/


























































































































































































































































































































































































































Автор: Ковалев Е.Т.
Теги: технология топлив технология топлива химическая технология издательство металлургия коксохимическая промышленность
ISBN: 978-966-392-262-1
Год: 2009



Текст
(правочник
{(рксохимика
в шести томах
Улавливание
и переработка
химических продуктов
коксования
УДК 662.74.001.24 (07)
ББК 35.512
С 74
Редакционная коллегия: Старовойт А. Г. - главный редактор, Зингерман Ю. Е. - зам. главного редак-
тора, Борисов Л. Н. - секретарь, Васильев Ю. С., Кравченко А. М., Присту-
па А. М., Шаповал Ю. Г.
Справочник коксохимика. В 6-и томах. Том 3. Улавливание и переработка химических про-
С 74 дуктов коксования / Под общ. ред. д-ра техн, наук Е. Т. Ковалева.- Харьков: Издательский Дом
«ИНЖЭК», 2009.- 432 с,- Русск. яз.
ISBN 978-966-392-262-1 (серия)
ISBN 978-966-392-263-8 (Том 3)
Авторы: Банников Л. П. (гл. 8, 9), Белонощенко В. П. (гл. 5, 6), Грабко В. В. (гл. 11), Кайдалов В. 3. (гл. 10,12), Ковалев Е. Т. (гл. 9,14), Ковалева Н. И. (гл. 13), Лав- ров О. И. (гл. 1 - 4), Лаврова И. О. (гл. 7), Питюлин И. Н. (гл. 14, 15), Трем- бач Т. Ф. (гл. 12), Четко Ф. Ф. (гл. 14,16).
Редакторы глав: Борисов Л. Н. (гл. 10 - 12), Волох В. М. (гл. 14 - 16), Грабко В. В. (полн.), Зоря С. И. (гл. 5,6,8), Казак Л. А. (гл. 1 - 6), Кайдалов В. 3. (гл. 7-9,13,14 -16), Сурядный В. И. (гл. 5, 8), Филатова М. К. (гл. 10), Шипицин В. Ф. (гл. 1 - 4, 7), Шустиков В. И. (гл. 1 - 4, 7, 9,13).
Приведены описание технологии, методы расчета, технологические схемы, основное оборудование цехов
улавливания и переработки химических продуктов коксования: первичное охлаждение, отсос и транспортирова-
ние газа, очистка от аммиака, переработка надсмольной воды, улавливание бензольных углеводородов, очистка от
сероводорода и цианистого водорода, переработка сырого бензола и каменноугольной смолы.
Для специалистов коксохимического производства, проектных и научно-исследовательских организаций.
Может бьггь полезен преподавателям и студентам высших учебных заведений по специальности химической
технологии топлива.
Наведено опис технологи, методи розрахунку, технологтчш схеми, основне обладнання цех!в уловлювання
та переробки х!м!чних продуктов коксування: первинне охолодження, вщсмоктування i транспортування газу,
очищения в1Д ам!аку, переробка надсмольноТ води, уловлювання бензольних вуглеводшв, очищения вщ орковод-
ню та щашстого водню, переробка сирого бензолу i кам'яновугшьно'1 смоли.
Для спещалкпв KOKCoxiMi4Horo виробництва, проектних i науково-дослщних оргашзащй. Може бути ко-
рпений викладачам i студентам вищих навчальних заклад!в 3i спещальносп xiMi4H0i технологи палива.
ББК 35.512
ISBN 978-966-392-262-1 (серия)
ISBN 978-966-392-263-8 (Том 3)
© уНПА «Укркокс», 2009
© Гипрококс, 2009
© ИД «ИНЖЭК», 2009
Содержание
ПРЕДИСЛОВИЕ..................................8
Раздел 1. улавливание химических продуктов
коксования..............................И
Глава 1. Общая характеристика цеха
улавливания коксохимического
производства...............................13
1.1. Состав и свойства коксового газа....13
1.2. Технологические схемы цехов
улавливания............................19
Библиография..........................22
Глава 2. Охлаждение коксового газа.
Конденсация паров воды и смолы.................23
2.1, Состав надсмольной воды.............23
2.2. Очистка надсмольной воды и смолы от
фусов..................................23
2.3. Схемы первичного охлаждения коксового
газа в трубчатых холодильниках.........24
2.4. Двухступенчатые схемы первичного
охлаждения коксового газа..............28
Библиография..........................32
Глава 3. Основная аппаратура первичного
охлаждения коксового газа
и конденсации паров смолы и воды...........33
Библиография........................42
Глава 4. Отсос и транспортирование
коксового газа.................................43
Библиография..........................44
Глава 5. Очистка коксового газа от аммиака...45
5.1. Аммиак. Выход и свойства............45
5.2. Способы очистки коксового газа
от аммиака.............................47
5.2.1. Получение сульфата аммония..........47
5.2.2. Получение концентрированной
аммиачной воды..........................74
5.2.3. Получение безводного аммиака........78
5.2.4. Уничтожение аммиака.................80
5.3. Получение пиридиновых оснований.....82
Библиография..........................87
Глава 6. Переработка надсмольной воды........89
6.1. Технология очистки надсмольной воды.89
6.2. Аппаратура очистки надсмольной воды.93
6.3. Экстракционное обесфеноливание
надсмольной воды.......................95
Библиография..........................97
Глава 7. Улавливание бензольных
углеводородов и очистка газа
от нафталина...............................99
7.1. Содержание бензольных углеводородов
в коксовом газе.Состав и свойства
сырого бензола.........................99
7.2. Конечное охлаждение коксового газа.102
7.3. Абсорбция бензольных углеводородов
из коксового газа........................106
(рравочник Коксохимика. 'Jom 3
7.4. Получение сырого бензола.
Физико-химические основыпроцесса.......111
7.5. Очистка коксового газа от нафталина.119
7.5.1. Содержание нафталина в коксовом газе ....119
7.5.2. Очистка коксового газа от нафталина
при нормальном давлении................120
7.6. Аппаратура улавливания бензольных
углеводородов и получения сырого
бензола...............................122
7.6.1. Конечные газовые холодильники...122
7.6.2, Бензольные скрубберы............124
7.6.3. Дистилляционные колонны.........128
7.6.4. Разделительная колонна..........130
7.6.5. Регенераторы поглотительного масла.133
7,6.6. Трубчатые печи. Печи для нагрева
насыщенного бензольными
углеводородами масла...................134
7.6.7. Вспомогательная конденсационная
аппаратура.............................136
Библиография.......................140
Глава 8. Очистка коксового газа
от сероводорода и цианистого
водорода...........................141
8.1. Сероводород: содержание в газе
и свойства.............................141
8.2. Требования к очистке коксового газа
от сероводорода........................142
8.3. Методы очистки коксового газа
от сероводорода........................142
8,3.1. Вакуум-карбонатный метод........142
8.3.2. Моноэтаноламиновый метод........151
8.3.3. Аммиачный метод.................161
8.3.4. Окислительный метод.............165
8.4. Получение продуктов из
сероводородного газа..................171
8.4.1. Получение серной кислоты........171
8.4.2. Получение серы..................179
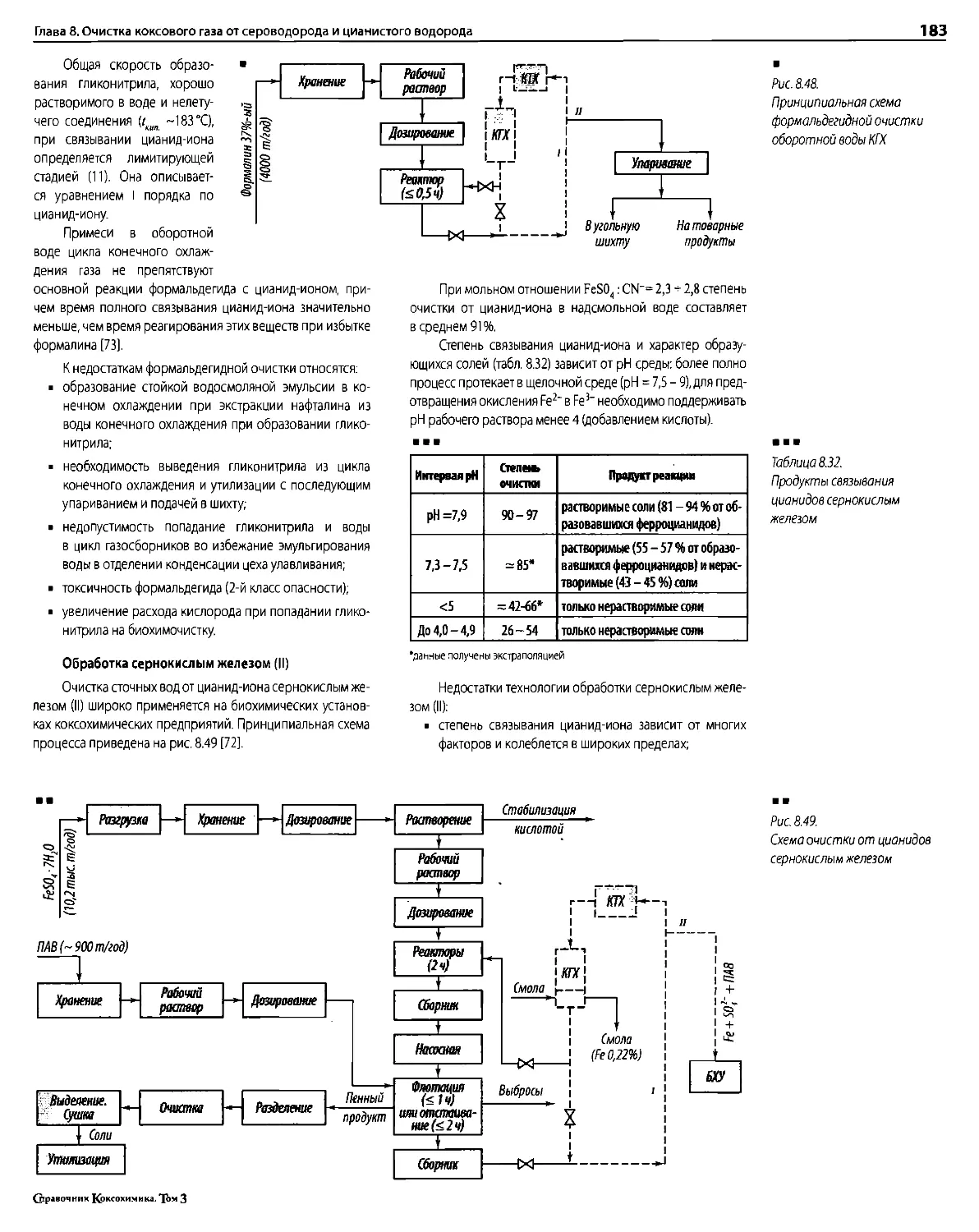
8.5. Очистка газа от цианистого водорода.181
8.5.1. Цианистый водород. Содержание в газе
и свойства.............................181
8.5.2. Методы очистки от цианистого
водорода...............................182
Библиография.......................186
Глава 9. Способы интенсификации процессов
улавливания химических продуктов
коксования.........................189
9.1. Улавливание с применением «малого
холода»................................189
9.2. Схема улавливания продуктов
коксования при охлаждении
коксового газа до 0 °C................189
9.3. Улавливание химических продуктов
коксования при низких
температурах..........................192
6
9.4. Улавливание химических продуктов
коксования под давлением...............194
9.5. Улавливание бензольных углеводородов
под давлением..........................196
9.6. Улавливание сероводорода
под давлением..........................198
9.7. Улавливание нафталина при
повышенном давлении....................200
9.8. Улавливание под давлением при низких
температурах (с применением
компрессора-детандера).................200
Библиография........................202
Глава 10. Склады сырья, продукции и реактивов
в химических цехах коксохимического
производства................................203
10.1, Общие положения...................203
10.2. Нормативные требования к устройству
складов................................204
10.3. Нормативы технологического
проектирования складов.................205
10.4. Склады в химических цехах
коксохимического производства..........205
Библиография.......................209
Глава 11. Газосбросное устройство...........210
Библиография.......................214
Глава 12. устройства экологического и санитарно-
технического назначения в химических
цехах коксохимического производства ....215
12.1. Природоохранные устройства
в химических цехах.....................215
12.1.1. Защита атмосферы от загрязнения...215
12.1.2. Утилизация отходов коксохимического
производства.............................220
12.2. Системы внутренней санитарии.......222
12,2,1, Вентиляция. Расчет................222
12.2.2. Естественная вентиляция (аэрация).225
12,2,3. Вытяжная механическая вентиляция..225
12.2.4, Аварийная вентиляция..............225
12.2.5. Приточная механическая вентиляция.226
Библиография........................226
Раздел 2. Переработка химических продуктов
коксования...........................229
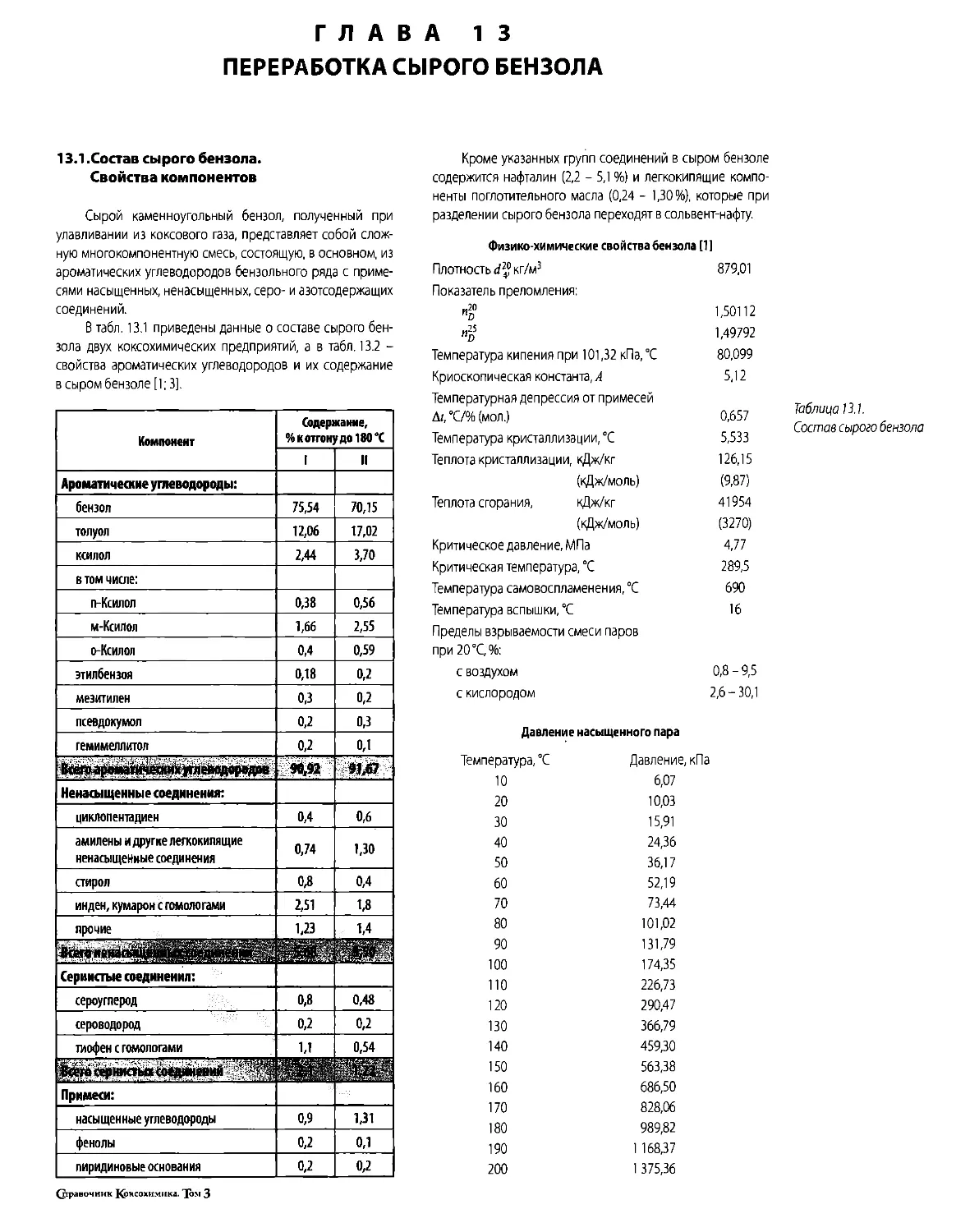
Глава 13. Переработка сырого бензола.........231
13.1. Состав сырого бензола. Свойства
компонентов............................231
13.2. Основные стадии переработки сьгрого
бензола................................240
13.2.1. Разделение сырого бензола на бензол
сырой 1 (БС-1) и бензол сырой 2 (БС-П)....240
13.2.2. Предварительная ректификация......240
13.3. Очистка бензола от ненасыщенных
и сернистых соединений.................242
13.3.1. Показатели качества бензола как сырья
для синтеза. Факторы, влияющие
на качество бензола......................242
13.3.2. Сернокислотная очистка............244
13.3.3, Каталитическая гидроочистка.......246
13.4. Ректификация очищенных фракций
с получением чистых сортов бензола......249
13.4.1. Ректификация фракции БТК после
сернокислотной очистки...................249
13.4.2. Ректификация рафината гидроочистки ....250
13.4.3, Ректификация остатка после выделения
чистого бензола.........................253
13.5, Переработка и утилизация головной
фракции сырого бензола..................255
13.6. Получение других продуктов
переработки сырого бензола..............257
13.6.1. Изомеры ксилола.................257
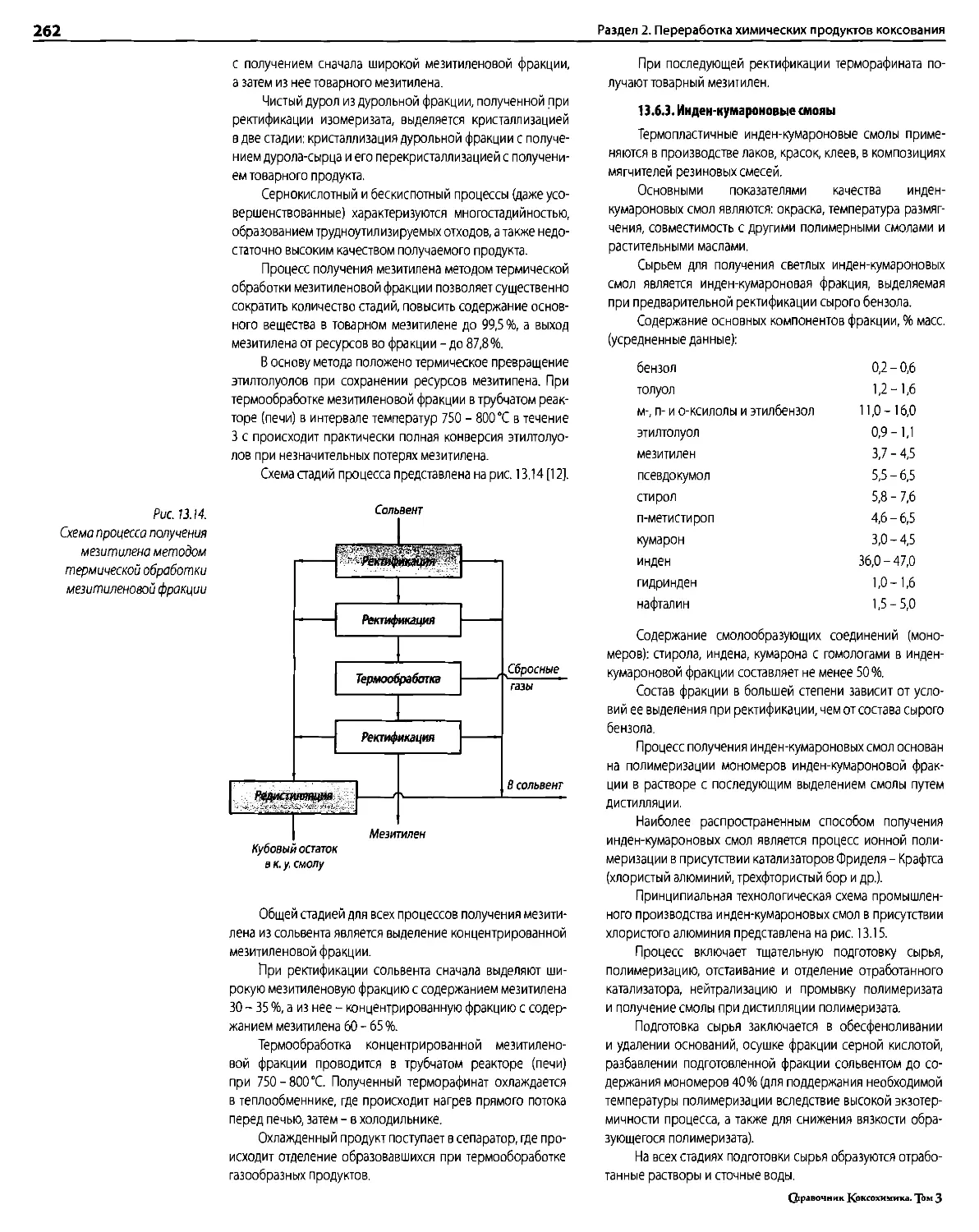
13.6.2. Мезитилен.......................260
13.6.3. Инден-кумароновые смолы.........262
13.7. Аппаратура процессов переработки
сырого бензола.........................264
Библиография.......................268
Глава 14. Переработка каменноугольной
смолы......................................271
14.1. Каменноугольная смола.
Основные свойства......................271
14.1.1. Выход каменноугольной смолы.....271
14.1.2. Применение каменноугольной смолы.271
14.1.3. Химический состав и физические
свойства компонентов каменноугольной
смолы...................................272
14.1.4. Физико-химические свойства
каменноугольной смолы....................275
14.2. Подготовка каменноугольной смолы
к переработке...........................277
14.2.1. Удаление фусов и первичное
обезвоживание...........................277
14.2.2. Усреднение смолы................286
14.2.3. Нейтрализация коррозионного
действия солей..........................286
14.3. Ректификация каменноугольной смолы....287
14,4. Переработка нафталиновой фракции.292
14.4,1, Свойства нафталина..............293
14.4.2. Системы нафталина с
индивидуальными соединениями
и их свойства............................295
14.4.3. Получение различных сортов
нафталина................................298
14.4.4. Аппаратура для получения нафталина.306
14.5. Переработка антраценовой фракции
с получением антрацена, карбазола
и фенантрена.......................314
14,5.1 . Получение сырого антрацена......314
14.5.2 . Антрацен........................315
14.5.3 . Карбазол........................315
14.5.4 . Фенантрен.......................321
14.6. Переработка пека..................323
14.6.1. Состав и свойства пека...........323
14.6.2. Получение пропиточного пека......326
14.6.3. Получение электродного пека......331
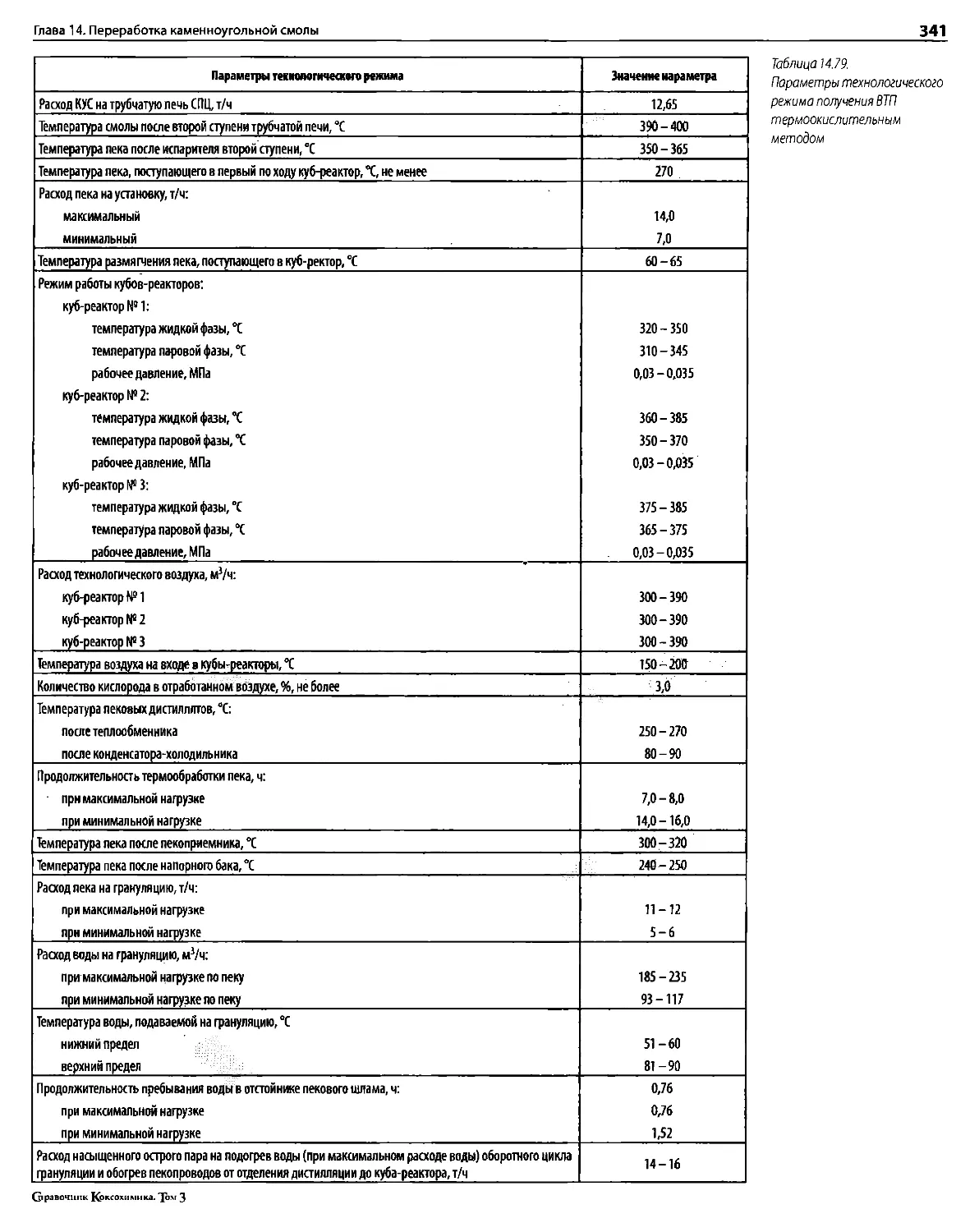
14.6.4. Получение высокотемпературного пека ..,.339
14.6.5. Получение высокотемпературного пека для
производства пекового кокса........342
(рравочник Коксохимика. 'Jom 3
7
14.6.6. Охлаждение пекококсового газа при
производстве пекового кокса...............345
14.7. Изготовление технических
каменноугольных масел....................347
14.7.1. Получение масла каменноугольного
поглотительного............................349
14.8. Получение технических и чистых
продуктов переработки
каменноугольной смолы..................352
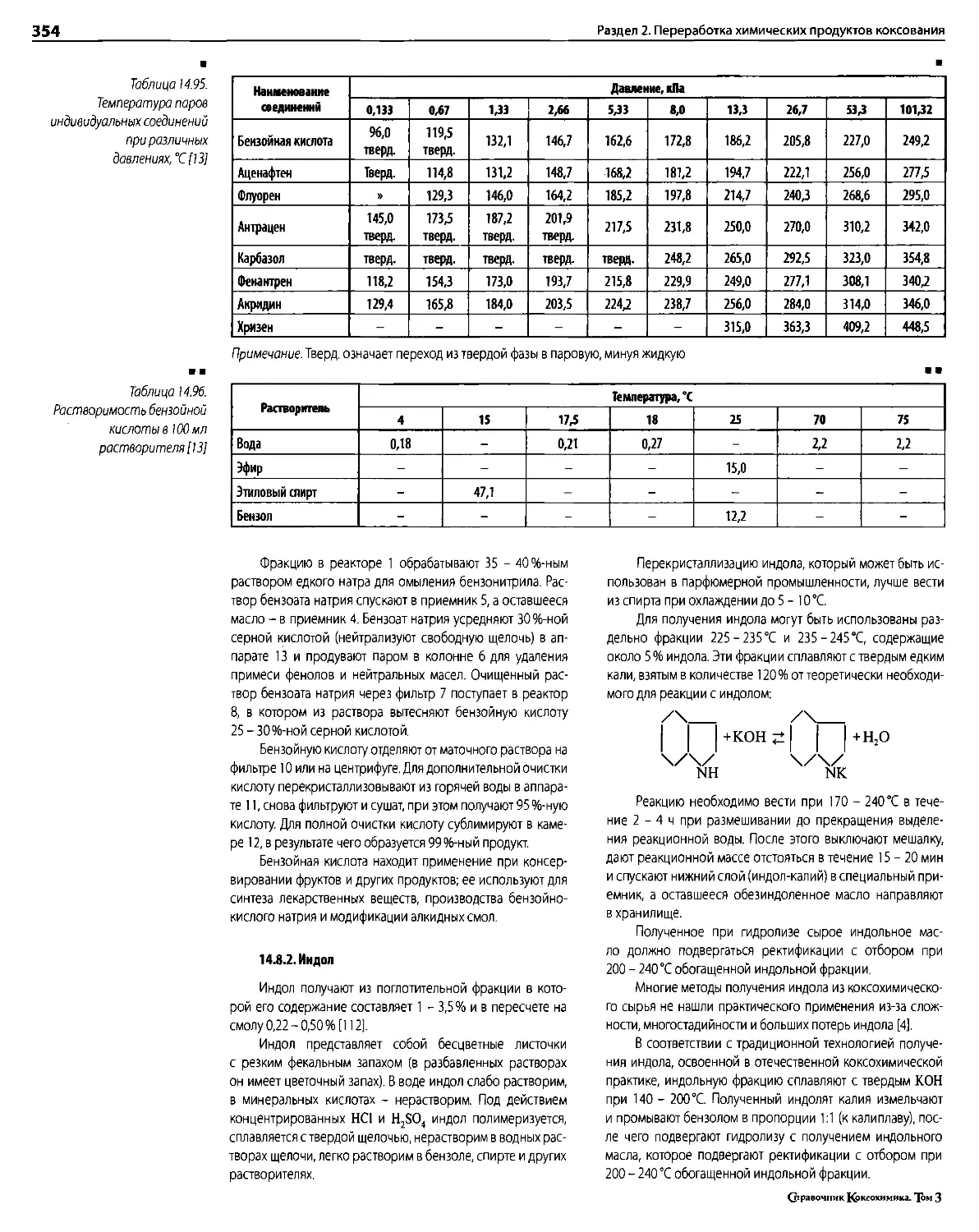
14.8.1. Бензойная кислота.................352
14.8.2. Индол.............................354
14.8.3. а-Метилнафталин...................357
14.8.4. 0-Метилнафталин...................357
14.8.5. Аценафтен.........................360
14.8.6. Флуорен...........................361
14.8.7. Процессы получения аценафтена
и флуорена методом кристаллизации -
плавления.................................362
14.8.8. Дифениленоксид....................364
14.8.9. Акридин...........................367
14.8.10. Получение флуорантена, пирена
и хризена.................................367
14.8.11. Флуорантен.......................368
14.8.12. Пирен............................371
14.8.13. Хризен...........................372
14.9. Оборудование ректификации
каменноугольной смолы
и переработки антраценовой
фракции................................374
14.9.1. Трубчатые печи....................374
14.9.2. Ректификационные колонны..........379
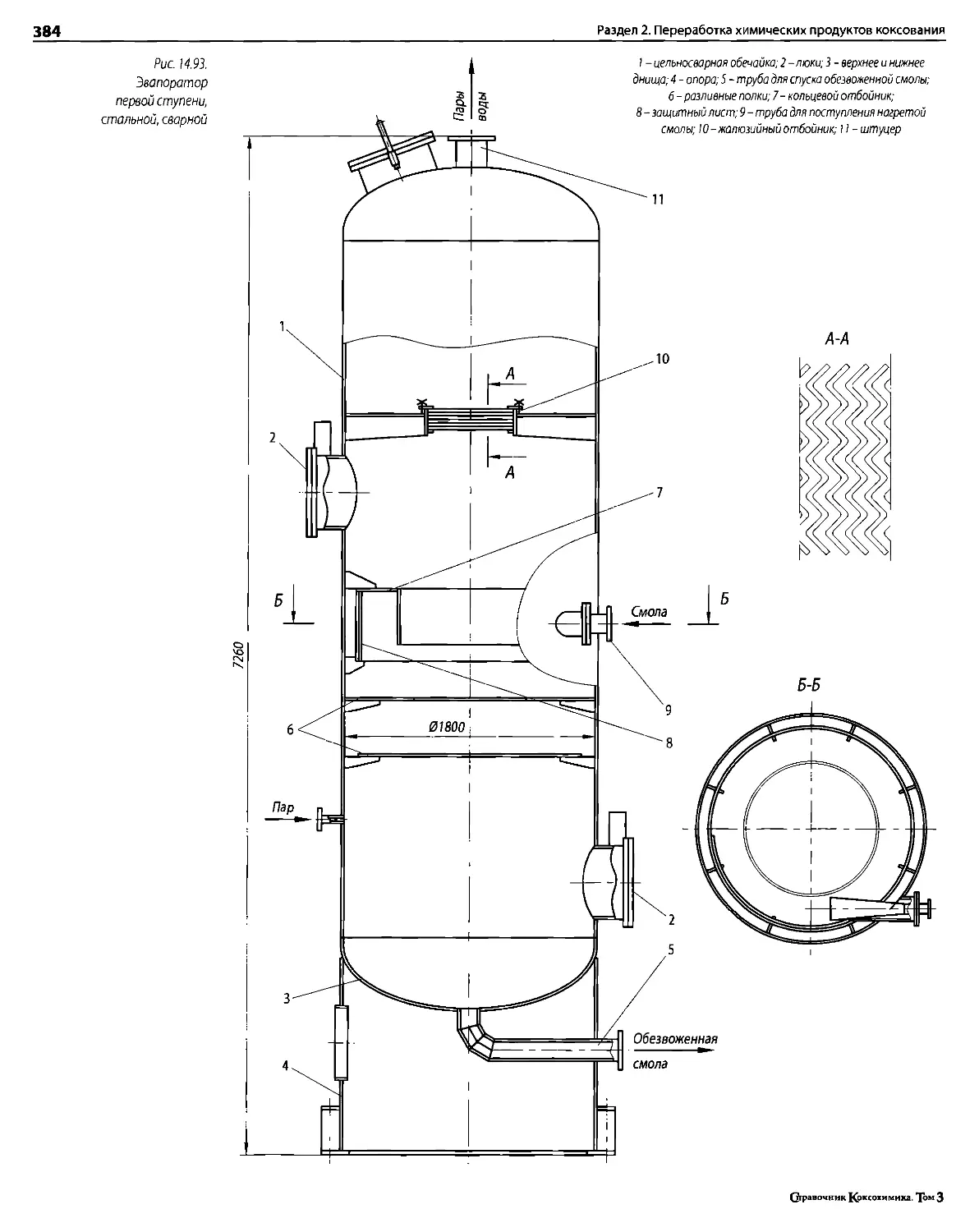
14.9.3. Эвапораторы.......................381
14.9.4. Конденсаторы-холодильники.........385
14.9.5. Холодильники фракций..............388
14.9.6. Кристаллизатор для антраценовой
фракции...................................388
14.9.7. Центрифуга для сырого антрацена.389
14.9.8. Вакуум-фильтр для сырого антрацена.389
Библиография........................392
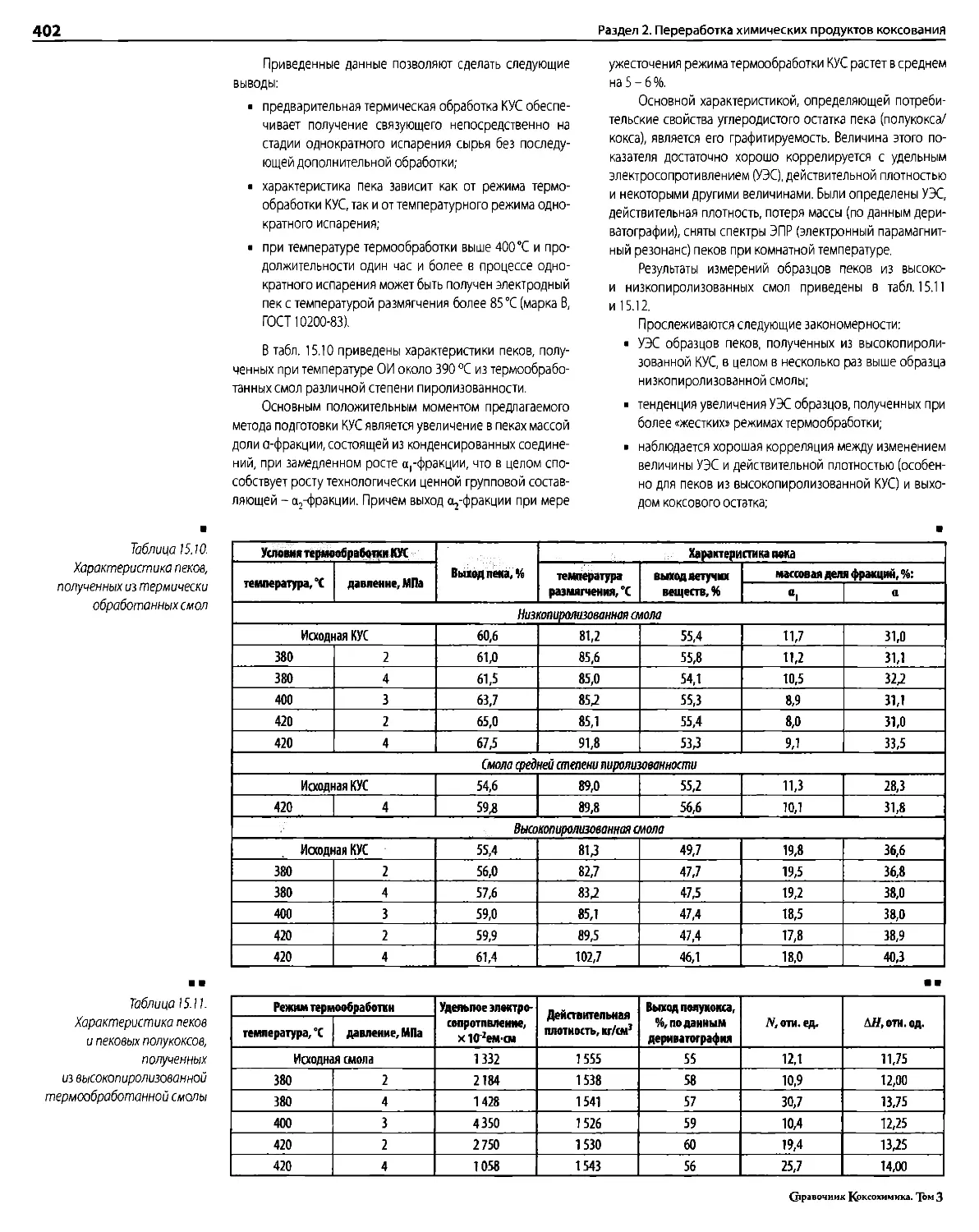
Глава 15. Переработка каменноугольной смолы
под давлением.....................395
15.1. Теоретические предпосылки
направленного изменения свойств смолы
в процессе термической обработки под
избыточным давлением................397
15.2. Влияние давления на изменения свойств
каменноугольной смолы и пека.......398
15.3. Опытно-промышленная установка
термической обработки
каменноугольной смолы
и получения электродного пека.......403
15.3.1. Принципиальная технологическая
схема...................................403
15.3.2. Основные параметры технологического
режима..................................403
15.3.3. Характеристика оборудования....404
Библиография.......................406
Глава 16. Извлечение фенолов, пиридиновых
оснований и получение продуктов....407
16.1. Извлечение и получение фенолов...407
16.1.1. Состав и свойства фенолов......407
16.1.2. Получение фенолов..............412
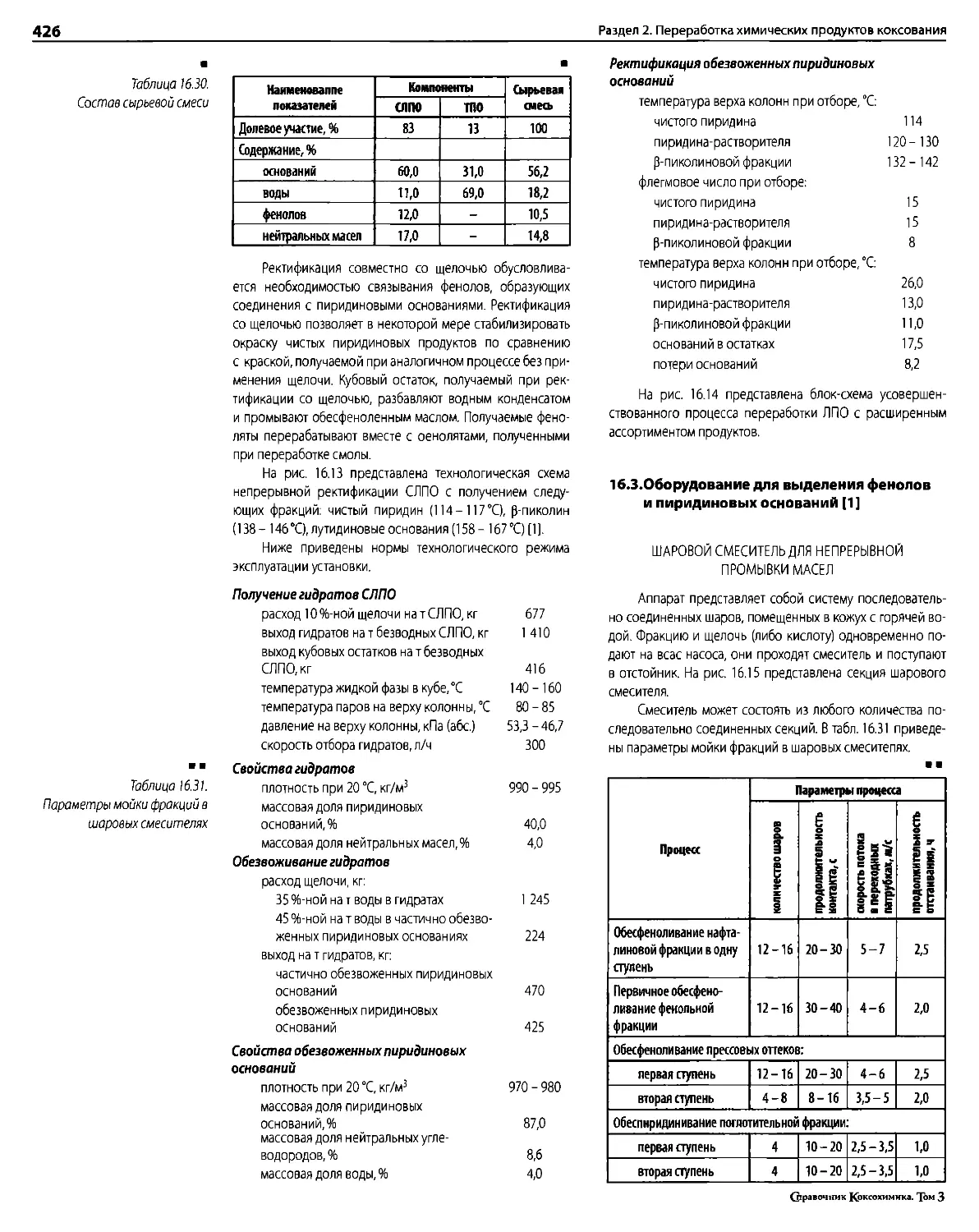
16.2. Извлечение и получение пиридиновых
оснований...............................420
16.2.1. Состав и свойства пиридиновых
оснований...............................420
16.2.2. Извлечение и переработка ТПО...421
16.2.3. Извлечение и переработка ЛПО...423
16.3. Оборудование для вьщеления фенолов
и пиридиновых оснований.................426
Библиография.......................431
(рравочник Коксохимика. Том 3*
Предисловие
Настоящий том «Справочника коксохимика» посвящен технологическим прие-
мам очистки коксового газа с получением товарных продуктов и переработки сыро-
го бензола и каменноугольной смолы.
Суммарный объем химических продуктов, образующихся при коксовании ка-
менного угля (коксовый газ, сырой бензол, каменноугольная смола и др.), в количе-
ственном отношении значительно уступает основному продукту процесса - коксу.
Несмотря на это, роль химических продуктов коксования чрезвычайно важна.
В первую очередь это относится к коксовому газу, необходимому для поддер-
жания рабочей температуры в коксовых печах. Использование отопительного газа
собственного производства является одной из предпосылок для обеспечения эко-
номической эффективности коксохимического производства. Требования, которые
предъявляются к коксовому газу, подаваемому в отопительную систему коксовых
печей, определяются рядом технологических факторов. В частности, газ должен
характеризоваться достаточно высоким значением удельной теплоты сгорания
и содержать минимальное количество примесей, негативно влияющих на состоя-
ние кладки и газораспределительных устройств, а также повышающих содержание
вредных веществ в продуктах горения. К таким примесям, в числе прочих, относятся
сероводород, цианистый водород и аммиак. Независимо от направлений дальней-
шего использования коксового газа обязательной является его очистка от вредных
примесей. В это же время на основе выделяемых из газа веществ может быть органи-
зовано производство ценных химических продуктов, таких как сульфат аммония,
серная кислота и др., что существенно улучшает экономическую эффективность
процессов очистки. Однако изменение спроса на эти продукты не может служить
основанием для прекращения очистки коксового газа, т. к. очищенный газ необхо-
дим для коксовых печей.
Улавливание из коксового газа сырого бензола, паров и капельной взвеси камен-
ноугольной смолы, а также нафталина, помимо улучшения функционирования ап-
паратуры газового тракта и свойств газа, дает возможность получать ценное сырье
для дальнейшей переработки.
Так, сырой бензол перерабатывается с получением исходных материалов для
химического синтеза (бензол, толуол, ксилолы).
Переработка каменноугольной смолы, выделяемой из газосборников и далее
по газовому тракту (первичные газовые холодильники) позволяет получать ряд
ценных углеводородных фракций (в т. ч. способных служить сырьем для выделе-
ния чистых химических веществ, таких, как антрацен, нафталин и др.), фенолятов
натрия, пиридиновых оснований и др. Невыкипающий остаток дистилляции смо-
лы - пек - служит сырьем для производства высоколиквидных электродных свя-
зующих и пекового кокса, используемого в электродной промышленности. Произ-
водство электродных пеков и пекового кокса также входит в структуру комплекс-
ного коксохимического производства, однако не на всех заводах. Как правило, та-
кие производства организованы на крупных предприятиях, способных обеспечить
необходимое количество сырья собственного производства, либо перерабатывают
каменноугольную смолу нескольких коксохимических заводов. Для достижения
(правочник Коксохимика. Дом 3
Предисловие
9
требуемого качества каменноугольной смолы используются различные способы ее
подготовки: очистка в центробежном поле, компаундирование и др.
Таким образом, химическое крыло коксохимического предприятия по своей
структуре является сложным многоплановым комплексом производств, объединяю-
щим в себе принципиально различные процессы и технологии. Последние, в то же
время, тесно связаны между собой: например, серная кислота, производимая цехами
сероочистки, используется в качестве связывающего реагента в процессе улавливания
аммиака из коксового газа; один из продуктов переработки каменноугольной смолы -
поглотительное масло - применяется для улавливания бензольных углеводородов.
Сложность и многоплановость химического крыла коксохимического пред-
приятия приводит к тому, что на различных заводах структура химических произ-
водств, типы реализованных процессов, очередность и количество технологических
стадий, как правило, различаются. Это зависит от расположения источников исход-
ного сырья и перерабатывающих установок, от экономической целесообразности
использования продукции, а также от свойств перерабатываемых углей, например,
от содержания в них серы, азота и др.
Еще одним фактором, усложняющим структуру химического крыла коксохи-
мических предприятий, является обоснованное стремление сделать их безотходны-
ми. Это приводит к организации дополнительных производств товарной продук-
ции на основе вторичных химических продуктов коксования (таких, как дорожные
вяжущие материалы, котельное топливо, и др.).
Многоплановость и многовариантность химического крыла коксохимического
производства определили структуру и содержание тома 3 Справочника коксохими-
ка «Улавливание и переработка химических продуктов коксования».
В томе даны сведения, необходимые для проектирования и эксплуатации основ-
ных химических производств коксохимических предприятий, а также для расчета
основного технологического оборудования. В приведенных материалах рассмот-
рены варианты технологических схем, очередность процессов и конструктивные
особенности оборудования, учитывая производственный опыт действующих пред-
приятий Украины, стран СНГ и других промышленно развитых стран. Приведены
данные об отечественных и зарубежных разработках, в настоящее время еще не на-
шедших широкого промышленного применения, однако подтвердивших свою пер-
спективность в ходе производственных испытаний. Указаны физико-химические
свойства коксового газа, сырого бензола, каменноугольной смолы и надсмольной
воды, а также продуктов их переработки.
Том содержит сведения об основных вариантах технологических схем цехов
улавливания. Отдельно рассмотрены следующие процессы, связанные с улавлива-
нием химических продуктов коксования:
- первичное охлаждение коксового газа;
- очистка газа от смолы;
- отсос и транспортировка газа;
- очистка коксового газа от аммиака;
- переработка надсмольной воды;
- улавливание бензольных углеводородов и очистка газа от нафталина;
- очистка газа от сероводорода и цианистого водорода.
Рассмотрены также возможные способы интенсификации процессов улавлива-
ния химических продуктов коксования.
(рравочник Коксохимика. Том 3*
10
Предисловие
Раздел, посвященный переработке химических продуктов коксования, включа-
ет в себя данные по переработке сырого бензола и каменноугольной смолы. В числе
прочих он содержит значительный объем данных о передовых процессах, хорошо
зарекомендовавших себя в ряде стран дальнего зарубежья, однако еще не внедрен-
ных на предприятиях Украины и СНГ. К последним, в частности, относятся рек-
тификация каменноугольной смолы по многоколонной схеме с получением узких
фракций - сырья для выделения чистых химических веществ; переработка смолы
под давлением, производство пропиточного пека.
Следует отметить, что в последнее время в Украине падает интерес к получе-
нию на основе продуктов коксования индивидуальных химических веществ. Речь
идет не только об отсутствии промышленного внедрения новых процессов, но и об
остановке действующих производств - здесь можно назвать получение техническо-
го и чистого антрацена, а также производство фталевого ангидрида, роданистого
аммония и др. В то же время все активнее рассматривается, например, опыт ряда
зарубежных фирм (в частности, США) по реализации так называемой двухпро-
дуктовой технологии - с получением кокса и синтез-газа. Для Украины с ее огра-
ниченными ресурсами природного сырья для химического синтеза (нефти и газа)
данный подход нельзя назвать обоснованным. Многочисленными исследованиями
доказано, что производство целого ряда индивидуальных веществ на основе хими-
ческих продуктов коксования каменного угля экономически более оправдано, чем
их синтез на основе импортного сырья или прямые закупки за рубежом.
Справочник составлен на основании данных, опубликованных в монографиях,
научных статьях, справочниках, рекламных материалах и других источниках. При
написании справочника использовались производственные данные, результаты
опытно-промышленных испытаний и лабораторных определений свойств химиче-
ских продуктов коксования и продуктов их переработки. Также использованы нор-
мативные документы Украины, зарубежных стран и отдельных фирм, регламенти-
рующие качество товарной продукции.
(правочпик Коксохимика. Том 3
ГЛАВА 1
ОБЩАЯ ХАРАКТЕРИСТИКА ЦЕХА УЛАВЛИВАНИЯ
КОКСОХИМИЧЕСКОГО ПРОИЗВОДСТВА
1.1. Состав и свойства коксового газа
СОСТАВ ПРЯМОГО КОКСОВОГО ГАЗА
Состав прямого (сырого) коксового газа, выходящего
из камер коксовых печей, его выход и плотность изменяют-
ся в течение периода коксования.
В газосборнике происходит усреднение смеси газов и
паров, выделяющихся в различные часы коксования из раз-
личных камер, составляющих коксовую батарею.
Выход и состав коксового газа зависит от технологиче-
ского режима процесса коксования и качества перерабаты-
ваемой угольной шихты. При неизменном режиме коксова-
ния и постоянном составе шихты выход и состав коксового
газа на конкретном коксохимическом предприятии остают-
ся практически постоянными.
Выход отдельных компонентов газа и химических
продуктов коксования в массовых процентах
от сухой шихты [1]
Метан 5,5 - 6,5
Непредельные углеводороды 1,2-1,25
Оксид углерода 2,6-2,8
Ароматические углеводороды 1,0-1,02
Азот 2,1 - 2,4
Аммиак 0,3-0,47
Водород 1,5-1,7
Каменноугольная смола 3-4
Диоксид углерода 1,2-1,3
Прямой коксовый газ перерабатывается в химических
цехах коксохимического предприятия. Процесс переработ-
ки сводится к охлаждению коксового газа и выделению из
него каменноугольной смолы, извлечению аммиака, нафта-
лина, пиридиновых оснований, ароматических углеводоро-
дов, сероводорода и ряда других продуктов.
СОСТАВ ОБРАТНОГО КОКСОВОГО ГАЗА
Коксовый газ, прошедший конденсационную и улав-
ливающую аппаратуру химических цехов (обратный), имеет
следующий примерный состав (табл. 1.1):
Компонент Содержание, % (объем.) Средний состав, % (объем.)
Водород 54,3 - 60,4 5735
Метан 23,7-27 25,35
Непредельные углеводороды 1,9-3,8 2,85
Оксид углерода 5,5-7,77 6,64
Азот 2,9-5,5 4,2
Диоксид углерода 2,05-3,5 2,78
Кислород 0,6-1,0 03
Таблица 1. /.
Состав обратного
коксового газа
Средняя плотность обратного коксового газа при О °C
равна 0,44 кг/м3, при 20 °C - 0,41 кг/м3. Низшая теплота сго-
рания сухого газа - 18226,5 кДж/м3 (4350 ккал/м3).
Состав коксового газа для заводов, коксующих шихты
из углей различных бассейнов СНГ, неодинаков. Коксовый
газ заводов, использующих шихты с повышенным содер-
жанием углей Кузнецкого бассейна, имеет повышенную
плотность, меньшую теплоту сгорания и содержит боль-
шее количество азота и меньшее - водорода. Газ, получае-
мый из шихт с высоким содержанием углей Кизеловского
месторождения, содержит большее количество метана
и непредельных углеводородов (табл. 1.2) [1].
ВЫХОД ГАЗА И ХИМИЧЕСКИХ ПРОДУКТОВ
КОКСОВАНИЯ
Выход газа на 1 т сухой шихты может быть выражен
в весовых единицах (G, кг), объемных единицах (И, м3)
при нормальных условиях или приведенных к 16 760 кДж
(4 000 ккал/м3) (1^).
Эти величины связаны между собой следующими
соотношениями:
G VQ
— = И; —— = V ,
р ’ 16760
где р - плотность газа, кг/м3;
Q - низшая теплота сгорания газа, кДж/м3.
Для характеристики коксовых печей, как генераторов
коксового газа, пользуются выходом приведенного газа
(табл. 1.3).
Группа заводов Состав коксового газа, % (объем.) Плотность, кг/м3 Низшая теплота сгорания, кДж/м3
Нг СН4 с н Ш 8 СО "т со2 От
Заводы, перерабатывающие шихту из углей Донецкого бассейна 60,5 25,7 2,5 5,6 3,0 2,4 0,6 0,436 18235
Заводы, перерабатывающие шихту из углей Кузнецкого и Карагандинского бассейнов 58,5 25,4 2,2 7,5 3,7 2,3 0,5 0,456 17929
Заводы, перерабатывающие шихту из углей Печорского месторождения 59,8 24,6 2,4 6,8 3,5 2,4 0,5 0,448 17891
Таблица 1.2.
Состав коксового газа по
группам заводов СНГ
Справочник Коксохимика. Том 3
14
Раздел 1. Улавливание химических продуктов коксования
Таблица 1.3.
Выход газа и химических
продуктов коксования
по группам заводов СНГ
Группа заводов Выход на 1 т сухой шихты
газ смона аммиак сырой бензол
Км3 КГ кг
Заводы, перерабатывающие шихту из углей Донецкого бассейна 310 337 136 32,5 2,85 10,56
Заводы, перерабатывающие шихту из углей Кузнецкого и Карагандинского бассейнов 332 355 152 29,2 3,8 9,8
Заводы, перерабатывающие шихту из углей Печорского месторождения 322 345 144 36,8 4,35 9,8
Рис. 1.1.
Выход газа по массе (1)
и по объему (2) в процессе
коксования
Выходящий из газосборников прямой коксовый газ со-
держит водяные пары, получаемые за счет испарения влаги
шихты, пирогенетической воды и части воды газосборни-
кового цикла, а также за счет инжекции при бездымной за-
грузке печи. Для углей Донбасса зависимость выхода пиро-
генетической воды от выхода летучих веществ угля можно
представить уравнением [2]:
Н2Оли/) = 4,64- 0,354- + 0,0118(Г )2,
где Vе - выход летучих веществ на сухую шихту, %.
Содержание отдельных составляющих в газе для ши-
рокого диапазона шихт приведено в табл. 1.4.
Таблица 1.4.
Содержание отдельных
составляющих
в коксовом газе [3]
Составляющая Содержание в газе, г/м3 очищенного газа
Пары смолы 80-150
Ароматические углеводороды 22-45
Аммиак 6-13
Сероводород 5-40
Нафталин 5-10
Пиридиновые основания 0,4-0,6
Цианистый водород 0,5-2,5
Органическая сера 0,2-0,7
Также в коксовом газе содержатся оксиды азота, сое-
динения германия и др. Содержание водяных паров в газе
после газосборника определяется точкой росы, которая на
1 - 2 “С ниже температуры надсмольной воды, выходящей
из газосборника.
ЗАВИСИМОСТЬ СОСТАВА И ВЫХОДА КОКСОВОГО ГАЗА
ОТТЕПЛОВОГО И ГИДРАВЛИЧЕСКОГО РЕЖИМОВ
КОКСОВЫХ БАТАРЕЙ
Выход коксового газа и его состав зависят не только от
свойств шихты, но и от температуры в камере коксования,
периода коксования, равномерности прогрева угольной
загрузки, давления газа в камерах коксования, разрежения
в отопительной системе, полноты загрузки и методов отсоса
газа. Выход и состав газа в процессе коксования изменяется.
К концу процесса в коксовом газе увеличивается содержа-
ние водорода, уменьшается содержание метана, уменьша-
ются плотность и теплота сгорания газа. Максимальный
выход газа по массе и объему при продолжительности кок-
сования 14 -15 ч соответствует 10-му и 11 -му часу от начала
коксования (рис. 1.1) [2].
С повышением температуры в камере коксования уве-
личивается объемный выход коксового газа, содержание
в нем водорода и оксида углерода, при этом снижается со-
держание метана, тяжелых углеводородов, углекислого газа
и уменьшается теплота сгорания газа [2].
Большое влияние на выход и состав газа оказывает
гидравлический режим в камере коксования, газосборни-
ке и отопительных простенках. При пониженном давлении
в газосборнике (30 - 40 Па) увеличивается содержание азо-
та в газе (до 12 - 14%), при этом возрастает плотность газа,
но снижается теплота сгорания. Если давление в газосбор-
нике повышается до 100 - 120 Па, выход газа после заграфи-
чивания кладки повышается.
При дальнейшем увеличении давления газа возраста-
ют его потери. При хорошем состоянии кладки эти потери
составляют 1 - 2 % [2].
СВОЙСТВА КОКСОВОГО ГАЗА И ЕГО КОМПОНЕНТОВ.
СЖИМАЕМОСТЬ. ГАЗОВАЯ ПОСТОЯННАЯ.
ПЛОТНОСТЬ
Объем идеальных газов (к которым можно отнести
двухатомные газы), температура и давление связаны урав-
нением
pV=RT,
Справочник Крксохимика. Том 3
Глава 1. Общая характеристика цеха улавливания коксохимического производства
15
где р - давление газа, Па;
v - удельный объем газа, м3/кг;
R - газовая постоянная, Н м/кг-К (кДж/кмоль-К);
Т - абсолютная температура, К.
Газовая постоянная может быть выражена
в кДж/(кмолыК), в кДж/(кг-К). Удельный объем газа связан
I
с его плотностью соотношением v = -, где р - плотность
газа, кг/м3. Р
Объем реальных газов вычисляют по упрощенной
формуле pv = KRT, где К - коэффициент сжимаемости газа,
характеризующий отклонение данного газа от идеального.
Для газовых смесей он определяется по правилу аддитив-
ности.
Приближенные значения £ для компонентов коксово-
го газа представлены в табл. 1.5, величины р и R компонен-
тов коксового газа приведены в табл. 1.6.
Компоненты Давление, МПа
5 10 15 20
Диоксид углерода 0,99 0,98 0,99 1,02
Непредельные углеводороды 0,98 0,95 0,93 0,90
Оксид углерода 0,99 0,98 0,99 1,02
Метан 0,91 0,85 0,82 0,80
Водород 1,03 1,06 1,11 1,15
Азот 0,99 0,99 1,02 1,04
ТЕПЛОТА СГОРАНИЯ
Теплота сгорания - это количество выделившейся те-
плоты при полном сгорании массовой (для твердых и жид-
ких веществ) или объемной (для газообразных) единицы
вещества. Различают высшую (QB) и низшую (0Я) теплоту
сгорания.
Под высшей теплотой сгорания понимают то количе-
ство теплоты, которое выделяется при полном сгорании ве-
щества, включая теплоту конденсации водяных паров при
охлаждении продуктов сгорания.
Низшая теплота сгорания соответствует тому количе-
ству теплоты, которое выделяется при полном сгорании,
без учета теплоты конденсации водяного пара. Теплоту кон-
денсации водяных паров также называют скрытой теплотой
сгорания.
Высшая теплота сгорания определяется калориметри-
ческим или хроматографическим методом и для расчетов
процесса горения не используется. Величины Qu и Qa свя-
заны соотношением:
QH = Qa-0,6Q^
где Qk - количество конденсата, собранного в калори-
метре, г/м3 пропущенного газа.
Величины Он и QB приведены в табл. 1.6. При расче-
тах Q, отнесенного к 1 м3 газа (при 20°C и 760 мм рт. ст),
величины, приведенные в табл. 1.6, нужно умножить на
273
— = 0,9317, то есть 0,о = 0,9317О„
При расчетах процесса сгорания необходимо также
учитывать тепловой эквивалент газа (число Вобба). Для кок-
сового газа среднего состава этот показатель равен:
W= = J8227 =2747g
VP VO,44
Таблица 1.5.
Приближенные величины
коэффициентов
сжимаемости К
компонентов коксового
газа
ТЕПЛОЕМКОСТЬ
В табл. 1.7 приведены значения средней объемной
теплоемкости компонентов коксового газа при постоян-
ном давлении Ср в интервале температур 0^2500°С,
мольную теплоемкость выражают в кДжДкмолыград.)
и кДж/(м3' град.).
Мольная теплоемкость компонентов коксового газа
приблизительно может быть вычислена по формуле:
Ср = а + ЬТ+сТ2,
где а. Ь, с - коэффициенты;
Т - абсолютная температура, К.
Компоненты Молекуляр- нал масса Плотность, кг/м]прн Газовая постоянная, НмДкгК) Высшая тепло- та сгорания, 0вккал/кмоль Низшая теплота сгорания, QH
0°С 20 "С кДж/кмояь кДж/м3 кДж/кг
Диоксид углерода 44,010 1,977 1,842 193 - - - -
Этилен 28,050 1,251 1,174 30,2 1413 245 1 325 108 59121 47 238
Пропилен 42,080 1,915 1,784 20,2 2061982 1 929746 86105 45860
Кислород 32,000 1,429 1,331 26,5 - - - -
Оксид углерода 28,010 1,250 1,165 30,3 283 202 255137 12637 10111
Метан 16,040 0,717 0,668 52,9 891884 803726 35858 50100
Этан 30,070 1,356 1,263 28,2 1562618 1430 382 63818 47569
Водород 2,016 0,090 0,084 420,6 286009 241931 10793 120002
Азот 28,016 1,251 1,165 30,3 - - - -
Сероводород 34,080 1,539 1,434 23,1 - -
Непредельные углеводороды - 1,400 - 27,2 - -
Коксовый газ среднего состава 10,500 0,440 0,410 86,0 - 408525 18227 41481
Таблица 1.6.
Характеристика
коксового газа
и его компонентов
^1равочник Коксохимика. Том 3 -
16
Раздел 1. Улавливание химических продуктов коксования
Таблица 1.7.
Средняя теплоемкость
компонентов коксовом газа
и воздуха, кДж/(м3град)
Температура, °C о2 Воздух Н2 СО со2 Водяной вар СН4 СД
0 1,3059 1,2946 1,2971 1,2766 1,2992 1,5999 1,5073 1,4943 1,5501 1,8268 2,6767
100 1,3176 1,2959 1,3005 1,2908 1,3017 1,7003 1,5324 1,5052 1,6421 2,0621 3,0486
200 1,3352 1,2996 1,3072 1,2971 1,3072 1,7874 1,5618 1,5228 1,7590 2,2828 3,3793
300 1,3562. 1 1,3068 1,3172 1,2992 1,3168 1,8628 1,5952 1,5425 1,8862 2,4955 3,7059
400 1,3775 1,3164 1,3294 1,3022 1,3428 1,9298 1,6329 1,5655 2,0156 2,6860 4,0039
500 1,3980 1,3277 1,3428 1,3051 1,3437 1,9889 1,6706 1,5898 2,1404 2,8635 4,2833
600 1,4169 1,3403 1,3566 1,3080 1,3574 2,0412 1,7083 1,6149 2,2610 3,0259 4,5391
700 1,4345 1,3537 1,3708 1,3122 1,3721 2,0885 1,7460 1,6413 2,3770 3,1700 4,7765
800 1,4500 1,3671 1,3842 1,3168 1,3863 2,1312 1,7837 1,6681 2,4942 3,3081 4,9913
900 1,4656 1,3796 1,3976 1,3227 1,3997 2,1693 1,8117 1,6957 2,6026 3,4317 5,1910
1000 1,4776 1,3918 1,4098 1,3290 1/4127 2,2036 1,8307 1,7230 2,2894 3,5472 4,7242
1100 1,4893 1,4004 1,4215 1,3361 1,4248 2,2350 1,8842 1,7502 2,7864 3,6557 5,5402
1200 1,5006 1,4144 1,4328 1,3432 1,4361 2,2639 1,9093 1,7770 2,8631 3,7528 5,6973
1300 1,5107 1,4253 1,4433 1,3511 1,4466 2,2899 - 13029 - - -
1400 1,5203 1,4349 1,4529 1,3649 1,4567 23137 - 1,8280 - - -
1500 1,5295 1,4441 1,4621 1,3675 1,4659 2,3355 - 1,8527 - - -
1600 1,5379 1,4529 1,4709 1,3754 1,4747 2,3556 - 13762 - - -
1700 1,5463 1,4613 1,4788 1,3834 1,4826 2,3744 - 1,8996 - - -
1800 1,5542 1,4688 1,4868 1,3918 1,4902 2,3916 - 1,9214. - -
1900 1,5618 1,4759 1,4939 1,3997 1,4973 2,4075 - 1,9423 - - -
2000 1,5693 1,4826 1,5010 1,4077 1,5040 2,4222 -• 1,9629 - - -
2100 1,5760 1,4893 1,5073 1,4152 1,5103 2,4360 - 1,9825 - -
2200 1,5831 1,4952 1,5136 1,4227 1,5161 2,4486 • - 2,0010 - - -
2300 1,5898 1,5010 1,5195 1,4303 1,5216 2,4603 - 2,0190 - - -
2400 1,5965 1,5065 1,5253 1/4374 1,5270 2,4712 - 2,0366 -• - -
2500 . 1,6028 1,5115 1,5303 1,4449 1,5320 2,4812 2,0529 - - -
2 600 1,6091 - - 1,4516 - - - 2,0692 - - -
2700 1,6153 - - 1,4583 - - - 2,0847 - - -
В табл. 1.8 приведены коэффициенты для некоторых
газов.
Зависимость теплоемкости коксового газа от темпера-
туры приведена на рис. 1.2.
Таблица 1.8.
Значения коэффициентов
для определения мольной
теплоемкости компонентов
коксового газа
Компоненты а Л-103 с-106
со2 6,85 8,533 -2,475
О2 6,26 2,746 -0,770
со 6,25 2,091 -0,459
«2 6,88 0,066 + 0,279
сн4 3,38 1,819 -4,188
n2 6,30 5,558 -0,345
H2S 6,48 3,283 -1,204
Н,0 (пары) 6,89 2,426 -0,343
Рис. 1.2.
Зависимость средней
теплоемкости коксового газа
от температуры
Теплоемкость коксового газа может быть вычислена по
правилу аддитивности:
С = а\с\+а2с2+_-+а"с" t кДж/(м3- град),
“• 100
где аг,.,,ап -содержание компонентов,%(объемн.);
Ср...,сЛ -средние теплоемкости компонентов,
(кДж/(м3трад).
Теплоемкость коксового газа среднего состава при О °C
равна 1,374 кДж/(м3-град).
Температура, °C
(рравочник Коксохимика. Том 3
Глава 1. Общая характеристика цеха улавливания коксохимического производства
17
ТЕПЛОПРОВОДНОСТЬ
Зависимость теплопроводности газа от температуры
вычисляют по формулам:
3
где - теплопроводность при О °C (273 К),
ккал/(м-ч°С) (Вт/(м-°С));
Т - абсолютная температура, К;
б и L - постоянные (табл. 1.9);
t - температура, К.
Температура, °C
Рис. 1.3.
Зависимость динамической
вязкости коксового газа
от температуры
Компоненты Вт/(м-К) L 6105
С02(от-78до+500°С) 0,012 - 5,5
О2(от-Ю1 до +100 °C) 0,021 144 -
Hj (от-192 до+ 100 °C) 0,150 94 -
N2(ot- 192 до+100 °C) 0,021 114 -
Воздух (от -191 до + 212 °C) 0,021 125 -
H2S 0,011 - -
сн4 0,026 - 10,7
со 0,019 156 -
СгН4 0,015 - -
Н2О (пары) 0,0139 - -
Кинематическая вязкость определяется как дина-
мическая вязкость, отнесенная к плотности газа, м2/с
(табл. 1.11 -1.12).
Таблица 1.9.
ЗначенияХуСибдля
компонентов
коксового газа
Теплопроводность газовой смеси не подчиняется за-
кону аддитивности. Зависимость теплопроводности двух-
и трехатомных газов от температуры показана в табл. 1.10.
Темпе- ратура, К о2 Воздух н2 — со2 11,0 (пары)
273 25,06 24,87 24,84 174,45 14,44 16,16
373 32,55 31,51 31,87 216,32 22,70 24,65
473 39,97 37,57 38,28 258,19 31,05 33,66
573 47,27 43,39 44,52 300,06 39,38 45,64
673 54,26 49,36 50,53 341,92 47,50 57,06
773 60,94 55,21 56,27 383,79 55,36 69,97
873 67,13 60,88 61,90 425,66 62,88 83,85
700 73,06 66,39 67,23 467,53 70,09 98,48
973 78,72 71,68 72,35 509,40 76,90 114,09
1173 83,74 76,79 77,22 551,26 83,43 130,14
1273 88,81 81,73 81,99 593,13 89,67 146,66
1373 93,74 86,40 86,44 635,00 95,67 163,40
1473 98,39 90,91 90,83 676,87 101,31 180,27
Комно- ненты Температура, °C
0 200 400 600 800 1000 1200
Кислород 1,9430 2,910 3,677 4,327 4,900 5,416 5,889
Азот 1,6670 2,478 3,121 3,664 4,143 4,575 4,972
Водород 0,8500 1,226 1,521 1,771 1,991 2,190 2,373
Воздух 1,7210 2,604 3,308 3,905 4,430 4,904 5,338
Оксид углерода 1,6560 2,462 3,100 3,640 4,116 4,545 4,939
Диоксид углерода 1,3840 2,262 2,991 3,620 4,177 4,681 5,143
Водяной пар 0,8180 1,605 2,390 3,145 3,864 4,547 5,194
Метан 1,0360 1,609 2,071 2,464 2,811 3,124 3,410
Этилен 0,9420 1,532 2,034 2,461 2,839 3,181 3,495
Бензол 0,6897 1,213 1,677 2,089 2,460 2300 3,11Г
Таблица 1.11.
Зависимость коэффициента
динамической вязкости газов
от температуры,
д-104, Па-с
ДИНАМИЧЕСКАЯ И КИНЕМАТИЧЕСКАЯ
ВЯЗКОСТЬ
Динамическая вязкость - сила трения, отнесенная к
единице поверхности и единице градиента скорости.
Для среднего состава коксового газа динамическую
вязкость при 0°С можно принять равной 1,1-10 '4 Па-с. При-
близительные величины вязкости коксового газа при раз-
личных температурах приведены на рис. 1.3.
^!равочник Коксохимика, Том 3 *
Компо- Температура, °C
ненты 0 200 400 600 800 1000 1200
Кислород 1,361 3,530 6,345 9,686 13,481 17,68 22,24
Азот 1,327 3,417 6,124 9,325 12,959 16,98 21,35
Водород 0,0945 0,2361 0,4167 0,6294 0,8697 11,35 1,423
Воздух 1,331 3,489 1 6,304 9,653 13,460 17,68 22,27
Оксид углерода 1,325 3,412 | 6,112 9,308 112,936 16,95 21,31
Диоксид углерода 0,7052 1,996 3,755 5,895 1 8,360 11,114 14,131
Водяной пар 1,017 3,457 7,325 12,505 18,88 26,36 34,84
Метан 1,446 3393 7,128 11,001 15,42 20,33 25,69
Этилен 0,5271 1,485 2,805 i 4,402 6,241 8,297 10,548
Бензол 0,1979 ;0,6031 1,185 1,916 2,773 3,744 4,818
Таблица 1.10.
Зависимость
теплопроводности двух-
и трехатомных газов
от температуры
МО3 Вт/(м-К)
• •
Таблица 1.12.
Зависимость коэффициента
кинематической вязкости от
температуры,у-105, м2/с
18
Раздел 1. Улавливание химических продуктов коксования
Таблица 1.14.
Влажность газа при
различной температуре
и давлении
Кинематическая вязкость коксового газа средне-
го состава при О °C равна 2,3-10 ‘5 М2/с, а при 20 °C равна
2,5-10'5 м2/с. Зависимость кинематической вязкости коксо-
вого газ от температуры и давления выражается формулой:
(0,88 + 0,06г)-760
Vni - V760,20
Р
где vp/,v760M-кинематическая вязкость при рабочих-
и нормальных условиях, м2/с;
р - абсолютное давление газа, мм рт. ст;
г - температура газа, °C.
ВЗРЫВАЕМОСТЬ И ВОСПЛАМЕНЯЕМОСТЬ
Коксовый газ является взрывоопасным только при со-
держании его в воздухе в пределах взрываемости и при
наличии открытого огня или искры (источника воспламе-
нения).
Пределы взрываемости компонентов коксового газа
приведены в табл. 1,13.
Таблица 1.15.
Характеристика продуктов
сгорания при различных
значениях а
Таблица 1.13.
Пределы взрываемости
коксового газа
Компонент Пределы взрываемости, % (объемн.)
НИЖНИЙ верхний диапазон взрываемое™
СА 3-4 34 30,5
с3н6 2,2 9,7 7,5
со 12,4 75 62,6
сн4 5,4 15 9,6
с2н6 3-5,8 10,7-15 8,4
«2 4,2 24,0 19,8
H,S 4,3 45,5 41,2
Пределы взрываемости газовой смеси определяются
по формуле:
100
п =---------------,
—
”1 «2 «л
где а|;а2,...,ап- содержание компонентов газа,% (объемн.);
п, лр..., пп - предел взрываемости (нижний или верх-
ний), % (объемн.).
Для коксового газа среднего состава эксперимен-
тально установлены следующие пределы взрываемости:
нижний - 6%; верхний - 30%. Температура воспламене-
ния - 600- 650 °C, максимальная скорость воспламенения -
75 см/с.
ВЛАЖНОСТЬ
Влажность коксового газа (абсолютная) - это содер-
жание водяных паров в 1 м3 сухого или влажного газа. Вы-
ражается в объемных или весовых единицах. Зависимость
влажности газа от температуры и давления представлена
в табл. 1.14.
Температура, °C Давление, Па Влагосодериание
м’/м3 кг/м3
-10 0,259 0,0026 0,0021
-5 0,401 0,0040 0,0032
0 0,610 0,0060 0,0048
5 0,866 0,0086 0,0070
10 1,227 0,0122 0,0098
15 1,707 0,0171 0,0137
20 2333 05236 0,0189
25 3,173 0,0323 0,0260
30 4240 0,0436 0,0351
35 5,626 0,0587 0,0473
40 7,373 0,0780 0,0631
45 9,590 0,1040 0,0840
50 12,346 0,1390 0,1114
55 15,732 0,1830 0,1480
60 19,918 0,2460 0,1960
65 24,998 0,3260 0,2650
70 31,158 0,4440 0,3610
75 38,530 0,6120 0,4990
80 47,343 0.8750 0,7160
85 57,809 1,3300 1,0920
90 70,101 2,2400 1,8770
95 84,513 5,0100 4,3810
100 101,325 - -
ТЕПЛОТЕХНИЧЕСКИЕ СВОЙСТВА
Теплота сгорания коксового газа составляет 17 794,75 -
18422,80 кДж/м3. Теоретическое количество сухого воз-
духа, необходимое для сгорания газа среднего соста-
ва, - 4,35 м3/м3. При коэффициенте избытка воздуха а = 1,2
количество воздуха составит 5,2 м3/м3. Состав и количество
продуктов сгорания при теоретическом количестве воздуха
и коэффициенте а = 1,2 приведены в табл. 1.15.
Характеристика « = 1 « = 1,2
влажные продукты сгорания сухие продукты сгорания влажные продукты сгорания сухие продукты сгорания
Количество, м3/м3 5,03 3,85 5,90 4,72
Содержание, %:
ДИОКСИД углерода 7,7 10,0 6,5 8,2
кислород - - 3,1 3,9
азот 68,0 90,0 70,8 87,9
водяные пары 24,3 - 19,6 -
Справочник Коксохимика. Том 3
Глава 1. Общая характеристика цеха улавливания коксохимического производства
19
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОЧИЩЕННЫЙ
КОКСОВЫЙ ГАЗ
Газ коксовый очищенный должен соответствовать
ТУУ 322-00190443-101-99 (табл. 1.16).
Наименование показателя сорт Нсорт
марка МСС1 марта MCC-2 марка ВИС
Массовая концентрация HjS, г/м5, не более 0J 2,5 3,4 3J
Массовая концентрация нафталина, г/м3, не более од 0J 0,5 0,6
Удельная теплота сгорания при 20 °C и давлении 101325 Па, кДж/м3 16760
1.2. Технологические схемы цехов
улавливания
Образовавшаяся при коксовании парогазовая смесь
(прямой коксовый газ) выходит из коксовых печей с темпе-
ратурой до 820 °C и содержит много коксовой и угольной
пыли. Пыль в сочетании со смолистыми веществами обра-
зует так называемые фусы, которые могут откладываться
в тепло- и массообменных аппаратах, затрудняя их работу
и разделение этих смесей традиционными методами.
Первой стадией обработки прямого коксового газа
является его охлаждение в газосборнике циркуляционной
водой, распыляемой через форсунки. При адиабатическом
процессе охлаждения газ охлаждается до температуры
82 - 85 °C. При этом происходит конденсация большей
части смолы (до 60 - 70%) и удаление пыли с образованием
фусов.
После газосборника газ имеет высокую температуру,
содержит значительные количества смолы, водяных паров
и летучих продуктов коксования. Дальнейшее охлаждение
его до температуры 25 - 35 °C, благоприятной для выделе-
ния аммиака, бензольных углеводородов, сероводорода,
цианистого водорода и др., происходит в первичных газо-
вых холодильниках. При этом происходит практически пол-
ная конденсация водяных паров и смолы и почти двукрат-
ное сокращение объема газа и, как следствие, затрат на его
транспортировку.
Часть смолы уносится с газом в виде тумана и вместе
с выделившимися кристаллами нафталина откладывается
в аппаратах и трубопроводах, снижая качество получаемых
продуктов и эффективность процессов очистки газа.
Следующей технологической стадией является очистка
газа от туманообразной смолы и нафталина в электрофиль-
трах или промывка маслом в скрубберах, устанавливаемых
перед нагнетателями или сразу же после них.
Принципиальная схема технологических потоков
цеха улавливания химических продуктов представлена на
рис. 1.4.
Выделение основных химических продуктов коксова-
ния из газа производится различными сорбционными ме-
тодами.
Так, извлечение аммиака из газа может проводиться
водой с получением концентрированной аммиачной воды,
серной кислотой с получением сульфата аммония или фос-
(правочник Коксохимика. Том 3'
фатами аммония с получением жидкого аммиака. Извле-
чение бензольных углеводородов производится поглоти-
тельными маслами. Для выделения кислых газов (в первую
очередь сероводорода) применяются различные щелочные
растворы. Десорбцию извлеченных растворителями ком-
понентов производят путем нагревания при атмосферном
давлении или под вакуумом в аппаратах с различными
массообменными элементами. Регенерация насыщенных
растворов сероочистки может производиться продувкой
воздухом. При наличии в растворе катализаторов проис-
ходит окисление сероводорода с образованием элемент-
ной серы.
Для разделения конденсата воды и смолы, выделя-
ющихся при охлаждении коксового газа, используются про-
цессы осаждения с применением инерционных и гравита-
ционных методов.
Водный конденсат из первичных холодильников, насы-
щенный аммиаком, сероводородом и углекислым газом,
перерабатывается в аммиачных колоннах паровым методом.
Сточная вода после аммиачной колонны можетнаправ-
ляться на обесфеноливание паровым методом, экстракцию
жидкими поглотителями или биохимическую очистку.
Получаемый после извлечения из коксового газа и де-
сорбции масла сырой бензол представляет собой много-
компонентную смесь, перерабатываемую с получением
товарных продуктов или узких фракций. Поэтому в состав
некоторых коксохимических предприятий входят цеха
ректификации сырого бензола, где его очищают от непре-
дельных и сернистых соединений методом каталитической
гидроочистки или сернокислотным методом с последу-
ющим получением товарных продуктов.
Для переработки смолы, отстоявшейся в механизиро-
ванных осветлителях, на предприятиях имеются цеха пере-
работки каменноугольной смолы. В этих цехах для получе-
ния товарных продуктов наряду с ректификацией и дистил-
ляцией применяются следующие процессы: кристаллиза-
ция, фильтрование, центрифугирование и прессование.
На действующих коксохимических предприятиях
Украины в большинстве своем применяются технологиче-
ские схемы, характеризующиеся общепринятой последо-
вательностью основных процессов обработки газа. После
газосборников прямой коксовый газ охлаждается в первич-
ных газовых холодильниках до 25 - 35 °C, проходит последо-
вательно аппаратуру для извлечения аммиака, бензольных
углеводородов, сероводорода и направляется потребите-
лям. Сопоставительный анализ таких схем с современными
показывает, что они имеют серьезные недостатки - сниже-
ние технико-экономических показателей и ухудшение эко-
логической обстановки.
Значительные трудности в работе химических цехов по
традиционной схеме обусловлены недостаточным охлаж-
дением коксового газа в первичных газовых холодильниках
и отсутствием электрофильтров. На многих производствах
электрофильтры не работают, поэтому большое количество
туманообразной смолы и нафталина поступает в аппарату-
ру для улавливания химических продуктов, нарушая нор-
мальное протекание процессов. Кристаллический нафта-
лин и смола выпадают в трубопроводах и аппаратах, заби-
вают насадку в скрубберах, конденсационную аппаратуру
в цехе вакуум-карбонатной сероочистки и в бензольном
Таблица 1.16.
Технические условия
на очищенный
коксовый газ
20
Раздел 1. Улавливание химических продуктов коксования
Рис. 1.4.
Схема технологических
потоков цеха улавливания
химических продуктов
коксования [3]
отделении, нарушают работу этих аппаратов и контрольно-
измерительных приборов.
При охлаждении газа в конечных газовых холодиль-
никах нафталин накапливается в охлаждающей воде. Для
его удаления устанавливают громоздкие смолопромы-
ватели и отстойники. Так как эти аппараты имеют низкую
эффективность, значительная часть нафталина с водой
попадает на градирню и выдувается в атмосферу, а другая
часть с газом попадает в последующие технологические
отделения и цеха (сульфатное, бензольное отделение, цех
сероочистки).
В цехе вакуум-карбонатной сероочистки нафталин
и смолистые вещества откладываются на насадке в скруб-
берах, конденсаторах-холодильниках; это, в конечном
итоге, приводит к снижению эффективности извлечения
сероводорода. При попадании с сероводородным газом
в вакуум-насосы нафталин и смолистые вещества образуют
нагар в клапанах и цилиндрах, что влечет за собой периоди-
(рравочник Коксохимика. Том 3
Глава 1. Общая характеристика цеха улавливания коксохимического производства
21
Цех улавливания
химических продуктов
коксования
ческие остановки для чистки. В мышьяково-содовых серо-
очистках нафталин и масла нарушают процесс флотации
серы в регенераторах.
Значительные трудности в работе цехов улавливания
химических продуктов коксования связаны с цианистым
водородом. Его наличие в коксовом газе приводит к интен-
сивной коррозии трубопроводов и аппаратуры. Кроме того
цианистый водород и кислород способствуют образованию
в поглотительных растворах сероочисток нерегенерируе-
мых соединений (роданидов, ферроцианидов, тиосульфа-
тов), для удаления которых необходимо выводить часть
растворов с компенсацией выведенного раствора свежими
поглотителями.
На предприятиях, работающих с открытым циклом
конечного охлаждения коксового газа, значительная часть
цианистого водорода выделяется на градирне в атмосферу,
тем самым резко ухудшая экологическую обстановку и спо-
собствуя коррозии металлоконструкций.
Закрытие водного цикла конечных газовых холодиль-
ников осуществляется с определенными трудностями из-за
быстрого забивания холодильников смолистыми вещества-
ми и нафталином. Кроме того, при сокращении выбросов
в атмосферу возрастает количество жидких отходов как
в цехе сероочистки, так и в бензольном отделении.
Наличие в коксовом газе цианистого водорода, нафта-
лина и смолистых веществ затрудняет работу сульфатного
отделения, снижает качественные характеристики получае-
мой соли, способствует образованию кислой смолки.
К недостаткам существующих технологий следует отне-
сти низкую степень утилизации вторичных энергоресурсов,
большие объемы промышленных сточных вод. Применяемые
на коксохимических предприятиях методы биохимической
очистки являются неэкономичными и малоэффективными.
Получившая распространение на коксохимических
предприятиях традиционная схема улавливания химиче-
ских продуктов коксования не обеспечивает требуемую
степень очистки коксового газа, получение качественных
товарных продуктов и характеризуется повышенным коли-
чеством отходов.
Определенный экологический и экономический эф-
фект по сравнению с традиционной схемой может обеспе-
чить изменение последовательности расположения тех-
нологических аппаратов по газовому тракту. При проекти-
ровании в каждом конкретном случае поиск оптимальной
схемы обработки прямого коксового газа на предприятиях
является одной из приоритетных задач, хотя в условиях сло-
жившейся инфраструктуры предприятий реализация этой
схемы весьма проблематична.
На рис. 1.5 показан ряд вариантов размещения уста-
новок для улавливания химических продуктов коксования,
в большей или меньшей степени устраняющих указанные
выше недостатки.
В вариантах I, II, III применены различные газовые холо-
дильники, а также аппараты для извлечения из газа смолы,
нафталина и аммиака. В вариантах IV и V применена пред-
варительная очистка от цианистого водорода непосред-
ственно после нагнетателей, тем самым снижены выбросы
его в атмосферу из градирни цикла конечного охлаждения,
уменьшена коррозия аппаратуры в бензольном и сульфат-
ном отделениях, а также количество жидких отходов в цехе
сероочистки.
В варианте VI промывка газа от цианистого водорода
и сероводорода производится последовательно, что в зна-
чительной степени, упрощает работу конечного газового хо-
лодильника, аммиачного, сульфатного и бензольного отделе-
ний. На этот же эффект ориентирована схема по варианту VII,
в которой после первичной сероочистки предусмотрена ам-
миачная сероочистка. Следует подчеркнуть, что реализация
варианта с аммиачной сероочисткой требует достаточно глу-
бокой очистки газа от туманообразной смолы и нафталина.
(правочник Коксохимика. Том 3
22
Раздел 1. Улавливание химических продуктов коксования
Рис. 1.5.
Варианты размещения
-алогических установок
5 ~улавливания химических
продуктов коксования
2 -> 7
VII
1 - сепаратор; 2 - трубчатый газовый холодильник; 3 - холодильник непосредственного действия; 4-аппарат воздушного охлаждения;
5 - газодувка; 6 - скруббер Вентури; 7 - электрофильтр, 8 - нафталинопромыватель; 9 - сатуратор; 10-аммиачный абсорбер;
11 - скруббер для улавливания HCN; 12 - конечный газовый холодильник; 13 - бензольный скруббер; 14 - вакуум-карбонатная сероочистка;
15 - мышьяково-содовая сероочистка; 16-аммиачная сероочистка
Необходимо иметь в виду, что размещение большого
количества аппаратов перед нагнетателями связано с опас-
ностью подсоса воздуха и повышает вероятность образова-
ния взрывоопасной смеси в системе. Этот недостаток устра-
нен в варианте VII при размещении аммиачной сероочист-
ки после нагнетателей. Однако из-за нагревания газа при
сжатии необходимо применение дополнительных газовых
холодильников. С этих позиций вакуум-карбонатная серо-
очистка имеет преимущества, т. к. в значительно меньшей
степени зависит от температуры.
Существуют более сложные, но более эффективные
схемы, обусловленные областью применения коксового
газа [4]. В настоящее время более 90% всего произведен-
ного газа используется как топливо. В то же время коксовый
газ, состоящий на 70% из водорода и оксида углерода, яв-
ляющихся восстановительными агентами, может эффектив-
но применяться в доменном производстве. Замена природ-
ного газа на коксовый (2,2 - 2,4 м3/м3) снижает расход кокса
на 6,1 - 7 % и увеличивает производительность доменных
печей на 5,1 - 5,3% [3].
Учитывая это, целесообразнее весь производимый
коксовый газ использовать в доменном процессе, а домен-
ный газ использовать в качестве топлива.
Имеет смысл улавливание химических продуктов кок-
сования осуществлять под давлением по следующей схе-
ме [6]: двухступенчатое первичное охлаждение (с исполь-
зованием тепла прямого газа на 1 ступени) -> очистка газа
от туманообразной смолы -> отсос газа нагнетателем ->
сжатие газа -> очистка газа от нафталина поглотительным
маслом -> очистка газа от сероводорода и синильной
кислоты аммиачным способом с получением серной кис-
лоты -> очистка газа от аммиака с получением аммиачной
воды или безводного аммиака -> улавливание бензоль-
ных углеводородов -> передача газа в доменный цех. Для
реализации этой схемы необходим винтовой компрессор
для сжатия прямого коксового газа производительностью
30 - 50 тыс. м5/ч и давлением 0,7 - 0,8 МПа.
Библиография
1. Литвиненко М. С. Химические продукты коксования (производ-
ство и использование).- К.: Техника, 1974,- 321с.
2. Справочник коксохимика, т. Ill / Под ред. А. К. Шелкова,- М.: Ме-
таллургия, 1966-389 с.
3. Улавливание химических продуктов коксования. Ч. I! / А. Ф. Гре-
бенюк, В. И. Коробчанский Г. АВласов, С. И. Кауфман - Донецк:
Восточный издательский дом, 2002,- 207 с.
4. Антипова В. В. Совершенствование технологии улавливания хи-
мических продуктов коксования за рубежом / Черная металлур-
гия, бюл. «Черметинформация», 1980,- № 21.- С. 36 - 49.
5. Правила технической эксплуатации коксохимических пред-
приятий / Министерство промышленной политики,- X., 2001-
309 с.
6. Бродович А. И., Зайченко В. М., Михайлов Н. Ф. Перспективы кон-
денсации и охлаждения коксового газа // Кокс и химия,-1981-
№2.
Справочник }Соксокимика- Том 3
ГЛАВА 2
ОХЛАЖДЕНИЕ КОКСОВОГО ГАЗА.
КОНДЕНСАЦИЯ ПАРОВ ВОДЫ И СМОЛЫ
2.1. Состав надсмольной воды
Одной из основных функций отделения конденсации
является орошение газосборников надсмольной водой, тща-
тельно очищенной от примесей (смолы, фусов и т. д.). В этом
отделении имеются две разновидности надсмольной воды:
1) вода, циркулирующая между осветлителями и газо-
сборниками;
2) конденсат газовых холодильников.
В газосборнике часть орошающей надсмольной воды
испаряется и конденсируется вместе с влагой шихты и пиро-
генетической водой. Пополнение испарившейся части воды
цикла газосборников производится за счет конденсата газа
цикла холодильников. Избыток воды направляется в амми-
ачную установку для выделения аммиака. По химическому
составу эти воды несколько различаются. В воде цикла газо-
сборников преобладают связанные соли аммония (NH3C1,
NH^CNS и др.), а в воде цикла холодильников преобладают
соли летучего аммиака {(NH4)2S, (NH4)2CO3), т. е. соли, кото-
рые при повышении температуры разлагаются. Примерный
состав надсмольных вод приведен в табл. 2.1.
Компоненты Надсмольная вода
цикла газосборника цикла газовых хояедилытяов поступающая на переработку
нреда риятмя
Донбасса Кузбасса Донбасса Кузбасса Донбасса Кузбасса
Аммиаклетучий 1,0-1,7 1,5-2,1 2,2-7,5 3,9-6,4 0,14-4,36 1,7-6,4
Аммиак связанный 3,9-12,9 0,6-13,2 0,5-6,7 0,06-1,34 0,3-5,6 0,06 — 2,1
Хлориды 0,7-39,6 0,33-2,06 0,7-9,4 0,06-0,82 0,6-8,6 0,9-1,6
Роданиды 0,2-3,0 0,9-7,9 0,2-2,7 0,72-1,40 0,1-5,9 0,9-1,6
Цианиды 0,05 -0,23 0,15-135 0,03-0,12. 0,09-0,22 0,04-0,1 0,04-0,28
Сульфаты и сульфиты 0,45-4,77 - 0,22-1,86 0,23 0,18-1,31 0,23
Тиосульфаты 0,64-1,4 1,25—2,25 0,49-1,04 0,385 0,23-1,11 0,38
Сероводород 0,07-1,3 0,37-3,56 0,6-1,29 0,37-3,56 0,6-1,28 -
ОЧИСТКА СМОЛЫ ОТ ФУСОВ
В воде цикла холодильников содержание летучего (сво-
бодного) аммиака выше, чем в воде цикла газосборников.
При схеме конденсации с трубчатыми холодильни-
ками смешение вод циклов газосборника и холодильника
не только допустимо, но и желательно, так как в результате
этого прекращается накапливание хлористых и роданистых
(то есть наиболее коррозионно-активных) солей аммония.
В результате смешения вод содержание этих солей снижа-
ется в 6 - 8 раз [1].
2.2. Очистка надсмольной воды и смолы
от фусов
Отстаивание надсмольной воды цикла газосборников
от смолы и фусов является технологической операцией,
обеспечивающей как необходимое охлаждение коксово-
го газа, так и надежную работу форсунок, установленных
в газосборниках и стояках.
Справочник Коксохимика. Том 3
Разделение надсмольной воды, смолы и фусов осно-
вано на гравитационном отделении смолы и фусов от
основной массы надсмольной воды под действием силы
тяжести. Надсмольная вода с растворенными в ней солями
и другими примесями имеет плотность 1 020 - 1 050 кг/м3,
смола - 1 120 - 1 220 кг/м3, а фусы - до 1 250 кг/м3. Разделе-
ние осуществляется в механизированных осветлителях раз-
личных конструктивных исполнений. На коксохимических
предприятиях Украины применяются осветлители прямоу-
гольной формы емкостью 210 и 380 м3 и цилиндрические
емкостью 650 м3. Нормативное время отстаивания состав-
ляет 20 - 30 минут. При этом производительность по воде
составит соответственно 420, 760 и 1 300 м3/ч. Устройство
и характеристики осветлителей описаны в гл. 3.
Скорость выпадения фусов зависит от вязкости смолы,
которая, в свою очередь, зависит от температуры надсмоль-
ной воды в осветлителе. Для повышения температуры ниж-
няя часть корпуса и днище обогреваются глухим паром или
горячей надсмольной водой. Замечено, что чем равномернее
обогрев, тем меньше возникает конвективных потоков воды
и тем легче и эффективнее происходит разделение фаз.
Таблица 2.1.
Состав надсмольной
воды, г/л
На рис. 2.1. представлена зависимость содержания
смолы в фусах от продолжительности их пребывания в бун-
кере механизированного осветителя.
Рис.2.1.
Зависимость содержания
смолы в фусах от
продолжительност и
их пребывания в бункере
механизированного
осветителя
24
Раздел 1. Улавливание химических продуктов коксования
Насосная
конденсации
С точки зрения обезвоживания смолы в механизиро-
ванных осветлителях и снижения содержания смолистых ве-
ществ в надсмольной воде важнейшим показателем являет-
ся зависимость вязкости смолы от температуры отстаивания.
Установлено, что вязкость смолы (общей) при температуре
70°C зависит от содержания в ней смолы цикла первичных
газовых холодильников (ПГХ) (рис. 2.2), вязкость которой су-
щественно ниже вязкости смолы барельетного цикла.
Рис.2.2.
Зависимость вязкости
смолы (общей)
от содержания легкой смолы
ПГХв общем количестве
смолы
Последние данные весьма важны, так как в производ-
ственных условиях требуется производить равномерное
распределение легкой смолы цикла ПГХ между осветли-
телями, работающими параллельно. Выход смолы цикла
первичных газовых холодильников составляет 25 - 35%
и напрямую зависит от температурного режима газосбор-
ников и ПГХ. С увеличением вязкости смолы существенно
снижается эффективность ее обезвоживания. Однако даже
нормальные условия эксплуатации механизированных
осветлителей не могут в полной мере решить проблему
подготовки каменноугольной смолы к переработке.
Ухудшение качества смолы, вызванное внедрением
бездымной загрузки с использованием паро- и гидроин-
жекции, усложняет и удорожает процесс разделения над-
смольной воды и смолы. Поэтому представляется целесоо-
бразным переход на двухступенчатые схемы разделения
надсмольной воды и смолы [1; 3].
Характерной особенностью таких схем является при-
менение гравитационной аппаратуры на первой ступени,
а окончательная очистка смолы от воды и фусов произво-
дится на второй ступени с применением осадительных цен-
трифуг. Одна из таких технологических схем приведена на
рис. 2.3.
Надсмольная вода, содержащая смолу и фусы, подает-
ся в механизированный отстойник-осветлитель 1 для отде-
ления крупнодисперсных фусов. Осветленная вода стекает
в сборник 2, из которого часть ее направляется на оро-
шение газосборника, а избыток - на переработку. Смола
с содержанием влаги 20 - 30% перекачивается циркуля-
ционным насосом 3 через обогреваемый паром теплооб-
менник 4 в осадительную центрифугу 5. В ней происходит
окончательная очистка смолы с выделением воды, смолы
и фусов, поступающих в соответствующие сборники 6, 7, 8.
Воду циркуляционным насосом 9 возвращают в отстойник,
а смолу с содержанием влаги менее 5 % подают насосом 10
в переливное устройство 11. Регулятор уровня 12 обеспе-
чивает поддержание постоянного уровня смолы в отстой-
нике и стабильную работу центрифуги. Избыточная смола
поступает в сборник 13.
2.3. Схемы первичного охлаждения коксового
газа в трубчатых холодильниках
На рис. 2.4 представлена технологическая схема пер-
вичного охлаждения коксового газа в холодильниках с вер-
тикальными трубами [2].
Коксовый газ после охлаждения в газосборнике до
80 - 85 °C поступает через сепаратор 2 в межтрубное про-
странство холодильников с вертикальными трубами 3. По
ним противотоком движется оборотная техническая вода
с начальной температурой 23 - 27 °C. При теплообмене
^1равочник Коксохимика, "рэм 3
Глава 2. Охлаждение коксового газа. Конденсация паров воды и смолы
25
Рис.2.3.
Двухступенчатая
технологическая схема
разделения надсмольной воды
и смолы
I - механизированный отстойник-осветлитель; 2 - сборник; 3 - циркуляционный насос; 4 - теплообменник; 5 - осадительная центрифуга;
6, 7,8 -сборники; 9, 10 -насосы; I1 - переливное устройство; 12-регулятор уровня; 13-сборник.
Технологические потоки: I - надсмольная вода со смолой и фусами; II - осветленная вода на орошение газосборника;
III - избыточная надсмольная вода на переработку; IV-смола; V-фусы; VI - надсмольная вода из процесса обезвоживания смолы; VII - пар
Механизированный
осветлитель
(рравочник Коксохимика. Том 3
26
Раздел 1. Улавливание химических продуктов коксования
Рис. 2.4.
Технологическая схема
первичного охлаждения
коксового газа
в холодильниках
с вертикальными
трубами
1 - газосборник; 2 - сепаратор; 3 - первичный трубчатый холодильнику, 19 - гидравлический затвор; 5 - промежуточный сборник конденсата;
6 - осветлитель механизированный; 7 - промежуточный сборник#, 13,15,16- насосы; 9 - регулятор уровня смолы; 10 - промсборник смолы; 11
- сборник смолы: 12 - отстойник воды; 14- сборник для избыточной воды; 17-нагнетатель; 18- электрофильтр;
20 - трубопровод технической воды.
Технологические потоки: I - прямой коксовый газ; II - охлажденный коксовый газ; III - техническая вода;
IV - надсмольная вода на переработку; V-смола на склад
между этими двумя потоками газ охлаждается до 30 - 35 °C,
в нем происходит конденсация паров смолы и воды.
Охлажденный газ нагнетателем 17 через электро-
фильтр 18 подается в сульфатное отделение, а конденсат из
газовых холодильников стекает через гидрозатвор 4 в про-
межуточный сборник 5. Из сборника конденсат насосом 13
подается в отстойник 12.
Из отстойника 12 смола через смолоотводчик по-
ступает в сборник 11, а из него насосом 15 откачивается
в резервуары склада смолы. Надсмольная вода из отстой-
ника 12 поступает в сборник 14, из которого часть ее пере-
текает в промежуточный сборник 7 для пополнения цикла
газосборников, а избыток подается насосом 16 в аммиачную
дистилляционную колонну для переработки.
Обследование работы газовых холодильников с вер-
тикальными трубами и последующий анализ полученных
данных показал, что им свойственны низкие коэффициен-
ты теплопередачи (50 - 90 Вт/м2-К) из-за низких скоростей
воды в трубах и интенсивного отложения смолистых ве-
ществ в межтрубном пространстве. К достоинствам этих
холодильников относят их невысокую требовательность
к качеству охлаждающей воды.
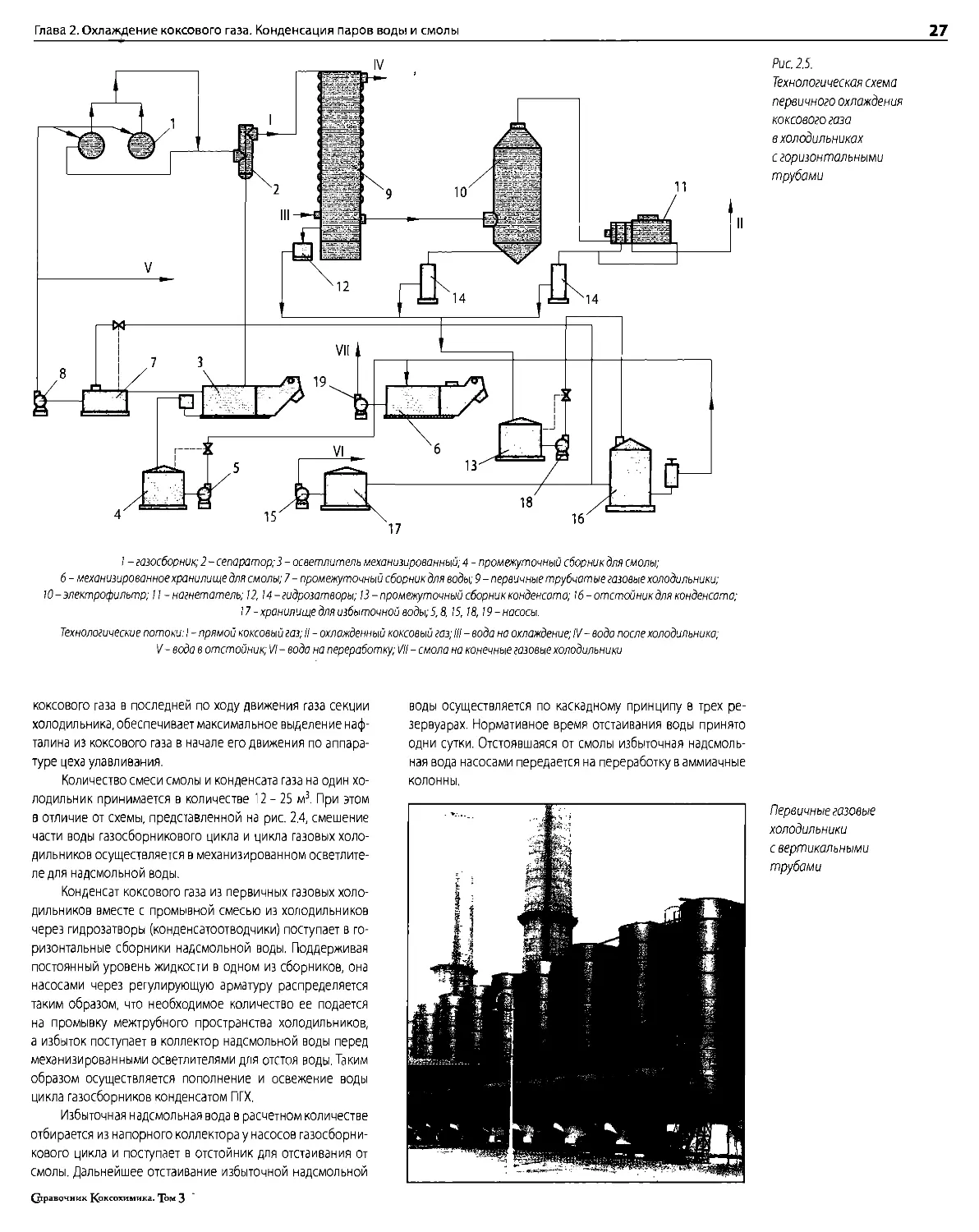
На рис. 2.5 представлена технологическая схема пер-
вичного охлаждения коксового газа в холодильниках с го-
ризонтальными трубами (ПГХ).
Коксовый газ, охлажденный в газосборнике до
80 - 85 °C, поступает через сепаратор 2 в межтрубное про-
странство холодильников 9 и движется сверху вниз, омывая
слегка наклонные трубы. По высоте холодильника трубы
разделены на отдельные секции. Охлаждающая вода по-
дается в нижнюю часть холодильника и движется вверх
через все пучки труб, соединенные последовательно с по-
мощью водяных камер. При температуре охлаждающей
воды 23 - 27°C газ охлаждается до 25 - 35 °C, очищается от
туманообразной смолы в электрофильтре 10 и подается на-
гнетателем 11 на очистку коксового газа от аммиака.
Конденсат из ПГХ 9, электрофильтра 10 и нагнетате-
ля 11 поступает через гидрозатворы в сборник 13, откуда
насосом 18 перекачивается в отстойник 16.
Смола из отстойника поступает в механизированное
хранилище 6, а надсмольная вода - в промежуточный сбор-
ник 7 для пополнения цикла газосборников. Избыточная
надсмольная вода стекает в хранилище 17, откуда насо-
сом 15 передается на переработку на аммиачную установку.
При работе с отдельными водными циклами газосбор-
ников и холодильников в первом цикле происходит накоп-
ление нелетучих солей аммония, вызывающих коррозию
аппаратуры и коммуникаций. Ухудшается отстаивание над-
смольной воды от смолы и фусов.
Для поддержания концентрации хлористых и родани-
стых солей аммония в воде цикла газосборников на уровне
меньше или равном 6 г/л часть ее отводится из промежуточ-
ного сборника 7 в отстойник газового конденсата 16. При
этом соответствующее количество конденсата перетекает
из отстойника 16 в сборник 7.
Большая часть коксохимических предприятий ис-
пользует постоянную промывку межтрубного простран-
ства холодильников с горизонтальными трубами смесью
смолы и конденсата коксового газа, который образуется
при охлаждении газа. Количество смолы в этой смеси под-
держивается в пределах 15-30%.Такая промывка, наряду
с использованием захоложенной воды для охлаждения
Справочник Коксохимика. Том 3
Глава 2. Охлаждение коксового газа. Конденсация паров воды и смолы
27
IV
1 - газосборник; 2 - сепаратор; 3 - осветлитель механизированный; 4 - промежуточный сборник для смолы;
б - механизированное хранилище для смолы; 7 - промежуточный сборник для воды; 9 - первичные трубчатые газовые холодильники;
10-электрофильтр; 11 - нагнетатель; 12,14-гидрозатворы; 13 - промежуточный сборник конденсата; 16-отстойник для конденсата;
17 - хранилище для избыточной воды; 5,8, 15,18,19-насосы.
Технологические потоки: I - прямой коксовый газ; II - охлажденный коксовый газ; III - вода на охлаждение; IV-вода после холодильника;
V-вода в отстойник; VI - вода на переработку; VII - смола на конечные газовые холодильники
Рис. 2.5.
Технологическая схема
первичного охлаждения
коксового газа
в холодильниках
с горизонтальными
трубами
коксового газа в последней по ходу движения газа секции
холодильника, обеспечивает максимальное выделение наф-
талина из коксового газа в начале его движения по аппара-
туре цеха улавливания.
Количество смеси смолы и конденсата газа на один хо-
лодильник принимается в количестве 12-25 м3. При этом
в отличие от схемы, представленной на рис. 2.4, смешение
части воды газосборникового цикла и цикла газовых холо-
дильников осуществляется в механизированном осветлите-
ле для надсмольной воды.
Конденсат коксового газа из первичных газовых холо-
дильников вместе с промывной смесью из холодильников
через гидрозатворы (конденсатоотводчики) поступает в го-
ризонтальные сборники надсмольной воды. Поддерживая
постоянный уровень жидкости в одном из сборников, она
насосами через регулирующую арматуру распределяется
таким образом, что необходимое количество ее подается
на промывку межтрубного пространства холодильников,
а избыток поступает в коллектор надсмольной воды перед
механизированными осветлителями для отстоя воды. Таким
образом осуществляется пополнение и освежение воды
цикла газосборников конденсатом ПГХ.
Избыточная надсмольная вода в расчетном количестве
отбирается из напорного коллектора у насосов газосборни-
кового цикла и поступает в отстойник для отстаивания от
смолы. Дальнейшее отстаивание избыточной надсмольной
(рравочник Коксохимика. Том 3
воды осуществляется по каскадному принципу в трех ре-
зервуарах. Нормативное время отстаивания воды принято
одни сутки. Отстоявшаяся от смолы избыточная надсмоль-
ная вода насосами передается на переработку в аммиачные
колонны.
Первичные газовые
холодильники
с вертикальными
трубами
28
Раздел 1. Улавливание химических продуктов коксования
Первичные газовые
холодильники
с горизонтальными
трубами
На некоторых предприятиях для дополнительной
очистки избыточной воды от смолы устанавливаются квар-
цевые фильтры.
Как показал промышленный опыт, применение холо-
дильников с горизонтальным расположением труб обес-
печивает более эффективное охлаждение газа, облегчает
работу нагнетателей и всей последующей аппаратуры
цеха улавливания. Эти аппараты имеют целый ряд преиму-
ществ по сравнению с холодильниками с вертикальными
трубами:
охлаждающая вода движется в трубах под напором,
имеет большую скорость (0,8-1 м/с), что позволяет
интенсифицировать теплопередачу от труб к воде,
уменьшить отложения взвешенных частиц в трубах;
нисходящий поток конденсата смывает с наружной
поверхности труб отложения смолы и нафталина, бла-
годаря чему замедляется рост гидравлического сопро-
тивления аппарата,
наличие самостоятельных трубных секций позволяет
использование различных хладоагентов в одном аппа-
рате, тем самым позволяя использовать тепло коксово-
го газа для технологических нужд.
Вместе с тем эксплуатационники отмечают ряд недо-
статков:
• повышенные требования к качеству технической
воды;
• сложные условия ремонта (особенно замена труб);
необходимость поддержания скорости воды в труб-
ном пучке не менее 1 м/с;
невозможность замены отдельных секций.
2.4. Двухступенчатые схемы первичного
охлаждения коксового газа
Двухступенчатые схемы первичного охлаждения кок-
сового газа позволяют производить раздельный отбор кон-
денсата и отделить практически не содержащую связанных
солей аммиака надсмольную воду, составляющую -80%
от всего количества избыточной надсмольной воды. Это
позволяет значительно упростить последующую перера-
ботку такой воды.
Также имеется возможность более рационального со-
четания в технологических схемах эффективных решений по
охлаждению газа и очистке его от аэрозолей. При первич-
ном охлаждении в трубчатых газовых холодильниках коэф-
фициенты теплопередачи в интервале температур 80 - 60 °C
в 3 - 3,5 раза выше, чем в последних по ходу газа секциях,
работающих в интервале температур 60 - 30 °C. Целесоо-
бразно охлаждать газ до температуры 55 - 60 °C (первая
ступень) в трубчатых холодильниках, а дальнейшее охлаж-
дение до температур 30 - 35 °C (вторая ступень) проводить
в холодильниках непосредственного действия с использо-
ванием циркулирующей надсмольной воды, охлаждаемой
в теплообменниках.
Схема охлаждения коксового газа в двухступенчатых
безнасадочных холодильниках приведена на рис. 2.6.
Коксовый газ поступает параллельными потоками
в нижнюю часть безнасадочных холодильников с темпера-
турой 80 - 85 °C, в которых охлаждается надсмольной водой
до 30 - 35 °C и отводится в последующие отделения цеха.
Охлаждающая надсмольная вода подается в холодиль-
ники 1 сверху через распылительные устройства и дви-
жется противотоком к газу, собирается на разделительных
^1равочник Коксохимика. Том 3
Глава 2. Охлаждение коксового газа. Конденсация паров воды и смолы
29
II
VIII
Рис. 2.6.
Технологическая схема
охлаждения коксового
газа в двухступенчатых
безнасадочных
холодильниках
I - двухступенчатый безнасадочный холодильник; 2,4- циркуляционные насосы; 3 - осветлители механизированные; 5 - теплообменники;
6 - насос оборотной воды; 7 - градирня.
Технологические потоки; I - прямой коксовый газ; II - охлажденный коксовый газ; III - охлаждающая вода; IV - аммиачная вода; V - смола;
VI - фусы; VII - оборотная техническая вода; VIII - вода на переработку
тарелках и насосами 2 подается через форсунки в нижнюю
часть холодильников. Нагретая до 68 - 72°C охлаждающая
вода и газовый конденсат стекают через гидрозатворы в ме-
ханизированные осветлители 3, где происходит разделение
фаз по плотности.
Надсмольная вода из механизированных осветлителей
насосом 4 подается в спиральные теплообменники 5, где
охлаждается технической водой с 70 °C до 25 - 30 °C и вновь
подается на орошение холодильников 1. Техническая вода
подается в теплообменники насосом 6 из градирни 7. Избы-
ток надсмольной воды отводится насосом 4 в аммиачную
колонну на переработку. Смола из осветлителя 3 стекает
через регулятор уровня в промежуточный сборник, откуда
передается на переработку.
Схема двухступенчатого охлаждения коксового газа
в аппаратах воздушного охлаждения и трубчатых холодиль-
никах приведена на рис. 2.7. Схема реализована на одном из
коксохимических производств России.
Коксовый газ после охлаждения в газосборниках
1 через сепаратор 2 поступает в аппараты воздушного
охлаждения 4. Аппарат воздушного охлаждения состоит
из шести секций с шатровым расположением и оребрен-
ными трубами. Газ поступает параллельно во все секции
и движется по трубному пространству сверху вниз. При
охлаждении газа происходит конденсация из него паров
воды, смолы и нафталина. Движение газа и конденсата
происходит в прямотоке, внутренняя поверхность труб не-
прерывно очищается от нафталина. При охлаждении коксо-
(дравочник Коксохимика. Том 3 ‘
вого газа в аппаратах воздушного охлаждения с 80 - 85 °C
до 60 - 65 °C отводится 57 - 80% тепла [4]. Соответствен-
но снижается расход технической воды в трубчатых холо-
дильниках. Пропускная способность одного аппарата со-
ставляет 16000 нм3/ч, скорость газа в трубах 10-13 м/с,
гидравлическое сопротивление 0,5 - 1 кПа, расход воздуха
составляет 738 000 м3/ч. При температуре наружного воз-
духа ниже -25 °C аппарат может работать с отключенным
вентилятором, охлаждение осуществляется за счет есте-
ственной конвекции воздуха.
В нижней части труб откладывается нафталин и для
его удаления требуется пропарка. Снижение температуры
коксового газа в трубчатых газовых холодильниках вто-
рой ступени 5 уменьшает образование накипи в трубах,
что благоприятно сказывается на работе холодильников.
Для снижения отложений нафталина и смолистых веществ
в межтрубное пространство подается водосмоляная эмуль-
сия, получаемая смешением конденсата газа (65- 70%)
со смолой (30 - 35%) в сборнике 16 из механизированных
осветлителей 17. Смесь подается насосом 19 в две верхние
секции холодильников 5 и выводится вместе с конденсатом
через гидрозатвор (конденсатоотводчик) 9 в сборник 11.
Этот способ промывки трубчатых холодильников стаби-
лизирует работу аппаратов, но не исключает остановки на
пропарку каждые 25 - 30 дней. После трубчатых холодиль-
ников 5 содержание туманообразной смолы в коксовом
газе составляет 2-5 г/м3, а после электрофильтров 6 оно
снижается до 0,3 - 0,5 г/м3.
(нравочник Коксохимика. Том 3
1 - газосборник; 2 - сепаратор; 3 - осветлитель механизированный; 4 - аппарат воздушного охлаждения газа (АВОГ); 5 - трубчатый газовый холодильник; 6 - электрофильтр; 7 - нагнетатель; 8 - градирня;
9-конденсатоотводчик; 10- сборник надсмольной воды; 11,13-загубленный промежуточный сборник; 12,14,15,19,20-насосы; 16 - сборник водосмоляной эмульсии; 17-осветлитель конденсата; 18-смолоотводчик
Технологические потоки: I - коксовый газ на охлаждение; II - коксовый газ в сульфатное отделение; III - оборотная вода (охлажденная); IV - оборотная вода (нагретая);
У - смола на переработку; VI - фусы; VII - водосмоляная эмульсия
Раздел 1. Улавливание химических продуктов коксования
Глава 2. Охлаждение коксового газа. Конденсация паров воды и смолы
31
Схема двухступенчатого охлаждения газа в аппаратах
воздушного охлаждения и скрубберах Вентури представле-
на на рис. 2.8.
Коксовый газ после аппаратов воздушного охлажде-
ния 6 при температуре 63 - 68 °C поступает в скруббер Вен-
тури 10, где охлаждается при непосредственном контакте
с водой, распыляемой в конфузоре 12 с помощью струйно-
вихревых форсунок 16. При скорости газа в горловине 13,
равной 30 - 35 м/с, надсмольная вода дробится на капли,
создавая при этом развитую поверхность контакта.
В диффузоре 14 скруббера Вентури скорость газа по-
степенно уменьшается, капли воды и смолы коагулируются,
при этом большая часть из них выделяется в брызгоулови-
теле 15. Более полное выделение капель воды и смолы до-
стигается в центробежном скруббере 17 с тангенциальным
вводом газа. При установке двух последовательно соеди-
ненных скрубберов Вентури температура газа может быть
снижена до 32 - 35 °C, при этом остаточное содержание
смолы достигает 0,2 - 0,3 г/м3 [5]. Для промывки скруббера
Вентури 10 и аппаратов воздушного охлаждения 6 от на-
фталина и смолистых веществ в них подается водосмоляная
эмульсия из сборника 8 с помощью насоса 9.
Надсмольная вода и смола из брызгоуловителя 15 по-
ступает в сборники 4,7,8, откуда смола подается насосом
21 в смолоперерабатывающий цех, а избыточная вода по-
ступает на переработку в аммиачную колонну. Необходи-
мая для охлаждения газа в скруббере Вентури надсмольная
вода подается насосом из брызгоуловителя 15 через спи-
ральный теплообменник 18, где охлаждается технической
водой с градирни 20.
Электрофильтр
для коксового газа
Производительность скруббера Вентури по газу со-
ставляет 40 000 нм3/ч, расход охлаждающей воды 250 м3/ч,
суммарноегидравлическоесопротивлениедвухскрубберов
1-1,5 кПа.
В табл. 2.2 приведена сравнительная характеристика
затрат в относительных единицах при различных вариан-
тах первичного охлаждения коксового газа и очистки его
от аэрозолей смолы (по данным ВУХИНа). За 100% приняты
показатели схем с холодильниками с горизонтальными тру-
бами и электрофильтрами.
II
1 2
Рис. 2.8.
Технологическая схема
двухступенчатого
охлаждения коксового газа
в аппаратах воздушного
охлаждения газа (АВОГ)
и скрубберах Вентури
1 - газосборник; 2 - сепаратор; 3 - осветлитель механизированный; 4 - сборник надсмольной воды; 5,9,1921- насосы;
6 - аппарат воздушного охлаждения АВОГ; 7 - сборник смолы; 8 - сборник водосмоляной эмульсии; 10 - скруббер Вентури;
11 - газоподводящая труба; 12 - конфузор; 13 - горловина;14 - диффузор; 15 - брызгоуловитель; 16 - оросительное устройство;
17 - центробежный скруббер; 18 - спиральный теплообменник; 20 - градирня с принудительным дутьем; 22 - смолоотводчик.
Технологические потоки: I - прямой коксовый газ; II - охлажденный коксовый газ; III - вода на переработку; IV-фусы;
V-смола на склад; VI - водосмоляная эмульсия
(рравочник Коксохимика. Том 3
32
Раздел 1. Улавливание химических продуктов коксования
Таблица 2.2.
Сравнительные затраты
для ряда вариантов схем
первичного охлаждения
коксового газа
} Показатели Варианты схем охлаждения и коиденсоции
Холодильник с горизонтальными трубами и электрофильтр АВОГ и холодильник с горизонтальными трубами и электрофильтр Холодильник с горизонтальными трубами и скруббер Вентури АВОГ «скруббер Вентури
Капитальные затраты,% 100 90 60 54
Эксплуатационные затраты, % 100 72 67 52
В том числе стоимость электроэнергии, % 100 57 120 80
Амортизационные отчисления, % 100 28 100 28
Стоимость технической воды, % 100 90 60 54
В качестве базового варианта для сравнения принята
типовая схема отделения конденсации с охлаждением газа
в трубчатых холодильниках и очисткой от смолистых ве-
ществ в электрофильтрах.
Приведенные данные подтверждают экономиче-
скую эффективность разработанных схем двухступенча-
того охлаждения с применением воздушного охлаждения
и скрубберов Вентури.
Библиография
1. Антипова В. В. Совершенствование технологии улавливания хи-
мических продуктов коксования за рубежом / Черная металлур-
гия / Бюл. «Черметинформация», 1980- № 21, С. 36 - 49.
2. Коляндр Л. Я. Улавливание и переработки химических продук-
тов коксования,- X.: ГНТИ, 1962,- 468 с.
3. Бродович А. И., Зайченко В. М., Михайлов Н. Ф. Перспективы кон-
денсации и охлаждения коксового газа // Кокс и химия - 1981-
№2.
4. Зайченко В. М, Михайлов Н. Ф., Петрухно Р. П., Огиенко Л. Д„
Коломиец Л. П. Интенсификация удаления нафталина из коксо-
вого газа в первичных холодильниках// Кокс и химия - 1977-
№8.
5. Совершенствование процессов и оборудования первичного
охлаждения коксового газа / Назаров В. Г, Ларина Н. Б., Михай-
лов Н.Ф., Петрухно Р. П.,Стеценко Е.Я., Сурядный В. И.- М.: Чер-
ная металлургия: Бюл. «Черметинформация», 1981,- Вып. 3,-
15 с.
^равочник Коксохимика. Том 3
ГЛАВА 3
ОСНОВНАЯ АППАРАТУРА ПЕРВИЧНОГО ОХЛАЖДЕНИЯ
КОКСОВОГО ГАЗА И КОНДЕНСАЦИИ ПАРОВ СМОЛЫ И ВОДЫ
ХОЛОДИЛЬНИК С ВЕРТИКАЛЬНЫМ
РАСПОЛОЖЕНИЕМ ТРУБ
Холодильник с вертикальным расположением труб
представлен на рис. 3.1.
12
1-днище холодильника; 2 - перегородки; 3 - трубные решетки;
4 - трубы: 5 - вертикальные перегородки межтрубного простран-
ства; 6 - штуцер ввода газа; 7 - дополнительная перегородка;
8 - корпус холодильника; 9 - штуцер выхода газа;
10- штуцер ввода воды; 11 - штуцер вывода воды;
12 - штуцер для вывода конденсата.
Технологические л отоки: I - вход коксового газа; II- выход коксового
газа; III - вход охлаждающей воды; IV- выход охлаждающей воды
Холодильник представляет собой овальный аппарат
с плоским днищем 1, верхней и нижней трубными решет-
ками 3, к которым крепятся вертикально расположенные
QpaeoHHiiK Коксохимика. Том 3-
трубы 4. Вертикальные перегородки 5 делят межтрубное
пространство на 6 ходов. Коксовый газ через штуцер 6 по-
ступает в межтрубное пространство, проходит последова-
тельно все 6 ходов и покидает аппарат через штуцер 9. Так
как при охлаждении коксового газа и конденсации паров
воды и смолы объем значительно уменьшается, для сохра-
нения постоянной скорости газа перегородки установлены
таким образом, чтобы поперечное сечение ходов уменьша-
лось к выходу из аппарата. Трубное пространство, в свою
очередь, разделено на 6 ходов.
Охлаждающая техническая вода входит в нижнюю
часть трубного пространства через штуцер 10, проходит на-
встречу газу последовательно 6 ходов (из нижней камеры
в верхнюю по трубам и обратно) и выходит через штуцер 11
из нижней водяной камеры. В каждом из ходов осуществля-
ется противоточное движение газа и воды. Тепло от газа
к воде передается через поверхность труб, которая и явля-
ется поверхностью теплопередачи холодильника. Конден-
сат, образовавшийся при охлаждении газа в межтрубном
пространстве, удаляется через штуцеры 12.
Технические характеристики холодильника
с вертикальным расположением труб
Рис.3.1.
Холодильник с вертикальным
расположением труб
Номинальная производительность по газу,м3/ч 10000
Площадь поверхности охлаждения, м2 2 100
Площадь проходного сечения, (средняя) м2:
для газа 1,25
для технической воды 0,82
Число труб, шт. 1 265
Наружный диаметр трубы, мм 76
Длина труб, мм 7 000
Размеры, мм:
высота 9 532
длина 6500
ширина 2600
Масса, т 79,9
Для эффективной работы холодильника необходимо
обеспечить проектные скорости газа и воды и чистоту на-
ружных и внутренних поверхностей труб. Отклонение от
проектных скоростей газа происходит из-за отложений
нафталина в межтрубном пространстве холодильника. Для
очистки межтрубного пространства холодильника в него
прекращают подачу воды и газа и в межтрубное простран-
ство подают пар в течение 4 - 6 часов. Такая пропарка долж-
на производиться регулярно по специальному графику.
Отклонение от проектной скорости воды может про-
исходить в результате образования накипи внутри трубок.
Для уменьшения накипеобразования оборотная вода долж-
на быть отфильтрована, в нее добавлено необходимое коли-
чество веществ, препятствующих образованию накипи (мед-
ный купорос, триполифосфат и т. п.), а температура нагретой
воды после холодильника не должна превышать 42 °C.
34
Раздел 1. Улавливание химических продуктов коксования
Периодически (раз в 2 - 3 года) необходимо промы-
вать трубное пространство специально подготовленным
раствором соляной кислоты, а трубы чистить механическим
способом.
Основными недостатками холодильников с вертикаль-
ными трубами являются:
большое гидравлическое сопротивление вследствие
зарастания межтрубного пространства отложениями
смолы и нафталина;
трудоемкость промывки наружной поверхности труб;
сравнительно низкие коэффициенты теплопередачи -
до 90 Вт/(м2-К).
ХОЛОДИЛЬНИКИ С ГОРИЗОНТАЛЬНЫМ
РАСПОЛОЖЕНИЕМ ТРУБ
На рис. 3.2 представлен первичный газовый холодиль-
ник с горизонтальными расположением труб.
Корпус холодильника имеет прямоугольное сечение,
к двум вертикальным стенкам 1 которого крепятся теплооб-
менные трубы 2. По высоте холодильника трубы располо-
жены в виде отдельных пучков. Смежные пучки наклонены
в разные стороны (Г к горизонтали). Сближенные концы
трубных пучков перекрываются общей крышкой 3, уплот-
няемой со стенками холодильника мягкими прокладками 4.
Крышки вместе с трубными решетками образуют переточ-
ные водяные камеры. Трубы расположены с шагом, равным
82 мм. Плоские стенки холодильника усилены ребрами
жесткости 5 и внутренними анкерными стяжками 6, выпол-
ненными из труб. Штуцер входа газа 7 расположен на верх-
ней крышке холодильника, штуцер выхода газа 8 - в нижней
части корпуса. Штуцер вход воды 9 расположен в нижней
водяной камере, штуцер выхода воды 10 - в верхней.
Собирающийся в нижней части холодильника конден-
сат стекает по наклонному днищу (угол наклона 3 - 4°) в сто-
рону штуцера 11 для выхода конденсата.
Холодильник имеет монтажные и обслуживающие
люки 12. Аппарат по высоте разбит на отдельные блоки,
сборка которых производится при монтаже холодильника.
Для строповки каждой секции предусмотрены строповоч-
ные устройства 13. Для очистки наружных поверхностей
труб от отложений нафталина и фусов межтрубное про-
странство орошается смолоконденсатной смесью.
Коксовый газ охлаждается при движении по межтруб-
ному пространству, из него последовательно конденси-
руются вода, смола и нафталин. Так как охлаждаемый газ
движется сверху вниз, конденсирующаяся в верхней части
холодильника смола растворяет нафталин, кристаллизую-
щийся на трубах, и выводит его из холодильника. Этот эф-
фект усиливается орошением межтрубного пространства.
Промывка наружной поверхности труб уменьшает их за-
грязнение и увеличивает период между пропарками холо-
дильника.
Для предотвращения образования накипи и отложе-
ний в трубах рекомендуется поддерживать карбонатную
жесткость воды менее 3 мг-экв./л, а содержание взвешен-
ных веществ - не более 30 мг/л. При этом скорость воды
в трубах должна быть не менее 0,8 - 1,0 м/с, а ее темпе-
ратура на выходе из холодильника не должна превышать
42 °C.
На различных предприятиях Украины используют-
ся холодильники, состоящие из трех или четырех секций.
Их характеристики приведены ниже.
Технические характеристики холодильника с горизонтальным расположением труб
Типоразмер холодильника ХПГЗООО-У ХПГ2200-У ХПГ2200-К ХПГ1800-У
Площадь поверхности охлаждения общая, м2 3 000 2 200 2 200 1 800
в том числе:
верхней секции 600 600 600 922
последующих секций 3x800 2x800 2x800 878
Номинальная производительность по газу, м3/ч 25 000 20 000 20 000 15 000
Давление, МПа:
в трубном пространстве 0,6 0,6 0,6 0,35
в межтрубном пространстве 0,095 0,095 0,095 0,095
Площадь проходного сечения, м2:
одного хода в трубном пространстве 0,1864 0,1864 0,2017 0,165
межтрубного пространства 2,44 2,44 2,5 1,4
Материал:
корпуса СтЗсп5 СтЗсп5 СтЗсп5 СтЗсп5
решеток трубных Сталь 16ГС Сталь 16ГС Сталь 16ГС СтЗсп5
труб Сталь 10 Сталь 10 Сталь 08Х22Н6Т СтальЮ
с оцинкованием с оцинкованием с бакелитир.
Размеры, мм: 3 000x3 390х 3 000x3 390 х 3 000 хЗ 390х 2 946x2 880х
X 2 5289 Х1 9409 х 1 9409 х! 5810
Масса холодильника, т 144,7 108,1 83,9 78,5
(рравочиик Коксохимика. Том 3
Глава 3. Основная аппаратура первичного охлаждения коксового газа и конденсации паров смолы и воды
35
24700
Рис.3.2.
Холодильник
с горизонтальным
расположением труб
I - вертикальные стенки
с трубными решетками;
2 - теплообменные трубы;
3 - крышка;
4 - прокладки;
5 - ребра жесткости;
6 - анкерные стяжки;
7 - штуцер входа газа;
8 - штуцер выхода газа;
9 - штуцер входа воды;
10 - штуцер выхода воды;
11 - штуцер для выхода
конденсата;
12 - люки;
13 - строповочные устройства.
Технологические потоки;
I - вход коксового газа;
II - выход коксового газа;
III - вход охлаждающей воды,
П/ - выход охлаждающей воды
Справочник Коксохимика. Том 3'
36
Раздел 1. Улавливание химических продуктов коксования
Рис. 3.3.
Аппарат воздушного
охлаждения
для коксового газа
В настоящее время Гипрококс [1] разработал холо-
дильники повышенной единичной мощности, позволяющие
собирать из компактных блоков общую поверхность до
4 500 м2. Так, в частности, холодильник ХПГ3 600 предназна-
чен для первичного охлаждения неочищенного коксового
газа из газосборников коксовых батарей с температурой
82 °C до температуры 24 - 25 °C.
Имеется проект холодильника ХПГ 4 100, предназна-
ченного для первичного охлаждения коксового газа и одно-
временного использования части тепла, выделяющегося
в холодильнике, для подогрева поглотительного раствора
вакуум-карбонатной сероочистки перед подачей его на
регенерацию. Такое решение включено в перечень энерго-
сберегающих технологий коксохимического производства.
Технические характеристики холодильников
с горизонтальным расположением труб
Типоразмер холодильника ХПГ 3 600 ХПГ4100
Площадь поверхности охлаждения общая, м2, в
том числе: 3 660 4 110
верхней секции 1 156 1 510
(растворной зоны)
средней секции 1 156
нижней секции 1 348 2 600 (водяной зоны)
Номинальная производи- тельность по газу, м3/ч 31 000 20 000
Давление, МПа:
в трубном пространстве в межтрубном 0,6 0.6
пространстве 0,095 0,095
Площадь проходного сечения, м2:
одного хода в труб- ном пространстве межтрубного про- 0,343 0,150
странства 2,64 2,00
Количество подаваемой 1 290 490
технической воды, м3/ч Температура среды, °C в трубном пространстве технической воды: (содового раствора)
начальная 24-25 61,3-68,3
(поглотит, раствора)
конечная 25-37
э/ (технической воды)
в межтрубном простран-
стве коксового газа 82-85 80-30
Количество водосмоляной смеси для промывки, м3/ч 25 25
Размеры, мм: 21 767 х 27767х
4 040х 3 740х
3 370 3 370
Основной материал
корпуса Углеродистая сталь
трубы диаметр
0,48x1,6 Сталь! 2X18Н10Т
Масса холодильника в рабочем состоянии, т 230,0 290,0
АППАРАТЫ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
КОКСОВОГО ГАЗА
1 - трубная секция теплообмена;2 - крышки со штуцерами для
ввода и вывода охлаждающего газа; 3 - рама для монтажа трубных
секций; 4 - опорная металлоконструкция; 5 - диффузор;
6 - коллектор вентилятора; 7 - рабочее колесо вентилятора;
3 - привод вентилятора; 9 - увлажнитель воздуха;
10 - жалюзийное устройство.
Технологические потоки: I - вход коксового газа в трубные секции;
II - выход коксового газа из трубных секций; III - вода в увлажнитель
Аппарат АВОГ-1 (рис. 3.3) состоит из шести секций 1
с шатровым расположением. В каждой секции имеется 8 ря-
дов оребренных труб, развальцованных в двух трубных ре-
шетках прямоугольной формы. Газ поступает параллельно
во все секции. К трубным решеткам крепятся крышки 2 со
штуцерами для ввода и вывода охлаждаемого газа. Трубные
решетки имеют жалюзийные устройства 10, управляемые
с помощью пневматического привода.
Трубные секции устанавливаются на раме для монтажа
с помощью опорных металлоконструкций 4. К раме крепит-
ся диффузор 5 с коллектором вентилятора 6. В нижней части
установлен осевой вентилятор, рабочее колесо 7 посажено
на вертикальный вал безредукторного привода 8. Аппарат
укомплектован увлажнителем воздуха 9, расположенным
внутри диффузора (используется для снижения темпера-
туры воздуха в летний период). В зимний период аппарат
может работать с выключенным вентилятором. Охлаждение
газа в трубах происходит за счет естественной конвекции,
Технические характеристики АВОМ
Число секций
Число рядов труб в секции
Число труб в секции
220
(рравочник Коксохимика, 'рам 3
Глава 3. Основная аппаратура первичного охлаждения коксового газа и конденсации паров смолы и воды
37
Теплообменная труба:
диаметр х толщина, мм 38 х 2,0
коэффициент оребрения 7,8
длина, м 6
Площадь поверхности теплообмена, м2:
секции по оребрению 1 337
внутренняя 141
аппарата по оребрению 8 020
внутренняя 846
Число ходов газа по трубному пространству 1
Площадь проходного сечения аппарата
по газу, м2 1,2
Давление рабочее, МПа 0,09
Материал Углеродистая
сталь
Размеры аппарата
(без несущей конструкции), мм:
длина 6 000
ширина 7 950
высота 6 510
Вентилятор поставляется с ручной регулировкой
угла установки каждой лопасти отдельно при остановлен-
ном вентиляторе или с механизмом поворота лопастей
с пневмоприводом.
Характеристики вентилятора
Диаметр колеса, м 5
Число лопастей, шт. 4
Профиль лопастей ЦАГИУК-2М
Производительность, м3/ч 735 000
Мощность номинальная, кВт 90
Частота вращения, с’1 4,16
Показатели работы аппарата воздушного охлаждения
Пропускная способность по объему газа, нм3/ч 16 000
Коэффициент теплопередачи, Вт/(м2 К) 25-30
Скорость газа в трубах, м/с 10-13
Гидравлическое сопротивление аппарата, Па (в зависимости от объема проходящего газа) 500-1 000
СКРУББЕР ВЕНТУРИ ДЛЯ ПЕРВИЧНОГО ОХЛАЖДЕНИЯ
КОКСОВОГО ГАЗА
На одном из коксохимических предприятий России
[2] при эксплуатации этих аппаратов получены следующие
результаты:
Нагрузка по газу, тыс. м3/ч 10-30
Расход циркулирующей
надсмольной воды, м3/ч 120-250
Охлаждение коксового газа в двух последо-
вательно включенных аппаратах:
от температуры, °C 50 - 70
до температуры, °C 30 - 35
(рравочник Коксохимика. Том 3
Содержание смолы в охлажденном газе, г/м3 0,2-0,3
Суммарное гидравлическое сопротивление двух последовательно включенных аппаратов, кПа 11,5
Оптимальная скорость движения газа в горловине аппарата, м/с 25-35
Оптимальная скорость истечения воды из форсунки, м/с 8-16
На рис. 3.4 представлен скруббер Вентури, который
состоит из изогнутой под прямым углом газоподводящей
трубы 1, конфузора 2, горловины 3, корпуса 4, сборника-
брызгоуловителя 5 и газоотводящей трубы 6. В газоподводя-
щей трубе устанавливается оросительное устройство 7 для
разбрызгивания в корпусе надсмольной воды, состоящее
из одной центральной и шести периферийных струйно-
вихревых форсунок.
Рис.3.4.
Скруббер Вентури
1 - газоподводящая труба, 2 - конфузор; 3 - горловина;
4 - корпус скруббера; 5 - сборник-брызгоуловитель;
6 - газоотводящая труба; 7 - оросительное устройство.
Технологические потоки:
I - вход коксового газа; II - выход коксового газа;
III - надсмольная вода
38
Раздел 1. Улавливание химических продуктов коксования
Фактический объем газа рекомендуется определять по
формуле:
(273 + Г) 103 330
й 273(103330 +р-р,) ’
где Qo - объем газа при нормальных условиях, равный
40000м3/ч;
- фактический объем газа, м3/ч;
t - температура газа (65 ’С);
р - давление газа (вакуум 4 000 Па);
р, - давление водяных паров при температуре точки
росы (25 470 Па).
40000 338-103330 ,,
-------------------------= 70 000 м3/ч,
273(103330-4000-25470)
Диаметр горловины определяется из расчета скоро-
сти газа примерно 35 м/с (с учетом наличия надсмольной
воды).
Технические характеристики аппарата
Рис 3.5.
Двухступенчатый
оросительный холодильник
Производительность по газу, приведенная к нормальным условиям, м3/ч Количество охлаждающей воды, м3/ч 40000 250
Остаточное давление в аппарате, МПа Температура, °C: 0,095
коксового газа 50-30
циркулирующей воды 28-35
Масса, т 10,95
Два последовательно включенных скруббера Венту-
ри с охлаждением циркулирующей воды в пластинчатых
теплообменниках применяются в качестве второй ступени
охлаждения, (на первой ступени охлаждения используется
холодильник с горизонтальными трубами).
СТУПЕНЧАТЫЕ ХОЛОДИЛЬНИКИ
С ФОРСУНОЧНЫМ ОРОШЕНИЕМ
Известен ряд разработок, в которых в качестве первич-
ных холодильников использованы ступенчатые аппараты
непосредственного действия. В них поверхность контакта
между газом и жидкостью достигается распылением цирку-
лирующей аммиачной воды с помощью форсунок [3; 4].
Насадки, тарелки и др. устройства для увеличения по-
верхности контакта фаз в этих аппаратах не применяют из-
за возможного их загрязнения. Оборотную воду охлаждают
в современных холодильниках (в первую очередь спираль-
ных и пластинчатых).
На рис.3.5 представлен вариант двухступенчатого оро-
сительного холодильника, являющегося основным техноло-
гическим аппаратом схемы и имеющим большую пропуск-
ную способность (до 100 тыс. м3/ч).
Коксовый газ I проходит холодильник снизу вверх,
вступая в контакт с разбрызгиваемой через форсунки цир-
кулирующей водой. Вода, поступающая на верхнюю ступень
оросительного холодильника, стекает на промежуточную
перегородку 2 и оттуда насосом под давлением разбрызги-
вается через форсунки в нижней ступени (IV). Далее нагре;
тая циркулирующая вода попадает в отстойник 3, где проис-
ходит первичное разделение воды и смолы. Оборотная вода
(V) из отстойника направляется на охлаждение, после чего
возвращается на верхнюю ступень орошения. Смола, отде-
лившаяся от воды в отстойнике 3, выводится из нижней ча-
сти холодильника. Удельная поверхность охлаждения в оро-
сительных холодильниках составляет 0,04 - 0,06 м2-ч/м3 газа,
а расход охлаждающей воды - 0,024 - 0,03 м3/м3 газа [3].
Для охлаждения циркуляционной надсмольной воды
в этих холодильниках используют захоложенную техниче-
скую воду (до 12 °C). Высокая степень вымывания нафталина
из коксового газа достигается при добавлении в холодиль-
ник непосредственного действия смолы циклов газосбор-
ника и холодильника и хорошего распределения ее смеси
с циркулирующей водой.
В трехступенчатых оросительных холодильниках на
первые две ступени подают оборотную охлажденную над-
смольную воду, а на третью — нижнюю - рециркулят с пер-
1 - форсунки для подачи воды; 2 - промежуточная перегородка;
3 - отстойник
Технологические потоки: / - исходный коксовый газ; II - охлажденный
коксовый газ; III - охлаждающая вода; IV - охлаждающая вода,
поступающая с первой ступени орошения на вторую;
V - оборотная вода, направляемая на охлаждение; VI - смола
Справочник Коксохимика. Том 3
Глава 3. Основная аппаратура первичного охлаждения коксового газа и конденсации паров смолы и воды
39
вых двух ступеней. Оборотную аммиачную воду охлаждают
в спиральных холодильниках водой с градирни. Пропускная
способность обоих холодильников составляет 57 тыс. м'/ч
при охлаждении газа от 80 °C до 33 °C [3].
Оросительные холодильники имеют значительно
меньшие капитальные затраты, чем трубчатые, они не чув-
ствительны к загрязнениям, но при их эксплуатации повы-
шаются энергетические затраты.
ЭЛЕКТРОФИЛЬТРЫ ДЛЯ ОЧИСТКИ ПРЯМОГО
КОКСОВОГО ГАЗА ОТ СМОЛЫ
Электрофильтр (рис. 3.6) [5] представляет собой колон-
ный аппарат, в котором между двумя трубными решетками 1
размещены осадительные электроды 5, выполненные из
стальных труб. Трубы крепятся своими концами к верхней
и нижней трубным решеткам.
1 - трубная решетка; 2 - коробки изоляторные; 3 - изоляторы;
4,8- рамы коронирующие электродов; 5 - трубы осадительные;
6 - корпус; 7 - электроды коронирующие; 9 - решетки газораспре-
делительные; 10- лазы; 11 - штуцер входа газа;
12 - штуцер выхода газа; 13 -ввод пара; 14 - выход смолы;
15 - выход конденсата.
Технологические потоки: / - коксовый газ; II -коксовый газ; III -смола
По оси каждой из осадительных труб натянута про-
волока, являющаяся коронирующим электродом 7. Эти
электроды сверху и снизу связаны рамами коронирующих
электродов. Нижняя рама 8 висит на электродах, верхняя 4
подвешена к гирляндам высоковольтных изоляторов 3,
установленных в изоляторных коробках 2. Для питания
электрофильтра выпрямленным током высокого напряже-
ния имеется трансформаторно-преобразовательный агре-
гат с номинальным напряжением до 80 кВ и выпрямленным
током 400 - 600 мА.
Ввод тока в электрофильтр осуществляется через
проходной изолятор. Осадительные электроды подсое-
диняются к положительному полюсу трансформаторно-
преобразовательного агрегата, а коронирующие - к отри-
цательному. Изоляторные коробки снабжены системой
обогрева с автоматическим регулированием температуры,
исключающей возможность конденсирования влаги на по-
верхности изолятора.
Технические характеристики электрофильтров
Рис.3.6.
Электрофильтр
Тип электрофильтра С-5 С-7,2
Активная площадь сечения, м2 5 7,2
Оптимальная скорость газа, отнесен- ная к активной площади сечения, м/с 1,0 1,0
Расчетная производительность по очищаемому газу (при оптимальной скорости), м3/ч 27 000 39 000
Расчетная площадь осаждения осадительных электродов, м2 315 422
Электрические затраты на очистку 1 000 м3газа/ч, кВт 0,6 0,6
Массовая концентрация смолы на входе в электрофильтр, г/м3, не более 3 3
Гидравлическое сопротивление, кПа 0,25-0,35 0,25-0,35
Напряжение, кВ 55-65 55-65
Разрежение внутри электрофильтра, кПа, не более 5 6
Давление внутри электрофильтра, кПа, не более 40 40
Температура очищаемого газа, °C, не более 60 60
Степень очистки газа от смолы, %,
не менее 98 98
Масса, т:
корпуса 10,69 13,26
механического оборудования 27,2 37,0
Диаметр аппарата, мм 3 900 4 600
Высота, мм 13 300 14 490
Коронирующие электроды изготовлены из проволоки
диаметром 3 мм, материал - сплав XI5Н60-Н, остальные кон-
структивные элементы изготовлены из углеродистой стали.
(правочник Коксохимика. Том 3 *
40
Раздел 1, Улавливание химических продуктов коксования
ОСВЕТЛИТЕЛИ ДЛЯ НАДСМОЛЬНОЙ ВОДЫ
Для осветления надсмольной воды и отделения смолы
применяются аппараты гравитационного типа. На коксохи-
мических предприятиях применяются аппараты с механизи-
рованным удалением фусов:
осветлители круглого сечения емкостью 650 м3
(рис. 3.7) [5];
осветлители прямоугольного сечения емкостью 210
и 380 м3 (рис. 3.8) [7].
Опыт эксплуатации осветлителей круглого сечения
выявил ряд значительных недостатков, связанных с их нена-
дежной работой. Установка цилиндрических осветлителей
в цехах улавливания в последнее время предусматривается
редко.
Гипрококсом разработана и применяется более со-
вершенная конструкция механизированного осветлителя
прямоугольной формы емкостью 380 м3, приведенная на
рис. 3.8.
Осветлитель состоит из корпуса 1 прямоугольного се-
чения с комбинированным днищем, имеющим горизонталь-
ную и наклонную части. Для ввода воды установлена труба 2
с отражателем 3. В нижней части трубы имеются отверстия
(см. сечение А - А). Внутри аппарата смонтирована распре-
делительная решетка 4. Для вывода воды предусмотрен про-
точный карман 5, а для вывода смолы - обратный карман 6.
Над днищем осветлителя смонтированы 2 скребковых кон-
вейера 7. Горизонтальная часть днища выполнена двойной.
Внутреннее пространство днища сообщается с карманом для
воды при помощи двух боковых 9 и одного центрального 10
переточных карманов. Изнутри полость днища разделена
перегородками 11 (см. сечение Б - Б) на отдельные каналы.
Опорожнение каналов производится через штуцеры 13.
Осветлитель работает следующим образом: надсмоль-
ная вода поступает с двух сторон в трубу ввода воды 2 и вы-
текает из нее через отверстия, расположенные в нижней
части трубы, равномерно распределяясь по ширине аппа-
рата. Потоки воды направляются с помощью отражателя 3
и распределительной решетки в направлении продольной
оси аппарата. При движении потоков вдоль аппарата более
тяжелые частицы оседают на дно, а более легкие всплывают
вверх. В осветлителе поддерживаются постоянные уровни
раздела слоев: верхний - вода; нижний - смола и фусы.
Осветленная вода и отстоявшаяся от фусов смола выводятся
через карманы 5 и 6, а осевшие фусы сгребаются конвейе-
рами в разгрузочный бункер 8. Необходимый рабочий уро-
вень смолы в осветлителе (примерно 1 500 мм) поддержива-
ется автоматически с помощью радиоизотопных датчиков.
Предусмотрена также возможность регулирования уровня
смолы с помощью телескопического регулятора уровня 12,
помещенного внутри корпуса осветлителя.
После очистки надсмольной воды, содержавшей
4,36 г/л смолистых веществ и 0,67 г/л механических при-
месей, осветленная вода содержала 0,22 г/л смолистых ве-
ществ и 0,119 г/л взвесей. Содержание воды в смоле после
осветлителей было равно 3,03 %, а свободного углерода -
5,74%. При этом плотность смолы составляла 1 208 кг/м3,
а воды - 1 005 кг/м3.
Рис.3.7.
Механизированный
осветлитель
для надсмольной воды
емкостью 650 м3
2
;L
1 - смолоотводчик; 2 - электропривод; 3-скребковый транспортер; 4 - радиальные скребки; 5 - привод транспортера
^гравочник Коксохимика. Том 3
Глава 3. Основная аппаратура первичного охлаждения коксового газа и конденсации паров смолы и воды
41
Рис.3.8.
Механизированный
осветлитель
для надсмольной воды
емкостью 380 м3
Б-Б
1 - корпус; 2 - труба ввода воды; 3 - отражатель; 4 - решетка распределительная; 5 - карман проточный; 6 - карман обратный;
7 - конвейер скребковый; 8 - бункер разгрузочный; 9 - боковой карман; I0 - центральный переточный карман; 11-перегородки;
12 -регуляторуровня; 13 - штуцеры.
Технологические потоки. I - надсмольная вода; II - вода; III - смола; IV - фусы
Технические характеристики механического оборудования механизированных осветлителей
Объем механизированных осветлителей 210 380 650
Форма осветлителей Прямоугольная Прямоугольная Круглая
Частота вращения радиальных скребков, ч'1 - - 0,386
Скорость движения скребков транспортера, м/с 0,00168 0,00173 0,0035
Размеры, мм, не более:
длина 17 800 19 800 26 000
ширина 5 685 5 685 16 000
высота 5 500 7 235 9 000
Масса, кг 14 655 15 687 18 470
(правочнмк {^оксохимтгка. Том 3
42
Раздел 1. Улавливание химических продуктов коксования
Рис. 3.9.
Двухконусный
осветлитель
На рис. 3.9 представлена конструкция двухконусного
осветлителя, в котором одновременно протекают процес-
сы обезвоживания смолы и осветления надсмольной воды.
Надсмольная вода, содержащая смолу, поступает в кольце-
вое пространство между двумя конусами. Фусы оседают на
дно наружного конуса и удаляются через шлюз в нижней ча-
сти аппарата. Осветленная вода выходит из кольцевого про-
странства аппарата сверху, а смола попадает во внутренний
конус для обезвоживания через трубу в центре аппарата.
Обезвоженная смола покидает аппарат через регулируе-
мое переливное устройство в нижней части внутреннего
конуса, а вода - через слив в верхней его части.
В отличие от обычных отстойников, эти осветлители
более компактны, но имеют более высокий уровень подво-
да исходной надсмольной воды. Кроме того, во избежание
закупорки шлюзов перед этими осветлителями рекоменду-
ется установка обычных осветлителей небольших размеров
для удаления фусов.
Библиография
1. Рудыка В. И., Зингерман Ю. Е., Грабко В. В., Казак Л. А. Основные
направления модернизации цехов коксохимических предприя-
тий // Кокс и химия,- 2004 - № 7.
2. Совершенствование процессов и оборудования первичного
охлаждения коксового газа / Назаров В. Г., Ларина Н. Б., Михай-
лов Н. Ф, Петрухно Р П., Стеценко Е. Я„ Сурядный В. И,- М.: Черная
металлургия: Бюл. «Черметинформация», 1981-Вып. 3,- 15с.
3. Антипова В. В. Совершенствование технологии улавливания хи-
мических продуктов коксования за рубежом / Черная металлур-
гия / Бюл. «Черметинформация», 1980,- № 21, С. 36 - 49.
4. Бродович А. И., Зайченко В. М., Михайлов Н. Ф. Перспективы кон-
денсации и охлаждения коксового газа И Кокс и химия,- ! 98! .-
№2.
1 - штуцер Зля подвода надсмольной воды со смолой и фусами;
2 - отводы для осветленной воды; 3 - устройство для отвода смо-
лы; 4 - разгрузочное устройство для фусов; 5 - паропроводы;
6 - центральная труба для перетока смолы во внутренний конус.
Технологические потоки. / - надсмольная вода со Смолой и фусами;
II - осветленная вода; III - смола; IV - фусы; V - пар; VI - конденсат
5. Мениович Б. И., Лейбович Р. Е. Аппаратчик коксохимического
производства - М.: Металлургия, 1987 - 407 с.
6. Справочник коксохимика, т. Ill / Под ред. А. К. Шелкова,- М.: Ме-
таллургия, 1966,- 389 с.
7. Башлай 3. И., Волков Е. П„ Горелик Я. Л. и др. Оборудование цехов
улавливания и переработки продуктов коксования: справоч-
ник,- М.: Металлургия, 1992 - 254 с.
Справочник Коксохимика. Том 3
ГЛАВА 4
ОТСОС И ТРАНСПОРТИРОВАНИЕ КОКСОВОГО ГАЗА
Отсос коксового газа из печей и транспортирование
его через аппаратуру последующих переделов осуществля-
ется с помощью нагнетателей, располагаемых в машинном
отделении после первичных газовых холодильников. Уста-
новка нагнетателей именно после ПГХ обусловлена резким
уменьшением объема газа и содержащихся в нем паров
воды, что дает возможность устанавливать газодувки мень-
шей производительности и мощности.
Нагнетатели являются наиболее ответственными агре-
гатами завода, от эффективности их работы зависит работа
коксовых батарей, цеха улавливания и последующих потре-
бителей коксового газа. Количество нагнетателей, устанав-
ливаемых в машинном отделении, определяется мощностью
завода и производительностью газодувок по газу.
На новых коксохимических производствах предусмо-
трен отсос коксового газа от одной коксовой батареи
с камерами объемом 41,6 м3 одним нагнетателем по само-
стоятельному газовому тракту. Работа одним нагнетателем
на каждый газовый поток дает возможность пропускать
через технологические аппараты постоянное количество
газа. Для двух коксовых батарей с печами объемом 41,6 м3
устанавливают два рабочих нагнетателя типа 1200-27-2 про-
изводительностью 76 - 90 тыс. м3/ч и давлением 35 кПа каж-
дый. При этом необходимо устанавливать два резервных на-
гнетателей при количестве рабочих от 1 до 6 и 3 резервных
при семи рабочих газодувках [1].
По своим параметрам нагнетатели должны отсасывать
объемы коксового газа с учетом возможного форсирования
работы коксовых печей. Суммарный напор нагнетателей
определяется общим гидравлическим сопротивлением га-
зового потока и требованиями потребителей газа. Ориен-
тировочные гидравлические сопротивления отдельных
участков газового потока приведены в табл. 4.1.
Участок газового потока Гидравлическое сопротивление, кПа
Газопровод от коксовых печей до нагнетателей 2,5
Первичные газовые холодильники 2,0
Электрофильтры 0,5
Дроссельные клапаны 1,0
Всего на пинии всасывания 6,0
Газопровод от нагнетателей до потребителя 5,0
Сатураторы с ловушками 7,0
Конечные газовые холодильники 1,5
Оборудование улавливания сероводорода 2,0
Оборудование улавливания сырого бензола 3,0
Давление газа в конечной точке газопровода 9,0
Всего на линии нагнетания 27,5
Таблица 4.1.
Ориентировочные
гидравлические
сопротивления отдельных
участков газового
потока
Общее повышение давления, развиваемое нагнетате-
лем, или суммарный напор составляет 33,5 кПа.
На коксохимических предприятиях работают нагнета-
тели центробежного типа с приводом от паровой турбины
или электродвигателя через редуктор. Ниже приведены
технические характеристики серийно выпускаемых нагне-
тателей коксового газа с электрическими приводами:
Машинный зал.
Нагнетатели
коксового газа
(правочник Коксохимика. Т0-'1 3 '
44
Раздел 1. Улавливание химических продуктов коксования
Технические характеристики нагнетателей
Тип нагнетателя 750-23-8 1200-27-2 Э1800-23-2
Производительность при 20 °C и 101 324 Па, м3/мин 670 1112 1665
Производительность объемная при начальных условиях*, м3/мин 750 1 270 1 900
Повышение давления, Па 30000 35 000 35 500
Частота вращения ротора, с"1 79,3 65,1 50,0
Мощность приводного электродвигателя, кВт 800 1250 3150
Масса, т: нагнетателя (без привода) 13,4 17,0 29,5
наиболее тяжелой части нагнетателя (для монтажа) 6,4 8,0 14,0
Средний срок службы, лет 12 12 12
" Начальные условия: давление абсолютное перед всасывающим патрубком
9,32-1 (У Па; температура перед всасывающим патрубком 35 °C; плотность
влажного газа 0,-403 kt/mj; относительная влажность 100%.
Газодинамические характеристики нагнетателей при-
ведены на рис. 4.1.
Регулирование постоянного разрежения на всасе на-
гнетателя с паровым приводом осуществляется изменени-
ем количества подаваемого пара в турбину.
У нагнетателей с электроприводом постоянное раз-
режение в коллекторе перед нагнетателями регулируется
дроссельной заслонкой.
Производительность нагнетателей регулируется:
с приводом от паровой турбины - изменением числа
оборотов;
с электроприводом - байпасированием части коксо-
вого газа с нагнетания на всас.
Выпускаемые нагнетатели коксового газа с электро-
приводом комплектуются современными станциями управ-
ления, обеспечивающими полный контроль параметров
работы и передачи информации на расстояние (в диспет-
черские).
На нагнетании с целью укрупнения газовых потоков
два газовых потока могут объединяться в один и таким об-
разом имеется возможность устанавливать высокопроизво-
дительное оборудование (до 100 000 нм3/ч).
Укрупнение потока производится после сульфатного
отделения.
Библиография
1. Оборудование цехов улавливания и переработки продуктов
коксования / 3. И. Башлай, Е. Л. Волков, Я. Л. Горелик, Л. М. Кова-
ленко, Л. Б. Любимова, В. П. Сибирко, Т. А. Субботина - М.: Метал-
лургия, 1992 - 254с.
Рис. 4.1.
Газодинамические
характеристики
нагнетателей
коксового газа
700 900 1100 1300 1500 1700 1900 2100
Производительность, мУмин
1,2,3- нагнетатель 3 1800-23-2 соответственно с минимальным, средним и максимальным положением угла наклона лопаток диффузора;
4,5,6- нагнетатель 1200-27-2 соответственно с минимальным, средним и максимальным положением угла наклона лопаток диффузора;
7 - нагнетатель 750-23-8 серийного производства; 8 - нагнетатель 750-23-8 после модернизации; 9 - граница устойчивой работы;
10 - гарантийный режим
(правочник Коксохимика. Том 3
ГЛАВА 5
ОЧИСТКА КОКСОВОГО ГАЗА ОТ АММИАКА
5.1. Аммиак. Выход и свойства
Аммиак, поступающий в газосборник из печей вместе
с другими газообразными продуктами коксования при их
охлаждении частично растворяется в образовавшемся кон-
денсате водяных паров. Растворенный в конденсате аммиак
образует соединения (соли) различной степени устойчиво-
сти, условно называется «летучий» и «связанный» аммиак.
Поданным [1] приблизительные значения содержания
летучего аммиака в воде газосборникового цикла и в кон-
денсате первичных газовых холодильников (ПГХ) варьируют
в пределах соответственно 0,8 -1,2 г/л и 4 - 10 г/л, а связан-
ного аммиака — 8 — 12 г/л и 0,3 - 0,6 г/л.
Для оценки общих ресурсов аммиака и определения
величины его выхода от сухой шихты [2] применяют следу-
ющую эмпирическую зависимость %,
где Nd - содержание азота в перерабатываемой ших-
те, % от сухой шихты (принимается равным для донецких
углей 1,6 -1,7 %, для кузнецких - 2,0 - 2,2 %);
A"NH ’ эмпирический коэффициент, учитывающий сте-
пень перехода азота из исходного угля в аммиак и отноше-
ние молекулярной массы аммиака к атомной массе азота
(ориентировочно составляет 0,17 - 0,18).
По данным [3] выход аммиака от сухой шихты для до-
нецких углей варьируется в пределах 0,25-0,30%, а для
кузнецких может достигать 0,45 %.
Содержание аммиака в коксовом газе после его пер-
вичного охлаждения зависит от ресурсов азота в шихте
и способа утилизации летучего и связанного аммиака, со-
держащегося в избыточной воде процесса коксования.
На коксохимических предприятиях Украины распростра-
нена схема паровой десорбции аммиака из избыточной
воды с подачей аммиачных паров в газопровод перед ПГХ.
Содержание аммиака в газе после первичного охлаждения
в данном случае определяется соотношением величин вы-
хода аммиака и газа от сухой шихты и приближенно может
быть рассчитано по формуле:
lOOOJW^/U,
СА =-------------- г/нм3 сухого газа,
22,4 -Рю
где PNH , Ркг - выход от сухой шихты соответственно аммиа-
ка и коксового газа, % весовых;
Мкг - молекулярная масса сухого коксового газа,
кг/кмоль.
Содержание аммиака в газе для различных углей [3}
может варьироваться в пределах 5,5 - 12,5 г/м3 (0 °C).
Аммиак - бесцветный газ с резким запахом, его содер-
жание в воздухе в пределах 1,5 - 2,7 г/м3 способно вызвать
отравление с летальным исходом [1], предельно-допустимая
концентрация (ПДК) в производственных помещениях со-
ставляет 20 мг/м3 [4]. В присутствии кислорода и водяного
пара проявляет коррозионную активность, усиливающуюся
при наличии сероводорода и цианистого водорода [1]. Отри-
цательное влияние аммиака на технологию очистки газа от
бензольных углеводородов проявляется также в ухудшении
качества оборотного поглотительного масла [1].
(рравочнмк Коксохимика, 'рэм 3
Основные физические константы [4]:
Химическая формула NH3
Молекулярная масса 17,031
Газовая постоянная, Дж/(кг-К) 488
Объем, занимаемый одним молем газа
при нормальных условиях, дм3 22,08
Плотность при нормальных условиях, кг/нм3 0,771
Температура при давлении 101 325 Па, °C:
плавления -77,7
кипения -39,42
Критические параметры:
температура, °C -132,4
давление, МПа [5] 11,28
объем, см3 72,4
Основные свойства аммиака [3-5]:
Давление паров при температуре плавления, Па 5 998,5
Теплота при нормальном давлении, кДж/кг:
плавления 350,4
испарения 1369,5
Изобарная теплоемкость аммиака при давлении
0,1 МПа и температуре
27 - 200 °C, кДж/(кмоль-К) 38,1
Показатель адиабаты при 15 °C 1,31
Теплопроводность при 0 °C и нормальном давле-
нии, Вт/(м-К) 0,0209
Коэффициент диффузии аммиака при нормаль-
ном давлении [8], м2/с:
в воздухе при 0 °C 17,0-10’6
в воде при 4,0-4,5 °C
(концентрация 11,7 - 60,5 г/л) 1,8-Ю’9
Интегральная теплота растворения аммиака в
воде при 25 °C [4], кДж/моль:
концентрация аммиака в воде 48,6 % -29,54
концентрация аммиака в воде 32,1 % -32,05
концентрация аммиака в воде 24,0% -32,76
концентрация аммиака в воде 19,1 % -33,26
концентрация аммиака в воде 15,9% -33,60
Пределы взрываемости аммиака [4] в смеси
с воздухом, % (объемных) аммиака:
нижний предел 15
верхний предел 28
Температура самовоспламенения, °C 650
Динамическая вязкость газообразного аммиака в за-
висимости от температуры может быть определена рас-
четным путем по формуле, полученной на основе данных
источника [6]:
=93,28 10~7 [273,2 + Па-с,
t 273,2 J
где t - температура газа, °C;
п - показатель степени, равный п =1,06 - 1,04-10-4-/.
46
Раздел 1. Улавливание химических продуктов коксования
Таблица 5.1.
Зависимость давления
насыщенного пара,
плотности, энтальпии
и теплоты парообразования
аммиака от температуры [5]
Зависимость основных свойств аммиака от температуры приведена в табл. 5.1.
Температура, °C Давление насыщенного пара, кПа Плотность, кг/м] Энтальпия, кДж/кг Теплота парообразования, кДм/кг
ЖИДКОСТИ кара ЖИДКОСТИ кара
40 1606 579,5 12,0 609,3 1709,8 1100,5
30 1205 595,2 9,0 560,4 1705,9 1145,5
20 885 610,3 6,7 512,4 1699,6 1187,2
10 635 624,7 4,9 465,2 1691,3 1226,1
0 444 638,6 3,5 418,7 1681,2 1262,5
-10 303 652,0 2,4 372,8 1669,2 1296,4
-20 197 665,0 1,6 327,3 1655,8 1 328,5
-30 123 677,7 1,0 282,3 1640,9 1 358,6
-40 74 690,0 0,6 237,8 1 625,0 1391,2
-50 42 702,0 0,4 193,4 1608,2 1414,8
Растворимость аммиака в воде при различных значениях давления и температуры приведена в табл. 5.2.
Таблица 5.2.
Зависимость
растворимости аммиака
в воде от абсолютного
давления и температуры,
% (весовые) [5]
Давление, кПа Температура, °C
-30 -20 -10 0 10 20 30 40 60 80 100
20,2 43,1 36,4 30,6 25,3 20,2 15,5 11,0 6,8 - - -
50,5 56,7 47,5 40,6 34,7 29,4 22,4 19,7 15,2 7,1 - -
101,0 85,6 61,5 51,2 43,8 37,8 32,5 22,5 22,8 14,0 6,2 -
142,1 - 81,3 59,9 50,3 43,3 38,4 33,2 28,6 19,8 16,6 3,3
202,1 - - 70,1 56,6 48,3 41,8 36,3 31,4 22,5 14,1 6,7
253,1 - - 86,8 62,7 52,6 45,4 39,6 34,5 25,5 17,0 9,1
304,1 - - - 70,2 56,8 48,7 42,4 37,1 28,0 19,5 115
402,2 - - — 93,0 65,6 54,7 47,3 41,4 31,8 23,4 15,4
506,2 — 79,0 61,1 52,0 45,9 35,0 26,5 18,6
1010,4 - - 82,4 63,0 47,3 37,2 .29,0
Изменение растворимости аммиака в воде при постоянном давлении в зависимости от температуры приведено
в табл. 5.3.
Таблица 5.3.
Зависимость растворимости
аммиака в воде (при
нормальном давлении)
от температуры,
% (весовые) [3,4]
Температура, °C Растворимость, % Температура, °C Растворимость, % Температура, °C Растворимость, %
0 46,66 20 34,47 40 23,49
2 45,44 22 33,29 42 22,48
4 44,20 24 32,16 44 21,57
6 42,89 26 30,99 46 20,57
8 41,62 28 29,87 48 19,61
10 40,44 30 28,72 50 18,63
12 39,21 32 27,64 52 17,63
14 37,96 34 26,58 54 16,67
16 36,79 36 25,54 56 15,61
18 35,65 38 24,47 58 -
Изменение равновесного давления аммиака над его водными растворами различной концентрации в зависимости от
температуры приведено в табл. 5.4.
Таблица 5.4.
Зависимость равновесного
давления аммиака над
водными растворами
от концентрации
и температуры, кПа [5]
Концентрации, % (весовые) Температура, °C
0 10 20 30 40 50 60
5 1,95 3,61 6,90 10,80 17,57 27,66 42,19
10 3,84 6,85 11,70 19,18 30,33 46,39 68,94
15 6,51 11,46 19,05 30,49 47,12 70,68 102,97
20 10,90 1850 29,95 46,87 72,38 104,97 149,76
25 17,00 27,93 44,72 68,69 102,23 147,83 208,75
Справочник Коксохимика. Том 3
Глава 5. Очистка коксового газа от аммиака
47
Изменение плотности водных растворов аммиака при температуре 20 °C в зависимости от концентрации приведено
в табл. 5.5.
Плотность раствора, кг/м3 Концентрация NH3 Плотность раствора, кг/м3 Концентрации NH3 Таблица 5.5. Зависимость плотности водных растворов аммиака от концентрации при 20 °C [7]
%, весовые г/я % лесовые г/я
998 0,0465 0,46 942 14,29 134,5
992 1,43 14,2 934 16,65 155,2
986 2,82 273 928 18,45 171,0
978 4,76 46,4 922 20,27 186,5
972 6,25 60,7 916 22,12 202,3
964 8,29 75,0 910 24,03 218,3
956 10,40 99,3 904 26,00 234,6
950 12,03 114,1 892 30,00 267,1
Равновесное давление аммиака над его растворами
з воде в зависимости от концентрации может быть опреде-
лено по формуле PNHj = _1511 мм рт. ст,
^0
де CNHj- содержание аммиака в водном растворе,
кмоль/м3;
Ио - коэффициент Генри для чистых растворов ам-
миака, кмоль/(м3мм рт. ст).
Согласно данным [9], зависимость величины Но от тем-
пературы имеет следующий вид:
Н0 = ехр(
4316,28
273,2 + /р
17,034),
- температура раствора, °C.
Присутствие в аммиачном растворе кислых газов (H,S.
СО,, HCN) снижает равновесное давление аммиака над
саствором
Температура начала разложения, °C 100
Температура полного разложения
(на NH3, H,SO4, SO,, Н.О), °C 513
Давление паров NH, над твердым (NH4):SO4, Па:
при 205 °C 66,6
при 300 °C 6 772
Мольная теплоемкость при 10 °C,
кДж/(кмольК) 268
Теплота растворения при 19,6 °C
(1 г-экз. соли в 1 л воды), кДж/кг -63,5
Теплота кристаллизации из водного раствора,
кДж/моль 10,9
Удельная теплоемкость водных растворов
(NH4),SOj, кДж/(кгК):
при концентрации 3,5 % 4,033
при концентрации 12,8% 3,680
при концентрации 32,8% 3,092
р
5.2. Способы очистки коксового газа
от аммиака
Нашедшие практическое применение способы очист-
ки газа от аммиака [1; 10] основаны на его способности взаи-
модействовать с водой, а также водными растворами кислот
л их солей. Так называемые круговые способы очистки газа
от аммиака предполагают промывку газа водой или раство-
ром кислой соли (например, моноаммонийфосбата) с после-
дующей регенерацией поглотителя путем паровой десорб-
ции аммиака. Некруговые способы очистки предполагают
извлечение аммиака водным раствором кислоты с получе-
нием в качестве товарного продукта аммонийной соли соот-
ветствующей кислоты, например, сульоата аммония.
Характеристики водных растворов чистого сульфата
аммония приведены в табл. 5.6 - 5.11.
Концентрация (NH^jSO^ % 1емяература кипения, °C
23,0 102,0
30,6 103,0
36,7 104,0
413 105,0
46,0 106,0
49,5 107,0
52,9 108,0
53,7 108,2
Таблица 5.6.
Зависимость температуры
кипения раствора
от концентрации
при атмосферном
давлении [5]
5.2.1. Получение сульфата аммония
Чистый сульфат аммония имеет следующие характери-
стики [5]:
Внешний вид бес^ветнье
коисталль
Химическая формула (NH4).SO4
Масса 1 кмоля, кг/кмоль 132.1“
Плотность, кг/м3 ' "69
Насыпная плотность (в зависимости от раз'/е-
ра кристаллов), кг/м3 62т - 689
Темкратура, Концентрация Температура, Концентрация
°C (NH^SO^W °C (NH^O^/e
0 41,4 30 43,75
5 413 40 44,70
10 42,0 50 4530
15 42,45 60 47,00
20 42,85 100 50,80
25 43,30
Таблица 5.7.
Зависимость растворимости
сульфата аммония
от температуры [5]
(рравочник Коксохимика. "Jb.M 3
48
Раздел 1. Улавливание химических продуктов коксования
Сульфатная установка.
Общий вид
Таблица 5.8.
Зависимость плотности
раствора от концентрации
и температуры, кг/м3 [5]
Концентрация раствора, % Температура, °C
10 20 30 40 50 60 80 100
1 1006 1004 1001 998 994 989 978 964
10 1060 1057 1054 1050 1046 1041 1030 1019
20 1119 1115 1112 1077 1103 1099 1083 1077
30 1176 1172 1168 1164 1160 1155 1145 1135
35 1204 1200 1196 1192 1188 1183 1173 1163
40 1231 1228 1224 1220 1215 1211 1201 1191
45 - - 1243 1238 1229 1219
50 - - — 1257 1247
Таблица 5.9.
Зависимость давления водяных
паров над растворами
(NH4)2SO4 от концентрации
и температуры, кПа [5]
Температура, °C Концентрация раствора, %
9,1 16,7 23,0 28,6 33,4 37,5 41,2 44,5 47,4 50,0
0 0,60 0,59 0,56 0,55 0,53 0,52 0,51 - - -
10 1,20 1,16 1,13 1,11 1,07 1,04 1,01 — - -
20 2,28 2,23 2,16 2,09 2,04 1,97 1,92 - - -
30 4,15 4,04 3,92 3,81 3,69 3,59 3,49 - - -
40 7,21 7,01 6,81 6,61 6,42 6,24 6,07 5,89 - -
50 12,05 11,72 11,40 11,06 10,74 10,44 10,14 9,85 - -
60 19,46 18,93 18,39 17,88 17,06 16,86 16,30 15,92 - -
70 30,45 29,62 28,78 27,85 27,15 25,57 25,52 24,89 - -
Таблица 5.10.
Зависимость динамической
вязкости водных растворов
(NH4),SO4 от концентрации и
температуры, мПас [5]
Температура, °C Концентрация раствора, %
5Л5 6,2 юл 12,8 18,8 31,6
20 1,088 - 1,196 - 1,455 2,394
25 0,942* 0,983 1,080 1,440** -
40 0,713 0,725 0,766 0,807 0,994 1,644
60 0,512 0,551 0,730 1,203
80 0,395 0,424 - 0,571 0,927
* При концентрации раствора 3.2 %.
** При концентрации раствора 20.9%.
Справочник Коксохимика. 'рхм 3
Глава 5. Очистка коксового газа от аммиака
49
Температура, °C Седе ржание в водоем растворе, % Тештература/С Содержанке в водном растворе, %
H,SO4 (NH^so, HjSO4 (NH^SO,
10 63 413 70 113 483
30 10,7 433 70 8,9 47,8
30 63 43,4 70 5,9 47,6
50 15,2 473 90 193 53,5
50 123 46,4 90 19,6 53,0
50 9,8 45,4 90 18,2 52,3
50 5,2 453 90 163 51,4
60 18,5 47,2 90 13Д 49,8
60 113 473 90 9,1 49,0
70 173 50,4 100 18,7 523
70 15,4 49,5 100 9,2 513
Таблица 5.11.
Состав растворов,
насыщенных
(№Ц28О4, в системе
в зависимости от
температуры [5]
Данные табл. 5.11 свидетельствуют о влиянии свобод-
ной серной кислоты на растворимость сульфата аммония.
У авторов [11] приводится эмпирическая зависимость
тля расчета содержания сульфата аммония в насыщенном
растворе при различных значениях кислотности (в преде-
лах 0 - 11 %) и температуры (в пределах 25-80 °C), представ-
ленная ниже в преобразованном виде:
Сс = 0,4019 ехр[10‘3 (2,2036 Z + 0,02425 С~к' +1079,6 • (?£)],
де Сс, Ск- массовая доля, соответственно, сульфата ам-
мония и свободной серной кислоты в насы-
щенном растворе, кг/кг раствора;
t - температура насыщенного раствора, °C.
Плотность насыщенного раствора сульфата аммония
в зависимости от кислотности (в пределах 0-9%) и темпе-
ратуры (в пределах 20-90 °C) может быть определена по
эормуле, приведенной в работе [12] и представленной ни-
же в преобразованном виде:
ря = 1248,7 + 0,14-Z + 3500-C£+315-Cx,
где Ск - массовая доля свободной серной кислоты в насы-
щенном растворе, кг/кг раствора;
z - температура насыщенного раствора, °C;
рн - плотность раствора при температуре насыщения,
кг/м3.
Приблизительные значения плотности растворов
сульфата аммония в зависимости от кислотности (в преде-
лах 0 - 4,6 %), солесодержания (в пределах 0-45 %) и тем-
пературы (в пределах 30 - 50 °C) могут быть определены по
формуле [13):
1000 ,
рР =--------5----------кг/м3,
(Х2 (ш ’ С^ + И • Cq + <^)
где Сс - массовая доля сульфата аммония в растворе,
кг/кг;
т, n,q - величины, зависящие соответственно от кис-
лотности, температуры и степени чистоты рас-
твора, определяемые по формулам:
т = 0,217—;
«2
и = Н1- [0,4796-0,0316-ехр(-\8,2 CJ]- —;
«2 Ре
103 Г103 п a,'I
4 =----Ск------0,414—
Рв I, Рв а2)
В приведенных формулах кислотность раствора Ск
выражена в массовых долях (кг/кг раствора), а влияние тем-
пературы z учитывается величиной рв (плотность чистой
воды), равной
рв = 103 - ^[-1,4 • 10‘5 (Z - 4)1,757 ] кг/м3.
Коэффициенты а, и а2 учитывают влияние степени чи-
стоты раствора на его плотность, при этом а, - больше или
равно 1, а, - меньше или равно 1. Значения а, и а2 опреде-
ляют экспериментальным путем для растворов с характер-
ными примесями. Для чистых растворов а, = = 1.
Согласно данным [12], зависимость кинематической
вязкости (сСт) насыщенных растворов сульфата аммония от
кислотности (в пределах 0- 10%) и температуры (в преде-
лах 20 - 90 °C) может быть выражена уравнением
Т| = 2,3 Ск-0,8816 In Z + 5,0,
где Ск- массовая доля свободной серной кислоты в насы-
щенном растворе, кг/кг раствора;
z - температура насыщенного раствора, °C.
Для расчета упругости водяных паров над кислыми
растворами сульфата аммония при различных температу-
рах применяется зависимость [10], представленная ниже
в преобразованном виде:
„ 1,0-1,235 Сг-1,4 С.
’-----------------------— мм рт. ст.,
1-Q-Q
где Ро - упругость паров над чистой водой при темпе-
ратуре раствора, мм рт. ст;
Сс, Ск- массовая доля сульфата аммония и свободной
серной кислоты в растворе, кг/кг раствора.
В основе процесса получения товарного коксохими-
ческого сульфата аммония лежит следующая химическая
реакция, сопровождающаяся выделением тепла нейтрали-
зации в количестве qH, расходуемого на повышение темпе-
ратуры раствора или испарение воды из него:
2NH, + H2SO4 = (NH4)2SO4 + qH
По данным автора [14] теплота реакции между
100 %-нымМН3 и H2SO4 в насыщенном растворе составляет
(рравочнкк Коксохимика. Том 3
50
Раздел 1. Улавливание химических продуктов коксования
2089 кДж/кг (NH4)2SO4, а при использовании 70%-ной
H2SO4 она снижается до 1 884 кДж/кг (NH4),SO4 При рас-
четах тепловых балансов [10; 15] теплота реакции принима-
ется на уровне 1 364 - 1 481 кДж/кг (NH4),SO4.
Технология получения коксохимического сульфата ам-
мония предполагает извлечение аммиака из парогазовой
фазы растворами сульфата аммония кислотностью не более
10 - 15%. В таком случае при подкислении поглотительного
раствора путем подачи крепкой кислоты также выделяется
тепло. Для расчета теплоты разбавления серной кислоты
применяется следующая формула]!5]:
я- = 17 860 --------------—----- ккал/кмоль H,SO,,
^1,7983 + И) l,7983 + n2J ' 4
где и, и и, - величины отношения числа молей воды к чис-
лу молей кислоты в разбавленной и крепкой
кислоте, определяемые по формулам:
98 (100-С )
,
18Ср
98 (100-Ск)
п —------------,
2 18 Ск
где Ср, Ск - массоваядолясвободнойкислотысоответствен-
но в поглотительном растворе сульфата аммо-
ния и в растворе используемой кислоты, %.
Процесс кристаллизации сульфата аммония из раство-
ра является неотъемлемой стадией технологии производ-
ства товарного сульфата аммония. Данный процесс также
сопровождается выделением тепла, причем в различных
источниках приводятся следующие, отличающиеся между
собой значения теплоты кристаллизации (в кДж/кг сульфата
аммония): 50,24 [14], 82,47 [15], 75,36 [16].
Рассмотренные выше тепловые источники являются
весомыми составляющими теплового баланса процесса по-
лучения сульфата аммония.
Основные требования к качеству сульфата аммония,
производимого коксохимическими предприятиями Украи-
ны, приведены в табл. 5.12.
Таблица 5.12.
Требования к качеству
продукта «Аммония
сульфат коксохимического
производства» согласно
ТУ У 24.1-00190443-067:2007
Наименование показатеяя Норма для сортов
Высший Первый
Внешний вид Белые или слабо- окрашенные кристаллы Не нормируется
Массовая доля азота в пересчете на сухое вещество, %, не менее 21,0 21,0
Массовая доля воды, %, не более 0,20 0,30
Массовая доля свободной серной кислоты, %, не более 0,030 0,050
Массовая доля нерастворимого в воде остатка, %, не более 0,020 0,050
Рассыпчатость, % 100 100
Традиционная классификация известных разновид-
ностей технологии получения сульфата аммония включает
так называемые косвенный, прямой и полупрямой способы
[1; 10].
Косвенный способ предполагает получение кристал-
лического сульфата аммония (или другой соли, например,
фосфата или карбоната аммония соответственно приме-
няемой кислоте) из аммиачных паров процесса паровой
регенерации водного поглотителя при круговом способе
очистки газа от аммиака. Для косвенного способа характер-
ным является то, что аммиак извлекается дважды: вначале
из коксового газа (водой), затем из аммиачных паров (кисло-
той), причем в первом случае процесс осуществляется при
сравнительно низких температурах (в пределах 20 - 35 °C),
а во втором - при температуре кипения раствора сульфата
аммония. Такие температурные условия предопределяют
количество аммиаксодержащей избыточной воды, образу-
ющейся на стадии первичного охлаждения газа, а также
степень коррозионной активности среды на стадии паро-
вой регенерации водного поглотителя и получения суль-
фата аммония. Отмеченные выше и иные недостатки [1; 10]
косвенного способа, по-видимому, явились причиной
ограниченных масштабов его промышленного применения.
В то же время может оказаться рациональным его сочета-
ние с очисткой газа от сероводорода аммиачным методом.
При прямом способе весь аммиак процесса коксова-
ния извлекается путем хемосорбции с получением сульфата
аммония непосредственно из коксового газа, имеющего по-
вышенное влагосодержание. Данный способ ориентирован
на исключение образования или минимизацию количе-
ства аммиаксодержащей избыточной воды при первичном
охлаждении коксового газа. В частности, один из вариантов
схемы [10] предусматривает такой температурный режим
работы газосборников и первичных газовых холодильни-
ков, при котором уровень влагосодержания охлажденного
(до - 68 °C) газа обеспечивает унос всего количества во-
дяных паров, поступающих из камер коксования. При этом
конденсат из первичных холодильников полностью рас-
ходуется на пополнение цикла газосборников без образо-
вания избытка аммиаксодержащей воды. После извлечения
аммиака из влажного газа на линии всасывания (при темпе-
ратуре около 68 °C) и охлаждения его в конечных холодиль-
никах до 25 - 30 °C (на линии нагнетания) образуется избы-
точная вода процесса коксования, практически не содержа-
щая аммиака (минимизируются затраты на ее очистку).
Ряд недостатков описанной выше технологии устра-
няется в так называемом конденсорно-испарительном
варианте схемы [10]. Его отличие состоит в том, что извле-
чение аммиака из влажного газа с получением сульфата
аммония осуществляют на линии нагнетания в сочетании
с первичным охлаждением газа перед нагнетателями до
температуры около 25 °C. По данному варианту часть теп-
ла, поступающего с газообразными продуктами коксова-
ния из печей в газосборники, отводится посредством труб-
чатых первичных газовых холодильников (при охлаждении
газа от 70 до 25 °C), остальное тепло (соответствующее раз-
ности теплосодержания влажного газа при температуре
85 и 70 °C) расходуется на адиабатическую подупарку воды
цикла газосборников перегретым в нагнетателях газом по-
средством конденсора-испарителя - аппарата, обеспечи-
(правочник Коксохимика. 'Jom 3
Глава 5. Очистка коксового газа от аммиака
51
вающего двойной контакт газа с газосборниковой водой.
Благодаря этому около 80% избыточной воды процесса
коксования уносится влажным газом, поступающим далее
(при температуре около 70 °C) на очистку от аммиака с по-
лучением сульфата аммония прямым способом. Осталыное
количество избыточной воды (около 20%) подвергается
паровой десорбции с подачей аммиачных паров в газо-
провод.
В качестве последующего этапа усовершенствования
технологии получения сулыфата аммония можно рассмат-
ривать описанный выше вариант схемы, исключив из нее
конденсор-испаритель. Такое упрощение приводит к техно-
логии наиболее распространенного полупрямого способа
получения сульфата аммония [1; 10].
На коксохимических предприятиях Украины очистка
газа от аммиака осуществляется по технологии полупря-
мого способа получения сульфата аммония. Данная техно-
логия имеет две схемы компоновки сульфатных отделений,
традиционно именуемые как схема сатураторного или бес-
сатураторного метода получения сульфата аммония.
Упомянутые методы отличаются друг от друга тем, что
в одном из них хемосорбция аммиака из газа сопровожда-
ется образованием пересыщенного раствора с одновре-
менным выделением твердой фазы (сатураторный метод),
а в другом при хемосорбции получают ненасыщенный рас-
твор, подвергаемый последующей переработке с получени-
ем твердой соли (бессатураторный метод).
САТУРАТОРНЫЙ МЕТОД ПОЛУЧЕНИЯ
СУЛЬФАТА АММОНИЯ
На рис. 5.1 представлена схема процесса получения
сульфата аммония сатураторным методом [1].
Сульфатное отделение.
Сатуратор с кислотной
ловушкой
Коксовый газ охлаждается до температуры 25 - 30 °C,
очищается от смолистых примесей (в электрофильтрах или
скрубберах Вентури) и подается нагнетателями в перегре-
том (вследствие сжатия) состоянии в подогреватель 1, затем
в центральную газоподводящую трубу (с барботажным зон-
том в нижней части) сатуратора 2. При контакте и взаимо-
действии аммиака с кислотой в кольцевой барботажной
зоне создается пересыщение раствора, в результате чего
образуются кристаллические зародыши и укрупняются
готовые кристаллы. По классическому варианту подачу
кислоты осуществляют из напорного бака 3 посредством
Рис. 5.1.
Схема получения сульфата
аммония по сатураторному
методу
1 - подогреватель; 2 - сатуратор; 3 - напорный бак серной кислоты; 4 - кислотная ловушка; 5, 14- насосы циркуляционные; 6 - ажитатор;
7 - насос солевой; 8 - кристаллоприемник; 9 - кастрюля обратных токов; 10 - центрифуга; 11, 15 - сборники маточного раствора;
12 - транспортер; 13-кастрюля циркуляционная
^1равочник Коксохимика. Том 3
52
Раздел 1. Улавливание химических продуктов коксования
распределительного кольца с отверстиями или кольцево-
го желоба, смонтированного на газоподводящей трубе над
зонтом.
Струйно-скоростной режим истечения газа при вы-
ходе из зонта характеризуется интенсивным брызгообра-
зованием (дополнительная поверхность межфазного кон-
такта), в связи с чем покидающий сатуратор 2 очищенный
от аммиака газ направляется в кислотную ловушку 4, где
происходит отделение капель, и далее направляется в ко-
нечные газовые холодильники при температуре в пределах
55-60 °C.
Для создания циркулирующих потоков маточного
раствора в объеме ванны сатуратора применяются газовая
или жидкостная ажитация. Последняя работает по принци-
пу струйного насоса, при этом применяются насос 5 и ажи-
татор 6.
Процесс очистки газа от аммиака в сатураторе 2 со-
провождается также процессами испарения воды из рас-
твора, выделения из него смолистых примесей. Процесс по-
дупарки раствора в сатураторе 2 целенаправлено исполь-
зуется для обеспечения водного баланса его растворного
цикла и регулируется путем поддержания соответствующей
температуры газа после парового подогревателя 1 (не бо-
лее 70 °C). Выделившиеся из газа примеси в виде так назы-
ваемой кислой смолки, плотность которой ниже плотности
раствора, накапливаются в верхней части ванны сатурато-
ра 2 до определенного уровня, зависящего от величины по-
тока раствора на переливе из него.
Кристаллы сульфата аммония поступают в нижнюю
часть ванны сатуратора 2 (последующие модификации сату-
ратора оснащены так называемым солесборником с нижним
всасом пульпы), где расположен всасывающий патрубок со-
левого насоса 7, обеспечивающего непрерывную подачу
маточного раствора в кристаллоприемник 8 с возвратом
его через перелив в кастрюлю обратных токов 9. С раство-
ром в кристаллоприемник 8 поступает также твердая соль,
осаждающаяся в нижней его части и направляемая далее
самотеком в виде сгущенной суспензии в центрифугу 10.
В центрифуге 10 кристаллы отделяются от маточного рас-
твора и промываются посредством форсунки небольшим
количеством чистой подогретой воды (паровым конден-
сатом), затем ленточным транспортером 12 направляются
в сушилку и далее на склад сульфата аммония. В сульфатных
отделениях применяют барабанные, а также камерные су-
шилки, работающие в режиме кипящего слоя. Температура
теплоносителя для сушки сульфата аммония не должна пре-
вышать 130-150 °C.
Сульфатное отделение.
Сатуратор
Величина потока раствора, поступающего с перелива
сатуратора 2 через гидрозатвор в циркуляционную кастрю-
лю 13, определяется производительностью насоса 14, пред-
назначенного как для подпитки растворного цикла сатура-
тора из сборника 15, так и для оптимизации гидродинами-
ческого режима при выводе кислой смолки из барботажной
зоны. Практикой установлено, что оптимальная величина
потока раствора на переливе из сатуратора 2 должна со-
ставлять порядка 10-15 м3/ч [17; 18], причем, часть этого
потока величиной 3-4 м3/ч [19] выводится через верхний
патрубок кастрюли 13 вместе со смолкой в сборник 15,
а остальное количество раствора (содержащего кристаллы)
возвращается в сатуратор 2. Дополнительный сборник 11
предназначен для растворения мелкой соли, поступающей
с переливом из сатуратора 2, а также с фугатом после цен-
трифуги 10. В классическом варианте схемы [10] сборник 11
отсутствует, а кастрюля 13 и сборник 15 оснащены индиви-
дуальными насосами соответствующей производительности
(взамен насоса 14).
Для получения легких пиридиновых оснований пред-
усмотрен вывод осветленного раствора из кристаллопри-
емника 8 и возврат обеспиридиненного раствора после
раскислителя в сборник 15, а также подача кислоты в рас-
кислитель из напорного бака 3. В данном случае предусмо-
трена подача избытка аммиачных паров в газоподводящую
трубу сатуратора 2.
Режим работы сатураторной установки имеет цикли-
ческий характер в связи с образованием отложений соли в
технологической аппаратуре и необходимостью периоди-
ческих промывок. Продолжительность каждого цикла соот-
ветствует продолжительности межпромывочного периода
работы сатуратора и составляет время 0О от момента подачи
промывной воды. Началу каждого цикла предшествует вы-
борка твердой соли из кристаллоприемника и сатуратора
до определенного уровня ее содержания в маточном рас-
творе, после чего следуют такие стадии цикла, как разбав-
ление маточного раствора за счет подачи промывной воды
в течение времени 0Л, насыщение разбавленного раствора
сульфатом аммония до равновесного состояния в течение
0^, накопление твердой фазы в сатураторе и кристаллопри-
емнике в течение 0^', выборка твердой соли из растворно-
го цикла сатуратора в виде товарного продукта в течение
времени 0^. Таким образом, продолжительность полного
цикла равна:
равен-
®о = ®/7+®я+ ®н+ (5.1)
Количество товарного сульфата аммония, полученное
за время 0О приближенно может быть выражено
ством , „„ „ ,
С 0 - *32 (дя-«к) „ _
1000 34 °~
-^оС^пг ^к^кп^кп + ^ц СТФ! (5.2)
а количество упареной воды - равенством
"'in'"’ ®° ” твк + %BL' + %вп ’ (5'3)
где Gy - средняя в пределах времени 0Я производительность
центрифуги по твердой фазе, кг/ч;
Vr - нагрузка сатуратора по сухому коксовому газу,
нм3/ч;
(правочник Коксохимика. Том 3
Глава 5. Очистка коксового газа от аммиака
53
Сульфатное отделение.
Наружное оборудование
ан, ак - начальное и конечное содержание аммиака
в коксовом газе, г/нм3;
Жо - объем ванны сатуратора с циркуляционной ка-
стрюлей, м3;
Хп,Хк - средние значения содержания твердой фазы
в ванне сатуратора в начале и конце выборки
соли центрифугой, кг/м3;
Жщ? - полезный объем кристаллоприемника, м3;
Лот ~ среднее содержание твердой фазы в кристал-
лоприемнике, кг/м3;
Стф - суммарная скорость образования твердой
фазы в сатураторе в результате взаимодействия
аммиака с кислотой и упарки насыщенного рас-
твора, кг/ч;
Чн’ Чк ~ влагосодержание газа до и после сатуратора,
г/нм3 сухого газа;
твк ~ количество воды, поступившее с кислотой, из-
расходованной за время 0О, кг;
gB1J - скорость подачи воды на промывку соли в цен-
трифугу и на мокрую очистку газов после су-
шилки, кг/ч;
gBn - скорость подачи воды на промывку сатуратора,
кг/ч.
Исходя из условия, что в ходе промывки сатуратора
при подаче промывной воды в течение $п образующийся
избыточный раствор выводится в сборник с постоянной
скоростью Уп (м3/ч), величина которой пропорциональна
объемной скорости подачи воды в растворный цикл сату-
ратора, за время 0Л в сборник поступит избыточный рас-
твор в количестве Wn= Уп- впс усредненными значениями
плотности и солесодержания, равными соответственно ррп
и Ссп. В таком случае из суммарного баланса по твердому
и растворенному сульфату аммония за время 0Л может быть
получено следующее равенство:
0„ 17л Рл Ссп _шуг(ан-ак\ = ж ( _
СП 1000x34
_Pph'Qh) + (7> + ^ot)'(Pfh'Q:h_ P™'Q:x)> (5-4)
где WT - объем твердого сульфата аммония (взве-
шенные кристаллы и отложения на стенках)
в растворном цикле сатуратора перед нача-
X
лом промывки, равный WT = м3,
Рг
где рг - плотность кристаллической соли, кг/м3;
Ррн- Ррк ~ плотность маточного раствора соответствен-
но в состоянии насыщения (перед промыв-
кой), а также в конце промывки в результате
разбавления водой, кг/м3;
Ссн, Сск - массовая доля растворенной соли в маточ-
ном растворе соответственно до и после
промывки, кг/кг раствора.
Приведенная выше система равенств является осно-
вополагающей для составления полной математической
модели сатураторного метода получения сульфата аммо-
ния, охватывающей всю совокупность параметров техноло-
гического режима.
Равенство (5.2) характеризует количественную взаимо-
связь между продолжительностью стадии выдачи соли (0^),
нагрузкой центрифуги (G^) и барботажной зоны (Gr0) по
продуктовой и образующейся твердой фазе, а также содер-
жанием твердой фазы в сатураторе (Хт,Хтк), величина кото-
рой существенно влияет на крупность получаемого продук-
та. В частности, по данным [20] при увеличении содержания
твердой фазы вматочном растворес 10% до 31 %доля фрак-
ций с размером кристаллов более 0,25 мм в кристаллическом
продукте возрастает с 70 % до 92 %.
Равенством (5.3) определяется температурный режим
сатуратора через показатель конечного влагосодержания
газа (?к), величина которого, с одной стороны, находится
в прямой зависимости от температуры маточного раствора
и поддерживается за счет подогрева поступающего газа или
маточного раствора, а с другой позволяет оценить возмож-
ности использования разбавленной (регенерированной)
кислоты через величину твк.
(рравочник Коксохимика. Том 3
54
Раздел 1. Улавливание химических продуктов коксования
Аммиачныеабсорберы
бессатураторной
установки
Из равенства (5.4) следует, что величина Vn, характе-
ризующая объемную скорость подачи промывной воды,
должна соответствовать нагрузке сатуратора по извлекае-
мому аммиаку в такой степени, чтобы произведение вели-
чин левой части равенства составляло положительную ве-
личину, равную правой его части. Правая часть равенства
(5.4) определяется остаточным содержанием твердой фазы
(WT = W0'XTK/pT), а также характеристикой разбавленного
маточного раствора в конце промывки, прежде всего его
плотностью (рге), значение которой должно превышать
значение плотности кислой смолки (составляющее около
1 220 кг/м3) и находиться на уровне не менее 1 240 кг/м3.
По данным [21] основная масса отложений соли в са-
тураторе сосредоточена на стенках его конического днища
и лишь незначительная часть - на стенках цилиндрического
корпуса выше уровня перелива. При верхней подаче про-
мывной воды (через крышку сатуратора) разбавленный
раствор из барботажной зоны сразу же поступает на пере-
лив сатуратора, причем поступление его в нижнюю часть
ванны сатуратора затруднено, так как плотность его ниже
плотности насыщенного раствора. Для растворения отло-
жений в нижней части конического днища, где имеет место
весьма незначительное перемешивание, необходимо более
существенное разбавление маточного раствора. Вышеиз-
ложенное свидетельствует о том, что оптимальный режим
промывки определяется не только скоростным режимом
подачи воды, но и соотношением величин ее потоков, вво-
димых в сатуратор выше или ниже барботажной зоны.
Главным критерием оценки степени забивки аппара-
туры солевыми отложениями принято считать величину
газодинамического сопротивления сатуратора, которое на
протяжении межпромывочного цикла обычно возрастает
от 450 до 600 мм вод. ст. Увеличение газодинамического
сопротивления является следствием как уменьшения про-
ходного сечения отдельных участков аппаратуры на пути
следования газа (возрастание скорости газового потока),
так и увеличения глубины барботажа.
Ввиду того, что покидающий сатуратор газ обладает
испарительным потенциалом [22], последующий процесс
тепломассообмена между газом и уносимыми каплями рас-
твора может сопровождаться образованием отложений в от-
водящих коммуникациях. В большой степени образованию
отложений способствуют условия, имеющие место в полой
части барботажного зонта, где газ контактирует с кислым ма-
точным раствором, омывающим направляющие пластины.
Основные показатели технологического режима:
Сопротивление сатуратора по газу,
мм вод. ст. 450 - 600
Температура газа после подогревателя, °C,
не более 70
Температура маточного раствора в сатура-
торе, °C 55 - 60
Кислотность маточного раствора, % 4-5
Содержание твердой фазы в пульпе солевого
насоса при работающей центрифуге,
% объемных 20 - 30
Температура промывной воды, ’С 70 - 80
Расход воды на промывку сатуратора,
м3, не более 35
Периодичность промывок сатуратора, сут. 1 - 2
Содержание NH, в газе после сатуратора,
г/нм3, не более 0,03
Как разновидность сатураторного метода можно рас-
сматривать также схемы, отличающиеся аппаратурным
оформлением стадии абсорбции аммиака из газа и стадии
кристаллизации.
В этом случае применяется аппаратурное оформле-
ние, обеспечивающее обособление процессов хемосорб-
ции аммиака и кристаллизации сульфата аммония благода-
ря усиленной циркуляции раствора, позволяющей снизить
величину его пересыщения при контакте с газом. Наиболее
характерным примером такой модификации сатураторного
метода является схема фирмы «Тохо Буссан» (Япония) [1; 10],
представляющая собой сочетание форсуночного полого
абсорбера с выносным кристаллорастителем-сепаратором
в едином циркуляционном контуре по маточному раство-
ру. Орошение абсорбера осуществляется раствором вместе
с мелкими кристаллами, выводимым (посредством насосов)
из кристаллорастителя. При этом остаточное пересыщение
возвращаемого раствора реализуется в кристаллорастителе
взвешенным слоем кристаллов. Интенсивность циркуляции
раствора в данном случае составляет около 20 м3/1 000 м3
газа.
БЕССАТУРАТОРНЫЙ МЕТОД ПОЛУЧЕНИЯ
СУЛЬФАТА АММОНИЯ
На некоторых коксохимических предприятиях Украи-
ны реализована с некоторыми изменениями (пары после
аммиачных колонн подаются в газопровод перед ПГХ, отсут-
ствует обеспиридинивание раствора и др.) схема бессатура-
торного процесса, разработанного фирмой «СаймонКарвз»
(Англия) и представленного на рис. 5.2 [1].
Страпочник Коксохимика. Том 3
Техническая
Глава 5. Очистка коксового газа от аммиака
I - аммиачная колонна; 2,3 - первая и вторая ступени абсорбера; 4 - кислотная ловушка; 5,7,13,19,2J,23,24,35,36-насосы; 6,8,9-сборники маточного раствора; 10,1!, !2 - напорные баки кислоты и конденсата;
14 - испаритель; 15 - паровые эжекторы; 16,17- конденсаторы;1 8,20,22 - сборники конденсата;25 - центрифуга;26,30 - транспортеры; 27 - сушилка; 28 - вентилятор;29 - калорифер; 3! - приемная яма; 32 - элеватор;
33 - бункер; 34 - сборник кислой смолки; 37 - хранилище кислоты
3
о
о
о
U1
U1
56
Раздел 1. Улавливание химических продуктов коксования
Схемой предусматривается очистка газа в двухступен-
чатом полом форсуночном абсорбере, причем в первой
ступени 2 из газа извлекается основное количество аммиа-
ка с получением раствора сульфата аммония солесодержа-
нием около 40% и кислотностью не более 1 %, а во второй
ступени 3 извлекаются остаточное количество аммиака
и легкие пиридиновые основания раствором кислотностью
10 - 12 % и солесодержанием около 30 %.
Каждая ступень абсорбции имеет автономный цикл
орошения, включающий циркуляционные сборники 6,8, на-
сосы 5, 7, а также коммуникации дпя подпитки растворных
циклов кислотой и водой из напорных баков 10,11,12. Такое
исполнение узла абсорбции и состав поглотительного рас-
твора обеспечивают наиболее благоприятные условия для
эффективной и надежной очистки газа как от аммиака, так
и от пиридиновых оснований, а также выполнения соот-
ветствующих требований к составу раствора, выводимого
из циркуляционного контура первой ступени 2 в сборник 9
для последующей переработки вакуум-выпарной кристал-
лизацией с получением товарного сульфата аммония.
Непрерывное извлечение аммиака из газа с получе-
нием сульфата аммония приводит к образованию избытка
поглотительного раствора в циркуляционных контурах
ступеней 2,3 абсорбера. Избыток раствора ступени 3 через
перелив сборника 8 поступает в циркуляционный сборник
6, а ступени 2 выводится в сборник 9, откуда после отстоя
от смолки насосом 13 направляется в испаритель 14, осна-
щенный трубчатой греющей камерой с центральной цирку-
ляционной трубой, а также системой для вакуумирования
(эжекторы 15) и конденсации водяных паров (поверхност-
ные конденсаторы 16,17). В испарителе 14 за счет кипения
обеспечивается естественная циркуляция раствора и со-
держащихся в нем кристаллов. В результате испарения воды
и пересыщения раствора происходит рост кристаллов и об-
разование новых центров кристаллизации. Температура ки-
пения раствора в испарителе 14 поддерживается на уровне
60 °C путем создания соответствующего вакуума эжекторами
15. Соковые пары конденсируются с образованием грязного
конденсата, накапливаемого в сборнике 18 и расходуемого
на пополнения циркуляционных циклов ступени 2 и ступе-
ни 3 аммиачного абсорбера. Чистый конденсат греющего
пара собирается отдельно в сборниках 20,22.
Особенностью режима выпарной кристаллизации,
обусловленной конструкцией аппарата 14, является со-
вмещение во времени и пространстве процессов создания
пересыщения и его реализации, а также отсутствие клас-
сифицирующего фактора как на стадии роста кристаллов,
так и при выводе твердой фазы из кристаллизационного
объема. Отрицательным аспектом такого режима является
получение товарного продукта с широким спектром дис-
персии частиц, а положительным - простота и надежность
процесса вывода твердой фазы из аппарата при стабильной
величине ее содержания в циркулирующей суспензии.
Поддержание постоянства уровня раствора в аппара-
те 14 обеспечивается за счет ручной или автоматической
корректировки расхода питающего раствора, подаваемого
насосом 13, при непрерывном выводе продуктовой суспен-
зии насосом 24 в центрифугу 25. Влажные кристаллы после
центрифуги 25 поступают на ленточный транспортер 26,
а затем в сушилку 27, куда также поступает горячий воздух
из калорифера 29. Высушенный продукт транспортером
30 направляется на хранение в насыпи или подвергается
фасовке. Отработанный теплоноситель после сушилки 27
перед сбросом в атмосферу подвергается пылеочистке (на
рис. 5.2 не показано).
Маточный раствор после центрифуги 25 поступает
в циркуляционный сборник 6 ступени 2 абсорбции аммиака.
При контакте газа с раствором в ступенях 2, 3 амми-
ачного абсорбера согласно его тепловому балансу соот-
ветствующая часть тепла расходуется на испарение воды
из раствора, то есть на повышение влагосодержания газа,
выводимого в кислотную ловушку 4 и далее в конечный га-
зовый холодильник (на рис. 5.2 не показано).
С учетом того, что узел абсорбции аммиака функцио-
нирует в непрерывном режиме, а узел выпарной кристал-
лизации может работать периодически благодаря наличию
буферной емкости (что обеспечивает возможность осу-
ществления промывок испарителя 14), при составлении ма-
териального и теплового баланса бессатураторной установ-
ки целесообразно учитывать циклический характер работы
узла кристаллизации исходя из равенства
где Ga - производительность узла абсорбции по извлекае-
мому аммиаку, кг/ч;
0о - продолжительность производственного цикла,
в пределах которого время работы центрифуг
(следовательно и выработка твердой соли) соста-
вило часов;
Gr - средняя величина фактической нагрузки центри-
фуг по кристаллическому продукту, кг/ч.
В данном случае величина приблизительно соот-
ветствует продолжительности работы испарителей в ста-
ционарном режиме в пределах каждого цикла продолжи-
тельностью 0О.
С учетом вышеизложенного суммарное количество
тепла, поступившего за время ео в технологическую систему
узла абсорбции с основными потоками и выведенного из
него, согласно тепловому балансу приближенно составит:
&Q - % (вгн + Qbh + Qxp+Qb )+Qmp ' ® ц ~
где QrH, QSH, QB, QMP - скорость поступления тепла соот-
ветственно с сухим газом и водя-
ными парами в абсорбер, а также
с водой и маточным раствором
(после центрифуг) в циркуляцион-
ные сборники, ккал/ч;
Q№ - скорость выделения тепла хими-
ческих реакций (разбавления кис-
лоты и взаимодействия аммиака
с кислотой), ккал/ч;
QrK. Qbk' Qnp ~ скорость вывода тепла соответ-
ственно с сухим газом и водяными
парами из абсорбера, а также с пи-
тающим раствором в испаритель,
ккал/ч;
Qn0T - скорость суммарных теплопотерь
оборудованием узла абсорбции,
ккал/ч.
Справочник Коксохимика. Том 3
Глава 5. Очистка коксового газа от аммиака
57
Тепловые потоки QBH и QBK определяются на основе
полного теплосодержания водяных паров при соответству-
ющей температуре.
Тепловые потоки в расходных статьях приведенного
выше теплового баланса равны:
вгК ~^ГК'^Г'1К’ QBK=GBK-(595 + Cn-tK)',
Qnp =6пр'Ср'1в>
где GrK, GBK, Gnp - потоки соответственно сухого газа
и водяных паров на выходе из абсорбе-
ра, а также питающего раствора в испа-
ритель, кг/ч;
Ср Сп, Ср - теплоемкости соответственно сухого
газа и водяных паров, а также питающе-
го раствора, ккал/(кг°С);
tK, tp - температура соответственно влажного
газа после абсорбера, а также пита-
ющего раствора, °C.
Циркулирующий во второй ступени раствор сульфата
аммония близок к состоянию фазового равновесия с выхо-
дящим из абсорбера коксовым газом по водяным парам, то
есть их парциальное давление в выводимом газе должно
находиться в определенном соответствии с упругостью па-
ров над кислым раствором сульфата аммония.
Приближенно можно принять условие равенства тем-
пературы газа после абсорбера и раствора, циркулирующе-
го во второй ступени, тогда парциальное давление водяных
паров в газе Рвп можно выразить равенством
^ = ^ = ФЛ&>
z\+ ^вк
где Рк - абсолютное давление газа после абсорбера,
мм рт. ст.;
Ф - коэффициент соответствия парциального
давления и упругости паров над раствором,
характеризующий движущую силу процесса
испарения воды из раствора (ф меньше 1);
PlK ~ упругость паров над чистой водой при тем-
пературе tK, мм рт. ст.;
Ко - коэффициент, зависящий от состава цир-
кулирующего раствора, определяемый по
формуле
100-1,235 Cc-1,4Q
°” lOO-Q-Q
где Сс, Ск - содержание сульфата аммония и свободной
кислоты в циркулирующем растворе,%;
z, - величина, характеризующая поток сухого
газа на выходе из абсорбера, определяемая
по формуле
где Мв и Мг - молекулярный вес соответственно воды и су-
хого газа, кг/кмоль.
Для ограниченного интервала изменения температу-
ры приближенное значение величины Р1К можно опреде-
лить по формуле
где для интервала 45 < tK < 65 °C К, = 8,4673; К2 = 0,0477.
Справочник К>ксокимика. Том 3
Из теплового баланса узла абсорбции аммиака с уче-
там приведенных выше условий функциональная зависи-
мость величин tK и GBK имеет следующий вид (при tp~ tK):
z2(z1~Gbk)
z4 + GBK
zi +Gbk
где
z Az-L&.n
2 cn ’ 3 595 ^e0 a
1
Z,=-----
4 c
'~n
Pk
Для определения величины ф приняты следующие ис-
ходные данные (согласно примеру расчета бессатуратор-
ной установки [15]):
%~®ц~ 1 ч; бж= 4880 кг/ч; Gre= 36274,8 кг/ч или
73801 нм3/ч;Д{Э = 47533ООккал; Qn0T= 140000 ккал/ч;
Gnp = 9 234 кг/ч; Мг= 11,01; Мв = 18; Сс = 28 %; Ск = 12 %;
Сп=0,473 ккал/(кг°С); Сг= 0,658 ккал/(кг’С);
Ср - 0,79 ккал/(кг”С); Рк=900 мм рт. ст.
Результаты расчета: Ко = 0,81; z, = 59305; z2 = 60,0;
z3 = 7 753,4; z4 = 65 885,1; tK = 51,1; z5 = 5,013; ф = 0,873.
Полученное значение величины ф может быть принято
в качестве константы при приближенном расчете количе-
ства воды, упариваемой газом в аммиачном абсорбере с ис-
пользованием приведенной выше зависимости. Значение
величины GgK является определяющим при количествен-
ной оценке возможностей использования промывной воды
на бессатураторной установке с учетом обеспечения ее
водного баланса.
Водный баланс бессатураторной установки обеспечи-
вается в случае, если за время 60 газом будет упарена вода,
вносимая с кислотой, а также промывная вода в суммарном
кол ичестве тш = 6n- (GBK - GBH), кг.
Общий материальный баланс узла абсорбции за вре-
мя 0О по основным потокам может быть представлен следу-
ющим равенством:
^o(Gc+GBH)+Q[j(GMp + GBn) + mfjj - Опр-6ц +GBK -60,
г, 132GX Р А
где Gc =------ - скорость образования сульфата аммония
34 в абсорбере, кг/ч;
GeH - количество водяных паров, поступающих
в абсорбер, кг/ч;
Gm ~ скорость поступления маточного раство-
ра после центрифуги и конденсата соко-
вых паров из испарителя, кг/ч.
Из приведенного уравнения материального баланса
узла абсорбции следует
Gt ~ ~7 = Gpjp - GMP - Gsn,
где GT - производительность узла выпарной кристаллиза-
ции по кристаллическому продукту, кг/ч.
Материальный баланс узла вакуум-выпарной кристал-
лизации по кислоте и сульфату аммония может быть выра-
жен следующими равенствами:
58
Раздел 1. Улавливание химических продуктов коксования
6пр' Скп ~ GMp' Скм •' &пр' Ссп ~ &мр' Сем + •
где Ст, Скм - кислотность соответственно питающего
и маточного раствора, кг/кг;
Сот, Ссм - солесодержание соответственно питающе-
го и маточного раствора, кг/кг.
Кроме того, для применяемого типа выпарных кри-
сталлизаторов величина потока маточного раствора Gw
и его кислотность СКР1 функционально связаны с величиной
содержания твердой фазы в выпарном кристаллизаторе [23]
в виде следующих зависимостей:
а,
Смр ~ а1' Рмр ' Ср' С^ = Ск + In ( +1),
а,
где р^р - плотность маточного раствора, кг/м3;
СКо, а, - величины, функционально зависящие от
состава питающего раствора [23] и при
СКП = 0,01 кг/кг, Ссп = 0,4 кг/кг составляют
Ск = 0,012, а, = 19,5-10'6;
а, - величина, определяемая по формуле
е
а, =-------,
рг(1-е)
где б - доля объема жидкости в единице объема про-
дуктовой суспензии (порозность);
рг - плотность кристаллического сульфата аммо-
ния, кг/м3.
Величины материальных потоков на входе и выходе из
выпарных кристаллизаторов могут быть выражены через
величину Ст:
Спр = GMP = z0‘Gr', GBn = Y0 GT,
тогда совместное решение приведенных балансовых зави-
симостей позволяет получить следующее равенство:
- 1 + + z0 -
zq Ckm _ zo'Ccm +1
Скл Ссп
Таблица 5.13.
Зависимость удельного
выхода соковых паров (Y0)om
содержания твердой фазы
(СТ, % объемные) в испарителе
(расчетные данные)
Неизвестные величины определяются в следующей по-
следовательности (при заданных значениях е, рг, Ссп и Скп,
а также величине вакуума в пределах 573 < РВА/С < 688 мм
рт. ст.):
tu =24,465Jn(760-PM.)-43,17;
е
ai =-------;
Рг(1-е)
„ „„„ , fl^s io-6
С км — 0,012 +/и--------г! ;
I а1 J
Рмр =1248,7 + 0,14-+ 315 +3 500-;
zo = cti'P,w-'
q _ zo'Cgn' (403,04 + 1,031 ) — 3,308 /^ C^n
cu~ za(lW)Ccn^.MtMCKn)
_CKJ1(zf>'Ccu +1)
“ 2 C
zo '-cn
v _ (Z0 ' CCM +1) . у _ у , 1
л0“ „ /0-л0 z0 *
'-СП
Производительность солевого насоса составит
Гсн =Gr(a1+—), м3/ч.
Рг
Пример расчета
Исходные данные:
Скп = 0,01 кг/кг; Ссп = 0.4 кг/кг; РВАК = 677 мм рт. ст;
pr= 1 769 кг/м3; е = 0,65 (соответствующее содержание твер-
дой фазы 35 % объем.);
Результаты расчета:
tM = 65 °C - температура маточного раствора в испарителе;
а, = 0,00105 м3/кг; Скм~ 0,03 кг/кг - приближенное значе-
ние кислотности маточного раствора; рМР =1270,4 кг/м3;
z0 = 1,3339; Ccw= 0,4635 кг/кг; С'км = 0,0303 кг/кг - уточнен-
ное значение кислотности маточного раствора;Хо = 4,0457;
Го= 1,7118.
При производительности испарителя и центрифуги
по твердой соли GT= 3 500 кг/ч производительность со-
левого насоса составит Усн = 5,653 м3/ч, расчетные зна-
чения материальных потоков равны: GMP= 4668,6 кг/ч;
Gnp = 14 159,9 кг/ч; Ggn = 5 991,3 кг/ч.
Достоверность расчетов подтверждается проверкой
материального баланса испарителя.
Суммарный баланс испарителя:
14159,9 = 4668,6 + 5 991,3 + 3 500.
Баланс по сульфату аммония:
14 159,9 0,4 = 4 668,6 0,4635 + 3 500.
Баланс по кислоте:
14 159,9-0,01 =4 668,6-0,0303.
Величина Уо представляет собой удельный выход со-
ковых паров на единицу массы получаемой твердой соли
и зависит, главным образом, от содержания твердой фазы в
испарителе. Данная зависимость для рассмотренных усло-
вий работы испарителя и состава питающего раствора при-
ведена в табл. 5.13.
8 с;, % с '-КМ' кг/кг “1 9мр> кг/м3 Fg, кг/кг
0,6 40 0,0348 8,479-10’4 1273,0 1,677
0,7 30 0,0266 13,19-Ю4 1268,6 1,778
0,8 20 0,0204 22,61-Ю4 1265,7 1,976
' согласно практическим данным (24) может достигать 45%.
Расход греющего пара в испаритель теоретически
в 1,048 раза превышает количество образующихся соковых
паров, тогда с учетом данных табл. 5.13 расчетная величина
удельного расхода пара для рассматриваемого примера бу-
дет в пределах 1,757 - 2,071 кг/кг сульфата аммония. В дан-
ном случае не учтены дополнительные затраты пара, име-
ющие место в начальной (выход на стационарный режим)
и конечной (промывка испарителя) фазе каждого рабочего
цикла узла выпарной кристаллизации.
Основным достоинством рассмотренной схемы явля-
ется высокая эффективность и стабильность работы узла аб-
сорбции аммиака при минимальных его потерях с обратным
газом (существенно ниже 0,03 г/нм3) и низком динамическом
сопротивлении газовому потоку (в пределах 100-200 мм
вод. ст.). В то же время повышенные энергозатраты (на созда-
ние циркуляции раствора и его упаривание) по сравнению
с сатураторным методом приводят к росту себестоимости
(рравочник Коксохимика. Том 3
Глава 5. Очистка коксового газа от аммиака
59
единицы продукции на 8 - 20 % [1; 25]. Фракционный состав
продукта характеризуется довольно низким содержанием
фракции более 0,5 мм - на уровне 60 - 70 % [25].
Усовершенствование бессатураторного процесса осу-
ществлялось преимущественно в направлении повышения
технического уровня стадии кристаллизации соли с целью
улучшения ее фракционного состава и увеличения круп-
ности кристаллов, а также снижения энергозатрат. Данное
направление предполагает применение выпарных кристал-
лизаторов, оснащенных внешним контуром принудитель-
ной циркуляции раствора, с его подогревом глухим паром.
В зависимости от конструкции аппарата процесс кристал-
лизации осуществляется в режиме циркуляции суспензии
или в псевдоожиженном слое.
По данным [26] при кристаллизации сульфата аммония
в двухконтурном аппарате (опытный образец) с циркули-
рующей суспензией (содержание твердой фазы 20-35%
объемных) получаемый продукт содержал фракцию раз-
мером более 1 мм в пределах 70-90%. Преимуществом
такого аппаратурного оформления является относительная
простота и компактность узла выпарной кристаллизации,
что характерно для кристаллизаторов такого типа. В отличие
от типового варианта выпарной кристаллизации в данном
случае подвод тепла предусмотрен посредством выносного
подогревателя раствора, а циркуляция суспензии в выпар-
нбм кристаллизаторе посредством струйного насоса.
На рис. 5.3 [27] приведен вариант схемы узла вакуум-
выпарной кристаллизации с псевдоожиженным слоем кри-
сталлов при получении сульфата аммония бессатураторным
методом [28].
Кристаллизатор 1 (аппараттипа «Кристалл» разработан
в Норвегии) оснащен внешним циркуляционным контуром,
включающим подогреватель 3, а также конденсатором 2
и паровыми эжекторами 6, обеспечивающими подогрев рас-
твора, адиабатическое испарение воды под вакуумом и кон-
денсацию соковых паров. Интенсивность циркуляции рас-
твора в контуре подогревателя 3 (создаваемой насосом 7)
составляет около 300 мI * 3/т получаемой соли, благодаря чему
при незначительном перегреве раствора в подогревателе 3
и последующем испарении соответствующего количества
воды в испарительной камере кристаллизатора 1 создает-
ся пересыщение раствора величиной около 0,003 кг/кг [28].
Циркулирующий пересыщенный раствор из верхней части
кристаллизатора 1 поступает по центральной трубе в кри-
сталлораститель, где пересыщение реализуется поверхно-
стью кристаллов псевдоожиженного слоя.
Вывод продуктовых кристаллов осуществляется из ниж-
ней части аппарата 1 посредством гидроклассификатора 8
Рис. 5.3.
Схема узла выпарной
кристаллизации
в псевдоожиженном слое
1 - кристаллизатор; 2 - конденсатор; 3 - подогреватель; 4 - сгуститель пульпы; 5 - центрифуга; 6 - паровые эжекторы;
7,9- насосы; 8 - классификатор.
I - питающий раствор; II - циркулирующий раствор; III - концентрированная аммиачная вода; IV-вода на промывку; V - грязный конденсат;
VI - холодная техническая вода; VII - нагретая техническая вода; VIII - пар среднего давления; IX - конденсат;X - соковые пары;
XI - фугат;ХН - соль; XIII - пульпа
Справочник Коксохимика. Том 3
60
Раздел 1. Улавливание химических продуктов коксования
и насосов 9. В гидроклассификаторе 8 за счет подачи части
питающего раствора создается восходящий поток, ограничи-
вающий вероятность вывода мелких фракций соли с суспен-
зией, поступающей на всас насосов 9, затем в сгуститель 4.
Данный вариант схемы узла кристаллизации пред-
полагает специальную подготовку и очистку от примесей
питающего раствора [27], в том числе с применением кон-
центрированной аммиачной воды для нейтрализации сво-
бодной кислоты в аппарате 1.
С целью снижения удельного расхода пара на стадии
выпарной кристаллизации рассматривается [1] двухкор-
пусный вариант схемы подключения кристаллизаторов
с псевдоожиженным слоем, однако его применение эффек-
тивно лишь в условиях крупнотоннажного производства
продукта.
Основное преимущество выпарной кристаллизации
сульфата аммония в режиме псевдоожиженного слоя со-
стоит в том, что данный режим гарантирует выпуск крупно-
кристаллического продукта со средним размером кристал-
лов в пределах 1,3 - 1,6 мм, при этом содержание фракций
размером менее 0.4 мм составляет не более 3-5% [1].
Кроме того, питающий раствор может подвергаться пол-
ному обезвоживанию (без возврата маточного раствора
в цикл абсорбции) благодаря использованию концентри-
рованной аммиачной воды, что приводит к соответствую-
щему снижению расхода пара.
ДРУГИЕ СХЕМЫ БЕССАТУРАТОРНОГО МЕТОДА
Рассмотренные выше схемы получения сульфата ам-
мония основаны на применении таких методов кристал-
лизации [29] как кристаллизация в результате химической
реакции, а также изотермическая кристаллизация. В то же
время известны схемы с применением охладительной кри-
сталлизации раствора путем испарительного или конвек-
тивного охлаждения. Особенностью таких схем является то,
что при хемосорбции аммиака из газа стремятся получить
исходный раствор сульфата аммония с более высоким соле-
содержанием. В данном случае применяются абсорберы
оросительного, насадочного или барботажного типа.
Охлаждение исходного раствора осуществляют в от-
дельном аппарате до температуры, при которой величина
равновесного солесодержания ниже солесодержания ис-
ходного раствора. В данном случае процесс охлаждения
раствора сопровождается переходом сульфата аммония
из растворенного состояния в твердое в результате кри-
сталлизации. Последующий подогрев этого раствора до
исходной температуры обеспечивает перевод его в нена-
сыщенное состояние. При повторном контакте такого рас-
твора с аммиаксодержащим газом, сопровождающемся
образованием сульфата аммония, солесодержание его воз-
растает до исходной величины.
Бессатураторный процесс получения сульфата аммо-
ния с применением испарительного охлаждения раствора
реализован за рубежом фирмой «Вильпутт» (США) по мето-
ду Смет-Сольвей [1; 10]. На рис. 5.4 приведена принципи-
альная схема такого процесса [10].
В абсорбере 1 кислый раствор сульфата аммония кон-
тактирует с аммиаксодержащим коксовым газом (после на-
гнетателей). Выводимый из абсорбера 1 исходный раствор
при температуре в пределах 55 - 57 °C направляется на
стадию кристаллизации. В кристаллорастителе 3 исходный
раствор смешивается с более холодным циркулирующим
раствором и насосом 7 направляется в вакуум - испари-
тель 2, где происходит адиабатическое испарение соответ-
ствующего количества воды и соответствующее снижение
температуры раствора, в результате чего последний ста-
новится пересыщенным. Величина вакуума в испарителе 2
поддерживается на таком уровне, при котором остаточное
давление соответствует упругости паров над раствором
при температуре в пределах 42 - 44 °C [1; 3]. Пересыщен-
ный раствор при температуре 42 - 44 °C из испарителя 2 по
барометрической трубе поступает в нижнюю часть кристал-
лорастителя 3, где пересыщение реализуется поверхностью
кристаллов, образующих взвешенный слой. Обедненный
по соли (насыщенный) раствор, покидающий взвешенный
слой, выводится из кристаллорастителя 3 двумя потоками:
большая часть его в смеси с исходным раствором снова на-
правляется насосом 7 в испаритель 2, а избыток поступает
в сборник 6 при температуре, значение которой немногим
превышает температуру пересыщенного раствора после
испарителя 2.
В сборнике 6 в результате подкисления повышает-
ся температура раствора, что обеспечивает перевод его
в ненасыщенное по соли состояние. Насосом 9 ненасы-
щенный раствор подается в форсунки абсорбера 1, где в ре-
зультате контакта с газом количество раствора, его темпе-
ратура и состав восстанавливаются до уровня параметров
раствора, поступающего в кристаллораститель 3.
В результате приблизительного расчета процесса по-
лучения сульфата аммония по описанной выше схеме на
основе заданных значений отдельных показателей полу-
чены следующие характеристики раствора на различных
стадиях процесса:
Исходный раствор из абсорбера 1
в кристаллораститель 3:
температура, °C, (задано) 57
солесодержание, % 44,52
кислотность, %, (задано) 3,9
равновесное солесодержание (раствори-
мость) при температуре 57 °C, % 45,44
величина удельного расхода исходного рас-
твора (отнесенная к единице массы получае-
мой твердой соли), кг/кг 49,76
Смесь циркулирующего и исходного раствора, по-
даваемая насосом 7 в испаритель 2:
температура, °C 45,12
солесодержание, % 44,22
кислотность, % 4,05
равновесное солесодержание (раствори-
мость) при температуре 45,12 °C,% 44,35
удельный расход, кг/кг соли 349,76
Пересыщенный (в результате испарительного
охлаждения) раствор из испарителя 2
в кристаллораститель 3:
температура, °C, (задано) 43
солесодержание, % 44,33
кислотность, % 4,06
солесодержание в состоянии насыщения
при температуре 43 °C, % 44,16
удельный расход, кг/кг соли 348,89
Справочник Коксохимика. ТЪм 3
Глава 5. Очистка коксового газа от аммиака
61
1 - оросительный абсорбер;
2 - вакуум-испаритель;
3 - кристаллораститель;
4 - кристаллоприемник;
5 - осушающий фильтр;
6 - сборник;
7,9- циркуляционные насосы;
8 - насос для пульпы
к вакуум-
Рис. 5.4.
Принципиальная схема
бессатураторной установки
фирмы «Вильпутт»
с испарительным охлаждением
раствора
Маточный раствор, возвращаемый на стадию аб-
сорбции из кристаллорастителя 3 в сборник 6:
температура, °C 43,14
солесодержание, % 44,17
кислотность, % 4,08
солесодержание в состоянии насыщения при
температуре 43,14 °C, % 44,17
удельный расход, кг/кг соли 47,89
Приведенные расчетные данные позволяют оценить
следующие показатели процесса:
удельное количество водяных паров, испарившихся из
раствора в испарителе 2 при получении единицы массы
твердой соли:}»0=49,76 -47,89 - 1 = 0,87 кг/кг соли (по
приведенным выше данным для схемы «СаймонКарвз»
этот показатель составил 1,677 -1,976 кг/кг);
степень насыщения раствора по соли в абсорбере 1:
44 52 100
—'------= 98 %, (по схеме «СаймонКарвз» данный по-
45,44
казатель составил около 87 %);
величина пересыщения раствора, выводимого из ис-
44 33-44 16
парителя 2 ДС = —11— = 0,003 кг/кг (данная
100 - 44,16
величина находится на уровне предельного значения
пересыщения для растворов сульфата аммония [10]):
(рравочник Крксокимика. ТЪм 3
процесс кристаллизации за счет испарительного
охлаждения раствора осуществим при условии, если
на стадии абсорбции будет обеспечен подвод соот-
ветствующего количества тепла для испарения газом
избыточной воды (вносимой с кислотой, а также при
промывке аппаратуры) и подогрева раствора после
кристаллизатора до исходной температуры. Удельные
затраты тепла на подогрев раствора оценочно состав-
ляют 0,686• (49,76• 57 - 47,89-43,14) = 529 ккал/кг по-
лучаемой твердой соли.
При образовании 1 кг сульфата аммония на стадии аб-
сорбции выделяется около 420 ккал тепла химической ре-
акции. Подвод недостающего количества тепла обеспечи-
вается путем корректировки температурного режима пер-
вичного охлаждения газа или применения греющего пара.
По данным [1], удельный расход пара при этом составляет
около 0,4 кг/кг сульфата аммония.
В источниках [30; 31] рассматривается возможность
применения охладительной кристаллизации путем конвек-
тивного охлаждения исходного раствора сульфата аммо-
ния, получаемого в барботажном абсорбере (сатураторе).
В данном случае предусматривается циркуляция раствора
в контуре аммиачный абсорбер - охладительный кристал-
лизатор, причем из абсорбера выводится раствор кислот-
ностью 3 - 5 % при температуре 55 - 65 “С, который затем
62
Раздел 1. Улавливание химических продуктов коксования
охлаждается в кристаллизаторе оборотной технической
водой на 20 - 30 °C посредством трубчатки с получением
продуктовой соли и возвращается в абсорбер. Последу-
ющий подогрев этого раствора за счет тепла химических
реакций и дополнительно вносимого тепла (глухим или
острым паром) обеспечивает такой режим работы аммиач-
ного абсорбера, при котором солесодержание раствора,
выводимого на кристаллизацию, немногим ниже равно-
весного значения. Применение пульсационного режима
в охладительном кристаллизаторе существенно интенси-
фицирует тепломассопередачу при охлаждении раствора,
благодаря чему снижается вероятность инкрустации по-
верхности трубчатки отложениями соли, существенно воз-
растает коэффициент теплопередачи (достигая величины
порядка 1 000 ккал/(м2-ч°С)), обеспечиваются условия для
получения крупнокристаллического продукта, в котором
содержание фракций размером более 1 мм достигает 80%
при среднестатистическом размере кристаллов на уровне
1,35 мм [31].
При работе охладительного кристаллизатора на про-
ток по раствору пульсационный режим в межтрубном
пространстве обеспечивает охлаждение раствора с одно-
временной реализацией пересыщения присутствующими
кристаллами при следующих удельных показателях [30]:
выход крупнокристаллического продукта на единицу
объема межтрубного пространства аппарата составля-
ет-828 кг/(м3'ч);
выход продукта на единицу поверхности охлажда-
ющей трубчатки составляет - 20,88 кг/(м2 ч);
среднелогарифмическая разность температур раство-
ра и охлаждающей воды составляет ~ 13 °C;
перепад температуры охлаждаемого раствора на еди-
ницу высоты межтрубного пространства составляет
около 15 °С/м.
ПОЛУЧЕНИЕ ГРАНУЛИРОВАННОГО
СУЛЬФАТА АММОНИЯ
Известны методы грануляции прессованием или
пресс-формованием мелкокристаллической соли, а также
путем обезвоживания раствора в грануляторах с кипящим
слоем частиц.
Грануляция прессованием [10] влажной (до 8 % влаж-
ности) мелкокристаллической соли (получаемой, например,
сатураторным методом) осуществляется путем пропускания
ее между стальными прессующими вальцами с получением
спрессованных пластин толщиной около 3 мм. Спрессован-
ный материал подвергается сушке (до остаточной влажности
0,1 -0,2 %), затем дроблению и классификации с получением
продуктовой фракции, а также более крупной и более мел-
кой фракции. Более крупная фракция спрессованного мате-
риала поступает на повторное дробление, а более мелкая
возвращается на повторное прессование.
Сущность метода грануляции пресс-формованием
[10] влажной (около 8% влажности) мелкокристаллической
соли заключается в продавливании (посредством вальцев
или шнека) материала через пресс-формующую решетку
с отверстиями диаметром около 3 мм с последующим ока-
тыванием цилиндрических формовок (с целью придания им
округлой формы) и сушкой газообразным теплоносителем
в режиме кипящего слоя.
Приведенные выше механические методы грануляции
не нашли применения в коксохимическом сульфатном про-
изводстве, так как, являясь существенным дополнением
к схеме сатураторной установки в виде отдельного техно-
логического участка, не устраняют основных недостатков
сатураторного метода (высокое газодинамическое сопро-
тивление сатуратора, необходимость периодических про-
мывок и др.).
Грануляция методом обезвоживания раствора в аппа-
ратах с кипящим слоем [10; 32] более удачно вписывается
в схему сульфатного отделения, так как предусматривает
абсорбцию аммиака из газа ненасыщенным по соли раство-
ром. В то же время данный метод грануляции предъявляет
особые требования к составу перерабатываемого раствора
сульфата аммония, в частности, он должен быть слабоще-
лочным (около 0,1 % свободного аммиака), тщательно очи-
щенным от примесей и иметь стабильное солесодержание
на уровне 40%. Данное обстоятельство приводит к необхо-
димости усложнения схемы узла абсорбции и подготовки
раствора к полному обезвоживанию в грануляторе. Узел
грануляции включает такие основные аппараты, как топка
для получения газообразного теплоносителя с темпера-
турой около 850 °C, гранулятор с охладителем гранулиро-
ванного продукта, а также абсорбер для очистки хвостовых
газов от аммиака, пиридиновых оснований и пыли сульфата
аммония. Принцип работы гранулятора состоит в частичном
обезвоживании распыляемого пневмофорсунками раствора
при контакте с высокотемпературным газообразным тепло-
носителем с последующим напылением его на поверхность
витающих гранул, образующих «кипящий» слой в сушильной
камере гранулятора. Многократное сочетание стадий напы-
ления предварительно обезвоженного раствора на поверх-
ность гранул и последующей их сушки в «кипящем» слое
при температуре порядка 110 °C обеспечивает процесс
роста гранул с получением готового продукта, содержащего
не менее 90% фракции размером частиц 1 - 3 мм.
ОСНОВНАЯ ТЕХНОЛОГИЧЕСКАЯ АППАРАТУРА
ДЛЯ ПРОИЗВОДСТВА СУЛЬФАТА АММОНИЯ
САТУРАТОРНЫМ И БЕССАТУРАТОРНЫМ МЕТОДАМИ.
САТУРАТОР
Существуют различные модификации сатураторов,
отличающиеся, прежде всего, конструкцией контактного
устройства (барботера). Отдельные модификации сатура-
торов оборудованы внутренними каплеотбойниками. Как
правило, данные аппараты оснащены устройствами для соз-
дания циркуляционных потоков жидкости (газовые и жид-
костные ажитаторы, а также пропеллерные насосы, устанав-
ливаемые по оси аппарата в его растворной части).
В отечественной коксохимии наибольшее распростра-
нение получили сатураторы с центральным барботером
(барботажным зонтом) и ажитатором. На рис. 5.5 представ-
лен типовой сатуратор конструкции Гипрококса с жидкост-
ным ажитатором [33].
Корпус сатуратора состоит из цилиндрической обе-
чайки 3, конического днища 5 и крышки 2, на которой уста-
новлены центральная газоподводящая труба с входным па-
трубком 8 и барботажным зонтом 7, а также два патрубка 1
для выхода газа. Внутренние стенки корпуса сатуратора
(кроме крышки 2) футерованы кислотостойким материалом,
(рравочттик Крксокимика. Том 3
Глава 5. Очистка коксового газа от аммиака
63
1 - патрубки для выхода газа; 2 - крышка; 3 - цилиндрическая обечайка; 4 - штуцер; 5 - коническое днище;
6 - штуцер для вывода суспензии кристаллов; 7 - барботажный зонт; 8 - патрубок для входа газа; 9 - питающая труба;
/ 0 - сопло; 11 - горловина жидкостного ажитатора
а крышка 2 и зонт 7 с газоподводящей трубой изготавлива-
ются из нержавеющей стали.
На обечайке 3 смонтирован штуцер 4 для поддержа-
ния постоянного уровня жидкости путем перелива избытка
раствора, а также патрубок для монтажа питающей трубы 9
с соплом 10, обеспечивающие подачу раствора в горлови-
ну 11 жидкостного ажитатора. В нижней части днища 5 рас-
положены штуцер 6 для вывода суспензии кристаллов из
сатуратора. Коксовый газ выходит из-под кромок зонта 7
с высокой скоростью, выбрасывая при этом раствор на стен-
ки цилиндрической части 3 корпуса сатуратора с образова-
нием множества брызг. В результате контактирования газо-
вой и жидкой фазы аммиак взаимодействует со свободной
серной кислотой маточного раствора с образованием суль-
(правочник Коксохимика. Том 3
фата аммония. Так как раствор находится в состоянии пере-
сыщения, то вновь образовавшаяся соль сразу же переходит
в твердую фазу. Под воздействием гравитации образовавши-
еся кристаллы в конечном счете поступают в нижнюю часть
конического днища 5 в зону всасывающего патрубка 6.
Ажитатор 11 обеспечивает возврат кристаллов из ниж-
ней части днища 5 в реакционную барботажную зону, где
имеют место условия для их дальнейшего роста. При этом
интенсивное обновление раствора барботажной зоны по-
зволит ограничить спонтанную кристаллизацию.
Ажитатор 11 представляет собой струйный насос,
в котором высокоскоростная струя рабочей жидкости, по-
ступающей из сопла 10, в результате гидромеханического
взаимодействия с подсасываемой жидкостью обеспечивает
64
Раздел 1. Улавливание химических продуктов коксования
ее перемещение в горловине 11 с определенной объемной
скоростью. При этом производительность струйного насо-
са по подсасываемой жидкости (интенсивность ажитации)
зависит от скорости и расхода рабочей жидкости и его гео-
метрических характеристик [34].
В качестве рабочей жидкости для струйного насоса
используется маточный раствор, выводимый из сатуратора
циркуляционным насосом.
Конструкция барботажного зонта сатуратора в двух
проекциях представлена на рис. 5.6.
Зонт выполнен в виде конической обечайки 1, к кото-
рой крепятся сваркой изогнутые пластины (лопатки) 2, обе-
спечивающие заданную траекторию газового потока при
выходе из зонта с целью создания вращательного движения
массы раствора в ванне сатуратора. При монтаже зонта
особо важно, чтобы условная плоскость, совмещающаяся с
кромками зонта (нижнее основание конуса обечайки 1) была
расположена строго горизонтально ниже уровня перелива
штуцера 4 (рис. 5.5) на расстоянии не менее 200 - 220 мм от
него. Этим обеспечивается оптимальная глубина погруже-
ния зонта в маточный раствор, определяющая газодинами-
ческое сопротивление сатуратора и уровень потерь аммиа-
ка с обратным газом.
На рис. 5.7 приведен типовой вариант [33] применения
газовой ажитации раствора в ванне сатуратора.
Газовый ажитатор представляет собой конический
стакан 1 с расширением в верхней части, внизу которого
расположено распределительное кольцо 2 с отверстиями
для выхода газа, подаваемого по трубе 3. Для подачи газа
в ажитатор применяют компрессор типа 2ГМ4-48/3 произ-
водительностью 2 880 м3/ч.
Технические характеристики типовых сатураторов
с барботажным зонтом [33]:
Диаметр сатуратора, мм 5 500 6 400
Производительность по коксовому газу, при- веденная к нормальным условиям, м3/ч 35000-40000 50000-70000
Вместимость ванны, м3 27,5 56
Средняя площадь сечения надванного простран- ства, м2 20 26
Периметр линии барботажа, м 7,0 8,5
Давление, МПа 0,025 0,035
Масса, т 13,35 22,00
ПОДОГРЕВАТЕЛЬ ГАЗА ПЕРЕД САТУРАТОРОМ
Подогрев коксового газа перед сатураторами до тем-
пературы не выше 70 °C. осуществляется глухим паром в по-
догревателе (рис. 5.8) [33].
Аппарат цилиндрической формы в кожухотрубчатом
исполнении имеет две трубные решетки с фланцами для
стыковки с газопроводом. Трубы диаметром 57 х 3,5 мм, по
которым перемещается подогреваемый газ, имеют прямой
ход, а в межтрубное пространство подается греющий пар.
Согласно нормативу на подогрев 1 000 нм3/ч газа в подо-
гревателе греющая поверхность составляет 3 м2, а расход
пара -14 кг/ч.
Рис 5.6.
Барботажный зонт
1 - коническая обечайка; 2 - лопатки
Справочник (фксожимика. Том 3
Глава 5. Очистка коксового газа от аммиака
65
Рис. 5.7.
Газовый ажитатор
Коксовый
газ
2000
Конденсат пара
§
Коксовый
газ
Рис 5.8.
Подогреватель
Офавочник Коксохимика. 'Том 3 *
66
Раздел 1. Улавливание химических продуктов коксования
Технические характеристики подогревателя [33]:
Диаметр подогревателя, мм 1400 2000
Производительность по коксовому газу, м3/ч 30000 70000
Поверхность теплообмена, м2 Площадь проходного сечения, м2: 110 230
по трубам 0,563 1,3
по межтрубному пространству 0,74 1,84
Число труб 312 669
ЛОВУШКА ДЛЯ КИСЛОТНЫХ БРЫЗГ
(КАПЛЕОТБОЙНИК)
С целью сокращения потерь маточного раствора,
а также предотвращения коррозионного воздействия кис-
лого маточного раствора на аппаратуру газового тракта
после сульфатного отделения коксовый газ после сатура-
торов или абсорберов очищают от капель маточного рас-
твора в специальной аппаратуре - кислотных ловушках
[3]. Применяют ловушки двух типов: инерционно-ударные
и центробежные.
Ловушка инерционно-ударного типа (рис. 5.9) пред-
ставляет собой полый цилиндрический аппарат с кониче-
ским днищем, снабженным штуцером для вывода раствора.
В верхней части цилиндрического корпуса расположены
два патрубка для входа газа, а с противоположной стороны -
патрубок для выхода газа. Напротив входных патрубков рас-
положена отражательная перегородка со свободной ниж-
ней кромкой, образующей зазор со стенками конического
днища, а со стороны выходного патрубка - отражательные
элементы в виде наклонных полок. Взаимное расположение
отражательных элементов (перегородки и полок) обеспе-
чивает резкое изменение направления движения газового
потока, освобождающегося от капель маточного раствора
в результате их ударного соприкосновения с поверхностью
отражательных элементов и стенок ловушки.
Ловушка центробежного типа (рис. 5.10) представляет
собой полый аппарат, корпус которого имеет цилиндри-
ческо-конические стенки и коническое днище с патрубком
для вывода раствора. По оси аппарата смонтирована труба,
нижний конец которой имеет свободную кромку, удален-
ную от конического днища, а верхний снабжен фланцем
и является выходным патрубком для газа. В цилиндриче-
ской части стенок корпуса аппарата тангенциально рас-
положен штуцер прямоугольного сечения для входа газа.
Проходное сечение входного штуцера, рассчитанное на
соответствующую величину газового потока, обеспечивает
вход газа в кольцевое пространство ловушки с повышенной
скоростью. Резкий поворот газового потока при входе его
в центральную трубу усиливает эффект каплеотбоя за счет
дополнительного влияния инерционного фактора.
Внутренняя поверхность стенок кислотных ловушек
футерована кислотостойким материалом, отдельные узлы
изготавливаются из нержавеющей стали.
Ловушки центробежного типа, эффективность работы
которых определяется величиной скорости потока на вхо-
де в аппарат, характеризуются более высоким газодинами-
ческим сопротивлением.
КРИСТАЛЛОПРИЕМНИК-КЛАССИФИКАТОР
Образующаяся в сатураторе кристаллическая твердая
фаза является полидисперсной, содержащей в том числе
фракции наиболее мелкой соли, которая не только ослож-
няет процесс фугования, но и нежелательна в товарном
продукте. Кроме того, при непрерывной работе солевого
насоса сатуратора и циклическом режиме работы узла фу-
гования и сушки соли, а также с учетом невысокого содер-
жания твердой фазы в суспензии на выдаче солевого насо-
са, возникает необходимость сгущения пульпы, подаваемой
в центрифугу, а также, по возможности, сепарирования ее
от наиболее мелких кристаллов. Данные функции выпол-
няет кристаллоприемник-классификатор (рис. 5.11) [33],
корпус которого состоит из цилиндрической обечайки 5,
конического днища 6 с патрубком для сгущенной пульпы
и крышки 1, на которой смонтировано сепарирующее (клас-
сифицирующее) устройство 2 с коническим отражателем 4,
питающей трубой 3 и выходным патрубком 7.
Пространство сепаратора (классификатора) 2 и кри-
сталлоприемника 5 сообщается благодаря наличию коль-
цевого зазора между кромками отражателя 4 и стакана 2.
При подаче суспензии солевым насосом в питающую тру-
бу 3 в сечении стакана 2 образуется восходящий поток рас-
твора, выводимого через патрубок 7 обратно в сатуратор
вместе со взвешенными наиболее мелкими кристаллами.
При выводе сгущенной пульпы в центрифугу через патру-
бок в днище 6 или при выводе части осветленного раство-
ра через боковой патрубок обечайки 5 в пространство кри-
сталлоприемника из сепаратора 2 через кольцевой зазор
будет поступать часть исходного потока суспензии, обо-
гащенной кристаллами наиболее крупного размера, унос
которых восходящим потоком в стакане 2 маловероятен
ввиду небольшой его скорости. Отсутствие восходящего
потока жидкой среды в нижней части кристаллоприемника
обеспечивает осаждение кристаллов с образованием сгу-
щенной пульпы.
Технические характеристики
кристаллоприемника-классификатора [33]:
Объемное содержание твердой фазы в исходной 30
суспензии, %, не более
Расчетная скорость восходящего потока в сепара- 5
торе (классификаторе), см/с
Диаметр сепаратора, мм 550
Вместимость аппарата:
номинальная, м3 8
рабочая, м3 7
Масса аппаратам 2,12
ЦЕНТРИФУГА
Окончательное выделение продуктовых кристаллов
сульфата аммония из растворного цикла сульфатной уста-
новки обеспечивается путем фильтрования суспензии через
металлическую перфорированную перегородку с после-
дующим отжимом остатков маточного раствора и промыв-
кой осадка горячей технической водой под воздействием
центробежного фактора. Для этих целей применяются ав-
томатические горизонтальные центрифуги с пульсирующей
выгрузкой осадка типа 1/2 ФГП.
(правочник {(оксохимика. Том 3
Глава 5. Очистка коксового газа от аммиака
67
Вода
Коксовый
газ
Рис. 5.9.
Ловушка с перегородками
На рис. 5.12 приведена конструктивная схема ротора
центрифуги [33]. Полый вал 4 опирается на подшипники 3
и жестко соединен одним концом с полым шкивом 2, а дру-
гим - с перфорированным цилиндром 9 (наружный каскад
ротора), ко дну которого посредством стоек 8 жестко кре-
пится выталкивающее кольцо 14 с приемным конусом 11.
Все указанные элементы конструкции совершают только о
вращательное движение посредством шкива 2. Полый вал 4 к
снабжен втулками 6, в отверстиях которых скользяще уста-
новлен шток 5, снабженный на одном конце поршнем, пере-
мещающимся в цилиндрической полости шкива 2, а на дру-
гом - перфорированным цилиндром 10 (внутренний каскад
ротора), который крепится к штоку 5 днищем.
Устройство 1 для подачи масла в цилиндрическую по-
лость шкива 2, а также поршень штока 5 представляют собой
гидропривод, обеспечивающий возвратно-поступательное
перемещение перфорированного цилиндра 10 (вместе со
штоком 5) вдоль-оси ротора центрифуги. Наряду с этим ци-
линдр 10 и шток 5 с поршнем, жестко связанные между со-
бой, совершают вращательное движение синхронно враще-
нию перфорированного цилиндра 9 с валом 4 и шкивом 2.
Рис. 5.10.
Ловушка с тангенциальным
вводом газа
^трааочник Коксохимика. То м3
68
Раздел 1. Улавливание химических продуктов коксования
Рис. 5.11.
Кристаллоприем ник-
классификатор
02000
1
1 - крышка;
2 - сепаратор (классификатор):
3 - питающая труба;
4 - конический отражатель:
5 - цилиндрическая обечайка;
6 - коническое днище;
7 - выходной патрубок
Пульпа
Суспензия из вращающегося приемного конуса 11
поступает в кольцевую пристеночную зону цилиндра 10
(ограниченную кромками кольца 14 и конуса И), обра-
зуя первичный слой кристаллического осадка вследствие
фильтрации жидкой фазы сквозь перфорацию цилиндра 10,
на стенках которого уже имеется отфильтрованный вторич-
ный слой на участке цилиндрической поверхности между
кромками конуса 11 и цилиндра 10. В то же время на пер-
форированных стенках вращающегося цилиндра 9 также
содержится слой кристаллического осадка, ширина которо-
го соответствует расстоянию между кромками цилиндров 9
и 10 по образующей. При перемещении цилиндра 10 влево
кольцо 14 подпирает первичный и вторичный слои осадка,
вследствие чего часть вторичного слоя под воздействием
центробежной силы перемещается со стенок цилиндра 10
на стенки цилиндра 9.
При перемещении цилиндра 10 вправо в кольцевой
пристеночной зоне вследствие непрерывной подачи сус-
пензии в конус 11 вновь образуется первичный слой кри-
сталлического осадка, и одновременно кромка цилиндра 10
(правочиик Коксохимика. Том 3
Глава 5. Очистка коксового газа от аммиака
69
Суспензия
5
о
пз
J 2
Рис. 5.12.
Конструктивная
схема центрифуги типа
1/2ФГП
Масло из
гидроцилиндра
I -устройство для подачи масла; 2 - шкив; 3 - подшипники; 4 - вал;
5 - шток; 6 - втулка; 7 - кожух; 8 - стойко;
9 - перфорированный цилиндр (наружный каскод ротора);
10 - перфорированный цилиндр (внутренний каскад ротора);
11 - приемный конус; 12 - труба для промывки слоя осадка;
13 - сменное кольцо; 14 - выталкивающее кольцо
7 8 9 10 11
13
12
сталкивает часть вторичного слоя со стенок цилиндра 9,
а центробежная сила обеспечивает его срез по кромке ро-
тора центрифуги.
Ротор центрифуги расположен в кожухе 7, в нижней
части которого расположены каналы для раздельного вы-
вода фильтрата и влажных кристаллов. Заданная толщина
вторичного слоя осадка в цилиндре 10 устанавливается по-
средством сменного кольца 13. Для промывки слоя осадка
предусмотрена труба 12.
Технические характеристики центрифуг, применяемых
в сульфатных отделениях [33]:
Типоразмер центрифуг 1/2ФГП-630 1/2ФГП-800
Внутренний диаметр каскада ротора, мм 630 800
Фактор разделения 595 644
Максимальная производитель- ность по осадку сульфата аммония, кг/ч 2500 8 000
Мощность привода общая, кВт 33 52
Удельная материалоемкость, кг/(кг/ч) 0,88 0,75
Удельная энергоемкость, кВт/ (кг/ч) 0,013 0,006
Эффективная работа центрифуг обеспечивается при
концентрации твердой фазы в суспензии 40 - 50% (по мас-
се) и содержании в твердой фазе частиц размером более
100 мкм не менее 90%.
Огравочник Коксохимика. Том 3 *
СУШИЛКИ ДЛЯ СУЛЬФАТА АММОНИЯ
После отделения маточного раствора в центрифугах
кристаллическая соль имеет остаточную влажность около
2 - 4 %. Для доведения данного показателя до уровня нор-
мативных требований (не более 0,2-0,3 %) осуществляют
сушку сульфата аммония газообразным теплоносителем,
в качестве которого применяется подогретый воздух или
разбавленные воздухом продукты сгорания коксового газа.
Процесс осуществляется в аппаратах с псевдоожиженным
(кипящим) слоем зернистого материала или в аппаратах ба-
рабанного типа. На рис. 5.13 приведен общий вид сушилки
конструкции Гипрококса [3; 10].
Сушильная камера имеет прямоугольную форму и со-
стоит из двух секций (сушильная и охлаждающая) со смеж-
ной перегородкой 1. Дно сушилки выполнено в виде на-
клонной проницаемой перегородки 2, состоящей из верх-
него и нижнего сита, между которыми находится кварцевая
щебенка с кусками размером 15-20 мм. Сушильная камера
оснащена лопастным затвором-питателем 3, цепным раз-
брасывателем 4, разгрузочным затвором 5, смотровым лю-
ком 6, светильником 7 и патрубком для вывода газов 8.
Влажная соль дозируется питателем 3 и посредством
разбрасывателя 4 равномерно распределяется по сечению
сушильной секции с псевдоожиженным слоем кристаллов,
создаваемым в результате подачи газообразного теплоно-
сителя под проницаемую перегородку 2. Работа затвора 5,
выводящего кристаллы из псевдоожиженного слоя, а так-
же незначительный наклон перегородки 2 относительно
горизонтали способствуют перемещению взвешенных
кристаллов из сушильной секции в охлаждающую, что обес-
печивает их сушку и охлаждение. Отработанный тепло-
хладоноситель выводится через патрубок 8 и направляется
на очистку от пыли.
70
Раздел 1. Улавливание химических продуктов коксования
Технические характеристики сушилок с «кипящим» слоем:
Производительность, т/ч Размеры корпуса, мм: 4-6 8-10
длина 2150 2200
ширина 1 000 1 200
высота 1650 2 050
Расход теплоносителя, м3/ч:
при влажности соли до 3% 3600-5400 7200-9000
при влажности соли до 4 % 4800-7200 9600-12000
Температура
теплоносителя, °C:
Рис 5.14. до сушилки 125-130
Общий вид баробанной после сушилки 40-50
сушилки жалюзийного типа Высота «кипящего» слоя, мм Сопротивление решетки и 350-400
слоя, мм вод. ст. 350 - 380
Расход тепла на 1 кг испаряе- мой влаги,ккал 700 - 750
Расход охлаждающего воз- духа, м3/ч 2 200-3 000
Позицией 1 показана загрузка влажной соли, позициями 2
и 5 - соответственно подача и вывод газообразного тепло-
носителя, позицией 4 - вывод сухого продукта. Теплоноси-
тель подается при температуре 130- 140 °C и выводится
при температуре около 70 °C.
Технические характеристики барабанной сушилки [33]:
Производительность, т/ч 7
Диаметр барабана, мм 1 600
Длина, мм 8000
Масса, т 16,3
Мощность привода, кВт 18
1 - подача влажной соли; 2 - вход газообразного теплоносителя:
3 - привод; 4 - выход сухой соли; 5 - выход газообразного
теплоносителя
На рис. 5.14 приведен общий вид барабанной сушилки
[10]. Сушильная камера цилиндрической формы (барабан)
опирается на ролики и приводится в движение приводом 3.
^травочник Коксохимика. Том 3
Глава 5. Очистка коксового газа от аммиака
71
ТОПКА ДЛЯ СУШИЛКИ СУЛЬФАТА АММОНИЯ
С целью снижения расхода пара при производстве
сульфата аммония вместо парового подогревателя воздуха,
используемого в качестве теплоносителя, применяется топ-
ка для сжигания коксового газа с последующим разбавлени-
ем продуктов сгорания воздухом до температуры не более
150’С [33].
Технические характеристики топки:
Расход коксового газа, м3/ч 110
Расход воздуха, м3/ч 12 500
Мощность электродвигателя, кВт 37
Масса топки, т 1,855
АММИАЧНЫЙ АБСОРБЕР
При бессатураторном методе получения сульфата ам-
мония очистку газа от аммиака осуществляют в двухступен-
чатом абсорбере оросительного типа, представленном на
рис. 5.15 [33] в разрезе с сечениями на уровне разделитель-
ной тарелки и отбойника.
Корпус аппарата состоит из цилиндрической обечай-
ки 4, конического днища 5 и крышки 1. Внутреннее про-
странство аппарата разделено на две секции посредством
кольцевой перегородки с обечайкой 10, в верхней части
которой смонтирована (строго горизонтально) колпачко-
вая барботажная тарелка с кольцевым переливом на уровне
кромок обечайки 10. Штуцеры 3, а также установленные над
ними колпаки 11 имеют трапециидальную форму и на тарел-
ке расположены радиально, как показано на сечении А-А.
Внутри обечайки 10 установлен каплеотбойник 9, вы-
полненный из изогнутых полос листового материала (см.
сечение а-а). Верхняя и нижняя секции абсорбера обору-
дованы индивидуальными системами орошения и выполня-
ют функции первой и второй ступени абсорбции аммиака.
Нижняя секция (первая ступень) оборудована двумя яру-
сами форсунок 8 по шесть штук в каждом. Верхняя секция
(вторая ступень) имеет один ярус форсунок 12, кроме того,
вдоль оси аппарата расположена форсунка 13 с крупно-
капельным орошением, предназначенная также для умень-
шения брызгоуноса газовым потоком. Верхняя секция обо-
рудована люками 2.
Коксовый газ поступает в нижнюю секцию аппарата
через патрубок 7, промывается кислым раствором цир-
куляционного цикла первой ступени абсорбции посред-
ством форсунок 8, затем освобождается от брызг раствора
в каплеотбойнике 9 и поступает в штуцеры 3 колпачковой
тарелки, которая заполнена жидкостью до уровня кромок
обечайки 10. При этом в нижней секции абсорбера из газа
извлекается около 95 % содержащегося в нем аммиака.
Циркулирующий раствор кислотностью около 1 % по-
сле контакта с газом поступает в коническое днище 5 и вы-
водится через патрубок 6.
Вход газа в верхнюю секцию абсорбера осуществля-
ется в режиме барботажа благодаря наличию погруженных
в жидкость колпаков 11. Далее газ подвергается повторно-
му контактированию с жидкой фазой в режиме орошения
посредством форсунок 12 и 13. В процессе рециркуляции
в контуре оросительной системы второй ступени раствора
кислотностью 10 - 12 % из газа извлекаются остатки аммиа-
Справочник Коксохимика. Том 3
ка и легкие пиридиновые основания. Очищенный коксовый
газ выводится из абсорбера через патрубок 14, а раствор
накапливается в кольцевом зазоре между стенками абсор-
бера и обечайки 10 и выводится через патрубок 15.
Технические характеристики абсорбера:
Производительность по газу, м3/ч 100000
Количество раствора на орошение каждой
ступени (секции), м3/ч 380
Диаметр, мм з 600
Площадь свободного сечения
(с учетом футеровки), м2 8,5
Скорость газа в свободном сечении
аппарата, м/с зо
Масса аппарата, т 32
ВАКУУМ-ВЫПАРНОЙ КРИСТАЛЛИЗАТОР
Получение кристаллического сульфата аммония путем
переработки ненасыщенного питающего раствора, выво-
димого из первой ступени аммиачного абсорбера, осущест-
вляется в выпарном кристаллизаторе (рис. 5.16) [1; 10].
Корпус аппарата имеет цилиндрическую форму. По-
лая часть его состоит из секций 3 и 4 различного диаметра,
причем секция 3 частично заполняется раствором, уровень
которого визуально контролируется посредством смотро-
вых окон 10. Секция 3 стыкуется посредством фланцевого
соединения с верхней трубной решеткой нагревателя 1,
в центральной части которого расположена циркуляци-
онная труба 2, а в периферийной части - вертикальная
трубчатка. Верхняя часть нагревателя 1 оборудована коль-
цевым коллектором с патрубком 7 для подачи греющего
пара, а в нижней части установлен патрубок 9 для вывода
конденсата. Нижняя трубная решетка нагревателя 1 посред-
ством фланцевого соединения стыкуется с коническим дни-
щем, в котором имеется люк - лаз (на рисунке не показано),
патрубок 5 для подачи питающего раствора и труба 6 для
вывода продуктовой суспензии.
Секция 4 снабжена системой каплеотбоя в виде на-
клонно установленных полок и патрубком 8 для вывода
вторичного пара.
В процессе работы в выпарном кристаллизаторе под-
держивается постоянный уровень раствора путем регули-
рования расхода питающего раствора на входе в патрубок 5.
В зоне конического днища аппарата питающий раствор сме-
шивается с циркулирующим раствором, поступающим из
трубы 2. Циркулирующий раствор содержит кристалличе-
скую фазу и на выходе из трубы 2 имеет остаточное пересы-
щение, которое снижается или полностью снимается в ре-
зультате смешения с питающим раствором. После смешения
раствор поступает в трубчатку нагревателя 1.
В результате конденсации пара в межтрубном про-
странстве нагревателя 1 находящийся в трубчатке раствор
получает соответствующее количество тепла. В зависимо-
сти от высоты уровня раствора над верхней трубной ре-
шеткой, который определяет величину гидростатического
давления жидкости в верхней части трубчатки, получаемое
раствором тепло расходуется в определенном соотноше-
нии на повышение его температуры или на испарение воды
72
Раздел 1. Улавливание химических продуктов коксования
Рис. 5.15.
Аммиачный абсорбер
1 - крышка;
2-люк;
3 - штуцер колпачковой тарелки;
4 - цилиндрическая обечайка;
5 -коническое днище;
6,15- патрубки для вывода раствора;
7 - патрубок для входа газа;
8 ,12, 13-форсунки;
9 - каплеотбойник;
10 -обечайка;
11 - колпак;
14 - патрубок для выхода газа
19400
Справочник Коксохимика. Том 3
Глава 5. Очистка коксового газа от аммиака
73
1 - нагреватель трубчатый: 2 - труба циркуляционная;
3 - испарительная секция; 4 - каплеотбойная секция;
5 - вход раствора: 6 - выход пульпы; 7 - вход греющего пара;
8 - выход вторичного пара; 9 - выход конденсата;
10-смотровыеокна
непосредственно в трубчатке. Это обстоятельство опреде-
ляет два возможных режима работы нагревателя 1:
при увеличенном уровне раствора в аппарате в труб-
чатке преобладает режим конвективного подогрева
раствора с последующим его кипением вне трубчатки
по мере подъема раствора и снижения гидростатиче-
ского давления;
при минимальном уровне раствора относительно
верхней трубной решетки процесс теплопередачи со-
провождается кипением раствора непосредственно
в трубчатке.
Во втором случае возможен форсированный режим
работы аппарата при высоких тепловых нагрузках, так как
кипение раствора в трубчатке существенно интенсифици-
рует теплоотдачу. Однако при таком режиме возрастает
вероятность пристеночного солеобразования в трубчатке,
а также чрезмерного зародышеобразования при повышен-
ном пересыщении раствора. Оптимальный режим работы
нагревателя 1 предполагает обеспечение таких условий вы-
парной кристаллизации, которые гарантируют получение
крупнокристаллического продукта при непрерывной рабо-
те аппарата между его промывками в течение 3 суток.
Кипение раствора в периферийной части сечения
аппарата сопровождается его пересыщением и создает
нисходящий поток в трубе 2 и восходящий в трубчатке на-
гревателя 1, то есть циркуляцию суспензии кристаллов по
замкнутому контуру. Многократное прохождение кристал-
лов через зону образования пересыщения (зону кипения)
обеспечивает их рост и накопление массы твердой фазы
в циркуляционном контуре. Непрерывный вывод суспензии
с постоянной объемной скоростью по трубе 6 обеспечива-
ет постоянство массы твердой фазы в выпарном кристалли-
заторе на оптимальном уровне.
Образовавшаяся в процессе кипения раствора паро-
вая фаза проходит каплеотбойную секцию 4, где освобожда-
ется от уносимых брызг раствора, и выводится через патру-
бок 8 на конденсацию. Для снижения температуры кипения
раствора в выпарном кристаллизаторе поддерживается
соответствующий вакуум.
Технические характеристики выпарного
кристаллизатора:
Рис. 5.16.
Вакуум-кристаллизатор
трубчатый
Габариты аппарата:
диаметр, м 2,7
высота, м 8,5
Диаметр труб нагревателя, мм 57 х 4
Поверхность теплопередачи (по внутреннему
диаметру труб), м2 246
Диаметр центральной циркуляционной трубы
(по внутренним стенкам), мм 620
Номинальный вакуум в объеме аппарата,
мм рт. ст. 685
Температура раствора в объеме аппарата, °C 55 - 65
Температура греющего пара, “С 125-130
КРИСТАЛЛИЗАТОР СО ВЗВЕШЕННЫМ СЛОЕМ
Для получения крупнокристаллического сульфата
аммония улучшенного фракционного состава применяют-
ся кристаллизаторы [1; 33] со взвешенным слоем частиц
и внешним контуром циркуляции раствора, снабженным
подогревателем.
Аппарат (рис. 5.17) состоит из испарительной камеры 1
и кристаллорастителя 2, которые сообщаются между собой
посредством центральной трубы 3. Камера 1 снабжена пи-
тающей трубой 6 для ввода подогретого циркулирующего
раствора, а также патрубком 7 для вывода вторичного пара.
Кристаллораститель 2 имеет особую конфигурацию нижней
конусной части, переходящей в полусферу, и оборудован
фигурным патрубком 5 для вывода раствора в подогре-
ватель внешнего контура циркуляции, и солесборником-
классифи катаром 4.
Маточный раствор с остаточным пересыщением выво-
дится через патрубок 5, смешивается с питающим раствором
из узла абсорбции аммиака и поступает на всас циркуляци-
онного насоса, подающего раствор в подогреватель, а за-
тем в питающую трубу 6. Поступая в камеру 1 незначительно
подогретый раствор вскипает (с понижением температуры)
(правочиик Коксохимика. Том 3
74
Раздел 1. Улавливание химических продуктов коксования
Рис. 5.17.
Кристаллизатор со
взвешенным слоем
1 - испарительная камера;2- кристаллораститель;
3 - центральная переточная труба; 4 - солесборник-
классификатор; 5 - выход раствора в подогреватель;
6 - вход раствора из подогревателя; 7 - выход «соковых» паров;
8 - вход раствора в классификатор;
9 - выход пульпы в кристаллоприемник
благодаря вакууму, вследствие чего становится пересыщен-
ным Пересыщенный раствор поступает по трубе 3 в кри-
сталлораститель 2, где в восходящем потоке реализуется
его пересыщение поверхностью кристаллов взвешенного
слоя, затем снова направляется в зону патрубка 5. Перемен-
ное по высоте сечение кристаллорастителя 2 обеспечивает
гидродинамические условия для псевдоожижения, частич-
ной классификации и сепарации полидисперсной твердой
фазы, благодаря чему минимизируется унос наиболее мел-
кой соли в патрубок 5, а также отсутствует осаждение наи-
более крупных кристаллов на стенках дниша. Вывод твер-
дой фазы из кристаллорастителя 2 через классификатор 4
в патрубок 9 обеспечивает получение более однородного
по размеру крупнокристаллического продукта благодаря
восходящему потоку, образующемуся в результате подачи
раствора в патрубок 8.
Технические характеристики кристаллизатора [33]:
Производительность по кристаллическому
продукту, кг/ч 3 500
Вместимость номинальная, м3 80
Диаметр, мм 2800-3400
Высота, мм 15 500
Масса, т 23,3
Рабочее остаточное давление в испарителе, кПа 10
5.2.2. Получение концентрированной
аммиачной воды
При очистке коксового газа от аммиака водным погло-
тителем частично извлекаются также кислые газы (СО2, H2S,
HCN), образующие с растворенным аммиаком легко разла-
гающиеся при нагревании карбонаты, сульфиды и цианиды
аммония. Протекание упомянутых побочных реакций по-
ложительно влияет на процесс абсорбции аммиака, снижая
равновесное давление его над поглотителем. Процесс реге-
нерации водного поглотителя состоит в десорбции аммиа-
ка водяным паром, а получение конечного продукта обес-
печивается за счет конденсации образующейся при этом
пароаммиачной смеси. В данном случае летучие кислые
газы переходят в конечный продукт. Содержание кислых
газов в концентрированной аммиачной воде регламентиру-
ется соответствующей нормативно-технической докумен-
тацией в зависимости от назначения продукта. В табл. 5.14
приведены нормативные требования к качеству продукта
«Вода аммиачная каменноугольная концентрированная»
(применяется при производстве кальцинированной соды)
согласно техническим условиям ТУ У 322-00190443-043-97.
Как видно из табл. 5.14 в данном конкретном случае
присутствие сероводорода в аммиачной воде является обя-
зательным, в то время как согласно табл. 5.15 содержание
кислых газов в продукте ограничивается соответствующими
предельными значениями в зависимости от его сортности.
Справочник Коксохимика. ТЪм 3
Глава 5. Очистка коксового газа от аммиака
75
Наименование ноказатеия Характеристика и норма
Внешний вид Прозрачная жидкость, не содержащая масел
Цвет Светло-желтый
Массовая доля аммиака, %, не менее 18,5
Массовая концентрация^, г/дм3, не менее 35
Массовая доля органических примесей, %, не более 0,25
Массовая доля нелетучего остатка, %, не более 0,35
Наименование показателя Сорт
Высшип А Б В
Содержание аммиака в % весовых, не менее 19,75 18 18 18
Содержание углекислоты, г/л, не более 80 100 120 не нормиру- ется
Содержание сероводорода, г/л, не более 30 40 50 — —
В зависимости от нормативных требований по со-
держанию кислых газов в получаемой концентрированной
аммиачной воде принимается тот или иной вариант схемы
узла паровой регенерации водного поглотителя - так на-
зываемой скрубберной воды. Для снижения содержания
кислых газов в получаемой концентрированной аммиачной
воде скрубберную воду перед паровой регенерацией (в ам-
миачных колоннах) подвергают предварительной тепловой
обработке в специальной аппаратуре (диссоциаторах) та-
рельчатого типа. В данном случае осуществляется подогрев
скрубберной воды до температуры 95-98 °C [1; 10] и об-
работка ее паром, в результате чего протекают следующие
эндотермические реакции диссоциации [1]:
(NH4)2CO3 - 2NH3 + СО2 + Н,О;
(NH^S -> 2NH, + H2S;
NH4CN -> NH3 + HCN.
Все освобождающиеся при этом кислые газы в зна-
чительной степени десорбируют из скрубберной воды,
которая далее поступает на паровую регенерацию, то есть
десорбцию аммиака острым паром до остаточного содер-
жания около 0,05 г/л. Очистку газа от аммиака водой осу-
ществляют при температуре 25 - 30 °C до остаточного со-
держания не более 0,03 г/м3. При этом применяются наса-
дочные или тарельчатые абсорберы. Для насадочных абсор-
беров удельная поверхность насадки составляет 0,7 -1,0 м2
на 1 м3/ч газа [3], а для тарельчатых - до 10 теоретических
тарелок [1].
Технология очистки газа от аммиака водой предъявля-
ет повышенные требования к чистоте поступающего газа по
содержанию смолистых примесей и нафталина и предпола-
гает предварительное его охлаждение (в конечных газовых
холодильниках) до температуры не выше 28 °C [3]. Данные
(рравочник Коксохимика. 'Том 3
примеси приводят к загрязнению скрубберной воды и то-
варного продукта, а также создают эксплуатационные за-
труднения, связанные с забивкой коммуникаций и теплооб-
менной аппаратуры. Избыточная вода процесса коксования
с низким содержанием связанных солей может быть пере-
работана в цикле скрубберной воды путем совместной их
подачи в аммиачные колонны. В противном случае она пе-
рерабатывается отдельно с разложением связанных солей.
Энергозатратность процесса очистки газа от аммиака
водой зависит от содержания аммиака в скрубберной воде,
выводимой на регенерацию, при этом содержание аммиака
в той или иной степени приближается к равновесному (при
данной температуре) значению, соответствующему факти-
ческому содержанию аммиака в поступающем газе.
Графики, приведенные на рис. 5.18 [1], показывают
предельный (равновесный) уровень содержания аммиака
в скрубберной воде в зависимости от его содержания в по-
ступающем газе и от температуры.
Таблица 5.14.
Требования к качеству
концентрированной
аммиачной воды
поТУУ 322-00190443-043-97
Таблица 5.15.
Показатели качества
концентрированной
аммиачной воды [1]
Температура, °C
Рис. 5.18. Равновесные
концентрации NH3 в коксовом
газе и скрубберной воде при
различных температурах
Согласно данным [3] интервал варьирования состава
получаемой скрубберной воды по отдельным компонентам
характеризуется следующими значениями:
аммиак, г/л 10-20
диоксид углерода, г/л 8-10
сероводород, г/л 2-4
цианистый водород и фенолы, г/л около 1
Стадия регенерации оборотного поглотителя в дан-
ном процессе сопряжена со значительным расходом остро-
го пара и охлаждающей воды. При этом часть острого пара
переходит в конечный продукт (в виде конденсата), осталь-
ная часть расходуется на обеспечение теплового баланса
и поддержание требуемого температурного режима узла
регенерации, что также сопровождается его конденсацией.
Последнее приводит к образованию дополнительного ко-
личества избыточной воды.
На рис. 5.19 приведен один из вариантов [1] схемы
процесса очистки коксового газа от аммиака водой с полу-
чением концентрированной аммиачной воды.
о
I. Том 3
1 - скруббер; I о - сборник; 2,8,19- центробежные насосы; 3 - напорный бак; 4- теплообменник; 5 - диссоциатор; 6 - колонна регенерации поглотителя; 7-яма; 9- градирня; 10 - дефлегматор;! I - конденсатор; 12 - мерник;
13-колонна разложения связанногоаммиака; 14-приемная воронка для известкового молока; 15 - смеситель; 16-приколонок; 17-промыватель; 18-отстойник
Раздел 1. Улавливание химических продуктов коксования
Глава 5. Очистка коксового газа от аммиака
77
В скруббере 1 осуществляется промывка коксового
газа холодной водой (удельный расход 0,6-0,7 л/м3 газа),
в результате чего газ очищается, а вода поглощает аммиак
(и частично кислые газы) и выводится в сборник 1 а, куда так-
же поступает избыточная вода процесса коксования.
Скрубберная вода из сборника 1а насосом 2 подается
в напорный бак 3, откуда основной ее поток (около 90%)
поступает на вторую или третью тарелку диссоциатора 5
(предварительно подогреваясь в теплообменнике 4 до тем-
пературы 50 - 60 °C), а остальная (около 10 %) - непосред-
ственно на его верхнюю тарелку.
В нижнюю часть диссоциатора 5 подводится пар для
подогрева стекающей по тарелкам скрубберной воды до
температуры 95 - 98 “С, в результате чего происходит выде-
ление из воды в паровую фазу кислых газов, которые вместе
с аммиаком направляются в верхнюю часть диссоциато-
ра 5. Вследствие того, что верхняя тарелка диссоциатора 5
питается холодной скрубберной водой, а нижеследующие
тарелки - водой при температуре 50 - 60 °C, происходит
охлаждение и частичная конденсация поднимающейся па-
ровой фазы, которая на выходе из диссоциатора 5 имеет
температуру около 45 °C. Благодаря такому режиму работы
существенно снижается концентрация аммиака в парах, по-
кидающих диссоциатор 5, так как растворимость аммиака
в воде при пониженных температурах значительно превы-
шает растворимость кислых газов. Такая предварительная
обработка скрубберной воды позволяет выделить из нее до
80 % диоксида углерода и до 50 % сероводорода [1), то есть
соответственно снизить их содержание в получаемом на
стадии регенерации поглотителя товарном продукте.
Пары после диссоциатора 5 дополнительно очищаются
от аммиака в промывателе 17 и направляются в газопровод
(или могут быть непосредственно использованы для полу-
чения серной кислоты), а горячая скрубберная вода направ-
ляется на паровую регенерацию в колонну 6. При отсутствии
необходимости выделения кислых газов (допускается их
присутствие в получаемой концентрированной аммиачной
воде) скрубберная вода после теплообменника 4 может по-
даваться непосредственно в колонну 6, минуя диссоциатор.
В исчерпывающей части колонны 6 из скрубберной
воды аммиак и остаточное количество кислых газов десор-
бируют в паровую фазу. Регенерированная скрубберная
вода при температуре немногим более 100 °C выводится из
колонны 6 и направляется в теплообменник 4 (для тепло-
обмена с исходной скрубберной водой), а затем в яму 7, от-
куда насосом 8 подается в градирню 9 (где охлаждается до
25 - 30 °C) и насосом 19 - на орошение скруббера 1.
Наличие дефлегматора 10, а также укрепляющей ча-
сти в колонне 6 способствует увеличению концентрации
аммиака в паровой фазе, поступающей в конденсатор 11,
за счет частичной конденсации водяных паров (при темпе-
ратуре 89 - 92 °C) и возврата образующегося в дефлегмато-
ре 10 аммиаксодержащего конденсата на верхнюю тарелку
колонны 6 в виде флегмы.
Полная конденсация концентрированных аммиачных
паров в трубчатом конденсаторе 11 обеспечивает получе-
ние товарного продукта, выводимого через смотровой фо-
нарь в мерник 12 при температуре не более 30 °C.
Для предотвращения накопления связанных солей
аммиака в оборотной скрубберной воде часть ее подается
(^равочник Коксохимика, 'Jom 3
на питающую тарелку колонны 13, работающую аналогично
колонне б с той лишь разницей, что после десорбции ле-
тучего аммиака стекающая из исчерпывающей части колон-
ны 13 вода смешивается с раствором щелочного реагента
(сода, известь, щелочь), подаваемого из воронки 14. После
химического взаимодействия и разложения связанных со-
лей в смесителе 15 вода с низа колонны 13 направляется
на верхнюю тарелку приколонка 16, где в результате подачи
острого пара десорбирует высвободившийся химическим
путем аммиак, который вместе с водяными парами поступа-
ет в среднюю часть колонны 13. Из нижней части приколон-
ка 16 сточная вода поступает в отстойник 18, а ее избыток
выводится из технологического цикла. При необходимости
разложению связанных солей может предшествовать про-
цесс обесфеноливания воды, поступающей из исчерпыва-
ющей части колонны 13 (обесфеноливающая установка на
рис. 5.19 не показана).
Для получения концентрированной аммиачной воды
с более низким содержанием сероводорода и диоксида
углерода используют специальные приемы [10], в частно-
сти, процесс диссоциации осуществляют под давлением
либо используют известь при паровой регенерации скруб-
берной воды (для связывания кислых газов в исходной воде
и извлечения их из аммиачных паров). Такие приемы могут
обеспечить снижение содержания сероводорода в продук-
те до 0,005 % и менее.
Снижение содержания кислых компонентов в получа-
емой аммиачной воде также может быть обеспечено путем
применения в круговом процессе очистки газа от аммиака
селективного по отношению к аммиаку поглотителя. В ка-
честве такого поглотителя используется водный раствор
моноаммонийфосфата (однозамещенная аммонийная соль
ортофосфорной кислоты), химическое взаимодействие ко-
торого с аммиаком носит обратимый характер и может быть
представлено следующим уравнением [1; 35]:
NH3 + NH4H2PO4«(NH4)2HPO4.
При температуре в пределах 30-50 °C имеет место
прямая реакция с образованием диаммонийфосфата (ДАФ),
а при 100-180 °C - обратная с выделением аммиака и моно-
аммонийфосфата (МАФ). Именно это обстоятельство в зна-
чительной степени предопределило практическую при-
менимость данного поглотителя в технологии очистки газа
от аммиака по так называемому методу «Фосам» (круговой
фосфатный метод).
Селективность упомянутого поглотителя объясняется
тем, что его растворы обладают слабовыраженными кислот-
ными свойствами, способствующими процессу хемосорб-
ции аммиака и снижающими растворимость кислых газов
в поглотителе. В то же время степень извлечения кислых
газов поглотительным раствором МАФ зависит от режима
и условий межфазного контактирования в аммиачном аб-
сорбере.
Высокая селективность извлечения аммиака раство-
ром МАФ обеспечивается при двухступенчатом режиме
очистки газа [36]: первая ступень - форсуночное орошение;
вторая - контактное устройство тарельчатого типа. Кратко-
временность контакта на первой ступени обеспечивает из-
влечение из газа значительной части аммиака и является
неблагоприятным кинетическим фактором для поглощения
78
Раздел 1. Улавливание химических продуктов коксования
кислых газов, а продолжительность контакта на второй
ступени компенсируется более выраженными кислотными
свойствами поглотителя, еще не насыщенного аммиаком.
Приведенные выше условия абсорбции аммиака рас-
твором МАФ обеспечивают наиболее низкую степень по-
глощения из газа сероводорода и цианистого водорода,
составляющую, соответственно, не более 1,0 и 4,5 % [36].
Отличительной особенностью режима работы узла
очистки газа от аммиака раствором МАФ по сравнению
с использованием воды в качестве поглотителя является
то, что процесс абсорбции осуществляется при температу-
ре 40-45 °C, поглотительный раствор, находясь в обороте,
сохраняет кондицию по растворимым и нерастворимым
примесям (смолистые примеси выводятся путем отстоя,
балластные вещества не накапливаются), аммиакоемкость
раствора составляет 40-45 г/л и более [1]. Узел регенера-
ции поглотителя и получения концентрированной аммиач-
ной воды при извлечении аммиака раствором МАФ и скруб-
берной водой принципиально аналогичны по своей сути
(паровая десорбция аммиака из поглотителя, конденсация
паров с получением продукта). Отличие состоит в том, что
при паровой регенерации раствора ДАФ подогрев его осу-
ществляется до температуры 110- 120 °C, а в регенераци-
онную колонну подводится тепло «глухим» и «острым» па-
ром с целью поддержания постоянной концентрации МАФ
в регенерированном растворе при соотношении в нем
аммиака и фосфорной кислоты в пределах 1,25- 1,28 [36].
Содержание аммиака в парах после регенератора зависит
от температуры подаваемого раствора ДАФ, следовательно,
для получения концентрированной аммиачной воды с со-
держанием аммиака свыше 18%, согласно данным [36], тем-
пература раствора должна быть ниже 125 °C.
Рассматриваемый процесс не исключает необходимо-
сти автономной переработки избыточной воды процесса
коксования по традиционной технологии с передачей ам-
миачных паров в поток прямого коксового газа.
5.2.3. Получение безводного аммиака
Получение безводного (жидкого) аммиака осущест-
вляется путем ректификации под давлением чистой (не со-
держащей кислых газов) концентрированной аммиачной
воды, получаемой при извлечении аммиака из коксового
газа круговым фосфатным методом [1; 35]. Принципиальная
технологическая схема данного процесса [1] приведена на
рис. 5.20.
Абсорбция аммиака из газа осуществляется при темпе-
ратуре 40 - 50 °C поглотительным раствором моноаммоний-
фосфата, содержащим 330 - 380 г/л NH4H,PO4 и 8 - 12 г/л
(NH4)2HPO4) в двухступенчатом [36] абсорбере 1. Первая (по
ходу газа) ступень абсорбера 1, расположенная ниже разде-
ляющей перегородки 3, работает в режиме форсуночного
орошения, которое обеспечивается циркуляционным насо-
сом 2, а вторая (выше перегородки 3) - в барботажном ре-
жиме и оснащена пакетом тарелок специальной конструк-
ции [36]. Такие условия извлечения аммиака ограничивают
растворение кислых газов в поглотителе и обеспечивают
нормативные требования к очистке коксового газа.
Во второй (барботажной) ступени абсорбера 1 погло-
тительный раствор содержит преимущественно однозаме-
щенную форму фосфата аммония и характеризуется более
высокой кислотностью (pH 5,2 - 5,6), что способствует бо-
лее полному извлечению аммиака.
В первой (форсуночной) ступени в результате извлече-
ния аммиака и взаимодействия его с моноаммонийфосфатом
(МАФ) возрастает содержание диаммонийфосфата (ДАФ) до
величины порядка 230 - 250 г/л, при этом pH раствора воз-
растает до 5,8 - 6,5. Насыщенный раствор фосфатов аммония
выводится из первой ступени абсорбера 1 на регенерацию
при удельном расходе 30 - 35 м3/т извлекаемого аммиака.
Данный раствор содержит смолистые и другие взвешенные
примеси, вымытые из газа, в связи с чем он прежде всего
подвергается длительному отстою в смолоотделителе 4, за-
тем насосом 5 подается в тарельчатый регенератор 8, ра-
ботающий под избыточным давлением около 0,35 МПа. При
этом раствор ДАФ подогревается в парожидкостном тепло-
обменнике 6, а затем в паровом подогревателе 7 до темпе-
ратуры около 180 °C. В регенераторе 8 под воздействием
температуры происходит гидролиз диаммонийфосфата с вы-
делением молекулярного аммиака, который десорбирует
в паровую фазу и уносится восходящим потоком водяных
паров в верхнюю часть регенератора 8, где на верхних та-
релках осуществляется их промывка раствором щелочи для
доочистки от кислых газов (на рис. 5.20 не показано). Паро-
аммиачная смесь охлаждается вначале в теплообменнике 6,
а затем в конденсаторе 9, где образуется концентрирован-
ная аммиачная вода, направляемая в сборник 10.
Практически не содержащая кислые газы концен-
трированная аммиачная вода подается насосом 11 через
паровой подогреватель в ректификационную колонну 12,
работающую под давлением 1,5 - 2,0 МПа (соответствующая
температура кипения воды около 200 °C). Колонна 12 в ниж-
ней части оборудована выносным циркуляционным подо-
гревателем 16, посредством которого в ней поддерживает-
ся соответствующее давление и создается восходящий по-
ток парогазовой фазы. В исчерпывающей части колонны 12
происходит десорбция аммиака из поступающего аммиач-
ного раствора, а в верхней укрепляющей части - концен-
трирование аммиачных паров. Конденсация водяных паров
в дефлегматоре 13 обеспечивает питание укрепляющей
части колонны 12 высококонцентрированной (по аммиаку)
жидкой фазой и получение практически безводной паровой
фазы, конденсирующейся под давлением в холодильнике 14
с образованием жидкого аммиака, поступающего в специ-
альный сборник 15.
Обедненная аммиачная вода из низа колонны 12 по-
ступает в нижнюю часть регенерационной колонны 8, отку-
да вместе с регенерированным раствором МАФ выводится
в эвапоратор 17, работающий под вакуумом около 400 мм
рт. ст., где происходит частичное испарительное охлажде-
ние раствора и дополнительная десорбция аммиака обра-
зовавшимися водяными парами.
После эвапоратора 17 регенерированный раствор
МАФ окончательно охлаждается в холодильнике 19 и посту-
пает в сборник 20, откуда насосом 21 вновь подается в аб-
сорбер 1. Температура данного раствора устанавливается
с учетом температуры и относительного влагосодержания
газа, поступающего в абсорбер 1, и является одним из факто-
ров обеспечения водного баланса установки, влияющим на
степень упаривания оборотного поглотительного раствора
(правочпик Коксохимика. ТЪм 3
ика. Том 3
Глава 5. Очистка коксового газа от аммиака
1 - абсорбер; 2,5,11,21- насосы; 3 - разделяющая перегородка; 4 - смолоотделитель; б - теплообменник; 7,16- подогреватели; 8 - регенерационная колонна; 9,14- конденсаторы-холодильники;
10 - сборник аммиачной воды; 12 - ректификационная колонна; 13 - дефлегматор: 15 - сборник жидкого аммиака; 17 - эвапоратор; 18 - эжектор;
19 - холодильник; 20 - сборник регенерированного раствора
о
£
«О
80
Раздел 1. Улавливание химических продуктов коксования
коксовым газом. Кондиционность оборотного раствора по
растворенным примесям обеспечивается путем вывода из
цикла соответствующего его количества из сборника 20.
Вакуум в эвапораторе 17 обеспечивается за счет паро-
эжекторной установки 18, предназначенной как для эвакуа-
ции аммиаксодержащей парогазовой смеси из эвапоратора
17, так и для создания восходящего потока паровой фазы-
носителя в регенерационной колонне 8.
Приведенный выше процесс обеспечивает получение
жидкого продукта, содержащего 99,99 % аммиака и не более
0,003 % диоксида углерода, который может быть использо-
ван как в качестве сырья при производстве органических
и неорганических азотсодержащих веществ, так и в каче-
стве высококонцентрированного азотного удобрения. Для
хранения и транспортировки данного продукта применяет-
ся специальное оборудование и транспортные средства.
Расходные коэффициенты на производство
продукта в пересчете на 1 т аммиака [1]:
ортофосфорная кислота (100 % -ная), кг 7,0
едкий натр (100%-ный), кг 33,0
пар давлением 1,8 МПа, т 10-12
охлаждающая вода, м3 170-200
электроэнергия, МДж 1,6
5.2.4. Уничтожение аммиака
В основу процесса разложения аммиака положено
сжигание (с утилизацией тепла) или термокаталитическое
разложение пароаммиачной смеси в специальных топках
(реакторах) при соответствующих температурных и гидро-
динамических условиях и соответствующем избытке кисло-
рода. Необходимый температурный режим при этом обе-
спечивается путем сжигания обратного коксового газа или
другого топлива (природного газа, мазута).
При сжигании аммиачных паров [36] подавля-
ющая часть аммиака разлагается до азота по реакции
4NH3 + ЗО,-> 2N, + 6Н2О, однако при этом около 0,5 - 1,5%
от его исходного количества образует оксид азота согласно
реакции 4NH3 + 5 О, -> 4NO + 6Н2О.
В данном случае содержание оксида азота в продуктах
разложения аммиака зависит от его содержания в пароам-
миачной смеси (ПАС) и температуры в зоне разложения,
а также избытка воздуха от стехиометрии [37]. Согласно дан-
ным [36] при температуре сжигания коксового газа, равной
1 450 °C, и соответствующей ей температуре в зоне сжига-
ния пароаммиачной смеси, содержащей 63 - 65% аммиака
в пределах 1210-1 300 °C, содержание оксидов азота в ды-
мовых газах составляет 798 - 916 ppm, в то время как только
при сжигании коксового газа данный показатель составляет
335 -410 ppm.
Если в пароаммиачной смеси содержится сероводо-
род, то в процессе ее сжигания образуются оксиды серы
[37]. При сжигании концентрированных ПАС с повышенным
содержанием сероводорода продукты сжигания могут быть
утилизированы в отделении мокрого катализа, однако это
повлечет за собой снижение концентрации получаемой
серной кислоты. Незначительные примеси сероводорода
в сжигаемых ПАС создают проблему с экологически без-
опасным сбросом продуктов сжигания в атмосферу, в связи
с чем промышленная реализация данного способа разло-
жения аммиака возможна только при условии минимизации
содержания сероводорода в ПАС.
При термокаталитическом разложении аммиака про-
цесс осуществляется в восстановительной среде с приме-
нением никельсодержащего катализатора (например, типа
Gl-11 фирмы «BASF» Германия) при температуре в пределах
1 000-1 200 °C. В данном случае содержащийся в ПАС серо-
водород не претерпевает химических превращений, а раз-
ложение аммиака и цианистого водорода происходит по
реакции [38]
NH3 = 3/2Н, + 1/2N2;
HCN + Н2О = 3/2Н2 + СО + l/2Nj.
Процесс сжигания коксового газа в печи реактора
(с целью обеспечения заданного температурного режима
в зоне каталитического разложения) осуществляется при
величине коэффициента расхода воздуха а < 1,0 от стехио-
метрии. Коксовый газ подается в печь вместе с воздухом
и аммиачными парами через горелку, продукты горения
при температуре около 1 150 °C поступают в слой катализа-
тора, затем охлаждаются (с утилизацией тепла). Получаемые
при этом газообразные продукты разложения аммиака об-
ладают невысокой теплотворной способностью и в зависи-
мости от содержания в них сероводорода могут быть либо
использованы в качестве топлива, либо направлены в газо-
провод коксового газа.
На рис. 5.21 приведена технологическая схема [36]
процесса очистки коксового газа круговым фосфатным ме-
тодом с утилизацией тепла сжигания ПАС, получаемой при
паровой регенерации оборотного поглотителя,
Насыщенный аммиаком раствор диаммонийфосфата
(ДАФ) выводится из циркуляционного сборника 9 форсу-
ночной секции аммиачного абсорбера 1 в отстойники 2.
Выделившаяся в результате отстоя кислая смолка поступает
в сборник 10, а осветленный раствор ДАФ направляется в те-
плообменник 3, где подогревается до температуры около
120 °C, а затем в регенератор 4. В нижнюю часть регенерато-
ра 4 подается «острый» пар, а в нагреватель 5 - «глухой» пар.
Это обеспечивает паровую десорбцию аммиака из фосфат-
ного раствора при стабильном содержании в нем фосфатов,
которое поддерживается оптимальным соотношением рас-
хода «острого» и «глухого» пара.
Регенерированный раствор МАФ, выводимый из колон-
ны 4, частично охлаждается в теплообменнике 3 до 80 - 90 °C
и поступает в промсборник 6, затем доохлаждается в холо-
дильнике 7 до 40 - 45 °C и направляется в резервуар 8, откуда
подается в тарельчатую секцию (вторая ступень) абсорбера 1.
Контакт поглотителя с коксовым газом в тарельчатой секции,
а затем и в форсуночной секции (первая ступень) абсорбе-
ра 1 обеспечивает селективное извлечение аммиака из газа
и насыщение поглотителя. Газ поступает в абсорбер 1 при
температуре 55-60 °C и очищается от аммиака до остаточ-
ного его содержания 0,022 - 0,027 г/м3. Особенности условий
и режима абсорбции аммиака из газа, обеспечивающие се-
лективность и требуемую полноту его извлечения, более де-
тально рассмотрены в предыдущих разделах, а также в [36].
Десорбируемый в регенераторе 4 аммиак выводится
в виде пароаммиачной смеси, содержащей 15 - 20 % аммиа-
ка, и направляется в равных количествах в конденсатор 11
Справочник Коксохимика. Том 3
Глава 5. Очистка коксового газа от аммиака
81
1 - абсорбер аммиака; 2 - отстойники раствора ДАФ; 3 - теплообменник; 4 - регенератор; 5 - испаритель; 6 - промсборник раствора ШФ;
7 - холодильник^ - резервуар раствора МАФ; промсборник раствора ДАФ; 10 - промсборник смолы; 11 - конденсатор;
12 - промсборник водного аммиака; 13 - десорбер; 14 - печь-реактор; 15 - котел-утилизатор; 16 - дымосос; 17 - дымовая труба
А - прямой коксовый газ; Б-обратный коксовый газ; В - смола в отделение конденсации; Г-вода в сборник воды после аммиачных колонн;
Д - пар; Е - дымовые газы
Рис. 5.21.
Технологическая схема
процесса очистки коксового
газа с уничтожением аммиака
и тарельчатый десорбер 13. Концентрированная аммиачная
вода, образующаяся в конденсаторе 11, поступает в пром-
сборник 12, откуда направляется на верхнюю тарелку
десорбера 13. Подача «острого» пара в нижнюю часть де-
сорбера 13 обеспечивает отгонку аммиака из аммиачной
воды до остаточного содержания 0,1 -0,15 г/л (норматив
по очистке от аммиака в аммиачных колоннах избыточной
воды процесса коксования), что делает возможным сброс
ее в общий сток воды после аммиачных колонн.
В верхней части десорбера 13 (выше ввода пароам-
миачной смеси после регенератора 4) происходит частич-
ная конденсация водяных паров, что способствует концен-
трированию пароаммиачной смеси, поступающей на сжига-
ние в печь-реактор 14 при содержании аммиака в паровой
фазе на уровне 63 - 65 % [36].
Пароаммиачная смесь поступает в вихревую зону
печи-реактора 14 и смешивается с продуктами сгорания
коксового газа в горелках, расположенных в верхней части
печи 14 (на рис. 5.21 не показано). При этом температура
сжигания газа составляет не более 1 450 °C, а температура
в зоне смешения - 800 - 1 000 °C. Такие условия обеспечи-
вают термическое разложение значительной части аммиака
на азот и водород. Последующая дополнительная подача
воздуха в реакционную зону печи-реактора 14 обеспечи-
вает сгорание образовавшегося водорода и дожигание
остальной части аммиака при температуре около 1 150 °C.
В котле-утилизаторе 15 продукты сжигания коксового
газа и пароаммиачной смеси охлаждаются до 140- 160 °C
с утилизацией тепла для получения перегретого пара сред-
него давления (12 - 14 кгс/см2) и дымососом 16 направляют-
ся в дымовую трубу 17.
При необходимости остановки узла сжигания аммиа-
ка пароаммиачная смесь после регенератора 4 может быть
сконденсирована в полном объеме с накоплением полу-
ченной при этом концентрированной аммиачной воды в от-
дельном резервуаре.
Справочник Коксохимика. Том 3
Ниже представлены значения показателей процесса
извлечения и сжигания аммиака при очистке коксового газа
круговым фосфатным методом на 1 т аммиака, сжигаемого
за 1 ч [36]:
Расход раствора МАФ в абсорбер
аммиака, м3
Расход поглотителя в форсуночной секции
абсорбера, м3
Расход пара, т:
на регенерацию поглотителя
в десорбер узла сжигания
Расход раствора ДАФ в регенератор, м3
Давление в кубе регенератора, МПа
Температура, °C:
в кубе регенератора
раствора ДАФ на входе в регенератор
в зоне термического разложения
аммиака
газа на входе в аммиачный абсорбер
газа на выходе из аммиачного
абсорбера
Паропроизводительность
котла-утилизатора, т
Параметры получаемого пара:
давление, МПа
температура, °C
Эксплуатационные затраты:
электроэнергия, кВт/ч
кислота ортофосфорная
техническая, т/г
техническая вода, м3
химочищенная вода, м3
газ в горелку печи-реактора, м3
40,0 - 29,2
150-115
10,6-7,3
1,25-0,92
37,5-26,9
0,65-0,75
160-175
120-135
1 200 - 1 300
55-65
43-48
12,5-10,0
1,0- 1,2
260-280
328,6
100,0-76,9
381
15,0-11,5
500-654
82
Раздел 1. Улавливание химических продуктов коксования
5.3. Получение пиридиновых оснований.
Пиридиновые основания, образующиеся в процессе
коксования угольных шихт, распределяются между про-
дуктами первичной и вторичной конденсации сырого кок-
сового газа, а также содержатся в неконденсирующейся его
части. В частности, от их ресурсов в коксовый газ переходит
около 55,5%, в смолу - 38,0%, в надсмольную воду - 6,5%
[10]. Более летучие, так называемые легкие пиридиновые
основания (пиридин, пиколины,лутидины), сосредоточены в
коксовом газе (75 - 85 % от их ресурсов [10]) и надсмольной
воде (25 - 15 % от их ресурсов [10]), а более высококипящие
(тяжелые) входят в состав каменноугольной смолы и со-
держат около 35% хинолина, до 8% изохинолина и около
10- 12%хинальдина [10].
Ресурсы пиридиновых оснований зависят от содер-
жания азота в коксуемых шихтах. Так, например, при коксо-
вании менее азотистых донецких углей содержание пири-
диновых оснований в коксовом газе находится в пределах
0,2-0,45 г/м3, кузнецких 0,3-1,1 г/м3 [39]. Содержание
пиридиновых оснований в надсмольной воде находится
в пределах 0,3 -1,0 г/л, в смоле -1,2 - 1,3 % [1 ]. Выход легких
пиридиновых оснований от сухой шихты может варьиро-
ваться в пределах 0,006 - 0,0097% [39]. Сырые легкие пири-
диновые основания представляют собой темно-коричневую
маслянистую жидкость с неприятным специфическим
запахом. Их примерный состав [10] и основные физико-
химические свойства индивидуальных компонентов [40]
приведены в табл. 5.16.
100%-ные легкие пиридиновые основания характери-
зуются следующими свойствами [3]:
Теплопроводность при 20 °C, Вт/(м К) 0,1576
Теплоемкость при 20 °C, кДж/(кг-К) 1,4026
Скрытая теплота испарения, кДж/кг 432,08
Интервал кипения сырых пиридиновых
оснований, °C:
легких 114-130
тяжелых 160- 360
Кинематическая вязкость (стокс)
при температуре:
20,2 °C 0,01516
31,0 °C 0,01242
40,4 °C 0,01060
47,0 °C 0,00960
51,0 °C 0,00905
Упругость паров чистого пиридина в зависимо-
сти от температуры составляет, мм рт. ст.:
-18,9 °C 1
13,2 °C 10
57,8 °C 100
75,0 °C 200
95,6 °C 400
Пиридиновые основания, являясь гетероциклически-
ми азотсодержащими соединениями, обладают слабовы-
раженными щелочными свойствами и при взаимодействии
с кислотой образуют одно- или двузамещенные раствори-
мые соли, нестойкие в щелочной среде. Данное свойство
лежит в основе процессов получения сырых пиридиновых
оснований в виде коксохимической товарной продукции
как целевого назначения (флотореагенты, ингибиторы кор-
розии), так и используемой в качестве сырья, последующая
переработка которого обеспечивает получение чистых ко-
нечных продуктов (пиридин, изомеры пиколина и лутиди-
на, хинолин и др.), используемых при производстве лекар-
ственных препаратов, химических средств защиты расте-
ний, поверхностно-активных веществ, бактерицидов и др.
Тяжелые пиридиновые основания выделяют из фе-
нольных и нафталиновых фракций каменноугольной смолы
раствором серной кислоты концентрацией 15 - 17 %. Обра-
зующиеся при этом сульфаты разлагают аммиаком с выде-
лением свободных пиридиновых оснований. Процессы вы-
деления тяжелых, а также легких пиридиновых оснований
из растворов их солей аналогичны.
Легкие пиридиновые основания (ЛПО) извлекаются из
коксового газа раствором серной кислоты вместе с аммиа-
Таблица5.1б.
Примерный состав сырых
легких пиридиновых оснований
(в пересчете на безводные)
и основные свойства
индивидуальных компонентов
Компонент Содержание в смеси, % Формула Молекулярный вес, кг/кмоль Температура, °C УДельнын вес, кг/м1
кипения плавления
Пиридин 40-45 c5h5n 79 115,3 -42 982
а-пиколин 12-15 c5h4nch3 93 129,4 -64,2 954
р-пиколин 10-15 c5h4nch3 93 144,1 -20,8 956
у-пиколин c5h4nch3 93 145,4 14 950
2,6-лутидин 5-10 C5H3N(CHj)2 107 144,0 -18,2 Нет сведений
2,5-лутидин 157,0 -15,9 Нет сведений
2,4-лутидин 157,0 -70,0 903
2,3-лутидин 160,8 -22,5 Нет сведений
3,4-лутидин 163,0 - Нет сведений
3,5-путидин 169,5 -5,9 Нет сведений
Остаток (масла и др.) 15-25 - - - - -
(рравочник Коксохимика. Том 3
Глава 5. Очистка коксового газа от аммиака
83
ком. Их получение в виде товарного продукта осуществля-
ется путем обеспиридинивания рабочего раствора узла аб-
сорбции аммиака на отдельном технологическом участке -
так называемой пиридиновой установке. При сатураторном
методе получения сульфата аммония обеспиридиниванию
подвергают маточный раствор после кристаллоприемника,
при бессатураторном методе - раствор сульфата аммония
из второй ступени абсорбции аммиака. Степень извлечения
пиридиновых оснований из газа зависит от состава и тем-
пературы поглотительного раствора. Серная кислота в рас-
творе взаимодействует с поглощаемым из газа пиридином
по реакции
c5h5n + H2SO4 -> c5h5nhhso4,
2C5H5N + H2SO4 -> (C5H5NH)2SO4,
что приводит к снижению равновесного содержания пири-
дина в газовой фазе над раствором.
Эмпирическая зависимость равновесного распределе-
ния пиридина между газовой и жидкой фазами от температу-
ры и содержания свободной серной кислоты в жидкой фазе,
представляющей собой водный раствор сульфата аммония,
состав которого соответствует составу маточного раствора
сатураторных установок, имеет следующий вид [41]:
Сг = 0,915-10~'з л,^- ,
где Сг- равновесное содержание пиридина в газовой
фазе, г/м3;
t - температура раствора, °C;
Ск - содержание свободной серной кислоты в раство-
ре (кислотность раствора), %;
Сп - содержание пиридина в растворе, г/л.
Приведенная выше зависимость с высокой степенью
достоверности согласуется с опытными данными [40] и мо-
жет быть применена на практике для оптимизации режима
абсорбции ЛПО из коксового газа после соответствующего
преобразования:
Сп = (1,0929 • 1013 • cje85 Z"6’8 Сг)|й.
В табл. 5.17 приведены равновесные значения со-
держания пиридина в газовой фазе и в растворе сульфата
аммония кислотностью 6% при различных температурах,
полученные расчетным путем.
Температура, °C Содержание пиридина
в растворе, г/п в тазовой фазе, г/м3
50 1035 0,008
60 10,05 0,026
70 10,02 0,074
80 10,26 0,187
50 19,90 0,013
60 20,50 0,046
70 2037 0,129
80 21,03 0,332
. Данные табл. 5.17 позволяют количественно оценить
степень влияния температуры на уровень потерь пириди-
новых оснований с газом.
Для обеспечения движущей силы абсорбции ЛПО
при очистке коксового газа от аммиака в первом прибли-
жении можно принять равновесное их содержание в га-
зовой фазе на уровне 50% от остаточного содержания
в обратном газе [15]. При заданном уровне потерь ЛПО
с обратным газом 0,04 г/м3, согласно принятому выше усло-
вию, равновесное значение данного показателя составит
Сг= 0,04 0,5 = 0,02 г/м3, тогда рабочее содержание ЛПО
в маточном растворе ванны сатуратора кислотностью 6%
при температуре в сатураторе на уровне 55 °C может быть
определено (приближенно) по приведенной выше эмпири-
ческой формуле
Сп =(1,0929-10|3-6| 85-55ч-8 0,02), и =15 г/л.
Аналогичным образом, принимая потери ЛПО с об-
ратным газом после второй ступени аммиачного абсорбера
науровне 0,02 г/м3, кислотность циркулирующего раствора
второй ступени на уровне 12 % и температуру 52 °C, можно
определить величину Сп для условий извлечения ЛПО на
бессатураторной установке:
Сп = (1,0929-1013 121'85 5248 0,01)125 = 51 г/л.
Согласно данным [42] сатураторный процесс обеспе-
чивает степень извлечения ЛПО из газа на уровне не бо-
лее 84% (при содержании в прямом газе 0,5 г/м3). Влияние
температуры, кислотности и содержания ЛПО в маточном
растворе на степень извлечения и остаточное содержание
ЛПО в газе после сатуратора показано на рис. 5.22 [42].
1,5-концентрацияЛПО(Сп) 10г/л,
концентрация кислоты (Ск) 4,5 %;
2,6-Сп= 10 г/л, Ск = 696;3,7-Сп = 20г/л, Ск=4,596;
4,8-Сп=20г/л.Ск = 696 (кривые I и 4,5 и 8 совпадают)
Рис. 5.22.
Зависимость концентрации
ЛПО в газе после сатураторов
(кривые 1-4) и степени их
улавливания (кривые 5-8)
от температуры
Процесс обеспиридинивания рабочего раствора са-
тураторной или бессатураторной установки по сути пред-
ставляет собой регенерацию поглотителя ЛПО и заключает-
ся в разложении сульфатов пиридиновых оснований аммиа-
ком с образованием свободных ЛПО и выделением их из по-
глотителя так называемым паровым методом (отгонка) или
методом отстаивания (расслоение двух несмешивающихся
жидкостей). В данном случае аммиак расходуется также на
нейтрализацию находящегося в растворе избытка кисло-
ты. Химизм процесса регенерации (обеспиридинивания)
Таблица 5.17.
Равновесное содержание
пиридина в газовой фазе
и в растворе сульфата
аммония кислотностью б %
(рассчитано по эмпирической
зависимости)
(рравочник Коксохимика. Том 3
84
Раздел 1. Улавливание химических продуктов коксования
поглотителя может быть представлен следующими реакция-
ми, протекающими с выделением тепла:
2NH3 + H,SO4 -> (NH4),SO4,
2NH3 + C5H5NHHSO4 -> (NH4),SO4 + СДМ
В данном случае источником аммиака являются пары,
поступающие из аммиачных колонн.
При паровом методе выделения ЛПО тепло химиче-
ских реакций расходуется на подогрев обеспиридинивае-
мого раствора до температуры 101 - 102 "С и испарение
из раствора высвободившихся в результате реакции пири-
диновых оснований. При выделении ЛПО методом отстаи-
вания данное тепло, а также тепло конденсации водяных
паров отводится охлаждающей водой путем теплопередачи
через стенку.
Количество обеспиридиниваемого раствора опреде-
ляется исходя из количества извлекаемых из газа ЛПО и их
содержания в растворе ванны сатуратора или второй сту-
пени аммиачного абсорбера. В первом случае при содер-
жании ЛПО в растворе 12 - 15 г/л удельный часовой расход
маточного раствора на обеспиридинивание составляет
5 - 8 л на 1 т коксуемой шихты [10], во втором случае - суще-
ственно ниже в связи с более высоким содержанием ЛПО в
растворе второй ступени абсорбера (100 - 120 г/л) [10].
На рис. 5.23 приведена усовершенствованная схема
парового метода выделения пиридиновых оснований с по-
лучением сырых ЛПО в виде товарного продукта [1 ].
Пары после аммиачной колонны укрепляются по амми-
аку в дефлегматоре 1 и с температурой 95 - 97 °C поступают
в двухсекционный нейтрализатор 2 с четырьмя колпачковы-
ми тарелками (по две тарелки в секции), обеспечивающи-
ми контакт пароаммиачной смеси с обеспиридиниваемым
раствором. Аммиачные пары проходят через тарелки верх-
ней, а затем нижней секции нейтрализатора 2 и выводятся
вместе с остатками аммиака и парами ЛПО, выделившими-
ся из раствора, через боковой патрубок в конденсатор 3.
Образовавшийся конденсат с температурой около 30 “С
поступает из конденсатора 3 в среднюю часть сепаратора 4,
где происходит отстаивание и разделение жидкой смеси
на два слоя: верхний - сырые ЛПО, нижний - сепаратор-
ная вода. При хорошей растворимости ЛПО в воде эффект
расслоения обеспечивается за счет присутствия кислых га-
зов в исходных аммиачных парах, образующих с аммиаком
и конденсатом водяных паров раствор аммонийных солей
(сепараторную воду) следующего состава [1]:
се роводо род, г/л 80-100
аммиак, г/л 120-150
диоксид углерода г/л 80-120
пиридиновые основания, г/л 15-20
вода, г/л 735-670
Наличие аммонийных солей в сепараторной воде сни-
жает растворимость в ней ЛПО, а повышенная ее плотность
(1040-1050 кг/м3) по отношению к плотности сырых ЛПО
(не более 1015 кг/м3) способствует разделению сконденси-
ровавшейся смеси.
Из сепаратора 4 сырые ЛПО поступают в мерник 5, за-
тем в хранилище 6, а сепараторная вода - в мерник 7, от-
куда насосом 8 подается в донную часть нейтрализатора 2
для смешения с обеспиридиненным раствором. Известен
практический опыт использования сепараторной воды
в качестве рефлюкса - подача ее на верхнюю тарелку ам-
миачной колонны (вместо флегмы, подаваемой насосом 12
из сборника 11) способствует концентрированию аммиач-
ных паров по аммиаку и кислым газам, что исключает при-
менение дефлегматора 1, а также сокращает поступление
избытка воды и примесей в растворный цикл сульфатного
отделения [10].
На верхнюю тарелку нейтрализатора 2 подается в за-
данном количестве маточный раствор или раствор из вто-
рой ступени аммиачного абсорбера, содержащий сульфаты
ЛПО. Стекая вниз по тарелкам верхней, а затем нижней сек-
ции нейтрализатора 2 и контактируя с аммиачными парами,
раствор подогревается теплом реакций нейтрализации
избытка кислоты и разложения сульфатов ЛПО, насыщаясь
при этом образовавшимся сульфатом аммония и обедняясь
по ЛПО, выделяемым в паровую фазу. Горячий обеспири-
диненный раствор с незначительным остаточным содер-
жанием свободного аммиака и ЛПО выводится из нижней
части нейтрализатора 2 в раскислитель 9, где подкисляется
до 12- 15% и направляется в отстойник 10. Осветленный
обеспиридиненный раствор возвращается в растворный
цикл узла абсорбции аммиака.
Осветление обеспиридиненного раствора является
необходимой операцией, так как процесс обеспиридинива-
ния сопровождается химическим взаимодействием присут-
ствующих в растворе неорганических примесей (продуктов
коррозии и др.) с аммиаком, сероводородом и цианистым
водородом с образованием тонкодисперсного шлама
(гидроксиды, сульфиды железа, ферроцианиды). В раскис-
лителе 9 часть взвешенных примесей (гидроксиды, суль-
фиды) разлагается кислотой с образованием растворимых
солей железа и кислых газов, а в отстойнике 10 осаждаются
нерастворимые в кислой среде ферроцианиды.
Во избежание накопления в маточном растворе про-
дуктов коррозии, ухудшающих качество сульфата аммония,
прибегают к отстою разбавленного щелочного обеспири-
диненного раствора в присутствии полиакриламида (до-
бавляемого в виде 0,05%-ного водного раствора) [3;10].
Выводимый при этом шлам состоит преимущественно из
сульфидов и гидроксидов металлов.
Для обеспечения безопасных санитарно-экологиче-
ских условий эксплуатации пиридиновой установки вся
технологическая аппаратура оснащена коммуникациями
для отвода и сброса вредных газов в газопровод перед пер-
вичными газовыми холодильниками.
Качество получаемых сырых ЛПО зависит от содержа-
ния смолисто-маслянистых примесей в перерабатываемой
в аммиачных колоннах надсмольной воде и в обеспири-
диниваемом растворе, так как данные примеси являются
источником загрязнения продукта так называемыми масла-
ми - более летучими компонентами упомянутых выше орга-
нических примесей.
Получаемые по приведенной выше технологии ЛПО
должны соответствовать требованиям, приведенным
в табл. 5.18.
(правочяик Коксохимика. ТЪм 3
(рравочник Коксохимика. Том 3
лава 5. Очистка коксового газа от аммиака
I - дефлегматор; 2 - нейтрализатор; 3 - конденсатор; 4 - сепаратор; 5, 7 -мерники пиридиновых оснований и воды; 6 - хранилище пиридиновых оснований; 8,12- насосы;
9 - раскислитель; 10-отстойник; 11 -сборник флегмы
86
Раздел 1. Улавливание химических продуктов коксования
Таблица 5.18.
Нормативы
физико-химических
показателей продукта
«Основания пиридиновые
легкие сырые» согласно
ТУ У 322-00190443-007-97
Наименование показателя Норма
Плотность при 20 °C, кг/м3, не более 1015
Массовая доля воды, %, не более 13,0
Массовая доля пиридиновых оснований в общей пробе (в пересчете на безводный продукт), %, не менее 63
Массовая доля пиридиновых оснований в отгоне до 150 °C (в пересчете на безводный продукт), %, не менее 37,5
Объемная доля отслоившегося водного слоя, %, не более 2,0
Номинальные показатели технологического режима
получения сырых ЛПО паровым методом следующие [10]:
Рис. 5.24.
Нейтрализатор
Содержание пиридиновых оснований
в маточном растворе, г/л:
до нейтрализатора 12-15
после нейтрализатора 2,5 - 3,0
Температура аммиачных паров, “С:
перед нейтрализатором 95 - 97
после нейтрализатора 95 - 96
Температура конденсата, °C 30
Содержание аммиака в обеспиридиненном 0,3 - 0,5
растворе (щелочность), г/л
Давление паров (избыточное), мм рт. ст:
перед нейтрализатором 80-100
после нейтрализатора 0
в сепараторе -(10-20)
Основной аппарат, так называемый нейтрализатор,
пиридиновой установки, работающей по паровому методу,
приведен на рис. 5.24.
Он представляет собой тарельчатую колонну 1 с разъ-
емным корпусом, сферическим днищем 2 и стандартной
опорой 3. Внутреннее пространство колонны 1 разделено
глухой сферической перегородкой 9 на две секции, каждая
из которых снабжена двумя разборными колпачковыми та-
релками 4, а также боковыми патрубками 7 и 10 для паро-
вой фазы. Верхняя и нижняя секции аппарата сообщаются
между собой трубопроводом 5 для паровой фазы, а также
трубопроводом 6 для жидкости, выполненным в виде гидро-
затвора. Днище 2 снабжено трубой 8 для вывода жидкости,
а верхняя секция - питающим патрубком 11.
Обеспиридиниваемый раствор при температуре
50-60 °C поступает на верхнюю тарелку аппарата 1 через
патрубок 11, а аммиачные пары подаются в патрубок 10, что
обеспечивает их противоточный контакт в верхней секции,
в результате которого прежде всего нейтрализуется со-
держащаяся в растворе свободная кислота с выделением
значительного количества тепла. Данное тепло расходуется
на подогрев раствора до рабочей температуры (порядка
100-102 °C). Нейтрализованный раствор по трубе 6 направ-
ляется на верхнюю тарелку нижней секции, а паровая фаза
по трубопроводу 5 - под ее нижнюю тарелку. Повторный
противоточный контакт фаз в нижней секции сопровожда-
ется завершающей стадией химического взаимодействия
аммиака с сульфатом пиридиновых оснований и отгонкой
высвободившихся ЛПО из раствора в паровую фазу, поки-
дающую аппарат через патрубок 7. Горячий слабощелочной
обеспиридиненный раствор выводится по трубе 8.
Технические характеристики нейтрализатора [33]:
Расчетная производительность по маточному
раствору, м3/ч, не более 6
Скорость паров, м/с 0,6
Площадь свободного сечения аппарата, м2 0,78
Диаметр, мм 1 000
Высота, мм 5100
Давление, МПа 0,03
Число тарелок 4
Расстояние между тарелками, мм 400
Диаметр тарелки, мм 920
1 - цилиндрический корпус; 2 - днище; 3 - опора; 4 - тарелки;
5 - трубопровод для паров; 6 - трубопровод для жидкости
(гидрозатвор); 7,10- патрубки для паров;
8 - труба для вывода жидкости; 9 - перегородка:
11 - питающий патрубок
(рравочник коксохимика. 'Jom 3
Глава 5. Очистка коксового газа от аммиака
87
Относительная площадь свободного сечения
тарелки, % 10,6
Относительная площадь сечения перелива, % 8,1
Периметр слива, мм 685
Диаметр колпачка, мм 100
Число колпачков на тарелке 43
Высота прорези колпачка, мм 20
На рис. 5.25 приведена схема процесса выделения пи-
ридиновых оснований из водных растворов их солей мето-
дом отстоя [1].
В нейтрализатор 1, оборудованный трубчатым холо-
дильником, поступают аммиачные пары и насосом 5 по-
дается обеспиридиниваемый раствор, расход которого
контролируется ротаметром 6. Подаваемая в холодильник
вода отводит тепло конденсации паров и тепло химических
реакций взаимодействия аммиака с избыточной кислотой
и сульфатами пиридиновых оснований. Смесь раствора
и конденсата паров направляется в сепаратор 2 (снабжен
холодильником), где происходит ее доохлаждение и рас-
слаивание. С верхней части сепаратора 2 выводятся сы-
рые пиридиновые основания в приемник 3, а с нижней
через перелив - раствор сульфата аммония, направляемый
в сульфатное отделение по линии II. Из мерника 3 продукт
направляется в хранилище 4. Несконденсированная часть
паров и газы отводятся по линии III.
При обеспиридинивании маточного раствора ван-
ны сатуратора по данному методу улучшается процесс
расслаивания с более полным выделением пиридиновых
оснований из раствора (при этом отпадает необходимость
присутствия кислых газов в аммиачных парах), однако в дан-
ном случае товарный продукт в большей степени загряз-
няется взвешенными примесями, прежде всего смолисто-
маслянистыми веществами, содержащимися в маточном
растворе. В связи с этим, данный метод более приемлем для
обеспиридинивания чистых растворов сульфатов пириди-
новых оснований, причем, в качестве реагента может быть
использована концентрированная аммиачная вода вместо
аммиачных паров.
Библиография
1. Улавливание химических продуктов коксования. Ч. 1./ А. Ф. Гре-
бенюк, В. И. Коробчанский., Г. А. Власов, С. И Кауфман - Донецк:
Восточный издательский дом, 2001,- 228 с.
2. Методические рекомендации по планированию объемов про-
изводства основных видов продукции на коксохимических
предприятиях Украины // Фонд УХИНа - Х„ 2002,- 102 с.
3. Справочник коксохимика, т. 3 / Под ред. А К. Шелкова - М: Ме-
таллургия, 1966 - 391 с.
4. Краткий справочник по химии / Под ред. А. Т. Пилипенко. - К.:
Наукова думка, 1987,- 82В с.
5. Краткий справочник по минеральным удобрениям / А. А. Соко-
ловский, Т. П. Унанянц- М.: Химия, 1977 - 376 с.
6. Бретшнайдер С. Свойства газов и жидкостей: Пер. с польск. /
Под ред. П. Г. Романова,- М„- Л.: Химия, 1966,- 536 с.
7. Справочник химика. Т. 3 / Под ред. Б. П. Никольского.- М.; Л.: Хи-
мия, 1964 -1008 с.
8. Примеры и задачи по курсу процессов и аппаратов химической
технологии / К. Ф. Павлов, П. Г. Романков, А. А. Носков,- Л.: Химия,
1976.-551 с.
9. Очистка газов / А. Л. Коуль, Ф. С. Ризенфельд. Пер. с англ, под
ред. И. И. Абрамсона - М.: Гос. науч.-техн. изд. нефтяной и горно-
топливной литературы, 1962 - 395 с.
10. Сульфат аммония / Е. Я. Лазорин, С. Н. Стеценко- М.: Металлур-
гия, 1973- 28В с.
Рис. 5.25.
Схема выделения пиридиновых
оснований из раствора
методом отстаивания
I - нейтрализатор; 2 - сепаратор; 3 - приемник; 4 - хранилище пиридиновык оснований; 5 - насос; 6-ротаметр.
I-раствор на обеспиридинивание; II - обеспиридиненный раствор; III - несконденсированная фаза
Qpaeo4in<K Коксохимика, Jom 3
88
Раздел 1. Улавливание химических продуктов коксования
11. Шестаков В. А., Орехова Т. П, Шашмурина Л. А. и др. Раствори-
мость сульфата аммония в слабокислых растворах // Кокс и хи-
мия- 1985- N»2-С. 23 - 25.
12. Резуненко Ю. И. Определение функциональной зависимости
плотности и вязкости насыщенных растворов сульфата аммония
от температуры и содержания свободной серной кислоты И
Кокс и химия-1984,- № 10,- С. 33 - 35.
13. Белонощенко В. П„ Коржан Л. А. Определение плотности раство-
ров сульфата аммония в зависимости от их состава и температу-
ры // Углехимический журнал - 2001.- № 1 -2 - С. 57 - 62.
14. Бэмфорт А. В. Промышленная кристаллизация. М.: Химия, 1969-
240 с.
15. Расчеты аппаратуры для улавливания химических продуктов
коксования / И. Е. Коробчанский, М. Д. Кузнецов - М.: Металлур-
гия, 1972- 296 с.
16. Кристаллизация в псевдоожиженном слое / В. Г. Пономаренко,
К. П. Ткаченко, Ю. А. Курлянд- К.: Техника-152 с.
17. Стеценко Е. Я. Некоторые замечания по сатураторному процес-
су получения сульфата аммония // Кокс и химия - 1969,- № 7-
С. 30-33.
18. Соркин М. М„ Ермоленко В. Н„ Боярская Р. Р. и др. Уменьшение
потерь маточного раствора с отходами производства И Кокс
и химия - 1969- № 6.- С. 39-41.
19. Стеценко Е. Я. Улавливание из коксового газа аммиака и его ис-
пользование // Кокс и химия - 1992 - № 2 - С. 24 - 28.
20. Керн А. А, Сапегин А. Н„ Бахтин В. И. и др. Пути повышения круп-
ности сульфата аммония // Кокс и химия-1975 - № 2,- С. 26 - 29.
21. Стеценко Е. Я. Забивка сатураторов сульфатом аммония и не-
которые меры ее устранения // Кокс и химия- 1963,- № 7-
С.41-43.
22. Ханин И. М„ Бродский Э. В., Белоножко А. М. Определение вод-
ного режима сатуратора // Кокс и химия -1969 - № 6 - С. 36 - 39.
23. Белонощенко В. П„ Шулешов Е. И. Усовершенствование узла
вакуум-выпарной кристаллизации бессатураторного процесса
получения сульфата аммония // Кокс и химия- 1990- № 1,-
С.21-25.
24. Чуищев В. М„ Селиванова 3. Г. Характеристики основных аппара-
тов бессатураторного производства сульфата аммония // Кокс
и химия -19В8- № 11.- С. 26 - 29.
25. Финкель М. Я., Резуненко Ю. И., Давиденко И. М. и др. Сравни-
тельная оценка бессатураторного и сатураторного методов
получения сульфата аммония // Кокс и химия- 1966- № 4,-
С. 30 - 34.
26. Постников В. Д., Одинцов В. А., Рябков В. А. и др. Кристаллизация
сульфата аммония в двухконтурном аппарате с циркулирующей
суспензией // Кокс и химия,- 1983 - № 4 - С. 24 - 27.
27. Татарко В. И., Ворона В. К., Грабко В. В. и др. Новые технические
решения в проектах сульфатных установок// Кокс и химия-
1982-№2-С. 30-32.
28. Смелянский А. 3„ Корчаков С. Д, Назаров В. Г. и др. Изучение
закономерностей кристаллизации сульфата аммония в псевдо-
ожиженном слое//Кокс и химия- 1998.- №3-С. 1В-21.
29. Матусевич Л. Н. Кристаллизация из растворов в химической
промышленности. М.: Химия, 1968 - 304 с.
ЗО. Белонощенко В. П„ Привалов В. Е. Кристаллизация сульфата
аммония в охладительном пульсационном кристаллизаторе //
Кокс и химия - 1983 - № 2,- С 28 - 33.
31. Васильев Ю. С, Белонощенко В. П, Михайлов Н. Ф. и др. Испы-
тание процесса охладительной кристаллизации сульфата аммо-
ния И Кокс и химия,- 1990 - № 6 - С. 34-37.
32. Привалов В. Е, Марков В. В. и др. Гранулирование сульфата ам-
мония в аппаратах с псевдоожиженным слоем // Кокс и химия-
1970,-№ 12,-С. 29.
33. Оборудование цехов улавливания и переработки продуктов
коксования: Справочник / 3. И. Башлай, Е. Л. Волков, Я. Л. Горелик
и др - М.: Металлургия, 1992 - 256 с.
34. Лямаев Б. Ф. Гидроструйные насосы и установки - Л.: Машино-
строение, 1988.-277 с.
35. Назаров В. Г., Зелинский К. В, Экгауз В. И. и др. Опытно-промыш-
ленные исследования улавливания аммиака из коксового газа
круговым фосфатным методом // Кокс и химия,- 1986 - № 12,-
С. 26-32.
36. Зубицкий Б. Д„ Дьяков С. Н„ Чимаров В. А. и др. Промышленное
освоение новой технологии очистки коксового газа с уничтоже-
нием аммиака // Кокс и химия - 2002,- № 5,- С. 27 - 36.
37. Зубицкий Б. Д„ Дьяков С. Н, Чимаров В. А. и др. Термодинамиче-
ское моделирование процесса сжигания концентрированных
пароаммиачных смесей // Кокс и химия - 2004,- № 4- С. 24 - 26.
38. Платонов 0. И, Егоров В. Н, Лутохин Н. Н. и др. Особенности
промышленной технологии каталитического разложения коксо-
химического аммиака // Кокс и химия. - 2005. — №5. - С. 37 — 41.
39. Литвиненко М. С. Химические продукты коксования,- К.: Техни-
ка- 1974,- 220 с.
40. Петренко Д. С. Производство пиридиновых оснований на коксо-
химических заводах,- X.: Металлургиздат, 1961.-176 с.
41. Одновременное улавливание пиридина и аммиака в ванне
сатуратора: Сообщения ГИПРОКОКСа, вып. X / А. И. Бродович,
М. С. Золотницкая,- X.: Металлургиздат, 1952 - С. 30 - 34.
42. Шашмурина Л. А., Экгауз В. И. Анализ состояния производства
легких пиридиновых оснований на коксохимических пред-
приятиях РСФСР и Казахстана // Кокс и химия- 1984,- № 10.
С. 35 -37.
(Ъравочник Коксохимика. Том 3
ГЛАВА 6
ПЕРЕРАБОТКА НАДСМОЛЬНОЙ ВОДЫ
6.1. Технология очистки надсмольной воды
Влага коксуемой шихты, а также получаемая в про-
цессе ее термохимических превращений так называемая
пирогенетическая влага образует избыток технологических
(надсмольных) вод, загрязненных растворенными и взве-
шенными примесями (органического и неорганического ха-
рактера) и поэтому подлежащих обязательной специальной
очистке при выводе их из технологического цикла.
Для приближенной оценки количества выводимой на
переработку (очистку) надсмольной воды может быть ис-
пользована следующая формула [1]:
формуле (6.1), принимается [1]: р/м= 1000 кг/м3, П - 0,015,
К = 1,12-1,20, тогда при заданных значениях показателей
Ww= 9%, Vcr= 325 нм3/т,gs = 0,0352 кг/ нм3 (при температу-
ре 30 °Q, К = 1,15 расчетная величина удельного количества
воды на переработку составит
V 1,15
Gcul 1000
1000^+^
1100-9 100
-325 0,0352 = 0,182 м’/т сухой шихты.
у _ X • ^сш
Рнв
1000
^100-1Уш
+77rcr'g4
,(6.1)
где V - количество воды, выводимой на переработку
и очистку, м3/ч;
GclII- количество коксуемой шихты в пересчете на су-
хую массу, т/ч;
рнд - плотность воды, выводимой на очистку, кг/м3;
№ш - рабочая влажность коксуемой шихты, %;
Wnr - выход пирогенетической влаги от сухой шихты, %;
П - удельный расход пара на пароинжекцию (при
применении гидроинжекции П = 0), т/т сухой
шихты;
Vcr - удельный выход сухого коксового газа из сухой
шихты, нм3/т;
gB - содержание водяных паров в объеме парогазо-
вой смеси, полученной при насыщении 1 нм3 су-
хого газа при заданной температуре (справочная
величина, определяемая из условия насыщения
газа водяными парами при температуре газа по-
сле первичных холодильников), кг/нм3;
К - коэффициент, учитывающий увеличение объема
избыточной воды при подаче паров после амми-
ачной колонны в газопровод перед первичными
холодильниками.
Выход пирогенетической влаги зависит от выхода ле-
тучих веществ и может быть приближенно рассчитан по
следующей формуле [2]:
Выполненные по формулам (6.1 )-(6.3) расчеты приве-
дены в качестве примера.
Состав избыточной надсмольной воды зависит от
количественного соотношения потоков воды, выводимой
в виде конденсата после первичных газовых холодильников
(ПГХ), а также из цикла газосборников, так как данные по-
токи существенно отличаются по содержанию характерных
растворенных примесей. В табл. 6.1 приведены усреднен-
ные данные по составу конденсата после ПГХ и воды газо-
сборникового цикла [3].
Компоненты Вода цикла газосборников Конденсат после ПГХ
Аммиак летучий 0,8-1,2(0,97-2,0)* 4-10(10,64-14,89)*
Аммиак связанный 8-12(1,78-6,05) 0,3 - 0,6(0,22- 0,52)
CL- 14-18(4,5-83) 0,4-46^,2-0х27) ’
CNS; .O,2TO,3(0JO8-pJ4)
W. . - М-г?
sof 1--2(O,15-0>57) 03-03(0,11 -0-22)
CN~ 0,2-0,3(0,05-0,11) 03-0,6(0,64 - 0,72)
Диоксид углерода 0,3 -0Л 3-4
Сероводород 0,2-0,3 (0,16-0,26) 2-4(2,38-255)
Фенолы 0Д-1,2(0,51 -0,78) 1,0-1,4(1,51-1,80)
Пиридиновые основания 0,2-0,3 0,3-0,4
* В скобках указаны данные по конкретному предприятию, где пары после
аммиачных колонн подаются в газопровод перед ПГХ.).
Таблица 6.1.
Усредненные данные состава
кондесата после ПГХ
и воды газосборникового
цикла [3], г/л
Wnr= 4,63 - 0.354F+ 0,0118F2, (6.2)
(6.3)
где F - выход летучих веществ из шихты, отнесенный
к сухой органической массе, %.
Величина F может быть определена по формуле
„ 100
F =-------7,
100 ~Ad
где X Vd- соответственно выход летучих веществ и золь-
ность шихты в сухом состоянии, %.
При заданных значениях показателей Vd~30 %, Ad= 8%
расчетный выход пирогенетической влаги по приведенной
выше формуле (6.2) составит 5,6% (по производственным
данным [3] при И= 30% выход пирогенетической влаги ра-
вен 4,6%). При определении расчетного количества воды,
поступающей на переработку в аммиачные колонны по
Справочник Коксохимика, Том 3
Приведенные в табл. 6.1 данные свидетельствуют о том,
что в газосборниковой воде существенно ниже содержание
газообразных и более летучих веществ (летучий аммиак,
кислые газы и др.) и более высокое содержание хлоридов,
роданидов, сульфатов и тиосульфатов в виде аммонийных
солей (связанный аммиак). Вследствие непрерывного по-
ступления с «сырым» газом одних веществ (например, хло-
ридов) и образования в результате химического взаимо-
действия других (сульфаты, тиосульфаты, роданиды) в цир-
куляционном цикле газосборников накапливаются соли
связанного аммиака, что приводит к необходимости вывода
их из цикла. Уровень содержания стойких аммонийных со-
лей в надсмольной воде газосборникового цикла зависит
90
Раздел 1. Улавливание химических продуктов коксования
Таблица 6.2.
Зависимость состава флегмы,
дистиллята и флегмового
числа от температуры паров
после дефлегматора [4]
от количества воды, выводимой из него на переработку,
и должен составлять не более 15 г/л в пересчете на аммиак
[5]. Согласно данным [3] при выводе из цикла газосборников
25 - 35 кг воды на 1 т сухой коксуемой шихты будет обе-
спечено содержание связанного аммиака на уровне 10 г/л,
остальное количество избыточной воды выводится в виде
конденсата ПГХ. При выводе избыточной воды на переработ-
ку только из газосборникового цикла содержание летучего
аммиака и кислых газов в ней будет минимальным. Данный
вариант приемлем в случае, если не предусматривается вы-
деление германия из воды, а также целевое использование
ресурсов растворенного в избыточной воде аммиака, на-
пример, для выделения пиридиновых оснований.
Суммарное количество воды, подлежащей очистке
в аммиачном отделении, определяется водным балансом от-
деления конденсации и первичного охлаждения коксового
газа, приходные статьи которого могут включать, кроме соб-
ственно избыточной воды процесса коксования, также воду
из других источников, например, конденсат острого пара,
применяемого в целях обогрева коммуникаций в зимний
период, воду, поступающую со смолой после нафталино-
промывателя конечных газовых холодильников (КГХ) и др.
Переработка и очистка избыточной воды подразуме-
вает прежде всего ее осветление (удаление смолисто-
маслянистых и иных взвешенных примесей отстоем или
фильтрацией) и последующее удаление из нее газообраз-
ных и летучих примесей (в том числе выделяемых при раз-
ложении связанного аммиака), остаточное содержание ко-
торых регламентировано.
Осветление избыточной воды осуществляется путем
отстоя до остаточного содержания взвешенных смолистых
примесей не более 0,05 - 0,1 г/л [4]. Промышленно освоен,
но не нашел широкого практического применения процесс
осветления избыточной воды методом фильтрации в слое
кварцевого песка (высотой около 1 м), позволяющий сни-
зить содержание взвешенных примесей до 30 мг/л и менее
[6]. Аналогичная эффективность очистки от смолистых при-
месей может быть обеспечена путем промывки воды сырым
бензолом при расходе бензола 2 - 5 % от количества очи-
щаемой воды [7]. Необходимость более полного выделения
смолистых примесей из избыточной воды связана с тем, что
их присутствие отрицательно влияет на процесс биохими-
ческого обесфеноливания сточных вод [7], а также приводит
к забивке аппаратуры пекообразными отложениями, обра-
зующимися в условиях обработки воды острым паром.
Основной последующей стадией очистки избыточной
воды является паровая десорбция газообразных и летучих
веществ, осуществляемая путем обработки воды «острым»
паром в колонных аппаратах тарельчатого типа (так называ-
емых аммиачных колоннах). При температуре около 100 °C
летучие примеси (фенол, пиридиновые основания и другие
органические вещества) частично или полностью испаря-
ются из воды, а нестойкие аммонийные соли разлагаются
(с поглощением тепла) по реакциям [3]:
(NH^CO, - 2 NH3 + СО2 + Н,О,
(NH4),S -> 2 NH3 + H,S,
NH4CN NH3 + HCN.
При этом газообразные продукты реакции благодаря
повышенной температуре, снижающей их растворимость
в воде, десорбируют в паровую фазу и выводятся в виде
аммиачных паров. Такая обработка избыточной воды обе-
спечивает требуемую степень ее очистки от летучего аммиа-
ка (до остаточного содержания не более 0,1 г/л), при этом
также отгоняется около 15-25% фенолов от их ресурсов
в воде [4]. Для обеспечения такой степени очистки воды от
летучего аммиака колонна с колпачковыми тарелками долж-
на содержать около 20 тарелок [3]. С целью получения более
концентрированных аммиачных паров прибегают к их час-
тичной конденсации с получением флегмы, возвращаемой
в колонну на верхнюю тарелку, и дистиллята (концентриро-
ванные по аммиаку пары). При этом концентрация аммиака
в парах, а также флегмовое число (отношение количества
флегмы к количеству дистиллята) зависят от температуры
получаемых концентрированных паров. Взаимозависимость
упомянутых показателей приведена в табл. 6.2 [4].
Температура |Таров,°С Содержанпо аммиака, % Флегмовое ЧИСЛО
в парах во флегме
88 21-22 6,0-6,5 4-5
90 20-21 5,0-5,5 3-4
92 18-19 3,5-4,5 2,0 -2,5
95 15-16 2Д)-3,О 1,5-2,0
Получаемые в результате обработки избыточной воды
«острым» паром аммиачные пары используются для выделе-
ния пиридиновых оснований или направляются в газопро-
вод, а сточная вода поступает на следующую стадию очист-
ки - обесфеноливание пароциркуляционным методом с по-
лучением фенолятного раствора в качестве товарной про-
дукции. Суть данного метода состоит в том, что горячая вода
(при температуре около 102 °C) после выделения летучего
аммиака обрабатывается циркулирующим водяным паром,
который затем промывается щелочно-фенолятным раство-
ром. При этом растворенные в воде фенолы десорбируют
в паровую фазу, а затем извлекаются из нее щелочным-рас-
твором, взаимодействуя со щелочью по реакции
СН.ОН + NaOH <->• C,H,ONa + Н,О,
ОЗ О 3 2
Согласно данной обратимой реакции для смещения
ее в сторону образования фенолятов требуется двукратный
от стехиометрии избыток щелочи [8]. Противоположному
направлению реакции (гидролизу) способствует разбавле-
ние фенолятного раствора и повышение его температуры.
По данному методу обесфеноливания остаточное содержа-
ние фенолов в воде составляет 0,2 - 0,3 г/л [3].
При паровом методе из воды извлекаются преимуще-
ственно более летучие фенолы (прежде всего сам фенол),
а менее летучие (крезолы, ксиленолы) остаются в воде
и подлежат обезвреживанию деструктивными методами
(например, биохимическим). Фенолы, содержащиеся в над-
смольных водах, приближенно характеризуются следующим
составом [4]:
фенол, % 60
крезол (в основном ортокрезол), % 35
ксиленол, % 5
При содержании связанного аммиака в поступа-
ющей на переработку избыточной воде более 1,0 г/л целе-
сообразно [3] выделение его из воды путем реагентного
(рравочмик Коксохимика. Том 3
Глава б. Переработка надсмольной воды
91
разложения (например, известью) стойких аммонийных со-
лей по следующим реакциям [3]:
2 NH4C1 + Са(ОН), -»2 NH, + СаС1, + 2 Н,О;
2 NH4CNS + Са(ОН), -> 2 NH3 + Ca(CNS), + 2 Н,О;
(NH4)2SO4 + Са(ОН)2 -> 2 NH3 + CaSO4 + 2 Н,О;
(NH4)2S2O3 + Са(ОН)2 -»2 NH3 + CaS,O3 + 2 H,O.
Выделившийся при этом свободный аммиак отго-
няется из воды «острым» паром в отдельной колонне (так
называемом приколонке). Разложение связанного аммиака
позволяет более полно использовать его ресурсы, то есть
увеличить выработку сульфата аммония и, кроме того, пере-
вести растворенные в воде хлориды, роданиды и сульфаты
в более устойчивую к температурному воздействию форму.
Использование такой воды для тушения кокса снижает кор-
розионную активность образующихся при этом паров [4],
так как соли кальция и щелочных металлов более стойкие
по сравнению с аммонийными солями, термическое разло-
жение которых сопровождается высвобождением кислот.
Применение гидроксида кальция в виде известкового
молока для разложения связанного аммиака сопряжено
с существенным усложнением схемы переработки избыточ-
ной воды, кроме того, образующийся при разложении суль-
фата аммония сульфат кальция (гипс) имеет низкую раство-
римость и выделяется в виде тонкодисперсной взвеси, кото-
рая откладывается на стенках технологической аппаратуры
и коммуникаций. Применение в качестве реагента раствора
кальцинированной соды [3] существенно упрощает схему
узла разложения связанного аммиака, а образовавшиеся
при этом натриевые соли в условиях процесса переработки
воды не выпадают в осадок.
Процесс разложения связанного аммиака осуществля-
ется после выделения из избыточной воды летучего аммиака
и ее обесфеноливания пароциркуляционным методом. При
раздельной переработке избыточной воды цикла газосбор-
ников (например, в случае извлечения из нее германия)
и конденсата ПГХ разложению может подвергаться лишь
связанный аммиак, содержащийся в газосборниковой воде.
Многие коксохимические предприятия работают по
схеме, когда на переработку направляют избыточную над-
смольную воду усредненного состава в виде смеси водяно-
го конденсата газа первичных газовых холодильников (ПГХ)
и воды газосборникового цикла. Избыточная надсмольная
вода в количестве, соответствующем приведенным выше
расчетам, отбирается из напорного коллектора насосов,
подающих надсмольную воду на орошение газосборников
коксовой батареи и направляется на отстаивание от смолы
в последовательно работающие отстойник и резервуары.
Общая емкость этого оборудования обеспечивает
отстой воды в течение одних суток. Затем избыточная над-
смольная вода насосами подается в аммиачную колонну.
Для разложения связанных солей аммиака используют
15-40% растворы NaOH, которые дозируются непосред-
ственно во всасывающий трубопровод насоса, подающего
избыточную воду в аммиачную колонну.
Технологическая схема [3] переработки и очистки из-
быточной надсмольной воды с паровым обесфеноливанием
и разложением связанного аммиака известью приведена на
рис. 6.1.
Надсмольная вода подогревается аммиачными пара-
ми в трубчатке нижней секции дефлегматора 6 и поступает
на питающую тарелку исчерпывающей части аммиачной
колонны 1 при температуре в пределах 70-90 °C. При
нисходящем перемещении ее по тарелкам исчерпы-
вающей части колонны 1 и многократном контакте с вос-
ходящим потоком водяных паров вода подогревается
Техническая
Надсмопьная вода
Свежий раствор
щелочи
ё
Известь
Г
1 - аммиачная колонна;
2 - известковый приколонок;
3-реактор;
4-отстойник:
5 - обесфеноливающий скруббер;
6-дефлегматор;
7-сборник фенолятов;
8-насосы;
9-вентилятор
Аммиачные пары
в нейтрализатор
или сатуратор
Пар
В известковый отстойник
Рис. 6.1.
Схема переработки
надсмольной воды
с разложением солей
связанного аммиака
иобесфеноливанием
Справочник Коксохимика. Том 3
92
Раздел 1. Улавливание химических продуктов коксования
до температуры кипения, соответствующей давлению в ко-
лонне, а содержащиеся в ней нестойкие аммонийные соли
разлагаются с высвобождением аммиака и кислых газов,
которые вместе с остальными летучими примесями (пири-
диновые основания, фенолы и др.) десорбируют в паровую
фазу. Очищенная от летучего аммиака и кислых газов вода
с низа колонны 1 при температуре немногим более 100 °C
поступает в промсборник (на рис. 6.1 не показан), затем
насосом 8 подается на орошение верхней (десорбцион-
ной) части обесфеноливающего скруббера 5, где в резуль-
тате обработки водяным паром из нее отгоняются фенолы
до остаточного содержания около 250 мг/л, Сточная вода
из верхней части скруббера 5 поступает самотеком в реак-
тор 3, предварительно смешиваясь с известковым молоком,
содержащим 60 - 70 г/л СаО [4]. Сюда же подается «острый»
пар с целью повышения давления и как следствие темпе-
ратуры водоизвестковой смеси до уровня около 115 °C.
Такие условия в реакторе 3 создают с целью более полного
выделения из раствора в твердую фазу образовавшегося
гипса, растворимость которого снижается с повышением
температуры. Из реактора 3 смесь поступает в отстойник 4,
откуда предварительно осветленная вода, содержащая вы-
свободившийся аммиак, направляется на верхнюю тарелку
приколонка 2 с целью удаления аммиака и выводится в из-
вестковый отстойник для окончательного осветления.
Пароаммиачная смесь с низким содержанием аммиа-
ка из приколонка 2 и из реактора 3 поступает под соответ-
ствующую тарелку колонны 1 в качестве фазы-носителя. Ам-
миачные пары, выводимые из колонны 1 при температуре
101-102 °C, отдают часть тепла исходной, а также техниче-
ской воде, подаваемой в трубчатку верхней секции дефлег-
матора 6, охлаждаясь при этом до температуры 94 - 97 °C
с конденсацией флегмы. Концентрированные аммиачные
пары после дефлегматора 6 используются по назначению -
на обеспиридинивание маточного раствора или в газопро-
вод перед сульфатным отделением, а флегма, содержащая
2 - 3 % аммиака, направляется на питающую тарелку укреп-
ляющей части колонны 1.
Выделенные из воды в десорбционной части скруббе-
ра 5 фенолы выводятся с циркулирующим водяным паром
и вентилятором 9 подаются в нижнюю абсорбционную его
часть, оборудованную ступенчатой (ярусной) системой оро-
шения с автономным циркуляционным контуром в каждом
ярусе. В нижнем ярусе орошения циркулирует наиболее
крепкий фенолятный раствор, в котором не менее 50%
общей щелочи связано в виде оенолятов натрия. Из ниж-
него яруса продуктовые феноляты выводятся в сборник 7,
снабженный паровым подогревателем, используемым при
необходимости для концентрирования фенолятного рас-
твора, при этом его циркуляционный контур одновременно
пополняется соответствующим количеством фенолятного
раствора из расположенного выше яруса, в котором доля
непрореагировавшей щелочи от общего ее содержания
в растворе составляет порядка 70 - 80 %. Благодаря увели-
ченному избытку щелочи, снижающему степень гидролиза
фенолятов, создаются благоприятные условия для абсорб-
ции фенолов из паровой фазы. Верхний ярус абсорбцион-
ной части скруббера 5 орошается раствором с минималь-
ным содержанием фенолятов натрия и максимальным
содержанием свободной щелочи благодаря пополнению
циркуляционного контура горячим раствором свежей ще-
лочи, содержащей 8 - 10% NaOH. Здесь происходит наибо-
лее полное извлечение фенолов из циркулирующего пара,
который проходит через каплеотбойник и снова поступает
в верхнюю (десорбционную) часть скруббера 5. Опреде-
ляющими факторами оптимизации температурного режима
и давления в обесфеноливающем скруббере являются тем-
пература воды, поступающей в десорбционную часть, а так-
же подогрев фенолятов натрия в циркуляционном контуре
орошения нижнего яруса посредством встроенного или вы-
носного парового подогревателя (на рис. 6.1 не показано).
Секционирование обесфеноливающего скруббера 5
обеспечено за счет перегородок, проницаемых для паров,
разделяющих аппарат на десорбционную и абсорбцион-
ную части, а ярусы в абсорбционной части - между собой.
В первоначальном варианте конструкции аппарата де-
сорбционная часть была заполнена деревянной хордовой
насадкой, а ярусы абсорбционной части - металлической
спиральной насадкой. В последующем практиковали [9]
безнасадочный вариант абсорбционной части - фенолят-
ные ярусы работали в режиме форсуночного орошения при
расходе фенолятов на циркуляцию около 190 м3/ч в каждом
ярусе. Усовершенствованный вариант типового аппарата
конструкции Гипрококса представляет собой обесфеноли-
вающую колонну [10] с решетчатыми (в десорбционной ча-
сти) и ситчатыми (в абсорбционной части) тарелками.
Ниже представлены значения показателей технологи-
ческого режима процесса очистки избыточной надсмоль-
ной воды от летучего и связанного аммиака и фенолов с по-
лучением товарных фенолятов [3; 4; 8]:
Температура, °C:
исходной надсмольной воды 40 - 60
надсмольной воды после дефлегматора 80 - 90
паров после аммиачной колонны 102
паров после дефлегматора 94 - 97
воды после приколонка 109
воды в обесфеноливающий скруббер 100-102
циркулирующего пара 101 - 103
раствора щелочи в скруббер 102-103
циркулирующих фенолятов 105-115
Давление, кПа:
паров на выходе из колонны 10-25
внизу колонны 20 - 35
паров в скруббере 9-13
Содержание, г/л:
аммиака в сточной воде, менее 0,15
фенолов в воде перед скруббером 1,5 - 2,3
фенолов в воде после скруббера 0,2 - 0,3
Концентрация, %:
щелочи в исходном растворе 6-10
фенолов в фенолятах 15-18
свободной щелочи в фенолятах 5-7
Количество циркулирующего пара в обесфе-
ноливающем скруббере, м3/м3 воды 1 400 - 2 000
Плотность орошения циркулирующими фено-
лятами, м3/(м2'ч) 5
Справочник Коксохимика. Том 3
Глава 6. Переработка надсмольной воды
93
В табл. 6.3 приведены показатели качества продук-
товых фенолятов (марка Б - получаемые при обесфеноли-
вании воды), предусмотренные техническими условиями
ТУ У 322-00190443-046-98.
Наименование показатели Характеристика и нврма для парии
А Б
высини сорт 1сорт
Внешний вид Прозрачная жидкость, не содержащая осадка и взвешенных частиц
Массовая доля 100%-ных фено- лов, % 21-30 19-30 Не менее 15
Объемная доля иефеимьных приме- сей, %, не более 15 20 Не норми- руется
Массовая доля сво- бодной щелочи, %, не более Не нормируется 8
Высота, мм
Тип массообменных тарелок:
в укрепляющей части
в исчерпывающей части
Число массообменных тарелок,
шт:
21 920
ТР 1400-32-
10Х17Н1ЗМ2Т- ПОН
ОСТ 26-2055 - 79
ТР 1400-16-
10X17Н13М2Т ПОН
ОСТ 26-2055- 799
в укрепляющей части 2
в исчерпывающей части 36
Расстояние между тарелками, мм 400
Площадь свободного сечения
аппарата, м2 1,53
Размер щели (ширина, длина),мм 6x60
Шаг между щелями, мм:
в укрепляющей части 32
в исчерпывающей части 1 б
Таблица 6.3.
Нормируемые показатели
качества фенолятов,
получаемых при
обесфеноливании масел
и фракций каменноугольной
смолы (марка А), а также
сточных вод (марка Ь)
6.2. Аппаратура очистки надсмольной воды
АММИАЧНАЯ КОЛОННА
Гипрококсом разработана стальная аммиачная колон-
на с решетчатыми тарелками рис. 6.2 [11 ].
Корпус аппарата состоит из цилиндрической обе-
чайки 2, крышки 1 стандартной опоры 3. Внутри аппарата
расположены решетчатые тарелки 6 в количестве 38 штук,
из которых две относятся к укрепляющей части колонны
и расположены выше питающего патрубка 7 и ниже па-
трубка 9 (для подачи флегмы), а остальные относятся к ис-
черпывающей части колонны, снабженной патрубком 5 для
ввода «острого» пара и трубой 4 для вывода сточной воды.
На крышке 1 смонтирован патрубок 8 для вывода паровой
фазы. Колонна также снабжена люками 10.
Пары, подаваемые в патрубок 5, проходя сквозь щеле-
видную перфорацию провальных тарелок 6 и контактируя
при этом со стекающей водой, насыщаются десорбируемы-
ми из воды газами и выводятся через патрубокв вдефлегма-
тор (или в газопровод).
Надсмольная вода, подаваемая в патрубок 7, в исчерпы-
вающей части колонны освобождается от летучего аммиака
и кислых газов и выводится через трубу 4. Флегма поступа-
ет в патрубок 9, частично освобождается от растворенных
газов, повышая при этом их содержание в парах в укрепля-
ющей части колонны, и стекает на верхнюю тарелку исчер-
пывающей части. Часть подаваемых в патрубок 5 водяных
паров конденсируется в колонне с выделением тепла, кото-
рое расходуется на подогрев воды до температуры кипения
и компенсацию теплопотерь корпусом аппарата.
Технические характеристики
аммиачной колонны [11]:
Производительность по перера-
батываемой воде, м3/ч 30 - 40
Удельный расход «острого» пара, 200 - 250 (не более
кг/м3 воды 300) [4]
Диаметр, мм 1 400
(рравочник Коксохимика. Том 3
i - крышка; 2 - цилиндрическая обечайка; 3 - стандартная опора;
4 7- патрубки для воды; 5,8- патрубки соответственно для
«острого» пара и аммиачных паров; 6 - тарелки;
9 - патрубок для флегмы; 10 - люк-лаз
94
Раздел 1 .Улавливание химических продуктов коксования
Аммиачная установка.
Аммиачные колонны
Относительная площадь свобод-
ного сечения тарелки, м2/м2:
в укрепляющей части
в исчерпывающей части
Давление рабочее, МПа
Материал (основной)
Масса, т
0,09
0,20
0,05
сталь 10Х17Н13М2Т
9,8
Согласно данным [12] для отгонки летучего аммиака
предусматривается технологическое сочетание аммиачной
колонны и трубчатой печи ЦС 1 (со специальным змееви-
ком), предназначенной для генерирования паровой фазы
(взамен «острого» пара) путем перегрева воды, стекающей из
колонны. При этом расход циркулирующей воды в контуре
колонна-печь должен составлять 100-120 м3/ч, давление - до
12 кг/см2. Расход коксового газа в печь примерно 1600 м3/ч.
Практически установлена возможность замены в типо-
вой колонне диаметром 1400 мм щелевидных решетчатых
тарелок на пенно-вихревые, обеспечивающие повышение
производительности аппарата по воде в 2-2,5 раза и со-
кращение расхода пара не менее чем на 15 % при наличии
12 пенно-вихревых тарелок с живым сечением 20% [13].
ОБЕСФЕНОЛИВАЮЩАЯ КОЛОННА
Взамен громоздких насадочных обесфеноливающих
скрубберов [4] Гипрококсом разработан типовой вариант
обесфеноливающей колонны [10] с аналогичной компонов-
кой функциональных узлов (верхняя часть аппарата - де-
сорбционная, нижняя трехступенчатая - абсорбционная).
Колонна обесфеноливающая представляет собой
массообменный аппарат, верхняя часть которого предна-
значена для десорбции фенолов из надсмольной сточной
воды водяным паром, а нижняя - для абсорбции фенолов
из циркулирующего водяного пара щелочным раствором
фенолятов натрия.
Верхняя десорбционная часть аппаратов выполнена
тарельчатой. Поступающая на обесфеноливание сточная
вода проходит семь решетчатых крупно дырчатых тарелок.
Нижняя абсорбционная часть аппарата состоит из трех
ступеней, из которых вдвух верхи их установлены по две ре-
шетчатые крупно дырчатые тарелки, а в нижней полой сту-
пени установлены три форсунки.
Ступени разделены между собой и отделены от верх-
ней части колонны распределительными тарелками. В каж-
дой из ступеней циркулирует около 40 м3/ч раствора ще-
лочных фенолятов натрия.
Избыток раствора перетекает из ступеней сверху вниз
через патрубки распределительных тарелок.
Относительное свободное сечение решетчатых круп-
но дырчатых тарелок, равное 30,4%, принято на основании
проведенных исследований.
На выходе циркулирующих паров из абсорбцион-
ной части аппарата установлен сетчатый отбойник типа
ОС 3 000-08X13.
Внутренние устройства аппарата выполнены из стали
08X13.
Нижняя часть корпуса аппарата выполнена из двух-
слойной стали ВСт8сп + 08X13, а верхняя - из углеродистой
стали.
(правочник Коксохимика. Том 3
Глава 6. Переработка надсмольной воды
95
Вверху и внизу колонна снабжена патрубками, ском-
муницированными с вентилятором, обеспечивающим цир-
куляцию водяных паров по замкнутому контуру при вос-
ходящем потоке внутри колонны. Низ колонны скоммуни-
цирован с выносными термосифонными подогревателями
фенолятного раствора.
Технические характеристики
обесфеноливающей колонны:
Производительность по перерабатываема
воде, м3/ч 30 - 40
Производительность вентилятора для циркуля-
ции пара, м3/ч 60 000
Диаметр колонны, м 3
Высота колонны, м 27
Количество контактных тарелок:
в десорбционной части колонны 7
в абсорбционной части колонны (всего) 4
Количество ступеней (ярусов) в абсорбционной
части колонны 3
Поверхность теплопередачи каждого
(из двух установленных)
подогревателя фенолятного раствора, м2 40
6.3. Экстракционное обесфеноливание
надсмольной воды
Более высокая растворимость фенолов в ряде органи-
ческих растворителей по сравнению с их растворимостью
в воде предопределила практическое применение экстрак-
ционного метода обесфеноливания избыточной надсмоль-
ной воды. Метод заключается в противоточном контактиро-
вании воды и растворителя (экстрагента), которое сопрово-
ждается созданием развитой поверхности границы раздела
соприкасающихся жидкостей, через которую осуществляет-
ся диффузия фенолов из воды в экстрагент. Движущая сила
процесса оценивается степенью отклонения контактируе-
мой системы вода - экстрагент от состояния равновесия по
растворенным фенолам и характеризуется коэффициентом
равновесного распределения (величина отношения равно-
весной концентрации фенолов в экстрагенте к концентра-
ции их в воде). Контактирование жидкостей при экстрак-
ционном обесфеноливании может осуществляться в двух
режимах:
непрерывный контакт противоточно перемещающих-
ся жидкостей в одном аппарате (центробежные, ко-
лонные экстракторы);
повторяющееся интенсивное смешение и после-
дующее разделение жидкостей (ступенчатый контакт)
при противотоке воды и экстрагента (смесительно-
отстойные экстракторы).
Режим интенсивного смешения с образованием раз-
витой поверхности контакта обеспечивает более исчерпы-
вающий массообмен в каждой ступени контактирования,
в результате чего содержание фенолов в воде и экстрагенте
в большей или меньшей степени приближается к равновес-
ным значениям. При соответствующем количестве ступеней
контактирования обеспечивается требуемая степень из-
влечения фенолов из воды. Минимальное (теоретическое)
Справочник Коксохимика. Том 3
Аммиачная установка.
Трубчатая печь
число ступеней экстракции, соответствующее достижению
равновесного состояния в каждой ступени, а также соот-
ношение потоков воды и экстрагента в зависимости от за-
данных условий экстракционного обесфеноливания воды
могут быть определены из следующих зависимостей [8]:
где ф - неэкстрагированная из воды часть фенолов
(определяется по исходному и остаточному со-
держанию фенолов в воде);
е - коэффициент экстракции (принимается величи-
ной постоянной);
К - коэффициент равновесного распределения фе-
нолов в системе вода - экстрагент;
V , v - объемные потоки экстрагента и воды;
п - число теоретических ступеней экстракции. Зна-
чение величины п является определяющим пара-
метром при подборе аппаратуры для экстракци-
онного обесфеноливания воды [14].
В зависимости от свойств экстрагента регенерация его
в оборотном цикле может осуществляться путем отгонки
фенолов (при существенном различии температур кипения
экстрагента и фенолов) или химическим путем с выделени-
ем их из экстрагента в виде водного раствора фенолятов.
В последнем случае процесс регенерации по форме анало-
гичен процессу обесфеноливания воды. Отличие состоит
в том, что контактированию подвергается система экстра-
гент - раствор щелочи.
Сравнительная оценка значений коэффициента равно-
весного распределения фенола в системе вода - экстрагент
при концентрации фенола в воде 2% для различных ве-
ществ приведена ниже [3]:
96
Раздел 1. Улавливание химических продуктов коксования
бензол - 2,2;
каменноугольное масло - 3,0;
трикрезилфосфат - 28,0;
бутанол - 19,0;
этилацетат - 36,0;
фенолосольван - 49,0.
По данным [15; 16], значение коэффициента равно-
весного распределения фенолов для системы каменноу-
гольное поглотительное масло - вода варьируете широких
пределах (ориентировочно 12 - 28) в зависимости от уров-
ня их содержания в воде и масле, а также содержания тяже-
лых органических оснований в масле.
На эффективность промышленной реализации экс-
тракционного обесфеноливания избыточной надсмольной
воды существенно влияют такие факторы, как взаимная рас-
творимость воды и экстрагента, эмульгируемость системы
вода - экстрагент, степень и характер загрязнения воды
иными примесями (смолистые вещества, аммиак, кислые
газы) и др.
Из приведенного выше перечня органических веществ,
несмотря на относительно низкие значения коэффициента
распределения, наибольший практический интерес пред-
ставляют бензол и каменноугольное поглотительное масло
как продукты коксохимического производства. Процесс
обесфеноливания воды и регенерации экстрагента на осно-
ве бензола и поглотительного масла имеет отличительные
особенности, связанные с различием их физико-химических
свойств. В частности, преимуществом бензолсодержащего
экстрагента является существенное различие значений его
плотности и плотности воды, обеспечивающее быстрое рас-
слаивание смеси с водой. В то же время растворимость бен-
зола в воде составляет около 0,1 -0,2%, следствием чего
является загрязнение воды и потери экстрагента. Бензол-
содержащий экстрагент легко регенерируется щелочным
раствором с образованием фенолятов, в то время как для
более полного обесфеноливания поглотительного масла
щелочью применяют метанол [15]. Присутствие аммиака
в воде снижает степень ее обесфеноливания поглотитель-
ным маслом. Кроме того, повышение щелочности воды
и снижение ее температуры способствуют эмульгированию
контактируемых жидкостей [16]. Указанные обстоятельства
являются обоснованием целесообразности размещения
экстракционной установки после аммиачных колонн [16]
при использовании поглотительного масла в качестве
экстрагента. В данном случае отрицательным является то,
что, с одной стороны, вопрос очистки надсмольной воды
от смолистых примесей перед аммиачными колоннами со-
храняет свою актуальность и требует отдельного решения,
а, с другой стороны, очищенная в колоннах сточная вода
подвергается повторному загрязнению вследствие контак-
тирования с экстрагентом (а также с содержащимися в по-
глотительном масле органическими основаниями). Кроме
того, в данном случае не в полной мере используются ре-
сурсы фенолов в исходной надсмольной воде, так как часть
их отгоняется в аммиачных колоннах.
Применение сырого бензола в качестве экстрагента
устраняет указанные выше недостатки, так как обесфеноли-
ванию подвергается вода перед аммиачными колоннами [8].
В данном случае необходимо, чтобы в оборотном экстра-
генте не накапливались примеси смолы и щелочи соответ-
ственно выше 1,5 и 0,03 г/л [8]. Выполнение этих требований
может быть обеспечено посредством:
тщательной предварительной очистки надсмольной
воды и экстрагента от взвешенных примесей;
специальной очистки оборотного экстрагента мето-
дом дистилляции с выводом смолистых и иных приме-
сей в виде кубового остатка;
увеличения расхода сырого бензола.
Частичное растворение в бензольном экстрагенте
присутствующих в надсмольной воде кислых газов способ-
ствует загрязнению фенолятов минеральными примесями
(солями натрия), образующимися в результате взаимодей-
ствия H2S, СО2 и HCN со щелочью при регенерации обо-
ротного экстрагента. Для обеспечения требований к чис-
тоте получаемых фенолятов регенерируемый экстрагент
предварительно контактирует в отдельном аппарате или
дополнительной ступени регенератора с фенолятным рас-
твором. При этом в результате взаимодействия фенолятов
натрия с кислыми газами образуются их натриевые соли
(в водном растворе) и высвобождаются фенолы, раство-
ряющиеся в экстрагенте. Раствор балластных солей затем
направляют в поток необесфеноленной воды [8], а экстра-
гент - на щелочную регенерацию.
Принципиальная технологическая схема экстракцион-
ного обесфеноливания воды бензолом в колонных экстрак-
торах приведена на рис. 6.3.
Исходная вода предварительно очищается в кварце-
вом фильтре 1, затем охлаждается до 40 - 50 °C в холодиль-
нике 2 и подвергается доочистке от взвешенных примесей
(в том числе смолистых) путем противоточной промывки
небольшим количеством оборотного экстрагента (около
10 % от количества воды) в экстракторе 3. «Грязный» экстра-
гент выводится с верхней части аппарата 3 в отстойник 9, за-
тем в подогреватель 10, а очищенная от взвешенных приме-
сей вода после отстаивания направляется в верхнюю часть
обесфеноливающего экстрактора 4.
В нижнюю часть экстрактора 4 подается основное
количество регенерированного оборотного экстрагента,
который контактирует с водой в режиме противотока, из-
влекая из нее фенолы (и частично кислые газы). Обесфе-
ноленная вода из нижней части экстрактора 4 выводится
в отстойник 9, затем направляется в аммиачные колонны
(на рис. 6.3 не показано).
Насыщенный фенолами экстрагент из верхней части
аппарата 4 поступает в отстойник 9 для более полного
осветления, а затем направляется на регенерацию последо-
вательно в экстракторы 7 и 8.
В дистилляционной колонне 5, оснащенной подогре-
вателем 10, путем отгонки регенерируется часть оборотного
экстрагента, используемого дпя доочистки исходной воды
в аппарате 3. При этом все нелетучие примеси экстраген-
та выводятся из оборотного цикла в виде кубового остатка
(смолообразного продукта). Пары экстрагента из колонны
5 поступают в конденсатор 6, а конденсат с верхней части
отстойника 9 направляется вместе с потоком насыщенного
экстрагента в аппарат 7, на вход которого также подается
сырой бензол в качестве подпитки.
В верхнюю часть экстрактора 7 поступает раствор фе-
нолятов натрия для вымывания из насыщенного экстрагента
(рравочник Коксохимика. Том 3
Глава 6. Переработка надсмольной воды
97
I - фильтр; 2 - холодильникдля охлаждения воды; 3 - экстрактор для обессмоливания воды; 4 - экстрактор для обесфеноливания воды;
5 - дистилляционная колонна для регенерации бензола; 6 - конденсатор для паров бензола; 7 - экстрактор для обработки бензола раство-
ром фенолятов; 8 - экстрактор обесфеноливания бензола раствором щелочи; 9 - отстойники; 10 - подогреватель.
I - исходная вода, поступающая на обесфеноливание; II - бензол, поступающий на установку обесфеноливания; III - обесфеноленная вода;
IV-раствор щелочи; V - феноляты на склад; VI - смолообразные продукты; VII- водные слои из отстойников, возвращаемые в исходную воду;
VIII - обесфеноленный бензол, возвращаемый на экстракцию; IX - раствор балластных солей, подаваемый в исходную воду
Рис. 6.3.
Принципиальная
технологическая схема
установки экстракционного
обесфеноливанияводы
бензолом [8]
растворенных кислых газов. Образующиеся при этом натри-
евые соли выводятся в виде водного раствора из нижней
части аппарата 7, а высвободившиеся фенолы растворяют-
ся в экстрагенте, который далее поступает в нижнюю часть
экстрактора 8 на обесфеноливание. Извлечение фенолов
из насыщенного экстрагента осуществляется 20%-ным рас-
твором NaOH, который подается в верхнюю часть экстрак-
тора 8. Отсюда же выводится регенерированный экстрагент
и направляется на обесфеноливание воды в экстрактор 4.
Из нижней части экстрактора 8 выводится готовый раствор
фенолятов, часть которого подается в экстрактор 7 для из-
влечения кислых газов.
Водные слои из нижней части отстойников 9 направля-
ются в исходную надсмольную воду.
Ввиду незначительной величины потока щелочного
раствора по сравнению с потоком экстрагента аппарат 8
работает в особом (ступенчатом) режиме контактирования,
при котором обеспечивается наиболее полное связывание
щелочи (содержание свободной щелочи в получаемых фе-
нолятах находится на уровне не более 1 %).
Процесс обесфеноливания воды с применением наи-
более эффективных экстракторов центробежного типа ха-
рактеризуется следующими показателями [8]:
Степень обесфеноливания, % 98,6
Температура, °C 40
Объемное соотношение потоков вода- 1:1,24
экстрагент(бензол)
Содержание фенолов после очистки, мг/л 25 - 40
Расход на 1 кг фенолов:
щелочи, кг 1
воды, м3/ч 24,15
электроэнергии, кВт ч 100
Попытки освоения экстракционного обесфенолива-
ния воды отечественной коксохимией предпринимались
в 60 - 70-е годы прошлого столетия. Так, например, на Маке-
евском КХЗ для обесфеноливания надсмольной воды после
аммиачной колонны поглотительным маслом применяли
экстрактор с вибрирующими ситчатыми тарелками [16; 17].
Прорабатывался процесс обесфеноливания сточных
вод бензолом смесительно-отстойной экстракцией в наи-
более простом аппаратурном исполнении (функции сме-
сителя выполняет центробежный насос). В данном случае
при исходном содержании фенолов в воде 700 - 800 мг/л
четырехступенчатая противоточная экстракция обеспечи-
вает очистку воды до остаточного содержания фенолов на
уровне 6,5 - 9,5 мг/л [18].
Отсутствие рынков сбыта фенолятов привело к выводу
из эксплуатации обесфеноливающих установок, действо-
вавших на коксохимических предприятиях.
Библиография
1. Методические рекомендации по планированию объемов про-
изводства основных видов продукции на коксохимических
предприятиях Украины / X.: Фонд УХИНа - 2002.-102 с.
2. Руководство по коксованию / Под ред. О. Гросскинского - М.:
Металлургия, 1966.-405 с.
(правочннк Коксохимика. Том 3
98
Раздел 1. Улавливание химических продуктов коксования
3. Улавливание химических продуктов коксования / А. Ф. Гребе-
нюк, А. А. Коробчанский, Г. А. Власов, С. И. Кауфман - Донецк:
Восточный издательский дом, 2002,- 22В с.
4. Сульфат аммония / С. Н. Лазорин, Е. Я. Стеценко,- М.: Металлур-
гия, 1973 - 2В8 с.
5. Правила технической эксплуатации коксохимических предпри-
ятий - X.: Гипрококс, 2001 - 309 с.
6. Применение кварцевых фильтров в аммиачном отделении /
Д. Д. Воробьев, М. С. Ильяшенко, М. С. Комаровский, Н. П. Слав-
городская, И. И. Рожнятовский, Э. Н. Кучерявый, Е. И. Шулеров//
Кокс и химия -1968- № В.- С. 39.
7. Папков Г. И„ Купряхина К. 3., Малая И. А., Шулеров Е. И. Разра-
ботка экстракционного способа обессоливания надсмольной
воды // Вопросы технологии улавливания и переработки про-
дуктов коксования:Тематический отраслевой сборник - 1976-
№5-081-87.
8. Фенолы / Г. Д. Харлампович, Ю. В. Чуркин,- М.: Химия. 1974.-
375 с
9. Гутман В. Л„ Селин С. Е„ Горохова 3. Я. Освоение работы нового
обесфеноливающего скруббера на Макеевском коксохимиче-
ском заводе// Кокс и химия,- 1982,- № 4.- С. 35.
10. Добрынин В. В, Волков Е. П, Дейс А. А„ Кожевин В. В, Певне-
ва Р. С. Освоение работы обесфеноливающей колонны // Кокс
и химия,-1988,- № 9.-С.41.
11. Оборудование цехов улавливания и переработки продуктов
коксования: Слравочник/3. И. Башлай, Е. Л. Волков, Я. Л. Горелик,
Л. М. Коваленко, Л. Б. Любимова, В. П. Сибирко, Т. А. Субботина-
М.: Металлургия, 1992,- 256 с.
12. Грабко В. В., Ли В. М„ Васильковский С. В. Выделение аммиака из
надсмольной воды в аммиачных колоннах с применением труб-
чатой печи // Кокс и химия,- 2004 - № 7,- С. 34 - 35.
13. Зоря С. И, Кучма И. В„ Проня Г П., Бродский Э. В„ Коливашко А. С.
Интенсификация процесса очистки надсмольной воды от ам-
миака И Кокс и химия - 2001,- № 9,- С. 36 - ЗВ.
14. Зюлковский 3. Жидкостная экстракция в химической промыш-
ленности,-Л.: Госнаучтехиздательство химической литературы,
1963,-480 с.
15. Коробчанский В. И., Дубровская Д. П., Миропольский Г. С. Обес-
феноливание сточных вод методом экстракции в аппаратах ин-
жекционного типа И Кокс и химия,- 1963 - № 12,- С. 40 - 43.
16. Иващенко В. А, Дубровская Д. П. Обесфеноливание вод камен-
ноугольным поглотительным маслом // Кокс и химия,- 1963-
№2.-С. 45-51.
17, Талалаев Г. К„ Иващенко В. А., Силка А. Н. Расчет экстрактора
с вибрирующими ситчатыми тарелками // Кокс и химия,- 1967,-
№10,-С. 30-36.
18. Златин Л. И., Горовой Т. П„ Семенова 0. А., Штейн А. Л. Обесфено-
пивание технологических фенолсодержащих вод методом экс-
тракции бензолом // Кокс и химия -1963 - № 6,- С. 42 - 44.
(Ъравочинк Коксохимика. Том 3
ГЛАВА 7
УЛАВЛИВАНИЕ БЕНЗОЛЬНЫХ УГЛЕВОДОРОДОВ
И ОЧИСТКА ГАЗА ОТ НАФТАЛИНА
7.1. Содержание бензольных углеводородов
в коксовом газе.
Состав и свойства сырого бензола
В коксовом газе после конечных газовых холодиль-
ников содержится 32 - 35 г/м3 бензольных углеводородов.
Основу последних составляют собственно бензол и его го-
мологи - толуол, ксилолы и триметилбензолы.
Бензол представляет собой бесцветное, сильно пре-
ломляющее свет, легкоподвижное вещество с характерным
запахом. Хорошо смешивается с большинством органиче-
ских растворителей, является хорошим растворителем для
жиров, масел, смол, каучука и многих других органических
веществ, может смешиваться во всех отношениях со спирта-
ми, эфирами, кетонами.
В виде отдельных примесей в сыром бензоле так-
же содержатся различные предельные и непредельные
соединения, фенолы, пиридиновые основания, сернистые
соединения, гетероциклическая ароматика. Эти компо-
ненты находятся в коксовом газе в виде паров, извлечение
которых может быть произведено различными методами.
В промышленной практике наибольшее распространение
получили методы извлечения жидкими поглотителями
(поглотительными маслами). Выделение извлеченного про-
дукта (сырого бензола) производится продувкой предва-
рительно нагретого поглотительного масла острым паром.
При этом из него одновременно с бензольными углеводо-
родами выделяются наиболее легкокипящие компоненты,
а также та часть нафталина, которая извлекается одновре-
менно с компонентами сырого бензола.
При нормальных условиях коксования выход бен-
зольных углеводородов колеблется в пределах 0,8 - 1 % от
коксуемой сухой шихты. При коксовании шихт, богатых жир-
ными углями, выход сырого бензола может достигать 1,2%.
Взаимосвязь выхода сырого бензола и летучих в пересчете
на сухую шихту приведена в табл. 7.1.
Выход летучих веществ из шихты, % 20-22 1 23-25 ’ 26-28
Выход сырого бензола, % 0,75 - 0,85 ' 0,90-1,00 ’ 1,0-1,2
Состав сырого бензола может изменяться в значитель-
ных пределах. В среднем содержание его отдельных компо-
нентов может характеризоваться данными, приведенными
в табл. 7.2 [1; 2).
Зависимость состава сырого бензола от периода кок-
сования приведена в табл. 7.3 [4].
Сырой бензол является весьма ценным полупродуктом
для выделения значительного количества углеводородов,
входящих в его состав. Свойства основных компонентов сы-
рого бензола приведены в табл. 7.4.
С1равочпик Коксохимика. 1ом 3
Компонент Содержание, % Примечание
Бензол 55-75
Толуол 11-22
Ксилолы 2,5-6 Все изомеры
Этилбензол 0,25
Триметилбензолы и этмлтолуолы 1-2 7-12 ' Все изомеры —
Непредельные соединения, в том числе:
цикпопентадиен_ 0,6-1,0 стирол 0,5 -1,0
кумарон 1,0-2,0 инден 1,5-2,5 Совместно с гомологами Совместно с гомологами
Сернистые соединения, 0,6-2,8 в том числе: - 5 сероуглерод j 0,3 -1,4
тиофен + его алкил гомологи 0,2-1,6 __
Насыщенные углеводороды 0,6-1,5
Таблица 7.2.
Примерный состав сырого
бензола (отгон до 180 °C) [3]
| Компоненты Молекулярная 1 масса । Длительность периода j коксования, ч '
29,5 ; 18,6 [ 15,1 1
| Бензол Ь . J8 J. 53,1 ; 70,0 ! 80,4 1
j Толуол 92 j 20,7 ’ 16,2 ! 11,5 !
Ксилолы i 106 i 7,3 ; 2,о 5,5 j
| Сольвенты 120 • 6,2 3,8 ( 2,6 )
Таблица 7.3.
Зависимость состава сырого
бензола (% мае.) от периода
коксования
Свойства сырого бензола зависят от его состава, но
для инженерных расчетов принимаются:
Плотность р, кг/дм3 0,9
Удельная теплоемкость С;, кДж/кг-Т (1,592 + 0,00419/)
Скрытая теплота испарения Х(, кДж/кг (448,33 - 0,662/)
Средняя молекулярная масса сырого бензола рассчи-
тывается по формуле:
Таблица 7.1.
Влияние выхода из шихты
летучих веществ на выход
сырого бензола
где Мс6 -средняя молекулярная масса сырого бензола
(фракции);
Zi - концентрация /-го компонента, % (масс.)
(см. табл. 7.3);
М - молекулярная масса г го компонента;
к -количество компонентов сырого бензола (фрак-
ции).
100
Раздел 1. Улавливание химических продуктов коксования
Таблица 7.4. Свойства основных компонентов сырого бензола Компоненты Температура, °C Скрытая теплота, кДж/кг Пределы взрываемости в смеси с воздухом, % (объем.)
кипения плавления испарения плавления
Бензол 80,10 5,53 392 128 0,8-9,5
Толуол 110,626 -94,99 364 - 1,27-6,75
0-ксилол 144,4 -25,20 346 - 1,4-2
М-ксилол 139,10 -47,9 345 - 1,4-2
П-ксилол 138,4 13,30 340 165 1,4-4,2
Сероуглерод 46,0 -112 356 - -
Тиофен 84,10 -37,1 - - -
Мезитилен 164,0 166,0 312 - -
Фенол 181,7 41,0 - 104 -
Нафталин 217,96 80,27 316 147 -
Упругость паров 2-го компонента выбирается по данным табл. 7.5 или рассчитывается по эмпирической зависимости:
Р° =ехр^2,303 —1
I C + tJ
где А,В,С - коэффициенты (см. табл. 7.6 при расчете Р® в мм рт. ст); t - температура масла, “С
По упругости насыщенных паров основных компонентов и составу сырого бензола определяется упругость его паров
(табл. 7.7).
п
Таблица 7.5.
Температура °C,
соответствующая давлению
насыщенного пара
Компонент Давление насыщенного пара, кПа
0,13 0,67 1,33 2,67 5,33 8,00 13,33 26,66 53,33 101,31
1 2 3 4 5 б 7 8 9 10 11
Н-пролан -128,9 -115,4 -108,5 -100,9 -92,4 -87,0 -79,6 -63,4 -55,6 -42,1
Н-бутан -101,5 -85,7 -77,8 -68,9 -59,1 -52,8 -44,2 -31,2 -16,3 -0,5
Н-пентан -76,6 -62,5 -50,1 -40,2 -29,2 -22,2 -12,6 1,9 18,5 36,1
Сероуглерод -73,8 -54,8 -44,7 -34,3 -22,5 -15,3 -5,1 10,4 28,0 46,0
Циклопентан -68,0 -49,6 -40,4 -30,1 -18,6 -11,3 -1,3 13,8 31,0 49,3
2,2-диметилбутан -69,3 -50,7 -41,5 -31,1 -19,5 -12,1 -2,0 13,4 31,0 49,7
2-метилпентан -60,9 -41,7 -32,1 -21,4 -9,7 -1,9 8,1 24,1 41,6 60,3
Н-гексан -53,9 -34,5 - 25,0 -14,1 -2,3 5,4 15,8 31,6 49,6 63,7
Метилциклопентан -53,7 -33,8 -23,7 -12,8 -0,6 7,2 17,9 34,0 52,3 71,8
Бензол -36,7 -19,6 -11,5 -2,6 7,6 15,4 26,1 47,2 60,6 80,1
Циклогексан -45,3 -25,4 -15,9 -5,0 6,7 14,7 25,5 42,0 60,8 80,7
Тиофен -40,7 -20,8 -10,9 0,0 12,5 20,1 30,5 46,5 64,7 84,18
Н-гептан -34,0 -12,7 -2,1 9,5 22,3 30,6 41,8 58,7 78,0 98,4
Метил циклогексан -35,9 -14,1 -3,5 8,3 21,5 30,0 413 58,6. 78,1 98,5
Толуол -26,7 -4,4 6,4 18,4 31,8 40,3 51,9 68,5 89,5 110,6
2-метилтаофен -27,4 -5,1 6,0 18,3 32,3 41,2 53,1 71,1 91,8 112,5
3-метиптиофен -24,5 -2,3 9,1 21,5 35,4 44,0 55,8 73,6 93,8 115,4
Пиридин -18,9 2,5 13,2 24,8 38,0 46,8 57,8 75,0 95,6 115,4
1,1 -диметил-циклогексан -24,4 -1,4 10,3 23,0 37,3 45,7 57,9 76,2 97,2 119,2
Этилциклогексан -14,5 -9,2 20,6 33,4 47,6 56,7 69,0 87,8 109,1 131,8
Н-октан -14,0 8,3 19,2 31,5 45,1 53,8 65,7 83,6 104,0 125,6
Этилбензол -9,8 13,9 25,9 38,6 52,8 61,8 74,1 92,7 113,8 136,2
2-ксилол -3,8 20,2 32,1 45,1 59,5 68,8 81,3 100,2 121,7 144,4
3-ксилол -6,9 16,8 28,3 41,1 55,3 64,4 76,8 95,5 116,7 139,1
4-ксилол -8,1 15,5 27,3 40,1 54,4 63,5 75,9 94,6 115,9 138,4
Стирол -7,0 18,0 30,8 44,6 59,8 69,5 82,0 101,3 122,5 145,2
Пропилбензол 6,3 31,3 43,6 56,8 71,6 81,1 94,0 113,5 135,7 159,2
2-зтилтолуол 9,4 34,8 47,6 61,2 76,4 86,0 99,0 119,0 141,0 165,1
3-этилтолуол 7,2 32,3 44,7 58,2 73,3 82,9 95,9 115,5 137,8 161,3
^травочник коксохимика. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
101
1 2 3 4 5 6 7 8 9 10 11
4-этилтолуол 7,6 32,3 44,4 58,5 73,6 83,2 96,3 116,1 136,4 162,0
1,3,5-триметилбензол 9,6 34,7 47,4 61,0 76,1 853 98,2 118,6 141,0 164,0
Дициклопентадиен - 34,1 47,6 62,0 77,9 88,0 101,7 121,8 144,2 166,6
Инден 16,4 44,3 58,5 73,9 90,7 100,8 114,7 135,6 157,8 181,6
Фенол 40,1 62,5 73,8 86,0 100,1 108,4 121,4 139,0 160,0 181,7
Нафталин 52,6 74,2 85,8 101,7 119,3 130,2 145,5 167,7 193,2 217,9
Этилнафталин 70,0 101,4 1163 133,8 152,0 164,1 180,0 204,6 230,8 258,1
Хинолин 59,7 89,6 103,8 119,8 136,7 148,1 163,2 186,2 212,3 237,7
Окончание табл. 7.5
Компонент А В С Диапазон температур, “ С
Пентан 8,94152 1017,316 230,000 20-100
Метилпентан 9,07228 1 180,650 230,000 20-100
Сероуглерод 934351 1 152,667 239,226 0-300
Метилциклопентан 9,08610 1 231,480 230,000 20-100
Циклопентадиен 9,33505 1274,824 251,137 50-160
Циклогексан 8,96980 1 203,526 222,863 20-100
2,2-диметилбутан 9,04350 1 166,600 239,920 20-100
Н-октан 9,18360 1416,520 213,450 20-100
Н-гексан 9,08631 1 218,873 230,000 20-100
Бензол 9,03700 1214,645 221,205 5-190
Тиофен 9,26643 1 338,399 230,000 20-100
Толуол 9,07824 1 343,940 219,380 20-220
Этилбензол 9,08394 1425,464 213,345 20-220
П-ксилол 9,11674 1454,328 215,411 20 - 220
М-ксилол 9,13339 1 461,925 215,073 20 - 220
0-ксилол 9,12381 1474,630 213,636 20-220
Стирол 9,18854 1 523,185 218,961 20 - 300
М-этилтолуоп 9,14072 1529,180 208,510 20-220
П-этилтолуол 9,12291 1 527,110 205,920 20 - 220
0-этилтолуол 9,12804 1 535,370 207,300 20-220
Мезителен 9,19927 1 569,622 209,578 20-220
Дициклопентадиен 9,19920 1 577,515 209,580 20-200
Псевдокумоп 9,22492 1 605,446 211,272 0-300
Индол 9,41190 2 076,071 217,283 20-300
Кумарон 9,09330 1600,550 219,564 20-300
Инден 10,00132 2 261,152 270,961 20-300
Нафталин 8,96800 1 606,650 230,000 80-300
Таблица 7.6.
Константы для расчета
давления поров компонентов
сырого бензола в широком
диапазоне температур
Компонент Моппрная концентрация в сыром бензоле Упругость паров при 25 °C, мм рт. ст.
чистых компонентов компонентов в сыром бензоле
Головная фракция ^ = 0,0298 70 100 237,0 7,0
Бензол 68-83,5 - = 0,7291 78-100 90,9 66,2
Толуол ' 1^ = 0,1360 92-100 28,4 3,8
Ксилолы i^ = 0,0356 106100 7,5 0,26
Сольвент 10 83,5 „ —=0,0695 120-100 2,0 0,14
Таблица 7.7.
Расчет упругости поров
сырого бензола
при температуре 25 °C,
М, = 83,5
(правочник Коксохимика. 'Хом 3
102
Раздел 1. Улавливание химических продуктов коксования
7.2. Конечное охлаждение коксового газа
Непременным условием эффективной абсорбции бен-
зольных углеводородов из коксового газа является доста-
точно низкая температура процесса. Согласно правил тех-
нической эксплуатации [6] температура газа после конечных
газовых холодильников перед бензольными скрубберами
должна быть в летний период не выше 30 °C, зимой - при
работе скрубберов на каменноугольном поглотительном
масле - не ниже 20°C. При этом коксовый газ должен быть
очищен от выпавших кристаллов нафталина, а также должна
быть сконденсирована часть водяных паров. Для выполне-
ния поставленной технологической задачи получили рас-
пространение схемы конечного охлаждения с «открытым
циклом» (см. рис. 7.1).
Коксовый газ после сульфатного отделения
(/ = 55 = 60 °C) поступает в нижнюю часть конечного га-
зового холодильника 1, поднимается вверх, охлаждается
орошающей его технической водой. Охлажденный до тем-
пературы < 30 °C газ выходит из верхней части конечного
газового холодильника и направляется в бензольные скруб-
беры. В свою очередь, охлажденная на градирне техниче-
ская вода подается в верхнюю часть конечного холодиль-
ника и стекает по насадке (или полкам) вниз навстречу газу,
охлаждая его и нагреваясь за счет теплообмена.
При этом из газа водой вымываются нафталин, циани-
стый водород, сероводород, бензольные углеводороды, фе-
нолы и др. компоненты. В процессе охлаждения этой воды
на градирне в атмосферу сбрасываются [28]:
нафталина 15-30 г/т кокса
цианистого водорода 20 - 60 г/т кокса
сероводорода 10-35 г/т кокса
бензола 20-100 г/т кокса
аммиака 15-20 г/т кокса.
Установки с открытым циклом конечного охлаждения
коксового газа загрязняют атмосферу токсичными выбро-
сами. Для ликвидации выбросов загрязняющих веществ
в атмосферу необходимо закрытие цикла конечного охлаж-
дения.
ЗАКРЫТЫЙ ЦИКЛ ВОДЫ КОНЕЧНОГО ОХЛАЖДЕНИЯ
КОКСОВОГО ГАЗА
При этом методе охлаждение циркулирующей воды
осуществляется в кожухотрубчатых теплообменниках обо-
ротной водой, поступающей с градирни. В этих установках
предусмотрены специальные системы для периодической
промывки холодильников горячей сепараторной водой для
удаления возможных отложений.
В дальнейшем для ряда коксохимических производств
вместо батареи кожухотрубчатых теплообменников на-
чали применять самоочищающиеся спиральные аппараты
международного концерна «Альфа Лаваль», работающие
при более высоких скоростях воды и, следовательно, име-
ющие большие коэффициенты теплопередачи.
Известен ряд других вариантов закрытия цикла конеч-
ного охлаждения. Так, на одном из предприятий Украины
применен способ с использованием трубчатых холодиль-
ников с горизонтальными трубами. Как и в первичных
холодильниках, орошение межтрубного пространства во-
досмоляной эмульсией позволяет исключить отложения
нафталина и сохранить высокие коэффициенты теплоот-
дачи со стороны газа. Однако, применение холодильников
такого типа для вновь строящихся отделений сопряжено
с повышенными капитальными затратами.
В качестве варианта в разд. 7.6.1. представлен новый
конечный газовый холодильник спирального типа, который
имеет повышенные теплообменные характеристики при
значительно меньших капитальных затратах.
Рис. 7.1.
Схема конечного охлаждения
коксового газа с открытым
циклом
1 - полчатый холодильник;? - нафталиновый промыватель; 3 - сборник смолы; 4 - насос;
5 - отстойник; 6 - насос; 7 - градирня.
Технологические потоки: I - прямой коксовый газ; II - обратный коксовый газ: III - вода на охлаждение;
IV - вода после экстракции; V - смола в нафталиновый промыватель;
VI - смола из нафталинового промывателя; VII - пар; VIII - смола на склад
СПРАВОЧНИК Коксохимика. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
103
Конечное охлаждение.
Улавливание бензола
При конечном охлаждении газа в закрытом цикле со-
храняется исходное содержание в коксовом газе цианисто-
го водорода и ряда других компонентов, негативно влия-
ющих на процессы улавливания бензольных углеводородов
и сероводорода.
Поэтому необходима разработка технических реше-
ний, обеспечивающих снижение отрицательного воздей-
ствия этих факторов.
С технологической и экологической точек зрения при
закрытии цикла конечного охлаждения целесообразно рас-
положить цианоочистку в начале газового тракта. Подоб-
ные установки использовались в коксохимическом произ-
водстве Украины. На них цианистый водород извлекался
полисульфидным методом с получением роданистых солей
[7]. Однако, отсутствие спроса на роданистый аммоний
в условиях Украины не создает предпосылок к восстановле-
нию работы этйх установок.
Существуют и другие методы очистки воды закрытого
цикла конечного охлаждения коксового газа:
отдувка цианистого водорода из воды цикла конечных
газовых холодильников инертным газом;
вакуумная децианизация оборотной технической воды
цикла конечных газовых холодильников;
• децианизация оборотной воды с использованием фор-
мальдегида по методу «Формекс-циан» (Россия) [8]
ЗАКРЫТЫЙ ЦИКЛ КОНЕЧНОГО ОХЛАЖДЕНИЯ КОКСОВОГО
ГАЗА С ПРИМЕНЕНИЕМ ХОЛОДИЛЬНИКОВ
НЕПОСРЕДСТВЕННОГО ДЕЙСТВИЯ
При этом методе охлаждение осуществляется в холо-
дильниках непосредственного действия полчатого типа или
с плоскопараллельной насадкой с последующей отдувкой
из части оборотной воды агрессивных компонентов в отду-
вочной колонне [9] в сепаратор прямого коксового газа.
На рис. 7.2 показана технологическая схема конечного
охлаждения коксового газа с закрытым циклом, реализо-
ванная на одном из современных коксохимических произ-
водств России по проекту Гипрококса.
На каждую из технологических ниток установлено по
10 спаренных кожухотрубчатых теплообменников в трех
секциях. Такая схема дает возможность включать секции по-
следовательно, а внутри секции осуществлять параллель-
ное подключение. Приведенная схема предусматривает по-
дачу в трубчатую часть теплообменников оборотной воды
по схеме: кожухотрубчатые теплообменники - градирня -
насос - кожухотрубчатые теплообменники.
В межтрубное пространство подается противотоком
вода цикла конечных газовых холодильников по схеме:
отстойники - промежуточный сборник - насос - кожухо-
трубчатый теплообменник - конечный газовый холодиль-
ник - отстойники. В качестве конечных газовых холодильни-
ков используются аппараты непосредственного действия:
на первой очереди - полчатый, диаметр 5,5 м, высо-
та 48,5 м, количество полок в газовой части - 21 шт.,
в нафталинопромывателе - 6 шт.
на второй очереди - газовый холодильник с метал-
лической плоскопараллельной насадкой диаметр
2,8/4 м, высота 33 м. В нижней части холодильника
расположен нафталинопромыватель диаметром 4 м
с шестью полками.
Для извлечения нафталина из воды цикла конечного
газового холодильника предусмотрена подача каменно-
угольной смолы из отделения конденсации. Для снижения
концентрации цианидов, роданидов, аммиака, сероводорода
Справочник Коксохимика. Том 3
104
Раздел 1. Улавливание химических продуктов коксования
Рис. 7.2.
Технологическая схема
охлаждения коксового газа
с закрытым циклом воды на
одном из заводов России
I - конечный коксовый холодильник (КГХ); 2 - отдувочная колонна; 3 - теплообменник; 4 - пеноловушка; 5 - теплообменник;
6,7- сборники смолы; 8 - сборник сепараторной воды; 9,10- отстойники воды; 11 - промсборники воды; 12 - градирня;
13 - сборник воды после отдувочной колонны.
Технологические потоки: lull- коксовый газ; III - смола со склада; IV - смола на склад; V-смола в КГХ; VI - смола после КГХ в отстойник;
VII - смола; VIII -задана биохимическую установку; IX - вода из цикла КГХ; X - сепараторная вода различных очередей; XI - пар; XII - вода на КГХ;
XIII -порыв сепаратор прямого газа
и др. в воде закрытого цикла предусмотрен вывод части обо-
ротной воды на биохимическую установку через отдувочную
колонну, основные показатели работы которой приведены
ниже.
Характеристика отдувочной колонны
Производительность по воде, м3/ч 32-40
Высота колонны, м 21,2
Диаметр колонны, мм 1400
Температура среды в аппарате, °C 105
Число тарелок, шт. 37
Рабочее давление, МПа (кгс/см2) 0,05 (0,5)
Материал Сталь 08Х22Н6Т
Пополнение цикла предусмотрено за счет сепаратор-
ной воды бензольного отделения. Технологические показа-
тели эффективности работы колонны следующие: степень
отгона летучего аммиака 91 %, цианистого водорода - 86 %,
сероводорода -68%.
Извлечение нафталина из воды закрытого цикла про-
изводится каменноугольной смолой в сборник смолы с ми-
нимальной зольностью (0,1 - 0,14%) и влагой (3,5 - 4,0%) из
последнего по отстою хранилища склада смолы отделения
конденсации. Подача смолы из сборника в нафталинопро-
мыватели каждого работающего газового холодильника
производится непрерывно по 3 - 4 м3/ч для поддержания
постоянного уровня смолы в нафталинопромывателе. Смо-
ла из сборника после КГХ откачивается в первое по ходу
смолы хранилище склада.
Для предотвращения забивания плоскопараллельной
насадки конечного газового холодильника отложениями
нафталина и снижения сопротивления предусмотрена по-
дача каменноугольной смолы в трубопровод, подающий
воду в газовую часть холодильника. На отдувочную колонну
подают смесь воды цикла конечного газового холодильника
и сепараторной воды бензольного отделения в количестве
45 м3/ч, что уменьшает содержание агрессивных компонен-
тов в закрытом цикле и в воде, подаваемой на биохимиче-
скую установку.
ЗАКРЫТЫЙ ЦИКЛ ВОДЫ КОНЕЧНОГО ОХЛАЖДЕНИЯ
КОКСОВОГО ГАЗА С ПОДАЧЕЙ КАМЕННОУГОЛЬНОГО
ПОГЛОТИТЕЛЬНОГО МАСЛА В НАФТАЛИНОВЫЙ
ПРОМЫВАТЕЛЬ КОНЕЧНОГО ХОЛОДИЛЬНИКА
Замена каменноугольной смолы поглотительным обез-
бензоленным маслом («дебензине») для экстракции нафта-
лина из воды в нафталиновых промывателях обеспечивает
повышение эффективности процесса.
Справочник J^kcoxumiikz. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
105
Однако при этом возникает проблема разделения сме-
си масло - вода, так как масло «дебензине» на выходе из про-
мывателя характеризуется повышенным содержанием воды
и нафталина. В этом варианте необходимо редистиллиро-
вать масло на отдельной колонне для удаления из него воды
и легких погонов. Усложнение схемы рекомендуется приме-
нять в случаях, когда в конечный газовый холодильник по-
ступает газ с содержанием нафталина более 2 г/м3.
Известен многолетний опыт конечного охлаждения
коксового газа, когда удаление нафталина из воды произ-
водится каменноугольным поглотительным маслом [10].
В этой установке вода, содержащая нафталин, из газовой
части конечного холодильника поступает в традиционный
промыватель с шестью тарелками, в котором каменноуголь-
ным поглотительным маслом при температуре около 75 °C
из воды экстрагируется нафталин. Масло из нижней части
промывателя откачивается в резервуар масла «бензине».
Вода из промывателя проходит через отстойники, в кото-
рых при трехчасовом отстое из нее удаляется вынесенное
из нижней части конечного газового холодильника масло.
Периодически (2-3 раза в сутки) в отстойник для улучше-
ния отделения воды от масла добавляют сернокислое желе-
зо в количестве 10- 15 кг.
Конечное охлаждение коксового газа с закрытым цик-
лом по воде (расход до 300 м3/ч) и экстракцией нафталина
каменноугольным поглотительным маслом является устой-
чивым процессом при подаче 5м3/ч обезбензоленного
масла плотностью 1,071 -1,088 кг/м3, подогретого до тем-
пературы 75 - 80 °C в промыватель диаметром 5 м. Масло
с содержанием воды < 1% из нафталинопромывателя пере-
дают в промежуточный резервуар бензольного отделения.
Для максимального удаления масла из воды, передаваемой
на биохимическую установку, должен быть предусмотрен
ее трехчасовой отстой и введение в отстойник сернокис-
лого железа.
Продувку цикла осуществляют конденсатом, образу-
ющимся при охлаждении газа, и сепараторной водой отде-
ления дистилляции бензольных углеводородов.
При этом количество сбрасываемой воды из цикла ко-
нечного охлаждения на биохимическую установку состав-
ляет 15-20 м3/ч на 100 тыс. м3/ч коксового газа [10].
ДРУГИЕ МЕТОДЫ ОБЕСЦИ АН ИВ АНИЯ ОБОРОТНОЙ
ТЕХНИЧЕСКОЙ ВОДЫ В СХЕМАХ КОНЕЧНОГО
ОХЛАЖДЕНИЯ С ПРИМЕНЕНИЕМ АППАРАТОВ
НЕПОСРЕДСТВЕННОГО ДЕЙСТВИЯ
Формальдегидный способ очистки оборотной воды
цикла конечного охлаждения исследовался в промыш-
ленных условиях на одном из коксохимических произ-
водств Украины. Из-за образования стойкой водосмоляной
эмульсии в процессе конечного охлаждения газа при экс-
тракции нафталина из воды исследования были прекраще-
ны. Технологическая схема и результаты этих исследований
рассмотрены в разд. 8.5.2.
В качестве одного из вариантов конечного охлажде-
ния, газа с закрытым циклом можно рассматривать схему
отдувки синильной кислоты из оборотной воды этого цикла
под вакуумом. Характерной особенностью схемы является
наличие децианизатора (аппарат с плоскопараллельной
насадкой), в котором создается глубокое разрежение с по-
мощью вакуумного насоса. Вопрос утилизации неконден-
сирующихся газов из децианизатора рекомендовалось ре-
шать путем передачи их в регенераторный газ сероочистки
или на установки получения роданистых солей.
Внедрение обоих вышеописанных методов в широкую
промышленную практику требует значительных технологи-
ческих доработок, а главное - решения вопроса дальней-
шей утилизации HCN после десорбции из оборотной воды.
ЗАКРЫТЫЙ ЦИКЛ ВОДЫ КОНЕЧНОГО ОХЛАЖДЕНИЯ
КОКСОВОГО ГАЗА С ПРИМЕНЕНИЕМ ТРУБЧАТЫХ
ГАЗОВЫХ ХОЛОДИЛЬНИКОВ
В качестве варианта конечного охлаждения коксового
газа со значительным снижением загрязнения атмосферы
вредными выбросами могут рассматриваться схемы, в кото-
рых тепло газа снимается водой через стенку [11]. Техноло-
гическая схема такого процесса представлена на рис. 7.3.
Коксовый газ после очистки от аммиака поступает дву-
мя потоками в холодильники с горизонтальными трубами 1.
В качестве хладоагента используется оборотная техниче-
ская вода, подаваемая в трубное пространство. Коксовый
газ подается в межтрубное пространство. Межтрубное
1 - конечные газовые холодильники
с горизонтальными трубами;
2 - гидрозатворы; 3,4- сборники;
5-насосы.
Технологические потоки:
I - коксовый газ после сульфатного
отделения; II - коксовый газ на бензольные
скрубберы; III - сепараторная вода;
IV - смола; V - избыточная водо-смоляная
смесь в механизированные осветлители
Рис. 7.3.
Технологическая схема
конечного охлаждения
коксового газа в трубчатых
газовых холодильниках
(рравочник Коксохимика, 'Jom 3
106
Раздел 1. Улавливание химических продуктов коксования
Конечное охлаждение.
Холодильник
Альфа Лаваль
пространство холодильников непрерывно орошается
циркулирующей водосмоляной смесью в количестве ~25
м3/ч на каждый из работающих холодильников.
Из межтрубного пространства холодильников через
гидрозатвор 2 водосмоляная смесь поступает в сборник
3 и частично в сборник 4. В сборнике 4 происходит сме-
шивание смолы (поступающей из насосной конденсации),
сепараторной воды бензольного отделения и части цир-
кулирующей водосмоляной смеси из сборника 3. Избыток
водосмоляной смеси отводится в механизированные освет-
лители отделение конденсации. В свою очередь охлажден-
ный коксовый газ после конечных холодильников 1 направ-
ляется на улавливание бензольных углеводородов.
Основные показатели процесса приведены в табл. 7.8.
Применение данного варианта конечного охлаждения
позволило обеспечить необходимый температурный режим
и очистку газа от нафталина.
Таблица 7.8.
Расчетные и фактические
показатели процесса
конечного охлаждения
коксового газа с применением
холодильников с горизон-
тальными трубами
поверхностью охлаждения
2 900 м2 [12]
Параметры Показатели
расчетные фактические
Расход коксового газа на один холодил ьник, тыс. м3/ч 40-50 44-55
Расход воды на охлаждение, м3/ч 400-450 232-530
Удельный расход воды, м3/1 ОСЮ м3 газа 9-10 8-12
Температура газа после холодильника,°C 25-32 20-29
Температура воды после холодильника,°C 22-28 21-28
Расход водосмоляной смеси на один холодильник, м3/ч* 25 25
* Соотношение сепараторной воды и смолы 2-3:1.
При реализации этого способа закрытия цикла конеч-
ного охлаждения, по сравнению с открытым циклом, имеет
место снижение выбросов: бензола - на 76%; цианистого
водорода - на 88%; нафталина - на 81 %, фенолов - на 81 %.
В качестве варианта основного аппарата для такого
рода схем в разделе 7.6.1 представлена новая конструкция
конечного газового холодильника спирального типа, ко-
торый имеет улучшенные показатели по теплообмену при
значительно меньших капитальных затратах [19; 27].
7.3. Абсорбция бензольных углеводородов
из коксового газа
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ПРОЦЕССА АБСОРБЦИИ
Абсорбция бензольных углеводородов является фи-
зическим процессом, при котором происходит взаимный
массообмен между газовой и жидкой фазами в направлении
достижения равновесия.
Давление паров бензольных углеводородов над жид-
кими поглотителями выражается законом Генри:
v-Cr,
где у, х - концентрации вещества в газе над раствором и в
растворе;
С - константа Генри.
Для идеальных растворов давление паров растворен-
ного вещества над раствором выражается законом Рауля:
Р=Рок,
гдер -давление пара растворенного вещества над рас-
твором;
р0 - давление пара чистого вещества;
х - концентрация вещества в растворе, моль.
Давление паров бензольных углеводородов над раз-
бавленными растворами в соляровом масле подчиняется
закону Рауля. Для каменноугольного масла рекомендуют
принимать коэффициент 1,25, тогдар = 1,25рол [1].
Так как изменение упругости паров бензольных угле-
водородов над разбавленными растворами их в соляровом
масле подчиняется закону Рауля, а над растворами в камен-
ноугольном масле нет, то зависимость между содержанием
бензольных углеводородов в газе у (г/м3) и содержанием их
в масле х (% вес.) выразится следующими уравнениями:
Для солярового масла
для каменноугольного масла
1,25х
0,0224-^- =—М\Р°
М6 _х +юо-
Мм
где Р - общее давление газа, Па (мм рт. ст.);
М6 и М^- молекулярная масса сырого бензола и погло-
тительного масла;
р(1 - давление паров сырого бензола,
Па (мм рт. ст).
(Справочник Коксохимика. rfoM 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
107
Так как в аппаратуре, используемой для проведения
процесса абсорбции, равновесные концентрации прак-
тически не достигаются, их принято рассматривать как тот
предел, к которому стремится процесс в конкретных техно-
логических условиях (температура, давление, качественные
характеристики масла и др.).
На рис. 7.4 представлена диаграмма равновесных
концентраций бензольных углеводородов в коксовом газе
и поглотительных маслах при различных температурах кон-
такта [1; 5].
Равновесные концентрации бензольных углеводородов
в поглотительном масле, % !мас.)
1,2- 15:3,4 - 20:5,7 - 25:6.8 - 30:9, 10-35,11, 12-40.
Диаграмма построена для каменноугольного поглоти-
тельного масла с молекулярной массой Л/= 170 и солярового
масла М = 230. В соответствии с этой диаграммой Правилами
технической эксплуатации регламентированы следующие
параметры ведения процесса для достижения остаточного
содержания бензольных углеводородов ~ 3 г/м3 [6]:
в поглотительном масле, поступающем на извлечение,
должно содержаться не более 0,3 % бензольных угле-
водородов для каменноугольного масла и 0,2 % для
солярового масла;
средняя температура улавливания бензольных угле-
водородов из коксового газа не должна превышать
30 °C;
насыщение каменноугольного поглотительного масла
должно находиться в пределах 2 - 3 % и 1,5-2% при
работе на соляровом масле.
качество оборотного поглотительного масла должно
обеспечиваться как непрерывным выводом более 1 %
его на регенерацию, так и подачей соответствующего
количества свежего каменноугольного поглотитель-
ного масла с повышенными качественными характе-
ристиками;
увеличение количества подаваемого масла (сверх
принятого оптимума 1,8 - 1,9 л/м3) до 2,4 - 2,5 л/м3, что
создает реальную возможность регулирования режи-
ма улавливания бензольных углеводородов.
На практике равновесные концентрации никогда не
достигаются, поэтому эффективность процесса характери-
зуется показателем степени абсорбции или содержанием
бензольных углеводородов в обратном газе. Степень аб-
сорбции - многофакторная переменная и в общем виде вы-
ражается формулой [12]:
I 6 + и(ехр(тб)-1)
b+exp(mb)-l
где д - степень абсорбции в долях единицы;
т = 0,2ТР—;
К
Р - давление газа, Па;
F - поверхность насадки, м2
V - количество газа, м3/ч;
К - коэффициент массопередачи, кг/(м2-ч-Па);
Ь = 1-™,
Р1
I - удельный расход масла, кг/м3 газа;
7500 С,
и =-------,
Р «I
Ср содержание бензольных углеводородов в посту-
пающем масле, %;
а, - содержание бензольных углеводородов в посту-
пающем газе, г/м3
Ниже приведено влияние значимых факторов на сте-
пень абсорбции бензольных углеводородов д и содержание
их в обратном газе аг, а также их относительное изменение
а2/а? и на относительное изменение количества поглощен-
ных бензольных углеводородов G/Go.
Влияние поверхности насадки представлено в табл. 7.9
и на рис. 7.5.
Рис. 7.4.
График равновесных
концентраций бензольных
углеводородов в газе
и поглотительном масле
при температуре, °C
Рис. 7.5.
Влияние поверхности
насадки на степень
абсорбции бензольных
углеводородов
Параметры Поверхность насадки
Рв 0,9F„ 0,8F„ 03F„ 0,2F8 03F„
i),% 93,56 93,12 92,50 91,6 90,25 88,2 85,1 80 70,8 52
«2 1,91 2,03 2,21 2,47 2,87 3,44 4,38 5,88 8,6 14,1
в2/в2’ 1,0 1,07 1,16 1,31 1,52 1,8 2,3 3,08 4,5 7,4
G/G, 1,0 0,955 0,985 0,977 0,962 0,94 0,91 0,855 0,76 0,555
Таблица 7.9.
Влияние поверхности
насадки на эффективность
абсорбции
(рраэочпмк Коксохимика. Том 3
108
Раздел 1. Улавливание химических продуктов коксования
Влияние удельного расхода поглотительного масла /
представлено в табл. 7.10 и на рис. 7.6.
Влияние давления на процесс абсорбции представле-
но в табл. 7.13 и на рис. 7.9.
Рис. 7.9.
Зависимость необходимой
поверхности насадки F
бензольных скрубберов от
давления газаР
Рис. 7.6.
Влияние относительного
расхода поглотительного
масла 1/10 на степень
абсорбции бензольных
углеводородов д
Влияние содержания бензольных углеводородов в по-
ступающем масле С, представлено в табл. 7.11 и на рис. 7.7.
Рис. 7.7.
Влияние содержания
бензольных углеводородов
в поступающем
поглотительном масле С}
на степень абсорбции д
и потери их с газом а2
Влияние температуры поглотителя представлено
в табл. 7.12 и на рис. 7.8.
Приведенные данные позволяют количественно оце-
нить влияние различных технологических факторов на про-
цесс абсорбции бензольных углеводородов из коксового
газа и оперативно компенсировать негативное влияние
одного из них изменением параметров другого фактора.
Рис. 7.8.
Влияние температуры масла
t на степень абсорбции
д0 и потери бензольных
углеводородов с обратным
газом а2
ХАРАКТЕРИСТИКА
ПОГЛОТИТЕЛЬНЫХ МАСЕЛ
Поглотительное масло, используемое для улавливания
бензольных углеводородов, должно соответствовать требо-
ваниям ПТЭ [6]. Наиболее полно отвечают этим требовани-
ям каменноугольное поглотительное масло (продукт пере-
работки каменноугольной смолы) и нефтяное соляровое
масло. В табл. 7.14 приведены современные технические
условия на каменноугольное поглотительное масло для
улавливания бензольных углеводородов.
Правилами технической эксплуатации рекомендуется
при работе поддерживать соляровое масло на следующем
качественном уровне: удельный вес - не более 0,88, вяз-
кость при 50°C - 1,15 - 1,50 °Э, содержание воды - не более
0,2 %, расслаиваемость в смеси с водой - полная, содержа-
ние шлама - не более 20 мг/л.
^1равочпмк Коксохимика. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
109
Параметры УДеяытый расход попмтителя
4 0,9/, ОД, 0,7/, 0,«в ОЛ 03/, o,w,
ц,% 93,56 92,85 91,4 88,5 82 71,2 42,8 14,5
а2 1,91 2,1 2,52 3,38 5,29 8,47 16,8 25,1
а11а2 1,0 1,11 1,32 1,77 2,76 4,44 8,8 13,1
GIG, 1,0 0,99 0,975 0,945 0,875 0,76 0,458 0,156
Таблица 7. 10.
Влияние удельного
расхода поглотителя на
эффективность абсорбции
Параметры Содержание бензольных углеводородов, С(, %
0 0,18 0,25 0,3 0,35 0,4 ОД
i),% 99,0 93,56 91,5 90 88,5 87 84
«2 0,30 1,91 2,5 2,9 3,4 3,8 4,7
а21аг 0,16 1,0 1,32 1,58 1,78 2,0 2,46
GIG, 1,06 1,0 0,975 0,96 0,944 0,926 0,895
Таблица 7.I 1.
Влияние содержания
бензольных углеводородов
в поступающем масле на
эффективность процесса
абсорбции
Параметры Температура поглотителя, °C
20 25 30 35 40 45
1), % 96,4 95,15 93,56 89,7 82,7 69,6
«2 1,06 1,43 1,91 3,01 5,1 8,85
а2/Я2’ 0,55 0,75 1,0 1,58 2,67 4,63
G/G„ 1,03 1,02 1,0 0,96 0,88 0,74
Таблица 7.12.
Влияние температуры
поглотителя на
эффективность процесса
абсорбции
Параметры Давление?, МПа
0,1 од 0,5 1,0 2,0
F, м2 95000 23100 6 750 3 060 1470
F/F^M2 1,0 0,243 0,07 0,032 0,016
Таблица 7.13.
Влияние давления
на эффективность
абсорбции
Наименование показателя Норма для марок
А Б В
1 сорт 2 сорт
Объемная доля воды, %, не более 0,5 0,5 0,5 0,5
Фракционный состав, % объемн.:
отгон до 230 °C, не более Отсутств. 2 3 2
отгон до 285 °C, не менее 95 - - -
отгон 230-300 °C, не менее - 90 90 90
Массовая доля фенолов, %, не более 0,7 0,8 1,0 В пределах 2,5 -3,5
Массовая доля нафталина (в пересчете на безводный продукт), %, не более 8 13 15 13
Отсутствие осадка при температуре, °C 5 15 Не нормируется 15
Примечание. По договоренности с потребителем допускается применение масла марки Б для улавливания бензольных углеводородов.
Марка В используется для приготовления флотореагентов.
Таблица 7.14
Каменноугольное
поглотительное масло,
соответствующее
требованиям и нормам
ТУУ322-00190443-117-97
На момент подготовки и издания настоящего справочника в качестве поглотителя бензольных углеводородов в условиях
Украины используется исключительно каменноугольное поглотительное масло.
(правочник Крксохимика. Том 3
110
Раздел 1. Улавливание химических продуктов коксования
АБСОРБЦИЯ БЕНЗОЛЬНЫХ УГЛЕВОДОРОДОВ
ИЗ КОКСОВОГО ГАЗА КАМЕННОУГОЛЬНЫМ
ПОГЛОТИТЕЛЬНЫМ МАСЛОМ ПРИ НОРМАЛЬНОМ
ДАВЛЕНИИ
На рис. 7.10 приведена схема улавливания бензольных
углеводородов из коксового газа каменноугольным погло-
тительным маслом, получившая определенное распростра-
нение на коксохимических предприятиях Украины [14].
Скрубберы
для улавливания
бензола
Рис. 7.10.
Усовершенствованная
технологическая схема
абсорбции бензольных
углеводородов
с дифференцированной
подачей обезбензоленнного
поглотительного масла
на ступени абсорбции
1 - бензольные скрубберы; 2 - масляные насосы; 3 - коммуникации
холодного масла; 4 - коммуникации горячего мосла;
5 - коммуникации насыщенного масла
Коксовый газ, охлажденный в конечных газовых холо-
дильниках до 25 - 27 °C, поступает в бензольные скрубберы,
установленные последовательно. Обезбензоленное погло-
тительное масло с температурой на 2 - 3 °C выше темпе-
ратуры газа подается на последний по ходу газа скруббер,
стекает по насадке, взаимодействуя с газом, и насыщается
бензольными углеводородами. Через подскрубберный
сборник поглотительное масло насосом нагнетается на
последующий скруббер. Насыщенное бензольными угле-
водородами масло после первого по ходу газа скруббера
подается в отделение дистилляции.
В холодное время года из-за повышенныхтеплопотерь
в окружающую среду в промышленной практике имеют
место большие превышения температуры масла над темпе-
ратурой газа, составляющие 12 - 15 °C (вместо 5 - 7 °C, реко-
мендованных ПТЭ). В этих условиях не достигается возмож-
ная степень извлечения бензольных углеводородов, имеют
место повышенные потери с обратным газом.
Для локализации этого негативного фактора тради-
ционная схема дополняется коммуникацией для дозиро-
ванной подачи горячего обезбензоленного масла (после
дистилляционной колонны) в поток после первого по ходу
масла скруббера в количестве, компенсирующем теплопо-
тери масла в этом скруббере (3 - 6%). Данный способ [14]
позволяет оптимизировать температуру масла, подаваемо-
го на улавливание, снизить потери бензольных углеводоро-
дов с обратным газом и избежать обводнения масла за счет
конденсации водяных паров.
В настоящий момент для абсорбции бензольных
углеводородов применяются преимущественно скруббе-
ры с регулярными металлическими насадками с большой
удельной поверхностью. Применение таких насадок в со-
четании с тарельчатыми распределителями и перераспре-
делителями поглотительного масла и газа позволяет созда-
вать новые эффективные и компактные аппараты с малым
гидравлическим сопротивлением. Как правило, в практике
коксохимпроизводств улавливание бензольных углеводо-
родов производится в двух последовательно включенных
по газу и маслу скрубберах в противотоке. Предпринима-
ются попытки установки одного скруббера, но это реально
при корректировке режимно-технологических показателей
процесса в сторону ужесточения. Описание такого скруб-
бера и технологический режим его работы будет приведен
в соответствующем разделе.
ПРИМЕР РАСЧЕТА ПОВЕРХНОСТИ МАССООБМЕНА
ДЛЯ РЕКОМЕНДУЕМОГО ТИПА НАСАДКИ
Независимо от типа насадки ее поверхность должна
быть выбрана с учетом реальных технологических параме-
тров процесса, то есть температуры взаимодействующих
фаз, расходов газа и поглотительного масла, его качествен-
ных характеристик и степени дебензинации.
Исходные данные для расчета процесса абсорбции
бензольных углеводородов из коксового газа каменно-
угольным поглотительным маслом:
Расчетное количество коксового газа, поступающего
в скрубберы, тыс. м3/ч 110
Содержание бензольных углеводородов:
в прямом газе, Ур г/м3 35
в обратном газе, У,, г/м3 3
в обезбензоленном масле, Хг, % масс. 0,2
в насыщенном масле У,, % масс. 2,1
Справочник Крксохнмика- Tov 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
111
Молекулярная масса масла, М 170
Удельный вес масла, кг/м3 1070
Температура масла, °C:
на входе в абсорберы, / 32
на выходе из абсорбера, t 30
Температура газа, °C:
на входе в абсорбер 25
на выходе из абсорбера 27
Среднее давление в аппарате, Р, мм рт. ст. 820
Содержание бензола в смеси бензольных
углеводородов, %масс.
в прямом газе 75
в обратном газе 77-85
в масле «бензине» 75
в масле «дебензине» 30
Расчет основных параметров процесса абсорбции
бензольных углеводородов.
Скорость газа на полное сечение скруббера опреде-
ляется из соотношения:
3600 nd1
При максимальной нагрузке скорость газа составит:
„ 4110000
К =-------------z- = 3 м/с.
3600 7С-(3,62)
Количество бензольных углеводородов, извлекаемых
из газа:
G С(1-Г2) = 110000.(35-3)=3 52о
Ьу 1000 1000
в том числе собственно бензола:
601.0,75-^.0,8)
Си, =-----------------=
h 1000
110000 (35 0,75-3-0,8)
-------1---------------- = 2 623,5 кг/ч.
1000
Упругость паров бензола в прямом газе:
35-0,75-22,4-109,32
78000
= 0,825 кПа.
Упругость паров бензола в обратном газе:
3-0,8.22,4-109,32
78000
= 0,075 кПа,
где 78 - молекулярная масса бензола, 1000 - количество
литров в 1 м3газа.
Давление паров бензола над маслом «бензине»:
2,1 -0,75-0,89-170-15,9
1,07-78-100
= 0,45 кПа,
а над маслом «дебензине»:
2
0,2-0,3-0,89 170-17,6
1,07-78-100
= 0,019 кПа.
Движущая сила процесса в нижней части скруббера:
ДР, =ДР1г-ДР11( = 0,37 кПа.
Движущая сила в верхней части скруббера:
ДЛ = ДР2г - ДР2и = 0,056 кПа.
Среднее значение движущей силы процесса абсорбции:
ДР,-ДР, 0,314
ДР„ = -1 <п 2 =------—-----= 0,167кПа.
ф , ДР, 2,3-/г6,5807
In —L 6
ДР2
Необходимая поверхность насадки (F) в указанных
выше условиях составит:
F_ Gb _ 2623,5 15710
~КЬРср ~ £ 0,167 ~ К
где К - коэффициент массопередачи - величина, характе-
ризующая кинетику процесса и, чаще всего, определяемая
опытным путем для каждого конкретного типа насадки. Для
плоскопараллельной насадки этот коэффициент опреде-
лен в процессе полупромышленных испытаний и уточнен
в промышленных условиях - К = 0,45 кг/(м2-ч-Па) для ско-
рости газа -3 м/с.
Необходимая поверхность плоскопараллельной на-
садки:
^-34911,4.
0,45
Площадь сечения скруббера
S=^j-= 0,785-(3,6)2 = 10,17,
тогда общая высота насадки для двух скрубберов
,, 34988,4 „
Н =---------------------------— = 31,207,
10,17-110
а в одном составляет 0,5// или 15,603 м.
7.4. Получение сырого бензола.
Физико-химические основы
процесса
Процесс дистилляции бензольных углеводородов из
поглотительного масла водяным паром подчиняется закону
Дальтона:
Уб ^РбМб ,
У в Рвмв
где рГ1 ид, - парциальные давления бензола и водяного
пара соответственно,
А/, и Mt-молекулярные массы бензола и водяного пара.
Наибольшее влияние на процесс оказывает расход во-
дяного пара на 1 кг перегоняемого бензола (уД В промыш-
ленных условиях он зависит от многих факторов - содер-
жания бензольных углеводородов в насыщенном и обез-
бензоленном масле, температуры масла и пара, давления
в колонне, состава и свойств сырого бензола и масла, кон-
структивных особенностей дистилляционной колонны.
Влияние всех этих факторов на удельный расход пара
выражает формула[5):
14 уРт~(Рьу+Р«)
MbyntaL pby
Справочник KOKCOXf|'inKa- Том 3
112
Раздел 1. Улавливание химических продуктов коксования
Рис. 7.12.
Зависимость расхода
пара на 1 т сырого бензола
от количества тарелок
в колонне
где tu и tn - температуры масла и пара,°C;
Мб} - средняя молекулярная масса бензольных
углеводородов;
л - количество тарелок в колонне;
рТ - суммарное давление паров на данной тарел-
ке, мм рт. ст.;
ИР„- парциальные давления бензола и водяно-
го пара соответственно на данной тарелке,
мм рт. ст.
„ V Рт~(Рьу + Р,,)
При расчете величины z.-------------принимают,
Pby
что на каждой тарелке колонны отгоняется одна и-я часть
бензольных углеводородов и что давление по высоте ко-
лонны изменяется равномерно.
Результаты расчетов по этой формуле приведены гра-
фически (рис. 7.11 - 7.13). Они иллюстрируют зависимость
расхода пара на 1 т сырого бензола от температуры масла,
количества тарелок в колонне, содержания бензольных
углеводородов в насыщенном и обезбензоленном масле.
Рис. 7.11.
Зависимость расхода пара
на 1 т сырого бензола от
температуры подаваемого
в колонну каменноугольного
поглотительного масла
Количество тарелсж
в колонне
ТЕХНОЛОГИЧЕСКИЕ АСПЕКТЫ ПРОЦЕССА ПОЛУЧЕНИЯ
СЫРОГО БЕНЗОЛА
Бензольные углеводороды из насыщенного поглоти-
тельного масла в коксохимическом производстве стран СНГ
выделяются двумя основными способами:
с получением сырого бензола, содержащего 90 - 95 %
отгона до 180 °C;
с получением «двух бензолов», из которых первый
имеет температуру начала кипения 74,5 ’С и содержит
отгона до 150 °C около 98 %, а второй выкипает в пре-
делах температур 150-220 °C.
Вторую технологическую схему отличает от первой
наличие дополнительной ректификационной колонны
(разделительной). В разделительной колонне происходит
фракционирование паров сырого бензола, поступающих из
дистилляционной колонны, с получением двух продуктов -
первого и второго бензолов.
Рис. 7.13.
Зависимость расхода пара
на 1 т сырого бензола от
содержания бензольных
углеводородов
в насыщенном (а)
и в обезбензоленном (б)
маслах
Содержание бензольных углеводородов
в насыщеном масле, %
Содержание бензольных углеводородов
в обезбензоленном масле, %
а
б
(рравочник Коксохимика. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
113
Свойства легкой (бензол I) и тяжелой (бензол II) фрак-
ций приведены в табл.7.15.
Практика промышленного производства показала, что
при помощи разделительной колонны добиться четкого
разделения сырого бензола на два продукта со свойствами,
приведенными в табл. 7.15 не всегда удается.
Характеристика Бензол
1 II
Плотность при 20 °C 0,873 0,927
Начало кипения, °C 74,5 139,0
Отгон, % от температуры,°C:
100 81,0 -
120 92,0 -
150 98,0 9,5
180 - 54
200 - 63,0
Выход продуктов ректификации, %масс. к фракции сырого бензола:
головная фракция 3,8 -
чистый бензол 61,8 2,0
чистый толуол 16,3 4,1
ксилол 2,7 5,4
сольвент 1,8 46,9
Содержание, % масс, к исходной фракции:
непредельных соединений 5,2 16,9
сернистых соединений 1,42 0,487
Схема дистилляции насыщенного поглотительного
масла при огневом нагреве в трубчатой печи с получением
двух фракций сырого бензола получила наибольшее рас-
пространение. Схема приведена на рис. 7.14.
По этому методу насыщенное поглотительное мас-
ло нагревают в трубчатой печи. После дистилляции обез-
бензоленное масло охлаждают водой в кожухотрубчатых
теплообменниках. Применение нафталиновой колонны
позволяет выделить нафталин из поглотительного масла,
а, значит, снизить его содержание в газе после бензольных
скрубберов.
После бензольно-скрубберного отделения насыщен-
ное поглотительное масло насосом подается на дефлег-
матор 1 дистилляционной колонны 2, где подогревается
отходящими из колонны парами. Дополнительный подо-
грев масла осуществляется в теплообменниках 3 обезбен-
золенным маслом, а окончательный - в трубчатой печи 4.
Полученная парожидкостная смесь подается в дистилляци-
онную колонну.
Отбираемое снизу колонны насосом 12 обезбензолен-
ное масло охлаждается в теплообменниках 3 и в кожухо-
трубчатых холодильниках 13, а затем подается в бензольно-
скрубберное отделение на орошение скрубберов.
Паровая фаза, состоящая из паров воды, бензольных
углеводородов и легких погонов масла, попадает в дефлег-
матор, где охлаждается и частично конденсируется в ре-
зультате чего образуется флегма.
При работе на каменноугольном поглотительном
масле образовавшаяся флегма плохо отстаивается от воды
ввиду незначительной разности плотностей. Поэтому кон-
денсат необходимо разделить на 2 части. Из верхней труб-
чатки дефлегматора, охлаждаемой водой, отбирается легкая
флегма с плотностью менее 980 кг/м3, а из нижних трубчаток,
охлаждаемых маслом «бензине», - тяжелая флегма с плот-
ностью более 1 020 кг/м3. Обе флегмы стекают раздельно
в соответствующие им сепараторы 8 и 9 для отстаивания от
воды, а затем поступают в общий сборник 10. Из сборника
флегма насосом 11 подается в качестве рефлюкса в верх-
нюю часть дистилляционной колонны.
При работе на соляровом масле образовавшаяся флег-
ма легко отстаивается от воды, поэтому устанавливается
только один сепаратор.
С целью вывода нафталина из оборотного поглоти-
тельного масла устанавливается нафталиновая колонна 14,
питание для которой поступает с одной из верхних тарелок
дистилляционной колонны (масло) или из рефлюксной ли-
нии (флегма). В нафталиновой колонне с помощью острого
пара производится отгонка легкокипящих погонов, отводи-
мых в паровой фазе в дистилляционную колонну, а остаток -
нафталиновая фракция - из нижней части колонны стекает
в резервуар для смолы.
Несконденсировавшиеся пары воды и сырого бен-
зола после дефлегматора поступают в разделительную
колонну 5, где происходит фракционирование на легкий
и тяжелый бензол. Из укрепляющей части разделительной
колонны пары легкого бензола отводятся в конденсатор-
холодильник 6. После отстаивания от воды в сепараторе 7
бензол подается в рефлюксный бачок 18, из которого боль-
шая часть его подается насосом 12 на верхние тарелки раз-
делительной колонны в качестве холодного орошения, а из-
быток через сборник - в цех ректификации. Под действием
холодного орошения на верхние тарелки разделительной
колонны интенсифицируется конденсация высококипящих
компонентов сырого бензола и паров воды, что может при-
вести к обводнению системы. Во избежание этого жидкая
фаза с верхней тарелки отводится через боковой щтуцер
в сепаратор 21 для отстаивания от воды, после чего возвра-
щается на вторую сверху тарелку разделительной колонны.
Небольшая часть масла (~ 1 %) непрерывно выводится
на регенерацию для удаления из него полимеров и шлама.
Регенерация может производиться как по паровому, так
и по огневому методу. После регенератора пары масла
и воды возвращаются в дистилляционную колонну. Поли-
меры из регенератора подаются в смолу, идущую на пере-
работку, либо применяются для обмасливания шихты при
загрузке коксовых печей.
Сепараторные воды бензольного отделения переда-
ются в цикл воды конечного охлаждения [6].
В схеме предусмотрено наличие парового подогрева-
теля для масла, устанавливаемого рядом с трубчатой печью
и включаемого при ее ремонте.
Основные характеристики процесса дистилляции на-
сыщенного поглотительного масла при огневом нагреве
в трубчатой печи с получением двух фракций сырого бен-
зола приведены ниже.
Таблица 7.15.
Свойства бензола I
и бензола II
Справочник Коксохимика. Том 3
114
Раздел 1. Улавливание химических продуктов коксования
Рис. 7.14.
Схема получения сырого
бензола при огневом нагреве
поглотительного масла
1 - дефлегматор; 2- дистилляционная колонна;3 - теплообменник; 4 - трубчатая печь; 5-разделительная колонна;
6-конденсатор-холодильник;7-сепараторконденсатора;8,9-сепараторыдефлегматора; 10-сборник; 11,12,15,16-насосы;
13-кожухотрубчатый холодильник; 14-нафталиновая колонна; 17-сборник; 18 -бачокдля рефлюкса; 19 - подогревательбензолаН;
20- холодильник бензола II; 21 - сепаратор разделительной колонны; 22 - регенератор; 23 - теплообменник; 24 - сборник полимеров.
Технологические потоки: I - насыщенное масло; II - обезбензоленное масло; III - обезбензоленное маслов бензольно-скрубберное отделение; IV
- паровая фаза (пары воды, бензольных углеводородов, легких погонов масла); V - легкая флегма: VI - тяжелая флегма; VII - объедененная флегма;
VIII - рефлюкс; IX-питание нафталиновой колонны;Х - нафталиновая фракция; XI - бензол- 1;ХН- бензол-2; XIII - рефлюкс бензола; XIV-масло
на регенерацию; XV- сепараторная вода бензольного отделения; XVI- вода; XVII - пар; XVIII -пар из регенератора; XIX - коксовый газ
Основные характеристики процесса дистилляции
насыщенного поглотительного масла при огневом нагреве
с получением «двух бензолов»
Температурный режим,°C
Температура насыщенного бензолом масла:
в регенераторе поглотительного масла 0,045
в разделительной колонне для двух
бензолов 0,415
Всего 1,68
до дефлегматоров после дефлегматоров 30 75-80
после теплообменников 135-140
после трубчатой печи 180
Температура обезбензоленного масла:
после дистилляционной колонны 175
после теплообменников 80-85
после холодильников 27-30
Температура паров:
после дистилляционной колонны 110- 120
после дефлегматоров 85-88
после разделительной колонны 72-75
Расход пара на 1 т сырого бензола, т:
в бензольной колонне
с регенератором масла 1,050
в нафталиновой колонне 0,170
Расход охлаждающей воды на 1 т сырого бензола, м3:
в холодильнике фракции тяжелого
сырого бензола 0,45
в конденсаторах-холодильниках фрак-
ции легкого сырого бензола 35,2
в холодильниках для масла 69,50
Всего 105,15
Расход электроэнергии для насосов
перекачки масла, полимеров, рефлюкса,
флегмы, сырого бензола и нафталиновой
фракции, квт ч 134,5
Анализ показателей работы промышленных установок
для получения сырого бензола позволяет сделать вывод,
что рациональной по своим технико-экономическим по-
казателям является схема с применением огневого нагрева
каменноугольного поглотительного масла. Расход его на аб-
сорбцию 1 т бензольных углеводородов ниже, чем соляро-
вого примерно на 20%, следовательно, ниже затраты на его
(рравочник Коксохимика. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
115
циркуляцию и расход тепла на нагревание. Применение же
трубчатой печи для нагрева масла позволяет почти в 2 раза
снизить расход пара на дистилляцию.
Отечественным образцом установки, в которой вслед-
ствие модернизации достигнуты высокие показатели, мож-
но рассматривать бензольно-скрубберное и бензольное
отделения, эксплуатируемые на одном из предприятий СНГ
[10; 13].
Технологическая схема этих отделений представлена
на рис. 7.15.
Коксовый газ после очистки от аммиака фосфатным
способом охлаждается в конечном газовом холодильни-
ке 1 до 20- 30 °C. Далее из газа извлекают бензольные
углеводороды каменноугольным поглотительным маслом
в двух последовательно соединенных скрубберах с плоско-
параллельной насадкой 2. Обратный газ после бензольных
скрубберов проходит через скруббер Вентури во избежание
уноса масла и по газопроводу направляется потребителю.
Насыщенное бензольными углеводородами масло
суммарным объемом 160 м3/ч поступает в два последова-
тельно соединенных сборника 4. Из сборников насыщенное
масло насосом 3 подается в дефлегматор 11, в котором на-
гревается до 80°C отходящими из колонны парами сырого
бензола. После дефлегматоров насыщенное масло прохо-
дит теплообменник «масло - масло» 5, где нагревается сте-
кающим из колонны обезбензоленным маслом и поступает
в паровые подогреватели 7.
Подогретое «глухим» паром насыщенное масло пода-
ется на предпоследнюю (колпачковую) тарелку дистилля-
ционной колонны 8. Из колонны обезбензоленное масло
через гидрозатвор поступает в сборник горячего масла,
проходит через кожухотрубчатые холодильники 6 и пода-
ется в бензольные скрубберы. Пары бензольных углеводо-
родов (с легкими погонами масла и парами воды) с верхней
тарелки колонны поступает в два масляных и один водя-
ной дефлегматор. Масляные дефлегматоры могут работать
как последовательно, так и параллельно. Пары поступают
в межтрубное пространство дефлегматора. Сконденсиро-
вавшиеся пары масла и воды стекают в контрольный сепа-
ратор 12 и далее выкачиваются насосом в нафталиновый
промыватель конечного газового холодильника.
После дефлегматора пары бензольных углеводоро-
дов с температурой 93 - 94°C поступают на 7 тарелку раз-
делительной колонны 9. Температура 93 -94°C позволяет
отгонять нафталин из поглотительного масла. Пары перво-
го бензола (и частично несконденсировавшиеся водяные
пары) поступают в конденсатор-холодильник 10, из кото-
рого конденсат стекает в сепаратор. Сырой бензол стекает
в сборник бензола I, откуда часть его подают в виде реф-
люкса на разделительную колонну 9. Второй бензол по мере
накопления из низа разделительной колонны отводится
в сборник второго бензола.
Продувку цикла осуществляют конденсатом и сепара-
торной водой, образовавшимися в отделении дистилляции
бензольных углеводородов. Количество воды, сбрасывае-
мой на биохимическую установку, составляет 15-20 м3 на
100 тыс. м3/ч коксового газа.
Один раз в месяц в течение 3-5 суток проводят ог-
невую регенерацию оборотного масла. Для этого обезбен-
золенное масло из нагнетательной линии перед теплооб-
менниками в количестве 3 м3/ч подают в змеевик трубча-
той печи, где его нагревают до 300°С и затем направляют
в эвапоратор. В нижнюю часть эвапоратора вводят водяной
пар из пароперегревателя с температурой 430 - 450 °C в ко-
личестве 0,5 - 1 т/ч. Пары масла и воды из верхней части
эвапоратора поступают в конденсатор. Конденсат стекает
Рис. 7.15.
Принципиальная
технологическая схема
бензольно-скрубберного
и бензольного отделений
1 - конечный газовый холодильник; 2 - бензольные скрубберы с плоско-параллельной насадкой; 3 - насосы; 4 - сборник насыщенного масла;
5 - теплообменник «масло - масло»; 6-холодильники кожухотрубчатые; 7 - паровые подогреватели; 8 - колонна дистилляционная;
9-колоннаразделительная; 10-конденсатор-холодильник; 11 - дефлегматор; 12-контрольныйсепаратор; 13-трубчатаяпечь.
Технологические потоки: I - прямой коксовый газ; II - обратный коксовый газ; III - оборотная техническая вода; IV - сырой бензол; V - пар
Справочник Коксохимика. Том 3
116
Раздел 1. Улавливание химических продуктов коксования
в сборник-сепаратор регенерированного масла. Регенери-
рованное масло откачивают в сборник обезбензоленного
масла.
Основные показатели технологического режима
конечного охлаждения газа, улавливания и дистилляции
бензольных углеводородов
Расход коксового газа, тыс. м5/ч 100-110
Расход поглотительного масла в цикле улавли- вания - дистилляции бензольных углеводоро- дов, м5/ч 150-155
Расход масла «дебензине» в промыватель КГХ, м5/ч 5-6
Расход масла в трубчатую печь регенерации, м5/ч 3-4
Расход пара, подаваемого в дистилляционную колонну, т/ч 5,8 - 6,4
Расход пара давления, подаваемого в колонну регенерации масла, т/ч 0,5
Расход воды в цикле конечного охлаждения газа, м5/ч 350-400
Расход технической воды в холодильники закрытого цикла КГХ, м5/ч 250- 300
Удельный расход свежего масла, кг/т сырого бензола 85
Время отстоя воды от масла, ч 3
Температура, °C:
газа до КГХ 45-50
газа после КГХ 20-30
обезбензоленного масла на орошение скрубберов 25-33
насыщенного масла на входе в дистилляционную колонну 140-145
паров после дефлегматора (на входе в разделительную колонну) 92-94
масла после трубчатой печи 300
обезбензоленного масла в промывателе 75-80
Содержание, г/м5:
бензольных углеводородов в газе 32-35
нафталина до КГХ 0,8-1,2
бензольных углеводородов в обратном газе <2,5
На одном из коксохимических производств внедре-
на усовершенствованная технологическая схема по про-
екту фирмы «Крупп-Коппере» производительностью до
240 тыс. м3/час сухого газа [17]. Характерной особенностью
схемы является очистка прямого газа от сероводорода
до бензольных скрубберов аммиачно-круговым методом,
улавливание бензола каменноугольным поглотительным
маслом, огневой нагрев масла перед дистилляцией, пода-
ча части произведенного сырого бензола в виде рефлюкса
на верх дистилляционной колонны.
Принципиальная технологическая схема приведена на
рис. 7.16.
Коксовый газ, очищенный от аммиака и сероводорода
в соответствующих скрубберах 1 и 2, поступает на улавли-
вание бензольных углеводородов в скруббер 3 (устанавли-
вается по одному скрубберу на каждую из очередей). Оста-
точное содержание бензольных углеводородов регламен-
тируется на уровне 4 г/м5 (на сухой газ) при температуре
улавливания 25 - 26°C.
После бензольного скруббера насыщенное поглоти-
тельное масло поступает в сборник4 и далее насосом через
спиральные теплообменники подается в трубчатую печь 6.
В печи масло нагревается в противотоке дымовыми газами
с 140 °C до 170- 175 °C. После печи парожидкостная смесь
подается на двадцатую тарелку дистилляционной колон-
ны 7, оборудованную 20-ю клапанными тарелками в исчер-
пывающей части и 10 колпачковыми в укрепляющей. Отдув-
ка бензольных углеводородов производится паром, подава-
емым через регенератор 8 в нижнюю часть колонны 7. Пары
с верха колонны конденсируются в конденсаторе 9 и охлаж-
даются в теплообменнике 10. Сырой бензол и водяной пар
разделяются в сепараторе 11. Сырой бензол из бензольной
части сепаратора откачивается насосом в сборник сырого
бензола, а сепараторная вода - в аммиачный бак отделения
конденсации. Часть произведенного сырого бензола в виде
рефлюкса подается на верх колонны 7.
Горячее обезбензоленное масло после колонны через
спиральные теплообменники 5 и холодильники 12 перека-
чивается в сборник обезбензоленного масла 13. Далее мас-
ло после доохлаждения захоложенной водой в спиральном
холодильнике 14 подается на верх скруббера 3. Вывод по-
лимеров из оборотного масла осуществляется путем отвода
его части после дистилляционной колонны 7 через паро-
вой эжектор в регенератор 8. Основное количество пара
высокого давления подается в колонну через эжектор 15,
в котором происходит частичное испарение легких погонов
масла. В куб регенератора через барботер подают 500 кг/ч
пара высокого давления. По мере накопления полимеры пе-
риодически откачиваются в сборник полимеров 16, откуда
отгружаются на утилизацию.
Технологическая схема по проекту фирмы «Крупп -
Коппере» имеет следующие принципиальные отличия:
улавливание производится в одном бензольном скруб-
бере, но до остаточного содержания 4 г/м5 (а не 3 г/м5,
как требуют ПТЭ [6]);
дистилляционная колонна орошается рефлюксом, а не
флегмой;
доохлаждение масла, подаваемого на абсорбцию,
производится захоложенной водой;
регенерация масла осуществляется при помощи паро-
вого эжектора и центробежного сепаратора;
простота эксплуатации;
постоянство состава сырого бензола с колебаниями
отгона до 180°C не более ± 1 % в интервале значений
от 91 до 96%.
Вместе с тем, при работе подобных установок в даль-
нейшем необходимо уделять самое пристальное внимание
вопросу локализации брызгоуноса в скруббере, темпера-
турного режима трубчатой печи, выбору материалов для
изготовления теплообменного оборудования.
(гтравочмик Коксохимика. 'Jom 3
(рравочник Коксохимика. Т>.м 3
Технологические потоки: I - прямой коксовый газ; II - обратный кокковый газ; III - оборотная техническая вода; IV- сырой бензол
на склад; V- сепараторная вода в отделение конденсации; VI - захоложенная вода из низкотемпературного контура;
VII - пар высокого давления; VIII - полимеры на установку нейтрализации
I - скруббер аммиачно сероочистки; 2 - скруббер очистки газа от аммиака; 3 - бензольный скруббер с просечно-вытяжной насадкой;
4 - сборник насыщенного масла; 5 - спиральные теплообменники «масло-масло»; 6 - трубчатая печь;
7 - колонна дистилляционная; 8 - паровой регенератор; 9 - конденсатор; 10 -холодильник; 11 - сепаратор; 12- холодильники масла;
13 - сборник обезбензоленного масла; 14 - спиральный холодильник масла с захоложенной водой;
15 - паровой эжектор; 16 - сборник полимеров.
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
VIII
118
Раздел 1. Улавливание химических продуктов коксования
РЕГЕНЕРАЦИЯ ПОГЛОТИТЕЛЬНОГО МАСЛА
Для стабилизации качества работающего поглоти-
тельного масла в бензольных отделениях проводится его
регенерация, заключающаяся в ускорении процессов поли-
меризации непредельных соединений при его нагревании.
Образующиеся при этом смолы выделяются из масла.
Применяются два метода регенерации поглотительно-
го масла: огневой - в трубчатых печах и паровой - в потоке
водяного пара.
Принято считать, что паровому методу (нагревание
масла до 170 - 180 °C глухим паром и испарение его током
острого пара), свойственен ряд недостатков, особенно по
показателям температуры кристаллизации и вязкости.
В связи с недостаточной эффективностью парового
метода применяются схемы регенерации каменноугольного
масла с нагреванием его в трубчатой печи до температуры
300 - 310 °C, при которой ускоряются реакции полимериза-
ции ненасыщенных соединений и происходит переход по-
тенциальных смол в фактические.
На рис. 7.17 приведен вариант такой схемы, эксплуати-
руемой на одном из коксохимпроизводств Украины.
После выделения бензольных углеводородов в дис-
тилляционной колонне масло нагревается в конвективной
и радиантной секциях трубчатой печи до температуры
300- 310°С и поступает в ректификационную колонну 3,
где под действием перегретого пара большая часть масла
испаряется и подвергается ректификации. Полимеры сте-
кают в нижнюю часть колонны и выводятся через гидро-
затвор 8 в сборник 9. Пары масла и воды отводятся сверху
колонны в конденсатор 4 и холодильник 5. После отделения
воды в сепараторе масло возвращается в цикл улавливания,
а небольшая его часть подается насосом 7 через нагрева-
тельный экран трубчатой печи на верхнюю тарелку колонны
в качестве рефлюкса.
Этим технологическим установкам также свойственно
постепенное закоксовывание труб печи.
Для предотвращения этих процессов разработана тех-
нологическая установка, реализованная на одном из коксо-
химпроизводств России (рис. 7.18).
Для вывода полимеров из оборотного каменноуголь-
ного масла часть его отводят на регенерацию с насоса го-
рячего масла после бензольной колонны 1, через паровой
эжектор 2 в регенератор 3. Основное количество пара вы-
сокого давления, подаваемого в колонну, поступает через
эжектор, в котором происходит частичное испарение лег-
ких погонов масла. Из эжектора паромасляная смесь тан-
генциально вводится в регенератор, в котором устанавли-
вается полый стакан для создания вращательного движения
смеси паров и масла.
Неиспарившаяся часть масла по стенкам регенератора
стекает в куб, а пары через стакан выходят из верхней части
и поступают в колонну 1. В куб регенератора подают через
дросселирующую шайбу дополнительно расчетное количе-
ство перегретого пара высокого давления. На корпусе ре-
генератора смонтирована паровая рубашка с термоизоля-
цией. Куб регенератора снабжен уровнемером для контро-
ля количества полимеров. По меое накопления полимеры
периодически отбираются в сборниках полимеров 4.
Как показывает анализ результатов промышленной
реализации данного метода регенерации, каменноуголь-
ное поглотительное масло не подвергается воздействию
более высоких температур, свойственных огневому нагреву
в трубчатой печи и в паровом эжекторе.
Рис. 7.17.
Схема регенерации
каменноугольного масла
с применением
трубчатой печи
1,7- насосы; 2 - трубчатая печь; 3 - ректификационная колонна; 4 - конденсатор; 5 - холодильник; 6 - сепаратор; 8 - гидрозатвор;
9 - сборник полимеров; / 0 - отстойник сепараторной воды.
Технологические потоки: I - масло на регенерацию; II - пар; III - горячее масло; IV - перегретый пар; V - пары из ректификационной колонны;
VI - нагретая вода; VII - сброс газов из воздушников; VIII - рефлюкс; IX - регенерированное масло; X - масло; XI - сепараторная вода
Справочник Коксохимика. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
119
1 - бензольная колонна; 2 - паровой зжектор; 3-регенератор;
4-сборник полимеров.
Технологические потоки: I - горячее масло из трубчатой печи;
II - пары из бензольной колонны; III- рефлюкс; IV - горячее масло
после колонны; V - пор высокого давления; VI - полимеры
7.5. Очистка коксового газа от нафталина
7.5.1. Содержание нафталина в коксовом газе
Содержание нафталина в коксовом газе на выходе из
коксовых печей составляет 7-14 г/м3 и, в основном, опре-
деляется температурным режимом коксования: чем выше
температура подсводового пространства, тем больше вы-
ход нафталина.
Содержание нафталина в газе изменяется по мере про-
хождения по газовому тракту через аппаратуру цеха улав-
ливания. Рис. 7.19 иллюстрирует этот процесс [5]. Цифры
и заштрихованные прямоугольники отображают процент
улавливания нафталина в конкретном аппарате от перво-
начального количества в газе, выходящем из печных камер
(принято за 100%).
Выделение нафталина из коксового газа происходит:
• в газосборнике за счет извлечения его конденсиру-
ющейся смолой;
• в первичных газовых холодильниках за счет конденса-
ции и вымывания смолой выделяется основная часть
нафталина;
значительный процент нафталина вымывается в конеч-
ных газовых холодильниках.
Поступающий в бензольные скрубберы газ содержит,
в основном, нафталин в парообразном состоянии. Его со-
держание соответствует температуре насыщения и не пре-
вышает 0,5 - 0,7 г/м3 (при температуре 25 °C). В бензольных
скрубберах основная часть нафталина переходит в погло-
тительное масло. Содержание нафталина в газе, выходящем
из бензольных скрубберов, зависит от температуры улавли-
вания и концентрации нафталина в поглотительном масле.
Последний фактор, в свою очередь, связан с природой
применяемого поглотителя, схемой и режимом дистилля-
ции бензольных углеводородов из поглотительного масла,
В этой связи проводится совместное улавливание из газа
бензольных углеводородов и нафталина. Наличие в масле
бензольных углеводородов значительно повышает его по-
глотительную способность по отношению к нафталину.
При использовании в бензольно-скрубберных отде-
лениях солярового масла, из которого нафталин легко вы-
деляется при дистилляции, можно обеспечить очистку от
нафталина до 0,05 г/м3, что отвечает нормативам содержа-
ния нафталина в коксовом газе для передачи его на дальние
расстояния и ниже норм (< 0,2 г/м3) для газа, используемого
для синтеза аммиака.
При работе на каменноугольном поглотительном мас-
ле степень очистки газа от нафталина значительно ниже, так
как каменноугольное масло (в том числе и свежее) всегда
содержит значительные количества нафталина. Кроме того,
в бензольных колоннах нафталин недостаточно хорошо вы-
деляется.при дистилляции.
В бензольных скрубберах, работающих на каменно-
угольном поглотителе низкого качества [3], содержащем
значительные количества нафталина, возможно его выдува-
ние из масла в газ.
При орошении качественным маслом (1 сорт марки А)
содержание нафталина после бензольных скрубберов мо-
жет составлять 0,1 - 0,2 г/м3 [5], а при работе на соляровом
масле - до 0,05 г/м3.
Даже такие малые количества при передаче газа на
дальние расстояния и охлаждении его до температуры бо-
лее низкой, чем температура плавления нафталина (80°C),
приводят к тому, что сконденсировавшийся нафталин засты-
вает и откладывается в газопроводах в твердом состоянии.
Это, в свою очередь, может привести к затруднениям при
транспортировке газа вплоть до закупорки газовой систе-
мы. В свете всего вышесказанного, очевидна необходимость
специальной очистки газа от нафталина.
Установлены нормы содержания нафталина в газе:
1. В газе, поступающем в газопроводы высокого давле-
ния, содержание нафталина (г/м3) не должно превы-
шать при сжатии до давления р (ата): 0,05/д (зимой)
и 0,10/р (летом);
Рис. 7.18.
Принципиальная схема
регенерации каменноугольного
поглотительного масла
с применением паровой
эжекции
Рис. 7.19.
Изменение содержания
нафталина в газе в аппаратах
цеха улавливания, 96 мае.
Справочник Коксохимика. Том 3
120
Раздел 1. Улавливание химических продуктов коксования
Таблица 7.17.
Величина С при улавливании
нафталина различными
растворителями
в зависимости от
температуры
2. В газе, идущем на бытовые нужды, для газопроводов
низкого давления - не более 4 - 5 г на 100 м3 газа;
3. Для синтеза аммиака - не более 0,2 г/м3 газа.
При необходимости коксовый газ может очищаться
(или доочищаться) от нафталина следующими способами [5]:
абсорбцией поглотительным маслом;
адсорбцией активированным углем;
глубоким охлаждением;
промывкой при низкой температуре сольвентом и рас-
твором хлористого кальция.
Наиболее распространенным способом является про-
мывка коксового газа поглотителями, являющимися хоро-
шими растворителями нафталина.
7.5.2. Очистка коксового газа от нафталина при
нормальном давлении
Очистку от нафталина при нормальном давлении
осуществляют путем промывки газа растворителями. Они
должны иметь малую вязкость, не образовывать с водой
стойких эмульсий и не должны содержать смолистых ве-
ществ. В табл. 7.16 представлены показатели растворимости
нафталина в различных органических растворителях.
Таблица 7.16.
Растворимость нафталина
в различных органических
растворителях
(в 100 г растворителя), г
Температура, °C Бензол Толуол Ксилол Тетралин Сольвент Нафталиновое масло
-10 - 14,7 10,4 - М 16,7
0 23,1 18,1 15,9 12,0 13,5 20,0
10 28,4 24,7 22,1 16,2 18,6 24,5
20 36,5 32,0 29,2 23,2 24,6 30,0
30 45,2 40,5 37,5 31,0 32,0 36,6
40 Неограничен, растворимость Неограничен, растворимость 46,4 - 40,7 44,2
Равновесная концентрация паров нафталина над мас-
лом подчиняется закону Генри:
У~Сх,
где у - равновесная концентрация паров нафталина над
маслом, г/м3;
х - концентрация нафталина в масле, г/м3;
С - константа Генри.
Если известна величина С, для температуры то мож-
но определить С2 для температуры t2 по формуле:
р,(273+г2)
2 1 ^-(273+/,)’
где С, и С2 - константа Генри при ц и
Pj и/>2 - давление паров растворенного вещества при
ЛИ/2
В таблице 7.17 приведены значения С при улавливании
различными растворителями.
Растворитель Температура улавливания,°C
15 20 25 30
Тетралин 1,35-106 106 0,75-Ю6 0,52-Ю6
Антраценовое масло 0,68-Ю6 0,575-Ю6 0,480-Ю6 0,3-Ю6*
Соляровое масло (р = 0,875 кг/м3) 03-106* 0.2-106 0,135-Ю6* 035-105*
* Расчетные величины
Схема, применяемая для дополнительной очистки газа
от нафталина при подаче его потребителям по газопрово-
дам, приведена на рис. 7.20. Она успешно эксплуатирова-
лась на ряде коксохимических производств.
Коксовый газ проходит последовательно два нафта-
линовых скруббера 1, заполненных насадкой и орошаемых
соляровым поглотительным маслом. При малых расходах
масла, требуемого для абсорбции нафталина, необходимая
плотность орошения достигается путем рециркуляции его
с помощью насосов. Очищенный от нафталина газ подается
потребителю при помощи газодувки 2, повышающих давле-
ние на 4,9 - 5,9 кПа (500 - 600 мм вод. ст.).
Соляровое масло циркулирует в системе сборник - на-
сос - скруббер - сборник. Часть насыщенного нафталином
масла выводится из цикла в сборник 5, а из него насосом 6
подаетсят на регенерацию. Регенерируемое масло сначала
нагревается в теплообменнике 7, в который поступают пары
из дистилляционной колонны 9. Далее маспо подогрева-
ется паром в решофере 8 и подается на верхнюю тарелку
дистилляционной колонны, где из него острым паром отго-
няется нафталин. После охлаждения в трубчатом холодиль-
нике 10 освобожденное от нафталина масло возвращается
в цикл.
Пары нафталина, масла и воды проходят теплооб-
менник 7, поступают в конденсатор 11, который орошает-
ся водой с градирни. Образующийся конденсат стекает в
отстойник-сепаратор 12, где происходит разделение масла,
воды и нафталина по плотностям. Масло из верхней части
отстойника стекает в промежуточный сборник 5, вода из
средней части подается насосом 13 в градирню, а жидкий
нафталин по мере накопления удаляется снизу. Основные
показатели работы установки приведены ниже.
Показатели работы промышленной установки очистки
коксового газа от нафталина
Содержание нафталина в газе, г/м3:
до скрубберов 0,3
после скрубберов 0,027
Содержание нафталина в масле, %: 1,8-2,0
после скрубберов после регенератора 0,9-1,0
Количество циркулирующего масла, л/ч на 1 м3 газа 2,6
Плотность орошения насадки, м3/(м2-ч) 4,7
Расход охлаждающей воды на 1 000 м3 газа, м3 1.0-1,3
Как вариант этой схемы может рассматриваться про-
мышленная установка, эксплуатировавшаяся на одном из
производств Украины, в которой в качестве основного тех-
(правочник Крксохимика- Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
121
Рис. 7.20.
(Уема очистки коксового
газа от нафталина
1 - скрубберы; 2 - газодувка; 3 - циркуляционные сборники; 4,6,13- масляные насосы; 5 - промежуточный сборник; 7 - теплообменник;
8-решофер; 9-дистилляционная колонна; 10 - трубчатый холодильник; 11 -конденсатор; 12-отстойник-сепаратор
нологического аппарата использовался трехступенчатый
скруббер диаметром 5,5 м, в котором очищался газ, пере-
даваемый на химический комбинат.
При обработке газового потока мощностью 70тыс. м3/ч
и расходе свежего поглотительного масла 0,6 - 0,8 л/100 м3
газа остаточное содержание нафталина в коксовом газе по-
сле скруббера (Т=30 - 35 °C) в среднем составляет 0,02 г/м3,
т.е. удовлетворяет существующим требованиям к качеству
газа, передаваемого в систему дальней газопередачи. Вы-
водимое из оборота масло при этом содержало 4,2 - 4,7%
нафталина [15].
Как отмечалось ранее [3], некоторая часть нафтали-
на извлекается из газа при промывке его поглотительным
маслом в бензольных скрубберах. Однако, при отсутствии
в бензольном отделении нафталиновой колонны, содержа-
ние нафталина в газе после бензольных скрубберов остает-
ся значительным (0,4 - 0,6 г/м3).
При передаче газа стороннему потребителю газ дол-
жен доочищаться до остаточного содержания в нем нафта-
лина < 0,3 г/м3, для чего температуру паров после дефлег-
маторов поддерживают на уровне 94-96 °C а содержание
нафталина в оборотном масле 7,5 - 9,5% [9].
ОЧИСТКА КОКСОВОГО ГАЗА ОТ НАФТАЛИНА
В НАЧАЛЕ ГАЗОВОГО ТРАКТА
Эффективное охлаждение коксового газа в начале
газового тракта до 25-30°С [6] лимитируется температу-
рой охлаждающей воды. Стабильно поддерживать режим
охлаждения газа до 25 °C даже в самое жаркое время года
без применения технической воды низкотемпературных
контуров вполне реально [16].
Для более глубокого охлаждения газа в летний период
до 22 - 23 °C предусматривается применение захоложенной
воды, получаемой на холодильных установках.
Применение захоложенной воды вызывает отложение
нафталина на поверхности труб холодильников. Для его
вымывания и исключения забивания последующих техно-
логических аппаратов предусматривается непрерывная
Справочник Коксохимика. Том 3
промывка межтрубного пространства первичных газовых
холодильников (с горизонтальным расположением труб)
смоло-конденсатной смесью. Этот технологический прием
снижает концентрацию нафталина в газе ниже точки росы
на 0,2 - 0,3 г/м3.
Для предотвращения отложений нафталина в нача-
ле газового тракта (цианоочистка, сульфатное отделение,
конечное охлаждение) предусматривается извлечение на-
фталина из коксового газа после первичных газовых холо-
дильников [17].
Улавливание нафталина производится в двухступен-
чатом скруббере с регулярной металлической насадкой
(плоскопараллельной) при скорости газа ~ 3 м/с. В качестве
поглотителя используется каменноугольное масло.
ТЕХНОЛОГИЧЕСКИЙ РЕЖИМ УЛАВЛИВАНИЯ НАФТАЛИНА
В СКРУББЕРЕ С ПЛОСКОПАРАЛЛЕЛЬНОЙ
НАСАДКОЙ
Температура газа до нафталиноочистки, °C 30-35
Температура масла,°C 32-37
Удельный расход масла на обновление
цикла, л/м3 газа 0,06 - 0,065
Содержание нафталина в масле на обновле-
ние цикла, % мае. 5
Содержание нафталина в газе до нафталино-
очистки, г/м3 1,0-1,7
Содержание нафталина в газе после
нафталиноочистки, г/м3 0,5 - 0,6
Коксовый газ поступает в нижнюю секцию скруббера
после первичного охлаждения и очистки от смолистых со-
единений с температурой 30 - 35 °C и проходит в верхнюю
секцию. Каждая из секций орошается циркулирующим мас-
лом из расчета 1,8-2,0 л/м3 Цикл обновляется за счет по-
дачи в циркулирующее масло на орошение верхней секции
аппарата регенерированного масла с содержанием нафтали-
на 5 % (в количестве 5 м3/ч на поток газа мощностью 80 тыс.
нм3/ч (0 °C). Такое же количество масла переходит из верх-
ней секции в цикл нижней, а оттуда - на регенерацию.
122
Раздел 1. Улавливание химических продуктов коксования
Рис. 7.21.
Конечный газовый
холодильник полчатого
типа с нафталиновым
промывателем
Так как в процессе нафталиноочистки поглотительное
масло находится в контакте с прямым коксовым газом, со-
держащим сероводород, цианистый водород, аммиак, необ-
ходимо производить промывку масла сепараторной водой
перед подачей его на регенерацию.
7.6. Аппаратура улавливания бензольных
углеводородов и получения сырого
бензола
7.6.1. Конечные газовые холодильники
На действующих коксохимических производствах ис-
пользуются холодильники непосредственного действия
полчатого типа или с регулярными металлическими насад-
ками [18].
На рис. 7.21 представлен холодильник полчатого типа
с нафталиновым промывателем, в котором в газовой части
расположено расчетное количество горизонтальных по-
лок с сегментными вырезами и планками, прикрепленными
в торце этих вырезов, предназначенными для поддержания
на них определенного уровня охлаждающей жидкости.
Указанные сегментные вырезы чередуются в диаме-
трально противоположных направлениях. Скорость газа
в живом сечении поддерживается на уровне 4,5 м/с. В ниж-
ней (экстракционной) части аппарата расположено расчет-
ное количество горизонтальных тарелок ситчатого типа.
Аппарат работает следующим образом: вода, пода-
ющаяся для охлаждения газа через коллектор 1, стекает по
полкам с отверстиями 2, вымывает из газа нафталин и ряд
других компонентов (сероводород, цианистый водород,
бензол, фенолы, пиридин и др.), через переточную трубу 4
поступает из верхней части холодильника в нижнюю и да-
лее через перфорацию в тарелках 5 поднимается вверх
и перемешивается с поглотительным маслом. Поглотитель-
ное масло с температурой 60-70 °C подается на одну из
верхних полок нижней части холодильника или на каждую
из ее полок. Соприкасаясь с водой, масло вымывает содер-
жащийся в воде нафталин с температурой 50 - 60 °C и выво-
дится из нижней части холодильника через маслоотводчик
в сборник и далее на склад. Внизу промывателя имеются
змеевики для нагрева масла. Расход масла на извлечение
нафталина из воды составляет около 4-5 м1 * 3/ч. Охлажден-
ный газ с температурой не выше 30 °C через штуцер выхода
газа 7 покидает аппарат. Для периодической промывки име-
ется форсунка для промывки стояка 3.
На рис. 7.22 представлена конструкция холодильника
непосредственного действия с плоскопараллельной на-
садкой. Холодильник представляет собой вертикальный
колонный аппарат, выполненный из двух частей - верхней
(охлаждающей) и нижней (экстракционной).
Охлаждение газа производится водой, подавае-
мой через струйно-вихревую форсунку 1, установленную
в верхней части охлаждающей секции, имеющей больший
диаметр. Под форсункой располагаются ярусы плоско-
параллельной насадки 2, уложенной на опорные решетки 3.
-40000
1 - коллектор подачи воды на охлаждение; 2 - полки; 3 - форсунки для промывки стояка; 4 - труба переточная; 5 - тарелки ситчатые;
6 - штуцер входа газа; 7 - штуцер выхода газа; 8 - подогреватели паровые.
Технологические потоки: I - прямой коксовый газ; II - охлажденный коксовый газ; III-вода но охлаждение; IV-вода после экстракции;
V- масло поглотительное; VI - горячее масло; VII - смола; VIII - пар; IX - масло из нафталинопромывателя
(правочник Коксохимика- Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
123
У входа газа под нижним ярусом насадки устанавливается
газораспредепитель 4, представляющий собой усеченный
конус, обращенный вершиной вниз.
Нижняя часть (экстракционная) также имеет больший
диаметр и заполнена ситчатыми тарелками 5 для взаимодей-
ствия перетекающей по переточной трубе 6 воды и смолы,
подаваемой через штуцеры 7. Под действием силы тяжести
смола в виде сплошной фазы стекает вниз через отверстия
в тарелках, а вода в виде отдельных струй и капель поднима-
ется вверх через отверстия.
Таким образом обеспечивается интенсивный массооб-
мен между водой и смолой. Очищенная от нафталина вода
(вода после экстракции IV) выводится из верхней части экс-
тракционной секции, а смола через штуцер 12 - из нижней
части. Вода для лучшего отделения воды от смолы подо-
гревается до температуры 70°С в нижней части с помощью
циркуляционных подогревателей, подключенных к штуце-
рам 12 и 13.
Выходной штуцер для газа 10 выполнен наклонным
и имеет форсунки 11 для периодической промывки горя-
чим маслом.
Технические характеристики холодильника:
Рис. 7.22.
Конечный газовый
холодильник
с плоскопараллельной
насадкой
Пропускная способность по газу, м1 * 3/ч 100 000
Количество циркулирующей воды, м3/ч 450 - 550
Диаметр экстракционной и верхней части
охлаждающей секции, мм 4 000
Диаметр охлаждающей насаженной
части, мм 2 800
Общая высота холодильника, мм 36 550
Конечный газовый холодильник (конструкция концер-
на «Альфа Лаваль») [19] представляет собой спиральную
колонну, состоящую из трех спиральных теплообменников,
вмонтированных в один корпус.
Спиральная колонна имеет три ступени охлажде-
ния и работает последовательно по газу и параллельно
по оборотной технической воде. Оборотная техническая
вода подается на верхнюю и среднюю ступени теплообме-
на, а техническая вода захоложенного цикла - на нижнюю
ступень. На каждую ступень холодильника предусмотрена
подача водосмоляной эмульсии для промывки наружных
поверхностей спиралей от возможных отложений нафтали-
на. Конечный газовый холодильник спирального типа пред-
ставлен на рис. 7.23.
Высокие скорости потоков технической воды по спи-
рали, а следовательно, высокие коэффициенты теплопере-
дачи в сочетании с параллельным подключением оборотной
1 - струйно-вихревая форсунка;
2-пакеты плоскопараллельной насадки; 3 - опорные решетки;
4 - газораспределитель;5 - ситчатые тарелки;
6 - переточная труба; 7 - штуцеры для подачи смолы;
8,9- форсунки для подачи смолы; 10 - выходной штуцер для газа; 11
- форсунка для периодической промывки горячим маслом;
12.13 - штуцеры для подключения циркуляционного подогревателя.
Технологические потоки: I - прямой коксовый газ;
II - обратный коксовый газ; III - вода на охлаждение;
IV-вода после экстракции; V - смола; VI-вода сепараторная;
VII - горячее масло; VIII -пар
(правочиик Коксохимика, Том 3
124
Раздел 1. Улавливание химических продуктов коксования
Рис. 7.23.
Конечный газовый
холодильник спирального
типа
1 - корпус холодильника; 2 - днище эллиптическое;
3 - спиральные теплообменники; 4 - патрубок входа газа;
5 - патрубок выхода газа; 6 - форсуночные коллекторы для распре-
деления водосмоляной эмульсии; 7-люки.
Технологические потоки: I - газ на охлаждение; II - газ на бензольные
скрубберы; III - водосмоляная эмульсия; IV - вода с градирни;
V-вода на градирню; VI - водосмоляная змульсия;
VII - техническая вода захоложенного контура
воды и возможностью использования на нижней ступени
холодильника оборотной технической воды захоложенного
цикла обусловливают малые габариты аппарата (и снижение
капитальных затрат).
7.6.2. Бензольные скрубберы
На смену технологическим установкам с бензольными
скрубберами, оснащенными деревянными хордовыми на-
садками (рис. 7.24) пришли аппараты с регулярными наса-
дочными элементами, характерной особенностью которых
является сочетание повышенной эффективности с малыми
потерями напора.
На рис. 7.25 представлено схематическое изображе-
ние бензольных скрубберов с плоскопараллельной насад-
кой и тарельчатым распределением поглотительного масла.
Каждый скруббер выполнен в виде трехступенчатого аппа-
рата с высотой насадки 17,1 м.
В нижней части абсорбера, в зоне ввода газа 1 рас-
полагается устройство для равномерного распределения
газовой фазы 2, представляющее собой пакет скошенной
плоскопараллельной насадки. Над этим устройством рас-
полагается первая ступень абсорбера, состоящая из двух
блоков плоскопараллельной насадки 3 суммарной высо-
той 5,7 м.
Над первой ступенью располагается устройство для
перераспределения взаимодействующих фаз 4. Это тарел-
ка вихревого типа с разбрызгивающими тарелочками, над
которой установлена вторая ступень абсорбера, состоящая
также из двух блоков плоскопараллельной насадки сум-
марной высотой 5,7 м. Над второй ступенью установлено
еще одно перераспределительное устройство, а над ним -
третья ступень абсорбера, тождественная первым двум.
В качестве устройства для первоначального распре-
деления каменноугольного поглотительного масла приме-
нено разработанное УХИНом [20] устройство с раздельным
движением фаз в сочетании с перфорированной тарелкой
со вторичным перераспределением с помощью розеток.
Каменноугольное масло подается на тарелку с помощью
трубчатого коллектора 6. Над коллектором установлен па-
кет осушающей насадки 7.
Выход газа из аппарата осуществляется через патру-
бок 8. Патрубок вывода масла 9 располагается в нижней
части аппарата.
Основные показатели процесса абсорбции бензоль-
ных углеводородов с применением скрубберов с плоскопа-
раллельной насадкой приведены в табл. 7.18.
На рис. 7.26 представлена модификация бензольного
абсорбера.
Бензольный абсорбер - это колонный вертикальный
цилиндрический аппарат, заполненный Z-образной на-
садкой [18], уложенной на опорные решетки 2. Опорные
решетки состоят из полос, нижние края которых оканчива-
ются зубцами. Под опорными решетками устанавливаются
распределительные конусы 3, предназначенные для на-
правления на нижележащую насадку жидкости, стекающей
по стенке корпуса.
В нижней части аппарата расположен штуцер вво-
да газа 4. Для равномерного распределения по сечению
аппарата в зоне входа газа установлено газораспреде-
лительное устройство 5. Подача поглотительного масла
(правочник Коксохимика. 'Jom 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
125
3860x5= 19300
1 - деревянная хордовая насадка; 2 - опорные балки;
3 - штуцер входа газа; 4 - форсу ночный коллектор;
5 - осушающая насадка.
Технологические потоки:
I - прямой коксовый газ; II - обратный коксовый газ;
III - обезбензоленное поглотительное масло;
II/ - насыщенное поглотительное масло
Рис. 7.24.
Бензольный скруббер
с деревянной хордовой
насадкой
^хравочник Коксохимика. rJb.u 3
126
Раздел 1. Улавливание химических продуктов коксования
Рис. 7.25.
Бензольный абсорбер
с плоскопараллельной
насадкой и тарельчатым
распределением
поглотительного масла
осуществляется при помощи струйно-вихревой форсунки 6.
Для уменьшения уноса поглотительного масла с выходящим
газом установлены последовательно два отбойника - гори-
зонтальный жалюзийный отбойник 7 и отбойник циклонно-
го типа 8. В нижней части аппарата имеется регулятор уров-
ня жидкости. Аппарат оснащен люками и технологическими
штуцерами.
Основные показатели процесса с применением скруб-
беров с Z-образной насадкой приведены в табл. 7.18.
Для абсорбции бензольных углеводородов в услови-
ях новых металлургических производств [21] разработана
технологическая установка со скрубберами с насадка-
ми ВИТАКО. В этих скрубберах насадка состоит из секций,
в которых металлическая лента намотана на центральную
несущую трубу в виде спирали с шагом 13,5 мм. Для фор-
мирования поверхности поглотителя разработан ротаци-
онный распределитель, который имеет восемь закреплен-
ных консольно по оси труб форсунок с односторонним
горизонтальным расположением. Реактивная сила, возни-
кающая при вытекании поглотителя, вызывает вращение
распределителя вокруг оси, установленной в подшипниках
специальной конструкции. По высоте аппарата через 9 м
установлены перераспределители масла.
Результаты промышленной эксплуатации показывают,
что для снижения концентрации бензола в коксовом газе до
3 г/м3 при содержании бензола в обезбензоленном масле
0,2 % (по массе), температуре 30 °C и удельном расходе мас-
ла 2 л на 1 м3 газа минимальная контактная высота насадки
составляет 27,5 м [21].
Основные показатели процесса абсорбции бензоль-
ных углеводородов из коксового газа с применением скруб-
беров с насадками ВИТАКО приведены в табл. 7.18.
Концерны Германии строят установки улавливания
бензольных углеводородов, основой которых являются тур-
булентные скрубберы с насадками из просечно-вытяжного
металла [22; 23]. Скруббер представляет собой пятиступен-
чатый аппарат, снабженный пакетами насадки, выполненной
из вертикально расположенных параллельных друг другу
просечно-вытяжных листов. Между ступенями насадки по-
мещаются вихревые перераспределительные тарелки. В ка-
честве первоначального распределителя каменноугольно-
го поглотительного масла предусмотрена также перфори-
рованная тарелка. На выходе газа из аппарата устанавли-
ваются брызгоотбойники (сепараторы). Суммарные потери
напора в скруббере составляют около 3 000 Па.
Промышленная эксплуатация данных скрубберов на
одном из производств России показала, что для извлечения
бензольных углеводородов до остаточного содержания < 4
г/м? при содержании бензола в обезбензоленном масле
0,2 % (масс.), температуре улавливания 25 - 26 °C и удельном
I - штуцер входа газа: 2-пакет скошенной насадки;
3- блоки насадки; 4-устройство для перераспределения газа
и масла: 6 - коллектор трубчатый; 7 - пакет осушающей насадки;
8 - штуцер выхода газа; 9 - патрубок выхода масла.
Технологические потоки:
I - прямой коксовый газ; II - обратный коксовый газ;
III - обезбензоленное поглотительное масло;
IV - насыщенное поглотительное масло
Справочник Коксохимика. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
127
1 - пакеты Z-образной насадки; 2 - опорные решетки;
3 - распределительные конусы;
4 - штуцер входа газа; 5 - газораспределительноеустройство;
6 - струйно-вихревая форсунка;
7 - горизонтальный жалюзийный отбойник;
8 - отбойник циклонного типа.
Технологические потоки: I - прямой коксовый газ;
II - обратный коксовый газ;
III - обезбензоленное поглотительное масло;
IV-насыщенное поглотительное масло
Рис. 7.26.
Бензольный скруббер
cZ-образной насадкой
и форсуночным
распределением
поглотительного
масла
расходе поглотительного масла < 1,7 л/м3 газа достаточна
установка указанного выше скруббера с высотой насадки
~ 22м. Остаточное содержание бензольных углеводородов
при температуре улавливания 25 - 26 °C, регламентируемых
фирмой «Крупп-Коппере», составляет 4 г/м3 [23],.
Основные показатели процесса абсорбции бен-
зольных углеводородов из коксового газа с применением
скрубберов с просечно-вытяжными насадками приведены
в табл. 7.18.
При выборе аппарата для конкретной технологии не-
обходимо произвести технико-экономический расчет по
разным типам аппаратов [24].
Бензольный скруббер
(Ъравочник коксохимика. 'Jom 3
128
Раздел 1. Улавливание химических продуктов коксования
Таблица 7.18.
Основные показатели
процесса абсорбции
бензольных углеводородов из
коксового газа с применением
промышленных скрубберов
с различными насадочными
элементами
Наименование показатенен Виды насадок скрубберов
Деревянная кордовая Металлическая плооюнарал- пеньная 1-образная Плоскоиа- раллельная и просечио- вьпяжная, X листов Спиральная «ВИТАКО» Просечно- вытяжная
Номинальная производитель- ность по газу, тыс. м3/ч 85-90 110 100 100 60 120
Удельный расход каменноуголь- ного поглотительного масла, л/м3-ч 1,7-1,8 1,6-13 1,8-2 1,7-1,9 2,0 1,5-1,7
Оптимальная температура улавливания,°C 30 30 30 30 30 25-26
Потери сырого бензола после бензольных скрубберов, г/м3 2-2,5 2,5 3 3 3 4
Размеры: диаметр, м высота, м 6 37,5 3,6 37,2 3,6 32,0 3,6 32,0 2,5 38,8 5,5 38,6
Количество аппаратов, шт. 3 2 2 2 1 1
Высота насаженной части скруббера, м 22,7 17,1 11,6 12,6 27,5 Нет данных
Расстояние между листами насадки, мм 19 16 20 14 13,5 25
Тип оросительного устройства Форсуночный коллектор Распреде- лительная тарелка Центральная форсунка Распреде- лительная тарелка Ротационный распредели- тель Распреде- лительная тарелка
Потеря напора в одном аппарате, кПа <1 0,8-0,9 1,2-1,3 <1 1 3
7.6.3. Дистилляциовные колонны
Процесс выделения бензольных углеводородов из
насыщенного поглотительного масла осуществляется в ап-
паратах колонного типа, оснащенных тарелками различных
конструкций.
Эффективность работы тарелки зависит от времени
и поверхности контакта фаз, что определяется высотой
активного слоя масла на тарелке. С увеличением скорости
паров эффективность работы тарелок повышается, однако
увеличивается унос брызг паром на последующие тарелки.
Для определения скорости паров в дистилляционной
колонне используется формула [18):
где dx- плотность жидкости, кг/м3;
dt - плотность паров кг/м3.
к - коэффициент, зависящий от расстояния между та-
релками (см. табл. 7.19).
Таблица 7.19.
Зависимость коэффициента
к от расстояния между
тарелками для расчета
скорости паров в
дистилляционной колонне
Расстояние между тарелками, м 0,457 0,51 0,762 0,914
Коэффициент к 0,04 0,05 0,061 0,073
В практике коксохимических производств получили
распространение дистилляционные колонны с тарелками,
оснащенными капсульными колпачками.
Дистилляционная колонна с колпачковыми тарелками
представлена на рис. 7.27.
Колонный аппарат состоит из корпуса 1 с двумя эллип-
тическими днищами 2, установленными на стандартную
опору 3. Аппарат оборудован 23-мя тарелками со штампо-
ванными капсульными колпачками. Укрепляющая часть ко-
лонны (верхняя) имеет 6-10 однопоточных тарелок, в ис-
черпывающей части колонны размещены 12- 1/двухпоточ-
ных тарелок с центральным и боковым переливом. На этих
тарелках масло попеременно движется к центральному или
боковому переливу. Перелив масла с тарелки на тарелку
осуществляется через гидрозатвор высотою 60 - 70 мм. Та-
релки оснащены штампованными капсульными колпачками.
Уровень масла на тарелке устанавливают путем изменения
высоты переливной планки 6.
Для лучшего распределения по тарелке насыщенное
поглотительное масло подается через распределительную
трубу 8 с отверстиями диаметром 50 мм, расположенными
в шахматном порядке (сечение Б - Б, рис. 7.27).
Обезбензоленное масло из колонны откачивается на-
сосом, уровень его поддерживается постоянным с помо-
щью автоматического регулятора уровня.
Характеристики дистилляционной колонны
с колпачковыми тарелками:
Количество масла, подаваемого
на колон ну, м3/ч 180 - 200
Диаметр колонны, мм 2 200
Общая высота, мм 23140
Площадь свободного сечения аппарата, м2 3,8
Число тарелок общее, из них: 23
^травочник Коксохимика. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
129
-25000
Узел А
Узел В
- корпус колонны; 2 - днища эллиптические; 3 - опора;
4 - патрубок обезбензоленного масла; 5 - тарелки;
6 - планки переливные: 7 - штуцеры для подачи флегмы;
8 - труба распределительная; 9 - штуцер для подачи пара;
10-люки.
Технологические потоки:
I - масло насыщенное; II - масло обезбензоленное; III - флегма;
IV- масло холодное; V - пары из нафталиновой колонны;
Vi -пары из регенерационной колонны; VII -пар острый;
VIII - пары на дефлегмацию
Рис. 727.
Дистилляционная колонна
с колпачковыми тарелками
(рравочиик Коксохимика. Том 3
130
Раздел 1. Улавливание химических продуктов коксования
в укрепляющей части (однопоточные) в исчерпывающей части (двухпоточные)* Расстояние между тарелками, мм Характеристики массообменных тарелок. 6 17 600
В укрепляющей части: относительная площадь свободного сечения тарелки, % 12,4
сечение перелива, % 10,2
периметр слива, мм 1615
диаметр колпачка, мм 100
число колпачков на тарелке 142
высота прорези колпачка, мм 30
В исчерпывающей части (с центральным переливом): Таблица 7.20. длина линии барботажа, м 37,7
Характеристики периметр слива, м 3.95
дистилляционных колонн площадь сечения перелива, м2 0,426
с решетчатыми площадь свободного сечения тарелки, м2 0,398
тарелками 118] н относительная площадь сечения для прохода паров, % 10,44
В исчерпывающей части (с боковым переливом): длина линии барботажа, м 37,7
периметр слива, м 2,77
площадь сечения перелива, м2 0,464
площадь свободного сечения тарелки, м2 0,398
относительная площадь сечения для прохода паров, % 10,44
Рабочее давление в колонне, МПа 0,05
Масса колонны, т 27
* Двухпоточные тарелки сняты с производства.
Распространение также получили дистилляционные
колонны с провальными решетчатыми тарелками, которые
более просты в изготовлении и обслуживании. Число таре-
лок в колонне может достигать 35 шт. Предусматривается
подача флегмы на верхнюю тарелку и холодного масла на
30-ю тарелку для повышения эффективности работы укреп-
ляющей части.
Подвод горячего масла осуществляется на 25-ю та-
релку. В нижней части колонны устанавливается регулятор
уровня.
Дистилляционная колонна с решетчатыми тарелками
представлена на рис. 7.28.
Колонна состоит из циллиндрического корпуса 1, эл-
липтических днищ 2. Корпус колонны установлен на стан-
дартную опору 3. Колонна оборудована стальными решет-
чатыми тарелками 4. Подвод горячего насыщенного масла
осуществляется через распределительное устройство 6,
выполненное из трубы диаметром 325 мм и имеющее отвер-
стия диаметром 25мм. Расположенные отверстий показано
на сечении Г - Г рис. 7.28.
Холодное масло подается через трубу 6 (сечение А-А)
с отверстиями диаметром 12 мм, расположенными с шагом
200 мм. Колонна оснащена люком 7. Корпус и внутренние
устройства колонны изготавливаются из стали 08Х22Н6Т.
На одном из заводов в России успешно эксплуатиру-
ется колонна, оборудованная 20-ю клапанными тарелками
в нижней (исчерпывающей) части и 10-ю колпачковыми та-
релками в верхней (укрепляющей) части.
Применение клапанных тарелок позволяет сочетать
устойчивые показатели эффективности колонны в более
широком интервале изменения нагрузок по газу и маслу
с низкими капитальными и энергетическими затратами.
Возможна модернизация существующих колонн с кол-
пачковыми тарелками путем замены их на клапанные,
что позволяет повысить производительность колонн на
12 - 15 %, обеспечить содержание бензольных углеводоро-
дов в обезбензоленном масле на уровне менее 0,2% (при
принятом удельном расходе пара 14 кг/м3) [17; 18 ].
Характеристики дистилляционных колонн с решетча-
тыми тарелками приведены в табл. 7.20.
Показатели Количество оборотного поглотительного масла, м3/ч
120 200 260
Диаметр, мм 1300 2200 2400
Общая высота, мм 29000 29000 29000
Количество массообменных тарелок общее 31 34 35
В том числе: в укрепляющей части в исчерпывающей части 7 24 10 24 10 25
Расстояние между тарелками, мм 400 500 500
Площадь свободного сечения аппарата, м2 2,54 3,80 4,52
Размер щели (ширина х длина), мм 6x60 6x60 6x60
Шаг между щелями, мм; в укрепляющей части в исчерпывающей части 20 14 16 14 16 14
Относительное свободное сечение тарелки, м2/м2: в укрепляющей части в исчерпывающей части 0,14 0,20 0,18 0,21 0,19 0,22
Давление рабочее, МПа 0,05 0,05 0,05
Масса, т 13,3 23,5 25,5
Теплоизолируемая поверхность, м2 101 175 190
7.6.4. Разделительная колонна
Разделительная колонна предназначена для получе-
ния двух фракций сырого бензола: легкой (бензол I) и тяже-
лой (бензол II).
Разделительная колонна представлена на рис. 7.29.
Колонна состоит из корпуса 1, сваренного из цилин-
дрической обечайки и двух эллиптических днищ 2. Корпус
установлен на стандартную опору 3. В качестве массооб-
менных элементов используются тарелки 4 с капсульными
стальными колпачками. Колонна имеет технологические
штуцеры 5 и люки 6, расположенные над каждой нечетной
тарелкой.
^гравочник Коксохимика. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
131
1 - корпус колонны; 2 - эллиптическое днище; 3 - опора;
4 - тарелки решетчатые; 5,6- устройство распределительное;
7-люк для обслуживания.
Технологические потоки:
I - горячее насыщенное масло; II - пары на дефлегмацию;
III - холодное масло; IV - флегма; V - пар;
VI - пары из регенерационной колонныУН-масло обезбензоленное
(правочник Коксохимика. Том 3
Рис. 7.28.
Дистилляционная колонна
с решетчатыми
тарелками
132
Раздел 1. Улавливание химических продуктов коксования
Рис. 7.29.
Разделительная колонна
1 - корпус колонны;2 - днище эллиптическое;
3 - опора; 4 - тарелки;
5 - штуиер вывода паров сырого бензола; 6 - люки.
Технологические потоки:
I - бензол; II -пары из дефлегматора; I
II -жидкость в испаритель; IV- пары из испарителя;
V - рефлюкс; VI - пары легкой фракции сырого бензола
Справочник |Соксохимкка. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
133
Пары из дефлегматора подаются в разделительную
колонну под нижнюю тарелку, барботируют через слой
жидкости и обогащаются легкокипящими компонентами.
На верхнюю тарелку подается рефлюкс для поддержания
заданной температуры выходящих из колонны паров и по-
лучения бензола I заданного качества. Бензол II отводится
снизу колонны.
Тепло в колонну подается при помощи двух циркуля-
ционных подогревателей, обогреваемых глухим паром.
Основные показатели работы разделительной колон-
ны приведены ниже [18].
Характеристика разделительной колонны
Производительность колонны
по бензолу, т/ч
Диаметр, мм
Высота, мм
Число тарелок, шт.
Расстояние между тарелками, мм
Площадь поперечного сечения, м2
Давление в колонне, МПа
Материал
5-8
2 200
20000
21
600
3,8
0,05
Углеродистая
сталь
7.6.5. Регенераторы поглотительного масла
На рис. 7.30 представлена регенерационная колонна
для огневого нагрева масла.
Регенерационная колонна состоит из корпуса 1, сва-
ренного из обечайки, и эллиптических днищ 2. Корпус
установлен на стандартную опору 3. Колонна оборудована
капсульными колпачками 4. В верхней части колонны на-
ходится дефлегматор змеевикового типа 6, в котором пары
нагревают масло, поступающее в аппарат.
Питание подается на 4-ю тарелку. В нижнюю часть
колонны подается (при необходимости) перегретый пар.
Основные технические характеристики аппарата представ-
лены в табл. 7.21.
1 - обечайка; 2 - днища эллиптические; 3 - опора стандартная;
4 - тарелка с капсульными колпачками; 5 - плита защитная;
6 - дефлегматор змеевикового типа; 7-люк
Технологические потоки. I - масло из трубчатой печи; II - масло
холодное, ill - масло нагретое; IV - полимеры; V - пар; VI - пары
Рис. 7.30.
Регенерационная колонна
для огневого нагрева
масла
Наименование показателей Регенерационные колонны
огневой нагрев паровой нагрев
1 2 3
Производительность по маслу, м3/ч 4 4
Диаметр, мм 1600 1600
Высота, мм 12 900 15370
Количество массообменных тарелок, шт. 8 11
Расстояние между тарелками, мм 600 600
Площадь поперечного сечения аппарата, м2: колонны паровых патрубков 2,01 0,219 2,01 0,219
Длина линии барботажа, м 20,7 20,7
Площадь поверхности змеевика, м2 25 -
Таблица 7.21.
Характеристики
регенерационных колонн [18]
(правочник Коксохимика. Том 3
134
Раздел 1. Улавливание химических продуктов коксования
Окончание табл. 7.21
1 2 3
Температура масла в змеевике, °C: на входе на выходе 30 150 -
Давление рабочее, МПа: в змеевике 8 колонне 1,2 0,05 0,05
Тил тарелок Тарелки колпачковые Стальные разборные
Материал корпуса и тарелок 12Х18Н10Т 0,8Х22Н6Т
Масса, г колонны аппарата в рабочем состоянии 8,2 20,0 9,4 20,0
На рис. 7.31 изображена регенерационная колонна,
применяемая при паровом нагреве масла, также оборудо-
ванная тарелками с капсульными колпачками.
Выход паров осуществляется через штуцер 5. В верх-
ней части колонны установлен отбойник, снабженный паро-
выми патрубками 6 с завихрителями 7. Масло подается на
верхнюю тарелку, полимеры выводятся через гидрозатвор.
На рис. 7.32 представлен регенератор поглотительно-
го масла с паровым инжектором [17]. Характерной особен-
ностью его является дополнение традиционного куба 1 для
отдувки легкой части масла паровым эжектором 2 для по-
дачи паромасляной смеси и центробежным сепаратором 4
для разделения паровой и жидкой фаз. Куб имеет паровую
рубашку 3.
Основные данные регенератора
поглотительного масла
Диаметр верхней части, мм 1600
Диаметр нижней части, мм 1000
Высота регенератора, мм 4970
Давление пара, кПа 900 - 1 000
Температура полимеров, °C 180-200
Температура перегретого пара, °C 290- 300
7.6.6. Трубчатые печи. Печи для нагрева
насыщенного бензольными
углеводородами масла
Для нагрева поглотительного масла в цехах улавлива-
ния получили распространение трубчатые печи. Широко
применявшиеся ранее паровые подогреватели используют
только как резерв на время отключения трубчатых печей.
Для нагрева поглотительного масла применяют бес-
пламенные подогреватели типа ПБ-6 и ПБ-9; трубчатые
печи типа ЗД 2-215/9; трубчатые печи типов ГС 1-200/10М
и ГС 1-280/14.
Для новых и реконструируемых производств приме-
няют трубчатые печи ГС 1-200/1 ОМ и ГС 1-280/14. Основные
технологические и гидравлические характеристики трубча-
тых печей приведены в табл. 7.22.
Подогреватели типа ПБ выполняются с унифициро-
ванными конструктивными элементами (горелки, обмуров-
ка и т. п.). Печи имеют одинаковые размеры и форму попе-
речного сечения. Отличаются подогреватели конструкци-
ей змеевиков, разрабатываемых для каждого конкретного
процесса.
Печи ПБ-6 и ПБ-9 различаются числом и типоразмером
горелок: в печи ПБ-6 устанавливают 80 горелок в четыре
ряда, а в ПБ-9 - 160 горелок в пять рядов.
В трубчатых печах этого типа змеевики изготавлива-
ются с горизонтальным расположением труб, соединяемых
между собой при помощи печных двойников. Поглотитель-
ное масло движется по трубам двумя параллельными пото-
ками сверху вниз.
В основу конструкции печей ЗД 2-215/9 положен
принцип дифференцированного подвода воздуха по вы-
соте, благодаря чему факелы настилаются на поверхность
фронтальных стен печи. Теплопередача радиантному экра-
ну осуществляется от факела и раскаленных стен. Измене-
нием количества воздуха, поступающего в печь на разной
высоте, меняют интенсивность сгорания газа в настильном
факеле и тем самым регулируют теплонапряжение радиант-
ной поверхности нагрева. Этот прием позволяет свести
к минимуму крайне нежелательный процесс коксообразо-
вания внутри труб.
Вдоль фронтальных стен в поду камеры радиации
смонтированы в два ряда газовые горелки (по 9 шт. в ряду).
Необходимый для горения воздух поступает частично к го-
релкам (первичный воздух), а частично вводится в топочное
пространство через каналы, расположенные двумя гори-
зонтальными рядами по высоте настильных стен.
В настоящее время для нового строительства приме-
няются трубчатые печи типов ГС 1-200/1 ОМ и ГС 1-280/14.
Трубчатые печи типа ГС 1-200/1 ОМ и ГС 1-280/14 пред-
ставлены на рис. 7.33.
Печи состоят из камеры радиации 1, камеры конвек-
ции 2, стального сварного каркаса 3, футеровки 4, выпол-
ненной из легковесного жаростойкого бетона.
В верхней части топочного пространства имеются вы-
хлопные окна. Для визуального наблюдения за процессом
горения и состоянием труб выполнены смотровые окна 5.
В печах этого типа применяются горелки б для сжигания
коксового газа.
Печи имеют одинаковые размеры и форму поперечно-
го сечения, набираются из двух крайних и различного коли-
чества средних секций.
Конструкция и компоновка змеевиков разрабатывают-
ся для каждого технологического процесса индивидуально.
В случае нагрева поглотительного масла применяется двух-
поточный змеевик, собранный из труб диаметром 127 мм
для печи ГС 1-200/1 ОМ и 152 мм для печи ГС 1-280/14.
Змеевики размещаются в радиантной и конвективной
камерах печи. В радиантной камере они установливаются
в виде двух настенных экранов одностороннего облучения.
В конвективной камере трубы змеевики собраны в два пуч-
ка, состоящие из девяти рядов, расположенных по треуголь-
нику, с шагом 215 мм.
Трубы радиантных настенных экранов и двух нижних
рядов конвективного пучка соединены между собой при
помощи литых ретурбендов. Остальные трубы соединены
приварными калачами. Применение трубчатых печей для
нагрева каменноугольного поглотительного масла, пода-
ваемого на дистилляцию, значительно сокращает расход
пара, количество образующихся сепараторных вод, а следо-
вательно, и затраты на производство сырого бензола.
Практические показатели КПД печей составляют око-
ло 70%.
^травочпмк Коксохимика. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
135
У
I
15370
Рис. 7.31.
Регенерационная колонна
для парового нагрева
масла
1 - обечайка; 2 - днища эллиптические;
3 - опора стандартная;4 - тарелки с капсульными колпачками;
5 - штуцер выхода пара; 6 - паровые патрубки отбойника;
7 - завихрители; 8-люк.
Технологические потоки:
I - подача масла; II - полимеры; III - пары из подогревателя;
IV-в подогреватель масла; V - пары
(правочник Коксохимика. Том 3
136
Раздел 1. Улавливание химических продуктов коксования
Рис. 732.
Регенератор
поглотительного масла
с паровым регенератором
I - куб регенератора;? - паровой эжектор; 3 - паровая рубашка;
4 - центробежный сепаратор.
Технологические потоки:
I - масло на регенерацию; // - пары в дистилляционную колонну;
III - пар перегретый; IV- пар высокого давления
ТРУБЧАТЫЕ ПЕЧИ ДЛЯ РЕГЕНЕРАЦИИ
ПОГЛОТИТЕЛЬНОГО МАСЛА
Опыт эксплуатации трубчатых печей, в которых совме-
щались процессы нагрева насыщенного бензольными
углеводородами поглотительного масла перед дистилля-
цией с регенерацией показал, что имеются определенные
затруднения при выборе температурного режима в змее-
виках. Поэтому, в настоящее время предпочтение отдают
установке отдельных трубчатых печей, предназначенных
исключительно для регенерации поглотительного масла.
Для этих целей разработаны трубчатые печи типа ЦС-68/6
и ГС 1-33/2,5, основные характеристики которых приведены
в табл. 7.23.
Печи ГС 1-33/2,5 представляют собой однопоточные
вертикально-факельные печи с одной камерой радиации
с горизонтальным расположением труб, конструктивно ана-
логичные трубчатым печам типа ГС 1-200/1 ОМ и ГС 1-280/14.
Печь оборудована горелками типа ГП-2 для сжигания
коксового газа. Как радиантная часть змеевика, так и кон-
векционная, собраны из горизонтально расположенных
труб, соединенных между собой двойниками.
7.6.7. Вспомогательная конденсационная
аппаратура
ТЕПЛООБМЕННАЯ АППАРАТУРА
Спиральные теплообменники различных конструк-
тивных исполнений применяются для системы жидкость-
жидкость и жидкость - пар/газ в качестве конденсаторов,
нагревателей и испарителей для охлаждения и нагревания
парогазовых смесей. Конструктивно спиральные тепло-
обменники представляют собой две ленты, соединенные
перегородкой и навитые вокруг этой перегородки так,
что образуются два спиральных канала для рабочих сред,
между которыми проходит теплообмен. Каждый канал при-
соединен к штуцеру.
Для устойчивости против сжатия к поверхности ленты
привариваются перед навивкой распорные штифты длиной
5-25 мм, которые обеспечивают необходимое расстояние
Таблица 7.22.
Технологические
и гидравлические
характеристики
трубчатых печей
Расчетные показатели Подогреватели бесиааменные ПечьЗД2-215/9 Печь ГС1-200/10М Печь ГС1-280/14
ПБ-6 ПБ-9
Производительность по маслу (номинальная), м5/ч 160 180 200 200 260
Расход коксового газа, м3/ч 1000 1500 2000 2000 2000
Температура продукта, °C на входе в змеевик 110-120 110-120 110-120 110-120 110-120
на выходе из змеевика 180 180 180 180 180
Средняя тепло- напряженность труб, Вт/м2 в камере радиации 25000 25500 28000 28500 28500
в камере конвекции 9000 9000 10000 10000 10000
Давление в продуктовом змеевике, МПа 2,0 2,0 1,31 2,5 2,5
Масса печи общая (без змеевика), т -151 -203 -130 -133 -150
Материал футеровки Шамот 1-го сорта, класс А Шамот 1-го сорта, класс А Легкий жаростойкий бетон, легковесный огнеупорный кирпич Легковесный жаро- стойкий бетон Легковесный жаро- стойкий бетон
^рдвочник Коксохимика. Том 3
А
Коксохимика. Том 3
1 - камера радиации;
2 - камера конвекции;
4000
3 - каркас печи;
4 - футеровка блочная;
5 - окна смотровые;
6-горелки
А
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина________________137
138
Раздел 1. Улавливание химических продуктов коксования
Таблица 7.23.
Технологические
и гидравлические
характеристики трубчатых
печей для регенерации
поглотительного масла
Расчетные показатели Печь ЗД2-215/9 Печь ГС 1-200/1ОМ
Производительность по маслу (номинальная), м3/ч 2,4 4-10
Полезный тепловой поток, МВт 0,64 1,13
Расход коксового газа, м’/ч 140 240
Температура продукта, °C на входе в змеевик 120 80 - 280
на выходе из змеевика 300 220-380
Средняя теплонапряженностъ в камере радиации 25 25
труб, кВт/м2 в камере конвекции - 9,0
Давление в продуктовом змеевике, МПа 0,56 2,5
Давление коксового газа, Па 1000 - 5000 1000 - 5000
Масса печи общая (без змеевика), т 14,48 25
Материал футеровки жаростойкий торкрет-бетон легковесный жаростойкий бетон
между поверхностями в спиральных каналах. Спиральные
теплообменники, используемые при давлении до 0,3 МПа,
могут изготавливаться без штифтов [19; 25].
Спиральные теплообменники - широко применяют-
ся в мировой промышленной практике. Концерн «Альфа
Лаваль» усовершенствовал их конструкцию и повысил экс-
плуатационные характеристики. Высокая компактность в
сочетании с эффектом самоочистки делают эти спиральные
теплообменники универсальным оборудованием, примени-
мым как при работе с жидкими неоднородными средами,
так и при конденсации газа или пара [27].
Для предотвращения забивания межспирального про-
странства отложениями высококипящими компонентами
поглотительного масла рекомендуется выполнение следу-
ющих положений [26]:
спиральные теплообменники для цехов улавливания
коксохимических производств следует выполнять из
стали 12Х18Н10Т;
охлаждающая оборотная техническая вода обязатель-
но должна быть подвергнута реагентной обработке
и фильтрации;
не допускать перегрев поглотительного масла в труб-
чатой печи выше 170°С;
производить регенерацию поглотительного масла
с поддержанием в нем метилнафталинов >18%.
Для минимизации отложений высококипящих компо-
нентов поглотительного масла на поверхности теплооб-
мена следует придерживаться турбулентного режима его
движения.
СВАРНЫЕ ПЛАСТИНЧАТЫЕ ТЕПЛООБМЕННИКИ
АЛЬФА ЛАВАЛЬ (КОМПАБЛОК) [27]
Одной из современных конструкций пластинчатых те-
плообменников является компаблок фирмы Альфа Лаваль.
Его характерной конструктивной особенностью является
наличие пакета из попарно сваренных гофрированных ме-
таллических пластин, формирующих панель. В настоящее
время производится шесть моделей компаблока с площа-
дью теплообмена от 0,7 м2 до 320 м2. Каждая модель имеет
стандартный набор пластин, отвечающих поставленным тех-
нологическим требованиям. Принципиальное устройство
данных теплообменников представлено на рис. 7.34 [27].
Основным элементом теплообменников является па-
кет пластин 1, образованный расчетным количеством раз-
нонаправленных каналов, помещенный в корпус 2, Корпус
компаблока состоит из четырех угловых стоек 3, верхней
и нижней плит 4, боковых плит с патрубками 5 и панелей 6.
Образованные каналами ходы отделены друг от друга раз-
делителями потока 7, установленными между пакетом 1
и корпусом теплообменника. Герметизация пространства
между боковыми плитами 5 и панелями 6 достигается
за счет применения листовых прокладок 8, выполненных
из соответствующих листовых материалов при стягивании
всей конструкции болтами 9.
Принцип работы компаблоков основан на движении
двух потоков между гофрированными пластинами в пере-
крестном направлении, при этом процесс теплообмена
идет в противотоке. Каждый ход соответствующего потока
отделен от соседнего разделителем 5, установленным в па-
кете (рис. 7.34).
Компаблоки позволяют утилизировать тепло, охлаж-
дать и нагревать потоки в системах жидкость - жидкость.
В коксохимической промышленности компаблок рекомен-
дуется для охлаждения (подогрева) обезбензоленного и на-
сыщенного поглотительного масла, а также утилизации теп-
ла при получении серной кислоты в цехах сероочистки.
Для очистки теплообменных каналов от загрязнений
рекомендуется циркуляция растворов химических реаген-
тов в каналах под высоким давлением [27].
Соотношение коэффициентов теплопередачи компа-
блоков и теплообменников имеют следующие ориентиро-
вочные значения [1]:
теплообменники трубчатые 1
теплообменники спиральные 1,7-1,8
компаблоки 3,7
ДЕФЛЕГМАТОРЫ
В качестве дефлегматора устанавливают отдель-
ные трубчатки, собираемые в блоки с последовательным
соединением их межтрубного пространства. Технические
характеристики трубчатых дефлегматоров представлены
в табл. 7.24.
Справочник Коксохимика. Том 3
Глава 7. Улавливание бензольных углеводородов и очистка газа от нафталина
139
Показатель Сечение трубчатки
прямоугольное круглое
Поверхность теплообмена, м2:
общая 785 520
трех масляных трубчаток 680 -
водяной трубчатки 105 —
Количество труб в одной
трубчатке, шт.
масляной 1 284 1 272
водяной 600 —
Диаметр труб, мм 25x2 25 х 2,5
Длина одной трубы, мм 2500 1500
Сечение для прохода, м2:
масла 0,0370 0,0330
воды 0,0173 -
паров 0,9800 0,5000
Материал:
корпуса Ст.З Ст.З
труб Сталь 10 Сталь 15ХМ
Масса аппарата, т 30,2 34,1
Температура масла, °C:
до дефлегматора 30
после дефлегматора 70-85 —
Температура охлаждающей
воды, °C:
до дефлегматора 25-27 -
после дефлегматора 42 -
Температура паров, °C:
до дефлегматора 120-130 -
после дефлегматора 80-95 -
Температура флегмы, °C 90 -
•гсь = лео’егтгге псос;" гех’рубчсе про-
С-.’З-. БВ€ОХ. ПО "C'.OJ'.' Ipc\ Н/ЖН/1Х ТруОЧаТОк
n:??'?z.,_ чз'ь_т—toe бензолом масло, а по трубам верх-
не/ - счпзждеюшая вода.Температуру паров после дефлег-
ма_оров поддерживают с учетом заданного качества сыро-
_с бензола -отгон до ; 80;С или получение двух бензолов
на разделительной колонне).
5 настояше время на смену этим конструкциям деолег-
матсэов "prL.ni/ спиральные и пластинчатые "еяюобмеь-
cvcan-t в зь ье.
Таблица Т2Ф
Техническая характеристика
дефлегматоров
б-с .• 5 завх-л /сст о- геосходихм
x_e'i roBBpxi-oc’i- "ег,'0Гсреэам-1 । аспрэ-or '•пело хта-
блоков.
-с <i€<a j.-г га ров сырого сензолв рекомендус--
-.з,- —:е 5зс/э-ты 'Окег-сз-ор:в :п'га.ънго т.н а.
j/с- z;с:_сс^. е / схе' эн?' си сальных ‘erj-o-
В'.'С*--. 'ОСВ/Нгг - 3 ООШГ . --СрГ. С L. О .
-:с^--<гг -ЕО. = АЕОс^
<•/ jc 55 -55 < "аозл.пе ьно
140
Раздел 1. Улавливание химических продуктов коксования
Спиральный
теплообменник
Альфа Лаваль.
поглотительного масла в отделении дистилляции, для пер-
вичного охлаждения коксового газа и пр.
Распространение этих аппаратов предопределили та-
кие факторы, как существенное снижение капитальных за-
трат на создание систем оборотного водоснабжения и огра-
ниченные ресурсы технической воды [18].
Библиография
1. Справочник коксохимика,т III / Под ред. А. К Шелкова-М.: Ме-
таллургия, 1966 - 389 с.
2. Руководство по коксованию / Под ред. 0. Гросскински: пер.
с нем - М.: Металлургия, 1971- 606 с.
3. Харлампович А. А.. Кауфман Л. С. Технология коксохимического
производства,-М.: Металлургия, 1995 - 384 с.
4. Гребенюк А. Ф, Коробчанский В. И., Власов Г. А., Кауфман С. И.
Улавливание химических продуктов коксования, ч. II- Донецк:
Восточный издательский дом, 2002,- 207 с.
5. Лазорин С. Н„ Стеценко Е. И. Производство сырого бензола.- К.:
Техника, 1969.-221 с.
6. Правила технической эксплуатации коксохимических предприя-
тий / Министерство промышленной политики - X, 2001,- 309 с.
7. Литвиненко М. С. Химические продукты коксования (производ-
ство и использование).- К:Техника, 1974.-321 с.
8. Кагасов В. М„ Шамшурина Л. А., Четверикова Н. А. и др. Извлече-
ние цианистого водорода из воды цикла конечного охлаждения
коксового газа //Кокс и химия - 1990- № 2.
9. Куркин В. В, Кожевин В. В.. Гульняшкина Т. С. Опыт эксплуатации
закрытого цикла конечного охлаждения коксового газа // Кокс
и химия - 2006- №11.
10. Зубицкий Б. Д., Чимаров В. А, Швед В. С, Назаров В. Г, Дементье-
ва Н. В. Совершенствование технологии конечного охлаждения
коксового газа и очистки его от бензольных углеводородов //
Кокс и химия - 2003 - № 1.
11. Груздев В. В„ Григоров А. А.. Лехтер В. И. Опыт эксплуатации за-
крытого цикла конечного охлаждения коксового газа И Кокс
и химия- 2005-№9.
12. Коробчанский И. Е., Кузнецов М. Д. Расчеты аппаратуры для
улавливания химических продуктов коксования - М.: Металлур-
гия, 1972 - 295 с.
13. Чимаров В. А, Швед В. С., Сычев С. С. Опыт эксплуатации бен-
зольно-скрубберного отделения // Кокс и химия - 2004,- № 2.
14. А. С. 1063822 (СССР). Способ очистки коксового газа от бензоль-
ных углеводородов.
15. Бродович А. И., Золотницкая М. С, Огиенко Л. Д, Иванова В. А,
Шпорт Е. С., Горелова Л. С.. Портыненко В. А. Абсорбция нафтали-
на из коксового газа в многоступенчатом скруббере с рецирку-
ляцией поглотителя // Кокс и химия - 1983,- № 5.
16. Рудыка В. И., Зингерман Ю. Е„ Грабко В. В. и др. Основные направ-
ления модернизации цехов коксохимических предприятий //
Кокс и химия.- 2004 - № 7.
17. Тарасов Н. А., Мельников И. И., Крячук В. М, Савин Е. Н, Симо-
нов С. П., Эксгауз В. И. Освоение усовершенствованной схемы
бензольного отделения цеха улавливания химических продук-
тов коксования //Кокс и химия - 2001- № 12.
18. Башлай 3. И., Волков Е. Л.. Горелик Я. Л. и др. Оборудование цехов
улавливания и переработки продуктов коксования- Справоч-
ник,- М.: Металлургия, 1992 - 254 с.
19. Спиральные теплообменники компании Альфа Лаваль [про-
спект компании]
20. Лавров О. И, Михайлов Н. Ф., Бродович А. И. Внедрение в про-
мышленную практику технологической схемы извлечения
бензольных углеводородов в абсорберах большой единичной
мощности И Кокс и химия - 1986,- № 2.
21. Trytko O.Technicky Zpzavodaj, CSSR, 1987.-V 23, № 71 5.19 - 25.
22. Purification of coke oven gas //Carl Shtill. kaiserwohl 17-23.
23. Multi-stage turbulence scrubbers with expanded metal packing.
System Shtill Otto // S0A011, 8.91. [WGO (проспект концерна
«Тиссен»)].
24. Лаврова И. О, Шустиков В. И, Лавров О. И. Сравнительная оцен-
ка различных технологических установок для абсорбции бен-
зольных углеводородов из коксового газа И Углехимический
журнал,- 2000,- № 3-4.
25. Справочник по теплообменникам, т. 2.; пер. с англ. / Под ред.
О. Г. Мартыненко,- М.: Энергоатомиздат, 1987,- 352 с.
26. Осипов А. Н„ Бурханов А. М, Приступа А. Н„ Суворов А. Н. Опыт
эксплуатации спиральных теплообменников в цехе улавливания
химических продуктов коксования И Кокс и химия - 2006,- № 12.
27. www.alfalaval.ru.
28. Показники eMicii (питом! викиди) забруднюючих речовин в ат-
мосферне повтря основних виробництв коксох!м!чних пщпри-
емств И Розроблено УХ1Н, затверджено М1н1стерством охорони
навколишнього середовища УкраГни 18.08.2004.- Харк1в, 2004.
Справочник 1Сокеохимиха. Том 3
ГЛАВА 8
ОЧИСТКА КОКСОВОГО ГАЗА ОТ СЕРОВОДОРОДА
И ЦИАНИСТОГО ВОДОРОДА
8.1. Сероводород: содержание в газе
и свойства
Сероводород (H,S) - сильный нервный яд (табл. 8.1),
вызывающий смерть от остановки дыхания. Человек ощуща-
ет запах сероводорода в концентрации 0,012 - 0,03 мг/м3.
Незначительный, но явно ощутимый запах (напоминает за-
пах тухлых яиц) отмечается при 1,2 - 2,3 мг/м3; при концен-
трации выше 11 мг/м3 запах менее сильный и неприятный,
чем в интервале 3-11 мг/м3 [1].
В табл. 8.2 представлена растворимость сероводорода
в воде [1].
т,к Растворимость т,к Растворимость
см’/см3 r/IOOr см’/см’ г/100г
273 4,670 0,7066 313 1,660 0,2361
278 3,977 0,6001 318 1,516 0,2110
283 3,399 0,5112 323 1,392 0,1988
288 2,945 0,4411 333 1,190 0,1480
293 2,582 0,3846 343 1,022 0,1101
298 2,282 0,3375 353 0,917 0,0765
303 2,037 0,2983 363 0,840 0,0410
308 1,831 0,2661 373 0,810 0,0400
Таблица 8.2.
Растворимость сероводорода
вводе
Концентрация, мг/м] Продолжи- тельность экс- позиции Симптомы
6,0 4ч Головная боль, слезотечение, светобоязнь, насморк, боль в глазах, снижение воздуш- ной и костной звукопрово- димости
700,0 15-30 мин Болезненное раздражение конъюнктивы, насморк, тошнота, рвота, ощущение сжатия головы, одышка, кашель, сердцебиение. Возможно развитие бронхита и отека легких
1000 и выше Мгновенно Отравление, судороги, потеря сознания, остановка дыха- ния, смерть
Вязкость газообразного сероводорода при 0,1 МПа
в зависимости от температуры составляет [1]:
Температура, К 273 293 373
Вязкость, Па< 117-Т0-' 125 10" 15910"
Теплопроводность газообразного сероводорода со-
ставляет 1,401 -10-6 Дж/(мсК) при 273 К. Основные свойства
серосодержащих соединений коксового газа представлены
в табл. 8.3.
В 2006 году содержание серы в коксуемой шихте за-
водов Украины составляло в среднем 1,4%. При коксовании
каменных углей около 60 - 70% содержащейся в них серы
остается в коксе, а 30 - 40% уходит с газом, главным обра-
зом, в виде сероводорода. Степень перехода серы в газовую
форму зависит от температуры коксования, количества вы-
деляющегося водорода и в меньшей степени от продолжи-
тельности коксования (рис. 8.1) [7].
В связи с изменением сырьевой базы Украины и воз-
растающим участием импортных углей на предприятиях
Украины за 2005 - 2007 гг. в кокс из коксуемой шихты пере-
ходит около 85 - 87 % серы. В коксовый газ при пониженном
содержании пиритной серы в коксуемой шихте переходит
до 18 % серы [41,68].
На коксохимических заводах Европы содержание се-
роводорода в очищаемом газе составляет до 8 г/нм3 [8].
В среднем на 1 % серы в исходном угле образуется
360 -420 мг/м- органически связанной серы в коксовом газе
[9]. На долю сероводорода приходится около 95% от всего
количества серы, содержащейся в коксовом газе, остальные
Таблица 8.1.
Воздействие сероводорода на
человека [1]
Свойства соединений Ед. измерения ; Сероводород Сероксид углерода Сероуглерод
Формула H,S COS CS,
Молекулярный вес 34,08 60,08 76,14
Теплоемкость в газовой фазе Дж/(моль-К) 1 34,20-50,56 (298-1400 К) 41,48 - 58,60 (298-1200 К) 45,66-59,28 (298-1000 К)
Константа Генри для растворимости в воде при 298,15 К [3] моль/(кг-6ар) ; 0,087 0,022 0,055
Плотность (р) при 0 °C и 101,3 кПа [4] кг/м3 1,5392 2,72 1,275 [5]
Температура кипения (/„,„) при давлении 101,3 кПа[4] °C -60,38 50,28 46,25 [5]
Скрытая теплота испарения (г) [4] кДж/моль 18,67 18,51 26,59 [6]
Скрытая теплота плавления (<у) [4] кДж/моль i 2,378 4,757 -
Температура плавления (/п?) при давлении 101,3 кПа [4] °C i -85,6 -138,8 -112,1 [5]
Таблица 83.
Свойства серосодержащих
соединений коксового газа
(Т|разсч!11:к Коксохимика. Том 3
142
Раздел 1. Улавливание химических продуктов коксования
5% - органические сернистые соединения. Ниже приведен
состав органических соединений серы, % [10]:
Сероуглерод 50 - 70
Серооксид углерода 10-20
Тиофен 10-20
Меркаптаны 5-10
Рис. 8.1.
Распределение серы
в продуктах коксования
1 - коксовые печи; 2- доменные печи;
3 - установки для переработки смолы и надсмольной воды;
4 - цех сероочистки; 5 - прочие потребители
Некоторые данные о содержании органических соеди-
нений серы в коксовом газе представлены в табл. 8.4.
Таблица 8.5.
Эмпирические константы
равновесияKt содового
и поташного растворов [14]
Таблица 8.4.
Содержание органических
соединений серы в коксовом
газе, мг/м3
Серосодержащие компоненты коксового газа После сухой очистки газа от сероводорода, [10] Обратный газ. Гфямой газ,
[11] [8] [12] [В]
Сероводород 850 500 4500 - 45000 7000-12000
Сероуглерод 389 78 543 300 - 500
Серооксид углерода 138 72 241 100 - 200
Тиофен 138 177 375 100-150
Меркаптаны 23 83 <10
8.2. Требования к очистке коксового
газа от сероводорода
Необходимость очистки коксового газа от серово-
дорода при сжигании и различном его использовании
вызвана экологическими, технологическими и санитарно-
гигиеническими требованиями.
При использовании коксового газа для обогрева кок-
совых печей и в других потребляющих установках коксохи-
мического предприятия глубина очистки регламентируется
технологическими нормативами на выброс диоксида серы,
образующегося в результате сжигания серосодержащих
компонентов газа.
Ниже представлены требования к очистке коксового
газа от сероводорода:
В газе для металлургических целей, мг/м3 1000 -2000
В очищенном газе для целей синтеза, мг/м3 20 - 50
При использовании коксового газа для
коммунально-бытового потребления, мг/м3 20
При вдувании коксового газа в доменные
печи мг/м3, [10] 456
Содержание органической серы в бытовом
газе (не более), мг/м3 250 - 700
Ни одна из традиционных технологий сероочистки
не обеспечивает полного удаления органических соедине-
ний серы из газа. При обработке коксового газа при низком
давлении содержание органических веществ снижается
с 0,5 г/нм3 до 0,2 - 0,3 г/нм3 [8].
8.3. Методы очистки коксового газа
от сероводорода
8.3.1. Вакуум-карбонатный метод
Вакуум-карбонатный метод основан на поглощении
сероводорода из коксового газа в присутствии СО, водны-
ми растворами натрия или калия по быстро протекающей
в жидкой фазе обратимой реакции:
H,S + OH- = HS- + H,O. (1)
Химическая реакция абсорбированного СО2 с щелоч-
ным раствором проходит по пути гидратации растворенно-
го СО, с образованием угольной кислоты и ее дальнейшего
взаимодействия с ионами гидроксила.
СО, + Н,0 = Н,СО„ (2)
Н,СО3 + ОН" = НСО3" + Н,О. (3)
Лимитирующей стадией является реакция (2). Скорость
реакций может быть увеличена повышением концентрации
СО,, ОН или температуры.
При поглощении сероводорода растворами карбона-
та натрия или калия равновесие в системе H,S-Me,CO3-
-MeHC03-MeHS-H,0 определяется константой (табл.
8.5):
_ [MeHCO3][MeHS]
[Me2CO3]pH2S
где pH,S - парциальное давление сероводорода, мм рт. ст.
[14].
Тнп поглоти- теля Константа равновесия при 25 °C, моль/(л ммрт.ст.) Зависимость константы равновесия от температуры в интервале 25-604
1-н раствор Na2CO3 0,048 2500 lgK.= 3,16 £ 1 4,5767
2-н раствор к,со3 0,074 2800 1g К. = 3,20 £ 1 4,5767
Равновесие в системе с учетом углекислого газа H2S -
-CO,-Na,CO3-NaHCO3-NaHS-H,O определяется кон-
стантой К . (табл. 8.6):
^хравочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
143
Цех очистки коксового газа
от сероводорода.
Общий вид
[HCO;][H2S]
[H2CO3][HS]
использовании содового раствора наблюдается меньшая
коррозия аппаратуры и несколько снижается расход по-
глотителя.
Тип поглотителя Константа равновесия
при 25 °C при 60 °C
0,9-н раствор Na,CO3 1,88 0,90
2-н раствор К2СО, 2,56 1,53
С повышением температуры константа равновесия
уменьшается, селективность процесса абсорбции карбо-
натными растворами по отношению к сероводороду воз-
растает [14]. Однако, следует учитывать увеличение ско-
рости реакции гидратации реакции (2) и (3) с повышением
температуры:
И= А"он - [СО?] [ОН ], моль/(.тсек).
Величина константы скорости реакции второго поряд-
ка /Гон_ может быть определена из уравнения [15]
2,895
IgK _ = 13,635—:------+ 0,08'/,
° ОН р
где Т- температура, К;
/ - ионная сила раствора, моль/л.
В процессе абсорбции СО, горячими поташными рас-
творами при повышении температуры с 25 до 75 °C скорость
абсорбции СО, резко увеличивается [16].
Повышение содержания углекислоты в очищаемом
газе уменьшает сероемкость раствора (рис. 8.2) [14]. Для
уменьшения количества поглощаемого из газа СО, время
контакта поглотительного раствора и газа в абсорбере свы-
ше 30 с не рекомендуется.
В процессе эксплуатации вакуум-карбонатных устано-
вок применяют содовые или содо-поташные растворы. При
Рис. 8.2.
Влияние СО2 на
растворимость H2S
в 2-н растворе карбоната
калия при 25 °C
Таблица 8.6.
Эмпирические константы
равновесия содового
и поташного растворов
Концентрация сероводорода
в растворе, г/л
' - без СО, в газе; 2 - 1,9% объемн. СО, в газе
Процесс поглощения сероводорода, углекислого газа
и цианистого водорода в присутствии кислорода сопрово-
ждается побочными реакциями с образованием термически
стабильных солей, которые не регенерируются из щелоч-
^фавочиик Коксохимика, Том 3
144
Раздел 1. Улавливание химических продуктов коксования
ных растворов. Также в результате омыления цианидов об-
разуются формиаты [14; 17]. Суммарное содержание нере-
генерируемых солей в поглотительном содовом растворе
не должно превышать 200 г/л, поташном и содо-поташном -
250 г/л (при температуре окружающего воздуха -15 и -20 °C
соответственно) [18]. Растворимости солей содовой серо-
очистки представлены в табл. 8.7.
где L - минимальное количество раствора, л/м3 газа;
1'и, КА. - соответственно начальное и конечное содер-
жание сероводорода в газе на входе в абсор-
бер и на выходе из него, г/м3;
t - температура абсорбции, °C;
ХИ - содержание сероводорода в растворе, пода-
ваемом на абсорбер, г/л.
Таблица 8.7.
Растворимость солей
натрия, содержащихся
в поглотительном
растворе, г/100мл
воды [10; 19; 20; 21]
Компонент Температура, °C
10 20 30 40 50 60 DO 100
Na,CO3 10,7 17,71 28,4 32,8 32,1 31,6 - -
NaHCO3 7,6 8,8 10,0 11,3 12,7 14,1 - -
Na,SO4 9,0 19,0 41,0 49,0 47,0 45,0 44,0 42,5
Na2S2O3 61,0 70,0 85,0 103,0 170,0 207,0 249,0 266,0
NaCNS 110,0 139,0 168,0 175,0 180,0 186,0 200,0 225,0
NaCOOH 40,0 45,0 50,0 53,0 56,0 58,0 59,0 59,0
Na4[(Fe(CN)6] 11,2 15,0 18,8 22,6 26,5 30,3 37,9 37,9
Минимальное количество поглотительного раствора,
необходимого для улавливания сероводорода, определяет-
ся по эмпирической зависимости [14]:
а) для системы сероводород - раствор карбоната натрия:
У„-Ук
0,02(118-1)7™-Хн’
6) для системы сероводород - раствор карбоната калия;
L_ У«-У.
0,02(178-/)Г’-’-Хя’
Практически количество необходимого поглотитель-
ного раствора больше минимального на 10-20%. Для
обычных условий очистки газа, передаваемого на энергети-
ческие цели, количество раствора должно составлять: для
поташного и содопоташного (общей щелочностью не менее
110 г/л) - Зл/м3, для содового раствора - 3,5 л/м3 [18].
На отечественных установках (рис. 8.3) вакуум вверху
регенератора регламентируется величиной не менее 80 кПа
(600 мм рт. ст.) [ 18]. По зарубежным данным регенерация рас-
твора вакуум-карбонатной или поташной сероочистки осу-
ществляется при 87 - 89 кПа (650 - 670 мм рт. ст.) [8; 22].
Рис. 8.3.
Принципиальная схема
очистки коксового газа от
сероводорода по вакуум-
карбонатному методу
I - скрубберы; 2,3,8,18- насосы; 4- конденсаторы-холодильники с пародистиллятными теплообменниками; 5,14- оросительный и газовый
холодильники; 6 - теплообменник; 7, 16 - сборники; 9 - подогреватель; 10- регенератор; 11,13- отбойники; 12- вакуум-насос;
15 - предохранительный газовый затвор; 17-бак для приготовления свежего раствора; 19 - циркуляционный подогреватель
Характеристика одноступенчатого процесса вакуум-карбонатной сероочистки [18; 19; 23]
Температура коксового газа, поступа-
ющего на очистку
при расположении сероочистки после бензольных
скрубберов невыше35°С
при расположении сероочистки между двумя сту-
пенями конечного охлаждения
на 5 - 7 °C выше температу-
ры газа после ПГХ
(правочник Коксохимика, ТЪм 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
145
Температура раствора, подаваемого на 2 - 3 “С выше температу-
на серные абсорберы ры поступающего газа
Температура насыщенного поглотитель- после скрубберов, перед пародистиллятными
ного раствора теплообменниками 29-33 °C
после пародистиллятных теплообменников 50-55 °C
после теплообменников раствора 64-65 °C
после подогревателя раствора 70 °C
Общая щелочность регенерированного для поташного и содопоташного растворов,
раствора в пересчете на поташ 110-150 г/л
для содового раствора 45-55 г/л
Содержание сероводорода в регенери- для поташного и содопоташного растворов не выше 2,5 г/л
рованном растворе для содового раствора не выше 2,0 г/л
Температура охлаждающей технической воды, поступающей в отделение не выше 28 (30 в жаркие
регенерации Дни) °C
Температура нагретой технической воды после теплообменной аппаратуры не выше 38 - 40 °C
Температура сероводородного газа перед вакуум-насосом не выше 35 °C
Содержание азота (воздуха) в сероводо- родном газе после вакуум-насосов не более 3 (4) %
Температура раствора после циркуляци- без использования отбросного тепла 80-83 °C
онных подогревателей с использованием отбросного тепла 70-73 °C
Температура раствора после регенераторов 63 -70 °C
Температура парогазовой смеси после регенератора 56-60 °C
после вакуум-насоса 80-100 °C
после холодильников сероводородного газа 30 °C
Расчетные нормы Серные скрубберы с деревянно- поверхность 0,5 м2/м3
хордовой насадкой скорость газа в свободном сечении скруббера 0,8 - 1,0 м/с
плотность орошения 7,0-10,0 м3/(м2 ч)
Регенераторы скорость паров в свободном сечении 2-2,5 м/с
остаточное давление газов вверху регенератора 14,6 - 16,0 кПа
сопротивление одной тарелки кПа 0,53 кПа
Коэффициент теплопередачи для пародистилляционных теплообменников 500 ккал/(м2 -ч°С)
для холодильников 200 ккал/(м2-ч°С)
Оросительные холодильники регенери- скорость раствора в трубах 0,6 м/сек
рованного раствора коэффициент теплопередачи 300 ккал/(м2-ч°С)
расход охлаждающей воды 1,5- 1,8м3/м3
Коэффициент теплопередачи кожухотрубного холодильника 250 ккал/(м2'Ч°С)
циркуляционного подогревателя 500 ккал/(м2-ч°С)
подогревателя раствора 500 ккал/(м2-ч°С)
холодильника сероводородного газа 30 ккал/(м2-ч°С)
Производственные показатели Степень очистки от H,S 85-90%
Выход H2S при регенерации раствора (от поглощенного из газа) 98%
Удельный расход раствора 3,5 л/м3
Содержание H,S в растворе насыщенном 5 - 5,5 г/л
регенерированном 1.5-1,6 г/л
Справочник Коксояим1|ка. Том 3
146
Раздел 1. Улавливание химических продуктов коксования
Состав сероводородного газа H,S 75-80%объемн.
cd, 15- 16%объемн.
HCN 3,3-4,0%объемн.
прочие газы 3 - 4%объемн.
Расход средств производства пар 16- 19т
на 1 т уловленного сероводорода техническая вода (на пополнение цикла) 28-ЗОм* 3
электроэнергия 700-800 кВтч
сода 40 кг
общая щелочность раствора в пересчете на Na,CO, 50 г/л
Рис. 8.4.
Скруббер для улавливания
' сероводорода [24]
На ряде действующих коксохимических заводов рабо-
тают скрубберы для улавливания сероводорода из коксово-
го газа, оснащенные деревянной хордовой насадкой. Кон-
струкция скруббера описана в [10]. Вновь устанавливаемые
абсорберы являются колонными аппаратами:
с плоскопараллельной насадкой из стали 08X13
(устройство аналогично бензольному скрубберу
(рис. 8.4));
с крупнодырчатыми тарелками;
с просечно-вытяжной насадкой и другими типами
высокоинтенсивных насадок.
Регенератор для регенерации насыщенного содово-
го раствора (рис. 8.5) представляет собой цилиндрический
колонный массообменный аппарат со сферическими крыш-
кой и днищем, оснащенный двух или трехкаскадными кол-
пачковыми тарелками 1. В верхней части расположен шту-
цер 2 с раструбом для подачи раствора на регенерацию.
Над штуцером для сепарации паров от жидкости установ-
лен короб 3 Г-образного сечения. Вверху на выходе паров
установлен сетчатый или жалюзийный отбойник 4.
Подаваемый на регенерацию насыщенный раствор
поступает на верхнюю тарелку и стекает по тарелкам в ниж-
нюю кубовую часть регенератора. Подогрев раствора про-
изводят водяным паром в циркуляционном подогревателе
при естественной циркуляции раствора через выносной
циркуляционный подогреватель (или за счет использования
тепла прямого коксового газа путем принудительной цирку-
ляции поглотительного раствора в системе регенератор -
насос - первичный газовый холодильник-регенератор).
В нижней кубовой части регенератора расположены шту-
церы 5 для выхода раствора в подогреватель и 6 для входа
парожидкостной смеси из подогревателя. Для сепарации
пара от жидкости над штуцеоом б установлен короб 7
Г-образого сечения, верхняя полка которого выполнена из
просечно-вытяжного листа, боковая - из сплошного листа.
Над коробом под первой тарелкой установлен отбойник 8.
Штуцер выхода паров 9 из регенератора расположен ввер-
ху на крышке, штуцер выхода регенерированного раствора
10 - в нижней кубовой части. Кроме того, регенератор осна-
щен люками II, штуцерами для КИП, смотровыми окнами
и кранами для отбора проб.
1 - плоскопараллельная насадка; 2 - опорные решетки;
3 - распределительные конусы; 4 - штуцер входа газа;
5 - газораспределительноеустройство; 6 - струйно-вихревая
форсунка; 7 - горизонтальный жалюзийный отбойник;
8 - отбойник циклонного типа
Раствор —- III—4------------
(правочпик Крксокимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
147
А-А
Техническая характеристика регенераторов [24]
Диаметр аппарата, мм 5 500 7000
Высота, мм 27430 27000
Число тарелок, шт. 12 11
Тип тарелок Колпачковая двухкаскадная
Расстояние между тарелками, мм 1600 1000
Плошадь поперечного сечения корпуса, м2 23,8 38,48
Площадь сечения паро- вых патрубков, м2 2,3 4,6
Тип отбойника Сетчатый Жалюзийный
Остаточное давление, МПа 0,0125-0,0197 0,0125-0,0197
Материал корпуса Углеродистая сталь
Материал отбойника 12Х18Н10Т
Материал колпачков тарелки 08X13
Рис. 8.5.
Регенератор вакуум-
карбонатной
сероочистки [24]
При реконструкции цехов колпачковые тарелки в ре-
генераторах, гидравлическое сопротивление каждой из
которых составляет примерно 0,67 кПа (5 мм рт. ст), заме-
няют металлической насадкой с развитой удельной по-
верхностью (150 - 180 м2/м3 и более) [25]. При одинаковой
эффективности работы насадочные регенераторы имеют
меньшее в 2 - 3 раза гидравлическое сопротивление, чем
тарельчатые.
Аппаратура регенерации находится под давлением на
линии всасывания вакуум-насоса, а аппаратура сернокис-
лотной установки - на линии нагнетания. Характеристика
поршневых вакуум-насосов типа ВН-120 приведена в [10].
ЦКС-390/0,1-1,15М - центробежный двухступенчатый
компрессор для сероводородного газа, укомплектованный
межступенчатым и концевым охладителями. Вакуум-
компрессор снабжен системой азотных затворов, исклю-
чающей пропуски сероводородного газа в окружающую
среду и воздуха в сжимаемый газ. Давление азота для над-
дува концевых уплотнений - 5,3 - 8,0 кПа, расход азота -
100 - 200 м3/ч.
(правочпик Коксохимика. Том 3
148
Раздел 1. Улавливание химических продуктов коксования
На базе вакуум-компрессора ЦКС-390/0,1-1,15М раз-
работана и введена в эксплуатацию на одном из коксо-
химических предприятий Украины установка центро-
бежная вакуум-компрессорная сероводородного газа
5ГЦ1-300/0,1-1-2/2 (вакуум-компрессор).
Производительность вакуум-компрессора 300 м3/мин
по условиям всасывания, давление на всас - 0,01 МПа (абс.),
давление нагнетания - 0,12 МПа (абс.).
Этот вакуум-компрессор имеет более высокую степень
автоматизации, чем вакуум-компрессор ЦКС-390/0,1-1,15М.
При его разработке учтен опыт эксплуатации базовой маши-
ны ЦКС-390/0,1-1,15М.
Характеристика вакуум-компрессора приведена в [24].
На ряде заводов проведены усовершенствования
одноступенчатых схем очистки в части экономии энерге-
тических затрат, вывода органики и кислых компонентов из
барометрического конденсата, применения паровых эжек-
торов, спиральных холодильников и т. д.
Для использования вторичных энергетических ресур-
сов для нагревания поглотительного раствора в настоящее
время разработаны и освоены два варианта использования
тепла прямого коксового газа [25]. По первому варианту
поглотительный раствор сероочистки подают из нижней
части регенераторов в трубное пространство верхних
секций первичных газовых холодильников (ПГХ) с горизон-
тальными трубами, где он нагревается до 74 - 76 °C прямым
коксовым газом, поступающим в межтрубное пространство
при 80 - 82°C. Усиленная коррозия труб ПГХ, изготовлен-
ных из обычной стали, через 2-3 года эксплуатации при-
водит к потерям поглотительного раствора, к нарушению
режима работы биохимической установки и установок по
переработке смолы. Причинами интенсивной коррозии яв-
ляются: вскипание раствора в верхних секциях в условиях
пониженного давления, десорбция кислых компонентов
поглотительного раствора, подсосы воздуха, выпадение
балластных солей на поверхности теплообмена. Образу-
ющееся в результате коррозии растворенное железо ка-
тализирует процессы образования нерегенерируемых
соединений в цикле сероочистки:
HS- + 2Fe3* ->S + 2Fe2+ + Н';
2Fe2+ + - О, + Н,0 -> 2Fe+2ОН".
2 2 2
Образовавшаяся сера служит источником полисуль-
фидов, которые, в свою очередь, приводят к образованию
роданидов и тиосульфатов в растворе.
По второму варианту поглотительный раствор по-
дают в специальные теплообменники (кожухотрубные,
пластинчатые или спиральные), в которых он нагревается
до 74 - 76 °C надсмольной водой цикла газосборников, по-
ступающей с температурой 78 - 80 °C. Данная схема нашла
преимущественное применение в США и других странах.
Схема использования тепла коксового газа нагрева-
нием поглотительного раствора надсмольной водой цикла
газосборников требует меньшего (в 3 - 5 раз) объема тепло-
обменных аппаратов, отличается простотой и удобством
в обслуживании, позволяет улучшить охлаждение коксово-
го газа в газосборниках и снизить тепловую нагрузку пер-
вичных газовых холодильников. К отрицательным сторонам
данной схемы относится некоторое снижение потенциала
тепла коксового газа за счет использования тепла над-
смольной воды и необходимость установки дополнитель-
ной теплообменной аппаратуры.
Характеристика схемы использования тепла надсмольной
воды для регенерации раствора вакуум-карбонатной
сероочистки
Производительность цеха сероочистки по коксовому газу, м3/ч 35000
Общая поверхность пяти кожухотрубчатых теплообменников, м2 2 500
Количество надсмольной воды, подаваемой в трубное пространство, м3/ч 700-850
Количество поглотительного раствора, пода- ваемого в межтрубное пространство, м3/ч 450 - 500
Температура надсмольной воды на входе в теплообменник, °C 78-80
Температура надсмольной воды на выходе из теплообменника, °C 71-75
Температура раствора на входе в тепло- обменник, °C 58-59
Температура раствора на выходе из тепло- обменника, °C 74-77
Коэффициент теплопередачи теплообменни- ка, Вт/м2 • °C 488-523
Экономия греющего пара на установке сероочистки, т/ч 10
Схема вакуум-карбонатной сероочистки с выводом
органических веществ (нафталин и смолистые) из бароме-
трического конденсата приведена в [26].
Технологическая схема вакуум-карбонатной серо-
очистки на заводе «Индиана Харбор» фирмы «Инленд стил»
в Ист-Чикаго (США) приведены на рис. 8.6 [27].
Показатели работы установки вакуум-карбонатной
сероочистки на заводе «Индиана -Харбор»
Объем перерабатываемого газа, м3/ч 45 000
Содержание аммиака в неочищенном газе, г/м3 не более 0,11
Содержание нафталина в неочищенном газе, г/м3 не более 0,18
Диаметр абсорбера, м 6,1
Высота абсорбера, м 26
Тип насадки абсорбера деревянная хордовая или решетчатая
Диаметр регенератора, м 5,5
Высота регенератора, м 22,9
Насадка регенератора седловидная керамическая, три яруса
Паровые эжекторы двухступен- чатые
(правочнзгк Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
149
Рис. 8.6.
Усовершенствованная
вакуум-карбонатная
сероочистка на заводе
«Индиана Харбор»
1 - абсорбер; 2 - регенератор; 3 - насосы; 4 - конденсаторы;
5 - подогреватель; б - конденсатор; 7 - эжекторы;
8 - сборники конденсата; 9 - отгонная колонна;
10-сборник; 11 - холодильник
Абсолютное давление в верхней части регенератора, кПа 13
Давление насыщенного пара для подо- грева раствора в кожухотрубным подогре- вателе (циркуляционный подогреватель), МПа 1,035
Температура нагрева раствора в циркуля- ционном подогревателе, °C 63
Тип холодильника регенерированного раствора спиральный
Разница температур между регенериро- ванным раствором и очищаемым газом ,°С 2-3
Температура кислых газов на выходе из регенератора, °C 67
Температура кислых газов на выходе из конденсаторов, °C 43
Давление в отгонной колонне для отдувки
кислых газов, кПа 104
Состав кислых газов H,S 55,2
после конденсато- HCN 22,7
ров, %
СО, 21,7
сера органическая 0,4
Степень улавливания сероводорода, % 92-98
Остаточное содержание сероводорода
в очищенном газе, г/м3 0,25-0,64
Остаточное содержание HCN в очищен- ном газе, г/м3 0,02
Расход пара, т/ч 22,5-29
Расход соды, кг/ч 28-29
Расход электроэнергии, кВт 225,3
При очистке .коксового газа с содержанием сероводо-
рода выше 11 г/м3 целесообразно применять двухступенча-
тый процесс вакуум-карбонатной сероочистки [28].
Двухступенчатая схема сероочистки коксового газа
УХИНа [17] основана на физико-химических отличиях
свойств поглотительных содовых растворов в зависимости
от содержания балластных солей. Растворимость кислоро-
да при повышении солесодержания раствора уменьшается,
что тормозит окислительные процессы, приводящие к об-
разованию нерегенерируемых соединений.
На рис. 8.7 представлена технологическая схема двух-
ступенчатой вакуум-карбонатной сероочистки, реализо-
ванная по проекту Гипрококса. Коксовый газ после бен-
зольного отделения двумя газовыми потоками поступает на
серные скрубберы 1 ступени, где происходит улавливание
сероводорода водным раствором кальцинированной соды
и очистка коксового газа от сероводорода до 3,5 г/м3. После
первой ступени коксовый газ поступает на серные скруб-
беры второй ступени очистки, где происходит улавлива-
ние сероводорода свежим раствором кальцинированной
соды и очистка коксового газа от сероводорода до 0,5 г/м3.
^травочник KpKCOxuMirxa. Том 3
5
а
i
Справочник Коксохимика. Том 3
1-1,1-2- скрубберы дляулавливания сероводорода I ступени; 2-2 - скруббер для улавливания сероводорода II ступени; 3,4,5,17,19,20,24 - центробежные насосы; 7- регенератор поглотительного раствора;
8,9-холодильники; 10.11 - теплообменники; 12,13 - подогреватель раствора; 14-конденсатор-компаблок; 15.18-сборник регенерированного раствора; 16- первичный газовый холодильник;
21 - вакуум-компрессор; 22 - концевой теплообменник; 23 - емкость для свежего поглотительного раствора.
Технологические потоки: I - коксовый газ из бензольного отделения; II - коксовый газ очищенный; III - коксовый газ на первичное охлаждение; IV- регенерированный раствор на скрубберы II ступени;
V-насыщенный раствор I ступени на регенератор; VI - регенерированный раствор на скруббер I ступени; VII - насыщенный раствор со II ступени; VIII -сероводородный газ;
IX - свежий раствор на пополнение цикла; X- раствор на утилизацию; XI - раствор соды
Раздел 1. Улавливание химических продуктов коксования
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
151
Насыщенный раствор первой ступени после серных скруб-
беров проходит через теплообменник и поступает в регене-
ратор первой ступени. В регенераторе из раствора извлека-
ется сероводород и кислые газы. После регенератора реге-
нерированный раствор охлаждается в спиральных теплооб-
менниках и холодильниках «Альфа Лаваль» до t = 35 - 38 °C.
После охлаждения раствор поступает на серные скрубберы,
таким образом, происходит его полная циркуляция в техно-
логическом процессе. Аналогично работает вторая ступень
регенерации поглотительного раствора. Пополнение цикла
первой ступени происходит раствором второй ступени, по-
полнение второй ступени - свежим раствором кальциниро-
ванной соды. После регенератора извлеченный сероводо-
род, кислые газы и пары воды поступают на теплообменные
аппараты типа «Компаблок», где охлаждаются до 35 °C. Из
регенератора охлажденный регенераторный газ вакуум-
компрессорами через холодильники подается на печь-
котел. Для создания глубокого вакуума используются вакуум-
компрессорные установки 5 ГЦ1-300-0,1/1,2 - У2.
Трехступенчатый способ сероочистки по технологии
Вакасульф описан в [9].
8.3.2. Моноэтанояамнновый метод
Этаноламины - органические основания, являющиеся
более сильными щелочами, чем аммиак. Константы диссо-
циации данных веществ приведены ниже [30]:
Вещество Аммиак Этаноламины
моно- ди- три-
Константа диссо-
циации 1.75-1O’5 5-Ю’5 6-Ю’6 3-Ю'7
Моноэтаноламин (МЭА) - (C2H7NO или НО-СН,-СН2-
NH,) - бесцветная вязкая гигроскопическая жидкость. Ее
водный раствор применяется в качестве эффективного по-
глотителя сероводорода и диоксида углерода. К преимуще-
ствам моноэтаноламинового поглотителя относятся: высо-
кая растворимость при умеренных концентрациях раствора,
высокая сероемкость по сравнению с содовыми поглотите-
лями, способность к отгонке от загрязнителей, высокая ще-
лочность. Ограничивают широкое применение МЭА высокая
стоимость, значительные потери амина, коррозия, вспенива-
ние, загрязнение аппаратуры. Основные физико-химические
свойства МЭА приведены ниже и на рис. 8.8 - 8.13.
(правочник Коксохимика. 'Jom 3
Физико-химические свойства МЭА [31; 32]
Температура кипения, при 0,101 МПа 171 °C
давлении 6,665 кПа 100
1,33 кПа 69
Температура замерзания 10,5 °C
Давление насыщенных паров при 20 °C 48 Па
Динамическая вязкость при 20 °C 24,1 ТО’3 Па<
Теплота парообразования при 0,102 МПа 1488 кДж/кг
Теплота реакции, кДж/кг с H,S 1905 кДж/кг
с СО, 1918 кДж/кг
Оптимальная концентрация свежего раствора 10-20 % масс.
Коэффициент теплопередачи в рекупе- ративном теплообменнике, регенериро- ванный - насыщенный раствор 793 Вт/(м2-К)
Относительная молекулярная масса МЭА 61,084
Удельная теплоемкость 15 %-ного раствора при 80 °C 4 кДж/(кг-л)
Удельная теплопроводность безводного МЭА 1,25-10’s Ом’1 см’
Поглотительная емкость раствора 7,5 - 30 м3/м3
Растворимость в воде при 20 °C Полная
Цех очистки коксового газа
от сероводорода
Принципиальные химические реакции при абсорбции-
десорбции кислых компонентов из коксового газа:
1) ионизация воды: Н,0 = ЕГ + ОН’; (4)
2) ионизация растворен-
ного H,S: H2S = Н’ + HS-; (5)
3) гидролиз и ионизация
растворенного СО2: СО, + Н,0 = НСОт + Н+; (6)
4) протонирование МЭА: RNH, + ET = RNEI3+; (7)
5) образование
карбамата: RNH, -нСО, = RNHCOO" + Н+, (8)
где R = НОСН,СН2.
Цех сероочистки.
Отделение регенерации
152
Раздел 1. Улавливание химических продуктов коксования
Рис 8.8.
Плотность
растворов МЭА (1,2,3,4)
идэАп;2:з;4')
при различных
температурах [16]
Рис. 8.9.
Температура кипения
водных растворов МЭА
при различных давлениях [16]
Концентрация растворов, % масс.
1,1'-20 °C; 2,2' - 40 °C; 3,3'-60 °C; 4,4' - 80 °C
Рис. 8.11.
Зависимость
теплоемкости
растворов МЭА
от температуры [31 ]
Рис. 8.10.
Вязкость водных растворов
МЭА при различных
концентрациях [16]
1 - чистая вода; 2-15% масс. МЭА; 3-30% масс. МЭА;
4-50% масс. МЭА
1-0%;2- 10%,3-20%;4-30%;5-40%;6-60%;
7-80%;8- 100%
Рис. 8.13.
Влияние содержания С02
на pH растворов МЭА при
температуре 23 °C при
различных концентрациях
МЭА в растворе [16]
Рис. 8.12.
pH водных растворов МЭА
при разных
концентрациях [16]
1-12,2 % масс; 2-30,0% масс.; 3 - 48,2 % масс.
(рравочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
153
В табл. 8.8 приведено равновесное давление паров
МЭА над его растворами при различных температурах,
в табл. 8.9 - равновесное давление паров воды над раство-
рами МЭА различной концентрации [31].
Концентрация МЭА, % масс Температура, °C Давление паров МЭА, Па
25 30 4,00
50 1333
75 53,40
100 168,00
100 30 108,00
50 441,00
75 1840,00
100 6680,00
Мольное отношение СОг;МЭА
а
Таблица 8.8.
Равновесное давление паров
МЭА над его растворами
Температура, °C Концентрация МЭА, мольные дола
0,25 о,so 0,75
30 2550 1490 706
50 - 8240 4960 2 370
75 29900 19 200 8140
100 84000 63 800 31300
Для расчета равновесного давления СО, над раство-
ром МЭА концентрацией 2 кмоль/м3 в диапазоне а от 0,075
до 0,55 и температур от 30 до 120 °C рекомендуются уравне-
ние Б. Б. Брандта и Н. М. Шалимова [31]
1g =1,625+6,1а
22,5-6,0577а2-134,81а'1 +188,16а6
4,575
где а- степень карбонизации раствора, мопь СО,/моль МЭА.
Совместная растворимость СО, и H,S в 2,5-н растворе
МЭА [31] представлена в табл. 8.10 и на рис. 8.14.
Таблица 8.9.
Равновесное давление паров
воды над растворами МЭА
Содержащее в растворе, моль/мольМЭА Парциальное давление ври равновесии, Па
H,S СО, H,S со,
0,265 0,025 245 0,0
0,265 0,092 370 0,0
0,270 0,155 546 0,0
0,268 0,255 953 34,6
0,262 0,311 2692 236,0
0,262 0,385 9380 9990,0
0,145 0,029 92 0,0
0,145 0,216 277 0,0
0,145 0,300 482 34,6
0,145 0,416 2630 609,0
О 0,1 0,2 0,3 0,4 0,5 0,6
Мольное отношение Н23: МЭА
в
а)иб) — мольное отношение Н,S/амин в растворе;
в) и г}—мольное отношение СО-,/амин в растворе;
а) и в)-при 20 ‘С; 6) и г)-при 100°С
Таблица 8.10.
Совместная
растворимость СО2 и НД
в 2,5-н растворе МЭА
Рис. 8.14.
Давление СО2 и НД над 2,5-н
раствором моноэтаноламина
при совместном
растворении [33]
Справочник Коксохимика. Том 3
154
Раздел 1. Улавливание химических продуктов коксования
Принципиальная технологическая схема аминовой
очистки 2,5-н раствором приведена на рис. 8.15.
Абсорбция СО, и H2S проводится при температуре
25 - 40 °C в аппаратах насадочного или тарельчатого типа
(рис. 8.16) при атмосферном или повышенном давлении
(1,5 - 2,5 МПа и выше) в зависимости от схемы переработки
газа. Массовая доля МЭА в растворе амина обычно состав-
ляет 15%. Скорость циркуляции аминового раствора должна
обеспечивать необходимую степень очистки газа при 4-5
теоретических тарелках в абсорбере, концентрацию кислых
газов в насыщенном растворе при выходе его из абсорбе-
ра - не выше 0,3 моля на 1 моль амина, температуру насы-
щенного раствора на выходе из абсорбера - не выше 48,9°С.
Абсорбция СО2 менее зависима от температуры: температу-
ра контакта может быть повышена вплоть до 65,6 -71,1 °C без
заметного снижения эффективности очистки. Температура
регенерированного раствора, подаваемого на орошение
абсорбера, должна быть на 1,1 - 5,6° выше температуры вы-
ходящего из абсорбера газа для предотвращения конденса-
ции тяжелых углеводородов, содержащихся в газе.
Коэффициент полезного действия тарелок абсорберов
установок аминовой очистки составляет 25 - 40%, поэтому
количество реальных тарелок достигает 16 - 20 шт. в одном
аппарате. Если тарелки колпачковые, то для предотвраще-
ния пенообразования раствора и эрозионно- коррозион-
ного износа оборудования максимальная скорость потока
в прорезях должна находиться в пределах 0,6 - 0,9 м/с [34].
Повышение температуры абсорбции с 18 до 27 °C при-
водит к снижению степени очистки от сероводорода с 91
до 83 % при одновременном повышении степени поглоще-
ния углекислоты с 56 до 60 % [35]. Удовлетворительная сте-
пень очистки может быть достигнута как на тарельчатых,
так и в насадочных абсорберах. Для расчета необходимого
количества абсорбента принимают содержание кислого
компонента в насыщенном растворе внизу абсорбера 75%
[12] либо 50 - 60% [30] от количества, соответствующего
равновесию с поступающим газом. Количество раствора
должно обеспечить повышение температуры газа не бо-
лее 48,9 °C в результате выделения тепла при химической
реакции [32]
Q = 4нг3 ' ^HjS ' Ph2s >
где Qt - количество тепла, выделяющегося при реакции
сероводорода с моноэтаноламином, кДж/ч;
<?h2s - теплота реакции сероводорода (углекислого
газа) с моноэтаноламином, кДж/кг;
Иц2з - объемный расход сероводорода (углекислого
газа), м3/ч;
Рн2з - плотность сероводорода (углекислого газа), кг/м3.
Рис. 3.15.
Схема очистки
коксового газа раствором
моноэтаноламина
1 - насос-дозатор; 2 - абсорбер с плоскопараллельной насадкой; 3 - холодильники; 4 - теплообменники; 5-регенератор; 6 - трубчатая печь;
7-воздушный конденсатор; 8 - сепаратор газ-жидкость; 9 - емкость раствора щелочи; 10-куб для отгонки моноэтаноламина;
11 - сборник дистиллированного раствора; 12- сборник для нерегенерированного продукта;
13,14- соответственно промежуточный сборник и сборник насыщенного раствора моноэтаноламина перед отгонкой;
15 - емкость свежего раствора моноэтанолмина; 16 - фильтры.
Технологические потоки: 1,111- соответственно исходный и очищенный газ; II - конденсат водяного пара (умягченная вода);
IV - сероводородный газ для производства серной кислоты
^(равочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
155
20150
Диаметр тарельчатого аппарата (D), м в наиболее нагру-
женном нижнем сечении рассчитывается по формуле [32]
]1°°L+ {КОС + 35) 360°G
Рж V_____________УР„(Рж~Рл)
К0Сч-35
Рис. 8.16.
Тарельчатый абсорбер
со встроенным
каплеуловителем [30]
где L - расход насыщенного абсорбента из аппарата, кг/с;
рж- плотность насыщенного абсорбента, кг/м3;
рл - плотность газа, кг/м3;
G - расход газа, кг/с;
Ко - коэффициент в зависимости от конструкции тарел-
ки, (табл. 8.11);
С - коэффициент в зависимости от расстояния между
тарелками в колонне, (табл. 8.12) [32].
ТНптареми «0
Колпачковая жепобная 0,20
Колпачковая капсульная или с S-образными элементами 0,25
Клапанная прямоточная с S-образными элементами и отбойниками 0,30
Поточная с вертикальными перегородками 0,35
Таблица 8.11.
Значения коэффициента Ко
в зависимости от
конструкции тарелки
Расстелю» между тарелками, мм 400 500 600 700 800 900 .
с 320 410 480 520 540 560
Таблица 8.12.
Значения коэффициента С
в зависимости от расстояния
между тарелками
Диаметр насадочного абсорбера для структурирован-
ной насадки ориентировочно рассчитывается исходя из ко-
личества газа, поглотителя и характеристик применяемой
насадки, которая поставляется изготовителем, или по реко-
мендуемой изготовителем химико-моделирующей програм-
ме для уточняющего расчета. Для нерегулярных насадок
скорость газа принимается исходя из фиктивной скорости
газа на общее сечение - 0,3 - 0,8 м/с, при этом плотность
орошения должна быть выше минимально допустимой [30].
! - каплеуловитель; 2 - вход газа; 3 - лаз; 4 - выход газа;
5 - вход раствора; 6 - выход раствора; 7 - дренаж; 8 - выход улов-
ленной жидкости; 9 - штуцер для предохранительного клапана
ипродувки; 10-штуцер для регулятора уровня; 11 -отверстие
для водомерного стекла; 12- сливная трубка;
13 - штуцер для манометра
А-А
(правочник Коксохимика. Том 3
156
Раздел 1. Улавливание химических продуктов коксования
Высоту аппарата принимают, руководствуясь опытными
данными коэффициентов массопередачи. Большинство ами-
новых установок используют абсорберы с приблизительно
21 тарелкой [30] или с эквивалентным количеством поверх-
ности насадки. Для промывки газа конденсатом с целью
уменьшения потерь МЭА используют дополнительно
3-4 тарелки. Показатели работы промышленных насадоч-
ных абсорберов, абсорберов с колпачковыми тарелками и
с тарелками провального типа, применяющиеся для абсорб-
ции СО, в химической промышленности, приведены в [31].
Регенерация растворов МЭА проводится при темпера-
туре 105 - 135 °C и соответствующем давлении продувкой
паром, образующимся при кипении растворов в нижней
части колонны насадочного или тарельчатого типа. Углекис-
лый газ удаляется из насыщенного раствора труднее, чем
сероводород. Поэтому для более полной десорбции СО,
процесс регенерации должен проводиться под давлением
до 0,3 МПа и соответственно при более высокой температу-
ре. Зависимость температуры кипения 20%-ного раствора
МЭА при регенерации показана на рис. 8.17.
Рис. 8.17.
Зависимость температуры
кипения 20%-ного раствора
МЭА от степени карбонизации
при общем давлении
в регенераторе [31]
1-1,41$ Па: 2-1,71$ Па: 3-1,91$ Па: 4-2,0-1$ Па; 5- 2,3-1$ Па:
6-2,51$Па, 7-31$Па; 8-3,510sПа: 9-4,0-1$Па: 10-4,51$Па
Расход пара при регенерации по практическим дан-
ным составляет от 55 до 130 кг/м3 раствора (до 180 по [34]).
Показатели регенерации углекислоты из растворов МЭА
приведены в [30].
Регенерацию аминового раствора рекомендуется
проводить при следующих параметрах: максимальное дав-
ление - 68,9 кПа; максимальная температура раствора в ис-
парителе - 121,1 °C; максимальная температура пара в испа-
рителе при давлении пара 0,47 МПа - 148,9 °C [34].
Десорберы также бывают тарельчатого и насадочного
типа (рис. 8.18), в нижней части соединены с кипятильника-
ми (обычно выносного типа).
Данные по эксплуатации промышленных насадочных
регенераторов диаметром 3,2 м при давлении в верхней
части 0,166 МПа (1,7 кгс/см2) и показатели работы регенера-
тора с ситчатыми тарелками приведены в [31].
Общий коэффициент теплопередачи аминовых кожу-
хотрубных теплообменников представлен на рис. 8.19. Ли-
нейная скорость раствора в трубопроводах и теплообмен-
никах не должна превышать 0,6 - 0,9 м/с [34].
Характеристика процесса МЭА очистки коксового газа,
применявшегося для передачи газа на азотно-туковое про-
изводство на одном из предприятий Украины, приведена в
табл. 8.13 [39; 40].
При реконструкции цеха моноэтаноламиновой серо-
очистки была произведена замена насадочных абсорберов
первой ступени очистки коксового газа на более эффектив-
ные абсорберы с провальными тарелками [40]. Очистка кок-
сового газа с остаточным содержанием сероводорода до
0,5 г/м3 на абсорберах с тарелками провального типа в одну
ступень очистки достигалась при плотности орошения
коксового газа 4 - 4,5 л/м3 газа 15 %-ным раствором МЭА.
Для протекания реакции поглощения сероводорода в опти-
мальном режиме температура раствора МЭА не должна
быть больше 40 °C. Для достижения такой температуры была
увеличена поверхность теплообмена на стадии охлаждения
растворов МЭА. На участке регенерации МЭА установлена
новая отгонная колонна с ситчатыми тарелками. Рабочий
раствор МЭА из нижней части абсорберов через гидрозат-
воры поступает в сборники насыщенного раствора, откуда
раствор МЭА по трубной части теплообменников подают
в верхнюю часть отгонных колонн, где раствор регенериру-
ется до остаточного содержания в нем сероводорода менее
0,3 г/л и углекислого газа менее 5-6 г/л. Регенерированный
раствор МЭА из нижней части отгонных колонн, пройдя
межтрубное пространство теплообменников, поступает
через холодильники на орошение абсорберов. Часть реге-
нерируемого раствора (35 - 40 м3) выводят из цикла и по-
дают в вакуум-кубы на разгонку. Выделившиеся пары МЭА
и воды из вакуум-куба отсасываются в сборник дистиллята.
Процесс вакуум-разгонки считается законченным при со-
держании МЭА в дистилляте более 5 г/л. В кубе остаются на-
триевые соли - кубовые остатки, которые утилизируют. Вы-
делившиеся в результате десорбции кислые газы поступают
в холодильники-конденсаторы, а затем в сборник флегмы
№ 1, где происходит отделение жидкой фазы от газообраз-
ной. Жидкая фаза (флегма) под давлением кислых газов по-
ступает в сборники насыщенного раствора, а кислые газы из
сборника флегмы поступают в холодильники-конденсаторы
для дальнейшего их охлаждения, а затем - в сборник флег-
мы № 2. После отделения флегмы кислые газы из сборника
флегмы через регулятор давления направляются в коллек-
тор кислых газов, идущий на участок мокрого катализа, для
получения серной кислоты. Внедрение двухступенчатой
схемы охлаждения кислых газов позволило снизить влаго-
содержание этих газов и повысить концентрацию произ-
водимой серной кислоты в летний период до 91 - 92,5 %,
а в зимний - до 94 - 96 %. Образование сточных вод при ра-
боте цеха МЭАО по схеме очистки коксового газа в одну сту-
пеньсоставляет3 -4м3/ч; расходные коэффициенты сырья,
энергоресурсов следующие: моноэтаноламина - 0,0006 т,
соды каустической - 0,0005 т, электроэнергии - 0,0011 кВт,
пара - 0,181 Гкал, воды - 0,189 м3 [40].
Разгонка раствора МЭА в присутствии щелочи [31]
проводится для снижения химических потерь МЭА и кор-
розии. Периодическую разгонку проводят в специальном
аппарате - перегонном кубе. На разгонку поступает неболь-
шая часть раствора, чистый дистиллят содержит моноэтано-
ламин, а в кубе накапливаются продукты побочных реакций.
При взаимодействии с щелочью часть побочных продуктов
разлагается с образованием свободного амина. Кроме того,
при разгонке раствора из системы выводятся механические
(правочыик Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
157
1- вход насыщенного раствора; 2 - выход регенерированного
раствора; 3 - выход парогазовой смеси; 4 - выход раствора в кипя-
тильник; 5 - вход паров и раствора из кипятильника;
6 - штуцер для предохранительного клапана и продувки;
7 - штуцер для регулятора уровня; 8 - лаз
примеси (шлам, бой керамических колец). Минимальная
производительность разгонки может быть рассчитана из
условий постоянства концентраций продуктов побочных
реакций, то есть равенства скорости накопления примесей
в растворе и их вывода на разгонку:
L-C У
поо. поо ’
где/, - производительность разгонки, л/ч;
Сп<й - допустимая норма концентрации примесей
в растворе, г/л
V - объем раствора в системе, л;
~ скорость побочных реакций, г/(л ч).
В качестве нормы может быть принята Спт- = 2 г/л или
0,2%. По данным [34] производительность установки вос-
становления амина должна составлять 0,5 -1 % от скорости
циркуляции раствора.
Схема вакуумной разгонки приведена на рис. 8.20 [31].
Справочник К^сохимика. Том 3
01700
Рис. 8.18.
Насадочная отгонная
колонна (десорбер) [30]
158
Раздел 1. Улавливание химических продуктов коксования
Рис. 8.19.
Общий коэффициент
теплопередачи аминовых
теплообменников
о) теплообменник «амин-амин»;
6) холодильник (аминовый раствор в межтрубном пространстве): I -0,15; 2- 0,26; 3 - 0,4; 4 - 0,8; 5 - 0,91;
vp,“ скорость раствора в трубах и межтрубном пространстве и воды в трубах соответственно
Таблица 8.13.
Характеристика процесса
моноэтаноламиновой
очистки коксового газа
Показатели Значение
1 2 3
Пропускная способность установки, тыс. м3/ч 70
Содержание H2S в исходном газе, г/м3 17-18
Первая ступень абсорбции Температура абсорбции, °C 35-55
Избыточное давление, кПа 25-30
Концентрация раствора моноэтаноламина,% вес. 15
Удельное орошение, л/м3 3,5
Пропускная способность одного абсорбера, тыс. м3/ч 35
Диаметр абсорбера, м 4,4
Высота абсорбера, м 38
Тип насадки Кольца Рашига, 50x50x5 мм, три яруса
Удельная поверхность насадки м2/м3 газа 1,0
Сопротивление абсорбера, кПа 4-5
Концентрация H2S в насыщенном растворе МЭА, г/л 6-7
Степень очистки газов, % 85-90
Вторая ступень абсорбции Удельный расход раствора, л/м3 1,5
Температура абсорбции, °C 35-50
Пропускная способность одного абсорбера, тыс. м3/ч 17-18
Диаметр абсорбера, м 4,4
Высота абсорбера, м 19,1
Количество колпачковых тарелок, шт., из них: 15
в абсорбционной части 10
в качестве отбойника 5
Сопротивление тарельчатого абсорбера, кПа. 7
Содержание H2S в растворе после абсорберов второй ступени, г/л не более 2
Содержание H2S в очищенном газе, г/м3 не более 0,02
(правочник {(оксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
159
1 2 3
Регенерация Избыточное давление, кПа., 20
Насадка регенераторов Кольца Рашига 50x50x5 мм
Расход лара давлением 202 - 404 кПа на кипятильники первой ступени,т/ч 16-25
на кипятильники второй ступени, т/ч 5-7
Состав кислых газов, % объемн.
H2S 40-45
СО2 54-55
Н2О 2-3
При HCN в очищаемом газе не более 0,05 г/м3 Количество выводимого раствора из цикла на разгонку, м3/сут 40
Безвозвратные потери МЭА кг/т извлеченного сероводорода 50
При HCN в очищаемом газе 0,8 -0,9 г/м3 Безвозвратные потери МЭА, кг/т извлеченного сероводорода 100-125
Количество выводимого раствора из цикла на разгонку, м3/сут 90-120
Степень очистки от СО2, % 90
Расходные коэффициенты сырья и энергоресурсов на 1 тыс. м3 коксового газа Моноэтаноламин,т 0,0006
Сода каустическая, т 0,0005
Электроэнергия, кВтч 0,026
Пар, Гкал 0,272
Вода, м3 0,46
Окончание табл. 8.13
1 - брызгоотделитель; 2 - холодильник-конденсатор; 3 - напорный бак-мерник; 4 - перегонный куб; 5 - сборник дистиллята;
6 - вакуум-насос; 7 - насос; 8 - хранилище раствора МЭА
Рис. 8.20.
Технологическая схема
установки вакуумной
разгонки раствора МЭА
(правочник Коксохимика. Том 3
160
Раздел 1. Улавливание химических продуктов коксования
Разгонка осуществляется в две стадии. Первая ста-
дия - перегонка МЭА при подпитке раствором. По мере
отгонки МЭА и воды в кубе накапливаются высококипя-
щие примеси и температура повышается. При достижении
определенного предела подпитку прекращают и начинают
вторую стадию - выщелачивание амина при непрерывной
подпитке конденсатом (отгонка с водяным паром). После
того как содержание амина в дистилляте снизится до 0,5%,
разгонку прекращают и выгружают кубовый остаток. Пер-
вую стадию разгонки обычно ведут при разрежении 66,7 -
73,3 кПа (500 - 550 мм рт. ст.), вторую - в менее глубоком
вакууме - 2,7' 10“ Па (200 мм рт. ст.). Количество добавляемой
к раствору щелочи составляет 1 моль на 1 моль связанного
амина. Роль щелочи заключается не только в регенерации
связанного амина, но и в связывании летучих продуктов по-
бочных реакций, уменьшении кислотности раствора и, сле-
довательно, в снижении уноса примесей, уменьшении кор-
розии разгонного куба. Вместо щелочи может применяться
сода или содопоташная смесь.
Емкость разгонного куба должна примерно в 100 раз
превышать количество раствора, отбираемого на разгонку
в 1 мин. Продолжительность первой стадии разгонки зави-
сит от концентрации примесей в растворе. При температу-
ре 139 - 146°C отбор раствора прекращается и в аппарат
Рис 8.21.
Вертикальный
перегонный куб
для разгонки
этаноламинового
раствора
I - вход раствора; 2 - вход пара; 3 - выход конденсата;
4 - слив кубового остатка; 5 - выход паров; 6 - паровой барботер;
7 - смотровое окно; 8 - патрубок для термометра;
9 - патрубок для вакуумметра
добавляют конденсат. Для более полного извлечения ами-
на из кубового остатка и очистки аппарата в него подают
острый пар. Кубовый остаток удаляют промывкой водой.
Щелочь добавляется при заполнении куба раствором,
обычно в количестве около 2-3% масс. Избыток соды или
щелочи нежелателен, так как при этом повышается темпера-
тура кипения и начинается кристаллизация солей [31].
Перегонные кубы изготавливаются из углеродистой и из
нержавеющей стали. Вертикальный перегонный куб для раз-
гонки этаноламинового раствора показан на рис. 8.21 [30].
Непрерывная разгонка при давлении регенера-
ции может осуществляться в аппарате-смоловыделителе
(рис. 8.22) [31]. В зависимости от типа установок восстанов-
ления амина расход тепла на их функционирование состав-
ляет 6 - 11,3 ккал/л раствора.
^1равочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
161
Пары МЭА
Кубовый остаток
Рис. 3.22.
Аппарат для разгонки МЭА
при давлении регенерации
Большая часть оборудования и трубопроводов для
аминовой сероочистки изготавливается из углеродистой
стали, отдельные узлы - из нержавеющей стали или других
сплавов, что позволяет использовать высокие концентра-
ции амина при высоком содержании кислых компонентов
в растворе и сильнее отогнать кислые газы из раствора.
8.3.3. Аммиачный метод
Аммиачный метод сероочистки коксового газа может
применяться в начале газового тракта, использует непри-
возной поглотитель, образовавшиеся побочные продукты
не отличаются от традиционных компонентов в избыточных
аммиачных водах и могут быть переработаны совместно.
Растворимость индивидуальных компонентов системь
H2S - СО, - МН3 - Н,0 невелика (рис. 8.23) [10].
Рис. 8.23.
Растворимость компонентов
аммиачной сероочистки
В табл. 8.14 - 8.17 указано давление газов и паров над
их водными растворами.
Температура,°С NHy%Bea HjS,%Bea Упругость паров
HjS NH, н2о
ммрт.ст. кПа ммрт.ст. кПа ммрт.ст. кПа
20 1,38 1,40 53,3 7,1043 0,0 0,0000 16,3 2,1726
2,68 2,68 65,6 8,7438 0,0 0,0000 16,2 2,1593
6,77 6,81 130,1 17,3410 0,0 0,0000 15,8 2,1060
8,05 8,03 154,8 20,6332 5,6 0,7464 15,1 2,0127
9,41 9,40 190,0 25,3250 13,0 1,7328 14,3 1,9060
40 2,31 2,33 92,0 12,2626 8,2 1,0930 49,1 6,5445
5,88 5,86 183,4 24,4453 22,2 2,9590 44,7 5,9580
7,21 7,26 220,6 29,4037 26,9 3,5855 48,4 6,4512
9,34 9,36 293,2 39,0805 30,4 4,0520 47,9 6,3846
60 3,22 3,25 134,1 17,8741 25,5 3,3989 125,1 16,6745
5,54 5,56 205,0 27,3243 48,5 6,4645 127,3 16,9678
6,80 6,81 250,9 33,4423 76,1 10,1433 113,5 15,1284
9,00 9,05 365,0 48,6507 145,0 19,3270 105,0 13,9954
Таблица 8.14.
ДавлениеН^, NHsuH2O
над водными растворами
(NH^SHO]
Справочник Коксохимика. Том 3
162
Раздел 1. Улавливание химических продуктов коксования
Таблица 8.15.
Давление NT-Д H,Su Н,0
над водными растворами
NH4HS[10]
Температура, °C NH3,%nec H2S, % вес. Упругость паров
H2S NH3 н2о
мм рт. ст. | кПа ммрт.ст. кПа мм рт. ст. кПа
20 0,80 1,58 115,7 | 15,4216 0 0 13,9 1,8527
20 2,14 4,23 163,0 i 21,7262 0 0 15,2 2,0260
20 2,97 5,93 197,6 j 26,3380 0 0 16,1 2,1460
Таблица 8.16.
ДавлениеNH3,H,Sи СО,
над их раствором в воде
при 20 °C [10]
Концентрация моль/я Давление компонентов
NH3 со2 H2s NH3 со2 H2S
мм рт. ст. кПа мм рт. а. кПа мм рт. ст. кПа
1,189 0,410 0,189 3,80 0,5065 1,8 0,2399 3,6 0,4798
1,194 0,490 0,194 2,80 0,3732 3,7 0,4932 5,7 0,7598
1,390 0,495 0,390 2,70 0,3599 4,4 0,5865 14,3 1,9060
1,045 0,500 0,045 2,70 0,3599 3,6 0,4798 - -
1,380 0,640 0,380 1,44 0,1919 15,0 1,9993 29,3 3,9054
1,097 0,660 0,097 1,34 0,1786 14,9 1,9860 6,3 0,8397
1,192 0,670 0,192 1,26 0,1679 17,7 2,3592 14,8 1,9727
1,196 0,690 0,196 1,16 0,1546 20,6 2,7458 16,7 2,2259
1,192 0,700 0,192 1,11 0,1480 21,9 2,9190 17,2 2,2926
1,193 0,745 0,193 0,87 0,1160 32,2 4,2919 22,8 3,0390
1,092 0,770 0,092 0,76 0,1013 38,8 5,1716 11,7 1,5595
Для разбавленных растворов экспериментальные дан-
ные о равновесных концентрациях NH, и H.S приведены
в табл. 8.17 [46].
Таблица 8.17.
Равновесные парциальные
давления аммиака
и сероводорода
над раствором
МД-НД-СО,
в воде при 30 °C [46]
Концентрации комнонентов, КУ-моль/л Парциальное давление компонентов
Аммиак Сероводород Диоксид углерода Аммиак Сероводород
мм рт. ст. кПа ммрт.ст. кПа
7,25 0,9235 1,6364 1,160 0,1546 0,11 0,0147
23,53 0,9118 1,2432 3,606 0,4806 - -
32,44 0,8971 1,3461 6,221 0,8292 - -
39,35 0,8529 1,6795 5,600 0,7464 - -
50,53 0,8824 1,3718 7,595 1,0123 - -
51,06 0,8624 1,4743 7,979 1,0635 - -
69,41 0,9118 0,9227 11,471 1,5290 - -
26,88 3,1471 3,7500 3,103 0,4136 0,31 0,0413
44,12 3,8235 4,6136 6,280 0,8371 0,11 0,0147
65,94 3,2059 3,6591 9,101 1,2131 - -
26,59 5,1176 6,5527 2,426 0,3234 0,83 0,1106
26,06 5,2647 6,3864 2,718 0,3623 1,00 0,1333
44,82 5,2647 5,8182 5,329 0,7103 0,50 0,0666
64,18 5,2059 6,5341 8,970 1,1956 0,61 0,0813
25,56 6,2353 7,3159 1,990 0,2652 1,39 0,1853
25,56 6,0294 7,3159 1,613 0,2150 1,55 0,2066
45,20 6,6765 8,5682 4,863 0,6482 0,91 0,1213
67,12 7,2647 7,1136 8,977 1,1965 1,01 0,1346
^травочник Коксохимика. 'Jom 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
163
Соотношение кислых компонентов раствора и аммиа-
ка определяет равновесные концентрации компонентов
над их растворами (рис. 8.24; 8.25).
2NHW,r H2S(ra3)- (NH<),S(KQ11)-AH = 41 780 кДж;
NH3(raj) + H2S(ra„ - NH.HS(№B)-AH = 36 716 кДж;
2NH3(m, <0^, - H2OW- (NH4)2CO3(kot) - AH = 77230 кДж;
2NH,(ra3) +CO2(m) -NH4CO,NH2(eojh) - AH = 64 464 кДж.
Рис. 8.24.
Зависимость равновесного
давления паров uNH3 над
их водными растворами
от соотношения молей
H2S/NH3npu20‘C[10]
Рис. 8.25.
Зависимость равновесного
давления паров СО2 и NH3
над их водными растворами
от соотношения молей
C02/NH3npu20°C[10]
Для эффективного извлечения сероводорода из газа
аммиачная вода, подаваемая в абсорбер сероводорода,
не только должна содержать незначительные количества
H2S, но и минимальное количество углекислоты (рис. 8.26).
Основные реакции, которые протекают в системе, со-
держащей NH? H,S, СО,, Н,О, приведены ниже [12]:
(правочник Коксохимика. Уом 3
Аммиачный метод позволяет улавливать 70 - 80%
сероводорода при молярном отношении NH3/H,S не ме-
нее 2, для более высокой степени очистки это соотношение
должно быть равным 4 и более. Абсорбция аммиака водой
и сероводорода водным раствором аммиака лимитируется
сопротивлением газовой пленки. Абсорбция СО, водой или
слабощелочным раствором лимитируется сопротивлением
жидкой пленки. Поэтому NH3 и H,S реагируют быстрее, чем
СО,. Это различие может быть акцентировано при условиях
уменьшения сопротивления газовой пленки или увеличе-
ния сопротивления жидкой пленки. Н,СО3 сильнее H,S, что
является дополнительным фактором увеличения селектив-
ной абсорбции NH3 и H,S в присутствии СО, [12].
Практическое значение аммиачный метод получил по-
сле разработки процесса и аппаратуры для селективного
улавливания сероводорода при ограниченном времени
контакта между газом и жидкостью (рис. 8.27, табл. 8.18)
[10). Если требуется максимально достигнуть селективности
улавливания NH, и H,S, то применяется разбрызгивающая
колонна с относительно коротким временем контакта.
С увеличением концентрации аммиака селективность
извлечения H,S снижается (табл. 8.19) [81].
Процесс выделения кислых компонентов из аммиач-
ной воды называют раскислением. При температурах выше
65 °C содержащиеся в аммиачной воде соединения углекис-
лого аммония и сульфида аммония полностью диссоцииру-
ют. Выделяющиеся газы (NH3, СО, и H,S) в соответствии с их
растворимостью либо остаются в растворе, либо отгоняют-
ся. Малорастворимые соединения (СО, и H2S) отгоняются
Рис. 8.26.
Упругость паров сероводорода
над 2 %-ным аммиачным
раствором при 25 °C
в зависимости
от содержания H2S и СО2 [13]
164
Раздел 1. Улавливание химических продуктов коксования
Таблица 8.19.
Данные по селективности
извлечения сероводорода
аммиачными растворами
Таблица 8.20.
Раскисление сырой аммиачной
воды
в горячей области колонны значительно сильнее аммиа-
ка, в холодной области колонны они снова растворяются
в воде в соответствии с их растворимостью и константой
диссоциации. В верхней холодной области колонны аммиа-
ком связывается преимущественно СО2, так как угольная
кислота сильнее сероводородной. Если поддерживать тем-
пературу паров на выходе из раскислительной колонны на
уровне температуры окружающей среды, то с определен-
ными потерями аммиака можно добиться отгонки большей
части СО2 и H2S (табл. 8.20) [13].
а - распиливающий абсорбер; б - скруббер Киттеля;
в - барботажная тарельчатая колонна;
г - скруббер с хордовой насадкой
Таблица 8.18.
Селект ивное улавливай ие
H2S из коксового газа
в абсорберах
различных типов
Показатели Тил абсорбера
С хордо- вой на- садкой Сколпач- ковыми тарелка- ми Старел- камп Киттепв
Диаметр, м 3,200 3,200 2,000
Высота, м 30,500 6,000 5,500
Давление, кПа 10,000 10,000 10,000
Время контакта, с 47,500 6,000 3,500
Скорость газа, м/с 0,600 0,600 1,600
Состав газа, % (объемн.) NHj 0,775 0,775 0,775
H.S 0,605 0,605 0,605
со2 2,730 2,730 2,730
NHj:CO2 1,280 1,280 1,280
Количество подаваемой воды,м3/мин 240,000 240,000 240,000
Состав жидкости в нижней части абсорбера, г/л NH3 8,800 9,800 9,400
H2S 2,200 6,700 7,800
CO2 10,600 3,400 1,600
Абсорбировано, % H2S 16,000 42,500 52,000
CO2 13,100 3,700 1,800
Молярное отношение HjS/ СО2 8 посту- пающем газе 0,240 0,240 0,240
8 выходя- щей жид- кости 0,270 2,50 6,250
Молярное отношение (HjS + СО2У NH3 в выходящей жидкости 0,590 0,480 0,480
Концентрация NH3 в поглоти- тельном распоре, г/я Отношение абсорбции HjS/COj
8,05 30,0
9,93 24,0
13,01 14,5
Производи- тояьность, ktNHj/Im’-m) Температура, •с Число таре- пок Отгон, %
вшву вверху NHj СО2 HjS
- 94 39 6 1,2 52 22
43 97 25 12 3 61 60
43 99 25 12 12 76 84
43 98 16 15 2,5 82 80
Принципиальная схема очистки коксового газа от
сероводорода аммиачным методом не отличается от при-
вычной схемы абсорбционного-десорбционного метода:
сероводородный абсорбер - теплообменники - регенера-
тор (раскислитель).
Повышение степени очистки газа от сероводорода
в круговом аммиачном методе со снижением удельного
расхода раствора и сокращением расхода пара может быть
обеспечено снижением температуры абсорбции, повыше-
нием селективности извлечения H2S и улучшением регене-
рации поглотительного раствора [39].
Аммиачный метод очистки, разработанный ВУХИНом
[24], сочетается с фосфатным методом извлечения аммиа-
ка из коксового газа или бессатураторным способом по-
лучения сульфата аммония. Коксовый газ охлаждают до
температуры не выше 33 -35 °C в массотеплообменных
аппаратах непосредственного действия, например, в скруб-
берах Вентури. Подготовленный коксовый газ поступает
в сероводородный абсорбер, где в результате контакта газа
с поглотительным аммиачным раствором и парами аммиака
происходит извлечение сероводорода и частично цианисто-
го водорода.
Технологический режим работы узла абсорбции
сероводорода [12]
До абсор- После аб-
бера сорбера
Содержание ком- NHj 9,3 15,0
понентов в коксо- H2S 8,0 0,26
вом газе, г/нм3
HCN 1,4 0,27
СО2 40,0 30,0
Состав поглоти- NHj
тельного раство- связанный 25,0 25,0
ра, г/л NHj
летучий 0.8 0,8
H2S 0,6 6,0
HCN 0,4 1,2
CO2 6,4 13.0
CNS‘ 3,0 3,0
(рравочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
165
После извлечения H,S и HCN коксовый газ направ-
ляют в аммиачный абсорбер для улавливания из него ам-
миака фосфатным методом или в абсорбер бессатуратор-
ного процесса производства сульфата аммония.
Регенерацию поглотительного раствора проводят пу-
тем десорбции поглощенных из коксового газа газообразных
веществ. Из поглотительного раствора в процессе регене-
рации удаляются до 90 % содержащегося в нем H,S, 45 - 50%
HCN, около 50% СО, и небольшая доля NH? Перед пода-
чей поглотительного раствора в регенератор часть раство-
ра (~ 80%) пропускают через теплообменники, где раствор
нагревается за счет тепла обратного потока регенерирован-
ного раствора. Остальную часть раствора (~ 20%) подают
непосредственно в регенератор, минуя теплообменники.
Регенерированный раствор после охлаждения в тепло-
обменниках и холодильниках до 33 °C возвращается на
орошение абсорбера сероцианоочистки. Для поддержания
требуемой концентрации аммиака в циркулирующем по-
глотительном растворе в испарительную часть регенератора
подают парогазовую смесь, содержащую аммиак, получен-
ную на установке улавливания аммиака из коксового газа.
Для предотвращения накопления в циркулирующем раство-
ре роданидов и поддержания водного баланса в системе
часть регенерированного раствора непрерывно выводят
из цикла в совместную переработку с надсмольной водой
на аммиачной колонне [12].
Примерный массовый состав сероводородного газа, %
После регенератора После абсорбера аммиака
Аммиак 23,8 0,25
Сероводород 32,40 42,60
Цианистый водород 4,00 5,25
Оксид углерода (IV) 39,60 51,70
Пары воды 0,20 0,20
Очистку сероводородного газа от аммиака производят
в отдельном абсорбере раствором моноаммонийфосфата
или маточным раствором сульфата аммония. Образовавший-
ся раствор диаммонийфосфата передают в абсорбер, пред-
назначенный для улавливания аммиака из коксового газа,
или насыщенный аммиаком раствор возвращают в сульфат-
ное отделение. Для поддержания температуры в абсорбере
на уровне 35 °C часть раствора непрерывно отбирают с ниж-
ней части аппарата, пропускают через систему холодильни-
ков и возвращают в абсорбер. Освобожденный от аммиака
сероводородный газ поступает на дальнейшую переработку
для получения из него товарной продукции [12]. В условиях
обычных температур охлаждающей воды при содержании
аммиака в циркуляционном растворе 15 г/л очистка коксо-
вого газа от серы осуществляется до 0,7 -1,05 г/м3. Для обе-
спечения содержания аммиака в поглотительном растворе
25 г/л используют захоложенную воду [9].
Принципиальная технологическая схема узла абсорб-
ции аммиака и сероводорода из поглотительного раство-
ра аммиачной сероочистки по технологии «Аммосульф»
приведена на рис. 8.28, узла регенерации поглотительно-
го раствора - на рис. 8.29, проектные данные приведены
в табл. 8.21 [50].
Рис. 8.28.
Принципиальная схема
узла абсорбции аммиака
и сероводорода
из коксового газа
1 - сероводородный скруббер: 2 - аммиачный скруббер:
3 - холодильник: 4 - насос.
Технологические потоки: I - прямой коксовый газ: II - обратный
коксовый газ: III - отдутая вода после колонны отгонки летучего
аммиака: IV - раскисленная вода; V - насыщенная вода после
сероводородного скруббера; VI - щелочь в узле щелочной промывки
коксового газа; VII - раствор из узла щелочной промывки коксового
газа в колонну для отгонки связанного аммиака
8.3.4. Окислительный метод
Хемосорбционные способы очистки газа щелочными
поглотителями с необратимой реакцией в растворе в при-
сутствии катализаторов - переносчиков кислорода с обра-
зованием элементной серы и регенерацией раствора воз-
духом называются окислительными способами сероочистки.
Данные способы весьма многообразны. Они обеспечивают
высокую степень очистки от сероводорода [9]. На отече-
ственных заводах применяется мышьяково-содовый способ
очистки газа.
Суммарная реакция окисления сероводорода в рас-
творах:
H2S + |o,= s+h,o.
При концентрации H,S свыше 3,4 мг/л протекает авто-
каталитическая реакция, катализируемая полисульфидны-
ми ионами - радикалами и металлами переменной валент-
ности. Основным продуктом реакции является коллоидная
сера, тиосульфат и сульфат. Выход тиосульфата и сульфата
увеличивается с увеличением pH. Увеличение скорости
реакции при добавлении катализатора или увеличении его
концентрации сдвигает распределение продуктов окисле-
ния в сторону низшей степени окисления: сульфаты в тио-
сульфаты, тиосульфаты - в коллоидную серу [51 - 53].
В качестве активного компонента содового раствора,
способствующего протеканию окислительно-восстано-
вительных реакций, используется оксид трехвалентного
мышьяка (As2O3). Теоретически в рабочем растворе воз-
можно существование около 90 наименований натриевых
солей трех- и пятивалентных соединений мышьяка с раз-
личным содержанием кислорода, серы, замещенности ио-
нов Н+. Основные схемы реакций абсорбции - регенерации
приведены в [54]. Ниже представлен химизм протекающих
реакций:
(рравочник Коксохимика, Том 3
166
Раздел 1. Улавливание химических продуктов коксования
Рис. 3.29.
Принципиальная
технологическая схема
узла регенерации
поглотительного раствора
сероцианоочистки
1 - раскислитель; 2 - колонна отгонки связанного аммиака; 3 - колонна отгонки летучего аммиака; 4 - насосы;
5 - теплообменники; 6 - холодильники.
Технологические потоки: I - насыщенная вода из сероводородного скруббера; II - раскисленная вода в сероводородный скруббер;
III - отогнанная вода на БХУ; IV- отдутая вода в аммиачный скруббер; V - аммиачные пары на каталитическое разложение или в газопровод
«хвостовых газов»; VI - кислый газ в узел получения серы или в газопровод «хвостовых газов»
Таблица 8.21.
Проектные данные
аммиачной сероочистки
на коксохимическом
производстве
Магнитогорского
металлургического
комбината (Россия)
Поток Параметры Проектное значение
Коксовый газ в скруббер H2S ‘Расход неочищенного газа, тыс. м3/ч 257,85
‘Расход очищенного газа, тыс. м3/ч 262,80
Температура, °C 57,00
Давление, кПа 2364,93
Концентрация аммиака, г/м3 7,31
Концентрация углекислого газа, г/м3 46,52
Концентрация сероводорода, г/м3 5,44
Концентрация цианистого водорода, г/м3 2,19
Избыточная вода из отделения кондиционирования в скруббер H2S *Расход, т/ч 120,81
‘Расход, м3/ч 121,09
Температура, °C 23,30
Концентрация аммиака летучего, г/дм3 2,48
Концентрация аммиака связанного, г/дм3 2,48
Концентрация углекислого газа, г/дм3 1,19
Концентрация сероводорода, г/дм3 0,40
Концентрация цианистого водорода, г/дм3 0,10
Средний состав кислых паров с раскислителей, % масс[15] NH3 4-7
H2S 5-10
HCN 0,9-2,5
СО2 67-80
Н2О 9-17
* На две технологические нитки.
(рравочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
167
1) абсорбция сероводорода:
AS.O.
H,S + OH" —*' HS* + H,O;
2) регенерация раствора:
HS- + AsSO3,* -> AsSO-," - S + ОН";
m ч-m in J-m
AsSO3," +7 О, -> AsSO3 .
ID J-ID Л _ ID Ч-П1
где m = 1,2,3.
Выделение серы в осадок происходит в результате
окисления гидросульфид-иона пятивалентным мышьяком,
восстановление концентрации As5" происходит за счет
окисления As3* кислородом, а мышьяк является промежу-
точным окислителем [55].
Полисульфидный механизм окисления сероводорода
объясняет образование побочных продуктов очистки в по-
глотительном растворе: тиоцианатов (NaCNS) и тиосульфа-
тов натрия (Na,S,O3).
Исходными материалами для приготовления раство-
ра служат белый мышьяк (As,О.) и кальцинированная сода
(Na2CO3) [10]. Белый мышьяк (ангидрид мышьяковистой кис-
лоты) - кристаллический порошок серого цвета: является
ядовитым веществом. В процессе приготовления свежего
раствора протекает реакция:
2Na,CO3 * As,O3 + Н,0 = 2Na,HAsO3 - 2СО,.
Образовавшийся мышьяковистый натрий вводить не-
посредственно в цикл не рекомендуется, так как это может
привести к образованию неустойчивых промежуточных
окситиомышьяковых солей с соотношением S/As в преде-
лах 0,5 - 2,0, которые быстро разлагаются с образованием
осадка сернистого мышьяка. При этом не только теряется
мышьяк, но и засоряется отложениями насадка. Поэтому по-
лученный содовый раствор белого мышьяка проходит опе-
рацию созревания, для чего его обрабатывают на отдельной
установке содержащим сероводород коксовым газом:
2Na,HAsO3 + 5H,S = Na„As,S5 + 6Н,О.
Затем через регенератор с раствором продувают воз-
дух, в результате чего мышьяк из трехвалентного переходит
в пятивалентный:
Na4As,S5 + О, = NaqAs,S5O,.
Концентрацию мышьяка в растворе принимают в соот-
ветствии с содержанием сероводорода в поступающем газе.
По стехиометрии отношение As,O3: H,S = 5,82; правила тех-
нической эксплуатации на коксохимических предприятиях
регламентируют данное отношение не ниже 15 [18], так как
для успешного ведения процесса при наличии в раство-
ре наряду с активной формой мышьяка малоактивных или
неактивных его соединений необходим избыток мышьяка.
Для тонкой очистки газа от H,S (менее 2 г на 100 м3
газа), когда применяют две или три последовательные
ступени, отношение As,O3: H,S поддерживают во второй
ступени более 30. С увеличением избытка мышьяка в рас-
творе коррозия аппаратуры замедляется. Удельный расход
поглотительного раствора зависит от содержания H,S в ис-
ходном газе и концентрации в растворе As,O3 (табл. 8.22).
Правила технической эксплуатации на коксохимических
Справочник Коксохимика. Том 3
предприятиях регламентируют содержание мышьяка в по-
глотательном растворе не менее 10 г/л [ 18].
Содержание HjSerase Концентрация As2O3 в растворе, г/п Удельный расход раствора на 1 м] газа, л
3 5 9
10 10 15
16 16 15
20 16 19
Таблица 8.22.
Расход поглотительного
раствора в зависимости
от содержания H2S в газе
и концентрации As,O3
врастворе[10]
Поглотительная способность раствора и степень его
регенерации характеризуются активностью рабочего рас-
твора [55]. Активность рабочего раствора снижается при
добавлении в раствор поглотительного масла, фенолятов
натрия, фенола, бензола и пиридиновых оснований в коли-
честве 2 % [56].
Условная активность поглотительного раствора опре-
деляется следующим образом:
л ^Оз-уз.юо
As,О
где As,О! - остаточный мышьяк, не разлагающийся при ти-
тровании до точки эквивалентности 0,1-н рас-
твором соли мышьяковой и мышьяковистой
кислот, а также относительно устойчивые соли
окситиомышьяковых кислот с незначительным
содержанием серы;
As,От - кислородный мышьяк - соли, выделившиеся
в результате обработки анализируемого рас-
твора магнезиальной смесью;
As,O[ - общее содержание мышьяка в растворе. Все
соединения мышьяка в данном случае выража-
ются в пересчете на As,O3.
Полученная в промышленных условиях зависимость
активности от степени очистки коксового газа представле-
на на рис. 8.30.
Рис. 8.30.
Зависимость степени
очистки от активности
рабочего раствора
Величину pH регенерированного поглотительного
раствора поддерживают в пределах 7,60 - 7,85 [18], при
пониженном pH уменьшается количество образующихся
нерегенерируемых соединений, но возрастает коррозия
аппаратуры. Низкая щелочность раствора может вызвать
выпадение сернистого мышьяка As,S3, что приводит к поте-
рям мышьяка и уменьшению поглотительной способности
раствора.
168
Раздел 1. Улавливание химических продуктов коксования
Предварительная очистка газа и поступающего на ре-
генерацию воздуха от масел, смол и пыли имеет важное зна-
чение для успешного ведения процесса. Для очистки коксо-
вого газа от смол и масел устанавливают электрофильтр.
Для предотвращения конденсации из газа смолообра-
зующих компонентов и нафталина раствор подогревают до
40 - 42 “С По данным [57] повышение температуры поглоти-
тельного раствора с 40 до 50 °C способствует интенсифика-
ции улавливания сероводорода и регенерации насыщенно-
го раствора, обеспечивает стабильность рабочего раство-
ра с высоким содержанием мышьяка, уменьшает вредное
влияние органических соединений, поступающих с газом из
цеха улавливания.
С повышением концентрации в растворе нерегене-
рируемых соединений возрастает вязкость раствора и по-
нижается его поглотительная способность. Предельное
содержание балластных солей в растворе должно быть
не выше 400 г/л [18].
Для вывода балластных солей из рабочего раство-
ра часть его подвергают нейтрализации серной кислотой
с целью обезвреживания сточных вод и использования со-
держащегося в этом растворе мышьяка. Насыщенный рас-
твор напрвляют на нейтрализацию после скрубберов. Кон-
центрация серной кислоты, подаваемой в нейтрализаторы
I ступени, должна быть в пределах 18 - 20%. В случае по-
дачи сточной воды на тушение кокса содержание мышьяка
не должно превышать 0,3 г/л [18].
Технологическая схема очистки коксового газа от
сероводорода мышьяково-содовым способом представ-
лена на рис. 8.31 [9].
После очистки от туманоообразной смолы и капель
масла коксовый газ подается в насадочные скрубберы, где
промывается мышьяково-содовым раствором. Очищенный
газ после каплеуловителя поступает потребителям. Насы-
щенный поглотительный раствор из подскрубберного
сборника подается насосом через подогреватель в напор-
ный бак. Большая часть раствора (75-80 %) поступает само-
теком в нижнюю часть регенераторов, остальная часть воз-
вращается в скруббер для предотвращения выпадения серы
в случае незавершения процесса регенерации раствора
в регенераторах. Воздух подается в нижнюю часть регене-
раторов, где диспергируется с помощью распределитель-
ного устройства. Образующаяся сера собирается в верхней
части регенератора в виде пены и отводится в пеносбор-
ник. Регенерированный раствор поступает самотеком через
регулятор уровня пены на орошение скрубберов. В пено-
сборнике происходит разрушение пены и образование сер-
ной суспензии, которая поступает в вакуум-фильтр. Вакуум
в системе вакуумной фильтрации составляет 33,3 - 60,0 кПа
(250 - 450 мм рт. ст.) [18]. Сера выделяется в виде серной па-
сты и направляется на плавку в автоклав. Плавление серы
производится в автоклаве при нагревании острым и глухим
паром. Плавление серной пасты должно производиться
в плавильниках при температуре 135 - 140 °C, перед ее вы-
дачей обязательно отстаивание не менее 15 мин. [18]. Для
связывания сернистого мышьяка, который выделяет при
нагревании серной пасты, в автоклав добавляется необхо-
димое количество кальцинированной соды. Расплавленная
масса при отстаивании в автоклаве разделяется на три слоя:
нижний - чистая сера, средний - загрязненная примесями
сера, верхний - водный конденсат. Расплавленная сера вы-
жимается через приемник серы в аппарат Монтежю, откуда
выжимается сжатым воздухом в сборник серы, установлен-
ный перед барабанным охладителем. Расплавленная сера
Рис. 8.31.
Принципиальная схема
сероочистки коксового газа
по мышьяково-содовому
методу
1 - электрофильтр; 2 - каплеуловитель: 3 - гидрозатвор; 4 - серный скруббер; 5,16- насосы; 6-паровой подогреватель;
7 - распределительный бак; 8 - пеносборник; 9 - регенератор; 10 - регулятор уровня пены; 11- ресивер; 12 - холодильник; 13 - компрессор;
14 - фильтр; 15 - сборник фильтрата; 17 - вакуум-насос; 18 - вакуум-ресивер; 19 - вакуум-сборник; 20 - вакуум-фильтр; 21 - приемный бункер
(правочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
169
поступает на кристаллизацию, где в виде чешуек снимается
с поверхности барабана и ссыпается в бункер, откуда отгру-
жается потребителям.
Плавление серы непрерывным способом описано
в [10].
Скруббер для улавливания H,S представляет со-
бой стальной сварной цилиндр, заполненный уложенной
ярусами деревянной хордовой насадкой. Нижняя часть
скруббера используется в качестве сборника для раство-
ра. В верхней части скруббера расположено оросительное
устройство, состоящее из нескольких форсунок. Число фор-
сунок определяется в зависимости от их производительно-
сти, напора жидкости перед входом в форсунку и диаметра
форсунки [10].
Диаметр скруббера рассчитывают по скорости газа
(0,3 - 0,9 нм/с) на общее сечение; поверхность насадки по
формуле [10):
ПиС“
_ Ск
F =------
К
где F - поверхность насадки, м2;
V - количество очищаемого газа, м3/ч;
Си, Ск - соответственно начальная и конечная концен-
трация H,S в газе, г/м3;
К - коэффициент абсорбции, выраженный в грам-
мах сероводорода на 1 м2 поверхности насад-
ки за 1 ч, при движущей силе абсорбции, вы-
раженной концентрацией H2S г/м3.
Значения К принимают в зависимости от отношения
As2O3, содержащегося в растворе, к поглощенному из газа
H2S, при указанном отношении в пределах 10-15 прини-
мают К = 3 [10].
As2O3 / H2S К
3,1 1,1
6,3 2,0
9.0 3,0
18,0 4,0
35,0 10,0
Количество раствора, поступающего в регенератор,
рассчитывают по формуле:
G мз/ч
р С
где т - отношение As2O3 / H2S в растворе, принимаемое
от 10 до 15;
С - концентрация As,O3 в растворе, г/м3.
Количество раствора, подаваемое на орошение
в скруббер, расчитывают по формуле:
G = 1,25 G„, м3/ч.
ск. ’ р ’
Плотность орошения насадки скруббера принимают
от 20 до 45 м3 раствора в час на 1 м2 общего сечения скруб-
бера.
Характеристика скрубберов, применяемых для
очистки газа по мышьяково-содовому методу, приведена
в табл. 8.23[10).
Справочник Коксохимика. Том 3
Характеристика Тип скруббера
1 II III
Диаметр, м 4,0 6,0 6,0
Общая высота, м 25,94 30,0 31,2
Поверхность насадки, м2 15000 36750 34800
Таблица 8.23.
Характеристика
скрубберов
Регенератор - стальной сварной цилиндр с кониче-
ским днищем и плоской крышкой. Верхняя часть регенера-
тора расширена и служит для сбора серной пены. Раствор
подают в нижнюю часть регенератора и выводят через
штуцер, расположенный в верхней его части; пену отводят
через специальный карман в пеносборник. Воздух в реге-
нератор поступает через барботер из труб с отверстиями
диаметром 15 мм, направленным вниз. Для более высокой
степени диспергирования воздуха применяют специально
разработанные устройства (колпачки и т. д.). Отработанный
воздух из регенератора уходит через штуцер, расположен-
ный на крышке. Время пребывания раствора в регенера-
торе при концентрации в нем As2O3 до 10 кг/м3 составля-
ет 45 - 50 мин, а при 15-16 кг/м3 - 70 - 80 мин. Степень
заполнения регенератора раствором (0,8 - 0,9) зависит от
плотности воздушного дутья (80 - 250 м3/(м2-ч)). В табл. 8.24
указан расход воздуха в зависимости от содержания H2S
в газе и степенью очистки [10].
Начальное содержание Н2$вгазег/м] Степень очистаи,% Расход воздуха, м3
<15 90-95 6-7,5
>15 85-90 4,5-6,5
При двух- ступенчатой очистке При раздельном растворе При общем растворе До остаточно- го содержа- ння Н28вгазе 0,1-0,2 г/м3 11-14 6-7
Таблица 8.24.
Расход воздуха
в регенераторе на 1 кг
поглощенной серы
Зависимость степени использования воздуха от его
расхода на 1 кг серы приведена на рис. 8.32 [10].
Рис. 8.32.
Зависимость степени
использования воздуха
от его расхода на 1 кг серы
Основные усовершенствования мышьяково-содового
способа осуществлялись путем замены углеродистых ста-
лей на легированные, активацией поглотительного рас-
твора - различными добавками, экстрагированием орга-
нических примесей, ухудшающих поглотительные свойства
растворов, частичным переходом на двухступенчатую схему
очистки [39].
170
Раздел 1. Улавливание химических продуктов коксования
Таблица 8.26.
Взаимная растворимость
системы Na,SO2 - Na,CO3
Скорость процесса абсорбции определяется сопро-
тивлением жидкой фазы, поэтому применение высокоинтен-
сивных современных насадочных аппаратов с увеличенной
скоростью газа не может оказывать существенного влияния
на интенсивность процесса [58].
Серьезным недостатком процесса является необхо-
димость утилизации выводимого из цикла отработанного
рабочего раствора. Количество отработанного раствора в
условиях закрытого цикла конечного охлаждения достигает
3,4 м3/ч на 100 тыс. м3/ч очищаемого газа. Содержание тио-
сульфата натрия составляет до 250 г/л, тиоцианата натрия -
до 170 г/л.
Для поддержания концентрации балластных солей
в поглотительном растворе не выше допустимой нормы
часть раствора выводят из цикла и для выделения из него
мышьяка направляют в нейтрализатор I ступени для обра-
ботки серной кислотой. Образующийся осадок сернистого
мышьяка отделяют от раствора в вакуум-фильтре. Мышьяко-
вая паста из вакуум-фильтра поступает в сборник, где рас-
творяется в содовом растворе и возвращается в пеносбор-
ник. Фильтрат после вакуум-фильтра поступает в нейтрали-
затор II ступени для нейтрализации раствором соды.
Содержащиеся в отработанном поглотительном рас-
творе тиосульфат натрия и роданистый натрий могут быть
выделены в кристаллическом виде путем упаривания. Тех-
нология выделения роданистого натрия предназначена для
получения чистого NaCNS, выделяющегося из сточной воды
выпариванием, многократной кристаллизацией и пере-
кристаллизацией из воды, а также из этилового спирта. При
отсутствии потребности в чистом роданистом натрии на
установке получают технический тиосульфат натрия и смесь
всех солей.
Выделение солей основано на их различной раствори-
мости в воде. Индивидуальные растворимости солей пред-
ставлены в табл. 8.25 [19].
Таблица 8.25.
Растворимости компонентов
отработанного раствора,
г/100млводы
Сояь Температура, °C
10 20 30 40 50 <0 80 100
N^SO,, 9 19 41 49 47 45 44 42,5
NajSjO, 61 70 85 103 170 207 249 266,0
NaCNS 110 139 168 175 180 186 200 225,0
При насыщении раствора солями роданида и тиосуль-
фата натрия, отношение их концентраций зависит от темпе-
ратуры (рис. 8.33) [19].
Рис. 8.33.
Зависимость отношения
NaCNS/Na2S,O3
от температуры
Взаимная растворимость системы Na;SO4 - Na,CO3
представлена в табл. 8.26 [59].
t, X NarSO4, % вес Na, CO,, % вес t, X N>jSO4, % вес NijCOy % вес.
25 21,8 0 75 30,35 0,0
19,6 5,0 26,20 5,0
17,8 10,0 25,00 6,4
16,7 15,0 20,10 10,0
16,4 18,3 14,40 15,0
8,9 20,0 9,80 20,0
0,0 22,9 6,00 25,0
3,80 28,9
2,10 30,0
0,00 31,2
Процесс сжигания балластных солей окислительной
сероочистки фирмы «Ниппон сэйтэцу» (Япония) в восста-
новительной среде с получением солей натрия, пригодных
для повторного использования, протекает в замкнутой си-
стеме без образования отходов [60]. Отработанный раствор
из установки «Такахакс» поступает в эвапоратор, где его
упаривают до концентрации 50% при температуре 60 °C
и разрежении 13,3 кПа. Упаренный раствор распыляют в ка-
мере для сжигания и сжигают при температуре 800 - 850 °C
в восстановительной атмосфере, создаваемой в результате
сжигания вспомогательного газа при недостатке кислорода
(70 - 80% от теоретического). При этом большая часть со-
лей натрия преобразуется в карбонат и бикарбонат, а сера -
в сероводород. Продукты горения поступают в охладитель,
где происходит их охлаждение до 90 °C и поглощение солей
натрия. Для растворения солей в охладителе применяют
свежую воду и конденсат, образующийся при охлаждении
продуктов горения и упаривании раствора. Выходящие из
охладителя продукты горения содержат около 8 % объемн.
H2S, а также Н2, СН4 и СО. Тепло этих продуктов использу-
ют в эвапораторе для упаривания отработанного поглоти-
тельного раствора, при этом температура их снижается до
75 °C. Затем продукты горения охлаждают в поверхностном
конденсаторе и холодильнике до 50 °C и направляют в аб-
сорбер для извлечения из них сероводорода раствором
карбоната натрия, полученным в охладителе. Насыщенный
раствор из абсорбера направляют в регенератор установ-
ки сероочистки. Техническая характеристика аналогичной
установки регенерации фирмы «Кавасаки сэйтэцу» (проект-
ные данные) приведена ниже:
Объем перерабатываемого раствора, м3/ч 1,0 -1,5
Степень разложения, %: тиоцианата более 90
сульфата натрия более 60
Выход, м3/ч: газообразных продуктов 2300
регенерированного
раствора 1,0 -1,5
Фактическая степень разложения роданидов соста-
вила более 90%, сульфатов 50 - 60%. Качество отрабо-
танного раствора характеризуется следующими данными
(табл. 8.27).
(рравочник Коксохимика. 'Jom 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
171
Показатели Раствор
отработанный поглотительным
Удельный вес, г/см3 1,21 1,22
pH 9,1 10,2
Содержание, моль/м3 NajCOj 165 1446
NaHCO3 286 697
NaHS следы 194
NaCNS 1558 83
Na2SO4 946 503
Na3S2O3 21 37
8.4. Получение продуктов из
сероводородного газа
Сероводородный газ перерабатывают, в основном,
в серную кислоту и серу, в незначительных количествах по-
лучают сернистый аммоний, цианистый натрий, синильную
кислоту, тиосульфат аммония (процесс АТС «Хальдор Топ-
сое», Дания) [10; 61].
8.4.1. Получение серной кислоты
Получение серной кислоты на коксохимических пред-
приятиях происходит по методу мокрого катализа - ката-
литического окисления сернистого газа в присутствии во-
дяных паров в реакционных газах. Водяные пары в реакции
практически не участвуют, на равновесие влияют как инерт-
ный газ. Повышенное содержание водяных паров в газах
усложняет процесс в целом из-за опасности конденсации
серной кислоты на катализаторе и увеличенного уноса сер-
ной кислоты после абсорбера серной кислоты в виде тума-
на. Процесс получения серной кислоты по методу мокрого
катализа состоит из трех стадий]! 0]:
1) сжигание сероводорода с получением сернистого ан-
гидрида:
2H,S + 30, = 2SO, + 2Н.0 +518,94 кДж'моль:
2) каталитического окисления сернистого ангидрила в сер-
ный ангидрид:
и повышенное содержание влаги. При их сжигании в из-
бытке воздуха (кислорода) и при температуре выше 1000 °C
образуется большое количество оксидов азота, которые
хорошо растворяются в концентрированной серной кис-
лоте, повышая ее коррозионную активность. При сжигании
сероводорода с недостаточным количеством воздуха HCN
сгорает до элементарного азота:
2HCN + 2,5 О, = Н,0 + 2 СО +N,.
Одновременно часть (-2,5%) сероводорода сгорает
только до элементарной серы:
H,S Д О, = Н,0 + S.
- 2 2 2
Процесс осуществляют в камере дожита при добавле-
нии воздуха. В камере дожита остатки сероводорода и эле-
ментарной серы, которые не сгорели, окисляются до окси-
да серы (IV) за счет подаваемого дополнительного воздуха,
при этом температура в камере повышается на 15 - 20 °C.
Это свойство реакции горения сероводорода используется
для автоматизации регулирования процесса горения путем
поддержания коэффициента расхода воздуха при сжигании
сероводородного газа в пределах 0,96 - 0,98 [18]. Принци-
пиальная схема получения серной кислоты показана на
рис. 8.34 ]24]. Сероводородный газ поступает в печь-котел 1,
где сгорает в смеси с воздухом, подаваемым воздуходув-
кой 2. Выходящие из камеры дожига газы поступают в каме-
ру смешения 3, куда подают воздух, снижающий темпера-
туру воздушной смеси. Процесс окисления протекает в кон-
тактном аппарате 4 на катализаторе в присутствии водяных
паров, образующихся в процессе сжигания сероводорода.
Температура воздуха перед теплообменниками контактных
аппаратов должна быть в пределах 275 - 300 °C [18]. После
контактного аппарата газ поступает в абсорбер 5, орошае-
мый циркулирующей серной кислотой. Стекающая из аб-
сорбера серная кислота охлаждается в холодильнике 6. При
строительстве новых и реконструкции существующих уста-
новок вместо оросительных холодильников 6 используют
пластинчатые холодильники. Вместе с газом из абсорбера 5
уносится 30 - 35 % серной кислоты в виде тумана, который
улавливают в электрофильтре 7.
Характеристика процесса получения серной кислоты
по методу мокрого катализа представлена ниже [10].
Таблица 8.27.
Состав растворов установки
регенерации поглотителя
so,+-o,=
2 2 -
= SO 3 +96,17 кДж/моль;
3) охлаждения серного анги-
дрида и паров воды и их сов-
местной конденсации с обра-
зованием серной кислоты:
SO3 (raj) + Н2О(пар, =
= H,SO4 (пв| + 124,89 кДж/моль;
H2SOJ(ral) =
= H,SO4 (.вд + 50,16 кДж/моль.
Особенностью производ-
ства серной кислоты из серо-
водородных газов на коксо-
химических заводах является
наличие в них NH3, HCN, Se, As
Рис. 834.
Принципиальная схема
получения серной
кислоты [24]
^уравочник Коксохимика. Том 3
172
Раздел 1. Улавливание химических продуктов коксования
Характеристика процесса получения серной кислоты по методу мокрого катализа
Температура газоз, °C: до печи-котла после печи-котла после камеры дожита перед контактным аппаратом вторым слоем контактной массы третьим слоем контактной массы после контактного аппарата после абсорбера Температура циркулиру- после оросительного холодильника (перед абсорбером) ющей кислоты, °C после абсорбера Расчетные нормы Печь-котел скорость продуктов сгорания в свободном сечении печи-котла, (объем продуктов горения при н. у.), м/с напряженность топочного пространства печи-котла, тыс. ккал/(м3*ч) Контактный аппарат скорость газов в свободном сечении контактного аппарата (объем газов при н. у.), м/с объем контактной массы на 1 т серной кислоты в сутки, м3 Абсорбер скорость газа в свободном сечении абсорбера (объем газов при н.у), м/с коэффициент теплопередачи, кДж/(м2ч-°С) Оросительный холодильник коэффициент теплопередачи, кДж/(м2ч-°С) расход охлаждающей воды на 1 т охлаждаемой кислоты, м3 Пластинчатый холодильник коэффициент теплопередачи, Вт/(м<0С) расход охлаждающей воды на 1 т охлаждаемой кислоты, м3 Электрофильтр скорость газов в осадительных трубах, м/с Производственные показатели Степень контактирования, % Выработка пара на 1 т кислоты, т Крепость получаемой кислоты, % вес. Суммарное содержание SO, и SO3 в выхлопных газах, г/м3 30 780 805-810 440 - 450 460-470 425-435 445-450 60 50 80 0,3 630 - 840 0,3 0,135 0,3 14,65 755 0,7 2884 0,9 97-98 0,8- 1,0 93-94 0,05
На рис. 8.35 показано устройство печи-котла ПКС, в со- став которого входят следующие основные узлы: цилиндри- ческая камера горения 1 с горелками 2; блок испаритель- ный, состоящий из экрана 3 с трубами диаметром 38 мм, соединенными с нижним и верхним коллекторами - 4, барабан 5 диаметром 1200 мм; камера дожита 6, связанная с лечью поворотным дымоходом; обмуровка 7 камеры го- рения из шамотного кирпича; обмуровка 8 камеры дожи- та, выполненная из шамотобетона или шамотного кирпича; тепловая изоляция 9 из минераловатных матов; металличе- ский каркас 10 с обслуживающими площадками. Технологическая характеристика печей-котлов типа ПКС серийного производства: Тип печи-котла ПКС 4/14 ПКС 1,6/ 7 Паропроизводительность, т/ч 3,8 1,6 Расход сероводородного газа, нм3/ч 900 530 Давление пара на выходе из котла, МПа 1,4 0,7 Температура пара (пар насыщенный), °C 194 164 Давление газов, МПа 0,01 Температура газов на выходе из котла, °C 750 760 Площадь поверхности нагрева, м2 42 30 Масса металлической части, т 24,0 21,6 Высота испарительного блока, мм 6000 2400 Высота камеры горения, мм 4800 3000 В качестве катализаторов окисления SO2 в SO3 на кок- сохимических заводах применяют сульфованадиевую массу на диатомите (СВД). Технические характеристики катализа- тора СВД (КД), который является аналогом катализаторов марок 04-110 BASF, VK-38 Haldor Topsoe, LP-120 Monsanto, приведены в табл. 8.28.
Таблица 8.28.
Катализатор окисления
сернистого газа
марки СВД (КД)
Характеристика активного компонента и носителя Химический состав, % яасс. Каталитическая активность Темяерату- ра зажига- нии, °C Рабочая температур ра,°С Максимально допустимая кратковременная температура, °C
V2OS K,SO4 NijSO, 420 °C 405 °C
Пентаоксид ванадия, про мотарованный сульфатами щелочных металлов на основе пористого носителя естественного проис- хождения 6,5-8,0 16,0-25,0 1,0-2,0 не нор- мируется не менее 86,0 420 420 - 630 650
(рравочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
173
Рис. 8.35.
Печь-котел ПКС для сжигания
сероводородного газа [24]
Степень конверсии сернистого газа по ПТЭ должна
быть не ниже 97 %, а при покупке технологий у зарубежных
фирм - не ниже 99 % [18; 24].
Активным соединением в ванадиевых катализаторах
являются поливанадаты щелочных металлов. При темпера-
туре ниже 490 °C поливанадаты переходят в сернокислый
ванадил:
V,O, + SO, + SO, = 2VOSO..
L Э 1 3 4
Такие побочные процессы приводят к утрате каталити-
ческой активности и периодической замене катализатора.
На коксохимических заводах Украины получили рас-
пространение контактные аппараты с несколькими слоями
катализаторов, размещенными на отдельных полках. В че-
тырехслойном аппарате обеспечивается выход SO3 около
98 %. Пятый слой вступает в действие при снижении актив-
ности предыдущих слоев [5].
На рис. 8.36 показан контактный аппарат Гипрококса
[24]. Аппарат состоит из вертикального стального корпуса
с цилиндрической обечайкой 1, плоским днищем 2, опи-
рающимся на систему двутавровых балок 3 и конической
(аравочник Коксохимика. Том 3
крышкой 4, усиленной снаружи радиально расположен-
ными ребрами 5. Каждый слой контактной массы 9 на-
сыпают по подслою 10 высотой 50 мм из сортированной
кварцевой щебенки, уложенной на сетку 11 из коррозион-
но стойкой стали. Поверх каждого слоя контактной массы
(за исключением первого) насыпают защитный слой 12 из
крупного кварца. Внутри аппарата установлена централь-
ная чугунная колонна 13, на которой монтируют опорные
конструкции 14 и 15, а также распределительные устрой-
ства аппарата. На крышке аппарата расположен штуцер
6 для поступления реакционных газов в аппарат, под ним
размещают перфорированный распределительный конус 7
и распределительную решетку 8 с насыпным на нее кварцем
крупностью 25 - 40 мм.
Для отвода тепла в пространство между слоями встра-
ивают теплообменные элементы 16 с плавающей головкой.
Теплообменные элементы представляют собой пучок гори-
зонтальных труб 76x4 мм, развальцованных в трубных ре-
шетках. Под каждым теплообменником помещают распреде-
лительные решетки 17, состоящие из двух горизонтальных
решеток.
174
Раздел 1. Улавливание химических продуктов коксования
Рис. 8.36.
Контактный аппарат,
разработанный
Гипрококсом [24]
На рис. 8.37 изображен абсорбер серной кислоты,
заполненный керамическими кольцами различных разме-
ров - от 60 до 150 мм, образующих два слоя насадки: рабо-
чую и осушающую.
В рабочей насадке кольца укладываются рядами, в осу-
шающей насадке кольца насыпаются навалом. Общая высо-
та рабочей насадки составляет более 5 м, осушающей - при-
близительно 2 м [24].
Электрофильтр типа ЦМВТ-4,6 (рис. 8.38) [24] представ-
ляет собой цилиндрический вертикальный аппарат, изго-
товленный из углеродистой стали, футерованный изнутри
диабазовой плиткой и кислотоупорным кирпичом. Активный
элемент электрофильтра состоит из анода - осадительной
трубы и катода - струны из проволоки, натянутой по оси оса-
дительной трубы. К электродам подведен постоянный ток на-
пряжением 45 - 50 кВ, создающий электростатическое поле.
Охлаждение оборотной серной кислоты производят
преимущественно в пластинчатых теплообменных аппара-
тах. В пластинчатом теплообменном аппарате [62] поверх-
ность теплообмена представляет собой гофрированные
пластины, которые располагают параллельно щелевидным
каналам для рабочих сред.
Справочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
175
Рис 837.
Сернокислотный
абсорбер [24]
Техническая характеристика абсорбера
Диаметр аппарата, мм
Высота аппарата, мм
Площадь свободного сечения опорной плиты, м2
Скорость газа в свободном сечении аппарата (объем газа приведен к нормальным условиям), м/с
Площадь поверхности насадки, м2 (рабочей/осушающей)
Давление, МПа
Материал
корпуса
опорной плиты под осушаемую насадку и оросительного устройства
крепежных деталей
защиты штуцеров и люков
футеровки
Масса металла, т
4 500
13 540
11,0
0,3
7 300/2100
<0,015
углеродистая сталь
чугун марки СЧ15-32
сталь марки 0Х23Н28МЗДЗТ
свинец С2
кислотоупорный кирпич
25
(рравочник Коксохимика. Том 3
176
Раздел 1. Улавливание химических продуктов коксования
Электрофильтры
Рис. 8.38.
Электрофильтр для
улавливания тумана серной
кислоты
1 - осадительная труба; 2 - струна; 3 - груз:
4 - газораспределительные решетки
Техническая характеристика электрофильтра ти па ЦМВТ-4,6
Площадь активного сечения, м2 4g
Активная длина электрического поля, м 375
Общая площадь поверхности осаждения
осадительных электродов, м2 530
Число осадительных элекродов, шт. д4
Давление на входе в аппарат, кПа Q5
Гидравлическое сопротивление
аппарата, кПа 010-015
Относительная площадь свободного сече-
ния газораспределительной решетки, % jg
Материал осадительных электродов сталь Х28Л
Материал коронирующих электродов сталь х 18Н9Т
Для повышения степени конверсии SO, в SO3 в сер-
нокислотных установках химической промышленности ис-
пользуют технологию двойного катализа с двойной абсорб-
цией (ДК-ДА) и проведение процесса катализа и абсорбции
под давлением.
В процессе с двойным контактированием [63] вслед-
ствие удаления из газовой смеси после первой ступени
контактирования серного ангидрида на вторую ступень
контактирования подается неокисленная часть сернистого
ангидрида, поступившая с исходной газовой смесью. Прин-
ципиальная схема процесса производства серной кислоты
методом ДК-ДА с двойным контактированием представлена
на рис. 8.39.
Технологическая схема переработки газов в концен-
трированную серную кислоту (ВСА «Халдор Топсое») обеспе-
чивает высокую степень окисления SO, в SO3 и практически
полную утилизацию тепла химических реакций для произ-
водства пара (рис. 8.40 и 8.41) [9; 61; 65]. На одном из заводов
технологический газ после печи котла с содержанием SO2
5,62% и температурой 415 °C поступает на установку ВСА
«Халдор Топсое» в контактный аппарат, где происходит окис-
ление сернистого ангидрида на трех слоях катализатора.
Для снижения температуры до необходимых параметров газ
охлаждают расплавом солей (смесь KNO3, NaNO3, NaNO2).
Использование в качестве хладоагента расплава солей дает
особые преимущества в случаях, когда требуется быстрый
отклик на изменения условий процесса. Система с солевым
теплоносителем позволяет вырабатывать насыщенный пар
среднего давления с возможностью его перегрева. После
контактного аппарата технологический газ с температурой
290 °C поступает в конденсатор ВСА, где при охлаждении
технологического газа воздухом происходит конденсация
Срравочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
177
Газ
Рис. 8.39.
Принципиальная схема
процесса производства серной
кислоты методом ДК-ДА
1 - контактный аппарат первой ступени
контактирования; 2,3 - теплообменники;
4 - промежуточный абсорбер; 5-фильтр;
б - контактный аппарат второй ступени
контактирования; 7,8- теплообменники;
9 - конечный абсорбер
а
Рис. 8.40.
Технологическая схема
очистки сероводородных газов
в процессе «Халдор Топсое»:
а, б-для газов
соответственно с высокой
и низкой концентрацией
сероводорода
I - котел-утилизатор; 2-реактор конверсии SO, в SO}; 3 - система циркуляции солевого раствора; 4 - газовый холодильник;
5 - конденсатор: 6 - кислотный насос; 7 - кислотный холодильник.
Технологические потоки: I - сероводородный газ; II - воздух для сжигания газа; III - пар; IV - отходящий газ;
V, VI - соответственно горячий и охлаждающий воздух; VII - кислота в резервуар для хранения
SO3 и Н,0 с образованием серной кислоты с концентрацией
моногидрата 97,5 %. При необходимости в схему включается
блок улавливания кислотного тумана, где частицы кремния
способствуют образованию капель серной кислоты, кото-
рые улавливаются в каплеобойнике.
Конденсатор ВСА представляет собой вертикально
расположенный корпус с трубами с падающей пленкой.
Трубы изготовлены из боросиликатного кислотоупорно-
го ударопрочного стекла. Технологический газ проходит
внутри труб, которые снаружи охлаждаются атмосферным
воздухом. Серная кислота конденсируется в трубах и сте-
кает вниз; ее концентрация увеличивается при смешивании
с восходящим потоком горячего технологического газа.
Серная кислота собирается в нижней части конденсатора,
футерованного кирпичем, охлаждается до 30 - 40 °C в пла-
стинчатом теплообменнике, а затем перекачивается в хра-
нилище. Технологический газ выходит из конденсатора при
температуре порядка 100 °C и может направляться непо-
средственно в трубу. Отличительной особенностью конден-
сатора ВСА является незначительное содержание тумана
серной кислоты на выходе.
Показатели работы установки ВСА «Халдор Топсое»
для очистки коксового газа
Количество сероводородного газа, м3/ч 300
Содержание сероводорода, % объемн. 60,0
Выработка серной кислоты, т/сут 18
Концентрация серной кислоты, % 98,0
Степень извлечения, % более 98,5
Расход горячего воздуха, м3/ч 6700
Расход электроэнергии, кВт ч 30
Расход охлаждающей воды, м3/ч 9
Выработка пара (без печи-котла), кг/ч 1000
Выбросы кислотного тумана, млн'1 объемн. не выше 15
(рравочник Крксохиммка. Том 3
Пар на внешние нужды
Охлаждающая вода
I - печь-котел; 2 - паровой барабан; 3 - воздуходувка; 4 - контактный аппарат; 5 - сборник соли; 6 - солевой насос; 7 - холодильник соли; 8 - газодувка горячего воздуха; 9 - фильтр;
Ю- фильтр на воздухозаборе; 11 - газодувка охлаждающего воздуха; 12- блок улавливания тумана серной кислоты; 13 -конденсатор; 14 - сборник кислоты;
15 - насос для перекачки кислоты; 16-холодильник кислоты
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
179
8.4.2. Получение серы
Основным методом получения серы из сероводорода
является процесс Клауса. В коксохимической промышлен-
ности получили распространение технологии очистки газа
от сероводорода аммиачным способом с последующей
переработкой кислого газа прямым процессом Клауса с по-
лучением элементной серы.
Процес Клауса основан на многоступенчатом прове-
дении реакции взаимодействия H,S с SO, с выводом серы
после каждой ступени [39]. Один из вариантов схемы пря-
мого процесса Клауса приведен на рис. 8.42.
Сероводородный газ сжигают в реакторе при расходе
кислорода в объемном отношении O,:H,S = 1:2. Затем
газы охлаждают в конденсаторе-холодильнике до 130 -
170 °C, отделяют расплавленную серу, вновь нагревают до
240 - 360°C в подогревателе и подают на каталитическую
ступень в конвертор, где SO, и H,S частично реагируют
с образованием серы. Далее газы охлаждают в следующем
конденсаторе-холодильнике, отделяют выпавшую серу
и повторяют процесс каталитического взаимодействия SO,
и H,S во втором конверторе с конденсацией остаточного
количества серы, дожиганием газов в топке до SO, и сбро-
сом газов в атмосферу.
Температура в реакционной печи зависит от концен-
трации сероводорода в кислом газе и соотношения подава-
емого воздуха к кислому газу для прямых установок Клауса
составляет 927 - 1327 °C. Определение температуры в топке
реакционной печи производится по номограмме Г. Фишера,
составленной по результатам расчета для кислого газа с со-
держанием паров 5,6% объемн. и температуре поступающе-
го кислого газа 40°C, теплопотери принимались в количе-
стве 207,5 кДж/м3 кислого газа (рис. 8.43)[1]. Коэффициент
для определения количества воздуха для сжигания кислого
газа в зависимости от состав кислого газа определяется по
номограмме (рис. 8.44) [1].
Давление в реакционной печи устанавливается в зави-
симости от сопротивления трубопроводов, слоев катализа-
тора, установки доочистки остаточных газов и как правило
не превышает 0,07 МПа. Другим фактором ограничения дав-
ления в печи является характеристики гидрозатворов для
слива серы. Как правило, давление в реакционной печи со-
ставляете^ - 0,069 МПа и постепенно увеличивается в про-
цессе эксплуатации установки в зависимости от содержания
углеводородов, аммиака или цианидов в кислом газе.
Степень конверсии К всей установки и реакционной
печи рассчитывается по формуле:
А, = 1-С2-Со
1-1,5-С2
где С, = CHiS+ CSOi - сумма концентраций сероводорода
и диоксида серы на сухой газ в отходящем газе, объемн.
доли;
Г Ch2s
Lo - Q >
а.г
где CHS- объемная доля сероводорода в кислом газе;
Qs - объемный расход воздуха на установку, нм3/ч;
QKi - объемный расход кислого газа на установку,
нм3/ч.
Установка
ВСА «Хальдор Топсё»
Рис. 8.42.
Схема прямого процесса
Клауса
Справочник Коксохимика. Том 3
180
Раздел 1. Улавливание химических продуктов коксования
Рис. 8.44.
Коэффициент К для
определения количества
воздуха, необходимого
для сжигания кислого газа
Рис. 8.43.
Зависимость температуры
технологических газов
в топке от содержания
сероводорода
в кислом газе
Степень конверсии сероводорода в каталитических
реакторах рассчитывают по формуле:
К = Сдт~С<м 100,
С„
где Сш, Сеьа - концентрации H2S, S02 в сухом газе соот-
ветственно на входе и выходе из реактора в пересчете на
серу.
Наличие катализатора (активного оксида алюминия)
требует минимальных значений содержания кислорода во
избежание дезактивации катализатора и сульфатизации по-
верхности [1].
Сера обладает значительно меньшей летучестью,
чем другие компоненты газовой смеси в процессе Клауса,
поэтому сера может быть удалена конденсацией. Это сни-
жает парциальное давление паров серы, если оставшиеся
газы снова подогреть и пропустить через катализатор, то
они снова будут реагировать с образованием серы. В свя-
зи с уменьшением содержания серы в реакционных газах
каждая последующая каталитическая стадия может прово-
диться при более низкой температуре без отложения (кон-
денсации) серы на катализаторе.
Конверсия сероводорода в серу в процессе Клауса за-
висит от температуры, давления, модификаций получаемой
серы, от соотношения H2S: 02, содержания и молекулярной
массы углеводородных газов и от побочных реакций.
Равновесное содержание диоксида серы в техноло-
гическом газе реакционной печи в зависимости от состава
кислого газа приведена на рис. 8.45 [1].
Остаточное содержание сероводорода в топке реак-
ционной печи в зависимости от состава реакционных газов
приведено на рис. 8.46 [1 ].
Характеристики некоторых катализаторов процесса
Клауса приведены в табл. 8.29 [1].
Рис. 8.45.
Зависимость равновесного
содержания SO, от состава
кислого газа
Рис. 8.46.
Зависимость конверсии H,S
в серу в реакционной печи от
состава кислого газа
Справочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
1В1
Показатель Тил катализатора
F-1 G-220 H-151 5-100
Состав, % масс. Y-ALjOj 92 92 90 94,6
Na,0 0,9 0,4 1,4 0,3
Fe2°3 0,08 0,06 0,1 0,92
SiO2 0,09 0,02 1,7 0,02
Удеяьная поверхность, м2/г 210 380 390 325
Общий объем пор, см3/г - - - 0,049
Сопротивление раздавли- ванию, кг 55 60 60 27
Потери при прокалива- нии, % масс 6 6 6 6
Плотность, г/м3 0,83 0,72 0,82 0,75
Показатели режима работы установки Клауса
в ОАО «ММК» (Россия) [66]
Соотношение компонентов H2S: SO2 10 по проекту,
в хвостовых газах Клауса фактически 2
Проектный диапазон рабочих темпера- тур печи Клауса 1150+50 °C
Тип каталитического реактора первой С ВОСХОДЯЩИМ
ступени потоком технол о-
гического газа
Тип катализатора CR-31 «La Roche
chemicals»
Объемная нагрузка (две каталитические ступени) 500 ч'1
Температура на первой каталитической ступени, °C 230-270
Температура на второй каталитической ступени, °C 190-210
Фактические средние H2S, % объемн. 1,1
концентрации ком- понентов на входе SO2,% объемн. 0,47
в реактор
COS, % объемн. 0,47
Степень конверсии серосодержащих компонентов общая, % 63,2
Степень конверсии серосодержащих компонентов на первой ступени, % 45,7
Степень конверсии серосодержащих компонентов на второй ступени, % 35
Степень конверсии на первой ступени по H2S, % 33,5
Степень конверсии на второй ступени по H2S, % Степень конверсии по сероводороду при недостатке окислителя у > 10, 34,6
H,S+COS 10 (при 264 °C)
/о У -
so2 19 (при 202 °C)
Содержание элементной серы в хвосто- вых газах, г/м3 0,8-1,6
Из сероводородного газа серу получают также по тех-
нологии «Салферокс» («Sulferox») (завод в Шенанго, (США)
после установки очистки коксового газа методом «Сульфи-
бан», «Dow Chemical») [9; 67; 68].
Технология «Салферокс» использует окислительно-
восстановительные процессы для прямого окисления серо-
водорода в очищаемом газе в элементную серу посред-
ством взаимодействия с водным раствором, содержащим
хелатный ион Fe3+. В то же время ион Fe3+ восстанавлива-
ется при регенерации воздухом. Формула раствора техно-
логии «Салферокс» позволяет поддерживать значительно
высокие концентрации железа в растворе (до 4% масс.), что
позволяет уменьшить циркуляцию раствора (-190 л/мин. на
1 т производимой серы). Капитальные затраты на установку
«Салферокс» в 2 - 3 раза ниже, чем на установку Клауса из-за
низкой скорости циркуляции и эффективного контроля за
деградацией хелатных комплексов «Салферокс». Эксплуата-
ционные затраты сравнимы с процессом Клауса.
Преимущества процесса «Салферокс»:
высокая селективность по сероводороду при практи-
ческом неулавливании СО2;
очень низкое содержание сероводорода в очищенном
газе (менее 5 ppm);
широкий диапазон объема очищаемого газа и концен-
трации сероводорода;
• возможность работы при температуре окружающего
воздуха, легкий запуск и легкая остановка процесса.
Для получения серы из концентрированного серо-
водородного газа, получаемого при аммиачной очистке
коксового газа, Институтом катализа имени Г. К. Борескова
СОРАН и ВУХИНом (Россия) разработан и испытан в произ-
водственных условиях процесс «СОЖ КОКС». Описание про-
цесса приведено в [9].
8.5. Очистка газа от цианистого водорода
8.5.1. Цианистый водород. Содержание в газе
и свойства
Цианистый водород (циановодород, HCN) синильная
кислота - очень слабая одноосновная кислота, которая ча-
стично ионизируется в растворе с образованием CN- ионов.
HCN и ее соли весьма ядовиты (табл. 8.30). Это бесцветная
легкоподвижная жидкость, в водных растворах имеет запах
горького миндаля, улавливаемый избирательно. Запах рас-
познается при поддержании HCN 0,002 - 0,005 мг/л.
Таблица 8.29.
Техническая характ ерист ика
катализаторов процесс
Клауса фирмы «Алкоа» (США)
Концентра* ция,ррт Воздействие
270 Немедленная смерть
181 Смертельно при воздействии свыше 10 мин
135 Смертельно при воздействии свыше 30 мин
110-135 Смертельно при воздействии свыше 30 - 60 мин
45-55 Безвредно ине вызывает последствий при экс- позиции в течении 30 - 60 мин
18-36 Легкие слмптомы после нескольких часов воз- действия
Таблица 8.30.
Токсикологические свойства
HCN[80;81]
Справочник Коксохимика. Том 3
182
Раздел 1. Улавливание химических продуктов коксования
Смеси паров с воздухом, содержащие 6 - 40% объемн.
HCN, могут взрываться. При кипячении водных растворов,
а также в щелочной среде, происходит гидролиз HCN с об-
разованием формиата. Образует комплексные соединения.
Некоторые свойства цианистого водорода [69]
Молекулярная масса 27,03
Плотность при нормальных условиях
(0°С, 101325 Па) 0,901 г/дм3
Константа диссоциации 5,0 10'10
Температура плавления, °C -13,3
Температура кипения, °C 25,6
Растворимость в воде, спирте, эфире неограниченная
При коксовании в цианистый водород переходит от
0,5 до 2 % азота угля. Имеется прямая зависимость между
содержанием аммиака и HCN в прямом коксовом газе
(табл. 8.31) [9].
Таблица 8.31.
Содержание NH3 и HCN
в прямом коксовом газе
различных стран [9]
Страна Содержание в коксовом газе, г/м3
NH., BCN
США 7-8 13
Германия 6 2
Англия 6 1
Япония 7-8 1-2,5
Россия 10-14 2-3
Украина 5,5-8 1-2
Кроме того, содержание цианистого водорода в кок-
совом газе зависит от конструктивных особенностей печей
и температуры коксования, что и определяет его количество
на различных коксовых заводах Европы - от 0,7 до 2,3 г/м3.
Материальный баланс цианистого водорода для пото-
ка газа 125 тыс. м3/ч с открытым циклом конечного охлажде-
ния показан на рис. 8.47 [70].
С закрытием цикла конечного охлаждения коксового
газа в оборотной воде цикла конечного охлаждения уста-
навливается концентрация цианидов, равновесная содер-
жанию HCN в коксовом газе (- 0,222 - 0,665 г/м3) [71].
В.5.2. Методы очистки от цианистого водорода
Цианистый водород извлекают из коксового газа
и продуктов коксования с целью защиты оборудования от
коррозии, предотвращения порчи поглотительного масла,
уменьшения расхода щелочных реагентов сероочистки,
уменьшения выбросов в атмосферу и водоемы, улучшения
санитарно-гигиенических условий труда, получения товар-
ной продукции.
Формальдегидный способ очистки оборотной
воды конечного охлаждения
Принципиальная схема процесса приведена на
рис. 8.48.
Товарный формалин (37%-ный) из железнодорожной
цистерны разгружается в хранилище насосом, разбавляется
водой до рабочей концентрации 1 б - 29%. Рабочий раствор
формалина периодически закачивается в напорный бак, от-
куда он самотеком дозируется в оборотную воду цикла ко-
нечного охлаждения коксового газа на линию всасывания
циркуляционного насоса оборотной воды. Расход формали-
на контролируется записывающими ротаметрами по уров-
ню в напорном баке. Содержание цианистого водорода по-
сле бензольного отделения (перед сероочисткой) составля-
ет в зависимости от расхода формалина 0,71 - 1,16 г/м3. По
отдельным анализам достигается содержание цианистого
водорода в газе перед сероочисткой до 0,2 - 0,3 г/м3 [72].
Механизм взаимодействия в водном растворе циани-
стого водорода и формальдегида описывается следующими
реакциями:
HCN + CN; (9)
Н,С(ОН), <- Н,СО + Н,О, (10)
Н,СО + CN" <-» OCH2CN‘, (11)
OCH2CN- + Н+ <-> HOCHjCN. (12)
Рис. 8.47.
Схема распределения
цианистого водорода
в потоке газа, кг/ч
а - сток аммиачной колонны; 6 - цианистый шлам со смолкой; в - выбросы из воздушен сборников; г - выбросы из градирни;
д - сток градирни из воды; в - смола после промывки воды; ж - выбросы из воздушен сепаратора; з - полимеры регенератора;
и - сепараторные воды; к - сероводородный газ;л - отработанный раствор; м - аммиак в обратном газе в пересчете на HCN;
н - цианистый водород в обратном газе
^1равочник коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
183
Общая скорость образо-
вания гликонитрила, хорошо
растворимого в воде и нелету-
чего соединения (tKm -183 °C),
при связывании цианид-иона
определяется лимитирующей
стадией (11). Она описывает-
ся уравнением I порядка по
цианид-иону.
Примеси в оборотной
воде цикла конечного охлаж-
Рис. 8.48.
Принципиальная схема
формальдегидной очистки
оборотной воды КГХ
дения газа не препятствуют
основной реакции формальдегида с цианид-ионом, при-
чем время полного связывания цианид-иона значительно
меньше, чем время реагирования этих веществ при избытке
формалина [73].
К недостаткам формальдегидной очистки относятся:
образование стойкой водосмоляной эмульсии в ко-
нечном охлаждении при экстракции нафталина из
воды конечного охлаждения при образовании глико-
нитрила;
необходимость выведения гликонитрила из цикла
конечного охлаждения и утилизации с последующим
упариванием и подачей в шихту;
недопустимость попадание гликонитрила и воды
в цикл газосборников во избежание эмульгирования
воды в отделении конденсации цеха улавливания;
токсичность формальдегида (2-й класс опасности);
увеличение расхода кислорода при попадании глико-
нитрила на биохимочистку.
Обработка сернокислым железом (II)
Очистка сточных вод от цианид-иона сернокислым же-
лезом (II) широко применяется на биохимических установ-
ках коксохимических предприятий. Принципиальная схема
процесса приведена на рис. 8.49 [72].
При мольном отношении FeS04: CN~= 2,3 н- 2,8 степень
очистки от цианид-иона в надсмольной воде составляет
в среднем 91%.
Степень связывания цианид-иона и характер образу-
ющихся солей (табл. 8.32) зависит от pH среды: более полно
процесс протекает в щелочной среде (pH = 7,5 - 9), для пред-
отвращения окисления Ее2' в Fe5’ необходимо поддерживать
pH рабочего раствора менее 4 (добавлением кислоты).
Интервал pH Стелем» очистки Продуетреакции
pH =7,9 90-97 растворимые соли (81 - 94 % от об- разовавшихся ферроцианидов)
7,3-7,5 = 85* растворимые (55 - 57 % от образо- вавшихся ферроцианидов) и нерас- творимые (43 - 45 %) соли
<5 = 42-66* только нерастворимые соли
До 4,0-4,9 26-54 только нерастворимые соли
Таблица 8.32.
Продукты связывания
цианидов сернокислым
железом
•данные получены экстраполяцией
Недостатки технологии обработки сернокислым желе-
зом (II):
степень связывания цианид-иона зависит от многих
факторов и колеблется в широких пределах;
Рис. 8.49.
Схема очистки от цианидов
сернокислым железом
Справочник Коксохимика. Том 3
184
Раздел 1. Улавливание химических продуктов коксования
колебание состава продуктов реакции и соотношения
растворимых и нерастворимых солей;
наличие в оборотной воде значительного количества
непрореагировавшего реагента;
выделение продуктов реакции флотацией с добав-
лением ПАВ (при pH воды до 8,8 - 9,2 и содержании
масел -100 г/м3) приводит к увеличению расхода ПАВ
в 2 - 3 раза;
• реакция с цианид-ионом не селективная, при обработ-
ке образуются сульфиды железа, избыток FeS04 практи-
чески не приводит к увеличению степени очистки;
возможность разрушения части ферроцианидов
в процессе биохимического окисления с выделением
цианид-ионов;
необходимость работы цикла конечных газовых холо-
дильников при pH оборотной воды < 5 и наличии кор-
розионно активных солей железа;
необходимость утилизации значительного количества
продукта реакции (выделенного в виде осадка) слож-
ного и непостоянного состава, коллоидного характе-
ра, высокой гигроскопичности, загрязненного смола-
ми и маслами.
Полисульфидная очистка коксового газа
Метод основан на реакциях образования полисуль-
фидов в щелочных растворах в присутствии сероводорода
и элементарной серы и взаимодействия цианидов с поли-
сульфидами [14]:
(NH4)2CO3 + H,S <-> (NH4)HCO3 + (NH4)HS;
(NH4)HS + nS + (NH4)2CO, <-> (NH4),Sn_! + (NHJHCOj;
(NH4),CO3 + HCN w (NH4)HCO3 + (NH4)CN;
(NH4)CN + (NH4),Sntl (NH4)CNS+ (NH4),S„;
(NHJjS^, + HCN + (NH4),CO3 -»(NH4),Sn + (NH4)CNS +
+ (NH4)HCO3;
(NH4),CO3 + HCN + S -> (NHJCNS + (NH4)HCO3.
Скорость реакции образования роданидов велика
только при взаимодействии цианид- иона с ионом поли-
сульфида. Цианид-ион вследствие малой константы диссо-
циации синильной кислоты может образовываться в значи-
тельных количествах только в сильнощелочных растворах.
В слабощелочном растворе синильная кислота находится в
недиссоциированной форме и ее реакция с полисульфид-
ионом равноценна гетерогенной реакции, т. е. более мед-
ленной. Содовые или поташные растворы в большей степе-
ни, чем аммиачные, извлекают HCN из коксового газа.
Технологическая схема установки по производству ро-
данистого аммония приведена на рис. 8.50 [77].
Коксовый газ после электрофильтров с температурой
50 - 60 °C поступает в скруббер 1 с деревянной хордовой
насадкой, где в противотоке промывается раствором поли-
сульфида аммония. После цианового скруббера газ направ-
ляется в сульфатное отделение. На верх скруббера насосом
19 подается циркулирующий поглотительный раствор, ко-
торый, стекая со скруббера через гидрозатвор, поступает
в циркуляционный сборник 2 и затем вновь подается на
скруббер. С образованием роданистого аммония рабочий
раствор снижает свою активность. Восстановление по-
глотительной способности раствора происходит путем
взаимодействия его с серой. Для этого часть циркулиру-
ющего раствора (15 - 20%) отзодится в отстойник 3, откуда
перетекает в сборник 15. Из сборника раствор забирается
насосом 20 и через теплообменник 7 и подогреватель 8, на-
гретый до 50 - 55 °C, поступает в реактор 5. Сюда же подают
серу и сернистый аммоний. Образующийся раствор поли-
сульфида аммония поступает в сборники 16, затем насосом
21 прокачивается через теплообменники 7 и кожухотруб-
ные холодильники 6 и охлажденный до 40°C возвращается
в циркулирующий раствор.
Часть раствора роданистого аммония концентрацией
150 - 200 г/л после подогревателя передается в диссоциа-
торы 9, где нагревается до 105 °C. При этом происходит раз-
ложение полисульфида аммония по реакции
(NH4),Sn -> 2NH, + 2H2S +Sn|.
Образовавшиеся газы и пары воды отводятся в газо-
провод коксового газа, а раствор роданистого аммония
концентрацией 300 - 350 г/л направляют в отстойник, где
сера и примеси выделяются отстаиванием. Отстоявшийся
раствор направляются в сборник 17, из которого насо-
сом 22 подают через керамические фильтры 25 в выпарной
аппарат 10. При вакууме 80 кПа (600 мм рт. ст.) и температуре
82 - 85°C раствор упаривается до содержания роданисто-
го аммония 850 - 900 г/л. Пары после выпарного аппарата
поступают в конденсатор 11, где охлаждаются и сбрасыва-
ются в газопровод коксового газа до первичных газовых
холодильников. Раствор после выпарного аппарата стекает
Рис. 8.50.
Принципиальная
проектная технологическая
схема производства
роданистого аммония
Порыв газопровод
коксового газа
Справочник Коксохимика. Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
185
в сборник 18, откуда насосом 23 его подают в кристалли-
затор 12. Пульпа из кристаллизатора направляется через
кристаллоприемник 13 в центрифугу 14. Соль после центри-
фуги поступает на склад на расфасовку. Маточный раствор
после центрифуги направляется в сборник 17, где смешива-
ется с раствором после диссоциации.
Степень улавливания HCN из коксового газа в течение
3 ч после добавления полисульфидного раствора составля-
ет 90 - 95 %, в течение 3 последующих часов - около 50 %,
через 14 -16 ч работы HCN из коксового газа почти не улав-
ливается.
Раствор
А-А
17
Раствор
Раствор
Газ
Б-Б
Газ
Раствор
2LXU
ТТТ1Т
Конструкция скруббера для улавливания HCN пока-
зана на рис. 8.51 [24].
Скруббер представляет собой стальной вертикаль-
ный цилиндрический аппарат башенного типа, заполнен-
ный в 6 - 7 ярусов деревянной хордовой насадкой 1.
Каждый ярус насадки уложен на опорной конструкции 2,
состоящей из швеллерных балок. В верхней части скруббе-
ра расположено оросительное устройство 3, где установ-
лен сетчатый отбойник 4. В нижней части скруббера рас-
положен подскрубберный сборник 5 для поглотительного
раствора. Сборник отделен от газовой части сплошным
плоским днищем 6. Днища газовой части скруббера и под-
скрубберного сборника выполнены с уклоном к штуцерам
выхода раствора 7. Для равномерного перераспределения
раствора по насадке между ярусами расположена распре-
делительная тарелка 8. Под ярусами насадки к корпусу при-
варивают распределительные конусы 9, предназначенные
для снятия и направления на насадку жидкости, стекающей
по стенке корпуса и не участвующей в массообмене.
Рис. 8.51.
Скруббер для улавливания
цианистого водорода
Справочник Коксохимика. Том 3
186
Раздел 1. Улавливание химических продуктов коксования
Цилиндрический вертикальный корпус снабжен коль-
цевой опорой 10.
Оросительное устройство 3 состоит из нескольких
форсунок 11, расположенных по сечению скруббера из
условий равномерного орошения насадки Распредели-
тельная тарелка 8 представляет собой полку 12 с большим
количеством равномерно расположенных по всей площади
отверстий. Над этими отверстиями установлены патрубки
13, способствующие изменению направления движения газа
и хорошему его перемешиванию. Под полкой на подвесках
у каждого патрубка расположена тарелка-отражатель 14.
К нижней части (у основания) подведены желобки 15, по ко-
торым жидкость с полки распределительной тарелки стека-
ет на тарелку-отражатель 14. Сетчатый отбойник 4 состоит
из съемных секций 16, уложенных на опоре. Секция пред-
ставляет собой каркас, на который намотана в шесть слоев
по всей длине вязаная сетка (рукав) 17, изготовленная из
металлической проволоки диаметром 0,25 - 0,3 мм.
Роданистый аммоний может быть подвергнут жидко-
фазному окислению (процесс «Хайрокс») при температуре
250-300 °C и давлении 7 -10 МПа в течение 40 - 60 мин:
NH4CNS + 20, -> (NH4)2SO4 + СО,.
Скорость окисления определяется концентрацией
NH4CNS в растворе, избытком кислорода и температурой.
Основным показателем, определяющим скорость процесса,
является температура, которая должна быть не ниже 200 ’С.
Избыток воздуха, подаваемого на окисление, должен обе-
спечить концентрацию О, в выходящих газах 5 - 10% [77].
Библиография
1. Грунвальд В. R Технология газовой серы,- М.: Химия, 1992,-
272 с.
2. Chase, М. W„ Jr., NIST-JANAF Themochemical Tables, Fourth Edition,
J. Phys. Chem. Ref. Data, Monograph, 9,1998.
3. De Bruyn W. J„ Swartz E., Hu J. H„ Shorter J. A., Davidovits P„ Worsnop
D. R., Zahniser M. S., Kolb С. E. Henry's law solubilities and Setchenow
coefficients for biogenic reduced sulfur species obtained from gas-
liquid uptake measurements // Journal of Geophysical Research,
1995,- Vol.100,- No. D4 - P. 7245 - 7251.
4. Таблицы физических величин: Справочник I Под ред. акад.
И. К. Кикоина,- М.: Атомиздат, 1976- 1008 с.
5. Химия: Справочное руководство / Под ред. Н. Р. Либермана,-Л.:
Химия, 1975.-573 с.
6. Реми Г. Курс неорганической химии,- М.: Мир, 1972,- Т. 1.- 824 с.
7. Литвиненко М. С. Химические продукты коксования,- К.: Техника,
1974.-220 с.
8 Integrated Pollution Prevention and Control (IPPC) Best Available
Techniques Reference Document on the Production of Iron and
Steel. December, 2001. httpWwww.bvt.umweltbundesamt.de/
archiv-e/ironandsteelbref-e.pdf.
9. Гребенюк А. Ф„ Коробчанский В. И., Власов Г. А, Кауфман С. И.
Улавливание химических продуктов коксования,- Донецк, 2002 -
Ч. 1.-228 с.; Ч. 2,-20В с.
10. Справочник коксохимика / Под ред. А. К. Шелкова,- М.: Метал-
лургия, 1966,- Т. III,- 391 с
11. Coke Oven Gas Study Performed for Bethlehem Steel Corporation,
Mostardl-Platt Associates, Inc, December, 1992.
12. Коуль А. П„ Ризенфельд Ф. С. Очистка газа - M.: Недра, 1968.-
394 с.
13. Гросскинский О. Руководство по коксованию,- М.: Металлургия,
1966,-Т.Н-608 с.
14. Литвиненко М. С. Очистка коксового газа от сероводорода,- М.:
Металлургиздат, 1959,- 308 с.
15. Astarita G„ Savage D. W, Bisio A. Gas Treating with Chemical Sol-
vents, J. Wiley and Sons, 1983.
16. Гриценко А. И, Галанин И. A„ Зиновьева Л. M. и др. Очистка газов
от сернигых соединений при эксплуатации газовых месторож-
дений- М.: Недра, 1985,- 270 с.
17. Ковалев Е. Т„ Давиденко И. М. Преимущества и недостатки спо-
собов очистки коксового газа от сероводорода // Кокс и химия-
1990.-N0 6.-C. 31 - 34.
18. Правила технической эксплуатации коксохимических пред-
приятий,- X.: 2001,- 309 с.
19. Лазорин С. Н, Папков Г. И, Литвиненко В. И. Обезвреживание от-
ходов коксохимических заводов- М.: Металлургия, 1977.
20. Киргинцев А. Н, Трушникова Л. Н, Лаврентьева В. Г. Раствори-
мость неорганических веществ в воде: Справочник,- Л.: Химия,
1972.
21. http://srdata.nist.gov/solubility NIST Standard Reference Database
106.
22. http://ippc.mos.gov.pl/ippc/custom/koks%2027.01.06_strona.pdf.
23. Дмитриев M. М„ Обуховский Я. М. Краткий справочник коксохи-
мика,- М.: Металлургиздат, I960 - 253 с.
24. Башлай 3. И„ Волков Е. Л„ Горелик Я. Л, Коваленко Л. М„ Люби-
мова Л. Б„ Сибирко В. П„ Субботина Т. А. Оборудование цехов
улавливания и переработки продуктов коксования: Справоч-
ник- М.: Металлургиздат, 1992 - 256 с.
25. Гребенюк А. Ф, Збыковский Е. И., Волков Е. Л. Об использовании
тепла надсмольной воды цикла газосборниковдля регенерации
поглотительного раствора сероочистки// Кокс и химия,- 2001 -
№5,-С. 26.
26. Гребенюк А. ф, Гармата Е. Ю, Коба Е. А. О размещении вакуум-
содовой сероочистки после нагнетателей коксового газа И Кокс
и химия,- 1998,- № 5,- С. 20 - 22.
27. Антипова В. В., Ухмылова Г. С. Совершенствование процессов
сероочистки коксового газа за рубежом,- М.: Ин-т «Черметин-
формация», 1986,- Вып 1.- С. 35. (Сер. «Коксохимическое произ-
водство»).
2В. Lynch Р. A. Choosing a coke-oven gas desulfurization system:
a review of current technology // Iron and 5teel Engineer- 1982-
V. 59,-№12.-829-33.
29. Environmental assessment of Coke By - product Recovery Plants
EPA-600/2-79-0.16. January, 1979.
30. Егоров H. H, Дмитриев M. M, Зыков Д. Д Очистка от серы коксо-
вального и других горючих газов,- М.: Гос. науч.-техн. изд. лит. по
черн. и цветн. металлургии, 1950 - 238 с.
31. Семенова Т. А, Лейтес И. Л. Очистка технологических газов,- М.:
Химия, 1977 - 488 С.
32. ТопЩьницький П. I. Первинна переробка природних та нафта-
вих газ!в та газоконденсапв- Льв1в: Вид-во нац. ун-ту «Льв1вська
полгехнка», 2005,- 260 с.
33. Рамм В. М. Абсорбция газов - М.: Химия, 1966,- 768 с.
34. Кемпбелл Д. М. Очистка и переработка природных газов / Пер.
с англ. В. П. Лакеева; под ред. С. Ф. Гудкова - М.: Недра,- 1977.-
350 с.
Офавочник Коксохимика. 'Том 3
Глава 8. Очистка коксового газа от сероводорода и цианистого водорода
187
35. Литвиненко М. С., Хват М. Б., Перцева Н. Я. Исследование про-
цесса очистки коксового газа от сероводорода растворами
моноэтаноламина в полупромышленных условиях: Сб. научн. тр.
УХИНа,-X.: Металлургиздат, I960- 8ып. Ю.
36. Effects of operating and design parameters on CO; absorption in
columns with structured packings Adisorn Aroonwilas, Paitoon
Tontiwachwuthikul and Amit Chakma Separation and Purification
Technology. Volume 24, Issue 3,1 September, 2001 - P 403 - 411.
37. Bellah J. S., Mertz R.V., Kilmer J. W. Petrol. Refiner, 28(6), 154, June,
1949.
38. Альбом технологических схем процессов переработки нефти
и газа / Под ред. Б. И. Бондаренко,- М.: Химия, 1983 - 128 с.
39. Совершенствование процессов очистки коксового газа от се-
роводорода / В. В. Марков, И. В. Тараненко, В. И. Меликенцова
и др,- М.: ин-т «Черметинформация»,-1989- Вып. 2 - С. 42 (сер.
«Коксохимическое производство»),
40. Янчицкий В. В., Чудненко А. П. Моноэтаноламиновая сероочист-
ка коксового газа // Кокс и химия,- 2002,- № 7,- С. 16 - 1 В.
41. Улановский М. Л„ Мирошниченко Д. В. Сера углей и ее влияние
на качество и расход кокса в доменной печи // Кокс и химия-
2008-№ 2-С 24 - 30.
42. Urban D. Control Cyanides at Source. Hydrocarbon Processing-
1998, №377 (7).-P.85.
43. Jayaraman A. Corrosion and its control in petroleum refineries -
a review // Corrosion Prevention and Control- 1995 - № 42(6).-
P. 123-131.
44. Van Hoorn E. W. Improve Amine Operation in Corrosion Service. Ex-
perience at a Complex Refinery// Proceedings ofThe Gas Processors
Association European Chapter Meeting - London, Feb. 1 В, 199B.
45. DuPart M. S„ Bacon T. R. and Edwards D. J. Understanding Corrosion
in Alkanolamine Gas Treating Plants, Part 11 I Hydrocarbon Proces-
sing- 1993, May.
46. Экгауз В. И„ Стародубцев А. Н., Назаров В. Г, Забелло Л. А. Равно-
весное распределение аммиака, сероводорода и диоксида
углерода при абсорбции их водой И Вопросы технологии улав-
ливания и переработки продуктов коксования. Тематический
отраслевой сборник,- М.: Металлургия, 1979- № 8 - С. 16 -18.
47. Improvement in 5team Stripping of Sour Water through an Indus-
trial-Scale Simulation Seong-Young Lee, Jong-Min Lee, Dongkwon
Lee and In-Beum Lee Korean J. Chem. Eng- 2004,- № 21(3).-
P. 549-555.
48. Edwards, T. J., Maurer, G„ Newman, J„ Prausnitz, J. M. Vapor-Liquid
Equilibria in Multicomponent Aqueous Solutions of Volatile Weak
Electrolytes // AIChE Journal - 1978,- Vol. 24 - № 6.
49. Jeff H. Currey Ammonia destruction at Citizens Gas and Coke
Utility// Iron Steel Engineering -1991,- P.43-45.
50. Тарасов H. A„ Мельников И. И., Чистяков Н. П., Горбулин Е. Н„
Экгауз В. И, Симонов С. П. Технология аммиачной сероочист-
ки в цехе улавливания химических продуктов коксования № 2
коксохимического производства ММК// Кокс и химия,- 2001 -
№12,-С. 8-14.
51. 5teijns М., Koopman R, Nieuwenhuijse В. and Mars Р The mecha-
nism of the catalytic oxidation of hydrogen sulfide 11 An electron
spin resonance study of the sulphur catalyzed oxidation of hydro-
gen sulfide. J. Catal., 42,-1976,- P. 96 - 106.
52. Chen K. Y. and Morris J. C. Kinetics of oxidation of aqueous sulfide
by O2 // Envir. 5ci. Tech., 6:6,- 1972 - P. 529 - 537.
53. Chen K.Y. and Morris J. C. Oxidation of sulfide by O.: catalysis and
inhibition // J. Sanit. Eng. Div., Proc. Am. Soc. Civil. Engin., 1972.-
P. 215-227.
54. Литвиненко В. И., Волков А. Л., Гонтарь Н. М. Процесс мышьяково-
содовой очистки коксового газа от сероводорода I. Химизм
абсорбции сероводорода // Углехимический журнал - 2001-
№ 5-6-С. 34 - 39.
Справочник К°ксохиыика. Том 3
55. Соколик Л. О., Спирина Т. Ю, Вайль Е. И., Овчинникова С. А., Май-
данюк В. Н. Химизм процесса мышьяково-содовой сероочистки.
Определение активности поглотительного раствора сероочист-
ки // Кокс и химия,- 1989 - № 4,- С. 25 - 58.
56. Грумберг Л. Р, Щетинина М. И. Изучение причин ухудшения ак-
тивности рабочего раствора цеха сероочистки. Вопросы техно-
логии улавливания и переработки продуктов коксования: Тема-
тический отраслевой сборник- М.: Металлургия, 1974 - № 2-
С. 45 - 48.
57. Бондаренко И. П., Земская Е. X. О влиянии температуры на ра-
боту мышьяково-содовой сероочистки // Кокс и химия - 1965-
№6-С. 54-59.
58. Кузнецов М. Д, Збарский А. А. Интенсификация процесса
мышьяково-содовой сероочистки // Кокс и химия,- 1965.-
№ 11.-С. 42-46.
59. Справочник химика / Под ред. 3. И. Грива - М.: Л.: Химия, 1964-
Т. 2,-С. 1160.
60. Антипова В. В. Новые процессы улавливания сероводорода
и цианистого водорода из коксового газа / Бюлл. науч.-техн.
информ,- М.: Ин-т «Черметинформация», 1976. вып. 3 - 25 с.
(Сер. «Коксохимическое производство». «Черная металлур-
гия»),
61. Малышев А. П„ Грунвальд В. Р. Достижения в области сероочист-
ки природного газа и доочистки отходящих газов установок
Клауса,- М.: ВНИИЭгазпром, 19В5,- 27 с.
62. Берлин М. А., Коробко В. Д. Основное технологическое оборудо-
вание зарубежных газоперерабатывающих заводов,- М.: Химия,
1977,- 24В с.
63. Васильев Б. Т, Добросельская Н. П, Воротников А. Г. Получе-
ние серной кислоты методом двойного контактирования. (Сер.
«Минеральные удобрения и серная кислота»).- М.: НИИТЭХИМ,
1977.
64. Волков В. Н„ Давтян М. Л, Старченков А. И., Румянцев А. Н. Про-
изводство промышленных продуктов на основе химической
технологии в России и Псковской области / Под ред. В. Н. Волко-
ва,-Псков: ПГПУ, 2005-176 с.
65. Сероочистка коксового газа в процессе Топсое. (По материалам
второго Международного конгресса по коксохимическому про-
изводству) // Кокс и химия - 1993 - № 4,- С. 34 - 36.
66. Егоров В. Н„ Криницын Е. Н, Мельников И. И., Платонов 0. И„ Та-
расов Н. А., Чистяков Н. П. Особенности процесса разложения
аммиака и получения серы в технологии очистки коксового
газа на коксохимическом производстве ОАО «ММК» // Кокс и
химия.-2001.-№12.-С. 14-18.
67. Oil & Gas Process for H2S removal from low volume gas stream
tested//Journal, September 13,1993, vol. 91, issue 37.
68. Трегубов.Д. Г., Мирошниченко Д. В. Способы снижения серни-
стости кокса: теория и практика (обзор) // Кокс и химия,- 2005.-
№6-С. 21-29.
69. Гороновский И. Т, Назаренко Ю.П., Некряч Е.Ф. Краткий справоч-
ник по химии,- К.: Наукова думка, 1987 - 830 с.
70. Зайченко В. М„ Петропольская В. М„ Хват М. Б., Меликенцо-
ва В. И., Карюкин А. А., Задорожная Н. В. Цианистый водород кок-
сового газа // Кокс и химия -1969 - № 10 - С. S3 - 56.
71. Пинчугов В. Н., Куркин В. В., Гульняшкина Т. С„ Дейс А. А., Зареч-
нев А. В. Закрытый цикл конечного охлаждения коксового газа //
Кокс и химия,- 1989,- № 5,-С. 24 - 29.
72. Кагасов В. М„ Шашмурина Л. А. Четверикова Н. А., Пименов И. В.
Извлечение цианистого водорода из воды цикла конечного
охлаждения коксового газа И Кокс и химия,- 1990- № 3-
С. 24 - 29.
73. Кагасов В. М„ Дербышева Е. К„ Копытова Л. А, Валеева Т. В., Каза-
кевич Д. Р„ Овчинникова С. А. Исследование и разработка техно-
логии формальдегидной цианоочистки оборотной воды цикла
конечного охлаждения коксового газа // Кокс и химия - 1989-
№9,-С. 23-24.
188
Раздел 1. Улавливание химических продуктов коксования
74. Shen С. Y. and RE.R. Nordquist. Jr. Cyanide removal from aqueous
waste by polymerization ACS. Div. Water. Air. And waste chemistry.
Boston, M. A., 1972.
75. Марков В. В. Удобрения и ядохимикаты из продуктов коксова-
ния- М.: Металлургия, 1981.- С. 112.
76. Pieters A. J. and D. W. van Krevelen. The wet purification of coal gas
and similar gases by the Staatsmijnen-Otto Process. In monographs
on the progress of research in Holland during the war, Elsevier
Publishing, 1946.
77. Гутман В. Л., Стеценко Е. Я., Клешнин Г. М. Из опыта освоения
производства роданистого аммония на Донецком коксохимиче-
ском заводе // Кокс и химия -1976 - № 1.- С. 32 - 36.
78. Пинчугов В. Н„ Куркин В. В., Гульняшкина Т. С., Дейс А. А., Зареч-
нев А. В. Закрытый цикл конечного охлаждения коксового газа //
Кокс и химия - 1989 - № 5,- С. 24 - 29.
79. Лебедева Г. Н., Котлик С. Б. Сокращение выбросов цианистых
соединений в коксохимическом производстве// Кокс и химия-
1968,-№9-С. 40-43.
80. Hartung R. 1982 Cyanides and Nitriles in Patty's Industrial Hygiene and
Toxicology (3rd ReviseEdition). Vol. 2C. Toxicology, G. D. Clayton and F.
E. Clayton (eds), John Wiley and Sons, New York, pp. 4845 - 4900.
81. Richardson ML (ed), 1992. The Dictionary of Substances and their
Effects. Royal Society of Chemistry, UK, 716-718.
(праночиик Коксохимика. Том 3
ГЛАВА 9
СПОСОБЫ ИНТЕНСИФИКАЦИИ ПРОЦЕССОВ УЛАВЛИВАНИЯ
ХИМИЧЕСКИХ ПРОДУКТОВ КОКСОВАНИЯ
9.1. Улавливание с применением
«малого холода»
Для интенсификации процессов улавливания хими-
ческих продуктов коксования предложены схемы очистки
коксового газа с использованием «малого холода», позво-
ляющего проводить процесс при температуре 20 - 25 °C [1 ].
Применение искусственного холода позволяет увеличить
выход химических продуктов коксования и улучшить их
качество, в ряде случаев упростить технологическую схему,
уменьшить потери.
Интенсификация процессов улавливания предполага-
ет выделение основного количества нафталина из коксово-
го газа еще на стадии первичного охлаждения с применени-
ем захоложенной воды с температурой 17-22 °C.
На рис. 9.1 представлена схема УХИНа с использова-
нием «малого холода», которая предусматривает охлаж-
дение газа до 30°C обычными способами, доохлаждение
газа, аммиачную сероочистку до остаточного содержания
H2S 0,5 - 1 г/м3, улавливание аммиака водой с получением
20 %-ной аммиачной воды, улавливание бензольных углево-
дородов, очистку газа, идущего на обогрев печей [2]. Амми-
ачная сероочистка может располагаться на всасе и на линии
нагнетания. Коксовый газ после первичных холодильников
3 с температурой 30°C поступает в нижнюю секцию поло-
го скруббера 4, в которой его охлаждают циркулирующей
водой с температурой 15 - 20 °C. Охлаждение газа обеспе-
чивается до 22 - 25 °C. В нижнюю часть полого скруббера 4
для экстракции нафталина из воды подают смолу. Улавлива-
ние сероводорода с одновременным охлаждением газа до
20 °C осуществляют аммиачной водой в полых скрубберах 4
в несколько ступеней. Благодаря понижению температуры
улавливания и кратковременности контакта газа с погло-
тителем, очистка коксового газа от сероводорода может
быть обеспечена до 0,5 - 1 г/м3. Далее газ в нагнетателе 5
нагревается до 35 - 40 °C. Аммиак улавливают водой в двух
насадочных скрубберах. Для более полного улавливания
аммиака воду, подаваемую на второй по ходу газа скруббер,
охлаждают до 25 °C. После очистки от аммиака газ посту-
пает в бензольное отделение для извлечения бензольных
углеводородов до остаточного содержания 2-3 г/м3. Часть
раствора аммиачной сероочистки, в связи с накоплением
в нем роданида и тиосульфата аммония, выводится из систе-
мы и подвергается термической обработке с образованием
NH3 и H2S, которые направляют в прямой коксовый газ.
9.2. Схема улавливания продуктов
коксования при охлаждении коксового
газа до О °C
Технологическая схема улавливания продуктов коксова-
ния при охлаждении коксового газа до 0°С по методу Ленце
приведена на рис. 9.2. Прямой коксовый газ из газосборников
поступает в межтрубное пространство термокомпрессора
Цех улавливания
Справочник Коксохимика. Том 3
«о
о
I. Том 3
1 - газосборник 2- газовый сепаратор; 3 - первичный холодильник; 4 - скрубберы аммиачной сероочистки; 5 - нагнетатель; 6 - аммиачные скрубберы; 7 - бензольные скрубберы; 8 - электрофильтр;
9 - механизированный осветлитель; 10 - сборник воды; 11 - отстойник аммиачной воды; 12 - отстойник циркулирующего раствора; 13 - холодильники растворов
Раздел 1. Улавливание химических продуктов коксования
@равоч1гик Коксохимика. Том 3
Глава 9. Способы интенсификации процессов улавливания химических продуктов коксования
1 - стояк; 2 - газосборник; 3 - сепаратор; 4 - термокомпрессор Ленце; 5 - холодильник непосредственного действия; б - нагнетатель; 7 - вторичный холодильник непосредственного действия; 8 - полый скруббер Ленце;
9 - аммиачные скрубберы; 10 - бензольные скрубберы; 11,13- прамсборники; 12 - механизированный отстойник; 14 - теплообменник; 15 - абсорбционно-аммиачная холодильная машина
«О
192
Раздел 1. Улавливание химических продуктов коксования
Рис. 9.3.
Диаграмма зависимост и
концентрации насыщенных
паров бензола, толуола
и нафталина в коксовом газе
от температуры [4]
Ленце 4, в котором отдает свое тепло аммиачной воде, цирку-
лирующей в трубках котлов-утилизаторов. Необходимая хла-
допроизводительность абсорбционной аммиачной колонны
обеспечивается при снижении температуры коксового газа
на 3 - 5 °C. После термокомпрессора газ охлаждается в холо-
дильнике непосредственного действия 5 до 30 - 35 °C, а по-
сле нагнетателя во вторичном холодильнике 7 до 25 - 30 °C.
В скруббере Ленце 8 коксовый газ охлаждается до
0 - 5 °C аммиачной водой, циркулирующей в замкнутом
цикле: скруббер Ленце - механизированный отстойник 12 -
теплообменник 14 - скруббер Ленце. В теплообменнике 14
аммиачная вода охлаждается до 0 - 3 °C раствором CaCI,,
поступающем из абсорбционной аммиачной холодильной
машины 15. В отстойнике 12 аммиачная вода отстаивается от
нафталина и смолы, которые передаются в сборник смолы.
Избыточное количество аммиачной воды, образующееся
в результате конденсации водяных паров из коксового газа,
направляется в цикл газовых холодильников непосред-
ственного действия.
Охлажденный коксовый газ из скруббера Ленце про-
ходит последовательно скрубберы 9 для улавливания
аммиака и скрубберы 10 (на рис. 9.2 условно показано по
одному скрубберу) для улавливания бензольных углеводо-
родов. Благодаря низкой температуре газа и незначитель-
ному содержанию в нем нафталина и смолистых веществ
в скрубберах обеспечивается высокая степень улавливания
химических продуктов.
При охлаждении коксового газа до 0°С в скруббере
Ленце содержание нафталина в нем снижается до 0,04 г/нм3
(нормальные условия 273 К, 101 325 Па). Однако в бензоль-
ных скрубберах газ снова насыщается нафталином, десор-
бирующимся из поглотительного масла, до содержания
0,3-0,4 г/нм3. Во избежание повторного насыщения газа
нафталином для улавливания бензольных углеводородов
необходимо применять масло, не содержащее нафталина,
которое может быть получено путем повторной дистилля-
ции масла или его вымораживания.
В табл. 9.1 приведены данные о расходе электроэнер-
гии, пара и воды на получение умеренного холода с помо-
щью аммиачных машин компрессионного и абсорбционно-
го типов [3].
Таблица 9.1.
Расход электроэнергии, пара
и воды на получение
умеренного холода с помощью
аммиачных машин
ТИЯ ХОЛОДИЛЬНОЙ машины Электроэнергия, кВт-ч Пар,т Веда,м3
Компрессорная 306 - 250
Абсорбционная одноступенчатая 20 4,0 250
Абсорбционная двухступенчатая 20 22 100
Расчеты показывают, что для охлаждения 75000 м3/ч
коксового газа с 35 до 0°С требуется установить холодиль-
ные машины производительностью около 16 млн кДж/ч.
Потребляемая мощность компрессорных машин составит
1 200 кВт, а расход охлаждающей воды около 1 000 м3/ч.
При использовании абсорбционных аммиачных машин
мощность приводов составит 80 кВт, расход пара 16 т/ч,
а воды 1 000 м3/ч. Эксплуатационные расходы на охлажде-
ние коксового газа с помощью абсорбционных аммиачных
машин могут быть значительно снижены при использова-
нии вторичных источников тепла, например, физического
тепла прямого коксового газа, поступающего из газосбор-
ников коксовых печей с температурой 85 - 95 °C.
Метод Ленце не получил широкого применения в про-
мышленности из-за громоздкости термокомпрессоров
и абсорбционной аммиачной холодильной машины, а также
из-за проблем, возникающих при улавливании бензольных
углеводородов в связи с повышением вязкости поглоти-
тельного масла при низких температурах [3].
9.3. Улавливание химических продуктов
коксования при низких температурах
При охлаждении газа до низких температур понижает-
ся упругость паров конденсирующихся компонентов газа.
Охлаждение паров ниже точки росы ведет к их частичной
конденсации и выделению из газа. На рис. 9.3 приведена
диаграмма содержания бензола, толуола и нафталина при
полном его насыщении в зависимости от температуры.
Из диаграммы следует, что для понижения содержания бен-
зола в газе до 2 г/м3 необходимо охладить газ до минус 45 °C.
Более выгодные условия создаются при повышении давле-
ния газа [4].
Температура, °C
На рис. 9.4 приведена схема абсорбционной аммиач-
ной холодильной машины с термокомпрессором Ленце,
предназначенным для повышения давления аммиачных
паров до 1,3 МПа. Термокомпрессор Ленце представ-
ляет собой камеру 1, в которой установлены несколько
котлов-утилизаторов, состоящих из верхних и нижних
барабанов 2, соединенных между собой кипятильными
трубками 3 и необогреваемыми опускными трубами 4, по
которым циркулирует аммиачная вода. Коксовый газ про-
ходит последовательно межтрубное пространство котлов-
(Ъравочник Коксохимика. Том 3
Глава 9. Способы интенсификации процессов улавливания химических продуктов коксования
193
Рис. 9.4.
Схем а абсорбционно-
аммиачной машины
с термокомпрессором
Ленце
I - камера термокомпрессора Ленце; 2 - верхний и нижний барабаны; 3 - кипятильные трубы; 4 - опускные трубки; 5 - перегородки;
6 - форсунки для смолы; 7 - ректификационная колонна; 8 - дефлегматор; 9 - конденсатор; 10 - дроссельный вентиль; 11 - испаритель;
12 - абсорбер; 13 - насос 131
утилизаторов, разделенных между собой вертикальными
перегородками 5, противотоком по отношению к амми-
ачной воде. Для очистки кипятильных труб от отложений
смолы и нафталина в межтрубное пространство котлов
впрыскивается смола через форсунки 6. Образующийся
при охлаждении газа конденсат и смола стекают снизу ка-
меры в отстойники. Пары аммиака и воды из верхних бара-
банов под давлением около 1,3 МПа поступают в среднюю
часть ректификационной колонны 7. В результате тепло-
массообмена с флегмой, подаваемой на верх колонны, про-
исходит конденсация части водяных паров и обогащение
аммиачных паров. Последние проходят через дефлегматор
8 в конденсатор 9, где при охлаждении технической водой
полностью конденсируются.
Жидкий аммиак поступает через дроссельный вентиль
10 в испаритель 11, где благодаря теплообмену с хладоно-
сителем (30- 40%-ным раствором СаС12) испаряется при
температуре ниже 0 °C. Охлажденный до 0 - минус 5 °C рас-
твор СаС12 используется для охлаждения аммиачной воды
(или раствора углекислого аммония), циркулирующей че-
рез промыватель коксового газа (скруббер Ленце).
Газообразный аммиак из испарителя направляется
в абсорбер 12, куда подаются также 40%-ная аммиачная
вода из нижнего барабана термокомпрессора и аммиач-
ная вода из ректификационной колонны. Образующийся
в абсорбере 55%-ный раствор аммиака подается насо-
сом 13 в последний по ходу газа котел-утилизатор термо-
компрессора Ленце.
Аммиачное отделение.
Отстойники
аммиачной воды
(правочник Коксохимика. Том 3
194
Раздел 1. Улавливание химических продуктов коксования
9.4. Улавливание химических продуктов
коксования под давлением
На одном из заводов Украины эксплуатировалась про-
мышленная установка для улавливания химических про-
дуктов коксования под давлением с транспортировкой кок-
сового газа на дальнее расстояние. По постоянной схеме
сжатие газа производилось до 1,6 МПа, по временной - до
0,35 - 0,45 МПа. По временной схеме в цехе были установле-
ны два компрессора высокого давления типа 6-ЭПК-2, двух-
ступенчатые, шестицилиндровые.
Для сжатия газа по постоянной схеме использовались
компрессоры 3,5Г-135/20 (6 шт).
Очищенный коксовый газ транспортировался по ма-
гистральному газопроводу диаметром 529 мм протяженно-
стью более 30 км [5].
Схема улавливания под давлением представлена на
рис. 9.5. Коксовый газ после серных скрубберов по газопро-
воду диаметром 800 мм поступает в первую ступень сжатия
компрессора под давлением 0,22 - 0,25 МПа и параллель-
ными потоками направляется в два абсорбера предвари-
тельной нафталиновой очистки. Газ на установку поступает
с содержанием, г/нм1 * 3:
нафталин - 1,9,
бензольные углеводороды —38,
сероводород —20,
оксиды азота - 10-17 ppm.
После предварительной очистки от нафталина газ
поступает во вторую ступень сжатия компрессора и под
давлением 0,35 - 0,45 МПа направляется в абсорбер для
очистки от бензола, в абсорбер для окончательной очистки
от нафталина и далее параллельными потоками в два абсор-
бера для очистки от сероводорода. После этого газ поступа-
ет в абсорбер для осушки от влаги, а затем - в газопровод
к потребителю. Очистка газа ведется в скрубберах высотой
18,5 м, диаметром 2,2 м, количество тарелок - 15 шт.
В процессе нафталиноочистки и улавливания бензола
применяется каменноугольное обезбензоленное масло,
получаемое из бензольного отделения. Масло, насыщенное
Рис. 9.5.
Схема улавливания под
давлением [б]
Компрессор
Соляровое масло
потребителю
раствор в сероочистку
1 - абсорберы для предварительной очистки от нафталина; 2 - бензольный абсорбер; 3 -абсорбер для окончательной очистки от
нафталина; 4 - серные абсорберы; 5 - абсорбер для осушки, 6,7- сборники свежего и отработанного каменноугольного масла;
8,9- сборники свежего и отработанного солярового масла; 10,11- сборники регенерированного и насыщенного раствора поташа;
12 - центробежный насос
Справочник Крксохимика. Том 3
Глава 9. Способы интенсификации процессов улавливания химических продуктов коксования
195
нафталином до 7,0 - 7,5 %, возвращается в цех улавливания
на дистилляцию, регенерированное масло с содержанием
нафталина до 6% поступает на установку предварительной
нафталиноочистки.
На каждый скруббер подавалось 5 м3/ч масла (по проек-
ту 1 м3/ч). Увеличение количества масла связано с забивкой
тарелок нафталином, особенно в зимнее время. На первой
ступени сжатия из газа выпадает ~0,2 г/нм3 нафталина, ко-
торый вымывается с конденсатом. Содержание нафталина
после предварительной очистки составляло 0,2 - 0,31 г/м3,
после бензольного абсорбера 0,08 - 0,095 г/м3, после окон-
чательной очистки 0,008 - 0,040 г/м3, после осушающего аб-
сорбера 0,0003 - 0,0006 г/м3.
Для окончательной нафталиноочистки применялось
свежее соляровое масло (750 л/ч) в замкнутом цикле. Улав-
ливание сероводорода производилось регенерированным
поташным раствором, получаемым из цеха сероочистки за-
вода. Осушка газа производилась диэтиленгликолем. Техно-
логический режим установки:
количество коксового газа, нм3/ч 23 000
количество масла на предварительную очистку, м3/ч 5
количество масла на бензольный абсорбер, м3/ч 15
температура, газа, поступающего на абсорберы, °C 45
поглотительного масла 39 - 40
солярового масла 36 - 39
Насыщенное каменноугольное масло и насыщенный
поташный раствор перекачиваются соответственно в бен-
зольное отделение и цех сероочистки завода для регене-
рации. Соляровое масло, насыщенное нафталином до 2%,
отправляется на переработку вне предприятия. Регенера-
ция насыщенного влагой диэтиленгликоля производится
на установке в цехе.
Окончательная очистка от нафталина производилась
свежим соляровым маслом. Цикл солярового масла из абсор-
бера замкнут на сборник. После насыщения масла нафтали-
ном до 2 % очистка резко ухудшалась и масло в цикле заменя-
лось свежим. В проекте предусматривался только один цикл
насыщения масла, после чего оно выводилось из цикла.
При прохождении коксового газа через абсорбер для
осушки, кроме влаги извлекались остаточный нафталин и
бензольные углеводороды. В бензольно-масляном слое по-
сле сепаратора осушки содержится 13% нафталина, 70%
бензольных углеводородов (отгон до 180°C) и 17% угле-
водородов, кипящих выше 180°C. Нафталин, выделяемый
в первой и второй ступенях сжатия, частично поглощается
компрессорным маслом, подаваемым в цилиндры для смаз-
ки поршней, и выносится с водяным конденсатом из холо-
дильников компрессора.
Баланс по нафталину при очистке коксового газа, %
Нафталин, поступающий с коксовым газом
на установку 100,0
Нафталин, выделяемый на первой ступени сжатия 28,4
Нафталин, поглощаемый в предварительной
нафталиноочистке 50,0
Нафталин, выделяемый во второй ступени сжатия 7,4
Нафталин, поглощаемый в окончательной
нафталиноочистке 10,5
Нафталин, поглощаемый при осушке 3,7
Справочник Коксохимика. Том 3
В табл. 9.2 приведены удельные расходы поглотителей,
в табл. 9.3 - средние показатели работы установки очистки
газа.
Наименование поглотителя Единица измерения Значение
Масло каменноугольное на очистку бензола л 133
Масло соляровое на окончательную очистку от нафталина л 79,4
Поташный раствор на очистку от сероводорода л 3193
Диэтиленгликоль на осушку л 190,9
Потери солярового масла кг 2
Потери ДЭГ кг 0,13
Таблица 9.2.
Удельные расходы
поглотителей
на 1000 нм3 газа
Рабочее давление, МПа Содержание в очищенном газе
H2S, ppm С10Н6,г/нм5 С6Н6, г/нм’ NO, ppm
0,35-0,45 321,0 0,0112 0,59 7,2
0,6-0,7 259,5 0,0084 0,53 4,7
п
Таблица 9.3.
Показатели работы
установки очистки газа
При эксплуатации установок для улавливания продук-
тов коксования под давлением обнаружились проблемы,
связанные с ненадежной работой поршневых компрессо-
ров. Содержащиеся в коксовом газе смолистые вещества
в присутствии сероводорода и цианистого водорода обра-
зуют на поршнях и клапанах пекообразный осадок, на-
рушающий работу компрессора. Удаление осадка требует
частой остановки компрессоров и затраты ручного труда.
Для предупреждения образования осадка в цилиндрах
требуется тщательная очистка газа от смолы до остаточного
содержания менее 0,04 - 0,05 г/м3. Эффективным средством
борьбы с осадком на поршнях является впрыскивание
в цилиндры масел, растворяющих пекообразные вещества.
Значительные трудности при эксплуатации компрессоров
возникают также из-за выпадения нафталина в трубках хо-
лодильников, предназначенных для охлаждения газа по-
сле каждой ступени сжатия. Для удаления нафталина было
предложено впрыскивать в газ перед сжатием бензол или
остатки ректификации сырого бензола, которые испаряют-
ся в цилиндрах, а при охлаждении газа вновь конденсиру-
ются и растворяют кристаллы нафталина.
Предложенные меры не устраняют полностью недо-
статков поршневых компрессоров, и разработка более со-
вершенных конструкций для сжатия коксового газа являет-
ся актуальной.
Применяемые компрессорные агрегаты для сжатия
коксового газа объемом от 30 до 60 тыс. м3/ч обеспечивают
давление нагнетания до 25 МПа.
Известно применение компрессоров фирм «Эрценер»
и «Ман» для сжатия коксового газа на коксохимических за-
водах в Германии и в других странах.
196
Раздел 1. Улавливание химических продуктов коксования
Подача газа в компрессор происходит сверху вниз.
Аналогичным образом подают и воду - для предотвраще-
ния смолистых отложений на винтах и достижения необхо-
димой степени охлаждения. Вода, используемая для гидро-
уплотнения, должна пройти водоподготовку, заключающу-
юся в удалении из нее солей жесткости.
Для повышения срока службы компрессора в условиях
коррозионного воздействия сероводорода, цианида водо-
рода и аммиака ряд узлов, в частности ротор, выполнен
из хромоникелевой легированной стали. Остальные ча-
сти компрессора, а также материалопроводы изготовлены
из обычной углеродистой стали.
Основные характеристики типового винтового компрессора
для доочистки под давлением коксового газа и последующей
передачи его в энергетическую систему (коксохимический
завод в Диленгенсе, Германия)
Число компрессоров 3 (один - резервный)
Производительность компрессора по газу, тыс. м3/ч 28
Давление коксового газа, МПа:
на входе в компрессор 6
после первой ступени 0,4-0,5
после второй ступени 1-1,2
Расход воды, м3/ч:
на межступенчатое охлаждение 35
на впрыскивание в компрессор 1
На заводе вырабатывают ~80 тыс. нм3/ч газа, который
разбивают на два потока: поток низкого давления (< 0,1 МПа)
используют для собственных нужд, а поток высокого давле-
ния после дополнительной очистки направляют потребите-
лю на расстояние 25 км.
Весь сырой газ при низком давлении после первич-
ного охлаждения освобождается от аэрозолей смолы
в электрофильтрах и предварительно очищается от серово-
дорода и аммиака. Далее весь газ проходит через установку
извлечения бензольных углеводородов. Часть его направ-
ляют на обогрев коксовых печей. Другая же часть газа низ-
кого давления после компримирования (до 1 - 1,2 МПа)
и соответствующей доочистки от сероводорода, аммиака
и бензольных углеводородов поступает в энергетическую
систему «Рургаз АГ».
Характеристика исходного газа и прошедшего очистку
представлена в табл. 9.4 [7]
Таблица 9.4.
Характеристика исходного
газа и прошедшего
очистку
Компоненты коксового газа Содержание компонентен, г/нм3
1 II III
Сероводород 7-8 <0,5 <0,02
Аммиак 5-7 <0,02 <0,02
Бензол 32-36 <5,00 <0,50
Аэрозольная смола и нафталин - 0,20-0,50 Следы
Примечание. I, II, III-соответственно в исходном, очищенном
при низком и высоком давлении.
Преимущества винтовых компрессоров перед поршневыми
(показатели которых условно приняты за единицу)
Площадь, приходящаяся на единицу 0,43
производительности
Масса, приходящаяся на единицу
производительности:
компрессора о, 10
установки 0,30
Стоимость ежегодного ремонта 0,10
Годовые эксплуатационные расходы 0,48
Различают два типа винтовых компрессоров:
компрессоры сухого сжатия, которые сжимают и пода-
ют газ, не загрязненный маслом. Разновидностью этого
типа являются компрессоры с внутренним охлажде-
нием газа и легкоиспаряющимися жидкостями, напри-
мер, водой;
маслозаполненные компрессоры, в полость сжатия
которых подается в большом количестве масло, служа-
щее для отвода выделяющегося при сжатии газа тепла.
Винтовые компрессоры сухого типа применялись для
сжатия очищенного и полуочищенного коксового газа на
коксохимическом заводе в Штеркраде (ФРГ) и в коксохими-
ческом цехе металлургического завода в Роуркела (Индия).
В последнем случае обратный газ содержал, г/м3: NH3 -
0,018; H2S - 2,25; HCN - 0,8; нафталина - 0,06 и масляного
тумана-0,018 [8].
Для повышения срока службы винтовых компрессоров
в условиях коррозионного воздействия сероводорода, циа-
нистого водорода, аммиака ряд узлов, в частности роторы,
выполнен из хромоникелевой стали. Остальные части ком-
прессоров, а также материалопроводы изготавливаются из
обычной углеродистой стали.
9.5. Улавливание бензольных углеводородов
под давлением
При сжатии сырого газа от 1 до п единиц давления
парциальное давление его компонентов возрастет в и раз;
при этом теоретически в уменьшенной до 1/и объема аппа-
ратуре с ]/п количеством поглотительного масла при про-
чих одинаковых производственных условиях достигается
п-кратное обогащение масла бензольными углеводорода-
ми. Однако в производственных условиях насыщение бен-
зольными углеводородами поглотительного масла состав-
ляет около 5%. При малом количестве масла вследствие
значительной теплоты конденсации бензола (418,6 кДж/кг)
масло слишком нагревается, и без специальных холодиль-
ных машин его температура не может быть понижена до
25 °C. Кроме того, сильно обогащенное поглотительное мас-
ло уже при низких температурах обладает высокой упруго-
стью паров бензола и может затруднить увеличение выхода
бензола по сравнению с улавливанием бензола без приме-
нения давления [4]. При вымывании бензола под давлени-
ем из коксового газа вымывается также значительная часть
органических сернистых соединений: все меркаптаны,
большая часть сероуглерода, около половины тиофена. В то
же время сероксид углерода полностью остается в газе [4].
Справочник Коксохимика. Том 3
Глава 9. Способы интенсификации процессов улавливания химических продуктов коксования
197
На рис. 9.6 показано изменение равновесной концентрации
бензола в поглотительном масле и расхода масла в зависи-
мости от давления в абсорбере. Зависимость скорости аб-
сорбции бензольных углеводородов от давления коксового
газа приведена на рис. 9.7 [3].
Давление в абсорбере, МПа
1 - насыщение масла бензолом; 2 - расход поглотителя
Рис. 9.8.
Зависимость числа
теоретических тарелок
от давления в абсорбере [3]
Рис. 9.6.
Насыщение масла и расход
поглотителя при улавливании
бензольных углеводородов
под давлением [8]
Параметры абсорбера Давление в абсорбере, МПа
0,1 0,4 од U
Объем абсорбера, м3 3166 318 220 180
Масса насадки.т 450 - - -
Масса металла, т 256 120 105 96
Таблица 9.5.
Объем и масса абсорбера
для улавливания бензола при
различных давлениях
Давление, МПа
Благодаря уменьшению расхода масла при повышен-
ных давлениях резко снижаются также эксплуатационные
расходы в отделении дистилляции (табл. 9.6) и увеличивает-
ся срок службы поглотительного масла [3].
Рис. 9.7.
Зависимость скорости
абсорбции от давления
в абсорбере (t = 30 °C) 18]
Показатели Давление в абсорбере, МПа
0,1 0,4 0,8 1,2
Расход пара, т 6,2 2,9 2,8 1,7
Расход воды, м3 170 84 65 50
Расход электроэнергии, кВтч 74 20 16 13
Таблица 9.6.
Расходы пара, охлаждающей
воды и электроэнергии на 1 т
сырого бензола
С увеличением давления поперечное сечение абсор-
бера уменьшается в меньшей степени, чем расход поглоти-
теля, поэтому плотность орошения оказывается недостаточ-
ной для полного смачивания насадки, что ведет к снижению
эффективности абсорбера. Поэтому для абсорбции бен-
зольных углеводородов при повышенных давлениях более
предпочтительными являются абсорберы барботажного
типа, оборудованные тарелками различных конструкций.
Зависимость числа теоретических тарелок от давления
в абсорбере показана на рис. 9.8. При давлении газа 1,0 МПа
для эффективного улавливания бензольных углеводородов
требуется 6 теоретических тарелок, что соответствует при-
мерно 15 действительным тарелкам.
В табл. 9.5 приведены расчетные данные объема и ме-
таллоемкости абсорберов при улавливании бензольных
углеводородов при различных давлениях [5].
Справочник Коксохимика. Том 3
При улавливании бензольных углеводородов под
давлением в поглотителе растворяется значительное ко-
личество коксового газа, который при сбросе давления вы-
деляется из поглотительного масла, вследствие чего проис-
ходит интенсивное вспенивание масла. Количество и состав
выделяющегося газа приведены в табл. 9.7 [3].
Показатели работы установки при улавливании бен-
зольных углеводородов соляровым маслом под давлением
приведены в табл. 9.8 [9].
Данные о поглощении сероводорода из газа при
работе установки под давлением до 1,2 МПа приведены
в табл. 9.9 [9].
На одной из установок очистки коксового газа поддав-
лением бензольные углеводороды улавливали на установке
газопередачи под давлением 1,6 МПа каменноугольным
маслом. Бензол также улавливался на этапах предваритель-
198
Раздел 1. Улавливание химических продуктов коксования
Таблица 9.7.
Количество и состав
выделяющегося из
поглотителя коксового газа
после улавливания бензольных
углеводородов под давлением
Давление в абсорбере, МПа Объем газа на объем поглотителя Максимальный объем пены на объем поглотителя Состав газа, % объемн.
сн4 н2 сн. О IB со2 O2+N2
0,3 0,350 1,350 - - - - -
0,5 0,705 1,705 - __ - -
0,7 1,090 2,090 65,3 19,8 7,9 4,7 2,3
0,9 1,520 2,520 61,5 21,2 9,6 5,6 2,1
1,1 1,900 2,900 61,5 19,5 10,2 6,4 2,4
Таблица 9.8.
Насыщение масла и другие
показатели работы
промышленной установки
Наименование показателен Средние результаты по отдельным периодам работы установки
1 2 3
Давление в абсорбере, МПа 0,4 03 1,2
Содержание бензола 8 газе, г/нм3: -до улавливания - послеуяавливания 30-35 1,0-1,5 30-35 1,0-1,5 30-35 1,0-1,5
Расход поглотителя, л/нм3 0,6 0,4 0,25
Насыщение масла бензольными углеводородами, % (об.) 7,3 11,4 16,5
Таблица 9.9.
Количеством^,
поглощаемого соляровым
маслом при улавливании
бензольных углеводородов
под давлением
Давление в абсорбере, МПа Содержание в газе H2S Поглощено HjS соляровым маслом
Доулавливании После улавливания г/нм3 г/м3 сжатого газа
г/нм3 ! r/м3 сжатого газа г/нм3 r/м3 сжатого газа
0,4 18,2 i 91,0 17,6 88,0 0,6 3,0
0,8 19,9 179,1 19,4 174,6 0,5 4,5
1,2 21,8 I 283,4 21,4 278,2 0,4 5,2
ной и окончательной нафталиноочистки и в осушающем
абсорбере диэтиленгликолем.. Масло, насыщенное на пред-
варительной нафталиноочистке и в бензольном абсорбере
нафталином и бензолом, смешивалось в сбоонике и направ-
лялось в цех улавливания для дистилляции. Содержание
бензола в масле достигало 5 % [6]. Технологический режим
процесса очистки коксового газа от бензольных углеводо-
родов под давлением следующий:
Количество обрабатываемого коксового газа, нм-/ч Количество масла, м-/ч: 23 000
на предварительную очистку от нафталина 5
на бензольный абсорбер 15
Давление газа, МПа Температура, °C: 1,5
коксового газа 49-52
каменноугольного масла 34-42
солярового масла 30-44
Содержание бензола в газе, г/нм3:
до компрессоров 33,1 - 38,2
после предварительной нафталиноочистки 18,5-25,3
после 3-го абсорбера 0,36-0,56
после 4-го абсорбера 0,15-0,32
после осушки 0,23-0,26
Содержание бензола в масле, %: после предварительной нафталиноочистки:
после 1 -го абсорбера 8,2-9,4
после 2-го абсорбера 7,4 - 8,2
после бензольного абсорбера 2,0 - 2,8
в масле, насыщенным бензолом 4,2 - 4,4
в работающем соляровом 0,24 - 0,30
в обезбензоленном 0,24 - 0,26
9.6. Улавливание сероводорода
под давлением
Принципиальная схема установки аналогична схемам
улавливания при обычном давлении, отличаясь особенно-
стями, связанными с работой при повышенном давлении
в абсорбере. Для повышения экономичности процесса сле-
дует максимально улучшить теплообмен и увеличить раз-
ность давлений в абсорбере и регенераторе.
Глубокая (95 - 99,5%-ная) очистка газа от сероводо-
рода может быть достигнута при работе под давлением
благодаря высоким концентрациям NH3 в поглотительном
растворе.
Схема промышленной установки для извлечения се-
роводорода из коксового газа циркулирующей аммиачной
водой под давлением 0,8 - 1,0 МПа, производительностью
14 500 м3/ч представлена на рис. 9.9.
Охлажденный в холодильниках 2 и 3 и освобожденный
от смолы в электрофильтре 4 коксовый газ компрессором 5
подается через холодильники (на схеме не показаны) в двух-
ступенчатый скруббер 6, 7, где очищается на 95-99,5%
от сероводорода и полностью от аммиака, проходит через
бензольный скруббер 8, башню сухой сероочистки 9 и от-
правляется потребителю. Поглотителем сероводорода
в первой ступени скруббера 6 служит разбрызгиваемый
(рравочник Коксохимика. Том 3
Глава 9. Способы интенсификации процессов улавливания химических продуктов коксования
199
Рис. 9.9
Схема извлечения
сероводорода из коксового
газа под давлением [10]
1 - газосборник; 2,3- холодильники; 4 - электрофильтр. 5 - компрессор: 6,7- двухступенчатый скруббер; 8 - бензольный скруббер;
9 - башня сухой очистки газа; 10-диссоииотор; I' - установка получения сулыЬата аммония; 12 - отстойник;
13 - теплообменные элементы
4-6% -ный аммиачный раствор. Вторая ступень 7 снабже-
на колпачковыми тарелками. Слабо концентрированный
раствор аммиака, содержащий небольшое количество H,S
и СО,, из второй ступени направляется в газосборник 1.
Аммиачный раствор из первой ступени, насыщенный серо-
водородом, углекислотой и цианистым водородом, посту-
пает в диссоциатор 10. Регенерированный раствор через
теплообменник и холодильник подается на орошение пер-
вой ступени скруббера 6. В холодильниках после компрес-
сора выпадает конденсат, содержащий 10 - 15 % аммиака,
который после выделения нафталина и бензольных угле-
водородов может частично добавляться к циркулирующему
поглотителю для пополнения некоторых потерь аммиака
либо использоваться как товарный продукт.
Преимуществами данной схемы являются:
высокая степень очистки от сероводорода и полное
извлечение аммиака;
наличие одного двухступенчатого аппарата для удале-
ния аммиака и сероводорода;
незначительный расход пара на приготовление ам-
миачного раствора ввиду использования конденсата
с 10 - 15%NH.;
уменьшенная потребная площадь и меньший расход
металла на аппаратуру.
Принципиально схемы аммиачной сероочистки при
нормальном и повышенном давлении мало отличаются
друг от друга. При работе под давлением насадочные ап-
параты менее эффективны. Селективная кратковременная
промывка может применяться как при косвенном, так и при
полупрямой методе улавливания аммиака. Размешается
она после газодувки и конечного холодильника, перед
(рравочник Коксохимика. Том 3
аммиачным скруббером или сатуратором. Не исключена
также возможность подачи очищенного от H,S и NH. газа
непосредственно в бензольные скрубберы. При очистке
под давлением селективная промывка предусматривается
непосредственно за холодильником после компрессо-
ра [Ю].
На основании практического опыта работы установок
поташной сероочистки под давлением установлено, что
увеличение давления повышает степень улавливания серо-
водорода. Однако повышение его сверх 1,0 МПа на степень
извлечения сероводорода уже не влияет. Практически были
достигнуты результаты очистки от 18-20 г/нм* до 0,02 -
0,1 г/нм3. Рекомендуемые параметры очистки [11]:
удельный расход поглотителя - 1,3 - 1,5 л/м3;
число тарелок абсорбера -11 - 15;
температура улавливания - 30СС;
скорость газа в абсорбере - 0,15 м/сек (при больших
скоростях наблюдается захлебывание);
температура регенерации - 62 - 70°С;
вакуум процесса регенерации - 80 - 83 кПа;
расход поташа - 0,04 - 0,05 кг/кг уловленного H,S.
В табл. 9.10 приведены характеристики основного обо-
рудования поташной сероочистной установки, рассчитан-
ного на максимальную производительность 800 000 нм3/сут
и давление 1,2 МПа.
Для очистки коксового газа от сероводорода под дав-
лением также применялись растворы карбоната натрия [12].
На одной из установок очистки коксового газа под дав-
лением сероводород улавливали в двух параллельно вклю-
ченных абсорберах содово-поташным раствором [6].
200
Раздел 1. Улавливание химических продуктов коксования
Таблица 9.10.
Характеристика основного
оборудования поташной
сероочистной установки
Аппарат Характеристика
Абсорбер, 1 шт. Колонна, диаметр 2,8 м, h = 15 м, 21 тарелка с барботажными колпачками, сталь, толщина стен корпуса 30 мм
Регенератор (1 в работе, 2 резервных) Колонна, диаметр 2,2 м, h = 11 м, смонтирован из 9 царг, в том числе 5 рабочих, в каждой рабочей царге 2 тарелки с круглыми барботажными фарфоровыми колпачками, всего 10 тарелок, верхняя царга имеет тарелку с кольцами Рашига диаметром 75мм. Царги и тарелки изготовлены из серого чугуна
Циркуляционный подогреватель раствора (по 1 шт. на регенератор) Вертикальный трубчатый аппарат, диаметр 1,25 м, h = 3,5 м. Поверхность нагрева 58,5 м2, материал - сталь
Холодильник-конденсатор сероводородных газов (по 3 шт. на регенератор) Горизонтальный трубчатый аппарат, диаметр 1,5 м, h = 3,07 м, поверхность охлаждения 216 м2, материал - сталь
Вакуум-насос (1 рабочий, 1 резервный) Поршневой, 1100 м3/ч, вакуум 83 - 87 кПа, 94 об/мин
Холодильник сероводородного газа после вакуум-насоса (4 шт.) Горизонтальный трубчатый аппарат, диаметр 0,9 м, h = 2,06 м, поверхность охлаждения 24,8 м2, сталь
Теплообменники раствора (6 шт. по 21,2 м2), подогреватель раствора (1 шт. 26,5 м2) и холодильники раствора (4 шт. по 26,5 м2) Горизонтальный трубчатый аппарат, диаметр 0,32 м, А = 6,5 м
Технологический режим процесса очистки коксового
газа под давлением от H2S следующий:
Исходное содержание сероводорода в коксовом газе, г/нм3 20
Содержание поташа в растворе, г/л 115-120
Температура улавливающего раствора, °C Содержание сероводорода в газе, г/м3: 45-48
после первой ступени сжатия после предварительной нафталино- 19,8
очистки 19,7-21,7
после второй ступени сжатия 20,2 - 20,7
после третьей ступени сжатия 19,9-21,3
после абсорбера окончательной нафталиноочистки 17,2-19,3
после сероводородного абсорбера 0,2-0,3
Содержание сероводорода в растворе, г/л:
в регенерированном 3,5 - 3,9
в насыщенном 15,3-14,8
9.7. Улавливание нафталина при повышенном
давлении
Схема очистки коксового газа от нафталина под дав-
лением приведена на рис. 9.10. Коксовый газ охлаждается
до температуры точки росы паров нафталина, а затем по-
ступает в скруббер первой стугени очистки, где орошает-
ся антраценовым маслом после второй ступени. Частично
обезнафталиненный газ после охлаждения в трубчатом
холодильнике осушается хлористым кальцием и очищается
от нафталина на второй ступени. Насыщенное нафталином
масло нагревается до 150 °C и регенерируется острым па-
ром в колонне (на схеме не показана). Дистиллят охлаждают,
обезвоживают и направляют на кристаллизацию. Часть рас-
твора хлористого кальция непрерывно выводят в выпарную
установку для поддержания необходимой концентрации.
9.8. Улавливание под давлением при
низких температурах (с применением
компрессора-детандера)
Разработана новая комплексная схема очистки газа
с одновременным применением давления и низкой темпе-
ратуры улавливания. В основу технологического процесса
положен известный метод Линде, применяемый для вымо-
раживания бензольных углеводородов. При этом установ-
ка по методу Линде превращается в газовую холодильную
машину с разомкнутым циклом, где в качестве рабочего
тела используется сам коксовый газ.
Особенностью схемы УХИНа является отсутствие при-
менения каких-либо реактивов (за исключением хладоагента -
водного раствора хлористого кальция или диэтиленгликоля).
Для сжатия газа предусматривается использование винтовых
компрессоров. Рабочее давление газа в аппаратуре для его
очистки 0,6 - 0,7 МПа, а минимальная температура минус 40 °C
Исходный коксовый газ сжимается в начале техноло-
гического тракта, а в его конце очищенный газ направля-
ется в расширительную машину, где давление его снижает-
ся до величины, обеспечивающей транспортирование его
потребителю. Детандер рекуперирует до 30 % энергии, за-
траченной ранее на сжатие. При этом одновременно резко
снижается температура газа, потенциал «холода» которого
используется для интенсификации массообменных про-
цессов под давлением.
Возможность выделения этилена в процессе улавли-
вания бензольных углеводородов «захоложенным» поглоти-
телем также обеспечивает дополнительную эффективность
процесса. Кроме того, универсальность получаемых про-
дуктов позволяет без изменения процессов очистки газа
производить товарную продукцию, имеющую наибольшую
ценность на потребительском рынке. Так, аммиак может
быть реализован как удобрение или сырье для его произ-
водства, а также может быть разложен до азота.
Технологическая схема улавливания химических про-
дуктов коксования под давлением и при низких температу-
рах заключается в следующем (рис. 9.11) [3; 14].
(правочшгк Крксохгсчика. 'piM 3
Глава 9. Способы интенсификации процессов улавливания химических продуктов коксования
201
Рис 9.10.
Схема очистки коксового газа
от нафталина
при повышенном
давлении [13]
1,3 — газовыехолодильники первой и второй ступеней; 2,5- промыватели первой и второй ступеней; 4 - газосушитель;
6,9- сборники антраценового масла и концентрированного раствора; 7 - холодильник; 8 - испаритель;
10- циркуляционный сборник
Рис 9.11.
Принципиальная схема
улавливания химических
продуктов коксования
под давлением при
низких температурах
с использованием
компрессора-детандера
1 - винтовой компрессор; 2 - кожухотрубчатый холодильник; 3 - колонна аммиачной сероцианоочистки; 4 - теплообменник;
5 - колонна вымораживания бензола; 6 - детандер; 7 - насадочная колонна; 8, 11 - сепаратор; 9 - диссоциатор; 10 - аммиачная колонна;
12-бензольная колонна; 13 - нафталиновая колонна; 14-установка по получению серной кислоты; 15-17-теплообменники.
Технологические потоки: I - прямой коксовый газ; II - обратный коксовый газ
Справочник Коксохимика. Том 3
202
Раздел 1. Улавливание химических продуктов коксования
Дистилляционная
колонна
Коксовый газ после первичных газовых холодильни-
ков сжимается в винтовом компрессоре 1. Для снятия адиа-
батического тепла сжатый газ охлаждается в кожухотрубча-
том холодильнике 2 и направляется з колонну аммиачной
сероцианоочистки 3. Очищенный от кислых и щелочных
компонентов коксовый газ поступает в теплообменник 4,
где охлаждается обратным коксовым газом и направляется
в колонну «вымораживания» бензола 5. После вымывания
бензольных углеводородов из газа он отдает свой потен-
циал холода прямому газу в теплообменнике 4, нагревается
и поступает в детандер 6. Здесь газ, расширяясь, совершает
работу, частично рекуперированная мощность возвращает-
ся на приводной вал компрессора. При этом температура
газа резко снижается. Полученный «холод» используется
для охлаждения циркулирующего хладагента в насадочной
колонне 7. Отсюда газ направляется потребителю при ат-
мосферном давлении и температуре.
Новая технология имеет следующие преимущества:
безотходность производства;
компенсация до 30% энергии, затраченной на ком-
примирование с одновременным производством
«холода»;
возможность полной автоматизации процесса;
компактность оборудования в сочетании с высокой
плотностью застройки на единицу мощности по пере-
рабатываемому газу;
высокая степень извлечения химических продуктов
коксования из коксового газа.
Библиография
1. Лебедева Г. Н„ Назаров В. Г. О целесообразности применения
малого холода в схемах очистки коксового газа И Кокс и химия-
1983,- №5,-С. 25 -29.
2. Зайченко В. М.. Марков В. В, Михайлов Н. Ф„ Левиков П. М. Татар-
ке В. И. Направления совершенствования схем очистки коксового
газа И Кокс и химия - 1982 - № 8 - С. 22 - 29.
3. Гребенюк А. Ф, Коробчанский В. И.. Власов Г. А.. Кауфман С. И.
Улавливание химических продуктов коксования. Донецк - 2002.
Ч. 1 - 228 с.; 4.2,208 с.
4. Гросскинский О. Руководство по коксованию. М.: Металлургия,
1966- 608 с.
5. Степаненко В. С., Трофимов А. И. Очистка коксового газа и пере-
дача его под давлением на дальнее расстояние И Кокс и химия.-
1963- №2-С. 33 -35.
6. Трофимов А. И. Очистка коксового газа для синтеза аммиака //
Кокс и химия,- 1966 - № 1.- С 49 - 51.
7. Ковалев Е. Т, Иващенко В. А. Опыт использования винтовых ком-
прессоров в технологии переработки коксового газа // Кокс
и химия - 1995 - № 5 - С. 35 - 37.
8. Привалов В. Е., Резуненко Ю. И, Лелянов Н. В. и др. О целесообраз-
ности применения винтовых компрессоров для сжатия коксового
газа//Кокс и химия - 1982 - № 8 - С. 40-41.
9. Белов А. К.. Лазорин С. Н. Интенсификация работы бензольных
отделений на коксохимических заводах- X.: Государственное
научно-техническое издательство литературы по черной и цвет-
ной металлургии. 1959 - 142 с.
10. Гвоздев В. Д. Аммиачная очистка коксового газа от сероводоро-
да И Кокс и химия - 1958 - № 11.- С. 32 - 37.
11. Егоров Н. Н., Дмитриев М. М„ Зыков Д. Д. Очистка от серы коксо-
вального и других горючих газов,- М.: Государственное научно-
техническое издательство литературы по черной и цветной
металлургии, 1950 - 238 с.
12. Мараховский Л. Ф, Дружинин В. Н., Бродович А. И, Коржан Л. А.
Анализ развития технологии очистки коксового газа от серо-
водорода вакуум-карбонатным методом // Кокс и химия - 1987-
№ 9,- С. 27 - 30.
13. Справочник коксохимика / Под ред. А. К. Шелкова. В 6-ти томах.-
Т. Ill- М.:Металлургия-1966.-39! с.
14. Артюшенко! Г, Резуненко Ю. И., Лелянов Н. В.,Силка А. Н. Осо-
бенности технологии и проекта опытно-промышленной установки
улавливания химических продуктов коксования // Кокс и химия.—
1990-№12-С. 19-20.
(Ттравочник Коксохимика. Том 3
ГЛАВА 10
СКЛАДЫ СЫРЬЯ, ПРОДУКЦИИ И РЕАКТИВОВ В ХИМИЧЕСКИХ
ЦЕХАХ КОКСОХИМИЧЕСКОГО ПРОИЗВОДСТВА
10.1. Общие положения
Все химические цехи коксохимических предприятий
имеют в своем составе склады для жидких и сыпучих про-
дуктов.
Склады играют важную роль в работе цеха и по своему
назначению решают следующие задачи в технологическом
производстве:
обеспечение непрерывной работы цеха в условиях
неритмичного поступления сырья, реактивов и нерит-
мичной отправки готовой продукции;
разгрузка с подвижного транспорта сырья, реактивов
и погрузка готовой продукции в подвижной транс-
порт;
подача сырья, реактивов из склада в установки цеха.
Кроме погрузки-разгрузки, в складе соды выполняются
операции по растариванию соды из мешков и приготовле-
нию поглотительного раствора, а в складе сульфата аммо-
ния - расфасовка продукции в мешки.
Склад может быть оборудован как для одного вида
сырья (продукции, реактивов), так и единый - объединен-
ный для сырья, продукции и реактивов.
В составе химических цехов коксохимического произ-
водства сооружаются следующие виды складов:
в цехе улавливания: - склады смолы, сырого бензола,
поглотительного масла, реактивов (серной кислоты,
щелочи), сульфата аммония;
в смолоперерабатывающем цехе - смолы, масел, на-
фталина, фенолятов натрия, кислоты, щелочи, пека;
в цехе очистки коксового газа от сероводорода - соды,
серной кислоты или серы;
в цехе переработки сырого бензола - сырого бензола,
чистых продуктов, кислоты и щелочи.
В цехе переработки сырого бензола имеется склад
промежуточных продуктов, обеспечивающий непрерывную
работу цеха при работе установок цеха по периодической
схеме.
Размеры складов сырья, реактивов и продукции опре-
деляются с учетом возможной неритмичности поставки сы-
рья, реактивов и отгрузки продукции.
Если в составе коксохимического предприятия име-
ются перерабатывающие цехи, в цехе улавливания склады
смолы и сырого бензола не предусматриваются, а продукты
по трубопроводу подаются в склады перерабатывающих
цехов.
Жидкие продукты хранятся в складах в металлических
резервуарах, сыпучие - в таре или насыпью. Минимальное
количество резервуаров для опасных продуктов (ЛВЖ, ГЖ,
кислоты, щелочи и др.), как правило, должно быть не менее
двух. Это повышает безопасность эксплуатации цеха и по-
зволяет в аварийных ситуациях (течь в резервуаре, пожар)
перекачивать продукт из одного резервуара в другой.
Справочник Коксохимика. Том 3
Емкость складов рассчитывается исходя из срока хра-
нения, производительности цеха по получаемой продукции,
потребности в реактивах (кислоте, щелочи), а также условий
ритмичности поставки и отгрузки продукта.
По емкости склада жидких продуктов рассчитывается
количество потребных резервуаров и их объем.
Количество резервуаров принимается минимальное
(но не менее двух, как указывалось выше). Максимальный
объем резервуара не должен превышать 3 000 м3 [2].
В складе смолы смолоперерабатывающего цеха ко-
личество резервуаров принимается не менее трех: один
резервуар используется для приема и усреднения каменно-
угольной смолы, второй - для отстаивания и третий - рабо-
чий -для откачки каменноугольной смолы на переработку.
Склады для сыпучих продуктов - это закрытые склад-
ские помещения, оборудованные грузоподъемными сред-
ствами, хранение в них осуществляется в таре или насыпью.
Необходимую площадь склада рассчитывают исходя из сро-
ка хранения и производительности.
В связи с тем, что жидкие продукты складов химиче-
ских цехов относятся к опасным веществам, обязательным
для всех складов является устройство поддонов (ограж-
денная стенками площадка) у резервуаров и погрузочной
площадки.
Назначение поддона - исключить попадание аварий-
ных разливов жидкостей и загрязненных дождевых вод
в почву, локализация разлива жидкостей при аварийных
ситуациях.
Покрытия в поддоне и стенке должны быть непрони-
цаемыми для разлившейся жидкости и загрязненных до-
ждевых вод, стойкими к хранящимся в складе агрессивным
веществам.
Площадь поддона рассчитывается исходя из вмести-
мости самого большого резервуара, при этом высота бор-
тика (стенки) должна быть не менее 1,0 м.
Требования к размещению складов на генплане, про-
тивопожарным разрывам, средствам пожаротушения, рас-
стоянию между резервуарами, резервуарами и стенками
поддона, размещение погрузочной площадки и насосной
оговорены в действующих отраслевых и государственных
стандартах по пожарной и промышленной безопасности.
Источниками вредных выбросов в атмосферу в скла-
дах являются воздушники резервуаров и горловины (люки)
железнодорожных цистерн.
Для предупреждения выбросов загрязняющих веществ
в атмосферу предусматривается установка на емкостях
склада дыхательных клапанов, подключение воздушников
к коллекторной системе, сбор и нейтрализация вредных
выбросов (сброс в прямой коксовый газ или термокатали-
тическое обезвреживание), установка крышек на люки ци-
стерн при загрузке и отвод вредных выбросов в резервуар,
из которого ведется загрузка.
Вредными стоками складов жидких продуктов явля-
ются загрязненные дождевые воды в поддонах, которые
204
Раздел 1. Улавливание химических продуктов коксования
отводятся в специальные сборники, откуда насосами пере-
даются на очистку.
Аварийные разливы жидкостей из поддонов насосами
откачиваются в резервуары.
Основное оборудование складов жидких продуктов -
резервуары, насосы, погрузочные и разгрузочные устрой-
ства.
Для сырья и продукции химических цехов используют-
ся типовые резервуары из углеродистой стали емкостью от
200 до 3 000 м3.
Для реактивов используются резервуары емкостью от
80 до 400 м3, выполненные в зависимости от хранящейся
жидкости из углеродистой стали, стальные футерованные,
либо из нержавеющих сталей.
В складах сыпучих продуктов основным оборудовани-
ем является грузоподъемный кран для складирования сы-
пучих материалов насыпью, подачи продукта на расфасовку,
устройства для расфасовки, транспортеры, автопогрузчики,
грузоподъемное оборудование погрузки-разгрузки сыпу-
чих материалов в таре и насыпью.
Все оборудование, как правило, серийного изготовле-
ния.
10.2. Нормативные требования к устройству
складов
СКЛАДЫ ЛЕГКОВОСПЛАМЕНЯЮЩИХСЯ
И ГОРЮЧИХ ЖИДКОСТЕЙ
Устройство складов легковоспламеняющихся жидко-
стей (ЛВЖ) и горючих жидкостей (ГЖ) должно удовлетворять
требованиям «Правил пожарной безопасности для коксохи-
мических производств» [1].
К складам ЛВЖ (температура вспышки < 61 °C) в хими-
ческих цехах относятся склады сырого бензола и продуктов
его переработки.
К складам ГЖ (температура вспышки >61 °C) относят-
ся склады смолы и поглотительных масел бензольного от-
деления.
Технические решения складов ЛВЖ и ГЖ, максималь-
ный объем резервуаров, работающих под налив (без давле-
ния), принимаются по ВБН В 2.2-58.1 -94 [2].
При устройстве складов ЛВЖ и ГЖ должны выполнять-
ся следующие требования;
группы резервуаров должны размещаться в соответ-
ствии с требованиями раздела «Резервуарные парки»
ВБН В 2.2-58.1-94 и обеспечиваться обваловкой;
расположение на генплане должно предотвращать
неорганизованное растекание жидкостей по террито-
рии производства при авариях;
мачты осветительных прожекторов устанавливаются
на расстоянии не менее 10 м от резервуаров;
шкафы управления трубопроводной арматурой
с электроприводом должны размещаться в закрытых
вентилируемых помещениях;
дренажные емкости, емкости для опорожнения трубо-
проводов и т. п. должны располагаться вне обваловки
резервуаров на расстоянии не менее диаметра бли-
жайшей до резервуара емкости;
расстояние между емкостями должны быть не менее
1 м и не менее Юм от здания насосной и сливного
устройства;
склады должны быть скомпонованы таким образом,
чтобы при авариях имелась возможность оперативно-
го перекачивания жидкости из резервуара в резерву-
ар и их быстрого опорожнения;
на территории склада должны предусматриваться тех-
нические решения по сбору, очистке и возврату раз-
ливов в производство;
при проектировании складов необходимо предусма-
тривать устройство аспирационных систем для отсо-
са и очистки вытесняемого из аппаратуры и емкостей
воздуха при перекачке и погрузке легкоиспаряющихся
химических продуктов (бензола, легкого масла, фено-
лятов и др.). Перед сбрасыванием в атмосферу воздух
должен быть очищен от химических загрязнений;
подсобные производственные помещения, сооружае-
мые в одном здании с насосной, должны иметь глухую
стену со стороны резервуаров склада;
допускается совместное хранение в одном складе
ЛВЖиГЖ;
склады оборудуются устройствами молниезащиты и за-
землений в соответствии с ДНАОП 0.00-1.29.97 [3];
площадки, на которых размещаются сливно-наливные
сооружения, должны в случае аварии обеспечивать
сток жидкости в отводные лотки или каналы через
гидрозатворы в сборные емкости;
при наливе в цистерны и перекачке бензольных про-
дуктов скорость движения жидкости в трубопроводах
должна быть не более 1,2 м/с (в трубопроводах диаме-
тром до 200 мм);
помещения насосных должны оборудоваться
приточно-вытяжной вентиляцией.
Склады других химических веществ должны соответ-
ствовать требованиям Н АП Б АО 1.001-04 [4].
СКЛАДЫ ЖИДКИХ КИСЛОТ И ЩЕЛОЧЕЙ
Требования к устройству складов неорганических
жидких кислот и щелочей изложены в «Правилах безопас-
ности» ПБ 09-596-03 [5].
Количество жидких кислот и щелочей на предприятии
должно быть минимально необходимым и определяется
проектом. Допустимое их количество на предприятии огра-
ничивается 30-суточной потребностью производства.
Минимально допустимые расстояния от складов
кислот и щелочей до производственных и вспомогатель-
ных объектов предприятия, не связанных с их потребле-
нием, устанавливаются в соответствии с требованиями
СНиП 11-89-80' «Генеральные планы промышленных пред-
приятий» [6]. На территории складов кислот и щелочей не
разрешается располагать объекты, не относящиеся непо-
средственно к деятельности склада.
Расходные стальные емкости складов должны быть
оборудованы устройствами, не позволяющими попадание
в них воздуха и влаги.
(правочник Коксохимика. Том 3
Глава 10. Склады сырья, продукции и реактивов в химических цехах коксохимического производства
205
Емкости и аппаратура складов кислот и щелочей долж-
ны располагаться в непроницаемых коррозионностойких
поддонах с бортами, вместимость которых достаточна для
содержимого одной емкости максимального объема в слу-
чае его аварийного разрушения. Высота защитного ограж-
дения должна быть выше уровня расчетного объема раз-
лившейся жидкости на 0,2 м.
Поддоны должны быть оборудованы устройствами
для удаления разлившихся жидкостей и их нейтрализации,
а также для сбора и отвода дождевых вод.
В складах должна обеспечиваться возможность ава-
рийного освобождения одного резервуара в другие резер-
вуары или в оборудование соответствующих технологиче-
ских установок.
Производственные помещения, предназначенные для
хранения и использования кислот и щелочей, оборудуются
общеобменной вентиляцией.
103. Нормативы технологического
проектирования складов
Нормами технологического проектирования объектов
коксохимического производства ОРД 14-399-02-93 устанав-
ливаются нормативы запасов сырья и материалов и норма-
тивы емкости складов готовой продукции и полуфабрика-
тов [7].
Для химических цехов коксохимического производ-
ства в части запасов сырья и материалов данным докумен-
том нормируется только запас серной кислоты: при посту-
плении от внешних поставщиков - 10 - 15-суточная потреб-
ность, при собственном производстве - 6 суток; кальцини-
рованной соды -10 суток.
Установлены следующие нормы емкости складов гото-
вой продукции и полуфабрикатов (по суточной производи-
тельностью цеха):
Количество
суток
В цехе улавливания:
смола при отсутствии цеха переработки смолы 10
сульфат аммония 2
щелочь и феноляты натрия 8-10
сырой бензол при отсутствии цеха переработ-
ки бензола
первый бензол 6-8
тяжелый бензол 10-14
сырой бензол при наличии в составе пред-
приятия цеха переработки 4-5
В цехе переработки сырого бензола:
чистый бензол - товарный продукт 10
промежуточный продукт 3
толуол и бензол для нитрации 8
В смолоперерабатывающем цехе:
смолы для цеха производительностью 200 тыс.
т/год 6
смолы для цеха производительностью 400 тыс.
т/год 5
Одеавочнмк Коксохимика. Том 3
фенольное масло:
при переработке на своем заводе 4
при отправке на переработку на другой
завод 11
поглотительное масло 7
шпалопропиточное масло 7
нафталин в твердом виде:
при переработке на своем заводе 3
при отправке на переработку на другой
завод 5
антрацен фугованный 8
пек
твердый при отсутствии пекококсовой
установки 3
пек жидкий 5
10.4. Склады в химических цехах
коксохимического
производства
ЦЕХ УЛАВЛИВАНИЯ ХИМИЧЕСКИХ
ПРОДУКТОВ
В составе цеха улавливания сооружаются следующие
основные склады.
Склад реактивов
В качестве реактивов в цехе улавливания используют-
ся серная (ортофосфорная) кислота и щелочь.
Реактивы поступают, как правило, в железнодорож-
ных цистернах. Для приема цистерн в непосредственной
близости от склада оборудуются разгрузочные площадки
с устройствами для разгрузки цистерн. Из цистерны реакти-
вы откачиваются насосами в соответствующие резервуары
склада.
Количество резервуаров должно быть не менее двух
для каждого реактива.
Склад имеет общий поддон с разделяющей перего-
родкой между резервуарами кислоты и щелочи.
Каждая половина поддона имеет свой лоток, зумпф, за-
глубленные сборники и насосы (схема склада представлена
на рис. 10.1). Поддоны имеют соответствующую антикорро-
зионную защиту (кислая и щелочная среда).
Резервуары устанавливаются на высоких ленточных
фундаментах для возможности осуществления контроля со-
стояния днища.
Кроме резервуаров, в составе склада имеются разгру-
зочная площадка и здание насосной. Насосы для серной
кислоты, как правило, устанавливаются на открытом воз-
духе под навесом. Насосы предназначаются для разгрузки
железнодорожных цистерн, подачи реактивов на установки
и откачки аварийных разливов обратно в резервуар, а также
для откачки загрязненных дождевых вод на очистку.
Разгрузка производится только через верх цистерны
с использованием специального разгрузочного устройства.
Как правило, склад реактивов размещается рядом
с сульфатной и обесфеноливающей установками как основ-
ными потребителями реактивов.
206
Раздел 1. Улавливание химических продуктов коксования
Здание насосной склада размещается между разгру-
зочной площадкой и резервуарами склада.
Рис.10.2.
Склад смолы
Рис. 10,1.
Склад реактивов в цехе
улавливания
1 -резервуары кислоты: 2 - резервуары щелочи; 3 - сборники для
разливов реактивов и дождевых вод
Склад сульфата аммония
Закрытый склад сульфата аммония является неотъем-
лемой частью здания сульфатной установки и выполняется
в виде пристройки к стене по продольной оси здания.
К складу подводится железнодорожный путь.
Пол склада выполняется бетонным и используется для
хранения сульфата аммония насыпью или в расфасованном
виде на поддонах.
Предусматривается приемная яма, в которую сульфат
аммония поступает после сушилок или центрифуг.
Из приемной ямы сульфат аммония грейферным кра-
ном подается на расфасовку или складируется для хране-
ния насыпью.
Снаружи склада над железнодорожными путями пред-
усматриваются навес для вагонов и пандус для возможно-
сти погрузки расфасованного сульфата аммония в вагон
электропогрузчиком.
Оборудование склада: грейферный кран, электропо-
грузчик, бункер, транспортеры, грузоподъемные краны, а
также оборудование дозирования, взвешивания, запайки
(зашивки) мешков.
Склад смолы
Склад смолы в составе цеха улавливания предусма-
тривается, если в составе коксохимического предприятия
отсутствует смолоперерабатывающий цех. При наличии
смолоперерабатывающего цеха смола непрерывно или пе-
риодически откачивается в склад смолы этого цеха.
Склад смолы в составе цеха улавливания является
складом товарным и предназначается для приема, хранения
и отгрузки каменноугольной смолы потребителям.
Отгрузка, как правило, производится в железнодорож-
ные цистерны. Каменноугольная смола хранится в резер-
вуарах с паровым обогревом.
При хранении происходит отделение надсмольной
воды от смолы. Отстоявшаяся надсмольная вода периоди-
чески через воронку выводится в резервуар (сборник) над-
смольной воды, из которого насосом периодически откачи-
вается в отделение конденсации.
Склад смолы имеет огражденный поддон с лотком,
зумпфом и специальным сборником для сбора загрязнен-
ных дождевых вод (рис. 10.2).
К складу подведен железнодорожный путь, в составе
склада имеются здание насосной и погрузочная площадка.
Погрузка каменноугольной смолы в цистерны осу-
ществляется насосом посредством специального погрузоч-
ного устройства.
1 - резервуары смолы; 2-сборник надсмольной воды; 3- сборник
заглубленный для разливов и дождевых вод
Склад сырого бензола
Склад сырого бензола в составе цеха улавливания
предусматривается в случае отсутствия в составе коксохи-
мического предприятия цеха переработки сырого бензола.
Технические решения по его компоновке, поддон
у резервуаров, отвод загрязненных дождевых вод и др.
аналогичны описанным выше для склада смолы. Отличие
заключается в том, что сырой бензол - легковоспламеня-
ющаяся жидкость (ЛВЖ), а каменноугольная смола - горю-
чая жидкость (ГЖ).
При отсутствии в составе предприятия смолоперера-
батывающего цеха в цехе улавливания сооружается совме-
щенный склад сырого бензола и поглотительного масла. На-
значение такого склада - хранение и отгрузка сырого бен-
зола, прием и хранение поглотительного масла (рис. 10.3).
Справочник {фксохиммка. Том 3
Глава 10. Склады сырья, продукции и реактивов в химических цехах коксохимического производства
207
3 - сборники заглубленные для разливов и дождевых вод
ЦЕХ ОЧИСТКИ КОКСОВОГО ГАЗА
ОТ СЕРОВОДОРОДА
В цехе сероочистки в зависимости от технологии
очистки коксового газа от сероводорода в качестве реакти-
вов используются сода, мышьяк или моноэтаноламин.
На действующих предприятиях наиболее распростра-
ненная технология очистки коксового газа от сероводоро-
да - вакуум-карбонатный метод с получением серной кис-
лоты и использованием соды в качестве реактива.
Ниже дается краткое описание только склада соды.
Склады серной кислоты и моноэтаноламина аналогичны
описанным выше складам реактивов в цехе улавливания.
Склад соды
Сода в цехе используется в виде водного раствора.
Сода в склад поступает в таре (мешках), а в техноло-
гическом процессе используется водный раствор соды.
Поэтому склад соды выполняет следующие функции: раз-
грузка расфасованной соды из железнодорожных вагонов,
хранение в мешках, приготовление водного раствора соды
требуемой концентрации (узел растворения) и хранение
приготовленного раствора в резервуарах.
Резервуары для водного раствора соды размещаются
на открытой площадке, оборудованной поддоном с лотком
и зумпфом для сбора разливов и дождевых вод.
Загрязненные дождевые воды собираются в сборник
и откачиваются в резервуары раствора соды.
Оборудование склада: резервуары, сборник для при-
готовления раствора соды, насосы, электропогрузчик и др.
СМОЛОПЕРЕРАБАТЫВАЮЩИЙ ЦЕХ
В смолоперерабатывающем цехе имеются склады:
смолы (сырьевой), масел, пека, сырого антрацена, нафтали-
на (продуктовые). Гранулированный пек, сырой антрацен
и нафталин хранятся в твердом виде.
Склад смолы
В склад смолы поступает каменноугольная смола как
собственного производства из цеха улавливания, так и при-
возная. Как правило, в склад поступает каменноугольная
смола разного качества. Поэтому в складе выполняется тех-
нологическая операция по усреднению (перемешиванию)
каменноугольной смолы в обогреваемых резервуарах с по-
мощью насосов.
Количество резервуаров в складе - не менее трех:
один резервуар заполняется, во втором производится
усреднение, из третьего каменноугольная смола подается
на переработку.
Привозная смола в склад поступает в железнодо-
рожных цистернах на погрузочно-разгрузочную площадку.
В цистернах смола разогревается до требуемой температу-
ры острым водяным паром. Разогретую каменноугольную
смолу самотеком сливают в заглубленный резервуар, из ко-
торого насосом откачивают в резервуары склада.
Склад смолы имеет огражденный поддон, лоток, зумпф
и специальный сборник для сбора загрязненных дождевых
вод (рис. 10.4).
Рис. 10.3.
Совмещенный склад сырого
бензола и поглотительного
масла
/ - резервуары смолы;
2 - сборник надсмольной воды;
3 - сборник заглубленный для разливов и
дождевых вод;
4 - сборник заглубленный для слива ка-
менноугольной смолы
Разгрузочная
площадка
гччлЧШ•еттч-,-
Рис. 10.4.
Склад смолы
смолоперерабатывающего
цеха
Ж. д. путь
(правочпик Коксохимика. Том 3
208
Раздел 1. Улавливание химических продуктов коксования
Цех улавливания.
Склад серной кислоты
Как и в складе смолы цеха улавливания, из резервуа-
ров отстоявшаяся надсмольная вода отводится в сборник,
из которого насосом откачивается в цех улавливания.
Основное оборудование склада смолы: резервуары, на-
сосы, сборники, погрузочно-разгрузочные устройства и др.
Склад масел
В склад масел поступают жидкие продукты переработ-
ки каменноугольной смолы.
Хранение продуктов осуществляется в металлических
резервуарах. Резервуары размещаются в поддоне. Поддон
склада имеет ограждение, лоток, зумпф и заглубленный
сборник. Для сбора отстоявшейся в резервуарах воды пред-
усматривается сборник (рис.10.5).
В складе могут готовиться смеси - товарный продукт
(котельное топливо, сырье для производства сажи и др.).
Для приготовления смесей используются насосы и резер-
вуары склада.
Рис. 10.5.
Склад масел
Погрузочная
/ площадка
u------““““—— ---------z.f.aTH-. wte- ----------------------—ч-—d ftД nyTb
1 - резервуары продукта;
2 - сборник сепараторной воды;
3 - сборник заглубленный для разливов
и дождевых вод
Справочник Коксохимика. Том 3
Глава 10. Склады сырья, продукции и реактивов в химических цехах коксохимического производства
209
Склад масел может быть объединен со складом реак-
тивов, и тогда в составе цеха сооружается объединенный
склад масел и реактивов.
Основное оборудование склада: резервуары, сборни-
ки, насосы и др.
Примерная компоновка совмещенного склада пред-
ставлена на рис. 10.6.
Библиография
1. НАПБ 01.039-2001 «Правила пожарной безопасности для коксо-
химических производств». Минпромполитики Украины, Харь-
ков, 2001.-148 с.
2. ВБН В 2.2-5В.1-94 «Проектирование складов нефти и нефтепро-
дуктов с давлением насыщенных паров не выше 93,3 КПа»,-
Госкотнефтегаз Украины, Киев, 1994.- 153 с.
3. ДНАОП 0.00-1.29-97 «Правила захисту в!д статично! електрики».
Державний компет УкраТни по нагляду за охороною прац!, Кигв,
2005.- 230 л.
4. НАПБ А.01.001-04 «Правила пожежно! безпеки в Укра!н1».
М1н1стерство УкраТни з питань надзвичайних ситуацм, Харк1в,
2004- 174 л.
5. ПБ 09-596-03 «Правила безопасности при использовании не-
органических жидких кислот и щелочей»,- Госгортехнадзор
России, М.:2004,- 20 с.
6. СНиП Н-89-В0' «Генеральные планы промышленных предприя-
тий».
7. ОРД 14-339-02-93 «Нормы технологического проектирования
цехов коксохимического производства»,- УНПА «Укркокс», Харь-
ков, 1993,- 34 с.
1 - резервуары продукта; 2-резервуары щелочи; 3 - резервуар фенолятов; 4 - сборник заглубленный для разливов и дождевых вод
Рис. 10.6.
Совмещенный склад масел и
реактивов
Ж. д. путь
(рравочник Коксохимика. Том 3
ГЛАВА 11
ГАЗОСБРОСНОЕ УСТРОЙСТВО
На коксохимических предприятиях избыток коксового
газа, образующийся в случаях оперативного или аварийно-
го прекращения приема (частичного или полного) его по-
требителями или при колебаниях выхода газа во время про-
цесса коксования, автоматически сбрасывается в атмосферу
через специальное газосбросное устройство (ГСУ).
Газосбросное устройство служит для предотвращения
повышения давления в газовом тракте коксохимических
предприятий сверх установленного и выбивания гидравли-
ческих затворов, установленных по газовому потоку. Давле-
ние коксового газа в газопроводе у ГСУ различное на раз-
ных заводах и находится в пределах от 1,5 до 12 кПа.
Ранее газосбросные устройства коксохимических пред-
приятий проектировались на сброс избыточного коксового
газа до 50 000 нм3/ч (при 20°С), состояли из газосбросной
свечи (трубы) диаметром 600 - 800 мм, газосбросного клапа-
на, регулятора давления «до себя», другого комплектующего
оборудования и вспомогательных сооружений.
Ранее сброс избыточного коксового газа производил-
ся непосредственно в атмосферу и, за редкими исключе-
ниями, сбрасываемый газ не сжигался.
В «Правилах безопасности в газовом хозяйстве ме-
таллургических и коксохимических предприятий и произ-
водств» ПБ 11-401-01 и «Правилах безопасности в газовом
хозяйстве коксохимических предприятий и производств»
НПАОП 27.1-1.10-07 к газосбросным устройствам коксохими-
ческих предприятий предъявляются следующие требования:
' ГСУ должны автоматически включаться при повыше-
нии давления газа в газопроводе сверх заданного;
сбрасываемые избытки коксового газа должны сжигать-
ся, для чего ГСУ должно быть оборудовано горелками
с постоянно действующими запальниками или автома-
тически включающимся запальным устройством.
На коксохимических предприятиях, проектировав-
шихся в 50 - 60-х годах прошлого века, устанавливались
ГСУ различной конструкции, изменявшейся по мере нако-
пления опыта [1]. Одним из первых таких устройств были так
называемые «мокрые» ГСУ - парофлямы, представляющие
собой гидрозатвор с барботером, расположенный в желе-
зобетонном котловане. При превышении давления в сети
сверх установленного газ вытесняется сверху из барботера
и выходит через газосбросную трубу в атмосферу. Заданный
уровень воды в котловане ГСУ поддерживается с помощью
телескопического регулятора уровня. Чертеж парофляма
представлен на рис. 11.1.
Рис. П.1.
Газосбросное устройство
парофлям (мокрое). Тип 1
1 - вход газа: 2 - барботер: 3 - котлован: 4 - газосбросная труба: 5-байпас: 6- вход воды: 7 - регулятор уровня воды: 8 - выход воды
(правочник Коксохимика. Том 3
Глава 11. Газосбросное устройство
211
Рис. 11.2.
«Сухое» газосбросное
устройство с механическим
клапаном
1 - вход газа; 2 - газосбросный клапан; 3 - газосбросная труба; 4 - импульсная линия;
5 - труба подачи газа на горелку; 6 - запальник типа «эстафета»;
7 - рычаг клапана уровня воды; 8,9- линейка и конечный выключатель;
10- труба дежурного запальника; 11,12- электромагнитный вентиль подачи коксового газа;
13 - колокол; 14 - автопривод
-30.000
1-вход газа;
2 - помещение с газосбросным клапаном;
3 - газосбросная труба;
4 - байпас;
5 - дежурная горелка;
6 - запальник типа «эстафета пламени»
Рис 11.3.
Принципиальная схема
ПСУ с автоматическим
газосбросным клапаном
и устройством для
поджигания газа
(рравочпик Коксохимика. Том 3
212
Раздел 1. Улавливание химических продуктов коксования
Чтобы избежать недостатков, присущих «мокрым» ГСУ,
был разработан проект «сухого» газосбросного устройства,
представленного на рис. 11.2.
Принципиальная схема ГСУ с автоматическим газо-
сбросным клапаном и устройством для поджигания газа
представлена на рис. 11.3.
При превышении давления в газопроводе газ через
газосбросный клапан поступает в газосбросную свечу. Вы-
ходящий из свечи газ поджигается от горелки, которая в
свою очередь зажигается от запальника типа «эстафета пла-
мени».
Открывание сбросного клапана производится автома-
тическим приводом. При повышении давления в газопрово-
де и в полости под колоколом, связанной с газопроводом
импульсной трубкой, колокол поднимается и через рычаж-
ную систему поднимает сбросной клапан. Рычаг клапана
через линейку с выключателем замыкает контакты электро-
магнитного вентиля, открывающего подачу коксового газа в
трубку «эстафета пламени». Зажигание коксового газа про-
исходит от запальника.
Описанные конструкции ГСУ являются взрывопожароо-
пасными, так как после очередного погасания пламени, в га-
зосбросную трубу, в которой еще сохранилось некоторое
количество коксового газа, поступает наружный воздух, об-
разуя в газосбросной трубе взрывопожароопасную смесь.
При поджигании у открытого конца газосбросной
трубы находящейся в ней горючей смеси может произойти
взрыв и привести к разрушению ГСУ.
Количество сбрасываемого на ГСУ коксового газа, как
правило, непостоянно и колеблется от 1 до 50 тыс. м3/ч.
Частота сброса колеблется от нескольких раз в час до
одного - двух раз в год. Сброс газа может быть постоянным
или отсутствовать вообще.
Наиболее часто коксовый газ сбрасывается на ГСУ в
летнее время.
Высота газосбросной свечи ГСУ описанной выше кон-
струкции является недостаточной (25 - 30 м), вследствие
чего при сжигании газа на такой высоте наблюдается воз-
действие значительной тепловой радиации на окружающие
объекты и персонал. Небольшая высота газосбросной све-
чи приводит также к недостаточному рассеиванию вредных
выбросов в воздушной среде.
Согласно действующим «Правилам безопасности в га-
зовом хозяйстве коксохимических предприятий и произ-
водств» [2] ГСУ должны автоматически включаться при по-
вышении давления газа в газопроводах сверх заданного
и быть оборудованы горелками с постоянно действующим
запальником или автоматически включающимся запальным
устройством.
ГСУ автоматически отключается при падении давления
газа до заданной величины. Устья вновь сооружаемых ГСУ
находятся на высоте, определяемой расчетом.
Газовые горелки, расположенные в устье ГСУ, обеспе-
чивают полноту сгорания газа, сбрасываемого в атмосферу,
и должны отвечать требованиям санитарных правил [3].
ГСУ оборудованы средствами сигнализации и контро-
ля из диспетчерского пункта газового хозяйства или дру-
гого дежурного помещения, в котором размещены щиты
управления и имеется дежурный персонал.
Над площадкой обслуживания установлен теплоза-
щитный экран. Все конструкции, расположенные выше
экрана, в том числе стояки, горелки, лестницы, изготовлены
из жаропрочных сталей.
ГСУ оборудованы молниезащитой [4], а также, при вы-
соте свечи более 50 м, дневной маркировкой и световым
ограждением согласно нормативным требованиям.
ГСУ должно сооружаться одновременно с первой
коксовой батареей; оно должно рассчитываться на про-
пускную способность порядка 15 % от выработки коксового
газа всеми батареями, для которых устанавливается ГСУ, но
не менее 100% выработки газа батареей наибольшей про-
изводительности.
С целью создания ГСУ, отвечающего современным тре-
бованиям, Гипрококсом разработано газосбросное устрой-
ство факельного типа (ГСУФ), имеющее следующие характе-
ристики:
производительность (пропускная способность) по кок-
совому газу при длительном сбросе - до 60 000 м3/ч;
то же при кратковременном сбросе - до 80 000 м3/ч;
давление коксового газа 10-15 кПа;
высота газосбросной трубы (свечи) до 70 м.
Основной особенностью газосбросного устройства
факельного типа (ГСУФ) является его взрывобезопасность
при любых режимах работы.
Газосбросной клапан (клапаны) расположен навер-
ху газосбросной трубы и максимально приближен к устью
сброса и сжиганию газа, что исключает образование в трубе
взрывоопасной смеси и ее взрыв.
Высота газосбросной трубы рассчитывается исходя из
условий допустимого теплового воздействия факела пламе-
ни на обслуживающий персонал иблизлежащиесооружения,
при этом должно учитываться влияние солнечной радиации.
При выборе высоты трубы необходимо учитывать условия
рассеивания продуктов горения до допустимых норм.
Схема устройства ГСУФ приведена на рис. 11.4.
Газосбросная труба устанавливается в стальной решет-
чатой башне. Башня в верхней части имеет площадку, над
которой установлен экран для защиты конструкции и обо-
рудования башни от тепловой радиации факела.
В верхней части газосбросная труба разветвляется на
четыре отвода, каждый из которых оснащается газосброс-
ным клапаном с приводом и горелочным устройством (ого-
ловком из жаропрочной стали).
Газосбросная труба представлена на рис. 11.5.
Горелочные устройства обеспечивают полное и без-
дымное сгорание сбрасываемых избытков коксового газа.
Газосбросные клапаны срабатывают при заданном
давлении сброса коксового газа. Максимальное давление
сброса коксового газа -15 кПа.
Поджигание сбрасываемого коксового газа произво-
дится от дежурной горелки, к которой подведен коксовый
газ. Зажигание дежурной горелки осуществляется запаль-
ником типа «фронт пламени». Предусматривается также
резервное зажигание первого горелочного устройства при
помощи запальника типа «фронт пламени».
Для тушения факела к горелкам подведен водяной
пар.
Управление ГСУФ автоматизировано (имеется помеще-
ние для контрольно-измерительных приборов и механиз-
мов управления клапанами).
Справочник Крксохимика. Том 3
Глава 11. Газосбросное устройство
213
9 10
1 - магистральный газопровод; 2 - подводящий газопровод;
3 - диафрагма расходомера; 4 - газосбросная труба; 5 - компенсатор линзовый;
6 - газосбросный клапан; 7 - тяговый канат; 8 - исполнительный механизм (МЭО);
9 - горелочное устройство; 10 - дежурная горелка; 11 - генератор «фронта пламени»;
12 - свеча зажигания; 13 - электрифицированная задвижка
I - подводящий газопровод; 2 - газосбросная труба (свеча);
3 - газосбросный клапан; 4 - горелочное устройство;
5 - решетчатая башня; 6 - защитный экран;
7-помещение для контрольно-измерительных приборов
и механизмов управления клапанами
Рис. 11.4.
Схема устройства ГСУФ
Рис. 11.5.
Газосбросное устройство
(рраночник Коксохимика. Том 3
214
Раздел 1. Улавливание химических продуктов коксования
Газосбросноеустройство Описываемая конструкция газосбросного устройства
обеспечивает:
• взрывобезопасность эксплуатации в различных усло-
виях и режимах работы;
автоматический сброс и сжигание на факеле избытков
коксового газа;
рассеивание продуктов горения до величины, допу-
скаемой санитарными нормами;
дневную маркировку башни ГСУФ и световое огражде-
ние для безопасности воздушного транспорта;
молниезащиту;
контроль погасания пламени на дежурном запальнике;
автоматическую подачу пара для пропарки газопрово-
дов перед открытием и после закрытия газосбросных
клапанов.
Постоянное пребывание обслуживающего персонала
на ГСУФ не предусматривается.
Библиография
1. ПЗ №60481, Основные положения по выбору и расчету факель-
ных газосбросных устройств для коксового газа коксохимиче-
ских предприятий, 1975,- Архив Гипрококса.
2. НПАОП 27.1-1.10-07. Правила безопасности в газовом хозяй-
стве коксохимических предприятий и производств- Мин-
промполитики Украины, Харьков, 2007,-192 с.
3. Государственные правила охраны атмосферного воздуха насе-
ленных мест, утвержденные Министерством охраны здоровья
Украины постановлением от 09.07.2007 г„ №201- К., 2007.
4. Улаштування блисковкозахисту 6уд1вель i споруд, ДСТУ Б Е3.2.5-
38:2008- Мненергобуд УкраГни, 2008.
5. Стрижевский И. И., Эльнатанов А. И. Факельные установки,- М.:
Химия, 1979 - 179 с.
(правочнмк Коксохимика. Том 3
ГЛАВА 12
УСТРОЙСТВА ЭКОЛОГИЧЕСКОГО И САНИТАРНО-
ТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ В ХИМИЧЕСКИХ ЦЕХАХ
КОКСОХИМИЧЕСКОГО ПРОИЗВОДСТВА
При проектировании и эксплуатации объектов в хи-
мических цехах коксохимического производства должны
соблюдаться требования целого ряда законодательных
и нормативных документов Украины и России, касающихся
охраны окружающей природной среды и условий труда
производственного персонала [1 - 9].
Кроме того, должны соблюдаться положения ведом-
ственных нормативных документов в части, касающейся
экологической обстановки и охраны труда [10 - 13].
В данной главе в п. 12.1 коротко дается описание тех-
нологических схем и устройств в химических цехах, свя-
занных с защитой атмосферы от загрязнений вредными
веществами и утилизации образующихся в производстве
отходов. Проблема сбора, очистки и утилизации сточных
вод рассматривается в другом разделе.
В п.12.2 приведено описание устройств по обеспе-
чению гигиенических условий в воздухе рабочей зоны
цехов улавливания и переработки химических продуктов
коксования.
12.1 .Природоохранные устройства
в химических цехах
12.1.1. Защита атмосферы от загрязнения
В общем объеме валовых выбросов вредных веществ
в атмосферу объектами коксохимического производства
доля химических цехов относительно невелика и составля-
ет 10 - 15 % [14]. Однако по химическому составу в выбросах
содержатся вещества, относящиеся к первому и второму
классу опасности: бензол, нафталин, фенол, пиридин, амми-
ак, сероводород, цианистый водород и др. [1,3].
Наибольшую опасность представляют полицикличе-
ские ароматические углеводороды, обладающие высокой
канцерогенной активностью, такие как бенз(а)пирен, фе-
нантрен, флоурантен, аценафтен [4].
Источниками организованных выбросов в атмосферу
в химических цехах являются:
воздушники оборудования, работающего при атмо-
сферном давлении (резервуары, сборники, отстойни-
ки, сепараторы, конденсатоотводчики и т. д.);
дымовые трубы трубчатых печей, в которых в качестве
топлива используется коксовый газ;
выхлопные трубы электрофильтров установки мокро-
го катализа в цехах очистки коксового газа от серо-
водорода;
трубы сушильных установок в отделениях получения
сульфата аммония;
дефлекторы и фонари естественной вентиляции, вен-
тиляционные устройства с принудительной венти-
ляцией.
Кроме того, в химических цехах имеются источники
неорганизованных выбросов:
градирни охлаждения оборотной воды при открытом
оборотном цикле конечного охлаждения коксового
газа;
разливы .жидкостей через неплотности фланцевых
соединений оборудования и трубопроводов;
выбросы при погрузке и разгрузке сырья, реактивов и
готовой продукции;
открытые поверхности емкостей сточных и загрязнен-
ных дождевых вод.
В химических цехах используются различные способы
предотвращения выделения в атмосферу загрязняющих хи-
мических веществ [15-17]:
сокращение до минимума количества промежуточных
резервуаров для хранения жидкостей (надсмольной
воды, конденсата газа, смолы, масел, бензольных про-
дуктов и др.);
установка оборудования большой единичной мощно-
сти, совмещение в одном оборудовании нескольких
технологических процессов, рациональная компонов-
ка оборудования, применение минимального количе-
ства фланцевых соединений;
установка на воздушниках резервуаров клапанов
с гидравлическим затвором; применение затворной
жидкости со способностью абсорбирования вредных
веществ;
объединение воздушников групп емкостей и аппара-
тов с одноименными либо близкими по составу про-
дуктами в общий коллектор; этот способ применяется
для резервуаров с переменным уровнем жидкости
и при большом количестве основных и вспомогатель-
ных аппаратов.
Для уменьшения выбросов из единичных резервуаров
и аппаратов, находящихся под атмосферным давлением,
применяется установка на воздушниках клапанов специаль-
ной конструкции с гидравлическим затвором. Конструкции
таких клапанов описаны в [25, 26]. В зависимости от среды
в емкости в качестве затворной жидкости в клапане может
применяться конденсат водяного пара, аммиачная вода, по-
глотительное масло. Затворная жидкость при этом может
выполнять роль абсорбента вредных химических веществ.
Из клапана затворная жидкость отводится либо в резервуар
(если она не ухудшает качество продукта), либо непрерыв-
но передается на утилизацию.
На рис. 12.1 приведена конструкция гидравлического
клапана типа КГ, разработанная Гипрококсом, в котором
в качестве затворной жидкости используется горячий кон-
денсат водяного пара. Конденсат подводится и отводится
в клапане непрерывно. При повышении давления в резер-
(рравочник Коксохимика. Том 3
216
Раздел 1. Улавливание химических продуктов коксования
Рис. 12.1.
Гидравлический клапан
вуаре жидкость из нижней камеры выдавливается в верх-
нюю, уровень в тарелке понижается, и газ через верхнюю
камеру сбрасывается в воздушник и далее в атмосферу.
При понижении давления в резервуаре жидкость ат-
мосферным давлением выдавливается из выходного штуце-
ра тарелки, и воздух поступает в резервуар.
На рис. 12.2 приведен клапан типа КДГ. Герметизация
воздушника в этом клапане обеспечивается гидравличе-
ским затвором незамерзающей слаболетучей жидкости.
Жидкость заливается в клапан периодически вручную, уро-
вень жидкости контролируется визуально через смотровое
устройство.
Установка гидравлических клапанов рекомендуется
для резервуаров и оборудования с постоянной величиной
уровня жидкости. При этом выбросов вредных веществ
практически не происходит. Этот способ позволяет умень-
шить количество выбросов на 85 - 90 % [26].
Для сбора и обезвреживания выбросов из воздушни-
ков резервуаров и сборников, в которых уровень жидкости
меняется (например, при закачке или опорожнении), а так-
же при наличии на участке большого количества аппаратов
(воздушников), применяются различные коллекторные си-
стемы, отличающиеся способами транспортирования па-
ровоздушной среды и методами обезвреживания вредных
веществ.
Принципы построения коллекторных систем:
объединение воздушников емкостей и аппаратов
с одноименными продуктами в общий локальный кол-
лектор;
(правочник Коксохимика. Том 3
Глава 12. Устройства экологического и санитарно-технического назначения в химических цехах ...
21
Рис. 12.2.
Гидравлический клапан
типа КДГ
подсоединение локальных коллекторов к центрально-
му коллектору посредством клапанов, регулирующих
давление и разрежение;
поддержание в емкостях и локальных коллекторах
небольшого положительного давления, создаваемого
парами продуктов;
поддержание разрежения вжелезнодорожных цистер-
нах при выполнении операций погрузки и разгрузки;
установка на резервуарах предохранительных клапа-
нов, исключающих возникновение в них давления или
разрежения опасного для цельности резервуара при
заполнении и опорожнении;
коллекторы, в которых могут образовываться кристал-
лические отложения, прокладываются в трубопрово-
дах с паровым обогревом или с паровым спутником
и теплоизолируются;
• коллекторная система должна быть совмещена с узлом
обезвреживания токсичных веществ.
Для обезвреживания паровоздушной смеси, поступа-
ющей из коллекторной системы, могут применяться различ-
ные способы:
абсорбционный, промывкой поглотителем в абсорбе-
ре; этот способ целесообразно применять при воз-
можности утилизации поглотителя в собственном
производстве;
Справочник Коксохимика. Том 3
термический (высокотемпературный), сжиганием
в топке (например, трубчатой печи); степень очистки
составляет 80-90%; недостатком способа является
образование дополнительного количества дымовых
газов и большой расход энергоресурсов [18];
каталитический (термокаталитический); степень очист-
ки достигает 95-99%; недостатком является слож-
ность аппаратурного оформления и обслуживания,
необходимость периодической замены и утилизации
катализатора.
Обезвреживание выбросов химических веществ в раз-
личных отраслях промышленности методом дожигания рас-
сматривается в монографии [18]. Общие проблемы катали-
тических методов очистки органических веществ освещены
в статье [19].
В коксохимической промышленности накоплен по-
ложительный опыт применения коллекторных систем для
сбора и обезвреживания выбросов.
Наиболее простым способом устранения выбросов
из воздушников является устройство уравнительной кол-
лекторной системы, объединяющей в один коллектор воз-
душники емкостей с аналогичными продуктами. При этом
создается большой буферный объем парового пространства
емкостного оборудования и почти полностью исключается
выброс избытков паров из системы в атмосферу. При этом
требуется установить на резервуаре предохранительные
218
Раздел 1. Улавливание химических продуктов коксования
клапаны, исключающие разрушение емкостей при возникно-
вении давления или разрежения в процессе заполнения или
опорожнения. Применение такой системы обеспечивает со-
кращение выбросов на 90 - 95 % [26]. Для большей надежно-
сти в такую коллекторную систему подводится инертный газ
(азот), который заполняет газовое пространство емкостей.
Коллекторная система может быть подключена к газо-
проводу прямого коксового газа на участке с разрежением,
при этом на трубопровод должен быть установлен отсечной
клапан с гидрозатвором (см. рис. 12.3).
Коллекторные системы смолоперерабатывающих
и пекококсовых цехов могут быть подключены к установке
термокаталитического обезвреживания. Пример работы та-
кой системы описан в статье [22].
Основной задачей осуществления данного проек-
та было сокращение до минимума выбросов в атмосферу
3,4 бензпирена, который составляет значительную долю
в штрафах за выбросы.
Наибольшее количество выбрасываемого бензпирена
(97,4%) приходится на выбросы пековой установки смо-
лоперерабатывающего цеха. В составе выбросов пековой
установки содержатся: сероводород, аммиак, цианистый
водород, фенол, нафталин, пиридин, бензпирен и др. [22].
Бензпирен термически устойчив и может быть полно-
стью окислен только при температуре более 1200 °C и при
длительном пребывании в топке. При каталитическом раз-
ложении очистка до 97 -99% от бензпирена и других по-
лициклических ароматических соединений обеспечивается
уже при 500- 550 °C.
Путем проведения исследований были изготовлены
катализаторы на основе металлургических шлаков: кобаль-
товые, медно-кобальтовые, медно-хромовые на базе пре-
дельных феррованадиевого и феррохромового, мартенов-
ского и конверторного шлаков.
Очистке подвергаются выбросы: установки получения
электродного пека, сборники пека, узла погрузки жидкого
пека и пековых дистиллятов в ж. д. цистерны.
Монтируется две нитки: от кубов-реакторов и от га-
зового пространства емкостей. Воздух от кубов-реакторов
подвергается предварительной очистке абсорбцией масля-
ным поглотителем, после чего объединяется с линией воз-
душников емкостей.
Коллектор емкостей работает под разрежением
0 - 245 Па. Далее паровоздушная смесь подвергается тер-
мокаталитическому обезвреживанию.
Орошение воздуха из кубов-реакторов в скруббере
Вентури производится охлажденными в холодильнике пе-
ковыми дистиллятами.
Далее отработанный воздух кубов-реакторе в и газы
пекового парка, погрузки пека и лаковой установки вен-
тилятором через огнепреградитель подаются в циклонную
топку, работающую на коксовом газе. Вредные компоненты
в топке почти полностью разрушаются, доокисляясь в кон-
тактном аппарате на катализаторе до диоксида углерода,
воды, азота и диоксида серы. Объем загрузки катализато-
ра - 3 м3, толщина около - 0,15 м. В схему включен котел-
утилизатор, дающий 3,2 т/час пара с давлением 1,4 мПа.
Степень очистки от полициклических ароматических
углеводородов - 98 %, а по бензпирену - 99 %.
Положительный опыт применения термокаталитиче-
ского обезвреживания выбросов из коллекторной системы
смолоперерабатывающего и пекококсового цехов описан
в статье [23]. В этой установке в качестве термокаталитиче-
ской насадки применяется муллитокремнеземный волокни-
стый материал. Технологическая схема процесса представ-
лена на рис. 12.4.
Паровоздушная смесь из коллектора в количестве
1300 м3/ч с температурой 90°С подается в теплообменник,
где предварительно нагревается газами из термокаталити-
ческого реактора до 280 - 300 °C и далее после дополни-
тельного нагрева до 400 - 450 °C в теплогенераторе, рабо-
тающем на коксовом газе, поступает в термокаталитический
реактор. Из реактора газ через теплообменник дымососом
направляется в дымовую трубу. Эффективность очистки до-
Рис. 12.3.
Отсечной клапан
с гидрозатвором
Одеавочник Коксохимика. Том 3
Глава 12. Устройства экологического и санитарно-технического назначения в химических цехах ...
219
Отсос от
Рис. 12.4.
Технологическая схема
термокаталитического
обезвреживания
из воздушников
в смолоперерабатывающем
цехе [23]
гидрозатвора
--------------------Очищенный воздух
--------------------Загрязненный воздух
стигает 99% при суммарной концентрации органических
соединений до очистки 400 мг/м3.
Наиболее простым и эффективным для применения в
коксохимической промышленности является способ устрой-
ства коллекторной системы с подключением ее в газопровод
прямого коксового газа перед первичными газовыми холо-
дильниками. При этом не требуется установки дополнитель-
ных отсасывающих устройств, происходит возврат испарив-
шихся химических веществ в производственный цикл. Огра-
ничением для применения этого способа является опасность
повышения в прямом коксовом газе содержания кислорода
выше допустимой величины (s 1 %).
Опыт успешного применения такого способа опи-
сан в статье [24]. Технологическая схема представлена на
рис. 12.5.
Все воздушники резервуаров и аппаратов смолопе-
рерабатывающего цеха объединены в четыре локальных
коллектора с однотипными продуктами: аппараты установ-
ки окисления пека, пековый парк, аппараты участка непре-
рывной разгонки смолы и сборник нафталиновой фракции.
А кран-вентиль А клапан П клапан предохранительный
Рис. 12.5.
Коллекторная система
сбора и утилизации
паров из аппаратуры
в смолоперерабатывающем
цехе [24]
(рравочник Коксохимика. Том 3
220
Раздел 1. Улавливание химических продуктов коксования
Рис. 12.6.
Технологическая схема
использования азота для
заполнения коллекторной
системы
Локальные коллекторы подсоединены к общему сборному
коллектору, из которого паровоздушная смесь через про-
мыватель поступает в газопровод прямого коксового газа.
Емкости находятся под давлением собственных паров.
На каждом резервуаре установлены дыхательные клапаны
типа КДМ. Локальные коллекторы подсоединяются к обще-
му посредством клапанов для регулирования давления. Об-
щий коллектор подсоединяется к газопроводу также с уста-
новкой гидравлического регулятора давления.
Клапаны КДМ на резервуарах рассчитаны на ава-
рийное срабатывание при давлении > 1400 Па и разреже-
нии < 200 Па. Заданное давление в аппаратах установлено
разное по группам, в зависимости от продукта, 100 -н 400 Па
В общем коллекторе поддерживается разрежение
250 - 750 Па. В коллекторах, локальных и центральном, под-
держивается температура 80 - 90 °C за счет укладки паро-
вых спутников и теплоизоляции.
Контроль содержания кислорода в трубопроводе осу-
ществляется комплексом СТК-30.
Поступающая в газопровод паровоздушная смесь под-
вергается промывке в абсорбере с деревянной хордовой
насадкой охлажденным оборотным поглотительным маслом.
При этом в абсорбере поглощается 50 - 80% органических
веществ, попавших в систему. Примененная в описываемой
системе комбинированная схема с давлением в локальных
коллекторах и с разрежением в общем позволяет миними-
зировать унос из резервуаров химических продуктов.
Как указывалось выше, существенным недостатком
коллекторных систем с подключением их к газопроводу
прямого коксового газа является опасность в определен-
ных условиях повышения содержания в газе кислорода
более допускаемой величины (s 1 %). Для устранения этого
недостатка разрабатывались разные способы заполнения
системы инертным газом [28].
На рис. 12.6 приведена схема использования азота для
заполнения коллекторной системы. При этом необходимым
условием работы данной схемы является обеспечение гер-
метичности емкостей и оборудования.
12.1.2. Утилизация отходов коксохимического
производства
В соответствии с основным принципом государствен-
ной политики в сфере обращения с отходами - защита
окружающей природной среды и здоровья человека от
негативного воздействия отходов, обеспечение бережного
использования материальных, сырьевых и энергетических
ресурсов - на коксохимических предприятиях предусма-
тривается сооружение устройств для утилизации отходов.
ОСНОВНЫЕ ОТХОДЫ, ОБРАЗУЮЩИЕСЯ
НА КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЯХ [29]
Наименование отходов Норматив образования отходов
Кислая смолка сульфатных установок 1,0 кг/т сухой шихты
Фусы отделения конденсации 0,78 кг/т сухой шихты
Полимеры от регенерации поглотительных масел 0,32 кг/т сухой шихты
КО - клапан отсечной
КГ “ клапан дыхательный
|££| -регулятордавления
-----трубопровод
-----электрический сигнал
-датчик температуры
- датчик расхода азота
-газоанализатор
-датчик давления
Наименование отходов Норматив образования отходов
Кислая смолка цеха ректифика- ции сырого бензола 112 кг/т сырого бензола
Осадки после чистки храни- лищ смолы 0,1 кг/т сухой шихты
Смесь смол и масел очистки сточных вод (БХУ) 0,13 кг/т сухой шихты
Отработанные растворы цехов очистки коксового газа от сероводорода (вакуум- карбонатный метод) 2 кг/т сухой шихты
Основным направлением утилизации отходов являет-
ся возврат их в технологический цикл процесса коксования
или приготовление продукта для дальнейшего использова-
ния (дорожное вяжущее).
Для каждого отдельного КХП разрабатывается соб-
ственная схема замкнутого технологического цикла ути-
лизации отходов с учетом инфраструктуры и действующих
технологий.
Общая тенденция в осуществлении утилизации состо-
ит в использовании подготовленных отходов в виде смесей
в качестве присадки к шихте или в качестве продукции для
других целей. Подача подготовленных отходов осуществля-
Оравочпик Коксохимика. Том 3
Глава 12. Устройства экологического и санитарно-технического назначения в химических цехах ...
221
Механизированный
осветтагель с бункерами
для ф-yzcs
ется в поток готовой угольной шихты, транспортируемой в
угольную башню в виде водно-смоляной смеси, состоящей
из измельченных и разогретых до текучего состояния фусов
из каменноугольной смолы и жидких отходов цехов улавли-
вания и переработки. Все присадки имеют меньшую золь-
ность, чем угольная шихта, поэтому не оказывают отрица-
тельного влияния на этот показатель качества кокса.
Иногда практикуется добавка в угольные шихты таких
отходов химических цехов, как отработанные катализаторы,
твердые остатки очистки отпаренных емкостей и хранилищ
смолы и бензола, поглотительного масла, отстойников воды
после аммиачных колонн.
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ УТИЛИЗАЦИИ
ОТХОДОВ
Подготовка отходов к утилизации состоит в получении
однородного транспортируемого по трубопроводам про-
дукта для возврата его в цикл коксохимпроизводства.
Для получения продукта утилизации на основе фусов
и шламов биохимической установки (рис. 12.7) требуется
измельчение содержащихся в них твердых частиц до раз-
мера не более 60 мкм. Измельчение производится, как
правило, в шаровых мельницах мокрого помола. В качестве
разбавителя применяется продукт, полученный смешением
жидких отходов.
Фусы, выгружаемые из бункеров механизированных
осветлителей отделения конденсации, осадки после чист-
ки хранилищ и шламы очистки сточных вод, доставляются
на установку утилизации отходов автомобильным транс-
портом и выгружаются в специальный обогреваемый при-
емный бункер. В бункере фусы подвергаются размягчению
путем нагревания и шнековым питателем подаются в шаро-
вую мельницу. Дозировка разбавителя в мельницу произ-
водится из емкости готовой эмульсии. Продукт помола из
мельницы поступает в сборник, оборудованный мешалкой
и циркуляционным насосом. Готовая суспензия передается
в хранилище, откуда насосом по циркуляционному трубо-
проводу через специальное сопло, устанавливаемое над
лентой транспортера перед угольной башней, подается
в шихту Поступление суспензии сблокировано с датчиком
наличия шихты на конвейере.
Приготовление эмульсии осуществляется следующим
образом (рис. 12.8). Кислая смолка цеха улавливания от-
стаивается от маточного раствора и загружается в реактор-
смеситель, снабженный циркуляционным насосом, куда
подаются из соответствующих сборников другие жидкие
отходы (кислая смолка цеха ректификации бензола, поли-
меры, масла и др.). Для нейтрализации продукта в реактор-
смеситель подается расчетное количество раствора щело-
чи или соды. Готовая эмульсия из смесителя насосом отка-
чивается в сборник.
При приготовлении вяжущего материала для дорож-
ного строительства в реактор-смеситель подается расчет-
ное количество каменноугольной смолы, разогретой до
температуры 70°C. Циркуляцию смеси производят до до-
стижения требуемого значения вязкости готового продукта
необходимой марки.
ХАРАКТЕРИСТИКА ОСНОВНОГО
ОБОРУДОВАНИЯ
В схеме приготовления эмульсии с кислыми смол-
ками (рис. 12.8) применяется емкостное оборудование,
футерованное кислотоупорными материалами либо вы-
полненные из коррозионностойких сталей (10X17Н1ЗМЗТ,
08Х22Н26М2Т, 06ХН28МДТ).
Реактор-смеситель снабжен турбинной мешалкой.
В схеме утилизации нейтрализованных отходов
(рис. 12.7):
Справочник Крксохимика. Том 3
222
Раздел 1. Улавливание химических продуктов коксования
Рис. 12.3.
Технологическая схема
приготовления эмульсии
Рис. 12.7.
Технологическая схема
утилизации отходов
Доставка отходов
1 - бункер приема и загрузки отходов в мельницу; 2 - шнековый транспортер; 3 - мельница; 4-сборник готовой эмульсии;
5 - реактор-смеситель; 6 - хранилище суспензии; 7 - насосы для циркуляции и подачи продукта
Полимеры регенерации поглотительных масел
Кислая смолка
из сульфатной
установки
Маточный раствор
в сульфатную
установку
Кислая смолка цеха ректификации
Подача готовой эмульсии на установку утилизации отходов
Раствор щелочи или соды
Смола для приготовления дорожного вяжущего
I - отстойник кислой смолки типа «бутыль»; 2 - реактор-смеситель; 3 - сборник готовой эмульсии; 4 - хранилище готового продукта -
вяжущего для дорожного строительства; 5 - насосы для циркуляции и подачи продукта
Подача готового
продукта на дорожное
строительство
приемный бункер - стальной, сварной, имеющий фор-
му усеченной пирамиды. Бункер снабжен решеткой
для исключения попадания в бункер крупных кусков и
посторонних предметов и паровой рубашкой;
шнековый транспортер снабжен паровым обогрева-
телем и магнитной ловушкой;
шаровая мельница мокрого помола непрерывного
действия с центральной разгрузкой.
Все емкостное оборудование в схемах утилизации
имеет паровой обогрев и теплоизолировано.
12.2.Системы внутренней санитарии
К вредным выделениям химических цехов относятся
теплоизбытки и газовыделения.
Теплоизбытки - выделения тепла в количестве, превы-
шающем тепловые потери помещения.
Газовыделения - выделения газов, вредно действу-
ющих на человека.
Для ассимиляции теплоизбытков и для разбавления
выделяющихся вредных газов до допустимых концентраций
должна быть предусмотрена вентиляция во всех производ-
ственных помещениях.
12.2.1. Вентиляция. Расчет
РАСЧЕТ ВЕНТИЛЯЦИИ ДЛЯ АССИМИЛЯЦИИ
ТЕПЛОИЗБЫТКОВ
Расчет необходимого воздухообмена для ассимиляции
теплоизбытков производится по формуле [36]:
£ =-------—-----м3/час,
YO,24(Tpj- t„p)
где L - количество воздуха, м3/ч;
w - тепловыделения, ккал/час;
zpj - расчетная температура воздуха в рабочей зоне;
/пр - температура приточного воздуха;
у - удельный вес воздуха, кг/м3;
т - коэффициент, определяющий долю тепла, воздей-
ствующего на температуру в рабочей зоне, кото-
рый следует принимать:
при удалении всего объема воздуха из нижней или ра-
бочей зоны (сквозное проветривание) или при подаче
всего объема воздуха в верхнюю зону - 1,0;
Справочник Коксохимика. Том 3
Глава 12. Устройства экологического и санитарно-технического назначения в химических цехах ...
223
при вентиляции по схеме «снизу-вверх» для помещений
насосных и циркуляционных сборников - 0,9; для пре-
образовательных подстанций электрофильтров - 0,6.
В цехах улавливания химических продуктов источни-
ками выделения избыточного тепла являются изолирован-
ные и неизолированные технологические трубопроводы,
насосы и технологические агрегаты.
Тепловыделения от нагретых поверхностей определя-
ют по формулам [36].
От неизолированных трубопроводов и емкостей
Q = a-F-(tn-tm) (ккал/час),
где а - суммарный коэффициент теплопередачи, опреде-
ляемый по таблице 12.1;
F - площадь теплоотдающей поверхности, м2;
/я - температура поверхности, °C;
/ви- температура воздуха помещения, °C.
Коэффициент а = ак + ал (ккал/час м2 • “С),
гдеак - коэффициент теплопередачи конвекцией;
ал - коэффициент теплопередачи лучеиспусканием
(см. табл. 12.1).
t° егя “л а
25 3,9 3,1 7,0
35 5,9 3,2 9,1
40 6,3 33 9,6
55 7,0 3,4 юл
60 7,3 U 10,9
65 lliilgl 113
70 7,6 11Л
80 8,0 4,0 12,0
90 8,2 4,2 12,4
145 9,5 5,6 15,1
Примечание. Приведенный коэффициент лучеиспускания принят рав-
ным 3 [5].
От изолированных трубопроводов и емкостей
Q = uF-(tn - tm) (1- 0,8), ккал/час.
Среднее значение коэффициента а принимается рав-
ным 7,5.
От насосов и электрооборудования
Q = 860 • 7/, • т| (ккал/час),
где N - установленная мощность электродвигателей, кВт.
Коэффициент т] принимается:
для насосов д = 0,15 -е 0,17;
для помещений с электрооборудованием д = 0,1;
для механических, ремонтных, инструментальных це-
хов п = 0,18 н- 0,22.
Превышение температуры воздуха в рабочей зоне над
наружной расчетной температурой при расчете вентиля-
ции на летний период года принимается равными:
(рравочник Коксохимика. Том 3
для насосных цеха улавливания сероводорода и реге-
нерации поглотительного раствора: при возможности
аэрации 5 °C; при невозможности аэрации 7°C;
для помещений циркуляционных сборников и воз-
духодувок: при возможности аэрации 3°С; при невоз-
можности аэрации 5 °C;
для насосной серной кислоты 3 °C;
для преобразовательной подстанции электрофильт-
ров в зависимости от теплонапряженности 5°C - 7°C
(аэрация невозможна).
Температура воздуха, удаляемого из верхней зоны по-
мещений, определяется по формуле:
W + 0,24У (t„p-t„)
t=L +--------------’
у ’ 0,24У + Ж„
где Ж - удельные теплопотери помещения, ккал/час-°С;
tu - температура наружного воздуха, °C;
/. - температура удаляемого воздуха, °C.
При наличии местных отсосов из величин тепловы-
делений (Ж ккал/час) должно быть вычтено количество
тепла, удаляемое местными отсосами и определяемое из
выражения:
W =L • 0,24 (Г -I ) ккал/час,
отс отс ’ 4 рз пр' ’
где L - количество воздуха, удаляемое местными отсоса-
ми в м3/час.
Расчетный воздухообмен определяется в помещениях
насосной серной кислоты и циркуляционных сборников
при расчетной температуре наружного воздуха для проек-
тирования отопления; во всех остальных помещениях - при
расчетной зимней температуре воздуха для проектирова-
ния вентиляции.
Температура воздуха в рабочей зоне при расчетах
вентиляции на холодный период года определяется по
табл. 12.2.
Расчет вентиляции по условиям разбавления выбро-
сов загрязняющих веществ
Воздухообмен, необходимый для разбавления выбро-
сов загрязняющих газов, определяется по формуле:
i = B!r с _с—^ м’/час,
, рз J
где Л - количество выделяющихся загрязняющих веществ
в мг/час, определяемое технологом данного по-
мещения, куда не включаются вредные вещества,
выделяемые оборудованием, снабженным мест-
ными отсосами;
С - концентрация газов в наружном воздухе мг/м3;
CpJ - допустимая концентрация газов в рабочей зоне
в мг/м3;
Lm - количество воздуха, удаляемое местными отсоса-
ми в м3/час (от укрытий поддонов и желобов, куда
стекает серная кислота или другие химические
вещества), скорость воздуха в местном отсосе
1 м/сек;
т} - коэффициент, учитывающий воздействие выбро-
сов веществ на загрязнение рабочей зоны.
Таблица 12.1.
Значения коэффициентов
а/j. иа
К* .7
224
Раздел 1. Улавливание химических продуктов коксования
Таблица 12.2.
Указания по выбору систем
отопления и внутренняя
температура в рабочей зоне
производственных помещений
№ п/п Наименование объектов Система отопления Внутренняя температура, °C
1 Насосная конденсации, машинное отделение Воздушное, совмещенное с приточной вентиляцией 16
2 Аммиачно-сульфатное отделение Местными нагревательными приборами др +5°С и воздушное, совмещенное с приточной вентиляцией 16
3 Склад сульфата: а) помещение склада б) помещения сушки н расфасовки сульфата а) не отапливается б) местными нагревательными приборами до +5 °C и воздушное, совмещенное с приточной вентиляцией 16
4 Насосная склада смолы. Насосная склада реактивов. Установка утилизации отходов Местными нагревательными приборами 5
5 Производственные помещения бензольного отделения Воздушное, совмещенное с приточной вентиляцией 16
6 Химустановка Воздушное, совмещенное с приточной вентиляцией 16
7 Насосная поглотительного раствора Местными нагревательными приборами 5
Коэффициент mt, учитывающий воздействие выбросов
загрязняющих веществ на загрязнение рабочей зоны, сле-
дует принимать равным единице:
в помещении с наличием обслуживающих рабочих
площадок в верхней зоне;
в помещениях, где весь объем воздуха удаляется с по-
мощью местных отсосов из нижней или рабочей зоны;
при сквозном проветривании помещений и при пода-
че воздуха в верхнюю зону.
Предельно допустимые концентрации вредных газов
в воздухе рабочей зоны производственных помещений (С )
принимают по ГОСТу 12.1.005-88 [6]. ПДК вредных газообраз-
ных веществ, характерных для КХП, приведены в табл. 12.3.
В производственных помещениях, в которых имеются
тепло- и газовыделения, расчет объемов вентиляции произ-
водится по всем выбросам загрязняющих веществ.
При выделении вредных веществ однонаправленного
действия объем вентиляции определяется суммированием
Таблица 12.3.
Предельно допустимые
концентрации вредных
веществ (ПДК) в воздухе
рабочей зоны в цехах
улавливания и переработки
химических продуктов
коксования
Наименование веществ ПДКмг/м3 в воздухе рабочей зоны Класс опасности Наименование веществ ПДКмг/м3 в воздухе рабочей зоны Класс овасностм
Азота окислы (в пересчете на N02) 5 3 Сероуглерод 3 2
Аммиак 20 4 Сода кальцинированная (пыль) 2 3
Ангидрид мышьяковистый 03 2 Соединения мышьяка 0,04 1
Ангидрид сернистый 10 3 Сольвент (в пересчете на 0 100 4
Асбест 2 4 Спирт метиловый 5 3
Аценафтен 10 3 Спирт этиловый 1000 4
Бензин-растворитель (в пересчете на Q 100 4 Стеклянное и минеральное волокно 4 4
Бензол 15 2 Сульфат аммония (пыль) 10 3
3,4- 6енз(а)пирен 0,00015 1 Толуол 50 3
Германия окислы 2,0 3 Уайт-спирит (в пересчете на С) 300 4
Кислота серная 1 2 Углерода окись 20 4
Кислота соляная 5 2 Пыль угольная и коксовая 6 4
Кремния двуокись 1 3 Фенол 0,3 2
Ксипол 50 3 Фенантрен 0,8 2
Масла минеральные (нефтяные) 5 3 Формальдегид 0,5 2
Моноэтаноламин 0,5 2 Хлор 1 2
Натрий роданистый (технический) 10 3 Хлористый водород 5 2
Нафталин 20 4 Цианистый водород 0,3 2
Озон 0,1 1 Щелочи едкие (в пересчете на NaOH) ОД 2
Сажа 4 3 Этилендиамин 2 3
Сероводород 10 2
(правочмик Коксохимика. Там 3
Глава 12. Устройства экологического и санитарно-технического назначения в химических цехах ...
225
объемов воздуха, рассчитанных по каждому вредному ве-
ществу.
При выделении вредных веществ разнонаправленного
действия объем вентиляции определяется по максимально
расчетной величине расхода удаляемого воздуха (одного из
веществ).
Если расчет выполняется по теплоизбыткам и газовы-
делениям, объемы вентиляции определяются по большему
расчетному показателю.
При проектировании вентиляции существующих це-
хов загазованность наружного воздуха (CJ принимается по
данным замеров лаборатории предприятия.
12.2.2. Естественная вентиляция (аэрация)
Во всех помещениях с теплонапряженностью
20 ккал/м3 час и выше максимально требуемый воздухооб-
мен обеспечивается за счет организованной естественной
вентиляции (аэрации).
Применение подачи наружного воздуха без подогрева
в холодный период года допускается в помещениях с тепло-
избытками, достаточными для создания нормальных метео-
рологических условий при требуемом воздухообмене и при
высоте помещений, позволяющих организовать поступле-
ние этого воздуха на уровне не менее 4 м от пола.
В качестве вытяжных аэрационных устройств прини-
маются:
при теплонапряженности до 30 ккал/м3 час - шахты
и цилиндрические дефлекторы;
при теплонапряженности более 30 ккал/ м3 час - неза-
дуваемые аэрационные фонари.
Вытяжные аэрационные устройства (фонари, шахты
и дефлекторы), независимо от их конструкции, должны рас-
полагаться таким образом, чтобы была исключена возмож-
ность задувания их ветром при расположении вблизи более
высокого сооружения (взаимное расположение вытяжных
устройств и расположенных вблизи сооружений следует
принимать в соответствии с нормами и техническими усло-
виями проектирования отопления и вентиляции промыш-
ленных зданий).
К зданиям и помещениям без естественной вентиля-
ции относят здания и помещения, в которых проектируется
подача приточного воздуха только средствами механиче-
ской вентиляции, без устройства специальных проемов для
аэрации. К зонам (участкам) помещений без естественной
вентиляции также относят зоны (участки) аэрируемых поме-
щений, находящиеся на расстоянии более 30 м от наружных
стен с аэрационными проемами.
Вытяжные шахты и створки открывающихся перепле-
тов, расположенных в верхней зоне, должны иметь приспо-
собления для управления ими из рабочей зоны.
12.2.3. Вытяжная механическая вентиляция
Механическая вытяжная вентиляция должна пред-
усматриваться:
в помещениях, где естественная вытяжка невозможна
из-за расположения на перекрытиях производствен-
ного оборудования ипи нахождения их в аэродинами-
ческой тени;
(рравочиик Коксохимика, Том 3
в помещениях, где необходимо устройство местных
отсосов от основных источников выделения вредных
загрязняющих веществ.
От укрытия поддонов и желобов (куда стекает, напри-
мер, серная кислота от сальников в помещении циркуля-
ционных сборников и насосной серной кислоты) следует
предусматривать аспирацию с объемом отсасываемого воз-
духа из расчета создания скорости в открытых отверстиях
(под сальниками насосов и арматуры) - 1 м/сек.
Общеобменная механическая вытяжная вентиляция
должна, как правило, предусматриваться из верхней зоны
помещения.
Общеобменную приточно-вытяжную вентиляцию по-
мещений без естественного проветривания следует проек-
тировать, предусматривая не менее двух приточных и двух
вытяжных вентиляционных установок производительностью
каждой не менее 50% требуемого воздухообмена. Допуска-
ется проектировать по одной приточной и одной вытяжной
установке, снабженных резервным вентилятором, вклю-
чаемым автоматически при остановке работающего. Допус-
кается также блокирование вентиляционных систем данного
помещения с системами, обслуживающими соседние поме-
щения для обеспечения не менее 50% требуемого воздухо-
обмена при остановке вентилятора основной системы.
При расположении агрегатов преобразовательной
подстанции электрофильтров в закрытых кабинах из по-
следних должна предусматриваться механическая вытяжка
в объеме 80% от объема механического притока (в этом слу-
чае естественная вытяжка не предусматривается).
Для предохранения систем от воздействия тумана сер-
ной кислоты, серного ангидрида и сернистого газа возду-
ховоды и оборудование покрывают изнутри тремя слоями,
а снаружи двумя слоями перхлорвиниловой эмали «ХСЗ-26».
12.2.4. Аварийная вентиляция
Перечень помещений, подлежащих оборудованию
аварийной вентиляцией:
машинный зал цеха улавливания;
газокомпрессорная;
насосная отделения дистилляции бензола;
насосная цеха ректификации бензола;
моечное отделение ЦР;
главный корпус ЦР;
закрытые склады бензольных продуктов;
закрытые помещения вакуум-насосной сероводород-
ного газа;
помещения цеха серной кислоты, где выделяется сер-
нистый ангидрид;
• пиридиновая установка сульфатного цеха, размещен-
ная в помещении;
помещения с насосами и аппаратами цехов ректифи-
кации легких и тяжелых пиридиновых оснований и пи-
ридиновых продуктов;
разливочные и закрытые склады пиридиновых и бен-
зольных продуктов.
226
Раздел 1. Улавливание химических продуктов коксования
Аварийная вентиляция предусматривается в произ-
водственных помещениях в соответствии с нормами техно-
логического проектирования и требованиями ведомствен-
ных нормативных документов, в которых возможно внезап-
ное поступление в воздух рабочей зоны больших количеств
вредных веществ (кроме пыли). Аварийная вентиляция про-
ектируется в соответствии с требованиями СНиП 2.04.05-91
[34], а также другими нормативными документами, утверж-
денными в установленном порядке.
Если в нормативных документах отсутствуют указа-
ния о воздухообмене аварийной вентиляции, то следует
предусматривать, чтобы она совместно с постоянно дей-
ствующей вентиляцией обеспечивала воздухообмен в по-
мещении при необходимости не менее 8 объемов в 1 час
к внутреннему объему помещения.
Аварийная вентиляция должна, как правило, пред-
усматриваться вытяжной.
Удаление воздуха аварийной вентиляцией должно
предусматриваться наружу.
Возмещение воздуха, удаляемого вытяжной аварийной
вентиляцией, должно предусматриваться преимуществен-
но за счет поступления воздуха снаружи.
Выброс воздуха аварийной вентиляцией не следует
располагать в местах постоянного пребывания людей и раз-
мещения воздухозаборных устройств систем вентиляции
и кондиционирования воздуха.
В проектах должно быть предусмотрено блокирование
аварийной вентиляции с газоанализаторами, настроенными
на допустимые концентрации вредных веществ.
Запуск вентиляторов и открывание проемов для уда-
ления воздуха аварийной вентиляцией предусматривается
дистанционным из доступных мест как изнутри, так и сна-
ружи помещений.
12.2.5. Приточная механическая вентиляция
Приточная механическая вентиляция предусматрива-
ется во всех производственных помещениях.
Воздух общеобменными приточными системами над-
лежит подавать в рабочую зону (1,5 м от уровня пола) с тем-
пературой от 10 до 45 °C и со скоростью до 5 м/сек.
Рециркуляция воздуха во всех помещениях не допу-
скается.
Воздух, подаваемый в преобразовательную подстанцию
электрофильтров, должен очищаться в масляных фильтрах.
Воздухозаборные отверстия приточной вентиляции
рекомендуется располагать на высоте 1,2 •? 2,5 м от уровня
земли до низа отверстий, удаленно (в противоположной
стороне) от источников загрязнения наружного воздуха.
Электродвигатели и вентиляторы приточных систем
допускается принимать в обычном исполнении.
Основные мероприятия по вентиляции производствен-
ных помещений химических цехов изложены в табл. 12.4.
Библиография
1. Державы санитары правила планування та забудови населених
пункпв- КиГв: 2002. (Введен в Украине взамен СН 245-71.)
2. СП 2.2.1.1312 - 03 «Гигиенические требования к проектированию
вновь строящихся и реконструируемых предприятий»,- М.: Мин-
здрав России, 2003 - 41 с. (Введен в России. Взамен СН 245-71.)
3. СанПин 2.1.8.575 - 96 «Гигиенические требования к охране ат-
мосферного воздуха населенных мест».
4. СанПин 1.2.2353 - 0В «Канцерогенные факторы и основные тре-
бования канцерогенной опасности».- М.: 200В.
5. ДСН 33.6.042-99 «Санитарные нормы микроклимата производ-
ственных помещений»,- М.: Минздрав Украины, Гост. № 42 от
01.12.1999.
6. ГОСТ 12.1.005-88 «Общие санитарно-гигиенические требования
к воздуху рабочей зоны», Гос. Комитет по стандартам - М.: 1988.
7. Закон Укра!'ни «Про вщходи» № 187/98-ВР в!д 05.03.1998 / Вер-
ховна Рада УкраТни - Остання редакщя 12.01.2005.
8. ГН 2.2.5.1313-03 «Предельно допустимые концентрации (ПДК)
вредных веществ в воздухе рабочей зоны».- М.: 2003.
9. ГН 2.1.6.695-98 «Предельно допустимые концентрации (ПДК)
загрязняющих веществ в атмосферном воздухе населенных
мест»,- М.: 1998.
10. ПТЭ-2002 «Правила технической эксплуатации коксохимических
предприятий»,- Украина, Харьков: 2001.
11. Правила безопасности в коксохимическом производстве.
НПАОП 23.1-1.01-08,- Государственный Комитет Украины по
промышленной безопасности, охране труда и горному надзо-
ру,- Харьков: 200В.
12. Правила пожарной безопасности для коксохимических произ-
водств,- Украина, Харьков: Министерство промышленной поли-
тики, 2001.
13. ОРД 14.399-01.89. «Указания по проектированию энергохозяй-
ства коксохимического производства», с изменениями 2009 г,-
Архив Гипрококса, № К 3558.
14. Борисенко А. Л. Экологические проблемы коксохимических
предприятий и пути их решения // Углехимический журнал-
2005-№ 3-4-С. 55 - 59.
15. Фидлер И. Загрязнение атмосферы сильнопахнущими выброса-
ми коксохимических заводов и возможность его уменьшения-
Глюкауф: 19В0- № 13,-С. 33-41.
16. Стеценко Е. Я. Экологическая обстановка в цехах улавливания
химических продуктов коксования И Кокс и химия,- 1990.-
№9-С. 44-47.
17. Стефаненко В. Т, Хусанов И. С, Зайденберг М. А., Абулгасов Ф. Н,
Антоновская Л. Е. Сокращение выбросов из емкостей химиче-
ских цехов // Кокс и химия - 1995 - № 12 - С. 31 - 33.
18. Спейшер В. А. Обезвреживания промышленных газов дожигани-
ем- М.: Металлургия,- 1986 - С. 167.
19. Торопкина Г. М„ Калинкина Л. Ч. Каталитические методы очист-
ки воздуха от органических веществ // Промышленная и сани-
тарная очистка газов,- М.: ЦИНТИхимнефтемаш,- 1983 - Серия
ХМ-14.-С. 29.
20. Привалов В. Е„ Пашков Г. И., Малыш А. С, Купряхина К. 3., Сол-
датенко Н. И. Каталитическая очистка выбросов в атмосферу
химических цехов коксохимических заводов // Кокс и химия-
1981-№ 1-С. 53-55.
21. Батурин П. И. Каталитические реакторы для дожигания отходя-
щих газов // Кокс и химия,- 1991- №5,- С. 32 - 34.
22. Павлович. Л. Б., Патрушев А. Н„ Самигулина Л. А., Андрейков Е. И,
Цаур А. Г. Обезвреживание воздушных выбросов пекового отде-
ления смолоперерабатывающего цеха // Кокс и химия - 1997-
№4,-С. 39-41.
23. Волох В. М., Ткалич Г. М„ Звонова Н. И., Майков В. В. Технология
термокаталитического обезвоживания токсичных органических
соединений // Кокс и химии,- 2009,- № 4,- С. 44 - 45.
24. Шашков 0. А., Лунцов А. Н., Мазанов А. Н. Коллекторная система
сбора паров из аппаратуры цеха переработки химических про-
дуктов коксования // Кокс и химия,- 2006,- № 12 - С. 28 - 29.
Справочник Коксохимика. Том 3
Глава 12. Устройства экологического и санитарно-технического назначения в химических цехах ...
227
№ п/п Наименование помещений. Техно- лопачеаое оборудование Категория по взрыво- пожароопас- ное™ Основные выделя- ющиеся загрязняю- щие вещества Мероприятия по борьбе с производственными выбро- сами загрязняющих веществ
1 Насосная конденсации. Насосы, коммуникации в Тепло,незначительное количество влаги и аммиака Общеобменная вентиляция: вытяжка механическая, сосредоточенная, из верхней зоны помещения, приток механический в рабочую зону
2 Машинное отделение А Тепло, коксовый газ Общеобменная вентиляция: вытяжка механическая, сосредоточенная, из верхней зоны помещения, приток механический в рабочую зону. Аварийная вентиляция из помещения машинного зала
3 Аммиачно-сульфатное отделение. Насосы, центрифуги, коммуникации и пр. Д Тепло, аммиак, фенолы, пиридины, следы серной кислоты Общеобменная вентиляция: вытяжка механическая из верхней зоны, приток механический, аварийная вентиляция из помещения пиридиновой установки (при размещении ее в помещении)
4 Склад сульфата: Помещение склада. Помещение сушки и расфасовки сульфата Д Тепло, сульфат аммония Тоже Естественная вентиляция. Местный отсос от расфасовочной машины с передачей уловленного продукта в технологический цикл. Механический приток на компенсацию местной вытлжки
5 Насосная склада смолы. Насосы, коммуникации В Теппо, аммиак, фенолы, нафталин Общеобменная вентиляция: вытяжка механическая, сосредоточенная, из верхней зоны помещения, приток механический в рабочую зону
6 Насосная склада реактивов. Насосы, коммуникации д Тепло, фенолы, следы серной кислоты Общеобменная вентиляция: вытяжка механическая, сосредоточенная, из верхней зоны помещения, приток механический в рабочую зону
7 Насосная отделения дистилляции бензола. Насосы, коммуникации А Тепло, бензол Местные отсосы от укрытий сальников насосов. Механическая вытяжка из верхней и нижней зоны. Механический приток в рабочую зону на компенсацию вытяжки и разбавление газовыделений. Аварийная вентиляция
8 Насосная склада сырого бензола и поглотительного масла. Насосы, коммуникации А Тепло, бензол Местные отсосы от укрытий сальников насосов. Механическая вытяжка из верхней и нижней зоны. Механический приток в рабочую зону на компенсацию вытяжки и разбавление газовыделений. Аварийная вентиляция
9 Сероочистка. Насосная поглотительного раствора Д Теппо, сероводород Аварийная вентиляция Общеобменная вентиляция: вытяжка механическая, сосредоточенная, из верхней зоны помещения, приток механический в рабочую зону
Таблица 12.4.
Основные мероприятия
по вентиляции
производственных
помещений химических цехов
25. Озерский Ю. Г„ Кабрельян С. Н, Попов А. Л„ Касторный П. Ф„ Не-
богашиков В. В. Гидравлический клапан для снижения выброса
в атмосферу из резервуаров // Кокс и химия,- 1989,- №3,-
С.57-59.
26. Грабко В. В„ Субботина Т. А., Присняк И. И, Шмалей Е. А. Сниже-
ние выбросов из воздушников оборудования химических це-
хов И Кокс и химия - 1999 - № 7- С. 43 - 45.
27. Стефаненко В. Т, Зайденберг М. А„ Карандашова Г В, Гилева 0. А,
Мишарин А. В„ Кауфман А. А. 06 определении рациональных
геометрических параметров воздушников емкостей жидких
продуктов коксохимического производства // Кокс и химия-
2006-№6-С. 40-43.
28. Антипова В. В. Регулирование выбросов бензола в химических
цехах коксохимического производства И Кокс и химия. - 1993.-
№ 9-10. С 37-38.
29. Перелж в!дход1в коксох!м1чного виробництва та Тх класиф!кац1я./
УХИН - Редакция 2007 року з доповненнями та зм!нами погод-
жена: М1нохоронздоров'я в!д 25.12.2007. №05.03.02-07/65716),
Мнприроди 05.11.2007 листом №2225/20/3-7, Мнпромполгики
24.10.2007 листом №12/2-1-406.
30. Настанова. Охорона природи. Поводження з выходами. Виз-
начення норматив1в утворення вщход1в коксох1м1чного ви-
робництва: ДСТУ-Н 4462.5.01:2006,- Нацюнальний стандарт
УкраГни.
31. Методические указания по разработке проектов нормативов
образования отходов и лимитов на их размещение,- Приказ 115
от 11.03.2002. (РФ).
32. Старовойт А. Г, Торжник Э. И,. Шульга И.В., Должанская Ю. Б„ Те-
лешев Ю. В. Утилизация отходов производства // Кокс и химия-
2000,-№6- С. 35.
(правочпнк Коксохимика. Том 3
228
Раздел 1. Улавливание химических продуктов коксования
33. Ковалев Е. Т„ Борисенко А. Л„ Близнюкова М. И. Использование
отходов и побочных продуктов коксохимического производ-
ства. // Углехимический журнал,- 2004,- № 5-6 - С. 5S.
34. СНиП 2.04.05-91. «Отопление, вентиляция и кондиционирова-
ние»,- М.-. 1994. (Введен в России взамен СНиП 2.04.05-91.)
35. СНиП 41-01-2003. «Отопление, вентиляция и кондициониро-
вание» М,- 2004. (Строительные нормы и правила Российской
Федерации.) (Действует в Украине.)
36. Молчанов Б. С. Проектирование промышленной вентиляции,-
Л.: Издательство литературы по строительству, 1970.
37. Фомин Г. С„ Фомина О. Н. Воздух. Контроль загрязнений по меж-
дународным стандартам. Справочник,- М.-. ВНИИстандарт, 2002.
38. Староверов И. Г. Справочник проектировщика. Внутренние
санитарно-технические устройства. Часть II // Вентиляция и кон-
диционирование воздуха.- М.. Стройиздат, 1977.
39. Щекин Р. В. Справочник по теплоснабжению и вентиляции,-
Киев: Буд!вельник, 1976.
40. Каменев П. Н. Отопление и вентиляция,- М: Стройиздат, 1964.
Справочник Коксохимика. ']Ъм 3
ГЛАВА 13
ПЕРЕРАБОТКА СЫРОГО БЕНЗОЛА
13.1 .Состав сырого бензола.
Свойства компонентов
Сырой каменноугольный бензол, полученный при
улавливании из коксового газа, представляет собой слож-
ную многокомпонентную смесь, состоящую, в основном, из
ароматических углеводородов бензольного ряда с приме-
сями насыщенных, ненасыщенных, серо- и азотсодержащих
соединений.
В табл. 13.1 приведены данные о составе сырого бен-
зола двух коксохимических предприятий, а в табл. 13.2 -
свойства ароматических углеводородов и их содержание
в сыром бензоле [1; 3].
Кроме указанных групп соединений в сыром бензоле
содержится нафталин (2,2 - 5,1 %) и легкокипящие компо-
ненты поглотительного масла (0,24 - 1,30%), которые при
разделении сырого бензола переходят в сольвент-нафту.
Физико-химические свойства бензола [1]
Компонент Содержание, %котгонудо180°С
1 II
Ароматические углеводороды:
бензол 75,54 70,15
толуол 12,06 17,02
ксилол 2,44 3,70
в том числе:
п-Ксилол 0,38 0,56
м-Ксилол 1,66 2,55
о-Ксилол 0,4 0,59
этилбензол 0,18 0,2
мезитилен 0,3 0,2
псевдокумол 0,2 0,3
гемимеллитол 0,2 0,1
8сотаромат*йестуглеводорвд0в 91,«7
Ненасыщенные соединения:
циклопентадиен 0,4 0,6
амилены и другие легкокипящие ненасыщенные соединения 0,74 1,30
айрол 03 0,4
инден, кумарон с гомологами 2,51 13
прочие 1,23 1,4 "75“
Сернистые соединения:
сероуглерод 0,8 0,48
сероводород 0,2 0,2
тиофен с гомологами 1,1 0,54
1^6 бфМСШЙЙ'Й** ’
Примеси:
насыщенные углеводороды 0,9 131
фенолы 0,2 0,1
пиридиновые основания 0,2 0,2
Плотность кг/м3 879,01
Показатель преломления:
1,50112
«0 1,49792
Температура кипения при 101,32 кПа, °C 80,099
Криоскопическая константа, Л 5,12
Температурная депрессия от примесей
Д/, ’С/% (мол.) 0,657
Температура кристаллизации, °C 5,533
Теплота кристаллизации, кДж/кг 126,15
(кДж/моль) (9,87)
Теплота сгорания, кДж/кг 41954
(кДж/моль) (3270)
Критическое давление, МПа 4,77
Критическая температура, °C 289,5
Температура самовоспламенения, °C 690
Температура вспышки, °C 16
Пределы взрываемости смеси паров
при 20 °C, %:
с воздухом 0,8-9,5
с кислородом 2,6-30,1
Таблица 13.1.
Состав сырого бензола
Давление насыщенного пара
Температура, °C Давление, кПа
10 6,07
20 10,03
30 15,91
40 24,36
50 36,17
60 52,19
70 73,44
80 101,02
90 131,79
100 174,35
110 226,73
120 290,47
130 366,79
140 459,30
150 563,38
160 686,50
170 828,06
180 989,82
190 1 168,37
200 1 375,36
(правочник Коксохимика. Том 3
232
Раздел 2. Переработка химических продуктов коксования
Таблица 13.2.
Свойства ароматических
углеводородов
и содержание их в сыром
бензоле
Соединение Содержание в сыром бензоле, % Молекулярная масса Плотность при 20 °C, кг/м’ Температура кипения при 101,32 кПа, °C Температура кристаллиза- ции, °C Показатель преломления «2® nD
Бензол 65-78 78,11 879,01 80,099 + 5,533 1,50112
Толуол 10-18 92,13 866,94 110,626 -94,941 1/49693
Этилбензол 0,2-0,3 102,14 867,02 136,186 -94,975 1,49588
п-Ксилол (1 -, 4-Диметилбензол) 0,5-1,0 106,16 861,05 138,352 + 13,263 1,49582
м-Ксилоя (1 З-Диметилбензол) 2,0-3,0 106,16 864,17 139,103 -47,872 1,49722
о-Ксилол (1 2-Диметилбензол) 0,4-0,8 106,16 880,20 144,411 -25,175 1,50545
Изопропилбензол(кумол) 0,03-0,05 120,19 861,79 152,392 -96,03 1,49145
н-Пропилбензол - 120,19 862,04 159,218 -99,5 1,49202
м-Этилтолуол (1-Метил, З-Этилбензол) 0,08-0,1 120,19 864,52 161,305 -95,55 1,49660
п-Этилголуол (1-метил, 4-этилбензол) 120,19 861,18 161,990 -62,35 1,49500
Мезитилен (1,3,5-Триметилбензол) 0,2-0,4 120,19 865,18 164,716 -44,72 -49,80 -51,70 1,49937
о-Этилтолуол (1-Метил, 2-Этил-бензоп) 0,03-0,05 120,19 880,69 165,153 -80,83 1,50456
Третичный бутилбензол 0,01-0,02 134 Л 866,50 169,120 -57,85 1,49266
Псевдокумол (1,2,4-триметилбензол) 0,15-0,3 120,19 875,82 169,351 -43,8 -49,0 1,50484
Иэобутилбензол 0,2-0,4 134,21 853,21 172,759 -51,48 1,48646
Вторичный бутилбензол 134,21 862,07 173,307 -75,47 1,49020
м-Изопропилтопуол - 134,21 861,00 175,20 -63,745 1,49300
Гемимеллитол (1,2,З-Триметилбензол) 0,05-0,15 134,21 894,38 176,084 -25,375 1,51393
п-Изопропилтолуол (цимол) - 134,21 857,30 177,25 -67,935 1,49090
о-Изопропилтолуол - 134,21 876,60 178,35 -71,54 1,50060
м-Диэтиябензол - 13421 863,94 181,102 -83,92 1,49552
м-Пропилтолуол - 134,21 861,00 181,75 1,49360
н-Бутилбензол - 134,21 860,13 183,27 -87,97 1,48980
о-Диэтилбензол - 134,21 879,96 183,42 -31,24 1,50346
п-Пропилтолуол 134,21 858,50 183,45 -63,7 1,49180
п-Диэтил бензол - 134,21 861,96 183,75 -42,85 1,49482
Диметилэтилбензол - 134,21 864,79 183,75 -84,33 1,49910
о-Пропилтолуол - 134,21 874,40 184,75 -60,40 1,49980
Диметилэтилбензол - 134,21 873,20 186,91 -53,70 1,50425
и — - 134,21 876,27 188,41 -63,00 1,50383
л — - 134,21 890,40 190,01 -16,30 1,51072
н - 134,21 892,10 19391 -49,5 1,51172
Дурол (1,1,4,5-Тетраметилбензол) - 134,21 - 196,95 + 79,24 -
Изодурол (1,2,3,5-1етраметилбензол) - 134,21 890,40 198,15 -23,66 1,5130
Пренитол (1,2,3,4-Тетраметипбензол) - 134,21 - 205,04 -6,25 1,5203
Зависимость ряда физико-химических свойств бензола и толуола от температуры показана в табл. 13.3 и 13.4,
Физико-химические свойства ксилолов и триметилбензолов приведены в табл. 13,5 и 13.6, а в табл. 13.7 и 13.8 - данные о
составе и свойствах образцов товарного ксилола и сольвента.
Справочник Коксохимика. Том 3
Глава 13. Переработка сырого бензола
233
Температура, °C Плотность, кг/м3 Динамическая вязкость, д-103, Па-с Теплота испарения при 101,32 кПа, кДж/кг Тепяоемквсть, кДж/(кг-°О Растворимость, % (масс]
вода в бензоле бензол в воде
-180 - - - 2,33 - -
-120 — - - 3,36 - -
-60 - - - 5,23 - -
-20 — - — 5,94 -
0 900,0 - 448,0 6,36 - -
9 - - - - 0,024 0,030
5,5 - - - 5,98 - -
6,78*
10 889,6 0,775 - - 0,035 0,043
20 879,0 0,649 435,0 7,16
- - - - 0,066 0,073
30 868,4 0,559 - - - -
40 857,6 0,489 421,6 738 0,095 0,126
50 846,8 0,434 - . -
60 835,8 0,389 - 408,2 . 7& 0,148 . 0,185
70 824,8 0,345 •• 0,305**
80 813,7 - 394,4 - - -
100 - - 379,3 - - -
120 - - 363,0 - - -
140 - - 345,8 - - -
160 - - 329,0 - - -
180 — - 310,2 - - -
200 - 286,8 - - -
Таблица 13.3.
Зависимость физико-
химических свойств бензола
от температуры [1; 3]
* 5,98 - твердый; 6,78 - жидкий.
" При74,3’С.
Физико-химические свойства толуола Теплота испарения при 101,32 кПа и различной
Плотность: температуре, °C, кДж/кг:
с/20, кг/м3 866,94 °C кДж/кг
</2S, КГ/М3 862,30 20 410,33
Показатель преломления: 30 405,30
И20 "о 1,49693 50 394,42
и25 "о 1,49413 80 378,50
Температура кипения при 101,32 кПа, °C 110,626 100 371,38
Криоскопическая константа, Л 2,51 110 365,11
Температурная депрессия от 130 352,55
примесей Az, °С/% (мол.) 0,398 150 339,15
Температура кристаллизации, °C - 94,941 180 316,12
Теплота кристаллизации, кДж/кг 72,02 Теплоемкость при различной температуре, °C,
(кДж/моль) (6,62) кДж/(кг°С):
Теплота сгорания, кДж/кг 42,5 °C кДж/(кг-°С)
(кДж/моль) (3912,7) -92 1,478
Критическое давление, МПа 4,08 -25 1,591
Критическая температура, °C 320,6 0 1,553
Температура самовоспламенения, °C 660 20 1,737
Температура вспышки, °C 5 50 1,830
Пределы взрываемости смеси паров при 20 °C, %: 65 2,055
с воздухом 1,27-6,75 85 2,235
Справочник Коксохимика. Том 3
234
Раздел 2. Переработка химических продуктов коксования
Давление насыщенного пара Растворимость толуола в воде при температуре, °C, %:
Температура, °C Давление, кПа - 20 0,46 0 0,89 10 1,66 20 2,91 30 4,89 40 7,89 10 0,037 30 0,058 °астворимость воды в толуоле при температуре, °C, %: 10 0,034 16 0,047 70 0,200 95 0,336
Таблица 13.4. 5Q 12 28 Зависимость плотности Л1 . . 60 18,41 и динамической вязкости толуола от 27,17 температуры [2] 80 38,82 100 74,16 110 99,52 120 127,11 130 165,00 140 211,00 150 266,54 160 332,46 170 409,95 180 500,21 190 604,49 200 723,78 Темвература, °C Плотность, кг/м3 Динамическая вязкость, д-103, Па-с
-50 931,8 -
-20 903,9 0,989
0 885,5 0,770
10 876,2 0,667
20 866,9 0,584
30 862,3 0,517
40 857,6 0,469
50 848,3 0,417
60 838,8 0,381
70 829,3 0,346
80 819,7 0,318
90 800,0 -
100 790,0 -
110 779,8 -
Таблица 13.5.
Свойства ксилолов
и этилбензола
Характеристика п- Ксилол м-Ксилол о-Ксилоп Этилбензол
1 2 3 4 5
Плотность, кг/м3:
d? 861,05 864,17 880,20 867,02
856,69 859,90 875,96 862,64
d? 843,71 847,02 863,41 849,38
Температура кристаллизации, °C 13,26 -47,9 -25,18 -94,95
Температура кипения при 101,32 кПа, °C 138,352 139,103 144,411 136,186
Показатель преломления:
«20 nD 1,49582 1,49722 1,50545 1,49588
1,49325 1,49464 1,50295 1,49320
Теплота кристаллизации, кДж/кг (кДж/моль) 161,2(17125) 108,8(11580) 128,1 (13 608) 86,5 (9186,3)
Криоскопическая константа А 2,51 2,74 2,66 3,47
Критическое давление, МПа 3,43 3,51 3,62 3,74
Критическая температура, °C 344,4 345,6 358,3 346,1
Теплоемкость, кДж/(кг • °C)., при:
20 °C 1,670 1,650 1,710 —
30 °C 1,672 1,678 1,720 —
Динамическая вязкость при температуре, °C, q-103, Па-с
0 — 0,805 1,105 0,765
20 0,648 0,620 0,810 0,635
40 0,573 0,497 0,627 0,494
60 0,418 0,410 0,504 0,402
80 0,352 0,346 0,417 0,336
Температура, °C:
самовоспламенения 500 640 520 —
вспышки - 20 - 18
GipaB04HiiK Коксохимика, Том 3
Глава 13. Переработка сырого бензола
235
1 2 3 4 5 Окончание табл. 13.5
Теплота испарения при различной температуре, °C, кДж/кг: 0 411,2 420,0 408,6
20 317,8 404,5 411,2 400,3
50 387,3 392,3 396,9 383,1
80 372,2 378,0 381,8 368,5
100 361,2 368,0 371,8 358,4
130 345,4 350,8 355,9 342,9
140 339,6 344,6 350,0 337,0
180 314,9 322,4 327,0 313,2
200 300,6 303,1 314,4 299,4
Давление насыщенного пара при различной температуре, °C, кПа 0 0,216 0,17 0,25
20 0,87 0,82 0,64 0,94
50 4,33 4,15 зло 4,69
80 15,62 15,1 12,70 16,77
100 32,06 31,1 26,5 34,30
120 60,38 58,9 50,6 64,20
130 80,61 78,9 68,1 85,60
140 102,5 100,4 90,0 108,5
150 132,5 130,2 113,3 140,1
180 265,7 262,2 231,8 279,0
200 399,3 395,3 350,6 417,8
Характеристика Мозитилеи Псевдокумвя Гемимеллитол Таблица 13.6. Свойства триметилбензолов
Плотность, кг/м3: d*> d* 865,18 848,8 875,88 859,7 894,38 878,7
Температура, °C: кристаллизации кипения -44,7* 164,716 -43,8** 169,351 -25,375 176,084
Показатель преломления: -20 "В И25 "D 1,49937 1,4984 1,50484 1,5022 1,51393 1,5115
Теплота кристаллизации, кДж/кг (кДж/моль) 79,97 105,5 112,2
Криоскопическая константа А - 2,82 1,64
Критическая температура, °C 370,5 381,2 -
Критическое давление, МПа 3,84 3,25 -
Динамическая вязкость при 20 °C, ц ТО3, Па с 0,84 0,92 -
Температура самовоспламенения, °C 700 710 -
Растворимость в воде при 25 °C, % (масс.) 0,0076 0,0065 -
Теплоемкость при 25 °C, кДж/(кг °C) 1,76 1,76 -
Теплота испарения при 101,32 кПа, кДж/кг 311,5 304,8 -
• Существует еще две нестабильные модификации с температурой кристаллизации - 51.7 и -49.8°C.
*• Существует еще нестабильная модификация с температурой кристаллизации - 49,0 °C.
Справочник Коксохимика. Том 3
236
Раздел 2. Переработка химических продуктов коксования
Таблица 13.7.
Свойства и состав
чистого ксилола (смесь
изомеров) [1;3]
Окончание табл. 13.8
Наименование показателя Образец
1 II III
Плотность dj0, кг/м3 860,0 863,0 862,0
Начало кипения, °C 137,5 138,0 138,5
Конец кипения, °C 141,2 140,5 141,0
Окраска с серной кислотой 1,0 0,8 1,5
Состав, %:
этилбензол 5,0 3,5 5,5
п-Ксилол 21,5 22,0 20,2
м-Ксилол 58,5 59,0 57,3
о-Ксилол 12,5 13,6 14,8
толуол 1,0 0,6 0,5
триметилбензолы 1,0 0,8 0,6
насыщенные углеводороды 0,5 0,5 0,6
1 2 3
Состав, %: ксилопы и этилбензол 29,1 34,5
насыщенные углеводороды 4,6 8,0
мезитилен 16,3 13,0
псевдокумол 12,2 11,1
гемимеллитол 9,5 8,5
прочие ароматические углеводороды (этилтолуолы, пропилбензолы и др.) 28,3 24,9
Таблица 13.8.
Свойства и состав
сольвента
каменноугольного
•
Таблица 13.9.
Содержание ненасыщенных
соединений во фракциях
сырого бензола
Нанмеиоианне показатели Образец
1 II
1 2 3
Плотность </30, кг/м3 868,0 869,0
Начало кипения, °C 151 148
Оттон до 180 °C, % 93 92
95% отгона, °C 182 186
Показатель преломления, п20^ 1,4913 1,4944
Содержание насыщенных 4,6 8,0
углеводородов, %
Выход фракций при ректификации, %: до 144,5 °C (ксилолы и этилбензол) 29,1 34,5
144,5 -160 °C (м-Пропилбензол, изопропилбензол) 14,4 12,8
160 -170 °C(мезитилен, псевдокумол, этилтолуолы и др.) 38,5 33,2
выше 170 °C (гемимеллитол) 18,0 19,5
НЕНАСЫЩЕННЫЕ УГЛЕВОДОРОДЫ
Содержание отдельных ненасыщенных соединений в
сыром бензоле зависит от режима коксования. С повыше-
нием температуры коксования растет содержание легко-
кипящих ненасыщенных и снижается содержание высоко-
кипящих ненасыщенных соединений, так называемых смо-
лообразующих.
В табл. 13.9 показано распределение ненасыщенных
соединений по фракциям, а в табл. 13.10 - свойства ненасы-
щенных соединений, входящих в состав сырого бензола.
Наимеиование фракции Содержание, % масс.
во фракции к сырому бензолу в отгоне до 180 °C к общему содержанию ненасыщен- ных соеди- нений
Головная (сероуглеродная) 35,0 1,15 27,4
Бензол-топуол- ксияольная (ВТК) 1,4 1,37 32,7
Инден- кумароновая 60,0 1,67 39,9
Сольвент-нафта 18,0 - -
Всего - 4,19 100,0
Таблица 13.10.
Свойства ненасыщенных
соединений [1;3]
Соединение Формула Молекулярная масса Плотность rfj*, кг/м’ Температура кипения, °C Температура кристаллизации, °C Показатель преломленнп л„
1-Пентен с5н|0 70,15 642 30,0 -165 1,3712
2-Пентен С5Н10 70,15 650 36,5 -138 1,3798
2-Метил-2-бутен С5Н10 70,15 662 38,5 -133,8 1,3878
н-Гексен с6н|2 84,18 680 66,0 -98 1,3821
Метиллентены С6Н12 84,18 680-720 45-60 - -
Диметилпентены С7Н|4 84,18 700 - 720 84-95 - -
Циклопентен C5Hj 68,13 773 44 -135 1,3220
Циклогексен с6н|0 82,16 810 83,3 -103,5 1,4465
Метилциклогексен С7Н|2 96,19 808 -108,8 -120,6
2,3-Диметил-6угадиен с6н|0 82,16 684 69,2 -100 1,4092
2,4-Гексадиен с6н|0 82,16 772 82,2 - 1,4454
Циклопентадиен с5н6 66,11 804 42,5 -85 1,4432
Циклогексадиен *-•6^8 80,18 844 85,5 -90 1,4432
Стирол С8Н8 104,16 907 145,25 -30,7 1,5462
Инден с9н, 116,17 998 181,6 + 1,7 1,5764
Кумарон свн6о 134,20 1051 174,0 -17,8 1,5624
Дициклопентадиен с,„н12 132,22 976,8 170 + 32,5(1);+ 19,5(11) 1,5050
Справочник Коксохимика. Том 3
Глава 13. Переработка сырого бензола
237
В головной фракции ненасыщенные соединения пред-
ставлены, в основном, циклопентадиеном, который доста-
точно легко полимеризуется в дициклопентадиен, а также
амиленами-углеводороды С5Н|0 с температурой кипения
в интервале 25 - 42 °C.
Во фракции ВТК содержатся в незначительном количе-
стве циклогексен, метилциклогексен и ряд других ненасы-
щенных соединений, а также стирол и метилстирол.
Основные ресурсы смолообразующих ненасыщенных
соединений - стирола, индена, кумарона и их гомологов со-
держатся в инден-кумароновой фракции.
Часть смолообразующих, в основном, инден, метилин-
ден, кумарон и его гомологи, переходят в сольвент-нафту.
НАСЫЩЕННЫЕ УГЛЕВОДОРОДЫ
Содержание насыщенных углеводородов в сыром
бензоле определяется, прежде всего, температурой коксо-
вания. Чем глубже протекают процессы пиролиза, тем ниже
содержание в сыром бензоле насыщенных соединений.
В табл. 13.11 приведены физико-химические свой-
ства насыщенных соединений, входящих в состав сырого
бензола.
Содержание основных насыщенных углеводородов
в сыром бензоле, % масс
Циклопентан 0,2 - 0,4
Метилпентан 0,1 -0,2
н-Гексан 0,1 -0,3
Циклогексан 0,05-0,15
н-Гептан 0,1 -0,2
Метилциклогексан 0,1 -0,2
Прочие 0,2-0,3
Насыщенные углеводороды образуют с бензолом и
его гомологами азеотропные смеси. Чем выше температура
кипения насыщенного углеводорода, тем выше содержа-
ние бензола в азеотропной смеси и тем меньше разность
температур кипения бензола и азеотропа. Это затрудняет
выделение из бензола насыщенных соединений при ректи-
фикации.
Особенно сложно происходит разделение пары
бензол-н-гептан и бензол-метилциклогексан. Эти насыщен-
ные углеводороды не образуют с бензолом азеотропов, но
их смеси с бензолом не являются идеальными и не подчи-
няются закону Рауля.
Углеводород Плотность rf“,Kr/MJ Температура, °C Паказатель преломления
кипел ия кристаллизации
н-Гексан 659 68,7 -95,3 1,3748
2,2-Димешлбутан (неогексан) 649 49,7 -99,7 1,3687
н-Гептан 683 98,4 -90,6 1,3876
2-Метилпентан 653 60,3 -153,7 1,3714
2,2-Диметилпентан 673 79,2 -123,8 1,3824
3,З-Диметиппентан 693 86,6 -134,4 1,3908
2,4-Диметилпентан 673 80,5 -119,2 1,3821
2,2,З-Триметилбутан 690 80,9 -25,0 1,3894
2,2,4-Триметилпентан 692 99,2 -107,3 1,3914
2,2,3-Триметилпентан 716 109,8 -112,3 1,4028
2,3,4-Триметилпентан 715 113,5 -109,2 1,4012
2,3,3-Триметилпентан 726 114,7 -100,7 1,4075
Цикпопентан 745 49,3 -93,7 1,4064
Метил циклопентан 748 71,8 -1424 1,4097
Циклогексан 778 80,7 +6,5 1,4262
Метилциклогексан 769 100,3 -126,6 1,4231
н-Октан 702 125,6 -56,8 1,3975
2-Метил гептан 698 117,6 -109,0 1,3949
З-Метилпентан 706 118,9 -120,5 1,3985
4-Метилгептан 705 117,7 -120,9 1,3979
цис -1,2-Диметилциклогексан 796 129,7 -50,0 1,4360
транс -1,2-Диметилциклогексан 776 123,4 -88,2 1,4269
цис -1,3-Диметилциклогексан 766 120,1 -75,6 1,4229
транс -I, З-Диметилциклопентан 785 124,5 -90,1 1,4308
цис -1,4-Диметилциклопентан 782 1243 -87,4 1,4297
транс -1,4-Диметилциклопентан 762 119,4 -36,9 1,4209
н-Пропилцикло-пентан 776 130,9 -111,3 1,4262
Этилциклогексан 778 131,8 -111,3 1,4330
Таблица 13.11.
Физико-химические
свойства насыщенных
углеводородов, входящих
в состав сырого
бензола [1;3]
(правочник Коксохимика. Том 3
238
Раздел 2. Переработка химических продуктов коксования
В табл. 13.12 приведены свойства и состав азеотроп-
ных смесей бензола с некоторыми насыщенными углеводо-
родами.
Таблица 13.12.
Температура кипения
и состав некоторых смесей
бензола с насыщенными
углеводородами
Углеводород Температура кипения углеводорода, °C Азеотропная смесь с бензолом Разность температур кипеннп между бензолом назеотропом, °C
температура кипения азеотропа, °C содержание бензола, %
н-ГексанС6Н|4 68,740 68,87 5,0 11,23
или не азеотропна
Метилциклопентан С6Н|2 71,712 71,4 10,0 8,7
2,2-Диметияпентан С?Н 79,198 75,85 46,3 4,25
2,4-Диметиппентан С7Н|6 80,500 75,2 48,4 4,9
Циклогексан С6Н, 2 80,738 77,5 55,0 2,6
2,2,3-Триметипбутан С7Н|6 80,833 76,6 50,5 3,5
2,З-Диметилпентан С7Н|6 89,784 79,2 79,5 0,9
н-Гептан С7Н., 98,428 80,1 99,8 0
или не азеотропна
2,3,4-Триметилпентан (изооктан) CjH|g 99,238 80,1 97,9 0
Метилциклогексан С7Н|4 100,934 Не азеотропна
В чистых сортах бензола содержится 0,1 - 0,5 % приме-
сей насыщенных углеводородов, среди которых основными
являются н-гептан, циклогексан, метилциклогексан, состав-
ляющие в сумме 80-90% всех примесей.
В табл. 13.13 приведены данные по составу примесей
в образцах бензола «для синтеза».
Таблица 13.13.
Содержание
неароматических примесей
и некоторые показатели
качества образцов бензола
«для синтеза»
Наименование воказателей Образцы бензола
1 2
Содержание основного вещества, % 99,62 99,80
Содержание неароматических 0,380 0,198
примесей, %
в том числе:
н-гегпан 0,120 0,087
циклогексан 0,080 0,049
метилпентан 0,126 0,042
Температура кристаллизации, °C 5,32 5,41
СЕРНИСТЫЕ СОЕДИНЕНИЯ
В зависимости от сернистости угольной шихты со-
держание серы в сыром бензоле может составлять от 0,2
до 2,0%. Режим коксования влияет на содержание серы
в меньшей степени. С повышением температуры коксова-
ния содержание серы в сыром бензоле увеличивается за
счет увеличения тиофеновой серы.
Основными серосодержащими соединениями сырого
бензола являются сероуглерод и тиофен с гомологами. Сум-
марное содержание сероуглеродной и тиофеновой серы
составляет более 90% от содержания общей серы в сыром
бензоле.
Содержание всыром бензоле сульфидов, дисульфидов,
меркаптанов очень низкое, что объясняется их термической
нестабильностью. Меркаптаны интенсивно разлагаются при
температуре 550 - 600 °C, в то время как тиофен термически
устойчив и не разлагается при температуре 800 - 850 °C
Присутствующие иногда в чистых сортах бензола и то-
луола меркаптаны являются вторичным продуктом, который
образуется из серосодержащих олигомеров в процессе
переработки сырого бензола.
В табл. 13.14 приведены физико-химические свойства
сернистых соединений, входящих в состав сырого бензола,
а в табл. 13.15 и 13.16 - данные по содержанию основных
сернистых соединений и различных видов серы в сыром
бензоле.
В соответствии с температурами кипения, основные
ресурсы сероуглерода переходят в головную (сероуглерод-
ную) фракцию сырого бензола.
Тиофен и метилтиофен концентрируются во фракции
ВТК. Незначительная часть метилтиофенов и диметилтио-
фенов содержится в инден-кумароновой фракции. В состав
сольвент-нафты входит тионафтен, который сопутствует
нафталину.
(прав°чпик Коксохимика. Том 3
Глава 13. Переработка сырого бензола
239
Соединение Формула Молекулярная масса Плотиость </“,кг/м’ Температура, °C Показатель пре- ломления
имения кристаллизации
Сероводород H2S 34,08 -60,4 -
Сероокись углерода COS 60,07 - -49,9 -138,4 -
Сероуглерод cs2 76,13 1,263 46,3 -110,4 1,6276
Метилмеркаптан CH3SH 48,11 0,896 6,8 - -
Этилмеркаптан C2H5SH 62,14 0,839 37,0 -144 1,4308
Изобутилмеркаптан C4H,SH 90,20 0,836 88,0 - 1,4408
Диэтилсульф ид (C2H5)2S 90,20 0,837 92,0 -99 1,4486
Диметилдисупьфид (CH3)2S2 94,20 1,062 116,0 - 1,5202
Диэтипдисульфид (C2H5)2s2 122,26 0,993 153,0 - 1,5063
Тиофен C4H4S 84,14 1,066 84,1 -37,1 1,5288
2-Метилтиофен CH3C4 H3S 98,18 1,025 112,5 -63,5 1,5240
3-Метилтиофен CH3C4H3S 98,18 1,026 114,5 -68,6 1,5266
2,5-Диметилтиофен (CH3)2C„H2S 112,20 0,991 134,0 - -
2,3-Диметиптиофен (CH3)2C4H2S 112,20 0,996 136,5 - -
2,4-Диметилтиофен (CH3)C4H2S 112,20 0,997 137,5 - -
3,4-Диметилтиофен (CH3)2C4H2S 112,20 1,089 145,0 - -
Тетраметилтиофен (CH3)4CS 104,23 0,994 182,5 - -
Сера s 32,06 1,920 444,6 120 -
Таблица 13.14.
Свойства сернистых
соединений, входящих
в состав сырого
бензола [1;3]
Наименование компонента Содержание в сыром бензоле, %
Образец 1 Образец 2
Сероводород 0,02 0,04
Сероуглерод 0,32 0,48
Тиофен 0,40 0,68
Метилтиофен 0,08 0,12
Прочие 0,02 0,03
Всего 0,84 1,35
Таблица 13.15.
Содержание основных
сернистых соединений
в сыром бензоле
Наименование видов серы Образец 1 Образец 2
содержание серы, % масс. к общей сере, % содержание серы, % масс. к общей сере, %
Сероводородная 0,02 3,90 0,04 5,8
Сероуглеродная 0,29 56,9 0,40 52,7
Тиофеновая 0,19 37,3 0,30 40,0
Прочие 0,01 1,9 0,02 1,5
Сера общая 0,51 100,0 0,76 100,0
Таблица 13.16.
Содержание различных
видов серы в сыром
бензоле
^травочппк Коксохимика. 3
240
Раздел 2. Переработка химических продуктов коксования
13.2.Основные стадии переработки сырого
бензола
Сложный и многокомпонентный состав обусловлива-
ет необходимость разделения сырого бензола на фракции,
в которых концентрируются целевые компоненты, с после-
дующей очисткой фракций от примесей и ректификацией
для выделения чистых товарных продуктов.
Переработка сырого бензола состоит из следующих
основных стадий:
разделение сырого бензола на бензол сырой I (БС-1)
и бензол сырой II (БС-Н);
предварительная ректификация БС-1 с выделением го-
ловной (сероуглеродной) и бензол-толуол-ксилольной
фракции (БТК и БТКС), в которой сосредоточены прак-
тически все ресурсы бензола и толуола, а также изоме-
ры ксилола и часть ресурсов триметилбензолов;
• очистка фракции БТК (БТКС) от ненасыщенных и сер-
нистых соединений (сернокислотная очистка, гидро-
очистка);
окончательная ректификация очищенной фракции БТК
(БТКС) с применением экстрактивной ректификации
для получения товарных бензола, толуола, ксилолов,
сольвента;
• переработка сырого бензола БС-Н с выделением
инден-кумароновой фракции и сольвент-нафты;
• переработка (утилизация) головной фракции сырого
бензола;
переработка инден-кумароновой фракции с получе-
нием полимерных смол;
углубленная переработка сольвентовой фракции с по-
лучением индивидуальных углеводородов (мезитилен).
Переработка сырого бензола может быть организова-
на по полунепрерывной и непрерывной схемам.
По полунепрерывной схеме отбор головной фракции
из БС-1, очистка фракции БТК, отпарка фракции (после сер-
нокислотной очистки), отбор чистого бензола, промежуточ-
ной фракции БТ и чистого толуола производится в агрегатах
непрерывного действия, а получение ксилола и сольвента -
в агрегате периодического действия.
В ряде случаев после непрерывного отбора бензола
из очищенной фракции получение чистых толуола, ксилола
и сольвента производится на ректификационном агрегате
периодического действия.
Разделение сырого бензола БС-Н с получением инден-
кумароновой фракции и сольвент-нафты производится на
агрегате периодического действия.
По непрерывной схеме переработки все стадии про-
цесса очистки и ректификации проводят в агрегатах непре-
рывного действия.
Схема полунепрерывной ректификации представлена
на рис. 13.1.
13.2.1. Разделение сырого бензола на бензол
сырой 1 (БС-1) и бензол сырой 2 (БС-Н)
Разделение сырого бензола на БС-1 и БС-Н производит-
ся на разделительной колонне в цехе улавливания (глава 7).
На ряде коксохимических предприятий, где перераба-
тывают, в основном, привозной сырой бензол, его разделе-
ние осуществляется в цехе ректификации.
Колонна для разделения имеет 26-30 колпачковых
тарелок. Ректификация проводится с применением острого
пара.
Режим работы разделительной колонны поддержива-
ется таким, чтобы получить легкую фракцию (БС-1) с темпе-
ратурой конца кипения не выше 135 °C. При этом в сырой
бензол БС-1 переходят все ресурсы легких углеводородов,
сероуглерода, бензола и тиофена, не менее 96 % толуола,
не более 55% ксилолов. Содержание стирола в БС-1 со-
ставляет не более 25% от ресурсов в сыром бензоле. Это
позволяет снизить количество потерь при дальнейшей
очистке фракции.
Технологический режим процесса разделения
сырого бензола
Температура, °C:
питания 25 - 30
верх колонны 75 - 85
низ колонны 95-100
Рефлюксное отношение:
к питанию 0,27
к отбору дистиллята 0,3
Допустимая скорость паров в колонне, м/с 0,7 - 0,8
Расход острого пара, кг/т сырого бензола
(пар 0,8 МПа, температура 250 °C) 60 - 65
13.2.2. Предварительная ректификация
Задачей предварительной ректификации является
выделение из сырого бензола головной (сероуглеродной)
фракции и целевой фракции для очистки и получения то-
варных продуктов (фракция БТК).
Ранее агрегат предварительной ректификации состо-
ял из четырех ректификационных колонн, на которых из сы-
рого бензола последовательно выделяли сероуглеродную,
бензольную, толуольную, ксилольную фракции, тяжелый
бензол и сольвент-нафту. Фракцию БТК получали смешени-
ем узких фракций.
В современных цехах принята следующая схема пред-
варительной ректификации:
выделение из БС-1 головной фракции сырого бензола
на сероуглеродной колонне;
разделение БС-Н на агрегате периодического дей-
ствия с получением инден-кумароновой фракции
и сольвент-нафты.
ВЫДЕЛЕНИЕ ГОЛОВНОЙ (СЕРОУГЛЕРОДНОЙ)
ФРАКЦИИ
Выделение головной фракции сырого бензола произ-
водится на агрегате непрерывного действия.
Режим сероуглеродной колонны должен обеспечивать
требуемую глубину извлечения сероуглерода из остатка -
фракции БТК. Кроме того, содержание бензола в головной
фракции должно быть ограничено и не превышать 50%.
При нормальном режиме работы сероуглеродной колонны
(правочник Коксохимика. Том 3
Глава 13. Переработка сырого бензола
241
Рис. 13.1.
Схема полунепрерывной
ректификации при
переработке сырого бензола
1 - сероуглеродная колонна; 2 - конденсаторы-холодильники; 3 - сепараторы; 4 - насосы; 5 - холодильники остатков;
6 - хранилища и емкости; 7 - отпарная колонна; 8 - бензольная колонна; 9 - колонна для отбора промежуточной фракции БТ;
10- толуольная колонна; 11,12- колонна и куб агрегата периодического действия;
13 - рефлюксные бачки
выход головной фракции составляет 2,5 - 3,5% от сыро-
го бензола. В головную фракцию переходят практически
все ресурсы легких углеводородов, сероуглерода, диенов
и часть ресурсов бензола. Технологическая схема отбора
головной фракции приведена на рис. 13.1.
Сырой бензол БС-1 после отстаивания от воды из
хранилища насосом подается на одну из тарелок питания
сероуглеродной колонны. Пары головной фракции, выхо-
дящие из верхней части колонны, направляются на охлаж-
дение и конденсацию в конденсатор-холодильник, который
орошается технической водой, и холодильник, орошаемый
захоложенной водой (для снижения потерь легкокипящих
компонентов фракции). Полученный конденсат через сепа-
ратор (где отделяется вода) поступает в рефлюксный бачок.
Основная часть продукта из рефлюксного бачка насосом
подается на верхнюю тарелку колонны в виде рефлюкса.
Балансовое количество головной фракции отбирается на
линии выдачи насоса и направляется в емкости склада.
Донный продукт колонны - фракция ВТК через холо-
дильник остатка выводится в хранилище, откуда поступает
на очистку.
Для нагрева и испарения сырья используется тепло
греющего (глухого) пара, поступающего в подогреватели
колонны.
Характеристика сероуглеродной колонны и теплообменного
оборудования [4; 15]
Число тарелок, шт. 30-35
Расстояние между тарелками, мм 600
Номер тарелки питания (считая снизу) 18-25
Давление в колонне, кПа (кг/см2) 19,6 - 29,4
(0,2-0,3)
Допустимая скорость паров в колонне, м/с 0,5 - 0,6
Коэффициент теплопередачи в подогрева-
телях (термосифонного типа), кДж/(м2-ч °C) 1 885-2514
Справочник Коксохимика. Том 3
242
Раздел 2. Переработка химических продуктов коксования
Рис. 13.2. Коэффициент теплопередачи в холодильни-
Агрегат для разделения ке остатка типа «труба в трубе»,
фракции БС-Н кДж/(м2ч°С) 1466,5-188! Общий коэффициент теплопередачи для периода конденсации и периода охлаж- дения в конденсаторе-холодильнике при скорости охлаждающей воды 0,7 - 1,0 м/с, кДж/(м2-ч-’С) 838-1257 Расход: пара (давлением 0,8 МПа) на 1 т питания, т 0,25-0,35 охлаждающей воды на 1 т питания, м3 7-10 электроэнергии на 1 т питания, квт' ч 2-3 Режим работы сероуглеродной колонны. Температура, °C: питания 25 - 30 на верху колонны 50-55 внизу колонны 85 - 95 рефлюкса 25 - 30 Рефлюксное отношение: к питанию 0,6 - 0,7 к отбору дистиллята 25-30 Количество отбираемой головной фракции, % от БС-1 2,5 - 3,5 Содержание основных компонентов в го- ловной фракции, % масс: сероуглерод 20-35 цикло- и дициклопентадиен 12,0 - 17,0 бензол 30 - 45
ПЕРЕРАБОТКА СЫРОГО БЕНЗОЛА БСЧ1
Разделение сырого бензола БС-Н с получением инден-
кумароновой фракции и сольвент-нафты производится на
агрегате периодического действия, состоящем из ректифи-
кационной колонны с кубом, конденсатора-холодильника,
сепаратора, насосов, мерников (рис. 13.2).
Ректификацию проводят с применением острого пара
или вакуума в сочетании с острым паром, что позволяет сни-
зить температуру разгонки и тем самым потери смолообра-
зующих компонентов в результате термополимеризации.
В процессе ректификации из загрузки сырого бен-
зола БС-Н отбирают легкую фракцию с концом кипения
135 - 140°C и инден-кумароновую фракцию с концом ки-
пения 190 °C. Легкая фракция направляется на переработку
совместно с фракцией БТК.
Пары фракций из верхней части колонны поступают
в конденсатор-холодильник. Образовавшийся конденсат из
сепаратора, где происходит отделение воды, насосом пода-
ется на верхнюю тарелку колонны в виде рефлюкса.
Балансовое количество продукта отбирается на линии
выдачи насоса и направляется в мерники и из них в храни-
лище.
После отбора инден-кумароновой фракции (получе-
ние 10% продукта с температурой отгона до 180 °C) нагрев
куба останавливают. Остаток из куба (сольвент-нафту) насо-
сом выгружают в хранилище.
J - ректификационная колонна; 2 - куб;
3 - конденсатор-холодильник; 4 - сепаратор; 5 - насос;
6 - мерник; 7 - хранилище
Показатели технологического режима процесса разделения
сырого бензола БС-Н с применением острого пара
Отбор фракций
Легкая фракция (отгон до 140 °C):
% отгона 8,0 - 12,0
расход острого пара, кг/т 0,54
рефлюксное число 1,0
Инден-кумароновая фракция:
% отгона 36 - 42
расход острого пара, кг/т 2,7
рефлюксное число 1,5
содержание смолообразующих соедине- 40 - 60
ний, % масс.
Скорость паров в поперечном сечении 0,7 - 0,8
колонны, м/с
ЗЗ.З.Очистка бензола от ненасыщенных
и сернистых соединений
13.3.1. Показатели иачества бензола каи сырья
для синтеза. Факторы, влияющие на качество
бензола
Бензол является одним из основных веществ, исполь-
зуемых в качестве сырья для органического синтеза. На его
основе производятся циклогексан (капролактам и адипино-
вая кислота), этилбензол (стирол, фенол, ацетон), моющие
средства, лекарственные препараты.
Справочник Коксохимика. Том 3
Глава 13. Переработка сырого бензола
243
Развитие и совершенствование процессов синтеза
определяют повышение требований к качеству чистого
бензола.
Самые жесткие требования к бензолу как сырью
предъявляются в процессе синтеза циклогексана - исход-
ного вещества для получения капролактама и адипиновой
кислоты.
Основные показатели качества бензола для этого про-
цесса следующие:
Температура кристаллизации, °C, не ниже 5,4
Массовая доля, %, не более:
общей серы 0,00003
н-гептана 0,01
метилциклогексана и толуола 0,05
Для других процессов синтеза на основе бензола
определяющими показателями качества также являются: со-
держание серы, температура кристаллизации, содержание
насыщенных и ненасыщенных соединений.
Предприятия химической промышленности ориенти-
рованы, в основном, на использование бензола марок «для
синтеза» и высшей очистки.
В табл. 13.17 приведены основные показатели качества
бензола этих марок по действующим стандартам для камен-
ноугольного и нефтяного бензолов.
Основными примесями чистого бензола, влияющими
на его качество, являются тиофен, сероуглерод, насыщен-
ные соединения и толуол.
Количество примесей, содержащихся в бензоле, свя-
зано с понижением температуры кристаллизации бензола
(температурная депрессия) следующей зависимостью [4]:
А 1000-gjt
Д/ =------—,
?0Л/
где Д/ - температурная депрессия, °C;
к - криоскопическая константа {к бензола = 5,12);
q - масса примесей, г;
q0 - масса бензола, г;
М - молекулярная масса примесей.
Тиофен образует с бензолом твердый раствор и не
влияет на изменение температуры кристаллизации, Содер-
жание толуола в бензоле достаточно низкое (практически
отсутствует).
Поэтому если бензол имеет узкие пределы кипения
(<0,4°С) и практически не содержит сероуглерод, то тем-
пература кристаллизации определяется содержанием на-
сыщенных углеводородов, в основном, метилциклопентана,
циклогексана, н-гептана, метилциклогексана.
Кроме снижения температуры кристаллизации при-
меси насыщенных соединений вызывают также снижение
плотности и показателя преломления бензола.
Выделение насыщенных углеводородов при получе-
нии чистых сортов бензола производится четкой ректифи-
кацией очищенного от ненасыщенных и сернистых соеди-
нений бензола и его фракций.
При этом часть примесей, в основном циклогексан
и метилциклопентан, выделяется с головной фракцией.
Метилциклогексан и н-гептан могут быть сконцентрирова-
ны в промежуточной фракции бензол-толуол.
При значительном содержании в бензоле насыщенных
соединений (рафинат гидроочистки), а также при необходи-
мости получения бензола с высокой температурой кристал-
лизации (> 5,4°C), применение четкой ректификации стано-
вится неэкономичным. Для процесса требуются колонны
с 70-100тарелками и большим орошением, что существенно
снижает производительность, увеличивает энергозатраты.
Наиболее полно и эффективно удаление примесей
насыщенных соединений из бензола производится при ис-
пользовании экстрактивной ректификации.
Наименование показателей Норма для марки
высшей очистки для синтеза
каменно- угольный нефтяной вышит сорт 1-й сорт
каменно- угольный нефтяной каменно- угольный нефтяной
Пределы перегонки, °C, не более од - 0,6 0,6 0,6 0,6
Температура кристаллизации, °C, не ниже 5,4 5,4 5,3 5,35 5,3 5,3
Массовая доля основного вещества, % не менее - 99,9 - 99,7 - 99,5
Массовая доля, % не более н-гелган метилциклогексан и толуол : метилциклогексан толуол 0,01 0,05 0,01 0,05 0,02 - 0,06 0,13 0,04 - 0,08
Окраска серной кислоты, номер образцовой шкалы, не более 0,1 0,1 0,1 0,1 0,15
Массовая доля общей серы, % не более 0,00005 0,00005 0,00010 0,00010 0,00015 0,00015
Массовая долл сероуглерода, % не более 0,00005 - 0,00007 - 0,0001 -
Массовая доля тиофена, % не более 0,00005 , - 0,0002 - 0,0004 -
Таблица 13.17.
Основные показатели
качества чистых сортов
бензола
Справочник Коксохимика. "Jom 3
244
Раздел 2. Переработка химических продуктов коксования
Рис. 13.3.
Принципиальная
технологическая схема
сернокислотной очистки
фракции БТК
13.3.2. Сернокислотная очистка
При взаимодействии концентрированной серной
кислоты с бензольными фракциями проходят следующие
основные реакции:
полимеризация ненасыщенных соединений;
сополимеризация ненасыщенных соединений с тио-
феном (алкилирование) и другими компонентами;
сульфирование тиофена, бензольных углеводородов
и продуктов реакций.
Сероуглерод, содержащийся в очищаемых фракциях,
не взаимодействует с концентрированной серной кислотой
и выделяется с головной фракцией до стадии очистки.
Ненасыщенные соединения очищаемой фракции до-
статочно легко полимеризуются под действием серной
кислоты.
Определяющей стадией очистки является удаление
тиофена, которое происходит преимущественно путем его
сополимеризации с ненасыщенными соединениями.
В качестве сырья для очистки используется бензол-
толуол-ксилольная (БТК) фракция с температурой конца
кипения не выше 135 °C.
Характеристика фракции БТК
Начало кипения, °C 80 - 82
Отгон до 125 °C, % 90 - 95
Отгон до 140 °C, % 98,0-98,7
Содержание основных компонентов, % масс.:
легкие углеводороды, 0,25 - 0,50
в т. ч. сероуглерод, не более 0,0001
бензол 76,0 - 83,0
тиофен 0,6-1,2
толуол 12,0 - 18,0
ксилолы 2,5 - 3,5
компоненты сольвента 0,8 - 1,2
Для достаточно полного выделения тиофена при
очистке фракции БТК используется способ добавки (при-
садки) ненасыщенных соединений.
В качестве присадок используют фракции нефтяного
происхождения и попутные продукты процессов синтеза.
Состав и свойства присадки имеют большое значение
для процесса сернокислотной очистки.
Наиболее эффективной присадкой для процесса явля-
ется пипериленовая фракция - побочный продукт произ-
водства изопрена.
В технических требованиях на эту фракцию предусмо-
трены следующие основные показатели:
Массовая доля пипериленов, % не менее 85
Фракционный состав:
началокипения, °C, нениже 30
конец кипения, °C, не выше 200
90 % отгона перегоняется при температуре,
°C, не выше 185
Процесс сернокислотной очистки фракции БТК осу-
ществляется по непрерывной схеме, представленной на
рис. 13.3.
1 - насос; 2 - гидравлические смесители; 3 - контактный аппарат;
4 - регенератор; 5 - отстойник
Технологические потоки: / - фракция ВТК; II - серная кислота;
III - присадка; IV-фракция ВТК на нейтрализацию;
V - кислая смолка; VI - регенерированная серная кислота
Фракция БТК из сероуглеродной колонны или про-
межуточного хранилища поступает в центробежный насос-
смеситель 1, где смешивается с кислотой, а затем в гидрав-
лические смесители 2. Подача присадки производится по-
сле подачи кислоты.
После гидравлических смесителей 2 фракция БТК по-
ступает в контактный аппарат 3, затем в регенератор 4, где
происходит регенерация серной кислоты при разбавлении
водой, а затем в отстойник 5, в котором происходит разделе-
ние очищенной фракции, регенерированной кислоты и кис-
лой смолки. Далее кислая фракция направляется на нейтра-
лизацию и после отделения щелочи - на ректификацию.
Продолжительность контакта фракции с кислотой и за-
тем с присадкой в зависимости от нагрузки и применяемой
аппаратуры обычно составляет, с: в насосе-смесителе 4 - 8;
в гидравлических смесителях 20 - 60: в контактном аппара-
те 300 - 500.
Основные реакции очистки проходят в насосах и ги-
дравлических смесителях. В контактном аппарате, при не-
обходимой продолжительности контакта, происходит поли-
меризация остатков непрореагировавших ненасыщенных
соединений присадки. Это позволяет получить очищенный
бензол с требуемыми значениями показателей: «окраска
серной кислоты» и «бромное число».
Существенное влияние на показатели очистки оказыва-
ют два основных фактора: расход и распределение присадки
и соотношение ненасыщенных соединений и тиофена.
Достаточно глубокая очистка бензола от тиофена
достигается при дробной (стадийной) подаче присадки.
В табл. 13.18 приведены условия процесса сернокислотной
очистки фракции БТК для получения бензола с содержани-
ем тиофена не более 0,15 % (бензол «технический») и бензо-
ла «для нитрации» с содержанием тиофена не более 0,02 %.
Для очистки используется серная кислота 92 - 94 %-ной
концентрации.
Получение бензола «для синтеза» вызывает необходи-
мость более глубокого удаления тиофена, для чего бензол
«для нитрации» или «технический» подвергают дополни-
тельной сернокислотной очистке.
В этом процессе первая подача присадки производит-
ся до смешения бензола с кислотой, вторая - через 20 - 25 с
после подачи кислоты. Контакт бензола с кислотой и при-
садкой осуществляется в насосе и в группе гидравлических
смесителей.
(рравочник Коксохимика, 'Jom 3
Глава 13. Переработка сырого бензола
24
Наименоваяня показателя Получение бензола технического с содержанием тиофена, ие более 0,15 % Получение бензола «для нитрации» с содержанием тиофена, не более 0,02 %
Температура, °C: начальная перед контактным аппаратом 30-35 40-45 30-35 40-45
Расход серной кислоты 92 - 94%-ной, % к фракции 5,0-7,0 5,0-7,0
Подача кислоты Производится перед подачей присадки
Расход присадки, % к фракции 1,0-1,2 1,5-1,8
Количество подач присадки* 1 2
Распределение присадки по точкам подач, % от общего расхода: первая подача вторая подача 100 70 30
Общая продолжительность процесса, с 550-600 550 - 600
* Первая подача присадки производится через 20 - 25 с после подачи
кислоты.
Вторая подача присадки - через 20 - 25 с после первой подачи.
После очистки кислота регенерируется или использу-
ется для очистки фракции БТК.
Очищенный бензол после нейтрализации и отделения
отработанной щелочи подвергается ректификации с полу-
чением бензола «для синтеза».
На рис. 13.4 представлена технологическая схема по-
лучения бензола «для синтеза» с применением двухступен-
чатой сернокислотной очистки [5].
На первой ступени очистки фракции БТК подачу кис-
поты осуществляют перед первой подачей присадки, по-
дачу присадки - через 20 - 25 с после подачи кислоты.
Каждую последующую подачу присадки производят через
равномерные участки в трубопроводе перед группами ги-
дравлических смесителей таким образом, чтобы продолжи-
тельность контакта каждой порции с реакционной смесью
составляла 20 - 25 с. После прохождения последней группы
гидравлических смесителей реакционная смесь поступает
в контактный аппарат 3, а затем - в гидравлические смеси-
тели, куда подают воду или отработанный раствор щелочи
для регенерации кислоты.
После регенерации смесь направляют в отстойник 5,
где отделяется регенерированная кислота и кислая смолка.
Выходящая из отстойника фракция поступает на нейтрали-
зацию в группу шаровых смесителей. После нейтрализации
и отстаивания очищенную фракцию направляют в хранили-
ще, а затем - на бензольную колонну для выделения техни-
ческого бензола или бензола «для нитрации».
На второй ступени очистки первую подачу присад-
ки осуществляют перед подачей кислоты, вторую - через
20 - 25 с после подачи кислоты. После последней группы
гидравлических смесителей реакционная смесь проходит
контактный аппарат 9 и поступает в отстойник 10, где от-
деляется отработанная кислота, которую подают на первую
ступень очистки.
После отстойника фракция поступает на нейтрализа-
цию в гидравлические смесители, перед которыми подают
раствор щелочи. После нейтрализации и отстоя очищенный
бензол направляют на ректификацию.
При переработке фракции БТК с содержанием тиофе-
на в пределах 0,6 - 1,3% основные показатели процесса
очистки следующие:
Таблица 13.18.
Показатели
технологического режима
процесса сернокислотной
очистки фракции БТК[4]
Рис. 13.4.
Технологическая схема
получения бензола едл*
синтеза» с трам.е-е-^ем
двухступенчатой
сернокислст-са о-^стки
KI, К2, КЗ - ректификационные колонны; 1,2,7,8-группы гидравлических шаровых смесителей:}.
4 - шаровые смесители для регенерации кислоты; 5,6,10,11 - стекай-
(рравочник Коксохимика. Том 3
246
Раздел 2. Переработка химических продуктов коксования
Первая ступень очистки
Расход кислоты 92 - 94%-ной концентрации, %
(к фракции) 5-7
Расход присадки, % (к фракции) 1,3 -1,8
Распределение присадки по точкам подачи, %:
первая подача 70
вторая подача 30,
Первую подачу присадки осуществляют через 20 - 25 с
после подачи кислоты, вторую подачу присадки - через
20 - 25 с после первой. Температура процесса 30 - 45 °C.
Вторая ступень очистки
Расход кислоты, % (к фракции) 4,0 - 4,5
Расход присадки, % (к фракции) 1,0- 1,5
Распределение присадки по точкам подачи, %:
первая подача 60
вторая подача 40
Первую подачу присадки производят перед подачей
кислоты, вторую - через 20 - 25 с после подачи кислоты.
Общая продолжительность процесса очистки -
600-700 с.
Технология и режим двухступенчатой сернокислотной
очистки обеспечивает получение бензола «для синтеза»
с содержанием тиофена 0,000070 - 0,000150% и окраской
серной кислоты 0,05 - 0,1 номера образцовой шкалы, что
полностью соответствует требованиям ГОСТ на бензол «для
синтеза» по этим показателям.
Побочными продуктами и отходами процесса серно-
кислотной очистки являются кислая смолка, регенериро-
ванная серная кислота и кубовые остатки (выделяются при
окончательной ректификации очищенной фракции БТК).
Источниками потерь углеводородов являются преиму-
щественно кислая смолка и кубовые остатки.
Состав кислой смолки, %: сульфокислоты 50 - 60; бен-
зольные углеводороды 12-15; серная кислота 8-16; вода
12-15. Выход кислой смолки при использовании в качестве
присадки пипериленовой фракции составляет 3,0 - 3,5 %.
Кубовые остатки, выход которых составляет 3,5 - 5,0 %,
содержат продукты полимеризации и сополимеризации не-
насыщенных соединений фракции, присадки и тиофена.
Состав регенерированной кислоты, %: серная кисло-
та 48 - 53; органические примеси в пересчете на углерод
(сульфокислоты) 3 - 5; вода 44 - 50.
Регенерированная серная кислота используется в про-
цессе получения сульфата аммония.
Кубовые остатки (малозольные) являются сырьем для
получения темных стирольно-инденовых смол.
Кислая смолка цеха ректификации совместно с кислой
смолкой сульфатного отделения используется в рецептуре
компаундов для дорожного строительства.
13.3.3. Каталитическая гидроочистка
В процессе каталитической гидроочистки фракций
сырого бензола удаление примесей происходит за счет ре-
акций гидрирования ненасыщенных соединений и гидроге-
нолиза гетероциклических соединений (тиофен, метилтио-
фены, сероуглерод, пиридин).
Кроме того, протекают побочные реакции, связанные с
потерями водорода и бензольных углеводородов, такие как
образование циклогексана и метилциклогексана.
Все реакции процесса гидроочистки являются экзо-
термическими.
Основные реакции процесса:
CS2 + 4H2 - CH4 + 2H2S
C4H4S + 4H2 - C„H|0 + H2S
+ _ с„н2п+2
C5H5N + 5H2 -> C5H|2 + NH3
с6н6 + зн2 -> с6н|2
с6н5сн3+3H2-> C6HUCH3
CO + 3H2 -> CH4 + H2O
CO2 + 4H, - CH4 + 2H,O
Продуктами реакции процессов каталитической гидро-
очистки являются насыщенные углеводороды, сероводород
аммиак и вода.
Процессы гидроочистки протекают при высоких тем-
пературах и давлении. В зависимости от условий различают
среднетемпературный и высокотемпературный процессы
гидроочистки.
СРЕДНЕТЕМПЕРАТУРНАЯ КАТАЛИТИЧЕСКАЯ
ГИДРООЧИСТКА
Исходным сырьем процесса является фракция БТК
с температурой конца кипения не выше 130 °C Лучшим сы-
рьем для процесса гидроочистки является фракция бензол-
толуол (БТ) с температурой конца кипения не выше 120 °C.
Технологическая схема процесса состоит из следу-
ющих стадий:
1. Нагрев и форгидрирование (гидростабилизация)
фракции БТК.
2. Испарение фракции БТК.
3. Среднетемпературная гидроочистка.
4. Охлаждение обратного потока.
5. Сепарация рафината гидроочистки.
6. Отпарка рафината.
7. Регенерация катализаторов.
8. Подготовка и компримирование водородсодержа-
щего газа.
В качестве водородсодержащего газа (кроме водоро-
да) используется подготовленный, очищенный от примесей
смолистых соединений, сероводорода и нафталина обрат-
ный коксовый газ с содержанием водорода 58 - 60% (об.).
Принципиальная технологическая схема процес-
са среднетемпературной гидроочистки представлена на
рис. 13.5.
Нагрев фракции и водородсодержащего газа произ-
водится в теплообменниках за счет тепла обратного потока
и паром высокого давления.
Гидростабилизация (форгидрирование) осуществля-
ется в реакторе при температуре 150 - 210 °C в токе во-
дородсодержащего газа на слое алюмопалладиевого или
алюмокобальтмолибденового катализатора. В процессе
форгидрирования протекают реакции гидрирования нена-
сыщенных соединений и гидрогенолиза сероуглерода.
(правочыик Коксохимика. ТЬм 3
Глава 13. Переработка сырого бензола
247
Рис. 13.5.
Схема
среднетемпературной
каталитической
гидроочистки
1 - каскад испарения; 2 - теплообменник; 3 - форконтактный аппарат; 4 - трубчатая печь; 5-реакторный блок; 6 - подогреватель;
7 - холодильник; 8 - сепаратор высокого давления; 9 - дроссель; 10 - сепаратор низкого давления; 11 - отпарная колонна; 12- промыватели;
13-хранилище; 14 - насос высокого давления; 15 - компрессор
Испарение фракции БТК производится в каскаде те-
плообменников (рис. 13.5) или в смесителе-испарителе,
в котором происходит распыление и испарение фракции
в потоке водородсодержащего газа [6; 7].
Подогрев парогазового потока до температуры начала
реакции гидроочистки (360-380 °C) осуществляется в труб-
чатой печи.
Основные реакции процесса среднетемпературной
гидроочистки - гидрогенолиз тиофена и других гетеро-
циклических соединений, а также гидрирование остатков
ненасыщенных соединений протекают в двух реакторах, за-
полненных алюмоникельмолибденсиликатным или алюмо-
кобальтмолибденовым катализатором при температуре
360 - 400 °C. Кроме того, проходят также побочные реакции,
такие как образование циклогексана, метилциклогексана
и гидрирование оксида углерода коксового газа.
Для регулирования температуры процесса между ре-
акторами осуществляют подвод свежего коксового газа, на-
греваемого в трубчатой печи.
Охлаждение обратного потока, который выходит
из последнего реактора гидроочистки с температурой
380 - 400°C, осуществляется в теплообменниках. Тепло-
вой потенциал обратного потока используется для на-
грева сырья перед гидростабилизацией и для нагрева
циркуляционного газа.
Окончательное охлаждение обратного потока до
30 - 35 °C производится водой в холодильнике типа «труба
в трубе».
Сепарация рафината гидроочистки от циркуляционно-
го газа и растворенных газов производится в сепараторах
высокого и низкого давления.
Отпарка рафината гидроочистки от сероводорода
и других растворенных газов происходит под давлением 0,8
МПа в отпарной колонне.
Основные параметры процесса с использованием
коксового газа [б; 7]
Температура, °C:
в форконтакторе 150-210
в реакторах гидроочистки 360 - 400
Давление, МПа 4,0 - 4,5
Давление при использовании водорода, МПа 2,0 - 2,5
Концентрация водорода, % (об.):
в свежем газе 58-60
в циркуляционном газе 45-48
Объемная скорость, м3/м3-ч 0.5
Кратность циркуляции газ/сырье.
нм3/м3 (20 °C) 1 000 - 1 200
Степень превращения тиофена, % не менее 99,96
Основные параметры регенерации катализатора
форгидрирования и гидроочистки
Максимальная температура, °C 450-550
Давление при регенерации, МПа 4,0
Концентрация кислорода при регенерации, % 0,5
Концентрация кислорода при прокалке, % 5,0
Циркуляция инертного газа, нм3/ч (20 °C) 10 000
Продолжительность выжига отложений, ч 30-36
Периодичность регенерации, лет 1
Справочник Коксохимика. Т°м 3
248
Раздел 2. Переработка химических продуктов коксования
Основные показатели качества бензола, получаемого
при среднетемпературной гидроочистке
Температура кристаллизации, °C 5,33 - 5,38
Массовая доля, %:
тиофена 0,00008 - 0,00015
сероуглерода отсутствует
серы общей 0,00005 - 0,00010
примесей, не более, 0,3
ВТ. ч.
н-гептан 0,12-0,15
метилцикпогексан и толуол 0,05-0,15
ВЫСОКОТЕМПЕРАТУРНАЯ КАТАЛИТИЧЕСКАЯ
ГИДРООЧИСТКА
Процесс высокотемпературной гидроочистки прово-
дят при температуре выше 550 °C и давлении 3,0 - 6,0 МПа.
В этих условиях одновременно протекают реакции гидри-
рования, гидрогенолиза гетероциклических соединений
и гидрокрекинга образующихся насыщенных соединений,
что значительно улучшает качество получаемого бензола.
При использовании специальных катализаторов про-
исходит также гидродеалкилирование гомологов бензола,
что позволяет, наряду с улучшением качества, увеличить
выход бензола.
В качестве сырья для процесса рекомендуется фрак-
ция БТК с температурой конца кипения не выше 130 °C или
фракция БТ.
Принципиальная технологическая схема процес-
са высокотемпературной гидроочистки представлена на
рис. 13.6 [4; 8].
Нагрев сырья и водорода происходит в системе тепло-
обменников за счет тепла обратного потока.
Процесс форконтактной гидростабилизации сырья
проходит в реакторе при температуре 180 - 250 °C на слое
алюмопалладиевого катализатора, промотированного
гидроокисью калия (или применяется промышленный алю-
мокобальтмолибденовый катализатор).
Испарение сырья производится в каскаде теплооб-
менников или в специальном испарителе.
До температуры 550 - 580 °C парогазовый поток нагре-
вается в трубчатой печи, после чего поступает в реакторы
высокотемпературной гидроочистки, заполненные алюмо-
кобальтмолибденовым катализатором, промотивирован-
ным щелочью.
Охлаждение обратного потока после реакторов до
400 °C производится путем ввода холодного продукта (ра-
фината). Далее обратный поток охлаждается в системе те-
плообменников.
Сепарация охлажденного продукта производится в се-
параторах высокого и низкого давления.
Циркуляционный газ из сепаратора высокого давления
поступает в абсорбер для очистки от сероводорода и затем
циркуляционным компрессором возвращается в цикл.
Рафинат под давлением 0,8 МПа направляется в от-
парную колонну, где происходит удаление сероводорода
и других легких газов.
Технологические показатели процесса высокотемпературной
гидроочистки
Температура, °C:
в форконтакторе 180-250
в реакторах гидроочистки 550 - 580
Давление, МПа 3,0 - 5,0
Кратность циркуляции газа,
нм3/м3 сырья 1 000
Нагрузка реактора, об/(об-ч) 0,5
Нагрузка форконтактора, об/(обч) 1,5 - 2,0
Расход водорода, нм3/т 60
Рис 13.6.
Схема
высокотемпературной
гидроочистки
I - подогреватель; 2 - насос высокого давления; 3 - испаритель; 4 - форконтактор; 5 - трубчатая печь; 6 - реакторы гидроочистки;
7-холодильник; 8. 9- теплообменники; 10-дроссель; 11,13-сепараторы; 12 -отпарнаяколонна;
14,15- абсорберы для улавливания сероводорода и осушки газа; 1 6 - установка для получения водорода
Справочник Коксохимика. Том 3
Глава 13. Переработка сырого бензола
249
Основные показатели качества бензола, получаемого
при высокотемпературной гидроочистке
Температура кристаллизации, °C, не менее 5,45
Массовая доля, %:
серы общей, не более 0,00003
примесей:
н-гептан, не более 0,01
МЦГ и толуол, не более 0,05
13.4. Ректификация очищенных фракций
с получением чистых сортов
бензола
13.4.1. Ректификация фракции БТК после
сернокислотной очистки
ВЫДЕЛЕНИЕ КУБОВЫХ ОСТАТКОВ (ОТПАРКА
ОЧИЩЕННОЙ ФРАКЦИИ БТК)
Фракция БТК после сернокислотной очистки из хра-
нилища насосом подается на питающую тарелку отпарной
колонны.
Фракция предварительно нагревается в верхней части
конденсатора-холодильника до 70 °C за счет тепла конден-
сации паров и в подогревателе до 100 - 110 °C. Пары бен-
зольных углеводородов проходят укрепляющую часть ко-
лонны и выводятся из верхней части, жидкая фаза (остаток)
стекает в куб-подогреватель, куда подается глухой и острый
водяной пар. Температура жидкости в кубе-подогревателе
составляет 115 °C. Из куба-подогревателя кубовые остатки
откачивают на склад.
Выходящие из верхней части колонны пары фракции
БТК поступают в нейтрализатор, орошаемый раствором
щелочи, который циркулирует в замкнутом цикле пока его
концентрация не снизится до 3-4%. Потом его заменяют
свежим раствором.
Отработанный раствор щелочи направляется для от-
парки из него бензольных продуктов.
Пары из нейтрализатора проходят через конденсатор-
холодильник, из которого нейтрализованная фракция БТК
направляется в сепаратор. Часть фракции из сепаратора
или через рефлюксный бачок насосом подается на ороше-
ние колонны, балансовое количество фракции поступает
в хранилище.
Вытекающий из нейтрализатора раствор щелочи со-
вместно с бензольными углеводородами поступает в холо-
дильник и сепаратор.
Отводимый из этого сепаратора продукт (фракция БТК)
совместно с фракцией из сепаратора колонны направляют-
ся в хранилище.
Раствор щелочи из нижней части сепаратора поступа-
ет в сборник для циркулирующей щелочи, откуда насосом
подается в нейтрализатор.
Технологический режим процесса отпарки
Температура, °C:
питания после подогревателя 100-110
на верху колонны 80 - 90
продукта в кубе-подогревателе 115
щелочи после нейтрализатора 75 - 78
(рравочник Коксохимика. Том 3
Выход, % от питания:
фракция БТК 95 - 96
кубовые остатки 4-5
Допустимая скорость паров в колонне, м/с 0,7 - 0,8
Рефлюксное число (к питанию) 0,1 - 0,2
Расход пара, кг/т питания (пар 0,8 МПа,
температура 300 °C):
глухой в подогревателе 260
острый 150
Расход охлаждающей воды, м3/т 8-9
Давление в колонне, кПа 14,7-29,4
Характеристика отпарной колонны:
число тарелок, шт. 18
тарелка питания, шт. 12
Коэффициент теплопередачи, кДж/(м2-ч-°С):
в подогревателе 2 514
в кубе-подогревателе 1257
в конденсаторе-холодильнике (общий
для процессов конденсации и охлажде-
ния при скорости охлаждающей
воды 1 м/с) 1 467 - 1 886
ПОЛУЧЕНИЕ ЧИСТОГО БЕНЗОЛА
Очищенная на первой ступени очистки фракция БТК
после отпарной колонны или непосредственно после
очистки подается насосом на одну из тарелок питания бен-
зольной колонны (рис. 13.1).
Пары бензола, выходящие из колонны, поступают
в конденсатор-холодильник. Образовавшийся конденсат
поступает в сепаратор для отделения от воды. Чистый бен-
зол из сепаратора насосом подается на верхнюю тарелку
бензольной колонны в виде рефлюкса. Балансовое коли-
чество бензола отбирается на линии выдачи рефлюксного
насоса и направляется в хранилище.
Нагрев и испарение продуктов в колонне производит-
ся глухим паром, подаваемым в выносные подогреватели
термосифонного типа.
Остаток из колонны (фракция ТКС) через регулятор
уровня и холодильник выводится в промежуточное храни-
лище или подается на питание колонны для отбора чистого
толуола (или промежуточной фракции БГ).
Очищенный и нейтрализованный бензол после второй
ступени очистки поступает в хранилище, из которого через
подогреватель сырья подается на питающую тарепку колон-
ны для получения бензола «для синтеза».
Бензол «для синтеза» отбирается через боковой шту-
цер и через холодильник поступает на склад.
Головной погон, отбираемый из верхней части колон-
ны, через конденсатор-холодильник и сепаратор поступает
в рефлюксный бачок, откуда насосом подается на верхнюю
тарепку колонны в виде рефлюкса. Балансовое количество
погона выводится в хранилище. В головной погон перехо-
дят примеси насыщенных и ненасыщенных соединений.
Из нижней части колонны производится отбор кубо-
вого остатка, который выводится через регулятор уровня и
холодильник в хранилище.
250
Раздел 2. Переработка химических продуктов коксования
Температурный режим отбора остатка выбирается та-
ким, чтобы при достаточной полноте исчерпания бензола
не допустить начала реакций разложения продуктов алки-
лирования тиофена.
Принципиальная схема выделения бензола «для син-
теза» после второй ступени сернокислотной очистки при-
ведена на рис. 13.4.
Показатели технологического режима
Отбор бензола «для нитрации» (или технического)
Температура, °C:
на верхней тарелке 79-80
внизу 120-125
Давление, МПа 0,02-0,03
Рефлюксное число 1.2-1,5
Число тарелок в колонне, шт. 30-35
Расстояние между тарелками, мм 600
Допустимая скорость паров, м/с 0,5-0,6
Отбор бензола «для синтеза»
Температура, °C:
питания 70-75
на верхней тарелке 79
внизу 80
Давление в колонне, МПа 0,02-0,04
Рефлюксное число:
к питанию 1,0-1,2
к отбору дистиллята 22-25
Число тарелок в колонне, шт. 45
Отбор фракций, % масс.:
головной погон 3,2 - 4,0
кубовый остаток 3,5 - 5,0
Допустимая скорость паров, м/с 0,5-0,6
Отбор бензола производится с 39-ой тарелки, считая
снизу.
Коэффициент теплопередачи, кДж/м2-ч°С:
в подогревателях термосифонного типа 2 930 - 4 190
в холодильнике остатка типа «труба в трубе»
при скорости продуктов 0,6 - 0,8 м/с 1 050 - 1 470
в конденсаторе-холодильнике (общий для
периода конденсации и периода охлаждения
при скорости охлаждающей воды
0,8-1,0 м/с) 1260-1680
13.4.2. Ректификация рафината гидроочистки
Получаемый в процессе среднетемпературной ката-
литической гидроочистки рафинат (очищенная фракция
БТК и БТ) характеризуется более высоким содержанием на-
сыщенных соединений, чем фракция БТК после сернокис-
лотной очистки.
Увеличение содержания насыщенных соединений
в рафинате гидроочистки происходит за счет реакций
гидрирования бензола и толуола с образованием дополни-
тельного количества циклогексана и метилциклогексана.
Процесс ректификации рафината осложняется тем, что
насыщенные углеводороды образуют с бензолом азеотроп-
ные смеси. Чем выше температура кипения насыщенного
углеводорода, тем выше содержание бензола в азеотропной
смеси и тем меньше разница между температурами кипения
бензола и азеотропа. Особенно сложно происходит разде-
ление пары бензол-н-гептан и бензол-метилциклогексан.
Эти углеводороды не образуют с бензолом азеотропов.
Их смеси с бензолом не подчиняются закону Рауля и коэф-
фициент относительной летучести бензола снижается при
уменьшении содержания примеси насыщенного углеводо-
рода в смеси:
Содержание примеси, % мольн. 50,0 10,0 5,0 1,0 0.5
Коэффициент относительной летучести бензола для пары бензол-н-гептан для пары бензол- метилциклогексан 1,85 1,80 1,28 1,35 1,20 1,31 1,07 1,25 1,04 1,22
Низкое значение коэффициента относительной ле-
тучести затрудняет четкое разделение смесей бензол-н-
гептан и бензол-метилциклогексан даже при достаточно
эффективной ректификации.
При получении бензола «для синтеза» из гидрорафина-
та обычно устанавливают две последовательно работающих
ректификационных колонны с числом тарелок не менее 50.
На первой колонне выделяется головная фракция ра-
фината, на второй колонне получают бензол «для синтеза»
(рис. 13.7).
Рафинат гидроочистки насосом из хранилища пода-
ется на тарелку питания колонны К1 для отбора головной
фракции рафината (ГФР).
Пары ГФР конденсируются в конденсаторе-холодиль-
нике. Полученный конденсат рекомендуется дополнитель-
но охлаждать в холодильнике захоложенной водой.
Охлажденный конденсат поступает в сепаратор и за-
тем в рефлюксный бачок. Часть продукта насосом подается
на верхнюю тарелку колонны К1 в виде рефлюкса. Балансо-
вое количество головной фракции рафината поступает на
склад.
Выход ГФР составляет 3,0 - 3,5 % от рафината. Состав
головной фракции рафината, % масс.:
н-бутан 5,0-9,5
н-пентан 5,0 - 6,0
н-гексан 2,7 - 4,0
циклопентан 3,0-6,0
метилциклогексан и н-гептан 3,5 - 5,5
циклогексан 10,0-16,0
бензол 53,0-70,8
Гидрорафинат из нижней части колонны К1 направ-
ляется горячим на тарелку питания колонны К2 для отбора
бензола «для синтеза».
Пары бензола поступают в конденсатор-холодильник.
Конденсат после дополнительного охлаждения в холо-
дильнике захоложенной водой через сепаратор поступает
в рефлюксный бачок.
Часть продукта насосом подается в виде рефлюкса на
верхнюю тарелку колонны К2. Балансовое количество бен-
зола из рефлюксного бачка поступает в емкости склада.
^1равочник Крксохимика. Том 3
Глава 13. Переработка сырого бензола
251
Рис. 13.7.
Получение бензола «для
синтеза» из рафината
гидроочистки
1,6,7- насосы; 2 - конденсаторы-холодильники; 3 - холодильники; 4 - сепараторы; 5 - рефлюксные бачки; 8 - холодильник остатка;
К1 - колонна для отбора головной фракции рафината; К2 - колонна для отбора бензола
Донный продукт колонны - фракция ТКС через холо-
дильник остатка выводится в сборник, откуда насосом по-
дается на колонну для отбора промежуточной фракции БТ
(бензол-толуол).
Режим работы колонны для отбора ГФР
Температура, °C:
питание 25-30
верх колонны 75-80
низ колонны 90
Рефлюксное отношение:
к питанию 2.5
к дистилляту 50-60
Количество тарелок, шт. 55
Скорость паров в свободном сечении
колонны, м/с 0,5-0,6
Режим работы колонны для отбора бензола
«для синтеза»
Температура, °C:
питание 75 - 77
верх колонны 79 - 80
низ колонны 98-106
Рефлюксное отношение:
к питанию 2,0 - 2,5
к дистилляту 2,2 - 2,3
Количество тарелок, шт. 55
Скорость паров в свободном сечении 0,5-0,6
колонны, м/с
ЭКСТРАКТИВНАЯ РЕКТИФИКАЦИЯ
Эффективным методом отделения бензола от неарома-
тических примесей является экстрактивная ректификация.
Сущность экстрактивной ректификации как процесса
очистки бензола от примесей насыщенных соединений за-
ключается в применении растворителя (экстрагента), име-
ющего температуру кипения значительно более высокую,
чем компоненты сырья, и увеличивающего относительную
летучесть насыщенных углеводородов.
По этому методу экстрагент, стекая сверху вниз по ко-
лонне экстрактивной ректификации, растворяет поднима-
ющиеся вверх пары бензола.
Примеси насыщенных соединений в виде паров уда-
ляются сверху колонны, донный продукт - раствор бензола
в экстрагенте - поступает в колонну регенерации экстра-
гента. В колонне регенерации происходит отделение бензо-
ла от экстрагента, после чего регенерированный экстрагент
возвращается на колонну экстрактивной ректификации.
(рравочник Коксохимика. Том 3
252
Раздел 2. Переработка химических продуктов коксования
Основными трудноудаляемыми примесями в бензоле
являются: н-гептан, циклогексан, метилциклогексан.
Без применения экстрагента коэффициенты относи-
тельной летучести а этих примесей по отношению к бензо-
лу составляют:
н-гептан 0,98
циклогексан 1,05-1,1
метилциклогексан 1,2 - 1,3
При таких значениях а выделение этих компонентов
обычной ректификацией значительно затрудняется.
Применение растворителя увеличивает значение а,
что способствует достаточно легкому удалению примесей
из бензола.
Сопоставление значений а, полученных при примене-
нии различных экстрагентов, представлено в табл. 13.19 [9].
Таблица 13.19.
Значения коэффициента
относительной летучести
насыщенных соединений
при применении различных
экстрагентов
Растворитель Содержание воды в экстрагенте, % Отношение экстрагента к бензолу Значение а
н-гептан циклогексан мепшциклогексан
N-метилпирролидон 25 3 45 3,7 2,5
' 25 6 6,5 4,9 3,3
Сульфолан ЯК 6,4 45 3,7
яК ' 6 ' (>& 5,0 3,9
Диметилсульфоксид 0 3 35 3,5 2,3
0 6 2,9 2,8 2,4
Дизткленгликоль и 3 1,1 1,7 0,9
и 6 3,6 3,5 1,7
Эффективным растворителем является N-метилпирро-
лидон. Кроме того, он обладает низкой температурой засты-
вания, характеризуется небольшой вязкостью, достаточно
высокой температурой кипения (204 °C), термически стоек
и коррозионно не агрессивен. В качестве экстрагента исполь-
зуется N-метилпирролидон, содержащий 25 - 30% воды.
Присутствие воды в экстрагенте повышает селектив-
ность его действия, позволяет производить промывку ко-
нечных продуктов в замкнутом цикле, а также снижает тем-
пературу дистилляции при регенерации экстрагента.
Оптимальное соотношение экстрагент - сырье (экс-
трагент - N-метилпирролидон), при котором достигает-
ся требуемая очистка бензола от примесей насыщенных
соединений, составляет 4,0-4,5. Значения коэффициентов
относительной летучести компонентов при таком соотно-
шении составляют:
бензол 1
метилциклогексан 2,65
н-гептан 5
циклогексан 4
легкие насыщенные (С4 - Q 6
Принципиальная технологическая схема получения
бензола «для синтеза» и высшей очистки с применением
экстрактивной ректификации приведена на рис. 13.8.
Рафинат гидроочистки из сборника подается на та-
релку питания колонны К1 для отбора бензольной фрак-
ции рафината. Пары бензольной фракции конденсируются
в конденсаторе-холодильнике Т2, конденсат через холо-
дильник ТЗ поступает в сепаратор С1, рефлюксный бачок
Е1, из которого насосом Н1 подается на орошение колонны
К1. Балансовое количество бензольной фракции поступает
в хранилище. Остаток из колонны К1 - фракция ТКС - пере-
Рис. 13.В.
Принципиальная
технологическая схема
получения бензола
«для синтеза»
с использованием
процесса экстрактивной
ректификации
К1 - колонна для отбора бензольной фракции гидрорафината: К2 - колонна экстрактивной ректификации:
КЗ-колонна регенерации экстрагента; Tl, Т4-теплообменники; Т2, Тб, Т8-конденсаторы-холодильники; ТЗ, Т5, Т7, T9-холодильники;
Н1, Н4, Н7 - рефлюксные насосы; НЗ - циркуляционный насос; Н5. Н6 - продуктовые насосы; С1, С2, СЗ - сепараторные бачки;
Е1,ЕЗ,Е4- рефлюксные бачки; Е2- промежуточная емкость
(рравочник Коксохимика. Том 3
Глава 13. Переработка сырого бензола
253
рабатывается на колоннах для получения толуола, ксилола
и сольвента.
Бензольная фракция рафината из хранилища насосом
Н2 через теплообменник Т4 подается в колонну экстрактив-
ной ректификации К2. Подогрев питания осуществляется
в Т4 за счет тепла регенерированного экстрагента.
Регенерированный экстрагент насосом Н6 через
теплообменник Т4 и холодильник Т5 подается на одну из
верхних тарелок колонны К2.
Для повышения степени извлечения бензола в верх-
ней части колонны осуществляется рециркуляция насы-
щенного экстрагента.
Пары головной фракции и воды, выходящие из колон-
ны К2, конденсируются в конденсаторе-холодильнике Тб,
конденсат через холодильник Т7 (охлаждается захоложен-
ной водой) направляется в сепаратор С2. Углеводородный
слой из сепаратора самотеком поступает в рефлюксный
бачок, из которого насосом часть подается в качестве оро-
шения на верхнюю тарелку колонны К2. Балансовое количе-
ство головной фракции рафината откачивается на склад.
Вода из сепаратора возвращается в регенерирован-
ный экстрагент, подаваемый на колонну К2.
Насыщенный бензолом экстрагент из нижней части
колонны К2 подается насосом в колонну регенерации экс-
трагента КЗ.
Пары бензола и воды, отбираемые сверху колонны КЗ,
конденсируются в конденсаторе-холодильнике Т8. Конден-
сат через холодильник T9 поступает в сепаратор СЗ.
Водный слой из сепаратора поступает в рефлюксный
бачок Е4, из которого насосом Н7 подается на верхнюю та-
релку колонны КЗ.
Бензол из сепаратора самотеком поступает в проме-
жуточную емкость и затем насосом откачивается на склад
готовой продукции.
Регенерированный экстрагент из нижней части колон-
ны КЗ насосом Н6 подается на верхнюю тарелку колонны К2.
Приготовление раствора экстрагента производится
в промежуточной емкости, куда периодически подается
экстрагент из хранилища склада и конденсат водяного пара
из сборника конденсата.
ТЕХНОЛОГИЧЕСКИЙ РЕЖИМ РАБОТЫ КОЛОНН
Колонна для отбора бензольной фракции гидрорафината
Температура, °C:
питание 84
верх колонны 79-80
низ колонны 105-110
Рефлюксное отношение:
к питанию 2,2-2,4
к отбору дистиллята 2,7 - 3,2
Отбор дистиллята (бензольная фракция),
% к сырью 74-75
Колонна экстрактивной ректификации
Температура,°C:
сырья после подогревателя 60-70
экстрагента после холодильника 70-75
на верху колонны 68-69
внизу колонны 90-95
Рефлюксное отношение:
к питанию 0,7-0,8
к дистилляту 23
Отбор дистиллята, % к питанию 3-4
Содержание воды в дистилляте, % по массе 10
Отношение экстрагента к сырью (по объему) 4,5
Содержание воды в экстрагенте, % 25-30
Колонна для регенерации экстрагента
Температура, °C:
питания 85-90
на верху колонны 68-69
внизу колонны 120-125
Рефлюксное отношение:
к отбору дистиллята 0,10
к питанию 0,02
Отбор дистиллята (бензол), % к питанию 15,0-18,0
Содержание воды в дистилляте, % объемн. 10,0
Состав фракций процесса экстрактивной
ректификации, %
Компонент Бензольная фракция гидро- рафината Головная фракция гидро- рафината
н-Бутан 0,04-0,13 1,90
н-Пентан 0,04-0,17 2,60
Циклопентан 0,06-0,26 4,20
Метилциклопентан 0,10-0,28 9,10
Гексан 0,05-0,16 2,60
н-Гептан 0,09-0,14 3,30
Циклогексан 0,50-0,90 22,50
Метилциклогексан 0,40 - 0,90 16,00
Бензол 97,06-98,72 37,80
Качество бензола, получаемое при использовании
процесса среднетемпературной гидроочистки с экстрак-
тивной ректификацией, характеризуется следующими по-
казателями:
Температура кристаллизации, °C 5,50-5,51
Пределы кипения, °C 0,2
Массовая доля примесей, %:
н-гептан 0,0001
циклогексан 0,0022-0,0001
метилциклогексан 0,0020-0,0001
Массовая доля серы общей, % 0,000055-0,000050
13.4.3. Ректификация остатка после выделения
чистого бензола
Остаток после отбора бензола - фракция ТКС перера-
батывается по непрерывной или полунепрерывной схеме.
По полунепрерывной схеме выделение промежуточ-
ной фракции БТ и получение чистого толуола производится
на ректификационных агрегатах непрерывного действия,
а разделение фракции ксилол - сольвент (КС), на агрегате
периодического действия.
Справочник Коксохимика. Том 3
254
Раздел 2. Переработка химических продуктов коксования
В некоторых случаях ректификацию фракции ТКС про-
изводят на агрегате периодического действия.
Для увеличения производительности работы такого
агрегата отбор толуола производят с подкачкой фракции
ТКС до тех пор, пока куб агрегата не заполнится фракци-
ей КС, которую затем перерабатывают по периодической
схеме. Работа с подкачкой позволяет в три раза увеличить
количество перерабатываемой за одну операцию фракции
и снизить количество промежуточных фракций.
Отбор промежуточной фракции бензол-толуол (БТ),
в которую переходят оставшийся бензол и ненасыщенные
соединения, кипящие в интервале температур между бен-
золом и толуолом, позволяет обеспечить глубокое исчер-
пание всех легкокипящих соединений и высокое качество
получаемого толуола.
Принципиальная технологическая схема переработки
фракции ТКС представлена на рис. 13.1.
При непрерывной схеме переработки фракции ТКС
остаток после отбора толуола (фракция КС) перерабатыва-
ется на двух ректификационных агрегатах непрерывного
действия. Ректификация проводится с применением остро-
го пара.
ПОЛУЧЕНИЕ ЧИСТОГО ТОЛУОЛА
Фракция ТКС из хранилища насосом подается на одну
из тарелок питания колонны для отбора промежуточной
фракции БТ (рис. 13.1).
Фракция БТ, отбираемая сверху колонны, пройдя
конденсатор-холодильник, из сепаратора насосом в виде
рефлюкса подается на верхнюю тарелку колонны и час-
тично отбирается в сборник для совместной переработки
с фракцией БТК после очистки.
Их нижней части колонны через холодильник выво-
дится в сборник фракция ТКС. Из сборника насосом фрак-
ция ТКС подается на одну из тарелок питания колонны для
отбора чистого толуола.
Толуол из верхней части колонны, пройдя конденсатор-
холодильник и сепаратор, через мерник поступает на склад
готовой продукции. Часть продукта в виде рефлюкса насо-
сом подается на верхнюю тарелку колонны
Остаток из колонны - фракция КС через холодильник
поступает в сборник, а оттуда - на агрегат периодического
действия для отбора товарных сольвента и ксилола.
Ректификация производится с применением толь-
ко глухого обогрева либо с подачей острого пара. Расход
острого пара составляет 0,25 кг/кг толуола.
ПОЛУЧЕНИЕ КСИЛОЛА И СОЛЬВЕНТА
Разделение фракции КС производится в периодиче-
ском режиме на агрегате периодического действия, состо-
ящего из куба, колонны, конденсатора-холодильника, сепа-
ратора, мерников, насосов (рис. 13.1).
В кубе фракция КС нагревается глухим и острым па-
ром. Пары фракций из куба поступают в колонну. Из верх-
ней части колонны пары отбираемых фракций поступают
в конденсатор-холодильник Образовавшийся конденсат
направляется в сепаратор для отделения от воды. Из сепа-
ратора насосом продукт подается на верхнюю тарелку ко-
лонны для орошения.
Балансовое количество продукта из линии выдачи на-
соса отбирается в мерник и из него в хранилище.
В начале отбирается легкая фракция (ТК). При дости-
жении температуры 118- 120°С отбор фракции ТК пре-
кращают и переходят к отбору сольвента 1. При получении
продукта с концом кипения 133- 134 °C переходят к отбору
чистого ксилола.
При получении продукта с концом кипения 141,5 °C от-
бор ксилола прекращают и переходят к отбору сольвента 2.
При получении продукта с отгоном до 180°C, равным
10%, обогрев куба прекращают. Остатки из куба насосом
выгружают в хранилище.
ПОКАЗАТЕЛИ ТЕХНОЛОГИЧЕСКОГО РЕЖИМА
Колонна для отбора промежуточной фракции БТ
Температура, °C:
питания 25-30
на верхней тарелке 90-100
внизу 120-130
Рефлюксное отношение:
к питанию 2,1-2,4
к отбору дистиллята 15-16
Число тарелок в колонне, шт. 40
Колонна для отбора толуола
Температура, °C:
питания 25-30
на верхней тарелке 110
внизу 145-150
Рефлюксное отношение:
к питанию 2,6
к отбору дистиллята 2,1 - 2,4
Число тарелок в колонне 30
Агрегат разделения фракции КС
Отбор фракций
Отгон до 120 °C:
% отгона 33,5 - 34,5
расход острого пара, кг/т 0,25
температура на верху колонны, °C 90,0
рефлюксное число (к отбору дистиллята) 2,0
Сольвент 1:
% отгона 4,6 - 5,2
расход острого пара, кг/т 0,54
температура на верху колонны, °C 92,0
рефлюксное число (к отбору дистиллята) 2,0
Ксилол (смесь изомеров):
% отгона 43,0 - 44,0
расход острого пара, кг/т 0,54
температура на верху колонны, °C 94,0 - 94,5
рефлюксное число (к отбору дистиллята) 2,0
(рравочник Коксохимика. Том 3
Глава 13. Переработка сырого бензола
255
Сольвент 2:
% отгона 14,6-15,2
расход острого пара, кг/т 0,54
рефлюксное число (к отбору дистиллята) 2,0
температура наверху колонны, °C 96
13.5. Переработка и утилизация головной
фракции сырого бензола
Состав и выход головной фракции зависит от условий
ректификации и состава исходного сырого бензола. Содер-
жание в сыром бензоле таких компонентов, как серово-
дород и легкие ненасыщенные углеводороды, зависит от
свойств шихты и условий коксования.
В табл. 13.20 приведены характеристика головной
фракции и данные по содержанию в ней основных компо-
нентов.
Наименование показателя Значение показателя
Плотность при 20 °C, кг/м3 920 - 980
Пределы перегонки, °C начало кипения температура при отгоне 90 % температура при отгоне 95 % 30-35 65-70 75-80
Содержание,0/» сероуглерод бензол сумма цикло- и дициклопентадиенов прочие легкие ненасыщенные соединения насыщенные углеводороды 15,0-35,0 35,0-48,0 12,0-18,0 12,0-15,0 1,5-3,5
Выход головной фракции от сырого бензола, % 2,5 -3,5
В состав головной фракции входит циклопентадиен,
который уже при комнатной температуре начинает полиме-
ризоваться в дициклопентадиен. С повышением темпера-
туры скорость полимеризации увеличивается. При темпе-
ратуре 130 - 140 °C начинается обратный процесс деполи-
меризации. Достаточно полно процесс деполимеризации
проходит при температуре около 170 °C.
Высшие полимеры циклопентадиена - тримеры, тетра-
меры - уже не склонны к деполимеризации.
Переработка головной фракции основана на процес-
се термической полимеризации циклопентадиена в димер,
температура кипения которого значительно отличается от
температуры кипения сероуглерода. Это позволяет отде-
лить продукты полимеризации циклопентадиена и других
ненасыщенных соединений головной фракции от сероугле-
рода путем ректификации.
Технологическая схема процесса переработки голов-
ной фракции методом термической полимеризации приве-
дена на рис. 13.9.
Перед переработкой головная фракция сырого бензо-
ла нейтрализуется 15 %-ным водным раствором гидроокси-
да натрия.
Нейтрализованная головная фракция из хранилищ
склада поступает в полимеризатор 1 непрерывного дей-
ствия, работающий под давлением. Димеризованная голов-
ная фракция непосредственно после полимеризаторов 1
подается в испаритель-сепаратор 3, а затем в колонну 4агре-
гата для предварительного разделения (отпарки) димериза-
та, в которой выделяются сероуглеродная и дициклопента-
диеновая (ДЦПД) фракции. Пары сероуглеродной фракции
из колонны 4 направляются в конденсатор-холодильник 5,
охлаждаемый технической водой, захоложенной водой
и рассолом.
Конденсат паров сероуглеродной фракции и воды сте-
кает в сепаратор 6, из которого часть сероуглеродной фрак-
ции забирается насосом 7 и подается на верхнюю тарелку
колонны 4 в виде орошения, а избыток самотеком поступает
в хранилище сероуглеродной фракции.
ДЦПД фракция из колонны 4 стекает в ректификаци-
онный куб-накопитель 2, из которого, по мере наполнения,
откачивается в хранилище ДЦПД фракции.
Дальнейшая ректификация сероуглеродной и ДЦПД
фракций производится в агрегатах периодического дей-
ствия с колоннами 9 и 14.
При ректификации сероуглеродной фракции отбира-
ются следующие промежуточные и конечные продукты:
легкая фракция - подлежит уничтожению (сжиганию);
промежуточная фракция - направляется на повторную
переработку совместно с нейтрализованной головной
фракцией;
сероуглерод технический - направляется в хранилища
склада готовой продукции;
промежуточная фракция - направляется на повторную
переработку совместно с сероуглеродной фракцией;
легкие погоны бензольной фракции - подлежат унич-
тожению;
бензольная фракция - направляется на переработку
совместно с сырым бензолом;
остаточная фракция - после окончания ректификации
откачивается из ректификационного куба 8 и пере-
дается на повторную переработку совместно с ДЦПД
фракцией.
При ректификации ДЦПД фракции отбираются сле-
дующие промежуточные и конечные продукты:
бензольная фракция - направляется на переработку
совместно с сырым бензолом;
промежуточная фракция - направляется на перера-
ботку совместно с ДЦПД фракцией;
дициклопентадиен технический - направляется в хра-
нилища склада товарной продукции.
Кубовый остаток ректификации ДЦПД фракции подле-
жит уничтожению путем сжигания.
Ректификация ДЦПД фракции может производиться
в токе инертного газа и под вакуумом.
ПОКАЗАТЕЛИ ТЕХНОЛОГИЧЕСКОГО РЕЖИМА
ПЕРЕРАБОТКИ ГОЛОВНОЙ ФРАКЦИИ
СЫРОГО БЕНЗОЛА
Полимеризация
Температура, °C 120
Продолжительность, ч 2,0
Давление, МПа 1,11
Таблица 13.20.
Характеристика
головной фракции
сырого бензола
(рравочник Коксохимика. Том 3
Справочник Коксохимика. Том 3
I - полимеризаторы; 2 - ректификационный куб; 3 - испаритель-сепаратор; 4 - колонна для разделения демиризата; 5,10,15- конденсаторы-холодильники; 6,11,17- сепараторы; 7 - насос для подачи рефлюкса;
8 - ректификационный куб агрегата для ректификации сероуглеродной фракции; 9 - ректификационная колонна агрегата для ректификации сероуглеродной фракции;
12,18- насосы для подачи рефлюкса, отбора фракции и товарного продукта; 13 - ректификационный вакуумный куб агрегата для ректификации дициклопентадиеновой фракции;
14 - ректификационная вакуумная колонна агрегата для ректификации дициклопентадиеновой фракции; 16 - вакуумный насос; 19,21- подогреватели азота; 20 - газодувка
256 Раздел 2. Переработка химических продуктов коксования
Глава 13. Переработка сырого бензола
257
Предварительная ректификация
димеризата (отпарка)
Температура, °C:
на верху колонны 50-65
на нижней тарелке 80-95
в кубе-накопителе 105-115
продукта после конденсатора-
холодильника 6,0
Рефлюксное отношение:
к питанию 0,6
к дистилляту 0,7
Расход острого пара, кг/т питания 150
РЕКТИФИКАЦИЯ СЕРОУГЛЕРОДНОЙ
ФРАКЦИИ
Продолжительность термополимеризации сероугле-
родной фракции в кубе агрегата -12 ч при температуре
50- 55 °C.
Отбор фракций производится при температуре в кубе
от 55 до 85 °C; на верху колонны - от 45 до 78 °C.
Температура продукта после конденсатора-
холодильника - 6 °C.
Ректификация ДЦПД фракции в токе
инертного газа (азот)
Отбор бензольной фракции
Температура, °C:
в кубе 78 - 80
на верху колонны 68 - 70
Рефлюксное отношение (к отбору дистиллята) 2,0
Отбор промежуточной фракции
Температура, °C:
в кубе 105-110
на верху колонны 75-95
Рефлюксное отношение (к отбору дистиллята) 10,0
Отбор ДЦПД фракции
Температура, °C:
в кубе 105-110
на верху колонны 95-97
Рефлюксное отношение (к отбору дистиллята) 1,5
Давление, кПа
азота на входе в куб 147-160
в кубе при отборе фракций 120-130
на верху колонны при отборе фракций 101 - 104
Качество получаемых в этом процессе сероуглерода и
дициклопентадиена соответствует требованиям к техниче-
ским продуктам.
Процесс переработки головной фракции методом
“ермической полимеризации с последующей ректификаци-
ей связан с образованием значительного количества про-
межуточных трудноутилизируемых фракций, загрязнением
атмосферного воздуха выбросами легких углеводородов
.• сероуглерода.
Справочник Коксохимика. Том 3
При отсутствии потребности в технических сероугле-
роде и дициклопентадиене наиболее радикальным спосо-
бом утилизации головной фракции сырого бензола являет-
ся термоуничтожение (сжигание).
Термические способы утилизации серосодержащих
отходов (отработанная серная кислота, кислые гудроны,
газы и др.) существуют в нефтехимической и нефтеперера-
батывающей промышленности, в производстве вискозных
волокон. Известны также заводы по термоуничтожению се-
росодержащих побочных продуктов и отходов коксохими-
ческого производства в Германии и др. западных странах.
Образующийся в процессе высокотемпературного
расщепления серный ангидрид применяется для получе-
ния серной кислоты или элементной серы. Присутству-
ющие в сырье органические вещества сгорают практически
полностью. Процесс разложения серосодержащих отхо-
дов с большим количеством органических веществ (более
12 - 25%) является автотермичным.
Эффективны для этого процесса печи циклонного
типа, в которых создается высокая степень турбулизации
газового потока, интенсивное и устойчивое горение топли-
ва при минимальном избытке воздуха.
Самым экологически приемлемым методом утилиза-
ции образующихся 5О2-содержащих газов является перера-
ботка полученных при термоуничтожении головной фрак-
ции газов в серную кислоту методом «мокрого катализа».
С учетом влажности воздуха и избытка водяных паров,
образующихся при сжигании фракции, концентрация кис-
лоты, получаемой путем мокрого катализа, может составить
65 - 75%.
На рис. 13.10 представлена принципиальная техноло-
гическая схема установки по термоуничтожению головной
фракции сырого бензола.
Процесс сжигания идет при высокой температуре. Для
снижения температуры в горелку печи поступает охлажден-
ный сернистый газ, что позволяет снизить температуру до
1000°C и сохранить концентрацию диоксида серы на уров-
не 0,5 - 0,6% об. в продуктах сгорания (режим рецикла).
Утилизация тепла сжигания головной фракции может
осуществляться в котле-утилизаторе, установленном на вы-
ходе из печи, а также нагревом ВТТ до 350°C с последующим
использованием этого тепла.
13.6. Получение других продуктов
переработки сырого бензола
13.6.1. Изомеры ксилола
Технический ксилол, получаемый в коксохимической
промышленности, представляет собой смесь изомеров
пара-, мета- и ортоксилолов и этилбензола, содержащую
также в виде примесей незначительное количество близко-
кипящих нафтенов и парафинов.
В табл. 13.21 приведены данные о среднем составе тех-
нического каменноугольного ксилола и физико-химические
характеристики изомеров ксилола.
Обычно ксилол и сольвент применяются, главным об-
разом, в качестве растворителей в лакокрасочной промыш-
ленности. Изомеры ксилола используются для получения
фталевой, изофталевой и терефталевой кислот, на основе
которых получают синтетические волокна, полимерные
смолы и пленки, пластификаторы.
258
Раздел 2. Переработка химических продуктов коксования
___________________с/г
ВТТ на т/м
утилизацию тепла ------------------
Рис. 13.10.
Принципиальная
технологическая схема
установки
термоуничтожения
головной фракции
с использованием
SO 2-содержащего газа
Е-1 - емкость головной фракции; Н-1 - насос; Ф-1 - фильтр воздуха; В-1 - воздуходувка; ПЛ-1 - печь-топка; Т-1 - теплообменник;
Т-2, Т-3 - рекуперативный теплообменник; X-1 - холодильник; С-1 - сепаратор;Д-1 - дымосос;
Е-2 - емкость высокотемпературного теплоносителя (ВТТ); Н-2 - насос высокотемпературного теплоносителя (ВТТ)
Таблица 13.21.
Состав технического
ксилола
Состав Содержание, гйяВЙЭЙ Физико-химические свойстиа
.•V г’ кип.
Этилбензол 5,0 0,8670 -94,9 136,19
Параксилол 21,0 0,8610 -13,2 138,35
Метаксилол 58,5 0,8642 -47,9 139,10
Ортоксилол 13,5 0,8802 -25,2 144,41
Прочие примеси 2,0 - - -
Вследствие близости температур кипения изомеров
ксилола разделение их связано со значительными трудно-
стями. Полное разделение всех изомеров ректификацией
практически невозможно.
В промышленности путем ректификации может быть
выделен только о-ксилол на эффективных колоннах непре-
рывного действия с 60 - 80 тарелками. Процесс ведут при
больших значениях рефлюксных чисел. При этом получают
95 %-ный о-ксилол с выходом от ресурсов 70 - 80 %. Основ-
ными примесями являются углеводороды гидроароматиче-
ского ряда, образующие с о-ксилолом азеотропные смеси,
а также 0,1 - 0,2 % м-ксилола.
Известным способом разделения изомеров ксилола
является метод Кижнера, который заключается в сульфиро-
вании фракций, полученных четкой ректификацией ксилола
и фракционном гидролизе изомерных сульфокислот с по-
лучением чистых изомеров. Это достаточно сложная схема
с многократным возвратом промежуточных фракций на по-
вторную ректификацию и кристаллизацию.
Известна модификация этого метода. При этом исполь-
зуется преимущественная способность м-ксилола к сульфи-
рованию (наибольшая скорость сульфирования) по сравне-
нию с остальными изомерами.
При использовании 93-94%-ной серной кислоты
в количестве 40 - 50 % (объемных) от ксилола при 30 - 35 °C
в течение 20 - 30 мин сульфированию подвергается практи-
чески один м-ксилол, После гидролиза сульфокислоты по-
лучают м-ксилол 95 - 98 %-ной чистоты.
Схема получения изомеров ксилола по технологии,
включающей ректификацию, избирательное сульфирова-
ние и вымораживание, показана на рис. 13.11.
Для избирательного сульфирования целесообразно
применять диксилольную фракцию, содержащую преиму-
щественно м- и п-изомеры.
Диксилольную фракцию получают при четкой рек-
тификации технического ксилола. После избирательного
сульфирования этой фракции получают 30-40% остатка, в
котором содержание п-ксилола составляет 60%.
п-Ксилол, имеющий наиболее высокую температуру
кристаллизации, получают путем вымораживания.
Большое различие в температурах кристаллизации
позволяет разделить бинарную смесь мета- и параксилолов
именно этим способом.
В табл. 13.22 приведены данные о температурах кри-
сталлизации в эвтектиках, образуемых в смесях изомеров
ксилола [10].
Кристаллизация диксилольной фракции (смесь мета-
и параксилолов) может осуществляться в две стадии: пер-
вая - кристаллизация ксилолов с получением продукта,
содержащего 70% параксилола; вторая - кристаллизация
полученного 70%-ного параксилола.
Вторая кристаллизация может быть проведена без
добавок или с добавкой четыреххлористого углерода. Кри-
сталлизация с добавкой позволяет повысить выход при той
же температуре или повысить температуру кристаллизации.
Действие добавки основано на том, что четыреххлористый
углерод при низкой температуре даете параксилолом твер-
дый комплекс с температурой начала кристаллизации - 40°,
тогда как комплекс с метаксилолом кристаллизуется при
- 78°. Зависимость выхода от температуры кристаллизации
без применения добавки и с добавкой четыреххлористого
углерода приведена в табл. 13.23 [10].
(рравочник Коксохимика. Том 3
Глава 13. Переработка сырого бензола
259
Рис 13.11.
Схема комбинированного
метода разделения
технического ксилола
на отдельные изомеры
Система компонент Температура кристаллиза- ции эвтектики °C Состав эвтектики
С зс 41 чэ пара ксилол метакоьлол С е 5 о
Метаксилол- параксияол -53,1 12,5 87,5
Ортоксилол- параксилол -35,2 - ’. .24,3 75,7
Этилбензол- параксилол -95,5 97,5 2,5 - -
Мета-орто- и параксилолы -64 - 9,5 62,4 28,1
Мета-, орто- и параксилолы и этипбензоп -101,3 78,7 1,0 14,9 5,4
Температура кристаллизации, °C Выход иараксилола без добавок, % Выход параксилола с добавкой СС1д, %
-50 55 75
-60 65 88
После кристаллизации выделенная смесь плавится
и ректифицируется. Значительная разница в температурах
кипения параксилола и четыреххлористого углерода позво-
ляет сравнительно просто осуществить такое разделение.
На рис. 13.12 приведена принципиальная схема разде-
ления технического ксилола путем кристаллизации и ректи-
фикации [10]. На первой стадии технический ксилол (смесь
изомеров) подвергается ректификации на мощном ректифи-
кационном агрегате, в результате чего отбирается головная
фракция, представляющая собой смесь этилбензола с неко-
торым количеством диксилола. Основная масса диксилола
отбирается через боковой штуцер и идет на дальнейшую
переработку. Кубовый остаток представляет собой сырой
ортоксилол, из которого путем дополнительной ректифика-
ции может быть получен технически чистый продукт.
Таблица 13.22.
Эвтектические смеси,
образуемые изомерами
ксилола
Таблица 13.23.
Выход параксилола при
кристаллизации
^травочник Коксохимика. 'Jom 3
260
Раздел 2. Переработка химических продуктов коксования
Рис. 13.12.
Схема разделения изомеров
ксилола путем ректификации
и кристаллизации
Таблица 13.24.
Содержание мезитилена
в каменноугольном
сольвенте
Диксилольная фракция идет на первую кристалли-
зацию, в результате которой выделяется сырой 70%-ный
параксилол. Фильтрат представляет собой 92 - 94%-ный
метаксилол.
Кристаллическая фаза смешивается с 0,4 объема че-
тыреххлористого углерода и направляется на повторную
кристаллизацию при температуре от - 70 до - 75°. Отде-
ленная твердая фаза поступает на ректификацию, четы-
реххлористый углерод возвращается в цикл, параксилол
92 - 95 %-ной чистоты идет на склад готовой продукции. От
маточного раствора ректификацией отделяется четырех-
хпористый углерод, а технический метаксилол смешивается
с продуктом, полученным после первой кристаллизации.
Общий выход параксилола от ресурсов достигает
70-80%.
13.6.2. Мезитияен
Индивидуальные полиметилбензольг.мезитилен, псев-
докумол, дурол и их производные являются ценным сырьем
для процессов органического синтеза. На их основе могут
быть получены полимерные смолы, пластификаторы, синте-
тические волокна. Мезитилен является основным исходным
сырьем для производства высококачественных мезидин
вых красителей.
Основные ресурсы мезитилена и других полиметг
бензолов сосредоточены в каменноугольном сольвенте.
В табл. 13.24 приведено содержание мезитилена
сопутствующих ему триметилбензолов и этилтолуолов
различных сольвентах: 1 - сольвент, получаемый при р(
тификации очищенной фракции БТК после выделения кс
лола; 2 - сольвент, получаемый при производстве инде
кумароновых смол; 3 - сольвент, получаемый при ректи<|
кации очищенной фракции БТК без выделения ксилола.
в
Наименование компонента Содержание, % масс (средние даншие
Сольвейг 1 Сольвент2 Сольвент
Мезитилен 13,50 11,20 2,10
м-и п-Этилтолуолы 9,60 5,40 1,70
о-Этилтолуол 1,10 0,69 0,42
Псевдокумол 18,50 14,05 2,15
Гемимеллитол 2,00 3,04 1,10
Ненасыщенные соединения 0,20 4,80 0,25
(рравочнмк Коксохимика. 'Jc
Глава 13. Переработка сырого бензола
261
По содержанию мезитилена
наиболее благоприятным сырьем
для его выделения является соль-
вент, получаемый при раздельном
выделении ксилола, а также соль-
вент, получаемый при производ-
стве инден-кумароновых смол.
Получение мезитилена из ка-
менноугольного сольвента дости-
гается сочетанием процесса чет-
кой ректификации для получения
концентрированной мезитилено-
вой фракции и различных методов
выделения из нее мезитилена.
Известен метод получения ме-
зитилена сульфированием и фрак-
ционным гидролизом концентриро-
ванной мезитиленовой фракции. По
этому методу мезитиленовая фрак-
ция, содержащая 75 - 80% мезити-
лена, сульфируется 93 - 94%-ной
кислотой при температуре 50 - 55 °C.
Сульфомасса после отстаивания
разбавляется водой и подвергается
фракционному гидролизу водяным
паром. После нейтрализации и рек-
тификации отобранных фракций по-
лучают 97,5-98%-ный мезитилен
и чистый псевдокумол. Недостатком
этого метода являются многоста-
дийность, образование большого
количества отработанной кислоты,
коррозия аппаратуры.
В методе получения мези-
тилена и дурола изомеризацией
и диспропорционированием псев-
докумола отсутствуют отходы про-
изводства (отработанная кислота),
достигается более высокое каче-
ство продукта: получают мезитилен
98,7-98,8 %-ной чистоты, имеется
возможность получения товарного
Дурола.
Выход мезитилена от ресур-
сов в сольвенте меньше, чем в сер-
нокислотном методе.
На рис. 13.13 представлена
принципиальная схема процесса
получения мезитилена и дурола
методом изомеризации псевдоку-
мола [11].
Псевдокумольная фракция
выделяется из сольвента ректифи-
кацией. Изомеризация псевдоку-
мола производится в присутствии
хлористого алюминия, который за-
тем в виде отработанного продукта
отделяется от изомеризата.
Изомеризат после нейтрали-
зации поступает на ректификацию
Справочник Коксохимика. Том 3
Рис. 13.13.
Схема переработки
псевдокумольной фракции
в мезитилен и дурол
262
Раздел 2. Переработка химических продуктов коксования
с получением сначала широкой мезитиленовой фракции,
а затем из нее товарного мезитилена.
Чистый дурол издурольной фракции, полученной при
ректификации изомеризата, выделяется кристаллизацией
в две стадии: кристаллизация дурольной фракции с получе-
нием дурола-сырца и его перекристаллизацией с получени-
ем товарного продукта.
Сернокислотный и бескислотный процессы (даже усо-
вершенствованные) характеризуются многостадийностью,
образованием трудноутилизируемых отходов, а также недо-
статочно высоким качеством получаемого продукта.
Процесс получения мезитилена методом термической
обработки мезитиленовой фракции позволяет существенно
сократить количество стадий, повысить содержание основ-
ного вещества в товарном мезитилене до 99,5%, а выход
мезитилена от ресурсов во фракции - до 87,8%.
В основу метода положено термическое превращение
этилтолуолов при сохранении ресурсов мезитилена. При
термообработке мезитиленовой фракции в трубчатом реак-
торе (печи) в интервале температур 750 - 800°C в течение
3 с происходит практически полная конверсия этилтолуо-
лов при незначительных потерях мезитилена.
Схема стадий процесса представлена на рис. 13.14 [12].
Рис. 13.14.
Схема процесса получения
мезитилена методом
термической обработки
мезитиленовой фракции
Сольвент
Кубовый остаток
в к. у, смолу
Общей стадией для всех процессов получения мезити-
лена из сольвента является выделение концентрированной
мезитиленовой фракции.
При ректификации сольвента сначала выделяют ши-
рокую мезитиленовую фракцию с содержанием мезитилена
30 - 35 %, а из нее - концентрированную фракцию с содер-
жанием мезитилена 60 - 65 %.
Термообработка концентрированной мезитилено-
вой фракции проводится в трубчатом реакторе (печи)
при 750-800 “С. Полученный терморафинат охлаждается
в теплообменнике, где происходит нагрев прямого потока
перед печью, затем - в холодильнике.
Охлажденный продукт поступает в сепаратор, где про-
исходит отделение образовавшихся при термообоработке
газообразных продуктов.
При последующей ректификации терморафината по-
лучают товарный мезитилен.
13.6.3. Инден-кумароновые смолы
Термопластичные инден-кумароновые смолы приме-
няются в производстве лаков, красок, клеев, в композициях
мягчителей резиновых смесей.
Основными показателями качества инден-
кумароновых смол являются: окраска, температура размяг-
чения, совместимость с другими полимерными смолами и
растительными маслами.
Сырьем для получения светлых инден-кумароновых
смол является инден-кумароновая фракция, выделяемая
при предварительной ректификации сырого бензола.
Содержание основных компонентов фракции, % масс,
(усредненные данные):
бензол 0,2-0,6
толуол 1,2-1,6
м-; п- и о-ксилолы и этилбензол 11,0-16,0
этилтолуол 0,9-1,1
мезитилен 3,7-4,5
псевдокумол 5,5-6,5
стирол 5,8 - 7,6
п-метистироп 4,6-6,5
кумарон 3,0-4,5
инден 36,0-47,0
гидринден 1,0-1,6
нафталин 1,5-5,0
Содержание смолообразующих соединений (моно-
меров): стирола, индена, кумарона с гомологами в инден-
кумароновой фракции составляет не менее 50%.
Состав фракции в большей степени зависит от усло-
вий ее выделения при ректификации, чем от состава сырого
бензола.
Процесс получения инден-кумароновых смол основан
на полимеризации мономеров инден-кумароновой фрак-
ции в растворе с последующим выделением смолы путем
дистилляции.
Наиболее распространенным способом получения
инден-кумароновых смол является процесс ионной поли-
меризации в присутствии катализаторов Фриделя - Крафтса
(хлористый алюминий, трехфтористый бор и др.).
Принципиальная технологическая схема промышлен-
ного производства инден-кумароновых смол в присутствии
хлористого алюминия представлена на рис. 13.15.
Процесс включает тщательную подготовку сырья,
полимеризацию, отстаивание и отделение отработанного
катализатора, нейтрализацию и промывку полимеризата
и получение смолы при дистилляции полимеризата.
Подготовка сырья заключается в обесфеноливании
и удалении оснований, осушке фракции серной кислотой,
разбавлении подготовленной фракции сольвентом до со-
держания мономеров 40% (для поддержания необходимой
температуры полимеризации вследствие высокой экзотер-
мичности процесса, а также для снижения вязкости обра-
зующегося полимеризата).
На всех стадиях подготовки сырья образуются отрабо-
танные растворы и сточные воды.
Справочник Коксохимика. ТЬм 3
Глава 13. Переработка сырого бензола
263
Инден-кумароновая фракция
Рис. 13.15.
Принципиальная
технологическая схема
получения инден-кумароновых
смол методом ионной
полимеризации с хлористым
алюминием
Сольвент Инден-кумароновая смола
(рравочник Коксохимика. 'Том 3
264
Раздел 2. Переработка химических продуктов коксования
После окончания процесса полимеризации отрабо-
танный катализатор после отстаивания отделяют. Получен-
ный полимеризат нейтрализуют и промывают водой. При
дистилляции полимеризата на ректификационной колонне
под вакуумом (или с водяным паром) получают дистиллят-
сольвент и кубовый остаток - расплав инден-кумароновой
смолы, который из куба колонны поступает на ленточный
транспортер, охлаждаемый водой.
Технологический режим процесса полимеризации
мономеров инден-кумароновой фракции в присутствии
хлористого алюминия
Температура процесса, °C 50 - 70
Продолжительность, мин 40 - 60
Расход катализатора, % к содержанию
мономеров:
порошкообразный АЮ3 1,0 - 1,5
жидкий комплекс А1С13 (в пересчете
на твердый катализатор) 0,6 - 0,7
Применение кислотных катализаторов Фриде-
ля - Крафтса в процессах ионной полимеризации сопряжено
с необходимостью подготовки сырья и удалением катализа-
тора из реакционной смеси после окончания процесса. Все
операции по подготовке сырья и нейтрализации продуктов
полимеризации сопровождаются образованием сточных
вод, отработанных растворов и отходов производства.
Способом получения полимерных смол, не вызыва-
ющим образования отходов, является процесс радикальной
полимеризации.
В промышленности для образования радикалов при-
меняется термический распад инициаторов, в качестве
которых используются органические перекиси. Выбор ини-
циатора полимеризации определяется скоростью его раз-
ложения на радикалы при различных температурах.
Для полимеризации мономеров инден-кумароновой
фракции были подобраны инициаторы: гидроперекись изо-
пропилбензола (гипериз) и пероксид дитретичного бутила
(ПДТБ).
Последовательное применение двух инициаторов (ги-
периза и ПДТБ) позволяет обеспечить практически полную
конверсию всех смолообразующих компонентов фракции.
Благодаря тому, что в состав молекулы полимерной смо-
лы входят олеофильные группы инициатора (ПДТБ), по-
лучаемая в процессе радикальной полимеризации инден-
кумароновая смола совмещается с растительным маслом и
растворяется в уайт-спирите.
Это позволяет использовать инден-кумароновые смо-
лы в лакокрасочных композициях в качестве пленкообразу-
ющего компонента взамен растительных масел и канифоли.
Технологический режим процесса получения
инден-кумароновой смолы методом радикальной
полимеризации
Температура полимеризации, °C:
с гиперизом 130 ± 5
сПДТБ 150 ± 5
Расход инициаторов, % по массе от суммы мономеров:
гипериз 3,0-3,5
ПДТБ 3,5-4,0
Подача инициаторов:
гипериз две равные порции с интер-
валом 90 мин
ПДТБ четыре равные порции с интер- валом 180 мин
Общая продолжительность процесса, ч 15-16
Качество инден-кумароновой смолы, получаемой методом
радикальной полимеризации
Температура размягчения, °C 100-104
Окраска (по йодометрической шкале) 10-12
Йодное число 28-32
Совместимость с растительным маслом при температуре 100- 150°C и соотношении 1:1 полная
Молекулярная масса 600-900
Растворимость в уайт-спирите полная
Принципиальная технологическая схема непрерыв-
ного действия для получения инден-кумароновых смол
методом радикальной полимеризации представлена на
рис. 13.16 [13].
Инден-кумароновая фракция из хранилища через по-
догреватель 2, где нагревается до температуры 130 ± 5 °C,
подается в реактор 3, емкость которого обеспечивает про-
должительность контакта фракции с инициатором в тече-
ние 3 ч. Реактор снабжен паровой рубашкой, эффективной
мешалкой. В нем поддерживается давление 0,04 - 0,06 МПа,
соответствующее давлению насыщенных паров загрузки.
При помощи дозировочного насоса 18 из хранилища 17
в реактор в заданном количестве подают гипериз. Из верх-
ней части реактора 3 частично сполимеризованная фрак-
ция через подогреватель 4, где нагревается до температуры
150 ± 5 °C, поступает в реактор 5. Далее через подогревате-
ли 6,8 последовательно проходит реакторы 7 и 9. В реакто-
рах 5, 7,9 полимеризация проводится в присутствии ПДТБ.
Температура в реакторах поддерживается автоматически
при помощи регуляторов, установленных на пинии подачи
пара в подогреватели и рубашку реактора. Инициатор в ре-
акторы подается из хранилища 19 дозировочным насосом
20. Из реактора 9 полимеризат поступает в холодильник 10
и сборник 11 или непосредственно в дистилляционную ко-
лонну непрерывного действия 13.
Из нижней части колонны смолу подают на транспор-
тер 16 и затем на расфасовку.
13.7. Аппаратура процессов переработки
сырого бензола
РЕКТИФИКАЦИОННЫЕ АГРЕГАТЫ
Ректификационные агрегаты действующих цехов со-
стоят, в основном, из ректификационных колонн, подо-
гревателей, конденсаторов-холодильников, сепараторов,
холодильников жидкого остатка.
(рравочник Коксохимика. Том 3
Глава 13. Переработка сырого бензола
265
1,12,18,20 -насосы; 2,4,6,8 - теплообменники; 3,5,7,9 - реакторы; 10-холодильник; II - сборник полимеризата;
13 - дистилляционная колонна: 14 - конденсатор; I5 - сепаратор; /6 - ленточный транспортер; 17,19- хранилище инициатора.
Технологические потоки:!- инден-кумароновая фракция; II - полимеризат; III - гипериз/IV - ПДТБ; V-сольвент; VI - инден-кумароновая смола
Рис. 13.16.
Принципиальная
технологическая схема
получения инден-кумароновых
смол методом радикальной
полимеризации
Ректификационные колонны представляют
собой аппараты сварной конструкции из углеро-
дистой стали (рис. 13.17). Нижняя часть колонны
(от днища до опорного пояса) служит постаментом,
обеспечивающим необходимый уровень для стока
жидкого остатка. В старых цехах колонны оснащены
тарелками с тоннельными колпачками, изготовлен-
ными по чертежам Гипрококса, в более новых це-
хах - стандартными тарелками с капсульными кол-
пачками типаТСК-Р (рис. 13.18). Количество тарелок
в колонне обусловлено требованиями к качеству
получаемых чистых и промежуточных продуктов.
Расстояние между тарелками, как правило, со-
ставляет 600 мм. Над каждой тарелкой предусмо-
трен люк для регулирования барботажа и ревизии.
Вновь разрабатываемые ректификационные
колонны должны оснащаться новыми более эффек-
тивными контактными устройствами.
Характеристика стальных ректификационных
колонн непрерывного действия с тарелками,
оснащенными капсульными колпачками [13]
Диаметр, мм 1200 1400 1800 2600
Площадь попереч-
ного
сечения, м2
колонны 1,13 1,54 2,54 5,30
паровых патруб-
ков 0,128 - 0,214
Общая длина линии
барботажа, м 12,9 16,0 27,0 54,70
Длина сливного бор-
та, мм 636 935 1190 1920
Диаметр колпачка, мм 80 80 80 110
Шаг колпачков, мм 110 110 110 140
Число рядов кол-
пачков 6 6 8 11
Hex ректификации
бензола
(праночник Коксохимика. Том 3
266
Раздел 2. Переработка химических продуктов коксования
Рис. 13.17.
Колонна стальная
с цельносварным корпусом,
с разборными тарелками
и люками к каждой
тарелке[15]
Ввод тепла в ректификационную колонну осу-
ществляется при помощи подключенного к ней
подогревателя, обогреваемого глухим паром. По-
догреватель представляет собой кожухотрубчатый
теплообменный аппарат в вертикальном исполнении,
работающий по принципу термосифонного испарите-
ля (рис. 13.19). Нагреваемый циркулирующий продукт
проходит по одноходовому трубному пространству,
в то время как в межтрубное пространство подают
греющий пар.
Для конденсации продуктов, выходящих из ко-
лонн в паровой фазе, изготавливают стандартные ко-
жухотрубчатые теплообменные аппараты цилиндри-
ческой формы в вертикальном или в горизонтальном
исполнении (рис. 13.20).
Для охлаждения жидких продуктов применяют
холодильники типа «труба в трубе», в которых до-
стигаются удовлетворительные скорости потоков
(рис. 13.21, табл. 13.25).
АГРЕГАТЫ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Агрегаты периодического действия состоят
из кубов, работающих при атмосферном давлении
или под вакуумом с подачей острого пара. В состав
агрегата, кроме куба, входят ректификационная ко-
лонна, конденсатор-холодильник, сепаратор, реф-
люксный бак и мерники. Ректификационная колонна
оснащена стандартными тарелками с капсульными
колпачками типа ТСК-Р (тарелка стальная, колпачко-
вая, разборная).
Редистилляционные кубы представляют собой
горизонтальные аппараты емкостного типа, оборудо-
ванные выдвижными подогревателями с U-образными
трубами (рис. 13.22,13.23). В цехах ректификации уста-
новлены кубы различной вместимости, наиболее рас-
пространены кубы вместимостью 50 и 105 м3.
Характеристика редистилляционных
кубов [14]
Вместимость кубов (рабочая), м3 50 105
Наружный диаметр корпуса, мм 3 000 3 420
Длина корпуса, мм 9500 14386
Рабочее давление в кубе, МПа 0,008 0,033
Общая площадь поверхности нагре-
ва змеевиков, м2 70 150
Давление греющего пара, МПа 0,12 0,12
Температура среды, °C 220 300
Масса, т 15,6 24,5
1 - опорное кольцо;2- постамент; 3 - днище;
4 - поплавковый регуляторуровняжидкости;5- корпус;
6 - тарелки типа ТСК-Р, 7 - крышка;
8 - стекло указателя уровня жидкости;
А, Б, В, Г, Е,Ж, И- штуцера соответственно для опорожнения,
выхода жидкого продукта, подачи пара на пропарку, подачи
рефлюкса, выхода паров продукта, подачи паро-жидкостной смеси
из подогревателя, входа продукта в подогреватель;
К и Л'-люки
(рравочник Коксохимика. Том 3
Глава 13. Переработка сырого бензола
267
Рис 13.13.
Стальная разъемная тарелка
с капсульными колпачками
типа ТСК-Р[15[
(- дно приемного кармана;
2 - перегородка приемного кармана;
3 - секция тарелки;
4 - скоба для крепления тарелки кроме;
5 - капсульный колпачок; 6 - паровой патрубок;
7 - крепление колпачка; 8 - сливная перегородка;
9 - регулировочная планка;
10 - рама тарелки; I1 - съемная опорная балка;
DK - диаметр колонны;
dHK - наружный диаметр колпачка:
dHn ~ наружный диаметр парового патрубка;
Н[- расстояние между батареями;
h-j - высота верха сливной планки над верхом прорезей;
hK- высота колпачка
Поверхность теплообмена, м2 Количество, шт. Внутренние трубы Наружные трубы
одного элемента секции труб в элементе элементов в секции рабочее давление, площадь поперечного сечения, м2 диаметр х толщину, мм длина, мм рабочее давление, кг/см2 площадь поперечного се- чения кольцевой щели,»2 Диаметр х толщину, мм длина, мм
0,4 4 10 1 4 0,000855 38x2,5 3000 1,0 0,0026 76x4 2900
0,7 8,4 12 1 4 0,000855 38x2,5 6000 1,0 0,0026 76x4 5930
1,05 10,5 10 1 4 0,000196 57x3,5 6000 1,0 0Д3026 89x4 5 930
Таблица 13.25.
Характеристика
холодильников типа
«труба в трубе» [15]
(правочиик Коксохимика. Том 3
268
Раздел 2. Переработка химических продуктов коксования
Рис. 13.19.
Испаритель
1 - камера распределительная;
2 - прокладки камеры распределительной; 3 - решетка трубная;
4 - кожух; 5 - компенсатор, 6 - труба теплообменная;
7 - перегородка; 8-опора подвижная
АППАРАТУРА СЕРНОКИСЛОТНОЙ ОЧИСТКИ
БЕНЗОЛА
Очистку фракции БТК осуществляютв аппаратах непре-
рывного действия с применением механических и шаровых
смесителей диаметром 200 или 250 мм. Они изготавлива-
ются из углеродистой стали или чугуна с кислотостойким
эмалевым покрытием внутренней поверхности (табл. 13.25).
Перемешивание в шаровых смесителях фракции БТК, кон-
центрированной серной кислоты с присадками осуществля-
ется за счет турбулизации потока прокачиванием жидкости
насосом и резких изменений величины и направления ско-
рости потока. Опыт эксплуатации сернокислотной очистки
с применением шаровых смесителей непрерывного дей-
ствия показал их надежность и удобство в обслуживании.
Для отделения регенерированной серной кислоты и кислой
смолки от очищенной фракции БТК, а также для отстаивания
щелочи после нейтрализации мытой фракции применяют
отстойники с коническим днищем вместимостью 12-25 м3,
футерованные защитными покрытиями. В состав отделения
фракции БТК входят также резервуары различного назначе-
ния, мерники реагентов и куб для отпарки кислой смолки.
Библиография
1. Физико-химические свойства индивидуальных углеводородов /
Под редакцией М. В. Татевского,- М.: Гостопиздат, 1960 - 412 с.
2. Р. Рид, Дж. Праусниц, Т. Шервуд. Свойства газов и жидкостей,- Л.:
Химия, 1982.-591 с.
3. Свойства органических соединений: справочник / Под ред.
А. А. Потехина,- Л.: Химия, 1984,- 520 с.
4. Коляндр Л. Я. Новые способы переработки сырого бензола - М.:
Металлургия, ! 970 - 192 с.
5. Рубчевский В. Н„ Былков В. Г, Овчинникова С. Н. и др. Промыш-
ленный опыт получения бензола для синтеза // Кокс и химия.-
2004,-№3,-С. 28-30.
6. Орлов М. Л„ Шустиков В. И., Подорожанский М. М. и др. Опыт
эксплуатации установки гидроочистки бензола // Кокс и химия.-
1972- №1- С. 33-38.
7. Газимзянов Н. Р„ Довганюк В. Ф, Медянцев С. А. и др. Опыт про-
мышленной эксплуатации установки гидроочистки каменно-
угольного бензола // Углехимический журнал - 200В - № 5-6-
С. 52 -60.
8. Подорожанский М. М., Шустиков В. И„ Воскресенская Л. Д. и др.
Высокотемпературная гидроочистка бензола / В сб. «Вопросы
технологии улавливания и переработки продуктов коксования»,
вып.1.-Х.:УХИН-ВУХИН, 1972 - 179 с.
9. Сморода А. И„ Овсий А. Н., Кашаба И. А. и др Очистка бензола
экстрактивной ректификацией // Кокс и химия- 1978 - № 4-
С.25 -27.
10. Литвиненко М. С„ Носалевич И. М. Химические продукты коксо-
вания для производства лолимерныхматериалов,- X, М.: 1962-
428 с.
11 .Коляндр Л. Я., Привалов В. Е„ Фоменко Г. М. и др. Получение ме-
зитилена и дурола изомеризацией и диспропорционированием
псевдокумола И Кокс и химия.- 1970 - № 1.- С. 33 - 40.
12. А. с. 977445 (СССР). Способ получения мезитилена / Прива-
лов В. Е, Гапотченко Н. П„ Шустиков В. И. и др. 1982.
13. Коляндр Л. Я., Андреева В. С., Ковалева Н. И. и др. Об организации
производства инден-кумароновых смол методом радикальной
полимеризации И Кокс и химия,- 1984,- № 6 - С. 29 - 34.
14. Оборудование цехов улавливания и переработки продуктов
коксования: справочник / Башлай 3. И., Волков Е. Л, Горелик Я. Л.
и др - М.: Металлургия, 1992,- 256 с.
15. Справочник коксохимика / Под редакцией А. К. Шелкова, Т. Ill-
М.: Металлургия, 1966,- 391 с.
(правочних Коксохимика. Том 3
Глава 13. Переработка сырого бензола
269
Рис. 13.20.
Конденсатор
1 - камера распределительная; 2 - прокладка камеры распределительной; 3 - решетка трубная; 4 - кожух; 5 - компенсатор;
6 - труба теплообменная; 7 - перегородка; 8 - опора неподвижная; 9 - опора подвижная; 10 - прокладка кожуха; 11 - крышка кожуха;
>2- крышка камеры распределительной
Рис. 13.21.
Холодильник типа «труба в
трубе» для жидкого остатка
ректификационных колонн [15]
1 - теплообменные трубы; 2 - соединительные кожухи; 3 - трубная решетка; 4 -промежуточная опора труб; 5 - двойник;
6 - ниппельно-шаровое соединение; 7 - штуцер для выхода охлажденного продукта;
8-то же, для входа (в скобках показаны размеры для холодильников с трубами диаметром 57 и 89 мм)
(правочник Крксохимика. Том 3
270
Раздел 2. Переработка химических продуктов коксования
Рис. 13.22.
Горизонтальный
ректификационный
куб с выдвижными
подогревателями [15]
1 - корпус; 2 - кольца жесткости; 3 - опора; 4 - трубы выдвижного подогревателя; 5 - опорные брусья; о - роликовая опора подогревателя;
7 - горловина; 8 - паровая камера; 9 - крышка камеры; 10 - термометр сопротивления; 11 - ртутный термометр:
12-бобышкадля заземления;
АиЖ- штуцера для загрузки сырья и поступления флегмы; Б - штуцер для выхода паров; 8 - люк; Г - воздушник; Е - штуцер для подачи пара;
И - штуцер для выхода конденсата; К- штуцер для опорожнения; ПК - предохранительный клапан
Рис. 13.23.
Подогреватель
с U-образными
трубами [15]
Пар
5 4 3 | 2 1
Конденсат
1 - трубная решетка; 2 - корпус паровой камеры; 3 - фланец камеры; 4 - крышка; 5 - кольцевой бортик теплоизоляции; 6 - проушина;
7 - перегородка; 8 - теплообменные трубы
Таблица 13.26.
Характеристика шаровых
смесителей [15]
Диаметр, мм Расстояние от оси шара до привалочной поверхности бобЫНШНуММ Масса смеси- теля, кг Переходные соединительные патрубки
внутреннего шарового смесителя D прохода бобышки d? болтовой окружности бобышки D( Длина, ММ Масса в кг при диаметре условного прохода, мм
25 32 40 50
200 65 125 130 35 125 5,3 5,35 5Л 5,5
250 70 145 150 47 125 73 7,4 7,5 7,6
(рравочник Коксохимика. Том 3
ГЛАВА 14
ПЕРЕРАБОТКА КАМЕННОУГОЛЬНОЙ СМОЛЫ
14.1 .Каменноугольная смола. Основные
свойства
14.1.1. Выход каменноугольной смолы
Выход каменноугольной смолы (КУС) зависит, главным
образом, от состава шихты, конструкции коксовых печей,
состояния печного фонда, условий коксования и др. Для
большинства коксующихся углей Донецкого бассейна с вы-
ходом летучих веществ 18-30% выход смолы может быть
оценен по формуле [1]:
Х= - 18,36 + 1,53 0,026
где X - выход КУС;
выход летучих веществ в пересчете на горючую
массу угля.
Выход смолы из отдельных марок угля для углей До-
нецкого бассейна составляет, %: Г - 5,0 — 8,6; Ж - 4,5 6,8;
К - 2.8 - 4,0; ОС - 1,5 3,2; Т - 0,3 ч- 0,9 [2].
В табл. 14.1 приведены фактические данные по выходу
каменноугольной смолы на одном из коксохимических за-
водов Украины и в среднем по подотрасли [31.
Предприятие Год
mW® | 2002 Г 2003 : г 1 2004 i 2006 2007 1 (1 квартал)
ЗАО «Макеевкокс» 4,1 4,2 4,1 4,3 4,2 4,0 4,0
Средний по УНПА «Укркокс» 4,0 4,0 3,9 3,9 3,7 3,7 3,6
На основных предприятиях-производителях камен-
ноугольной смолы в России ее выход от угольной шихты
колеблется в пределах 4,2 4,8% [4].
14.1.2. Применение каменноугольной смолы
Технологические свойства КУС, как товарной про-
дукции, определяются требованиями потребителей и при-
годностью к дальнейшей переработке. Коксохимические
предприятия получают КУС следующих марок: А, Б, В, Г.
В табл. 14.2 приведены действующие в 2007 г. в Украине
сортамент КУС и основные нормативные требования к ее
маркам и сортам.
КУС марок А, Б используется как сырье в смолоперера-
батывающих цехах. Ниже приведены марки пеков, которые
могут быть получены при переработке КУС, и основные на-
правления переработки КУС марок В и Г.
Марка А, 1-й сорт - электродный пек, пек высокотем-
пературный для электроугольных изделий и углеродных
конструкционных материалов марки В.
Марка А, 2-й сорт - электродный пек, пек высокотем-
пературный для электроугольных изделий и углеродных
конструкционных материалов марки Г.
Марка Б, 1-й сорт - пек, используемый в производстве
пекового кокса камерного коксования, пек каменноуголь-
ный для доменных, легочных, футлярных и желобных масс.
Допускается смолу марки Б, сорт 1-й, по согласованию
с потребителем, использовать для получения электродно-
го пека.
Марка Б, 2-й сорт - другие виды пека.
Марка В - для применения в промышленности строи-
тельных материалов и других целей.
Марка Г-для применения в дорожном строительстве
для устройства верхних, нижних слоев покрытия и слоев до-
рожных оснований, а также для поверхностной обработки
дорог местного значения на расстоянии не менее 300 м от
населенных пунктов.
Таблица 14.1.
Выход смолы,
% от сухой шихты
Наименование показателя Нормы для марок
А Б в г
1-й сорт 2-ксорт 1-й сорт 2-нсорт
Плотность при 20 °C, кг/м3, не более 1200 1220 1220 1240 1220 1240
Массовая доля воды, %, не более 3 4 3 4 4 7
Массовая доля веществ, нерастворимых в толуоле [a-фракция), в пересчете на безводную смолу, %, не более 8 11 - - - -
Массовая доля веществ, нерастворимых в хинолине (а, -фракция), в пересчете на безводную смолу, %, не более 3 4 - - - -
Условная вязкость С]2, Ст, в пределах - - - - 2-20 20-40
Массовая доля нафталина в пересчете на безводную смолу, %, не более - - - - 10 -
Массовая доля золы в пересчете на безводную смолу, 96, не бопее 0,08 0,10 0,08 0,10 - -
Таблица 14.2.
Номенклатура КУС
^1равочник Коксохимика. Том 3
272
Раздел 2. Переработка химических продуктов коксования
14.1.3. Химический состав и физические свойства
компонентов каменноугольной смолы
КУС проявляет все свойства, характерные для дис-
персных систем. Дисперсная фаза смолы в виде твердых,
жидких и газообразных мелкодисперсных частиц распре-
делена в дисперсионной среде, в роли которой выступает
многокомпонентная смесь органических соединений и их
надмолекулярных образований, обусловливающих жидкое
либо вязкотекучее (в зависимости от степени пиролизован-
ности) состояние смолы [1].
В зависимости от условий коксования каменно-
угольная смола газосборникового цикла может содержать
0,7 -1,6% фенолов и 0,4 - 1,3 % оснований. Для смол цикла
первичных газовых холодильников эти показатели состав-
ляют соответственно 1,3 - 4,0 % и 0,8 - 3,0 % [ 1 ].
В табп. 14.3 приведен перечень соединений, входящих
в состав КУС высокотемпературного коксования [1; 2; 5 - 8].
Таблица 14.3.
Перечень соединений,
входящих в состав КУС
высокотемпературного
коксования
Наименование компонента Молекулярная масса Температура плавления, °C Температура кипения, °C Массовая доля в КУС, %
1 2 3 4 5
Бензол 78 5,5 80,1 0,10-0,30
Толуол 92 -95,0 110,8 0,09-0,14
Пиридин 79 -42,0 115,3 0,005 - 0,05
2-Пиколин 93 -69,9 128,0 0,05-0,10
З-Пиколин 93 -18,2 144,1
4-Пиколин 93 3,7 145,1
п-Ксилол 106 13,2 138,0 0,03-0,12
м-Ксилоя 106 -47,8 139,0
о-Ксилол 106 -25,1 144,0
Мезитилен 120 -44,7 164,7 0,10-0,25
Псевдокумоя 120 -433 169,3
Гемимеллитол 120 -25,3 176,0
у-коллидин 121 -43,8 172,0 0,04-0,15
а-коллидин 121 179,0
Р-КОЛЯИДИН 121 195,0
Индан 118 -51,4 177,9 0,2-0,9
Фенол 94 40,9 181,7 0,25-0,40
Инден 116 -2,59 182,4 0,03-0,75
н-Бутилбензол 134 -88 183,3 0,06-0,13
о-Крезол 108 30,8 190,6 0,15-0,20
Бензонитрил 92 -12,9 190,7 0,06-0,45
п-Крезол 108 34,7 201,5 0,10-0,18
м-Крезол 108 12,0 202,1 0,12-0,25
2,4-Ксиленол 122 27,0 211,0 0,22-0,35
2,5-Ксиленол 122 74,5 211,0
2,6-Ксиленол 122 49Д) 203,0
2,3-Ксиленол 122 75,0 218,0
Нафталин 128 80,3 218,0 8,0-14,0
Тионафтен 134 32,0 222,0 0,15-0,69
Хинолин 129 -19,5 237,5 0,17-0,60
1-Метилтионафтен 148 52,0 240,0 0,16-0,18
P-Метил нафталин 142 34,5 241,1 1,5-4,0
а-Метнлнафталин 142 -30,8 244,8
Изохинолин 129 25,6 242,9 0,17-0,21
Хинальдин 143 -2,0 246,9
Лепидин 143 <0,0 263,0
Индол 117 52,5 254,7 0,09-0,20
Дифенил 154 71,0 255,9 0,20-0,97
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
273
1 2 3 4 5
2,6-Диметилнафталин 156 111,0 2623 03-0,7
2,7-Диметилнафталин 156 97,0 262,3
1,7-Диметилнафталин 156 14,0 2622
1,3-1,4-1,8-Диметилнафталин 156 42 265,0
1,6-Диметилнафталин 156 -16,9 265,6
1,2-Диметилнафталин 156 -з,о 268,5
1,5-Диметилнафталин 156 82,0 269,1
2,3-Диметипнафталин 156 104,0 269,2
Аценафтен 154 95,0 277,5 13-3,1
Дифениленоксид 168 86,5 287,0 0,5 -220
Флуорен 166 115,0 297,9 13-3,0
З-Метипфлуорен 180 88,0 3153 0,3-03
2-Метилфлуорен 180 104,0 317,5
1-Метил флуорен 180 87,0 318,0
Дифениленсуяьфид 184 97,0 3323 0,3-0,5
фенантрен 178 100,5 340,2 3,4-4,9
Антрацен 178 216,6 342,6 0,9 -1,4
Карбазол 167 245,0 353,0 12-2,9
1-Метилантрацен 192 85,5 356,0 0,5-03
2-Метилантрацен 192 202,0 3583
Метил фенантрен 192 119,0 3583 23-2,1
2,6-Диметилантрацен 206 250,0 -370,0 0,7-0,74
2,7-Диметилантрацен 206 241,0 - 370,0
Флуорантен 202 110,0 384,0 0,5-4,3
Пирен 202 150,0 394,0 0,3 - 3,3
Бензфлуорантен 226 149,0 431,8 ' 2,2-2,5
Гризен 228 252,0 441,0 0,4-3,5
Перилен 252 270,0 460,0 02-0,3
1,2-Бензпирен 252 177,0 493,0 0,3-03
3,4-Бензпирен 252 176,0 4953 03-1,0
1,2-Бензолерилен 276 278,0 5003 0,2-0,55
Пнцен 278 364,0 518,0 13 -2,2
Коронен 300 431,0 535,0 03-1,1
Окончание табл. 14.3
В табл. 14.4 приведены данные о составе некоторых
смол зарубежного производства [9].
Наименование компонента Массовая доля в смоле, %
Россия (Кузбасс) Германия
Нафталин 10-11 10,0
1-Метилнафталин - 0,5
2-Метилнафталин - 1,5
Аценафтен 13 2,0
Флуорен 1,3 23
Дифениленоксид 0,5 1,0
Антрацен 13 1,8
фенантрен 4-5 53
Карбазол 2,5 1,5
флуорантен - зз
Пирен 0,8 2,1
Хризен - 2,0
Дисперсное состояние каменноугольных смол отли-
чается сложностью. Роль дисперсной фазы в каменноуголь-
ной смоле играют следующие компоненты [10; 11]:
1) глобулы воды и гидрофильных солевых растворов;
2) высокомолекулярные вещества, нерастворимые
в толуоле (a-фракция), в состав которых входят:
вещества, нерастворимые в хинолине (а,-фракция),
включающие в себя твердые частицы печной кладки,
угля, каменноугольного кокса и полукокса (так назы-
ваемый а,-унос), и графитоподобные продукты паро-
фазного пиролиза углеводородов в подсводовом про-
странстве коксовой камеры;
олигомерные компоненты, входящие в состав веществ,
нерастворимых в толуоле, но растворимых в хинолине
(о2-фракция), массовая доля которых представляет со-
бой разницу между массовыми долями а- и а, -фракций.
В зарубежной практике с^-фракцию принято называть
p-смолами (p-resin).
Таблица 14.4.
Содержание основных
компонентов в каменно-
угольных смолах зарубежного
производства
(рравочник Коксохимика. Том 3
274
Раздел 2. Переработка химических продуктов коксования
Таблица 14.6.
Фракционный состав
КУС различной степени
пиролизованности
В производстве различают смолы по степени пиро-
лизованности, одним из наиболее выраженных показате-
лей которой является значение массовой доли нераство-
римых в хинолине веществ [12]: смолы с массовой долей
о^-фракции <2-3% относятся к малопиролизованным,
смолы с массовой долей а,-фракции >6% относятся к вы-
сокопиролизованным. Смолы, которые по этому показателю
занимают промежуточное значение, относятся к смолам
средней степени пиролизованности.
В табл. 14.5 приведены фактические показатели каче-
ства промышленных образцов КУС отечественного произ-
водства. Образцы № 1 - 4 - Донецко-Криворожский регион,
№ 5 - 8 - Приднепровский регион. Образцы отбирались
и анализировались в течении 2006 г.
Таблица 14.7.
Распределение серы по
фракциям КУС
Таблица 14.8.
Показатели качества
промышленных образцов КУС
российского производства
Таблица 14.5.
Показатели качества
промышленных образцов КУС
Наименование Номер образца
показателя 1 2 3 4 5 6 7 8
Плотность, </20,кг/м3 1170 1171 1185 1197 1182 1186 1195 1210
Массовая доля воды, % 2,5 3,6 3,0 3,3 2,8 1,4 4,2 3,2
Массовая доля а-фракции, % 4,0 8,1 93 8,7 9,6 9,3 10,3 14,0
Массовая доля а,-фракции, % 1,9 4,1 5,5 5,3 5,0 5,2 5,8 7,8
Массовая доля нафталина, % 10,6 10,9 12,4 9,7 9,9 10,4 11,2 10,6
Массовая доля фенолов, % 3,31 1,14 1,04 1,3 1,2 1,17 1,14 0,87
Массовая доля золы, % 0,10 0,07 0,08 0,10 0,12 0,16 0,10 0,12
Массовая доля серы, % 0,57 0,63 0,54 0,50 0,55 0,60 0,62 0,88
pH водной вытяжки 7,5 8,1 8,0 7,8 7,9 7,9 7,2 7,3
Нанменованно показателя Степень пнролнзованности смолы
низкая средняя вькокап
Плотность, </2(и кг/м3 1165 1195 1207
Массовая доля а-фракции, % 4,9 9,5 12,1
Массовая доля а-фракции, % 2,4 5,0 9,2
Выход, %, фракций, выкипающих в пределах температур, °C
До 180 (легкая) 2,10 0,29 0,89
180 - 200 (фенольная) 2,00 1,32 0,53
200 - 230 (нафталиновая) 9,40 14,60 8,83
230 - 300 (поглотительная) 15,30 8,37 13,27
300 - 360(первая антраценовая) 6,30 10,90 11,18
360 - 380 (вторая антраценовая) 9,40 9,19 7,03
> 380 (пек) 54,50 54,56 55,24
Потери 1,00 0,77 0,7
Интервал выкипания, °C Содержание фракции,% Массовая доля серы, %
от массы материала от ресурса в смоле
До 180 1,2-1,5 0,35-0,37 0,50-0,58
180-200 0,5-0,6 0,60-1,26 0,39-0,85
200-230 9,1-11,3 0,94-1,06 10,65-11,94
230-300 7,2-11,6 0,87 - 1,41 6,84 -18,34
300-360 9/4-10,2 0,97 - 1,12 9,97 -12,87
360-380 12,1 -13,1 0,62-0,92 8,51-13,17
Пек 53,0 - 60,7 0,79-0,88 46,99 - 58,40
Смола - 0,89-0,91 100,0
В табл. 14.6 приведены данные по фракционному со-
ставу каменноугольных смол различной степени пиролизо-
ванности (производственные данные) [12]. Температурные
интервалы выкипания и наименования фракций приняты
в соответствии с аналогичными усредненными показателя-
ми основных видов технических масел, производимых в на-
стоящее время смолоперерабатывающими цехами коксохи-
мических заводов Украины и СНГ.
В табл. 14.7 приведены усредненные данные по рас-
пределению серы общей по фракциям каменноугольной
смолы украинского производства (производственные дан-
ные) [12].
В табл. 14.8 приведены результаты анализов промыш-
ленных образцов каменноугольных смол российского про-
изводства.
Наименование показателя № образца
1 2 [9]
Влажность, % 4,0 2,5
Плотность, d^, кг/м3 1190 1180
Массовая доля а-фракции, % 8,0 6,0
Массовая доля а, -фракции, % 5,0 2,0
Зольность, % 0,15 0,15
Сернистость, % - 0,7
Выход, %, фракций, выкипающих в пределах, %:
До 180 - 5
180-230 - 9
230-270 - 10
270-300 - 5
300 - 360 - 21
^|равоч1гик Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
275
14.1.4. Физико-химические свойства
каменноугольной смолы
Ввиду чрезвычайной сложности физического и хими-
ческого состава КУС, а также вследствие значительного ко-
личества технологических факторов, прямо и косвенно вли-
яющих на ее формирование, имеющиеся в литературе дан-
ные о физико-химических свойствах этого материала зача-
стую противоречивы. Методы изучения физико-химических
параметров позволяют лишь оценить с большей или мень-
шей степенью точности показатели конкретных образцов
и сделать некоторые обобщения.
ПЛОТНОСТЬ
Плотность смолы при различной температуре может
быть рассчитана по формуле [13; 14]:
rf20= d: + 0,7(z - 20), кг/м3
где t - температура определения,°C;
0,7- коэффициент для определения плотности смолы
и антраценовых фракций (для прочих выкипа-
ющих фракций значение пересчетного коэффици-
ента принимается равным 0,8; для расплавленного
пека - 0,6);
z/20 - значение плотности при 20 °C, кг/м3.
Зависимость плотности смолы и ее фракций от тем-
пературы t также может быть описана уравнением прямой
линии [15; 16]:
d' = d0 + mt, (14.1)
где d0 - плотность материала при 0°С, кг/м3;
т - коэффициент.
В табл. 14.9 приведены данные для расчета значения
плотности из уравнения (14.1), значения коэффициента т,
а также значение d0 для КУС и ее фракций одного из коксо-
химических заводов [15].
Материал Д^кг/м3 -м-10
Каменноугольная смола 1216,8 7,019
Фракции КУС
Легкая 958,8 8,683
Фенольная 1 029,0 8,447
Нафталиновая 1057,4 8,581
Поглотительная 1078,3 7,594
Первая антраценовая 1153,4 7/421
Вторая антраценовая 1188,7 6,716
Пековые п родукты
Среднетемпературный пек 1316,0 5,687
Высокотемпературный пек 1 359,7 5,505
Пековые дистилляты 1173,8 6,848
ВЯЗКОСТЬ
Вязкость смолы и ее фракций может быть рассчитана
по формуле [13; 15; 17]:
/g(p-104) = B-4-/gZ, (14.2)
где А и В - постоянные;
z - температура определения вязкости;
ц - динамическая вязкость при температуре z, Па-с.
Справочник Коксохимика. Том 3
В табл. 14.10 приведены значения коэффициентов для опре-
деления вязкости по формуле (2).
Материал В А
Каменноугольная смола 8,1996 2,9326
Пековые дистилляты 5,0057 1,7371
Фракции КУС
Легкая 1,8869 0,6241
Фенольная 3,2298 1,1822
Нафталиновая 3,2752 1,1893
Поглотительная 2,6699 1,3119
Первая антраценовая 4,7861 1,6907
Вторая антраценовая 5,6744 1,9688
Таблица 14.10.
Данные для расчета
вязкости
МОЛЕКУЛЯРНАЯ МАССА
В каменноугольной смоле насчитывают несколько
тысяч индивидуальных соединений, однако пока выделено
и идентифицировано около 480 - 500, общая масса кото-
рых составляет -55% от массы смолы [12; 18; 19]. Поэтому,
а также ввиду особенностей реологических свойств и огра-
ниченной растворимости, средняя молекулярная масса
каменноугольной смолы (и тем более пека) является чисто
условным понятием. Что касается выкипающих фракций
каменноугольной смолы, поддающихся хроматографиче-
скому анализу, то для них данный показатель может быть
вычислен по содержанию наиболее представительных ком-
понентов. Например: при содержании в легкой фракции
(безводной) в среднем около 35% бензола, 48% толуола
и 17% ксилолов молекулярная масса составит:
100: (35:78 + 48:92 + 17:106) = 88.
Ниже приведены данные по средним значениям моле-
кулярной массы промышленных образцов фракций КУС [1]:
легкая 100-109
фенольная 120-127
нафталиновая 134-137
поглотительная 149-157
первая антраценовая 177-182
вторая антраценовая 178-180
смола каменноугольная [20] 215
Таблица 14.9.
Данные для расчета
плотности
СКРЫТАЯ ТЕПЛОТА ИСПАРЕНИЯ ФРАКЦИЙ КУС
Фракции КУС характеризуются широкими темпера-
турными интервалами выкипания, их химический состав
весьма широк и может колебаться в достаточно широких
пределах даже в условиях одного предприятия. Ввиду это-
го, данный показатель КУС достаточно приблизителен. Для
оценки этого показателя могут быть использованы следу-
ющие формулы [13; 15]:
для ароматических углеводородов: Н= 212,3 М+ 14713;
для оснований: И = 253,0 М+ 15 567;
для фенолов: Н = 169,2 М+ 29 234,
где И - скрытая теплота испарения, Дж/моль, веществ со
средней молекулярной массой М.
Ниже приведены усредненные данные о скрытой те-
плоте испарения фракций каменноугольной смолы [15; 21;
22], кДж/кг:
276
Раздел 2. Переработка химических продуктов коксования
легкая 393 - 398
фенольная 339-344
нафталиновая 326-331
поглотительная 318-323
первая антраценовая 256-297
вторая антраценовая 247 - 295
СРЕДНЯЯ ТЕПЛОЕМКОСТЬ КУС И ЕЕ ФРАКЦИЙ
Ниже приведены усредненные значения теплоемкости
каменноугольной смолы, кДж/кг°С (ккал/кг’С), в интервалах
температур, °C [22], соответствующих условиям первично-
го обезвоживания и дешламации, хранения и перекачки
каменноугольной смолы, а также уровню ее нагрева на пер-
вой и второй ступенях нагрева при ректификации:
25- 70 1,46-1,55 (0,35-0,37)
100-130 1,71-1,80(0,41-0,43)
400-430 2,72-3,02(0,65-0,72)
Усредненные величины средней удельной теплоемко-
сти для КУС и ее фракций в интервале температур 25 - 210 °C
[15; 22] приведены в табл. 14.11.
Таблица 14.11.
Усредненные величины средней
удельной теплоемкости для
КУС и ее фракций
Нанмеиоваияе фракции Средняя теплоемкость, кДж/кг-°С, при температуре, °C
25-100 25-137 28-184 25-210
Легкая 1,75 -1,80 2,01-2,06 2,30-2,35 2,42-2,47
Фенольная 1,71-1,76 1,80-1,84 2,14-2,19 2,35-2,40
Нафталиновая 1,78 1,98 2,15 2,32
Поглотительная 1,81 1,90 2,11 2,24
Первая антраценовая - 1,78 1,94 2,25
Вторая антраценовая - 1,73 1,88 2,19
Усредненные значения средней удельной теплоемко-
сти фракций каменноугольной смолы в области температур
> 210°C могут быть определены с помощью графика, пред-
ставленного на рис. 14.1 [15].
Рис. 14.1.
Усредненные значения
средней удельной
теплоемкости фракций
каменноугольной смолы
1 - легкая фракция, 2 - фенольная, 3 - нафталиновая,
4 - антраценовая, 5 - поглотительная
ПРОЧИЕ СВОЙСТВА КУС И ЕЕ ФРАКЦИЙ
Ниже приведены дополнительные усредненные дан-
ные по ряду свойств каменноугольной смолы и ее фракций,
имеющих значение для обеспечения безопасной работы
установок по переработке данных материалов, а также для
технологических расчетов.
Каменноугольная смола:
высшая теплота сгорания каменноугольной смолы,
кДж/кг (ккал/кг) - 35 587,8 - 38 937,2 (8 500 - 9 300)
[21; 22];
показатели воспламенения и горения, °C [20; 23; 24]:
температура вспышки 80-110
температура воспламенения 100-117
температура самовоспламенения 570-615
температурные пределы
распространения пламени 98-140
Фракции КУС [21; 22]
Легкая фракция:
упругость паров (при соотношении объемов фаз
«жидкость - пар», равном 1:8),
при различных температурах, кПа:
49 °C 9,6
72 °C 19,2
92 °C 32,8
теплопроводность при 100 °C, кДж/(м-ч °С)
[ккал/(м-ч-°С)} - 0,42 - 0,50 (0,10 - 0,12);
температура, °C:
вспышки 5
воспламенения 7
самовоспламенения 527
температурные пределы взрываемости паров, °C:
НТПВ 9
ВТПВ 28
Фенольная фракция:
теплопроводность при 100 °C, кДж/(м ч-°С)
(ккал/(мч°С)) - 0,44 - 0,46 (0,105 - 0,110);
упругость паров (при соотношении объемов фаз
«жидкость - пар», равном 1:8),
при различных температурах, кПа:
49 °C 3,07
72 °C 5,47
92 °C 9,07
121,5°С 18,73
132 °C 23,4
температура, °C:
вспышки 75
воспламенения 89
самовоспламенения 546
температурные пределы взрываемости паров, °C:
НТПВ 67
ВТПВ 96
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
277
Нафталиновая фракция:
теплопроводность при 100°C, кДж/(м-ч°С) {ккал/
(мч’С)) - 0,42 - 0,43 (0,100 - 0,102);
упругость паров (при соотношении объемов фаз
«жидкость - пар», равном 1:8),
при различных температурах, кПа:
92 °C 5,47
121,5 °C 8,86
132°С 11,13
скрытая теплота плавления, кДж/кг (ккал/кг) -
147,38- 151,56 (35,2-36,2);
температура, °C:
вспышки 78
воспламенения 91
самовоспламенения 528
температурные пределы взрываемости паров, °C:
НТПВ 74
ВТПВ 113
Поглотительная фракция:
теплопроводность при 100°C, кДж/(м-ч°С)
{ккал/(м ч-°С)1 - 0,33 - 0,46 (0,08 - 0,11);
упругость паров поглотительной фракции (при соотно-
шении объемов фаз «жидкость - пар», равном 1:8),
при различных температурах, кПа:
92 °C 4,20
121,5 °C 7,00
132 °C 8,13
отсутствие осадка при температуре - 2°С;
температура, °C:
вспышки 100
воспламенения 127
самовоспламенения 478
температурные пределы взрываемости паров, °C:
НТПВ 100
ВТПВ 130
Антраценовая фракция (общая):
теплопроводность при 100°C, кДж/(м-ч°С)
(ккал/(мч°С))-0,33 -0,38 (0,08-0,09);
упругость паров (при соотношении объемов фаз «жид-
кость - пар» равном 1:4),
при различных температурах, кПа:
92 °C 2,27
121,5 °C 3,73
132 °C 5,13
температура, °C:
вспышки 140
воспламенения 175
самовоспламенения 564
температурные пределы взрываемости паров, °C:
НТПВ 105
ВТПВ 159
(рравочних Коксохимика. Том 3
14.2.Подготовка каменноугольной смолы
к переработке
С целью обеспечения необходимого уровня техно-
логических свойств и их однородности каменноугольная
смола перед ее дальнейшей переработкой должна пройти
следующие стадии подготовки:
удаление грубодисперсных твердых углеродсодержа-
щих зольных примесей (фусов);
первичное обезвоживание и обессоливание;
усреднение смолы;
• нейтрализацию коррозионного действия солей.
14.2.1. Удаление фусов и первичное обезвоживание
Первые две из упомянутых технологических стадий
осуществляются на одной технологической стадии - де-
шламации.
Согласно требованиям отечественных и зарубежных
нормативно-технических документов (НТД) массовая доля
золы в электродном пеке не должна превышать 0,3 %. При
существующих технологических схемах переработки камен-
ноугольной смолы пек с такой зольностью может быть полу-
чен только на основе КУС с зольностью не более 0,1 %.
Ухудшение состояния печного фонда, нарушение
технологического режима коксования, изменение сырье-
вой базы, а также внедрение бездымной загрузки привело
к тому, что на некоторых коксохимических предприятиях,
поставляющих смолу для переработки, качество ее не отве-
чает требованиям НТД по показателю массовой доли золы
и на некоторых заводах составляет до 0,15 - 0,20 % [12].
В настоящее время на коксохимических предприя-
тиях Украины для дешламации, обеззоливания и первич-
ного обезвоживания КУС в цехах улавливания реализован
только метод гравитационного отстаивания ее в механизи-
рованных осветлителях. Однако этот метод часто не обес-
печивает необходимых качественных показателей смолы.
В основном это вызвано особенностями гранулометриче-
ского состава и свойств частиц твердой фазы, а также рас-
пределением золы по классам.
Ниже приведены .некоторые обобщенные данные,
описывающие дисперсные системы каменноугольной смо-
лы [25-28].
Водносмоляные эмульсии. Эмульсия «вода - смола» об-
разуется при охлаждении коксового газа в газосборнике
и при перекачках конденсата в насосах. Данная эмульсия
полидисперсна и содержит частицы воды диаметром от
2 - 3 до 5 000 мкм. По имеющимся данным вязкость газо-
сборниковой смолы с массовой долей воды 1,2 и 9,6% со-
ставляет соответственно 3,34 и 3,45 Ст, смолы газовых холо-
дильников - 0,54 Ст.
Суспензии смолы. Системы типа «твердое - жидкое»
(Г-Ж) представлены в смоле двумя видами: грубо- и тон-
кодисперсными. К первым относятся суспезии, содержащие
твердые частицы размером более 100 мкм. Ко вторым - сис-
темы, содержащие частицы менее 100 мкм. Основная мас-
са грубодисперсных (зольных) частиц представляет собой,
главным образом, частицы угля, полукокса и кокса, а также
печной кладки и продукты высокотемпературного пироли-
за, унесенные потоком коксового газа из коксовой камеры.
278
Раздел 2. Переработка химических продуктов коксования
Таблица 14.12.
Характеристика
каменноугольных смол
Зольную грубодисперсную твердую фазу принято называть
Фусами. На рис. 14.2 приведен характер гранулометриче-
ского состава и массовой доли золы фусов, выделенных из
смолы в механизированном осветлителе.
Рис. 14.2.
Распределение твердой фазы
по классам и массовая доля
золы отдельных классов
Состав твердой фазы КУС по классам, мм
-----выход классов -— зольность
Образец КУС Плотность смолы, кг/м3 Массовая довя, %:
а-фракцни ^-фракции
А 1215 11,7 6,1
В 1196 10,3 4,7
С 1148 6,8 3,3
D 1169 5,4 1,8
Е 1191 8,3 4,4
F 1212 11,3 5,7
G 1197 10,2 5,9
Н 1199 8,8 5,1
Рис. 143.
Кривые плотности
распределения частиц
^-фракции
Основная часть (85 - 95 %) твердой фазы смолы состо-
ит из частиц размером менее 40 мкм с зольностью 1 - 2%.
Основное количество этих частиц представляет собой угле-
родистые высокомолекулярные соединения, образующие-
ся в процессе парофазного пиролиза в подсводовом про-
странстве коксовых печей. Частицы размером более 40 мкм
составляют незначительную долю в твердой фазе смолы
и зольность их находится в интервале 3,5 -6,0%. Зольность
смолы в основном определяется массовой долей золы в ча-
стицах размером менее 40 мкм.
В табл. 14.13 и на рис. 14.3 приведены данные по
гранулометрическому составу и кривые распределения
частиц арфракции по размерам для промышленных образ-
цов КУС, характеристика которых приведена в табл. 14.12.
Размер частиц, мкм
------Смола А---------Смола С---------Смола D
Таблица 14.13.
Гранулометрический состав
а^фракции смол
Размер частиц, мкм Образец КУС
А В С D Е F 6 Н
Ковнчество частиц, шт.
0-0,5 123,0 42,1 58,3 41,1 109,1 172,6 108,2 102,9
0,5-1,0 123,0 137,8 59,1 59,2 104,0 186,8 204,5 172,4
1,0-1,5 127,0 157,0 106,9 103,3 62,4 185,6 98,3 94,9
1,5-2,0 127,0 157,0 106,9 103,3 59,5 61,4 89,9 80,7
2,0-2,5 108,0 91,8 55,5 52,2 49,1 19,4 37,1 45,5
2,5-3,0 108,0 91,8 55,5 52,2 33,4 8,4 44,6 30,0
3,0-3,5 61,6 62,9 17,9 37,1 22,4 4,2 15,4 12,1
3,5-4,0 61,6 62,9 17,9 37,1 23,1 2,6 18,3 15,8
4,0-4,5 42,0 37,3 7,8 13,7 8,6 0,6 9,1 5,0
4,5-5,0 42,0 37,7 7,8 13,7 8,6 0,2 7,9 53
5,0-6,0 22,7 24,0 3,9 6,3 9,0 0,4 9,9 75
6,0-7,0 17,8 11,8 1,8 55 7,3 0,4 3,0 0,8
7,0-8,0 4,8 7,4 1,7 2,1 4,3 - - 03
8,0 -9,0 7,5 5,3 2,8 1,4 4,7 - - -
9,0-10,0 3,8 0,7 - 0,8 4,7 - - -
10,0-15,0 6,6 1,1 - 0,4 - - - -
15,0-20,0 1,2 - - - - - - -
Общее количество частиц, шт. 987,6 926,6 5033 529,4 510,5 642,6 646,2 574,2
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
279
Размеры частиц (^-фракции в смолах разной степени
пиролизованности при отсутствии нарушений Правил тех-
нической эксплуатации (ПТЭ) в работе отделения дешлама-
ции колеблются от 0 - 7,0 до 0 - 20 мкм. Можно констатиро-
вать, что массовое содержание ^-фракции в смоле опреде-
ляется, главным образом, частицами крупностью 3-4 мкм
и выше (табл. 14.12,14.13, рис. 14.3).
В производственных условиях за счет уноса твердых
частиц из коксовых камер образуются две системы - эмуль-
сии и суспензии, между которыми существует определен-
ное физико-химическое взаимодействие. Стабильность
эмульсий в значительной степени затрудняет процесс
очистки смолы от зольных примесей.
СЕДИМЕНТАЦИЯ В МЕХАНИЗИРОВАННЫХ
ОСВЕТЛИТЕЛЯХ [29 - 32)
В настоящее время в Украине и СНГ основными аппа-
ратами в отделениях конденсации цехов улавливания, пред-
назначенными для дешламации, обезвоживания и обез-
золивания смолы, являются осветлители прямоугольной
формы с механизированным удалением фусов, емкостью
210 и 380 м3, а также цилиндрические аппараты емкостью
650 м3. В табл. 14.14 приведены технические характеристики
этих аппаратов.
Наименование показателя Величина
Емкость осветлителя, м3 210 380 650
Емкость фусового бункера, м3 3 6 3
Скорость движения цепи скребкового конвейера, м/мин 0,102 0,102 0,240
Мощность привода скребкового конвейера, кВт 1,5 1,5 3,0
Габариты, мм:
диаметр - - 15180
ширина 4700 4700 -
длина 17 800 20660 -
высота 3100 5 980 4430
Масса оборудования, т 14,5 17,0 18,8
Из-за сложности конструкции, эксплуатации и ремон-
тов в настоящее время цилиндрические осветлители не
устанавливаются.
Общий вид механизированного осветлителя емкостью
380 м3 приведен в главе 3, рис. 3.7,3.8.
Осветлитель создан на базе прямоугольного аппарата
емкостью 210 м3 со следующими основными усовершен-
ствованиями:
вместо обогрева нижней части аппарата предусмо-
трен обогрев днища надсмольной водой, отбираемой
с верхнего слоя жидкости в осветлителе. Мягкий обо-
грев препятствует локальному загустению фусов внизу
осветлителя и способствует выравниванию температу-
ры во всем объеме аппарата, чем устраняется возмож-
ность образования конвективных токов, направленных
против движения осаждающихся частиц;
исключена продольная вертикальная перегородка
(разделявшая аппарат старой конструкции), чем до-
стигается более равномерное распределение воды по
всему объему аппарата и облегчается доступ внутрь
аппарата при его ремонте.
Температура смолы в механизированном осветлителе
составляет 75-80 °C..
На рис. 14.4 представлена зависимость содержания
смолы в фусах от продолжительности их пребывания
в бункере.
С точки зрения обезвоживания смолы в механизиро-
ванных осветлителях и снижения содержания смолистых в
надсмольной воде важнейшим показателем является зави-
симость вязкости смолы от температуры отстаивания. Уста-
новлено, что вязкость смолы (общей) при температуре 70 °C
зависит от содержания в ней смолы цикла газовых холо-
дильников (рис. 14.6), вязкость которой существенно ниже
вязкости смолы цикла газосборников. Последние данные
весьма важны, т.к. в производственных условиях требуется
производить равномерное распределение легкой смолы
цикла холодильников между осветлителями, работающими
параллельно. Выход газо-холодильниковой смолы состав-
ляет 25 - 35% и напрямую зависит от температурного ре-
жима газосборников и первичных газовых холодильников.
С увеличением вязкости смолы существенно снижается эф-
фективность ее обезвоживания.
На рис. 14.5 представлена зависимость вязкости смолы
(общей) от содержания легкой смолы ПГХ.
Таблица 14.14.
Технические характеристики
аппаратов
Рис. 14.5.
Зависимость вязкости
смолы (общей)
от содержания
легкой смолы ПГХ
Однако даже нормальные условия эксплуатации ме-
ханизированных осветлителей не могут в полной мере
решить проблему подготовки каменноугольной смолы
Справочник Крксокимика. Том 3
280
Раздел 2. Переработка химических продуктов коксования
Таблица 14.15.
Экспериментальные
результаты очистки КУС
к переработке. В связи с этим появилась более совершен-
ная схема отстаивания смолы в механизированных освет-
лителях при повышенной температуре с промывкой ее на
смолоэкстракционной установке.
ПРОМЫВКА СМОЛЫ НА СМОЛОЭКСТРАКЦИОННОЙ
УСТАНОВКЕ
Технологическая схема процесса представлена на
рис. 14.6 [15].
Смола из механизированного осветлителя надсмоль-
ной воды 1 поступает через промежуточный сборник 2
в механизированный осветлитель смолы 3, где при тем-
пературе 80 - 90’С дополнительно отстаивается от воды
и фусов. Затем она подается вместе с конденсатом газа
первичных газовых холодильников (соотношение 1:1)
в шестилопастный смеситель 4. Усредненная смесь подает-
ся в следующий механизированный отстойник 3, где рас-
слаивается при 85-95 °C. Для лучшего выделения фусов
в осветлителе 1 следует подавать в него всю смолу газовых
холодильников (плотность которой обычно может состав-
лять 1 135-1145 кг/м3). Благодаря этому снижается общая
плотность и вязкость смеси смол, что улучшает выделение
из нее дисперсных частиц.
Двухступенчатая промывка смолы газовым конденса-
том приводит к снижению ее зольности на 65 - 70%. Тем-
пература воды при этом составляет 80 °C, смолы - 94 - 96 °C.
Трехступенчатая промывка смолы при повышенной темпе-
ратуре -100 -103 °C - позволила снизить содержание воды
в смоле до -2 % [33; 34].
РАЗДЕЛЕНИЕ ДИСПЕРСНЫХ СИСТЕМ
В ЦЕНТРОБЕЖНОМ ПОЛЕ
Значительная часть дисперсных включений смолы (в
т. ч. зольных) относится к мелкодисперсным системам, при-
ближаясь к коллоидной степени крупности. Одним из ме-
тодов эффективного разрушения подобных систем является
центрифугирование.
Центрифугирование может проводиться по принципу
отстаивания (сплошной ротор) или фильтрации (перфори-
рованный ротор). Для подготовки смолы наиболее целесо-
образно использовать осадительные центрифуги (с глухим
ротором). Скорость свободного осаждения частиц в поле
центробежных сил определяется уравнением [35]:
т-2 т+1 т+1
.О.„3 Гр ^Д~;~
Л 2т-1 ’
и 3
где d - диаметр осаждаемых частиц;
р - плотность дисперсионной среды;
ц - вязкость дисперсионной среды;
Д - разность плотностей дисперсной фазы и дис-
персионной среды;
j - ускорение поля центробежных сил, равное <в2г;
Сп, т - постоянные, зависящие от характера осаждения
частиц, определяемого значением числа Рей-
нольдса Re.
При ламинарном режиме осаждения: С=1,71-10"4;
ш = 2;Яе< 1,6.
При переходном режиме: С = 2,49-10 3; т~ 1,2;
1,6 <Re <420.
При турбулентном режиме: С = 5,36; т = 0,5; Re > 420.
Наиболее распространен случай, когда Re < 1,6. Тогда:
</2Ду_ rf2AFrg
18ц " 18ц
где Fr - фактор разделения, равный a>2r/g;
< в - угловая скорость вращения ротора;
г - расстояние от оси вращения ротора до центра тя-
жести частицы.
Фактор разделения является одним из основных
критериев оценки эффективности работы центрифуги.
В табл. 14.15 приведены экспериментальные результаты
[12] очистки КУС от зольных дисперсных частиц первичной
арфракции, полученные на отстойной центрифуге, позво-
ляющей регулировать фактор разделения при постоянной
температуре смеси и продолжительности фугования. Мас-
совая доля арфракции в исходной смоле 6,0%.
Наммекованяе показателя Величина
Фактор разделения 323 600 792 1078
Массовая доля а-фракции в фугате, % U1 0,57 0,32 0,28
Рис. 14.6.
Промывка КУС на
смолоэкстракционной
установке
1 - механизированный осветлитель надсмольной воды; 2 - промежуточный сборник смолы; 3 - механизированный осветлитель смолы;
4 - смеситель; 5 - отстойник; 6 - хранилище смолы.
Технологические потоки: а - надсмольная вода и смола из газового сепаратора; 6 - конденсат газа газовыххолодильников;
в - смола на конечные газовые холодильники; г - смола конечных газовых холодильников; д - смола первичных газовых холодильников;
е-смола на склад
(рравочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
281
В аппарате определенной конструкции и с фикси-
рованной технической характеристикой изменить каче-
ственные параметры очищенной смолы можно только при
условии изменения вязкостных свойств исходного сырья
с помощью различных внешних воздействий: температуры,
давления, а также введением в систему различных добавок.
В настоящее время на ряде коксохимических произ-
водств Российской Федерации используются осадительные
центрифуги типа ОГН. Практика использования подобных
аппаратов имеется и в Украине (в частности, на Авдеевском
коксохимическом заводе).
Центрифуга сдвоенная, горизонтальная с ножевой
выгрузкой осадка, с обогревом, периодического действия,
с автоматическим управлением. Техническая характеристи-
ка этого аппарата приведена в табл. 14.16 [12].
Наименование пвиааателп Модель центрифуги
02 03
Диаметр ротора внутренний, мм 2200 2200
Длина ротора внутренняя, мм 1800 2X1000
Объем ротора номинальный, дм3 2700 3320
Загрузка ротора максимально допустимая, кг 3 500 4320
Частота вращения ротора наибольшая, об/мин 600 725
Фактор разделения наибольший 445 646
Масса центрифуги, кг 22260 22130
Центрифуга состоит из следующих основных частей:
станины, роторов (левого и правого) с валом, левого и пра-
вого механизмов среза, левого и правого регуляторов за-
грузки, левой и правой труб загрузки смеси, левого и право-
го механизмов отсоса воды и смолы. Управление режимом
работы центрифуги осуществляется комплектом автомати-
ки, состоящим из 2-х пультов и станции управления. Работа
левой и правой сторон центрифуги происходит независимо
друг от друга. На одном из КХП центрифуга модели «02» экс-
плуатируется при следующем режиме:
температура исходной смолы, °C 70-75
продолжительность загрузки, с 30-50
продолжительность, мин:
разделение эмульсии 10-20
отсос воды 1,2-3,0
отсос смолы 2,0-3,0
массовая доля воды в смоле, % 2,5-3,0
массовая доля золы, % 0,05-0,10
При этом степень обезвоживания составляет 50 - 85 %,
степень обеззоливания 50-60%. Количество циклов на
один срез фусов составляет не более 20 - 25.
На рис. 14.7 представлены схема отделения дешлама-
ции на одном из коксохимпредприятий РФ с установкой
центрифуг (модель 02), а также основные размеры ротора
центрифуги и схема его заполнения [15]. На эту установку
смола поступает с десяти коксовых батарей. Для усредне-
Справочник Коксохимика. Том 3
ния КУС установлены два радиальных отстойника емкостью
650 м3 каждый. Из отстойников смола поступает в напорный
бак 1 вместимостью 12,5 м3, откуда загружается в центрифу-
ги при температуре 70-75 °C. Режим работы центрифуг,
а также достигаемые степени обеззоливания и обезвожи-
вания в целом соответствуют приведенным выше данным.
Глубина погружения патрубка для отсоса смолы обычно со-
ставляет 185-190 мм, для отсоса воды эта величина зависит
от массовой доли воды в смоле. Отфугованная смола по-
ступает в промежуточный сборник 3 вместимостью 50 м3.
В отделении имеется запасной резервуар вместимостью
100 м3. Отфугованную воду принимают в промежуточный
сборник 4 емкостью 20 м3. Через определенное количество
рабочих циклов, в зависимости от зольности исходной смо-
лы, производится срез фусов и их удаление в обогреваемые
бункера, расположенные под центрифугами, откуда они пе-
риодически вывозятся для утилизации (подача в каменно-
угольную шихту коксования либо использование для при-
готовления дорожных покрытий).
Характеристика образующихся фусов:
Таблица 14.16.
Характеристика
центрифуги типа
ОГН-2201-У
плотность, кг/м3 1 240 - 1 375
зольность, % 3,3-5,7
массовая доля веществ,
нерастворимых в толуоле, % 40 - 60
влажность, % 2,8-3,0
выход фусов от исходной смолы, % 2,5 - 2,8
Выделяющаяся в центрифугах парогазовая фаза от-
сасывается вентилятором (дымососом) в конденсатор-
холодильник (поверхность теплообмена 50 м2), после кото-
рого поступает на орошаемый водой полый скруббер (диа-
метр 1 000 мм). Конденсат из скруббера подается в сборник
отфугованной воды.
Обобщенные основные показатели работы центрифу-
ги ОГН-2201-У [36] приведены в табл. 14.17.
К недостаткам использования машин данной конструк-
ции относятся:
• периодичность процесса фугования;
многооперационность процесса очистки - загрузка,
отстаивание, отсос двух слоев и т. д.;
большая металлоемкость машины;
особые требования к строительным конструкциям -
фундаменту и т. д.
В связи с этим в последнее время большое внимание
уделяется возможностям использования аппаратов непре-
рывного действия, к которым относятся так называемые
декантеры [37].
Шнековый декантер или горизонтальная осадительная
шнековая центрифуга представляет собой горизонтально
ориентированный ротор, внутри которого расположен
шнек. Центрифуга работает по принципу осаждения. Твер-
дые частицы, которые тяжелее жидкости, осаждаются в те-
чение определенного времени, жидкости с разными плот-
ностями разделяются. За счет дифференциальной разности
скоростей ротора и шнека происходит постоянная выгруз-
ка осадка из ротора.
Отличительной особенностью осадительных центри-
фуг является возможность их адаптации к различным техно-
логическим задачам. Изменяя скорость вращения барабана,
Справочник Коксохимика. Том 3
1 - напорный бак; 2 - центрифуги; 3 - сборник для отфугованной смолы; 4 - промежуточный сборник для выделенной воды;
5 - радиальные отстойники для усреднения сырой смолы; 6 - насосы.
Технологические потоки: а - парогазовые выбросы из центрифуг; б - фусы; 8 - отфугованная смола; г - отфугованная вода; д - сырая смола.
Схема заполнения центрифуги: I - недогруз; II-смола и вода; III - фусы; IV-подслой
282 Раздел 2. Переработка химических продуктов коксовани;
Глава 14. Переработка каменноугольной смолы
283
Продолжительность отстаивания, мин Плотность смолы, кг/м3 Содержание в смоле, % Степень выделения, %
ЗОЛЫ а-фракции воды ЗОЛЫ ВОДЫ
12 1187/1187 0,17/0,06 7,4/6,8 7,1/1,9 64,7 73,3
10 1187/1185 0,17/0,08 7,4 /6,9 7,1/2,4 52,9 66,2
8 1187/1187 0,17/0,11 7,4/7,2 7,1/5,5 35,3 22,5
12 1179/1186 0,14/0,06 6,2/53 7,5/1,8 57,2 76,6
10 1179/1186 0,14/0,07 6,2/5,8 7,5/3,1 50,0 58,7
8 1179/1189 0,14/0,10 6,2/5,8 7,5/2,7 28,6 64,0
••числитель - исходная смола. Знаменатель - фугованная.
Таблица 14.17.
Основные показатели
работы центрифуги
ОГН-2201-У*1
можно значительно менять скорость осаждения и обезво-
живания твердой фазы. Изменяя дифференциальную ско-
рость вращения шнека, можно влиять на скорость выноса
твердой фазы, на толщину слоя осадка и на образующую
зону разделения жидкой и твердой фаз.
На рис. 14.8 представлен общий вид декантера и его
основные элементы.
Для предварительной подготовки смолы могут быть
использованы двухфазные (безнапорные или работающие
под давлением) или трехфазные декантеры.
На рис. 14.9 и 14.10 представлен общий вид двух-
фазного декантера с безнапорным отводом фугата и от-
водом фугата под давлением. Фактор разделения этих
аппаратов колеблется в пределах от 2 600 до 4 650 в за-
висимости от производительности, температуры и плот-
ности продукта.
Использование двухфазных декантеров позволяет вы-
делять из смолы фусы (зольные примеси), при этом вода
выводится из аппарата вместе с исходной смолой. С целью
одновременного вывода и обезвоживания смолы целе-
сообразно использовать трехфазный декантер (трикантер),
представленного на рис. 14.11.
На этой машине можно осуществлять разделение
двух жидкостей (смола - вода) с различными плотностями
и твердой фазы. Фактор разделения - от 3 550 до 4 650.
Разделение обеих жидкостей происходит во время на-
хождения их в «жидкостной» зоне. Затем они без перемеши-
вания отводятся через две раздельные системы слива.
На рис. 14.12 представлена схема подключения по-
добного аппарата при дешламации КУС, реализованная на
одном из коксохимических предприятий.
Предусмотренная данной схемой центрифуга имеет
следующие технические характеристики:
производительность
по исходной смоле, м3/ч 13
диаметр барабана, мм 420
дифференциальная скорость
вращения барабана, об/мин 3 259
число разделяемых фаз 3
Подобные аппараты производятся рядом зарубежных
фирм, например «Alfa Laval» (Швеция) и «Flottweg» (Герма-
ния). По данным этих фирм производимое ими оборудова-
ние способно обеспечить высокоэффективное удаление
зольных частиц - до 0,04 - 0,015 % и менее.
В табл. 14.18 приведены данные по степени обеззо-
ливания смолы и глубине выделения нерастворимых в хи-
нолине веществ при проведении опытно-промышленных
испытаний усовершенствованной дешламационной цен-
трифуги 20ГН-2201У-02. Обработка смолы велась при темпе-
ратуре 90 °C [38].
1 - пустотелый приводной вал с неподвижной выпускной трубой; 2 - защищенные от эрозии отверстия для выпуска частиц твердой фазы;
3 - коническая секция ротора, предназначенная для вывода частиц твердой фазы; 4 - осаждаемые на стенку ротора частицы твердой фазы;
5 - шнековый транспортер; 6 - объем, занятый осветленной жидкостью; 7 - сменные заслонки выпускных отверстий;
8 - вал привода транспортера от редуктора
(рравочник Крксохимика. 'Том 3
284
Раздел 2. Переработка химических продуктов коксования
Рис. 14.9.
Двухфазный декантер
с безнапорным отводом
фугата
Рис. 14.10.
Двухфазный декантер с
отводом фугата
под давлением
Выход твердой фазы
Рис. 14.11.
Трехфазный декантер
(трикантер)
Рис. 14.12.
Схема подключения
декантирующей
центрифуги (декантера)
в схему подготовки смолы
в отделении конденсации
Технологические потоки: а - смесь воды и смолы цикла газосборника; б -
вода барельетного цикла;в - фусы; г - товарная смола
(рравочник Коксохимика. ТЪм 3
Глава 14. Переработка каменноугольной смолы
28!
Эффективность удаления, %
ЭОЛЫ щ-фраяцин
10 64
20 71
зо 74
40 75
50 79
Как видно из приведенных данных, эффективность
обеззоливания существенно уступает эффективности уда-
ления нерастворимых в хинолине веществ. Осадок, соответ-
ствовавший степени обеззоливания смолы 52,7%, характе-
ризовался следующими показателями, %: выход коксового
остатка - 61,2, массовая доля а-фракции - 57,0, массовая
доля арфракции, - 48,3.
В табл. 14.19 приведены свойства среднетемператур-
ного пека (СТП), полученного на основе исходной и очи-
щенной смол.
Из приведенных в табл. 14.19 данных следует, что глу-
бокая дешламация смолы, существенно снижая зольность
СТП, приводит к значительному уменьшению в последнем
доли а- и аj-фракций, а также к увеличению выхода летучих
веществ. Таким образом, применение данного приема не-
желательно для смолы, предназначенной для производства
сортов электродного пека с высоким уровнем содержания
высокомолекулярных фракций группового состава, ответ-
ственных в т.ч. за способность пека к образованию коксово-
го остатка при дальнейшей переработке.
Наименование воказателя СП1 ИЗ ИСХОДНОМ смолы СТП из очищенной смолы
Температура размягчения, °C 71,50 72,00
Выход летучих веществ, % 64,60 65,50
Массовая доля а,-фракции, % 5,10 1,20
Массовая доля а-фракции,% 20,20 15,80
Массовая доля золы, % 0,19 0,11
Использование центрифуг более высокой произво-
дительности позволяет существенно увеличить эффектив-
ность обеззоливания смолы, однако также приводит к сни-
жению массовых долей высокомолекулярных составляющих
группового состава КУС. Это, в частности, подтверждается
производственными данными эксплуатации на одном из
предприятий СНГ центрифуги CHNX 438-11G фирмы «Alfa
Laval», представленными в табл. 14.20.
Найме кование показателя р Смола
исходная : Фшпцеииая
Плотность, кг/м3 1197 1197
Массовая доля золы, % 0,2 0,054-0,086
Массовая доля воды, % 4,6 1,8
Массовая доля о,-фракции, % 6,2 3,1
К общим недостаткам применения центрифуг для деш-
ламации смолы следует также отнести образование плотно-
го осадка (что затрудняет его утилизацию) и значительные
потери смолы (25 - 50 % от общего количества осадка).
Имеются данные о положительном действии ультра-
звука и связанных с ним явлений на процесс обезвоживания
каменноугольной смолы [39]. Под воздействием упругих ко-
лебаний в жидкой среде возникают явления интенсивного
перемешивания и кавитации. При определенных услови-
ях эти явления могут быть использованы для разрушения
устойчивых эмульсий КУС.
В качестве источника ультразвука использовались
ультразвуковые колонки типа УПХА-Р8 с частотой колеба-
ния 8 кГц. Аппарат предназначен для работы в потоке. Для
охлаждения обмотки излучателя использовалось цирку-
лирующее трансформаторное масло. Производительность
опытно-промышленной установки составляла 2 м3/ч. Было
установлено, что оптимальным режимом обработки, обе-
спечивающим коэффициент обезвоживания смолы на уров-
Таблица 14.18.
Содержание -фракции
в зависимости от степени
обеззоливания
не 70-80%, является;
продолжительность обработки
ультразвуком, мин 3-4
температура смолы
на обезвоживание, °C 60 - 70
производительность одной
колонны, м3/ч 0,4 - 0,5
напряжение выхода генератора, В 300 - 400
напряжение поляризации колонны, В 18-20
сила тока поляризации колонны, А 14-15
После обработки массовая доля золы снижается на
29%. При обработке смолы с повышенной массовой долей
воды (более 15%) в смоле увеличивается содержание на-
фталина в среднем на 0,7 % абс. Последнее объясняется тем,
что под действием ультразвука нафталин, содержащийся
в надсмольной воде, интенсивно и практически полностью
растворяется в смоле.
ПРИМЕНЕНИЕ ДЕЭМУЛЬГИРУЮЩИХ
ПРИСАДОК
При дестабилизации смолы, т. е. при разрушении эмуль-
сий и суспензий, наряду с обеззоливанием и обезвоживани-
ем наблюдается и частичное удаление арфракции [40; 41 ].
Исследован целый ряд присадок - разрушителей
эмульсий, разработанных специализированными инсти-
тутами. Одной из наиболее эффективных показала себя
органическая присадка АзНИИ - продукт конденсации на-
фталина с двумя молекулами хлорпарафина в присутствии
хлористого алюминия. Присадка имеет высокую температу-
ру вспышки (не ниже 210°С) и температуру застывания не
более 40°С. В табл. 14.21 приведена характеристика при-
садки АзНИИб.
Использование указанной присадки при осуществле-
нии отстаивания смолы в механизированном осветлителе
позволяет снизить массовую долю золы на 20 - 50%, мас-
совую долю воды на 40 - 80%, а массовую долю арфракции
на 20-35%. В зависимости от степени пиролизованности
смолы и содержания в ней воды выход кондиционного про-
дукта может составлять 91 - 95 %.
Таблица 14.19.
Изменение качества СТП
в результате
очистки
Таблица 14.20.
Изменение качества КУС
в результате применения
центрифуги CHNX438-11G
(правочник Коксохимика, Том 3
286
Раздел 2. Переработка химических продуктов коксования
Таблица 14.22.
Технические
характеристики
деэмульгаторов «Рекорд»
Таблица 14.21.
Характеристика
присадки АзНИИб
Наименование показателя Величине
Плотность, кг/м3 896
Выход коксового остатка, %, не более 23
Массовая доля золы, %, не более 0,09
Массовые доли, %:
водорастворимых кислот и щелочей Отсутствуют
механических примесей, не более 0,08
80ДЫ Отсутствуют
Наимевонание показателя Ветчина
Внешний вид Однородная жидкость от бесцветного до светло-коричневого цвета, допускается опалесценция
Плотность при 20 °C, г/см3 0,87-0,95
Вязкость кинематическая при 20 °C, мм2/с, не более 120
Температура застывания, °C, не выше минус 50
Массовая доля основного вещества, % 45-55
Важным положительным моментом применения при-
садки АзНИИ является уменьшение в смоле массовой доли
веществ, нерастворимых в хинолине, что очень важно при
переработке смол средней и высокой степени пиролиза.
На рис. 14.13 представлены кривые, иллюстрирующие этот
факт для каменноугольных смол различной характеристики
в зависимости от продолжительности отстаивания.
Рис. 14.13.
Динамика изменения
массовой доли а ^фракции
при отстаивании смолы
1 - а!-фракция 10,0%;2-а}-фракция 3,2%;3-at -фракция 2,9 %;
4-а1-фракция4,8%
Опытно-промышленными работами показано, что при
дистилляции смолы, обработанной присадкой АзНИИ, бо-
лее интенсивно накапливаются вещества, нерастворимые
в толуоле, что приводит к росту массовой доли а2-фракции
при одновременном торможении процессов, приводящих
к росту ^-фракции.
Технология применения присадки заключается только
в установке дозировочного насоса и расходной емкости
для присадки.
Производится значительный ассортимент деэмульгато-
ров для нефтедобывающей и нефтеперерабатывающей про-
мышленности, в частности, реагент комплексного действия
«Рекорд 758» (ТУ 2458-002-48680808-ОП-98, РФ), а также «Ре-
корд 118» и «Рекорд 752А» (ТУ 2458-001-40666476-ОП-98, РФ).
Основные технические характеристики этих деэмульгаторов
приведены в табл. 14.22.
Ряд КХП Украины располагает опытом работы с деэмуль-
гаторами, применяемыми в нефтяной промышленности.
Кроме вышеперечисленных основных технологических
приемов дешламации и обезвоживания КУС, может приме-
няться также магнитная обработка [42], обработка в электро-
статическом поле [43 - 44], виброфильтрование [45] и обра-
ботка КУС поверхностно-активными веществами [46].
14.2.2 .Усреднение смолы
Степень усреднения смолы собственного производства
и привозной контролируют по плотности, массовой доле
нерастворимых в толуоле и хинолине веществ, а также по
содержанию нафталина - колебания этого показателя в не-
скольких разовых пробах не должны превышать 1 % [47].
На рис. 14.14 представлена схема склада смолы
одного из действующих КХП Украины. Вместимость такого
склада рассчитывают по производительности смолопере-
рабатывающего цеха, причем для смолы собственного про-
изводства рекомендуется 10-суточный, а для привозной -
15-суточный запас.
Поступающая на склад смола должна содержать не бо-
лее 4% водной фазы, состоящей из воды, заэмульгирован-
ной со смолой, а также гидратной - связанной с кислыми
и основными компонентами смолы.
Температура смолы в хранилищах поддерживается
глухим паром на уровне 70-80 °C. При этих условиях эмуль-
гированная вода частично отстаивается и удаляется в сбор-
ник 12, откуда периодически откачивается в хранилище
надсмольной воды цеха улавливания. Также в хранилищах
происходит дополнительное выделение дисперсных угле-
родистых зольных осадков. Вследствие этого в среднем раз
в 5 лет хранилища подвергают чистке.
14.2.3 . Нейтрализация коррозионного
действия солей
Перед окончательным обезвоживанием на первой
ступени трубчатой печи смолу подщелачивают кальци-
нированной содой до установления значения pH водной
вытяжки КУС в пределах 7,5 - 8,0. Расход соды обычно со-
ставляет 0,05 - 0,06 % от массы смолы. Сода вносится в виде
5-6 %-ного водного раствора [15; 47].
Количество раствора определяют по формуле:
где А - количество раствора соды, м3/ч;
Q- количество смолы, подаваемой на первую ступень
трубчатой печи, кг/ч;
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
287
1 - сливной резервуар; 2 - подземные хранилища; 3,9,11 - насосы; 4-8-наземные хранилища; 10 - хранилище нафталинсодержащих масел;
12 - сборник надсмольной воды.
Технологические потоки: I - привозная смола; II - смола из цеха улавливания; III - смола на переработку
Рис. 14.14.
Технологическая схема
склада смолы
С-содержание связанных аммиачных солей на 1 кг
смолы, г;
В - содержание соды в растворе, %;
D- плотность раствора соды, кг/м3.
Этот технологический прием необходим для предот-
вращения коррозии ректификационных тарелок, главным
образом, в зоне отбора нафталиновой фракции [48;49]. Сода
переводит соединения,содержащие коррозионноактивные
компоненты, в устойчивые соли.
Промышленный опыт эксплуатации двухколонных
трубчатых агрегатов показывает, что содовая защита оказы-
вает более заметное влияние на процессы, протекающие в
пековой колонне, и в меньшей степени - на процессы, про-
текающие во фракционной колонне.
Введение в КУС соды вызывает и ряд негативных эф-
фектов [49]. Так, вносимые в смолу ионы натрия практиче-
ски полностью переходят в пек. Это иллюстрируют пред-
ставленные в табл. 14.23 данные по содержанию ионов
натрия в промышленных образцах пека и продукции на его
основе из смолы с внесенной содой (проба № 1) и без нее
(проба № 2).
Наименование материала Концентрация ионов натрия, % (но массе)
проба №1 проба №2
Каменноугольная смола 0,0059 0,0116
Среднетемпературный пек 0,0091 0,0232
Высокотемпературный пек 0,0085 0,0227
Пековый кокс 0,0171 0,0378
Введение содовой защиты вызываетзначительный при-
рост концентрации ионов натрия на всех переделах про-
изводства пека и пекового кокса. Для СТП, ВТП и пекового
кокса этот технологический прием может приводить к пре-
вышению требований ряда зарубежных фирм-потребителей
по содержанию ионов натрия.
Аналогичная ситуация с содержанием ионов натрия
возникает при производстве антраценовых фракций, что
отрицательно сказывается на качестве сырья для производ-
ства технического углерода.
Справочник Коксохимика. Том 3
Для оптимизации содовой защиты с целью предот-
вращения ухудшения качества продукции на некоторых
коксохимических предприятиях контролируют количество
вносимого в КУС содового раствора по уровню значения pH
водной вытяжки нафталиновой фракции. Более перспектив-
ным представляется контроль по уровню pH сепараторной
воды после испарителя первой ступени. Данный способ
контроля может быть автоматизирован с помощью промыш-
ленных рН-метров.
14.3. Ректификация каменноугольной
смолы
Ректификация каменноугольной смолы осуществляет-
ся в непрерывном процессе на трубчатых агрегатах с одной
или двумя колоннами единичной мощностью 50, 100 или
200 тыс. тонн смолы в год при атмосферном давлении.
В реализованных схемах используется метод одно-
кратного испарения смолы перед ректификацией. Нагрев
смолы производится в трубчатых печах.
После экстракции фенолов нейтральную часть фе-
нольной фракции подвергают ректификации с передачей
нафталиновой фракции на производство нафталина, тя-
желого сольвента - на производство инден-кумароновых
смол, сольвента или лаков.
Нафталиновую фракцию промывают раствором щело-
чи для экстракции фенолов и направляют на производство
нафталина.
Поглотительную фракцию промывают растворами ще-
лочи для удаления фенолов. Мытое поглотительное масло
используется для производства различных технических
масел, в частности, для улавливания бензольных углеводо-
родов из коксового газа, а также получения ряда индиви-
дуальных веществ - метилнафталинов, индола, аценафтена,
флоурена и др.
Первая антраценовая фракция может использоваться
для получения содержащихся в ней антрацена, фенантрена
и карбазола, а также для производства технического угле-
рода, дубителей, смешанного красителя хаки, флотацион-
ных, отопительных масел.
Таблица 14.23.
Изменение содержания
ионов натрия в пеке
и смоле
288
Раздел 2. Переработка химических продуктов коксования
Таблица 14.24.
Выход и характеристика
фракций
Вторую антраценовую фракцию целиком используют
для приготовления технического углерода и для отопитель-
ных целей.
Каменноугольный пек - товарный продукт, применяет-
ся в качестве связующего для электродов, в производстве
малозольного электродного кокса и как сырье для электрод-
ной и алюминиевой промышленности.
При ректификации каменноугольной смолы и первич-
ной переработке фракций получают, % (вес.) от смолы:
Нафталиновая фракция ю,8
Масло поглотительное каменноугольное для
улавливания бензольных углеводородов 4,7
Легкое масло (легкая фракция) о,7
Фенольная фракция 1,6
Сырье для производства технического углерода 24,0
Топливо котельное 1,7
Пек разных сортов 56,0
Феноляты натрия (в пересчете на 100 %-ные) 0,2
Потери 0,3
На рис. 14.15 представлена схема ректификации ка-
менноугольной смолы с двумя колоннами.
Из расходного резервуара усредненную каменно-
угольную смолу насосом подают в первую (конвекционную)
ступень трубчатой печи для нагрева до 120-130°C. С этой
температурой смола поступает в испаритель первой ступе-
ни. Пары воды и легкого масла проходят через конденсатор-
холодильник. Конденсат поступает в сепаратор, в котором
надсмольная вода отделяется от легкого масла. Обезвожен-
ная смола стекает в расходный сборник, откуда ее насосом
подают во вторую (радиантную) ступень трубчатой печи для
нагрева до 380 - 400 °C. С этой температурой смола посту-
пает в испаритель второй ступени, где пары отделяются от
пека. Пары поступают на пековую колонну, из которой пу-
тем бокового отбора отводят две антраценовые фракции.
Пековую колонну орошают поглотительной фракцией.
Пары из пековой колонны поступают на 3 - 5-ю тарел-
ку (снизу) фракционной колонны.
Донным продуктом фракционной колонны является
поглотительная фракция. Для регулирования ее состава по
содержанию легкокипящих компонентов и нафталина во
фракционную колонну подается перегретый водяной пар.
Из фракционной колонны путем бокового отбора отводят-
ся нафталиновая и фенольная фракции. Пары из колонны
охлаждаются в конденсаторе. Полученный конденсат раз-
деляется в сепараторе на легкое масло и воду. Отбираемые
фракции охлаждаются и направляются в сборники.
Выход и характеристика фракций приведены в табл.
14.24.
На рис. 14.16 представлена схема ректификации ка-
менноугольной смолы с одной колонной.
Смола из расходного резервуара подается насосом
в трубчатую печь, в которой она нагревается до 120 - 130 °C.
Из трубчатой печи смола поступает в испаритель первой
ступени. Пары легкого масла и воды охлаждаются в конден-
саторе, а полученный конденсат разделяется в сепараторе
на легкое масло и воду. Обезвоженная смола самотеком по-
ступает в сборник, из которого насосом подается в трубча-
тую печь. В печи смола нагревается до 380 - 400 °C. С этой
температурой смола поступает в испаритель второй ступе-
ни, в котором пек отделяется от паров фракций. Пек само-
теком поступает в резервуар, пары фракций отводятся во
фракционную колонну. Колонна орошается легким маслом.
Путем бокового отбора отводятся две антраценовые, погло-
тительная, нафталиновая и фенольная фракции. Пары из ко-
лонны охлаждаются в конденсаторе. Полученный конденсат
разделяется в сепараторе на легкое масло и воду.
Наимеимание фракций Выход от смолы, % Содержание 1емиература,°С
нафталина фенолов оснований начало кипения 50 % отгона конец кинаиия
Легкая 0,6 2,0 0,5 0,8 80 112 160
Фенольная 2,5 18,0 38,0 6,2 165 203 210
Нафталиновая 10,0 82,0 6,0 33 216 218 230
Поглотительная 9,5 8,0 5,0 4,5 235 268 300
Антраценовая первая 17,4 2,5 - - 280 320 360
Антраценовая вторая 8,0 1,5 - - 310 400 -
Пек с температу- рой размягчения 70 °C 52,0 - - - - - -
Выход и характеристика фракций почти такие же, как
и при ректификации с двумя колоннами
Содержание воды в смоле, подаваемой в первую ступень, %, не более 4,00
Содержание воды в смоле, подаваемой во вторую ступень, %, не более 0,20
Содержание хлористого аммония в смоле, подаваемой во вторую ступень, г/л, не более 0,5
Температура смолы, °C:
в резервуарах, не менее 70
после первой ступени нагрева 120-130
после второй ступени нагрева 390-400
Температура паров, °C:
наверху пековой колонны на тарелке питания фракционной 256-266
колонны 250-260
наверху фракционной колонны 130-135
Температура отбора фракций, °C:
фенольной 170-180
нафталиновой 210-214
поглотительной 240 - 245
первой антраценовой 290-296
второй антраценовой 325-330
Температура перегретого пара перед входом в колонну, °C, не менее 400
Давление в испарителях и колоннах, МПа (избыточное), не более 0,07
(рравочник Коксохимика, Том 3
Смола из первой ступени трубчатой печи
1 - трубчатая печь ГС; 2- плунжерные насосы: 3 - дозировочный насос для раствора соды; 4,9,11- сборники для раствора соды, сепараторной воды и обезвоженной смолы соответственно; 5 - продуктовые насосы;
6-рефлюксные баки; 7-рефлюксные насосы; 8-приемники фракций; 10-смеситель; 12-испаритель первой ступени; 13 и 19-конденсатор паров; 14-испаритель второй ступени; 15-сепаратор;
16-холодильникфракций; 17- пековая колонна; 18 - фракционная колонна.
Технологические потоки: а - вода на охлаждение; 6 - рефлюкс
Глава 14. Переработка каменноугольной смолы 289
(рравочник Коксохимика. Том 3
! - резервуар сырой смолы; 2 - резервуар обезвоженной смолы; 3 - испаритель первой ступени; 4 - испаритель второй ступени; 5 - сборник обезвоженной смолы; 6 - конденсатор паров; 7 - смеситель; 8 - сепаратор;
9 - холодильники фракций; 10 - ректификационная колонна; II -рефлюксные насосы: 12-рефлюксные баки; 13-продуктовый насос; 14-сборники фракций; 15 -сборник раствора соды; 16-насос для раствора соды;
17 - сырьевые насосы; 18- трубчатая печь.
Технологические потоки: а - вода на охлаждение; б - перегретый пар
290 Раздел 2. Переработка химических продуктов коксования
Глава 14. Переработка каменноугольной смолы
291
Для предотвращения коррозии аппаратуры и комму-
никаций ксмоле, поступающей на окончательное обезвожи-
вание, добавляют 5 - 10%-ный раствор кальиинированной
соды в количестве, обеспечивающем pH водной вытяжки
смолы 7,5 - 8. Расход сухой соды при нормальных условиях
составляет 0,05 - 0,06 % от количества смолы.
Производительность трубчатых агрегатов рассчитыва-
ется исходя из продолжительности работы 330 дней в году.
Работа может допускаться с отклонением от расчетной
часовой производительности в пределах ±15%. Перио-
дичность и длительность ремонтных остановок и ревизий
трубчатых агрегатов и их аппаратуры устанавливается
технологическим регламентом, утвержденным главным ин-
женером предприятия.
Баланс переработки каменноугольной смолы на кок-
сохимических предприятиях Украины приведен ниже:
ным системам с многократным испарением. По способу
ректификации установки можно разделить на группы, ра-
ботающие при пониженном давлении, комбинированном
(атмосферно-вакуумном) и атмосферном давлении. Разли-
чаются схемы также по кратности испарения, числу колонн,
характеру использования вакуума и пр.
Схемы переработки смолы с применением вакуума
обладают определенными достоинствами: снижаются за-
траты тепла для ведения процесса, увеличивается выход
высококипящих фракций (если в них есть необходимость),
снижается степень термического воздействия на пек. При
этом уменьшается выход пека и усложняются условия экс-
плуатации оборудования.
Зарубежные схемы фракционирования отличаются
большим разнообразием [50; 51]. Так, процесс «Коппере»
предусматривает двукратное испарение смолы и последу-
2005 г. 2006 г. 2007 г.
тыс.т % ТЫС. т % ТЫС. т %
Переработано сырья Выработано: 688,3 100,0 667,6 100,0 688,3 100,0
масло легкое 5,1 0,8 4,5 0,7 5,0 0,7
масло фенольное 6,2 0,9 5,4 0,8 5,9 0,9
масло поглотительное 35,7 5,2 32,2 4,8 30,8 4,5
масло легко-среднее 6,3 0,9 6,8 1,0 7,6 1,1
нафталиновая фракция 30,4 4,4 30,7 4,6 44,7 6,5
нафталиновое масло 5,5 0,8 4,8 0,7 15,9 23,1
шпалопропиточное масло 1.9 0,3 - - 0,2 -
сырье для технического углерода 183,6 26,7 180,3 27,0 174,8 25,4
топливо котельное 10,3 1,5 8,9 1.3 21,2 3,1
Итого технических масел 285,0 41,5 273,6 40,9 306,1 44,5
Пек каменноугольный Нафталин технический (в пересчете 3 693 53,7 361,4 54,2 359,5 52,2
на 100%-ные) 11.0 1,6 9,9 1,5 4,1 0,6
Феноляты натрия (в пересчете на 100%-ные) 2,3 0,3 2,3 0,3 2,3 0,3
Смола препарированная 0,9 Нет данных 1,1 0,2 1,1 0,2
Пековые дистилляты 7,9 1.1 8,9 1.3 5,1 0,7
Потери 11,9 1,7 10,5 1,6 10,3 1,5
За рубежом применяются различные схемы перера-
ботки смолы. Многообразие схем объясняется особенно-
стями экономики стран, конъюнктурой рынка и интересами
отдельных фирм, специализирующихся на выпуске того или
иного продукта. Для обеспечения максимального выхода
масел применяется вакуум. Увеличение выхода пека дости-
гается рециркуляцией горячей смолы и пека, а также дву-
кратным испарением смолы. Для максимального сосредо-
точения целевых компонентов в соответствующих фракциях
производится отбор широкой фракции и последующая ее
ректификация на отдельных колоннах с применением ва-
куума или без него.
Общим для большинства схем являются: максимальное
использование вторичного тепла и высокая концентрация
целевых продуктов во фракциях, хорошая управляемость
процессом при применении стриппинг-колонн, дополни-
тельный ввод тепла, тенденция к переходу к многоколон-
ющую ректификацию на двух основных колоннах, одна из
которых работает при атмосферном давлении, а вторая -
под вакуумом [52].
В технологических схемах, разработанных фирмами
«Проабд» (Франция) и «Вилтон» (Англия), пары второй сту-
пени испарения направляются во вторую ректификацион-
ную колонну и после выделения антраценовой и поглоти-
тельной фракций возвращаются на первую колонну вместе
с парами первой ступени испарения [53].
Многократное испарение смолы и переработка полу-
ченных дистиллятов на нескольких колоннах осуществля-
ется также фирмами «Рютгерсверке» на заводах Дуйсбург-
Майдерих (Германия) и «Юнайтед Стейтс Стил» в Клертоне
(США) [54- 56].
Схема многоколонной атмосферно-вакуумной ректи-
фикации с многократным подводом тепла представлена на
рис. 14.17.
^гравочник Коксохимика. Том 3
292
Раздел 2. Переработка химических продуктов коксования
Рис. 14.17.
Схема многоколонной
атмосферно-вакуумной
ректификации
каменноугольной смолы
с многократным подводом
тепла
К вакуумной установке
1 - трубчатые печи; 2 - колонна для обезвоживания смолы; 3 - холодильник; 4 - сепаратор; 5 - хранилище обезвоженной смолы;
6 - фенольная колонна; 7 - конденсатор; 8 - нафталиновый приколонок; 9 - метилнафталиновая колонна; 10 - конденсатор-парогенератор;
1I - приколонок поглотительной фракции; 12 - антраценовая колонна; 13 - насос
Смолоперерабатыва-
ющий цех.
Отделение дистилляции
смолы
Процессы переработки КУС с использованием много-
ступенчатого испарения и многократной ректификации по-
зволяют сосредоточить нафталин в нафталиновой фракции
на уровне 85 - 90 % от его ресурсов в смоле и получить
качественную поглотительную фракцию, используемую для
абсорбции бензольных углеводородов из коксового газа.
При двукратном испарении смолы под атмосферным дав-
лением (рис. 14.17) выход среднетемпературного пека мо-
жет быть повышен на 4 - 5% по сравнению с однократным
испарением при сохранении качества пека как по выходу
летучих веществ, так и по содержанию веществ, нераство-
римых в толуоле [57].
Технологические аспекты и теоретические предпо-
сылки показывают преимущества фракционирования КУС
по схеме многократного испарения. Зарубежный опыт и вы-
полненные в УХИНе исследования [58 - 60] эксперимен-
тально подтверждают этот вывод. Эти преимущества каса-
ются всего ассортимента продуктов переработки КУС, хотя
конъюнктура рынка может и должна оказывать влияние на
оптимальность той или иной компоновки схемы.
14.4. Переработка нафталиновой фракции
Нафталин - одно из важнейших органических соеди-
нений, широко используемое как исходное сырье для раз-
личных синтезов, был открыт в 1819 г. Гарденом в каменно-
угольной смоле. Эмпирическую формулу его (С|0Н8) в 1826 г.
установил Фарадей, а в 1838 г. по плотности пара уточнил
В. А. Воскресенский. Структурную формулу нафталина
(дравочвик Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
293
в 1866 г. предложил Эрленмейер. Впервые в 1868 г. Требе
изобразил эту структурную формулу так, как это принято
в настоящее время.
Содержание нафталина в каменноугольной смоле ко-
леблется в достаточно широких пределах и зависит от кон-
струкции печей, условий коксования и состава угольной сы-
рьевой базы коксования. Установлено, что при углублении
пиролиза (недогруз печей, коксование сильно усадочных
шихт, высокие температуры подсводового пространства
и др.) в каменноугольной смоле снижается содержание фе-
нолов и метилгомологов нафталина, а также увеличивается
содержание самого нафталина и высококипящих соедине-
ний. Увеличение в угольной шихте доли газовых углей мож-
но рассматривать как фактор, повышающий выход химиче-
ских продуктов коксования, и в то же время увеличивающий
вертикальную усадку шихты, что приводит к углублению
процессов вторичного пиролиза.
В табл. 14.25 приведены оценочные данные изменения
состава каменноугольной смолы, в первую очередь содер-
жание нафталина, в зависимости от массовой доли газовых
углей в шихте коксования [1].
Наименование компонента Долл газовых углей, %
24-30 37-40
Инден 0,09 0,50
Бензонитрил 0,03 0,15
Нафталин 9,00 10,70
Тионафтен 0,45 0,45
Метилнафталины 3,70 2,30
Дифенил 0,25 0,55
Фенолы 2,10 1,35
Основания 1,35 0,80
Дифениленоксид 0,70 1,15
Индол 0,15 0,15
Нафталин применяется для производства фталевого ан-
гидрида (используется для получения алкидных смол, пласти-
фикаторов), fj-нафтола (полупродукт для красителей и проти-
востарителей резин), Аш- и Пери-кислот: 1,8-аминонафтол-
3,6-дисульфокислота, 1,8-нафтиламинсульфокислота; кислот
Клеве: 1,6- и 1,7-нафтиламинсульфокислоты (полупродукты
для красителей), смачивателя НБ (натриевая соль бутилнафта-
линсульфокислоты), диспергатора НФ (продукт конденсации
сульфокислот нафталина с формальдегидом), инсектицидов,
синтетических дубильных веществ, разжижителя бетона С-3.
До 60% технического нафталина перерабатывает-
ся в очищенные сорта, которые идут на производство
fj-нафтола, Аш- и Пери-кислот и других полупродуктов
органического синтеза. Нафталин высшей степени очистки
требуется для получения кислот Клеве. Для производства
фталевого ангидрида используются преимущественно мар-
ки технического нафталина.
Важная область применения нафталина в Европе - по-
лучение нафтохинона, который затем перерабатывают в ан-
трахиноновые производные реакцией с бутадиеном.
Потребление нафталина на производство фталевого
ангидрида в стране в последние годы уменьшилось в связи
с увеличением объема использования в качестве исходного
^1равочннк Коксохимика. 'Jom 3
сырья нефтяного о-ксилола. Однако в последние годы зна-
чительно возросла потребность народного хозяйства в на-
фталине для производства суперпластификатора бетонных
смесей (С-3).
14.4.1. Свойства нафталина
Химические свойства нафталина детально освещены
в работах [5; 62] и фундаментальных курсах органической
химии. Из физических свойств нафталина в настоящем раз-
деле приведены лишь те, которые имеют наиболее близкое
отношение к инженерным расчетам.
Молекулярная масса 128,164
Температура кипения при атмосферном давлении, °C 217,96
Температурный коэффициент упругости при 760 мм рт. ст,°С/мм 0,055
Упругость пара при 52,6°C, Па 133
Температура плавления,°C 80,27
Показатель преломления при 85 °C 1,5898
Теплота испарения при 167,7 °C, кДж/моль 46,4
Теплота плавления, кДж/моль 19,17
Критическая плотность, кг/м3 314
Критическая температура,°C 478,5-480
Критическое давление, МПа 4,2
Криоскопическая постоянная на 1 000 г,°С/моль 6,899
Эбулиоскопическая постоянная на 1 000 г,°С/моль 5,80
Электропроводность при 81,8 °C, Ом'1 4,35-10'10
Диэлектрическая постоянная при 85 °C 2,54
Растворимость в воде при 25 °C, кг/м3 0,0344
Состав азеотропной смеси с водой при 98,9 °C 16% мае. нафталина
Температура воспламенения, °C:
в воздухе 690
в кислороде 557
Температура вспышки,°C 80
Газовая постоянная 6,62
Таблица 14.25.
Компонентный состав
каменноугольной смолы
Теплота образования нафталина, равная при стан-
дартных условиях (298 К) 151,18 кДж/моль, может опреде-
ляться по формуле:
АЯ/ = 4,1868(41,5 - 0,021-7 + 0,0000101-Г2),
где Г-температура, К.
Свободная энергия Гиббса (кДж/моль) для. пределов
температур от 298 до 1 000 К описывается формулой [5]:
&Gf= 4,1868 (33,3 + 0,0664-7),
где Г-температура, К.
Плотность твердого нафталина при 23,9°C состав-
ляет 1 178,9 кг/м3; при 60°С - 1 141 +4 кг/м3; жидкого при
85 °C - 975,2 + 2 кг/м3; при 100°C - 962,83 кг/м3; температур-
ный коэффициент плотности на 1 °C в интервале 60 - 190°C:
- 0,00077163-[ 1 + 0,001933(7-100)).
294
Раздел 2. Переработка химических продуктов коксования
Таблица 14.28.
Давление паров
нафталина в интервале
температур
230- 480 °C
Поверхностное натяжение вблизи температуры плав-
ления составляет 32,03 мН/м при 80,8 °C. Поверхностное
натяжение в зависимости от температуры может быть вы-
числено по формуле:
аг=41,5 - 0,103-/
или более точно из уравнения такого типа, но с примене-
нием показателя степени 1,3511 и исходной величины по-
верхностного натяжения ав = 28,8 мН/см при температуре
Гв = 400 К.
Динамическая вязкость расплавленного нафталина
цг(мН-с/м2) может быть рассчитана по следующей формуле:
lgpT = -4,46++ 0,004767 7°— 0,000002548-Г2,
где Г-температура, К.
В табл. 14.26 приведены кинематическая и динамиче-
ская вязкости при различных температурах.
Таблица 14.26.
Вязкость нафталина
Температура, °C Кинематическая вязкость,-10*. м2/с Температура, °C Динамическая вязкость, •10* Н с/м1 X'edAiedaiiHai Кинематическая вязкость, -10*, м2/с
i'W;. 85 0,8974 205 0,401
0,910 0,361 ;
110 0,777 105 0,Л60 270 0,321
130 0,643 120 0,6243 305 0,295
150 0,555 135 0,5374 333 0,269
177,5 0,465 150 0,4755 360 0,262
Давление насыщенного пара нафталина в различных
температурных пределах описывается следующим уравне-
нием [63):
lgp = A—— + 2,1238,
C+t
где р - давление, Па;
t - температура, °C.
Значения коэффициентов А, В, С для разных пределов
температуры приведены в табл. 14.27.
Таблица 14.27.
Значения коэффициентов
в формуле
Температура, ”С « В С
0-8027 5,8010 978,66 11839
80,27 - 327,5 7,1268 182854 212,53
327,5 - 478,5 4,6586 2368,49 269,16
Для температурного интервала от 82,9 до 475 °C дав-
ление насыщенного пара может быть определено по фор-
муле:
lgpv =192,16-^y^-72,834 Zg?+
+ 0,05687 - 0,173 10’3- Г2 + 2,124.
Данные величины давления паров нафталина при раз-
личных температурах приведены в табл. 14.28.
1 1 Давление,кПа Температура, °C Давление,кПа Температура, °C Давление, кПа Температура, °C а С ж Г S А Температура, °C Давление, кПа
230 131,3 327,5 7315 400,5 18375 438Д 2675,0 467 3616
250 198,0 349,0 990,0 4145 2102,1 4485 3000,0 472 3790
270 289.0 361,0 1166 423,0 23225 4545 3165Д 476 3960
290 409,6 3755 1490 426,0 24005 4595 3330,0 477,5 4033
310 563,5 389,0 1597 431,5 2500,0 463,5 3470,0 478,5 4042
Температура плавления для нафталина, содер-
жащего чистого вещества 99,978±0,10% (мол.), равна
80,287 ±0,002 °C. Изменение температуры плавления с из-
менением давления в интервале 100-350 кПа удовлетво-
ряет уравнению:
/„. = 79,98 + 0,0361-рат-0,119-10"5-pjm.
Теплота сгорания при 20°C и постоянном давлении
составляет 40,275 МДж/кг.
Воспламеняемость паров в воздухе происходит при
нижнем пределе концентрации 0,88% (при 77,8 °C) и верх-
нем 5,9% (при 121,8 °C).
Нижний предел воспламеняемости пыли около 50 г/м3,
что эквивалентно около 0,9 % паров.
Температура вспышки в закрытом тигле равна 78,9 °C,
в открытом - 87,8 °C.
Теплота плавления изменяется с увеличением давле-
ния следующим образом:
р, МПа 0,098 27,9 42,1 56,8
Qn,, МДж/кг 149 147 146 145
Q, = Q.
Теплота сублимации при 20 °C составляет 641 ± 6,28
кДж/кг, или 72,9 5/моль.
Теплота испарения при температуре кипения 217,96 °C
равна 351,7 кДж/кг. Теплота испарения при различных темпе-
ратурах может быть рассчитана по следующей формуле:
( „ „ л 0.38
Г -Г I
кр.
Г -Г ’
УЧ'. *)
где Qt - теплота испарения при температуре Г, К;
QK - теплота испарения при температуре кипения Тк, К;
по уточненным данным, Qs = 337,87 кДж/кг;
7°_ критическая температура, равная 748,02 К.
Теплопроводность твердого нафталина Хтв в интер-
вале температур 160 - 180 °C подчиняется уравнению:
Х„|в. = 38 (1 - 33-10’4-/) 10 -2, Вт/(м-°С).
Теплопроводность жидкого нафталина X при 20 °C
равна 0,14 Вт/(м°С). В интервале температур 100- 140°С
теплопроводность удовлетворяет уравнению:
X =- 0,024-10^-/ + С,
Ж. ’
с=хж(/=0).
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
295
Удельная теплоемкость ср вблизи температуры
плавления (при 79,98 °C) соответственно равна: с =
= 215 Дж (моль-’С);^ = 220Дж/(моль°С).
Удельная теплоемкость твердого нафталина приведе-
на ниже:
RTTA 4,5Т5ТТа '
Температура, °C 30 40 50 60 70 90 100 110 120 130 140 150 160 170 180 190
Дж/(кг-К) 1319 1390 1 465 1536 1 612 1 775 1809 1842 1871 1905 1 934 1968 1997 2030 2064 2 093
Дж/(м°ль-К) 169 178 188 197 206 227,5 232 236 240 244 248 252 256 260 264 268
Удельная теплоемкость нафталина в газообраз-
ном состоянии при 451 К и давлении 27,864 кПа рав-
на ср = 202,4 Дж/(моль-К), при 522,7 К и 27,864 кПа ср =
= 227 Дж/ (моль-К).
Растворимость нафталина приведена в табл. 14.29.
Нафталин Метил о- вьш спирт Температу- ра, °C Нафталин Эпиювый спирт
335 96,15 0 4,85 95,15
5Д0 94,70 ю 7,06 92,94
7,83 92,17 20 936 90,74
9,09 90,91 25 10,39 89,61
10,71 89,29 30 1132 88,18
15,25 84,75 40 15,25 84,75
23,37 76,63 50 27,01 72,99
37,89 62,11 60 44,45 55,55
54,54 45,46 65 5535 44,45
67,21 32,79 673 — —
82,14 17,86 70 83,33 16,67
8630 13,70 71 ' -Ч-Ч -Л.Ч ч/ —
90,00 10,00 чйШГи — —
92,31 7,69 73 -
При решении практических вопросов необходимо
знать растворимость нафталина в ароматических углеводо-
родах и в каменноугольных маслах. В табл. 14.30 приводятся
некоторые данные по растворимости.
Температура, °C Бензол Толуол 1 Фенольная фракция Нафталиновее масло it Антраценовое масло
60 77,0 77,3 72,5 74,1 70,5 71,5 70,1 69,8 67,0 66,7 61,6 62,5 56,0 59,5
50 66,0 65,4 61,0 61,4 583 58,2 56,5 56,2 52,5 52,7 48,5 49,1 42,0 45,0
40 55,0 54,7 50,0 50,5 473 47,1 45,5 45,0 42,0 41,7 36,0 38,1 33,0 34,4
30 45,5 45,4 41,0 42,3 383 38,9 ' 36,2 36,1 33,0 33,0 28,9 30,5 26,5
20 37,0 36,7 33,0 32,9 зад. 29,9 283 28,2 26,0 253 203 22,8 20,0
10 30,0 28,7 26,0 25,4 23,0 223 21,6 213 19,5 19,3 13,9 17,0 Н8
0 20,3 21,9 20,0 19,2 17,8 17,1 16,0 15,9 145 14,2 9,6 125 ТОЛ
Примечание: Числитель - экспериментальные данные, знаменатель -
расчетные данные.
Теоретическая растворимость нафталина в маслах
вычислялась по известному уравнению Шредера - Ле-
Шателье: , \ , /„ \
дДг-г^ дДг-г.)
где X - молярная доля вещества в растворе Л;
Lf- молярная теплота плавления (кристаллизации) ве-
щества Л;
Т - температура процесса, К;
ТА - температура плавления чистого вещества А, К;
R - газовая постоянная.
14.4.2. Системы нафталина с индивидуальными
соединениями и их свойства
Ниже рассматриваются свойства систем, образуемых
нафталином с некоторыми главнейшими его спутниками,
влияющими на процессы его производства.
СИСТЕМА НАФТАЛИН - ТИОНАФТЕН
Свойства этой системы имеют главное значение для
процессов очистки нафталина. В табл. 14.31 приведены
физико-химические свойства тионафтена в сравнении с на-
фталином.
Таблица 14.29.
Взаимная растворимость
нафталина с метиловым
и этиловым спиртами (96)
Наименование показателя Тионафтои Нафталпн
Молекулярная масса 134,20 128,16
Температура плавления, °C 31,34 ±0,01 80,27
Температура кипения при атмосферном давлении, °C 219,9 ±0,1 217,96
Плотность, кг/м3: твердой фазы жидкой фазы 1 165 (20 °C) 1 148,4 (32,2 °C) 1 179 (24 °C) 976,9 (82 °C)
Показатель преломления «) 1,633 (32,2 °C) 1,590 (85 °C)
Теплота плавления, кДж/ (кг-°С) 11,84 18,80
Энтропия, Дж/(моль°С) 223,2 (31,5 °Q 167 (28 °C)
Удельная теплоемкость, кДж/(кг-°С) 1,47 (565 °Q 1,78 (90 °C)
Поверхностное натяжение, мН/м 42,6 (35 °C) 32,97 (82 °О
Коэффициент кинематиче- ской вязкости, м2/с 0,8510-6 (99 °C) 0,7810-’ (99,8 °C)
Температура воспламене- ния, °C 101,5 87,8
Таблица 14.30.
Растворимость нафталина
в бензольных углеводородах
и каменноугольных маслах
Таблица 14.31.
Физико-химические свойства
тионафтена и нафталина
В табл. 14.32 приведены численные значения фазового
равновесия, а в табл. 14.33 -температуры кристаллизации
для системы нафталин - тионафтен.
Справочник ](рксохимика. Том 3
296
Раздел 2. Переработка химических продуктов коксования
как гомолог тиофена. Так как свойства его близки свойствам
нафталина, тионафтен иногда называют нафталином тиофе-
нового ряда. Тионафтен кристаллизуется в виде листочков
с температурой плавления 31,34 °C и обладает характерным
запахом нафталина. Он легко растворим в обычных рас-
творителях. Несмотря на сравнительно низкую темпера-
туру плавления тионафтена и его хорошую растворимость
в каменноугольных маслах, он, тем не менее, находится не
в жидких фракциях, соответствующих его температуре плав-
ления, а обычно в основной массе переходит при кристал-
лизации нафталиновой фракции в твердую фазу.
СИСТЕМА НАФТАЛИН - ИНДОЛ
В техническом нафталине, полученном методом кри-
сталлизации нафталиновой фракции и последующим прес-
сованием, содержится индол. Содержания ненасыщенных
соединений, найденных йодометрическим методом (чис-
литель), и индола (знаменатель) в прессованном нафталине
приведено ниже:
Угли Донецкого бассейна 0,63 0,35 0,46 0,35 0,60 0,50 0,41 0,30 0,71 0,28
Угли восточных 0,60 0.55 1,00 1,26
бассейнов РФ 0,64 0,43 0,87 0,60
В табл. 14.34 приведены температуры кристаллизации
системы нафталин - индол.
Содержание нафталина, % (мои.) Температура кристаллизации, °C
100,0 80,2
863 74,4
60,4 63,7
36,9 51,1
283 46,7
213 42,1
13,2 43,9
8,7 46,4
0,0 51,9
Ниже приведены физико-химические свойства индола:
Молекулярная масса 117,16
Плотность, кг/м3 1 220
Температура плавления, °C 52,5
Температура кипения, °C 254
Мольная теплота сгорания при постоянном
давлении, кДж/моль 4276,9
Дипольный момент 2 605
СИСТЕМА НАФТАЛИН - МЕТИЛНАФТАЛИН
Константы фазового равновесия для системы нафта-
лин - р-метилнафталин приведены в табл. 14.35.
Содержание нафталина, % (мол.) Температура плавления, °C
начало конец
0,00 333 34,0
8,52 263 31,6
11,49 27,0 30,6
16,02 27,0 30,1
19,98 26,8 28,4
26,78 26,6 293
33,65 26,6 37,9
63,16 26,8 60,0
90,20 27,0 793
95,54 27,0 78,2
100,00 81,0 80,0
Системы нафталин - метилнафталины образуют эвтек-
тику
При кристаллизации нафталина в присутствии его
метилгомологов при определенном соотношении этих ком-
понентов в процессе кристаллизации образуются мелкие
кристаллики нафталина.
(рравочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
293
Ниже приведены физико-химические свойства а и р-метилнафталина: а-метилнафталин Молекулярная масса 142,2 Температура кипения, °C 244,4 Температура кристаллизации, °C 30,46 Плотность, кг/м3, при температуре: Динамическая вязкость: температура, °C 40 45 60 75 90 ту 10'6, Н с/м2 1,685 1,540 1,203 0,9707 0,8052 Диэлектрическая константа: температура, °C 40 60 80 120 170 е 2,747 2,702 2,609 2,536 2,440
20 °C 1 020 25°С 1017 Теплоемкость, кДж/кг 1,59 Температура вспышки,°C: в открытом тигле 101,1 в закрытом тигле 82 Поверхностное натяжение при 20°C, мН/м 40,68 Критические константы: давление, МПа 3,52 температура, °C 496 Температура, °C Давление,нПа Температура, °C Давление, кПа Температура, °C Давление, кПа Температура, °C Давление,кПа Таблица 14.37. Давление насыщенных паров р-метилнафталина
139,2 5,5 158,7 10,9 190,0 28,6 223,0 67,1
145,4 7,0 164,2 13,1 197,2 34,8 239,6 98,1
150,7 8,3 176,2 19,4 205,3 43,2 240,3 99,7
154,6 9,5 182,3 22,9 214,0 53,8 241,0 101,1
Теплота, кДж/кг: плавления 49 испарения 327 р-метилнафталин хорошо растворим в этиловом спир- те и эфире.
Температура, °C Давление,кПа Температура, °C j Давление, кПа Температура, °C Давление,кПа Температура, °C Давление,кПа
142,1 5,5 180,0 19,4 208,7 43,0 243,2 97,7
153,6 8,3 185,5 22,8 217,4 53,5 243,9 99,5
157,5 9,5 193,3 28,5 226,5 66,7 244,6 101,0
167,2 13,1 200,5 34,8 236,2 83,9 245,3 103,0
СИСТЕМА НАФТАЛИН - ФЕНОЛЫ
Наиболее существенным для этой системы является
образование азеотропов (табл. 14.38). Фенолы образуют
с нафталином эвтектические системы. Кривые состав - тем-
пература кристаллизации для нафталина и фенолов близки
к значениям для системы нафталин-масло. В табл. 14.39
приведены температуры кристаллизации системы нафта-
лин -фенолы.
Таблица 14.36.
Давление насыщенных паров
а-метилнафталина
Растворимость в воде при температуре 20°С-
0,017 кг/м3. Хорошо растворим в этиловом спирте и эфире.
ft-метилнафталин
Молекулярная масса 142,2
Температура кипения,°C 241,1
Температура кристаллизации, °C 34,57
Плотность, кг/м3, при:
20 °C 1 029
40 °C 996,1
Теплоемкость при 25 °C, кДж/кг 1,380
Поверхностное натяжение при 20°C, мН/м 38,44
Критические константы:
давление, МПа 3,48
температура, °C 488,7
Теплота, кДж/кг:
плавления 85,240
испарения 318,000
сгорания 40 729
Компоненты системы Азеотропные параметры
ннзкокипя- щие высококипя- щпе темнератфра кипения, °C содержание нмзкоююя- щего,%
о-Крезол Нафталин 193,72 68,90
п-Крезол Нафталин 202,35 96,43
м-Крезол Нафталин 202,40 97,00
м-Крезол Нафталин 157,50 75,00
Нафталин 3,4- и 3,5- Кснленопы 217,80/216,18 88,90/74,90
Таблица 14.38.
Азеотропные параметры
бинарных систем
нафталин - фенолы
Температура кристаллиза- ции, °C Содержание, % Температура кристаллиза- ции, Ч Содержание, %
фено- лов нафта- лина фено- лов нафта- лина
80,2 - 100,00 72,8 12,84 87,16
78,4 2,77 97,23 71,4 15,90 84,10
77,2 4,69 95,31 70,2 18,35 81,65
75,9 6,95 93,05 68,7 21,75 78,25
74,8 9,09 90,91 66,4 26,45 73,55
73,9 10,76 89,24 62,8 34,00 66,00
Таблица 14.39.
Температура кристаллизации
системы нафталин - фенолы
(правочник Коксохимика. Трм 3
298
Раздел 2. Переработка химических продуктов коксования
Таблица 14.41.
Нафталин коксохимический
технический
ТУ У 24.1-00190443-066:2005
14.4.3. Получение различных сортов нафталина
При дистилляции каменноугольной смолы в основном
получают концентрированные нафталиновые фракции с со-
держанием нафталина 79 - 88%. В табл. 14.40 приведены
компонентные составы нафталиновой фракции нескольких
предприятий.
Таблица 14.40.
Компонентный состав
нафталиновых фракций
Наименование компонентов Образец 1 Образец 2 Образец 3
Низкокипящне, выкипающие до нафталина 2,80 2,92 2,70
Нафталин 8035 84,48 88,25
Тионафтен 3,47 3,50 3,35
Монометмлнафталины 8,90 5,80 3,00
Фенолы 0,60 о,5о 0,60
Основания 0,50 0,40 0,70
Диметилнафталины 2,36 1,77 1,20
Индол 0,24 0,20 0,20
На основе нафталиновой фракции получают нафта-
лин по ТУ У 24.1-00190443-066:2005 (табл. 14,41) и по ГОСТу
16106- технический и очищенный (табл. 14.42).
Дпя переработки нафталиновой фракции в техниче-
ский нафталин применяют в основном процессы кристалли-
зации - прессования, кристаллизации - фугования - прес-
сования, дистилляции.
Для получения очищенного нафталина разработан
ряд технологических методов, предусматривающих допол-
нительную переработку как технического нафталина, так
и нафталиновой фракции.
Наименование показателя Нормы для марок
А 6 С
Внешний вид Расплавленный или твердый продукт в виде порошка, чешуек, сублимата, таблеток, шариков, брикетов (массой не более 5 кг) или в дробленом виде с массой одного куска не более 2 кг Твердый продукт
Температура кристаллизации, °C, не ниже 78,5 78,0 78,5
Зольность, %, не более 0,08 0,08 0,08
Массовая доля воды, %, не более 0,4 0,4 0,4
Массовая доля нелетучего остатка, %, не более Не нормируется 0,2
Массовая доля серы, %, не более Не норми- руется 0,6 Не норми- руется
ПРОЦЕСС КРИСТАЛЛИЗАЦИИ НАФТАЛИНОВОЙ
ФРАКЦИИ
Разделение и очистка веществ кристаллизацией осно-
вываются на равновесии между твердой и жидкой фазами.
Соединения, входящие в состав нафталиновой фракции,
образуют два типа систем: эвтектики и твердые растворы.
Таблица 14.42.
Нафталин коксохимический
РОСТ 16106
Наименоиание показателя Нормыдля нафталина
технического очищенного
ТА ТБ ТВ ОБ ов
ВЫСШИЙ <°рт 1-й сорт 2-й сорт
Внешний вид Не нормируется Расплавленный или твердый продукт в виде •./ порошка, чешуек, шариков, брикетов
Цвет Не нормируется Белый, допускается: слабо желтая или слабо розовая окраска
Температура кристаллизации, °C, не ниже 79,0 78,8 76,0 793 793 79,6 79,0
Разница температур кристаллизации между перекристаллизованным из спирта и выделенным ' из маточного раствора, °C, не ниже Не нормируется 2,3 2,3 Не нормируется
Действие серной кисяоты, номер раствора сравнения образцовой шкалы, не более Не нормируется 2 4 7 Не норм.
Массовая доля нелетучего остатка, %, не более 0,04 0,04 0,03 Не нормируется 0,02
Зольность, %, не более 0,02 0,02 0,02 Не нормируется 0,01
Массовая доля воды, %, не более 03 0,2 0,2 0,2 0,2 0,2 03
Массовая доля серы, %, не бояее 0,5 0,5 0,3 Не нормируется 0,4
Окраска по йодной шкале, единицы шкалы, не более 9 14 8 Не нормируется
Проба на маслянистость Не нормируется Не нормируется Отсутствие маслянистых пятен
Массовая доля индола, %, не более 0,2 0,2 0,01 Не нормируется 0,08
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
29‘
Поэтому при простой кристаллизации в одну ступень не-
возможно выделить из фракции нафталин, свободный от
соединений, образующих с ним твердые растворы. Для раз-
деления таких систем требуется многократная кристаллиза-
ция. Объясняется это тем, что в процессе кристаллизации
нафталина происходит захват маточника по следующим
механизмам:
в виде адсорбционного слоя. Даже после самого тща-
тельного их разделения на поверхности кристаллов
силами адсорбции удерживается пленка маточника;
в виде включений в порах и полостях внутри массы
кристаллов. Такого рода включения удаляются с боль-
шим трудом;
часть маточника удерживается благодаря капилляр-
ным силам в трещинах и каналах, образующихся как
в кристаллах, так и в их скоплениях.
По этим причинам идеальное отделение маточника не
достигается и продукт, как правило, загрязнен примесями.
При кристаллизации в массе (механические кри-
сталлизаторы) размер кристаллов в основном зависит от
скорости охлаждения и от механического их дробления
внутренними устройствами. Чем интенсивнее охлаждение,
тем мельче получаемый кристалл. При этом на конечный
его результат влияет концентрация исходной смеси и доля
расплава, переводимая в твердое (кристаллическое) со-
стояние. Так, температурный диапазон от начала кристалли-
зации (появления зародышей) до перехода в кристалличе-
ское состояние заданной части расплава будет тем меньше,
чем концентрированнее исходная смесь по кристаллизуе-
мому веществу. Если доля расплава, перешедшая в твердое
состояние, превысит 80%, отделение жидкой фазы сильно
затрудняется из-за захвата ее кристаллами.
Сказанное иллюстрируется диаграммой (рис. 14.18),
на которой приведены зависимости между концентрацией
нафталина и температурой начала кристаллизации с = <р(/)
и полного затвердевания ся = /(/). Для данной температуры,
например t., кривые характеризуют взаимозависимые соста-
вы оттеков (жидкой фазы сет.) и кристаллической массы (cHj).
Из диаграммы видно, что при охлаждении масла состава с.
оно начнет кристаллизоваться при температуре /, и затвер-
деет при температуре t,. Для температуры /.доля затвердев-
шей части с составом с . будет равна отношению отрезков
а а
coi “7 cki, а доля расплава - с-----с . При понижении
т Coi
температуры /. будет увеличиваться доля затвердевшей
и соответственно уменьшаться доля жидкой фазы. Из диа-
граммы видно, что диапазон между температурами начала
и конца затвердевания резко сокращается при переходе от
менее концентрированной фракции с. (диапазон /, - /,) к бо-
лее концентрированной Cj (диапазон /, - /4).
При непрерывных процессах получения нафталина
обогатительной кристаллизации (барабанные кристалли-
заторы) большое значение имеет образование слоя кри-
сталлов. Структура слоя и распределение в нем примесей
существенно зависят от интенсивности охлаждения. Уста-
новлена неоднородность кристаллического слоя при его
образовании на поверхности раздела между расплавом
и хладагентом при их непосредственном соприкосновении
(рис. 14.19).
Справочник Коксохимика. Том 3
Рис. 14.18.
Диаграмма состава фаз и ходе
кристаллизации расплава
нафталина
1 - расплав; 2 - слой (кр.) крупных кристаллов; 3 - контактная
корка (к.) мелких кристаллов; 4 - поверхность раздела;
5- хладагент; t^ , t tK, tn - температуры расплава, кристал-
лизации, контактного слоя и хладагента соответственно
Рис. 14.19. Структура слоя
кристаллов при выращивании
из расплава
Аналогичная неоднородность будет наблюдаться и
при образовании слоя на охлаждающей стенке. Это явление
существенно влияет на получаемые результаты. Кристалли-
ческий слой 3, образующийся непосредственно на поверх-
ности контакта 4, имеет плотную мелкозернистую структуру,
сильно захватывает маточную жидкость и по суммарному
составу близок к исходной смеси 1. Возникновение боль-
шого количества центров кристаллизации, мелких, хаотич-
но расположенных кристаллов, исключает возможность
дальнейшего их свободного роста. Толщина контактной
корки определяется перепадом температур At = tKp - txn
и температурой исходного расплава t На «подложке» из
контактного слоя происходит дальнейший свободный рост
слоя кристаллов 2 выделяемого вещества. Этот слой имеет
рыхлую, крупнокристаллическую структуру, легче отделяе-
мую от маточника, и обладает повышенной чистотой и тем-
пературой плавления Ткр, хотя и здесь между близкораспо-
ложенными кристаллами может задерживаться обедненный
маточный расплав. Температуры в слоях (кривая II) в этом
процессе располагаются в последовательности:
300
Раздел 2. Переработка химических продуктов коксования
а концентрации по кристаллизуемому веществу и темпера-
туры плавления в последовательности:
/ ч— г —> с и Г —>7’
рс. кр. КС. 1 кр. 1 КС '
Выделение очищенного вещества требует отделения
от слоя кристаллов расплава и контактного слоя, что до-
стигается различными техническими приемами. Когда такой
слой выращивается на твердой поверхности с целью в даль-
нейшем отделить от него расплав, а затем примеси путем их
выплавления, необходимо помнить, что направление пода-
чи тепла и отвода образующегося расплава примесей долж-
ны быть согласованы. При подводе тепла со стороны слоя 5
и отводе примесей в сторону жидкого слоя 1 градиент тем-
ператур (кривая III) окажется в противоречии с градиентом
точек плавления (кривая I) и избежать расплавления слоя 3
и преждевременного отрыва массы кристаллов от поверх-
ности охлаждения можно только осторожным, замедлен-
ным ведением процесса. Выделение примесей целесоо-
бразно осуществлять в аппаратах непрерывного действия
при непосредственном соприкосновении с жидким тепло-
носителем, расплавлением слоя 3 и отводом его в сторону,
противоположную слою кристаллов 2.
Изложенные общие соображения позволяют наметить
классификацию кристаллизационных процессов примени-
тельно к переработке нафталина. С точки зрения их орга-
низации рассматриваемые ниже процессы могут быть раз-
делены на следующие группы, представленные в табл. 14,43.
Методы выделения нафталина кристаллизацией можно объ-
единить в две группы, отличающиеся качеством конечного
продукта. К первой группе относятся процессы получения
технического нафталина; ко второй - процессы получения
очищенных сортов нафталина.
Таблица 14.43.
Классификация
кристаллизационных
процессов
Структура Процессы
периодические непрерывные
Однократная кристаллизация (ОК) а) Кристаллизация разовой загрузки в дискретной емкости Кристаллизация в проточном аппарате при проточном кон- такте фаз
б) То же, повторенное несколько раз, но без циркуляционных потоков
Промежуточ- ные - Противоточные про- цессы с неполным разделением
Кристаллизаци- онная ректифи- кация (КР) - а) Кристаллизация в нескольких аппа- ратах, соединенных несколькими по- токами кристаллов и маточника отдельных ступеней
б) Кристаллизация водном объеме с противотоком 8 нем кристаллов и маточ- ника
Зонная плавка В разовой загрузке С противотоком рас- плава
ВЫДЕЛЕНИЕ ТЕХНИЧЕСКОГО НАФТАЛИНА
При производстве нафталина процесс кристаллизации
нафталиновой фракции является промежуточным между
ректификацией смолы с последующим разделением откри-
сталлизованной фракции на твердую и жидкую фазы. Между
этими процессами существует определенная связь и каж-
дый из них влияет на выбор процесса кристаллизации.
Концентрированная нафталиновая фракция требует
иных условий кристаллизации, чем низкопроцентная. Ме-
ханические кристаллизаторы, в которых хорошо кристал-
лизовались фракции с невысоким содержанием нафталина,
оказались непригодными для кристаллизации концентри-
рованной фракции. Вместе с тем для центрифугирования
требуется выращивание более крупных кристаллов, чем для
разделения прессованием.
Выбор типа аппарата для кристаллизации нафталино-
вых фракций определяется:
концентрацией нафталина во фракции;
типом аппарата для разделения откристаллизованной
фракции фазы.
При сравнении различных методов получения техни-
ческого нафталина необходимо иметь в виду, что общие его
потери в процессе производства складываются из потерь
на стадии ректификации смолы и на стадии переработки
нафталиновой фракции.
На выход нафталина на стадии переработки влияет, в
основном, концентрация нафталина в нафталиновой фрак-
ции. Это подтверждают приведенные ниже данные матери-
ального баланса при условии, что конечными продуктами
являются прессованный нафталин, содержащий 97 % основ-
ного вещества, и масла, содержащие 35% нафталина:
содержание нафталина
во фракции, % 60 70 75 80 85 90
выход нафталина,
% к потенциалу 65,0 78,3 83,5 88,0 92,0 95,8
Кристаллы, выделяющиеся при охлаждении нафта-
линовой фракции, подлежат отделению от масел либо на
центрифугах, а затем на прессах, либо непосредственно
на прессах. В каждом случае размер выращиваемых кри-
сталлов должен соответствовать методу дальнейшей их
переработки.
Как при центрифугировании, так и при прессовании
наблюдается механический унос кристаллов нафталина.
Величина уноса определяется размерами кристаллов,
конструкцией фильтров, режимом фильтрования. Размер
кристаллов определяет выбор конструкции аппарата для
фильтрования и режим его работы. Седиментометрический
анализ полученного после механических кристаллизаторов
фугованного нафталина показал следующее распределение
кристаллов нафталина:
средний
диаметр
частиц,мм 0,10-0,14 0,06-0,10 0,03-0,06 0,01-0,03
выход
частиц, % 50 21 11 16
Кристаллы относительно крупных фракций в основ-
ном имели размеры от 0,5 до 1,5 мм. Следовательно, среди
кристаллов, образующихся в механическом кристаллизато-
(правочиик Коксохимика, ТомЗ
Глава 14. Переработка каменноугольной смолы
301
ре и обладающих способностью обогащаться на центрифуге
и удовлетворительно прессующихся, содержится довольно
значительное количество мелких фракций.
Однократная кристаллизация нафталиновой фракции
приводит к получению продукта с относительно высоким
содержанием примесей. Количество последних в значи-
тельной мере определяется при прочих равных условиях
типом аппаратов, применяемых для механического раз-
деления фаз. При использовании центрифуг содержание
примесей может достигать 10 - 15%. Более эффективен
процесс прессования, при котором содержание маточника
в твердой фазе находится на уровне всего нескольких деся-
тых процента, а основной примесью (почти 90% от общего
их количества) являются соединения, образующие твердые
растворы.
Поведение примесей при кристаллизации. Нена-
фталиновые компоненты фракции с точки зрения кристал-
лизации можно разделить на две группы: образующие с на-
фталином твердые растворы и эвтектические системы.
Содержание в твердой фазе соединений первой груп-
пы определяется физико-химическими свойствами системы
и условиями кристаллизации и не зависит от размеров кри-
сталлов. Соединения второй группы образуют сопутству-
ющую кристаллам нафталина полиэвтектическую систему
(«масло»), удерживающуюся механически на поверхности
этих кристаллов силами адгезии или заполняющую объем
между кристаллами. Содержание этой группы примесей
в твердой фазе может колебаться в довольно широких пре-
делах для разных условий проведения процесса и зависит,
главным образом, от размеров кристаллов и структуры их
массы. Удаляются они механическими методами.
Зависимость между содержанием каждой примеси
(/) или их общим содержанием в исходной нафталиновой
фракции и продуктах ее переработки определяется из урав-
нения материального баланса:
c,=gc- +(l-g)<,
где ср с', с" - концентрация примесей соответственно в ис-
ходной нафталиновой фракции, маточнике и
техническом нафталине;
g - выход твердой фазы (технического нафтали-
на), доли по массе.
Если сГ мало, то в первом приближении
с.
Ci -----
1-g
Пользуясь приведенными соотношениями, можно
рассчитать состав твердой фазы, например, прессованного
нафталина по составу исходной фракции, предполагая, что
примеси образуют с нафталином эвтектические системы
(табл. 14.44).
Расчетный выход твердой фазы (прессованного нафта-
лина) находится из уравнения материального баланса:
где сн - содержание нафталина в исходной фракции;
с'н - в маточнике (прессовых опеках);
с" - в твердой фазе (прессованном нафталине).
Сравнивая рассчитанный состав твердой фазы с фак-
тическим, можно отметить удовлетворительное совпадение
данных, за исключением содержания тионафтена и индола,
фактическое содержание которых в 10 раз превышает рас-
четное. Такое расхождение можно объяснить только обра-
зованием твердых растворов.
Соединения Виогодпой нафтатоювой фракции (анализ) В твердой фазе (прессованном нафталине)
расчет анализ
Нафталин 80,0 97,0 97,0
Метилнафталины 7,0 0,4 0,3
Тионафтен 3,5 0,2 1,9
Индол 0,5 0,03 0,3
Инден 1,0 0,06 0,1
Другие нейтральные соединения 3,5 0,2 0,2
Фенолы з,о 0,2 0,1
Основания 1,5 0,1 0,1
Таблица 14.44.
Сравнение расчетного
и фактического содержания
примесей в продуктах
кристаллизации
нафталиновой фракции,
% (по массе)
Если не считать малых количеств других, кроме тио-
нафтена, соединений, образующих с нафталином твердые
растворы, выделяющиеся при охлаждении из нафталино-
вой фракции кристаллы можно считать твердым раство-
ром нафталин - тионафтен. Поскольку тионафтен является
не только основным спутником нафталина, но и наиболее
трудноудаляемым, представляет интерес распределение
тионафтена между твердой (с!) и жидкой (с") фазами, об-
разующимися в результате кристаллизации [98]. Данные
табл. 14.45 показывают, что коэффициент распределения
тионафтена в широком диапазоне концентраций относи-
тельно постоянен и при 20 °C равен примерно 0,4, что мож-
но объяснить образованием твердых растворов.
Концентрация тнонафтепа к = с"/с( Концентрация тнонафтеиа к=с"/с!
с/' С- с"
1,5 3,5 0,43 5,5 13,4 0,41
1,7 4,1 0,41 8,4 17,4 0,48
2,5 6,1 0,41 9,0 22,1 0,41
2,5 6,0 0,42 12,3 26,9 0,46
2,6 6,4 0,41 13,5 28,6 0,47
Таблица 14.45.
Коэффициент распределения
тионафтена при 20 °C
На величину коэффициента распределения суще-
ственно влияет конечная температура охлаждения нафта-
линовой фракции. При повышении температуры коэффи-
циент распределения уменьшается.
Доля тионафтена, переходящего в процессе кристал-
лизации в твердую фазу, определяется также содержанием
нафталина в исходной фракции. Для концентрированных
фракций, содержащих около 80 % нафталина, эта величина
колеблется в пределах 30 - 50%. Распределение тионафте-
на в процессе переработки нафталиновой фракции по схе-
ме барабанный кристаллизатор - пресс было следующим:
из фракции с содержанием тионафтена 3,5 - 4,0% по-
лучен прессованный нафталин с содержанием тионаф-
тена до 2,4 %, а в оттеках - 4,8 - 6,0 %;
(правочиик Коксохимика. Том 3
302
Раздел 2. Переработка химических продуктов коксования
• из фракции с содержанием тионафтена 2,4-2,8%
в прессованном нафталине остается около 1,3% тио-
нафтена. Если же прессовые опеки возвращать на
ректификацию со смолой, то содержание тионафтена
в прессованном нафталине повышается до 2,2 %;
от общего количества тионафтена в нафталиновой
фракции в оттеки переходит 60 - 70 %, а 30 - 40 % оста-
ется в прессованном нафталине.
КРИСТАЛЛИЗАЦИЯ С МЕХАНИЧЕСКИМ ОТДЕЛЕНИЕМ
КРИСТАЛЛОВ ОТ ЖИДКОСТИ
При охлаждении нафталиновой фракции до 20 °C вы-
деляются кристаллы, содержащие нафталин и небольшое
количество тионафтена (1,5-2%). Остальные компоненты
этой фракции образуют жидкую фазу - масло. Для разде-
ления нафталиновых фракций центрифугированием или
холодным прессованием требуется выращивание сравни-
тельно крупных кристаллов, тогда как в условиях горячего
прессования удовлетворительно прессуются и сравнитель-
но мелкие кристаллы.
Повышение скорости прессования требует увеличе-
ния размера кристаллов. При пониженных скоростях прес-
сования удовлетворительно прессуется и мелкокристалли-
ческий нафталин.
Конечная температура охлаждения кристаллизуемой
массы зависит от типа аппарата и условий разделения. Для
горячего прессования эта температура составляет 50-55 °C,
для центрифугирования (более низкая) - 25 - 35 °C.
На рис. 14.20 [13] представлена схема получения тех-
нического нафталина кристаллизацией с механическим от-
делением кристаллов от жидкости.
Производственные показатели процесса
центрифугирования
Продолжительность одного цикла фугования, мин 25
Средний выход твердого продукта, % от загрузки 50
Разовая загрузка центрифуги (на фугованную массу), кг 200
Содержание нафталина, %:
в фугованном продукте 85-90
в опеках после центрифуг 30-40
Режим прессования:
температура, °C = 55
давление, кг/см2 360-450
Содержание нафталина,%:
в прессуемой массе = 80
в прессовых опеках = 60
При получении технического нафталина методом
прессования или центрифугирования неизбежно возника-
ет проблема переработки оттеков (масел после пресса или
центрифуги). Обычно их подвергают кристаллизации или
перегонке со смолой или без нее.
Для оценки влияния различных факторов на степень
извлечения нафталина из смолы по методу кристаллизации
целесообразно пользоваться формулой, которую выводят
из уравнения материального баланса:
_ а98(Ь-с) 0,95 _ a(b-c)93,1
rf(98-с) </(98-с) ’
где К - степень извлечения нафталина, % от содержания
нафталина в смоле;
а - выход нафталиновой фракции, % от смолы;
b - содержание нафталина в нафталиновой фрак-
ции, %;
с - содержание нафталина в откристаллизованном
масле, %;
d - содержание нафталина в смоле, %;
98 - содержание нафталина в прессованном продук-
те, %.
Производственные потери нафталина составляют 5%.
Ниже приведены данные о содержании тионафтена
в продуктах переработки нафталиновой фракции кристал-
лизацией,%:
80 %-ная нафталиновая фракция 4-5
нафталин фугованный 3
нафталин прессованный 1,5-2,0
оттёки после пресса 7-9
нафталин прессованный, мытый кислотой 0,8
нафталин кристаллический;
сорт 1 -й 0,4
сорт 2-й 1,0
остатки от ректификации нафталина 5
нафталин сублимированный 2,5
В 60 - 70-х годах прошлого века в производство техни-
ческого нафталина была внедрена более совершенная тех-
нологическая схема - горячее прессование закристаллизо-
ванной нафталиновой фракции. При этом кристаллизация
осуществлялась в кристаллизаторах с ребристой поверхно-
стью конструкции УкрНИИхиммаша, а прессование - в авто-
матических прессах конструкции новосибирского завода
«Тяжстанкогидропресс». В свое время это было важно для
повышения технического уровня переработки нафталино-
вой фракции и увеличения производства нафталина.
В настоящее время на ряде коксохимических пред-
приятий внедрена усовершенствованная схема переработки
нафталиновой фракции, согласно которой общий поток жид-
кой фазы, образующийся при прессовании, разделяется на
два потока - утечек фракции с пресса и оттёков прессования.
Утечки с пресса передаются в нафталиновую фракцию для со-
вместной переработки. Сравнительные данные переработки
нафталиновой фракции до и после внедрения усовершен-
ствованной схемы показали, что по усовершенствованной
схеме выход прессовых опёков от фракций уменьшился
в среднем на 20%, содержание нафталина в них снизилось на
6,5 %, содержание фенолов увеличилось на 1,1 %. Количество
прессовых опёков, поступающих на дальнейшую перера-
ботку по схеме механический кристаллизатор - центрифуга,
«сократилось» в 1,5 раза, что привело к снижению энергети-
ческих затрат в производстве нафталина.
С внедрением усовершенствованной схемы перера-
ботки нафталиновой фракции в опёках фугования снизи-
лось содержание нафталина в среднем на 8,4% и увеличи-
лось содержание фенолов на 3 %, что обеспечило возмож-
ность более глубокого извлечения фенолов в процессе
обесфеноливания нафталиновых опёков фугования.
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
303
Рис. 14.20.
Получение технического
нафталина
по схеме «механический
кристаллизатор -
центрифуга - пресс»
I - напорный бак нафталиновой фракции; 2 - напорный бак для оттеков; 3 - механический кристаллизатор; 4-винтовой конвейер;
5 - питатель; б - центрифуга периодического действия; 7 - конвейер; 8 - пресс гидравлический; 9 - сборник оттеков; 10 - насос;
11 - склад прессованного нафталина.
Технологические потоки: а, г, д- фракция нафталиновая; б, в, е,ж- оттеки; з, и- техническая вода
Справочник Коксохимика. Т°м 3
304
Раздел 2. Переработка химических продуктов коксования
В табл. 14.46 показано влияние условий прессования
нафталиновой фракции с содержанием 83 - 85 % нафталина
на выход плавленого нафталина с температурой кристалли-
зации 78,0 - 78,5 °C.
Таблица 14.46.
Влияние параметров
прессования на выход
нафталина
Наименование показателя Эксперимент
1 2 3 4
Условия прессования: температура, °C давление, МПа 58-60 19,6 58-60 16,7 58-60 14,7 50-52 16,7
Температура кри- сталлизации нафта- лина, °C 78,5 78,5 78,0 78,1
Выход нафталина от фракции, % 45-47 50,0 51,9 52,0
Как видно из приведенных данных, путем варьирова-
ния температуры и давления прессования можно влиять на
качество и выход плавленого нафталина.
Рис. 14.21.
Технологическая схема
установки ректификации
нафталиновой фракции
РЕКТИФИКАЦИЯ НАФТАЛИНОВОЙ ФРАКЦИИ
Несовершенство существующей технологии пере-
работки нафталиновой фракции в прессованный нафталин
обусловливает значительные потери нафталина, невысокую
производительность труда, значительные выбросы вредных
паров нафталина в окружающую среду, а также не позволяет
извлекать такие ценные попутные продукты, как основания,
инденовую и метилнафталиновую фракции.
Технология переработки многокомпонентных фрак-
ций каменноугольной смолы методом ректификации по
сравнению с другими методами их разделения имеет сле-
дующие преимущества: компактность технологической
схемы, непрерывность процесса, возможность полной ав-
томатизации, повышение производительности и улучшение
условий труда. В связи с этим ректификационный метод в
настоящее время оценивают как перспективный особенно
при централизации переработки фракций, хотя ему и при-
сущи повышенные удельные энергетические расходы (пар,
газ). Однако расход электроэнергии существенно ниже.
На рис. 14.21 [1] представлена типовая схема двух-
колонного агрегата для ректификации нафталиновой
фракции. В проектных материалах предусмотрен состав
фракции, % масс: нафталин - 67,0; тионафтен - 2,2; моно-
метилнафталины - 13,0; легкокипящие (до нафталина) - 6,0;
высококипящие -12,0.
Процесс включает предварительную дистилляцию
фракции на колонне (п. 4) и последующую дистилляцию на
нафталиновой колонне (п. 6) с получением 95%-ного на-
фталина. Схема предусматривает максимальное использо-
вание вторичного тепла продуктов и циркуляционный на-
грев донного продукта нафталиновой колонны в трубчатой
печи (п. 8).
Вода
Вода
11!
1 - резервуар для обесфеноленной нафталиновой фракции; 2,3 - соответственно первичный и вторичный подогреватели исходного продук-
та-^- колонна предварительной дистилляции нафталиновой фракции; 5 - парогенератор; 6 - нафталиновая колонна;
7- подогреватель нафталиновой фракции; 8 - трубчатая печь; 9 - циркуляционная емкость; 10- конденсатор;
11 -холодильникдля верхнего продукта колонны предварительной дистилляции; 12,13-соответственнохолодильники для 95 % -ного на-
фталина и метилнафталиновой фракции; 14-холодильник для выбросов из воздушников циркуляционных емкостей;
15-емкость для отделения воды.
Технологические потоки: I - обесфеноленная нафталиновая фракция; II - верхний продукт из колонны предварительной дистилляции;
III - 9516-ный нафталин; IV - метилнафталины; V-коксовый газ
(правочник Коксохимика, Том 3
Глава 14. Переработка каменноугольной смолы
305
КРИСТАЛЛИЗАЦИЯ-ПЛАВЛЕНИЕ ПОД ВАКУУМОМ
Процесс основан на использовании комбинированно-
го действия внешних факторов - ускоренного охлаждения
на стадии кристаллизации и действия вакуума на стадии
плавления.
Сущность метода заключается в следующем: произво-
дится процесс быстрого охлаждения нафталинсодержащего
сырья до температуры его кристаллизации, при этом начи-
наются образование и рост кристаллов на охлаждаемой по-
верхности. После затвердевания слоя производится посте-
пенный нагрев всей массы с непрерывным принудительным
удалением расплава при пониженном давлении. При этом
сначала плавятся кристаллы, содержащие примеси, имею-
щие более низкую температуру плавления, а оставшаяся
масса нерасплавленных кристаллов обогащается основным
компонентом - нафталином. Расплав поступает на повтор-
ную кристаллизацию - плавление с целью повышения сте-
пени извлечения нафталина из исходного сырья.
Принципиальная схема процесса кристаллизации -
плавления представлена на рис. 14.22 [29].
Сырье - прессовые оттёки или нафталиновая фракция
периодически загружается в кристаллизатор-плавильник
и подвергается охлаждению со скоростью 30 - 35 °C в час.
При достижении температуры 30°C включается вакуум и
начинается медленное нагревание со скоростью 5 °C в час.
Промежуточный продукт (расплав I) отводится в сборник.
При достижении в кристаллизаторе-плавильнике 60 °C ва-
куум отключается. Оставшийся обогащенный продукт, со-
держащий 80-82% нафталина, продолжает нагреваться
при атмосферном давлении до 90 °C. При этом он самотеком
стекает в сборник, откуда направляется в отделение кри-
сталлизации для совместной переработки с нафталиновой
фракцией.
Расплав I с содержанием нафталина 57 - 60% под-
вергается повторному обогащению в кристаллизаторе-
плавильнике. Полученный расплав II с содержанием нафта-
лина ~ 40 % направляется в сборник, затем - на склад масел,
а обогащенный продукт собирается в сборнике. Он смеши-
вается с исходным сырьем.
Для охлаждения и нагрева сырья в кристаллизато-
рах - плавильниках используется умягченная вода, которая
циркулирует в замкнутом цикле: подогреватель - кристал-
лизатор - плавильник 1 или подогреватель - кристаллиза-
тор - плавильник 4 - холодильник 8. Изменение темпера-
туры теплоносителя по заданной программе достигается
регулированием расхода технической воды в холодильни-
ке 8 и пара в подогревателе 7. Продолжительность цикла
составляет 10,0- 11,5 ч.
Температурный режим процесса, °C:
температура оттеков прессования:
при загрузке 88 - 90
в конце охлаждения 35-38
температура расплава I:
при загрузке 80-82
в конце охлаждения 34-35
температура технической воды:
перед холодильником 24 - 28
после холодильника 42-45
Изменение содержания нафталина в обогащенном
продукте и степень извлечения его из фракции под вакуу-
мом (числитель) и атмосферном давлении (знаменатель)
приведены в табл. 14.47.
Нафталиновая фракция
Рис 14.22.
Принципиальная схема
процесса кристаллизации -
плавления с применением
вакуума
1 - кристаллизатор-плавильник первой ступени; 2 - сборник промежуточного продукта;! - сборник обогащенного продукта;
4 - кристаллизатор-плавильник второй ступени; 5 - сборник расплава; 6 - сборник обогащенного продукта; 7 подогреватель;
8 - холодильник
Правочиик Крксокимика. 'Том 3
306
Раздел 2. Переработка химических продуктов коксования
Таблица 14.47.
Параметры изменения
содержания нафталина в
обогащенном продукте
Наименование показателя Значение
Массовая доля нафталина, %:
во фракции . 67,5 69,6 83-84
в продукте 80,9 76,5 81,8 76,1 91,7 88,0
Извлечение нафталина от ресурсов, % 67,5 59,5 70,8 59,6 86,0 50,9
14.4.4. Аппаратура для получения нафталина
БАРАБАННЫЕ КРИСТАЛЛИЗАТОРЫ
Таблица 14.48.
Характеристика
кристаллизаторов
Аппараты этого типа применяются для концентриро-
ванной нафталиновой фракции. Полученный продукт под-
вергается горячему прессованию.
Толщина слоя кристаллов на охлаждаемой поверхно-
сти может быть рассчитана по формуле:
2ст Дг ]
8 = аХ 11 +---------1 ,
(у аХ ас/р J
где 8 - толщина слоя кристаллов, м;
8 1 2
а =—+— тепловое сопротивление, млч С/ккал;
Хс а
8С -толщина стенки, м;
Хс - теплопроводность стенки, ккал/(мч-°С);
а - коэффициент теплоотдачи от стенки к ох-
лаждающей жидкости, ккал/(м2-ч-°С);
1 - теплопроводность слоя кристаллов,
ккал/(м-ч-°С);
с -максимальная линейная скорость роста
кристаллов, м/ч;
т - продолжительность процесса кристалли-
зации, ч;
Д/ -разность температур расплава и охлаж-
дающей жидкости, °C;
/ - скрытая теплота кристаллизации, ккал/кг;
р - плотность слоя кристаллов, кг/м3.
Величина ------ представляет собой тепловой кри-
ас/р д,
терии процесса кристаллизации. При------< 1 толщина
ас/р
слоя увеличивается по мере роста кристаллов, образовав-
шихся в начальный момент. Скорость роста слоя постепен-
п &
но уменьшается. При-----> 1 увеличение толщины слоя
а<?/р
идет с постепенно уменьшающейся скоростью вследствие
образования новых центров кристаллизации и мелких кри-
сталлов, при этом происходит полное затвердевание. Такой
характер кристаллизации сохраняется до тех пор, пока ско-
рость роста слоя не становится равной с - максимальной
линейной скорости роста кристаллов. Дальнейший про-
цесс кристаллизации протекает, как в первом случае, с вы-
ращиванием кристаллов из уже образовавшихся.
Момент изменения характера кристаллизации зависит
от продолжительности начального периода:
аХ
2с
Дг | [ Д/
aclpj [aclp
Таким образом, воздействуя на величину критерия
А/
-----, можно вести процесс кристаллизации в желательном
ас/р
направлении.
На протяжении длительного времени в коксохимии
применялись барабанные кристаллизаторы конструкции
Гипрококса (рис. 14.23), обеспечивающие получение кор-
ки нафталина толщиной около 1 мм. С целью увеличения
производительности прессов и скорости прессования
были разработаны новые аппараты конструкции Днепро-
дзержинского КХЗ и УкрНИИхиммаша, которые позволяют
получать корку толщиной 4 - 5 мм с содержанием более
крупных кристаллов.
В табл. 14.48 приведена сравнительная характеристика
барабанных кристаллизаторов конструкции Гипрококса (I)
и Днепродзержинского КХЗ (II).
Наименование показателя Конструкция
1 II
Поверхность охлаждения, м2 4,5 2,0
Размер барабана, мм: диаметр длина 1200 1220 1600 4000
Угол погружения барабана в жидкость, град. 55 150
Производительность, кг/ч 100 200
Число оборотов барабана, мин-’ 6-15 0,2
Полезная емкость ванны, м3 0,18 1,65
Расход технической воды, м3/ч 6 30
Мощность электродвигателя, кВт 2,7 2,7
Масса аппарата, т 4,0 9,0
На рис. 14.24 представлен модернизированный кри-
сталлизатор типа ВУГ1600-69Н-01 конструкции УкрНИИхим-
маша,
Кристаллизатор представляет собой аппарат непре-
рывного действия. Основным узлом аппарата является
барабан. Конструктивно барабан выполнен из ребристой
обечайки 1, двух торцовый стенок 2 и двух цапф 3, одна из
которых пустотелая. Ребра барабана имеют размеры: высо-
та 18 мм, ширина впадины 9 мм, ширина ребра 5,5 мм, шаг
14,5 мм. Сплошная цапфа соединена посредством зубчатой
муфты с тихоходным валом редуктора Ц2Н-500-55-11-УЗ.
Через пустотелую цапфу внутрь барабана пропущен
водораспределительный коллектор 4. Коллектор снабжен
съемными форсунками 5 для распыления хладоносителя
по внутренней поверхности барабана. Отвод хладоно-
сителя осуществляется через съемный отсасывающий
патрубок 6. Для системы охлаждения применена струйно-
вихревая форсунка конструкции УкрНИИхиммаша с диаме-
тром сопла 15 мм.
Барабан медленно вращается вокруг горизонтальной
оси, погружаясь в ванну 8, заполненную жидкой нафтали-
новой фракцией. Угол погружения барабана в расплав не
менее 180°, что соответствует максимальному уровню на-
фталиновой фракции в ванне до перелива. Уровень в ванне
поддерживается постояным при помощи регулятора уров-
ня. Ванна кристаллизатора снабжена обогревающей рубаш-
кой 9, в которую подается в качестве теплоносителя горячая
вода постоянной температуры или пар.
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
307
Рис. 14.23.
барабанный кристаллизатор
конструкции Гипрококса
Для опорожнения
которых ножи устанавливаются с заданным зазором
относительно рабочей поверхности вальца. Срезан-
ные с поверхности барабана кристаллы нафталина
транспортируются шнеком в разгрузочный жёлоб.
Техническая характеристика кристаллизатора
Площадь поверхности
кристаллизатора, mz 69,0
Площадь поверхности теплообмена, м2 19,4
Диаметр вальца наружный, мм 1 600
Давление рабочее, МПа, не более:
воды в коллекторе 0,25
нафталиновой фракции в ванне атмосфер-
ное
воды (пара) в рубашке ванны
и в обогревающих устройствах
Во избежание зарастания наружной поверхности торцовых
стенок барабана осаждающимися на них кристаллами нафталина
предусмотрены торцовые ножи, непрерывно очищающие стен-
ки барабана. К торцовым ножам подведена обогревающая вода.
За время прохождения барабана внутри ванны на холодной по-
верхности барабана выращиваются кристаллы нафталина. Корка
кристаллов снимается бронзовыми ножами 7 специального про-
филя по форме оребрения поверхности барабана.
Ножевая система состоит из 1 б ножевых плит, каждая из кото-
рых закреплена в опорах при помощи двух цапф. На каждой плите
установлены ножи с регулировочными винтами, посредством кото-
рых можно регулировать положение ножей относительно поверх-
ности барабана. Для предотвращения трения ножей о поверхность
ребер в ножевой системе предусмотрены упоры, посредством
Отравочник Крксокимика. Том 3
торцевых ножей 0,25
Температура, °C:
воды на входе в барабан 28 - 30
нафталиновой фракции в ванне 80 - 90
кристаллов нафталина 35-40
в рубашке ванны 90-100
Частота вращения, с'1:
вальца 0,005
конвейера 0,28
Мощность привода, кВт:
вальца 1,5
конвейера 0,76
Габаритные размеры, мм:
длина 7 700
ширина 2 790
высота 2 360
Масса кристаллизатора, т 16,5
Масса аппарата в рабочем состоянии, т 20,4
308
Раздел 2. Переработка химических продуктов коксования
Рис. 14.24.
Барабанный
кристаллизатор
ВУГ1600-69Н-01
А-А
1 - обечайка; 2 - торцовая стенка; 3 - цапфа;
4 - водораспределительный коллектор; 5 - форсунка;
6 - отсасывающий патрубок; 7 - нож; 8 - ванна;
9 - обогревающая рубашка
Параметры барабана (вальца)
Угол погружения, град, не менее
Размеры ребер, мм:
высота
ширина впадин
ширина ребра
шаг
Число ребер
Диаметр, мм:
впадин
выступа
Внутренний диаметр, м 1544
180 Длина, м 4 000
Толщина стенки, мм:
18 на впадине ребра 10
9 на выступе ребра 28
МЕХАНИЧЕСКИЙ КРИСТАЛЛИЗАТОР
14,5
2^ Механические кристаллизаторы предназначены для
кристаллизации нафталиновой фракции и прессовых отте-
ков с концентрацией нафталина до 65 %.
1 564 Механический кристаллизатор периодического дей-
1 600 ствия представлен на рис. 14.25.
Gin
Том 3
Глава 14. Переработка каменноугольной смолы
309
Вода
Откристаллизованная
суспензия
Рис. 14.25.
Механический
кристаллизатор
периодического действия
1 - горизонтальный барабан; 2 - вал; 3- лопасти; 4 - пружины; 5 - оросительное устройство; 6 - желоб; 7 - ванна
Кристаллизатор состоит из неподвижного горизон-
тального барабана 1, снабженного лопастным перемеши-
вающим устройством, вращающимся на валу 2 со скоростью
0,12 с-1. Лопасти 3 расположены по всей длине барабана
с шагом 145 мм со смещением соседних лопастей друг от-
носительно друга на 45°. Лопасти прижимаются к внутрен-
ней поверхности барабана при помощи пружин 4. Снаружи
над верхней образующей барабана смонтировано ороси-
тельное устройство 5, состоящее из жёлоба с прорезями 6.
Нижняя часть барабана погружена в ванну 7.
Охлаждение и кристаллизация оттеков происходят
внутри барабана, содержимое которого непрерывно пере-
мешивается с момента загрузки до выгрузки.
Лопасти перемешивающего устройства, прижимаясь
к внутренней поверхности барабана, счищают с нее кри-
сталлы нафталина и смешивают их с загруженной в аппарат
массой. Охлаждение суспензии происходит на холодной
стенке барабана, сначала воздушное до появления центров
кристаллизации, а затем водяное. Выращивание кристаллов
идет постепенно во всей загруженной массе. Продолжи-
тельность рабочего цикла составляет 50 ч, в том числе воз-
душное охлаждение продолжается 10 ч.
Режим кристаллизации
Температура в кристаллизаторе, °C:
после загрузки 75
перед подачей воды 60 - 62
перед выгрузкой 40 - 45
Количество охлаждающей воды, м3/ч = 10
Характеристика кристаллизатора
Емкость рабочая, м3 12
Площадь поверхности орошения, м2 25
Частота вращения вала, с-1 0,12
Давление в аппарате атмосферное
(налив)
Мощность привода, кВт 3,0
Масса, т 7,3
Достоинством кристаллизатора является его герме-
тичность, недостатком - низкая производительность. По-
скольку на нем можно перерабатывать только низкокон-
центрированную фракцию, полученную в кристаллизаторе
суспензию перед прессованием необходимо обогащать
центрифугированием.
КРИСТАЛЛИЗАТОР С ВНУТРЕННИМ
ОХЛАЖДЕНИЕМ
На рис. 14.26 представлен кристаллизатор с внутрен-
ним охлаждением.
Кристаллизатор является аппаратом периодического
действия. Он состоит из неподвижного горизонтального ба-
рабана 1 с двумя крышками 2, снабженными люками 3. Кри-
сталлизатор имеет охлаждающее устройство, состоящее из
набора полых охлаждающих плит 4.
Внутренняя полость плиты снабжена перегородками
5, образующими ходы для хладоагента. Плиты расположены
с шагом 305 мм и объединены двумя коллекторами 6 для
входа и выхода хладоагента из аппарата. Между охлажда-
ющими плитами вращаются насаженные на вал 7 лопасти 8
с закрепленными на них ножами 9.
Внутрь барабана загружается нафталинсодержащее
сырье. Охлаждение и кристаллизация производятся при
непрерывном перемешивании с момента его загрузки
до полной выгрузки. Осаждение кристаллов происходит на
поверхности охлаждающих плит.
Лопасти перемешивающего устройства, прижимаясь
к поверхности плит, счищают с них кристаллы нафталина и
смешивают их с загруженной в аппарат массой. Охлаждение
Справочник Коксохимика. Том 3
310
Раздел 2. Переработка химических продуктов коксования
Рис. 14.26.
Кристаллизатор
с внутренним охлаждением
Нафталинсодержащее
Откристаллизованая 4 - охлаждающая плита; 5 - перегородка; 6 - коллектор;
суспензия 2 - вал; 8 - лопасти; 9-нож
производится в две стадии - воздушное до появления цен-
тров кристаллизации, а затем водяное.
Продолжительность рабочего цикла составляет 30 ч,
из них загрузка - 30 мин, воздушное охлаждение - 8 ч,
охлаждение водой -21ч, выгрузка - 30 мин.
Характеристика кристаллизатора
Емкость рабочая, м3 12,5
Площадь поверхности охлаждения, м2 55
Частота вращения вала, с-1 0,14
Температура загружаемой массы, °C Давление, МПа: 90
в корпусе аппарата гидростати- ческое (налив)
в полости охлаждающих плит 0,1
Мощность электродвигателя, кВт 3,0
Масса аппарата, т 12,3
АВТОМАТИЧЕСКИЙ ПРЕСС
МОДЕЛИ ДО-140А
На рис. 14.27 предстазлен общий вид прессовой уста-
новки для нафталина, модель ДО-140А, рис. 14.28 - филь-
трующий элемент.
Пресс представляет собой трехпозиционную прес-
сующую машину, в которой операции загрузки сырья, прес-
сования и выталкивания готовых брикетов осуществляются
одновременно в трех позициях (фильтрах). Продолжитель-
ность рабочего цикла определяется временем операции
прессования.
Фильтр выполнен подвижным, имеющим свободу
движения в вертикальном направлении, ограниченную за-
плечиками. Фильтр состоит из двух запрессованных друг в
друга цилиндрических втулок с вертикальными прорезя-
ми, образующими по стыковой поверхности вертикальные
ходы, соединяющие фильтрующую поверхность.
Мешалка горизонтального типа вместимостью ~ 2,8 м5
с электрическим приводом, лопастным перемешивающим
устройством, загрузочными штуцерами, люками и штуцером
для подключения к вентиляционной системе.
Гидравлическая система пресса состоит из насоса,
развивающего давление до 30 МПа, насоса, создающего
давление до 20 МПа, и командоаппарата. К гидравлической
системе относятся бак и холодильники для масла, а также
трубопроводы высокого давления. В системе обогрева
пресса теплоносителем служит либо пар, либо горячая вода
(конденсат пара).
Принцип действия модернизированного пресса мо-
дели ДО-140А следующий. Нафталинсодержащее сырье,
предназначенное для прессования, непрерывно подается
в мешалку пресса. Здесь сырье нагревается до температуры
горячего прессования около 57 °C за счет тепла горячей на-
фталиновой фракции и плавленого нафталина, специально
добавляемых для этой цели к откристаллизованной нафта-
линовой фракции, либо теплопередачей от обогревающей
рубашки мешалки.
При помощи перемешивающего устройства нафтали-
новая масса усредняется и перемещается вдоль мешалки
к разгрузочному патрубку. Перемешивание массы и пре-
бывание ее в течение некоторого времени (~ 30 мин) в ме-
шалке способствуют дополнительной кристаллизации на-
фталина.
Сырье через разгрузочный патрубок мешалки посту-
пает в один из фильтров, находящийся в это время в по-
зиции «загрузка». Фильтр находится в этой позиции до
окончания процесса прессования в предыдущем фильтре.
Из фильтра, стоящего под загрузкой, через фильтрующие
отверстия медленно стекает нафталиновая масса в ванну
оттеков прессования. Утечки нафталиновой массы собира-
ют в отдельном отсеке ванны, откуда непрерывно отводят
за пределы пресса на переработку.
Механизм поворота разворачивает стол на 120° и за-
груженный фильтр перемещается в позицию прессования,
а на его место подходит следующий фильтр. Процесс прес-
сования начинается с принудительного прижима верхнего
торца фильтра к упору. Этой операцией выбирается зазор,
образуемый верхней плоскостью поворотного стола и не-
подвижным упором, чем устраняются утечки нафталиновой
Отравочник {фксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
311
Рис. 14.27.
Общий вид прессовой
установки, модель ДО-140 А
массы через верхний торец фильтра и попадание ее на по-
верхность стола.
Прессование производится гидроцилиндром, шток ко-
торого передает усилие на прессующую плиту, сжимающую
массу, загруженную в фильтр. Жидкость выдавливается че-
рез фильтрующие отверстия и попадает в ванну для оттё-
ков прессования, а кристаллы нафталина спрессовываются
в брикет. Давление рабочей жидкости в цилиндре прессо-
вания доводится до 23 - 30 МПа, что соответствует усилию
прессования 7- 10 МН и удельному давлению на прессуе-
мую массу 45 - 60 МПа.
Брикет из фильтра выдается гидроцилиндром выталки-
вателя, причем брикет выходит на уровень верхней плоско-
сти поворотного стола. Со стола брикет сталкивается в раз-
грузочный жёлоб сталкивателем, для чего используется об-
(Ъравочник Коксохимика. Том 3
ратный ход плунжера цилиндра механизма поворота стола.
После выдачи брикета из фильтра пустой фильтр переходит
в позицию загрузки и цикл повторяется в описанном выше
порядке.
Переключение операций производится командоаппа-
ратом, допускающим его настройку как на автоматический,
так и на ручной режимы.
К достоинствам конструкции автоматических прес-
сов моделей ДО-140 и ДО-140А по сравнению с прессами-
полуавтоматами 20КП относятся:
полная автоматизация всех операций;
высокая производительность, обусловленная совмеще-
нием во времени операций загрузки фильтров, процес-
са прессования и выталкивания брикетов;
312
Раздел 2. Переработка химических продуктов коксования
Рис. 14.28.
Фильтр пресса
• возможность работы с получением
больших или малых брикетов, что до-
стигается перестановкой прессующих
плит различной высоты;
большая вместимость мешалки, способ-
ствующая дополнительному выращива-
нию кристаллов;
стабильная полнота загрузки фильтров;
наличие прижимного устройства загру-
зочного штуцера к поверхности пово-
ротного стола, что практически устра-
нило утечки сырья мимо фильтров;
обогрев пресса может производиться
как паром, так и горячей водой.
Техническая характеристика пресса
модели ДО-140А
Усилие, МН 10
Рабочее давление в главном цилиндре, МПа: первая ступень до 15
вторая ступень 15-30
Удельное давление на прессуемую массу, МПа до 60
Продолжительность рабочего цикла (вклю- чая выдержку при максимальном давлении) при получении брикетов, с: больших 82
малых 62
Скорость рабочего хода (наибольшая), мм/с 7.1
Диаметр фильтра, мм 450
Полезная высота фильтра при получении брикетов, мм: больших 500
малых 320
Полезный объем фильтра при получении брикетов, дм3: больших 80
малых 51
Площадь проходного сечения фильтра при получении больших брикетов, см2 72,8
Рабочая жидкость минеральное
Теплоноситель масло пар, конден-
Давление теплоносителя, МПа сат пара 0,3 - 0,4
Габариты прессовой установки: в плане, мм 11400x4800
высота, мм -7000
Масса прессовой установки, т -60
Установленная мощность электродвигате- лей, кВт 78,5
Производительность по прессованному на-
фталину при получении брикетов, т/ч: больших 1,95-2,00
малых ~ 1,7
Средние выходы от загрузки, %: прессованного нафталина 52-54
оттёков прессования 39-40
утечек сырья 7-8
Температура кристаллизации прессованно- го нафталина, °C, при удельном давлении на прессуемую массу, МПа: 48-50 <78,8
55-60 >78,8
Концентрация нафталина в оттёках прессования, % 70,0-72,0
Средняя масса брикетов, кг: больших 40-45
малых 25-28
МЕШАЛКА
Для обеспечения равномерного питания центрифуги
охлажденной суспензией используется мешалка. В мешал-
ку периодически выгружают содержимое механического
кристаллизатора. Выгрузку массы из мешалки в центрифу-
гу производят непрерывно. Перемешивание загруженной
в мешалку массы производится постоянно, начиная с мо-
мента загрузки ее откристаллизованной массой.
Характеристика мешалки
Емкость рабочая, м3 12
Давление в аппарате атмосферное (налив)
Площадь поверхности теплообмена, м2 3,0
Мощность привода, кВт 3
Частота вращения вала, с_| 0,12
Масса, т 5,0
Технологические показатели процесса прессования
на прессе ДО-140А
Пропускная способность по перерабаты-
ваемому нафталинсодержащему сырью при
получении брикетов, т/ч:
больших 3,7
малых 3,2
ЦЕНТРИФУГА ДЛЯ ОТТЕКОВ ПРЕССОВАНИЯ
Для фугования откристаллизованных прессовых опё-
ков применяется фильтрующая горизонтальная центрифу-
га с ножевой выгрузкой осадка ФГН-1254Н-7 (АГ-1250-7Н),
представленная на рис. 14.29.
Справочник Коксохимика. Том 3
(правочиик Коксохимика. Jom 3
Отвод фугата
(антраценового масла)
1 - станина; 2 - вибрирующий лоток; 3 - ротор; 4 - вибратор; 5 - крышка; 6 - ножевой механизм; 7 - шток ножевого механизма; 8 - цилиндр серводвигателя; 9 - верхняя часть станины;
10-сито; 11 - ступица ротора; 12 - подшипник главного вала; 13-главный вал; 14-прижимающая крышка; 15-приводной вал; 16 - разделительный клапан; 17 -питание; 18-клапан;
19 - труба для подвода масла для регенерации сит
Глава 14. Переработка каменноугольной смолы__________________________________________________________________________________________313
314
Раздел 2. Переработка химических продуктов коксования
Характеристика центрифуги
Производительность по загруженной суспензии, м3/ч Наибольший фактор разделения 3,5-4 710
Вместимость ротора, дм3 315
Наибольшая загрузка ротора, кг 400
Цикл работы, мин Электродвигатель главный: 6-8
тип КО-426
мощность, кВт 40
частота вращения, с 1 16,3
КРИСТАЛЛИЗАТОР-ПЛАВИЛЬНИК
На рис. 14.30 представлен кристаллизатор-плавиль-
ник, предназначенный для обогащения нафталинсодержа-
щего сырья.
Рис. 14.30.
Кристаллизатор-плавильник
Нафталинсодержащее
1 - корпус; 2 - верхняя крышка; 3 - коническое днище; 4 - трубные
решетки; 5 - перегородки; 6 - паровой змеевик
Кристаллизатор представляет собой одноходовой по
трубам теплообменный аппарат, состоящий из корпуса 1,
верхней крышки 2 и нижнего конического днища 3. Тепло-
обменные трубы развальцованы в решетках 4. Межтрубное
пространство оснащено перегородками 5, установленными
на расстоянии 1 000 мм одна от другой. Нижняя решетка
обогревается при помощи змеевика 6, уложенного в поло-
сти нижнего днища. Аппарат снабжен люками и штуцерами
для входа и выхода продукта и теплоносителя. Аппарат из-
готовлен из углеродистой стали.
Нафталинсодержащее сырье загружают в трубное
пространство аппарата, в межтрубное пространство по-
дают циркулирующую воду (попеременно нагретую или
охлажденную).
Техническая характеристика
Емкость рабочая, м3:
межтрубного пространства 14,6
трубного пространства 20
Площадь поверхности теплообмена, м2 1 120
Давление, МПа:
в трубном пространстве 0,053
в межтрубном пространстве 0,15
Масса аппарата, т 24,6
14.5. Переработка антраценовой фракции
с получением антрацена, карбазола
и фенантрена
14.5.1. Получение сырого антрацена
Антраценсодержащее сырье (антраценовая фракция,
масла, сырой антрацен) в настоящее время в большинстве
случаев используется для получения шпалопропиточного
масла, сырья для ядохимикатов и в качестве растворителя.
В последние десятилетия антраценсодержащие фракции,
имеющие высокий индекс корреляции, эффективно при-
меняются в качестве добавки к нефтяному сырью при про-
изводстве технического углерода, причем коксохимическая
промышленность является устойчивым поставщиком аро-
матического сырья для этого производства [64; 65]. Общая
и вторая антраценовые фракции используются в качестве
компонентов для приготовления технических масел раз-
личного назначения.
Сырой антрацен является сырьем для получения
очищенного антрацена. Известные способы переработки
сырого антрацена можно сгруппировать следующим обра-
зом: способы, основанные на перекристаллизации сырого
антрацена из растворителей, характеризующихся селектив-
ностью по отношению к компонентам сырья; комбиниро-
ванные способы, в которых перекристаллизацию из раство-
ров применяют в сочетании с ректификацией; химические
способы; способы, основанные на применении метода жид-
костной экстракции с использованием двух несмешиваю-
щихся растворителей.
Выделение сырого антрацена из антраценовой фрак-
ции методом кристаллизации и последующего центрифу-
гирования нашло широкое применение вследствие своей
простоты и относительной дешевизны.
Объемная масса сырого антрацена составляет
0,75 - 0,83 т/м3; наибольший размер кристаллов 30 - 50 мкм;
теплопроводность - 0,162 ккал/(мч°С); температуропро-
водность при 20 °C - 3,76-10’4 м2/ч; теплоемкость при 20 °C -
1,46 ккал/(кг-°С) [13]. Вязкость сырого антрацена при различ-
ной температуре приведена ниже.
Справочник Коксохимика. ТЪм 3
Глава 14. Переработка каменноугольной смолы
315
Температура, °C Вязкость, Па-с
137 1397-10'5
•184 828-10'5
210 667-Ю-5
В соответствии с технологической схемой (рис. 14.31)
первая антраценовая фракция охлаждается и кристаллизу-
ется естественным путем в механических кристаллизаторах.
1 - сборник первой антраценовой фракции; 2 - насосы;
3 - кристаллизатор; 4 - мешалка центрифуги;
5 - автоматическая центрифуга; 6 - сборник поглотительного
масла; 7 - сборник антраценового масла;
8 - скребковый транспортер; 9 - бункер сырого антрацена
Фракции, поступающие на кристаллизацию, должны
иметь отгон при 360 °C не менее 60% и содержание воды
не более 0,5%. Температура загружаемой в механические
кристаллизаторы антраценовой фракции должна быть
не выше 90 °C
Продувка и промывка фильтровальной сетки вакуум-
фильтров и центрифуг регламентируется производствен-
ной инструкцией и должна производиться не реже одного
раза в сутки.
Закристаллизованная фракция из механических кри-
сталлизаторов направляется на автоматическую центрифугу,
где происходит выделение сырого антрацена (твердой фазы)
и фильтрата (жидкой фазы). В зависимости от технологиче-
ских факторов (содержания антрацена в антраценовой фрак-
ции, температуры кристаллизации, типа кристаллизатора,
разделительного фактора и времени центрифугирования)
содержание антрацена в сыром антрацене может колебать-
ся в пределах 25 - 35 %. Для получения 40 %-ного антрацена
сырой антрацен непосредственно на сетке центрифуги про-
мывается горячим каменноугольным маслом [66; 67].
Такой периодический способ выделения сырого ан-
трацена в механических кристаллизаторах достаточно
длителен. Низкая эффективность стадии охлаждения антра-
ценовой фракции через стенку приводит к громоздкости
технологического оборудования.
Непрерывный процесс кристаллизации антраценовой
фракции реализован на ряде коксохимических предприя-
(правочник {фксохимика. Том 3
тий за рубежом. Еще в 60-е годы в бывшей Чехословакии на
коксохимическом заводе им. Уркса кристаллизация антра-
ценовой фракции проводилась в непрерывном процессе
в горизонтальных кристаллизаторах [68]. По этой схеме кри-
сталлизация осуществлялась в ванне, разделенной десятью
полыми дисками, внутри которых протекала вода. Кристал-
лы с поверхности дисков снимались скребками - лопастя-
ми, вращавшимися со скоростью 16 об/мин.
Кристаллизация антраценовой фракции на химиче-
ском комбинате в Бляховне (Польша) осуществлялась
в непрерывном процессе на установке из пяти последова-
тельно соединенных кристаллизаторов, расположенных на
разных уровнях. Конструкция кристаллизаторов аналогична
аппаратам завода им. Уркса.
В Украине на Авдеевском коксохимическом заводе был
испытан опытный образец непрерывно действующего дис-
кового кристаллизатора непосредственно в технологиче-
ской схеме переработки антраценовой фракции. Опытный
кристаллизатор представлял собой вертикальный цилиндр,
разделенный на отдельные секции полыми дисковыми пе-
регородками. Горячая антраценовая фракция непрерывно
поступала в верхнюю часть кристаллизатора, последова-
тельно проходила дисковые секции и выводилась в виде
охлажденной суспензии из нижней части аппарата через
запорное устройство. Для охлаждения фракции предусма-
тривалась противоточная подача технической воды в полые
дисковые перегородки. Закристаллизованная корка снима-
лась с охлаждающей поверхности скребками. Испытание
этого кристаллизатора показало неудовлетворительную
работу разгрузочного устройства и частую забивку пере-
точных линий.
14.5.2. Антрацен
В каменноугольной смоле содержание антрацена до-
стигает 1 %. Антрацен представляет собой моноклиниче-
ские бесцветные листочки. При 101,3 кПа и 20°С теплота
сгорания твердого вещества составляет 1 700,4 ккал/моль;
теплота сублимации 9 630 кДж/моль. Растворимость чистого
антрацена в 100 мл растворителя приведена в табл. 14.49.
Под действием разбавленной азотной кислоты ан-
трацен переходит в 9-нитроантрацен; в присутствии кон-
центрированной азотной кислоты антрацен окисляется
до антрахинона; при добавлении серной кислоты идет
процесс сульфирования до образования смеси 1,5- и 1,8-
дисульфокислот антрацена (1,8-дисульфокислота преобла-
дает при низких температурах сульфирования).
14.5.3. Карбазол
Карбазол (дибензопиррол) представляет собой бес-
цветные листочки, теплота сгорания жидкого вещества при
20 °C составляет 8 822 кал/г. Растворимость карбазола при-
ведена в табл. 14.50.
Карбазол слабо растворим в уксусной кислоте, нерас-
творим в воде.
Для получения обогащенного антрацена и карбазола
сырой антрацен подвергают или перекристаллизации из
растворителей - пиридиновых оснований, ацетона, фурфу-
рола, или калиплавлению, основанному на образовании хи-
мического соединения карбазола с едким кали и отделении
Рис. 14.31.
Технологическая схема
получения сырого антрацена
316
Раздел 2. Переработка химических продуктов коксования
Таблица 14.49.
Растворимость чистого
антраценов 100 мл
растворителя, г
Растворитель Температура. °C
15,5 30 50 80 180
Бензол 1,5 2,10 — - —
Толуол 0,53 1,19 3,10 7,88 12,2
Сольвент 1 очищенный (145 -165 °C) 0,46 1,42 2,90 6,58 10,10
Сольвент II сырой (152 -179 °0 0,60 1,71 3,25 7,20 8,32
Сольвент-нафта тяжелая (165 -185 °C) (тяжелый бензол) 0,32 1,35 з,ю 7,65 10,53
Пиридин:
легкий (125-150 °C) 0,85 2,15 4,10 11,22 16,72
тяжелый (202 - 247 °C) 0,38 1,40 2,98 7,87 832
водный (94 - 96 °C) 0,0 0,0 0,001 1,53 —
Хлороформ 0,83 1,64 7,10 — —
Сероуглерод 0,52 1,62 - — —
Ацетон 0,84 1,42 2,48 — -
Четыреххлористый углерод 0,67 — — — —
Бензин (90-164 °C) 0,12 0,37 — -
Этиловый эфир 0,70 1,03 - - -
Таблица 14.50.
Растворимость карбазола в
100 мл растворителя, г
Растворитель Температура,°C
15,5 30 50 80 100
Бензол 0,72 1,01 5,05
Толуол 0,42 0,78 1,60 2,9 4,78
Сольвент! очищенный (145-165 °C) 0,48 . 0,78 1,37 3,0 3,72
Сольвент II сырой (152-179 °C) 0,54 0,94 1,70 3,84 7,0
Бензол тяжелый (165 -185 °C) 0,48 0,75 1,62 3,63 4,70
Пиридиновые основания легкие (125 -150 °C) 12,45 16,9 26,74 66,8 —
Пиридиновые основания тяжелые (202 - 247 °C) 2,72 4,1 10,57 16,54 2237
Пиридин водный (94 - 96 °C) 0,42 0,81 1,9 4,7 —
Хлороформ - 0,6 1,08 — —
Сероуглерод - 0Л4 — — -
Ацетон 6,12 9,74 62,4 — -
Четыреххлористый углерод - - - — —
Бензин (94-164 °0 0,11 0,12 0,16 - -
Этиловый эфир 2,90 - - -
его после отстаивания от углеводородного слоя, в котором
остается антрацен.
Рядовой сырой антрацен обычно содержит 25- 35%
антрацена, около 20 - 25 % карбазола, до 30 % фенантрена,
остальное составляют каменноугольные масла и высококи-
пящие продукты.
Для более легкого обогащения сырой антрацен перед
очисткой подвергают редистилляции.
Материальный баланс и схема редистилляции пред-
ставлены на схеме получения 95%-ного антрацена обога-
щением пиридиновыми основаниями (рис. 14.32).
При производстве обогащенного антрацена и карба-
зола более рационально брать за основу специально отби-
раемую первую антраценовую фракцию, выкипающую при
300 - 365 °C, выход которой составляет около 12 - 14% от
смолы.
Первая антраценовая фракция начинает кипеть при
300°C, 95 % продукта отгоняется до 350 °C. Во второй антра-
ценовой фракции до 360 °C отгоняется не более 26 - 40%
продукта.
В первой антраценовой фракции содержится 83 % ан-
трацена от его ресурсов в смоле.
Хорошо известны процессы получения 85%-ного ан-
трацена и 93 - 95 % карбазола калиплавлением [13].
Для очистки антрацена до степени реактива и получе-
ния 96 %-ного продукта 85 - 89 %-ный антрацен подвергают
сублимации при 180 -240°С. Выход сублимата составляет
92% от 100%-ного антрацена или ~ 85% по фактической
массе. Сублимат содержит 96% антрацена и 2,5 - 3,5% кар-
базола.
96 %-ный антрацен перекристаллизовывают из пири-
дина, взятого в отношении 5:1, или из ацетона, затем филь-
труют, промывают на фильтре тем же чистым растворителем,
сушат под вакуумом (при ~ 100 °C). Выход составляет около
80 - 85 % от взятого на перекристаллизацию. Чистый антра-
цен содержит 98 - 99 % основного продукта. Для повышения
качества продукт повторно перекристаллизовывают. Выход
при повторной перекристаллизации равен 85% от взятого
на перекристаллизацию. Продукт содержит 99,0-99,5%
чистого вещества. Растворитель регенерируют отгонкой,
(правочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
317
Рис. 14.32.
Схема получения 95 %-ного
антрацена, 95 - 97 %-ного
карбазола путем обогащения
редистиллированного сырого
антрацена пиридиновыми
основаниями
I, 19,33- бункера; 2 - плавильники; 3, 13,38- кубы; 4,22,39- колонны; 5,23,40 - конденсаторы-холодильники;
б, 7,25.26 - приемники фракций: флуореновой, антраценовой, фенантреновой, карбазольной; 8,27,42,43 - сборники кубовых остатков;
9, 14,28,34-аппараты-растворители для перекристаллизации; 10-напорный бак маточного раствора; 11,17,31,35-центрифуги;
12, 18 - приемники маточного раствора I-, 2- и 3-й перекристаллизации антрацена; 15,16,29-напорные баки пиридина и толуола;
20,36 - вакуум-сушильные шкафы; 21 - склад; 24,41 - приемники регенерированных растворителей; 37 - сублимационная камера;
30,32 - сборники маточных растворов от вторичной и первичной перекристаллизации карбазола
(правочник Коксохимика. г[ом 3
318
Раздел 2. Переработка химических продуктов коксования
потери при отгонке составляют 2 %. Кубовые остатки воз-
вращают в исходный антрацен.
Для дальнейшей очистки 95 - 97 % - ный карбазол по-
вторно перекристаллизовывают из ксилола или толуола
(1:14- 16 ч) при 105-120 °C. Последовательность операций
и выходы те же, что и для антрацена. В табл. 14.22 [13] указа-
ны плотность калиплава и верхнего слоя.
Насыпная масса сырого антрацена при 20 °C составля-
ет 0,600 т/м3, а чистого антрацена при этой же температуре
составляет 0,320 т/м3.
Схема получения 95 %-ного антрацена и 95 - 97 %-ного
карбазола по методу перекристаллизации из пиридино-
вых оснований представлена на рис. 14.33 [13]. Сырьем
служит сырой антрацен с содержанием чистого вещества
не ниже 35%.
Способы, основанные на применении растворите-
лей для перекристаллизации сырого антрацена, являются
многоступенчатыми, энергоемкими, требуют большого рас-
хода растворителей, не обеспечивают высокое качество
продукта и дают невысокий его выход.
Рис. 14.33.
Схема трехкратного
обогащения сырого антрацена
ацетоном
вода+масло
20 кг
2 4882,5 кг
Темп,-ра 120- 150'
020
Кг
1020
кг
1
1000 кг
3882,5 кг
3882,5 кг
Антрацен первичного ।----------
обогащения-365кг 1 3757,5 кг
(влажный) [ ]
.6
4122,5
6
27
(влажный)
Антрацен вторичного
обогащения-365 кг
28
Л 4517,5
4547,5 кг
8
Потери^
167,5 кг*
29
4122,5
кг
3820
кт
7
-.2500
кг
Сырой карбазол
первой
перекристал-
лизации 1900 кг
600 кг
29
25
24
В цикл
240 кг
| S0 %-ный карбазол -200 кг
2210
16 кг
3600 кг
10
32
182,5 кг
Антрацен 93 ^9596
152 кг
33
1
20
550 кг
1 - бункер сырого антрацена; 2 - плавильник; 3,12,22,26,28-аппараты для перекристаллизации;
4,6,30- сборники маточного раствора ацетона от!-, 2-и 3-й перекристаллизации антрацена; 7,16- кубы;
8,17-ректификационныеколонны;9,18 - конденсаторы-холодильники; 10,19 - сборники регенерированного аце-
тона и ксилола; 11,20- сборники кубовых остатков; 21 - напорные баки для ксилола;
13,15- приемники для маточного раствора ксилола; 5,14,23,27,29- центрифуги; 24,32 - сушилки;
25,31 - бункера для обогащенного влажного карбазола и антрацена;
33 - склад готового обогащенного антрацена
(правочник Коксохимика. ТЪм 3
Глава 14. Переработка каменноугольной смолы
Принципиально разработаны два варианта получения
антрацена, карбазола и фенантрена из сырого антрацена
комбинированным способом [69]. В обоих вариантах по-
лучают 96 %-ный антрацен с выходом 80 - 81 % и 97 %-ный
карбазол с выходом 70%. Фенантрен выделяют из антраце-
нового масла путем дистилляции с получением фенантре-
новой фракции и последующей ее перекристаллизации из
сольвента с получением 88%-ного фенантрена с выходом
53 %. Исследования показали, что для очистки сырого ан-
трацена в качестве экстрагента наряду с сольвентом могут
быть использованы также бензол, зеленое масло, тетралин,
декалин [70].
Освоенный ранее на Авдеевском коксохимическом за-
воде процесс получения очищенного антрацена основан на
трехкратной перекристаллизации сырого антрацена из аце-
тона. В качестве сырья используется первая антраценовая
фракция с отгоном 95 % до 350 °C, выход которой составляет
12 % от смолы. Схема получения высокопроцентного антра-
цена по методу перекристаллизации из ацетона представ-
лена на рис. 14.33.
Недостатками процесса являются большой (1,5 т на 1 т
очищенного антрацена) расход растворителя, невысокое
содержание основного вещества (не более 93 %) в продукте
и низкая степень (не более 55%) извлечения антрацена от
ресурсов его в сырье.
Предложенные технологические схемы разделения
антраценовой фракции предусматривают получение в про-
цессе кристаллизации сырого антрацена и антраценового
масла и последующую переработку сырого антрацена ме-
тодами кристаллизации, экстракции, ректификации, хими-
ческими методами или сочетанием перечисленных методов
[51; 71; 72]. При раздельной переработке сырого антрацена
значительная часть антрацена теряется с антраценовым
маслом, а фенантрена - с сырым антраценом, в результате
чего невозможно полное выделение высокопроцентного
антрацена и фенантрена. Поэтому целесообразно подвер-
гать разделению антраценовую фракцию, исключая тради-
ционную стадию получения сырого антрацена и антрацено-
вого масла.
Разработан способ получения очищенного антрацена
методом жидкостной экстракции, который апробирован на
пилотной установке [240]. Для выделения антрацена вы-
брана система из двух растворителей уайт-спирит - диме-
тилацетамид (ДМАА). Поскольку выбранные растворители
взаимно растворяются, в систему вводят определенное
количество воды, которая, растворяясь в ДМАА, увеличива-
ет его плотность, в результате обеспечивается расслоение
уайт-спирита и ДМАА.
На рис. 14.34 представлена зависимость содержания
ДМАА в уайт-спирите от содержания воды в ДМАА. Из ана-
лиза этой зависимости следует, что при 15 %-ном содержа-
нии воды в ДМАА растворимость последнего в уайт-спирите
составляет примерно 3% без существенного снижения при
дальнейшем повышении содержания воды в ДМАА.
Исходным сырьем служит и первая антраценовая
фракция каменноугольной смолы. Рекомендовано [73] пе-
ред жидкостной экстракцией исходное сырье подвергать
предварительному обогащению уайт-спиритом (при соот-
ношении сырья с растворителем, равном 1:3,2 и темпера-
туре 30 °C) для выделения масла и фенантрена и получе-
Содержание воды в ДМАА, %
319
Рис. 14.34.
Зависимость содержания
ДМАА в уайт-спирите от
содержания воды в ДМАА
ния полуобогащенного продукта (антрацен-карбазольной
фракции) с содержанием антрацена 34,6 - 44,6%. Жидкост-
ную экстракцию антрацена из полуобогащенного продукта
проводят при 90 - 95 °C, массовой доле воды в ДМАА 15 %,
соотношении продукта, уайт-спирита и водного ДМАА,
равном 1 :10, 8 : 3,2, и количестве ступеней разделения 6.
Получаемый при этом антрацен содержит до 99% основно-
го вещества. Принципиальная схема получения антрацена
жидкостной экстракцией двумя растворителями представ-
лена на рис. 14.35.
Характеристики очищенного антрацена, полученного
на пилотной установке жидкостной экстракцией двумя рас-
творителями (I) и вырабатываемого в промышленном мас-
штабе экстракцией ацетоном (II) [73], приведены ниже:
Массовая доля, %: 1 II
антрацена а 98,0-99,0 >93,0
карбазола <0,3 <3,8
нелетучего остатка <0,23 <0,30
серы <0,10 <0,60
воды <0,02 <0,2
Температура плавления, °C 215 214
Выход 99,5 %-ного антрахинона, % 90 40’
Из данных следует, что антрацен, полученный жидкост-
ной экстракцией двумя растворителями, имеет наиболее
высокую степень чистоты. Способ принят для промышлен-
ного освоения. Основными стадиями процесса являются
предварительная перекристаллизация антраценовой фрак-
ции из уайт-спирита с получением антрацен-карбазольной
фракции; жидкостная экстракция антрацена из антраиен-
• Общий выход антрахинона составляет ?0сс.
Справочник Коксохимика. Том 3
320
Раздел 2. Переработка химических продуктов коксования
Рис. 14.35.
Принципиальная схема
получения антрацена
жидкостной экстракцией
двумя растворителями:
уайт-спирит -
диметилацетамид
1 -растворитель; 2 - сепаратор; 3,4- промежуточные сборники соответственноуайт-спирита иДМАА;
5,6- напорные баки соответственноуайт-спирита иДМАА; 7 - антраценовая колонна; 8 - кристаллизатор; 9 - центрифуга;
10-карбазольная колонна; 11-ректификационная колонна с кубом; 12-подогреватель; 13-смеситель; 14-сборники;
15- конденсатор-холодильник.
Технологические потоки: I-уайт-спирит; II - регенерированный ДМАА; III - регенерированный уайт-спирит; IV-98-99 %-ный антрацен;
V-кубовые остатки; VI -ДМАА на регенерирование; VII-уайт-спирит на регенерирование
Таблица 14.51.
Технические требования к
антрацену
карбазольной фракции полярным и неполярным раство-
рителями (уайт-спиритом и водным ДМАА), выделение ан-
трацена кристаллизацией из уайт-спирита и выделение кар-
базола (при необходимости) при регенерации ДМАА. При
разделении описанным способом антрацен-карбазольных
фракций можно получать очищенный антрацен с содержа-
нием основного вещества до 99% при степени его извлече-
ния 87 - 90 % от ресурсов в первой антраценовой фракции,
а также 88 - 90 %-ный карбазол с выходом 96 %.
Предложен другой способ получения очищенного
антрацена и фенантрена из первой антраценовой фрак-
ции с применением жидкостной экстракции двумя рас-
творителями [13; 72]. Этот способ включает: ректификацию
первой антраценовой фракции с выделением антрацен-
фенантреновой фракции; жидкостную экстракцию антра-
цен-фенантреновой фракции двумя несмешивающимися
растворителями - диэтиленгликолем и фракцией пара-
финовых углеводородов С|о-С14; выделение антрацена
кристаллизацией из парафиновых углеводородов; выделе-
ние фенантрена (при необходимости) кристаллизацией из
диэтиленгликоля. В качестве конечных продуктов получают
98 %-ный антрацен с выходом 90% и 96,3 %-ный фенантрен
с выходом 97 %.
Принципиальная технологическая схема разделения
первой антраценовой фракции представлена на рис. 14.36.
Высокопроцентный антрацен представляет собой
кристаллический порошок белого, слегка зеленоватого или
желтоватого цвета. В табл. 14.51 приведены технические
требования к антрацену. В табл. 14.24 [13] приведены техни-
ческие условия на антрацен.
Наименование показателя Величина -
Антрацен высокопроцентный: температура плавления, °C содержание чистого антрацена, %, не менее содержание карбазола, % 213-215 85-94 2,5-8.0
Антрацен- реактив: температура плавления (интервал плавления неболее2’С) содержание карбазола, %, не более ОстаТокгвде прокаливания, %, не более 213-218 3 0,2
Ниже приведены технические условия на антрацен,
выпускаемый в Чехии.
Содержание, %:
антрацена, не менее 94,0
карбазола, не более 3,0
золы, не более 0,2
р-метилантрацена, не более 0,1
Потери при сушке, %, не более 0,4
В Германии выпускают технически чистый антра-
цен (95 - 97% основного вещества) и чистый антрацен
(98 - 100% основного вещества).
Карбазол представляет собой твердое кристалличе-
ское вещество белого цвета с желтоватым оттенком. В табл.
14.52 приведены технические требования к карбазолу.
Справочник Коксохимика. ТЪм 3
Глава 14. Переработка каменноугольной смолы
321
III VII
Рис. 14.36.
Принципиальная
технологическая схема
разделения первой
антраценовой фракции
1-3,11 -ректификационные колонны; 4 - смеситель; 5,6- экстракционные колонны; 7,14- кристаллизаторы; 8,15- центрифуги;
9-сборник обогащенного фенантрена; 10-сборникДЭГс водой; 12-сборник ДЭГ; 13-сборник воды; 1б-сборникпарафиновыхуглеводородов;
17 - сборник обогащенного антрацена.
Технологические потоки: I - первая антраценовая фракция; II - фракция, обогащенная флуореном (илилегкокипящими компонентами);
III - антрацен-фенантреновая смесь; IV - фракция, обогащенная карбазолом; V-сырье для производства технического углерода;
VI - насыщенный раствор парафиновых углеводородов; VII - регенерированный ДЭГ; VIII - парафиновые углеводороды;
IX - обогащенный антрацен;X- вода; XI - обогащенный фенантрен;XII -ДЭГс водой
Наимеиаваме показателя Величина
Температура плавления, °C не ниже 236,0
Содержание чистого карбазола, %, не менее 93,0-95,0
Содержание антрацена, % 2,0-3,0
В Германии выпускают карбазол технически чи-
стый (95-97% основного вещества) и карбазол чистый
(98 - 100% основного вещества).
14.5.4. Фенантрен
Фенантрен выделяют из антраценовой фракции смо-
лы. Исходным сырьем для производства фенантрена служат
сырой антрацен и антраценовое масло. В сыром антрацене
и антраценовом масле содержится соответственно 28 - 30
и 22 - 30 % фенантрена.
Ниже приведено примерное распределение ресурсов
фенантрена.
Выход, % от смолы:
сырого антрацена 2,5
антраценового масла 15,0
Содержание фенантрена, %:
в сыром антрацене 28,0
в антраценовом масле 22,6
Ресурсы фенантрена, % от смолы:
в сыром антрацене 0,7
в антраценовом масле 3,4
Итого 4,1
Справочник Коксохимика. Том 3
Фенантрен представляет собой бесцветные монокли-
нические листочки (при перекристаллизации из спирта).
Физические свойстиа
Таблица 14.52.
Технические требования к
карбазолу
Теплота сгорания твердого вещества при давле-
нии 760 мм рт. ст. и 20 °C, ккал/моль 1692,5
Теплота сублимации, ккал/моль [13] 20,1
Насыпная масса, т/м3:
фугованного 0,638
чистого 0,391
Растворимость фенантрена в 100 мл растворителя
приведена в табл. 14.53.
Сырой фенантрен выделяется из сырого антрацена.
Для выделения фенантрена используются маточные раство-
ры от перекристаллизации сырого антрацена после отгон-
ки из нихлегкокипящего растворителя.
Кубовые остатки маточных растворов от обогащения
антрацена подвергают ректификации в колонне, имеющей
около 20 теоретических тарелок, причем отбирают узкие
фенантренсодержащие фракции, которые подвергают кри-
сталлизации при 25 - 30 °C, фильтрованию и прессованию.
Схема получения чистого фенантрена из 70%-ного
представлена на рис. 14.37.
Фенантрен чистый (ВТУ 2935-51) плавится при
98-101 °C (должен плавиться в пределах одного градуса),
остаток после прокаливания составляет не более 0,1 %.
В Германии выпускают фенантрен трех марок: техни-
ческий (65% продукта), технически чистый (90% продукта)
и чистый (96 - 98 % основного продукта).
322
Раздел 2. Переработка химических продуктов коксования
Таблица 14.53.
Растворимость фенантрена
в 100 мл растворителя, г
Растворитель Температура, °C
15,5 30 50 80
Вода Нерастворим
Бензол 167 401 - -
Толуол 138 291 - -
Сольвейг
1, очищенный (124-165 °C) 12,52 22,42 31,8 84,8
II, сырой (152-179 °C) 15,3 31,8 74,2 243,0
нафта тяжелая, тяжелый бензол (165-185 °C) 11,94 213 60,3 193,0
Пиридин:
легкий (125 -150 °C) 25,54 38,0 78,9 241,0
тяжелый (202 - 249 °0 20,0 24,5 64,7 182,0
ВОДНЫЙ 0,43 1,32 7,4 -
Хлороформ 18,7 29,2 - -
Сероуглерод 26,42 - - -
Ацетон 15,08 28,4 - -
Четыреххлористый углерод 7,4 11,24 - -
Бензин (90-164%) 4,53 6,3 - -
Этиловый эфир 8,93 15,24 - -
Этиловый спирт 2 (14%) - - 10 (78 °C)
Фенантрен применяют в производстве дифеновой
кислоты, оенантрен-формальдегидных смол и др. Для ди-
феновой кислоты пригоден 65- 70%-ный прессованный
фенантрен, содержащий 4-8% антрацена и не более 4%
карбазола.
1 -реактор для калиплавления; 2,7,14,27- конденсаторы,
3 - приемник для воды и масел; 4 - отстойник;
5 - приемник калиплава; 6-куб для перегонки фенантрена;
8 - приемник 90- 93 %-ного фенантрена;
9,13,29- приемники кубовых остатков;
10-реактор для сплавления с малеиновым ангидридом;
11 - сборник для раствора малеинового ангидрида;
12-кубдля перегонки чистого фенантрена;
15 - приемник чистого фенантрена; 16 - напорный бак для спирта;
17.18-аппаратыдля 1-й и 2-й перекристаллизации фенантрена;
19,20- центрифуги; 21,22- сборники маточных растворов спир-
та от 1-й и 2-й перекристаллизации фенантрена;
23 - сборник фенантрена после 1-й перекристаллизации;
24- сушка; 25 - склад 99 %-ного фенантрена;
26 - куб для регенерации спирта;
28 - сборник регенерированного спирта
Рис. 14.37.
Схема получения чистого
фенантрена из технического
70 %-ного продукта
калиплавлением и обработкой
малеиновым ангидридом
Малеиновый
ангидрид 20 кг I" ' A-NaOH
(рравочиик Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
323
Коэффициент извлечения акридина бисульфитом 0,5
Потери акридина при фильтровании и сушке, % ~ 20
Расходный коэффициент бисульфита
(от теоретического) 1,2
Выход реактивного акридина (от технического) ~ 90
Расходные коэффициенты на 1 кг технического
акридина, кг:
потери антраценового масла 4,4
расход 40 %-ного бисульфита натрия 3,75
расход 10 %-ного едкого натра 0,56
Фенантрен перевозят в крафт-мешках и в стеклянной
таре (реактив).
14.6.Переработка пека
14.6.1. Состав и свойства пека
Пек среднетемпературный (СТП) является невыки-
пающим остатком процесса ректификации каменноуголь-
ной смолы. Свойства СТП определяются, главным образом,
свойствами перерабатываемой КУС и условиями ее перера-
ботки. В табл. 14.54 приведены характеристики промышлен-
ных образцов СТП некоторых предприятий Украины и смол,
на основе которых они были получены: 1 - одноколонный
трубчатый агрегат, 2 - двухколонный трубчатый агрегат, 3 -
кубовая установка периодического действия.
В табл. 14.55 приведены данные о влиянии температу-
ры однократного испарения (ТОЙ) на выход и характеристи-
ку каменноугольного пека [74].
На рис. 14.38 представлена зависимость плотности
пека от температуры размягчения [10].
Температура размягчения, °C
Рис. 14.38.
Зависимость плотности пека
от температуры размягчения
На рис. 14.39 представлена зависимость плотности пе-
ков с различной температурой размягчения от температуры
нагрева [10].
Рис. 14.39.
Зависимость плотности
пеков с различными
температурами размягчения
от температуры нагрева
Способ получе- ния СТА Свойства каменноугольной смолы Свойства СТП
плотность при 20 °C, кг/м3 массовая деля, % температура размягчения поКиС/С выход летучих веществ, % массовая доля, %
а-фракцин «,-фракцин «-фракции Oj-фракцип
1 1173 4,6 2,3 67,5 64,0 19,9 5,2
2 1189 10,5 6,8 64,0 57,1 27,0 12,4
3 1204 10,3 6,0 75,0 58,3 26,4 9,9
Таблица 14.54.
Характерист ика пека
в зависимости от свойств
смолы
той, °C Выход века, % Температура размягчения, Ч Массовая доля, % Выход летучих веществ, % Выход комового остатка,%
а-фракцин а,-фракции
370 66,7 44 16,9 6,3 67,6 44,8
380 61,5 54 19,0 7,0 65,0 47,9
390 57,0 64 20,8 7,3 62,5 50,6
400 52,5 72 23,2 1» 59,7 53,7
410 48,7 80 26,5 - 5L9 55,7
Таблица 14.55.
Выход и характеристика
СТП в зависимости от
температуры однократного
испарения
В табл. 14.56 приведены данные о влиянии на свойства
СТП подачи в испаритель второй ступени острого пара [12].
Показатели качества пека Количество острого пара, подаваемого в испаритель, иг/ч
нет 246 - 274
Температура размягчения, °C 69,7 743
Массовая доля а-фракцин, % 21,7 21,0
Массовая доля а,-фракции, % 7,5 83
Выход летучих веществ, % 63,5 633
Массовая доля отгона до 360 °C 5,5 2,4
Предложена формула для определения плотности ка-
менноугольных пеков при различной температуре [15; 75]:
d=dtj + mt,
где d0 - плотность пека при 0 °C, г/см3;
т - коэффициент (температурная поправка);
t - температура пека, °C.
В табл. 14.57 приведены значения d0 и m для промыш-
ленных образцов различных пеков, произведенных на раз-
ных заводах.
Предложена следующая формула для определения за-
висимости между плотностью средне- и высокотемператур-
ного пеков в интервале температур 250 - 350 °C [10]:
Таблица 14.56.
Влияние острого пара на
свойства СТП
(правочник Коксохимика. Том 3
324
Раздел 2. Переработка химических продуктов коксования
Таблица 14.57.
Значения doum для различных
образцовпеков
Образец Температура размягчения, °C Массовая доля веществ, нерастворимых в толуоле, % Выход летучих веществ, %(пома«е) </0,г/см’ -т-104
нтмк 69 31,7 58,2 1,3308 5,400
Черепов. МК 72 21,5 64,8 1,3140 5,943
зсмз 70 22,6 62,0 1,3140 5,679
нтмк 134 48,4 51,6 1,3567 5379
Черепов. М3 135 43,6 52,5 1,3560 5,414
Рис. 14.42.
Зависимость поверхности
натяжения пеков с разной
температурой размягчения
от температуры нагрева
Рис. 14.43.
Кривые одинаковых
значений поверхностного
натяжения для пеков с разной
температурой размягчения
для значений, (мН/м)
d' = d> +0,00|.(ze-/J
где и rf' - плотности соответственно высоко- и средне-
температурного пеков, г/см3;
г - температура нагрева (250 - 350 °C);
и С. ~ температура размягчения соответственно вы-
соко- и среднетемпературного пеков, °C;
0,001 - коэффициент термического расширения пека,
г/(см°С).
Повышение температуры размягчения пека на 1 °C со-
провождается уменьшением коэффициента термического
расширения наО,000001 [13].
На рис. 14.40 представлен график зависимости вяз-
кости пеков с различными температурами размягчения от
температуры нагрева [10].
Рис. 14.41.
Зависимость текучести пека
от температуры нагрева при
нагрузках 118,235 и 490 Н
Рис. 14.44.
Зависимость краевого
угла смачивания (8) от
температуры нагрева пека
Рис. 14.40.
Зависимость вязкости пеков
с различными температурами
размягчения от температуры
нагрева
Температура нагрева, °C
На рис. 14.41 -14.44 представлены характеристики те-
кучести, поверхностного натяжения и краевого угла смачи-
ваемости каменноугольных пеков [10].
1 - среднетемпературный пек ft = 76 °C);
2-высокотемпературный пек ftp = 136 °C).
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
325
В табл. 14.58 приведены значения вязкости, плотности
и поверхностного натяжения пеков с различными темпера-
турами размягчения [12].
Температура раз- мягчения, °C Параметры Поверхностное натяжение,зиН/м
49 45 40 35 30
65 Температура нагрева, °C 182 185 190 197 210
Плотность, кг/м3 1188 1186 1183 1179 1179
Вязкость, МПа-с 115 110 100 95 81
83 Температура нагрева, °C 197 203 210 220 232
Плотность, кг/м3 1191 1188 1184 1181 1175
Вязкость, МПа-с 160 125 113 100 85
145 Температура нагрева,°C 290 293 300 318 333
Плотность, кг/м3 1207 1206 1200 1192 1186
Вязкость, МПа-с 440 400 327 225 175
Температура размягчения, °C
63,0 90,0 154,0
Температура, °C Теплоемкость, кДж/(кг-‘С) Температура, °C Теплеем весть, иДж/(кг-°О Температура, °C Теплоемкость, кДж/(нг-°С)
88,3 1,36 127,7 1,55 195,0 1,69
111,1 1,49 146,0 1,57 211,7 1,70
132,2 1,55 167,7 1,69 2373 1,85
150,6 1,66 196,0 1,77 256,7 1,89
171,7 1,76 206,7 1,84 277,7 1,96
191,7 1,81 217,2 1,88 294,4 2,05
212,2 136 225,5 1,99 317,7 2,01
Таблица 14.58.
Реологические свойства пеков
с различными температурами
размягчения
Втабл. 14.61 приведены данные по элементному соста-
ву каменноугольных пеков [1].
Таблица 14.60.
Средняя удельная
теплоемкость жидкого пека
при различной температуре
Как следует из приведенных ниже значений значений
коэффициента теплопроводности К пек является плохим
проводником тепла [10].
Среднетемпературный пек (температура размягче-
ния - 75 °C, массовая доля веществ, нерастворимых в толуо-
ле-21,8 %):
Температура, "С 110,0 132,5 178,0 182,2
К, Вт/См-’С) 0,0976 0,0980 0,1056 0,1068
Высокотемпературный пек (температура размягче-
ния - 150 °C, массовая доля веществ, нерастворимых в то-
луоле - 48,2 %):
Температура, °C 68,8 168,0 202,2 270,0
К, Вт/(м°С) 0,1316 0,1546 0,1605 0,1697
Значения средней удельной теплоемкости твердого
[13] и жидкого пека [10] приведены в табл. 14.59 и 14.60.
Темпера- тура, °C Средняя удельная теплоемкость, кДж/(кг-°С) (кал/(г-°С), пека с температурой размягчения, °C
65,0 83,0 145,0
30-50 1,24(0,297) 1,26(0,301) 1,29(0,309)
30-60 1,36(0,324) 1,31 (0,312) 1,30(0,311)
30-70 1,42(0,338) 1,36(0,324) 1,31 (0,314)
30-80 - 1,40 (0,334) •1,33(0,318)
30-100 - - 1,37(0,327)
30-110 - - 1,42 (0,340)
30-130 - - 1,45(0,347)
Температура размягче- ния, °C Выход летучих пещестн, % (по массе) Массоиая доля элементов, %
С Н N S 0
69,0 60,1 91,91 4,52 0,97 1,02 1,48
70,0 60,4 92,22 4,47 0,75 1,36 1,04
69,9 67,5 91,22 435 1,73 0,72 1,48
70,0 58,0 91,12 4,41 1,45 0,58 2,27
74,5 57,4 90,99 4,56 1,67 0,98 1,56
88,0 553 91,01 4,51 1,65 0,72 1,86
Таблица 14.61.
Элементный состав
каменноугольных пеков
В табл. 14.62 приведены данные о выходе нераствори-
мых остатков при обработке пека растворителями различ-
ной природы [1; 10; 12].
Температура размягчения, °C Выход нерастворимого остатка, %, при обработке растворителпмп
пиридин аннпнн хлороформ сероуглерод дихлорэтан толуол бензол
79,0 7,8 8,3 93 22,6 22,6 24,7 24,7
150,0 35,9 39,7 47,4 51,0 51,2 52,6 52,6
Таблица 14.59.
Средняя удельная
теплоемкость твердого пека
при различной температуре
Таблица 14.62.
Элементный состав
каменноугольных пеков
В табл. 14.63 приведены результаты хроматографиче-
ского анализа каменноугольных пеков различных заводов.
Данные приведены в пересчете на общую массу пека (с уче-
том как хроматографируемой его части, так и компонентов,
не поддающихся хроматографическому анализу). Массо-
вая доля идентифицированных компонентов составляет
33,0-50,5 % [1].
(правочиик Коксохимика. Том 3
326
Раздел 2. Переработка химических продуктов коксования
Таблица 14.63.
Химический состав
каменноугольных пеков
Конлоне иг Массовая доля компонентов, %, в образцах пеков
1 2 3 4 5 б 7
Нафталин 0,12 0,10 0,32 следы 0,79 0,44 0,34
Метил нафталины 0,05 0,05 0,11 » 0,32 0,14 0,12
Диметилнафтаяины - 0,02 0,10 л - - следы
Аценафтен 0,25 0,46 0,64 0,14 0,63 0,44 1,15
Дифениленоксид 0,10 0,14 0,37 0,05 0,32 0,22 0,26
Флуорен 0,25 035 0,37 0,05 0,32 0,22 0,26
Дифениленсульф ид 0,27 0,23 0,18 0,25 0,24 032 0,23
Антрацен + фенантрен 2,69 2,89 2,79 3,32 3,47 2,74 3,97
Карбазол 0,47 0,46 0,75 0,83 1,03 0,82 0,98
Метилантрацены + метилфенантрены 0,90 0,88 1,20 1,24 1,27 0,97 1,21
2-Фенилнафталин 0,21 0,26 0,39 0,26 0,40 0,30 0,19
Флуорантен 232 3,40 3,28 4,26 330 3,26 4,20
Пирен 2,86 3,58 338 4,49 4,12 3,56 4,24
Бразан 0,31 0,47 0,69 0,58 0,55 0,37 0,56
Бенэфпуорен 0,62 0,73 0,94 0,82 1,98 1,63 0,65
Ретен 1,16 1,23 1,34 1,25 0,71 0,74 1,25
5,12-Дипадротетрацен + бензолдифениленсуяьфид+ 9-фенилантрацен + 1,2-бензантрацен 0,53 0,58 0,94 0,74 0,71 039 0,61
Хризен 3,63 4,91 4,64 4,20 4,83 4,75 5,51
1етрацен 1,10 1,37 2,17 1,44 2,06 1,85 1,74
Бензофлуорантен 3,40 4,47 4,75 339 4,59 4,75 4,23
Бензпирены 4,26 5,52 6,18 4,71 5,86 6,53 10,29
Перилен . 1,41 1,34 1,96 1,31 1,03 0,89 1,40
2,3-Бензантрацен 0,79 1,20 1,60 0,91 0,79 0,82 -
Пицен 3,63 536 836 6,36 5,07 4,67 3,78
Коронен 3,63 5,86 8,26 6,36 5,07 4,67 3,78
На рис. 14.45 представлены результаты пиролиза
образцов пеков с температурами размягчения 53,0, 77,0
и 120,0 °C [10].
Рис. 14.45.
Потеря массы различных
пеков при нагреве при
атмосферном давлении
для пеков с температурой
размягчения, °C
1-53,0; 2-77,0; 3-120,0
Прочие свойства пека и фракций его группового со-
става изложены в работах [1; 10; 12].
14.6.2. Получение пропиточного пека
Пропиточный пек предназначен для заполнения пор
и пустот в заготовках электродной продукции, а также као-
линовых и других огнеупорных изделиях. Наибольшее зна-
чение пропитка приобретает при производстве крупнога-
баритных электродов, рассчитанных на высокие плотности
тока - до 25 - 30 А/см2. Каменноугольные пеки являются
оптимальными пропиточными агентами для вышеперечис-
ленных видов продукции [76; 77].
Основными требованиями к пропиточным электро-
дным пекам являются невысокие вязкость и поверхностное
натяжение при температуре пропитки и способность к про-
никновению в поры пропитываемого материала. Кроме
того, пропиточные пеки должны проявлять сродство и по-
верхностную активность по отношению к обрабатываемому
материалу и при карбонизации обеспечивать как можно
более высокий выход коксового остатка [76 - 80].
В Украине и странах СНГ в настоящее время специаль-
ные сорта пропиточного пека не производятся. Для пропит-
ки используются среднетемпературные пеки, содержащие
до 5-6% а,-фракции, что не обеспечивает качественную
пропитку электродных изделий [1].
(правочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
327
Ниже приведены требования к пропиточному пеку
для графитированных электродов, рассчитанных на высо-
кие плотности тока, обобщающие опыт зарубежных произ-
водителей [12; 83]:
Температура размягчения, °C 60 - 65
Массовая доля нерастворимых веществ, %:
в толуоле(а-фракция) 20 - 24
в хинолине (dj-фракция) < 3
Выход летучих веществ, % 61-64
Зольность, % <0,3
Для получения пропиточного пека с таким содержа-
нием а-фракции требуется каменноугольная смола с со-
держанием нерастворимых в хинолине веществ на уровне
1,0 - 1,5 %. При производстве пропиточного пека необходи-
ма предварительная очистка (дешламация) смолы [80].
В зарубежной практике для производства пропиточ-
ных и других специальных сортов пеков (волокнообразую-
щих и сырья для игольчатого пекового кокса) применяется
экстракционный метод очистки КУС [84 - 86]. Обработанная
растворителями смола расслаивается, после чего с помо-
щью декантации, центрифугирования или других методов
ее разделяют на фракции, одну из которых затем использу-
ют в качестве сырья для производства пека. Недостатками
экстракционных методов очистки являются использование
дорогостоящего оборудования и большого количества
легковоспламеняющихся взрывоопасных веществ, наличие
сложной технологической стадии регенерации растворите-
лей, а также незначительный выход очищенного сырья.
Известны технологические приемы очистки исходного
пека. Например, фильтрование пека с температурой размяг-
чения 70,5°C и содержанием арфракции 16,9% возможно
в присутствии больших количеств растворителя (40 - 60%
от массы пека) и повышенного давления (0,5 - 0,7 МПа). По-
лученное сырье (массовая доля нерастворимых в хинолине
веществ - 0,8 - 1,0 %) подвергается термической обработке
при температуре 300 °C и остаточном давлении 10-30 кПа
с получением продукта, отвечающего требованиям, предъ-
являемым к пропиточному пеку [87].
Другим методом очистки пека от а,-фракции является
препаративная сепарация пека в бензоле и хинолине [88].
Нерастворимую в хинолине фракцию отделяют прямой
фильтрацией пеков под давлением на фильтр-прессе при
180 °C с добавкой одной объемной части метилнафталина
на две части пека. Существует также способ, основанный на
экстракции пеков при повышенных температурах и давле-
ниях (120 - 250°C и 15 - 20 МПа) в газе в сверхкритическом
состоянии [89]. Концентрация пека в сверхкритическом рас-
творе составляет 5 - 30%. Нерастворимые твердые частицы
седиментируют и извлекают. В качестве сверхкритического
газа применяют, например, гексансодержащие, а также сжи-
женные газы. Из продукта экстракции многоступенчатым
снижением температуры и (или) давления выделяют от-
дельные пековые фракции, которые смешивают в заданных
количествах для получения целевого сырья с заданными
свойствами.
Пропиточный пек может также производиться из
сырья, не содержащего первичной а,-фракции, например,
из антраценовой фракции каменноугольной смолы, термо-
обработанной под давлением собственных паров [90]. Спо-
соб осуществляется путем нагрева антраценовой фракции
каменноугольной смолы при 450 - 500 °C в течение 2,0 - 2,5
часов под давлением 5-6 МПа. Полученный в результате
полупродукт подвергают разделению путем однократного
испарения при 365 - 375°C, получая в качестве неиспаря-
ющегося продукта пропиточный пек.
Сточки зрения экономики и технологической безопас-
ности оптимальным способом производства пропиточного
пека является ректификация низкопиролизованой КУС,
предварительно дешламированной путем отстойного цен-
трифугирования с применением разбавителя (антрацено-
вой фракции) [12].
Технологическая схема установки получения пропи-
точного пека представлена на рис. 14.46.
Основными технологическими стадиями являются:
отстойное центрифугирование КУС, разбавленной
в целях снижения вязкости антраценовой фракцией
(АФ), с использованием дешламаиионной центрифуги
20ГН-2201У-03 (может быть также использован бо-
лее совершенный аппарат непрерывного действия,
см. раздел 14.2.1., «Разделение дисперсных систем
в центробежном поле»);
типовой процесс однократного испарения смолы
на одноколонном трубчатом агрегате мощностью
100 тыс. т/год по исходному сырью,
Технологический режим и материальный баланс про-
цесса получения пропиточного пека приведены в табл.
14.64 и 14.65.
Наименование показателя Величина1
Расход КУС на первую ступень трубчатойпечи,т/Ч 12,6- Т2Л
Расход АФ на приготовление смеси,т/ч 2,5-3,0
Температура КУС после первой ступенитрубчатой печи,°C та-135
Температура паров на верху испарителя первой ступени,°C 100-105
Температура жидкой фазы в испарителе первой ступени, °C 100-110
Расход смеси КУС и АФ на отделение глубокой очистки,т/ч 14,0-14,5
Расход смеси на одну центрифугу, т/ч 4,5 ±0,5
Температура смеси перед центрифугой, °C 100 ±10
Продолжительность цикла отстаивания, мин 20±5
Температура в роторе центрифуги, °C 95+5
Съем очищенной смеси с ротора центрифуги, т/ч 4,2+5
Количество циклов отстаивания до выгрузки фусов
Расход очищенной смеси на вторую ступень трубчатой печи, т/я 12,5-12,8
Температура очищенной смеси после второй ступени трубчатой печи, °C 385-395
Температура мягкого пека в испарителе второй ступени, °C 360 - 380
Температура жидкой фазы в кубе-реакторе, °C 345 - 355
Температура паровой фазы в кубе-реакторе, °C 330 - 340
Таблица 14.64.
Технологический режим
процесса получения
пропиточного пека
(правочник Коксохимика. Том 3
328
Раздел 2. Переработка химических продуктов коксования
Таблица 14.65.
Материальный баланс
процесса получения
пропиточного пека
Статьи прихода % (по массе) Статьи расхода % (но массе)
КУС безводная 76,8 Вода надсмольная 3,8
Антраценовая фракция 19,2 Легкое масло 0,2
Вода 4,0 Фусы процесса очистки смеси 11,9
Пек пропиточный 46,4
Пары фракций (в т.ч. дополни- тельное количе- ство АФ) 55,0
ИТОГО 100 ИТОГО 100
Усредненная и частично обезвоженная на складе КУС
подается в исходный резервуар 1 отделения дистилляции
смолы, откуда насосом подается в змеевик первой ступени
нагрева трубчатой печи 2. При этом в трубопровод нагнета-
ния из соответствующего сборника дозировочным насосом
подается необходимое количество (до 20% от массы КУС)
первой или второй АФ. В змеевике первой ступени трубча-
той печи смесь КУС и АФ усредняется за счет турбулизации
потока в результате испарения воды. Нагретая смесь посту-
пает в испаритель первой ступени 3, где отделяются пары
воды и части компонентов легкой фракции. Обезвоженная
смесь КУС и АФ из испарителя первой ступени подается
в промежуточный сборник 4 отделения дешламации, отку-
да насосом постоянно подается на пополнение напорно-
го бака 5, из которого периодически загружается в ротор
центрифуги 6.
Из центрифуги очищенная смесь поступает в сборник
очищенной смеси 7. Остаточная вода, выделяющаяся в ро-
торе центрифуги, отводится в специальный сборник. Фусы
периодически срезаются с ротора и выводятся в бункер для
дальнейшей утилизации.
Смесь из сборника 7 насосом прокачивается через
вторую ступень трубчатой печи 2 и попадает в испаритель
второй ступени 8, где разделяется на паровую (широкий
дистиллят) и жидкую (пек) фазы. Широкий дистиллят по-
ступает в ректификационную колонну. Пек из испарителя
второй ступени при соответствии данных текущего контро-
ля нормам технических требований поступает в напорный
бак (рис. 14.47) [12]. Объем напорного бака - 170 м3, масса -
13,3 т. Бак снабжен поплавковым (или иной конструкции)
1 - резервуар КУС; 2 - трубчатая печь; 3 - испаритель первой ступени; 4 - промежуточный сборник смеси КУС и антраценовой фракции;
5 - напорный бак; 6 - центрифуга; 7- сборник очищенной смеси; 3 - испаритель второй ступени; 9 - куб-реактор
(рравочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
329
указателем уровня. В баке пек охлаждается и при темпера-
туре 150 - 200 °C отгружается в термоцистерну (рис. 14.48)
для отправки потребителю.
1 - люк;2 - лаз; 3 -указатель уровня; 4 - штуцер для перелива
При необходимости доведения качества пропиточно-
го пека до предъявляемых требований оно может осущест-
вляться в кубе-реакторе 9 путем термической обработки
(рис. 14.49). Кубы-реакторы включаются в схему в количе-
стве двух штук (основной и резервный).
Куб-реактор по своим конструктивным особенностям
аналогичен аппаратам, применяемым для производства
электродного пека. Рабочая емкость аппарата - 27 м3. Дни-
ще может быть как представленной на рисунке, так и полу-
сферической формы. Давление в аппарате не должно пре-
вышать 0,03 МПа. Масса аппарата -11т. Куб устанавлива-
ется на опорах и снабжен теплоизоляцией. Аппарат может
изготавливаться из конструкционной либо нержавеющей
стали [13].
В верхней части куба (на штуцер 4) устанавливается
брызгоотбойник (рис. 14.50).
Отбойник предназначен для улавливания брызг, уно-
симых из реактора парами дистиллятов и отработанного
воздуха. Внутри отбойника расположены наклонные пол-
ки, представляющие собой эллипсы, обрезанные по хорде.
Наклон полок составляет 10° к линии поперечного сече-
ния аппарата. Масса аппарата - 562 кг, предусматривается
теплоизоляция. Материал - конструкционная сталь [13].
Рис. 14.47.
Напорный бак для пека
Рис. 14.48.
Термоцистерны для
транспортировки пека
а - модель 15-1532 (без нижнего сливного прибора); б - модель 15-1534-03 (с нижним сливным прибором)
(правочник Коксохимика, Том 3
330
Раздел 2. Переработка химических продуктов коксования
Таблица 14.66.
Характеристика
термоцистерны
Наименование параметра Значение для модели
15-1532 15-15344)3
Грузоподъемность, т 60 62
Внутренний диаметр котла, мм 2600 2800
Наружная длина котла (с изоляцией), мм 11300 11300
Объем котла полный, м3 54,4 68,4
Объем котла полезный, м3 51,4 64,1
Рабочее давление в котяе (условное), МПа (кг/см2) 0,064(0,64) 0,064(0,64)
Максимальная высота цистерны от уровня головки реяьса, мм 4670 4760
Ширина колеи, мм 1 520/1 524 1 520/1 524
Конструктивная скорость, км/ч 120 120
Допускаемая температура в котле (при наливе), °C 300 300
Допускаемая температура разогрева продукта при сливе, °C 180 180
Продолжительность выгрузки, мин 90 90; 120*>
Продолжительность разогрева продукта до температуры слива, ч: летний период зимний период 16 20 16 20
Давление срабатывания предохранительной мембраны при температуре плюс 200 °C, МПа (кт/см2) 0,18-0,23(1,8-2,3) 0,18-0,23(1,8-2,3)
Потребляемая мощность подогревателя, кВт 90 90
Номинальное напряжение, В 220 220
" Продолжительность выгрузки пека через нижний сливной прибор.
1 - люк; 2,3- штуцеры для ввода соответственно воздуха и про-
дукта; 4,5- штуцеры для вывода соответственно паров и продук-
та; б -уровнемер; 7- барботер
(рравочник Коксохимика. Т°м 3
Глава 14. Переработка каменноугольной смолы
331
14.6.3. Получение электродного пека
Действующие на текущий период в Украине норматив-
ные требования к пеку каменноугольному электродному
(ГОСТ 10200-83) приведены в табл. 14.67.
Наименование показателя Нормы для марок
А Б Б1 В
Температура размягче- ния, °C 65-75 67-73 72-76 85-90
Массовая доля веществ, нерастворимых в толуоле (а-фракция), %, 24-38 25-31 26-31 н/м 31
Массовая доля веществ, нерастворимых в хиноли- не (а,-фракция), %, не более 7 8 10 12
Выход летучих веществ, % 59-63 58-62 н/659 53-57
Зольность, %, не бояее 0,3 0,3 0,3 0,3
Использование каменноугольного электродного пека:
марка А - для конструкционных углеродных материа-
лов, допускается для производства электродной про-
дукции и изделий электротехнического назначения;
марка Б - для электродной продукции;
марки Б1 и В - для алюминиевой промышленности.
Сходные требования предъявляются к пекам-связу-
ющим для электродной и аллюминиевой промышленности
и в странах СНГ. В табл. 14,68 приведены некоторые пока-
затели качества электродных пеков производства пред-
приятий РФ [4].
Марка пека Поставщик Показатели качества
темпе- ратура размяг- чения, ФС ВЫХОД летучих пеществ, % массовая доля, %, веществ, нераство- римых в
толуоле XMHflffif- не
Б Мечел 70,5 59,2 33,9 13,5
НТМК 67,0 59,5 32,0 7,0
ММК 73,0 59,2 24,5 8,3
ЗСМК 75,0 55Д) 41,0 12,0
В зсмк 88,0 54,0 50,0 17,0
Губахинский КХЗ 90,0 52,0 44,0 12,0
Таблица 14.67.
Нормативные требования
к пеку каменноугольному
электродному
Таблица 14.68.
Свойства электродных пеков,
производимых в РФ
Подавляющая часть электродного пека, производимо-
го в Украине, поставляется на экспорт в Россию и страны
дальнего зарубежья. Требования к электродному пеку за-
рубежных потребителей зависят от технологии дальней-
шей переработки, применяемой конкретными фирмами,
определяются договорами «поставщик-потребитель» и зна-
чительно различаются между собой. За последние деся-
тилетия требования зарубежных потребителей к качеству
пека-связующего претерпели значительные изменения.
В табл. 14.69 приведены обобщенные данные по изменению
основных стандартизированных требований к показателям
качества электродных пеков [91].
Наименование показателя Мождународшй стандарт определения Европа Россия Амарина
1970 г. 2008 г. 1970 Г. 2003г. 2003г.
Температура размягчения, °C ISO 5940 105-110 110-115 65 -73* 85 - 90* 107-113
Массовая доля веществ, нерастворимых в толуоле, % ISO 6376 30-38 24-30 25-31 >31 27-34
Массовая доля веществ, нерастворимых в хинолине, % ISO 6791 10-15 4-8 <8 <12 10-17
Коксовый остаток, % ISO 6998 >57 >55 не норм. не норм. >57
Отгон до 360 °C IS0N647 5-12 4-8 -«- 3-6
Содержание мезофазных частиц (> 1 мкм), % ASTM 4616-95 <4 <0,3 -«- не норм.
‘ГОСТ 9950-83
Таблица 14.69.
Изменение требований
зарубежных потребителей
к показателям качества
электродного пека
В табл. 14.70 приведены обобщенные требования к
качеству электродного связующего, выдвигаемые одной из
зарубежных торгово-посреднических фирм, занимающихся
поставками электродного пека [92].
Невозможность формирования всего комплекса по-
требительских свойств пека на стадиях образования, под-
готовки и фракционирования смолы приводит к необходи-
мости доведения показателей качества СТП до требуемых
норм посредством специальных технологических приемов.
Подавляющее большинство подобных приемов основано
на термической обработке.
Пеки, получаемые в результате дистилляции каменно-
угольной смолы (особенно - низкой степени пиролиза), со-
держат слишком много низкомолекулярных легкокипящих
компонентов, вследствие чего характеризуются понижен-
(рравочник Коксохимика. Том 3
ной температурой размягчения, высоким выходом летучих
веществ и недостаточным содержанием а- (а зачастую и ар)
фракции. Поэтому обработка исходных пеков, как правило,
решает две задачи: отгон низкомолекулярных компонентов
и создание оптимальных условий для осуществления термо-
химических реакций взаимных превращений фракций груп-
пового состава. Термическая обработка пека также позволя-
ет существенно увеличить его температуру размягчения.
В Украине основным промышленным методом произ-
водства пека с температурой размягчения выше 80°С (по
методу «Кольцо и стержень») является окислительная де-
гидрополиконденсация - термическая обработка мягкого
пека с продувкой реакционной среды воздухом в качестве
фактора, интенсифицирующего процесс термообработки
[10; 93].
332
Раздел 2. Переработка химических продуктов коксования
Таблица 14.70.
Обобщенные требования
зарубежных потребителей
к различным сортам
электродного пека
Наименование показателя Группы
1 2
Температура размягчения: °C
по Метеру 90-115 Не нормируется
по «Кольцу и стержню» 85-93 Не более 110
Выход летучих веществ, % 50-60 45-65
Массовая доля влаги, %, не более 0,5 0,5
Массовая доля веществ, нерастворимых в толуоле, % Не менее 25 25-35
Массовая доля веществ, нерастворимых в хинолине, %, не более 15 15
Выход коксового остатка, %, не менее 43 55
Массовая доля бета-смол, % Не менее 21 Не нормируется
Плотность при 20 °C, г/см3, не менее 1,3 1,32
Массовая доля золы, %, не более 0,3 0,3
Вязкость, при температуре °C, ср.:
140 Не нормируется Не более 15 000
160, не более 4500 3000
180, не более 600 300
Массовая доля отгона, %, до температуры, °C:
270 Не нормируется Не более 0,8
360, не более 4 8
Массовая доля, %, не более
S (сера) 0,5 0,5
Са(кальций) 0,01 0,08
Na (натрий) 0,02 0,25
Содержание ароматики, % Не нормируется Не менее 3,0
Содержание мезофазы, % Не нормируется Отсутствие
Коэффициент С/Н Не более 1,7 Не нормируется
Массовая доля, ppm
V (ванадий) Не нормируется Не более-0,01
Fe (железо) Не более 300 Не нормируется
Внешний вид Твердый в виде гранул Твердый в виде гранул
На рис. 14.51 представлена оптимальная технологиче-
ская схема непрерывного термоокислительного процесса
производства электродного пека.
Основными элементами схемы являются теплоизо-
лированные кубы-реакторы без обогрева вместимостью
30 м3 каждый, не снабженные обогревающими устройства-
ми. По конструкции кубы-реакторы аналогичны аппаратам,
используемым в производстве пропиточного пека. Темпе-
ратурный режим процесса определяется запасом физиче-
ского тепла пека на выходе из испарителя второй ступени,
а также расположением кубов-реакторов по отношению
к испарителю, качеством теплоизоляции и экзотермиче-
ским эффектом окисления пека кислородом воздуха. Про-
должительность процесса термообработки регулируется
расходом СТП на первый куб и величиной коэффициента
заполнения реактора.
На рис. 14.52- 14.54 представлена динамика изменения
свойств СТП в процессе термической обработки в зависимо-
сти от температуры и продолжительности процесса [10].
Технологическая схема производства электродного
пека путем термоокислительной обработки предусматри-
вает наличие трех кубов-реакторов, один из которых явля-
ется резервным. Обвязка кубов позволяет работать одним
или двумя кубами.
В состав установки обычно входит одна или две техно-
логические нитки кубов-реакторов в зависимости от коли-
чества трубчатых агрегатов и количества СТП, подлежащего
переработке в электродный пек.
Воздух на кубы-реакторы подается через теплообмен-
ник (п. 9), где подогревается отходящим из куба отработан-
ным воздухом с температурой выше 100 °C (для сокращения
его расхода). На рис. 14.55 представлены графики зависи-
мостей расхода воздуха и продолжительности окисления
мягкого пека от температуры нагрева воздуха [94].
Сжатый воздух, поступающий в СПЦ, содержит капель-
ножидкую влагу. Для предотвращения попадания влаги
(воды) в реакционную зону кубов-реакторов применяют
установки для осушки технологического воздуха по трем
вариантам:
непрерывный, за счет абсорбции водяных паров жидким
поглотителем (раствор СаС12, диэтиленгликоль и др.);
(рравочиик Коксохимика. Том 3
(праночник Коксохимика.
Очищенный воздух
на каталитическую очистку
! - куб-реактор №1;2- куб-реактор №2; 3 - пекоприемник электродного пека; 4 - насос подачи пека е напорные баки; 5 резервный куб-реактор; 6 - конденсатор-холодильник пековых дистиллятов; 7 - сборник дистиллятов;
8 - насос; 9 - теплообменник для подогрева воздуха; 10- скруббер; 11 - подскрубберный сборник; 12 - насос; 13,14 - напорный бак для пека
334
Раздел 2. Переработка химических продуктов коксования
Рис. 14.52.
Изменение температуры
размягчения (сплошная
линия), выхода летучих
веществ (штрих), массовой
доли а-фракции (штрих-
пунктир) в зависимости
от продолжительности
термообработки.
Время, ч
Температура нагрева, °C: 1 - 300; 2 - 340; 3 - 380
периодическая осушка воздуха стационарным погло-
тителем;
осушка воздуха на основе детандер-эффекта с доведе-
нием воздушной среды до точки росы с выпадением
влаги. Аппаратурно этот вариант наиболее компакт-
ный.
Среднетемпературный пек из испарителя второй сту-
пени непрерывно поступает в куб-реактор 1 (рис. 14.51), от-
куда, в зависимости от перерабатываемого сырья и требо-
ваний к получаемому продукту, поступает в куб-реактор 2
либо в сборник (пекоприемник) электродного пека 3. Пода-
ча пека может осуществляться как в нижнюю часть реактора,
так и на зеркало испарения жидкой фазы, что способствует
интенсификации удаления легкокипящих компонентов и
снижению выхода летучих веществ. Из пекоприемника пек
откачивается в напорные баки, откуда самотеком подается
на погрузку в термоцистерну или на грануляцию.
Рис. 14.53.
Изменение плотности
пека (сплошные кривые)
и массовой доли арфракции
(штрих) в зависимости
от продолжительности
термообработки
Рис. 14.54.
Изменение свойств
пека в зависимости
от температуры
термообработки при
продолжительности
обработки 2,4,6 и 8 часов
(см. обозначения возле
кривых)
(рравочник Крксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
335
Температура воздуха, °C
Температура, °C:
расплава СТП- 360: размягчения исходного пека - 52:
размягчения конечного пека - 87
При работе двумя последовательно соединенными
кубами воздух может подаваться либо в оба куба-реактора,
либо только во второй по ходу пека.
В первом случае за счет поддержания стабильного
уровня и постоянного количества воздуха для конкретной
марки пека в первом кубе-реакторе производится пред-
варительная подготовка СТП. Во втором кубе-реакторе,
за счет автоматического управления уровнем пека и рас-
ходом воздуха, достигаются необходимые качественные
показатели продукта. При этом значительно сокращается
удельный расход воздуха на тонну пека и обеспечивается
более стабильное качество продукта.
Отработанный воздух, дистилляты и газообраз-
ные продукты реакции охлаждаются в конденсаторах-
холодильниках 6. Сконденсировавшиеся дистилляты по-
ступают в сборник 7. Отработанный воздух подвергается
промывке поглотительным маслом или иным поглотителем
(ЛПД) в скруббере 10.
Поглотительное масло по мере насыщения выводит-
ся насосом 12 на склад масел СПЦ либо подается в сырую
смолу.
В качестве скруббера применяется полчатый цилин-
дрический аппарат (диаметр - 1 000 мм, высота - 11 000 мм,
количество полок - 12), по полкам которого поглотитель-
ное масло стекает противотоком парогазовому потоку.
В табл. 14.71 приведены рабочие технологические па-
раметры получения электродного пека при работе двумя
реакторами (производственные данные) [10].
Справочник Коксохимика. Том 3
Параметры технологического режима Значение параметра
Расход КУС на трубчатую печь СПЦ, т/ч 12,65
Температура смолы после второй ступени трубчатой печи, °C 390-400
Температура лека после испарителя второй ступени, °C 350-365
Температура пека, поступающего в первый по ходу куб-реактор, °C, не менее 270
Расход пека на установку, т/ч:
максимальный 14,0
минимальный 7,0
Температура размягчения пека, поступающего в куб-ректор, °C 60-65
Режим работы кубов-реакторов:
куб-реактор № Г.
температура жидкой фазы, °C 320-350
температура паровой фазы, °C 310-345
рабочее давление, МПа 0,03 - 0,035
куб-реактор № 2:
температура жидкой фазы, °C 360-385
температура паровой фазы, °C 350-370
рабочее давление, МПа 0,03-0,035
Расход технологического воздуха, м3/ч
куб-реактор № 1 50-390
куб-реактор № 2 50-390
Температура воздуха, на входе в кубы- реакторы, °C 150-200
Количество кисяорода в отработанном воздухе, %, не более 3,0
Температура пековых дистиллятов, °C:
после теплообменника 250-270
после конденсатора-холодильника 80-90
Продолжительность термообработки пека, ч
при максимальной нагрузке 7,0-8,0
при минимальной нагрузке 14,0-16,0
Температура пека после пекоприемника, °C 300-320
Температура пека после напорного бака, °C 240 - 250
Выход электродного пека, т/ч
при максимальной нагрузке 11-12
при минимальной нагрузке 5-6
Рис. М.55.
Влияние температуры нагрева
воздуха на его расход (а)
и продолжительность
окисления СТП (б)
Таблица 14.71.
Технологический режим
термоокислительной
обработки пека
Технологический режим производства электродного
пека зависит от сырья, особенностей технологической схе-
мы, аппаратурного оформления, требований к получаемому
продукту и других обстоятельств. Вследствие этого параме-
тры технологического режима на различных предприятиях
могут существенно различаться. Так, в табл. 14.72 приве-
дены показатели технологического режима производства
электродного пека на одном из предприятий Украины. По
реализованной на предприятии схеме СТП из испарителя
второй ступени поступает в нижнюю часть первого куба-
реактора через погружной трубопровод. Пек из верхней ча-
сти первого реактора по трубопроводу перелива поступает
336
Раздел 2. Переработка химических продуктов коксования
в верхнюю часть второго куба-реактора, из нижней части
которого готовый продукт насосом откачивается в напор-
ный бак пекового парка.
Таблица 14.74.
Свойства пековых
дистиллятов
Таблица 14.72.
Показатели технологического
режима производства
электродного пека
Параметры технологического режима Чжленные значения
Расход КУС на трубчатую печь, т/ч 10-15
Температура смолы после второй ступени трубчатой печи, °C 388 - 400
Температура размягчения пека после испарителя, °C 55-69
Расход воздуха, м3/ч:
куб-реактор № 1 60-105
куб-реактор № 2 50-90
Температура жидкой фазы, °C:
куб-реактор №1 350 - 373
куб-реактор №2 320-360
Температура паровой фазы, °C
куб-реактор № 1 340-365
куб-реактор № 2 310-345
Температура размягчения пека после, °C:
куб-реактора № 1 67-80
куб-реактора №2 72-90
Влияние технологических показателей на свойства
электродного пека подробно изучено в работах [10; 93].
В табл. 14.73 представлен материальный баланс про-
изводственного процесса производства электродного
пека термоокислительным методом (производственные
данные) [10].
Наименование показателя Численное значение
Плотность, г/см3 >1,13
Массовая доля вады, % <1,5
Фракционный состав, % об.:
до 210 °C <1
до 360 °C >35
Коксовое число, % <2,0
Зольность, % <0,05
Массовая доля ионов натрия, % <0,005
Массовая доля механических примесей, % 5 0,02
Температура вспышки, °C 145
Температура воспламенения, °C 175
Температура самовоспламенения, °C 566
Пределы воспламенения паров, °C 137-170
Молекулярная масса 210-220
Массовая доля компонентов, %:
углерод 88,40 - 90,05
водород 5,71-6,10
азот 1,39-2,33
кислород 2,45-2,64
сера 0,40-0,53
Температура падения первой капли 220-260
Таблица 14.73.
Материальный баланс
процесса получения
электродного пека
Статьи прихода % (но массе) Статьи расхода % (по массе)
Пек каменно- угольный средне* температурный 100,0 Пек каменноугольный электродный 92,0
Дистилляты пековые + вада реакционная 7,0
Потери 1,0
итого 100,0 ИТОГО 100,0
Ниже приведен состав (в% по объему) отработанного
воздуха (производственные данные [10,13]):
СО2 + H,S 0,5-1,2
сн4 1,4-3,5
с н гл п 0,1 -0,15
О, 1,4- 1,8
СО 0,1 - 0,3
Н2 0,5-2,0
N2 91,0-95,0
В табл. 14.74 приведены соответственно свойства пе-
ковых дистиллятов [10,94].
Приемник электродного пека [13] представляет собой
установленный на опорах стальной теплоизолированный
сборник (рис. 14.56). Давление в сборнике атмосферное.
Рис. 14.56.
Пекориемник
электродного пека
1 - штуцер для термометра; 2- штуцер диаметром 1 1/4" для пневматического уровнемера; 3 - погружной насос; 4 - воздушник
(рравочкик Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
337
В качестве гранулятора может использоваться пла-
стинчатый транспортер, представленный на рис. 14.57 [13].
Разливка пека осуществляется через струйный питатель,
имеющий вид металлического лотка с отверстиями в днище.
Диаметр отверстий - 10 -16 мм, количество отверстий - до
176 штук. Длинна ленты от питателя до выхода пека состав-
ляет 16-22 м; ширина ленты - 800 - 1 200 мм; расстояние от
дна питателя до уровня воды - 10 мм.
В табл. 14.75 приведены параметры технологического
режима работы пластинчатого транспортера (производ-
ственные данные).
высокая (до 4%) влажность и незначительная насып-
ная плотность гранулированного пека - за счет формы
гранул, представляющих собой полые цилиндры диа-
метром 8 - 14 мм, содержащие капиллярную влагу.
Для получения безводных (содержание влаги < 0,5 %)
гранул диаметром ~ 3 мм на некоторых предприятиях ис-
пользуются аппараты типа «Ротоформ». Схема подобной
установки представлена на рис. 14.58, параметры работы -
в табл. 14.76.
Электродный пек из напорного бака, где поддерживает-
ся температура 200 - 235 °C, по трубопроводу с паровым обо-
гревом поступает на фильтр перед насосом 1. Насос через
фильтр тонкой очистки 2 подает пек на ротоформер (капле-
образователь) 4. Через сопловую распределительную планку
пек поступает во вращающуюся перфорированную трубу,
из которой набрызгивается каплями на стальную ленту 6,
охлаждаемую снизу технической водой. Охлаждающая вода
в количестве 50 м3/ч подается на ленту из оборотного цикла
водоснабжения насосом 10. Температура воды, подающейся
на охлаждающую ленту форсунки, составляет 25 - 30°С.
Для обеспечения качественного каплеобразования
поверхность стальной ленты смачивается мыльной эмуль-
сией (с содержанием 0,3% моющего средства на 1 литр
Установка
гранулирования пека
Рис. 14.57.
Пластинчатый транспортер
для охлаждения пека
1 - штуцер для подвода пара; 2 - шнек; 3 - пластинчатая лента; 4 - штуцер для вывода конденсата; 5 - желоб для подвода воды;
6 - направляющая для нижней ветви; 7 - желоб для вывода воды; 8 - металлическая ванна; 9 - струйный питатель
Парамец>ытехнолагичео«>го режима Значаще параметра
Чемлература пека после напорного бака, °C 240-250
Расход пека на грануп8Цию;1/ч:.
при максимальнойнагрузке 11-12
при минимальной нагрузке 5-6
Расход воды на грануляцию, м3/ч:
при максимальной нагрузке рряеду 185 - 235
при минимальной нагрузке по леку - ’ , 93-117
Чемлература воды, подаваемой на гранулядй» ’ -
Недостатки аппарата:
необходимость периодической очистки воды от шла-
ма и эмульсии пековых дистиллятов;
воды). С этой целью эмульсия выдавливается из бачка 3 сжа-
тым воздухом.
За рубежом в качестве приемов интенсификации тер-
мической обработки СТП широко используется изменение
давления в реакционном объеме.
Наиболее характерным примером использования
повышенного давления в сочетании с термической обра-
боткой СТП является представленная на рис. 14.59 действу-
ющая промышленная технология, разработанная фирмой
«PROABD» (Франция) [38].
Исходный пек с температурой размягчения около
85 °C после испарителя второй ступени насосом 1 прока-
чивается через трубчатую печь 5, где нагревается до 360 °C.
Нагретый пек поступает в реактор первой ступени термо-
обработки, давление в котором поддерживается на уровне
0,3 МПа. Для создания повышенного давления используется
газообразный азот.
Таблица 14.75.
Технологический режим
работы пластинчатого
транспортера
(правочник Коксохимика. Том 3
338
Раздел 2. Переработка химических продуктов коксования
1 - насос: 2- фильтр: 3 - система нанесения разделительного средства: 4 - ротоформер; 5 - аспирационная система:
6 - ленточная линия охлаждения; 7 - элеватор; 8 - весы; 9 - устройство фасовки; 10-насос
Рис. 14.60.
Технология производства
каменноугольного
электродного пека
с применением вакуума
фирмы «Rutgers»
Таблица 14.76.
Параметры работы
гранулятора «Ротоформ»
Наименование показателя Значение
Температура пека перед ротоформером, °C 200 - 210
Температура ротоформера, °C, не более 175
Расход воды на охлаждение ленты, м3/ч 50-60
Температура воды на охлаждение ленты, °C До 30
Зазор между лентой и ротоформером, мм 0,7
Зазор между лентой и ножом, мм 0,25
Скорость ленты, м/мин 60
Температура разгружаемого продукта, °C, не более 40
Продолжительность обработки на первой ступени -
8-16 часов. Температура поддерживается за счет цирку-
ляции пека через печь 5. Часть пека отводится на вторую
ступень термообработки в реактор 4, где выдерживается
1 - 2 часа при температуре 370 - 380°C и при давлении до
0,4 МПа. Необходимый уровень температуры расплава под-
держивается за счет циркуляции через трубчатую печь 6. Го-
товый электродный пек с температурой размягчения выше
100 °C насосом 2 откачивается на грануляцию.
Рис. 14.59.
Технологическая схема,
разработанная фирмой
«PROABD» (Франция)
1,2- пековый насос; 3 - реактор-автоклав первой ступени обра-
ботки; 4 - реактор-автоклав второй ступени обработки;
5,6 - трубчатые печи
Технология производства каменноугольного электрод-
ного пека фирмы «Rutgers» с применением вакуума пред-
ставлена на рис. 14.60 [96].
По данной схеме СТП с температурой 340-350 °C
поступает в испарительную колонну 1, работающую под
вакуумом. Пары антраценовых фракций конденсируют-
ся в подключенных последовательнно конденсаторах-
холодильниках 2 и 3 и передаются на склад. Часть конденса-
та возвращается на верх колонны в качестве флегмы. Пек из
нижней части испарительной колонны 1 циркуляционным
насосом подается в подогреватель 4, где нагревается до
температуры 370 - 390 °C.
1 - испарительная колонна; 2,3,6- конденсаторы-холодильники;
4 - подогреватель: 5 - пековая колонна.
Часть нагретого пека возвращается в колонну для под-
держания температурного режима. Основное количество
пека передается в пековую колонну 5, работающую под
вакуумом. Пековая колонна снабжена полками и отбойни-
ком, который препятствует брызгоуносу в паровую линию.
Из нижней части колонны выводится товарный электрод-
ный пек. Из верхней части колонны отбираются пары
дистиллятов, которые конденсируются в конденсаторе-
холодильнике 6. Схема установки предусматривает также
возможность получать в качестве товарного продукта СТП
(минуя пековую колонну).
Для снижения выхода летучих веществ из электродно-
го пека СТП может обрабатываться водяным паром, однако
процесс осложняется образованием значительного количе-
ства загрязненного водяного конденсата [10].
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
339
Кроме вышеперечисленного, формированием каче-
ственных показателей электродного пека можно управлять
путем использования в процессе термической обработки
различных химически активных добавок [97,98].
Учитывая, что зарубежные потребители нередко от-
казываются от электродного пека, прошедшего стадию
термического окисления воздухом, электродные связую-
щие могут быть получены методом термической обработки
(термопрепарирования) без использования технологиче-
ского воздуха. Подобная технология может быть реализо-
вана различными способами, с различным аппаратурным
оформлением. Обязательным условием проведения про-
цесса термопрепарирования является нагрев пека в труб-
чатой печи и его циркуляция по схеме «куб-реактор - на-
сос - трубчатая печь - куб-реактор».
Для приготовления водной лёточной массы и желобко-
вых масс в металлургической промышленности может также
применяться высокотемпературный пек со следующими по-
казателями: температура размягчения,°C - 140 - 160; золь-
ность,%- < 0,3; массовая доля воды,% - < 2,5 [103].
Товарные высокотемпературные пеки в Украине
истранахСНГ производятся главным образом по технологии
термоокисления согласно схеме, приведенной в разделе
14.6.3. «Получение электродного пека» (рис. 14.51). В произ-
водстве задействуются три последовательно соединенных
реактора общей емкостью 30 м3 с отбойниками (см. раздел
14.6.2, рис. 14.49, 14.50). Могут также использоваться ре-
акторы объемом 50 м3 (коэффициент заполнения - 80%),
конструктивные принципы которых подобны вышеописан-
ным реакторам. Куб-реактор объемом 50 м3 представлен на
рис. 14.61 [104].
14.6.4. Получение высокотемпературного пека
Характеристика высокотемпературного пека (ВТП),
выпускаемого в качестве товарного продукта, приведена
в табл. 14.77 [99].
Наименование показателя Нормы длп марок
В Г
Температура размягчения, °C 120-135 135-145
Зольность, %, не более 0,2 0,2
Выход коксового остатка, % 52-57 54-60
Массовая доля воды, %, не более 3,5 3,0
Массовая доля веществ, нерастворимых в толуоле, (а-фракция), % 43-48 46-54
Массовая доля веществ, нерастворимых в хинолине, (а,-фракция), % 16-18 20-30
Область применения пека марки В - электротехниче-
ское производство; пека марки Г- использование в качестве
связующего материала при производстве электроугольных
изделий (щетки для электрических машин, осветительные
угли, изделия для техники связи и др.) и углеродных кон-
струкционных материалов (антифрикционные материалы,
графиты высокой плотности, стеклоуглерод, материалы для
изготовления химической аппаратуры и др.).
Для производства доменных, лёгочных, футлярных,
желобковых масс применяется сверхвысокотемпературный
пек (СВТП) марок А и Б, причем марка А используется для из-
готовления безводной легочной массы, а Б - для всех видов
огнеупорных масс. Требования к качественным показателям
данных пеков приведены в табл. 14.78 [1].
1 - стенка; 2 - Знище; 3 - заглубленный патрубок для подачи ис-
ходного пека; 4 - кольцевой барботер для воздуха; 5 - трубопровод
подачи воздуха; 6-уплотненный люк-лаз для чистки реактора;
7 - отбойник;8-лючки для пропарки и слива дистиллятов.
Рис. 14.61.
Куб-реактор объемом 50 м3
Таблица 14.77.
Свойства
высокотемпературного
пека
Наименование показателя Марка
А Б
Температура размягчения, °C 221-250 200 - 220
Выход коксового остатка, %, не более 65 60
Массовая доля воды, %, не более 3 3
Таблица 14.78.
Свойства
сверхвысокотемпературных
пеков
Для предотвращения образования углеродистых от-
ложений на внутренней поверхности стенок могут исполь-
зоваться кубы-реакторы с роторными мешалками. Мешалки
Справочник Коксохимика. 'Jom 3
340
Раздел 2. Переработка химических продуктов коксования
Рис. 14.62.
Куб-реактор с роторной
мешалкой
снабжаются индивидуальным электроприводом и сальни-
ковым уплотнением. Установка оборудуется лебедкой для
подъема мешалок (при смене сальников, плановых ремон-
тах и др.). Конструкция мешалки обеспечивает ликвидацию
застойных зон в пристеночном слое, но препятствует пере-
мешиванию массы расплава по высоте реактора. Схема по-
добного реактора представлена на рис. 14.62.
СТП в кубы-реакторы поступает из испарителя второй
ступени либо из пекоприемника среднетемпературного
пека. Готовый пек подается в напорный бак через пеко-
приемник высокотемпературного пека, представлений на
рис. 14.63.
Для предотвращения выпадения осадка пекоприем-
ник снабжен барботером для подачи сжатого воздуха. Пеко-
приемник устанавливается на опорах, может быть теплоизо-
лирован. Масса аппарата - 11 - 12 т; общий объем - 50 м3;
материал - Ст. 3 [13].
Товарный пек отгружается потребителю в гранулиро-
ванном виде. В качестве гранулятора применяются пластин-
чатые транспортеры (охлаждение пека непосредственным
контактом с водой) либо аппараты типа «ротоформер» (от-
сутствие непосредственного контакта пека с охлаждающей
водой). В табл. 14.79 и 14.80 приведены нормы технологиче-
ского режима и материальный баланс процесса производ-
ства ВТП термоокислительным методом с использованием
для грануляции пластинчатого транспортера.
Свойства пековых дистиллятов и отработанного возду-
ха аналогичны образующимся при получении электродного
пека.
Технология получения товарного СВТП, разработанная
в Украине, также основана на термоокислительном процес-
се [10]. Технологическая схема процесса представлена на
рис. 14.64.
lull- вход и выход пека; III и IV- вход и выход воздуха
Рис. 14.63.
Пекоприемник
высокотемпературного пека
7794
1,2- штуцеры для подачи соответственно пека и сжатого воздуха; 3 - воздушник; 4 - люк-лаз; 5 - клапан;
6 - штуцер для замера температуры; 7 - датчик уровнемера; 8-отвод пека
Справочник Крксожимика. Том 3
Глава 14. Переработка каменноугольной смолы
341
Параметры текиопогического режима Значение параметра
Расход КУС на трубчатую печь СПЦ, т/ч 12,65
Температура смолы после второй ступени трубчатой печи, °C 390-400
Температура пека после испарителя второй ступени, °C 350 - 365
Температура пека, поступающего в первый по ходу куб-реактор, °C, не менее 270
Расход пека на установку, т/ч: максимальный минимальный 14,0 7,0
Температура размягчения пека, поступающего в куб-ректор, °C 60-65
Режим работы кубов-реакторов: куб-реактор № 1: температура жидкой фазы, °C температура паровой фазы, °C рабочее давление, МПа куб-реактор № 2: температура жидкой фазы, °C температура паровой фазы, °C рабочее давление, МПа куб-реактор № 3: температура жидкой фазы, °C температура паровой фазы, °C рабочее давление, МПа 320 - 350 310-345 0,03 - 0,035 360 - 385 350 - 370 0,03 — 0,035 375-385 365-375 0,03-0,035
Расход технологического воздуха, м3/ч: куб-реактор №1 куб-реактор № 2 куб-реактор №3 300 - 390 300 - 390 300 - 390
Температура воздуха на входе в кубы-реакторы, °C 150 - 200
Количество кислорода в отработанном воздухе, %, не более : 3,0
Температура пековых дистиллятов, °C: после теплообменника после конденсатора-холодильника 250 - 270 80-90
Продолжительность термообработки пека, ч: - при максимальной нагрузке при минимальной нагрузке 7,0-8,0 14,0-16,0
Температура пека после пеколриемника, °C 300 - 320
Температура пека после напорного бака, °C 240 - 250
Расход пека на грануляцию, т/ч: при максимальной нагрузке при минимальной нагрузке 11-12 5-6
Расход воды на грануляцию, м3/ч: при максимальной нагрузке по пеку при минимальной нагрузке по пеку 185 - 235 93-117
Температура воды, подаваемой на грануляцию, °C нижний предел верхний предел 51-60 81-90
Продолжительность пребывания воды в отстойнике пекового шлама, ч: при максимальной нагрузке при минимальной нагрузке 0,76 0,76 1,52
Расход насыщенного острого пара на подогрев воды (при максимальном расходе воды) оборотного цикла грануляции и обогрев пекопроводов от отделения дистилляции до куба-реактора, т/ч 14-16
Таблица 14.79.
Параметры технологического
режима получения ВТП
термоокислительным
методом
Справочник Коксохимика. Том 3
342
Раздел 2. Переработка химических продуктов коксования
Таблица 14.81.
Свойства пеков, полученных
методом термической
обработки с подачей сжатого
воздуха
Таблица 14.80.
Материальный
баланс получения ВТП
термоокислительным
методом
Статьи прихода % (но массе) Статьи расхода % (по массе)
Пек каменно- угольный средне- температурный 100,0 Пек каменноу- гольный высоко- температурный 88,0
Дистилляты пековые + вода реакционная 11,0
Потери 1,0
итого 100,0 ИТОГО 100,0
Исходный СТП из испарителя второй ступени непре-
рывно поступает в нижнюю часть первого по ходу реактора
1 (объем реактора - 50 м1 * 3, коэффициент заполнения - до
80 %), куда подается и сжатый воздух. В зависимости от ха-
рактеристики и количества перерабатываемого пека, вклю-
чается последовательно три или четыре реактора, оборудо-
ванных роторной мешалкой (см. рис. 14.62). Из последнего
реактора пек по переливу поступает в вертикальный пеко-
приемник объемом 50 м3 и далее - на грануляцию.
Отработанный воздух и пары пековых дистиллятов
отводятся из всех реакторов в конденсатор-холодильник
2. Сконденсированные дистилляты самотеком поступают в
сборник 3, откуда насосом откачиваются на склад. Отрабо-
танный воздух подается на установку каталитического до-
жигания 4.
Выход СВТП составляет 78 - 82 % от исходного СТП.
Конструкционные особенности аппаратуры, нормы
технологического режима эксплуатации реакторов, свой-
ства пековых дистиллятов и отработанного воздуха сходны
с аналогичными показателями производства ВТП.
В табл. 14.81 приведены свойства ВТП и СВТП, полу-
ченных из одного и того же исходного пека по описанным
технологиям [101].
Наименование показателя СТП ВТП СВТП
Температура размягчения, °C 60 145 220
Массовая доля веществ, нерастворимых в толуоле, % 20,6 49Д) 66,4
Выход летучих веществ, % 66,2 41,5 31,0
Плотность, кт/м3 1282 1350 1367
Групповой состав, массовая доля фракций, %:
“1 2,0 25,9 48,7
«2 18,6 23,1 17,7
₽ 43,6 28,0 253
Т 35,8 23,0 73
Выход коксового остатка, %:
100 минус летучие двухступенчатое 33,8 58,6 69,0
коксование 49,2 63,0 76,9
Элементный состав, %:
С 92,11 92,63 9239
Н 4,94 4,33 4,09
14.6.5 . Получение высоиотемпературного пека
для производства пекового кокса
В Украине для производства пекового кокса использу-
ется ВТП со следующими характеристиками [102]:
температура размягчения, °C 135-150
зольность, %, не более 0,3
массовая доля воды, %, не более 0,5
Рис. 14.64.
Технологическая схема
установки для получения СВТП
1 - куб-реактор; 2 - конденсатор-холодильник;
3 - сборник пековых дистиллятов;
4 - агрегат каталитического дожигания парогазовых выбросов
^1равочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
343
Пек со сходными показателями применяется в каче-
стве сырья для пекового кокса в тех странах, где пековый
кокс производится методом камерного коксования (Россия,
Китай, Индия и пр.). В табл. 14.82 приведены свойства про-
мышленных образцов ВТП-сырья различного происхожде-
ния для камерного коксования.
Произво- дитель Темпе- ратура раз- мягче- ния, °C Массовая деля веществ, %, нерас- творимых в Выход летучих Кок- совый остаток
хиноли- на толуоле %
Украина 140 29,6 463 50,5 64,2
Северсталь 142 30,3 48,7 48,8 66,3
Испат- Кармет 140 30,5 44,5 54,6 603
Пек - сырье для пекового кокса производится термо-
окислительным методом, технологическая схема которого
представлена на рис. 14.65 [10].
Пекококсовая смола отстаивается в отстойниках
и направляется в сборник смолы 10, где смешивается
с тяжелыми пековыми дистиллятами. После отстаивания
образовавшаяся смесь с температурой 80 - 90°C подается
в трубчатую печь 12, где нагревается до 330 - 370 °C и далее
через испаритель 13 - в кубы-реакторы 3. Состав смеси (по
массе) для получения ВТП: СТП - 65 - 72%; пекококсовая
смола - 20 - 25 %; пековые дистилляты - 7,5 - 10 %. Пары
воды и легких углеводородов из испарителя поступают
в конденсатор-холодильник.
В.данной технологии может быть использована труб-
чатая печь любой конструкции, обеспечивающая необходи-
мый режим по температуре и производительности.
На рис. 14.66 показан испаритель для смолодистиллят-
ной смеси. Аппарат тарельчатого типа, рабочее давление -
0,03 МПа; продукт подается по тангенциальному вводу, ниже
которого расположены три отбойные тарелки. Материал
аппарата - Ст. 3 [13].
По альтернативному варианту схемы смолодистиллят-
ная смесь термообрабатывается в отдельном кубе-реакторе
с получением «мягкого» пека (температура размягчения -
55 - 75 °C), который в дальнейшем перерабатывается вместе
с СТП. Этот вариант может осуществляться при располо-
жении кубов-реакторов в непосредственной близости от
испарителя второй ступени СПЦ. Следует отметить низ-
кую зольность пека из пекококсовой смолы, что является
важным фактором для снижения зольности ВТП, загружае-
мого в пекококсовые печи.
Таблица 14.82.
Свойства ВТП для
производства пекового кокса
Пекококсовая
1 - пекоприемник СТП; 2,7,11 - насосы; 3 - куб-реактор; 4 - отбойная колонка; 5 - конденсатор-холодильник; 6 - пекоприемник ВТП;
8 - сборник пековых дистиллятов; 9 - компрессор; 10 - сборник пекококсовой смолы; 12 - трубчатая печь для нагрева смолы и пековых
дистиллятов; 13 - испаритель; 14- скруббер для очистки отработанного воздуха
Рис. 14.65.
Схема получения ВТП для
производства пекового
кокса методом камерного
коксования
(рравочник Коксохимика. Том 3
344
Раздел 2. Переработка химических продуктов коксования
Рис. 14.66.
Испаритель
для пековой смолы
Таблица 14.84.
Свойства пековых
дистиллятов
1,2- штуцера для вывода паров и дистиллята соответственно;
3 - штуцер для опорожнения; 4 - штуцер для подачи продукта
На действующих пекококсовых установках количество
кубов-реакторов, включая резервные, составляет от пяти
до восьми. Компоновка их, в основном, последовательная
в одном потоке либо параллельно-последовательная (при
наличии двух или более смолоперерабатывающих агрега-
тов). Коммуникации расположены таким образом, чтобы при
остановке одного из реакторов остальные продолжали ра-
ботать. Сырье поступает в нижнюю часть реактора, из верх-
ней оно выходит с температурой размягчения на 20 - 50 °C
выше в зависимости от длительности и технологического
режима термообработки. Воздух подается компрессором
также в нижнюю часть реактора. Объем реактора - 50 м3,
коэффициент заполнения - до 80 %.
Требуемая температура достигается за счет экзотерми-
ческого эффекта реакций окисления, а также за счет огнево-
го подогрева (газовая топка и теплоизолирующая огнеупор-
ная обмуровка в нижней части реакторов).
Отбойники, пекоприемники СТП и ВТП, напорные баки
аналогичны применяемым при производстве высокотемпе-
ратурного пека.
Выделяющиеся в процессе термической обработки
дистилляты подразделяют на легкие (из двух первых по
ходу пека реакторов) и тяжелые (из последних). В табл. 14.84
приведены свойства образцов легких и тяжелых пековых
дистиллятов (производственные данные) [1; 10]. Легкие дис-
тилляты могут использоваться для промывки цеховых ком-
муникаций, в качестве сырья для технического углерода.
Тяжелые дистилляты подаются в пекококсовую смолу.
В таблице 14.83 приведены свойства смолодистиллят-
ной смеси (производственные данные).
Наименование показателя Пековыедистилляты
легкие тяжелые
Плотность, кг/м3 1090-1 130 1145-1150
Молекулярная масса 190 210 - 220 .
Массовал доля отгона, %:
до 300 °C 38-49 8-11
до 360 °C 78-83 45-55
Элементный состав, %:
С 88,4 90,1
Н 6,1 5,7
N 2,3 1,4
S 0,53 0,4
О 2,64 2,5
Таблица 14.83.
Свойства
смолодистиллятной смеси
Наименование показателя Величина
Плотность, кг/м3 1220-1225
Массовая доля воды, % 1,2-1,6
Массовая доля отгона до 300 °C, % 21-28
Массовая доля отгона до 360 °C, % 45-60
Выход пека, % (по массе) 40-55
Массовая доля веществ, нерастворимых в толуоле, % 4,3-6,4
Массовая доля веществ, нерастворимых в хинолине, % 2,1-3,6
Зольность, % 0,08-0,10
Молекулярная масса 204-217
Элементный состав, %: С Н N O + S 91,7-92,9 3,3-5,4 0,9-Т,2 1,6 -1,8
В табл. 14.85 приведен состав отработанного воздуха
при различных температурах термической обработки (про-
изводственные данные).
Таблица 14.85.
Состав отработанного
воздуха
Температура жидкой фазы в реакторе, °C Содержание, % (по объему)
СО2 СА со сн4 0, Н,
370 1,2 0,0 0,1 1,4 1,8 0,4 95,1
380 0,5 0,1 0,1 3,3 1,4 2,7 91,8
Ниже приведены основные показатели технологиче-
ского режима получения ВТП для камерного коксования [10]:
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
345
Количество реакторов:
работающих 5
резервных 2
Объем реактора, м3 50
Схема включения реакторов последо-
вательная
Температура исходного пека,°C 310 ± 10
Температура жидкой фазы в реакторе, °C 375 ± 5
Расход сжатого воздуха
по кубам-реакторам, м3/ч:
реакторы 1-3 400-460
реакторы 4- 5 400- 560
Количество поступающего сырья, т/ч:
СТП 11-12
смолодистиллятной смеси 3,3 - 3,4
Расход воздуха на исходное сырье, м3/т 100-130
Продолжительность пребывания пека
в реакторе, ч 12-14
Статьи прихода % (пе массе) Статьи расхода % (по массе)
Пек каменно- угольный высоко- температурный 100 Кокс пековый 63,3
Пекококсовая смола 31,8
Пекококсовый газ 4,7
Пирогенетйческая влага 0,2
итого 100,0 итого 100,0
Таблица 14.87.
Материальный баланс
производства пекового кокса
камерным методом
Таблица 14.88.
Свойства пекококсовой смолы
В табл. 14.86 приведен материальный баланс процесса
термоокислительного получения ВТП (данные действующей
промышленной установки).
Статьи прихода % (по массе) Статьи расхода % (но массе)
Пеккаменяо- . угольный средне- температурный ййЖн.. Пек каменно- угольный высоко- температурный .. 84,3
Пекококс&вая смола 22,5 Дистилляты . пековые+вода реакционная 14,6
Тяжелые пековые дистилляты 5,6 Потери 1,1
итого 100,0 ИТОГО 100,0
Наименование показателя Смола
общая цикла газосбор- ника цикла газового холодияь- кяка
Плотность, кг/м3 1240 1248 1230
Влажность,% 0,5 0,1 03
Мааоваядоля веществ, нерастворимых в толуоле, % 4-5 7-8 2-3
Вязкость при 100 град. Энглера 6-7 7-8 5-6
Массовая доля кристал- лических веществ, % 11,5 10,0 13,5
Отгон до температуры, °C, %: 340 360 380 2,0 3,0 5,0 1,5 2,5 5,0 23 3,5 5,0
Таблица 14.86.
Материальный баланс
производства ВТП- сырья
для пекового кокса камерного
коксования
14.6.6 . Охлаждение пекококсового газа при
производстве пекового кокса
Камерное коксования ВТП является единственным
способом производства пекового кокса, реализованным
в Украине и странах СНГ. Данная технология является мо-
рально устаревшей (главным образом с точки зрения каче-
ства получаемого продукта и экологических показателей)
в сравнении с так называемым замедленным коксованием
мягкого пека (см. соответствующий раздел).
Данные о свойствах пекового кокса камерного кок-
сования, конструкции печей, технологии коксования при-
ведены во втором томе настоящего справочника. Свойства
сырья для коксования (ВТП) приведены в разделе 14.6.4.
В табл. 14.87 представлен примерный материальный
баланс процесса коксования ВТП [1].
В таблице 14.88 приведены свойства пекококсовой
смолы [10].
Офавочник Коксохимика. Том 3
Пекококсовый цех.
Отделение конденсации
346
Раздел 2. Переработка химических продуктов коксования
Надсмольная вода цикла газового холодильника со-
держит 0,3 - 0,6 г/л летучего аммиака, до 0,5 г/л связаного
аммиака, 0,2 - 0,7 % фенолов, 0,09 - 0,45 % двуокиси угле-
рода, 0,3% сероводорода, 0,1 - 1,0 г/л смолистых веществ.
Выход сухого остатка - 0,1 - 1,0%, плотность надсмольной
воды -1 004 - 1 006 кг/м3.
Выход газа в зависимости от условий коксования со-
ставляет 270 -290 м3 на тонну пека. Плотность газа составля-
ет 0,245 - 0,280 кг/м3, теплота сгорания - 13,0 - 13,6 МДж/м3.
Средний состав пекококсового газа вобъемных %: H2S+CO2-
0,4 -1,1; CmHn - 0,4 - 0,6; О, - 0,7 - 0,9; СО - 3,0 - 3.5; СН’-
12 - 13; Н2 - 80,6 - 82,0; N2 -2,6 - 3,0. В 1 м3 прямого пекокок-
сового газа содержится до 3,0 г аммиака, 20 - 25 г нафталина,
10-15 г бензола.
В табл. 14.89 приведены данные по изменению свойств
пекококсового газа в процессе коксования пека [10].
Ниже приведены нормы оптимального технологиче-
ского режима отделения охлаждения газа и конденсации
смолы [13]:
Температура газа, °C:
до газосборника 700
после газосборника 80 - 90
Температура надсмольной воды, °C:
подаваемой в газосборник 84-90
после газосборника 86 - 92
Количество надсмольной воды, подаваемой в га-
зосборник, м3/1 000 м3 газа 35 - 70
Количество испаряющейся воды, м3/1 000 м3 газа 0,82
Давление в газосборнике, мм. вод. ст. 10-12
Температура газа, °C:
до холодильника 85 - 90
после холодильника 35 - 40
Температура надсмольной воды,°C:
подаваемой в холодильник 30
после холодильника 35
Рис. 14.67.
Схема отделения конденсации
пекококсового цеха
'Амм.вода
Вода
наГХ
Смола из
отд. конд. 2
очищ.
Пекококсовый
Сепаратор / газ
Смола
ГХ
Оборот, вода
Тяжелые
дистилляты
Хр.-ще
смолы
№1
Oman.
смолы
№2
Oman.
смолы
№3
Хр.-ще
смолы
№2
Смола
после
отстаи-
вания
Труб. —
лечь
Эвапоратор
Отраб. воздух
в ловушку
Оборотная
водавСПП
Смола
в куб-реактор
Парогазовая смесь (ПГС)
Дистилляты
в сборник
цикла ЭП
Легкие
дистилляты
ПГС из реакторов
№4,5,6
I
Е
Парогазовая смесь (ПГС)
Из реакторов №2,3,4
(легкие дистилляты)
Амм. вода
Таблица 14.89.
Изменение свойств
пекококсового газа в процессе
коксования ВТП
На промывку
в отгрузку
Температура по оси камеры, °C Плотность газа, кг/м3 Оплота сгорания, МДж/м3 Состав газа, % (объемные)
HjS+COj свн. °2 СО сн4 Л ",
400 0,516 24,91 0,9 0,3 0,6 0,3 37,5 57,4 ЗД)
500 0,340 17,91 1,4 1,5 0,5 °'4 67,2 26,5 2,5
750 0,205 13,63 0,7 0,8 0,4 0,7 86,0 10,2 и -
850 0,155 15,29 0,4 0,5 0,4 0,8 92,7 4,4 ОД
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
347
1 - люки-пазы; 2 - воздушники
Количество надсмольной воды, подаваемой
в холодильник, м3/1 ООО м3 газа 10
Температура масла, подаваемого
в промыватель,°С 60
Количество масла, подаваемого в промыватель,
м3/1 000 м3 газа 7
Фактические показатели технологического режима
одного из КХП: Рис. 14.68.
температура газа до газовых холодильников, °C 70-90 Газовый холодильник
температура газа после газовых холодильников, °C 50-70
расход охлаждающей воды на газовые холодильники, м3/ч 70-120
сопротивление газовых холодильников, мм вод. ст. ^70
Принципиальная схема газового холодильника пред-
ставлена на рис. 14.68. Холодильник является аппаратом по-
лочного типа. Объем холодильника определяют из расчета
10 м3 на 1 000 м3 газа в час. В настоящее время в производ-
стве используются аппараты диаметром 3 м и высотой 25 м
(производственные данные) [13],
На рис. 14.69 представлен отстойник надсмольной
воды цикла газосборников и газовых холодильников. Аппа-
рат предназначен для работы без избыточного давлен ия. Ра-
бочее давление пара в змеевике -0,1 МПа [13]. В настоящее
время могут применяться отстойники емкостью 300 м3.
14.7. Изготовление технических
каменноугольных масел
Технические каменноугольные масла изготовляют
из фракций смолы или из полученных на их основе масел,
иногда предварительно удаляя фенолы и основания.
Технические каменноугольные масла изготовляют пу-
тем смешения компонентов (иногда при нагревании) в спе-
циальных смесительных устройствах или в хранилищах при
помощи насосов.
В некоторых случаях технические масла (поглотитель-
ные масла) получают, минуя стадию смешения. Иногда сме-
шение предшествует кристаллизации, таким путем получа-
ют шпалопропиточные масла.
Масло поглотительное каменноугольное применяет-
ся для улавливания бензольных углеводородов, изготов-
ления технических масел и присадок; антраценовое масло
- для изготовления древопропиточных масел, масел для
Справочник Коксохимика, Том 3
348
Раздел 2. Переработка химических продуктов коксования
ядохимикатов, флотореагентов, тяжелых растворителей.
Из второй антарценовой фракции изготавливают масла для
производства дорожной смолы и сырья для технического
углерода. Из пековых дистилляторов изготавливают масла
для производства технического углерода, дорожного дегтя,
отопительных масел, смазочных масел. В табл. 14.90, 14.91
приведены технические требования к каменноугольным
маслам.
Таблица 14.90.
Технические требования к
маслам каменноугольным
техническим
Наименование показателя Масло легкое каменноугольное ТУ У 322-00190443-012-97 (сиэм. №1,2) Масло каменноугольное лепте среднее ГУ У 322-00190443-135-97 (сиэм.№1) Масло каменноугольное фенольное ТУУ322-00190443-127-96 (сиэм. №1-3) Маем каменноугольное нафталиновое ТУ У 322-00190443-134-99 (сиэм. №1-3) Масло яамеилоугопыюе поглотительное ТУУ 322-00190443-117-97 (сиза 1 -4) Масла антраценовое (сырье коксохимическое для производства технического углерода) ГОСТ11126-В8(сиэм.1-3) Масло антраценовое ПУ322-00190443-063-97 (снэм. №1-4)
марка марка
А Б А Б в
а от
1 2
Плотность при 20 °C, т/см3 - Не норм. 1,021-1,035 - - - - - - Не менее 1,100 1,100-1,150
Фракционный состав: Массовая доля отгона до 180 °C, % -не менее 65 Объемная доля отгона до 210 °C, % - - Объемная доля отгона до 230 °C, % Объемная доля отгона до 210 °C, % Объемная доля отгона до 210 °C, %
не нормир. не более 20 отсут. не более не бопее 1 не более 8
2 3 2
до 280 °C, % до 285 °C, % До 300 °C До 235 °C
85 90 не менее -95 не нормируется не более 30 не более 25
230-300 °C, % До 360 °C До 360 °C
не норм. не менее 90 не норм. не менее 60
Массовая или объемная доля воды, %, не более - 1,5 (Об) 2,0 (мае.) 1,5 (мае.) 0,5 (об) 0,5 (об) 0,5 (Об) 0,5 (Об) 1,0 (об) 1,3 (об)
Массовая доля нафталина, % - В зимний период, не более - Не менее 30 Не более - -
24 24 8 13 15 13
В летний период, не бопее
28 27
Массовая дояя фенолов, % - Не более 0,8 Не менее 13,5 Не менее 25 Не менее 10*> Не более 2,5-3,5 - -
0,7 0,8 1,0
Высота слоя воды в цистерне, мм, не более 10 - - - - - - - - - -
Щелочность, мг КОН/г масла, не более - 1 Не норм, - - - - - - - -
Эмульгируемость при 60 °C, см3 - - - - - - - - - -
С КИСЛОТОЙ - Не норм. Неболее5 - Не более 5 - - - - - -
со щелочью - Не норм. Не более 8 - Не более 8 - - - - - -
Наличие осадка при/ - - - Отсутствует, (при 40 °C) - Отс [при 5 °C) Отс. (при 15 °C) Не норм. Отс (при 15 °C) Отс (при 70 °C) Отс. (при50°О
Коксуемость, %, не более - - - - - - - - - 1,5 -
Массовая доля иона натрия,%, не бопее - - - - - - - - - 0,005 -
Массовая доля ионакаяия, %, не более - - - - - - - - - 0,0005 -
Массовая доля мех. примесей, %, не более - - - - - - - - - 0,02 -
Массовая доля веществ, не растворимых в толуоле, %, не более - - - - - - - - - - оз
,[ При использовании масла каменноугольного нафталинового для приготовления технических масел и других целей массовая доля
фенолов должна быть не более 1 %.
(правочник Коксохимика. 1ЬМ3
Глава 14. Переработка каменноугольной смолы
349
Наименование показателя Масло каменноугольное для пропитки древесины ГОСТ 2770-74 снзм.№1-4 Масло каменноугольное для пропитки древесины ТУ У 24.1-001904434)45:2006 ОАО «АКХЗ» Масло каменноугольное креозотовое для пролиткн древесины ТУ У 24.1 -00190443-017:2008 Масло каменноугольное длп энергетических целен и обмасливания угольной шихты ТУУ 322-00190443-191-97с изм.№1,№2
Плотность при 20 °C, г/смэ 1,090-1,13 1,090-1,120 1,090-1,130
Плотность при 38 °C, г/см3, не менее Всего масла -1,070
фракции 235 - 315 °C - 1,025
фракции 315 - 355 °C -1,085
Фракционный состав (объемная доля отгона), % До 210 °C - не более 3 До 210 °C-не более 2 До210°С-не более5 До 360 °C-не менее 60
До 275 °C - 10-35 До 360 °C - не менее 70 До 235 °C - не более 25
До 315 °C- 30-50 До 270 °C-10-40
До 360 °C- не менее 70 До315°С-неболее65
До 355 °C-50-77
До 360 °C - не менее 70
Массовая или объемная доля воды, %, не более 1,5 (об.) 1,5 (об.) 1,5 (мае.) 1,5 (об.)
Наличие осадка при t Отсутствует (при 35 °C) Отсутствует (при 35 °C) Отсутствует (при 35 °C) Отсутствует (при42°О
Массовая доля ве- ществ, нерастворимых в толуоле, %, не более 0,3 0,3 0,3 -
Вязкость при 80 °C, град усп., не более 1,3 1,3 1,3 -
Температура вспышки, °C, не ниже 105 105 105 -
Таблица 14.91.
Технические требования к
маслам каменноугольным
для пропитки древесины
и обмасливания угольной
шихты
Ниже приведена область применения масел.
Масло каменноугольное поглотительное
Масло каменноугольное для энергетических целей
и обмасливания угольной шихты
Масло легкое каменноугольное
Масло антраценовое для производства технического
углерода
Масло каменноугольное легкосреднее
Масло фенольное каменноугольное
Шпалопропиточное масло
Отопительное масло
Смазочные масла
Для улавливания бензольных углеводородов из коксового газа
Для обмасливания угольной шихты против смерзаемости, а также
для энергетических целей
Для получения чистых бензольных углеводородов
Сжигание печное или диффузное для получения активного техниче-
ского углерода
Для приготовления каменноугольных лаков и технических масел
Для извлечения широкого ассортимента товарных фенольных
продуктов
Для пропитки древесины
Для энергетических целей
Вязкие и консистентные смазки для тихоходных машин
14.7.1. Получение масла каменноугольного
поглотительного
В настоящее время в большинстве случаев после про-
мывки поглотительной фракции от фенолов (желательно
и от пиридиновых оснований) получается масло каменно-
угольное поглотительное, которое используется на кок-
сохимических предприятиях как абсорбент бензольных
углеводородов из коксового газа. Применение другого аб-
сорбента - нефтяного (солярового) поглотительного масла,
^1равочкик Коксохимика. Том 3
получаемого в нефтехимической промышленности, ограни-
чено, что вызвано, с одной стороны, его меньшей абсорбци-
онной способностью, а с другой - его дефицитностью.
Существующая схема получения поглотительной фрак-
ции на одно- или двухколонных агрегатах обеспечивает ее
выход от каменноугольной смолы в пределах 6 - 8% и име-
ет ограниченные возможности получения качественного
абсорбента для улавливания бензольных углеводородов и
не предполагает выделения из поглотительной фракции по-
лициклических углеводородов [103].
350
Раздел 2. Переработка химических продуктов коксования
Установлена целесообразность переработки широкой
поглотительной фракции (ШПФ) для получения качествен-
ного абсорбента и попутного выделения узких концентриро-
ванных фракций. Использование в качестве исходного сырья
ШПФ с интервалом выкипания 225 - 315 °C способствует мак-
симальному сосредоточению во фракции таких компонен-
тов, как монометил- и диметилнафталины, аценафтен, дифе-
ниленоксид, флуорен и др. Выход самой ШПФ составляет до
12 %, а содержание нафталина в ней - до 15 % при достаточно
высоком содержании (до 45 %) высококипящих компонентов
(аценафтена, дифениленоксида, флуорена и др.) [104 - 106].
Комплексная схема переработки широкой поглоти-
тельной фракции представлена на рис. 14.70.
эвтектических смесей компонентов каменноугольного по-
глотительного масла представлена на рис. 14.71.
Из индивидуальных соединений, входящих в состав по-
глотительного масла, низкую температуру кристаллизации
имеют а-метилнафталин, р-метилнафталин, р-этилнафталин,
1,6-диметилнафталин, 1,2-диметилнафталин, хинолин и ме-
тилхинолины, некоторые ксиленолы и ряд углеводородов
С6-Сч, выкипающие до нафталина.
Следует отметить, что эти компоненты поглотительно-
го масла составляют незначительную его часть и не могут
выступать в роли растворителей для всего количества ин-
дивидуальных высокоплавких соединений и их эвтектиче-
ских смесей.
Рис. 14.70.
Комплексная схема
переработки широкой
поглотительной фракции
1,4- сборники; 2,6- испарители; 3 - сепаратор; 5 - трубчатая печь; 7,8- колонны; 9 - узел ввода дополнительного тепла.
Технологические потоки: I - поглотительная фракция; II - нафталиновая фракция; III - метилнафталиновая и диметилнафталиновая фрак-
ции; IV - аценафтеновая фракция; V - дифениленоксидная фракция; VI - флуореновая фракция
Смоло-
перерабатывающий цех.
Склад масел
Получаемое по существующей технологии поглоти-
тельное масло характеризуется широким интервалом вы-
кипания и, следовательно, многообразным компонентным
составом. Требования же к качеству поглотительного масла
в течение длительного времени ограничивались нормиро-
ванием содержания нафталина, количества отгона в интер-
вале 230 - 300 °C, а также отсутствием осадка в масле при
температуре +15 °C.
В поглотительном масле марки А сортов 1 и 2 в соот-
ветствии с техническими условиями осадок при температу-
рах не выше + 5 и + 15 °C должен отсутствовать. Показатель
«наличие или отсутствие осадка в масле при заданной тем-
пературе» характеризует технологические свойства погло-
тительного масла. Выпадение осадка из поглотительного
масла приводит к образованию отложений в сборниках,
оросительных холодильниках и на насадке абсорбционных
аппаратов, что повышает их гидравлическое сопротивление
и снижает эффективность процесса улавливания.
Способность каменноугольного поглотительного мас-
ла образовывать кристаллический осадок при пониженных
температурах усложняет работу бензольных отделений кок-
сохимических предприятий, особенно в зимних условиях.
Большинство индивидуальных соединений, содержа-
щихся в каменноугольном поглотительном масле в значи-
тельных количествах, например, нафталин, р-метилнафталин,
дифенил, аценафтен, дифениленоксид, флуорен, фенантрен
при нормальных условиях представляют собой кристалличе-
ские вещества. Эвтектические смеси указанных компонентов,
за исключением смесей а-метилнафталин - р-метилнафталин
и а-метилнафталин - дифенил, также имеют довольно вы-
сокие значения температуры кристаллизации. Диаграмма
Вместе с тем, каменноугольное поглотительное масло
в большинстве случаев является жидкофазной системой
при температуре ниже +15 °C, что указывает на образо-
вание компонентами масла сложной полиэвтектической
системы.
Оценка качества поглотительного масла с помощью
таких косвенных показателей является явно недостаточной
и не отражает реальных эксплуатационных свойств масла
как абсорбента бензольных углеводородов. Такая оценка не
указывает направления стабилизации качества масла в про-
цессе его эксплуатации, не определяет пути снижения его
расхода при улавливании бензольных углеводородов и по-
терь с обратным коксовым газом.
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
351
Выход и качество абсорбента, полученного путем рек-
тификации ШПФ, приведены в табл. 14.92 в сопоставлении с
нормами показателей качества поглотительного масла и ис-
ходного сырья. Из этих данных видно, что опытное поглоти-
тельное масло соответствует всем нормам, предъявляемым
к поглотительному маслу марки А первого сорта для улав-
ливания бензольных углеводородов из коксового газа. Вы-
ход такого масла составляет 43 - 47 % от исходного сырья.
Высокое содержание монометилнафталинов и низкое
содержание высококипящих компонентов в масле обе-
спечивают ему повышенную абсорбционную способность,
низкую вязкость и незначительную полимеризационную
способность по сравнению с обычным производственным
маслом.
Увеличение концентрации монометилнафталинов
в поглотительном масле выше 25% при одновременном
уменьшении концентрации высококипящих компонентов
обусловливает приближение значений вязкости и абсорб-
ционной способности к соответствующим показателям
для а-метилнафталина, т.е. являются предельными. Этим
объясняется ограниченная абсорбционная способность
каменноугольного поглотительного масла, достигающая
Рис. 14.71.
Диаграмма эвтектических
смесей компонентов
каменноугольного
поглотительного масла
(цифры на диаграмме
характеризуют
эвтектические точки (°C)
соответствующих бинарных
эвтектик)
Наименование показателя Исходное сырье (ШПФ) Абсорбент (отитное масло) Нормы ТУ на поглотительное масло марш А
сорт! сорт 2
Плотность при 20 °C, кг/м3 1056 1036 Не нормируется
Вязкость при 20 °C, Па-с 65-Ю’4 51-10-" Не нормируется
Содержание нафталина, %*, не более 14,8 7,9 8 13
Величина отгона в % объемных при температуре, °C:
до 230, не более 3 Отсутств. Отсутств. 2
285, не более . 84 99 95 Не норм.
230 - 300, не менее 95 99,5 Не норм. 90
Температура выпадения осадка, °C + 14 -3 + 5 Не норм.
Содержание компонентов, % Не нормируется
углеводороды Сй -Cv выкипающие до нафталина 2,2 0,5
нафталин 20,9 11,8
а- + р-метилнафталины 17,2 35,1
дифенил + хинолины + диметилнафтапины 20,5 41,6
аценафтен 15,7 5,8
дифениленоксид 123 1,0
индол, метилиндолы, флуорен и др. высококипящие - 11,2 4,2
• По данным хроматографического анализа
(рравочник Крксохимика- Том 3
Таблица 14.92.
Сравнительная
характеристика опытного
поглотительного масла
352
Раздел 2. Переработка химических продуктов коксования
предельного значения при определенной концентрации
монометилнафталинов и высококипящих компонентов.
Установлено, что вязкость каменноугольного поглоти-
тельного масла функционально связана с абсорбционной
способностью и с термостабильностью (содержание высо-
кокипящих углеводородов), можно говорить о феномено-
логическом критерии вязкости как показателе его качества
в абсорбционном процессе улавливания сырого бензола из
прямого коксового газа. Численное значение динамической
вязкости каменноугольного поглотительного масла при
20°С не должно превышать 58-10'4 Па с. Такая вязкость мо-
жет быть обеспечена следующим компонентным составом
(% по массе): нафталин - < 10; монометилнафталины - > 25;
высококипящие компоненты - < 25. Плотность такого мас-
ла будет не выше 1 047 кг/м3, а объемная доля отгона при
230 - 280°C - > 95 %. В таком масле при температуре + 5 °C
осадок выпадать не будет.
Сравнительные данные режима процесса улавлива-
ния, расходных показателей и степени очистки коксового
газа от бензольных углеводородов приведены в табл. 14.93.
Применение опытного поглотительного масла в бензольно-
скрубберном отделении цехов улавливания позволяет до-
вести расход масла на производство сырого бензола до
70 - 90 кг на тонну сырого бензола и снизить потери бен-
зольных углеводородов до 1,5 - 2,0 г/м3.
Таблица 14.93.
Сравнительные данные
работы бензольно-
скрубберного отделения
на двух образцах масла
Рис. 14.72.
Схема получения бензойной
кислоты
Наименование показателя Значение показателей кри работе иа поглотительном масле
обычное масло опытное масло
Количество скрубберов и их характеристика Три, один с волнистой И два схордовой насадкой Один, с волнистой насадкой
Расход:
коксового газа, нм^ч 7500-8200 7300-8000
поглотительного масла, м3/ч 15,5-16,0 13,0-15,5
Температура, °C:
коксового газа перед скруббером 27-28 27-28
паров после дефлегматора 82-86 82-86
Содержание бензольных углеводородов, г/м1:
в прямом газе 36-38 32-36
в обратном газе 1,5 1,5
Расход поглотительного масла, кг:
на тонну сырого бензола 145-160 70-90
8 L4. ВЫВОДИТСЯ С полимерами 102-112 49-63
Применение скрубберов новой конструкции и но-
вого эффективного поглотительного масла в бензольно-
скрубберном отделении позволило существенно улучшить
технико-экономические показатели процесса улавливания
бензольных углеводородов из коксового газа [107,108].
Учитывая постоянный дефицит каменноугольного по-
глотительного масла, поступающего в цехи улавливания,
положительный опыт применения нового поглотителя в со-
четании с эффективным абсорбционным оборудованием
заслуживает распространения на коксохимических пред-
приятиях отрасли.
14.8. Получение технических и чистых
продуктов переработки каменно-
угольной смолы
Свойства выделяемых соединений приведены в табл.
14.94 и 14.95.
14.8.1. Бензойная кислота
Бензойную кислоту получают из фенольной и нафта-
линовой фракций каменноугольной смолы. В пересчете на
бензонитрил в сырье содержится 0,019% бензойной кис-
лоты, из этого количества в фенольной фракции находится
0,009% и в нафталиновой фракции 0,01 %.
Бензойная кислота представляет собой бесцветные
моноклинические пластинки или иглы, ее теплота сгора-
ния из расчета на 1 г молекулярной массы при атмосфер-
ном давлении и 20 °C составляет 771,2 ккал, теплоемкость
(твердого вещества) при 20 °C составляет 1,2 кДж/(кг-°С).
Растворимость бензойной кислоты приведена данными
табл. 14.96.
Технология получения бензойной кислоты приведена
ниже. Откристаллизованную обесфеноленную и обеспи-
ридиненную фенольную или нафталиновую фракцию или
смесь этих фракций подвергают ректификации с отбором
узкой фракции 205 - 210°С, обогащенной бензонитрилом
(рис. 14.72).
95%-ный продукт
1,8,11 -реакторы соответственно для омыления, осаждения бен-
зойной кислоты и для промывки бензойной кислоты;
2 - обратный холодильник; 3,9- мерники для щелочи и серной кис-
лоты; 4,5- приемники для масла и раствора бензоата;
6,13-аппараты для очистки бензоата паром и для усреднения
бензоата; 7,10-фильтры; 12-сублимационная камера;
14 - сушильный аппарат
Оравочник Кжсохимика. Том 3
Глава 14. Переработка каменноугольной смолы
353
Наименование веществ Формула Молекуляр- мая масса Плотность Температура, °C Коэффициент преломления л“
эмпирическая структурная кипения плавления
Бензойная кислота С,Н,СООН О J 122,12 1,2659 (15 °C) 249 121,7 1,5394 (15 °C)
Индол W (Й NH 117,1 1,22 (19 °C) 254,7 52,5
Альфаметил- нафталин СцН)о ’’’Y4 Цс. 142,0 1,020 244,6 -30 1,6175
Бетаметил- нафталин С„Н|0 m ш 1Н, 142,0 1,029(20’04’0 241 34,5 1,6019(60’0
Аценафтен1 ^12^10 н,с_а Й 154,2 1,024 (99’(74 °C) 277,5 95,0 1,6048 (100 °C)
Дифен иле- ноксид с,2н8° ох 168,18 - 285,1 86 -
Флуорен с13н|0 И СИ, 166,21 - 297,9 115 -
Антрацен14 ^14^10 га 178,22 1,25(27°С/4°О 340,7 217 -
Карбазол3 ci2h,n ✓ NH 1672 - 353 245 -
Фенантрен СцНщ 1782 1,025 336,8 100 1,6567(29’0
Акридин C13H,N га N 179,21 1,0005 (19,7°C/4°Q 343,9 111 -
Флуорантен С|6Н|0 1 202,24 383,5 109 110,5 -
Пирен С16Н,0 / 2022 1,272 (22,7 °C) 393,5 150 -
Хризен ^18^12 . [Г П' Ч/хх ) 228,28 1,273 440,7 225
Таблица 14.94.
Физико-химические
характеристики некоторых
веществ, получаемых из
каменноугольной смолы
(правочник Крксохимика. Том 3
354
Раздел 2. Переработка химических продуктов коксования
Таблица 14.95.
Температура паров
индивидуальных соединений
при различных
давлениях, °C [13]
Наименование соединений Давление, аЛа
0,133 0,67 1,33 2,66 5,33 8,0 13,3 26,7 533 10132
Бензойная кислота 96,0 тверд. 119,5 тверд. 132,1 146,7 162,6 172,8 186,2 205,8 227,0 249,2
Аценафтен Тверд. 114,8 131,2 148,7 168,2 181,2 194,7 222,1 256,0 277,5
Флуорен » 129,3 146,0 164,2 185,2 197,8 214,7 240,3 268,6 295,0
Антрацен 145,0 тверд. 173,5 тверд. 187,2 тверд. 201,9 тверд. 217,5 231,8 250,0 270,0 310,2 342,0
Карбазол тверд. тверд. тверд. тверд. тверд. 248,2 265,0 292,5 323,0 354,8
Фенантрен 118,2 154,3 173,0 193,7 215,8 229,9 249,0 277,1 308,1 3403
Акридин 129,4 1653 184,0 203,5 2243 238,7 256,0 284,0 314,0 346,0
Хризен - - - - - - 315,0 363,3 409,2 448,5
Примечание.Тверд. означает переход из твердой фазы в паровую, минуя жидкую
Таблица 14.96.
Растворимость бензойной
кислоты в 100 мл
растворителя [13]
Растворитель Температура, °C
4 15 173 18 25 70 75
Вода 0,18 - 0,21 0,27 - 2,2 2,2
Эфир - - - - 15,0 - -
Этиловый спирт - 47,1 - - - - -
Бензол - - - - 12,2 - -
Фракцию в реакторе 1 обрабатывают 35 - 40 %-ным
раствором едкого натра для омыления бензонитрила. Рас-
твор бензоата натрия спускают в приемник 5, а оставшееся
масло - в приемник 4. Бензоат натрия усредняют 30 %-ной
серной кислотой (нейтрализуют свободную щелочь) в ап-
парате 13 и продувают паром в колонне 6 для удаления
примеси фенолов и нейтральных масел. Очищенный рас-
твор бензоата натрия через фильтр 7 поступает в реактор
8, в котором из раствора вытесняют бензойную кислоту
25 - 30%-ной серной кислотой.
Бензойную кислоту отделяют от маточного раствора на
фильтре 10 или на центрифуге. Для дополнительной очистки
кислоту перекристаллизовывают из горячей воды в аппара-
те 11, снова фильтруют и сушат, при этом получают 95 %-ную
кислоту. Для полной очистки кислоту сублимируют в каме-
ре 12, в результате чего образуется 99 %-ный продукт.
Бензойная кислота находит применение при консер-
вировании фруктов и других продуктов; ее используют для
синтеза лекарственных веществ, производства бензойно-
кислого натрия и модификации алкидных смол.
14.8.2. Индол
Индол получают из поглотительной фракции в кото-
рой его содержание составляет 1 - 3,5% и в пересчете на
смолу 0,22-0,50 % [112].
Индол представляет собой бесцветные листочки
с резким фекальным запахом (в разбавленных растворах
он имеет цветочный запах). В воде индол слабо растворим,
в минеральных кислотах - нерастворим. Под действием
концентрированных НС1 и H2SO4 индол полимеризуется,
сплавляется с твердой щелочью, нерастворим в водных рас-
творах щелочи, легко растворим в бензоле, спирте и других
растворителях.
Перекристаллизацию индола, который может быть ис-
пользован в парфюмерной промышленности, лучше вести
из спирта при охлаждении до 5 - 10°C.
Для получения индола могут быть использованы раз-
дельно фракции 225 - 235 °C и 235-245 °C, содержащие
около 5% индола. Эти фракции сплавляют с твердым едким
кали, взятым в количестве 120% от теоретически необходи-
мого для реакции с индолом:
| | |+КОН7±| | |+Н2О
Реакцию необходимо вести при 170 - 240 °C в тече-
ние 2 - 4 ч при размешивании до прекращения выделе-
ния реакционной воды. После этого выключают мешалку,
дают реакционной массе отстояться в течение 15-20 мин
и спускают нижний слой (индол-калий) в специальный при-
емник, а оставшееся обезиндоленное масло направляют
в хранилище.
Полученное при гидролизе сырое индольное мас-
ло должно подвергаться ректификации с отбором при
200 - 240°C обогащенной индольной фракции.
Многие методы получения индола из коксохимическо-
го сырья не нашли практического применения из-за слож-
ности, многостадийности и больших потерь индола [4].
В соответствии с традиционной технологией получе-
ния индола, освоенной в отечественной коксохимической
практике, индольную фракцию сплавляют с твердым КОН
при 140 - 200 °C. Полученный индолят калия измельчают
и промывают бензолом в пропорции 1:1 (к калиплаву), пос-
ле чего подвергают гидролизу с получением индольного
масла, которое подвергают ректификации с отбором при
200 - 240 °C обогащенной индольной фракции.
(рравочпик Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
355
Последнюю подвергают кристаллизации и затем фу-
гованию. Выделенные при этом кристаллы сырого индола
перекристаллизовывают из спирта с получением продукта,
содержащего 97,7 - 98,0 % индола; выход его от ресурсов во
фракции составляет 25 - 30%.
Данная технология переработки индольной фракции
обусловливает значительные потери индола, не позволяет
получить продукт с массовой долей индола > 99% в соот-
ветствии с современными требованиями потребителей.
Институтом органической химии АН СССР был разра-
ботан процесс выделения индола из индольной фракции
методом противоточной жидкостной экстракции двумя
растворителями [113; 114], который в сравнении с традици-
онным позволяет увеличить выход индола с 25 - 30 до 55 %
от ресурсов его во фракции, повысить степень чистоты про-
дукта в результате увеличения в нем массовой доли индола
до £ 99 вместо 97,7 - 98,0 %.
В этом процессе в качестве растворителей используют
неполярный гептан (бензин) и полярный - моноэтанола-
мин, которые характеризуются малой взаимной раствори-
мостью [115]: при 25 °C растворимость моноэтаноламина
в гептане - 0,196, а гептана в моноэтаноламине 0,108%
(мольные доли). Индол достаточно хорошо растворяется
в моноэтаноламине (60,4 - 68,0 %), а в гептане (бензине) рас-
творимость его невелика (2,79 - 3,69 %).
Принципиальная схема процесса включает несколько
стадий: экстракцию индола из индольной фракции с полу-
чением экстракта и рафината (рис. 14.73), последующую пе-
реработку экстракта с получением индола, легкой фракции,
кубового остатка и регенерированного моноэтаноламина
(рис. 14.74), а также переработку рафината с получением
фракции ароматических углеводородов и регенерирован-
ного бензина. Регенерированные моноэтаноламин и бен-
зин возвращают на стадию экстракции.
Рис. 14.73.
Принципиальная схема
экстракционного выделения
индола из индольной фракции
1 - сборник; 2 - насос; 3 - экстрактор колонный; 4 - уровнемер; 5 - мерник; 6 - смеситель.
Технологические потоки: / - индольная фракция; II - моноэтаноламин; III - бензин; IV - экстракт; V-рафинат;
А-(—) линия азотного дыхания
(рравочник Коксохимика. Том 3
356
Раздел 2. Переработка химических продуктов коксования
Рис. 14.74.
Принципиальная схема
переработки экстракта
VI
IX
I - сборник: 2 - насос, 3 - теплообменник; 4 - ректификационная колонна; 5 - выносной подогре-
ватель^- конденсатор-холодильник; 7 - барометрический сборник; 8 - куб;
9 - кристаллизатор вальцовый; 10-расфасовочная машина.
Технологические потоки: / -экстракт; II - индольный концентрат; III - регенерированный
моноэтаноламин; IV - холодная вода; V - горячая вода; VI -пар; VII - кубовый остаток; VIII - легкая
фракция; IX - индол; А-(—) линия азотного дыхания; 6 - вакуумная линия
Температура процесса получения индола методом
паров легкой фракции из колонны
150
противоточной жидкостной экстракции, °C:
при экстракции индола из индольной фракции £ 30
экстракта на входе в колонну 54
паров моноэтаноламина из колонны 210
рециркулируемого индольного концентрата на входе
в колонну 235
индольного концентрата в кубе 215
паров индола из колонны
остатка в кубе
индола в ванне кристаллизатора
172
215
65
Флегмовое число составляет 5 единиц при разделе-
нии экстракта, при отборе паров легкой фракции и индола
из колонны.
Справочник (фксохимика. ТЪм 3
Глава 14. Переработка каменноугольной смолы
357
Индол технический каменноугольный должен пред-
ставлять собой бесцветную или слабо-желтого цвета кри-
сталлическую массу с резким специфическим запахом,
со следами углеводородов. Он полностью и легко раство-
ряется в спирте, бензоле и других органических раствори-
телях; почти не растворяется в воде. Температура застыва-
ния (кристаллизации) не ниже 48°C; содержание веществ,
нерастворимых в бензоле, не более 0,5 %.
Индол может применяться в парфюмерной промыш-
ленности, в качестве исходного вещества в производстве
стимуляторов роста растений (гетероауксин и др.) и живот-
ных (триптофан).
Температура, °C Давление,кПа Температура, °C Давление, кПа Температура, °C I Давление, кПа L | Температура, °C Давление, кПа
142,1 5,5 180,0 19,4 208,7 43,0 243,2 97,7
153,6 8,3 185,5 22,8 217,4 53,5 243,9 99,5
157,5 95 193,3 28,5 226,5 66.7 244,6 101,0
167,2 13,1 200,5 34,8 236,2 83,9 245,3 103,0
Таблица 14.97.
Давление насыщенных паров
а-метилнафталина
14.8.3. а-Метил нафталин
а-Метилнафталин получают из нафталиновой и погло-
тительной фракций смолы.
Ниже представлено содержание а-метилнафталина по
фракциям, %:
фенольная 1,94
нафталиновая 3,45
поглотительная 5,40
антраценовая 0,78
смола 1,00
По внешнему виду - это жидкость с синеватой флуорес-
ценцией, бесцветная или слабо-желтая. а-Метилнафталин
технический имеет характерный запах. Основную массу
продукта составляет 1-метилнафталин, в качестве примесей
присутствуют 2-метилнафталин, диметилнафталин, дифенил,
метилтионафтен. В воде а-метилнафталин не растворим,
в эфире, ацетоне, бензоле, толуоле очень хорошо раство-
рим, несколько хуже растворяется в спирте. На холоду рас-
творяется в большом избытке серной кислоты с образова-
нием сульфокислот, в щелочи - нерастворим.
Ниже приведены физико-химические а-метилнафталина. свойства
Молекулярная масса 142,2
Температура кипения,°C 24,4
Температура кристаллизации, °C - 30,46
Плотность, кг/м3, при:
20 °C 1 020
25 °C 1 017
Теплоемкость при 25 °C, кДж/кг 1,590
Температура вспышки,°C:
в открытом тигле 101,1
в закрытом тигле 82
Поверхностное натяжение при 20°C, мН/м 40,68
Критические значения:
плотность, кг/м3 319
давление, МПа 3,52
температура, °C 496
Теплота, кДж/кг:
плавления 49
испарения 327
Рис. 14.75.
Зависимость динамической
вязкости з.-метилнафталина
от температуры
О Н—।——।—।——।—।---1—।--1—।---1—г
5 20 35 50 65 80
Температура, °C
Диэлектрические константы в зависимости от темпе-
ратуры:
температура, °C 20 40 60
диэлектрическая проницаемость 2,92 2,85 2,80
Растворимость в воде при температуре 20 °C -
0,017 кг/м3. Хорошо растворим в этиловом спирте и эфире.
Может производиться а-метилнафталин - реактив.
Пределы кипения:
температура, °C отгон, %
239,6 5
до 242 95
а-Метилнафталин может применяться при синтезе
красителей, пластификаторов и моющих веществ и как эта-
лон при определении цетановых чисел дизельных топлив.
14.8.4. р-Метиянафталин
р-Метилнафталин получают из нафталиновой и погло-
тительной фракций смолы. Содержание по фракциям сле-
дующее, %:
фенольная 2,90
нафталиновая 5,18
поглотительная 8,11
антраценовая 1,18
смола 1,510
По внешнему виду это белые или светло-желтого цвета
моноклинические кристаллы. р-Метилнафталин имеет ха-
рактерный для ароматических соединений запах, он легко
(рравочник Коксохимика. Том 3
358
Раздел 2. Переработка химических продуктов коксования
растворяется в органических растворителях. Согласно
техническим требованиям (ТУ 14-267-11 - 88), температура
кристаллизации должна быть не ниже +32 °C, зольность - не
более 0,15%.
Ниже приведены физико-химические Р-метилнафталина: свойства
Молекулярная масса 142,2
Температура кипения, °C 241,1
dt/dp, °С/мм 0,05997
Температура кристаллизации, °C + 34,57
Плотность, кг/м3, при:
20 °C 1029
40 °C 996,1
Теплоемкость при 25 °C, кДж/кг 1,380
Поверхностное натяжение при 20 °C, мН/м 38,44
Критические:
давление, МПа 3,48
температура, °C 488,7
Теплота, кДж/кг:
плавления 85,240
испарения 318,000
сгорания 40729
Динамическая вязкость:
Температура, °C 40 45 60 75 90
т], мН-с/м2 1,685 1,540 1,203 0,9707 0,8052
Диэлектрическая константа:
Температура, °C 40 60 80 120 170
е 2,747 2,702 2,609 2,536 2,440
Таблица 14.98.
Давление насыщенных паров
^-метилнафталина
Температура, °C Давление, кПа Температура, °C Давление, кПа Температура, °C Давление,кПа Температура, °C Давление,кПа
139,2 5,5 158,7 10,9 190,0 28,6 223,0 67,1
145,4 7,0 1643 13,1 197,2 34,8 239,6 98,1
150,7 83 176,2 19,4 2053 43,2 240,3 99,7
154,6 9,5 182,3 22,9 214,0 53,8 241,0 101,1
р-Метилнафталин хорошо растворим в этиловом спир-
те и эфире.
р-Метилнафталин используют для синтеза викасола
(кровоостанавливающего витамина К), синтеза красителей,
пластификаторов и моющих средств. Схема комплексного
получения индола, р-метилнафталина и а-метилнафталина
представлена на рис. 14.76.
Исходным сырьем может служить поглотительное
масло.
Поглотительное масло подвергают ректификации
в кубе с колонной, имеющей ~35 теоретических тарелок.
Отбор сырой р-метилнафталиновой фракции, выкипающей
в интервале температур 230 - 270°C, составляет 25 - 30%
от загрузки.
После обесфеноливания и обеспиридинивания фрак-
цию подвергают тонкой ректификации в том же кубе с от-
бором нафталиновой фракции (до 225 °C), промежуточ-
ной фракции 225 -235 °C, метилнафталиновой фракции
235 - 245 °C и кубовых остатков.
Для производства метилнафталинов может быть ис-
пользована обезиндоленная фракция 235 - 245 °C; ее под-
вергают повторной четкой ректификации с отбором узких
фракций 237 - 241 °C (кристаллизующейся) и 241 - 245 °C
(некристаллизующейся). Из фракции 237 - 241 °C выделяют
р-метилнафталин путем кристаллизации при обычной тем-
пературе и дополнительного охлаждения до 0 °C и ниже.
Кристаллы, отделенные от маточного раствора центри-
фугированием, прессуют на гидравлическом прессе при
10-15 МПа. Прессованный р-метилнафталин расплавляют
при 40 - 45 °C, фильтруют для отделения механических при-
месей и разливают в тару как готовый продукт.
Для выделения а-метилнафталина должны быть сме-
шаны оттеки от фугования р-метилнафталина и некристал-
лизующаяся фракцию 241 - 245°С. Смесь промывается
концентрированной серной кислотой в количестве 3 - 5 %
для удаления непредельных веществ (эту операцию мож-
но не производить, если нет необходимости в получении
продуктов марки химически чистый), затем нейтрализуют
и разделяют на узкие фракции (237 - 241 °C, 241 - 245°C,
кубовые остатки). Фракции 237 - 241 °C и 241 - 245 °C вы-
мораживают и фильтруют для отделения р-метилнафталина.
Маточные растворы представляют собой технический
а-метилнафталин.
Качество сырой, составляющей 30 - 35% от поглоти-
тельного масла, р-метилнафталиновой фракции, поступа-
ющей на первичную ректификацию, характеризуется сле-
дующими данными:
плотность при 20 °C 1,033
температура начала кипения, °C 234
температура выкипания 95 % отгона, °C 280
содержание фенолов - 0,3 %, оснований - 0,2 % и нафтали-
на- 11,6%.
Интервал выкипания метилнафталиновой фракции,
поступающей на окончательную ректификацию, составляет
235-260 °C.
Температура кристаллизации бинарной смеси а-
и р-метилнафталинов:
Р-Метилнафталин,% Температура
кристаллизации, °C
100 33
90 27
80 20
70 11
60 11
50 10
40 - 19
30 -32
20 -45
19 -46
10 -43
0 -35
(правочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
359
Обесфеноливание На смолоперегонный
иобеспиридинивание завод
Рис. 14.76.
Схема комплексного получения
индола, р-метилнафталина
и а-метилнафталина
На склад На регенерацию На склад
(правочиик Коксохимика. Том 3
360
Раздел 2. Переработка химических продуктов коксования
Таблица 14.100.
Растворимость аценафтена
в 100 мл растворителя, г
Таблица 14.101.
Первичная ректификация
поглотительного масла
Товарный р-метилнафталин получают в настоящее
время периодической ректификацией метилнафталиновой
фракции с последующей фракционной кристаллизацией
(3-4 стадии) в малопроизводительных кристаллизаторах
периодического действия.
Московским институтом тонкой химической техноло-
гии совместной с УкрНИИхиммашем исследован процесс
выделения р-метилнафталина из метилнафталиновой узкой
фракции методом непрерывной фракционной кристаллиза-
ции путем непосредственного контакта расплава с жидким
хладагентом [116].
Процесс включает следующие стадии: контактную
кристаллизацию фракции в 23%-ном растворе NaCI, фуго-
вание полученной суспензии, промывку кристаллического
осадка водным раствором NaCI при 35-40 °C и расходе
рассола 2,0 - 2,5 кг/кг осадка. Результаты исследований по-
казали, что для получения р-метилнафталина с температу-
рой кристаллизации 31,5-32,0 °C необходимо в качестве
сырья использовать предварительно ректифицированную
метилнафталиновую фракцию с содержанием нафталина на
уровне < 2 %.
В Японии предложено выделять метилнафталин из ме-
тилнафталиновой фракции каменноугольной смолы путем
смешивания фракции с NaOH или КОН при температуре
г 230 °C и последующей дистилляции. Расход щелочи со-
ставляет 3 - 6% от массы неочищенного метилнафталина.
Согласно другому японскому способу обесфеноленную ме-
тилнафталиновую фракцию каменноугольной смолы пропу-
скают через колонну с цеолитом, большинство катионов ко-
торого являются ионами меди; адсорбированные вещества
извлекают растворителем (тетралином или анизолом), при
этом в раствор переходит в основном р-метилнафталин,
который очищают раствором NaOH при нагревании с при-
менением инертного газа.
Таблица 14.102.
Повторная ректификация
сырой аценафтеновой
фракции
Таблица 14.99.
Содержание аценафтена, %
14.8.5. Аценафтен
Аценафтен может быть выделен из поглотительной
фракции каменноугольной смолы. В табл. 14.99 указано со-
держание аценафтена в смоле и ее фракциях.
Заводы Фракции
поглоти- тельная первая антрацено- вая вторая антрацено- вая смола
Востока 7,24 1,774 2,378 1,27
Юга 12,73 1,98 - 1,60
Аценафтен представляет собой белые игольчатые кри-
сталлы.
Растворимость аценафтена в 100 мл растворителя при-
ведена в табл. 14.100
Теплота сгорания аценафтена равна 9 865 ккал/кг, на-
сыпная масса технического и чистого продукта 0,635 т/м3.
Схема получения аценафтена представлена на рис.
14.77.
Поглотительное масло подвергают ректификации с от-
бором сырой аценафтеновой фракции; последнюю повтор-
но ректифицируют в кубе с тарельчатой колонной (40 - 50
тарелок) с отбором трех узких аценафтеновых фракций
(первой, второй и третьей). Все аценафтеновые фракции
кристаллизуют отдельно. Выделившиеся кристаллы техни-
ческого аценафтена отделяют центрифугированием. Оттеки
используют в качестве поглотительного масла или направ-
ляют на повторную ректификацию для дополнительного вы-
деления аценафтеновой фракции.
Темиература растворения, °C Растворитель
ЭТИЛОВЫЙ спирт толуол пиридин
10 - 20,09 -
20 1,40 29,29 21,9
30 - 42,45 33,5
40 - 62,03 51,0
50 - 92/13 68,8
60 - 140,90 124,7
70 - 231,9 217,6
80 - 447,6 419,4
Выход и пределы отбора фракций при первичной рек-
тификации поглотительного масла приведены в табл. 14.101,
а при повторной ректификации сырой аценафтеновой фрак-
ции-в табл. 14.102.
Фракция Выход, % Пределы отбора фракций, °C
Нафталиновая 10-12 До 225
Метилнафталиновая (индольная) 20-25 225-250
Сырая: аценафтеновая дифениленоксидная флуореновая 20 15-20 15-20 250-280 280-290 290 - 310
Кубовые остатки 10-20 -
Фракция Пределы отбора,°C Выход фракции, % отсырой Содержа- ние аце- нафтена ва фракции,%
Вода + легкий погон До 180 2,7 -
Нафталиновая До 225 12,9 -
Метилнафталиновая 225-245 43 2,6
Промежуточная (поглотительное масло) 245 - 255 115 6,0
Аценафтеновая: первая вторая третья 255-265 265-275 275-278 4,7 17,3 62 22,6 26,8 22,6
Кубовые остатки - 35,8 -
Потери - 4,1 -
Флегмовое число при окончательной ректифика-
ции составляет 3-4; скорость отбора первых фракций
100- 150 л/ч, аценафтеновых фракций 250-300 л/ч. Выход
чистого аценафтена (от его ресурсов в сырой аценафтено-
вой фракции) составляет 39%.
Потери аценафтена с откристаллизованным маслом
(оттеками) составляют 20,6%. Потери аценафтена в голов-
ных фракциях и кубовых остатках - 41,0 %.
(правочник Коксохимика. ТЪм 3
Глава 14. Переработка каменноугольной смолы
361
На повторную ректификацию
или в поглотительное масло
На повторную
ректификацию
На склад
готовой продукции
На склад
готовой продукции
Рис. 14.77.
Схема получения аценафтена
Технические требования к аценафтену техническому
Температура застывания, °C, не ниже 91
Содержание золы, %, не более 0,2
Содержание воды, %, не более 3,0
Массовая доля аценафтена, %, не менее 98,0
Зол ьность, %, не более 0,2
Массовая доля воды, %, не более 1,5
Действующие ТУ ТУ 14-6-10-83
Согласно способу, разработанному японской фирмой
«Ниппон Стил Кемикал Компани», из каменноугольного по-
глотительного масла выделяется 63%-ная аценафтеновая
фракция.
Затем эту фракцию очищают кристаллизацией в вер-
тикальной колонне с мешалкой и с тремя зонами: охлажде-
ния, очистки и плавления. В результате получают аценафтен
с содержанием основного вещества не менее 99%, с выхо-
дом 35,2 - 37,9% и масло с массовой долей, %: аценафтена
35,6 - 43,5, дифениленоксида 15,4 - 24,4, других компонен-
тов 39,0 - 49,1.
Также в Японии предложен способ, согласно которому
аценафтеновую фракцию с содержанием более 40% аце-
нафтена охлаждают и кристаллизуют в присутствии раство-
рителя, состоящего из парафиновых или нафтеновых угле-
водородов с 5 - 10 атомами углерода, или без растворителя.
(правочиик Коксохимика, Том 3
После отделения кристаллов от жидкой фазы получают
97%-ный аценафтен, который промывают тем же раство-
рителем или смесью его с другим растворителем с целью
получения в качестве товарного продукта - аценафтена вы-
сокой чистоты.
В Германии аценафтен выделяют из аценафтеновой
фракции [56].
Аценафтен применяют при получении полупродуктов
для красителей и мономеров для пластмасс (аценафтенхи-
нон, нафталевый ангидрид, нафталинтетракарбоновая кис-
лота, аценафтилен и др.).
14.8.6. Флуорен
Флуорен может быть получен из поглотительной фрак-
ции. Ниже дано содержание флуорена по фракциям, %:
поглотительная 12,73-6,67
антраценовая:
первая 1,98-3,14
вторая 0,43
Флуорен представляет собой бесцветные листочки
(при кристаллизации из спирта). Он нерастворим в воде,
слабо растворим в спирте, растворим в бензоле, сероугле-
роде; очень хорошо растворим в эфире.
362
Раздел 2. Переработка химических продуктов коксования
Данные по растворимости флуорена в 100 мл раство-
рителя приведены в табл. 14.103.
Таблица 14.103.
Растворимость флуорена
в 100 мл растворителя, г
Раство- ригель Температура, °C
10 20 30 40 50 60 70 80
Этиловый спирт 1,32 1,82 2,3 3,10 4,27 6,40 9,85 16,6
Толуол 17,74 21,0 30,01 42,13 46,03 84,03 121,7 183,1
Пиридин 16,28 24,4 33,28 47,12 66,7 95,24 138,4 208,2
Экспериментальная теплота образования при 25 °C со-
ставляет - 2119,857 ккал/моль, расчетная при этой же тем-
пературе равна - 2121,302 ккал/моль.
Теплота сгорания твердого вещества при атмосфер-
ном давлении и 20 °C составляет 1584,9 ккал/моль.
Для получения флуорена поглотительную фракцию
подвергают ректификации с отбором сырой флуореновой
фракции, выкипающей в пределах 290- 310°С. Из этой
фракции флуорен можно выделить ректификацией или ка-
липлавлением.
По первому методу сырую флуореновую фракцию
290- 310°С подвергают четкой ректификации с отбо-
ром узких фракций. Отфугованные кристаллы фракции
292 - 302 °C представляют собой сырой флуорен. Перекри-
сталлизацией его из бензина или сольвента, взятых в соот-
ношении 1:2,5, получают технический флуорен.
По второму методу сырую флуореновую фракцию
подвергают четкой ректификации с отбором узких фрак-
ций; фракцию 292-302 °C сплавляют с едким кали при
280 - 300 °C. Калиплав подвергают гидролизу. Выделивший-
ся сырой флуорен отделяют фильтрованием и подвергают
ректификации. Из узкой фракции 292 - 298°C после пере-
кристаллизации из сольвента получают технический флуо-
рен. Оба метода практически равноценны.
Для получения чистого продукта технический флуорен
независимо от метода его получения подвергают дополни-
тельной очистке. Флуорен моют серной кислотой в бензоль-
ном растворе. Соотношение флуорена к бензолу 1:5, коли-
чество серной кислоты - 6 %. Смесь нейтрализуют щелочью
и промывают водой. После удаления растворителя флуорен
перегоняют и перекристаллизовывают последовательно из
мытого бензина и спирта при соотношении флуорена к рас-
творителю для бензина 1:2,5 и для спирта 1:6.
После двух перекристаллизаций из бензина и трех
перекристаллизаций из спирта получают чистый флуорен
с температурой плавления 115,0 -115,4 °C. Выход его от тех-
нического флуорена составляет 41 %.
Технические требования к флуорену
Температура плавления, °C
технического флуорена очищенного чистого (реактива) 100 113-114 114-115
Внешний вид флуорена чистого Бесцветные кристаллы
Температура кристаллизации, °C, не ниже 112
Остаток после прокаливания, % (вес.), не более 0,1
В УХИНе исследованы и разработаны процессы по-
лучения флуорена с содержанием основного вещества бо-
лее 98%. Исходную флуореновую фракцию с содержанием
флуорена 60 % подвергают перекристаллизации из водного
раствора ацетона и уайт-спирита [47] с последующим от-
делением кристаллов флуорена. Кристаллы флуорена под-
вергают экстракции двумя растворителями - уайт-спиритом
и водным раствором N,N'- диметилацетамида, а затем пере-
кристаллизацией выделяют флуорен [118].
На Харьковском опытном коксохимическом заводе
был реализован процесс, в котором исходная флуореновая
фракция после кристаллизации подвергалась разделению
на центрифуге на твердую и жидкую фазы, в результате чего
получали технический флуорен. Технический флуорен под-
вергали трем перекристаллизациям из изопропилового
спирта, сушке и измельчению. Общая продолжительность
процесса 67 - 70 ч. Конечным продуктом являлся «чи-
стый» флуорен с температурой кристаллизации не ниже
112,5 °C, выход которого от флуореновой фракции состав-
лял 16 - 17 %.
В Японии предложен способ выделения флуорена из
смеси поглотительного и антраценового масел каменно-
угольной смолы путем комбинирования методов дистилля-
ции и кристаллизации. Исходную смесь масел дистиллируют
с отбором 60 %-ной флуореновой фракции, из которой вы-
деляют затем кристаллизационным методом при температу-
ре 70- 100 °C флуорен с температурой плавления ИЗ,5 °C.
Флуорен используют для синтеза красителей, синтеза
винилфлуорена - сырья для лаков, клеев и др., а также для
получения физиологически активных веществ.
14.В.7. Процессы получения аценафтена и флуорена
методом кристаллизации - плавления
Сырьем для получения аценафтена и флуорена мо-
гут служить только соответствующие концентрированные
фракции.
Концентрированные аценафтеновая и флуореновая
фракции представляют собой сложные многокомпонент-
ные системы, в состав которых входят соединения, име-
ющие близкие температуры кипения (табл. 14.104).
Близость температур кипения соединений в указанных
фракциях затрудняет применение метода ректификации
для выделения из них целевых углеводородов достаточно
высокой степени чистоты.
Предпочтительным способом выделения аценафтена
и флуорена из соответствующих концентрированных фрак-
ций является кристаллизация. В сравнении с процессом
ректификации этот метод имеет меньшие энергетические
затраты, а отсутствие глубокого термического воздействия
делает его предпочтительным в тех случаях, когда разделяе-
мые вещества склонны к полимеризации или разложению.
Технологичным и производительным является метод
кристаллизации - плавления, разработанный УХИНом.
Кристаллизация - плавление производится в верти-
кальном трубчатом аппарате, применение вакуума в про-
цессе нагрева закристаллизованного сырья позволяет
эффективно эвакуировать образующиеся примеси, что
и обусловливает получение целевого продукта с высоком
содержанием основного вещества. Для получения чистого
продукта операция повторяется 2-3 раза.
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
363
Наименование соединений Содержани е соединений во фракциях Температура, °C
аценафтеновой флуореновой плавления кипения
р-Метилнафталин 2,4 03 -22,0 243,0
а-Метил нафталин 1,7 0,1 35,1 245,0
Дифенил 1,5 0,1 69,0 255,0
Диметилнафталины 2,8 0,6 от-16,9 до 111,0 262,0 - 269,2
Аценафтен 57,0 2,7 95,0 277,5
Дифениленоксид 17,0 18,9 86,0 288,0
Флуорен 9,2 60,7 115,0 297,9
Метилфлуорены 3,0 11,5 86,0-104,0 315-318
Неидентифицированные 5,4 5,1 - -
Таблица 14.104.
Состав аценафтеновой
и флуореновой фракций
и температурные
характеристики основных
соединений
При очистке методом кристаллизации - плавления
основным показателем, характеризующим эффективность
процесса очистки основного вещества от примесей, явля-
ется коэффициент распределения примесей между твердой
и жидкой фазами [119]. Этот коэффициент равен отношению
концентраций примесей в твердой фазе (обогащенном про-
дукте) и в жидкой фазе (расплаве):
К=Ст!Сж,
где Ст - концентрация примесного компонента в твердой
фазе;
Сж- концентрация примесного компонента в жидкой
фазе.
Если концентрация примесных компонентов в жид-
кой фазе (расплаве) будет выше их концентрации в твердой
фазе (техническом продукте), то коэффициент распределе-
ния примесей К будет меньше единицы, что и позволяет
проводить ступенчатую очистку аценафтеновой и флуоре-
новой фракций.
На основании проведенных В. Е. Приваловым и Т Я. Го-
голевой исследований глубина вакуума была выбрана
в пределах 53 - 60 кПа, а скорость охлаждения расплава
50 - 55 град/ч [120- 122].
Расплавленную исходную фракцию с температурой
90-95 °C загружали в трубное пространство кристалли-
затора-плавильника, предварительно нагретого до 100 °C.
Затем фракцию интенсивно охлаждали холодной водой,
циркулирующей через межтрубное пространство аппарата,
до 28 - 30°C со скоростью 50 - 55 град/ч при атмосферном
давлении. Закристаллизованное сырье нагревали с помо-
щью теплоносителя, циркулирующего через межтрубное
пространство аппарата, со скоростью 10 град/ч в темпера-
турном интервале 30 - 100 °C и со скоростью 5 град/ч от
100°C до конечной температуры процесса. Одновременно
с началом нагрева закристаллизованного сырья приемник
расплава сообщался с вакуум-линией для эвакуации обра-
зующегося расплава. Твердую фазу (технический продукт),
оставшуюся в кристаллизаторе-плавильнике, интенсивно
нагревали при атмосферном давлении до полного рас-
плавления и выводили из аппарата в приемник готового
продукта.
Зависимость содержания компонентов в твердой фазе
от температуры обогащения аценафтеновой и флуореновой
фракций под вакуумом [123; 124] приведена на рис. 14.78.
1 - продукт (аценафтен) из аценафтеновой фракции;
2 - продукт (флуорен) из флуореновой фракции
Рис. 14.78.
Зависимость между
содержанием компонентов
в твердой фазе и
температурой процесса при
обогащении фракций под
вакуумом
Низкие значения коэффициентов распределения при-
месей подтверждают достаточно высокую эффективность
процесса и позволяют получить аценафтен с содержанием
основного вещества до 99%.
В табл. 14.105 приведены показатели обогащения флу-
ореновой фракции в одну ступень с применением вакуума.
Из данных таблицы видно, что для этих условий конечной
температурой нагрева сырья является 105 °C, при которой
выход твердой фазы (технического флуорена) достигает
18,7 % с температурой кристаллизации 104,6 °C, что соответ-
ствует содержанию флуорена в целевом продукте 95,7 %.
Для повышения содержания флуорена в получаемом
техническом продукте требуется проведение процесса
обогащения сырья в две ступени, что позволяет перерас-
пределить примесные компоненты в обогащенном сырье
и повысить эффективность процесса. В качестве исходного
сырья для второй ступени выбирается твердая фаза (пром-
продукт), получаемая при обогащении исходной флуорено-
вой фракции на первой степени обогащения.
Целесообразность окончания процесса обогащения
сырья на первой ступени при температуре 60°C обосновы-
вается тем, что в температурном интервале 30 - 60 °C проис-
ходит переход основного количества примесей из твердой
фазы в расплав.
Результаты исследований позволяют считать нагрев за-
кристаллизованного сырья на первой ступени процесса со
скоростью 10-15 град/ч до температуры 60 °C оптимал ьн ым,
обеспечивающим выход промпродукта от исходной фракции
в пределах 53 - 58% с содержанием флуорена 72 - 73%.
(рравочник Коксохимика. Том 3
364
Раздел 2. Переработка химических продуктов коксования
Таблица 14.105.
Показатели обогащения
флуореновой фракции в одну
ступень с применением
вакуума
Температура процесса, ° с Выход от фракции, % во массе Содержание флуерена в твердой фазе, % мае Раслределенио примесей
Содержание аценафтена, % по массе Коэффициент распределения аценафтена Содержание дифе- ниленоксида, % во массе Коэффициент распределеннл дифениленоксида Содержание метилфлуорена, % по массе Коэффициент распределения метинфлуорена
твердая фаза расплав твердая фаза расплав твердая фаза расплав твердая фаза расплав
30* 100 - 60,7 2,74 - - 16 - - 11,5 - -
45 82,5 17,5 64,7 135 6,91 0,27 13,8 26,2 0,53 10,1 18,1 0,56
60 57,3 42,7 72,3 1,25 4,73 0,26 9,55 24,6 0,39 8,4 15,7 0,54
80 49,8 50,2 73,2 1,17 4,3 0,27 8,97 22,9 0,39 7,73 15,2 0,51
90 43,2 56,8 79,4 1,03 4,03 0,26 8,67 21,5 0,4 6,59 15,2 0,43
95 34,1 65,9 88 0,25 4,02 0,06 6,6 20,8 0,32 5,93 14,4 0,41
105 18 82 95,7 0 3,34 0 3,68 18,7 0,29 0,7 13,9 0,05
107 Расплавление твердой фазы
* Конечная температура охлаждения исходной фракции.
Расплавленный продукт после первой ступени с тем-
пературой 95 - 100 °C загружается в трубное пространство
кристаллизатора - плавильника и затем расплавленная мас-
са охлаждается до 50 °C со скоростью 55 град/ч при атмос-
ферном давлении. После этого при остаточном давлении
53 - 60 кПа промпродукт нагревается вначале со скоростью
20 - 22 град/ч до 80 °C, а затем со скоростью 5-10 град/ч
до 107 °C.
Охлаждение продукта на второй ступени до 50 °C обе-
спечивает полный переход всей массы в твердое состояние.
В табл. 14.106 приведены результаты обогащения флуо-
реновой фракции в две ступени с применением вакуума.
Выход технического продукта с содержанием флуоре-
на 96 - 97,8 % составляет 21 - 22 % от исходной флуорено-
вой фракции, а с учетом рециркуляции расплава второй сту-
пени - 35%. Дистилляция полученного продукта позволяет
довести содержание основного вещества в нем до > 98% и
обеспечивает белую окраску кристаллов флуорена.
Подтверждением данных, полученных в лабораторных
условиях, явились результаты исследований, которые были
проведены на стендовой установке, воспроизводившей
элемент промышленного аппарата. Принципиальная техно-
логическая схема процесса получения технического флуо-
рена методом кристаллизации - плавления в две ступени с
применением вакуума приведена на рис. 14.79.
14.8.8. Дифениленоксид
Дифениленоксид получают из поглотительной фрак-
ции каменноугольной смолы. В табл. 14.107. указано содер-
жание дифениленоксида во фракциях по фактическому вы-
ходу готового продукта.
Таблица 14.106.
Показатели обогащения
флуореновой фракции в две
ступени с применением
вакуума
Температура процесса, °с Выход от фракции, % по массе Содержание флуорена в твердой фазе, % мае Распределение примесей
Содержание аценафтена, % по массе Коэффициент распределения аценафтена Содержание дифе- ния ено ксида, % по массе Коэффициент распределенил дифениленоксида Содержание метилфлуорена, % но массе Коэффициент распределеннл метилфлуорена
твердая фаза расплав твердая фаза расплав твердая фаза расплав твердая фаза расплав
30* 100 - 60,7 2,7 — - 16 - - 11,5 - —
45 82,5 17,5 64,7 1,9 6,9 0,27 133 26,2 0,53 10,1 18,1 0,56
60 57,3 42,7 72,3 1,3 4,7 0,26 9,6 24,6 0,39 8,4 15,7 0,54
80 50 50 74,5 Не определялся
90 47,5 52,5 84,4 0,9 4,4 0,2 7,6 23,6 032 6,6 15,9 0,41
95 43,1 56,9 91,2 0,2 4,7 0,04 3,5 25,4 0,14 5,3 16,2 0,33
105 25,7 74,3 96,9 0 3,1 0 2,2 20,7 0,11 0 10,4 0,21
107 21 79 97,8 0 1,1 0 1,1 19,9 0,05 0 6,8 0,13
* Конечная температура охлаждения исходной фракции.
(рравочник Коксохимика, Том 3
Глава 14. Переработка каменноугольной смолы
365
Рис. 14.79.
Принципиальная
технологическая схема
получения флуорена методом
кристаллизации - плавления
в две ступени с применением
вакуума
1 - сборник исходного сырья;2 - насос; 3,8- кристаллизатор-плавильник; 4 - теплообменник; 5 - подогреватель; 6,9- вакуум-сборник;
7 - сборник промпродукта; 10- сборник технического флуорена; I1 - вакуум-насос; 12 - кубе огневым обогревом; 13 - дистилляционная колонна;
14 - конденсатор-холодильник; 15 - сборник кубового остатка; 16 - сборник готового продукта
Заводы В поглотитель- ной, % В антраценовой, % В снопе, %
первой кторой
Юга 4,49 1,25 - 0,691
Схема получения дифсниленоксида представлена на
рис. 14.80.
Технический дифениленоксид выделяют из поглоти-
тельного масла путем повторной четкой ректификации на
колонне с 40 - 50 тарелками с отбором узких фракций, кото-
рые затем подвергают кристаллизации и очистке.
При небольшом объеме производства сырьем могут
служить также кубовые остатки от ректификации сырой
аценафтеновой фракции, из которых при дальнейшей рек-
тификации выделяют дифениленоксидную фракцию. В лю-
бом случае узкую дифениленоксидную фракцию отбирают
по изменению плотности в пределах повышения ее от 1,081
до 1,099 и последующего понижения от 1,099 до 1,064. Эта
фракция выкипает в пределах 278 - 288 или 280 - 290°C.
Из нее после кристаллизации и фильтрования или центри-
фугирования и прессования выделяют сырой дифениленок-
сид. После двукратной перекристаллизации из спирта при
отношении 1:2, фильтрования и сушки получают техниче-
ский дифениленоксид.
Выход кристаллов из дифениленоксидной фракции
составляет -40%, выход дифениленоксида после первой
перекристаллизации -72% по фактической массе, выход
технического дифениленоксида после второй перекристал-
лизации - 90 % от взятого на перекристаллизацию.
Для получения чистого дифениленоксида сырой ди-
фениленоксид подвергают ректификации для отбора более
узкой дифениленоксидной фракции; пределы отбора фрак-
ции 281 - 286 °C.
Для освобождения от фенолов и непредельных соеди-
нений ее растворяют на холоду в четырех частях бензола
и 2 раза промывают при интенсивном перемешивании
в течение 15 мин серной кислотой, взятой в количестве 3 %
(рравочник К>ксомимика. Том 3
(объемн.). Бензольный раствор после отделения отработан-
ной кислоты промывают водой, нейтрализуют едким натром
и вторично промывают водой.
Из нейтрализованного и промытого водой раствора
отгоняют бензол, а затем ректифицируют дифениленоксид
с отбором следующих фракций:
Фракция при температуре,°C Содержание, %
До 284 6,7
284 - 286 83,6
286- 287 5,5
Таблица 14.107.
Содержание дифениленоксида
во фракциях
Фракцию, выкипающую в пределах 284-286°C,
подвергают двукратной перекристаллизации из спирта-
ректификата, взятого в соотношении 1:1,5 или 1:2.
Выпавший после охлаждения дифениленоксид отфиль-
тровывают под вакуумом от маточного раствора, промыва-
ют на фильтре небольшим количеством спирта и сушат при
80 - 90 °C. Выход кристаллов после каждой перекристалли-
зации колеблется в пределах 90 - 93 %.
После первой перекристаллизации температура плав-
ления основных кристаллов составляет 82,6 - 83,2 °C, тем-
пература плавления кристаллов, выделенных из маточного
раствора, 81,4-82,1 °C.
После второй перекристаллизации точка плавле-
ния кристаллов чистого дифениленоксида составляет
82,6 - 83,3 °C, а кристаллов, выделенных из маточного рас-
твора, 81,7 - 82,5 °C.
Пределы кипения чистого дифениленоксида следу-
ющие:
Фракция при температуре, °C Содержание, %
До 284 8,6
284 - 285 17,9
285 - 286 68,1
286 - 287 1,0
Кубовые остатки 4,4
Збб
Раздел 2. Переработка химических продуктов коксования
Рис. 14.80.
Схема получения
дифениленоксида
с сырой дифениленоксидной фракцией из спирта
Центрифугирование
Спирт Кубовые остатки на повторную Готовый
в цикл ректификацию с дифениленоксидной дифениленоксид
фракцией
Технические условия для дифениленоксида
Внешний вид Белые кристаллы
Температура кристаллизации,
не ниже, °C 81,6
Растворимость в метаноле,
не более, %. 15-16
Окраска с H2SO4:
холодной
горячей
От бесцветной
до слабо-желтой
От слабо-розовой
до слабо-коричневой
(рравочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
367
Дифениленоксид в лабораторной практике можно ис-
пользовать для получения инсектицидов, красителей, син-
тетических моющих веществ и др.
В Германии дифениленоксид выделяют из поглоти-
тельной фракции каменноугольной смолы по технологии,
включающей двухстадийную ректификацию этой фракции
с получением на второй стадии ректификации дифенилен-
оксидиой фракции, которую затем очищают путем кристал-
лизации с получением дифениленоксида технического [56].
В Японии предложены два способа выделения дифе-
ниленоксида из поглотительной фракции каменноугольной
смолы. Согласно одному из них, поглотительную фракцию,
выкипающую в интервале 220-ЗОО°С, подвергают ректи-
фикации в первой колонне для удаления низкокипящих
компонентов. Полученную при этом фракцию высококипя-
щих компонентов направляют во вторую колонну для выде-
ления фракции с массовой долей дифениленоксида > 50%
и мольным отношением дифениленоксид: аценафтен > 0,5,
мольным отношением флуорен: дифениленоксид < 0,05. Эту
фракцию очищают затем путем кристаллизации с целью по-
лучения дифениленоксида. При этом отмечается, что из-за
незначительной разности температур кипения аценафтена,
флуорена и других сопутствующих дифениленоксиду соеди-
нений трудно получить дифениленоксид высокой степени
чистоты путем одной ректификации. Сочетание методов
ректификации и кристаллизационной очистки обеспечивает
выделение чистого дифениленоксида при переработке по-
глотительной фракции каменноугольной смолы. Этот способ
аналогичен технологии получения дифениленоксида из по-
глотительной фракции, существующей в Германии [56].
Согласно другому японскому способу для получения
дифениленоксида поглотительную фракцию каменноуголь-
ной смолы подвергают многоступенчатой дистилляции
с отделением на каждой ступени соединений, температуры
кипения которых находятся выше или ниже температуры
кипения дифениленоксида, что приводит к обогащению це-
левой дифениленоксидной фракции основным компонен-
том при каждой последующей ректификации и обеспечи-
вает получение на последней ступени технически чистого
дифениленоксида.
Необходимость в многоступенчатости процесса рек-
тификации фракции связана с присутствием в ней аценаф-
тена, 1,2-диметилнафталина, дифениленоксида с небольшой
разностью в температурах кипения (277,5; 279,5; 288°C со-
ответственно), что вызывает трудности их разделения при
ректификации фракции.
14.8.9. Акридин
Акридин содержится в антраценовой фракции камен-
ноугольной смолы, он легко летучий с водяным паром. По
внешнему виду это - бесцветные длинные пластинки или
иглы, при перекристаллизации из спирта пластинки имеют
ромбическую форму.
В воде акридин очень мало растворим, в бензоле и се-
роуглероде растворим, очень хорошо растворим в спирте
и эфире. Акридин с кислотами и бисульфитом натрия дает
соединения, растворимые в воде, водные растворы имеют
зеленовато-синюю флюоресценцию.
Для получения акридина технического и реактива
необходимо выделить из антраценовой фракции мето-
дом кристаллизации и последующего центрифугирования
антраценовое масло. В антраценовом масле содержится
0,2-0,7 % акридина. Откристаллизованное антраценовое
масло требуется промыть 4- 10%-ным раствором бисуль-
фита натрия при 40 °C при энергичном перемешивании
в течение нескольких часов. При этом образуется акридин-
сульфоновокислый натрий, хорошо растворимый в воде.
Поел е отстаивания отработанное масло спускают в сборник,
а водный раствор фильтруют через коксовый фильтр, пред-
варительно промытый горячей водой (размеры кусков кок-
са 10 - 15 мм). Скорость фильтрования должна быть такой,
чтобы выходящий из фильтра раствор был прозрачным.
Отфильтрованный раствор должен быть нейтрализо-
ван 40 %-ным раствором едкого натра до слабощелочной
реакции при температуре не более 40°С. Выделившийся
при этом акридин фильтруют на нутч-фильтре и промывают
конденсатом водяного пара при 20 -25°С. Об окончании
промывки судят по реакции промывных вод (реакция долж-
на быть нейтральной).
Температура плавления технического акридина после
сушки составляет 102 °C, акридин представляет собой кри-
сталлы серого цвета, содержащие не менее 95 % оснований.
Для получения акридина - реактива влажный техниче-
ский акридин должен вторично обрабатываться 10 %-ным
раствором бисульфита и 40 %-ным раствором едкого натра
в тех же условиях, как и при получении технического акри-
дина. Кристаллы после фильтрования и промывки водой
должны быть высушены в вакуум-сушилке при температуре
не выше 70 °C и вакууме 13,33 кПа.
Акридин используют для получения красителей кож,
для синтеза лекарственных препаратов и синтеза ингиби-
торов.
14.8.10. Получение флуорантена, пирена и хризена
В качестве сырья для производства флуорантена, пире-
на и хризена лучше использовать тяжелые пековые дистил-
ляты, хотя можно использовать смесь легких и тяжелых пеко-
вых дистиллятов, а также вторую антраценовую фракцию.
Физико-химические показатели тяжелых пековых дис-
тиллятов Авдеевского КХЗ приведены ниже
Плотность, кг/м3 1 444
Вязкость, °Е(100°С) 3,3
Молекулярная масса 216 - 220
Температура вспышки, °C 209 - 212
Зольность, % 0,05 - 0,08
Температура начала образования
кристаллов, °C 45-48
Механические примеси, % 0,20 - 0,22
Содержание веществ, нерастворимых
в толуоле (а-фракция), % 0,40 - 0,42
Содержание общей серы, % 0,38 - 0,40
Теплоемкость при 370°C, кДж/(кг -°C) 565
Процесс ректификации тяжелых пековых дистиллятов
был проведен на опытной установке, сооруженной на Харь-
ковском коксохимическом заводе.
Справочник Коксохимика. Том 3
368
Раздел 2. Переработка химических продуктов коксования
Таблица 14.108.
Выход и содержание
компонентов в целевых
фракциях, % по массе
Основные характеристики установки:
куб - конусное днище, плоская крышка, электрообо-
грев. Диаметр 620 мм, высота 1 085 мм, объем 300 л;
ректификационная колонна - диаметр 219 мм, общая
высота 4 907 мм, четыре царги высотой 400 мм каждая,
насадка - хромоникелевая спираль диаметром 5 мм
и длиной 5 мм. Параметры колонны обеспечивали ее
эффективность, эквивалентную 40 тыс. т.
При отборе головной фракции соотношение реф-
люкс: дистиллят - 6:1. При таком режиме ректификации
происходят наименьшие потери флуорантена и пирена
с головной фракцией (степень извлечения от ресурсов
в сырье - соответственно 30 и 11 %). Выход фракции 30,5 %.
Флуорантеновая фракция отбирается при соотноше-
нии рефлюкс:дистиллят 11:1. В этом случае получают фрак-
цию с оптимальным выходом (16,5%), достаточно высоким
содержанием основного вещества (48,5%) и минимальным
содержанием пирена (21,0%). При этом достигается мак-
симальная степень извлечения флуорантена от ресурсов
(40,4%) и минимальная - пирена (29%).
Пиреновая фракция - отбирается при рефлюксе 8:1.
Содержание пирена во фракции - 44%, флуорантена -
33,5%. Пиреновая фракция такого компонентного состава
вполне пригодна для получения высокопроцентного пи-
рена. При таком режиме ректификации достигается мак-
симальная степень извлечения пирена от его ресурсов
в сырье (53,6 %). Выход фракции - 14,5 %.
При отборе хризеновой фракции рефлюкс должен со-
ставлять 8 - 9:1. При таком режиме выход фракции достига-
ет 8 % с содержанием хризена 29 %.
Кубовый остаток, полученный на опытной установке,
по своим показателям соответствует среднетемпературно-
му пеку.
Комплекс выполненных исследований позволил раз-
работать технологию и схему комплексной переработки
ТПД с получением высококонцентрированных флуоранте-
на, пирена и хризена [125-131]. Схема представлена на
рис. 14.81.
Исходное сырье из хранилища 1, в котором поддержи-
вается температура 50 - 60 °C, дозировочным насосом 2 за-
гружается в куб 3 с огневым подогревом. После достижения
в кубе температуры 200 - 220 °C ректификационная колонна
4, дефлегматор 5 и сборники головной 6, флуорантеновой 7,
пиреновой 8 и хризеновой 9 фракций начинают работать
под вакуумом.
Отбор головной фракции в сборник 6 начинается по-
сле достижения наверху колонны температуры 240 - 260 °C,
при этом температура в кубе поддерживается на уровне
325 - 370 °C, а в середине колонны - 300 - 330 °C. Остаточ-
ное давление, 102 Па: в кубе 370 - 435; на верху колонны
345 - 400; в сборнике 305 - 330. Рефлюксное отношение 5:1
в начале отбора фракции и 8:1 в конце. Выход головной
фракции от исходного сырья - 30 %.
После отбора головной фракции начинается отбор
флуорантеновой фракции в сборник 7 при следующих усло-
виях: температура,°C: в кубе 370 - 390, в середине колонны
330 - 360, на верху колонны 270 - 300. Остаточное давление,
• 102 Па: в кубе 370 - 425, на верху колонны 345 - 400, в при-
емнике фракции 310 - 345. Рефлюксное отношение 10:1
в начале отбора флуорантеновой фракции и 12:1 в конце.
Выход флуорантеновой фракции составляет 16 -17 % от ис-
ходных ТПД.
После отбора флуорантеновой фракции производит-
ся отбор пиреновой фракции в сборник 8 при следующих
условиях: температура, °C: в кубе 390-400, в середине
колонны 340 - 370, на верху колонны 290 - 310. Остаточ-
ное давление, ИО2 Па: в кубе 37 -425, на верху колонны
350 - 400, в приемнике фракции 320 - 245. Рефлюксное от-
ношение 12:1 в начале отбора пиреновой фракции и 14:1
в конце. Выход концентрированной пиреновой фракции со-
ставляет 14 - 14,5% от исходных ТПД.
Отбор хризеновой фракции в сборник 9 начинается
после прекращения отбора пиреновой фракции. Условия
отбора хризеновой фракции следующие, температура, °C:
в кубе 410 - 430, в середине колонны 385-400, наверху
колонны 350-380. Остаточное давление, • 102 Па: в кубе
370 - 425, наверху колонны 350 - 400, в приемнике фракции
320 - 345. Рефлюксное отношение 8:1 в начале отбора хри-
зеновой фракции и 10:1 в конце. Выход хризеновой фрак-
ции составляет 8 % от исходного сырья.
Выход и содержание компонентов в целевых фракциях
приведены в табл. 14.108.
Неименова- нно компо- нента Головная Флуоран- теновая Пирено- вая Хризено- вая
Фенантрен . 26,0 12,0 13 Вместе 1,6
Антрацен 7,5 8,0 0,7
Карбазол 33 5,4 0,9 0,9
Флуорантен 183 473 33,5 7,3
Пирен 43 22,0 43,0 9,0
Хризен - 0,8 2,1 28,9
Выход фракции 30,0 16,5 14,2 8,0
Следующей стадией комплексной переработки ТПД
является очистка полученных концентрированных целевых
фракций перекристаллизацией из смеси различных рас-
творителей с получением высокопроцентных флуорантена,
пирена и хризена. Метод перекристаллизации фракций по-
зволяет использовать для получения индивидуальных угле-
водородов однотипное оборудование, что в значительной
мере упрощает технологический процесс.
14.8.11. Флуорантен
Исходным сырьем для получения флуорантена служат
пековые дистилляты, а также вторая антраценовая фракция.
По внешнему виду флуорантен представляет собой
бесцветные моноклинические иглы (при перекристалли-
зации из спирта). Пикрат флуорантена - это красновато-
желтые иглы с температурой плавления 182 - 183 °C, легко
растворимые в бензоле и толуоле, хуже - в спирте.
Флуорантен нерастворим в воде, слабо растворим в
холодном спирте, растворим в бензоле, сероуглероде, ук-
сусной кислоте, очень хорошо растворим в эфире. Данные
по растворимости представлены на рис. 14.82.
Для выделения флуорантена пековые дистилляты рек-
тифицируют в колонне с отбором узкокипящей фракции,
подвергаемой кристаллизации и перекристаллизации из
растворителей.
Справочник Коксохимика. Том 3
Глава 14, Переработка каменноугольной смолы
369
Рис. 14.81.
Принципиальная
технологическая схема
комплексной
переработки тяжелых
пековых дистиллятов
1 - хранилище; 2 - насос; 3 - куб; 4 - ректификационная колонна; 5 - дефлегматор; 6 - сборник головной фракции;
7 - сборник флуорантеновой фракции; 8 - сборник пиреновой фракции; 9 - сборник хризеновой фракции;
10-кристаллизатор первой ступени; 11 - рассол из холодильной установки; 12-установка каталитического дожига; 13-вакуум-насос;
14 - воздушники сборников; 15 - охладительная установка; 16- центрифуга первой ступени; 17 - кристаллизатор второй ступени;
18 - центрифуга второй ступени; 19 - контейнер; 20 - кристаллизатор; 21 - центрифуга; 22 - установка вакуум-сушки;
23 - сборник маточного раствора; 24 - 28- хранилища растворителей; 29-33- мерники; 34 - регенератор;
35- 39- сборники регенерированного растворителя
Справочник Коксохимика. Том 3
370
Раздел 2. Переработка химических продуктов коксования
Рис. 14.82.
Растворимость флуорантена
в зависимости от
температуры
Таблица 14.110.
Технические требования
к флуорантену
1-80% ксилола и 20% спирта; 2-100% ксилола;
3-70% пиридина и 30% воды;4 - 70 % спирта и 30% сольвента
Фракцию 375 - 385 °C используют для получения флуо-
рантена, для этого ее передают из вакуум-приемника в кри-
сталлизатор, снабженный перемешивающим устройством
и подогревателем для нагрева до 100 °C.
Перекристаллизацию ведут из смеси сольвента (30%)
и спирта (70%); количество растворителя составляет 1:1
к взятому сырому флуорантену.
Для получения чистого продукта нужна двух-трех-
кратная перекристаллизация. Для сокращения потерь чи-
стого продукта первые две перекристаллизации ведут из ма-
точных растворов от предыдущей операции, последнюю же
перекристаллизацию производят из чистого растворителя.
Втабл. 14.109приведены результаты перекристаллиза-
ции флуорантена с использованием бензина. Сырые фрак-
ции обогащаются двумя перекристаллизациями, если соот-
ношение флуорантена и пирена в них составляет не менее
4:1; выход чистого флуорантена при этом равен 40 - 50% к
узкой сырой фракции. При соотношении 1:1 выход флуоран-
тена равен 50 - 65 % к сырой фракции. В том случае, если со-
отношение пирена к флуорантену составляет 3,5:1, следует
проводить перекристаллизацию не в два, а в три приема,
выход флуорантена при этом будет равен 15-25%. При
меньшем соотношении фракция не обогащается.
В табл. 14.110 приведены технические требования
к флуорантену, который может выпускаться в качестве ре-
актива.
Изучение большого числа растворителей различных
классов и смесей позволили предложить новый процесс
получения обогащенного флуорантена [128; 131].
При перекристаллизации флуорантеновая фракция из
сборника 7 (рис. 14.81) в расплавленном виде направляется
в кристаллизатор первой ступени очистки 10, куда из храни-
лищ растворителей 24 и 25 через мерники 29 и 30 подается
смесь растворителей (70% изопропилового спирта и 30%
толуола) при соотношении фракция: растворитель 1:3.
Наименование показателя Величина
Температура плавления (конечная), °C 106,5-110,5
Интервал плавления, °C 1-3
Содержание пирена, %, не более 0,1 -1,0
При температуре 65-70 °C происходит полное рас-
творение фракции, после чего обогрев кристаллизатора от-
ключается и полученный раствор охлаждается до 20 - 25 °C.
Для дальнейшего охлаждения раствора до 0 + 5 °C в рубаш-
ку кристаллизатора из охладительной установки 15 подает-
ся рассол.
Полученная закристаллизованная масса направляет-
ся на центрифугу 16. После фугования твердая фаза пред-
ставляет собой обогащенный (67 %-ный) флуорантен, выход
которого составляет 50 - 51 % от загруженной на перекри-
сталлизацию фракции. Состав обогащенного флуорантена
после первой перекристаллизации следующий, % по массе:
фенантрен + флуорантен 67,1
антрацен 6,5
карбазол 4,5
пирен 14,0
хризен 1,2
Материальный баланс первой перекристаллизации
флуорантеновой фракции приведен в табл. 14.109.
Таблица 14.109.
Результаты
перекристаллизации
флуорантена
Содержание нродухта в иаоднем сырье, % Соотношение растворителя к фракции Содержание, % Выход от ресурсурсов флуорантена, % Состав растворителя
фяуераитеиа пирена пирена | флуорантена
Первая кристаллизация
65,6 13,08 1:1 11,27 92,87 67,33 100 %-ный
50,37 3,33 1:1 9,14 97,5 62,15 бензин
Вторая кристаллизация
- - 1:1 0,81 99,0 62,5 100 %-ный
- - 1:2 0 100 52,4 бензин
(правочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
371
Обогащенный продукт переводится в кристаллизатор
второй ступени очистки 17 на вторую перекристаллизацию,
методика которой полностью повторяет первую ступень
перекристаллизации флуорантеновой фракции, и после
этого закристаллизованная масса направляется на центри-
фугу второй ступени 18.
Для повторной перекристаллизации флуорантеновой
фракции оптимальной является смесь растворителей, со-
стоящая из 30 % этилового спирта и 70 % толуола. Содержа-
ние основных компонентов в полученном продукте следу-
ющее (% по массе):
флуорантен 96,5
пирен 2,2
фенантрен + антрацен 0,7
Выход высокопроцентного флуорантена от его ресур-
сов в обогащенной фракции составляет 55 - 56%, а от ре-
сурсов в ТПД-23-%.
Высокопроцентный флуорантен из центрифуги пере-
дается контейнером 19 в установку вакуум-сушки 22, а ма-
точные растворы первой и второй ступеней очистки на-
правляются в сборник 23 для последующей регенерации.
Выход маточного раствора первой перекристаллиза-
ции флуорантеновой фракции равен 85,45% от исходного
сырья. Маточный раствор состоит из смеси растворителей
(изопропиловый спирт + толуол) и твердой фазы, компо-
нентный состав которой приведен ниже, % по массе (здесь
и далее показан компонентный состав твердой фазы маточ-
ного раствора без учета используемых растворителей, т. е.
по существу кубового остатка маточного раствора после
отгона растворителей):
фенантрен + флуорантен 29,7
антрацен 29,7
карбазол 6,4
пирен 30,2
хризен 0,5
Твердая фаза образуется после регенерации раство-
рителей в количестве 28,62 % от маточного раствора второй
перекристаллизации.
В зависимости от состава, твердая фаза, полученная
после регенерации маточного раствора первой и второй
перекристаллизации флуорантеновой фракции, направля-
ется в исходное сырье, поступающее на ректификацию, что
позволяет на 1,5 - 2,0% увеличить в нем содержание флуо-
рантена и пирена.
Смесь регенерированных растворителей использует-
ся на первой ступени очистки флуорантеновой фракции.
14.8.12. Пирен
Пирен может быть получен из пековых дистиллятов.
В пековых дистиллятах содержится 4,85% пирена,
в первой антраценовой фракции - 2,5%, во второй антра-
ценовой фракции - 3,27%
Пирен представляет собой слегка желтоватые моно-
клинические пластинки. В 100 мл спирта растворяется 1,4 г
пирена. В эфире пирен очень хорошо растворим. При 16°C
в 100 частях спирта растворяется 1,37 часть пирена, а при
кипении - 3,08 части. В 100 частях толуола при 18 “С раство-
ряется 16,54 частей пирена.
Узкую пиреновую фракцию подвергают двукратной или
трехкратной перекристаллизации в аппаратах 7,5 (рис. 14,81)
из смеси сольвента со спиртом (3:7) или из бензина в смеси
с сольвентом (1:1). Общее количество растворителя по отно-
шению к фракции должно составлять 1:1. Кристаллы отделя-
ют от маточного раствора в центрифуге, а затем сушат.
Маточный раствор от первичной перекристаллизации
поступает в куб с колонной, в которой из раствора отгоня-
ют спирт и сольвент, возвращаемые в цикл. Характеристика
узких пиреновых фракций, выход пирена после перекри-
сталлизации приведены в табл. 14.111.
Имеются данные по обогащению пиреновых фракций
методом кристаллизации - плавления [132]. Было установ-
лено, что для получения пирена с содержанием основно-
го вещества 92% необходима трехступенчатая очистка
44-45%-ной пиреновой фракции.
Основным преимуществом метода кристаллизации
- плавления является исключение растворителей (и по-
следующей их регенерации) из технологии обогащения
пиреновых фракций, что позволяет оценить этот метод как
экологически более чистый.
К недостаткам метода относится низкая чистота полу-
чаемого пирена - до 92 %.
Исследование большого числа растворителей различ-
ных классов и их смесей показало, что наиболее эффектив-
ными для двухстадийного получения 97 %-ного пирена из
концентрированной фракции являются смеси изопропило-
вого спирта с толуолом для первой стадии очистки и уксус-
ной кислоты с толуолом - для второй [129]. Соотношение
фракция : растворитель в обоих случаях 1:3. Оптимальной
для первой стадии очистки сырой пиреновой фракции яв-
ляется смесь растворителей, состоящая из 70% изопропи-
лового спирта и 30 % толуола.
На оборудовании для получения флуорантена произ-
водится очистка концентрированной пиреновой фракции,
причем методика первой ступени перекристаллизации кон-
Содержание пирена в исходном сырье, % Отношение растворитель: фракция Содержание пирена в обогащенном продукте, % Выход обогащенного пирена от ресурсов 100 %-ного пирена в узкой пиреновой фракции, % Состав растворителя
Первая кристаллизация
52,6 1:1 69,20 64,24 Чистый бензин
52,6 1:1 88,60 78,42 Бензин:сольвент 1:1
52,6 1:1 93,30 57,81 Чистый сольвент
Вторая кристаллизация
— 1:3 94,92 62,9 Чистый бензин
— 1:2 96,05 72,12 Бензин:сольвент 1:1
- 1:1 97,06 56,11 Чистый сольвент
Таблица 14.111.
Выход и качество пирена после
перекристаллизации
(правочиик Коксохимика. Том 3
372
Раздел 2. Переработка химических продуктов коксования
центрированной пиреновой фракции полностью повторяет
методику перекристаллизации флуорантеновой фракции.
Выход полученной после первого фугования твердой фазы
составляет 50% от исходной фракции, а ее состав следу-
ющий, % по массе:
фенантрен 1,7
антрацен 1,4
карбазол 1,3
флуорантен 14,0
пирен 70,2
хризен 3,3
Рис,-14.83.
Растворимость хризена
в зависимости от
температуры
Полученный продукт направляется в кристаллизатор
второй ступени 17 (рис. 14.81), а маточный раствор собира-
ется в сборнике 23 для последующей регенерации.
На второй ступени очистки в кристаллизатор 17 из
хранилищ 25 и 26 через мерники 30 и 31 подается смесь
растворителей, состоящая из 70% уксусной кислоты и 30%
толуола при соотношении твердая фаза: растворитель 1:3.
После фугования получается высокопроцентный пи-
рен, выход которого сотавляет 45% от загруженного на
очистку технического продукта. Состав товарного пирена
следующий, % по массе:
фенантрен + флуорантен 2,0
антрацен 0,1
карбазол -
пирен 97,5
хризен 0,5
Высокопроцентный пирен передается в установку
вакуум-сушки 22, а маточный раствор собирается в сборни-
ке 23 для последующей регенерации.
Выход маточного раствора первой перекристаллиза-
ции пиреновой фракции равен 85,60% от исходного сырья.
Маточный раствор состоит из смеси растворителей (изо-
пропиловый спирт + толуол) и твердой фазы, компонентный
состав которой приведен ниже, % по массе:
фенантрен 1,2
антрацен 0,1
карбазол 0,5
флуорантен 53,0
пирен 3,3
хризен 0,9
Твердая фаза образуется после регенерации раство-
рителей в количестве 27,3 % от маточного раствора второй
перекристаллизации.
Твердая фаза маточного раствора второй перекри-
сталлизации пиреновой фракции может быть направлена
либо в сырье, поступающее на повторную стадию очистки,
что несколько снизит в нем содержание целевого продукта
(68% вместо 70%), либо она может быть направлена в по-
лученную при ректификации тяжелых пековых дистиллятов
пиреновую фракцию, что позволит повысить в ней содержа-
ние пирена до 46 % вместо 43 %.
Смесь регенерированных растворителей использует-
ся на первой ступени очистки пиреновой фракции.
14.8.13. Хризен
Сырьем для производства хризена служат пековые
дистилляты и вторая антраценовая фракция.
Он представляет собой бесцветные чешуйки или ром-
бические пластинки с красно-фиолетовой флюоресценци-
ей; обычно слегка окрашен в желтый цвет (примесь нафта-
цена).
Хризен очень плохо растворим в воде, эфире, серо-
углероде, бензоле, ледяной уксусной кислоте; растворяется
в концентрированной серной кислоте, последняя окраши-
вается в фиолетовый цвет. При 16 °C в 100 частях абсолют-
ного спирта растворяется 0,097 части хризена при кипении
0,17 ч. При 18 °C в 100 частях толуола растворяется 0,24 ча-
сти хризена при кипении 5,39 ч.
Данные по растворимости хризена представлены на
рис. 14.83.
1 - пиридин; 2 - поглотительное масло: 3 - нитробензол:
4 - а-метилнафталин; 5 -толуол; 6 - спирт
При атмосферном давлении и 20 °C теплота сгорания
хризена составляет 2139,1 ккал/моль.
Хризеновую фракцию смешивают с бензолом (толуо-
лом) в соотношении 1:0,5 или 1:1, а затем после отстаивания
в течение 12 - 24 ч отделяют кристаллы фильтрованием. Вы-
ход необезмасленных кристаллов составляет 7,3 % от пеко-
вых дистиллятов и обезмасленных кристаллов - 4,3 %.
Кристаллы дважды перекристаллизовывают из погло-
тительного масла (1 : 1) и отделяют от маточного раствора
фильтрованием. Полученный сырой хризен растворяют в
мытом поглотительном масле (1 : 5) в присутствии 2-5%
(от массы взятого хризена) малеинового ангидрида. Смесь
нагревают до 125 - 135 °C в течение 15 - 30 мин и кристал-
лизуют при 20 - 25 °C. Кристаллы отделяют от раствора
центрифугированием, после чего их промывают бензолом
(1:1) и сушат. Выход обогащенного хризена составляет около
70% от взятого на очистку, цвет - белый или желтоватый,
точка плавления 254 - 255 °C.
(правочник {фксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
373
Для дальнейшей очистки хризен перекристаллизовы-
вают из нитробензола (1:5) с последующей промывкой бен-
золом и сушкой. Полученный чистый хризен имеет белый
цвет и плавится при 254 - 255 °C.
Комплекс проведенных исследований позволил пред-
ложить трехстадийный процесс получения 97,0-97,5 %-ного
хризена. В отличие от флуорантена и пирена для получения
высокопроцентного хризена полученная при ректифика-
ции ТПД хризеновая фракция подвергается трехступенча-
той очистке [130; 131].
На первой стадии очистки сырая 29%-ная фракция
при температуре 20 - 25 °C отмывается от масел и других
легкорастворимых соединений ароматическим раствори-
телем-толуолом.
Фракция из сборника 9 (рис. 14.81) в расплавленном
виде подается в кристаллизатор первой ступени очистки
10, куда из хранилища растворителей 25 подается толуол.
В кристаллизаторе при температуре 20 - 25 °C произво-
дится отмывка хризеновой фракции от легкорастворимых
компонентов. Соотношение твердая фаза: растворитель
1:5. Масса отжимается в центрифуге 16. Полученная твер-
дая фаза представляет собой обогащенный продукт, выход
которого составляет 35-37% от загруженной на очистку
хризеновой фракции. Состав обогащенного продукта сле-
дующий, % по массе:
фенантрен + флуорантен 5,0
антрацен 1,4
карбазол 0,7
пирен 7,1
хризен 70,0
Твердая фаза в расплавленном виде передается в кри-
сталлизатор второй ступени очистки, а маточный раствор
собирается в сборнике 23 для последующей регенерации.
В кристаллизатор 17 из хранилищ растворителей
27 и 25 подается смесь растворителей, состоящая из 70%
ДМАА и 30% ацетона. Соотношение твердая фаза : раство-
ритель 1:3.
Такое соотношение позволяет получить технический
хризен с содержанием основного вещества 86 % при доста-
точно высокой степени его извлечения от ресурсов в сырье
и дистиллятах: соответственно 42 и 28%.
Степень извлечения от ресурсов в техническом хризе-
не - 55,5 %, а от ресурсов в ТПД - 15,8 %.
После полного растворения продукта кристаллиза-
тор охлаждается до 20 - 25 °C, а образовавшаяся масса от-
жимается в центрифуге второй ступени очистки. Маточный
раствор направляется в сборник 23 для последующей ре-
генерации, а твердая фаза, выход которой составляет 33 %
от взятого на перекристаллизацию технического продукта,
представляетсобой технический хризен следующего соста-
ва, % по массе:
фенантрен + флуорантен 3,8
антрацен 1,2
карбазол 0,3
пирен 5,1
хризен 86,7
Твердая фаза после второй перекристаллизации на-
правляется в кристаллизатор 20 для повторной перекри-
(правочник Коксохимика. Том 3
сталлизации (третья ступень очистки), которая проводится
в тех же условиях, что и первая на второй ступени очистки.
После центрифугирования получается товарный хризен
с выходом 50% от технического продукта. Состав товарного
хризена следующий, % по массе:
фенантрен + флуорантен 1,о
антрацен 0,9
карбазол -
пирен 1,2
хризен 96,3
Маточный раствор направляется в сборник 23 для по-
следующей регенерации.
Компонентный состав твердой фазы маточного раство-
ра первой стадии очистки (отмывка толуолом) хризеновой
фракции (% по массе: фенантрен + антрацен - 1,7; карба-
зол - 2,8; флуорантен - 8,5; пирен - 19,3; хризен - 6,8), как
и в случае с головной фракцией ректификации.тяжелых
пековых дистиллятов предполагает возможность использо-
вания ее в качестве сырья дпя производства высокострук-
турного технического углерода.
Выход маточного раствора первой перекристаллиза-
ции технического хризена (вторая стадия очистки) равен
89,5 % от исходного сырья. Маточный раствор состоит из
смеси растворителей (ДМАА + ацетон) и твердой фазы, ком-
понентный состав которой приведен ниже, % по массе:
фенантрен + флуорантен
антрацен
карбазол
пирен
хризен
5,6
1,6
0,9
7,9
61,6
Твердая фаза образуется после регенерации раство-
рителей в количестве 31,26% от маточного раствора пер-
вой перекристаллизации.
Выход маточного раствора второй перекристаллиза-
ции технического хризена (третья стадия очистки) равен
84,3 % от сырья. Маточный раствор состоит из смеси раство-
рителей (ДМАА + ацетон) и твердой фазы, компонентный со-
став которой приведен ниже, % по массе:
фенантрен + флуорантен 6,5
антрацен 1,2
карбазол 0,7
пирен 9,0
хризен 73,5
Твердая фаза образуется после регенерации раство-
рителей в количестве 31,0% от маточного раствора второй
перекристаллизации.
Твердая фаза маточных растворов первой и второй
перекристаллизаций отмытого технического хризена (вто-
рая и третья стадии очистки) направляется в хризеновую
фракцию, что позволяет довести в ней содержание целево-
го продукта до 40%.
Растворители, полученные при регенерации маточных
растворов, используются на первых стадиях очистки фрак-
ций. В процессе регенерации растворителей на всех стади-
ях очистки потери растворенных в них очищаемых фракций
в среднем составляют 5 - 7 %.
374
Раздел 2. Переработка химических продуктов коксования
Таким образом, разработанная технологическая схема
получения высокопроцентных флуорантена, пирена и хри-
зена при комплексной переработке тяжелых пековых дис-
тиллятов (или пиреновой фракции, получаемой при много-
колонном фракционировании каменноугольной смолы)
является практически безотходной со значительной эколо-
гической надежностью.
Необходимо подчеркнуть, что технологической осно-
вой получения конечных продуктов высокого качества яв-
ляется двух-, трехстадийная перекристаллизация полупро-
дуктов. Аппаратурная компоновка такой схемы возможна
в двух вариантах:
1-й вариант - последовательная компоновка аппара-
тов «кристаллизатор - центрифуга» на каждой промежуточ-
ной ступени (стадии) технологического полупродуктового
потока;
2-й вариант - технологический поток «кристаллиза-
тор - центрифуга» компонуется в едином аппаратурном мо-
дуле, а отфугованный полупродукт с помощью переставных
герметизируемых кассет после каждой ступени очистки воз-
вращается в кристаллизатор для последующей обработки.
Двух-, трехкратная технологическая схема является
комплексной и учитывает технические решения по утили-
зации или квалифицированному использованию попутно
получаемой промежуточной продукции:
• головной фракция ректификации ТПД;
кубового остатка ректификации ТПД;
маточных растворов первой и второй перекристалли-
зации флуорантеновой фракции;
• маточных растворов первой и второй перекристалли-
зации пиреновой фракции;
• маточных растворов первой, второй и третьей стадий
очистки хризеновой фракции;
регенерированных растворителей.
14.9.Оборудование ректификации
каменноугольной смолы и переработки
антраценовой фракции
14.9.1. Трубчатые печи
В смолоперерабатывающих цехах работают трубчатые
печи трех типов: радиантно-конвективные печи, сооружен-
ные по чертежам Гипрококса; беспламенные подогреватели
типа ПБ-12 конструкции ВНИИнефтемаша; трубчатые печи
вертикально-факельного сжигания топлива с одной каме-
рой радиации типа ГС1 [130].
Конструктивная характеристика трубчатых печей при-
ведена в табл. 14.112, а их теплотехническая и гидравличе-
ская характеристики втабл. 14.113.
Ряд одноколонных агрегатов производительностью
100 тыс. т смолы в год оснащены радиантно-конвективными
трубчатыми печами с факельным сжиганием газообразного
топлива (рис. 14.84).
Таблица 14.112.
Конструктивная
характеристика трубчатых
печей
Наименование показателя Бесппеменнын подогреватель ПБ-12 Печь вертикально- факельного сжигания топлива с одной камерон радиации ГС1 -150/8 Печь вертикально- факельного сжигания топлива с одной камерой радиации ГС1-215/11
Номинальная производительность агрегата по 200 100 200
безводной смоле, тыс. т/г
Площадь поверхности нагрева общая, м2 443 345,1 407
В том числе:
продуктового змеевика первой ступени 69 144,2 158
продуктового змеевика второй ступени 374 180,3 227
пароперегревателя 18 20,6 22
Трубы (диаметр х толщина стенки), мм:
продуктового змеевика 127x7 102X6 127x8
пароперегревателя - 102X6 108x8
Тип горелки ГБПш-140 ГП-2 для коксового газа ГП-2 для коксового газа
Число горелок 176 (4 ряда) 4 6
Материал труб:
продуктового змеевика Х5М 15Х5М (12Х18Н10Т) 15Х5М
пароперегревателя 15Х5М 15Х5М (20X5 МЛ) 15Х5М
Материал опорных конструкций для труб (решеток, подвесок и т.д.) Х9С2Х24Н12СЛ (или Х23Н7СЛ) ЖЧХ-2 и 25Х23Н7СЛ ЖЧХ-1,5и 25Х23Н7СЛ
Материал футеровки Шамот 1-ого сорта, класс А Огнеупорный бетон и шамотный кирпич Огнеупорный бетон и шамотный кирпич
Габариты печи, м:
ширина 6,7 (с площадками) 5,9 5,9
длина 15,0 (с площадками) 12,2 15,2
высота (без дымовых труб) 9,2 14,2 14,2
Масса печи, общая, т 242,0 130,0 152,0
(правочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
375
Наименование показателя (расчетные) Беспламенный подогреватель ПБ-12 факельного сжигания топлива с одной камерон радиации ГС1-150/8 Печь вертикально- факельного сжигания топлива с одной камерой радиации ГС1-215/11
Номинальная производительность по безводной смоле, тыс. т/год 200 100 200
Полезный тепловой поток*, МВт 7,0-8,0 3,5-4,0 7,0 -8,0
Расход коксового газа, м3/ч 2 000 1000 2000
Термический к.пщ. печи, % 84 77 81
Температура дымовых газов, °C на выходе из камеры радиации на выходе из камеры печи 700 300 730 300 760 300
Среднее теплонапряжение, кВт/м2: поверхности труб радиации 5,0 29,0 8,5 22,5 10,0 27,0
Скорость продукта на входе в змеевик, м/с 0,7 0,5 0,7
Давление на входе, МПа: в первую ступень во вторую ступень 0,20 0,20 0,32 0,50 0,33 0,52
Давление на выходе, МПа: из первой ступени из второй ступени 0,15 0,15 0,15 0,15 0,15 0,15
Объем дымовых газов (приведенный к нормальным условиям), м3/ч - 7223 12130
Гидравлическое сопротивление по газовому тракту, Па - 53 54,7
• Мощность полезного теплового потока указана при среднем допускаемом теплонапряжении поверхности нагрева радиантных труб 27,0 кВт/м2
и передаче 70 % тепла в камере радиации.
Таблица 14.113.
Теплотехническая
и гидравлическая
характеристика трубчатых
печей
Змеевик первой ступени нагрева помещают в конвек-
ционной секции печи. Вторую ступень нагрева осуществля-
ют в однорядном боковом и потолочном экранах, располо-
женных в радиантной камере. В конвекционной камере
устанавливают пароперегреватель для перегрева пара, ис-
пользуемого для технологических нужд.
Конструкция этих печей не позволяет управлять рас-
пределением тепла факела по поверхности змеевика, вслед-
ствие чего на отдельных участках трубных экранов возника-
ют высокие локальные теплонапряжения. Это ограничивает
возможность интенсификации теплопередачи за счет повы-
шения среднедопустимого теплонапряжения труб.
Эти печи громоздки, требуют большого расхода дефи-
цитных жаростойких, жаропрочных и коррозионностойких
металлов и футеровочных материалов. Конструкция печей
устарела и в новых установках такие печи уже не приме-
няют.
Для смолоперерабатывающих агрегатов производи-
тельностью по безводной смоле 200 тыс. т/г используются
беспламенные подогреватели типа ПБ-12. В настоящее вре-
мя конструкция беспламенных печей претерпела значи-
тельные изменения, нашедшие отражения в каталоге «Труб-
чатые печи» [29; 130; 131].
Интенсификация процесса теплоотдачи в печах этого
типа достигается путем создания вторичных излучателей
в виде стен, составленных из беспламенных панельных
горелок.
На рис. 14.85 изображен беспламенный подогреватель
ПБ-12, представляющий собой радиантно-конвективную
Справочник Коксохимика. Том 3
трубчатую печь с беспламенным сжиганием газа и верхним
отводом дымовых газов, с горизонтальным расположением
труб продуктового змеевика.
В отличие от других трубчатых печей для смолы в бес-
пламенном подогревателе ПБ-12 вся первая ступень про-
дуктового змеевика размещена в камере радиации. Она
оснащается горелками одной из фронтальных излучающих
стен. Этим достигается возможность независимого регу-
лирования теплоотдачи первой и второй ступеней путем
изменения производительности горелок с одной стороны
печи. Первая ступень продуктового змеевика состоит из не-
скольких труб основного экрана, одного из боковых экра-
нов и половины подового экрана. Ко второй ступени про-
дуктового змеевика относятся весь конвекционный пучок
и остальные радиантные трубы.
Схема потоков продукта в змеевике представлена на
рис. 14.86. Сырая смола, поступает в змеевик первой сту-
пени, проходит последовательно трубы одного из боковых
экранов и по перекидной трубе переходит в среднюю часть
основного экрана. Пройдя в нем семь труб, смола поступает
в половину подового экрана и нагретая до 125-135’С вы-
ходит из печи. Во вторую ступень змеевика поступает обез-
воженная смола. Она проходят сверху вниз конвективный
пучок труб, затем трубы другого бокового экрана и попадает
в основной экран, проходит по его трубам (исключая трубы
первой ступени), переходит во вторую половину подового
экрана, и, нагретая до 400 - 410 °C, покидает печь.
Горелки расположены во фронтальных стенах каме-
ры радиации - по четыре ряда в каждой стене, образуя два
376
Раздел 2. Переработка химических продуктов коксования
Рис. 14.84.
Радиантно-конвекционная
трубчатая печь камерного
типа (продольный разрез)
1 - горелка; 2 - коллектор коксового газа; 3 - подвод газа к свечам зажигания; 4 - штуцер для подачи смолы во вторую ступень нагрева;
5 - трубы потолочного и бокового зкранов; 6 - смотровой глазок; 7 - инспекционное окно; 8 - штуцер для выхода смолы в эвапоратор второй
ступени; 9 - термопара; 10- штуцер для подачи смолы в эвапоратор первой ступени; 11 - штуцер для выхода перегретого пара;
12 - штуцер для подачи насыщенного пара; 13 - пароперегреватель; 14 - конвекционная секция;
15 - штуцер для подачи смолы в первую ступень нагрева; 16 - шибер
противоположных излучающих блока. У каждого ряда горе-
лок предусмотрен свой газовый коллектор для независи-
мой регулировки теплопроизводительности каждого ряда,
а следовательно, и теплоотдачи соответствующему участку
радиантных труб.
Первые беспламенные подогреватели типа ПБ-12
были оборудованы горелками типа ГБП-169, изготовленны-
ми заводом «Нефтемаш». Последующие подогреватели типа
ПБ-12 оборудованы были горелками типа ГБПш-140, входя-
щими в нормализованный ряд горелок, предусмотренный
каталогом «Горелки для трубчатых печей» [132].
На рис. 14.87. изображена штампосварная горелка
типа ГБПш-140, предназначенная для сжигания газообраз-
ного топлива. Конструкция горелки ГБП-169 принципиально
не отличается от конструкции горелки ГБПш-140. Благодаря
большему числу ниппелей (169 вместо 100), излучающая па-
нель горелки ГБП-169 мощнее, чем горелки ГБПш-140.
Горелка состоит из смесителя 1 с цилиндрическим
газовым соплом 2, к которому подведен газовый отвод З’с
насаженным на резьбе маховиком 4 для регулирования по-
дачи воздуха в горелку. Смеситель крепится к штампованно-
му коробу 5, оборудованному устройством для равномер-
ного распределения газовоздушной смеси 6 и решеткой 7
с развальцованными в ней металлическими трубками-
ниппелями 8. На концы ниппелей 8 свободно навешиваются
керамические призмы 9 с внутренними коническими кана-
лами 10, являющимися продолжением ниппелей. Керамиче-
ские призмы образуют панель, обращенную внутрь топоч-
ного пространства печи.
Коксовый газ по газовому отводу поступает к соплу,
а из него в смеситель. При выходе из сопла потенциальная
энергия газа превращается в кинетическую. Газ, выйдя из
сопла с большой скоростью, инжектирует воздух, необхо-
димый для горения. Диаметр сопла определяют расчетным
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
377
А-А
Вид Б
Рис. 14.85.
Беспламенный
подогреватель ПБ-12
/ - крайняя секция; II - средняя секция
Смола
во вторую
ступень
Смола
в первую
ступень
Смола
из первой
ступени
путем в зависимости от качества и количества подаваемого
газа и давления в газопроводе. Диаметр сопла обычно кор-
ректируют при пуске трубчатой печи и рассверливают на
месте до оптимальных размеров.
Количество инжектируемого воздуха регулируют вра-
щением маховика, который, перемещаясь по резьбе вдоль
газового отвода, изменяет величину кольцевого прохода
для воздуха.
Опыт пуска и эксплуатации печей ПБ-12 показал,
что достичь беспламенного горения в горелках ГБП-169
и ГБПш-140 при сжигании коксового газа при низких дав-
лениях перед горелками невозможно. Они могут работать
стабильно только при большом недостатке воздуха по сте-
хиометрическому отношению количеств воздуха и газа.
В последнее время для нагрева смолы нашли при-
менение трубчатые печи радиантно-конвективного типа
вертикально-факельного сжигания топлива с одной каме-
рой радиации типа ГС1, разработанные ВНИИнефтемашем
[130]. Конструктивная и теплотехническая характеристики
приведены табл. 14.112 и табл. 14.113. Трубчатая печь типа
ГС1 представлена на рис.14.88.
Печь состоит из камеры радиации 1, камеры конвек-
ции 2, стального сварного каркаса 3, футеровки 4, выпол-
ненной из легковесного жаростойкого бетона.
Рис. 14.86.
Схема потоков продукта
в змеевике беспламенного
подогревателя ПБ-12
(правочник Коксохимика. Том 3
378
Раздел 2. Переработка химических продуктов коксования
Рис. 14.87.
Беспламенная панельная
горелка
1 - смеситель; 2 - сопло; 3 - отвод; 4 - маховик; 5 - короб;
6 - устройство для равномерного распределения газовоздушной
смеси; 7 - решетка; 8 -ниппель; 9 - керамическая призма;
10 - конический канал
В верхней части топочного пространства имеются вы-
хлопные окна. Для визуального наблюдения за процессом
горения и состоянием труб выполнены смотровые окна 5.
В печах этого типа применяются горелки 6 для сжигания
коксового газа.
Печи имеют одинаковые размеры и форму поперечно-
го сечения, набираются из двух крайних и различного коли-
чества средних секций.
Конструкция и компоновка змеевиков разрабатывают-
ся для каждого технологического процесса индивидуально.
Змеевики размещаются в радиантной и конвективной каме-
рах печи. В радиантной камере они установливаются в виде
двух настенных экранов одностороннего облучения. В кон-
вективной камере трубы змеевики собраны в два пучка, со-
стоящие из девяти рядов, расположенных по треугольнику,
с шагом 215 мм.
Трубы радиантных настенных экранов и двух нижних
рядов конвективного пучка соединены между собой при
помощи литых ретурбендов. Остальные трубы соединены
приварными калачами.
Трубчатые печи работают следующим образом: коксо-
вый газ сжигается в горелках, расположенных в поду каме-
ры радиации. Дымовые газы из камеры радиации поступают
в камеру конвекции, откуда направляются в дымовую трубу.
Тягу регулируют шибером, установленным на выходе газов
из камеры конвекции. Каменноугольная смола поступает
одним потоком в трубы змеевика первой ступени, располо-
женного в камере конвекции, и, нагретая до необходимой
температуры, выходит из печи. Обезвоженная смола одним
потоком проходит по змеевику второй ступени сначала по
трубам, расположенным внизу камеры конвекции, а затем
по трубам радиационного экрана. Схема потока смолы в
трубчатой печи представлена на рис. 14.89.
Печи типа ГС1 оснащаются горелками типа ГП-2.
На рис. 14.90. изображена горелка ГП-2, предназначен-
ная для сжигания газообразного топлива.
Газовая часть горелки представляет собой коллектор
1 с двумя рядами отверстий 2 и 3 для выхода газа и газо-
подводящей трубой 4. Жидкостная часть горелки состоит из
эмульсионно-вихревой форсунки, расположенной внутри
корпуса горелки, и подводящей трубы. Воздушная часть го-
релки состоит из корпуса 5, который имеет регистр с окна-
ми 6 для поступления атмосферного воздуха, и воздуховода
7 для воздуха от вентилятора. Воздуховод представляет со-
бой литую трубу с внутренним диаметром 178 мм, изогнутую
под прямым углом, с шибером 8 на входе и осевым воздуш-
ным завихрителем 9 на выходе.
На коксовом газе горелка работает следующим обра-
зом: отопительный газ через газоподводящую трубу 4 посту-
пает в газовый коллектор 1. Через отверстия 2 и 3 газового
коллектора газ истекает в центральный закрученный и пе-
риферийный прямоточный воздушные потоки, инжектируе-
мые в горелку через воздуховод 7 и окна 6 корпуса горелки.
Образование газовоздушной смеси и ее воспламенение на-
чинается в амбразуре. Подачу атмосферного воздуха регу-
лируют изменением положения шибера 8 на входе в горел-
ку, управляемого сектором 10, и регистра на корпусе.
Узел горелки для сжигания жидкого топлива в печах
для нагрева смолы не используют. Также не применяют по-
дачу воздуха в горелку от вентилятора. Горелочный камень
амбразуры изготавливают либо из шамота, либо из жаро-
стойкого бетона. Поскольку горелка ГП-2 предназначена
для сжигания природного газа, то при применении ее для
сжигания коксового газа для достижения номинальной те-
пловой мощности в конструкцию горелки должны быть вне-
сены следующие изменения:
вместо одного ввода газа 4 в газовый коллектор 1
предусматриваются два;
увеличивается диаметр отверстий в газовом коллек-
торе для истечения из него газа (32 отверстия 3 диа-
метром 4 мм рассверливаются до диаметра 7 мм; 16 от-
верстий 2 диаметром 10 мм остаются без изменений).
(правочиик Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
379
д-д
Рис. 14.88.
Трубчатая печь типа ГС1
(поперечный разрез)
1 - камера радиации; 2 - камера конвекции; 3 - каркас печи; 4 - футеровка блочная; 5 - окна смотровые; 6 - горелки
Теплотехническая характеристика горелки ГП-2
П роизводительность, м3/ч 400 - 500
Давление газа перед горелкой, кПа 1,5
Коэффициент избытка воздуха 1,1
По данным УХИНа средний расход коксового газа
для обогрева печи составляет 66 м3/т смолы, к. п. д. печи -
65%.
Гипрококс принимает удельный расход 75-85 нм3/ч
на тонну смолы (20 °C).
Методы теплового и гидравлического расчета трубча-
тых печей освещены в специальной литературе.
14.9.2. Ректификационные колонны
На коксохимических предприятиях ректификацион-
ные колонны различаются по конструкции и типу тарелок.
В зависимости от схемы ректификационного агрегата уста-
навливают одну или две колонны.
Техническая характеристика ректификационных ко-
лонн приведена в табл. 14.114.
Ректификационные колонны, включенные в таблицу,
по своей конструкции принципиально не отличаются друг
от друга (рис 14.91).
Рис. 14.89.
Схема потоков в змеевике
трубчатой печи ГС1
(правочник Коксохимика. Том 3
380
Раздел 2. Переработка химических продуктов коксования
Справочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
381
Наименование показателя Номинальная производительность агрегата, тыс. т/г
100 200
Диаметр аппарата, мм 1800 1800 2400 2400
Тип массообменных тарелок Нестандартные, чугунные с круглыми звездчатыми кол- пачками Чугунные колпачковые Чугунные колпачковые Чугунные колпачковые
Площадь свободного сечения, м2: колонны тарелки 2,54 0,142 2,55 0,155 4,52 0,524 4,52 0,433
Отношение площади свободного сечения тарелок к площади свободного сечения колонны,% 5,6 5,1 11,6 9,4
Число колпачков на тарелке 43 73 86 82
Расстояние между осями (шаг) колпачков, мм 200 150 200 200
Барботажные прорези колпачков: ширина вверху х ширина внизу, мм высота, мм число в одном колпачке, шт. число на тарелке - 6,0x11,45 25 21 1533 5,5х 11,5 25 30 2580 6,0x11,75 25 30 2460
Площадь сечения перелива, м2 0,0157 -0,15 0,190 -0,20
Периметр перелива, мм 1070 2430 2 325 2740
Длина линии барботажа, м 23,76 25,5 43,22 41,00
Масса, т 105 88 109 142
Изолируемая поверхность, м2 162 150 215 215
Таблица 14.114.
Техническая характеристика
ректификационных колонн
Ректификационные колонны, изготовленные в разное
время, оснащены тарелками, отличающимися друг от друга
конструкцией барботажных и переливных элементов. Ко-
лонны оборудованы чугунными колпачковыми тарелками с
капсульными колпачками.
Корпус колонны изготавливается из чугунного литья
СЧ15 с легирующими присадками: 0,5 - 08% Ni; 0,5 - 1,2%
Сг. Материал стандартных тарелок - чугун СЧ15. Внутренние
детали колонны (трубы, крепежные изделия и т.д.) изготав-
ливают из стали 12Х18Н10Т или 10Х14Г14Н4Т. Колонны из-
готавливают в соответствии с технической документацией
на аппарат и общими техническими требованиями.
14.9.3. Эвапораторы
Эвапораторы служат для отделения паров от жидкой
фазы. Диаметр эвапораторов рассчитывают, исходя из ско-
рости паров в свободном сечении аппарата 0,3 м/с.
В эвапораторе первой ступени происходит разделе-
ние парожидкостной смеси, поступающей из трубчатой
печи, с выделением в паровой фазе воды и части легкого
масла, а в жидкой фазе - обезвоженной смолы.
Эвапораторы первой ступени изготавливают в двух
материальных исполнениях: чугунные царговые (рис. 14.92)
и стальные цельносварные (рис. 14.93). Для нового строи-
тельства предусматриваются только стальные.
Предусмотрено оборудование эвапораторов стан-
дартными чугунными колпачковыми тарелками.
Справочник Коксохимика. Том 3
В табл. 14.115 приведены характеристики эвапорато-
ров первой ступени для смолоперерабатывающей установ-
ки производительностью 200 тыс. т/год.
Наименование показателя Эвапоратор чугунный царговый Эвапоратор стальной цельносварной
Диаметр аппарата, мм 1800 1800
Общая высота, мм 6278 7260
Площадь поперечного сечения, м2 2,54 2,54
Рабочее давление, МПа <0,02 <0,03
Материал: корпуса внутренних деталей СЧ15-32С легирующими присадками: 0,5-0,8 % Ni; 0,5 -1,2 % Сг Сталь 08X13, 10Х14Г14Н4Т или12Х18Н10Т Сталь углеродистая, сталь нержавеющая
Масса, т 14,20 7,02
Таблица 14.115.
Техническая характеристика
эвапоратора первой ступени
382
Раздел 2. Переработка химических продуктов коксования
Рис. 14.91.
Ректификационная
колонна для смолы
А-А
Узел!
1 - рабочая царга; 2 - нижняя царга; 3 -опора;
4 - трубы для подвода острого пара; 5 - люки;
6-овальные люки; 7 - массообменные тарелки;
8 - крышка; 9 - труба для подачи рефлюкса;
10 - трубы для боковых отборов
(правочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
383
Рис. 14.92.
Эвапоратор первой ступени,
чугунный, царговый
1 - корпус;
2 - крышка;
3 - чугунные тарелки;
4 - труба;
5 - отбойник;
6 - чугунная защитная плита;
7 - разливные полки
Справочник Коксохимика. Том 3
384
Раздел 2. Переработка химических продуктов коксования
Рис. 14.93.
Эвапоратор
первой ступени,
стальной, сварной
1
1 - цельносварная обечайка; 2-люки; 3 - верхнее и нижнее
днища; 4 - опора; 5 - труба для спуска обезвоженной смолы;
б - разливные полки; 7 - кольцевой отбойник;
8 - защитный лист; 9 - труба для поступления нагретой
смолы; 10-жалюзийныйотбойник; 11 - штуцер
(Тсравочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
385
В эвапоратор второй ступени поступает парожидкост-
ная смесь, нагретая в трубчатой печи до 380 - 400 °C. Жид-
кая фаза, представляющая собой среднетемпературный пек,
выходит с нижней части аппарата. Вверху в паровой фазе
выходят фракции смолы с температурой 330 - 360 °C.
Эвапораторы изготавливаются в двух материальных
исполнениях: чугунные царговые (рис. 14.94) и стальные
цельносварные (рис. 14.95). Техническая характеристика
эвапораторов второй ступени приведена в табл. 14.116.
Число полок в эвапораторах, разработанных и изго-
товленных в разное время, колеблется от трех в старых кон-
струкциях до шести в новых.
Уровень пека в нижней части аппарата поддерживается
постоянным при помощи регулятора уровня. Аппарат снаб-
жен люками, установленными над днищем аппарата, в зоне
ввода продукта и над каждой массообменной тарелкой.
Аппарат снабжен четырьмя люками-лазами и цапфами
для строповки аппарата.
14.9.4. Конденсаторы-холодильники
Дистилляционные агрегаты оснащаются стандартными
теплообменными аппаратами. Агрегаты, мощность которых
по перерабатываемой смоле составляет 100 тыс. т/г, осна-
щаются конденсаторами-холодильниками типа КНГ.
Конденсатор-холодильник состоит из двух стандарт-
ных горизонтальных теплообменных аппаратов, соединен-
ных в блок.
Типы и характеристики конденсаторов-холодильников
для новых смолоперерабатывающих агрегатов производи-
тельностью 100 тыс. т/год приведены ниже.
Место установки После эвапоратора первой ступени После ректификационной колонны
Тип аппарата 600КНГ-0,6-1.0-М12 800КНГ-0,б-1,0-М12
25-4-6-У-4 25-4-6-У-4
Блок XIV/2 Блок XIV/2
Площадь поверхности теплопередачи общая, м2 61 '2 = 122 121 -2 = 242
Число ходов по трубам 6 6
Площадь проходного сечения одного хода по трубам, м2 0,0142 0,0328
Диаметр труб X толщина, мм 25X2 25X2
Длина труб, м 4 4
Материал:
корпуса Углеродистая сталь Углеродистая сталь
труб 08Х22Н6Т 08Х22Н6Т
Масса сдвоенного аппарата, т 4,6 8,4
Наименование показателя Эвапоратор чугунный царговый Эвапоратор из поржавеющен стали
Номинальная производитель- ность агрегата, тыс. т/г 100 100 200 200 200
Диаметр аппарата, мм 1800 1800 2400 2400 3000 2 400
Общая высота, мм -9600 -11000 - 14300 -14800 -12400 -14400
Рабочее давление, МПа <0,04 <0,05 2 0,05 £0,05 <0,05 <0,07
Тип массообменных тарелок Нестандартные, чугунные Чугунные Нестандартные, чугунные Чугунные ТЧК Отсутствуют Полочные
Число тарелок, шт. 4 4 6 6 - 7
Число полок, шт.: выше ввода смолы ниже ввода смолы 3 2 6 2 7 2 6 3 4 2 4 3
Материал: корпуса мелких внутренних деталей СЧ15 с легирующими присадками; 0,5 - 03 % Ni; 0,5 -1,2 % Сг 12Х18Н10Т Стаяь 08X13 12Х18Н10Т 12Х18Н10Т
1Х18Н9Т 2Х18Н9Т 1Х18Н10Т 2Х18Н10Т 1Х18Н9Т 2Х18Н9Т 12Х18Н10Т или 10Х14Г14Н4Т
Масса, т 21,29 23,00 46,00 44,00 23,00 35,00
Расчетная осевая нагрузка, кН -300 -300 -640 ~490 -410 -259,80
Изолируемая поверхность, м2 60 53 ЮЗ 115 111 110
Таблица 14.116.
Техническая характеристика
эвапораторов второй
ступени
Справочник Коксохимика. Том 3
386
Раздел 2. Переработка химических продуктов коксования
Рис. 14.94.
Эвапоратор
второй ступени, чугунный,
царговый
(правочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
387
Рис. 14.95.
Эвапоратор
второй ступени, стальной,
сварной
1 - обечайка; 2 - стандартные днища; 3,11- штуцер; 4 - опора; 5 - штуцер; 6 - кольцевой отбойник; 7-стальной лист; 8-отбойные полки;
9 - жалюзийный отбойник; 10- отбойные элементы; 12 - разливные тарелки; 13 - барботер
(правочник Коксохимика. Том 3
388
Раздел 2. Переработка химических продуктов коксования
Типоразмер стандартного кожухотрубчатого теплооб-
менного аппарата выбирают по двум основным критериям:
по расчетной поверхности теплопередачи и по площади
проходного сечения одного хода трубного пространства,
которая обусловливает скорость потока охлаждающей
воды в трубах. Для расчета требуемой поверхности тепло-
передачи используют данные материального и теплового
баланса, выполняемого в составе технологического расчета
установки.
Предварительно определить поверхность теплопере-
дачи конденсаторов можно, если исходить из принятого
расчетного норматива 8 - 10 м2 на 1 т перерабатываемой
смолы в час.
Для смолоперерабатывающих агрегатов мощностью
200 тыс. т/г в качестве конденсаторов-холодильников могут
использоваться аппараты воздушного охлаждения, спи-
ральные теплообменники и др.
14.9.5. Холодильники фракций
Характеристика холодильников для охлаждения фрак-
ций, отбираемых в жидкой фазе, приведена в табл. 14.117.
Холодильники рассчитаны на работу под атмосфер-
ным давлением (налив) внутри корпуса аппарата и на дав-
ление в трубах змеевика 0,6 МПа. Змеевик изготавливают из
коррозионностойких труб, а корпус - из углеродистой ста-
ли. Холодильники поставляются на строительную площадку
в полностью собранном виде.
14.9.6. Кристаллизатор для антраценовой фракции
Для охлаждения антраценовой фракции ранее при-
менялись механические кристаллизаторы периодического
действия (рис. 14.96). Диаметр кристаллизатора - 1 600 мм,
полезная длина - 6 560 мм, общий объем -12м3 [5].
Таблица 14.117.
Характеристика
холодильников фракций
Наименование показателя Величина
Номинальная производительность агрегата, тыс т/г 100 200 200
Площадь поверхности теплопередачи, м2 10 20 16 25 16 25
Диаметр аппарата, мм 1600 1600 1600 1400 2000 2000
Высота корпуса аппарата, мм -2550 -2550 -2550 -3000 -2550 - 2550
Вместимость номинальная, м3 5 5 5 5 8 8
Число потоков в змеевике 1 2 1 2 1 2
Трубы (диаметр х толщина стенки), мм 56X3,5 ГОСТ 9941-81 56X3,5 ГОСТ 9941-81 56X2,0 ГОСТ 9940-81 56X3,5 ГОСТ 9941-81 89X4,5 ГОСТ 9940-81
Материал труб змеевика 12Х18Н10Т 08Х18Г8Н2Т 12Х18Н10Т
Масса, т 1,78 2,14 1,725 1,88 2,40 2,90
Масса в рабочем состоянии, т 7,20 8,00 7,00 7,00 11,50 12,00
Рис. 14.96.
Кристаллизатор для
антраценовой фракции
1 - корпус: 2 - подвесной подшипник; 3 - попасти; 4 - оросительное устройство; 5-ванна
(правочник Коксохимика. ТЪм 3
389
Глава 14. Переработка каменноугольной смолы
Для перевешивания охлаждаемой фракции и очистки
внутренней поверхности кристаллизатор оборудован ме-
шалкой с числом оборотов 7,65 в минуту.
Характеристика кристаллизатора
Поверхность орошения, м2 25
Расход воды на охлаждение, м3/ч 2 - 2,5
Нагрев воды на, °C 2
Мощность электродвигателя, кВт 2,7
Число оборотов в 1 мин 720
Температура первой антраценовой фракции, °C:
начальная 70-85
конечная 30 - 35
Продолжительность кристаллизации, ч 16
Общая продолжительность операции с учетом
времени на загрузку и фугование, ч 18-20
14.9.7. Центрифуга для сырого антрацена
Обычно применяют центрифугу АГ-1200-4у завода
им. Фрунзе (рис. 14.97). Центрифуга автоматическая, гори-
зонтальная, фильтрующая, периодического действия, с но-
жевым съемом осадка. Все операции - загрузка, фильтрация,
выгрузка, промывка сита - выполняются автоматически.
Характеристика центрифуги
Ротор
диаметр, мм 1 200
максимальное число оборотов, об/мин 1 100
полезный объем, л 260
Мощность, квт
электродвигателя ротора 40
вибратора 0,6
маслонасоса- 1,7
Скорость вращения, об/мин
электродвигателя ротора 1 470
вибратора 1410
маслонасоса 920
Продолжительность, мин:
загрузки 1
сушки 4-5
выгрузки 0,1-1
промывки 1
общая 7-8
Производительность по первой антрацено-
вой фракции, м3/ч 3,2 - 4
Содержание сырого антрацена, %:
во фракции при 15 °C 14-20
в масле после промывки при 15 °C 8-9
в фильтрате Следы
Содержание воды во фракции Недопустимо
Содержание масла в сыром антрацене, % 3-7
Расход масла на промывку, % от фильтруемой фракции 15-20
Величина остаточного слоя антрацена на сетке ротора, мм 6-7
Объемная масса отфильтрованного осадка, т/м3 0,75-0,85
Угол наклона для желобов, град 50-55
Центрифугу снабжается станцией управления СУ-28 и
пультом.
Центрифуга герметична, имеет штуцер для подключе-
ния к отсасывающей вентиляционной установке.
14.9.8. Вакуум-фильтр для сырого антрацена
На ряде заводов установлены вакуум-фильтры непре-
рывного действия завода «Уралхиммаш» (рис. 14.98).
Характеристика аппарата
Поверхность фильтрации, м2 5
Скорость вращения, об/мин 0,74
Производительность по твердому остатку, кг/(м2ч) 144
Толщина слоя осадка, мм 17-20
Разрежение в секторе фильтрации, кПа 53,3 - 66,7
Наилучшим фильтрующим материалом является мед-
ная сетка с числом отверстий на 1 см2 - 450-500. Ткань
«бельтинг» совершенно непригодна.
Содержание кристаллов в отфильтрованном масле
(в результате проскока) колеблется в пределах 1,5-2 %. При
нормальной работе содержание масла в сыром антрацене
составляет 45 - 50 %. Осадок легко снимается с барабана.
Нож для съема осадка должен быть выполнен из ма-
териала, отличного от материала барабана, так как среда
огнеопасна. Рекомендуется нож изготовлять из бронзы.
Для отдувки осадка от фильтра можно использовать сжатый
воздух. При отдувке осадка наблюдается сильное загазо-
вывание помещения. В связи с этим верхняя часть вакуум-
фильтра должна быть покрыта кожухом, подключенным
к вытяжной вентиляции.
Вспомогательное оборудование вакуум-фильтра -
вакуум-насос РМК-3 с электродвигателем мощностью 14 квт
и числом оборотов 1 460 в минуту.
Справочник Коксохимика. Том 3
Пары
(рравочник Коксохимика. 'Том 3
(антраценового масла)
I - станина; 2 - вибрирующий лоток; 3 - ротор; 4 - вибратор; 5 - крышка; 6 - ножевой механизм; 7-шток ножевого механизма; 8 - цилиндр серводвигателя; 9 - верхняя часть станины; 10- сито; 11 - ступица ротора;
12 - подшипник главного вала; 13 - главный вал; 14 - прижимающая крышка; 15 - приводной вал; 16 - разделительный клапан; 17-питание; 18 - клапан; 19- труба для подвода масла для регенерации сит
390 Раздел 2. Переработка химических продуктов коксования
(правочник Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
1 - распределительная головка; 2 - барабан; 3 - подшипник; 4 - подача фракций; 5 - мешалка; 6 - корыто; 7 - привод аппарата; 8 - ограждение главной шестерни;
9 - приспособление для наматывания проволоки; 10 - нож для съема осадка
392
Раздел 2. Переработка химических продуктов коксования
Библиография
1. Гоголева Т. Я, Шустиков В. И. Химия и технология переработки
каменноугольной смолы,- М.: Металлургия, 1992 - 256 с.
2. Турик И. А, Алексеева Н.Ф., Бабенко М.С. Выход химических про-
дуктов коксования // Кокс и химия - 198В,- № 6,- С. 29 - 30.
3. Базов С. В, Медянцев С. А., Дариенко Е. В., Ковалев Е.Т. Основные
направления развития химических производств ЗАО «Макеев-
кокс» // Углехимический журнал «75 лет МКХЗ и ЗАО «Макеев-
кокс»,- 2007-С. 57 -62.
4. Обзор рынка пека и пекового кокса в СНГ. Research Group
«InfoMine» (Объединение независимых консультантов и экспер-
тов в области минеральных ресурсов, металлургии и химической
промышленности). Москва, сентябрь 2007 г„ www.lnfomine.ru.
5. Зыков Д.Д., Пац Б.М. Нафталин коксохимический,- М.: Металлур-
гия, 1981,-224 с
6. Гоголева Т. Я„ Ковалев А. П. Исследование промышленного про-
цесса ректификации малосернистой каменноугольной смолы //
Кокс и химия-1984,- №9,- С. 27 - 29.
7. Якушева Е. Я., Стадухина О. И., Черкасова Н. X. Качество каменно-
угольной смолы различных предприятий // Кокс и химия,-
1987.- №10.-С. 46 - 48.
8. Белоножко А. М. Новые производства и продукты в коксохими-
ческой промышленности,- М.: Металлургия, 1977,- 256 с.
9. Павлович 0. Н. Состав, свойства и перспективы переработки
каменноугольной смолы / Учебное электронное текстовое из-
дание- Екатеринбург: ГОУ ВПО УГТУ - УПИ, 2006,- 41 с.
10. Привалов В. Е, Степаненко М. А Каменноугольный пек. Производ-
ство, переработка, применение- М.: Металлургия, 1981,- 208 с.
11. Карпин Г. М„ Тесаловская Т. М„ Решетке А. Н. и др. Изучение а,-
фракции каменноугольной смолы методом оптической микро-
скопии И Кокс и химия. -1987. - №5. - С. 32 - 34.
12. Питюлин И. Н. Научно-технологические основы создания камен-
ноугольных углеродсодержащих материалов для крупногаба-
ритных электродов,- X.: И П Ц «Контраст», 2004,- 480 с.
13. Справочник коксохимика. Т. Ill - М.: Металлургия, 1966,- 391 с.
14. Исследование и разработка математических описаний для
АСУ ТП химических цехов и биохимической очистки сточных
вод КХЗ. Т. 4. Дистилляция каменноугольной смолы. НИР УХИНа
№ 7778.Х-1992.
15. Лазорин С. Н., Скрипник Е. А. Каменноугольная смола (получе-
ние и переработка).- М.: Металлургия, 1985,- 118 с.
16. Гуревич Б. С. // Кокс и химия. - 1973. - № 2. - С 31 - 34.
17. Гуревич Б. С, Кабанова В. В. // Химия твердого топлива.- 1977,-
№ 1.-С 105-111.
18. Чистяков Н. А. Химия и технология переработки каменноуголь-
ных смол,- Челябинск: Металлургия. Челябинское отделение,
1990,-160 с.
19. Collin G., Zander М. Aspekte moderner 5teinkohlen chemie //
Chemie in unserer Zeil- 19B3.-V. 17,-№6,- 5.181 -189.
20. Токсиколого-гигиенический паспорт смолы каменноугольной.
Донецкий государственный медицинский институт, 1993.
21. Централизованная переработка сырого и тяжелого бензола,
смолы и производство пекового кокса на Стахановском коксо-
химическом заводе. Технологическое задание. НИР УХИНа
№ 6725.Х- 1980.
22. Глубокая переработка каменноугольной смолы на Енакиевском
КХЗ. Том 1. Подготовка и фракционирование каменноугольной
смолы, производство пековой продукции. Технологическое за-
дание. НИР УХИНа №072011/119.94. X- 1994.
23. Токсиколого-гигиенический паспорт продукта, выпускаемого
промышленно. Смола каменноугольная. УХИН, ИХТ. X - 1993.
24. Карта даних небезпечного фактора № 4504 (eifl 13 липня 2005 р.).
Смола кам'яновупльна. Номер держ. реестрацн В000968.
25. Мишин И. Ф„ Пустовитин Г. Т„ Савельев Н. М. О гранулометри-
ческом составе твердой фазы каменноугольной смолы // Кокс
и химия,- 1971- №2,- С. 50 - 55.
26. Медведев К. П, Кучерявый Э. Н„ Харькина Л. М. Дисперсные сис-
темы каменноугольной смолы и их физико-химические свой-
ства // Кокс и химия,- 1973 - № 3 - С. 28 - 31.
27. Мишин И. Ф. Исследования распределения и свойств твердой
фазы каменноугольной смолы при центрифугировании // Кокс
и химия. 1978,- № 9. С. 34 - 36.
28. Чешко Ф. Ф., Питюлин И. Н„ Пырин А. И. и др. Методика оцен-
ки гранулометрического состава ^.фракции каменноугольной
смолы//Углехимический журнал - 1995 - № 1-2 - С. 53-56.
29. Башлай 3. И., Волков Е.Л, ГореликЯ. Л. и др. Оборудование цехов
улавливания и переработки продуктов коксования. Справоч-
ник- М.: Металлургия, 1992,- 256 с.
30. Чуищев В. М. Селиванова 3. Г, Полянская Л. В, Исследование эф-
фективности работы смоляного механизированного отстойни-
ка // Кокс и химия - 1979,- № 1.- С. 24 - 27.
31. Чуищев В. М, Селиванова 3. Г., Худокормова А. В. Влияние темпе-
ратурного режима на обезвоживание каменноугольной смолы
в отстойниках // Кокс и химия - 1988 - № 6,- С. 35 - 3 7.
32. Медведев К. П, Привалов В. Е„ Харькина Л. М. и др. Исследова-
ние эффективности новой схемы отстоя каменноугольной смо-
лы // Кокс и химия - 1971.- № 11.- С. 40 - 43.
33. Патрикеев В. С., Лебедева В. Н. // Кокс и химия- 1972 - № 6,-
С. 48 —51.
34. Вопросы технологии улавливания и переработки продуктов
коксования / Тематический отраслевой сборник,- М.: Металлур-
гия, 1976,- № 5.
35. Соколов В. И. Современные промышленные центрифуги,- М_:
Машиностроение, 1967 - 523 с.
36. Мишин И. ф„ Катюхин В. А., Ташлина В. П. и др. // Кокс и химия-
1978-№9,-С. 47-49.
37. Опыт применения декантирующих центрифуг для очистки ка-
менноугольной смолы И Кокс и химия,- 2004 - № 4- С. 29 - 30.
38. Клешня Г. Г., Чешко Ф. Ф, Питюлин И. Н. О некоторых техноло-
гических приемах формирования качественных показателей
каменноугольного электродного пека // Углехимический жур-
нал,-2007,-№ 3-4-С. 57 - 60.
39. Дьячков М. И, Перельман Б. М, Ионина М. А. и др. Обезвожи-
вание каменноугольной смолы с помощью ультразвука // Кокс
и химия - 1972,- № 8,- С. 47 - 49.
40, Гнилоквас 0. П„ Мишин И. ф„ Русьянова Н. Д. и др. Очист-
ка каменноугольной смолы присадками // Кокс и химия,-
1985 -№9-С. 29- 32.
41. Гнилоквас 0. П„ Чистова Г. Ю„ Бутакова А. В. и др. Опытно-
промышленные испытания очистки каменноугольной смо-
лы присадкой АзНИИ // Кокс и химия,-1987-№ 5,-С. 145.
42. Лычагин Н. И., Семенов А. С., Белавина И. Г. и др. Влияние магнит-
ной обработки на обезвоживание и обессоливание каменно-
угольной смолы // Кокс и химия -19В0 — № 7,- С. 40 - 42.
43. Корж А. Ф„ Несмашный Л. А., Иваницкий В. Г. и др.. Очистка
каменноугольной смолы в электрическом поле // Кокс и химия-
1980-№ 10,-С. 2В-30.
44. Корж А. Ф„ Иваницкий В. Г, Соловьев Г. Д. О подготовке каменно-
угольной смолы к ректификации // Кокс и химия - 1978,- № 2,-
С. 33-34.
45. Савельев Н. М., Мишин И. ф„ Пустовитин Г. Т. и др. Полупромыш-
ленное испытание установки очистки смолы виброфильтрова-
нием // Кокс и химия,- 1969,- № 4,- С. 43 - 48.
46. Мишин И. Ф., Эльберт Э. И., Беликов В. И. и др. Очистка каменно-
угольной смолы виброфильтрованием, обработкой ПАВ и крат-
ковременным отстоем // Кокс и химия,-1975,- № 4,- С. ЗВ - 41.
47. Правила технической эксплуатации коксохимических пред-
приятий.
(рравочпик Коксохимика. Том 3
Глава 14. Переработка каменноугольной смолы
393
48. Брон А. Я., СатановСкий С. Я. Трубчатые агрегаты для перегонки
каменноугольной смолы-X.: Металлургиздат, 1961- 231 с.
49. Клешня Г Г„ Скрипченко Н. П„ Чешко Ф. Ф. и др. Управление
качеством каменноугольных электродных пеков - сырья для
электродного производства - на стадии ректификации камен-
ноугольной смолы / Сб. трудов XIV международной научно-
технической конференции «Машиностроение и техносфера
XXI века» //17-22 сентября 2007 г,- Донецк - Севастополь,-
С. 141 -147.
50. Привалов В. Е„ Степаненко М. А. Состояние и пути совершен-
ствования технологии переработки каменноугольной смолы И
Кокс и химия - 1976 - № 2,- С. 51 - 55.
51. Литвиненко М. С. Химические продукты коксования - К.: Техн1ка,
1974,-220 с.
52. Fitz W. Das Hiittenwerk Rourkela der Hindustan 5teel Ltd. in Rahmen
der Industrialiesierung Indiens // Gas und Wasserfach- 1959-
Nr. 47,-S. 1217 - 1225.
53. Frank G., Collin G. Steinkohlenteer-Chemie, Technologie und
Verwendung // Berlin - Heidelberg - New-York, Springer - Verlag,
196B.-245 5.
54. Collin G. 5teinkohlenteer - Chemie von heute// Chemie fur Labor
und Betrieb— 1969- Nr. 6 - S. 249 - 251.
55. Blumer G. P„ Collin G. Moderne Steinkohlenteer-Raffination // Erdol
und Kohle, Erdgas, Petrochemie- 1983 - Bd. 36, Nr. 1.- 5.22 - 27.
56. Manka H., Hupsch Z, Rubicki F. Wspolczesne kierunki przerobu
smolu w?glowej//Koks, Smola, Gaz- 1984.-Nr.7-S. 156- 161.
57. Привалов В. E, Степаненко M. А. Каменноугольный пек- М.: Ме-
таллургия, 1981.-С. 77.
58. Бондаренко Л. М., Непомнящая А. С„ Ковалев Е. Т. и др. К вопросу
влияния условий испарения каменноугольной смолы на выходы
и качество продуктов И Кокс и химия -1976 - № 7,- С. 40 - 42.
59. Гоголева Т. Я., Ковалев Е. Т, Красуля М. А. Фракционирование ка-
менноугольной смолы с расширением ассортимента фракций.
1. Влияние температуры однократного испарения смолы на каче-
ство пека и дистиллята И Кокс и химия -1992 - № 7 - С. 26 - 28.
60. Гоголева Т. Я, Красуля М. А„ Ковалев Е. Т. Фракционирование ка-
менноугольной смолы с расширением ассортимента фракций.
2. Влияние кратности ректификации дистиллята на выход и ка-
чество фракций И Кокс и химия - 1992,- № 8 - С. 22 - 25.
61. Ковалев Е. Т. Научные основы и технология переработки высоко-
кипящих фракций каменноугольной смолы с получением поли-
циклических углеводородов- X.: Контраст, 2001.- 216 с.
62. Доналдсон Н. Химия и технология соединений нафталинового
ряда - М.: Госхимиздат, 1963 - 655с.
63. Физика и химия. Свойства индивидуальных углеводородов/
Под ред. В. Т. Татевского- М.: Гостоптехиздат, I960 - 412 с.
64. Гоголева Т. Я, Давиденко И. М, Ковалев Е. Т, Непомнящая А. С.
Производство и использование каменноугольных масел И Кокс
и химия- 1989.- №1- С. 2В-29
65. Ковалев Е. Т Непомнящая А. С., Вайль Е. И. О новом показателе
качества коксохимического сырья для производства техниче-
ского углерода И Кокс и химия - 1982- № 1 - С. 37 - 39.
66. Хейфец Ю. М., Кузьмин В. А. Получение 40 %-ного антрацена И
Кокс и химия - 1967 - № 9 - С. 32 - 33.
67. Максимов Л. С, Островский 3. В. Производство 40%-ного антра-
цена И Кокс и химия -1972,- № 3 - С 47 - 48.
68. Коксохимическое производство на заводах Чехословакии-
ЦНИИЧМ, 1961- Серия 7, инф. 2,- С. 11 - 13.
69. Гуревич Б. С, Чевтаева Л. А, Сизова Е. М. Комплексная схема пере-
работки антраценсодержашего сырья с получением антрацена,
карбазола и фенантрена//Кокс и химия,-1983 - № 1.-С. 27-30.
70. Гуревич В. С„ Аксенина А. А„ Чевтаева Л.А. и др. Способ получе-
ния технического антрацена из сырого антрацена И Кокс и хи-
мия-1982-№ 6-С. 28-30.
Справочник Коксохимика. Том 3
71. Павлович 0. Н, Лехова Г. Б. и Харлампович Г. Д. Способ получе-
ния высокопроцентных антрацена и фенантрена из антрацено-
вой фракции каменноугольной смолы // Кокс и химия,- 19В4-
№10.-С. 40-42.
72. Привалов В. Е„ Бедное В. М. // Кокс и химия,- 1965 - № 2-
С. 31 -37.
73. Литвиненко М. С„ Ольшанская С. Н, Давидян Д. Н. Получение
очищенного антрацена жидкостной экстракцией на пилотной
установке // Кокс и химия - 1983 - № 5 - С. 33 - 35.
74. Бондаренок Л. М, Непомнящая А. С, Ковалев Е. Т. и др. К вопросу
влияния условий испарения смолы на выходы и качество про-
дуктов // Кокс и химия,- 1976 - № 7 - С. 40 - 42.
75. Гуревич Б. С. и др. Изучение физико-химических Свойств фрак-
ций и продуктов каменноугольной смолы // ВУХИН, отчет по
НИР 10-11-10-119-70/Т-2-а-ЛП-Свердловск, 1971- 123 с.
76. 5tatelhofer G. W„ Marlett R„ Gemmehe W. The Manufacture of
High-value Carbon from Coal-tar Pitch // Fuel-1981,-V. 60- № 9-
P.B77-882.
77. Schultz J„ Kessaissia Z. Etude des Phenomenes de Monillabilite
du Carbone par le Brai Liquide // Carbon- 19В2,- V. 20- № 5,-
R 395 —400.
78. Урмилова H. M„ Плевин Г. В., Мочалов В. В. идр. Применение водо-
растворимого каменноугольного пека для пропитки углеродных
изделий//Химия твердого топлива- 1987.-5-С. 120- 123.
79. Скрипченко Н. П„ Питюлин И. Н, Чешко Ф. Ф. Теоретические
предпосылки процесса пропитки при производстве графи-
тированных электродов И Углехимический журнал - 2006,-
№5-6.-С. 56 -62.
80. Плевин Г. В., Сычева Л. И., Борисова А. Н. и др. Результаты
опытно-промышленных испытаний специального пропиточно-
го пека И Тезисы докладов и сообщений VI всесоюзной научно-
технической конференции электродной промышленности
«Пути ускорения научно-технического прогресса производства
углеродной продукции в свете решений XXVII съезда КПСС».-
МЦМ СССР, ГосНИИЭП- Челябинск, 1988.- С. 12.
В1. Lebiedzijewski М. Elehtrady grafitowew hutniefwic- Katowice:
Slask, 1984,- 223 p.
82. Питюлин И. H, Шустиков В. И„ Чешко Ф. Ф. и др. Организация
производства пропиточного пека в коксохимической под-
отрасли// Тезисы докладов и сообщений VI всесоюзной научно-
технической конференции электродной промышленности
«Пути ускорения научно-технического прогресса производства
углеродной продукции в свете решений XXVII съезда КПСС»,-
МЦМ СССР, ГосНИИЭП,- Челябинск, 19В8. С. 10 - 11.
83. Jastrzebski J„ Bogucki 1, Szen A., ta in. Badania w dziedzinie uzdat-
niania radzieckich i polskich smol koksowniczych jako surowcow
do produkcji wyrobow weglowografitowich 11 Koks, smola, gaz-
1981- RokXXVL- № 910 - S. 193 -199.
84. Заявка № 60-246213 Японии, МКИ С 01 В 31/02.
В5. 5eth R. L„ Datta К. К., Verma С. L. New carbon materials for graphite
elektrodes in elektrothermal processes// Bui. Elektrochem, 1973-
V.3.-№1.-P.61-64.
86. Гапотченко H. П., Питюлин И. H., Черняк П. Э. и др. Исследования
и разработка технологии получения каменноугольного пропи-
точного пека И Кокс и химия - 1986 - № 12 - С. 39-42.
87. Stein J. Zur praparativen fraktionierung von elektrodenpechen
dutch extraktion mit lozungsmittein П Chem.Techn. (DDR) - 1987,-
Bd. 39,- S. 108-111.
88. Заявка № 3603883 ФРГ, МКИ С 10 С 3/4.
89. А.С. № 1754761 СССР, МКИ С ЮС 1/16.
90. Сидоров О. Ф. Проблемы сертификации качества электродного
пека // Кокс и Химия - 2005,- № 1.- С. 25 - 28.
91. Клешня Г. Г, Чешко Ф. Ф., Питюлин И. Н. Проблемы современного
отечественного производства электродного каменноугольного
пека И Углехимический журнал - 2006 - № 5-6 - С. 63 - 67.
394
Раздел 2. Переработка химических продуктов коксования
92. Питюлин И. Н., Должанская Ю. Б. Состояние и направления со-
вершенствования технологии производства электродного пека
и пекового кокса // Черная металлургия. Бюллетень научно-
технической информации -1991 - Вып. 5 - С 19 - 30.
93. Сидоров 0. Ф. Современные представления о процессе термо-
окисления каменноугольных пеков. 2. Технология процесса //
Кокс и химия - 2002,- № 11 - С 22 - 29.
94. ГОСТ 11126-88
95. Collin G, Hoke Н. Таг and Pitch. Ullmannis Encyclopedia of Industrial
Chemistry, vol. A26- P 91 - 127.
96. Демидова А. И., Лютикова Г. И., Суходровская К.А. Модифициро-
вание каменноугольных пеков химически активными добавка-
ми // Труды ИГИ,-1972 - Вып. 28,- № 1.- С. 119 - 130.
97. Мочалов В. В. Особенности структуры электродных пеков И
Сырьевые материалы электродного производства. Сб. науч. тр. /
НИИграфит, ГОСНИИЭП-М.: НИИграфит, 1986- С. 5 - 19.
98. Чешко Ф. Ф„ Питюлин И. Н, Шустиков В. И. и др. Процессы форми-
рования а,- и с^-фракций каменноугольного пека при его терми-
ческой обработке И Кокс и Химия.- 1991.- № 7 - С.28 - 31.
99. ТУ У 24.1-00190443-084-2001 «Пек каменноугольный высоко-
температурный для электроугольных изделий и углеродных
конструкционных материалов».
100. Оборудование цехов улавливания и переработки продкутов
коксования / 3. И. Башлай, Е. Л. Волков, Я. Л. Горелик, Л. М. Ко-
валенко, Л. Б. Любимова, В. П. Сибирко, Т. А. Субботина - М.: Ме-
таллургия, 1992- 255 с.
101. ГОСТ 1038-75 с изменениями №№ 1 - 2.
102. Гоголева Т. Я. Ковалев Е. Т, Буцинская Л. И., Ачкасова Г. Г. Оценка
выхода и качества фракций при переработке каменноуголь-
ной смолы на коксохимических заводах Юга // Кокс и химия-
1985,-№11-С. 34-37.
103. Гоголева Т. Я, Ковалев Е. Т. Исследование процесса совместной
переработки сольвент-нафты и поглотительной фракции // Кокс
и химия - 1983 - № 1 - С. 22 - 24.
104. Способ переработки поглотительной фракции каменноуголь-
ной смолы: А. с. № 109В254 СССР / Т. Я. Гоголева, В. Е. Привалов,
М. А. Красупя, Е. Т. Ковалев, П. М. Черниченко, В. Я. Шведкий,
Г. А. Маркус (СССР).- Заявл. 17.11.82, не публ.
105. Способ очистки каменноугольного поглотительного масла:
А. с. № 891747 СССР / Т. Я. Гоголева, В. Е. Привалов, Е. Т. Кова-
лев, А. И. Крашенинников, В. Е. Яковец (СССР) - Заявл. 23.05.80;
опубл. 23.12.81, Б. И. № 47.
106. Ковалев Е. Т. Совершенствование технологии улавливания
и переработки химических продуктов коксования // Углехими-
ческий журнал - 2000,- № 1-2.- С. 27 - 30.
107. Лавров 0. И, Ковалев Е. Т, Михайлов Н. ф., Сморода А. И. Опыт
разработки и внедрения современных решений в области
интенсификации абсорбции бензольный углеводородов из
коксового газа // Тез. докл. Всес. научн. конф. «Повышение эф-
фективности, совершенствование процессов и аппаратов хи-
мический производств» - X.: ХПИ, 1985.
108. Стэлл Д. Р. Таблица давления паров индивидуальных веществ.
ИЛ. 1949.
109. Зарецкий М. И„ Чартов Э. М, Голуб В. Б. и др. Выделение индола
из фракций каменноугольной смолы жидкостной экстракци-
ей // Кокс и химия - 1981.— № 5.- С. 37 - 40.
110. Зарецкий М. Л, Голуб В. Б, Чартов Э. М. и др. Выделение индо-
ла из коксохимического сырья (обзор) И Кокс и химия,-19В8-
№2,-С. 30-34.
111. Чартов Э. М, Зарецкий М. Л, Голуб В. Б. и др. Растворимость
индола и некоторых ароматических углеводородов в органи-
ческих растворителях и фазовые равновесия в этих системах И
ЖПХ,- 1983- № 9,- С. 2089 - 2093.
112. Зарецкий М. Л, Голуб В. Б, Чартов Э. М. и др. Получение индола
высокой чистоты из каменноугольной смолы // Кокс и хи-
мия-1986-№ 12.- С. 32 - 34.
113. Гельперин Н. И., Носов Г. Л, Зимницкий П. В. Выделение метил-
нафталина из его промышленных фракций методом контакт-
ной кристаллизации// Кокс и химия - 1982. № 1. С.31 - 33.
114. Способ выделения флуорена: А. с. 802254 СССР / Л. С. Кузне-
цова, С. Н. Кипоть, А. А. Рок, Е. Т. Ковалев и др. (СССР).- Заявл.
06.03.79; опубл. 07.02.81 - Бюл. № 5 - 8 с.
115. Способ выделения флуорена: А. с. 9069В4 СССР / С. Н. Ольшан-
ская, М. С. Литвиненко, Л. С. Кузнецова (СССР).- Заявл. 18.06.80;
опубл. 23.02.82 - Бюл. № 7 - 14 с.
116. Вигдорович В. М„ Вольнян А. Е, Курдюмов Г. М. Направленная
кристаллизация и физико-химический анализ- М.; Химия,
1976- 198 с.
117. Способ обогащения нафталинсодержащей фракции:
А. с. № 278663 СССР / В. Е. Привалов, Т. Я. Гоголева, П. М. Черни-
ченко (СССР). Заявл. 15.05.68; опубл. 21.08.70,- Б.И. № 26.
118. Гоголева Т. Я, Иванова В. С, Буцинская Л. И., Привалов В. Е. Но-
вый способ обогащения нафталинсодержащего сырья И Кокс
и химия-1971 .-№ 1-С. 40-45.
119. Гоголева Т. Я„ Привалов В. Е., Яковец В. Е. и др. Промышленное
освоение процесса кристаллизации-плавления для перера-
ботки нафталинсодержащего сырья // Кокс и химия- 1981-
№ 11.-С. 30- 32.
120. Способ выделения флуорена из флуореновой фракции:
А. с. 792821 СССР / В. Е. Привалов, Т. Я. Гоголева, Е. Т. Ковалев,
Г. А. Маркус, В. Я. Шведкий, Н. И. Гуржий (СССР). Заявл. 13.06.79;
не публ.
121. Способ выделения аценафтена: А. с. №600819 СССР/В. Е. При-
валов, Т. Я. Гоголева (СССР).- Заявл. 01.04.76; не публ.
122. Ефименко В. М., Шустиков В. И„ Ковалев Е. Т. и др. Исследование
процессов выделения высокопроцентных флуорантена, пире-
на и хризена из концентрированных фракций И Кокс и химия-
1996,-№10,-С. 25 -27.
123. Максимов Л. С„ Ефименко В. М., Силка А. Н, Ковалев Е. Т, Шу-
стиков В. И. Комплексная технологическая схема переработки
тяжелых пековых дистиллятов с выделением высокопроцент-
ных флуорантена, пирена и хризена И Кокс и химия - 1997 - №
10-С. 23- 28.
124. Maksimov L. 5., Kovalev Е.Т., Jefimenko V. М, Shustikov V. I. Badanie
procesu przerobu ciezkich destylatov pakovych z otrzymaniem
weglowodorow aromatycznych о wysokiej czystosci // Karbo-
Energochemia-Ekologia - 1997 - № 7,- S. 244-247.
125. Ефименко В. M, Максимов Л. С, Шустиков В. И, Ковалев Е. Т. Ис-
следование процессов переработки высококипящих фракций
каменноугольной смолы с получением индивидуальных поли-
циклических углеводородов высокой степени чистоты. Сооб-
щение I. Постановка вопроса и разработка метода получения
высокопроцентного флуорантена И Углехимический журнал-
1997-№1-2-С. 30-35.
126. Ефименко В. М, Максимов Л. С, Шустиков В. И, Ковалев Е. Т. Со-
общение II. Получение высокопроцентного пирена И Углехи-
мический журнал,- 1997 - № 1-2 - С. 35 - 38.
127. Ефименко В. М, Максимов Л. С, Шустиков В. И, Ковалев Е. Т. Со-
общение III. Получение высокопроцентного хризена // Углехи-
мический журнал - 1997 - № 1 -2 - С. 38 - 41.
128. Патент Украины, UA 23512 А. Л. С. Максимов, В. М. Ефименко,
А. Н. Силка, Е. Т. Ковалев, В. И. Шустиков. Способ получения флуо-
рантана, пирена и хризена из тяжелых пековых дистиллятов.
129. Ефименко В. М., Рудкевич М. И. и др. Новая технология получе-
ния высокопроцентного пирена // Кокс и химия,- 1978 - № 2-
С. 34-38.
13О. Трубчатые печи: Каталог, 3-е изд., перераб. и доп - М.: ЦИНТИ-
химнефтемаш, 1985 - 35 с.
131. Ентус Н. Р, Шарихин В. В. Трубчатые печи в нефтеперераба-
тывающей и нефтехимической промышленности- М.: Химия,
1987,- 304 с.
132. Горелки для трубчатых печей: Каталог, 3-е изд., перераб. и доп-
М.: ЦИНТИхимнефтемаш, 19В1- 20 с.
Справочник Коксохимика. Том 3
ГЛАВА 15
ПЕРЕРАБОТКА КАМЕННОУГОЛЬНОЙ СМОЛЫ
ПОД ДАВЛЕНИЕМ
В качестве одного из сырьевых компонентов (свя-
зующего материала) при производстве графитированных
электродов (ГЭ) до последнего времени используется
среднетемпературный пек, отвечающий требованиям
ГОСТа 10200-83, марка «Б». Свойства этого связующего при-
ведены ниже:
температура размягчения, °C 67 - 73
массовая доля веществ, нерастворимых в толуоле
(а-фракция), % 25-31
массовая доля веществ, нерастворимых
в хинолине (а, -фракция), %, не более 8
выход летучих веществ, % 58-62
зольность, %, не более 0,3
Природа и физико-химические характеристики элек-
тродного пека играют определяющую роль в формирова-
нии структуры и свойств ГЭ [1 - 3].
Установлено [4], что высокомолекулярные компоненты
расплавленных пеков характеризуются более интенсивным
адсорбционным взаимодействием с поверхностью прока-
лённых углеродных наполнителей по сравнению с низко-
молекулярными соединениями. Поэтому для электродных
пеков важно сочетание оптимальной вязкости, спекающих
и коксообразующих свойств и характер текстуры кокса, об-
разующегося из связующего в композиции с наполнителем.
Указанные свойства пека определяются его химическим или
применительно к сложным системам, к которым относится и
каменноугольный пек, групповым составом [5].
Для оценки технологических свойств электродного
пека его делят на четыре фракции, условно называемые ар
а, р и у-фракции. Здесь уместно привести оценку отдельных
фракций с точки зрения их технологической ценности.
Соединения, входящие в состав у-фракции, относятся
к наименее конденсированной части пеков. Она обеспечи-
вает хорошее смачивание зерен углеродистого наполните-
ля, однако спекаемостью не обладает. Выход кокса из нее
составляет (для различных пеков) от 4 - 6 до 14 % [6; 7].
Вещества p-фракции являются важнейшими в форми-
ровании связующих и спекающих свойств пеков, они об-
ладают хорошими адгезионными свойствами. Увеличение
содержания в пеке p-фракции способствует улучшению
качества изделий [5; 6].
а-Фракция обладает хорошими пластифицирующи-
ми свойствами, высокой спекающей способностью и при
карбонизации дает высокий выход коксового остатка. Так
как а-фракция представляет собой сумму а! и а2-фракции,
то полученная зависимость, с учетом свойств арфракции,
в основном определяется массовой долей в пеках соедине-
ний а2-фракции.
Фракция, нерастворимая в хинолине, состоит из наи-
более высокомолекулярных ароматических углеводородов
и имеет упорядоченную структуру. С помощью рентгено-
структурного анализа [8] показано, что межплоскостное
Gpавочник Коксохимика. Том 3
расстояние в «пакете» соединений а,-фракции составляет
3,55 - 3,63 А, а размер «пакетов» по оси С равен 30,64 А. По
происхождению а,-фракция каменноугольного пека может
быть разделена на первичную, образующуюся в парогазо-
вой фазе в коксовой камере, и вторичную, образующуюся
в жидкой фазе при переработке смолы и получении пека.
Предельное содержание а-фракции в электродных пеках
определяется преимущественно видом углеродистых изде-
лий, для которых эти связующие предназначены.
Массовая доля а^фракции и соотношение первичной
и вторичной её составляющих особое значение имеют для
электродного пека, применяемого в технологии получе-
ния ГЭ. Это объясняется влиянием данной группы соедине-
ний, во-первых, на формирование пекоуглеродных компо-
зиций на стадии смешивания и прессования и, во-вторых, на
структуру кокса, получаемого из пека-связующего. Исполь-
зование пека с повышенной массовой долей нераство-
римых в хинолине веществ не обеспечивает оптимальных
вязкопластичных свойств пекоуглеродной массы. Изготов-
ленные на основе такой массы изделия находятся в состоя-
нии повышенного упругого напряжения, снятие которого
происходит в процессе обжига заготовок при температуре
до 1000°C, сопровождаясь возникновением различного
рода дефектов. В конечном итоге изделия на основе пека
с повышенным содержанием (^-фракции характеризуются
худшими физико-химическими свойствами (табл. 15.1) [9].
Наименование показателей Массовая доля «^-фракции, %
5,6 9,7 U3
Кажущаяся плотность, кг/м3 1610 1610 1620
Пористость, % 15,7 16,1 16,3
Удельное электросопротивление, ом-мм/м 33,3 33,6 34,9
Механическая прочность на сжатие, МПа 37,1 35,3 35,1
Таблица 15.1.
Влияние массовой доли
а-фракции в пеке на свойства
заготовок
Частично негативное влияние а,-фракции на пластич-
ность массы может быть устранено путем увеличения доли
пека в ней. Однако это отрицательно сказывается на графи-
тируемости получаемого кокса.
Комплексные исследования физико-химических
свойств пеков, а также серии лабораторных и опытно-
промышленных исследовательских работ по оптимизации
свойств каменноугольного пека как связующего материала
для ГЭ [2; 6; 8; 9 - 11] показали, что для обеспечения высо-
ких эксплуатационных свойств ГЭ, особенно большого се-
чения, целесообразна замена традиционных среднетемпе-
ратурных пеков на связующие с повышенной температурой
размягчения. Последние отличаются большим содержа-
нием поликонденсированных ароматических соединений
и более высокой спекающей способностью [3].
396
Раздел 2. Переработка химических продуктов коксования
Таблица 15.2.
Требования зарубежных фирм
к пеку-связующему
В табл. 15.2 приведены требования некоторых зарубежных фирм к электродным пекам-связующим.
Наименование показателен Фост-Алышие, Австрия Клекнер, Германия Фивз-Кайль Бэбкок, Франция ГрейтЛ. Карбон К’, США Суми-томо, Япония
Температура размягчения, °C:
Кремер-Сарнов 85-90 Не более 85 87-91 92-102 102-105
кольцо-стержень - - 81-85 - 89-92
Выход летучих веществ, % 53-57 53-57 - - -
Выход коксового остатка, %, не менее — — 55 70 58
Массовая доля нерастворимых веществ, %:
в хинолине 8-12 8-12 12-15 - 7-10
в толуоле 31-35 31-35 30-35 - 35-40
Плотность, кг/м3 - - 1320 1320 -
Отечественные потребители предъявляют следующие
требования к электродному пеку для ГЭ:
температура размягчения, °C 85 - 89
выход летучих веществ, % 50-53
массовая доля нерастворимых веществ, %:
в толуоле 34 - 37
в хинолине 10-12
Установлено, что среднетемпературный каменно-
угольный пек, получаемый на стадии однократного испа-
рения каменноугольной смолы (КУС), без дополнительной
термической обработки не может быть использован в ка-
честве связующего материала для углеграфитовой про-
дукции. Основная причина - сравнительно низкий выход
коксового остатка и недостаточное содержание групповых
составляющих (а2- и 0-фракции), обеспечивающих хорошую
спекаемость и адгезию к коксам [5; 12; 13]. Это относится
как к среднетемпературным, так и к пекам с повышенной
температурой размягчения, так как получить последние на
стадии однократного испарения КУС вообще не представ-
ляется возможным.
Поэтому для получения связующего заданного каче-
ства достаточно широко применяются специальные техно-
логические приемы - дополнительная обработка исходного
пека различными методами. Основными задачами в области
организации производства каменноугольного электродно-
го пека являются:
получение связующего стабильного качества с узким
интервалом изменения показателей;
получение достаточно широкой гаммы пеков, учиты-
вающих технологические особенности производства
углеграфитовых материалов различного назначения.
Не останавливаясь подробно на всех методах и спосо-
бах получения пека, целесообразно выделить два основных
направления: воздействие на исходную КУС и воздействие
непосредственно на пек.
К методам дополнительной обработки смолы могут
быть отнесены термообработка при более высоких темпе-
ратурах и давлении, термический крекинг, термообработка
в присутствии различных добавок и катализаторов.
В условиях постоянства качественных показателей КУС
в промышленной практике наибольшее распространение
получил метод термической обработки в кубах-реакторах,
разработанный УХИНом [5; 14]. Этот метод позволяет по-
лучать электродный пек-связующее не только марки «Б» по
ГОСТу 10200-83, но и пеке повышенной температурой раз-
мягчения (85 - 90 °C) марки «В» при подаче в реактор возду-
ха. В настоящее время это единственный способ получения
электродного связующего, реализованный в отечественной
коксохимии.
Однако метод термической обработки исходного пека
в кубах-реакторах имеет весьма ограниченные возможности
регулирования свойств готового продукта, которые в боль-
шей степени зависят от характеристики исходной КУС, чем
от технологических параметров процесса его получения.
Метод получения электродного пека путем термиче-
ской обработки исходного сырья в кубах-реакторах рас-
считан на определенное качество исходной КУС, измене-
ние которого приводит к получению некондиционного
продукта. Особенно резко изменяется качество связующе-
го при непрогнозируемых колебаниях степени пиролизо-
ванности КУС [15].
Свойства электродного связующего обусловлены, в пер-
вую очередь, качеством перерабатываемой КУС, которое за-
висит от марочного состава шихты коксования, параметров
процесса коксования и условий эксплуатации коксовых пе-
чей [16; 17]. Все рассмотренные выше способы получения
электродного пека обеспечивают получение качественного
связующего только при условии переработки каменноуголь-
ных смол средней степени пиролизованности [5; 18].
Интересные результаты приведены в работах [19].
Авторы указывают, что существует несколько путей, обеспе-
чивающих возможность производства электродных пеков
из сырья с различной степенью пиролизованности:
реализация технологических методов, которые ниве-
лируют изменение свойств КУС;
специальная предварительная подготовка КУС с це-
лью доведения ее качественных показателей до необ-
ходимого уровня.
В качестве первого направления наиболее перспек-
тивным следует признать метод термической обработки
КУС при высоких температурах при избыточном давлении.
Основные преимущества данного процесса обусловлены
введением дополнительного (по сравнению с существую-
щими методами) параметра регулирования состояния реак-
ционной системы - давления. Изменение величины давле-
ния приводит не только к изменению термодинамического
(рраеочпик Коксохимика. Том 3
Глава 15. Переработка каменноугольной смолы под давлением
397
равновесия основных реакций, протекающих при термооб-
работке смолы, но и к изменению фазового равновесия си-
стемы, что влечет за собой перевод группы соединений вы-
сококипящих компонентов в жидкую фазу. Это способствуют
направленному формированию свойств электродного пека.
Воздействие на КУС высоких температур в сочетании с по-
вышенным давлением приводит к существенному перерас-
пределению ее групповых составляющих. В этих условиях
не только увеличивается содержание соединений, нерас-
творимых в толуоле и хинолине, но и растет отношение этих
величин, особенно для высокопиролизованных смол.
В Японии фирмой «Osaka Gas Со.» разработан и вне-
дрен процесс «CHERRY-Т» получения электродного пека под
давлением [20; 21 ]. Технология позволяет получать два вида
электродного пека - пек-F и пек-S, отличающиеся уровнем
содержания соединений, нерастворимых в хинолине. Пек-F
получают на стадии однократного испарения КУС, термооб-
работанной при температуре 419 - 430 °C и давлении около
0,9 МПа. Выход пека этой марки составляет 55 - 60 %, мас-
совая доля веществ, нерастворимых в хинолине, 8-11 %.
Пек-5 получают при термообработке при более высокой
температуре (около 450 °C) под давлением дистиллятных
продуктов, образующихся на первой ступени технологи-
ческой схемы. Выход пека этой марки составляет 40 - 50 %
от термообработанного продукта; массовая доля веществ,
нерастворимых в хинолине, не более 2 %. Процесс фирмы
реализован на заводе в г. Торисиме, производительность
установки по каменноугольной смоле - 70 тыс. т/г.
Разработка аналогичного технологического процесса
была выполнена в УХИНе [19; 22-24]. Изменение свойств
пека достигалось изменением температуры однократного
испарения термообработанной смолы. Результаты техноло-
гических испытаний показали, что эксплуатационные харак-
теристики электродов, изготовленных с участием опытных
пеков, превосходят характеристики электродов на рядовых
связующих.
15.1. Теоретические предпосылки
направленного изменения свойств
смолы в процессе термической
обработки под избыточным
давлением
С целью направленного изменения качества электрод-
ного пека независимо от характеристики исходного сырья
был предложен новый технологический процесс его по-
лучения [25]. Суть предложенного процесса заключалась
в термической обработке исходного пека при температуре
400 - 420 °C под давлением собственных паров с частичным
их выводом. Выполненные исследования [26] показали, что
термическая обработка (изотермическая выдержка) под
давлением создает условия для увеличения количества
наиболее ценной групповой составляющей - а,-фракции,
увеличения его плотности и увеличения выхода коксового
остатка.
В процессе термического воздействия на органиче-
ские соединения каменноугольной смолы протекают две
последовательно-параллельные реакции - распад (де-
струкция) макромолекул органических соединений и кон-
денсация (синтез) продуктов первичного разложение мо-
(Ъравочник Коксохимика. Том 3
лекул. Поскольку вторичные реакции бимолекулярны, то,
в отличие от первичных реакций деструкции, скорость их
протекания зависит от величины давления [27].
Учитывая, что реакции термополимеризации органи-
ческих соединений каменноугольной смолы протекают по
радикальному механизму, представляется вполне допусти-
мым сделать следующие выводы:
внешнее давление незначительно замедляет мономо-
лекулярное образование инициирующих радикалов;
давление существенно ускоряет развитие радикаль-
ных цепей;
давление несколько ускоряет передачу цепи;
давление оказывает незначительное влияние (возмож-
но тормозящее) на обрыв цепи.
Для органических соединений каменноугольной смо-
лы так же, как для большинства реакций полимеризации
при атмосферном давлении, существует так называемая
предельная температура, выше которой скорость деструк-
ции (деполимеризации) становится выше скорости поли-
меризации. Установлено [28], что с повышением давления
предельная температура возрастает.
При атмосферном давлении в результате процесса
термического разложения органических соединений смолы
летучие продукты деструкции в соответствии с величиной
их парциального давления покидают реакционный объем.
Причем скорость диффузии летучих веществ деструкции за-
висит от разности давлений внутри реакционного объема
и на поверхности. Давление внутри реакционного объема
зависит как от количества образующихся летучих веществ,
так и от величины сопротивления прохождению их из вну-
треннего объема на поверхность, т. е. от вязкости продукта
при определенных температурах.
Очевидно, что создание внешнего давления увеличи-
вает время пребывания образующихся летучих продуктов
внутри реакционного объема, способствуя тем самым воз-
растанию вероятности участия этих продуктов в последу-
ющих реакциях синтеза.
При высокотемпературном нагреве КУС в составе га-
зовой фазы идентифицируется определенное количество
водорода, что свидетельствует о разрыве связей «С-Н». При
этом образуется активный водород, который или покидает
реакционный объем, или остается внутри, способствуя раз-
витию реакций восстановительной деполимеризации, что
препятствует глубокому протеканию процессов накопле-
ния высококонденсированных соединений.
Применение внешнего давления приводит к увели-
чению времени пребывания образующегося активного
водорода внутри реакционной массы продукта, что способ-
ствует стабилизации образующихся свободных радикалов
посредством насыщения свободных связей водородом.
Образующиеся таким образом соединения при дальней-
шем повышении температуры могут вновь подвергаться
деструкции и при достаточном количестве активного водо-
рода в реакционном объеме процесс термического разло-
жения будет идти в сторону накопления низкомолекуляр-
ных соединений.
Механизм направленного регулирования свойств
и группового состава КУС или пека под влиянием внешнего
газового давления можно представить следующим образом:
398
Раздел 2. Переработка химических продуктов коксования
Таблица 15.3.
Характеристика исходных
каменноугольных смол
Таблица 15.4.
Интервалы и уровни
варьирования факторов
при относительно медленном нагреве происходит из-
бирательная деструкция по наиболее слабым связям
(непредельные соединения, метильные группы и др.),
при ускоренном нагреве разрыв связей становится
случайным, т. к. вследствие перегрева материала одно-
временно происходит разрыв как слабых, так и более
прочных связей;
возникновение свободных радикалов, одни из кото-
рых, насыщаясь образующимся атомарным водородом,
образуют низкомолекулярные растворимые в органи-
ческих растворителях соединения, другие, обеднен-
ные водородом, участвуют в реакциях конденсации;
превращение соединений алифатического ряда, глав-
ным образом, в газообразные продукты, а ароматиче-
ских - в продукты с более высоким выходом конден-
сированных соединений (типа соединений, нераство-
римых в толуоле), количество которых возрастает при
наличии заместителей, гетероатомов и др., а также при
повышении давления или тепловом ударе;
стадийность протекания термической деструкции по-
лисопряженных систем, стабилизирующихся при каж-
дой данной температуре, вследствие чего повышается
термическая стойкость конечного продукта, что на-
ходит отражение в ходе реакции термической ради-
кальной полимеризации, приводящей к увеличению
выхода коксового остатка.
Термическая обработка каменноугольной смолы под
внешним газовым давлением должна способствовать уве-
личению выхода и улучшению качества получаемого из нее
электродного пека.
Таким образом, исходя из общих теоретических пред-
посылок, очевидно, что воздействие на каменноугольную
смолу в течение определенного времени высоких темпера-
тур в сочетании с повышенным давлением приведет к зна-
чительному перераспределению ее групповых составля-
ющих. Давление приведет к смещению термодинамического
равновесия основных реакций, протекающих при обработке
КУС, что будет способствовать накоплению в смоле продук-
тов поликонденсации многокольчатых соединений и вызо-
вет увеличение выхода пека в основном за счет снижения
выхода высококипящих фракций. Подобная обработка при-
ведет к увеличению в смоле массовой доли наиболее высо-
комолекулярной а-фракции и увеличению выхода соедине-
ний, растворимых в хинолине, но нерастворимых в толуоле
(0-,-фракция) [29].
15.2.Влияние давления на изменения свойств
каменноугольной смолы и пека
Проиллюстрировать влияние давления на изменение
свойств каменноугольного пека целесообразно с использо-
ванием КУС различной степени пиролизованности, характе-
ристика которых представлена в табл. 15.3.
Для выбора оптимальных технологических параме-
тров термообработки КУС различной степени пиролизован-
ности был применен метод математического планирования
эксперимента (табл. 15.4).
Свойства КУС после термообработки при различных
параметрах процесса представлены в табл. 15.5 и 15.6.
Наименование показателен Степень пиролязованностм
низкая средняя высокая
Плотность при 20 °C, кг/м3 1193 1195 1207
Массовая доля веществ, %, нерастворимых в:
толуоле 10,1 9,5 12,1
хинолине 3,7 5Д 9,2
Фракционный состав, % мае (выход фракций до темпера- туры, °C):
до 180(легкая) 0,33 0,29 0,89
180-200 (фенольная) 0,40 1,32 0,53
200 - 230 (нафталиновая) 9,14 14,60 8,83
230 - 300 (поглотительная) 12,29 8,37 13,27
300 - 360 (первая антраце- новая) 8,30 10,90 11,18
360 - 380 (вторая антраце- новая) 8,43 9,19 7,03
выше 369 (пек) 60,53 54,56 55,24
потери 0,58 0,77 0,70
Массовое содержание в КУС, %:
фенолов 1,07 1,44 1,26
нафталина 10,66 10,22 12,90
оснований 0,97 0,85 0,94
Интервал варьирования и уровни факторов Температура процесса, “С Давление, МПа
Нулевой уровень (А") 400 3,0
Интервал варьирования (6,) 20 1,0
Верхний уровень (%,= +!) 420 4,0
Нижний уровень (%. = -!) 380 2,0
Кодовое обозначение Ъ
Статистическая обработка результатов экспериментов
показала, что уравнения регрессии для низко- и высокопи-
ролизованной КУС имеют следующий вид:
= 22,1 +1,3%, + 0,7%,, (1)
Q = 19,9 + 1,8%, + 0,7%2, (2)
где %,=(/- 400): 20;
%,= (Р-30): 10.
Проверка адекватности модели выполнена с помощью
F-критерия Р Фишера при уровне значимости 0,05. Расчеты
показали, что при выбранном уровне значимости получен-
ная модель адекватна экспериментальным данным:
Р= 0,15 < Р{5% 1,5} = 6,6.
Как следует из уравнений (1) и (2), влияние давления
на выход а,-фракции значительно слабее, чем температура
процесса. В связи с линейностью полученных зависимостей
рациональные условия процесса находятся на границе об-
ласти эксперимента (температура - 420 "С, давление 4 МПа).
Однако так как значительное повышение температуры
Справочник Коксохимика. Том 3
Глава 15. Переработка каменноугольной смолы под давлением
399
Условия термообработки Характеристика каменноугольной смолы
температура, °C давление, МПа плотность, кг/м3 массовая доля фракций, %
“i а «2
Низкопиролизованная смола
380 2 1198 4,0 10,9 6,9
380 4 1200 4,5 11,8 7,3
400 3 1212 5,2 14,2 8,0
420 2 1216 53 15,5 103
420 4 1219 5,3 16,5 11,2
Смола средней степени пиролизованности
420 4 1219 5,8 16,4 10,6
Высокопиролизованная смола
380 20 1210 8,95 13,00 4,05
380 20 1216 8,50 15,82 7,32
400 30 1216 8,46 17,00 8,54
420 20 1220 8,40 17,18 8,78
420 40 1229 8,25 17,67 9,42
Таблица 15.5.
Характеристика термически
обработанных смол
Условия термообработки Характеристика каменноугольной смолы
температура, °C давление, МПа выход фракций, %, в интервале температур, °C
до 180 180 - 200 200 - 230 230 - 300 300 - 360 360-380 Пек
Низкопиролизованная смола
380 2 0,33 0,26 8,36 10,66 8,83 7,33 60,71
380 4 0,63 0,60 10,33 11,30 7,53 7,90 63,00
400 3 0,73 0,23 9,97 10,30 6,38 7,61 63,72
420 2 0,50 037 9,37 12,00 6,39 7,20 64,50
420 4 0,29 0,38 8,74 12,45 6,20 6,90 65,20
Смола средней степени пиролизованности
420 4 0,18 1,22 13,00 8,40 9,00 6,50 61,70
Высокопиролизованная смола
380 20 0,84 0,50 11,12 12,94 11,00 7,80 55,80
380 20 0,71 0,42 11,13 12,83 10,20 7,33 87,38
400 30 0,76 0,30 юзз 11,94 10,26 6,86 59,55
420 20 0,78 0,38 10,30 11,20 9/40 6,80 61,14
420 40 0.79 0,36 10,23 10,84 8,90 5,80 63,08
Таблица 15.6.
Характеристика термически
обработанных смол
технологически затрудненно из-за возможности закоксовы-
вания змеевиков трубчатой печи, оптимальным является уве-
личение давления процесса термообработки до 5 - 6 МПа.
Результаты исследований влияния условий термиче-
ской обработки и степени пиролизованности КУС на свой-
ства конечного продукта показывают, что, варьируя техно-
логический режим термообработки, представляется воз-
можным регулировать качество сырья для производства
электродного пека.
В результате термообработки изменяется выход дис-
тиллятных фракций КУС, в первую очередь, антраценовых
и пека. Причем для высокопиролизованной смолы умень-
шение выхода антраценовых фракций (первой и второй)
более ощутимо.
Содержание индивидуальных соединений в указанных
фракциях практически не изменилось, на что указывают
следующие данные, в %: массовая доля в КУС нафталина
до и после термообработки соответственно - 10,2 и 10,0;
антрацена - 1,10 и 1,01; карбазола - 2,02 и 1,95; фенантре-
на - 5,30 и 4,92. Изменение выхода фракций и увеличение
выхода пека в основном связано с деструкцией непредель-
ных и метилзамещенных, т. е. термически неустойчивых
соединений во фракциях.
В пользу этого свидетельствуют также данные по вы-
ходу и составу газовой фазы процесса термообработки.
В табл. 15.7 приведен материальный баланс процесса
термообработки КУС средней степени пиролизованности
при различных условиях.
(рравочник Коксохимика. Том 3
400
Раздел 2. Переработка химических продуктов коксования
Таблица 15.7.
Материальный баланс
процесса термической
обработки КУС
Условия термообработки Выход продуктов, %
производитель- весть, я/ч продооштевь- ность,ч давление в реак- торе, МПа температура, °C термообработан- нап смола газы потери
11 1,5 1,2 360 99,60 0,10 0,30
10 2,4 400 99,38 0,32 0,30
10 1,0 430 98,82 038 0,30
16 2,0 380 99,55 0,15 0,30
15 2,6 400 99,44 0,26 0,30
14 3,6 420 98,80 0,90 0,30
15 4,4 430 98,76 0,84 0,40
19 0,5 1,4 360 99,52 0,10 0,38
21 2,1 380 99,50 0,15 0,36
20 2,5 400 99,46 0,24 0,30
20 3,6 420 98,90 0,80 0,30
19 4,0 430 9830 0,85 0,35
Приведенные данные показывают, что увеличение тем-
пературы и давления процесса термической обработки КУС
приводит к более глубокому пиролизу, о чем свидетельству-
ет увеличение выхода газовой фазы с 0,1 - 0,15 до 0,8 - 0,9 %.
Ниже приведены усредненные данные состава газа (% об.)
процесса термообработки КУС при температуре процесса
420 °C и давлении 3,6 МПа.
H,S СН, Н, СО, СО С,Н, О, N,
L 4 2 2 2 0 2 2
20,0 35,0 14,2 10,6 0,7 13,6 0,7 4,2
На рис. 15.1 представлена зависимость содержания
аммиака, водорода, сероводорода и метана от температуры
термообработки и продолжительности выдержки.
Характер изменения концентрации аммиака, водоро-
да и метана идентичен. С ростом температуры термообра-
ботки содержание этих газов симбатно увеличивается. Это
свидетельствует о протекании деструктивных процессов,
сопровождающихся отрывом метильных групп и образова-
нием свободных радикалов. Рекомбинация последних при-
водит к образованию новых структур, что, как было показа-
но выше, объясняет изменение выхода отдельных фракций
КУС и пека, а также группового состава последнего.
Зависимость изменения концентрации водорода от
продолжительности выдержки практически не зависит.
Наличие в газе термообработки водорода позволяет пред-
положить возможность протекания процессов частичного
гидрирования органических соединений КУС.
Рис. 15.1.
Изменение
в неконденсирующихся
газах термообработки
КУС концентрации
аммиака, водорода, метана
и сероводорода в зависимости
от температуры
и продолжительности
процесса
А
♦ 30мин бОмин - А" 90 мин
♦ 30 мин бОмин
♦ 30мин бОмин - А- 90мин
♦ 30мин бОмин - А- 90мин
А - содержание аммиака; 5 - содержание водорода; В - содержание метана; Г - содержание сероводорода
(рравочник Коксохимика. Том 3
Глава 15. Переработка каменноугольной смолы под давлением
401
Изменение концентрации сероводорода в зависимо-
сти от продолжительности термообработки имеет слож-
ный характер,, однако ясно, что с увеличением температу-
ры процесса содержание сероводорода в газе снижается.
В табл. 15.8 приведены данные содержания серы во фракци-
ях КУС до и после термообработки. В исходной смоле содер-
жание серы составляло 0,9 %, в обработанной - 0,73 %. Смо-
ла термообрабатывалась при температуре 420°C в течение
одного часа, давление в реакторе составляло около 4 МПа.
Если проследить в динамике изменение содержания
серы в КУС при термической обработке в течение одного
часа при температурном интервале от 360 до 420 °C, то по-
лучаются такие величины:
0,765 -> 0,750 -> 0,734 -> 0,730.
Содержание серы в исходной смоле составляло 0,9 %.
Снижение содержания сероводорода в газовой фазе
с увеличением температуры термообработки объясняется
разложением его с выделением элементной серы, что под-
тверждается образованием сульфидов металлов на образ-
цах, помещенных в реактор-автоклав для изучения корро-
зионной активности среды.
Таким образом, термическая обработка КУС позволяет
не только регулировать содержание групповых составля-
ющих, определяющих в конечном итоге свойства электрод-
ного пека, но и облагораживает продукты переработки смо-
лы с разрушением сернистых соединений.
В технологическом процессе получения каменно-
угольного пека важным параметром является температура
однократного испарения (ОИ), т. к. ее величина оказывает
существенное влияние как на параметры режима его по-
следующей обработки, так и на характеристику получаемо-
го конечного продукта.
В табл. 15.9 приведены граничные значения темпе-
ратур размягчения пеков, полученных при минимальных
и максимальных значениях температуры однократного ис-
парения. Термообработке при различных параметрах про-
цесса (давление около 4 МПа) подвергалась смола средней
степени пиролизованности (массовая доля а-фракции -
12,3 %, арфракции - 5,0 %).
На рис. 15.2 и 15.3 представлены зависимости массо-
вой доли а2-фракции в пеках от условий термообработки
КУС и температуры однократного испарения.
Наименование фракции выход франции, % Содержание серы, % Раотределение серы от ресурсов,%
во фракции в смоле
Лёгкая 0,90 0,54 1 I 1
Фенольная 0,62 1,05 F 0,87 0,61 f 0,18 0,08 I- 20 10,96
Нафталиновая 12,70 11,60 J J J
Поглотительная . 9,00 9Д2 0,83 0,59 0,088 0,054 9,78 7,39
ОДваваипнценрвая 10,07 7,47 0,96 0,73 0,065 0,055 7,22 7,53
Вторая антраценовая 8,20 6,80 0,76 0,73 0,065 0,64 7,22 8,76
Пек 57,00 6330 0,92 0,77 0,48 0,47 . 53,33 64,38
Итого 0,878 0,723 97,55 99,02
Невязи баланса 0322 0,007 : 2,45 1 : 0,98
Таблица 15.8.
Изменение содержания
серы во фракциях при
термообработке КУС
Условия термоббработки КУС Температура ОИ, °C Условии термообработки КУС Температура ОИ, °C
360 420 360 420
температура, °C лродолжитет»- ЯОП1»>Ч температура размягчении пека, “С температура, °C продолжитель- ность, ч Температура размягчения йена, °C
Иаеднаяодола <49,0 70,4 420 1,о 54,2 87,4
380 0,5 50,6 70,9 430 1,0 563 89,0
400 03 51,0 733 360 1,5 <49,0 73,0
420 0,5 53,2 : 76,1 380 5Z1 80,4
300 1,0 <49,0 72,0 400 1,5 54,0 86,6
380 1,0 - 51.8 73,6п:/??1 55,8 88,9
400 1,0 52,5 82,0 430 1,5 60Д 90,0
Таблица 15.9.
Температуры размягчения
пеков из термообработанных
смол
Продолжительность термообработки, ч
-*-360 °C -м- 380"С -A-WC -*-420 °C -*-430 °C
-*- исходная 380 °C, 0,5 ч 400 °C, 0,5 ч 420 "С, 0,5 ч
Рис. 15.2.
Зависимость массовой
доли а,-фракции в пеках
от температуры
и продолжительности
термообработки
Рис. 15.3.
Зависимость массовой
доли о.^-фракции в пеках из
термообработанной КУС от
температуры однократного
испарения
Справочник Коксохимика. Том 3
402
Раздел 2. Переработка химических продуктов коксования
Приведенные данные позволяют сделать следующие
выводы:
предварительная термическая обработка КУС обеспе-
чивает получение связующего непосредственно на
стадии однократного испарения сырья без последу-
ющей дополнительной обработки;
характеристика пека зависит как от режима термо-
обработки КУС, так и от температурного режима одно-
кратного испарения;
при температуре термообработки выше 400 °C и про-
должительности один час и более в процессе одно-
кратного испарения может быть получен электродный
пек с температурой размягчения более 85 °C (марка В,
ГОСТ 10200-83).
В табл. 15.10 приведены характеристики пеков, полу-
ченных при температуре ОИ около 390 °C из термообрабо-
танных смол различной степени пиролизованности.
Основным положительным моментом предлагаемого
метода подготовки КУС является увеличение в пеках массой
доли а-фракции, состоящей из конденсированных соедине-
ний, при замедленном росте сц-фракции, что в целом спо-
собствует росту технологически ценной групповой состав-
ляющей - а2-фракции. Причем выход с^-фракции при мере
ужесточения режима термообработки КУС растет в среднем
на 5 - 6 %.
Основной характеристикой, определяющей потреби-
тельские свойства углеродистого остатка пека (полукокса/
кокса), является его графитируемость. Величина этого по-
казателя достаточно хорошо коррелируется с удельным
электросопротивлением (УЭС), действительной плотностью
и некоторыми другими величинами. Были определены УЭС,
действительная плотность, потеря массы (по данным дери-
ватографии), сняты спектры ЭПР (электронный парамагнит-
ный резонанс) пеков при комнатной температуре.
Результаты измерений образцов пеков из высоко-
и низкопиролизованных смол приведены в табл. 15.11
и 15.12.
Прослеживаются следующие закономерности:
УЭС образцов пеков, полученных из высокопироли-
зованной КУС, в целом в несколько раз выше образца
низкопиролизованной смолы;
тенденция увеличения УЭС образцов, полученных при
более «жестких» режимах термообработки;
наблюдается хорошая корреляция между изменением
величины УЭС и действительной плотностью (особен-
но для пеков из высокопиролизованной КУС) и выхо-
дом коксового остатка;
Таблица 15.10.
Характеристика пеков,
полученных из термически
обработанных смол
Условия термообработки КУС Выход пека, % Характеристика пока
температура, °C давление, МПа температура размягчения, °C выход летучих веществ, % массовая деля фракций, %:
“i
Низкопиролизованная смола
Исходная КУС 60,6 81,2 55,4 11,7 31,0
380 2 61,0 85,6 55,8 11,2 31,1
380 4 61,5 85,0 54,1 10,5 323
400 3 63,7 853 55,3 8,9 31,1
420 2 65,0 85,1 55,4 8,0 31,0
420 4 67,5 91,8 533 9,1 33,5
Смола средней степени пиролизованности
Исходная КУС 54,6 89,0 55,2 113 28,3
420 4 59,8 89,8 56,6 10,1 31,8
Высокопиролизованная смола
Исходная КУС 55,4 813 49,7 19,8 36,6
380 2 56,0 82,7 47,7 19,5 36,8
380 4 57,6 833 47,5 19,2 38,0
400 3 59,0 85,1 47,4 18,5 38,0
420 2 59,9 89,5 47,4 17,8 38,9
420 4 61,4 102,7 46,1 18,0 40,3
Таблица 15.11.
Характеристика пеков
и пековых полукоксов,
полученных
из высокопиролизованной
термообработанной смолы
Режим термообработки Удельное электро- сопротивление, х 1(Г2ем*см Действительная плотность, кг/см3 Выход полукокса, %, по данным дериватография N, оти. ед. ЛЛ, оти. ОД.
температура, °C давление, МПа
Исходная смола 1332 1555 55 12,1 11,75
380 2 2184 1538 58 10,9 12,00
380 4 1428 1541 57 30,7 13,75
400 3 4350 1526 59 юл 12,25
420 2 2750 1530 60 19,4 13,25
420 4 1058 1543 56 25,7 14,00
(правочиик Коксохимика. Том 3
Глава 15. Переработка каменноугольной смолы под давлением
403
Режим термообработки Удельноеэлектро- сопратавлеипо, хКРоикм Действительная плотность, кг/см3 Выход полукокса, %, поданным дериватографин N,OTH.efl. ЛЯ,отн.од.
температура, °C давление, МПа
Исходная смола 516,2 1517 55 2,9 14,0
380 2 693,6 1517 55 8,1 16,0
380 4 505,1 1714 53,5 ' 4,7 15,0
400 3 343,8 1507 56,5 3,7 14,0
420 2 946,7 1505 54,0 4,5 14,5
420 4 439,4 1515 55,0 12,1 153
Таблица 15.12.
Характеристика
пеков и пековых
полукоксов, полученных
из низкопиролизованной
термообработанной смолы
при одной и той же температуре термообработки по-
вышение давления приводит к уменьшению величины
УЭС;
относительная концентрация ПМЦ N-образцов из низ-
копиролизованной смолы в целом существенно ниже,
чем в образцах из высокопиролизованной КУС. Для
обоих видов КУС с увеличением температуры термо-
обработки значения N увеличиваются.
Как известно, наличие в смоле первичной а,-фракции
существенно ухудшает графитируемость получаемых на ее
основе коксов. Причем чем выше массовая доля а,-фракции
и больше степень ее дисперсности, тем хуже графитируе-
мость получаемых коксов. С показателем графитируемости
достаточно четко коррелируется УЭС.
Сравнение между собой значений УЭС для образцов
внутри каждой серии показывает, что термообработка КУС
приводит, в основном, к его увеличению, причем значитель-
но в большей степени для пеков, полученных из высокопи-
ролизованной смолы.
Изменение режима термообработки КУС заметно ска-
зывается на изменении УЭС полученных образцов. Увеличе-
ние давления однозначно приводит к его уменьшению в об-
разцах, термообработанных при 420°C и давлении 4 МПа,
те. на границе области варьирования факторов. Можно
предположить, что увеличение давления приведет к даль-
нейшему снижению УЭС.
Что касается ЭПР-характеристики исследуемых образ-
цов, то полученные данные согласуются с данными измене-
ния содержания в пеке a-фракции, Известно, что а-фракция
имеет значительно большую концентрацию ПМЦ (парамаг-
нитный центр) и меньшую ширину линии, чем другие фрак-
ции пека.
15.3.Опытно-промышленная установ-
ка термической обработки
каменноугольной смолы
и получения электродного пека
Узел термической обработки КУС под давлением
собственных паров был включен в комплекс техническо-
го перевооружения смолоперерабатывающего цеха ОАО
«Днепродзержинский коксохимический завод».
Отделение дистилляции КУС проектировалось Гипро-
коксом в составе двух одноколонных агрегатов мощностью
100 тыс. т/г по перерабатываемому сырью каждый. В техно-
логическую схему одного из агрегатов был включен узел
термической обработки, проект которого, включая обору-
дование, работающее под избыточным давлением, разрабо-
тан институтом ВНИПИнефть.
Справочник Коксохимика. Том 3
15.3.1. Принципиальная технологическая схема
Технологическая схема производства каменноуголь-
ного электродного пека из термически обработанной под
давлением КУС представляет сочетание двух самостоятель-
ных технологических схем (переделов):
атмосферная дистилляция смолы;
термическая обработка смолы под давлением соб-
ственных паров.
Узел термической обработки мощностью 100 тыс. т/г
КУС вписывается в традиционную схему одноколонного
дистилляционного агрегата, размещаясь между испарите-
лем первой ступени и дистилляционной колонной. Техно-
логическая схема узла термической обработки и ее взаи-
мосвязь с традиционной схемой представлена на рис. 15.4.
Каменноугольная смола после усреднения и пред-
варительного обезвоживания отстаиванием на складе
с массовой долей воды не более 4% подается в расходное
хранилище отделения дистилляции. Из хранилища смола
насосом подается в трубчатую печь 1 для обезвоживания.
Нагретая до температуры 120-130 °C смола поступает
в испаритель первой ступени 2, где происходит выделение
паров воды и некоторой части легкого масла, которые кон-
денсируются и охлаждаются в конденсаторе-холодильнике
(на схеме не показан).
Обезвоженная КУС из испарителя самотеком поступает
в сборник обезвоженной смолы 3, откуда насосом высокого
давления подается в змеевик трубчатой печи 4. Нагретая до
заданной температуры КУС поступает в реактор-автоклав 5,
где КУС выдерживается при заданном давлении в течение
времени, определяемого технологическим заданием. Дав-
ление и уровень поддерживаются клапаном автоматиче-
ского регулирования.
Прошедшая стадию термической обработки КУС после
реактора-автоклава через дроссельный клапан подается
в испаритель второй ступени 6, туда же сбрасывается (че-
рез клапан) паровая фаза реактора. В испарителе КУС раз-
деляется на жидкую (пек) и паровую фазы. Электродный пек
после испарителя поступает в соответствующие напорные
баки для отгрузки (или грануляции), а пары - во фракци-
онную колонну, где разделяются на фракции по принятой
в смолоперерабатывающем цехе технологии.
15.3.2. Основные параметры технологического
режима
Расход КУС на трубчатую печь
обезвоживания, т/ч 13,1 -13,3
Расход КУС на трубчатую печь, т/ч 12,6 - 12,8
404
Раздел 2. Переработка химических продуктов коксования
Рис. 15.4.
Принципиальная
технологическая схема узла
термической обработки КУС
1 - трубчатая печь для обезвоживания КУС; 2-испаритель первой ступени; 3-сборник обезвоженной смолы;
4 - трубчатая печь высокотемпературного нагрева; 5 - реактор-автоклав; 6 - испаритель второй ступени.
Технологические потоки: I - исходная каменноугольная смола; II - пары воды и легкого масла на конденсацию и охлаждение;
III - товарный электродный пек; IV - пары фракций в дистилляционную колонну
Температура КУС после трубчатой печи обезвоживания, °C Температура паров на верху испарителя 125-135
первой ступени, °C Температура жидкой фазы (обезвоженной 100- 105
смолы) в испарителе первой ступени, °C 100-110
Температура КУС после трубчатой печи, °C Температура паровой фазы в реакторе- 410-430
автоклаве, °C Температура жидкой фазы в реакторе- 400-410
автоклаве, °C 400 - 420
Давление в реакторе-автоклаве, МПа Продолжительность процесса 4,0-4,6
термообработки КУС, ч Температура паровой фазы в испарителе < 1
второй ступени, °C Температура жидкой фазы (электродного пека) 360-380
в испарителе второй ступени, °C Количество получаемого электродного пека с 395-405
температурой размягчения 85 - 90 °C, т/ч 7,7-7,9
15.3.3. Характеристика оборудования
Основное оборудование узла термической обработ-
ки КУС под давлением было разработано ВНИИнефтемаш
(г. Москва).
На рис. 15.5 представлена трубчатая печь коробчатого
типа с горизонтальным расположением продуктового змее-
вика с объемно-настильным сжиганием коксового газа.
В отличие от других типов трубчатых печей отопление
печи осуществляется двумя типами горелок:
основные горелки (8 шт.) для сжигания коксового газа
в объемно-настильном пламени размещены на фрон-
тальных стенах;
дополнительные панельные горелки (24 шт.) для сжи-
гания коксового газа низкого давления.
Технические характеристики печи
Тепловая мощность, МВт:
полная 4,87
полезная 3,40
КПД печи 0,7
Расход коксового газа, м3/ч 730
Температура продуктов сгорания, °C:
на перевале 730
на выходе из печи 250
Производительность по сырью, кг/ч 12 670
Температура сырья, °C:
на входе 100
на выходе 430
Давление в змеевике, МПа:
на входе 5,0
на выходе 4,5
Время пребывания КУС в змеевике, с 25
Поверхность нагрева змеевика, м2:
конвективного 602
радиантного 110
Теплонапряжение поверхности, Вт/м2:
конвективных труб 9 570
радиантных труб 21800
Реактор-автоклав представляет собой вертикальный
цилиндрический полый аппарат с эллиптическими днищами.
Справочник Крксшиммка. *]оы 3
Глава 15. Переработка каменноугольной смолы под давлением
40*
Рис. 15.5.
Трубчатая печь
1 - трубы конвекционные (пучок состоит из 60 труб); 2 - змеевик настенный; 3 - каркас; 4 - обмуровка бетонная; 5 - горелки панельные;
6 - стена настильная; 7 - горелки фронтальные; 8 - дымовая труба; 9 - шибер
Технические характеристики реактора-автоклава
Производительность, кг/ч 12 700
Рабочее давление, МПа 4,5
Рабочая температура, °C 430
Размеры аппарата, мм:
внутренний диаметр 1 800
общая высота И 160
Емкость аппарата, м3 22,5
Толщина стенки, мм
цилиндрическая часть 48
эллиптическое днище 53
Испаритель второй ступени представляет собой вер-
тикальный цилиндрический аппарат, состоящий из корпуса
с эллиптическими днищами. Он оснащен семью тарелками
(полками). Продукты термической обработки поступают в
испаритель по тангенциальному вводу, над которым уста-
новлен отбойник.
(гтравочник Коксохимика, Том 3
406
Раздел 2. Переработка химических продуктов коксования
Установка переработки
каменноугольной смолы
Технические характеристики испарителя
Производительность, кг/ч 12 700
Рабочее давление, МПа 0,08
Температура рабочей среды, °C 430
Размеры аппарата, мм:
внутренний диаметр 1800
общая высота 13 145
Толщина стенки, мм:
цилиндрическая часть 48
эллиптическое днище 53
Библиография
1. Фиалков А. С. Формирование структуры и свойств углеграфито-
вых материалов,- М.: Металлургия, 1965,- 288 с.
2. Влияние свойств каменноугольного пека на качество электро-
дной продукции / Сухоруков И. Ф, Бабенко Э. М„ Гаврина М. В.
и др. / В кн. Повышение качества графитированной продукции -
основная задача электродной промышленности- Челябинск-
1966.- С. 112-126.
3. Бабенко Э. М. Новые виды связующих материалов и техноло-
гия их применения в электродном производстве: Автореф.
дис.... докт. техн, наук - X., 1988,- 50 с.
4. Балыкин В. П. Физико-химическое состояние системы наполни-
тель - связующее и его роль при формировании пекоугольных
композиций: Автореф. дис. ... докт. техн, наук- Екатеринбург,
1993.- 50 с.
5. Привалов В. Е., Степаненко М. А. Каменноугольный пек - М.: Ме-
таллургия, 1981.-208 с.
6. Бабенко Э М. Исследование каменноугольного пека как свя-
зующего в производстве углеграфитовых материалов: Автореф.
дис.... канд. техн, наук - М., 1967 - 25 с.
7. Свиридина Л. В., Маркина М. С., Кириллова Т. А. Изучение карбо-
низации а-фракции каменноугольного пека И В кн. Труды МХТИ
им. Д. И. Менделеева - 1976 - Вып. 9!.- С. 88 - 90.
В. Спепова В. М„ Бабенко Э. М., Давыдович Г. А. Об использовании
в качестве связующего каменноугольного пека с повышенным
содержанием нерастворимых в хинолине веществ И Цветные
металлы-1983-№5-С 50 - 53.
9. Опытно-промышленноеиспытаниепекассодержаниемарфрак-
ции до 10 % при изготовлении графитированных электродов//
В кн. Производство электродной продукции,- НИИГрафит. М„
1984-С. 15-21.
!0.0 дифференцированном применении связующих и пропитываю-
щих материалов для различных видов углеродной продукции / Ба-
бенко Э. М„ Слепова В. М, Санников А. К. и др. // IV Всесоз. конф, по
химии и технологии твердого топлива (ХТТТ-4). Тез. докл. М, 1982.
11. Санников А. К. Научные основы и методы управления качеством
графитированных электродов: Автореф. дис.... докт. техн, наук-
Уфа, 1990,-48 с.
12. Ball D. R. The influence of the type of quinoline insolubles on the
quality of coal tar binder pitch // Carbon - 1978- V. 16 - № 3-
P 205 - 209.
13. Collin G, Lander M. // Erdol und Kohle-Erd-gas-Prtrochem., ver.
Brennstoff-Chem - 1972,- Bd. 25 - № 6 - S. 305 - 309.
14. Степаненко M. А, Матусяк H. И, Мовчан A. E. и др. Получение
электродного пека методом термической обработки И Кокс
и химия - 1965 - № 12 - С. 20 - 23.
15. Питюлин И. Н„ Зайченко В. М, Гапотченко Н. П. и др. Состояние и
перспективы производства электродного пека И Кокс и химия-
1987.-№7,-С. 39-41.
16. Питюлин И. Н„ Зайченко В. М, Шустиков В. И. и др. Состояние про-
изводства каменноугольного электродного пека на коксохими-
ческих заводах Украины И Кокс и химия,-1984,- № 1.- С. 34 - 37.
17. Турик М. А., Алексеева Н. Ф„ Бабенко М. С. Выход химических
продуктов коксования И Кокс и химия.- 1988,- № 6,- С. 29 - 30.
18. Dlugosz A, Zmuda W. A., Wolszczak J. New prospects for a direct
utilization of the light coke-oven tar in manufacturing carbon
and graphite electrodes // 9-th Polish Graphite Conf, Zakopane,
Poland.- Sept. 25 - 28.1989.- Vol. 1 - P. 233 - 240.
19. Степаненко M. А, Привалов В. E„ Глущенко В. И. Пек из термооб-
работанной смолы И Кокс и химия,- 1980 - № 1.- С. 31 - 33.
20. MiyakeТ„ Ueda К, Nakamura! A. New process (CHERRY-T process)
to produce electrode binder pitch and property of the product
pitch //Carbon'76.2. Int. Kohlenstofftag, Baden-Baden, 1976. Prepr.
S. 1. s. a. 378 - 380.
21. Новый процесс производства электродного пека // Черная ме-
таллургия, БНТИ - 1977 - № 4 (792).- С. 58 - 59.
22. А.с. 297293 СССР МКИ 3 С 10 С 1/04.
23. Привалов В. Е, Степаненко М. А, Штейнберг Э. А. Некоторые но-
вые направления производства и применения каменноугольно-
го пека//Кокс и химия- 1977.- № 10- С. 56 - 58.
24. Кузнецова Л. С, Ольшанская С. Н„ Питюлин И. Н. и др. Исследова-
ние процесса термической обработки каменноугольной смолы
под давлением на пилотной установке// Кокс и химия - 1986-
№ 9,- С.43 - 45.
25. Степаненко М. А, Матусяк Н. И. Авт. свид. №181612. Бюлл. изо-
брет, 1966,-№ 10.
26. Матусяк Н. И, Степаненко М. А, Крикунова Л. И. Изменение
свойств каменноугольного пека путем термического воздей-
ствия под давлением И Кокс и химия - 1969,- № 1.- С. 22 - 27.
27. Веселовский В. С. Химическая природа горючих ископаемых.
Изд. АН СССР, 1955.-С. 295 - 296.
28. Питюлин И. Н, Чешко Ф. Ф. Теоретические предпосылки направ-
ленного изменения свойств каменноугольной смолы в процес-
се термической обработки тод избыточным давлением И Угле-
химический журнал - 2002 - № 3-4- С. 38-41.
29. Степаненко М. А, Привалов В. Е, Глущенко В. И. Пек из термооб-
работанной смолы//Кокс и химия - 1980,- № 1- С. 31 - 33.
(правочиик Коксохимика. Том 3
ГЛАВА 16
ИЗВЛЕЧЕНИЕ ФЕНОЛОВ, ПИРИДИНОВЫХ ОСНОВАНИЙ
И ПОЛУЧЕНИЕ ПРОДУКТОВ
16.1.Извлечение и получение фенолов
16.1.1. Состав и свойства фенолов
В таблице 16.1 приведены данные, характеризующие
влияние технологии переработки каменного угля на выход
и содержание фенолов в продуктах [1].
В табл. 16.4 представлен состав фенолов каменно-
угольной смолы [5].
Технологический процесс Выход на тонну сухого угля, кг
фенол фенолы с6-с8
Коксование Смола 0,05-0,25 0,20-0,85
Фенольные воды 0,05 0,12
Всего 0,10-0,30 0,32-0,97
Полукоксование Смола 0,6 5,0
Фенольные воды 0,15 0,50
Всего 0,75 5,50
Гидрирование Смола 7,0-9,0 25-35
Фенольные воды 1,2 2,5
Всего 8,2 -10,2 27,5-37,5
Общее содержание фенолов в фенольных водах может
колебаться в пределах 410 - 1 000 мг/л (производственные
данные) [2].
Содержание фенолов в смоле зависит от условий кок-
сования, в т. ч. от свойств каменноугольной шихты и объема
камеры коксования. Соответствующие данные приведены
в табл. 16.2 и 16.3.
Характеристика каменноугольной шихты Массовой доля фенолов в смоле, %
марочный состав, % влотность, кг/мэ
Г Ж К ОС
15 53 12 20 25,07 1173 2,14
25 43 12 20 25,63 1178 1,57
40 28 12 20 25,90 1180 1,57
50 18 12 20 25,91 1182 1,42
Объем печной камеры, м] Массовая доля фенонов в смоле, %
Гозосборники
21,6 0,7
30,9 0,7
41,6 1,6
Первичные холодильники
21,6 + 30,9(3:1) 1,3
30,9 + 41,6(2:3) 4,0
Наименование фракции Массовая доля компонентов, % от общей дели фенолов
Фенол 16,2-22,9
о-Крезол 6,1-8,8
м-Крезол 11,0-13,6
п-Крезол 7,7-8,0.
о-Этилфенол 0,4-0,7
2,5-Ксиленол 2,8-3,4
2,4- Ксиленол, 3,5-Ксиленол, З-Этил фенол 11,9-12,2
2-Изопропилфенол, 4-Этилфенол 0,6-2,7
2,6-Ксиленол 1,4-3,0
2,3-Ксиленол 0,9-1,2
3,4-Ксиленоп, З-Метил-6-Этилфенол 1,7-1,9
З-Изопропилфенол, 2-н-Проп ил фенол, 2-Метил-5-Этипфенол, 4-Метил-2-Этил фенол 0,7-1,0
З-Метил-5-Этипфенол, 2-Метил-4-Этилфенол, З-н-Пропилфенол и катехол 2,7-3,6
2,3,5-, 2,4,5-, 2,4,6-Триметилфенол, 2-Метип-З-Этил фенол, 4-н-Пропилфенол 2,0-2,7
4-Инданол 0,3-0,4
5-Инданол 0,3-0,4
а-Нафтал 1,1-2,1
р-Нафтол 0,4-1,0
Другие метилэтилфенолы (2)* 0,2-0,3
Метилизопропилфенолы (2)* 0,1-0,4
Дизтилфенолы (2) * 0,1-0,2
4-цис-Бутилфенол Следы
Метилкатехолы (2)* 0,1-0,3
Метмлрезорцины (2)* Следы
Метилинданолы (8)* 0,8-1,4
Триметилфенолы (2)* и резорцин 0,1
2,3,5,6-Тетраметилфенол -
о-Фенилфеноп Следы
* В скобках указано количество изомеров.
Таблица 16.3.
Массовая доля фенолов
в смоле, полученной в печах
различных объемов [4]
Таблица 16.4.
Состав фенолов
каменноугольной смолы
Таблица 16.1.
Зависимость содержания
фенолов в воде и смоле от
технологии переработки угля
Таблица 16.2.
Массовая доля фенолов
в смоле при коксовании шихт
с различными свойствами [3]
В табл. 16.5 представлены температуры плавления
и кипения фенолов при атмосферном давлении [1 ].
(рравочник Коксохимика. Том 3
408
Раздел 2. Переработка химических продуктов коксования
Таблица 16.5.
Температуры кипения
и плавления фенолов
при 0,1 МПа
Наименование фракции Температура, °C Наименование фракции Температура, °C
кипения плавления кипения плавлелия
Фенол, С,Н,0 182,2 41,0 2-Метил-5-Э™лфенол, С,Н12О 121,1 15,8
о-Крезол, С,Н80 191,0 31,2 Изопсевдокуменоя, С^Н^О 235,3 96,0
м-Крезол, С7Н,0 202,6 12,3 Псевдокуменол, С,Н|2О 235,2 73,0
п-Крезол,С7Н8О 2023 34,8 Мезитол, C^HijO 220,6 72,1
о-Этилфенол, С8Н]0О 204,5 -23,0 4-0ксигидрилден, С9Н|0О 247,0 50,0
м-Этилфенол, С8Н10О 218,5 -4,0 Гемеллитол, С^Н^О 251,9 106,0
п-Этилфенол,С8Н|0О 218,2 45 5-Оксигидринден, С,Н|0О 255,0 55,0
2,З-Ксиленол, С8Н|0О 217,1 75,0 1-Нафтол,С10Н80 288,4 96,0
2,4-Ксиленол, С8Н|0О 211,3 24 2-Нафтол, С|0Н8О 296,0 123,0
2,5-Ксиленол, CjH|0O 211,5 75,0 3,5-Диэтилфенол, С|0Н|4О 247,4 76,0
2,6-Ксиленол, С0Н|0О 200,6 48,0 Дуренол, С10Н|4О -248,0 119,0
3,4-Ксияенол, CgH|nO 226,9 65,0 2-0ксидифения, CJ2H|0O 285,7 59,0
3,5-Ксиленол, CjH10O 221,7 64,0 4-Оксидифен ил, С|2Н]0О 319,0 163,0
7-Окси кумарон, С8Н6О2 -240,0 43,0 о-о-Дифенол, С|2Н|0О 324,6 109,0
о-н-Пропилфенол, СдН^О 219,4 7,0 2-Оксифлуорен, С|2Н|0О 352,0 171,0
п-н-Пропилфенол, C8HJ2O 234,5 22,0 2-Оксидифениленоксид, C|2HgO2 354,8 143,0
о-изо-Пропилфенол, CgH|2O 214,5 15,5 З-Оксидифенипеноксид, С12Н8О2 - 355,0 134-135
п-изо-Пропилфенол, С8Н|2О 228,2 62,0 2,4-Диизопропнифенол, С|2Н18О 255,0 -
З-Метил-5-Этолфенол, С^Н^О 235,9 55,0 4-Фенантрол, С(4Н|0О 384,0 115-116
2-Этип-4-Метилфенол, С9Н]2О 222,3 - 2-Фенантрол,С|4Н|0О 395,0 169,0
2-Этил-5-Метилфенол, С^Н^О 224,2 43,4 о-(р-Нафтил) Фенол, С|6Н|2О 383,7 97,0
2-Метил-4-Этилфенол, С,Н|20 227,3 - Тиофенол, C6H6S 167,0 -
В табл. 16.6 представлены температуры кипения фенолов при различных давлениях [6].
Таблица 16.6.
Значения температуры
кипения фенолов при
различных давлениях
Наимененание фракции Давление, МПа
0,001 0,007 0,013 0,027 0,04 0,047 0,06 0,07 0,087 0,10 0,12
1 2 3 4 5 6 7 8 9 10 11 12
Моноалкилфенолы
Фенол 70,5 104,2 121,5 140,1 152,0 156,0 164,0 170,5 176,0 181,7 187,6
о-Крезол 76,5 111,5 129,0 148,0 159,5 164,0 172,0 179,0 184,0 190,6 196,9
м-Крезол 85,5 121,7 139,1 158,5 170,1 175,0 183,5 189,8 196,0 202,1 2083
п-Крезол 85,0 121,4 139,1 158,0 168,2 174,8 182,3 189,1 194,9 2013 2083
о-Этилфенол 86,0 123,0 141,6 161,3 175,0 179,9 188,7 196,0 201,6 207,5 214,0
м-Этилфенол 97,2 134,0 152,0 173,5 184,9 189,9 199,0 205,0 211,0 218,2 2233
н-Этолфенол 101,0 137,5 155,5 177,2 187,7 192,6 197,0 207,4 213,1 218,2 225,6
о-н-Пропилфенол 104,3 141,0 159,0 179,6 190,8 1963 204,0 210,6 216,0 221,5 227,0
п-н-Пропилфенол 110,0 148,3 1673 188,5 201,3 207,0 215,1 222,1 228,4 234,5 2403
о-Изопропилфенол 96,7 133,2 150,6 170,2 183,0 187,6 196,0 202,5 208,0 214,5 -
п-Изопропилфенол 108,2 145,0 163,1 183,7 196,4 201,1 209,9 216,0 221,6 228,2 -
Диалкилфенолы
2,З-Ксипенол 84,0 124,0 144/) 166,1 1803 186,1 196,0 203,9 210,1 219,0 225,2
2,4-Ксиленол 89,5 127,0 144,5 165,1 177,3 182,5 190,3 198,0 204,0 211,0 219,0
2,5-Ксиленол 89,4 126,8 144,5 164,8 177,4 182,5 189,5 198,0 204,6 211,2 219,0
2,6-Ксиленол 92,5 129,0 147,1 167,0 179,1 184,0 190,2 200,0 205,6 212,0 220,0
(правочник Коксохимика. Том 3
Глава 16. Извлечение фенолов, пиридиновых оснований и получение продуктов
409
1 2 3 4 5 6 7 8 9 10 11 12
3,4-Ксиленол 105,7 142,6 160,9 180,3 193,9 198,7 207,0 213,4 219,2 226,0 232,1
3,5-Ксиленол 102,8 139,1 156,8 176,3 1885 194,0 202,0 2083 2143 219,0 -
З-Метил-5-Этил фенол 111,5 148,4 167,2 1883 201,0 205,0 213,0 2213 225,7 233,0 -
3,5-Диэтилфенол 114,5 155,0 176,0 198,6 212,0 217,2 226,7 2363 241,3 248,0 -
2,4-Диизопропияфенол 122,0 161,2 180,5 203,0 217,0 223,2 232,2 240,1 247,0 2553
Три- и четыреолкилфенолы
Изопсевдокуменол 106,0 145,0 1645 185,0 199,0 . 200,0 212,4 220,0 225,9 2333 -
Псевдокуменол 106,5 143,6 162,0 183,5 196,0 203,0 211,8 218,1 225,0 232,0 -
Мезитол 94,0 132,0 156,1 171,5 185,0 193,0 199,9 206,5 212,8 220,6 -
Гемеллитенол 123,5 161,3 180,5 2013 2153 219,0 227,1 234,0 241,0 248,0 -
Дуренол 108,6 150,7 172,1 196,0 210,9 216,7 226,6 234,9 241,4 249,0 -
Высокакипящие фенолы
1-Нафтол 141,5 184,2 206,0 229,0 244,0 250,2 260,3 265,7 275,2 282,5 291,5
2-Нафтол 144,0 188,0 210,0 233,0 248,4 2542 265,1 273,0 279,7 288,0 295,0
2-Фенилфенол 161,9 188,1 206,8 228,1 241,6 247,4 257,0 264,5 270,8 275,0 -
4-Фенил фенол 177,0 217,8 237,4 260,2 2733 278,8 287,1 294,7 300,6 308,0 -
2,2-Дифеноп 171,0 218,1 242,0 2863 2843 290,0 300,1 3093 317,0 325,0 -
5-0ксигидринден 1205 1615 181,0 204,0 218,0 223,2 232,1 240,1 246,2 251,0 -
Тиофенол 515 87,5 105,5 124,5 136,5 1415 149,7 156,0 162,0 167,0 -
Окончание табл. 16.6
В табл. 16.7 приведена зависимость температуры ки-
пения фенолов от положения и структуры алкильной груп-
пы [1 ]. Значения приведены для давления 0,0027 МПа.
Алкильная группа Температура кипения, °C Повышение тем- пературы кипения по отношению к тем- пературе кипения фенола, °C
орто мета пара орто мета пара
Метил 90 101 101 5 16 16
Этил 101,5 114,5 115 16 29,5 30
н-Пропил 112 127 128 37 42 43
Изопропил 106 120 120 27 35 38
н-Бутал 123 138 138 38 53 53
Вторичный бутил 118 131,5 132,5 33 46,5 47,5
Изобутил 1165 129,5 131 31,5 44,5 46
Третичный бутил 113 1295 130 28 445 45
Относительная летучесть смеси фенолов может быть
определена по формуле:
(9,9-1,71/gp) (Г2 - 7])
«« =-----------~--------->
где а - относительная летучесть;
Tt - температура кипения низкокипящего компонента
при давлении р, К;
Тг- то же для высококипящего компонента;
Т - температура смеси при давлениир, К;
р - общее давление над смесью, МПа/0,00013.
Номограмма для определения давления паров фено-
лов для уровня значений соответственно 0,002 - 0,187 МПа
приведена в книге «Физико-химические свойства жидких
сланцевых и каменноугольных продуктов» [8].
На рис. 16.1 приведена обобщенная кривая зависимо-
сти упругости паров феноло-крезольной смеси от темпера-
туры [7].
Таблица 16.7.
Зависимость температуры
кипения фенолов от
положения и структуры
алкильной группы
Средняя молекулярная масса феноло-крезольной
смеси может быть рассчитана согласно следующей форму-
ле [7]:
100
где м - средняя молекулярная масса смеси;
и Мк - массовая доля в смеси соответственно фе-
нолов и крезолов;
и ,иА - средняя молекулярная масса соответствен-
но фенолов и крезолов (для упрощенных
расчетов данные величины могут быть при-
няты равными соответственно 94 и 108).
Рис. 16.1.
Зависимость упругости паров
феноло-крезольной смеси
от температуры
(правочиик Коксохимика. Том 3
410
Раздел 2. Переработка химических продуктов коксования
В табл. 16.8-16.13 приведен ряд физико-химических свойств основных компонентов феноло-крезольной смеси [1; 4; 6; 7].
Таблица 16.8.
Соотношение (весовое)
«пары - жидкость» для
феноло-крезольных смесей при
атмосферном давлении
Феноя + о-Крезол Феноя + м-Крезол Фенол + п-Крезоп
ЖИДКОСТЬ пар ЖИДКОСТЬ пар ЖИДКОСТЬ нар
0,0 0,0 0,0 0,0 0,0 0,0
18,1 22,7 16,0 26,2 20,0 20,0
34,8 40,4 27,3 41,3 21,6 32,0
58,9 64,8 51,2 64,2 32,7 44,4
75,5 80,0 72,0 83,1 56,9 69,8
81,3 85,9 91,3 94,8 74,5 84,0
93,6 95,0 97,8 98,6 913 94,5
100,0 100,0 100,0 100,0 100,0 100,0
Таблица 16.9.
Физические свойства
основных компонентов
феноло-крезольной смеси
Компонент Температура, °C Плотность, нг/м1 Темнература, °C Теплоемкость, кДж/кг Темнература, °C Теплета испарения, кДж/кг Температура, °C Вязкость, сП Темнература, °C Коэффициент преломления
Фенол 25* 1071 0* 1,26 25 675,3 25* 8,50 41*** 1,5424
41 1058 20* 1,41 50 507,4 45 4,04 45 1,5401
50 1051 40* 1,41 75 501,6 50 3,42 50 1,5373
75 1028 41 2,20 100 492,8 75 1,78 60 13315
100 1006 60 2,35 125 479,4 100 1,11 70 1,5257
150 969 80 2,32 150 463,1 125 0,79 75 1,5231
100 2,39 182** 441,3 150 0,57
о-Крезол 20 1048 25 2,07 75 463,1 50 2,86 20 1,5460
25 1046 100 2,29 100 448,0 75 1,61 35 1,5391
40 1028 150 2,43 125 440,5 100 1,00 40 1,5366
50 1020 200 2,59 150 420,4 125 0,70 45 1,5341
75 998 200 389,8 150 0,54 50 1,5316
100 977 300 278,8
150 933
м-Крезол 0* 1050 25 2,07 75 477,3 25 18,00 10 1,5450
20 1034 100 2,29 100 463,1 50 4,40 15 1,5432
25 1030 150 2,43 125 452,2 75 1,94 20 1,5414
50 1010 200 2,59 150 439,6 100 1,20 25 1,5396
100 970 200 399,8 125 0,80 30 1,5377
150 933 300 309,4 150 0,59 35 1,5359
п-Крезол 20 1035 25 2,07 75 477,3 50 4,62 20 1,5359
25 1029 100 2,29 100 463,1 75 2,24 35 13341
35 1022 150 2,43 125 452,2 100 1,23 40 1,5317
50 1010 200 2,59 150 439,6 125 0,92 45 1,5290
100 970 200 399,8 150 0,81 50 1,5263
150 929 300 309,4 60 1,5210
' - Для твердой фазы;
" - температура плавления;
*"* - температура кипения.
(правочник Коксохимика. 'Jom 3
Глава 16. Извлечение фенолов, пиридиновых оснований и получение продуктов
411
Наименование ноказатеяеп Фенон Ортокрезол Дикрезоп Трикрезоп Ксиленолы Алкилфеиаяы
Температура вспышки, °C 75 81 75 75 94 75
Температура самовоспламенения, °C 595 504 595 595 500 595
Температурные пределы верхний 48 80 48 48 97 48
воспламенения паров, °C нижний 83 107 83 83 132 83
Таблица 16.10.
Показатели пожароопасности
различных фенолов
о-Крезоя м-Крезоя п-Крезоп 2,6-Ксиленм 2,4-Ксиленол
1 II 1 11 1 II 1 II 1 II
31,00 100,00 12,20 100,00 34,7 100,00 45,7 100,00 24,7 100,00
30,95 99,88 12,15 99,94 34,6 99,85 45,6 99,80 24,6 99,82
30,95 99,75 12,10 99Л8 34,5 99,69 45,5 99,60 24,5 99,64
30,85 99,63 12,05 99,82 34,4 99,54 45,4 99,40 24,4 99,46
30,80 99,50 12,00 99,76 34,3 99,39 45,3 99,20 24,3 99,28
30,75 99,38 11,95 99,70 34,2 99,29 45,2 99,00 24,2 99,10
30,70 99,25 11,90 99,64 34,1 99,08 45,1 98,80 24,1 98,92
30,65 99,13 11,85 99,57 34,0 98,93 45,0 98,60 24,0 98,75
30,60 99,00 пло 99,50 ззл 98,67
2,5-Ксииеноп 2,3-Кошеной 3,5-Ксиленол 3,4- Ксияеиоя 2,3,5-Триметилфеноп
1 11 1 II 1 II 1 II 1 II
74,8 100,00 73,0 100,00 63,0 100,00 64,7 100,00 93,7 100,00
74,7 99,77 72,9 99,79 62,9 99,81 64,6 99,80 93,6 99,76
74,6 99,54 72,8 99,58 62,8 99,62 64,5 99,60 93,5 99,52
74,5 99,31 72,7 99,37 62,7 99,43 64,4 99,40 93,4 99,28
74/4 99,08 72,6 99,16 62,6 99,24 64,3 99,20 93,3 99,04
74,3 98,85 72,5 98,95 62,5 99,05 64,2 99,00 93,2 98,80
74,2 98,62 72,4 98,74 62,4 99,86 64,1 98,80 93,1 98,56
74,1 98,39 72,3 98,53 62,3 99,67 64,0 98,60 93,0 98,32
Примечание: I - температура кристаллизации. ’С; II - массовая доля компонента, %.
Таблица 16.11.
Характеристика
степени чистоты
фенолов по температуре
кристаллизации
Наименование фракции Критическая температура растворепия, °C Критическая концентрация, % Наименование фракции Критическая температура растворения, °C Критическая концентрация, %
Фенол 65,8 36 о-н-Пропилфенол 240,2 32
о-Крезол 164,8 34 п-н-Пропилфенол 200,6 35
м-Крезол 148,7 36 о-нзо-Пропилфенол 239,8 33
п-Крезол 143,7 34 п-изо-Пропилфенол 196,0 34
3,4- Ксиленол 188,7 35 З-Метил-4-Этилфенол 221,5 29
3,5-Ксиленол 197,8 35 3- Метил -5-Этилфенол 230,3 35
2,3- Ксиленол 210,1 38 2- Метил -4-Этмлфенол 235,4 35
2,4-Ксиленоя 212,9 34 4- Метил -2-Этилфенол 242,5 37
2,5-Ксиленол 218,8 42 3- Метил -6-Этилфенол 265,3 38
2,6- Ксиленол 236,5 45 2- Метил -6-Этилфенол 265,3 40
3,4,5-Триметилфеноп 219,0 36 3,5-Диэтилфенол 246,3 30
2,3,5-Триметилфенол 248,0 36 1-Нафтоя 209,0 40
2,4,6- Триметилфенол 264,5 38 2-Нафтол 192,6 35
2,3,5,5-Тетраметилфенол 294,0 - о-0ксидифенил 258,0 50
о-Этилфенол 213,8 35 о-о-Дифенол 186,3 42
м-Этилфенол 190,6 34 5-Оксигидринден 200,8 37
п-Этилфенол 182,0 30
Таблица 16.12.
Критические температуры
и концентрации растворения
фенолов в воде
(рравочник Коксохимика. 'Том 3
412
Раздел 2. Переработка химических продуктов коксования
Таблица 16.13.
Содержание воды в 100 г
насыщенного раствора
крезолов
Наименование фракции При температуре, °C
20 180
о-Крезол 2,45 5,80
м-Крезол 2,18 5,96
п-Крезол 1,94 5,50
16.1.2. Получение фенолов
Получение фенолов состоит из следующих основных
стадий:
обесфеноливание фракций с получением фенолятов
натрия;
разложение фенолятов с получением сырых фенолов;
обезвоживание и разделение сырых фенолов с полу-
чением целевых фенольных продуктов.
ОБЕСФЕНОЛИВАНИЕ ФРАКЦИЙ [1; 4]
Обесфеноливанию (мойке) с получением фенолятов
подвергаются фенольная, нафталиновая и поглотительная
фракции каменноугольной смолы. В фенольной и поглоти-
тельной фракциях доли фенолов составляют в среднем со-
ответственно 26 - 37 и 1,4 - 3,5 %. При переработке нафтали-
новой фракции методом прессования содержащиеся в ней
фенолы концентрируются в нафталинсодержащих оттёках
(маслах). Массовая доля фенолов составляет до 7 - 11 %.
Предложено также для получения фенолов использо-
вать широкую антраценовую фракцию, содержащую около
4,5 % фенолов [9].
На коксохимических предприятиях обесфеноливание
производится водным раствором едкого натра с получени-
ем обесфеноленных фракций и водного раствора фенолятов
натрия. Свойства последних представлены в табл. 16.14 [10].
Таблица 16.14.
Свойства фенолятов
Наимененание показатеией Марка А
высший сорт 1-й сорт
Внешний вид Прозрачная жидкость, не содержащая осадка и взвешенных частиц
Массовая доля 100%-ных фенолов, % 21-30 19-30
Объемная доля нефеноль- ных примесей, %, не более 15 20
Массовая доля свободной щелочи, %, не более Не нормируется Не нормируется
Извлечение фенолов основано на химическом взаимо-
действии:
R0H + Na0H«R0Na + H20.
На основании уравнения реакции может быть рас-
считан теоретический расход щелочи на обесфеноливание.
Реакция обратимая (происходит гидролиз фенолов). Глу-
бина гидролиза снижается в присутствии избытка щелочи.
Поэтому для более полного обесфеноливания расход ще-
лочи принимается на уровне 110 - 120 % от теоретического
значения.
Поскольку фенолы взаимодействуют с присутству-
ющими во фракциях пиридиновыми основаниями, при из-
бытке фенолов (по отношению к основаниям) промывку
начинают с обесфеноливания и, наоборот, при избытке
оснований - с промывки серной кислотой (если техноло-
гический регламент смолоперерабатывающего цеха преду-
сматривает выделение пиридиновых оснований).
После мойки во фракции остается до 5% фенолов.
Полное удаление их из фракций осложнено присутствием
пиридиновых оснований, смолистых веществ, а также срав-
нительно низкой кислотностью остаточных фенолов.
Фенолы растворимы в фенолятах, поэтому при недо-
статке щелочи в фенолятах содержатся свободные фенолы.
В фенолятах способны растворяться также нейтраль-
ные масла и пиридиновые основания. Растворимость масел
возрастает по мере увеличения концентрации фенолятов,
содержания свободных фенолов и молекулярной массы
последних. Растворимость оснований зависит от концен-
трации раствора и от содержания в нем свободной щелочи
(в присутствии последней растворимость снижается). При
содержании в фенолятах ~ 1 б % фенолов феноляты и основа-
ния смешиваются в любых соотношениях. В процессе обес-
феноливания основания распределяются между фракциями
и фенолятами. При этом чем больше фенолов во фракции,
тем меньшая доля оснований переходит в феноляты.
При обесфеноливании фракций образуются эмульсии
в виде среднего промежуточного слоя между обесфено-
ленным маслом и фенолятами. Это затрудняет отстаивание.
Стабилизаторами таких эмульсий являются смолистые ве-
щества, гидрат окиси железа, тонкодисперсный шлам, со-
держащийся в растворе щелочи (СаСО3), и др. Эмульгируе-
мость фракций можно подавить путем предварительного
отстаивания фракции от смол и осадков, повышения тем-
пературы, а также применяя чистую щелочь. На практике
для экстракции фенолов применяют 8-12%-ный раствор
едкого натра. При снижении концентрации щелочи снижа-
ется концентрация фенолятов, увеличивается степень их
гидролиза и, как следствие, уменьшается полнота извлече-
ния фенолов из фракций.
В процессе экстракции можно выделить три основные
стадии: образование капель (обесфеноливаемая фракция
диспергируется в растворе щелочи), свободный подъем
или падение капель, коалесценция капель. Массопереда-
ча, главным образом, осуществляется в период образова-
ния капли. Для осуществления процесса массопередачи
при обесфеноливании достаточно нескольких секунд. Эф-
фективность экстракции (количество степеней контакта
для достижения необходимой глубины обесфеноливания)
определяется удельной поверхностью контакта фракции
и экстракционного раствора, т. е. размерами капель, кото-
рые, в свою очередь, определяются поверхностными свой-
ствами фракции и раствора.
Фенолы существенно снижают поверхностное натяже-
ние на границе фракция - раствор щелочи (см. табл. 16.15).
На рис. 16.2 представлена технологическая схема обес-
феноливания фракций каменноугольной смолы в аппаратах
непрерывного действия.
(рравочник Коксохимика. Том 3
1-5- моечные аппараты соответственно для обесфеноливания поглотительнойфракции, вторичного обесфеноливания нафталиновой фракции, обеспиридинивания поглотительной фракции, обеспиридинивания на-
фталиновой фракции и первичного обесфеноливания нафталиновой фракции; 6,7,9,17- сборники для нафталиновой фракции соответственно немытой, после первичного обесфеноливания, обеспиридиненной и промытой
(после вторичного обесфеноливания); 8,10,16- сборники для поглотительной фракции соответственно немытой, обеспиридиненной и обесфеноленной (промытой); 11 - 15,18- сборники соответственно для 20 %-ного
раствора H2SO4, кислого сульфата пиридина, 10%-ного раствора NaOH, сульфата пиридина, средних фенолятов и щелочных фенолятов; 19 - насосы
лава 16. Извлечение фенолов, пиридиновых оснований и получение продуктов 413
414
Раздел 2. Переработка химических продуктов коксования
Таблица 16.15.
Поверхностное натяжение
на границе фракция - раствор
щелочи, (10~7Н/м)
Наименование фракции Массевая доля фенолов в жасле, %
0,0 0,1 0,5 5,0
Фенол 32,2 - 16,82 5,73
Фенолы фенольной фракции 32,2 19,8 11,50 2,23
Фенолы нафталиновой фракции 32,2 - 5,30 0,80
Фенолы поглотительной фракции 32,2 2,87 1,87 -
Фенолы антраценовой фракции 32,2 - 1,70 -
Температура, °C:
фенольной фракции, фенолсодержащих
масел 70 - 80
поглотительной фракции 50-60
раствора щелочи < 60
Содержание фенолов в промытых фракциях, %:
фенолсодержащей < 1
поглотительной < 0,5
Содержание 100 %-ных фенолов в готовом
продукте, % >19
Содержание воды в обесфеноленном
поглотительном масле, % < 0,5
В табл. 16.16 приведены константы гидролиза и диссо-
циации фенолятов натрия.
Таблица 16.16.
Константы гидролиза и
диссоциации фенолятов
натрия при 25 °C
Наименование фракции Константа гидролиза К Константа диссоциа- ции Ка-10” Степень ги- дролиза, %
Фенол 0,000104 1,15 5,60
м-Крезол 0,000123 0,98 6,08
п-Крезол 0,000178 0,67 7,27
о-Крезол 0,000192 0,63 7,54
3,4-Ксиленол 0,000233 0,52 8,28
2,5-Ксиленол 0,000251 0,48 8,57
2,4-Ксиленол 0,000352 0J4 10,07
2,4,5-Триметилфенол 0,000422 0,28 10,96
2,4,6-Триметилфенол 0,000694 0,17 13,83
Производительность всей установки в целом опреде-
ляется эффективностью стадии разделения продуктов реак-
ции. Последняя зависит от конструкции диспергирующих
устройств и отстойников, а также от наличия и количества
стабилизаторов эмульсий. Наиболее эффективным прие-
мом разделения продуктов экстракции является сепарация
в центробежном поле. Достаточная степень селективности
п роцесса в целом может быть достигнута тол ько п ри ис пол ь-
зовании многоступенчатых экстракционных аппаратов.
На практике промывка фракций производится
15-20%-ным раствором щелочи по ступеням с соблюде-
нием принципа противотока: фракция, содержащая наи-
меньшее количество фенолов, вступает во взаимодействие
со свежим раствором щелочи, а фракция, содержащая наи-
большее количество фенолов, взаимодействует с феноля-
тами, содержащими минимальное количество свободной
щелочи. Обесфеноливание фракций производится путем
смешения фракций с раствором щелочи в насосе и подачи
смеси в среднюю часть моечного аппарата.
Ниже дан пример показателей процесса (производ-
ственные данные).
Расход на моечный аппарат, м3/ч:
фенольной фракции, фенолсодержащих
масел 3-5
поглотительной фракции 3-5
фенолятов 1 - 2
Концентрация раствора свежеприготовленной
щелочи, % 15-20
Помимо данной схемы, для экстракции фенолов из
фракций может применяться смешение последних с рас-
твором экстрагента в эжекторах, шаровых экстракторах
и отстаивание в сепараторах. Возможна также мойка с ис-
пользованием насоса и резервуара. Разделение фенолятов
и обесфеноленной фракции в этом случае просходит в ре-
зервуаре.
Известно также применение пульсационных экстрак-
торов с ситчатыми тарелками для извлечения фенолов из
фенольной фракции (плотность - 996 кг/м3, интервал вы-
кипания - 170 - 210 °C, содержание фенолов - 33,2%) [11].
В качестве экстрагента применяется 15 %-ный раствор мо-
ноэтаноламина. Температура процесса - 60 °C.
ОЧИСТКА ФЕНОЛЯТОВ НАТРИЯ
В процессе обесфеноливания фракций в феноляты
натрия частично переходят и нефенольные примеси - ней-
тральные углеводороды и азотистые соединения [12; 13].
Эффективным методом очистки фенолятов от азоти-
стых (пиридиновых) оснований является экстракция раство-
рителями - бензолом, бензином и др. Хорошие результаты
дает очистка маслами каменноугольного происхождения.
Ниже приведены значения коэффициента распределения
С
оснований К = где Ср. и Сф. - концентрации оснований
СФ
соответственно в растворителе и фенолятах:
бензол 13,1
толуол 10,8
ксилол 8,9
фенольное масло 11,5
нафталиновое масло 11,9
Очистка фенолятов паровым методом заключается
в перегонке с острым паром примесей, содержащихся в фе-
нолятах. Данный метод позволяет избавиться от 65- 70%
примесей. Трудноудаляемыми примесями являются высоко-
кипящие пиридиновые основания, степень отгонки которых
зависит от количества отгоняемого из фенолятов конденса-
та. При количестве последнего, равном 25 - 30% от массы
очищаемых фенолятов, глубина удаления пиридиновых
оснований составляет 50 - 60 %. Для улучшения данного по-
казателя процесс можно проводить под вакуумом.
Технологическая схема очистки фенолятов по парово-
му методу представлена рис. 16.3.
В зависимости от содержания свободной щелочи в
фенолятах в конденсат переходит и некоторое количество
фенолов (см. табл. 16.17).
(правочник Коксохимика. 'Том 3
Глава 16. Извлечение фенолов, пиридиновых оснований и получение продуктов
415
Наименование показателя Значение расходного коэффициента щелочи
0,40 0,45 0,50 0,55
Содержание фенолов в конденсате, % 1,20 0,47 0,22 0,08
Содержание фенолов в конденсате, % от содержа- ния фенолов в фенолятах 6,20 1,22 0,28 0,09
Ниже приведен пример технологического режима.
Расход пара на 1 т неочищенных фенолятов, кг 250 - 300
Выход, кг:
100%-ных фенолов в очищенных фенолятах
на 1 т фенолов в неочищенных фенолятах 980
конденсата на 1 т неочищенных фенолятов 200 - 300
отстоявшихся от конденсата масел на 1 т
неочищенных фенолятов 6,5 - 7,0
Температура, °C:
фенолятов до очистки 65-75
фенолятов после очистки 104-106
острого пара 200 - 285
охлаждающей воды после конденсатора 35 - 45
конденсата перед сепаратором 30
Давление пара, МПа:
передколонной 0,07-0,1
на коллекторе 0,4 - 0,5
В табл. 16.18 представлены качественные показатели
сырья, полупродуктов и продукта.
Наименование показателей Феноляты Конденсат Отстоявшееся масло
ДО очистки после очистки
Плотность, кг/м3 1121 1120 990 1 025-1 035
Массовая доля фенолов, % 1,3 0,7 5,1* 30-40
Массовая доля пиридиновых оснований,% 3,4* 14-20
Массовая доля масел, % 2,0* -
Массовая доля общей NaOH 8,2 8,0 2,4* -
* Данные приведены в г/л.
Таблица 16.17.
Влияние щелочности
фенолятов на содержание
фенолов в конденсате
Таблица 16.18.
Свойства сырья и продуктов
очистки фенолятов острым
паром
Известна также схема двухступенчатой очистки фе-
нолятов: первая ступень - экстракция каменноугольным
маслом. Оставшиеся азотистые соединения и нейтральные
углеводороды десорбируют паром [14]. В результате этого
удаляется до 85% азотистых оснований и количество их в
фенолятах натрия снижается с 0,3 до 0,05 %. Для увеличения
глубины извлечения азотистых оснований необходимо про-
водить данный процесс (экстракция маслом - десорбция
паром) в несколько стадий.
1 - насадочная колонна: 2 - подогреватель; 3 - теплообменник: 4 - холодильник; 5 - гидрозатвор; 6 - холодильник для очищенных фенолятов;
7 - сборник для очищенных фенолов; 8 - центробежные насосы; 9 - счетчик для неочищенных фенолятов;
10 - сборник для нейтральных масел
Рис. 16.3.
Схема очистки фенолятов
по паровому методу
(правочиик {(оксохимика, "{ом 3
416
Раздел 2. Переработка химических продуктов коксования
РАЗЛОЖЕНИЕ ФЕНОЛЯТОВ
Разложение фенолятов осуществляют путем обработ-
ки углекислым газом по реакции:
2R0Na + СО, + Н,0 «• 2R0H + Na,CO3.
При избытке газа реакция разложения фенолятов про-
текает с образованием бикарбоната натрия:
RONa + СО, + Н,0 «• ROH + NaHCO3.
Карбонат натрия в водном растворе гидролизуется
с образованием бикарбоната и щелочи:
Na,CO3 + Н,0 <- NaOH + NaHCO3.
Так как в присутствии NaHCO3 равновесие реакции
сдвигается в сторону уменьшения степени гидролиза
Na2CO3, непременным условием полноты разложения фе-
нолятов является наличие 1,0- 1,5% NaHCO3 в растворе
соды (табл. 16.19).
Таблица 16.19.
Зависимость содержания
связанных фенолов в растворе
соды от содержания в нем
NaHCO3
Содержание, г/100 мл Содержание связанных фенолов, % объемных
NijCOj NsHCOj
12,0 0,0 0,80
12,0 1,2 0,45
11,8 2,3 0,30
12,0 5,0 0,07
После разложения около 70% фенолятов жидкость
расслаивается на содовый раствор и сырые фенолы, после
чего разложение распределившихся по слоям фенолятов
протекает раздельно. Ниже приведены данные влияния со-
отношения концентраций Na,CO3/NaHCO3 на содержание
связанных фенолов в сырых фенолах.
Na,CO3 / NaHCO3 Содержание связанных фенолов
в сырых фенолах, %
19,30 2,70
9,80 2,50
5,90 2,9
3,40 1,25
2,50 0,86
0,55 0,15
0,29
0,05
Для полного разложения фенолятов в сырых фенолах
необходимо удалить Na,CO3 из отслаивающихся растворов
бикарбоната. Этого можно достичь либо обработкой сырых
фенолов большим избытком СО,, либо нейтрализацией их
серной кислотой (расход последней - 1 % от нейтрализуе-
мых фенолов).
На рис. 16.4 представлена технологическая схема про-
цесса разложения очищенных фенолятов с получением сы-
рых фенолов.
Ниже приведен пример технологического режима
процесса.
Рис. 16.4.
Схема разложения фенолятов
с получением сырых фенолов
Отработанный
Теплая
вода
Сырые фенолы
Раствор
Иа.СОл
+NaHCOs
1,16- сборники для фенолятов соответственно неочищенных и очищенных; 2,6-холодильники соответственно для очищенных фенолятов
и отработанного углекислого газа; 3 - насадочная колонна; 4 - конденсатор-холодильник для паров; 5 - сепаратор; 7,8- скрубберы с сепара-
торами для разложения фенолятов и для доразложения; 9-15 - сборники соответственно для раствора бикарбоната, сырых фенолов,
раствора соды, сырых фенолов, масел, фенолсодержащей воды и конденсата водяного пара; 17 - центробежные насосы
(правочник Коксохимика. Том 3
Глава 16. Извлечение фенолов, пиридиновых оснований и получение продуктов
417
Расход 100%-ного С02 на 1 TNaOH
в фенолятах, кг 60
Температура, °C:
фенолятов до разложения 50 - 60
СО2-содержащего газа, поступающего на
установку 20
Концентрация СО2 в газе, объемных % 32,0
Производительность установки по 100%-ным
фенолам в фенолятах
на 1 м2 насадки скрубберов, кг/ч 0,25
Расход конденсата на доразложение
сырых фенолов на 1 т
100 %-ных фенолов в сырых фенолах, кг 250 - 300
В качестве СО2-содержащего газа может использо-
ваться газ известковых печей, доменный газ и др.
Свойства сырых фенолов представлены в сводной
табл. 16.20.
ВЫДЕЛЕНИЕ ФЕНОЛЬНЫХ ПРОДУКТОВ
ИЗ СЫРЫХ ФЕНОЛОВ
Для выделения продуктов из сырых фенолов приме-
няется метод ректификации. Принципиальная схема такого
процесса представлена на рис. 16.5.
Ниже приведены технологические показатели про-
цесса.
Колонна для обезвоживания сырых фенолов:
количество тарелок, шт. 8
флегмовое число 8
температура в верхней части колонны, °C 75
давление, кПа 86,0 - 90,5
Фенольная колонна:
количество тарелок, шт. 80
флегмовое число 12
температура, °C 130-138
давление, кПа 73,0 - 77,0
Ортокрезольная колонна:
количество тарелок, шт. 80
флегмовое число 25
температура, °C 125-130
давление, кПа 85,0 - 90,5
Дикрезольная колонна:
количество тарелок, шт, 65
флегмовое число 8
температура, °C 130-140
давление, кПа 86,5 - 90,0
Ксилольная колонна:
количество тарелок, шт. 55
флегмовое число 3
температура, °C 155-165
давление, кПа 86,5 - 93,0
Данные о выходе и свойствах получаемых продуктов
представлены в сводной табл. 16.20 [13].
Как видно из табл. 16.20, получаемые фенолы и орто-
крезол имеют высокую степень чистоты (>99%). Полу-
чаемый ксиленол представляет собой широкую фракцию
изомерных ксиленолов с преобладающим содержанием
3,5-ксиленола (38,96%). Состав этой фракции может ме-
няться в зависимости от состава сырья и режима работы
установки.
Рис. 16.5.
Принципиальная
технологическая схема
ректификации сырых фенолов
1 - куб:2-5- колонны (дляобезвоживания, фенольная, ортокрезольная, дикрезольная, ксиленольная);6- выносной подогреватель.
Технологические потоки: I - сырые фенолы; II - кубовые остатки; III - вода; IV - фенол; V - ортокрезол; VI - промежуточная фракция;
VII - дикрезол; VIII - ксиленолы
(правочник Коксохимика. Том 3
(правочиик Коксохимика. Том 3
Продукт Выход, % Ма«овакдояя,%
фенола о*крезояа м-креэопа н-креэола кснлеаолов высококинпщнх фенолов
Общая в т. ч. изомеров
2,6- 2,4- 2,5- 2,3- 3,5- 3,4-
Сырые феноны 100,0 37,73 11,45 21,00 12,12 15,97 1,40 4,63 2,64 1,40 5,00 0,90 4,73
Обезвоженные фенолы 90,0 36,0 12,10 21,40 12,40 15,00 1,31 4,35 2,48 1,31 4,70 0,85 2,50
Кубовый остаток первой ступени 10,0 17,8 6,60 16,70 9,30 24,70 1,00 4,50 2,30 2,80 11,10 3,00 24,90
Питание фенольной колонны 100,0 36,60 12,10 21,40 12,40 15,00 1,31 4,35 2,48 1,31 4,70 0,85 2,50
Фенол 36,7 99,41 0,59 - - - - - - - - -
Питание о-Крезольной колонны 63,3 0,19 18,77 33,81 19,59 23,69 2,07 6,88 3,91 2,07 7,42 1,34 3,95
о-Крезол 10,6 0,26 99,63 - - 0,11 0,11 - - - - - -
Питание дикрезольной колонны 52,7 0,17 2,50 40,60 23,52 28,46 2,48 8,25 4,70 2,48 8,93 1,62 4,75
Дикрезол 31,0 - 3,41 55,00 31,69 9,90 2,72 4,86 2,32 - - - -
Промежуточная фракцил 7,7 - 2,62 39,33 22,71 35,20 2,15 16,43 7,91 3,86 4,54 0,31 0,14
Питание ксиленольной колонны 14,0 0,55 0,37 4,86 8,37 56,73 1,94 9,59 6,95 6,27 27,06 4,92 29,12
Ксиленол 11,0 - 0,22 14,72 8,50 69,59 0,20 10,41 5,01 8,52 38,96 6,49 6,97
Кубовый остаток второй ступени 3,0 1,46 0,65 3,20 1,80 25,61 4,73 6,70 9,58 1,17 1,96 1,47 67,28
418 Раздел 2. Переработка химических продуктов коксования
Глава 16. Извлечение фенолов, пиридиновых оснований и получение продуктов
419
На рис. 16.6 представлена принципиальная техно-
логическая схема установки ректификации ксиленоль-
ной фракции с получением в качестве целевого продукта
3,5-ксиленола. Данные о составе и выходе продуктов пред-
ставлены в табл. 16.21.
На некоторых предприятиях работают установки обес-
феноливания каменноугольных фракций периодического
действия.
Получение фенолов по периодическому процессу
включает следующие основные стадии:
обесфеноливание поглотительной фракции щелочным
раствором (концентрация 19-21%) при 40 - 45°С
с получением слабощелочных фенолятов натрия, со-
держащих 6 - 9 % свободной щелочи;
смешение слабощелочных фенолятов с фенольной
фракцией в специальных емкостях.
Рис. 16.6.
Технологическая схема
получения 3,5-ксиленола
1 - сборник ксиленолов; 2 - куб; 3 - колонна ректификационная; 4 - конденсатор-холодильник; 5 - вакуум-отбойник;
6 - барометрический сборник; 7 - рефлюксный бачок; 8-насос рефлюксный; 9 - сборник легкой фракции; 10 - сборник широкой фракции;
11 -хранилище широкой фракции; 12-хранилище легкой фракции; 13-цистерна; 14- хранилище; 15 - сборник 3,5-ксиленола;
16 - сборник кубовых остатков; 17 - насосы.
Технологические потоки: I - смесь ксиленолов; II - ксиленолы на погрузку; III - ксиленолы в вакуум-систему; IV-nap;V- конденсат
Продукты Выход на массе, % Массовая доля компонентов, %*
пиридиновые основания 3,5-коимиоя 3,4-ксиленол
Исходная ксиленоловая фракция 100,0 0,41/100 . 34,09/100 5,15/100
Фракции ректификации сырья
Крезольная 22,6 0,14/6,82 0,14/0,11 , -
2,4-Ксиленольная 10,5 0,13/4,55 4,03/134 -
2,3-Ксиленольная 13,9 0,26/1136 27,10/11/» -
3,5-Ксиленольная 35,8 0,49/43,18 7835/82,75 6,08/42,25
3,4-Ксиленольная 73 0,87/15,91 20,87/4,49 34,33/55,08
Кубовые остатки 8,2 0,59/1136 0,48/0,11 1,24/1,96
Потери 1,7 1,67/6,82 4,44/0,21 2,22/0,71
• Числитель - содержание компонентов во фракции, знаменатель - степень извлечения компонентов (% от ресурсов в сырье).
Таблица 16.21.
Свойства продуктов
производства 3,5-ксиленола
(правочник Коксохимика. Том 3
420
Раздел 2. Переработка химических продуктов коксования
Таблица 16.22.
Состав легких пиридиновых
оснований, выделенных из
сырого бензола
Таблица 16.23.
Состав ТПО в нафталиновой
и поглотительнойфракциях
каменноугольной смолы
Таблица 16.24.
Физико-химические свойства
пиридина и его гомологов
Смешение фракций и щелочи (фенолятов) осуществля-
ется насосом. Фракции перед подачей на обесфеноливание
предварительно отстаиваются при 60-65 °C. Продолжи-
тельность мойки составляет 6 - 12 ч, отстаивания - 4 - 6 ч.
Эффективность процесса получения фенолятов на-
трия с использованием схемы периодической промывки
фракций зависит от качества раствора щелочи, содержания
свободной щелочи в фенолятах натрия и равномерного
распределения щелочи (фенолятов) во фракции и щелоч-
ного раствора, подаваемого насосом равномерно на всю
поверхность емкости.
Недостатками периодической промывки являются об-
разование значительного объема промежуточного эмуль-
сионного слоя и сложность его удаления.
16.2. Извлечение и получение пиридиновых
оснований
16.2.1. Состав и свойства пиридиновых оснований
Данный класс веществ объединяет гетероциклические
азотсодержащие соединения (пиридин, хинолин, пирол и их
производные) и в меньшей степени анилин и его производ-
ные (ароматические амины). Продукты улавливания и пере-
работки пиридиновых оснований используются в химиче-
ском синтезе, при производстве лекарственных препаратов,
химических средств защиты растений, а также в качестве
флота реагента в, ингибиторов коррозии и др.
В процессе коксования и улавливания химических
продуктов основания перераспределяются между про-
дуктами коксования. Двух- и многокольчатые основания
(тяжелые пиридиновые основания (ТПО) вследствие своих
высоких температур кипения конденсируются в аппаратуре
отделения первичного охлаждения газа вместе со смолой
и сосредоточиваются в ней полностью. ТПО составляют
около 40% от общего количества оснований. Легкие пири-
диновые основания (ЛПО), которые составляют около 60%
от общего количества оснований, остаются в коксовом газе
[15]. Содержание ЛПО в прямом коксовом газе составляет
0,2- 1,1 г/м3 [16].
Ниже приведено распределение ЛПО в продуктах кок-
сования (массовые% от общего количества пиридиновых
оснований) для одного из КХП Украины (производственные
данные):
в сыром бензоле 2
в надсмольной воде 24
в маточном растворе сатуратора 35
остается в обратном газе 1
ЛПО могут быть выделены из коксового газа и над-
смольной воды промывкой их серной кислотой, а из маточ-
ного раствора сатуратора посредством его нейтрализации
аммиаком. ТПО извлекают промывкой серной кислотой
фракций каменноугольной смолы [1; 4;16].
В табл. 16.22 приведен компонентный состав ЛПО [16].
При ректификации каменноугольной смолы ТПО со-
средоточиваются главным образом в нафталиновой и по-
глотительной фракциях. В табл. 16.23 приведен компонент-
ный состав ТПО, содержащихся в указанных фракциях [4].
Наименование фракции Содержание, %
Пиридин 69,0
а-Пиколин 3,0
р-Пиколин 1,0
2,6-Лутидин 3,5
у-Пиколин
2,4,6-Колл идин 0,6
Хинолин 12,0
Наименование фракции Фракции
нафталиновая поглотительная
Суммарная массовая доля ТПО во фракции, % 0,94-2,10 5,25-6,18
Состав ТПО (массовые доли компонентов), %
Хинолин 35,9-73,1 34,7-53,3
Изохинолин 1,3-4,4 14,0-17,4
2-Метилхинопин 0,4-0,8 9,1 -10,9
8-Метилхинолин 0,2-0,4 1,3-1,9
З-Метилхинолин - 1,3-1,4
2,8-Диметилхинолин - 0,5-0,8
1-Метилизохинолин + 6,8-Диметиххинолин - 0,7-1,7
3,6,7-Метилхинолин + 5,8-Диметиххинолин - 6,9-11,4
5-Метилхинолин - 1,0-1,1
2,6,2,7-Диметилхинолин + 2,4,8-Триметилхинолин - 2,0-3,2
4-Метилхинопин - 3,4-5,3
2,З-Диметилхинолин - 0,6-3,8
2,4-Диметилхинолин + 7-Метилизохинолин - 2,2-3,8
7-Этилхинолин - 0,2-0,6
4,6-Диметилхинолин — 0,3-0,9
4,7-Диметилхинолин - 0,1-0,6
1-Фенилпиридин - 0,0-1,0
Индол - 0,3-1,5
Гомологи пиридина 15,2-44,9 0,2-0,3
Гомологи анилина 5,5-17,1 0,2-0,8
Неидентифицированные - 1,7-1,9
В табл. 16.24 представлены физико-химические свой-
ства наиболее представительных компонентов ЛПО [7].
Найме- нованне фракции Температура, °C Пнотность, кг/м3 Теплота испарения, кДж/кг
кипе- ния плав- ления при 15 °C при 25 °C
Пиридин 115,3 -41,6 997,8 - 443,8
1-Пиколин 129,4 -66,7 - 939,0 376,8
2-Пиколин 144,1 -18,2 961,0 - -
3-Пикопин 145,4 3,7 - - -
2,4-Лутидин 158,5 -64,8 - - -
2, б-Лутидин 144,1 -6,1 - 932,2 -
(правочиик {(оксохимика. Том 3
Глава 16. Извлечение фенолов, пиридиновых оснований и получение продуктов
421
В табл. 16.25 представлена температура плавления и ки-
пения наиболее представительных компонентов ТПО [1; 4].
Наименование фракции Темнература, °C
кипения плавления
Хинолин 237,3 -15,0
Изохинолин 242,8 25,6
2-Метилхинолин (хинальдин) 246,9 -2,0
Индол 254,7 52,5
2,8-Диметилхинолин 255,2 23,6
7-Метилхинопин 257,6 39
6-Метилхинолин 258,6 -22
З-Металхинопин 259,6 17
5-Метилхинолин 262,7 30
4-Метилхинолин (лепидин) 265,2 9,0
6,8-Диметилхинолин 268,4 -
2,4-Диметилхинолин 273,5 -
2,З-Диметилхинолин 274,9 72
2,6,8-Триметилхинолин 275,3 46,0
2,4,8-Триметилхинолин 278,8 41
4-Фенилпиридин 280,5 76-77
4,6-Диметилхинопин 283,1 22
4,7-Диметилхинолин 283,9 -50
Давление паров хинолиновых оснований определяют
по формуле [1]:
где А, В, С- константы (см. табл. 16.26);
р - давление паров, мм рт. ст.;
/ - температура, °C.
Наименование фракции Температура, °C Константы
А В С
Хинолин 237,6 6,8019 1656,3 184,78
Изохинолин 243,2 6,9071 1 719,5 183,83
2-Метилхинолин 247,8 7,1614 1 843,5 182,93
6-Метилхинопин 247,9 7,1751 1 850,0 182,90
7-Метилхинолин 257,7 7,2441 1914,4 181,04
8-Метилхинолин 265,6 7,2922 1 963,8 179,53
Ниже приведены физические свойства 100%-ных пи-
ридиновых оснований [17].
Тяжелые пиридиновые основания (ТПО):
вязкость при различной
температуре (°C), Ст;
21,0 0,10056
32,2 0,05901
42,0 0,04308
51,0 0,03309
56,2 ,02933
теплопроводность при 20 °C, вт/(м-ч °С) 0,1243
теплоемкость при 20°C, кДж/(кг-°С) 1,16
скрытая теплота испарения, кДж/кг 361,3
(гтравочник Коксохимика. Том 3
плотность 100%-ных пиридиновых оснований:
ЛПО: <7, = -0,00089/+ 1,0015
ТПО: dt = —0,00074/ + 1,0774,
где - плотность при температуре
определения;
/ - температура, °C;
вязкость 100 %-ных пиридиновых оснований:
Л ПО: lgi\ = -0,56 Igt- 1,0856
ТПО: lg т] = -1,28 lg / - 1,6967
где д- вязкость, Ст;
/ - температура, °C;
средняя молекулярная масса (как ЛПО, так и ТПО):
^.=9,4^,
где Мср - средняя молекулярная масса;
/ - средняя температура кипения,
°C (с точностью + 5 %).
Таблица 16.25.
Температура плавления и
кипения компонентов ТПО при
давлении 0,1 МПа
16.2.2. Извлечение и переработка ТПО
ТПО выделяются из фракций каменноугольной смолы,
главным образом из нафталиновой и поглотительной. Блок-
схема процесса представлена на рис. 16.7. Первой стадией
процесса выделения является экстракция оснований из
фракций 20-40%-ной серной кислотой с образованием
средних (1) или кислых (2) сульфатов оснований [1; 4].
2RN + H2SO4 <-> (RN)2SO4 (1)
2RN + H2SO4 w (RN)HSO4 (2)
Экстракция заканчивается через 1 - 2 с, длительное
перемешивание реагентов может привести к осмолению
продуктов. Зависимость степени извлечения ТПО от рас-
хода кислоты и температуры процесса промывки представ-
лена на рис. 16.8 и 16.9 [18].
Степень извлечения оснований в зависимости от рас-
хода кислоты с возрастанием температуры снижается вслед-
ствие увеличения степени гидролиза сульфатов основания.
В одноступенчатом процессе степень извлечения основа-
ний, равная 85 %, является оптимальной, т.к. при увеличении
степени извлечения резко возрастает расход кислоты. В об-
разующемся сульфате оснований содержится около 6,0%
и 3,4% соответственно при экстракции из нафталиновой
и поглотительной фракций. Экстракцию необходимо вести
при избытке кислоты относительно количества, получаемо-
го расчетным путем (из концентрации оснований и уравне-
ния реакции).
Существуют способы трехступенчатой [19] и непре-
рывной экстракции оснований [11].
Полученные на стадии экстракции сульфаты разлага-
ют 20%-ной аммиачной водой с получением сырых ТПО и
сульфата аммония:
2(RN)H,SO4 + 2NH3 w 2RN - (NH4),SO4. (3)
Процесс заканчивается, когда среда в нейтрализато-
ре становится слабощелочной. Для нейтрализации также
могут использоваться щелочь и смесь соды со щелочью [4].
Схема разложения сульфатов оснований приведена на рис.
16.10 [20].
Таблица 16.26.
Значение констант А, В, С
422
Раздел 2. Переработка химических продуктов коксования
Рис. 16.7.
Блок-схема выделения тяжелых
оснований из фракций
каменноугольной смолы
Рис. 16.9.
Зависимость расхода серной
кислоты на 1 т выделенных
оснований от степени
извлечения оснований
Рис. 16.8.
Зависимость степени
извлечения оснований от
расхода серной кислоты
1-3- поглотительная фракция при температуре со-
ответственно 30,50 и 80 °C;
4 - нафталиновая фракция при 80 °C
1-3- поглотительная фракция;
4 - нафталиновая фракция
(рравочиик Коксохимика. Том 3
Глава 16. Извлечение фенолов, пиридиновых оснований и получение продуктов
423
Сырые ТПО промывают конденсатом пара в соотно-
шении 1:1 для снижения их кислотности. При однократной
промывке кислотность ТПО снижается на 18%. Схема про-
цесса представлена на рис. 16.11 [21].
Состав сырых тяжелых оснований, массовые доли, %
[21]:
основания, выкипающие до хинолина 9,4
хинолин 20,6
изохинолин 5,2
хинальдин 4,1
высококипящие основания 33,6
фенолы и масла 17,1
вода 10,0
Промытые ТПО подвергают ректификации. Схема про-
цесса представлена на рис. 16.12.
В табл. 16.27 и 16.28 приведены рекомендуемые пока-
затели технологического режима процесса ректификации,
выход и состав получаемых продуктов [4,21].
Легкий погон и головную фракцию переработки сырых
ТПО передают на совместную переработку с сырыми ЛПО.
Промежуточные фракции используют для приготовления
флотареагента. На основе технического хинолина получают
чистый хинолин методом, основанным на различной рас-
творимости в воде фосфатов хинолина и изохинолина [22].
Из хинолин-хинальдиновой фракции получают изохи-
нолин методом, основанным на различной растворимости
сульфата изохинолина, хинолина и хинальдина в метиловом
спирте [23]. Хинальдин выделяют из фракции, содержащей
хинолина - 30%; изохинолина + хинальдина - 70%. Способ
основан на избирательном осаждении хинальдина в виде
хлоргидрата хинальдина [21].
Из лепидиновой фракции выделяют лепидин. Метод
основан на различной растворимости кислых сульфатов ле-
пидина и сопутствующих веществ в этиловом и метиловом
спиртах [21].
1 - нейтрализатор; 2-напорный бак; 3- сепаратор; 4 сборник сы-
рых тяжелых оснований; 5 - сборник сульфатов оснований;
6 - насос; 7 -воздушник.
Технологические потоки: I - аммиачная вода; II - пары легких осно-
ваний, воды, газы;III - сульфаты оснований; IV- сульфат аммония;
V — сырые тяжелые основания
(рравочник Коксохимика. Том 3
Собственно ТПО, выделяемые из нафталиновой и по-
глотительной фракции каменноугольной смолы, могут при-
меняться как реагент (например, марки ЧМ-Р) для снижения
скорости растворения металлов при травлении (например,
в комплексе с пенообразователем ЧМ-П) [24].
При получении технического хинолина может вы-
деляться изохинолиновая фракция, которая используется
в качестве ингибитора сероводородной коррозии стали
(ЖСМ-1). Показатели качества данного продукта приведены
в табл. 16.29 [25].
16.2.3. Извлечение и переработка ЛПО
ЛПО представляют наиболее ценную часть оснований,
т.к. содержат основное количество пиридина и его произво-
дных, Так, например, на ряде заводов до 85% пиридина, пи-
колинов и 2,6-лутидина содержится в коксовом газе и 15 % -
в надсмольной воде [16].
Пиридиновые основания коксового газа связываются
серной кислотой, содержащейся в маточном растворе суль-
фатных установок. Для их извлечения часть маточного рас-
твора выводят из цикла и извлекают из него пиридиновые
основания путем нейтрализации раствора аммиаком [16] по
обратимому механизму, аналогичному (3).
Полученные сырые ЛПО (СЛПО) проходят следующие
фазы переработки [3; 21]:
1. Ректификация в присутствии щелочи. Цель - удале-
ние фенолов, высококипящих углеводородов и по-
лучение гидратов ЛПО.
2. Обезвоживание гидратов пиридиновых оснований.
3. Ректификация обезвоженных пиридиновых осно-
ваний.
В качестве исходного сырья может использоваться
смесь СЛПО и ТПО, характеристика которой представлена
в табл. 16.30 [21].
Рис. 16.10.
Схема разложения сульфатов
оснований
Рис. 16.11.
Схема промывки оснований
I - насос; 2 - сепаратор; 3 - сборник
Технологические потоки: I - сырые тяжелые основания;
II - конденсат пара; III - сепараторная вода;
IV - промытые основания
Q
Б1
a
о
I
X
3
X
о
X
£
1 - трубчатая печь; 2,6 - испарители; 3,9 - конденсаторы-холодильники; 4 - сепаратор; 5,7, 14 - сборники;8 - колонна; 10 -делитель потока; 11 - вакуум-сепаратор; 12 - барометрический сборник;
13 - холодильник; 15 - куб; 16 - гидрозатвор; 17 - мерник.
Технологические потоки: I - сырые тяжелые основания; II - сепараторная вода; 111 - легкий погон; IV - обезвоженные тяжелые основания; V - пары тяжелых оснований; VI - остаток; VII - промежуточная фракция;
VIII - головная фракция; IX - остаток; X - хинолин; XI - остаток; XII - изохинолин-хинальдиновая фракция; XIII - промежуточная фракция; XIV- лепидиновая фракция; XV- остаток
424 Раздел 2. Переработка химических продуктов коксования
Глава 16. Извлечение фенолов, пиридиновых оснований и получение продуктов
425
Показатели технологического режима Ректификация*
первап иторая третья
Флегмовое число, ед. 10 10 10
Температура, °C
оснований после второй ступени трубчатой печи 240 - -
паров в испарителе второй ступени 230 - -
паров на входе в колонну 200 150 -
паров с верха колонны 106 163 -
отбора промежуточной фракции 153 - 170-180
остатка из колонны 195 215 -
отбора изохинолин-хинальдиновой фракции - - 165 -170
отбора лепидиновой фракции - - 185-190
кубового остатка - - 190
Остаточное давление, кПа
на выходе из второй ступени трубчатой печи 39,9 - -
на верху испарителя второй ступени 33,2 - -
на верху колонны 13,3 13,3 13,3
в точке отбора промежуточной фракции 16,5 - -
внизу колонны 29,2 - -
•Дополнительное тепло в колонны подается с помощью выносного подогревателя.
Таблица 16.27.
Рекомендуемые показатели
технологического режима
процесса ректификации
сырыхТПО
Наименования показателей Продукты обезвоживания сырых ТПО* при ректификации
первой второй третьей
остаток из ис- парители второй ступени головная фракция промежуточная фракция остаток! хннопнн технический остаток! иэохннолин* хинальдиновая фракция промежуочнап фракцип лепидиновая фракция остаток 3
Выход от исходного сырья, % 19,8 4,6 7,9 57,8 16,0 41,8 9,5 113 6,7 14,3
Молекулярная масса - 121 135 - 12,9 150 136 150 157 -
Пределы кипения, °C - - - - 235,5-238,5 - 240-245 - 260-265 -
Массовая доля, %
Фенолов + масел 85,8 - - - - - - - - -
Воды - 10,7 - - - - - - - -
Оснований, выкипа- ющих до хинолина 14,2 89,3 61,3 0,6 2,2 - - - - -
Хинолина - - 38,7 30,0 90,0 7,0 - - - -
Изохинопина - - 69,4 7,8 9,2 - - - -
Высококипящих оснований - - - - 83,9 - - - -
Таблица 16.28.
Выход и состав получаемых
продуктов процесса
ректификации сырых ТПО
* При обезвоживании сырых ТПО отделяют конденсат в количестве 9,9 -г от сыс=я. з т. ч. 9.5 воды и 0,4 % оснований.
Наименование показателей Норма
Внешний вид Однородная жидкость
Массовая доля воды, %, не более 2,0
95 % (по объему) перегоняется в интервале температур, °C 239-252
Защитное действие ингибитора, %, не менее Не нормируется
Таблица 16.29.
Показатели качества
ингибитора коррозии ЖСМ-1
(правочиик Коксохимика. Том 3
426
Раздел 2. Переработка химических продуктов коксования
Таблица 16.30.
Состав сырьевой смеси
Наименеваппе показателей Компоненты Сырьевая смесь
СЛПО тпо
Долевое участие, % 83 13 100
Содержание, %
оснований 60,0 31,0 56,2
воды 11,0 69,0 18,2
фенолов 12,0 - 10,5
нейтральных масел 17,0 - 14,8
Ректификация совместно со щелочью обусловлива-
ется необходимостью связывания фенолов, образующих
соединения с пиридиновыми основаниями. Ректификация
со щелочью позволяет в некоторой мере стабилизировать
окраску чистых пиридиновых продуктов по сравнению
с краской, получаемой при аналогичном процессе без при-
менения щелочи. Кубовый остаток, получаемый при рек-
тификации со щелочью, разбавляют водным конденсатом
и промывают обесфеноленным маслом. Получаемые фено-
ляты перерабатывают вместе с оенолятами, полученными
при переработке смолы.
На рис. 16.13 представлена технологическая схема
непрерывной ректификации СЛПО с получением следу-
ющих фракций: чистый пиридин (114-117’С), р-пиколин
(138- 146°С),лутидиновые основания (158- 167 °C) [1].
Ниже приведены нормы технологического режима
эксплуатации установки.
Таблица 16.31.
Параметры мойки фракций в
шаровых смесителях
Получение гидратов СЛПО
расход 10%-ной щелочи на тСЛПО, кг 677
выход гидратов на т безводных СЛПО, кг 1 410
выход кубовых остатков на т безводных СЛПО, кг 416
температура жидкой фазы в кубе,°C 140-160
температура паров на верху колонны, °C 80-85
давление на верху колонны, кПа (абс.) 53,3 -46,7
скорость отбора гидратов, л/ч 300
Свойства гидратов плотность при 20 °C, кг/м3 990 - 995
массовая доля пиридиновых оснований, % 40,0
массовая доля нейтральных масел, % 4,0
Обезвоживание гидратов расход щелочи, кг: 35 %-ной на т воды в гидратах 1 245
45 %-ной на т воды в частично обезво- женных пиридиновых основаниях 224
выход на т гидратов, кг: частично обезвоженных пиридиновых оснований 470
обезвоженных пиридиновых оснований 425
Свойства обезвоженных пиридиновых
оснований
плотность при 20 °C, кг/м3 970-980
массовая доля пиридиновых оснований,% 87,0
массовая доля нейтральных угле- водородов, % 8,6
массовая доля воды, % 4,0
Ректификация обезвоженных пиридиновых
оснований
температура верха колонн при отборе, °C:
чистого пиридина 114
пиридина-растворителя 120-130
р-пиколиновой фракции 132-142
флегмовое число при отборе:
чистого пиридина 15
пиридина-растворителя 15
р-пиколиновой фракции 8
температура верха колонн при отборе, °C:
чистого пиридина 26,0
пиридина-растворителя 13,0
р-пиколиновой фракции 11,0
оснований в остатках 17,5
потери оснований 8,2
На рис. 16.14 представлена блок-схема усовершен-
ствованного процесса переработки ЛПО с расширенным
ассортиментом продуктов.
16.3.Оборудование для выделения фенолов
и пиридиновых оснований [1]
ШАРОВОЙ СМЕСИТЕЛЬ ДЛЯ НЕПРЕРЫВНОЙ
ПРОМЫВКИ МАСЕЛ
Аппарат представляет собой систему последователь-
но соединенных шаров, помещенных в кожух с горячей во-
дой. Фракцию и щелочь (либо кислоту) одновременно по-
дают на всас насоса, они проходят смеситель и поступают
в отстойник. На рис. 16.15 представлена секция шарового
смесителя.
Смеситель может состоять из любого количества по-
следовательно соединенных секций. В табл. 16.31 приведе-
ны параметры мойки фракций в шаровых смесителях.
Процесс Параметры процесса
количество шаров продолжительность контакта, с скорость потока в переходных патрубках, м/с продолжительность отстаивания, ч
Обесфеноливание нафта- линовой фракции в одну ступень 12-16 20-30 5-7 2,5
Первичное обесфено- ливание фенольной фракции 12-16 30-40 4-6 2,0
Обесфеноливание прессовых опеков:
первая ступень 12-16 20-30 4-6 2,5
вторая ступень 4-8 8-16 3,5-5 2,0
Обеспнридинивание поглотительной фракции:
первая ступень 4 10-20 2,5-3,5 1,0
вторая ступень 4 10-20 2,5-3,5 1,0
(рравочимк Коксохимика. Том 3
(Ъравочник Коксохимика. Том 3
слпо
1 - смеситель; 2,7, 10, 15,20,25 - подогреватель; 3 - колона отгонки гидрата; 4 - конденсатор паров гидратов; 5,18,23- делители флегмы;
6,14,19,24 - сборники соответственно гидрата, бензола, технического пиридина и пиридина-растворителя; 8 - смеситель первичного обезвоживания; 9,13- сепараторы для отделения соответственно щелочи и бензола;
11 - колонна окончательного обезвоживания; 12,17,22-конденсаторы соответственнодля смеси вода - бензол, пиридина и пиридина-растворителя; 16,21- колоны для пиридина и пиридина-растворителя; 26-насосы
428
Раздел 2. Переработка химических продуктов коксования
Рис. 16.14.
Схема материальных потоков
переработки сырых легких
пиридиновых оснований
(Справочник Коксохимика. 'Jom 3
Глава 16. Извлечение фенолов, пиридиновых оснований и получение продуктов
429
Рис. 16.15.
Секция шарового смесителя
ДИАФРАГМОВЫЙ СМЕСИТЕЛЬ
Аппарат представляет собой вертикальный цилин-
дрический аппарат, внутри которого по оси находится
стержень с перфорированными дисками-диафрагмами
(рис. 16.16).
СИТЧАТАЯ КОЛОННА
Характеристики ситчатых колонн для обесфено-
ливания и обеспиридинивания фракций представлены
в табл. 16.32. Внешний вид ситчатой колонны представлен
на рис. 16.17.
Наименование показателей Диаметр колонны, м
0,4 1,0
Производительность по маслу, м3/ч 0,7-0,8 6,5-8,0
Реакционная часть:
количество тарелок, шт. 20 20
расстояние между тарелками, м переменное 0,15
Объем отстойной части, м3:
верхней 0,6 11,0
нижней 0,55 6,5
РОТАЦИОННЫЙ ЭКСТРАКТОР ДЛЯ НЕПРЕРЫВНОЙ
ПРОМЫВКИ МАСЕЛ
Аппараты этого типа работают по принципу много-
кратного диспергирования жидкостей, движущихся про-
тивотоком, и разделения их в центробежном поле после
каждой ступени диспергирования. Экстрактор конструк-
тивно близок к центрифуге непрерывного действия, ротор
которой представляет собой спираль либо набор коаксиль-
ных цилиндров с перфорированными стенками (рис. 16.18).
Центробежная сила вращения ротора создает противоточ-
ное движение жидкостей в прямоугольных каналах между
витками спирали или стенками соседних цилиндров. Ввод
и вывод реагентов осуществляется по оси ротора через по-
лый вал.
Рис. 16.16.
Диафрагмовый смеситель
Таблица 16.32.
Характеристика ситчатых
колонн
I - корпус; 2 - перфорированный диск; 3 - стержень;
4 - тройник; 5 - крышка
(Справочник коксохимика. "Jom 3
430
Раздел 2. Переработка химических продуктов коксования
Рис. 16.17.
Ситчатая колонна
1 - отстойник фенолятов;
2 - реакционная часть;
3 - сетчатые тарелки;
4 - штуцер для подачи щелочи;
5 - отстойник масла;
6 - штуцер для выхода масла;
7 - регулятор уровня раздела;
8 - штуцер для выхода фенолятов;
9 - штуцер для подачи масла;
10 - штуцер для опорожнения
(правочник Коксохимика. Том 3
Глава 16. Извлечение фенолов, пиридиновых оснований и получение продуктов
431
1 - ротор; 2 - кожух; 3,10- штуцера для вывода и ввода легкой фазы; 4 -тормоз; 5 - отвод для термопары; 6 - центробежная муфта;
7,11- штуцера для вывода и ввода тяжелой фазы; 8 - питатель; 9 - отсосная трубка; 12 - отвод для масла
Рис. 16.18.
Ротационный экстрактор
Библиография
1. Справочник коксохимика. Т З.-М.: Металлургия, 1966.-391 с.
2. Лазорин С. Н„ Папков Г. И., Литвиненко В. И. Обезвреживание
отходов коксохимических заводов - М.: Металлургия, 1977-
238 с.
3. Карачаров Н. Н, Зайченко В. М„ Петропольская В. М. и др. Влия-
ние состава шихты на качественные показатели каменноуголь-
ной смолы // Кокс и химия,- 197В,- № 11С. 30 - 33.
4. Гоголева Т. Я., Шустиков В. Л. Химия и технология переработки
каменноугольной смолы,- М.: Металлургия, 1992 - 256 с.
5. Чистяков Н. А. Химия и технология переработки каменноуголь-
ных смол,- Челябинск: Металлургия. Челябинское отделение,
1990,- 160 с.
6. Terres Е. U. A Brennstoff-Chemie- 1955,- № 17-18 - Р. 272.
7. Лазорин С. Н„ Скрипник Е. А. Каменноугольная смола (получе-
ние и переработка).- М.: Металлургия, 1985 - ! 18 с.
8. Коллеров К. Д. Физико-химические свойства жидких сланцевых
и каменноугольных продуктов - М.: Госполитиздат, 1951.
9. Лехова Г. Б., Белоусова 0. А. Экстракция фенолов и оснований из
широкого дистиллята каменноугольной смолы // Кокс и химия-
1985,-№ 10-С. 22-24.
10. ТУ У 322-00190443-046.
11. Skrzupinski W„ Nowinska Е„ Bodanie pulsacyinej sitowej kolunu
ekstrakcyjnei przyodfenolowaniu oleju karbolowego // Inzynieria
chemiczna I process - 1985,- R. G. № 2,- S. 327 - 33B.
12. Collin G„ Zander M.//Chem. unserer Zeit - 1983,- Bd 17 - № 16-
S. 181 -189.
13. Маркус Г. А., Терентьев В. X„ Кирсанова В. С. Исследование зако-
номерностей распределения азотистых оснований по продук-
(гтравочник Коксохимика. Том 3
там ректификации каменноугольных фенолов // Кокс и химия,-
1980,-№10,-С. 36-39.
14. Blumer G. Р, Collin G. Moderne Steinkohlenteerraffination. Eine
Technologie zur Gewinnung von Aromaten und Heteroaromaten //
Erdol und Kohle-Erdas-Petrochem.- 1983 - Bd. 36,- № 1.- S. 22 - 27.
15. Чумаков Ю. В. Пиридиновые основания,- Киев: Техника, 1965-
192 с.
16. Литвиненко М. С. Химические продукты коксования - Киев: Тех-
н!ка, 1974,- 220 с.
17. Физико-химические свойства химических продуктов коксова-
ния каменных углей,- Свердловск: Металлургиздат, 1954,-100 с.
18. Коган Б. Е„ Иконникова Г. Г. Распределение хинолиновых осно-
ваний в системе фракция каменноугольной смолы - раствор
серной кислоты // Кокс и химия.- 1981.- № 8 - С. 26 - 28.
19. Репина Ж. И., Воробьева Л. А., Косенко И. В. и др. Совершенство-
вание технологии выделения азотистых оснований из камен-
ноугольной смолы И Кокс и химия,- 19ВЗ,- № 8- С. 30 - 34.
20. Петренко Д. С. Пиридиновые и хинолиновые основания,- М.:
Металлургия, 1973,- 327 с.
21. Белоножко А. М. Новые производства и продукты в коксохими-
ческой промышленности.- М.: Металлургия, 1977,- 256 с.
22. Коган Б. Е. Получение чистого хинолина // Кокс и химия,- 1963.-
№9,-С. 45-47.
23. Коган Б. Е, Пистрова П. Д„ Незнамова О. Г. и др. Выделение инди-
видуальных соединений из тяжелых пиридиновых оснований //
Кокс и химия.- 1969,- № 7,- С. 42 - 43.
24. ТУ 14-7-109-91.
25. ТУ 14-102-107-88.
Справочное издание
СПРАВОЧНИК КОКСОХИМИКА.
В 6-и томах. Том 3.
Улавливание и переработка химических
продуктов коксования
Дизайн издания и компьютерная верстка -С. Г Трофименко
Подписано до друку 30.10.2009 р. Формат 64 х 90/8. Патр крейдований.
Гарнпура Myriad Pro. Друк офсетний.
Ум.-друк. арк. 54. Обл.-вид. арк. 70,2. Наклад 1500 прим. Зам. № 9-1241.
Видавничий Д!м «1НЖЕК»
61001, Харк1в, пр. Гагарша, 20. Тел. (057) 703-40-21, 703-40-01.
Свщоцтво про внесения до Державного реестру УкраГни суб’екпв
видавничо! д1яльносп ДК № 2265 вщ 18.08.2005 р.
В1ддруковано у ВАТ «Харювська книжкова фабрика “Глобус”»
61012, м. Харюв, вул. Енгельса, 11.
Св1доцтво ДК № 2891 в!д 04.07.2007 р.
www.globus-book.com