры и масса деревянной хордовой иасадки
толщина рабочих и опорных реек составляет соответственно 10 и 25 мм,
а высота 120 и 140 мм)
Диаметр аппарата (диаметр круга насадки) мм Расстояние меж- ду рейками, мм Поверхность орошения одного круга, ле2 Живое сечение для прохода га- . за, -и2 Пакеты Масса одного круга, кг Масса в рабочем состоянии 1
наибольшая ширина, мм количество в одном кру- ге дерева при плотности 580 кг/м3 металличес- ких болтов прн плотно- сти 7,850 кг/м3 W э хо о
3000 (2950) 19 52,4 3,70 461 10 227 15 242 450
3300 (3250) 19 53,3 4,60 461 10 271 18 286 530
4000 (3950) 19 94,1 6,82 490 14 398 25 423 790
4500 (4450) 19 119,5 8,57 490 16 506 34,4 537,5 1000
5000 (4950) 19 148,0 10,5 461 18 627 36,5 663,5 1200
6000 (5950) 19 213,5 15,84 519 — 837 34 867 1600
3000 (2950) 25 44,0 4,10 475 10 201 15,3 216 390
3300 (3250) 25 53,0 5,00 475 12 242 16,6 259 480
4000 (3950) 25 78,8 7,40 475 14 357 24,7 382 710
4500 (4450) 25 100,0 9,30 475 16 448 29 477 900
5000 (4950) 25 125,0 11,50 475 18 555 35,4 591 1100
3000 (2950) 50 27,0 4,85 535 8 146 13 139 300
3300 (3250) 50 32,2 5,90 535 8 175 15 190 350
4000 (3950) 50 42,0 8,50 535 12 259 22,3 281 520
4500 (4450) 50 56,0 11,0 535 12 326 27,6 354 650
5000 (4950) 50 76,0 13,40 535 14 405 32,4 438 810
Характеристика иасадки
из керамических колец
размером 25x25x3 мм
Число колец в 1 м3 объема, заполнен-
ного насадкой................. 532с0
Свободный объем, м3/м3 ......... 0,74
Удельная поверхность, м3!м3 ...... 204
Масса 1 м3 иасадки, кг............ 532
Для распределения поглотительного мас-
ла по всему сечению скруббера применяют
оросительные устройства, наиболее рас-
пространенными из которых являются
центральное и форсуночное (форсунки рас-
полагают по всему сечению скруббера).
Центральное оросительное устройство
(рис. 4-30) отличается простотой и практи-
чески не нуждается в чистке, но жидкость
при его работе распределяется недостаточ-
но хорошо.
На рис. 4-31 .представлены размеры жид-
костных зонтов, получаемых при работе
центрального оросительного устройства, и
указаны рекомендуемые расстояния ороси-
теля от верха насадки в зависимости от
диаметра скруббера.
На рис. 4-32 дан график производитель-
ности оросительного устройства в зависи-
мости от величины напора.
Значительно лучшее распределение жид-
кости получается при форсуночном ороси-
тельном устройстве, что особенно важно
при большом диаметре скруббера. Форсун-
ка типа «Турбинка» показана на рис. 4-33.
Количество форсунок для одного скруб-
бера принимают в зависимости от его диа-
метра и количества жидкости. Характерис-
тика работы форсунки типа «Турбинка» с
диаметром выходного отверстия 10 мм при-
ведена в табл. 4-19.
Таблица 4-19
Характеристика работы форсунки
типа „Турбиика“
Характеристика
распыления
0,5 38,8 1,8
0,8 48,2 1,8
1,0 50,5 1,85
1,2 54,6 1,85
1,5 64,2 1,9
1,8 68,6 1,95
2,0 71,4 1,95
Струйчатое
»
Крупнокапельное
Мелкокапельное
»
Пылеобразное
»
Кроме описанных в зарубежной практи-
ке, иногда применяют скрубберы с перфо-
рированной металлической насадкой Интос
[7], с плоскопараллельной насадкой [8],
вихревые многоступенчатые [9], с ударными
тарелками [10], горизонтальные с вращаю-
щейся насадкой [11] и др.
Улавливание бензольных углеводородов. Получение сырого бензола
107
Рис. 4-31. Размеры жидкостных зонтов, полу-
чаемых при работе центрального оросительного
устройства, и рекомендуемое расположение его
в зависимости от диаметра скруббера (в скоб-
ках — рекомендуемые размеры):
а — производительность 100 лг3/ч, напор «2,5 .и;
б — производительность 150 мя/ч, иапор »
» 7.0 м; Ь — диаметр скруббера (соответствую-
щий диаметр зоита рекомендуемого расстояния);
L — расстояние от низа форсунки до верха на-
садки
Дистилляционные колонны
Диаметр дистилляционной колонны за-
висит от объема проходящих через нее па-
ров и заданной скорости их движения.
С увеличением скорости паров эффектив-
ность работы тарелок повышается, однако
увеличиваются высота подъема брызг и
унос их паром с предыдущей тарелки на
последующую. Поэтому скорость паров в
колонне и расстояние между тарелками
взаимозависимы.
Для нахождения скорости паров в колон-
не обычно пользуются формулой
где w —скорость паров в колонне, м/сек-,
— плотность жидкости (горячей
флегмы), кг/м3,
dn — плотность паров, кг/м3-,
К —коэффициент, зависящий от рас-
стояния между тарелками:
Рис. 4-32. Зависимость произво-
дителъности центрального ороси-
тельного устройства от напора
Рис. 4-33. Форсунка типа «Турбинка»
На рис. 4-34 показана дистилляционная
колонна для отгонки бензольных углеводо-
родов из каменноугольного поглотительно-
го масла при паровом нагреве.
Корпус колонны состоит из сваренных ме-
жду собой обечаек, изготовленных из сталь-
ных листов толщиной 8 мм. Тарелки колон-
ны выполнены из штампованных стальных
желобов, уложенных на опорной балке.
Желобы накрывают колпаками с проре-
зями.
Колпаки на тарелке колонны располага-
ют параллельно друг другу, что определяет
прямоугольное сечение барботажной части
тарелки. Масло с верхней тарелки на ниж-
нюю поступает по переливным трубам, кон-
цы которых для образования гидрозатвора
опущены в масло, что исключает возмож-
ность прохода через них паров.
Масло сливается с тарелки через планку,
прикрепленную болтами к опорному угол-
ку. Расположение планки по высоте можно
менять, благодаря чему достигается регу-
лировка уровня жидкости на тарелке. Кол-
Расстояние между таоелками, м............... 0.457 0,51 0 0.762. 0,914
Коэффициент К................. ............. 0,04 0,05 0,061 0,07?
108
Улавливание химических продуктов коксования
паки к тарелке крепят шпильками с гайка-
ми. С помощью гаек производится регули-
ровка положения каждого колпака по
горизонтали для одинаковой глубины их
погружения.
Острый пар подают в нижнюю часть ко-
лонны через расположенную горизонтально
и погруженную в масло трубу с отверстия-
ми. ЛАасло из нижней части колонны отка-
чивается насосом.
Рис. 4-34, Дистилляционная колонна
(при паровом нагреве масла)
Для автоматического поддержания уров-
ня масла постоянным в нижней части ко-
лонны установлен поплавковый регулятор,
передающий импульс к клапану на нагне-
тательном трубопроводе насоса. Характе-
ристика колонн приведена в табл. 4-20.
На рис. 4-35 показана дистилляционная
колонна для отгонки бензольных углеводо-
родов из каменноугольного поглотительно-
го масла при огневом нагреве (в трубча-
той печи).
В отличие от ранее описанной конструк-
ции в колонне этого типа укрепляющая
часть значительно больше (10 тарелок);
жидкость отбирают с тарелки для получе-
ния нафталиновой фракции.
На тарелках этой колонны устанавлива-
ют барботажные колпаки капсульного типа.
Способ крепления колпаков показан на
рис. 4-36.
Обезбензоленное масло из нижней части
колонны откачивается насосом. Для под-
держания постоянного уровня масла уста-
новлен автоматический регулятор уровня.
Рис. 4-35. Дистилляционная колонна
(при огневом нагреве масла)
Таблица 4-20
Характеристика дистилляционных
колонн
Характеристика Диаметр колонны, мм
2600 2800 3000 3200
Общая высота ко- лонны, мм . . 20950 12480 14257 14566
Производитель- ность по маслу, м.3/ч 80—120 120 150 180
Количество таре- лок 14 14 12 14
Площадь барбо- тажа, м? . . . 0,65 1,0 0,63 1,14
Рабочее давление в колонне, кГ/смг .... 0,4 о,з 0,6 0,3
Материал: корпуса . . . Ст. 3 Ст. 3 Ст. 3 Ст. 3
колпака . . . Ст. 0 Ст. 0 Сг. 3 Ст. 0
Улавливание бензольных углеводородов. Получение сырого бензола
109
Рис. 4-36. Тарелка дистилляционной
колонны с
капсульного типа
барботажными
колпаками
Характеристика дистилляцион-
ных ко'лонн диаметром 2600 мм
(с отбором нафталиновой
фрак ц и и)
Общая высота, мм ......
Количество тарелок:
исчерпывающая колонна
укрепляющая колонна
Площадь барботажа, м2 . .
Длина линии барботажа, м
Рабочее давление в колон-
не, кГ/СМ2...............
Материал:
корпус колонны .......
18090
13
10
0,727
63,4
0,5
Двухслойная сталь
Ст. 3 (ЭИ4 96 по
ЧМТУ 32'58-52)
Сталь ЭИ496
Сталь 1Х18Н9Т
тарелки ...............
колпаки ...............
Раздел ит ельпне коло и н ы
Разделительная колонна (рис. 4-37) со-
стоит из двух частей — нижней испаритель-
ной и верхней ректификационной. Пары
бензольных углеводородов после дефлег-
матора поступают в разделительную колон-
ну. На верх ректификационной части ко-
лонны подают рефлюкс, с помощью кото-
рого поддерживают на заданном уровне
(около 75° С) температуру выходящих из
колонны паров легкого бензола и, следова-
тельно, его качество.
Внизу разделительной колонны располо-
жен выносной подогреватель.
Продолжением нижней части 'колонны
служит отделенный от нее глухим днищем
сборник тяжелого бензола. Перед поступ-
лением в него тяжелый бензол проходит
через выносной холодильник, в котором
охлаждается до 40—50° С.
К разделительной колонне примыкает
сепаратор, в который боковым отбором с
одной из тарелок ректификационной части
колонны отводится часть жидкости для от-
деления воды. Продукт из сепаратора са-
мотеком снова возвращается в колонну.
Рис. 4-37. Разделительная
колонка с выносным подо-
гревателем
Техническая характеристика разделитель-
ных колонн показана в табл. 4-21.
по
Улавливание химических продуктов коксования
Таблица 4-21
Техническая характеристика
разделительных колонн
Характеристика Тип I Тип II
Диаметр, мм ....... 2200 1600
Высота, мм 13700 18100
Количество тарелок: в исчерпывающей ко- лонне 4 6
в ректификационной ко- лонне 10 12
Площадь барботажа, м2 . . 0,414 0,2
Рабочее давление в аппара- те, кГ/см2 <0,3 <0,2
Колонна для отбора
нафталиновой фракции
Колонна представляет собой тарельча-
тый аппарат с колпаками капсульного типа
(рис. 4-38). Она предназначена для выде-
ления узкой жидкой фракции, состоящей
в основном из нафталина и легких погонов
масла. Это позволяет уменьшить содержа-
ние нафталина в оборотном масле, а следо-
вательно, и в коксовом газе после скруббе-
ров.
Пары
Рис.
ром
. 4-38. Колонна ... .
1200 мм для отбора на-
фталиновой фракции
Пар S
барботер
нафта-
линовая •
фракция '
Опорожне-
ние
flap
диамет-
В нижней части колонны находится вы-
движной подогреватель и устройство для
ввода острого пара.
Характеристика колонны
Температура, °C:
поступающей жидкости . . .
выходящей жидкости ....
паров из колонны..............
Диаметр, мм.............. .
Общая высота, мм.............
Количество тарелок ..........
Площадь барабана, мг.........
Поверхность нагрева подогре-
вателя, мг................ .
Рабочее давление, кПсмг . , .
Масса аппарата, т .......
135
170
135
1200
9515
10
0, ИЗ
11,0
Регенераторы поглотительного
масла
На рис. 4-39 показан паровой регенера-
тор, представляющий собой стальной вер-
тикальный аппарат, оборудованный двумя
выдвижными горизонтальными трубчатыми
Рис. 4-39. Регенератор для поглотитель-
ного масла
подогревателями, предназначенными для
напрева масла глухим паром. Под трубча-
тыми подогревателями расположено уст-
ройство для подачи в регенератор острого
пара. Производительность регенератора по
маслу составляет 1000—2000 кг/ч. Масло
в регенераторе нагревается до 160—165е С.
Характеристика регенератора
Диаметр, мм ........... . . ... . 2800
Общая высота, мм .............. 5700
Рабочая емкость, jw3..... . 13.5
Улавливание бензольных углеводородов. Получение сырого бензола
111
Поверхность каждого из двух подогрева-
телей, At2...................... 27
Рабочее давление в корпусе, кГ/см* ... 1,0
Условное давление в подогревателях,
кПсм*........................... 16,0
Материал корпуса..................Ст. 3
Масса аппарата, т .............. 6,8
Теплообменники для масла
В теплообменниках используется тепло
обезбензоленного масла для нагрева насы-
щенного бензолом. Теплообменники пред-
ставляют собой сдвоенные трубчатки с по-
верхностью теплопередачи по 100 м2, за-
ключенные в стальные цилиндрической
формы кожухи. На рис. 4-40 показан типо-
вой теплообменник.
Рис. 4-40. Теплообменник для масла
Характеристика
тепл ообмеиника
Таблица 4-23
Поверхность теплопередачи, м2 . . . . 200
Число ходов:
в трубной части.................. 2
в межтрубном пространстве .... 18
Площадь сечения одного хода, At2:
в трубной части ............. 0,044
в межтрубном пространстве .... 0,05
Трубы:
наружный диаметр X толщину
стенки, мм........................ 25x2
длина, мм .............. 5500
количество в одной трубчатке . . . 256
Материал:
корпус........................Ст. 3
трубы ......................... 10
Масса сдвоенного теплообменника, т 6,8
Температурный режим теплообменников
при паровом и огневом нагреве указан в
габл. 4-22 и 4-23.
Скорость масла в трубах принимают
0,5—1,0 м/сек, в межтрубном пространстве
0,4—0,6 м/сек и выбирают с учетом того,
проходит ли масло через теплообменники
самотеком или прокачивается насосом.
Коэффициент теплопередачи в теплооб-
менниках зависит от скорости масла в тру-
бах и межтрубном пространстве, а также
от чистоты поверхности теплопередачи.
При скорости масла в трубах теплообмен-
ников 0,45 м/сек и в межтрубном простран-
стве 0,4 м/сек коэффициент теплопередачи
составляет 128,5 ккал/м2 ч • град).
Таблица 4-22
Температурный режим при паровом
нагреве
Масло Температура насыщенного масла, °C Температура обезбеизолен- ного масла, °C
вход выход вход выход
Каменноуголь- ное Соляровое . . 85 70 120 100 130 120 100 60
Температурный режим при огиепом
нагреве
Масло На входе °C На выходе °C
Обезбензоленное . . 170-175 78-83
Насыщенное .... 48—50 138—140
Коэффициент теплопередачи при других
скоростях масла вычисляют по формуле
< ~0,8
/?2 — )
где k2 — вычисленный коэффициент тепло-
передачи при скорости масла ш2;
/?1 — известный коэффициент теплопе-
редачи при скорости ш,;
ш2
а —-----.
te-'i
Паровые подогреватели для масла
Паровой подогреватель служит для окон-
чательного подогрева глухим паром насы-
щенного бензолом поглотительного масла
перед подачей его в дистилляционную ко-
лонну.
112
Улавливание химических продуктов коксования
Паровой подогреватель (рис. 4-41) пред-
ставляет собой горизонтальную трубчатку,
заключенную в стальной кожух. Масло дви-
жется по трубам, пар подают в межтруб-
пое пространство
Рис. 4-41. Паровой подогреватель для масла
Рис. 4-42. Трубчатая печь для нагрева поглотительного масла:
а — продольный разрез; б — поперечный разрез
Характеристика парового
подогревателя
Поверхность теплопередачи, .и2 .. , . 140
Количество ходов для масла .. 4
Площадь сечения труб одного хода, м2 0,0378
Площадь сечения хода для пара, л2 . . 0,124
Трубы:
диаметр X толщину стенки, мм , . 2 5x2,5
длина, мм .............. 4500
Материал:
корпус...................... Ст. 3
трубы .................... 10ХСНД
Масса, m ................. 4,1
Температурный режим и показатели ра-
боты паровых подогревателей для масла
представлены в табл. 4-24.
Трубчатые нечи
Для нагрева насыщенного бензолом по-
глотительного масла иногда вместо паро-
вых подогревателей применяются трубча-
тые печи.
На рис. 4-42 показаны продольный и по-
перечный разрезы трубчатой печи конст-
рукции Гипронефтемаша для нагрева по-
глотительного масла.
Нагревательная поверхность печи состоит
из двухпоточного змеевика из труб диа-
метром 152 мм, длиной 6 м и толщиной
стенки 8 мм; трубы соединены между со-
бой двойниками (ретурбентами).
Улавливание бензольных углеводородов. Получение сырого бензола
113
Таблица 4-24
Показатели работы паровых
подогревателей
Показатели Прн рабо- те на ка- менно- угольном масле Прн рабо- те на со- ляровом масле
Температура масла, °C: на входе .... 110—120 90—110
на выходе . . . 130—140 120-135
Расход пара на 1 м? масла, кг 40-45 30-35
Норма поверхности теплопередачи на 1 масла в час, . 1,7—2,0 1,0-1,3
Скорость масла в тру- бах, MjceK. .... 0,8—1,3 0,8—1,3
Давление греющего пара, кГ/см2 . . . <12,0 <12,0
Характерной особенностью этой печи яв-
ляется то, что она оборудована беспламен-
ными горелками; конструкция такой горел-
ки показана на рис. 4-43. Горелка выполне-
на в виде панели и состоит из эжектора,
распределительной камеры и керамических
~— гоо
500
Рас. 4-43. Беспламенная горелка
призм. Топливный газ под давлением по-
ступает к соплам эжекторов горелок. Дав-
ление газа используется для подсасывания
необходимого количества атмосферного
воздуха, смешивания его с газом и подачи
газо-воздушной смеси в распределительную
камеру горелки. Из распределительной ка-
S Справочник коксохимика, т. III
меры газо-воздушная смесь по многочис-
ленным трубкам равномерно поступает в
мелкие керамические туннели диаметром
20 мм и длиной 65 мм. В процессе горения
газа керамика раскаляется и излучает
тепло.
Другая особенность трубчатых печей со-
стоит в том, что труба для выброса дымо-
вых газов расположена на самой печи, что
позволило значительно уменьшить габари-
ты всей установки и удешевить ее стои-
мость.
Расчетная характеристика
трубчатой печн
Полная тепловая мощность прн пере-
работке 165 л3/* поглотительного
масла, ккал.'ч................. 5,4 млн .
Расход коксового газа, л’/ч.... 1220
К. п. д........................ 0,83
Температура масла, °C:
на входе................. . 130
» выходе........................... 180
Количество труб:
в камере радиации .................. 40
» камере конвекции ................. 40
Начальная скорость продукта, м/сек . . 1,58
Дефлегматоры
Дефлегматор предназначен для конден-
сации п ар ов в ысококипящих комп о нентов,
представляющих собой легкие погоны по-
глотительного масла, а также конденсации
возможно большего количества паров во-
ды. Выделяющееся при этом тепло исполь-
зуется для нагрева поступающего насыщен-
ного масла.
114
Улавливание химических продуктов коксования
На рис. 4-44 показан дефлегматор, со-
стоящий из четырех горизонтальных труб-
чаток.
Пары в дефлегматоре проходят снизу
вверх через межтрубное пространство; по
трубам трех нижних трубчаток последова-
тельно снизу вверх проходит насыщенное
бензолом масло, а по трубам четвертой
(самой верхней) трубчатки —охлажадаю-
щая вода.
Для отвода флегмы предусмотрено два
штуцера—нижний для тяжелой флегмы и
верхний для легкой.
Характеристика дефлегматора
Поверхность теплообмена, м2:
общая ........................ 785
В том числе:
трех масляных трубчаток....... 680
водяной трубчатки .............. 105
Количество труб в одной трубчатке:
масляной..................... 1284
водяной......................... 600
Наружный диаметр труб х толщину
стенки, мм ............... 25X2
Длина одной трубы, мн ........ 2500
Сечение для прохода, м3:
масла........................... 0.037
воды......................... 0,0173
паров........................ 0,98
Материал:
корпус.......................Ст. 3
трубы........................Ст. 10
Масса аппарата, m .................. 30,2
Температура масла, °C:
L . до дефлегматора................. 30
после » ............... 70—85
Температура охлаждающей воды, °C: ;
до дефлегматора..................... 25—27
после » 45
Температура паров, °C:
, _ до дефлегматора.................120—13Q
после » 80—95
Температура флегмы, °C.............. 90
Температуру паров после дефлегматора
поддерживают с учетом заданного качест-
ва сырого бензола (отгон до 180° С) и того,
имеется ли в технологической схеме разде-
лительная колонна для получения двух
фракций сырого бензола.
На рис. 4-45 показан дефлегматор, со-
стоящий из четырех цилиндрических труб-
чаток. Трубное пространство каждой труб-
чатки имеет 12 ходов.
Характеристика дефлегматора
Поверхность теплопередачи (общая), м3 520
Количество труб в одной трубчатке . . 1272
Наружный диаметр труб х толщину
стенки, мм ............... 25x2,5
Длина одной трубы, мм ............... 1500
Сечение для прохода:
масла...................... 0,033
паров...................... 0,5
Материал:
корпус....................... Ст. 3
трубы ..................... 15ХМ
Масса, m ................. 34,1
Для охлаждения паров во все четыре
трубчатки подают масло.
Улавливание бензольных углеводородов. Получение сырого бензола
115
Температура паров после дефлегматора
регулируется подачей рефлюкса на верх
дистилляционной колонны или подачей
части масла мимо трубчаток.
Конденсаторы-холодильники
для сырого бензола
На рис. 4-46 показан конденсатор-холо-
дильник, состоящий из трех трубчаток с
общей поверхностью теплопередачи 250 -и2.
Пары бензольных углеводородов и пары
воды поступают в межтрубное пространст-
во конденсатора-холодильника, охлаждаю-
щая вода — в трубы.
Температура воды в трубах конденсато-
ра-холодильника составляет 25—45° С, тем-
пература среды в межтрубном пространст-
ве 85—25° С.
Характеристика
конденсат ор а-х о л о дильника
Поверхность теплопередачи, м2 .... 250
Количество труб в одной трубчатке 588
Наружный диаметр труб X толщину
стенки, мм...................... 25x2
Сечение для прохода, м2:
воды............................. 0017
„ паров.......................... о,55
Материал:
корпуса ...................... Ст. 3
труб ......................... Сталь 10
масса аппарата, т ........... 10,9
Холодильники
для обезбензоленного масла
Наиболее распространенным видом хо-
до ди льни к а является ор оси т е л ы i ы й, со б -
ранный из чугунных трехвитковых радиа-
торов, соединенных в секции (рис. 4-47).
Рис. 4-47. Оросительный холодильник для обезбензолен-
ного масла:
а — одна секция; б — группа секций; 1 — 3 — коллекто-
ры для технической воды выходящего и поступающего
теплоносителя соответственно
8”
116
Улавливание химических продуктов коксования
Конструкция радиаторов показана на
рис. 4-48. С внутренней стороны они имеют
ребра, благодаря которым увеличивается
поверхность теплопередачи и придается
движению жидкости турбулентный харак-
тер. Наружная поверхность одного радиа-
тора 0,9 м1 2, внутренняя 1,17 м2. Каждую
секцию собирают из 24 радиаторов; не-
сколько секций образуют группу, соединен-
ную общими распределительными коллек-
торами; холодильник состоит из нескольких
таких групп.
Характеристика группы
из шестисекций
чугунных радиаторов
Количество радиаторов:
в одной секции . .................... 24
в группе............................ 144
Расчетная (наружная) поверхность
теплообмена, м2:
одного радиатора ................. 0,9
всей группы..................... 129,6
Материал радиатора ................ СЧ12-28
Масса, кг:
одного радиатора .................. 65
всей группы (с учетом всех дета-
лей) ......................... 10800
Для охлаждения обезбензоленного масла
применяют также кожухотрубчатые холо-
дильники. Они занимают значительно мень-
ше места; для их изготовления требуется
меньшее количество металла и других ма-
териалов. Однако кожухотрубчатые холо-
дильники имеют меньшую коррозионную
стойкость, так как их изготовляют из обыч-
ной углеродистой стали.
ЛИТЕРАТУРА
1. Л. Я. К о л я н д р. Переработка сырого
бензола. Металлургиздат, 1960, с. 7.
2. К- А. Белов, С. Н. Л а з о р и н. Интенси-
фикация работы бензольных отделений на кок-
сохимических заводах. Металлургиздат, 1956, с. 9,
71, 75, 93, 100, 102.
3. A. Kozina, М. Pisa, Koksarenstvi, SNTL,
Praha, 1958, с. 446.
4. И. И. Р у з н н. Сборник научных трудов
УХИНа, 1948, вып, 10 (XXXII), Металлургиздат,
с. 130—142.
5. W. Mantel, Н. Hansen. Brennstoff —
Chemie, 1955, Ns 21/22, S. 328; 1956, № */2, S. 19,
1956, № Э 4 5 6 7 8 9 10 11Д, S. 54.
6. О. Grosskinsky. Handbuch des Koke-
reiwesens, Dusseldorf, 1958, В. II, S. 152, 146, 169,
174.
7. К, А. Б e л о в. Улавливание химических
продуктов коксования. Металлургиздат, 1948,
с. 160.
8. Научные доклады высшей школы. Химия и
химическая технология, 1958, № 1, с. 185.
9. G. С h о u 1 a t. Gas und Wasserfach, 1950.
№ 1, S. 2.
10. Chemical Engineering Progress, 1957, № 9,
p. 78, 86, 88.
11. А. В о 1 z i n g e r. Traitement du Gaz, Pa-
ris, 1952, c, 136.
12. M. Д. Кузнецов. Труды химико-техно-
логического факультета Донецкого индустриаль-
ного института, 1948, вып. 1, с. 28—38.
13. М. С. Литвиненко. Коксохимическая
промышленность США. Металлургиздат, 1947,
с. 128.
14. A. Schmalenbach. Technische Mittei-
lungen, 1958, № 3, S. 133.
15. A. Myhill. Chemical and Process Engi-
neering, 1956, № 9.
16. M. M. Д м и т p и e в, Я. M. Обухов-
ский. Краткий справочник коксохимика. Me-
таллургнздат, 1960, с. 170,
17. И. Е. К о р о б ч а н с к и й, М. Д. Кузне-
цов. Расчеты аппаратуры для улавливания хи-
мических продуктов коксования. Металлургиз-
дат, 1952, с. 188, 189, 208, 244, 246.
18. А. Г. Касаткин. Основные процессы и
аппараты химической технологии. Госхимиздат,
1950, с. 610.
19. Gas Journal, 1960, № 5061, р. 300.
20. Б. С. Филиппов. Кокс и химия, 1957,
№ 5, с. 55.
21. Е. Н о m b о г g. Gas und Wasserfach, 1959,
№ 47, S. 1229.
22. Ullmanns Encyklopiidie der technischen Che-
mie, 1957, Bd. 9, S. 808.
Глава V
ОЧИСТКА КОКСОВОГО ГАЗА ОТ СЕРОВОДОРОДА
И ЦИАНИСТОГО ВОДОРОДА
1. СОДЕРЖАНИЕ СЕРОВОДОРОДА
В КОКСОВОМ ГАЗЕ.
СВОЙСТВА СЕРОВОДОРОДА.
НОРМЫ ОЧИСТКИ
Сероводород (H2S) — бесцветный газ с
резким запахом; плотность его при 0° С и
760 мм рт. ст. составляет 1,539 кг/м?.
Сероводород растворим в воде и хорошо
растворим в спирте. Он легко сжижается
в бесцветную жидкость, кипящую при
—60,3° С и застывающую в бесцветные кри-
сталлы при —82,9° С. Критическая темпе-
ратура —100,5° С, критическое давление
89 ата.
Сероводород сгорает с образованием сер-
нистого ангидрида и воды:
2H2S + ЗО2 = 2SO2 + 2Н2О.
При недостатке воздуха образуются сера
и вода:
2H2S + О2 = 2S + 2Н2О.
Сероводород — сильный восстановитель.
Он чрезвычайно токсичен, смертельная кон-
центрация в воздухе 0,1%.
При коксовании каменных углей 60—70%
содержащейся в них серы остается в коксе,
а 30—40% уходит с газом главным образом
в виде сероводорода. В табл. 5-1 представ-
лены данные о содержании сероводорода
в газе [4].
Таблица 5-1
Содержание сероводорода в газе
Изменение содержания сероводорода в
газе при прохождении через улавливающую
аппаратуру показано на рис. 5-1 [2].
Рис. 5-1. Изменение содержания сероводорода в
коксовом газе прн прохождении через улавли-
вающую аппаратуру (первоначальное содержание
принято за 110%):
1 — сатуратор; 2 — конечный холодильник;
3 — бензольные скрубберы
Заводы
Донбасса . . . .
Губахинский завод
(кизеловские уг-
ли) ..............
Западной Сибири
Содержание
серы, %
В LIIHX-
те
в коксе
На долю сероводорода приходится около
95% °т всего количества серы, содержащей-
ся в коксовом газе; остальные 5% —на до-
лю органических сернистых соединений.
Ниже приведен состав органических сое-
динений серы, % [3]:
Около 2
2,5
0,5
Около 1,7 15—25
1,9 30
0,45-0,5 2—5
Сероуглерод .................5 0—70
Сероокись ................. 10—20
Тнофеи...................... 10—20
Меркаптаны .................. 5—10
В коксовом газе, предназначенном для
коммунально-бытового потребления, содер-
жание сероводорода не должно превышать
20 мг/мэ; содержание сероводорода в кок-
118
Улавливание химических продуктов коксования
совом газе, направляемом для химического
синтеза, эта величина может находиться в
пределах 0,06—50 мг/м3.
2. ОЧИСТКА КОКСОВОГО ГАЗА
ОТ СЕРОВОДОРОДА
ПО ВАКУУМ-КАРБОНАТИОМУ МЕТОДУ
Улавливание сероводорода
и регенерация
поглотительного раствора
Обзор различных методов очистки газа от
сероводорода приведен в монографиях [1,
19] и справочной литературе [5].
Вакуум-карбонатный метод основан на
поглощении сероводорода водным раство-
ром карбоната натрия или калия. Регенера-
цию насыщенного сероводородом раствора
осуществляют при нагревании под ва-
куумом.
Карбонатными растворами из газа погло-
щаются, помимо сероводорода, также циа-
нистый водород и двуокись углерода. Про-
цессы поглощения и регенерации обратимы
и проходят по следующим реакциям:
К2со3 + H2S КНСОз + KHS,
К2СО3 4- СО2 + Н2О 12 2КНСОд,
К2СО3 + HCN £ KCN + КНСОз.
Кроме приведенных, идут вторичные не-
обратимые реакции с образованием тио-
сульфата и соответствующих роданидов:
2KHS -|- 2О2 - K2S2Oa + Н2О,
2KCN + 2H2S + О2 -> 2KCNS + 2Н2О.
В меньшем количестве образуются также
сульфаты, и сульфиты, а при работе на по-
ташном поглотителе — ферроцианид калия
K4[Fe(CN)6] и муравьинокислый калий [6].
KCN + 2Н2О ->• NH3+ КСООН.
Накопление нерегенерируемых соединений
в поглотительном растворе влечет за собой
выпадение наименее растворимых солей,
особенно ферроцианида калия, в трубопро-
водах и аппаратуре. Поэтому ферроцианида
калия в рабочем растворе должно быть не
более 30 г!л и роданидов не более 100—
120 г/л. Для этого из цикла выводят часть
рабочего раствора и добавляют свежий.
При орошении коксового газа щелочным
раствором в равновесии с поглотителем од-
новременно находятся сероводород и двуо-
кись углерода.
Общую константу рановесия для этой
сложной системы можно определить из част-
ных констант равновесия сероводород—
раствор и двуокись углерода — раствор:
[HCOJ [HS']
М =--------;
[СО3] [H2S]
[HCO3]2
= —------------;
[СО3] [Н2СО3]
[НСО3] [H2S]
К = J^ =_________________
J ]H2CO3][HS'] •
Учитывая, что в процессе работы в цир-
куляционном растворе накапливаются нере-
генерируемые соли, что может привести к
отклонению системы от расчетного состоя-
ния, значения -величин констант равновесия
проверяют экспериментальным путем.
Полученные экспериментальные значения
констант при температуре 25° С оказались
для соды Л1 = 0,048 и для поташа Ki =
= 0,074 г • моль/(л - мм рт. ст.).
Зависимость константы равновесия от
температуры в пределах 25—60° С выража-
ется следующими уравнениями:
для системы сероводород — раствор карбо-
ната натрия
, 2500
lgKi =---------— 3,16
4,5767
и для системы сероводород — раствор кар-
боната калия
2800
4,576Т
1g =
Таким образом, с повышением температу-
ры величины констант равновесия умень-
шаются.
2 4 6 8 ' Ю 72 № 78 18 20 22 28
Концентрация сероводорода в растворе, г/л
Рис. 5-2. Влияние СО2 на растворимость
H^S в 2-п. растворе карбоната калня при
равновесии (25° С):
1 — в отсутствие СОд 2 — 1 -2% (объемн.)
СО:
С увеличением парциального давления
двуокиси углерода и при неизменном пар-
циальном давлении сероводорода содержа-
ние гидросульфида в поглотительном ра-
створе уменьшается, т. е. серосмкость рас-
Очистка коксового газа от сероводорода и цианистого водорода
119
Таблица 5-2
Растворимость углекислых солей натрия и калия, г/100 мл раствора
Компонент Температура, °C
0 10 20 30 40 50 бо
Na2CO3 6,42 10,7 17,71 28,4 32,8 32,1 31,6
NaHCO3 6,5 7,6 8,8 10,0 н,з 12,7 1-1,1*
K2COg 51,9 52,2 52,8 53,4 53,9 54,8 55,9
KHCOg 18,4 21,7 24,9 28,1 31,2 34,2 37,5
углерода.
’ * При 88,4° С.
твора уменьшается. Влияние СО2 на рас-
творимость H2S иллюстрирует рис. 5-2.
Сероемкость поглотительного раствора
прежде всего определяется концентрацией в
нем свободной щелочи. Поэтому соду, рас-
творимость которой меньше растворимости
поташа (табл. 5-2), применяют для более
слабых растворов, т. е. менее сероемких.
Кальцинированную соду упаковывают в
4—6-слойные бумажные мешки (ГОСТ
2227—51), масса нетто не более 50 кг.
Технический поташ полутораводный
(К2СОз-1,5 Н2О), содержащий 16,4%
кристаллизационной воды, выпускают трех
сортов. Для вакуум-поташного способа
улавливания сероводорода применяют по-
таш сорта III, к которому предъявляют
следующие требования:
Поташ* 1 сорта Ш
Содержа-
ние, ?0
Углекислый калий, не менее ..................................................... 80
Соли натрия (в основном соды) в пересчете на Na2CO3, не более ................. 8,0
Хлористые соли в пересчете на хлор, не более................................... 2,0
Окись железа (Fe2O3), не более............................................... 0,1
Сернокислые соли в пересчете на SO3, ие более.................................. 1,0
Нерастворимый осадок, не более................................................. 0,5
Сумма гигроскопической и кристаллизационной воды, не более.................... 20,0
1 Состав дан в пересчете на безводный продукт. Показатель содержания воды в поташе
ввиду гигроскопичности последнего не является браковочным признаком. Оплата за поташ
производится по фактической массе продукта, за вычетом массы гигроскопической и кри-
сталлизационной воды.
Техническая кальцинированная
сода (ГОСТ 5100—49)
Общая щелочность продукта в пе-
ресчете на углекислый натрий, '%,
нс менее........................ 95
Потери в массе при прокаливании,
р„, нс более........'........... 3,5
Нерастворимые вводе вещества . . Прн раство-
рении допу-
скается лег-
кая муть
Хлористый иатрнй, %, не более . . 1
Сернокислый натрий .............. Не опреде-
ляется
Железо ...........................Не норми-
руется
Состав жидкого поташа (раствора), по-
ступающего к потребителю в качестве то-
варного продукта (в железнодорожных ци-
стернах), примерно следующий, %:
К2СО3 .... 49,6
Na2CO3 . . . 3,1
КС1 .... 0,45—1 , 3
K,SO, .... 0,65—2,3
Н2О . 44,45—45,35
При поглощении сероводорода, цианисто-
го водорода и двуокиси углерода образуют-
ся кислые двууглекислые соли, раствори-
120
Улавливание химических продуктов коксования
мость которых значительно ниже исходных
средних солей. Поэтому рабочие концентра-
ции растворов выбирают исходя из условий,
при которых не выпадают осадки наименее
растворимых соединений (бикарбонатов).
По этим соображениям максимальную ра-
бочую концентрацию содового раствора
принимают не выше 5% и поташного 15%.
Выбор типа поглотителя (содового или
поташного) определяется технико-экономи-
ческими соображениями и возможностью
обеспечения им потребности производства.
Преимущества применения в качестве пог-
лотителя поташного раствора по сравнению
с содовым состоят в том, что уменьшаются
затраты на пар, воду и электроэнергию и
оборудование. Однако при использовании
содового раствора наблюдается меньшая
коррозия аппаратуры и несколько снижает-
ся расход поглотителя, выводимого из ра-
бочего цикла при обновлении раствора.
В процессе эксплуатации иногда приме-
няют смешанный поглотитель из соды и по-
таша. При этом создается возможность под-
держивать высокой концентрацию щелочи в
растворе, сократить удельный расход пог-
лотителя и устранить отложение солей в
трубопроводах и аппаратуре.
Минимальное количество поглотительного
раствора, потребного для улавливания из
газа сероводорода, рассчитывают по следу-
ющим эмпирическим уравнениям, основан-
ным на условии непрерывности процесса
абсорбции {!]:
для системы сероводород — раствор кар-
боната натрия
L_ Гн-Ук
0,02 (178 — t) У°'3 —Хн ’
для системы сероводород—раствор кар-
боната калия
L Ут.-Ук
0,02(230 — /) Х„ ’
где L—минимальное количество рас-
твора, л/лг3 газа;
Ун, Ук — начальное и конечное содер-
жание сероводорода в газе на
входе в абсорбер и выходе из
него, г/лг3;
t — температура абсорбции, °C;
Хп — содержание сероводорода в
растворе, подаваемом на аб-
сорбер, г/л.
Практически количество потребного пог-
лотительного раствора больше минимально-
го на 10—20%.
Скорость поглощения двуокиси углерода
водными растворами карбонатов натрия и
калия значительно меньше, чем скорость
поглощения сероводорода, так как абсорб-
ция двуокиси углерода карбонатными рас-
творами идет в две стадии. Сначала идет
реакция гидратации СО2, а затем уже обра-
зование бикарбонатов. Поэтому с уменьше-
нием времени контакта поглотительного ра-
створа с газом количество поглощенной дву-
окиси углерода будет также уменьшаться.
Для уменьшения количества поглощаемой
из газа двуокиси углерода время контакта
поглотительного раствора и газа в абсорб-
ционном аппарате свыше 30 сек не рекомен-
дуется.
Процесс регенерации содовых и поташ-
ных растворов, насыщенных сероводородом,
заключается в смещении равновесия реак-
ции
К2СО3 + HaS 2 КНСОз + KHS
оправа налево, т. е. в сторону выделения из
раствора сероводорода, с одновременным
снижением его давления в системе. Это до-
стигается удалением сероводооода из сферы
реакции продувкой раствора паром.
Степень десорбции зависит от температу-
ры кипения раствора, т. е. величины вакуума
и концентрации в растворе бикарбоната.
Оптимальной температурой регенерации
следует считать 55—60° С; с повышением
концентрации бикарбоната степень регенера-
ции возрастает [1].
Коксовый газ очищают от сероводорода
по вакуум-карбонатному методу после улав-
ливания из газа бензола. При этом не тре-
буется специальных мероприятий для пре-
дупреждения выпадения нафталина из газа
в серных скрубберах и для предотвраще-
ния засорения им конденсаторов-холодиль-
ников.
Схема вакуум-карбонатного метода очист-
ки газа от сероводорода представлена на
рис. 5-3.
Коксовый газ после бензольных скруббе-
ров проходит последовательно два запол-
ненных деревянной хордовой насадкой
скруббера /, где орошается поглотитель-
ным раствором.
Очищенный газ направляется потребите-
лям, а насыщенный сероводородом погло-
тительный раствор поступает в верхние
секции конденсаторов-холодильников (паро-
дистиллятные теплообменники) 4, где наг-
ревается выходящим из регенератора паром.
После конденсаторов-холодильников рас-
твор дополнительно подогревается в жид-
костном теплообменнике 6 регенерирован-
ным раствором, а затем поступает в трубча-
тые подогреватели, где глухим паром наг-
ревается до необходимой температуры.
Нагретый раствор поступает на одну из
верхних тарелок регенератора 10, где на-
встречу ему движется пар, ‘образующийся в
нижней части регенератора. Испарение рас-
твора происходит в выносных циркуляци-
онных подогревателях 19 при подогреве глу-
хим паром. Из регенератора водяные пары
вместе с выделившимися из раствора серо-
водородом, цианистым водородом и дву-
окисью углерода через конденсаторы-холо-
дильники 4 и сепаратор-отбойник 11 отса-
сываются вакуум-насосом 12.
В верхних секциях конденсаторов-холо-
дильников пары после регенератора охлаж-
даются насыщенным раствором, а в осталь-
ных секциях — технической водой. Кондеи-
Очистка коксового газа от сероводорода и цианистого водорода
121
Рис. 5-3. Схема очистки коксового газа от сероводорода по вакуум-карбонатному методу:
I — скрубберы; 2, 3, 8, 18 — насосы; 4 — конденсаторы-холодильники с пародистиллятнымп теплооб-
менниками; 5, 14 — оросительный и газовый холодильники; 6 — теплообменник; 7, 16 — сборни-
ки; 9 — подогреватель; 10 — регенератор; 11, 13 — отбойники; 12 — вакуум-насос; 15 — предохрани-
тельный газовый затвор; 17 — бак для приготовления свежего раствора; 19 — циркуляционный подо-
греватель
сат из конденсаторов-холодильников
поступает по барометрическим трубкам в
сборники регенерированного раствора 7.
Сероводородный газ после вакуум-насо-
сов охлаждается в трубчатом газовом хо-
лодильнике 14 технической водой и затем
поступает в отделение получения серной
кислоты по методу мокрого катализа.
Конденсат из сепараторов-отбойников и
трубчатых холодильников отводят в сбор-
ник регенерированного раствора. Регенери-
рованный раствор из регенератора стекает
в сборник 7, откуда насосом 8 через тепло-
обменник 6 и холодильник 5 поступает на
второй по ходу газа скруббер.
Характеристика процесса
Температура насыщенного поглотительного раствора после, °C:
скрубберов, перед пародистиллятными теплообменниками . . . 29—33
пародистиллятных теплообменников .................... 50—55
теплообменников раствора............................. 64—65
подогревателя раствора..................................... 70
Температура регенерированного поглотительного раствора после,
°C:
циркуляционного подогревателя ............................... 80—84
регенератора ........................................ 66—68
теплообменников раствора............................. 53—58
холодильников раствора............................... 37—40
Температура парогазовой смеси после, °C:
регенератора .......................................... 56—60
конденсатора-холодильника............................ 30—35
вакуум-насоса ....................................... 80—100
холодильников сероводородного газа.......................... 30
Температура коксового газа перед серными скрубберами, °C ... . 25—30
Давление, мм рт. ст.;
вверху регенератора ................................... 110—120
перед вакуум-насосом.................................... 120—130
Расчетные нормы
Серные скрубберы:
поверхность иасадкн, м2/м3 .................... 0,5
скорость газа в свободном сечении скруббера, м/сек... 0,8—1,0
плотность орошения, м3/(м2-ч) ................... 7,0—10,0
Регенераторы:
скорость паров в свободном сечении, м/сек................. 2—2,5
остаточное давление газов вверху, мм рт. ст............. 110—120
сопротивление одной тарелки, мм рт. ст............... 4
Конденсаторы-холодильники:
коэффициент теплопередачи для пародистилляцноиных тепло-
обменников, ккал (м2-чград) ................... 500
для холодильников, ккал/(м2-ч град) ............... 200
Оросительные холодильники регенерированного раствора:
скорость раствора в трубах, м/сек ................. 0,6
коэффициент теплопередачи, ккал/(м2-ч-град)................. 300
расход охлаждающей воды, м3/м3....................... 1,5—1,8
Коэффициент теплопередачи, ккалЦм* ч-град):
кожухотрубчатого холодильника ............................ 250
циркуляционного подогревателя .............................. 500
подогревателя для раствора.................................. 500
холодильника сероводородного газа........................... 30
122
Улавливание химических продуктов коксования
Производственные показатели1
Степень очистки газа от H2S, % ..................
Выход H2S прн регенерации раствора (от поглощенного нз газа)
Удельный расход раствора, л!м3 ..................
Содержание H2S в растворе, г;л:
насыщенном.................................
регенерированном ..........................
Состав сероводородного газа, % (обаемн.):
H2S .........................................
СО2 .......................................
HCN........................................
прочие газы ...............................
Расход средств производства на 1 m уловленного II2S:
пар, m ..............................
техническая вода (иа пополнение цикла) л<3.
электроэнергия, квпг-ч .....................
сода, кг .............................
поташ, кг .................................
Общая щелочность раствора, г'л, в пересчете на:
Na2CO8.....................................
К2СО8 .....................................
85—90 (85—90)
98 (98)
3,5 (2,2—2,5)
5—5,5 (8—9)
1 , 5 — 1,6 (2,6—3,0)
75-80 (75—80)
15—16 (15 — 16)
3,3—4,0 (3,3—4,0)
3-4 (3—4)
16-19 (14 — 16)
28 — 30 (20—30)
700—800 (500—700)
40 (-)
(50—60)
50 (-)
(-) 150
В скобках данные при использовании поташа.
Получение серной кислоты
из сероводородных газов
по методу мокрого катализа
Процесс получения серной кислоты из се-
роводородных газов по методу мокрого ка-
тализа состоит из трех стадий (8]:
сжигание сероводорода с получением сер-
нистого ангидрида:
H2s +3/2О2 = SO2 4- Н2О +
+ 123940 ккал/(кмоль);
каталитического окисления сернистого ан-
гидрида в серный ангидрид:
SO2 + 1/2О2 = SO3 + 22970 ккал/(кмоль);
охлаждения серного ангидрида и паров
воды и их совместной конденсации с обра- '
зованием серной кислоты:
^Оз(га3) + Н2О(пар) =
= H2SO4(ra3) + 29830 ккал/(кмоль) и
H2SO4(ra3) = Н25О4(!КИДК) 4*
+ 11980 ккал /(кмоль).
Данные о свойствах сернистого ангидри-
да, серного ангидрида и серной кислоты
приведены в справочнике сернокислотчнка
[7].
Сжигание сероводорода в печи ведут с не-
которым недостатком воздуха и избыточ-
ное тепло используют в котле для получе-
ния водяного пара.
При сжигании сероводорода с избытком
воздуха, помимо образования сернистого
ангидрида (SO2), происходит также обра-
зование некоторого количества серного ан-
гидрида (SO3), что вызывает коррозию ме-
таллических частей аппаратуры.
В сероводородных газах содержится зна-
чительное количество цианистого водорода,
который сгорает в избытке кислорода возду-
ха с образованием окиси азота:
2HCN + 7/2О2 = Н2О + 2COS + 2NO.
В дальнейшем в контактном аппарате
окись азота окисляется до двуокиси азота,
которая растворяется в серной кислоте, в
результате чего качество последней ухудша-
ется.
При сжигании сероводорода с недоста-
точным количеством воздуха цианистый во-
дород сгорает до элементарного азота:
2HCN + s/2O2 = Н2О + 2СО2 + N2.
Одновременно часть (~2,5%) сероводо-
рода сгорает только до элементарной серы:
H2S + i/2O2 = H2O + S.
Этот процесс осуществляют в камере до-
жига, добавляя необходимый для этого воз-
дух.
В дальнейшем требуется снизить темпера-
туру газа до величины, заданной режимом
контактирования, и обеспечить наличие в
газе достаточного количества кислорода для
окисления ,SO2 в SO3. Для этого в камеру
смешения подают воздух.
В газах, поступающих на контактирова-
ние, кислорода должно содержаться значи-
тельно больше, чем это требуется по стехио-
метрическому соотношению, так как реак-
ция окисления SO2 в SO3 обратима и из-
быток кислорода необходим для протекания
реакции в сторону образования SO3.
Окисление сернистого ангидрида в серный
осуществляется на катализаторе в присут-
ствии водяных паров. Поэтому весь процесс
получения серной кислоты называют «мок-
рым катализом».
Для окисления сернистого ангидрида в
серный применяют ванадиевую контактную
массу, в которой катализатором служит
пятиокись ванадия V2O5, образующая (в
процессе насыщения катализатора) с пиро-
сульфатом калия активный комплекс.
Состав ванадиевой контактной массы
БАВ:
V2O3 • 12SiOs 0,5А12О3 2HSO X
X ЗВаО • 2КС1.
Очистка коксового газа от сероводорода и цианистого водорода
123
Ванадиевую контактную массу изготов-
ляют в виде гранул размером 5—6 мм и ко-
лец 12 х 12 X 3 мм.
Газовая смесь, выходящая из контактного
аппарата, содержит серный ангидрид и па-
ры воды. Последних в смеси больше, чем
необходимо по стехиометрическому соотно-
шению для образования серной кислоты, так
как получаемая в процессе регенерации рас-
ке воздуха, часть сероводорода (~2,5%)
остается в продуктах сгорания или сгорает
до серы и затем дожигается в камере дожи-
гания 2. Для этого к газам добавляют не-
обходимое количество воздуха. Температура
сернистого газа повышается на 25—30 град.
Снижение температуры газа перед кон-
тактным аппаратом до заданной осуществ-
ляется добавкой к газам воздуха в камере
Рис. 5-4. Схема получения серной кислоты из сероводородных газов по методу мокрого катализа:
1 — печь котел; 2 — камера дожигания; 3 — камера смешения; 4 — контактный аппарат; 5 — a<f
сорбер; 6 — гидрозатворы; 7 — электрофильтр; 8 — оросительный холодильник; 9—12 — насосы;
10, 11 — сборники продукционной и циркулирующей кислоты; 13 — вентилятор; 14 — пусковой по-
догреватель с топкой; 15 — дымосос; 16 — дымовая труба; 17 — воздуходувка
твора газовая смесь насыщена парами воды
и воздух, подаваемый в печь на сжигание
сероводорода и в контактный аппарат для
охлаждения газа, также содержит пары во-
ды.
Последней стадией производства серной
кислоты по методу мокрого катализа явля-
ется выделение из газовой смеси серной кис-
лоты и конденсация ее паров.
В конденсаторе при сравнительно низкой
температуре орошающей кислоты возникает
пересыщение паров серной кислоты, что
влечет за собой образование тумана. При
этом из конденсатора вместе с газом уносит-
ся 30—35% кислоты в виде тумана, который
улавливают в электрофильтрах.
Схема получения серной кислоты по ме-
тоду мокрого катализа показана па рис. 5-4.
Сероводородный газ после вакуум-насоса,
пройдя газовый холодильник, через мем-
бранный клапан поступает в печь-котел 1,
где сгорает в смеси с воздухом, подаваемым
в печь воздуходувкой 17.
Температура продуктов сгорания в печи в
зоне горения составляет 1100—1150° С. На
выходе из печи при прохождении котла-ути-
лизатора температура снижается до 780—
800° С.
В связи с тем что сжигание сероводо-
рода в печи ведут при некотором недостат-
смешения 3. Одновременно с этим обеспе-
чивается присутствие в газах достаточного
количества кислорода для окисления серни-
стого газа.
В контактном аппарате 4 происходит
окисление сернистого ангидрида в серный
на трех слоях контактной массы. После
первого и второго слоя в контактный аппа-
рат воздуходувкой 17 подают холодный воз-
дух, который смешивается с газом, в ре-
зультате чего температура последнего па-
дает.
Газ после контактного аппарата поступает
в орошаемый кислотой абсорбер 5, в кото-
ром пары воды и серный ангидрид охлаж-
даются и происходит их совместная конден-
сация с образованием серной кислоты. От-
вод выделяющегося при этом тепла осуще-
ствляется серной кислотой, подаваемой на
абсорбер насосом 12 из сборника 11.
Нагретая в абсорбере кислота охлаждает-
ся в оросительном воздушно-водяном холо-
дильнике 8.
Газы после абсорбера 5 поступают в элек-
трофильтр 7 для улавливания тумана сер-
ной кислоты, образовавшегося при охлажде-
нии паров.
Избыток кислоты (продукциомпая кисло-
та) из сборника 11 перетекает в сборник 10,
откуда насосом 9 откачивается на склад.
124
Улавливание химических продуктов коксования
Режим процесса
Температура газов, °C:
до печи-котла.........................................................
после печи-котла...................................................
» камеры дожигания .............................................
перед контактным аппаратом . . ....................................
» вторым слоем контактной массы ................................
» третьим слоем контактной массы ...............................
после контактного аппарата ...................... . ...............
» абсорбера ....................................................
Температура циркулирующей кислоты, °C:
перед абсорбером (после оросительного холодильника) ..................
после абсорбера ...................................................
Давление газов перед печью, мм вод. ст ...............................
30
780
805—810
440—450
4 60—4 70
425—435
445—450
60
50
80
<1000
Расчетные нормы
Печь-копгел
Скорость продуктов сгорания в свободном сеченнн печи-котла (объем продук-
тов сгорания приведен к 760 мм рт. ст. и 0° С), м/сек ............ 0,3
Напряженность топочного пространства печи-котла, тыс. ккал/(м3ч) . 150—200
Контактный аппарат
Скорость газо-воздушной смеси в свободном сечении контактного аппарата
(объем смеси приведен к 760 мм рт. ст. и 0° С), м/сек. 0,3
Объем контактной массы на 1 т серной кислоты в сутки, л<3. 0,135
Абсорбер
Скорость газов в свободном сечении абсорбера (объем газов приведен к
760 мм рт. ст н 0° С), м/сек ........................... 0,3
Коэффициент теплопередачи, ккал/(м2ч-град) .................. 3,5
Оросительный холодильник
Коэффициент теплопередачи, ккал\м2-ч град) .................. 180
Расход охлаждающей воды на 1 т охлаждаемой кислоты, м3 ......... 1,5
Электрофильтр
Скорость газов в осадительных трубах, м/сек .............. 0,9
Производственные показатели
Степень контактирования, % ............................ 97—98
Расход средств производства на 1 т серной кислоты:
технической воды (на пополнение цикла), л<’........... 4—5
умягченной воды (для питания котла-утнлизатора), м3 ........... 1,0—1 , 2
электроэнергия, квт-ч ............................. 60—70
Выработка пара на 1 т кислоты, т..........................0,8—1,0
Крепость получаемой кислоты, % (вес.)..................... 93—94
Суммарное содержание SO2 и SO3 в выхлопных газах, г/м3 ........... 0,05
Улавливание цианистого водорода
из сероводородного газа
и получение цианистого натрия
Схема установки показана на рис. 5-5 [1].
Схема осуществлена в промышленном мас-
штабе на коксохимическом заводе в Керни
(США).
Сероводородный газ из регенератора по-
дается вакуум-насосом 8 в среднюю часть
насадочного абсорбера 9. В верхней его ча-
сти из газа водой улавливается цианистый
водород. Предварительно воду подкисляют
серной кислотой до pH ~ 3 и подогревают
острым паром. После абсорбера в газе со-
держится менее 3,5 г/л«3 цианистого водо-
рода. Подогрев воды препятствует выделе-
нию нафталина. Газ из абсорбера поступает
на сернокислотную установку.
В нижней части абсорбера водный рас-
твор цианистого водорода нагревается от 30
до 95—100° С в выносном циркуляционном
подогревателе 12. Вследствие этого содер-
жание сероводорода в сточном растворе
уменьшается до 2 г/л.
Охлажденный в холодильнике 13 раствор
цианистого водорода (2%-ный) поступает в
верхнюю часть стриппинг-колонны 14, в ко-
торой цианистый водород отгоняется ост-
рым паром. Сточную воду, выходящую из
колонны с содержанием менее 0,02% циа-
нистого водорода, спускают в канализацию.
Пары из колонны охлаждаются в дефлегма-
торе 15 и поступают в насадочную концен-
трационную колонну (концентратор) 16.
Пары из концентратора с содержанием
98,5% цианистого водорода отводятся в кон-
денсатор 17, где охлаждаются рассолом и
конденсируются. Часть жидкого цианистого
водорода с температурой 5° С возвращается
в концентратор в качестве рефлюкса. Жид-
кий цианистый водород направляют в при-
емники 22 с рубашками для охлаждения
рассолом.
Для стабилизации и замедления полиме-
ризации в стриппинг-колонне к жидкому
цианистому водороду иа выходе из конден-
сатора добавляют 0,1 % технической фос-
форной кислоты.
Продукт в виде 30%-ного раствора циа-
нистого натрия получается в реакторе 24,
где жидкий цианистый водород медленно
добавляют к водному раствору техническо-
го едкого натра. Можно получать также
жидкий цианистый водород в баллонах.
В аппаратах 6, 17, 22, 23 и 27 для охлаж-
дения используют рассол.
Очистка коксового газа от сероводорода и цианистого водорода
125
колонну
Рнс. 5-5. Схема получения цианистого натрия из сероводородных газов:
1 — серно-циановый скруббер; 2 — регенератор; 3, 11 — сборники свежего раствора соды н под-
кисленной воды; 4 — теплообменник; 5, 20 — насосы; 6, 17 — конденсаторы; 7, 21 — сепара-
торы; 8 — вакуум-насос; 9 — циановый абсорбер; 10, 19. 26, 27 — напорные баки; 12 — подогре-
ватель; 13 — холодильник; 14 — стриплинг-колонна; 15 — дефлегматор; 16 — концентратор; 18 — ре-
гхлятор рефлюкса; 22, 25 — приемники; 23 — мерник; 24 — реактор; 28 — баллон; 29 — аварийный
сбопннк
Одры 3 конденсатор -
Ларь/ 3 конденсатор-
Рис. 5-6. Схема использования тепла надсмоль-
ной воды для нагрева поглотительного раствора:
1 — регенератор; 2 — циркуляционный подогре-
ватель; 3, 5. 8 — насосы; 4 — теплообменник; 6,
7 — сборники для воды н раствора
Аппаратура изготовлена из нержавею-
щей стали. Ниже указаны затраты сырья и
энергии для получения 1 т 98,5%-ного циа-
нистого водорода:
93%-ная серная кислота, л............
85%-ная фосфорная кислота, л.........
Пар в абсорбер, т....................
Пар в стриппинг-колонну, т...........
Вода техническая лр..................
Вода питьевая, м3....................
Электроэнергия, квт-ч ...............
8,6—9,3
О, 9—3,4
5,8
6,4
0,22
0, I 6
34
Рис. 5-7. Схема использования тепла кок-
сового газа для нагрева поглотительного
раствора:
1 — регенератор; 2 — циркуляционный по-
догреватель; 3, 6 — насосы; 4 — первич-
ный газовый холодильник; 5 — сборник
Использование отбросного тепла
для нагревания
поглотительного раствора
В .сумме эксплуатационных расходов на
очистку коксового газа от сероводорода по
вакуум-карбонатному методу наибольшим
126
Улавливание химических продуктов коксования
слагаемым является стоимость пара, расхо-
дуемого на подогрев раствора н испарение
воды в процессе регенерации.
При сравнительно низкой температуре
регенерации раствора представляется техни-
чески возможным и экономически выгодным
использовать для этой цели отбросное фи-
зическое тепло надсмольной воды цикла га-
зосборников и коксового газа.
Схема использования тепла надсмольной
воды для нагрева поглотительного раствора
показана на рис. 5-6.
Поглотительный раствор из регенератора
1 с помощью насоса 3 прокачивается через
теплообменник 4, в котором нагревается
теплом подаваемой в газосборник надсмоль-
ной воды, и возвращается в регенератор.
Схема использования тепла коксового га-
за для нагрева поглотительного раствора
показана на рис. 5-7.
Поглотительный раствор из регенератора
1 насосом 3 прокачивается через первые (по
ходу газа) секции труб первичного газово-
го холодильника 4, в котором нагревается
теплом коксового газа, и возвращается в
регенератор.
Используя отбросное тепло, можно весь-
ма существенно уменьшить расход пара на
регенерацию раствора.
Переработка сточных вод
Количество балластных солей при очист-
ке газа по вакуум-карбонатному методу за-
висит от содержания в очищенном газе циа-
нистого водорода и в меньшей степени от
окислительных процессов, происходящих
вследствие подсоса воздуха через неплот-
ности аппаратуры и от коррозии.
Содержание балластных солен в рабочих
растворах следующее, г/л;
Раствор соды: NaCNS 100—130
20—25
Na*[Fe(CN)e] 10—15
Сульфит, сульфат и хлорат натрия Незначитель-
ное количест-
во
Раствор поташа:
KCNS 95—110
К 2S2O3 5—10
K4[Fe(CN)„] 1 2—25
K2SO4 5-6
К Cl 2—3
КСООН 190-210
Основные нерегенерируемые соединения
при содовом поглотителе — роданид, тио-
сульфат и ферроцианид натрия, при поташ-
ном поглотителе — роданид, тиосульфат и
ферроцианид калия, а также муравьино-
кислый калий.
Прн повышении концентрации балластных
солей в растворе снижается его поглотитель-
ная способность, значительно повышается
вязкость и увеличивается расход электро-
энергии на работу насосов.
Повышенное содержание в растворе бал-
ластных солей приводит к необходимости
работать с пониженной щелочностью рас-
твора и, следовательно, с его пониженной
поглотительной способностью, чго приводит
в свою очередь к увеличению удельного рас-
хода раствора.
В связи с тем что основное количество
балластных солей образуется при поглоще-
нии из газа цианистого водорода, предвари-
тельное его улавливание уменьшило бы ко-
личество сточных вод, расход реактивов
(соды или поташа) и коррозию.
Для поддержания концентрации балласт-
ных солей не выше допустимого предела
часть раствора выводят из цикла и добав-
ляют свежий раствор.
Ориентировочное количество выводимо-
го из цикла раствора (сточных вод) состав-
ляет 0,2 л3 на 1 г уловленного сероводо-
рода.
Несмотря на относительно незначительное
количество сточных вод, использование от-
работанного раствора (особенно поташно-
го) при современных крупных масштабах
производства представляет практический
интерес.
Ниже описана одна из схем регенерации
солей отработанного поташного раствора
[25].
Отработанный раствор выпаривают под
вакуумом, после чего выгружают в кристал-
лизатор, в котором ферроцианид калия и
сернокислый калий выпадают в осадок.
Маточный раствор после кристаллизации
вновь загружают в вакуум-выпарной аппа-
рат и упаривают примерно до половины
взятого объема, после чего подвергают кри-
сталлизации, при которой в осадок выпа-
дает около 60% содержащегося в растворе
поташа.
Осадок поташа растворяют и передают в
цикл. Маточный раствор после второй упар-
ки вместе с осадком ферроцианида и суль-
фата калия подвергают окончательной упар-
ке в печи и термическому разложению со-
лей в восстановительной среде с получени-
ем плава, состоящего из 40—60% К2СО3,
25-35% K2S, 15-20% K2SO4, 2-3% KCNS
и 10—15% K2S2O3.
Раствор плава в воде после отстаивания
от шлама подают в рабочий цикл.
Очистка коксового газа
от сероводорода под давлением
При передаче потребителям сжатого
газа сероводород улавливают под давле-
нием.
Если сжатию подвергают не все количе-
ство вырабатываемого на заводе газа, а
только часть его, очистку осуществляют в
две ступени: вначале при обычном давле-
нии весь газ очищают до остаточного со-
держания сероводорода 3 г/л3, а затем под
давлением очищают только сжатый газ до
0,02 г/л3 сероводорода.
При очистке коксового газа от сероводо-
рода под давлением уменьшаются капи-
тальные затраты на абсорбционную аппа-
ратуру, снижаются эксплуатационные рас-
ходы, достигается более полная очистка;
установка характеризуется компактностью.
Очистка коксового газа от сероводорода и цианистого водорода
127
3. ОЧИСТКА КОКСОВОГО ГАЗА
ОТ СЕРОВОДОРОДА
ПО МЫШЬЯКОВО СОДОВОМУ МЕТОДУ
Улавливание сероводорода
и регенерация
поглотительного раствора
Метод основан иа способности сероводо-
рода замещать ,кислород в оксисульфо-
мышьяковой соли натрия по следующим
необратимым реакциям:
Na4As2S6O2 И- H2S = Na4As2SeO + Н2О,
Na4As.2SaO + H2S = Na4As2S7 -% H2O.
Насыщенный сероводородом раствор ре-
генерируют кислородом .воздуха. При этом
сульфамышьяковая соль натрия вновь
окисляется в оксисульфомышьяковую соль
и выделяется элементарная сера:
Na4As2SeO + — О2 = Na4As2S5O2 -f- S,
Na4As2S; 4- -у- О2 = Na4As2SeO 4- S.
Помимо основных реакций, в процессе
поглощения сероводорода и регенерации
раствора идут также и побочные. При из-
бытке щелочи протекают следующие реак-
ции:
Na2CO3 + H2S Д NaHS + NaHCO3>
NaHCOj + H2S NaHS 4- CO2 + H2O,
NaOH + H2S Д NaHS 4- H2O.
При регенерации раствора сульфогидрат
частично окисляется кислородом воздуха
в гипосульфит
2NaHS 4- 2О2 = Na2S2O3 + Н2О,
Находящаяся в газе синильная кислота,
сода и сера образуют роданистый натрий:
2HCN + Na2CO3 Д 2NaCN 4- Н2О + СО2,
NaCN + S = NaCNS,
В результате протекания побочных реак-
ций в поглотительном растворе накаплива-
ются нерегенерируемые соединения — гипо-
сульфит и роданистый натрий.
Пр,и .поглощении H2S и выделении эле-
ментарной серы выделяется 63,1 ккал на
1 кмоль H2S, при образовании гипосуль-
фита 100,4 ккал на 1 кмоль H2S, пере-
шедшего в гипосульфит; при образовании
роданита 14,9 ккал на 1 кмоль H2S, пе-
решедшего в роданистый «атрий.
Исходными материалами для приготов-
ления свежего раствора служат белый
мышьяк (As2O3) и кальцинированная сода
(Na2CO3). Белый мышьяк — ангидрид
мышьяковистой кислоты (As2O3), его моле-
кулярная масса 197,82; он ядовит.
Для очистки коксового газа от сероводо-
пода по мышьяково-содовому методу при-
меняют белый мышьяк сорта I или II.
Мышьяк обоих сортов представляет собой
кристаллический порошок серого цвета.
В мышьяке сорта I и II соответственно
должно содержаться .не менее 95 и 90%
мышьяковистого ангидрида (As2O3), а не-
летучий остаток должен быть не более 5,0
и 10,0%.
Белый мышьяк упаковывают в железные
барабаны с завальцованной крышкой (мас-
са нетто до 100 кг), помещаемые в деревян
ные бочки или фанерные барабаны. Про
страяство между внутренним барабаном и
внешним (или бочкой) засыпают опилками
или соломой.
В процессе приготовления свежего рас-
твора протекает реакция
2Na2CO3 + As2O3 + Н2О =
= 2Na2HAsO3 %-2СО2.
Образовавшийся мышьяковистый натрий
вводить непосредственно в цикл не реко-
мендуется, так как это может привести к
образованию неустойчивых промежуточных
окситиомышьяковых солей с соотношением
S : As .в пределах 0,5—2,0, которые быстро
разлагаются с образованием осадка сер-
нистого мышьяка. При этом не только те-
ряется мышьяк, но и засоряется насадка
отложениями. Поэтому полученный содовый
раствор белого мышьяка проходит опера-
цию созревания, для чего его обрабатыва-
ют на отдельной установке содержащим
сероводород коксовым газом:
2Na2HAs2O3 4- 5H2S = Na4As2S6 4- 6Н2О.
Затем через регенератор с раствором
продувают воздух, в результате чего тио-
мышьяковистая соль натрия переходит в
оксисульфомышьяковую соль натрия, т. е.
мышьяк из трехвалентного переходит в пя-
тивалентный:
Na4As2S5 4- О2 = Na4As2S6O2.
Концентрацию мышьяка в растворе при-
нимают в соответствии с содержанием се-
роводорода в поступающем газе.
По стехиометрии отношение As2O3 : H2S =
= 5,82, однако практически эту величину
поддерживают около 15, так как для ус-
пешного ведения процесса и наличия в рас-
творе наряду с активной формой мышьяка
малоактивных или неактивных его соеди-
нений необходим избыток мышьяка [9].
Для тонкой очистки газа от H2S (менее
2 г на 100 м3 газа), когда применяют две
или три последовательные ступени, отноше-
ние As2O3 : H2S поддерживают во второй
ступени более 30. С увеличением избытка
мышьяка в растворе коррозия аппаратуры
замедляется [10].
Удельный расход поглотительного раство-
ра зависит от содержания H2S в исходном
газе и концентрации в растворе As2O3
(табл. 5-3).
Величину pH поглотительного раствора
поддерживают в пределах 7,8—7,9; при по-
ниженном pH уменьшается количество об-
разующихся нерегенерируемых соединений,
но возрастает коррозия аппаратуры.
128
Улавливание химических продуктов коксования
Таблица 5-3
Расход поглотительного раствора
в зависимости от содержания H2S
в газе и концентрации As2O3
в растворе
Содержание H2S в газе 2/Л43 Концентрация As8O8 в рас- творе, г/л Удельный рас- ход раствора на 1 № газа л
3 5 9
10 10 15
16 16 15
20 16 19
30 20 23
50 20 38
вязкость раствора и понижается его погло-
тительная способность. Предельное содер-
жание балластных солей в растворе 300—
350 г/л.
Для вывода балластных солей из рабоче-
го раствора часть его подвергают нейтра-
лизации серной кислотой с целью обезвре-
живания сточных вод и использования
содержащегося в этом растворе мышьяка.
На нейтрализацию выводят насыщенный
раствор после скрубберов, так как окси-
сульфосоль более устойчивое соединение,
чем сульфосоль.
Процесс нейтрализации можно предста-
вить в виде следующих реакций:
Na4As2SeO + 2H2SO4 =
= 2Na2SO4 + As2S8 + H2S + H2O,
Na4As2S7 + 2H2SO4 =
Предварительная очистка газа и посту-
пающего на регенерацию воздуха от масел,
смол и пыли имеет важное значение для
успешного ведения процесса.
Для предотвращения конденсации из га-
за смолообразующих компонентов и нафта-
лина раствор подогревают до 40—42° С.
По некоторым данным [11], повышение
температуры поглотительного раствора спо-
собствует реакции взаимодействия H2S с
окситиомышьяковы|м натрием.
С повышением концентрации
нерегенерируемых соединений
= 2Na2SO4 + As2S6 + 2H2S
и
в растворе
возрастает
частично
As2S5 -> As2S3 -I- 2S.
Выпавшие в осадок As2S3 и серу отде-
ляют фильтрованием и растворяют в содо-
вом растворе, после чего возвращают в
цикл.
Полученный фильтрат содержит еще зна-
чительное количество мышьяка (до 0,05 г/л)
в виде растворимого соединения Na2HAsO4,
поэтому его нельзя направлять в общие
стоки.
Фильтрат обезвреживают в нейтрализа-
торе 2-й ступени обработкой его раствором
железного купороса и содой с тем, чтобы
к вакуум -
- насоси
25
Серная кислота
-05
в канализацию
-Раствор желез-
ного купороса
Пар.
7'
Газ
»
6
насосу
От воздухо-
дувки —
-,03
чч.
Очищенный
на погрузку
Soda
3S
раствор'
соды
Лар J'
37
Рис. 5-8. Схема очистки коксового газа от сероводорода по мышьяково-содовому методу:
/ — циклон; 2 — скруббер; 3 — гндрозатвор; 4 — промежуточный сборник; 5 — электрофильтр;
6, 20, 28, 29, 31, 40, 44 — насосы; 7 — подогреватель; 8 — напорно-распределительный бак; 9 — ре
генератор; 10 — регулятор уровня; .// — воздухосборник; /2 — маслоотделитель; 13 — пеносбор-
ник; 14 — вакуум-фильтр; 15, 32 — бункера для серной пасты и соды; 16 — приемник для серы;
17 — плавильник; 18— компрессор-, 19 — аппарат Монтежю для серы; 2/— отстойник; 22 — ва-
куум-ресивер; 23, 30 — сборники для серы и свежего раствора; 24 — барабанный охладитель; 25 —
бункер — склад серы; 26,38 — вакуум-сбориики; 21—барометрический сборник; 33, 39 — раствори-
тели соды и сернистого мышьяка; 34, 35, 41, 42 — мерники серной кислоты, воды, раствора соды
п раствора железного купороса соответственно; 36 и 43 — нейтрализаторы 1-й и 2-й ступеней;
31 — ваккум-фнльтр; 45 — фильтрпресс
Очистка коксового газа от сероводорода и цианистого водорода
129
связать мышьяк в малорастворимыс соли
железа FeAsO3 и FeAsO4
Раствор после нейтрализатора 2-й ступе-
ни фильтруют, после чего спускают в кана-
лизацию; шлам сбрасывают в отвал.
В некоторых случаях фильтрат после
нейтрализации 1-й ступени повторно не об-
рабатывают, а используют вместе с други-
ми загрязненными водами для тушения
кокса.
Схема очистки коксового газа от серово-
дорода по мышьяковосодовому методу по-
казана на рис. 5-8.
На очистку от сероводорода коксовый
газ поступает предварительно освобожден-
ный от аммиака и бензольных углеводоро-
дов и очищенный от следов масла в элек-
трофильтре 5. Затем газ промывают содо-
волмышьяковым раствором в насадочном
скруббере 2.
Насыщенный сероводородом раствор из
скруббера 2 через гидрозатвор 3 перетекает
в промежуточный сборник 4, откуда насо-
сом 6 через подогреватель 7, в котором
нагревается до 40—42° С, подается в напор-
но-распределительный бак 8.
В некоторых случаях часть (20—25%)
поглотительного раствора, поступающего в
напорно-распределительный бак, направля-
ют вместе с регенерированным раствором
на орошение скруббера. Это делают для
того, чтобы предотвратить выпадение в
скруббере серы, так как часть абсорбиро-
ванного раствором кислорода не успевает
прореагировать в регенераторе и регенера-
ция заканчивается в скруббере.
Из напорно-распределительного бака
раствор поступает в нижнюю часть регене-
ратора 9, в котором регенерацию раствора
осуществляют кислородом воздуха.
Воздух в регенератор подают компрес-
сором 18 через воздухосборник 11 и мас-
лоотделитель 12. Для очистки воздуха от
пыли перед компрессором устанавливают
висциновый фильтр.
Выделяющаяся в процессе регенерации
сера флотируется воздухом на поверхность
раствора и ,в виде пены отводится в пено-
сборник 13, где после разрушения пены
сера поддерживается во взвешенном со-
стоянии с помощью мешалки.
Регенерированный раствор из регенера-
тора через регулятор уровня пены вновь
поступает на орошение серного скруббера.
Серная суспензия из пеносборника 13 на-
правляется на вакуум-фильтр 14, откуда
фильтрат через вакуум-сборник 26 стекает
в барометрический сборник 27 и затем на-
сосом 28 откачивается в сборник поглоти-
тельного раствора 4.
Обезвоженная до 40—45% сорная паста
с поверхности вакуум-фильтра снимается
ножем и поступает в бункер 15, откуда ее
загружают в плавильник 17.
В плавильнике серная паста нагревается
глухим (через рубашки) и острым паром
до 130—135° С. Для растворения выделяю-
щегося при нагревании влажной пасты сер-
нистого (мышьяка, который загрязняет се-
9 Справочник коксохимика, т. III
ру, в автоклав добавляют некоторое коли-
чество (2—3 кг на 100 кг H2S) кальцини-
рованной соды.
Расплавленная сера из плавильника вы-
жимается через приемник серы 16 в аппа-
рат Монтежю 19, откуда сера выжимается
сжатым воздухом в сборник серы 23, уста-
новленный перед барабанным охладите-
лем 24.
На барабанном охладителе 24 сера ох-
лаждается и снимается с поверхности ба-
рабана ножом в виде чешуек, которые ссы-
паются в бункер-склад 25.
Конденсат из плавильника отводят в от-
стойник 21, откуда после отстоя от шлама
насосом 20 подают в пеносборник 13, -а'
шлам сбрасывают в отвал.
Для поддержания концентрации бал-
ластных солей в поглотительном растворе
не свыше допустимой нормы часть раствора
перед регенерацией выводят из цикла и
для выделения из него мышьяка вначале
направляют в нейтрализатор 1-й ступени
36 для обработки серной кислотой.
При этом образуется осадок сернистого
мышьяка, который .затем отделяют от рас-
твора на вакуум-фильтре 37.
Мышьяковая паста из вакуум-фильтра
поступает в сборник 39, оде растворяется
в содовом растворе, после чего насосом 40
откачивается в пеносборник 13, т. е. пасту
возвращают в цикл поглотительного рас-
твора.
Фильтрат после вакуум-фильтра через
вакуум-сборник 38 поступает в нейтрали-
затор 2-й ступени 43 для обработки рас-
твором соды и железного купороса с
целью перевода оставшихся в фильтрате
мышьяковистых соединений в нераствори-
мые соли.
После нейтрализатора 2-й ступени рас-
твор пропускают через фильтрпресс 45 для
отделения осадка. Фильтрат после фильтр-
пресса отводят в фенольную канализацию,
а осадок сбрасывают в отвал.
Для приготовления раствора соду из
бункера 32 направляют в растворитель 33,
откуда раствор насосом 31 перекачивают в
сборник свежего раствора и затем насосом
29 в цикл.
Свежий раствор мышьяка вводят в систе-
му в виде тиомышьяковистой соли, полу-
чаемой в отдельном скруббере путем насы-
щения сероводородом раствора мышьяка
при орошении им сероводородсодержащего
газа.
Схема приготовления содово-мышьяково-
го раствора представлена на рис. 5-9.
Барабан с белым мышьяком помещают в
закрытый сосуд 1, где его открывают с по-
мощью механического пожа. Мышьяк из
барабана вымывается сильной струей воды
в снабженный мешалкой и паровым подо-
гревом растворитель 2, откуда раствор по-
ступает в аппарат Монтежю 3, из которо-
го сжатым воздухом пережимается в сбор-
ник 4 и затем в скруббер 6, через который
пропускают неочищенный от сероводорода
коксовый газ.
130
Улавливание химических продуктов коксования
Раствор мосле скруббера через гидроза-
твор возвращается в сборник 4.
Двухступенчатая очистка газа
Часть циркулирующего в системе рас-
твора отводят в скруббер 7, в который по-
дают воздух. Раствор после скруббера 7
поступает в промежуточный сборник рабо-
чего поглотительного раствора. Ниже при-
При необходимости более тонкой очистки
коксового газа от сероводорода применяют
двухступенчатую очистку. В этом случае
газ проходит последовательно две группы
Рис. 5-9. Схема приготовления мышьяково-содового раствора:
1 _ сосуд для разгрузки барабанов с мышьяком; 2 — мешалка; 3 — аппарат Монтежю;
4 — сборник; 5, 8 — насосы; 6, 1 — скрубберы
выводе раствора на нейтрализацию) на
1 т плавленой серы:
Расход реактивов, ка:
Na,CO, (95%-ная).................. 300—500
As.O, ......................... 3-6
H2SO4 (моногидрат).................. 60—80
FeSO. ............................... 3—10
Расход электроэнергии, квш ч . . . 1200—1500
Расход:
воды, я3.......................... 20—40
пара, тп....................... 4—4.5
воздуха, я3 ................... 4500 — 5000
Количество сточных вод, № .... 3—4
Содержание в плавленой сере, %:
S....................... . 99
AsaOg’........................... * 0»02
Степень очистки (одноступенчатой)
коксового газа от H»S, % . . . . 90—95
Рис. 5-10. Схема непрерывной плав-
ки серы:
1 — пеиосборник; 2 — пеноотде-
литель; 3 — воздухоотделитель; 4 —
насос: 5 — плавильник: 6 — отстой-
ник
серных скрубберов, орошение которых и
регенерацию 'раствора осуществляют в раз-
дельных системах, схема и режим которых
аналогичны.
Отношение AsgOs: H2S в первой ступени
равно 15, во второй 30. При таком виде
очистки газа с начальным содержанием се-
роводорода 20 г/м3 после первой ступени
концентрация H2S падает до 3,65 г/м2, а
после второй — до 0,026 г/м3* коэффициент
улавливания при этом составляет 81,7 и
99,87% соответственно {12].
Расход реактивов при двухступенчатой
очистке по сравнению с одноступенчатой,
несколько увеличивается (на 20%), что
объясняется большим образованием бал-
ластных солей при малом содержании се-
роводорода в газе второй ступени, повы-
шенном содержании в растворе мышьяка и
повышенном pH раствора.
Получение серы непрерывной
плавкой
Плавка серы в аппаратах периодического'
действия (автоклавах) связана с выполне-
нием вредных и трудоемких операций по
заполнению и разгрузке бункеров серной
пасты, открыванию и закрыванию люков
Г/ар //ар
Очистка коксового газа от сероводорода и цианистого водорода
131
автоклавов, спуском автоклавной жидкости
и жидкой серы. Поэтому в последнее вре-
мя применяют плавку серы в плавильниках
непрерывного действия. Схема такой уста-
новки показана на рис. 5-10.
Серная пена из пеиосборника 1 поступа-
ет в пеноотделитель 2, откуда при помощи
пеносъемного устройства—.в снабженный
мешалкой воздухоотделитель 3.
Из воздухоотделителя серную суспензию
подают в плавильник непрерывного дейст-
вия 5, который состоит из двух полых ци-
линдров (горизонтального и вертикально-
го), соединенных между собой под прямым
Переработка сточных вод
В результате протекания побочных реак-
ций при поглощении из газа H2S и регене-
рации поглотительного раствора в послед-
нем накапливаются балластные соли.
Количество образующихся балластных со-
лей зависит от содержания цианистого во-
дорода в поступающем на очистку газе,
содержания свободной щелочи в поглоти-
тельном растворе (pH раствора), удельно-
го расхода воздуха для регенерации и тем-
пературы регенерации.
На 1 т уловленного сероводорода объем
Рис. 5-11. Схема выделения балластных солей по методу сернокислотного разложения:
1 — хранилище; 2 — иасосы; 3 — реактор; 4, 9 — напорные баки; 5 — циркуляционный
подогреватель; 6, 17 — кристаллоприемиики; 7, 18 — центрифуги, 8, 19 — сборники фугата;
10 — мерник; 11 — выпарной аппарат; 12 — конденсатор; 13 — сборник для воды; 14 — ло-
вушка; 15 — вакуум-насос; 16 — бачок для воды; 20 — отстойник для раствора родани-
стого натрия
углом. Горизонтальный цилиндр и нижняя
часть вертикального снабжены паровыми
рубашками. Для плавления серы в аппарат
подают острый и глухой пар (через паро-
вые рубашки).
Отстаивание жидкой серы от автоклав-
ной жидкости происходит в вертикальной
части аппарата, из которого сера поступает
в барабанный охладитель, а автоклавная
жидкость через регулятор давления выжи-
мается в отстойник 6. Осветленную жид-
кость из отстойника передают в цикл, а от-
стоявшийся шлам сбрасывают в отвал.
Давление в плавильнике составляет
~3 атм.\ температура 140° С поддерживает-
ся автоматически.
Производительность плавильника непре-
рывного действия емкостью 1,42 м1 * 3 состав-
ляет примерно 10 т серы в смену [13].
Расход пара на 1 т плавленой серы без
утилизации тепла автоклавной жидкости и
пара вторичного вскипания составляет
1.13 т.
Состав получаемой серы, %:
Сера...........99,86
Мышьяк ........ 0,0061
Зола........... 0,083
Влага.......... 0,051
выводимого раствора составляет 3—4 м3.
При этом вместе с раствором выводятся в
виде различного рода соединений мышьяк,
сода и пошедшие на образование балласт-
ных солей натрий и сера.
Содержание солей в растворе, выводи-
мом из цикла после первой (второй уста-
новки), [9], г/л:
ПигЗгО, 250 (24 5)
NaCNS 50 (90)
Na„COs 18(20)
AsgOg 15
При нейтрализации раствора серной кис-
лотой в нейтрализаторе 1-й ступени из
сточных вод извлекается основное количе-
ство соды и мышьяка, которые и возвра-
щают в рабочий цикл.
В отдельных случаях применяют различ-
ные методы выделения солей, остающихся
в сточных водах после нейтрализации.
По методу сернокислотного разложения
[23] (рис. 5-41) выводимый из цикла рас-
твор обрабатывают серной кислотой, в ре-
зультате чего тиомышьяковые соли разла-
гаются с выделением сернистого мышьяка,
а также разлагается гипосульфит с образо-
ванием сульфата натрия и свободной серы.
Полученный раствор отфильтровывают, по-
9*
132
Улавливание химических продуктов коксования
еле чего в нем остаются сульфат натрия и
роданистый натрий. Раствор упаривают,
выкристаллизовавшийся сульфат натрия
отделяют от раствора иа центрифуге. Ос-
тавшийся в растворе роданистый натрий
после упарки может быть подвергнут про-
каливанию в печи в окислительной среде
(роданистый натрий в этих условиях пол-
ностью переходит в сульфат натрия) или
направлен на дальнейшую переработку с
целью получения технического роданистого
натрия.
По методу с получением смешанной со-
ли [16] отфильтрованный после 2-й ступени
нейтрализации раствор упаривают под ва-
куумом до плотности 1,6. Полученный пос-
ле упарки раствор поступает на кристалли-
зацию, а затем—на центрифугу для полу-
чения технического сульфата натрия.
Маточный раствор после центрифуг под-
вергают окончательной выпарке в котле с
огневым обогревом, после чего откристал-
лизованную соль также передают на цент-
рифугу. Смесь солей получается примерно
следующего состава, %:
Ni^SaOg 46,8
Na2SO« 18,3
NaCNS 17,2
Н2О 17,7
По методу упаривания, кристаллизации
и перекристаллизации из этанола и воды
[18] получается чистый роданистый натрий,
пригодный для-производства синтетическо-
го волокна нитрон, и смешанная соль, со-
стоящая из тиосульфата и сульфата нат-
рия. Отработанный раствор после выделе-
ния сернистого мышьяка доводят, добавляя
соду, до pH = 8 -ь 9. фильтруют и упари-
вают под вакуумом 600 мм рт. ст. до плот-
ности 1,56 г/см3. Кристаллизацию и отделе-
ние кристаллов проводят при охлаждении
до 25 и 0° С. При этом выделяются при-
мерно 96% тиосульфата, 97% сульфата и
16% хлорида (от содержания в исходном
растворе). Раствор обесцвечивают активи-
рованным углем и упаривают до темпера-
туры кипения 116° С под вакуумом 600 мм
рт. ст. Путем кристаллизации при охлажде-
нии до 40—50° С из упаренного раствора
получают безводный технический продукт,
содержащий после центрифугирования 95%
роданистого натрия. Для освобождения от
примесей, главным образом от хлористого
натрия, ведут перекристаллизацию из эта-
нола и воды. Конечный продукт в виде
бесцветных кристаллов двуводного кри-
сталлогидрата упаковывают в полиэтиле-
новые мешки и хранят при температуре
ниже 30° С (температура перехода двувод-
ного кристаллогидрата в безводную со.ль
30,4° С).
4. ОЧИСТКА КОКСОВОГО ГАЗА
ОТ СЕРОВОДОРОДА
ПО АММИАЧНОМУ МЕТОДУ
При промывке коксового газа водой из
него одновременно улавливают аммиак,
сероводород, двуокись углерода и другие
компоненты. Сами по себе сероводород и
двуокись углерода плохо растворяются в
воде, что видно из табл. 5-4.
Таблица 5-4
Растворимость аммиака, двуокиси
углерода и сероводорода в воде
Темпера- тура, °C Аммиак Двуокись углерода Сероводород
а б а б а б
0 1305 98,4 1,713 0,3360 4,67 0,7066
1 1225 92,4 1,646 0,3213 4,522 0,6839
2 1161 87,4 1,584 0,3091 4,379 0,6619
3 1107 83,3 1,527 0,2978 4,241 0,6407
4 1058 79,6 1,473 0,2871 4,107 0,6201
5 1024 77 1,424 0,2774 3,977 0,6001
6 1002 75,3 1,377 0,2681 3,852 0,5809
7 980 73,6 1,331 0,2589 3,732 0,5624
8 960 72 1,282 0 2492 3,616 0,5446
9 931 70,3 1,237 0,2403 3,505 0,5276
10 916 68,6 1,194 0,2318 3,399 0,5112
20 715 53,1 0,878 0,1688 2,582 0,3846
25 641 47,2 0,756 0,1449 2,282 0,3375
30 586 44 0,665 0,1257 2,037 0,2983
35 — .— 0,592 0,1105 1,831 0,2648
40 — 30,4 0,53 0,0973 1,66 0,2361
45 — — 0,479 0,086 1,516 0,211
50 — 22,4 0,436 0,0761 1,392 0,1883
60 — 15,8 0,359 0,0576 1.19 0,148
70 — 10,4 — — 1,022 0,1104
80 6,1 — — 0,917 0,0765
90 — 2,6 .— — 0,84 0,041
100 — — — — 0,81 —
Примечание, а — количество литров газа,
приведенных к °C и 760 рт. ст., растворяющегося
в 1 л воды при различных температурах; б — коли-
чество граммов газа, растворяющихся в 100 г воды
при различных температурах.
Совместное улавливание аммиака, серо-
водорода и двуокиси углерода водой про-
исходит в основном в результате химиче-
ского взаимодействия между ними по сле-
ду ющ и м основным р е а кциям:
2NH3^ra3j + H2S^ra3) -(NH4)2S,
— AH' = 22000 ккал/ (кг • моль) (25° С);
NH3(ra3) + H2s(ra3) -nh4hs,
— ДН = 19300 ккал/ (кг • моль) (25° С);
2NH3(ra3) + СО2(газ) + Н2ОЖ - (NH4)2CO3,
— ДН = 40600 ккал/ (кг моль) (25° С);
2NH3(ra3) + СО2(газ) ->NH4CO2NH2,
— ДЯ = 33900 ккал/ (кг моль) (25° С).
В табл. 5-5—5-7 указано давление различ-
ных газов над их водными растворами.
Очистка коксового газа от сероводорода и цианистого водорода
133
Таблица 5-5
Давление H2S, NH3 и Н20 иад
водными растворами (NH4)2S [20]
Температура °C NH3 % (вес.) H2S % (вес.) Упругость паров, лглс рт. ст.
H2S NHS н2о
20 1,38 1,40 53,3 0 16,3
20 2,68 2,68 65,6 0 16,2
20 6,77 6,81 130,1 0 15,8
20 8,05 8,03 154,8 5,6 15,1
20 9,41 9,40 190,0 13,0 14,3
40 2,31 2,33 92,0 8,2 49,1
40 5,88 5,86 183,4 22,2 44,7
40 7,21 7,26 220,6 26,9 48,4
40 9 34 9,36 293,2 30,4 47,9
60 3,22 3,25 134 1 25,5 125,1
60 5,54 5,56 205,0 48,5 127,3
60 6,80 6,81 250,9 76,1 113,5
60 9,00 9,05 365,0 145,0 105,0
Таблица 5-6
Давление H2S, NH3 и Н2О
над водными растворами NH4HS [20]
Темпера- тура, °C NHS (вес.) H2S % (вес.) Упругость паров мм рт. ст.
H2S NH, н2о
20 0 80 1,58 115,7 0 13,9
20 2,14 4,23 163,0 0 15,2
20 2,97 5,93 197,6 0 16,1
Таблица 5-7
Давление NH3, СО2 и H2S 5
над их раствором в воде при 20° С [21[
Концентрация, моль'л р nh8 Л4Л1 рт. ст. РСО2 мм рт. ст. PH2S м рт. ст.
NH3 СО 2 И 2S
1,189 0,41 0,189 3,8 1,8 3,6
1,194 0,49 0,194 2,8 3,70 5,7
1,390 0,495 0,390 2,7 4,40 14,3
1,045 0,50 0,045 2,7 3,6 —
1,380 0,64 0,380 1,44 15,0 29,3
1,097 0,66 0,097 1,34 14,9 6,3
1,192 0,67 0,192 1,26 17,7 14,8
1,196 0,69 0,196 1,16 20,6 16,7
1,192 0,70 0,192 1,И 21,9 17,2
1,193 0,745 0,193 0,87 32,2 22,8
1,092 0,77 0,092 0,76 38,8 И,7
В зависимости от соотношения в раство-
ре количеств сероводорода и аммиака или
двуокиси углерода и аммиака давление па-
ров этих веществ над их растворами ме-
няется (рис. 5-12 и 5-13).
Так как имеющегося .в коксовом газе ам-
миака недостаточно для связывания серо-
водорода и двуокиси углерода, газ снача-
ла промывают циркулирующей аммиачной
водой, а затем уже технической водой для
устранения потерь аммиака с газом.
Рис. 5-12. Зависимость равновесного
давления паров H2S и NH3 иад их
водными растворами от отношения
молей H3S/NH3 при 20° С
Отношение молей C02'NH3
Рис. 5-13. Зависимость равновесного
давления паров СО2 и NH3 над их вод-
ными растворами от отношения молей
CO2/NH3 при 20° С
Однако из-за высокой концентрации в
коксовом газе двуокиси углерода требует-
ся слишком большое количество аммиач-
ной воды, что в свою очередь обусловли-
вает большой расход пара на регенерацию.
134
Улавливание химических продуктов коксования
Поэтому практическое значение аммиачный
метод за рубежом получил после изучения
условий и разработки конструкций абсоо-
беров для селективного улавливания серо-
водорода при малом времени контакта
между газом и жидкостью. При таком ме-
тоде можно улавливать 70—80% серово-
дорода при молярном соотношении
NH3: H2S не меиее 2, а для более высо-
кой степени очистки это соотношение нуж-
но увеличить до 4 и даже больше.
Степень улавливания сероводорода и дву-
окиси углерода аммиачной водой зависит
от продолжительности контакта газа с рас-
твором [1] (рис. 5-14).
Рис. 5-14. Зависимость степени избирательного
поглощения сероводорода и двуокиси углерода
аммиачной водой от времени контакта газа с
раствором:
а — распиливающий абсорбер; б — скруббер
Киттеля; в — барботажная тарельчатая колонна;
г — скруббер с хордовой насадкой
При непрямом методе получения суль-
фата аммония в насадочных скрубберах
вместе с аммиаком улавливается 15—20%
сероводорода. В табл. 5-8 приведены дан-
ные по улавливанию водой из коксового га-
за аммиака, двуокиси углерода и сероводо-
рода в абсорберах различных типов.
На рис. 5-15 сплошными линиями пока-
зана схема улавливания аммиака водой с
получением сульфата аммония по непря-
мому методу. Пунктирными линиями на-
несены изменения в схеме, необходимые
при улавливании сероводорода.
Газ после холодильника 1 поступает в
абсорбер 2, в котором орошается сначала
Рис. 5-15. Схема улавливания аммиака и серово-
дорода при производстве сульфата аммония по
непрямому методу:
1 ~ газовый холодильник; 2 — абсорбер; 3 —
скруббер; 4 — днссоциатор; 5 — аммиачная ко-
лонна; 6 — сатуратор; 7 — теплообменник; 3 —
холодильник
Таблица 5-8
Селективное улавливание H2S
из коксового газа к абсорберах
различных типов
Показатели Тип абсорбера
1 с хордовой насадкой колпачковая > колонна I колонна с тарелками Кнттеля
Диаметр, м . ... . 3,2 3,2 2,0
Высота, м 30,5 6,0 5,5
Давление, кГ!смг . . ОД 0,1 0,1
Время контакта, сек . 47,5 6,0 3,5
Скорость газа, м/сек 0,6 0,6 1,6
Состав газа, % (моль.): NH3 0,775 0,775 0,775
H2S 0,605 0,605 0,605
СО2 2,73 2,73 2,73
NH,:H2S .... 1,28 1,28 1,28
Количество подавае- мой воды, м*/мин . 240 210 220
Состав жидкости в нижней части абсор- бера, г/л: NH3 8,8 9,8 9,4
H2S 2,2 6,7 7,8
СОг 10,6 3,4 1,6
Абсорбировано H2S, % 16,0 42,5 52,0
Абсорбировано СО2, % 13,1 3,7 1,8
Молярное отношение H2S/CO2: в поступающем газе 0,24 0,24 0,24
в выходящей жид- кости 0,27 2,50 6,25
Молярное отношение (СО2 + H2S)/NH3 в выходящей жидкос- ти 0,59 0,48 0,48
охлажденной иадсмольной водой, а затем
технической водой. В скруббере 3 проис-
ходит доулавливание аммиака водой. Рас-
творы из обоих аппаратов поступают на
аммиачную колонну 5, в которую подают
острый пар. Отогнанные аммиак, сероводо-
род и двуокись углерода направляются в
сатуратор 6, где аммиак связывается сер-
ной кислотой в сульфат аммония. Из
сатуратора сероводород и двуокись угле-
рода поступают на дальнейшую перера-
ботку (получение серы или серной кисло-
ты). Чтобы достаточно эффективно
улавливать сероводород, необходимо уста-
новить дополнительно диссоциатор 4 с
теплообменником 7 и холодильником 8.
В этом случае большую часть раствора
из абсорбера 2 подают в теплообменник 7,
а затем в среднюю часть диссоциатора.
Так как раствор в нижней части диссоциа-
тора нагревается глухим паром, из него
Очистка коксового газа от сероводорода и цианистого водорода
135
частично удаляются сероводород, двуокись
углерода и другие летучие вещества. Для
улавливания из выходящих диссоциаторных
газов аммиака на верх диссоциатора по-
дают другую меньшую часть холодного рас-
твора. После диссоциатора раствор разде-
ляют на два потока. Основной поток после
охлаждения в теплообменнике 7 и холо-
дильнике 8 поступает на улавливание
сероводорода в абсорбер 2, а небольшую
часть его соединяют с раствором из скруб-
бера 3 и подают на аммиачную колонну 5.
Рис. 5-16. Схема улавливания аммиака и се-
роводорода при производстве сульфата ам-
мония по полупрямому методу:
— газовый холодильник; 2 — абсорбер; 3 —
сатуратор; 4 — днссоциатор; 5 — аммиачная
колонна; 6 — теплообменник; 7 — холодиль-
ник; 8 — подогреватель
На рис. 5-16 изображена схема улавли-
вания аммиака и сероводорода при полу-
прямом методе получения сульфата аммо-
ния. Газ из абсорбера 2 поступает в
сатуратор 3, где происходит доулавливание
аммиака. Раствор из абсорбера поступает
в днссоциатор 4. Избыток раствора из дис-
социатора направляют в аммиачную колон-
ну, откуда отогнанный аммиак возвращают
в абсорбер 2.
На рис. 5-17 показана схема очистки
коксового газа от сероводорода по аммиач-
улавливают аммиак и сероводород. По
данной схеме предусмотрена трехступен-
чатая промывка газа: сначала 4%-ной
аммиачной водой, затем надсмольной во-
дой и, наконец, умягченной технической
водой. Сам абсорбер представляет собой
комбинированный аппарат; в нижней его
части уложены тарелки, а верхняя часть
заполнена несколькими ярусами деревян-
ной хордовой насадки. Между ярусами на-
садки установлены специальной конструк-
ции тарелки для равномерного распределе-
ния орошающей жидкости по сечению
абсорбера и завихрения потока газа.
В нижнюю тарельчатую часть абсорбера
подают 4%-ную аммиачную воду, на
верхнюю тарелку этой же части абсорбе-
ра — предварительно профильтрованную
надсмольную воду цикла газосборников.
Эта вода содержит сероводород и дву-
окись углерода в меньшем количестве, чем
вода из первичных газовых холодильников.
Так как сероводород и аммиак лучше по-
глощаются при более низкой температуре,
поступающие в абсорбер газ и орошающие
его жидкости предварительно охлаждают.
Для предотвращения конденсации из газа
нафталина и засорения им насадки абсор-
бера и остальной аппаратуры необходимо
обеспечить хорошее охлаждение газа в
первичных холодильниках и поддерживать
температуру умягченной воды примерно на
2 град выше температуры поступающего
газа.
Насыщенная сероводородом и дву-
окисью углерода аммиачная вода из аб-
сорбера 1 поступает в сборник 2, а затем
насосом подается через песчаный фильтр 3
и теплообменники 5 и 11 в регенератор 9.
В регенераторе из нее отгоняют острым
паром, поступающим из колонны 7, серо-
водород и двуокись углерода вместе с из-
быточным количеством аммиака (это тот
Свежая умягиен-
ная нова
Вода
Рис. 5-17. Схема очистки коксового газа от сероводорода по аммиач-
ному методу:
1 — абсорбер; 2 — сборник; 3 — фильтры; 4, 12 — холодильники;
5, 11 — теплообменники; 6 — холодильник смешения; 7 — аммиачная
колонна; 8 — приколонок; 9 — регенератор; 10 — сатуратор; 13 — хо-
лодильник непосредственного действия
ному методу (завод «Конкордия»,
ФРГ) [22].
Коксовый газ после конечного (кожухо-
трубчатого) холодильника поступает в
абсорбер 1, в котором из газа одновременно
аммиак, который поступает с газом из
коксовых печей, за вычетам всех потерь
при улавливании и переработке). Так как
в регенераторе вместе с сероводородом и
двуокисью углерода отгоняется и значи-
136
Улавливание химических продуктов коксования
тельная часть аммиака, достигается более
полная регенерация раствора, что повы-
шает эффективность очистки газа от серо-
водорода. Смесь газов и паров из регене-
ратора 9 с температурой около 86°С по-
ступает в сатуратор 10, в котором аммиак
улавливается серной кислотой; остальную
часть газов и паров, содержащую значи-
тельное количество сероводорода, исполь-
зуют для получения серной кислоты.
Сточная вода из регенератора 9 посту-
пает сначала в колонну 7 для отгонки ле-
тучего аммиака, а затем перетекает <в
приколонок 8 для разложения известью
солей аммиака. Все количество острого
пара, необходимого для процесса отгонки в
колонне и регенераторе, .поступает в
приколонок 8, благодаря чему достигается
низкое содержание аммиака в сточной воде
(40 мг/л). Пары и газы из регенератора 9
охлаждаются в теплообменнике 11 и холо-
дильнике 12 и промываются водой в холо-
дильнике непосредственного действия 13
для удаления взвешенных примесей, а за-
тем направляются на сернокислотную ус-
тановку.
Пары аммиака из колонны 7 поступают
в холодильник смешения 6, куда подают
охлажденную надсмольную воду в таком
количестве, чтобы концентрация вытекаю-
щего раствора аммиака в воде были около
4%. Раствор стекает в сборник 2, откуда
насосом через теплообменник 5 и холо-
дильник 4 снова поступает в абсорбер 1.
Характеристика процесса
Температура газа, °C:
перед абсорбером........... 18»8
после абсорбера............ 23,8
Средняя температура абсорбции, °C 21.3
Давление газа, мм вод. ст.:
перед абсорбером . ............ 893
после абсорбера................. 692
Потеря давления в абсорбере, мм
рт. ст............................. sol
Содержание сероводорода в газе,
г/.и3:
перед абсорбером............... 5,39
после абсорбера................ 1,20
Степень улавливания сероводорода,
%..................................... 8 0
Содержание аммиака в газе на
1 00 м\ г:
перед абсорбером................. 507
после абсорбера................. 0,2
Содержание, г,'л:
в растворе из абсорбера:
NHe ......................... 21—22
H8S........................... 6—7.5
COS............................ 9—10
в растворе из регенератора:
H2s’ ‘ 1 ,2-1 .6
СОЯ....................... 4,5—5,0
в иадсмольной воде перед хо-
лодильником смешения:
NH3 ...................... 2.5
H2S ...................... 0,15—0.18
в иадсмольной воде после хо-
лодильника смешения:
NH3........................... 38-40
H2S .......................... 4—4,5
СО2 ........................ 10—11
Расход на 1 т уловленного серо-
водорода:
свежей воды, и3................. 34,7
оборотной воды, .и3............ 23 6
электроэнергии, квт-ч ......... 79
пара (0,35 atnu), т................ 43,5*.
* Включая получение оборотного аммиака.
При очистке по этому методу коксового
газа под давлением в качестве абсорбера
для улавливания аммиака и сероводорода
применяют комбинированный аппарат, в
нижней части которого разбрызгивают фор-
сункой 4—6% аммиачной воды, а в верх-
нюю часть, представляющую собой тарель-
чатую колонну, подают техническую воду.
Таким образом при улавливании сероводо-
рода из коксового газа под давлением в
одном аппарате полностью извлекают из
газа аммиак и сероводород. При этом
'получают 10—15%-ную аммиачную воду,
которую перерабатывают в поглотительный
раствор.
5. ОЧИСТКА КОКСОВОГО ГАЗА
ОТ ЦИАНИСТОГО ВОДОРОДА
Свойства цианистого водорода.
Содержание его в коксовом газе
Цианистый водород (HCN) — слабая кис-
лота. Температуоа плавления его равна —
14,9° С, температура кипения 25,7° С; плот-
ность при 18° С составляет 0,697 г/см3. Циа-
нистый водород смешивается в любых соот-
ношениях с водой, спиртом, эфиром; рас-
творяется во многих органических раство-
рителях.
Около 99% HC.N находится в газе в виде
нитрильной формы (Н—C~N) и ~1%—
в )виде изонитрильной формы (Н—N=C).
Цианистый водород и его соли весьма
ядовиты. В коксовом газе содержится 0,4—
2,0 г/м3 цианистого водорода. При коксо-
вании в цианистый водород переходит от
0,5 до 2% азота угля.
Примерное содержание цианистого водо-
рода по тракту коксового газа следую-
щее, г/м3:
Перед первичным и газовыми холодильни-
ками ................................. 2,4
После первичных газовых холодильников 2,3
Перед сатуратором сульфатного отделении 2,2
После сатураторов сульфатного отделения 2,05
Перед конечными газовыми холодильника-
ми ................................... 1.94
После конечных газовых холодильников 0,9
После сероочистки...................... 0.15
В присутствии цианистого водорода зна-
чительно ускоряется коррозия аппаратуры.
Наличие цианистого водорода вызывает
усложнение технологии и удорожание очи-
стки газа от сероводорода по вакуум-кар-
бопатному и мышьяково-содовому методу,
так как значительное количество соды и
поташа расходуется на связывание циани-
стого водорода.
Очистка коксового газа
от цианистого водорода
с получением роданистого аммония
В поглотительном растворе содержатся
многосернистый аммоний, аммиак, серово-
дород, свободная сера. Ниже показан хи-
мизм процесса:
2NH3 + H2S == (NH4)2 S;
NH3 + HCN = NH4CN;
(NH4S + Sn_! =(NH4)2S„:
Очистка коксового газа от сероводорода и цианистого водорода
137
(NH4)2Sn + nh4cn =
NaCN + Na2S„ = NaCNS + Na^S^
= (NH4)2Sn_]NH4CHS.
При очистке i[24] газа от цианистого
водорода с получением роданистого аммо-
ния коксовый газ проходит скруббер, в
котором орошается поглотительным рас-
твором многосернистого аммония. Скруб-
бер расположен перед аппаратурой для
улавливания из газа аммиака. Поглотитель-
ный раствор рециркулирует в системе
реактор —скруббер — реактор. В реакторах
(не менее двух) с перемешивающими
устройствами попеременно готовят свежий
раствор. После достижения в процессе
рециркуляции необходимой концентрации
роданистого аммония отработанный раствор
выводят из рабочего цикла для переработ-
ки и подают свежий.
Раствор, содержащий 60—80 г/л рода-
нистого аммония, подают в диссоциатор,
где он нагревается до 100—102° С. Пары
из диссоциатора поступают в конденсатор.
Содержащий аммиак конденсат используют
для приготовления свежего раствора. После
диссоциатора раствор проходит фильтр, а
затем поступает в выпарные аппараты,
работающие под вакуумом, из которых
упаренный раствор роданистого аммония
поступает в кристаллизатор. Кристаллы
роданистого аммония отделяют от жидко-
сти в центрифуге и в качестве готового про-
дукта отправляют на склад.
Аппаратуру для получения роданистого
аммония (кроме скруббера) изготовляют
из нержавеющей стали.
Для приготовления раствора полисульфи-
дов натрия рабочий раствор, содержащий
сульфид натрия, насыщают серой:
H2S + Na2CO3 = Na2S + СО2 + Н2О,
Ha2S + (n — l)S=Na2S„.
Для восстановления поглотительной спо-
собности раствора добавляют серу
Na2Sn_; + S = Na2Sn.
При улавливании цианистого водорода
из газа протекают также побочные реак-
ции с образованием балластных солей: тио-
сульфата, сульфата натрия и др.
Коксовый газ перед очисткой от серово-
дорода проходит через скруббер для про-
мывки раствором полисульфидов натрия
при 20—40° С; раствор движется противо-
током.
Раствор после скруббера разделяют на
два потока, из которых один направляют
в сборник оборотного раствора, другой
(20—40%) — в реактор, в котором нахо-
дится слой серы. В реакторе при 60—80° С
и постоянном перемешивании происходит
образование полисульфидов натрия. Обога-
щенный полисульфидами раствор, пройдя
через отстойник-осветлитель, поступает в
сборник, где смешивается с остальной
частью раствора. Из сборника поглоти-
тельный раствор насосом подают на
скруббер. При многократной циркуляции в
растворе накапливается роданистый натрий.
Характеристика процесса
Содержание HCN в газе, е/м9:
перед скруббером ................................................. 1 02
после скруббера................................................ 0,16—0,20
Температура газа перед скруббером, °C............................. 36—38
Расход серы на 1 m продукта, m.................................... 0,63—0,65
Концентрация NH4CNS в растворе, выводимом из цикла, г/л........... 60—80
Температура раствора при диссоциации, °C............................... 100
Концентрация NH<CNS перед выпаркой, г/л.............................. 55—75
Вакуум в выпарных аппаратах, мм рт. ст............................. 570—590
Температура раствора, поступающего иа выпарку, °C....................... 90
Концентрация упаренного раствора NH4CNS, г/л...................... 1000—1050
Содержание в готовом продукте, % (вес.):
роданистого аммония .............................................. 92—93
сульфатов ..................................................... 0,6—0,7
железа ........................................................ 0,28
нелетучих веществ.............................................. 0,07
хлоридов.......................................................... 0,033
нерастворимых соединений ...................................... 0,47
Роданистый аммоний применяют в хими-
ческой и других отраслях промышленности.
Очистка коксового газа
от цианистого водорода
с получением роданистого натрия
Цианистый водород поглощают из газа
раствором полисульфидов натрия с обра-
зованием роданистого натрия [25]. Процесс
протекает по следующим схематическим ре-
акциям:
HCN + Na2CO3 = NaCN + NaHCO3,
Часть циркулирующего раствора, содер-
жащего около 400 г/л роданистого натрия,
периодически или непрерывно выводят из
цикла для дальнейшей переработки.
Выводимый раствор обрабатывают при
кипячении серной кислотой. Выделяющиеся
кислые газы поглощаются в абсорбере рас-
твором щелочи, подаваемым в рабочий
раствор. После нейтрализации щелочью до
pH = 7—8 раствор упаривают при 90° С до
плотности 1,35 г/см3. После этого на нутч-
фильтре отделяют сульфат натрия и серу.
Из фильтрата при 90—110° С удаляют в
кипятильнике-осадителе примеси сульфата,.
138
Улавливание химических продуктов коксования
железа и тяжелых металлов едким барием
и сернистым натрием; органические примеси
удаляют адсорбцией активированным уг-
лем. Из кипятильника-осадителя раствор
передают на нутч-фильтр. Фильтрат упари-
вают при 100° С до плотности 1,33 г/см3 и
подают в кристаллизатор, где охлаждают
до 5—10° С. Кристаллы отделяют центри-
фугированием. Маточный раствор возвра-
щают на повторную переработку. Родани-
стый натрий получается в виде чистого
двуводного кристаллогидрата, пригодного
для изготовления синтетического волокна
нитрон.
Характеристика процесса
Содержание цианистого водорода в газе перед
скруббером, г/лг3 .......................
Степень улавливания цианистого водорода, % . .
Выход чистого роданистого натрия от содержа-
ния его в выводимом растворе, %..........
Состав выборного раствора, г/л:
NasSaOs ........................
NasCOs....... ........... ...
NasSO4.............................
NaHS .... ...................
Ch.................................
Плотность выводимого раствора при 20е С. г]см*
"Расход иа 1 m извлеченного из газа цианистого
водорода, т:
100%-ного едкого натра.............
100%-иой серы......................
^Расход иа 1 т роданистого натрия при получе-
нии его в виде 100%-ного чистого двуводного
кристаллогидрата, кг:
серной кислоты.....................
едкого натра ......................
гидрата окиси бария ...............
сернистого натрия .................
активированного угля.............'
6. АППАРАТУРА ОЧИСТКИ
КОКСОВОГО ГАЗА ОТ СЕРОВОДОРОДА
Скруббер для улавливания
сероводорода из газа
по вакуум-карбонатному методу
Для улавливания сероводорода из коксо-
вого газа при обычном давлении применяют
скрубберы, изготовленные из листовой угле-
родистой стали (рис. 5-18).
Скрубберы заполняют хордовой деревян-
ной насадкой, укладываемой ярусами.
В каждом ярусе 20—27 кругов насадки.
Поверх рабочей насадки, выше ороситель-
ного устройства, укладывают несколько кру-
гов осушительной насадки.
Для подачи поглотительного раствора и
распределения его по насадке скрубберы
оборудованы оросительной форсункой.
Нижняя часть скруббера служит перегон-
ным сборником, в котором собирается по-
глотительный раствор, поступающий в него
из рабочей части аппарата через гидроза-
твор. В подскрубберном сборнике преду-
смотрены штуцеры для откачки из него рас-
твора, штуцер для аварийного перелива
и лаз для чистки.
Размеры хордовой и а с а д к и, мм
Толщина рабочей рейки............. 10
Высота рабочей рейки..............120
Толщина опорной рейки............. 25
Высота опорной рейки ............ 140
Зазор между рабочими рейками , . . 19
Рис. 5-18. Скруббер для улав-
93 ливания сероводорода
1.2
4^о5 Техническая характеристика
35 скрубберов для улавливания серо-
водорода из коксового газа при-
ведена в табл. 5-9.
Таблица 5-9
Техническая характеристика
скрубберов
Наименование Тип скруббера
1 И III
Диаметр скруббера, м 4,5 5,0 6,0
Высота скруббера, м Рабочая поверхность деревянной хордо- 32,45 28,75 32,45
вой насадки, л2 . . Количество кругов на- садки: 14340 16000 25620
рабочей 125 113 125
осушающей . . . Общая масса скруббе- 5 5 5
ра с насадкой, т . 108,46 115,35 173,60
Масса насадки, т . . В том числе: 67,18 74,98 108,38
дерева 63,25 70,85 104,13
металла 3,93 4,13 4,25
Регенератор поглотительного
карбонатного раствора
Аппарат предназначен для регенерации
насыщенного поглотительного раствора.
Процесс регенерации ведут под вакуумом
при 70° С.
Очистка коксового газа от сероводорода и цианистого водорода
139
Т а б ли ц а 5-10
Характеристика регенераторов
Наименование показателей Регенератор
на рис. 5-19 иа рис. 5-20
Диаметр, м 3,20 3,00
Общая высота, м 30,10 20,70
Количество тарелок 22 18
Площадь барботажа одной тарелки, мг 1,30 0,756
Расстояние между тарелками, мм 750 700
Площадь поперечного сечения корпуса, м2 . . . 7,94 7,06
Масса регенератора, m 58,90 47,90
Регенерирован-
ный раствор
Рис. 5-19. Регенератор диаметром 3,2 м
Регенератор представляет собой цельно-
сварную металлическую колонну с тарелка-
ми, снабженными барботажными колпака-
ми. Корпус и тарелки с колпаками изготов-
ляют из углеродистой стали.
Подаваемый на регенерацию насыщен-
ный раствор поступает на одну из верхних
Рис. 5-20. Регенератор диаметром 3 м
тарелок и стекает по тарелкам в нижнюю
часть регенератора, представляющую собой
140
Улавливание химических продуктов коксования
Лари
Подача поглотительного раствора на ре-
генератор диаметром 3 м возможна на
первую, вторую или третью сверху тарелки.
Подогреватель
,ля поглотительного раствора
резервуар. Подогрев производят глухим па-
ром при естественной циркуляции раствора
через выносной циркуляционный подогре-
ватель. По высоте корпуса регенератора
предусмотрены лазы для осмотра тарелок
во время ремонта.
Корпус регенератора снабжен теплоизо-
ляцией. Характеристика регенераторов диа-
метром 3,2 и 3 м приведены в табл. 5-10.
В регенераторе диаметром 3,2 м каждая
тарелка имеет 10 тоннельных колпаков
длиной по 1810 мм и 9 длиной по 2520 мм.
В этом типе регенератора предусмотрена
возможность подачи раствора на первую
или на третью сверху тарелку.
В регенераторе диаметром 3 м на каж-
дой тарелке устанавливают 30 коробчатых
колпаков длиной 850 мм.
Подогреватель служит для подогрева на-
сыщенного поглотительного раствора после
теплообменников перед подачей его в ре-
генератор и представляет собой вертикаль-
ный трубчатый аппарат, в котором раствор
проходит по трубам, а греющий пар — в
межтрубном пространстве. Трубы и труб-
чатые решетки подогревателя изготовляют
из нержавеющей стали, корпус — из обыч-
ной стали.
Характеристика подогревателя
Диаметр, мм....................... 500
Общая высота, мм................. 2240
Число труб........................ 150
Наружный диаметр труб X толщина
стенки, мм....................... 25X2
Длина трубы, мм ’................ 1500
Поверхность нагрева, лх2 ........ 16,6
Площадь сечения для прохода раствора
в трубах, лх2................... 0,052
Очистка коксового газа от сероводорода и цианистого водорода
141
Конденсатор -холодильник
для сероводородных газов
Конденсатор-холодильник, предназначен-
ный для охлаждения паро-газовой смеси,
поступающей из регенератора, представляет
собой (рис. 5-21) трехсекционный, прямо-
угольного сечения трубчатый аппарат.
Для возможности чистки и замены труб
секции снабжены съемными крышками. Па-
ро-газо1вая смесь проходит через конденса-
тор-холодильник сверху вниз в межтрубном
пространстве, охлаждающая жидкость —
по трубам секций снизу вверх. Конденсато-
ры-холодильники могут быть включены (по
газу) последовательно <или параллельно.
Обычно при установке четырех конденса-
торов-холодильников их включают попарно-
последовательно, при установке трех — два
параллельно и один последовательно.
В первых по ходу газов конденсаторах-
холодильниках верхние секции работают
как пародистиллятные теплообменники и
охлаждаются насыщенным поглотительным
раствором, остальные секции охлаждаются
технической водой.
'В нижней части корпуса конденсатора-
холодильника предусмотрен штуцер для
выхода конденсата, который отводится по
барометрической трубе в сборник регенери-
рованного поглотительного раствора.
Характеристика
конденсатора-холодильника
Общая поверхность теплообмена, л<2 , . 600
Количество трубчаток с поверхностью
теплообмена 200 .и2 каждая........... 3
Общее количество труб в аппарате ... 3120
Наружный диаметр Хтолщину стенки,
мм..................................... 25x3
Длина одной трубы, мм ................ 2500
Число ходов:
в межтрубном пространстве .... 1
в трубном ....................... 4 8
Площадь сечения, м2'.
для прохода паров.................. 0.85
для прохода воды в одном ходе . . 0,0183
Ориентировочная скорость, м/сек\
газа на выходе.......................0,6—0,7
воды-в трубах..................... 1,50
Общая масса аппарата, m..............29,4
Теплообменники
для поглотительного раствора
В этих теплообменниках регенерирован-
ный раствор охлаждается, а насыщенный
нагревается.
Теплообменник (рис. 5-22) представляет
собой горизонтальный трубчатый аппарат.
Рис. 5-22.
Теплообменник
142
Улавливание химических продуктов коксования
6935
139
340
По трубам проходит горячий регенериро-
ванный раствор, в межтрубном простран-
стве— холодный насыщенный раствор.
Для возможности чистки и замены труб
с обеих сторон теплообменника предусмо-
трены съемные крышки. Теплообменники
включают последовательно.
Характеристика теплообменника
Длина, мм.........................
Поверхность теплопередачи, м2.....
Количество труб ..................
Наружный диаметр трубы хтолщину
стенки, льи.......................
Длина каждой трубы, мм............
Количество ходов:
в трубном пространстве........
в межтрубном пространстве ....
Площадь свободного сечения труб в од-
ном ходе, м‘......................
Средняя площадь свободного сечения
одного хода в межтрубном пространст-
ве, л2 ...........................
Общая масса аппарата, m...........
25X3
6000
4
12
0.024
0,069
6,4
Холодильники
для регенерированного раствора
Для охлаждения регенерированного по-
глотительного раствора перед скрубберами
устанавливают воздушно-водяные ороси-
тельные холодильники или кожухотрубча-
тые. _ I
Рис. 5-23. Контактный аппарат:
.. — кольцевая контактная мас-
са; 2 — керамические кольца
25 X 25 X 4; 3 — гранулирован-
ная контактная масса; 4 — лазы
<*.W——
керамические
колша 25<25<Р
fl fl- I
Воздушно-водяные оросительные холо-
дильники состоят из чугунных трехвитковых
радиаторных труб, собранных в отдельные-
секции. Для создания турбулентного дви-
жения раствора в трубах на их внутренней
поверхности имеются ребра и направляю-
" холодильника
щие лопатки. Все секции
включают параллельно.
Воду на орошение подают через форсун-
ки, расположенные над каждой секцией.
Для предотвращения разбрызгивания воды
холодильник огражден деревянными жалю-
зями с уклоном перегородок во внутрь.
Под холодильником расположен бассейн, в
который собирается стекающая по трубам,
охлаждающая вода.
Характеристика секции
о р ос ительного холодильника
Количество радиаторов в одной сек-
ции .......................
Поверхность теплопередачи одной
секции, м*'.
наружной................
внутренней (включая ребра) . .
Площадь сечения для прохода жид-
кости, м2..................
Масса секции, m ...........
Кожухотрубчатые холодильники по кон-
струкции и размерам идентичны описанным
выше теплообменникам для раствора. Ох-
лаждающую воду подают в трубное про-
странство, раствор — IB ,межтрубное.
26
23,4
30,4
0,00317
1. 94
Очистка коксового газа от сероводорода и цианистого водорода
143
Циркуляционный подогреватель
поглотительного раствора
Циркуляционный подогреватель служит
для подогрева находящегося в обороте
раствора и испарения из него части (до
9%) воды. Подогреватель представляет
собой вертикальный трубчатый аппарат.
Поглотительный раствор проходит по тру-
бам, пар подают в межтрубное простран-
ство. Корпус подогревателя изготовляют
из обычной стали, трубы — из стали марки
12Х5МА.
Характеристика
циркуляционного подогревателя
Диаметр, мм..................... 1600
Высота, мм ..................... 42 00
Число труб...................... 365
Наружный диаметр трубыхтолщину
стенки, мм......................57x2,5
Длина труб, мм ................. 2500
Поверхность нагрева, мг.......... 150
Площадь сечеиия трубного простраист'
ва, мг.......................... 0,92
Масса, m........................ 5,83
Аппарат рассчитан на давление пара
5 ата.
Контактный аппарат
Для окисления сернистого ангидрида в
серный применяют контактные аппараты,
которые заполняют катализатором (барие-
во-алюминиево-ванадиевой контактной мас-
сой—БАВ).
Устройство контактного аппарата пока-
зано на рис. 5-23.
Контактную массу располагают тремя
ярусами, насыпанным по подслою высотой
50 мм из сортированной кварцевой щебен-
ки с размером зерен 12—15 мм.
Ярусы отделяют друг от друга полыми
пространствами и слоями из керамиче-
ских колец Рашига 25X25X4 мм.
Опорная конструкция каждого яруса
контактной массы и насадки из колец Ра-
шита состоит из пустотелых металлических
балок, на которые уложены чугунные ко-
лосниковые секции, поверх последних на-
ходятся перфорированные стальные листы.
Охлаждение контактируемых газов по-
сле 1-го и 2-го слоев контактной массы
достигается путем непосредственного сме-
шения с холодным воздухом, подаваемым
в межслойное пространство. Воздух подают
через дюзы, равномерно расположенные по
длине окружности камеры смешения.
Окончательно воздух перемешивается с га-
зом при прохождении через насадку их
колец Рашига.
Контактный аппарат футерован шамот-
ным кирпичом, толщина футеровки состав-
ляет 113 мм. Внешняя поверхность аппара-
та теплоизолирована. Температура газа
перед каждым слоем контактной массы и
количество подаваемого воздуха регулиру-
ются автоматически по импульсам от тер-
мопар. Температура разогрева контактной
массы в каждом слое аппарата контроли-
руется термопарами.
Сопротивление аппарата при свежей .мас-
се составляет по практическим данным 50—
200 мм вод. ст. и после работы 400—
650 мм вод. ст.
В некоторых конструкциях контактных
аппаратов для охлаждения газов после
ступеней контактирования используют спе-
циальные трубчатые теплообменники, охла-
ждаемые воздухом.
Абсорбер
Абсорбер (рис. 5-24) представляет собой
цилиндрический стальной аппарат, запол-
ненный керамическими кольцами размером
50 X 50 мм. В нижней части абсорбера
расположены более крупные кольца разме-
ром 80 X 80, 100 X 100, 120 X 120 и 150 X
X 150 мм.
В верхней части абсорбера находится
центральное оросительное устройство для
орошения насадки серной кислотой. Выше
оросительного устройства уложена осуша-
ющая насадка из керамических колец.
Внутренняя поверхность цилиндрической
части абсорбера футерована кислотоупор-
ным кирпичом на диабазовой замазке
Крышка аппарата футерована армирован-
ным кислотостойким бетоном. Толщина
футеровки цилиндрической части составляет
113—120 мм, крышки 80 мм. Характеристика
абсорберов двух типов приведена в табл.
5-11.
Таблица 5-11
Характеристика абсорберов
Характеристика Абсорбер
типа 1 типа 2
Диаметр абсорбера, мм . . 4000 4500
Общая высота, мм 13810 14000
Поверхность насадки, м2: рабочей 6635 7925
осушающей 765 1000
Масса аппарата, т: металла 15,25 18,19
насадки 50,15 60,88
футеровки 86,51 104,53
Оросительный холодильник
для кислоты
Холодильник, служащий для охлаждения
циркулирующей серной кислоты (рис. 5-25),
собирают из отдельных секций, состоящих
из труб, соединенных между собой кала-
чами. Сверху каждой секции холодильника
помещают коробчатое оросительное устрой-
ство. Бассейн для приема охлаждающей
воды футеруют кислотоупорным кирпичом.
Характеристика
оросительного холодильника
(одной секции)
Поверхность теплообмена, jh2........ 39,5
Число рядов......................... 2 0
Число труб в одном ряду ............ 2
Диаметр трубыхтолщину стенки, мм . 117x8,5
Длина трубы мм . .............. 3000
Материал труб и калачей..............СЧ 15—32
Рабочее давление, кГ смг............ 4,0
Общая масса, m ... 4,7
144
Улавливание химических продуктов коксования
Хс/с/юта
Рис. 5-25. Оросительный холодильник из чугунных труб. Одна секция
Очистка коксового газа от сероводорода и цианистого водорода
145
Электрофильтр
При охлаждении газа и паров в серно-
кислотном абсорбере образуется туман.
По практическим данным, 30—35% кислоты
от общей ее выработки уходит из абсор-
бера вместе с газами в виде тумана. Элек-
трофильтр предназначен для осаждения из
Га-
Рис. 5-26. Электрофильтр типа МВТ-3,5-11
газа тумана серной кислоты. Он представ-
ляет собой футерованный кислотоупорным
материалом аппарат квадратного (рис.
5-26) или круглого (рис. 5-27) сечения
с вертикальными чугунами осадительными
трубами, закрепленными в решетке.
} о Справочник коксохимика, т. III
По оси каждой трубы расположен элек
трод — проволока из кислотоупорной ста-
ли или ферросилидовые звенья с сечением
в виде шестигранника.
Строго отвесное положение электрода по
оси трубы достигается с помощью груза,
подвешенного к нижнему концу электро-
да. Газ, освобожденный от туманообраз-
ной серной кислоты, выбрасывают в атмос-
феру.
Рис. 5-27. Электрофильтр типа ЦМВТ-4,2
Характеристика электрофильтров дана в
табл. 5-12.
Применяют преимущественно электро-
фильтры круглого сечения, так как у них
более жесткий корпус, что способствует уд-
линению срока службы футеровки.
146
Улавливание химических продуктов коксования
Таблица 5-12
Характеристика электрофильтров
Характеристика Электрофильтр
। МВТ-3, 5-П (прямоуголь- 1 него сечения) ЦМБТ-4,2 (круглого се- чения)
Диаметр или размеры сече- ния, мм ......... 3900 х 5500
Общая высота, мм Х3900 12900 13480
Площадь активного сечения электрофильтра, м2 . . . 3,5 4,2
Активная длина электричес- кого поля, м 3,88 4,13
Осадительные трубы: материал Чугун Чугун
диаметр, мм 250 250
длина, мм 4000 4130
число труб 72 86
Вакуум-насос
сероводородных газов
Вакуум-насос (рис. 5-28) представляет
собой поршневую горизонтальную одноряд-
ную машину с клапанным распределением
и с перепускными каналами на зеркале ци-
линдра. Он служит для отсасывания серо-
водородного газа из регенераторов и подачи
его в отделение мокрого катализа.
Привод вакуум-насоса осуществляется от
электродвигателя через клиноременную пе-
редачу.
Вследствие корродирующих свойств газа
все соприкасающиеся с ним детали вакуум-
насоса изготовляют из чугуна, нержавею-
щей хромоникелевой стали или алюминия.
Применяют вакуум-насосы типа ВН-120.
Характеристика вакуум-насоса
Производительность при всасывании
(число оборотов 140 в 1 мин), м.'Л]мин 120
Давление, мм рт. ст:
всасывания.................... 80
нагнетания.................... 835
Ход поршня, мм ............. 550
Мощность электродвигателя, кет . . . 20<>
Рис. 5-28. Вакуум-насос:
а — обший вид; б — чертеж
Очистка коксового газа от сероводорода и цианистого водорода
147
Комплектно е вакуум-насосом завод-изго-
товитель поставляет алюминиевый масло-
отделитель.
Холодильник
для сероводородных газов
Холодильник предназначен для охлажде-
ния влажного газа после вакуум-насосов.
Он состоит из соединенных последователь-
но горизонтальных трубчаток (рис. 5-29).
могут быть совмещены в одном комбини-
рованном аппарате — печи-котле, такие
аппараты применяют в отечественной кок-
сохимической промышленности.
Печь-котел (рис. 5-30) -состоит из цилин-
дрического стального кожуха, футерован-
ного огнеупорным материалом. В печи на-
ходятся трубы экранированной системы
котла. Концы труб входят в нижний и
верхний коллекторы. На верху печи поме-
щен барабан котла, соединенный с коллек-
Рис. 5-29.
Холодильник для охлаждения сероводородных газов
По межтрубному пространству проходит
паро-газовая смесь, по трубам —вода.
.Характеристика трубчатки
Число труб............................ 132
Наружный диаметр трубы хтолщина
стеики, мм........................... 25X3
Длина труб, мм...................... 5500
Поверхность теплопередачи, м2....... 4 8
Число ходов:
в трубном пространстве.............. 4
в межтрубном пространстве .... 1
Сечение хода, м2:
в трубном пространстве ......... 0,0084
в межтрубном пространстве .... 0,106
Масса холодильника из трех трубчаток,
m................................... 8.08
Холодильник собирают из трех секций
с общей поверхностью теплопередачи 48 X
X 3 = 144 м2.
торами экранированной системы. Горелки
могут быть расположены вверху или вни-
зу и соответственно продукты сгорания
выводят снизу или сверху.
Топка печи-котла снабжена взрывным
клапаном и смотровыми стеклами (глядел-
ками) .
Футеровка топочного пространства ци-
линдрической части печи-котла состоит из
термоизоляционного бетона (внешнее коль-
цо) и шамотного кирпича (внутреннее
кольцо), свод печи выполнен из армиро-
ванного огнеупорного бетона с засыпкой
изоляционным материалом (шлаком).
Характеристика п е ч и-к о т л а
Печи для сжигания
сероводородного газа
Газ, содержащий сероводород, сжигают в
отдельной печи, продукты же сгорания на-
правляют в котел-утилизатор. Эти операции
10*
Габаритные размеры, мм:
диаметр........................ 4828
высота (по оси барабана котла) . . 13 loo
Диаметр барабана котла, мм ....... 1000
Производительность по 100%-ному се-
роводороду, кг’ч ................ 2 100
Производительность котла по пару, zn/ч 8,0
Давление пара, кГ^см2 ......... 13,0
148
Улавливание химических продуктов коксования
Рнс. 5-30. Печь-котел
Аппаратура очистки газа
по мышьяково-содовому методу
Скруббер для улавливания H2S (рис.
5-31) представляет собой стальной свар-
ной цилиндр, заполненный уложенной яру-
сами деревянной хордовой насадкой. Ниж-
няя часть скруббера используется в каче-
стве сборника для раствора. В верхней
части скруббера расположено ороситель-
ное устройство, состоящее из нескольких
форсунок (рис. 5-32). Число форсунок для
одного скруббера зависит от их произво-
дительности, которую можно определить
по табл. 5-13 по диаметру форсунки и на-
пору жидкости перед входом в форсунку.
Диаметр скруббера находят по скорости
газа 0,3—0,9 м/сек (на общее сечение
скруббера по газу при нормальных усло-
виях), поверхность насадки — по уравне-
нию массопередачи при абсорбции (14]:
Сн
V2,3 Ig-S-
Г
где F — поверхность насадки, л<2;
V — количество очищаемого газа,
м3/ч-,
Сн и Ск — соответственно начальная и ко-
нечная концентрации H2S в га-
зе, г/м3-,
К — коэффициент абсорбции, выра-
женный в граммах H2S на 1 м2
поверхности насадки за 1 ч при
движущей силе абсорбции, вы-
раженной концентрацией (г)
H2S на 1 м3 газа.
7-7
Рис. 5-31. Скруббер для очистки газа по мышья-
ково-содовому способу:
1, 5 — штуцера для входа и выхода газа; 2 —
хордовая насадка; 3 — люк; 4 — балкн, поддер-
живающие насадку; б, 8 — штуцера для входа
и выхода раствора: 7 — решетка
Очистка коксового газа от сероводорода и цианистого водорода
149
Значение К принимают в зависимости от
отношения As2O3, содержащегося в рас-
творе, к поглощенному из газа H2S.
Зависимость коэффициента абсорбции
от отношения As2O3: H2S следующая {18]:
As2O3 : H2S К
3,1 1,1
6,3 2
9,0 3
18 4
35 10
При отношении As2O3: H2S в пределах
10—15 величину К принимают равной 3.
где m — отношение As2O3: H2S в растворе,
принимаемое от 10 до 15;
С — концентрация As2O3 в раство-
ре, г/м3.
Количество раствора, подаваемое на оро-
шение скруббера:
GCK = 1,25(?р м3/ ч.
Плотность орошения насадки скруббера
принимают от 20 до 45 м3 раствора в час
на 1 м2 общего сечения скруббера. Высоту
Таблица 5-13
Расчетная производительность форсунки и диаметр орошаемой площади
Напор м Расход жидкости, м3'ч, при диаметре форсунки (мм) Диаметр орошаемой площади, см, при высоте подвеса (ело
40 50 60 70 80 100 80 60
1 18 30 42 58 75 210 180 145
2 27 42 61 82 105 250 210 165
3 34 51 74 100 130 270 225 175
4 38 60 85 117 160 280 235 180
6 46 73 105 143 185 300 245 185
8 53 84 121 165 212 310 255 190
Рис. 5-32. Форсунка диаметром 50 мм
с пятью тарелками
скруббера определяют по количеству уло-
женной в нем иасадки с учетом конструк-
тивных размеров для размещения ороси-
тельного устройства, штуцеров для входа
и выхода газа и размера емкости для рас-
твора в нижней части скруббера. Харак-
теристика скрубберов, применяемых для
очистки газа по мышьяково-содовому ме-
тоду, приведена в табл. 5-14.
Таблица 5-14
Характеристика скрубберов
Характеристика Тип скруббера
I II III
Диаметр, м 4,0 6,0 6,0
Общая высота, м . . 25,94 30,0 31,2
Поверхность насадки, м2 15000 36750 34800
По необходимой поверхности насадки и
диаметру скруббера определяют число
кругов в одном скруббере.
Размеры укладываемой в серные скруб-
беры хордовой деревянной насадки сле-
дующие, мм:
Толщина рабочей рейки ............. 10
Высота рабочей рейки .......... 120
Зазор между рейками.............. 19
Количество раствора, поступающего в
регенератор:
„ ш1/(С„-Ск) .,
17.^ = --------- UO <1
Регенератор (рис. 5-33)—стальной
сварной цилиндр с коническим днищем и
плоской крышкой. Верхняя часть регенера-
тора расширена и служит для сбора сер-
ной пены. Раствор подают в нижнюю часть
регенератора и выводят через штуцер, рас-
положенный в верхней его части; пену
отводят через специальный карман в пено-
сбориик.
Воздух в регенератор поступает через
барботер из труб с отверстиями диамет-
ром 15 мм, направленными вниз. Отработан-
ный воздух 1Из генератора уходит через
штуцер, расположенный на его крышке.
150
Улавливание химических продуктов коксования
Полезная емкость регенератора (до
штуцера для выхода регенерированного
раствора) зависит от времени пребывания
в нем раствора.
Время пребывания раствора в регенера-
торе при концентрации в нем As2O3 до
10 кг/м3 составляет 45—50 мин, а при 15—
16 кг/м3 равно 70—80 мин.
Раствор проходит по трубам, в межтруб-
ное пространство подают пар.
Поверхность теплообмена подогревателя
рассчитывают из условия, что температуру
раствора поддерживают на уровне 40—
42° С.
Обычно для установки производитель-
ностью 70—80 тыс. м3/ч устанавливают два
Рис. 5-33. Регенератор
Необходимо учитывать степень заполне-
ния регенератора раствором (0,8—0,9), ко-
торая зависит от плотности воздушного
дутья, принимаемой от 80 до 250 м3/(м2-ч).
В табл. 5-15 указан расход воздуха в со-
ответствии с содержанием H2S в газе и
степенью очистки ,[4].
Кривая выражающая зависимость сте-
пени использования воздуха от расхода его
на 1 кг серы, приведена на рис. 5-34 [14].
Каплеуловители, устанавливаемые
на газопроводе после скруббера, представ-
ляют собой циклоны с тангенциальным
входом газа. Наиболее эффективными яв-
ляются каплеуловители-циклоны ВТИ.
Вертикальная скорость газа в циклонах
ВТИ составляет 4—6 м/сек. Высота цикло-
на равна 4—6 диаметрам, скорость газа
на входе в циклон 21—23 м/сек.
Подогреватель для раствора пред-
ставляет собой кожухотрубчатый аппарат.
Таблица 5-15
Расход воздуха в регенераторе
на 1 кг поглощенной серы
Начальное содер- жание H2S в газе еЛи3 Степень очистки, % Расход воздуха Л!3
<15 >15 При доочистке газа (вторая ступень): при раздель- ном раство- ре при общем рас- творе .... 90—95 85—90 До остаточ- ного содер- жания H2S в газе 0,1—0,2 г/м3 6— 7,5 4,5— 6,5 11—14 6-7
Очистка коксового газа от сероводорода и цианистого водорода
151
Рис. 5-34. Зависимость степени использования
воздуха от его расхода на 1 кг серы
ческой мешалкой. Диаметр пеносборника
3,5 м, высота 4 л/, полезная емкость
~ 30 м3.
Вакуум-фильтры барабанного ти-
па для получения серной пасты могут
иметь поверхность 5 и 10 м2. Производи-
тельность фильтра зависит от величины ва-
куума и концентрации серы в суспензии.
Обычно производительность составляет
100—150 кг серы за 1 ч с 1 м2 фильтрую-
щей поверхности (считая иа сухое веще-
Рис. 5-35. Автоклав для плавки серы:
7 — для выдачи серы; 2 — паровая
рубашка; 3, 6 — для выпуска конден-
сата и автоклавной жидкости; 4 — ма-
нометр; 5 — термометр; 7 — для по-
дачи пара; 8 — воздушник
РастЗор
Рис. 5-36. Гуммированный нейтрализа-
тор раствора;
1 — воздушник; 2 — люк
подогревателя с поверхностью нагрева по
50—60 м2.
Пеносборник служит буферной ем-
костью для серной пены перед подачей ее
из регенератора в вакуум-фильтр. Емкость
пеносборника рассчитывают иа 6—8-ч ко-
личество пены при содержании в ней 50—
65 г/л серы. Пеносборник снабжен механи-
ство). Содержание серы в пасте после ва-
куум-фильтра составляет 50—60°. Объем-
ная масса серной пасты 0,7—0,8 кг/л.
Вакуум-фильтры, применяемые для филь-
трования сернистого мышьяка, изготовляют
из нержавеющей стали, фильтрующую
ткань—из перхлорвинилового полотна.
Поверхность фильтрования этих фильтров
152
Улавливание химических продуктов коксования
составляет 3 м2, производительность по рас-
твору 1,5—3 муч. Мышьяковая паста
после вакуум-фильтров нейтрализации пер-
вой ступени состоит из 55—60% (вес.)
воды, 6—40% (вес.) сернистого мышьяка,
3—4% (вес.) элементарной серы и 29—32%
(вес.) балластных солей. Мышьяковую
пасту растворяют в содовом растворе
(150 -200 г/л).
Плавильник или автоклав (рис. 5-35)
для плавки серной пасты — стальной верти-
кальный цилиндр со сферической крышкой
и коническим днищем с паровой рубашкой.
Крышка плавильника снабжена загрузоч-
ным люком и штуцерами, через которые
опущены трубы для выдачи серы и подачи
для плавки острого пара давлением 3,5—
4 ати. Диаметр плавильника 1,2 м, высота
3,89 м, полный объем 3,4 л3, загружаемый
объем составляет 75—90% от полного.
К каждому плавильнику предусмотрен от-
дельный вакуум-фильтр. Бункер для сер-
ной пасты перед плавильником снабжен
вибратором, ускоряющим загрузку. Про-
должительность операции одной плавки со-
ставляет 1—1,5 ч [9]. Температура плавки
~ 140° С. В последнее время на ряде заво-
дов плавильники заменяют установками
для непрерывной плавки серы (см. стр.
130).
Нейтрализаторы (рис. 5-36) для
первой и второй ступеней нейтрализации —•
стальные гуммированные баки с мешалка-
ми. Иногда их изготавливают из нержавею-
щей стали или из обычной, но с футеров-
кой.
Для удаления выделяющихся газов, со-
держащих весьма ядовитый мышьякови-
стый водород, нейтрализаторы соединены
с системой вытяжной вентиляции, выпол-
няемой из коррозионностойких материалов.
Диаметр нейтрализатора 2,3 м, высота
2,6 м, рабочий объем 8 .и3. Разовая загруз-
ка раствора составляет около 7 .и3. Про-
должительность нейтрализации с учетом
последующей фильтрации для отделения
мышьяка колеблется от 1,5 до 2,5 ч.
В нейтрализатор первой ступени подают
разбавленную (20%-ную) серную кислоту.
Расход кислоты зависит от содержания в
нейтрализуемом растворе Na2CO3. По прак-
тическим данным, расход кислоты дости-
гает 30 кг на 1 м3 выводимого из цикла
раствора.
При постепенном вводе кислоты в ней-
трализатор и перемешивании достигается
практически полное осаждение из раствора
сернистого мышьяка и исключаются мест-
ные «закисления», вызывающие разложе-
ние гипосульфита и приводящие к допол-
нительному расходу кислоты. Нейтрализо-
ванный раствор после первой ступени ней-
трализации содержит 0,15—0,17 г/л As2O3.
Степень извлечения мышьяка после двух
ступеней нейтрализации составляет около
99%.
ЛИТЕРАТУРА
I. М. С. Литвиненко. Очистка коксового
газа от сероводорода. Металлургиздат, 1959.
2. Р. Michaelis. Glilckauf, 1956. № 9/10.
3. Н. В г й с k п е г. Chemische Fabrik, 1939,
№ 47/48.
4. Н. Н. Е г о р о в и др. Очистка от серы
коксовального и других горючих газов. Метал-
лургиздат, 1960.
5. О. Grosskinsky. Handbuch des Koke-
reiwesens, 1958, Bd 11.
6. M. E. H e й м a p к. Кокс и химия, 1962,
№ 1.
7. К. М. Малин. Справочник сернокислот-
чика. Госхимиздат, 1952.
8. А. Г. Амелин. Производство серной
кислоты из сероводорода по методу мокрого ка-
тализа. Госхимиздат, 1960.
9. Гипрогазоочистка. Обобщение опыта очист-
ки коксового газа от сероводорода по мышьяково-
содовому методу. Информационный бюлл., 1955,
№ 3.
10. С. М. Г о л я н д. Пути усовершенствования
мышьякового метода очистки коксового газа от
сероводорода. Сообщение Гипрококса, вып. XVII.
Металлургиздат, 1956.
11. Б. В. Арсеньев. Н. В. Мурахов-
ский. Из опыта работы цеха очистки коксо-
вого газа от сероводорода. Сообщение Гипро-
кокса. вып. XVII. Металлургиздат, 1956.
12. Н. А. Прокопенко. Двухступенчатая
очистка коксового газа от сероводорода мышья-
ково-содовым способом. Сообщение Гипрококса,
вып. XVII. Металлургиздат, 1956.
13. Р. И. Попов и др. Кокс и химия, 1961,
№ 3.
14. Г. О. Н у с и н о в, А. П. Андрианов.
Мышьяковый процесс газоочистки. ОНТИ. 1937.
15. М. И. Л ю к и м с о н. Ликвидация сточных
вод мышьяково-содового сероочистного цеха. Со-
общение Гипрококса, вып. XVII. Металлургиз-
дат, 1956.
16. И. А. Л е в и ч. Кокс и химия, I960, № 11.
17. А. П. Сергеев, А. П. Ильичев. Кокс
и химия, 1958, № 4.
18. С. М. Гол ян д и др. Кокс и химия, 1963,
№ 5.
19. L. Kohl, F. С. R i е s е п f е 1 d. Gas Puri-
fication. McGraw Hill Book Company, 1960.
20. E. Terres, W. Attig. F. Tscherter.
Gas und Wasserfach, 1957, № 21.
21. E. H. M. Badger. L. Silver. Journal
of the Society of Chemical Industry (London),
1938, v. 57, p. 110.
22 W Schairer. Giiickauf, 1957, № 17/18.
23. W. К 1 e m p i, G. Huck. G 1 u c k a u f, 195j.
Beihefte.
24. И. Г. А н т ы п к о, H. А. Прокопенко.
Производство роданистого аммония. Металлург-
издат, 1949.
25. М. С. Литвиненко и др. Кокс и химия,
1963, № 6.
Глава VI
ОЧИСТКА КОКСОВОГО ГАЗА ОТ НАФТАЛИНА.
ОСУШКА И ПЕРЕДАЧА НА ДАЛЬНЕЕ РАССТОЯНИЕ
1. СОДЕРЖАНИЕ В КОКСОВОМ ГАЗЕ
НАФТАЛИНА И ВЛАГИ
Нормы очистки и осушки
Таблица 6-1
Давление насыщенных паров нафталина
и их содержание в газе
при различной температуре [3, 4]
При использовании коксового газа для
химической переработки или для бытовых
целей его дополнительно очищают от ве-
ществ, вызывающих засорение и коррозию
газопроводов, арматуры и приборов.
При передаче газа на дальнее расстояние
в большинстве случаев требуется сжать
его до нескольких атмосфер, в результате
чего концентрация вредных веществ (наф-
талина и влаги) возрастает.
В коксовом газе до поступления его в
сатураторы содержание нафталина колеб-
лется от 50 до 150 г на 100 м3 газа [1]. На
рис. 6-1 показано примерное выделение на-
фталина из газа при прохождении послед-
него через аппаратуру улавливания (2].
Предельно допустимое содержание наф-
талина и влаги в газе, передаваемом в сеть
дальнего газоснабжения при сжатии до дав-
ления р (ата), следующее:
Содержание нафталина, е/л3:
Р
0,10
летом ........................... '
Р
Температура °C Давление, мм рт. ст. Содержание в 1 00 м3, г Температура °C 3 оГ я я Е О Е Ч в • « £ Ci. Содержание в 1 00 м3, г
0 0,006 4,51 по 27,3 14624,0
5 0,01 7,38 120 40,2 20386,5-
10 0,021 15,23 130 61,9 31513,6
15 0,035 24,95 140 86,55
20 0,054 37,83 150 121,15
25 0,082 56,48 160 166,6
30 0,133 90,10 170 222,7
35 0,210 139,96 180 296,8
40 0,320 209,88 190 387,1
45 0,518 334,39 200 495,2
50 0,815 517,94 210 630,8
55 1,26 928,75 220 796,5
60 1,83 1127,75 230 965
65 2,65 1572,4 240 1210
70 3,95 2363,2 250 1487
75 5,43 3202,0 260 1807
80 7,4 4301,5 270 2166
85 9,8 5617,3 280 2585
90 12,6 7122,2 290 3065
95 100 15,5 18,5 8642,6 10174,0 300 3613
Точка росы, °C:
летом ....................... Д-5
зимой ....................... — 3
Степень осушки часто зависит от кли-
матических условий данного района и
способа укладки газопровода (подзем-
ный или наземный).
При подземном газопроводе точка ро-
сы осушенного газа должна быть на>
2 град ниже температуры грунта. Вч
табл. 6-1 и 6-2 даны давления насыщен-
ных паров нафталина и водяных паров,
и содержание этих веществ в газе.
154
Улавливание химических продуктов коксования
Таблица 6-2
Давление насыщенных водяных паров
н их содержание в газе
при различной температуре
Температура, °C i Давление водяных паров, мм вод. ст. Содержание водя- ных паров в объе- ме, полученном после насыщения : 1 м3 газа при 0° С, г Температура, °C Давление водяных паров мм, вод. ст. Содержание водя- ных паров в объеме, полученном после насыщения 1 м3 газа прн 0° С, г
0 62 4,93 26 342 27,65
1 67 5,15 27 363 29,30
2 72 5,68 28 384 31,26
3 77 6,П 29 407 33,15
4 83 6,55 30 431 35,20
5 89 6,98 31 456 37,40
6 95 7,52 32 483 39,73
7 102 8,08 33 511 42,10
8 109 8,64 34 541 44,75
9 117 9,30 35 572 47,45
10 125 9,86 36 604 50,28
И 134 10,65 37 638 53,27
12 143 11,32 38 673 56,43
13 153 12,12 39 711 59,74
14 163 12,92 40 750 63,27
15 174 13,84 41 791 67,02
16 185 14,77 42 834 70,95
17 197 15,70 43 878 75,13
18 210 16,76 44 925 79,60
19 224 17,93 45 974 84,10
20 238 39,10 46 1026 89,12
21 253 20,30 47 1079 94,27
22 269 21,63 48 1135 99,80
23 286 22,97 49 1194 105,70
24 25 304 322 24,42 26,00 50 1255 111,8
2. ОЧИСТКА КОКСОВОГО ГАЗА
ОТ НАФТАЛИНА
Очистка от нафталина
при нормальном давлении
Для очистки от нафталина газ промыва-
ют растворителями, в качестве которых ис-
пользуют различные масла. Они должны
иметь достаточно малую вязкость, не об-
разовывать стойких эмульсий с водой и не
содержать смолистых веществ. В табл. 6-3
указана растворимость нафталина в раз-
личных растворителях.
Равновесная концентрация паров нафта-
лина над маслом подчиняется закону Генри:
У = Сх,
где у — равновесная концентрация паров
нафталина над маслом; г/м3;
х — концентрация нафталина в мас-
ле, г/м3;
С — константа Генри.
Таблица 6-3
Растворимость нафталина в различных
органических растворителях
(в 100 г растворителя), г
—10 14,7 10,4 .— 9,8 16,7
0 23,1 18,1 15,9 12,0 13,5 20,0
10 28,4 24,7 22,1 16,2 18,6 24,5
20 36,2 32,0 29,2 23,2 24,6 30,0
30 45,2 40,5 37,5 31,0 32,0 36,6
40 * * 46,4 — 40,7 44,2
* Неограниченная растворимость.
Если известна величина Ci для темпе-
ратуры 11, то можно определить С2 для
температуры t2 по формуле
Р1 (273 + 12)
С о С> 1
Р2 (273 + /0*
где С| и С2 — константа Генри при t\ и
Р\ и р2 — давление паров растворенно-
го вещества при /j и /2.
Рис. 6-2. Равновесные концентрации нафталина
в газе и растворе прн различной температуре
---------------- соляровое масло;
— — — антраценовое масло;
тетралин
В табл. 6-4 приведены значения С при
улавливании нафталина различными
растворителями ([4]. Если известна величи'
на С, то для каждого растворителя можно
построить диаграмму зависимости равно-
Очистка коксового газа от нафталина. Осушка и передача на расстояние
155
Таблица 6-4
Величина С при улавливании нафталина различными растворителями
в зависимости от температуры
Растворитель Температура улавливания, °C
15 20 25 30
Тетралин I 350 000 I 000 000 750 000 520 000
Антраценовое масло 680 000 575 000 480 000 300 000*
Соляровое масло (р = 0,875 кг/м3)> . 300 000* 200 000 135 000* 85 000*
* Вычислено.
весных концентраций нафталина в растворе
и над раствором при различной температу-
ре (рис. 6-2).
По схеме, показанной на рис. 6-3, коксо-
вый газ при передаче на сравнительно не-
большие расстояния (обычно не более
нескольких километров) очищают только
решофере 8, после чего направляется на
верхнюю тарелку дистилляционной колон-
ны. Для отгонки нафталина из масла в
колонне используют острый пар. Обезна-
фталиненное масло охлаждают в трубчатом
холодильнике 10 и вновь возвращают в
цикл.
Рис. 6-3. Схема очистки коксового газа от нафталина:
1 — скрубберы; 2 — газодувка; <3 — циркуляционные сборники; 4, 6 — масляные насосы; 5 —
сборник отработанного масла; 7 — теплообменник; 8 — решофер; 9 — дистилляционная колонна;
10 — холодильник; 11 — конденсатор; 12 — нафталиновый отстойник; 13 — иасос
от нафталина. Для передачи газа по газо-
проводу к потребителю используют газо-
дувки центробежного типа (бустеры), при
этом давление газа против первоначального
повышают на 500—600 мм вод. ст.
Обратный коксовый газ из заводской се-
ти проходит два последовательно включен-
ных скруббера 1, орошаемых соляровым
маслом, которое циркулирует в системе
сборник — насос — скруббер — сборник.
Очищенный от нафталина газ направляют
потребителю. Часть насыщенного нафтали-
ном циркулирующего масла выводят из
цикла в сборник 5, а из него насосом 6 по-
дают на регенерацию.
Регенерируемое масло вначале нагре-
вается в теплообменнике 7, в который по-
ступают пары из дистилляционной колон-
ны 9, а затем подогревается паром в
Пары нафталина, воды и масла проходят
теплообменник 7 и поступают в конденса-
тор непосредственного действия 11, орошае-
мый охлажденной иа градирне водой.
Стекающая с конденсатора жидкость
разделяется в отстойнике 12, масло направ-
ляют в сборник 5, воду откачивают насо-
сом 13 на градирню, а нафталин удаляют
по мере его накопления.
Характеристика процесса
Содержание нафталина в газе, г/м3:
до скрубберов.............. 0,3
после скрубберов........... 0,027
Содержание нафталина в масле, %:
насыщенном.................... 1,8—2,0
ненасыщенном...............0,9—1,0
Количество циркулирующего масла на
1 м3 газа в час, л.......... 2,6
Плотность орошения насадки л{3 (л<2• ч) 4,7
Расход охлаждающей воды на 1000 л<3
газа, м3 ................ 1 — 1,3
156
Улавливание химических продуктов коксования
Очистка от нафталина
при повышенном давлении
Схема очистки коксового газа от нафта-
лина под давлением показана на рис. 6-4
[5]. Газ в холодильнике 1 охлаждается до
температуры, близкой к точке росы паров
нафталина, а затем поступает в скруббер
1-й ступени очистки 2, где орошается мас-
лом после 2-й ступени.
Рис. 6-4. Схема очистки коксового газа
от нафталина под повышенным давлением:
1, 3 — газовые холодильники 1-й и 2й ступеней;
2, 5 — промывателн 1-й и 2-й ступеней; 4 — га-
зоосушитель; 6, 9 — сборники антраценового
масла и концентрированного раствора; 7 — хо-
лодильник; 8 — испаритель; 10 — циркуляцион-
ный сборник
Частично обезнафталиненный газ после
охлаждения в трубчатом холодильнике 3
поступает в абсорбер 4 на осушку раство-
ром хлористого кальция (уд. вес. 1,4). По-
сле осушки газ проходит обезнафталини-
вающий скруббер 2-й ступени 5, орошаемый
свежим маслом. Масло после 1-й ступени,
насыщенное нафталином и частично бен-
зольными углеводородами, идет на регене-
рацию, осуществляемую путем нагрева до
150° С и отгонки в колонне острым паром
нафталина и бензольных углеводородов.
Дистиллят (около 20% от исходного масла)
охлаждают до 50° С и направляют в сепа-
ратор для отделения от воды. Обезвожен-
ный дистиллят поступает на кристаллиза-
цию. Часть раствора хлористого кальция
непрерывно выводят в выпарную установку
для поддержания необходимой концентра-
ции.
Совместное улавливание нафталина
и бензольных углеводородов
Содержание нафталина в газе перед ко-
нечным холодильником зависит от темпе-
ратуры газа после первичных газовых хо-
лодильников и от их конструкции.
При применении первичных холодильни-
ков с вертикальным расположением труб
содержание нафталина в газе после холо-
дильников всегда выше соответствующего
насыщению при данной температуре. В по-
следних секциях холодильника такой
конструкции количество конденсирующейся
из газа смолы недостаточно для растворе-
ния выделяющегося нафталина, в связи с
чем часть его механически уносится газом.
По некоторым данным, при 30° С содержа-
ние нафталина после таких первичных га-
зовых холодильников составляет 1,99 г/м3
против 0,9 г/м3, соответствующего насы-
щению газа при этой температуре.
При первичном охлаждении газа в одно-
ходовых вертикальных холодильниках с
горизонтальным расположением труб вслед-
ствие орошения газа конденсатом и раство-
рения нафталина смолой механический унос
отсутствует.
Практически все количество уносимого
нафталина выделяется из коксового газа
вместе с каменноугольной смолой в элек-
трофильтрах и нагнетателях (газодувках).
Содержание нафталина в газе после ко-
нечного его охлаждения перед бензольными
скрубберами обычно соответствует его на-
сыщению при температуре газа на выходе
из холодильника.
Концентрация нафталина в газе после
бензольных скрубберов зависит от его рав-
новесной концентрации над поглотительным
маслом при температуре улавливания.
Поэтому для уменьшения количества наф-
талина в газе после бензольных скруббе-
ров необходимо работать при минимальном
содержании нафталина в обезбензолениом
масле.
Количество нафталина в обезбензолениом
масле зависит от условий отгонки сырого
бензола и применяемого для улавливания
поглотителя.
В схеме с получением двух фракций сы-
рого бензола основное количество нафта-
лина из поглотительного масла выводится
вместе со второй фракцией сырого бензола.
Содержание нафталина в обезбензолениом
каменноугольном поглотительном масле в
этом случае составляет 3—5%.
При работе бензольного отделения на
солярном масле с отбором тяжелой фрак-
ции сырого бензола концентрацию нафта-
лина в газе после скрубберов можно сни-
зить в зимнее время до 0,05 г/л3, в летнее
до 0,1 г/м3 и обеспечить возможность пере-
дачи такого газа на дальнее расстояние.
При работе бензольных отделений на
каменноугольном поглотительном масле
степень очистки газа от нафталина при та-
кой же схеме ниже, чем при работе на
соляровом масле, что объясняется наличи-
ем значительного количества нафталина в
вводимом в цикл свежем каменноугольном
масле и трудностью выделения нафталина
из масла в бензольной колонне вследствие
близких температур кипения.
Достаточно хорошая очистка газа от на-
фталина при улавливании бензольных уг-
леводородов каменноугольным поглотитель-
ным маслом достигается при выводе
нафталиновой фракции из масла в процес-
се отгонки сырого бензола.
Очистка коксового газа от нафталина. Осушка и передача на расстояние
157
3. ОСУШКА КОКСОВОГО ГАЗА
Осушка газа глубоким охлаждением
При осушке коксового газа требуется,
чтобы точка росы водяных паров была ни-
же минимальной температуры его для дан-
ного времени года.
В результате осушки газа уменьшается
коррозия газопроводов; исключаются за-
траты на установку конденсационных
горшков и откачку из них конденсата;
возрастает срок службы регулирующих и
измерительных приборов; уменьшается
объем газа примерно на 1,5—2,0% при од-
новременном повышении теплоты сгорания,
что приводит к снижению затрат на транс-
портирование газа; устраняются повреж-
дения от вымерзания влаги, особенно
при эксплуатации сухих газгольдеров; по-
является возможность использовать обыч-
ные стальные трубы и запорные устройства;
устраняются возможности выделения в
газопроводах высокого давления массы,
похожей на лед или плотный снег.
При глубоком охлаждении коксового газа
из него выделяется не только влага, но
нафталин, бензольные углеводороды и др.
Поэтому осушку глубоким охлаждением
иногда применяют в сочетании с улавлива-
нием.
Схема осушки охлаждением показана на
рис. 6-5.
Рис. 6-5. Схема осушки газа глубоким охлаж-
дением:
/ — абсорбер; 2 — гндрозатвор; 3 — отстой-
ник; 4 — испаритель; 5 — насос
Поступающий в абсорбер 1 коксовый газ
•орошают раствором хлористого натрия при
—10° С. Выделяющиеся из газа остатки
нафталина вместе с раствором поступают
в отстойник 3, в котором осаждаются твер-
дые частички нафталина. Из отстойника
раствор протекает в аппарат 4 (испари-
тель), где испаряется жидкий аммиак, по-
ступающий из холодильной установки, в
результате чего раствор охлаждается. Из-
быток раствора постоянно выходит через
перелив, а в раствор добавляют по мере
надобности нужное количество твердой со-
ли. По этому методу можно охладить газ
до —5° С.
Осушка газа абсорбцией
Давление водяных паров над раствора-
ми некоторых веществ значительно ниже
насыщенных паров при той же температу-
ре. К таким веществам относятся концент-
рированная серная кислота, водные раство-
ры этиленгликолей, хлористого кальция и
хлористого магния, глицерин и др. Для
Рис. 6 6. Давление водяных паров над раствора-
ми гигроскопических веществ:
/ — вода; 2 — 30% СаС1; 3 — 40% СаС12; 4 —
50% СаС12; -5 — 90% диэтиленгликоля; 6 — 95%
диэтиленгликоля; 7 — 78% H2SC>4
осушки коксового газа наибольшее приме-
нение получили растворы хлористого каль-
ция. В последнее время начали применять
диэтиленгликоль.
На рис. 6-6 приведены кривые давления
водяных паров над растворами гигроскопи-
ческих веществ, применяемых для осушки
газа.
Для осушки газов используют в основном
диэтиленгликоль. На рис. 6-7 приведен гра-
фик для определения точки росы газа, осу-
шенного растворами диэтиленгликоля раз-
личной концентрации при разной темпера-
туре контакта. Диэтиленгликоль смешива-
ется с водой в любых отношениях. На
рис. 6-8 показаны кривые температур кипе-
ния водных растворов диэтиленгликоля. Из-
менение плотности этих растворов показа-
но па рис. 6-9, а вязкость — на рис. 6-10.
На рис. 6-11 представлен график для оп-
ределения давления водяных паров над
водными растворами диэтиленгликоля в
зависимости от температуры и концентра-
ции.
Физико-химические свойства этиленгли-
колей характеризуются данными табл. 6-5.
Для осушки коксового газа наряду с рас-
твором диэтиленгликоля применяется 40—
50%-ный раствор хлористого кальция. Эф-
158
Улавливание химических продуктов коксования
Рис. 6-7. Зависимость точки росы осушенного
газа от концентрации диэтиленгликоля и тем-
пературы контакта
концентрация, % (dec)
Рис. 6-9. Зависимость плотности водных
оастворов диэтиленгликоля от его концен-
трации при 20° С
Рис. 6-10. Зависимость вязкости вод-
ных растворов диэтилеигликоля от тем-
пературы и концентрации
Рис. 611. Давление водяных паров над вод-
ными растворами диэтилеигликоля
фективность его действия можно увеличить
добавкой около 20% глицерина ,[5].
На каждый кубометр газа подают 2 л
осушающего раствора, температура которо-
го при прохождении через абсорбер повы-
шается на 3—5 град в результате выделения
теплоты разбавления. Раствор из абсорбе-
ра поступает в циркуляционный сборник^
откуда 3—10% циркулирующего количест-
ва отводят в выпарную установку. Для
нормальной работы установки необходима
хорошая предварительная очистка газа от
Очистка коксового газа от нафталина. Осушка и передача на расстояние
159-
Таблица 6-5
Физико-химические свойства этиленгликолей
Наименование Молекуляр- ная масса Плотность при 20 °C Температура плавления °C Температура кипения,°C
Этиленгликоль 62,07 1,115 13,2 197,5
Диэтиленгликоль 106,12 1,118 — 10,1 244,5
Триэтиленгликоль 150,17 1,1254 - 9,4 287,4
Примечание, У дельная теплоемкость этиленгликоля равна 0,53 ккал'(кг-град), температура
вспышки 117 °C, теплота испарения 190,9 ккал/кг.
аммиака, так как в противном случае будет
протекать реакция
2NH4HCO3 + СаС12=
= СаСО3 + 2NH4C1 + СО2 + Н2О.
Образующийся хлористый аммоний при
нагреве в испарителе вызывает его корро-
зию
На 1000 м3 газа расходуется 48 кг пара,
560 л охлаждающей воды, 0,128 кг хлорис-
того кальция [6].
Осушка газа адсорбцией
Для осушки газов адсорбцией применя-
ются силикагель, боксит, окись кальция и
другие гигроскопические вещества.
Минимальное содержание влаги в осу-
шенном газе при использовании, г/м3 [7]:
Боксита .............................. 0,001
Окиси кальция ........................ 0,003
Силикагеля ........................... 0,006
Едкого кали ,......................... 0,014
Хлористого кальция (зернистого обез-
воженного) ........................ 0,36
Едкого натра........................ 0,8
Хлористого кальция гранулированного 1,5
Для осушки коксового газа применяют
в основном силикагель, представляющий
собой аморфную форму кремневой кислоты
с весьма развитой поверхностью пор, до-
стигающей 500 м2/г. Его изготовляют в ви-
де зерен величиной до 8 мм с насыпной
массой 0,7 т/л13 (истинная плотность 2,3—
2,7 г/см3). При насыщении влагой силика-
гель не размягчается и сохраняет свою
Рис. 6-12. Схема осушки газа силикаге-
лем:
1, 2 — абсорберы; 3 — регулятор давле-
ния; 4 — газовый холодильник; 5 — сепа-
ратор; 6 - газодувка: 7 — газовый подо-
греватель
структуру. Поэтому сопротивление аппара-
туры проходу газа остается постоянным.
Насыщенный влагой силикагель можно ре-
генерировать нагретым до 150—250° С воз-
духом или газом, а также обеспыленными
продуктами сгорания. Обычно для осушки
газа применяют два адсорбера, работаю-
щих попеременно.
На рис. 6-12 показана схема осушки газа
силикагелем [8].
Когда влажный газ осушается в адсорбе-
ре 1, адсорбер 2 находится в фазе регенера-
ции, и наоборот.
4. ОЧИСТКА КОКСОВОГО ГАЗА,
ПЕРЕДАВАЕМОГО
ДРУГИМ ПОТРЕБИТЕЛЯМ
Очистка газа
для бытового потребления
Часть коксового газа, предназначенная
для бытового потребления, после бензоль-
ных или (если на заводе есть цех очистки
газа от сероводорода) серных скрубберов
поступает для предварительной очистки от
нафталина в два последовательно включен-
ных скруббера 1, орошаемых соляровым
маслом (рис. 6-13).
Необходимой плотности орошения насад-
ки достигают путем циркуляции масла в
системе сборник •— насос — скруббер —
сборник.
Свежее масло непрерывно поступает в
сборник 5. Избыток насыщенного нафтали-
ном масла из сборника 3 отводят в храни-
лище отработанного масла 2.
Для предотвращения обводнения конден-
сатом водяных паров масло перед подачей
на скрубберы подогревают глухим паром в
подогревателях 4.
Газ после нафталиновых скрубберов очи-
щают от сероводорода болотной рудой в
четырех последовательно включенных ящи-
ках 6 (на рисунке показан один).
После сухой сероочистки газ сжимают
двухступенчатыми компрессорами 7. В пер-
вой ступени газ сжимается до 3 ата и по-
сле межступепчатого холодильника 8, во
второй — до 9 ата.
Газ после компрессоров охлаждается в
холодильнике 8, проходит маслоотделитель
9 и окончательно очищается от нафталина
160
Улавливание химических продуктов коксования
в тарельчатом абсорбере 10, оро-
шаемом соляровым маслом.
Очищенный от нафталина газ
(5—10 г нафталина на 100 .и3 сжа-
того газа) поступает в тарельча-
тый абсорбер 11 для осушки рас-
твором диэтиленгликоля.
Вытекающий из абсорбера рас-
твор диэтиленгликоля, пройдя ре-
дукционный вентиль для сниже-
ния давления, поступает в тепло-
обменник 12, где подогревается теп-
лом регенерированного раствора.
Из теплообменника раствор по-
ступает в паровой подогреватель
18 и затем в отгонную колонну 14.
Перетекая по тарелкам в ниж-
нюю часть колонны, раствор ди-
этиленгликоля подогревается
встречным потоком паров и из не-
го отгоняется вода. Тепло, необхо-
димое для испарения воды, сооб-
щается раствору в кипятильнике 13.
Для уменьшения потерь диэти-
ленгликоля с уходящими из отгон-
ной колонны парами на верх ко-
лонны подают рефлюкс.
Отходящие из отгонной колонны
пары поступают в конденсатор 16,
где охлаждаются до 60° С. Пары
диэтиленгликоля и конденсат на-
правляются в сборник 17, пары во-
ды выпускают через воздушку в
атмосферу.
Регенерированный раствор ди-
этиленгликоля из отгонной колон-
ны перетекает в промежуточный
сборник 15, из которого затем са-
мотеком поступает через теплооб-
менник 12 в сборник 19. Из сбор-
ника 19 раствор насосом через до-
полнительные теплообменники и
холодильники 20 подают в абсор-
бер осушки 11.
Очищенный от нафталина и осу-
шенный коксовый газ передают в
сеть бытового потребления.
Очистка газа
для азотнотуковых заводов
При передаче всего или значи-
тельной части коксового газа на
азотнотуковый завод для техноло-
гического использования экономи-
чески целесообразно сжимать газ
до давления, исключающего пер-
вую ступень сжатия в производст-
ве синтетического аммиака.
При этом возможно улавливать
химические продукты и очищать
газ под давлением 15—20 ата и
таким путем значительно умень-
шать капитальные затраты и экс-
плуатационные расходы.
Очистка коксового газа от нафталина. Осушка и передача на расстояние
161
Улавливание аммиака из коксового газа
в сатураторах серной кислотой с получе-
нием сульфата аммония и конечное охлаж-
дение газа осуществляют при обычном дав-
лении.
В некоторых случаях перед поступлением
газа на сжатие его предварительно очища-
ют от нафталина.
Схема очистки газа для азотнотуковых
заводов показана на рис. 6—14
бера 5 поступает в сепаратор (на схеме не
показан). Выделившийся в сепараторе кок-
совый газ отводят в газопровод перед ком-
прессорами.
В процессе улавливания бензольных угле-
водородов в результате теплоты конденса-
ции их паров и теплоты растворения в по-
глотительном масле температуры газа и
масла несколько повышаются. Газ после
бензольного абсорбера охлаждают в труб-
Рис. 6-14. Схема очистки коксового газа для азотнотуковых заводов:
1 — компрессор; 2, 4 — холодильники для газа; 3, 5, 6, 7 — серный, бензольный, нафталиновый
абсорберы и абсорбер осушки соответственно; 8 — газовый сепаратор; 9 — отгонная колонна;
10 — циркуляционный подогреватель; 11 — теплообменники; 12 — промежуточный сборник;
13 — насос; 14 — холодильник для раствора; 15 — подогреватель; 16 — конденсатор; 17 — ба-
чок для рефлюкса; 18 — конденсатор непосредственного действия; 19 — вакуум-насос
Коксовый газ сжимается в трехступенча-
тых компрессорах 1. После каждой ступени
предусмотрено охлаждение газа в холо-
дильниках 2. Образующийся в холодильни-
ках конденсат собирают раздельно по сту-
пеням и разделяют в сепараторах. Воду из
сепараторов отводят в фенольную канали-
зацию. Конденсат, состоящий из бензоль-
ных углеводородов, растворенного а них
нафталина и некоторого количества сма-
зочного масла, передают на дистилляцию.
После .холодильников 3-й ступени весь
коксовый газ собирают а общий коллектор
и направляют в тарельчатый абсорбер 3
для улавливания сероводорода поташным
(либо содовым) раствором.
Насыщенный сероводородом поглотитель-
ный раствор после абсорбера 3 передают
на регенерацию.
Газ после холодильника 3-й ступени на-
сыщен парами нафталина. Для устранения
конденсации его паров в серном абсорбере
температуру раствора поддерживают выше
температуры газа на 5—7 град.
Для обеспечения необходимой полноты
улавливания бензольных углеводородов газ
после серного абсорбера охлаждают в труб-
чатом холодильнике 4 технической водой.
Бензольные углеводороды улавливают из
газа в абсорбере 5 обезбензоленным погло-
тительным маслом, получаемым после от-
гонки сырого бензола. Масло, насыщенное
бензольными углеводородами, после абсор-
1 j Справочник коксохимика, г. III
чатом холодильнике 4 технической водой.
Конденсат и масло из холодильника посту-
пают в сепаратор поглотительного масла.
Одновременно с бензольными углеводоро-
дами в абсорбере улавливается нафталин.
Однако при применении для поглощения
бензольных углеводородов каменноугольно-
го масла необходимая по нормам для пере-
дачи газа на дальнее расстояние очистка
его от нафталина не достигается.
Окончательная очистка газа от нафтали-
на до требуемых норм происходит в от-
дельном абсорбере 6, орошаемом специально
приготовленным антраценовым маслом. На-
сыщенное нафталином антраценовое масло
после абсорбера поступает в сепаратор для
выделения растворенного в нем газа, а за-
тем — в смолоперегонный цех.
Осушку газа осуществляют в абсорбере 7
раствором диэтилеигликоля, который затем
поступает в сепаратор 8 для выделения
растворившегося в нем коксового газа, теп-
лообменник 11, где подогревается теплом
раствора, вытекающего из отгонной колон-
ны 9, и подогреватель 15, после чего на-
правляется па верх колонны 9.
Тепло для испарения влаги из раствора
диэтилеигликоля при его регенерации сооб-
щается глухим паром в выносном подогре-
вателе 10. Регенерированный раствор диэтп-
ленглнколя, вытекающий из отгонной колон-
ны, охлаждается в теплообменниках и хо-
лодильниках 14.
162
Улавливание химических продуктов коксования
Раствор диэтилеигликоля регенерируют
под вакуумом. Вследствие этого исключа-
ется разложение органических соединений
серы.
Вакуум создают вакуум-насосом 19, кото-
рым отсасывают из отгонной колонны па-
ры воды и выделяющиеся растворенные
газы. Для уменьшения потерь диэтиленгли-
коля на верх отгонной колонны подают реф-
люкс.
Пары после колонны охлаждаются в кон-
денсаторе 16, откуда рефлюкс перетекает в
сборник 17 и вновь насосом подается на
колонну. Пары воды конденсируются в кон-
денсаторе непосредственного действия /8,
откуда сточная вода передается в сеть обо-
ротного водоснабжения.
5. ПЕРЕДАЧА ГАЗА В СЕТЬ
ДАЛЬНЕГО ГАЗОСНАБЖЕНИЯ
Схема очистки показана на рис. 6-15.
Коксовый газ поступает в трехступеича-
тые компрессоры 1, где сжимается до дав-
ления 16 ата. После каждой ступени газ
охлаждается в трубчатых холодильниках
оборотной технической водой.
Отработанное масло после абсорбера на-
правляют в хранилище, а затем — на коксо-
химические заводы, где для поглощения
бензольных углеводородов из коксового
газа применяют соляровое масло.
Очистку газа от сероводорода осуществ-
ляют в двух параллельно включенных та-
рельчатых абсорберах 5, орошаемых рас-
твором поташа. Насыщенный сероводоро-
дом раствор передают на регенерацию.
Для осушки газ проходит абсорбер 6,
орошаемый раствором диэтиленгликоля.
Насыщенной влагой раствор диэтиленгли-
коля из абсорбера поступает в сборник 8,
а затем —на регенерацию.
Жидкости из абсорберов перед поступле-
нием в соответствующие сборники проходят
сепараторы 7, где из них выделяется раство-
ренный газ, который отводят в газопровод
перед компрессорами.
Для поддержания постоянного уровня
жидкости в нижней части абсорберов и в се-
параторах устанавливают автоматические
регуляторы уровня.
Регенерацию насыщенного влагой раство-
ра диэтиленгликоля осуществляют путем
Рис. 6-15. Схема очистки газа для дальнего газоснабжения:
1 — компрессор; 2, 18 — холодильники; 3~7 — абсорберы; 8, 14, 16 — сбор-
ники насыщенного раствора, конденсата и регенерированного раствора; 9,
15, 17 — насосы; 10 — теплообменник; И — отгонная колонна; 12 — подогре-
ватель; 13 — конденсатор
После холодильника 1-й ступени при дав-
лении в 1,5—3 ата газ поступает в тарель-
чатый абсорбер 3 для улавливания бензоль-
ных углеводородов обезбензолениым ка-
менноугольным поглотительным маслом.
Насыщенное бензолом масло возвращается
для обезбензоливания.
Одновременно с поглощением из газа
бензольных углеводородов происходит час-
тичная очистка газа от нафталина, что пре-
дотвращает засорение холодильников 2-й и
3-й ступеней.
Предусмотрена возможность подачи го-
рячего газа после 3-й ступени сжатия на
очистку от окислов азота в «свободном объ-
еме» при температуре 100° С.
Для очистки от нафталина газ проходит
тарельчатый абсорбер 4, орошаемый соля-
ровым маслом.
фракционной перегонки. Насыщенный рас-
твор из сборника 8 насосом 9 подается в
теплообменник 10, в который поступает го-
рячий регенерированный раствор. Нагретый
до 125° С насыщенный раствор поступает в
колпачковую тарельчатую отгонную колонну
11. Тепло, необходимое для отгонки воды из
раствора, сообщается в паровом подогрева-
теле 12. Поднимающиеся вверх по колонне
пары дополнительно орошаются рефлюксом,
благодаря чему улучшается разделение и
уменьшаются потери диэтиленгликоля. Пары
из отгонной колонны поступают в конденса-
тор 13, а затем в емкость 14, из которой
жидкость в виде рефлюкса подают в колон-
ну, а пары выпускают в атмосферу. Регене-
рированный раствор после абсорбера посту-
пает в теплообменник 10, а затем в сборник
16. Из сборника раствор направляется через
Очистка коксового газа от нафталина. Осушка и передача на расстояние
163
холодильник 18, где охлаждается с 50 до
35° С, возвращается в абсорбер. Раствор
цикла осушки периодически пополняется
свежим.
На одном из коксохимических заводов
УССР газ после 1-й ступени сжатия охлаж-
дают только до 50° С. При этой темпераху-
ре газ не насыщен нафталином и не проис-
ходит засорения холодильника. Несмотря
на некоторое увеличение расхода энер-
гии на сжатие газа во 2-й ступени, такой
способ, возможно, является наиболее эконо-
мичным.
В холодильнике 2-й ступени сжатия проис-
ходит совместная конденсация значительно-
го количества бензольных углеводородов и
нафталина и растворение последнего в бен-
зольных углеводородах, вследствие чего
этот холодильник также не забивается наф-
талином.
Ниже приведен примерный состав конден-
сата холодильника 2-й ступени, % (вес.):
Бензольные углеводороды....... 50
Нафталин . ,................... 30
Вода........................... 20
После отстаивания от воды конденсат по-
ступает на дистилляцию.
Последовательность улавливания химиче
ских продуктов и очистки газа под давле
нием на этой установке: компрессоры — хо
лодильники — бензольный абсорбер — серо-
очистной абсорбер (раствор поташа)—су-
хая очистка от сероводорода — осушка (рас-
твор хлористого кальция) — очистка от
нафталина.
Характеристика процесса
Содержание в газе перед компрес-
сорами, е'м9:
бензольных углеводородов ... 30
сероводорода ................ 6,0
нафталина.................... о, 7
Давление газа, ата:
декомпрессоров ............ 1,03
после компрессоров........... 11,6 — 13
Содержание бензола в газе после
абсорбера, е'м? ............... 0,4-0,5
Содержание бензола в масле после
абсорбера, % (вес.)............ 6,8
Содержание сероводорода после
абсорбера, а Ой3 ................ 0,07—0,1
6. АППАРАТУРА ОЧИСТКИ ГАЗА
ОТ НАФТАЛИНА, ОСУШКИ
И ПЕРЕДАЧИ
НА ДАЛЬНЕЕ РАССТОИНИЕ
Абсорберы для очистки газа
от нафталина
Нафталин улавливают из коксового газа
при обычном давлении в насадочных скруб-
берах, при повышенном давлении газа — в
тарельчатых абсорберах.
При улавливании нафталина в скрубберах
с целью уменьшения расхода поглотителя
применяют многократную циркуляцию по-
глотителя с двумя или четырьмя самостоя-
тельными циклами.
И* '
Количество скрубберов для улавливания
нафталина не превышает двух. Поэтому
при четырех ступенях циркуляции каждый
из скрубберов разделяют по высоте иа две
равные части сплошным днищем с одним
или несколькими отверстиями для прохода
газа. Каждое из отверстий снабжено бор-
том и колпаком, которые пропускают газ,
по исключают возможность попадания по-
глотителя из верхней части скруббера в
нижнюю.
Схема циркуляции поглотителя в скруб-
бере с двумя ступенями орошения показа-
на на рис. 6-16. В остальном скруббер для
улавливания нафталина аналогичен приме-
няемому для улавливания сырого бензола.
Для улавливания нафталина под новы-
Рис. 6-16. Схема циркуляции поглотителя в скруб-
бере с двумя ступенями орошения:
/ — скруббер; 2 — сборники для масла
шейным давлением применяют тарельчатые
абсорберы, аналогичные абсорберам для
улавливания бензольных углеводородов под
повышенным давлением. В таком абсорбере
достаточно трех тарелок. При совмещении
в одном аппарате улавливания нафталина
и бензольных углеводородов необходимо
13—15 тарелок.
Для предупреждения обводнения и по-
нижения вязкости масло перед подачей в
скрубберы подогревают в паровом решо-
фере (подогревателе).
Общий коэффициент теплопередачи в по-
догревателе для масла принимают равным
400 ккал/(м? ч град).
Абсорберы для осушки газа
Для осушки газа применяют тарельчатые
абсорберы обычно с шестью тарелками.
Для отгонки воды из отработанного рас-
твора диэтиленгликоля используют тарель-
чатые колонны. Число тарелок в колонне
16—18.
Теплообменную аппаратуру установки
регенерации поглотительного раствора
(прямоточные подогреватели, циркуляцион-
ные подогреватели и конденсаторы) выпол-
няют в виде обычных трубчаток; холодиль-
ники и теплообменники для раствора пред-
ставляют собой аппараты типа «труба а
трубе».
164
Улавливание химических продуктов коксования
Газопровод для передачи газа]
иа дальпее]расстояние
В расчет сооружаемого газопровода вхо-
дит определение условий, при которых
обеспечиваются минимальные капитальные
затраты при минимальных эксплуатацион-
ных расходах. Экономичность газопровода
зависит от его диаметра, величины сжатия
газа и потери напора от компрессорной
станции к месту потребления.
От диаметра трубопровода и давления
газа зависит толщина стенки и, следова-
тельно, расход металла. Потеря напора
(перепад давления) определяет расход
энергии на транспортирование газа.
Для расчета пропускной способности га-
зопровода при давлении 15—20 ата служит
формула Веймаута:
где V — пропускная способность газопро-
вода, м3/ч (согласно ГОСТу
при 20° С и 760 мм рт. ст.)-,
D,.,, — внутренний диаметр газопрово-
да, см-
Pi, Р2 — абсолютное давление газа соот-
ветственно в начале и конце уча-
стка газопровода, ата-,
р — относительная плотность газа (по
воздуху);
Т — абсолютная температура газа, °К;
L — длина участка газопровода, км.
Для более высоких давлений (до 50—
55 ата) в формулу вводят поправочный ко-
эффициент сжимаемости газов г-.
У= 20.5667)3]3
^1 —
czTL
С достаточной точностью можно пользо-
ваться формулой
( p\-pI V-551
V =6027)2• 653 ргГЬ )
где Г — пропускная способность газопрово-
да, м'/сутки.
Для расчета газопровода, по которому
передают коксовый газ на дальнее расстоя-
ние, нашла применение формула
(р\ - pj) Р3н
“ 0,047XpoTL ’
где V — количество транспортируемого га-
га (при 0° С и 760 мм рт. ст.),м31ч-,
7.— коэффициент сопротивления, при-
нимаемый равным 0,03;
ро — плотность влажного газа при 0° С
и 735 мм рт. ст., кг/м3.
Толщину стенки трубы газопровода опре-
деляют по формуле
рОнар
где s — толщина стенки, см-,
р — внутреннее давление газа,
кГ/см2-,
Днар — наружный диаметр трубы, см-,
Rz — допустимое напряжение, кГ/см2.
Допускаемое напряжение
Gt
R~ = —,
V
где сгт — предел текучести металла трубы,
кГ/см2-,
г]—коэффициент запаса прочности.
Для прямолинейных участков газопро-
вода можно принимать г] = 1,7. Для участ-
ков со сложной конфигурацией (например,
в местах пересечения водных преград, же-
лезнодорожных путей, автомобильных до-
рог) принимают г] — 2.
ЛИТЕРАТУРА
1. К о р р е г s. Handbuch der Brennstofftechnik,
J-ecpTl 1Q53
2. Koks-Smola-Gas, i960, № 1.
3. O. Grosskinsky. Handbuch des Koke-
reiwesens, Dusseldorf, 1958.
4. А. В о 1 z i n g e r. Traltement du Gas, Pa-
ris, 1952.
5. H. В r iickn er. Handbuch der Gasin-
dustrie.
6. Gas und Wasserfach, 1935, B. 78.
7. А. С. Смирнов, А. И. Ширковский.
Добыча и транспорт газа. Гостоптехнздат, 1948.
8. И. Е. Ходанович. Оператор по очистке
и осушке горючнх газов. Гостоптехнздат, 1948.
9. Справочник по транспорту газов. Под. ред.
К. С. Зарембо. Гостоптехнздат, 1954.
Глава VII
ОБЕСФЕНОЛИВАНИЕ СТОЧНЫХ ВОД
1. СОСТАВ И КОЛИЧЕСТВО
СТОЧНЫХ ФЕНОЛЬНЫХ вод.
НОРМЫ ОБЕСФЕНОЛИВАНИЯ
Образование фенольных вод
Основное количество фенольных вод об-
разуется при конденсации водяных паров,
содержащихся в коксовом газе (избыточ-
ная надсмольная вода, конденсат из газо-
проводов), освежении воды оборотных
циклов газовых холодильников непосред-
ственного действия и конденсации острого
пара, используемого в химических цехах
для дистилляционных процессов (сепара-
торные воды).
Количество сточной воды на выходе нз
аммиачной колонны (избыточная надсмоль-
ная вода)
Gi =
А (а+ Ь) —
0,0265'
1000
1,25 т/ч,
где А — количество коксуемой сухой ших-
ты, т/ч;
а — количество свободной и пироге-
нетической влаги на 1 т шихты, т;
Ь — расход пара в инжекторах при
бездымной загрузке; принимает-
ся 0,15 т на 1 т шихты;
В — выход газа, м3/ч;
0,026 — содержание водяных паров в га-
зе при 25° С, кг/м3;
1,25 —коэффициент для учета увеличе-
ния количества сточной воды
вследствие конденсации острого
пара в аммиачной колонне и обес-
феноливающем скруббере.
Содержание пирогенетической влаги на
заводах, коксующих угли Донбасса, со-
ставляет в среднем 2%. На заводах, кок-
сующих угли Кузбасса, содержание пироге-
нетической влаги принимают 4% [1].
Количество сточной воды, образующейся
при конденсации водяного пара нз газа,
подаваемого па отопление коксовых печей
на 1 т сухой шихты
ffe
G» = ---- m/ч,
1 1000
где f — расход отопительного газа, м3, на
1 т сухой шихты.
Эта величина равна при обогреве печей
коксовым газом 153, доменным 745 и гене-
раторным 592 м3/т;
k — количество водяных паров, конден-
сирующихся из газа, кг/м3; при охлаждении
газа от 30 до 0° С k = 0,0303 кг/м3.
Количество воды, выводимой из оборот-
ных циклов газовых холодильников непо-
средственного действия в коллектор для
сточных фенольных вод, принимают 2% от
расхода оборотной воды.
Количество сепараторных вод зависит от
влажности поступающей на переработку
смолы и расхода острого пара на ее дистил-
ляцию, а также от расхода острого пара в
отделении дистилляции и в цехе ректифи-
кации бензола.
Для определения количества сточных вод
влажность смолы принимают в пределах
4—5%; расход острого пара для ее дистил-
ляции составляет 0,04 т на 1 т смолы; в
отделениях улавливания и дистилляции сы-
рого бензола с отгоном до 180° С расход
острого пара составляет 2,5 т на 1 т бен-
зола и в цехах ректификации бензола по
полунепрерывной схеме 0,3—0,5 г на 1 т
бензола.
Периодическое увеличение сброса фе-
нольных вод происходит вследствие ава-
рийных периливов из хранилищ и сборни-
ков надсмольной воды и загрязненных вод
оборотных циклов, а также из-за приема в
фенольную канализацию ливневых вод с
площадок открытого расположения хими-
ческой аппаратуры. Количество периодиче-
ски сбрасываемых вод составляет в сред-
нем 5—10% от непрерывно образующихся.
При расчетах количество периодически
сбрасываемых сточных вод учитывается уд-
воением постоянного расхода.
Характеристика загрязнения
фенольных вод
При предварительном обесфеноливанпп
надсмольной воды (конденсата первичных
холодильников) сточные фенольные воды
содержат 0,2—0,4 г/л фенолов, 0,3—0,5 г/л
166
Улавливание химических продуктов коксования
аммиака, 0,1 г/л сероводорода, до 0,4 г/л
роданидов, 0,02—0,004 г/л цианидов, а
также смолу, масло, нафталин, бензол, пи-
ридин и др.
Поступающие на очистные сооружения
сточные воды имеют, как правило, ней-
тральную или слабощелочную реакцию
(pH = 74-9 и температура 55—60°С).
Биохимическая потребность в кислороде
(ВПК) ', характеризующая загрязненность
сточных вод органическими веществами, на-
ходится в пределах 1,2—2 г/л.
Санитарные правила спуска
сточных вод в водоемы
Сточные фенольные воды наносят силь-
ный вред естественным водоемам вслед-
ствие ядовитого действия загрязняющих
веществ (фенола, аммиака, цианидов, серо-
водорода и др.) на животных и растения, а
также интенсивного поглощения свободного
кислорода воды, что ведет к резкому сни-
жению способности водоемов самоочи-
щаться 1 2.
Вода становится непригодной для питье-
вого и хозяйственного использования.
Например, после дезинфекции воды, содер-
жащей 0,001 мг/л фенола, активным хлором
последняя приобретает неприятный запах.
Спуск сточных вод в естественные водое-
мы регламентирован Правилами охраны
поверхностных вод от загрязнения сточ-
ными водами (Министерство здравоохране-
ния СССР № 372—61).
Правила запрещают сброс в канализа-
цию жидких и твердых продуктов и отхо-
дов производства без осуществления тре-
буемых мер утилизации.
Для приема стоков при авариях или
ремонтах аппаратуры необходимо преду-
сматривать устройство специальных емко-
стей. Общие требования к составу и свой-
ствам воды в водоемах при спуске в них
сточных вод (у пунктов питьевого и куль-
турно-бытового водоиспользования) приве-
дены в табл. 7-1.
Независимо от вида использования во-
доемов (для питьевых или культурно-быто-
вых целей) при сбросе в них сточных вод
должны быть соблюдены следующие усло-
вия:
'не допускается спускать в проточные
водоемы сточные воды со скоростью выпа-
Таблица 7-1
Общие требования к составу и свойствам воды в водоемах
Виды водоснабжения
Показатели состава
п свойства воды водоемов
для хозяйственно-питьевого
водоснабжения и для водоснаб-
жения пищевых предприятий
для купания, спорта и отдыха
населения, а также водоемы
в черте населенных мест
Взвешенные вещества
Содержание взвешенных веществ
не должно увеличиваться более чем на
0,25 мг/л
0,75 мг/л
Запахи и привкусы
Вода не должна приобретать запахов и привкусов
интенсивностью более двух баллов, обнаруживаемых:
непосредственно
Не должна обнаруживаться в столбике высотой
непосредственно или при по-
следующем хлорировании
Окраска
Минеральный состав
20 см
Не должен превышать по
плотному остатку 1000 мг/л,
в том числе хлоридов 350 мг/л
и сульфитов 500 мг/л
10 см
Нормируется по приведенно-
му выше показателю «Привку-
са».
Биохимическая по-
требность в кислороде
Полная потребность воды в кислороде при 20° С
не должна превышать
3 мг/л 1 6 мг/л
1 ВПК сточных вод выражается количеством
кислорода, потребляемого до момента стабили-
зации органических веществ аэробными бакте-
риями.
2 Самоочищение естественных водоемов обес-
печивается постоянно происходящими в них
сложными физико-биологическими процессами.
дания взвесей 0,4 мм/сек, а в водохрани-
лища со скоростью более 0,2 мм/сек\
на поверхности водоема не должны
обнаруживаться плавающие пленки, пятна
минеральных масел и скопления других
примесей;
Обесфеноливание сточных вод
167
летняя температура воды в результате
спуска сточных вод не должна повышать-
ся более чем на 3 град по сравнению с
максимальной температурой воды водоема
в летнее время;
величина pH должна находиться в пре-
делах 6,5—8,5;
в пробе, отобранной до 12 ч дня любого
периода года; растворенного кислорода не
должно быть меньше 4 мг/л\
вода не должна содержать возбудителей
заболеваний;
концентрации ядовитых веществ не дол-
жны превышать установленных, чтобы
предотвратить прямые или косвенные воз-
действия этих веществ на организм
человека.
Для водоемов санитарно-бытового ис-
пользования правилами установлены сле-
дующие предельные концентрации некото-
рых вредных веществ, мг/л:
Цианиды (простые)................ 0,1
Бензол........................... 0,5 1 * * 4
Пиридин............................. 0,2
Сероуглерод....................... 1,0
Фенолы, образующие хлорфенол1 . . . 0,001
Ксилолы............................ 0,05
Толуол............................ 0,5
1 Для водоемов, используемых в качестве ис-
точников хозяйственно-питьевого водоснабжения.
Нормативы качества воды водоемов,
используемых для рыбохозяйственных це-
лей, устанавливают в зависимости от их
назначения. Различают водоемы для вос-
производства и сохранения ценных сортов
рыб и водоемы для всех других рыбохо-
зяйственных целей.
Концентрация растворенного кислорода
в зимний (подледяной) период в водоемах
первого вида не должна быть ниже 6 мг/л,
а в водоемах второго вида — не ниже
4 мг/л.
К водоемам этого типа предъявляются
такие же требования (количественных ча-
стиц и pH), как и к водоемам питьевого
и культурно-бытового использования.
Независимо от вида рыбохозяйственных
водоемов при спуске в них сточных вод
должны соблюдаться следующие условия:
на поверхности не должны обнаружи-
ваться пятна нефтепродуктов, масел, жиров
и других примесей;
вода не должна приобретать посторон-
них запахов, привкусов и окраски, которые
передаются мясу рыб;
температура воды не должна повышать-
ся в летний период более чем на 3 град и
в зимнее время более чем на 5 град-,
в летний период (открытый) содержа-
ние растворенного кислорода в пробе, ото-
бранной до 12 ч дня, должно быть не ме-
нее 6 мг/л:
пятисуточная потребность воды в кисло-
роде не должна превышать 2 мг/л-,
концентрации ядовитых веществ не долж-
ны превышать установленных норм, чтобы
не оказывать прямого или косвенного воз-
действия на рыб и водные организмы, слу-
жащие кормовой базой для рыб.
Предельно допустимые концентрации
некоторых вредных веществ в воде рыбо-
хозяйственных водоемов, мг/л:
Цианиды................ 0,05
Аммиак................. 0,10
Соли аммония............ 5,0
Фенолы ............... 0,001
Сероуглерод............ Ниже
10,0
Типовая схема
фенольной канализации
При проектировании фенольных канали-
заций необходимо учитывать возможности
максимального сокращения количества
сточных вод и полного улавливания из них
ценных химических продуктов.
Для уменьшения количества фенольных
вод предусматривают оборотные циклы
водоснабжения для конечных газовых хо-
лодильников, холодильников поглотитель-
ного масла, пекококсовых установок, транс-
портеров для охлаждения пека и других
аппаратов, в которых охлаждающая вода
загрязняется продуктами производства.
Применение на коксохимических пред-
приятиях систем канализации с отводом
отдельными сетями фенольных, хозяйствен-
но-фекальных, шламовых и дождевых вод
исключает возможность увеличения коли-
чества фенольных вод их разбавлением.
Предварительное извлечение из сточных
вод ценных продуктов (фенол, аммиак, ро-
данистый натрий и др.) позволяет резко
уменьшить содержание загрязнений и об-
легчить последующую очистку и обезвре-
живание.
Весьма целесообразно использовать сточ-
ные воды для производственных целей в
пределах предприятия. В этих случаях
резко снижается стоимость очистки, а глав-
ное обеспечивается полная гарантия пред-
отвращения от загрязнения водоемов.
Фенольные воды широко применяют для
тушения кокса. По санитарным нормам та-
кой процесс допустим при условии механи-
зированного тушения кокса, предваритель-
ной очистки сточных вод от смолы и масел
и содержании в них фенолов не более
0,2 г/л. При тушении кокса потери воды на
испарение и увлажнение составляют 0,4 .я3
на 1 т шихты. Потери восполняют фе-
нольными водами и технической водой.
Схема фенольной канализации с исполь-
зованием фенольных вод для тушения кок-
са показана на рис. 7-1.
Надсмольная вода отделения конденса-
ции, содержащая 1,5—2,5 г/л фенолов и до
5 г/л аммиака, и сепараторная вода смоло-
перегонного отделения, содержащая 8—
14 г/л фенолов и до 3 г/л аммиака, после
фильтрации в напорных кварцевых филь-
трах поступают в аммиачную колонну и
обесфеноливающий скруббер для улавли-
вания аммиака и фенолов. Для разложения
связанных солей аммиака сточные воды
обрабатывают известью, затем эти воды
очищают от известкового шлама в специ-
альном отстойнике, а затем по отдельной
сети отводят в сборник осветленных вод
168
Улавливание химических продуктов коксования
очистных сооружений фенольной канали-
зации завода. Повторной механической
очистке эти воды больше не подвергают.
Остальные сточные воды с содержанием
фенолов до 0,6 г/л самотеком направляются
на очистные сооружения для механической
очистки от взвешенных частиц смолы и ма-
тушение
Рис, 7-1. Схема фенольной канализации:
I — конденсат газопровода; II — сточная вода из
градирни конечного газового холодильника {осве-
жение оборота); III — сепараторная вода бен-
зольного отделения; IV — сепараторная вода це-
ха ректификации; V — сточная вода из градир-
ни первичного газового холодильника пекококсо-
вой установки; VI — периодические переливные
и аварийные воды; VII — избыточная надсмоль-
ная и сепараторная воды смолоперегонного отде-
ления; I — сооружения механической очистки;
2 — сборник осветленной воды; 3 — иасосиая
фенольных вод; 4 — известковый отстойник; 5 —
известковая часть аммиачно-известковой колонны;
6 — обесфеноливающий скруббер; 7 — испари-
тельная часть аммиачно-известковой колонны; 8—
фильтр для обессмоливания
сел, а затем вместе с осветленной водой
из известкового отстойника поступают на
тушение кокса.
Описанная схема является типовой для
заводов с мокрым тушением кокса. На за-
водах с сухим тушением кокса сточные
воды спускают в естественные водоемы
после очистки в соответствии с санитарны-
ми нормами.
2. МЕХАНИЧЕСКАЯ ОЧИСТКА
ФЕНОЛЬНЫХ ВОД
При механической очистке из фенольных
вод выделяют взвешенные частицы, это
обязательная начальная стадия очистки, без
которой дальнейшее обезвреживание фе-
нольных вод невозможно. Крупные плаваю-
щие частицы удаляют решетками. Очистка
от мелких взвешенных частиц, смолы и ма-
сел производится отстаиванием, фильтраци-
ей и флотацией сточных вод.
Схема механической очистки фенольных
вод показана на рис. 7-2.
Фенольные воды поступают в сборник»
оборудованный подъемной решеткой. Обыч-
но фенольные воды на очистные сооружения
поступают самотеком по коллекторам,
находящимся на глубине 4—5 м. Чтобы из-
бежать заглубления очистных сооружений,
следует фенольные воды к ним подавать
насосами.
Для подкачки служат три работающих
под заливом насоса, из них один рабочий.
Мадсмольная вода
после известкового
отстойника
Рис. 7-2. Схема механической очистки фенольных ьод:
1 — сборник фенольных вод; 2 — подъемная решетка; 3 — насосы для перекач-
ки фенольных вод; 4 — паровой насос; 5 — песколовка; 6 — уравнительный ре-
зервуар; 7 ~ отстойник; 8 — маслоотделитель; 9 — сборник осветленной воды;
10 — насосы осветленной воды; 11 — аккумулирующий резервуар осветленной
воды; 12 — поплавковый клапан; 13 — сборник смолы; 14 — сборник масел
Обесфеноливание сточных вод
169
два резервных. При нормальном притоке
фенольных вод для подачи их в песколов-
ку и далее в отстойник используется один
насос. Если вследствие периодических или
аварийных сбросов приток фенольных вод
увеличивается и уровень воды в сборнике
начинает повышаться, то в работу автома-
тически включается один из резервных
насосов, который подает избыточную воду
в надземный уравнительный резервуар.
Накапливающаяся в резервуаре вода рав-
номерно в количестве 5—10 м3/ч поступает
на очистку. Этим обеспечивается постоян-
ный режим работы очистных сооружений и
улучшается степень очистки.
Емкость уравнительного резервуара соот-
ветствует трехчасовому расходу фенольных
вод. Проходя последовательно песколовку,
отстойник и маслоотделитель, фенольные
воды освобождаются от взвешенных частиц,
смолы и масел и поступают в сборник для
осветленной воды, из которого перекачива-
ются в отстойник башни тушения кокса.
Во время перерывов выдачи и тушения
кокса, продолжительность которых состав-
ляется 1 —1,5 ч, фенольные воды направля-
ются в аккумулирующий резервуар. При
возобновлении выдачи кокса фенольные
воды из аккумулирующего резервуара по-
ступают на тушение.
Недостающее для тушения кокса количе-
ство фенольных вод восполняется техниче-
ской водой, подаваемой в сборник осветлен-
ной воды. Во время перерывов выдачи
кокса подача в сборник технической воды
автоматически отключается. В этот же
сборник подают и надсмольную воду из
аммиачного отделения после осветления ее
в известковом отстойнике. Воду на каждую
башню подают отдельным насосом, дистан-
ционно сблокированным с уровнем воды в
зумпфе башни тушения. При понижении
воды в зумпфе до заданного уровня насос
автоматически включается, при заполнении
зумпфа отключается.
Смола и масло из отстойника и масло-
отделителя сначала перекачиваются паро-
вым насосом в надземные сборники для
обезвоживания, а затем отгружаются на пе-
реработку.
3. ОБЕСФЕНОЛИВАНИЕ
ПО ПАРОВОМУ МЕТОДУ
Назначение пароциркуляционной обесфе-
ноливающей установки — удаление основ-
ной части фенолов из сточных вод и полу-
чение фенолятов натрия установленного
качества. В табл. 7-2 и 7-3 представлены
технические условия на едкий натр и фе-
ноляты натрия.
Степень обесфеноливапия сточных вод на
установке должна быть не менее 85%, ос-
таточное содержание фенолов в обработан-
ной воде не более 0,2 г/л.
На коксохимических заводах СССР вы-
ход фенолов, извлекаемых на пароциркуля-
ционных обесфеноливающих установках,
составляет в среднем 0,0145% от шихты.
Таблица 7-2
Технические условия
на едкий натр (жидкий)
Содержание Сорт В «электро- литичес- кий» Сорт Г «химичес- кий»
Едкий натр г/л, не менее 610 610
Углекислый натрий, %, не
более 2,0 4,0
Хлористый натрий. %, не
более 4,0 2,0
Железо в пересчете на Fe2O3,
%, не более 0,2 0,2.
Таблица 7-3
Технические условия
на феноляты натрия
Показатели
Содержание 100%-ных
фенолов:
не более . . . .
не менее
Отношение чистых фе-
нолов к сырым без-
водным, не менее .
Содержание свободной
щелочи в виде
NaOH, не более . .
15%
(вес.)
8%
(вес.)
27%
(объемн.)
21%
(объемн.)
0,75
Не нор-
мируется
Основным аппаратом установки является
обесфеноливающий скруббер, в котором
протекают два процесса: десорбция фено-
лов из воды в токе водяного пара и аб-
сорбция фенолов из пара щелочио-фено-
лятными растворами.
Процесс десорбции характеризуется коэф-
фициентом распределения фенолов между
паровой и жидкой фазами. Коэффициент
распределения равен отношению концентра-
ций фенола в паре и в находящейся с ним
в равновесии воде. В табл. 7-4 представле-
ны равновесные концентрации и коэффи-
циент распределения фенола между водой
и паром при температуре кипения [2].
В соответствии с законом Генри равно-
весная концентрация фенолов в паре над
раствором пропорциональна их концентра-
ции в водном растворе:
У = Сх,
170
Улавливание химических продуктов коксования
где С—константа Генри;
х — концентрация фенолов в водном
растворе;
у — концентрация фенолов в паре над
раствором.
Степень десорбции фенолов из воды цир-
кулирующим паром зависит от количества
пара и концентрации в нем фенолов.
Таблица 7-4
Равновесные концентрации
и коэффициент распределения фенола
между водой и паром (конденсатом)
при температуре кипения
Равновесная концентрация фенола, г/л Коэффициент распределения
вода (х) пар (у)
0,066 0,159 2,41
0,326 0,859 2,64
0,668 1,447 2,16
0,970 2,162 2,24
1,797 4,249 2,36
3,420 8,350 2,44
На рис. 7-3 представлена зависимость
степени обесфеноливания воды с концентра-
цией фенолов 3 г/л от количества пара
(данные получены в лабораторном скруб-
бере с постоянной поверхностью контакта
фаз).
При наличии в воде аммиака удаление из
нее фенола затрудняется. В табл. 7-5
представлены результаты опытов по пере-
гонке фенольной воды с отбором 60% ди-
стиллята от первоначального объема. Ко-
личество фенолов в отгоне выражено в
процентах ко всему количеству, взятому в
исходной пробе [12].
Данные о снижении эффективности уда-
ления фенолов из их водного раствора при
обработке его паром, содержащим различ-
ные количества аммиака, представлены в
габл. 7-6. Опыты проведены па лаборатор-
ной десорбционной колонке.
Таблица 7-5
Рнс. 7-3. Зависимость степени обесфеиолнваиия
от количества пара н концентрации в нем фено-
лов:
1 — свежий пар: 2 — пар, содержащий 0.5 а
фенолов на 1 л конденсата; 3 — то же, 1,1 г и
1 л конденсата
Извлечение фенолов из пара происходит
в нижней части обесфеноливающего скруб-
бера. Процесс абсорбции сопровождается
химической реакцией (хемосорбцией).
При взаимодействии фенолов со щелочно-
фенолятными растворами происходит реак-
ция
С6Н5ОН + NaOH Z C6H6ONa + Н2О,
С крезолами реакция идет аналогичным
образом.
На пароциркуляционных установках об-
разуются преимущественно феноляты и
крезоляты и смесь их обычно называют
фенолятами.
Феноляты представляют собой водный
раствор примерно следующего состава, %
(вес.):
Фенолы, связанные с едким натром . . . 15—18
Едкий натр, связанный с фенолами .... 6—7
Едкий натр, свободный.................. 5—7
Сульфид натрия, менее................ 1.0
Карбоиат натрия, менее............... 1,0
Кроме указанных соединений, в неболь
шом количестве присутствуют и другие на
триевые соли.
Примерно половина едкого натра, нахо-
дящегося в растворе фенолятов, связана
с фенолами. Часть его связана с сероводо-
родом и двуокисью углерода, а остальное
количество находится в свободном состоя-
нии.
Степень удаления фенола
е паром п присутствии аммиака
Концентрация в дистил- лируемом растворе, г,'л Отогнано фенола %
фенола аммиака
2,0 0 82
2,0 10 78
2,0 20 78
2,0 25 77
2,0 30 76
2,0 60 78
Таблица 7-6
Влияние концентрации аммиака в паре
на степень десорбции фенолов из воды
Концентрация аммиака в паре, г/л конденсата Концентрация фенолов в воде, г'л Степень десорбции %
поступающей выходящей
0,00 2,000 0,208 89,75
4,96 2,040 0,215 89,53
23,15 2,080 0,225 89,20
29,70 2,030 0,247 87,80
Обесфеноливание сточных вод
171
Фенолы, выделенные из фенолятов, со-
держат до 60% (вес.) фенола, около 35%
крезолов (преимущественно ортокрезола)
и небольшое количество ксиленолов. Сред-
няя молекулярная масса фенолов равна
примерно 100.
Ниже приведена характеристика разгон-
ки фенолов из колбы с одношариковой на-
садкой (d20°c = 10,59):
Отгон, % (обтемн.) Температура, °C
10 До 180
33 » 185
70 » 190
83 » 195
87 » 200
90 » 205
92 » 210
Когда нет избытка едкого натра, фено-
ляты в растворе в значительной степени
гидролизованы. Ниже приведена степень
гидролиза 1/32-м. раствора фенолята при
25° С:
Компонент, с которым
Степень гидролиза, % образован фенолят натрия
5,60
6.08
7.27
7.54
8.28
8,57
10.07
Фенол
.и-К резол
п-Крезол
о-Крезол
3.4-Днметилфенол
2.5-Диметилфенол
2.4-Диметилфенол
Степень гидролиза возрастает по мере
разбавления растворов:
Концентрация фено- Степень гидролиза
лита натрия. мол!л %
1.0 4,39
0,5 5,83
0.4 6,19
0.2 8.61
0.1 12.24
0.01 29.28
0.002 56,45
При избытке едкого натра гидролиз
фенолятов натрия замедляется. Из пред-
ставленных ниже данных видно влияние
избытка едкого натра (против стехиоме-
трического) на концентрацию фенолов в па-
ре над кипящим 0,4-м. водным раствором:
Концентрация фенола Соотношение молей
в паре г л конденсата едкого натра и фенола
3,88 1:1
0,31 2:1
0,21 3:1
0,16 4:1
Крезоляты гидролизуются в большей сте-
пени, чем феноляты, поэтому при одинако-
вых условиях концентрация крезолов в
паре больше, чем фенолов.
Степень гидролиза солей тем больше, чем
меньше константа диссоциации слабой кис-
лоты. Ниже приведены константы диссоциа-
ции для фенола и крезолов при 25° С:
Компонент К Ю10
Фенол................. 1,15
о-Крезол.............. 0,63
м-Крезол.............. 0,98
п-Крезол.............. 0,67
Феноляты в процессе парового обесфено-
ливания нагреваются до температуры
кипения, которая в зависимости от концен-
трации раствора и давления в скруббере
колеблется от 100 до 115° С.
С повышением температуры степень гид-
ролиза фенолятов возрастает. Кривая за-
висимости равновесной концентрации фено-
лов в паре над кипящими водными
щелочно-фенолятными растворами от мо-
Рнс. 7-4. Зависимость равновесной кон-
центрации фенолов в паре от моляр-
ного отношения фенолов к едкому на-
тру в растворе
Кривой можно пользоваться в том случае,
если общая концентрация едкого натра в
растворе составляет 14%, т. е. при тех кон-
центрациях, которые характерны для про-
мышленных установок.
По кривой можно графически опреде-
лить число теоретических ступеней абсорб-
ционной части обесфеноливающего аппара-
та в зависимости от необходимой степени
обесфеноливания циркулирующего пара.
На промышленной установке феноляты
находятся в контакте с циркулирующим
паром, содержащим аммиак. Поэтому в них
растворено некоторое количество аммиака,
что приводит к повышению давления паров
фенолов над щелочно-фенолятным раство-
ром. Изменение равновесной концентрации
фенолов над кипящим щелочно-фенолятным
раствором в присутствии аммиака иллюст-
рируется следующими данными (концен-
трация фенолятов в растворе 20,9%; мо-
лярное отношение фенолов к едкому натру
1:1):
Равновесная кон-
Концентрация центрация фенолов
аммиака, г/л в паре, г'л
0 0,845
0.4 0,889
1,5 1,020
2,5 1,162
Схема обесфеноливания сточных вод по
паровому методу показана на рис. 7-5.
172
Улавливание химических продуктов коксования
Сточная вода из испарительной части
аммиачной колонны, нагретая до темпера-
туры кипения, поступает в сборник 10, а
затем в верхнюю часть обесфеноливающего
скруббера 2. Скруббер разделен на две
нижний ярус ее орошается, циркулирую-
щими фенолятами. Обесфеноленный пар
снова поступает в верхнюю часть скруб-
бера.
Рис. 7-5. Схема обесфеноливания сточных вод по паровому методу (две ступени оро-
шения) :.
1,3 — соответственно деревянная хордовая и металлическая спиральная насадки; 2 —
обесфеноливающий скруббер; 4 — реле времени; 5 — насосы; 6, 7, 10 — соответственно
сборники для щелочи, фенолятов и сточной воды; 8 — подогреватель; 9 — вентилятор
заполнена деревянной хордовой насадкой,
нижняя — металлической спиральной на-
садкой, уложенной в несколько ярусов. По-
стоянная цирукляция насыщенного водя-
ного пара в скруббере обеспечивается
вентилятором.
При соприкосновении стекающей по
деревянной хордовой насадке воды с цир-
кулирующим водяным паром значительная
часть фенолятов переходит в пар. Обесфе-
ноленная вода поступает на дальнейшую
обработку в аммиачную колонну. Фенолсо-
держащий пар вентилятором подается в
нижнюю поглотительную часть скруббера,
верхний ярус которой периодически при
помощи насоса 5 и реле времени 4 оро-
шается 8—10%-ным горячим раствором
щелочи из сборника 6.
Щелочь, соприкасаясь с движущимся
противотоком циркуляционным паром,
взаимодействует с парообразными фено-
лами с образованием фенолятов натрия.
Для увеличения количества раствора,
смачивающего металлическую насадку,
Для устранения уноса брызг щелочи пар
проходит через небольшой слой осушаю-
щей насадки из металлических спиралей.
Полученные феноляты непрерывно са-
мотеком стекают в сборник 7, откуда пе-
риодически поступают на склад.
В поглотительной части обесфеноливаю-
щего скруббера плотность орошения на-
садки раствором свежей щелочи весьма
мала и не обеспечивает удовлетворительного
контакта между циркулирующим паром и
орошающим раствором. Поэтому наряду
с прямоточными схемами орошения обесфе-
ноливающих скрубберов нашли применение
многоступенчатые схемы орошения.
Для осуществления трехступенчатого-
орошения (рис. 7-6) в поглотительной ча-
сти скруббера 1 устанавливают дополни-
тельный промежуточный ярус насадки с
оросительным устройством и днищем для
отделения его от нижнего яруса.
Насос 6 предназначен для циркуляции
наиболее концентрированных фенолятов,
насос 7 — для циркуляции менее копцеп-
Обесфеноливание сточных вод
173
Работа пароциркуляционной обесфеноли-
вающей установки связана с работой
аммиачной колонны и с переработкой вод
цикла газосборника.
В испарительной части аммиачной колон-
ны одновременно с аммиаком переходит в
паровую фазу значительная часть фенолов
(до 15%). Для уменьшения потерь фенолов
на некоторых зарубежных установках
часть аммиачных паров отводят не в газо-
провод перед сатуратором, а в коллектор
коксового газа до первичных холодильни-
ков. Такой способ отвода паров должен
привести к увеличению количества фено-
лов, извлеченных на обесфеноливающей
установке, так как они вместе с аммиаком
замыкаются в цикл. Однако при этом до-
полнительно нагружается охлаждающая
аппаратура для газа.
Рнс. 7-6. Схема обесфеноливания сточных
вод по паровому методу (три ступени оро-
шения):
I — обесфенолнвающий скруббер; 2 — во-
домерное стекло; 3 — фильтры; 4 — диаф-
рагмы; 5 — подогреватель; 6—8 — насосы
трированного раствора. Насос 8 сблокиро-
ван с реле времени и предназначен для пе-
риодической подачи свежего раствора ще-
лочи.
Подогреватель 5 обеспечивает нагрев рас-
твора до 105—115° С.
Многоступенчатое орошение поглотитель-
ной части скруббера при обычном расходе
щелочи приводит к увеличению эффектив-
ности обесфеноливания при переработке
вод, содержащих не менее 1,5 г/л фенолов.
При повышенном расходе щелочи много-
ступенчатое орошение можно успешно при-
менять и для переработки вод с более низ-
кой концентрацией фенолов.
Аммиачная вода, выводимая из цикла га-
зосборника, проходит через специальный
подогреватель, где нагревается до кипения,
поступает в диссоциатор для выделения
кислых компонентов, а затем направляется
на обесфеноливающую установку. В воде
цикла газосборника концентрация фенолов
обычно примерно на 30% ниже, чем в воде
цикла газохолодильников.
Вода из циклов газохолодильников и га-
зосборника перерабатывается раздельно на
двух обесфеноливающих скрубберах. Если
этих вод немного, то их смешивают перед
поступлением на обесфеиоливающий скруб-
бер.
Характеристика процесса
Температура, °C:
воды, подаваемой в скруббер, не ниже.................................. 100—102
циркулирующего пара .............................................. 102—103
щелочи, подаваемой в скруббер, около.............................. 102—103
циркулирующих фенолятов .......................................... 105—115
Давление в скруббере (избыточное), мм рт. ст........................... 50—200
174
Улавливание химических продуктов коксования
Концентрация, % (вес.):
едкого натра в свежем растворе....................................... 6—10
свободного едкого натра в выводимых фенолятах................... До 8
связанных фенолов в фенолятах..................................... 15—20
Содержание фенолов, г/л;
в поступающей воде.................................... ........... 2,2
в сточной воде .................................................... 0,2
Количество цикулирующего пара, м3, на 1 At3 воды..................... 1400
Скорость пара в скруббере (на полное сечение), м^сек .............. 1
Поверхность, м2Цм3 • ч):
деревянной хордовой насадки ...................................... ~400
металлической спиральной насадки ................................. ~650
Число ступеней орошения абсорбционной части............................. 3
Плотность орошени циркулирующими фенолятами, м9,'(м* • ч) ......... 5
Расход:
щелочи, кг, на 1 кг извлекаемых фенолятов........................... . 0,9
пара низкого давления, кг, на 1 м3 воды.............. ................ 15—20
электроэнергии, кет • ч, на 1 м3 воды , .................... 3,5—4 , О
4. ОБЕСФЕНОЛИВАНИЕ
ПО БЕНЗОЛЬНО-ЭКСТРАКЦИОННОМУ
МЕТОДУ
Для экстракции фенолов из сточных вод
применяют несмешивающиеся с водой рас-
творители (экстрагенты). Условия экстрак-
ции определяются равновесным распреде-
лением. При достижении равновесия в про-
цессе экстракции отношение концентраций
растворенного вещества в обоих слоях ос-
тается для данной температуры постоян-
ным, т. е.
fe = —,
х2
где k — коэффициент распределения;
*1 и %2 — равновесные1 концентрации рас-
творенного вещества в обоих
слоях.
Коэффициент распределения определяют
экспериментально.
Растворитель (экстрагент) должен обла-
дать высокой растворяющей способностью
по отношению к фенолу и минимальной
растворимостью в воде, не образовывать
стойких эмульсий при взаимодействии с во-
дой и хорошо от нее отделяться, не раз-
лагаться при регенерации и достаточно
полно выделять поглощенные фенолы.
В табл. 7-7 приведены коэффициенты рас-
пределения фенола между растворителем и
водой [3].
Феносольван представляет собой смесь
алифатических сложных эфиров с плот-
ностью 0,865—0,871 (при 20° С), кипящую
в пределах ПО—130° С. Основным компо-
нентом смеси является бутил или изобутил-
ацетат.
Для экстракции фенолов из воды при-
меняют также хинолин, каменноугольные и
другие масла. Коэффициент распределения
фенола между фракцией хинолиновых ос-
нований (выкипающей в пределах 225—
237° С) и водой более 100. Это объясняется
не только растворением фенолов в хиноли-
не, но и химическим взаимодействием этих
компонентов. Коэффициент распределения
фенолов между некоторыми смоляными
фракциями и водой около 3 [3, 7], при до-
бавлении хинолина он возрастает до 15—20.
Однако масла образуют с водой и щелочью
стойкие эмульсии.
Весьма эффективным экстрагентом слу-
жит дипзопропиловый эфир, который де-
шевле феносольвана, в значительно мень-
шей степени подвергается гидролизу и
омылению, имеет более низкую температу-
ру кипения.
Коэффициент распределения фенолов для
технического ксилола, который обычна
Таблица 7-7
Коэффициенты распределения фенола
между растворителем и водой
Растворитель К оэффи- цнент распреде- ления Темпера- тура, °C
Легкий бензин . . . 0,2 20
Бензол 2,2 20
Хлорбензол 2,0 20
Нитробензол 7,7 20
Трикрезилфосфат . . 28,0 20
Диэтилэфир 17,0 20
н-Дипропилэфир . . . 17,0 20
Бутанол 19,0 20
Этилацетат 36,0 22
Феносольван 49,0 22
Феносольван 38,0 60
присутствует в смеси бензольных углево-
дородов, применяемых для обесфенолива-
ния вод, при 20° С составляет 1,45.
На величину коэффициента распределе-
ния влияет температура. Как видно из
табл. 7-7, при повышении температуры с 22‘
до 60° С коэффициент распределения для
феносольвана снижается от 49 до 38.
В табл. 7-8 указана растворимость бен-
зола и его гомологов в воде при различ-
ной температуре [7].
Об эффективности обесфеноливания сточ-
ных вод экстракцией бензолом дает пред-
ставление рис. 7-7.
Схема обесфеноливания сточных вод па
бензольно-экстракционному методу показа-
на на рис. 7-8.
Аммиачная фенолсодержащая вода по-
сле отстаивания от смолы проходит через
фильтр /, загруженный кварцевым песком
Обесфеноливание сточных вое)
175
i
I
I
Содержание фенолоб о деноаоежгр?
Рис. 7-7. Зависимость степени обесфеиоли-
ваиия сточной воды от остаточного фено-
ла в бензоле, поступающих иа экстрак-
цию при различном отношении бензол :
: вода:
1 — 0,7 : 1; 2 — 0,6 : 1; 3 - 0,5 : 1; 4 —
0,45 : 1; 5 — 0,4 : 1
или другим фильтрующим материалом.
Схемой предусмотрено два фильтра, из
которых один работает, а другой находится
на регенерации. Затем вода после охлаж-
дения до 40—50° С поступает в обессмоли-
вающий экстракционный аппарат 3, куда
Таблица 7-8
Растворимость бензола и его гомологов
в воде при различной температуре
Темпера- тура, °C Растворимость, % (вес.)
бензола толуола ксилола
0 0,030
8 0,033 — —
10 0,043 0,037 —
20 0,065 0,043 0,013
30 0,090 0,055 —
40 0,120 — —
50 0,156 — —
60 0,205 — —
70 0,275 — —
бензола в сепараторе 6 и затем поступает
на дальнейшую переработку в аммиачную
колонну, где из воды вместе с аммиаком
отгоняется увлеченный и растворенный
бензол. Отогнанный бензол вместе с амми-
ачными парами поступает в газопровод
перед сатуратором.
Бензольный раствор фенолов после экст-
ракционного аппарата 5 проходит через
сепаратор 7, в котором отделяется вода, и
поступает в экстрактор 12 для промывки
Рис. 7-8. Схема обесфеиоливания сточных вод по бензольно-экстракциониому методу
(----вода, — — — бензол и раствор фенолов в бензоле..........щелочь и фенолят-
ные растворы):
1 — фильтр; 2 — холодильник; 3 — обессмолнвающий аппарат; 4, 6, 8, 11 — сепа-
раторы; 5 — экстракционный аппарат; 9 — дистилляционный агрегат; 10 — конден-
сатор; 12, 13 — экстракторы
для предварительной промывки воды от ос-
татков смолы и масла подают небольшое
количество бензола. Далее вода направ-
ляется в сепаратор 4 для отделения увле-
ченного бензола, а из него в основной
экстракционный аппарат 5, в котором
противотоком движется бензол. Обесфено-
ленная вода отделяется от увлеченного
от кислых газов фенолятами (бензол со-
держит в среднем 0,08 г/л сероводорода и
1,07 г/л двуокиси углерода)
Бензол из обессмоливателя 3 поступает в
сепаратор 8 для удаления воды, а затем —
в куб дистилляционной колонны 9. Пары
бензола из колонны 9 поступают в конден-
сатор 10. Выходящий из сепаратора 11 бен-
176
Улавливание химических продуктов коксования
зол присоединяют к основному потоку
бензольного раствора, поступающего для
промывки от кислых газов. К нему же
добавляют свежий сырой бензол для по-
полнения потерь. Для извлечения из бен-
зола растворенных в нем кислых компо-
нентов через экстрактор 12 циркулируют
феноляты, которые периодически выводят
и после разбавления присоединяют к
исходной воде, поступающей на обесфено-
ливание. Бензольный раствор фенолов,
освобожденный от кислых компонентов,
поступает в экстрактор 13 для обработки
раствором едкого натра. Обесфеноленный
бензол после отстаивания от увлеченной
щелочи снова поступает в систему.
Часть полученных феиолят используют
для заполнения аппарата 12, а основную
массу упаривают и отгоняют бензол, уне-
сенный из экстракционного аппарата. Эти
феноляты отправляют на дальнейшую пе-
реработку для выделения из них фенолов.
Фенолсодержащие воды из сепараторов
7, 8 и 11 и отработанные феноляты из ап-
парата 12 поступают в хранилище необес-
феноленной воды. Остаток из куба дистил-
ляционной колонны передают в смолу.
Характеристика процесса
Степень обесфеноливания, %..... 90—92**
Отношение объемов бензол : вода > . . 1:1
Потерн бензола с водой, ке/м3 вода . . 0,25—2,5*
Расход 100%-ного едкого натра, кг/кг
еволятов ..................... 0-6
Степень превращения едкого натра
в феноляты, ................... 'О
Концентрация едкого натра в растворе
для экстракции фенолов из бензо-
л rj О' ............... 15—20
5. ОБЕСФЕНОЛИВАНИЕ
ПО БИОХИМИЧЕСКОМУ
(МИКРОБНОМУ) МЕТОДУ
Биохимический метод обесфеноливания
сточных вод основан на способности мик-
роорганизмов окислять фенолы. Применяе-
мый метод значительно интенсифицирован
благодаря использованию специально вы-
деленных чистых фенолразрушающих мик-
роорганизмов и созданию благоприятных
условий для их жизни.
Основным преимуществом биохимиче-
ского метода является пригодность его
для обесфеноливания сточных вод с боль-
шой концентрацией фенолов и других
соединений. При этом исключается необ-
ходимость предварительного разбавления
сточной воды технической или хозяйствен-
но-бытовыми сточными водами.
Оптимальные условия жизнедеятельно-
сти микроорганизмов, разрушающих фе-
нолы:
предварительная тщательная очистка
сточных вод от механических примесей,
смолы и масел;
постоянный состав сточных вод с pH в
пределах 7—8,5 и температурой 25—30° С;
наличие в сточной воде фосфора;
интенсивная аэрация сточных вод
с целью обогащения кислородом.
В нормально работающих сооружениях
биохимической очистки концентрация фе-
нолов уменьшается с 2 до 0,001—0,005 г/л.
Схема обесфеноливания сточных вод по
биохимическому методу показана на рис.
7-9.
Сточные воды подают на биохимическую
установку по двум коллекторам, проло-
* Минимальные потери наблюдаются при ис-
пользовании в качестве экстрагента фенолов фрак-
ции сырого бензола с пределами кипения 14 0—
180° с.
** Иногда выше.
Очищенные
воды
Фенольные боды
/ (надсмольная бода)
Рис. 7-9. Схема обесфеноливания по биохимическому методу:
/ — уравнительный резервуар; 2 — песколовка; 3 — распределительная камера; 4 — пер-
вичный отстойник; 5 — маслоотделитель; 6 — градирня для охлаждения иадсмольной воды;
7 — склад суперфосфата; 8 — баки для приготовления раствора суперфосфата; 9 — пропел-
лерные насосы; 10 — усреднитель; 11 —- запасная емкость микробов; 12 — биологический
бассейн (из двух отделений); 13 — сборник фенольных вод; 14 — вторичные отстойники;
15 — сборник очищенных вод; 16 — насосы для перекачки очищенных вод; 17 — насос для
откачки осадков; 18 — сборник надсмольной воды; 19 — насосы для перекачки фенольных
вод; 20 — воздуходувки
Обесфеноливание сточных вод
177
женным на глубине 5—6 м. Поэтому для
подачи фенольных вод на установку пре-
дусмотрена насосная станция.
Фенольные воды общего стока первона-
чально подвергают механической очистке
от взвешенных частиц, смолы и масел
последовательно в песколовке 2, отстойни-
ке 4 и маслоотделителе 5. При периодиче-
ском поступлении сточные воды перека-
чиваются автоматически работающими
насосами в надземный уравнительный
резервуар 1, из которого равномерно посту-
пают на очистку. Улавливаемые смола и
масла откачиваются в сборники для обез-
воживания, а затем направляются на по-
грузку в железнодорожные цистерны.
Для сточной воды аммиачного отделения
благодаря тщательному обессмоливанию ее
перед аммиачной колонной 1 и последующе-
му осветлению в известковом отстойнике
повторная механическая очистка не тре-
буется. Однако вследствие высокой темпе-
ратуры (90—95° С) воду вначале подают
на градирню 6 для охлаждения, а затем
вместе с осветленной водой общего стока —
в усреднитель сточных вод 10. Из усред-
нителя сточная вода направляется в биоло-
гический бассейн 12, в котором происходит
окисление фенолов микроорганизмами. По
пути в бассейн к сточной воде добавляют
фосфор в виде раствора суперфосфата.
Воздух подают воздуходувками 20, распо-
ложенными в здании машинно-насосного от-
деления. В этом же здании установлены
насосы для перекачки сточных вод и обору-
дование для приготовления раствора супер-
фосфата.
После окисления фенолов в бассейне
сточные воды направляют во вторичные
отстойники 14 для освобождения от обра-
зующегося осадка (биомассы), после чего
их используют в производстве или передают
в систему хозяйственно-фекальной канали-
зации с целью полной биохимической
очистки совместно с хозяйственно-фекаль-
ными водами. Осадок обезвоживают на
дренажных площадках.
Для создания запаса фенолразрушающих
микроорганизмов, необходимого на случай
выхода биологического бассейна из строя,
предусмотрен специальный резервуар.
6ДАППАРАТУРА
ОБЕСФЕНОЛИВАНИЯ СТОЧНЫХ ГВОД
Решетки
Для отделения от фенольных вод круп-
ных плавающих кусков (обтирочный мате-
риал, кокс и др.) применяют решетки,
располагаемые в сборниках для приема
фенольных вод перед перекачивающими
насосами. При поступлении фенольных вод
на очистные сооружения самотеком решет-
5 На новых заводах для обессмоливания избы-
точной надсмольиой воды перед аммиачиой ко-
лонной применяют напорные кварцевые фильтры,
обеспечивающие улавливание смолы до 0,OS-
О.06 8/Л.
12 Справочник коксохимика, т. III
ки располагают в подводящих каналах
перед песколовками или отстойниками. Так
как загрязнения крупными кусками носят
случайный характер, решетки выполняют
неподвижными в виде прямоугольных
стержней размером 10 X 70 мм или 8 X
X 60 мм с щелями от 16 до 20 мм. С,ко-
рость движения сточных вод в щелях реше-
ток допускается не более 0,7 м/сек при сред-
нем притоке и не более 1 м/сек при макси-
мальном. Угол наклона решеток к горизон-
тальной плоскости принимают не менее 60°
(рис. 7-10).
Рнс. 7-10. Неподвижная решетка:
f — решетка: 2 — дырчатый желоб для
удаляемых с решетки плавающих кусков
Величина подпора, создаваемого перед
решеткой,
h = а --------- м,
2g
где а — коэффициент скорости, равный 0,7;
Vi — скорость воды перед решеткой,
м/сек-,
v2 — скорость воды, протекающей через
решетку, м/сек-,
g— 9,81 м/сек2.
Заглубленные решетки устанавливают в
приемных резервуарах и оборудуют устрой-
ствами для подъема.
Песколовки
Для выделения из сточных вод тяжелых
частиц (песка, частичек угля), ухудшаю-
щих качество улавливаемой смолы и за-
трудняющих ее откачку, устанавливают
песколовки (рис. 7-11). Осадки удаляют
стационарным или передвижным грейфер-
ным краном. Размеры песколовки зависят
Рис. 7-11. Горизонтальная песколовка
(поперечный разрез):
/ — проточная часть; 2 — осадочная
часть; 3 — заделка рельсов
178
У'лавливание химических продуктов коксования
от времени пребывания в ней воды (обыч-
но вода находится в аппарате от 0,5 до
2 мин). Максимальная скорость потока со-
ставляет 0,3 м/сек, минимальная 0,1 м/сек.
Для расчета служат формулы:
и Q = bhv
L =vt,
где Q —расчетный расход сточных вод,
м3/ч;
b — ширина песколовки, м;
h — рабочая глубина, м;
v — скорость воды, м/сек-,
t— время отстаивания, сек\
L — длина песколовки, м.
Отстойники
Для очистки фенольных вод от взвешен-
ных частиц и смолы применяют отстойники
непрерывного действия круглого и прямо-
угольного сечений.
Для очистки надсмольных фенольных вод
после аммиачных отделений от известково-
го шлама применяют прямоугольные изве-
стковые отстойники (рис. 7-12). Чтобы пе-
риодически очищать отстойник от загряз-
нений, предусматривают не менее двух
параллельно работающих отделений.
Подвергаемая осветлению надсмольная
вода при 100° С содержит1 до 10 г/л
известкового шлама. Продолжительность
отстаивания принимают равной 2 ч и ско-
рость воды 2—3 мм/сек, что, по данным
обследований, обеспечивает 80—90%-ное
осаждение известкового шлама.
Рабочую глубину отстойника принимают
1—4,5 м, высоту нейтрального слоя 0,5 м и
осадочной части 1,5—2 м. Если осадки
удаляют грейферным краном, то ширину от-
стойника принимают 4—4,4 м. Для равно-
мерного распределения осветляемой воды
по ширине отстойника ее подводят в каж-
дое отделение через распределительный
лоток с затопленным щелевым отверстием,
отводят осветленную воду через сборный
лоток с затопленным водосливом. Равно-
мерное распределение по высоте отстойни-
ка обеспечивается установкой погружных
перегородок у входа и выхода воды. Осад-
ки удаляют передвижным грейферным кра-
ном илн стационарным однорельсовым кра-
ном типа ТМГ-201 грузоподъемностью 2 т
с дистанционным управлением нз кабины,
расположенной за пределами отстойника.
Суточное количество осадков определяют
по формуле
„„ Qkn
W =----- m сутки,
100
где Q — расход сточных вод, м3/сутки-,
k — содержание известкового шлама в
воде, т/л3;
п — степень очистки, %.
1 Содержание шлама в воде зависит от расхо-
да извести на разложение связанных солей ам-
миака. По данным обследований, содержание
шлама 10 г/л соответствует максимальному коли-
честву связанных солей аммиака в надсмольной
воде — 5 г/л.
Обесфеноливание сточных вод
179
Очищают отстойник периодически, через
каждые 6—10 дней.
Фенольные воды общего стока, загряз-
ненные преимущественно смолой и масла-
ми, очищают в круглых и прямоугольных
отстойниках. Длительность отстаивания со-
ставляет 3—4 ч, скорость воды 1—2 мм/сек-,
при этом обеспечивается степень очистки
80-90%.
На рис. 7-13 показан круглый отстойник
(смоло-маслоуловитель) диаметром 9,5 м,
получивший широкое распространение для
механической очистки фенольных вод.
начально определяют среднюю горизон-
тальную скорость движения воды:
L
V = — М/ССК,
где ь — длина, равная радиусу отстойни-
ка, м;
t — время отстаивания, сек.
Затем определяют среднюю суммарную
площадь живого сечения всех отстойников:
О
Sa; =---- м2,
v
Рис. 7-13. Круглый отстойник (смоло-маслоуловитель):
1 — скребковое устройство; 2 — центральная труба; 3 — маслосборник; 4 — радиальные лотки для
сбора масел; 5 — кольцевой водослив; 6 — привод скребкового устройства с редуктором; 7 —
центральный зумпф для смолы; 8 — змеевик для подогрева смолы; 9 — всасывающие линии смолы
и масел к паровому иасосу
Фенольная вода по центральной трубе
поступает в нижнюю часть отстойника и со
скоростью 1—2 мм!сек распределяется от
центра к периферии.
Для предотвращения уноса масла с освет-
ленной водой ее отводят из отстойника че-
рез утопленные в наружной стене отвер-
стия и кольцевой водослив. Осаждающуюся
на дне отстойника смолу периодически
удаляют скребковым устройством в цен-
тральный зумпф, из которого откачивают
насосом в сборник смолы. Для уменьшения
вязкости смолы перед откачкой ее подогре-
вают до 60° С паром, подаваемым в змее-
вик из стальных труб.
Вращение скребкового устройства со ско-
ростью ~ 1 об/мин осуществляется электро-
двигателем мощностью 4,5 кет (730 об/мин)
через цилиндрический редуктор (Z = 31,8) и
червячную передачу (Z = 23,33).
Накапливающиеся на поверхности воды
масла перетекают в радиальные лотки, по
которым отводятся в кольцевой сборник.
Масла из сборника откачиваются иасосом.
При расчете круглых отстойников перво-
12*
где У — расчетный расход, м?/сек\
v — средняя скорость, м/сек\
w — среднее живое сечение одного от-
стойника, мг.
Количество отстойников
п =----.
W
При диаметре 9,5 м и рабочей глубине
1 м
w = nrh — 13,14-4,75-1 = 15 м2.
Основной недостаток радиальных отстой-
ников — наличие в них скребковых ус-
тройств, которые, находясь в весьма небла-
гоприятных условиях эксплуатации (пере-
грузки, агрессивная среда), часто выходят
из строя.
Прямоугольные отстойники предназначе-
ны для очистки фенольных вод только от
смолы. В этих случаях масла улавливают
отдельно.
Отстойник размером 10,15x12 м состоит
из двух параллельно работающих отделе-
180
Улавливание химических продуктов коксования
ний (рис. 7-14). Нижняя осадочная часть
отстойника устроена в виде четырех пира-
мидальных приямков с углами наклона
стен 50—55°, что обеспечивает естественное
сползание осаждающейся смолы в нижнюю
часть.
Рнс. 7-14. Прямоугольный отстойник:
1 — слой воды; 2 — нейтральный слой; 3 — оса-
дочная часть; 4 — погружные перегородки; 5 —
погружная решетка; 6 — змеевики с паровым
обогревом; 7 — всасывающие линии смолы в па-
ровых рубашках
Накапливающуюся в приямках смолу пе-
риодически откачивают в сборник или в
железнодорожные цистерны. Для уменьше-
ния вязкости смолу перед откачкой подо-
гревают глухим паром. Рабочая глубина
отстойника составляет 2 м, высота ней-
трального слоя 0,5 м. При. этом полезный
объем отстойника равен 220 м3, объем оса-
дочной части четырех приямков 100 лг3.
Смолу из отстойника откачивают поочеред-
но из каждого отделения после того, как
уровень ее в первом (по движению
жидкости) приямке достигнет нейтрального
слоя.
Для равномерного распределения воды
по живому сечению отстойника предусмо-
трены распределительные лотки и погруж-
ные перегородки.
Верхние грани распределительных лотков
должны быть точно горизонтальными, ина-
че отстойник будет работать не иа полный
объем. Для лучшего распределения воды по
высоте отстойник снабжен погружной ре-
шеткой с вертикальными щелями.
Расчет прямоугольного отстойника анало-
гичен расчету песколовки. Время отстаива-
ния воды принимают равным 4 ч;
Фильтры
В отстойниках обеспечивается 80—90 % -
пая степень очистки фенольных вод, что
соответствует остаточному содержанию
смолы в очищенной воде 100—200 мг!л.
Для уменьшения этой величины до 30—
50 мг/л применяют напорные кварцевые
фильтры (рис. 7-15) диаметром 1; 1,5; 2;
2,5 и 3 м, выпускаемые Таганрогским ко-
тельным заводом.
Рнс. 7-15. Напорный кварцевый фильтр;
1 — корпус; 2 — распределительная ворон-
ка; 3 — фильтрующий слой из кварцевого
песка; 4 — подстилающий слой из гравия;
5 — цементная подливка; 6 — трубчатое
дреиажное устройство для воды; 7 — труб-
чатая распределительная система для по-
дачи воздуха; 8 — труба для подвода
воздуха при промывке; 9 — трубка для
отвода воздуха; 10 — для отвода про-
мывной воды; 11 — для подачи нагре-
той воды при промывке
Регенерацию фильтров, т. е. восстановле-
ние их фильтрующей способности, осу-
ществляют путем подачи нагретой воды и
сжатого воздуха.
Фенольная вода поступает по напорнохМу
трубопроводу через распределительную во-
ронку в верхнюю часть фильтра. Осветлен-
ную воду выводят через расположенное в
нижней части фильтра трубчатое дренажное
устройство. После накопления в фильтрую-
щем слое смолы и масел фильтр переклю-
чают на регенерацию.
Промывная вода и воздух взрыхляют
песок и удаляют из него загрязнения.
Таблица 7-9
Зависимость размера гравия
от расположения слоя
Номер слоя снизу вверх Крупность гравия, мм Толщина слоя, мм
1 30—20 150
2 20—10 100
3 10—5 100
4 . 5-2 100
Обесфеноливание сточных вод
181
После регенерации промывную воду отво-
дят через распределительную воронку на
повторное отстаивание.
В качестве фильтрующего материала
применяют кварцевый песок размером
Фенолбна»
Рис. 7-16. Скруббер для обесфенолива
ния по паровому методу (с двумя сту
пенями абсорбции)
0,8—2 мм. Высота фильтрующего слоя рав-
на 1 м. В качестве подстилающего слоя
для песка используют гравий. Размер гра-
вия зависит от расположения слоя (табл.
7-9).
Скорость фильтрации принимают равной
5 м/ч. Грязеемкость фильтров по смоле
находится в пределах 30—40 кг!м3.
Время между регенерациями фильтров
зависит от скорости фильтрации и коли-
чества загрязнений в исходной воде. Нор-
мальная продолжительность цикла филь-
Фетльная Soda
Рис. 7-17. Скруббер для обесфено-
ливания по паровому методу (с
тремя ступенями абсорбции)
182
Улавливание химических продуктов коксования
трации равна 40—60 ч. Максимальное
сопротивление фильтров составляет при
работе 5, а при регенерации 10 м вод. ст.
Суммарная площадь фильтрации
Qk
SF= м2,
v
где Q — расход фенольных вод, м?1ч\
k — коэффициент для учета регенера-
ции фильтров (принимают 1,1);
о —скорость фильтрации, м/ч.
F — площадь одного фильтра, м2.
Количество фильтров
Расход горячей воды для регенерации
фильтра
Q = Fq л/сек,
где q — интенсивность промывки, л/(м2 X
X сек).
Общий расход воды на регенерацию
фильтра определяется произведением' рас-
хода на продолжительность промывки.
Требуемое давление воздуха 4—5 мм
вод. ст.
Скрубберы для обесфеноливания
по паровому методу
Скруббер представляет собой вертикаль-
ный цилиндрический аппарат, выполненный
нз листовой углеродистой стали. Верхняя
часть, служащая для десорбции фенолов
из воды, отделена от нижней части проме-
жуточным днищем с патрубками для про-
хода пара. Для предотвращения попадания
воды из верхней части в нижнюю патрубки
закрыты зонтами. В верхней части скруб-
бера уложена деревянная хордовая насад-
ка. Расстояние между рейками насадки
19 мм. Насадку укладывают в скруббер
ярусами (до 25 кругов). Каждый ярус
насадки опирается на стальные балки, ко-
торые крепятся к внутренней поверхности
Характеристика скруббе
сточных вод по
обечайки скруббера. Над насадкой уста-
новлено центральное оросительное устрой-
ство для распределения обесфеноливаемой
воды по сечению скруббера. Перед штуце-
ром для выхода пара из скруббера
устанавливают отбойник. Иногда вместо
отбойника укладывают несколько кругов
насадки.
В нижней части скруббера, где проис-
ходит поглощение фенолов из пара щелоч-
ным раствором, находится металлическая
спиральная насадка. Спирали изготавлива-
ют из ленты шириной 9,4 мм и толщиной
0,4 мм. Размеры спиралей: диаметр 19 мм,
шаг 25,4—28,6 мм, длина 380 мм, насыпной
вес спиралей 202 кг!м2. Рабочая поверх-
ность 1 .и3 спиралей составляет 130 м2.
Над каждым оросительным устройством
находится промежуточное днище, аналогич-
ное отделяющему верхнюю часть скруббера
от нижней, что необходимо для предотвра-
щения смешения растворов, орошающих
отдельные ступени аппарата.
Металлическая спиральная насадка уло-
жена ярусами (не более 4 м высотой) на
специальную опорную конструкцию.
Часть скруббера под нижним слоем на-
садки служит сборником раствора феноля-
тов, в котором установлен змеевик для
парового обогрева.
Над верхним оросительным устройством
находится небольшой слой металлической
насадки, который задерживает брызги
щелочного раствора, уносимого потоком
пара.
На рис. 7-16 показан скруббер с двумя
ступенями в абсорбционной части, а на рис.
7-17 — с тремя ступенями.
В табл. 7-10 приведена характеристика
скрубберов.
Данные по расчету скрубберов приведе-
ны в литературе {2, 5, 6].
Вентилятор для пара
Для циркуляции пара через обесфеноли-
вающий скруббер используют вентилятор
Таблица 7-10
ров для обесфеноливания
паровому методу
Диаметр мм Высота мм Рабочая поверхность насадки, м2 Число ступеней в абсорб- ционной части Поверх- н ость змеевиков м2 Масса, кг
деревян- ной металли- ческой деревян- ной насадки металли- ческой насадки общая
3300 34 790 4 824 12 675 2 12 21 600 20 400 79 670
4000 37 000 7 587 21 660 2 16 31 200 30 000 114 900
4500 30 010 8 250 13 600 2 18,5 37 600 22 600 102 200
4500 37 000 8 850 29 850 2 18,5 41 200 38 500 135 000
4500 41 200 7 890 24 400 3 12 40 880 38 500 147 500
4500 45 400 13 100 22 300 3 12 61 800 35 000 175 650
5000 39 120 11 100 29 400 2 22 49 762 49 490 172 025
500
Рис. 7-18. Вентилятор для пара
184
У лавливание химических продуктов коксования
специальной конструкции типа ВО 60/250
(рис. 7-18).
Номинальная характеристика
вентилятора
Производительность, №/ч............ 60000
Статистическое давление, мм вод. ст. . . . 250
Мощность на валу, кет ........... 70
Число оборотов в минуту . . .• ...... 1450
Плотность циркулирующего пара, кг!м* . 0,635
Мощность электродвигателя, кет....... 100
Рнс. 7-19 Характеристика вентилятора
для лара
со стороны рабочего колеса и опорно-упор-
ный со стороны муфты. Материал рабочего
колеса и крылатки уплотнения — нержа-
веющая сталь типа Х18Н9Т, вала —
сталь 45.
Корпус вентилятора состоит из сварной
улитки, камеры уплотнения, тепловой изо-
ляции и наружной обшивки. Материал
корпуса — нержавеющая сталь. Опорные
.поверхности лап корпуса находятся на
уровне оси машины, что обеспечивает рав-
номерное тепловое расширение корпуса от
оси машины в обе стороны. Уплотнение
вентилятора — лабиринтового типа.
Подшипники охлаждаются водой. Кор-
пус подшипников отлит из серого чугуна и
установлен на фундаментной раме.
Характеристика вентилятора дана на
рис. 7-19.
Фильтр для щелочных растворов
Для предохранения оросительных уст-
ройств от засорения на напорных трубо-
проводах после иасосов устанавливают
сетчатые фильтры (рис. 7-20). Фильтрую-
щей поверхностью в этой конструкции
служит металлическая сетка с отверстиями
площадью по 1 мм2. Сетка вставлена в
стакан с прорезями. Жидкость движется
через сетку из внутренней части стакана в
кольцевое пространство между стаканом и
цилиндрическим корпусом фильтра. Корпус
фильтра снабжен с обеих сторон фланцами
для соединения с трубопроводом.
Экстракционные аппараты
Для обесфеноливания воды и извлечения
фенолов из бензола применяют высокоэф-
фективные экстракционные аппараты.
Экстрактор Шейбеля (рис. 7-21) пред-
ставляет собой вертикальную колонну с
Рнс. 7-20. Фильтр для щелочных растворов
Вентилятор имеет ротор, корпус, уплот-
нения и подшипники.
Ротор состоит из вала и сйдящих на нем
рабочего колеса, крылатки • уплотнения,
промежуточных втулок и соединительной
муфты; рабочее колесо — из ступицы, дис-
ков и штампованных лопаток; колесо сидит
на консоли вала и притянуто гайкой.
Крылатка уплотнения представляет собой
небольшое центробежное колесо с радиаль-
ными лопатками. Вал консольного типа
опирается на два подшипника — опорный
центральным валом, несущим ряд лопаст-
ных мешалок. Между мешалками распо-
ложены короткие насадочные сепарирую-
щие секции с большим свободным объемом
-{8]. В пятиступенчатом экстракторе Шей-
беля достигается степень обесфеноливания
воды 99,9% при отношении объемов бен-
зола и воды 1 :>1 (бензол с добавкой 25%
парафиновых углеводородов) (10].
Для большей производительности реко-
мендуется дисковый экстрактор (рис. 7-22),
представляющий собой колонну с перего-
Обесфеноливание сточных вод
185
родками и тарелками — дисками, которые
вращаются с большой скоростью на общем
валу. Вихревые токи ограничены кольце-
выми перегородками [8].
За рубежом применяют центробежный
экстрактор Подбильняка [9]. Принцип рабо-
ты этого экстрактора основан на непрерыв-
ном и противоточном смешении и разделе-
нии двух жидких фаз под действием
центробежной силы. Смешение происходит
в перфорированных контактных элементах
вращающегося ротора, между которыми
имеются зазоры.
Через полые цапфы вала тяжелая жид-
кость поступает в центральную часть рото-
ра, легкая — в периферийную. Под дей-
ствием центробежной силы обе жидкости
движутся навстречу друг к другу и,
проходя через отверстия контактных эле-
ментов, многократно соприкасаются. В слу-
чае обесфеноливания сточной воды
бензолом бензольный раствор фенолов
собирается в центральной части ротора,
обесфеноленная вода — в периферийной.
Обе жидкости через соответствующие ка-
налы и полые цапфы вала выводятся
наружу.
Схема установки дли обесфеноливания
сточных вод с применением двух центро-
бежных экстракторов представлена на рис.
7-23. Один экстрактор предназначен для
обесфеноливания воды бензолом, другой
для извлечения фенолов из бензольного
раствора щелочью.
изготовление экстрактора этого типа тре-
буется в 5 раз меньше металла, чем на из-
готовление колонного экстрактора, но стои-
мость 1 кг металла в 7 раз дороже.
Эксплуатационные расходы выше, чем на
установках с колонными экстракторами,
из-за более высокого удельного расхода
электроэнергии [9, 11].
Рис. 7-22. Экстрак-
тор с вращающими-
ся дисками
Характер и ст и'к'а^ э’к с т'р акторов Подбильняка
Обесфеноливание воды бензолом
Скорость вращения ротора, об/мин................................ 1750
Количество перерабатываемой аммиачной воды, ,и3,'ч ............... 25
Количество сырого бензола, л«3/«.................................. 31
Температура воды после экстрактора, °C ........................... 40
Степень извлечения фенолов, %.........•......................... 98,6
Извлечение денолов
из бензольного раствора щелочью
Скорость вращения ротора, обмин................................. 1500
Количество сырого бензола, м3/ч .................................. 34
Температура сырого бензола после экстрактора, °C ................. 44
Рис. 7-23. Экстракторы Подбильняка
Важное преимущество
экстракторов — их малые
центробежных
габариты. На
Всесоюзный научно-исследовательский ин-
ститут химического машиностроения (НИИ-
186
Улавливание химических продуктов коксования
ХИММАШ) разработал проект центробеж-
ного экстрактора ЭГН-1250/1000, в котором
в отличие от ранее описанного аппарата
Подбильняка уплотняющее устройство рас-
считано на работу при гораздо меньших
давлениях. Экстрактор диаметром 1250 мм
и рабочей шириной 1000 мм предназначен
для обесфеноливания сточных вод коксо-
химических заводов бензолом и регенерации
бензола щелочью. Он состоит из цилиндри-
ческого ротора, заключенного в кожух и
опирающегося на подшипники. Вал ротора
приводится во вращение от индивидуаль-
ного электродвигателя через турбомуфту и
клиноременную передачу.
Подводящие устройства, через которые
в ротор поступает обрабатываемый рас-
твор н экстрагент, расположены по обеим
сторонам полого вала. Внутри ротора раз-
мещены пакеты контактирующих и сепари-
рующих цилиндров.
Характеристика центробежного
экстрактора НИИХИММАШа
Число контактирующих цилиндров . . 38
Число сепарирующих цилиндров ... 2
Рабочая ширина цилиндров, мм .... 500X2
Радиальный шаг цилиндров, мм . . . . 8
Диаметр отверстий в контактирующих
цилиндрах, мм *................... 4
Число отверстий в контактирующем
цилиндре....................... 1260
Число оборотов ротора в минуту . . . 1200
Производительность, м3/ч, при:
обесфенолнваннн воды.......... 50—60
регенерации бензола ......... 30—35
Мощность электродвигателя, квт ... 25
Число оборотов электродвигателя в
минуту.................... 1440
Масса экстрактора без привода, т . . 9,872
Масса привода, т ............ 1.1
Биологический бассейн
Для возможности периодической очист-
ки и ремонта в биологическом бассейне
должно быть не менее двух параллельно
работающих отделений (рис. 7-24). Каждое
Рнс. 7-24. Биологический бассейн:
1 — галереи бассейна; 2 — пропеллерный
насос; 3 — пористые плиты в кассетах;
4 — пеиоотражатель; 5 — отстойник; 6 —
оросительное устройство для разрушения
пены; 7 — воздуховоды
Тяжелая (фенольная вода или раствор
щелочи) и легкая (бензол) жидкости с
обеих сторон экстрактора по подводящим
устройствам поступают в полые цапфы ро-
тора. Вода (или раствор щелочи) под воз-
действием развивающегося центробежного
напора через радиальные патрубки входит
в насадочную зону ротора вблизи цен-
тральной сепарационной камеры. Бензол
поступает в ротор с противоположной
стороны, т. е. у периферийной сепарацион-
ной камеры. Благодаря непрерывной пода-
че обеих жидкостей и воздействию центро-
бежной силы бензол перетекает через
отверстия в контактирующих цилиндрах из
одной кольцевой полости насадочной части
ротора в другую по направлению к оси
вращения. Навстречу ему движется к пе-
риферии вода. Бензол отделяется от тяже-
лой жидкости в центральной сепарационной
камере, вода или феноляты — в периферий-
ной.
отделение состоит из пяти галерей с живым
сечением 2 X 2 м. Две первые галереи об-
разуют замкнутую кольцевую систему, в
которой сточные воды с помощью пропел-
лерного насоса непрерывно циркулируют
со скоростью 0,1—0,2 м/сек. При этом они
подвергаются интенсивной искусственной
аэрации. При площади живого сечения га-
лереи 4 м2 и скорости циркулирующей
воды 0,1—0,2 м/сек расход ее составляет
1500—3000 м3/я. Благорадя этому обеспе-
чивается хорошее разбавление поступаю-
щей в бассейн фенольной воды и одновре-
менное обогащение ее фенолразрушающими
микроорганизмами. Из второй галереи
сточные воды поступают в три последова-
тельно расположенные галереи, в которых
происходит полное окисление фенолов и
частично аммиака, сероводорода, родани-
стых и цианистых соединений со снижени-
ем полной ВПК до 0,2—0,3 г/л.
Аэрация сточных вод в бассейне осуще-
Обесфеноливание сточных вод
187
ствляется подаваемым от воздуходувок
сжатым воздухом. Распыление его в очи-
щаемую жидкость производится с по-
мощью пористых плит, укладываемых на
дне бассейна.
Применяемый для циркуляции сточных
вод в биохимическом бассейне пропеллер-
ный насос (рис. 7-25) приводится в дей-
ствие электродвигателем (мощность 5,5 кет;
1500 об/мин) через редуктор (i = 20). Чис-
ло оборотов пропеллера в минуту равно
55—75, угол атаки лопастей 10—15°.
При очистке фенольных вод принимают
И = 2 4- 3 м.
Количество воздуха, необходимого для
аэрации,
QB
D =-------м3/сутки,
0,273/1
где 0,273 — содержание кислорода в возду-
хе, кг/м3;
п — коэффициент использования воз-
духа.
Рис. 7-25. Галерея бассейна с пропеллерным насосом:
1 — пропеллерный насос; 2 — вал насоса в кожухе; 3 — редуктор; 4 — электродвигатель
При опорожнении воду и осадки из бас-
сейна откачивают.
При расчете бассейна определяют его
объем и количество требуемого для аэра-
ции воздуха.
Полезный объем бассейна
При распылении воздуха через пористые
плиты п — 0,1.
Продолжительность аэрации
Г 24
/=—-ч.
Q
Суммарная площадь пористых плит
где Q — количество сточных вод, м3/сутки;
В — полная ВПК сточных вод, кг/м3;*
М — скорость потребления кислорода,
кг/м3 сутки.
При распылении воздуха через пористые
плиты Л1 = 3 кг/(м3 сутки).
Общий объем бассейна
Г = Г1 + Г2 .и3,
где Ws — полезный объем одного резерв-
ного отделения, л<3.
Общая площадь бассейна
где Н — глубина слоя жидкости в бассей-
не, м.
* Для существующих предприятий полную ВПК
принимают по данным анализов сточных вод.
Для проектируемых предприятий при условии
предварительного обесфеноливания сточных вод
до 0,2—0,3 г/л величину полной ВПК следует
принимать 2 г/л.
m 3600-24 ' ’
где D — количество воздуха, м3'с утки;
tn— воздухопроницаемость плит,
л*3/(лг2 • сек).
Для керамических пористых плит m =
= 0,4 .и3/(,и2- сек).
Количество плит
где f — площадь одной плиты, м2.
При стандартном размере пористых плит
0,3 X 0,3 м величина f = 0,09 м2.
Воздуходувки
Давление подаваемого для аэрации воз-
духа равно сумме гидростатического дав-
ления столба жидкости в бассейне
(2000—3000 мм вод. ст.), сопротивления по-
ристых плит (300—500 мм вод. ст.) и со-
противления воздуховода, определяемого
расчетом.
188
Улавливание химических продуктов коксования
Таблица 7-11
Характеристика воздуходувок, применяемых для аэрации
Тип воздуходувок Производи- тельность1 At3, Ч Давление1 мм вод. ст. Число оборо- тов в минуту Привод
ТИП мощность кет число оборотов в минуту
ТК-700/5 5100 4000 2950 А-91/2 100 2950
ТВ-50—1,6 2500 6200 2950 А-91/2 100 2950
3500 5400
ТВ-80—1,4 5000 4200 2950 А-91/2 100 2950
6000 3600
ТВ-80—1,6 5000 6000 2950 А-91/2 125 2950
6200 5000
РГН-12001Д 600 3000 970 А-71/6 14 970
РГН-12001Е 600 3000 980 МА-144-1/6 16,5 980
РГН-120011Д 370 3000 730 А-71-8 10 730
РГН-1200ПЕ 350 3000 730 МА-144-1/8 11 730
Р ГН-30001 А 1500 3000 730 А-92-8 28 730
РМК-3 560 650 10000 5000 960 — 14 960
* Числитель — нормальная, знаменатель — максимальная.
Раствор суперфосфата добавляют в сточ-
ные воды перед бассейном. Доза рядового
суперфосфата с 10—12% фосфора состав-
ляет 0,2 кг на 1 .и3 сточных вод. В табл.
7-11 приведены характеристики воздуходу-
вок, применяемых для аэрации.
Вторичный отстойник
Отстойники служат для осветления сточ-
ных вод после биохимического бассейна.
Они представляют собой вертикальные ап-
параты круглого сечения. Продолжитель-
ность отстаивания равна 1 ч.
Вода поступает по центральной трубе в
нижнюю часть отстойника, затем с неболь-
шой скоростью, обеспечивающей выпадение
осадков, направляется к кольцевому пери-
ферийному лотку, из которого отводится в
сборник осветленных вод. Осадочная часть
конической формы имеет угол наклона
днища 45°, что обеспечивает естественное
сползание осадков в нижнюю часть отстой-
ника. Осадок откачивают насосом.
Диаметр отстойника составляет 6 м; вы-
сота рабочей части 2—2,5 м, нейтрального
слоя 0,5 м, конической части 0,5 диаметра.
Полезный объем отстойника.
W = Н (D* — d«) л«3,
где Н—-высота рабочей части отстойни-
ка, м;
D — диаметр отстойника, л;
d— диаметр центральной трубы, м.
Диаметр центральной трубы
. / HQ
d — I / ------ м,
У JW3600
где Q— расход сточных вод, д<3/ч;
v — скорость воды в центральной тру-
бе, равная 0,3—0,05 м/сек.
Дренажиые площадки
Площадки предназначены для обезвожи-
вания образующихся в бассейне осадков
(рис. 7-26). Фильтрующий слой дренажных
площадок состоит из песка и щебня.
В нижней части слоя уложены керамиче-
ские трубы диаметром 150 мм с незаделаи-
ными стыками для отвода дренажных вод.
Фильтрующий слой дренажных площа-
док защищен сверху слоем уложенного
плашмя кирпича. При предварительном
обесфеноливании надсмольной воды коли-
чество осадков составляет 0,5 г/л.
Для предотвращения утечки воды дре-
нажные площадки устраивают на искус-
ственном водонепроницаемом основании.
Дренажную воду с площадок отводят во
вторичные отстойники для дополнительно-
го осветления. Общая высота слоя осадка
на дренажных площадках 1 м/год (мера
нагрузки).
Обесфенолиаание сточных вод
189
Рис. 7-26. Дренажная площадка:
1 — красный кирпич; 2 — песок размером 1—2 мм, h = 100 мм; 3 — гравий размером 10—15 ми,
Ji = 100 4 — гравий размером 40 мм, h = 150—450 мм, 5 — керамические трубы; 6 — водоне-
проницаемое днище; 7 — лоток для отвода дренажных вод
Усреднитель
сточных вод
Чтобы обеспечить постоянство сточных
вод перед поступлением их в биохимиче-
ский бассейн, используют усреднитель,
состоящий из отдельных последовательно
соединенных галерей, в которых по анало-
гии с биологическим бассейном усредняе-
мая вода постоянно циркулирует со ско-
ростью 0,1—0,2 м/сек. Для циркуляции
воды обычно используют пропеллерный на-
сос, устанавливаемый в начале 1-й га-
лереи.
Усреднение достигается путем разбавле-
ния и перемешивания поступающей сточ-
ной воды с водой, циркулирующей в
галереях усреднителя. Для лучшего пере-
мешивания сточных вод в усреднителе (в
начале 1-й галереи около места поступле-
ния сточных вод) их продувают сжатым
воздухом, поступающим через уложенные
по дну пористые плиты.
Ширина галерей усреднителя составляет
2—3 м, полезная глубина 3—4 м. Полез-
ный объем усреднителя равен 6—8-ч рас-
ходу сточных вод.
Градирни
Градирни предназначены для охлажде-
ния поступающей на очистку сточной воды
до 30—35° С.
При расходе до 15 м3/ч сточных вод
применяют типовые башенные градирни
с оросителем капельного типа площадью
25 и 40 м2. Удельная нагрузка на эти гра-
дирни составляет 0,3 .и3 на 1 м2 площади
оросителя.
При больших расходах сооружают типо-
вую вентиляторную градирню с оросителем
капельного типа. Минимальное число сек-
ций равно 2. Площадь каждой секции гра-
дирни составляет 16 м2 (4X4 ж).
Градирня оборудована 4-лопастным венти
лятором ЦАГИ серии ЦУЗ-4 (диаметр
2,2 м, производительность 10000 .и3 воздуха
в 1 ч). Вентилятор приводится в действие
расположенным на одной с ним оси двух-
скоростпым электродвигателем А-8112/0
(мощность 9/14 кет; 500/1000 об/мин).
Площадь орошения градирни
„ 103№Д?’5
Г OD - * »
боо^рЛ 625^-^25
190
Улавливание химических продуктов коксования
где W — количество охлаждающей воды,
м3/ч;
\t — перепад температур между на-
гретой и охлажденной водой,
град-
500 — эмпирический коэффициент;
vB — скорость движения воздуха в гра-
дирне, принимают равной
1,7 м/сек;
р — плотность наружного воздуха,
кг/м3;
А — температура воды, поступающей
на градирню, °C;
т —средняя температура наружного
воздуха по мокрому термометру
в 13 ч самого жаркого месяца, °C.
Резервуар для запаса
микроорганизмов
Запас микроорганизмов необходим в слу-
чае выхода биохимического бассейна из
строя при поступлении в него чрезмерных
количеств аммиачной воды, бензола, наф-
талина и других продуктов производства.
Фенольную воду подают в резервуар из
усреднителя после контрольного определе-
ния pH. Аналогично биохимическому бас-
сейну резервуар оборудован пористыми
плитами для аэрации сточных вод возду-
хом и трубчатым теплообменником для
поддержания постоянной температуры.
Эмульсию микроорганизмов из резервуара
в биохимический бассейн подают эрлиф-
том. Объем резервуара 4 м3.
Аппаратура для приготовления
раствора суперфосфата
В отдельном помещении машинно-насос-
ного отделения располагают склад супер-
фосфата и аппаратуру для приготовления
раствора суперфосфата (рис. 7-27). Аппа-
ратура состоит из одного растворного и
двух затворных баков, одного центробеж-
ного насоса, используемого при растворе-
нии суперфосфата.
Расход суперфосфата составляет более
0,5 т в сутки. Подают его со склада в
растворный бак в ковше емкостью
0,25 At®. Ковш перемещается по монорель-
су ручным тельфером грузоподъемностью
1 т. Воду в затворном баке подогревают
острым паром до 25—30° С с тем, чтобы.
Рис. 7-27. Аппаратура для приготовления раство-
ра суперфосфата:
1 — растворный бак; 2 — затворные баки; 3 —
циркуляционный насос; ! — воронкн для стока
раствора; 5 — поплавковые устройства с доза-
торами
улучшить растворение суперфосфата. Ос-
ветленный в растворном баке раствор
суперфосфата перетекает в два затворных
бака, из которых через дозирующие уст-
ройства поступает в коллектор, а затем — в
биохимический бассейн.
Осадок из баков (нерастворившиеся
частицы суперфосфата) после взмучивания
откачивают на дренажные площадки для
обезвоживания.
ЛИТЕРАТУРА
1.3. А. Волкова, Я. М. Обуховский.
Кокс и химия, 1959, № 8.
2. П. Н. Горелов, Р. И, X а й д у к о в а.
Кокс и химия, 1957, № 12.
3. А. Д и р и х с, Р. К у б и ч к а. Фенолы и
основания из углей, пер. с чешек. Гостоптехиз-
дат, 1958.
4. М. И. Лямин. Кокс и химия, 1960, № 11.
5. А. Н. П л а и о в с к и й, В. В. Кафа ров,
Химическая промышленность, 1945, № 1.
6. Н. М. Жаворонков. Гидравлические
основы скрубберного процесса и теплопередача в
скрубберах. Советская наука, 1944.
7. Е. Beier. Bergbau-Rundschau, 1954, № 6.
8. Жидкостная экстракция (теория и практика).
Сборник статей под ред. А. Г. Касаткина. Гос-
химиздат, 1958.
9. W. G. Р о d b е 11 n i a k, Н. R. Kaiser.
Blast Furnace and Steel Plant, 1956, № 7.
10. R. W. Scher wood Industrie Chimique
Beige, 1953, № 18.
11. G. M й 11 e r-N euhau s. GLtickauf, 1957.
№ 23/24.
12. H. H. Lowry. Chemistry of Coal Utili-
zation, London, 1945, у. II.
Раздел второй
ПЕРЕРАБОТКА ХИМИЧЕСКИХ ПРОДУКТОВ
КОКСОВАНИЯ
Глава УШ
ПЕРЕРАБОТКА СЫРОГО БЕНЗОЛА
1. КОМПОНЕНТЫ СЫРОГО БЕНЗОЛА,
ИХ СОДЕРЖАНИЕ И СВОЙСТВА
Бензольные углеводороды
В табл. 8-1 и 8-1а представлены данные,
характеризующие состав сырых бензолов и
свойства ароматических углеводородов.
Таблица 8-1
Состав сырых бензолов
Компонент Содержание, % к отгону до 180° С для трех заводов1
I 11 111
Бензольные углеводороды:
бензол 65,25 70,7 74,9
толуол 15,0 12,8 12,0
ксилол 4,5 4,0 3,8
в том числе:
и-Ксилол 0,9 — —
.и-Ксилол 2,6 — —
о-Ксилол 1,0 — —
этилбензол 0,25 0,2 —
сольвенты 2,0 1,5 1,4
мезитилен 0,3 0,2 —
псевдокумол 0,4 0,3 —
гемимелитол 0,2 0,1 —
Всего бензольных
углеводородов . . . 87,1 89,3 92,1
Продолжение табл. 8-1
Компонент Содержание, % к отгону до 180°С для трех заводов1
I II ill
Непредельные соединения: циклопентадиен .... 1,0 0,8
амилены и другие легко- кипящие непредельные соединения 0,8 0,7 И, 5 J
стирол 0,8 0,4 о,3
кумарон и инден с гомо- логами 3,5 2,4 2,4
прочие непредельные соединения 2,3 1,8 2,0
Всего непредельных соединений .... 8,4 6,1 6,2
Сернистые соединения: сероуглерод 1,4 1,7 0,3
сероводород 0,2 0,2 0,2
тиофен с гомологами . . 1,3 1,7 0,3
Всего сернистых соединений .... 2,9 3,6 0,8
Примеси: насыщенные углеводоро- ды 1,1 0,7 0,5
фенолы 0,2 0,1 0,1
пиридиновые основания 0,3 0,2 0,3
1 I и II — данные УХИ На для сырого бензола
южных заводов; результаты получены на печах
ПК и ПВР; III —данные для одного малосерни-
стого образца бензола восточного завода (печи
ПВР).
192
Переработка химических продуктов коксования
Таблица 8-1а
Свойства ароматических углеводородов и содержание их в сыром бензоле
Соединение Содержание в сыром бен- золе, % Моле- куляр- ная масса Плот- ность прн 20° С Темпера- тура кипения при 760 мм рт. ст. °C Темпера- тура кристал- лизации °C Показа- тель пре- ломления 20
Бензол 55—80 78,11 0,87901 80,099 -L- 5,533 1,50112
Толуол 10—18 92,13 0,86694 110,626 —94,991 1,49693
Этилбензол 0,2—0,3 102,14 0,86702 136,886 —94,975 1,49588
и-КсИлол (1.4-диметилбензол) . 0,5-1,0 106,16 0,86105 138,352 +13,263 1,49582
л-Ксилол (1,3-диметилбензол) . 2,0—3,0 106,16 0,86417 139,103 —47,872 1,49722
о-Ксилол (1.2-диметилбензол) . 0,4—0,8 106,16 0,8802 144,411 —25,175 1,50545
Изопропилбензол (кумол) . . . 0,03—0,05 120,19 0,86179 152,392 —96,03 1,49145
н-Пропилбензол . . . ... м-Этилтолуол (1-метил, 3-этил- —. 120,19 0,86204 159,218 —99,5 1,49202
бензол) /г-Этилтолуол (1-метил. 4-этил- 10,08—0,1 120,19 0,86452 161,305 —95,55 1,49660
бензол) Мезитилеп (1,3, 5-триметилбен- ) — 120,19 0,86118 161,990 —62,35 1,49500
зол) о-Этилтолуол (1-метил, 2-этил- 0,2—0,4 120,19 0,86518 164,716 —44,72; —49,80; —51,70 1,49937
бензол) 0,03—0,05 120,19 0,88069 165,153 —80,83 1,50456
Третичный бутилбензол .... Псевдокумол (1, 2, 4-триметил- 0,01—0,02 134,21 0,8665 169,120 —57,85 —43,8 1,49266
бензол) 0,15—0,3 120,19 0,87582 169,351 —49,0 1,50484
Изобутилбензол | 0,2—0,4 134,21 0,85321 172,759 —51,48 1,48646
Вторичный бутилбензол .... 134,21 0,86207 173,307 —75,47 1,49020
.м-Изопропилтолуол Гемимеллитол (1, 2, 3-триметил- — 134,21 0,8610 175,20 —63,745 1,49300
бензол) 0,05—0,15 120,19 0,89438 176,084 —25,375 1,51393
п-Изопропилтолуол (цимол) . . — 134,21 0,8573 177,25 —67,935 1,49090
о-Изойропилтолуол — 134,21 0,8766 178,35 —71,54 1,50060
м-Диэтилбензол — 134,21 0,86394 181,102 —83,92 1,49552
л-Пропилтолуол — 134,21 0,8610 181,75 — 1,49360
н-Бутилбензол — 134,21 0,86013 183,27 —87,97 1,48980
о-Диэтилбензол — 134,21 0,87996 183,42 —31,24 1,50346
и-Пропилтолуол —— 134,21 0,8585 183,45 —63,7 1,49180
и-Диэтилбензол — 134,21 0,86196 183,75 —42,85 1,49482
Диметилэтилбензол — 134,21 0,86479 183,75 —84,33 1,49910
о-Пропилтолуол — 134,21 0,8744 184,75 —60,40 1,49980
Диметилэтилбензол — 134,21 0,8732 186,91 —53,70 1,50425
» — 134,21 0,87627 188,41 —63,00 1,50383
» — 134,21 0,8904 190,01 —16,30 1,51072
» Дурол (1, 2, 4, 5-тетраметил- — 134,21 0,8921 193,91 —49,5 1,51172
бензол) Изодурол (1, 2, 3, 5-тетраметил- — 134,21 — 196,95 + 79,24 —
бензол) Пренитол (1, 2, 3, 4-тетраметил- — 134,21 0,8904 198,15 —23,66 1,5130
бензол) — 134,21 ‘— 205,04 — 6,25 1,5203
Свойства бензола Давление насыщенного пара Температура °C 90 100 Давление ата 1,3435 1,7773
Температура Давление. 1 10 2,3112
°C лслс рт. ст. 1 20 2,9610
10 45,56 130 3,7390
20 75,23 140 4,6820
30 119,35 150 5 7436
40 182,79 160 6,9980
50 271,27 1 70 8,4410
60 391,44 180 10,0900
70 - 550,81 190 11,9100
80 757,67 200 14,0200
Переработка сырого бензола
193
Уравнение Форциатти для давления на-
сыщенного пара бензола
lgp=6,91210—
1214,645
221,205+/'
где р — давление, мм рт. ст.
Характеристика
it л20
Плотность ..........
Температура кристаллизации, °C
Показатель преломления:
20
nD ..........................
0,87901
5,533
1,501 12
1,49792
Температура кипения при
760 мм рт. ст., °C ........
Криоскопическая константа, А .. .
Температурная депрессия от при-
месей Д/, град/% (мол.).....
Теплота кристаллизации, ккал/кг
{кал моль) .............
Теплота сгорания, ккал'кг
(кал'моль) .............
Критическое давление, ата . . . .
Критическая температура, °C . . .
Температура самовоспламенения
°C ... .....................
Температура вспышки, °C.......
Пределы взрывчатых смесей при
20° С, %:
с воздухом ................
» кислородом .............
80,099
5,12
0,657
30, 13
(2358,1)
10020
(780980)
48, 7
289,5
690
16
0,8—9,5
2,6—30, 1
В табл. 8-2 представлена зависи-
мость некоторых параметров бенз-
зола от температуры.
Свойства толуола
Давление
насыщенного пара
Температура
°C
— 20
0
10
20
30
40
50
60
70
80
100
110
Температура
°C
120
130
140
150
160
170
180
190
20 0
Давление
мм рт. ст.
3,43
6,72
12,43
21 ,84
36.67
59, 16
92, 12
138,06
203,75
291,21
556,31
746,57
Давление
ата
1,2958
1,6821
2, 152
2,717
3,389
4, 179
5,099
6, 162
7,378
Характери стика
Плотность:
.20
а4 .................. 0,86694
d%5 ................. 0,86230
Показатель преломления:
2<>
П£)...................1,49693
25
лр ................... 1,494 1 3
13 Справочник коксохимика, т. III
Температура кипения при
760 мм рт. ст., °C.............
Криоскопическая константа, А . .
Температурная депрессия от при-
месей Д/, град/% (мол.)..........
Теплота кристаллизации, ккал кг
{кал/молъ) ......................
Теплота сгорания, ккал^г
{кал,/моль) ....................
Критическое давление, ата . . . .
Критическая температура, °C . . .
Температура самовоспламенения,
°C ..............................
Температура вспышки, °C..........
Предела взрывчатых смесей с воз-
духом при 20° С, % ..........
Теплота испарения при
760 мм рт. ст. и различной тем-
пературе, °C, ккал, кг:
20.....................
30.....................
50.....................
80.....................
100.....................
110.....................
130.....................
150.....................
180.....................
0,398
17,2 (1580)
10150
(934500)
41,60
320,6
660
5
1 ,27—6,75
98,0
96,8
94,2
90,4
88,7
87,2
84,2
81,0
75,5
Таблица 8-2
Зависимость плотности, вязкости,
теплоты испарения, теплоемкости
и растворимости от температуры
Температура, °C Плотность, г/см 9 Динамическая вязкость, спз 1 Теплота испаре- ния при 760, мм рт. ст. Теплоемкость, ккал/{кг град) Раствори- мость, % (вес.)
вода в бензоле бензол в воде
— 180 0,133
—120 — —— — 0,192
— 60 — — — 0,298 —
— 20 — — — 0,342
0 0,9000 — 107,0 0,362 — —
5 — — — — 0,024 0,030
5.5 — — — 0,341 (0,386)* — —
10 0,8896 0,775 — — 0,035 0,043
20 0,8790 0,649 103,9 0,408 —
25 — — — — 0,066 0,073
30 0,8684 0,559 — —
40 0,8576 0,489 100,7 0,421 0,095 0,126
50 0,8468 0,434 — —
60 0,8358 0,389 97,5 0,456 0,148 0,185
70 0,8248 0,345 — — 0,296** 0,305**
80 0,8137 — 94,2 —
100 — 90,6
120 — — 86,7
140 — 82,6
160 — — 78 6
180 — — 74,1
200 — — 68,5 — — —
* 0,34 1 —твердый; 0.386 — жидкий.
** При 74.3° С.
194
Переработка химических продуктов коксования
Теплоемкость при различной тем-
пературе, °C. ккал/(кг граду. —92 0,353
-25 0,380
0 0,371
20 ........... 0,415
50 0,437
65 . . • 0,491
85 0,534
Растворимость толуола в воде при темпе-
ратуре, °C, % (вес.):
10 .................. 0,037
30 .................. 0,058
Растворимость воды туре, °C, % (вес.): в толуоле при темпера
10 . . . . 0,034
16 . . . . о’047
70 . . . . 0 200
95 . . . . о'ззб
В табл. 8-3 показана зависимость плот-
ности и динамической вязкости от темпе-
ратуры.
Свойства ксилолов, этилбензола и триме-
тилбензоле иллюстрируются табл. 8-4 и
8-5.
Таблица 8-3
Зависимость плотности
и динамической вязкости
толуола от температуры
Температура °C Плотность г см3 Динамиче- ская вязкость спз Температура °C 4 и с X С CJ Динамиче- ская вяз- кость, спз
-50 0,9318 50 0,8483 0,417
-20 0,9039 0,989 60 0,8388 0,381
0 0,8855 0,770 70 0,8293 0,346
10 0,8762 0,667 80 0,8197 0,318
20 0,8669 0,584 90 0,8000 —
30 0,8623 0,517 100 0,7900 —
40 0,8576 0,469 ПО 0,7798 —
В табл. 8-6 и 8-7 приведены характеристи-
ки четырех образцов чистого ксилола и
двух типичных образцов сольвента.
Свойства ксилолов и этилбензола
Таблица 8-4
Характеристина /1-Ксилол ,и-Ксилол о»Ксилол Этилбензол
Плотность:
d20 а4 0,86105 0,86417 0,86020 0,86702
d25 а4 0,85669 0,85990 0,87596 0,86264
d40 а4 0,84371 0,84702 0,86341 0,84938
Температура кристаллизации, °C . . 13,26 —47,9 —25,18 —94,95
Температура кипения при
760 мм рт. ст., °C 138,35 139,10 144,41 136,18
Показатель п преломления:
„20 nD 1,49582 1,49722 1,50545 1,49588
„25 nD 1,49325 1,49464 1,50295 1,49320
Теплота кристаллизации, ккал/кг
(ккал/моль) 38,5 (4090) 26,0 (2765) 30,6 (3250) 20,67 (2194)
Криоскопическая константа А ... 2,51 2,74 2,66 3,47
Критическое давление, ата 35,0 35,8 36,9 38,1
Критическая температура, °C ... . 344,4 345,6 358,3 346,4
Теплоемкость, ккал/кг, при:
20° С 0,398 0,394 0,409
30° С 0,3993 0,401 0,411 —
Динамическая вязкость при темпера-
туре, °C. спз:
0 — 0,805 1,105 0,765
20 0,648 0,620 0,810 0 635
40 0,573 0,497 0,627 0,494
60 0.418 0,410 0,504 0,402
80 0,352 0,346 0,417 0,336
Температура, °C:
самовоспламенения ...... 500 640 520 —
вспышки — 20 — 18
Переработка сырого бензола
195
Продолжение табл. 8-4
Характеристика п-Ксилол и-Ксилол О-КСИЛОЛ Этилбензол
Теплота испарения при различной температуре, °C. ккал/кг-. 0 98,2 10,3 97,6
20 75,9 96,6 98,2 95,6
50 92,5 93,7 94,8 91,5
80 88,9 90,3 91,2 88,0
100 86,4 87,9 88,8 85,6
130 82,5 83,8 85,0 81,9
140 81,1 82,3 83,6 80,5
180 75,2 77,0 78,1 74,8
200 71,8 72,4 75,1 71,5
Давление насыщенного пара при раз- личной температуре, °C, ммрт.ст: 1,62 1,25 1,90
0 6,50 6,14 4 83 7,08
20 32 51 31 09 25,49 35,17
50 117,15 113,18 94,98 125,80
80 240,42 233,57 198,51 256,95
100 452,83 442,04 379,80 481,72
120 604 60 591,46 510,67 641,72
130 1,045* 1,0243* 675,23 1,1067*
140 1,352* 1 3281* 1,156* 1,4291*
150 2,710* 2,675* 2,365* 2,846*
180 4 073* 4,032* 3,576* 4,262*
200
Давление выражено в atna.
Свойства трмметплбеняолов
Таблица 8-5
Характеристика Мсзитилеи ПссвдокумоЛ Г емиллитол
Плотность, г/см3:
d*° 0,8652 0,8758 0,8944
d*° 0,8488 0,8597 0,8787
Температура. °C:
кристаллизации —44 7* 44 J** —25,4
кипения 164,71 169,35 176,08
Показатель преломления:
„20 ,lD 1,4994 1,5048 1,5139
„25 nD 1,4984 1,5022 1,5115
Теплота кристаллизации, ккал/кг (ккал/моль) . . 19,1 25,2 (3030) 26,8
Криоскопическая константа А — 2,82 1,64
Критическая температура, °C 370 5 381,2 —
Критическое давление, ата 39,2 33,2 —
Динамическая вязкость при 20° С, спз 0,84 0,92 -—•
Температура самовоспламенения, °C 700 710 —
Растворимость в воде при 25° С. % (вес.) . . . 0,0076 0,0065
Теплоемкость при 25° С, ккал/(кг-град) 0,42 0,42 —
Теплота испарения при 760 мм рт. ст..
ккал/кг 74,4 72,8 ——
Теплота кристаллизации, ккал/кг ' 25,5 23,2 —
* Существуют еще две нестабильные модификации с температурой кристаллизации —5 1,7 и —49.8° С.
** Существует еще иестаЗильиая модификация с температурой кристаллизации —49,0° С.
13*
196
Переработка химических продуктов коксования
Таблица 8-6
Характеристика типичных образцов чистого ксилола (продукта)
Наименование Образец
I II III IV
Плотность d%°, г]см? 0,860 0,863 0,862 0,863
Начало кипения, °C 137,5 138,0 138,5 138,2
Конец кипения, °C 141,2 140,5 141,0 140,6
Окраска с серной кислотой 1,0 0,8 1,5 1,0
Содержание серы, % (вес.) 0,08 0,06 о,н 0,10
Состав, % (вес.):
этилбензол 5,0 3,5 5,5 4,5
п-Ксилол 21,5 22,0 20,0 21,8
л<-Ксилол 58,5 59,0 57,5 56,8
о-Ксилол 11,5 13,6 14,8 14 5
толуол 1,0 0,6 0,5 0,8
сольвенты 1,0 0,8 1,1 1,2
насыщенные углеводороды 1,5 0,5 0,6 0,4
Непредельные соединения
Таблица 8-7
Характеристика типичных
образцов сольвента
Наименование Образец
I II
ПЛОТНОСТЬ ^4° 0,868 0,^69
Начало кипения. °C ... . 151 148
Отгон до 180° С, % ... 93 92
95% отгона, °C 182 186
Показатель преломления „20 nD 1,4913 1,4944
Содержание насыщенных уг- леводородов, % (вес.) . . 4,6 8,0
Выход фракций при ректи- фикации, % (вес.): до 144,5° С (ксилолы и этилбензол) .... 29,1 34,5
144,5—160° С (.и-Про- пилбензол, изопропил- бензол) 14,4 12,8
160—170° С (мезитилен, псевдокумол, этилто- луолы и др.) .... 38,5 33,2
выше 170° С (гемилли- тол Н др.) 18,0 19,5
Состав, % (вес.): ксилолы и этилбензол . 29,1 34,5
насыщенные углеводоро- ды 4,6 8,0
мезитилен 16,3 13,0
псевдокумол 12,2 Н,1
гемиллитол 9,5 8,5
прочие ароматические углеводороды (этил- толуолы,пропилбензо- лы и др.) 28,3 24,9
В табл. 8-8 показано распределение не-
предельных соединений по фракциям сыро-
го бензола, содержащего 14% толуола.
Таблица 8-8
Распределение непредельных
соединений по фракциям, % (вес.)
Фракция Содержание непре- дельных соедине- ний
во фракции i к. сырому бензолу к отгону при 180° С к сумме непре- дельных соедиие- 1 НИЙ (ОТГОН ДО 180° С)
Головная Бензольная Толуольная Ксилольная .... Тяжелый бензол . . . Сольвент-нафта . . . 40 0 1,2 1,0 17,5 72,5 22,0 1,20 0,82 0,13 0,88 2,90 1,58 1,28 0,89 0,14 0,95 3,15 19,8 13,8 2,2 15,1 49,1
Всего . . — 7,51 6,41 100,0
Соотношение между глубиной пиролиза,
характеризуемой содержанием толуола, и
содержанием непредельных соединений в
узко отобранных (кипящих в пределах 1°С)
бензольной и толуольной фракциях видно
из табл. 8-9.
В табл. 8-10 представлены данные по со-
держанию непредельных соединений в сы-
ром бензоле и выходу смолообразующих
при различной температуре коксования.
Переработка сырого бензола
197
Таблица 8-9
Содержание толуола в сыром бензоле
и содержание непредельных
соединений в бензольной
и толуольной фракциях
Содержание то- луола в сыром бензоле (отгон до 180° С), % (вес.) Содержание непредельных соединений, % (вес.)
в бензольной фракции в толуольной Фракции
12—13 0,4—0,8 0,5—0,8
13—14,5 0,8—1,2 0,8—1,0
15—16 1—2,0 1-1,5
16,5—18 2—3,0 2—2,5
Таблица 8-10
Содержание непредельных соединений
и выход смолообразующнх
при различной температуре
коксования
Наименование Конечная тем- пература кок- сования, °C
950 1100
Выход фракции, кипящей выше 140° С, % от сырого бензола погона до 180° С . 9,8 6,5
Содержание смолообразу- ющих во фракции, кипящей выше 140° С 55 50
Ресурсы смолообразующих, % к сырому бензолу . . . 5,4 3,25
Выход головной фракции (до 79° С), % к сырому бен- золу з,о 4,0
Содержание непредельных соединений в головной фрак- ции, % (вес.) 48 45
Легкокипящие непредель- ные соединения, % к сыро- му бензолу 1,44 1,80
Непредельные соединения в сыром бензоле, % (вес.) . 9,6 7,4
Смолообразующие, % к сумме непредельных соеди- нений 55,2 43,9
Легкокипящие непредель- ные соединения, % к сумме непредельных соединений , 14,8 24,2
Содержание отдельных непредельных
соединений в различных образцах сырого
бензола зависит от условий коксования
(табл. 8-11).
В табл. 8-12 указаны свойства непре-
дельных соединений, входящих в состав
сырого бензола.
Таблица 8-11
Содержание циклопентадпена,
стирола н пндена в зависимости
от условий коксования
Наименование Образец
I II Ш
Конструкция печей ПВР ПК-2К ПК
Период коксования, ч Содержание отдельных соединений, % (вес.) от сырого бензола до 180° С: 13,8 14,2 14,8
циклопентадиен . 0,8 0,85 0,95
стирол 0,4 0 55 0,8
инден 1,6 2,0 2,8
Сернистые соединения
Сернистые соединения сырого бензола по-
чти исключительно представлены сероводо-
дородом, сероуглеродом, тиофеном с гомо-
логами последнего. Содержание сульфидов
и дисульфидов чрезвычайно мало и практи-
ческого значения не имеет.
Меркаптаны в сыром бензоле содержатся
также в ничтожном количестве, что объяс-
няется их термической неустойчивостью.
Встречающиеся иногда в чистом бензоле, а
также толуоле и ксилоле меркаптаны явля-
ются продуктом вторичного происхожде-
ния— результатом разложения серосодер-
жащих полимеров под влиянием нагрева
при окончательной ректификации.
Содержание серы в сыром бензоле в за-
висимости от сернистости шихты, колеб-
лется в весьма широких пределах — от 0,2
до 2,0%. Температурные условия процесса
коксования влияют в меньшей степени, хотя
установлено, что при повышении темпера-
туры коксования увеличивается сернистость
бензола преимущественно в результате уве-
личения содержания тиофена и его гомоло-
гов. Содержание различных видов серы в
сыром бензоле, распределение сернистых
соединений по фракциям сырого бензола,
состав сернистых соединений сырого бен-
зола и свойства сернистых соединений ука-
заны в табл. 8-13 — 8-16.
Сероводород, сероуглерод и тиофен с го-
мологами в сумме составляют свыше 90%
всех сернистых соединений сырого бензола.
Высокая сернистость сольвент-нафты объ-
ясняется присутствием постоянного спутни-
ка нафталина — тионафтена.
Сероуглерод
Критическая температура, °C.........317
Критическое давление, ата .......... 73
Теплоемкость при 25° С, ккал'(кг град) . 0,24
Растворимость в воде при 25° С. % ... . 0,37
198
Переработка химических продуктов коксования
Таблица 8-12
Свойства непредельных соединений
Соединение Формула Молеку- лярная масса Плотность <+° 4 Темпера- тура кипения °C Температура кристаллиза- ции, °C Показа- тель пре- ломления „20 nD
1-Пентен С5Н1О 70 0,642 30,0 —165 1,3712
2-Пептеи с5н10 70 0,650 36,5 —138 1,3798
2-Метил-2-бутен С3Ню 70 0,662 38,5 — 133,8 1 3878
«-Гексен 84 0,680 66,0 —98 1,3821
Метилпентеиы СдН12 84 0,68—0.72 45—60 — —
Диметилпентены cdH14 84 0.70—0,72 84—95 — —-
Циклопентен С5Н8 68 0,773 44 — 135 1,3220
Циклогексен С8Н1О 82 0,810 83,3 — 103,5 1,4465
Метилциклогексен С7Н12 96 0,808 —108,8 — 120,6
2,3-Диметил-бутадиен СзН10 82 0,684 69,2 — 100 1,4092
2,4-Гексадиен С^Нц) 82 0.772 82,2 — 1,4454
Циклопентадиен с3н, 66 0 804 42,5 —85 1,4432
Циклогексадиен с8н8 80 0,844 85,5 —90 1 4432
Стирол CgH8 104 0,907 145 25 —30,7 1,5462
Инден С9н8 116 0,998 181,5 + 1.7 1,5764
Кумарон С8Н,0 114 1,051 173,5 — 17,8 1,562415
Дициклопентадиен С10Н12 132 0 976833 170 +32,5 (1) + 19 5 (11) 1.505035
Таблица 8-13
Содержание различных видов серы в сыром бензоле
Серы Образец I* Образец П* Образец ПР*
содер- жание "6 % от всей серы содер- жание % 9<> от всей серы содер- жание % % от всей серы
Сероводородная 0,15 8,5 0,20 12,5 0,20 44,4
Сероуглеродная 1,02 58,5 0,92 57,5 0 18 36,8
Т иофеновая 0,52 29,5 0,40 25,0 0,08 12,9
Прочие виды 0,06 3,5 0,09 5,0 0,03 6,1
Общая 1,75 100,0 1 60 100 0 0,49 100,0
* Сернистые бензолы южных заводов.
** Малосерннстый бензол восточных заводов.
Таблица 8-14
Содержание серы во фракциях
сырого бензола, % (вес.)
Фракция Образец
I II III
Головная 30,4 22,6 4,26
Бензольная .... 0,42 0,34 0.08
Толуольная .... 0,40 0.42 0,06
Ксилольная 0,38 0,40 0,04
Тяжелый бензол . . . 0,28 0,34 0,02
Сольвент-нафта . . . 1,66 1,32 —
Таблица 8-15
Основные компоненты сернистых
соединений сырого бензола, % (вес.)
Соединение Образец,
I II
Сероводород .... 0 22 0,30
Сероуглерод .... 1,18 1,32
Тиофен 0,53 0,88
Метилтиофены . . . 0,18 0,14
Диметилтиофепы . . 0,05 0,04
Всего . . . . 2,25 2,74
Переработка сырого бензола
199
Таблица 8-16
Свойства сернистых соединений, входящих в состав сырого бензола
Соединение Формула Молеку- лярная масса Плотность 4 Температура, °C Показатель преломления .20 nD
кипения кристал- лизации
Сероводород H2S 34 — —60,4 — —
Сероокись углерода cos 60 — —49,9 — 138,4 —
Сероуглерод cs2 76 1,263 46,3 —110,4 1,6276
Метилмеркаптан CH3SH 48 0,896 6,8 — —
Этилмеркаптан C,H6SH 62 0,839 37,0 — 144 1,4308
Изобутилмеркаптан C4H8SH 122 0,836 88,0 — 1,4408
Этилсульфид (C2H6)2S 90 0,837 92,0 —99 1,4486
Метилдисульфид (CH3)2S2 94 1,062 116,0 — 1,5202
Этилдисульфид (C2H5)2S2 122 0,993 153,0 — 1,5063
Т иофен C4H4S 84 1,066 84,1 —37,1 1,5288
2-Метилтиофен CH3C4H3S 98 1,025 112,5 —63,5 1,5240
3-Метилтиофен CH3C4H3S 98 1,026 114,5 —68,6 1,5266
2,5-Диметилтиофен (CH3)2C4H2S 112 0,991 134,0 — —
2,3-Диметилтиофен (CH3)2C4H2S 112 0,996 136,5 — —
2,4-Диметилтиофен (CH3)C4H2S 112 0,997 137,5 — —
3, 4-Диметилтиофен (CH„)2C4H2S 112 1,089 145,0 — —
Т етраметилтиофен (CH3)4CS 140 0,994 182,5 — ——
Сера s 32 1,920 444,6 120 —
Насыщенные углеводороды
В сыром бензоле, получаемом при перио-
де коксования 14—18 ч, содержится 1,0—
2,5% (вес.) неароматических примесей, в
которые входят следующие компоненты, %
(вес.):
Циклопентан ......................0,2—0,6
Метилпентаиы ......................0,1 — 0,3
Гексан............................. 0 , 1 — 0,4
Циклогексан .......................0,2—0,5
Гептаи ............................ 0,1 —0,4
Метилциклогексан...................0,1 —0,2
Этнлниклогексаны ...............I „
Пропил.чиклогексан..............J
Прочие насыщенные углеводороды . . 0,1—0,3
Насыщенные углеводороды образуют с
бензольными углеводородами азеотропные
смеси (табл. 8-17). Температуры кипения
этих смесей и бензольных углеводородов
очень близки, поэтому отделение последних
от насыщенных углеводородов вызывает
значительные затруднения. н-Гептан и ме-
тилциклогексан не образуют азеотропных
смесей с бензолом и толуолом, но в то же
время смеси эти не являются идеальными и
не подчиняются законам Рауля и Дальто-
на. Вследствие этого выделение этих при-
месей методом ректификации чрезвычайно
затруднительно.
Свойства типичных образцов чистого бен-
зола (продукта) и содержание в нем ие-
ароматических примесей иллюстрируются
табл 8-18.
Таблица 8-17
Азеотропные смеси, образуемые
бензольными и насыщенными
углеводородами
Азеотропная смесь Содержание до- бавки в смеси, % Температура кипения, °C
добавки азеотроп- ной смеси
С бензолом: метилциклопентана 88,3 71,8 71,4
2,З-Диметилпента- иа 20,0 83,8 79,2
2,2-Диметилпента - на 24,5 79,2 76,8
циклогексана . . 45,0 80,7 77,5
С о-Ксилолом: пропилциклогекса- на 8 150,7 144,2
С тиофеном: циклогексана . . 55 80,7 77,9
н-Гептана .... 15 98,4 83,1
В табл. 8-19 представлена характеристи-
ка углеводородов, входящих в состав сыро-
го бензола.
200
Переработка химических продуктов коксования
Таблица 8-18
Свойства образцов чистого бензола
и содержание в нем
иеароматических примесей
Характеристика Образец
I II III
Плотность ^4° . . 0,8787 0,8783 0,8778
Начало кипения, °C 79,7 79,6 79,4
Конец кипения, °C Пределы кипения, 80,1 80,1 80,2
°C Окраска с серной 0,4 0,5 0,8
кислотой .... 0,05 0,05 0,3
Бромное число . . Содержание, %: — 0,22 0,42
сероуглерода 0,0002 0,008 0,065
тиофена . . . Показатель пре- 0,001 0,08 0,18
ломления пр Температура кри- 1,5007 1,5003 1,5000
сталлизации, °C Содержание неаро- матических угле- 5,38 5,20 5,05
водородов, % В том числе: 0,24 0,55 0,80
циклогексана 0,096 0,188 0,246
н-Гептана . . триметилпен- танов и ме- тилцикло- 0,096 0,164 0,288
гексана . . метилцикло- — 0,044 0,068
пентанов . . — 0,056 0,088
прочих. . . . 0,048 0,008 0,110
Таблица 8-19
Характеристика насыщенных
углеводородов, входящих в состав
сырого бензола
Углеводород 20 Плотность d^ Температура Показатель пре- 20 ломления пр
кипения кристал- лизации
я-Гексан .... 2,2-Диметилбу- 0,659 68,7 —95,3 1,3748
тан (неогексан) 0,649 49,7 —99,7 1,3687
я-Гептан .... 0,683 98,4 —90,6 1,3876
2-Метилпентан . . 2. 2-Диметилпен- 0,653 60,3 —153,7 1,3714
тан 3, З-Диметилпен- 0,673 79,2 — 123,8 1,3824
тан 2, 4-Диметилпен- 0,693 86,6 —134,4 1,3908
таи 2. 2, З-Триметил- 0,673 80,5 — 119,2 1,3821
бутан .... 0,690 80,9 —25,0 1,3894
Продолжение табл. 8-19
Температура ф о Q. СЧ Q
43 °C Е С
Углеводород о к К S + К «3 S Ф “ н s «а я « ф
о Ф е S СП £ S
с я «Ч —
2, 2, 4-Триметил-
пентан .... 0,692 99,2 —107,3 1,3914
2, 2, З-Триметил-
пентан .... 0,716 109,8 —112,3 1,4028
2. 3. 4-Триметил-
пентан .... 0,715 113,5 — 109,2 1,4012
2, 3, З-Триметил-
пентан .... 0,726 114,7 — 100,7 1,4075
Циклопентан . . Метилциклопен- 0,745 49,3 —93,7 1,4064
тан 0,748 71,8 — 142,4 1,4097
Циклогексан . . Метилциклогек- 0,778 80,7 +6,5 1,4262
сан 0,769 100,3 — 126,6 1,4231
я-Октан .... 0,702 125,6 —56,8 1,3975
2-Метилгептан . . 0,698 117,6 —109,0 1,3949
З-Метилпентан . . 0,706 118,9 — 120,5 1,3985
4-Метилгептан . . цис-1, 2-Диме- 0,705 117,7 —120,9 1,3979
тилциклогек- сан 0,796 129,7 —50,0 1,4360
транс-1,2-Диме-
тилциклогек- сан 0,776 123,4 —88,2 1,4269
цис-1, 3-Диме-
тилциклогек- сан 0,766 120,1 —75,6 1,4229
транс-1,3-Диме-
тилциклопен- тан 0,785 124,5 -90,1 1,4308
цис-1, 4-Диме-
тилциклопен- тан 0,782 124,3 —87,4 1,4297
транс-1, 4-Диме-
тилциклопен- тан 0,762 119,4 —36,9 1,4209
я-Пропилцикло-
пентан .... 0,776 130,9 —111,3 1,4262
Этилциклогексан 0,778 131,8 —111,3 1,4330
2. ОЧИСТКА БЕНЗОЛА
ОТ НЕПРЕДЕЛЬНЫХ И СЕРНИСТЫХ
СОЕДИНЕНИЙ
Очистка серной кислотой
При обработке сырого бензола или его
фракций концентрированной серной кисло-
той идут процессы полимеризации, сополи-
меризации, конденсации и сульфирования с
образованием так называемой кислой смол-
ки и продуктов, частично растворимых в
бензольных углеводородах и выделяющих-
ся при последующей ректификации в виде
кубовых остатков.
Переработка сырого бензола
201
Выход в состав кислой смолки:
Выход, % к очищаемой фракции , . 0,2—3,0
Плотность при 20° С...1,03—1,20
Состав смолки, %:
серная кислота.......... 5—15
вода................. 10—25
полимеры, сульфокислоты и др. 50—80
Некоторые непредельные соединения, в
частности циклопентадиен и дициклопента-
диен, полимеризуются очень глубоко с
большим выделением тепла и образованием
вязких смол сложного строения, а также
средних эфиров (диалкилсульфатов). По-
следние хорошо растворяются в углеводо-
родном слое, благодаря чему они остаются
в продукте вплоть до окончательной ректи-
фикации. Они термически нестойки, вслед-
ствие чего при окончательной ректифика-
ции разлагаются с выделением сернис-
того газа, сероводорода, меркаптанов, не-
насыщенных соединений и образованием уг-
листых осадков.
В результате разложения диалкилсульфа-
тов образуются кислые соединения в про-
дуктах окончательной ректификации и ухуд-
шается качество чистых продуктов.
Высококипящие непредельные соединения
(стирол, кумарон, инден) под влиянием сер-
ной кислоты образуют термически устойчи-
вые полимеры.
Под действием крепкой серной кислоты
непредельные соединения легко сополиме-
ризуются с тиофеном и бензольными угле-
водородами, главным образом метилирован-
ными.
Непредельные соединения тяжелого бен-
зола не только не образуют кислой смолки,
но даже способствуют некоторому умень-
шению ее количества, так как образующие-
ся полимеры растворяются в бензольных
углеводородах.
Повышение температуры, увеличение про-
должительности процесса, увеличение коли-
чества и повышение концентрации кислоты
при очистке ускоряют не только полимери-
зацию непредельных соединений и сополи-
меризацию их с тиофеном и ароматическими
углеводородами, но сульфирование послед-
них, в первую очередь метилированных.
Основной фракцией, подвергающейся
сернокислотной очистке, являются фракция
бензол—толуол — ксилол (ВТК). На юж-
ных заводах вследствие большего количе-
ства тиофеновой серы во фракцию ВТК пе-
реводят некоторое количество тяжелого бен-
зола, в противном случае непредельных сое-
динений было бы недостаточно для сополи-
меризации с тиофеном. На восточных заво-
дах при низком содержании тиофена глубо-
кая очистка фракции ВТК не вызывает ос-
ложнений. В табл. 8-20 представлена харак-
теристика фракции ВТК, поступающей на
очистку.
Схема сернокислотной очистки в аппара-
туре периодического действия показана на
рис. 8-1.
Последовательность и средняя продолжи-
тельность отдельных операций при очистке
фракции ВТК:
Т а б л и ц а 8-20
Характеристика фракции ВТК
Характеристика Заводы
южные восточные
Начало кипения. °C 82—83 80—82
Отгон до 100° С, % 75—80 80—85
Отгон до 125° С, % 85—90 90—95
95% отгона,°C . . . 140—150 120—125
Содержание, %: тиофеновой серы 0,4—0,5 0,05—0,08
непредельных соединений. % 4—5 1,5—2
Отношение непре- дельные соедине- ния: тиофеновая сера 8-10 20—40
Состав фракции, %: бензол 70-75 80—85
толуол 15—18 12-15
ксилол 3-5 1,0—2
сольвент .... 1,5—2,5 —
Продол-
„ житель-
Операция ность
. мин
Загрузка аппарата ................. 30
Проверка отсутствия воды в загрузке 10
Пуск мешалки и перемешивание загруз-
ки .................................. 3
Подача кислоты для промывки .... 3
Перемешивание после подачи всей ки-
слоты .............................. 15
Подача воды для регенерации ........ 1
Регенерация кислоты (перемешивание
с водой) ............................ 5
Отстой регенерированной кислоты и
кислой смолки ...................... 45
Спуск регенерированной кислоты и
кислой смолки ...................... 15
Подача щелочи для нейтрализации . . 2
Перемешивание со щелочью......... 5
Отстой щелочи ........................ 3 0
Спуск отработанной щелочи в сборник 10
Спуск промытой и нейтрализованной
фракции в хранилище................. 30
Общая продолжительность всей операции
по промывке составляет около 200 мин.
Отработанная щелочь в виде эмульсии
всегда содержит некоторое количество бен-
зольных углеводородов, поэтому ее необхо-
димо отпаривать.
Накопленный практический опыт позво-
ляет установить следующее соотношение
между расходом' кислоты и бромным чис-
лом получаемого бензола:
При переработке сернистых
сырых бензолов южных заводов
Расход 93%-ной
серной кислоты, кг!т
60-70
70—80
80—95
Бромное пиело чистого
бензола
0,5 0—0,6 0
0,30—0,40
До 0,30
При переработке малосернистых
сырых бензолов восточных
заводов
30-40 До 0,20
40—50 » 0.10
Переработка химических продуктов коксования
202
16
Регенерирова! пая
кислота
15
Свежая
щелочь
Смолка
13
"бензольные
углеводороды
Д-1 Вода
Пары /17
Вода
Фракция на очистку
Очищенная фракция на склад
Регенерированная кислота
в сульфатное отделение
Нейтрализован- §
ная отпаренная §
смолка а отвал
Рис. 8-1. Схема сернокислотной очистки в аппаратуре периодического действия:
1 — 3 — мерники для щелочи, воды и кислоты соответственно; 4 — моечный аппарат; 5 — рас-
пределительная тарелка; 6 — промежуточный отстойник кислой смолки; 7 — 9 — сборники свежей
щелочи, оборотной щелочи и крепкой кислоты; 10 — куб для отпарки бензольных продуктов из
отработанной щелочи и кислой смолки; 11—12 — кислотные и щелочные насосы; 13 — сборник реге-
нерированной кислоты; 14 — бачок для регенерированной кислоты; /5 — сепаратор для отстойных и
промывных вод; 16 — нейтрализатор паров; 17 — конденсатор; 13 — сепаратор
Вода после о тс та
иоания и промысл
ки
РегеНеОЦроваиная
кислота
Пары
Указанные нормы расхода и показатели
по очистке зависят от состава фракций,
температуры процесса, эффективности ра-
боты перемешивающих устройств и др.
Общие потери при очистке обычно состав-
ляют 3—5% и складываются из полимеров,
эфиров и сульфокислот в кислой смолке и
эмульсии бензольных углеводородов в щело-
чи, а также из потерь при испарении в про-
цессе перекачки продукта. Выход кубовых
остатков составляет обычно 2—4%.
Опыт сернокислотной очистки с примене-
нием шаровых смесителей непрерывного
действия показал их надежность и удобство
при эксплуатации. Однако достигаемая в
шаровых смесителях интенсивность переме-
шивания является недостаточной. Вследст-
вие этого возникает необходимость удлине-
ния процесса, для чего устанавливают реак-
ционный аппарат, что приводит к дополни-
тельному образованию кислой смолки.
В табл. 8-21 приведены производственные
показатели процесса. Схема сернокислотной
очистки в аппаратуре непрерывного дейст-
вия с применением механических смесителей
показана на рис. 8-2
Таблица 8-21
Производственные показатели
Показатели При очистке сернистых бензолов юж- ; ных заводов При очистке малосерни- 1 стых бензо- 1 лов восточ- , ных заводов
Фракция ВТК: начало кипения, °C 83—84 81—82
95% отгона, °C . . 140—150 115-125
Концентрация серной кислоты, % . . . . 93 92
Расход серной кисло- ты на 1 т фрак- ции, кг 65 30
Температура процес- са, °C 45—50
Продолжительность контакта в шарах, мин 0,5 1,0
Переработка сырого бензола
203
Продолжение табл. 2-21
Показатели При очистке сернистых бензолов юж- ных заводов При очистке малосерни- стых бензо- лов восточ- ных заводов
Продолжительность процесса в реакци- онном аппарате, мин Количество кислой смолки, % .... Бромное число: исходной фракции после насоса . . . » шаровых сме- сителей .... после реакционно- го аппарата . . 11,0 2 8—8,5 0,9—1,1 0,65—0,80 0,40—0,50 4 0,2—0,3 0,1—0,13
Преимущество механических смесителей
по сравнению с шаровыми состоит в том,
что в них благодаря большой эффективно-
Кислота
Щелочь
Вода
8
/ Очищенная
_ ° Р Фракция ВТК
—1.кислая смолка
Вдоа
Рнс. 8-2. Схема сернокислотной
9
Свежая
!\ .щелочь
•J5
Фракция ВТК
из хранилища
Регенерирован-
на я кислота
Нейтраль-
кая смолка
Йг
_I_
ТО _ _____________
в контрольный сепаратор
очистки в аппаратуре непрерывною действия с применением меха-
нических смесителей:
1 — напорный бачок для 93*/о-ной кислоты; 2 —- механический смеситель; .3 — сепаратор для кис-
лой смолки и регенерированной кислоты; 4 — шаровые смесители для регенерации кислоты; 5 — от-
.стойЕ^к для регенерированной кислоты и смолки; 6 — смотровые фонари; 7 — шаровые смесите
ли для нейтрализации; 8 — сепаратор щелочи; 9 — сборники щелочи; 10 — щелочные насосы,
Л — куб для отпарки бензольных продуктов из кислой смолки и отработанной щелочи; 12 — про-
межуточный сборник для кислой смолки; 13 — нейтрализатор паров; 14 — конденсатор; 15 —
сырьевые иасосы
сти перемешивания можно проводить про-
цесс очистки за меньший отрезок времени.
Каталитическая гидроочистка
При каталитической гидроочистке сырой
бензол освобождается от примесей сернис-
тых, непредельных, азот- и кислородсодер-
жащих соединений благодаря процессам
деструктивной гидрогенизации.
Основные реакции процесса:
RSH + H2 RH + H2S,
С6н5он + н2 - с6н6 + н20,
R2S2Н22RH + H2S,
C5H5N + 5Н2 - С5Н12 + NH3,
CS2 + 4Н2 ->• СН4 +2H2S,
CH3CN + ЗН2 ->• С2Н6 + NH3.
C4H4S + 4Н2 -> С4Ню + H2S,
Продуктами реакций деструктивной гид-
рогенизации являются насыщенные углево-
дороды, сероводород, аммиак и вода.
Реакции протекают при температуре
380—420° С и давлении водорода 20—25 ати.
Если для гидроочистки применяют коксо-
вый газ, то его давление должно быть 40—
50 ати. Сырьем для гидроочистки служит
фракция ВТК, что дает возможность выде-
лить л использовать циклопеитадиен, се-
Рис. 8-3. Схема переработки сырого
бензола с применением каталитиче-
ской гидроочистки:
1 — колонна непрерывного отбора го-
ловной фракции; 2, 23, 30 — подогре-
ватели: 3, 26, 32 — конденсаторы; 4,
27, 33 — сепараторы; 5 — бакн для
рефлюкса; 6, 15 — холодильники; 7,
О, 28, 37 — насосы; 8 — сборник бен-
зола; 10, 14 — теплообменники; 11 —
полимеризатор для сырья; 12 — труб-
чатая печь; 13 — реактор; 16 — сепа-
ратор высокого давления; 17 — ком-
прессор; 18 — отдувочная колонна;
19 — диафрагмовый смеситель; 20,
21 — отстойники для щелочи и воды;
22 — головная колонна; 24 — подогре-
ватель; 25, 31 — холодильники остатка;
?9 — бензольная колонна; 34 — доза-
тор орошения; 35 — фонарь; 36 — кон-
тактные мерннки
Переработка химических продуктов коксования
Переработка сырого бензола
205
роуглерод и смолообразующие соединения
тяжелого бензола.
Переработка сырого бензола с примене-
нием каталитической гидроочистки пред-
ставлена на рис. 8-3.
Производственные показатели каталити-
ческой гидроочистки фракции ВТК следую-
щие:
Температура процесса. °C .......... 380—400
Давление, атм ..................... 40—50
Содержание водорода в циркулирую-
щем газе, % (обтемн.) ............. 50—55
Выход, %:
головной фракции ................. 2—3
промежуточной фракции ВТ .... 3—5
Показатели чистого бензола:
содержание сероуглерода, % . . . 0
содержание тнофена, % ........ Менее
0,0002
температура кристаллизации, °C . . 5,3—5,35
Получение бензола для синтеза
Бензол для синтеза характеризуется ма-
лым содержанием неароматических приме-
сей и серосодержащих соединений (ГОСТ
•8448—61). Количество неароматическнх при-
месей определяют по снижению температ’
ры кристаллизации
Д/М
10А ’
где х — содержание неароматических при-
месей, % (вес.);
М — молекулярная масса примесей;
А — криоскопическая константа, рав-
ная 5,12;
Д/ — понижение температуры кристал-
лизации. °C.
Примеси насыщенных углеводородов ока-
зывают заметное влияние на плотность бен-
зола:
Содержание насыщенных
углеводородов, % (вес.)
Менее 0, 1
0, 1 — 0,2
0,2—0,3
Плотность бензола
л20
«4
Около 0,879
0,8787—0,8790
0,878о—0,8780
В табл. 8-22 приведены основные показа-
тели качества бензола высших сортов по
стандартам ряда стран.
Таблица 8-22
Основные показатели качества бензолов высших сортов
Страна и сорт Пределы перегонки °C Окраска с серной кислотой Бромное число Темпера- тура крис- таллиза- ции, °C Сера, %
общая тиофено- вая сероугле- родная
СССР: бензол для синтеза, сорт I бензол для синтеза сорт II бензол для нитрации, сорт I бензол для нитрации, сорт 1I Не более 0,6 Не более 0,6 Не более 0,8 Не более 0,8 Не более 0,1 Не более 0,1 Не более 0,2 Не более 0,3 Не более 0,12 Не более 0,30 Не ниже 5,3 Не ниже 5,3 Не ниже 5,1 Не ниже 5,0 — Менее** 0,0005 Менее** 0,001 Менее** 0,080 Менее** 0,13 Менее*** 0,0001 Менее*** 0,0005 Менее* ** 0,0200 Менее*** 0,0500
Франция: бензол для синтеза бензол для нитрации 95% при 0,6 95% при 0,6 Не более 0,1 Не более 0,2 — Не менее 5,3 Не менее 5,2 Не более 0,01 Менее 0,01 Менее 0,035
ФРГ: бензол чистый 95% при 0,6 Не более 0,2 Не более 0,05 — 0,003 — —
Англия: бензол для нитрации 95% при 0,6 — — Не менее 5,0 — Менее 0,01 Менее 0,035
Япония: бензол специальный бензол, сорт I 97% при 1 97% при 1 — — Не менее 5,2 Не менее 5,0 — Не более 0,001* 0,020* Не более 0,0005 0,0400*
В г/100 мм; •* тиофена; сероуглерода.
206
Переработка химических продуктов коксования
Содержащиеся в бензоле примеси насы-
щенных углеводородов состоят преимуще-
ственно из циклогексана, метилциклопента-
нов, метилциклогексана и н-Гептана; пер-
вые два соединения образуют с бензолом
азеотропные смеси с минимумом температу-
ры кипения, что дает возможность при
четкой ректификации большую часть этих
примесей сосредоточить в головной фрак-
ции. Метилциклогексан и н-Гептан при осо-
бо тщательной ректификации могут быть в
значительной степени сконцентрированы в
промежуточной фракции бензол — толуол.
При большом исходном содержании приме-
сей насыщенных углеводородов выход го-
ловной и промежуточной фракций стано-
вится недопустимо велик.
При четкой ректификации, проводимой с
целью освобождения бензола от насыщен-
ных углеводородов, одновременно достига-
ется полное удаление сероуглерода.
Показатели ректификации бензола при
освобождении его от иеароматических при-
месей следующие:
Плотность d^ .......................
Пределы кипения, °C.................
Температура кристаллизации, °C ... .
Содержание, %:
сероуглерода ......................
тиофена ........................
Число тарелок (агрегат периодическо-
го действия) .......................
Рефлюксное число, при отборе:
головной фракции ..................
бензола для синтеза ............
0,877
0,6006
0,00075
3 5
25—30
1 ,4 — 1 ,5
Качество продуктов ректификации иллю-
стрируется табл. 8-23.
Применение каталитической гидроочист-
ки вносит некоторые осложнения в процесс
получения бензола с высокой температурой-
кристаллизации, так как некоторые непре-
дельные соединения переходят в насыщен-
ные углеводороды, а также в незначитель-
ной степени происходит гидрирование аро-
матических углеводородов, что приводит к
увеличению содержания циклогексана и ме-
тилциклогексана.
Чем больше содержание насыщенных сое-
динений в сыром бензоле (в том числе в-
бензольной и толуольной фракциях), тем
труднее получить бензол с высокой темпе-
ратурой кристаллизации (5,3° С) путем рек-
тификации. В этом случае иногда применя-
ют азеотропную ректификацию с ацетоном,
вымораживание бензола или экстракцион-
ную очистку от неароматических примесей.
При каталитической гидроочистке бензол,
свободный от всех сернистых примесей, по-
лучается непосредственно в процессе очист-
ки фракции ВТК.
При сернокислотной очистке от тиофена
процесс ведут в вде стадии.
Первая стадия — обычная очистка фрак-
ции ВТК с последующим получением чис-
тых продуктов (бензола, толуола, ксилола),
вторая стадия—очистка бензола от тиофе-
на применением моногидрата или олеума
(3% свободной SO3).
Вторую стадию можно провести путем
совместной промывки бензола и добавлен-
ных непредельных соединений 93%-ной сер-
ной кислотой. При этом тиофен сополимер и-
Таблица 8-23.
Качество продуктов ректификации
Фракция Выход % Плотность rf2° 4 Разгонка н. к. 95% Темпера* тура кристал- лизации °C Содержание, %
тиофеиа сероугле- рода
Головная Бензол для синтеза . . . Концевая 9,0 88,5 1,5 0,876 0,878 0,877 79,6 80,2 79,8 80,2 79,8 80,3 5,0 5,35 5,0 0,00048 0,00085 0,0024 0,0055 Нет »
Если температура кристаллизации исход-
ного бензола равна 5,1—5,2° С и пределы
его кипения не превышают 0,5—0,6, то для
отбора головной фракции нужна колонна из
60—70 тарелок. Рефлюксное число при от-
боре должно составлять 50—60.
В случае непрерывной ректификации пос-
ле отбора головной фракции бензол для
синтеза можно получить на второй колонне,
работающей последовательно с первой, или
на боковой колонне в виде донного продук-
та. Отделять бензол для синтеза от кон-
цевых погонов проще, чем отбирать голов-
ную фракцию от бензола для синтеза, при-
чем не требуется соблюдать столь жесткие
условия ректификации.
Выход головной фракции может колебать-
ся от 1 —1,5% до 8—10%.
зуется с непредельными соединениями,
образуя высококипящие соединения, отде-
ляемые в виде кислой смолки и частично в
виде кубовых остатков при последующей
ректификации. Источником непредельных
соединений могут служить тяжелый бензол
или иные продукты не коксохимического
происхождения. Основные показатели про-
цесса при очистке бензола, содержащего
0,1—0,15% тиофена (окраска с серной кис-
лотой 0,2—0,3; бромное число 0,3—0,4),
следующие:
Температура при очистке, °C........35—40
Расход кислоты, %.................. 7 — 10
Расход тяжелого бензола (70% непре-
дельных соединений)................ 1,5—2,5.
Продолжительность контакта, мин . . До 1
Расход воды для регенерации кисло-
ты, % .......................... 8—10
Переработка сырого бензола
207
Получаемая после регенерации кислота тре-
бует отстоя в течение 10—12 </, в резуль-
тате чего она содержит мало органических
примесей и может быть применена для про-
изводства сульфата. Бензол после промывки
и нейтрализации обязательно должен под-
вергаться ректификации.
При применении олеума для повторной
промывки после нейтрализации ректифика-
ция не является обязательной и можно ог
По этой схеме переработка первого сыро-
го бензола состоит из следующих операций:
отбора сероуглеродной фракции в агрега-
те непрерывного действия; сернокислотной
очистки фракции БТКС (остатка после от-
бора сероуглеродной фракции) в моечных
аппаратах периодического или непрерывно-
го действия; отпарки мытой фракции с ней-
трализацией паров в агрегате непрерывного
действия; отбора чистого бензола в агре-
Щелочь
Легкокипящие
примеси
Ш
Олеум
И
Чистый бензол
Чистый толуол
2 Вода
Щелочь
Ксилол
и
iLLIM
Чистый бензол
ВТК из хранилища
бензол, Очищенный
от тиощена
Рис. 8-4. Схема получения бензола для синтеза:
] — насосы; 2, 12 — смесители; 3 — регенератор; 4, 6, 14, 16 — отстойники; 5 — нейтрализатор; 7 —
сборник для щелочи; 8 — ректификационная колонна чистого бензола; 9 — ректификационная ко-
лонна чистого толуола; 10 — ректификационная колонна ксилола; 11 — подогреватель; 13 — хо-
лодильник; 15 — нейтрализатор; 17 — колонна бензола для синтеза; 18 — приколонок; / — очистка
фракции ВТК; 11 — ректификация фракции ВТК; Ш — очистка бензола от тиофена; IV — рек-
тификация бензола
свежая
щелочь
раннчиться водной промывкой с тем, чтобы
продукт имел нейтральную реакцию.
Схема получения бензола для синтеза по-
казана на рис. 8-4. Показатели очистки бен-
зола, содержащего 0,1—0,15% тиофена
(бромное число 0,3—0,4, окраска 0,2—0,3).
следующие:
Расход олеума (моногидрата), %
Температура бензола, °C:
перед очисткой ............
после смесителя............
» холодильника . . . .
Содержание тиофена в очищен-
ном бензоле, % ...............
Расход щелочи (NaOH) при ней-
трализации на 1 т бензола,кг
Потери бензола (сульфирова-
ние), % ...................
6—10
28—30
35—40
24 — 28
0,0003 — 0,0008
3
0,5—2,0
3. РЕКТИФИКАЦИЯ СЫРОГО БЕНЗОЛА
Полунепрерывная и непрерывная
ректификация
Схема полунепрерывной ректификации
при переработке двух фракций сырого бен-
зола представлена на рис. 8-5.
гате непрерывного действия; отбора чисто-
го толуола, ксилола и сольвентов в агре-
гате периодического действия.
Переработка второго сырого бензола про-
изводится в ректификационном агрегате пе-
риодического действия для получения кон-
центрированной фракции тяжелого бензола
(сырья для производства полимерных смол).
Схема непрерывной ректификации при пе-
реработке двух фракций сырого бензола
показана на рис. 8-6. Описание схемы по от-
дельным операциям приведено ниже.
Выделение сероуглеродной фракции
Режимы работы сероуглеродной колонны
должен быть таким, чтобы обеспечить пол-
ное выделение легких погонов из фракции
ВТК при незначительном содержании бен-
зола в головной фракции.
Весьма существенно в работе сероугле-
родной колонны — отсутствие в сырье во-
ды без учета растворенной, которая удаля-
ется с сероуглеродной фракцией.
Первый сырой бензол из резервуара скла-
да или из промежуточного резервуара при
208
Переработка химических продуктов коксования
Рис, 8-5. Схема полунепрерывной ректификации при переработке двух фракций сырого бензола:
/ — головная колонна; 2, 22 — подогреватели; 3 — холодильники остатков; 4 — конденсаторы;
5 — холодильники; 6 — сепараторы; 7 — дозаторы орошения; 8 — насосы; 9—И — напорные ба-
ки для реактивов; 12 — моечиые аппараты; 13 — распределительные тарелки; 14, 26 — отстой-
ники; 15 — сборник регенерированной кислоты; 16 — отпариой куб; 17. 18 — баки для приготовле-
ния раствора щелочи; 19 — конденсатор-сепаратор; 20, 21 — сборники; 2з — отпариая колоииа; 24 —
отпарной куб; 25 — дефлегматор; 27 — ректификационная колоииа чистого бензола; 28 — мериики;
29 — ректификационная колоииа чистого толуола; 30 — фонари; 31 — эжектор; 32 — контрольный
сепаратор; 33 — концевой куб; 34 — колонна периодического действия; 35 — сборник; Зь, 37 —
ротаметры
цехе центробежным насосом подают в рек-
тификационную колонну на 23,25 или 30-ю
тарелку (см. рис. 8-6).
Для нагрева сырья, испарения сероугле-
родной фракции, нагрева и испарения ре-
флюкса расходуется тепло, сообщаемое глу-
хим паром в выносных подогревателях тер-
мосифоииого типа.
Пары сероуглеродной фракции выходят
из верхней части и поступают в конденса-
тор-холодильник. Охлажденная фракция по-
ступает в сепаратор для отделения от не-
большого количества воды, попадающей в
дистиллят из первого бензола.
Сероуглеродную фракцию из сепаратора
или из бака для рефлюкса насосом подают
на верх колонны в качестве орошающей
жидкости.
От линии подачи рефлюкса в колонну
при помощи специального регулятора отво-
дят сероуглеродную фракцию на склад. Ос-
таток после отбора сероуглеродной фрак-
ции из нижней части колонны через холо-
дильник типа «труба в трубе» направляют
к насосу для передачи в аппаратуру серно-
кислотной очистки или на склад.
Работа агрегата для отбора сероуглерод-
ной фракции автоматизирована.
Расчетные нормы
Количество отбираемой сероуглеродной фракции, %;
от питания колонны ........................................ 2,0—3,5
Состав сероуглеродной фракции, %•.
сероуглерод .................................................. 25—45
циклопеитадиен.......................................... 15—2 5
бензол.................................................. 15—35
Содержание сероуглерода в чистом бензоле (зависимость от сорта чи-
стого бензола), % ......................................... 0.0001 — 0,005
Температура, °C:
начала кнпеиия фракции БТКС (остатка)....................... Не менее 82
паров после нижних подогревателей колонны .................. 92—96
» после колоииы............................................ 50—55
Давление в колонне, атм ......................... 0,2—0,3
Число тарелок в колонне......................................... 30—40
Тарелка питания (считая снизу) в зависимости от количества тарелок
в колонне....................................................23, 25 или 30-я
Переработка сырого бензола
209
Отношение рефлюкс: питание...............................
Расстояние между тарелками, мм .. .................. .
Допустимая скорость паров в колоние, м!сек..............
Коэффициент теплопередачи в подогревателях (термосифонного типа),
ккал'(м2 • ч град)....................................
Поверхность подогревателей иа 1 m питания, м2...........
Коэффициент теплопередачи в холодильнике остатка типа «труба в тру-
бе». ккал^м2 • ч • град)'.
при скорости продукта 0,9—1,3 м]сек...................
» » » 0,35 — 0.75 м!сек ................
Поверхность холодильника остатка иа 1 m питания, м2.....
Общий коэффициент теплопередачи для периода конденсации н периода
охлаждения в конденсаторе-холодильнике прн скорости охлаждающей
воды 0,7—1,0 м/сек, ккал/(м2 • ч • град) ...............
Поверхность конденсатора-холодильника на 1 m питания, м-.
Расход:
пара давлением 8 ата на 1 т питания, т ..............
охлаждающей воды иа 1 т питания, м3 ................
электроэнергии на 1 т питания, кет ч...............
0,7-1,0
600
0,5—0,7
450—600
3-4
350—450
200—300
4—4,5
200—300
30—40
0,25—0,35
7—Ю
2—3
Отгонка очищенных фракции
(отпарка)
Фракция БТКС после сернокислотной
очистки центробежным насосом подается иа
12-ю тарелку отпарной колонны, предвари-
тельно она проходит через верхнюю секцию
конденсатора-холодильника, в которой по-
догревается теплом, выделяющимся в ре-
зультате конденсации паров из колонны, до
температуры около 70° С, и подогреватель,
где подогревается паром до 100—110° С.
В колонну подают острый пар и глухой
пар, благодаря чему достигается отделение
бензольных углеводородов от кубовых ос-
татков.
Остаток из колонны перетекает в нижний
подогреватель, представляющий собой не-
большой куб. Температуру жидкости в кубе
поддерживают около 115° С. Качество остат-
ка (полимеров) по содержанию в них воды
и фракции отгона до 180° С регулируют по-
дачей в куб острого пара. Из нижнего подо-
гревателя остаток (полимеры) непрерывно
или периодически откачивают центробеж-
ным насосом на склад.
Выходящие из верхней части колонны
пары проходят нейтрализатор, орошаемый
раствором щелочи. Раствор щелочи нахо-
дится в замкнутом цикле, пока концентра-
ция не уменьшится до 3—4%, после чего
раствор заменяют свежим. Отработанный
раствор щелочи передают в отделение
очистки фракций для отпарки из него бен-
зольных продуктов.
Пары из нейтрализатора поступают в кон-
денсатор-холодильник, из которого охлаж-
денная фракция направляется в сепаратор.
Часть отпаренной фракции непосредствен-
но из сепаратора или через бачок для ре-
флюкса насосом подают в качестве ороша-
ющей жидкости на верхнюю тарелку колон-
ны. Остальная фракция через фонарь пере-
текает на склад.
Раствор щелочи из нейтрализатора после
охлаждения поступает в сепаратор. Отсто-
явшийся в сепараторе продукт через фо-
нарь направляют в хранилище.
Раствор щелочи из нижней части сепара-
тора перетекает в сборник для циркулиру-
ющей щелочи, из сборника раствор насосом
подают в нейтрализатор для промывки па-
ров. Работа отпарного агрегата автоматизи-
рована.
Расчетные нормы
Количество, % от питания:
дистиллята ...................................................... 95—96
полимеров (кубовых остатков)..................................... 4______5
Температура, °C:
питания после теплообмена в конденсаторе-холодильнике................ 70
питания после подогревателя........................................... 100—110
продукта в нижнем подогревателе..................................... 115
наверху колонны...................................................... 80—90
щелочи после нейтрализатора.......................................... 75_78
Давление в колонне, атм ............................................ 0 15____.д 3
Допустимая скорость паров в колонне, м с к ......................... g 7—0'8
Рекомендуемое количество тарелок в колоиие.......................... ’18
Отношение рефлюкса к питанию........................................ g 1_____0 2
Коэффициент теплопередачи, ккал (м2 • ч • град):
в подогревателе...................................................... 600
в ннжием подогревателе (типа горизонтального куба)................. 250—300
в конденсаторе-холодильнике (общий для периода конденсации и перио-
да охлаждения) при скорости охлаждающей воды, 1 м'сек ............. 350—450
Поверхность на 1 т питания, м2:
подогревателя................................................ 2,5
нижнего подогревателя.......................................*. . . . 2*3
конденсатора-холодильника иа I т
Расход пара на 1 т питания, т:
острого .........................
глухого в подогревателях.........
Расход охлаждающей воды, м3, иа 1 т
Расход электроэнергии на 1 т питания,
отпаренной фракции.............. 4 5
................................... 0,15
................................... 0,26
питания, м3..................... 8 — 9
кет • ч ........................ 1,5—2,0
14 Справочник коксохимика, т. III
Переработка химических продуктов коксования
Рис, 8-6. Схема непрерывной ректификации прн переработке двух фракций сырого бензола:
1 — иасссы; 2 — головная колонна; 3 — подогреватели; 4 — конденсаторы; 5, 23 — сепараторы; 6 — холодильники остатков; 7 — смеситель; 8 —
ротаметры; 9, 11 — смесительные шары; 10, 12 — отстойники; 13, 14 — флорентийские сосуды; 15 — ловушка; 16, 21, 30, 39 — кубы-подогреватели;
/7э 22 — дефлегматор; 18 — холодильник-сепаратор; 19 — сборники; 20 — отпарная колонна; 24, 27, 31 — баки для рефлюкса; 25 — ректификацион-
ная колонна чистого бензола; 26 — ректификационная колонна чистого толуола; 28 — ксилольчая колонна, 29 — колонна сольвента; 32 — холодиль-
ник; 33 — смеситель; 34 — бензольная колоииа сорта А; 35 — приколонок бензола для синтеза; 36 — сборники; 37 — колонна редистилляции цтр-
рого бензола; 38 — приколонок тяжелого бензоли
Переработка сырого бензола
211
Получение (отбор)
чистого бензола
Фракцию БТКС из промежуточного цехо-
вого резервуара или складской емкости
центробежным насосом подают в ректифи-
кационную колонну на 11, 13, 15 или 17-ю
тарелку (см. рис. 8-6). Предварительно
сырье нагревают в верхней трубчатке кон-
денсатора-холодильника, куда поступают
пары бензола. Сырье можно нагреть до 70—
75° С.
Испарение бензола, нагрев и испарение
рефлюкса производятся теплом глухого па-
ра в выносных подогревателях термосифон-
ного типа. Температура после подогревате-
лей составляет 127—129° С.
Пары бензола (бензол из фракции и ре-
флюкс) из верхней части колонны посту-
пают в конденсатор-холодильник.
Сконденсировавшийся бензол с темпера-
турой 25—30° С из конденсатора-холодиль-
ника поступает в сепаратор для отделения
бензола от воды, если она есть в перераба-
тываемой фракции.
Чистый бензол из верхней части сепара-
тора или через бак для рефлюкса насосом
подают в верхнюю часть колонны для оро-
шения.
От линии подачи рефлюкса в колонну при
помощи специального регулятора часть чис-
того бензола отводят на склад.
Остаток чистого бензола (фракция ТКС)
е температурой 123—125°С поступает в хо-
лодильник типа «труба в трубе», в котором
охлаждается до 30—35° С, а затем — к
сырьевому насосу следующего агрегата
(для отбора чистого толуола либо проме-
жуточной фракции БТ) пли на склад. Ра-
бота агрегата для отбора чистого бензола
автоматизирована.
Переработка остатка
после отбора чистого бензола
Остаток после отбора чистого бензола
(ТКС) составляет по отношению к сырому
бензолу 22—27% при отсутствии в системе
агрегата для отпарки очищении:; фракций
и 18—23% при наличии отпарного агрегата.
Переработка фракции ТКС производится
в аппаратуре периодического или непре-
рывного действия (см. рис. 8-5 и 8-6).
В первом случае, кроме чистых продук-
тов, получают 7—10% промежуточных
фракций от загрузки куба, которые отбира-
ют с высокими флегмовыми числами и воз-
вращают на повторную ректификацию,
вследствие чего снижается производитель-
ность агрегата. Для увеличения производи-
тельности и уменьшения выхода промежу-
точных фракций подкачивают фракцию
ТКС до тех пор, пока в кубе не останется
ксилольно-сольвентовая фракция, которую
затем подвергают периодической разгонке.
Такой способ позволяет увеличить в 3
раза количество перерабатываемой за одну
операцию фракции и повысить выход чпс
тых продуктов.
Разгонку фракции ТКС ведут в кубе в
присутствии острого пара или под вакуу-
мом (250—350 мм остаточного давления).
Вакуум создают пароэжекторным вакуум-
насосом. Применение вакуума дает возмож-
ность увеличить производительность агре-
гата и уменьшить расход пара. Во втором
случае для получения чистого толуола, кси-
лола и сольвента применяют агрегаты не-
прерывного действия. Отбор чистого толуо-
ла по аппаратурному оформлению п схеме
регулирования аналогичен отбору чистого
бензола.
Ректификацию можно производить с пода-
чей острого пара в колонну или с примепе-
Расчетные нормы
Содержание, %:
толуола в чистом бензоле ......................................
бензола в остатке ..........................................
Температура. °C:
начала кипения остатка .................................... . .
питания ....................................................
после нижних подогревателей колонны........................
Давление в колонне, атм ............................
Число тарелок в колонне.......................................
Номер тарелки питания зависит от количества тарелок в колонне (считая
снизу) .......................................................
Рефлюксное число .............................................
Расстояние между тарелками, мм .......................
Допустимая скорость паров в колонне, м'сек....................
Коэффициент теплопередачи, ккал’м2 ч град):
в подогревателях термосифонного типа...........................
в холодильнике для остатка типа <труба в тРУбе> при скорости продук-
та 0.6—о.&мсек.............................................
в конденсаторе-холодильнике (общий для периода конденсации и пе-
риода охлаждения) при скорости охлаждающе]", воды 0,8—I.и м сек.
Поверхность на 1 щ питания, At2:
подогревателей................................................
холодильника для остатка...................................
конденсатора-холодильника .................................
Расход:
пара давлением 8—10 атм на I т питания, m ................ .
воды на 1 т питания, м9....................................
электроэнергии на 1 т питания, кет • ч........ . ......
Менее 0,0 I
.» 0,1
112,5-113
70-75
126—129
0.2 - О , 4
30—49
I I, 19-я
1 , 2 - 1 , 8
600
0,6—0,7
700—1 000
2 50—3 50
300—400
7-8
1,5-2
3 0 -4 0
0,38—0 45
• ,8—'10
2 — 3
14*
212
Переработка химических продуктов коксования
нием только глухого подогрева. Расход
острого пара составляет 0,25 кг на 1 кг то-
луола.
При работе без острого пара температу-
ра продуктов в нижних подогревателях ко-
лонны составляет 155° С. Для обеспечения
такой температуры давление греющего па-
ра, подаваемого в подогреватели, должно
быть не ниже 9—10 атм. Температура паров
в нижней части колонны равна 151° С. От-
ношение рефлюкса к дистилляту составля-
ет 2. Остальные расчетные нормы такие же,
как и для агрегата чистого бензола.
Остаток после отбора толуола (фракцию
КС) подвергают дальнейшей переработке в
двух последовательно включаемых ректи-
фикационных агрегатах или в одном агрега-
те со сложной колонной, состоящей из глав-
ной колонны и приколонка. В первом слу-
чае схемы отбора отдельно ксилола и соль-
вента не отличаются от схем отбора бензо-
ла и толуола. Во втором случае фракцию
КС из нижней части толуольной колонны
или из емкости сырьевым насосом подают
в колонну на 5, 7 или 9-ю тарелку, считая
снизу. Нагрев, испарение ксилола и сольвен-
та и испарение рефлюкса осуществляют глу-
хим паром, подаваемым в нижний подогре-
ватель, представляющий собой куб емко-
стью 10—20 лг3, в который можно подавать
также острый пар.
Температура паров внизу колонны при
отгонке ксилола в токе водяного пара рав-
на 92,2° С, температура в нижнем подогре-
вателе —130°С.
Расход острого пара на отгонку ксилола
составляет 0,54 кг на 1 кг продукта.
Остатки из куба насосом откачивают на
склад. Пары ксилола (и рефлюкса) из верх-
ней части колонны поступают в конденса-
тор-холодильник. Охлажденный продукт
для отделения от воды поступает в сепара-
тор, из верхней части которого насосом по-
дается в колонну в качестве рефлюкса.
От линии рефлюкса при помощи специ-
ального регулятора ксилол отводят на
склад (непосредственно или через мерники).
С 15—16-й тарелки колонны через сепара-
тор для удаления воды отводят жидкую фа-
зу в приколонок для удаления ксилола из
сольвента. Приколонок снабжен подогрева-
телем, предусмотрен подвод в него острого
пара. Из нижней части приколонка сольвент
через холодильник типа «труба в трубе»
направляют на склад.
Ректификация второго бензола
Для получения тяжелого бензола — сырья
для выработки полимерных смол подверга-
ют переработке второй бензол.
Ректификацию второго бензола ведут в
кубе периодического действия (см. рис. 8-5)
или в агрегате непрерывного действия (см.
рис. 8-6).
В аппарате периодического действия при
разгонке второго бензола применяют ваку-
ум в сочетании с острым паром или только
острый пар. Применение вакуума дает воз-
можность снизить температуру разгонки,
что имеет большое значение для сохранения
смолообразующих, так как уменьшается
термическая полимеризация; кроме того,
уменьшается расход пара. Вакуум (250—
350 мм остаточного давления) создают па-
роэжекторным вакуум-насосом.
При ректификации в агрегате непрерыв-
ного действия второй бензол со склада по-
дают насосом на 9, 11 или 13-ю тарелку ос-
новной ректификационной колонны. Подо-
греватели к основной колонне расположены
в кубе емкостью 20 л»3. Предусмотрена так-
же возможность подачи острого пара в куб.
Остаток из куба (сольвент-нафта) по трубо-
проводу с водя,ной рубашкой поступает на
склад.
Пары из колонны направляются в кон-
денсатор, из которого охлажденный про-
дукт попадает в сепаратор и откачивается
затем насосом для орошения колонны. От
линии подачи рефлюкса на склад отводят
легкие погоны (до 150° С). Из укрепитель-
ной секции основной колонны с 17—19-й та-
релки отводят тяжелый бензол в приколо-
иок, снабженный подогревателем. Приколо-
нок предназначен для удаления из тяжелого
бензола легкокипящих погонов. в него пре-
дусмотрена подача острого пара.
Из нижней части приколонка тяжелый
бензол через холодильники типа «труба в
трубе» поступает на склад.
Расчетные нормы
Количество отбираемых фракций, % от исходного продукта (второго бензола):
легкая фракция (до 150° С) .................................... 10—15
тяжелый бензол (150—190° С).................................... 3 5—4 0
сольвент-нафта (остаток)....................................... 50—55
Содержание смолообразующих соединений в тяжелом бензоле (фракции 150—
190° С), %....................................................... 55—75
Ректификация второго бензола в агрегате периодического действия с кубом ем-
костью 50 At3:
продолжительность операции при работе с вакуумом и острым паром, ч . . 24
без вакуума с острым паром, ч ......................... 30
скорость паров в поперечном сечении колонны, м3‘сек ...........0,7—0,8
расход острого пара на 1 tn отгоняемой фракции при применении вакуума,
т, для отгона:
фракции до 15 0° С .......................................... 0,2 5
тяжелой фракции (140—190° С)................................ 1,0
то же, без вакуума, для отгона:
фракции до 150° С............................................ 0,54
тяжелой фракции........................................... 2,7
Расход пара иа 1 т второго бензола до 180° С, т:
глухого (в решоферах)........................................... 0,15
острого (через барботеры) •.................................... 0,05
Таблица 8-24
Типы стальных колонных аппаратов н тарелок
1 • а Тип Г колонных аппаратов Тип тарелок Характеристика корпуса колонны Каталож- ные индек- сы типо- вых таре- лок
к 1 с — ГЛ 1 то л-/г } gz / 3 Тарель- чатые Насадоч- ные С туннель- ными колпач- ками С капсуль- ными колпач- ками Бесколпач-' ковые с круг- лыми отвер- стиями Питающие и распреде- лительные j Цельносварной и сборный с флан- цевыми соедине- ниями Сборный с флан- цевыми соедине- ниями Цельносварной или сборный с фланцевыми сое- динениями тст TCK-I ТСН-II ТСН-I II
Рис. 8-7. Колонна стальная с цель-
носварным корпусом, с разборны-
ми тарелками и люками к каждой
тарелке:
1 — опорное кольцо; 2 — поста-
мент; 3 — днище; 4 — поплавко-
вый регулятор уровня жидкости;
5 — корпус; 6 — тарелки типа
ТСКР; 7 — крышка; 8 — стекло
указателя уровня жидкости; А, Б,
В, Г, В, Ж, И — штуцера соответ-
ственно для опорожнения выхода
жидкого продукта, подачи пара на
пропарку, подачи рефлюкса, выхо-
да паров продукта, подачн паро-
жидкостной смеси нз подогревате-
ля, входа продукта в подогрева-
тель; К и К.' — люки
Таблица 8-25
Стальные ректификационные колонны
непрерывного действия с колпачковыми тарелками
(рис. 8-7)
X о ч о X а £ 3 я ч! Полная высота 1 Высота первой тарелки от по- дошвы, м Тарелки Конструкция нижней части Масса, т
с g число межтаРелоч- ное расстоя- ние, мм
1000 26,40 7,5 тст 30 600 Постамент 12,6
1200* 16,25 6,3 тст 15 600 Резервуар 8,6
1200 26,45 7,5 тст 30 600 Постамент 15,6
1200 29,45 7,5 тст 35 600 » 17,3
1400* 17,85 6,3 тст 15 600 » 10,4
1400* 15,35 4,5 тст 15 600 » 9,5
1400 26,50 7,5 тст 30 600 » 16,5
1400 29,50 7,5 тст 35 600 » 20 6
1400 11,68 4,3 ТСК-Р 19 4x300 1x600 » 4,8
1000 тск-р 20 »
1000 26,35 7,5 ТСК-Р 30 600 » И,2
1000 29,38 7,5 ТСК-Р 35 600 » 13,3
1000 26,17 7,5 ТСК-Р 40 3x400 1x600 » 11,2 13,4
1200 26 44 7,5 ТСК-Р 30 600
1200 26,44 7,5 ТСК-Р 30 600 Резервуар 13,84
1200 29,44 7,5 ТСК-Р 35 600 15,5
1400 29,49 7,5 тск-р 35 600 Постамент 18,0
1600 41,55 7,5 тск-р 55 600 35,4
1800 41 64 7,5 ТСК-Р 55 600 » 39,4
2000* 16,90 6,3 ТСК-Р 15 600 Резервуар 75,2
2200 29,77 7,5 ТСК-Р 35 600 Постамент 30,9
* Отпарная.
Хранение бензольных продуктов
Склады бензольных продуктов, как пра-
вило, выполняют открытыми, наземными;
насосы для погрузки готовых продуктов и
214
Переработка химических продуктов коксования
для других перекачек большей частью рас-
полагаются в здании.
При наличии на коксохимическом заводе
цеха ректификации бензола резервуары
для сырого бензола располагаются в общем
складе с резервуарами чистых и промежу-
точных продуктов.
Таблица 8-26
Стальные ректификационные колонны
агрегатов периодического действия
с колпачковыми тарелками (рис. 8-8)
Диаметр колонны, мм Полная высота, м Высота первой та- релки от подошвы, м Тарелки Конструкция ниж- ней части Масса, m
с к число межтарелоч- ное расстоя- ние, мм
1400 25,3 6,3 тст 30 600 Поста- мент 18,5
1800 25,93 6,3 тст 30 600 То же 25,9
1200 16,82 6,3 ТСК-Р 26 4x300 Резер- 8,1
1200 25,24 6,3 ТСК-Р 30 600 Поста- мент 14,7
1400 24,2 5,2 ТСК-Р 30 600 То же 17,5
1800 25,43 6,3 ТСК-Р 30 600 18,1
2000 28,52 6,3 ТСК-Р 35 600 » » 28,5
Рис. 8-8. Стальная колонна для отпарки мытой
фракции ВТК:
1 — опорное кольцо; 2 — постамент; 3 — балки
днища; 4 — днище; 5 — карман гидравлического
затвора первой тарелки; 6 — ректификационные
тарелки типа ТСК-Р; 7, 8 — сливные устройства;
9 — центробежный сепаратор паро-жидкостной
смеси; 10 — крышка колонны; 11 — фланцевое
соединение; А, В, Г, Е — штуцера соответственно
для выхода паров, поступления паро-жидкост-
ной смеси, подачи паров из куба, выхода флег-
мы; Б — люки
Рис. 8-9. Стальная разъемная тарелка с тун-
нельными колпачками типа ТСТ:
1 — приемные карманы; 2 — регулировочная
плаика приемного кармана; 3 — дно сливного
кармана; 4 — регулировочная планка сливного
кармана; 5 — сливной патрубок; 6 — опорный
уголок; 7 — стенки бокового сегмента; 8 —
стейка кармана; 9 — секция желобов; 10 — боко-
вой полужелоб; 11 — барботажный колпачок;
12 — шпильки; 13 — прокладка; 14 — регулиро-
вочная гайка; Ьо — ширина жидкостного желоба;
£>к — диаметр колонны; d — диаметр слнвиого
патрубка; Ят — расстояние между тарелками;
Лд—высота верха сливной планки над верхом
прорезей; LK—длина колпачка; Lc—ширина
Характеристика стальных
слива (длина переливного порога); s0 — ширина
парового прохода; s — расстояние между кол-
пачками; t — шаг колпачков
Таблица 8-27
тарелок с туннельными колпачками
типа ТСТ (рис. 8-1))
Характеристика Диаметр колонны, мм
1200 1400 1600 1800 2200 2600 3000
Площадь поперечного сечения, м2:
колонны, FK 1,13 1,54 2,01 2,54 3,80 5,31 7,07
паровых патрубков, Fn 0,136 0,185 0,267 0,349 0,539 0,755
Отношение Fn/FK, % 12,0 12,0 13,3 13,7 14,3 14,2 14,0
Общая длина линии барботажа, м . . . 11,5 15,2 21,2 27,2 40,8 56,5 76,0
Длина сливного борта, мм 765 980 996 1214 1585 . 1890 2210
Наибольший диаметр сливных труб, мм 133 159 133 159 194 273 273
Число колпачков 8 10 10 12 15 18 21
Количество секций флегмовых желобов:
крайних 2 2 2 2 2 2 2
с двумя желобами 1 — т— 1 1 1 1
с тремя желобами 2 3 3 3 4 5 6
Масса (углеродистая сталь), кг:
тарелки 94 123 158 210 285 396 509
опоры 67 85 95 113 123 191 202
общая 161 208 253 323 408 587 711
.Масса (кислотостойкая сталь), кг;
тарелки 82 101 124 155 224 310 390
опоры 59 73 80 96 141 177 213
общая 141 174 204 251 365 487 603
Колпачки:
длина колпачка, мм 760 810 1092 1170 1400 1600 1840
длина линии барботажа с двух сто-
рон, м ............. 1,45 1,54 2,П 2,26 2,74 3,13 3,61
число прорезей с двух сторон . . . 98 104 142 152 184 210 242
Масса, кг:
углеродистая сталь 4,0 4,25 5,6 6,0 7,1 8,1 9,2
кислотостойкая сталь 2,7 2,9 3,9 4,0 5,0 6,6 6,5
Примечание. Толщина стенок колпачков из углеродистой стали 3 мм, из кислотостойкой 2 мм.
2 3 4
S 6 7
9
Рис. 8-10. Стальная разъемная тарелка с
капсульными колпачками типа ТСК-Р:
1 — дно приемного кармана; 2 — перего-
родка приемного кармана; 3 — секция
тарелки; 4 — скоба для крепления та-
релки к раме; 5 — капсульный колпачок;
6 — паровой патрубок; 7 — крепление
колпачка; 8 — сливная перегородка; 9 — регулировочная планка; 10 — рама тарелки; 11 — съемная
опорная балка; —диаметр колонны; d н к — наружный диаметр колпачка; d н.п— наружный дна-
метр парового патрубка; Н^т- расстояние между батареями; Лд — высота верха сливной планки
над верхом прорезей; Лк— высота колпачка
Таблица 8-28
Характеристика стальных тарелок с капсульными колпачками
__________________типа ТСК-Р (рис. 8-10)________________
Характеристика Диаметр колонны, мм
1200 1400 1600 1800 2200 2600 3000
Площадь поперечного сечения, м2:
колонны, FK 1,13 1,54 2,01 2,54 3,80 5,30 2,07
паровых патрубков, Fn 0,128 — 0,214 0,268 — — 0,742
Отношение Fn/FK 11,3 — 10,6 10,5 — — 10,5
Общая длина линии барботажа, м . . . 12,9 16,0 20,7 27,0 — 54,7 74,8
Длина сливного борта, мм Число: 636 935 1090 1190 — 1920 2240
колпачков 41 66 86 — — 238
секций Масса тарелки, кг: 3 3 3 4 4 5 5
из углеродистой стали 135 170 211 279 — 51 739
из кислотостойкой стали Размеры колпачка, мм: 112 141 173 233 463 614
диаметр 80 80 80 80 по ПО 100
шаг ПО 110 ПО ПО 140 140 140
Число рядов 6 6 7 8 11 13
Переработка сырого бензола
217
Для сырья, готовых и промежуточных
продуктов цеха ректификации бензола при-
няты следующие сроки хранения, сутки:
Для сырого бензола:
Число резервуаров для чистого бензола
определяют по его сортам, но их должно
быть не менее двух для каждого сорта.
Для чистого толуола, ксилола и сольвен-
тов срок хранения составляет 8—12 суток,
но для каждого из этих продуктов должно
быть не менее двух резервуаров по 60—
своего завода.........................4—6
привезенного с других заводов.........6—10
Для чистого бензола......................8—12
Рис. 8-11. Нейтрализатор паров после отпарки:
1 — корпус; 2 — крышка; 3 — отбойник; 4 — колпачковые тарелки; 5 — диище;
6 — балки днища; 7 — опорное кольцо; 8— лапы; А, Б, Г, Е — штуцера соот-
ветственно для выхода паров, поступления раствора щелочи, поступления паров
выхода раствора щелочи; В — люки
218
Переработка химических продуктов коксования
70 лР. Величины емкости резервуаров для
промежуточных продуктов зависят от схе-
мы переработки сырого бензола, а именно
при непрерывных ректификации и сернокис-
лотной очистке время хранения промежу-
точных фракций в зависимости от произво-
дительности цеха составляет 1—2 суток.
При полунепрерывной ректификации и пе-
риодической сернокислотной очистке ем-
кость резервуаров для промежуточных про-
дуктов обусловливается еще и емкостью
кубов и моечных аппаратов.
Для предотвращения искр от удара пат-
рубков о цистерну их выполняют из мяг-
кого металла (алюминия). Ддя каждого
продукта предусмотрена самостоятельная
погрузочная линия.
Перед погрузкой чистых продуктов в ци-
сгерны последние подвергают тщательной
Типы стальных колонн и тарелок даны' в
табл. 8-24.
Характеристики колонн приведены в
табл. 8-25 — 8-28.
На рис. 8-11 показана колонна для ней-
трализации паров щелочью (с отбойником).
Корпус колонны стальной, сварной. Колон-
на снабжена двумя разборными колпачко-
выми тарелками (типа ТСК-Р) и отбойни-
ком.
Высота прорезей Н равна 20 или 30 мм;
глубина погружения верха прорезей в жид-
кость перемещением регулировочной план-
ки сливного кармана может быть изменена
в пределах 0—-50 мм; величину зазоров
принимают в среднем около 0,25 rfc.
На рис. 8-12 приведен график для опреде-
ления числа теоретических тарелок колон-
ны в зависимости от флегмового числа.
< 'R
Рис. 8-12. График для определения числа теоретических
тарелок в зависимости от флегмового числа
пропарке и промывке. Эту операцию выпол-
няют на специальной бетонной пропарочной
площадке, имеющей уклоны к зумпфу, из
которого сточные воды от промывки и про-
парки стекают в фенольную канализацию.
4. АППАРАТУРА ПЕРЕРАБОТКИ
СЫРОГО БЕНЗОЛА
Ректификационные колонны
Колонны выполняют сварными из угле-
родистой стали. При высоте более 12 м
корпус изготовляют из нескольких секций,
свариваемых при монтаже. Длина та-
ких секций составляет 8—10 м. Нижняя
часть корпуса (от днища до опорного поя-
са) служит постаментом, обеспечивающим
необходимую высоту для стока жидкости
из колонны в подогреватель или хранилище.
В некоторых случаях в нижней части пос-
тамента ставят еще одно днище; в этом
случае постамент используют как резервуар.
Нагреватели
Для нагревания продуктов применяют
кубы с выдвижными подогревателями (рис.
8-13 и рис. 8-14), кожухотрубчатыми подо-
гревателями (рис. 8-15), с линзовыми ком-
пенсаторами (рис. 8-16) и испарители
(рис. 8-17).
Характеристики этих аппаратов приведе-
ны в табл. 8-29 и 8-30.
Размеры линзовых компенсаторов для
корпусов кожухов трубчатых нагревателей
даны в табл. 8-31.
Конденсаторы
Для конденсации паров продуктов приме-
няют конденсаторы коробчатого типа (рис.
8-18). В некоторых случаях применяют так-
же конденсаторы из одной или нескольких
цилиндрических трубчаток, расположенных
горизонтально одна над другой (рис. 8-19).
Переработка сырого бензола
219
Рис. 8-13. Горизонтальный ректификационный куб с выдвижными подогревателями:
j — корпус; 2 — кольца жесткости; Л — опора; 4 — трубы выдвижного подогревателя; 5
брусья; 6 — роликовая опора подогревателя; 7 — горловина; 8 — паровая камера; 9
камеры; 10 — термометр сопротивления; 11 — ртутный термометр; 12 — бобышка для
А и Ж — штуцера " .. . _
воздушник; Е
Рис. 8-14. Подогреватель с U-образнымн
0 труб 025х 2
— опорные
— крышка
заземления;
— люк;
опорож-
для загрузки сырьем и поступления флегмы; Б — для выхода паров; В
— штуцер для подачи пара; И — для выхода конденсата; К — для
нения; ""
ПК — предохранительный клапан
пар
’ 60
трубами:
/ _ трубная решетка; 2 — корпус паровой камеры; 3 — фланец
камеры; 4 — крышка; 5 — кольцевой бортик теплоизоляции;
6 — проушина; 7 — перегородка; 8 — теплообменные трубы
Рис. 8-15. Кожухотрубчатый подогреватель:
— корпус; 2 — теплообменные трубы; 3 —
опорные лапы; 4 — щиток; 5 — трубиая решет-
ка; 6 — верхняя крышка; 7 — карман конденса-
тоотвода; 8 — нижняя крышка; 9 — воздушник;
А, Б — штуцера для поступления нагреваемой
жидкости и греющего пара; В — штуцер для
выхода паро-жндкостной смеси; Г — штуцер
для выхода конденсата
А
220
Переработка химических продуктов коксования
Таблица 8-29
Рис. 8-16. Нормализованный узел линзового
компенсатора для корпуса теплообменника
Характеристика кожухотрубчатых
нагревателей и испарителей для
ректификационных агрегатов
непрерывного действия
Поверхность нагрева, Живое сечение тпуб одного хода Л£2 Давление грею- щего пара (пре- дельное), кГ'см2 Давление про- дукта (предель- ное), кГ;смг
условная средняя
4 4,5 0,0145 16 6
10 8,5 0,0207 16 6
12 11 0,0294 12 6
20 23 0,0626 12 6
20 23 0,0626 16 6
20 23 0,0626 21 6
40 41 0,084 21 6
50 47,5 0,094 21 6
65 57,5 0,094 21 6
16** 16 0,0203 16 6
16** 16 0,0192 21 6
32** 34 0,060 21 6
Продолжение табл. 8-29
Трубы Габариты аппа- рата
3 о.
3 Л •- >
& К S = СЧ О S & Ч % S . S я о. g К я? «3
яЗ с К ® S
1=1 ST s rtc 38
25x2 1500* -12 273 2346
25x2 2000 60* 325 2940
25x2 2000* 85* 377* 2600
25x2 2000 181* 530* 2720
25x2 2000 181* 533* 3455
25x2 2000 181* 530* 3455
25x2 2500 243 612* 4025
25x2 2500 273 630 4065
25x2 3000 273 630 4457
89x3 5000 7
57X3 5615 7 325 5982
32x2 5327 7
89x3,5 5000 7 325 5982
57x3 5270 7
32x3 5350 7
89x3,5 3500 22
57x3,5 3825 22 630 4780
32x2,5 3930 22
Рис. 8-17. Испаритель:
/ — верхняя крышка; 2 — верхняя трубная ре-
шетка корпуса; 3 — заглушка; 4 — трубы для
продуктов; 5 — 6 — наружные и внутренние
трубы нагревательных элементов; 7 — центрую-
щие ребра; 8 — нижняя трубная решетка корпу-
са; 9 — фланец распределительной камеры; 10 —
трубная решетка распределительной камеры;
11 — фланец нижней паровой камеры; 12 — труб-
ная решетка этой камеры; 13 — дно камеры;
14 — коллектор для конденсата; 15 — паровой
коллектор; 16 — опорная лапа
* Параметры, не соответствующие нормалям
химического машиностроения.
** Аппараты специальной конструкции—испари-
тели.
Коробчатые конденсаторы обеспечивают
более глубокое охлаждение конденсата и
меньшее гидравлическое сопротивление по
жидкости благодаря тому, что в иих легко
Таблица 8-30
Характеристика ректификационных кубов с выдвижными подогревателями
(рис. 8-13 и рис. 8-14)
Наименование Аппараты, различные по габаритам
Емкость, м2: рабочая полная Наружный диаметр, мм: корпуса колец жесткости Длина, мм: габаритная самого корпуса Давление в кубе, ата: рабочее пробное Количество подогревателей1 . , Поверхность нагрева, м2 , . . Конструкция Количество труб в одном подо- гревателе Наружный диаметр х толщину стенки трубы Длина труб, мм Материалы труб Масса всех труб, кг Давление пара, кГ/см2 .... Температура, °C Материал корпуса нагревателя Общая масса нагревателя, кг Количество колец жесткости Кубы 7,5 16,0 22 25 50 " 50 105 36 8,8 19,6 27,5 43,0 63 " 63 123 40 1812 2416 2600 2820 3000 3000 3420 2820 — — 2800 3020 3240 3240 3660 3060 4400 5328 6381 8694 10624 10490 15548 8694 5786 4690 5700 7478 9600 9500 14386 7478 1,6 1 7 0,08 0,04 0,08 0,08 0,33 0,013 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 1X1 1X1 2x1 1X2 1x2 1x2 2x2 1x2 27,3 26 20x2 25x2 35x2 17,2x2 7,5x4 25x2 Пла- U-об- U-об- U-об- Пла- U-об- Пла- U-об- ваю- раз- раз- раз- ваю- раз- ваю- раз- щая ная ная пая щая ная щая пая голов- голов- голов- ка ка ка Подогреватели 112 45 49 100 26 75 49 49 25x2 25x2 25x2 25x2 25x2 25x2 25x2 25X2 2500 8195— 9023— 7023— 4460 9117— 6900 7023— 8564 9412 7412 9337 7412 Ст. 10 Ст. 20 Ст. 10 Ст. 10 Ст. 10 Ст. 10 Ст. 10 Ст. 10 442 419 1015 795 1008 501 2475 910 10 15—21 12 12 12 22 12 16 200 350— 300 350 300 220 300 350 200 Ст. 3 Ст. 3 Ст. 3 Ст. 3 Ст. 3 Ст. 3 Ст. 3 Ст. 3 2830 4360 7550 10300 15595 14800 24540 10700 — — 4 5 7 9 5 1
1 Первая цифра — количество подогревателей в одном днище куба, вторая — с одной или с обеих сто-
рон устанавливаются подогреватели.
Таблица 8-31
Размеры линзовых компенсаторов для кожухотрубчатых нагревателей
из углеродистой стали (см. рис. 8-16)
Диаметр корпуса мм Линза Колыю
наружный диаметр толщина стенки при давлении, мм а ь масса при давле- нии. кг наружный диаметр, мм I толщина стенки, 1 : мм 1 1 1 длина, мм масса, кг
2,5 атм 6 атм i р2,5 ати 3 5 3 II Q,
325 500 2,5 3,5 140 70 4,42 6,2 305 3 240 5,4
400 650 3,0 4,0 140 70 13 6 18,1 306 3 240 7,0
600 850 3,0 4,0 140 70 18,8 25,0 596 3 240 10,5
800 1100 3,5 4,0 180 90 32,8 37,4 796 280 16,4
1000 1300 4,0 5,0 180 90 45,2 56,5 996 3 280 20,5
222
Переработка химических продуктов коксования
Пары
Рис. 8-18. Конденсатор коробчатого типа:
1 — водяная камера; 2 — крышка инспекционного люка; 3 — теплообменные трубы; 4 — штуцера
для опорожнения; 5 — воздушник водяной камеры; 6,7 — штуцера для термометров сопротив-
ления и ртутного; S — штуцер для выпуска инертных газов; 9 — бобышка для заземления
Таблица 8-32
Характеристика конденсаторов коробчатого типа
Наименование Поверхность теплообмена, мг
64 87 120 150 220 250 300 300
Габаритные размеры, мм:
ширина X длину полная высота 1040X1994 4080 1300X2360 4080 1432 x 2050 5100 1050x2820 5540 1190X2820 6260 1260x2554 6724 1440x2554 6724 1444X2540 6685
Рабочее давление, ата:
в межтрубном пространстве в трубах Количество секций (камер) Количество трубных ходов в одной секции 0,8—1,2 4,5 3 12 0,8-1,2 4,5 3 12 0,20 4,0 3 12 0,15-1,15 4,5 3 12 0,15 4,5 3 12 0,8-1,2 4,5 3 12 0,8-1,2 4,5 3 12 0,8—1,2 6,0 3 12
Поперечное сечение, лС:
труб в одном ходе межтрубного пространства 0,00587 0,40 0,008 0,44 0,0164 0,48 0,0125 0,47 0,015 0,55 0,017 0,55 0,0204 0,66 0,0204 0,66
Размеры труб, мм:
диаметр X толщину длина Количество труб Материал труб Общая масса труб, кг 25X2 1500 612 Сталь 10 1040 25X2 1500 828 Сталь 10 1408 25x3 1500 1392 Сталь 10 3554 25x2 2000 1080 Сталь 10 2441 25X2 2000 1584 Сталь 10 3580 25x2 2000 1764 Сталь 10 4010 25x2 2000 2124 Сталь 10 4873 25X2 2000 2124 Сталь 10 4851
Диаметры штуцеров, мм:
для входа паров ДЛЯ воды Материал корпуса Общая масса аппарата, кг 125 80 Ст. 3 5566 200 80 Ст. 3 6504 250 125 Ст. 3 10430 200 125 Ст. 3 9900 300 125 Ст. 3 12500 300 125 Ст. 3 13000 300 125 Ст. 4 14560 300 150 Ст. 3 15000
224
Переработка химических продуктов коксования
Рис. 8-19. Конденсатор из двух горизонталь-
ных трубчаток с сепаратором к кубу для от-
парки кислой смолки:
1 — сепаратор; 2 — опорное кольцо трубча-
ток; 3 — трубчатка; 4 — крышка трубчатки;
5 — опоры; 6 — перегородки; 7 — трубная
решетка; 8 — теплообменные трубы; 9 — пе-
регородка межтрубного пространства; 10 —
постамент; 11 — опора сепаратора; 12 — воз-
душник; 13 — штуцера для опорожнения;
24, /5 — штуцера для вывода тяжелой и
легкой жидкостей
достигается одинаковая и довольно высокая
скорость охлаждающей воды (0,8—
1,2 м!сек) во всех ходах. В таких конден-
саторах возможна очистка не только внут-
ренней, но и наружной поверхности тепло-
обменных труб через люки в боковых сте-
нах, расположенных по диагонали короба в
планке. Однако, чтобы очистку выполнять
достаточно быстро и без затруднений,
необходимо ограничивать количество смеж-
ных рядов труб по вертикали, т. е.
в каждом ходе воды по два ряда.
В этом случае шламовидные осадки,
выпадающие иногда на поверхности труб
конденсаторов цеха ректификации, легко
смываются струей воды из брандспойта.
Возможна также очистка поверхности труб
механическими средствами. Характеристика
конденсаторов коробчатого типа приведена
в табл. 8-32.
Холодильники жидкого остатка
ректификационных колонн
Так как количество жидкого остатка не-
велико, применяют холодильники типа «тру-
ба в трубе» (рис. 8-20, табл. 8-33), в кото-
рых достигаются удовлетворительные ско-
рости потоков.
Моечные аппараты
Моечные аппараты применяют для серно-
кислотной очистки фракций сырого бензола.
Они могут быть периодического (рис. 8-21)
или непрерывного (рис. 8-22) действия. Ха-
рактеристика приведена в табл. 8-34.
Кроме аппаратов с механическими пере-
мешивающими устройствами, на некоторых
заводах применяют шаровые смесители для
сернокислотной непрерывной очистки (рис.
8-23). Каждая фаза процесса осуществля-
ется в группе из нескольких (до 12) не-
больших (обычно диаметром 200—250 мм)
шаровых сосудов, соединенных между со-
бой переходными патрубками малого диа-
метра. Вход и выход жидкости в каждом
сосуде расположены под прямым углом
друг к другу. Перемешивание происходит
вследствие резких изменений в величине и
направлении скорости потока жидкости.
Если шары прокачивают центробежным на-
сосом очищаемую фракцию и кислоту, то их
на всас подают вместе, т. е. насос исполь-
Таблица 8-33
Характеристика холодильников типа „труба в трубе44
Поверхность теплообмена м2 Количество Внутренние трубы Наружны е трубы
ф X цав- Г/см2 6 с о Xs 3 i 8 is is Е л Й , ° 5 g X х 3
я О х о % X X X 0J S КО £ о И и . р* о л - КС О х Я Я X д’ э* х 0.5 н Н Ф Ч S о а? я X CU О Я л о 2i кс о а Я X _ Й- р- X « Я «у = о н § Ч 2 о а? я X
К D X £ о \о х ° л-х я н О Я О<Х « Ч о и <V м Я С Р* а я н _ X
? ч о <п 0J Н со Л X ач С С U SX 3 S ач «X S КС
0,4 4 10 1 4 0,000855 38x2,5 3000 1,0 0,0026 76x4 2900
0,7 8,4 12 1 4 0,000855 38X2,5 6000 1,0 0,0026 76x4 5930
1,05 10,5 10 1 4 0,000196 57X3,5 6000 1,0 0,0026 89X4 5930
Рис. 8-20. Холодильник типа «труба в трубе» для жидкого остатка ректификацион-
ных колонн:
J — теплообменные трубы; 2 — соединительные кожухи; 3 — трубная решетка;
4 — промежуточная опора труб; б — двойник; 6 — ниппельно-шаровое соединение;
7 — штуцер для выхода охлажденного продукта; 8 — то же, для входа (в скобках
показаны размеры для холодильников с трубами диаметром 57 и 89 мм)
Таблица 8-34
Характеристика моечных аппаратов
Наименование Аппараты на рис.
8-21 8-21 8-22
Способ действия Периодического Непрерывного
Рабочая емкость, .и3 30 17 0,25
Диаметр корпуса, мм .... 3400 2800 600
Высота полная, мм 5311 4570 1000
Высота цилиндрической час- ти, мм .......... 3900 3400 650
Перемешивающее количество: количество мешалок . . . 2 (вертикальные) 2 (вертикальные) 1 (вертикальная)
расположение вала .... По оси По оси По оси
тип Закрытые колеса Турбинные Трехлопастные
диаметр, мм 1000 720 пропеллеры 200
число оборотов в минуту . 80 145 930
критерий Рейнольдса х Ю~6 0,7 — 21,3
Передаточное число привода . . 2,5 5,6(5,01 1.0
Мощность электродвигателя, кет 8,0 5,8 1,7
Масса, т: углеродистой стали и чу- гуна 8270 5860 365
кислотостойкой стали и .—. — 10
бронзы свинца 2130 1360 160
керамической футеровки 6750 6000 —
15 Справочник коксохимика, т. III
226
Переработка химических продуктов коксования
Рис. 8 21. Моечный аппарат периодического дей-
ствия с двумя турбинными мешалками на вер-
тикальном валу, расположенном по оси аппарата:
/ _ стальной корпус; 2 — освинцовка; 3 — фу-
теровка керамическими плитками; 4 — опорная
лапа; 5 — турбинная мешалка; 6 — коническое
стальное днище; 7 — спускной клапан; 8 — чу-
гунная крышка; 9 — коллектор для подачи кис-
лоты; 10 — редуктор; 11 — электродвигатель;
12 — штуцера для загрузки продукта, подачи
щелочи, воды и запасные; 13 — штуцер для по-
дачи кислоты; 14 — воздушник; 15 — люк для
отбора проб
зуют для предварительного перемешивания
фаз.
Шаровые смесители изготовляют из угле-
родистой стали или чугуна с кислотостой-
кими эмалевыми покрытиями внутренней
поверхности. Характеристика шаровых сме-
сителей дана в табл. 8-35.
Рис. 8-22. Моечный аппарат непрерывного дей-
ствия:
1 — корпус; 2 — водяная рубашка; 3 — опор-
ная лапа; 4 — г.ропеллерная мешалка; 5 —
освинцовка корпуса; 6 — сальник; 7 — под-
ставка; 8 — электродвигатель; 9 — крышка;
10 — воздушник
Рис. 8-23. Шаровой смеситель (отлнвка ив
СЧ15-32 с эмалевым киспотощелочестой-
ким покрытием внутренних поверхностей):
/ — половина шара; 2 — переходной па-
трубок; 3 — прокладки; 4 — шпильки с
гайками
Для расчета шаровых смесителей и пере-
ходных патрубков рекомендованы показа-
тели режима, представленные в табл. 8-36.
Переработка сырого бензола
227
Т а б л и ц а 8-35
Характеристика шаровых смесителей
Диаметр, мм Расстоя- ние от оси шара до привалоч- иой по- верхности бобышки 1 мм Масса смесителя кг Переходные соединительные патрубки
внутрен- него ша- рового смесителя D прохода бобышки “у болтовой окруж- ности бобышки длина мм масса 1 кг при диаметре условно- го прохода, мм
25 32 40 50
200 65 125 130 35 125 5,3 5,35 5,4 5,5
250 70 145 150 47 125 7,3 7,4 7,5 7,6
Таблица 8-36
Показатели режима
Время пребыва- ния во
Наименование операций всех ша- рах для данной операции сек
Скорость
потока
в переход-
ных пат-
рубках
м'сек
Рис. 8-24. Распределительная сливная
тарелка:
1 — корпус; 2 — стаканы; 3 — опора;
4 — шариковая опора крышки; 5 — крыш-
ка; 6 — ручка; 7 и 8 — поворотная н не-
подвижная части хобота
Нижний слой жидкости из моечных аппа-
ратов периодического действия после завер-
шения очередной фазы процесса опускают
15*
Для сернокислотной
очистки фракции:
без дополнитель-
ного реактора .
при наличии ре-
актора . . . .
в реакторе . . .
Для регенерации сер-
ной кислоты и ней-
трализации мытой
фракции ............
160 3-4
30
250—500 -
6-8 2—2,5
в соответствующий отстойник через распре-
делительные тарелки (рис. 8-24). Жидкость
поступает в них по поворотному хоботу,
верхний конец которого прикреплен к спуск-
ному клапану моечного аппарата, а ниж-
ний связан с вращающейся крышкой та-
релки. Поворотом крышки можно направить
вытекающую из хобота струю в любой из
четырех стаканов тарелки, выпускные шту-
цера которых скоммуницированы с отстой-
никами. Для облегчения поворота крышки
тарелка по краю опирается на шарики, за-
ключенные в сепаратор и помещенные в
круговом желобе борта тарелки. Пустоте-
лая опора соединена с вытяжной вентиля-
цией.
ЛИТЕРАТУРА
1. Сб. «Физико-химические свойства инднви
дуальных углеводородов» под ред. В. М. Татев
ского. Гостоптехнздат, I960.
2. Н. Winkler. Der Steinkohlenteer und
seine aufarbeitung, 1955, Gluckauf Verb.
3. Ф. Д. Россини, Б. Дж. Мэйр, А. Дж.
С т p e й ф. Углеводороды нефти, Гостоптехнз
дат, 1957.
4. J. Res. Nat. Bur. Stand., 43, 1949, № 6.
p. 555.
Глава IX
ПЕРЕРАБОТКА КАМЕННОУГОЛЬНОЙ СМОЛЫ
1. СОСТАВ КАМЕННОУГОЛЬНОЙ
смолы.
СВОЙСТВА смолы,
ЕЕ ФРАКЦИЙ И КОМПОНЕНТОВ
Выход и состав каменноугольной смолы
зависят от состава шихты и условий коксо-
вания (табл. 9-1).
Выход и состав фракций приведены в
табл. 9-2 (в скобках выход фракции в %).
Истинные температуры кипения
(НТК)
Для построения кривых ИТК смолы и
фракций проводят четкую ректификацикт
на эффективных лабораторных колоннах.
Температуры корректируют на выступаю-
щий столбик ртути и приводят к давлению
760 мм рт. ст. Приведенные ниже данные
получены иа колонне с 23—27 теоретиче-
скими тарелками.
Таблица 9-1
Выход и состав каменноугольных смол, полученных при различных условпях
коксования [1]
Наименование Смола, полученная при коксовании
в шамотных печах в динасовых печах иа заводах Юга СССР в динасовых печах иа заводах Востока СССР
Выход смолы, % от шихты 3,5-4,5 3,3—3,5 2,8—3,3
Плотность 1,140—1,160 1,170—1,180 1,180—1,200
Содержание нерастворимых в толуоле ве-
ществ. % До 2,0 До 6,0 До 14,0
Выход легкой фракции, % 1,0—2,0 0,5—1,0 0,2—0,5
Состав, %:
нафталин 4,0—6,0 8,0—10,0 10,0—12,0
гомологи нафталина 3,8—5,8 3,5—4,0 1,5—3,0
аценафтен 1,4—1 ,8 1,4—1,8 1,2—1,4
флуорен 0,6—1,0 1,0—1,2 1,2—1,4
дифениленоксид До 0,4 0,6—0,8 0,5—0,7
фенантрен 1,5—3,5 4,0—5,0 4,0—5,0
антрацен 0,6—1,0 1,0—1,4 1,0—1,2
карбазол 0,7—1,0 1,2—1,5 2,2—2,6
прочие углеводороды 20,0—35,0 12,0—18,0 5,0—12,0
тиоиафтен и другие серосодержащие сое-
динения 1,8—2,0 1,8—2,0 0,4—0,6
фенол, крезолы и ксиленолы 2,4—5,6 1,2—2,4 0,5—2,0
пиридин и его гомологи 0,1—0,3 0,1—0,15 0,15—0,20
хинолин и его гомологи 1,5—2,0 1,0—1,5 2,0—3,0
Выход пека с температурой размягчения 60—70
°C. % 45—50 50—55 55—65
Переработка каменноугольной смолы
229
Таблица 9-2
Состав каменноугольной смолы по фракциям (для одного из заводов Донбасса)
Компоненты Легкая (0,5) Фенольная (1,5) Нафтали- новая (9,0) Поглоти- тельная (9.0) Антраце- новая (23) Всего в смоле, %
% от фракции % от смолы % от фракции % от смолы % от фракции % от смолы % от фракции % от смолы % от фракции % от смолы
Нейтральная часть
Бензол Толуол Ксилол Высшие гомологи 25,7 41,1 14,5 9,4 0,13 0,21 0,07 0,05 1,9 17,1 0,03 0,55 1,47 0,13 0,48 0,04 0,39 0,09 0,13 0,21 0,10 0,86
Стирол — — 7,05 0,001 — — — — — — 0,001
Индол — —— 5,73 0,09 — — — •— — 0,09
Кумарон — — 2,86 0,04 — —• —• — — — 0,04
Бензонитрил — — 0,58 0,01 0,11 0,01 — — — — 0,02
Нафталин 2,21 0,01 13,0 0,19 74,07 6,67 19,10 1,72 1,97 0,45 9,03
а-Метилнафталин — — 1,94 0,03 3,45 0,31 5,48 0,49 0,78 0,18 1,01
|3-Метилнафталин — — 2,94 0,04 5,18 0,46 8,11 0,73 1,18 1,27 1,51
Другие гомологи — — — — 1,00 0,17 7,45 0,67 1,44 0,33 1,18
Индол — — — — 0,29 0,03 1,73 0,15 0,13 0,03 0,22
Дифенил — — — — — — 2,54 0,23 — — 0,23
Аценафтен — — —. — — — 12,73 1,15 1,93 0,45 1,60
Флуорен — — —— — — —— 6,04 0,54 2,35 0,54 1,08
Дифениленоксид — — — — —• — 4,49 0,40 1,25 0,29 0,69
Антрацен — — —— — — — 0,79 0,07 4,97 1,14 1,21
Фенантрен — — — — —— — 0,96 0,09 21,22 4,88 4,97
Карбазол — — — — — — 0,52 0,05 5,69 1,31 1,36
Пирен — — — — — — — — 5,37 1,23 1,23
Другие: высококипящие .... — — 14,99 1,35 40,35 9,28 10,63
непредельные 0,01 0,004 — .— 1,05 0,09 3,07 0,27 — — 0,37
Сернистые соединения . . . 2,37 0,01 1,92 0,03 3,68 0,33 3,22 0,29 5,43 1,25 1,91
Феиол 2,44 0,01 13,03 0,19 Фе- 0,04 0,14 0,01 — — 0,25
о-Крезол 0,57 0,003 4,44 0,07 НОЛЫ 0,40 0,95 0,09 0,24 0,02 0,18
.и-Крезол 0,12 0,001 5,98 0,09 1,79 1,16 0,32 0,03 — — 0,28
и-Крезол 0,07 0,001 3,20 0,05 1,26 0,11 0,19 0,02 — —— 0,18
Ксиленолы — — 2,96 0,04 1,97 0,17 0,76 0,07 0,28 0,06 0,34
Высококипящие фенолы . . — — — — 0,93 0,08 1,95 0,17 2,52 0,58 0,83
Пиридин о С И О Е 0,36 а н и 0,005 Я 0,005
Гомологи пиридина .... 0,60 0,003 2,04 0,031 0,48 0,04 0,24 0,02 — — 0,10
Хинолин — — — 0,61 0,05 1,15 0,10 0,05 0,01 0,17
Гомологи хинолина .... — — — — 0,35 0,03 1,39 0,12 0,24 0,05 0,21
Другие основания — — — — 0,16 0,01 2,02 0,18 2,41 0,55 0,75
На рис. 9-1 показана кривая НТК камен- ноугольной смолы, полученной при коксова- нии шихты из донецких углей в современ- ных динасовых печах. Характеристика смолы Плотность прн 20° С 1 , 178 Содержание, %: свободного углерода 2,7 нафталина 10,5 фенолов 1,72 На рис. 9-2 показаны кривые НТК фрак- ций, полученных из этой смолы. Ниже дан выход фракций, %: Легкая 0,5 Фенольная 2,3 Нафталиновая 11,5 Поглотительная 9,5 Первая антраценовая 15,6 Вторая антраценовая 6,5 Всего 45,9
230
Переработка химических продуктов коксования
Рис. 9-1. Кривая ИТК смолы
Рис. 9-2. Кривые ИТК фракций:
1 — антраценовая; 2 — поглотительная; 3 —
нафталиновая; 4 — фенольная; 5 — легкая
В табл. 9-3 приведена характеристика
фракций.
Таблица 9-3
Характеристика фракций
Фракция Плот- ность при 20° С Содержание, %
фено- лов осно- ваний нафта- лина
Легкая .... 0,926 3,6 0,6 4,3
Фенольная . . 1,001 30,0 2,4 22,0
Нафталиновая 1,016 3,8 1,6 81 4
Поглотительная Первая антраце- 1,060 1,2 4,5 11,4
новая .... 1,121 0,2 0,5 3,2
Вторая антраце-.
новая . . . 1,174 — — 1,0
Кривые однократного испарения
(ОИ)
Экспериментальные данные по однократ-
ному испарению каменноугольной смолы,
наиболее типичной для современных печей,
представлены ниже:
Температура, °C...... 317 339 374,5
Отгон, %.............. 22,05 32,5 46,10
Температура, °C...... 389,5 406 416,5
Отгон, %.............. 51,12 60,8 60,93
На рис. 9-3 показана линия ОИ, соответ-
ствующая уравнению
/ои = 683 — 2,4(174,5 —6Д,
где Gx — величина отгона, %;
ton — температура однократного испа-
рения, °C.
Рис. 9-3. Кривые ОИ смолы при разных
давлениях:
1 — 600 мм рт. ст.; 2 — 400 мм рт. ст.;
3 — 200 Л1.и рт. ст.; 4 — 100 мм рт. ст.
В этом уравнении величина 2,4 — тангенс
угла наклона а линии ОИ к оси отгона при
внешнем давлении 760 мм рт. ст. При дру-
гом давлении
tg а = 3,24 — 0,00107 Рх,
где Рх — внешнее давление, мм рт. ст.
На этом же рисунке вместе с линией ОИ
для Рх = 760 мм рт. ст. показаны линии ОИ
при различных давлениях, построенные по
этим двум уравнениям [3].
На рис. 9-4 показаны линии ОИ поглоти-
тельной и антраценовой фракций. Угловой
коэффициент для обеих линий равен 0,4.
Для пересчета кривой ОИ на другие дав-
ления можно использовать данные по эта-
лону. Для средних температур кипения в
качестве эталона можно принять нафталин,
для высоких — фенантрен, для низких —
о-ксилол. В табл. 9-4 представлены темпе-
ратуры кипения эталонных веществ при
различных давлениях.
Переработка каменноугольной смолы
231
Рис. 9-4. Кривые ОИ двух фракций:
J — поглотительная фракция; 2 — антраце-
новая фракция
Плотность смолы, фракций и расплавлен-
ного песка при температуре выше 20° С оп-
ределяют по формуле
dt = dw — a(t — 20),
где t — температура смолы и антраценовых
фракций, °C;
а — коэффициент, равный 0,0007, для
остальных фракций 0,0008 и для
расплавленного пека 0,0006.
Молекулярная масса
На рис. 9-5 показана зависимость между
температурой кипения фракций и молеку-
лярной массой. По температуре отгона 50%
фракции, т. е. по средней температуре кипе-
ния, можно определить среднюю молекуляр-
ную массу.
Таблица 9-4
Температура кипения эталонных
веществ при различных давлениях, °C
Эталон Давление, мм рт. ст.
1 10 40 100 400 760
О-Ксилол —3,8 +32,1 59,5 81,3 121,7 144,4
Нафта- лин . 52,6 85,6 119,3 145,5 193,2 217,9
-фенан- трен 118,2 173,0 215,8 249,0 308,0 340,2
Для пересчета пользуются формулой
‘ рА — 1 рв т >
1 760В
где Трл и Трв — соответственно тем-
пературы однократно-
го испарения вещест-
ва Л и эталонного ве-
щества В при давле-
нии Р, мм рт. ст.,
°К;
Ттбол и Тубов — то же, при давлении
760 мм рт. ст.
Например, для поглотительной фракции
температура начала ОИ при 760 мм рт. ст.
равна 238° С. Если принять в качестве эта-
лона нафталин, то температура начала ОИ
яри 100 мм рт. ст.
513
Т100= 418,5------= 437° К или 164° С.
490,9
Плотность
Плотность
фРакИия при 20° С
Легкая ........................ 0,900—0,960
Фенольная.................... 1,000—1,008
Нафталиновая................... 1,010—1,020
Поглотительная ................ 1,048—1,065
Первая антраценовая............ 1,116—1,128
Вторая антраценовая............ 1,160—1,180
1 — минимальные значения; 2 — средние зна-
чения; 3 — максимальные значения
Экспериментальное определение молеку-
лярных масс фракций каменноугольной смо-
лы по понижению температуры кристаллиза-
ции бензола и уксусной кислоты (для лег-
кой фракции) дало следующие результаты:
Фракция
Молекуляр.
ная масса
Легкая........................• 102,3
Фенольная ..................... 123^4
Нафталиновая..................) 128^6
Поглотительная ................ 152)з
Первая антраценовая ........... 189,2
Вторая антраценовая ........... 209^4
Вязкость
Вязкость смолы можно определить по
уравнению |[4]
lg lg(v + 0,8) = K-Ki IgT,
где v — вязкость, ст;
Т — температура, °К;
К и —константы (табл. 9-5).
2 32
Переработка химических продуктов коксования
Таблица Значение констант К н Кх для различных фракций 9-5 Для индивидуальных веществ (компонен- тов каменноугольной смолы и сырого бен- зола) значения К и К) приведены в табл. 9-6.
Фракция К Ki Вязкость каменноугольной смолы и ее фракций можно определить по номограмме
Легкая Фенольная Нафталиновая 9,32 10,35 10,37 4,0 4,3 4,3 (рис. 9-6).
Для перевода градусов Энглера стоксы (v) служит формула (£) в
Поглотительная 10,25 4,2 3 513^
Антраценовая Антраценовое масло (филь- 11,07 4,4 у = 0,0181р ^4-0,72Е— £ /
трованное) 12,62 5,0
Смола каменноугольная . . 13,80 5,33 где р — плотность, кг • сек*1м?\
Среднетемпературный пек V
каменноугольный .... 14,00 5,44 р- е '
Таблица 9-6
Константы К н Кг компонентов каменноугольной смолы [4]
Компоненты К К. | Компоненты | * 1
Бензол 10,6 4,6 а-Пиколин 8,5 3,7
Телуол 8,7 3,8 2,6-Дутидии 9,2 4,0
р-Ксилол 8,6 3,8 (J-Пиколин 9,2 4,0
льКсилол 7,6 3,4 у-Пиколии 8,9 3,9
о-Ксилол 8,5 3,7 ^,4-Лутндин 8,8 3,8
Мезитилен 7,7 3,4 2, 4, 6-Коллиднн 9,3 4,0
Псевдокумол 8,3 3,6 Анилин И.4 4,7
Г емелитол 8,9 3,8 Хинолин 7,3 3,0
Гидриидеи 8,6 3,7 Изохинолин 9,7 4,0
Инден 8,0 3,4 Хинальдин 9,6 4,0
Нафталин 9,5 4,0 7,8-Бензхинолин 9,5 3,8
2-Метилнафталин 8,9 3,7 Фенол 13,4 5,4
1-Метилнафталин 9,1 3,8 о-Крезол 13,5 5,5
Дифенил 10,5 4,3 2,6-Ксиленол 12,3 5,1
Аценафтен 9,0 3,7 р-Крезол 14,2 5,7
Флуорен 10,0 4,1 м- Крезол 13,9 5,6
Фенантрен 12,6 5,0 2,4-Ксиленол 14,1 5,7
Флуорантен и,з 4,5 2,5-Ксиленол 14,1 5,7
Тионафтеи 9,7 4,0 2,3-Ксиленол Н,7 4,7
Индол 10,5 4,3 3,5-Ксиленол 15,1 6,0
Дифениленоксид 9,5 3,9 3,4-Ксиленол 14,8 5,9
Пиридин 8,4 3,6
Таблица 9-7
Поверхностное натяжение смолы и ее фракций, дина/см [1]
Наименование Температура, °C в
20 50 100 157 184 210
Смола А 40,1 36,4 32,5 0,090
Смола Б —— — — 38,2 33,7 — —
Легкая фракция А 37,2 33,8 25,7 — .— —• 0,140
Фенольная фракция А 38,2 34,2 28,3 23,5 —. 0,123
Фенольная фракция Б 35,9 33,6 26,7 23,1 — — 0,120
Поглотительная фракция А 43,6 39,4 33,4 29,4 24,4 —• 0,110
Поглотительная фракция Б 40,9 38,4 32,1 28,6 24,8 — 0,100
Нафталиновая фракция А — -—’ 31,7 27,3 22,6 — 0,108
Нафталиновая фракция Б —— —— — 26,7 22,3 ——
Антраценовая Б — —’ — 36,0 30,2 28,4 0,100
Примечание. А — переработка смолы на двухколонном агрегате непрерывного действия; Б—в
аппаратуре периодического действия; В—для определения поверхностного натяжения прн температуре
t служит формула О=(Г — В (t — t )_
Переработка каменноугольной смолы
233.
"с
250—,
200—.
100-
80^_
60^
60-
90-
30^
20—.
10
8-.
6-
5 —
И-.
3±
2-.
г-1,3
-1.0
-0,9
—0,8
—0,7
г—0,6
'-0.5
— 0.0
-0.3 В
г
-0,2 >
0.8^
0,6-
0.5-
00-.
0.34
0,2-
01
0.08—
0.06-
0,05-
000-
0,03—_
0.О2-.
-0,1 В
- 0.09 §
-0,08 ч|
— 0.07 ч
'-0.06 ts
— 0.05 &
-0.00
§
г о.оз
-0.02
0,01^
-0,01
- 0.009
-0008
- 0.007
Н 0.006
— 0.005
-0.000
-0,003
Рис. 9-6. Номограмма для определения вязкости смолы и ее фракций (формула:
lg v « К 1g t 4- &i):
Температур- ные пределы отбора фракций, °C </с=1,19-1,21 dc=l,17-l,19 dc= 1,16—1,17
К Ь К b К Ь
0-170 — 0,573 — 1,154 —0,941 —0, 265 —0,521 — 1,482
170—210 — 1,160 --0,229 — 1,000 —0, 115 —0, 942 —0, 401
210—230 — 1,200 --0,324 — 1,041 —0,011 — 1 ,025 — 0, 188
230—300 — 1,450 +0,913 — 1. 130 + 0,215 — 1,267 + 0,433
300—360 -2,457 --3,286 — 2,094 + 2,660 — 1 , 850 + 1,93Q
Смолы —5,000 +9, 910 -4,290 +7,750 —3,360 +5,690
234
Переработка химических продуктов коксования
Поверхностное
натяжение
В табл. 9-7 приведены данные о поверх-
ностном натяжении на границе жидкость—
воздух для каменноугольной смолы и фрак-
ций, получаемых на двух заводах Донецко-
го бассейна с динасовыми печами.
Скрытая теплота
испарения и плавления
Скрытую молекулярную теплоту испаре-
ния определяют по формуле
. . ... , Р2Л , Т2Т,
Л = 4,5711g —ig ------7-,
PlJ 2 ‘ 2 — 1 1
где pi—давление, равное 100 мм рт. ст.-,
Л—температура кипения вещества
при этом давлении, °К;
Рг — давление, равное 760 мм рт. ст.-,
Т2 — температура кипения при этом
давлении, °К.
В табл. 9-8 приведены рассчитанные по
этой формуле значения скрытых теплот ис-
парения некоторых компонентов каменно-
угольной смолы.
Таблица 9-8
Скрытая теплота испарения некоторых
компонентов каменноугольной смолы
Компонент Температура кипения, °C Скрытая теплота испарения
кал.'моль ! ккал,'кг кал/моль*
Бензол .... 80,2 7810 100 7380
Толуол .... 110,6 7900 86
ж-Кснлол . . . 139,0 8510 81 8700
Нафталин . . . а-Метилнафта- 218,2 9900 77,3 9800
ЛИН 244,6 12100 85,2
Аценафтен . . 277,5 12100 78,5
Флуорен . . . 297,9 12400 74,8
Антрацен . . . 342,0 12650 71,0
Фенантрен . . 336,8 12680 71
Карбазол . . . 354,8 13000 80,5
Пирен .... 393 13750 68
Дифенил . . . 254,9 11900 77,5
Фенол .... 182,2 10780 115
м-Крезол . . . 202,6 11200 103,2 12000
2,5-Ксиленол 211,5 11100 91,2
а-Нафтол . . . 282,5 12800 88,5
Пиридин . . . 115,3 8400 106
Пиколин . . . 129,4 9106 98,7
Хинолин . . . 237,3 11150 89,0
* Экспериментальные данные.
На рис. 9-7 показана зависимость скрытой
молекулярной теплоты испарения аромати-
ческих углеводородов, оснований и фенолов
от молекулярной массы. С достаточной сте-
пенью точности эта зависимость может быть
принята линейной:
Для:
X = 50,7 М + 3514
X = 60,4 ЛГ + 3718
X = 40,4 Л4 + 6982
углеводородов
оснований . .
фенолов . . .
Рис. 9-7. Зависимость скрытой теплоты испа-
рений от молекулярной массы:
1 — фенолы; 2 — основания; 3 — углево-
дороды
Пользуясь этими уравнениями н графи-
ком (рис. 9-7) [5], можно определить скры-
тую теплоту испарения фракций. При малом
содержании фенолов и оснований можно
пользоваться соотношениями для углеводо-
родов, при значительном содержании фено-
лов и оснований определяют средневзве-
шенное значение.
В табл. 9-9 приведена скрытая теплота
плавления компонентов каменноугольной
смолы и сырого бензола.
Т а б л и ц а 9-9
Скрытая теплота плавления компонентов
каменноугольной смолы
и сырого бензола
Компонент Температура плавления, °C Скрытая теплота плавления
ккал’кг кал'моль
Бензол 5,42 2360 30,3
Ксилол 13,3 4160 39,3
Дифенил 71,0 4020 26,1
Нафталин 80,2 4560 35,6
Фенантрен 98,2 4330 24,3
Антрацен 217,5 6900 38,7
Карбазол 244,8 7050 42,1
Фенол 40,6 5280 29,0
Переработка каменноугольной смолы
235
Давление паров
Давление паров ароматических углеводо-
родов можно определить по формуле
В
1g р = А —
где t — температура, °C;
р — давление, мм рт. ст.-,
А, В, С — константы.
Значения констант и пределы температур,
для которых они действительны, приведены
в табл. 9-10. В табл. 9-11 приведены темпе-
ратуры кипения некоторых компонентов ка-
менноугольной смолы при различных давле-
ниях.
Давление паров фракций каменноуголь-
ной смолы можно определить по номограм-
ме А. В. Киреева (рис. 9-8).
На осях А и С отложены значения темпе-
ратур кипения веществ (°C). На оси В отло-
жены значения упругостей паров веществ
(мм рт. ст.). По осям К и К' отложены ха-
рактеристические точки веществ. Если ха-
рактеристическая точка вещества неизвест-
на, то ее находят на пересечении оси К с
прямой, соединяющей известную точку ки-
пения на осях А, С с точкой упругости па-
ров, для которой известна температура ки-
пения. Зная характеристическую точку ве-
щества, можно узнать упругости его паров
при любой температуре. Для этого соединя-
ют характеристическую точку с требуемой
температурой прямой, которую проводят до
пересечения с осью В.
В, мм рт. ст.
А °C По гексану По 6 оде
-ВО- И -100- 5000 1
Р,мм
2 ?
-50- 2000 U00%8 C, °C
3L пъ 49 £80 P-7Z2 -10
~40- 5^° - 1000 у 60
йД 50 у 50
7F 0
-30- в? 500 \-40
юЛ.3 —
-20- 12/ --F узо 10
19134 /- 200 ,Л-2О 20
-in 1В /
~17у=/Ь / 52 у 10
^4 10 л "221/ 100 N 50 -D 53<?ОА 54у 55о 30 40
20у 27/-100/ 50
30л 20 5бЪ г-| 60
403 /^Lo 57о 1 70
/ /364 10 1
50 л cok 70 z 'м /Ki-гоо 5 58о, 59 b 1 - 80 90
803 903 //750 45 Л 1 1 — 100 no
100л 46k — 2 — 120
ПО л 120л 1303 190 = Щ&-300 1 / з 1 8/ о у I 130 140- 150
1Ю = / 0,5 — 160
160 1 1 170
:70л 1$ У 1 = 180
!81Г- 1 L_ Й 190
Рис. 9-8. Номограмма А. В. Киреева для расче-
та давления насыщенного пара углеводородов:
Л — ОСЬ температур для точек веществ на оси
К; В — ось давлений; С — ось температур для
точек веществ на оси К'; точки 1—61 — характе-
ристические точки различных веществ (например,
2-/ бензол; 30 — толуол; 33 — хлорбензол;
42 — нафталин; 52 — этанол; 53 — вода; 60 —
ртуть)
Таблица 9-10
Теплоемкость, теплопроводность
и температуропроводность
В табл. 9-12—9-14 приведены теплоем-
кость, теплопроводность и температуропро-
водность.
Константы А, В к С для некоторых ароматических углеводородов
Компонент Пределы температур, °C А В С
Инден 50—182 7,919 2291 273,16
1, 2, 3, 4-Тетраметилбепзол 120—210 7,0587 1689,31 199,30
Изодурол 100—200 6,51104 1281,20 154,84
Дурол 100—200 7,0852 1769,57 202,63
Нафталин 80—327 ' 7,1268 1828,04 212,53
327—478 — 2368,49 296,16
1-Метилнафталин 140—245 7,03592 1826,948 195,002
2-Метплнафталин 140—240 7,06850 1840,268 198,395
Дифенил 160—325 7,2825 2037,01 207,23
Флуорен 150—300 7,3770 2321,23 218 27
Антрацен 216—350 6,9645 2121,24 177,15
Фенантрен 200—340 6,7883 1934,64 155,02
Таблица 9-11
Температура кипения некоторых компонентов каменноугольной смолы
при разных давлениях, °C [6]
Компонент Давление, мм рт. ст.
1 | 10 1 40 | 100 j 400 760
Нафталин 52,6 85,8 119,3 145,5 193,2 217,9
2,4-Диметилстирол 34,2 75,8 107,7 132,3 177,5 202,0
2,5-Диметилстирол 29,0 69,0 100,2 124,7 168,7 193,0
2,4,5-Триметилстирол 48,1 91,6 124,2 149,8 196,1 221,2
2,4,6-Триметнлстнрол 37,5 79,7 111,8 136,8 182,1 207,0’
Аценафтен — 131,2 168,0 197,5 250,0 277,5
Кифенил 70,6 117,0 152,5 180,7 229,4 254,9
Дарбазол — — 265,0 323,0 354,8
Ди'фенилсульфид 96,1 145,0 182,8 211,8 263,9 292,5
Флуорен — 146,0 185,2 214,7 268,3 295,0
Акридин 129,4 184,0 224,2 256,0 314,3 346,0
Фенантрен 118,2 173,0 215,8 249,0 308,2 340; 2
Антрацен 145,0 187,2 217,5 250,0 310,2 342,0
Дибензил 86,8 136,0 173,7 202,8 255,0 284,0
Хризен — — — 315 409 448,5
Таблица 9-12
Средняя теплоемкость каменноугольной
смолы и ее фракций
Фракция Средняя темпе- ратура кипения, °C Средняя теплоемкость, ккалЦкг град}, при температуре, °C
25—100 25-137 СО 7 17Э см СМ 1 LO СМ
Легкая . . . 124 0,428 0,485 0,557 0,589
Фенольная . Поглотитель- 182 0,423 0,492 0,523 0,573
ная . . . 257 0,432 0,454 0,505 0,536
Антрацено-
вая . . . 335 — 0,426 0,464 0,538
Каменно-
угольная смола . . — 0,394 0,413 0,449 0,524
Таблица 9-13
Средняя теплоемкость каменноугольных
смол, ккал !(кг-град)
Темпера- тура, °C Смола А Смола Б Смола В
25—75 0,338 0,324
25—79,2 —— — 0,414
25—85 — — —
25—125 0,349 0,339 —
25—130 — — 0,337
25—175 0,366 0,362 —
25—180 — .— 0,378
25—225 0,391 0,395 .
25—230 — — 0,387
25—275 0,427 0,436 —.
25—280 —. — 0,418
25—325 0,476 0,494 —
25—330 — 0,462
25—346 — — 0,481
Таблица 9-14
Температуропроводность (I) и теплопроводность (II) фракций
каменноугольной смолы прн 100° С [1]
Смола А Смола Б Смола В
ф с 'о ф с ф с
X X та X X '5. X X та"
Фракция та >> (м ч та СХ >> Й та Р. ъ Ж)
S.O ф О у *4 * 3 S.O ф ° у Ч 3
s 5 й * 2 К 7 х с - 2 К *
Н X 1-1 Н X Н X М ы
Легкая 151 2,9 0,113 180 2,7 0,110 141 3,0 0,120
Фенольная 203 2,3 0,105 205 2,6 0,107 195 2,7 ОДОЭ1
Нафталиновая 217 2,2 0,101 222 2,4 0,101 218 2,6 0,103
Поглотительная 261 2,1 0,091 280 2,2 0,088 257 2,4 0,094
Антраценовая 330 2,1 0,089 340 2,0 0,084 335 2,2 0,087
Переработка каменноугольной смолы
237
Теплота сгорания
и температура самовоспламенения
Высшая теплота сгорания каменноуголь-
ной смолы и ее фракций приведена ниже,
ккал! кг'.
Каменноугольная смола........... 8500—9300
Фракция:
легкая ........................ 9300—9800
нафталиновая................. 9500—9700
поглотительная .............. 9800—9200
антраценовая................. 9000—9500
Температура самовоспламенения камен-
ноугольной смолы и ее фракций на возду-
хе составляет 580—630° С.
2. ПОДГОТОВКА
КАМЕННОУГОЛЬНОЙ СМОЛЫ
ПЕРЕД РЕКТИФИКАЦИЕЙ
Отделение фусов отстаиванием
Чтобы смола, поступающая на ректифи-
кацию, была однородной, ее обезвоживают,
обессоливают и усредняют состав.
Смола представляет собой неоднородную
систему из непрерывной среды и дисперс-
ных фаз. Последние состоят из твердых час-
тиц и капелек, образующих соответственно
суспензии и эмульсии. Непрерывной средой
является однородная многокомпонентная
эвтектическая смесь органических соедине-
ний.
Грубодисперсная твердая фаза образует-
ся в результате уноса частиц пыли и пиро-
лизной сажи из печи в газосборник. Оседа-
ние грубодисперсной фазы при отстаивании
приводит к образованию фусов.
Общая зольность смолы цикла газовых
холодильников обычно составляет 0,03—
0,05%.
При отстаивании с грубодисперсной твер-
дой фазой удаляется около 70% золы. Та-
кая степень обеззоливания обеспечивает
получение из смолы сырья для электродной
промышленности.
Простейший путь удаления грубодисперс-
ной твердой фазы заключается в отстаива-
нии смолы. Этот процесс осуществляют в
осветителях (декантерах), в которых до-
стигается почти полное удаление всей гру-
бодисперсной твердой фазы смолы; при этом
содержание золы снижается до 0,03—0,04%.
Обезвоживание и обессоливание
смолы
Обезвоживают и обессоливают смолу пу-
тем разрушения эмульсии при нагревании.
Оптимальной температурой для этого про-
цесса является 75° С. С повышением темпе-
ратуры при атмосферном давлении усили-
вается испарение воды.
Обезвоживание нагреванием протекает
при отстаивании; этот протесе осуществля-
ют в резервуарах на складе смолы. Основ-
ное количество воды отстаивается в течение
5—7 ч. Влажность смолы при этом снижает-
ся до 3—4%.
Более глубокое обезвоживание смолы про-
исходит при отстаивании под давлением.
При этом удаляется 40—45% надсмольной
воды с растворенными в ней солями.
Наибольший эффект обезвоживания и
обессоливания смолы достигается при от-
стаивании под давлением и при повышен-
ной температуре (120° С) и предваритель-
ной промывке смолы горячей водой в не-
прерывном процессе.
Нейтрализация коррозионного
действия солей
После отстаивания смолы в хранилищах
в ней остается 2—3% воды. Содержащиеся
в воде соли вызывают коррозию аппара-
туры.
Одним из эффективных способов защиты
от коррозии является добавка соды. Соду
добавляют к смоле в виде 5—6%-ного вод-
ного раствора перед первой ступенью труб-
чатой печи. Количество добавляемого рас-
твора соды определяют по формуле
где А — количество раствора соды, л/ч;
Q — количество смолы, подаваемой в
1-ю ступень трубчатой печи, кг/ч;
С — содержание связанных аммиачных
солей на 1 кг смолы, г;
В — содержание соды в растворе, %;
D — плотность раствора соды.
Усреднение смолы
Для получения фракций постоянного ка-
чества и возможности внедрения автомати-
зации необходимо обеспечить однородность
поступающей на переработку смолы. Пока-
зателем однородности смолы служит содер-
жание в ней нафталина. Колебания в со-
держании нафталина не должны превышать
1%.
Усреднение смолы осуществляют в цехе
конденсации путем одновременного приема
из цикла газосборников и холодильников в
одно хранилище и на складе смолы путем
перемешивания насосом в резервуарах.
Отеки после прессования нафталина и
сольвент-нафта добавляют к смоле неболь-
шими порциями при постоянном соотноше-
нии.
Прием и хранение смолы
Прием смолы, ее хранение, усреднение в
обезвоживание отстаиванием осуществляют
на складе. Для приема и отгрузки смолы
сооружают погрузочно-разгрузочную пло-
щадку. Предусмотрено устройство межрель-
сового лотка, обеспечивающего прием смо-
лы из цистерн с нижним спускным устрой-
ством. Лоток возвышается над поверхно-
стью земли, закрывается съемными крыш-
ками и подогревается глухим паром.
Перед сливом в зимнее время смолу в цис-
тернах разогревают острым или глухим па-
ром.
238
Переработка химических продуктов коксования
Длина погрузочно-разгрузочной площад-
ки и сливного лотка зависит от максималь-
ного суточного поступления смолы. При
приеме большого количества смолы от слив-
ного лотка делают несколько отводов в за-
глубленные баки, из которых смолу откачи-
вают в резервуары склада.
В случае неисправности нижнего сливного
устройства цистерны можно осуществлять
верхнюю разгрузку при помощи разгрузчи-
ка-погрузчика.
При переработке смолы своего завода ем-
кость склада должна обеспечивать 10-су-
точный запас, а привозной смолы 15-суточ-
ный.
Для ведения правильного процесса под-
готовки смолы на складе устанавливают не
менее четырех резервуаров. Один из них
используют для приема смолы из цеха улав-
ливания, а также поступающей с других
коксохимических заводов. По мере заполне-
ния резервуара смолу в нем перемешивают
при помощи насоса. Второй резервуар слу-
жит для отстаивания воды, из третьего смо-
лу подают на переработку, четвертый же
ремонтируют.
Нафталипсодержащие масла, подлежащие
возврату в смолу, принимают в отдельный
резервуар, из которого их передают в опре-
деленном соотношении в приемный резерву-
ар для смолы.
Все резервуары стальные надземные и
оборудованы нижними (выдвижными) по-
догревателями. В верхней части каждого
резервуара предусмотрен коллектор для пе-
риодического спуска самотеком отстоявшей-
ся надсмольной воды.
Вода поступает в отдельный резервуар, в
который также принимают сепараторную
воду из отделения дистилляции смолы. Из
этого резервуара воду перекачивают в суль-
фатный цех для извлечения аммиака и фе-
нолов.
Уровень в резервуарах контролируют спе-
циальными уровнемерами. Наружные стен-
ки резервуаров теплоизолированы.
Смола, поступающая в смолоперегонный
цех, должна содержать не более 4% влаги
и 0,1% золы.
3. РЕКТИФИКАЦИЯ
КАМЕННОУГОЛЬНОЙ СМОЛЫ
Переработка каменноугольной смолы со-
стоит в разделении ее на фракции путем
ректификации с последующей кристаллиза-
цией, экстракцией и повторной ректифика-
цией полученных фракций.
Легкая фракция по составу подобна сыро-
му бензолу, поэтому ее перерабатывают
вместе с ним (гл. VIII).
Фенольная фракция содержит около 40%
фенолов, 20% нафталина, 32% гомологов
бензола, 8% оснований и других соедине-
ний. После экстракции фенолов и оснований
нейтральную часть фенольной фракции под-
вергают ректификации с передачей нафта-
линовой фракции на производство нафтали-
на (гл. X), тяжелого сольвента на произ-
водство инден-кумароновых смол, сольвен-
та или лаков.
Нафталиновую фракцию промывают рас-
творами щелочи и кислоты для экстракции
фенолов и оснований и направляют в произ-
водство нафталина (гл. X).
Поглотительную фракцию промывают
растворами щелочи и кислоты для удаления
фенолов и хинолиновых оснований. Мытое
поглотительное масло идет на производство
различных технических масел, для улавли-
вания бензола из коксового газа, получения
ряда индивидуальных веществ — метилнаф-
талинов, индола, аценафтена, флоурена и
др. (гл. XIV). Антраценовые фракции под-
вергают кристаллизации. Кристаллы — сы-
рой антрацен. Его используют для получе-
ния содержащихся в нем антрацена, фенан-
трена и карбазола, а также для технических
целей — производства сажи, дубителей, сме-
шанного красителя хаки. Антраценовое мас-
ло, отделенное от сырого антрацена, идет
для приготовления технических масел (дре-
вопропиточных, флотационных, отопитель-
ных, для смачивания шихты), а также для
выделения содержащихся в нем веществ, в
первую очередь фенантрена.
Вторую антраценовую фракцию целиком
используют для приготовления сажи и для
отопительных целей.
Каменноугольный пек — товарный про-
дукт, его применяют для дорожного строи-
тельства, брикетирования, производства ма-
лозольного электродного кокса, в качестве
связующего для электродов.
При ректификации каменноугольной смо-
лы на трубчатых установках непрерывного
действия под атмосферным давлением и при
первичной переработке фракций получают,
% (вес.) от смолы:
Легкое масло (легкая фоакция) ........
Фенолы (фенол, крезолы, ксиленолы) . . .
Основания нз фенольной, нафталиновой
н поглотительной фракции .............
Тяжелый сольвент .....................
Нафталин прессованный.................
Поглотительное каменноугольное масло
для улавливания бензола ..............
Антрацен сырой 35%-ный ...............
Масла технические ....................
В том числе:
для пропитки древесины .............
производства сажи.................
ядохимикатов .....................
флотореагентов ...................
дорожного дегтя...................
отопительных целей ...............
Пек разных сортов ....................
0,5
1.6
0,7
0,8
6,5
3,5
0,8-
33,6
20,0
5,7
1,2
0,2
5,0
1,5
52,0
На рис. 9-9 показана схема ректификации
каменноугольной смолы с двумя колоннами.
Из расходного хранилища усредненную
каменноугольную смолу насосом подают в
первую (конвекционную) ступень трубчатой
печи для нагрева до 120—130° С. При этой
температуре смола поступает в испаритель
первой ступени. Пары воды и легкого масла
проходят через конденсатор-холодильник.
Конденсат поступает в сепаратор, в котором
надсмольная вода отделяется от легкого
масла. Обезвоженная смола стекает в рас-
ходное хранилище, откуда ее насосом пода-
ют во вторую (радиантную) ступень трубча-
Рис. 9-9. Схема ректификации смолы с двумя колоннами (а — вода на охлаждение; б — рефлюкс):
/ — трубчатая печь; 2 — плунжерные иасосы: 3 — дозировочный насос для раствора соды; 4, 9, 11 — сборники для раствора соды, сепараторной воды н
обезвоженной смолы соответственно; 5 — продуктовые насосы; 6 — рефлюксные баки; 7 — рефлюксные насосы; 8 — приемники фракций; 10 — смеситель; 12 —
испаритель первой ступени; 13 и 19 — конденсатор паров; 14 — испаритель второй ступени; 15 — сепаратор; 16 — холодильник фракций; 17 — антрацено-
вая колонна; 18 — фракционная колонна
Переработка каменноугольной смолы 239
240
Переработка химических продуктов коксования
той печи для нагрева до 380—400° С. При
этой температуре смола поступает в испари-
тель второй ступени, где пары масел отде-
ляются от пека. Пары поступают на пеко-
вую колонну, из которой путем бокового
отбора отделяют две антраценовые фракции.
Пековую колонну орошают поглотительной
фракцией.
Пары из пековой колонны поступают на
3—5-ю тарелку (снизу) фракционной колон-
ны. Донным продуктом фракционной колон-
ны является поглотительная фракция. Для
регулирования ее состава по содержанию
легкокипящих компонентов и нафталина во
фракционную колонну вводят острый пар.
Из фракционной колонны путем бокового
отбора отводят нафталиновую и фенольную
фракции. Пары из колонны конденсируются
и разделяются в сепараторе на легкое мас-
ло и воду. Отбираемые фракции охлаждают
и направляют в сборники.
Режим температур, давлений
и концентраций
Выход и характеристика фракций даны в
табл. 9-15.
На рис. 9-10 показана схема ректифика-
ции каменноугольной смолы с одной колон-
ной.
Смолу из расходного хранилища подают
насосом в трубчатый пековый теплообмен-
ник, в котором она нагревается до 120° С.
Из теплообменника смола поступает в ис-
паритель первой ступени. Пары легкого ма-
сла и воды направляют во фракционную ко-
лонну (ниже тарелки отбора фенольной
фракции). Обезвоженная смола самотеком
поступает в хранилище, из последнего ее
насосом подают в трубчатую печь, в кото-
рой смола нагревается до 380—400° С. При
этой температуре смола поступает в испари-
тель второй ступени, в котором пек отделя-
ется от паров фракций. Пек через теплооб-
менник поступает в приемник, а затем — на
охлаждение. Пары фракций поступают во
фракционную колонну. Колонну орошают
легким маслом. Путем бокового отбора жид-
Содержание воды в смоле, подаваемой в первую ступень, %......... Не более 4,00
Содержание воды в смоле, подаваемой во вторую ступень, % ... . » » 0,20
Содержание хлористого аммония в смоле, подаваемой во вторую сту-
пень, е/л........................................................ » » 0,5
Т емпература смолы, °C:
в хранилищах ............................................. ... Не менее 70
после первой супени нагрева................................ 110—130
после второй ступени нагрева............................... 380—410
Температура паров, °C:
на верху пековой колонны .......................................... 256—266
на тарелке питания фракционной колонны ......................... 250—260
на верху фракционной колонны ................................... 98—115
Температура отбираемых фракций, °C:
фенольной ......................................................... 150—165
нафталиновой ................................................... 175—195
поглотительной ............................................ 210—240
первой антраценовой ........................................... 280—290
второй антраценовой ........................................... 320—330
Температура перегретого пара перед входом в колонну, °C ...... Не ниже 400
Давление внизу пековой колонны, ати........................... Не более 0,5
Давление смолы перед первой ступенью, ати .................... » » 10,0
Таблица 9-15
Выход и характеристика фракций
Название фракций Выход от смолы % Содержание, % Температура, °C
нафтали- на фенолов и ю о s*s О S о ж начало кипения 50% от- гона конец кипения
Легкая 0,6 2,0 0,5 0,8 80 112 160
Фенольная 2,5 18,0 38,0 6,2 165 203 210
Нафталиновая 10,0 82,0 6,0 3,8 216 218 230
Поглотительная 9,5 8,0 5,0 4,5 235 268 300
Антраценовая первая 17,4 2,5 — 280 320 360
Антраценовая вторая 8,0 1,5 — .— 310 400 —
Пек с температурой размягчения 70° С 52,0 — — — — —
Hl i •вмииихоэмоя миньопейиэ 91
ИЗ
Сырая смола
чз Нафта пиновая фракция
Лары воды и легкого
масла
Фенольная фракция
У-я антрацено-
вая фракция
sr | \Смсла из ступени Л
трцдчатой печи\ Сек f
\3-я ан?пр_аценовая фракция
Рефлюкс-2-я антраценовая фракция
'Поглотительная
фракция
I Рефлюкс - легкое масло
И
] Переток обезвожен-
' ной смолы
Смола из ступени I
трубчатой печи
Обезвоженная смола
Лар
3 Р
^Легкое
масло
^г-77-^ «5
——
В отделение кристаллизации моики фракции
в отделение ректификации бензола
В отделение улавливания
В склад смолы и масел ~
wowj nomvosfiomtawmi тиодпдадэц
242
Переработка химических продуктов коксования
кой фазы отводят две антраценовых, погло-
тительную, нафталиновую, фенольную и лег-
кую фракции.
Выход и характеристика фракций почти
такие же, как и при ректификации с двумя
колоннами.
4. ПОЛУЧЕНИЕ СЫРОГО АНТРАЦЕНА
И ИЗГОТОВЛЕНИЕ ТЕХНИЧЕСКИХ
КАМЕННОУГОЛЬНЫХ МАСЕЛ
Получение сырого антрацена
Сырой антрацен получают охлаждением
антраценовой фракции в кристаллизаторах
и отделением образующихся кристаллов от
масла на центрифугах или вакуум-фильтрах.
Сырой антрацен представляет собой мяг-
кий маслянистый осадок со слабовыражен-
ным кристаллическим строением. Он не име-
ет абразивных свойств.
Состав сырых
деленного количества поглотительного мас-
ла до температуры выпадения кристаллов.
Загрузку кристаллизаторов, охлаждение и
разгрузку ведут по установленному гра-
фику.
Охлажденную антраценовую фракцию по
трубопроводу спускают в мешалку с тем,
чтобы кристаллы находились во взвешенном
состоянии, что необходимо для равномерной
подачи суспензии в автоматическую центри-
фугу 1 (АГ-1200-4у).
Сырой антрацен из центрифуги скребко-
вым транспортером подают на склад. Склад
оборудован грейферным краном.
Нормативы емкости склада сырого ан-
трацена следующие:
Производительность смо-
лоперегонного цеха. Запас, суток
гп,!год смолы
100000 ю
200000 8
400000 6
Таблица 9-16
антраценов
Предприятие Отгон до 360° С, % Содержание, °,; Вещества, нераствори- мые в ксило- ле. %
| масел 1 1 антраце- 1 на карбазо- ла 6 к ел X Ф « '& К 5 и д Л •&Ч < S >.= 63 Q •©• 3 к о 0”.
НТМК 77,0 13,3 21,5 28,7 24,0 0,56 0,05 0,45
кмк 22,0 13,8 34,4 19,7 0,44 0,03 0,36
Кемеровский завод — 36,7 14,3 31,7 14,7 0,60 0,03 0,27
Днепропетровский завод 76,7 25,3 21,7 16,0 23,5 1,47 0,32 0,55
Днепродзержинский завод .... 78,6 34,7 25,2 20,3 22,5 1,94 0,11 0,28
Запорожский завод1 62,0 4,5 35,6 13,9 24,6 1,78 0,03 0,20
Горловский завод ........ 64,0 34,7 22,8 20,6 18,9 1,55 0,12 0,14
Ка’диевский завод1 86,0 6,8 26,5 17,0 19,8 1,62 0,04 0,12
Енакиевский завод 84,0 35,3 26,8 20,4 — — — ——
Рутченковский завод 85,0 36,7 16,9 26,2 25,1 1,99 0,03 0,11
1 Сырой антрацен нз первой антраценовой фракции.
Анализ образцов сырого антрацена коксо-
химических заводов СССР приведен в табл.
9-16. Объемная масса сырого антрацена со-
ставляет 0,75—0,83 т/м3; наибольший размер
кристаллов 30—50 juk; теплопроводность
0,139 ккал/(м • ч град)-, температуропровод-
ность при 20° С 3,76 • 10~4 м3/ч; теплоемкость
при 20° С 0,349 ккал/(кг • град). Вязкость
сырого антрацена при различной температу-
ре представлена ниже:
Температура, °C Вязкость, пз
137 1397-10—5
184 828 10”5
210 667-10“5
Антраценовая фракция при температуре
70—85° С поступает в напорный бак, в кото-
ром предусмотрен отвод для отстоявшейся
воды. Из напорного бака антраценовую
фракцию подают в механические кристалли-
заторы и охлаждают при добавлении опре-
Сырой антрацен отгружают навалом или
в многослойных бумажных мешках с мас-
лостойкой прокладкой. Для расфасовки в
мешки можно использовать автоматические
весы ДМ4С-50 и заливочную машину ЗЗЕ.
Транспортировку мешков, складирование
их при хранении и погрузку в железнодо-
рожные вагоны осуществляют автопогруз-
чиком грузоподъемностью 750 кг (модель
4004А).
Изготовление технических
каменноугольных масел
Технические каменноугольные масла изго-
товляют из фракций смолы или из получен-
ных на их основе масел, иногда предвари-
тельно удаляют фенолы и основания.
Технические каменноугольные масла изго-
товляют путем смешения компонентов
1 Иногда применяют вакуум-фильтры.
Переработка каменноугольной смолы
243
(иногда при нагревании) в специальных
смесительных устройствах или в хранили-
щах при помощи насосов.
В некоторых случаях технические масла
(поглотительные масла) получают, минуя
стадию смешения. Иногда смешение пред-
шествует кристаллизации, таким путем по-
лучают шпалопропиточные масла.
нафты изготавливают масла для подсвечи-
вания пламени и отопительное масло. Тя-
желый сольвент служит для изготовления
каменноугольных лаков, антраценовое мас-
ло—для изготовления древопропиточных
масел, масел для ядохимикатов, флотореа-
геитов. тяжелых растворителей и подсвечи-
вания пламени и для изготовления отопи-
Применен ие тех
Поглотительное масло
Нафталиновое поглотительное
ело
Шпалопропиточное масло
Отопительное масло
Масло для подсвечивания пла&
Масла для производства сажн
Г азгольдерное масло
Масла — тяжелые растворители
Тяжелый сольвент
Масла для ядохимикатов
Масла для флотореагент ов
Смазочные масла
Дизельные масла
1 и ч е с к и х каменноугольных масс л
Извлечение бензола из коксового газа
ма- Извлечение нафталина из коксового газа
Пропитка древесины
Для энергетических целей
и Карбюрирование газа, идущего на обогрев марте-
новских печей
Сжигание печное или диффузионное для получе-
ния активной сажи
Уплотнение сухих газгольдеров
Изготовление дорожных и препарированных смол
Изготовление битумных лаков
Изготовление карболинеума, препарата КЭАМ
и других ядохимикатов
Изготовление поверхностно-активных веществ
для обогащения углей путем флотации
Вязкие и консистентные смазки для тихоходных
машин
Дизельное топливо
Поглотительное масло служит для изго-
товления деревопропиточных масел, масел
для ядохимикатов, тяжелых растворителей,
масел для флотореагентов, подсвечивания
пламени н дизельных масел. Из сольвент-
тельных, газгольдерных, дизельных масел и
масел для промывки газа от нафталина.
Из второй антраценовой фракции изго-
тавливают масла для производства дорож-
ной смолы, сажи и отопительного масла. Из
Таблица 9-17
Технические условия на каменноугольные технические масла
11оказател ь Поглоти- тельное масло Шпало- пропи- точное масло Масло для сажи Антраце- новое масло Отопи- тельное масло Тяжелый сольвент
Плотность * * От 1,10 до 1.15 * От 1,10 до 1,20 Не более 0,965
Фракционный состав .... До 230° С Не более 3% До 300° С Не менее 90% До 210° С Не более 5% До 273° С Не менее 10% До 360° С Не менее 70% До 210° С Не более 10% До 235° С Не менее 25% До 360° С Не менее 60% До 360° С Не менее 60% До 360 °C Не менее 20% До 135°С Не более 5% До 215°С Не менее 95%
Температура появления крн-
сталлов. °C, не выше . . . 15 35 — 42 —
Содержание воды, %, не бо-
лее 0,5 1,5 1,5 1,5 От 3 до 5 Сл.
Содержание нафталина, %,
не более 13,0 .— — .—. — —
Содержание фенолов, %
(объемн.), не более .... 1,0 — —• — — —
Содержание золы. %, не более — .— — — 0.5 —
Действующий ГОСТ или ТУ ЧМТУ ГОСТ ТУК ЧМТУ ЧМТУ ЧМТУ
10102—55 2770—59 3—55 3469—53 10122—57 и ТУК 48—57 5787—57
* Не нормируется.
16*
244
Переработка химических продуктов коксования
Таблица 9-18
Способы изготовления технических каменноугольных масел
Название масла и спосоэ изготовления Продол- житель- ность ч Темпера- тура °C Коли- чество загрузки м3 Состав реакционной смеси
Шпалопропиточное масло: смешение и совместная кри- сталлизация первой антра- ценовой и поглотительной фракций с последующим раз- делением на центрифуге Масло для подсвечивания пламени: смешение в железнодорожной цистерне антраценовой фрак- ции, сольвент-пафты и ка- менноугольной смолы Масла для производства сажи: товарными продуктами явля- ются антраценовая фракция нефильтрованная и вторая антраценовая фракция Газгольдерное масло: редистилляция широкой антра- ценовой фракции с отбором ряда фракций, выкипающих в интервале 10—15° С каж- дая кристаллизация и разделение фаз. смешение жидких фаз Масла — тяжелые растворители: кристаллизация первой антра- ценовой фракции, разбавлен- ной поглотительной фракцией разделение фаз на центрифуге Масла для ядохимикатов: смешение масел охлаждение и кристаллизация фильтрация Масла для флотореагептов: смешение масел Смазочные масла: смешение в разных пропорци- ях каменноугольного пека и поглотительного масла 12 2 60 120 30 30 1 40 10 2 2 35 40 До 380 До 35 До 35 60 30 30 60 100 10 50 30 30 10 10 10 10 10 30 2,5 .ч3 поглотительной фракции, 7,5 .и3 первой антраценовой фракции. Выход кристаллов 15— 20% от загрузки Антраценовой фракции 40 м3. сольвент-нафты 2 At3, каменноугольной смолы 8 .ч3 До 70% кристалличес- кой твердой фазы, около 30% масел До 70% антраценовой фракции, до 30% погло- тительной фракции; вы- ход масла от 80 до 85% Выход масла от 80 до 85% До 67% антрацено- вой фракции, до 33% поглотительной фрак- ции; выход масел 70—80% от загрузки 50% кубовых остатков от ректификации фено- лов, 50% поглотительной фракции В зависимости от тре- буемой вязкости 20% пе- ка и 80% поглотительно- го масла или 40% пека и 60% поглотительного масла
пековых дистиллятов изготавливают масла,
для производства сажи, дорожного дегтя,
отопительных масел, смазочных масел.
В табл. 9-17 даны технические условия на
каменноугольные масла, а в табл. 9-18 —
способы их изготовления.
5. ПЕКОВЫЙ ПАРК
Пековый парк служит для хранения жид-
кого пека, снабжения пеком пекококсовой
установки, отгрузки жидкого или охлажден-
ного в виде гранул пека потребителям.
Трубопроводы для пека снабжают паро-
выми рубашками и прокладывают на про-
ходных мостах. По трубопроводам пек дви-
жется самотеком. На всем пути движения
пека прокладывают два пекопровода — ра-
бочий и резервный. Пековый парк разме-
шают таким образом, чтобы протяженность
пекопроводов была минимальной. Для пека
<_ температурой 250° С и выше уклон трубо-
Переработка каменноугольной смолы
245
провода составляет не менее 20 мм на 1 м,
для пека с температурой ниже 250° С — не
менее 30 мм на 1 м.
Пек из испарителя второй ступени с тем-
пературой 320° С поступает в трубное про-
странство котла-утилизатора, в котором
охлаждается до 220—200° С.
В межтрубное пространство подают кон-
денсат пара, из которого образуется водя-
ной пар давлением 4 ати при температуре
около 155° С. Если котел-утилизатор не ра-
ботает, то пек подают в напорные баки, ем-
кость которых соответствует двухсуточному
запасу.
Из котла-утилизатора пек поступает в хо-
лодильник, в котором охлаждается до 150—
145° С при испарении конденсата пара. Во-
дяные пары из холодильника направляются
в конденсатор смешения, в котором охлаж-
даются технической водой.
в. АППАРАТУРА. ДЛЯ ПЕРЕРАБОТКИ
КАМЕННОУГОЛЬНОЙ СМОЛЫ
Трубчатые печи
Наибольшее распространение иа отечест-
венных коксохимических заводах нашли ра-
диантно-конвекционные трубчатые печи ка-
мерного'типа (рис. 9-11) номинальной про-
ектной производительностью 50 и 100 тыс. т
смолы в год. Практически их производитель-
ность оказалась выше проектной приблизи-
тельно на 30—40%.
Змеевик первой ступени нагрева помеща-
ют в конвекционной секции печи. Вторую
ступень нагрева осуществляют в одноряд-
ном боковом и потолочном экранах, распо-
ложенных в радиантной камере. В конвек-
ционной камере устанавливают пароперегре-
ватель для перегрева пара, используемого
на технологические нужды.
Рис. 9-IL Радиаторно-конвекционная трубчатая печь камерного типа (продоль-
ный разрез):
1 — горелка; 2 — коллектор коксового газа; 3 — подвод газа к свечам зажига-
ния; 4 — штуцер для подачи смолы во 2-ю ступень нагрева; 5 — трубы пото-
лочного и бокового экранов; 6 — смотровой глазок; 7 — инспекционное окно;
8 — штуцер для выхода смолы в эвапоратор 2-й ступени; 9 — термопара; 10 —
штуцер для подачи смолы в эвапоратор 1-й ступени; //—штуцер для выхода
перегретого пара; 12 — штуцер для подачи насыщенного пара; 13 — паропере-
греватель; 14 — конвекционная секция; 15 — штуцер для подачи смолы в 1-ю
ступень нагрева; 16 — шибер
Пек из холодильника направляется в пи-
татель транспортера. Охлажденный пек в
виде гранул грейферным краном загружают
в железнодорожные вагоны или укладыва-
ют в штабеля.
Для агрегата производительностью
200000 т смолы в год применена трубчатая
печь с излучающими стенами из беспламен-
ных панельных горелок и экраном двусто-
роннего освещения (рис. 9-12).
246
Переработка химических продуктов коксования
Конструктивные и технологические харак-
теристики этих трубчатых печей приведены
в табл. 9-19.
За рубежом, кроме различных конструк-
ций печей камерного типа, .получили .распро-
странение также вертикальные цилиндриче-
ские печи (рис. 9-13). В этих печах трубы
расположены вертикально и симметрично по
цилиндрической стенке корпуса. Все трубы
находятся в идентичных условиях теплового
воздействия (тепло от дымовых газов и те-
пло, отраженное огнеупорными стенками).
Рнс. 9-12. Трубчатая печь с излучающими сте
а — поперечный разрез; б — продольный разрез; 1 —
4 — радиаитиая секция; 5 — беспламенные панельные
Переработка каменноугольной смолы
247
Таблица 9-19
Характеристика трубчатых печей
Номинальная произво- дительность по смоле, п\год Начальная скорость смолы в трубах, м.'сек Среднее теп- лонапряжение поверхности нагрева про- дуктовых змеевиков ккал'(мг-ч} Теплонапряжение то- почного об: ема, ккал'(м3 ч) Распределе- ние полезной тепловой нагрузки продуктовых змеевиков, % Тепловой к. п. д. печи, % Расход коксового газа на 1 m смолы, м3 ч** Коэффициент избытка воздуха в топке Температуры в печи, °C Обтцая поверхность на- грева продуктовых змеевиков, м*
радиант- ная секци я конвек- ционная секция радиант- ная секция конвек- ционная секция на пере- : ?вале : в борове
50000 0,5- 17000— 5700— 22000— 70 30 70—75 77 2,1 650— 230 127
0,6 20000 7400 26000 750
100000 0,5— 17000— 3500— 13000— 74 26 76—80 72 1,5 550— 200 328
0,6 22000 4500 17000 650
200000* 0,7 25000 4000 58500 85 15 83 66 1,06 600 275 443
* Производительность сырьевых иасосов 28 т'ч.
*’ Приведенная теплота сгорания коксового газа 4000 ккал м3.
нами из беспламенных панельных горелок:
дымовая труба; 2 — конвекционная секция; 3
горелки; 6 —>• коллектор коксового газа
пароперегреватель:
248
Переработка химических продуктов коксования
Во всех трубчатых печах современной
конструкции концы труб соединены между
собой с помощью двойников-ретурбендов
(рис. 9-14). Применение их позволяет сокра-
тить относительный шаг труб, повысить эф-
фективность использования поверхности на-
и уменьшить габариты печи
грева
1000(44—28) = 16 000 ккал/т.
камеру в мел-
керамические
3 — траверса;
болт
Рис. 9-14. Двойник для соединения концов
печных труб:
1 — корпус; 2 — пробка;
4 — нажимной
Рис. 9-13. Вертикальная цилиндрическая трубча-
тая печь:
1 — горелки; 2 — топочная камера; 3 — радиант-
ные трубы; 4 — отражательный конус из жаро-
упорной стали; 5 — конвекционная секция; 6 -
цилиндрическая перегородка; 7 — дымовая тру-
ба; 8 — монорельс для монтажной электротали
В камерных трубчатых печах наилучшими
для использования оказались короткопла-
менные кольцевые горелки (рис. 9-15).
Беспламенные панельные горелки (рис.
9-16), применяемые в трубчатой печи про-
изводительностью 200000 т смолы в год,
состоят из эжектора, распределительной ка-
меры и набора керамических призм. В эжек-
торе газ смешивается с подсасываемым воз-
духом. Холодная газо-воздушная смесь по
многочисленным трубкам поступает через
распределительную
кие раскаленные
туннельки диаметром 20 мм и дли-
ной 65 мм, в которых происходит
каталитическое сгорание хорошо
перемешанной газо-воздушной
смеси.
Ниже приведен пример опреде-
ления расхода тепла в трубчатой
печи на 1 т смолы (рис. 9-17).
Расход тепла в первой ступени
на нагрев смолы от 80 до 120° С
Расход тепла на нагрев и испа-
рение 3,5% воды (по таблице термодинами-
ческих свойств водяного пара)
1000-0,035(640 — 80)= 19 600 ккал/т.
Всего в первой ступени
16 000 + 19 600 = 35 600 ккал/т.
Расход тепла во второй ступени на нагрев
смолы от 120° С до температуры однократ-
ного испарения при отгоне 47% (380° С)
1000(230 — 44)= 186 000 ккал/т.
На нагрев и испарение 0,5% воды расхо-
дуется
1000-0,005(782,5— 120) s 3312 ккал/т.
Всего во втором ступени 186000 + 3312 4-
= 189312 ккал)т.
На перегрев в пароперегревателе насы-
щенного пара (Р = 5 ата) до 450° С в коли-
честве 5% от смолы
1000 0,05 (806,7 — 656,3) = 7520 ккал/т.
Переработка каменноугольной смолы
249
Ф
Рис. 9-16. Беспламенная панельная горел-
ка системы Гипронефтемаша:
7 — эжектор; 2 — сопло; 3 — регистр для
воздуха; 4 — труба для подвода газа;
5 — диатомовая теплоизоляция; 6 — ке-
рамические прнзмы
Всего расход тепла на 1 т смолы
35 600 + 189 312 + 7520 = 232 432 ккал/т.
Удельный расход топлива на обогрев пе-
чи (коксовый газ с теплотой сгорания
4000 ккал/м?} при к. п. д. печи 0,8 и норм,
усл.
Коротко пла мен-
газовая
Рис. 9-15.
ная кольцевая газовая го-
релка для трубчатой печн:
1 — газораспределительное
кольцо с отверстиями; 2 —
рама горелки; 3 — керами-
ческий камень; 4 — ре-
гистр для воздуха; 5 —
крышка с откидной дверцей
232 432
Полученная величина удовлетворительно
сходится с практическими.
По данным УХИНа, средний расход кок-
сового газа для обогрева печи составляет
66 +/т при теплоте сгорания 4200 ккал]м2
и к. п. д. печи, равном 65%.
Температура, °C
Рис. 9-17.
(скрытая
Теплосодержание смолы и ее фракций
теплота испарения г = 118 —
— 0,16 t ккал!кг)
Методы теплового и гидравлического рас-
чета трубчатых печей освещены в специаль-
ной литературе.
:250
Переработка химических продуктов коксования
Эвапораторы
Служат для отделения паров от жидко-
сти. Эвапораторы 1-й и 2-й ступеней пока-
заны соответственно на рис. 9-18 и рис. 9-19.
Для лучшего испарения воды и легких по-
гонов в нижней части эвапоратора 1-й сту-
пени находятся 2—3 полки. Постоянный
уровень жидкости в нижней части поддер-
живают с помощью стандартного регулято-
ра типа РУПФ 365-40 с температурным
пределом применимости 200° С.
В эвапоратор 2-й ступени вводят смолу,
нагретую в печи до 390—400° С. Смола по-
Рис. 9-18. Эвапоратор 1-й ступени: Рис. 9-19. Эвапоратор 2-й ступени: 1 — регулятор уровня; 2 — переливные полки; 1 — отбойные полки; 2 — ректификационные та- 3 — ректификационные тарелки; 4 — обратный редки; 3 — штуцер для вывода антраценовой слив фракции; 4 — штуцер для подачи рефлюкса Таблица 9-20 Характеристика эвапораторов
Характеристика Эвапораторы 1-й ступени Эвапораторы 2-й ступени
Номинальная производительность трубчатого агрегата, тыс. m смолы в год
30—50 100 200 30* 50 100 200
Внутренний диаметр, мм Высота, мм . Число полок: ниже ввода смолы выше ввода смолы Число колпачковых тарелок Изолируемая наружная поверхность, м2 Масса аппарата, пг Масса аппарата на 1000 пг смолы в год, кг 1000 5265 3 1 19 4,8 96 1400 5868 2 3 30 8,3 83 1800 6278 2 3 40 14,2 71 1200 9767 2 3 4 38 11,6 387 1400 7317 2 33 11,1 222 1800 9627 2 4 4 60 21,3 213 2400 13123 2 5 6 103 42,0 210
По проекту Славянского КБ Коксохиммаша Гипрококса.
Переработка каменноугольной смолы
251
ступает в аппарат тангенциально, причем
стенки аппарата в этом месте защищены от
механического износа съемными защитными
чугунными плитами.
Как и в эвапораторе 1-й ступени, уровень
пека в нижней части аппарата поддержива-
ют с помощью стандартного регулятора ти-
па РУПФ 365-40-450, применяемого в аппа-
ратах с температурой среды от 200 до
450° С. Аппарат снабжен достаточным коли-
чеством лазов. Расстояние между тарелка-
ми принято 600 мм.
Характеристика эвапораторов 1-й и 2-й
ступеней приведена в табл. 9-20.
Ректификационные колонны
Для ректификации смолы применяют та-
рельчатые колпачковые колонны. Колонны
этого типа наиболее изучены и обеспечива-
ют необходимую четкость ректификации в
широком интервале нагрузок.
Установленные на коксохимических заво-
дах ректификационные колонны различают-
ся по конструкции и типу тарелок. В зави-
Рис. 9-20. Пековая колонна:
— нижняя испари^^ьная часть; б — верхняя ректифика-
ционная Жсть; 1—16 — номера царг
симости от схемы ректификационного агре-
гата устанавливают одну или две колонны.
Первые трубчатые агрегаты номинальной
производительностью 50 и 100 тыс. т в год
работают по схеме ректификации с двумя
колоннами: первая служит для отбора ан-
траценовых фракций, конструктивно она
совмещена с эвапоратором 2-й ступени
(рис. 9-20); вторая — фракционная (рис.
9-21), снизу этой колонны отбирают погло-
тительную фракцию. Нафталиновую и фе-
нольную фракции выводят путем бокового
отбора с тарелок колонны, а пары легкой
фракции выходят сверху колонны.
В обеих колоннах установлены тарелки с
кольцевым переливом флегмы и туннельны-
ми колпачками (рис. 9-22).
Рис. 9-21. Фракционная колонна:
1 — штуцер для подачи острого
пара в барботер; 2 — штуцер для
опорожнения; 3 — штуцер для от*
бора поглотительной фракции; 4 —
выходная труба. 5 — царга; 6 —
штуцера для отбора нафталиновой
фракции; 7 — штуцера для отбора
фенольной фракции
Таблица 9-21
Характеристика ректификационных колонн для смолы при различной номинальной производительности агрегата
(тыс. т смолы в год) и схемах с двумя и одной колонной
Схема с двумя колоннами Одна фракционная колонна
Наименование пековая фрак- цион- пековая фракцн- антраце- фракпи- антраце- фракци- онная антраце- новая фракци- онная (30) (КО) (200)
колонна ная колонна колонна колонна колонна кнл онна колонна колонна колонна
(50) колон на (50 (1 00) (100) (50) (50) (100) (100) (65—70) (65—70)
Внутренний диаметр, мм 1400 1400 1600 1600 1400 1400 1800 1800 1600 1400 1200 1800 2400
Высота колонны, мм . . 13360 16350 15000 18760 12680 17400 14940 23670 12670 20840 22440 27800 27830
Тип тарелок* Расстояние между та- I I I I 11 11 11 II III III III III III
релками, мм: 600
в царгах с лазами — — — — 600 — 600 — 600 — 600 600
в царгах без лазов 375 375 450 450 400 400 450 450 400 400 300 400 400
Число тарелок:
выше входа паров 16 32** 16 32 16 32 16 40 17 43 56 56 56
ниже входа паров — 5** — 4 5 5 5 5 3 3 3 3 3
Отбор фракций (номера
тарелок): Под 1-й Под 1-й
вторая антраценовая — Под 1-й — Под 1-й — Под 1-й Под 1-й Под 1-й Под 1-й
первая антраценовая 8,9 — 8,9 — 10, 12, 14 — 10, 12, 14 9, 11, 13 9,11 9,11 9,11
поглотительная . . — Под — Под 1-й — Под 1-й — Под 1-й — Под 1-й 15, 17, 19, 15. 17, 19, 15, 17. 19,
1-й 21, 23 21, 23 21, 23
нафталиновая . . . Сверху 15,16 Сверху 14,15 Сверху 12, 14, Сверху 16. 18 20, Сверху 15, 17 18, 27, 29, 27, 29, 27, 29,
в паровой в паровой в паровой 16, 18 в паровой 22, 24, 26 в паровой 21, 23, 25 31, 33 31, 33 31, 33
фазе фазе фазе фазе фазе
фенольная .... То же 29,30 То же 28,29 То же 26, 28, То же 34, 36, То же 35, 37, 47, 49, 51 47, 49, 51 47, 49, 51
30, 32 38, 40 39, 41
легкая . . , . . Сверху в паровой фазе — Сверху в паровой фазе Сверху в паровой фазе Сверху в паровой фазе С верху в п аровой фа зе
Наружная изолируе-
мая поверхность, я2 60 73 77 96 60 77 86 137 67 95 87 165 216
Масса колонны, т . . . Масса колонны на 1000 т 22,4 32,2 28,0 42,0 25,6 34,8 42,0 68,0 35,0 46,0 45,0 90,0 150
смолы в год, т . . . 0,45 0,64 0,28 0,42 0,51 0,7 0,42 0,68 0,52 0,68 1,50 0,9 0,75
* I — тарелки с кольцевым переливом и туннельными колпачками (рис. 9-22); II — тарелки УкрНИИХиммаша с туннельными колпачками и сегментными переливными
карманами (рис. 9-23); III — тарелки с круглыми звездчатыми колпачками (рис. 9-24).
** В процессе эксплуатации общее число тарелок было увеличено до 43—45, причем ниже ввода паров осталось трн тарелки.
Характеристика чугунных тарелок с туннельными и круглыми
звездчатыми колпачками в колоннах различного диаметра (мм)
Таблица 9-22
Наименование Тарелки с кольцевым пере- ливом и туннельными колпачками (рис. 9-23) Тарелки УкрНИИХиммаша с тун- Тарелки с круглыми звездчатыми колпачками (рис. 9-24)
нельными колпачками (рис. 9-23)
14 0 0 1600 1 200 1400 1600 1800 2200 1200 1400 1600 1800 2400
Площадь поперечного сечения колонны, м2 1,54 2,01 1,13 1,54 2,01 2,54 3,80 1,13 1,54 2,01 2,54 4,52
Суммарная площадь сечения паровых патрубков, м2 . . 0,19 0,29 0,079 0,137 0,192 0,230 0,366 0,065 0,097 0,115 0,154 0,308
Отношение площади сечения паровых патрубков к пло-
щади поперечного сечения колонны 0,124 0,144 0,07 0,089 0,095 0,090 0,096 0,057 .0,063 0,057 0,061 0,068
Колпачки:
количество на одной тарелке 8 8 6 7 8 9 11 18 27 32 43 86
диаметр или ширина, мм ........... 95 100 105 105 105 105 105 176 176 176 176 176
длина, мм Раа на я 630 840 990 1040 1300 — — __ — —
Барботажные прорези колпачков:
ширина1, мм 2/12 3/11 5/12 5/12 5/12 5/12 5/12 9 9 9 9 9
высота, мм .................. 25 25 25 25 25 25 25 38 38 38 38 38
количество в одном колпачке Ра: ное 68 94 110 118 148 33 33 33 33 33
количество на тарелке 798 880 408 658 880 1062 1628 594 890 1156 1419 2838
Суммарная площадь прорезей, м2 0,14 0,15 0,086 0,14 0,19 0,23 0,35 0,20 0,30 0,36 0,48 0,96
Расстояние между осями (шаг) колпачков, мм .... 128 135 140 140 140 140 140 195 200 200 200 200
1 Числитель — для верхнего основания, знаменатель — для нижнего основания трапецеидальных прорезей.
254
Переработка химических продуктов коксования
Рис, 9-22. Тарелка с туннельными колпачками
и кольцевым переливом флегмы
Рис. 9-23. Нормализованные чугунные тарелки
УкрНИИХиммаша типа (ТЧ) с туннельными кол-
пачками и сегментными переливными карманами
Рис. 9-24. Тарелка с круглыми звездчатыми
колпачками
Характеристика ректификационных колонн
и тарелок приведена соответственно в табл.
9-21 и табл. 9-22 (рис. 9-23 и 9-24).
С укрупнением агрегатов и при переходе
на схему с одной колонной масса колорны
может быть снижена (табл. 9-23).
Таблица 9-23
Масса колонн прн различной
производительности трубч атых
агрегатов
Производитель- ность трубчатых агрегатов тыс. т'год Масса колонны на 1000 т смолы в год. пг
при схеме с одной колонной при схеме с двумя колоннами
30 1,5
50 — 1,21
100 0,9 1,1
200 0,75 —
Конденсаторы
Наибольшее распространение на практи-
ке нашли конденсаторы двух типов: разъ-
емные из цилиндрических трубчаток (рис.
9-25) и цельносварные коробчатые (рис.
9-26).
Первые дают возможность быстро заме-
нять трубчатки резервными для ремонта и
Переработка каменноугольной смолы
255
Таблица 9-23а
Характеристика конденсаторов прн различной производительности
агрегата (тыс. m смолы в год)
Назначение конденсатора и показатели Конденсатор из ци- линдрических труб- чаток (рис. 9-25) Коробчатые конденсаторы (рис. 9-26)
50 100 50 100 200
Конденсатор эвапоратора 1-й ступени: поверхность, м2 37,7 75,4 42,6 64 87
число трубчаток 1 2 2 3 3
число ходов для воды в трубах . . 10 10x2 12x2 12x3 12x3
площадь сечения одного хода, м2. . 0,019 0,019 0,0059 0,0059 0,008
диаметр труб х толщину стенки, мм 25x2 25x2 25x2 25x2 25x2
длина труб, мм 1000 1000 1500 1500 1500
масса аппарата, кг Конденсатор ректификационной колонны: 2742 4855 3828 5410 6700
поверхность, м2 75,4 160 64 150 220
число трубчаток 2 3 3 3 3
число ходов для воды в трубах . . 10x2 10x3 12x3 10x3 12x3
площадь сечения одного хода, м2 0,019 0,018 0,0059 0,0125 0,0150
диаметр трубы х толщину стенки, мм 25x2 25x2 25x2 25x2 25x2
длина труб, мм 1000 1500 1500 2000 2000
масса аппарата, кг ........ 4855 9440 5410 9970 12600
чистки трубок от накипи и других загрязне-
ний.
Ремонт можно осуществлять в централь-
ной механической мастерской завода и про-
извольно изменять поверхность конденсато-
ра, увеличивая или уменьшая число уста-
новленных трубчаток.
Вторые конденсаторы более эффективны
и обеспечивают лучшее охлаждение кон-
денсата. В цилиндрических трубчатках ско-
рость воды, как правило, не превышает
0,5 м!сек.
Низкая скорость воды ограничивает ин-
тенсивность теплопередачи и способствует
осаждению загрязняющих веществ на внут-
ренней поверхности труб.
В коробчатых конденсаторах увеличение
числа ходов в трубах не вызывает затруд-
Та блица 9-24
Поверхность теплопередачи (F, м2) и масса (G, кг) погружных холодильников
при различной производительности агрегата (тыс. m смолы в год)
Фракция Типа А (рис. 9-27) Типа Б (рис. 9-28)
F О F О F G
(50) (50) (100) (100) (200) (200)
Фенольная 8,1 1157 8,1 1157 13,5 1537
Нафталиновая 8,1 1157 18,9 2353 13,5 1537
Первая .поглотительная 39,6 4605 50,4 5833 13,5 1537
Вторая поглотительная — — — — 13,5 1537
Первая антраценовая 18,9 2353 39,6 4605 25,0 1835
Вторая антраценовая 8,1 1157 18,9 2353 25,0 1835
Третья антраценовая — — •—' — 13,5 1537
Всего 82,8 10429 135,9 16301 117,5 11355
256
Переработка химических продуктов коксования
нений. Скорость воды в трубах этих кон-
денсаторов ограничивают обычно величиной
1—1,2 м/сек с тем, чтобы избежать потери
напора. При этом уменьшается осаждение
грязи внутри труб. Улучшаются условия
стекания конденсата по наружной поверх-
ности труб, а также условия омывания труб
конденсирующимися парами. Все это при
прочих равных условиях способствует уве-
личению теплопередачи в 1,5—2 ра-
за по сравнению с цилиндрическими труб-
чатками.
Новыми проектами, разработанными в
Гипрококсе, предусмотрены только короб-
чатые конденсаторы.
Характеристика конденсаторов, установ-
ленных в смолоперегонных цехах с трубча-
тыми печами, дана в табл. 9-23.
Холодильники
Данные о холодильниках для охлаждения
фракций, отбираемых в жидкой фазе, при-
ведены в табл. 9-24. Все применяемые холо-
дильники— погружного типа. Змеевики хо-
лодильников типа А (рис. 9-27) составлены
из чугунных трехвитковых радиаторов с
внутренними ребрами. Практика показала,
что поверхность холодильников типа А, ус-
тановленных по проектам Гипрококса в
трубчатых агрегатах производительностью
50 и 100 тыс. т смолы в год, излишне вели-
ка, а применять сложные литые холодиль-
/ — сепаратор; 2 — трубчатки; 3 — штуцер для
входа паров; 4 — штуцера для входа и выхода
воды; 5 — штуцер для выхода нижнего слоя;
6 — штуцер для опорожнения; 7 — штуцер для
выхода верхнего слоя
Рис. 9-26. Коробчатый
1 — штуцера для входа н выхода воды; 2 —
ки; 4 — штуцер Для выхода неконденсирующихся
Переработка каменноугольной смолы
257
ные элементы нет необходимости. В связи
с этим для трубчатого агрегата производи-
тельностью 200 тыс. т смолы в год запроек-
тированы обычные змеевиковые холодильни-
ки типа Б из бесшовных стальных труб
57 х 2,5 мм.
конденсатор:
штуцер для входа паров; 3 — штуцер для пропар-
газов; 5 — штуцер для выхода конденсата
17 Справочник коксохимика, т. III
Кристаллизатор
для антраценовой фракции
Для охлаждения антраценовой фракции
применяют механические кристаллизаторы
периодического действия (рис. 9-29). Диа
метр кристаллизатора 1600 мм, полезная
длина 6560 мм, общий объем 12 м3.
Для перемешивания охлаждаемой фрак-
ции и очистки внутренней поверхности кри-
сталлизатор оборудован мешалкой с чис-
лом оборотов в 1 мин 7,65.
Характеристика кристаллизатора
Поверхность орошения, м2............. 25
Расход воды на охлаждение, м2 ч ... 2—2,5
Температура нагрева воды, град . . . На 2
Мощность электродвигателя, кет . 2,7
Число оборотов в 1 мин............. . . 720
Температура первой антраценовой фрак-
ции, °C:
начальная........................ 70—85
конечная ................30 — 35
Продолжительность кристаллизации, ч 16
Общая продолжительность операции
с учетом времени на загрузку и фуго-
вание, ч............................. 18—20
Центрифуга для сырого антрацена
Обычно применяют центрифугу АГ-1200-4у
завода им. Фрунзе (рис. 9-30). Центрифуга
автоматическая, горизонтальная, фильтру-
ющая, периодического действия, с ножевым
съемом осадка. Все операции — загрузка,
фильтрация, выгрузка, промывка сита —•
выполняются автоматически.
Диаметр ротора 1200 мм. Максимальное
число оборотов ротора в минуту 1100. По-
лезный объем ротора 260 л.
Мощность в киловаттах и число оборотов
в минуту; электродвигатель ротора — соот-
ветственно 40 и 1470, вибратора 0,6 и 1410,
маслонасоса 1,7 и 920.
Центрифугу снабжают станцией управле-
ния СУ-28 и пультом.
Центрифуга герметична, имеет штуцер
для подключения к отсасывающей вентиля-
ционной установке.
Характеристика центрифуги
Продолжительность, мин:
загрузки ...................
сушки...................
выгрузки ...............
промывки ...............
общая...................
Производительность по первой
антраценовой фракции, м3/ч ,
Содержание сырого антраце-
на, %:
во фракции при 15° С . . .
в масле после промывки при
15° С ..................
в фильтрате ............
Содержание воды во фракции .
Содержание масла в сыром ан-
трацене, °0 ................
Расход масла на промывку, %,
от фильтруемой фракции . . .
Величина остаточного слоя ан-
. трацена на сетке ротора, мм ,
Объемная масса отфильтрован-
ного осадка, tn ’.и3 .......
0 , 1-1
1
7-8
3,2-4
14-20
8-9
Следы
Не допустимо
3—7
15—20
6-7
0,75-0,85
Рис. 9-27. Погружной холо-
дильник со змеевиком из чу-
гунных трехвитковых радиато-
ров:
1 — днище; 2 — стенка кор-
пуса; 3 — соединительное ко-
лено; 4 — перегородка; 5 —
воздушна
О9LI
Рис. 9-28. Погружной холодильник
со змеевиками из стальных труб
Переработка каменноугольной смолы
259
Рис. 9 30. Центрифуга АГ:
1 — станина; 2 — вибрирующий лоток; 3 — ротор; 4 — вибратор; 5 — крышка; 6 — ножевой меха-
низм; 7 — шток ножевого механизма; 8 — цилиндр серводвигателя; 9 — верхняя часть станины;
10 — сито; 11 — ступица ротора; 12 — подшипник главного вала; 13 — главный вал; 14 — прижи-
мающая крышка; 15 — приводной вал; 16 — разделительный клапан; 17 — питание; 18 — клапан;
19 — труба для подвода масла для регенерации сит
Угол наклона для желобов, град.
Характеристика сеток:
фильтрующая, саржевая
двухсторонняя.............N56
подкладочная ............
дренажная № 5, гладкая . .
50—55
ГОСТ 3187—46
ГОСТ 3826—47
ГОСТ 3826—47
Вакуум-фильтр
для сырого антрацена
На ряде заводов установлены вакуум-
фильтры непрерывного действия завода
«Уралхиммаш» (рис. 9-31).
Характеристика аппарата
Поверхность фильтрации, м2... 5
Скорость вращения, об мин ....... 0,74
Производительность по твердому остат-
ку, 144 кг!(м2 ч) ............ 144
Толщина слоя осадка, мм...... 17—20
Разрежение в секторе фильтрации, мм.
рт. ст................. 400—500
17*
Наилучшим фильтрующим материалом
является медная сетка с числом отверстий
на 1 см2 450—500. Ткань «бельтинг» совер-
шенно непригодна.
Содержание кристаллов в отфильтрован-
ном масле (в результате проскока) колеб-
лется в пределах 1,5—2%. При нормальной
работе содержание масла в сыром антраце-
не составляет 45—50%. Осадок легко сни-
мается с барабана.
Нож для съема осадка должен быть вы-
полнен из материала, отличного от материа-
ла барабана, так как среда огнеопасна. Ре-
комендуется нож изготовлять из бронзы.
Для отдувки осадка от фильтра можно
использовать сжатый воздух. Прн отдувке
осадка наблюдается сильное загазовыванне
помещения. В связи с этим верхняя часть
вакуум-фильтра должна быть покрыта ко-
260
Переработка химических продуктов коксования
Рис. 9-31. Вакуум-фильтр:
1 — распределительная головка; 2 — барабан; .7 — подшипник;
4 — подача фракций; 5 — мешалка; 6 — корыто; 7 — привод
аппарата; 8 — ограждение главной шестерни; 9 — приспособление
для наматывания проволоки; 10 — нож для съема осадка
жухом, подключенным к вытяжной вентиля-
ции.
Вспомогательное оборудование вакуум-
фильтра — вакуум-насос РМК-3 с электро-
двигателем мощностью 14 кет и числом обо-
ротов в 1 мин 1460.
Аппаратура пекового парка
Котел-утилизатор вертикального
типа (рис. 9-32) предназначен для произ-
водства водяного пара за счет физического
тепла пека. Пек проходит по трубам, вода
(конденсат) испаряется в межтрубном про-
странстве. Пар получается насыщенный
давлением 4 ати при температуре около
155° С. Нагрузка котла по пеку составляет
12 т/ч, по пару 1 т/ч. Поверхность нагрева
450 м'2, масса аппарата 12 т. Начальная
температура пека 320° С, конечная 220° С.
Пек движется самотеком.
Холодильник для пека (рис. 9-33)
испарительного охлаждения, вертикальный,
трубчатый имеет поверхность 302 Л12.
По трубам проходит пек с температурой
от 320—220 до 145° С. В межтрубном про-
странстве испаряется конденсат. Масса хо-
лодильника 12,5 т.
Конденсатор смешения (рис.
9-34) служит для конденсации водяных па-
ров, поступающих из холодильника для пе-
ка, представляет собой аппарат вертикаль-
ного типа диаметром 820 мм и высотой
2800 мм. В верхней части холодильник оро-
шается технической водой. Масса холодиль-
ника 0,65 т.
Рис. 9-32. Котел-утилизатор тепла пека:
1 — штуцер для входа и выхода пека: 2 — шту
цер для предохранительного клапана; 3, 4 — шту-
цера для опорожнения
Рис. 9-33. Холодильник для пека
Рис. 9-34. Конденсатор смешения
262
Переработка химических продуктов коксования
Напорный бак для пе-
к а (рис. 9-36) представляет со-
бой вертикальный резервуар
диаметром 7 м и емкостью
179 лт3; масса бака 13,3 т.
Транспортер для ох-
лаждения пека (рйс. 9-35).
Верхняя рабочая ветвь плас-
тинчатой ленты заключена в
металлический желоб, образую-
щий ванну иа горизонтальном
участке, и лоток для стока во-
ды на наклонной части транс-
портера.
Нижняя холостая ветвь про-
ходит под ванной, вне воды и
всегда доступна для осмотра
и ремонта. С нижней стороны
пластинчатой ленты укреплены
скребки, размещающиеся меж-
ду пластинами и дном ванны.
При движении цепи шлам не-
прерывно удаляется из ваины
скребками к разгрузочному кон-
цу транспортера.
У разгрузочного конца транс-
портера перпендикулярно к его
оси установлен небольшой
шнек. Он расположен между
верхней и нижней ветвями лен-
ты в том месте, куда попадает
шлам, сгребаемый скребками из
ванны. Шнек работает от об-
щего привода транспортера. На
станине приводной станции ус-
тановлен скребок для очистки
пластинчатой ленты от прилип-
шей пековой мелочи.
Для предотвращения пример-
зания шлама и стекающей во-
ды к лотку наклонной части
транспортера предусмотрен
обогрев диища лотка.
Натяжная станция вынесена
из ванны и установлена на от-
дельной опорной конструкции.
Подача воды предусмотрена в
двух противоположных концах
ванны: в месте разливки пека и
в месте выхода пека из воды.
По длине транспортера раз-
мещены два питателя для пека.
Характеристика транспортера
дана в табл, 9-25.
Баоабанный охлади-
тель, Некоторым потребите-
лям необходим безводный пек
в твердом виде. В этом случае
пек охлаждают на барабанном
охладителе. Поверхность охла-
дителя составляет 20 л2, произ-
водительность 4,5—5 т/ч. Влаж-
ность пека обычно ниже 0,1%.
Транспортерсостал fa-
ной лентой. На некоторых
зарубежных заводах пек ох-
лаждают на транспортере со
стальной лентой Тонкий слой
расплавленного пека охлажда-
П ереработка каменноугольной смолы
263
Характеристика транспортера
Таблица 9-25
Характеристика Двигатель типа
А073-8 А078-8
Общая длина, м 49,2 44,7
Ширина ленты, мм 800 1200
Длина ленты от питателя до выхода из воды, м 22,0 16,0
Скорость движения ленты, м!сек 0,156 0,175
Высота слоя воды над лентой у питателя, мм. . 800 800
Расход воды на 1 m пека, л3: летом 7,5 7,5
зимой 6,0 6,0
Расположение дна питателя над уровнем во- ды, мм 100 150
Производительность, т/ч 12,0 18,0
Мощность двигателя, кет ........... 14,0 14,0
Масса транспортера без электродвигателя и ре- дуктора, т 33,87 39,2
Диаметр отверстий питателя, мм ........ 10 10
Число отверстий питателя 175 176
Число питателей на один транспортер 2 2
Масса питателя, т 0,308 0,450
Рис. 9-36. Напорный бак для пека;
1 — люк; 2 — лаз; 3 — указатель уровня;
4 — штуцер для перелива
ют на стальной ленте, погруженной в желоб
с водой. Производительность транспортера
составляет 84 т пека в сутки (завод в Бек-
тоне, Англия), ширина ленты 810 мм, тол-
щина 1,2 мм. Материал — сталь с 0,65% уг-
лерода. Ленту изготовляют холодной про-
каткой. Желоб выполняют из гальванизи-
рованной стали. Натяжное устройство —
пружинное.
ЛИТЕРАТУРА
1. Сб. «Физико-химические свойства химиче-
ских продуктов коксования». Под ред. И. Л. Ли-
плавка. Металлургиздат, 1954.
2. М. С. Литвиненко, И. М. Н о с а л е-
в и ч. Химические продукты коксования для про-
изводства полимерных материалов. Металлургиз-
дат, 1962.
3. Л. Д. Г л у з м а н. Кокс и химия, 1957, № 1.
4. Н. Franck, О. W е g е п е г. Brennstoff —
Chemie, 1958, № 13/14.
5. И. М. Носалевич. Труды УХИНа. Гос-
химиздат, 1958, вып. 3.
6. Таблица упругости паров. Госхимиздат, 1953.
Глава X
ПОЛУЧЕНИЕ НАФТАЛИНА
1. СВОЙСТВА НАФТАЛИНА
Нафталин — один из важнейших продук-
тов переработки каменноугольной смолы.
В зависимости от конструкции печей, усло-
вий коксования и состава шихты в смоле
содержится 4—12% нафталина.
В табл. 10-1 показано, как распределяет-
ся нафталин между продуктами коксова-
ния.
Таблица 10-1
Распределение нафталина
между продуктами коксования
Продукты коксования Содержание в 1 м3 пря- мого газа, г Извлечение из 1 м3 пря- мого газа, г , Извлечение нафталина, %
Прямой коксовый газ В том числе: 9,56 — —
смола нафталин из воды конечного холо- — 7,21 75,4
дильника . . . — 1,19 12,4
сырой бен зол — 0,86 9,0
обратный газ . . — 0,30 3,2
Всего . . . 9,56 9,56 100,0
При возврате в смолу нафталина, выде-
ляемого после конечных холодильников и
из сольвент-нафты, 97% общего его коли-
чества, которое содержится ,в прямом газе,
практически сосредоточивается в смоле.
Нафталин относится к числу весьма реак-
ционно способных соединений и служит ис-
ходным материалом для синтеза многих
веществ.
Физические свойства
нафталина [1]
Молекулярная масса .............. 128,164
Температура кипения при
760 мм рт. ст., °C............ 2 17,96
Температурный коэффициент упру-
гости при 760 мм рт. ст., °С/мм 0,055
Упругость пара при 52,6° С, мм
рт. ст.......................... 1
Температура плавления, °C....... 80,27
Плотность твердого, г/см3 ......... 1,145
Плотность жидкого, гмл:
при 85° С ...................... о , 9752
» 100° С . . ............... 0,9623
Показатель преломления при 85° С 1,589 8
Вязкость при 998° С, спз.......... 0,7802
Поверхностное натяжение, дн/см\
при 1 27,2° С................... 27,98
» температуре кипения .... 18,69
Теплота испарения при 167,7° С,
ккал/моль ...................... 11,086
Теплота плавления, ккал/моль .... 4,58
Теплоемкость для состояния, отве-
чающего идеальному газу, при
25° С, ккал/(моль-град)......... 31,03
Теплоемкость при 177,8° С,
ккал!(моль град)................ 48,34
Критическая плотность, г/см3 .... 0,314
Критическая температура, °C ... . 478,5—480
Критическое давление, атм .... 42
Криоскопическая постоянная иа
1000 г, °С1моль................. 6,899
Эбулиоскопическая постоянная на
1000 г, °С/моль................. 5,80
Электропроводность при 81,8° С,
ом-1............................4.35Х10-10
Диэлектрическая постоянная при
85° С............................ 2,54
Дипольный момент, дебан............ 0,00
Растворимость в воде при 25° С, г/л 0,0344
Состав азеотропной смеси с водой
при 98,9° С..................... 16% (вес.)
нафталина
Температура воспламенения, °C:
в воздухе ..................... 690
в кислороде................... 55 7
Температура вспышки, °C.......... 80
Газовая постоянная .............. 6,62
Давление насыщенного пара при различ-
ных температурных пределах можно харак-
теризовать следующими уравнениями [3]:
°C для 0—80,27° С:
1g р = 5,8099
978,66
118,39+ /’
Получение нафталина
265
для 80,27—327,5° С
Igp = 7,1268
1828,04
212,53+/
При изменении давления теплота плавле-
ния меняется следующим образом:
и для 327,5—478,5
1g р = 4,6586
2368,49
“ 296,16+ f
где Р — давление, мм рт. ст.-,
t — температура, °C.
Ниже представлена теплоемкость при
различной температуре [2]:
Давление, Теплота плав-
кГ/смг ления, кал/г
1 35,6
285 35,1
430 34,9
580 34,7
Теплота сублимации при 20° С составля-
ет 153 ±1,5 кал!г.
Для вычисления теплоты испарения при
различных температурах служит формула
Темпера- тура, °C Теплоем- кость ккал](кг-град) Темпера- тура, °C Теплоем- кость ккал](кг град)
-50 0,240 79,98 0,401
0 0.270 79,98(ж) 0,410
12—22 0,292 80—85 0,396
0—20 0,314 90 0,4 24
25 0, 298 90—95 0,409
30 0,315 94,5 0,427
4 0—5 0 0,326 120 0,447
50 0,350 150 0,470
60—70 0,384 190 0,500
Коэффициент объемного расширения при
изменении температуры [2]:
Температура
°C
Коэффициент
объемного
расширения
От—190 ДО 17 0,000320
» — 20 » 20 0,000270
» 15 57 0,000293
» 20 » 60 0,000283
» 85 » 105 0,000747
» 82 » 1 15 0.000853
» 98 » 194 0,000823
Теплопроводность
твердого иафталииа
Температура,
°C
-190
-78
О
35
Теплопро-
водность,
калЦсмсекград)
0,002820
0,001224
0,000900
0,00095
Теплопроводность жидкого нафталина
при температуре 100—140°С составляет
335 10 6 кал/(с.ч сек ' град):
Температура, Вязкость,
°C гусмсек)
80 0,00886
90 0,00759
150 0 00217
Плотность твердого нафталина при 23,9° С
равна 1,1789, а при 60° С составляет 1,141 ±
±0,004 г/мл.
Плотность жидкого нафталина при 85° С
равна 0,9752±0,0002, при 100° С 0,96283 г/мл.
где LT—скрытая теплота испарения при
температуре Т, выраженной в
градусах Кельвина;
LB — скрытая теплота испарения при
температуре кипения Тв-,
Тс—критическая температура.
Пределы взрываемости
паров [41
Высший, % (объемн.)..........5,9
Низший, % (объемн.)..........0,9
Высшнй, г/м3.................320
Низший, г/м3 ................ 45
Теоретическая растворимость нафталина
в каменноугольных маслах может быть до-
статочно точно вычислена по формуле Шре-
дера — Ле-Шателье:
Ч (Т-ТА)
1g X = --------—,
4,5757ТЛ
где X — молярная доля вещества А;
Lf — теплота плавления (кристаллиза-
ции) вещества А, кал}моль (Lj =
= 4610 кал/моль);
Т — температура, °К;
Тд—температура плавления чистого
вещества А, °К (Тд = 353,2° К).
Растворимость нафталина в нейтральных
маслах, кипящих прн 180—250° С, может
быть выражена формулой
lg S = 0,0183/ + 1,0331,
где t — температура, °C;
5 — растворимость, г/л масла [10].
В табл. 10-2 приведена растворимость
нафталина в различных растворителях, а в
табл. 10-3 указаны температуры кристалли-
зации растворов нафталина в различных
маслах. Величины найдены эксперименталь-
ным путем и вычислены по уравнению Шре-
дера — Ле-Шателье. Из сопоставления этих
данных видно, что растворы нафталина в
каменноугольных маслах при температуре
выше 60° С также близки к идеальным си-
стемам.
266
Переработка химических продуктов коксования
Таблица 10-2
Экспериментальные (I) и расчетные (II) данные
по растворимости нафталина, % (вес.) [5]
«о Бензол Толуол Ксилолы Феноль- Нафта - липовое масл о Поглоти- Антраценовое масло
ное ЙЭСЛО тельно е масло
Темпер тура, 0 I П I П I II I II I II I II Т II
60 77,0 77,3 72,5 74,1 70,5 71,5 70,1 69,8 67,0 66,7 61,6 63,5 56,0 59,5
50 66 0 65,4 61,0 61,4 58,0 58,2 56,5 56,2 52,5 52,7 48,5 49,1 42,0 45,0
40 55 0 54,7 50,0 50,5 47,5 47,1 45,5 45,0 42 0 41,7 36,0 38,1 33,0 34,4
30 45 5 45,4 41 0 42,3 38,3 38,9 36,1 36,1 33 0 33,0 28,9 30,5 — 26,5
20 37,0 36,7 33,0 32,9 30,0 29,9 28,0 28,2 26,0 25,6 20,0 22,8 — 20,0
10 30 0 28,7 26,0 25,4 23,0 22,8 21,6 21,5 19,5 19,3 13,9 17,0 — 14,8
0 20 3 21,9 20,0 19,2 17,8 17,1 16,0 15,9 14,5 14,2 9,6 12,5 — 10,8
Таблица 10-4
В табл. 10-4 указаны данные по раство-
римости нафталина в некоторых раствори-
телях.
Некоторые физические
свойства т и о н а ф т е н а [6]
Растворимость нафталина в некоторых
растворителях (100 г), г
Формула............•............
Молекулярная масса .............
Плотность.......................
Температура кипения при
760 мм рт. ст., “С............
Температура плавления. °C ......
Показатель преломления..........
Вязкость при 35° С, спз.........
Поверхностное натяжение при 3 9°С,
дин см..........................
1’, 1988
219,9
3 1,34
1,633
2,517
42,6
Т а б л и ц а 10-3
Зависимость температуры
кристаллизация растворов
от содержания нафталина, % (вес.).
Расчетные (I) п
экспериментальные (II) данные
Раство- ритель Температура, °C
— 10 0 10 20 30 40
Тетра- — 12,0 16,2 23,2 31,0 —.
ЛИН Метанол 3,8 5,4 7,9 10,9 14,9
Нитро- 13,8 15,7 20,0 26,6 34,5 45,0
бензол Вода — 0,0019 — 0,0030 —-
Температура кристалли- зации, °C Феноль- ное масло Нафтали- новое масло Поглотитель- ное масло
I II I И I II
66 77 90 78,05 75,36 75,20 72,53 72,45
67 79,35 79,40 76,95 76,75 74,19 74,08
68 80,80 80,80 78,57 78,30 75,92 75,80
69 82 29 82,20 80,12 79,88 77,94 77,55
70 83,84 83,70 81 82 81 50 79,47 79,35
71 85,37 85,30 83,48 83,10 81,37 81,20
72 86,88 86,75 85,15 85,00 83 18 83,05
73 88,36 88,40 86,85 86,82 85,06 85,00
74 89,95 90,00 88,58 88,62 86,99 87,00
75 91,52 91,65 90,38 90,45 88,99 89,20
76 93,15 93,25 92,21 92,35 91,07 91,25
77 94,73 94,90 93,96 94 20 93,05 93,25
творяется в концентрированной кислоте с
образованием интенсивной красной окраски.
Тионафтен, а также индол, хинолин, изо-
хинолин, 2-метилнафталин, 2,6-диметилнаф-
талин, 2,3-диметилнафталин, дифенил, аце-
нафтен и флуорен являются спутниками
нафталина.
Тионафтен, индол, хинолин и изохинолин
образуют с нафталином твердые растворы
[9].
2-Метилнафталин, дифенил, 2,6-диметнл-
нафталин, 2,3-диметилнафталин, аценафтен
и флуорен образуют с нафталином эвтекти-
ческие смеси с температурой плавления со-
ответственно 25,5; 39,2; 60,5; 54,2; 51,4 и
57,0° С [7].
Физические свойства
прессованного нафталина [7]
Чистый тионафтен обладает сходным с
нафталином запахом, кристаллизуется в ви-
де белых листочков, растворимых в боль-
шинстве органических растворителей, рас-
Вязкость, пз-10 5 npH температуре,
°C:
100............................
137............................
184............................
869
541
386
210...........................332
Теплопроводность при 20° С.
ккал/(ч-мград) ...................0,418
Теплоемкость прн 20° С,
ккал'(кгград)....................0,440
Получение нафталина
267
2. ПОЛУЧЕНИЕ
ТЕХНИЧЕСКОГО НАФТАЛИНА
Технический нафталин получают из
нафталиновой фракции кристаллизацией
с механическим отделением кристаллов
от жидкости, дистилляцией или ректифи-
кацией.
Кристаллизация с механическим
отделением кристаллов
от жидкости
При охлаждении нафталиновой фрак-
ции до 20° С выделяются кристаллы, со-
держащие нафталин и небольшое количе-
ство тионафтена (1,5—2%). Остальные
компоненты этой фракции образуют жид-
кую фазу — масло, заполняющее прост-
ранство между кристаллами. Часть жид-
кой фазы удерживается силами смачива-
ния непрочно и относительно легко отде-
ляется от кристаллов нафталина. Слои
масла, расположенные вблизи поверхно-
сти кристаллов, удерживаются более
прочно, поэтому для их отделения тре-
буется затратить определенные усилия.
Такое строение охлажденной нафталино-
вой фракции объясняет эффективность
обогащения нафталина при различных
производственных процессах: осушке при
лежании, центрифугировании, прессова-
нии.
В технологической схеме переработки
смолы кристаллизация нафталиновой
фракции является промежуточным про-
цессом между ректификацией смолы и
разделением фракции на твердую и жид-
кую фазы. Для разделения нафталино-
вых фракций центрифугированием или
холодным прессованием требуется вы-
ращивание сравнительно крупных кри-
сталлов, тогда как в условиях горячего
прессования удовлетворительно прессу-
ются и сравнительно мелкие кристаллы.
Таблица 10-5
Выбор аппаратов для кристаллизации
л разделения нафталиновой фракции
Содержание на Ьталиио- вой фракции. Тип крис- таллизатора Тип аппарата для раз- деления Схема работы
50 Механичес- кий, труб- чатый Центри- фуга и пресс Кристал- лизатор — центрифу- га — пресс
70 То же То же То же
80 Барабанный, механи- ческий, трубчатый Пресс или цент- рифуга Кристал- лизатор — пресс, кристал- лизатор — центрифуга
Рис. 10-1. Схема получения технического нафта-
лина кристаллизацией с механическим отделе-
нием кристаллов от жидкости:
1 — напорный бак для нафталиновой фракции;
2 — напорный бак для оттеков; 3 — кристалли-
заторы; 4 — винтовой конвейер; 5 — питатель;
6 — вертикальная центрифуга периодического
действия; 7 — конвейер; 8 — гидравлический
пресс; 9 — сборник для оттеков; 10 — насос;
И — склад нафталина; а — нафталиновая фрак-
ция в напорный бак; б — оттеки в напорный
бак; в — оттеки в кристаллизатор; г — нафта-
линовая фракция в кристаллизатор; д — нафта-
линовая фракция в мешалку пресса; е — оттеки
центрифуг; ж — прессовые оттеки; з — холодная
вода; и — теплая вода
Повышение скорости прессования требу-
ет увеличения размера кристаллов. При
пониженных скоростях прессования удов-
летворительно прессуется и мелкокри-
сталлический нафталин.
В табл. 10-5 приведены данные о выборе
аппаратов для кристаллизации и разделе-
ния фаз нафталиновой фракции с различ-
ным содержанием нафталина.
Конечная температура охлаждения кри-
сталлизуемой массы зависит от типа аппа-
рата и условий разделения. Для горячего
прессования эта температура составляет
50—55° С, для центрифугирования (более
низкая) 25—35° С.
На рис, 10-1 показана схема получения
технического нафталина кристаллизацией с
механическим отделением кристаллов от
жидкости.
268
Переработка химических продуктов коксования
Для отделения кристаллов от жидкости
применяют процессы фильтрования в цент-
робежном поле (центрифугирование) или
под давлением (прессование). Центрифуги
для нафталина по конструкции подобны
описанным в гл. IX.
Производственные показатели процесса
центрифугирования;
Продолжительность одного цикла
фугования, мин .......... 25
Средний выход твердого продукта,
% от загрузки.................. 50
Разовая загрузка центрифуги (на фу-
гованную массу), кг............200
Содержание нафталина, %:
в фугованном продукте.......85—90
в оттеках после центрифуг . . . 30—4 0
Режим прессования
Температура, °C..................Около 55
Давление, кГ!см*................... 360—450
Содержание нафталина, %:
в прессуемой массе...............Около 8 0
в прессовых оттеках........... » 60
При получении технического нафталина
методом прессования или центрифугирова-
ния неизбежно возникает проблема перера-
ботки оттеков (масел после пресса или
центрифуги). Обычно их подвергают кри-
сталлизации или перегонке со смолой или
без нее.
Для оценки влияния различных факто-
ров на степень извлечения нафталина из
смолы по методу кристаллизации удобно
пользоваться формулой, которую выводят
из уравнения материального баланса;
а-98(6 —с) 0,95 а(й —с)93,1
d (98 — с) ~ d(98 —с) ’
где К— степень извлечения нафталина, %
от содержания нафталина в смоле;
а —выход нафталиновой фракции, %
от смолы;
Ь —содержание нафталина в нафтали-
новой фракции, %;
с —содержание нафталина в откри-
сталлизовапном масле, %;
d —содержание нафталина в смоле, %;
98 —содержание нафталина в прессо-
ванном продукте, %.
Производственные потери нафталина со-
ставляют 5%.
Ниже представлены данные о содержа-
нии тионафтена в продуктах переработки
нафталиновой фракции кристаллизацией
(для коксохимических заводов Юга), %;
80%-ная нафталиновая фракция .... 4—5
Нафталин фугованный................. 3
Нафталин прессованный............... 1,5—2,0
Оттеки после пресса .................... 7—9
Нафталин прессованный, мытый кисло-
той ............................. 0,8
Нафталин кристаллический:
сорт I............................. 0.4
» II............................... 1,0
Остатки от ректификации нафталина 5
Нафталин сублимированный ............... 2,5
Схема получения технического нафтали-
на по методу Копперса (со шнековым прес-
сом) показана на рис. 10-2.
Дистилляция
Промытую различными реагентами наф-
талиновую фракцию подвергают дистилля-
ции, после чего получают ~90%ный про-
дукт, который нашел применение в качестве
сырья для производства фталевого ангид-
рида.
Процесс состоит из следующих стадий об-
работки нафталиновой фракции: обесфено-
ливапие, обеспиридинивание, полимериза-
ционная мойка (промывка концентрирован-
ной серной кислотой), дистилляция.
Ниже приведены выходы продуктов при
получении дистиллированного нафталина из
нафталиновой фракции (концентрирован-
ной), %:
Дистиллированный нафталин............. 73,7
Фенолы................................. 4,8
Основания.............................. 2,9
Кислая смолка н механические потерн при
мойке................................. 6,6
Головные погоны ....................... 0,6
Кубовые остатки ....................... 10,8
Температура кристаллизации дистиллиро-
ванного нафталина составляет 75—76° С.
Рис. 10-2. Схема получения технического нафталина по методу Копперса (со
шнековым прессом):
1 — моечные аппараты для обесфеноливания; 2 — трубчатая печь; 3 — рек-
тификационная колонна; 4 — испаритель; 5 — подогреватель испарителя;
6 — конденсатор головного продукта; 7 — напорный бак для нафталиновой
фракции; 8 — барабанный охладитель; 9 — шнековый пресс; 10 — сборник
оттеков; а — нафталиновая фракция из отделения дистилляции смолы;
б — раствор щелочи; в — головной продукт; г — обесфеноленное масло;
д — прессованный нафталин
Получение нафталина
269
В таком продукте содержится свыше 90%
нафталина, 0,02—0,03% нелетучего остатка,
в том числе 0,005% золы.
Рехгтификация
Состав обесфеноленной и обеспиридинен-
ной нафталиновой фракции (по данным
хроматографического анализа) следующий,
% -[8]:
Нафталин .................82,5
Мезитилен............... . 0,2
Псевдокумол............... 0,7
Гемеллитол ............... 1,4
Дурол..................... 1,1
Прегнитол :............... 1,0
Инден..................... 1,0
Тионафтен................. 2,3
2-Метилнафталип........... 7,2
1-Метилнафталнн........... 2,3
Дифенил................... 0,3
Получение технического нафталина по
методу ректификации требует достаточно
четкого разделения.
Непрерывная схема производства техни-
ческого нафталина по методу ректификации
(схема «Проабд») показана иа рис. 10-3.
Пар За/пм
Рис. 10-3. Получение технического нафталина
ректификацией по схеме «Проабд»:
i — сборник нафталиновой фракции; 2 — на-
сос; 3 — теплообменник; 4 — ректификацион-
ные колонны; 5 — дефлегматоры; 6 — труб-
чатая печь
Фенольно-нафталиновую фракцию, со-
держащую около 60% нафталина, обесфено-
ливают п затем ректифицируют на двух по-
следовательно соединенных 50-тарельчатых
колоннах. Остаток из первой колонны насо-
сом подают во вторую, из которой в каче-
стве верхнего продукта отбирают нафталин
с температурой кристаллизации 79° С. Оста-
ток из второй колонны содержит главным
образом метилнафталины. Верхним продук-
том первой колонны является фракция, ки-
пящая в пределах 160—215°С и характери-
зующаяся высоким содержанием пиридино-
вых оснований и непредельных соединений.
Для нагрева продукта используют трубча-
тую печь, которая служит источником тепла
для циркулирующих теплоносителей, обо-
гревающих низ колонн. В конденсаторах-
дефлегматорах получают значительное ко-
личество пара с давлением 3 а т.н, исполь-
зуемого для технологических нужд уста-
новки.
Получаемый нафталин применяют для
производства фталевого ангидрида. При не-
обходимости получить глубокоочищенный
нафталин нафталиновую фракцию до ректи-
фикации промывают концентрированной
серной кислотой.
3. ПОЛУЧЕНИЕ ОЧИЩЕННОГО
(КРИСТАЛЛИЧЕСКОГО) НАФТАЛИНА
Для получения очищенного нафталина
технический (прессованный) продукт под-
вергают сернокислотной обработке и после-
дующей ректификации.
Состав технического (прессованного) на-
фталина показан в табл. 10-6.
Таблица 10-6
Состав технического
(прессованного) нафталина
Компоненты Содержание, %
заводы Юга заводы Востока
Нафталин 97,5 98,0
Тионафтен 2,0 1,0
Фенолы 0,06 0,06
Основания 0,05 0,07
Индол 0,2 — 0,4 0,4—0,6
Метилнафталины , . 0,2 0,4
Наиболее трудноудалясмой примесью яв-
ляется тионафтен. Близость температур ки-
пения нафталина и тионафтена делает ма-
лоэффективным применение для этой цели
ректификации. На практике для очистки тех-
нического нафталина применяют химические
методы. Среди них наиболее широкое рас-
пространение получил сернокислотный ме-
тод, основанный на различии в скорости
сульфирования нафталина и тионафтена.
Схема очистки при периодическом про-
цессе показана на рис. 10-4. Для промыв-
ки применяют 93—95%-ную серную кис-
лоту. При очистке в аппаратах периоди-
ческого действия нафталин промывают
кислотой многократно. Число промывок за-
висит от интенсивности размешивания и
содержания тионафтена в исходном наф-
талине. При обработке технического наф-
талина концентрированной серной кислотой
протекают следующие процессы: основ-
ной— сульфирование тионафтена; побоч-
ные— сульфирование нафталина, конден-
сация непредельных и других соединений
с образованием сложных веществ, окисле-
ние органических соединений при восста-
новлении серной кислоты до сернистого
270
Переработка химических продуктов коксования
Рис. 10-4. Схема сернокислотной очистки наф-
талина;
1, 2, 3 — мерники для водяного конденсата,
щелочи и концентрированной серной кислоты;
4 — ловушка; 5 — привод к моечному аппарату;
6 — моечный аппарат для нафталина, 7 — слив-
ная тарелка; 8, 9 — сборники для отработанной
кислоты и мытого нафталина; а — расплавлен-
ный прессованный нафталин; б — кислота;
в — водяной конденсат; г — щелочь; д — сток
в сливную тарелку; е — отработанная кислота
в сборник; ж — сточная вода в нейтрализатор;
з — спуск мытого нафталина; и — отработанная
кислота на отгрузку; к — мытый нафталин на
ректификацию; м — конденсат; п — пар
ангидрида, растворение продуктов реакций
в углеводородном или сернокислотном сло-
ях.
Из продуктов реакций растворяются в
углеводородном слое (нафталине) сульфо-
кислоты. Продукты конденсации растворя-
ются в отработанной серной кислоте.
Нафталин после промывки кислотой об-»
рабатывают горячей водой и раствором
щелочи. В промывной воде концентриру-
ются сульфокислоты нафталина и тионаф-
тена.
После сернокислотной промывки и ней-
трализации нафталин с температурой кри-
сталлизации около 79,5° С подвергают ре-
ктификации.
На 1-ю промывку подают 1% (от исход-
ного нафталина) кислоты (обезвожива-
ние). Перемешивание продолжается 25—
30 мин, отстаивание 30 мин. На 2-ю про-
мывку подают 5% кислоты, на З-ю и 4-ю —
по 3—4% кислоты и на следующие про-
мывки — по 2% кислоты и так до тех пор,
пока температура кристаллизации не ста-
нет 79,4° С.
При промывке водой ее количество сос-
тавляет 7%, при промывке щелочью подают
4% раствора NaOH (20°/о-кого). Переме-
шивание длится 20 мин, отстаивание
40 мин.
Температура кристаллизации нафталина
после нейтрализации должна быть не ни-
же 79,5° С.
Кислота после 1-й промывки содержит
около 30% H2SO4, последующих промывок
65—75% H2SO4. В кислоте после 2-й
промывки содержится до 6% полимеров, в
последующих — до 0,1—0,5%.
Отработанные кислоты, начиная с 3-й
промывки, можно использовать для обес-
пиридииивания масел.
Производственные показатели
Очистка серной кислотой
Характеристика прессованного нафталина
Температура кристаллизации, °C............................. 7 8,9
Содержание, %:
1 00%-иого нафталина....................................... 97,7
тионафтсна .................................................. 1,3—1,6
золы......................................................... 0,023
воды....................................................... 0,2
Концентрация серной кислоты, %................................ 93—95
Концентрация щелочи (едкого натра), % ................... 10
Расход:
100%-ной кислоты иа 1 т кристаллического нафталина, кг....... 120
100%-ного едкого натра на 1 т кристаллического нафталина, кг . . . 6,5
водного конденсата на I т мытого нафталина, кг ........... 70
Температура жидкого нафталина, °C.......................... 85—90
Количество кислотных промывок.................................. 5—7
Продолжительность перемешивания при каждой промывке, мин. 30
Продолжительность отстаивания.................................. 30
Продолжительность одной операции, ч ................... 11
Производительность одного аппарата по мытому нафталину, кг/(м*-ч) . . 91
Выход мытого нафталина от прессованного, % ............... 93,4
Характеристика отработанной кислоты
Общая кислотность (в пересчете иа H2SO4), % ............. 71,0
Содержание органических примесей, г/л.................... 80
Характеристика промывной воды
Содержание:
нафталина, г/л ............................... . 5
H2SO4, г:л .................................. 9
нафталинсульфокислоты, % ........................ 6 0
Получение нафталина
271
Характеристика мытого нафталина
Температура кристаллизации, °C . ............................... 79,6
Содержание тноиафтена, % ........................................ 0,8—'о, 9
Реакция ......................................................... Слабо-
щелочная
Ректификация
Расход перегретого пара высокого давления (20 атм) на 1 т кристалли-
ческого нафталина, мекал............................................ 0,71
Выход на 1 т мытого иафталииа, кг:
кристаллического нафталина ........................................ 955
кубового остатка .................................................. 28
Содержание нафталина в кубовом остатке, %........................... 63,0
Потери при ректификации на 1 т мытого нафталина, кг................... 17
Вакуум иа верху ректификационной колонны, мм рт. ст............. 450—500
Температура, °C:
паров на газовой линии............................................ 170—180
флегмы........................................................ 150—160
Флегмовое число при отборе нафталина:
сорт I............................................................. 4-5
» II................................................................ 1-2
Скорость отбора нафталина, кг,ч:
Сорт I............................................................... 60 0
,> II.................................................... 1100
» III........................................................ 60 0
Существенным недостатком сернокислот-
ной промывки нафталина при периодичес-
ком процессе является сравнительно боль-
шая продолжительность контакта нафта-
лина с реагентом, в результате чего наблю-
даются высокие потери нафталина вследст-
вие сульфирования. Эти явления в значи-
тельной мере устраняются при непрерыв-
ном процессе очистки, когда контакт наф-
талина с серной кислотой продолжается
всего несколько секунд. Схема сернокис-
лотной очистки нафталина непрерывного
действия, осуществленная на одном юж-
ном заводе, позволила снизить расход кис-
лоты и значительно сократить потери наф-
талина.
Однако сравнительно невысокая селек-
тивность реакции сульфирования нафтали-
на и основной примеси — тионафтена огра-
ничивает возможности применения серно-
кислотного метода и делает его малопри-
годным для очистки нафталина с большим
содержанием тионафтена.
Более эффективным реагентом для очи-
стки нафталина является формальдегид,
применение которого основано на различии
в скоростях реакции конденсации формаль-
дегида с нафталином и тионафтеном. Пос-
леднюю проводят в присутствии катализа-
тора— серной кислоты. Метод формальде-
гидной очистки нафталина прошел успеш-
ную проверку в промышленных условиях.
Его существенным преимуществом являет-
ся возможность глубокой очистки нафтали-
на с относительно высоким содержанием
тионафтена, что особенно важно для ус-
ловий работы южных коксохимических за-
водов.
Схема непрерывной химической очист-
ки нафталина хорошо сочетается с непре-
рывной ректификацией промытого нафта-
лина.
Известны другие методы очистки нафта-
лина, например хлористым алюминием, ме-
таллическим натрием путем гидрогениза-
ции и др. [10, 12].
4. ПОЛУЧЕНИЕ
СУБЛИМИРОВАННОГО НАФТАЛИНА
Нафталин обладает свойством перехо-
дить непосредственно из твердого в паро-
образное состояние (сублимироваться) с
образованием блестящих чешуек белого
цвета. Схема получения сублимированного
нафталина показана на рис. 10-5.
Расплавленный прессованный нафталин
горячего прессования или кубовые остатки
цеха кристаллического нафталина загружа-
ют в испарительные коробки, установлен-
ные в камере сублимации. Стены камеры
выполнены из кирпича или железобетона и
облицованы изнутри стальными листами.
Для выгрузки сублимированного нафтали-
на в нижней части камеры сублимации
предусмотрены конические бункера. Вен-
Рис. 10-5. Схема получения сублимированного
нафталина:
/ _ испаритель; 2 — приемник кубовых остатков;
3 — бункер; 4 — весы; 5 — сублимационная ка-
мера; а — прессованный или технический наф-
талин; б — конденсат; в — пар; г — остатки
после сублимации; д — кубовые остатки на
склад
тиляционные люки и взрывные окна рас-
положены в верхней части камеры.
Нафталин в испарительных коробках на-
гревается паром через стенки змеевиков и
сублимируется. Пары нафталина поднима-
272
Переработка химических продуктов коксования
ются в камеру и оседают на ее стенах в
виде чешуек.
Продолжительность операции от загруз-
ки испарительных коробок до выгрузки
сублимированного нафталина составляет
480 ч. Остаток из испарительных коробок
выпускают в специальный сборник и нап-
равляют на переработку (прессование, пе-
регонку и др.).
Нафталиновая фракция непрерывно по-
ступает в ванну. Кристаллизация происхо-
дит на охлаждаемой изнутри (проточной
водой) поверхности барабана. Продукт сни-
мают с поверхности вращающегося бараба-
на ножом.
В табл. 10-7 дана характеристика кри-
сталлизаторов конструкций Гипрококса и
Днепродзержинского завода.
Производственные показатели
Температура, °C:
кристаллизации исходного нафталина ................. 78,8—79,0
жидкого нафталина в испарителях ......................... 1 15+1
в камере................................................. 60—65
паров в горловине............................................ 77
у потолка камеры ............................................ 65
» стен камеры................................................ 52
Давление греющего пара, ашм ........................ 5
Толщина слоя сублимата, мм:
на стенках камеры .................................. 100—120
» потолке ............................................... 150 — 200
в конусе....................................... 1000—1100
Выход сублимированного нафталина, % от прессованного........ 74
Остаток после сублимации. % ......................... 18—20
Потери нафталина, % ............................. 8—10
Поверхность испарения коробки на 100 кг сублимированного нафталина
в сутки, м2 .................................. Около 4
Поверхность сублимационной камеры на 100 кг сублимированного наф-
талина в сутки, м2 ................. ............... 40
Производительность сублимационной камеры по сублимату, кгм^. 6,0
Производительность по сублимату на 1 ма зеркала испарения, кг/суткц 19,0
Расход пара на 1 пг сублимированного нафталина, пг ............ 4,2
Характеристика сублимата:
плотность, г!см2 .............................. 1,16
температура кристаллизации, °C .......................... 79,0
Характеристика остатков:
содержание нафталина, % ......................... 84
» масел, %...................................... 15-16
5. АППАРАТУРА
ДЛЯ ПОЛУЧЕНИЯ НАФТАЛИНА
Барабанные кристаллизаторы
(охладители)
Кристаллизаторы этого типа применяют
для концентрированной нафталиновой
фракции. Охлажденный продукт сразу же
подвергают прессованию.
Методы расчета кристаллизаторов, в ко-
торых образуется слой кристаллов на ох-
лаждаемой стенке, указаны в литературе
[И, 12].
В одной из опубликованных работ [13]
выведены расчетные формулы, раскрываю-
щие физический характер процесса кри-
сталлизации н дающие возможность сде-
лать его управляемым.
Таблица 10-7
Характеристика кристаллизаторов
К онструкпия
Показатели
Гипрококса
(рис. 10-6)
Днепродзер-
жинского за-
вода
(рнс. 10-7)
Поверхность охлаждения, м2 .....................
Размеры барабана, м:
диаметр ...................................
длина .....................................
Угол погружения барабана в жидкость, град. . .
Среда в ванне ..................................
Производительность, кг/ч .......................
Число оборотов барабана в минуту................
Мощность электродвигателя, кет..................
Масса кристаллизатора, т .......................
1,2 1,6
1,22 4,0
55 150
Нафталиновая фракция при
65—70° С, концентрация нафта-
лина 80% и выше
Около 100
6—15 0,2
2,7 2,7
4,0 9,0
Получение нафталина
273
Толщину слоя кристаллов на охлаждае-
wxfipodu viigotuoj
О = ах
где
мой
[13]
I
--Н--------и- я.
р
Л/
А/
При
вается
вавшихся
роста слоя
А/
Величина ------
aclp
тепловой критерий
ции.
Справочник коксохимика, т, III
стенке можно определить по формуле
2ст А/
аХ ас/р
— толщина
кристаллов,
слоя
At;
тепловое
сопро-
1 >
м2 • ч •
стенки,
тивление,
• град/ккал;
— толщина
л;
Хс — теплопроводность
стенки, ккал/(М’Ч-
•град)\
сс — коэффициент теп-
лоотдачи от стен-
ки к охлаждаю-
щей жидкости,
ккал/(л:2 • ч • град)',
X — теплопроводность
слоя кристаллов,
ккал! (м • ч град);
с — максимальная ли-
нейная скорость
роста кристал-
лов, л$/ч;
т — продолжительность
процессов кристал-
лизации, ч;
А/ — разность темпе-
ратур расплава
и охлаждающей
жидкости, град\
— скрытая теплота
кристаллизации,
ккал/кг;
— плотность
кристаллов,
слоя
кПм3.
представляет
собой
процесса кристаллиза-
толщина слоя увеличи-
aclp
по мере роста кристаллов, образо-
в начальный момент. Скорость
постепенно уменьшается. При
увеличение толщины
слоя
aclp
идет с постепенно уменьшающейся
стью вследствие образования все
центров кристаллизации и мелких кристал-
лов; при этом происходит сплошное зат-
вердевание. Такой характер кристаллиза-
ции сохраняется до тех пор, пока скорость
роста слоя не становится равной с — мак-
симальной линейной скорости роста кри-
сталлов. Дальнейший процесс кристалли-
зации протекает, как в первом случае, с
выращиванием кристаллов из уже образо-
вавшихся ранее. Момент изменения харак-
скоро-
новых
274
Переработка химических продуктов коксования
Рис. 10 7. Барабанный кристаллизатор (охладитель) конструкции Днепродзержинского
коксохимического завода
тера кристаллизации зависит от продол-
жительности начального периода:
аХ Г/ А/ \ / Д/ \-11
2с [\ aclp J \ aclp ) J ’
Таким образом, воздействуя на величи-
М
ну критерия ----, можно вести процесс
кристаллизации в желательном направле-
нии.
Формула выведена для кристаллизации
из расплава чистого вещества при темпе-
ратуре расплава, равной температуре кри-
сталлизации. С достаточной для практи-
ческих целей точностью эту формулу мож-
но применять для расчета процесса кри-
сталлизации высокопроцентных фракций,
несколько перегретых сверх температуры
кристаллизации, при условии, что отноше-
ние физической теплоты перегрева к скры-
той теплоте кристаллизации невелико.
Механический кристаллизатор
Механический кристаллизатор предназна-
чен для кристаллизации нафталиновой
фракции и прессовых оттеков с концентра-
цией нафталина до 65%.
Конструкция кристаллизатора и его ха-
рактеристика приведены в гл. IX. Продол-
жительность кристаллизации нафталиновой
фракции составляет 30 ч, прессовых от-
теков 40 ч. Охлаждение фракции в кри-
сталлизаторе осуществляется при непре-
рывной работе мешалки кристаллизатора с
момента загрузки до полной выгрузки.
Кристаллизаторы орошают водой. Ороси-
тельное устройство кристаллизатора вклю-
чают после достижения температуры сус-
пензии в кристаллизаторах 50° С. Получен-
ную суспензию подвергают центрифугиро-
ванию. Расчет кристаллизатора приведен в.
литературе [14].
Трубчатый кристаллизатор
для нафталиновой фракции
Кристаллизатор показан на рис. 10-8. Он
предназначен для кристаллизации концен-
трированной нафталиновой фракции (80%
и выше). В трубчатку подают нафталино-
вую фракцию, в межтрубное пространст-
во — охлаждающую воду. Откристаллизо-
ванную нафталиновую фракцию выгружа-
ют путем поворота корпуса на 180° с по-
мощью электропривода, причем воду пред-
варительно выпускают из аппарата и на
непродолжительное время подают пар.
Нафталиновая фракция у стенок труб оп-
лавляется и в виде стержней удаляется
через бункер в мешалку пресса. Продолжи-
тельность загрузки кристаллизатора сос-
тавляет 6 мин, спуска воды из кристалли-
затора 4 мин и выгрузки откристаллизован-
ной нафталиновой фракции 4 мин.
Прессы для нафталина
Гидравлический пресс (рис. 10-9) пред-
ставляет собой агрегат, состоящий из ме-
шалки для нагревания и кристаллизации
нафталина, собственно пресса, гидравли-
ческих насосов и пульта управления.
Характеристика пресса
Прессующий цилиндр
Усилие плунжера, m................. 1000
Внутренний диаметр цилиндра, мм . . 800
Максимальный подъем плунжера, мм 700
Рабочее давление масла в цилиндре,
кГ/см2........................ . 200
18:
276
Переработка химических продуктов коксования
Получение нафталина
217
16000
Выталкивающий цилиндр
Усилие плунжера, m.......... 30,5
Максимальное усилие, развиваемое
плунжером при включении насоса
высокого давления, tn....... 123
Внутренний диаметр цилиндра, мм 280
Максимальный подтем плунжера,
мм......................... 1800
Рабочее давление масла в цилиндре,
кПсм2 ....................... 50
Ц н л нн др поворота фильтра
Усилие штока, tn............3,9/7,8
Внутренний диаметр цилиндра, мм 140
Ход поршня, мм.............. 753,6
Рабочее давление масла в цилинд-
ре, кГ/см2 .................. 50
Цилиндр дозирующего
механизма
Усилие штока, tn................ 1,3/3,2
Внутренний диаметр цилиндра, мм 90
Ход поршня, мм.................... 500
Рабочее давление масла в цилинд-
ре, кГ!см2 ...................... 50
Насосы
Радиально-поршневой:
давление, кГ/см2 ............ 200
производительность, л!мин . 50
мощность электродвигателя
(взрывобезопасный), кет . 15
Лопастной:
давление, кГ(см2 ...... 50
производительность, л1 мин . 13
мощность электродвигателя,
кет ............. 1,4
число оборотов в 1 мин . . 940
высота, мм .......... 7225
основание, мм ........ 3930X4055
масса, т........................ 50,6
Применяют также полуавтоматический
пресс (рис. 10-10),
Характеристика п р е с’с а
Производительность, кг'ч........ 1000
Продолжительность теоретическо-
го цикла, сек................... 65
Прессующий ц н|л и и д р
Усилие прессоваиня, т ......... 800
Давление масла в цилиндре, кГ)см2 300
В ы т[а л к hJb а ю щ и й цилиндр
Усилие штока, т .......... 18
Давление масла в цилиндре, кГ',см2 65
Емкость мешалки, м2 ........ 1,3>
Электродвигатель (взрывобезопас-
ный):
мощность, кет..................... 11
число оборотов в I мин .... 980-
Нас осы
Радиально-плунжерный:
производительность, л^мин . . . 50'
давление, кГ1см2 ............. 200
мощность электродвигателя (во
взрывобезопасном исполне-
нии), кет ............ 20,5
число оборотов электродвига-
теля в 1 мин.................. 980
Сдвоенный лопастной:
производительность, л!мин . . 150/8
давление, кГ!см2 ........... 75/65
мощность электродвигателя (во
взрывобезопасном исполне-
нии), кет.................. 25
число оборотов электродвигате-
ля в 1 мин ........... 980
Шестеренный для смазки:
производительность, л!мин . . 3 5
давление, кПсм2 ............ 25
мощность электродвигателя (во
взрывобезопасном исполнении),
кет .............. 2,7
чнело оборотов электродвигате-
ля в 1 мин.................. 720
278
Переработка химических продуктов коксования
За рубежом иногда применяют шнеко-
вые прессы производительностью 250—
300 кг/ч с температурой кристаллизации
нафталина 78—79° С.
Разливочный транспортер
для кристаллического нафталина
Цепь транспортера (рнс. 10-11) переме-
щает формы, нижняя часть которых погру-
жена в ванну с охлаждающей водой. Фор-
мы наполняют жидким нафталином. По
мере их движения в ванне нафталин ох-
лаждается водой и затвердевает.
Выгрузку нафталина из форм осущест-
вляют механизмом выталкивания.
Характеристика
Ширина транспортера, мм........ 800
Длина, м.......................... 16
количество форм.................. 276
Производительность, т,ч......... 1,5
Для охлаждения очищенного (кристал-
лического) нафталина применяют также
барабанные кристаллизаторы (охладители).
ЛИТЕРАТУРА
1. А. Вайсбергер и др. Органические
растворители. ИЛ, 1958.
2, Н. J. V. Winkler. Der Steinkohlenteer
und seine Aufarbeitung, V. Gliickauf, Essen, 1951.
3. Физико-химические свойства индивидуаль-
ных углеводородов, под ред. В. T. Татевского.
Гостоптехнздат, 1960.
4. М. Schenk. Erd61 und Kohle, 1959,
№ 10, 857.
5. Б. M. Па ц. Украинский химический жур-
нал, 1956, № 6, 829.
6. М astrangelo. J. of Phys. Chem., 1956,
№ 5, 549.
7. Физико-химические свойства химических
продуктов коксования каменных углей. Метал-
лургиздат, 1954.
8. М. Hrivnac u J. Janik. Chemicky
Prumysi, 1959, № 9, 459.
9, Me. N e i 1, Gas World, 1959, № 3890, Co-
king, 43.
10. Coal Tar., 1960, № 12, 348 (Япон.) Реферат.
И. Б. Н. Вольфсон, Б. М. П а ц. Кокс и
химия, 1957, № 8.
12. М. М. Ш е л е ч и и к, А. С. Колесни-
ков. Хим. пром., 1953. № 8.
13. Б. Н. Вольфсон. Хим. пром., 1962, № 9.
14. Б. М. Тамарин. Кокс и химия, 1958,
№ 5.
Г л а в а XI
ПОЛУЧЕНИЕ ФЕНОЛОВ
1. СОСТАВ И СВОЙСТВА ФЕНОЛОВ
В табл. 11-1 приведены данные, харак-
теризующие выход фенолов [1].
Содержание фенолов в смоле, получае-
мой при коксовании углей, зависит от ус-
ловий коксования и состава шихты (табл.
11-2).
Надсмольные воды коксохимических за-
водов представляют собой ценный источ-
Фенолы, выделенные из каменноуголь-
ных масел, содержат в качестве примесей
пиридиновые и хинолиновые основания,
нейтральные углеводороды, сернистые сое-
динения и др.
В табл. 11-3 показано распределение
фенолов по фракциям при ректификации
смолы на установке непрерывного дей-
ствия.
Таблица 11-1
Выход фенолов из 1000 кг сухого угля при различных методах
его переработки, кг
Наименование Коксование Полукоксование Гидрирование
смола фе- ноль- ные воды всего смола фе- ноль- ные воды всего смола фе- ноль- ные воды всего
Фенол .... 0,05—0,25 0,05 0,10—0,30 0,6 0,15 0,75 7—9 1,2 8,2—10,2
Фенолы Се—С8 0,2—0,85 0,12 0,32—0,97 5,0 0,50 5,50 25—35 2,5 27,5—37,5
ник фенолов, преимущественно фенола и
крезолов. По данным отечественной и за-
рубежной практики из сточных вод коксо-
химических заводов можно получить око-
ло ‘Д от количества, выделяемого из ка-
менноугольной смолы (см. гл. VII).
Таблица 11-2
Содержание фенолов в смоле, %
К омпоиенты СССР (заво- ды Юга) ФРГ Поль- ша
заводы Рура заводы Саара
Фенол .... 0,26 0,61 0,80 0,65
Крезолы , . , 0,64 1,37 2,12 0,96
Таблица 11-3
Распределение фенолов по фракциям
Наименование фракции Выход фрак- ции, % к смо- ле Содержание фенодов %
к фрак- ции к смо- ле к фено- лам в смоле
Легкая .... 0,5 3,2 0,016 0,8
Фенольная . . 1,5 29,6 0,444 21,4
Нафталиновая 9,0 7,2 0,648 31,2
Поглотительная 9,0 3,6 0,324 15,6
Антраценовая . 23,0 2,8 0,644 31,0
Пек + потери . 57,0 — — —
Всего . . . 100,0 — 2,076 100,0
280
Переработка химических продуктов коксования
Состав фенолов отдельных фракций
представлены в табл. 11-4, в табл. 11-5 по-
казан состав фенолов фракций заводов
Таблица 11-4
Состав фенолов смол заводов Юга
и Востока
Наименование фенолов Заводы Юга Заводы Восто- ка
I II I II
Фенол .... 0,257 12,4 0,314 17,3
о-Крезол . . . 0,177 8,5 0,232 12,8
.«-Крезол . . . 0,280 13,5 0,180 9,9
п-Крезол . . . 0,179 8,6 0,109 6,0
Ксиленолы . . 0,345 16,6 0,338 18,6
Высшие фенолы 0,838 40,4 0,642 35,4
Всего . . . 2,076 100,0 1,815 100,0
Примечание. I — % к смоле: II — % к
фенолам._______________________
Таблица 11-5
Состав фенолов фракций заводов Юга, %
Фракция
Наименование фенолов легкая феиольиая нафталиновая поглоти- тельная антраценовая i
Фенол .... 76,3 44,0 5,5
о-Крезол . . 17,7 15,0 13,2 0,5 —
.«-Крезол . . 3,6 20,2 24,8 3,0 —
п-Крезол . . . 2,4 10,8 17,5 1,5 —
Ксиленолы . . — 10,0 26,0 30,G 10
Высшие фенолы — — 13,0 65,0 90
Таблица 11-6
Температуры кипения фенолов при различных давлениях [3], °C
Давление, мм pm. ст.
Наименование 10 | 50 | 100 | 200 | 300 | 350 | 450 | 550 | 650 | 760 | 900
Моноалкилфенолы
Фенол 70,5 104,2 121,5 140,1 152,0 156,0 164,0 170,5 176,0 181,7 187,6
о-Крезол 76,5 111,5 129,0 148 159,5 164 172 179 184 190,6 196,9
.и-Крезол 85,5 121,7 139,1 158,5 170,1 175 183,5 189,8 196 202,1 208,5
п-Крезол 85 121,4 139,1 158 168,2 174,8 182,3 189,1 194,9 201,5, 208,5
о-Этилфенол 86 123 141,6 161,3 175 179,9 188,7 196 201,6 207,5 214,0
.и-Этилфенол 97,2 134 152 172,5 184,9 189,9 199 205 211 218,2 223,5
п-Этилфенол 101 137,5 155,5 177,2 187,7 192,6 197 207,4 213,1 218,2 225,6
о-н-Пропилфенол . . . 104,3 141 159 179,6 190,8 196,3 204 210,6 216 221,5 227,0
п-н-Пропилфенол .... 110 148,3 167,3 188,5 201,3 207 215,1 222,1 228,4 234,5 240,5
о-ПзопропИлфенол . . . 96,7 133,2 150,6 170,2 183 187,6 196 202,5 208 214,5 —
п-Изопропилфенол . . . 108,2 145 Д1 163,1 а л к 183,7 и л ф е 196,4 ноль 201,1 I 209,9 216 221,6 228,2 —
2,3-Ксиленол 84 124 144 166,1 180,2 186,1 196 203,9 210,1 219 225,2
2,4-Ксиленол 89,5 127 144,5 165,1 177,3 182,5 190,3 198 204 211 219,0
2,5-Ксиленол 89,4 126,8 144,5 164,8 177,4 182,5 189,5 198 204,6 211,2 219,0
2,6-Ксиленол 92,5 129 147,1 167 179,1 184 190,2 200 205,6 212 220,0
3,4-Ксиленол 105,7 142,6 160,9 180,3 193 9 198,7 207 213,4 219,2 226 232,1
3,5-Ксиленол 102,8 139,1 156,8 176,3 188,5 194 202 208,3 214 219 —
З-Метил-5-этилфенол . . 111,5 148,4 167,2 188 201 205 213 221,2 225,7 233 -—.
3,5-Диэтилфенол . . . 114,5 155 176 198,6 212 217,2 226,7 236 241,3 248 —
2,4-Диизопропилфенол . 122 Три 161,2 и ч 180,5 етыр 203 е а л к 217 и л ф 223,2 енол 232,2 ы 240,1 247 255 —
Изопсевдокуменол . . . 106 145 164,5 185 199 200 212,4 220 225,9 233 —
Псевдокуменол 106,5 143,6 162 183,5 196 203 211,8 218,1 225 232 —
Мезитол 94 132 156,1 171,5 185 190,3 199,9 206,5 212,8 220,6 —
Гемеллитенол 123,5 161,3 180,5 201 215 219 227,1 234 241 248 —
Дуренол 108,6 В ы 150,7 с о к о 172,1 к и rf ? 196 'щ и е 210,9 фен 216,7 ОЛЫ 226,6 234,9 241,4 249 —
1-Нафтол 141,5 184,2 206 229 244 250,2 260,3 265,7 275,2 282,5 291,5
2-Нафтол 144 188 210 233 248,4 254,2 265,1 273 279,7 288 295,0
2-Фен ил фено л 161,9 188,1 206,8 228,1 241,6 247,4 257 264,5 270,8 275 —
4-Фенилфенол 177 217,8 237,4 260,2 273,8 278,8 287,1 294,7 300,6 308 —
2,2-Дифено л 171 218,1 242 268 284 290 300,1 309,2 317 325 —
5-Оксигидринден .... 120,5 161,5 181 204 218 223,2 232,1 240,1 246,2 251 —
Тиофенол 51,5 87,5 105,5 124,5 136,5 141,5 149,7 156 162 167 —
Получение фенолов
281
Таблица 11-7
Температуры кипения и плавления фенолов при 760 мм рт. ст.
Температура °C Структурная формула Температура °C
Наименование Структурная формула к я X С Я я плавле- ния Наименование кипения ф ч и га к ч X К X
Фенол, С6Н6О о-Крезол. С7Н8О .и-Крезол, С7Н8О п- Крезол, С;Н,0 о-Этилфенол, сн10о л-Этилфе- нол, С8Н10О он 1 1 он ГТ ч/ он и™» он н сн3 он ^^СгНа он Псн 182,2 191,0 202,6 202,3 204,5 218,5 41,0 31,2 12,3 34,8 —23 —4 2,5-Ксиле- нол, С8Н10О 2,6-Ксиле- нол, С8Н10О 3,4-Ксиле- нол, С8Н10О 3, 5-Ксиле- нол, С8Н10О 7-Оксикума- рон, С8Н6О2 о-н-Пропил- фенол, C8Hi2O он А,снз H3CU' ОН НзС|^Ч|СНз W он 11сн СНз ОН НзС^СНз 11 II он ^|СН2СН2СН3 он 211,5 200,6 226,9 221,7 -240 219,4 75 48 65 64 43 7
п-Этилфенол, с8н10о 2,3-Ксиле- нол, С8Н1«О 2,4-Ксиле- нол, С8Н10О U1 с2н6 он Мс": Ч/СН3 ОН ПГ СНз 218,2 217,1 211,3 45 75 24 и-н-Пропил- фенол, С9Н12О о-ызо-Про- пилфенол, С9Н12О п-изо-Про- пил фенол, С9Н12О fl W СН2СН2СНз /снз 1 |СН( 1 || Хсн- ч/ он 11 ч/ /СН3 сн7 ХСНз 234,5 214,5 228,2 22 15,5 62
282
Переработка химических продуктов коксования
Продолжение табл. 11-7
Наименование Структурная формула Температура °C Наименование Структурная формула Температура °C
кипения <У ч и сЧ К Ч X С X кипения <У Ч И W К Ч X Е S
З-Метил- 5-этилфенол, C2Hi2O он ОН 235,9 55 Гемеллитол, С9Н12О он h3c^Jch3 сн3 251,9 106
2-Этил- 4-метилфе- нол, С2Н12О Qc2h6 Ч/ сн3 222,3 — 5-Оксигид- ринден, СдНщО —н 11 с VX/H, 255,0 55
2-Этил- 5-метилфе- нол, С9Н12О ОН нД; 224,2 43,4 1-Нафтол, С10Н8О он 11 1 ч/\ч- 288,4 96
2-Метил- -4-этилфенол, с9н12о 2-Метил- 5-этнлфенол, С„Н12О Изопсевдо- куменол, С9Н12О он рт_г 11 Ч/ С2Н5 он пг н5с2у он Пг н3с' «сн3 227,3 227,7 235,3 15,8 96 2-Нафтол, CioH80 3, 5-Диэтил- фенол. С10Н14О Дуренол, CioH140 ^/^он ч/\ч- он н6с2Н1с2н6 он н3с.^\сн3 HscN'cH., он 296 247,4 -248 123 76 119
он 2-Оксидифе- нил, С12Н10О ПгП 285,7 59
Псевдоку- менол, C9Hi2O Н3С> UU сн3 он 235,2 73 4-Оксидифе- нил, С12Н10О ч/ ч/ Пг Пон ч/ ч/он 319 163
Мезитол, С9Н12О H.C^^CHs ч/ сн3 он 220,6 72,1 о-о-Дифенол, С12Н10О он он Mil ч/ ч/ 324,6 109
-4-Оксигид- ринден, С9Н10О Н2 11 |н Ч/\/н* н2 247 50 2-Оксифлуо- рен, Ci2H10O ПгП Г/Ч/Г-Чои СН2 352 171
Получение фенолов
283
Продолжение табл. 11-7
Наименование
Структурная
формула
Температура
°C
Температура
°C
Наименование
Структурная
формула
2-Оксидифе-
ниленоксид,
С12Н8О2
З-Оксидифе-
ниленоксид,
С12Н8О2
2, 4-Диизо-
пропилфе-
яол, С12Н18О
4-фена нтрол,
СиНюО
ХСН3
ОН I I
s\/x/
11 I
4/W
354,8 143
355 134—
135
255
2-Фенантрол,
С14Н10О
о-(Р-Нафтил)
фенол,
С16Н12О
395
383,7
169
97
Тиофенол,
C6H6S
384 115—
116
167
Юга. Ниже показано содержание серы в
фенольных продуктах, %:
Фенолы нз фракции:
фенольной................... 0,05
нафталиновой ............... 0,07
поглотительной .............. 1.38
антраценовой ................ 1,41
Трикрезол........................ 0,06
Ксиленолы технические........... 0,14
Температуры кипения и плавления фено-
лов даны при различных давлениях в
табл. 11-6 и при нормальном давлении даны
в табл. 11-7 [2].
В табл. 11-8 дана зависимость темпера-
туры кипения фенолов от положения и
структуры алкильной группы [4].
к
S
X
X
X
Таблица 11-8
Зависимость температуры кипения фенолов от положения и структуры
алкильной группы
Алкильная группа Температура кипения при 20 мм рт. ст. °C Повышение температуры кипе- ния по отношению к температу- ре кипения фенола при 20 мм рт. ст.
орто мета пара орто мета пара
Метил Этил я-Пропил Изопропил я-Бутил Вторичный бутил Изобутил Третичный бутил 90 101,5 112 106 123 118 116,5 113 101 114,5 127 120 138 131,5 129,5 129,5 101 115 128 120 138 132,5 131 130 5 16 37 27 38 33 31,5 28 16 29,5 42 35 53 46,5 44,5 44,5 16 30 43 38 53 47,5 46 45
284
Переработка химических продуктов коксования
80—г-80
90--90
CsHt 1 фенол
2 2-метилфенол (о-крезол)
О 3~Метилфенол (м-крезол)
0 9-Метилфенол(п-крезол)
(
5 2.3-Диметилфенол
6 2.0-диметилфенол
7 25-Диметилфенол
8 2,6-Диметилренол
\ 9 2,7-Диметилфенол
10 ЗД-Диметилфенол
С 11 2-Этилфенол
12 3- Эти л фенол
13 О-Этилфенол
по-:-по
120
120
30 2--Me тип «• 9-трет=амилфенол
31 3 ‘Метил-Птрет амилфенол
32 9=метил--2-трет^ амилфенол
33 ТЗДиметип-Хипрет-дутипфеиол
ЗУ Z3-Дометил=у=трет-бутилфенол
35 2,9-Диметил=6--трет=бутилфенол
36 2.5-ДиметиЛ‘У=трет--бутилфенол
37 2Д-Димегпил-11-трет-бутилфенол
38 3,9-Диметил-6* трет’•бутилфенол
39 2-Этил-х-трет-бутилфенол
00 2=Этил~9-трет9 бутилфенол
61 3 - Ота л -х-трет=бутилфенол
02 9 *Этил-2-трет~ бутилфенол
03 2.0»Ди-трет=бутилфенол
,00 О - Диизобутилфенол
но-:-тзо
1900^ —1900
13009 91300
12ООР 91200
11009 9ПОО
7000—_ 91000
9002 9 900
8009 -800
760 : 760
7009. 9700
6009= 9600
5ОО\ ±500
9002 -900
3009 -300
190—:~ 100
Температура,
2 о
200-
КО-
160-
170-
180-
190-
200-
150
160
170
180
190
200
210-:- 210
220-
220
230-
230
200-п-гоо
250-
250
270-^270
280-\
290-2
300-2
310-2
320-2
ззо:
зло:
280
-290
300
-310
-320
-330
ДНП
Рис.
ЗиУ 11
^и7^^р
^3’72О
" тигр:
7^£^-25
19~^8^^:з^бг
29~'37^$р^г32
21и22Д 60^38
91^39:.
36
-28
93
99^^62 ЗОиЗ!
97 59
57 53 58 95
C/7Hi30
ОлНзоО
CgHeO2
Op Н1г О У5 2.У.6- Три аллил фенол
' 96 2-метип-9,6-би-трет- бутилфенол
У7 3-метил-Ц6-ди-трет= битилеренол
У8 З-метил-2.6 ди-трет=оутилфенел
У9 З-метил-Ц-биизодутилфенол
50 У-Метил-2-диизобутилфенол
512,3-Диметил-9,6-ди-трет-бутилфенол
52 2~Этил-96-ди-трет-бутилфенол
53 3~Этил-У.6-ди-трет=дутилфенол JOO-
59 ФЭтил-2.6-ди-трет=буп1илфенол д^_
55 У-Нетил-З.б-ди-трет-амияфенол gp.
56 29 6-1ри-трет ^бутилфенол
57- Гидрохинон
58 Д-Нафтол
1 а.-Нафтол
200
150
100
90
-80
Упругость паров, мм рт. ст.
5;
19 2* Пропилфенол
15 3- Пропилфенол
16 о= Пролилтенол
17 2= Трет- бутилфенол
18 3= Трет - бутилфенол
19 0= 7рет=бутилфенол
20 2=н- Бутилфенол
213‘Н‘ Бутилфенол
22 9‘Н “Бутилфенол
23 2’Метил-Х“ бутилфенол
29 2-Метил-у=трет-бутилфенол
25 3-Метил-Х-трет- бутилфенол
26 У-Метил-2-трет- бутилфенол
27 О-Метил-бтор-бутилфенол
28 У- Трет - амилфенол
29 У-н-Амипфенол
70
70
60—60
50-:^ 50
по-
30-
зо-
до
30
го
153-15
11-1. Номограмма для определения давления паров фенолов (15—1400 лл рг. сг.)
Получение фенолов
285
50-г-50
SO—r-80
-_-С(НеО z Фенол
^\2 2*Метилфенол'о-нрезол)
- >J>V 3*Метилфенол1м-крезол!
'> [о о=метилфенолФ-крезол!
60--60
70---70
60--60
90--90
700--100
- -
ъ ///7_ — ПО
Сз --
& ::
| 120-'-120
73 О--13 О
ко—14о
15О- -15О
76057-160
17027-170
180-7-180
19055-190
20077-200
21057-210
220--220
23С&- 230
' 6 23--ДиметилфеноЛ
6 2 4* Диметилфенол
7 26'- Диметилфенол
8 2,6--Диметилфенол
9 3.4*Диметилфенол
10 35 -Диметилфенол
11 2 * Этилфенол
12 3* Этилфенол
13 4* Этилфенол
2>.
3 11
е
30 2* Метил- 0-трет - амил фенол
31 З-Метил-Р-трет-- амилфеноЛ
32 4--Метил-2трет*амилфенол
33 2,3~-Диметил-у-трет*бутилфенол
34 23--Диметил-у-трет*бутилфенол
35 2.4=Диметил-6-трет*оутилфенол
36 2,5*диметил-4-трет-бутилфенол
37 2,6*диметил-4-трет*бутилфенол
38 3,4*Диметил-6-трет--бутилфенол
39 2 Отил-х-трет* бутил фенол
00 2*Этил-4-трет-бутилфенол
41 З-Зтил-Х-трет-бутилфенол
32 4*Этил-2-трет-бутилфенол
%*>43 2,4*Ди-трет=бутилфенол
о Диизобутил фенол
C,sH,gO
60---50
---и5
--40
35--35
30----30
45 2 4 6* Триаллилфенол
26----25
20---20
46 2*метил-46-би-трет* бутилфенол
47 3 *метил-46-ди-трет* бутилфенол
48 3*метил-26-ди-трет= бутилфенол
49 З-метил-2- биизодутилфенол
.504-метил-2-диизобутилеренол
512,3 =Диметил-4.6-ди-трет=бутилфенол
52 2 *Этил-46-ди-трет* бутилфенол
53 3-Этил-46-0и-трет*бутилфенол
54 4*Этил-2,6-би-трет* бутилфенол
СпМге0 554=метил-2,6-ди-трет=амилфенол
с>ензо® 56 246* Три-трет* бутилфенол
СенеО 57 Гидрохинон
, \58 /3* Нафтол
с'аН"‘° {59 а.=Нафтол
14 2* Пролилфенол
15 3 - Оролилсренол
J6 4=Лролипфенол
17 2- Трет = бутилфенол
18 3-- Трет *бутилфенол
19 4-- Трет=бутилфенол
20 2*н* Бутилфенол
21 3-н=Бутилфенол
22 4* н*БутилфеНОЛ
'23 2-- Метил-х-трет*бутилфенол
24 2*Метил-у-трет *оутилфенол
25З’Метил-х-трет* бутилфенол
264*метил-2-трет =бутилфенол
274-Метил-2-8тор* бутилфенол
284- Трет*амилфенол
ч 29 4* Амилфенол
15----15
10--10
9--9
8-Т8
7-—7
6- —6
5----5
4 _1_4
Улругость лароб, мм рт ст
Рис. 11-2. Номограмма давления паров фенолов (4—80 мм Р7. ст.)
286
Переработка химических продуктов коксования
Относительную летучесть фенолов опре-
деляют по формуле
Т2 — Л
1g а = (9,9 -1,71 Igp) \ ,
где а — относительная летучесть;
Т] — температура кипения низкокипя-
щего компонента при давлении
Р, °К;
Т2 — то же, высококипящего компо-
нента;
Т — температура смеси при давле-
нии р, °К;
р — общее давление над смесью, мм
рт. ст.
На рис. 11-1 приведена номограмма для
определения давления паров фенолов от 15
до 1400 мм рт. ст. и иа рис. 11-2 то же, от 4
до 80 мм рт. ст. [12]. В табл. 11-9—11-12
приведены соответственно состав паров и
жидкости для смесей фенол — крезолы при
760 мм рт. ст., некоторые физические свой-
ства фенолов [5], характеристика степени
чистых фенолов по температуре кристалли-
зации [6] и вязкость крезолов.
Таблица 11-9
Состав паров и жидкости для смесей
фенол — крезолы при 769 мм pm.cm.,%.
(вес.)
Фенол — о-крезол Фенол — м-крезол Фенол — п-крезол
жид- кость пар жид- кость пар жид- кость пар
0,0 0,0 0,0 0,0 0,0 0,0
18,1 22,7 16,0 26,2 20,0 20,0
34,8 40,4 27,3 41,3 21,6 32,0
58,9 64,8 51,2 64,2 32,7 44,4
75,5 80,0 72,0 83,1 56,9 69,8
81,3 85,9 91,3 94,8 74,5 84,0
93,6 95,0 97,8 98,6 91,5 94,5
100,0 100,0 100,0 100,0 100,0 100,0
Вязкость различных веществ может быть
вычислена по формуле
lg 1g 7) = Я-1g Г,
где п — вязкость, спз;
К и Ki—постоянные (табл. 11-13);
Т — температура, °К
Некоторые физические свойства фенолов
Таблица 11-10а
Я Я л Я Я СО Я 1 < х Я = к
Наимено- я J3 о я о X S л о. ёри = Е ц m X р. а " 5 ч
О. р 5 Я х £ _ о а S s
ванне <У с с о * О) с ох Е? О <У с о л <У Е <у X X о Е •е g
S S S с 2 rt 2 5 « о " S S 2 щ
ф- о ЛО о * О <у я ье on о
й о с я Н" о Ь * Н о Иск Но tn Но - s х а и Ь о Е
Фенол 25* 1,0710 0* 0,300 25 161,3 25* 8,50 45 38,16 41*** 1,5424
41 1,0576 20* 0,336 50 121,2 45 4,04 50 37,68 45 1,5401
50 1,0505 40* 0,337 75 119,8 50 3,42 75 35,09 50 1,5373
75 1,0281 41 0,525 100 117,7 75 1,78 100 32,48 60 1,5315
100 1,0055 60 0,538 125 114,5 100 l.H 125 30,9 70 1,5257
150 0,9686 80 0,555 150 110,6 125 0,79 150 27,3 75 1,5231
100 0,570 182** 105,4 150 0,57
о-Крезол 20 1,0480 25 0,495 75 110,6 50 2,86 50 35,18 20 1,546
25 1,046 100 0,548 100 107,0 75 1,61 75 32,56 35 1,5391
40 1,028 150 0,580 125 105,2 100 1,00 100 29,91 40 1,5366
50 1,0198 200 0,619 150 100,4 125 0,70 125 27,30 45 1,5341
75 0,9983 200 93,1 150 0,54 150 24,69 50 1,5316
100 0,9770 300 66,6 175 22,0
150 0,9332
.и-Крезол 0* 1,0499 25 0,495 75 114,0 25 18 25 36,2 10 1,5450
20 1,0341 100 0,548 100 110,6 50 4,4 50 33,8 15 1,5432
25 1,0300 150 0,580 125 108 75 1,94 75 31,4 20 1,5414
50 1,0102 200 0,619 150 105 100 1,20 100 29,0 25 1,5396
100 0,9698 200 95,5 125 0,80 125 26,6 30 1,5377
150 0,9292 300 73,9 150 0,59 150 24.2 35 1.5359
«-Крезол 20 1,0347 25 0,495 75 114,0 50 4,62 25,6 34,5 20 1,5359
25 1,0295 100 0,548 100 110,6 75 2,24 75 30,2 35 1,5341
35 1,0225 150 0,580 125 108 100 1,23 100 28,3 40 1,5317
50 1,0102 200 0,619 150 105 125 0,92 125 26,3 45 1,5290
100 0,9698 200 95,5 150 0,81 150 24,2 50 1,5263
150 0,9292 300 73,9 200 18,7 60 1,5210
* Для твердого. *• Температура кипения, **’ Температура плавления.
Получение фенолов
287
Таблица 11-106
Некоторые физические свойства фенолов
Наименование Температура, °C Плотность, г/мл Температура °C Теплота испа- рения, ккал]ке Наименование Температура, ! Плотность, г/м л 1 Температура, °C 1 Теплота ис- парения, ккал/кг
о-Этилфенол 10—20 1,037 75 100 125 150 200 300 100,6 96,9 95,1 92,0 84,4 60,9 о-Пропилфе - нол 26,7 1,015 150 200 300 100,4 93,1 66,6
к-Пропилфенол 20 1,009 75 100 125 150 200 300 107,6 104,5 102,5 98,6 90,4 64,7
л-Этилфенол 10—20 1,025 75 100 125 150 200 300 114,0 110,6 108,0 105,0 95,5 73,9
2,3-Ксиленол Нет данных 75 100 125 150 200 300 107,8 104,5 102,3 98,7 90,4 64,7
к-Этилфенол 20 1,011 75 100 125 150 200 300 110,6 107,0 105,2 100,4 93,1 66,6
2,4-К.силенол Тв. 0 10 20 1,036 0,9837 0,9315 75 100 125 150 300 102,6 99,1 97,5 86,1 61,4
о-Пропилфе- нол 26,7 1,015 75 100 125 110,9 107,0 105,2
Таблица 11 -1 Ов
Некоторые физические свойства фенолов
Наименование Темпера- тура °C Плот- ность г/мл Темпера- тура °C Тепло- емкоеть кал кг Темпе- Ратура Теплота испарения ккал; кг Темпе- ратура °C Вязкость спз
2,5-Ксиленол 20 1,026 75 102,6 80 1,55
80 0,965 100 99,4 100 1,07
100 0,948 Нет данных 125 97,5 120 0,770
125 0,928 150 93,6 140 0,603
150 0,807 200 86,1 160 0,474
300 61,4
2,6-Ксиленол 75 105,1
100 101,2
Нет данных 125 99 7 Нет данных
150 95,8
200 87,9
300 62,8
3,4-Ксиленол 17 1,022 75 118,0 80 3 0
75 0,987 100 114,2 100 1,76
100 0 967 Нет данных 150 107,7 125 1,11
125 0,948 200 99,3 150 0,78
150 0,928 300 71,1 175 0,58
175 0,908
288
Переработка химических продуктов коксования
Продолжение табл. 11-10в
Наименование Темпера- тура °C Плот- ность г/мл Темпера- тура °C Тепло- емкость кал/кг Темпе- ратура °C Теплота испарения ккал/кг Темпе- ратура °C Вязкость спз
3,5-Ксиленол 20 75 100 125 150 175 1,016 0,972 0,952 0,931 0,910 0,890 Нет данных 75 100 125 150 200 300 114,2 110,6 108,6 104,5 95,5 73,9 75 100 125 150 175 2,90 1,49 0,96 0,65 0,50
1 -Нафтол 20 98,7 1,224 1,0954 25 96 0,277 0,462 283 75,5 95 100 НО 120 140 3,04 2,66 2,18 1,87 1,35
2-Нафтол 20 1,217 25 121 0,287 0,479 Нет данных
Таблица 11-11
Характеристика степени чистоты фенолов по температуре кристаллизации
о-в <резол л<-Крезол п-Крезол 2,6-Кс ллеиол 2,4-К гиленол
I II I п I н I II I II
31,00 100,00 12,20 100,00 34,7 100,00 45,7 100,00 24,7 100,00
30,95 99,88 12,15 99,94 34,6 99,85 45,6 99,80 24,6 99,82
30,90 99,75 12,10 99,88 34,5 99,69 45,5 99,60 24,5 99,64
30,85 99,63 12,05 99,82 34,4 99,54 45,4 99,40 24,4 99,46
30,80 99,50 12,00 99,76 34,3 99,39 45,3 99,20 24,3 99,28
30,75 99,38 11,95 99,70 34,2 99,29 45,2 99,00 24,2 99,10
30,70 99,25 11,90 99,64 34,1 99,08 45 1 98,80 24,1 98,92
30,65 30,60 99,13 99,00 11,85 11,80 99,57 99,50 34,0 33,8 98,93 98,67 45,0 98,60 24,0 98,75
П р о д о л ж е н и е т а б л. 11-11
2,5-К снленол 2,3- Ксиленол 3,5-Ксиленол 3.4-Ксиленол 2,3,5-Триметил- фенол
I II I II I И I п ' I п
74,8 100,00 73,0 100,00 63,0 100,00 64,7 100,00 93,7 100,00
74,7 99,77 72,9 99,79 62,9 99,81 64,6 99,80 93,6 99,76
74,6 99,54 72,8 99,58 62,8 99,62 64,5 99,60 93,5 99,52
74,5 99,31 72,7 99,37 62,7 99,43 64,4 99,40 93,4 99,28
74,4 99,08 72,6 99,16 62,6 99,24 64,3 99,20 93,3 99,04
74,3 98,85 72,5 98,95 62,5 99,05 64,2 99,00 93,2 98,80
74,2 98,62 72,4 98,74 62,4 98,86 64,1 98,80 93,1 98,56
74,1 98,39 72,3 98,53 62,3 98,67 64,0 98,60 93,0 98,32
Примечание. I — температура кристаллизации, °C; II — содержание, %.
Получение фенолов
289
Та б лица 11-12
Вязкость, спз
хемпера- тура °C о-крез ола <и-крезола л-крезола
0 40,0 84,4 98,4
10 18,0 36,6 39,6
20 9,6 16,9 18,9
30 6,1 9,5 10,5
40 4,1 5,9 6,5
50 3,2 4,4 4,7
60 2,2 3,0 3,3
70 1,8 2,3 2,5
80 1,4 1,8 1,9
100 1,0 1,6 1,3
НО 0,9 1,0 1,1
Значения К и Ki для вычисления
вязкости [7]
Соединения X Х1
Углеводороды
Бензол 10,6 4,6
Толуол 8,7 3,8
п-Ксилол 8.6 3,8
.м-Ксилол 7,6 3,4
о-Ксилол 8,5 3,7
Мезитилен 7,7 3,4
Псевдоку мол 8,3 3,6
Гемеллитол 8,9 3,8
Гидринден 8,6 3,7
Инден 8,0 3,4
Нафталин 9,5 4,0
2-Метили афта л ин 8,9 3,7
1-Метилнафталин 9, 1 3,8
Дифенил . . 9,0 3,7
Аценафтен 9,7 3,9
флуорен 10,0 4,1
Фенантрен 12,6 5,0
Флуорантен 11,3 4,5
Гетероциклические соединения
Тионафген ..............| 9,7 I 4,0
Индол.................... 10,5 4,3
Дифенилеиоксид ..........) 9,5 | 3,9
Основания
Пиридин а-Пиколин 8,4 8,5 3,6 3,7
2,6-Лутидин 9,2 4,0
р-Пнколин 9,2 4,0
у-Пиколин 8.9 3,9
2,4-Лутидин 8.8 3,8
2,4.6-Коллидин 9,3 4,0
Анилин 11.4 4,7
Хинолин 7,3 з.о
Изохииолин 9,7 4,0
Хинальдин 9,6 4,0
7,8-Бензохинолин 9,5 3,8
фенолы
фенол 13,4 5,4
о-Крезол 13,5 5.5
2,6-Ксиленол 12,3 5, 1
п-Крезол 14,2 5, 7
-и-Крезол 13,9 5,6
2,4-К<иленол 14, 1 5 , 7
2,5-Ксиленол 14,1 5,7
2,3-Ксиленол 11.7 4 , 7
3,5-Ксиленол 15,1 6,0
3,4-Ксиленол 14,8 5,9
Критические температуры растворения фе-
иолов в воде даны в табл, 11-14 [8]'
19 Справочник коксохимика, т. III
Таблица 11-14
Критические температуры растворения
фенолов в воде
Таблица 11-13
Наименование Критическая температура растворения. °C Критическая концентрация, %
Фенол 65,8 36 1
о-Крезол 164,8 34’
м-Крезол 148,7 36
п-Крезол 143,7 34
3,4-Ксиленол 188,7 35
3,5-Ксиленол 197,8 35
2,3-Ксиленол 210,1 38
2,4-Ксиленол 212,9 34
2,5-Ксиленол 218,8 42
2,6-Ксиленол 236,5 45
3,4,5-Триметилфенол . . . 219,0 36
2,3,5-Триметилфенол . . . 248,0 36
2,4,6-Триметилфенол .... 264,5 38
2,3,5,6-Тетраметнлфенол . . 294,0 —
о-Этилфенол 213,8 35
.и-Этилфенол 190,6 34
п-Этилфенол 182,0 30
о-к-Пропилфенол 240,2 32
п-к-Пропилфенол 200,6 35
о-Изопропилфенол 239,8 33
и-Изопропилфенол .... 196,0 34
З-Метил-4-этилфенол . . . 221,5 29
З-Метил-5-этилфенол . . . 230,3 35
2-Метил-4-этилфенол . . . 235,4 35
4-Метил-2-этилфепол . . . 242,5 37
З-Метил-6-этилфенол . . . 256,2 38
2-Метил-6-этилфенол . . . 265,3 40
3,5-Диэтилфенол 246,3 30
1-Нафтол 209,0 40
2-Нафтол 192,6 35
о-Оксидифенил 258,0 50
о-о-Дифенол 186,3 42
5-Оксигидринден 200,8 37
В табл. 11-15 показано содержание воды в
100 г насыщенного раствора крезолов [8].
В табл. 11-16 даны физические свойства
крезолов.
Таблица 11-15
Содержание воды в 100 г насыщенного
раствора крезолов
Наименование При темпе- ратуре, °C
20 100
о-Крезол 2,45 5,80
м-Крезол 2,18 5,96
и-Крезол 1,94 5,50
Ниже дана теплота нейтрализации фено-
лов при условии, что все продукты нахо-
дятся в растворе, ккал/моль [9]-.
290
Переработка химических продуктов коксования
Фенол .......................... 8,0
о-Крезол ....................... 7,6
«•Крезол ....................... 7,8
а-Нафтол........................ 2,8
р-Нафтол........................ 2,2
Физические свойства
фенолов [10]
Плотность при температуре, °C, г,мл:
41 ................................ 1,05760
46 ............................... 1,0533 1
70 ............................. 1.0325
Показатель преломления при темпера-
туре, °C:
41 1,54178
46 ............................. 1,53957
Вязкость при температуре, °C, спз:
45 ............................... 4,076
60 ............................. 2,578
Поверхностное натяжение при темпе-
ратуре, °C, дин,'см:
50 ............................... 37,77
60 ............................ 36,69
Теплота плавления, ккал,моль....... 2,53
Теплоемкость при 22,6° С, ккал'моль 31,81
Криоскопическая постоянная,
градмоль/\000 г ........... 7,40
Эбуллиоскопическая постоянная,
градмоль>\000 г................... 3,60
Диэлектрическая постоянная при 60°С 9,78
Растворимость в воде при 2 5° С, “6
(вес.)............................ 8,66
Растворимость воды при 25° С, % (вес.) 28,72
Азеотропная смесь с водой при 99,6° С 9,2%
(вес.)
фенола
2. ОБЕСФЕНОЛИВАНИЕ МАСЕЛ
Получение фенолов состоит из следующих
операций: обесфеноливания масел, очистки
фенолятов, разложения фенолятов, обезво-
живания и ректификации сырых фенолов.
На результаты обесфеноливания щелочью
оказывают влияние обратимость реакции
(гидролиз фенолятов), природа фенолов,
концентрация и степень избытка щелочи,
присутствие пиридиновых оснований.
Реакция образования фенолятов:
ROH + NaOH 7- RONa + Н2О.
Чем концентрированнее щелочь, применя-
емая для промывки масел, тем концентри-
рованнее раствор фенолятов и тем менее
они гидролизованы. Степень гидролиза фе-
нолятов снижается в присутствии избытка
щелочи, поэтому для более полного обесфе-
ноливания требуется определенный избыток
щелочи. Фенолы образуют с присутствую-
щими в маслах основаниями молекулярные
соединения.
Чтобы уменьшить влияние молекулярных
соединений на результаты обесфеноливания
и обеспиридинивания масел, необходимо
при избытке фенолов (по сравнению с ос-
нованиями) начинать промывку масел с
обесфеноливания и, наоборот, при избытке
пиридиновых оснований — с промывки сер-
ной кислотой.
Физические свойства крезолов [11]
Таблица 11-16
Наименование о-К резол л-К резол «-Крезол
Критическая температура, °C 422,3 432 426
Критическое давление, ати 49 4 45 0 52,5
Плотность:
1,0465 1,0344 1,0347
rf480 0,994 0,986 0,986
Показатель преломления:
„20 nD 1,5453 1,5298 1,5395
/I50 llD 1,5319 1,5282 1,5278
Диэлектрическая постоянная при 60°С 6,02 9,68 9,91
Теплота образования, ккал/моль -48,2 —88,4 —46,9
Теплота сгорания, ккал/моль:
ЖИДКОГО —883,4 —882 7 —884,7
твердого —879,5 —880,5 —880,0
Теплота сгорания, ккал/кг 8170 8160 8180
Теплота испарения при 760 мм рт. ст., ккал/кг 95 100,8 100
Теплота плавления, ккал/кг 30,1 26,3
Теплоемкость, ккал/(кг-град) 0,499 0,479 0,487
Верхняя критическая температура растворения для
системы крезол—вода, °C 168,9 148,8 142,6
Криоскопическая постоянная, град моль/1000 г 5,60 — 6,96
Поверхностное натяжение1, дин/см 39,8(10) 38,4(10) 36,7(20)
30,4(100) 37,4(20) 34,0(50)
22,0(180) 22,2(180) 29,3(100)
В скобках при какой температуре.
Получение фенолов
291
Фенолы растворимы в фенолятах, поэтому
при недостатке щелочи в фенолятах содер-
жатся свободные фенолы.
Полное удаление фенолов из масел путем
щелочной промывки масел затрудняется
вследствие присутствия пиридиновых осно-
ваний, смолистых веществ и сравнительно
низкой кислотности остаточных фенолов.
В фенолятах растворимы нейтральные ма-
сла и пиридиновые основания. При увеличе-
нии концентрации фенолятов, содержания
свободных фенолов и молекулярной массы
фенолов растворимость масел возрастает.
Растворимость оснований в фенолятах за-
висит от концентрации раствора и содержа-
ния свободной щелочи, в присутствии по-
следней растворимость уменьшается. При
содержании в фенолятах около 16% фено-
лов феноляты и основания смешиваются во
всех отношениях. В процессе обесфенолива-
пия основания распределяются между мас-
лом и фенолятами. При этом чем больше
фенолов в масле, тем меньше оснований пе-
реходит в феноляты. Поэтому для сниже-
ния потерь оснований с фенолятами целе-
сообразно обеспиридинивать масла, из ко-
торых предварительной промывкой удаляют
часть фенолов.
При обесфеноливании масел, загрязнен-
ных твердыми и смолистыми веществами,
образуются эмульсии из фенолятов и масел,
в которых роль стабилизаторов выполняют
смолистые вещества, гидрат окиси железа,
шлам (СаСО3), содержащийся в растворе
щелочи, и др. Эмульгируемость масел мо-
жет быть понижена или даже устранена,
если промывке подвергать свежее масло,
применять чистую щелочь, а *акже исклю-
чить загрязнение масел.
В процессе экстракции можно выделить
грн основные стадии: образование капель,
свободный подъем или падение капель, коа-
лесценция капель. Роль каждой из этих
стадий в суммарном процессе экстракции
зависит от свойств взаимодействующих си-
стем.
В основном массопередача протекает в
период образования капли. Обесфеполива-
ние в период свободного подъема или коа-
лесценции капель протекает незначительно.
Для осуществления массопередачн при
обесфеноливании достаточно нескольких се-
кунд. Число ступеней контакта для дости-
жения необходимой глубины обесфенолива-
ния зависит от размера капель.
Образование капель при обесфеноливании
масел определяется поверхностными свой-
ствами систем. Фенолы заметно снижают
поверхностное натяжение на границе мас-
ло— раствор щелочи. В некоторых случаях
(при определенной концентрации) пониже-
ние поверхностного натяжения достигает
таких значений, прн которых наблюдается
самопроизвольное диспергирование. В табл.
11-17 дано поверхностное натяжение на гра-
нице масло — раствор щелочи.
Во всех типах аппаратов для обесфеноли-
вания масел последние при смешении с рас-
твором щелочи диспергируются с образова-
19*
Таблица 11-17
Поверхностное натяжение на границе
масло—раствор щелочи, дин/см
Наименование Содержание фенолов в масле, %
0,0 0,1 0.5 5.0
Фенол .... 32,2 16,82 5,73
Фенолы фрак- ции: фенольной 32,2 19,83 11,50 2,23
нафталино- вой . . . 32,2 — 5,30 0,80
поглоти- тельной 32,2 2,87 1,87 —
антрацепо- вой . . 32,2 — 1,70 —
нием капель. В присутствии фенолов, сни-
жающих поверхностное натяжение, затрата
энергии па диспергирование сравнительно
невелика.
Весьма существенным в процессе обес-
феполиваиия является разделение продук-
тов реакции. Именно эта стадия и опреде-
ляет производительность всей установки в
целом. Эффективность гравитационного от-
стаивания зависит от конструкции дисперги-
рующих устройств и отстойников, а также
от содержания в маслах стабилизаторов
эмульсий. Наиболее эффективна сепарация
в центробежном поле.
Выше говорилось о вредном влиянии
смолистых веществ как стабилизаторов
эмульсии на процесс обесфеноливания. Не
менее важно влияние этих веществ при ад-
сорбции их на границе раздела масло —
щелочь. В этом случае процесс замедляется
и скорость обесфеноливания снижается.
Источниками образования смолистых ве-
ществ в каменноугольных маслах служат
углеводороды, фенолы и непредельные сое-
динения. Смолообразование может проте-
кать также по схеме: углеводороды -* фе-
нолы ->- смола -> асфальтены -»- карбоны.
В ряду этих преобразований идут реакции
полимеризации, конденсации и окисления.
Образование смолистых веществ усилива-
ется под влиянием температуры или реаген-
тов (щелочи, кислоты). Известную роль в
этих процессах играют непредельные соеди-
нения, содержащиеся в маслах. Некоторое
каталитическое влияние па эти процессы
оказывают минеральные примеси. В табл.
11-18 даны константы гидролиза и диссоциа-
ции фенолятов при 25° С.
Из приведенных в табл. 11-18 данных
видно, что с введением алкильных групп
кислотность фенолов снижается. Наиболь-
шее влияние на снижение кислотности ока-
зывает алкильная группа в ортоположении,
наименьшее — в метаположепии. Различие
в кислотности фенолов неоднократно слу-
жило поводом к разработке методов разде-
292
Переработка химических продуктов коксования
Таблица 11-18
Фенольное масло:
Константы гидролиза н диссоциации
фенолятов при 25° С [1]
Наименование Константа гидролиза К Константа дис- социации кп-10-10 Степень гидро- лиза, %
Фенол 0,000104 1,15 5,60
л-Крезол 0,000123 0,98 6,08
и-Крезол 0,000178 0,67 7,27
о-Крезол 0,000192 0,63 7,54
3,4-Ксиленол . . . . 0,000233 0,52 8,28
2,5-Ксиленол 0,000251 0,48 8,57
2,4-Ксиленол . . . . 0,000352 0,34 10,07
2,4,5-Триметилфенол 0,000422 0,28 10,96
2,4,6-Триметилфенол 0,000694 0,17 13,83
ления их в процессе щелочной экстракции.
Однако достаточная селективность процесса
может быть достигнута только в условиях
применения многоступенчатых экстракцион-
ных аппаратов.
Схема обесфеноливания масел в аппара-
туре непрерывного действия показана на
рис. 11-3.
Производственные показатели
процесса промывки масел
Расход 100%-ной NaOH, tn-.
на 1 m извлеченных фенолов в
средних фенолятах............... 0,475
на 1 m фенолов в частично обесфе-
ноленном масле на второй ступе-
ни обесфеноливания ............. 2,000
Расход Юи%-ной H8SO4, tn-.
на 1 tn извлеченных пириди-
новых оснований в ней-
тральном сульфате пиридина . . . 0,640
на 1 tn пиридиновых оснований в
частично обеспиридиненном масле
на второй ступени обеспиридн-
нивания...................... 1,460
Выход 100% фенолов в средних фено-
лятах на 1 m фенолов в ис-
ходном масле, m ........... 0,950
Выход 100% пиридиновых оснований
в среднем сульфате пиридина на 1 m
пиридиновых оснований в исходном
масле, m ................ 0,850
Выход обесфеиоленпого и обеспириди-
иенного масла иа 1 m исходного
масла, т:
нафталинового ............... 0,800
Фенольного................... 0,620
Выход средних фенолятов на 1 т ис-
ходного масла, т:
нафталинового ............... 0,870
фенольного................... 2,06
Выход среднего сульрата пиридина
на 1 т исходного масла, т:
нафталинового ............... 0,16
фенольного .................. 0,12
Нафталиновое масло:
плотность при 20° С.......... 1,028
содержание, %:
воды........................ 1,1
фенолов.................... 14,4
парндиновых оснований .... 4,7
нафталина.................. 40,4
плотность при 20° С.............. 0,999
содержание, %:
воды ...................... 2,0
фенолов..................... 32,7
пиридиновых оснований .... 3,6
нафталина................... 27,1
Раствор щелочи:
плотность при 20° С.............. 1,131
общее содержание, %:
NaOH ....................... 9,3
Na2CO,...................... 1,4
фенолов..................... 0,6
Щелочные феноляты:
плотность лрн 20° С............. 1,31
общее содержание NaOH, % ... 9,0
содержание фенолов.............. 3,5
Содержание H2SO4, % .............. 17,0
Кислый сульфат пиридина:
содержание пиридиновых основа-
ний, % ............... 14.0
содержание свободной кислоты, % 8,0
Средние феноляты:
плотность при 20° С................ 1,120
содержание, %:
фенолов...................... 16,0
пиридиновых оснований н ней-
тральных масел ............. 1,5
свободной NaOH................ 1,0
Частично обесфеноленное масло:
содержание фенолов, % ...... 1,7
» фенолятов, % ............. 0,3
Содержание пиридиновых оснований
в частично обеспиридиненном мас-
ле, % ......................... 2.0
Обесфеноленное н обеспиридиненное
масло:
содержание, %:
фенолов....................... 0,7
пиридиновых оснований .... 0,5
фенолятов..................... 0,2
Содержание сульфата пиридина в час-
тично обесфеноленном и обеспирнди-
ненном масле, % ................... 0,2
Нейтральный сульфат пиридина:
плотность при 20° С................ 1,128
содержание, %:
100% пиридиновых оснований 24,0
органических примесей ........ 2,0
свободной кислоты ............ 1,0
отстаивающихся масел............. 1,5
Температура. °C:
масла до аппарата.................. 60
раствора щелочи................... 50
> кислоты ..................... 25
3. ОЧИСТКА ФЕНОЛЯТОВ
Для очистки от нейтральных углеводоро-
дов и оснований феноляты подвергают эк-
стракции растворителями и обрабатывают
острым паром. Обычно на очистку поступа-
ют феноляты, содержащие 1,5—2% свобод-
ной щелочи, 19% чистых фенолов и 20,6%
сырых фенолов. Присутствие щелочи в фе-
нолятах оказывает существенное влияние на
результат очистки, поскольку при этом сни-
жается степень гидролиза фенолятов.
Очистка фенолятов экстракцией — эффек
тивный метод для удаления пиридиновых
оснований. В практике для этого применяют
различные растворители (бензол, бензин
и др.). Удовлетворительные результаты дает
экстракция фенолятов каменноугольными
непрерывного действия:
Рис. 11-3. Схема обесфеноливания масел в аппаратуре
” 1т7„М0еЧ»Ь'л. аппаРа™ соответственно для обесфеноливания поглотительной фракции, вторичного обесфеноливания нафталиновой фракции обеспнрилииивания
поглотительной фракции, обеспирндинивания нафталиновой фракции н первичного обесфеноливания нафталиновой фракции; 6, 7,9 П — сборники для наЛталиновой
фракции соответственно немытой, после первичного обесфеноливания, обеспнриднненной- и промытой (после вторичного обесфеноливания)- 8 10 16 — сборники лля
поглотительной фракции соответственно немытой, обеспнриднненной и обесфеиолеиной (промытой); 11 — 15, 18 — сборники соответственно для 20%’нсго раствора H,SO.
кислого сульфата пиридина, 10%-ного раствора NaOH, сульфата пиридина, средних фенолятов н щелочных фенолятов- 19 — насосы !
294
Переработка химических продуктов коксования
маслами. Для осуществления процесса при-
меняют экстракторы непрерывного действия,
предпочтительно многоступенчатые.
Коэффициенты распределения оснований
/ Ci\
I К ~ при экстракции фенолятов раз-
\ ^2 /
личными растворителями:
Бензол................... 13,1
Толуол................... 10,8
Ксилол ................... 8,9
Фенольное масло ......... 11,5
Нафталиновое масло .... 11,9
Очистка фенолятов по паровому методу
заключается в перегонке с острым паром
примесей, содержащихся в фенолятах. Та-
ким путем удается освободиться только от
65—70% примесей.
Трудпоудаляемыми примесями являются
высококипяпшс пиридиновые основания,
Рис. 11-4. Схема очистки фенолятов по паровому
методу:
1 — насадочная колонна; 2 — подогреватель;
«3 — теплообменник; 4 — холодильник; 5 —
гндрозагвор; 6 ~ холодильник для очищенных
фенолятов; 7 — сборник для очищенных фено-
лов; 8 — центробежные насосы; 9 — счетчик
для неочищенных фенолятов; 10 — сборник
для нейтральных масел
степень отгонки которых зависит от коли-
чества отгоняемого из фенолятов конденса-
та. При количестве конденсата 25—30% от
перерабатываемых фенолятов удаляются
50—60% пиридиновых оснований. С целью
более рационального использования конден-
сата процесс можно проводить под вакуу-
мом.
Схема очистки фенолятов острым паром
показана на рис. 11-4.
В зависимости от содержания свободной
щелочи в фенолятах, а также природы фе-
нолов в конденсат, кроме нейтральных ма-
сел и оснований, переходит определенное
количество фенолов (табл. 11-19).
Таблица 11-19
Содержание фенолов в конденсате
в зависимости от щелочности фенолятов
Наименование Расходные коэффи- циенты щелочи
0,4 0,45 0,50 0,55
Содержание фенолов в конденсате. % . • 1.2 0,47 0,22 0,08
Фенолы в конденсате, % к фенолам в фе- нолятах 6,2 1,22 0,28 0,09
Производственные показатели
Расход пара 1 tn фенолятов до
очистки, кг ............
Выход, кг:
100% фенолов в очищенных фе-
нолятах на 1 т фенолов в фе-
нолятах до очистки .........
конденсата на 1 m фенолятов
до очистки .................
отстоявшегося от конденсата
масла на 1 tn фенолятов до
очистки ....................
Феноляты до очистки:
плотность при 20° С .........
содержание, %:
1(К.)'’() фенолов .........
нейтральных масел и пириди-
новых оснований ...........
NaOH (о'нцая)..............
несвязанного NaOH .........
Na2CO3 ....................
Феноляты после очистки:
плотность при 20° С .........
содержание, %:
100% фенолов ..............
нейтральных масел и пириди-
новых оснований ...........
NaOH (общая)...............
несвязанного NaOH..........
Na2CO3 ....................
Конденсат:
плотность при 2(3° С.........
содержание, гд:
фенолов ...................
пиридиновых оснований . . .
органических веществ (сум-
марное) ...................
щелочей (в пересчете на NaOH)
Масло, отстоявшееся от конден-
сата:
плотность при 20° С ........1
содержание, %;
фенолов..................
пиридиновых оснований . . .
нафталина .................
воды ......................
Температура, °C:
фенолятов до очистки ...........
» после очистки ....
острого пара ................
охлаждающей воды после кон-
денсатора ..................
конденсата перед сепаратором
Давление пара, ашм:
перед колонной...............
на коллекторе ...............
250—350
980
200—300
6,5 -7,0
1,121
17,6
1 , 3
8,2
0,8
1 ,3
1,12
17,5
0,7
8,0
0,990
5 1
3 ’%
10,5
2.4,
025-1 , 035
30 -40
14—20
23—40
2—3
65—75
104-106
280 — 285
35-45
30
0,7—1,0
4—5
4. РАЗЛОЖЕНИЕ ФЕНОЛЯТОВ
Разложения фенолятов углекислотой про-
текает по реакции
2RONa + СО2 + Н2О Ж 2ROH-|-Na2CO3.
В результате обратимости этой реакции,
обусловленной гидролизом Х.'цСОз, в рас-
Получение фенолов
295
дворах соды присутствует NaOH, которая
связывает фенолы в феноляты, распределя-
ющиеся между растворами соды и сырыми
фенолами. Так как в присутствии NaHCO3
равновесие реакции сдвигается в сторону
уменьшения степени гидролиза Na2CO3, на-
личие его в растворах соды в количестве
1—1,5% является необходимым условием
для более полного разложения фенолятов.
Зависимость содержания связанных фено-
лов от содержания в растворе соды показа-
на в табл. 11-20.
Таблица 11-20
Зависимость содержания связанных
(реполов в растворе соды
от содержания NaIICO3
Содержание в 100 мл, г Содержание связанных фенолов. % (объемн.)
Na2CO3 NaHCO,
12,0 0,0 0,80
12,0 1,2 0,45
11,8 2,3 0,30
12,0 5,0 0,07
После разложения около 70% фенолятов
происходит расслоение жидкости на раствор
соды и сырые фенолы. При этом оставшие-
ся неразложенные феноляты распределяют-
ся между двумя растворами. В дальнейшем
разложение фенолятов протекает раздель-
но в растворе соды и в сырых фенолах.
Для более полного разложения феноля-
тов в сырых фенолах (с учетом обратимости
реакции) требуется минимальное содержа-
ние Na2CO3 в растворе NaHCO3. Ниже пред-
ставлена зависимость содержания связан-
ных фенолов в сырых фенолах от отноше-
ния Na2CO3/NaHCO3:
„ Содержание связан-
Отношение НЬ1Х фенолов в сырых
N.i.CO3 NaIlCO3 фенолах, д
1 9 3 2,7 0
9 8 2,50
9 2.90
3 4 1 25
2 0,86
и 55 0 15
и 2 9 0,05
Для полного разложения фенолятов в
сырых Фенолах углекислотой необходимо
удалить \'а2СО3 из отслаивающихся рас-
творов бикарбоната. Это можно достигнуть
либо обработкой сырых фенолов большим
избытком СО2, либо нейтрализацией их сер-
ной кислотой. Расход серной кислоты прн
этом составляет около 1% от нейтрализуе-
мых сырых фенолов. Количество воды в сы-
рых фенолах зависит от содержания в них
фенолятов, % (объемн.):
Связанные
фенолы, %
0.0
I , 5
7 О
9,2
И ,0
11,5
Вода
12
14
25
34
46
54
Схема разложения фенолятов с получени-
ем сырых фенолов показана на рис. 11-5.
Для разложения фенолятов применяют
газ известковых печей, содержащий 32—
35% СО2. При прочих равных условиях сни-
жение концентрации СО2 на 1% (в пределах
35—27%) соответствует снижению степени
разложения фенолятов на 2%. С повыше-
нием температуры фенолятов скорость раз-
ложения их увеличивается, однако при этом
растет унос фенолов с отработанным газом
и увеличивается их растворимость в раство-
ре соды. Для уменьшения уноса фенолов
отработанный газ, содержащий 5—
7% СО2, перед сбросом в атмосферу нужно
охладить до 20—25° С в специальном холо-
дильнике.
При разложении фенолятов на поверхно-
сти насадки скрубберов осаждаются неор-
ганические соединения силикатного харак-
тера, что приводит к забивке насадки и по-
степенному снижению производительности
аппаратов. Источником этих силикатов яв-
ляется главным образом известь, из которой
они переходят в раствор щелочи при каус-
тификации соды. Вследствие того что труд-
но удалять отложения с поверхности насад-
ки из керамических колец, ее через 4—5 ме-
сяцев работы заменяют новой.
Производственные
показатели
Расход 100йо-пой СО2 на 1 т NaOH в
фенолятах, кг .............
Растворы соды после фенолятных скруб-
беров:
плотное ть при 20° С..........
содержание, %:
NjgCOg.....................
NaOH.......................
фенолов ...................
Раствор соды после доразложения СО2:
плотность при 20° С..............
содержание, %:
Na-COg.....................
NallCOg....................
фенолов ...................
Сырые фенолы после фенолятных
г круббсров:
плотность при 2 0° С............. 1,072
i одержание, % :
воды............................
фенолов ....................
щелочей (в пересчете на NaOH)
Сырые фенолы после доразложения
иО 2 '•
плотность прн 20° С...........
содержание, %:
воды...........................
фенолов ....................
щелочей (в пересчете на NaOH)
нейтральных примесей и пири-
диновых оснований ..........
Раствор бикарбоната натрия после до-
разложения сырых фенолов:
содержание, %:
Na2COs .....................
NaHCOg......................
760
1,157
1 1,8
0,5—1.5
4 — 5
1,1 55
11.6
1.1
2,8
25,0
70,0
2,7
1,056
14.0
81,0
0,6
3,2
3,0
9,0
Температура, °C:
фенолятов до разложения.............. 50—60
газа после известковых печей ... 20
Концентрация СО2 в газе, 9-; (объемн.) 32,0
Производительность установки по
100 %-ным фенолам в фенолятах на
1 л/2 насадки скрубберов, кг/ч .... 0,25
Расход конденсата на доразложение
сырых фенолов на 1 т 100%-ных фе-
нолов в сырых фенолах, кг ...... 250—300
Отработанный
] Неочищенные феноляты
Переработка химических продуктов коксования
Рнс. 11-5. Схема разложения фенолятов с получением сырых фенолов;
Л 16 — сборники для фенолятов соответственно неочищенных и очищенных; 2, 6 — холодильники соответственно для очищен-
ных фенолятов и отработанного углекислого газа; 3 — насадочная колонна; 4 -- конденсатор-холодильник для паров; 5 —
сепаратор; 7, 8 — скрубберы с сепараторами для разложения фенолятов и для доразложення; 9—15 — сборники соответственно
для раствора бикарбоната, сырых фенолов, раствора соды, сырых фенолов, масел, фенолсодержащей воды и конденсата водяного
пара; 17 — центробежные насосы
Получение фенолов
297
5. ОБЕЗВОЖИВАНИЕ
И РЕКТИФИКАЦИЯ ФЕНОЛОВ
Заключительной стадией в производстве
фенолов является ректификация. Учитывая
сложный состав исходных сырых фенолов,
а также требования потребителей, совре-
менные установки для ректификации обо-
рудуют мощными колоннами, обеспечиваю-
щими получение широкого ассортимента
фенольных продуктов.
На рис. 11-6 показана схема ректифика-
ции фенолов.
Производственные показатели
Выход на 1 т 100%-иых фенолов в
сырых фенолах, кг:
чистых фенольных продуктов . 840
фенолов в остатках............ 120
Расход пара на 1 т чистых феноль-
ных продуктов, мекал ...... 1,28
Выход на 1 т сырых фенолов, кг:
фенольной воды................ 137
отстаивающихся фенолов от фе-
нольной воды................... 16
содержание фенолов, %:
в первичных остатках....... 60,0
во вторичных » 78,0
в фенольной воде............ 5,0
Содержание в легком погоне (фено-
лах, отстаивающихся от феноль-
ной воды), %:
воды............................ 15,0
фенолов...................... 80,0
Содержание воды в обезвоженных
фенолах, % ............ 0,3
Температура жидкости в обезвожи-
вающих кубах, °C.............. 140—150
Вакуум в кубах, мм рт. ст. ... . 600—620
Температура паров в верхней части
колонны, °C:
обезвоживающей............... 44—46
фенольной.................... 122—123
ортокрезольной............... 130—138
дикрезольной.................. 136—139
ксиленольной.................. 145—150
Вакуум в верхней части колонны,
мм рт. ст.:
обезвоживающей .................... 700
фенольной.................... 620—660
ортокрезольной ............. 610—660
дикрезольной ................ 615—640
ксиленольной................ 630—640
Флегмовое число при отборе:
кристаллического фенола ... 14
фенольной фракции ............... 7
о-крезола ..................... 27—30
ортокрезольной фракции .... 16
дикрезола ....................... 5
Содержание фенола в фенольной
фракции, % ............ Не менее 80,0
Содержание ортокрезола в ортокре-
зольной фракции, %............» » 80,0
Содержание в кристаллическом фе-
ноле, %:
фенола.......................... ~98
о-крезола .................. ~2
Содержание в о-крезоле, %:
о-крезола...................... '"•'98
фенола...................... ~ 1
Содержание в дикрезоле, %:
о-крезола ..................... 3—5
л-крезола................... —56
п-крезола .................. ~28
ксиленолов ................. <^11
Производственные растворы соды содер-
жат значительное количество фенолов. Пос-
кольку в регенерированной щелочи содер-
жание фенолов должно быть ограничено»
содовые растворы подвергают обесфеноли-
ванию экстракцией маслом в аппаратах
такой же конструкции, как и для обесфено-
ливания масел.
Обычно растворы соды содержат 2,2—
2,5% свободных фенолов и 0,4% связанных
(главным образом бензоат натрия). Для
экстракции следует брать растворы, содер-
жащие не менее 1% NaHCO3, так как ко-
личество бикарбоната определяет степень
Таблица 11-21
Потери фенолов
Стадия процесса Источник потерь Потери фенолов, %
к исходным фенолам к потерям
Промывка масел Очистка фенолятов Разложение фенолятов Ректификация сырых фе- нолов Производство дезо- средств Каустификация соды С обесфеноленным маслом; при хранении, перекачке, чистке хра- нилищ С конденсатом; при чистке хранилищ, колонн, при осмолении С отработанным газом, при осмолении, чистке скрубберов При осмолении фенолов, при перекач- ке и хранении При хранении, варке, чистке аппара- туры и хранилищ, при разливке го- товой продукции Со шламом, при чистке хранилищ . . 0,8 0,7 0,4 0,3 0,7 3,3 0,6 0,2 21,4 10,0 10,0 47,2 8,6 2,8
Отгрузка щелочи Ректификация фенолов Всего .... В отгружаемой щелочи Фенолы в остатках 7,0 2,0 11,4 100,0
Всего .... 20,4
химических продуктов коксования
Рис. 11-6. Схема непрерывной ректификации сырых фенолов:
1 — кубы-подогреватели; 2 — ректификационные колонны; 3 — конденсаторы-холодильники; 4 — барометрические сепараторы; 5 — баро-
метрические сборники; 6 — сепаратор для воды и легкого погона; 7 — мерники; 8 — рефлюксные бачки; 9 — насосы; 10 — смеситель для
остатков и масла
Получение фенолов
299
Таблица 11-22
Потери щелочи
Стадия процесса Источник потерь Потери щелочи, %
к исходной щелочи к потерям
Промывка масел При нейтрализации кислых масел, хра- нении, перекачке н чистке хранилищ 1,89 9,75
Очистка фенолятов С отработанным конденсатом, при чистке хранилищ и продувных ко- лонн 1,34 6,90
Разложение фенолятов и обесфеноливание соды При нейтрализации сырых фенолов серной кислотой, перекачке, чистке хранилищ и скрубберов 2,97 15,30
Каустификация соды Со шламом 4,08 21,10
При чистке хранилищ и др 1 ,65 8,50
Выпарка щелочи С отгружаемым раствором щелочи в виде Na2CO3 и связанного NaOH . 7,47 38,45
Всего .... 19,40 100,0
разложения фенолятов. Лучшие результа-
ты дает применение в качестве экстрагента
необесппридинениое фенольное масло, со-
держащее 2—3% фенолов.
Степень извлечения фенолов при содер-
жании 1% NaHCO3 в исходном растворе
составляет около 90%, расход масла 0,4 т
на 1 т раствора соды. Содержание фенолов
в экстрагенте повышается с 2 до 8%.
Растворимость фенолов (технической сме-
си) в растворе соды при различной темпе-
ратуре представлена ниже:
Раствори-
Темиература мость. %
(объемн.)
20 1,70
25 1,85
30 2,00
40 2,15
50 2,25
60 2,30
Коэффициент распределения фенолов
/ Ср ,
( — = К ) между маслами и раствором со-
ды следующий:
Для обесфсноленного и обеспиридиненного
нафталинового масла ................... 4,0
То же, для необеспиридиненного........ 8,6
Для фенольного необеспиридиненного
масла................................. 13,6
Из фенолов получают не только техни-
ческие смеси, по и индивидуальные соеди-
нения. Ректификацией могут быть выделе-
ны в сравнительно чистом виде только фе-
нол и о-крезол. Фенолы с близкими тем-
пературами кипения требуют специальных
методов разделения, основанных на исполь-
зовании различия в кислотности, скорости
гидролиза их сульфокислот, образовании
молекулярных соединений и др.
Данные о потерях фенолов и щелочи при-
ведены соответственно в табл. 11-21 и
11-22.
(1. АППАРАТУРА ДЛЯ ПОЛУЧЕНИЯ
ФЕНОЛОВ
Распылительная колонна
для непрерывной промывки масел
Колоппа представляет собой полый вер-
тикальный цилиндрический аппарат (рис.
11-7), оборудованный форсунками для дис-
пергирования масла в среде фенолятов
(или сульфата пиридина) и раствора ще-
лочи (или кислоты) в масле. Масло как
более легкую жидкость вводят через ниж-
нюю форсунку, реагент—через верхнюю. Ем-
кости над верхней и под нижней форсун-
ками служат для отстоя масла и фенолятов
(пли сульфата пиридина).
Феноляты или сульфат пиридина выво-
дят из нижней отстойной части через теле-
скопический регулятор уровня, с помощью
которого устанавливают уровень поверхно-
сти раздела масла и реагента приблизи-
тельно посредине высоты реакционной зо-
ны (между форсунками). Высоту реакцион-
ной зоны принимают равной не менее 3 .и.
Вследствие низкого поверхностного на-
тяжения струя масла, выходящая из устья
форсунки даже под небольшим избыточным
напором, распадается на мельчайшие кап-
ли. При скорости истечения 6—8 м/сек кап-
ли уже настолько малы, чго неразличимы
невооруженным глазом.
Процесс обесфеноливания (или обеспи-
ридинивания) начинается и заканчивается
у устья форсунки во время распада струп
па капли. В остальном реакционном объеме
происходит интенсивное перемешивание за
счет энергии струи, вытекающей из форсун-
ки. Концентрация экстрагируемого вещест-
ва в диспергируемой и сплошной фазе во
всем реакционном объеме постоянна и
равна конечной.
300
Переработка химических продуктов коксования
Аппараты этого типа испытывали на двух
заводах при обесфеноливании и обеспири-
динивании фенольных, нафталиновых и
поглотительных масел. Характеристика рас-
пылительных колонн дана в табл. 11-23.
Шаровой смеситель
для непрерывной промывки масел
Смеситель представляет собой систему
последовательно соединенных шаров, опу-
щенных в бак с горячей водой. Фракцию и
щелочь (или кислоту) одновременно пода-
ют во всас насоса, они проходят через ша-
ровой смеситель и поступают в отстойник,
где происходит разделение фракции и фе-
It
Рис. 11-10. Ситчатая колоииа:
1 — отстойник фенолятов; 2 —
реакционная часть; 3 — сит
чатые тарелки; 4 — штуцер
для подачи
стойник масла;
для выхода масла; 7
лятор
штуцер
тов; 9
масла;
часть; 3
4 —
щелочи; 5 — от-
6 — штуцер
регу-
уровня раздела; 8 —
для выхода феноля-
— штуцер для подачи
10 — штуцер для опо-
рожнения
Рнс. 11-9. Диафрагмовый
смеситель:
1 — корпус; 2 — перфори-
рованный диск; — стер-
жень; 4 — тройиик; 5 —
крышка
Рис. Распылительная ко-
лонна для обесфеноливания
фракций каменноугольной
смолы:
1 — штуцер для выхода фе-
нолятов; 2 — регулятор уров-
ня раздела; 3 — штуцер для
входа щелочи; 4 — штуцер для
выхода масла; 5 — форсунки
для масла и щелочи; 6 — шту-
цер для подачи масла; 7 —
штуцер для опорожнения
нолятов (или фракции и сульфата пириди-
на). В табл. 11-24 даны характеристика
мойки фракций и масел в шаровых смеси-
телях и рекомендуемые параметры по дан-
ным ВУХИНа.
Секция шарового смесителя показана на
рис. 11-8. Смеситель может быть составлен
Получение фенолов
301
Таблица 11-23
Характеристика распылительных колонн
Показатели Завод I Завод II
фенольное масло нафталино- вое масло нафталино- вое масло поглотитель- ное масло
Число аппаратов Размеры и объем аппаратов: 2 2 2 2
щелочных £>=2 м; h V=31 м г=10 м\ 8 0=1,6 м; У=17 м Я=8,4 м;
кислотных Производительность по сумме маслоф- Д-реагечт, и3 /ч: а) £>=1,6 V=12 м б) £>=1,2 V=8,7 м-, Н~8 м; 3 м; Я=7,6 м; и3 0=1,1 м; V=8 м3 Н=8,4 м\
при обесфеноливании 14—17 16 3,5 5,0
» обеспиридинивании Продолжительность отстаивания в ап- парате, ч: 8—9 7—9 3,0 4,5
щелочных 2 2 5 3,5
кислотных 1 1,5 3 2
Таблица 11-24
Характеристика мойки фракций и масел в шаровых смесителях
и рекомендуемые параметры
Рекомендуемые параметры
Процесс количе- ство шаров время контакта сек. скорость в переход- ных пат- рубках м'сек продол- житель- ность отстоя ч
Обесфеноливание нафталиновой фракции в одну ступень 12—16 20—30 5—7 2,5
Первичное обесфеноливание фенольной фракции 12—16 30—40 4—6 2,0
Обесфеноливание прессовых оттеков: первая ступень 12-16 20—30 4—6 2,5
вторая » 4—8 8—16 3,5-5 2,0
Обеспиридииивание поглотительной фракции: первая ступень 4 10—20 2,5—3,5 1,0
вторая » 4 10—20 2,5—3,5 1,0
из любого количества последовательно сое-
диненных секций. Эффективность действия
смесителя определяется скоростью смеси
масла и реагента в переходных патрубках
между отдельными шарами, обеспечиваю-
щей интенсивные завихрения внутри шаров.
Диафрагмовый смеситель
для непрерывной промывки масел
Смеситель представляет собой вертикаль-
ный цилиндрический аппарат, внутри кото-
рого по осн находится стержень с перфо-
рированными дисками — диафрагмами (рис.
11-9).
Ситчатые колонны
для непрерывной промывки масел
В ситчатых колоннах создаются условия
обесфеноливания и обеспнридинивания ма-
сел, наиболее близкие к оптимальным (рис.
11-10 и 11-11).
Для ситчатых колонн характерны высо-
кая производительность, малый расход
электроэнергии, низкие капитальные затра-
ты и эксплуатационные расходы.
Многократное редиспергнрование масел в
условиях, приближающихся к противотоку,
обеспечивает высокую эффективность аппа-
рата, которая не меняется даже при боль-
ших колебаниях нагрузки. Образование
302
Переработка химических продуктов коксования
Таблица 11-25
Характеристика ситчатых колонн
Показатели Колонна диаметром м
0,4 1.0
Производительность по
маслу, м3/ч .... Реакционная часть: 0,7—0,8 6,5-8,0
число тарелок . . расстояние между 20 20
тарелками, м . Объем отстойной ча- сти, м3: Перемен- ное1 0,15
верхней 0,6 п,о
нижней 0,55 6,5
1 Колонна опытно-промышленная, расстояние
между тарелками можно делах. менять в широких пре-
сравнительно крупных капель способствует
быстрому и достаточно полному разделению
фаз.
Характеристика ситчатых колонн двух ви-
дов для обесфеноливания и обеспиридини-
вания нафталиновой и поглотительной
фракций приведена в табл. 11-25.
Ротационный экстрактор
для непрерывной промывки масел
Аппарат этого типа работает по принципу
многократного диспергирования жидкостей,
движущихся противотоком, и разделения
их в поле центробежных сил после каждой
ступени диспергирования. Экстрактор по
конструкции близок к центрифуге непре-
рывного действия, ротор которой представ-
ляет собой спираль или набор коаксиаль-
ных цилиндров с перфорированными стен-
ками (рис. 11-12). Благодаря центробежной
силе, возникающей при вращении ротора с
большим числом оборотов, создается про-
Получение фенолов
303
Рис. 11-12. Ротационный экстрактор:
1 — ротор; 2 — кожух; 3, /0 — штуцера для вывода и ввода легкой фазы соответ-
ственно; 4 — тормоз; 5 — отвод для термопары; 6 — центробежная муфта: 7, 11 —
штуцера для ввода и вывода тяжелой фазы; 8 — питатеть; 9 — отсосная трубка'
12 — отвод для мас^а
тивоточное движение жидкостей в прямо-
угольных каналах между витками спирали
или стенками соседних цилиндров. Ввод и
вывод реагентов осуществляют по оси ро-
тора через полый вал.
Моечный аппарат
периодического действии
с наклонней пропеллерной мешалкой
Аппараты этого типа характеризуются
малой производительностью; автоматизация
их затруднительна (рис. 11-13). Несмотря
на это, их широко применяют на коксохи-
мических заводах. К преимуществам аппа-
ратов периодического действия относятся:
универсальность, возможность проведения
различных операций промывки и отстоя в
одном аппарате, простота конструкции и
обслуживания. Их применяют при малых
масштабах производства, не требующего
автоматизации, где установка цени пепре-
рывподсйствующих аппаратов неэкономич-
на и нецелесообразна. Ниже дана характе-
ристика аппарата:
Внутренний диаметр, мм............ 2800
Полезная емкость, м3................ 17
Тип мешалки......................На одцом ва-
лу два
трсхлопаст-
ных пропелле-
ра с постоян-
ным шагом
_ попч ша। '
Диаметр мешалки, м , о,6
Число оборотов мешалки н 1 мин . 300’
Мощность электродвигателя, кет . 2 0,0
Аппаратура для очистки
и разложения фенолятов,
обезвоживания и ректификации
фенолов
Для очистки фенолятов путем продувки
паром служит колонна с насадкой из ме-
таллических колец Рашига (рис. 11-14).
304
Переработка химических продуктов коксования
Рис. 11-14. Насадочная колонна для про-
дувки фенолятов паром:
/ — барботер: 2 — штуцер для вывода
конденсата; 3 — паровые змеевики; 4 —
ввод глухого пара; 5 — штуцер для вы-
вода очищенных фенолятов; 6 — насад-
ка из металлических колец Рашига; 7 —
штуцер для ввода сырых феиолятов;
8 — штуцер для вывода паров
Рис. 11-15. Скруббер для разложения фе-
нолятов углекислым газом:
1 — штуцер подачи пара для продувки;
2 — отстойник; 3 — иасадка из металли-
ческих колец Рашига; 4 — штуцер для
ввода фенолятов; 5 — штуцер для вывода
газов; 6 — штуцер для ввода углекислого
газа; 7, 8 — штуцера для вывода сырых
фенолов н раствора соды
Рис. 1Ы6. Разборная чугунная тарелка вакуумных ректификационных колонн для фенольных
продуктов с туннельными колпачками из стали 1Х18Н9Т
20 Справочник коксохимика, т. Ш
306
Переработка, химических продуктов коксования
Рнс. 11-17. Разборная тарелка вакуумных ректификационных колонн для чистых фенольных
продуктов из стали 1Х18Н9Т с капсульными колпачками
Получение фенолов
307
Рис. 11-18, Отпарной куб к ректификационным колоннам:
I — подогреватель; 2 — корпус; .3 — штуцер для вывода паров; 4 — отбойник брызг
/
Рис. 11-19. Вакуумный конденсатор паров фенольных продуктов:
I 5 - штуцера для ввода паров и охлаждающей воды; 2. 4 — штуцера для вывода
охлаждающей воды и конденсата
20*
308
Переработка химических продуктов коксования
Рис. 11-20. Установка подогревателя тер-
мосифоииого типа для подогрева донного
продукта ректификационной колонны:
1 — ректификационная колонна; 2 — по-
догреватель; 3 — штуцер для ввода пара;
4 — штуцер для вывода конденсата
Разложение фенолятов углекислым газом
происходит в скруббере с насадкой из ме-
таллических колец Рашига (рис. 11-15).
Аппаратура обезвоживания и ректифика-
ции фенолов показана на следующих ри-
сунках: разборная чугунная тарелка — рис.
11-16; разборная тарелка из стали
1Х18Н9Т—рис. 11-17; отпарной куб к рек-
тификационным колоннам—рис. 11-18; ваку-
умный конденсатор — рис. 11-19; установка
подогревателя термосифонного типа для
подогрева донного продукта ректификаци-
онной колонны — рис. 11-20.
ЛИТЕРАТУРА
1. А. Д и р и х с и Р. К у б и ч к а. Фенолы
и основания из углей. Гостоптехиздат, 1958.
2. О. Кг uber u. a. Erdfil und Kohle, 1955,
№ 9, 637.
3. Е. Terres u. a. Brennstoff-Chemle, 1955,
№ 17—18, 272.
4. Козлов H. С. ЖОХ. 1949, № 19, 185, 1965.
5. S t a g e H. u. a. Erdol und Kohle, 1953,
№ 6, 375.
6. Rappen Brennstoff-Chemle, 1958, № 5—6, 65.
7. H. G. Frank u O. Wegener. Brenn-
stoff-Chemie, 1958, №13—14, 195,
8. E. Terres u. a.. Brennstoff-Chemle, 1955,
№ 19—20, 290.
9. И. А. Каблуков. Термохимия. Науч-
техиздат, 1931.
10. А. Вайсбергер и др. Органические рас-
творители. Госхимиздат, 1958.
11. F. U 1 m а п п. Enziklopddie der technischen
Chemie, 1951.
12. Д. К. Коллеров. Физико-химические
свойства жидких сланцевых и каменноугольных
продуктов. Гостопиздат, 1951.
Глава XII
ПОЛУЧЕНИЕ ОСНОВАНИЙ
1. СОСТАВ И СВОЙСТВА ОСНОВАНИЙ
Каменноугольные основания состоят из
гетероциклических азотсодержащих соеди-
нений (пиридина, хинолина, пирола и их
производных), в меньшей степени включа-
ют ароматические амины (анилин и его
производные).
Состав оснований, выделяемых из коксо-
вого газа, следующий, %:
Пиридин................... 69
а-ПиколиН............’ . . 3
/^-Пиколин 1
2,6-Лутидин/ .............
7-Пиколнн.................. 1
2,4, 6-Коллидин ......... 0,6
Хинолин .................. 12
В табл. 12-1 — 12-6 представлены состав
пиридиновых оснований, их температура
плавления и кипения, плотность и коэффи-
циент рефракции.
Таблица 12-1
Состав пиридиновых оснований, выделяемых из каменноугольной смолы
и сырого бензола [1]
Наименование Пиридиновые осно- вания из сырого бензола Пиридиновые основания из лег- кого и феноль- ного масел Пиридиновые осно- вания из нафтали- новых масел Пиридиновые основания из средней пробы камен- ноугольной смолы Всего пиридиновых основа- ний в смоле и сыром бензо- ле на 1 т шихты, г
содержание, % выход на 1 т шихты содержание, % выход на 1 т шихты содержание, % ВЫХОД на 1 т шихты выход, г
г % г % г % па 1 т шихты на 1 т смолы
Пиридин . . 2-Пиколин . . З-Пиколин . . 4-Пиколин • . 2,6-Лутидин . 2,4-Лутидин . 2,5-Лутидин . 2,3-Лутидин . 3,4-Лутидин . 3,5-Лутидин . 6-Этил-2-ме- тилпиридин З-Этилпиридин 4-Этилпиридин 2, 3, 4-Колли- дин .... 2, 4, 6-Колли- дин . . . . 36,28 30,92 6,01 6,01 7,74 8,85 0,85 • 2,05 1,29 8,36 7,15 1,39 1,39 1,80 2,05 0,20 0,47 0,30 0,0760 0,0650 0,0126 0,0126 0,0163 0,0186 0,0018 0,0043 0,0028 16,2 35,6 9,9 9,9 13,2 8,3 1,7 2,3 2,9 3,47 7,62 2,12 2,12 2,83 1,77 0,36 0,49 0,63 0,431 0,947 0,263 0,263 0,351 0,221 0,045 0,061 0,078 7,4 6,4 6,4 8,5 32,6 6,5 7,9 24,3 1,46 1,26 1,26 1,67 6,42 1,28 1,56 4,79 0,0925 0,0800 0,0800 0,1062 0,4075 0,0812 0,0988 0,3038 3,47 9,88 3,38 3,38 4,50 8,19 1,64 2,05 5,42 99,14 259,14 96,57 96,57 128,58 234,27 46,86 58,87 154,66 11,83 16,23 4,77 4,77 6,30 10,24 1,84 2,52 5,72
Всего . . 100,00 23,11 0,2100 100,0 21,41 2,660 100,0 19,70 1,2500 41,11 1174,66 64,22
Таблица 12-2
Состав пиридиновых оснований из отдельных фракций смолы заводов Юга [5]
Наименование Легкая Феноль- ная Нафтали- новая Поглоти- тельная Антраце- новая Состав осно- ваний в смоле, %
I II I II I II I II I II к смоле са 0 2 « <у U s ч око X S « X о
15,1 0,44
Пиридин .............
Другие производные
пиридина ............
Хинолин .............
Другие производные
хинолина ............
Высококипящие основа-
ния .................
84,9 2,46
— — — — — - 0,006
30,0 38,0 3,51 4,45 5,0 24,0 1 ,75 8,40 2,0 1,00 0,098 0,171
22,0 2,57 29,0 10,15 9,0 4,52 0,213
10,0 1 , 17 42,0 14,70 89,0 44,68 0,748
100,(ЦО,20 100,0 2,90 100,0 1
7 0| 100.0| 35,00 100,0 5о ,20| 1,236
П рнмечание. I— х к основаниям фракции; II—% к основаниям смолы.
0,44
7,92
13,85
17,24
60,55
100,06
Таблица 12-3
Состав пиридиновых оснований из отдельных фракций смолы заводов Востока [5]
Наименование феноль- ная Нафтали- новая Поглоти- тельная Антра- ценовая Состав осно- ваний в смо- ле, %
I II I II I 11 I II к смоле «0 я 2 « « о S Ч око S S X X о
Пиридиновая фракция до 120° С . Пиколиновая фракция 120—160° С Пиридиновые основания 160—200° С Хинолин Изохинолин Хинальдин Другие тяжелые основания . 2,41 34,31 25,92 9,40 4,94 2,60 20,42 0,001 0,011 0,008 0,003 0,002 0,009 0,006 7,57 33,65 29,64 5,73 0,67 22,74 0,027 0,119 0,105 0,020 0,002 0,080 39,61 8,05 7,18 45,16 0,285 0,058 0,052 0,325 14,8 1,4 0,6 83,2 0,325 0,031 0,008 1,831 0,038 0,128 0,425 0,111 0,063 2,240 1,27 4,25 14,15 3,73 2,10 74,50
Всего. . . . 100,00|0,040|100,00|0, ЗБЗ 100,00 0,720|100,0 2,195|3,005,100.00
Примечание. I— % к oci овангя фракции; II— % к основаниям смолы.
Таблица 12-4
Температура кипения и плавления пиридиновых оснований при 760 мм рт.ст. [4]
Наименование Структурная формула Температура °C Наименование Структурная формула Температура °C
кипе- ния плав- ления кипе- ния плав- ления
Пиридин 2-Метилпи- 1 II 115,26 129,41 —41,6 —66,7 Пиррол п N 1 Н 130,00 —
ридин (а-пи- колин) UcHa N 2, 6-Диме- тилпиридин (2,6-лути- дин) h8c^Jch3 N 144,05 —6,1
Получение оснований
311
Продолжение табл. 12-4
Наименование Структурная формула Температура °C Наименование Структурная формула Температура °C
кипе- ния плав- ления кипе- ния плав- ления
З-Метилпи- ридин (Р-пи- колин) Псн’ N 144,14 — 18,2 2 3, 6-Три- метилпири- дин (2, 3, 6-коллидин) 1 Г НаС^/СНа N 173,0 — И,5
4-Метилпи- ридин (у-пиколин) сн3 N 145,36 3,7 3, 4-Диме- тилпиридин (3, 4-лути- дин) СН3 I г ч/ N 178,9 —
2-Этилпи- ридин Пс,н N 148,7 __ 2-Метил- 4-этилпири- дин с2н6 ПСНа 179— 180 —
2, 5-Диме- тилпиридин (2, 5-лути- дин) Н 1 U N 157,2 — 15,9 Анилин N nh2 184,4 -6,3
2, 4-Диме- тилпиридин сн3 и™- N 158,5 —64,8 2, 3, 5-Три- метилпири- дин (2, 3, 5-коллидин) н„с^\сНз UCH3 N 186,8 —
2-Метил- 6-этилпири- ДИН 2, З-Диме- тилпиридин (2, 3-лути- дин) З-Этилпи- ридпн 2, 4, 6-Три- метилпири- дин (2, 4, 6-кол- ли дин) 3, 5-Диме- тилпиридин (3, 5-лути- Дин) i-i5c2[Jch3 N ПСНз UlcH3 N ч/ N СН3 HaC^JcHa N H3C^\|CH3 w N 161,5 161,6 165,3 170,5 171,6 —15,5 —43,8 -5,9 2, 4, 5-Три- метилпири- дин (2, 4, 5-коллидин) 2, 3. 4-Три- метилпири- дин (2, 3, 4-коллидин) 2, З-Цикло- пентенопи- ридин /г-Метилани- лин (/г-толу- идин) о-Метил- анилин (о-толуидин) СН3 1 U N СН3 к/СНз N СН2 II |сн, N СН2 nh2 LJ СН3 nh2 11 189,8 193 199,4 200,4 200,7 45 —24,4
312
Переработка химических продуктов коксования
Продолжение табл. 12-4
Наименование Структурная формула Темпе кипе- ния ратура С плав- ления Наименование Структурная формула Темпе a кипе- ния ратура С плав- ления
л*-Метил- анилин ^-толуидин) 2, 3, 4, 6-Те- траметилпи- ридин 2, 3, 5, 6-Те- траметил- пиридин 3, 4, 5-Три- метилпири- Дин (3, 4, 5-коллидин) 3, 4-Цикло- пентенопи- ридин 6-МетИл, 2—3-цйкло- пентенопи- ридин 2, 4-Диме- тиланилин 2, 5-Диме- тиланилин 3, 5-Диме- тиланилин 2, З-Диме- тиланилин nh2 l/CH- сн3 Аснз h3c^Jch3 N н3с/\.сн4 нД J'CH3 N сн3 Н3С^\|СНз Ч/ N Н2С| ;СН2 AJcH* и N ен 1 II |^П2 h3c'%/!IxJch2 N СН2 nh2 Y\ 1 г сн3 nh2 пг H4J NH3 H3C^JcH3 nh2 Пен Y/ 3 203,3 204 211,4 211,8 211,9 214 218 220 222 —31,5 76 36,8 31,8 15,5 2, 3, 4, 5-Тетраме- тилпиридин Хинолин Изохинолин 2-Метилхи- нолин (хи- нальдин) З-Метилхи- нолин 1, 2, 3, 4-Тетрагид- рохинолин З-Метилизо- хинолин Индол 2-Метилизо- хинолин 2, 8-Диме- тилхинолин СИ.. Н.СП|СН. ч/ 3 N 1 1 1 VY II L 4/W ^•\/ч 1 1 1сн N Y\/% 11 1 СН3 N сн2 Y\/\CH 1 1 1 н ч/\/ 2 N 1 И СНз । । In П~1 н Y\/4 I । In СНз 1 II Ich Y/\Y 3 CH3 N 233 237,3 242,8 246,9 247,8 251 251,4 254,7 255,2 255,2 — 15,0 25,6 —2 —8 64,7 52,5 10,4 23,6
Получение оснований
313
Продолжение табл. 12-4
Наименование Структурная формула Температура °C Наименование Структурная формула Температура °C
кипе- ния плав- ления кипе- ния плав- ления
сн3
7-Метилхи- нолин 6-Метилхи- нолнн З-Метйлхи- НОЛ ин 1, З-Диме- ТИЛИЗОХИНО- ЛНН 5-Метилхи- нолин N н // ' • 1 1 1 ч/\^ N / X си 1 1 г N । 1 г х/\х сн3 СН3 /\/ч 1 1 п/\^ N 257,6 258,6 259,6 262,4 262,7 39 —22 17 30 19 4-Метилин- дол 7-Азаиндол 2-Метилин- дол 2, 6-Диме- тилхинолин 2, 7-Диме- ТИЛХИПОЛИН Ш1 п/\/ NH 11 1 п/\/ N NH Ппсн NH н сП\ПП 1 1 1сн Х/\/ 3 N Н pl II 'сн 3 WW 3 N 270,9 272,0 272,8 5 107 61
4-Метилхи- нолии (лепидин) СН3 4/W N 265,2 9 2, 4-Диме- тилхинолин CH3 ^\/n 1 1 Ich WW 3 N 273,5 —
З-Метилин- дол (скатол) f Т-Г 11 1 ч/\/ NH 266,4 95 2, З-Диме- тилхинолин 1 Ich, 4/W 3 N 274,9 72
7-Метилин- дол fin П/\/ СН3 NH 267,6 85 2, 6, 8-Три- метилхино- лин r_r Y 1 1 Ich WW 3 CH3 N 275,3 46
6, 8-Диме- тилхинолин рт 1 1 1 X/W СН3 N 268,4 — 2-Фенилпи- ридин \jC“H5 N 277,0 —
5-Метилин- дол Н,Т|П Z NH 269,8 60 2, 4, 8-Три- метилхино- лин CH3 <^\/n 1 1 Ich, /\хППз CH3 N 278,8 41
314
Переработка химических продуктов коксования
— Продолжение табл. 12-4
Наименование Структурная Температура °C Наименование Структурная Температура °C
формула кипе- ния плав- ления формула кипе- ния плав- ления
4-Фенилпи- ридин 4, 6-Диме- тилхинолин 4, 7-Диме- тилхинолин 2, 4, 6-Три- метилхино- лин 1-Нафтип- амин 2-Нафтил- амин 4-Азафлуо- рен 1, 2, 3, 4-Тетрагид- роакридин 7, 8-Бензо- хинолин Акридин СвН& п \z N сн3 тт ’ 1 1 1 W N сн3 х\/ч нс1 1 1 N СН3 111 N NHa ПН VV hjNHi N /% Illi сна H2 I ii с \Z\Z\/ 2 N Н2 ^\/-ч 1II 1 II 1 N р|/у^ N 280,5 283,1 283,9 289,1 301 306 314,5 328,3 340,2 343,9 76-77 22- —50 50 50 112 96 56 52 111 9, 10-Дигид- роакридин Фенантридин 5, 6-Бензо- хинолин Карбазол 2-Метил- 5, 6-бензо- хинолин 2-Метил- карбазол 1-Азакарба- зол З-Метил- карбазол сна ГГП \z\/\z NH п ZWW \z-\z N /'Ч 11 \-z\/4 1II 1 N 11 II 1 ^/x/w NH /X I I Ich '4/\ZC 3 N z\ I I 1 Ich 4/x/xz 3 N H /4 /X II1 II 1 V\/\/ N N H I I II г x/\/\x N H 349 349,5 350 353 355 363 363,6 365 170 107 91 245 81 259 212 207
Продолжение табл, 12-4
Наименование Структурная формула Температура °C Наименование Структурная формула Температура °C
кипе- ния плав- ления кипе- ния плав- ления
2-Метил- акридин 1111 \+\^\^сня N 365,1 135 3, 4-Бенза- кридин 1 1 1 1 N 1 1 434 109
+/
2-Азафлуо- рантен 1 1 ПГГ 394 92 1, 2-Бензо- карбазол П fi w\/w\ N 1 II 450 235
\/\^ Н 1 I +/
II
1-Азапирен /\/\ । । L \/WN и 407,6 157 3, 4-Бензо- карбазол 1! 1 /+ /\ + 1 1 I 1 452 137
Таблица 12-5
Температура кипения пиридиновых оснований
при различных давлениях, °C [6]
Наименование Давление, мм рт. ст.
1 5 10 20 4 0 60 100 200 400 760
Пиридин -18,9 + 2,5 13,2 24,8 38,0 46,8 57,8 75,0 95,6 115,4
а-Пиколин —11,1 +12,6 24,4 37,4 51,2 59,9 71,4 89,0 108,4 128,8
Хинолин 59,7 89,6 103,8 119,8 136,7 148,1 163,2 186,2 212,3 237,7
Изохинолин 63,5 92,7 107,8 123,7 141,6 152,0 167,6 190,0 214,5 240,5
Анилин 34,8 51,9 69,4 82,0 96,7 106,0 119,9 140,1 161,9 184,4
Таблица 12-6
Т а б л и ц а 12-7
Давление паров fJ-пиколина,
2,6-лутидина и ^-пиколина
при различной температуре [5]
Температура, °C Давление паров, мм рт. ст. Температура, °C Давление паров 7-пиколина, мм. рт. ст.
1 Р-пиколи- на 2,6 лути- дина
15,5 13,0 13,0 15,8 14,8
64,6 77,0 77,0 64,7 80,1
72,2 107,2 107,2 78,2 109,5
106,6 256,4 256,4 108,4 227,8
133,5 622,6 622,6 135,3 590,8
Константы А, В, С
Наименование Темпера- тура, °C Константы
А В С
Хинолин . . . 237,63 6,80189 1656,3 184,78
Изохинолин . . 243,24 6,90714 1719,5 183,83
2-Метилхинолин 247,75 7,16138 1843,5 182,93
8-Метилхинолин 247,90 7,17516 1850,0 182,90
7-Метилхинолин 257,71 7,24405 1914 4 181,04
8-Метилхинолин 265,63 7,29222 1963,8 179,53
316
Переработка химических продуктов коксования
В табл. 12-6 указано давление паров |3-
пиколина, у-пиколина и 2,6-лутидина при
различной температуре. Давление паров хи-
нолиновых оснований определяют по фор-
муле [10]
, . в
1g р — А --------,
С + t
где А, В, С — константы (табл. 12-7);
р — давление паров, мм рт. ст.;
t — температура, °C;
В присутствии воды температура начала
кипения пиридина меняется:
Содержание
воды, %
0,0
0,1
0,2
0,3
0.5
Температура
начала кипения, °C
114,5
113,9
113,4
112,8
111,9
Состав и температура кипения азеотроп-
ных смесей с водой даны в таблице 12-8.
Таблица 12-8
Температура кипения
азеотропных смесей с водой [4]
Темпера- тура кипения °C Азеотропная смесь Содержа- ние воды %
93,0 Пиридин — вода 43,0
93,5 а-Пиколин — вода 48,0
94,1 Р-Пиколин — вода 61,4
94,6 у-Пиколин — вода 63,5
93,3 2,6-Лутидин — вода 51,5
В табл. 12-9 представлены состав и тем-
пература кипения азеотропных смесей не-
которых оснований с фенолами.
Физические свойства 100%-ных
тяжелых пиридиновых основа-
ний [5]:
Вязкость при различной темпе-
ратуре, °C, ст:
21,0.....................
32,2.....................
42,0.....................
51,0...............
56,2...............
Теплопроводность при 20° С,
ккалЦм’Ч-град)..............
0,10056
0,05901
0,04308
0,03309
0,02933
0,1069
Таблица 12-9
Азеотропные системы
пиридиновых оснований и фенолов [7]
Наименование Содержание, % Темпера- тура кипения °C
основа- ний фенола
Фенол
Пиридин .... а-Пиколин . . 12,9 21,3 87,1 78,7 183,6 185,3
2,4-Лутидин . . 39,9 60,1 194,6
2,6-Лутидин . . 27,7 72,3 186,3
Коллидин . . . 46,7 53,3 195,8
о - К Р е з о л
Пиридин .... а-Пиколин . . . Не образует 191,9
4,2 95,8
2,4-Лутидин . . 29,8 1 70.2 197,7
2,6-Лутидин . . Не образует
Коллидин . . . 37,2 62,8 198,7
м - К Р е 3 о л
Пиридин . . . а-Пиколин . . 2,4-Лутидин . . 2,6-Лутидин . . Коллидин . . . Не образует » » 23,1 | 76,9 Не образует 28,9 j 71,1 206,9 207,5
/г Пиридин . . . а-Пиколин . . 2,4-Лутидин. . -Крезол Не образует » » 23,1 | 76,9 205,5
2,6-Лутидин . . Коллидин . . . Не образует 29,3 | 70,7 207,2
Теплоемкость при 20° С,
ккалЧкг ’град)............. 0,277
Скрытая теплота испарения,
ккал'кг.....................86,3
Плотность 100%-ных пиридиновых осно-
ваний вычисляют по следующим формулам
[5]:
легких
dt = — 0,00089* + 1,0015,
тяжелых
dt= — 0,00074; + 1,0774.
Таблица 12-10
Плотность водных растворов
пиридина н 2-метнлииридпна
Основания Плотность раствора, содержащего основания, %
10 20 30 40 50 60 70 80 90 100
Пиридин 2-Метилпиридин . . . 0,9991 0,9968 1,0008 0,9965 1,0020 0,9960 1,0029 0,9952 1,0032 0,9936 1,0028 0,9911 1,0018 0,9867 0,9978 0,9787 0,9888 0,9637 0,9776 0,9404
Получение оснований
317
Вязкость 100%-ных пиридиновых осно-
ваний можно найти по формулам [5]:
легких
1g т] = — 0,56 1g/— 1,0856,
тяжелых
lgT) = —1,28 lg/ + 0,6967,
где t — температура, °C;
Т] — вязкость, ст.
Среднюю молекулярную массу легких и
тяжелых пиридиновых оснований вычисля-
ют по формуле [5]
Л^ср — 9,4уг/ср,
где /Ср — средняя температура кипения, °C
(с точностью ± 5%).
В табл. 12-10 приведена плотность водных
растворов пиридина и 2-метилпиридина при
различном их содержании [8].
Физические свойства [9]
Пиридин
Молекулярная масса................. 79,098
Упругость пара при различной темпе-
ратуре, °C, мм рт. ст..:
— 18,9................................ 1
13,2............................. 10
57,8............................. 100
75,0 ........................... 200
95,6 ........................... 400
Температура плавления, °C..........—41,8
Плотность, г/мл, при:
15° С.............................. 0 98783
30° С........................... 0,97281
Показатель преломления:
«20................................ 1,5100
„25 ............................... 1 ,5067
Вязкость, спз, при:
15° С......................... 1 » 038
30°С............................ 0,829
Поверхностное натяжение, дин/см, при:
20° С............................37,25
30°С.............................35,70
Теплота испарения при температуре
кипения, ккал/моль.................. 8,493
Теплота плавления, ккал,моль........ 1,977
Теплоемкость прн 1 7° С, ккал/моль . . 32,4
Криоскопическая постоянная, град/моль
иа 1000 г ........................ 4,97
Эбуллиоскопическая постоянная,
град/моль на 1000 г................ 2,710
Диэлектрическая постоянная при 25° С 12,3
Температура кипения азеотропной сме-
си с водой [57% (вес.) пиридина] . . 94
Критическая температура, °C......... 344,2
Критическое давление, атм........... 60
2-Метилпиридин (<х-пиколин) [8]
Плотность при 25° С................ 0,9395
Теплота испарения, ккал.кг ....... 90.75
Теплоемкость при 76,8°, ккал/(кг-град) 0,4219
Теплота сгорания, ккал/кг ....... 8722
Диэлектрическая постоянная при 20° С 9,8
Вязкость при 25° С, ст ......... 0,00792
3-Метилпиридин (^-пиколин)
Плотность при 15° С................. 0,961
Теплота сгорания, ккал,кг............ 8764
Диэлектрическая постоянная при 22° С 7
Вязкость при 25° С, ст ......... 0,00889
2, 6-Диметилпиридин
Плотность при 25° С................ 0,9322
Диэлектрическая постоянная при 22° С 7,23
Вязкость при 25° С, ст ............ 0,00889
2, 4, 6-Триметилппридин
Плотность при 15° С................. 0,917
Диэлектрическая постоянная при 22° С 6,6
Хинолин
Плотность при 20° С............... 1,0947
Критическая температура, °C........ 520
Теплота испарения при 232° С, ккал кг 95
Теплота плавления, ккал/кг ........19,98
Теплоемкость при 16 —17° С,
ккал^кг-град) ............. 0,3046
__у
Электропроводность при 25°С, 1/ом . . 3-10
Диэлектрическая постоянная, при:
25°С............................ 8,9
238°С.......................... 5,05
Вязкость при 25° С, ст ......... 0,0337
Изохинолин
Плотность при20°С................... 1,099
Вязкость при 25° С, cm .............. 0,035 7
2. ИЗВЛЕЧЕНИЕ ПИРИДИНОВЫХ
ОСНОВАНИЙ ИЗ МАСЕЛ
Для обеспиридинивания фенольных и
нафталиновых масел используют 15—17%-
ную серную кислоту. Применение кислоты
такой концентрации обусловливается.
необходимостью обеспечить удовлетвори-
тельную степень отстаивания масла от ра-
створа сульфата пиридина;
осмоляющим действием концентрирован-
ных растворов серной кислоты на непре-
дельные соединения, содержащиеся в мас-
лах, в результате чего загрязняются комму-
никации и аппараты;
повышенной растворимостью нейтральных
соединений в концентрированных растворах
сульфата пиридина.
Обеспиридинивание идет по реакции
2RN + H2SO4 Д (RN)2SO4
(средний сульфат пиридина)
или RN %- H2SO4 Д (R.N)HjSO4
(кислый сульфат пиридина).
Расходный коэффициент серной кислоты
зависит от молекулярной массы извлекае-
мых пиридиновых оснований и величины
потерь оснований при разложении сульфа-
та пиридина, хранении и отгрузке готового
продукта.
Полнота извлечения пиридиновых осно-
ваний из масел зависит от следующих фак-
торов:
1) содержания фенолов в масле; пириди-
новые основания образуют с фенолами
комплексные соединения, затрудняющие
извлечение оснований серной кислотой, поэ-
тому обеспиридинивание масел, особенно в
последней стадии процесса, необходимо
вести после предварительного удаления фе-
нолов;
2) концентрации растворов кислоты; чем
выше концентрация растворов сульфата
пиридина, тем в меньшей мере протекает
гидролиз, в результате чего в масле меньше
пиридиновых оснований;
3) избытка серной кислоты, необходимо-
го для уменьшения гидролиза сульфата пи-
ридина.
Обеспиридинивание масел проводят в ап-
паратах непрерывного действия. Для обес-
печения полноты обеспиридинивания и мак-
318
Переработка химических продуктов коксования
симального использования кислоты процесс
проводят в двух последовательно включен-
ных аппаратах.
В первый аппарат поступает исходное
масло и кислый сульфат пиридина со вто-
рого аппарата. Работу аппарата регулиру-
ют по содержанию свободной кислоты
в растворе сульфата пиридина. На второй
аппарат поступает частично обеспириди-
ненное масло из первого аппарата и све-
жий раствор серной кислоты. Работу вто-
рого аппарата регулируют по содержанию
пиридиновых оснований в обеспиридинен-
ном масле.
Сульфат пиридина разлагают аммиачной
водой (раствором синтетического аммиа-
ка), содержащей ~20% NHs, по реакции
2(RN)H2SO4 + 2NH3 £ 2RN + (NH4)2SO4.
Полноту разложения контролируют по
реакции раствора сульфата аммония, кото-
рая должна быть слабощелочной. Практи-
чески расход аммиака на 1 т готовой про-
дукции составляет 269 кг.
В зависимости от дальнейшего назначе-
ния тяжелых пиридиновых оснований раз-
ложение сульфата пиридина можно вести
фракционно в две ступени. При недостатке
аммиака на первой ступени выделяют наи-
более тяжелые основания, обладающие
меньшей основностью и плотностью 1,06—•
1,07. На второй ступени разложения выде-
ляют более легкие пиридиновые основания
с плотностью 1,01—1,03.
Сульфат пиридина разлагают в аппара-
тах периодического действия при темпера-
туре около 50° С. Аммиачную воду подают
насосом под давлением в раствор сульфа-
та пиридина через распылитель.
Сульфат оснований можно также разла-
гать газообразным аммиаком в сульфат-
ном цехе (см. гл. III). Полученный при
этом раствор сульфата аммония смешива-
ют с осветленной аммиачной водой и пере-
рабатывают в известково-аммиачной ко-
лонне.
Аппаратура для разложения сульфата
пиридиновых оснований должна быть гер-
метичной, а вредные пары из воздушников-
до выброса в атмосферу должны пройти
специальную очистку. Ниже перечислены
источники потерь пиридиновых оснований,
содержащихся в маслах, % от исходных
оснований:
С обеспиридииенными маслами.............. 12
Растворенные в фенолятах ................. 5
Растворенные в отбросном сульфате аммония Ь
3. ПОЛУЧЕНИЕ ПРОДУКТОВ
НА БАЗЕ ЛЕГКИХ ОСНОВАНИЙ
Сырые легкие пиридиновые основания
(СЛПО), извлекаемые из коксового газа,
проходят следующие фазы переработки:
ректификацию в присутствии щелочи с це-
лью удаления фенолов, высококипящих
нейтральных углеводородов и получения
гидратов легких пиридиновых оснований;
обезвоживание гидратов пиридиновых ос-
нований; ректификацию обезвоженных пи-
ридиновых оснований. Как правило, при
ректификации обезвоженных пиридиновых
оснований отбирают фракции чистого пири-
дина (114—117° С), Р-пиколина (138—
146° С) и лутидиновых оснований (158—
167° С).
Ректификация совместно со щелочью
(рис. 12-1) обусловливается необходимо-
стью связать фенолы, образующие соедине-
ния с пиридиновыми основаниями. Ректи-
фикация совместно со щелочью позволяет
в некоторой мере стабилизировать окраску
чистых пиридиновых продуктов по сравне-
нию с окраской при ректификации без ще-
глисрикацию
Рнс. 12-1. Схема ректификации сырых легких пиридиновых оснований (СЛПО) в аппаратуре не-
прерывного действия:
I — смеситель: 2, 7, 10, 15, 20, 25 — подогреватели; 3 — колонна Отгоикн гидрата; 4 — конден-
сатор паров гидратов; 5, 18, 23 — делители флегмы; 6, 14, 19, 24 — сборники соответственно гид-
рата, бензола, технического пиридина и пиридина-растворителя; 8 — смеситель первичного обез-
воживания; 9, 13 — сепараторы для отделения соответственно щелочи н бензола; 11 — колонна
окончательного обезвоживания; 12, 17, 22 — конденсаторы соответственно для смеси вода — бензол,
пиридина и пиридина-растворителя; 16, 21 — колонны для пиридина и пиридина-растворителя;
26 — насосы
Получение оснований
319
лочи. Кубовый остаток, получаемый при
ректификации со щелочью, представляет
собой густую вязкую массу, состоящую из
смеси фенолятов натрия, нейтральных уг-
леводородов и высококипящих оснований.
Остаток разбавляют водным конденсатом и
промывают обесфеноленным маслом. Полу-
чаемые феноляты в дальнейшем перераба-
тывают вместе со всеми фенолятами фе-
нольного производства.
Глубина отбора гидратов при ректифика-
ции со щелочью определяет степень извле-
чения пиридина и пиколинов из смеси. От-
бор гидратов, как правило, заканчивают
при достижении 80% воды в пробе, взятой
из фонаря, и при появлении кристаллов
нафталина.
Для обезвоживания гидратов используют
концентрированные растворы NaOH. Чтобы
более полно использовать щелочь и с мини-
мальными потерями оснований, обезвожи-
вание ведут в две ступени. Концентрация
щелочи после первой ступени обезвожива-
ния должна быть не ниже 20%, после вто-
рой— не ниже 30—35%. Слабую щелочь
регенерируют путем выпаривания.
Режим ректификации обезвоженных ос-
нований зависит от ассортимента и качест-
ва чистых пиридиновых продуктов и техни-
ческой характеристики оборудования.
Производственные показатели
Расход NaOH, кг:
100%-ной на 1 т фенолов в
СЛПО ................................ 600
10%-ноЙ на 1 т безводных
СЛПО ........................... 677
Выход на 1 т безводных СЛПО. кг:
гидратов........................ 14 I 0
кубовых остатков................. 4 16
Распределение пиридиновых осно-
ваний из расчета 100%-ного их
содержания в СЛПО, %:
в гидратах...................... 8 1,7
в кубовых остатках............... 15*3
потери............................ 3,0
Распределение нейтральных угле-
водородов. % от содержания их
в безводных СЛПО:
в гидратах.......................... 28,5
в кубовых остатках............... 68,5
потери............................ 3,0
Выход фенолов, % от содержания
их в безводных СЛПО:
в кубовых остатках............... 97,0
потери....................... 3,0
Потери на 1 т безводных СЛПО,
кг:
пиридиновых оснований . . . . 20,70
фенолов...................... 3,40
нейтральных углеводородов . . 5,90
Сырые легкие пипидиновые
основания (СЛПО)
Плотность при 20° С............. 1,009
Общее содержание воды, % .... 15,1
В том числе отстойной.......... 2,6
Содержание в безводных СЛПО. %:
пиридиновых оснований .... 69,0
фенолов..................... 11,3
нейтральных углеводородов . . 19*7
Гидраты
Плотность при 20° С............ 0,990—0,995
Содержание, %:
пиридиновых оснований ......... 40,0
нейтральных масел................. 4,0
Кубовые остатки
Содержание, %:
пиридиновых оснований ...........
фенолов .....................
нейтральных углеводородов . .
NaOH .........................
плотность при 65° С..........
25,4
26,4
32,4
15,8
1,100
Раствор щелочи
Содержание NaOH, %............... 10,0
Характеристика
технологического режима
Температура, °C:
жидкости в кубе ............. 140—160
паров иа верху колонны .... 80—85
Вакуум на верху колонны,
мм рт. ст............. 400---350
Скорость отбора гидратов, л’ч . . . 300
Конец отбора гидратов ....... Появление
нафталина
в пробе из
фонаря
Обезвоживание гидратов
Расход NaOH. кг:
35%-ной, иа 1 т воды в гидра-
тах .......................... 124о
45%-ной на 1 т воды в частич-
но обезвоженных пиридиновых
основаниях..................... 224
Потери 100%-ной NaOH на 1 т пи-
ридиновых оснований в СЛПО,
кг .................. 118
Выход на I т гидратов, кг: ....
частично обезвоженных пириди-
новых оснований ............... 47 0
обезвоженных пиридиновых ос-
нований .................... 425
Выход 100%-ных пиридиновых осно-
ваний, кг:
из обезвоженных пиридиновых
оснований иа 1 т их ........... 757
из обезвоженных пиридиновых
оснований на 1 т их в гид-
ратах ......................... 930
Выход 20%-ного раствора NaOH на
1 т гидратов, кг . . . ........ 1208
Выход 35 96-ного раствора NaOH на
1 т частично обезвожных пири-
диновых оснований, кг .......... 293
Содержание NaOH в растворе щело-
чи. %:
для первой дегидратации .... 35
» второй » ...... 4 5
после червой дегидратации ... 20
» второй » ... 35
Обезвоженные пиридиновые 'основания
Плотность при 20° С..............0,970—0,980
Содержание, %:
пиридиновых оснований............ 87,0
воды............................. 4,0
нейтральных углеводородов ... 8*6
Частично обезвоженные пиридиновые основания
Содержание, %:
пиридиновых оснований............ 81,8
воды............................ 10,0
нейтральных углеводородов . . . 8,20
Продолжительность, ч:
перемешивания....................... 2
отстаивания ....................... 2
Ректификация обезвоженных пиридиновых
оснований
Выход от 100%-ных оснований в
СЛПО, %:
чистого пиридина.................. 26,0
пиридина-растворителя......... 13*0
Р-пикалииовой фракции ........... 11,0
оснований в остатках............. 17,5
потерн оснований.................... 8,2
320
Переработка химических продуктов коксования
Выход от 100%-ных оснований в
безводном продукте, %:
чистого пиридина................... 34,7
пириднна-растворителя............ 17,2
р-пнколиновой фракции.......... 14,5
оснований в остатках............. 23,2
потери оснований ................ 10,8
Содержание во вторичных остатках,
%:
оснований.......................... 58
масел и смол....................... 42
Технологический режим
Температура верха колонн при от-
боре, °C.
чистого пиридина.................... 114
пириднна-растворителя.......... 120 — 130
^•пиколиновой фракции.......... 132—142
флегмовое число при отборе;
чистого пиридина .................. 15
пиридина-растворителя.............. 15
0-пиколиновой фракции .............. 8
Путем четкой ректификации из сырых
тяжелых оснований получают технический
хинолин и узкие фракции, которые подвер-
гают дальнейшей переработке (рис. 12-2).
Из технического 95%-ного хинолина чи-
стый продукт можно получить перекристал-
лизацией сульфата хинолина из спирта или
по другим методам.
Аппаратура улавливания пиридиновых ос-
нований из коксового газа описана в гл. III.
Данные об аппаратуре получения основз-
ний промывкой масел приведены в гл. XI,
в которой обесфеноливание рассматривается
совместно с обеспиридиниванием.
вода I—
4. ПОЛУЧЕНИЕ ПРОДУКТОВ
НА БАЗЕ ТЯЖЕЛЫХ ОСНОВАНИЙ
Сырые тяжелые основания являются то-
варным продуктом, их применяют в качест-
ве флотореагентов, а также ингибиторов
коррозии.
Тяжелые /
основанияУ'<.
Рис. 12 2. Схема ректификации тяжелых оснований в аппаратуре непрерывного дей-
ствня:
/ — хранилище сырых тяжелых пиридиновых оснований; 2 — хранилище обезво-
женных тяжелых пиридиновых оснований; 3 — трубчатая печь; 4 — испарители;
5 — ректификационные колонны; 6 — дефлегматоры; 7 — делитель флегмы; 8 — хо-
лодильники; 9 — сепаратор; 10 — подогреватель; 11—16 — сборники соответственно
для кубового остатка, промежуточный сборник, сборники для флотореагента, проме-
жуточной фракции, головной фракции н хннолнна
ЛИТЕРАТУРА
I. В. Свентосл а вский. Физическая хи-
мия каменноугольной смолы. ИЛ, 1958.
2. D. Rostafinska. Prz. Chem., 1953, № 7,
251.
3. А. Д и р н х с н Р. К у б н ч к а. Фенолы н
основания из углей. Гостоптехнздат, 1958.
4. R. Oberkobusch. Brennstoff-Chemie,
1959, № 5, 145.
5. Физико-химические свойства химических
продуктов коксования каменных углей. Метал-
лургиздат, 1954.
6. Д. Р. Стелл. Таблицы давления паров
индивидуальных веществ. ИЛ, 1949,
7. W. Mathes. Вт. Gh„ 1951, № 5—6, 69.
8. Н. J. V. Winkler. Der Steinkohlenteer und
seine Aufarbeitung, Essen, 1951.
9. А. Вайсберге p и др. Органические
растворители. ИЛ, 1958.
10. А. В у 1 i с к 1. Bull. Acad. Ро Sci-Ser sci
chim., IX, 71—76, 1961.
Глава XIII
ПОЛУЧЕНИЕ ПРОДУКТОВ ПЕРЕРАБОТКИ ПЕКА
1. СОСТАВ И СВОЙСТВА ПЕКА
Пек является продуктом ректификации
каменноугольной смолы. В зависимости от
свойств смолы и условий ее ректификации
характеристика среднетемпературного пека
изменяется (табл. 13-1 и 13-2).
Таблица 13-1
Характеристика пека
в зависимости от свойств смолы [1]
Пек Смола
температура раз- мягчения, °C вещества, нераст- воримые в толу- оле, % 1 выход летучих, I П° плотность при 20° с; । вещества, нерас- творимые в толу- оле, % вязкость при I 90° С, °Е 1
74,0 74,0 74,0 19,6 22,0 24,3 67,9 65,4 64,3 1,1763 1,1848 1,1980 3,9 5,5 6,3 2,34 2,40 2,46
Т а б л и ц а 13-2
Характеристика пека в зависимости
от условий ректификации смолы [1]
Пек Условия ректификации смолы
температура размягчения. °C вещества, не- । растворимые в толуоле, % выход лету- чих, % система ректификации температура нагрева, °C время нагре- ва смолы, ч |
65—75 65—75 21—26 16—20 60—65 68—71 Периодичес- кая в кубе Непрерыв- ная в труб- чатом агре- гате 360 380 13,0 0,2
Плотность пека при 20° С [1]:
Температура Плотность
размягчения, °C г см3
65 1,2863
75 1,2900
!42 1.3263
21 Справочник коксохимика, т. Ш
Плотность пека определена пикнометри-
ческим методом.
В табл. 13-3 представлена плотность
среднетемпературного пека при 135—180° С
с различной температурой размягчения.
Для определения плотности пека приме-
нены весы Моора (2]. Предложены следую-
Т а б л и ц а 13-3
Плотность пека в зависимости
от температуры, г/см3
Температура °C Плотность пека с температурой размягчения
60° с | 67° С
135 1,212 1,215
145 1,206 1,209
155 1,200 1,202
165 1,193 1,196
175 1,188 1,190
180 1,184 1,187
щие формулы для определения плотности
пека в интервале 140—240° С:
= 1,297-- 0,629-МО-3;
d.p = 1,299 — 0,625-/-10“3;
d7t° = 1,296 — 0,688-?-10 ~3,
гдес1{0, df7, d70— плотность пека с темпе-
ратурами размягчения
соответственно 60, 67 и
70° С, г/см3-
t —температура в интерва-
ле 140—240° С.
Плотность среднетемпературного пека при
185—295° С дана в табл. 13-4.
Плотность пека определена методом гид-
ростатического взвешивания [3]. Пеки с
температурой размягчения 65 и 83° С содер-
жат соответственно нерастворимых в толу-
оле веществ 18,1 и 22,3% и характеризуют-
ся выходом летучих веществ 67,8 и 64,6%.
Плотность высокоплавкого пека с раз-
личными температурами размягчения пред-
ставлена в табл. 13-5.
322
Переработка химических продуктов коксования
Таблица 13-4
Плотность пека в зависимости
от температуры, г/см3
Температура °C Плотность пека с температурой размягчения Температура °C Плотность пека с температурой размягчения
65,0° С 83,0° С 65.0° С 83,0° С
185 1,186 1,198 245 1,149 1,166
195 1,180 1,192 255 1,144 1,164
205 1,176 1,187 265 1,141 1,154
215 1,170 1,182 275 1,136 1,151
225 1,163 1,179 285 1,130 —
235 1,155 1,173 295 — 1,134
Таблица 13-5
Плотность высокоплавкого пека
при 215-300° С, г/см3
Темпе- Плотность пека с температурой змягчеиия °C
ратура °C 113,0 139,0 143,0 155,0 165,0'
215 1,211
235 1,199 1,204 — — —
245 1,193 1,198 — — —
255 1,187 1,195 1,204 — —
265 — 1,187 1,200 1,195 1,207
275 — 1,181 1,196 1,191 1,202
285 — — 1,192 1,187 1,198
295 — — 1,188 1,183 1,194
300 — — — 1,180 1,192
Для определения плотности высокоплав-
кого пека применены весы Моора [2].
Предложены следующие формулы для оп-
ределения плотности высокоплавкого пека
в интервале температур 240—310° С:
dz113 = 1,336 —0,582-/-10~3,
df139 = 1,338 — 0,571 -Z-10_3,
= 1,306 — 0,422-Л 10~3,
^155= 1,310 — 0,417-Z-10“3,
с^165 = 1,317 — 0,417-Z-IO-3,
„„„ jU3 ,139 J145 j155 .,165 „„„„
где at , at , at , at , at — плот -
ность высокоплавкого пека с
температурой размягчения со-
ответственно 113, 139, 145, 155 и
165° С, г/см3-,
t — температура в интервале 240—
310° С.
Ниже представлена зависимость плотно-
сти высокоплавкого пека с температурой
размягчения 145° С от температуры в ин-
тервале 280—360° С.
Температура, °C Плотность, г/см3
280 1,213
290 1,207
300 1,200
310 1.197
320 1,191
330 1.187
340 1.183
350 1.179
360 1,175
Плотность пека определена методом гид-
ростатического взвешивания [3]. Высоко-
плавкий пек содержит 47,3% нераствори-
мых в толуоле веществ и характеризуется
выходом летучих веществ 49,9%.
Зависимость между плотностями высоко-
плавкого и среднетемпературного пека в
интервале температур 250—350° С может
быть выражена формулой
4 = 4 + 0,001(/в-/с),
где dg и dlQ — плотности высокоплавко-
го и среднетемпературно-
го пеков, г/см3-,
t—температура в интервале
250—350° С;
/в и /с — соответственно темпера-
туры размягчения высо-
коплавкого и среднетем-
пературного пека, °C;
0,001 —коэффициент, г/(см3 X
X град).
Коэффициенты термического расширения
среднетемпературного и высокоплавкого'
пека соответственно составляют 0,00055 и
0,00047.
Повышение температуры размягчения пе-
ка на 1 град сопровождается понижением
коэффициента термического расширения на:
0,000001.
Таблица 13-6
Вязкость1 среднетемпературного
пека 65—80° С
Характеристика пека Вязкость, спэ- 10s при температуре °C
« к сьв я мцества. не- ктворнмые толуоле, % >> а
«з , о к С S % ‘XI Г tfOXF 65 70 75 80
h Q.O и о. и са э*
65,0 18,1 67,8 29300 9100 4000 2500
68,0 И,8 67,0 62000 26000 8400 2000
69,0 18,0 65,9 72000 28000 9500 3400
70,0 23,9 63,4 82000 32000 8000 4600
71,0 20,2 65,2 178000 33000 15000 7800
70,0 24,9 60,2 172000 40600 12700 4600
70,5 24,3 63,0 183000 46000 12500 6500
1 Вязкость определена в аппарате Геплера.
Получение продуктов переработки пека
323
Таблица 13-7
Вязкость1 среднетемпературного пека различных заводов при 140—200° С
Пробы пека Характеристика пека Вязкость, спз, при температуре, °C
темпера- тура раз- мягчения °C выход ве- ществ, не- раствори- мых в то- луоле, % ВЫХОД летучих % 140 150 160 170 180 190 200
Пек завода А 68,7 19,4 65,5 262 184 97 56 27 18
72,0 20,5 64,8 340 224 128 65 35 23 —
Термопек 68,7 24,6 62,8 400 273 168 95 57 32
72,0 24,1 63,0 — 325 200 135 88 59 32
Пек завода Б 68,0 21,5 66,0 300 188 96 55 28 18
72.9 25,7 63,5 —* 295 187 127 82 48 32
Пек завода: В 70,0 24,1 62,8 235 162 95 50 27 18
Г 68,0 21,4 65,6 240 148 68 37 21 16 —
Д 65,6 24,6 62,9 324 198 122 59 37 26 19
1 Вязкость определена в вискозиметре
ротационного типа.
Таблица 13-8
Вязкость1 среднетемпературного
пека при 140—200° С, спз
Темпе- ратура размяг- чения °C Вязкость при температуре, °C
140 150 160 170 180 190 200
60 172 72 32 21 15 12 9
67 286 130 55 30 20 14 11
70 — 142 59 26 17 12 9
1 Вязкость пека определена в вискозиметре ро-
тационного типа [2].
Предложены следующие формулы для оп-
ределения вязкости пека:
в интервале температур 135—165°С
1g 160 = 95,4414 —35,63 lg t,
1g т)в7 = 84,555 —31,391g/,
lg т]70 = 96,1906 — 35,813 lg/,
где T]60, T]67, T]7o — вязкости пека соответст-
венно с температурой
размягчения 60, 67 и
70° С;
t — температура в интервале
135—165° С;
в интервале температур 165—200° С
Чво = (1,7966 1g / — 4,7057)—1,
т)в7 = (1,984 1g/ - 5,218)“’,
21
т)70 = (2,3385 1g/ — 6,1502)—1,
где т]бо, Г]67 и т]7о — вязкость пека соответ-
ственно с температу-
рой размягчения 60,
67 и 70° С;
/ — температура в интер-
вале 165—200° С.
Вязкость1 высркоплавкого пека при
220—300° С дана в табл. 13-9.
Поверхностное натяжение среднетемпера-
турного пека при различных температурах
дано в табл. 13-10.
Поверхностное натяжение пека опреде-
лено методом погружения цилиндра в жид-
кость [3]. Пекн с температурой размягчения
65 и 83° С содержат соответственно нера-
створимых в толуоле веществ 18,1 и 22,3%;
выход летучих веществ составляет 67,8 и
64,6%.
Поверхностное натяжение высокоплавко-
го пека с температурой размягчения 145° С
при различных температурах следующее:
Поверхностное
Температура, °C натяжение
динасы
270 62.4
280 53.2
290 47,8
300 40.2
317 35,9
333 30,5
Пек содержит нерастворимых в толуоле
веществ 47,3%, выход летучих составляет
49.9%.
Температуры, при которых наблюдаются
одинаковые значения поверхностного натя-
жения пека с различными температурами
размягчения, даны в табл. 13-11 [3].
' Вязкость определена в вискозиметре ротаци-
онного типа [2].
324
Переработка химических продуктов коксования
Таблица 13-10
Таблица 13-9
Вязкость высокоплавкого пека при 220—300° С, спз Поверхностное натяже-
Темпера- тура размяг- Вязкость при температуре, °C ние среднетемператур- него пека при различ- ных температурах, дин! см
чения, °C 220 230 240 250 260 270 280 290 300 Темпера- Температура размягчения °C.
113 316 157 73 40 °C 65,0 83,0
139 143 155 165 343 178 62 362 446 38 234 316 400 134 200 260 72 104 152 Ю г8 167 182 195 197 62,1 49,0 33,5 50,9 42,7 32,3 29,2
Температуры, Таблица 13-11 при которых наблюдаются 2U.’> 217 226 231 28,1
одинаковые значения поверхностного натяжения, °C Таблица 13-13
Одинаковые значения по- верхностного иатяжеиия дин'см Температура размягчения, ’С Средние удельные теплоемкости1 пека „в жндком“ состоянии пни различных
65,0 83,0 145,0 температурах
49 45 40 35 30 182 185 190 197 210 197 203 210 220 232 290 293 300 318 333 Пек с температурой размягчения 65 °C Пек с температурой размягчения 83 °C
температура °C теплоем- кость кал! (г-град) темпера- тура, °C теплоем- кость кал/(еград]
Средние удельные теплоемкости пека в
«твердом» и «жидком» состоянии при раз-
личной температуре приведены в табл.
13-12—13-14.
Таблица 13-12
Средние удельные теплоемкости1 „твер-
дого“ пека при различной температуре,
кал/(г-град)
Темпера- тура, °C Температура размягчения, °C
65,0 83,0 145,0
50—30 0,297 0,301 0,309
60—30 0,324 0,312 0,311
70—30 0,338 0,324 0,314
80—30 — 0,334 0,318
100—30 — . — 0,327
110—30 —. — 0,340
130—30 — — 0,347
1 Теплоемкость определена по методу сме-
шения.
Предложена формула для определения
теплоемкости пека с плотностью 1,05—
1,35 г/см3 и точности ±0,022 кал/(г • град)
в температурном интервале 30—210° С [5]:
100—70 0,344 100—90 0,351
120—70 —- 120—90 —
140—70 0,365 140—90 0,381
160—70 0,383 160—90 0,392
200—70 0,408 200—90 0,424
220—70 0,425 220—90 0,436
240—70 0,436 240—90 0,450
260—70 0,442 260—90 0,464
280—70 0,454 280—90 0,473
300—70 0,467 300—90 0,482
320—70 0,474 320—90 0,489
340—70 0,478 340—90 0,482
360—70 0,481 360—90 0,487
1 Теплоемкость пека определена по методу
смешения.
0,873
Ct = -\— — 0,413 + 0,00093/,
“20
где Ct — удельная теплоемкость пека при
температуре t, кал!(г • град)-,
t — температура, °C;
dm — плотность пека 20° С, г!см\
Теплопроводность пека при 25—105° С
дана в табл. 13-15.
Теплопроводность пека определена мето-
дом коаксиальных цилиндров {6]. Пек с тем-
пературой размягчения 77,6 и 81,0° С содер-
Получение продуктов переработки пека
325-
Табл и ц а 13-14
Таблица 13-16
Теплоемкость1 пека при температурах 7 °C Теплопроводность1 пеков прп 68—270 °C, кал/(см- сек град)
88-31
Температура размягчения 63 °C Температура пазмягчрния Температура ПЯЗМЯГЦРНИЯ Температура °C Температура размягчения, °C
98. 3 °C 154 ,4 °C 75,0 126,0 150,0
Л л «Г л
темпера- тура °C теплоемкое кал '(г- °C) сз ф С ф и н о теплоемкое кал, (г °C) л ф с ф и Н о теплоемкое кад'(г-°С) 68,8 107,5 110,0 132,5 0,000233 0,000234 0,00333 0,000314
88,3 111,1 132,2 150,6 171,7 191,7 212,2 0,324 0,356 0,370 0,396 0,420 0,433 0,444 127,7 146,0 167,7 195,0 206,7 277,2 225,5 0,370 0,375 0,404 0,423 0 438 0,448 0,475 195,0 211,7 237,8 256,7 277,7 294,4 317,7 0,407 0,405 0,440 0,452 0,467 0,488 0,480 168,0 178,0 182,2 188,0 202,0 255,0 270,0 0,000252 0,000255 0,000400 0,000422 0,00369 0,000383 0,000405
1 Теплопроводность пека определена по ме- тоду жидкой пленки [1],
1 Теплоемкость определена в адиабатическом
невакуумном калориметре [4].
В табл. 1347 показана зависимость дук- тильности пека от температуры. Таблица 13-15 В табл. 13-18 представлены данные по „ „ текучести пека при температуре ниже тем- Теплопроводность пека при различной пе у размягчения. температуре, кал!(см-сек град) При 28, 38, 48, 53, 55, 60 и_70°С теку-
Температура о размягчения С честь определена с нагрузкой о—24 Ki /см*, при 35° С — с нагрузкой 12—24 кПсм2 и при
1емпература, 77,6 81,0 Точки перехода пеков из текучего в твердое состояние при различных нагруз-
25,0 60,0 105,0 0,000345 0,000348 0,000365 0,000322 0,000325 0,000318 ках даны в табл. 13-19. Интервал размягчения среднетемператур- ного пека составляет 30—40° С, а высоко- плавкого пека 60—70° С. Ппи обпаботке пека паствопителями ос-
тается нерастворимый остаток, величина жит нерастворимых в толуоле веществ со- которого зависит от вида растворителя ответственно 24,2 и 27,4%. (табл. 13-20). Теплопроводность пеков при 68—270° С В табл. 13-21, 13-22 даны элементарный представлена в табл. 13-16. Пек с темпера- состав пека и его фракций, выход и харак- турой размягчения 75,0; 126,0 и 150,0° С со- теристика отдельных фракций пека [1]. держит нерастворимых в толуоле веществ соответственно 21,8, 38,0 и Таблица 13-18 При температуре размяг- Текучесть пека при температурах нпже чения 62 и 151° С температу- температуры размягчения, см/сек
ра вспышки составляет со- птпртгтпаннй 290 и ЗОЯ0 С Темпера- Температура размягчения, °C
Таблица 13-17 ть пека при раз- гемпературе, см тура, °C 68,0 76.0 84,0
Дуктильное личной 28 35 2,3—4,0-ИГ’6 3,9—5,5-Ю"6 —
Темпера- Температура раз- мягчения, °C 38 45 2,8-9,5-10 0 1,3—7,0 10~5 —
тура, °C 65,0 75,0 48 53 2,9—8,7-10”4 0,51 —1,8-10~'2
40,0 45,0 1,0 3,0 о,1 0,2 55 60 70 — 0,4—1,7-Ю"3 1,5-8,0-10"4 0,3—1,7-Ю”2
326
Переработка химических продуктов коксования
Таблица 13-19
Точки перехода из текучего
в твердое состояние
при разтчных нагрузках, °C
Пек разделяют на фракции последова-
тельным экстрагированием несколькими
растворителями, причем каждый из иих до-
бавляют после тщательного удаления
предыдущего. При увеличении числа раст-
ворителей количество фракций может
Рис. 13-1. Кривые газовыделения пека (сплош-
ные линии — среднетемпературного и штри-
ховые — высокоплавкого пеков):
1 — суммарное газовыделение; 2 — скорость
газовыделения
Таблица 13-20
Ветчина остатка при обработке пека растворителями, %
Температура размягчения пека °C Величина остатка при использовании растворителя
пиридина аинлина хлоро- форма сероугле- рода дихлор- этана толуола бензола
79,0 7,76 8,32 9,85 22,60 22,60 24,73 24,20
150,0 35,86 39,68 47,43 51,00 51,00 52,63 52,62
Примечания: 1. Вел ичииа нерастворимого остатка получена при температуре кнпення раство
рителя [1].
2. Соотношение пека и растворителя равно 1 : 100.
Таблица 13-21
Элементарный состав пека и его фракций
Наименование Элементарный состав, %
с н N S о*
Среднетемпературный пек Фракция среднетемпературного пека: 91,94 4,66 1,43 0,82 1,16
нерастворимая в бензоле 92,48 3,49 1,53 0,95 1,55
нерастворимая в бензине 90,81 4,63 1,52 0,82 2,19
растворимая в бензоле и бензине . . Высокоплавкий пек, полученный обработ- кой среднетемпературного пека возду- 90,92 5,43 1,18 0,79 1,68
хом Фракция высокоплавкого пека: 92,93 4,25 1,35 0,70 0,76
нерастворимая в бензоле 93,20 3,58 1,72 0,76 0,74
нерастворимая в бензине 92,10 4,27 1,68 0,60 1,35
растворимая в бензоле и бензине . . 92,46 4,84 1,32 0,53 0,85
* Кислород определен по разности.
быть соответственно увеличено. Выход и
характеристика отдельных фракций пека
зависят от свойств пека и метода их полу-
чения (табл. 13-23).
Кривые газовыделения среднетемпера-
турного и высокоплавкого пека показаны
на рис. 13-1. Показатели спекаемости пека
даны в табл. 13-24 |[1].
В качестве индекса спекаемости принята
величина раздавливания коксового король-
ка, т. е. груз, под действием которого кок-
совый кополек распадается.
Получение продуктов переработки пека
327
Таблица 13-22
Выход и характеристика отдельных фракций пека
Наименование Выход. % Характеристика
о Е h О в пересчете на среднетем- пературный W к as e-s С5 ЕГ ф” К Е 2 2 сп о £1,0 вещества, нераствори- мые в толуо- ле, % выход лету- чих, % плотность, 1 г /см3
Среднетемпературный пек -Фракция среднетемпературного пека: 100 100 79,0 23,0 65,4 1,27
нерастворимая в бензоле 23 23 Не плавится 100,0 17,5 1,38
нерастворимая в бензине 37 37 68,0 3,2 55,2 1,28
растворимая в бензоле и бензине , . . Высокоплавкий пек, полученный обработкой 40 40 Текучая 0,0 96,9 1,18
среднетемпературного пека воздухом . . Фракция высокоплавкого пека; 100 87 145 48,0 49,9 —
нерастворимая в бензоле . 48 42 Не плавится 100,0 14,7 —
нерастворимая в бензине 24 20 98 4.2 66 7 —
растворимая в бензоле и бензине . . 28 25 Текучая 0,0 94,5 —
Т а б л и ц а 13-23
Молекулярная масса фракций пека1 [8]
Раство- ритель Среднетемпера- туриый пек Высокоплавкий пек
выход фракций, % от пека * « « 2 Ч 2 выход фракций, % от пека молеку- лярная масса
Бензин 46,1 213 12,2 309
5,5 314 0,9 303
2,3 399 1,7 566
Бен зол н,о 399 30,7 961
1,0 534 1,3 973
6,2 613 2,5 1071
1,6 832 1,7 1223
6,3 1083 0,1 —
Нитро- 5,0 1,1 1414 6,1 1667
бензол 1719 4,0 2683
5,3 1834 2,9 4460
4,6 2031 2,5 5089
Хинолин 0,3 — 12,3 5568
Нераст- воримый1 остаток 3,7 —- 20,4 —
Всего: 100,0 — 99,3
1 Пек разделен иа 14 Фракций.
Инертной добавкой к пеку при получении
коксового королька служит пековый кокс,
измельченный до размера 0,20—0,35 мм.
Таблица 13-24
Показатели спекаемости пека
различной характеристики
Характеристика пека Показатели спекаемости
а® «з £ ф* 5 е 2 2 « 4) «3Q h ско > о S >> - о. Ч S о о “ м h U о М И С5 О4- ф щ 3 щ и Я 2 Ч выход лету- чих, % коксовый остаток (по методу двух тиглей), % сопротивле- ние король- ка раздавли- ванию, КГ СЛ!2
74 162 19,64 58,70 67,9 36,9 43,4 74,0 3,87 4,45
Спекание смеси пека и кокса в соотноше-
нии 1 :2,5 ведут при 850° С в течение
7 мин. Данные о структуре пека приведе-
ны в литературе (1, 9—11].
2. ПОЛУЧЕНИЕ ВЫСОКОПЛАВКОГО
ПЕКА
В настоящее время в СССР и за рубе-
жом высокоплавкий пек получают преиму-
щественно по методу обработки средне-
температурного пека воздухом.
Сущность метода заключается в накоп-
лении продуктов уплотнения и в повыше-
нии температуры размягчения пека в
результате дегидрирования и последующих
процессов конденсации — полимеризации
многокольчатых ароматических соединений,
находящихся в пеке, причем «а долю
процессов конденсации — полимеризации
приходится ~80%. Частично рост продук-
тов уплотнения происходит вследствие кон-
центрации их в высокоплавком пеке благо-
даря дистилляции — удалению в процессе
обработки воздухом пековых дистиллятов.
328
Переработка химических продуктов коксования
Воздух выполняет роль химического аген-
та и служит средством для перемешивания.
При повышении температуры размягче-
ния пека с 70 до 150°С количество кисло-
рода, потребного для реакции, составляет
около 12 г на 1 кг исходного пека.
Процесс обработки пека воздухом яв-
ляется экзотермическим. Теплота реакции
конденсации составляет 26 ккал на 1 кг
.среднетемпературного пека.
Основные факторы процесса — расход
воздуха (на 1 кг пека), температура и
продолжительность обработки. Влияние их
на выход и характеристику высокоплавко-
го пека иллюстрируется на рис. 13-2.
Рис. 13-2. Зависимость между тем-
пературой нагрева пека, расходом
воздуха и продолжительностью
обработки
Существует несколько схем получения
высокоплавкого пека: раздельная обработ-
ка воздухом среднетемпературного пека и
пековой смолы до высокоплавкого пека;
совместная обработка воздухом обоих ви-
дов сырья; обработка воздухом пековой
смолы до среднетемпературного пека с по-
следующей совместной переработкой со
среднетемпературным пеком. В зависимости
от производительности установки кубы-
реакторы могут быть включены последова-
тельно в количестве от 2 до 5.
На рис. 13-3 показана схема получения
высокоплавкого пека из среднетемператур-
ного и пековой смолы в трех реакторах.
Пековую смолу, получаемую при коксова-
нии пека и конденсирующуюся в аппарате
конденсации газа, из резервуара насосом
непрерывно перекачивают через трубчатую
печь, в которой она подогревается до
360—380° С. Пары дистиллятов и воды, вы-
деляющиеся в эвапораторе, конденсируются
в холодильнике. После разделения в сепа-
раторе дистилляты собирают в сборник, а
воду направляют в канализацию. Обезво-
женная пековая смола перетекает из эва-
поратора в первый по ходу продуктов куб-
реактор, в котором ее обрабатывают возду-
хом до получения среднетемпературного
пека. Последний перетекает во второй по
ходу куб-реактор 3, куда подают средне-
температурный пек, поступающий из смоло-
перегонного цеха. В кубе-реакторе средне-
температурный пек обрабатывают воздухом
до получения пека с температурой размяг-
чения 105—115° С. Последний перетекает
в третий куб-реактор, где его обрабатывают
воздухом до пека с температурой размяг-
чения 150° С.
Воздух подают в кубы-реакторы снизу
через барботер. Отработанный воздух по-
сле кубов-реакторов проходит отбойники и
поступает в конденсаторы-холодильники.
Дистилляты из последних собирают в сбор-
ник и отправляют на склад. Отработанный
воздух для очистки промывают водой; в
некоторых схемах отработанный воздух по-
дают в печь.
Высокоплавкий пек из куба-реактора са-
мотеком поступает в приемник, из которого
перетекает в мерники пекококсовых печей,
а затем его насосами подают в печи. Су-
ществует возможность загружать пекокок-
совые печи высокоплавким пеком непо-
средственно из приемника.
Производственные показатели при обра-
ботке воздухом пековой смолы (мягкого
пека) до получения среднетемпературного
пека следующие:
Температура, °C:
на выходе из трубчатой печи . . . 340—375
размягчение мягкого пека ........... 28—3 0
пека в реакторе.................... 350-370
размягчения среднетемпературного
пека ............................. 75—85
пековых дистиллятов н обработан-
ного воздуха перед конденсато-
ром-холодильником .............. 27 0
Выход дистиллятов, % ...............2,5—3,5
Удельный расход воздуха, м3/т .... 100—134
Выход среднетемпературного пека от
пековой смолы, %.................... 84,0
Производственные показатели при обра-
ботке воздухом среднетемпературного пека
до получения высокоплавкого по схеме по-
следовательного включения двух реакторов
следующие:
Температура, °C:
средиетемпературного пека, пос-
тупающего в первый реактор . 280—300
размягчения среднетемператур-
иого пека ................... 60—7 5
нагрева пека в первом реакторе 340—360
размягчения пека после первого
реактора..................... 105—115
нагрева пека во втором реакто-
ре ............................ 365—375
размягчения пека после второго
реактора .................... 140—150
пековых дистиллятов и отрабо-
танного воздуха перед конден-
сатором-холодильником . . . 280—30»
отработанного воздуха после
коиденсатора-холодильинка . 120
Удельный расход воздуха, м* т:
поступающего в первый реактор 4 0—50
поступающиго во второй реактор 40—50
Суммарный расход воздуха на I т
исходного пека, м'! .......... 80—90
Производительность двух реакторов
по среднетемпературному пеку,
тч................................ 8,0
Продолжительность пребывания пе-
ка в реакторе, ч................ 7,0
Выход высокоплавкого пека, % от
среднетемпературиого ........... 87—89
Получение продуктов переработки пека
329
Отработанные I газы
Характеристика пековых
ДИСТИЛЛЯТОВ [1]
Внешний вид
Подвижная
жидкость тем-
но-коричнево-
го цвета с мел-
кими кристал-
лами
1,152
Плотность при 20° С . . . .
Величина коксового остатка
(по методу двух тиглей), % 0,6
Температура вспышки по
Бренкену, °C ................. 180
Молекулярная масса .... 212
Растворимость в бензине н
пиридине ................... Полная
Вязкость при 60° С, °Е . . . 5,79
Элементарный состав. %:
С........................ 90,05
Н......................... 5,71
N......................... 1,39
S...................... 0.4 0
О......................... 2,45
Химический состав, %:
основания ................. 3,3
кислые соединения ... 4,0
нейтральные азотсодержащие (в
пересчете на карбазол) {13,2
пиреи...................... 4,8
(объемы.) [1]:
Ниже приведен состав отработан-
ного воздуха, %
со2 + H2S
СЛ
со
сн4
Н2
n2
О, 5—1 , 2
О, 1 — 0,2
0, 1—0,2
1,4—1,8
1 , 4 — 3,0
0, 5—2,7
90,0—95,0
3. ПОЛУЧЕНИЕ
ПЕКА-СВЯЗУЮЩЕГО
В качестве связующего материала
пек применяют в производстве элек-
тродных изделий, анодной и угольной
массы и угольных брикетов.
В производстве электродных изде-
лий пек используют для создания до-
статочной связи между частицами
коксового материала, заполнения пус-
тот и тем самым повышения общей
монолитности и прочности готовых
электродных изделий.
В связи с этим каменноугольный
пек должен иметь консистенцию, по-
зволяющую получать при определен-
ной температуре на поверхности кок-
са пленку, толщина и свойства кото-
рой могут обеспечить лучшее уплот-
нение коксовых частиц и равномерное
распределение в электродном изделии
напряжений, возникающих в процессе
механических и термических воздей-
ствий (прессование, обжиг, охлажде-
ние) .
Наряду со связующими свойствами
пек должен обладать и определенны-
ми коксующими свойствами, т. е. кокс
должен быть прочным и не отличать-
ся от основной коксовой массы изде-
лия сопротивлением раздавливанию и
коэффициентом расширения.
Пек для электродной промышлен-
ности должен соответствовать ГОСТ
10200-62 (табл. 13-25) [17].
330
Переработка химических продуктов коксования
Таблица 13-25
Показатели качества пека
для электродной промышленности
Показатели Марка пека
А Б в
Температура размяг- чения, °C .... Содержание веществ, 65—70 65-75 83—90
нерастворимых в то- луоле, % .... 20—28 20—28 не < 20
Выход летучих, % 60—65 60—65 не > 64
Электродный пек получают по одной из
следующих схем.
Ректификация смолы в кубах
периодического или непрерыв-
ный в испарителе пек удовлетворяет предъ-
являемым требованиям.
Ректификация обычной смолы
в трубчатых агрегатах непре-
рывного действия. Получаемый в ис-
парителе пек подвергают дополнительной
термообработке в кубе-реакторе в течение
4—5 ч при 370—380° С и нормальном дав-
лении с тем, чтобы содержание нераство-
римых в толуоле и выход летучих соответ-
ствовали ГОСТу.
Кривые изменения свойств пека в про-
цессе термообработки показаны на рис.
13-4.
Отдувка легкой части пека
паром в отпарной колонне. В по-
следнюю поступает пек из испарителя
трубчатой печи. Отдувку паром произво-
дят с целью повышения температуры раз-
мягчения пека с 60—70 до 83—90° С и со-
ответствующего повышения содержания
Температура, термообработки, пека, °C
Рис, 13-4. Характер изменения свойств пека в процессе термообработки:
1 — 4 — вещества, нерастворимые в толуоле; 5—7 — температура размягче-
ния; 8 — 11 — выход летучих веществ
ног о действия. В последнем случае
смолу с температурой 200° С направляют
в смоляной куб, где при 290—300° С отго-
няют легкокипящие фракции, а остаток
(мягкий пек) — в пековый куб. При 360—
370° С из мягкого пека отгоняется антраце-
новая фракция. Время пребывания в каж-
дом кубе составляет около 5 ч; расход
пара с температурой 440—460° С, подавае-
мого в пековый куб, 140—150 м'Чч.
Ректификация тяжелой смолы
в трубчатых агрегатах непре-
рывного действия. Смолу с плот-
ностью 1,198—1,200 и содержанием ве-
ществ, нерастворимых в толуоле, 8,0—10,0%
подвергают кратковременному нагреву в
трубчатой печи при 400—410° С. Получен-
вешеств, нерастворимых в толуоле, а также
уменьшения выхода летучих.
Температура острого пара, подаваемой*
в отпарную колонну, должна быть не ме-
нее 400° С, количество пара 100—120 кг на
1 т обезвоженной смолы (при выходе сред-
нетемпературного пека 53% от смолы).
Электродные пеки, применяемые за ру-
бежом, характеризуются более высокими
температурами размягчения по сравнению с
температурами, требуемыми для отечествен-
ной промышленности (табл. 13-26) [18, 19].
Пек, предназначенный для угольных бри-
кетов, должен связывать частицы угля в
прочное окускованное топливо.
Для брикетирования твердых топлив
можно применять несколько видов свя-
Получение продуктов переработки пека
331
Таблица 13-26
Характеристика электродных пеков, применяемых в зарубежной
электродной промышленности
Показатели Страна
США США Канада Англия Швеция
Температура размягчения. °C .... Метод определения температуры размяг- 105—115 95—100 100—110 70—75 90
чения Кубик Кубик Кубик Кремера- Кремера-
Температура размягчения в переводе на метод Кремера—Сарнова при скорости на- в воздухе в воздухе в воздухе Сарнова Сарнова
г рева 1 град/мин, °C Вещества, нерастворимые в толуоле или 92—102 82-87 87—98 73—78 93
бензоле, % — Не <20 — 25—30 —
зующих: каменноугольный пек, каменно-
угольные фусы, пеководную эмульсию,
углемасляный пек, пек на основе пековых
дистиллятов и второй антраценовой фрак-
ции.
Характеристика каменноугольных пеков
(согласно ГОСТ 1038—65), применяемых
для брикетирования твердых топлив, пред-
ставлена в табл. 13-27 (20—22].
Таблица 13-27
Характеристика каменноугольных пеков
для брикетирования твердых топлив
Показатели Марка
«•А» «Б>
Температура размягчения, °C Зольность. %, не более . . 65—75 0,6 75—83 0,6
Содержание влаги, %, не бо-
лее 5 5
Теплота сгорания каменноугольного пека
составляет 8000—8300 ккал/кг.
Для брикетирования пек применяют в
жидком и твердом виде; расход пека из
расчета на уголь составляет соответственно
5,5—7,0 и 7,0—9,0%.
Каменноугольные фусы представляют со-
бой густую вязкую массу черного цвета,
содержащую мелкие зерна угля, выноси-
мые газами из коксовых камер при коксо-
вании (20—23]. Фусы содержат 35% нера-
створимых в толуоле веществ, имеют
зольность до 2,9%, влажность 1,6%, выход
летучих 63%. Расход фусов (из расчета на
уголь) при брикетировании составляет 15—
16%.
Пеко-водная эмульсия представляет со-
бой низкодисперсную смесь пека, антраце-
нового масла, воды и эмульгатора. Коли-
чество воды в эмульсии достигает 40% [24].
В качестве эмульгатора предложена живот-
ная желчь. Эмульсию приготавливают сме-
шением компонентов при 92° С.
Углемасляный пек — продукт взаимодей-
ствия угля и высококипящих фракций
каменноугольной смолы (второй антраце-
новой фракции и пековых дистиллятов)
[25, 26].
В сравнении с каменноугольными угле-
масляный пек меиее хрупок, менее гомо-
генный и обладает эластичностью.
Получение углемасляного пека склады-
вается из следующих операций:
сушка угольной мелочи до содержания
влаги 1—2%;
обезвоживание и подогрев растворителя
(пековых дистиллятов и второй антраце-
новой фракции) до 350—370° С;
взаимодействие угля с растворителем при
360—380° С в течение 2,5—.3,0 ч; процент-
ное соотношение между углем и раствори-
телем для углей марок Г, Ж, К составляет
32 : 68 и для угля марки ОС (помол угля
0—3 мм) 23 : 77;
разделение углемасляного пека и зольно-
го остатка, образующегося в процессе из-
готовления пека.
При переработке углемасляного пека
с температурой размягчения 65—85 и 85—
110° С соответственно выход летучих ве-
ществ составляет 71—75 и 66—71%; содер-
жание нерастворимых в толуоле веществ
составляет 29—38 и 33—37%, зольность
пека 0,5—1,6%, расход пека к углю при
брикетировании 12—44%.
Пек — связующее на основе пековых ди-
стиллятов и второй антраценовой фракции
представляет собой продукт обработки
воздухом смеси вековых дистиллятов и
второй антраценовой фракции воздухом в
реакторе в течение 9 ч при 340° С и удель-
ном расходе воздуха 150 м3/т. Предвари-
тельно перед обработкой воздухом смесь
утяжеляют путем прокачки ее через труб
чатую печь при 360—370° С; при этом вы-
деляются вторичные пековые дистилляты.
Температура размягчения пека 70—75° С,
выход летучих 66—68%, содержание нера-
створимых в толуоле веществ 29—30%.
В процессе брикетирования расход пека из
расчета на уголь составляет 7—10%.
332
Переработка химических продуктов коксования
4. ПОЛУЧЕНИЕ ПРЕПАРИРОВАННОЙ
СМОЛЫ И ЛАКА
Препарированные смолы представляют
собой смесь каменноугольных масел, фрак-
ций и пека. В качестве препарированной
смолы служит также каменноугольная смо-
ла после выделения из нее легких погонов.
В зависимости от состава, свойств и на-
значения различают следующие виды пре-
парированных смол: дорожные дегти
(табл. 13-28), пропиточные и покровные
массы для кровельных материалов, мастика
кровельная дегтевая, композиции для техни-
ческих целей, горючие смеси для подсве-
чивания пламени в мартеновских,печах и
смолы для производства смолодоломитовых
конвертерных огнеупоров.
В смолоперегонных цехах, оборудованных
агрегатами непрерывного действия, целесо-
образно приготовлять дорожный деготь по
методу смешения среднетемпературного пе-
ка с различными растворителями.
В смеситель, оборудованный змеевиками
и насосами для перемешивания, загружают
в соответствии с рецептурой определенное
количество растворителя (масла, фракции,
дистилляты) с температурой 60—80° С. За-
тем при непрерывном перемешивании в сме-
ситель из напорного бака подают самоте-
ком пек с температурой 180—240° С. В про-
цессе изготовления дегтя через змеевики
Таблица 13-28
Марки дорожных дегтей и их применение £27, 28]
Способ работы в дорожном строительстве Марка дорожного дегтя1 Расход дегтя
Поверхностная обработка: одиночная двойная } Д-5, Д-6 7—12 m на 1 км дороги2 12—25 m на 1 км дороги
Пропитка поверхности дорожного покрытия: при облегченной пропитке с учетом создания защитного слоя } д-6, Д-7 4—5 'i на 1 л,2 8—9 л на 1 ма
Смешение на дороге при обработке: нижнего слоя • среднего » верхнего » J Д-З, Д-4. Д-5 4—8% от массы грунта 6—10% » » » 8—12% » » »
Обеспыливание поверхности дорог д-1, д-2 —
Смешение в асфальтосмесителе Д-З, Д-4, Д-5 Д-6, Д-7, Д-8 —
1 Марку дегтя выбирают с учетом климатических условий, свойств обрабатываемых материалов и
условий выполнения работы.
2 При ширине проезжей части дороги 7 м.
Таблица 13-29
Рецептура дегтей на основе пека п растворителя
Содержание компонентов в дегтях, %
Нанмеиованне компонентов1 Д-з Д-4
Среднетемпературный каменноуголь- ный пек Антраценовая фракция (плотность 45 40 40 30 52 45 45 35
1,133) — 60 — — — 55 — —
То же (плотность 1,140) — — 60 — — — 55 —
Антраценовое масло 55 — — — 48 — — —
Пековые дистилляты — — — 70 — — — 65
1 Чем больше величина отгона растворителя до 300 и 360° с и меньше содержание в нем Кристал-
лов, тем меньше расход растворителя.
Получение продуктов переработки пека
333
Таблица 13-30
Рецептура дегтей на основе отогнанной смолы и растворителя
Наименование компонентов Содержание компонентов в дегтях %
Д-з Д-4
Каменноугольная смола после выделения из нее легких погонов Смесь антраценовой и поглотительной фракций .... 70—73 30—27 80—85 20—15
Таблица 13-31
Характеристика растворителей, применяемых для изготовления дегтя
Показатели Растворитель
антраценовая фракция антрапеиовое масло пековые дистилляты
Плотность при 20° С Содержание воды, % не более Отгон до температуры, %: 300° С 360° С • Содержание, %: нафталина фенолов 1,13—1,14 1,0 8—11 53—58 3,5—5,0 0,3—0,6 1,13—1,14 1,0 8—12 58—60 3,5—4,5 0,4—0,5 1,12—1,16 1,0 2—3 25—30 1,4—1,5 0,4—0,5
смесителя пропускают пар. Смесь переме-
шивается в течение 3—7 ч при температу-
ре 130—150° С. Готовый деготь выдают тем
же насосом, с помощью которого перемеши-
вают компоненты в смесителе. В табл. 13-29
приведена рецептура изготовления дегтей
на основе пека и растворителя.
Требования к качеству среднетемператур-
ного пека для изготовления дегтя марок
Д-З и Д-4 следующие;
Температура размягчения, *С........65—75
Вещества, нерастворимые в толуоле, % . 17—20
Выход летучих, %...................66—69
Характеристика растворителей для изго-
товления дегтя марок Д-З и Д-4 указана в
табл. 13-31. Характеристика дорожных дег-
тей, согласно ГОСТ 4641—49, представлена
в табл. 13-32.
В цехах, оборудованных кубами периоди-
ческого действия, целесообразно готовить
дорожный деготь на основе отогнанной ка-
менноугольной смолы и растворителя.
В куб периодического действия с ректи-
фикационной колонной загружают каменно-
угольную смолу, которую нагревают до
270° С. Отогнанные фракции поступают в
специальный приемник. К остатку в кубе
через ректификационную колонну добавля-
ют антраценовую фракцию или смесь ан-
траценовой и поглотительной фракции.
Полученный в кубе деготь с температурой
250° С выдают в пекотушитель, где охлаж-
дают до 100—130° С. Из пекотушителя де-
готь насосом подают в хранилище. В табл.
13-30 дана рецептура дегтей на основе ото-
гнанной смолы и растворителя.
Пропиточные массы применяют для про-
питки кровельного картона при изготовле-
нии толь-кожи, покровные массы—для по-
крытия пропитанного картона при изготов-
лении толя (табл. 13-33) [28].
Применяют три метода приготовления
пропиточной массы:
отгонку каменноугольной смолы до необ-
ходимой для пропитки картона консистен-
ции с выделением фракций до температуры
230—250° С;
смешение каменноугольного пека с ан-
траценовым или шпалопропиточным мас-
лом;
смешение пека с отогнанной каменно-
угольной смолой.
Для смешения обычно используют пек
с температурой размягчения 60—75° С,
плотностью не более 1,25 и содержанием
веществ, нерастворимых в толуоле, не бо-
лее 28%. Возможно применение мягкого пе-
ка с температурой размягчения 45—50° С и
содержанием веществ, нерастворимых в то-
луоле, не более 12%.
При изготовлении пропиточной массы
смешением каменноугольного пека с маслом
или отогнанной смолой осуществляют
«проварку» смешиваемых компонентов в
течение 2—3 ч при 120—130° С до получе-
ния массы однородного состава. Готов-
ность пропиточной массы контролируют по
температуре размягчения.
При изготовлении покровной массы, кро-
ме пека и фракций, применяют наполнитель
для повышения теплостойкости и устой-
чивости при изменении атмосферных усло-
вий. Количество наполнителя (пылевидного,
волокнистого) составляет от 8 до 25%.
334
Переработка химических продуктов коксования
Характеристика дорожных дегтей Табл ица 13-32
Марка дегтя
Показатель
Д-1 Д-2 Д-з Д-4 Д-5 Д-6 Д-7 Д-8
Плотность при 20° С, не более . . 1,20 1,22 1,22 1,24 1,24 1,25 1,25 1,26
Вязкость1:
с30 5-25 25—70 — — — — — —
г10 <>30 — — 5—20 20—50 50- 120— — —
120 200
г10 с50 — — — — — — 10—75 75—
200
Фракционный состав, % (вес.) до
170° С, не более 3 3 2 1,5 1,5 1,5 1,0 1,0
до 270° С, не более 20 20 20 15 15 15 10 10
до 300° С. не более 15—35 15—35 30 25 25 25 20 20
Температура размягчения остатка
дегтя после отбора фракций до
300° С. °C Не Не 15-65 15—65 20—65 25-65 35—70 40—70
>45 >45
Содержание свободного углерода.
% в пределах 0—18 2—18 3—20 3—20 5—20 5—20 6—25 6—25
Содержание воды, %, не более . . 3 3 1 1 1 0,5 0,5 0,5
Содержание фенолов, % (объемн.),
не более 5 5 5 4 4 4 3 3.
Содержание нафталина, % (вес.),
не более 7 7 6 6 5 5 4 4
1 С —вязкость; цифры сверху — диаметр сточного отверстия в приборе, мм; цифры снизу — темпе-
ратура испытания, °C.
Таблица 13-33
Свойства пропиточной и покровной мае'1
Свойства
Температура размягчения по
КиШ1, °C ...............
Вещества, нерастворимые в
толуоле, % не более . .
Количество отгона, % до
250° С, не более . . . .
Количество отгона до 270° С,
%, не более ..............
С X
34—40 48—53
15,0 20,0
5,0 -
— 5,0
1 КиШ обозначает температуру при испыта-
нии по < кольцу и шару».
В качестве пылевидного наполнителя
используют сланцевую, доломитовую, слю-
дяную или тальковую пыль с высокой тон-
костью помола: не менее 80% пыли долж-
но проходить через сито с числом отверстий
на 1 см2 6400.
В качестве волокнистого наполнителя
применяют асбест сортов 6 и 7. Влажность
наполнителя не должна превышать 0,5%.
В'наполнителе не должно быть водораство-
римых кислот и щелочей.
Расходные показатели пропиточной и по-
кровной масс при изготовлении кровельных
дегтевых материалов следующие [28]:
при изготовлении толя — песочного
(ГОСТ 1886—52) отношение пропиточной
массы к массе сухого картона должно быть
не менее 2,1 : i;
при изготовлении толя с крупнозернистой
посыпкой (ГОСТ 5176—49) отношение про-
питочной массы к массе сухого картона
должно быть ие менее 1,3 : 1.
Количество покровной массы с наполни-
телем на 1 м2 картона должно составлять,
не менее 600 г.
Мастику применяют для окраски кровель
из толя и при их ремонте. Дегтевую масти-
ку обычно изготовляют из мягкого камен-
ноугольного пека либо из смеси пека с отог-
нанной каменноугольной смолой пли ка-
менноугольным маслом.
Для повышения теплостойкости и стойко-
сти мастики при изменении погоды в нее
вводят наполнители — асбест, древесные
опилки, торфяную крошку. Содержание на-
полнителя по отношению к общей массе ма-
стики (в зависимости от назначения ее) со-
ставляет от 10 до 25%.
Горючие смеси, приготовленные на осно-
ве каменноугольного пека и продуктов пе-
реработки каменноугольной смолы — ма-
сел, фракций и дистиллятов, предназнача-
ют для сжигания в мартеновских печах
(табл. 13-34).
Получение продуктов переработки пека
335
Т а б л и ца 13-34
Рецептура изготовления горючей смеси
Компоненты смеси Содержание компо-
нентов в смеси , %
Среднетемпературный ка- 60
менноугольный пек — — 15
Пековые дистилляты . . 20 30 85 —
Антраценовая фракция — — — 12
Антраценовое масло . . 45 25 — —
Нафталиновое масло . . 35 45 — 14
Поглотительное масло — — — 14
На основе каменноугольного пека, фрак-
ций, масел, отогнанной каменноугольной
смолы и наполнителей составляют компо-
зиции для разных технических целей. К та-
ким композициям могут быть отнесены:
пластические пековые массы для аккуму-
ляторных баков, защитные эмали для под-
земных трубопроводов, клебемассы, зали-
вочные массы, антикоррозионные смеси,
массы, стойкие при температурных коле-
баниях, и др.
Смола для производства смолодоломито-
вых конвертерных огнеупоров представля-
ет собой продукт, полученный путем сме-
шения пека с температурой размягчения
65—75° С и масел (антраценового и др.).
Соотношение компонентов в смеси: 65—
70% пека, 30—35% масла.
Для изготовления смолы в бак емкостью
30—50 м3 загружают антраценовое масло
и нагревают его до 70—80° С. Затем к на-
Таблица 13-35
Рецептура изготовления
каменноугольных лаков1
Компоненты
Содержание компо-
нентов в лаке раз-
личных марок, %
Среднетемпературный
каменноугольный пек
Антраценовое масло
Тяжелый бензол . .
Легкосреднее обесфе-
ноленное масло . .
1 Возможна замена тяжелого бензола нейт-
ральным фенольным маслом при исключении из
рецептуры антраценового масла, а также замена
легкосреднего оЗесфеноленного масла нафталино-
вым с содержанием нафталина до 30% [29].
гретому маслу добавляют жидкий пек при
150—250° С. Смесь перемешивают в тече-
ние 2—4 ч до получения однородной массы.
Каменноугольные лаки, приготовленные
на основе пека, характеризуются хорошими
адгезионными свойствами, высокой химиче-
ской устойчивостью по отношению к воде,
водным растворам кислот и щелочей и к
атмосфере, содержащей кислотные окислы
и аммиак. В табл. 13-35 дана рецептура из-
готовления каменноугольных лаков.
Требования, предъявляемые к компонен-
там для получения каменноугольных ла-
ков, следующие:
Среднетемперат урный
каменноугольный пек
Температура размягчения, °C......... 65—75.
Содержание золы, %, не более............ 0,9
Вещества, нерастворимые в толуоле, %,
не более ........................ 28,0
Тяжелый бензол
Температура начала кипения, °C, не ниже 140
Отгон:
до 150 °C, % (объемн.), не менее ... 15
до 200 °C, % (объемн.),'не менее ... 90
Содержание воды ......................... Нет
Легкосреднее
обесфеноленное масло
Содержание фенолов на безводную массу,
% (объемн.), не более .............. 0,8
Содержание воды, %, не более.......... 0,5
Количество отгона до 280 °C, % (обьемн.),
не менее ...........................85,0
Содержание нафталина, % (вес.), не более:
в зимний период ...................28,0
» летннй » 32,0
Щелочность, мг КОН на 1 кг масла, не
более ............................... 1,0%.
Антраценовое масло
Плотность прн 20 °C, не менее........ 1,080
Вещества, нерастворимые в бензоле, % не
более .............................. 0,5
Количество отгона, % (об. емн.), не более:
до 210 °C..........................10,0
» 235 °C.........................25 0
» 360 °C..........................75,0
Содержание осадка в масле, нагретом до
температуры 4 0 °C.................. Нет
Содержание воды, %, не более.......... 0,5
Схема получения каменноугольного лака
показана на рис, 13-5.
Рис. 13'5. Схема получения каменноугольного
лака:
/ — напорный бак для пека; 2 — мерникн для
каменноугольных масел н тяжелого бензола; 3 —
мешалка для приготовления лака; 4 — обратный
холодильник для возврата конденсата в ме-
шалку
336
Переработка химических продуктов коксования
Для изготовления каменноугольных ла-
ков марок «морской» и «А» в лакомешалку
при включением механическом перемеши-
вающем устройстве подают антраценовое
масло с температурой 60—70° С. К маслу
при непрерывном перемешивании добавля-
ют в жидком виде среднетемпературвый
каменноугольный пек, нагретый до 180—
200" С. После подачи пека содержимое ме-
шалки при перемешивании охлаждают до
120° С, после чего в мешалку вводят не-
большими порциями тяжелый бензол.
Смесь охлаждают при непрерывном пере-
мешивании до 80° С. Испаряющаяся в про-
цессе изготовления лака легкая часть пека
п масел конденсируется в обратном холо-
дильнике и в виде конденсата возвраща-
ется в лакомешалку. Общая производи-
тельность процесса изготовления лака со-
ставляет 10—12 ч. Готовый лак выдают
при 80° С.
Для изготовления каменноугольного ла-
ка марки «Б» в лакомешалку при непре-
рывном перемешивании подают легкосред-
нее масло с температурой 60—70° С. Затем
к маслу добавляют в жидком виде средне-
температурный каменноугольный пек, наг-
ретый до 180—200° С. Смесь масла и пека
тщательно перемешивают. Испаряющиеся
легкие погоны масла и пека конденсируют-
ся в обратном холодильнике и возвраща-
ются в виде конденсата в лакомешалку.
Общая продолжительность изготовления
лака составляет 4—5 ч. Готовый лак вы-
дают при 80—100° С. Характеристика ка-
менноугольных лаков дана в табл. 13-36
[30].
5. ОХЛАЖДЕНИЕ ГАЗА
И КОНДЕНСАЦИЯ ПАРОВ СМОЛЫ,
ПОЛУЧАЕМЫХ ПРИ КОКСОВАНИИ
ПЕКА
Сырьем для получения пекового элек-
тродного кокса служит высокоплавкий пек
с температурой размягчения 145—160° С.
Обычно коксованию подвергают смесь пе-
ков, полученных при обработке среднетем-
пературного пека и пековой смолы возду-
хом. Последний вид сырья обеспечивает
лучшее качество кокса по зольности и ме-
ханической прочности.
Данные о свойствах пекового кокса, кон-
струкции печей для коксования пека, ме-
Таблица 13-36
Характеристика каменноугольных лаков
Показатели ГОСТ 1709—60 Лак для смазки изложниц под раз- ливку стали
«морской» марки «А» марки «Б-> ЧМТУ 10165—56 ЧМТУ 3-06-59
Внешний вид Однородная жидкость черного цвета, не со- держащая механических примесей
Вязкость при 20° С, сек: по вискозиметру ВЗ-4 72—120 40—120 Не опред. —
по вискозиметру ВЗ-1 (сопло «5,4») — — 40—150 — —
Вязкость условная по Энглеру при 75° С °Е 2,5—5,0 1,8—2,8
Содержание летучих веществ, % ... — 25—35 5—26 Не >20 Не >15
Время полного высыхания ч, не более: при температуре 18—22° С .... 24 24 32 —
» » 33—37° С .... 8 8 12 —
Щелочность, мг КОН на 1 г лака, не бо- лее 0,45 0,5 0,5
Укрывистость (считая не сухую пленку), г/м2, не более 35 35 Не опред.
Выход остатка после отгонки раствори- теля до 220° С, % 64—72 Не определяют
Температура размягчения остатка после отгонки растворителя до 220° С . . . 52—70 52—70 52—70
Содержание воды, % не более Прочность пленки при изгибе по шкале гибкости, мм, не более Следы 5 0,5 0,5
Теплостойкость пленки при 70° С, ч, не менее, 3 1 1
Температура вспышки по Бренкену, °C, не менее 90 90
Плотность: d20 а4 — 1,1—1,18
d15 а4 — — — 1,1—1,18 —
Получение продуктов переработки пека
337
Таблица 13-37
Материальный баланс процессов
коксования пека
Исходное сырье
Продукты коксования
Пековый кокс .... 66,7 64,0
Пековая смола . . . 23,5 27,0
Пекококсовый газ . . 7,9 8,0
Потери 1,9 1,0
Всего . . . . 100,0 100,0
тодах загрузки пека, эвакуации паро-и га-
зообразных продуктов, тепловом и гидрав-
лическом режимах, основных условиях
эксплуатации и сохранности печей приведе-
ны во втором томе. Материальный баланс
процесса коксования пека дан в табл. 13-
37 [1], характеристика исходного сырья и
продуктов коксования — в табл. 13-38.
Пековая смола при 20° С практически
твердая, при нажатии ногтем остается
след; при 0° С и ниже она становится
хрупкая, как пек. С повышением темпера-
туры смола приобретает подвижность.
В пековой смоле находятся многокольча-
тые ароматические соединения, кипящие и
плавящиеся при высоких температурах, —
антрацен, карбазол, фенантрен, пирен, пи-
цен, нафтофлуорен, хризен и др. Выход
пековой смолы меняется в пределах 24—
28% от высокоплавкого пека в зависимос-
ти от его характеристики и условий коксо-
вания.
Свойства пековой смолы указаны в табл.
13-39 [13—15]. Выход газа в зависимости
от условий коксования составляет 270—
290 м3 на 1 т пека.
Средний состав пекококсового газа сле-
дующий, % (объемн.):
Таблица 13-38
Характеристика исходного сырья
и продуктов коксования пека
Показ атели Вари- ант I Вари- ант II
Высокоплавкий пек
HjS+COj
с н
m
О2
СО
СН<
Н2
N2
п
0,4
0,4
0,7
3,4
12,3
80,6
2,6
Температура размягчения, °C
Содержание веществ, нерас-
творимых в толуоле, % .
Выход летучих, %............
Зольность, %................
145
45,7
49,0
0,19
145
44,2
51,5
0,17
Пековый кокс
Зольность, % ..............
Влажность, %...............
Летучие вещества, % . . .
0,25
3,0
0,5
Пековая смола
Плотность.................
Содержание нерастворимых
в толуоле веществ, % . .
Отгон до 360° С, % ... .
0,22
3,0
0,5
1,230 1,231
6,2 6,0
4,0 3,9
Пековый газ
Содержание, %:
СО2 + H2S 0,96 1,73
0,35 0,37
о2 0,66 0,84
со 3,80 3,24
сн4 9,80 10,67
Н2 81,71 79,17
N2 2,80 3,93
Плотность, кг/м3 0,26 0,29
Теплота сгорания, ккал/м3 . 3160 3100
22 Справочник коксохимика, т. III
Плотность газа 0,260—0,290 кг/м3. Теп-
лота сгорания газа 3100—3250 ккал/м3.
В 1 м3 прямого пекококсового газа со-
держатся 2,3 г аммиака, 23 г нафталина и
13 г бензола.
В табл. 13-40 указано изменение состава
газа при коксовании пека в производствен-
ных условиях [1].
Надсмольная вода цикла газового холо-
дильника содержит 0,3—0,6 г!л летучего
аммиака, 0,0—0,5 г!л связанного аммиака,
0,3—1,1 г/л общего аммиака, 0,2—0,7% фе-
нолов, 0,09—0,45% двуокиси углерода,
0,3% сероводорода, 0,1—1,0 г/л смолы. Ве-
личина сухого остатка составляет 0,1—
1,0%, плотность надсмольной воды 1,004—
1,006 [1].
Схема охлаждения газа и конденсации
паров смолы, получаемых при коксовании
пека, показана на рис. 13-6.
Для охлаждения газа и выделения смо-
лы газ интенсивно орошают водой и очи-
щают от кристаллических продуктов и смо-
лы промывкой растворителем (поглоти-
тельное масло и легкие пековые дистил-
ляты).
Если коксование пека осуществляют
в группе печей, входящих в состав блока
для коксования угля, то охлаждают
газ и конденсируют пары смолы в газо-
сборнике с последующим объединением по-
токов газа.
Таблица 13-39
Свойства пековой смолы
Наименование Плотность, г!см3 Содержание влаги, % Вещества, нераст- воримые в толуо- ле, % Вязкость при 100° С, °Е Содержание крис- таллических ве- ществ, % Количество отгона до температуры °C, %
340 360 380
Пековая смола 1,240 0,5 4—5 6—7 10—13 2,0 3,0 5,0
Пековая смола цикла газосборника Пековая смола цикла газового хо- 1,248 Следы 7,3 7,0 10,0 1,5 2,5 5,0
лодильника 1,230 0,3 2,0 6,5 13,5 2,5 3,5 5,0
Таблица 13-40
Изменение состава газа в процессе коксования пека
Темпера- тура по оси камеры, °C Плотность г/л Теплота сгорания ккал/м3 Состав газа, % (обгеми.)
СО,+ H2S СЛ О# СО сн4 Н2 N,
400 0,5160 5950 0,9 о,3 0,6 0,3 57,4 37,5 3,0
500 0,3408 4277 1,4 1,5 0,5 0,4 26,5 67,2 2,5
750 0,2045 3256 0,7 0,8 0,4 0,7 10,2 86,0 1,2
850 0,1549 2830 0,4 0,5 0,4 0,8 4,4 92,7 0,8
Рис. 13-6. Схема охлаждения газа и конденсации паров смолы, получаемых при коксовании пека:
/ — газовый сепаратор; 2 — полчатый газовый холодильник; 3 — полчатый газовый промыватель;
4 — отстойник цикла газового холодильника; 5 — промежуточные сборники воды цикла газового
холодильника; 6 — отстойники для воды цикла газосборника; 7 — градирня; 8 — промежуточные
сборники воды цикла газосборника; 9 — сборники для смолы; 10 — сборники для поглотительного
масла; 11 — насосы цикла газохолодильннка; 12 — насосы цикла газосборника; 13 —- насосы цик
ла масляного промывателя; 14 — насосы для смолы
Получение продуктов переработки пека
339
Производственные показатели
Температура газа, °C:
до газосборннка ..................... 700
после газосборннка ..................80—90
Температура надсмольной воды. °C:
подаваемой в газосборннк............84—90
после газосборннка ................86—9 2
Количество надсмольной воды, подавае-
мой в газосборннк, на 1000 м3 газа, ле3 35—70
Количество испаряющейся воды иа 1000 ма
газа, мя............................... 0,82
Давление в газосборнике, мм вод. ст. . . 10—12
Температура газа, ®С:
до холодильника.....................85—90
после холодильника.................35—40
Температура надсмольной воды, °C:
подаваемой в холодильник............30
после холодильника.................35
Количество надсмольиой воды, подавае-
мой в холодильник на 1000 № газа, At3 10
Температура масла, подаваемого в про-
мыватель, °C ..........................60
Количество масла, подаваемого в промы-
ватель на 1000 -и3, м3................. 7
6. АППАРАТУРА ДЛЯ ПОЛУЧЕНИЯ
ПРОДУКТОВ ПЕРЕРАБОТКИ ПЕКА
К у б-р е а к т о р для получения высоко-
плавкого пека диаметром 3000 мм, общей
высотой 6225 мм и рабочей емкостью 27 м3
показан иа рис. 13-7. Давление в аппарате
0777 —
3000
8. Отбойник
Рис. 13-7. Куб-реактор:
1 — люк; 2. 3 — штуцера для ввода соответ-
ственно воздуха н продукта; 4, 5 — штуцера со-
ответственно для вывода паров и продукта;
6 — уровнемер; 7 — барботер
не превышает 4 кПсм2. Масса аппарата
составляет 11 т.
Куб устанавливают на лапах; предус-
мотрена обмуровка. Куб обогревают коксо-
вым или доменным газом. Материал аппа-
рата— сталь 15.
Отбойник предназначен для улавли-
вания капель фракций пека, уносимых из
куба-реактора отработанным воздухом
(рис. 13-8). Диаметр 800 мм, высота
2200 мм, рабочее давление не превышает
4 кПсм2, масса аппарата 562 кг-, предус-
мотрена теплоизоляция. Отбойник устанав-
ливают на кубе-реакторе.
Материал аппарата — сталь 15.
Приемник среднетрмпературного пека
устанавливают в обмуровке па лапах или
снабжают теплоизоляцией (рис. 13-9).
Диаметр аппарата 2600 мм, длина
9058 мм, емкость 45 .и3, давление в аппа-
рате — атмосферное, масса аппарата 11 т.
Материал аппарата — сталь марки Ст. 3.
Приемник высокоплавкого пека снаб-
жен штуцерами для приема пека, барбо-
тером для предупреждения выпадения
осадка на дно приемника, воздушником и
выданным клапаном. Приемник устанавли-
вают в обмуровке на лапах таким обра-
зом, чтобы клапан находился вне обмуров-
ки (рис. 13-10). Диаметр аппарата 3000 мм,
длина 7794 мм, емкостью 50 м3, давление
в аппарате атмосферное, масса аппарата
11,6 т, материал аппарата— Ст. 3.
Трубчатая печь для подогрева пе-
ковой смолы (рис. 13-11).
22!
Рис. 13-9. Приемник средиетемпе-
ратурного пека:
/ — штуцер для термометра; 2 —
трубка диаметром l1//' для пневма-
тического показателя уровня; 3 —
погружной насос; 4 — воздушник
Переработка химических продуктов коксования
Рис. 13-10. Приемник высоко-
плавкого пека:
I, 2 — штуцера для подачи со-
ответственно пека и сжатого
воздуха; 3 — воздушник; 4 —
лаз; 5 — клапан; 6 — штуцер
для термометра; 7 — труба
диаметром РА" для пневмати-
ческого указателя; 8 — отвод
для пека
Получение продуктов переработки пека
341
Рис. 13-11. Трубчатая печь для нагрева пековой смолы:
/ — штуцера для подачи пара на тушение; 5, 2 — штуцера соответственно для подачи и выдачи
продукта; 3 — горелка; й — термопара; 6 — шибер
Характеризуется следующими данными.
Поверхность нагрева, м2:
потолочного экрана из труб ....
конвекционной секции из труб . .
Объем топочного пространства, м3 . .
Площадь пода топки, м2 .........
Сечеиие газохода иа перевале, м2 . .
Максимальная температура нагрева
смолы, °C.......................
Давление газа перед горелками, мм
вод. ст.................
Разрежение в боровах перед шибером,
мм вод. ст......................
Внутреннее давление в змеевиках для
продуктов, кГ/см* ..........
Производительность, т/ч .......
400
100—200
Ю
16
4—6
Масса, кг:
гарнитуры печи .................... 5410
труб и ретурбентов из крекинго-
вой стали........................ 3583
металлоконструкций ............... 10053
кладки из шамотного кирпича . . 136500
Испаритель для пековой с м о -
л ы представляет собой аппарат диамет-
ром 800 мм и высотой 3650 мм (рис. 13-12).
Рабочее давление в аппарате равно
0,3 кГ!см2\ площадь сечения аппарата
в свету 0,49 м2. Испаритель снабжен теп-
лоизоляцией. Масса аппарата 860 кг. Про-
дукт поступает в аппарат по тангенциаль-
ному вводу, ниже которого предусмотрены
Получение продуктов переработки пека
343
три отбойные тарелки. Материал аппара-
та — Ст. 3.
Мешалка для лака представляет
собой горизонтальный цилиндрический бак
с коническими днищами (рис. 13-3). По
оси аппарата установлена лопастная ме-
шалка с приводом от электродвигателя че-
рез редуктор и цепную передачу.
Рис. 13-14. Газовый холо-
дильник:
1 — лазы; 2 — воздушники
в полках сделаны вырезы. Диаметр аппа-
рата 2500 мм, общая высота 25 м-, количе-
ство осушающих полок три. Сопротивление
холодильника составляет 50—100 мм рт. ст.,
общая масса аппарата 21 т.
Объем холодильника определяют из рас-
чета 10 м3 на 1000 м3 газа в час.
Промыватель для газа представ-
ляет собой аппарат непосредственного дей-
ствия, его конструкция аналогична конст-
рукции газового холодильника (см. рис.
13-14). Диаметр аппарата 2500 мм, общая
высота 25 м; количество полок 19; коли-
чество осушающих полок три; сопротивле-
ние промывателя 50—100 мм рт. ст., об-
щая масса аппарата 21 т.
Объем газового промывателя определя-
ют из расчета 10 л<3 на 1000 -и3 газа в час.
Рис. 13-15. Отстойник
Диаметр бака 2400 мм, общая длина
6236 мм. Над верхней горловиной бака ус-
становлен обратный холодильник.
Газовый холодильник представ-
ляет собой вертикальный цилиндрический
аппарат с противоточным движением газа
и охлаждающей воды (рис. 13-14). Воду
подают на 19-ю полку (всего 19 полок).
В нижней части холодильника предусмот-
рен сборник для воды и смолы. Для обес-
печения контакта между газом и водой
Отстойник для надсмольной воды
цикла газосборника и цикла газового хо-
лодильника предназначен для работы под
налив без внутреннего избыточного давле-
ния (рис. 13-15). Диаметр аппарата
5690 мм, высота 5,5 м, рабочая емкость
128 м3, поверхность нагрева змеевика
13,1 м2, рабочее давление пара в змеевике
10 кПсм2.
Общая масса аппарата 9,573 т. Аппарат
изготовлен из стали марки Ст. 3.
ЛИТЕРАТУРА
1. М. А. Степаненко, Я- А. Брон,
Н. К. Кулаков. Производство пекового кок-
са. Металлургиздат, 1961.
2. Z. Gajewsky, Koks—Smola—Gas, 1959,
№ 5-6.
3. T. Я. Гоголева, М. А. Степаненко.
Кокс и химия, 1959, № 4.
4. D. Hyman, В, К а у. Ind. and Eng.
Chem., 1949. № 41, № 8, p. 1764.
5. D. Briggs, F. Popper. J. App. Ch.,
1957, Ns 7, p. 401.
G. D. Briggs, F. Popper. Fuel., 1954, 33,
№ 2, p. 222.
7. Я. А. Брон, Л. M. Бондаренко. Со-
общение Гипрококса. Металлургиздат, I960
(XXIII).
8. L. Wood, G. Phillips. J. of Applied
Chem., 1957, № 5, p. 7.
9. M. А. С т e п а и e н к о, H. И. M a т у с я к,
Н. А. К е к и н. УХИН, Сборник научных трудов.
Металлургиздат, I960, в. 11 (XXXII).
10. Т. Я. Гоголева, М. А. Степаненко,
Кокс и химия, 1960, № 3.
11. Н. А. К е к и н. Сборник научных трудов
УХИНа, Металлургиздат, 1964, в. 15.
344
Переработка химических продуктов коксования
12. М. А. Степаненко, Н. И. М а т у с я к,
Т. Я. Гоголева. Бюлл. научно-технической
информации. Металлургиздат, 1958, № 3.
13. Н. А. Чистяков, Ю. П. Евдокимов,
А. Ф. Захаров. Труды ЛТИ им. Ленсовета.
Гос. научно-техническое издательство химиче-
ской литературы, 1959.
14. Н. А. Чистяков. Кокс и химия, 1958,
№ 9.
15. Н. А. Ч и с т я к о в, И. Я. Боев. Труды
ЛТИ им. Ленсовета. Гос. научно-техническое из-
дательство химической литературы, 1959.
16. М. А. Степаненко, Н. И. М а т у с я к,
Л. И. Гут. Сообщение Гипрококса. Металлург-
нздат, 1960 (XXIII).
17. Стандарт на электродный пек. Стаидартгиз,
1962.
18. М. А. Степаненко, Н. И. М а т у с я к,
Л. И. Крикунова. Кокс и химия, 1963, № 3.
19. The Gas World. 1960, № 2.
20. И. Д. Р е м е с н и ко в. Брикетирование
угля. Углетехиздат, 1957.
21. М. Н. Царев, А. Г. Шпахлер и др.
Кокс и химия, 1959, № 9.
22. Л. А. X о т у и ц е в, И. Д. Р е м е с н и-
ков, П. Н. М а х а л о в. Новые направления в
зарубежной технике брикетирования углей. Уг-
летехиздат, 1957.
23. Г. 3. Звенигородский, Б. В. Зель-
дин. Вопросы брикетирования углей. Углетех-
издат, 1958.
24. W. Petersen. Gltickauf, 1951, № 33—34.
25. М. А. Степаненко, Н. И. М а т у с я к,
Т. Я- Гоголева. Кокс и химия, 1957, № 1.
26. М. А. Степаненко, Н. И. М а т у с я к,
Т. Я. Гоголева. УХИН. Сборник научных
трудов. Металлургиздат, 1960, в. 10 (XXXII).
27. Стандарт на дорожный деготь. Стаидартгиз,
1961.
28. Г Д. Крейцер. Асфальты, битумы, пеки.
Промстройиздат, 1952.
29. А. С. Перми н. Сообщения Гипрококса.
Металлургиздат, 1960 (XXIII).
30. Стандарт на каменноугольный лак. Стан-
дартгиз, I960.
Глава XIV
ПОЛУЧЕНИЕ ДРУГИХ ПРОДУКТОВ ПЕРЕРАБОТКИ
СЫРОГО БЕНЗОЛА И КАМЕННОУГОЛЬНОЙ СМОЛЫ
1. ПОЛУЧЕНИЕ ТЕХНИЧЕСКИХ
И ЧИСТЫХ ПРОДУКТОВ
ПЕРЕРАБОТКИ СЫРОГО БЕНЗОЛА
Сероуглерод и дициклопентадиен
Состав и выход головной фракции зави-
сят от условий ректификации и состава ис-
ходного сырого бензола.
Характеристика
головной фракции:
Плотность при 20° С........... 0,930—0,980
Разгонка, °C:
начало кипения................ 30—33
температура при отгоне 90% 60—65
» » » 95% 66—75
Состав, %:
сероводород................... 0,6—0,4
сероуглерод.................. 40,0—30
циклопеитадиеи . ............ 20,0—28
прочие непредельные соеди-
нения ................... 10,0—20
насыщенные углеводороды 2,0—5
бензол ................... 15,0—35
Выход фракции от сырого бензо-
ла, %......................... 2—3
Вследствие самопроизвольной полимери-
зации циклопентадиена в дициклопентадиен
(димер) состав головной фракции не ос-
тается постоянным.
Переработка головной фракции основана
на процессе термической полимеризации
циклопентадиена в димер, резко отличаю-
щийся по температуре кипения от сероугле-
рода [1].
Количественно перевести циклопентадиен
в димер не удается, так как при повышении
температуры реакция сдвигается в сторону
образования циклопентадиена; кроме того,
при повышении температуры образуются
полимеры. Целесообразно вести процесс
при температуре не выше 120° С [2].
При периодическом процессе конечный
период полимеризации следует проводить
очень осторожно, чтобы предотвратить раз-
витие побочных процессов — образование
высших полимеров и деполимеризацию об-
разовавшегося дициклопентадиена. Поэтому
процесс полимеризации лучше всего вести
интенсивно, возвращая много флегмы в
куб для увеличения циркуляции в нем жид-
кости и предотвращения перегрева жидко-
сти на поверхности трубок подогревателя.
Практически процесс полимеризации ве-
дут следующим образом [3]. В агрегат
периодического действия загружают подле-
жащую полимеризации фракцию. При по-
догреве жидкость испаряется, причем пары
полностью конденсируются, а конденсат
возвращается на верх колонны. При этом
происходит полимеризация циклопентадие-
на в димер и одновременно «отгазовыва-
ние» загрузки, т. е. выделение растворенных
газов и наиболее легкокипящих компонен-
тов через воздушник конденсатора-холо-
дильника.
Продолжительность процесса термиче-
ской полимеризации головной фракции
колеблется от 12 до 24 ч и зависит
преимущественно от состава фракции. При
полимеризации вследствие образования
полимеров и потери легкокипящих компо-
нентов через воздушник состав загрузки
непрерывно меняется. Окончание процесса
полимеризации определяют по прекраще-
нию изменения состава загрузки куба, оп-
ределяемому обычной разгонкой.
После окончания процесса фракцию,
подвергшуюся полимеризации, направляют
на ректификацию. При ректификации
вначале отбирают легкую фракцию, содер-
жащую значительное количество непре-
дельных соединений и некоторое количество
неароматических примесей.
Орошение колонны флегмой должно быть
очень интенсивным, чтобы попадание серо-
углерода в легкую фракцию было мини-
мальным. После легкой фракции отбирают
некоторое количество промежуточной и
только затем приступают к отбору техниче-
ского сероуглерода.
Обычно отбор сероуглерода начинают
при плотности дистиллята 1,05—1,0. При
дальнейшей ректификации плотность ди-
стиллята увеличивается, а затем по мере
уменьшения содержания сероуглерода на-
чинает падать. Отбор технического сероуг-
лерода заканчивают, когда плотность ди-
стиллята снова станет равной примерно
единице.
346
Переработка химических продуктов коксования
После технического сероуглерода отбира-
ют некоторое количество второй промежу-
точной фракции и затем бензольную
фракцию.
Получаемые промежуточные фракции
содержат ценные продукты — циклопента-
диен, сероуглерод и бензол, поэтому эти
фракции подвергают повторной перера-
ботке.
Легкую фракцию, полученную при
ректификации сполимеризованной голов-
ной фракции, наиболее целесообразно
испарять в газопровод обратного газа.
При самой тщательной полимеризации
и предельно четком отборе промежуточных
фракций в технический сероуглерод неиз-
бежно попадает некоторое количество не-
предельных соединений (в том числе
циклопентадиен), способных осмоляться и
образовывать смолы в продукте. Поэтому
в мерник, в который принимают сероугле-
род, следует добавлять ингибитор для тор-
можения процесса полимеризации непре-
дельных соединений и образования смол в
продукте. В качестве ингибитора применяют
технические ксиленолы. Ингибитор нужно
добавлять в самом начале отбора техни-
ческого сероуглерода из расчета 0,5 л
на 1 лг3 продукта. При подаче ингибитора
в мерник целесообразно его разбавить 10—
15 л чистого бензола. Однако процессы по-
лимеризации непредельных соединений и
образования фактических смол идут даже
в присутствии ингибитора, что затрудняет
использование технического сероуглерода и
ограничивает его потребление.
. В кубовых остатках после ректификации
сполимеризованной фракции обычно содер-
жатся 60—80% дициклопентадиена, высшие
полимеры и смолистые вещества. Для по-
лучения концентрированной дициклопента-
диеновой фракции (технического дицикло-
пеитадиена) нужно ректифицировать кубо-
вые остатки (термические полимеры), вводя
при этом острый пар при полностью пере-
крытом глухом паре. После отбора
промежуточной фракции (бензола — дици-
клопентадиена) получают продукт со сле-
дующей характеристикой:
Плотность при 20° С . . . . 0,980—0,985
Показатель преломления 1,512—1,514
Внешний внд............. Прозрачная жид-
кость от бесцветной
до слабо-желтой
окраски
Содержание днциклопента-
диена, %................ Не менее 95
Процесс ректификации кубовых остатков
контролируют по плотности и температуре
кристаллизации дистиллята. Промежуточ-
ную фракцию (бензол — дициклопентадиен)
отбирают при интенсивном орошении н за-
канчивают, когда плотность дистиллята
достигнет ~0,970, а температура кристал-
лизации составит 0 — +5° С. После этого
флегмовое число уменьшают с 10—15 до
1—2 и отбирают дициклопентадиен, контро-
лируя периодически температуру кристал-
лизации дистиллята. Последняя постепенно
повышается, достигает максимума (15—
25° С), и затем начинает быстро падать.
Отбор дициклопентадиена заканчивают, ко-
гда температура Кристаллизации дистилля-
та упадет примерно до 5° С [4].
Технический сероуглерод, получаемый
при ректификации сполимеризованной го-
ловной фракции, содержит значительное
количество циклопентадиена (до 3% и бо-
лее), что определяет его невысокое каче-
ство.
Характеристика
технического сероуглерода
20
Плотность .................... 1,13—1,16
Температура, °C:
начала кипения................ 43,5—44,5
конца » ............. 4 6—4 8
Содержание, %:
сероуглерода ................ 75—85
циклопеитадиена.......... 2—4
Содержание фактических смол,
•ие/100 мл:
фактических.................... 6—12
потенциальных ........ . 30—4 0
Бромное число ................... 20—30
Предотвратить попадание циклопентади-
ена в дистиллят и ухудшение тем самым
качества сероуглерода в данных условиях
невозможно. Система циклопентадиен —
дициклопентадиен является равновесной,
поэтому при выводе циклопентадиена в
дистиллят в соответствии с температурой
кипения циклопентадиена равновесие не-
прерывно сдвигается в сторону образова-
ния последнего. Этим объясняется тот
факт, что пока в загрузке присутствует
дициклопентадиен, невозможно добиться
полного отделения циклопентадиена, не-
смотря на его более низкую по сравнению
с сероуглеродом температуру кипения.
Для получения высококачественного тех-
нического сероуглерода требуется повтор-
ная ректификация сероуглерода обычного
качества. В этом случае отсутствуют кубо-
вые остатки (дициклопентадиен), а
следовательно, процесс не сопровождается
разложением дициклопентадиена [5].
При осуществлении двухступенчатой рек-
тификации нет необходимости на 1-й стадии
стремиться к получению концентрированно-
го технического сероуглерода возможно
более высокого качества. На первой стадии
следует ограничиться только дистилляцией
с целью возможно более быстрого и более
полного выделения полимеров.
Полученные продукты нужно после это-
го подвергнуть уже раздельной перера-
ботке: дистиллят — ректификации для по-
лучения высококачественного технического
сероуглерода и бензольной фракции, кубо-
вые остатки (полимеры) — ректификации
для получения дициклопентадиена.
Схема переработки головной фракции
с получением высококачественного техни-
ческого сероуглерода и дициклопентадиена
показана на рис. 14-1.
Материальный баланс процесса перера-
ботки головной фракции, содержащей 30—
35% сероуглерода и 22—26% циклопента-
диена, представлен ниже, %:
Получение продуктов переработки сырого бензола и каменноугольной смолы
347
Приход:
головная фракция.................. 100
Расход:
легкие погоны в газопровод обрат-
ного газа....................... 8—10
технический сероуглерод повышен-
ного качества (88—93% сероугле-
рода и менее 0,5% циклопента-
диена) ......................... 27—32
дициклопентадиен 95—97% ди-
циклопентадиена с температурой
кристаллизации около 15° С) . . . 12—15
бензольная фракция................. 20—25
кубовые остатки...................... 1—3
продукты отгазовывания прн поли-
меризации ......................... 5—8
потери ............................. 10—15
Рис. 14-1. Схема переработки головной фракции
с получением высококачественного сероуглерода
и дицнклопеитадиена
Если в головной фракции содержится
мало сероуглерода (менее 10—15%), то ее
перерабатывают только для выделения ди-
циклопентадиена и бензольной фракции.
Изомеры ксилола
Вследствие близости температур кипения
изомеров ксилола и образования эвтекти-
ческих смесей разделение их связано со
значительными трудностями (табл. 14-1) [6].
В промышленных условиях ректификаци-
ей удается удовлетворительно выделить
только о-ксилол, применяя для этого эф-
фективные ректификационные колонны (с
60—80 тарелками), причем процесс ведут
при больших флегмовых числах. При этом
удается получить 95%-ный о-ксилол с вы-
ходом не менее 70—80% от ресурсов.
Основной примесью являются углеводоро-
ды гидроароматического ряда (в частности,
диметилциклогексан), образующие с о-кси-
лолом азеотропные смеси с температурой
кипения, весьма близкой к температуре
кипения чистого о-ксилола [7]. Содержание
л«-ксилола зависит от условий ректифика-
ции и может находиться в пределах 0,1—
0,2%.
Получение о-ксилола, свободного от
примесей, требует дополнительной обра-
ботки: вымораживания или сульфирования
с последующим гидролизом. Возможна так-
же азеотропная ректификация или экстрак-
тивная очистка.
Исследования по увеличению относи-
тельной летучести n-ксилола с тем, чтобы
разделить м- и n-изомеры ректификацией,
не дали положительных результатов [8].
Длительное время для разделения изо-
меров ксилола практическое значение имел
только метод Кижнера, заключающийся во
фракционном гидролизе изомерных суль-
фокислот [9].
Возможна иная модификация этого мето-
да, в этом случае пользуются не только
фракционным гидролизом изомерных суль-
фокислот, но и тем, что л-ксилол сульфи-
руется легче остальных изомеров [10].
Полностью просульфировать л-ксилол, не
затронув при этом n-ксилола, нельзя; но
если для сульфирования технического кси-
лола применить 93—94 %-ную кислоту в
количестве 40—50% (объемн.) от ксилола
и процесс вести при 30—35° С в течение
20—30 мин, то сульфированию подвергает-
ся преимущественно л-ксилол. После гид-
ролиза сульфокислоты получают л-ксилол
~95—98 %-ной чистоты. Путем ректифи-
кации степень чистоты л-ксилола удается
незначительно повысить. Степень извлече-
Таблица 14-1
Эвтектические смеси изомеров ксилола
Система Температура образования эвтектической смеси, °C Состав эвтектической смеси, %
Л1-КСИЛОЛ П-КСИЛОЛ О-КСИЛОЛ этилбензол
м-Ксилол — Ц-КСИЛОЛ — 53,1 87,5 12,5
О-КсИЛОЛ — л-ксилол — 61,5 167,2 — 32,8 —
о-Ксилол — Ц-КСИЛОЛ — 35,2 —• 24,3 75,7 —
п-Ксилол — этилбензол — 95,5 1 - 2,5 — 97,5
л-КсИлол — п-ксилол — о-ксилол . . И-КСИЛОЛ — п-ксилол — о-ксилол — - 64,0 62,4 9,5 28,1 —
этилбензол — 101,3 14,9 1,0 5,4 78,7
348
Переработка химических продуктов коксования
избирательного сульфирования с гидроли-
ния л-ксилола в .и-ксилолсульфокислоту
не превышает при этом 60—70%.
Схема получения изомеров ксилола пу-
зом и вымораживания показана на рис.
14-2.
тем сочетания процессов ректификации,
Рис. 14-2. Схема комбинированного метода разде-
ления технического ксилола на отдельные изо-
В качестве исходного материала для
сульфирования целесообразно применять
не технический ксилол, а фракцию кси-
лола, свободную не только от о-ксилола,
но также и от этилбензола, т. е. дикси-
лольную фракцию, состоящую преимуще-
ственно из м- и n-изомеров. При тща-
тельной ректификации обычного техниче-
ского ксилола получают фракцию, содер-
жащую 65—70% л-ксилола и 25—28%
n-ксилола. После избирательного суль-
фирования этой фракции получают 30—
40% остатка (непросульфированной час-
ти), в которой содержание n-ксилола мо-
жет достигать 50—60%, что значительно
облегчает его выделение.
Для выделения n-ксилола, т. е. изоме-
ра с наиболее высокой температурой кри-
сталлизации, промышленное значение по-
лучил метод вымораживания (рис. 14-3)
[И].
Мезитилен и псевдокумол
При ректификации сольвента удается
получить фракции, которые для выделе-
ния мезит.илена и псевдокумола должны
быть в последующем подвергнуты допол-
нительной переработке.
Для выделения мезитиленовой и псев-
докумольной фракции ректификацию
сольвента нужно проводить очень тща-
Первая стадия кристаллизации.
меры
Рис. 14-3. Схема выделения n-ксилола методом вымораживания:
/ — сборник технического ксилола; 2 — аппарат для осушки; 3, 12 — теплаобменнн-
ки; 4, 6, 13 — кристаллизаторы; 5, 7, 14 — сборники с мешалками; 8, 15 — центри-
фуги; 9, 16 —плавильники кристаллов; 10, 11, 17 — сборники
Получение продуктов переработки сырого бензола и каменноугольной смолы
349
тельно, причем при подходе к отбору узкой
фракции флегмовые числа должны состав-
лять не менее 25—30. В начальный период
ректификации сольвента отбивают обычно
ксилол; при этом флегмовые числа могут
составлять около 5—6.
Для отбираемых фракций должны быть
приняты показатели разгонки, указанные
в табл. 14-2.
Фракции с указанной характеристикой
кипения содержат 40—50% мезитилена или
псевдокумола. В исходном сольвенте со-
держание мезитилена и псевдокумола ко-
леблется обычно в пределах 10—20%.
Таблица 14-2
Показатели разгонки
Показатели Мезитиле- новая Псевдоку- мольная
Температура, °C: начала кипе- ния . . . при 95% от- гона . . . Интервал выки- пания, °C . . Не ниже 161 Не выше 166 Не более 3,5 Не ниже 166 Не выше 173 5
Дальнейшая переработка фракций осно-
вана на некотором различии в свойствах
сульфокислот.
Мезитиленсульфокислота и псевдокумол-
сульфокислота сравнительно легко гидро-
лизуются, что положено в основу выделе-
ния мезитилена и псевдокумола, так как
сульфокислоты метилэтилбензолов — основ-
ных спутников мезитилена и псевдокумола
гидролизуются значительно труднее.
Практически процесс выделения псевдо-
кумола и мезитилена ведут следующим об-
разом. Сначала фракцию подвергают суль-
фированию при условиях, указанных ниже:
Концентрация серной кислоты, % . . . . 93—94
Соотношение обт емов кислоты и суль-
фируемой фракции................... 1:1
Температура, °C..................... 50—55
Продолжительность, мин ......... 60
Полученную сульфомассу необходимо
тщательно отделить от насыщенных угле-
водородов путем длительного отстаивания.
После отделения насыщенных углеводоро-
дов сульфомассу разводят водой при 20—
25° С (приблизительно вдвое). Затем
разведенную сульфомассу подвергают
фракционному гидролизу при помощи водя-
ного пара. Фракции отбирают в следую-
щих температурных интервалах: при НО—
120° С мезитиленовую фракцию и при
130—140° С псевдокумольную фракцию.
Рис. 14-4. Схема получения мезитилена и псевдо-
кумола
в сольвент
Отобранные фракции нейтрализуют и
подвергают тщательной ректификации, в
результате которой удается получить про-
дукты, характеристика которых дана в
табл, 14-3.
На рис. 14-4 показана схема получения
мезитилена и псевдокумола.
Таблица 14-3
Характеристика продуктов ректификации
Показатели Мезитилеи Псевдокумол
Плотность при 20° С Показатель преломления nD Температура, °C: кристаллизации начала кипения при отгоне 95% Содержание чистого вещества, % 0,865—0,866 1,4982—1,4985 (-48) - (-50) Не менее 163,5 Не более 165 Не менее 95 0,8755—0,8760 1,5042—1,5045 (-45)-(-46) Не менее 168 Не более 169,5 Не менее 95
350
Переработка химических продуктов коксования
Р Сольвент каменноугольный ~|
I 2800 т
Ректификация [(получение 10% -нои фракции, г/аОт в сольвент
J 100т
Ректификация У (получение 15%-ной фракции) руот в сольвент
210 т
Промежуточная фракция
у^побторное сулыриро- ЯЗук-ная серная кислота 525т.
'--1 Сульфирование, отстой и гидролиз / ста Вия I) ।_
Промежуточная
фракция в соль
рент ____________________________
Промежуточная <ррак- Г
ция на повторное суль 93% наясерная кислота 375т
52% ный. мезитилен /25 т
Кислая
смолка 60 т
Отработан-
ная кислота
830 т
/пирование
Сульфирование, отстой и гидролиз/стадия[[)
Нейтрализация
бедная \ромывка
Кислая
смолка
ЗОгп
• Отработан-
ная кислота.
500 т
Отстой, и осушка
Рис. 14-5. Схема получения мезитилена
(из расчета на 100 т готовой продукции)
Таблица 14-4
Ресурсы смолообразующих веществ
в продуктах коксования угля
Содержание смолооб- разующих веществ, %
Наименование к сырому бензолу к каменно- угольной смоле к сухой шихте1
Сырой бензол 4,92 — 0,049
В том числе:
во фракции БТКС . . 2,46 — 0,025
в тяжелом бензоле . . 1,54 — 0,015
в сольвент-нафте . . . 0,92 — 0,009
Каменноугольная смола . . — 0,540,016
В том числе:
в легкой фракции . . — 0,050,001
в фенольной фракции . — 0,340,010
в нафталиновой фрак-
ции — 0,150,005
Всего в продую
тах коксования — — 0,065
1 Выход сырого бензола принят равным 1%
от массы сухой шихты и 3% от массы каменно-
угольной смолы.
На рис. 14-5 показана схема получения
мезитилена из концентрированной (75% -
ной) мезитиленовой фракции. Подобную
фракцию можно получить при повторной
ректификации обычной мезнтиленовой
фракции, содержащей 40—50% мезитилена
Производство мезитилена основано на про
цессе сульфирования и последующем гид-
ролизе. Переработке подвергают концен-
трированную фракцию, что дает возмож-
ность уменьшить количество отработанной
кислоты и улучшить ее качество [12].
Для производства мезитилена особо
высокого качества предусматривают дву-
кратное сульфирование и гидролиз, что
позволяет исключить малоэффективный
процесс конечной ректификации. Отрабо-
танная кислота после второй стадии суль-
фирования и гидролиза содержит совсем
мало органических примесей, поэтому она
может оказаться пригодной для производ-
ства сульфата аммония.
Инден-кумароновые смолы
Светлые инден-кумароновые смолы полу-
чают из смолообразующих веществ тяже-
лого бензола. Значительное количество
этих веществ находится в других фракци-
ях сырого бензола и низкокипящих фрак-
циях каменноугольной смолы (табл. 14-4).
В промышленных условиях при получе-
нии светлых инден-кумароновых смол
используют в качестве катализатора хло-
Получение продуктов переработки сырого бензола и каменноугольной смолы
351
Таблица 14-5
Нормы зольности и кислотности
пли щелочности
Для смол с окраской по йодной шкале Зольность %, не более Кислотность или щелоч- ность %, не более
До 100 о,3 0,01
Выше 100 до 1820 1,0 0,03
Выше 1820 1,5 0,05
ристый алюминий. Схема получения инден-
кумароновых смол показана на рис. 14-G.
Основные операции получения инден-ку-
мароновых смол следующие:
подготовка сырья (разбавление тяжелого
бензола сольвентом и осушка серной кис-
лотой):
полимеризация смолообразующих ве-
ществ в присутствии катализатора (хлори-
стого алюминия) при охлаждении;
удаление отработанного комплекса от-
стаиванием, водной и щелочной промыв-
ками;
Рис. 14-6. Схема получения инден-кумароновых смол:
I — конденсаторы-холодильники; 2 — ректификационные колонны; 3 — ректификационные кубы;
4 — рефлюксные насосы; 5 —- мерники; 6 — сепараторы; 7 — вакуумные коммуникации; 8, 9,
13, 14, 15 — сборники соответственно для товарного сольвента, сырого сольвента, обесфеноленно-
го тяжелого бензола, отходов производства, отходов полимеризации н полимеризата; 10 — насосы
для загрузки сырья; 12 — хранилище тяжелого бензола; 18 — бункер для смолы; 17 — барабанный
охладитель; 18 — выносные подогреватели; 19 — куб для дистилляции; 20 — отбойник кислых па-
ров; 21—25 — напорные баки соответственно для раствора NaOH, холодной воды, раствора соды,
горячей воды и 70%-ной H2SO4; 26 — выносные холодильники; 27 — 29 — моечные аппараты соот-
ветственно для обесфеноливания, промывки н сушки, для полимеризации; 30 — струйный смеситель;
31 — насос для перекачки фракции из одного моечного аппарата в другой; 32 — сливные тарелки
Таблица 14-6
Нормы по температуре
размягчения и окраске
с: S Н Температура размягчения, °C. не ниже Окраска по Йодной пкале (и марка)
до 35 (I) ! I । от 35 до 1 00 1 (П) от 1 00 до 376 (Ш) от 376 до 1820 (IV) более 1820 (V)
А 140 A/I
Б 120 Б/1 Б/П — — —,
В 105 B/I В/П — — —
Г 90 Г/1 Г/П г/ш — —
д 75 — — д/ш Д/IV Д/V
Е 60 -— — — E/IV E/V
разделение смол и сырого сольвента ди-
стилляцией под вакуумом с водяным па-
ром;
охлаждение смол водой;
дистилляция промежуточных слоев.
Качество смол характеризует ГОСТ
9263—59 (табл. 14-5 и 14-6).
Темные смолы получают из кубовых ос-
татков фракции БТКС в агрегатах непре-
рывного или периодического действия.
2. ПОЛУЧЕНИЕ ТЕХНИЧЕСКИХ
И ЧИСТЫХ ПРОДУКТОВ
ПЕРЕРАБОТКИ КАМЕННОУГОЛЬНОЙ
СМОЛЫ
Свойства выделяемых соединений приве-
дены в табл 14-7 и 14-8.
сл
Таблица 14-7
Физико-химические характеристики некоторых веществ, получаемых из каменноугольной смолы_____
Наименование веществ Формула Молекулярная масса ПЛОТНОСТЬ Температура, °C Коэффициент преломления п20 nD Литературная ссылка
эмпирическая структурная кипения плавления
Бензойная кислота Индол Альфаметилнаф- талин Бетаметилнаф- талин Аценафтен 1 С„Н5СООН c8h7n СцНц) СцН10 С12Н10 соон и Х/Х/ NH /Х/Х Х/Х^ 1 сн3 х\/х Х/\ХСПз Н2С сн2 А/х Х/ХХ 122,12 117,1 142,0 142,0 154,2 1,2659(15’С) 1,22 (19° С) 1,020 1,029 (20° С/4° С) 1,024(99°С/4°С) 249 254,7 244,6 241 277,5 121,7 52,5 —30 34,5 95,0 1,5394(15° С) 1,6175 1,6019 (60°С) 1,6048(100° С) [13, 15, 16, 43] [17] [13] [13] [13. 17]
Переработка химических продуктов коксования
23 Справочник коксохимика,
Формула
Наименование веществ эмпирическая структурная
—— /У
Дифениленоксид С12Н8О У/ \/ о V/Z /У
Флуорен С13Н10 У/ \/ сн2
Антрацен 2,’
Карбазол 3 c12h„n W \/ NH
Фенантрен СМН1О =z ч_ —\
Акридин C13HBN 'У/ N
Продолжение табл. 14-7
— Молекулярная масса Плотность Температура, °C Коэффициент преломления и20 nD Литературная ссылка
кипения плавления
168,18 — 285,1 86 — [16]
166,21 — 297,9 115 — [16]
178,22 1,25 (27°С/4°С) 340,7 217 — [13]
167,2 — 353 245 — [23]
ч г' 178,2 1,025 336,8 100 1,6567(29°С) [13, 23]
179,21 1,0005 (19,7° С/4°С) 343,9 111 — [13]
Получение продуктов переработки сырого бензола и каменноугольной смолы 353
Продолжение табл. 14-7
Формула Температура, °C Коэффициент преломления и20
Наименование веществ эмпирическая структурная Молекулярная масса Плотность кипеиия плавления Литературная ссылка
Флуорантен Пирен Хризен CisHjo СцН1о CjgHig .А/ч \ А ) Aw 202,24 202,2 228,28 1,272 (22,7° С) 1,273 383,5 393,5 440,7 109 110,5 150 225 — [13, 18] [23] [23]
Скрытая теплота испарения 22 ккал. 2 То же, 38,7 ккал. 3 Скрытая теплота плавления 42,1 ккал. 4 То же 72,45 ккал.
Переработка химических продукта» коксования
Получение продуктов переработки сырого бензола и каменноугольной смолы 355
Таблица 14-8
Температура паров индивидуальных соединений
при различных давлениях, мм рт. ст.
Наименование Давление, мм рт. ст. Литера- турная ссылка
1 5 10 20 40 60 100 200 400 760
Бензойная кислота 96,0 Тверд. 119,5 Тверд. 132,1 146,7 162,6 172,8 186,2 205,8 227,0 249,2 [15}
Аценафтен Тверд. 114,8 131,2 148,7 168,2 181,2 194,7 222,1 256,0 277,5 [15]
Флуорен » 129,3 146,0 164,2 185,2 197,8 214,7 240,3 268,6 295,0 [151
Антрацен { 145,0 Тверд. 173,5 Тверд. 187,2 Тверд. 201,9 Тверд. 217,5 231,8 250,0 270,0 310,2 342,0 [15]
Карбазол Тверд. Тверд. Тверд. Тверд. Тверд. 248,2 265,0 292,5 323,0 354,8 [15]
Фенантрен 118,2 154,3 173,0 193,7 215,8 229,9 249,0 277,1 308,1 340,2 ИЫ
Акридин 129,4 165,8 184,0 203,5 224,2 238,7 256,0 284,0 314,0 346,0 |15|
Хризен — — —• — —• — 315,0 363,3 409,2 448 5 [17]
Примечание. Тверд, означает переход из твердой фазы в паровую, минуя жидкую.
Бензойная кислота
Бензойную кислоту получают из феноль-
ной и нафталиновой фракций каменно-
угольной смолы. В пересчете на бензонит-
рил в сырье содержится 0,019% бензойной
кислоты, из этого количества в фенольной
фракции находится 0,009% и в нафталино-
вой фракции 0,01%.
Бензойная кислота представляет собой
бесцветные моноклинические пластинки
или иглы, ее теплота сгорания из расчета
на 1 г молекулярной массы при атмосфер-
ном давлении и 20° С составляет 771,2 ккал
[14], теплоемкость (твердого вещества) при
20° С составляет 0,287 ккал/(кг • град) [14].
Растворимость бензойной кислоты представ-
лена данными табл. 14-9.
Откристаллизованную обесфеполсниую н
обеспиридиненную фенольную или нафта-
линовую фракцию или смесь этих фракций
подвергают ректификации с отбором узкой
фракции 205—210° С, обогащенной бензони-
трилом (рис. 14-7).
Фракцию обрабатывают в реакторе 1
35—40%-ным раствором едкого натра для
омыления бензонитрила. Раствор бензоата
натрия спускают в приемник 5, а остав-
шееся масло — в приемник 4. Бензоат
натрия усредняют 30%-ной серной кисло-
той (нейтрализуют свободную щелочь) в
аппарате 13 и продувают паром в колон-
не 6 для удаления примеси фенолов и
нейтральных масел. Очищенный раствор
бензоата натрия через фильтр 7 поступает
в реактор 8, в котором из раствора вытес-
няют бензойную кислоту 25—30 %-ной
серной кислотой.
Бензойную кислоту отделяют от маточ-
ного раствора на фильтре 10 или на цен-
трифуге. Для дополнительной очистки кис-
лоту перекристаллизовывают из горячей
воды в аппарате 11, снова фильтруют и
сушат, при этом получают 95%-ную кис-
лоту. Для полной очистки кислоту субли-
мируют в камере 12, в результате чего об-
разуется 99 %-ный продукт.
Бензойная кислота находит применение
при консервировании фруктов и других
продуктов; ее используют для синтеза ле-
карственных веществ, производства бензой-
нокпелого натрия и модификации алкид-
ных смол [43].
Индол
Индол получают из нафталиновой и по-
глотительной фракций. В нафталиновой
Таблица 14-9
Растворимость бензойной кислоты в 100 мл растворителя, г
Растворитель Температура, °C Литера- тура
4 1 5 17.5 18 25 70 75
Вода Эфир Этиловый спирт Бензол 0,18 47,1 0,21 0,27 15,0 12,2 2,2 2,2 [13, 43] [43] [13] [43]
23:
356
Переработка химических продуктов коксования
фракции находится 0,202% индола и в пе-
ресчете на смолу 0,0178%; в поглотитель-
ной фракции содержится 1,987% индола и
в пересчете на смолу 0,1930% [17].
Индол представляет собой бесцветные
листочки с резким фекальным запахом
Ж
Рис.
/, 8,
ДЛЯ
иой
зойной
холодильник; 3, 9
щелочи и серной кислоты; 4, 5 ~
приемники для масла и раствора
бензоата; 6, 13 — аппараты для
очистки бензоата паром и для ус-
реднения бензоата; 7, 10 — филь-
тры; 12 — сублимационная камера;
14 — сушильный аппарат
14-7. Схема получения бен-
зойной кислоты:
11 — реакторы соответственно
омыления, осаждения бензой-
кислоты и для промывки бен-
кислоты; 2 — обратный
мериики для
99 /ч - ный продукт
95 %-ный продукт
разбавленных растворах он имеет цветоч-
ный ' ~
рим,
рим.
HCI
сплавляется с твердой щелочью, нераство-
рим в водных растворах щелочи; легко
запах). В воде индол слабо раство-
в минеральных кислотах — нераство-
Под действием концентрированных
и H2SO4 индол полимеризуется;
Таблица 14-10
Выход и качество фракций при ректификации сырого индольного масла [26]
Интервал отбора фракций, °C Выход фракций, % от ин- дольного масла Плотность фракции Темпера- тура кристал- лизации фракции °C Выход кристаллов, % Температура плавления кристаллов °C Выход иидола из фрак- ции %
от фрак- ции от индоль- ного масла начала конца
®ода 1 до 150°С Бензол 1 0,8 6,6 — . — —
222—245 1,71 1,053 — —’ — . — — —
245—249,5 4,1 1,0592 30,0 26,7 1,1 44,5 51,0 38,0
249,5—251 5,4 1,0806 42,0 51,6 2,8 47,0 50,5 77
251—252 9,5 1,0878 42,0 72,4 6,9 47,0 50,5 72,4
252—253 17,8 1,0926 47,0 94,3 16,8 47,0 50,5 —
253—254 37,2 1,0926 47,0 96,2 35,8 47,0 49,5 —
254 8,7 1,0854 27,5 33,9 2,9 41,5 47,5 —
Остаток + потери 8,2 — —• — — — — —
Примечание. Флегмовое число при ректификации иидольиого масла равно
8—10.
Получение продуктов переработки сырого бензола и каменноугольной смолы
357
растворим в бензоле, спирте и других
растворителях.
Перекристаллизацию индола, предназна-
ченного для парфюмерной промышлепно-
Таблица 14-11
Перекристаллизация индола [26]
Температура охлаж- дения раствора, °C Из бензина (2 ч. на I ч.индола) Из спирта (0,5 ч. на 1 ч. индола)
выход, % температура плавления, °C ВЫХОД, ?о 1 1 i температура плавления, °C
25 76,2 78,0 51,5 50,0 49,8
10 93,4 90,5 51,4 76,4 49,6
0 90,5 95,5 — 81,6 49,7
сти, лучше вести из спирта при охлажде-
нии до 5—10° С (табл. 14-10—44-12).
Схема комплексного получения индола,
Р-метилнафталина и а-метилнафталина по-
казана на рис. 14-8.
Таблица 14-12
Перекристаллизация индола
из чистого спирта
Отношение сы- рой индол : ра- створитель Выход перекри- сталлизованного индола, % от исходного Температура кри- сталлизации, °C
сырого индола готового продукта
1:0,5 46,6 42,0 47,0
1:0,4 46 5 44,7 50,0
1:0,4 49,2 47,65 49,2
1:0,4 55,0 45,0 49,0
1:1 12,5 44,0 52,0
Согласно техническим условиям (ЧМТУ
2846—51)*, индол технический каменно-
угольный должен представлять собой бес-
цветную или слабо-желтого цвета кристал-
лическую массу, с резким специфическим
запахом, со следами углеводородов; пол-
ностью и легко растворяется в спирте, бен-
золе и других органических растворителях;
почти не растворяется в воде. Температу-
ра застывания (кристаллизации) не ниже
48° С; содержание веществ, нерастворимых
в бензоле, не более 0,5%.
* ФРГ выпускает индол чистый, содержащий
99—100% основного вещества [18].
Индол применяют в парфюмерной про-
мышленности, в качестве исходного веще-
ства в производстве стимуляторов роста
растений (гетероауксин и др.) и животных
(триптофан).
я-М етилнафталин
а-Метилнафталшн получают из нафтали-
новой и поглотительной флотаций смолы.
Ниже представлено содержание а-ме-
тилнафталина по фракциям, % [17]:
Фенольная.......................1,94
Нафталиновая....................3,45
Поглотительная..................5,40
Антраценовая....................0,78
Смола...........................1,00
По внешнему виду — это жидкость с си-
неватой флуоресценцией, бесцветная или
слабо-желтая. а-Метилнафталин техниче-
ский имеет характерный запах. Основную
массу продукта составляет 7-метилнафта-
лин; в качестве примесей присутствуют
2-метилнафталин, диметилнафталин, дифе-
нил, метилтионафтен. В воде а-метилнаф-
талин нерастворим; в эфире, ацетоне, бен-
золе, толуоле очень хорошо растворим, не-
сколько хуже растворяется в спирте. На
холоду растворяется в большом избытке
серной кислоты с образованием сульфо-
кислот; в щелочи — нерастворим.
Технические требования
(ГОСТ 3122—52) [19]
Температура застывания (кристаллиза-
ции), °C, не выше............... —20
Температура кипения (отгон 95% про-
дукта), °C...................... 238—244
Цетановое число, не выше........ 0,2
Концентрация ct-метилнафталина (ре-
актива), ...................... 98—100
Кроме того, выпускают а-метилнафта-
лин — реактив
В ФРГ выпускают а-метилнафталин
трех сортов: технический, технически чи-
стый и чистый с содержанием чистого ве-
щества соответственно 65, 90 и 98—100%
[18]. В год выпускают 1000 кг технического,
500 кг технически чистого и около 50 кг чи-
стого а-метилнафталина. В США выпуска-
ют продукт с температурой застывания
—20° С.
Пределы кипения по Энглеру следующие:
Температура, °C Отгон, %
239,6 5
До 242 95
а-Метилнафтали'Н применяют при синте-
зе красителей, пластификаторов и моющих
веществ; используют как эталон при опре-
делении цетановых чисел дизельных топ-
лив.
Р-Метилнафталин
fJ-Метилнафталин получают из нафтали-
новой и поглотительной фракций смолы.
Содержание по фракциям следующее, %:
Фенольная..............2,90
Нафталиновая ......... 5,18
Поглотительная ....... 8.11
Антраценовая ............ 1,18
Смола ..................1,510
Рис. 14-8. Схема комплексного получения
Получение продуктов переработки сырого бензола и каменноугольной смолы 359
По внешнему виду это белые или свет-
ло-желтого цвета моноклинические кри-
сталлы. р-Метилнафталин имеет характер-
ный для ароматических соединений запах,
он легко расгвюряется в органических рас-
творителях. Согласно техническим требова-
ниям (ЧМТУ 2875—51), температура
застывания должна быть не ниже + 32° С,
зольность — не выше 0,15%.
В ФРГ выпускают [З-метилнафталин
двух сортов: технически чистый (95% чи-
стого вещества) и чистый (98—100%
чистого вещества) [18].
р-Метилнафталин применяют для синтеза
викасола (кровоостанавливающего витами-
на К), синтеза красителей, пластификаторов
и моющих средств. Схема комплексного
получения индола, р-метилнафталина и
а-метилнафталина показана на рис. 14-8.
Исходным сырьем обычно служит погло-
тительное масло; в отдельных случаях в
качестве сырья можно использовать нафта-
линовое масло.
Поглотительное масло подвергают рек-
тификации из куба с колонной, имеющей
~ 35 теоретических тарелок. Отбор сырой
Р-метилнафталиновой фракции, выкипаю-
___________t________:______________
Калипладление для извлечения индола
Обезиндоленная фрак-
ция гзз-гчз-с И
щей в интервале температур 230—270° С,
составляет 25—30% от загрузки.
Остальные фракции и кубовые остатки
используют в смолоперегонном цехе. Фрак-
цию 230—270° С после обесфеноливания и
обеспиридинивания подвергают тонкой ре-
ктификации из того же куба с отбором
нафталиновой фракции (до 225° С), проме-
жуточной фракции 225—235° С, метилнаф-
талиновой фракции 235—245° С и кубовых
остатков.
Для получения индола используют раз-
дельно фракции 225—235° С и 235—245° С,
содержащие около 5% индола. Эти фрак-
ции сплавляют с твердым едким кали, взя-
тым в количестве 120% от теоретически
необходимого для реакции с индолом:
н2о.
NH
NK
Реакцию ведут при 170—240° С в течение
2—4 ч при размешивании до прекращения
выделения реакционной воды; после этого
выключают мешалку, дают реакционной
массе отстояться в течение 15—20 мин и
спускают нижний слой (индол-калий) в
специальный приемник, а оставшееся обез-
индоленное масло направляют в храни-
лище.
После охлаждения индол-калий дробят и
промывают на холоду бензолом .для уда-
ления масел; затем отделяют бензольный
слой. Промытый индол-калий подвергают
гидролизу при 50—70° С. Выделившийся
Тонкая ректификация
индола; 0-метилнафталина и а-метилнафталина
360
Переработка химических продуктов коксования
воднощелочной слой направляют на реге-
нерацию.
Полученное при гидролизе сырое индоль-
ное масло (о качестве его можно судить
по данным табл. 14-10) подвергают ректи-
фикации в небольшой (до 20 теоретических
тарелок) колонне. Схема переработки отби-
раемых фракций показана на рис. 14-8.
Для получения чистого индола исполь-
зуют фракцию 225—256° С.
Для производства метилнафталинов ис-
пользуют обезындолениую фракцию 235—
245° С; ее подвергают повторной четкой
ректификации с отбором узких фракций
237—241° С (кристаллизующейся) и 241—
245° С (некристаллизующейся). Из фрак-
ции 237—241° С выделяют р-метилнафта-
лин путем кристаллизации при обычной
температуре и дополнительного охлажде-
ния до 0° С и ниже. Кристаллы, отделен-
ные от маточного раствора центрифугиро-
ванием, прессуют на гидравлическом прес-
се при 100—150 атм. Прессованный р-ме-
тилнафталин расплавляют при 40—45° С,
фильтруют для отделения механических
примесей и разливают в тару как готовый
продукт.
Для выделения а-метилнафталина сме-
шивают оттеки от фугования (3-метилнаф-
талнна и некристаллизующуюся фракцию
241—245° С. Смесь промывают концентри-
рованной серной кислотой в количестве
3—5% для удаления непредельных ве-
ществ (эту операцию можно опустить, если
нет необходимости в получении продуктов
марки х. ч.), затем нейтрализуют и разде-
ляют на узкие фракции (237—241° С,
241—245° С, кубовые остатки). Фракции
237—241° С и 241—245° С вымораживают
и фильтруют для отделения р-метилнафта-
лина. Маточные растворы представляют со-
бой технический а-мет,илнафталин.
Качество сырой, составляющей 30—35%
от поглотительного масла, Р-метиляафтали-
новой фракции, поступающей на первичную
ректификацию, иллюстрируется следующи-
ми данными:
Плотность при 20° С................1,033
Температура начала кипения, °C..... 234
Величина отпона при следующей темпе-
ратуре, °C, %:
235 ................... 1
240 ................... 15
245 ................... 34
250 ................... 52
255.................... 54
260 ................... 71
265 ................... 81
270 ................... 88
275 ................... 91
280 ................... 95
Содержание фенолов — 0,3%, основа-
ний— 0,2% и нафталина—11,6%.
Пределы кипения метилнафталиновой
фракции, поступающей иа окончательную
ректификацию:
Ниже дан выход узких фракций при
окончательной ректификации, % от загруз-
ки [26]:
Нафталиновая............................15
Промежуточная........................... 8
Основная метилнафталнновая..............25
Индольная...............................10
Кубовые остатки ........................38
Потери.................................. 4
Температура кристаллизации бинарной
смеси а- и р-метилнафталинов:
Р-Метнл- нафталин % Температура кристаллиза- ции, °C Р-Метил- нафталип % Температура кристаллиза- ции, °C
100 33 40 — 19
90 27 30 —32
80 20 20 —45
70 1 1 19 —46
60 1 1 10 —43
50 10 0 —35
Аценафтен
Аценафтен выделяют из поглотительной
и антраценовой фракций. В табл. 14-13 ука-
зано содержание аценафтена во фракциях
смолы заводов Востока и Юга.
Таблица 14-13
Содержание аценафтена, %
Заводы Фракции
поглоти- : тельная । антраце- новая I антраце- новая II смола
Востока .... Юга 7,24 12,73 1,774 1,98 2,378 1,27 1,60
Аценафтен представляет собой белые
игольчатые кристаллы.
Растворимость аценафтена в 100 мл ра-
створителя приведена в табл. 14-14.
Таблица 14-14
Растворимость аценафтена в 100 мл
растворителя, г [24]
Температура растворения °C Растворитель
этиловый спирт толуол пиридин
10 20,09
20 1,40 29,29 21,9
30 .— 42,45 33,5
40 — 62,03 51,0
50 — 92,03 68,8
60 140,90 124,7
70 — 231,9 217,6
80 — 447,6 419,4
Теплота сгорания аценафтена равна
9865 ккал/кг [17], насыпная масса техничес-
кого и чистого продукта 0,635 т/м3
Температура, °C...................................... 235 240 245 250 255 260
Отгон, % (объемн.) .................................. 0.5 55 85 88 95 96
Получение продуктов переработки сырого бензола и каменноугольной смолы
361
Схема получения аценафтена показана на
рис. 14-9.
Поглотительное масло подвергают ректи-
фикации с отбором сырой аценафтеновой
фракции; последнюю повторно ректифици-
руют из куба с тарельчатой колонной (40—
50 тарелок) с отбором трех узких аценаф-
теновых фракций (I, II и III). Все аценаф-
теновые фракции кристаллизуют отдельно.
Выделившиеся кристаллы технического аце-
6 поглотительное
продукции.
продукции
масла
Рис. 14-9. Схема получения аценафтена
Таблица 14-15
Выход и пределы отбора фракции
при первичной ректификации
поглотительного масла
Фракция Выход Пределы отбора фракций °C
Нафталиновая .... Метилнафталиновая 10—12 До 225
(индольная) .... Сырая: 20—25 225—250
аценафтеновая . . дифениленоксид- 20 250—280
ная 15—20 280—290
флуореновая . . . 15—20 290—310
Кубовые остатки . . 10—20 —
нафтена отделяют центрифугированием (с
пропаркой на центрифуге для удаления ма-
сел) . Оттеки используют в качестве погло-
тительного масла или направляют на пов-
торную ректификацию для дополнительного
выделения аценафтеновой фракции.
Выход и пределы отбора фракций при
первичной ректификации поглотительного
масла даны в табл. 14-15, а при повторной
ректификации сырой аценафтеновой фрак-
ции — в табл. 14-16.
Флегмовое число при окончательной рек-
тификации составляет 3—4; скорость отбора
первых фракций 100—150 л/ч и аценафтено-
вых фракций 250—300 л/ч.
Выход чистого аценафтена (от его ресур-
сов в сырой аценафтеновой фракции) сос-
тавляет 39%.
Потери аценафтена с откристаллизовап-
ным маслом (оттеками) 20,6%.
362
Переработка химических продуктов коксования
Таблица 14-16
Выход и пределы отбора фракций
при повторной ректификации сырой
аценафтеновой фракции
Фракция Пределы отбора, °C Выход фрак- ции, % от сырой Содержание аценафтена во фракции, %
Вода + легкий погон
Нафталиновая . . . .
Метилнафталиновая
Промежуточная (пог-
лотительное масло)
Аценафтеновая:
I.............
II.............
III.............
Кубовые остатки . .
Потери..............
До 180 2,7 —
До 225 12,9 —
225—245 4,8 2,6
245—255 11,5 6,0
255—265 4,7 22,6
265—275 17,3 26,8
275—278 6,2 22,6
— 35,8 —
— 4,1 —
Потери аценафтена в головных фракциях
и кубовых остатках 41,0%.
Технические условия
(ЧМТУ 4854-54) [19]
Аценафтен технический
Температура застывания, °C, не ни-
же ............................ 91
Содержание золы, %, не более . . 0,2
Содержание воды, %, не более . . 3,0
Аценафтен — препарат
для лабораторных работ
(чистый ВТ& 196—60)
Внешний вид.....................Бесцветные
кристаллы
Содержание основного вещества, %,
не менее........................ 98
Температура кристаллизации, °C,
не ниже......................... 92,3
Остаток при прокаливании, %,
ие более ....................... 0,1
Температура кипения, °C........... 276,5—277,5
В ФРГ выпускают аценафтен двух марок:
технически чистый (97—98% чистого ве-
щества) и чистый (98—100% чистого веще-
ства) [18].
Аценафтен применяют при получении по-
лупродуктов для красителей и мономеров
для пластмасс (аценафтенхинон, нафтале-
вый ангидрид, нафталинтетракарбоновая
кислота, аценафтилен и др.).
Дифениленоксид
Дифениленоксид получают из поглоти-
тельной или первой антраценовой фракции.
В табл. 14-17 указано содержание дифени-
леноксида во фракциях по фактическому
выходу готового продукта (17].
Схема получения дифениленоксида пока-
зана на рис. 14-10.
Технический дифениленоксид выделяют
нз поглотительного или первого антрацено-
вого масла путем повторной четкой ректи-
фикации на колонне с 40—50 тарелками с
отбором узких фракций, которые затем
подвергают кристаллизации и очистке.
Таблица 14-17
Содержание дифениленоксида
во фракциях
Заводы В поглоти- тельной, % В антраце- новой, % К смоле, %
I И
Юга 4,49 1,25 0,691
Востока .... 2,68 1,16 0,34 0,506
При небольшом объеме производства
сырьем могут служить также кубовые ос-
татки от ректификации сырой аценафтено-
вой фракции, из которых при дальнейшей
ректификации выделяют дифениленоксид-
ную фракцию. В любом случае узкую ди-
фениленоксидную фракцию отбирают по из-
менению плотности в пределах повышения
ее от 1,081 до 1,099 и последующего пони-
жения от 1,099 до 1,064. Эта фракция вы-
кипает в пределах 278—288 или 280—290° С
(температуры корректированные). Из нее
после кристаллизации и фильтрования или
центрифугирования и прессования выделя-
ют сырой дифениленоксид. После двукрат-
ной перекристаллизации из спирта при от-
ношении (1 :2), фильтрования и сушки по-
лучают технический дифениленоксид. Выход
дифениленоксидной и других фракций при
ректификации указан выше (см. пункт
«Аценафтен»).
Выход кристаллов из дифениленоксидной
фракции составляет ~40%, выход дифеии-
леноксида после первой перекристаллизации
~72% по фактической массе, выход техни-
ческого дифениленоксида после второй пе-
рекристаллизации —-90% от взятого на пе-
рекристаллизацию.
Для получения чистого дифениленоксида
сырой дифениленоксид подвергают ректи-
фикации для отбора более узкой дифени-
леноксидной фракции; пределы отбора
фракции 281—286° С (температуры коррек-
тированные).
Для освобождения от фенолов и непре-
дельных соединений ее растворяют на хо-
лоду в четырех частях бензола и 2 раза
промывают при интенсивном перемешива-
нии в течение 15 мин серной кислотой, взя-
той в количестве 3% (объемн.). Бензольный
раствор после отделения отработанной кис-
лоты промывают водой, нейтрализуют ед-
ким натром и вторично промывают водой.
Из нейтрализованного и промытого во-
дой раствора отгоняют бензол, а затем рек-
тифицируют дифениленоксид с отбором
следующих фракций:
Фракция при тем- „
пературе, °C Содержание, %
До 284 6,7
284—286 83,6
286-287 5.5
Фракцию, выкипающую в пределах 284—
286° С, подвергают двукратной перекристал-
Получение продуктов переработки сырого бензола и каменноугольной смолы
363
лизации из спирта-ректификата, взятого в
соотношении 1 : 1,5 или 1 :2.
Выпавший после охлаждения дифенилен-
оксид отфильтровывают под вакуумом от
маточного раствора, промывают на фильтре
небольшим количеством спирта и сушат
при 80—90° С. Выход кристаллов после
каждой перекристаллизации колеблется в
пределах 90—93%.
Пределы кипения чистого дифениленокси-
да следующие:
Фракция при температуре, °C
Содержание
%
До 284 ........................ 8,6
284—285 .................... 17,9
285—286 .................... 68,1
286—287 ..................... 1,0
Кубовые остатки ............. 4,4
фракцией.
Рис. 14-10. Схема получения дифениленоксида
После первой перекристаллизации темпе-
ратура плавления основных кристаллов сос-
тавляет 82,G—83,2° С; температура плавле-
ния кристаллов, выделенных из маточного
раствора, 81,4—82,Г С.
После второй перекристаллизации точка
плавления кристаллов чистого дифениленок-
сида составляет 82,6—83,3° С, а кристаллов,
выделенных из маточного раствора, 81,7—
82,5° С.
Технические условия
Внешний вид.................Белые кристаллы
Температура м- кристаллиза-
ции, не ниже, °C ......... 81,6
Растворимость в метаноле,
не более, % ........ 15 — 16
Окраска с H2SO4:
холодной.....................От бесцветной до
слабо-желтой
горячей......................От слабо-розовой
до слабо-коричневой
364
Переработка химических продуктов коксования
В ФРГ выпускают дифениленоксид двух
сортов: технически чистый (95% основного
продукта) и чистый (98—100% основного
продукта) [18].
Применяют дифениленоксид в лаборатор-
ной практике; его можно использовать для
получения инсектицидов, красителей, синте-
тических моющих веществ и др.
Флуорен
Флуорен получают из поглотительной и
антраценовой фракций. Ниже дано содер-
жание флуорена по фракциям, % [17]:
Поглотительная......... 12,73—6,67
Антраценовая:
первая.................. 1 , 9 8—3 , 14
вторая................. 0,43
Флуорен представляет собой бесцветные
листочки (при кристаллизации из спирта)
[13]. Он нерастворим в воде, слабо раство-
рим в спирте, растворим в бензоле, серо-
углероде; очень хорошо растворим в эфире
[13].
Данные по растворимости флуорена в
100 мл растворителя представлены в табл.
14-18 [30].
Растворимость флуорена в 100 мл растворителя, г
Растворитель Температура, °C
10 20 30 40 50 60 70 80
Этиловый спирт 1,32 1,82 2,3 3,10 4,27 6,40 9,85 16,6
Толуол 17,74 21,0 30,01 42,13 46,03 84,03 121,7 183,1
Пиридин 16,28 24,4 33,28 47,12 66,7 95,24 138,4 208,2
Технические условия [19]
Экспериментальная теплота образования
при 25° С составляет — 2119,857 ккал/моль,
расчетная при этой же температуре равна
— 2121,302 ккал/моль [29].
Теплота сгорания твердого вещества при
760 мм рт . ст. и 20° С составляет
1584,9 ккал/моль [14].
Для получения флуорена поглотительную
или антраценовую фракцию подвергают
ректификации (см. схему получения дифе-
ннленоксида) с отбором сырой флуорено-
вой фракции, выкипающей в пределах 290—•
310° С. Из этой фракции флуорен можно
выделить ректификацией или калиплавле-
нием.
По первому методу сырую флуореновую
фракцию 290—310°С [конец поглотительной
(2% от смолы) и начало антраценовой (2—
3% от смолы)] подвергают четкой ректифи-
кации (см. «Дифениленоксид») с отбором
узких фракций. Отфугованные кристаллы
фракции 292—302° С представляют собой
сырой флуорен. Перекристаллизацией его
из бензина или сольвента, взятых в соот-
ношении 1 : 2,5, получают технический флуо-
рен.
По второму методу сырую флуореновую
фракцию подвергают четкой ректификации
с отбором узких фракций; фракцию 292—
302° С сплавляют с едким кали при 280—
300° С. Калиплав подвергают гидролизу.
Выделившийся сырой флуорен отделяют
фильтрованием и подвергают ректификации.
Из узкой фракции 292—298° С после пере-
кристаллизации из сольвента получают тех-
нический флуорен. Оба метода практичес-
ки равноценны.
Для получения чистого продукта техни-
ческий флуорен независимо от метода его
получения подвергают дополнительной очи-
стке. Флуорен моют серной кислотой в бен
зольном растворе. Соотношение флуорена
к бензолу 1 : 5, количество серной кислоты
6%. Смесь нейтрализуют щелочью и промы-
вают водой. После удаления растворителя
флуорен перегоняют и перекристаллизовы-
вают последовательно из мытого бензина и
спирта при соотношении флуорена к раст-
ворителю для бензина 1 : 2,5 и для спирта
1 : 6.
После двух перекристаллизаций из бен-
зина и трех перекристаллизаций из спирта
получают чистый флуорен с температурой
плавления 115,0—115,4° С. Выход его от
технического флуорена составляет 41%.
Таблица 14-18
Температура плавления, °C:
технического флуорена............. 100
очищенного ................... 113—114
чистого (реактива) (ВТУ № 195—
59)............................... 114-115
Внешний вид флуорена чистого . . . Бесцветные
кристаллы
Его температура кристаллизации,
°C, ие ниже........................ 112
Остаток после прокаливания, %
(вес.), не более .................. 0,1
В ФРГ выпускают флуорен двух марок:
технически чистый (95—97% основного ве-
щества) и чистый (98—100% основного ве-
щества) [18].
Флуорен используют для синтеза краси-
телей, синтеза винилфлуорена — сырья для
лаков, клеев и др., а также для получения
физиологически активных веществ.
Антрацен и карбазол
Антрацен
Антрацен получают из сырого антрацена,
выделяемого из антраценовой фракции ка-
менноугольной смолы; в смоле его содер-
жится около 1%. Антрацен представляет
собой моноклинические бесцветные листоч-
ки. При 760 мм рт. ст. и 20° С теплота сго-
рания твердого вещества составляет
1700,4 ккал/моль [14]; теплота сублимации
Получение продуктов переработки сырого бензола и каменноугольной смолы
365
Таблица 14-19
Растворимость чистого антрацена в 100 мл растворителя, г
Растворитель Температура, °C
15,5 30 50 80 1 00
Бензол 1,5 2,10
Толуол 0,53 1,19 3,10 7,88 12,2
Сольвент I очищенный (145—165° С) . . 0,46 1,42 2,90 6,58 10,10
Сольвент II сырой (152—179° С) . . . . Сольвент-нафта тяжелая (165—185° С) 0,60 1,71 3,25 7,20 8,32
(тяжелый бензол) Пиридин: 0,32 1,35 3,10 7,65 10,53
легкий (125—150° С) 0,85 2,15 4,10 11,22 16,72
тяжелый (202—247° С) 0,38 1,40 2,98 7,87 8,82
водный (94—96° С) 0,0 0,0 0,001 1,53 —
Хлороформ 0,83 1,64 7,10 — —
Сероуглерод 0,52 1,62 — — —
Ацетон 0,84 1,42 2,48 — —
Четыреххлористый углерод 0,67 — — — —
Бензин (90—164° С) 0,12 0,37 0,76 — —
Этиловый эфир 0,70 1,03 — — —
2300 ккал!моль [23]. Растворимость чистого
антрацена в 100 мл растворителя дана в
табл. 14-19 [31].
Под действием разбавленной азотной кис-
лоты антрацен переходит в 9-нитроаптра-
цен; в присутствии концентрированной
азотной кислоты антрацен окисляется до
антрахинона; при добавлении серной кисло-
ты идет процесс сульфирования до образо-
вания смеси 1,5- и /,3-дисульфокислот ан-
трацена (/,8-дисульфокислота преобладает
при низких температурах сульфирования).
Карбазол
Карбазол (дибензопиррол) представляет
собой бесцветные листочки, теплота сгора-
ния жидкого вещества при 20° С составляет
8822 кал)г. Растворимость карбазола ука-
зана в табл. 14-20.
Карбазол слабо растворим в уксусной
кислоте, нерастворим в воде.
Для получения обогащенного антрацена и
карбазола сырой антрацен подвергают или
перекристаллизации из растворителей—пи-
ридиновых оснований, ацетона, фурфурола,
Таблица 14-20
Растворимость карбазола
в 100 мл растворителя,
г
Растворитель Температура, °C
15,5 30 50 80 100
Бензол 0,72 1,01 5,05 — —
Толуол 0,42 0,78 1,60 2,9 4,78
Сольвент I очищенный (145—165° С) . 0,48 0,78 1,37 з.о 3,72
Сольвент 11 сырой (152—179° С) . . . . 0,54 0,94 1,70 3,84 7,0
Бензол тяжелый (165—185° С) 0,48 0,75 1,62 3,63 4,70
Пиридиновые основания легкие (125—
150° С) 12,45 16,9 26,74 66,8 —
Пиридиновые основания тяжелые (202—
247° С) 2,72 4,1 10,57 16,54 22,87
Пиридин водный (94—96° С) 0,42 0,81 1,9 4,7 —
Хлороформ — 0,6 1,08 •—' —
Сероуглерод — 0,44 — '— —
Ацетон 6,12 9,74 62,4 — —
Четыреххлористый углерод — — — — —
Бензин (94—164° С) 0,11 0,12 0,16 — —
Этиловый эфир 2,54 2,90 —* — —
36
Переработка химических продуктов коксования
или калиплавлению, основанному на обра-
зовании химического соединения карбазола
с едким кали и отделении его после отстаи-
вания от углеводородного слоя, в котором
остается антрацен.
Рядовой сырой антрацен обычно содер-
жит 25—35% антрацена, около 20—25%
карбазола, до 30% фенантрена; остальное
составляют каменноугольные масла и вы-
сококипящие продукты.
Для более легкого обогащения сырой ан-
трацен перед очисткой подвергают реди-
стилляции.
Материальный баланс и схема редистил-
ляции приведены на схеме получения 95 % -
ного антрацена обогащением пиридиновы-
ми основаниями (см. рис. 14-13).
При производстве обогащенного антраце-
на и карбазола более рационально брать за
основу специально отбираемую первую ан-
траценовую фракцию, выход которой сос-
тавляет 12—14% от смолы. Антраценовая
фракция I начинает кипеть при 300° С, 95%
вещества отгоняется до 350° С (температу-
ра корректированная). В антраценовой
фракции II до 360° С отгоняется не более
26—40%. Во фракции I содержится 58—
87% антрацена от его ресурсов в смоле, во
фракции 11 16,9%.
Таблица 14-21
Свойства растворителей
Свойства
Молекулярная масса . .
Плотность при 20° С . .
Коэффициент объемного
расширения ............
Пределы кипения, °C:
начало ................
конец .............
Теплоемкость при 20° С,
кал/г:
ортоизомера . . . .
метаизомера . . . .
параизомера . . . .
Скрытая теплота испаре-
ния, кал/г:
ортоизомера ....
метаизомера . . . .
параизомера . . . .
106,08 0,863+ ±0,003 79,05 0,981
0,88151 1,0034
136,5 141,5 ] 115— ) И5,3
0,417
0,408
0,406
Примерные условия отбора фракции
Температура, °C;
на выходе из испарителя ступени II..................
» верху антраценовой колонны........................
Величина орошения, подаваемого на антраценовую колонну,
% от смолы..............................................
Расход пара в антраценовой колонне, % от смолы.........
Место отбора фракции ..................................
368-373
260
7, 1-7.2
0,5—0.75
12—14-я тарелки (считая
снизу)
Реагентами для получения обогащенного
антрацена и карбазола служат едкое кали
и растворители — ксилол, пиридиновые ос-
нования.
Едкое кали техническое (ГОСТ 3901—37)
характеризуется следующими показателя-
ми:
Молекулярная масса .... 56,11
Плотность при 2 0° С .... 2,12
Температура плавления без-
водного продукта, °C . . . 3 60
Ивет....................... «А» — белый или
светло-серый;
«Б» — сиреневый или
слабо-фиолетовый
Содержание чистого КОН,
%•
высший сорт......................... 9 6
сорт «А»....................... 92
сорт «Б»....................... 88
Скрытая теплота плавления,
ккал! мо ль ...................... 1,9 8
В табл. 14-21 указаны свойства раствори-
телей, необходимых для окончательной
очистки антрацена.
Схема получения 85%-ного антрацена
калиплавлением показана на рис. 14-11 [21].
Сырой 18—20%-ный (и более) антрацен
со склада 1 транспортером 2 подают в пла-
вильник 3, снабженный рамочной или якор-
ной мешалкой и конденсатором-холодиль-
ником для паров воды и масел, удаляю-
щихся в процессе плавления сырого антра-
цена. Плавильник 3 должен обогреваться
дымовыми газами и др., чтобы обеспе-
чивать расплавление и нагрев сырого ант-
рацена до 150° С.
Расплавленный антрацен поступает в ре-
актор 4, в который предварительно загру-
зили расплавленное едкое кали (при 400—
450° С) или чешуированное твердое едкое
кали (загрузка через бункер). Реактор 4
снабжен быстроходной пропеллерной ме-
шалкой. Для обогрева до 240—260°С ис-
пользуют дымовые газы или высокотемпе-
ратурный органический теплоноситель
(ВОТ). Реактор снабжен еще конденсато-
ром-холодильником для паров реакционной
воды и масел; воду сбрасывают в канали-
зацию, масла поступают на изготовление
шпалопропиточного масла или же исполь-
зуются как горячее. После 2—4-ч переме-
шивания сырого антрацена с едким кали
при 230—240° С и после прекращения выде-
ления реакционной воды смесь из реактора
через обогреваемый пробковый кран диа-
метром не менее 2" направляют в обогре-
ваемый до 210° С отстойник 5, который
снабжен спускными кранами, расположен-
ными по высоте. После 3—4 ч отстаивания
Получение продуктов переработки сырого бензола и каменноугольной смолы
367
при 190—210° С спускают верхний отстояв-
шийся углеводородный слой (антрацен +
+ фенантрен + масла и др.) в меланжер с
рамочной мешалкой 6, куда предварительно
загружают холодный ксилол (сольвент или
другой растворитель). Углеводородный
слой спускают медленно при работающей
Рис. 14-П. Схема получения 85%-иого антрацена
калиплавлением:
I — склад; 2 -- транспортер; 3 — плааильиик;
4 — реактор; 5 — отстойник; 6 — меланжер:
7 — центрифуги; 8 — дистилляционный куб,
9 — конденсатор; 10 — растворитель; 11 — кри-
сталлизатор; 12 — фильтр; 13 — сушильный шкаф
мешалке, следя за тем, чтобы температура
в меланжере 6 не поднималась выше 110—•
120° С. Меланжер 6 должен иметь рубашку
для подогрева содержимого (подача пара в
рубашку) или охлаждения (подача воды);
аппарат должен также иметь обратный хо-
лодильник во избежание потерь раствори-
теля — ксилола. При спуске в меланжер
верхнего слоя его содержимое охлаждают.
По достижении 20—25° С выделившиеся
кристаллы отделяют от маточного раствора
на центрифуге 7. Маточный раствор после
центрифуги поступает в дистилляционный
куб 8, в котором из него регенерируют кси-
лол. Последний, пройдя через конденсатор
9, возвращается в цикл. Оставшийся в кубе
фенантреновый концентрат (сырой фенан-
трен) подвергают дальнейшей ректифика-
ции с отбором фракции 320—340° С, из ко-
торой после гидравлического прессования
получают прессованный фенантрен с выхо-
дом до 12,8% от исходного сырого антра-
цена. Кристаллы антрацена (54—55%), ос-
тавшиеся на центрифуге 7, передают в ме-
ланжер 6 для повторной перекристаллиза-
ции из ксилола при ПО—120° С. После ох-
лаждения смеси до 20—25° С кристаллы и
маточный раствор разделяют центрифугиро-
ванием; маточный раствор используют для
первичной кристаллизации верхнего (угле-
водородного) слоя, а кристаллы передают
в растворитель 10, где их снова растворяют
в ксилоле. Горячий' раствор, пройдя через
фильтр для горячего фильтрования 12, по-
ступает в кристаллизатор 11, в котором
при охлаждении выделяются кристаллы
технически чистого антрацена.
Эти кристаллы после отделения маточно-
го раствора на центрифуге 7 поступают в
сушильный шкаф 13. После сушки при
100° С под вакуумом 300—500 мм рт. ст.
получают товарный антрацен технически
чистый, содержащий 85—89% основного
продукта *. Часть маточного раствора прн
этом используют для второй перекристал-
лизации, а другую часть — для регенерации
из него ксилола дистилляцией из куба 8.
Схема получения 95—98%-ного карбазо-
ла калиплавлением показана на рис. 14-12.
Нижний слой из отстойника 1 прн 190—
210° С спускают в железный аппарат с ме-
шалкой — гндролизер 2, в который предва-
рительно наливают воду (желательно кон-
денсат или раствор едкого кали от преды-
дущей операции гидролиза). Плав спускают
через обогреваемую сетку с отверстиями
5 мм при работающей мешалке гидролизе-
ра (перемешивание должно быть очень ин-
тенсивным) .
Спуск плава продолжается 1—2 ч. Гид-
ролиз в основном заканчивается в течение
этого времени (максимально потребное вре-
мя 14 ч). После некоторого отстаивания
верхний слой (раствор щелочи) через нутч-
фильтр спускают в приемник. Если раствор
содержит около 200 г/л щелочи, то его нап-
равляют на регенерацию или для получения
поташа, который используют для очистки
газа от серы на этом же производстве.
Выделившийся сырой карбазол с остатка-
ми щелочного раствора выдают пз гидро-
лизера 2 на центрифугу 3, на которой отде-
ляют сырой карбазол, промывая его водой
и пропаривая паром. При большей щелоч-
ности сырой карбазол повторно обрабаты-
вают горячей водой и снова центрифугиру-
ют. Слабые растворы щелочи (маточные
1 Если обогащению подвергают реднстиллиро-
ванный сырой антрацен или сырой антрацен, вы-
деленный нз антраценовой фракции I, полностью
выкипающий до 350° С. то обогащенный продукт
содержит 93 —95% антрацена.
368
Переработка химических продуктов коксования
растворы) собирают в сборник 6, из кото-
рого растворы направляют на гидролиз но-
вых порций калиплава. Сырой фугованный
карбазол передают в сушильный шкаф 5, а
затем после освобождения от влаги — в
сублимационную камеру 7 или непосредст-
венно на перекристаллизацию из ксилола.
Сублимацию ведут при 180—240° С, темпе-
ратуру в камере поддерживают около
150—240° С. Сублимат (или сырой карба-
Смесь антраценового
слоя и калиплава
659ке антра-\
ценового ,—L
Наперекрис-
таллизацик
Калиплавна
гидролиз
190 кг сопке
радов _ заике
1320 кг воды
200г/лраствора
КОн нарегенёра-
цию или получе-
ние поташа
gfci
310 кг
карбазола'
1900
1900кг
6
573кг ксилола сосклаоа
173кг
9
11-
10
1166кг
1236кг
I на
Тление
7гЩг\
150кг
3
10
123кг
103кг товарного
карбазола
i
* is
1730кг
3
12
70кг кубовых остатков
Регенерированный__________
ксилол
Рис. 14-12. Схема получения 95—98%-кого карба-
зола калиплавлением:
/ — отстойник; 2 — гидролизер; 3 — центрифу-
га; 4 — иутч-фильтр; 5 — сушильный шкаф;
б — сборник раствора щелочи; 7 — сублимацион-
ная камера; 8, 10 — аппараты для перекри-
сталлизации; 9 — фильтр; 11 — конденсатор;
12 — куб
зол) при перекристаллизации растворяют в
ксилоле (110—120° С) в аппарате 8. Горя-
чий раствор пропускают через фильтр .9 и
направляют в меланжер 10, где его охлаж-
дают до 20—25° С. Выпавшие кристаллы
карбазола отделяют на центрифуге 3 и в
случае необходимости повторно перекри-
сталлизовывают, после чего сушат в су-
шильном шкафу. После этого получают уже
товарный 93—95%-ный карбазол. Маточ-
ный раствор от второй перекристаллизации
после отделения карбазола на центрифуге 3
поступает на первую перекристаллизацию,
а маточный раствор после первой перекри-
сталлизации подвергают разгонке в кубе
12. Регенерированный при этом ксилол,
пройдя конденсатор 11, возвращается в
цикл, а кубовые остатки поступают на ка-
липлавлепие (в случае потребности в кар-
базоле) или на сжигание.
Из схемы переработки сырого карбазола
может быть исключена сублимация, если к
товарному карбазолу не предъявляют спе-
циальных требований в отношении чистоты
продукта.
Следует указать, что на схеме даны две
группы аппаратов для двух-трех ступеней
практике же доста-
перекристаллизации, на
точно иметь только один растворитель, кри-
сталлизатор и центрифугу, в которых мож-
но провести перекристаллизацию последо-
вательно
в 2—3 приема.
Для очистки антрацена до сте-
пени реактива и получения 96% -
ного продукта 85—89%-ный ан-
трацен подвергают сублимации
при 180—240° С. Из куба емкостью
100 л 60 кг антрацена сублими-
руются без подачи инертного газа
или пара 70—100 ч. Выход субли-
мата составляет 92% от 100%-но-
го антрацена или ~85% по фак-
тической массе. Сублимат содер-
жит 96% аитрацена и 2,5—3,5%
карбазола.
96%-ный антрацен перекристал-
лизовывают из пиридина, взятого
в отношении 5 : 1, или из ацетона;
затем фильтруют, промывают на
фильтре тем же чистым раствори-
сушат под вакуумом (при ~100°С).
телем,
Выход составляет около 80—85% от взято-
го на перекристаллизацию; чистый антра-
цен содержит 98—99% основного продукта.
Для повышения качества продукт повторно
перекристаллизовывают. Выход при пов-
торной перекристаллизации равен 85% от
взятого на перекристаллизацию; продукт
содержит 99,0—99,5% чистого вещества.
Растворитель регенерируют отгонкой, по-
тери при отгонке составляют 2%. Кубовые
остатки возвращают в исходный антрацен.
Для дальнейшей очистки 95—97%-ный
карбазол повторно перекристаллизовывают
из ксилола или толуола (1:14—16ч). при
105—120° С. Последовательность операций
и выходы те же, что и для антрацена. В
табл. 14-22 указаны плотность калиплава и
верхнего слоя.
Насыпная масса сырого антрацена при
20° С составляет 0,600 т/м3, а чистого ан-
трацена при этой же температуре составля-
ет 0,320 т/м3.
Ниже приведены температуры полного
расплавления антрацена различной кон-
центрации, °C:
Концентрация, %:
18 125—135
25 135-145
30 155
Температуры полного расплавления ан-
трацена различной концентрации камен-
ноугольного масла, взятого в различном
соотношении, следующие, °C:
Получение продуктов переработки сырого бензола и каменноугольной смолы
369
25%-ный антрацен-|-каменноугольное масло
25%-ный » _|_ » »
3 0%-ный » 4- » »
30%-ный » 4- » »
(1:1)
(1:2)
(1:1)
(1:2)
125—130
104 — 110
130—150
113—120
Таблица 14-22
Плотность калиплана и углеводородного
слоя
Плотность при темпе-
ратуре, °C
Наименование
20 1(140 175 210
Верхний (углево-
дородный) слой
Калиплав с 18,6%
свободной ще-
лочи ............
Калиплав без сво-
бодной щелочи
1,069—
1,074
1,969
1,92
1,622 1,515
Схема получения 95%-ного антрацена и
95—97%-пого карбазола по методу пере-
кристаллизации из пиридиновых оснований
показана на рис. 14-13.
В качестве сырья служит сырой антра-
цен с содержанием чистого вещества не
ниже 35%.
Чтобы обеспечить получение 93—95%-ко-
го антрацена, сырой антрацен подвергают
редистилляцни для удаления высококипя-
щих примесей. Если в смолоперегонных це-
хах отбирают специальную антраценовую
фракцию (12—14% от смолы), выкипающую
на 95% до 350° С, то выделяемый из нее сы-
рой антрацен в редистилляции не нуждает-
ся. Данные по специальной антраценовой
фракции приведены при описании метода
калиплавления.
Сырой антрацен со склада загружают в
бункер 7, из которого передают в плавиль-
ник 2, обогреваемый отходящими дымовы-
ми газами. Сырой антрацен расплавляется
при 140° С, при этой же температуре отго-
няется вода. Расплавленный сырой антра-
цен погружными насосами подают в дис-
тилляционный куб 3, обогреваемый газом и
оборудованный ректификационной 12—15-
тарельчатой колонной 4, конденсатором-хо-
лодильником 5.
Перегонку ведут без вакуума при подаче
небольшого (~1%) количества острого па-
ра; флегмовое число составляет около 1;
время одной операции — одни сутки. Отби-
рают следующие фракции, %:
направлены на приготовление препариро-
ванной смолы или горячей масляной смеси
для подсвечивания пламени в мартеновских
печах.
Для облегчения редистилляции в куб мо-
жно добавлять около 20% антраценового
масла. То же делают при выдаче кубовых
остатков.
Для дальнейшего обогащения используют
основную фракцию. Примерный состав ос-
новной фракции, %:
Антрацен..................35—38
Карбазол................ 15—20
Фенантрен ................45—47
Фракцию собирают в специальный обогре-
ваемый приемник и поддерживают в рас-
плавленном состоянии. В аппараты для обо-
гащения она поступает в жидком виде.
Основную антраценовую фракцию обога-
щают путем двукратной перекристаллиза-
ции из смеси пиридина с толуолом, взятых
в соотношении 1:1. Для вторичной оконча-
тельной перекристаллизации используют
чистый растворитель, для первичной — ма-
точный раствор II от вторичного обогаще-
ния. Для обогащения берут 3 ч. растворите-
ля на 1 ч. обогащаемой антраценовой фрак-
ции.
В растворитель 9, оборудованный мешал-
кой и снабженный паровым обогревом, за-
гружают из напорного бака 10 маточный
раствор II при работающей мешалке и рас-
плавленную основную антраценовую фрак-
цию.
По окончании загрузки аппарат герметич-
но закрывают и подогревают его содержи-
мое при размешивании до полного раство-
рения (100—105° С) в течение нескольких
часов (8—10 ч). Выделяющиеся пары пири-
дина и толуола конденсируются в конденса-
торе (на схеме не показан), из которого их
возвращают в аппарат 9 или собирают в
специальный сборник.
После полного растворения жидкость из
растворителя насосом подают в кристалли-
затор (на схеме не показан), охлаждают до
45—50° С. Далее раствор самотеком посту-
пает в центрифугу 11 для отделения кри-
сталлов от маточного раствора I, который
из приемника 12 поступает в куб 13 для ре-
генерации растворителя.
Кристаллы из центрифуги 11 направляют
в растворитель 14, в который из бачков 15
и 16 предварительно загружают одинаковое
Фракция:
головная (флуореновая) до 315° С....................... 5—10
основная (антраценовая' до 345—350“ С................65—7 0
карбазольная (на схеме не показано).................. 10
Кубовые остатки и потерн................................ 15
Фракции принимают в приемники 6 и 7. количество пиридина и толуола. Общее ко-
Кубовые остатки из сборника 8 могут быть личество растворителя берут из расчета
24 Справочник коксохимика, т. III
370
Переработка химических продуктов коксования
86 - 95 К’ного
карбазола. 60 к;
Рис. 14-13. Схема получения 95%-ного аитрацеиа, 95—ЭТ’/о-ного карбазола путем обогащения редистил-
лироваиного сырого антрацена пиридиновыми основаниями:
7, 19, 33 — бункера; 2 — плавильники; 3, 13, 38 — кубы; 4, 22, 39 — колонны; 5, 23, 40 — кон-
денсаторы-холодильники; 6, 7, 25, 26 — приемники фракций: флуореновой, антраценовой, фенантре-
новой, карбазольной; 8, 27, 42, 43 — сборники кубовых остатков; 9, 14, 28, 34 — аппараты-раство-
рители для перекристаллизации; 10 — напорный бак маточного раствора; 11, 17, 31, 35 — центрифу-
ги; 12, 18 — приемники маточного раствора 1-, 2- и 3-й перекристаллизации антрацена; 15, 16, 29 —
напорные баки пиридина и толуола; 20, 36 — вакуум-сушильиые шкафы; 21 — склад; 24, 41 — при-
емники регенерированных растворителей; 37 — сублимационная камера; 30, 32 — сборники маточных
растворов от вторичной и первичной перекристаллизации карбазола
Получение продуктов переработки сырого бензола и каменноугольной смолы 371
3 ч. на 1 ч. исходного 38%-ного антрацена.
Смесь не должна содержать воды.
Смесь в растворителе 14 подогревают до
100—105° С и перемешивают в течение не-
скольких (8—10 ч) до полного растворения.
Выделяющиеся при этом пары растворителя
конденсируют в конденсаторе (на схеме не
показан), нз которого конденсат стекает
в сборник.
После полного растворения выключают
обогрев и передают раствор в герметичный
кристаллизатор (на схеме не показан) с
воздушным охлаждением при непрерывном
размешивании. Охлаждение до 50° С длит-
ся 2—3 дня. После охлаждения до 35—
50° С выделившиеся кристаллы обогащен-
ного антрацена отделяют от маточного ра-
створа II на центрифуге 17. Маточный рас-
твор II собирают в приемник 18, а затем
перекачивают в напорный бак 10, из которо-
го его используют для первичной перекри-
сталлизации основной (антраценовой) фрак-
ции. Кристаллы обогащенного антрацена
промывают на центрифуге чистым толуолом
(~10% от массы кристаллов). Промытые
кристаллы поступают в бункер 19, а оттуда
в вакуум-сушильный аппарат 20, обогревае-
мый паром. Пары толуола и пиридина из
сушильного аппарата поступают на конден-
сатор и в приемник (на схеме не показаны),
а 93—95%-ный антрацен поступает на склад
21. Сушка длится 6—8 ч при вакууме около
300 мм рт. ст.
На регенерацию поступает маточный рас-
твор I. Раствор из приемника 12 загружают
в куб 13 с колонной 22, снабженной 12—15
тарелками, и конденсатором-холодильником
23. Разгонку ведут без вакуума при флег-
мовом числе ~3; продолжительность опе-
рации — около одних суток. Куб обогрева-
ют глухим паром давлением 8—10 ати.
При регенерации растворителя отбирают
воду (фракция I) —около 5% от загрузки,
смесь пиридина и толуола (фракция II) —
около 70—74% от загрузки. Затем в куб с
остатком снова догружают маточный . рас-
твор I и отбирают те же фракции. Регене-
рированный растворитель (пиридин + толу-
ол) собирают в приемник 24, откуда его
возвращают в цикл. После накопления в ку-
бе достаточного количества кубового остат-
ка его в случае необходимости подвергают
перегонке из другого куба с огневым обо-
гревом (на схеме не показан) с отбором
фенантреновой фракции 320—340° С (темпе-
ратуры корректированы) и карбазольной
340—355° С.
Фенантреновая фракция поступает в при-
емник 25, карбазольная — в приемник 26.
Приемники снабжены паровым обогревом.
Из приемника каждую фракцию берут для
выработки соответствующего продукта. Ку-
бовые остатки из куба 13 выдают в сборник
27, их можно использовать как топливо.
Для получения чистого карбазола карба-
зольную фракцию подвергают двойной пе-
рекристаллизации из толуола: первую пере-
кристаллизацию ведут из маточного рас-
твора от вторичной перекристаллизации
24*
(оттеки после вторичного центрифугирова-
ния карбазола), а вторичную перекристал-
лизацию — из чистого растворителя (вместо
толуола можно брать ксилол, хлорбензол).
В растворитель 28 загружают оттеки по-
сле вторичного центрифугирования карбазо-
ла из сборника 30 через напорный бак 29\
туда же из бака 16 добавляют дополнитель-
ное количество толуола. Из приемника 26
при размешивании и подогреве в меланжер
28 передают постепенно карбазольную фрак-
цию. Перемешивание продолжают до пол-
ного растворения в течение 6—8 ч при 90—
95° С. После охлаждения в кристаллизаторе
с размешиванием (на схеме не показан) в
течение 1—2 дней кристаллы карбазола от-
деляют от маточного раствора на центрифу-
ге 31. Маточный раствор (оттеки после пер-
вичного обогащения карбазола) собирают
в приемник 32, а кристаллы карбазола пер-
вичного обогащения — в бункер 33. Из бун-
кера 33 кристаллы карбазола передают на
повторную кристаллизацию в растворитель
34. В качестве растворителя используют
чистый толуол, находящийся в баке 16. Ус-
ловия перекристаллизации те же, что и при
первичном обогащении.
Кристаллы дважды перекристаллизован-
ного карбазола отделяют от маточного рас-
твора на центрифуге 35 и передают в ваку-
ум-сушилку 36. Сушку ведут в тех же усло-
виях, что и для чистого антрацена. Получен-
ный карбазол обычно содержит не менее
95% чистого вещества. Если необходимо
еще более повысить его качество, то про-
дукт подвергают сублимации при 180—
240° С в аппарате 37. Скорость сублимации
(без применения пара, вакуума и др.) со-
ставляет 1,6 кг/ч с 1 л2 поверхности испа-
рения.
Оттеки после вторичного центрифугирова-
ния карбазола поступают в сборник 30, а
оттуда через напорный бак 29 в меланжер
28 на первичную перекристаллизацию кар-
базольной фракции.
Оттеки после первичного обогащения кар-
базола подвергают перегонке из куба 38.
Куб обогревают глухим паром. Регенериро-
ванный растворитель — толуол собирают в
приемник 41 и возвращают в цикл через на-
порный бак 10. Кубовые остатки использу-
ют как горючее или добавляют к сырому
антрацену.
Схемы получения высокопроцентных ан-
трацена и карбазола по методу перекристал-
лизации из ацетона показаны на рис. 14-14
и 14-15.
Схема, показанная на рис. 14-14, предпоч-
тительна в том случае, когда нет необходи-
мости в выделении и использовании карба-
зола, т. е. когда фенантрен + карбазол +
+ масла, получаемые в виде кубового ос-
татка при регенерации ацетона, используют
в качестве компонента сырья для производ-
ства сажи, горючего в смеси со вторым ан-
траценовым маслом или фракцией, с пеко-
выми дистиллятами и другими маслами.
Если же предполагают использовать карба-
зол, то применяют схему, показанную на
372
Переработка химических продуктов коксования
Рис. 14-14. Схема трехкратного обогащения сырого антрацена ацетоном:
1 — бункер сырого антрацена; 2 — плавильник; 3, 12, 22, 26, 28 — аппараты для
перекристаллизации; 4, 6, 30 — сборники маточного раствора ацетона от 1-, 2- и 3-й
перекристаллизаций антрацена; 7, 16 — кубы; 8, 17 — ректификационные колонны;
р, 18 — конденсаторы-холодильники; 10, 19 — сборники регенерированного ацетона и
ксилола; 11, 20 — сборники кубовых остатков; 21 — напорные баки для ксилола;
13, 15 — приемники для маточного раствора ксилола; 23, 27, 29 — центрифуги: 24.
32 — сушилки; 25, 31 — бункера для обогащенного влажного карбазола и антрацена:
33 — склад готового обогащенного антрацена
Получение продуктов переработки сырого бензола и каменноугольной смолы 373
Зода* масло
20кг
1020кг
1100кг
/000кг
900кг
JO-
3897,5кг
Потери
20~кг~
9-
Потери
197,5кг
4297,5кг,
26
350 кг
в цикл
| 27
I 400кг I
4
1000кг Антрацен вторичного
обогащения из ксилола
780кг
Маточный раствор,
вторичный 3882.5кг
YJ16
4297&.2Z
кг
4662,5кг
перекристалли -
зация из аце-
| тона
Аюрацен пер-
^вичного обога-
щения ацетоном
f- 365кг 1 г~~
J 4122,5кг
11
ЮОкг
14
3600кг
240кг Ацетон
152кг
Рис. 14-15. Схема двукратного обогащения сырого антрацена ксилолом и трехкратного ацетоном:
1 — бункер сырого антрацена; 2 — плавильник; 3, 5 — аппараты для первой н второй перекристал-
лизации из ксилола; 4 — напорный бак для ксилола; 6, 7, 13, 14, 15 — центрифуги; 8, 9 — сборни-
ки маточного раствора ксилола от 1-й и 2-й перекристаллизаций; 10, 11, 12 — аппараты для 1-, 2- и
3-й перекристаллизаций из ацетона; 16, 17, 18 — сборники маточного раствора ацетона от 1-, 2- и
3-й перекристаллизаций антрацена; 19 — хранение влажного обогащенного антрацена; 20 — сушка
антрацена; 21 — склад 93—-95%-ного антрацена; 22 — куб для регенерации ацетона; 23 — колонна;
24, 29 — конденсаторы-холодильники; 25, 26, 30 — хранилища регенерированного ацетона и ксилола;
27 — склад 50%-ного карбазола; 28 — куб для регенерации ксилола; 31 — сборник кубовых остат-
ков
рис. 14-15. Переход с одной схемы на дру-
гую не представляет трудности. Методика
обогащения сходна с методикой обогащения
антрацена пиридиновыми основаниями.
Сравнительная характеристика свойств пи-
ридина и ацетона дана в табл. 14-23.
Высокопроцентный антрацен представля-
ет собой кристаллический порошок белого,
слегка зеленоватого или желтоватого цвета.
В табл. 14-24 даны технические условия на
антрацен.
Ниже даны технические условия на ан-
трацен, выпускаемый в ЧССР (сорт CS
662212, 1952):
Содержание, %:
антрацена, не меиее.....................94,0
карбазола, не более.................... 3,0
золы, не более......................... 0,2
p-метилантрацеиа, не более............. 0,1
Потерн при сушке, %, не более ............ 0,4
В ФРГ выпускают технически чистый ан-
трацен (95—97% основного вещества) и
чистый антрацен (98—100% основного ве-
щества) [18].
Карбазол представляет собой твердое
кристаллическое вещество белого цвета с
желтоватым оттенком. В табл. 14-25 даны
технические условия на карбазол.
374
Переработка химических продуктов коксования
Таблица 14-23
Сравнительная характеристика
свойств пиридина и ацетона
Характеристика Пиридин Ацетон
Формула C6H6N сн8— со-сн3
Молекулярная масса 79,10 58,08
Плотность при 20° С Температура, °C: 0,982 0,792 (d па- ров = 2)
кипения .... 115,4 56,02
плавления . . . —42 —95
вспышки .... самовоспламене- 20 —20
НИЯ Пределы взрываемое- 573 500
ти, % (объемн.) . . Предельная допусти- мая концентрация в 1,8-12,4 2—13
воздухе, мг/л . . . 0,005 0,200
В качестве реактива выпускают 98—
99%-ный карбазол.
В ФРГ выпускают карбазол технически
чистый (95—97% основного вещества) и
карбазол чистый (98—100% основного ве-
щества) .
Фенантрен
Фенантрен выделяют из антраценовой
фракции смолы. Исходным сырьем для про-
изводства фенантрена служат сырой антра-
цен и антраценовое масло. В сыром антра-
цене и антраценовом масле содержится со-
ответственно 28—30 и 22—30% фенантрена.
Ниже показано примерное распределение
ресурсов фенантрена [25]:
Выход, % от смолы:
сырого антрацена .................... 2,5
антраценового масла ................ 15,0
Содержание фенантрена, %:
в сыром антрацене....................28,0
» антраценовом масле . . . .’........22,6
Ресурсы фенантрена, % от смолы:
в сыром антрацене.................... 0,7
» антраценовом масле ................ 3,4
Итого................... 4,1
Технические условия
Таблица 14-24
на антрацен ] 19]
Показатели Сорт
I II III
Антрацен высокопроцентный Температура плавления, °C Содержание чистого антрацена, %, не менее . . Содержание карбазола, %, не более Антрацен — реактив (ТУ МХП 2690—51) Температура плавления (интервал плавления не более 2 град) Содержание карбазола, %, не более Остаток после прокаливания, %, не более .... 213—215 94 2,5 Не норм 90 6,0 213—218 3 0,2 ируется 85 8,0
Таблица 14-25
Технические условия на карбазол
Показатели Сорт
I 11
Температура плавле- ния, °C, не ниже 236,0 Не нор-
Содержание чистого карбазола, %, не менее 95,0 мируется 93,0
Содержание антраце- на, %, не более . . 2,0 3,0
Фенантрен представляет собой бесцвет-
ные моноклинические листочки (при пере-
кристаллизации из спирта).
Физические свойства
Теплота сгорания твердого вещества при
давлении 760 мм рт. ст. и 20° С,
ккал/моль........................ 1692,5
Теплота сублимации, ккал/моль [13] . . . 20,1
Насыпная масса, т/м3-.
фугованного...................... 0,638
чистого.......................... 0,391
Растворимость фенантрена в 100 мл рас-
творителя указана в табл. 14-26.
Сырой фенантрен выделяют из антраце-
нового масла и сырого антрацена. В послед-
нем случае для выделения фенантрена ис-
пользуют маточные растворы от перекрн
сталлизации сырого антрацена после отгон-
ки из них леткокипящего растворителя (см.
рис. 14-13).
Получение продуктов переработки сырого бензола и каменноугольной смолы 375
Таблица 14-26
Растворимость фенантрена в 100 мл
растворителя, г [24]
Растворитель Температура, °C
15,5 30 50 80
Вода Не растворим
Бензол 16,7 40,1 — —
Толуол Сольвент: I, очищенный 13,8 29,1 — —
(124—165° С) II. сырой (152— 12,52 22,42 31,8 84,8
179°С) . . . нафта тяжелая. тяжелый бен- зол (165— 15,3 31,8 74,2 243,0
185°С) . . . Пиридин: легкий (125— 11,94 21,3 60,3 193,0
150° С) . . . тяжелый (202— 25,54 38,0 78,9 241,0
249°С) . . . 20,0 24,5 64,7 182,0
водный .... 0,43 1,32 7,4 11,0
Хлороформ .... 18,7 29,2 — —
Сероуглерод . . . 26,42 — — —
Ацетон Четыреххлорнстый 15,08 28,4 — —
углерод .... 7,4 11,24 — —
Бензин (90—164° С) 4,53 6,3 — —
Этиловый эфир . . 8,93 15,24 — —
Этиловый спирт 2 (14°С) — — 10 (78° С)
Антраценовое масло нли кубовые остат-
ки маточных растворов от обогащения ан-
трацена подвергают ректификации в колон-
не, имеющей около 20 теоретических таре-
лок; причем отбирают узкие фенатренсодер-
жащие фракции, которые подвергают кри-
сталлизации при 25—30° С, фильтрованию и
прессованию.
Схема получения 70%-ного (прессованно-
го) фенантрена при обогащении сырого ан-
трацена пиридиновыми основаниями пока-
зана на рис. 14-16.
Фенантреновая
фракция f
(г53&\
\/ 10%-ный тех ни
чес кий прессован-
-----------ный фенан-
трен
Центрифугирова-
ние и прессование^ ।
На произведет На произведет-
Оттеки 1123кг] тиреновой во Чистого
V ) кислоты или фенантрена
синтетичес-
ких смол'
В цикл
(на ректификацию)
Рис. 14-16. Схема получения 70%-ного техниче-
ского фенантрена при обогащении сырого антра-
цена пиридиновыми основаниями
Примерный анализ антраценового масла,
идущего на ректификацию для выделения
фенантрена, следующий [25]:
Начало кипения, °C.................. 233
Величина отгона при температу-
ре, °C, %:
287 ............................... 5
300 ........................... 10
315 ........................... 20
323,5 ......................... 30
330 ........................... 40
348 ........................... 50
350 ........................... 60
358 ........................... 70
360 ........................... 80
Содержание, %:
фенантрена.......................29,82
антрацена...................... 1,47
карбазола...................... 1,00
Таблица 14-27
Примерный выход и качество кристаллов (сырого фенантрена)
из фенантреновых фракций
Интервал отбора фракций °C Выход кристал- лов Выход кристал- лов Анализ прессованных кристал- лов, % Выход 100%-иого фенантрена от исход- ; иого масла, %
после фильтрова- ния, % после прессо- вания, % антрацен карбазол । фенантрен температура плавления, °C
от фрак- ции 1 от исход- ного мае- ла 1 от фрак- ции 1 1 от исход- ного мас- ла 1
310—320,5 15,85 0,53 81,15 0,46 6,28 4,32 37,6 85,5—90 0,16
320,5—331,0 59,6 4,46 67,7 3,01 4,92 5,03 70,8 91—93 2,11
331—341,5 100,0 11,39 63,5 7,23 3,93 15,7 75,0 90—92 5,42
341,5-352 51,4 4,39 55,0 2,39 3,99 14,7 66,9 101-110 1,58
Кубовые остатки — 45,0 Остатки — жидкие при комнатной температуре
376
Переработка химических продуктов коксования
Примерный выход и качество кристаллов
(сырого фенантрена) из фенантреновых
фракций даны в табл. 14-27 [13], примерный
ход ректификации антраценового масла —
в табл. 14-28 [13] и выход фенантрена от
антраценового масла — в табл. 14-29.
При получении 75—83%-кого прессован-
ного фенантрена1 путем ректификации на
Кубовый остаток от ректификации антра-
ценового масла (около 45% по массе мас-
ла) представляет собой жидкость, из кото-
рой при 25—35° С не образуются кристал-
лы. Плотность кубового остатка равна
1,169; температура кипения — выше 360° С;
содержание нерастворимых в толуоле 0,8%;
вязкость по Энглеру при 85° С составляет
Таблица 14-28
Примерный ход ректификации антраценового масла для отбора
фенантреновых фракций
Характе- ристика Интервал отбора фракций, °C Остаток после рек- тификации Потери
до 20 8 20 8— 234 234 — 273 273—289 289—3 10 3 10— 320,5 320,5— 331 331 — 341,5 341,5- 352
Наличие кристаллов по ходу ректифика- ции Наф- тали- на* — Аценаф- тена Аценаф- тена + + дифе- нилен- оксида Дифени- ленок- сида + %- флуо- рена Фрар щий, с одержа щих ф знант )ен
Выход фрак- ции, % от загрузки 1,53 3,05 3,01 6,61 9,37 3,27 7,49 11,39 8,47 45,0 0,81
Таблица 14-29
Примерные выходы фенантрена от антраценового масла
Интервал от- бора фенан- треновой фракции при ректификации °C Выход прес- сованного фенантрена,' % от антра- ценового масла Анализ прессованного фенантрена, % Выход 100%-ного фенантрена
фенантрен антрацен карбазол днфенилен- сульфид
320,5—341,5 10,3 75,0 4,3 12,9
320—336 8,3—9 82,0 3,4 6,0 8,9 7,0
колонне с 20 теоретическими тарелками нз
антраценового масла может быть выделено
дополнительно около 3% нафталиновой
фракции, столько же поглотительной, 6,61%
аценафтеновой и 9,37% флуореновой. Из
двух последних фракций после отделения
осадков можно получить дополнительное
количество качественного поглотительного
масла (8—10% от антраценового). Это по-
глотительное масло может быть использо-
вано по обычному назначению или переда-
но для добавления в шпалопропиточное ма-
сло. Оттеки после прессования или центри-
фугирования фенантреновых фракций (око-
ло 12% от антраценового масла) можно
возвратить на повторную ректификацию
для выделения фенантрена или передать
для добавления в шпалопропиточное масло.
’ Из сырых антраценов v антраценовых масел
заводов Востока может быть выделен более вы-
сокопроцентный (~90%-ный) прессованный фе-
нантрен, что связано с малой сернистостью (от-
сутствие дифениленсульфнда).
2,07° Е и при 50° С равна 15° Е. По пределам
кипения и вязкости остаток не отвечает
нормированным пределам для шпалопропи-
точного масла, поэтому его можно исполь-
зовать как отопительное масло или масло
для производства активной печной сажи.
Схема получения чистого фенантрена из
70%-ного показана на рис. 14-17.
Для удаления карбазола и дифенилен-
сульфида прессованный фенантрен сплавля-
ют с 20% твердого едкого кали (пятикрат-
ный избыток от теоретически необходимого
из расчета на карбазол и дифениленсуль-
фид) до прекращения выделения реакцион-
ной воды.
Плавку проводят в две стадии. На пер-
вом этапе при 180—240° С со щелочью
сплавляют карбазол, при этом образуется
карбазол калия. После отстаивания и спус-
ка калиплава загружают свежее едкое ка-
ли и повышают температуру до 300—325° С.
При этой температуре идут реакции между
дифениленсульфидом и едким кали. Карба-
Получение продуктов переработки сырого бензола и каменноугольной смолы 377
зол и дифениленсульфид в виде своих про-
изводных переходят в щелочной слой —
калиплав. В плав переходят из прессован-
ного фенантрена также флуорен и дифени-
леноксид.
Выдержка при калиплавлении составляет
около 4 ч.
После разделения углеводородного и ще-
лочного слоев углеводородный слой, содер-
жащий в основном фенантрен и антрацен,
ток малеинового ангидрида, продукт обра-
батывают 15%-ным раствором NaOH или
КОН (плотность 1,112) при температуре
100—105° С.
Отделенный от щелочного раствора угле-
водородный слой подвергают дистилляции
и двукратной перекристаллизации из спир-
та, взятого в соотношении 1 : 5 или 1:10
при 65—70° С, а затем осуществляют горя-
чее фильтрование; в результате получают
Рис. 14-17. Схема получения чистого фенантрена из технического 70%-ного продукта калиплавле-
нием и обработкой малеиновым ангидридом:
1 — реактор для калиплавления; 2, 7. 14, 27 — конденсаторы: 3 — приемник для воды и масел;
4 — отстойник; 5 — приемник калиплава; 6 — куб для перегонки фенантрена; 8 — приемник 90 —
93%-ного фенантрена; 9, 13, 29 — приемники кубовых остатков; 10 — реактор для сплавления с
малеиновым ангидридом; 11 — сборник для раствора малеинового ангидрида; 12 — куб для пере-
гонки чистого фенантрена; 15 — приемник чистого фенантрена; 16 — напорный бак для спирта; 17,
18 — аппараты для 1-й и 2-й перекристаллизаций фенантрена; 19, 20 — центрифуги; 21, 22 — сбор-
ники маточных растворов спирта от 1-й и 2-й перекристаллизаций фенантрена; 23 — хранение фе-
нантрена после 1-й перекристаллизации; 24 — сушка; 25 — склад 99%-иого фенантрена; 26 — куб
для регенерации спирта; 28 — сборник регенерированного спирта
подвергают простой перегонке для удаления
щелочи и коксующегося остатка.
Для удаления антрацена перегнанный уг-
леводородный слой (90—93%-ный фенан-
трен) сплавляют при 130—140° С в течение
3—4 ч с малеиновым ангидридом .(ПО—
120% от теоретически необходимого). На
1 ч. антрацена по теории нужно 0,63 ч. ма-
леинового ангидрида. Чтобы удалить избы-
25 Справочник коксохимика, т. III
фенантрен, свободный от антрацена, карба-
зола и сернистых соединений. Температура
плавления такого фенантрена составляет
99,8—100,2° С. Сплавление с малеиновым
ангидридом можно проводить как после
операции калиплавления, так и до нее [25].
Ниже приведены примерные расходные
коэффициенты на il т фенантрена (реактива
марки х. ч.), т:
378
Переработка химических продуктов коксования
Антраценовое масло ............ 35
Едкое кали...................... 2
Малеиновый ангидрид............. 0,2
Этиловый спирт................. 3—4
Прессованный фенантрен можно очищать
от карбазола по другому методу [24].
В этом случае раствор сырого фенантрена
в сольвенте, ксилоле или другом раствори-
теле (1 : 2 или более) обрабатывают в реак-
торе при 50—60°С 20—30% концентриро-
ванной серной кислоты в течение несколь-
ких часов. После удаления кислотного слоя
и перегонки получают ~90%-ный фенан-
трен, свободный от карбазола, но содержа-
щий антрацен и другие примеси, от которых
можно освободиться путем перекристалли-
зации или возгонки.
Для улучшения этого метода технический
продукт обрабатывают малеиновым ангид-
ридом и применяют перегонку. Условия
очистки с использованием малеинового ан-
гидрида такие же, как прн очистке с ис-
пользованием калиплавления.
Фенантрен чистый (ВТУ 2935—51) пла-
вится при 98—101° С (должен плавиться в
пределах одного градуса); остаток после
прокаливания составляет не более 0,1%.
В ФРГ выпускают фенантрен трех марок:
технический (65% продукта), технически
чистый (90% продукта) и чистый (96—98%
основного продукта).
Фенантрен применяют в производстве ди-
феновой кислоты, фенантрен — формальде-
гидных смол и др. Для дифеновой кислоты
пригоден 65—70%-ный прессованный фенан-
трен, содержащий 4—8% антрацена и не
более 4% карбазола.
ром бисульфита натрия при 40° С при энер-
гичном перемешивании в течение несколь-
ких часов. При этом образуется акридип-
сульфоновокислый натрий, хорошо раство-
римый в воде.
После отстаивания отработанное масло
спускают в сборник, а водный раствор
фильтруют через коксовый фильтр, предва-
рительно промытый горячей водой (разме-
ры кусков кокса 10—15 мм). Скорость
фильтрования должна быть такой, чтобы
выходящий из фильтра раствор был про-
зрачным.
Отфильтрованный раствор нейтрализуют
40%-ным раствором едкого натра до слабо-
щелочной реакции при температуре не бо-
лее 40° С. Выделившийся при этом акридин
фильтруют на нутч-фильтре и промывают
конденсатом водяного пара при 20—25° С.
Об окончании промывки судят по реакции
промывных вод (реакция должна быть ней-
тральной).
Температура плавления технического ак-
ридина после сушки составляет 102° С, ак-
ридин представляет собой кристаллы серо-
го цвета, содержащие не менее 95% осно-
ваний.
Для получения акридина — реактива
влажный технический акридин вторично
обрабатывают 10%-ным раствором бисуль-
фита и 40%-ным раствором едкого натра
в тех же условиях, как и при получении
технического акридина. Кристаллы после
фильтрования и промывки водой сушат в
вакуум-сушилке при температуре не выше
70° С и вакууме 100 мм рт. ст. Ниже дана
характеристика процесса получения:
Коэффициент извлечения акридина бисульфитом....,....................~0,5
Потерн акридина при фильтровании и сушке, % ................... ~20
Расходный коэффициент бисульфита (от теоретического)................ 1,2
Выход реактивного акридина (от технического)........................~90
Расходные коэффициенты на 1 кг технического акридина, кг:
потери антраценового масла ...................................... 4,4
расход 40%-ного бисульфита натрия................................3,75
» 10%-иого едкого иатра....................................... 0,56
Фенантрен перевозят в крафт-мешках и в
стеклянной таре (реактив).
Акридин
Акридин содержится в антраценовой
фракции каменноугольной смолы, он легко
летуч с водяным паром. В антраценовом
масле содержится 0,2—0,7% акридина.
По внешнему виду это — бесцветные
длинные пластинки или иглы; при перекри-
сталлизации из спирта пластинки имеют
ромбическую форму [13].
В воде акридин очень мало растворим, в
бензоле и сероуглероде растворим, очень
хорошо растворим в спирте и' эфире.
Акридин с кислотами и бисульфитом нат-
рия дает соединения, растворимые в воде;
водные растворы имеют зеленовато-синюю
флуоресценцию.
Для получения акридина технического и
реактива откристаллизованное антрацено-
вое масло промывают 4—10%-ным раство-
В ФРГ выпускают технически чистый ак-
ридин (95% основного продукта) и чистый
акридин (98—100% основного продукта).
Акридин используют для получения кра-
сителей кож, для синтеза лекарственных
препаратов и синтеза ингибиторов.
Флуорантен
Флуорантен извлекают из антраценового
масла и пековых дистиллятов.
Ниже указано содержание флуорантена
по фракциям, %:
Пековые дистилляты:
флуорантена .....................
пирена ......................
Антраценовое масло:
флуорантена......................
пирена.......................
0,58
4,65
7,0
1,32
По внешнему виду флуорантен представ-
ляет собой бесцветные моноклинические иг-
лы (при перекристаллизации из спирта)
[43]. Пикрат флуорантена — это красновато-
Получение продуктов переработки сырого бензола и каменноугольной смолы 379
желтые иглы с температурой плавления
182—183° С, легко растворимые в бензоле и
толуоле, хуже — в спирте [24].
Флуорантен нерастворим в воде, слабо
растворим в холодном спирте, растворим в
бензоле, сероуглероде, уксусной кислоте,
очень хорошо растворим в эфире [13]. Дан-
ные по растворимости приведены на рис.
Рис. 14-18. Растворимость флуоранте-
на в зависнмостн от температуры:
1 — 80% ксилола н 20% спирта;
2 — 100°/i ксилола; S — 70% пиридина
н 30% воды; 4 — 70% спирта и 30%
сольвента
Схема производства флуорантена показа-
на на рис. 14-19 [28].
Исходным сырьем для получения флуо-
рантена служит антраценовое масло или пе-
ковые дистилляты.
Для выделения флуорантена исходный
продукт ректифицируют в колонне с 20 тео-
ретическими тарелками при отборе узкоки-
пящих фракций, последние подвергают кри-
сталлизации, затем кристаллы отделяют и
перекристаллизовывают из растворителей.
Основную операцию—ректификацию в на-
стоящее время ведут из куба периодическо-
го действия с огневым обогревом.
Во избежание закоксовывания перегонку
осуществляют под вакуумом с одновремен-
ной подачей в куб небольшого количества
перегретого острого пара. Для осуществле-
ния процесса в большем масштабе необхо-
димо разработать непрерывный метод рек-
тификации.
25*
Сырье (пековые дистилляты, антрацено-
вое масло) загружают в куб 1. Пары из ку-
ба поступают в ректификационную колонну
2, оттуда в дефлегматор 3 и конденсатор 4,
в котором охлаждаются до температуры не
ниже 150° С и поступают в вакуум-прием-
ники 5—7, снабженные подогревателями.
При ректификации отбирают следующие
фракции (температуры указаны при нор-
мальном давлении и откорректированы):
отгон до 320° С направляют в сборник 5;
фракцию до 320—340° С (фенантреновую)
также в сборник 5 или в случае необходи-
мости можно отобрать в отдельный сбор-
ник; фракцию 340—375° С тоже в 5; отгон
375—385° С (флуорантеновую) в сборник 6;
385—395° С (промежуточную)—в сборник 7.
Фракции до 320° С и 320—340° С можно
принимать в один сборник бив дальней-
шем использовать для получения шпало-
пропиточного масла, сырья для сажи и др.
Фракцию 375—385° С используют для по-
лучения флуорантена, поэтому ее передают
из вакуум-приемника 6 в кристаллизатор 8,
снабженный перемешивающим устройством
и подогревателем для нагрева до 100° С.
В случае высокого содержания масел кри-
сталлы сырого флуорантена предваритель-
но отделяют фильтрованием или центрифу-
гированием и загружают их в кристаллиза-
тор 8.
Перекристаллизацию ведут из смеси соль-
вента (30%) и спирта (70%); количество
растворителя составляет 1:1 ко взятому
сырому флуорантену. Спирт и сольвент по-
мещают в напорные бачки 18 и 19.
Для получения чистого продукта нужна
двух-трехкратная перекристаллизация. Для
сокращения потерь чистого продукта первые
две перекристаллизации ведут из маточных
растворов от предыдущей операции (хра-
нилища 11—13), последнюю же перекри-
сталлизацию производят из чистого раство-
рителя.
Смесь подогревают при перемешивании
до полного растворения, после чего раствор
охлаждают до 20—30° С, не прекращая пе-
ремешивания, и направляют на фильтр или
центрифугу 10. Отфильтрованную кристал-
лическую массу при помощи шнека 14 пере-
дают во второй кристаллизатор 9, в кото-
ром она растворяется в маточном растворе
или свежем растворителе, после чего ее
отфильтровывают на центрифуге. Перекри-
сталлизацию проводят два или три раза в
зависимости от чистоты исходного сырого
флуорантена или флуорантеновой фракции,
взятых на перекристаллизацию. Оконча-
тельно обогащенный продукт подвергают
сушке.
Маточные растворы после первой, второй
и в случае необходимости третьей перекри-
сталлизации собирают каждый раздельно В'
соответствующие емкости-хранилища ма-
точных растворов И—13. Из хранилищ 12'
и 13 маточные растворы поступают на 1-юг
и 2-ю перекристаллизации; маточный рас-
твор от 1-й перекристаллизации из храни-
лища 11 поступает на регенерацию в куб- /5.
380
Переработка химических продуктов коксования
с ректификационной колонной. Куб обогре-
вается глухим паром. Пары спирта и соль-
вента, уходящие из колонны, после охлаж-
дения поступают в сборники 18 и 19, а ку-
бовые остатки смешивают с сырьем, иду-
щим на загрузку куба 1, в который из при-
емника 7 поступает и промежуточная фрак-
ция.
Перекристаллизацию флуорантена можно
вести из бензина (табл. 14-31) [28].
Сырые фракции обогащаются двумя пе-
рекристаллизациями, если соотношение флу-
орантена к пирену в них составляет не ме-
нее 4:1; выход чистого флуорантена при
этом равен 40—50% к узкой сырой фрак-
ции. При соотношении 1 : 1 выход флуоран-
На регенерацию На первую На вторичную
кристаллизацию кристаллизацию
или на регенерацию или на регенерацию
Рис. 14-19. Схема получения флуорантена:
/ — куб; 2, 16 — ректификационные колонны; 3 — дефлегматор; 4, 17 — конденсаторы;
5 — 7 — емкости соответственно для отгона фракции до 375° С, флуорантеновой фракции
и промежуточной флуорантен — пнреновой фракции: 8, 9 — кристаллизаторы; 10 — цен-
трифуги; 11 — 13 — хранилища маточных растворов; 14— шнек; 15 — куб; 18, 19 — ем-
кости для спирта и сольвента; 20— сушильная камера
Таблица 14-30
Результаты ректификации
Исходный продукт Выход флуо- рантеновой фракции. % Начало ки- пения, °C Пределы выкипания, % отгона до темпера- туры, °C Содержание, %
369 374 378 382 385 389 404 пирена флуоран- тена
Пековые дис- тилляты . . Антраценовое масло . . . 5,7 14,5 367 360 11,8 9,54 48 49,5 89,0 96,5 80,4 92 9,16 68,0 49,6
Лучшим сырьем для получения флуоран-
тена является антраценовое масло. В табл.
14-30 приведены результаты ректификации
двух видов сырья для выделения узкой
флуорантеновой фракции.
тена равен 50—65% к сырой фракции.
В том случае, если соотношение пирена к
флуорантену составляет 3,5 : 1, то следует
проводить перекристаллизацию уже не в
два, а в три приема, выход флуорантена
Получение продуктов переработки сырого бензола и каменноугольной смолы
381
Таблица 14-31
Примерные результаты перекристаллизации флуорантена
Содержание про- дукта в исходном сырье, % Соотноше- ние раст- ворителя к фракции Содержание, % Температура плавления °C Выход, % Состав растворителя
флуоран- тена пнрена пирена флуоран- тена по факти- ческой массе по ресур- сам флу- орантена
Первая кристаллизация
65,6 50,37 44,37 41,33 13,08 3,33 22,86 19,5 1:1 1:1 1:1 1:1 11,27 9,14 45,9 19,9 92,87 97,5 50,22 60,16 100—106 101,5—108,5 99—103 75—84 47,46 32,14 44,0 77,1 67,33 62,15 99,0 80,3 I 100%-ный [ бензин 30% соль- вента и 70% этилового спирта
В т о рая к р иста л л и з а ц и я
— — 1:1 1:2 1:2 1:2 0,81 0 51,16 18,5 99,0 100 56,6 77,24 108—110 109—110 100—105 88—94 43,0 26,34 42,0 45,71 62,5 52,4 98,0 54,2 1 100%-ный I бензин 30% соль- вента и 70% этилового спирта
при этом будет равен всего 15—25%. При
меньшем соотношении фракция не обога-
щается.
В табл. 14-32 даны технические условия
на флуорантен, выпускаемый в качестве
реактива.
Таблица 14-32
Технические условия на флуорантен
Показатели Сорт
чистый (РТ УТСР № 245-61) техничес- кий
Температура плав- ления (конечная), °C 109,5—110,5 106—109
Интервал плавле- ния, град . . . 1 3
Содержание пире- на, %, не более 0,1 1,0
В ФРГ выпускают технически чистый
флуорантен (94—100% основного продук-
та) и чистый (98—100% основного продук-
та) [18].
Технического применения флуорантен по-
ка не имеет.
Пирен
Пирен получают из пековых дистиллятов.
В I антраценовой фракции содержится пи-
рена 2,5% (в пересчете на смолу 0,46%) и
во II антраценовой фракции 3,27% (в пере-
счете на смолу 0,77%) [17].
В пековых дистиллятах содержится
4,85% пирена [32] и во втором антраце-
новом масле 1,32% [32].
Пирен представляет собой слегка желто-
ватые моноклинические пластинки [13].
В 100 мл спирта растворяется 1,4 г пи-
рена. В эфире пирен очень хорошо раство-
рим [13]. При 16° С в 100 ч. спирта раство-
ряется 1,37 ч. пирена, а при кипении 3,08 ч.
В 100 ч. толуола при 18° С растворяется
16,54 ч. пирена [24].
Схема получения пирена показана на рис.
14-20.
Узкую пиреновую фракцию получают при
ректификации пековых дистиллятов из куба
1 с колонной 2, дефлегматором 3 и конден-
сатором 4. Головной погон (фенантрен,
флуорантен и др.) собирают в приемник 5,
узкую пиреновую фракцию — в приемник 6.
Пиреновую фракцию подвергают двукрат-
ной или трехкратной перекристаллизации в
аппаратах 7, 8 из смеси сольвента со спир-
том (3 : 7) или из бензина в смеси с соль-
вентом (1 : 1). Общее количество раствори-
теля по отношению к фракции должно со-
ставлять 1:1. Кристаллы отделяют от ма-
точного раствора на центрифуге 9, в затем
сушат.
Маточный раствор от первичной перекри-
сталлизации поступает в куб 14 с колонной
15, в которой из раствора отгоняют спирт и
сольвент, возвращаемые в цикл. Характери-
стика узких пиреновых фракций, выход и
качество пирена после перекристаллизации
иллюстрируются данными табл. 14-33 и
14-34 [32].
В ФРГ выпускают технически чистый пи-
рен (94% основного продукта) и чистый
(98% основного продукта) [18].
382
Переработка химических продуктов коксования
Пирен применяют для синтеза кубовых
красителей и синтеза нафталинтетракарбо-
новой кислоты.
сусной кислоте; растворяется в концентри-
рованной серной кислоте, последняя окра-
шивается в фиолетовый цвет. При 16° С в
В шпалопропи-
точное масло
нрю перекристал- перекристал-
лизацию или на лизацию или
регенерацию на регенерацию
Рис. 14-20. Схема получения пирена:
/, /4—кубы; 2, /5 — ректификационные колонны; 3 — дефлегматор; 4, /6 — конден-
саторы; 5, 6, 17, 18 — емкости соответственно для отгона до 375° С, пнреновой фрак-
ции, спирта и сольвента; 7, 8— кристаллизаторы; 9— центрифуга; 10 — 12 — храни-
лища маточных растворов; 13 — шнек; 19 — аппарат для сушки
Таблица 14-33
Характеристика узких пиреиовых фракций
Фракция Выход, % от пеко- вых дис- тиллятов Начало кипения °C Пределы выкипания, % отгона температуры, °C Содержа- ние пи- рана, %
380 384 389 391 395
Первая пиреновая . . . Вторая пиреновая (основ- ная) 6,5 8,0 373 377 18 13,5 74 21 99 61 85 95 33,01 48,18
Хризен
Хризен получают из высококипящих фрак-
ций каменноугольной смолы.
Во второй антраценовой фракции содер-
жится 1,755 хризена, в смоле 0,1704% [17].
Он представляет собой бесцветные чешуйки
или ромбические пластинки с красно-фиоле-
товой флуоресценцией; обычно слегка ок-
рашен в желтый цвет (примесь нафтацена).
Хризен очень плохо растворим в воде,
эфире, сероуглероде, бензоле, ледяной ук-
100 ч. абсолютного спирта растворяется
0,097 ч. хризена при кипении 0,17 ч. При
18° С в 100 ч. толуола растворяется 0,24 ч.
хризена при кипении 5,39 ч.
Данные по растворимости хризена приве-
дены на рис. 14-21.
При 760 мм рт. ст. и 20° С теплота сгора-
ния хризена составляет 2139,1 ккал/моль.
Сырьем для производства хризена слу-
жат вторая антраценовая фракция и хризе-
новая фракция, получаемые в смолопере-
гонных цехах, и пековые дистилляты пеко-
Получение продуктов переработки сырого бензола и каменноугольной смолы 383
Таблица 14-34
Выход и качество пирена после перекристаллизации
Содержа- ние пире- на в ис- ходном сырье, % Отношение раствори- тель : фрак- ция Содержа- ние пире- на в обо- гащенном продукте % Темпера- тура плав- ления обо- гащенного пирена, °C Выход о по факти- ческой массе 5огащенного пи- рена, % от ресурсов 100%-иого пире- на в узкой пире- новой фракции Состав растворителя
Первая кристаллизация
52,6 1:1 69,20 125—138 49,00 64,24 Чистый бензин
52,6 1:1 88,60 135—142 46,55 78,42 Бен зин:сольвент=1:1
52,6 1:1 93,30 140—145 32,60 57,81 Чистый сольвент
46,5 1:1 75,09 111—134 40,00 62,90 Бензин: сольвент =1:1
Вторая кристаллизация
— 1:3 94,92 140—146 35,64 62,9 Чистый бензин
1:2 96,05 144—147 40,00 72,12 Б енз ин: сольвент =1:1
.— 1:1 97,06 145—148 30,41 56,11 Ч и стый сольвент
— 1:1 80,44 109—135 34,4 59,38 Бензин: со львен1«=1:1
Температура, *С
Рис. 14-21. Растворимость хризеиа в зависи-
мости от температуры:
I — пиридин; 2 — поглотительное масло;
3 — нитробензол; 4 — а-метилиафтални;
5 — толуол; 6 — спирт
коксовых установок. Указанное сырье одно-
временно является исходным для производ-
ства флуорантена, пирена, бразана и хри-
зена.
Хризен выделяют из узких специальных
фракций, получаемых при ректификации
сырья в агрегате периодического действия с
колонной, эквивалентной 20—30 теоретиче-
ским тарелкам, при флегмовых числах 10—
30. Ректификацию можно проводить при ат-
мосферном давлении, но предпочтитель-
нее — под вакуумом 560 мм рт. ст.
Выход и пределы кипения узких специ-
альных фракций при ректификации приве-
дены в табл. 14-35.
Таблица 14-35
Характеристика специальных фракций
Фракция Выход, % от сырья Пределы кипения °C
Головная 50—60 До 360
Пиреновая 8—9 369—400
Хризеновая 8—10 369—420
Кубовые остатки . . 15—20 —
Потери 1 —
Каждую из фракций перерабатывают раз-
дельно.
Хризеновую фракцию смешивают с бен-
золом (толуолом) в соотношении 1 :0,5
или 1 : 1, а затем после отстаивания в тече-
ние 12—24 ч отделяют кристаллы фильтро-
ванием. Выход необезмаслеиных кристал-
лов составляет 7,3% от пековых дистилля-
тов и обезмасленных кристаллов 4,3%.
Кристаллы дважды перекристаллизовы-
вают из поглотительного масла (1:1) и от-
деляют от маточного раствора фильтрова-
нием. Полученный сырой хризен растворя-
ют в мытом поглотительном масле (1:5) в
присутствии 2—5% (от массы взятого хри-
зена) малеинового ангидрида. Смесь нагре-
вают до 125—135° С в течение 15—30 мин и
кристаллизуют при 20—25° С. Кристаллы
отделяют от раствора центрифугированием,
после чего их промывают бензолом (1 : 1) и
сушат. Выход обогащенного хризена состав-
ляет около 70% от взятого на очистку,
384
Переработка химических продуктов коксования
цвет — белый или желтоватый, точка плав-
ления 254—255° С.
Для дальнейшей очистки хризен перекри-
сталлизовывают из нитробензола (1:5) с
последующей промывкой бензолом и суш-
кой. Полученный чистый хризен имеет бе-
лый цвет и плавится при 254—255° С.
Для получения менее чистого (желтого)
хризена можно опустить обработку малеи-
новым ангидридом.
В ФРГ выпускают хризен, содержащий
96—98% основного вещества.
Хризен может служить сырьем для краси-
телей.
ЛИТЕРАТУРА
!. Н, М. Караев и др. Труды ИГИ АН
СССР, Изд. АН СССР, т. 2, 1948. стр. 491.
2. Ё. М. Терентьев, А. Ф. А л а т е. Ус-
пехи химии, т. XX, 1951, вып. 5, 560.
3. П. М. Девиков и др. Кокс и химия,
1961, № И.
4. Л. Я. Кол ян др и др. Кокс и химия,
1963, № 12.
5. Л. Я. Коляндр и др. Кокс и химия,
1962, № 9.
6. В. М. Кравченко. ЖФХ, т. 15, 1941,
№ 5.
7. Л. Я. Коляндр и др. ЖПХ, т. XXVI,
1953, 438.
8. J u Chiu. Ind. Eng. Chem., 1954, № 4, 754.
9. H. M. К и ж н е р. Исследование в области
органической химии. Изд. АН СССР, 1957.
10. G. В о u г g о 1 Chim. et Ind., 1957, v. 78,
№ 3, 214.
11. H. W. Haines, J. W. Powers,
R. B. Bennet. Ind. Eng. Chem., 1955, № 6,
1096.
12. Л. Я. К о л я и д p, М. И. Т я п т и и а.
Кокс и химия, 1964, № 6.
13. Handbook of Chemistry and Physiks. 37
Edit. Physikal Data. Chemical Rubber publishing
Co, Clevelend, Ohio, 1956, v. I.
14. Handbook of Chemistry and Physiks. 37 Edit.,
Physikal Data, Chemical Rubber publishing Co,
Clevelend, Ohio, 1955—1956, v. 2.
15. Д. P. Стэлл. Таблицы давления паров
индивидуальных веществ. ИЛ, 1949.
16. О. К г u b е г, A. R а е i t h е 1, G. G г i g о-
1 e i t. Erd61 und Kohle, 1955, № 9, 637.
17. Физико-химические свойства химических
продуктов коксования каменных углей. Метал-
лургиздат, 1954.
18. Reinerzeugnisse aus Steinkohlenteer. Rut-
gerswerke Aktiengesellschaft, Frankfurt am Main,
1958.
19. Каталог продуктов коксохимической про-
мышленности СССР. Металлургиздат, 1957.
20. Л. Д. Г л у з м а н. Труды УХИНа, 1951,
в. 4, 46—51.
21. Л. Д. Г л у з м а н, Л. П. Столяренко,
Р. М. К о л т у н и др. Труды УХИНа, № 11
(XXIII), 1960.
22. Л. Д. Глузман. Кокс и хнмня, 1958,
№ 4.
23. Е. А. К о u 1 s о п, R. Herrington. Со-
ке and Gas, 1, 1949, № 11, 14.
24. Н. А. Никольский. Сырой антрацен
каменноугольной смолы и методы его перера-
ботки. ГОНТИ НКТП ДНТВ, Харьков, 1938.
25. Л. Д. Глузман. Кокс и химия, 1959,
№ 2.
26. Л. Д. Глузман. Бюлл. научно-техниче-
ской информации УХИНа, 1956, № 1, 41—52.
27. A. S. Т. М. Manual Engin. Test. Methods
for Rating Fuels, 1948.
28. Л. Д. Глузман, А. Г. Никитенко.
ЖПХ, 1961, т. XXXIV, 626.
29. M. М. Дмитриев, Я. М. Обухов-
ский. Краткий справочник коксохимика. Ме-
таллургиздат, 1960.
30. J. Gorzinska, W. Swietoslawski.
Przem. Chem., 1956, № 8, 463.
31. С. M. Григорьев. Пром. орг. химии,
1937, № 19.
32. Л. Д. Глузман, А. Г. Никитенко»
Р. М. Ц и и. Кокс и химия, 1961, № 1.
33. J. Gorzinska. Przem. Chem., 1954, 10,
№ 8, 411—415.
34. S. Bo j ano wski. Przem. Chem., 1948,
№ 4, 285—290.
35. H. Szmigielski, M. W n e k. Пат. ПНР,
36250, 1953, кл. 12 о. 1/04; Przem. Chem., 1956,
№ 8, 453.
36. E. К op er s t e i n, E. S z u b а. Пат. ПНР,
35951, кл. 12 о, 1, 1953; Przem. Chem., 1956,
№ 8, 463.
37. Пат. США № 2438148, 1949.
38. G. N. G а г d i n g. Natur., 1949, 163, 990.
39. R. John. Hatton and Richard May. Англ,
пат. № 611554, 1948.
40. Франц, пат. № 976773, 1951.
41. Пат. США № 2464811, 1949.
42. Пат. США № 2459135, 1949.
43. W. L. F a i t h, В. Donald. Keyes,
R. Ronald Clark. Ind. Chem., New York—
London, 1957.
44. H. G. Franck. Brennst. Chem., 1955, № 2.
45. H. G. Franck. Brennst. Chem., 1953,
№ 3/4.
ОГЛАВЛЕНИЕ
Стр..
Предисловие .............................................................. 3
Раздел первый.
УЛАВЛИВАНИЕ ХИМИЧЕСКИХ ПРОДУКТОВ КОКСОВАНИЯ
Глава I. Коксовый газ ................................................... 5
1. Состав газа. Выход газа и химических продуктов коксования 5
Зависимость состава и выхода газа от теплового и гидравличе-
ского режимов в коксовых печах ............................ 7
2. Свойства газа и его компонентов ......................... 9
Сжимаемость. Газовая постоянная. Плотность ............... 9
Теплота сгорания ........................................ 10
Теплоемкость ......................................... 11
Теплопроводность ........................................ 12
Динамическая и кинематическая вязкость ................... 12
Взрываемость и воспламеняемость ......................... 14
Диссоциация метана ...................................... 15
Температура плавления и кипения, скрытая теплота испарения,
критические температура и давление ...................... 15
Влажность ............................................... 15
Теплотехнические свойства ............................... 16
3. Технические условия на коксовый газ для химической перера-
ботки, дальнего газоснабжения и бытового использования ... 17
Литература ............................................... 18
Глава II. Охлаждение газа. Конденсация паров воды и смолы ............... 19
1. Состав надсмольной воды ................................ 19
2. Первичное охлаждение газа .............................. 20
Охлаждение газа в трубчатых холодильниках ............... 20
Охлаждение газа в холодильниках непосредственного действия
с охлаждением надсмольной воды в оросительных холодильни-
ках .................................................... 21
Охлаждение газа в конденсорах и трубчатых холодильниках
с охлаждением надсмольной воды в оросительных холодильниках 22
3. Аппаратура для охлаждения газа и конденсации паров воды
и смолы ................................................ 23
Трубчатый холодильник с вертикальным расположением труб 23
Трубчатый холодильник с горизонтальным расположением труб 23
Холодильник непосредственного действия с хордовой насадкой 23
Холодильник непосредственного действия с полками ........ 26
Оросительный холодильник для охлаждения надсмольной воды 26
386
Оглавление
Стр.
Аппарат для непосредственного охлаждения коксового газа
в пенном слое ............................................ 27
Теплообменник с однопоточными гофрированными пластинами 29
Электрофильтр для очистки газа от смолы ................. 29
Осветлители для надсмольной воды с немеханизированным уда-
лением фусов ............................................. 31
Осветлители для надсмольной воды с механизированным уда-
лением фусов......................................,....... 31
Отстойник для конденсата и надсмольной воды ............. 33
Нагнетатели коксового газа............................... 34
Литература ................................................. 34
Глава III. Производство сульфата аммония, пиридиновых оснований и кон-
центрированной аммиачной воды ....................................... 35
1. Ресурсы аммиака, образующегося при коксовании каменных
углей. Свойства аммиака ................................... 35
2. Производство сульфата аммония и пиридиновых оснований 37
Свойства сульфата аммония.................................. 37
Методы получения сульфата аммония ....................... 38
Производство сульфата аммония по полупрямому методу ...... 39
Получение пиридиновых оснований ......................... 41
Переработка надсмольной воды ............................ 46
Производство сульфата аммония по другим методам .......... 48
3. Производство концентрированной аммиачной воды ......... 51
Улавливание аммиака в скрубберах ........................ 51
Переработка скрубберной воды ............................ 52
4. Аппаратура для производства сульфата аммония и концентри-
рованной аммиачной воды ................................... 53
Сатураторы .............................................. 53
Ловушки для кислотных брызг ............................. 55
Подогреватель для газа .................................. 56
Подогреватель для маточного раствора .................... 56
Кристаллоприемник ....................................... 57
Центрифуги .............................................. 57
Сушилки для сульфата аммония ............................ 58
Погрузчик сульфата аммония .............................. 62
Полуавтоматические порционные весы для сульфата аммония 62
Мешкозашивочная машина.................................... 62
Нейтрализатор маточного раствора ........................ 63
Конденсатор для паров пиридиновых оснований ............. 63
Аммиачные колонны ....................................... 63
Дефлегматоры аммиачной колонны .......................... 67
Реактор для разложения солей аммиака .................... 69
Отстойник для шлама ..................................... 69
Аппарат для гашения извести.............................. 69
Пескоуловитель .......................................... 75
Мешалка для известкового молока............................ 75
Аппаратура производства концентрированной аммиачной воды 76
Литература ................................................ 76
Глава IV. Улавливание бензольных углеводородов. Получение сырого бензола 77
1. Содержание бензольных углеводородов в коксовом газе.
Состав и свойства сырого бензола.......................... 77
2. Абсорбция бензольных углеводородов...................... 77
Конечное охлаждение газа ................................ 79
Абсорбция при нормальном давлении ...................... 81
Абсорбция при повышенном давлении ...................... 84
3. Получение сырого бензола. Десорбция бензольных углеводоро-
дов из поглотительного масла ............................. 86
Получение сырого бензола при работе на каменноугольном мас-
ле с паровым нагревом ................................... 88
Получение сырого бензола при работе на соляровом масле с
паровым нагревом ..................................... 90
Оглавление
ЗД7
Стр.
Получение сырого бензола при работе на каменноугольном мас-
ле с огневым нагревом ...................................... 92
Регенерация поглотительного масла ................... 94
Хранение сырого бензола и поглотительного масла ............ 94
4. Улавливание бензольных углеводородов и получение сырого
бензола по другим методам .................................
Улавливание при охлаждении под давлением .................
Адсорбция активированным углем ...........................
5. Аппаратура улавливания бензольных углеводородов и полу-
чения сырого бензола ...................................
Конечные газовые холодильники ...........................
Отстойники ...............................................
Скрубберы ................................................
Дистилляционные колонны ..................................
Разделительные колонны ...................................
Колонна для отбора нафталиновой фракции ..................
Регенераторы поглотительного масла .......................
Теплообменники для масла .................................
Паровые подогреватели для масла ..........................
Трубчатые печи ,..........................................
Дефлегматоры .............................................
Конденсаторы-холодильники для сырого бензола .............
Холодильники для обезбензоленного масла ..................
Литература .................................................
95
95
97
100
100
101
103
107
109
110
ПО
111
111
112
113
115
115
116
Глава V. Очистка коксового газа от сероводорода и цианистого водорода .... 117
1. Содержание сероводорода в коксовом газе. Свойства серово-
дорода. Нормы очистки ...................................... 117
2. Очистка коксового газа от сероводорода по вакуум-карбонат-
ному методу ................................................. 118
Улавливание сероводорода и регенерация поглотительного рас-
твора ..................................................... 118
Получение серной кислоты из сероводородных газов по методу
мокрого катализа........................................... 122
Улавливание цианистого водорода из сероводородного газа и по-
лучение цианистого натрия ................................. 124
Использование отбросного тепла для нагревания поглотитель-
ного раствора ............................................ 125
Переработка сточных вод .................................. 126
Очистка коксового газа от сероводорода под давлением ..... 126
3. Очистка коксового газа от сероводорода по мышьяково-содо-
вому методу ............................................... 127
Улавливание сероводорода и регенерация поглотительного
раствора ................................................ 127
Двухступенчатая очистка газа .............................. 130
Получение серы непрерывной плавкой ........................ 130
Переработка сточных вод ................................... 131
4. Очистка коксового газа от сероводорода по аммиачному
методу.................................................... 132
5. Очистка коксового газа от цианистого водорода ........... 136
Свойства цианистого водорода. Содержание его в коксовом газе 136
Очистка коксового газа от цианистого водорода с получением
роданистого аммония ....................................... 136
Очистка коксового газа от цианистого водорода с получением
роданистого натрия....................................... 137
6. Аппаратура очистки коксового газа от сероводорода ....... 138
Скруббер для улавливания сероводорода из газа по вакуум-кар-
бонатному методу .......................................... 138
Регенератор поглотительного карбонатного раствора ......... 138
Подогреватель для поглотительного раствора ................ 140
Конденсатор-холодильник для сероводородных газов .......... 141
Теплообменники для поглотительного раствора ............ 141
Холодильники для регенерированного раствора ............ 142
388
Оглавление
Циркуляционный подогреватель поглотительного раствора .. 143
Контактный аппарат ...................................... 143
Абсорбер .............................................. 143
Оросительный холодильник для кислоты .................... 143
Электрофильтр ........................................... 145
Вакуум-насос для сероводородных газов.................... 146
Холодильник для сероводородных газов .................... 147
Печи для сжигания сероводородного газа .................. 147
Аппаратура очистки газа по мышьяково-содовому методу..... 148
Литература ............................................... 152
Глава VI. Очистка коксового газа от нафталина. Осушка и передача на
дальнее расстояние...................................................... 153
1. Содержание в коксовом газе нафталина и влаги. Нормы очист-
ки и осушки .............................................. 153
2. Очистка коксового газа от нафталина ................... 154
Очистка от нафталина при нормальном давлении ............ 154
Очистка от нафталина при повышенном давлении ............ 156
Совместное улавливание нафталина и бензольных углеводородов 156
3. Осушка коксового газа ................................. 157
Осушка газа глубоким охлаждением ........................ 157
Осушка газа абсорбцией .................................. 157
Осушка газа адсорбцией ................................ 159
4. Очистка коксового газа, передаваемого другим потребителям 159
Очистка газа для бытового потребления .................... 159
Очистка газа для азотнотуковых заводов .................. 160
5. Передача газа в сеть дальнего газоснабжения ........... 162
6. Аппаратура очистки газа от нафталина, осушки и передачи
на дальнее расстояние .................................... 163
Абсорберы для очистки газа от нафталина ................. 163
Абсорберы для осушки газа .............................. 163
Газопровод для передачи газа на дальнее расстояние....... 164
Литература ............................................... 164
Глава VII. Обесфеноливание сточных вод ............................. 165
1. Состав и количество сточных фенольных вод. Нормы обесфе-
ноливания .................................................. 165
Образование фенольных вод ................................ 165
Характеристика загрязнений фенольных вод ................. 165
Санитарные правила спуска сточных вод в водоемы .......... 166
Типовая схема фенольной канализации ...................... 167
2. Механическая очистка фенольных вод...................... 168
3. Обесфеноливание по паровому методу ..................... 169
4. Обесфеноливание по бензольно-экстракционному методу .... 174
5. Обесфеноливание по биохимическому (микробному) методу ... 176
6. Аппаратура обесфеноливания сточных вод.................. 177
Решетки .................................................. 177
Песколовки ............................................. 177
Отстойники ............................................. 178
Фильтры .................................................. 180
Скрубберы для обесфеноливания по паровому методу ....... 182
Вентилятор для пара .................................... 182
Фильтр для щелочных растворов .......................... 184
Экстракционные аппараты ................................ 184
Биологический бассейн .................................. 186
Воздуходувки ....................................... .... 187
Вторичный отстойник ...................................'... 188
Дренажные площадки ..................................... 188
Усреднитель сточных вод................................. 189
Градирни ............................................... 189
Резервуар для запаса микроорганизмов ................... 190
Аппаратура для приготовления раствора суперфосфата ..... 190’
Литература ................................................ 190
Оглавление
389
Раздел второй
переработка химических продуктов КОКСОВАНИЯ
Глава VIII. Переработка сырого бензола ................................. 191
1. Компоненты сырого бензола, их содержание и свойства..... 191
Бензольные углеводороды ..,...,.......................... 191
Непредельные соединения ................................. 196
Сернистые соединения .................................... 197
Насыщенные углеводороды .............................. 199
2. Очистка бензола от непредельных и сернистых соединений ... 200
Очистка серной кислотой ................................. 200
Каталитическая гидроочистка ........................... 203
Получение бензола для синтеза .................,......... 205
3. Ректификация сырого бензола ........................... 207
Полунепрерывная и непрерывная ректификация ............ 207
Выделение сероуглеродной фракции ....................... 207
Отгонка очищенных фракций (отпарка) ..................... 209
Получение (отбор) чистого бензола ..................... 211
Переработка остатка после отбора чистого бензола ........ 211
Ректификация второго бензола ............................ 212
Хранение бензольных продуктов ........................... 213
4. Аппаратура переработки сырого бензола .................. 218
Ректификационные колонны ................................ 218
Нагреватели ............................................. 218
Конденсаторы ,........................................... 218
Холодильники жидкого остатка ректификационных колонн ... 224
Моечные аппараты ........................................ 227
Литература ................................................ 227
Глава IX. Переработка каменноугольной смолы ............................. 228
1. Состав каменноугольной смолы; свойства смолы, ее фракций
и компонентов ....................................,...... 228
Истинные температуры кипения (ИТК) ...................... 228
Кривые однократного испарения (ОИ) ...................... 230
Плотность ............................................ 231
Молекулярная масса ...................................... 231
Вязкость ............................................ 231
Поверхностное натяжение.................................. 234
Скрытая теплота испарения и плавления.................... 234
Давление паров .......................................... 235
Теплоемкость, теплопроводность и температуропроводность . 235
Теплота сгорания и температура самовоспламенения ........ 237
2. Подготовка каменноугольной смолы перед ректификацией ... 237
Отделение фусов отстаиванием ............................ 237
Обезвоживание и обессоливание смолы ..................... 237
Нейтрализация коррозионного действия солей .............. 237
Усреднение смолы ........................................ 237
Прием и хранение смолы .................................. 237
3. Ректификация каменноугольной смолы ..................... 238
4. Получение сырого антрацена и изготовление технических
каменноугольных масел .................................... 242
Получение сырого антрацена ............................. 242
Изготовление технических каменноугольных масел .......... 242
5. Пековый парк .......................................... 244
6. Аппаратура для переработки каменноугольной смолы ....... 245
Трубчатые печи............................................ 245
Эвапораторы .............................................. 250
Ректификационные колонны.................................. 251
Конденсаторы ............................................. 254
Холодильники ............................................. 256
Кристаллизатор для антраценовой фракции .................. 257
Центрифуга для сырого антрацена ........................ 257
Вакуум-фильтр для сырого антрацена ....................... 259
Аппаратура пекового парка ................................ 260
Литература ................................................. 263
390
Оглавление
Глава X. Получение нафталина .......................................... 264
1. Свойства нафталина ..................................... 264
2. Получение технического нафталина ....................... 267
Кристаллизация с механическим отделением кристаллов от жид-
кости ................................................... 267
Дистилляция ............................................. 268
Ректификация ............................................ 269
3. Получение очищенного (кристаллического) нафталина ...... 269
4. Получение сублимированного нафталина .................. 271
5. Аппаратура для получения нафталина ..................... 272
Барабанные кристаллизаторы (охладители) ................. 272
Механический кристаллизатор ............................ 274
Трубчатый кристаллизатор для нафталиновой фракции ....... 274
Прессы для нафталина .................................... 274
Разливочный транспортер для кристаллического нафталина ... 278
Литература ................................................ 278
Глава XI. Получение фенолов ........................................... 279
1. Состав и свойства фенолов ........................... 279
2. Обесфеноливание масел ................................. 290'
3. Очистка фенолятов....................................... 292
4. Разложение фенолятов ................................... 294
5. Обезвоживание и ректификация фенолов ................... 297
6. Аппаратура для получения фенолов ..................... 299
Распылительная колонна для непрерывной промывки масел ... 299
Шаровой смеситель для непрерывной промывки масел ........ 300
Диафрагмовый смеситель для непрерывной промывки масел ... 301
Ситчатые колонны для непрерывной промывки масел ......... 301
Ротационный экстрактор для непрерывной промывки масел ... 302
Моечный аппарат периодического действия с наклонной про-
пеллерной мешалкой .................................... 303
Аппаратура для очистки н разложения фенолятов, обезвожи-
вания и ректификации фенолов .......................... 303
Литература ................................................ 308
Глава XII. Получение оснований ...................................... 309
1. Состав и свойства оснований............................. 309
2. Извлечение пиридиновых оснований из масел .............. 317
3. Получение продуктов на базе легких оснований ........... 318
4. Получение продуктов на базе тяжелых оснований .......... 320
Литература ................................................ 320
Глава XIII. Получение продуктов переработки пека ........................ 321
1. Состав и свойства пека................................ 321
2. Получение высокоплавкого пека .......................... 327
3. Получение пека — связующего ............................ 329
4. Получение препарированной смолы и лака ............... 332
5. Охлаждение газа и конденсация паров смолы, получаемых при
коксовании пека .......................................... 336
6. Аппаратура для получения продуктов переработки пека .... 339
Литература ................................................ 343
Глава XIV. Получение других продуктов переработки сырого бензола и камен-
ноугольной смолы ........................................................ 345
1. Получение технических и чистых продуктов переработки сырого
бензола .................................................. 345
Сероуглерод и дициклопентадиен .......................... 345
Изомеры ксилола.......................................... 347
Мезитилен и псевдокумол ................................. 348
Инден-кумароновые смолы ................................. 350
Оглавление 391
2 Получение технических и чистых продуктов переработки камен-
ноугольной смолы ........................................ 351
Бензойная кислота ..................................... 355
Индол ................................................. 355
а-Метилнафталин ....................................... 357
Р-Метилнафталин ....................................... 357
Аценафтен ............................................. 360
Дифениленоксид ...................................... 362
Флуорен ............................................. 364
Антрацен и карбазол ................................... 364
Фенантрен ............................................. 374
Акридин ............................................... 378
Флуорантен ............................................ 378
Пирен ................................................. 381
Хризен ................................................ 382
Литература .............................................. 384
СПРАВОЧНИК
КОКСОХИМИКА
(В ШЕСТИ ТОМАХ)
Т. Ill
Редактор издательства Л. В. Швыркова
Технический редактор Н. А. Коровина
Сдано в производство 24/IV 1965 г.
Подписано в печать 20/Х 1965 г.
Бумага 70 X 108716 — 12,25 бум. л. = 33,56 печ. л. (усл.)
Уч.-изд, л. 42,28
Заказ 1244 Изд, 3108
Т-11682 Тираж 3565 Цена 2 р. 31 к.
Подписное издание
Издательство «Металлургия»
Москва Г-34, 2-й Обыденский пер., 14
Экспериментальная типография ВНИИПП
Государственного комитета
Совета Министров СССР по печати
Москва И-51, Цветной бульвар, 30
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ II ТОМА
Стр. Колонка, строка Напечатано Должно быть
Обратная сторона Редакторы Редакторы
титульного листа Докт. техн, наук проф. И. М. Ханин, инженеры В. П. Козырев, Инженер В. П. Козырев, докт. техн, наук проф. И. М. Ханин, инженеры
23 Табл. 2-1, графы 1—4 справа, 7 св. 2,2 [ 2,5 | 2,2 | 2,1 —2,2 | —2,5 | —2,2 | —2,
26 Правая, 29 сн. уровнем над уровнем
37 Правая, 4—2 сн. герметизирующего слоя (см. рис. 2—9). Регулирование герметизирующего слоя. Регулирование
43 Правая, 1 св. Данные табл. 2-6 Эти данные
58 Левая, 1—3 св. после табл. 3-2 Годовая производитель- ность коксовой батареи в сухого валового Л4® или металлургическому Годовая производительность коксовой батареи в тоннах сухого валового Л4® или металлургического
59 Табл. 3-3 гра- фа 3, 1 св. 2 по 7 2 по 77
60 Табл. 3-4, графа 1, 20 сн. на выгруженной печи Б на выгруженной печн В
72 Правая, 4 св. 170 мм 210 мм
95 Правая, 22 св. лишь к бесполезным поте- рям воздуха устанавливаемыми непос- редственно у за-
131 Правая, 24 св. (рис. 7-6) (рис. 7-7)
131 Правая, 2 сн. электролиза электровоза
149 Табл. 8-10, графа 10, 4 сн. 2750 1750
171 Табл. 9-4, графа 2 Полная емкость Полезная емкость
189 Подпись к рис. 11-1 Технологическая схема цепи аппаратов коксосортировки » Технологическая схема цепи аппаратов комплекса рассева и отгрузки металлургического кокса фракций 25—40 мм и 40 мм при мокром тушении
215 Табл. 13-3, графы 1 и 2, 2 св. 450 | 450 400 | 400
272 Левая, 14 сн. Qr — (ал ~ ак) Qr = (ал ак)
273 Левая, 16 сн. расширение растяжение
277 Левая, 1 сн. 500 кг 5000 кг
278 Левая, 28 св, 3,25 32,5
Заказ 1244