/


























































































































































































































































































































Автор: Хмелевский А.В. Смушков П.И.
Теги: общее машиностроение технология машиностроения железнодорожный транспорт железные дороги
Год: 1973


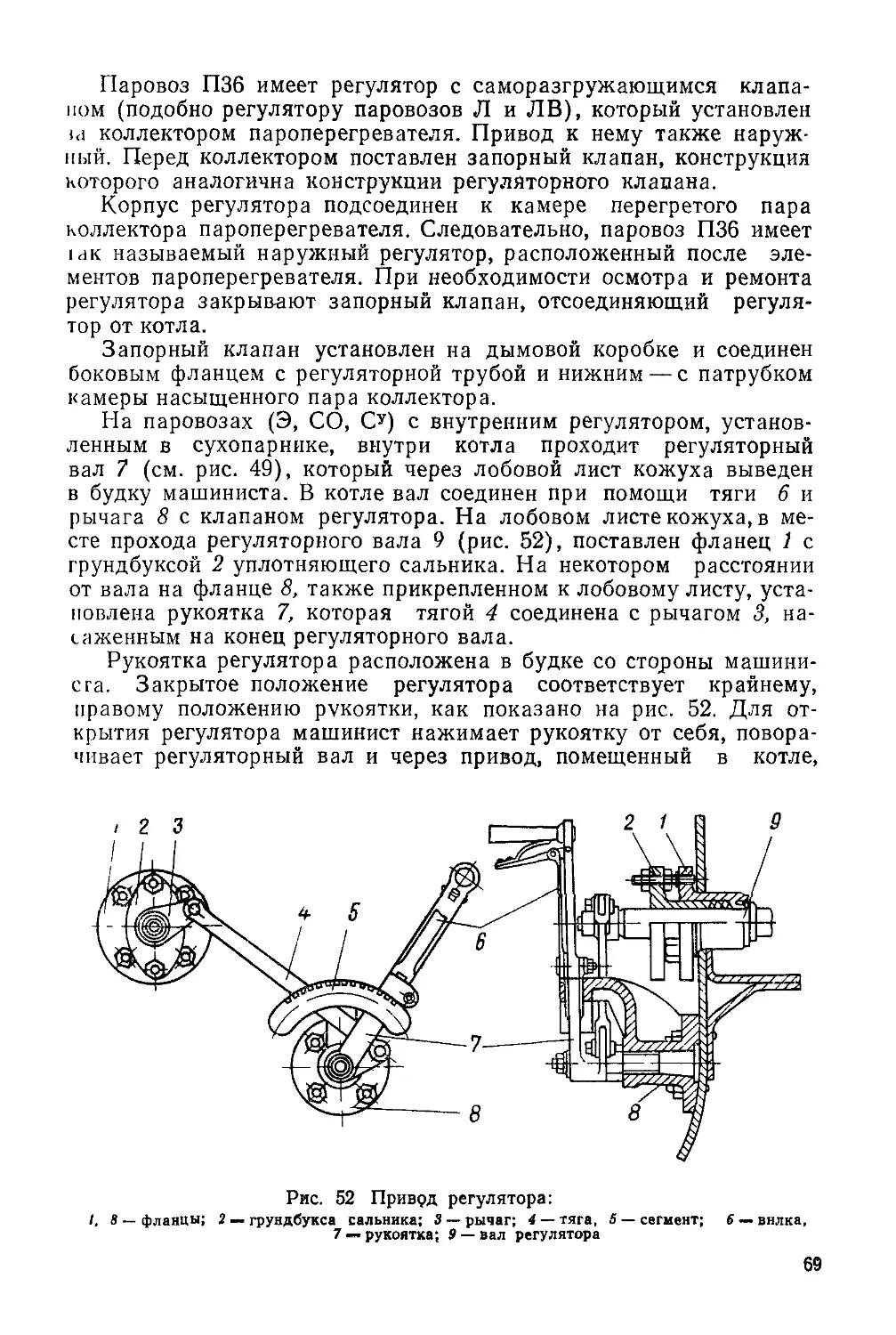
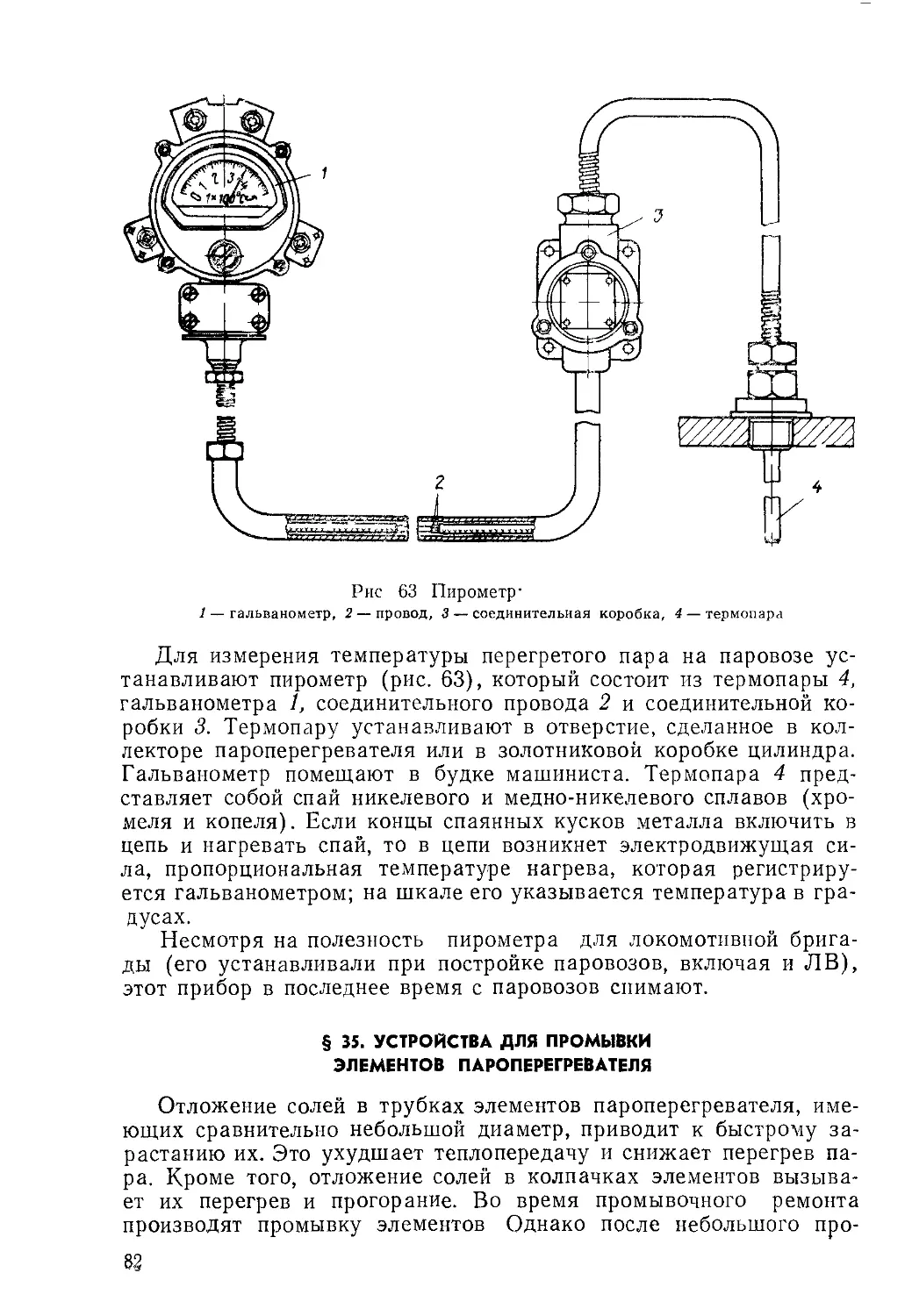
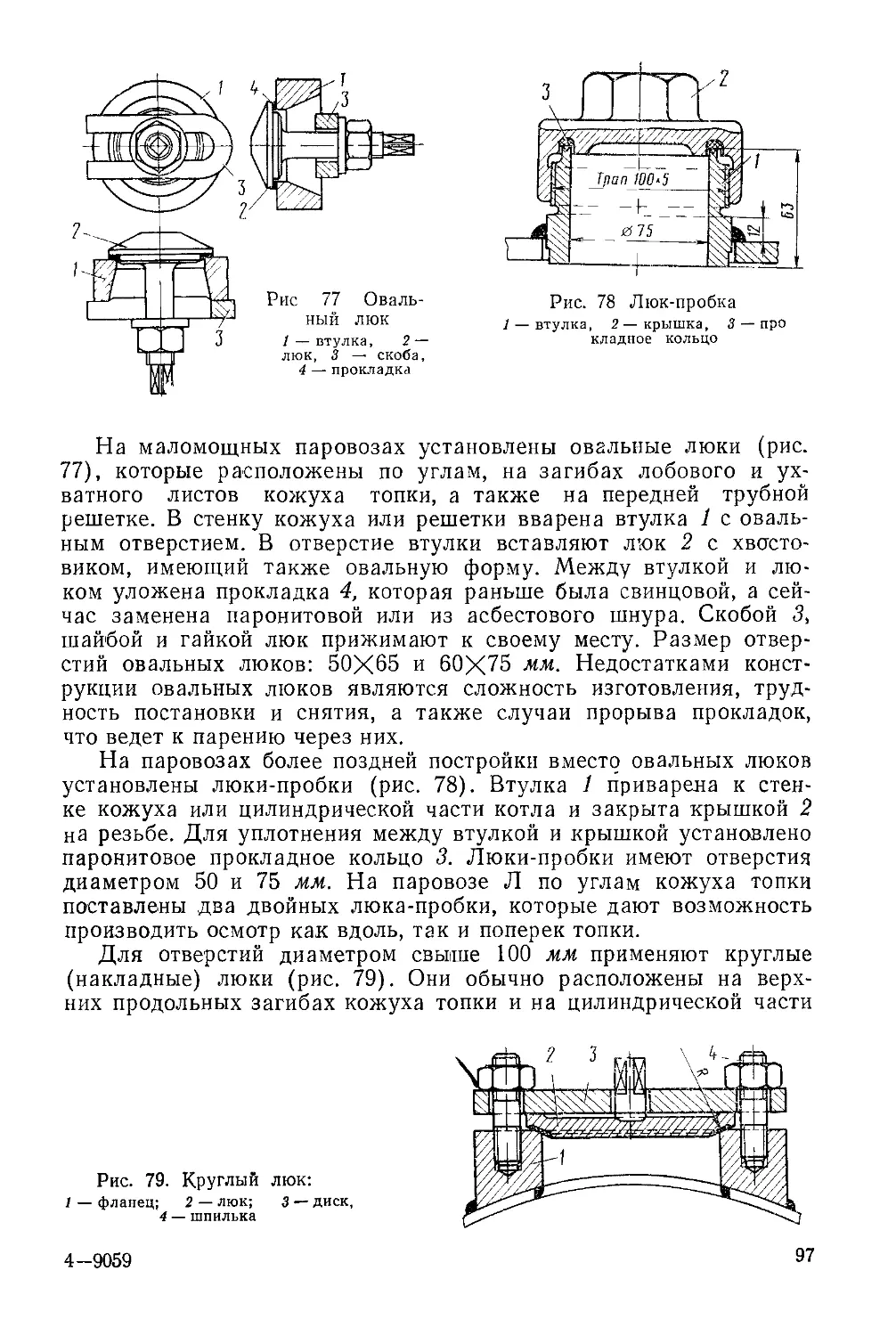
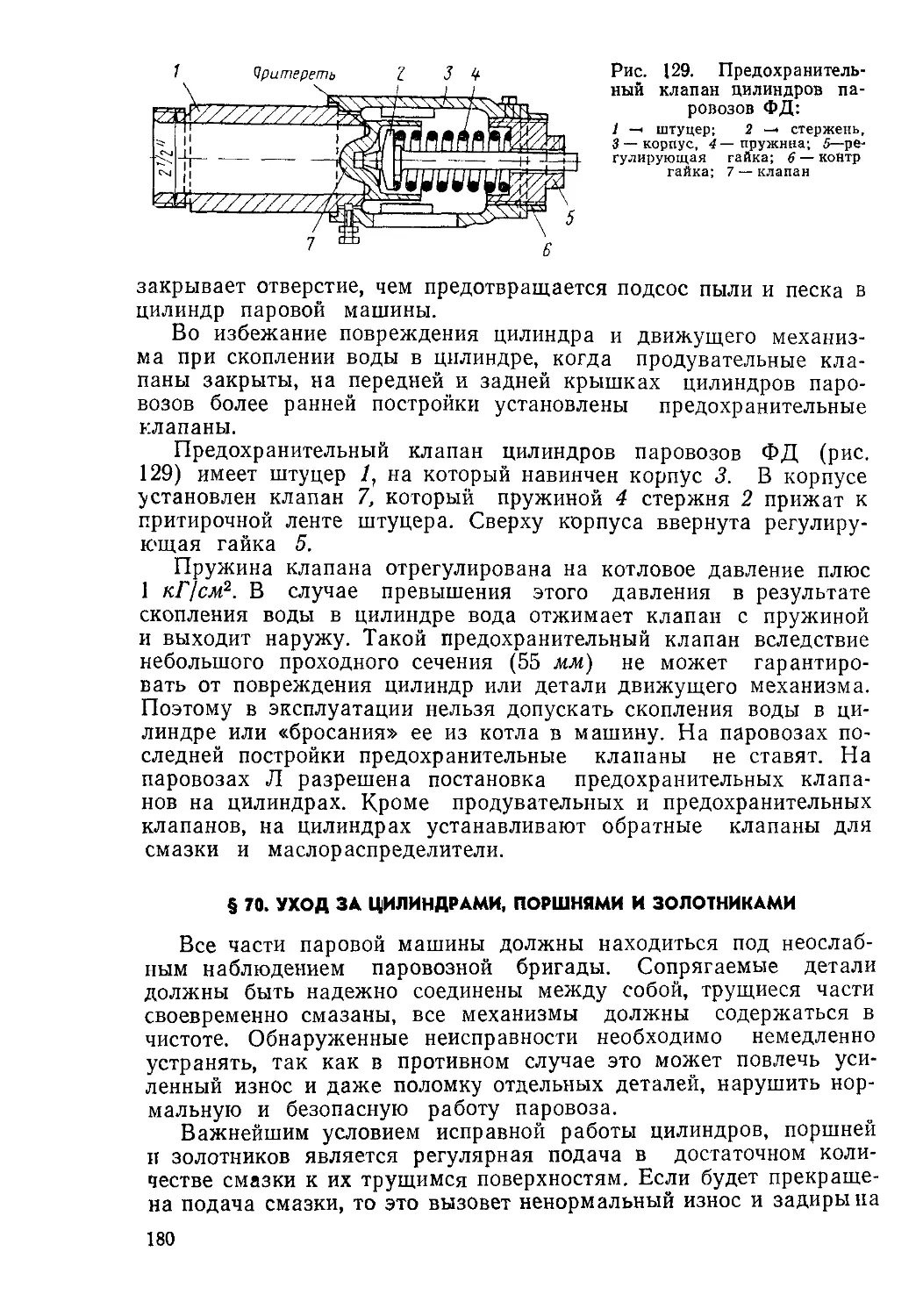
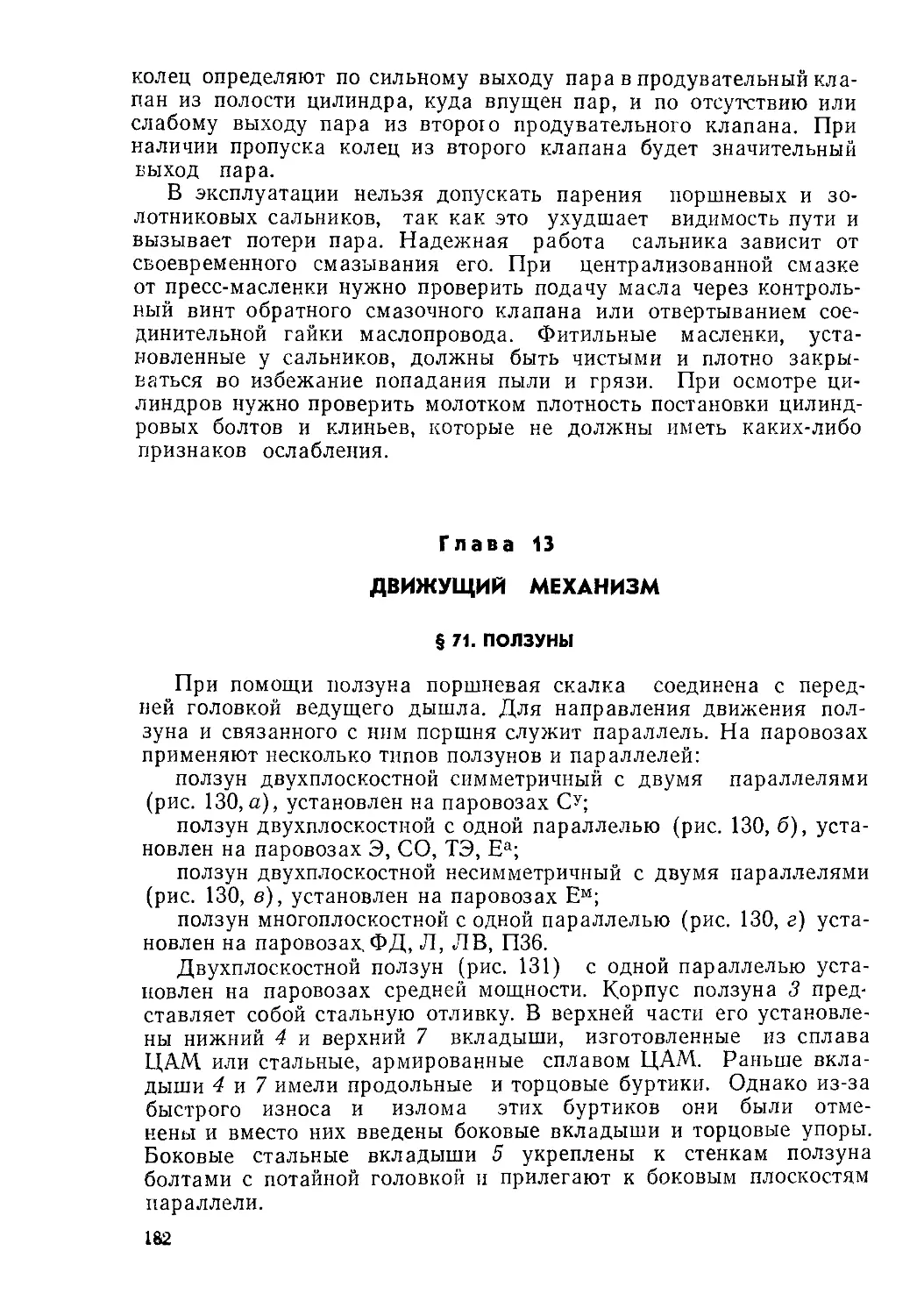
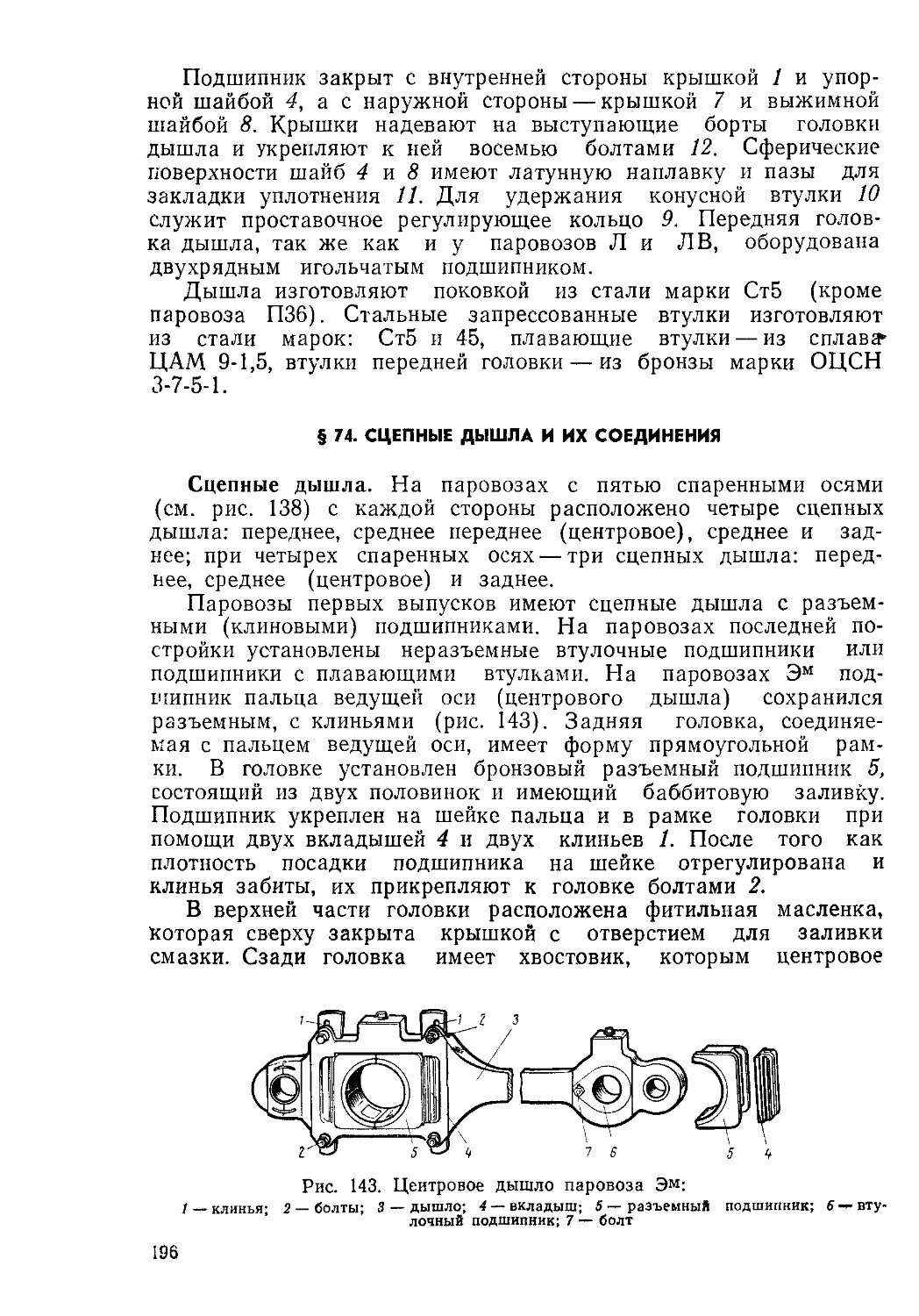
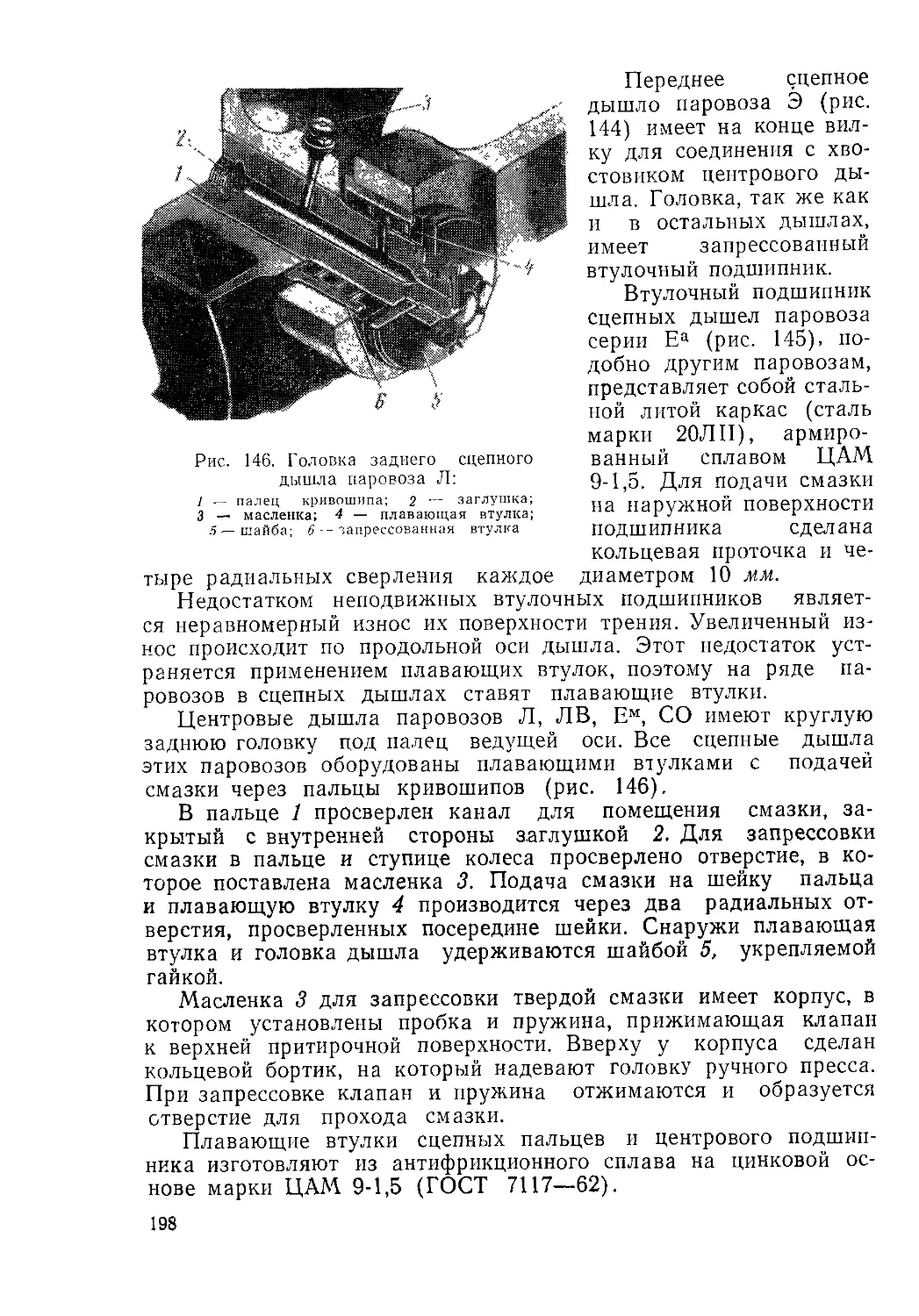
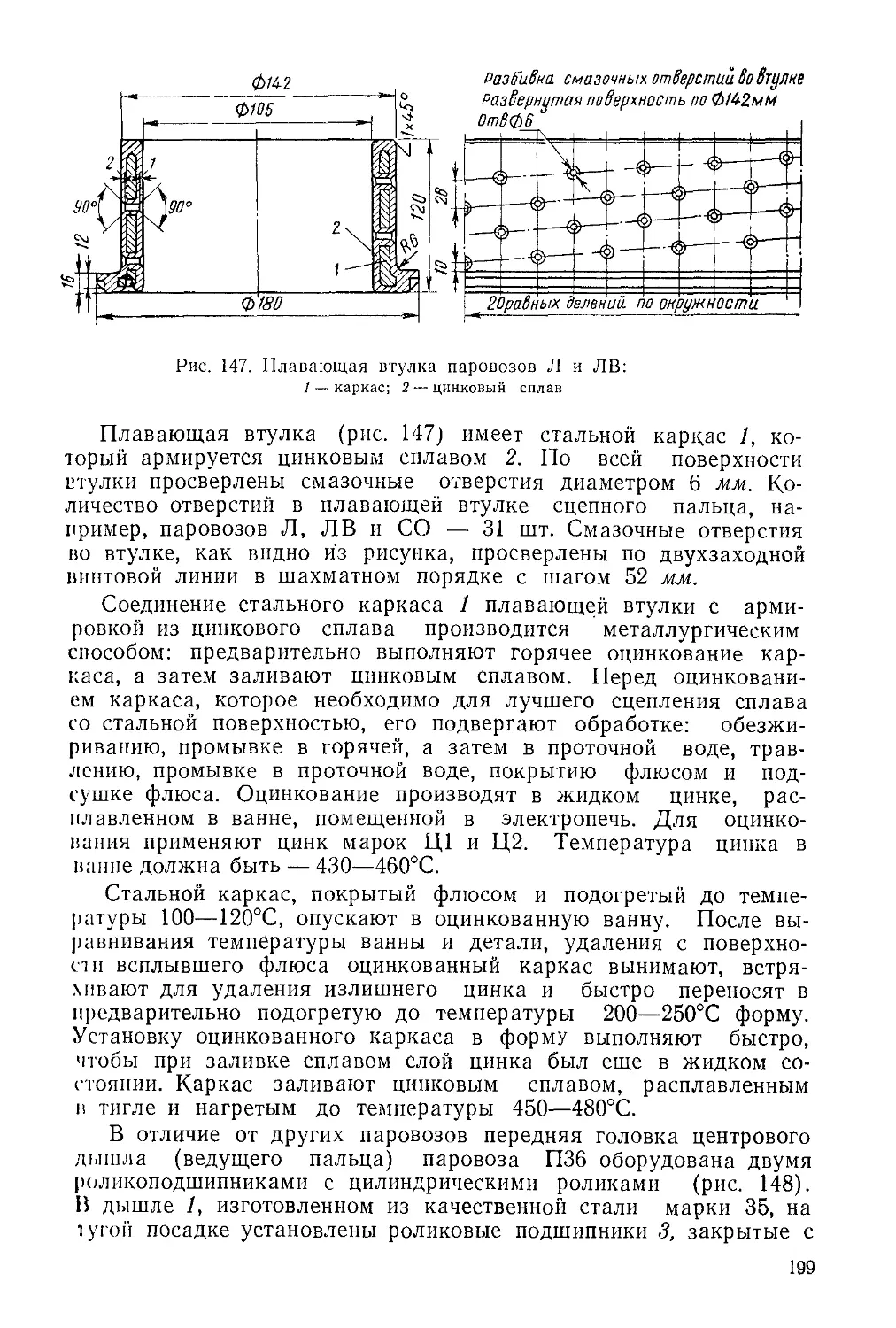
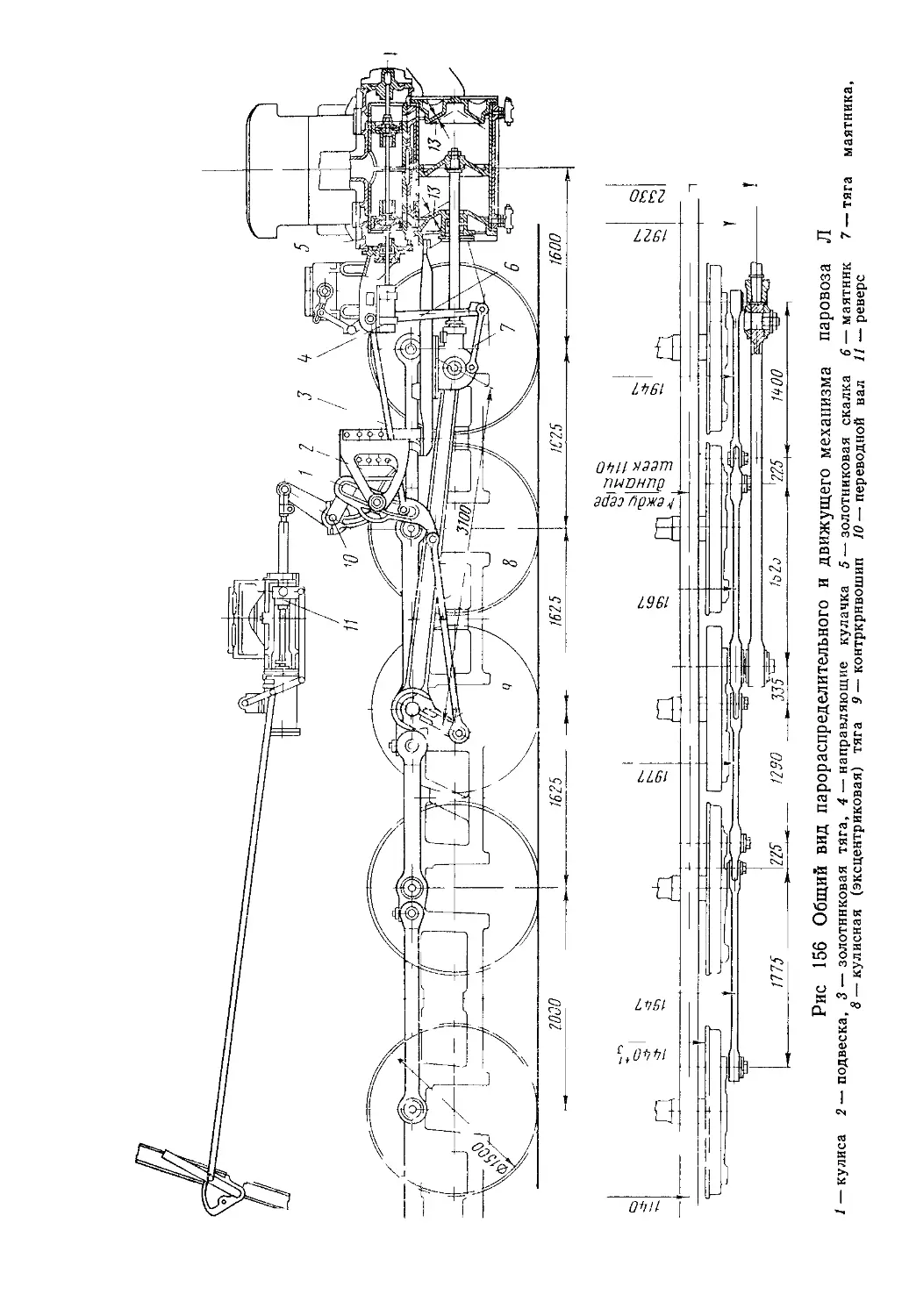
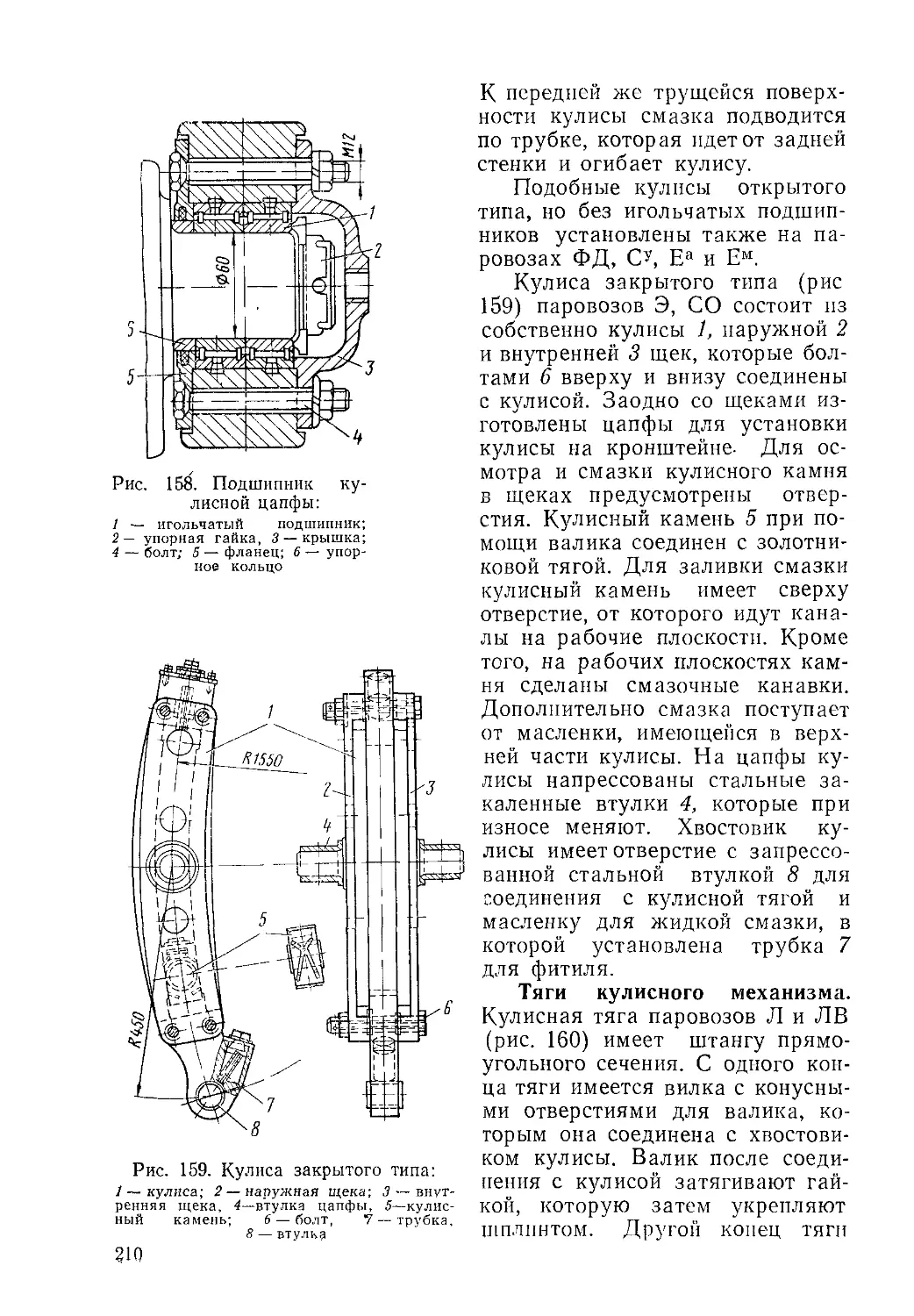
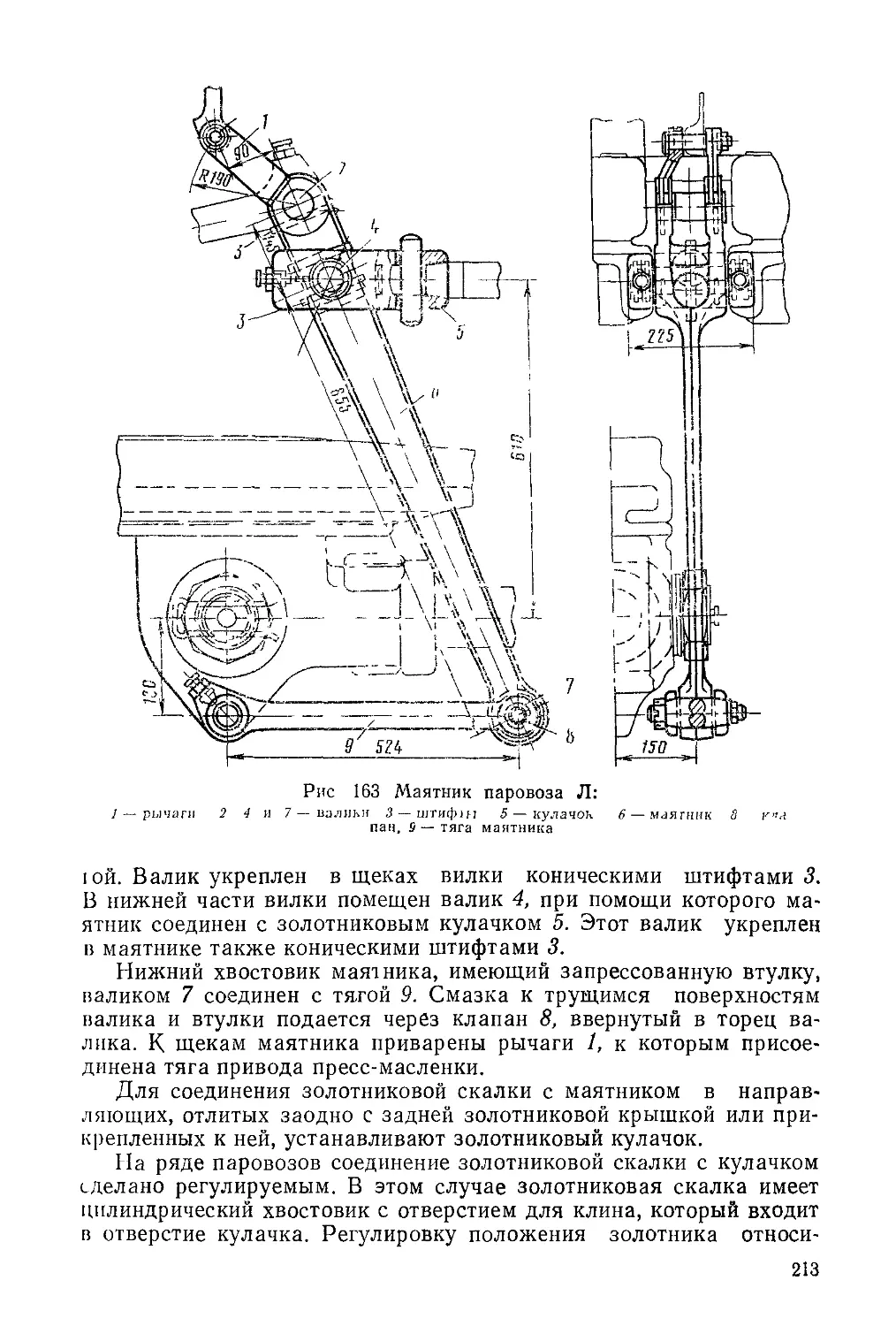
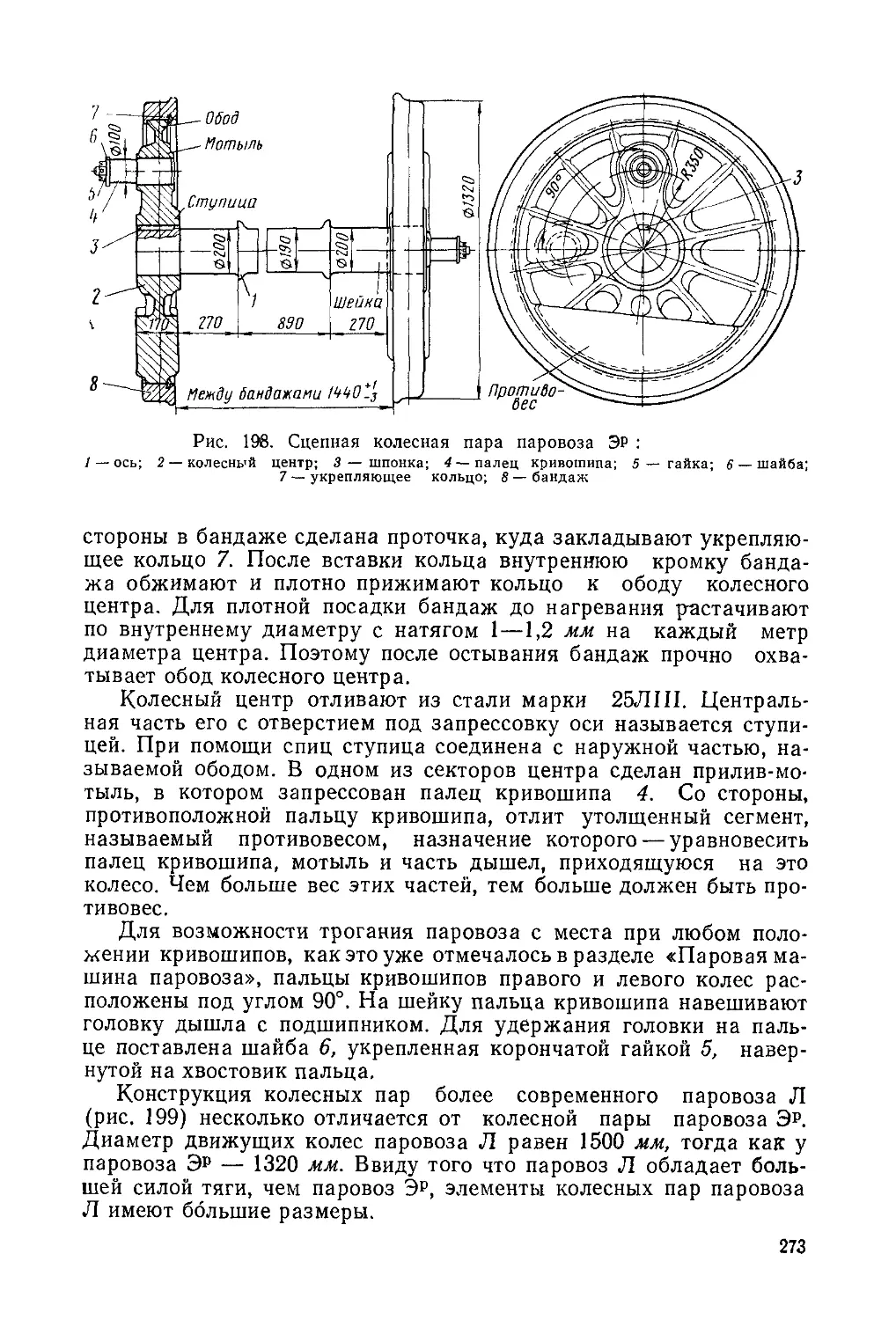
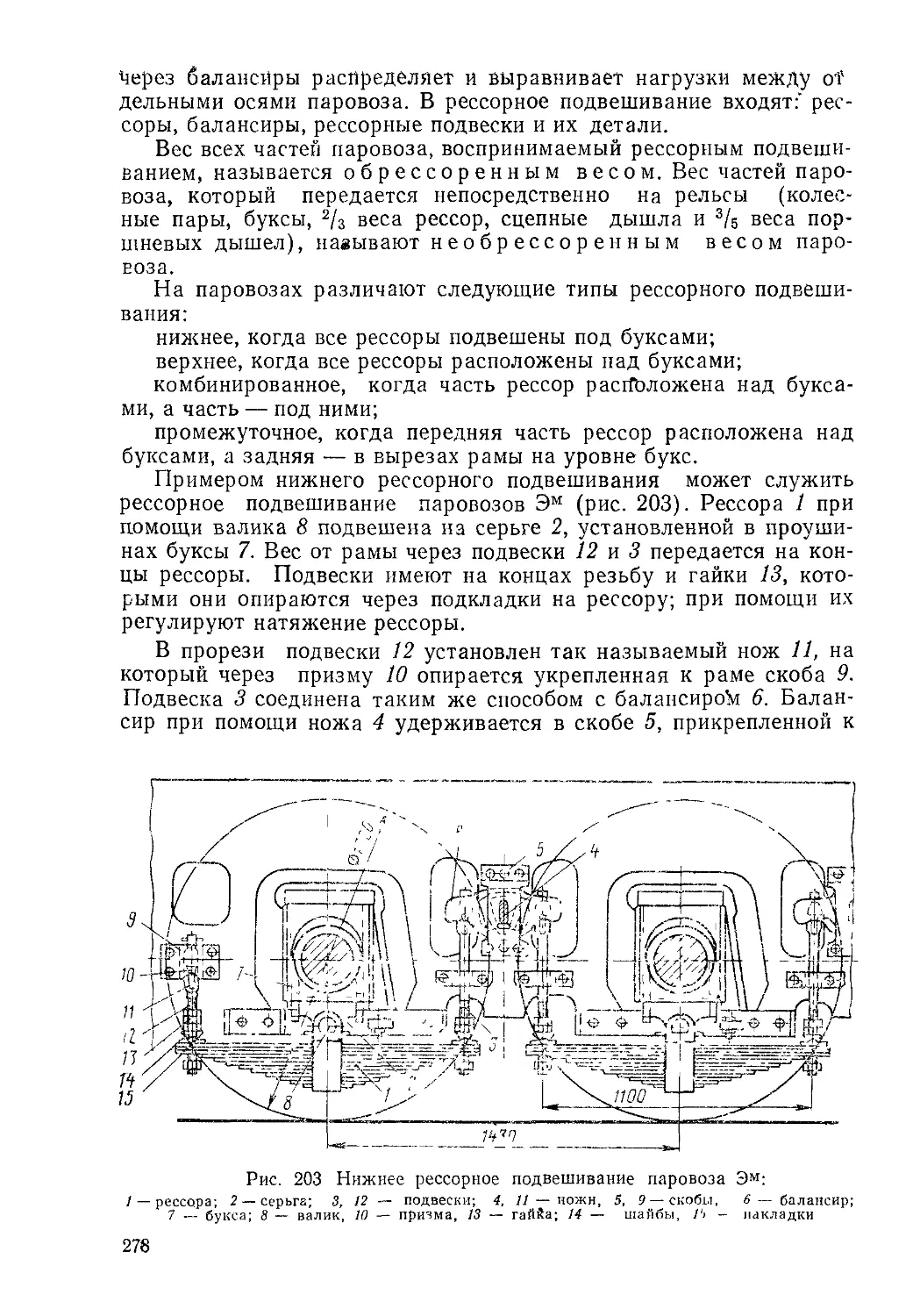
Текст
А. В. ХМЕЛЕВСКИЙ, П. И. СМУШКОВ
ПАРОВОЗ
(Устройство, работа и ремонт)
Утверждено
Главным управлением учебными заведениями МПС
в качестве учебнике для технических школ
железнодорожного транспорта
Scan by Hi-Сору
Москва «ТРАНСПОРТ» 1973
6Т1 2
Х65
УДК 621 13
Хмелевский А. В. и Смушков П. И.
Х65 Паровоз (Устройство, работа и ремонт). Учеб-
ник для техн школ ж.-д транспорта. М , «Транс-
порт», 1973.
416 с с илл
В книге приведены общие сведения о паровозах, описаны устрой
ство и работа котла, паровой машины и экипажной части локомотива,
а также вспомогательных агрегатов и приборов Освещен ремонт важ
нейших узлов и деталей Особое внимание уделено основным сериям
паровозов, эксплуатирующимся на сети железных дорог
Утверждена в качестве учебника для подготовки машинистов и по
мощников машинистов паровозов в технических школах железнодорож
ного транспорта и может быть использована в железнодорожных учи-
лищах профессионально технического образования
v 3182-113
Х049(01)-73 П3'73
6Т1.2
С) Издательство «ТРАНСПОРТ» 1973 г.
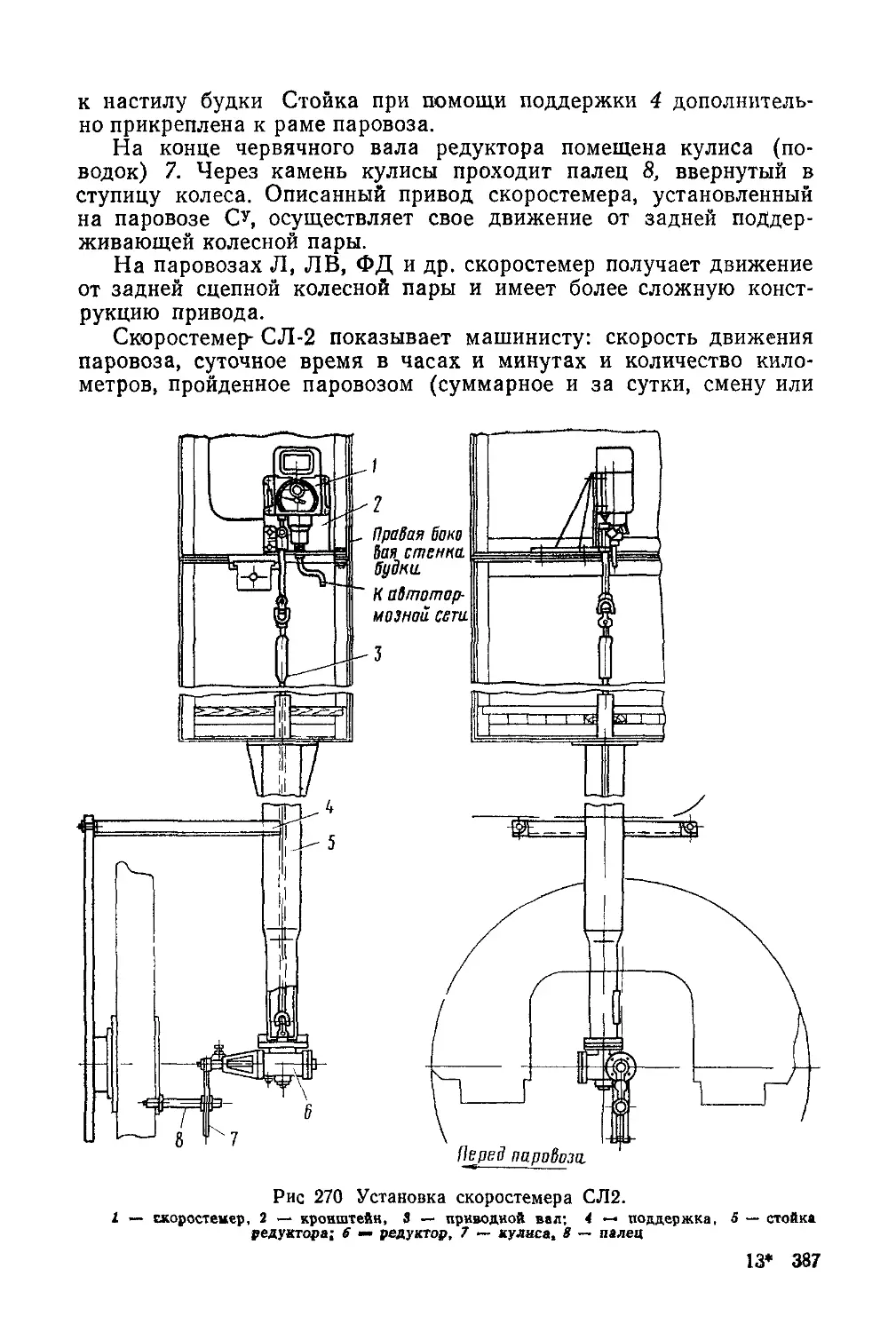
Раздел I
ВВЕДЕНИЕ
Глава 1
ОБЩИЕ СВЕДЕНИЯ О ПАРОВОЗАХ
§ 1. ВИДЫ локомотивов
Локомотивом называется самодвижущаяся по рельсовому пути,
силовая установка, предназначенная для передвижения вагонов.
В зависимости от рода силовой установки локомотивы разделяют-
ся на четыре основных вида электровозы, тепловозы, га-
зотурбовозы ипаровозы.
Электровоз представляет собой локомотив, у которого сила тяги
создается тяговыми электродвигателями, получающими электро-
энергию от электростанций через контактные провода. При помощи
зубчатых колес вращающий момент тяговых электродвигателей
передается колесным парам. Электровоз — один из наиболее эконо-
мичных видов локомотивов; он не требует во время эксплуатации
снабжения топливом и водой, что дает возможность ему совершать
большие безостановочные рейсы Имеются электровозы небольшой
мощности, питаемые электроэнергией от установленных на них
аккумуляторных батарей, или сочетающие питание током от кон-
тактной сети и батарей
Тепловоз, имеющий в качестве силовой установки двигатель
внутреннего сгорания (дизель), работает на так называемом ди-
зельном топливе, получаемом из нефти Вращающий момент вала
дизеля передается соединенному с ним электрическому генератору,
который вырабатывает ток и питает им тяговые электродвигате-
ли. Так же как и у электровоза, колесные пары тепловоза получа-
ют вращение от тяговых электродвигателей или при помощи гид-
равлической передачи. По расходу топлива этот вид локомотива
является самым экономичным; расходуя незначительное количество
воды для охлаждения двигателя, он может совершать значитель-
ные пробеги без набора воды и топлива.
Тепловозы бывают также дизель-аккумуляторные, имеющие для
выработки энергии, кроме дизеля, еще аккумуляторные батареи.
На железных дорогах, кроме того, эксплуатируются мотовозы.
У газотурбовоза первичным двигателем является газовая тур-
бина, приводимая в движение сжатым нагретым газом, который
образуется в результате сжигания мазута. Преимуществом газо-
3
турбовоза по сравнению-с тепловозом является возможность сжи-
гания в двигателе низкосортного дешевого топлива, он также мо-
жет совершать значительные безостановочные рейсы. Экономич-
ность газотурбовоза ниже, чем электровоза и тепловоза, однако
выше, чем паровоза.
Паровоз представляет собой локомотив с независимой паросило-
вой установкой, состоящей из котла и поршневой паровой машины.
Эта установка преобразует тепловую энергию топлива в механи-
ческую работу движущих колес посредством рабочего тела — водя-
ного пара. Паровоз работает как на твердом топливе (угле), так и
на тяжелом жидком (мазуте).
Каждый из перечисленных локомотивов может обслуживать
пассажирские или грузовые поезда, а также выполнять маневро-
вую работу. В зависимости от этого локомотивы подразделяются
по роду работы на пассажирские, грузовые и маневро-
вые. Кроме локомотивов, на железных дорогах для перевозки пас-
сажиров применяют моторвагонный подвижной состав (электро-
поезда, дизель-поезда, турбопоезда и автомотрисы).
Ввиду низкой экономичности постройка паровозов в нашей стра-
не с 1956 г прекращена. Вместо паровозов на железнодорожном
транспорте широко внедрены новые прогрессивные виды тяги элек-
трическая и тепловозная. Подавляющая масса перевозок в настоя-
щее время осуществляется электровозами и тепловозами. Однако
на ряде железных дорог паровозы выполняют значительную поезд-
ную работу; на большинстве дорог их широко используют на ма-
неврах. Большой удельный вес они занимают в перевозках грузов
на подъездных путях промышленности.
§ 2. КРАТКИЕ СВЕДЕНИЯ О РАЗВИТИИ
ОТЕЧЕСТВЕННОГО ПАРОВОЗОСТРОЕНИЯ
Первый паровоз в России (рис. 1) был построен в 1833 —
1834 гг. уральским крепостным механиком Ефимом Алексеевичем
Черепановым и его сыном Мироном Ефимовичем на Нижне-Тагиль-
ском заводе Этот паровоз перевозил до 3,2 т груза со скоростью
около 16 км/ч. В 1835 г. Черепановы построили второй, более мощ-
ный паровоз, перевозивший около 16 т груза. При постройке этих
паровозов русские механики внесли много технических новшеств,
которые впоследствии нашли применение в паровозостроении. Па-
ровозы Черепановых имели большую трубчатую поверхность на-
грева котла, чем паровоз «Ракета» английского изобретателя Сте-
фенсона. На первом паровозе Черепановых было установлено 30
дымогарных труб, на втором — 80, а на паровозе «Ракета»—только
25. Паровые цилиндры на паровозах Черепановых были располо-
жены горизонтально под котлом; для перемены направления дви-
жения был установлен специальный переводной механизм.
Паровозостроение в России началось со строительством Петер-
бурго-Московской, ныне Октябрьской, железной дороги (1843 г.).
Первый грузовой паровоз с тремя движущими (сцепными) осями
4
был построен в 1846 г. в Петербурге на Александровском машино-
строительном заводе. Затем этот завод, кроме грузовых паровозов,
стал строить пассажирские с двумя движущими осями и передней
двухосной тележкой В 1858 г. Александровским заводом впервые в
паровозостроении был выпущен более мощный грузовой паровоз с
четырьмя движущими осями.
По мере увеличения протяженности сети железных дорог росло
и паровозостроение. В 1869 г. началась постройка паровозов -на
Коломенском и Камско-Воткинском заводах; в 1870 г. на заводах:
Невском в Петербурге и Мальцевском в Людинове; в 1892—
1900 гг. — на заводах: Брянском в Бежице, Путиловском в Петер-
бурге, Сормовском близ Нижнего Новгорода (Горького), Харьков-
ском и Луганском (ныне Ворошиловградском).
Исторические материалы свидетельствуют о том, что отечествен-
ное паровозостроение имело свой собственный путь развития. Выда-
ющиеся русские инженеры и конструкторы А. П. Бородин,
Е. Е. Нольтейн, В. И. Лопушинский, М. В. Гололобов, А. С. Раев-
ский, Б. С. Малаховский и другие создали ряд новых типов паро-
возов и ввели на них много усовершенствований.
В 1878 г. были построены пассажирские паровозы с тремя дви-
жущими осями и передней тележкой (типа 1-3-0). Паровозы с че-
тырьмя движущими осями, появившиеся в России еще в 60-х годах
прошлого столетия, непрерывно совершенствовались и к 1893 г. ши-
роко применялись на железных дорогах.
А. П. Бородин и Л. М. Леви впервые применили на паровозах
принцип двукратного расширения пара. По инициативе Е. Е. Ноль-
тейна на паровозах был введен перегрев пара Русскими конструк-
торами К. Ф. Неймайером, Н. М. Ноткиным, С. М. Чусовым и дру-
гими изобретателями были созданы оригинальные конструкции
пароперегревателей.
На русских железных доро-
гах в 1899 г. впервые в мире по-
явились мощные сочлененные
паровозы, которые дали возмож-
ность значительно увеличить про-
возную способность участков,
имевших слабый путь.
В начале XX в. русскими ин-
женерами много было сделано в
области усовершенствования ти-
пов паровозов.
На Путиловском заводе были
построены оригинальные быстро-
ходные пассажирские паровозы
серии У, на Харьковском заводе —-
паровозы типа 1-4-0 серии Щ,
в дальнейшем оборудованные
пароперегревателям-и. Брянский
завод спроектировал и построил Рис. 1. Паровоз Черепановых
5
пассажирский паровоз типа 2-3-0 серии Б; Коломенский завод —
такого же типа паровозы серии Кив дальнейшем усовершенство-
ванные— серии Ку. Сормовский завод в 1911 г. построил мощный
по тому времени пассажирский паровоз типа 1-3-1 серии С, кото-
рый явился прототипом паровоза Су. Луганским заводом в 1912 г.
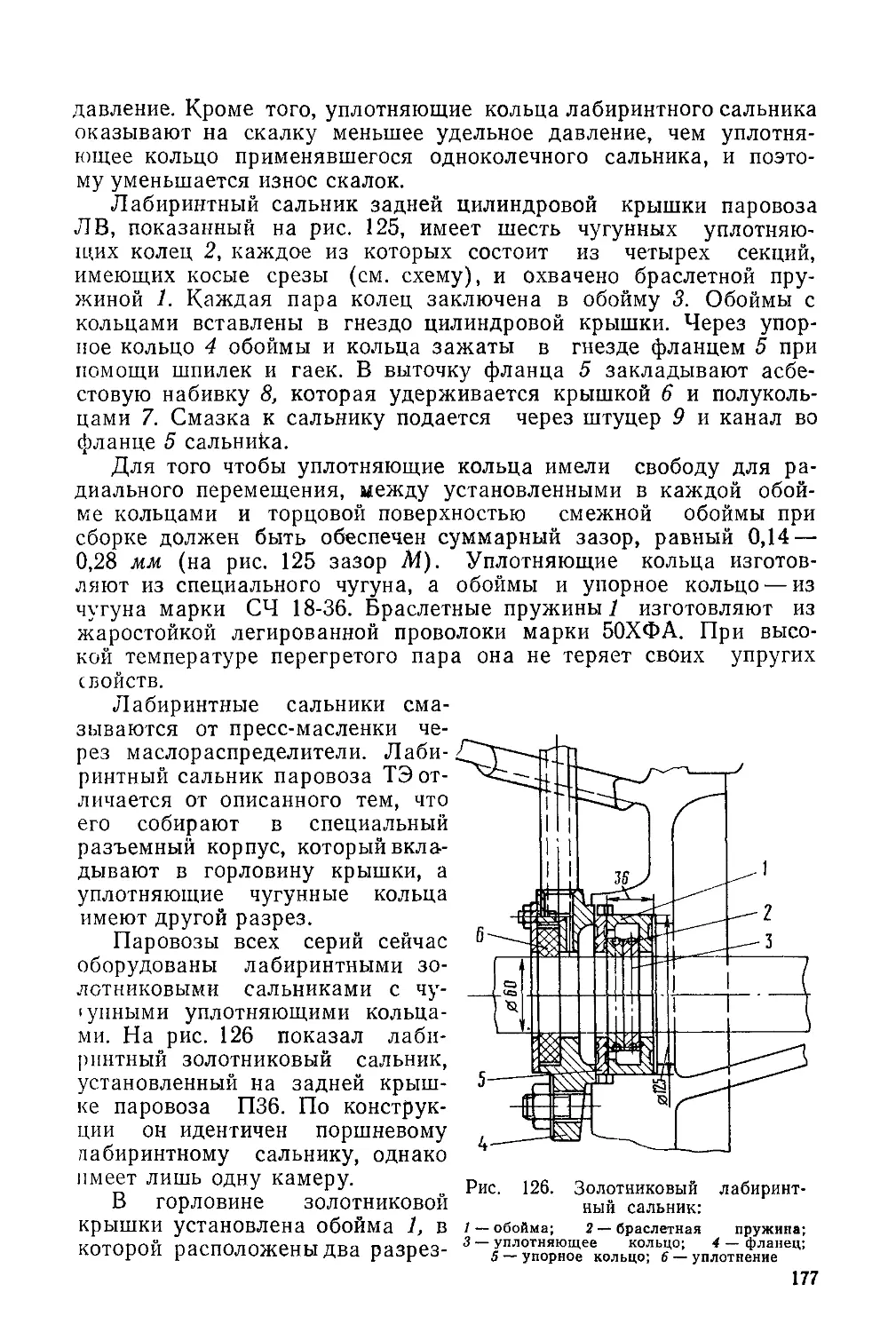
был построен мощный грузовой паровоз типа 0-5-0 серии Э, ока-
завшийся лучшим из всех применявшихся тогда паровозов и полу-
чивший впоследствии большое распространение на наших желез-
ных дорогах. Однако в условиях капиталистического строя
царской России отечественное паровозостроение не получило необ-
ходимого развития. Только после Великой Октябрьской социали-
стической революции, давшей неоценимые возможности для роста
творческих сил во всех областях науки и техники, отечественное
паровозостроение стало развиваться быстрыми темпами.
Благодаря заботам партии и правительства на железнодорож-
ном транспорте была проведена огромная работа по его реконструк-
ции и оснащению новой техникой. Уже в 1925 г. Коломенский завод
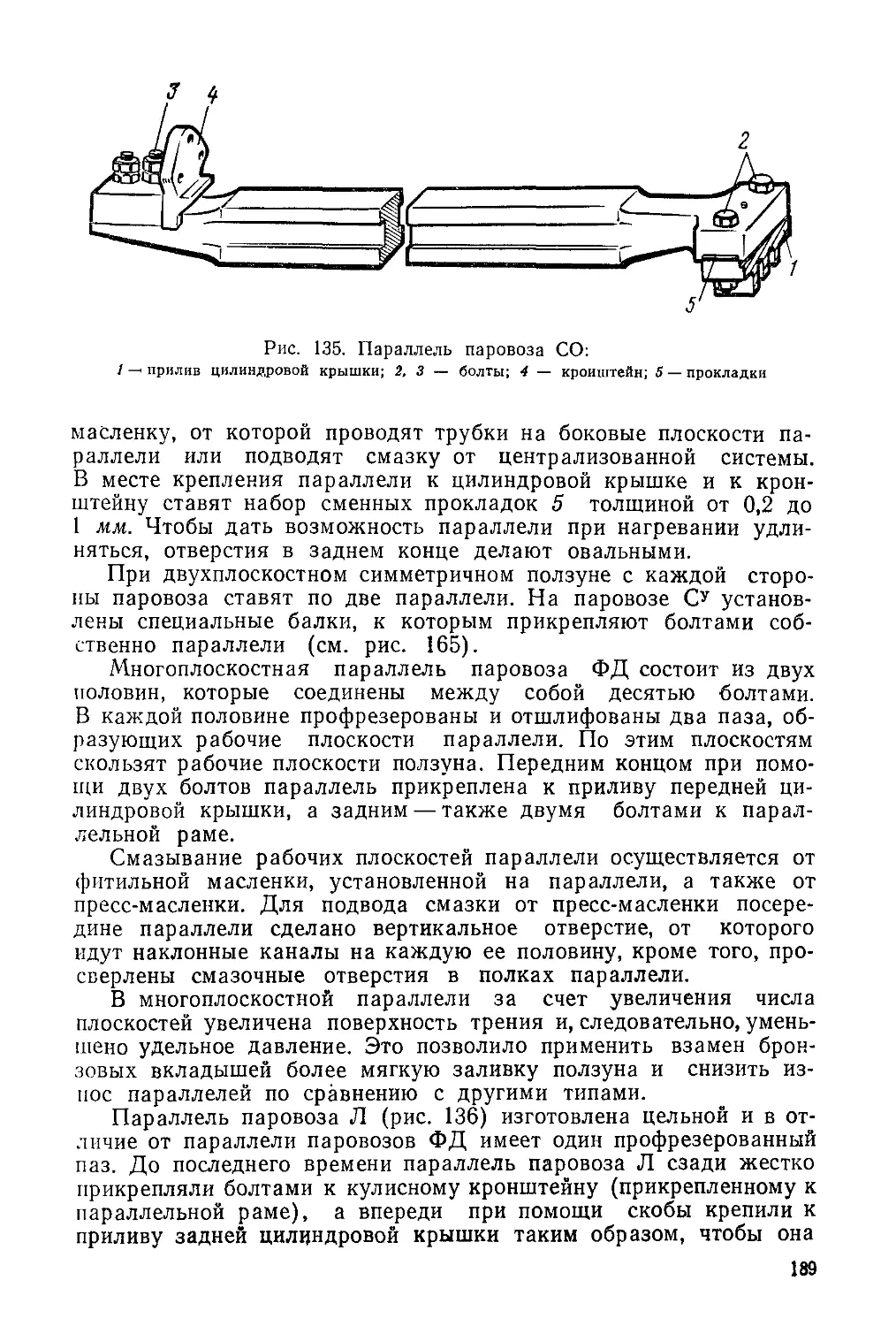
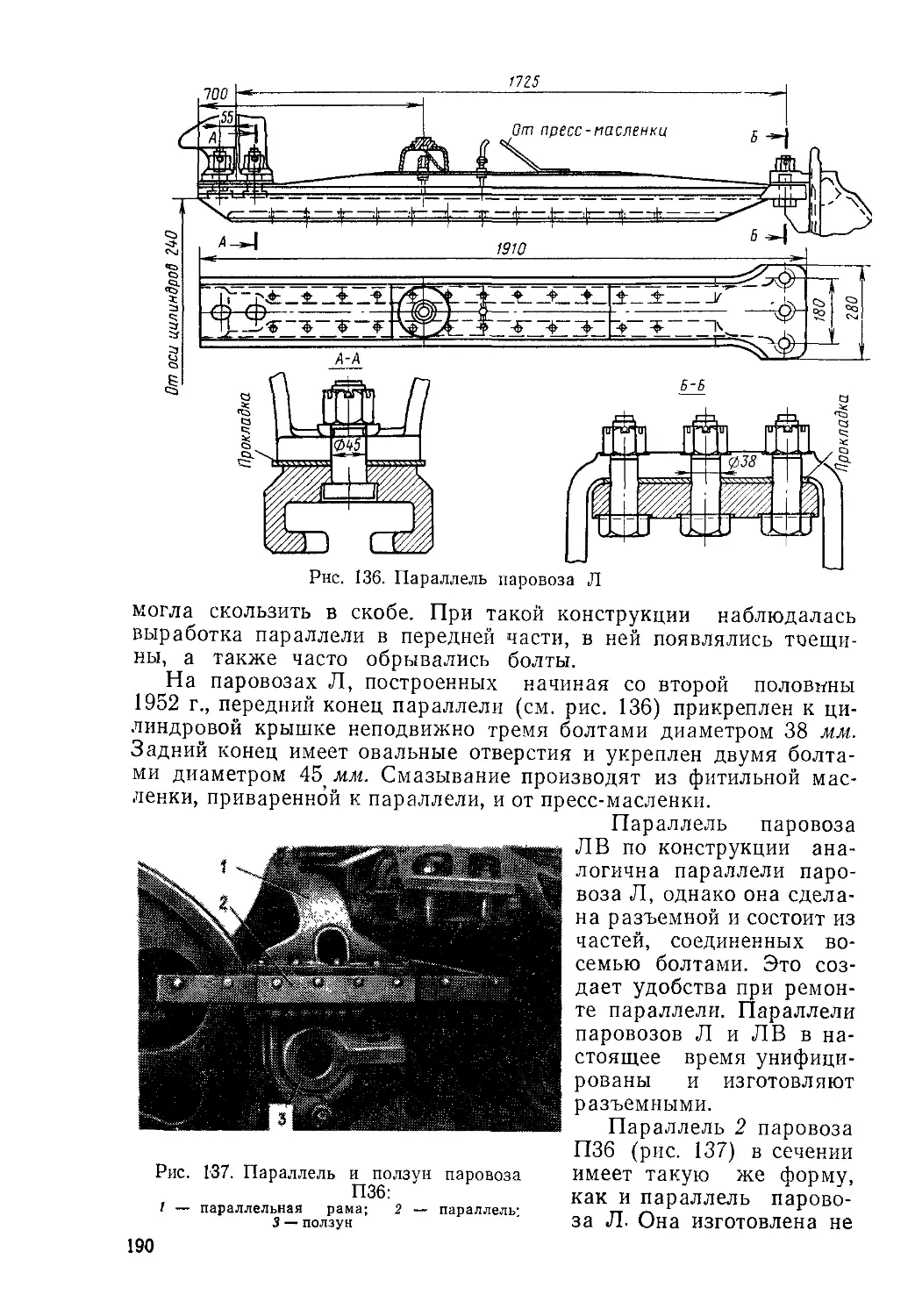
спроектировал и построил новый пассажирский паровоз Су, который
являлся одним из лучших пассажирских паровозов. Начиная с
1926 г., на протяжении длительного периода на паровозостроитель-
ных заводах строили усовершенствованные и усиленные грузовые
паровозы Эу, Эм и Эр.
За годы пятилеток локомотивный парк наших железных
дорог пополнился новыми мощными и экономичными локомоти-
вами.
Советскими конструкторами и паровозостроителями в 1931 г.
был создан самый мощный в Европе грузовой паровоз типа 1-5-1
серии ФД, а в 1932 г. на Ворошиловградском паровозостроитель-
ном заводе началась серийная постройка этих паровозов.
В начале 1932 г. был разработан проект мощного пассажирского
паровоза типа 1-4-2 серии ФДП. В этом же году первый паровоз
этой серии был построен Коломенским паровозостроительным за-
водом.
Большое значение для развития паровозостроения имели реше-
ния XVII съезда Коммунистической партии Советского Союза
(1934 г.). Съезд наметил увеличение парка локомотивов с одновре-
менным переходом к более мощным и совершенным типам. Было
установлено, что во втором пятилетии мощный паровоз ФД дол-
жен стать основной единицей грузового парка, а паровоз ФДП —
основной единицей пассажирского парка.
В 1934 г на Харьковском паровозостроительном заводе был по-
строен паровоз типа 1-5-0 серии СО. Паровозы этой серии строили
на различных заводах до 1950 г. Они имели большее распростране-
ние на сети дорог. Коломенский завод совместно с Харьковским
с 1936 по 1941 г. выпускал паровозы СО с устройством для конден-
сации отработавшего пара.
В результате оснащения железных дорог новой техникой и при-
менения передовых методов работы железнодорожный транспорт
справился с плановыми заданиями по перевозкам как в период
6
мирного строительства, так и в годы Великой Отечественной
войны 1941 —1945 гг.
После окончания Великой Отечественной войны партия и
правительство наметили широкую программу восстановления
и дальнейшего развития железнодорожного транспорта и, в ча-
стности, оснащения его новыми типами паровозов. Уже в 1947 г.
началась серийная постройка грузового паровоза средней мощ-
ности типа 1-5-0 серии Л, проект которого по техническому за-
данию МПС был разработан группой конструкторов Коломен-
ского паровозостроительного завода во главе с Л. С. Лебедян-
ским.
В 1950 г. Коломенский паровозостроительный завод выпус-
тил первый опытный мощный пассажирский паровоз типа 2-4-2
(П36), обладающий высокими эксплуатационными качествами.
Несколько таких паровозов было построено в 1953 г., а в 1955 г.
было начато их серийное производство.
На Ворошиловградском паровозостроительном заводе в 1952 г.
был построен модернизированный паровоз Л типа 1-5-1
(с задней тележкой), оборудованный водоподогревателем и особым
устройством (увеличителем сцепного веса) для временной пере-
дачи нагрузок с бегунковой и поддерживающей осей на движу-
щие оси. В 1955 г. начата серийная постройка этого паровоза,
которому присвоена серия ЛВ. На этом же заводе в 1954 г. были
построены три опытных грузовых паровоза типа 1-5-1 с нагруз-
кой от оси на рельс 21 Т с роликовыми подшипниками, увеличи-
телем сцепного веса и водоподогревателем.
В создание новых типов паровозов большой творческий труд
вложили инженеры-конструкторы К. Н. Сушкин, Л. С. Лебедян-
ский, П. М. Шаройко, М. Н. Щукин и др. В разработке теории и
конструкции паровозов, а также в развитии науки о тяге
поездов большие заслуги принадлежат советским ученым:
С. П. Сыромятникову, В. Ф. Егорченко, И. И. Николаеву,
А. М. Бабичкову, Н. И. Белоконь, О. Н. Исаакяну и многим
другим.
§ 3. СХЕМА УСТРОЙСТВА И ПРОЦЕСС РАБОТЫ ПАРОВОЗА
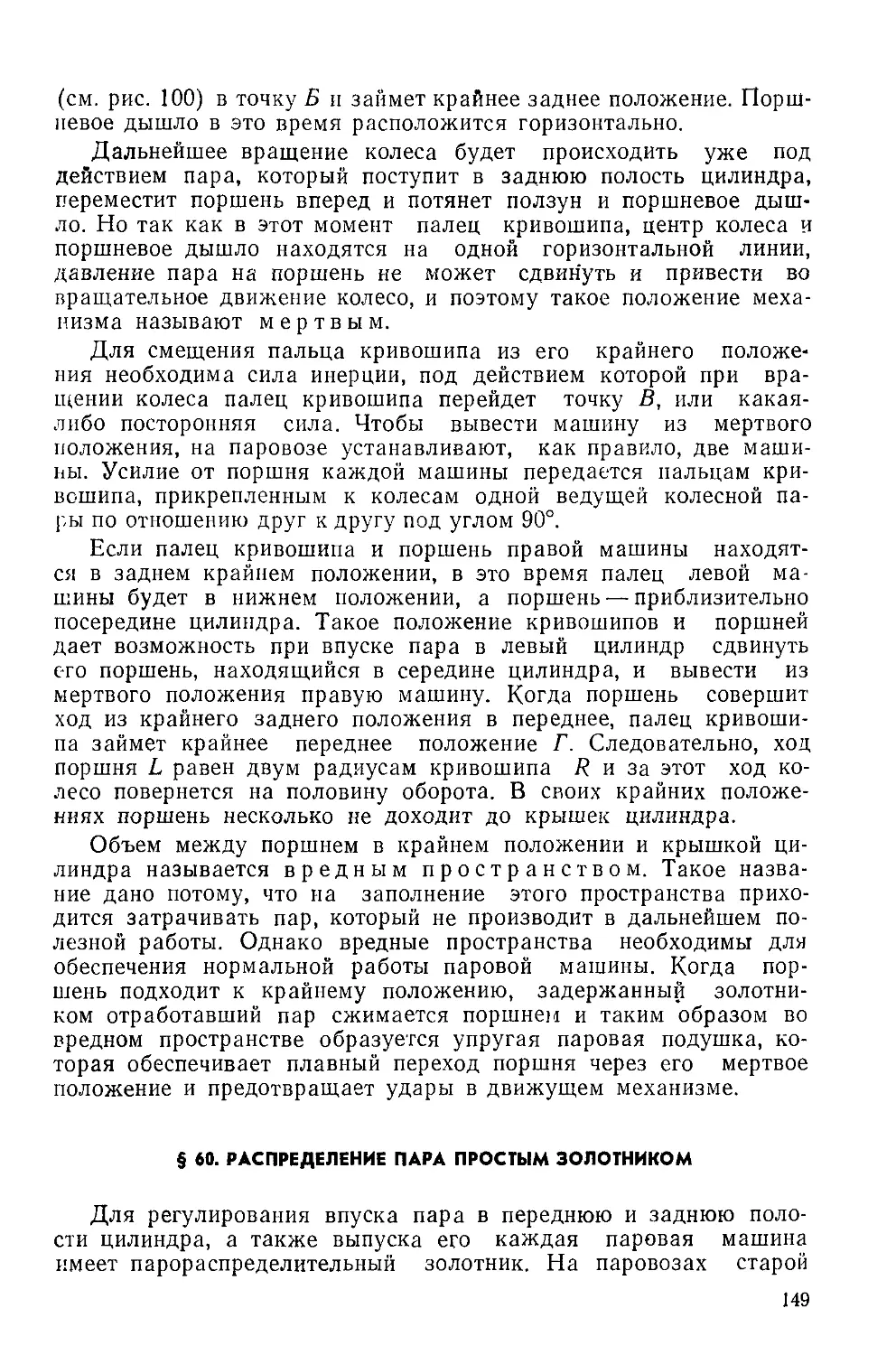
Паровоз (рис. 2) состоит из трех основных частей: котла, па-
ровой машины и экипажной части. В топке 1 котла на колосни-
ковой решетке сгорает топливо. Для загрузки топлива в задней
части топки имеется отверстие, закрытое дверцей 21. Для сбора
золы и шлака и регулирования подвода воздуха под топкой ус-
тановлен зольник 20.
В цилиндрической части котла 3 расположены дымогарные 17
и жаровые 2 трубы. На цилиндрической части установлен сухо-
парник 4, в котором размещен регуляторный клапан 5. В дымо-
вой камере 9 установлено дымовытяжное устройство, состоя-
щее из конуса 10 и дымовой трубы 8; впереди имеется двер-
ца 11.
7
Котел современного паровоза оборудован пароперегревате-
лем, состоящим из коллектора 7 и элементов 6, в которых пере-
гревается пар, полученный в котле паровоза.
Паровая машина паровоза состоит из парового цилиндра 14
с поршнем 13, парораспределительного золотника 12, внешнего
парораспределительного механизма 16, регулирующего вместе с
золотником подвод и отвод пара из цилиндра и изменяющего
направление движения паровоза, а также движущего механизма
15, превращающего поступательное движение поршня во враща-
тельное движение колес.
К экипажной части относятся: рама 19, являющаяся основа-
нием паровоза, на которой установлен котел, укреплены цилинд-
ры, сцепные приборы и части движущего и парораспределитель-
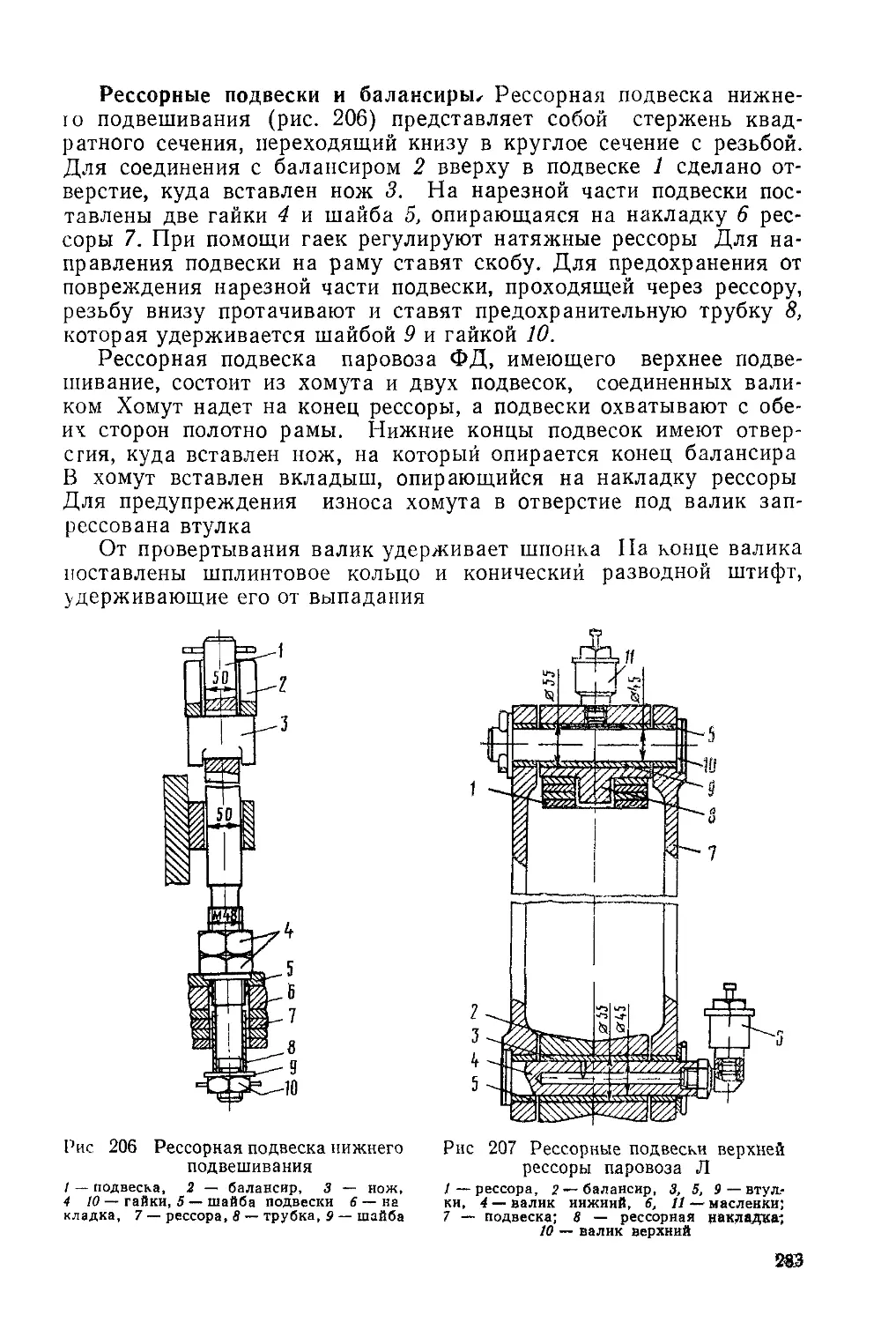
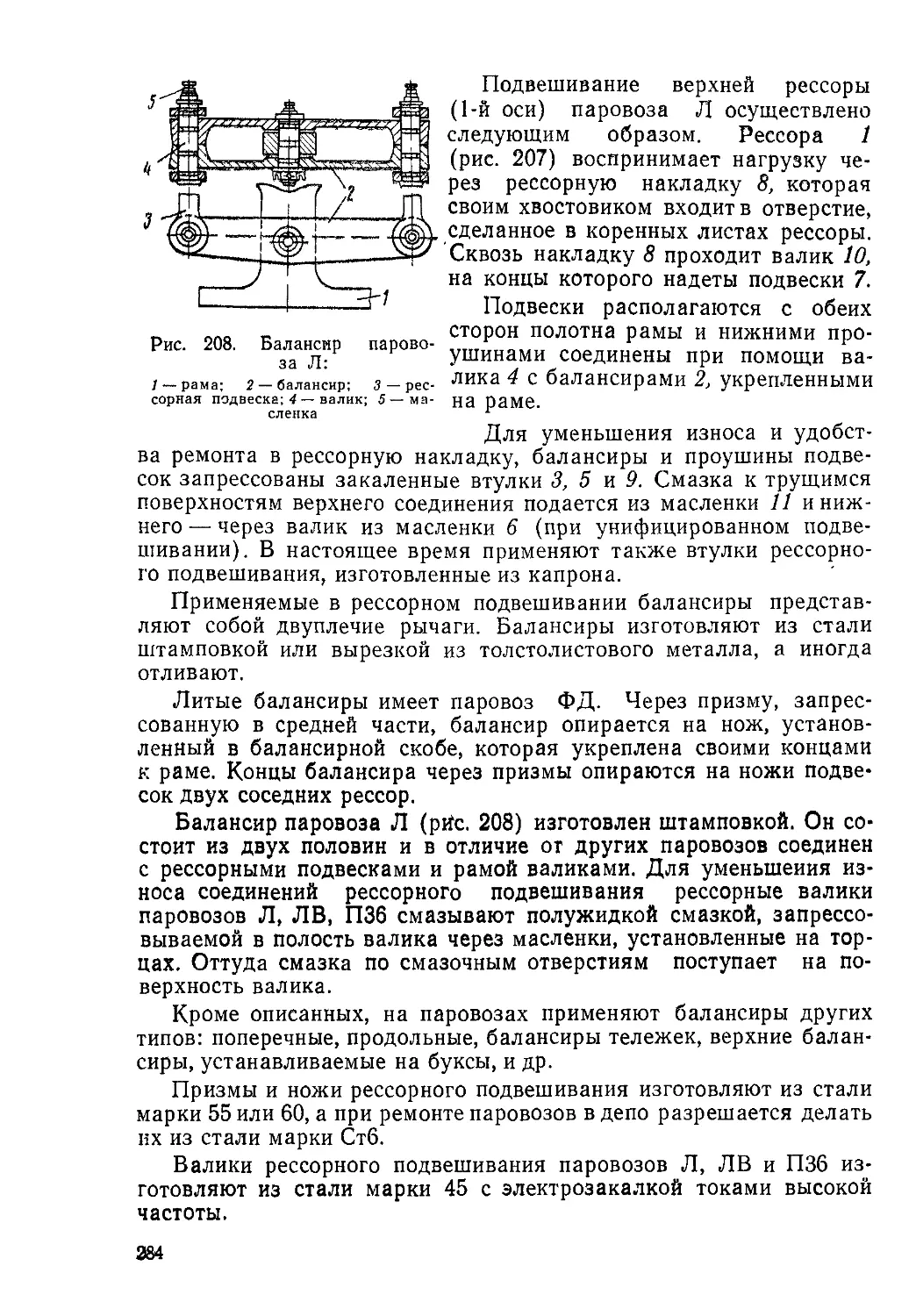
ного механизмов; рессорное подвешивание, через которое вес
паровоза передается на буксы; движущие колесные пары 18 (с под-
шипниками и буксами).
Топливо при сгорании выделяет большое количество тепла,
которое через стенки топки и труб передается воде. Последняя,
нагреваясь, превращается в пар. Давление пара постепенно рас-
тет и таким образом тепловая энергия топлива превращается
в потенциальную энергию сжатого пара. Продукты сгорания топ-
лива из топки по дымогарным и жаровым трубам проходят в
дымовую камеру и оттуда через дымовую трубу в атмосферу.
При открытии регуляторного клапана 5, установленного в су-
хопарнике, пар из котла устремляется в коллектор 7 и элементы
6 пароперегревателя, где повышается его температура, а затем
по трубам он проходит в паровой цилиндр 14. Парораспредели-
тельный механизм регулирует последовательное поступление па-
ра в переднюю и заднюю полости цилиндра. Под действием пара
Рис. 2. Схема паровоза;
/ — топка; 2 —жаровые трубы; 3 — цилиндрическая часть; 4 — сухопарник; 5 —регу-
ляторный клапан; 6 — элементы; 7 — коллектор; 8 — дымовая труба; 9 — дымовая ка-
мера; 10 — конус; // — дверца дымовой камеры; 12 — золотник; 13 — поршень; 14 — ци-
линдр; 15 — движущий механизм; 16 — парораспределительный механизм, 17 — дымо-
гарные трубы, 18— колесная пара; 19 — рама, 20— зольник; 21 — дверца топочная
в
поршень 13 совершает возвратно-поступательное движение, кото-
рое через движущий механизм 15 передается колесной паре. Та-
ким образом, прямолинейное движение поршня превращается во
вращательное движение движущего колеса.
При помощи сцепных дышел часть усилия, получаемого веду-
щим колесом от паровой машины через ведущее дышло, переда-
ется остальным движущим колесам, которые также приводятся
во вращение. Благодаря наличию трения (сцепления) между ко-
лесами и рельсами происходит перекатывание колес по рельсам,
т. е. движение паровоза.
Пар, отработавший в паровой машине, по трубам поступает в
конус 10. Струя пара, вытекающая из конуса, создает разреже-
ние в дымовой камере и топке, обеспечивая интенсивный приток
воздуха к горящему на колосниковой решетке топливу и тягу га-
зов из топки.
§ 4. КЛАССИФИКАЦИЯ ПАРОВОЗОВ
По ширине колеи паровозы бывают ширококолейные (рассто-
яние между головками рельсов 1520 мм) и узкоколейные. По раз-
мещению запасов воды и топлива они подразделяются на тен-
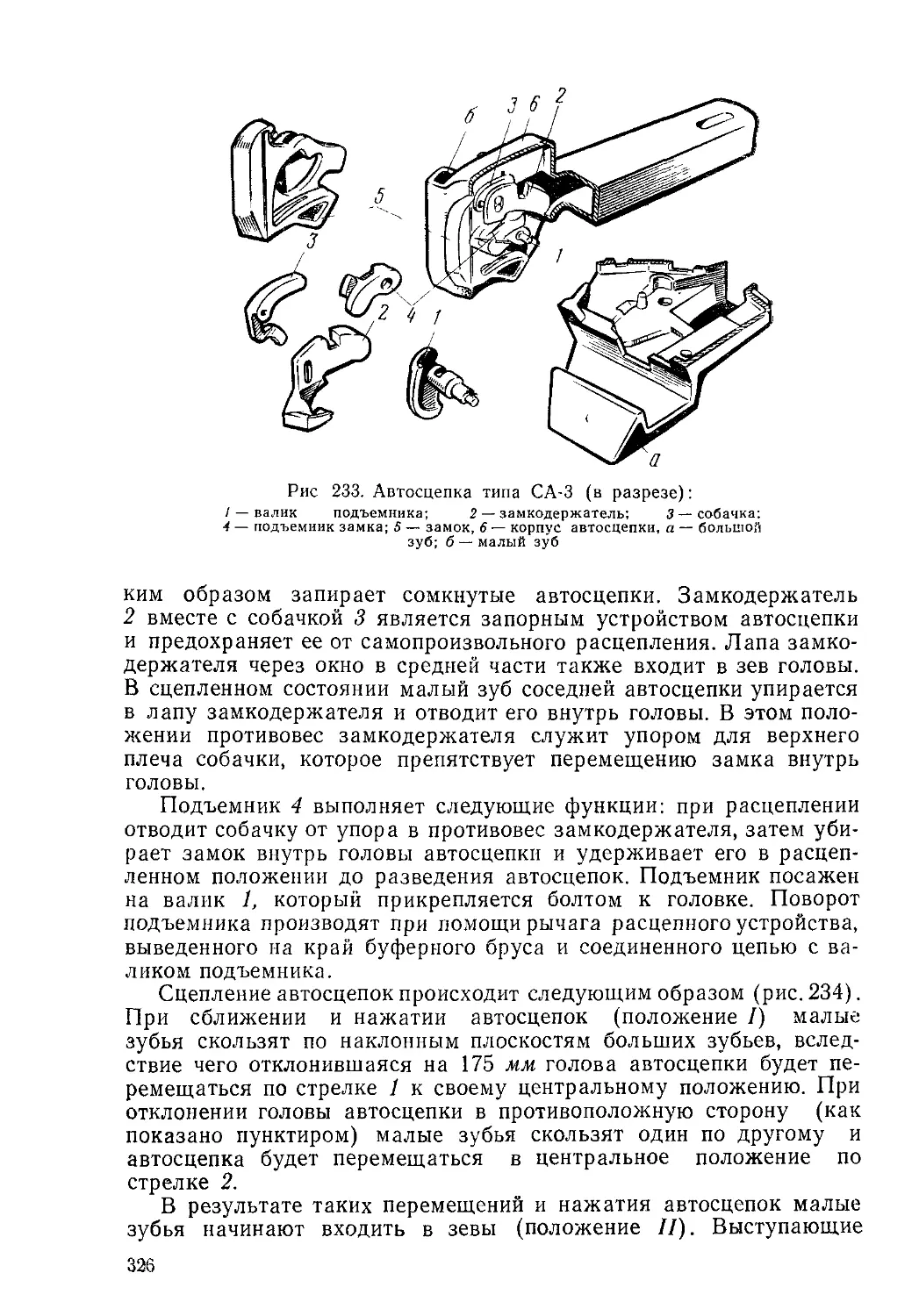
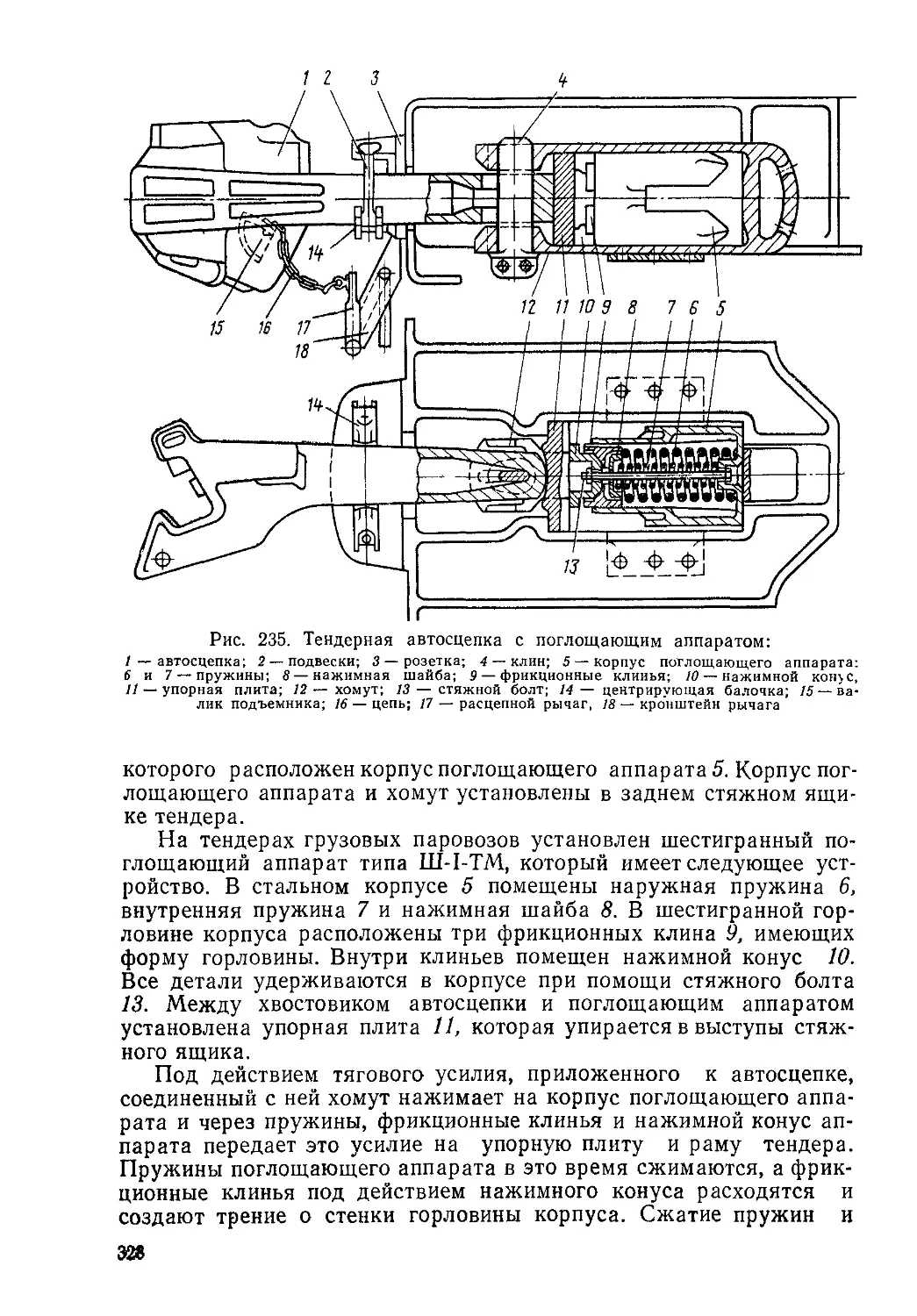
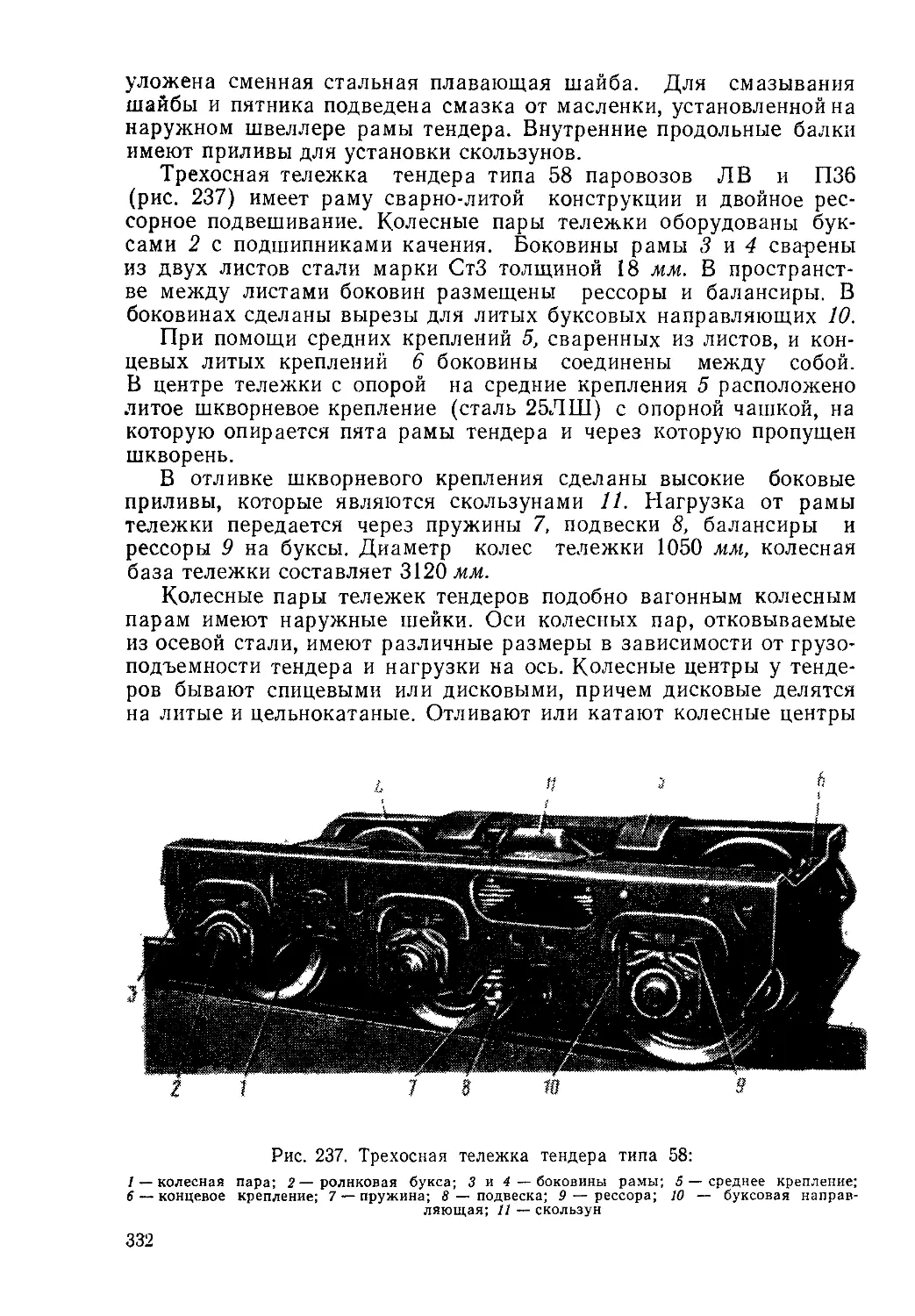
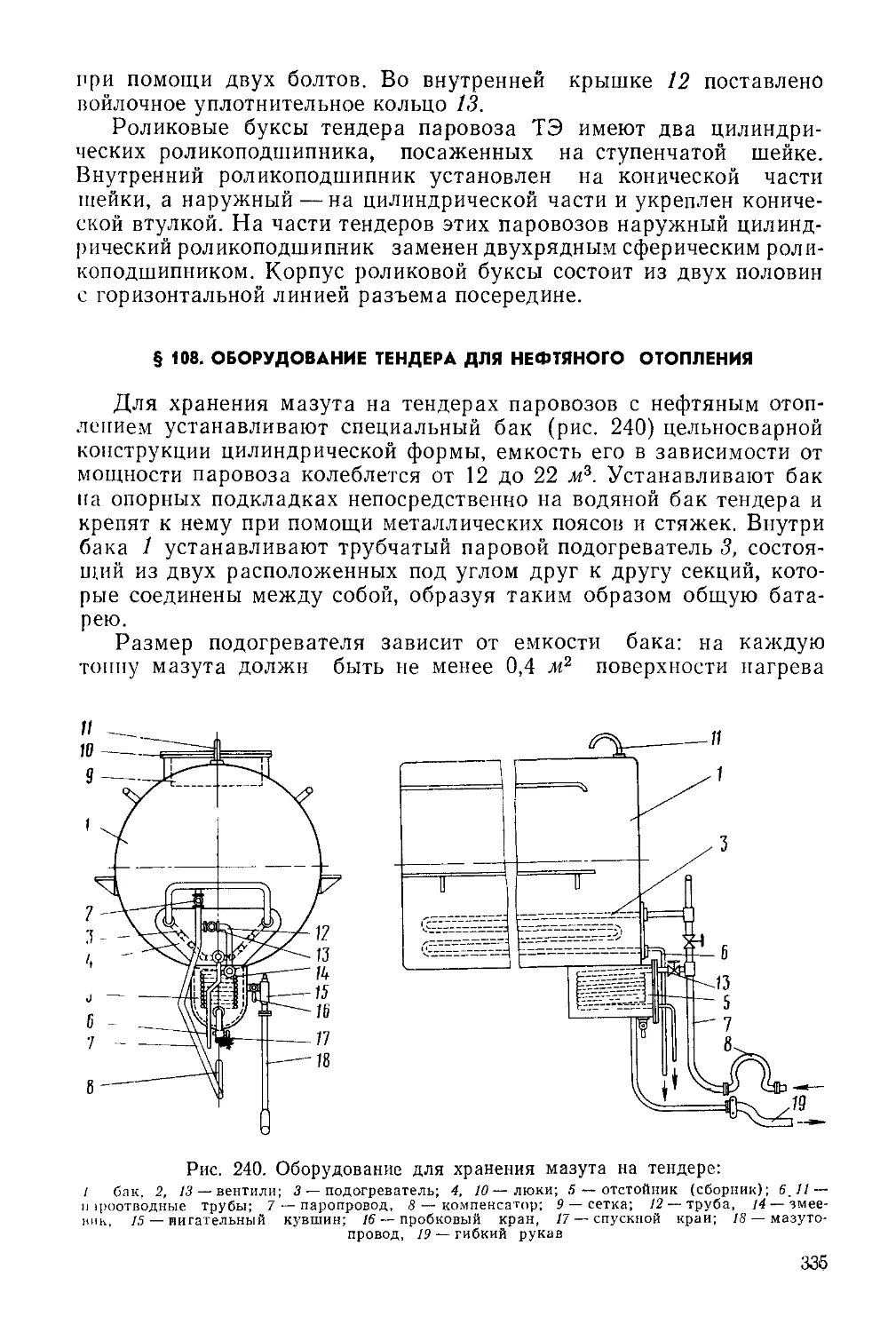
дерные и танк-паровозы, у которых вода и топливо расположены
на самом паровозе.
Паровозы имеют движущие (сцепные), а также бегунковые
и поддерживающие колесные пары. В зависимости от количества
движущих, бегунковых и поддерживающих колесных пар паро-
возы разделяются на типы. Современные паровозы имеют от трех
до пяти движущих колесных пар. Количество бегунковых и под-
держивающих колесных пар обычно бывает не более двух. Так,
например, паровоз Су, имеющий одну бегунковую, три движущих
и одну поддерживающую колесные пары, обозначается цифрами
1-3-1, которые характеризуют его тип, или его колесную характе-
ристику. Паровоз серии Э с пятью движущими колесными пара-
ми, не имеющий бегунковых и поддерживающих колесных пар,
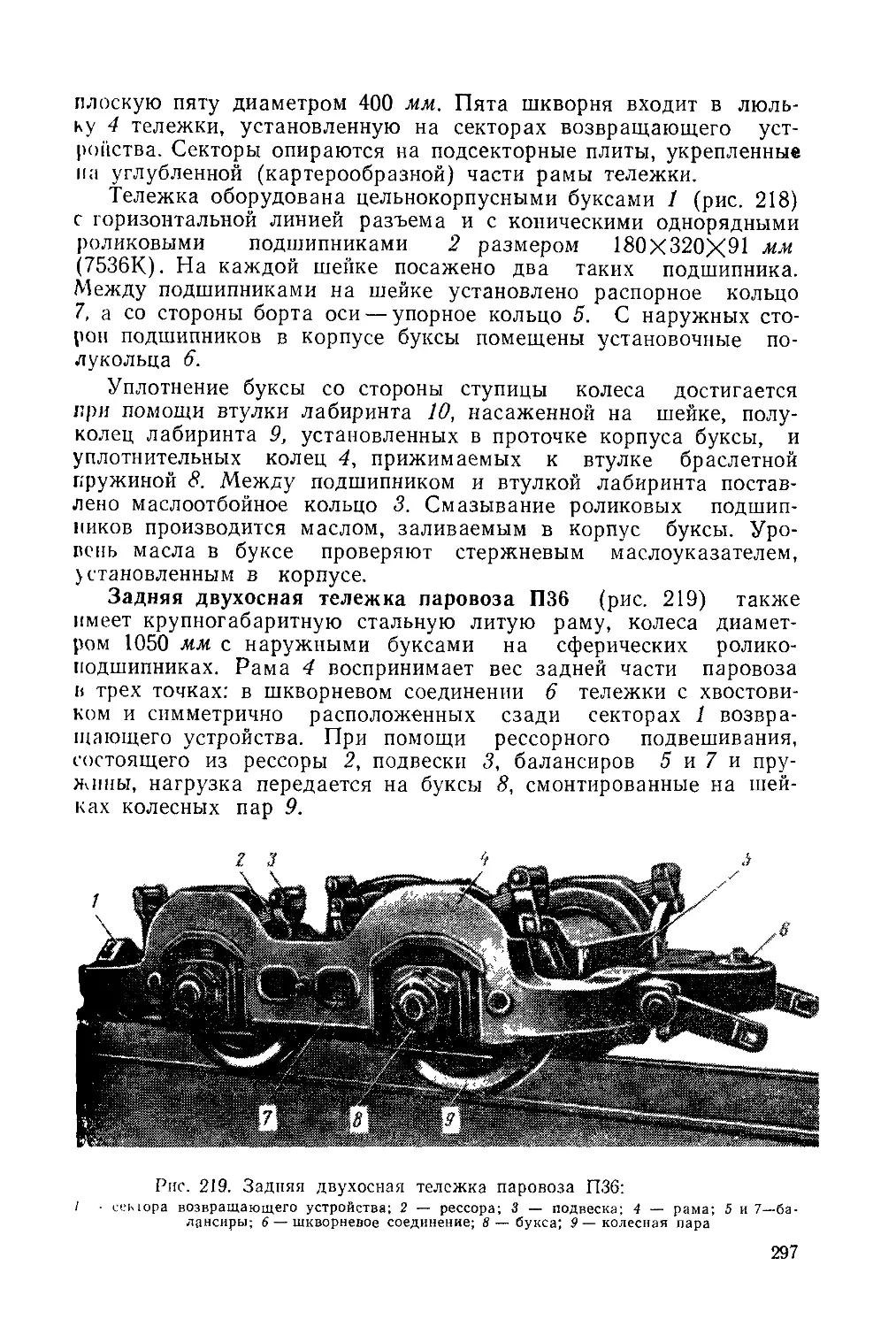
относится к типу 0-5-0; паровоз П36 с четырьмя движущими, дву-
мя бегунковыми и двумя поддерживающими колесными парами
обозначается 2-4-2.
Паровозы бывают двух-, трех- и четырехцилиндровые, а по си-
стеме паровой машины — однократного и двукратного расшире-
ния. В настоящее время на наших железных дорогах работают
только двухцилиндровые паровозы с паровой машиной однократ-
ного расширения.
Партия построенных одинаковых паровозов называется сери-
ей. Для различия отдельных серий паровозов у нас принято при-
сваивать им буквенные обозначения русского алфавита, которые
обычно даются по наименованию завода, разработавшего дан-
ный паровоз, по имени конструктора, спроектировавшего его, а
иногда серию паровоза обозначают свободной буквой алфавита.
Например, паровоз серии С разработан Сормовским заводом,
9
паровоз серии К — Коломенским заводом, паровоз серии Б — Брян-
ским заводом, паровоз серии Л обозначен так по имени его кон-
структора— Лебедянского. Серия модернизированного паровоза
Л обозначена двумя буквами ЛВ (Ворошиловградский).
Некоторым сериям паровозов, построенным в советское вре-
мя, присвоены обозначения из двух букв по имени и фамилии
руководителей партии и правительства: ФД — Феликс Дзержин-
ский, СО — Серго Орджоникидзе.
Многие серии паровозов имеют еще дополнительные обозна-
чения к основной букве (индексы), например: Су — усиленный,
Эм — модернизированный, СОМ — с механическим углеподатчи-
ком и т. д.
На некоторых паровозах изменение конструкции отмечено
цифрой, поставленной рядом с серией и обозначающей нагруз-
ку от движущей оси на рельс в тоннах, например: ФД20— на-
грузка от оси на рельс 20 т, ФД21—нагрузка 21 т, СО17, СО18
или СО19 — с соответствующими этим цифрам нагрузками от
оси на рельс.
§ 5. ОСНОВНЫЕ СЕРИИ ПАРОВОЗОВ
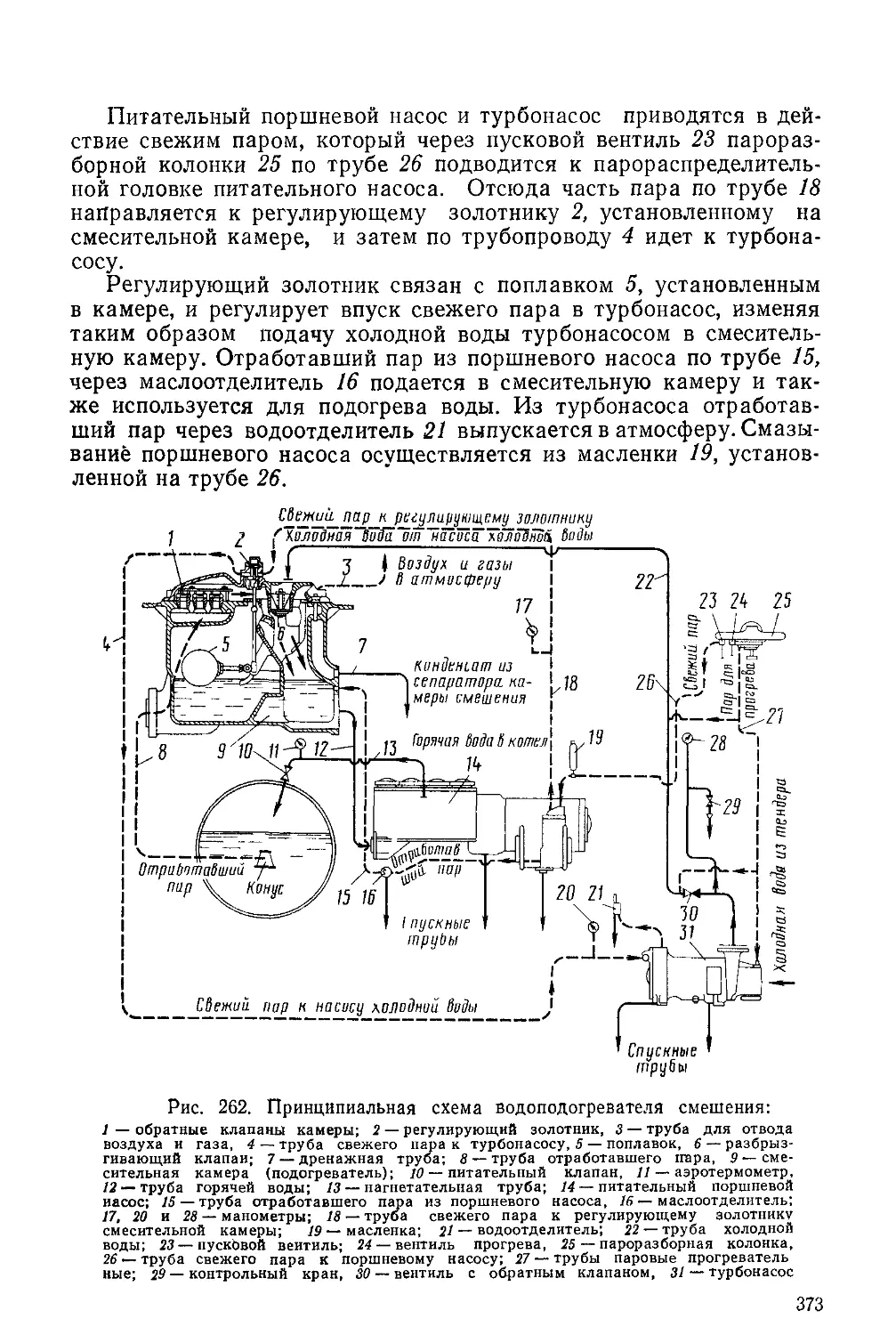
ЖЕЛЕЗНЫХ ДОРОГ СССР
Грузовые паровозы. Паровоз Э типа 0-5-0 средней мощно-
сти имеет котел с поверхностью нагрева около 200 м2, давлением
пара 12 кГ!см\ и площадью колосниковой решетки 4,2 м2, с паропе-
регревателем. Паровая машина двухцилиндровая однократного
расширения. С 1926 г. паровозы строили с усиленным паропере-
гревателем, несколько увеличенной" колосниковой решеткой
и рядом других усовершенствований, и им была присвоена се-
рия Эу.
В 1931 г. паровоз Эу подвергся дальнейшей модернизации.
Котловое давление в нем было повышено до 14 кГ/см2, соответст-
венно были усилены детали движущего механизма и он получил
название Эм. В 1934 г. этот паровоз был еще раз реконструирован:
изменению подвергся котел, топка которого была удлинена, что
дало возможность увеличить площадь колосниковой решетки до
5,09 м2. Этим паровозам была присвоена серия ЭН
При возобновлении постройки паровозов серии Э₽ после Вели-
кой Отечественной войны был дополнительно усилен пароперегре-
ватель, введена централизованная смазка букс и проведен ряд
других усовершенствований.
Паровозы Ек, Ес, ЕФ, Ел типа 1-5-0, построенные в 1915 —
1917 гг., имеют поверхность нагрева котла около 240 м2, площадь
колосниковой решетки 6 м2 и двухцилиндровую паровую машину
однократного расширения. Паровозы Еа и Ем, построенные в 1944—
1946 гг., имеют усиленный пароперегреватель, механический угле-
податчик, воздушный реверс, централизованную-смазку букс и ряд
других усовершенствований. Паровоз серии Е спроектирован со-
ветскими инженерами и строился в США и Канаде,
10
Рис. 3. Паровоз СО
Паровоз С О типа 1-5-0 (рис. 3) —средней мощности, постро-
енный на базе экипажной части и паровой машины паровоза Эм,
имеет поверхность нагрева котла 227,4 м2, площадь колосниковой
решетки 6 м2. Наличие на паровозе бегунка улучшило его прохож-
дение по кривым участкам пути, что позволило увеличить конструк-
тивную скорость. До Великой Отечественной войны эти паровозы
строили также с тендером-конденсатором (СО 19) и с водоподогре-
вателем в тендерном баке (СО18). Обычные паровозы этой серии
обозначены СО17.
Паровоз ФД типа 1-5-1 (рис. 4) является мощным грузовым
паровозом. Он имеет котел с поверхностью нагрева 295 м2, давлени-
ем пара 15 кГ/см2 и площадью колосниковой решетки 7,04 м2. На
нем установлены механический углеподатчик, мощный паропере-
греватель и воздушный реверс. Вначале паровозы ФД строили с
нагрузкой от оси на рельс 20 т. Впоследствии на нем был постав-
лен более экономичный широкотрубный перегреватель, усилена
Рис. 4. Паровоз ФД
11
Рис. 5. Паровоз Л
рама и внесен ряд улучшений. В связи с этим нагрузка от осина
рельс была увеличена до 21 т.
Паровоз ТЭ(52) типа 1-5-0 строили на различных заводах
Западной Европы в период, второй мировой войны. Котел паровоза
имеет поверхность нагрева 177,6 м2 и площадь колосниковой решет-
ки 3,9 м2. Сцепной вес паровоза 75 т, диаметр движущих колес
1400 мм. Паровозы строили с брусковой и листовой рамами.
Рис. 6. Паровоз Л В
12
Паровоз Л типа 1-5-0 (рис. 5) —средней мощности; по тяго-
вым характеристикам он лучше паровозов Еа и СО. Поверхность
нагрева котла составляет 222,3 м2, площадь колосниковой решетки
6 м2. Паровоз имеет сцепной вес 91 т и среднюю нагрузку от оси
па рельс 18,2 т, что дает возможность эксплуатировать его на всей
сети железных дорог без существенных ограничений скорости на
легких типах рельсов. В 1952 г. у паровоза были усилены цилинд-
ры, некоторые детали движущего и парораспределительного меха-
низмов, а также экипажа и котла. В 1952—1954 гг. выпущено
17 паровозов Л, оборудованных буксами с роликовыми подшип-
никами.
Паровоз Л В типа 1-5-1 (рис. 6) имеет котел с поверхностью
нагрева 237 л2 и площадью колосниковой решетки 6,45 Посто-
янный сцепной вес, как и у паровоза Л, равен 91 т, а при включе-
нии увеличителя сцепного веса увеличивается до 99 т. На паровозе
установлен водоподогреватель типа смешения. Значительная часть
его деталей взаимозаменяема с паровозом Л, ряд деталей усилен.
Некоторое количество этих паровозов оборудовано роликовыми
осевыми подшипниками.
Пассажирские паровозы. Паровоз Су типа 1-3-1 (рис. 7) сред-
ней мощности — наиболее распространенный. Этот паровоз строили
с перерывами до 1951 г. На сети железных дорог работают паро-
возы Су четырех выпусков, конструктивно отличающихся один от
другого. К первому выпуску относятся паровозы, построенные в
1925—1929 гг., ко второму — в 1932—1934 гг., к третьему — после
1935 г. и к четвертому — послевоенной постройки, т. е. с 1947 по
1951 г. Паровозы последнего выпуска оборудованы усиленным
пароперегревателем, улучшенным парораспределением и имеют ряд
других усовершенствований. Конструкционная скорость 130 кл/ч,
средняя нагрузка от оси на рельс 18 т.
Паровоз П36 типа 2-4-2 (рис. 8) имеет поверхность нагрева
котла 242 м2, площадь колосниковой решетки 6,75 м2 и паропере-
Рис. 7. Паровоз Су
13
Рис 8 Паровоз П36
греватель площадью около 132 м1- Движущие колеса имеют диа-
метр 1850 мм. Сцепной вес составляет 74 т и средняя нагрузка о г
оси на рельс достигает 18,5 т. Он оборудован механическим угле-
податчиком, механическим приводом для прокачивания колосни-
ков, водоподогревателем типа смешения, роликовыми подшипника-
ми, установленными во всех буксах паровоза и тендера, а также
на шейках пальцев ведущей оси.
Испытания показали, что этот паровоз развивает мощность,
превышающую почти в 2 раза мощность паровоза Су, и является
одним из экономичных паровозов с механическим отоплением.
§ 6. ЭФФЕКТИВНОЕ ИСПОЛЬЗОВАНИЕ
И ХОРОШИЙ УХОД — ВАЖНЕЙШИЕ УСЛОВИЯ
ВЫСОКОЙ ПРОИЗВОДИТЕЛЬНОСТИ ПАРОВОЗОВ
Известно, что проектная мощность любой машины должна
быть реализована полностью. Это условие целиком относится и
к локомотивам. Тем более важно максимально использовать тех-
нические возможности паровоза, коэффициент полезного дей-
ствия (к. п. д.) которого ниже, чем у других видов локомо-
тивов.
Любой паровоз должен выполнять установленные для него
весовую норму поездов, скорость, среднесуточный пробег и дру-
гие показатели или заданный объем маневровой работы. Это
обеспечивает выполнение железной дорогой плана перевозок гру-
зов и пассажиров.
Основными качественными показателями работы любого ло-
комотива являются: локомотиво-километры, локомотиво-часы и
тонно-километры брутто, определяемые произведением веса пере-
везенного груза и веса вагона на расстояние перевозок.
Эффективность использования локомотивов, как показывает
практика, во многом зависит от умения и опыта их обслужива-
ния. На железнодорожном транспорте по инициативе машини-
14
стов-новаторов, в совершенстве овладевших техникой своего де-
ла, выработаны и применяются передовые методы эксплуатации
паровозов, обеспечивающие наиболее полное их использование.
Выявляя резервы и перевыполняя установленные нормы, передо-
вые машинисты достигли высоких результатов в использовании
мощности и силы тяги паровозов, повышении скорости движения
и увеличения веса поездов.
Уже давно известны имена машинистов-новаторов тт. Шуми-
лова, Лунина, Блаженова, Золотарева, Соловьева, Валяева, Шол-
кина и других, которые явились инициаторами соревнования за
высокую производительность, удлиненные пробеги паровозов и
скоростное вождение тяжеловесных поездов.
Многие передовые машинисты немало сделали также для внед-
рения ряда усовершенствований, которые улучшают работу паро-
возов, дают экономию топлива, облегчают труд паровозных бригад.
В настоящее время многие депо и паровозные бригады, со-
ревнуясь за коммунистический труд, широко внедряют научную
организацию труда, используют достижения новой техники и пе-
редовой технологии.
Важнейшим условием исправного содержания и нормальной
безаварийной работы паровоза является тщательный и береж-
ный уход за ним и повседневный контроль за его состоянием со
стороны паровозной бригады.
Лишь при надлежащем уходе можно добиться высоких форси-
ровок котла, полностью использовать мощность паровоза и увели-
чить пробеги между ремонтами.
Бригада обязана следить за работой каждой части и детали
паровоза, своевременно предупреждать и устранять обнаружен-
ные неисправности, правильно вести отопление паровоза и пита-
ние котла водой, чтобы обеспечить достаточное количество
пара.
Если паровозная бригада не только в совершенстве овладела
своей основной профессией, но и хорошо освоила слесарную спе-
циальность, это позволяет ей технически грамотно ухаживать за
паровозом и поддерживать в исправном состоянии все его части.
Такой уход предупреждает неисправности и порчи паровозов в
пути следования, приводит к удлинению срока службы деталей
паровозов и увеличению межремонтных пробегов.
Одной из главных задач паровозной бригады является макси-
мальное сокращение расхода топлива. Чтобы достигнуть этого,
машинист должен овладеть искусством вождения поездов, а по-
мощник машиниста — мастерством отопления паровоза, приме-
няя наиболее рациональные смеси углей и экономичный режим
нефтяных форсунок. Паровозная бригада отличным уходом за
паровозом должна предупреждать появление теплотехнических
неисправностей и не допускать пережога топлива.
Нельзя допускать непроизводительных простоев локомотива,
длительных задержек под снабжением топливом, песком,
15
смазкой и на других операциях при экипировке; при вождении
поездов бригада должна добиваться высоких скоростей и полной
реализации мощности паровоза, всемерно сокращая в пути следо-
вания стоянки для набора воды, чистки топки и прочих техниче-
ских надобностей.
Важное значение для правильного использования локомоти-
вов имеет согласованная работа всех служб железной дороги,
содружество в работе локомотивных бригад с движенцами, ва-
гонниками, путейцами. Увеличению полезной работы локомоти-
вов и достижению высоких суточных пробегов и технической ско-
рости в большой мере способствует комплексное социалистиче-
ское соревнование железнодорожников всех профессий. Тесная
связь локомотивных бригад с диспетчерами способствует свое-
временному проследованию поездов, выполнению и перевыполне-
нию заданных измерителей.
Большое влияние на эффективность использования подвиж-
ного состава, условия труда и отдыха паровозных бригад оказы-
вает способ обслуживания паровозов бригадами. В настоящее
время на сети дорог применяют следующие способы обслужива-
ния паровозов: сменный, прикрепленный, с подменой прикреп-
ленных бригад в пункте оборота (метод Свердловской дороги) и
с подменой прикрепленных бригад на участке.
Способ обслуживания локомотивов сменными бригадами яв-
ляется экономически выгодным, так как создаются наиболее бла-
гоприятные условия для организации труда и отдыха бригад.
Однако он требует организации профилактических осмотров,
усиления контроля за качеством ремонта и состоянием узлов и
деталей паровоза.
При обслуживании паровозов прикрепленными бригадами, в
том числе и с подменой, на них 'возлагается содержание в исправ-
ном состоянии и служебный ремонт паровоза в период его рабо-
ты между промывками и на промывках. При обслуживании же
сменными бригадами обычно служебный ремонт производится
ими только между плановыми ремонтами и осмотрами паровозов.
Паровозная бригада выполняет очень ответственную работу.
От того, как бригада справляется со своими обязанностями, как
она соблюдает установленные правила, во многом зависит свое-
временное и безопасное движение поездов.
§ 7. ОРГАНИЗАЦИЯ РЕМОНТА ПАРОВОЗОВ
Для обеспечения технически исправного содержания парово-
зов в эксплуатации правилами ремонта предусмотрены профи-
лактический осмотр, промывочный, подъемочный
и заводской ремонты, которые производят после выполне-
ния установленных норм пробега между этими видами ремонта
и осмотра с учетом технического состояния паровоза.
Профилактический осмотр пассажирских паровозов осуществ-
ляют два раза между промывочными ремонтами, а грузовых —
10
при норме пробега между промывочными ремонтами до 7500 км —
один раз, а при большей норме — два раза. Внепоездные паро-
возы осматривают один раз между промывочными ремонтами.
Профилактический осмотр заложен в графиках оборота локомо-
тивов. Осмотр поездных паровозов осуществляют в стойле основ-
ного депо силами паровозной бригады с привлечением в необхо-
димых случаях слесарей комплексных бригад промывочного ре-
монта. Осмотр внепоездных паровозов, как правило, производят в
пунктах их экипировки. Обнаруженные при осмотре неисправно-
сти узлов и деталей устраняют полностью для обеспечения безо-
пасности движения.
При нахождении паровоза в профилактическом осмотре свы-
ше установленной нормы простоя его перечисляют в неэксплуа-
тируемый парк по межпромывочному ремонту.
Промывочный ремонт предназначен для очистки стенок кот-
ла от накипи, удаления шлама и устранения отдельных неисправ-
ностей узлов и деталей. Перед постановкой паровоза в промывоч-
ный ремонт машинист не позднее чем за 48 ч производит запись
в книгу ремонта для предварительной заготовки деталей. В ос-
нову записи ремонта берется установленный для данного депо
перечень периодического осмотра ответственных деталей и узлов
с дополнением выявленного объема ремонта при постановке па-
ровоза на ремонтное стойло.
После установления полного объема ремонта заместитель на-
чальника депо его утверждает и дает оценку в книге ремонта о
качестве ухода локомотивными бригадами за паровозом в про-
цессе эксплуатации.
Промывочный ремонт паровоза выполняют слесаря комплекс-
ной и специализированных бригад в установленные нормы про-
стоя по графику технологического процесса.
Подъемочный ремонт производят при достижении предельно-
го проката бандажей движущих колесных пар по характеристике
Правил ремонта. При этом виде ремонта обтачивают бандажи
паровозных колесных пар, удаляют комплект элементов паропе-
регревателя, производят частичную выемку дымогарных труб и
все работы, предусмотренные перечнем периодического осмотра
ответственных частей установленного для данного депо.
Ремонт тендера осуществляют одновременно с ремонтом паро-
воза. Обточку бандажей тендерных колесных пар производят по
характеристике Правил ремонта.
На последнем промывочном ремонте перед постановкой паро-
воза в подъемочный ремонт машинист совместно с котельным
мастером и мастером цеха промывочного ремонта производят
предварительную запись объема подъемочного ремонта. Оконча-
тельный объем ремонта определяют после разборки узлов и де-
талей паровоза и тендера с утверждением его заместителем на-
чальника депо.
Подъемочный ремонт осуществляют слесаря комплексной и
специализированных бригад по графикам технологического про-
17
цесса сетевого планирования и управления (СПУ) в установлен-
ные нормы простоя. Качество ремонта определяют пробной
поездкой с устранением после чего всех обнаруженных недо-
статков.
Заводской ремонт паровоза выполняют на заводе. В завод-
ской ремонт направляют паровозы после выполнения установлен-
ного межремонтного пробега с учетом его технического состоя-
ния. Начальник депо может продлить работу паровоза до завод-
ского ремонта, учитывая его техническое состояние.
При заводском ремонте паровоза производят, как правило,
снятие паровозного котла с рамы с выемкой комплектно дымо-
тарных и жаровых труб и пароперегревателя, замену стенок топ-
ки и барабанов цилиндрической части, смену ослабших привалоч-
ных болтов паровых цилиндров, замену дефектных цилиндров
паровых машин с гидравлическим их испытанием и проверкой
положения цилиндров на раме, вварку вставок аз раму паровоза,
смену поврежденных межрамных скреплений, снятие водяного
бака тендера с рамы (через ремонт), замену поврежденных пят-
ников, подпятников, шкворневых балок и других узлов и деталей
согласно Правилам заводского ремонта паровозов.
В 1971 г. организовано производство заводского ремонта в
наиболее оснащенных паровозных депо дорог. Ремонт осуществ-
ляют по специальной характеристике, отличающейся от Правил
заводского ремонта. Заводской ремонт паровозов в условиях де-
по производится после выполнения установленной нормы межре-
монтного пробега и если по техническому состоянию требуется
произвести одну из следующих работ сверх объема подъемочно-
го ремонта: вварку лент на боковые и заднюю стенки или решет-
ку огневой коробки, смену более 30% дымогарных и жаровых
труб и одновременно постановку замкнутых или угловых вставок
на стенках огневой коробки; заварку трещин в барабанах ци-
линдрической части котла по границе приварки прокладки люка-
лаза или сухопарного колпака с постановкой клепаной накладки;
полное освидетельствование котла; смену болтов в соединении с
рамой; заварку трещин в раме; заварку трещин с постановкой
усиливающих накладок в межрамных скреплениях (не требую-
щие отъемки от места); вварку вставок в стенки или днище бака
тендера. Качество ремонта во всех случаях проверяют пробной
поездкой с устранением после чего всех обнаруженных недо-
статков.
Для улучшения организации и повышения качества произво-
димых работ при ремонте паровозов широко применяют такие
наиболее прогрессивные метода, как сетевое планирование и уп-
равление (СПУ), бездефектная сдача продукции с первого
предъявления, поточные линии ремонта узлов и деталей и др.
Внедрение при ремонте типовых графиков СПУ, разработан-
ных по сериям паровозов и видам их ремонта, систематическая
оптимизация их на основе анализа исполненных графиков, как
показывает опыт передовых коллективов, позволяет: сократить
18
простои локомотивов в ремонте и без расширения производствен-
ных площадей увеличить программу ремонта; увеличить произво-
дительность труда ремонтников; производить равномерную
загрузку комплексных и специализированных бригад в течение сме-
ны и месяца; содержать минимальный неснижаемый технологи-
ческий запас узлов и деталей паровозов в заготовительном цехе;
снижать стоимость ремонта. Применение при этой системе дис-
петчерской централизации, а также двусторонней селекторной
связи и электрифицированных сетевых графиков позволяет опе-
ративно контролировать ход выполнения работ в установленные
сроки.
Паровоз в целом считается сданным из ремонта с первого
предъявления, если на нем выполнены все работы, предусмотрен-
ные соответствующим видом ремонта, и он принят без замечаний
со стороны принимающих лиц. Основным принципом бездефектно-
го ремонта паровоза и сдачи его с первого предъявления является
самоконтроль исполнителей и их полная ответственность за каче-
ство выполненной работы. При этом производственно-технической
базой высокого качества ремонта должна быть научная органи-
зация труда, т. е. высокая степень организации и культуры произ-
водства, прогрессивная технология, максимальная механизация
трудоемких процессов, создание неснижаемого технологического и
эксплуатационного запаса узлов и деталей. Если исполнитель еже-
месячно сдает продукцию с первого предъявления, ему вручают
диплом качества, разрешающий сдачу продукции без предъявле-
ния контролеру или приемщику. При допущении 'брака он лиша-
ется диплома.
Поточная линия ремонта представляет собой комплекс техноло-
гического, контрольного и транспортного оборудования. При этом
оборудование расположено последовательно выполнению ремонт-
ных операций узла, как, например, дымогарных и жаровых труб,
элементов пароперегревателя, подшипников и др. Применение по-
точных линий позволяет полностью решить вопросы комплексной
механизации по каждой ремонтной операции, повысить производи-
тельность труда исполнителей и снизить себестоимость ремонта.
Раздел II
ПАРОВОЗНЫЙ КОТЕЛ
Глава 2
ТОПКА
§ 8. ПАРАМЕТРЫ КОТЛА. ОСНОВНЫЕ ЧАСТИ ТОПКИ
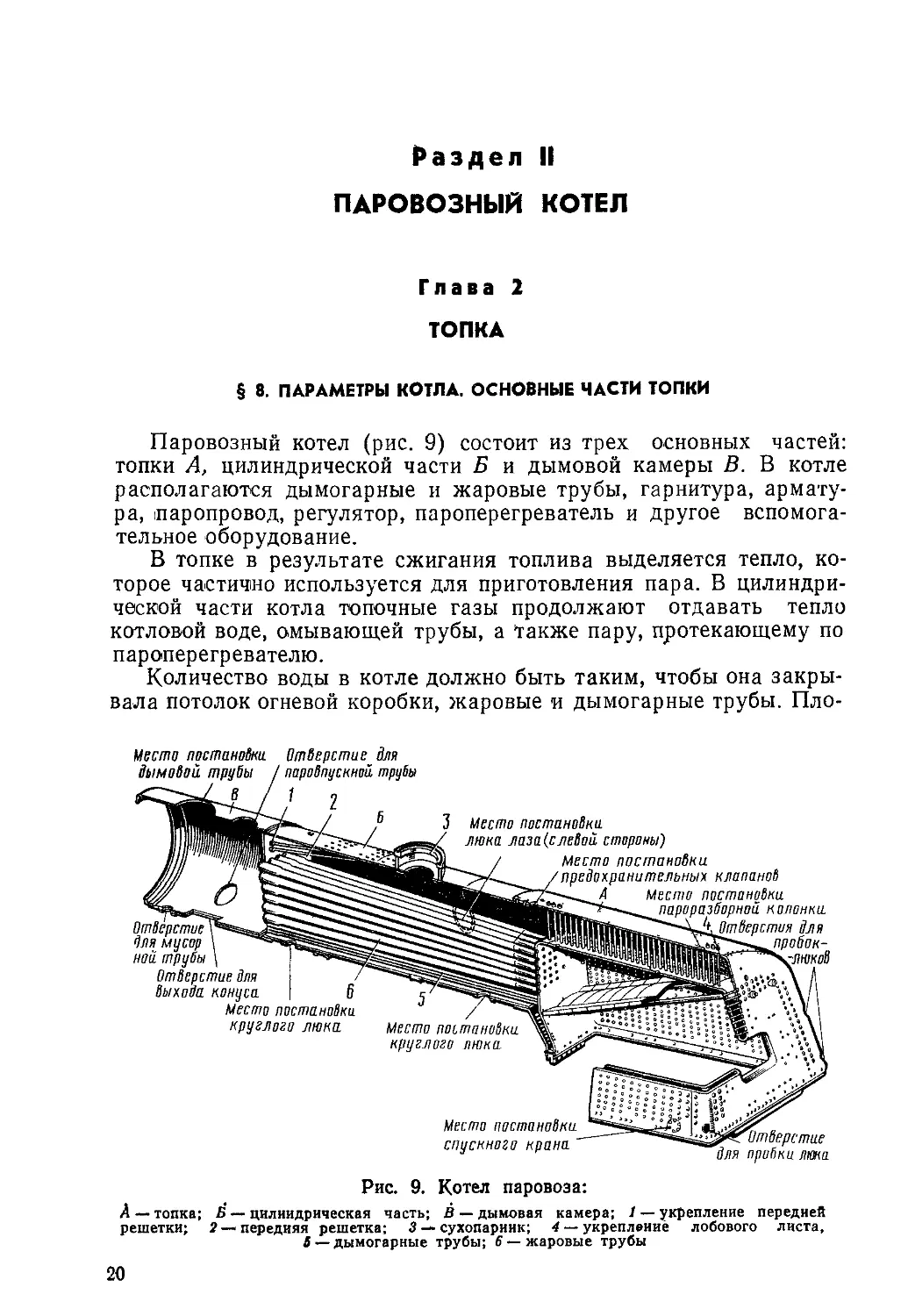
Паровозный котел (рис. 9) состоит из трех основных частей:
топки А, цилиндрической части Б и дымовой камеры В. В котле
располагаются дымогарные и жаровые трубы, гарнитура, армату-
ра, паропровод, регулятор, пароперегреватель и другое вспомога-
тельное оборудование.
В топке в результате сжигания топлива выделяется тепло, ко-
торое частично используется для приготовления пара. В цилиндри-
ческой части котла топочные газы продолжают отдавать тепло
котловой воде, омывающей трубы, а Дакже пару, протекающему по
пароперегревателю.
Количество воды в котле должно быть таким, чтобы она закры-
вала потолок огневой коробки, жаровые и дымогарные трубы. Пло-
Рис. 9. Котел паровоза:
А — топка; Б — цилиндрическая часть; В — дымовая камера; / — укрепление передней
решетки; 2 — передняя решетка; 3 — сухопарник; 4 — укрепление лобового листа,
3 — дымогарные трубы; 6 — жаровые трубы
20
щадь открытой поверхности воды в котле называют зеркалом
испарения. Образующийся в котле пар заполняет пространство
над поверхностью воды (зеркалом испарения), называемое паро-
вым объемом, а пространство котла, заполненное водой, — во-
дяным объемом.
Паровой объем и площадь зеркала испарения котла на различи
ных сериях паровозов неодинаковы. Например, на паровозе Л па-
ровой объем равен 5,36 л*3, площадь зеркала испарения 14,1 м2, а
на паровозе СО соответственно — 4,7 м3 и 13,2 м2.
Уровень воды в котле всегда колеблется в некоторых допусти-
мых пределах в зависимости от интенсивности образования пара
и пополнения котла водой. Колебание уровня воды в котле вызы-
вает некоторое изменение парового объема и величины зеркала
испарения: с повышением уровня воды паровой объем и зер-
кало испарения уменьшаются, с понижением уровня — увеличива-
ются.
Поверхность огневой коробки, дымогарных и жаровых труб,
омываемая водой, называется испаряющей поверхностью
нагрева котла. Эта поверхность и наружная поверхность эле-
ментов пароперегревателя, расположенных в жаровых трубах, со-
ставляют полную или общую поверхность нагрева котла.
Чем мощнее паровоз, тем больше размеры котла и поверхность его
нагрева. Испаряющая поверхность нагрева котла основных серий
паровозов указана в § 5. Все современные паровозы оборудованы
пароперегревателями с поверхностью нагрева от 100 до 150 л*2, и
поэтому общая поверхность нагрева котла значительно возрастает.
Чтобы обеспечить паровую машину паровоза необходимым ко-
личеством пара определенной температуры и давления, котел дол-
жен иметь достаточную для этого паропроизводительность (мощ-
ность) . Паропроизводительностью называют способность
котла приготовлять в единицу времени определенное количество
пара рабочего давления. При этом потребное количество пара в за-
данных параметрах должно быть получено с минимальной затра-
той топлива. Паропроизводительность определяется величиной ис-
паряющей поверхности нагрева и форсировкой (паронапряжением)
котла. Форсировкой котла называют количество пара (в кг),
получаемое с единицы площади (1 м2) испаряющей поверхности
нагрева в единицу времени (1 ч). Современные паровозы имеют
расчетные форсировки поверхности нагрева котла до 80 кг/м2-ч
(табл. 1).
Величина форсировки котла может изменяться в зависимости
от условий работы паровоза и в свою очередь зависит от площади
колосниковой решетки и ее напряженности, т. е. количества кило-
граммов угля или мазута, которое может быть сожжено на 1 ж2 по-
верхности колосниковой решетки в течение 1 ч, а также от испари-
тельности топлива — количества килограммов пара, которое может
быть получено при сгорании 1 кг топлива. Кроме того, на паропро-
изводительность котла оказывают влияние еще объем топки, объем
21
Таблица 1
Серии паровозов Расчетная форсировка кот- ла в кг 1м2- ч при отоплении
угольном нефтяном
ФД21, ЛВ, ПЗб 80 80
ФД20 65 65
Л, Еа,м, СОМ 70 70
СО 55 70
ЭР (40 жаровых груб) 60 70
Эр , су 55 65
Э, Эу , эм 50 60
тэ 50 60
парового пространства, размер поверхности нагрева пароперегре-
вателя и др.
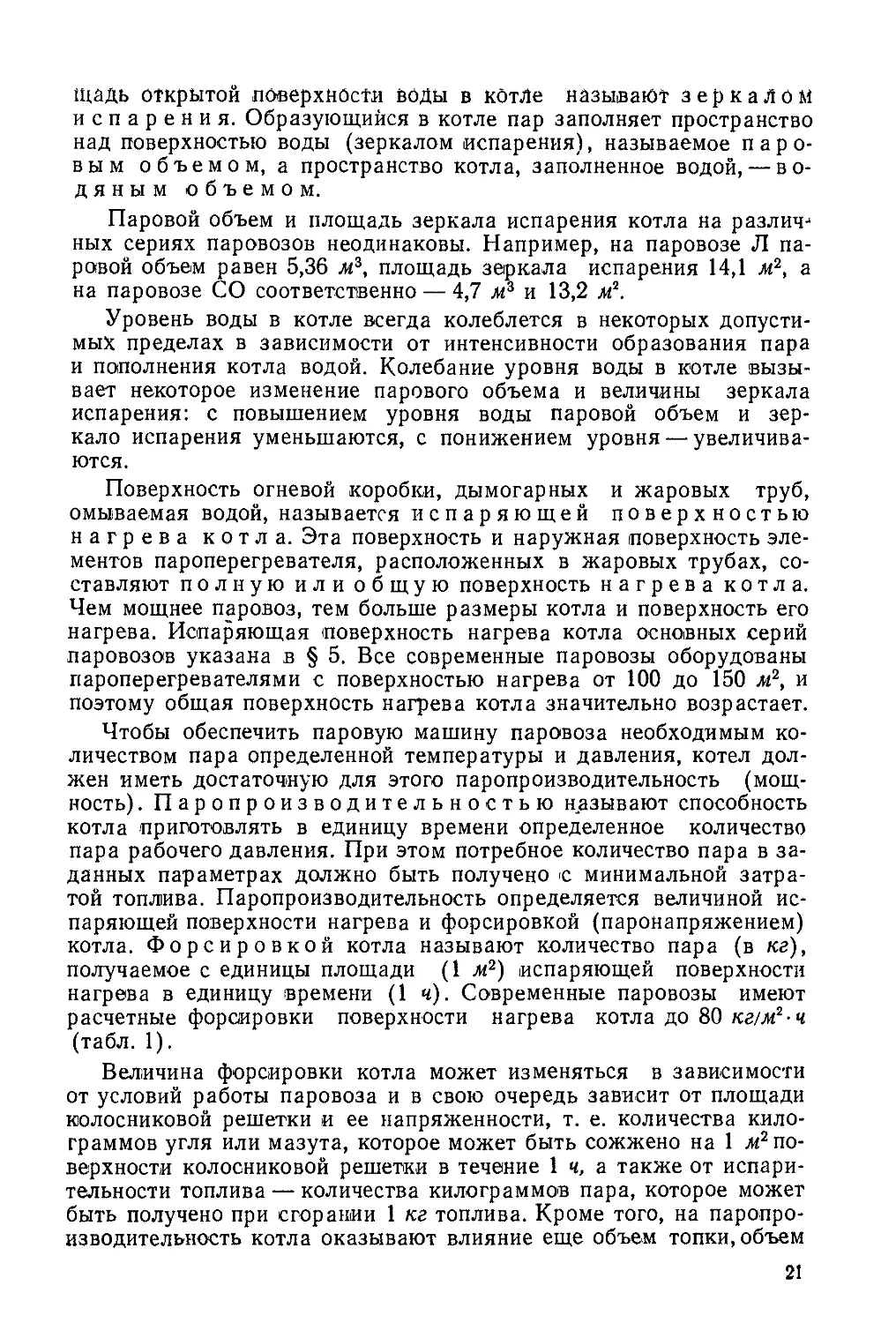
Топка котла (рис. 10) состоит из огневой коробки и кожуха. Ог-
невая коробка представляет собой камеру, где непосредственно
происходит сжигание топлива; кожух охватывает огневую коробку
снаружи.
Рис 10. Топка котла."
1— боковой лист кожуха; 2 — потолок кожуха, 3 — потолок огневой коробки, 4 — тяжи
укрепления лобового листа; 5 — потолочные связи; 6 — циркуляционные трубы, 7 — лобо
вой лист кожуха; 8 — боковые связи; 9 — топочная рама; 10 — задний лист огневой ко-
робки; 11— колосниковая решетка; 12— боковой лист огневой коробки, 13 — свод, 14 — ух-
ватный лист кожуха; 15 — трубная решетка
32
Топка является наиболее ответственной частью котла. При сго-
рании топлива выделяется большое количество тепла и темпера-
тура горения достигает 1600°С, вследствие этого в области топки
происходит наибольшее парообразование.
В нижней части топки расположена колосниковая решетка. В
задней стенке топки имеется так называемое шуровочное от-
верстие, через которое забрасывают топливо на колосниковую
решетку.
Огневая коробка состоит из потолка 3, левого и правого боко-
вых листов 12, заднего листа 10 и трубной решетки 15. В трубной
решетке имеются отверстия, в которые вставляют и укрепляют зад-
ние концы дымогарных и жаровых труб.
Кожух топки состоит из потолка 2, лобового листа 7, ухватного
листа 14 и двух боковых листов 1. Ухватный лист предназначен
для соединения кожуха топки с цилиндрической частью котла. На
некоторых паровозах он охватывает барабан котла по всей окруж-
ности и в этом случае называется смычным листом.
В топке наклонно установлены циркуляционные трубы 6 и свод
13. Чтобы не допустить прогиба листов топки от давления пара,
огневая коробка и кожух топки по всей площади соединены между
собой стальными стержнями — связями 5 и 8.
Лобовой лист кожуха укреплен к потолку при помощи наклон-
ных тяжей 4. В нижней части огневая коробка и кожух соединены
топочной рамой 9, на уровне которой расположена колосниковая
решетка.
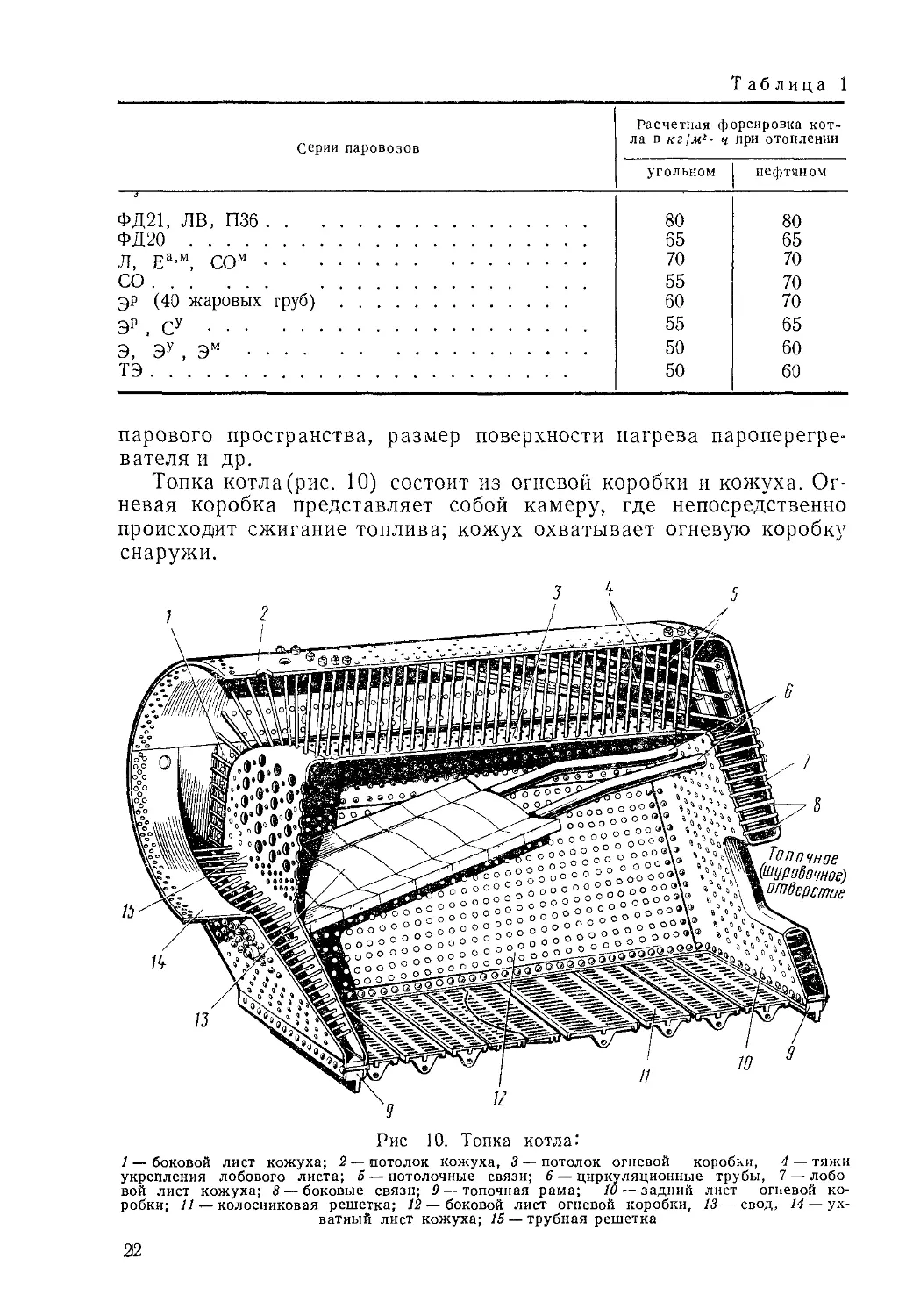
§ 9. ТИПЫ И ФОРМЫ ТОПОК
Различают топки с плоским потолком кожуха и огневой короб-
ки и радиальные. Топки с плоским потолком (рис. И) имеют боль-
ший объем парового пространства над огневой коробкой, чем име-
ли топки с радиальным кожухом маломощных паровозов.
На всех паровозах топки с плоским потолком кожуха и огневой
коробки вследствие значительной их ширины размещают над рамой
паровоза. Недостатком топок такого типа является то, что они тре-
буют более сложных и тяжелых креплений плоского потолка кожу-
ха. Кроме того, сложным в изготовлении получается смычной лист
кожуха, соединяющий потолок кожуха с цилиндрической частью
котла.
Радиальные топки (рис. 12) применяют на всех современных
паровозах. Потолок кожуха топки описывают радиусом, равным
радиусу цилиндрической части котла. Потолок огневой коробки
описывают значительно большим радиусом, равным порядка
3500 мм.
В радиальной топке потолочные связи, соединяющие потолок
огневой коробки с кожухом, располагают веерообразно по радиусам
огневой коробки, перпендикулярно к потолку ее; поперечные связи
кожуха, как правило, не ставят. Радиальные топки имеют большую
ширину внизу и также располагаются над рамой паровоза.
23
Рис. 11. Топка с плоским потолком,
расположенная над рамой
Рис. 12. Радиальная топка,
расположенная над рамой
Современные радиальные топки отличаются более легкой и
вместе с тем более прочной и эластичной конструкцией по сравне-
нию с топками старых типов. Радиальную топку имеют котлы па-
ровозов Л, ФД, Еа, СО, ЛВ и П36.
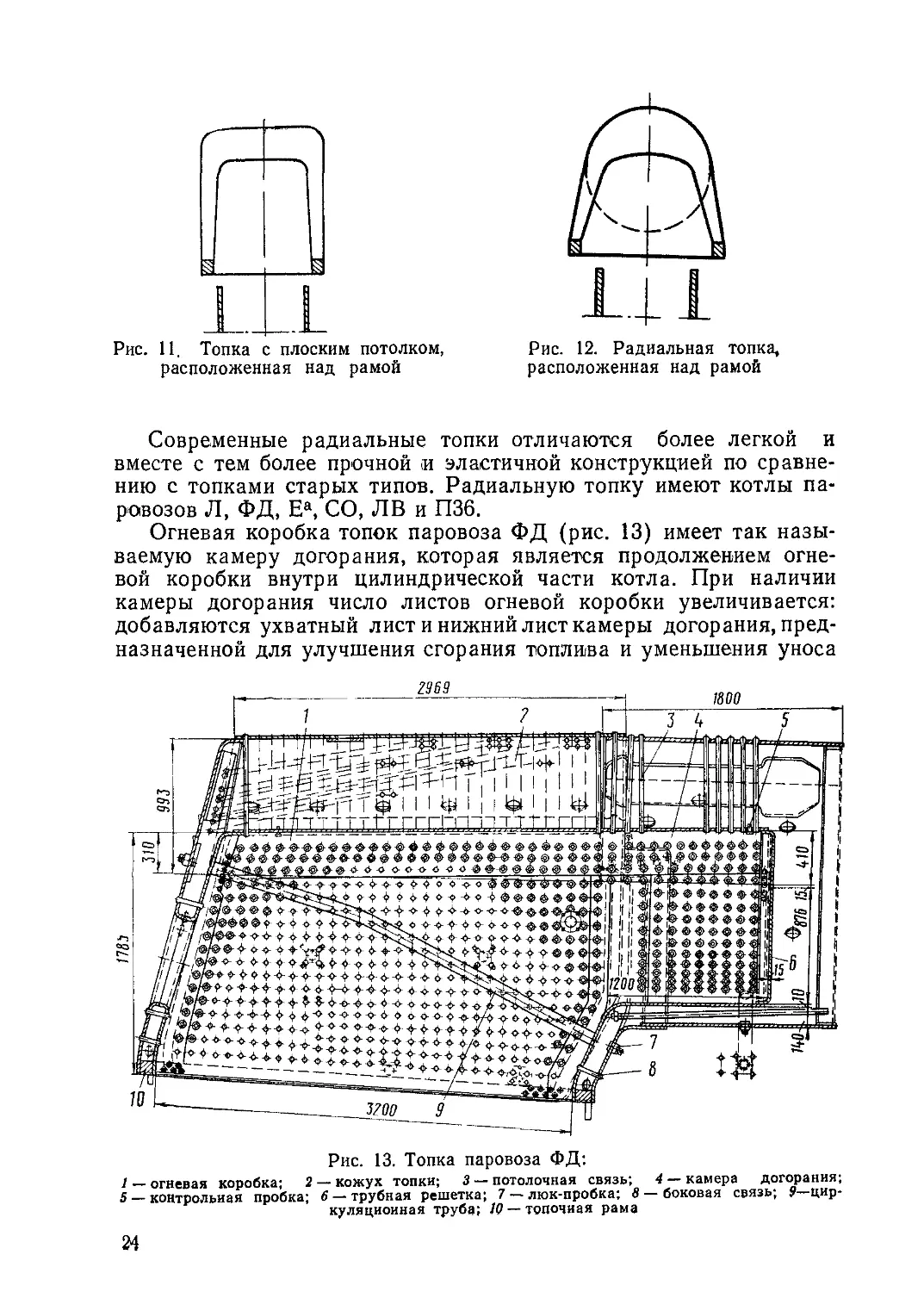
Огневая коробка топок паровоза ФД (рис. 13) имеет так назы-
ваемую камеру догорания, которая является продолжением огне-
вой коробки внутри цилиндрической части котла. При наличии
камеры догорания число листов огневой коробки увеличивается:
добавляются ухватный лист и нижний лист камеры догорания, пред-
назначенной для улучшения сгорания топлива и уменьшения уноса
Рис. 13. Топка паровоза ФД:
/ — огневая коробка; 2 — кожух топки; 3 — потолочная связь; 4 — камера догорания;
5 — контрольная пробка; б — трубная решетка; 7 — люк-пробка; 8 боковая связь; 9 цир-
куляциоиная труба; /Р —топочная рама
24
из топки йёсгбревШих гбрк>чих частиц. На паровозах с КаМбраМй
догорания также несколько снижается истирание буртов жаровых
и дымогарных труб уносимыми частицами угля и шлака. Камера
догорания на паровозах с длинными котлами дает возможность
уменьшить длину жаровых и дымогарных труб.
Потолок огневой коробки сделан с уклоном назад, т. е. с пони-
жением уровня на 1—5 мм на каждые 100 мм длины, чтобы предо-
хранить его от оголения вследствие перемещения массы воды в
переднюю часть котла при движении паровоза по спуску и при тор-
можении поезда. На большинстве паровозов, чтобы длина потолоч-
ных связей в каждом продольном ряду была одинакова, потолоч-
ный лист кожуха топки изготовлен параллельно потолку огневой
коробки.
Боковые стенки огневой коробки и кожуха радиальной топки в
поперечном разрезе всегда имеют наклон (снизу вверх) к центру
котла, так как ширина топки больше, чем диаметр цилиндриче-
ской части, и для сопряжения листов боковые листы расположены
с наклоном. Наклон боковых стенок сделан так, что водяной про-
межуток между стенкой огневой коробки и кожуха увеличивается
кверху, чем облегчается выход пара от стенок огневой коробки, а
также создается удобство для промывки и наблюдения за стенками
топки.
Лобовой лист кожуха топки современных паровозов изготовлен
наклонным для удобства размещения на нем арматуры и увеличе-
ния объема будки машиниста.
§ 10. МАТЕРИАЛ И СОЕДИНЕНИЕ ЛИСТОВ ТОПКИ
Огневую коробку изготовляют из котельной стали марки 15К, а
кожух топки и цилиндрическую часть котла — из котельной стали
марки 20К (ГОСТ 5520—69). Толщина стальных листов огневой
коробки 10 мм, за исключением задней (трубной) решетки, кото-
рая имеет толщину 14—15 мм.
В зависимости от типа топки, котлового давления и формы ли-
стов толщина лобового листа кожуха топки бывает 13—15 мм, ух-
ватного 18—22, бокового 13—14 и потолочного 14—18 мм.
Сложные по форме листы огневой коробки и кожуха топки (ло-
бовые, ухватные, трубной решетки, задней стенки) изготовляют
после предварительной вырезки штамповкой в горячем состоянии.
Остальные части огневой коробки и кожуха топки изготовляют из
листов вырезкой, и, если это нужно, гибкой на вальцах.
Соединение листов огневой коробки и кожуха топки на старых
паровозах производилось при помощи заклепок. Впервые сварка в
котлах паровозов была применена советскими инженерами на па-
ровозоремонтных заводах. Начиная с 1933 г. огневые коробки кот-
лов паровозов изготовляли сварными. Позже стали делать цельно-
сварной всю топку. Сварку производили автоматическим способом
под слоем флюса. В паровозных котлах современных паровозов
25
Рис 14 Подготовка стыков и наплавка сварочных швов.
а — ручная сварка огневой коробки, б — автоматическая сварка огневой коробки, в — руч
ная сварка кожуха
широко применена электрическая сварка и почти йсе заклепочные
швы заменены сварными. Применение сварки дало возмож-
ность значительно облегчить труд котельщиков, уменьшить объем
работ при изготовлении и ремонте котла, а также снизить его
вес.
При сварке огневых коробок и кожухов применяют стыковые
сварные швы. Кромки листов, подлежащих сварке, подвергают ме-
ханической обработке на станках или пневматическим зубилом
(рис. 14). Раскрытие шва располагают в сторону огня в огневых
коробках и наружу — в кожухе топки, что обеспечивает удобство
выполнения сварочных работ и наблюдения за швами в эксплуата-
ции. Сварочный шов делают последовательной наплавкой несколь-
ких слоев металла. После этого со стороны, обратной раскрытию
шва, производят подрубку для удаления шлаков и раковин с по-
следующей заваркой.
Сварные швы огневой коробки, как правило, расположены меж-
ду рядами связей. При сварке паровозных котлов применяют элек-
троды типа Э-42 (ГОСТ 9467—60).
В настоящее время швы сварных соединений как для ручной
сварки, так и для автоматической и полуавтоматической стандар-
тизованы (ГОСТ 5264—69 и 8713—70). Согласно новым стандар-
там подготовка кромок и сварные швы по своим размерам и до-
пускам несколько отличаются от тех, которые применялись при по-
стройке паровозов.
Огневая коробка соединена с кожухом топки в нижней части
при помощи топочной рамы (рис. 15). Ширина топочной рамы в
известной степени обусловливает величину водяных промежутков
между стенками огневой коробки и кожуха топки. Чем больше во-
дяные промежутки топки, тем лучше циркуляция и парообразова-
ние, тем легче производить промывку котла.
На паровозах малой мощности ширина топочной рамы состав-
ляет 70—80 мм, на паровозе ФД—100 мм, а в передней части —
125 мм. В передней и задней частях топочные рамы имеют высту-
26
пы-каблучки для присоединения к ним
опор топки. Топочные рамы отлива-
ют из стали с последующей обработ-
кой на станках.
Соединение огневой коробки и ко-
жуха топки с топочной рамой на па-
ровозах Л, ЛВ, Еа и П36 произведе-
но однорядным заклепочным швом.
Для достижения при этом необходи-
мой плотности кромки листов огневой
Рис. 15. Топочная рама
коробки и кожуха приварены к топочной раме по всему перимет-
ру. Ввиду того что по углам топки в месте соединения с рамой
трудно создать требуемую плотность, в котлах паровозов других
серий в этих местах также производят обварку.
Непосредственное соединение огневая коробка и кожух топки
имеют по шуровочному отверстию. Раньше это соединение осуще-
ствляли заклепочным швом внахлестку или с прокладкой специаль-
ного стального кольца. На современных паровозах шуровочное
отверстие образовано путем сварки выштамповок задней стенки
топки и лобового листа кожуха. На всех паровозах старых серий
заклепочные соединения шуровочного отверстия при ремонте заме-
нены сварными. Чтобы предохранить стенку огневой коробки от пов-
реждения кочегарным инструментом, в шуровочное отверстие
(рис. 16) вставляют и приваривают защитный козырек 1. Для ук-
репления топочных дверец с наружной стороны приваривают
рамку 2.
На старых паровозах шуровочное отверстие изготовляли круг-
лой формы диаметром 380—400 мм. В дальнейшем размер отверс-
тия был несколько увеличен и ему была
придана овальная форма.
Паровозы, оборудованные механиче-
ским углеподатчиком, имеют шуровоч-
ное отверстие прямоугольной формы
(см. рис. 10) и увеличенных размеров (до
650X64’0 мм) для возможности разме-
щения головки углеподатчика и веде-
ния отопления ручным способом (паро-
возы ФД, Л, ЛВ).
§ 11. УКРЕПЛЕНИЕ СТЕНОК ТОПКИ
Для обеспечения жесткости стенок
огневой коробки и кожуха топки, испы-
тывающих давление пара, ставят спе-
циальные крепежные детали: боковые,
Рис. 16 Топочное отвер-
стие котла паровоза Э.
1 — защитный козырек, 2—рам-
ка шуровочной дверцы
потолочные и лапчатые связи, тяжи и
полки жесткости (контрфорсы). Связи
изготовляют из мартеновской стали ма-
рок МСт2 и МСтЗ (ГОСТ 380—71).
27
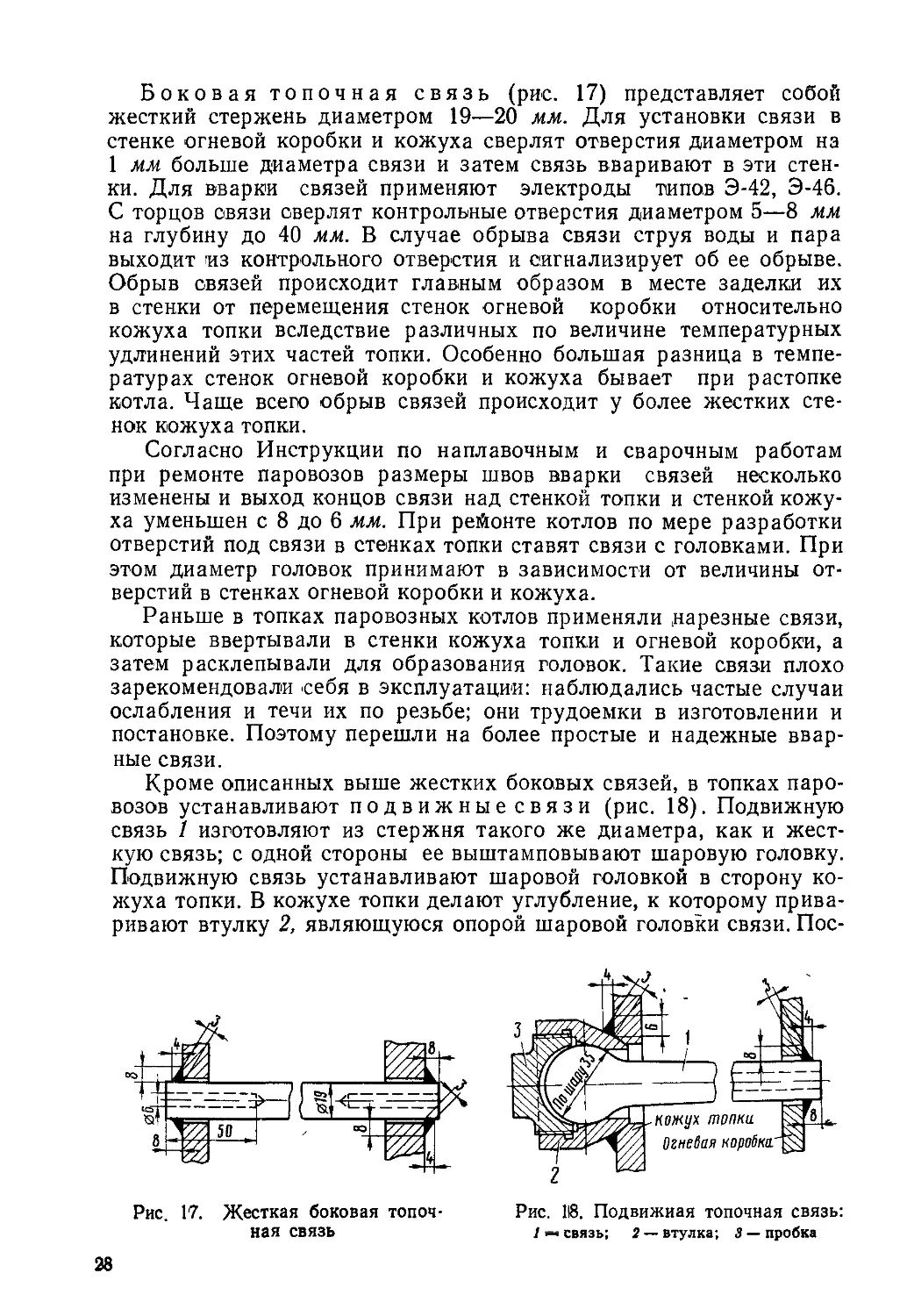
Боковая топочная связь (рис. 17) представляет собой
жесткий стержень диаметром 19—20 мм. Для установки связи в
стенке огневой коробки и кожуха сверлят отверстия диаметром на
1 мм больше диаметра связи и затем связь вваривают в эти стен-
ки. Для вварки связей применяют электроды типов Э-42, Э-46.
С торцов связи сверлят контрольные отверстия диаметром 5—8 мм
на глубину до 40 мм. В случае обрыва связи струя воды и пара
выходит из контрольного отверстия и сигнализирует об ее обрыве.
Обрыв связей происходит главным образом в месте заделки их
в стенки от перемещения стенок огневой коробки относительно
кожуха топки вследствие различных по величине температурных
удлинений этих частей топки. Особенно большая разница в темпе-
ратурах стенок огневой коробки и кожуха бывает при растопке
котла. Чаще всего обрыв связей происходит у более жестких сте-
нок кожуха топки.
Согласно Инструкции по наплавочным и сварочным работам
при ремонте паровозов размеры швов вварки связей несколько
изменены и выход концов связи над стенкой топки и стенкой кожу-
ха уменьшен с 8 до 6 мм. При рейонте котлов по мере разработки
отверстий под связи в стенках топки ставят связи с головками. При
этом диаметр головок принимают в зависимости от величины от-
верстий в стенках огневой коробки и кожуха.
Раньше в топках паровозных котлов применяли нарезные связи,
которые ввертывали в стенки кожуха топки и огневой коробки, а
затем расклепывали для образования головок. Такие связи плохо
зарекомендовали себя в эксплуатации: наблюдались частые случаи
ослабления и течи их по резьбе; они трудоемки в изготовлении и
постановке. Поэтому перешли на более простые и надежные ввар-
ные связи.
Кроме описанных выше жестких боковых связей, в топках паро-
возов устанавливают подвижные связи (рис. 18). Подвижную
связь 1 изготовляют из стержня такого же диаметра, как и жест-
кую связь; с одной стороны ее выштамповывают шаровую головку.
Подвижную связь устанавливают шаровой головкой в сторону ко-
жуха топки. В кожухе топки делают углубление, к которому прива-
ривают втулку 2, являющуюся опорой шаровой головки связи. Пос-
Рис. 17. Жесткая боковая топоч-
ная связь
Рис. 18. Подвижная топочная связь:
1 связь; 2 — втулка; 3 — пробка
28
ле установки связи втулку закрывают пробкой 3 на резьбе. Плот-
ность посадки пробки достигают за счет прижатия конусной кром-
ки ее к острой грани, образованной внутри втулки. Другой конец
связи, имеющий контрольное отверстие, вваривают в стенку огне-
вой коробки. Наличие шаровой головки делает связь подвижной
со 'стороны кожуха. При перемещениях листов топки от темпера-
турных деформаций связь имеет возможность несколько поворачи-
ваться в сферической опоре втулки и тем самым предотвращается
ее обрыв.
Подвижные связи ставят в зоне наибольших смещений стенок
огневой коробки относительно кожуха, в местах, наиболее удален-
ных от топочной рамы, ближе к загибам стенок огневой коробки и
в подрешеточной части. Большое количество подвижных связей ста-
вят на мощных паровозах, имеющих топки больших размеров.
На паровозах СО и Л частично применены подвижные связи,
установленные без втулок (рис. 19). В сТенке кожуха делают сфе-
рическое углубление, в которое устанавливают шаровую головку
связи, и закрывают привариваемым к стенке кожуха глухим кол-
пачком. Недостатком конструкции связи без втулки является то,
что для осмотра шаровых головок связей колпачки необходимо
срубить. Кроме того, наблюдается некоторый износ листов кожу-
ха в сферических углублениях для головок связей.
Потолочные связи, или как их называют также анкерные
болты, служат для укрепления потолка огневой коробки и кожуха
топки. По сравнению с боковыми связями они имеют большую дли-
ну и больший диаметр (22—24 мм). Эти связи бывают жесткие и
подвижные; соединение их с листами производят сваркой.
Потолочные связи ставят перпендикулярно к потолку огневой
коробки, поэтому в потолке кожуха их располагают с некоторым
перекосом в зависимости от кривизны кожуха (см. рис. 13). Для
предотвращения обрыва связей, косо заделанных в листе кожуха,
их ставят на приварных втулках. Такая конструкция потолоч-
ных связей, разработанная ЦНИИ, применена на паровозах Л
и П36.
Подвижные потолочные связи ставят в местах, наиболее опас
ных в отношении излома: в двух-трех передних рядах около труб
ной решетки и в двух-трех задних рядах около лобового лис
та. В радиальных топках их рас-
полагают также по бокам на
загибах потолка огневой короб-
ки и кожуха топки.
Подвижная потолочная связь
имеет те же конструктивные фор-
мы, что и боковая, отличаясь от
нее лишь длиной и диаметром
стержня. Шаровую головку с
втулкой ставят со стороны кожу-
ха; другой конец связи вварива-
ют в потолок огневой коробки.
Рис. 19. Подвижная связь без втулки
с глухим колпачком
29
Рис 20 Лапчатая связь
1 — связь, 2 — лапа
Лапчатые связи (рис. 20) применяют для укрепления под-
решеточной части задней трубной решетки. Один конец связи 1
вваривают в подрешеточную часть трубной решетки, а другой ввер-
тывают в специальную лапу 2, приклепанную к барабану цилинд-
рической части котла. Связь имеет контрольное отверстие, которое
проходит почти по всей ее длине.
Рис 21 Тяжи паровоза Э₽
/ — контрфорс, 2 —поперечный тяж, 3 — наклонный тяж, 4 — продольный тяж 5—ско
ба, 6—гайка, 7 —фланец, 8 — шайба
Лапчатая связь котла паровоза ФД, имеющего камеру догора-
ния, конструктивно выполнена иначе Вместо лапы здесь имеется
тяж, который при помощи гайки соединен со стойкой, приклепан-
ной к барабану цилиндрической части котла
Тяжи (рис. 21) предназначены для дополнительного крепления
топок с плоскими потолками. Изготовляют их из стали марки СтЗ
и укрепляют к листам кожуха электроаваркой.
Контрфорсы (рис. 22) служат для укрепления верхней части
лобового листа и соединения его с потолком Контрфорс представ-
ляет собой горизонтальную полку жесткости, изготовленную из
котельного листа или двух склепанных листов, которую угольника-
ми или отогнутыми фланцами приклепывают к лобовому и боковым
листам кожуха топки. Кроме контрфорса, ставят раскосные листы,
соединяющие лобовой лист с потолком кожуха. Такое укрепление
придает достаточную жесткость этому месту.
30
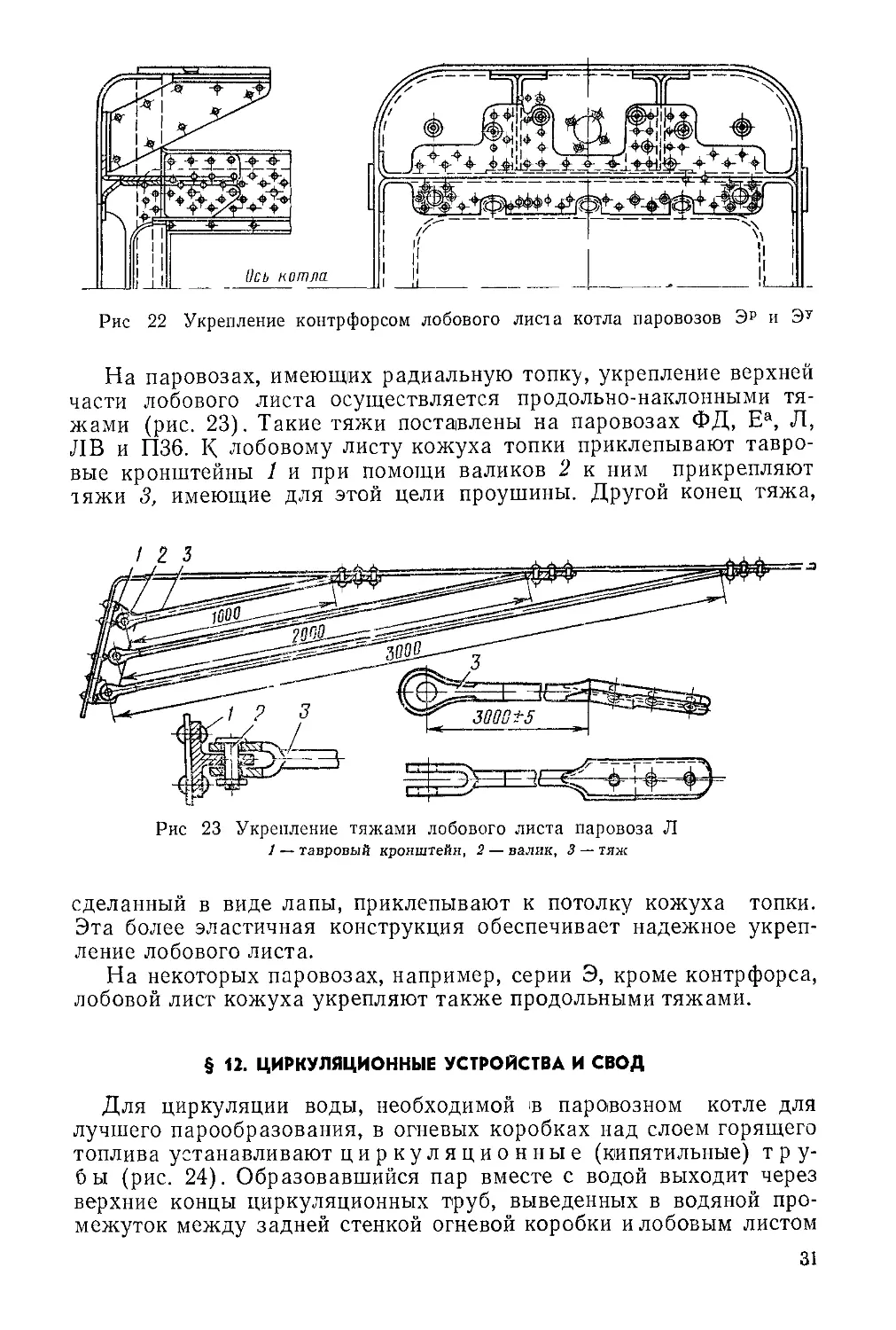
Рис 22 Укрепление контрфорсом лобового листа котла паровозов Э₽ и Эу
На паровозах, имеющих радиальную топку, укрепление верхней
части лобового листа осуществляется продольно-наклонными тя-
жами (рис. 23). Такие тяжи поставлены на паровозах ФД, Еа, Л,
ЛВ и П36. К лобовому листу кожуха топки приклепывают тавро-
вые кронштейны 1 и при помощи валиков 2 к ним прикрепляют
тяжи 3, имеющие для этой цели проушины. Другой конец тяжа,
Рис 23 Укрепление тяжами лобового листа паровоза Л
1 — тавровый кронштейн, 2 — валик, 3 — тяж
сделанный в виде лапы, приклепывают к потолку кожуха топки.
Эта более эластичная конструкция обеспечивает надежное укреп-
ление лобового листа.
На некоторых паровозах, например, серии Э, кроме контрфорса,
лобовой лист кожуха укрепляют также продольными тяжами.
§ 12. ЦИРКУЛЯЦИОННЫЕ УСТРОЙСТВА И СВОД
Для циркуляции воды, необходимой и паровозном котле для
лучшего парообразования, в огневых коробках над слоем горящего
топлива устанавливают циркуляционные (кипятильные) тру-
бы (рис. 24). Образовавшийся пар вместе с водой выходит через
верхние концы циркуляционных труб, выведенных в водяной про-
межуток между задней стенкой огневой коробки и лобовым листом
31
Рис. 24. Циркуляционные трубы
кожуха, а через нижние концы
труб поступают новые порции во-
ды, т. е. происходит непрерывное
течение воды через трубы (цир-
куляция) . Помимо улучшения
циркуляции воды в котле, цирку-
ляционные трубы служат опорой
для кирпичного топочного свода-
В зависимости от размеров
топки в огневой коробке устанав-
и свод ливают три или четыре циркуля-
ционные трубы с внутренним
диаметром 79 мм. Концы труб развальцовывают и отбуртовывают
со стороны воды, а затем приваривают со стороны огня к стен-
кам огневой коробки. Циркуляционные трубы подвержены воздей-
ствию высокой температуры в топке, поэтому их изготовляют из жа-
ростойкой хромомолибденовой стали марки 15ХМ. (ГОСТ 4543—71).
В стенках кожуха топки против циркуляционных труб имеются &&
верстия с пробками, через которые можно производить осмотр и
очистку этих труб.
Топочныйсвод (арку) выкладывают из огнеупорного фасон-
ного кирпича. Свод удлиняет путь газов в Огневой коробке, что
способствует более полному догоранию летучих веществ топлива
и уменьшению уноса.
Кроме того, нагретый свод защищает жаровые и дымогарные
трубы от действия холодного воздуха, который попадает в топку
через слой топлива и шуровочное отверстие. Длина свода состав-
ляет примерно 50% длины колосниковой решетки (при.угольном
отоплении).
На. паровозах применяют также поперечные циркуляторы, име-
ющие Т-образную форму. Устанавливают их поперек топки, соеди-
няя боковые водяные промежутки топки с пространством над по*
толком огневой коробки. Поперечные циркуляторы были поставле-
ны, например, на паровозе П36. Установка таких циркуляторов
обеспечивает хорошую циркуляцию, а также предохраняет боко-
вые стенки топки от перегрева и потолок огневой коробки от ого-
ления при низком уровне воды в котле в тех случаях, когда вода
уходит в переднюю часть котла при движении паровоза по спуску
или при резком торможении.
Поперечные циркуляторы, служащие также опорой для кирпич-
ного свода, более сложны в изготовлении, чем циркуляционные
трубы. В эксплуатации у них возникают трещины в сварных швах
и они обгорают. При заводском ремонте паровозов П36 попереч-
ные циркуляторы заменяют продольными циркуляционными тру-
бами.
32
Глава 3
ЦИЛИНДРИЧЕСКАЯ ЧАСТЬ КОТЛА И ДЫМОВАЯ КАМЕРА
§ 13. БАРАБАНЫ КОТЛА
Цилиндрическая часть котла является непосредственным / про-
должением топки и состоит из нескольких склепанных или сварен-
ных между собой барабанов. В. цилиндрической части размещают
дымогарные и жаровые трубы; на одном из барабанов установ-
лен сухопарник; в передней части расположена передняя трубная
решетка (см. рис. 9). Существует несколько типов соединения ба-
рабанов цилиндрической части котла (рис. 25):
а) ступенчатый, принятый в котлах паровозов Ст и СО. В дан-
ном случае диаметр среднего барабана меньше диаметров двух
крайних. На паровозах серии Су четвертого и частично третьего
выпусков цилиндрическая часть состоит только из двух барабанов;
б) телескопический, при котором барабаны последовательно
вставлены один в другой. Такой тип соединения имеют котлы паро-
возов Э, Е я ФД. При этом типе соединения наименьший диаметр
имеет первый от дымовой камеры барабан;
в) сварной — применен на паровозах последней постройки (па-
ровозы Л, Л В, ПЗо).
Недостатком соединения телескопического типа является умень-
шение диаметра цилиндрической части к дымовой камере, что в
ряде случаев затрудняет размещение труб в передней трубной
решетке. Но при телескопическом соединении вследствие имеюще-
гося уклона создаются благоприятные условия для стока воды и
шлама при очистке и промывке котла.
У паровозов ФД третий барабан цилиндрической части котла
выполнен полуконическим, а четвертый имеет увеличенный диа-
Рис. 25. Типы соедине-
ния барабанов цилиндри-
ческой части котла па-
ровозов
33
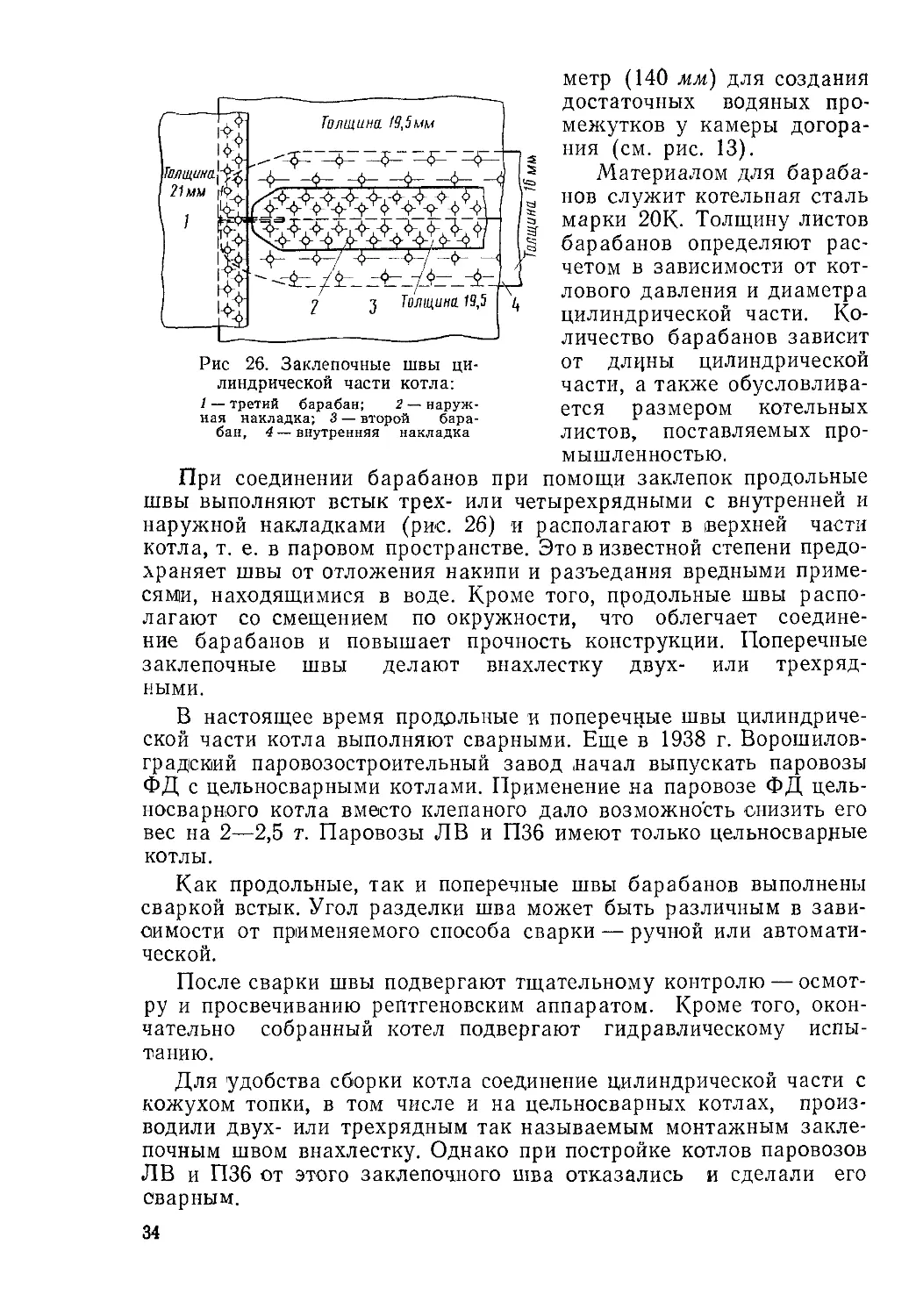
Рис 26. Заклепочные швы ци-
линдрической части котла:
1 — третий барабан; 2 — наруж-
ная накладка; 3 — второй бара-
бан, 4 — внутренняя накладка
метр (140 мм) для создания
достаточных водяных про-
межутков у камеры догора-
ния (см. рис. 13).
Материалом для бараба-
нов служит котельная сталь
марки 20К- Толщину листов
барабанов определяют рас-
четом в зависимости от кот-
лового давления и диаметра
цилиндрической части. Ко-
личество барабанов зависит
от длцны цилиндрической
части, а также обусловлива-
ется размером котельных
листов, поставляемых про-
мышленностью.
При соединении барабанов при помощи заклепок продольные
швы выполняют встык трех- или четырехрядными с внутренней и
наружной накладками (рис. 26) и располагают в верхней части
котла, т. е. в паровом пространстве. Это в известной степени предо-
храняет швы от отложения накипи и разъедания вредными приме-
сями, находящимися в воде. Кроме того, продольные швы распо-
лагают со смещением по окружности, что облегчает соедине-
ние барабанов и повышает прочность конструкции. Поперечные
заклепочные швы делают внахлестку двух- или трехряд-
ными.
В настоящее время продольные и поперечные швы цилиндриче-
ской части котла выполняют сварными. Еще в 1938 г. Ворошилов-
градский паровозостроительный завод начал выпускать паровозы
ФД с цельносварными котлами. Применение на паровозе ФД цель-
носварного котла вместо клепаного дало возможность снизить его
вес на 2—2,5 т. Паровозы ЛВ и П36 имеют только цельносварные
котлы.
Как продольные, так и поперечные швы барабанов выполнены
сваркой встык. Угол разделки шва может быть различным в зави-
симости от применяемого способа сварки — ручной или автомати-
ческой.
После сварки швы подвергают тщательному контролю — осмот-
ру и просвечиванию рентгеновским аппаратом. Кроме того, окон-
чательно собранный котел подвергают гидравлическому испы-
танию.
Для удобства сборки котла соединение цилиндрической части с
кожухом топки, в том числе и на цельносварных котлах, произ-
водили двух- или трехрядным так называемым монтажным закле-
почным швом внахлестку. Однако при постройке котлов паровозов
ЛВ и П36 от этого заклепочного шва отказались и сделали его
сварным.
34
§ 14. ПЕРЕДНЯЯ ТРУБНАЯ РЕШЕТКА
Передняя трубная решетка установлена в первом барабане
цилиндрической части; она предназначена для укрепления в ней
передних концов дымогарных и жаровых труб. Решетка укрепле-
на в барабане при помощи заклепочного или чаще сварного шва.
Рис 27 Укрепление перед-
ней решетки.
а —клепаное, б — сварное,
/ — барабан цилиндрической
части, 2 —передняя решетка,
3 — промежуточное кольцо,
4 — барабан дымовой камеры
На старых паровозах переднюю решетку штамповали отбор-
товкой и приклепывали к барабану однорядным швом (рис. 27, а).
Борт решетки для удобства сборки и возможности осмотра и ре-
монта обращен в сторону дымовой камеры.
. 900
Рис 28. Передняя решетка с установкой контрфорса паровоза Эр
2* 35
На современных паровозах передняя решетка представляет со-
бой диск, который вырезан из котельного листа (сталь марки
20К) и укреплен в барабане сварным швом с двух сторон
(см. рис. 27, б).
При ремонте старых паровозов клепаные решетки заменяют
сварными. Передние решетки укрепляются трубами. Однако верх-
няя их часть, свободная от труб, требует дополнительного укреп-
ления, чтобы противостоять котловому давлению. Для этого на
старых паровозах установлены контрфорсы (рис. 28), выполненные
аналогично креплению лобового листа кожуха топки.
На паровозах ФД, Л, ЛВ, Еа и П36 для укрепления передней
решетки применены наклонные тяжи (см. рис. 9) подобно тяжам,
установленным на лобовом листе. К решетке приклепаны тавровые
кронштейны, к которым при помощи валиков прикреплены тяжи.
Свободные концы их приклепаны к барабану цилиндрической части
котла.
$ 15. СУХОПАРНИК
Сухопарник, установленный на цилиндрической части котла,
служит сборником наиболее сухого пара, который отбирается В па-
ровую машину паровоза. На паровозах Су, Э и ФД сухопарник,
установлен на первом от дымовой камеры барабане. В этом слу-
чае он находится в зоне наименьшего парообразования, что, каза-
лось бы, должно обеспечивать отбор более сухого пара, особенно
при движении по подъему, когда уровень воды в передней части
котла понижается. Однако это не уменьшает увлажнения пара, так
как при езде по спуску и при торможении вода уходит в перед-
нюю часть котла и приближается к сухопарнику.
Практика показала, что более целесообразно сухопарник разме-
щать посередине цилиндрической части в удалении как от
топки, так и от передней части котла (паровозы Е, СО, Л, ЛВ).
На паровозах, имеющих небольшие котлы, сухопарники изго-
товляли клепаной конструкции высотой 900—1000 мм. У парово-
зов более поздней постройки с мощными котлами и большим
диаметром колес для возможности размещения в габарите высо-
та сухопарника меньше (560—700 мм). Изготовлены такие су-
хопарники штампованными из цельного листа (рис. 29) или
сварными.
Сухопарник нижним фланцем приклепан к барабану двух-
рядным заклепочным швом. Для укрепления места вырезки от-
верстия и установки сухопарника с внутренней стороны бараба-
на приклепана усиливающая подкладка.
На паровозах Л, СО и Ст последней постройки сухопарник ие
приклепан, а приварен к барабану котла; изготовлен он из ко-
тельной стали марки 20К толщиной от 15 до 25 мм.
Сверху сухопарник 1 закрыт крышкой 2, которая поставлена
на притирке или на медном прокладном кольце 3 (см. рис. 29) и
укреплена при помощи шпилек и гаек.
36
Рис. 29. Штампованный сухопарник
котла:
Рис. 30. Сухопарник паровоза ЛВ:
1 — барабан; 2 — днище; 3 — труба отбо-
ра пара в пароразборную колонку;
4 — пароразборная труба регулятора,
б — подкладка
/ — сухопарник; 2 — крышка; 3 — мед-
ное прокладное кольцо
Сухопарник паровоза ЛВ (рис. 30) сварен из листа котельной
стали толщиной 12 мм. Он установлен на втором барабане цилин-
дрической части котла. К 'верхней части сухопарника приварена
штампованная крышка 2 толщиной 15 мм. Сухопарник приварен к
барабану цилиндрической части, в котором сделано отверстие диа-
метром 540 мм для пропуска пара из котла. Отбор пара к регуля-
тору осуществляется через изогнутый патрубок 4, приваренный к
боковой стенке сухопарника. Таким образом регуляторная труба
расположена вне котла.
На некоторых паровозах (Э? Эм, СО), кроме сухопарника, на
цилиндрической части установлен питательный колпак, в котором
размещен водоочиститель. В нижней части барабана, под пита-
тельным колпаком, установлен прязесборник с краном для удале-
ния скопляющейся грязи и шлама.
$ 16. ДЫМОГАРНЫЕ И ЖАРОВЫЕ ТРУБЫ
Дымогарные и жаровые трубы предназначены для отвода горя-
чих газов из топки паровоза и одновременно являются поверхностью
нагрева котла. Кроме того, в жаровых трубах размещены элемен-
ты пароперегревателя.
Дымогарные (ГОСТ 8733—66 и 8734—58) и жаровые трубы
(ГОСТ 8731—66 и 8732—70) изготовляют цельнотянутыми бесшов-
ными из стали марки 10 (ГОСТ 1050—60). Размеры дымогарных
и жаровых труб, применяемых на паровозах железных дорог ши-
рокой колеи, приведены в табл. 2.
Установка труб в решетках котла паровоза показана на рис.
31 и 32.
37
Таблица 2
Наименование труб Размеры, мм На каких паровозах установ- лены
Наружный диаметр Толщина стенки Длина заготовки
Дымогарные 51 2,5 4780 э, со
5280 л, су . Е- ЛВ
57 3,0 5300 ТЭ
6090 ФД, П36
Жаровые 89 3,5 6090 ФД
133 4,0 4780 э, со
5280 л, Су • Е> ЛВ
5300 ТЭ
152 4,5 6090 ФД, П36
Концы дымогарных и жаровых труб, укрепляемые в передней
решетке, раздают для того, чтобы при необходимости смены трубу
можно было легко вынуть из котла при наличии на ней слоя наки-
пи. Задние концы труб обжимают (подкатывают), чтобы увели-
чить промежутки между трубами у топки, для более свободного
прохода воды и пара, а также для лучшего размещения и создания
упора труб в заднюю решетку. Формы раздачи и обжатия (под-
катки) концов дымогарных и жаровых труб бывают различными.
Для постановки труб в переднюю решетку производят цилиндри-
ческую раздачу (до диаметра Dj). Обжатие задних концов труб
перед постановкой в решетку огневой коробки может быть оди-
нарным цилиндрическим для дымогарных труб (диаметр D2,
Рис. 31. Дымогарная труба
38
Рис 32. Жаровая труба
рис. 31), двойным цилиндрическим для жаровых (диаметры D2 и
£>з, рис. 32) и дымогарных труб и редко коническим.
Размеры раздачи и обжатия концов дымогарных и жаровых
труб указаны в табл. 3.
В задней решетке дымогарные и жаровые трубы ставят на про-
кладных кольцах, которые изготовляют из красной меди марки
М3 толщиной 1,5—3 мм в зависимости от диаметра отверстий в ре-
шетке.
Прокладные кольца необходимы для лучшего закрепления труб
и создания плотности.
Трубы в задней решетке устанавливают и укрепляют в следую-
щем порядке. В отверстия решетки ставят прокладные кольца и
развальцовывают их, потом вводят концы труб, которые также
развальцовывают; затем концы труб, выходящие из решетки, отги-
бают на угол 45° и отбуртовывают. После этого производят чекан-
ку бортов труб. После всех этих операций борты труб приварива-
ют к решетке, когда котел наполнен подогретой до температуры
40—60° С водой.
В отличие от задней решетки трубы в передней решетке уста-
навливают без медных прокладных колец, не отбортовывают и не
обваривают. Выступающие из решетки передние концы дымогар-
ных и жаровых труб отгибают на конус. Как исключение, иногда на
паровозах ФД жаровые трубы в передней решетке отбортовывают.
Таблица 3
Наименование величины Размеры труб, мм
дымогарных жаровых
Наружный диаметр D 51 57 133 152 89
Диаметр раздачи 54 60 136 155 92
Диаметр первого обжатия D2 . 45(40) 52(40] 102(100) 121 (76)
Диаметр второго обжатия D$. (45) [50] 112(110) 130 (83)
Примечания. 1. Размеры в круглы» скобках применяются только для паровозов эк-
сплуатируемого парка при двойном цилиндрическом и коническом обжатии дымогарных труб и
коническом обжатии жаровых труб.
2. Размеры в квадратных скобках относятся только к паровозам ТЭ.
3. Обжатие концов жаровых труб размером 133x4 паровозов Еа и ЕМ производят по раз-
мерам £>,'= 112 и £>,= 122 мм.
39
У передней решетки температура уходящих газов значительно ни-
же, чем у задней, поэтому ослабления и течи труб здесь почти не
бывает.
Трубы в решетках размещают таким образом, чтобы обеспечить
между ними достаточные водяные промежутки, а в решетке —
достаточную величину «мостиков» между отверстиями для труб.
Жаровые трубы обычно располагают по вершинам квадрата
(см. рис. 28). Исключение составляет часть паровозов ФД, имею-
щих мелкотрубный пароперегреватель (трубы размером 89Х
Х3,5 мм), у которых жаровые трубы расположены в шахматном
порядке (см. рис. 13). Дымогарные трубы на большинстве со-
временных паровозов располагают в шахматном порядке по вер-
шинам ромба вертикальными рядами (см. рис. 28); кроме
того, их размещают между рядами жаровых труб’ и по краям, ре-
шетки.
Жаровые и дымогарные трубы расположены веерообразно в на-
правлении передней решетки. Это необходимо потому, что в перед-
ней части трубы имеют больший диаметр и для их расположения
в передней решетке требуется больше места.
$ 17. ДЫМОВАЯ КАМЕРА
Дымовая камера (рис. 33) предназначена для размещения ды-
мовытяжного устройства, паровпускных труб, искрогасительных
приборов, сифона, коллектора пароперегревателя, а иногда и водо-
подогревателя. Размеры дымовой камеры выбирают такими, чтобы
в ней могли разместиться перечисленные выше приборы и оставал-
ся необходимый свободный проход газов из топки. Чем больше
свободный объем дымовой камеры, тем создается более равномер-
ная тяга газов.
На современных паровозах дымовая камера имеет значитель-
ные размеры.Так, при диаметре дымовой камеры порядка двух
метров она имеет длину: на паровозах Л—2300 и ФД—2880 мм, а
на паровозе П36 — свыше 4400 мм.
Дымовая камера изготовлена обычно на двух сваренных между
собой листов, из которых нижний лист имеет большую толщину. На
некоторых паровозах барабан изготовлен из одного листа. Мате-
риал листов — СтО; толщина их 10—13 мм. Нижний лист быва-
ет толщиной до 17 мм. Для защиты нижней части дымовой камеры
от прогорания и коррозии в ней установлен предохранительный
лист.
Соединение дымовой камеры с цилиндрической частью котла
показано на рис. 27. На старых паровозах это соединение произ-
водилось заклепочным швом, а на современных — сваркой.
Впереди дымовая камера закрыта так называемым фронтонным
листом, в котором для осмотра и очистки камеры имеется дверца.
У старых паровозов фронтонный лист прикреплен болтами или
заклепками; на паровозах ФД, СО, Л, П36 он подвешен на петлях
и укреплен болтами. При необходимости ремонта и выемки из ды-
40
Рис. 33. Дымовая камера паровоза ФД:
1— дымовая труба; 2— крышка над коллектором; 3 — паровпускная труба; 4 — конус; 5—предохранительный лист; 6 — коллектор паропере-
гревателя; 7 — вертикальный лист искроудержателя; 8 — горизонтальный лист; 9 — искроуд ержательная сетка; 10 — отбойная заслонка;
И — сифон; 12 — фронтонный лист; 13 — дверца; 14 — отражательный лист; 15 —мусороочистительная труба
мовой камеры элементов или коллектора пароперегревателя откры-
вают фронтонный лист после удаления крепящих его болтов.
При несъемном фронтонном листе дверца дымовой камеры име-
ет диаметр до 1 500 мм; при фронтонном листе, установленном на
болтах и петлях, — 900— 1000 мм. Дверцу штампуют из листовой
стали толщиной 10—12 мм и для большей жесткости ей придают
выпуклую форму. С внутренней стороны дверцы укреплен отража-
тельный лист для предохранения ее от прогорания. Для достиже-
ния плотности кромку дверцы тщательно пригоняют к фронтонному
листу и закрепляют специальными зажимами-щеколдами. Фрон-
тонный лист должен плотно прилегать к торцу дымовой камеры.
Все отверстия в стенках дымовой камеры (для прохода паровпуск-
ных труб, конуса, трубки сифона, люков и т. д.) тщательно заде-
лывают листами с прокладками.
На паровозах старой постройки несъемный фронтонный лист с
дверцей большого диаметра при износе заменяют съемным фрон-
тонным листом на петлях с дверцей диаметром 1000 мм.
Для удаления изгари и стока воды в нижней части дымовой ка-
меры поставлена мусороочистительная труба диаметром 160—
200 мм, которая закрывается заслонкой (см. рис. 33). На парово-
зах ЛВ и П36 вместо трубы установлен люк-пробка.
Исключительно важное значение имеет герметичность дымо-
вой камеры. При отсутствии надлежащей плотности в ее соедине-
ниях будет происходить подсос наружного воздуха, что снизит раз-
режение в дымовой камере и ухудшит тягу, а это приведет к пло-
хому парообразованию и пережогу топлива.
Дымовую камеру периодически очищают от изгари, чтобы не до-
пускать ее скопления. Кроме того, во избежание горения изгарь
заливают водой при помощи заливательной трубки. Скопление го-
рячей изгари в дымовой камере вызывает нагрев и коробление
фронтонного листа и дверцы дымовой камеры. Поэтому плотность
прилегания фронтонного листа и дверцы нужно систематически про-
верять.
Плотность соединений паровпускных труб и элементов паропе-
регревателя с коллектором должна быть проверена на горячем па-
ровозе пуском пара, так как пропуск его также ухудшает разреже-
ние в дымовой камере.
§ 18. ТЕПЛОИЗОЛЯЦИЯ И ОБШИВКА КОТЛА
Для уменьшения потерь тепла от внешнего охлаждения весь
котел, за исключением дымовой камеры, покрывают слоем тепло-
изоляции из таких материалов, как асбест, диатомит и известь, об-
ладающие низкой теплопроводностью и малым объемным весом.
Перед покрытием изоляцией наружную поверхность котла в целях
предохранения от коррозии окрашивают.
Цилиндрическую часть котла изолируют вулканитовыми плита-
ми толщиной 40 мм, которые изготовляют из изоляционной массы,
содержащей 20% асбеста, 60% диатомита и 20% извести. Плиты
42
укрепляют на котле Проволочным каркасом, а зазоры между ними
заделывают вулканитовой обмазкой.
Наружную поверхность топки покрывают предварительно асбе-
стовой подмазкой, ,а затем кладут вулканитовые или асбоцемент-
ные плиты. Там, где невозможно уложить плиты, накладывают слой
изоляционной обмазки при давлении пара в котле 2—3 кГ1см2.
Согласно нормам, утвержденным МПС, объемный вес изоляции
должен быть не выше 400 кг!м3, а коэффициент теплопроводно-
сти— не более 0,087 ккал/м2 ч • °C Практически объемный вес за-
ливочной изоляции колеблется в пределах 380—420 кг/м2.
Поверх изоляционного слоя котел покрывают обшивкой (листо-
вое железо толщиной 1,5 мм), которая защищает изоляцию от пов-
реждений. Для укрепления обшивки к стенкам котла приваривают
стойки, кроме того, обшивку укрепляют поясами и винтами.
Глава 4
ГАРНИТУРА КОТЛА
К гарнитуре котла относят приборы и принадлежности, пред-
назначенные для обслуживания процесса горения: дымовытяжное
устройство, сифон, искрогаситель, колосниковую решетку, зольник,
шлакоувлажнитель, топочные дверцы, сажесдуватель и др.
§ 19. ДЫМОВЫТЯЖНОЕ УСТРОЙСТВО
Чтобы обеспечить нормальный процесс горения в топке, к слою
горящего на колосниковой* решетке топлива или к факелу горяще-
го жидкого топлива должно быть подведено определенное количе-
ство воздуха. На каждый килограмм сжигаемого угля или мазута
нужно примерно соответственно 10—14 или 16—18 кг воздуха. В
таком большом количестве воздух не может естественным путем
поступать в топку, а образующиеся при сгорании топлива газы не
могут выходить по дымогарным и жаровым трубам из топки. Поэ-
тому в паровозном котле создают искусственную тягу газов при
помощи дымовытяжного устройства.
Дымовытяжное (рис. 34) или конусно-вытяжное устройство на
паровозе состоит из конуса и дымовой трубы, которые установлены
в дымовой камере. Это устройство отличается простотой конструк-
ции и эффективностью действия.
Из цилиндров паровой машины отработавший пар давлением
0,6—0,8 кГ!см2 направляется в конус, в сужающейся части которо-
го пар приобретает большую скорость (на современных паровозах
до 250—350 м/сек). Паровая струя, выходящая из конуса и обла-
дающая большим запасом кинетической энергии, захватывает газы
в дымовой камере и увлекает их в дымовую трубу и атмосферу. В
дымовой камере создается разрежение (давление ниже атмосфер-
43
Рис. 34. Схема дымовытяжного устрой-
ства:
/ — конус; 2 — дымовая труба
Рис. 35. Конус постоянного
сечения
ного), которое обеспечивает тягу газов из огневой коробки и при-
ток воздуха к колосниковой решетке.
Чем интенсивнее работает паровая машина паровоза, тем с
большей скоростью выбрасывается струя пара из конуса и тем
большим становится разрежение в дымовой камере. С увеличением
разрежения усиливаются тяга и приток воздуха в огневую коробку,
что позволяет сжигать больше топлива и, следовательно, получать
больше пара от котла, необходимого для работы машины. Таким
образом, при помощи конуса осуществляется автоматическая связь
рабочего процесса котла и машины.
По конструкции конусы бывают постоянного и переменного се-
чения. Наиболее простым является однодырный конус постоянного
сечения (рис. 35) с круглым выпускным отверстием. Большое рас-
пространение получил четырехдырный конус постоянного сечения
с раздельным выпуском (рис. 36). В корпусе конуса имеются два
отдельных, не сообщающихся между собой канала, — по одному
для каждого цилиндра. Таким образом, выпуск пара из одного ци-
линдра отделен от выпуска из другого. Это сделано для того, что-
бы не успевший выйти из конуса пар, скажем, правого цилиндра
цилиндра и не создавал дополнитель-
ного подпора (противодавления)
на его поршень. Каждый канал
х в корпусе разветвляется и в
У устье конуса имеет два накрест
I лежащих выпускных отверстия.
Д Однодырный и четырехдыр-
k ный конусы имеют сменные на-
садки различного диаметра, ко-
торые ставят главным образом
в зависимости от сорта приме-
р няемого топлива. Чем меньше
не перетекал в канал левого
Рис. 36. Четырехдырный конус с
дельным выпуском
44
диаметр насадков конуса, тем сильнее становится тяга. Однако с
уменьшением диаметра насадка увеличивается противодавление
на поршень, увеличивается сопротивление выпуска пара, а следо-
вательно, уменьшается мощность и сила тяги паровоза и, кроме
того, увеличивается расход топлива.
Четырехдырйый конус паровоза Л имеет два размера насадков
диаметром 70 и 75 мм. Однодырный конус паровоза П36 имеет три
размера насадков диаметром 160, 170 и 180 мм, при этом на каж-
дый паровоз изготовляют два комплекта насадков всех размеров:
один — обычные круглые насадки и другой — с рассекателями.
Устанавливают конус строго по оси дымовой трубы, чтобы па-
рогазовая струя правильно входила (вписывалась) в устье тру-
бы. Перекос конуса нарушает правильную работу дымовытяжного
устройства. Корпус конуса и конусные насадки отливают из чугуна.
Конусы переменного сечения имели в отверстии центрально рас-
положенную «грушу», которую при помощи привода можно было пе-
ремещать в вертикальном направлении и, таким образом, изменять
выпускное сечение. Вследствие того, что неумелое пользование пе-
ременным конусом приводило к увеличенному расходу топлива и
вредно отражалось на состоянии котла, переменные конусы в свое
время были заменены конусами постоянного сечения.
Дымовую трубу устанавливают на дымовой камере так, чтобы
ось ее была перпендикулярна к продольной оси котла и лежала
с ней в одной плоскости. На старых паровозах дымовые трубы име-
ли значительную высоту (насколько позволял габарит), но по мере
увеличения мощности и размеров паровоза высоту трубы вследст-
вие ограничения по габариту уменьшали. На современных парово-
зах уменьшение высоты трубы над дымовой камерой компенсируют
удлинением ее внутрь дымовой камеры.
Дымовые трубы отливают из чугуна; они могут быть цельноли-
тыми или состоящими из двух-трех частей.
На рис. 37 показана дымовая камера паровоза ЛВ с располо-
женными в ней дымовытяжным устройством, искрогасителем, сифо-
ном, коллектором пароперегревателя и смесительной камерой во-
доподогревателя. На рисунке видно, что за счет промежуточной
вставки и раструба дымовая труба значительно удлинена в дымо-
вую камеру.
На пассажирском паровозе П36 дымовая труба состоит из четы-
рех частей: собственно трубы, фланца трубы, промежуточной вста-
вки и раструба. Фланец трубы отлит из стали.
Исследованиями установлено, что для эффективной работы ко-
нусно-вытяжного устройства большое значение имеют размеры и
форма дымовой трубы, а также ее расположение относительно ко-
нуса.
Для улучшения работы дымовытяжного устройства, по предло-
жению к. Я. Золотарева и А. С. Гордеева верхняя часть дымовой
трубы паровоза ФД в свое время была удлинена на 550 мм, а ра-
струб удлинен цилиндрической вставкой на 400 мм. Подобное из-
менение дымовытяжного устройства произведено в порядке модер-
45
1899
Рис. 37. Дымовая камера паровоза ЛВ:
1 — дымовая труба; 2 — смесительная камера водоподогревателя; 3 — искрогаситель,
4 — сифон; 5 — конус; 6 — коллектор пароперегревателя
низации на паровозах ФД, СО, Су, Э, Еа и др. Такое усовершенст-
вование дало возможность увеличить диаметр конусного насадка и
тем самым повысить мощность паровоза (при неизмененном расхо-
де топлива). При этом интенсивность тяги в котле не уменьши-
лась.
На паровозах с нефтяным отоплением на дымовой трубе по-
ставлена заслонка. После потушки форсунки нефтяного отопления
заслонка на дымовой трубе должна быть плотно закрыта.
§ 20. СИФОН
Для создания искусственной тяги при движении паровоза с зак-
рытым регулятором и на стоянках, когда паровая машина не рабо-
тает, в дымовой камере устанавливают сифон, который работает
по тому же принципу, что и конус. Пар, вылетающий из отверстий
или сопел сифонного кольца, увлекает в дымовую трубу и атмосфе-
ру из дымовой камеры газы, создавая в ней разрежение.
46
Сифон представляет со-
бой кольцо диаметром от 240
до 390 мм, изготовленное обыч-
но из трубки с проходным
сечением от 18 до 35 мм в за-
висимости от мощности паро-
воза. В кольце просверлены
отверстия диаметром 3—6л/л*.
Количество этих отверстий
на разных паровозах различ-
но. Сифон устанавливают на
конусе и укрепляют скобами
и болтами.
В настоящее время на
большинстве паровозов уста-
новлены усиленные сифоны с
расходящимися соплами Ла-
валя по предложению проф.
А. Н. Шелеста (рис. 38). Этот
сифон изготовляют из сталь-
ной трубки или отливают из
чугуна. Сопла ввернуты в
корпус и при износе могут быть
Рис 38 Усиленный сифон с расхо-
дящимися соплами:
1 — сифонное кольцо, 2 — сопло; 3 — бонка
1привариая
легко сменены. Сифоны с соплами Лаваля обеспечивают лучшее
разрежение в дымовой камере, требуют меньше времени для под-
нятия давления пара в котле и более экономичны по расходу
пара.
К сифонному кольцу по трубе подводят пар из котла, подачу
которого регулируют вентилем, установленным на сухопарнике,
при помощи привода. На паровозах Су, Еа отбор пара для сифона
производят от пароразборной колонки в будке машиниста, а на
паровозе П36 — от колонки перегретого пара, установленной на
дымовой камере.
Необходимо следить за правильной установкой сифона по оси
дымовой трубы; перекос его нарушает работу дымовытяжного
устройства.
§ 21. ИСКРОГАСИТЕЛИ
Вместе с отходящими газами из топки котла уносятся мелкие
горящие частицы угля (искры). Часть этих искр, опасных в пожар-
ном отношении, выбрасывается парогазовой струей через дымовую
трубу. Для удержания и гашения искр в дымовой камере устанав-
ливают специальные приборы — искрогасители.
Наиболее простым является сеточный искрогаситель (рис. 39),
который состоит из стального каркаса, обтянутого сеткой с ячейка-
ми 5X5 мм. Искрогаситель размещают между конусом и дымовой
трубой. Он имеет коническую форму и состоит из двух половин,
что дает возможность его легко устанавливать.
47
Искры, вылетающие из жаро-
вых и дымогарных труб, ударяясь
о сетку, раздробляются, часть из
них гаснет и оседает в дымовой
камере, а часть все же проходит
через отверстия в сетке и уносит-
ся в дымовую трубу. Сетка иск-
рогасителя довольно быстро
прогорает и требует частой сме-
ны.
Искрогасительные сетки следу-
ет периодически очищать метал-
лической щеткой, так как забива-
ние ячеек изгарью и смолистыми
веществами увеличивает сопротив-
ление проходу газов.
На паровозах ФД, Еа, Л, ЛВ и
П36 установлен так называе-
Рис 39 Сеточный искрогаситель мый дефлекторный самоочищаю-
щийся искрогаситель (см. рис. 33).
Он состоит из вертикального листа 7, горизонтального листа 8, сет-
ки 9 и регулирующей отбойной заслонки 10. Поток газов и уноси-
мых частиц угля, ударяясь в вертикальный лист, проходит под ниж
ним горизонтальным листом, огибает регулирующую отбойную за-
слонку, снова ударяется в отражательный лист 14 и выходит через
сетку в трубу. Мелкие горящие частицы угля, проходя длинный
путь в дымовой камере, от резких поворотов и ударов размельча-
ются, догорают и выходят в дымовую трубу с незначительным за-
пасом тепла, что в большинстве случаев исключает возможность
возникновения пожаров. При таком искрогасителе (вернее искро-
дробителе) изгарь в дымовой камере не скопляется, а выносится
вместе с потоком уходящих газов в атмосферу.
Аналогичная конструкция дефлекторного искрогасителя паро-
воза ЛВ показана на рис. 37. Однако поток газов и несгоревших
частиц здесь проходит более длинный путь, так как дымовая каме-
ра этого паровоза из-за размещения в ней смесительной камеры
водоподогревателя длиннее, чем у других паровозов.
Более эффективным, чем сеточный, на паровозах с ручным отоп-
лением является искрогаситель, разработанный Всесоюзным науч-
но-исследовательским институтом железнодорожного транспорта
(ЦНИИ МПС) и работающий по принципу дробления и истира-
ния изгари. Этот искрогаситель представляет собой разборный ко-
жух из листовой стали, установленный между конусом и дымовой
трубой. В передней его части имеется направляющий аппарат, со-
стоящий из нескольких горизонтальных секций, каждая из кото-
рых разделена лопатками на ячейки. На пути к входному отвер-
стию искрогасителя (направляющему аппарату) изгарь, ударяясь
о стенки кожуха и фронтонный лист, дробится. Попадая в направ-
ляющий аппарат, поток изгари разделяется на ряд струй, благо-
48
даря наличию лопаток получает завихрение и дополнительно исти-
рается. По выходе из аппарата изгарь проникает в струю отрабо-
тавшего пара и в большинстве своем гаснет. Этим искрогасителем
оборудованы основные серии паровозов с ручным отоплением. Для
заливки водой скопляющейся изгари в дымовой камере установле-
на искрогасительная трубка. Гашение изгари предохраняет стенки
дымовой камеры от чрезмерного нагревания.
§ 22. КОЛОСНИКОВАЯ РЕШЕТКА
Колосниковую решетку устанавливают в огневой коробке при-
мерно на уровне топочной рамы на паровозах с угольным отопле-
нием. На паровозах первых выпусков применялась неподвижная
колосниковая решетка с балочными колосниками. Такой колосник
представлял собой чугунную балочку с увеличенной высотой в
средней части, имеющую по концам и посередине утолщения для
образования необходимых зазоров Балочные колосники уклады-
вали в топку поперечными рядами. Для установки колосников к
стенкам огневой коробки прикрепляли на шпильках продольные и
поперечные балки.
Широкое распространение на современных паровозах получи-
ли решетки с качающимися плитчатыми колосниками (рис. 40),
отлитые из серого чугуна. Качающиеся колосники разделяются на
рядовые 5, околоклапанные передние 4, клапанные откидные 3 и
Рис. 40 Колосниковая решетка паровоза Л
1 — замок-защелка рычагов, 2— задний около-
клапанный колосник, 3 — клапанный откидной
колосник; 4 — передний-околоклапаииый колос-
ник; 5 — рядовой колосник, 6 — хребтовая бал-
ка; 7 — передняя и задняя балки, 8—боковая
балка; 9'—привод откидного клапана; 10 — ры-
чаг; // — тяга, /2 — соединительная тяга
49
околоклапанные задние 2 длиной 640, 840 и 980 мм. Стандартный
рядовой колосник представляет собой отливку, имеющую щели
шириной 8—10 мм; с обоих концов колосник имеет углубления для
шипов балок, а с одного конца — рычаг для привода.
Вдоль топки на кронштейнах, прикрепленных к топочной раме,
устанавливают четыре боковые балки 8 и посередине — хребтовую
балку 6. Эти балки, изготовленные из стального литья, имеют ши-
пы, на которые устанавливают поперек топки качающиеся колосни-
ки. Количество укладываемых рядовых колосников зависит от дли-
ны топки. В промежутках между колосниками и стенкой огневой
коробки, а также в передней и задней частях устанавливают
балки 7.
Для облегчения прокачивания колосников решетка разделена
на четыре секции с отдельными приводами. Привод каждой секции
состоит из тяги 12, соединяющей хвостовики колосников, тяги 11
и рычага 10, укрепленного на кронштейне и выведенного в будку
паровоза. Откидные клапаны имеют самостоятельный привод 9.
Наличие большого откидного клапана 3 с приводом в будку маши-
ниста облегчает чистку топки и создает удобства для паровозной
бригады. По такой схеме оборудованы качающимися колосниками
в два ряда все основные серии паровозов.
В отличие от других паровозов в колосниковой решетке парово-
за ФД сделана откидная плита (клапан) с приводом наружу. Ко-
лосниковая решетка этого паровоза имеет стандартные колосники,
хребтовую, боковые, переднюю и заднюю балки и привод для про-
качивания колосников, выведенный в будку. Откидная плита сое-
динена тягой и кривошипом с валом, который снаружи топки имеет
рычаг с рукояткой для опускания плиты.
Качающиеся колосники дают возможность взламывать шлак,
образующийся на решетке, легко очищать решетку от скопления
золы и мелкого шлака, что особенно важно при отоплении много-
зольными углями. Очистку решетки прокачиванием производят на
стоянке и на ходу при закрытом регуляторе.
Для облегчения труда паровозных бригад вместо ручной про-
качки колосников при помощи привода и рычагов, выведенных в
будку машиниста, применяют пневматический привод (рис. 41)-
Колосники прокачивают при помощи рычажного механизма и воз-
душного цилиндра 10, имеющего распределительный золотник. Для
прокачивания секций колосниковой решетки нужно перемещать в
одну и другую сторону рычаг 8, который при помощи тяг соединен
с распределительным золотником цилиндра. Это вызывает переме-
щение поршня в цилиндре, а затем передается рычагу 9 и валу 7,
на котором насажены рычаги 5. Соединяя рычаги 5 при помощи
замков 4 поочередно с рычагами 6, которые в свою очередь соеди-
нены с секциями, приводят в движение колосниковую решетку.
Независимо от автоматического привода решетку можно прокачи-
вать вручную при помощи накидного ключа 1, надеваемого на ры-
чаги 6,
50
Рис. 41 Колосниковая ре-
шетка с пневматическим
приводом паровоза П36:
1 — накидной ключ; 2 — откид-
ные плнты; 3 — рычаги откид-
ных плит; 4 — замок, 5, 6, 8
и 9 — рычаги; 7 — вал, ТО—ци-
линдр воздушный с распреде-
лительным золотником
Площадь колосниковой решетки исчисляют в квадратных мет-
рах и получают умножением ее длины на ширину. Размеры колос-
никовых решеток основных серий паровозов указаны в главе 1.
Для подвода в топку воздуха, необходимого для поддержания
процесса горения, в колосниках сделаны щели. Сумма всех щелей
в колосниках, выраженная в процентах по отношению ко всей ее
площади, (называется живым сечением. Колосниковые решет-
ки паровозов со стандартными качающимися колосниками имеют
живое сечение в пределах 18—22%, что удовлетворяет условиям
сжигания большинства смесей углей, применяемых на паровозах.
Чем больше площадь колосниковой решетки и чем больше на
ней сжигают в единицу времени топлива, тем больше можно полу-
чить'тепла для образования пара. Количество килограммов топли-
ва, которое сжигается на 1 м2 площади колосниковой решетки в
течение 1 ч, называют напряженностью, или форсиров-
кой колосниковой решетки.
§ 23. ЗОЛЬНИК
Рис. 42. Бункерный зольник:
1 — привод бокового клапана; 2 — боковой
клапан; 3— бункер, 4—кла'пан бункера,
5 — привод клапанов бункера; 6 — рычаг для
открывания клапанов бункеров; 7 — рычаг
для открывания клапанов подвода воздуха
На паровозах первых выпусков зольник, имеющий форму четы-
рехугольной коробки небольших размеров, расположен под топ-
кой. В передней и задней частях этой коробки имеются отверстия
с клапанами, через которые очищают зольник от шлака и подво-
дится воздух в топку. Открытие и закрытие клапанов производят
рычажным приводом, рукоятки которого выведены в будку маши-
ниста. Подвод воздуха можно регулировать величиной открытия
клапанов. Для того чтобы зола н шлак не высыпались на между-
путье, когда клапаны открыты, в отверстиях зольника установ-
лены сетки. Недостатками зольника такого типа являются: неболь-
шой объем, вследствие чего в нем быстро скопляются зола и шлак
и затрудняется проход воздуха, а также неудобство очистки
зольника под паровозом во время остановки. На современных па-
ровозах установлены зольники бункерного типа (рис. 42), имеющие
значительно больший объем.
Верхняя часть такого зольни-
ка шире колосниковой ре-
шетки и охватывает всю
ее площадь. С обеих сто-
рон зольника вдоль топки ус-
тановлены клапаны 2 для под-
вода воздуха. Регулировку
открытия клапанов произво-
дят приводом /, выведенным
в будку машиниста.
Нижняя часть зольника,
которая для удобства смены
часто делается отъемной,
представляет собой соедине-
ние двух или трех бункеров.
52
Количество и форма бункеров зависят от расположения тележки
или сцепных осей под зольником, а также от размещения и раз-
меров деталей паровозной рамы. Бункеры 3 имеют отверстия
с клапанами 4, через которые производят удаление золы и
шлака. На некоторых паровозах для очистки боковых стенок
верхней части зольника, имеющих незначительный наклон, уста-
навливают трубки с отверстиями, через которые паром сдувается
зола. Привод 5 клапанов бункеров также выведен в будку маши-
ниста.
Зольник укрепляют к топочной раме котла при помощи подве-
сок, шпилек и болтов. В настоящее время зольники делают только
сварной конструкции из листовой стали марки СтО толщиной
4—5 мм.
Для заливки золы и шлака в зольнике устанавливают залива-
тельную трубку, к которой вода подводится от инжектора или ог
водоразборной колонки.
На паровозах, отапливаемых антрацитами или тощими углями,
в зольнике ставят шлакоувлажиитель, который представляет собой
несколько трубок с отверстиями, расположенными по периметру
колосниковой решетки. Струи пара, выходящие из шлакоувлажни-
теля, увлажняют шлак, несколько понижают температуру у самой
решетки, способствуют образованию более пористого шлака и
предотвращают шлакование решетки.
§ 24. ТОПОЧНЫЕ ДВЕРЦЫ
На маломощных паровозах устанавливали круглую поворотную
дверцу, которую делали по форме топочного (шуровочного) отвер-
стия. Дверцу укрепляли к вертикальной оси, помещенной в крон-
штейне, закрепленном на лобовом листе кожуха топки. Вверху к
оси прикрепляли рукоятку, при помощи которой дверцу открыва-
ли и закрывали.
На большинстве паровозов средней мощности применены раз-
движные двустворчатые дверцы 8 (рис. 43), которые состоят из
двух створок, подвешенные на роликах 2, перекатывающихся по
Рис. 43. Раздвижные двустворчатые
дверцы:
1, 9—планки; 2 — ролики; 3 — рукоятка,
4 — рама, S, 6, 7, 10 — рычаги; 8 — дверцы
53
горизонтальной планке 1 Планка прикреплена к раме 4, которую
в свою очередь прикрепляют к лобовому листу кожуха Внизу
створки дверец удерживаются направляющей планкой 9, которая
также прикреплена к раме Дверцы и рама шарнирно связаны
между собой рычагами 5, 6, 7 и 10. При перемещении рукоятки 3,
укрепленной на рычаге 7, дверцы будут раздвигаться или сдви-
гаться. С внутренней стороны они имеют предохранительные щитки
Раздвижные дверцы удобны в эксплуатации, не загромождают
будку машиниста и не требуют полного открытия при пользовании
кочегарным инструментом.
На паровозах с механическим отоплением последней постройки
установлены двустворчатые раскидные дверцы 6 (рис. 44), подве-
шенные на осях 3, вокруг которых они могут вращаться Оси уста-
новлены в чугунной раме 5, прикрепленной к кожуху топки. Двер-
цы, изготовленные из серого чугуна, вверху имеют зубчатые сек-
торы 10, которые всегда находятся в зацеплении. К правой дверце
прикреплена рукоятка 1. При освобождении рукоятки дверцы под
действием собственного веса опускаются и закрывают топочное от-
верстие. Для удержания дверец в открытом положении рукоятка
должна быть заведена в выступ стойки’4.
На паровозах ФД, ЛВ, Ем, Еа и П36 для открытия раскидных
дверец имеется пневматический механизм Над дверцами на при-
валочной рамке установлен воздушный цилиндр 9, к которому по
трубке подводится воздух от главного резервуара. Поршенек ци-
линдра имеет палец, который шарнирно соединен с ушком 2 ле-
гой створки. Подачу воздуха в цилиндр производят открытием
клапана 8 ножной педалью 7
Рис 44 Раскидные двустворчатые дверцы
1 __ рукоятка, 2 — ушко, 3 — ось, 4 — стойка, 5 — рама, 6 — дверцы, 7 — педаль, 8 — кла
пан, 9 — воздушный цилиндр, 10 — зубчатый сектор
54
$ 25. ПРИБОРЫ ОЧИСТКИ ЖАРОВЫХ
И ДЫМОГАРНЫХ ТРУБ
Поверхности жаровых и дымогарных труб, элементов паропере-
гревателя и в меньшей степени огневой коробки во время работы
паровоза постепенно покрываются слоем сажи, являющейся про-
дуктом неполного сгорания топлива. Кроме того, жаровые и ды-
могарные трубы, особенно нижние ряды их, забиваются изгарью.
Это приводит к ухудшению передачи тепла от газа к стенкам труб.
Особенно вредна сажа, которая имеет низкую теплопроводность.
Считают, что слой сажи толщиной 1 мм уменьшает коэффициент
теплопередачи более чем на 20%. Для этих целей на многих паро-
возах малой и средней мощности применяют простейший перенос-
ный сажесдуватель. Он состоит из трубы диаметром 15—20 мм,
длиной 2,0 — 2,5 мм, на одном конце которой имеется наконечник
с соплами, а на другом — корпус с рукояткой и краном. К корпусу
присоединен гибкий рукав. Для отбора пара рукав присоединяют
к инжектору или пароразборной колонке Через топочное отвео-
стие наконечник прибора поочередно вставляют в трубы, выдер-
живают там в течение 3—4 сек и таким образом производят про-
дувку и очистку труб паром. Продувка труб таким прибором мо-
жет быть произведена только на стоянке паровоза, при хорошем
огне в топке, закрытых клапанах зольника и давлении пара в кот-
ле не менее 10 кГ1смг.
Продувать трубы переносным прибором можно как из огневой
коробки, так и из дымовой камеры. Жаровые трубы целесообразно
продувать из огневой коробки, так как здесь не мешают элементы
пароперегревателя. Если продувка производится со стороны топки,
то дверца дымовой камеры должна быть плотно закрыта, а сифон
слегка открыт.
На паровозах ФД, Су, СО применяют постоянно установлен-
ные в топке сажесдуватели — один с правой стороны, другой с ле-
вой. Каждый обдувает половину трубной решетки
Сажесдуватель фланцем 3 (рис. 45) прикреплен к фланцу тру-
бы, вваренной в стенки топки. Трубчатый валик 4 сажесдувателя
проходит через направляющую втулку 8, установленную в коль-
це 2 фланца, и муфтой 9 соединен с трубкой 1, на конце которой
укреплено сопло 10, выходящее в огневую коробку. Валик прохо-
дит через отверстие в крышке#, уплотненное сальником 7, и имеет
на конце квадрат для насадки рычага привода. Пар от парораз-
борной колонки подводится к штуцеру, приваренному к трубе
5, через прорези попадает во внутреннюю полость валика и подхо-
дит к соплу.
Струя пара, выходя с большой скоростью из сопла, попадает в
жаровые и дымогарные трубы и сдувает сажу и изгарь. Для охвата
всех труб сажесдуватель поворачивают при помощи привода, вы-
веденного в будку машиниста Сопло сажесдувателя изготовлено
из жароупорного сплава для предохранения его or быстрого обго-
рания.
55
К недостаткам описанного постоянного сажесдувателя следует
отнести то, что струя пара направлена косо по отношению к осям
дымогарных и жаровых труб. Это значительно снижает эффектив-
ность продувки.
При наличии на паровозе постоянно установленных в топке
сажесдувателей трубы нужно продувать на ходу при открытом
регуляторе и высокой форсировке котла. Если паровоз имеет меха-
ническое отопление, углеподатчик должен быть выключен и топка
заправлена вручную хорошо смоченным углем, чтобы не было уно-
са его в трубы. Лучше всего продувать трубы в конце затяжного
подъема, когда паровоз идет с открытым регулятором без подачи
угля в топку. При механическом углеподатчике рекомендуется про-
дувать трубы чаще.
Продувку труб производят следующим образом. Сажесдуватель
устанавливают так, чтобы сопло его было направлено на свод.
Затем на 5—6 сек осторожно открывают кран и впускают пар в
прибор для того, чтобы удалить из паропровода и прибора скопив-
шуюся там воду. После этого сажесдуватель переводят в верхнее
положение, полностью открывают кран, медленно поворачивают
сопло вдоль решетки и продувают трубы, начиная с верхних рядов
и кончая нижними.
Продувку труб с каждой стороны повторяют несколько раз в
течение 1,5 — 2 мин, пока изгарь и сажа не перестанут окрашивать
дым в черный цвет и он не станет более светлым. При постоянном
сажесдувателе рекомендуется продувать трубы не только на ходу,
но также и в депо, перед каждым выездом под поезд.
Правилами деповского ремонта и содержания паровозов, издан-
ных в 1970 г., предусмотрен ремонт и восстановление сажесдувате-
лей, однако на многих паровозах они сняты.
Для очистки труб и топки от нагара и шлаковых наростов при-
меняют противонагарную химическую композицию (ПХК), пред-
ложенную инж. Мартьяновым. Она состоит из поваренной соли
(70%), нашатыря (12%), сернокислого натрия (12%), медного ку-
Рис. 45 Сажесдува1ель:
I — трубка, 2 — кольцо, 3 —фланец; 4 — трубчатый валик, 5 —труба, 6 — крыш
ка; 7 — сальник; 3 —втулка; 9—муфта; 10 — сопло
56
пороса (4—5%) и алебастра. Композицию в чистом виде или в сме-
си с мелким неспекающимся углем равномерно разбрасывают по
горящему слою топлива. Газообразные продукты композиции (бе-
лый дым) разрушают нагар и шлаковые отложения, которые при
хорошей тяге уносятся в дымовую трубу.
§ 26. ОБОРУДОВАНИЕ ТОПКИ ДЛЯ НЕФТЯНОГО ОТОПЛЕНИЯ
Часть паровозов работает на нефтяном, или, как часто говорят,
мазутном отоплении. Для отопления паровозов в этом случае при-
меняют нефтяные остатки (мазут), которые получают при перера-
ботке сырой нефти. Для сжигания нефтетоплива на паровозе
должно быть установлено следующее основное оборудование:
а) бак для хранения нефтетоплива со сборником (отстойником),
питательным кувшином и подогревателями, устанавливаемыми на
тендере;
б) две нефтяные форсунки, устанавливаемые в задней стенке
зольника;
в) нефтепроводы, соединяющие питательный кувшин с форсун-
ками;
г) паропроводы, подводящие пар к форсункам, подогревателям
и для продувки нефтепровода;
д) кирпичная кладка и свод топки котла;
е) заправочный штуцер для заправки холодного паровоза па-
ром от другого источника;
ж) заслонка на дымовой трубе.
Для горения мазута в топке паровоза необходимо обеспечить
тонкое его распыление, подвод в топку достаточного количества
воздуха, хорошее смешение распыленного мазута с воздухом и под-
держание в топке высокой температуры, при которой будет быст-
рое и полное сгорание топлива. Установлено, что для полного сго-
рания 1 кг мазута теоретически необходимо 13,2 кг воздуха. Одна-
ко в реальных условиях для полного сгорания мазута теоретически
необходимого количества воздуха недостаточно, и поэтому в паро-
возную топку нужно вводить некоторое количество избыточного
воздуха. Опыт показал, что для нормального горения мазута
коэффициент избытка воздуха должен быть равен 1,3. Это значит,
что в топку подводится воздуха на 30% больше, чем это требуется
теоретически. Следовательно, в топку должно быть введено:
13,2X1,3=17,15 кг воздуха на 1 кг сжигаемого топлива, или
при весе 1 м3 воздуха 1,2 кг (при температуре 20°С) —17,15:1,2 =
= 14,3 м3 на 1 кг топлива. Исходя из потребного количества возду-
ха для сжигания 1 кг топлива и количества сжигаемого в 1 ч ма-
зута, определяют необходимое проходное сечение клапанов золь-
ника для подвода воздуха в топку паровоза.
При неправильном процессе горения топлива имеют место боль-
шие потери тепла от химической неполноты сгорания, неудовлетво-
рительное парообразование, отложение кокса на стенках топки,
быстрый выход из строя кирпичного свода и кладки.
57
Для сжигания мазута топка паровозного котла должна быть
специально приспособлена. Хорошее смешение распыленного мазу-
та с воздухом и полное сгорание его достигаются удлинением пути
горючей смеси в топке и увеличением объема топки. В этих целях
на паровозах, переводимых с твердого на жидкое топливо, удаля-
ют колосниковую решетку, зольник частично используют как ка-
меру горения, а в топке устанавливают кирпичный свод.
Стенки топки и зольника обмуровывают огнеупорным кирпи-
чом, что предохраняет их от действия высокой температуры, спо-
собствует созданию в топочном пространстве температуры до
1600°С. Кирпичная кладка предохраняет также стенки топки от
резкого охлаждения после прекращения отопления.
Свод является самой ответственной частью топочной кладки.
Длина свода при нефтяном отоплении должна быть такой, чтобы
он на 60—65% перекрывал площадь, ранее занятую колосниковой
решеткой.
На рис. 46 изображено оборудование топки паровоза Л при
нефтяном отоплении. Часть топки и зольника выложена огнеупор-
ным, так называемым шамотным кирпичом 1, при этом применяют
прямой и в некоторых местах фасонный кирпич. Свод топки выкла-
дывают из клинового шамотного кирпича 2 в виде арки. Перед ук-
ладкой кирпичей стенки зольника обмуровывают слоем асбеста
толщиной 25—30 мм.
Рис. 46. Устройство топки при нефтяном
а —< кирпичная кладка, б — установка форсунок, в — нефтепроводы и паропрово
ды форсунок, 1 — кнрпнч прямой, 2 — кирпич клиновой, 3 — балка поперечная,
4 — угольник; 5 — балка продольная; 6 — форсунка основная; 7— фланец, 8
14, 15 — кронштейны; 9 — паропровод к основной форсунке; 10 — нефтепровод к
основной форсунке, // — паропровод к форсунке малой производительности,
58
отоплении паровоза Л:
12 — форсунка малой производительности, 13 — неф тепровод к форсунке малой
производительности, 16- нефтепровод с тендера, 17 — вентиль на нефтепро
воде к основной форсунке, 18 — привод вентиля основной форсунки, 19 — привод
вентиля форсунки малой производительности, 20 — вентиль на нефтепроводе
к форсунке малой производительности, 21 — ответвление нефтепровода
Длина свода, считая от трубной решетки топки, равна 1570 мм,
а у паровозов Эр и СО— 1600 мм и у паровозов Су— 1730 мм.
Свод должен идти от трубной решетки к задней стенке топки под
углом к горизонтальной плоскости около 8°. В передней части у
трубной решетки свод проходит под нижними дымогарными труба-
ми. Укладку кирпича в задней части топки за пределами свода
производят не выше 250—300 мм от топочной рамы. Свод топки
разрешается также укладывать на циркуляционных (кипятильных)
трубах из фасонного кирпича Для удержания обмуровки на уровне
топочной рамы устанавливают на месте балок колосниковой решет-
ки поперечные 3 и продольные 5 балки, а в зольнике приваривают
угольники 4. Боковые клапаны зольника закрывают кирпичом и
обмуровывают асбестом. Доступ воздуха в топку осуществляется
через нижние клапаны бункеров зольника и через окна в кладке.
Форсунки основная 6 и вспомогательная малой производитель-
ности 12 пропущены через отверстия в гибкой опоре котла и уста-
новлены в окне, сделанном в задней стенке зольника и кладке.
Форсунка 6 при помощи фланца 7, кронштейна 8 и болтов кре-
пится к хвостовику топочной рамы. Основная форсунка установле-
на на вертикальной оси котла, а форсунка малой производитель-
ности 12 расположена рядом с основной форсункой 6 (в горизон-
тальной плоскости) и прикреплена к ней посредством приваренных
к форсункам кронштейнов 14 и 15 и болтов.
Мазут к форсунке 6 подается от питательного кувшина на тен-
дере по нефтепроводу 16, через запорный вентиль 17 и по нефте-
проводу 10. К вспомогательной форсунке 12 мазут идет по тому же
нефтепроводу 16, затем по ответвлению 21, через вентиль 20 и по
нефтепроводу 13. Вентиль 17 на нефтепроводе к основной форсунке
и вентиль 20 на нефтепроводе к вспомогательной форсунке имеют
приводы 18 и 19 с маховиками, которые выведены в будку машини-
ста и служат для регулировки подачи мазута.
Подача пара к форсункам от специальной пароразборной ко-
лонки, установленной в будке машиниста и связанной паропрово-
дом с главной пароразборной колонкой котла, осуществляется: к
основной форсунке — по паропроводу 9 и к вспомогательной фор-
сунке— по паропроводу 11.
Пароразборная колонка -для нефтяного отопления представляет
собой трубчатую камеру сварной конструкции, которая после свар-
ки подвергается гидравлическому испытанию давлением 30 кГ1см2.
К колонке, укрепленной на лобовом листе кожуха топки, приваре-
ны бонки, на которых установлены четыре вентиля (справа нале-
во): к основной форсунке, к вспомогательной форсунке, для продув-
ки нефтепровода и для прогрева мазута. Слева с торца колонки
имеется отверстие, в которое на резьбе поставлена пробка-заглуш-
ка. Это отверстие может быть использовано для присоединения за-
правочного штуцера. На некоторых паровозах пароразборная ко-
лонка имеет пятый вентиль. При помощи вентилей на пароразбор-
ной колонке.регулируют подачу пара к основной форсунке и вспо-
могательной форсунке малой производительности. Паропровод от
60
колонки для продувки присоединен к нефтепроводу 16 перед регу-
лирующим вентилем 17. Продувки производят при загустевании
мазута в нефтепроводе и при засорении форсунок.
На паровозах применяют круглую сварной конструкции эжек-
ционную форсунку с внутренним распылением системы Данилина
(рис. 47, а). Она отличается высокой производительностью и эконо-
мичностью, простотой конструкции и надежностью в работе. Фор-
сунка имеет изготовленный из стальной трубы корпус 7, на кото-
рый в передней части навинчено сопло 11, закрепленное контргай-
кой 12. Внутреннее проходное сечение сопла имеет диаметр 18 мм.
а расширяющаяся часть сопла заканчивается диаметром 25 мм.
В задней части к корпусу приварен наконечник 5 для укрепления
штуцера 3, центрирующего внутреннюю часть форсунки.
Внутри корпуса вставлена центральная трубка 8, к которой в
передней части при помощи муфты 9 присоединен паровой конус 10.
Проходное сечение парового конуса 5 мм. Муфта 9, имеющая
три опорных ребра, одновременно центрирует трубку 8 в корпусе
7 К другому концу трубки 8 приварен штуцер 3, который плотно
закреплен к наконечнику 5 при помощи прокладки 4 и гайки 2.
Рис. 47. Эжекционная форсунка системы Данилина (а) и форсунка малой
производительности (б):
1, 3 —штуцера; 2 —гайка; 4 — прокладка; 5 — наконечник; 6 — фланец; 7 — корпус фор-
сунки; « — центральная трубка; 9 —муфта; 10 — паровой конус; 11 — «адпло; 12 — контр-
гайка; 13 — наружная трубка
&1
К корпусу форсунки приварен штуцер 1, куда присоединяют
нефтепровод. Для укрепления форсунки в месте установки к кор-
пусу приварен фланец 6.
Форсунка работает следующим образом. По паропроводу, при-
соединенному к штуцеру 3, пар поступает в центральную трубку 8
и паровой конус 10 с расширяющимся соплом Лаваля, которое уве-
личивает скорость выхода пара. Мазут по нефтепроводу через шту-
цер 1 заполняет кольцевую полость между корпусом 7 и трубкой 8
форсунки. Пар, выходящий с большой скоростью из парового ко-
нуса, захватывает мазут, находящийся в кольцевой полости фор-
сунки, и выбрасывает его в виде мельчайших брызг в топку, т. е.
производит пульверизацию.
Особое внимание должно быть обращено на центровку паро-
вого конуса с геометрической осью выходного отверстия сопла
форсунки. Отклонение оси парового конуса относительно сопла
корпуса допускается не более 0,3 мм.
Большое значение для нормального процесса горения имеет
правильная установка форсунки. Она должна быть установлена
так, чтобы ее ось была направлена по вертикали — несколько ни-
же середины расстояния между сводом и подом топки, а по гори-
зонтали— точно в центральную часть передней стенки топки.
Факел форсунки при этом свободно вписывается под сводом и не
ударяется в свод, боковые стенки и под топки. Смещение факела
форсунки в сторону ухудшает горение и повышает расход топлива.
Чтобы проверить правильность установки форсунки, пользуются
световым лучом. С этой целью отворачивают гайку со штуцера 3
(см. рис. 47, а) и к отверстию его подносят электрическую лампу,
в результате чего на передней стенке топки образуется световое
пятно. Установку форсунки регулируют таким образом, чтобы све-
товое пятно попало в желаемую точку на стенке.
Для отопления паровоза на стоянках, при езде с закрытым ре-
гулятором и на малых форсировках, чтобы избежать нарушения
факела, устанавливают вспомогательную форсунку малой произ-
водительности. Ее расположение в топке показано на рис. 46. Фор-
сунка малой производительности (см. рис. 47, б) сварная и по
конструкции похожа на основную, большую форсунку, отличаясь
от последней, главным образом, размерами.
На наружную трубку 13 форсунки в передней части навинче-
но сопло 11, имеющее проходное сечение 8 мм. К внутренней цен-
тральной трубке 8 впереди приварена муфта 9, имеющая три реб-
ра, которыми она опирается на внутренние стенки наружной труб-
ки. В центральное отверстие муфты ввернут паровой конус 10 с
проходным сечением 2,5 мм и расходящимся соплом Лаваля.
С другой стороны к центральной трубке 8 приварен штуцер 3,
который при помощи гайки 2 и прокладки 4 плотно прижат к на-
конечнику 5, приваренному в свою очередь к наружной трубке 13.
Штуцер, центральная трубка, муфта и паровой конус образуют в
форсунке единый канал, через который проходит паровая струя.
Подача мазута в форсунку осуществляется через штуцер 1 и коль-
62
цевую полость между наружной и центральной трубками. Вспо-
могательная форсунка работает по такому же принципу, как и ос-
новная.
Чтобы обеспечить хорошую пульверизацию топлива, локомотив-
ная бригада должна подогревать его до соответствующей темпера-
туры (см. главу 21) и регулировать подачу пара в форсунку в за-
висимости от поступления мазута.
Удовлетворительная регулировка и достаточная пульверизация
юплива обеспечивают чистый факел и сильное, не отрывающееся
от форсунки пламя. При этом из дымовой трубы будет выходить
светло-серый, едва заметный дым. При избытке мазута будет про-
исходить неполное сгорание, пламя получается темное, вытянутое,
мазут сгорает с копотью и из трубы выходит темный или чер-
ный дым.
Мазут должен подаваться в топку в точном соответствии с ре-
жимом работы паровой машины паровоза и потребным количест-
вом пара. При уменьшении расхода пара машиной нужно своевре-
менно уменьшить подачу мазута, а при закрытии регулятора перей-
ти на форсунку малой производительности, чтобы предотвратить
образование сажи и потерю топлива.
Нормальный процесс горения мазута в топке и подвод достаточ-
ного количества воздуха регулируется при помощи клапанов золь-
ника и сифоном. Однако излишек воздуха будет вызывать охлаж-
дение топки и потери от неполноты сгорания. При избытке возду-
ха пламя в топке будет жидкое, прозрачное, а из дымовой трубы
совсем не будет видно дыма.
Для наблюдения за факелом в топке котла в топочных дверцах
делают смотровое отверстие диаметром 16 мм. Нельзя допускать
перерыва факела, так как это приведет к резкому изменению тем
пературного режима топки. Перерыв факела может произойти при
медленном зажигании форсунки и при большом открытии сифона.
При передвижении паровоза собственным паром по стадионным
и деповским путям форсунка должна быть обязательно включена.
Нельзя питать котел водой при погашенной форсунке и нужно пре-
кращать подачу воды в котел за несколько минут до потушки фор-
сунки. Чтобы дольше сохранить свод и футеровку топки, не следу-
ет допускать форсированную работу форсунки после длительных
сюянок, когда свод и кладка значительно охладились.
При длительных стоянках паровоза в теплое время года в целях
жопомии топлива форсунку гасят и плотно .закрывают заслонкой
дымовую трубу, а также клапана для подвода воздуха, чтобы
предотвратить резкое охлаждение топки.
Для повышения форсировки котла и обеспечения устойчивого
парообразования при переменном топливном режиме на паровозах
i угольным отоплением применяют комбинированное угленефтяное
топление. При этом угольное отопление является основным, а ма-
<\ I подается в топку только на трудных участках профиля пути
не более 10% от расхода угля. Оборудование для угленефтяного
оюпления состоит из бака емкостью от 1,0 до 3,5 м3 для мазута,
63
располагаемого на тендере, системы нефтепроводов, паропрово-
дов и форсунки, устанавливаемой в топке.
На паровозах с механическим отоплением форсунку ставят на
головке углеподатчика так, чтобы часть форсунки входила в то-
почное пространство. На паровозах с ручным способом отопления
форсунку размещают в нижней части топочного отверстия, для
чего в топочных дверцах делают вырез. Форсунка должна быть на-
правлена на середину топочного свода. При небольших форсиров-
ках котла паровоза, а также при езде с закрытым регулятором и
на стоянках отопление мазутом не допускается.
Нефтяное оборудование, устанавливаемое на паровозе с угле-
мазутным отоплением, должно удовлетворять тем же требова-
ниям, что и оборудование чисто нефтяного отопления.
Глава 5
ПАРОПРОВОД И РЕГУЛЯТОР
§ 27. СХЕМА ПАРОПРОВОДА
Пар из котла через паросушитель проходит в сухопарник, отку-
да при открытом регуляторном клапане 1 (рис. 48) по регулятор-
ной трубе 3 поступает в камеру насыщенного пара 4 коллектора
пароперегревателя. Отсюда пар проходит в элементы пароперегре-
вателя 2, перегревается и возвращается в коллектор — в камеру
перегретого пара 5. Из коллектора по паровпускной (парорабочей)
трубе 6 пар попадает в цилиндр паровой машины. Отработавший
пар из цилиндра по паровыпускным трубам 8 проходит в конус 7и
выбрасывается через дымовую трубу в атмосферу.
Такой путь пар проходит на паровозе, имеющем пароперегрева-
тель, и при регуляторе, расположенном в сухопарнике. Паровозы
Рис. 48. Схема паропровода из котла
в машину:
/ — регуляторный клапан; 2 — элементы паро-
перегревателя; 3 — регуляторная труба; 4 — ка-
мера насыщенного пара коллектора; 5 —камера
перегретого пара; о — паровпускная труба;
7 — конус; 8 — паровыпускные трубы
54
последней постройки (Л. ЛВ, П36) имеют регуляторную трубу,
проходящую снаружи котла от сухопарника к внешнему регулято-
ру, который установлен на дымовой камере. На паровозах же с
внешним регулятором, расположенным за пароперегревателем,
пар из сухопарника сначала проходит в пароперегреватель, а за-
тем в регулятор и паровпускные трубы.
§ 28. РЕГУЛЯТОРЫ
Регуляторы служат для регулирования впуска пара в паровые
цилиндры из котла паровоза. На старых паровозах применяли
регуляторы с плоским золотником. Такие регуляторы трудно от-
крывались, на поверхностях золотников образовывались задиры,
при высокой температуре имело место коробление, заедание золот-
ников и пропуск пара. Поэтому вместо регуляторов с плоским зо-
лотником стали применять клапанные регуляторы.
Головку 3 двухклапанного регулятора (рис. 49) устанавливают
на колене регуляторной трубы 4, введенном в сухопарник. В верх-
Рис. 49. Двухклапанный регулятор:
/— малый клапан; 2 — большой клапан; 3 — головка регулятора; 4 — колено регуля-
торной трубы; 5 — упорная гайка; 6 — тяга; 7 — регуляторный вал; 8 — рычаг
3—9059 65
ней части чугунная головка имеет посадочное место, На которое
садится большой клапан 2. Внутри головки отлита камера Л,
открытая сверху и соединенная с корпусом головки ребрами. Боль-
шой клапан вверху имеет тарелку с притирочной лентой для уста-
новки на посадочное место в головке и направляющие ребра, а
нижнйя часть его, которая входит в камеру Л, имеет форму порш-
ня. В центральном отверстии большого клапана установлен малый
(разгрузочный) клапан 1, который имеет притирочную ленту (ме-
сто посадки на большой клапан) и проушину для рычага. Для на-
правления стержня малого клапана в большом клапане отлиты на-
правляющие. На хвостовик малого клапана навинчена упорная
гайка 5. Головка, колено и большой клапан регулятора отлиты из
чугуна, малый клапан изготовлен из стали.
При помощи привода и рычага 8, закрепленною в проушине
малого клапана, последний поднимается на 13—14 мм до упора
гайки во втулку большого клапана. Это дает возможность пару
пройти в разгрузочную камеру под большой клапан и разгрузить
его от давления сверху, что облегчает открытие. Одновременно
через отверстие в дне разгрузочной камеры и зазоры между ниж-
ней частью большого клапана и камерой пар поступает в регуля-
торную трубу. При дальнейшем подъеме малого клапана вместе с
ним начинает подниматься большой клапан и открывать полныи
доступ пару в регуляторную трубу. Подъем большого клапана
обычно составляет 32—33 мм. Регуляторный клапан такой конст-
рукции установлен на паровозах Э, СО, Су, Еа и др.
На паровозах Л и ЛВ установлен регулятор с саморазгружа-
ющимся клапаном. Регулятор установлен на дымовой камере и
соединен боковым фланцем с регуляторной трубой, а нижним — с
камерой насыщенного пара пароперегревателя.
В стальном корпусе 1 регулятора (рис. 50) установлена чугун-
ная втулка 3, на притирочную ленту которой опирается большой
чугунный клапан 2, имеющий направляющий цилиндр с окнами 14
и хвостовик. На хвостовике клапана укреплен чугунный поршень
8 с уплотняющими кольцами 4. Поршень входит в разгрузочную
камеру 6. Внутри большого клапана 2 помещен разгрузочный кла-
пан 11, изготовленный из нержавеющей стали. Разгрузочный кла-
пан на конце имеет упорную гайку 7, а вверху соединен с тягой 12
и кулачком 13.
При подъеме разгрузочного клапана на (величину своего хода
4 мм из корпуса 1 над большим клапаном по кольцевому зазору .9
в большом клапане пар поступает в разгрузочную камеру 6 под
поршень. Вследствие того что диаметр разгрузочного поршня боль-
ше диаметра большого клапана, создается избыточная сила от дав-
ления пара на поршень вверх, которая совместно с небольшим на-
жатием машиниста на рычаг регулйтора открывает большой
клапан, и пар по кольцевому отверстию 5 поступает в кол-
лектор пароперегревателя. Подъем большого клапана равен
70 мм. Для отключения регулятора от котла служит запорный
вентиль 10.
66
Пар машину
Рис 50 Регулятор с саморазгружающимся клапаном паровоза Л:
/ — корпус регулятора; 2 — большой клапан; 3— втулка; 4 — уплотняющее кольцо,
5 —копьцевое отверстие; 6 — разгрузочная камера, 7 — упорная гайка, 8 — поршень,
9 —кольцевой зазор; 10— запорный вентиль, 11— разгрузочный клапан, 12 — тяга,
13 — кулачок, 14 — окна
На паровозе ФД установлен многоклапанный регулятор, отли-
тый заодно с коллектором пароперегревателя. Он расположен в
верхней части дымовой камеры и соединен с регуляторной и паро-
впускными трубами. Корпус многоклапанного регулятора (рис. 51)
имеет три камеры: А — перегретого пара, сообщенную с такой же
камерой коллектора пароперегревателя; Б — среднюю, соединен-
ную с паровпускными трубами; В — разгрузочную. Регулятор име-
ет разгрузочный клапан 1 и четыре рабочих клапана 4. На этих
паровозах последних выпусков регулятор имеет пять рабочих кла-
панов, каждый из которых сверху имеет хвостовик, а внизу — стер-
жень с разгрузочно-направляющим поршнем, установленным в на-
правляющей стенке камеры. Кроме того, в поршень снизу ввернут
хвостовик, соединенный с кулачком 3 регуляторного вала 2, прохо-
дящего вдоль разгрузочной камеры В. Такой же хвостовик имеет и
ра п'рузочный клапан.
При повороте регуляторного вала при помощи привода кула-
чок 3 упирается в заплечик нижнего хвостовика клапана и подни-
мает сначала разгрузочный клапан, а затем поочередно рабочие
клапаны. Для этого размер заплечиков хвостовика у рабочих кла-
панов различен. При подъеме разгрузочного клапана пар из
3* 67
Рис. 51. Многоклапанный регулятор
А — камера перегретого пара, Б — средняя камера, В — разгрузочная камера, 1 — раз
грузочяый клапан, 2 — регуляторный вал, 3 — кулачок вала, 4 — рабочие клапаны
камеры А перетекает в камеру В и разгружает рабочие клапаны,
чем облегчается их открытие. При дальнейшем повороте регуля-
торного вала, на что требуется незначительное усилие, начинают
поочередно открываться рабочие клапаны, увеличивая постепенно
проход для пара из камеры А в камеру Б и в паровпускные
трубы. Клапаны имеют следующую величину подъема: разгрузоч-
ный— 50 мм; 1-й — 35; 2-й — 25; 3-й — 30 и 4-й — 40 мм. Очеред-
ность открытия клапанов, начиная с разгрузочного: 4-й, 1-й, 3-й
и 2-й.
Корпус регулятора и коллектора пароперегревателя изготовлен
из стального литья, клапаны — из нержавеющей стали.
Описанный многоклапанный регулятор паровоза ФД является
внешним регулятором, так как сам регулятор и привод его распо-
ложены вне котла. При таком расположении сокращается путь па-
ра от регулятора к цилиндрам и улучшается управляемость паро-
возом.
При многоклапанном регуляторе в сухопарнике установлен глав-
ный запорный клапан. Он служит для разобщения котла от паро-
провода, пароперегревателя и регулятора на случай их ремонта.
Запорный клапан сделан по типу клапанного регулятора и имеет
разгрузочный и большой клапаны, а также привод, выведенный на-
ружу сухопарника в виде маховика. Внешнее расположение регу-
лятора и наличие главного запорного клапана позволяют осматри-
вать и ремонтировать регуляторы без охлаждения котла.
68
Паровоз П36 имеет регулятор с саморазгружающимся клапа-
ном (подобно регулятору паровозов Л и ЛВ), который установлен
<а коллектором пароперегревателя. Привод к нему также наруж-
ный. Перед коллектором поставлен запорный клапан, конструкция
которого аналогична конструкции регуляторного клапана.
Корпус регулятора подсоединен к камере перегретого пара
коллектора пароперегревателя. Следовательно, паровоз П36 имеет
1ак называемый наружный регулятор, расположенный после эле-
ментов пароперегревателя. При необходимости осмотра и ремонта
регулятора закрывают запорный клапан, отсоединяющий регуля-
тор от котла.
Запорный клапан установлен на дымовой коробке и соединен
боковым фланцем с регуляторной трубой и нижним — с патрубком
камеры насыщенного пара коллектора.
На паровозах (Э, СО, Су) с внутренним регулятором, установ-
ленным в сухопарнике, внутри котла проходит регуляторный
вал 7 (см. рис. 49), который через лобовой лист кожуха выведен
в будку машиниста. В котле вал соединен при помощи тяги 6 и
рычага 8 с клапаном регулятора. На лобовом листе кожуха, в ме-
сте прохода регуляторного вала 9 (рис. 52), поставлен фланец 1 с
грундбуксой 2 уплотняющего сальника. На некотором расстоянии
от вала на фланце 8, также прикрепленном к лобовому листу, уста-
новлена рукоятка 7, которая тягой 4 соединена с рычагом 3, на-
саженным на конец регуляторного вала.
Рукоятка регулятора расположена в будке со стороны машини-
ста. Закрытое положение регулятора соответствует крайнему,
правому положению рукоятки, как показано на рис. 52. Для от-
крытия регулятора машинист нажимает рукоятку от себя, повора-
чивает регуляторный вал и через привод, помещенный в котле,
Рис. 52 Приврд регулятора:
/, 8 — фланцы; 2 — грундбукса сальника; 3 — рычаг; 4 — тяга, 5 — сегмент; 6 ~ внлка,
7 — рукоятка; 9 — вал регулятора
69
поднимает клапан регулятора. Перемещение рукоятки происходит
по сегменту 5, сделанному заодно с фланцем 8. Для удержания ре-
гулятора в нужном положении на руко’ятке укреплена вилка 6,
которая под действием пружины входит между зубьями накладки
сегмента.
Привод к внешнему регулятору (на паровозах ФД, ЛВ, Л,
П36), а также к внутреннему (на паровозах Еа и Ем) расположен
вдоль котла снаружи. У паровоза ЛВ (рис. 53) привод состоит из
тяг 1 и 3, проходящих вдоль котла, двуплечего компенсаторного
рычага 2, закрепленного на котле, кронштейна 4 с сектором 5, ук-
репленных на кожухе топки, и рычага регулятора 6. Рычаг регуля-
тора имеет рукоятку 7 с защелкой 8, которая при определенном
положении рычага входит в зацепление с зубцами сектора. Ком-
пенсаторный рычаг служит для компенсации удлинения котла при
нагревании его (при растопке паровоза) и обеспечивает нормаль-
ную работу привода. Если бы привод состоял из одной тяги, то
при растопке было бы возможно самопроизвольное открытие регу-
ляторного клапана.
При сборке привода необходимо соблюдать следующие усло-
вия. В крайнем переднем положении рычага регулятора подъем
большого регуляторного клапана должен составлять 74 мм, а в
крайнем заднем положении — клапан должен быть всегда плотно
закрыт.
Регулировку привода производят изменением длины задней тяги
3 ввертыванием или вывертыванием регулировочной втулки
(узел I, см. рис. 53).
70
§ 29. ПАРОСУШИТЕЛИ
Пар, образующийся в объеме, где имеется вода, всегда содер-
жит влагу. Объясняется это тем, что пузырьки пара, выходящие из
воды, захватывают с поверхности ее капельки, из которых более
мелкие остаются в паре. Кроме того, часть пузырьков пара, имею-
щих меньшую скорость, не может прорвать поверхностную пленку
воды и только немного приподнимает ее над уровнем воды, обра-
зуя пену. Эта пена при открытии регулятора также уносится с
паром, увеличивая его влажность. Образование пены увеличива-
ется при водах, содержащих большое количество примесей.
Влажность пара в среднем составляет около 5%, а при плохих
водах достигает 15—20%. Увеличение влажности пара и так на-
зываемое бросание воды, т е. большой унос ее в машину вместе
с паром, могут иметь место в результате слишком высокого уровня
воды в котле, при резком открытии регулятора и боксовании паро-
воза, что целиком зависит от паровозной бригады.
При повышенной влажности пара снижается температура пе-
регрева его, на стенках элементов пароперегревателя осаждаются
< оли, увеличивается нагарообразование в золотниках и цилинд-
рах. Бросание воды может привести к поломке деталей паровой
машины.
Для удаления из пара содержащейся в нем в виде капелеквла-
1и на паровозах устанавливают паросушители, которые обычно
располагают в сухопарнике. Паросушители бывают сеточные,
центробежные, отбойные. На паровозах первых выпусков устанав-
ливали сеточный паросушитель, состоящий из одного или двух
укрепленных в сухопарнике горизонтальных листов, в которых
сделаны отверстия диаметром 5—8 см. При проходе пара через
отверстия содержащаяся в нем вода частично задерживается на
листах и стекает обратно в котел.
Паросушитель, установленный на паровозах СО, Су, Эм, отно-
сится к группе инерционных. Действие его основано на резком
изменении направления движения пара, что приводит к отделению
частиц воды.
Паросушитель паровоза СО
(рис 54) устроен следующим
образом. Под отверстием для
сухопарника установлен отбой-
ный лист 6. В сухопарнике ук-
реплен лист с отверстиями (сет-
ка) 4, к которому снизу на не-
котором расстоянии примыкает
(обойный лист 5. На сетке ус-
тановлен барабан 3 с укреплен-
ным внутри отбойным листом 2.
Нац барабаном 3 расположен
(обойный лист 1, к которому
снизу укреплен барабан 9.
Рис 54 Паросушитель паровоза СО
1, 2, 5 и б — отбойные листы, 3 и 9 — ба
рабаны, 4 —сетка, 7 — трубка, 8 — желоб
71
Внутри барабана 9 устроен желоб 8 с трубками 7 для стока отсе-
парированной воды. Путь пара через паросушитель показан на
рисунке стрелками.
На паровозе ФД установлен центробежный паросушитель.
К верхней крышке корпуса главного запорного клапана прикреп-
лены изогнутые лопатки, а к ним — конический диск. Пар, посту-
пая через отверстие в верхней крышке, проходит лопатки, огиба-
ет диск и направляется в отверстие главного запорного клапана.
Вода, содержащаяся в паре, при проходе через лопатки отбра-
сывается центробежной силой к стенкам корпуса и стекает
вниз в карманы, отлитые в корпусе клапана, откуда попадает
в котел.
Рис. 55. Паросушитель паровоза ЛВ:
/ — отбойный щнт; 2 — угольник
72
На паровозе Л был установлен паросушигель инерционного
типа с отводом в котел отсепарированной воды по специальным
дренажным трубкам. Однако эксплуатация паровозов Л показа-
ла, что этот паросушитель не обеспечивал осушения пара, не пре-
дотвращал уноса воды и поэтому он был заменен паросуши-
телем в виде отбойного листа. Паросушитель такого типа уста-
новлен на паровозах Л, ЛВ и П36 под сухопарным колпаком
и состоит из отбойного щита 1 и ограждающих угольников 2
(рис. 55).
Отбойный щит 1 имеет форму диска и изготовлен из листовой
стали толщиной 4 мм. На паровозах Л и ЛВ диаметр щита равен
700 мм, на паровозе П36 — 900 .-мл*. Щит перекрывает вырез в ци-
линдрической части котла под сухопарникам. Он выполнен из
двух частей для того, чтобы его можно было завести в котел. Для
укрепления отбойного щита к каждой половине его приварены
две стойки, за которые щит при помощи валиков подвешен к нож-
кам, приваренным к вырезу сухопарного колпака.
Отбойный щит предохраняет от захвата воды из котла с
зеркала испарения под сухопарником, а угольники 2 предотвра-
щают увлечение воды и пены потоком пара по стенкам цилиндри-
ческой части котла в сухопарник.
§ 30. - ПАРОВЫЕ ТРУБЫ И ИХ СОЕДИНЕНИЯ
паровозе ЛВ регуляторная труба
Рис. 56. Соединение труб паропро-
вода:
1 — фланец; 2 — прокладное кольцо;
3 — приварное кольцо
Течение пара по всему паропроводу сопровождается трением
пара о стенки труб и понижением давления. Диаметры паровых
труб паровоза выбирают такими, чтобы при максимальном рас-
ходе пара* машиной пар проходил с наименьшей потерей давле-
ния. Радиусы загибов труб обычно сделаны не меньше трех-четы-
рех диаметров трубы. На паровозах средней мощности (Э, Е,
СО, С^) внутренние диаметры труб находятся в следующих преде-
лах: регуляторные — 143—152 мм, паровпускные — 130—140 мм,
паровыпускные — 170—290 мм.
На паровозе ФД регуляторная труба имеет диаметр 215 мм,
а паровпускные — 192 мм; на
установлена диаметром 219 мм,
паровпускные — 196 мм. Тру-
бы изготовляют из стали мар-
ки Ст2 или 20К.
Соединение труб (рис. 56)
производят при помощи флан-
цев 1, приварных колец 3 и
болтов или шпилек с гайками.
Уплотнение соединения дости-
гается посредством чугунных
прокладных колец 2; иногда
соединяющиеся части паропро-
водных труб ставят на при-
I ирке.
73
Глава 6
ПАРОПЕРЕГРЕВАТЕЛИ
§ 31. СВОЙСТВА НАСЫЩЕННОГО И ПЕРЕГРЕТОГО ПАРА
По мере нагревания воды в котле температура ее повышается
до 100°С, вода закипает и образуется некоторое количество пара,
который заполняет свободный от воды объем. Такой пар, обра-
зующийся в герметически закрытом котле в присутствии воды, на-
зывается насыщенным. При этом температура выделенного
пара также будет около 100°С, а давление— 1 кГ[см2.
Одно из свойств насыщенного пара заключается в том, что
при определенном давлении он имеет соответствующие этому дав-
лению температуру, теплосодержание и плотность. При дальней-
шем нагревании воды в закрытом котле количество пара и плот-
ность его будут увеличиваться, а следовательно, будет возрастать
и давление пара. Но благодаря указанному выше свойству на-
сыщенного пара с увеличением плотности и давления будет воз-
растать и температура пара. Зависимость между давлением, тем-
пературой и удельным весом (характеризующим плотность) на-
сыщенного пара приведена в табл. 4.
Таблица 4
Давление пара в котле, кГ 1см2 Температура насыщенного пара, °C Удельный вес пара, кг!м3 Давление пара в котле, кГ / см2 Температура на- сыщенного пара, °C Удельный вес пара, кг!м3
1 99,09 0,5797 9 174,53 4,568
2 119,62 1,109 10 179,04 5,049
3 132,88 1,622 11 183,20 5,530
4 140,92 2,125 12 187,08 6,010
5 151,11 2,621 13 190,71 6,488
6 158,08 3,172 14 194,13 6,967
7 164,17 3,603 15 197,36 7,446
8 169,51 4,085 16 200,43 7,925
С повышением температуры плотность пара будет возрастать,
а с понижением температуры часть пара превратится в воду
(сконденсируется) и оставшийся пар будет иметь плотность, со-
ответствующую новой температуре.
Свойство насыщенного пара — с понижением температуры
превращаться в воду, т. е. конденсироваться, — является его боль-
шим недостатком. Соприкасаясь, например, с холодными стенка-
ми цилиндров, часть насыщенного пара вследствие понижения тем-
пературы конденсируется, и в цилиндрах скопляется вода. Кон-
денсация вызывает большие потери тепла при протекании пара в
74
паропроводах и цилиндрах, а скопление воды может повлечь по-
вреждения деталей машины.
Если насыщенный пар, полученный в котле паровоза, про-
должать нагревать в отдельном объеме, не имеющем воды, то по-
лучится перегретый пар. При этом сначала испарится влага, со-
держащаяся в паре, а затем начнется повышение температуры и
увеличение удельного его объема. Перегретый пар обладает сле-
дующими основными свойствами и преимуществами:
а) при одинаковом давлении с насыщенным паром имеет зна-
чительно большую температуру и теплосодержание;
б) имеет больший удельный объем в сравнении с насыщенным
паром, т. е. объем 1 кг перегретого пара при том же давлении
больше объема 1 кг насыщенного пара. Поэтому при тех же раз
мерах цилиндров машины для получения необходимой мощности
потребуется перегретого пара по весу меньше, что дает эконо-
мию в расходе воды и топлива;
в) перегретый пар при охлаждении не конденсируется, в связи
с чем уменьшается теплообмен со стенками цилиндров; конден-
сация наступает лишь тогда, когда температура перегретого пара
упадет до температуры насыщенного пара при данном давлении.
Чем выше температура перегрева пара, тем экономичнее рабо-
тает паровоз. Считают, что повышение температуры перегрева па-
ра на 10°С дает примерно 1% экономии топлива. На современных
паровозах температура перегрева пара колеблется в пределах
360—410°С.
§ 32. СИСТЕМЫ ПАРОПЕРЕГРЕВАТЕЛЕЙ
Для получения перегретого пара на паровозах устанавливают
пароперегреватели, из которых широкое распространение получил
так называемый жаротрубный пароперегреватель. Такое название
он получил вследствие того, что трубки (элементы) пароперегре-
вателя размещены в жаровых трубах котла.
На современных паровозах применяют следующие типы жаро-
трубных пароперегревателей: двухоборотный, широкотрубный
Л-40 и мелкотрубный
Большинство паровозов оборудовано двухоборотным паропе-
регревателем, схема которого представлена на рис. 57, а. Пар из
сухопарника по регуляторной трубе поступает в камеру насыщен-
ного пара А коллектора 1, затем проходит по трубке элемента 2,
делает два оборота в жаровой трубе 3 и выходит уже перегретым
в камеру перегретого пара Б, откуда поступает в цилиндры паро-
воза.
На паровозах старой постройки устанавливали 21—28 элемен-
тов. На современных паровозах число их значительно увеличено,
например, на паровозе ФД21 их установлено 40, Л—50, СО—52,
Л В—66.
Широкотрубный пароперегреватель Л-40 (рис. 57, б) отлича-
тся от двухоборотного конструкцией элементов. В этом паропе-
75
Рис. 57. Схемы жаротрубных пароперегревателей:
а — двухоборотный, б — широкотрубный Л-40; в — мелкотрубный; / — коллектор, 2 —эле
мент пароперегревателя, 3 и 4 — жаровые трубы
регревателе пар также из камеры насыщенного пара А коллек-
тора 1 поступает в трубку элемента 2, но перед входом в жаровую
трубу эта трубка разветвляется на три трубки; трубки делают
один оборот в жаровой трубе 3 и по выходе из нее снова соеди-
няются в одну, которая подводится к камере перегретого пара Б
коллектора. Широкотрубный пароперегреватель, который имеет
схему известного в свое время однооборотного пароперегревателя
системы Чусова, установлен на паровозе ФД. Элементы паропе-
регревателя размещены в 40 жаровых трубах, поэтому его назы-
вают Л-40.
Мелкотрубный пароперегреватель (рис. 57, в), примененный
на части паровозов ФД, имеет более сложную схему расположе-
ния элементов. Трубка элемента 2, идущая от камеры насыщенно-
го пара А коллектора 1, разветвляется на две трубки, которые
входят в разные жаровые трубы 3. Каждая из них делает один
оборот в жаровой трубе, затем переходит в другую жаровую тру-
бу 4, где делает второй оборот, и выходит в дымовую камеру,
здесь две трубки соединяются в одну, которая подходит к каме-
ре перегретого пара Б коллектора. Таким образом, один элемент
пароперегревателя размещен в четырех жаровых трубах. Все эле-
76
менты мелкотрубного пароперегревателя расположены в 130 жаро-
вых трубах.
Испытания показали, что из перечисленных типов жаротруб-
пых пароперегревателей наибольшую температуру перегрева пара
дает двухоборотный пароперегреватель, установленный на паро-
возах П36. Его поверхность нагрева около 132 м2. Этот паропере-
греватель при наличии на паровозе водоподогревателя обеспечи-
вает температуру перегрева пара в пределах 400—410°С.
Пароперегреватель паровоза ЛВ, имеющий поверхность нагре-
ва 136 м2, дает возможность получать температуру перегретого
пара до 400°С.
В сравнении с мелкотрубным широкотрубный пароперегрева-
тель на паровозах ФД увеличивает мощность котла на 15% и сни-
жает расход топлива на 7—8%.
Худшим в смысле тепловой эффективности является мелко-
трубный пароперегреватель. Большим недостатком -этого паропе-
регревателя является занос изгарью жаровых труб, имеющих
сравнительно небольшой диаметр. Особенно сильно забиваются
изгарью нижние ряды труб, вследствие чего часть элементов па-
роперегревателя фактически выключается из работы, что резко
снижает перегрев пара. Кроме того, из-за большого количества
поворотов в элементе происходит значительное мятие пара. По-
этому мелкотрубный пароперегреватель на паровозах ФД заме-
няют более совершенным широкотрубным Л-40.
§ 33. ЭЛЕМЕНТЫ ПАРОПЕРЕГРЕВАТЕЛЯ
Применяют два типа соединения элементов с коллектором па-
роперегревателя: на конических втулках системы Рязанцева и на
шаровых головках. На паровозах, оборудованных двухоборотным
пароперегревателем, за небольшим исключением устанавливают
унифицированные элементы (рис. 58) с уплотнением в месте соеди-
нения с коллектором при помощи втулок Рязанцева.
Унифицированные элементы двухоборотного пароперегревате-
ля изготовляют из цельнотянутых трубок диаметром 35X3,5 мм из
стали марки 10 и размещают в жаровых трубах диаметром
133X4 мм. На некоторых паровозах (Еа, Ем, П36) элементы из-
готовлены из трубок диаметром 38X3,5 мм.
К концам трубок элементов 8 (см. рис. 58) приварены газовой
сваркой головки 7. В коллекторе и в головках элементов делают
отверстия, куда вставляют уплотняющие втулки 6 Рязанцева.
При помощи болта 2, который пропускают через нажимную ско-
бу 11, установленную под головками элемента, сферической шай-
бы 9 и гайки 10 создают плотное соединение элементов с коллек-
тором 5.
В жаровой трубе элемент установлен на поддержках, состоя-
щих из наружного хомутика 4 и внутренней распорки 12, которые
скрепляют трубки элемента. К хомутику приваривают две колод-
ки 3 из стали Ст. 2 со скругленными кромками, которыми
77
00
ВидВ
Рис. 58 Унифицированные элементы пароперегревателя:
/ — колпачок, 2—болт, 3 —колодка, 4— хомутик, 5 — коллектор, 6 —втулка Рязанцева 7 — головка, 3 —трубка элемента, 9 — шайба
сферическая, 10 — гайка, // — нажимная скоба, /2 —распорка
I Х» |_
LJL____1____U
Рис 59 Шаровая головка элемента
элемент опирается на внутрен-
нюю стенку жаровой трубы. Кон-
цы трубок элемента со стороны
огневой коробки соединены кол-
пачками 1.
Для свободной и правильной
установки элемента в коллекто-
ре нажимная скоба И сделана
незамкнутой, с прорезями. Это
исключает перекос и парение
элементов, что имело место при
колодке, охватывавшей трубки
элемента. Изготовляют скобу
штамповкой или механической
обработкой из стали марки Ст. 5.
Вследствие того что болты,
укрепляющие элементы к кол-
лектору, работают на растяже-
ние в условиях высокой темпе-
ратуры, их изготовляют из жаростойкой легированной стали. На
паровозах с перегревом пара до 350°С можно изготовлять эти
болты из стали Ст5.
На паровозах ФД, Л, Еа, ЛВ, П36 применено шаровое соеди-
нение элементов с коллектором. Конец трубки элемента выштам-
пован в виде шаровой головки (рис 59). Отверстия <в коллекторе
под шаровую головку элемента сделаны коническими с углом 90°.
Нижней шаровой поверхностью головка элемента опирается на
шайбу, в которой сделано углубление по шару При помощи на-
жимной скобы, натяжного болта и гайки шайбы прижимают ша-
ровые головки к коническим отверстиям коллектора. Такое соеди-
нение благодаря наличию шаровой головки даже при небольшом
перекосе в постановке обеспечивает необходимую плотность. Од-
нако в изготовлении оно более сложно, чем соединение на втул-
ках Рязанцева.
Колпачки 1 элементов (см. рис 58) делают цельноштампован-
пыми или штампованными с вварной вставкой. К трубкам эле-
мента колпачок приварен газовой сваркой.
На паровозе П36 элементы двухоборотного пароперегревате-
ля имеют трубки диаметром 38X3,5 мм, которые установлены в
жаровых трубах размером 152X4,5 мм.
Широкотрубный пароперегреватель Л-40 имеет однооборот-
ные элементы (рис. 60). Диаметр трубок элемента 29X3 мм. Эле-
менты установлены в жаровых трубах размером 152X4,5 мм.
С коллектором элементы соединены при помощи шаровых голо-
вок, выштампованных на концах трубок. Для установки в жаро-
вых трубах элементы имеют поддержки такого же типа, как уни-
фицированные элементы. Элементы мелкотрубного пароперегре-
вателя расположены в четырех жаровых трубах диаметром
89X3,5 мм и изготовлены из трубок размером 29X3 мм. Для
79
Рис 60 Элемент широкотрубного пароперегревателя Л-40
защиты от механического износа (изгари) на паровозах Л, Еа, ЛВ,
П36 в дымовой камере на элементы ставят со стороны трубной
решетки предохранительные щитки.
§ 34. КОЛЛЕКТОРЫ
Коллектор (рис. 61) жаротрубного пароперегревателя пред-
ставляет собой чугунную или стальную отливку или сварную
конструкцию, которая перегородками разделена на две камеры —
насыщенного и перегретого пара. Как видно из рис. 61, полости
камеры насыщенного пара перемежаются с полостями камеры пе-
регретого пара. Это необходимо для установки элементов, кото-
рые одним концом присоединяют к камере насыщенного пара, а
другим — к камере перегретого пара. В связи с этим коллектор
имеет сложную конфигурацию с большим количеством перего-
родок.
Камера насыщенного пара литого коллектора паровоза Эу
имеет фланец для соединения с регуляторной трубой, а камера
перегретого пара — два фланца для присоединения паровпуск-
ных труб. Нижняя стенка (плита) коллектора имеет значитель-
Насыщенный,
пар
Рис 61. Схема коллектора паропере-
гревателя
ную толщину (30—50 мм) и
в ней сделаны отверстия для
установки элементов и проре-
зи в форме ласточкина хвос-
та для головок болтов.
Большое распространение
в последнее время получили
сварные коллекторы; ими обо-
рудованы паровозы Эм, Эу, Су
и др. Сварной коллектор лег-
че литого. Коллектор парово-
за Л (рис 62) имеет также
сварную конструкцию Он из-
готовлен из листовой стали
толщиной 10—8 мм, нижняя
80
плита его имеет толщину 30 мм. Плоские стенки коллектора ук-
реплены вварными связями Соединительные каналы через один
сообщены с камерами насыщенного и перегретого пара; к ним
снизу присоединены элементы пароперегревателя
Паровозы ЛВ, как и паровозы Л, оборудованы цельносвар-
ным коллектором. В отличие от паровоза Л, у которых камеры
насыщенного и перегретого пара имеют прямоугольную форму с
плоскими стенками, укрепленными связями, на паровозе ЛВ обе
камеры изготовлены из стальных труб размером 194X7 мм. Это
избавляет от необходимости установки связей, что позволило сни-
зить вес коллектора и повысить его надежность.
Цельносварной коллектор паровоза П36 по конструкции похож
на коллектор паровоза Л. Коллекторы сваривают электродами
типа Э-42
Коллектор паровоза ФД (см. рис. 51) отлит из стали заодно
с корпусом многоклапанного регулятора Особую конструкцию
имеет коллектор паровоза Э₽ постройки 1949 г. с усиленным паро-
перегревателем. Он состоит из двух самостоятельных стальных
отливок — камер насыщенного и перегретого пара, которые соеди-
нены вместе при помощи болтов.
Рис 62. Сварной коллектор паровоза Л
/ — патрубок насыщенного пара, 2 —камера насыщенного пара, 3 —плига 4 — связи
5 “ фланцы парорабочнх труб, 6 —камера перегретого пара, 7 — соединительные
каналы
81
Рис 63 Пирометр"
1 — гальванометр, 2 — провод, 3 — соединительная коробка, 4 — термопара
Для измерения температуры перегретого пара на паровозе ус-
танавливают пирометр (рис. 63), который состоит из термопары 4,
гальванометра 1, соединительного провода 2 и соединительной ко-
робки 3. Термопару устанавливают в отверстие, сделанное в кол-
лекторе пароперегревателя или в золотниковой коробке цилиндра.
Гальванометр помещают в будке машиниста. Термопара 4 пред-
ставляет собой спай никелевого и медно-никелевого сплавов (хро-
меля и копеля). Если концы спаянных кусков металла включить в
цепь и нагревать спай, то в цепи возникнет электродвижущая си-
ла, пропорциональная температуре нагрева, которая регистриру-
ется гальванометром; на шкале его указывается температура в гра-
дусах.
Несмотря на полезность пирометра для локомотивной брига-
ды (его устанавливали при постройке паровозов, включая и ЛВ),
этот прибор в последнее время с паровозов снимают.
§ 35. УСТРОЙСТВА ДЛЯ ПРОМЫВКИ
ЭЛЕМЕНТОВ ПАРОПЕРЕГРЕВАТЕЛЯ
Отложение солей в трубках элементов пароперегревателя, име-
ющих сравнительно небольшой диаметр, приводит к быстрому за-
растанию их. Это ухудшает теплопередачу и снижает перегрев па-
ра. Кроме того, отложение солей в колпачках элементов вызыва-
ет их перегрев и прогорание. Во время промывочного ремонта
производят промывку элементов Однако после небольшого про-
8g
бега элементы снова загрязняются и nepeipee пара снижается.
Поэтому делают также межпоездную промывку элементов спосо-
бом кипячения на горячем паровозе. Устройство для межпоезд-
ной промывки элементов (рис. 64) на паровозах с регулятором,
расположенным за элементами пароперегревателя (паровозы
П36, ФД), заключается в следующем.
На спускной кран или кран верхней продувки 12, расположен-
ный на цилиндрической части котла, устанавливают патрубок И,
на конец которого навинчена глухая гайка 10. К патрубку прива-
рена труба 8, соединяющая его с вентилем 3, установленным на
колонке перегретого пара 1. На камере насыщенного пара коллек-
тора пароперегревателя устанавливают штуцер 7, который трубой
13 соединен с вентилем 4, расположенным снаружи дымовой каме-
ры. От вентиля 4 проведена сливная труба 9 под боковую пло-
щадку. Перед промывкой элементов продувают котел через спуск-
ной кран 12.
Горячую промывку элементов производят в следующем поряд-
ке. Закрывают главный запорный вентиль котла, отключая его от
пароперегревателя, и открывают вентиль 5, вследствие чего пар
из пароперегревателя выходит в атмосферу. Затем открывают вен-
тиль 3, а на патрубок И навинчивают гайку 10. Вентиль 2 паро-
разборной колонки должен быть закрыт.
После этого на небольшую величину открывают спускной кран
12 и по трубе 8 через колонку перегретого пара и трубу, идущую
к коллектору, заполняют пароперегреватель водой до тех пор, по-
ка струя воды и пара не выйдет в сливную трубу, после чегоспуск-
Рис 64 Устройство для межпоездной промывки элементов:
/ — колонка перегретого пара; 2, 3, 4 и 6 — вентили; 5, 8, 9 и 13 — трубы, 7 — штуцер,
/О —гайка, //—патрубок, 12— спускной кран
83
ной кран закрывают. Ввиду того что в топке поддерживается
огонь, вода, попав в коллектор и элементы пароперегревателя,
вскипает и растворяет отложившиеся соли. Кипячение производят
в течение 10—15 мин, а затем элементы продувают насыщенным
паром, который отбирается из сухопарника через вентиль 6 и по-
ступает в колонку перегретого пара по трубе 5.
Перед промывкой элементов давления в котле должно быть
14—15 кГ1см2, а вода — на уровне верхнего водопробного крана
Во время промывки нужно следить за уровнем воды в котле по
водомерному стеклу и водопробным кранам.
На паровозах с регулятором, расположенным до пароперегре-
вателя (Л, ЛВ), наполнение пароперегревателя водой для кипя-
чения элементов производят через патрубок диаметром 52 мм,
установленный на камере насыщенного пара коллектора. Этот
патрубок выходит за пределы дымовой камеры и закрыт пробкой.
Перед промывкой элементов открывают цилиндровые проду-
вательные краны и таким образом проверяют плотность закрытия
регуляторного клапана. Затем удаляют из цилиндров парорас-
пределительные золотники, вместо них вставляют сливные трубы,
которые укрепляют на шпильках вместо передних золотниковых
крышек. Сняв пробку на патрубке коллектора, наполняют при по-
мощи рукава пароперегреватель водой, подогретой до температуры
80—90°С. Подачу воды прекращают, когда она станет вытекать
из сливных труб. Пробку патрубка ставят на место. Кипячение
воды в пароперегревателе продолжают также в течение 10—15 л пн.
Для удаления воды из пароперегревателя открывают регулятор
на малый клапан при открытых цилиндровых кранах и затормо--
женном паровозе. Если из сливных труб вытекает вода желто-бу-
рой окраски, кипячение элементов, следует повторить. Очистку
элементов таким образом можно производить только на стойле
в депо.
Режим межпоездной промывки элементов устанавливают в
каждом депо в зависимости от качества питательной воды и серии
паровоза.
Глава 7
АРМАТУРА КОТЛА
К арматуре котла относят контрольные приборы — водоука-
зательные (водомерные) стекла, водопробные краны, контроль-
ные пробки, манометры, предохранительные клапаны и приборы
для обслуживания котла — инжекторы, пароразборная колонка,
спускные краны, промывательные люки и люки-пробки, вентили
или водяная колонка для заливки шлака и смачивания топлива,
а также свисток для подачи сигналов. Основная часть арматуры
84
Рис 65 Расположение арматуры в будке паровоза Л
1 — паровая колонка углеподатчика; 2 — вестовая труба, 3— водоприемная труба, 4 — во-
дяная колонка, 5 — инжекторы, 6 — вентиль углеподатчика, 7 — паровая труба инжектора,
8 — водомерное стекло, 9—манометр котловой, 10— указатель «Небо топки», // — вентиль
к сифону, 12— манометр углеподатчика, 13 — вентиль к углеподатчику, 14 — вентиль к
шлакоувлажннтелю, /5 —вентиль к турбогенератору; 16 — запорный вентиль, 17 — паро
разборная колонка, 18 — вентиль к инжектору, 19— вентиль прогрева пресс масленки,
20 — вентиль к реверсу, 21 — вентиль к тормозному насосу, 22—манометр тормозной,
23 — привод свистка, 24 — водоиробные краиы, 25 — водоуспоконтельиая колонка, 26—проб-
ки-люки, 27—регулятор, 28 — рычаг реверса; 29— топочные дверцы, 30 — привод боковых
клапанов зольника, 31 — привод колосников
расположена на лобовом листе кожуха топки в будке машиниста
(рис. 65), а остальная — вне будки на кожухе топки и цилинд-
рической части котла.
§ 36. ВОДОУКАЗАТЕЛЬНЫЕ ПРИБОРЫ
Котел каждого паровоза согласно § 54 Правил ЦТ, ЦВ/2146
должен иметь не менее двух приборов для указания уровня воды в
котле, причем один из них в виде водоуказательного стекла и
другой — в виде трех водопробных кранов.
Водоуказательные стекла размещены на лобовом
листе кожуха топки в будке машиниста паровоза. На многих паро-
возах установлено так называемое плоское водоуказательное сте-
85
Кло, состоящее из переднего и заднего щитков и заключенного
между ними собственно стекла (см. рис. 65). Во внутренние углуб-
ления щитков укладывают резиновые или паронитовые проклад-
ки, между ними устанавливают стекло и винтами передний щиток
скрепляют с задним, зажимая таким образом стекло в проклад-
ках. ?4ежду стеклом и щитком образуется свободная полость.
Верхняя часть водоуказательного стекла при помощи штуцера
и трубки соединена с запорным паровым вентилем, установлен-
ным на потолке кожуха топки и сообщающим полость стекла с па-
ровым объемом котла. Нижняя часть стекла при помощи такого
же штуцера соединена с нижним запорным вентилем, поставлен-
ным на лобовой стенке кожуха и сообщающим стекло с водяным
объемом котла. Для продувки водоуказательного стекла на ниж-
нем запорном вентиле поставлен второй вентиль. На паровозах
более ранней постройки верхний запорный паровой вентиль водо-
указательного стекла при помощи фланца установлен непосред-
ственно на лобовом листе кожуха топки.
У плоского водоуказательного стекла при наличии большого
количества винтов очень трудно равномерно и достаточно плотно
прижать щитки к стеклу, поэтому здесь бывают перекосы и стекло
разрушается В связи с этим была введена новая конструкция во-
доуказательного стекла (d»p 66) Это стекло состоит из переднего
Рис. 66. Водоуказательное стекло (левое) паровоза ЛВ
1, 2, 7 н 8 — штуцеры; 4— передний щиток, 5 — стекло; 6 — задний щиток, 3 — прокладка,
9 — нижиий корпус, 10 — запорный вентиль; 11 — скоба; 12 — стержень, 13 — винт, 14—вен
тиль продувки
S6
4 и заднего 6 щитков, между которыми установлено стекло 5,
уплотняемое двумя паронитовыми прокладками 3. Соединение
переднего и заднего щитков производится при помощи трех вин-
тов 13. Для этой цели у переднего щитка с обеих сторон имеются
три проушины со сквозными отверстиями, в которые заводят
концы скоб 11, имеющие в середине отверстие с резьбой, куда
ввертывают винт 13. Проушины переднего щитка соединяют с
концами скоб при помощи стержней 12. Завинчивая винты 13,
стягивают щитки 4 и 6 и зажимают стекло. Все детали водоуказа-
тельного стекла изготовлены из стали марки СтЗ.
Установлено водоуказательное стекло следующим образом.
В лобовой лист ниже потолка топки ввернут штуцер 8, к которому
укреплен нижний корпус 9 стекла, имеющий запорный вентиль 10
и вентиль продувки 14. Нижний корпус 9 соединен со стеклом при
помощи штуцера 7. Верхняя часть водоуказательного стекла шту-
церами 1 м2 соединена с трубкой, идущей к запорному вентилю
На паровозах последней постройки для лучшего наблюдения
за уровнем воды в котле установлено два водоуказательных стек-
ла. На паровозах СО и Э установлено двойное (двустороннее) сте-
кло, которое одной стороной обращено в сторону машиниста, а
другой — в сторону его помощника.
Во избежание неправильного показания водоуказательного
стекла под влиянием воды, выходящей к лобовой стенке кожуха
из циркуляционных труб, на многих современных паровозах верх-
ний вентиль стекла установлен на потолке кожуха топки и соеди-
нен с водоуказательным стеклом трубкой. С этой же целью на
паровозах ФД, ЛВ, Л и других поставлена водоуспокоительная
колонка. Нижний вентиль стекла устанавливают таким образом,
чтобы нижняя кромка выреза в переднем щитке стекла была не
меньше чем на 5 мм ниже наинизшего уровня воды в котле. На
паровозах последней постройки это расстояние равно 20 мм
На лобовой стенке котла вблизи водомерного стекла должна
быть укреплена шурупами металлическая пластинка с указате-
лем и надписью: «Наинизший уровень воды в котле». Указатель
должен быть установлен на высоте не менее 100 мм над наивыс-
шей точкой потолка топки, омываемой водой На паровозах ФД,
Л, ЛВ, П36 это расстояние равно ПО мм.
Водопробные краны устанавливают непосредственно
на лобовом листе кожуха топки или на водоуспокоительной ко-
лонке- нижний — на высоте наинизшего уровня воды в котле, ос-
тальные два располагают выше по наклонной линии на расстоянии
70—75 мм (по вертикали) один от другого и от нижнего крана.
Водопробные краны (вентили) бывают с уплотняющим
сальником, которые рекомендуется устанавливать на котлах маги-
стральных паровозов, и без такового. Водопробный кран с сальни-
ком (рис. 67) имеет латунный корпус 5, шпиндель 1 из нержаве-
ющей стали с ручкой 8, уплотняющий сальник, состоящий из коль-
ца 4, асбестовой набивки 3, втулки 7 и нажимной гайки 2 Для
выхода воды при открытии крана в корпус ввернута трубка 6
67
Рис. 67. Водопробный кран с сальником:
1 — шпиндель; 2 — гайка; 3 — ас-
бестовая набивка; 4—кольцо; 5—
корпус; 6 — трубка; 7— втулка;
8 — ручка
Для отвода воды под водо-
пробными кранами установ-
лен желобок с трубкой, про-
веденной в зольник.
На паровозах ФД, Л, ЛВ
и П36 с правой стороны ло-
бового листа установлена
водоуспокоительная колон-
ка 3 (рис. 68), на которой
размещены правое водоука-
зательное стекло 10 и водо-
пробные краны 5. Колонку
изготовляют стальной литой или сварной. Для отключения водоука-
зательного стекла от колонки поставлены вентили 2 и 8, а для про-
дувки — вентиль 7. Нижний вентиль 6 водоуспокоительной колонки
установлен непосредственно на лобовом листе кожуха, а верхняя
часть колонки при помощи трубки 1 соединена с вентилем на по-'
толке кожуха топки. Отвод вытекающей из водопробных кранов
воды производится через воронку 4 и трубку.
Установка водоуказа-
тельного стекла и водопроб-
Рис. 68. Водоуспокоительная колонка паро-
воза Л:
/ _ трубка; 2, 6, 7 и 8 — вентили; 3— колонка;
4— воронка; 5 — водопробные краны; 9 — указа-
тель наинизшего уровня воды в котле; 10— во-
доуказательное стекло
ных кранов на водоуспокои-
тельной колонке обеспечи-
вает правильные показания
этих приборов.
§ 37. КОНТРОЛЬНЫЕ ПРОБКИ
Для оповещения паро-
возной бригады об опасном
понижении уровня воды
в котле ниже допускаемого
в потолке огневой коробки
установлены контрольные
пробки. Котел каждого па-
ровоза должен иметь не ме-
нее двух контрольных про-
бок, расположенных в перед-
ней и задней частях потолка
топки. На большинстве па-
ровозов ставят две конт-
рольные пробки, но на неко-
торых, имеющих большую
огневую коробку (ФД, ЛВ,
Л, П36), три.
Раньше контрольные
пробки отливали из бронзы
и центральное отверстие
в них заливали свинцово-
88
оловянистым сплавом. На современ-
ных паровозах применяют стальные
контрольные пробки со стальной
вставкой, залитой легкоплавким
сплавом (рис. 69), имеющие значи-
тельно большее проходное отвер-
стие (18 мм), чем это было у брон-
зовой контрольной пробки (10 мм).
Когда уровень воды в котле пони-
зится до такой степени, что станет
ниже верхнего торца контрольной
пробки, легкоплавкий сплав распла-
47
вится и под давлением пара сталь-
ная вставка выбрасывается в топку,
открывая отверстие, через которое
струя пара и воды с шумом ворвется
в огневую коробку, оповещая паро-
возную бригаду о недопустимом по-
нижении уровня воды в котле.
Стальной корпус пробки (Ст2
или СтЗ) обеспечивает значитель-
ный срок их службы. Снаружи КОН-
Рис. 69. Контрольная пробка:
1 — наплавка; 2 — вставка;
3 —заливка; 4 — корпус
трольная пробка имеет коническую
резьбу для укрепления ее в потолке
огневой коробки.
Для облегчения вывертывания резьбу этих пробок перед по-
становкой смазывают смесью серебристого графита с керосином и
устанавливают так, чтобы она выступала над потолком огневой ко-
робки в сторойу воды на 25—26 мм. Контрольную пробку после
заливки или переливки подвергают гидравлическому испытанию
давлением, равным рабочему давлению котла плюс 5 кГ{см2. По-
сле этого на торцовой поверхности сплава выбивают клеймо: но-
мер паровоза, число, месяц, год и место заливки и испытания
пробки.
§ 38. МАНОМЕТРЫ
Манометр, устанавливаемый на лобовом листе или на потолке
кожуха топки, предназначен для определения давления пара в
котле. Устроен он следующим образом. В круглом корпусе 2
(рис. 70) помещена изогнутая трубка 1 эллиптического сечения.
Один конец трубки припаян к держателю 4, а другой, закрытый
конец тягой 3 соединен с зубчатым сектором 6, который находится
в зацеплении с шестеренкой, насаженной на одну ось с указа-
тельной трубкой. Штуцер 5, ввернутый в держатель 4, при помощи
спиральной (сифонной) трубки соединен с котлом. В сифонной
трубке скопляется сконденсированная вода, которая препятствует
проходу пара в трубку манометра, предохраняя ее от перегрева.
Под действием котлового давления эллиптическая трубка стремит-
89
Рис 70. Манометр
1 — трубка, 2 — корпус, 3 — тя
га 4 — держатель, 5—штуцер,
6 — зубчатый сектор
ся выпрямиться и через передаточный
механизм поворачивает стрелку, ко-
торая на градуированном циферблате
показывает соответствующее давле-
ние
Манометр должен иметь па ци-
ферблате красную черту, показываю-
щую наивысшее допускаемое давление
пара в котле. Для лучшей види-
мости показаний на некоторых паро-
возах установлены манометры, имею-
щие два циферблата, расположенные
с двух сторон корпуса. Принцип дей-
ствия такого манометра не отличается
от описанного одинарного. Манометр
должен быть запломбирован Согласно
правилам надзора за паровыми кот-
лами и воздушными резервуарами про-
верку манометров производят один
раз в год с разборкой и ремонтом и
через каждые три месяца, а также не-
зависимо от срока — каждый раз при
возникновении сомнений в правильности его показаний. После про-
верки на внешней стороне стекла манометра наносится дата этой
проверки.
§ 39. ПРЕДОХРАНИТЕЛЬНЫЕ КЛАПАНЫ
Предохранительный клапан предназначен для автоматического
выпуска излишка пара, когда давление в котле превысит предель-
но допустимое. Устанавливают клапан на кожухе топки и
на сухопарнике, а иногда и на цилиндрической части котла. Со-
тласно § 42 Правил ЦТ, ЦВ/2146 котел каждого паровоза
должен иметь не менее двух предохранительных клапанов с
приспособлениями, не допускающими изменения нагрузки на
клапан.
Все предохранительные клапаны паровозных котлов устроены
с пружинами, размеры которых определяются расчетом. Наиболее
простым является предохранительный клапан рычажного типа,
который сохранился на некоторых паровозах. В стальном корпусе-
седле, обычно помещенном на сухопарнике, установлен бронзо-
вый клапан, который прижимается к своему посадочному месту
при помощи рычага и одной или двух пружин
В результате проведенной унификации для всех паровозов был
принят единый предохранительный клапан, за основу которого
ьзят клапан паровозов ФД, СО и Л. При ремонте паровозов дру-
гие типы предохранительных клапанов в настоящее время не из-
ютовляют и при необходимости смены их вследствие износа уста-
90
Рис 71 Унифицированный
предохранительный клапан
/ — шт} цер, 2 — седло 3 — кор
пус, 4 — регулировочное кольцо
5 — клапан 6 — шарики, 7 — опор
ные шайбы, 8 — пружина, 9 — на-
жимной винт, 10 — гайка 11 —
в гулка, 12 — установочный винт
навливают унифицированный клапан
(рис. 71), имеющий штуцер 1, в ко-
тором установлено седло 2 с прити-
рочной поверхностью для посадки
клапана 5. На седло навинчено регу-
лировочное кольцо 4. На штуцер 1
навернут стальной литой корпус 3,
в котором размещена пружина 8.
Корпус служит направлением для
клапана. Пружина установлена меж-
ду двумя опорными шайбами 7; дав-
ление на клапан и нажимной винт 9
передается через шарики 6 Нажимной
винт 9, ввернутый в корпус, служит
для регулировки силы нажатия пру-
жины В седле 2 сделано отверстие
для прохода пара. После подъема
клапана пар выходит в атмосферу че-
рез отверстия в корпусе Седло, кла-
пан и нажимной винт изготовлены из
нержавеющей стали марки 2X13, кор-
пус отлит из углеродистой стали
Предохранительный клапан котла
действует следующим образом Отвер-
стие диаметром 36 мм в седле 2, через
которое может выходить пар из котла,
закрыто клапаном 5, прижимаемым
пружиной 8. Давление пружины на кла
пан рассчитано так, чтобы при нор-
мальном котловом давлении клапан
был прижат к седлу и пар не мог
выйти из котла Если же давление в котле повысится и преодолеет
усилие пружины, клапан приподнимется и выпустит некоторое ко-
личество пара в атмосферу В дальнейшем вследствие того, что
часть пара выпущена наружу, давление в котле понизится до
нормального, клапан под действием пружины сядет на свое место
и закроет проходное отверстие.
По правилам надзора за паровыми котлами и воздушными ре-
зервуарами нагрузка предохранительных клапанов должна быть
отрегулирована- у первого клапана на 0,2 кГ)см2, а у второго и
третьего на 0,4 кГ]см2 выше установленного рабочего давления
пара в котле. Регулировку предохранительного клапана на уста-
новленное давление производят нажимным винтом 9. Кольцом 4
регулируют величину подъема клапана и чувствительность его
посадки на седло. После окончательной установки нажимного вин-
та 9 закрепляют гайку 10, ставят втулку Пи пломбируют винт и
втулку. Для предупреждения самопроизвольного поворачивания
регулировочного кольца зажимают установочный винт 12.
91
§ 40. ПАРОРАЗБОРНАЯ КОЛОНКА
На потолке кожуха топки в будке машиниста паровоза, а
иногда и за ее пределами устанавливают пароразборную колонку.
На современном паровозе от пароразборной колонки отбирается
пар для инжекторов, машины углеподатчика, турбогенератора,
сифона, водоподогревателя, прогрева, отопления будки и т. д.
Пароразборная колонка представляет собой пустотелую сталь-
ную отливку, на которой установлен ряд вентилей (рис. 72); она
поставлена на прокладном кольце и прикреплена к фланцу на
кожухе топки при помощи шпилек и гаек. Пар к колонке подво-
дится из сухопарника по специальной трубе, проложенной в котле
(см. рис. 84). Пароразборная колонка имеет главный запорный
вентиль, при помощи которого камера колонки разобщается с
котлом на случай смены или ремонта вентилей, расположенных
на ней (см. рис. 65).
На паровозах ФД, П36, кроме того, имеется еще пароразбор-
ная колонка перегретого пара. Установлена она: у паровоза ФД
на камере перегретого пара коллектора пароперегревателя (от
этой колонки имеются отводы к машине углеподатчика, сифону,
тормозному насосу и пресс-масленке), а на паровозе П36 — на
дымовой камере впереди регулятора и от нее отбирают пар к си-
фону и тормозному насосу.
Рис 72 Пароразборная колонка паровоза ФД
92
§ 41. СПУСКНЫЕ КРАНЫ И ПРОДУВКА КОТЛА
Краны предназначены для спуска воды и шлама из котла при
промывке и для продувки котла. При промывке котла к кранам
присоединяют рукава от циркуляционных насосов
Спускной кран улучшенной конструкции (рис. 73) имеет сталь-
ной литой корпус 1, закрытый стальной крышкой 5, которая при-
креплена к корпусу семью болтами. Корпус имеет фланец для
прикрепления его к котлу. Внутри крана установлен рычаг за-
слонки 3, соединенный со стержнем 8, пропущенным через отвер-
стие в крышке 5. Со стороны крышки установлена заслонка 4.
Между рычагом и заслонкой поставлена пружина 10, прижима-
ющая рычаг заслонки к притирочной поверхности корпуса, а за-
слонку — к притирочной поверхности крышки. Таким образом за-
крывается проходное отверстие в корпусе и крышке.
Для предотвращения пропуска пара в месте прохода стержня
8 через крышку 5 поставлен уплотняющий сальник 9, состоящий
из резинового и паронитового колец, которые постоянно зажаты
в выточке крышки бортом стержня и пружиной 2. На наружный
конец стержня надет рычаг 7 привода крана. Для присоединения
трубы или рукава в крышку ввернут переходной штуцер 6.
Отличительной особенностью улучшенного крана является
конструкция рычага заслонки (рис. 74), который выполнен уши-
ренным книзу и в нем сделано отверстие симметрично притироч-
Рис. 73 Спускной кран котла-
1 — корпус, 2 и 10 — пружины, 3 — рычаг заслонки, 4 — заслонка, 5 — крышка, 6 —
штуцер; 7 — рычаг; 8 стержень, 9 — сальник
93
Рис. 74. Рычаг заслонки спускного крана
ной плоскости рычага. В открытом положении отверстие рычага
располагается против проходного отверстия и отделяет его от
полости крана.
Таким образом, в полость крапа не могут попасть посторонние
предметы (куски электродов, связей, твердой накипи и т. д.), ко-
торые не позволили бы закрыть заслонку. Диаметр проходного от-
верстия крапа 45 мм
На некоторых паровозах еще установлены спускные краны так-
же с проходным отверстием диаметром 45 мм, но отличающиеся
от описанного конструкцией рычага заслонки (не уширенный и
без отверстия), стержня привода и его уплотнения. На части па-
ровозов ФД поставлены краны такого же типа с проходным от-
верстием диаметром 50 мм.
По предложению группы рационализаторов на паровозах
(главным образом имеющих спускные краны с не уширенным ры-
чагом заслонки) устанавливают предохранительный клапан, пре-
дупреждающий потушку паровоза при незакрытой спускного
крана.
Патрубок, укрепляемый на спускном кране при помощи на-
кидной гайки, имеет отросток с крышкой, в котором находится
шар, удерживаемый в отростке штырем. В случае невозможности
закрытия крана штырь вынимают и шар выпадает из отростка в
патрубок. Струей воды шар прижимается к конической поверх-
ности патрубка и закрывает выход воды из котла. Для предупре-
ждения самопроизвольного выхода штыря из отростка его плом-
бируют.
На паровозах устанавливают до шести спускных кранов в за-
висимости от размеров топки. Для возможности производства
продувки котла на ходу спускные краны имеют приводы. У спуск-
94
Рис 75 Расположение спускных кранов и вен-
тиля тепловой промывки на котле паровоза
/ — вентиль теплой промывки, 2 —спускные краны
ных кранов, установлен-
ных на боковых стенках
топки, приводы выведены
в будку машиниста.
Почти на всех парово-
зах поставлены вентили
теплой промывки котла,
которые одновременно
служат для выпуска пара
из котла (рис. 75). Чтобы
не допустить превышения
установленного солесодержания и щелочности котловой воды, для
удаления шлама, а также пены и масла с поверхности воды про-
изводят продувку паровозных котлов. Через спускные (продувоч-
ные) краны часть загрязненной котловой воды выдувают наружу
и вместо нее в котел подают питательную воду. Продувку котла
производят на стоянке, а также и на ходу паровоза (за исключе-
нием пассажирских паровозов, если последние не оборудованы
специальными глушителями струи). Котел продувают при рабочем
давлении попеременным открытием и закрытием продувочных
кранов Каждый кран открывают несколько раз на 2—3 сек, с
перекрытием его на 10—12 сек. Выдуваемое количество воды при
одной продувке должно соответствовать понижению уровня на
3—4 см по водомерному стеклу. Продувка может быть начата при
любом уровне воды в котле, но к концу продувки ее должно ос-
таться в котле не менее 3 см по водоуказательному стеклу.
Подача в котел воды во время продувки запрещается. После
окончания продувки котел питают водой малыми порциями обои-
ми питательными приборами поочередно. Величина потребной
продувки котла (в процентах от испаренной котлом воды) опре-
деляется отношением сухого остатка питательной воды к разно-
сти допустимого содержания сухого остатка котловой воды и су-
хого ощагка питательной воды Сухой остаток выражается сред-
не ювешенной величиной хлоридов-—таких солей, как хлористый
натрий, хлористый калий и другие, и определяется в лаборатории
тепо
Чтобы удалить с поверхности воды пену и масло, производят
' ерхпюю продувку котла прибором ЦНИИ МПС (рис. 76). На
трубе 2, расположенной вдоль цилиндрической части котла и сое-
диненной трубой 4 с фланцем спускного крана, установлены на
уровне верхнего водопробного крана два патрубка 1 диаметром
38 мм и два патрубка 3 диаметром 25 мм на уровне среднего
крана. Кроме того, патрубки имеют срезы, благодаря чему при
колебании уровня воды с поверхности ее все же будут проходить
в патрубок пена и масло. При открытии спускного крана вода че-
рез патрубки и трубы 2 и 4 выдувается в атмосферу. При верх-
ней продувке спускной кран рекомендуется открывать на 20—
30 сек, чтобы при каждом открытии уровень воды в котле сни-
жался на 2—3 см. Для большей эффективности продувку лучше
95
Рис 76. Прибор ЦНИИ для верхней продувки котла
/ИЗ — патрубки, 2 и 4 трубы
производить в пути следования при открытом регуляторе и рабо-
чем давлении пара в котле. Продувку следует производить при
исправных спускных кранах, питательных и водоуказательных
приборах и при наличии в тендере не менее ’Д бака воды. Уро-
вень воды в котле после окончания верхней продувки также дол-
жен быть не менее 3 см по водоуказательному стеклу.
Во избежание несчастных случаев запрещается продувать ко-
тел при проходе паровоза мимо мест посадки пассажиров, мест
производства путевых работ, при скрещении с поездами, а также
у жилых зданий, переездных будок и светофоров.
Для снижения скорости выдуваемой из спускного крана струи
воды при продувке котла на паровозах ставят глушитель, состоя-
щий из внутреннего барабана, к которому подводится вода из
спускного крана по двум противоположно направленным трубам,
и наружного барабана с лотком и отверстием для отвода воды.
Глушитель устанавливают обычно под будкой машиниста.
§ 42. ЛЮКИ, ЛЮКИ-ПРОБКИ И ЛЮК-ЛАЗ КОТЛА
Для осмотра, промывки и очистки от шлама и накипи в котле
сделаны отверстия, в которых установлены люки и люки-пробки.
На современных мощных паровозах с большими котлами количе-
ство устанавливаемых люков и люков-пробок достигает 40—50.
Большинство их расположено на кожухе топки, в местах, наибо-
лее удобных для осмотра, промывки и очистки котла.
96
Рис. 78 Люк-пробка
1 — втулка, 2 — крышка, 3 — про
кладное кольцо
На маломощных паровозах установлены овальные люки (рис.
77), которые расположены по углам, на загибах лобового и ух-
ватного листов кожуха топки, а также на передней трубной
решетке. В стенку кожуха или решетки вварена втулка 1 с оваль-
ным отверстием. В отверстие втулки вставляют люк 2 с хвосто-
виком, имеющий также овальную форму. Между втулкой и лю-
ком уложена прокладка 4, которая раньше была свинцовой, а сей-
час заменена паронитовой или из асбестового шнура. Скобой 3,
шайбой и гайкой люк прижимают к своему месту. Размер отвер-
стий овальных люков: 50X65 и 60X75 мм. Недостатками конст-
рукции овальных люков являются сложность изготовления, труд-
ность постановки и снятия, а также случаи прорыва прокладок,
что ведет к парению через них.
На паровозах более поздней постройки вместо овальных люков
установлены люки-пробки (рис. 78). Втулка 1 приварена к стен-
ке кожуха или цилиндрической части котла и закрыта крышкой 2
на резьбе. Для уплотнения между втулкой и крышкой установлено
паронитовое прокладное кольцо 3. Люки-пробки имеют отверстия
диаметром 50 и 75 мм. На паровозе Л по углам кожуха топки
поставлены два двойных люка-пробки, которые дают возможность
производить осмотр как вдоль, так и поперек топки.
Для отверстий диаметром свыше 100 мм применяют круглые
(накладные) люки (рис. 79). Они обычно расположены на верх-
них продольных загибах кожуха топки и на цилиндрической части
Рис. 79. Круглый люк:
1 — фланец; 2 — люк; 3 — диск,
4 — шпилька
4-9059
97
котла. Для установки накладного люка к стенке котла прива-
рен фланец 1, имеющий притирочную поверхность. Люк 2 пред-
ставляет собой стальной диск, наплавленный по притирочной по-
верхности латунью или медью. К люку приварен хвостовик с
квадратом для удобства притирки его. Люк устанавливают на
фланец и накрывают нажимным диском 3, который имеет отвер-
стия под шпильки 4 и хвостовик. При помощи гаек и нажимного
диска люк прижимают к фланцу.
На цилиндрической части котла, обычно в верхней части
заднего барабана, установлен люк-лаз для доступа внутрь котла
при его осмотре, очистке и ремонте. К фланцу, приваренному к
котлу, при помощи нажимного кольца, шпилек и гаек прижимает-
ся крышка. В месте выреза под лаз внутри приварена усиливаю-
щая подкладка. Отверстие диаметром 390 мм дает возможность
человеку влезть в котел.
§ 43. СВИСТОК
Для подачи сигналов на паровозе установлен не сложный, но
весьма важный прибор — паровой свисток. При неисправном
свистке запрещается выпускать локомотив под поезд. На боль-
шинстве маломощных паровозов установлены простые однотон-
ные свистки. Однако с возрастанием мощности паровозов и уве-
личением длины составов однотонные свистки с небольшой силой
звука стали недостаточными, поэтому в настоящее время на всех
поездных паровозах установлен пятитонный унифицированный
свисток, за основу которого взят свисток паровозов ФД, Л и Q
последнего выпуска.
На рис. 80 показан свисток, установленный на паровозе ФД.
В чугунном корпусе 2 помещен бронзовый клапан 3. Корпус по-
ставлен на резьбе (в унифицированном свистке он установлен на
фланце) и штуцер 4, который ввернут в сухопарник. На корпус на-
винчен чугунный колпак 1, имеющий в отливке центральное от-
верстие, заглушенное с обеих сторон, и вокруг пять полостей раз-
личной высоты, закрытых сверху.
При помощи привода, выведенного в будку машиниста, при-
водят в действие рычаг 7. Рычаг нажимает на клапан, вслед-
ствие чего последний опускается и открывает проход пару.
Через отверстия а, просверленные в колпаке, пар, проходит в
кольцевой зазор б между корпусом и колпаком и сильной струей
ударяет в кромки и полости (резонаторы) колпака, вызывая ко-
лебания их и создавая звуковые волны. Тон звучания зависит
от высоты резонатора.
Свисток может также приводиться в действие -при помощи
воздушного привода. Для этого под рычагом свистка поставлен
цилиндрик 6 с поршеньком 5. Под действием сжатого воздуха, ко-
торый подводится к цилиндрику по трубке от тормозной системы,
поршенек 5 перемещается и своим хвостовиком нажимает на ры-
чаг, открывая клапан свистка.
98
Рис. 80. Свисток:
1 — колпак; 2 — корпус; 3 —< клапан; 4 — штуцер; 5 — поршень; 6 — ци-
линдрик, 7 — рычаг
Кроме пятитонного свистка с громким и резким звуком, на
паровозах, работающих в районах больших городов и крупных
населенных пунктов, ставят воздушные однотонные свистки с
малой силой звука. Машинистам вменяется в обязанность поль-
зоваться в указанных местах, как правило, малым свистком. Воз-
дух для свистка берется из тормозной системы; управляется он
воздушным клапаном, установленным в будке машиниста.
На паровозе П36, кроме парового свистка с ручным и воздуш-
ным приводами, установлен большой воздушный свисток (тифон)
по типу тепловозного, обладающий сильным, но более низкого
тона и более мягким звуком, чем у парового свистка.
§ 44. УХОД ЗА АРМАТУРОЙ КОТЛА
Вентили, краны и клапаны арматуры должны свободно откры-
ваться и закрываться, а их сальниковые уплотнения не иметь про-
пуска пара и воды. В случае обнаружения небольшого пропуска
сальника его следует уплотнить подтягиванием гайки. При боль-
шом пропуске пара или воды необходимо сменить набивку, кото-
рую обычно делают из пропитанного маслом асбестового шнура.
Высота набивки должна быть такой, чтобы грундбукса входила
4* 99
в гнездо сальника не менее чем на ’/з своей длины. После затя-
гивания сальника шпиндель должен свободно вращаться от руки.
Особое внимание следует обращать на исправное содержание
водоуказательных приборов’. Для проверки правильности пока-
зания уровня воды в котле необходимо несколько раз в течение
поездки продувать водомерное стекло путем открытия нижнего
спускного вентиля. При закипании и засорении парового или во-
дяного канала водомерное стекло неправильно показывает уро-
вень воды в котле. Если закупорен водяной проход стекла, то
вода в нем будет стоять спокойно на одном и том же уровне. При
продувке стекла вода уйдет из него, а после закрытия вентиля уро-
вень воды будет медленно повышаться.
В случае закупорки парового прохода уровень воды в стекле
будет выше действительного. После продувки при полной заку-
порке парового прохода вода заполнит все стекло, при неполной
закупорке вода поднимется до уровня несколько выше действи-
тельного. Поэтому каналы вентилей, а также трубку, соединяю-
щую верхний вентиль с паровым пространством котла, следует
периодически очищать от отлагающейся на их стенках накипи.
Очистку каналов ветилей производят на каждой промывке при
помощи стержня-развертки.
Наиболее характерной неисправностью плоского стекла яв-
ляется пропуск пара в рамке из-за неправильной постановки, не-
равномерного закрепления стекла в рамке или вследствие неров-
ностей стекла и перекоса самой рамки; кроме того, может иметь
место пропуск пара в сальниках, которые нужно в этом случае
закрепить.
В процессе работы у водопробных вентилей (кранов) может
появиться течь в притирке, отложение накипи на резьбе, заку-
порка отверстия корпуса накипью. Водопробные краны всегда
должны быть плотно закрыты, в противном случае вода проник-
нет под притирочную поверхность клапана и накипь, содержа-
щаяся в воде, будет отлагаться на притирочной поверхности,
резьбе и в выпускном отверстии крана. Отверстия водопробных
кранов на каждой промывке очищают при помощи стержня-раз-
вертки. Одновременно промазывают резьбу кранов смесью ма-
шинного масла с графитовым порошком. В случае пропуска па-
ра по притирочной поверхности проверяют и притирают клапан к
корпусу крана.
Паровозная бригада должна внимательно следить за исправ-
ностью парового манометра. Потеря упругости кольцевой эллип-
тической трубки, которая постоянно находится под давлением,
вызывает неправильные показания стрелки манометра. Если в эл-
липтической трубке появится трещина, то это вызовет потение
стекла манометра; такой манометр должен быть сменен. Мано-
метр, у которого истек срок проверки или отсутствует пломба,
также должен быть заменен.
Паровозной бригаде нужно твердо помнить, что выплавление
или даже доплавление контрольных пробок совершенно недо-
100
пустимо, так как это свидетельствует об опасном понижении уров-
ня воды в котле и может вызвать очень серьезные последствия.
Неплотность постановки люков, люков-пробок и фланцев обнару-
живается на горячем паровозе по пропуску пара и воды,
Глава 8
ПИТАТЕЛЬНЫЕ ПРИБОРЫ
§ 45. СХЕМА УСТРОЙСТВА, ПРИНЦИП РАБОТЫ
И ТИПЫ ИНЖЕКТОРОВ
Для пополнения расхода воды в котле, идущей на приготовле-
ние пара, на паровозах установлены питательные приборы. Котел
каждого паровоза должен иметь не менее двух независимых при-
боров для подачи воды, из которых каждый должен обеспечивать
полную подачу воды при максимальной форсировке котла (Пра-
вила ЦТ, ЦВ/2146, § 63).
На современных паровозах для питания котла применяют ин-
жекторы и насосы. Инжекторы разделяют на работающие свежим
и мятым (отработавшим) паром, а насосы — на поршневые и
центробежные. Кроме того, инжекторы свежего пара могут быть
всасывающими и невсасывающими, а по своему расположе-
нию— вертикальными или горизонтальными.
Преимущественное применение на паровозах имеют инжек-
торы, которые просты в управлении и надежны в работе. На паро-
возе обычно установлено два инжектора. На некоторых сериях па-
ровозов установлен один инжектор и один насос. Инжектор пред-
ставляет собой пароструйный прибор, действие которого основано
на превращении части тепловой энергии пара в кинетическую энер-
гию движения, передаче паром своей кинетической и тепловой
энергии воде и, наконец, на превращении кинетической энергии
струи воды в потенциальную энергию давления, которая застав-
ляет воду поступать в котел, преодолевая котловое давление.
Принципиальная схема инжектора свежего пара представлена
на рис. 81. В корпусе 1 инжектора установлены центральное паро-
вое сопло 3, кольцевое паровое сопло 2, через которые пар из кот-
ла подается в инжектор, конденсационно-водяное (смесительное)
сопло 4, где происходит смешение пара с поступающей из тен-
дера водой, и нагнетательное сопло 6, в котором энергия движе-
ния превращается в энергию давления. Сопла образуют в корпу-
се инжектора паровую камеру А, водяную камеру Б, камеру сме-
шения В и нагнетательную камеру Г. Для впуска пара в паровое
сопло в камере А имеется паровпускной (закачивающий) клапан
13; для удаления воздуха из корпуса и слива воды во время пус-
ка инжектора в камере смешения имеется вестовой клапан 5. На
выходе воды из нагнетательной камеры Г поставлен питательный
131
ровое сопло, 3— центральное паровое соп
ло, 4 — конденсационно водяное сопло, 5—вестовой клапан, 6 — нагнетательное сопло,
7 — питательный клапан, 8 — питательная труба, 9 — вестовая труба, 10 — рукав,
11 — бак тендера, 12—водоприемная труба, 13 — паровпускной клапан, 14 — паро-
вая труба
клапан 7, через который вода по трубе 8 поступает в котел. Во-
дяная камера при помощи водоприемной трубы 12 и рукава 10
соединена с тендерным баком И.
Процесс работы всасывающего инжектора можно
разделить на две стадии: всасывание воды из тендерного бака в
инжектор и нагнетание воды в котел. Работа инжектора происхо-
дит следующим образом. Открыв на небольшую величину паро-
впускной (закачивающий) клапан 13 (рис. 81, а), впускают струю
пара в кольцевое паровое сопло 2. Пар, выходя из сопла, вначале
выталкивает воздух из конденсационно-водяного сопла 4 (через
имеющиеся в нем кольцевые прорези) и вместе с воздухом, при-
подняв вестовой клапан 5, уходит через вестовую трубу 9 в атмо-
сферу. Струя пара, образовавшаяся в камере Б, захватывает ок-
ружающий ее воздух и увлекает его также в вестовую трубу.
В камере Б и в водоприемной трубе 12 создается разрежение.
В результате чего вода под действием атмосферного давления в
тендерном баке поднимается по водоприемной трубе и заполняет
камеру Б инжектора.
Струя пара, вытекающая из кольцевого парового сопла, стал-
киваясь с поступившей в инжектор водой, быстро конденсируется
и в камере смешения В возникает разрежение. Тогда под давле-
нием атмосферного воздуха вестовой клапан на короткое время
закроется, при этом посадка клапана на место сопровождается ха-
рактерным звуком (щелчком). Вслед за этим под напором воды,
увлекаемой паром, вестовой клапан снова откроется и вода через
вестовую трубу будет выходить наружу. Так происходит всасыва-
ние и заполнение инжектора водой.
Как только инжектор присосал воду, что можно определить
по щелчку в корпусе и по выходу воды из вестовой трубы, откры-
102
вают полностью закачивающий клапан 13 (рис. 81, б) и дают до-
ступ пару в центральное паровое сопло 3. Через сопло 3 проходит
в среднем в 10 раз больше пара, чем через кольцевое, и поэтому
кинетическая энергия струи будет во столько же раз больше.
Вышедший из парового сопла пар смешивается в конденса-
ционно-водяном сопле с водой, конденсируется и отдает свою теп-
ловую и кинетическую энергию воде. Из конденсационно-водяного
сопла струя воды, обладающая достаточной кинетической энер-
гией и нагретая до температуры 60—65°С, с большой скоростью
проходит в нагнетательное сопло. Попадая в расширяющееся на-
гнетательное сопло, скорость воды уменьшается, а давление ее
увеличивается. При выходе из нагнетательного сопла и в нагне-
тательной камере давление воды, как это установлено опытами,
становится выше давления пара в котле на 1,0—1,5 кГ]см2. Вода,
преодолевая котловое давление, поднимает питательный клапан 7
и по питательной трубе 8 проходит в котел.
Во время работы инжектора вследствие эжекции в водяной
камере Б постоянно образуется разрежение, и поэтому вода из
тендера непрерывно поступает в инжектор.
Выше оцисана работа всасывающего инжектора свежего пара,
который установлен в будке машиниста выше уровня воды в тен-
дерном баке. Разница в уровнях инжектора и воды в баке может
доходить до 1,5—1,8 м. Невсасывающий инжектор установлен
ниже минимального уровня воды в тендерном баке и вода само-
теком заполняет его.
Особенностью работы такого инжектора является то, что он
может забирать и качать воду с температурой не выше 40°С. Это
объясняется тем, что слишком горячая вода при наличии разре-
жения в водяной камере инжектора превращается в пар, в резуль-
тате чего давление в водоприемной трубе не снижается, и инжек-
тор не подсасывает воду из тендера.
Для работы инжектора используется свежий пар, расход ко-
торого составляет 7—15% от количества подаваемой в котел воды.
Инжекторы свежего пара применяют следующих типов: всасы-
вающий В-170, всасывающий В-250 и невсасывающий Н-400
(табл. 5).
Таблица 5
Тип инжектора Производи- тельность, л!мин, не менее Высота всасы- вания воды, м, не менее Температура на- гнетаемой воды, °C, ие менее
Всасывающий В-170 . ... 170 1.5 +60
Всасывающий В-250 250 1.8 + 60
Невсасывающий Н-400 400 0,5* +55
* Высота подпора воды не менее.
103
На паровозах применяют также модернизированный инжектор
В-250, у которого благодаря увеличению диаметра конусов произ-
водительность повышена до 300 л]мин, а температура подаваемой
в котел воды достигает 70—75°С.
§ 46. ВСАСЫВАЮЩИЕ ИНЖЕКТОРЫ
Унифицированный вертикальный всасывающий инжектор типа
В-250 (рис. 82), установленный на большинстве паровозов сред-
ней и большой мощности, укреплен на лобовом листе кожуха
топки в будке машиниста. Корпус 10 инжектора представляет со-
бой сложную бронзовую отливку. В нем расположены сопла: цен-
тральное паровое 13, кольцевое паровое 11, конденсационно-водя-
ное 9, промежуточное 8 и нагнетательное 7. Сверху в корпусе ввер-
нут штуцер 3 с сальниковым уплотнением, который служит на-
правлением для паровпускного (закачивающего) клапана 2. Для
открытия паровпускного клапана имеется рукоятка 1. В вестовом
отростке корпуса установлен вестовой клапан 4 и его запорный
шпиндель 5.
В приливе корпуса, который соединен с водоприемной трубой,
расположена водяная пробка 18 с сеткой 17, предохраняющей
сопла от засорения, и рукояткой для регулирования подачи воды.
Водяная пробка закрыта крышкой 19 и прижата пружиной. В на-
гнетательной камере корпуса размещен питательный клапан 15,
хвостовик которого входит в направляющую втулку 14, и гори-
зонтально расположенный запорный клапан 20, который удержи-
вается на резьбе в штуцере 21, имеющем сальниковое уплотнение.
В небольшой камере установлен клапан дополнительного питания
12. Пространство над клапаном соединено со сливной камерой, а
под клапаном — с полостью водяной пробки. Снизу инжектор
закрыт колпаком 6. Для присоединения пожарного рукава имеет-
ся отросток с пожарной гайкой 16.
К инжектору сверху присоединена паровая труба диаметром
51 мм, идущая от пароразборной колонки, внизу к вестовому от-
ростку — вестовая труба диаметром 60 мм. При помощи патруб-
ка, расположенного за запорным клапаном, и фланца инжектор
на четырех шпильках прикреплен к котлу против отверстия к пи-
тательной трубе.
Основные моменты работы инжектора В-250 можно уяснить
по рис. 83, имеющему те же обозначения, что и рис. 82. При не-
значительном подъеме клапана 2 при помощи рукоятки 1 (пер-
вый момент закачки) открываются только четыре отверстия,
просверленные в центральном паровом сопле 13, и пар проходит по
кольцевому зазору между соплами 11 и 13 в конденсационно-во-
дяное сопло 9. Эта струя пара вытесняет воздух из конденсацион-
но-водяного сопла, затем захватывает воздух, находящийся в
корпусе инжектора и водоприемной трубе, приподнимает вестовой
клапан 4 (шпиндель 5 должен быть вывернут) и выходит через
пестовую трубу в атмосферу.
104
, Питательная
Рис. 82. Унифицированный
вертикальный инжектор
В-250:
1 — рукоятка; 2— паровпускной
закачивающий клапан; 3 —
штуцер; 4— вестовой клапан;
5 — запорный шпиндель; 6 —
колпак; 7 — нагнетательное соп-
ло; 8 — промежуточное сопло;
9 — конденсационное водяное
сопло; 10 — корпус инжектора;
11 — кольцевое паровое сопло;
12 — клапан дополнительного
питания, 13— центральное паро-
вое сопло; 14—втулка; 15 —
питательный клапан; 16 — по-
жарная гайка; 17—сетка; 18 —
водяная пробка; 19 — крышка;
20 — запорный клапан; 2/—шту-
цер
Инжектор перед пуском персти момент закачки
Рис 83 Схемы работы инжектора
Вследствие создавшегося разрежения вода по водоприемной
трубе через водяную пробку 18 и водяную камеру Б инжектора
проходит в сопло 9, камеру смешения В, вестовой отросток и вы-
ходит наружу (второй момент закачки). Выход воды через весто-
вую трубу является сигналом того, что инжектор присосал воду.
После этого закачивающий клапан 2 открывают полностью до
упора его заплечика в штуцер 3 (см. инжектор в работе), при
этом откроется центральное отверстие в паровом сопле 13. Силь-
ная струя пара устремится в паровое сопло, а затем в конденса-
ционно-водяное сопло и промежуточное сопло 8 Здесь произой-
дет смешение пара с водой и конденсация пара, как это описано
в схеме работы инжектора. Затем горячая вода проходит через
нагнетательное сопло 7, делает поворот у колпака 6 и проходит
в нагнетательную камеру Г, поднимает питательный клапан 15
и далее, минуя запорный клапан (он должен быть открыт), по го-
ризонтальному патрубку проходит в котел.
После установления нормальной работы инжектора в камере
смешения В создается разрежение Чтобы использовать это раз-
режение, которое не оказывает влияния на работу инжектора, и
ввести в инжектор дополнительную порцию воды, от водяной про-
бки к камере смешения сделан канал, на пути которого поставлен
клапан дополнительного питания 12. Через этот канал, благодаря
наличию разрежения в камере смешения, из полости водяной
пробки 18 в конденсационно-водяное сопло через его прорези про-
ходит дополнительное количество воды Питательный клапан не
дает возможности воде пройти из котла в инжектор. Запорный
клапан служит для разобщения инжектора с коглом на случай ос-
мотра инжектора на горячем паровозе
Внутри котла вдоль его оси от инжектора проходит питатель-
ная труба диаметром 57 мм, имеющая выходное отверстие в
передней части котла (рис. 84). Это делается для того, чтобы пи-
тательная вода, имеющая сравнительно низкую температуру
(60—65°С), не охлаждала резко и не расстраивала соединения
котла (связи и трубы) в области топки, где температура стенок
наиболее высокая Задний конец питательной трубы приварива-
ют к фланцу, который, в свою очередь, приваривают к лобовой
стенке кожуха (см. узел А, рис. 84). В котле питательные трубы
прикрепляют к стенкам скобами.
Прежде чем привести инжектор в действие, необходимо открыть
запорный клапан на пароразборной колонке, запорный клапан от
котла в инжекторе, повернуть водяную пробку в открытое поло-
жение и отвернуть шпиндель вестового клапана. Должен быть так-
же открыт водозапорный клапан на тендере.
Большинство деталей инжектора, в том числе корпус и сопла,
изготовлены из бронзы марки ОЦС 3-12-5, а клапаны — паро-
впускной, питательный, запорный и дополнительного питания — из
нержавеющей стали марки 2X13. В унифицированном инжекторе
все резьбовые соединения имеют стандартную метрическую,
107
Место установки предохранительных клапанов
Рис. 84. Расположение питательных труб и трубы к пароразборной колонке
паровоза Л
резьбу, за исключением пожарного отростка, имеющего специаль-
ную резьбу.
Унифицированный горизонтальный инжектор В-170 установлен
на маломощных паровозах. По своему принципиальному устрой-
ству и действию этот инжектор не отличается от инжектора В-250,
но конструкция отдельных узлов инжектора В-170 отличается от
инжектора В-250 отчасти и потому, что он расположен горизон-
тально. Вследствие того, что производительность этого инжекто-
ра ниже, размеры его деталей (сопел, клапанов, проходных кана-
лов и т. д.) меньше, чем у инжектора В-250. Например, диаметр
наиболее суженной части нагнетательного сопла, определяющий
производительность, равен 9 мм у инжектора В-170 и 11 мм —
у инжектора В-250. Укрепляется инжектор В-170 при помощи
фланца к кронштейну, установленному • на кожухе топки сбоку
в будке машиниста.
§ 47. НЕВСАСЫВАЮЩИЕ ИНЖЕКТОРЫ
Невсасывающий инжектор типа Н-400, имеющий производц-
тельность свыше 400 л1мин, установлен на паровозах ФД, для
которых производительность инжектора В-250 недостаточна. На
этих паровозах справа поставлен инжектор Н-400, а слева — ин-
жектор В-250. Расположен инжектор Н-400 под будкой машини-
ста на специальном кронштейне (рис. 85). Трубой диаметром
70 мм инжектор 4 соединен с паровым пусковым клапаном 1, ус-
108
Рис 85. Установка на паровозе ФД
невсасывающего инжектора Н-400:
1 — паровой пусковой клапан; 2 — сигнальная
трубка; 3 — привод к водяному клапану, 4 —
инжектор, 5--привод к вестовому клапану
тановленным в будке парово-
за. От инжектора вдоль котла
идет трубопровод также диа-
метром 70 мм к питательному
клапану, который установлен
на цилиндрической части кот-
ла. С тендерным баком ин-
жектор соединен водоприем-
ным рукавом.
Общий вид невсасываю-
щего инжектора Н-400 пред-
ставлен на рис. 86. Процесс
работы его мало отличается
от работы инжекторов В-250
и В-170. В связи с повышен-
ной производительностью раз-
меры деталей инжектора
Н-400 увеличены по сравнению
с инжектором В-250. В корпу-
се 3 инжектора размещены
сопла: центральное паровое 1,
кольцевое паровое 8, водяное
7 и нагнетательное 6. Впуск
пара в паровую камеру А ин-
жектора производится по тру-
бе путем открытия парового
пускового клапана 1 (см. рис.
85). Для впуска воды в водяную камеру Б (см. рис. 86) имеется
водозапорный клапан 9, привод к которому выведен в будку паро-
воза. Стержень водозапорного клапана на резьбе установлен в
штуцере 10, имеющем уплотняющий сальник. Камера смешения
В при помощи внутреннего вестового клапана 2 соединена с
камерой верхней части водяного сопла 7, а через наружный ве-
стовой клапан 11 и вестовую трубу сообщена с атмосферой. На-
ружный вестовой клапан также имеет привод в будку машини-
ста. Нагнетательная камера Г от напорного трубопровода отде-
ляется питательным клапаном 4, который закрывается крышкой 5
с направлением для хвостовика клапана.
Чтобы пустить инжектор в работу, нужно открыть водозапор-
ный клапан 9 и наружный вестовой клапан И. тогда вода заполнит
инжектор и станет выходить через вестовой клапан наружу. Пос-
ле, этого открывают паровой пусковой клапан, установленный в
будке машиниста, и пар попадает в паровую камеру А. Пар про-
ходит паровые сопла 1 и 8, затем поступает в водяное сопло 7, где
смешивается с водой, конденсируется и нагревает воду. Горячая
вода через нагнетательное сопло 6 проходит в нагнетательную ка-
меру, поднимает питательный клапан 4 и попадает в питательный
трубопровод. Прежде чем попасть в котел, вода проходит второй
питательный клапан, установленный на котле.
109
Рис. 86. Невсасывающий инжектор Н-400:
* — центральное паровое сопло; 2 — внутренний вестовой клапан; 3 — корпус; 4 — пита-
тельный клапан, 5—крышка; 6 — нагнетательное сопло; 7 — водяное сопло; 8 — кольце-
вое паровое сопло; 9 — водозапорный клапан; 10 — штуцер;// — наружный вестовой кла-
пан
Внутренний вестовой клапан 2 установлен на случай, когда во-
да в тендерном баке перегрета и пар, поступающий из парового
сопла, плохо конденсируется. Тогда струей пара вода будет
выбрасываться из окон верхней части водяного сопла 7 и накапли-
ваться в камере смешения В. Если наружный вестовой клапан за-
крыть, то накопившаяся вода будет снова засосана в сопла инжек-
тора. От камеры смешения инжектора в будку паровоза проведена
сигнальная трубка 2 (см. рис. 85), которая в случае вытекания
из нее воды сигнализирует бригаде о том, что вода через весто-
вой клапан выливается наружу.
Недостатком расположения инжектора Н-400 под будкой ма-
шиниста является опасность его замораживания в зимнее время.
Для спуска воды во избежание замораживания в нижней части
корпуса поставлены краник и спускная пробка. Длинный наруж-
ный питательный трубопровод также подвержен охлаждению, а
при невнимательном уходе может быть заморожен. В связи с этим
в виде опыта на ряде паровозов ФД питательный трубопровод
проведен внутри котла.
ПО
Паровой пусковой клапан (рис. 87) имеет стальной литой кор-
пус 5, в котором запрессована чугунная втулка 4 с окнами. На
притирочную поверхность втулки садится большой клапан 6, на-
правляющие которого входят во втулку 4. На большом клапане
помещен малый разгрузочный клапан 2. Через отверстие в боль-
шом клапане проходит стержень 3, соединенный с малым клапа-
ном. Сверху корпус закрывается крышкой 1. Пар, поступающий из
котла, заполняет камеры над клапаном.
Для открытия клапана поднимают при помощи рукоятки стер-
жень, который в свою очередь поднимает вначале малый клапан,
и пар проходит из верхней камеры по кольцевому каналу в про-
странство под большим клапаном, разгружая его таким образом
от давления сверху. При дальнейшем подъеме стержня он своим
заплечиком упирается в большой клапан, поднимает его, и пар
из верхней камеры 'Проходит в нижнюю и далее в инжектор.
Питательный клапан (рис. 88), установленный на котле, имеет
стальной корпус 2 с запрессованной втулкой 4. Во втулке распо-
ложен бронзовый клапан 3. Крышка 1, закрывающая корпус свер-
ху, имеет выступающий внутрь прилив, который является огра-
ничителем подъема клапана. Помимо клапана 3, в корпусе
установлен запорный клапан 5, при помощи которого при необхо-
димости питательный клапан и трубопровод отключаются от котла.
Под напором воды из инжектора питательный клапан поднимает-
ся и пропускает воду в котел, а при выключении инжектора са-
дится в гнездо.и не дает выхода воде из котла.
Рис. 88. Котловой пита-
тельный клапан:
1 — крышка; 2 — корпус;
3 — клапан, 4 — втулка; 5 —
запорный клапан
Рис. 87. Паровой пусковой клапан
инжектора Н-400:
/ — крышка; 2 — разгрузочный клапан;. 3 —
стержень; 4 — втулка; 5 — корпус; 6 — большой
клапан
ш
§ 48. УХОД ЗА ПИТАТЕЛЬНЫМИ ПРИБОРАМИ
Питательные приборы всегда должны быть в исправном состо-
янии и обеспечивать подачу в котел необходимого количества
воды. Запрещается выпускать под поезда паровозы, у которых
имеется хотя бы один питательный прибор.
Для надежного действия инжектора нужно, чтобы все клапа-
ны его находились в исправном состоянии. Паровпускной (за-
качивающий) и питательный клапаны не должны иметь пропуска
пара и горячей воды, так как это вызовет прогрев водоприемной
трубы и инжектора и затруднит пуск его в действие. Чтобы из-
бежать этого, нужно повернуть водяную пробку и закрыть канал,
сообщающий водяную камеру инжектора с водоприемной трубой.
Сетку водяной пробки следует периодически очищать между про-
мывками. Сопла инжектора также должны быть в хорошем со-
стоянии, не иметь поврежденных стенок и их следует своевремен-
но очищать от накипи.
После прекращения подачи воды невсасывающим инжектором
Н-400 необходимо каждый раз плотно закрывать водяной запор-
ный клапан, чтобы вода из бака тендера через вестовой кран
не выходила наружу.
Для обеспечения надежного действия инжектора нужно сле-
дить, чтобы все соединения труб инжектора были герметичными
и прочно закреплены. При неплотности соединений водоприемных
труб не будет обеспечиваться необходимое разрежение и засасы-
вание воды в инжектор.
При расслоении или повреждении гибкого водоприемного ру-
кава он должен быть заменен новым. Сетку водозапорного клапа-
на на тендере следует очищать на каждой промывке. Зарастание
накипью питательных труб создает дополнительное сопротивле-
ние для воды, нагнетаемой в котел, и уменьшает производитель-
ность инжектора, поэтому их также следует периодически очищать
при ремонте. Для предупреждения вредного воздействия на ко-
тел холодной воды подачу ее инжектором производят небольши-
ми порциями поочередно обоими приборами. Не следует качать
воду в котел при открытых топочных дверцах, при прокачивании
колосников и при плохом огне в топке. Несоблюдение этих усло-
вий и подача большой массы холодной воды может вызвать течь
труб и связей котла.
§ 49. ВНУТРИКОТЛОВАЯ ОБРАБОТКА ВОДЫ
Употребляемая для питания паровозных котлов вода всегда
содержит некоторое количество примесей (растворенных солей, ор-
ганических и взвешенных веществ). При работе котла концентра-
ция солей в котловой воде все увеличивается и раствор становит-
ся перенасыщенным. Слои, концентрация которых достигает пре-
дела растворимости, выпадают из воды в виде накипи на стенки
котла и в виде шлама в толще котловой воды.
112
Отложение накипи на поверхности нагрева котла, ухудшая
теплопередачу и парообразование в котле, приводит к пережогу
топлива и может вызвать недостаток пара при работе паровоза.
Кроме Дого, большой слой накипи влечет перегрев стенок огне-
вой коробки, вследствие чего могут появиться течь труб и связей,
а также выпучины и трещины стенок.
При большом насыщении котловой воды солями и наличии в
ней большого количества шлама во время открытия регулятора
происходят явления вспенивания и уноса воды с паром в элемен-
ты пароперегревателя. Это вызывает отложение в элементах со-
лей, которы'е ухудшают теплопередачу, влекут перегрев элементов
и их прогорание. В результате ухудшения теплопередачи снижает-
ся температура перегрева пара.
Существуют нормы качества котловых вод, которые определя-
ются допустимым предельным содержанием в воде солей, шла-
ма, щелочи и других примесей. При соблюдении этих норм в кот-
ле не отлагается накипь и не происходит вспенивание, коррозия
металла, котел обеспечивает хорошее парообразование и работа-
ет экономично.
Одним из главных показателей качества котловой воды явля-
ется жесткость. Жесткостью воды называется содержа-
ние в ней растворимых солей кальция и магния, выраженное в
миллиграмм-эквивалентах на литр воды. Один миллиграмм-экви-
валент жесткости соответствует содержанию 20,04 мг/л кальция
или 12,16 мг/л магния (ГОСТ 6055—51).
Важными характеристиками качества котловой воды, кроме
жесткости, являются сухой остаток и щелочность. Сухой ос-
таток представляет собой общее количество растворенных в
воде минеральных и органических веществ, остающихся после
полного испарения профильтрованной воды и высушивания остат-
ка при температуре 105—110°С. Сухой остаток измеряется в мил-
лиграммах на литр воды. Общая щелочность воды оп-
ределяется суммарным содержанием в ней анионов и измеряется
в миллиграмм-эквивалентах на литр воды.
Нормы качества котловых вод (для участков с водами наи-
более распространенного среднего качества) установлены инст-
рукцией ЦТ МПС по обработке воды внутри котла. Так, для па-
ровозов Л, ФД, Еа и Ем сухой остаток должен быть не более
2500 мг/л, общая щелочность — не более 9 мг-экв/л и жесткость
котловой воды — не выше 0,2 мл-экв/л. Для других вод, в том числе
щелочных, с большим содержанием солей нормы качества котло-
вых вод определяют в каждом депо путем проведения эксплуата-
ционных испытаний.
Воду, идущую для питания паровозных котлов, предваритель-
но очищают от механических примесей и умягчают. Для этого в
пунктах водоснабжения применяют отстойники, осветлители и
фильтры. Чтобы предотвратить накипеобразование, коррозию ко-
тельного металла и унос воды из котла, производят внутрикотло-
вую обработку воды. Для этого в питательную воду вводят щелочи
113
Рис. 89. Прибор для введения хи-
мического пеногасителя
п органические вещества, которые, вступая во взаимодействие
с накипеобразователями в котловой воде, вызывают выпадание их
в виде шлама, удаляемого затем из котла при продувках и про-
мывках.
Для внутрикотловой обработки воды применяют специальные
химические вещества — антин аки и ины. В качестве состав-
ных частей антинакипинов используют щелочи, фосфаты и органи-
ческие коллоиды. Из щелочей применяют: каустическую соду в
твердом и жидком виде, кальцинированную соду и едкий калий;
из фосфатов: тринатрийфосфат и динатрпйфосфат; из коллои-
дов: дубовый экстракт и сульфитцеллюлозные щелочи.
Наиболее эффективным антинакипином является четверная
смесь, состоящая из каустической и кальцинированной соды, три-
натрийфосфата и органического коллоида. Антинакипин приме-
няют в жидком и твердом виде. Как жидкую антинакипную смесь,
так и брикетированный антинакипин вводят в водяной бак тен-
дера перед набором воды.
Дозировку вводимых в котел антинакипинов, т. е. количе-
ство их составных частей в граммах на 1 т набираемой паровозом
воды, устанавливают лабораторным анализом в зависимости от
качества питательных и котловых вод.
Для борьбы со вспениванием
и уносом котловой воды на уча-
стках дорог, где для питания кот-
лов применяется вода с боль-
шим солесодержанием или нали-
чием природной щелочности,
применяют химический пе-
ногаситель, представляю-
щий собой тонко измельченный
порошок — органическое веще-
ство диамид, который приготов-
ляют путем химического взаимо-
действия стеарина с гексамети-
лендиамином.
Применение химического пе-
ногасителя для вод, склонных к
вспениванию и уносу, дает воз-
можность поддерживать в котле
достаточно высокий уровень во-
ды и должное качество пара при
требуемой форсировке котла.
Применяют химический пенога-
ситель для внутрикотловой об-
работки самостоятельно, незави-
симо от состава и норм дозиро-
вок антинакипных смесей.
Химический пеногаситель вво-
дят в котел в основном и оборот-
114
ном депо через специальный прибор (рис. 89), который устанав-
ливают на инжекторе. Этот прибор состоит из крана с рукояткой
и воронки с крышкой. Установленное количество пеногасителя
предварительно разводят в 0,1—0,2 л холодной воды и заливают
в воронку. Во время работы инжектора открывают кран воронки,
раствор пеногасителя попадает в инжектор, смешивается с водой
и нагнетается в котел. Вместо воронки иногда применяют трубку,
загнутую вниз, через которую всасывается в инжектор пеногаси-
тель.
Дозировку химического пеногасителя устанавливают в сред-
нем 0,2 г на 1 т испаренной котлом воды. Эту дозировку в дальней-
шем корректируют испытаниями.
Глава 9
РЕМОНТ ПАРОВОЗНОГО КОТЛА
§ 50. РЕМОНТ ОГНЕВОЙ КОРОБКИ И КОЖУХА ТОПКИ
Огневая коробка. При всех видах ремонта паровоза в обяза-
тельном порядке производят очистку стенок огневой коробки от
загрязнений и накипи, а также осмотр и обмер стенок линейками
для выявления дефектов. Осмотр с установлением объема ремонт-
ных работ осуществляет, как правило, в депо котельный мастер,
а на заводе начальник котельного цеха.
В процессе эксплуатации котла стенки огневой коробки и их
соединения с кожухом топки подвергаются значительным дефор-
мациям: из-за резких температурных перепадов при изменении ре-
жима работы котла; от загрязнения газовой поверхности стенок
продуктами сгорания и водяной поверхности солями накипи; от на-
рушения режимов отопления, питания котла водой и внутрикот-
ловой обработки воды. Основными повреждениями стенок огневой
коробки и их соединений являются: трещины, волнистость, мест-
ные выпучины, общий прогиб, очаговая коррозия и механический
износ.
Трещины. Наиболее подвержены повреждению стенки огне-
вой коробки в зоне сгорания топлива (над колосниковой решет-
кой) на боковых стенках, подрешеточной части и у задней стенки
между связевыми простенками, а также в сварных швах и в за-
гибах. Трещины бывают сквозные и несквозные в виде надрыва
металла, а по форме — прямолинейные и криволинейные. По сво-
им размерам трещины достигают длины до 1500 мм и более.
На боковых стенках при заводском ремонте заварка трещин
не разрешается, в этом случае производят вварку замкнутой
вставки или полустенка. При деповском ремонте при наличии ввар-
пых связей разрешается заварка трещин длиной не более пяти
простенков при условии, что общее количество заваренных
115
простенков не будет превышать 12 на одной боковой стенке и если
трещина не доходит до сварного шва потолка на два ряда связей
или на один ряд до шва полустанка. При наличии трещин между
первым рядом связей и топочной рамой, расположенных парал-
лельно раме, производится их заварка, если толщина стенки не
менее 7 мм. Когда трещина проходит по связевым отверстиям, то
такие связи перед разделкой трещины удаляют с последующей
их вваркой.
Когда размеры трещин и их количество превышают установ-
ленные нормы по их заварке, а также при наличии других де-
фектов, в этих случаях на боковых стенках удаляют дефектные
места и производят вварку замкнутых вставок (рис. 90), лент или
полустенков.
На задней решетке при наличии трещин в трубной части между
отверстиями (в мостиках) производят удаление труб в месте их
образования, разделку трещин и их заварку. При всех видах ре-
монта количество заваренных трещин разрешается не более ше-
сти, расположенных в разных местах. Если трещины расположены
от кромок отверстий в крайних рядах труб, то при заводском
ремонте производят их заварку, когда общее количество не более
двух расположенных в разных местах и длиной не более 10 мм, а
при деповском ремонте — соответственно не более шести трещин
Когда трещина в трубной части образует замкнутый контур или
имеет длину более четырех простенков, производят замену решет-
ки. В подрешеточной части при заводском ремонте заварка тре-
Рис 90 Заварка трещины и вварка в стену огневой коробки вставки
1 — боковая стенка огневой коробки, 2 — вварные связи, 3 — связевый простенок, 4 —
разделка прямолинейной трещины, 5 — удаленная связь, 6 — последоватечьность обрат-
но ступенчатой заварки трещины, 7 — вварная вставка
116
щин в связевых простенках не разрешается, в этом случае дефект-
ную часть удаляют и производят вварку вставки размером не ме-
нее трех связевых простенков по высоте и ширине или полностью
заменяют подрешеточную часть. При деповском ремонте разреша-
ется заварка трещин длиной не более пяти простенков и общим
количеством не более десяти.
В ухватном листе при всех видах ремонта разрешается произ-
водить: приварку вставки в верхней части листа с захватом не ме-
нее трех связевых простенков по высоте и ширине или полностью
с расположением сварного шва между лапчатыми связями и
первым рядом жестких связей со спуском на топочную раму;
вварку вставки у одного отверстия для циркуляционной трубы с
захватом не менее одного ряда связей при отсутствии других вста-
вок, за исключением угловых; вварку угловых вставок по топоч-
ной раме с захватом не менее одной связи и не более трех связей.
При деповском ремонте разрешается: заваривать трещины в свя-
зевых простенках длиной не более трех и в общем количестве не
более пяти простенков; производить заварку трещин от отверстия
длиной до 100 мм. При всех видах ремонта не разрешается за-
варивать трещины вдоль загибов.
На задней стенке при наличии трещин в связевых простенках
производится их заварка: при заводском ремонте — если общая
длина трещин не превышает 300 мм и по количеству они располо-
жены не более чем в трех простенках; при большей длине и коли-
честве дефектное место удаляют и вваривают вставку; при де-
повском ремонте разрешается заварка трещин общей длиной не
более 500 мм, если по количеству они расположены не более как
в десяти простенках.
При наличии трещин на бортах с расположением перпенди-
кулярно загибу и с выходом на кромку сварного шва в этом слу-
чае производят их заварку: при заводском ремонте на каждом
борту не более одной трещины, а при деповском ремонте соответ-
ственно не более двух с расстоянием между ними не менее 100 мм.
При большем количестве трещин производят вварку не более од-
ной бортовой вставки с захватом не менее одного ряда связей
по ширине.
Заварка трещин на вварной шуровочной горловине при завод-
ском ремонте не разрешается, в этом случае, дефектную горлови-
ну заменяют. При деповском ремонте разрешается производить
заварку трещин, если их количество не более шести. При большем
количестве трещин производят постановку вставки с захватом
по длине не менее пяти связей.
На потолке при наличии трещин от заклепочных отверстий
шва до его кромки на водяной поверхности при заводском ремон-
те производят их заварку, если количество их не более трех под-
ряд. Если же трещины расположены в разных местах, но не бли-
же трех простенков одна от другой, разрешается заварка не бо-
лее шести трещин. При большем количестве трещин производят
постановку одной цельной ленты с расположением поперечного
117
шва не ближе, чем между первым и вторым рядами неподвижных
анкерных болтов. При деповском ремонте разрешается заваривать
трещины между анкерными болтами, если длина их не более двух
простенков.
На топочной раме при заводском ремонте разрешается произ-
водить заварку трещин и вварку новых участков электродуговой
и электрошлаковой сваркой.
В случае обнаружения трещин в стенках огневой коробки не-
обходимо концы трещины, выходящей на связевые простенки, за-
сверлить сверлом диаметром 6—8 мм, а у трубной решетки —
сверлом диаметром 8—12 мм; удалить связи (анкерные болты),
по которым проходит трещина, и произвести разделку трещины
пневматическим зубилом под V-образный шов. Небольшие по раз-
мерам (до 100 мм) трещины заваривать электродуговой сваркой
движением электрода в одном направлении по всей длине, при
больших размерах трещину разбивают на равные участки и завар-
ку производят обратно-ступенчатым способом по участкам. На-
пример, если на боковой стенке имеется вертикальная трещина,
проходящая через связевые отверстия, вначале заваривают верх-
ний простенок, с движением электрода снизу вверх, а затем также
заваривают второй простенок и аналогично третий (см. рис. 90).
Волнистость — это такой вид повреждения стенок, при
котором происходит выпучивание в сторону огня межсвязевых
(или межанкерных) простенков на определенном участке. Волни-
стость появляется вследствие перегрева металла при отложении на
водяной поверхности накипи. При наличии волнистости рекомен-
дуется в зоне повреждения удалить 10—25 связей и произвести
проверку газовой и водяной поверхности стенок на отсутствие
трещин.
Величину волн проверяют обмером дефектного участка котель-
ной линейкой. Если размер волнистости не превышает 2 мм и от-
сутствуют трещины, то при заводском ремонте такое место мож-
но оставлять без исправления. При размерах свыше 2 мм произ-
водят удаление поврежденного участка с постановкой вставки или
полустенка. При деповском ремонте, если размер волнистости не
превышает 3 мм и отсутствуют трещины, дефектный участок может
быть оставлен без исправления.
Если же при тех же условиях волнистость превышает 3 мм,
производят нагрев дефектного участка и правку выпучии под руко-
водством котельного мастера. После правки размер оставшейся
волнистости не должен превышать 1 мм. При размере волнистости
более 4 мм производят удаление дефектного участка с вваркой
вставки или полустенка.
Местные вы пучины — вид повреждения, при котором про-
исходит очаговый прогиб стенки в сторону огня, как правило, от
скопления накипи в этом месте. При заводском ремонте местную
выпучину разрешается оставлять без исправления, если размер ее
не более 2 мм и по длине не более трех связевых простенков, а при
деповском ремонте соответственно при размере не более 5 мм
118
и такой же длины. Если высота выпучины более 5 мм, производят
ее выправление.
Общий прогиб стенки •— вид повреждения, который
происходит от некачественно изготовленной заготовки или от на-
рушения технологии производства сварочных работ при ремонте
(постановка вставок, лент, полустенков и др.), а в эксплуатации—
ст резких температурных перепадов. Общие прогибы стенок и по-
толка огневой коробки происходят в сторону огневой и водяной
поверхностей. При достижении общего прогиба у передней решет-
ки 23 мм, у задней 17 мм, в стенках и потолке в сторону огня 17 мм
и в сторону воды 22 мм производят их правку. Размер общего
прогиба после исправления не должен превышать 6 мм.
Очаговая коррозия металла — вид повреждения, при
котором происходит местное выедание металла на водяной поверх-
ности. Наиболее подвержены этому виду повреждений топочная
рама и стенки, прилегающие к ней. Указанный дефект устраняют
электродуговой наплавкой с предварительной зачисткой до метал-
лического блеска и регламентируется оставшейся толщиной стен-
ки после зачистки. Например, на боковых стенках при заводском
ремонте производят наплавку выедин, если оставшаяся толщина
стенки не менее 6 мм, при меньшей толщине вваривают вставки
после удаления дефектной части. На задней решетке по загибам
и в трубной части при наличии выедин более 3 мм производят на-
плавку, если толщина стенки в местах повреждения не менее 8 мм,
а при деповском ремонте не менее 6 мм.
Механический износ — вид повреждения, при котором
происходит выедание металла на газовой поверхности от ударов
несгоревшими частицами топлива (при угольном отоплении). Наи-
более подвержена этому виду повреждений верхняя часть задней
трубной решетки. При заводском ремонте восстановление произво-
дят электронаплавкой, если толщина стенки после зачистки не ме-
нее 8 мм, а при деповском ремонте не менее 6 мм; повторную на-
плавку делать не разрешается. Восстановление наплавкой до чер-
тежных размеров изношенных отверстий для дымогарных и жаро-
вых труб при заводском ремонте разрешается не более 15 для
дымогарных и не более 5 для жаровых, а при деповском ремонте
соответственно не более 30 и 10.
Кожух топки. Основными повреждениями стенок кожуха топки
являются: трещины, очаговая коррозия и механический износ.
Трещины при всех видах ремонта разрешается заваривать
между связями, если по длине они захватывают не более четырех
простенков. При больших размерах производят вварку замкнутой
вставки; на каждой боковой стенке допускается постановка не
более двух вставок с расположением швов между ними не менее
трех простенков. Разрешается производить заварку трещин, иду-
щих от люковых отверстий и по боковым загибам стенок с ввар-
кой втулки в люковое отверстие. При наличии сквозной трещи-
ны между люковыми отверстиями при заводском ремонте произ-
водят вварку вставки, а также вварку вставок вокруг отверстий
119
для люков и спускных кранов с захватом не менее одного ряда
связей. При деповском ремонте разрешается заварка сквозных
трещин между люковыми отверстиями с одновременной вваркой
втулок.
Очаговая коррозия стенок в виде местных выедин ме-
талла происходит со стороны водяной поверхности главным обра-
зом у топочной рамы и у люковых отверстий. Местные выедины
устраняют электронаплавкой, если толщина стенок после зачист-
ки их будет не менее 7 мм.
Механический износ происходит в местах постановки
пароразборной колонки, предохранительных клапанов, спускных
кранов, инжекторов и накладных люков. Восстановление износа
свыше предельных размеров производят электронаплавкой с по-
следующей обработкой по чертежным размерам.
§ 51. РЕМОНТ И СМЕНА СВЯЗЕЙ И АНКЕРНЫХ БОЛТОВ
Основными повреждениями связей и болтов являются: трещи-
ны, течь, очаговая коррозия и механический износ.
Трещины непосредственно у связей и болтов бывают в виде
надрывов и сквозные, т. е. с их изломом. В отверстиях стенок
топки образуются лучевые надрывы, идущие от кромки отверстия,
и кольцевые — вокруг отверстия. При всех видах ремонта реко-
мендуется производить осмотр технического состояния каждой свя-
зи и анкерного болта с обстукиванием молотком по головкам.
При заводском ремонте для этой цели со стороны кожуха произ-
водят отъемку колпачков и крышек у подвижных связей и анкер-
ных болтов, в полном соответствии с требованиями Правил ремонта
В труднодоступных местах, между стенками, осмотр производят
с применением переносных электроламп. Для обеспечения контро-
ля за исправным состоянием связей и болтов при всех видах ре-
монта производят прочистку из огневой коробки всех контрольных
отверстий от загрязнений путем сверления их на глубину не ме-
нее 40 мм, а при заводском ремонте такую прочистку производят
и со стороны кожуха топки.
При наличии трещин и изломов связи и болты заменяют но-
выми. Удаляют их из стенок топки высверловкой или выжигани-
ем газовым резаком. После удаления дефектной связи (болта)
зачищают вокруг отверстия до металлического блеска на ширину
8—10 мм с последующей вваркой автоматом под слоем флюса или
качественными электродами новой связи (рис. 91).
Лучевые трещины, идущие от кромок отверстий, и кольцевые
вокруг головок происходят преимущественно в стенках и в потол-
ке огневой коробки. Указанные трещины устраняют тремя спосо-
бами: при небольших размерах удаляют связь (болт) и произво-
дят раззенковку отверстия до полного выведения трещин, при
этом увеличивать отверстия свыше 35 мм не разрешается. После
подготовки отверстий вваривают новую связь (болт). При боль-
120
ших размерах трещин произво-
дят раззенковку дефектного от-
верстия до размеров не более
44 мм с последующей его обвар-
кой. При обварке отверстия на
вертикальной стенке рекоменду-
ется первый валик накладывать
на кромке у водяной поверхно-
сти с движением электрода сни-
зу вверх. После обварки произ-
водят механическую обработку
отверстий до чертежных разме-
ров с последующей вваркой но-
вой связи (болта). Если лучевые
трещины от отверстия нельзя
удалить раззенковкой, засверли-
Связи § Сзлты
d d,- - d d,
1S ±0,5 го±о,5 2!±0,5 гз ±05
20±0,5 21 ±0,5 П±0,5 2i±0,5
20±0,5 25±0,5
Рис 91. Вварка связи (болта)
в стенки топки:
вают концы трещины, разделы- ;_стенка огневой коробки. 2_стенка
вают v-образно с последующей кожуха топки, 3 — расположение в
заваркой ее так же, как у СВЯЗе- 5 — чертежные размеры связей и анкер-
вых простенков, а затем ввари- ных болтов
вают новую связь (болт).
При заводском ремонте разрешается устранять трещины в
отверстиях раззенковкой до диаметра 44 мм с последующей обвар-
кой: на задней решетке или на задней стенке — не более как у
десяти отверстий; на боковой стенке и в потолке огневой коробки
соответственно не более 15 и 5 отверстий. При этом в каждом
отверстии должно быть не более одной лучевой трещины размером
не более 10 мм и такие отверстия расположены в разных местах и
разделены они не менее как тремя здоровыми простенками. На
стенках кожуха разрешается заварка лучевых трещин не более
чем у 20 отверстий. Увеличение диаметров отверстий для поста-
новки новых связей (болтов) свыше 41 мм не разрешается. В этом
случае при всех видах ремонта разработанные отверстия завари-
вают с последующей сверловкой по чертежным размерам. Восста-
новление разработанных отверстий разрешается производить не
более 25% от общего их количества на каждой стенке и в потол-
ке. В потолке от огневой коробки сварочные работы рекомендует-
ся производить только в нижнем положении.
Течь связей (болтов)—повреждение, при котором проис-
ходит парение (или течь воды при гидравлическом испытании кот-
ла) из контрольного отверстия или по сварному шву вварной свя-
зи, или по резьбе крышек втулок подвижных связей (болтов).
Течь из контрольного отверстия по резьбе крышки втулки указы-
вает на наличие трещины или обрыва. В этом случае дефект-
ную связь (болт) удаляют и вваривают новую. Течь по свар-
ному шву указывает на некачественную сварочную работу, при этом
удаляют старый шов и производят наложение нового. Сварной
шов вварной связи считается выполненным удовлетворительно, ес-
ли в нем нет резких наплывов и углублений, отсутствуют поры,
121
раковины, трещины и по своим размерам он соответствует чертежу.
Выход конца связи и анкерного болта над стенкой огневой коробки
или кожуха должен быть 7—11 мм. Если при выпуске паровоза
из подъемочного ремонта будет обнаружено парение из контроль-
ных отверстий, в этом случае производят забивку в них конусных
шпилек не более как у двух связей и у двух анкерных болтов, рас-
положенных в разных местах при условии, что эти дефекты обна-
ружены при выходе паровоза из ремонта.
Очаговая коррозия—выедание металла по периметру
связи (болта). Разрешается выпуск паровоза из заводского ремонта
при уменьшении диаметра связи на 2 мм против чертежного раз-
мера (23±0,5 мм) и из подъемочного ремонта при уменьшении
диаметра связи на 3,5 мм. При достижении коррозии до 4 мм,де-
фектную связь удаляют и вваривают новую. Анкерные болты при
коррозии до 3 мм при заводском ремонте и при коррозии до
4,5 мм при подъемочном ремонте разрешается оставлять без ис-
правления, а при достижении коррозии 5 мм и более анкерный
болт удаляют и вваривают новый.
Механический износ — вид повреждения (при механиче-
ском углеподатчике), при котором происходит «слизывание» ме-
талла от ударов несгоревших частиц топлива. Указанное поврежде-
ние происходит преимущественно у головок (по заднему краю) ан-
керных болтов, в зоне над обрезом арочного свода, где газовый
поток имеет наибольшую скорость. Если в результате механиче-
ского износа высота головки анкерного болта менее 4 мм, такие
болты удаляют и вваривают новые. Высоту головок болтов изме-
ряют специальным шаблоном. При деповском ремонте разреша-
ется восстанавливать механический износ головок наплавкой,
если высота их менее 3 мм.
§ 52. РЕМОНТ ЦИРКУЛЯЦИОННЫХ ТРУБ
К основным повреждениям труб относятся: трещины, механиче-
ский износ и выпучины.
Трещины образуются главным образом по сварным швам в
местах приварки наконечников, приварки концов в задней стенке
и подрешеточной части. Заварка трещин при заводском ремонте
не разрешается, в этом случае дефектную трубу заменяют. При
деповском ремонте разрешается не более одного раза заваривать
поперечную трещину длиной до 100 мм, расположенную по гра-
нице сварного шва.
Механический износ труб происходит вследствие вытер-
тости от кирпичей арочного свода. При заводском ремонте раз-
решается оставлять вытертость глубиной не более 1 мм, а при де-
повском ремонте — не более 2 жж. При больших размерах трубу за-
меняют. Общий износ труб проверяют по их весу в процентах: при
заводском ремонте допускается не более 15%, а при депов-
ском— не более 20%. Если вес превышает указанные размеры,
трубы заменяют.
122
У сменяемых труб разрешается приваривать один наконечник
и только со стороны задней стенки огневой коробки с расположе-
нием сварного шва на прямом участке трубы. Новые и отремонти-
рованные трубы перед их постановкой подвергаются гидравли-
ческому испытанию давлением 30 кГ]см2. В отверстиях для труб
необходимо скруглять кромки радиусом 1,5—2,0 мм. Разность ме-
жду диаметром трубы и отверстия в стенке не должна превышать
1 мм. Концы поставленной трубы, выходящие в водяное простран-
ство на 12—15 мм, необходимо раздавать на конус, а со стороны
огневой поверхности приваривать к стенке. При разработке отвер-
стий для постановки труб свыше предельных размеров производят
вварку втулок с механической обработкой их по чертежным раз-
мерам.
Вы пучины труб происходят от перегрева стенок после от-
ложения накипи на водяной поверхности. Разрешается оставлять
выпучину без исправления при заводском ремонте размером не
более 2 мм, а при деповском — не более 5 мм. Если размер вы-
пучины составляет 5,5 мм и более, трубу заменяют.
§ 53. РЕМОНТ ЦИЛИНДРИЧЕСКОЙ ЧАСТИ КОТЛА
И ПЕРЕДНЕЙ РЕШЕТКИ
Цилиндрическая часть котла. К основным неисправностям
стенок барабанов котла относятся трещины и коррозионные по-
вреждения.
Трещины в стенках барабанов образуются главным образом
в сварных швах (цельносварные котлы), у кромок барабанов и
от кромок заклепочных отверстий (котлы клепаной конструкции),
а также в местах расположения люка-лаза и у сухопарного кол-
пака.
При всех видах ремонта разрешается производить заварку
трещин в сварных швах, если трещина не заходит на основной
металл барабана, а также заваривать трещины, расположенные
от кромки до заклепки, разделенные пятью здоровыми простен-
ками, если общее количество не превышает пяти трещин в бара-
бане. При большем числе трещин производят вварку в барабан
ленточной вставки. Разрешается заваривать трещины в барабанах
по границе приварки подкладки под люк-лаз или под сухопар-
ный колпак с постановкой клепаной накладки, а также вварку од-
ной вставки в барабаны размером по длине не менее 500 мм и
по ширине 300 мм. Заварку трещин и вварку вставок производят
электродуговой сваркой. Проверку качества произведенных работ
после вварки вставок производят гидравлическим испытанием
котла на рабочее давление плюс 5 кГ)см2 с записью в паспорт
паровоза.
Коррозионные повреждения в виде очагового вые-
дания металла в стенках барабанов происходят преимущественно
в их нижних частях. Если глубина выедин не превышает 4 мм,
разрешается оставлять их без исправления. Выедины глубиной от
123
4 до 7 мм от чертежной толщины листа барабана при всех видах
ремонта устраняют электронаплавкой с предварительной зачист-
кой до металлического блеска.
В стенках дымовой камеры при всех видах ремонта разреша-
ется производить заварку трещин, вварку вставок и наставок не-
зависимо от размеров. Сварные швы, выходящие на наружную
поверхность камеры, необходимо зачищать заподлицо со стенкой
листа. При механическом износе разрешается производить на-
плавку кромок фронтонного листа в местах прилегания дверки ка-
меры с последующей обработкой, приварку барабана дымовой
камеры к кольцу крепления цилиндрической части, а также завар-
ку отверстий для заклепок и болтов.
В стенках сухопарного колпака при всех видах ремонта раз-
решается производить заварку трещин в сварных швах с предва-
рительной разделкой трещины V-образно под углом 60—70°, а
также наплавку электродуговой или газовой сваркой выедин
металла на притирочных лентах колпаков и крышках с предва-
рительной зачисткой.
Передняя решетка. К основным неисправностям трубных ре-
шеток относятся трещины, механический износ и коррозионные
повреждения.
Трещины образуются в трубных простенках (мостиках) и
в плоских поверхностях (фланцевых и дисковых) решеток. При
всех видах ремонта разрешается заварка трещин в трубных про-
стенках не более десяти в разных местах решетки и не более трех
подряд. Трещины, расположенные от кромок до заклепок, раз-
решается заваривать при заводском ремонте, если их количество
не более трех подряд, при деповском ремонте — не более десяти
в разных местах и не более четырех подряд. Если число трещин
превышает указанное количество и их расположение, производят
вварку вставки.
При заводском ремонте не разрешается заварка трещин, рас-
полагающихся вдоль загиба решетки, в этом случае производят
приварку к цилиндрической части котла новой дисковой решетки
с предварительной заваркой заклепочных отверстий. При депов-
ском ремонте разрешается заварка одной трещины длиной до
500 мм, располагающейся параллельно загибу решетки. В диско-
вой решетке при заводском ремонте разрешается заварка не бо-
лее двух трещин, если длина каждой из них не более
500 мм.
Механический износ металла происходит в отверстиях
для дымогарных и жаровых труб и кромок у фланцевых решеток.
Изношенные отверстия восстанавливают наплавкой с последую-
щей механической обработкой — при заводском ремонте — не
более 5 отверстий для жаровых и 15 для дымогарных труб, а при
деповском ремонте — соответственно не более 10 и 25. Изношен-
ные маломерные кромки при всех видах ремонта восстанавливают
наплавкой, если оставшаяся после зачистки толщина кромки не
менее 50% от чертежного размера.
124
Коррозийные повреждения в виде очагового вые-
дания металла происходят как в трубной части, так и по заги-
бам решетки. Выедины глубиной более 3 мм при заводском ре-
монте устраняют электронаплавкой с предварительной зачисткой
поврежденного места, если толщина стенки не менее 8 мм, а при
деповском ремонте — не менее 6 мм.
§ 54. РЕМОНТ И ПОСТАНОВКА ЖАРОВЫХ И ДЫМОГАРНЫХ ТРУБ
Наиболее характерными повреждениями жаровых и дымо-
гарных труб в процессе эксплуатации паровозов являются нару-
шение- плотности соединения труб с решеткой, сопровождаемое
течью воды из котла, обгорание и образование трещин у бортов,
разрывы стенок по сварному шву, местный механический износ
стенок, очаговые коррозийные повреждения металла стенок труб.
Нарушение плотности соединения труб с ре-
шеткой (рис. 92, а) происходит от неудовлетворительного ухо-
да за котлом (резкое охлаждение) и от некачественного укрепле-
ния труб в отверстиях трубной решетки. При неудовлетворитель-
ном качестве ремонта течь может произойти при постановке труб
с продольными сжимами, получающимися от неправильного об-
жатия задних концов труб, а также если отверстия в трубной
решетке перед постановкой труб имели овальность свыше 0,5 мм
для жаровых и 0,3 мм для дымогарных труб, и от неплотного
прижатия концов труб в отверстиях решетки вследствие недоста-
точного вальцевания.
Обгорание (рис. 92, б) и образование трещин у
бортов труб, как правило, происходят из-за увеличенного
выхода концов труб над поверхностью решетки, загрязнения во-
дяной поверхности труб и решетки накипью, а также из-за при-
менения при обчеканке бортов неисправных чеканок, когда вы-
кружка в чеканке не имеет чертежного размера.
Рис. 92. Повреждение бортов труб;
а — течь трубы в соединении о решеткой; б—обгоревший борт трубы; в — «сухие»
трещины борта трубы £ выходом на завальцованыую поверхность
125
Трещины у бортов могут образовываться как при укреплении
труб в решетке, так и в процессе эксплуатации паровоза. Они мо-
гут в начальный период не сопровождаться течью («сухие» трещи-
ны, рис. 92, в), но при распространении их от борта в завальцо-
ванную часть трубы сопровождаются течью. Чаще всего трещины
у бортов труб возникают в результате нарушения технологии их
отжига после холодного обжатия задних концов, от неравномерной
раздачи трубы по всему периметру при отбортовке котельным мо-
лотком. Во время эксплуатации паровозов трещины у бортов об-
разуются вследствие перегрева металла из-за загрязнения на-
кипью концов труб.
Разрывы стенок труб происходят в процессе эксплуа-
тации паровозов по сварным швам (рис. 93, а) из-за нарушения
технологии приварки наконечника к трубе, неудовлетворительного
обжатия концов, подреза стенки трубы за решеткой концами роли-
ков вальцовки.
Местный механический износ стенок труб
(рис. 93, б) происходит у задних концов в нижней их части на
паровозах, оборудованных механическим углеподатчиком. Местный
износ образуется от ударов несгоревших частиц твердого топлива
о стенку трубы, уносимых вместе с газами с большой скоростью
(до 146 м/сек). Износ стенок в нижней части труб объясняется
тем, что поток горящих газов из топки направлен под углом к пло-
скости задней трубной решетки.
Коррозийные повреждения металла стенок
труб происходят от разъедания металла уходящими газами, ког-
да топливо имеет значительные примеси серы. В этом случае стен-
ки труб изнашиваются равномерно по всей поверхности. Износ сте-
нок труб со стороны водяной поверхности происходит в большин-
стве случаев равномерно по всей поверхности, но имеют место оча-
говые коррозийные повреждения (рис. 93, в) из-за наличия в кот-
ловой воде хлористых солей и особенно хлористого магния. При
работе котла хлористый магний, разлагаясь, образует соляную кис-
лоту, которая разрушающе действует на металл стенок труб.
Борьба с повреждениями труб во всех случаях должна иметь
главным образом предупредительный характер. Чтобы не допус-
тить повреждения труб в процессе эксплуатации паровоза, необхо-
Рис. 93. Повреждение стенок труб:
а — разрыв по сварному шву; б — местный механический износ; в — очаговое коррозионное
повреждение
1’26
димо регулярно производить внутрикотловую обработку воды,
верхнюю и нижнюю продувки котла; не допускать резких охлажде-
ний задней трубной решетки особенно при чистке топки и переме-
щении паровоза с потухшей форсункой; тщательно очищать труб-
ный узел при промывочном ремонте, в необходимых случаях с при-
менением ингибированной кислоты по установленной технологии.
Технологический процесс ремонта дымогарных и жаровых труб.
В зависимости от технического состояния труб ремонтируют их без
удаления из решеток и с удалением. Первый способ применяют
только при деповском ремонте паровозов в том случае, когда допу-
щена течь труб. Процесс ремонта труб без удаления их из котла
состоит из следующих основных операций: очистки поверхности
задней решетки от загрязнения, удалении сварного валика у бор-
та, уплотнении трубы в отверстии решетки вальцеванием, уплотне-
нии борта трубы, обмывки решетки у поврежденной трубы с об-
тиркой и приварки борта трубы к решетке без наполнения котла
водой только, если поврежденные трубы расположены в разных
местах решетки и число их не превышает 25. Ремонт труб в таком
объеме может быть произведен в том случае, если в бортах нет
трещин, заварка и зачеканка которых при всех видах ремонта не
разрешается.
Процесс ремонта труб с удалением их из котла состоит из сле-
дующих основных операций: удаления труб из котла, ремонта, гид-
равлического испытания; постановки в котел и укрепления их в
решетках.
Удаление труб из котла по количеству производят в зависимо-
сти от вида ремонта паровоза и от их технического состояния. Так,
например, при деповском (подъемочном) ремонте, как правило,
производят частичную выемку труб в различных местах (примерно
10—15 шт. дымогарных) для проверки состояния межтрубного
пространства и наличия дефектов в них, а при заводском ремонте
производят комплектную смену дымогарных и жаровых труб. Для
ускорения процесса выемки жаровые трубы удаляют из котла че-
рез отверстия в передней решетке, а дымогарные — через отвер-
стия для жаровых труб.
От накипи трубы очищают двумя основными способами, ко-
торые носят название «сухой» и «мокрой» очистки. Для «сухой»
очистки применяют вращающиеся барабаны или всасывающие ше-
стерни. Основным недостатком этого способа является — значи-
тельная запыленность у рабочего места и шум в процессе очистки.
Наибольшее распространение получил при выполнении этой опера-
ции «мокрый» способ, при котором исключается запыленность и
уменьшается шум, так как процесс осуществляется в водяной ванне.
Для очистки труб от накипи указанным способом применяют
металлические барабаны цилиндрической или шестигранной фор-
мы или бесконечные цепи, которые размещают в железобетонной
ванне. После укладки труб в барабан или на цепи в количестве
50—70 дымогарных или 25—35 жаровых ванну заполняют водой
и при помощи электродвигателя мощностью 5 кет производят
127
вращение. При этом трубы, перекатываясь, своей тяжестью оби-
вают накипь с поверхности с одновременной обмывкой их водой.
Очистка комплекта труб от накипи указанным способом продол-
жается в течение 2,5—3 ч, что зависит от толщины и плотности
накипи.
Проверку технического состояния дымогарных и жаровых труб
производят после очистки путем наружного осмотра и взвеши-
вания (наружному осмотру в обязательном порядке подвергают
каждую трубу). Трубу при общем износе по весу свыше 20% или
при наличии очаговой коррозии глубиной более 1 мм у жаровой
и 0,5 мм у дымогарной бракуют. Трубы, имеющие местный меха-
нический износ или трещины на концах, разрешается допускать к
ремонту с удалением дефектных мест отрезкой с последующей
приваркой наконечников из новых труб.
Если у трубы обнаружены трещины, рекомендуется произвести
испытание металла на раздачу, обжатие или на отбортовку, сплю-
щивание по установленной технологии. Дефектные концы и новые
наконечники отрезают дисковыми ножами, имеющими двусторон-
нюю или одностороннюю заточку и без заточки. Основными не-
достатками применения дисковых ножей является образование про-
гиба трубы внутрь в месте реза и появление наплыва металла по
сечению трубы. Широкое распространение для отрезки труб полу-
чили приспособления с резцом, которые, кроме отрезки, на тор-
цах трубы делают фаску под углом 30—35° для производства
сварочных работ.
При всех видах ремонта труб наращивание задних концов сле-
дует производить наконечниками из новых труб. Приварку нако-
нечников к дымогарным и жаровым трубам производят газовой
или контактной сваркой встык по методу оплавления на стыковых
электросварочных машинах или полуавтоматом с применением
электродной проволоки диаметром 1—3 мм под слоем флюса.
У подготовленных к сварке наконечника и трубе наружные по-
верхности свариваемых концов должны быть зачищены до метал-
лического блеска, не иметь заусенец, иметь фаски под углом 30—
35°, а торцовые поверхности перпендикулярны оси трубы. Для при-
варки наконечника к трубе в специальном приспособлении в де-
по применяют в основном газовую сварку с присадкой сварочной
стальной проволоки, а на заводах контактную сварку на электро-
сварочных машинах. При этом способе внутри трубы образуется
у сварного шва наплыв металла, который после сварки удаляют
специальным пуансоном, когда металл еще находится в горячем
состоянии. После удаления со сварных швов наплывов металла
конец трубы отрезают по размеру фактического расстояния меж-
ду трубными решетками с таким расчетом, чтобы труба при поста-
новке в котел имела выход концов над поверхностями решеток.
При ремонте задних концов' применяют одноступенчатое и
двухступенчатое обжатие. Одноступенчатое обжатие производят
только у дымогарных труб и в том случае, когда диаметр отвер-
стия в решетке имеет незначительную разницу с наружным диа-
128
метром трубы, предназначенной к обжатию. При чертежных раз-
мерах отверстий и близких к ним, как правило, производят толь-
ко двухступенчатое обжатие труб.
Обжатие задних концов труб производят с предварительным
нагревом и в холодном состоянии. Широкое распространение по-
лучил холодный способ обжатия, так как при этом устраняется
лишняя операция — предварительный нагрев, а качество обжатия
получается значительно лучше и с наименьшей затратой времени
на процесс.
Для холодного обжатия применяют различные приспособления
и оборудование. Способ обжатия заключается в следующем: зад-
ний конец трубы укрепляют в специальных цилиндрических за-
жимах и на него напрессовывают матрицу, имеющую размеры
первой ступени. При этом производят обильное смазывание обжи-
маемой поверхности для предупреждения задиров и смятия ме-
талла трубы. Затем матрицу спрессовывают и вновь напрессовыва-
ют матрицу меньших размеров для получения второй ступени
обжатия. Наконечник считается годным для приварки, если обжа-
тие соответствует по диаметру и по длине требуемым размерам,
а на обжатой поверхности отсутствуют риски, задиры и сжимы
металла.
Раздачу концов труб по отверстиям в передней решетке произ-
водят с предварительным нагревом и в холодном состоянии. На-
ибольшее распространение получил холодный способ раздачи
концов труб на станке при помощи пуансона. При чертежных
размерах отверстий в решетке увеличение диаметра труб произ-
водят на 3 мм на длине 75 мм, а при разработанных отверстиях —
по фактическим размерам отверстий в решетке. Операция раздачи
считается выполненной удовлетворительно, если размеры раздачи
по диаметру и длине соответствуют заданным, поверхность раз-
дачи имеет гладкую, ровную цилиндрическую поверхность с от-
сутствием задиров и трещин.
Для снятия напряжения после обжатия концы труб нагревают
в печи на длине 120—150 мм до температуры 650—800°С и погру-
жают в предварительно подогретую песочную ванну, в которой
они медленно охлаждаются до нормальной температуры (20—
25°С). Искусственное охлаждение применять не разрешает-
ся. Нарушение технологии температурного режима отжига
может привести к увеличению твердости металла наконечни-
ков и образованию трещин.
Качество ремонта каждой дымогарной и жаровой трубы про-
веряют на стенде гидравлическим прессом давлением 30 кГ/см2
в течение 2—3 мин с легким обстукиванием трубы слесарным мо-
лотком.
Для обеспечения нормального соединения труб в отверстиях
решеток производят зачистку их концов до металлического блес-
ка. Эту операцию выполняют различными приспособлениями, но
лучшие результаты достигаются при применении приспособлений
с дисковыми металлическими щетками, приводимыми в действие
5-9059
129
электродвигателем. Применение приспособлений с корундовыми
камнями для указанных целей не разрешается.
Перед постановкой труб в котел производят ремонт трубных
решеток в требуемом объеме. Каждое отверстие в решетке должно
иметь цилиндрическую форму, острые кромки скруглены радиусом
2 мм, диаметр в пределах установленных допусков. Овальность
отверстия при всех видах ремонта для дымогарных труб не дол-
жна превышать более 0,3 мм, а для жаровых—не более 0,5 мм; ко-
нусность отверстий не допускается. После подготовки в отверстия
задней решетки производят постановку прокладных колец из
красной меди. Наружный диаметр кольца должен быть меньше
диаметра отверстия не более как на 0,5 мм, а его ширина на
1 — 2 мм более толщины стенки решетки. Толщина стенки про-
кладного кольца для дымогарных труб колеблется в пределах
1,5—2,0 мм, а для жаровых—2,5—3 мм. В целях экономии цветных
металлов разрешается использование прокладных колец, бывших
в употреблении после отжига, если их толщина не менее 1,5 мм
и .при отсутствии в них трещин. Кольца в отверстиях укрепляют
вальцеванием с последующей отбортовкой со стороны водяной
поверхности решетки. Прсле укрепления торец кольца не должен
доходить до огневой поверхности на 1 мм для обеспечения качест-
венной приварки бортов труб к решетке, что проверяется шаблоном.
Трубы в котел ставят с таким расчетом, чтобы задние концы
обязательно имели упор обжатой частью в решетку. Это необхо-
димо для герметизации соединения. После постановки нормальный
выход концов труб над поверхностью задней решетки должен быть
6—8 мм для дымогарных и 7—9 мм для жаровых труб, что про-
веряется шаблоном. Концы труб из передней решетки могут вы-
ступать на 10—30 мм.
Трубы в решетках укрепляют вальцеванием при помощи роли-
ковых вальцовок. В завальцованной части поверхности труб дол-
жны быть ровными, гладкими и иметь блестящий оттенок, без
наличия отслоений, плен, волнистости, рисок; переходы от валь-
цованной к невальцованной поверхностям должны быть плавные,
без подреза стенок. После отбортовки концов труб образование
борта и плотное прижатие его к поверхности решетки производят
при помощи пневматического молотка с постоянным перемещением
чеканки по окружности. Высота борта у дымогарных труб должна
быть в пределах 3—4 мм, у жаровых — 4—6 мм. Между решет-
кой и бортом трубы не должно быть пустот, борт по всему пери-
метру должен плотно прилегать к поверхности решетки. При
комплектной смене труб герметичность их соединений с решет-
ками проверяют гидравлическим испытанием котловым давлени-
ем плюс 5 кГ/см2.
Приварку бортов труб к решетке (завершающаяся ремонтная
операция) выполняют электродуговой сваркой электродами тол-
щиной 3—4 мм для дымогарных и электродами толщиной 4—Ьмм
для жаровых труб. Приварку бортов можно производить после
гидравлического испытания котла или после пробной обкатки па-
130
ровоза с предварительной очисткой задней трубной решетки от за-
грязнений.
Сварные швы у бортов труб должны быть плотными, не иметь
раковин, резких наплывов и углублений; высота валика равна
высоте борта трубы; подрез основного металла решетки и борта до-
пускается не более 0,3 мм.
При ремонте дымогарных и жаровых труб не разрешается сме-
шанная постановка в котел новых и бывших в употреблении труб,
заварка и зачеканка трещин труб и их бортов, постановка труб
с несоосно приваренными наконечниками, подвальцовка, чеканка
приваренных труб и их проссеровка.
$ 55. ОСВИДЕТЕЛЬСТВОВАНИЯ И ИСПЫТАНИЕ КОТЛОВ
Для обеспечения безопасной эксплуатации паровозных котлов
согласно требованиям Правил котлонадзора МПС установлены
следующие технические освидетельствования и их испытания: на-
ружный осмотр, полное освидетельствование, специальное обсле-
дование и гидравлическое испытание.
Наружный осмотр, проводимый не реже одного раза в три
года, предназначен для проверки технического состояния стенок
котла и соединений в доступных местах, а также жаровых и ды-
могарных труб, элементов пароперегревателя с выемкой их из
труб и снятием арматуры котла с устранением обнаруженных де-
фектов. Перед осмотром необходимо промыть котел и очистить от
загрязнений с удалением арочного свода (обмуровки — при ма-
зутном отоплении) и колосников; прочистить сверлением конт-
рольные отверстия связей и анкерных болтов со стороны огневой
коробки, особенно в углах и верхних загибах, и со стороны кожуха
топки. Обшивку на кожухе топки распустить со снятием ее в до-
ступных местах.
Подготовленный таким образом котел подвергают осмотру ко-
миссией в составе приемщика депо или инженера-технолога и
котельного мастера под председательством начальника депо или
его заместителя по ремонту или главного инженера. При осмотре
проверяют, нет ли трещин в стенках огневой коробки, обрыва свя-
зей в углах и верхних загибах радиальных топок, деформации сте-
нок и потолка с обмером линейками, коррозийных повреждений
в местах расположения люковых отверстий, у связей, анкерных
болтов, по топочной раме. Кроме того, проверяют паровой мано-
метр, предохранительные клапаны и заменяют легкоплавкий сплав
у контрольных пробок. Результаты осмотра заносят в котловую
книгу, являющуюся вкладной частью паспорта паровоза. Обнару-
женные дефекты устраняют.
Полное освидетельствование, проводимое при каждом завод-
ском ремонте или в условиях депо, но не реже одного раза в
восемь лет, предназначено для проверки технического состояния
всех стенок котла и их соединений с наружной и внутренней
5* 131
поверхностей. Перед освидетельствованием котел промывают и очи-
щают от загрязнений с обязательным снятием всей обшивы, изоля-
ции, с выемкой дымогарных, жаровых труб и снятием арматуры;
прочищают сверлением все контрольные отверстия у связей и ан-
керных болтов как из огне'вой коробки, так и со стороны кожуха
топки. При выполнении полного освидетельствования в депо раз-
решается не снимать обшиву с цилиндрической части котла.
Подготовленный таким образом для освидетельствования котел
осматривает комиссия в составе: на заводе-—начальника отдела
технического контроля, начальника котельного цеха или главного
технолога под председательством главного инженера завода или
начальника производственного отдела, в депо — главного инже-
нера (председатель), котельного мастера и приемщика. При ос-
мотре обращают внимание на исправное состояние газовой и во-
дяной поверхностей стенок топки, а также наружной поверхности
стенок кожуха топки и их соединений с обмером стенок огневой
коробки линейками, проверяют, нет ли трещин в контрфорсах,
продольных и поперечных тяжах и в их соединениях со стенками
котла; осматривают снаружи и внутри с применением лупы все
сварные и клепаные швы и кромки стенок; проверяют, нет ли на
водяной поверхности очаговой коррозии вокруг люковых отвер-
стий, в нижней части барабанов цилиндрической части, у топочной
рамы, трещин снаружи и внутри цилиндрической части котла в
местах расположения гибких опор котла, а также в соединении
цилиндрической части с ухватным листом.
Результаты полного освидетельствования котла заносят в кот-
ловую книгу и удостоверяют подписями члены комиссии. Кроме
того, составляют эскиз, на который наносят все произведенные
котельные работы после освидетельствования. При смене труб и
связей (болтов) на эскизе отмечают перекрещенным кружком, а
ремонт их без смены обозначают двойным кружком. На паспорт-
ных табличках котла производят изменение клейм о месте и дате
освидетельствования.
Специальное обследование предназначено для проверки каче-
ства механических свойств металла цилиндрической части, кожуха
топки и ухватного листа при понижении прочности. Как пра-
вило, специальное обследование котлов производят при завод-
ском ремонте. В этом случае подготовку котла для осмотра ко-
миссии производят аналогично подготовке к полному освидетель-
ствованию.
Комиссия, производящая осмотр котла, определяет наиболее
опасное место в стенках цилиндрической части или кожуха для
вырезки полос вдоль и поперек прокатки листа. При этом реко-
мендуется учитывать срок службы листа, из которого вырезаются
полосы, что определяется по клейму на листе, указывающему год
его постановки. Вырезанные полосы металла котла направляют в
лабораторию завода или института для механического испытания
и металлографического исследования вместе с актом о производ-
стве вырезки с указанием: года, завода постройки, регистрацион-
132
кого номера котла, серии и номера паровоза, а также эскиз котла
с указанием места вырезки полос.
Изготовление из полос образцов по количеству, размерам и
технология их обработки производят в механической лаборатории
в полном соответствии с требованиями Правил котлонадзора МПС.
Результаты специального обследования котла и заключение ла-
боратории по испытанию металла записывают в котловую книгу
и удостоверяют подписями члены комиссии. Если при лабораторных
испытаниях будет подтверждено неудовлетворительное каче-
ство металла, дефектные стенки заменяют на новые, а при невоз-
можности этого руководство дороги оформляет акт на исключе-
ние паровоза из инвентаря и вместе с лабораторным исследо-
ванием высылает в МПС для разрешения.
Гидравлическое испытание предназначено для проверки каче-
ства произведенных работ при ремонте котла. Как правило, паро-
возные котлы подвергают гидравлическому испытанию на рабочее
давление плюс 5 кГ/см2. Испытание проводят с участием комис-
сии при осмотре котла.
Если объем котельных работ превышает характеристику подъе-
мочного ремонта, то гидравлическое испытание осуществляют дав-
лением, равным наибольшему допускаемому давлению пара в
котле, и • без участия комиссии. В этом случае начальник депо
или котельный мастер делает запись в техническом паспорте па-
ровоза о произведенных работах.
При аварийных случаях (падение котла на землю или повреж-
дение его подвижным составом, после выплавления контрольных
пробок с деформацией потолка огневой коробки свыше 3 мм) или
при требовании увеличенного объема ремонта котельных работ
против характеристики ремонта производят досрочное гидравли-
ческое испытание давлением, равным наибольшему давлению пара
в котле плюс 5 кГ)см2, с наружным комиссионным осмотром.
Оформление результатов такого испытания производит комиссия
так же, как и при наружном осмотре.
Перед гидравлическим испытанием рекомендуется: установить
на котел все приборы арматуры, в том числе два проверенных
паровых манометра, из них один контрольный, полностью запол-
нить котел водой и подключить к нему гидропневматический пресс,
которым повышают давление до рабочего плюс 5 кГ)см2 и под-
держивают в течение 5 мин, затем медленно снижают до рабочего
и поддерживают постоянным на время осмотра стенок котла. При
этом рекомендуется сварочные швы обстукивать легкими ударами
молотка со сферическим бойком весом 0,5—0,8 кг. Затем посте-
пенно давление снижается до нуля. Котлы считаются выдержав-
шими испытание, если не обнаружено остаточных деформаций,
разрывов или течи. Если при осмотре будут обнаружены дефекты
в сварных швах, требующих исправления или смены связей,
более 15 заклепок и других, тогда после устранения всех дефектов
производят повторное испытание. При этом повышать давление
в котле свыше рабочего без комиссии не разрешается.
133
Глава 10
РЕМОНТ РЕГУЛЯТОРА, ГАРНИТУРЫ,
ПАРОПЕРЕГРЕВАТЕЛЯ И АРМАТУРЫ
$ 56. РЕМОНТ РЕГУЛЯТОРА И ГАРНИТУРЫ
Регулятор. Основными неисправностями регуляторной голов-
ки и привода регулятора являются трещины и механический из-
нос. После полной разборки и очистки деталей регулятора от за-
грязнений производят тщательный их осмотр и соответствие чер-
тежным размерам. При наличии трещин в большом клапане и в
его седле их заменяют новыми. В корпусе регуляторного клапа-
на разрешается заваривать трещины, если их количество не бо-
лее трех, а по длине каждая из них не превышает 50 мм, с после-
дующим гидравлическим испытанием давлением 20 кГ]см2. При
большем количестве трещин или превышающем указанную их
длину корпус заменяют новым.
Механический износ притирочных поверхностей клапанов и их
поршней устраняют электронаплавкой с последующей обработ-
кой на станке и притиркой. Уменьшение толщины клапана по
вертикали наружной поверхности против чертежного размера при
заводском ремонте допускается у малого (разгрузочного) не бо-
лее 1 мм, у большого (рабочего) не более 3 мм, а у паровозов
П36 соответственно 3 и 5 мм.
При увеличении диаметра цилиндра или втулки для поршня
большого клапана более 2 мм цилиндр растачивают, затем за-
прессовывают стальную втулку, приваривают по периметру в верх-
ней части и растачивают ее до чертежного размера. При наличии
износа втулки свыше 2 мм производят ее расточку, электронаплав-
ку с последующей расточкой до чертежного размера. На парово-
зах П36 такой ремонт осуществляют при износе свыше 3,5 мм.
После ремонта клапанов регуляторную головку собирают и испы-
тывают давлением 20 кГ]см2 в течение 10 мин. При отсутствии
течи головка считается годной.
Механический износ привода регулятора происходит в отвер-
стиях тяг привода, в местах вращения регуляторного вала в
опорной втулке, в отверстиях серьги. Изношенные поверхности
регуляторного вала восстанавливают электронаплавкой с последу-
ющей механической обработкой на станке. При заводском ре-
монте восстановление электронаплавкой производят, если износ
составляет не более 10% от чертежного размера. При большем
износе дефектный участок удаляют и производят приварку ново-
го конца вала контактной или газопрессовой сваркой. Овализа-
цию в отверстиях регуляторного привода устраняют развертками
с изготовлением новых валиков. Прн разработке отверстий в ры-
чагах и тягах привода под втулки свыше 3 мм производят элект-
ронаплавку с последующей механической обработкой отверстия до
чертежного размера.
134
После ремонта регуляторную головку и привод собирают на па-
ровозе, затем проверяют величину открытия клапанов и их плотное
закрытие. Увеличение величины подъема каждого клапана разре-
шается не более 2 мм против чертежного размера. При этом ре-
комендуется обращать особое внимание на недопустимость подъе-
ма каждого клапана менее чертежного размера; на наличие во
всех соединениях привода регулятора типовых валиков, шплин-
тов или чек с нормальной их разводкой.
Ремонт регулятора считается выполненным удовлетворитель-
но, если величина открытия клапанов соответствует чертежным
размерам и допускам, а натяг рычага регулятора по сектору пос-
ле регулировки подъема клапанов при закрытом его положении
составляет не менее 5 мм.
Гарнитура (конус, сифон, искрогасительные приспособления).
Конус после удаления из дымовой камеры обжигают, а затем
осматривают. При наличии износа конусные насадки заменяют
новыми. У четырехдырного конуса проверяют полости раздельно-
го выпуска пара заполнением водой. Если при этом будет уста-
новлено протекание воды из одной полости в другую вследствие
износа стенок от выпуска пара, такие конусы заменяют новыми.
При наличии трещины в вертикальной перегородке производят
заварку с последующим испытанием качества сварочных работ.
Изношенные фланцы конусов заваривают с последующей механи-
ческой обработкой отверстий по чертежным размерам. После ре-
монта конус собирают и ставят на место. При этом четырехдыр-
ные конусы устанавливают на паронитовой прокладке толщиной
не более 2 мм с предварительной очисткой посадочного места.
После сборки проверяют положение конуса по отношению ды-
мовой трубы. При этом по высоте (от поверхности насадки до
верхней кромки трубы) он должен занимать положение, соответ-
ствующее чертежному размеру с допуском ±10 мм-, верхняя по-
верхность насадки конуса должна быть перпендикулярна оси
трубы. Ось конусной насадки должна совпадать с осью дымовой
трубы. Это положение проверяют при помощи специальных при-
боров с самоцентрирующими дисками, устанавливаемыми в верх-
ней и нижней части дымовой трубы и в конусной насадке. Наибо-
лее точные измерения дают оптические приборы. Отклонение оси
конусной насадки от верхнего основания дымовой трубы допус-
кается при заводском ремонте не более 6 мм, а при деповском не
более 8 мм. При больших отклонениях производят регулировку
соосности за счет смещения посадочного места трубы на дымовой
камере. В процессе эксплуатации паровоза несовпадение осей до-
пускается до 9 мм.
Сифон после удаления из дымовой камеры очищают и ос-
матривают. В случае прогара кольцевой трубки сифон заменяют
новым. Изношенные сопла заменяют новыми. После ремонта и
постановки на место проверяют правильность установки сифона
относительно оси дымовой трубы. Соединение сифона с паропод-
135
водной трубкой во всех случаях должно осуществляться при помо-
щи конусного штуцера без применения прокладок и подмотки.
Искрогасительные приспособления после удаления
из дымовой камеры очищают от загрязнений, осматривают и при-
водят в исправное состояние. Прогоревшие стенки или разорван-
ные сетки заменяют исправными.
§ 57. РЕМОНТ ПАРОПЕРЕГРЕВАТЕЛЯ
К наиболее характерным повреждениям пароперегревателей
относятся: нарушение плотности соединений головок элементов
с коллектором, деформация и прогорание трубок элементов и
соединительных колпачков, трещины в стенках коллектора, раз-
рывы трубок элементов, механический износ и коррозийное по-
вреждение трубок элементов. Нарушение плотности соединений
головок элементов с коллектором происходит от: недостаточной
затяжки болтов при сборке, растягивания болтов или их обрыва,
а также из-за срыва резьбы гайки. Деформация и прогорание
трубок элементов и соединительных колпачков происходит от пе-
регрева металла стенок при зарастании паровой поверхности на-
кипью. Трещины в стенках коллекторов и разрыв трубок элемен-
тов происходят в основном по сварным швам из-за нарушения
технологии сварочных работ. Механический износ стенок трубок
у отводных концов элементов появляется от ударов потока не-
сгоревших частиц твердого топлива (изгари) о стенки трубок
(преимущественно при углеподатчиках). Очаговое коррозионное
повреждение паровой поверхности трубок происходит по той же
причине, что у дымогарных и жаровых труб. Ремонтируют паропе-
регреватели на заводах и в депо в специальных цехах и отделениях.
Выемка пароперегревателя из котла при заводском ремонте
паровоза является обязательной независимо от его технического
состояния. При подъемочном ремонте паровоза вынимают все
элементы комплектно. В целях предупреждения изгиба трубок
рекомендуется выемку элемента из жаровой трубы производить
без отклонения от горизонтальной оси. После выемки элементов
из последнего ряда аналогично удаляют элементы из каждого
последующего ряда. Для удобства выполнения этой операции
применяют передвижное приспособление с поднимающейся плат-
формой. Коллектор из дымовой камеры вынимают мостовым
краном.
Газовую поверхность элементов очищают от сажи в моечных
установках или металлическими щетками, а шлаковые наросты
с соединительных колпачков удаляют пневматическим зубилом.
После очистки газовую поверхность обдувают сжатым воздухом.
Степень загрязнения паровой поверхности накипью определя-
ют наружным осмотром через отверстия у отводных концов и че-
рез отверстия трубок у отрезанного соединительного колпачка.
Очищать паровую поверхность рекомендуется во всех случаях
после удаления элементов из котла. Очистку производят с при-
менением специального приспособления (рис. 94) циркуляцией
136
Рис. 94. Приспособление для групповой очистки паровой поверхности
элементов:
I— стальная коробка, 2 — опорная плита; 3—сливная камера; 4—электродвигатель
центробежного насоса-, 5 — спускная труба; 6 — центробежный насос; 7 —сливная тру
ба, 8 — резервуар; 9 — всасывающая труба; 10 — трубка сжатого воздуха; 11 — гидро-
пневмагнческий пресс; 12—манометр; 13 — нагнетательная труба; 14—кран-балка с
тельфером; 15 — поддержки; 16 — тележка для межцеховой транспортировки элементов;
17 — нагнетательная камера
подогретой воды до температуры 85—90°С с добавлением 5—7%
каустической соды. При значительном загрязнении применяют
ингибированную кислоту по утвержденной технологии.
Применение приспособления (см. рис. 94) позволяет, кроме
очистки элементов от накипи, определять участки трубок, заби-
тые накипью (так как они будут охлажденными), и производить
опрессовку очищенной группы элементов при помощи гидропнев-
матического насоса. Качество очистки контролируют отрезанием
одного соединительного колпачка из каждого ряда всего ком-
плекта и проверкой состояния паровой поверхности.
После очистки наружной и внутренней поверхностей произво-
дят проверку технического состояния и фактических геометри-
ческих размеров (длины, расположения поддержек и др.) каждого
элемента с определением полного объема ремонта на специаль-
ном стенде (рис. 95). Элемент бракуют, если износ трубок после
взвешивания превышает 20% при заводском ремонте и 25% при
подъемочном ремонте паровоза. Соединительные колпачки подле-
жат замене на новые, если стенки раздуты и чертежные размеры
уменьшены более чем на 20%.
Для ремонта разбирают каждый элемент с удалением хому-
тиков, опорных колодочек, звездочек и предохранительных щит-
ков, которые заменяют новыми. Соединительные колпачки уда-
ляю! с элемента вместе со сварными швами механической но-
137
/ 40
к-к л-л
Рис. 95. Стенд конструкции инж. П. И. Смушкова для проверки элементов
широкотрубного пароперегревателя:
1 — корпус стенда (жаровая полутруба); 2 — горизонтальная линейка; 3—вертикальная
линейка; 4 — зажнм; 5 — фиксатор; 6 — элемент; 7 —.мерительные линейки; 8—хо-
мутики о опорными колодочками; 9 — верхняя полутруба для проверки центрального
расположения элемента в жаровой трубе; 10 — опора со шпальным основанием;
11— запорное устройство; 12— передвижкой рейсмус
жовкой. На концах трубок под газовую сварку снимают фаску
под углом 30°С с зачисткой концов дисковой проволочной щет-
кой. Для обеспечения соосности при приварке соединительных
колпачков, а также участков трубок рекомендуется применять
приспособления. Запрещается приваривать колпачки к трубкам
без промежуточной вставки.
Трубки отводных концов элементов, имеющие механический
износ, трещины, очаговую коррозию или повреждение соедини-
тельных головок, удаляют и заменяют новыми. Подготовленные
для сварочных работ отводной конец и трубку элемента устанав-
ливают в приспособление (рис. 96), обеспечивающее соосное со-
единение трубок. При этом зазор между торцовыми частями
должен быть не более 1 мм. После укрепления трубки сваривают
не более чем из двух частей газовой сваркой.
Основными повреждениями сферических головок являются
трещины, отслоение металла (плены), риски и выедины на при-
тирочной поверхности. При наличии трещин головку удаляют
вместе с отводным концом, так как заварка их не разрешается.
Остальные дефекты устраняют механической обработкой сферы.
При этом рекомендуется применять фрезы со сменными цилинд-
рическими резцами конструкции ПКД ЦТ МПС, которые позволя-
ют сохранять чертежный радиус сферической поверхности. Износ
сферической головки по высоте допускается при заводском ре-
монте не более 2 мм, а при деповском не более 3 мм. При большем
износе производят их наплавку с последующей механической об-
работкой с доведением до чертежных размеров и шлифовкой
притирочной поверхности,
13S
6
Рис. 96. Приспособление для привар-
ки отводного конца элемента:
1—желобчатая станина’ 2 — вертикальная
стойка; 3— передвижной зажим отводных
концов; 4 — отводной конец; 5 —трубки
элемента; 6 — подготовленные к сварке
трубка н отводный конец; h —высота от-
Основные неисправности голо-
вок под конусные втулки Рязан-
цева аналогичны дефектам сфери-
ческих головок. При наличии
трещин головки заменяют новы-
ми с последующей приваркой к
трубке отводного конца. Все ос-
тальные неисправности устраняют
механической обработкой с при-
менением конусной фрезы с по-
следующей шлифовкой притироч-
ной поверхности. Разрешается
выпускать из ремонта головку
элемента с износом отверстия под
втулку по диаметру: при завод-
ском ремонте не свыше 4 мм, при
подъемочном — не более 8 мм.
При износе свыше 8,5 мм головки
заменяют новыми. Конусные втул-
ки Рязанцева изготовляют из трубок с наружным диаметром 41 мм
и толщиной стенки 6,5 мм или из штампованной заготовки с внут-
ренним диаметром 28 мм.
Поддержки для элементов изготовляют из листовой или по-
лосовой стали толщиной 2—3 мм и шириной 50 мм. Опорные
колодочки изготовляют штамповкой длиной 75 мм, шириной
15 мм и высотой 8 мм, а опорные звездочки — штамповкой или
протяжкой на волочильном станке из дымогарных труб. Предо-
хранительные щитки изготовляют из листовой стали толщиной
2—3 мм штамповкой, а соединительные болты — из жаропроч-
ной хромоникелевой стали марки 37XH3A.
После ремонта и последующей проверки на сгенде геометри-
ческих размеров каждый элемент подвергают гидравлическому
испытанию. При температуре пара в пароперегревателе 350°С
гидравлическое испытание производят давлением 30 кГ[см2, а при
температуре пара свыше 350°С испытание производят давлением
38 кГ]см2. Для указанного испытания применяют различные
приспособления, но наиболее совершенным является гидропнев-
матический пресс с пневматическим зажимом головок элементов
конструкции инженера депо Бузулук Куйбышевской дороги
т. Шумакова. Элемент считается годным к постановке в котел,
если при испытании не обнаружено просачивание воды, слези-
нок и потения трубок. Затем производят сушку паровой поверх-
ности сжатым воздухом.
После ремонта пройзводят монтаж каждого элемента комп-
лекта. Для удобства и ускорения процесса монтажа рекомендуется
применять приспособление конструкции депо Горький-Сортировоч-
ный Горьковской дороги (рис. 97).
Коллектор ремонтируют параллельно ремонтным операциям
элементов. После очистки газовой поверхности производят наруж-
139
Рис. 97. Приспособление для сборки элементов:
1 — рама; 2 — колпачок; 3 — трубка элемента; 4 — опорная стойка; 5— точечная газовая
наплавка; 6 — отверстия для поперечных опор; 7 — поддержки; 8— компенсаторная петля;
9 — шаровая головка; 10 — отводной конец; // — предохранительный щиток
ный осмотр стенок и гидравлическое испытание при рабочем дав-
лении плюс 5 кГ1см2. Для удобства осмотра и ремонта применяют
механизированный стенд.
В стальном корпусе коллектора разрешается заваривать тре-
щины при всех видах ремонта паровозов без ограничения по
размерам и количеству. Для заварки трещин внутри корпуса
разрешается вырезать часть наружной стенки с последующей
вваркой вставки. Патрубки соединительных фланцев .с толщиной
стенки 4,5 мм, имеющие трещины, при заводском ремонте заме-
няют новыми, Изготовленными из листовой стали толщиной
7 — 9 мм. При деповском ремонте разрешается трещины завари-
вать с постановкой усиливающей стальной накладки толщиной
4—5 мм. Сварные швы должны быть плотными, с ровными валика-
ми, не иметь раковин, резких наплывов и углублений. Качество
сварки проверяют наружным осмотром и легким постукиванием
молотка. Качественный шов при этом будет издавать чистый
металлический звук.
К основным неисправностям конусных отверстий в плите
коллектора относятся механический износ, местные выедины,
задиры, плены, забоины и трещины в перемычках между отвер-
стиями. Изношенные отверстия под втулки Рязанцева против
чертежного размера на 8,5 мм и под сферические головки на
10,5 мм восстанавливают в чугунных корпусах прострожкой
плиты, а в стальных-—наплавкой газовым способом до полно-
го перекрытия отверстия с последующим сверлением и механи-
ческой обработкой до чертежных размеров. Притирочная по-
верхность каждого отверстия после шлифовки должна иметь
зеркальную поверхность без рисок. Соответствие отверстий
чертежным размерам и допускам проверяют калибрами (рис. 98).
Ширина ленты соприкосновения калибра с конусной притироч-
ной поверхностью в виде сплошного круга в средней части дол-
жна быть не менее 2 мм. При деповском ремонте механическую
обработку и шлифовку отверстий производят без удаления кол-
лектора из дымовой камеры с применением специальных при-
140
Рис. 98. Калибры:
а — калибр для проверки отверстий в
плите коллектора под втулки Рязанцева:
1 — плита коллектора; 2 — отверстие под
конусную втулку; 3 — положение калибра
при проверке; б — калибр для проверки
отверстий в плите коллектора под сфери-
ческие головки: 1 — калибр; 2 — плита
коллектора; 3 — паровое отверстие;
4 — притирочная конусная поверхность
для сферической головки элемента
способлений. После ремонта коллектор подвергают гидравличе-
скому испытанию установленным порядком.
Постановку коллектора в дымовой камере на кронштейны
производят так, чтобы после укрепления его плита должна за-
нимать горизонтальное положение и находиться параллельно
линии центров верхнего ряда жаровых труб, что проверяют при
помощи двух линеек, вставленных в крайние жаровые трубы
верхнего ряда. При замере в продольном и поперечном направ-
лениях разница в двух точках не должна превышать 3 мм.
§ 58. РЕМОНТ АРМАТУРЫ КОТЛА
При заводском и подъемочном ремонтах всю арматуру сни-
мают с котла вместе с подводящим трубопроводом для провер-
ки технического состояния и ремонта с последующим испытанием
на специальных стендах.
Инжекторы. Ремонт инжекторов, как правило, осуществляют
в заготовительном цехе. Для установки объема ремонта его раз-
бирают, очищают от накипи все детали в свинцовой ванне с ра-
створом соляной кислоты, после чего обмывают проточной
водой с последующим наружным осмотром и проверкой соответ-
ствия чертежным размерам и допускам. Для удобства и облег-
чения выполнения ремонтных работ рекомендуется корпус ин-
жектора, укреплять в специальном кантователе с фиксацией в
требуемом положении.
При наличии трещин в стенках корпуса производят засвер-
ловку концов с разделкой под V-образный шов, а при наличии
раковин — вырубку до здорового металла, затем корпус запол-
няют сухим песком, подогревают до температуры 350—400°С и
производят сварочные работы газовым способом с присадкой
латуни марки ЛО60-1 или ЛО62-1.
При заводском ремонте разрешается производить сварочные
работы в корпусе инжектора, если в нем не более пяти дефек-
тов; повторная заварка трещин во фланце для пароподводящей
трубы не разрешается. При деповском ремонте сварочные рабо-
ты количеством дефектов не ограничиваются. После сварочных
работ корпус медленно охлаждают естественным путем, а затем
141
производят гидравлическое испытание на рабочее давление пара
в котле плюс 5 кГ/см2.
При механическом износе детали инжектора восстанавливают-
ся наплавкой. Изношенную резьбу удаляют проточкой на стан-
ке, затем наплавляют с последующей механической обработкой
до чертежных размеров. При износе посадочных мест питатель-
ных клапанов в корпусе инжектора рекомендуется производить
расточку с запрессовкой или на резьбе опорной втулки, изго-
товленной из нержавеющей стали. При предельном износе дета-
ли инжектора заменяют новыми.
Проверку технического состояния наружных и внутренних по-
верхностей каждого конуса, а также соответствия их чертеж-
ным размерам и допускам производят специальными калибрами,
а механическую обработку внутренних поверхностей, цилин-
дрических и конических отверстий — калиброванными разверт-
ками. Каждое сопло считается годным для постановки в ин-
жектор, если оно по своим размерам и допускам соответствует
чертежу, а наружные и внутренние поверхности чистые и глад-
кие, без раковин, с чистой резьбой, плотно входящей в место
постановки.
В правильно собранном инжекторе геометрическая ось всех
конусов должна находиться на одной прямой, кольцевой зазор
между паровым и конденсационным конусами и величина подъе-
ма каждого клапана должны соответствовать чертежным раз-
мерам и установленным допускам. Собранный инжектор испыты-
вают на установленную производительность подачи воды в
л/мин на специальном стенде по установленным нормам.
Питательные трубы инжекторов после удаления из котла ос-
матривают и очищают от накипи. У наружного трубопровода
при наличии коррозийных повреждений с утонением стенок де-
фектные места вырезают и приваривают новые концы труб с по-
следующим испытанием рабочим давлением плюс 5 к.Г[см2.
Водоприемные рукава, имеющие расслоения, заменяют но-
выми.
Паровые манометры. Основными неисправностями маномет-
ров являются: трещины в стенках пружинной трубки, через кото-
рые происходит утечка пара, что определяется по потению внут-
ренней стороны стекла, и механический износ деталей переда-
точного механизма. При-ремонте манометр разбирают и проверяют
техническое состояние деталей и соответствие их чертеж-
ным размерам и допускам. Трубку, имеющую трещины в стен-
ках, заваривают газовым способом с присадкой латуни. Качест-
во сварки проверяют давлением на гидравлическом (масляном)
поршневом приборе, предназначенном для проверки манометров.
Детали передаточного механизма, имеющие предельный из-
нос, заменяют новыми. Притирочные поверхности спускного
краника сифонной трубки и трехходового краника проверяются
на станке с последующей их притиркой. После ремонта паровой
манометр испытывают на поршневом (грузовом) приборе с на-
142
личием контрольного манометра. Если показания испытуемого
манометра при изменении давления точно соответствуют в раз-
ных положениях показаниям контрольного, отремонтированный
манометр считается годным. После испытания на циферблате
манометра красной масляной краской наносят черту предельно-
го рабочего давления пара в котле, а на наружной поверхности
стекла пишут число, месяц и год произведенной проверки. За-
тем его пломбируют установленным порядком. В процессе
эксплуатации манометр проверяют через каждые 6 месяцев
без снятия пломбы. Ремонт с полной разборкой производят
через год.
Предохранительные клапаны котла, имеющие трещины в
стенках корпуса, разрешается заваривать установленным по-
рядком, а имеющие трещины в стенках клапана, заменяют но-
выми. Пружины, имеющие трещины в витках, тоже заменяют
новыми. Каждую пружину при разборке клапана испытывают
под нагрузкой на упругость.
Износ притирочных поверхностей клапана и его седла по ши-
рине и высоте допускается не более 0,5 мм. При большем раз-
мере изношенные поверхности восстанавливают наплавкой с по-
следующей механической обработкой и притиркой. Изношенные
места в корпусе под клапан наплавляют, а затем механически
обрабатывают по чертежным размерам. Если резьба в корпусе
клапана под регулировочный болт имеет износ или повреждение,
разрешается нарезать резьбу с увеличенным диаметром.
После ремонта собранный клапан подвергают гидравличес-
кому испытанию на стенде рабочим давлением плюс 5 К.Г1СМ1.
При этом просачивание воды и потение стенок не допускаются,
а потеря давления в течение 2 мин должна быть не более
0,5 кГ1см2.
Отремонтированные клапаны устанавливают на котел и ре-
гулируют: первый на давление 0,2, второй и третий на 0,4 кГ[см2
выше рабочего давления пара в котле. После регулировки каж-
дый клапан опломбируют. Перед заправкой паровозов из запа-
са МПС или резерва, а также у прикомандированных паровозов
из других депо предохранительные клапаны снимают с кот-
ла, расконсервировывают, испытывают на стенде и при исправ-
ном их состоянии устанавливают опять на котле. При отставле-
нии паровозов в запас МПС или резерв предохранительные
клапаны законсервировывают, а пружины их незначительно за-
тягивают для плотного прижатия клапана к гнезду с целью соз-
дания герметичности котла.
Водоуказательные приборы котла. Основными неисправностя-
ми являются: трещины у плоских водомерных стекол и резьбо-
вой части водопробных краников, а также парение вентилей,
сальников и краников. После разборки и очистки от загрязнений
водомерные стекла, водопробные краники и водоуспокоительные
колонки проверяют на соответствие их чертежным размерам и
допускам. Проходные отверстия в стенках кожуха топки вентилей
143
водомерного стекла, водоуспокоительной колонки и водопробных
краников очищают от накипи типовыми райберами.
Корпус стекла, имеющий трещины, заменяют новым. Перед
сборкой водомерного стекла рамку проверяют на плите и при-
шабривают поверхность к плоскости стекла до равномерного их
прилегания. Плоское стекло по своим размерам должно отвечать
требованиям чертежа. Притирка и пришлифовка стекол не раз-
решается. Стекло в рамке уплотняют при помощи паронитовых
прокладок толщиной не более 2 мм. Перед постановкой парони-
товые прокладки пропитывают в машинном масле, смешанном
с графитом, не менее 2 ч. Стекло со смотровой и противополож-
ной сторон разрешается ставить только на одной прокладке. Ус-
тановленное в корпус стекло не должно прикасаться боковыми
поверхностями с корпусом крышки и рамкой. Укрепляют ее при
помощи шурупов в строгой последовательности согласно инст-
руктивным указаниям Главного управления локомотивного хо-
зяйства МПС с равномерным нажатием ключом, имеющим дли-
ну не более 130 мм, за несколько проходов.
Качество сборки водомерного стекла проверяют гидравличе-
ским испытанием на рабочее давление пара в котле в течение
3 мин. При отсутствии просачивания воды в соединениях стекло
считается годным для постановки на котел.
После постановки на лобовой лист или водоуспокоительную
колонку парового и водяного вентилей рекомендуется проверить
их соосность вводом в их гнезда контрольного стержня. При
наличии соосности производят постановку корпуса водомерного
стекла и закрепляют его сальниками с промасленной асбестовой
набивкой.
Дефекты притирочных поверхностей вентилей и водопробных
краников устраняют механической обработкой на станках с по-
следующей притиркой. При наличии трещин в резьбовой ча-
сти краники заменяют на вновь изготовленные по размерам чер-
тежа.
Водоуспокоительная колонка должна иметь толщину стенок
не менее 8 мм. Раковины на водяной поверхности глубиной не
более 3 мм зачищают до металлического блеска, а при глубине
более 3 мм разрешается рассверловка с постановкой ввертышей
(не более двух) на резьбе с выходом в водяную поверхность на
5 мм и на наружную на 7 мм с последующей обваркой вверты-
ша по наружной поверхности. Наплавочные работы на водяной
поверхности колонки производить не разрешается. После ремон-
та водоуспокоительную колонку подвергают гидравлическому ис-
пытанию давлением 30 кГ/см^ в течение 5 мин, при этом течь
или выступление влаги на корпусе не допускается.
Спускные краны котла, имеющие трещины в стенках корпуса,
разрешается заваривать газовой или электродуговой сваркой.
Изношенные или поврежденные очаговой коррозией притироч-
ные поверхности восстанавливают наплавкой с последующей
механической обработкой на станке и притиркой или пришаб-
144
ровкой. Разрешается исправление притирочных поверхностей при-
варкой к ним стальных пластин. Штуцеры кранов при износе
наружной резьбы по высоте более 0,3 мм или более 0,6 мм по
диаметру заменяют новыми или восстанавливают наплавкой с
последующей нарезкой резьбы по чертежу. После ремонта кран
испытывают на приспособлении при котловом давлении пара
плюс 5 кГ1см2.
При ремонте и периодических осмотрах кранов рекомендует-
ся проверять величину захода выступа заслонки в рычаг, кото-
рая должна быть не менее 6 мм, посадку привода на квадрате
хвостовика рычага заслонки и действие запорных шариков. Кра-
ны, не имеющие ограничительных упоров для привода, ставить
на котел не разрешается. При всех видах ремонта паровозов
спускные краны на котле заменять отремонтированными и ис-
пытанными в заготовительном цехе.
Контрольные пробки. К основным повреждениям контроль-
ных пробок относятся: подплавление или выплавление легко-
плавкого сплава, течь воды через полуду или по резьбе и закли-
нивание вставки в отверстии сквозного канала.
Подплавление и выплавление легкоплавкого сплава, как
правило, является следствием понижения уровня воды в котле
ниже указателя «Низший уровень воды в котле». Течь воды че-
рез полуду, течь воды по резьбе, как и заклинивание вставки,
происходят из-за нарушения технологии ремонта пробки: в пер-
вом случае от некачественной очистки канала корпуса и встав-
ки, во втором — из-за несоответствия профиля резьбы на корпу-
се и в отверстии потолка огневой коробки, что приводит к смя-
тию резьбы и в третьем — от невыполнения размеров допуска
по чертежу при изготовлении вставки.
Вывернутую из потолка огневой коробки пробку очищают от
загрязнений, затем проверяют ее размеры с применением шаб-
лонов и калибров. Если имеются повреждения резьбы в виде
смятия или обрыва ниток, резьбу в отверстии потолка удаляют
разверткой и вновь нарезают метчиком по соответствующей гра-
дации. По такой же градации нарезают резьбу и на новом кор-
пусе контрольной пробки. Первая градация контрольной пробки
должна иметь диаметр начала резьбы 34 мм, вторая — 37, тре-
тья— 40, четвертая — 43 и пятая — 46 мм. Если пробка с пов-
режденной резьбой имела последнюю градацию, отверстие для
пробки заглушают постановкой на резьбе ввертыша с привар-
кой его к потолку по всему периметру. Новое отверстие сверлят
между следующими рядами анкерных болтов по размерам пер-
вой градации с механической обработкой нового корпуса и
вставки этой же градации. Увеличение диаметра канала в голов-
ке пробки от зачистки при повторных перезаливках допускает-
ся не свыше 0,5 мм. При увеличении диаметра свыше указанно-
го размера необходимо изготовить новую вставку по размерам
чертежа с расчетом выхода вставки над поверхностью головки
на 2—3 мм.
145
Рис. 99. Электромагнитный прибор
для заливки контрольных пробок:
1 — корпус контрольной пробки; 2 — встав-
ка контрольной пробки; 3 — диамагнит-
ный металлический кокиль; 4 — стержень
электромагнита; 5 — сборное кольцо коки-
ля; 6 — электромагнит; 7 — электро-
провод; 8 — клемма для заземления
электромагнита
Если в пробке поврежден
легкоплавкий сплав (подплав-
лен) или необходимо его заме-
нить по сроку службы (при
угольном отоплении через три
месяца, при мазутном — через
два месяца), то следует вы-
плавить сплав с удалением
вставки в муфельной печи с на-
гревом корпуса до температу-
ры 500—600°С в течение
20—30 мин. Если при этом в
канале останутся окислы свин-
ца и олова, их необходимо
удалить погружением нагрето-
го корпуса в 20—30-процент-
ный раствор каустической со-
ды на 3 — 5 сек с последую-
щей промывкой его в проточ-
ной воде.
Заливку контрольной проб-
ки легкоплавким сплавом осу-
ществляют с применением
кокиля, установленного на
электромагнитном приборе
(рис. 99). Качество заливки
считается удовлетворительным,
если легкоплавкий сплав имеет
вогнутую поверхность (ме-
ниск) в сторону головки без
наличия в нем трещин и отсут-
ствие выхода вставки над торцовой поверхностью головки пробки.
Затем боковую поверхность головки очищают от сплава до метал-
лического блеска и производят гидравлическое испытание со сторо-
ны головки на рабочее давление пара в котле плюс 5 кГ1см2 в тече-
ние 3 мин. При отсутствии течи контрольная пробка считается
годной для постановки в потолок огневой коробки.
На кольцевой поверхности головки пробки по легкоплавкому
сплаву выбивают клеймо с указанием номера паровоза и даты
заливки, а название предприятия наносят на грани квадрата
пробки. После чего в специальной книге делают оттиск клейма
пробки.
Перед постановкой контрольной пробки в потолок огневой
коробки проверяют соответствие резьбы в отверстии потолка и
на корпусе пробки при помощи калибра. После постановки
пробки проверяют выход головки над потолком огневой коробки,
который должен быть равен 32+3 мм.
Пароразборные колонки, имеющие трещины и раковины в
стенках, заваривают с последующим гидравлическим испытани-
146
ем корпуса давлением 30 кГ!см2. Вентили, имеющие трещины
или раковины, заменяют новыми. При износе притирочных по-
верхностей у клапана и гнезда производят их притирку или ме-
ханическую обработку клапана на станке и гнезда шарошкой с
последующей притиркой их поверхностей. Предельный износ или
поврежденную резьбу в стальном корпусе колонки восстанавли-
вают наплавкой с последующей механической обработкой и на-
резкой новой резьбы по чертежным размерам. Если резьба не-
годная в чугунном корпусе колонки, то нарезают резьбу на боль-
ший диаметр, при этом увеличение диаметра резьбы разрешает-
ся не более 4 мм против чертежного размера.
После ремонта пароразборную колонку собирают, произво-
дят набивку вентильных сальников промасленным шнуровым ас-
бестом, ставят на место и испытывают на герметичность всех
соединений.
Раздел III
ПАРОВАЯ МАШИНА ПАРОВОЗА
Глава 11
ОБЩЕЕ УСТРОЙСТВО И РАБОТА ПАРОВОЙ МАШИНЫ
§ 59. СХЕМА УСТРОЙСТВА МАШИНЫ
Паровая машина, предназначенная для превращения тепло-
вой энергии пара в механическую работу вращения колес паро-
воза, состоит из паровых цилиндров, движущего и парораспре-
делительного механизмов. Схематически паровая машина изобра-
жена на рис. 100. Цилиндр 1, прикрепляемый к раме паровоза,
имеет внутри поршень 2 со скалкой 3, соединенный с ползуном
(крейцкопфом) 5, установленным в направляющих параллелях 4.
Ползун при помощи шатуна (поршневого дышла) 6 шарнирно сое-
динен с пальцем кривошипа 7. Палец кривошипа прикреплен к ко-
лесу 8 на некотором расстоянии от его центра; это расстояние на-
зывают радиусом кривошипа R.
Поршень разделяет цилиндр на две полости: переднюю и
заднюю, поступление пара в которые регулируется парораспре-
делительным золотником. Пар, попав в одну из полостей цилинд-
ра, давит на поршень и заставляет его перемещаться. Вместе
с поршнем перемещаются скалка и ползун. Прямолинейное
движение ползуна при помощи кривошипно-шатунного механиз-
ма (поршневого дышла и пальца кривошипа) превращается во
вращательное движение колеса. Поршень под действием пара
может перемещаться вдоль цилиндра от одного крайнего поло-
жения до другого; это перемещение называется ходом поршня L.
Когда поршень дойдет до крайнего заднего положения (со сто-
роны колеса), палец кривошипа колеса переместится из точки А
Рис. 100. Схема паровой машины:
1 — цилиндр, 2 — поршень; 3 — скалка; 4 — направляющие параллели; 5—ползун;
6 — шатун; 7 — палец кривошипа; 3 — колесо
148
(см. рис. 100) в точку Б и займет крайнее заднее положение. Порш-
невое дышло в это время расположится горизонтально.
Дальнейшее вращение колеса будет происходить уже под
действием пара, который поступит в заднюю полость цилиндра,
переместит поршень вперед и потянет ползун и поршневое дыш-
ло. Но так как в этот момент палец кривошипа, центр колеса и
поршневое дышло находятся на одной горизонтальной линии,
давление пара на поршень не может сдвинуть и привести во
вращательное движение колесо, и поэтому такое положение меха-
низма называют мертвым.
Для смещения пальца кривошипа из его крайнего положе-
ния необходима сила инерции, под действием которой при вра-
щении колеса палец кривошипа перейдет точку В, или какая-
либо посторонняя сила. Чтобы вывести машину из мертвого
положения, на паровозе устанавливают, как правило, две маши-
ны. Усилие от поршня каждой машины передается пальцам кри-
вошипа, прикрепленным к колесам одной ведущей колесной па-
ры по отношению друг к другу под углом 90°.
Если палец кривошипа и поршень правой машины находят-
ся в заднем крайнем положении, в это время палец левой ма-
шины будет в нижнем положении, а поршень —приблизительно
посередине цилиндра. Такое положение кривошипов и поршней
дает возможность при впуске пара в левый цилиндр сдвинуть
сто поршень, находящийся в середине цилиндра, и вывести из
мертвого положения правую машину. Когда поршень совершит
ход из крайнего заднего положения в переднее, палец кривоши-
па займет крайнее переднее положение Г. Следовательно, ход
поршня L равен двум радиусам кривошипа R и за этот ход ко-
лесо повернется на половину оборота. В своих крайних положе-
ниях поршень несколько не доходит до крышек цилиндра.
Объем между поршнем в крайнем положении и крышкой ци-
линдра называется вредным пространством. Такое назва-
ние дано потому, что на заполнение этого пространства прихо-
дится затрачивать пар, который не производит в дальнейшем по-
лезной работы. Однако вредные пространства необходимы для
обеспечения нормальной работы паровой машины. Когда пор-
шень подходит к крайнему положению, задержанный золотни-
ком отработавший пар сжимается поршнем и таким образом во
вредном пространстве образуется упругая паровая подушка, ко-
торая обеспечивает плавный переход поршня через его мертвое
положение и предотвращает удары в движущем механизме.
§ 60. РАСПРЕДЕЛЕНИЕ ПАРА ПРОСТЫМ ЗОЛОТНИКОМ
Для регулирования впуска пара в переднюю и заднюю поло-
сти цилиндра, а также выпуска его каждая паровая машина
имеет парораспределительный золотник. На паровозах старой
149
постройки золотники были коробчатой конструкции (плоские), а
на современных — цилиндрические.
На рис. 101 изображен паровой цилиндр с цилиндрическим
золотником 3, который имеет два диска и располагается в зо-
лотниковой камере А, отлитой вместе с цилиндром. В золотни-
ковой камере имеется два окна: левое окно каналом а соединено
с задней полостью цилиндра, правое каналом б — с перед-
ней полостью; каналами в концы камеры соединены с паровы-
пускными трубами и конусом. В золотниковую камеру по паро-
впускной трубе г подводится пар из котла. При помощи специ-
ального механизма золотник может перемещаться в камере,
открывая или закрывая своими дисками окна для впуска пара в
цилиндр. Если, например, золотник сдвинут в крайнее переднее
положение (см. рис. 101), то пар, находящийся в золотниковой
камере А, через окно и канал б поступит в переднюю полость
цилиндра и будет сдвигать поршень назад. Одновременно своим
задним диском золотник соединит каналы а и в и даст отрабо-
тавшему пару из задней полости цилиндра выйти в атмосферу.
Не трудно представить, что при перемещении золотника в
заднее крайнее положение открывается впуск пара из золотни-
ковой камеры А по каналу а в заднюю полость цилиндра, а пе-
редняя полость каналами бив соединяется с паровыпускной
трубой. Двигаясь таким образом в камере, золотник поперемен-
но впускает и выпускает пар из полостей цилиндра.
Перемещение золотника производится при помощи внешнего
парораспределительного механизма, в основе которого заложен
эксцентрик. Простейший парораспределительный механизм со-
стоит из эксцентрика 2 (рис. 102), насаженного на ведущей оси
под некоторым углом к кривошипу 1, и тяги 3. Такой механизм
в настоящее время на паровозах не применяется, но рассмотрение
его дает возможность усвоить работу современного кулисного
парораспределительного механизма, в котором сохранен принцип
действия эксцентрика.
Расстояние между центром колеса и центром эксцентрика,
равное ОА, называется эксцентриситетом эксцентр и-
к а. При вращении колеса центр А
эксцентрика будет описывать вокруг
центра О окружность радиусом ОА.
При помощи тяги 3 вращательное дви-
жение эксцентрика .превращается в по-
ступательное движение золотника.
Необходимо определить, как нуж-
но расположить эксцентрик на оси ко-
леса по отношению к кривошипу, что-
бы положение золотника соответство-
вало определенному положению порш-
ня в цилиндре и чтобы золотник пра-
вильно регулировал впуск пара
в цилиндр и выпуск из цилиндра. Для
Рис. 101 Цилиндр с парорас-
пределительным золотником
150
Рис. 102. Положение золотника при заднем крайнем положении поршня:
1 — кривошип; 2 — эксцентрик; 3 — тяга
этого рассмотрим схему простейшей паровой машины с цилиндри-
ческим золотником у которого толщина дисков равна ширине паро-
впускных окон.
Когда поршень и кривошип находятся в заднем крайнем по-
ложении (см. рис. 102), золотник расположен в среднем положении
и закрывает паровпускные окна. При таком положении поршня для
сдвига его должен начаться впуск пара в заднюю полость ци-
линдра. Для этого нужно, чтобы золотник начал двигаться
назад и открыл заднее окно для впуска пара. Эксцентрик, соеди-
ненный тягой с золотником и сообщающий ему движение, дол-
жен располагаться сзади кривошипа так, чтобы линия эксцент-
риситета составляла с ним угол 90°.
При движении поршня вперед колесо будет вращаться по ча-
совой стрелке. В этом же направлении будет двигаться эксцент-
рик, смещая золотник назад и открывая заднее окно для впуска
пара, а переднее — для выпуска. Когда поршень пройдет при-
мерно половину своего хода, а кривошип повернется на угол 90°
и перейдет из точки 1 в точку 2 (рис. 103), золотник перемес-
тится в свое крайнее заднее положение. При этом он полностью
откроет заднее окно для впуска, а переднее для выпуска пара.
Рис. 103. Положение золотника при среднем положении поршня (кривошип
вверху)
151
Рис. 104. Положение золотника при среднем положении поршня (кривошип
внизу)
Эксцентрик (эксцентриситет) в это время займет горизонталь-
ное положение. При дальнейшем движении поршень придет в
свое крайнее переднее положение, а кривошип переместится в
точку 3 и расположится горизонтально (см. рис. 103). Эксцент-
рик в это время переместится вверх, а золотник сдвинется впе-
ред и закроет оба окна, как показано на рис. 102.
Затем поршень начнет двигаться назад и когда он дойдет
приблизительно до середины цилиндра, кривошип переместится
в точку 4 (рис. 104) и расположится вертикально. Эксцентрик
уйдет в крайнее переднее положение и сдвинет золотник вперед
таким образом, что переднее окно полностью откроется для впу-
ска пара в переднюю полость цилиндра, а заднее соединится с
паровыпускным каналом для выпуска пара из задней полости
цилиндра. Далее поршень и кривошип придут в заднее крайнее
положение, а золотник при помощи эксцентрика сдвинется впе-
ред и закроет окна. Таким образом машина придет в первона-
чальное положение, представленное на рис. 102.
В рассмотренной схеме машины, когда эксцентрик располо-
жен под прямым углом к кривошипу, при крайних положениях
поршня золотник закрывает окна и пар не может поступить в
цилиндр. Окна открываются золотником лишь с началом движе-
Рис 105 Насадка эксцентрика на ось под углом 270° плюс угол опережения
152
ния поршня. Для того чтобы дать доступ пару в цилиндр и
заполнить вредное пространство свежим паром до начала хода
поршня в момент, когда он находится в крайнем положении, а
также избежать излишнего мятия пара в узких проходах окон,
необходимо, чтобы движение золотника несколько опережало
движение поршня. Для этого эксцентрик насаживают на ось ко-
леса так, что при крайнем положении кривошипа он отклоняет-
ся вперед (по часовой стрелке) от вертикальной линии, проходя-
щей через центр оси, на некоторый добавочный угол 6 (рис. 105).
Между линией кривошипа и линией эксцентрика (эксцентрисите-
том) образуется угол, равный 270°+б. При этом эксцентрик бу-
дет отставать от кривошипа.
Тогда при нахождении поршня в заднем мертвом положении
эксцентрик сдвинет золотник из среднего положения назад и не-
много откроет заднее окно для впуска пара, а переднее для вы-
пуска. При переднем мертвом положении поршня золотник бу-
дет сдвинут вперед от своего среднего положения и откроет
на небольшую величину переднее окно для впуска пара, а зад-
нее— для выпуска.
Угол б, на который отклоняется эксцентрик от вертикальной
линии при крайнем мертвом положении кривошипа, называется
углом опережения; величина, на которую при крайнем
мертвом положении кривошипа будет открыто окно для впуска
пара, называется л и н е й ч ы м предварением впуска, а
величина, на которую при этом положении кривошипа будет от-
крыто окно для выпуска пара,— линейным предварени-
ем выпуска.
§ 61. ЗОЛОТНИК С ПЕРЕКРЫШАМИ
И РАБОТА МАШИНЫ С РАСШИРЕНИЕМ
Рис. 106. Золотник с перекры-
шами:
е — перекрыта впуска; —пе-
рекрыта выпуска
Недостатком простого золотника (см. рис. 102—105), у кото-
рого толщина дисков равна ширине окон, является то, что впуск
пара в цилиндр производится па протяжении всего хода поршня.
Впуск пара начинается с выхода поршня из одного крайнего поло-
жения и кончается с приходом ею в другое крайнее положение.
Выпуск пара из цилиндра также
будет происходить на протяжении все-
го хода поршня и пар будет выпус-
каться в атмосферу почти с таким же
давлением, с каким он поступил в ци-
линдр. При таком золотнике очень
большой расход пара, а работа паро-
вой машины неэкономична. Поэтому
в паровой машине стараются исполь-
зовать свойство пара производить ра-
боту за счет расширения. Для этого
применяют золотники, у которых дис-
ки шире паровпускных окон. Такой
153
Рис 107. Положение золотника с перекрышами при заднем крайнем
положении поршня
золотник (рис. 106) при установке его в среднее положение своими
дисками перекрывает паровпускные окна внутри на величину е, а
снаружи на величину i, эти величины называются перекры-
шами. Внутренняя перекрыта е называется перекрышей
впуска, а наружная — перекрышей выпуска.
Золотник с перекрышами впуска прекращает впуск свежего
пара в цилиндр, когда поршень пройдет лишь часть своего пол-
ного хода; происходит так называемая отсечка пара, после
чего оставшуюся часть пути поршень проходит под действием
расширяющегося пара в цилиндре.
Наличие в золотнике перекрыши выпуска несколько задер-
жит выпуск пара, и окно для выпуска пара откроется позже.
Замедление выпуска пара вместе с тем удлинит предшествую-
щий ему период расширения пара. Но перекрышу выпуска при-
нимают обычно меньше перекрыши впуска (иногда отрицатель-
ной), чтобы отработавший пар начал выходить несколько рань-
ше, чем свежий пар поступит в цилиндр с другой стороны
поршня. Это делают для того, чтобы уменьшить противодав-
ление отработавшего пара на нерабочую сторону поршня.
Рассмотрим работу паровой машины с золотником, имею-
щим перекрыши. Для того чтобы при нахождении поршня в
Рис. 108. Положение золотника с перекрышами при заднем крайнем
положении эксцентрика
154
Рис 109 Золотник в момент отсечки пара при движении поршня вперед
заднем крайнем положении заднее окно было открыто на вели-
чину линейного предварения впуска, золотник должен быть
сдвинут из своего среднего положения назад на величину, рав-
ную перекрыше впуска плюс линейное предварение впуска
(рис. 107). При движении поршня вперед золотник будет дви-
гаться к своему крайнему заднему положению. Когда эксцент-
рик расположится горизонтально, золотник придет в свое край-
нее заднее положение и полностью откроет окно для впуска
(рис. 108). Свежий пар поступает в заднюю полость цилиндра,
поршень двигается вперед, а из передней полости отработавший
пар уходит в конус и атмосферу.
Когда кривошип и эксцентрик расположатся так, как пока-
зано на рис. 109, задний диск золотника, двигаясь вперед, за-
кроет окно для впуска пара в заднюю полость цилиндра; прои-
зойдет отсечка пара. Дальнейшее движение поршня будет со-
вершаться за счет расширения пара. Затем диск золотника зак-
роет окно для выпуска и в цередней полости цилиндра будет
происходить сжатие пара. При переднем крайнем положении
поршня золотник сдвинут вперед на величину перекрыши впуска
плюс линейное предварение впуска (рис. ПО). Ввиду того что пере-
Рис 110 Положение золотника с перекрышамн при переднем крайнем поло'
жении поршня
155
крыша выпуска меньше перекрыши впуска, окно для выпуска па-
ра из задней полости цилиндра открывается раньше окна для
впуска пара.
Когда поршень станет двигаться назад, золотник сдвинется
в свое крайнее переднее положение, полностью открыв окна для
впуска пара в переднюю полость и выпуска отработавшего пара
из задней полости. На обратном пути поршня йосле прохода
им части своего хода золотник закроет переднее паровпускное
окно, снова произойдет отсечка пара, и оставшийся путь пор-
шень пройдет за счет расширяющегося пара.
Отсечка выражает степень наполнения цилиндра свежим
паром в процентах от хода поршня. Если, например, отсечка
произошла после прохода поршнем половины всего хода, то го-
ворят, что наполнение цилиндра равно 50%. Отсечки обознача-
ются десятичными дробями: 0,1; 0,2; 0,3; 0,4; 0,5 и т. д., что со-
ответствует 10, 20, 30, 40, 50% наполнения цилиндра свежим па-
ром. Чем меньше наполнение цилиндра свежим паром (меньше
отсечка), тем с большим расширением будет работать пар в ци-
линдре, тем экономичнее работа паровой машины.
Если рассмотреть характер движения поршня в цилиндре,
то ока’кется, что поршень движется не с одинаковой скоростью
на протяжении всего хода от одного крайнего положения к дру-
гому. Наибольшую скорость поршень имеет в средней части ци-
линдра, когда палец кривошипа находится в верхнем или ниж-
нем положении. По мере продвижения поршня к одному из своих
крайних положений скорость его движения снижается, и ког-
да поршень придет в крайнее положение, на какое-то мгновение
он остановится, после чего начинает двигаться в противополож-
ную сторону. То же самое имеет место и в движении золотни-
ка: наибольшая скорость в средней части его хода постепенно
снижается при приближении золотника к крайним положениям.
Связь между перемещением золотника, величиной открытия
окон для впуска и выпуска пара и положением кривошипа веду-
щего колеса обычно графически изображается в виде полярной
золотниковой диаграммы, а зависимость между перемещением зо-
лотника, открытием окон и положением поршня выражается графи-
чески с помощью эллиптической золотниковой диаграммы.
$ 62. РАБОТА И МОЩНОСТЬ ПАРОВОЙ МАШИНЫ
В работе паровой машины за один оборот колеса или за
двойной ход поршня различают несколько периодов действия па-
ра в цилиндрах — фаз парораспределения. Работа пара в ци-
линдрах изображается графически в виде индикаторной
диаграммы. На рис. 111 показана индикаторная диаграмма
вместе со схемой паровой машины. По горизонтали на диаграмме
в масштабе откладывается ход поршня, а по вертикали — давле-
ние пара.
Имеются следующие периоды действия пара в цилиндре:
1'56
а) впускпара, когда ци-
линдр наполняется свежим па-
ром (на диаграмме линия
1—2), продолжается с начала
хода поршня до момента отсеч-
ки пара золотником;
б) расширение пара
(линия 2—3) протекает с мо-
мента отсечки до начала вы-
пуска пара из цилиндра.
В этот период пар производит
работу, расширяясь в объеме
за счет уменьшения давления;
в) предварение выпус-
ка (линия 3—4) начинается с
момента открытия окна для
выпуска пара и кончается при-
ходом поршня в крайнее поло-
жение. Оно необходимо для
обеспечения более полного
открытия окна для выпуска
пара к моменту прихода порш-
ня в крайнее положение (для
Вредное Мд гтршюТ
пространство (объем цилиндра)
Рис. 111. Индикаторная диаграмма и
схема паровой машины
уменьшения противодавления
на нерабочую сторону поршня);
г) выпуск пара (линия
4— 5) протекает от начала
обратного хода поршня до закрытия окна для выпуска (раньше
чем поршень придет в крайнее положение);
д) сжатие (линия 5—6) начинается с момента закрытия
окна для выпуска и кончается моментом открытия впускного окна.
Сжатие необходимо для создания паровой подушки при подходе
поршня в крайнее положение, чтобы избежать ударов в механизме
и обеспечить плавную перемену направления движения поршня.
е) предварение впуска пара (линия 6—1) протекает
с момента открытия впускного окна, когда поршень еще не при-
шел в крайнее положение, до момента, когда поршень находится
в крайнем положении и паро-
впускное окно открывается на ве-
личину линейного предварения
впуска.
Площадь индикаторной диа-
граммы на рис. 111 выражает ра-
боту пара в одной полости ци-
линдра за два хода поршня или
за полный оборот колеса. Полная
работа пара в цилиндре будет оп-
ределяться суммой площадей
диаграмм обеих полостей.
Рис. 112. Действительные индика-
торные диаграммы
157
Действительная (снятая при работе машины) индикаторная
диаграмма имеет несколько меньшую площадь, чем теоретическая,
так как она учитывает все потери рабочего процесса в цилиндре.
На рис. 112 показаны действительные индикаторные диаграммы
передней и задней полостей цилиндра. Индикаторная диаграмма в
натуре снимается при помощи специального прибора, который на-
зывается индикатором.
Из индикаторной диаграммы видно, что в различные перио-
ды работы пара в цилиндре давление его не одинаково. Приго-
товленный в котле пар вследствие сопротивления при проходе
через регуляторный клапан, паровпускные трубы, золотники и па-
ровпускные окна теряет часть своего давления. Поэтому давле-
ние свежего пара, поступившего в цилиндр, будет на 10—15%
ниже котлового.
С прекращением впуска, после отсечки, происходит расши-
рение пара в цилиндре и давление его падает, а объем увеличи-
вается. После открытия окна для выпуска давление пара в ци-
линдре резко понижается, однако оно всегда несколько выше ат-
мосферного (на 0,5—1,0 кГ/см2) ввиду сопротивления проходу
отработавшего пара в паровыпускных трубах и конусе. Линия
выпуска пара на диаграмме (см. рис.111) проходит выше атмос-
ферной линии.
По индикаторным диаграммам, снятым с работающей ма-
шины, можно подсчитать мощность машины паровоза и судить
о правильности парораспределения. Как известно, работа
определяется произведением приложенной к телу силы на прой-
денный путь. Действующая на поршень сила будет равна сред-
нему давлению пара в цилиндре за весь ход поршня, или так назы-
ваемому среднему индикаторному давлению, умно-
женному на площадь поршня. Умножив полученную силу на
пройденный поршнем путь (ход поршня), мы определим работу,
которую совершает пар в одной полости цилиндра за один ход
поршня, а умножив на 4, получим работу пара в обеих цилинд-
рах за один оборот колеса.
Допустим, что среднее индикаторное давление пара в цилинд-
ре равно 7,5 кГ/см2, диаметр поршня 65 см и ход поршня 80 см,
или 0,8 м. Площадь поршня (без вычета сечения скалки) равна
3.14-652 onio о
——; = 3318 СМ2.
4
Сила, действующая на поршень, будет 3 318-7,5 = 23885 кГ.
Тогда работа, совершаемая паром в двух цилиндрах паровой
машины за один оборот колеса, выразится
23 885-0,8-4 = 76 432 кГм.
Мощность машины представляет собой работу, выполненную
в единицу времени. Для подсчета принимаем, что паровоз дви-
жется со скоростью 50 км/ч и имеет диаметр колес 1500 мм
(1,5 м).
Длина окружности колеса равна 3,14-1,5 = 4,71 м.
158
Число оборотов колеса при скорости 50 км/ч составит:
в 1 ч
50.17°100 = 10 615 об/ч\
4,71
в 1 сек
Работа за 1 сек (мощность) составит
76 432-2,8 =214010 кГм/сек,
или в лошадиных силах (одна лошадиная сила равна 75 кГм ра-
боты в 1 сек)
214010:75 = 2853 л. с.
§ 63. СИЛА ТЯГИ и К. П. Д. ПАРОВОЗА
На движущийся паровоз действуют разнообразные силы, име-
ющие различные величину и направление, при этом часть из них
является внешними силами, а часть — внутренними.
Внутренние силы, возникающие при движении паровоза в дви-
жущем и парораспределительном механизме, тяговых и сцепных
приборах, взаимно уравновешиваются. По закону механики внут-
ренняя сила не может вызвать перемещение центра тяжести те-
ла. Движение паровоза может вызвать только внешняя сила, ис-
ходящая от постороннего тела.
Каким же образом появляется эта внешняя сила? В результа-
те действия вращающего момента, передаваемого от машины к опи-
рающемуся колесу, в точке касания возникает горизонтальная си-
ла, направленная от колеса к рельсу и стремящаяся переместить
рельс в направлении, противоположном движению. Однако
вследствие противодействия неподвижно укрепленного рельса воз-
никает равная указанной выше силе горизонтальная сила от
рельса к колесу (горизонтальная реакция рельса), но направлен-
ная в сторону движения. Она и является той силой, с которой коле-
со упирается в рельс и непрерывно как бы отталкивается от него.
Эта внешняя сила, приложенная от рельсов к движущим коле-
сам паровоза в направлении его движения, называется силой
тяги на ободе колес, или касательной силой тяги. Ее из-
меряют в килограммах и обозначают FK.
Но для превращения вращательного движения колеса в по-
ступательное движение по рельсу необходима еще так называе-
мая сила сцепления, т.е. сила трения между колесом и рель-
сом в точке их соприкосновения. Сцепление между колесом и
рельсом осуществляется тогда, когда колесо не скользит по рельсу
(не боксует), иначе говоря, когда точка соприкосновения колеса
с рельсом является мгновенным центром вращения. Если между
колесами паровоза и рельсами не будет силы сцепления, то при
159
впуске пара в цилиндры и движении поршней колеса будут вра-
щаться на месте (боксовать), паровоз не будет перемещаться.
Сила сцепления создается за счет нагрузки на колеса парово-
за, а также за счет веса самих колес. Чем больше нагрузка на ко-
лесо и чем больше у паровоза движущих осей, воспринимающих
усилие от паровой машины, тем больше сила сцепления. Однако
увеличивать нагрузку на колесо можно до определенного предела
в зависимости от прочности пути. Сумма нагрузок от движущих
осей паровоза на рельсы составляет сцепной вес паровоза.
Помимо того, что силу сцепления определяет величина нагрузки
на колесо, она зависит также от состояния соприкасающихся по-
верхностей колеса и рельса. При сухих рельсах сила сцепления
составляет приблизительно 0,20—0,30 нагрузки на колесо. Отноше-
ние касательной силы тяги, реализуемой паровозом перед началом
боксования, к его сцепному весу называется коэффициентом
сцепления ф.
При влажных, покрытых водой, снежными осадками или мас-
лом рельсах сила сцепления (коэффициент сцепления) снижает-
ся, что вызывает боксование паровоза, а последнее в свою оче-
редь вызывает быстрый износ бандажей движущих колес и рас-
стройство отдельных узлов паровоза.
Во избежание боксования иногда искусственно увеличивают
силу сцепления путем подачи под колеса сухого песка. Для этого
на паровозе установлена песочница, наполненная сухим песком.
Сила тяги паровоза затрачивается на передвижение поезда,
т. е. на преодоление возникающих при его движении сопротивле-
ний. Эти сопротивления появляются в результате трения между
бандажами колес и рельсами, осдми и подшипниками, между тру-
щимися деталями движущего и парораспределительного механиз-
ма паровоза, ударов на стыках рельсов и др. Кроме того, при дви-
жении поезда по подъему, в кривых участках пути и при трогании
с места возникают дополнительные сопротивления. Величина со-
противления зависит от веса поезда; чем больше вес, тем больше
сила сопротивления. Силу сопротивления в килограммах,
приходящуюся на единицу (1 т) паровоза или состава, называют
удельной.
Машинист паровоза может изменять величину силы тяги и
скорость движения поезда, поэтому сила тяги является управля-
емой силой. Силы же сопротивления, зависящие от веса поезда,
профиля пути и других условий, не могут быть управляемыми
машинистом. Необходимо выяснить, чем же определяется величи-
на силы тяги, которая может быть реализована паровозом.
Котел паровоза, вырабатывающий пар, паровая машина, пре-
вращающая энергию пара в механическую работу вращения ко-
лес, и сцепной вес паровоза, обеспечивающий сцепление колес с
рельсами и поступательное движение паровоза, имеют, можно
сказать, свою определенную мощность (работоспособность). Ра-
ботоспособность этих элементов должна быть по возможности
одинакова.
160
Если, например, у паровоза с мощным котлом и соответству-
ющими ему размерами паровой машины будет недостаточный
сцепной вес, то сила тяги паровоза будет иметь ограничение по
сцепному весу. Мощность котла и паровой машины в этом слу-
чае не будет полностью использована. При малой же паропроиз-
водительности котла сила тяги паровоза будет ограничена по кот-
лу. Поэтому, кроме касательной силы тяги, различают еще силу
тяги по котлу, силу тяги по машине и силу тяги по сцепному
весу.
Сила тяги по котлу представляет собой касательную си-
л} тяги, ограниченную паропроизводительностью котла, которая
зависит от размеров поверхности нагрева и форсировки котла.
Форсировка котла в свою очередь зависит от площади колосни-
ковой решетки, ее форсировки, от теплотворной способности топ-
лива, а также от умения паровозной бригады вести отоп-
ление.
Сила тяги по машине, которую также называют индика-
торной силой тяги Ft, определяется размером и количеством ци-
линдров, ходом поршня, давлением пара, диаметром движу-
щих колес, а также величиной отсечки.
Касательная сила тяги FK будет несколько меньше индикатор-
ной силы тяги Ft, ввиду того, что при передаче последней на обод
колеса будут иметь место потери на трение поршня о стенки ци-
линдра, ползуна о параллели, скалки в сальнике, пальцев в под-
шипниках и т. д. Эти потери при расчетах обычно учитываются
механическим коэффициентом полезного действия машины т]м.
Сила тяги по м а ш и н е, которую также называют индика-
сом паровоза и коэффициентом сцепления. Если касательная сила
тяги превышает максимальную силу сцепления между колесами
и рельсами, то будет происходить боксование, которое приведет
к прекращению или замедлению поступательного движения па-
ровоза. Для того чтобы паровоз не боксовал, касательная сила
тяги не должна быть больше силы сцепления колес с рельсами.
Сила тяги паровоза по коглу, машине и сцеплению в зависи-
мости от скорости при различных форсировках котла и отсечках
определяется по так называемой тяговой характеристике
(диаграмме), которая строится на основании данных тягово-тепло-
технических испытаний паровоза. Сила тяги паровоза может быть
получена ориентировочно и расчетным путем.
Преобразование тепловой энергии топлива в механическую
работу движущих колес паровоза сопровождается большими по-
терями. В топочном процессе при сжигании топлива имеют мес-
то потери: от механической неполноты сгорания, от химической
неполноты сгорания, с отходящими газами и от внешнего охлаж-
дения. Эти потери составляют 25—50%.
Отношение количества тепла, полезно использованного для
приготовления пара, ко всему количеству тепла, которое выделя-
ется при полном сгорании топлива, называют коэффициентом
полезного действия (к.п.д.) котла (брутто). Коэффициент лолез-
6—9059 161
кого действия котла брутто учитывает расход тепла для приго-
товления пара на служебные нужды (на углеподатчик, форсунки
нефтяного отопления, сифон, турбогенератор и др.)- С учетом
указанных потерь в зависимости от вида и сорта топлива к. п.д.
котла брутто колеблется в пределах 0,50—0,75. При этом макси-
мальное значение к. п. д. — 0,75 — может быть достигнуто только
при нефтяном отоплении. Кроме к. п д. котла брутто, существует
понятие к. п. д. котла нетто, которым не учитывается расход тепла
для приготовления пара на служебные нужды.
Большие потери тепла имеют место и в паровой машине. Боль-
ше всего теряется тепла с отработавшим паром (35—55%). Име-
ются также потери от утечек пара, от внешнего охлаждения ци-
линдров и от трения в шарнирах механизмов. Поэтому к. п.д. па-
ровой машины равен лишь 0,1—0,12. Таким образом, в результате
перечисленных выше больших потерь, к. п. д. паровоза весьма ни-
зок и в условиях эксплуатации составляет 0,06—0,07, или 6—7%.
Глава 12
ПАРОВЫЕ ЦИЛИНДРЫ, ПОРШНИ И ЗОЛОТНИКИ
§ 64. КОНСТРУКЦИЯ ЦИЛИНДРОВ
На паровозах применяют следующие типы паровых цилинд-
ров: индивидуальные, блочные и цельнолитые с рамой.
Индивидуальный паровой цилиндр — модернизированный ци-
линдр паровозов Э и СО (рис. 113) представляет собой отливку
из качественного чугуна марки СЧ 24-44. Он имеет: собственно
цилиндр 1, где размещается поршень, золотниковую камеру 3,
Рис. 113. Цилиндр паро-
возов Э и СО:
1 — цилиндр, 2 — отверстие
для проверки установки зо-
лотников, 3 — золотниковая
камера; 4 — отверстие для
подвода смазки к золотни-
ку; 5 — патрубок паро-
впускной трубы; 6—патру-
бок паровыпускной трубы;
7 — золотниковая втулка;
8 — золотниковая крышка;
9 — паровпускной канал;
10 — прнвалочный фланец:
11 — цилиндровая крышка;
—фланец для укрепления
крышки, 13 — отверстие для
подвода смазки в цилиндр;
14 — отверстие для спуска
конденсата из золотнико-
вой камеры
162
которая соединена с цилиндром паровпускными каналами 9,
фланец 12 для постановки цилиндровых крышек, приваленный
фланец 10 для прикрепления цилиндра к раме, патрубки 5 и 6 с
фланцами для присоединения паровпускной и паровыпускной
труб. В золотниковую камеру запрессованы две чугунные втулки
7 с окнами для впуска и выпуска пара.
Цилиндр имеет отверстия: 4—для подвода смазки к золот-
нику, 13—для подвода смазки в цилиндр, 14—для спуска кон-
денсата из золотниковой камеры, 2 — для проверки установки
золотников. В нижней части цилиндра сделаны отверстия для
спуска конденсата. Цилиндр и золотниковая камера спереди и
сзади закрыты крышками 8 и 11.
К раме цилиндр прикрепляют при помощи стальных точеных
болтов диаметром 38 мм. Цилиндровые болты изготовляют диа-
метром примерно на 0,1 мм больше диаметра отверстий в раме и
цилиндре, плотно забивают и затягивают гайками.
Для разгрузки цилиндровых болтов и предохранения их от сре-
за между приливом привалочного фланца 10 и рамой установле-
ны разгрузочные клинья. У верхней кромки привалочного фланца
для разгрузки болтов от веса цилиндра имеется заплечик, кото-
рым цилиндр опирается на раму.
При работе паровоза цилиндровые болты и клинья испыты-
вают большие напряжения под действием силы пара на цилинд-
ровые крышки, поэтому соединения цилиндров с рамой не долж-
ны иметь ослабления. Это постоянно контролируют как при ре-
монте, так и во время эксплуатации.
У модернизированного усиленного цилиндра паровозов Э и
СО в отличие от альбомного для лучшего вписывания паровой
струи, изменена форма паровпускных каналов; для устранения
трещин в приливе, который предназначен для подвода смазки,
изменена его конфигурация таким образом, что прилив не соеди-
няет поршневую и золотниковую бочки цилиндра; увеличена тол-
щина торцовых стенок цилиндра с 28 до 35 мм; усилен ряд ре-
бер цилиндра, введены дополнительные ребра, ширина привален-
ных фланцев увеличена с 95 до 115 мм; в передней торцовой стен-
ке цилиндра введено отверстие диаметром 68 мм для подвода
отработавшего пара от тормозного цилиндра и др.
Описанные индивидуальные чугунные цилиндры ставят, как
правило, на паровозах, имеющих листовую раму. Цилиндры блочно-
ю типа применяют при брусковых рамах; изготовляют их литы-
ми из стали марок 25Л11, 20ЛИ или специальной стали. Цилиндро-
вый блок может представлять собой цельную отливку, объединя-
ющую два цилиндра с золотниковыми камерами, переднее
межрамное крепление и переднюю опору котла, или состоять из
дв>\-трех соединенных между собой частей. Цилиндровый блок
опирается на рамные листы и прикреплен к ним болтами.
Преимуществом блочных стальных цилиндров является то, что
они более прочны, надежно скрепляют рамные листы, являются
6* 163
Вид сзади
Рис, 114. Цилиндровый блок паровоза Л:
1,4 — цилиндры-полублоки; 2 — опора котла; 3, 7 — болты; 5 — золотниковая втулка;
6—цилиндровая втулка; а — паровпускной патрубок; б — паровыпускной канал; в — седа-
лище конуса; а — выступ (опора для клина)
хорошей опорой дымовой камеры и при ремонте дефекты легко
устраняются сваркой.
Цилиндровый блок паровоза Л (рис. 114) состоит из трех
частей: двух Цилиндров-полублоков 1 и 4 и опоры котла 2. Полу-
блоки соединены между собой коническими болтами 7. В цилинд-
ры и золотниковые камеры запрессованы чугунные втулки 5 и 6.
Золотниковая камера сделана длиннее цилиндра для того, чтобы
укоротить и спрямить паровпускные каналы.
Опора котла по технологическим соображениям отлита от-
дельно и прикреплена к цилиндрам коническими болтами 3 с по-
следующей обваркой по кромке всего соединения.
К раме цилиндры прикреплены фланцами при помощи то-
ченых болтов диаметром 36 мм. Для разгрузки болтов между пе-
редними выступами г и заплечиками рамных листов забивают
стальные клинья. После постановки цилиндровых болтов и забив-
ки клиньев для предупреждения ослабления клинья привари-
вают к цилиндру. У каждого цилиндра имеется патрубок а для
соединения с паровпускной трубой. Выпускные окна переходят в
каналы б, отлитые вместе с цилиндром и идущие к седалищу ко-
, нуса в.
164
Рис. 115. Цельнолитой блок цилиндров, отлитый заодно с рамой паровозов
Еа и Ем
На паровозах Еа и Ем установлен стальной цельнолитой блок
цилиндров, а часть этих паровозов имеет рамы, отлитые заодно с
блоком цилиндров (рис. 115). Такая конструкция цилиндров от-
личается высокой прочностью и избавляет от большого количе-
ства болтовых соединений.
Продольные оси цилиндров должны быть строго параллель-
ны продольной оси рамы. В вертикальной плоскости ось цилинд-
ров на различных паровозах располагается по-разному. Сущест-
вуют следующие разновидности расположения цилиндров:
а) ось цилиндра горизонтальна и совпадает с осью движу-
щих колес паровоза (паровоз Су и др.);
б) ось цилиндра наклонна и проходит через центр ведущей
оси паровоза. Это делается для удобства размещения цилиндров
в пределах габарита при сравнительно небольшом диаметре
движущих колес. Наклон обычно бывает равным 7зо—Угз (па-
ровозы Э, СО);
в) ось цилиндра горизонтальна, но проходит выше горизон-
тальной оси движущих колес. Такая установка принята на мно-
гих современных паровозах для размещения в габарите цилинд-
ров больших размеров и для лучшего расположения передней те-
лежки (паровозы ФД, Л, П36).
Паровозы имеют такие диаметры цилиндров: Л, ЛВ, СО,
Э»/и*—650; ФД—670; Ев/И—635; П36; Су—575 и ТЭ—600 мм.
Чтобы уменьшить потери тепла от внешнего охлаждения, па-
ровые цилиндры, крышки и паровпускные трубы снаружи покры-
вают изоляционной массой и металлической обшивкой толщиной
1,5—2 мм.
* Всех индексов.
165
§ 65. ЦИЛИНДРОВЫЕ И ЗОЛОТНИКОВЫЕ ВТУЛКИ
И КРЫШКИ ЦИЛИНДРОВ
Втулки. Для лучшей приработки чугунных поршневых колец
в стальные цилиндры запрессовывают чугунные втулки. При над-
лежащей смазке это обеспечивает нормальную работу поршней
без задиров и повреждений.
Цилиндровая втулка (рис. 116) по наружной поверхности име-
ет ступенчатую форму с длиной каждой ступени, равной полови-
не длины втулки, и с разницей диаметров ступеней 2 мм. Сту-
пенчатая форма втулки облегчает и ускоряет запрессовку, так как
наполовину длины втулка вставляется в цилиндр без усилия.
По краям втулки имеются окна для впуска пара в цилиндр и
для выпуска его. Вверху, в центре втулки, сделано отверстие
для подачи смазки в цилиндр, а внизу, по краям, — отверстия
для спуска воды (конденсата). Для предупреждения смещения
втулка укреплена стопором, который ввинчен снаружи цилиндра.
Запрессованная в цилиндр втулка должна быть чисто расточена,
при этом овальность и конусность должны быть в пределах ус-
тановленных допусков. По мере износа чугунного цилиндра, когда
толщина его стенок достигает предельных размеров, в него за-
прессовывают чугунную втулку. По наружному диаметру эта втул-
ка также изготовлена ступенчатой, а внутренняя поверхность ее
окончательно обрабатывается после запрессовки.
Запрессовку втулок (цилиндровых и золотниковых) произво-
дят специальными гидравлическими прессами. Давление за-
прессовки устанавливается в зависимости от диаметра втулки и
материала цилиндра. Согласно § 208 Правил заводского ремон-
та паровозов усилие запрессовки должно быть на каждые
100 мм наружного диаметра: для чугунных цилиндров от 3,5 до
8 т, а для стальных цилиндров от 3,5 до 9 т.
В золотниковую камеру цилиндра таких паровозов, как Э,
СО, Су, Е, запрессовывают с обеих сторон две одинаковые чу-
гунные золотниковые втулки. Внутренний диаметр золотниковой
втулки паровозов Э, СО, Су равен 250 мм. Во втулке имеются
окна для впуска пара в цилиндр и выпуска его из цилиндра и
Рис. 116. Цилиндровая втулка
отверстие для впуска пара в зо-
лотниковую камеру (см. рис. 113).
Втулку запрессовывают до
упора борта в заточку золотни-
ковой камеры. Для предупрежде-
ния пропуска пара под втулкой
на наружной поверхности ее сде-
ланы проточки, куда закладыва-
ют шнуровой асбест. Для подво-
да смазки к золотнику имеется от-
верстие во втулке. Золотниковые
втулки паровозов Еа и Ем имеют
внутренний диаметр 305 мм.
166
На паровозах Л, ЛВ, ФД,
П36 устанавливают втулки из
трех частей, или, вернее, три
втулки (рис. 117). При такой
конструкции крайние втулки по
всей своей длине соприкасаются
с телом золотниковой камеры и
не имеют свободно выступающей
части у паровпускного отверстия,
в которой чаще появляются Тре-рис Ц7. Золотниковые втулки парово-
щины. Тройные втулки работают за л
надежнее.
На всех указанных паровозах золотниковые втулки имеют
внутренний диаметр 300 мм. Крайние втулки имеют паровпуск-
ные окна, а средняя — отверстие для впуска пара в золотнико-
вую камеру. На паровозе П36 два ряда паровпускных окон.
Все три втулки укрепляют стопорными пробками. Окончатель-
ную чистовую расточку золотниковых втулок производят после
их запрессовки. Цилиндровые и золотниковые втулки отливают
из чугуна марки СЧ 21-40.
Крышки. Полость цилиндра и золотниковую камеру с торцов
закрывают крышками. Внутреннее очертание цилиндровых кры-
шек делают таким, чтобы при крайних положениях поршня все
его части (диск, обод, ступица, укрепляющая гайка) находились
па равном расстоянии от крышки. Это расстояние называют
линейной величиной вредного пространства;
оно обычно равно 12—15 мм, а на некоторых паровозах доходи-
ло до 30 мм.
Линейная величина вредного пространства, обязательно про-
веряемая при сборке паровой машины, должна соответствовать
альбомному размеру в пределах допускаемых отклонений.
Уменьшение этой величины может привести к тому, что поршень
при движении, в случае если в цилиндре скопилась вода, может
выбить крышку цилиндра и повредить детали движущего меха-
низма.
На рис. 118 показано размещение цилиндровых крышек па-
ровоза ЛВ, пунктиром — контуры цилиндра и поршня в его край-
нем переднем и крайнем заднем положениях. Как видно из ри-
сунка, линейная величина вредного пространства в цилиндрах
этого паровоза равна 13 мм. Как передняя, так и задняя крыш-
ка представляет собой фасонные стальные отливки, сделанные
по форме поршня.
В верхней части крышки имеют выемки, соединяющие полость
цилиндра с паровыми окнами. Выемки в нижней части крышек
обеспечивают сток конденсата к продувательным клапанам ци-
линдра.
Крышку укрепляют к цилиндру при помощи 28 шпилек, ввин-
ченных в цилиндр и проходящих через отверстия во фланцах
крышек и гаек. Установку крышек фиксируют при помощи
167
Рис. 118. Цилиндровые крышки паровоза ЛВ:
1 — задняя крышка; 2 — цилиндр; 3 — поршень- 4 — передняя крышка; 5 — фиксирую-
щий штифт; 6 — обшивка; 7 — шпилька
штифтов диаметром 18 мм. Перед окончательной установкой и
закреплением фланцы цилиндровых крышек притирают к высту-
пающим пояскам втулки и цилиндра. Задняя крышка в отличие
от передней в центре имеет отверстие для прохода скалки и гор-
ловину, где размещен уплотняющий сальник. Вверху к крышке
прилит кронштейн, к которому крепят параллель. Для повыше-
ния прочности фасонные крышки имеют по шесть ребер жест-
кости.
С наружной стороны, между ребрами, крышки покрывают изо-
ляционным материалом и закрывают обшивкой. Для облегчения
снятия и отрыва крышки от притирочного пояска во фланце уста-
новлены три отжимных болта.
На паровозах более ранней постройки (Э, СО, Су) передняя
цилиндровая крышка в центре имела отверстие для прохода
контрскалки поршня. Однако после 1961 г. контрскалки поршней
на этих паровозах были отрезаны, а отверстия в передних крыш-
ках заглушены. Крышка эта не имеет фланца с отверстиями и
крепится к цилиндру при помощи нажимного кольца, шпилек,
ввернутых во фланец цилиндра, и гдек и равномерно прижима-
ется к притирочной ленте цилиндра.
На паровозах Э, СО, Су, ФД, кроме того, в цилиндровых крыш-
ках в нижней части имеется отверстие для установки предохрани-
тельного клапана. На паровозах последних лет постройки предо-
хранительные клапаны на крышках цилиндров не поставлены.
168
На паровозах Л, ЛВ, П36 зад-
няя золотниковая крышка (рис. 119)
отлита вместе с кронштейном на-
правляющих золотникового кулач-
ка. Снизу к кронштейну на болтах
прикреплены направляющие кулач-
ка. Заодно с кронштейном сверху
отлиты опоры для пресс-масленки.
Крышка укреплена к золотниковой
камере цилиндра при помощи шпи-
лек и гаек. Передняя золотниковая
крышка представляет собой более
Рис. 119. Задняя золотниковая
крышка паровоза Л
марки 25ЛП. Однако перед-
простую конструкцию с приливом
для контрскалки золотника. Цилин-
дровые и золотниковые' крышки
отливают главным образом из стали
цие крышки многих паровозов изготовляют из чугуна марки СЧ
18-36.
§ 66. ПОРШНИ
Поршни паровозов Э, СО, Су имели скалку, контрскалку, ко-
торая являлась продолжением скалки, и поршневой диск, наса-
женный на скалку и укрепленный гайкой. Раньше считали, что
контрскалка уменьшает провисание поршня и его перемещение в
вертикальной и горизонтальной плоскостях. Однако опыт рабо-
ты паровозов с поршнями без контрскалок показал, что отсутст-
вие их не оказывает влияния на работу поршневого узла.
В связи с этим часть паровозов СО, выпущенных Уланудэн-
ским заводом в 1946—1950 гг., имела поршни без контрскалок.
Позже, в 1961 г., было принято решение удалить контрскалки на
всех паровозах Э, СО и Су.
Диаметр обода диска всегда меньше диаметра цилиндра. В
ободе сделаны три кольцевых проточки — ручья, в которые постав-
лены уплотняющие кольца. Скалка заканчивается конусной го-
ловкой с отверстием под клин для соединения с ползуном.
Так как поршень воспринимает на себя давление пара, переда-
ет это усилие кривошипно-шатунному механизму и, кроме того,
находится в зоне высокой температуры пара, его изготовляют из
материала повышенного качества и он имеет прочное соединение
диска со скалкой и скалки с ползуном.
Отверстие в диске под скалку бывает конусным или цилинд-
рическим. Конусное соединение является прочным и более удоб-
ным для разборки, однако приточка конуса диска под запрес-
совку с одновременным упором его в борт скалки является труд-
ной операцией и зависит от опыта и квалификации токаря.
С конусным соединением выпускались паровозы Е, Л, ЛВ и П36.
Цилиндрическая посадка с натягом значительно проще в из-
I отоплении и при ней всегда гарантирован хороший упор в борт.
Поэтому в унифицированных поршнях всех серий паровозов
169
Рис. 120. Поршень паровоза Л:
1 — заклепка; 2—гайка; 5—скалка; 4—диск
поршня; 5—пружина уплотняющего коль-
ца; 6 — уплотняющие кольца
метрично размещенным ободом.
принято цилиндрическое соедине-
ние. Поршневой диск напрессовы-
вают на скалку под давлением,
которое устанавливают в зависи-
мости от диаметра цилиндра и
давления пара в котле.
На паровозах ФД, Л, ЛВ,
П36 сразу был применен поршень
без контрскалки. Такой поршень
легче и нет необходимости делать
отверстие в передней крышке и
ставить сальник для уплотнения
контрскалки.
Поршень паровоза Л (рис.
120) имеет диск 4 не плоский, как
у многих старых паровозов, а ко-
нусообразной формы с выдаю-
щейся вперед ступицей и несим-
Такая форма диска увеличивает
его жесткость и дает возможность лучше разместить сальник в
задней крышке.
Головка скалки 3 под диск поршня выполнена цилиндричес-
кой. На нее до упора в борт напрессовывают поршневой диск,
имеющий отверстие. Давление запрессовки (в конце его) должно
быть не менее усилия от пара по скалке для данной серии паро-
воза и не превышать его более чем на 50%. На скалке диск
поршня укрепляют гайкой 2, которая удерживается от самопро-
извольного отвинчивания заклепкой 1.
Диск поршня многих паровозов отливают из стали марки 25Л
или 15Л. Диск поршней паровозов Л, ЛВ и П36 штампуют из
качественной углеродистой стали марки 35, что значительно сни-
жает вес поршня в сравнении с поршнями паровозов первых вы-
пусков. Поршневую скалку изготовляют из стали марки 40.
Скалки паровозов Л, ЛВ и П36, изготовленные из стали марки
40, для повышения износоустойчивости были подвержены по-
верхностной закалке токами высокой частоты, а в настоящее
время упрочняют накаткой роликами.
Поршневые уплотняющие кольца служат для создания гер-
метичности между полостями цилиндра, чтобы не было пропус-
ка пара из рабочей полости цилиндра, заполненной свежим па-
ром, в нерабочую полость. На современных паровозах ставят
поршневые секционные кольца (рис. 120 и 121). На паровозах
первых выпусков взамен разрезных уплотняющих колец прямо-
угольного сечения также поставлены секционные кольца.
Секционное кольцо состоит из двух полуколец Г-образного
сечения, которые вставляют в один ручей поршня. По окружно-
сти каждое полукольцо разрезано на пять частей (секций). В
кольцевой канал, образованный полукруглыми выточками в по-
лукольца, вставлена круглая пружина, которая равномерно при-
170
Рис. 121. Секционные кольца поршня:
1 — уплотняющее полукольцо; 2 — пружина;
3 — замок
жимает кольцо к стенкам ци-
линдра. Во избежание про-
пуска пара полукольца в каж-
дом ручье ставят со сдвижкой
на пол секции и в таком поло-
жении они удерживаются зам-
ком 3 (см. рис. 121), который
приварен к одному из концов
пружины.
Диск поршня в нижней ча-
сти цилиндра опирается на за-
плечики полуколец, не касаясь
стенок цилиндра. Суммарный
зазор между секциями полукольца после вставки его в
цилиндр должен быть в пределах 3—7,5 мм, а зазор между за-
плечиком кольца и диском — 2 мм по диаметру.
На некоторых маневровых паровозах старых выпусков, име-
ющих поршни с контрскалками, где размеры дисков поршней
не позволяют поставить кольца с заплечиками, ставят секцион-
ные кольца без заплечиков.
Уплотняющие кольца изготовляют из чугуна марки СЧ 21-40,
пружину секционных колец — из жаростойкой хромованадие-
вой пружинной стали марки 50ХФА. Эта пружина не теряет сво-
их упругих свойств при высокой температуре в цилиндре и обес-
уплотняющих ко-
ползуном, имеет
клин с уклоном
печивает постоянное равномерное прижатие
лец к его стенкам.
Задняя головка скалки, соединяющаяся с
конусность 1:15. В ней сделано отверстие под
одной образующей отверстия 1:25.
§ 67. ПАРОРАСПРЕДЕЛИТЕЛЬНЫЕ ЗОЛОТНИКИ
На всех современных паровозах с перегревом пара установ-
лены цилиндрические золотники с внутренним впуском пара.
Как указывалось выше, цилиндрический золотник почти полно-
стью уравновешен, поэтому для перемещения золотника требу-
ется небольшое усилие, а кольца золотника и золотниковые
втулки в процессе работы имеют небольшой износ. При цилинд-
рическом золотнике имеется возможность увеличить площадь
паровпускных окон, так как они расположены по всей окружно-
c'iii золотниковой втулки, благодаря этому уменьшается мятие
пара.
До недавнего времени на многих паровозах применяли жест-
кие цилиндрические золотники. У этих золотников диски были
неподвижно закреплены на скалке. Теперь от применения таких
золотников отказались и на паровозах установлены раздвижные
цилиндрические золотники системы И. О. Трофимова. Золотник
системы Трофимова паровозов Э и СО (рис. 122) расположен в
двух золотниковых втулках 7 с внутренним диаметром 250 мм.
171
3
Рис. 122. Золотник системы Трофимова паровозов Э и СО:
1 —' золотниковая втулка; 2 — паровпускные окна; 3 — уплотняющие кольца; 4 — упор-
ная шайба; 5 — направляющая втулка; 6 — скалка; 7 — диски золотника
На скалку 6 свободно надеты два диска 7 с уплотняющими
кольцами 3. На конусных местах скалки посажены две упорные
шайбы 4, которые закреплены гайками и шплин-
тами.
В рабочем положении золотниковые диски свободно садятся
на направляющие втулки 5, которые надеты на скалку между
упорной шайбой и упорным бортом скалки. Диски давлением
пара прижимаются к упорным шайбам.
На упорной шайбе и золотниковом диске расположены коль-
цевые притирочные ленты, предотвращающие пропуск пара. Раз-
ность между диаметром внутренней расточки диска и наруж-
ным диаметром шайбы составляет 0,5 мм.
По наружной поверхности диска проточено четыре ручья ши-
риной 15 мм. В каждом ручье установлено по два кольца 3. Уп-
лотняющие кольца изготовляют двойной обточкой из чугунно-
го барабана, который имеет наружный диаметр, несколько боль-
ший внутреннего диаметра золотниковой втулки. Затем в коль-
цах вырезают прямые замки и подвергают термической
обработке.
При перемещении золотника уплотняющие кольца благодаря
своим пружинящим свойствам плотно прижимаются к рабочей
поверхности втулки, создавая необходимое уплотнение. Кольца
172
па диске располагают таким образом, чтобы замки их не совпа-
дали.
Скалка золотника заканчивается цилиндрическим хвостови-
ком с отверстием под клин для соединения с кулачком. Контр-
скалка входит в направляющую втулку, установленную в перед-
ней золотниковой крышке.
Свежий пар из паровпускной трубы через отверстия, сделан-
ные во втулках, поступает в среднюю часть золотниковой каме-
ры между золотниковыми дисками. Давлением пара диски раз-
двигаются, прижимаются к упорным шайбам и во время работы
перемещаются вместе с ними, как в обычном жестком золотнике.
Когда же доступ свежего пара в золотниковую камеру пре-
кращается и давление, прижимавшее диски к упорным шайбам,
спадает, диски под влиянием силы трения удерживаются в сред-
ней части золотниковой камеры; они сходят с упорных шайб и
направляющих втулок и останавливаются, упираясь своими хвос-
товиками; скалка же с упорными шайбами под действием внеш-
него парораспределительного механизма продолжает двигаться.
При этом диски открывают с обоих концов окна 2 для выхода
пара из цилиндра в паровыпускные трубы.
В момент впуска пара в золотниковую камеру он успевает
пройти по кольцевому отверстию между скалкой и горловиной
золотникового диска в пространство между упорной шайбой и дис-
ком. Таким образом создается паровая подушка, смягчающая
удары при посадке золотникового диска на упорную
шайбу.
Паровозы ФД строили и длительное время эксплуатировали
с жесткими золотниками. Однако в порядке модернизации жест-
кие золотники заменены более совершенными золотниками сис-
темы Трофимова. При этом в связи с тем, что у нераздвижных
золотников контрскалок не было, а для раздвижных золотников
они обязательны, изменению подверглась также передняя золот-
никовая крышка.
Золотники паровозов ФД принципиально не отличаются от зо-
лотников паровозов Э и СО, но имеют больший размер (диа-
метр золотниковой втулки 330 мм), в связи с чем размеры дета-
лей и вес золотников больше. Каждый золотниковый диск имеет
не четыре, а пять ручьев для уплотняющих колец. Для удержа-
ния контрскалки золотника в передней крышке установлена на-
правляющая втулка с подводом смазки.
Золотники системы Трофимова паровозов Л и ЛВ (рис. 123)
имеют диаметр 300 мм. На скалке 8 золотника посажены два
комплекта деталей: направляющие втулки 7, упорные шайбы 6,
раздвижные диски 5 и корончатые гайки 3, укрепляемые штиф-
тами 2. Каждый золотниковый диск имеет по четыре ручья, в ко-
торых установлены уплотнительные кольца 4. При этом с наруж-
ной стороны диска (со стороны выпуска) поставлено по два коль-
ца, а с внутренней — по одному.
173
Рис. 123. Золотник Трофимова паровозов Л и ЛВ:
/ — клин, 2— штифт; 3 — корончатая гайка; 4 — уплотнительные кольца; 5 — раздвижной
диск; 6 — упорная шайба; 7 — направляющая втулка; 8 — скалка; 9—передняя крышка,
10 — штуцер; 11 — контрскалка
Упорные шайбы, имеющие коническую посадку на скалке, за-
креплены корончатыми гайками. Золотниковый диск и упорная
шайба имеют притирочные ленты К препятствующие пропуску пара
из внутренней полости золотниковой камеры в наружную полость.
При раздвижке дисков поступающим в золотниковую камеру
паром ввиду малых радиальных зазоров между упорной шай-
бой 6 и диском 5, а также между диском и направляющей втул-
кой 7, в полости А создается компрессия, необходимая для мяг-
кой посадки дисков на свои места.
В отличие от других паровозов скалка имеет задний хвостовик
конусный, который при помощи клина 7 соединяется с золотнико-
вым кулачком.
К направляющей втулке контрскалки 11 золотника, установ-
ленной в передней крышке 9 золотниковой камеры, через шту-
цер 10 и сверления в крышке и втулке подводится смазка от пресс-
масленки.
Золотники паровоза П36 целиком взаимозаменяемы с золот-
никами паровозов Л и ЛВ. На паровозах Еа и Ем установлены
золотники также диаметром 300 мм. Все части золотников, кроме
уплотняющих колец, изготовляют из стали марки Ст5, а скалки —
из стали марки 35У или Ст5. Материалом для золотниковых колец
служит чугун марки не ниже СЧ 21-40.
Раздвижные золотники обеспечивают незначительный износ
золотниковых колец и втулок вследствие остановки дисков при
беспарном ходе паровоза.
При беспарном ходе они позволяют свободно перетекать пару
и воздуху из одной полости цилиндра в другую, что уменьшает
сопротивление движению и предотвращает подсос газов из дымо-
вой камеры в цилиндр.
При движении паровоза без пара, с закрытым регулятором,
когда пар не поступает в цилиндр, а поршень и золотник про-
должают двигаться (золотник предполагается жесткий), в про-
тивоположной движению поршня полости цилиндра и соединен-
ной с ней золотниковой камере происходит разрежение, а в другой
174
полости — сжатие, вы-
зывающее противодав-
ление на поршень. Это
явление вредно отра-
жается на работе паро-
вой машины, создает
сопротивление движе-
нию поршней и замед-
ляет ход паровоза.
Ввиду того что в
одной из полости ци-
линдра и золотниковой
камере создается раз-
режение, в моменты
открытия паровпуск-
ных окон происходит
ПОДСОС В цилиндр ВОЗ рис. 124, Золотник Трофимова при беспррном ходе
духа и газов из дымо- паровоза
вой камеры через конус
п паровыпускные трубы. В результате попадания в цилиндр воз-
духа и газов ввиду высокой температуры стенок цилиндра проис-
ходит сгорание смазки и образование на стенках цилиндра, порш-
ней и золотников нагара. Наличие нагара резко повышает износ
втулок и уплотняющих колец золотников и поршней. Последующее
сжатие газовоздушной смеси в цилиндре и повышение в связи с
зтим температуры еще больше способствуют образованию нагара.
Проведенные в свое время сравнительные испытания различ-
ных приборов беспарного хода показали, что лучшими из них
являются раздвижные золотники системы Трофимова. Принцип
работы золотника, как прибора беспарного хода, заключается в
следующем (рис. 124). При сдвинутых золотниковых дисках
паровпускные окна открыты; это дает возможность воздуху пе-
ретекать (как показано стрелками) из полости А цилиндра че-
рез золотниковую камеру и паровыпускные трубы (или каналы
в теле цилиндров) в полость Б. Воздух перетекает также из од-
ной полости цилиндра в другую через горловины сдвинутых к
середине золотниковых дисков. В связи с тем что золотники си-
аомы Трофимова резко уменьшают сопротивление движению и
отрицательную работу при беспарном ходе, оборудованные ими
паровозы обеспечивают, кроме того, экономию топлива. В по-
рядке модернизации на паровозах произведен отвод выпуска
пара от насоса автотормоза в золотниковую камеру цилиндра.
§ 68. ПОРШНЕВЫЕ И ЗОЛОТНИКОВЫЕ САЛЬНИКИ
В задних цилиндровых и золотниковых крышках в местах
прохода скалок для предупреждения пропуска пара ставят уп-
лотняющие сальники. На паровозах, имеющих поршни с контр-
скалками, сальники ставят и в передних крышках.
175
На паровозах, работавших насыщенным (неперегретым) па-
ром, устанавливали сальники с мягкой набивкой в виде плетен-
ки из промасленного асбеста или пеньки.
Для смазывания скалки во фланце сальника располагали фи-
тильную масленку.
На паровозах, работающих перегретым паром, из-за высо-
кой температуры устанавливают сальники с металлической
набивкой.
В настоящее время на всех паровозах применяют лабиринт-
ные сальники с чугунными уплотняющими кольцами конструк-
ции ЦНИИ МПС (рис. 125). Эти сальники более совершенны по
конструкции, хорошо зарекомендовали себя в эксплуатации, де-
шевы в изготовлении и дают экономию дефицитной свинцови-
стой бронзы, расходуемой в одноколейных сальниках.
Лабиринтные сальники обладают способностью самоуплот-
нения по мере износа чугунных колец. Пар, проходя последова-
тельно три одинаковые камеры сальника, постепенно теряет
Рис. 125. Поршневой лабиринтный сальник с чугунными уплотняющими коль-
цами:
/ — браслетная пружина; 2 — уплотняющее кольцо; 3 — обойма; 4 — упорное кольцо; 5 —
фланец сальника; 6 — крышка; 7 — полукольца; 8 — асбестовая иабивка; 9— штуцер для
подвода смазки
176
давление. Кроме того, уплотняющие кольца лабиринтного сальника
оказывают на скалку меньшее удельное давление, чем уплотня-
ющее кольцо применявшегося одноколейного сальника, и поэто-
му уменьшается износ скалок.
Лабиринтный сальник задней цилиндровой крышки паровоза
Л В, показанный на рис. 125, имеет шесть чугунных уплотняю-
щих колец 2, каждое из которых состоит из четырех секций,
имеющих косые срезы (см. схему), и охвачено браслетной пру-
жиной 1. Каждая пара колец заключена в обойму 3. Обоймы с
кольцами вставлены в гнездо цилиндровой крышки. Через упор-
ное кольцо 4 обоймы и кольца зажаты в гнезде фланцем 5 при
помощи шпилек и гаек. В выточку фланца 5 закладывают асбе-
стовую набивку 8, которая удерживается крышкой 6 и полуколь-
цами 7. Смазка к сальнику подается через штуцер 9 и канал во
фланце 5 сальника.
Для того чтобы уплотняющие кольца имели свободу для ра-
диального перемещения, между установленными в каждой обой-
ме кольцами и торцовой поверхностью смежной обоймы при
сборке должен быть обеспечен суммарный зазор, равный 0,14 —
0,28 мм (на рис. 125 зазор А1). Уплотняющие кольца изготов-
ляют из специального чугуна, а обоймы и упорное кольцо — из
чугуна марки СЧ 18-36. Браслетные пружины/ изготовляют из
жаростойкой легированной проволоки марки 50ХФА. При высо-
кой температуре перегретого пара она не теряет своих упругих
свойств.
Лабиринтные сальники сма-
зываются от пресс-масленки че-
рез маслораспределители. Лаби-
ринтный сальник паровоза ТЭ от-
личается от описанного тем, что
его собирают в специальный
разъемный корпус, который вкла-
дывают в горловину крышки, а
уплотняющие чугунные кольца
имеют другой разрез.
Паровозы всех серий сейчас
оборудованы лабиринтными зо-
лотниковыми сальниками с чу-
'унными уплотняющими кольца-
ми. На рис. 126 показал лаби-
ринтный золотниковый сальник,
установленный на задней крыш-
ке паровоза П36. По конструк-
ции он идентичен поршневому
лабиринтному сальнику, однако
имеет лишь одну камеру.
В горловине золотниковой
крышки установлена обойма 1, в
которой расположены два разрез-
Рис. 126. Золотниковый лабиринт-
ный сальник:
1 — обойма; 2 — браслетная пружина;
3 — уплотняющее кольцо; 4 — фланец;
5 — упорное кольцо; 6 — уплотнение
177
ных уплотняющих кольца 3, охватываемых браслетной пружи-
ной 2. Через промежуточное упорное кольцо 5 фланцем 4,
шпильками и гайками сальник зажимается в горловине золотнико-
вой крышки. В выточке фланца заложено асбестовое уплотнение 6.
Разрезы уплотняющих колец, материал колец, пружин и других
деталей аналогичны поршневым лабиринтным сальникам. В перед-
ней, золотниковой крышке для направления контрскалки установ-
лена бронзовая или чугунная втулка.
§ 69. АРМАТУРА ЦИЛИНДРОВ
Во время стоянки паровоза в цилиндрах может скопиться
значительное количество воды, которая образуется вследствие
конденсации пара. Кроме того, вода в цилиндры может попасть
также при уносе ее с паром из котла, что бывает при резком
открытии регулятора, слишком высоком уровне воды или заг-
рязненной котловой воде. Скопившуюся воду необходимо своев-
ременно удалять из цилиндров. Если этого не делать, то при
наличии воды в цилиндре в момент подхода поршня к крайнему
положению может произойти гидравлический удар, часто влеку-
щий повреждение деталей движущего механизма.
Для удаления воды из цилиндра и золотниковой камеры ус-
танавливают продувательные клапаны. Для паровозов ряда се-
рий принят унифицированный продувательный клапан (рис. 127)
с ручным рычажным приводом. Против каждого отверстия в пе-
редней и задней частях цилиндра, внизу, на чечевицеобразном
прокладном кольце и шпильках ставят фланец 1. Во фланец
ввернут корпус 3, в котором установлен клапан 2 с хвостовиком.
В нижней части корпус имеет прямоугольную прорезь, через ко-
торую проходит поводок 5 привода. На рисунке клапан показан
в закрытом положении, когда поводок своим вырезом расположен
под клапаном.
Для открытия клапана сдви-
гают поводок при помощи приво-
да, выведенного в будку машини-
ста. Сдвигаясь, поводок 5 своей
кромкой будет упираться в хво-
стовик, поднимать клапан и от-
крывать отверстие для выхода
воды из' цилиндра. Кроме двух
крайних клапанов, продувающих
цилиндр, в средней части ци-
линдра ставят два продуватель-
ных клапана, соединенных труб-
ками с полостью золотниковой
камеры. Эти клапаны установле-
ны на одном фланце. Все четыре
клапана открывают и закрывают
/00
Рис. 127. Унифицированный про-
дувательный клапан цилиндра:
1 — фланец; 2 — клапан; 3—корпус, 4—про
кладка; 5 — поводок
178
одним поводком, имеющим против каждого из клапанов вырез.
На паровозах ФД, Л, ЛВ, Еа, Ем, П36 применяют более со-
вершенные продувательные клапаны с воздушным приводом
(рис. 128). В корпусе 1 установлены два конусных гнезда 6 и 7.
В них помещен шариковый клапан (шарик) 8 диаметром 32 мм.
Оба гнезда зажаты нажимной пробкой 9, ввернутой в корпус.
Пробка закрыта колпачком 10.
С другой стороны корпуса размещен поршенек 4, закрытый
снаружи упорной пробкой 3. Пружиной 5 поршенек прижат к
упорной пробке. Корпус клапана при помощи штуцера 2 ввин-
чен в отверстие цилиндра. На рис. 128 продувательный клапан
изображен в открытом положении, т. е. при закрытом регуляторе
(пар в цилиндре отсутствует). В этом случае вода из цилиндра
проходит через штуцер 2 и далее по каналу, имеющемуся в при-
ливе а, попадает в отверстия нажимной пробки, откуда, минуя
гнезда 6 и 7, по выпускному каналу в вытекает наружу.
Как только из цилиндра в клапан пройдет пар, он прижмет
шарик к внутреннему гнезду 6 и закроет выход в атмосферу.
В таком положении находится клапан при работе цилиндра с па-
ром.
Для того чтобы открыть клапан, когда в цилиндре находится
пар, и удалить из цилиндра скопившуюся воду, в будке машини-
ста поворачивают кран и открывают доступ воздуха через от-
росток б в камеру между поршеньком и упорной пробкой.
Под действием сжатого воздуха, преодолевая усилие пружины,
поршенек сдвигается влево, своим хвостовиком отжимает шарик
от внутреннего гнезда и таким образом открывает выходное от-
верстие.
При движении паровоза без пара, когда в цилиндре образует-
ся разрежение, шарик перекатывается к наружному гнезду '7 и
Рис 128 Продуватель-
ный клапан цилиндра с
воздушным приводом:
/ — корпус; 2 — штуцер;
/ — упорная пробка; 4— пор-
шенек, 5 — пружина; 6—вну-
I реннее гнездо; 7 — наруж-
ное гнездо; 8— шариковый
к гапан, 9— нажимная проб-
ка, 10— колпачок, а — при-
шв, б — отросток, в — вы
пускной канал
179
Рис. 129. Предохранитель-
ный клапан цилиндров па-
ровозов ФД:
1 —« штуцер; 2 —• стержень,
3— корпус, 4— пружина; 5—ре-
гулирующая гайка; 6 — контр
гайка; 7 — клапан
закрывает отверстие, чем предотвращается подсос пыли и песка в
цилиндр паровой машины.
Во избежание повреждения цилиндра и движущего механиз-
ма при скоплении воды в цилиндре, когда продувательные кла-
паны закрыты, на передней и задней крышках цилиндров паро-
возов более ранней постройки установлены предохранительные
клапаны.
Предохранительный клапан цилиндров паровозов ФД (рис.
129) имеет штуцер 1, на который навинчен корпус 3. В корпусе
установлен клапан 7, который пружиной 4 стержня 2 прижат к
притирочной ленте штуцера. Сверху корпуса ввернута регулиру-
ющая гайка 5.
Пружина клапана отрегулирована на котловое давление плюс
1 кГ/см2. В случае превышения этого давления в результате
скопления воды в цилиндре вода отжимает клапан с пружиной
и выходит наружу. Такой предохранительный клапан вследствие
небольшого проходного сечения (55 мм) не может гарантиро-
вать от повреждения цилиндр или детали движущего механизма.
Поэтому в эксплуатации нельзя допускать скопления воды в ци-
линдре или «бросания» ее из котла в машину. На паровозах по-
следней постройки предохранительные клапаны не ставят. На
паровозах Л разрешена постановка предохранительных клапа-
нов на цилиндрах. Кроме продувательных и предохранительных
клапанов, на цилиндрах устанавливают обратные клапаны для
смазки и маслораспределители.
§ 70. УХОД ЗА. ЦИЛИНДРАМИ, ПОРШНЯМИ И ЗОЛОТНИКАМИ
Все части паровой машины должны находиться под неослаб-
ным наблюдением паровозной бригады. Сопрягаемые детали
должны быть надежно соединены между собой, трущиеся части
своевременно смазаны, все механизмы должны содержаться в
чистоте. Обнаруженные неисправности необходимо немедленно
устранять, так как в противном случае это может повлечь уси-
ленный износ и даже поломку отдельных деталей, нарушить нор-
мальную и безопасную работу паровоза.
Важнейшим условием исправной работы цилиндров, поршней
и золотников является регулярная подача в достаточном коли-
честве смазки к их трущимся поверхностям. Если будет прекраще-
на подача смазки, то это вызовет ненормальный износ и задиры на
180
поверхности цилиндров, золотниковых втулок и скалок, а также
поломки поршневых и золотниковых уплотняющих колец. Вмес-
те с тем нельзя допускать чрезмерную подачу смазки к золотни-
кам и в цилиндры, так как это приведет к повышенному образо-
ванию на их стенках нагара.
Пресс-масленка, предназначенная для паровой машины (см.
гл. 23), всегда должна быть заполнена смазкой, уровень кото-
рой определяется по масломерному стеклу. Чтобы не допустить
скопления воды в цилиндрах и избежать повреждения деталей
движущего механизма и цилиндров, нужно следить за исправ-
ностью цилиндровых продувательных клапанов. Если ка-
налы клапанов засорены, их следует прочистить. Периодически
проверяют действие привода продувательных клапанов.
В зимнее время при стоянке паровоза во избежание замер-
зания скопляющегося конденсата цилиндры прогревают паром.
Продувательные клапаны цилиндров на стоянке паровоза всег-
да держат открытыми. При трогании с места и при движении па-
ровоза нельзя допускать резкого открытия регулятора, так как
это повлечет «бросание» воды в цилиндры и повреждение дета-
лей машины.
По мере выработки поршневых и золотниковых уплотняющих
колец появляется пропуск пара из рабочей полости в нерабочую,
что вызывает потери и увеличение расхода топлива. Паровозная
бригада должна своевременно выявить этот дефект, чтобы он
был устранен на очередном ремонте. Пропуск золотниковых ко-
лец можно определить на стоянке по шуму в дымовой камере
при открытии регулятора. Для этого нужно установить золотни-
ки в среднее положение, чтобы паровпускные окна были пере-
крыты; если пар попадает в цилиндры, значит имеется пропуск
колец.
Проверку плотности золотниковых и поршневых колец обоих
цилиндров паровоза производят следующим образом. Паровоз
устанавливают так, чтобы кривошипы колес расположились под
углом 45° к горизонтали. При проверке плотности золотниковых
колец правой стороны переводной винт устанавливают на зад-
ний ход, а при проверке левой стороны — на передний ход. За-
крывают вентиль прогрева цилиндров, открывают продувательные
клапаны цилиндров, затормаживают паровоз и тендер и затем
открывают регулятор. Если кольца золотника имеют достаточ-
ную плотность, пар будет слабо выходить из продувательных
клапанов или совсем не будет выходить. При неплотности колец
обоих дисков золотника пар будет выходить через оба откры-
тых продувательных клапана. Если же пар выходит из одного
продувательного клапана, это значит, что имеется пропуск уплот-
няющих колец только на одном диске золотника с этой же стороны.
При проверке плотности поршневых колец с правой стороны
переводной винт устанавливают на передний ход, а при провер-
ке с левой стороны — на задний ход. Плотность поршневых
181
колец определяют по сильному выходу пара в продувательный кла-
пан из полости цилиндра, куда впущен пар, и по отсутствию или
слабому выходу пара из второю продувательного клапана. При
наличии пропуска колец из второго клапана будет значительный
выход пара.
В эксплуатации нельзя допускать парения поршневых и зо-
лотниковых сальников, так как это ухудшает видимость пути и
вызывает потери пара. Надежная работа сальника зависит от
своевременного смазывания его. При централизованной смазке
от пресс-масленки нужно проверить подачу масла через контроль-
ный винт обратного смазочного клапана или отвертыванием сое-
динительной гайки маслопровода. Фитильные масленки, уста-
новленные у сальников, должны быть чистыми и плотно закры-
ваться во избежание попадания пыли и грязи. При осмотре ци-
линдров нужно проверить молотком плотность постановки цилинд-
ровых болтов и клиньев, которые не должны иметь каких-либо
признаков ослабления.
Глава 13
ДВИЖУЩИЙ МЕХАНИЗМ
§ 71. ПОЛЗУНЫ
При помощи ползуна поршневая скалка соединена с перед-
ней головкой ведущего дышла. Для направления движения пол-
зуна и связанного с ним поршня служит параллель. На паровозах
применяют несколько типов ползунов и параллелей:
ползун двухплоскостной симметричный с двумя параллелями
(рис. 130, а), установлен на паровозах О;
ползун двухплоскостной с одной параллелью (рис. 130, б), уста-
новлен на паровозах Э, СО, ТЭ, Еа;
ползун двухплоскостной несимметричный с двумя параллелями
(рис. 130, в), установлен на паровозах Ем;
ползун многоплоскостной с одной параллелью (рис. 130, а) уста-
новлен на паровозах. ФД, Л, ЛВ, П36.
Двухплоскостной ползун (рис. 131) с одной параллелью уста-
новлен на паровозах средней мощности. Корпус ползуна 3 пред-
ставляет собой стальную отливку. В верхней части его установле-
ны нижний 4 и верхний 7 вкладыши, изготовленные из сплава
ЦАМ или стальные, армированные сплавом ЦАМ. Раньше вкла-
дыши 4 и 7 имели продольные и торцовые буртики. Однако из-за
быстрого износа и излома этих буртиков они были отме-
нены и вместо них введены боковые вкладыши и торцовые упоры.
Боковые стальные вкладыши 5 укреплены к стенкам ползуна
болтами с потайной головкой и прилегают к боковым плоскостям
параллели.
182
Вплотную к верхнему вкла-
дышу поставлена крышка 9,
которая болтами 8 прикрепле-
на к корпусу ползуна, удержи-
вая таким образом ползун на
параллели. При помощи бол-
тов с потайной головкой 21
нижний вкладыш прикреплен
к корпусу ползуна, а верхний
болтами 23 — к крышке-
Для удержания верхнего и
нижнего рабочих вкладышей к
корпусу ползуна и к крышке
его с торцов приварены упо-
ры 22. Боковые вкладыши
удерживаются в корпусе тор-
цовыми буртами.
На крышке установлены
две масленки, откуда смазка
через отверстия в крышке и
вкладыше поступает на верх-
нюю-рабочую поверхность параллели и вкладыш/. Из масленки 11
по каналам смазка подается на нижнюю плоскость параллели и
нижний вкладыш 4, а также к передней головке дышла. Во вкла-
дышах сделаны канавки для заполнения смазкой всей поверхно-
сти. Подача смазки к боковым вкладышам производится по труб-
кам, проложенным в боковых выемках параллели.
В передней части корпус ползуна имеет цилиндрическую тум-
бу с конусным отверстием, в которое запрессовывают головку
поршневой скалки. Для укрепления соединения скалки с ползу-
ном в тумбе и конусной головке скалки сделано наклонное от-
верстие, куда забивают клин 12. Отверстие в тумбе и головка
скалки имеют конусность 1:15. Одна сторона клина имеет уклон,
который на большинстве паровозов равен 1:25. Клин 12 забивают
таким образом, чтобы прямая грань его была обращена в сторо-
ну цилиндра и упиралась в торцовые скругления отверстий в тум-
бе ползуна. Противоположная, т. е. наклонная, грань клина в это
время войдет в соприкосновение с наклонной стенкой отверстия
в головке скалки и по мере забивания клина головки будет затя-
гиваться в конусное отверстие тумбы.
В средней части корпуса ползуна (в его щеках) сделаны от-
верстия, куда вставлен валик 1, соединяющий ползун с передней
головкой поршневого дышла, которая заводится между щеками
ползуна. На паровозах СО, Э, Су, ФД и др. принят унифициро-
ванный валик ползуна.
Двухконусный валик 1 в наружной щеке ползуна центриру-
ется конусной разрезной втулкой 17, которая прижата планкой
15, шпильками 15 и гайками. Валик 1 имеет центральное отвер-
183
Рис. 131. Ползун паровозов Эм и СО:
/ — валик; 2 — шпоика; 3— корпус ползуна; 4 — нижний вкладыш; 5 — боковые вкладыши; 6,21 и 23 — болты с потайной головкой:
7 — верхний вкладыш; 8 — болт для укрепления крышки; 9 —крышка; 10, 11, /4 — масленки; 12 — клин; 13 — штуцер; 15 — шпилька;
— нажимная планка; 17 — конусная втулка; 18 — хвостовик; 19 — поводок; 20 — тяга маятника; 22 — упор
стие, куда через масленку 14 и штуцер 13 запрессовывают твер-
дую смазку. Два радиальных отверстия дают смазке выход на на-
ружную поверхность валика. Для удержания валика от враще-
ния ставят шпонку 2. Для прикрепления к ползуну тяги маятни-
ка 20 заодно с корпусом ползуна отлиты хвостовики 18, в про-
ушины которых вставлен поводок 19.
Двухплоскостной симметричный ползун паровоза серии О имеет
стальной литой корпус, к которому потайными винтами и болтами
прикреплены два, изготовленных из сплава ЦАМ, вкладыша, кото-
рыми ползун скользит по параллелям. Тумба ползуна соединена со
скалкой при помощи клина. Ползун имеет унифицированный ва-
лик, который конусом входит во внутреннюю щеку ползуна; на на-
ружный конус валика поставлена разрезная втулка, входящая в
наружную щеку ползуна и прижимаемая планкой. На наружной
стенке ползуна при помощи шпилек укреплен отъемный поводок
маятника. Для смазывания нижнего вкладыша ползун имеет
масленки. Верхний вкладыш смазывается из масленок, укреплен-
ных на балке верхней параллели.
Двухплоскостной ползун с двумя параллелями паровоза Ем
(рис. 132) имеет бронзовый или стальной армированный башмак,
который установлен между параллелями и соединен болтами со
Рис. 132. Ползун и параллели паровоза Ем
185
щеками ползуна. Как видно из рис. 132, нижняя параллель охва-
тывается ползуном и имеет три рабочие поверхности; верхнюю,
и две боковые. Верхняя параллель имеет только одну рабочую
поверхность — нижнюю.
На более мощных паровозах, где от поршня через ползун и
ведущее дышло на палец кривошипа передается большое уси-
лие, установлены многоплоскостные ползуны. Стальной корпус
многоплоскостного ползуна паровоза ФД в верхней части имеет
выфрезерованные рабочие поверхности, которыми ползун опирается
на соответствующие плоскости параллели. Рабочие поверхности
ползуна армировались латунью Л62 и заливались баббитом марки
Б16. Однако сейчас заливку ползуна производят менее дефицитным
и более дешевым антифрикционным сплавом ЦАМ 9-1,5. Основные
элементы этого сплава: алюминий—8,0—11%; медь—1,0—2,0%;
магний —0,03—0,06 %; цинк — остальное.
Преимуществом такого ползуна является небольшое удель-
ное давление в месте соприкосновения плоскостей ползуна и па-
раллели, сравнительно небольшой вес, а также то, что внутрен-
ние рабочие поверхности ползуна лучше защищены от пыли и гря-
зи. Однако обработка рабочих плоскостей ползуна и парал-
лели представляет довольно сложную операцию.
Наружный конец валика, соединяющего ползун с шатуном, за-
канчивается цапфой, на которую надевают тягу маятника. Ради-
альные смазочные отверстия просверлены в валике как в месте
посадки головки ведущего дышла, так и в цапфе для тяги маят-
ника. На внутренних поверхностях щек ползуна поставлены
стальные армированные латунью шайбы, которые предохраняют
стальные поверхности передней головки дышла от износа.
Ползун паровозов Л и ЛВ (рис. 133) представляет собой мас-
сивную стальную отливку, верхняя часть которой имеет в попереч-
ном сечении Г-образную форму. Эта часть ползуна при монтаже
входит в соответствующий по форме паз параллели. Поверх-
ности этой части ползуна заливались слоем баббита Б16 толщи-
ной 3 мм. Вместо баббита введена заливка антифрикционным
цинковым сплавом ЦАМ 9-1,5. -Для лучшего удержания заливки
в полках ползуна сделаны сверления, которые заполняют сплавом.
Заливку ползуна сплавом ЦАМ 9-1,5 обычно производят с так
называемым металлургическим способом крепления. После соот-
ветствующей очистки и подготовки полки ползуна погружают в
ванну с расплавленным цинком с температурой 500—550°С и та-
ким образом оцинковывают поверхности полок. После оцинковы-
вания при помощи предварительно подогретой формы ползун зали-
вают сплавом, нагретым до температуры 450—480°С.
Корпус ползуна 1 соединен со скалкой поршня клином 5.
С поршневым дышлом ползун соединен валиком 7. Во внутренней
стенке ползуна валик имеет конусную посадку, а с наружной сто-
роны закреплен конусной разрезной втулкой 4, корончатой гай-
кой 6 и штифтом 11. Однако при ремонте заводской валик заме-
няют унифицированным, изображенным на рис. 131.
186
Рис. 133. Ползун паровоза ЛВ:
1— корпус ползуна; 2 — предохранительная шайба; 3 — приставочное кольцо; 4—ко-
нусная втулка; 5 — клин; 6 — корончатая гайка; 7 — валик; 8— штуцер; 9 — маслен-
ка; 10— защитная шайба; // — штифт, /2 — игольчатый подшипник; 13 — палец по-
водка; 14— пробка
Соединение ползуна с передней головкой шатуна осуществле-
но при помощи игольчатого подшипника 12. Внутреннее кольцо
подшипника запрессовано на валик 7, наружное — в головку дыш-
ла. Поперечное перемещение подшипника ограничивается боко-
выми приставочными кольцами 3. Между внутренними стенками
ползуна и головкой шатуна поставлены армированные шайбы 2,
предохраняющие эти детали от трения. Со стороны головки
дышла эти шайбы имеют латунную наплавку толщиной
2 мм.
Валик ползуна сделан полым, что облегчает его, а образовав-
шуюся полость используют для заполнения смазкой. С внутрен-
ней стороны эта полость закрыта пробкой 14, которая удержива-
ется пружинным кольцом. С наружной стороны в валик завинчен
штуцер 8 с масленкой 9 для твердой смазки и приварной шай-
бой 10, предотвращающей попадание грязи в полость валика.
Для подачи смазки к игольчатому подшипнику в валике 7 и внут-
реннем кольце подшипника просверлены радиальные отверстия.
Прилив нижней части ползуна имеет конусное отверстие, в кото-
рое вставлен палец 13 поводка маятника.
Ползун паровоза П36 по своим конструктивным формам мало
отличается от ползуна паровозов Л и ЛВ. Однако у ползуна па-
ровоза П36 верхние рабочие плоскости выполнены в виде отъем-
ной поползушки, которая присоединяется к корпусу шестью ко-
ническими болтами (см. рис. 137). Для прочности соединения
в корпусе сделан паз в виде ласточкина хвоста, куда входит со-
ответствующей формы хвостовик поползушки.
187
Рис. 134. Игольчатый подшипник:
1 — внутреннее кольцо; 2 — иглы; 3—наруж-
ное кольцо; 4—промежуточное кольцо; 5— бо-
ковые кольца
Такая конструкция дает
возможность отнимать попол-
зушку для ремонта, не снимая
всего ползуна. Трущиеся по-
верхности поползушки залива-
ют антифрикционным сплавом
ЦАМ 9-1,5, обеспечивающим
высокую износоустойчивость.
В отличие от паровозов Л и
ЛВ соединение пальца с тягой
поводка маятника на паровозе
П36 осуществлено при помощи
двух однорядных игольчатых
подшипников, внутренние коль-
ца которых посажены на цап-
фу пальца, а наружные — в го-
ловку тяги.
Игольчатый двухрядный под-
шипник № 884724 для соедине-
ния ползуна с шатуном (рис.
134) имеет внутреннее кольцо
1, которое надевают на валик
ползуна после подогрева в мас-
ле до температуры 100°С с
натягом 0,03—0,04 мм, иглы 2 диаметром 5 мм и длиной 50 мм
(182 шт.), наружное кольцо 3, запрессованное в головку шатуна,
промежуточное кольцо 4, установленное между рядами иголок, и
боковые приставочные кольца 5, удерживающие иголки в корпусе
подшипника. Иглы подшипника изготовлены из стали марки ШХ6,
остальные детали — из стали марки ШХ15. Все детали подшипника
закалены.
Корпус ползуна отлит из стали марки 25ЛШ или 25ЛИ, ва-
лик ползуна и палец поводка изготовлены из стали марки 40 или
40У, такие детали, как клин, конусная втулка и гайка валика,—
из стали марки Ст5.
$ 72. ПАРАЛЛЕЛИ
Параллель паровозов Э, СО, ТЭ, Еа и др. представляет собой
балку прямоугольного или двутаврового сечения (рис. 135). Пе-
редним уширенным 'концом параллель опирается на прилив 1,
сделанный в задней цилиндровой крышке, и прикреплена к нему
двумя болтами 2. Задним концом она прикреплена двумя
болтами 3 к кронштейну 4, установленному на параллельной раме.
Среднюю рабочую часть параллели шлифуют, остальную обра-
батывают более грубо. При установке на ползуне боковых вкла-
дышей (см. § 71) выемки в нерабочей части параллели заделы-
вают приваркой наделков и производят чистовую обработку бо-
ковых поверхностей. Кроме того, на параллели устанавливают
188
Рис. 135. Параллель паровоза СО:
1—'Прилив цилиндровой крышки; 2, 3 — болты; 4 — кронштейн; 5 — прокладки
масленку, от которой проводят трубки на боковые плоскости па-
раллели или подводят смазку от централизованной системы.
В месте крепления параллели к цилиндровой крышке и к крон-
штейну ставят набор сменных прокладок 5 толщиной от 0,2 до
1 мм. Чтобы дать возможность параллели при нагревании удли-
няться, отверстия в заднем конце делают овальными.
При двухплоскостном симметричном ползуне с каждой сторо-
ны паровоза ставят по две параллели. На паровозе Су установ-
лены специальные балки, к которым прикрепляют болтами соб-
ственно параллели (см. рис. 165).
Многоплоскостная параллель паровоза ФД состоит из двух
половин, которые соединены между собой десятью болтами.
В каждой половине профрезерованы и отшлифованы два паза, об-
разующих рабочие плоскости параллели. По этим плоскостям
скользят рабочие плоскости ползуна. Передним концом при помо-
щи двух болтов параллель прикреплена к приливу передней ци-
линдровой крышки, а задним — также двумя болтами к парал-
лельной раме.
Смазывание рабочих плоскостей параллели осуществляется от
фитильной масленки, установленной на параллели, а также от
пресс-масленки. Для подвода смазки от пресс-масленки посере-
дине параллели сделано вертикальное отверстие, от которого
идут наклонные каналы на каждую ее половину, кроме того, про-
сверлены смазочные отверстия в полках параллели.
В многоплоскостной параллели за счет увеличения числа
плоскостей увеличена поверхность трения и, следовательно, умень-
шено удельное давление. Это позволило применить взамен брон-
зовых вкладышей более мягкую заливку ползуна и снизить из-
нос параллелей по сравнению с другими типами.
Параллель паровоза Л (рис. 136) изготовлена цельной и в от-
личие от параллели паровозов ФД имеет один профрезерованный
паз. До последнего времени параллель паровоза Л сзади жестко
прикрепляли болтами к кулисному кронштейну (прикрепленному к
параллельной раме), а впереди при помощи скобы крепили к
приливу задней цилиндровой крышки таким образом, чтобы она
189
Рнс. 136. Параллель паровоза Л
могла скользить в скобе. При такой конструкции наблюдалась
выработка параллели в передней части, в ней появлялись тоещи-
ны, а также часто обрывались болты.
На паровозах Л, построенных начиная со второй половины
1952 г., передний конец параллели (см. рис. 136) прикреплен к ци-
линдровой крышке неподвижно тремя болтами диаметром 38 мм.
Задний конец имеет овальные отверстия и укреплен двумя болта-
ми диаметром 45 jhjw. Смазывание производят из фитильной мас-
ленки, приваренной к параллели, и от пресс-масленки.
Параллель паровоза
Л В по конструкции ана-
логична параллели паро-
воза Л, однако она сдела-
на разъемной и состоит из
частей, соединенных во-
семью болтами. Это соз-
дает удобства при ремон-
те параллели. Параллели
паровозов Л и ЛВ в на-
стоящее время унифици-
рованы и изготовляют
разъемными.
Параллель 2 паровоза
П36 (рис. 137) в сечении
имеет такую же форму,
как и параллель парово-
за Л. Она изготовлена не
Рис. 1'37. Параллель и ползун паровоза
П36:
/ — параллельная рама; 2 — параллель;
3 — ползун
190
цельной, а из трех частей (среднего бруса и двух боковых щек), со-
единенных восемью болтами. Средний ярус параллели подвергают
электрозакалке. Укрепляют параллель своей средней частью толь-
ко к параллельной раме (балке), установленной на главной раме
паровоза, и не имеет связи ни с задней цилиндровой крышкой, ни
с кулисным кронштейном. Это позволяет легко снимать заднюю
цилиндровую крышку без разборки параллели.
Одним из преимуществ конструкции многоплоскостной па-
раллели является то, что ползун после отсоединения от ведуще-
го дышла и поршня может быть сдвинут назад и снят с парал-
лели без ее разборки. Длина поршневых скалок паровозов Л,
ЛВ последних выпусков позволяет при снятой передней крышке
цилиндра и разъединении ползуна с дышлом выдвинуть поршень из
цилиндра без разборки соединения скалки с ползуном. Это зна-
чительно облегчает осмотр и смену поршневых колец.
Параллели устанавливают строго параллельно оси цилиндров;
продольные оси их должны лежать в вертикальной плоскости
осей цилиндров. Регулирование установки параллелей произво-
дят добавлением или удалением сменных прокладок в местах
укрепления параллелей. Изготовлены параллели из стали марки
40, 35 или Ст5.
В процессе работы паровоза вследствие трения в рабочих
плоскостях вкладыши или заливка ползуна и параллель изна-
шиваются и зазор между ползуном и параллелью постепенно
увеличивается. Увеличение этого зазора допускается до опреде-
ленных пределов. Уменьшение зазора производят при двухпа-
раллельном ползуне добавлением прокладок в местах крепле-
ния параллелей, при однопараллельном ползуне установкой про-
кладок под вкладыши ползуна, при многоплоскостном ползуне
перезаливкой сплава на рабочих поверхностях ползуна.
Сила, возникающая от давления пара на поршень и дейст-
вующая по скалке, по закону механики разлагается на две: на-
правленную вдоль ведущего дышла и вертикальную, которая
прижимает ползун к параллели. При переднем ходе паровоза
вертикальная сила будет направлена вверх и в однопараллель-
пом ползуне будет прижимать нижний вкладыш к нижней ра-
бочей плоскости параллели. При работе паровоза на задний
ход наблюдается обратное: вертикальная сила будет направле-
на вниз и к параллели будет прижиматься верхний вкладыш.
§ 73. ВЕДУЩИЕ ДЫШЛА
Ведущее (поршневое) дышло передает усилие от поршня на
палец кривошипа ведущего колеса и таким образом сообщает
ему вращательное движение. От ведущего колеса это усилие
распределяется по остальным движущим колесам через сцепные
дышла.
Общий вид дышлового механизма на паровозе Ем представ-
аен на рис. 138. Ведущее дышло состоит из штанги двутаврового
191
Рис. 138. Общий вид дышлового механизма паровоза Ем:
1 — ведущее дышло; 2 — переднее сцепное дышло; 3 — среднее переднее сцепное
(центровое) дышло; 4— среднее сцепное дышло; 5 — заднее сцепное дышло
сечения, передней головки, соединяемой с ползуном, и зад-
ней головки, которая соединена с пальцем кривошипа колеса.
До недавнего времени задняя головка поршневого дышла у
паровозов малой и средней мощности имела так называемый
клиновой подшипник. Такой подшипник имели паровозы Э в/и,_
Е в/и, кроме Ем, Су, часть паровозов СО и др.
Задняя головка с таким клиновым подшипником имеет фор-
му прямоугольной рамки, которая с одной стороны не замкну-
та. В рамке головки плотно установлен бронзовый разъемный
подшипник, состоящий из двух половинок: лобовой и клиновой.
На внутренней поверхности подшипника сделаны колодцы для
баббитовой заливки. На концы головки надевают скобу и при-
жимают ее вплотную к подшипнику. Затем забивают клин, ко-
торый нажимает на скобу и удерживает обе половинки подшип-
ника с необходимой плотностью па шейке пальца кривошипа.
Для удержания клина скоба имеет пряжку с прорезью. Через
отверстия в клине и прорезь в пряжке пропускают два болта
и закрепляют их гайками. От перемещения в поперечном нап-
равлении подшипник удерживается своими бортами.
Для подачи смазки к подшипнику в верхней части задней
головки дышла выфрезерована, а на некоторых паровозах при-
варена масленка. В масленке имеется отверстие с ввернутой
трубкой, в которую вставляют фитиль. Отверстие просверлено
и в подшипнике. Масленка закрыта приварной крышкой с от-
верстием и пробкой для наполнения масленки смазкой. Под-
шипники изготовляют из бронзы марки ОЦС 5-5-5 и заливают
баббитом марки БК.
В отверстии передней головки этого дышла установлен брон-
зовый разъемный подшипник, состоящий из двух половинок и
клина. Через дышло и клин пропущен натяжной (регулировоч-
ный) болт, которым производят перемещение клина и регули-
ровку затяжки подшипника на валике ползуна. Чтобы предот-
492
вратить самопроизвольное отвертывание болта, на головку его
надета замочная планка. Подшипник передней головки выпол-
нен без баббитовой заливки.
Смазывание подшипника и валика производят через отвер-
стие, сделанное в головке дышла и подшипнике. При установке
унифицированного валика это отверстие не делают.
На некоторых паровозах (СО, Еа, ТЭ) применена закрытая
(замкнутая) задняя головка ведущего дышла с клиновым под-
шипником, которая отличается большей прочностью, чем откры-
тая головка. В результате проведенного усовершенствования и
унификации задняя головка ведущих дышел паровозов Э в/и,
СО, Еа Су и др. переделана на круглую головку с плавающей
втулкой (подшипником), а в передней головке вместо разъемно-
ю подшипника поставлена круглая втулка.
На рис. 139 показано ведущее дышло паровоза Еа. Штан-
га дышла 1 двутаврового сечения. В заднюю круглую голов-
ку дышла, надеваемую на палец ведущей осп, запрессована
стальная втулка 2, предохраняющая дышло от износа, а в нее
вставлена плавающая втулка 3, которая изготовлена из сплава
ЦАМ 9-1,5. В плавающей втулке просверлены смазочные отвер-
стия диаметром 6 мм в количестве 53 шт., которые расположе-
ны по двухзаходной винтовой линии в шахматном порядке.
Втулка 4 передней головки дышла, соединяемой с ползуном,
МО
Рис. 139. Ведущее дышло паровоза Еа;
/—дышло; 2 — втулка; 3 —плавающая втулка; 4 — втулка; S — штифт; 6 — масленка
7-9059
193
Рис. 14-0. Задние головки ведущего и центрово-
го дышел паровозов Л н ЛВ:
1 — плавающие втулки; 2 — масленки; 3 — палец
кривошипа; 4 — заглушка камеры пальца; 5 — за-
прессованные втулки
изготовлена из бронзы и
запрессована в головку, а
затем развальцована.
Твердую смазку к тру-
щейся поверхности плава-
ющей втулки- задней го--
ловки запрессовывают че-
рез штифт 5 и масленку б.
Штифт 5 также удержи-
вает втулку 2 от провора-
чивания. Смазка к втул-
ке 4 подается через валик
ползуна.
Круглая задняя голов-
ка с плавающей втулкрй
и передняя с круглой за-
прессованной втулкой ус-
тановлены также на веду-
щих дышлах паровозов
Ем, СО, Л, ЛВ, ФД, П36.
При движении паро-
воза плавающая втулка может проворачиваться как на шейке
пальца, так и в стальной запрессованной втулке, что обеспечивает
равномерный износ ее по всей поверхности трения и больший срок
службы. Задняя круглая головка ведущего дышла с плавающей
втулкой отличается простотой конструкции, меньшим весом и из-
бавляет паровозную бригаду от частой регулировки подшипников.
На ряде паровозов (Ем, Л, ЛВ, П36) смазывание втулок
(подшипников) дышлового механизма производят через пальцы
кривошипов, подобно тому, как это сделано в валике ползуна.
При такой системе смазки головки дышел получают чрезвычай-
но простую форму и отпадает необходимость в устройстве на них
масленок и сверловке отверстии,
Рис. 141. Передняя головка ведущего
дышла паровоза Л:
1 — стальная втулка; 2 — наружное кольцо;
3 — промежуточное кольцо; 4 — иглы подшип-
ника
что повышает прочность дышел.
Палец кривошипа 3 (рис.
140) вёдущего колеса внутри
имеет камеру, разделенную
перегородкой на две части. Че-
рез одну масленку 2 твердую
смазку запрессовывают в пра-
вую (на рисунке) камеру паль-
ца; по радиальному смазочно-
му каналу она подается на
шейку и плавающую втулку
ведущего дышла. Смазка, за-
прессованная через другую ма-
сленку 2 попадает во вторую
камеру и оттуда — на шейку и
плавающую втулку.
194
В отличие от других паровозов передняя головка ведущего
дышла паровозов Л и Л В имеет игольчатый подшипник. В го-
ловку дышла запрессована стальная втулка 1 (рис. 141) и в ней
уложены в два ряда иглы 4 подшипника. Между рядами игл
поставлено промежуточное кольцо 3, а снаружи они удержива-
ются кольцами 2.
Игольчатый подшипник увеличивает срок службы этого сое-
динения и не требует регулировки, как это имеет место при
разъемном подшипнике. Вместе с тем такая конструкция дышла
с двумя нерегулируемыми головками требует особенно точной
сборки всего движущего и дышлового механизма.
Оригинальное устройство имеет ведущее дышло паровоза
П36 (рис. 142). Задняя головка этого дышла оборудована ра-
диальным сферическим двухрядным подшипником, который поз-
воляет компенсировать все перекосы и перемещения, возникаю-
щие при работе паровоза. Ведущее дышло этого паровоза изготов-
лено из качественной углеродистой стали марки 35. Штанга
дышла имеет двутавровое сечение.
В заднюю головку дышла 2 запрессована стальная переход-
ная втулка толщиной 5 мм, которая необходима при ремонте
дышла. В эту втулку запрессовано наружное кольцо 6 подшип-
ника, в котором уложены ролики 5. Внутреннее кольцо 3 под-
шипника укреплено на шейке ведущего пальца при помощи ко-
нусной разрезной втулки 10.
Рис. 142. Ведущее дышло паровоза ПЭ6:
/ - внутренняя крышка; 2 — дышло; 3 — внутреннее кольцо подшипника; 4—упорная шай-
ба, 5 —ролики; 6 — наружное кольцо подшипника; 7 — наружная крышка; 8—-выжимная
шайба; 9 — регулирующее кольцо; 10 — конусная втулка; // — уплотнение; 12— болт
7Ф
195
Подшипник закрыт с внутренней стороны крышкой 1 и упор-
ной шайбой 4, а с наружной стороны — крышкой 7 и выжимной
шайбой 8. Крышки надевают на выступающие борты головки
дышла и укрепляют к пей восемью болтами 12. Сферические
поверхности шайб 4 и 8 имеют латунную наплавку и пазы для
закладки уплотнения 11. Для удержания конусной втулки 10
служит проставочное регулирующее кольцо 9. Передняя голов-
ка дышла, так же как и у паровозов Л и ЛВ, оборудована
двухрядным игольчатым подшипником.
Дышла изготовляют поковкой из стали марки Ст5 (кроме
паровоза П36). Стальные запрессованные втулки изготовляют
из стали марок: Ст5 и 45, плавающие втулки — из сплав»
ЦАМ 9-1,5, втулки передней головки — из бронзы марки ОЦСН
3-7-5-1.
§ 74. СЦЕПНЫЕ ДЫШЛА И ИХ СОЕДИНЕНИЯ
Сцепные дышла. На паровозах с пятью спаренными осями
(см. рис. 138) с каждой стороны расположено четыре сцепных
дышла: переднее, среднее переднее (центровое), среднее и зад-
нее; при четырех спаренных осях — три сцепных дышла: перед-
нее, среднее (центровое) и заднее.
Паровозы первых выпусков имеют сцепные дышла с разъем-
ными (клиновыми) подшипниками. На паровозах последней по-
стройки установлены неразъемные втулочные подшипники или
подшипники с плавающими втулками. На паровозах Эм под-
шипник пальца ведущей оси (центрового дышла) сохранился
разъемным, с клиньями (рис. 143). Задняя головка, соединяе-
мая с пальцем ведущей оси, имеет форму прямоугольной рам-
ки. В головке установлен бронзовый разъемный подшипник 5,
состоящий из двух половинок и имеющий баббитовую заливку.
Подшипник укреплен на шейке пальца и в рамке головки при
помощи двух вкладышей 4 и двух клиньев 1. После того как
плотность посадки подшипника на шейке отрегулирована и
клинья забиты, их прикрепляют к головке болтами 2.
В верхней части головки расположена фитильная масленка,
Которая сверху закрыта крышкой с отверстием для заливки
смазки. Сзади головка имеет хвостовик, которым центровое
Рис. 143. Центровое дышло паровоза Эм;
1__клинья; 2 — болты; 3 — дышло; 4— вкладыш; 5—разъемный подшипник; 6 — вту-
лочный подшипник; 7 — болт
196
ияшло соединено со средним
ияшлом. Штанга центрового
чышла паровоза Эм имеет пря-
моугольное или двутавровое
сечение, однако на большинст-
ве паровозов она прямоуголь-
ного сечения.
Передняя головка центрово-
го дышла, соединяемая с паль-
цем второй сцепной оси, имеет
круглую форму и в нее запрес-
сована втулка 6, называемая
втулочным подшипником, втул-
ка имеет борт, предназначен-
ный для упора в головку дыш-
ла при запрессовке. Дополни-
тельно подшипник прикреплен
к дышлу болтом 7. Такие под-
шипники изготовляют из спла-
ва ЦАМ 9-1,5 со стальным кар-
касом. Головка дышла имеет
сверху масленку, а впереди
хвостовик для соединения с пе-
редним дышлом.
При втулочных подшипни-
ках нет надобности произво-
дить их регулировку и крепле-
ние, что является преимуще-
ством перед клиновыми под-
шипниками. Однако нужно
следить, чтобы износ втулок не
превышал установленные нор-
мы, иначе появляется стук в
дышловом механизме, особен-
но когда паровоз движется без
пара. Разъемные подшипники
изготовляют из бронзы.
На паровозах Еа клиновой
подшипник центровой шейки
заменен плавающей втулкой и
вместо рамочного дышла по-
ставлено дышло с круглой го-
ловкой под втулку. Плаваю-
щие втулки поставлены также
п.1 шейках сцепных осей. В
дышлах улучшенной конструк-
ции паровозов Эм, Эр введены
плавающие втулки центровой
шейки ведущей оси.
Рис 144 Переднее сцепное дышло
Рис. 145. Втулочный подшипник паро-
воза Еа:
1 — каркас; 2 — заливка
197
Рис. 146. Головка заднего сцепного
дышла паровоза Л:
7 — палец кривошипа; 2 — заглушка;
3 — масленка; 4 — плавающая втулка;
5 — шайба; 6 -- запрессованная втулка
тыре радиальных сверления каждое
Переднее сцепное
дышло паровоза Э (рис.
144) имеет на конце вил-
ку для соединения с хво-
стовиком центрового ды-
шла. Головка, так же как
и в остальных дышлах,
имеет запрессованный
втулочный подшипник.
Втулочный подшипник
сцепных дышел паровоза
серии Еа (рис. 145), по-
добно другим паровозам,
представляет собой сталь-
ной литой каркас (сталь
марки 20ЛП), армиро-
ванный сплавом ЦАМ
9-1,5. Для подачи смазки
на наружной поверхности
подшипника сделана
кольцевая проточка и че-
диаметром 10 мм.
Недостатком неподвижных втулочных подшипников являет-
ся неравномерный износ их поверхности трения. Увеличенный из-
нос происходит по продольной оси дышла. Этот недостаток уст-
раняется применением плавающих втулок, поэтому на ряде па-
ровозов в сцепных дышлах ставят плавающие втулки.
Центровые дышла паровозов Л, ЛВ, Ем, СО имеют круглую
заднюю головку цод палец ведущей оси. Все сцепные дышла
этих паровозов оборудованы плавающими втулками с подачей
смазки через пальцы кривошипов (рис. 146).
В пальце 1 просверлен канал для помещения смазки, за-
крытый с внутренней стороны заглушкой 2. Для запрессовки
смазки в пальце и ступице колеса просверлено отверстие, в ко-
торое поставлена масленка 3. Подача смазки на шейку пальца
и плавающую втулку 4 производится через два радиальных от-
верстия, просверленных посередине шейки. Снаружи плавающая
втулка и головка дышла удерживаются шайбой 5, укрепляемой
гайкой.
Масленка 3 для запрессовки твердой смазки имеет корпус, в
котором установлены пробка и пружина, прижимающая клапан
к верхней притирочной поверхности. Вверху у корпуса сделан
кольцевой бортик, на который надевают головку ручного пресса.
При запрессовке клапан и пружина отжимаются и образуется
отверстие для прохода смазки.
Плавающие втулки сцепных пальцев и центрового подшип-
ника изготовляют из антифрикционного сплава на цинковой ос-
нове марки ЦАМ 9-1,5 (ГОСТ 7117—62).
198
Рис. 147. Плавающая втулка паровозов Л и ЛВ:
/ — каркас; 2— цинковый сплав
Плавающая втулка (рис. 147) имеет стальной каркас 1, ко-
торый армируется цинковым сплавом 2. По всей поверхности
втулки просверлены смазочные отверстия диаметром 6 мм. Ко-
личество отверстий в плавающей втулке сцепного пальца, на-
пример, паровозов Л, ЛВ и СО — 31 шт. Смазочные отверстия
во втулке, как видно из рисунка, просверлены по двухзаходной
винтовой линии в шахматном порядке с шагом 52 мм.
Соединение стального каркаса 1 плавающей втулки с арми-
ровкой из цинкового сплава производится металлургическим
способом: предварительно выполняют горячее оцинкование кар-
каса, а затем заливают цинковым сплавом. Перед оцинковани-
ем каркаса, которое необходимо для лучшего сцепления сплава
со стальной поверхностью, его подвергают обработке: обезжи-
риванию, промывке в горячей, а затем в проточной воде, трав-
лению, промывке в проточной воде, покрытию флюсом и под-
сушке флюса. Оцинкование производят в жидком цинке, рас-
плавленном в ванне, помещенной в электропечь. Для оцинко-
вания применяют цинк марок Щ и Ц2. Температура цинка в
ванне должна быть — 430—460°С.
Стальной каркас, покрытый флюсом и подогретый до темпе-
ратуры 100—120°С, опускают в оцинкованную ванну. После вы-
равнивания температуры ванны и детали, удаления с поверхно-
сти всплывшего флюса оцинкованный каркас вынимают, встря-
хивают для удаления излишнего цинка и быстро переносят в
предварительно подогретую до температуры 200—250°С форму.
Установку оцинкованного каркаса в форму выполняют быстро,
чтобы при заливке сплавом слой цинка был еще в жидком со-
стоянии. Каркас заливают цинковым сплавом, расплавленным
в тигле и нагретым до температуры 450—480°С.
В отличие от других паровозов передняя головка центрового
дышла (ведущего пальца) паровоза П36 оборудована двумя
роликоподшипниками с цилиндрическими роликами (рис. 148).
В дышле /, изготовленном из качественной стали марки 35, на
тугой посадке установлены роликовые подшипники 3, закрытые с
199
JIeSos дышло 6 Ь в
Рис. 148. Центровое дышло паровоза П36:
1 — дышло; 2 — регулировочное кольцо наружное; 3 — роликовый подшипник; 4 — упорные
шайбы; 5 — уплотнение; 6 — крышки; 7 — укрепляющий болт; 8 — регулировочное кольцо
внутреннее
внутренней и наружной стороны крышками 6 и упорными шай-
бами 4. Имеются регулировочные кольца: наружное 2 и внут-
реннее 8. Между крышками и упорными шайбами поставлено
уплотнение 5. Крышки укреплены болтами 7.
Малая головка дышла, надеваемая на палец третьей сцеп-
ной оси, имеет стальную запрессованную и плавающую втулки.
Подача смазки к подшипникам сцепных дышел осуществляется
через пальцы кривошипов.
Соединения сцепных дышел. Сцепные дышла соединяют
между собой при помощи шарнирных валиков. Для соединения
на концах соседних дышел сделаны, хвостовик и вилка. На ма-
ломощных паровозах для соединения дышел применяли вали-
ки, укрепляемые в дышле при помощи штифта или навернутой
гайки. Недостатком таких валиков является невозможность уст-
ранения слабины в сочленении, возникающей в результате изно-
са при эксплуатации.
Сейчас на всех паровозах устанавливают шарнирные валики
дышел с плавающей втулкой (рис. 149). Валик 1 имеет конус-
ную часть, которая входит в отверстие щеки вилки дышла. Ци-
линдрическая рабочая часть валика по длине равна ширине про-
ушины вилки. Вторая цилиндрическая часть валика меньшего
диаметра расположена в другой щеке вилки. Между валиком и
вилкой в этой щеке вставлено конусное разрезное кольцо 5.
При затягивании корончатой гайки 7 конусная часть валика за-
жимается в вилке и одновременно шайба 6 прижимает конусное
.разрезное кольцо. От самоотвинчивания гайку предохраняет
шплинт 8. Таким образом обеспечивается плотная посадка вали-
200
Рис. 149. Валик с плавающей втул-
кой сцепных дышел:
/ — валик; 2 — шпонка; 3 — запрессован
пая стальная втулка, 4 — плавающая втул-
ка, 5 — конусное разрезное кольцо;
6 —< шайба; 7 — гайка; 8 — шплинт
Рис. 150. Валик с внутренней пода-
чей жидкой смазки:
/ — пружинное кольцо; 2 —пробка; 3—вой-
лочная шайба, 4 — шайба; 5 — валик;
6 — клапан; 7 — шплинт; 8—прокладка
ка в вилке дышла. Ослабление валика в процессе эксплуатации
устраняют подтягиванием гайки. В хвостовик дышла запрессо-
вана стальная втулка 3. Между этой втулкой и валиком с не-
большим зазором поставлена плавающая стальная втулка 4 с
отверстиями для прохода смазки. Для того чтобы валик не вра-
щался, поставлена шпонка 2. Применение плавающих втулок в
сочленениях дышел дает равномерную выработку валиков и зна-
чительно увеличивает срок их службы.
Кроме описанных, на паровозах иногда применяют шарнир-
ные валики с шаровой втулкой, которую устанавливают между
валиком и втулкой, запрессованной в хвостовик дышла. Такая
конструкция сочленения дает возможность поворота одного дыш-
ла относительно другого в горизонтальной плоскости. Подобные
валики применены для соединения первого и второго сцепных
дышел паровозов Су. На паровозах Еа и Ем также применены
валики с шаровыми втулками, однако конструкция самого ва-
лика несколько отлична — в нем отсутствует конусное разрез-
ное кольцо.
Валики изготовляют из стали марки Ст. 2 или 10 с после-
дующей цементацией и закалкой. На паровозах Л, ЛВ и П36
валики изготовляют из стали марки 45 с поверхностной закал-
кой токами высокой частоты, которая повышает их износоус-
тойчивость.
Для смазывания шарнирного соединения на хвостовике дыш-
ла установлена масленка. Эта йасленка бывает в виде привар-
ной трубки или образованной в теле дышла камеры. Ряд паро-
возов (Ем, Л, ЛВ, П36) имеет шарнирные соединения, у которых
смазка подается через валик. Шарнирный валик паровоза Ем
имеет центральное сверление, куда запрессовывают полужидкую
смазку через масленку, установленную на наружном торце его.
В валике просверлены три радиальных отверстия под углом 120°,
201
по которым смазка из центральной полости проходит на трущу-
юся поверхность.
У паровозов Л, Л В, П36 шарнирный валик внутри имеет по-
лость, заполняемую жидкой смазкой (рис. 150). С внутреннего
торца валика 5 ввернута пробка 2 с хвостовиком, на который
надета войлочная шайба 3, удерживаемая двумя шайбами 4 и
шплинтом 7. Чтобы пробка самопроизвольно не отвертывалась,
установлено пружинное кольцо 1, а во избежание утечки смазки
поставлена прокладка 8. Снаружи валика под углом ввернут об-
ратный клапан 6, состоящий из шарика, пружины и штуцера
(седла), закрытого изнутри гайкой с отверстием. Смазка, пода-
ваемая' в полость валика через обратный клапан при помощи
ручного насоса, проходит через отверстие в хвостовике пробки,
пропитывает войлочную шайбу и оттуда через три отверстия в
валике поступает к трущимся поверхностям. Запас жидкой
смазки в валике обеспечивает пробег паровоза до
600 км.
При проходе паровоза по кривым участкам пути колесные
пары получают боковое перемещение. Чтобы сцепные дышла не
препятствовали этому перемещению, они должны иметь возмож-
ность поворачиваться в местах сочленения в горизонтальной
плоскости. Это достигается за счет зазора между валиком и
втулкой шарнирного соединения, а также скосов боковых по-
верхностей хвостовика и вилки дышла. Когда валик имеет ша-
ровую втулку, поворот дышел облегчается. На некоторых паро-
возах, например на паровозах Э, СО, пальцы кривошипов дела-
ют удлиненными и при сдвиге дышло не мешает его перемеще-
нию. Дыш-ловые подшипники в этом случае имеют увеличенные
разбеги по шейкам пальцев.
Глава 14
ПАРОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ
§ 75. КУЛИСНЫЙ МЕХАНИЗМ ВАЛЬСХАРТА
Внешний парораспределительный механизм служит для при-
ведения в движение золотника, изменения степени наполнения ци-
линдров паром, т. е. изменения режима работы паровоза, и пере-
мены направления движения его. На первых паровозах применя-
лись двухэксцентриковые кулисные механизмы. На оси колеса
насаживали два эксцентрика, которые соединяли тягами с кули-
сой. В прорезе кулисы помещался кулисный камень, соединенный
через скалку с золотником. Кулису при помощи двух подвесок и
рычага подвешивали на переводном валу, установленном на раме
паровоза. При помощи переводного вала, рычаг от которого вы-
веден в кабину машиниста, кулиса перемещалась в верхнее или
нижнее положение. Один эксцентрик тягой был соединен с верхней
частью кулисы и устанавливал золотник на передний ход парово-
202
hi, а другой соединялся с нижней частью кулисы и устанавливал
юлотник на задний ход паровоза.
На некоторых паровозах был установлен кулисный механизм
Джоя. Перемещение золотника в нем осуществлялось при помощи
системы рычагов, получающих движение одновременно от поршне-
вого дышла и от кулисы. Положение кулисы, которая неподвижно
укреплялась на переводном валу, изменялось при помощи перевод-
ного винта из будки машиниста. Во время движения паровоза ку-
лиса оставалась неподвижной, а кулисный камень, помещенный
между щеками кулисы, все время леремещался по кулисе, совер-
шая за каждый оборот колеса ход вверх и вниз.
Для того чтобы установить парораспределительный механизм
на передний ход, верхнюю часть кулисы наклоняли вперед. При
отклонении верхнего конца кулисы назад паровоз будет двигаться
в обратном направлении. Степень наполнения цилиндров регулиро-
валась величиной наклона кулисы.
На современных паровозах установлен наиболее совершенный
кулисный механизм Вальсхарта (рис. 151). Кулиса 1 описана ра-
диусом, равным длине золотниковой тяги 4. В кулисе помещен
кулисный камень, который шарнирно соединен с золотниковой тя-
юй. Нижний хвостовик кулисы при помощи кулисной тяги 9, назы-
ваемой также эксцентриковой тягой, соединен с контркривошипом
(кулисным кривошипом) 11, насаженным на палец кривошипа 10 и
выполняющим роль эксцентрика. При вращении ведущей колесной
пары и вместе с ней контркривошипа происходит качание кулисы
на цапфах вокруг ее центра.
Золотниковая тяга соединена с верхним концом маятника 5, ко-
торый в свою очередь соединен с золотниковой скалкой 6. Нижний
конец маятника при помощи тяги 7 соединен с поводком маятника
8, прикрепленным к ползуну, от которого маятник также получает
движение. Золотниковая тяга подвеской 3 прикреплена к рычагу
Рис. 151. Схема кулисного механизма Вальсхарта'
I кулиса; 2 — переводной вал, 3 — подвеска; 4 — золотниковая тяга, 5 — маятник
6 — золотниковая скалка, 7 — тяга маятника, 8 — поводок маятника, 9 —кулисная тяга
10 — кривошип, 11 — контркривошип
203
установленного на раме переводного вала 2, другой рычаг которого
соединен с тягой переводного механизма. При помощи перевод-
ного механизма и переводного вала золотниковую тягу и соединен-
ный с ней кулисный камень можно перемещать вдоль кулисы вверх
и вниз.
При качании кулисы, когда камень смещен от ее центра, дви-
жение будет передаваться золотниковой тяге и через маятник и
скалку — золотнику. При этом, чем больше кулисный камень уда-
лен от центра кулисы, тем больший размах он будет совершать,
тем больший ход получат золотниковая тяга и золотник. Когда ку-
лисный камень будет в центре кулисы, золотниковая тяга не будет
иметь перемещения. Главный кривошип и контркривошип должны
быть расположены на ведущем колесе так, чтобы при крайнем по-
ложении кривошипа и поршня кулиса занимала среднее положение.
В этом положении перемещение кулисного камня не должно давать
сдвига тяги и золотника.
В изображенной на рис. 151 схеме кулисного механизма при
ходе паровоза вперед контркривошип отстает от главного криво-
шипа и движется позади него, что обусловлено золотником с внут-
ренним впуском пара. Для установки механизма на передний ход
кулисный камень опускают вниз от центра, а для установки на
задний ход — поднимают вверх. Таким образом при помощи кули-
сы регулируют величину хода золотника и степень наполнения ци-
линдров паром (отсечку), а также изменяют направление движе-
ния паровоза.
Но, кроме кулисы, движение золотнику сообщает также ползун.
Когда кривошип й поршень находятся в своем крайнем положении,
а кулиса в среднем, не будет движения золотниковой тяги и золот-
ника от кулисы. Однако, как уже известно из предыдущего описа-
ния устройства паровой машины, золотник в это время должен
быть сдвинут из своего среднего положения и открывать паро-
впускное окно на величину линейного предварения впуска. Это пе-
ремещение золотник получает от ползуна при помощи маятника.
Следовательно, золотниковая скалка и золотник имеют комбиниро-
ванное движение, которое является результатом сложения на ма-
ятнике движений, получаемых им от контркривошипа через кулису
и от главного кривошипа через ведущее дышло и ползун.
Рассмотрим работу кулисного механизма при различных по-
ложениях главного кривошипа и золотника.
На рис. 152 палец главного кривошипа А расположен на радиу-
се R, ползун П и поршень находятся в крайнем заднем положении.
Палец контркривошипа Б, лежащий на окружности, описанной ра-
диусом г, при этом расположен в нижнем положении.
Точка захвата кулисы В находится выше линии поршневого
дышла АП и в этом случае линия ОБ должна быть перпендику-
лярна линии ОВ, а угол между главным кривошипом ОА и контр-
кривошипом (эксцентриситетом) ОБ будет несколько больше пря-
мого (90°+6) в зависимости от высоты положения точки В. Кули-
са К будет находиться в своем среднем положении, поэтому при
204
Рис. 152. Кулисный механизм при заднем крайнем положении кривошипа
нахождении камня Д внизу или при перемещении его по кулисе
точка Ж соединения золотниковой тяги с маятником не изменит
своего положения.
Если бы золотниковая тяга соединялась непосредственно с зо-
лотниковой скалкой М, то золотник также находился бы в сред-
нем положении. Но благодаря наличию маятника, соединенного с
ползуном, который в данный момент находится в крайнем заднем
положении, золотник сдвинут назад от своего среднего положения
на величину перекрыши впуска е плюс линейное предварение
впуска v. Величина линейного предварения впуска в кулисном ме-
ханизме Вальсхарта является постоянной и не меняется при любой
отсечке. Она зависит исключительно от размера плеч маятника ЖЗ
и ЗИ, которые для данного паровоза неизменны.
При движении паровоза вперед кривошип будет переходить из
крайнего заднего в верхнее положение, а крнтркривошип — пере-
мещаться из нижнего в заднее положение и отклонять нижний ко-
нец кулисы назад. Ввиду того что кулисный камень расположен
внизу кулисы, он будет двигаться вместе с кулисой и перемещать
точки Ж и 3 назад. Одновременно ползун, передвигаясь вперед,
переместит точку 3 относительно точки Ж вперед. Таким образом,
Рис. 153. Кулисный механизм при верхнем положении кривошипа
205
Рис. 154. Кулисный механизм при крайнем переднем положении кривошипа
перемещение точки 3 будет равно разности перемещений, сообщае-
мых ей кулисой и маятником. Но так как величина хода, получае-
мая от кулисы, больше, чем от маятника, то золотник будет дви-
гаться назад к своему крайнему положению.
Когда кривошип А придет в верхнее положение, а контркри-
вошип Б — в заднее, нижний конец кулисы также займет крайнее
заднее положение, максимально отодвинув точку соединения зо-
лотниковой тяги с маятником назад (рис. 153). Однако золотник в
это время уже начнет двигаться вперед, так как контркривошип
при подходе к своему крайнему положению сообщает кулисе незна-
чительное перемещение, тогда как маятник и ползун в среднем по-
ложении имеют максимальную скорость.
В крайнем переднем положении кривошипа А (рис. 154) и верх-
нем положении контркривошипа Б кулиса вновь займет среднее
положение. Маятник сдвинет золотник от его среднего положения
вперед настолько, что переднее паровпускное окно откроется на
величину линейного предварения впуска. Далее, при перемещении
кривошипа в нижнее положение, контркривошип займет крайнее
переднее положение и сдвинет нижнюю часть кулисы вперед
(рис. 155). Золотник в это время в результате перемещений маят-
ника от кулисы и ползуна начнет движение назад, закрывая перед-
нее окно для впуска пара и заднее — для выпуска.
Рис. 155. Кулисный механизм при нижнем положении кривошипа
206
§ 76. КОНСТРУКЦИЯ ДЕТАЛЕЙ КУЛИСНОГО МЕХАНИЗМА
Конструкция деталей кулисного механизма Вальсхарта различ-
ных серий современных паровозов принципиально мало отлична.
На паровозах более ранней постройки применена кулиса так на-
певаемого закрытого типа, у которой с обеих сторон поставлены
специальные щеки, закрывающие всю кулису. Эти щеки по замыс-
лу должны предохранять рабочие плоскости кулисы и кулисный
камень от пыли. Однако на паровозах последней постройки для
уменьшения веса ставят кулисы открытого типа.
Если на старых паровозах контркривошип изготовлен за одно
целое с пальцем кривошипа, то теперь его делают отъемным для
удобства сборки и разборки дышлового механизма.
На паровозах малой и средней мощности перемещение кулис-
ных камней, а вместе с ними и золотников производят при помощи
ручного переводного винта. На современных паровозах установлен
воздушный переводной механизм (реверс).
На рис. 156 представлен парораспределительный механизм па-
ровоза Л. Кулиса 1 и переводной вал 10 установлены на кулисных
кронштейнах, прикрепленных с двух сторон к параллельной раме,
которая в свою очередь укреплена на главной раме паровоза.
К кулисным кронштейнам прикреплены задние концы параллелей.
Задняя золотниковая крышка имеет направляющие 4 для кулачка,
который соединяет золотниковую скалку 5 с маятником 6.
Отъемный контркривошип 9 укреплен на пальце кривошипа
болтами и шпонкой. Цапфы кулисы, валик кулисного камня и ва-
лик золотникового кулачка для уменьшения трения и износа, по-
вышения надежности в работе и удобства обслуживания постав-
лены на игольчатых подшипниках. Остальные шарнирные валики
кулисного механизма поставлены на стальных каленых втулках и
сделаны с конической посадкой в вилках.
Конструкция кулисного механизма паровоза ЛВ аналогична
конструкции механизма паровоза Л, а большинство его узлов и
деталей — взаимозаменяемы. Многие детали кулисного механизма
паровоза П36 близки по конструкции с аналогичными деталями
паровозов Л и ЛВ.
Основные параметры парораспределения паровозов Л, ЛВ и
1136 одинаковы: диаметр золотников равен 300 мм; перекрыта
впуска — 50; перекрыта выпуска — 0; линейное предварение впу-
ска — 8 и ширина окон золотниковых втулок — 75 мм. Макси-
мальная отсечка на паровозе П36 равна 75%, а на паровозах Л,
Л В — 70%.
Кулиса. На паровозах Л, ЛВ и П36 установлена кулиса 1 от-
крытого типа (рис. 157). Она имеет дугообразную форму (по ра-
диусу, равному длине золотниковой тяги) с прорезом посередине.
Хвостовик кулисы имеет отверстие для соединения с кулисной тя-
ioi'i и масленку для смазки валика.
В прорезе кулисы, имеющем закаленные отшлифованные по-
верхности, установлен с небольшим зазором к ул псны й камень
207
Рис 156 Общий вид парораспределительного и движущего механизма паровоза Л
Г —кулиса 2 — подвеска, 3 — золотниковая тяга, 4 — направляющие кулачка 5 — золотниковая скалка 6 — маятник 7 — тяга маятника,
8 — кулисная (эксцентриковая) тяга 9 — контркрнвошип 10 — переводной вал И— реверс
Рис 157 Кулиса (а) и
кулисный камень (б) m
ровоза Л
1 — кулиса 2 — кулисный
камень 3 — щека с цапфой
4 — бочт 5 — клапан
г — игольчатый подшипник
/ — упорное кольцо 8 — уп
лотиительное кольцо
(«)
(Д
2, который может свободно перемещаться вдоль кулисы С обеих
сторон кулисы укреплены щеки 3, имеющие цапфы для установки
па кронштейне, щеки удерживаются тремя болтами 4, пропущен-
ными через сквозные отверстия в кулисе
В кулисном камне установлены три игольчатых подшипника
6 (три ряда иголок), которые с торцов закрыты упорными кольца-
ми 7 и уплотнительными кольцами 8 Для подачи полужидкой
смазки к подшипникам и к трущимся поверхностям сверху камня
установлен клапан 5 В отверстие кулисного камня (в игольчатые
подшипники) вставляют валик, соединяющий камень с золотнико-
вой тягой
Кулисы и кулисные камни большинства паровозов изготовлены
из малоуглеродистой стали марки 10 или Ст2 с цементацией тру-
щихся рабочих поверхностей и закалкой. Кулиса паровозов Л, ЛВ
и П36 штампованная из стали марки 45
Подшипники кулисных цапф (рис 158) имеют по два игольча-
тых подшипника 1 С внутренней стороны установлены упорное
кольцо 6 и фланец 5 с фетровым уплотнением Снаружи подшипник
закреплен упорной гайкой 2 и закрыт крышкой 3, которая бел-
ыми 4 прикреплена вместе с фланцем 5 к кулисному крон-
штейну
Смазывание игольчатых подшипников наружной кулисной цап-
фы производится при помощи ввинченной в щеку масленки. Иголь-
ч 1тые подшипники внутренней цапфы, а также трущиеся поверх-
ности кулисы и камня дополнительно смазываются жидкой смаз-
кой, которая подается по трубке от левой пресс-масленки Смазка
к подшипникам цапфы вводится через отверстие к крышке 3 Под-
вод смазки к задней трущейся поверхности кулисы и камня осу-
ществляется через сверления в цапфе, щеке и стенке кулисы
209
Рис. 158. Подшипник ку-
лисной цапфы:
1 — игольчатый подшипник;
2— упорная гайка, 3 —крышка;
4 — болт; 5 — фланец; 6 — упор-
ное кольцо
Рис. 159. Кулиса закрытого типа:
1 — кулиса; 2 —наружная щека; 3 — внут-
ренняя щека, 4—втулка цапфы, 5—кулис-
ный камень; 6 — болт, *7 — трубка,
8 — втулка
?ю
К передней же трущейся поверх-
ности кулисы смазка подводится
по трубке, которая идет от задней
стенки и огибает кулису.
Подобные кулисы открытого
типа, но без игольчатых подшип-
ников установлены также на па-
ровозах ФД, Су, Еа и Ем.
Кулиса закрытого типа (рис
159) паровозов Э, СО состоит из
собственно кулисы 1, наружной 2
и внутренней 3 щек, которые бол-
тами 6 вверху и внизу соединены
с кулисой. Заодно со щеками из-
готовлены цапфы для установки
кулисы на кронштейне- Для ос-
мотра и смазки кулисного камня
в щеках предусмотрены отвер-
стия. Кулисный камень 5 при по-
мощи валика соединен с золотни-
ковой тягой. Для заливки смазки
кулисный камень имеет сверху
отверстие, от которого идут кана-
лы на рабочие плоскости. Кроме
того, на рабочих плоскостях кам-
ня сделаны смазочные канавки.
Дополнительно смазка поступает
от масленки, имеющейся в верх-
ней части кулисы. На цапфы ку-
лисы напрессованы стальные за-
каленные втулки 4, которые при
износе меняют. Хвостовик ку-
лисы имеет отверстие с запрессо-
ванной стальной втулкой 8 для
соединения с кулисной тягой и
масленку для жидкой смазки, в
которой установлена трубка 7
для фитиля.
Тяги кулисного механизма.
Кулисная тяга паровозов Л и ЛВ
(рис. 160) имеет штангу прямо-
угольного сечения. С одного кон-
ца тяги имеется вилка с конусны-
ми отверстиями для валика, ко-
торым она соединена с хвостови-
ком кулисы. Валик после соеди-
нения с кулисой затягивают гай-
кой, которую затем укрепляют
шплинтом. Другой конец тяги
Рис. 160. Кулисная тяга паровозов Л и Л В
имеет круглую головку с запрессованной бронзовой втулкой,
соединяемую с пальцем контркривошипа. Для удержания головки
па пальце контркривошипа снаружи его ставят шайбу и коронча-
тую гайку, которая предохраняется от самоотвинчивания шплин-
том. К головке тяги приварена масленка, внутри которой в тело
тяги и втулки ввернут полый штуцер, служащий для подачи смазки
на палец и одновременно для удержания втулки от провертывания.
Следует отметить, что у паровоза П36 в отличие от паровозов
других серий все звенья парораспределительного механизма, не
считая кулисы, поставлены на игольчатые подшипники, в том чис-
ле и задняя головка кулисной тяги. Здесь поставлены два игольча-
тых подшипника размером 90X60X28 мм с подводом смазки к под-
шипнику через палец контркривошипа.
Золотниковая тяга паровоза Л (рис. 161) передней головкой,
имеющей запрессованную втулку и масленку для полужидкой
смазки, соединена с маятником; с другого конца тяги сделана
длинная вилка с двумя валиками, один из которых служит для
соединения с подвеской, а второй (крайний) для соединения с ку-
лисным камнем.
Рис 161. Золотниковая
гяга паровоза Л
211
5 6 7 8 9 10
Рис 162 Сочленение звеньев парораспределительного механизма паровоза П36
1 — золотниковая тяга 2 — маятник 3 12 — валики, 4 — штифт, 5, 16 — внутренние кол«
ца 6, 17 — иглы, 7 18—наружные кольца, 8 — упорные кольца, 9 — фланцы, 10—уплот
неиие, И — клапан, 13 — конусная втулка, 14 — корончатая гайка, 1о—подвеска, /9—при
ставное кольцо
На рис. 162 показаны сочленения звеньев парораспределитель-
ного механизма паровоза П36, оборудованные игольчатыми под-
шипниками. На рис. 162, а изображено соединение золотниковой
тяги 1 с маятником 2. Конусный валик 3 по габаритным условиям
закреплен не гайкой, а при помощи разводных штифтов 4.
Два игольчатых подшипника № 174708 имеют внутренние коль-
ца 5, посаженные на валик, иглы 6 и наружные кольца 7 с отвер-
стиями для подвода смазки. В каждом подшипнике по 55 игл диа-
метром 3 мм. Подшипники удерживаются упорными кольцами 8
и кольцеобразными фланцами 9 с войлочным уплотнением 10.
Подвод смазки к подшипникам осуществляется через клапан 11,
установленный на головке золотниковой тяги.
На рис. 162, б изображено соединение золотниковой тяги 1 с
подвеской 15, поставленное на игольчатых подшипниках № 54708.
Каждый подшипник имеет внутреннее кольцо 16, иглы 17, наруж-
ное кольцо 18 и приставные боковые кольца 19. Валик 12 конусной
головкой плотно входит в отверстие в щеке золотниковой тяги, а
другой его конец крепят при помощи конусной разрезной втулки 13
и корончатой гайки 14, .навернутой на хвостовик валика. Оба ко-
нусных отверстия в щеках тяги имеют конусность 1.5.
Для подачи смазки к подшипнику по оси валика сделано свер-
ление, от которого идут радиальные каналы к подшипнику. Смазка
подается через клапан 11.
Это соединение звеньев парораспределительного механизма
наиболее совершенно, надежно, его детали унифицированы для
ряда серий паровозов.
Маятник 6 паровоза Л (рис. 163) в верхней части имеет вилку,
8 которой установлен валик 2 для соединения с золотниковой тя-
212
1
Рис 163 Маятник паровоза Л:
1 — рычаги 2 4 и 7 — валики 3 — штифш 5 — кулачок в — маятник S учл
пан, 9 — тяга маятника
юй. Валик укреплен в щеках вилки коническими штифтами 3.
В нижней части вилки помещен валик 4, при помощи которого ма-
ятник соединен с золотниковым кулачком 5. Этот валик укреплен
в маятнике также коническими штифтами 3.
Нижний хвостовик маятника, имеющий запрессованную втулку,
валиком 7 соединен с тягой 9. Смазка к трущимся поверхностям
валика и втулки подается через клапан 8, ввернутый в торец ва-
лика. К щекам маятника приварены рычаги 1, к которым присое-
динена тяга привода пресс-масленки.
Для соединения золотниковой скалки с маятником в направ-
ляющих, отлитых заодно с задней золотниковой крышкой или при-
крепленных к ней, устанавливают золотниковый кулачок.
На ряде паровозов соединение золотниковой скалки с кулачком
сделано регулируемым. В этом случае золотниковая скалка имеет
цилиндрический хвостовик с отверстием для клина, который входит
в отверстие кулачка. Регулировку положения золотника относи-
213
Рис. 164. Соединение кулачка с зо-
лотниковой тягой паровозов Э и СО:
1 — втулка, 2 — клин
тельно кулачка осуществляют при помощи гаек, навернутых на
скалку. После регулировки, которую производят обычно при про-
верке золотника, гайки закрепляют и забивают клин.
На паровозах Э всех индексов и СО в порядке модернизации
резьбовое соединение золотниковой скалки с кулачком переделано
на безрезьбовое (рис. 164). С хвостовика скалки удалена резьба
проточкой до диаметра 40 мм. На это место скалки надета специ-
ально изготовленная стальная втулка 1 длиной 65 мм. Она распо-
ложена между торцом кулачка и заточкой скалки.
Окончательную длину втулки Л определяют установкой золот-
ника в среднее положение при помощи контрольного крючка по
кернам, нанесенным на кулачке и скалке. После соединения кулач-
ка со скалкой при помощи клина 2 еще раз проверяют правиль-
ность установки золотников.
7 I 3
Рис. 164а. Золотниковый кулачок паровозов Л, ЛВ и П36:
1 — валик; 2 — игольчатый подшипник; 3 —* кулачок; 4 — клин, 5 — скалка; 6 — ма-
ятник, 7 клапан
214
На паровозах Л, ЛВ и П36 для большей прочности соединение
золотниковой скалки с кулачком производят на конусной посадке
(рис. 164 а). Золотниковый кулачок 3 имеет форму вилки, у осно-
вания которой сделан хвостовик с конусным отверстием. В это
отверстие входит конусная головка скалки 5, укрепляемая клином 4.
Своими щеками кулачок перемещается в направляющих задней
золотниковой крышки. Между щеками кулачка заводится маятник
6, который соединен с кулачком при помощи валика 1, установлен-
ный в кулачке на игольчатых подшипниках 2. Смазка к игольча-
тым подшипникам от клапанов 7 подводится по каналам, просвер-
ленным в теле кулачка, и по кольцевым проточкам в отверстиях
под подшипники.
Детали кулисного механизма изготовлены ковкой или штам-
повкой: кулачок из стали марки 45 или 40, тяги — из стали марки
35, 30 или Ст5, валики — из стали марки 35У или Ст5.
§ 77. УСОВЕРШЕНСТВОВАНИЕ ПАРОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
Для повышения экономичности машины и улучшения ходовых
качеств на ряде паровозов первых выпусков внесены изменения в
парораспределительный механизм. Известно, что чем больше от-
крытие паровпускных окон цилиндров, тем меньше мятие пара при
впуске и противодавление при выпуске и, следовательно, тем мень-
ше потери и расход пара; кроме того, большее открытие паровпус-
кных окон облегчает трогание поезда с места и сокращает время
на его разгон.
Исходя из этого на паровозах осуществлено улучшенное паро-
распределение по предложению инженера И. И. Патлых (на паро-
возах О) и по предложению МИИТа (на паровозах СО, Эв/И, Еа,
Ем, ФД и частично Су).
В существующем парораспределительном механизме паровоза
О’ по предложению Н. И. Патлых сделаны следующие изменения.
Перекрыша впуска пара увеличена с 34 до 42 мм и линейное пред-
варение впуска пара — с 4 до 5 мм. При увеличении перекрыши
и предварения впуска увеличивается открытие паровпускных окон,
при этом наибольшее увеличение открытия окон получается на ма-
лых отсечках.
Увеличение перекрыши впуска вызвало необходимость увеличе-
ния хода золотника с 132 до 196 мм, что было достигнуто установ-
кой в парораспределительном механизме (рис. 165) дополнительно-
го рычага-ходоувеличителя 3, серьги 4 и нового маятника 5.
В связи с укорочением золотниковой тяги 2 уменьшен радиус кули-
сы с 1470 до 1215 мм. Кроме того, заменены новыми золотники и
золотниковые втулки.
Ходоувеличитель шарнирно соединен с золотниковой тягой и
при помощи серьги — с маятником. При этом точка соединения хо-
доувеличителя с серьгой расположена выше точки соединения с зо-
.ютпиковой тягой. Поэтому при качании кулисы и связанного с ней
' <> ^увеличителя точка соединения хоцоувеличителя с серьгой
215
Рис. 165. Улучшенный парораспределительный механизм системы Н. И. Патлых:
/ — кулиса; 2 — золотниковая тяга; 3 — ходоувеличитель; 4 — серьга; 5 —маятник; 6 — золотниковая скалка, 7 —опорный валик ходоувели-
чителя
Рис. 166. Схема улучшенного парораспределительного механизма парово-
зов Е» и Е“
получает большее перемещение. Это дает увеличение перемещения
верхней точки маятника и увеличенный ход золотника.
Изменение парораспределения по предложению МИИТа заклю-
чается в увеличении перекрыши впуска пара на паровозах: СО и
Эв/Й с 35 до 40 мм, Еа, Ем — с 32 до 44 мм, Су — с 34 до 42 мм,
на паровозах ФД перекрыша впуска уменьшается с 60 до 48 мм.
На всех указанных паровозах линейное предварение впуска пара
увеличено с 4—5 до 8 мм. При этом на всех паровозах, кроме ФД,
несколько уменьшается наибольшая отсечка: СО и Эв/И— до 0,727;
Еа, Ем — до 0,721 и Су — до 0,723, что вполне обеспечивает нор-
мальные условия при трогании паровоза с места.
Увеличение перекрыши впуска также вызвало увеличение хода
золотника, например, на паровозах СО и Эв/И с 160 до 173,3 мм;
Еа, Ем — с 165,1 до 184,3 мм и т. д. Эти изменения, так же как и
при улучшенном парораспределении по предложению инж. Пат-
лых, обеспечивают увеличение открытия паровпускных окон цилин-
дра и дают примерно те же экономические выгоды.
Усовершенствование парораспределения по предложению
МИИТа вызвало изменения некоторых деталей парораспредели-
тельного механизма. Маятник заменен новым с увеличенной (для
ФД — уменьшенной) длиной верхнего плеча; так, для паровозов
СО и Эв/И плечо увеличено с НО до 139,4 мм. Золотниковые втулки
заменены новыми; для указанных паровозов их длина увеличена
с 396 до 405 мм.
Кроме того, переделаны — удлинены (для ФД — укорочены)
кулисные тяги, уширены путем электронаплавки, или заменены но-
выми золотниковые диски (кроме ФД), изменена шкала перевод-
ного винта, планки, ограничивающие ход гайки переводного винта,
и некоторые другие детали.
На схеме (рис. 166) указаны в квадратах новые размеры ряда
деталей, а также альбомные размеры —до переделки. После пере-
делки, предусмотренной проектом, парораспределительный меха-
низм паровоза проверяют согласно «Руководству по проверкам уз-
лов и деталей при ремонте паровозов».
Применение улучшенного парораспределительного механизма
снижает расход топлива на паровозах.
217
§ 78. ПЕРЕВОДНЫЕ МЕХАНИЗМЫ
Изменение направления движения паровоза и регулирование
отсечки машинист производит при помощи переводного (реверсив-
ного) механизма. На кронштейнах, прикрепленных к раме парово-
за, или на параллельной раме установлен переводной вал
(см. рис. 156), на концах которого закреплены рычаги, соединенные
с кулисным механизмом каждой стороны паровоза. Третий рычаг
укреплен на валу с правой стороны по ходу паровоза и соединен
тягой с переводным механизмом.
На паровозах средней и малой мощности установлен ручной
переводной механизм. Такой механизм имеет переводной винт,
располагаемый в будке машиниста с правой стороны и соединяе-
мый тягой с рычагом переводного вала.
Переводной винт 8 (рис. 167) установлен в двух чугунных
подшипниках 4 и 9, укрепленных в станине 3, которая прикрепле-
на к боковой стенке кожуха топки или к железному настилу буд-
ки машиниста. На винт надета стальная гайка, которая состоит
из двух половинок 5 и 7, соединенных болтами. Передняя половин-
ка 5 гайки имеет цапфы для присоединения к вилке рычага (на ри-
сунке не показан), который соединен с тягой, идущей к переводно-
му валу. Между половинками гайки установлены прокладки 6,
служащие для регулировки зазоров, образующихся в результате
износа винта и гайки. Винт и гайки имеют многозаходную трапе-
цеидальную резьбу (левую) диаметром 65 мм
Вращение винта производят при помощи рукоятки 10, укреплен-
ной на рычаге 11, приваренном к зубчатому маховику 13. Рычаг и
зубчатый маховик удерживаются на конце винта шпонкой 12. При
вращении винта происходит перемещение гайки и тяги, а также
поворот переводного вала и смещение кулисных камней. Для удер-
жания винта в требуемом положении на станине укреплена защел-
ка 14, которая входит в прорезь зубчатого маховика. На ряде па-
Рис 167 Переводной винт паровоза СО
/ — упор; 2 —рейка, 3 — станина; 4 и 9 — подшипники, 5 и 7 — гайки,
6 — прокладки, 8 — переводной винт, 10 — рукоятка, 11 — рычаг, 12—шпон
ка, 13— зубчатый маховик, 14 — защелка
218
Рис 168 Воздушный реверс
/ — воздушный цилиндр, 2— поршень, 3 — распределительная готовка, 4 — кривошип,
5—скалка, 6 — направляющая 7, 10, 12 — тяги, 8 — поводок 9 — кулачок, 11 — ры
чаг, 13 — зубчатый сектор, 14 — рычаг реверса
ровозов вместо рычага И поставлен маховик с рукояткой (см.
рис. 274), чем облегчается вращение винта.
На станине укреплена рейка 2 с делениями 0, 1, 2, 3, .. 8, соот-
ветствующими десятым долям хода поршня, или, иначе говоря, от-
сечкам. К гайке прикреплен указатель, по положению которого от-
носительно рейки судят о величине отсечки. Перемещение гайки по
винту ограничено упорами 1. Переводной винт, а также переводной
вал изготовлены из стали марки Ст. 5.
Для облегчения поворота переводного вала и перемещения ку-
лисных камней на мощных паровозах установлен пневматический
(воздушный) переводной механизм — реверс (рис. 168), который
прикреплен с правой стороны к цилиндрической части котла на
кронштейне. Реверс имеет воздушный цилиндр 1, в котором уста-
новлен поршень 2, соединенный скалкой 5 с кулачком 9. Последний
расположен в направляющей 6, отлитой за одно целое с передней
крышкой цилиндра, и соединен с тягой 7, идущей к переводному
валу. На цилиндре укреплена воздушная распределительная голов-
ка 3 с золотником, к которой по трубке подводится воздух от глав-
ного тормозного резервуара.
В будке машиниста установлен рычаг реверса 14, который тя-
гой 12 соединен с рычагом 11, соединяющим в свою очередь кри-
вошип 4 валика золотника распределительной головки с тягой 10.
Второй конец тяги 10 поводком 8 соединен с кулачком 9. Для удер-
жания рычага 14 в определенном положении на его рукоятке ук-
реплена защелка, которая входит в прорези зубчатого сектора 13-
Действует воздушный реверс следующим образом. Обе полости
цилиндра 1 постоянно заполнены сжатым воздухом. При передви-
жении вперед рычага 14 в будке машиниста рычаг 11 при помощи
1яги 12 повернется вокруг своего нижнего валика. При этом зо-
10ТПИК распределительной головки посредством кривошипа 4 по-
вернется по часовой стрелке и откроет выпуск воздуха из передней
полости цилиндра. Тогда под давлением воздуха в задней полости
219
Рис. 169 Распределительная головка
воздушного цилиндра:
/ — крышка корпуса; 2 — пружина, 3 — крыш-
ка золотника; 4 — золотник, 5 — валик,
6 — кривошип; 7 — корпус
цилиндра поршень передвинет-
ся вперед, переместит ку-
лачок 9 и тягу 7 и повернет
переводной вал, что вызовет
перемещение кулисных кам-
ней вниз и увеличение отсеч-
ки. Движение поршня цилинд-
ра будет продолжаться до
тех пор, пока кулачок 9 при
помощи поводка 8, тяги 10 и
рычага 11, который теперь по-
ворачивается вокруг своего
среднего валика, не поставит
золотник в его среднее поло-
жение. Тогда выпуск воздуха
из передней полости прекра-
тится, давление в обеих поло-
стях цилиндра уравняется и
поршень остановится.
Величина перемещения
поршня и кулисных камней, а
следовательно, и величина отсечки зависит от того, на-
сколько сдвинут рычаг реверса по зубчатому сектору. Перемеще-
ние рычага вперед от его среднего (нулевого) положения дает дви-
жение паровоза вперед, а перемещение назад — задний ход- На
зубчатом секторе 13, так же как и на рейке переводного винта,
нанесены деления, соответствующие отсечкам. На стальном диске
поршня 2 укреплены при помощи шайб и болтов две уплотняющие
манжеты из специальной резины или кожи, которые прижимаются
к стенкам цилиндра пружинными кольцами.
Распределительная головка (рис. 169) имеет чугунный корпус
7, в котором расположен бронзовый золотник 4, соединенный вали-
ком 5 с кривошипом 6. Золотник прижимается к лицу корпуса
крышкой 3 и пружиной 2. Корпус со стороны золотника закрыт
крышкой 1. В золотнике сделана выемка, при помощи которой че-
рез каналы в цилиндре и головке при соответствующем положении
золотника одна из полостей цилиндра соединяется с атмосферой.
$ 79. УХОД ЗА ДВИЖУЩИМ
И ПАРОРАСПРЕДЕЛИТЕЛЬНЫМ МЕХАНИЗМАМИ
Надежная работа движущего и парораспределительного меха-
низмов в первую очередь зависит от хорошего смазывания всех
трущихся частей. Если трущиеся поверхности не смазаны, то про-
исходит сухое трение, которое приводит к нагреву, задирам, а ча-
сто и к поломкам деталей. При недостаточной смазке дышловых
подшипников и валиков возникает грение их, которое может приве-
сти к выплавлению заливки, схватыванию и задиру шеек пальцев.
Плохое смазывание валиков и втулок парораспределительного ме-
ханизма вызывает задиры на их поверхностях и заедания.
220
Как известно, для смазывания пальцев кривошипов и шарнир-
ных валиков дышел применяют твердую и жидкую смазку в зави-
симости от того, к какому виду смазки приспособлен дышловой
механизм. Заправку масленок дышел и пальцев кривошипов твер-
дой смазкой производят при помощи ручного винтового пресса
(см. рис. 260) до полного заполнения ею масленки и до выхода
смазки в зазор между втулкой или подшипником и шейкой пальца.
Для лучшего прохода смазки к трущимся поверхностям запрессов-
ку производят сразу же по прибытии паровоза из поездки, пока
головки дышел и втулки не остыли. После прохода паровоза на
экипировку или в стойло депо рекомендуется добавить смазки.
Обычно заправки масленок твердой смазкой хватает на поездку, и
лишь в случае сильного грения отдельных пальцев или валиков
приходится добавлять ее в пути следования.
Дышловые подшипники, приспособленные под жидкую смазку,
заправляют следующим образом. Фитили нужно обязательно вы-
нуть и пропустить через трубочку немного масла, чтобы убедиться,
что отверстие в дышле и трубочка не засорены и смазка проходит
на шейку пальца. Если отверстие засорено, его прочищают, а затем
устанавливают фитиль. Только после этого масленку заливают мас-
лом и плотно закрывают пробкой. Затем заполняют смазкой мас-
ленки шарнирных валиков дышел.
Фитили изготовляют из шерстяной пряжи и укрепляют к стерж-
ню из тонкой мягкой проволоки. На конце проволочного стержня
делают кольцо, которое не дает возможности фитилю провалиться
в смазочное отверстие. Фитиль, поставленный в трубку с умерен-
ной плотностью, не должен доходить до шейки пальца или валика
на 6—10 мм, а верхний конец его должен несколько свисать из
трубки. Чтобы обеспечить хорошую подачу смазки, фитили долж-
ны быть чистыми, не свалявшимися и их следует периодически про-
мывать керосином. Причем зимой фитили ставят несколько слабее
в смазочной трубке, так как смазка зимой более густая.
После смазывания дышловых подшипников и валиков таким же
способом заправляют фитильные масленки ползунов, параллелей,
сальников и т. д.
Чтобы не допускать нагрева дышловых подшипников и других
трущихся деталей, нужно постоянно проверять подачу смазки. При
этом нужно иметь в виду, что подшипники, работающие на твердой
смазке, при движении паровоза обычно несколько нагреваются, в
результате чего смазка понемногу подплавляется и проходит на
трущиеся поверхности. Если же происходит сильное грение и быст-
рое расплавление смазки, что может быть результатом недостаточ-
ной подачи ее или неисправности подшипника, то в этом случае
головке дышла и пальцу нужно дать остыть и запрессовать новую
смазку, добавляя ее в пути до прекращения нагревания.
Если обнаружено грение подшипников, работающих на жидкой
смазке, нужно на стоянке вынуть фитиль, проверить его плотность
в трубке и подачу смазки на шейку. Греющийся подшипник нужно
обильно смазать и следить за ним.
221
Подшипники, втулки и валики парораспределительного механиз-
ма смазывают жидкой или мазеобразной смазкой. Порядок заправ-
ки фитильных масленок жидкой смазкой такой же, как и для мас-
ленок дышлового механизма.
Парораспределительный механизм современных паровозов при-
способлен под мазеобразную смазку. Запрессовку смазки произво-
дят через клапанные масленки при помощи ручного пресса до тех
пор, пока смазка не выйдет в зазор между смазываемыми поверх-
ностями. Целесообразно заправку масленок мазеобразной смазкой,
так же как при твердой смазке, производить сразу же по прибытии
паровоза из поездки.
Масленка, от которой идут маслопроводные трубки к паралле-
ли, поршневой скалке и кривошипу валика распределительной го-
ловки воздушного реверса, должна быть залита маслом. Заправ-
ляют также масленку, установленную на воздухопроводе к реверсу,
откуда масло через вентиль попадает в трубу и уносится воздухом
к золотнику распределительной головки и в воздушный цилиндр.
Перед смазыванием следует спустить воду из цилиндра реверса
через спускные краники.
Если к отдельным точкам парораспределительного механизма
имеется подвод смазки от пресс-масленки, нужно через обратные
клапаны проверить ее подачу. Заливают маслом также масленки
подшипников кулисы, переводного вала, переводного винта и на-
правляющих золотникового кулачка.
В зимнее время рекомендуется жидкую смазку предварительно
подогревать, а для облегчения запрессовки твердой смазки свечи
слегка покрывать жидким маслом.
При осмотре движущего и парораспределительного механизмов
нужно при помощи ключа и молотка проверить прочность ук-
репления болтов, гаек, шпилек и шплинтов. Проверяют, нет ли по-
гнутости или признаков трещин в дышлах и тягах.
Суммарный зазор (по стальной втулке и пальцу) плавающих
втулок в эксплуатации должен быть в пределах 0,8—3,5 мм, а за-
зор между втулочным подшипником и пальцем по диаметру —
0,3—5 мм. Нельзя допускать превышения этого предельного зазора,
так как дышла будут сильно стучать, а втулки разбиваться. При
твердой смазке втулочных подшипников нужно следить, чтобы меж-
ду пальцем и втулкой всегда был хороший слой смазки, что обес-
печивает уменьшение износа и смягчает удары в дышловом меха-
низме. Разъемные клиновые подшипники дышел должны быть пра-
вильно и своевременно отрегулированы. Роликовые и игольчатые
подшипники перед каждым выездом под поезд подвергать осмотру.
В пути следования периодически проверять повышенный нагрев
подшипниковых узлов. При этом наибольшая рабочая температура
не должна превышать: для роликовых подшипников — 80°С и для
игольчатых — 40—45°С. Проверку нагрева производят тыльной
стороной кисти руки. Кроме того, при осмотре проверяют затяжку
крышек подшипников, целость болтов, крепление валиков, отсутст-
вие пропуска смазки крышками и уплотнениями.
222
В процессе работы паровоза ослабляется крепление шарнирных
валиков в проушинах вилок дышел. Поэтому нужно обстукиванием
молотком проверить все шарнирные валики и при необходимости
закрепить корончатые гайки. Зазоры между валиком, плавающей
втулкой и. втулкой, запрессованной в хвостовик дышла, не должны
быть больше допускаемых правилами ремонта паровозов.
При осмотре параллелей и ползунов проверяют крепление па-
раллелей к крышкам цилиндров и к параллельным рамам или
кронштейнам, а также параллельных рам и кронштейнов к главной
раме. Обращают внимание на соединение ползуна с поршневой
скалкой, величину натяга и прочность посадки клина, состояние
трущихся поверхностей параллели и ползуна. Зазоры между ползу-
ном и параллелью не должны превышать установленных размеров.
Внимательно осматривают и проверяют плотность поршневых
и золотниковых сальников.
Необходимо следить за тем, чтобы трущиеся рабочие поверхно-
сти кулисы были чистыми, хорошо смазанными и не имели рисок
или задиров. Кулисный камень должен свободно перемещаться в
кулисе; зазор между кулисным камнем и прорезом кулисы не дол-
жен превышать 1 мм. Крышки подшипников и цапф кулисы долж-
ны быть хорошо закреплены. Нужно осмотреть наружные поверх-
ности кулисы и убедиться в том, что на них нет трещин и забоин,
которые могут привести к поломке.
Следует обращать особое внимание на прочность соединения
тяги поводкас ползуном, на закрепление клина золотникового ку-
лачка, а также соединения других тяг парораспределительного ме-
ханизма. Разъединение каких-либо частей механизма приводит к
повреждению и их поломке. Направляющие золотникового кулачка
должны быть хорошо смазаны и не иметь разработки свыше уста-
новленных норм. При наличии на паровозе воздушного реверса
нужно периодически подтягивать сальник скалки поршня, а в слу-
чае потери упругости набивки сменить ее. Необходимо также сво-
евременно очищать параллели реверса от грязи и изгари.
Глава 15
РЕМОНТ ПАРОВОЙ МАШИНЫ
§ 80. РЕМОНТ ЦИЛИНДРОВ, ПОРШНЕЙ И ЗОЛОТНИКОВ
Ремонт цилиндров. При заводском ремонте после постановки
паровоза на стойло разбирают обшиву, очищают цилиндры от изо-
ляции и производят их разборку с удалением сальников, крышек,
поршней, золотников и цилиндро-продувательных кранов. При
подъемочном ремонте осмотр технического состояния цилиндров
производят после выемки поршней и золотников.
223
к основным неисправностям цилиндров относятся трещины,
механический износ, ослабление болтов, литейные пороки ме-
талла
В чугунных цилиндрах при заводском ремонте разрешается за-
варка не более одной трещины, если длина ее не превышает
300 мм в местах, подверженных действию пара. Для заварки ци-
линдр снимают с рамы, производят разделку трещины под углом
70—90° с последующей зачисткой сварного шва до чистого металла
на ширину 30—40 мм; разрешается заделка трещин медными шу-
рупами общей длиной не более 100 мм. При заварке трещины
электродуговой сваркой горячим способом с применением чугун-
ных электродов рекомендуется выполнять следующие основные
требования: место наложения шва перед сварочными работами за-
формовать, сварку производить с предварительным равномерным
подогревом цилиндра древесным углем до температуры 650—700°С
(до появления темно-красного свечения) на спокойном воздухе без
наличия сквозняков, в процессе сварки обеспечивать поддержание
постоянной температуры подогрева цилиндра, после окончания
сварки шов засыпать сухой золой или горячим песком и закрыть
листовым асбестом для равномерного и медленного остывания ци-
линдра.
Для выполнения этой операции применяют электропечи или
специальные кладки из кирпича.
При наличии в чугунном цилиндре в местах, подверженных
действию пара, более одной трещины или по длине более 300 мм
цилиндр заменяют новым. Повторная заварка трещин не разре-
шается.
При деповском ремонте заварка трещин в чугунных цилиндрах
по количеству и длине не регламентируется, за исключением за-
прещения заварки трещин на обработанных торцовых плоскостях
золотниковой бочки, если глубина ее более 10 мм. Разрешается
применение электродуговой заварки трещин холодным способом с
применением железомедных электродов. При наличии трещин об-
щей длиной не более 150 мм производят сверление по ее длине, на-
резку резьбы с постановкой медных шурупов.
В стальных цилиндрах трещины независимо от их размеров и
места расположения при всех видах ремонта устраняют электроду-
говой сваркой с применением электродов типа Э-42 или Э-42А.
Если трещина имеет разветвление в стенке цилиндра, производят
вварку вставки с предварительным удалением дефектного участка
газовым резаком с последующей механической обработкой. Завар-
ку трещиц и вварку вставок осуществляют обратноступенчатым
способом при длине ступени 100—200 мм. Зазоры в местах приле-
гания ^цилиндрового блока к вырезам рамы удаляют электронап-
лавкой на боковые поверхности упорных мест цилиндров с после-
дующей пригонкой по месту рамного выреза, при этом производить
электронаплавку на упоры рамы не рекомендуется.
В чугунных цилиндровых и золотниковых крышках при завод-
ском ремонте разрешается заваривать трещины в опоре для парал-
224
лели газовой сваркой горячим способом, если трещина захватыва-
ем не более 35% живого сечения полки опоры. При большем про-
центе крышку заменяют новой. Заварка трещин в ребрах и в кром-
ках до отверстий не разрешается.
При деповском ремонте заварка трещин в чугунных крышках
как по количеству, так и по месту расположения не регламентиру-
ется, и можно производить электродуговой холодной сваркой с
применением железомедных электродов и газовой пайкой латунью,
а трещины в опоре для параллели заваривать газовой сваркой го-
рячим способом.
В стальных цилиндрах и золотниковых крышках при всех видах
ремонта трещины независимо от их размеров и расположения пос-
ле разделки разрешается заваривать электродуговой сваркой с
предварительным местным подогревом крышки до температуры
300—400°С.
Имеющиеся на поверхностях втулок задиры, риски, овалы или
конусность сверх установленных размеров устраняют при всех ви-
дах ремонта расточкой втулок с применением специальных перенос-
ных станков. При этом увеличение диаметра цилиндровых втулок
при выпуске из заводского ремонта всех серий паровоза допускает-
ся против чертежного размера не более 14 мм (Еа’м— 13 мм), а из
подъемочного— 18 мм. Увеличение диаметра золотниковых втулок
соответственно 6 и 8 мм. Цилиндровую втулку, имеющую увели-
ченный диаметр против чертежного более 20 мм, заменяют новой,
как правило, при заводском ремонте, а золотниковую (более 9 мм)
заменяют при всех видах ремонта. У чугунного цилиндра толщина
стенки после его расточки под втулку должна быть не менее 14 мм,
а толщина новой втулки не менее 10 мм. При смене дефектной
втулки у стального цилиндра толщина новой втулки должна быть
не менее чертежного размера. Дефектные втулки из цилиндров уда-
ляют газовым резаком или электрической резкой.
После механической и термической обработки втулки в цилин-
дры запрессовывают холодным способом при помощи гидравличе-
ского пресса усилием от 3,5 до 8 Т для чугунных цилиндров и от
3,5 до 9,0 Т для стальных цилиндров на каждые 100 мм наружно-
ю диаметра. Качество запрессовки золотниковых втулок проверя-
ют давлением 5—6 кГ1см2. После запрессовки при всех видах ре-
монта производят расточку втулок для устранения овализации
внутренней поверхности с последующей проверкой соосности. Наи-
более точные измерения обеспечиваются при применении оптиче-
ского прибора. Отклонение по диаметру после расточки втулок до-
пускается ±0,5 мм против чертежного размера. При смене цилин-
дровых втулок не разрешается их постановка с уменьшенным сече-
нием паровпускных окон против чертежных размеров и золотнико-
вых втулок с отлитыми окнами.
Высота притирочной ленты (пояска) цилиндровых и золотнико-
вых крышек должна быть не менее 1 мм. Восстановление прити-
рочного пояска производят наплавкой с последующей механичес-
8—9059
225
кой обработкой до чертежных размеров. Уменьшение толщины
стенок цилиндровых крышек для регулировки вредного простран-
ства не разрешается. Постановку цилиндровых и золотниковых
крышек необходимо осуществлять после пришабровки или притир-
ки посадочных мест.
Изношенные поверхности трения золотниковых параллелей до
6 мм восстанавливают наплавкой с последующей механической об-
работкой; при большем износе, но не более 10 мм производят при-
варку стального наделка по всему периметру. Цилиндровые шпиль-
ки с поврежденной резьбой заменяют новыми, при этом дефектные
шпильки удаляют только механическим способом. Разработанные
отверстия под шпильки и отверстия в цилиндровых и золотниковых
крышках под шпильки исправляют заваркой электродуговым спосо-
бом с последующей механической обработкой до чертежных раз-
меров.
Для проверки качества крепления цилиндров с рамой при завод-
ском ремонте предусмотрена обязательная выпрессовка не менее че-
тырех болтов. Если у выпрессованных болтов на посадочной по-
верхности и в отверстии цилиндра и рамы будут обнаружены на-
мины металла, пояски или коррозийные повреждения, все болты
выпрессовывают и заменяют новыми с устранением дефектов в от-
верстиях механической обработкой.
При всех видах ремонта исправление раковин заваркой на по-
верхностях трения у чугунных цилиндров и втулок не разрешается.
При заводском ремонте разрешается заделка раковин медными шу-
рупами на рабочей поверхности цилиндра и у цилиндровых втулок,
если их количество не превышает шести и их диаметр не бо-
лее 10 мм. На притирочных поверхностях чугунных цилиндров и
цилиндровых втулок разрешается исправление раковин газовой
пайкой, если по количеству их не более трех и площадь каждой из
них не превышает 1 см2 с расположением раковин в разных
местах.
Ремонт поршней. После выемки из цилиндра поршня и разбор-
ки секционных колец очищают от нагара поверхности диска при по-
мощи шаберов. Для установления полного объема ремонта произ-
водят наружный осмотр всех поверхностей скалки и диска с
последующей электромагнитной дефектоскопией. Основными не-
исправностями поршней являются трещины, механический износ,
ослабление диска на скалке и изгиб скалки.
Трещины в скалках в большинстве образуются в конусных го-
ловках по клиновым отверстиям и по галтели в переходной части к
цилиндрической поверхности (рис. 170). В поршневых дисках об-
разуются трещины радиальные и кольцевые.
При наличии трещин поршневую скалку бракуют и заменяют
новой, так как при всех видах ремонта производство электросва-
рочных работ на скалках не разрешается. Если обнаружена трещина
в конусной головке скалки, а цилиндрическая часть по своим разме-
рам годная, дефектную часть отрезают и приваривают новую. Пе-
ред сваркой производят механическую обработку стыковых поверх-
226
Рис. 170. Повреждения деталей
поршня:
1 — износ конусной головки скалки; 2— из-
нос клинового отверстия, 3 — трещины в
< калке; 4 — износ и продольные задиры
металла цилиндрической части скалки;
5 — трещины в диске; 6 — износ ручьев
для секционных колец; 7—износ резьбы
1айки и ослабление поршневого диска на
скалке
ностей новой откованной головки и скалки с таким расчетом, что-
бы длина цилиндрической части привариваемой головки была
НО мм. После зажатия свариваемых частей в сварочной установке
смещение центров, как и зазор между торцами по всему периметру,
должно быть не более 1 мм. Сварку осуществляют газопрессовым
способом в пластическом состоянии металла при постоянном дав-
лении прессования. Удельное давление в процессе сварки прини-
мается равным 1,5 кГ/мм2 площади поперечного сечения скалки в
месте сварки.
После окончания сварки и снижения температуры шва до
400—450°С производят нормализацию металла с подогревом свар-
ного соединения сварочной горелкой до температуры 880—900°С с
последующим охлаждением на воздухе. После приварки произво-
дят механическую обработку новой головки на станке до чертеж-
ных размеров накаткой роликами и шлифовкой цилиндрической
части. Конусную поверхность головки обрабатывают с применени-
ем специальных калибров.
Ступицы поршневого диска, имеющие трещины, заваривать не
разрешается, такие диски бракуют и заменяют новыми. На парово-
зах Л, ЛВ, П36 диски, имеющие трещины в любом месте, бракуют
и заменяют новыми. У остальных серий паровозов при заводском
ремонте разрешается заварка не более одной радиальной или кон-
центрической трещины на диске, если ее длина не более 40% ок-
ружности, по которой она распространяется. Для электродуговой
заварки диск снимают со скалки, рассверливают ее концы, разде-
лывают трещины V-образно или Х-образно с предварительным по-
догревом до температуры 350 — 400°С, а затем заваривают
электродами с медленным охлаждением диска в сухом песке. По-
сле механической обработки на поверхности сварочного шва не
должно быть раковин, шлаковых включений и непроваров.
Овализацию, продольные риски и задиры на цилиндрической
части скалки устраняют проточкой на станке в пределах установ-
ленных допусков с последующей накаткой поверхности роликами и
шлифовкой.
8* 227
При всех видах ремонта разрешается производить наплавку
диска для увеличения его диаметра с последующей механической
обработкой. Изношенные ручьи для секционных колец рекоменду-
ется, как правило, восстанавливать только автоматической свар-
кой с последующей механической обработкой ручьев по чертежным
размерам. Наплавка поршневых дисков по дну ручья не рекомен-
дуется.
При достижении предельного износа конусной головки скалки
и при наличии нормальных размеров цилиндрической части изно-
шенную головку отрезают и приваривают новую газопрессовой
сваркой.
Ослабший диск снимают со скалки, производят электронаплав-
ку отверстия в ступице с последующей механической обработкой
сопрягаемых поверхностей и запрессовкой скалки в диск. При этом
рекомендуется следить за тем, чтобы давление в конце запрессовки
было не менее усилия от пара по скалке для данной серии парово-
за и не превышало его более 50%. Устранять ослабший поршневой
диск на скалке креплением гайки, постановкой втулки или про-
кладки не разрешается при всех видах ремонта.
При наличии значительного изгиба в скалке диск спрессовыва-
ют и правят скалку в нагретом состоянии под прессом или моло-
том с последующей механической обработкой на станке и электро-
магнитной дефектоскопией.
После механической обработки и сборки поршня и ползуна про-
веряют при помощи штихмаса (рис. 171) качество произведенных
работ и соблюдение при этом установленных размеров и допусков.
Если эти требования выполнены, то после соединения поршня с
ползуном расстояние от центра валика ползуна до середины порш-
невого диска должно соответствовать чертежному размеру с допу-
ском при заводском ремонте 4-2 —3 мм, а при деповском
±5 мм.
Поршневые секционные кольца при заводском ремонте незави-
симо от технического состояния заменяют новыми. При деповском
ремонте их заменяют новыми при наличии предельного суммарного
зазора в замках, износа полки кольца до толщины 3 мм и менее,
задиров на поверхности трения и трещин в секциях (для увеличе-
ния срока службы секции колец после изготовления подвергают
термической обработке, которая заключается в закалке секций с
последующим отпуском или на установках т. в. ч. Твердость секций
на поршне не должна колебаться более чем на 20 единиц по Бри-
Рис. 171. Штихмас для проверки собран-
ного поршня с ползуном:
/ — ползун; 2 —скалка; 3— штихмас; 4—опор-
ная ножка штихмаса с радиальным, основа-
нием; 5 — поршневой диск
228
иеллю), при износе пружины по диаметру стержня против чертеж-
ного размера до 2 мм и более и при наличии в стержне трещин. В
случае потери упругости пружины восстанавливают термической
обработкой, после чего проверяют при помощи кольцевого калибра
расстояние между концами пружины в свободном и сжатом со-
стоянии.
Ремонт золотников. Золотники Трофимова после выемки из ци-
линдров и снятия уплотняющих колец очищают от нагара и осмат-
ривают с применением дефектоскопии. К основным неисправностям
золотников относятся трещины, механический износ, ослабление
упорных шайб и изгиб скалки.
Исправление трещин заваркой в скалках при всех видах ремон-
та не разрешается. При наличии трещин в передней или задней ча-
сти скалки дефектный конец отрезают и приваривают новый газо-
прессовой, контактной или газовой сваркой с последующей ме-
ханической обработкой на станке, накаткой роликами и шли-
фовкой.
Исправление трещин заваркой в подвижных дисках и в ступицах
упорных шайб при всех видах ремонта не разрешается, за исклю-
чением трещин, расположенных в горловине дисков, имеющих диа-
метр 250 мм, которые разрешается заваривать при условии, если
они не выходят на галтель.
При достижении предельного износа конусов скалок, клиновых
отверстий, мест под насадку упорных шайб и у контрскалок при
всех видах ремонта разрешается электронаплавка поверхностей с
последующей механической обработкой на станках по чертежным
размерам с накаткой роликами, шлифовкой и проверкой электро-
магнитной дефектоскопией.
Перед электронаплавкой конуса скалки производят подогрев
места наплавки до температуры 200—300°С. Вначале наплавляют
клиновое отверстие, а затем продольными диаметрально противо-
положными валиками весь конус. После сварочных работ произ-
водят местный или общий отпуск скалки при температуре
600—650°С.
При наплавке мест на скалке под насадку упорных шайб темпера-
турный режим рекомендуется применять такой же, как и при нап-
лавке конуса. Производить электронаплавку мест на скалке
для направляющих втулок при всех видах ремонта не разре-
шается.
Диски, имеющие предельный износ ручьев для колец, наруж-
ных, внутренних и притирочных поверхностей, торцов горловин, от-
верстий под скалку в упорных шайбах, разрешается восстанавли-
вать электронаплавкой с последующей механической обработкой
на станке по чертежным размерам и допускам. При износе по дли-
не горловины диска до 10 мм рекомендуется производить наплавку
автоматической сваркой под слоем керамического флюса. При де-
повском ремонте разрешается в золотниковом диске заменять де-
фектную горловину новой, изготовленной из стали марки Ст. 5, с
постановкой ее на резьбе в диск золотника (рис. 172). В этом слу-
229
Рис. 172. Замена дефектной горловины
в золотниковом диске паровозов Э и СО:
1 — горловина диска; 2 — золотниковый диск,
'1 — резьбовое соединение; 4 — сварной шов
чае разделку кромок для свар-
ного шва на собранном диске
производят на станке.
Приварку горловины реко-
мендуется осуществлять в два
слоя автоматической сваркой
под слоем флюса или электро-
дами диаметром 4 мм с после-
дующей механической обра-
боткой. При этом дефекты в
сварном шве не допускаются.
Незначительные изгибы
скалок устраняют в холодном
состоянии, а значительные — с
предварительным нагревом до
температуры 1200°С с после-
дующей механической обра-
боткой и электромагнитной
дефектоскопией.
Золотниковые кольца при
заводском ремонте независимо
от состояния заменяют новы-
ми. При деповском ремонте
кольца заменяют при дости-
жении предельного зазора в
замках, наличии задиров на по-
верхности трения и трещины,
потере упругости и односто-
роннем износе, достижении предельного износа между стенками
ручья и кольцом.
При изготовлении новых колец рекомендуется механическую об-
работку барабана (заготовки) производить с таким расчетом, что-
бы его наружный диаметр был на 2 мм больше диаметра золотни-
ковой втулки, а внутренний диаметр на 2 мм меньше диаметра зо-
лотникового диска по ручьям.
Обработанные барабаны разрезают на кольцевйе заготовки,
ширина которых должна быть больше ширины ручья на 0,5 мм.
Затем производят разрезку заготовки фрезой толщиной не более
1,5 мм по диаметральной плоскости кольца.
Разрезанные заготовки разводят в замке и между концами ко-
лец вставляют вкладыши для термической фиксации замка, по
ширине равные чертежной величине замка.
Затем заготовки колец подвергают термической обработке. Тер-
мообработка заключается в производстве нормализации колец, ко-
торая осуществляется с применением пламенных печей или на ус-
тановках токов высокой частоты (т. в. ч.).
Твердость колец на одном диске не должна колебаться более
230
Рис. 173. Приспособление для снятия и постановки золотниковых колец на диск-
I—секционный цилндрический корпус; 2 — золотниковое кольцо при максимально разжа-
том замке; 3 — пружина; 4 — шарнирная тяга; 5 — направляющая планка; 6 — ручкн при-
способления
20 единиц по Бринеллю. Для постановки колец на золотниковый
диск, как и при снятии с него, рекомендуется применять приспо-
собление, приведенное на рис. 173.
§ 81. РЕМОНТ САЛЬНИКОВ И АРМАТУРЫ ЦИЛИНДРОВ
Лабиринтные сальники с чугунными уплотнительными кольца-
ми после разборки и тщательной очистки от загрязнений подверга-
ют наружному осмотру и проверке соответствия чертежным разме-
рам и допускам. При заводском ремонте кольца сальников заменя-
ют новыми, а при деповском разрешается выпускать паровозы из
иодъемочного ремонта, если минимальный заход уплотняющего
кольца в обойму заднего поршневого сальника составляет 7 мм и
золотникового 5 мм. Обнаруженные при осмотре риски, вмятины
или выедины металла на крышке цилиндра или в месте прилега-
ния фланца устраняют обработкой крышки на станке.
Браслетные пружины колец, имеющие повреждения или поте-
рявшие упругость, заменяют исправными. От нагара их очищают
и ванне с раствором едкого натра с последующей промывкой
в теплой проточной воде. Пружины как вновь изготовленные, так
и бывшие в употреблении подвергают испытанию на растяжение
грузом 10 кг, при этом после испытания остаточная деформация
231
не должна превышать более 3%. Кольца, имеющие трещины в
стенках, заменяют новыми. Если вследствие износа кольца неплот-
но прилегают к поверхности скалки, производят механическую об-
работку стыков колец с доводкой суммарного зазора в стыках каж-
дого кольца до 0,5—1 мм. Для предупреждения продольных зади-
ров на поверхности трения скалок производят снятие фасок по
чертежным размерам на внутренних кромках уплотняющих колец.
Овализацию или конусность поверхности трения поршневой скал-
ки при достижении 0,5 мм и более устраняют механической обра-
боткой на станках. После сборки зазор между крышкой цилиндра
и фланцем сальника при выпуске из заводского ремонта должен
иметь чертежный размер, а из деповского — не менее 2 мм.
Цилиндровые продувательные клапаны с пневматическим при-
водом, а также предохранительные клапаны цилиндров после раз-
борки и тщательной очистки от загрязнений в керосиновой ванне
подвергают наружному осмотру и проверке соответствия чертеж-
ным размерам и допускам. Посадочные места клапанов и их гнез-
да проверяют на станке с последующей их притиркой. Шариковые
клапаны при наличии выработки, темных мест заменяют новыми.
Пружины испытывают на упругость; не выдержавшие испытания
заменяют исправными.
Поршень клапана с пневматическим приводом должен свобод-
но перемещаться от усилия пружины. При ремонте уменьшать про-
ходные отверстия и величину подъема клапанов не разрешается.
После ремонта и сборки клапаны гидравлически испытывают на
специальных стендах давлением 25 кГ/см2 в течение 5 мин.
§ 82. РЕМОНТ И УСТАНОВКА ПАРАЛЛЕЛЕЙ И ПОЛЗУНОВ
Ремонт параллелей. Основными неисправностями параллелей
являются трещины, механический износ и изгиб. При наличии тре-
щины параллель заменяют новой, так как при всех видах ремонта
запрещается их заварка, за исключением параллелей паровозов Л,
у которых разрешается заварка трещин в передних хвостовиках с
последующим усилением хвостовика по чертежу ПК.Б ЦТ.
В процессе эксплуатации имеют место случаи обрыва парал-
лельных болтов из-за появления трещин главным образом по вык-
ружкам. Для увеличения срока службы необходимо ослабшие па-
раллельные болты своевременно заменять новыми, изготовленными
из стали марки 40 или Ст5. Постановку их следует осуществлять
с натягом в проверенные разверткой отверстия. Не допускается эк-
сплуатация паровоза без наличия у задних параллельных болтов
предохранительных винтов или скоб. Задние болты на всех паро-
возах подвергают электромагнитной проверке один раз между
подъемочными ремонтами, а на паровозах П36 — два передних и
два задних один раз между подъемочными ремонтами.
Износ параллелей до 1 мм устраняют шлифовкой, а при боль-
шем износе — фрезерованием с последующей шлифовкой. При до-
стижении предельного износа поверхностей трения при всех видах
232
ремонта разрешается исправлять электронаплавкой, приваркой на-
делки (пластины) по всей плоскости, а также приваркой новых по-
лок у многоплоскостных параллелей и заваркой разработанных от-
верстий для болтов крепления параллели с механической обработ-
кой их по чертежным размерам. Изношенные боковые поверхно-
сти устраняют электронаплавкой вдоль параллели одним валиком
с захватом ширины всего борта в один или два слоя в направле-
нии от середины к концам параллели.
У неразъемной параллели износ на рабочих поверхностях устра-
няют постановкой наделки. Кованую наделку изготовляют из стали
марки Ст5 с таким расчетом, чтобы толщина ее после приварки и
механической обработки была не менее 7 мм. После прострожки
поверхностей и скоса кромок под приварку по концам сверлят по
два отверстия диаметром 20—25 мм для электрозаклепок и произ-
водят нормализацию наделки. Изношенную поверхность также
подвергают прострожке для улучшения прилегания наделки. Перед
приваркой рекомендуется наделку прижать плотно к параллели
струбцинами, заварить электрозаклепки и укрепить электроприх-
ватками с каждой стороны разделки не менее чем в четырех ме-
стах. Приварку наделки рекомендуется производить в нижнем или
полувертикальном положении с последующей механической обра-
боткой. Сварные швы обрабатывают абразивным кругом с плав-
ными переходами сопрягаемых поверхностей.
У разъемных параллелей паровозов Л, ЛВ, П36 и ФД восста-
новление изношенных нижних полок производят приваркой наде-
лок по всей длине полки толщиной не менее 5 мм. После разборки
изношенные полки параллели подвергают механической обработке,
как и наделки со скосом кромок под сварной шов, на строгальном
пли фрезерном станке. Подготовленную наделку плотно прижима-
ют к полке восемью парами клиньев и производят подогрев полки
и наделки газовой горелкой до температуры 250°С. Наделку к пол-
ке приваривают электродуговой сваркой, начиная от середины па-
раллели к ее концам, по всему периметру обратноступенчатым
швом. Износ вертикальных плоскостей полок восстанавливают элек-
тродуговой наплавкой. Толщина нижней полки для приварки на-
делки должна быть не менее 17 мм. После сварочных работ произ-
водят механическую обработку и шлифовку по чертежным разме-
рам и допускам с последующей электромагнитной дефектоскопией.
Разработанные отверстия в параллелях для болтов более 3 мм
против чертежных размеров заваривают с последующей сверлов-
кой по чертежным размерам. Изогнутые параллели исправляют под
кузнечным молотом или под прессом с предварительным подогре-
вом до температуры 1200°С с последующей механической обработ-
кой, шлифовкой и проверкой электромагнитной дефектоскопией.
Ремонт ползунов. К основным повреждениям ползунов относят-
ся трещины, механический износ и ослабление головки скалки в
юрловине (рис. 174).
Исправлять трещины в ползунах разрешается при всех видах
ремонта электродуговой сваркой или вваркой кольцевой вставки в
233
Рис. 174. Повреждения многоплоскост-
ного ползуна:
1 — корпус многоплоскостного ползуна; 2—тре-
щины; 3 — износ отверстия для валика;
4 — износ резьбы в отверстиях для шпилек:
5 — износ и трещины клинового отверстия:
6 — износ конусного отверстия под скалку:
7—износ армировки полок и трещины в них
щеку ползуна. При заводском ремонте разрешается заварка не бо-
лее одной трещины на каждой щеке, а при деповском не более
двух. При заварке двух трещин у отверстия для валика произво-
дят приварку кольцевой наделки на наружную щеку (для ползунов
с бронзовыми вкладышами). Исправление трещин в полках сколь-
жения ползунов разрешается в том случае, если общая их длина
не превышает 30% длины полки, а количество трещин не более
двух. При большем количестве и длине ползун заменяют новым.
Заварку трещин в ползунах электродуговой сваркой, как и при
вварке вставки, осуществляют с предварительным подогревом в
закрытой печи до температуры 300—400°С с последующей норма-
лизацией. Местный нагрев применять не разрешается. Повторная
заварка трещин от отверстия для валика, а также заварка тре-
щин в горловине ползуна при всех видах ремонта не разрешается,
в этих случаях ползун заменяют новым.
Механическому износу наиболее подвержены конусная поверх-
ность горловины ползуна, поверхности: клина, валика и места его
постановки в щеках ползуна, вкладышей или плоскости полок, а
также отверстия под клин, для болтов и резьбовые соединения
шпилек и болтов. Если износ поверхностей не достиг предельных
размеров, производят исправление механической обработкой. Конус-
ную поверхность горловины под головку скалки растачивают на
станке с последующей проверкой ее по калибру, а при достижении
предельного износа производят электронаплавку. Перед наплавкой
конусное отверстие протачивают на глубину 1 —1,5 мм. Процесс на-
плавки ведут в один проход широким поперечным колебанием.
Аналогичную электронаплавку с указанными требованиями по
качеству производят в отверстиях ползуна под валик и под клин.
Постановка втулок в горловину ползуна и в отверстия под валик
не разрешается.
Конусные поверхности валика ползуна при достижении пре-
дельных размеров износа восстанавливают электродуговой наплав-
кой с предварительным подогревом до температуры 300—350°С с
последующей механической обработкой, термической обработкой
токами высокой частоты (т. в. ч.) и производством электромагнит-
ной дефектоскопии. Наплавка цилиндрической поверхности унифи-
цированных (полых) валиков не разрешается, как и валиков по-
водка маятника. Разрешается восстанавливать цилиндрическую
часть валиков до чертежного размера цинкованием поверхности на
толщину не более 0,2 мм.
234
При заводском ремонте вкладыши ползуна независимо от их
юхнического состояния заменяют новыми, изготовленными по чер-
тежным размерам. Износ параллели компенсируют приваркой
стальных наделок на крышку и дно корпуса ползуна. При депов-
ском ремонте разрешается оставлять вкладыши, имеющие слабину
по параллели в горизонтальном (боковом) направлении не свыше
2 мм. Слабину таких вкладышей в вертикальном направлении уст-
раняют постановкой стальных наделок при условии, если износ
вкладыша не превышает 30% чертежного размера.
Армировку изношенных полок многоплоскостных ползунов при
всех видах ремонта осуществляют сплавом марки ЦАМ 9-1,5. Пос-
ле механической обработки полок производят армировку ползунов
металлургическим креплением сплава с полками.
Ослабшие в отверстиях болты и шпильки заменяют новыми;
устранять слабину электросваркой не разрешается. Разработка от-
верстий в ползуне для шурупов и шпилек допускается по диамет-
ру против чертежного размера не более 3 мм. При большей разра-
ботке отверстия восстанавливают наплавкой. Конусные отверстия
для болтов в ползунах проверяют разверткой; увеличение диамет-
ра отверстия более 4 мм против чертежного размера не допускает-
ся. Нормально поставленные конусные болты должны иметь осевой
натяг 8—12 мм, при этом зазор против болтов не допускается.
Устранение слабины головки скалки в ползуне осуществляют
механической обработкой сопрягаемых поверхностей по калибрам,
а сопрягаемых поверхностей отверстия и клина — по чертежным
размерам и допускам. Разработка отверстия для клина в ползуне
без наплавки разрешается по длине не более 7 мм и по ширине не
более 4 мм от чертежных размеров. При большем износе произво-
дят исправление электродуговой наплавкой с последующей механи-
ческой обработкой по чертежным размерам. Изношенные поверх-
ности клина исправляют механической обработкой, а при достиже-
нии предельных размеров клин заменяют новым, так как при всех
видах ремонта электронаплавка поверхности клина*’не разрешается.
Установка параллелей и ползунов относительно геометрической
оси цилиндров. Основная задача установки заключается в том, что-
бы после сборки параллели с ползуном и регулировки ось горлови-
ны ползуна совпадала в горизонтальной и вертикальной плоско-
стях с горизонтальной осью цилиндра при переднем и заднем
крайних положениях ползуна в пределах установленных допусков.
Выполнение этой операции осуществляют’при помощи приспособ-
ления (рис. 175), устанавливаемого на стенки цилиндра, так как
при этом обеспечивается наибольшая точность измерений. Постав-
ленная на место параллель своими верхними гранями в попереч-
ном направлении должна быть параллельна верхним граням рамы
паровоза, что проверяют измерением расстояний от нижней поверх-
ности линейки, положенной на оба полотна рамы, до верхних гра-
ней параллели, замеренных в двух точках. Регулировку параллели
с ползуном производят с таким расчетом, чтобы при переднем и
заднем положениях ползуна ось горловины по горизонтали совпа-
235
Рис. 175. Приспособление для проверки параллели и ползуна в сборе отно-
сительно геометрической оси цилиндра:
/ — трехопорная звездочка, 2 — пустотелая штанга; 3 — конусная втулка, 4 — ползун,
5 — параллель
дала с осью цилиндра с допуском ±0,5 мм, а по вертикали прохо-
дила ниже оси цилиндра на 1—1,5 мм. При этом рабочие плоско-
сти параллели должны быть параллельны оси цилиндра, а средняя
линия параллели должна находиться в одной вертикальной плоско-
сти с осью цилиндра.
Приспособление (см. рис. 175) состоит: из двух трехопорных
центрирующих звездочек 1, устанавливаемых в передней и задней
полости цилиндра, из пустотелой штанги 2 с шлифованной верхней
поверхностью, на которой с одной стороны расположены звездоч-
ки, а с другой — конусная втулка 3, имеющая эксцентричное отвер-
стие относительно образующей конуса на 1,5 мм, чтобы ось горло-
вины ползуна была ниже оси цилиндра на 1—1,5 мм для устране-
ния перекоса скалки при провисании поршня на суммарную вели-
чину зазоров в сопрягаемых поверхностях ползуна и параллели. На
торцовой поверхности втулки 3 сделана риска. После установки
приспособления в цилиндре в отверстие горловины ползуна встав-
ляют конусную втулку так, чтобц! ось ее была выше оси горлови-
ны ползуна с расположением вертикальной риски в верхнем поло-
жении.
Для проверки положения параллели в вертикальной плоскости
ползун устанавливают в переднее крайнее положение и штангу 2
перемещают в конусную втулку. Если при этом она не войдет в от-
верстие конусной втулки и по вертикали будет иметь отклонение,
производят регулировку параллели постановкой стальных прокла-
док в местах опор (разрешается постановка не более трех прокла-
док общей толщиной не более 2 мм). При установке параллели в
такое положение, при котором штанга свободно пройдет в отвер-
стие конусной втулки, проверку прекращают и ползун перемещают
в заднее крайнее положение и аналогично делают проверку и регу-
лировку параллели, обеспечивая свободный проход штанги в ко-
нусную втулку. После закрепления параллельных болтов с прок-
ладками производят повторную проверку в двух указанных поло-
жениях.
Для проверки положения параллели в горизонтальной плоско-
сти после установки ползуна в переднее крайнее положение штангу
перемещают в отверстие конусной втулки. Если при этом не прои-,
236
юйдет совпадения центров штанги и конусного отверстия втулки,
производят регулировку положения параллели путем перемещения
ее в горизонтальной плоскости на величину несовпадения центров.
В результате перемещения параллели может произойти несовпаде-
ние отверстий для постановки болтов, в этом случае производят
заварку отверстий электродуговым способом с последующей меха-
нической обработкой. После нормального прохода штанги в отвер-
стие конусной втулки аналогичную проверку осуществляют при по-
ложении ползуна в заднем крайнем положении.
Установка параллели и ползуна относительно геометрической
оси цилиндра считается удовлетворительной, если в вертикальной
и горизонтальной плоскостях ось горловины совпадает с геометри-
ческой осью цилиндра при крайних положениях ползуна.
§ 83. РЕМОНТ И ПРОВЕРКА ДВИЖУЩЕГО МЕХАНИЗМА
Ремонт дышлового механизма. После полной разборки дышла
и подшипники очищают от загрязнений в моечной установке, ос-
матривают и проверяют соответствие чертежным размерам и до-
пускам с последующей электромагнитной дефектоскопией дышел.
К основным дефектам дышлового механизма относятся трещины,
механический износ и изгиб дышел.
Трещины в дышлах образуются как в головках, так и в штан-
гах (рис. 176). Как показывает анализ их повреждений, трещины
в дышлах образуются: при нарушении технологии электросвароч-
ных работ; от острых кромок в смазочных каналах, от электроожо-
гов сварочными проводами; от применения песка в момент боксо-
вания колес и при гидравлических ударах; наибольшее количество
трещин происходит в головках рамочных дышел. При наличии тре-
щин в поршневых дышлах и в штангах сцепных дышел их бракуют,
так как заварка их при всех видах ремонта запрещена.
Трещины по кромкам от смазочных отверстий в головках сцеп-
ных дышел исправляют при заводском ремонте раззенковкой, элек-
тродуговой сваркой с последующей механической обработкой, если
трещина по длине не более 10 мм, а при деповском— до 15 мм.
При обнаружении трещины в головке дышла при исправном состо-
янии штанги и другой головки разрешается удаление дефектной
головки с приваркой новой откованной головки газопрессовой свар-
кой по утвержденной технологии с последующей механической об-
работкой, дефектоскопированием и испытанием сварного шва на
изгиб. При этом не разрешается постановка на паровоз дышел с
приварными головками, если отсутствует клеймо завода, произво-
дившего сварку. Стальные втулки под роликовые подшипники, име-
ющие трещины или имеющие слабину в головке дышла, как и раз-
работку сверх допускаемых размеров, заменяют новыми.
Механический износ дышел и их подшипников, если он по сво-
им размерам не достиг предельной величины, исправляют механи-
ческой обработкой на станках согласно установленным допускам
и виду ремонта паровоза. При достижении предельных размеров
237
Рис, 176. Трещины в рамочных дышлах (а) и в дышлах с круглыми головка-
ми (б):
/ — трещины по смазочным отверстиям; 2— трещины в штангах дышел; 3 — трещины в
рамках
производят наплавку электродуговым способом боковых поверхно-
стей хвостовиков и внутренних поверхностей вилок дышел с после-
дующей механической обработкой по чертежным размерам, а так-
же электронаплавку на конусы и цилиндрическую поверхность
дышловых валиков (кроме хвостовиков) с предварительным отжи-
гом при закалке т. в. ч. с последующей механической обработкой
на станках. Наплавку бортов центровых втулок рекомендуется осу-
ществлять латунью или бронзой, газовой сваркой, а остальных —
электродуговым способом с последующей механической обработ-
кой. При ослаблении в постановке и при износе стальных втулок
разрешается производить электронаплавку по наружному диаметру
с последующей механической обработкой, а также электронаплав-
ку отверстия под втулку в передних головках поршневых дышел
паровозов Л, ЛВ и П36 с последующей механической обработкой и
238
дефектоскопированием. Повторная наплавка отверстий на указан-
ных сериях паровозов не разрешается, и дышла в этом случае бра-
куют. Наплавку отверстий для втулочных подшипников и отвер-
стий под валики рекомендуется осуществлять концентрическими
круговыми валиками.
Электросварочные работы на дышлах во всех случаях сле-
дует производить с предварительным их подогревом до темпе-
ратуры 350—400°С, с выдержкой в процессе сварки не менее
300°С.
Осуществлять полуавтоматическую сварку под слоем флюса
или электродами типов Э-42А, Э-46А, Э-50А с последующей норма-
лизацией с подогревом до температуры 850—870°С и охлаждением
на воздухе. Контроль качества произведенных работ осуществ-
ляют электромагнитной дефектоскопией.
Изношенные плавающие втулки с трехслойной (сплав — кар-
кас—сплав) армировкой сплавом ЦАМ 9-1,5 до предельных разме-
ров восстанавливают перезаливкой армированного сплава с исполь-
зованием стального каркаса. Соединение сплава с каркасом осу-
ществляют металлургическим креплением, т. е. с предварительной
оцинковкой наружной и внутренней поверхностей.
Изгиб дышел происходит при гидравлических ударах от броса-
ния воды из котла в паровые машины, при разрыве одного из ды-
шел или при обрыве пальца кривошипа во время движения. Изгиб
штанги дышла допускается не более 2 мм, а отклонение головок и
хвостовиков от своих осей не более 1 мм. При больших изгибах
производят их правку под прессом или молотом с предваритель-
ным подогревом до температуры 1200°С. После устранения изгибов
дышло подвергают повторной проверке с последующей электромаг-
нитной дефектоскопией.
- Проверка подшипников по центрам сцепных дышел. Для про-
верки собранные дышла располагают на козлах прямолинейно.
При разрезных подшипниках между половинками ставят проклад-
ки толщиной 5 мм и производят затяжку их клиньями до плотного
соприкосновения обеих половинок к прокладке. В отверстия под-
шипников вставляют центроискательные планки, на которые по
контрольным окружностям наносят и накернивают центры подшип-
ников, через центры проводят горизонтальные риски. Затем при
помощи угольника проверяют, совпадает ли найденный центр под-
шипника с серединой смазочного отверстия в головке дышла. При
несовпадении подшипник клиньями перемещают в правильное по-
ложение. После указанной проверки при помощи штихмаса произ-
водят измерение расстояния между центрами осей ведущей и сле-
дующей сцепной колесными парами при затянутых буксовых
клиньях. Замеренное расстояние переносят в центр соответствую-
щих подшипников. При этом один конец штихмаса вставляют в
центр подшипника центровой головки и радиальным перемещением
другого конца штихмаса прочерчивают дугу на планке центроис-
кателя сцепного подшипника. Если описанная дуга на центроиска-
теле будет совпадать с центром подшипника, то расстояние между
239
центрами этих подшипников равняется расстоянию между центра-
ми осей соответствующих колесных пар. При несовпадении центров
определяют величину их несовпадения и затем производят прост-
рожку лобовой или клиновой половинки подшипника для того, что-
бы подшипник поставить на место в соответствии с центрами ко-
лесных пар.
Для определения расстояний между центрами двух следующих
подшипников и колесных пар производят аналогичные измерения.
При наличии разъемного центрового подшипника и втулочных
сцепных подшипников, замерив расстояние между центрами соот-
ветствующих колесных пар, ножку штихмаса устанавливают вна-
чале в центре втулочного подшипника, а второй описывают дугу
на планке центроискателя центрового подшипника. Если центры
не совпадают, производят прострожку соответствующей половинки
центрового подшипника.
Проверку центров головок дышел с плавающими втулками и
центрами осей колесных пар производят аналогичным способом и в
той же последовательности. Отклонение размеров между центрами
головок дышел от чертежных размеров при всех видах ремонта до-
пускается между смежными головками ±0,5 мм, а между крайни-
ми ±1 мм.
Проверка хода поршня и длины поршневого дышла. После ре-
монта и сборки поршня, параллели, ползуна и поршневого дышла
ход поршня должен быть равен двойной длине радиуса ведущего
кривошипа, а линейная величина вредных пространств соответство-
вать чертежным размерам для данной серии паровоза с допуска-
ми при выпуске из заводского ремонта !±4 мм и —2 мм, из депов-
ского ±5 мм и —3 мм. Проверку хода поршня и длины поршнево-
го дышла осуществляют двумя способами: с боксовкой паровоза и
без боксовки.
Проверку с боксовкой производят так. На раме паровоза нано-
сят произвольно керн А (рис. 177) и производят боксовку паровоза
вперед до положения OAi, т. е. когда кривошип ведущей колесной
Рис. 177. Схема проверки хода поршня и длины поршневого дышла с боксов-
кой паровоза:
/ — мерительный крючок; 2 — полотно рамы; 3 — ведущая колесная пара, 4 — переднее
положение ползуна
240
пары не дойдет до переднего мертвого положения примерно на угол
15°. Боксовку прекращают и крючком из керна А на бандаже на-
носят риску йь а на параллели фиксируют положение ползуна рис-
кой П. Продолжая боксовку вперед до возвращения ползуна в по-
ложение, отмеченное риской П, при этом кривошип будет занимать
положение ОА2, тогда крючком из точки А чертят на бандаже рис-
ку а2- Затем из центра оси О произвольным радиусом прочерчива-
ют дугу тп и в точках пересечения щ и а2 выбивают керны. Заме-
рив расстояние между кернами а\ и а2, делят его пополам и выби-
вают керн в точке Н.
Для установки кривошипа в переднее мертвое положение бок-
суют паровоз вперед до тех пор, пока не будет точного совпадения
ножки крючка с керном в точке Н с расположением первой ножки
в точке А. Аналогичным способом боксуя паровоз вперед, опреде-
ляют положение кривошипа в задней мертвой точке. Переднее и
заднее мертвые положения поршня в точках 0 и 8, выбивают на па-
раллели керны, отмеченные рисками по задней кромке ползуна.
После этого отсоединяют поршневое дышло от ползуна и при от-
крытых цилиндровых клапанах перемещают его до удара в перед-
нюю, а затем в заднюю крышки, отмечая рисками а и по задней
грани ползуна положение поршней. Полученные расстояния на па-
раллели ав и аЩ] являются действительными линейными величи-
нами вредных пространств при переднем и заднем положениях
поршня. Сравнивая их с чертежными величинами вредных прост-
ранств, осуществляют регулировку требуемой длины поршневого
дышла.
§ 84. РЕМОНТ И РЕГУЛИРОВКА
ПАРОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
К основным повреждениям парораспределительного механизма
относятся трещины, механический износ и изгиб деталей. Трещины
в хвостовике кулисы и от отверстий для болтов кулисной рамки
устраняют электродуговой сваркой с предварительным подогревом
до температуры 300—350°С или газовой сваркой с присадкой
стальной сварочной проволоки с последующей механической обра-
боткой и проверкой дефектоскопией. В наплавленном металле не
допускаются поры, шлаковые включения и подрезы основного ме-
талла. При наличии трещин в кулисной рамке кулису заменяют
повой. Разрешается заваривать трещины в проушинах и в вилках
тяг, если количество их на каждой тяге не более двух и они зани-
мают не более 25% сечения. Заварку осуществляют электродуговой
сваркой с предварительным подогревом до температуры 250—300°С
и нормализацией при температуре 820—850°С. При механической
обработке сварной шов должен быть обработан заподлицо с ос-
новным металлом.
Тяги, имеющие трещины в штангах и в отверстиях для штиф-
тов валиков, заменяют новыми. Восстановление золотниковых и
241
эксцентриковых тяг при негодности их концов производят привар-
кой откованных головок контактной или газопрессовой сваркой с
последующей механической обработкой и дефектоскопированием.
В золотниковом ползуне и параллели заварку трещин осуществ-
ляют электродуговой сваркой с предварительным подогревом до
температуры 300—400°С. При обнаружении трещин в переводном
кулисном вале и в вилках тяг воздушного реверса дефектные части
отрезают и приваривают новые участки контактной или газопрес-
совой сваркой.
Механический износ поверхностей трения в деталях, парорас-
пределительного механизма, если он по своим размерам не достиг
предельного размера, устраняют механической обработкой на стан-
ках, а при достижении предельного размера детали заменяют или
исправляют наплавкой с последующей механической обработкой.
Изношенные поверхности трения кулисы исправляют шлифовкой
на специальных станках, а камень заменяют новым. При достиже-
нии предельного износа рамку кулисы заменяют новой. Овализацию
отверстия в хвостовике кулисы для соединения с эксцентриковой
тягой устраняют шлифовкой на станке или запрессовкой новой тер-
мически обработанной втулки. Износ пазов под выступы щек в ку-
лисе, как и на выступах щек, исправляют электродуговой наплав-
кой или газовой сваркой с присадкой стальной сварочной прово-
локи.
В золотниковых параллелях износ поверхностей трения устра-
няют шлифовкой, а при достижении предельных размеров произ-
водят приварку наделок аналогично, как на поршневых паралле-
лях. Разработанные отверстия для болтов заваривают электродуго-
вой сваркой с последующей механической обработкой по чертеж-
ным размерам. Износ чугунных направляющих восстанавливают
газовой сваркой с присадкой латуни или бронзы с последующей
механической обработкой по чертежным размерам.
В золотниковом ползуне износ устраняют в зависимости от его
конструкции: заменой чугунных направляющих ползуна, заменой
наделок с предварительной их термической обработкой или элект-
ронаплавкой поверхностей трения с последующей механической об-
работкой по чертежным размерам. Изношенные сопрягаемые
поверхности в горловине ползуна под поверхностью головки золот-
никовой скалки, поверхности под клин и втулку валика ползуна
восстанавливают электродуговой наплавкой. Наплавку поверхно-
стей под конус скалки и для валика осуществляют концентриче-
скими валиками в наклонном положении в приспособлении, обес-
печивающем поворот ползуна при выполнении данной операции.
Разработанные отверстия для болтов и шурупов исправляют за-
варкой электродуговым способом с последующей механической
обработкой по чертежным размерам.
В тягах маятников и поводках механизма изношенные поверх-
ности исправляют механической обработкой на станках. При дости-
жении предельного износа внутренние боковые поверхности вилок,
242
хвостовиков шарнирных соединений и поверхности в отверстиях
для валиков восстанавливают электронаплавкой с последующей ме-
ханической обработкой до чертежных размеров. Соединительные
валики маятника и его поводка при наличии износа заменяют но-
выми, так как восстановление их наплавкой не разрешается. Все
остальные валики восстанавливают вибродуговой наплавкой
под слоем флюса с последующей механической обработкой до
чертежных размеров и термообработкой с последующей шли-
фовкой.
В переводном вале при заводском ремонте овальность шеек
устраняют на станке. При достижении предельного размера шеек
до 20% чертежного размера по диаметру производят электрона-
плавку с последующей механической обработкой. Овальность в от-
верстиях рычагов устраняют развертками, а при разработке до
предельного размера •— электронаплавкой с последующей механи-
ческой обработкой. Установка вала на раму после ремонта считает-
ся удовлетворительной, если его ось занимает горизонтальное поло-
жение по отношению к.раме паровоза, если она перпендикулярна
продольной оси рамы и находится на чертежном расстоянии от
центров ведущей оси.
В воздушном реверсе изношенные поверхности (ползуна и его
направляющих, в горловине ползуна, в отверстиях под клин и в
тягах) восстанавливают электронаплавкой с последующей механи-
ческой обработкой до чертежных размеров.
Изогнутые золотниковые и эксцентриковые тяги, маятники и
подвески правят, как и дышла, с последующей проверкой на пли-
те и дефектоскопированием.
Проверка и регулировка улучшенного парораспределительного
механизма. После ремонта собранный парораспределительный ме-
ханизм при нахождении кривошипа в переднем или заднем край-
нем (мертвом) положении должен соответствовать следующим
основным требованиям: кулиса занимать среднее положение, при
котором центр камня совпадает с центром кулисы, а при переме-
щении камня в верхнее и нижнее положения золотник остается
неподвижным; величина открытия паровпускного канала на линей-
ное предварение впуска равна чертежному размеру; линейное
предварение впуска пара при различных отсечках должно быть
постоянным; при установке указателя реверса на нулевое деление
центры кулисных камней должны находиться в центре кулис.
Для достижения наиболее точных измерений при проверке ме-
ханизма регулировку необходимо производить на пути, выверенном
по уровню. Для создания нормальной нагрузки на рессорное под-
вешивание, при котором расстояния от центра осей колесных пар
до верхних граней полотен рамы должны быть одинаковы, котел
наполняют водой на 100—150 мм выше указателя «Низший уро-
вень». При проверке с боксовкой паровоза для предупреждения
влияния мертвого хода от зазоров в шарнирных соединениях дви-
жущего и парораспределительного механизмов паровоз следует
боксовать только вперед.
243
Проверка длины подвесок золотниковых тяг.
Длина подвесок считается в пределах установленных допусков, ес-
ли при нулевом положении реверса центры обоих кулисных камней
совпадают с центрами качания кулис. Для проверки снимают пор-
шневые дышла, разъединяют эксцентриковые тяги с кулисами, ма-
ятники — с поводками ползунов, а поршни устанавливают в зад-
нее мертвое положение по кернам, нанесенным на параллелях и
ползунах. Установив рычагом кулисные камни на передний ход па-
ровоза, постепенно переводят рычаг к центру, покачивая при этом
кулису вручную до того момента, когда золотник или конец маят-
ника перестанет перемещаться, это будет означать, что центр ку-
лисного камня совпал с центром качания кулисы. Если при про-
верке с другой стороны паровоза будет аналогичное совпадение
центров камня и кулисы, это указывает, что длина обеих подвесок
в пределах установленных допусков. При несовпадении с другой
стороны паровоза центров кулисы и камня определяют величины
несовпадения центров, а затем производят исправление с последую-
щей повторной проверкой длины подвесок.
Проверка длины золотниковых тяг. Длина золот-
никовой тяги считается нормальной, если при мертвых положениях
кривошипа (поршня) при перемещении рычагом кулисного камня
от среднего к крайним положениям (верхнему и нижнему) золот-
ник остается неподвижен. Подготовка к проверке заключается в
следующем: кривошип ставят в одно из мертвых положений, разъ-
единяют эксцентриковую тягу с хвостовиком кулисы и укрепляют
золотник при среднем положении камня в кулисе. Для проверки пе-
реводят рычаг на передний ход паровоза, а затем постепенно на
задний. Если при перемещениях камня кулиса будет оставаться
неподвижной, это указывает на то, что длина золотниковой тяги
равна радиусу кулисы. Отклонение кулисы во время перемещения
камня в ее пазах указывает на несоответствие длины тяги радиусу
кулисы. В этом случае кулису закрепляют в среднем положении и
производят аналогичное перемещение камня. При удлиненной тяге
при перемещении камня в верхнее и нижнее положения золотник
будет перемещаться вперед, а при укороченной — наоборот. За-
мерив величину перемещения золотника, регулируют длину тяги на
указанную величину и производят повторную проверку.
Проверка маятника. Положение маятника проверяют
только после регулировки длины золотниковых тяг. Ось маятника
при горизонтально расположенных цилиндрах паровой машины
должна занимать отвесное положение и соответствовать среднему
положению поршневого ползуна. Исходя из этого, среднее положе-
ние маятника проверяют угловым уровнем или обычным отвесом
(рис. 178).
Проверка длины эксцентриковой тяги. Длина
эксцентриковой тяги считается нормальной, если при обоих мерт-
вых положениях кривошипа (поршня) кулиса занимает среднее по-
ложение и при перемещении кулисного камня от среднего к край-
нему верхнему и нижнему положениям золотник остается непод-
244
Рис 178. Проверка положения маят-
ника:
1 — золотниковая тяга; 2 — переднее край-
нее положение маятника; 3 — скалка зо-
лотника, 4 — положение углового ватерпа-
са при проверке маятника, 5 — штанга ма-
ятника, 6 — заднее крайнее положение ма-
ятника
вижным. Проверку длины эксцен-
триковой тяги осуществляют с
боксовкой и без боксовки паро-
воза.
Проверка тяги с боксовкой.
Для этого паровоз боксуют впе-
ред до установки поршня в зад-
нее мертвое положение, что про-
веряют крючком по кернам. При
таком положении камень кулисы
перемещают в верхнее и нижнее
положения и наблюдают, есть ли
перемещение золотника. После
этого продолжают боксовать па-
ровоз вперед до установки порш-
ня в переднее мертвое положение,
повторяют перемещение камня в верхнее и нижнее положения и наб-
людают, есть ли при этом перемещение золотника. Если при заднем
и переднем мертвых положениях поршня золотник оставался непод-
вижным, длина эксцентриковой тяги считается нормальной. Если
наблюдается перемещение золотника при заднем и переднем мерт-
вом положении поршня на одинаковую величину, производят регу-
лировку длины эксцентриковой тяги. Для этого отсоединяют эк-
сцентриковую тягу от кулисы, перемещением камня находят сред-
нее положение кулисы и закрепляют ее в этом положении. Затем
штихмасом замеряют расстояние от центра пальца контркривоши-
па (точка К) до центра отверстия для валика в кулисе (точка А,
рис. 179), полученная величина и будет искомой длиной эксцентри-
ковой тяги, по которой и производят ее регулировку. После регули-
ровки соединяют тягу с кулисой и делают повторную проверку с
боксовкой паровоза и установкой поршня в заднее и переднее мер-
Рис. 179. Схема проверки длины эксцентриковой тяги с боксовкой паровоза:
/ — кулиса, 2 — золотниковая тяга; 3 — маятник; 4—скалка золотника; 5 — параллель;
6 — ползун; 7 — эксцентриковая тяга
245
Рис. 180. Схема проверки длины эксцентриковой тяги без боксовки паровоза:
1 — ведущее колесо; 2— радиус контркривошипа, 3 — ступица колесного центра; 4 — штан-
генциркуль, 5— прямоугольник, 6—центр валика хвостовика кулисы
твое положения. Если при перемещениях кулисного камня не будет
смещения золотника, значит длина эксцентриковой тяги в преде-
лах установленных допусков.
Проверка тяги без боксовки. Поршневое дышло отсоединяют
от ползуна и перемещают по параллели от риски Kt на линейную
величину вредного пространства Л1 (рис. 180). При таком положе-
нии ползуна кулачок золотникового направления закрепляют, ку-
лису устанавливают в среднее положение с проверкой перемещения
камня и закрепляют. Штихмасом из точки М описывают дугу НН
на торце оси, проходящую через центр ведущей оси О. Из центра
О радиусом, равным фактической длине контркривошипа, на сту-
пичной части колесного центра чертят окружность, в пересечениях
окружности с дугой НН получают точки ВВ. Измеряя специальным
штихмасом расстояние от точки М до точки В, получают искомую
длину эксцентриковой тяги. Для получения точного размера реко-
мендуется у торца оси к удлиненной ножке штихмаса при замере
прикладывать прямоугольник, фиксирующий перпендикулярное
расположение ножки к торцовой поверхности оси. После получения
размера МВ производят регулировку длины тяги.
§ 85. ПРОВЕРКА ДВИЖУЩЕГО
И ПАРОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМОВ И ЗОЛОТНИКОВ
После сборки движущего и улучшенного парораспределительно-
го механизмов производят окончательную регулировку и установку
парораспределительных золотников при помощи прибора
(рис. 181), состоящего из цилиндрической штанги 1 со шкалой, пе-
реднего движка 2 с нониусом, заднего упора 3 и движка-фиксато-
246
Рис. 181. Схема проверки золотника и установка его в среднее
положение с применением приспособления:
/ — цилиндрическая штанга; 2 — передний движок; 3 — задний упор с верти-
кальной стойкой и скобой; 4 — движок-фиксатор с вертикальной стойкой
ра 4. В вертикальной плоскости все три втулки имеют вертикаль-
ные стойки на втулках. В верхней части стоек имеются прямо-
угольные вырезы для измерения расстояния между кромками паро-
впускных окон. Такие же вырезы предусмотрены в скобах этих
втулок для измерения расстояния между паровпускными кромками
колец. Стойка у втулки предназначена для нанесения риски и кер-
на на скалке золотника. Так как чертежные размеры некоторых
деталей золотника различны, рекомендуется приборы изготовлять
для каждой серии паровоза отдельно. Например, размер Б являет-
ся чертежным размером величины перекрыши впуска пара. Для
паровозов Л он равен 50 мм; Еа, Ем — 44; Эв/И и СОВ/И — 40 мм,
а размер П для паровозов Л и Еа, Ем — 152 мм; Эв/И и СОВ/И —
127 мм. Этот размер необходим для того, чтобы при установке
прибора в золотниковой втулке оси штанги прибора и золотнико-
вой втулки совпадали.
Подготовка для проверки заключается в следующем: золотни-
ковый ползун соединяют с маятником, который тоже соединяют с
золотниковой тягой и с поводком. Соединенный ползун с поршнем
устанавливают в среднее положение, а кулисный камень — в центр
качания кулисы, т. е. тоже в среднее положение. После подготовки
прибор вставляют во втулку и измеряют расстояние П между
кромками паровпускных окон, зажимая при этом втулку 2, затем
при помощи крючка из керна А, расположенного на поверхности
золотникового ползуна, наносят на штанге прибора риску аа и вы-
нимают прибор из втулки.
247
Для проверки величины перекрыши впуска пара прибор уста-
навливают на диски золотника (прижатые распорным приспособ-
лением к упорным шайбам). Если при этом опорные выступы скоб
расположатся между вертикальными поверхностями колец нор-
мально, значит для данного случая перекрыши впуска пара имеют
(размер Б) чертежный размер.
При выпуске паровоза из заводского ремонта увеличение пере-
крыши впуска пара против чертежного размера допускается не
более 0,5 мм, а из подъемочного — не более 1 мм. Увеличение пе-
рекрыши впуска в процессе эксплуатации на 1,5 мм и более не
разрешается. Если при измерении перекрыши впуска скобы прибо-
ра не входят между кромками колец или заходят с зазором, пре-
вышающим установленные допуски, определяют величину погреш-
ности и, сравнивая фактические размерьте размером 77, производят
регулировку деталей золотника. Если фактическое расстояние меж-
ду кольцами меньше расстояния 77, уменьшают высоту притироч-
ных лент и упорных шайб на одинаковую величину в каждом дис-
ке. При большем размере исправление производят наплавкой тор-
цов упорных шайб с последующей механической обработкой до
требуемых размеров.
Перекрыши выпуска пара определяют измерением расстояний
между впускными и выпускными кромками колец на каждом дис-
ке. Увеличение перекрыши выпуска пара при выпуске паровоза из
заводского ремонта должно быть не более 0,2 мм и из подъемоч-
ного — не более 0,4 мм. Увеличение перекрыши выпуска в экс-
плуатации на 0,5 мм и более не разрешается.
Для установки золотника в среднее положение вертикальную
стойку втулки устанавливают так, чтобы боковая поверхность
стойки точно совпала с риской аа на штанге прибора, после чего
на золотниковой скалке прочерчивают риску с нанесением на ней
керна А[. Затем золотник вставляют в цилиндр, ножку крючка
ставят в керн А на поверхности ползуна и перемещают золотник
в сторону ползуна до точного совпадения второй ножки крючка с
керном Л] на скалке. Положение золотника, установленное по
крючку с совпадением центров /Мь и будет средним его положе-
нием, так как риска аа наносилась на штангу прибора при нахож-
дении в среднем положении поршневого ползуна с поршнем, ку-
лисного камня и маятника.
Раздел IV
ЭКИПАЖНАЯ ЧАСТЬ ПАРОВОЗА
Глава 16
ПАРОВОЗНАЯ РАМА
§ 86. ТИПЫ И КОНСТРУКЦИИ РАМ
Экипаж паровоза является основанием, на котором размещены
котел, цилиндры и части движущего и парораспределительного ме-
ханизмов. К экипажу относятся: рама, сцепные приборы, колесные
пары с буксами, рессорное подвешивание и тележки.
Части экипажа испытывают большие нагрузки от действия про-
дольных сил тяги паровоза, от веса всех его частей, от действия
боковых сил и толчков, возникающих при движении паровоза по
кривым неровностям рельсового пути (стыкам рельсов, стрелочным
переводам). Особенно большие нагрузки испытывает рама как ос-
новной узел экипажа. Поэтому паровозные рамы должны обладать
большой прочностью и жесткостью конструкции.
На паровозах применяют следующие типы рам: листовые,
брусковые и цельнолитые.
Листовые рамы. Паровозы малой мощности и ряд паровозов
средней мощности (СО, Э, Су) имеют листовые рамы. Листовая
рама паровоза СО (рис. 182), мало отличающаяся от рамы паро-
воза Э, состоит из двух параллельных листов 1 и нескольких вер-
тикальных и горизонтальных межрамных скреплений: 6, 7, 9, И, 14,
15. Впереди рама замыкается буферным брусом 12, а сзади —
стяжным ящиком 2. Рамные листы изготовлены из листовой стали
марки СтЗ толщиной 32 мм.
В рамных листах сделано по пять вырезов для размещения
букс движущих осей. У каждого буксового выреза установлена на-
правляющая 4, служащая для удержания и направления
буксы.
В раме имеются также вырезы в месте привалки цилиндров,
между буксовыми вырезами для доступа к рессорному подвешива-
нию, возле зольника и в месте установки заднего стяжного ящика.
Буферный брус имеет коробчатое сечение и изготовлен из листовой
стали. К рамным листам брус прикреплен при помощи литых крон-
штейнов 13, а посередине соединяется с рамой передним межрам-
ным скреплением 11. Все рамные скрепления соединены с рамой
и между собой точеными болтами с плотной посадкой — так назы-
ваемыми призонными болтами. На межцилиндровом скреплении 15
249
Рис. 182. Листовая рама паровоза СО:
/ — рамный лист; 2 — задний стяжиой ящик; 3 — задняя гибкая опора; 4 — буксовая
направляющая; 5 — балка передней опоры; 6 —- вертикальные межрамные скрепления;
7 — горизонтальное межрамиое скрепление; 8 — подбрюшник; 9 — наклонное межрамиое
скрепление; 10 — опора дымовой коробки; // — переднее межрамное скрепление; /2— бу-
ферный брус; 13 — кронштейн буферного бруса; 14 — межцилиндровое скрепление;
15 — межрамные скрепления
Рис. 182а. Буксовая направляющая листовой рамы:
/ — буксовая струнка; 2 —клин; 3 — натяжной болт, / — направляющая 5 —гайка-
ff — удерживающая скоба; 7 —болт; 8 — каблучок рамы
установлена и соединена с ним литая опора дымовой коробки 10
котла. В нижней части рамы за межцилиндровым скреплением рас-
положена шкворневая балка, к которой присоединено водило пе-
редней тележки. В верхней части рамы за межцилиндровым скреп-
лением установлены наклонное скрепление 9, горизонтальное
скрепление 7 и три вертикальных скрепления 6. Горизонтальное и
накладное скрепления сварены из листов и угольников, а верти-
кальные — отлиты из стали.
В месте установки зольника для возможности его размещения
между листами рамы два межрамных скрепления 15 установлены
в нижней части рамы. У заднего горизонтального скрепления уста-
новлена литая балка 5, служащая передней опорой топки и одно-
временно межрамным скреплением. Эта балка имеет обработан-
ные плоскости, на которые опираются скользуны, прикрепленные к
каблучкам топочной рамы. Задняя гибкая опора топки 3 своим ос-
нованием прикреплена к поперечной балке, установленной в ниж-
ней части рамы. На среднем вертикальном межрамном скреплении
помещена гибкая опора 8 цилиндрической части котла, так назы-
ваемый подбрюшник.
Буксовая направляющая 4 (рис. 182а) представляет собой
стальную отливку. П-образной формы с ребрами жесткости. По
периметру выреза направляющая прикреплена к листу рамы при-
зонными болтами диаметром 23—25 мм. Задняя плоскость буксо-
вой направляющей сделана вертикальной, а передняя имеет уклон
1:10. Букса расположена между передней и задней плоскостями
направляющей. Буксовые направляющие дают возможность раме
перемещаться относительно букс в вертикальном направлении при
колебаниях паровоза на рессорах. Широкие опорные поверхности
буксовых направляющих воспринимают большие усилия, действую-
щие от буксы на раму.
В нижней части буксовый вырез рамы укреплен буксовой струн-
кой 1, которая плотно пригнана к каблучкам рамы 8. Для обеспе-
чения надежности этого соединения наружные грани каблучков ра-
мы имеют уклон 17 и струнки ставят с натягом 5—6 мм. Струнка
прикреплена к раме при помощи четырех болтов 7 диаметром
26 мм.
У передней наклонной плоскости буксовой направляющей по-
ставлен клин 2, который служит для укрепления и регулирования
установки буксы в буксовой направляющей. На паровозах с листо-
вой рамой клинья поставлены у передней плоскости направляю-
щей. Такое расположение клиньев принято для предохранения бук-
совой направляющей от износа, так как при работе паровоза боль-
ше изнашивается передняя ее плоскость.
Буксовый клин удерживается в вырезе и регулируется натяжным
болтом 3, головка которого входит в отверстие клина, а стержень
пропущен через отверстие в утолщении буксовой струнки. При по-
мощи гаек 5 клин можно поднимать или опускать, изменяя таким
образом зазоры между буксой и плоскостями буксовой направля-
ющей. Для предохранения гаек от самопроизвольного отвертыва-
251
ния служит скоба 6. На части паровозов в порядке модернизации
были поставлены самоустанавливающиеся буксовые клинья.
Листовые рамы паровозов имеют ряд серьезных недостатков.
Сравнительно тонкие полотнища рамных листов требуют большого
количества межрамных скреплений для придания раме жесткости
в горизонтальной плоскости. Межрамные скрепления загроможда-
ют раму, усложняют ее конструкцию и затрудняют осмотр деталей
экипажа в эксплуатации. Постановка буксовых направляющих и
межрамных скреплений требует большого количества болтов с
плотной посадкой, утяжеляет раму, удорожает постройку и ре-
монт паровоза и в то же время снижает надежность эксплуатации
его из-за возможного при большом количестве соединений ослаб-
ления болтов.
Брусковые рамы. Начиная с 1931 г. па паровозе ФД, а также
на паровозах Л, ЛВ, П36, Еа, Ем стали применять брусковые рамы,
которые не имеют указанных выше недостатков. Брусковая рама
обладает большей жесткостью в горизонтальной плоскости и не
требует большого количества межрамных скреплений. Вследствие
большой толщины рамного полотна (80—140 мм) отпадает необхо-
димость в установке буксовых направляющих; высота рамы мень-
ше, что позволяет удобнее разместить рессорное подвешивание.
Примером брусковой рамы может служить рама паровоза Л
(рис. 183), состоящая из двух полотен, соединенных между собой
межрамными скреплениями. Толщина каждого полотна рамы равна
140 мм и расположены они на расстоянии 1000 мм одно от друго-
го. (Полотно брусковой рамы паровоза ФД имеет толщину 125 мм;
паровозов Еа и Ем— 127 мм; паровоза П36— 140 мм).
Большая толщина рамных листов позволила увеличить размеры
вырезов в раме. Большие вырезы обеспечивают размещение в них
рессор и балансиров и облегчают доступ в межрамное пространст-
во для осмотра и ремонта. В передней и задней частях, где рама
испытывает меньшие напряжения, толщина рамных полотен со-
ставляет 60 и 70 мм. Полотна рамы прокатывают из мартеновской
стали с содержанием углерода 0,25—0,33% по ГОСТ 6612—53.
Буферный брус 1 рамы паровоза Л делают цельнолитым из
стали. В задней части отливки сделан прилив с отверстием, в ко-
тором установлен направляющий стакан передней тележки.
Преимуществом брусковой рамы является также и то, что при
небольшой высоте ее представляется возможным применять массив-
ные блочные цилиндры. Для установки блока цилиндров в полот-
нах рамы 2 сделаны специальные посадочные места. Сзади цилин-
дрового блока расположено переднее межрамное скрепление 3, ко-
торое одновременно служит для присоединения водила передней
тележки и установки тормозного вала.
Между первой и второй сцепными осями на раме установлена
параллельная рама( балка) 4, к которой прикреплены кулисные
кронштейны 5. Одновременно она является межрамным крепле-
нием. Между второй, третьей и четвертой осями поставлены ниж>
ние скрепления 14 и верхние 7. За четвертой осью установлено
252
Рис. 183. Брусковая рама паровоза Л:
/ — буферный брус; 2— рамные полотна; 3 — переднее межрамное скрепление; 4 — параллельная рама; 5 — кулисный кронштейн; 6 /7 — под-
брюшники; 7 9, 12, 14 — межрамные скрепления; 8— передняя гибкая опора топки; 10— задняя гибкая опора топки; 11—задний стяжной
ящик; 13—буксовая связь; 15 — буксовый клин; 16 — буксовая накладка
скрепление 9, которое одновременно является основанием передней
гибкой опоры 8 топки. Сзади пятой оси также установлено меж-
рамное скрепление 12.
Последним межрамным скреплением является задний стяжной
ящик 11, имеющий отверстия для вставки шкворней тяг сцепления
и место для установки буфера. К заднему стяжному ящику при-
креплена задняя гибкая опора топки 10. На параллельной балке
закреплены две гибкие опоры (подбрюшники) 17. Все межрамные
скрепления, буферный брус и стяжной ящик отлиты из стали мар-
ки 20ЛП или 25ЛП и укреплены призонными болтами с конус-
ностью В200.
На паровозах с брусковой рамой, имеющих заднюю поддержи-
вающую тележку, главная рама заканчивается за последней сцеп-
ной осью. К заднему концу главной рамы прикрепляют на болтах
так называемый хвостовик, У паровоза П36 хвостовик рамы цель-
нолитой стальной, где заодно с полотнами его отлиты: передняя
опора топки, опоры задней тележки и стяжной ящик. Цельнолитой
хвостовик паровоза ЛВ значительно короче, чем у паровоза П36;
вместе с хвостовиком отлит стяжной ящик, поперечные скрепления
с упором, ограничивающим отклонение рамы задней тележки, и
с гнездами для установки стаканов увеличителя сцепного веса.
На паровозе ФД хвостовик рамы сделан в виде полотен толщи-
ной 57 мм, у которых в месте соединения с рамой поставлено меж-
рамное скрепление, служащее основанием для передней опоры
топки, а сзади установлен литой стяжной ящик, на котором укреп-
лена задняя гибкая опора топки.
Буксовая связь (струнка) 7 брусковой рамы паровоза Л
(рис. 184) представляет собой массивную балку, ширина которой
равна толщине рамного полотна. Толщина связи в средней части
равна 80 мм. Каблучки рамы, имеющие двусторонний уклон 1:12,
входят в соответствующие выемки связи. При этом связи должны
быть поставлены с натягом. К раме буксовая связь прикреплена
шпильками 2 и болтами 1 с гайками, контргайками и предохрани-
тельными шплинтами. Связи первой оси, испытывающие большие
Рис. 184. Узел буксового выреза паровоза серии Л:
/--болт, 2 —шпилька; 3 — буксовая связь 2, 4 и 5-й осей, 4 — буксовый клин, 5 — на
тяжной болт клнна; б— буксовая накладка; 7 — буксовая связь 1-й осн'
254
напряжения, укреплены двумя шпильками и четырьмя болтами,
связи остальных осей — двумя шпильками и двумя болтами.
Связь, укрепляющие болты и шпильки ведущей оси, как и буксо-
вый вырез, имеют большие размеры по сравнению с остальными
осями. Изготовляют связи из стали марки Ст5 или из стали 25ЛП.
В брусковой раме отсутствуют буксовые направляющие, поэто-
му для предохранения от износа лобовых поверхностей буксовых
вырезов рамы ставят сменные накладки 6 и клицья 4. В отличие
от листовой рамы клинья здесь ставят у задней поверхности буксо-
вого выреза. При помощи натяжного болта 5 и гайки можно изме-
нять положение клина и регулировать продольный зазор между
буксой и рамой, возмещая износ накладки, клина и буксовых на-
личников.
Для улучшения работы буксового узла и своевременного устра-
нения зазора, возникающего между буксой и рамой, ряд серий па-
ровозов (П36, Л, Еа, Ем, ФД) обо
рудованы самоустанавливающи-
мися буксовыми клиньями (рис.
185). Буксовый клин 2 через упор-
ный болт 3 и гайку 7 постоянно
прижат к вырезу рамы и пласти-
не 1 пружиной 5, установленной в
стакане 6. Стакан удерживается
фланцем 8, который прикреплен
при помощи шпилек и гаек к бук-
совой связи. Когда зазор между
контрольными штифтами 4 и ниж-
ней кромкой паза стакана 6 пре-
высит установленную предельную
величину, при помощи ключа ста-
кан поворачивают, опуская тем
самым гайку 7 вниз и поднимая
пружину, которая прижимает
клин кверху.
Цельнолитые рамы. На неко-
торых сериях паровозов примене-
на цельнолитая рама, которая
представляет собой крупную
стальную отливку, где за одно це-
лое отлиты: полотна рамы, меж-
рамные скрепления, блок цилинд-
ров с опорой дымовой камеры,
буферный брус, задний стяжной
ящик, кронштейны для рессор-
ных балансиров и тормозных
подвесок и опоры тормозного
вала.
Преимуществом цельнолитой
рамы является отсутствие болто-
Рис 185. Самоустанавливающийся
буксовый клин паровоза Л:
/ — пластина; 2 — клин, 3 — упорный болт,
4 — контрольные штифты; 5 — пружина;
6 — стакан; 7 — гайка, 8 — фланец
255
вых соединений и значительное сокращение монтажных и ремонт-
ных работ. Дефекты и трещины цельнолитой рамы легко устраня-
ют электросваркой. Цельнолитую раму имеет часть паровозов Еа
и Ем (см. рис. 115).
На всех паровозах для повышения безопасности движения впе-
реди устанавливают путеочистители, прикрепляемые к буферному
брусу или раме. На многих паровозах путеочистители сделаны
в виде металлической конструкции, сваренной из уголкового желе-
за и труб, или оглиты из стали. Такие путеочистители установлены
на паровозах ЛВ, Л, П36 и др.
На пассажирских паровозах, кроме того, установлено устрой-
ство для сбрасывания с рельсов мелких предметов во избежа-
ние наезда колесной пары передней тележки на эти предметы и
схода с рельсов. Кронштейн сварной конструкции этого устройства
крепят к буксам тележки. На расстоянии 20—30 мм от рельса на
кронштейне закрепляют резиновую пластину, которая удаляет с
рельсов камни и другие встречающиеся посторонние предметы.
§ 87. УКРЕПЛЕНИЕ КОТЛА НА РАМЕ
Передняя часть котла (дымовая камера) на паровозах с лис-
товой рамой при помощи призонных болтов укреплена на опоре,
установленной на раме. Эта опора соединена с межцилиндровым
скреплением, а иногда отлита за одно целое с ним. На паровозах
с брусковой рамой (ЛВ, ФД, Е, П36) цилиндровые полублоки
или блок отлиты вместе с опорой, на которую опирается дымовая
камера. На паровозе Л опора дымовой камеры, как указывалось
Рис. 186. Гибкая опора котла паровоза:
/ — гибкая опора; 2—накладка. 3— угольник; 4 — прокладка
256
выше, изготовлена отдельно и прикреплена болтами к блоку ци-
линдров.
Под цилиндрической частью котла поставлено несколько гиб-
ких опор (подбрюшников). Количество их колеблется от одной до
трех. Для укрепления гибкой опоры 1 (рис. 186) на паровозах СО
и Э к барабану цилиндрической части приклепывают накладку 2,
а к накладке приваривают угольник 3. Лист гибкой опоры вверху
при помощи точеных болтов прикреплен к угольнику, а внизу —
к межрамному скреплению. Гибкие опоры повышают жесткость ра-
мы в вертикальной плоскости за счет цилиндрической части котла,
что необходимо при подъеме паровоза, особенно с брусковой ра-
мой.
Задняя часть котла (топка) для возможности удлинения котла
при нагревании опирается на подвижные опоры, которые делают
скользящими и гибкими. На многих паровозах средней мощности
передняя скользящая опора топки имеет следующее устройство:
к выступу-каблучку топочной рамы болтами прикреплен скользун,
который через стальной наплавленный бронзой вкладыш опирает-
ся на подготовленное место межрамного скрепления.
На паровозах Э, Су и других задние опоры топки выполнены
скользящими, подобно передним. Паровозы ЛВ, ФД, СО, Еа, П36
имеют передние скользящие, а задние — гибкие опоры топки, а па-
ровоз Л — передние и задние гибкие.
Передняя скользящая опора топки паровоза ЛВ (рис. 187) раз-
мещена на раме между 4-й и 5-й движущими осями. В поперечном
сечении опора 1 имеет коробчатую форму с развитием привалочных
поверхностей вдоль рамы. К раме опора прикреплена десятью ко-
ническими болтами размером МЗО. К приливам (каблучкам) топоч-
ной рамы укреплены два стальных башмака 2, нижней частью ко-
торые опираются на вкладыши 4, лежащие на подкладках 5, по-
мещенных в гнезда опоры. Смазывание трущихся поверхностей
скользящей опоры производится от централизованной системы
через отверстия в башмаках и во вкладышах. Около гнезд под
Рис. 187 Передняя опора топки паровоза ЛВ:
/ — опора, 2 — башмак; 3 — предохранительная планка, 4 — вкладыш, 5—подкладка;
6—болт, 7 — рама, 8 — топочная рама
9—9059 257
башмаки па приливах опоры поставлены предохранительные
планки 3, укрепленные болтами 6. Вкладыши 4 изготовлены из
стали марки СтЗ с последующей цементацией и закалкой, под-
кладки 5 — из стали марки Ст5 с закалкой. Площадь прилега-
ния подкладок к гнезду опоры и вкладышей к башмакам должна
быть не менее 50% опорной поверхности.
Гибкие опоры топки 8 и. 10 паровоза Л (см. рис. 183) вверху
прикреплены болтами к выступам топочной рамы. Внизу передняя
опора прикреплена к межрамному скреплению, а задняя опора —
к стяжному ящику. Для установки гибких опор в выступах топоч-
ной рамы в межрамном скреплении и стяжном ящике сделаны
упоры.
§ 88. СЦЕПНЫЕ ПРИБОРЫ
Для соединения паровоза с вагонами или другим локомотивом
на паровозе имеется автоматическая сцепка. На буферном брусе
паровоза устанавливают автосцепку с центрирующей розеткой
(рис. 188), которая называется паровозной в отличие от автосцеп-
Рис 188 Паровозная автосцепка:
1 — голова корпуса автосцепки, 2 — зуб головы корпуса автосцепки, 3 — центрирующая
розетка 4 — пружина, 5 —стакан, 6 — валик
258
ки, устанавливаемой на вагонах и гендерах. Такая авюсцепка
представляет собой стальной литой пустотелый корпус (голова ав-
тосцепки), внутри которого размещен механизм сцепления.
Голова корпуса автосцепки 1 шарнирно прикреплена к центри-
рующей розетке 3 при помощи валика 6 таким образом, что голо-
ва может отклоняться в каждую сторону на 25°. Это необходимо
при проходе паровоза по кривым участкам пути. Голова корпуса
автосцепки паровоза сцепляется с головой корпуса автосцепки
вагона. Более подробное описание устройства и действия авто-
сцепки приведено в главе 21.
Для того чтобы возвращать голову корпуса автосцепки в нор-
мальное центральное положение, в розетке с боков сделаны углуб-
ления, в которые вставлены пружины 4, закрытые штампованными
стаканами 5. Голова имеет два боковых зуба 2, которые упираются
в стаканы, подпираемые пружинами. Поэтому такая розетка назы-
вается центрирующей. В последнее время в голове паровозной ав-
тосцепки в отверстие малого зуба устанавливают предохранитель-
ный крюк. При обрыве паровозная автосцепка приваренным
крюком удерживается в голове автосцепки вагона или тендера
другого паровоза, если паровоз следует двойной тягой.
Соединение паровоза с тендером осуществляется при помощи
упругого или жесткого сцепления. Упругое (винтовое) сцепление
(рис. 189) имеет следующее устройство. В стяжном ящике парово-
за и в стяжном ящике тендера установлены шкворни 1, на кото-
рые надета винтовая стяжка, состоящая из двух скоб 2 с гайками
и двустороннего винта 3. За стяжкой, в стяжном ящике тендера,
установлена листовая упряжная рессора 4. Хомут рессоры имеет
проушину, через которую пропущен шкворень 5, удерживающий
рессору.
В стяжном ящике тендера с боков укреплены направляющие
коробки 6, в которых расположены чугунные буферные стаканы 7,
с одной стороны упирающиеся в концы рессоры, а с другой —
в накладки стяжного ящика паровоза.
При помощи ломика, который вставляют в отверстие винта
стяжки, производят стягивание сцепления. В это время буферные
стаканы упираются в стяжной ящик паровоза, рессора под на-
грузкой выпрямляется и таким образом создается упругое сцеп-
ление паровоза с тендером. На случай обрыва главной стяжки
поставлены две запасные тяги 8, удерживаемые шквор-
нями 9.
На паровозах более поздней постройки поставлено жесткое
сцепление паровоза с тендером с радиальным буфером. Конструк-
ция унифицированного жесткого сцепления для паровозов Л, СО,
Эр, Эм и др. показана на рис. 190.
Между стяжным ящиком паровоза и стяжным ящиком тендера
установлены главная (рабочая) стяжка 8 и две запасные стяж-
ки 9. Главная стяжка удерживается шкворнями 6 и 1, которые
установлены в отверстиях стальных отливок стяжных ящиков, а
запасные стяжки — шкворнями 7 и 13,
9* 259
Рис. 189. Упругое сцепление паровоза с тендером:
/ — шкворень: 1 — скоба стяжки; 3— винт стяжки; 4 — упряжная рессора;
S — шкворень рессоры; 6 — направляющая коробка; 7 — буферный стакан; « — за-
пасная тяга; 9 — шкворень
На стяжном ящике паровоза болтами укреплен буфер 5 с
шаровой поверхностью, а на стяжном ящике тендера в коробке
2 установлен буфер 3 с цилиндрической поверхностью. Между бу-
ферами поставлена скользящая подушка 4, сделанная по форме
рабочих поверхностей буферов. Подушка удерживается на буфере
5 при помощи заплечика, который опирается на его верхнюю
кромку. Натяжение сцепления производят клином 10, который
ставят между буфером 3, имеющим внутреннюю наклонную стен-
ку, и плоскостью коробки буфера 2. Клин подтягивают по мере
износа рабочих плоскостей буферов и подушки натяжным болтом
11, который установлен на скобе 12. После подтягивания во избе-
жание самопроизвольного отвертывания болт закрепляют гайкой.
260
Рис. 190. Жесткое сцепление паровоза с тендером:
/ и б—главные шкворнн; 2 — коробка буфера; 3 — буфер; 4 — подушка, 5—буфер,
7 и 13 — запасные шкворни; 8 — главная стяжка; 9 — запасная стяжка, 10 — клин,
11 — болт; 12 — скоба; 14 — масленки
Для смазывания радиального буфера и главных шкворней уста-
новлены масленки 14.
Аналогичное жесткое сцепление с радиальным буфером и за-
пасными стяжками поставлено на паровозах Еа и Ем. Жесткое
сцепление с радиальным буфером обеспечивает прочное соедине-
261
ние паровоза с тендером без игры в продольном и поперечном
направлениях и вместе с тем дает возможность паровозу свободно
поворачиваться относительно тендера в кривых участках пути.
Практика работы паровозов и расчеты показали, что необходимо-
сти в установке в сцеплении между паровозом и тендером запас-
ных стяжек нет. Поэтому на последних выпусках паровозов ЛВ
и П36 запасные стяжки не поставлены. Главную стяжку вместо
стали марки Ст5 стали изготовлять из более прочной стали
марки 35.
Глава 17
БУКСЫ И КОЛЕСНЫЕ ПАРЫ
§ 89. БУКСЫ
Буксы движущих осей передают тяговое и тормозное усилие от
колесных пар к раме, воспринимают боковые давления в кривых
участках пути, удары на стыках, а также передают вес всех обрес-
соренных частей паровоза на колесные пары, поэтому букса долж-
на обладать большой прочностью. Буксы применяют двух типов
с подшипниками скольжения и с подшипниками качения (ролико-
выми подшипниками) Более распространенными на паровозах яв-
ляются буксы с подшипниками скольжения
Проведенная унификация паровозных букс дала возможность
сократить количество типоразмеров буксовых деталей и усовер-
шенствовать их конструкцию.
Унифицированная букса сцепных осей паровозов Э (рис. 191)
имеет стальной корпус 1 П-образной формы, отлитый из стали
марки 25ЛШ. Внутренняя поверхность корпуса обработана по ра-
диусу с образованием в нижней части уступов. В это место запрес-
совывают под давлением 8—15 Т полукруглый бронзовый подшип-
ник 2, который упирается своими нижними кромками в уступы
корпуса. Подшипник отливают из бронзы марки ОЦСНЗ-7-5-1, а
для лучшей приработки к шейке на его рабочей поверхности сдела-
ны колодцы 3, залитые баббитом марки БК. Подшипник пригоня-
ют к шейке оси по краске, причем площадь прилегания должна
быть не менее 60%.
На боковых поверхностях корпуса, входящих в буксовую на-
правляющую, укреплены стальными винтами 5 бронзовые налич-
ники 4, которые предохраняют стальные поверхности корпуса бук-
сы, направляющих и клина от задиров. Во избежание повреждения
винты утоплены в тело наличника. К корпусу буксы приварена
стальная армированная бронзой торцовая шайба 6, которой букса
упирается в ступицу колеса. Разрешается ставить бронзовые торцо-
вые шайбы (Бр. ОЦСНЗ-7-5-1), которые укрепляют к корпусу по-
262
тайными винтами, а снизу, с упором в шайбу, приваривают к кор-
пусу специальные упоры
Подача смазки к буксе может осуществляться централизованно
(паровозы Эр) или вручную при помощи фитилей (паровозы Эм
и др). Для подачи смазки к подшипнику, торцовой шайбе и на-
личникам фитильным способом в верхней части корпуса имеется
резервуар, соединенный каналами с указанными выше деталями
Со стороны резервуара в эти каналы вставлены трубки и фитили
Резервуар для масла закрыт крышкой 7.
При централизованной же подаче смазки, как это изображено
па рис. 191 для паровозов Эр, каналы со стороны масляного
резервуара закрыты винтами-заглушками 8, а подача масла к
подшипнику и торцовой шайбе производится по горизонтальным
сверлениям диаметром 8 мм и через штуцера 9, ввернутые
с внутреннего торца корпуса буксы, к которым присоединены гиб-
кие рукава маслопроводов Подача же смазки к наличникам бук-
сы осуществляется, с одной стороны, по каналу, просверленному в
263
буксовой направляющей, а с другой, клиновой стороны — по ка-
налу в буксовой направляющей и по трубке, проведенной к вы-
емке в буксовом клине.
Снизу в буксу вставлена стальная сварная подбуксовая короб-
ка 10, которая удерживается стержнями И, пропущенными меж-
ду стенками подбуксовой коробки и корпуса буксы. Для предот-
вращения выпадания стержня к нему приварена планка 12, укреп-
ленная к буксе шпилькой и гайкой.
В подбуксовой коробке имеются два паза, куда вставляют вой-
лочные пылевые манжеты 13, охватывающие с двух сторон шейку
оси и защищающие ее от попадания пыли и грязи. В подбуксовую
коробку закладывают польстер 14, состоящий из щетки, изготов-
ленной из пряжи и закрепленной на металлической пластине.
Щетка польстера при помощи двух пружин прижимается к шейке
оси. Смазку заливают в подбуксовую коробку через трубку 15,
которая приварена к коробке и закрыта крышкой 16. Смазка, за-
литая в подбуксовую коробку, впитывается свисающими со щетки
концами и поступает в щетку, которая постоянно плотно прижата
к шейке оси.
Корпус буксы внизу имеет проушины, в которые своими запле-
чиками устанавливают серьгу. На этой серьге при помощи вали-
ка подвешивают рессору.
Подобные буксы имеют паровозы СО, но без оборудования для
централизованной смазки.
Унифицированная' букса паровозов Еа, Ем и Емв (рис. 192)
также имеет стальной литой корпус 1 и подшипник 2, который
может быть бронзовым с заливкой колодцев 3 баббитом или арми-
рованным. У армированного подшипника корпус стальной литой
или штампованный, армировка — бронза марки ОЦСНЗ-7-5-1 с
заливкой колодцев баббитом БК. Так как у паровозов Еа, Ем и
Емв брусковая рама и в буксовых вырезах имеются чугунные на-
кладки, у букс отсутствуют бронзовые наличники.
Стальная торцовая шайба 4, армированная бронзой, приварена
к корпусу буксы. Вместо нее также может быть установлена брон-
зовая торцовая шайба на потайных винтах с приваркой стальных
упоров внизу.
Букса приспособлена к централизованной смазке. Смазка из
маслопровода подводится к штуцерам 5, установленным на внут-
реннем торце корпуса буксы, и по горизонтальным каналам диа-
метром 10 мм поступает к трущимся поверхностям буксового под-
шипника, торцовой шайбы и боковым выемкам буксы, где устанав-
ливаются накладки рамного выреза (у паровозов Емв).
Паровозы Еа и Ем имеют централизованную смазку только бук-
совых подшипников. Подача смазки к торцовой шайбе и боковым
выемкам буксы производится по другим сверлениям 08 мм, по-
казанным на рисунке, из верхнего резервуара корпуса буксы, име-
ющего крышку 6.
В нижней части буксы установлена подбуксовая коробка 7,
укрепляемая к буксе двумя болтами 8 и чеками 9. В подбуксовой
264
Рис 192 Букса ведущей оси паровоза Е
/ — корпус буксы 2 — подшипник, 3 — баббитовая заливка, 4 — торцовая шайба,
5 — штуцер, 6 — крышка, 7 — подбуксовая коробка 8 — болт, 9—чека, 10— манже-
та, //-—польстер 12 — трубка
коробке уложены войлочные манжеты 10 и установлен польстер
И. Через трубку 12 подбуксовая коробка пополняется смазкой.
Букса паровоза Л (рис. 193) имеет бронзовый или стальной
армированный подшипник 3 с колодцами для баббитовой заливки
12. Ввиду того что у паровозов с чугунными накладками и клинь-
ями без наличников (ФД) в эксплуатации наблюдались задиры
буксовых лиц стального корпуса 1, на буксы паровоза Л постав-
лены бронзовые наличники 7, укрепленные винтами.
Бронзовые торцовые шайбы 2 укреплены винтами и, кроме то-
го, внизу поставлены упоры 4, предохраняющие шайбы от ослаб-
ления. Чертежами унифицированных букс предусмотрена поста-
новка также стальных армированных бронзой торцовых шайб.
Смазка подшипника производится централизованно от пресс-
масленки. Для этого в корпусе просверлены горизонтальный и
265
10
вертикальный каналы с выходом на рабочую поверхность подшип-
ника. С внутренней стороны корпуса буксы в горизонтальный
канал ввернут штуцер 9, к которому присоединены- колено 8 и
гибкий рукав 11 централизованной смазки. При порче централизо-
ванной смазки подшипник может смазываться из фитильной мас-
ленки 10, приваренной с внутренней стороны корпуса буксы. Торцо-
вая шайба и буксовые лица смазываются только из фитильной
масленки 10.
Буксовый подшипник 2 (см. рис. 191 и 192) по наружной по-
верхности обтачивают с необходимым натягом под запрессовку в
корпус буксы. Для упора в корпус подшипник с одной стороны име-
ет борт. Внутреннюю поверхность подшипника чисто обрабатыва-
ют, а затем пригоняют по краске к шейке оси. В нижней части
подшипника (по внутренней поверхности) сделаны небольшие ско-
сы, так называемые холодильники, которые необходимы для об-
разования масляного клина и лучшей подачи смазки на поверх-
ность трения.
Вдоль шейки оси подшипник имеет разбег 0,5 мм. В эксплуата-
ции увеличение этого разбега может быть не свыше 5 мм. У неко-
торых паровозов для лучшего вписывания в кривые участки пути
отдельные оси имеют значительно большие разбеги, достигающие
20—25 мм.
Для сокращения расхода цветных металлов проведены конст-
руктивные разработки по замене в буксовых узлах некоторых
266
оронзовых деталей стальными армированными и пластмассовыми.
Уже отмечено, что в унифицированных буксах основных серий
паровозов предусмотрено изготовление стальных корпусов
подшипников, армированных бронзой.
Торцовые шайбы букс также изготовляют стальными, армиро-
ванными бронзой или сплавом ЦАМ 9-1,5. Для удержания
армировки на лицевой стороне стальной шайбы делают концент-
рические проточки — пазы в форме ласточкина хвоста. На внут-
ренней поверхности стального корпуса подшипника также делают
подобные кольцевые или винтовые проточки.
В результате проведенных испытаний удалось внедрить на па-
ровозах СО и Эв/И (при очередных заводском и подъемочном ре-
монтах) торцовые шайбы из пластмассы — древеснопрессованной
крошки (ДПК) с винтовым креплением. Испытывается также
клеевой метод крепления торцовых шайб взамен винтового. Вес
пластмассовой торцовой шайбы в 5—7 раз меньше веса металли-
ческой шайбы.
Изготовляют также опытные наличники букс паровозов Л и ЛВ
вместо бронзы из пласмассы ДПК как с винтовым, так и клеевым
креплением.
В настоящее время подвижной состав железных дорог все ши-
ре оборудуют роликовыми подшипниками, применение которых
уменьшает сопротивление движению, особенно при трогании с ме-
ста, сокращает расход цветного металла и смазки, увеличивает
срок службы и надежность работы ходовых частей, сокращает рас-
ходы на ремонт и эксплуатацию экипажной части. Роликовыми
подшипниками оборудованы паровозы П36, а также небольшие
партии паровозов Л и Л В.
На рис. 194 показана роликовая букса движущей оси пасса-
жирского паровоза П36. Корпус буксы представляет собой массив-
ную отливку из стали марки 35ЛП, охватывающую обе шейки оси
и состоящую из верхней части 1 и нижней части 10, которые сое-
динены между собой болтами. Помимо своего основного назначе-
ния, корпус буксы служит резервуаром для смазки, которая за-
ливается через отверстие, закрываемое пробкой 12 с масломером.
Спуск загрязненной смазки производят через отверстие, закрытое
пробкой 9.
По краям корпуса буксы на шейках оси установлены двухряд-
ные конические роликовые подшипники 4 (ЦБК-541К), имеющие
размеры 260X420X170 мм (внутренний диаметрХвнешний диа-
мстрХширина). Первые шесть паровозов П36 имеют роликопод-
шипники меньшего размера (ЦКБ-515). Каждый подшипник со-
стоит из втулки, напрессованной на шейку оси, двух рядов ро-
ликов с сепараторами и двух втулок, вставленных в корпус буксы.
С внутренней стороны подшипника на шейке установлено
5 порное кольцо 2. С обеих сторон наружных втулок подшипника
поставлены регулировочные полукольца 3. С наружной стороны
подшипника на шейку надето маслоотбойное кольцо 5 и лабиринт-
ная втулка 7. В корпусе буксы вставлено состоящее из двух
267
Рис. 194. Роликовая букса паровоза П36:
/ — верхняя часть корпуса; 2 — упорное кольцо; 3 — регулировочное кольцо; 4 — ролико-
вый подшипник; 5 —* маслоотбойное кольцо; 6 — лабиринтное кольцо; 7—лабиринтная
втулка; 8 — уплотнительное кольцо; 9 н /2 — пробки; 10 — ннжияя часть корпуса
11 — возвращающее устройство; 13— наклацка; 14 — рама
частей лабиринтное кольцо 6, в кольцевой выемке которого по-
мещено фетровое уплотнительное кольцо 8, прижимаемое к лаби-
ринтной, втулке 7 кольцевой спиральной пружиной. Выступы лаби-
ринтной втулки входят в боковые проточки лабиринтного кольца,
создавая лабиринтное уплотнение, предотвращающее вытекание
смазки.
Для смягчения жестких боковых ударов в подшипники и
уменьшения воздействия паровоза на путь на 1-й, 3-й и 4-й сцеп-
ных осях, имеющих разбеги относительно рамы 5 мм, поставлено
пружинное возвращающее устройство 11. У ведущей оси разбег
составляет 1 мм и на ней не поставлено возвращающее устрой-
ство.
Буксовые лица не имеют наличников, а на стальных клиновых
и лобовых накладках рамы приклепаны бронзовые наделки.
Между клиновой накладкой и клиновой частью рамы установлены
чугунные клинья. Осевые шейки перед посадкой роликоподшипни-
ков подвергают поверхностному упрочению накаткой роликом.
Опытная партия паровозов Л была оборудована роликовыми
буксами подобной же конструкции, но подшипники у них постав-
лены меньшего размера (ЦКБ-515) и буксы не имеют пружинных
возвращающих устройств. Лишь 5-я, имеющая разбег 14 мм,
268
оборудована возвра-
щающим устройством,
которое работает по
принципу наклонных
плоскостей, опираю-
щихся на ролики.
На опытных паро-
возах ЛВ установлены
также цельнокорпус-
ные буксы с конически-
ми роликоподшипника-
ми. На первом паро-
возе были поставле-
Рис. 195. Роликоподшипник конический двух-
рядный:
1 —» ролики; 2 — внутреннее кольцо; 3 — сепаратор;
4 — наружные кольца
ны роликоподшипники
ЦКБ-515 размером
260X400X130 мм, а на
последующих — роликоподшипники ЦКБ-541 и ЦКБ-541 К разме-
ром 260X420X170 мм. У 5-й сцепной оси паровоза вместо пружин-
ного возвращающего аппарата имеется скользящее надбуксовое
возвращающее устройство. Помимо описанной цельнокорпусной
буксы, на паровозах применяют индивидуальные буксы для каж-
дой шейки оси. Кроме подшипников с коническими роликами, ста-
вят также подшипники со сферическими роликами.
Роликоподшипник конический двухрядный ЦКБ-541К
(рис. 195), применяемый в буксах паровозов, имеет два ряда кони-
ческих роликов 1, внутреннее кольцо 2 с внутренним диаметром
260 мм, которое насаживается на шейку оси с натягом
0,03—0,065 мм, сепаратор 3, удерживающий ролики, и два наруж-
ных кольца 4, устанавливаемых в корпусе буксы по напряженной
посадке. Ширина подшипника 170 мм.
Для получения в роликоподшипнике чистого качения необхо-
димо, чтобы при упоре роликов в базовый торец внутреннего
кольца 2 его поверхность и коническая поверхность роликов точно
совпадали и чтобы вершины колес и всех роликов пересекались в
одной общей точке на оси подшипника.
§ 90. ЦЕНТРАЛИЗОВАННАЯ СМАЗКА БУКС
Для улучшения смазывания трущихся частей, облегчения тру-
да паровозных бригад и экономии смазочных материалов на паро-
возах вводят централизованную смазку букс. Вместо индивидуаль-
ной ручной смазки каждой буксы на паровозе устанавливают
пресс-масленку, приводимую в движение от парораспределительно-
го механизма, от которой проведены маслопроводные трубки к
буксам.
Централизованная смазка устраивается также с применением
так называемых маслораспределителей, которые автоматически
разделяют маслопровод одного отростка пресс-масленки на два
или четыре маслопровода. Таким образом, увеличивается количест-
269
во точек смазывания от одной пресс-масленки. Такой способ смазки
букс применен на паровозах Л, ЛВ, Ed, Ем, Емв, Э₽ (последней по-
стройки) и на партии паровозов ФД При этом на паровозах ЛВ,
Эр, емв и ФД централизованная смазка устроена с маслораспреде-
лителями.
Расположение централизованной смазки букс паровоза Л
представлено на рис. 196 С левой стороны паровоза, у цилиндра,
на кронштейне установлена пресс-масленка 1 на 14 выводов Мас-
лопроводные трубки, идущие от пресс-масленки, собраны в пучок,
который изолирован войлоком и мешковиной, заключен в металли-
ческий кожух и проложен вдоль паровоза между рамами Для про
грева пучка маслопроводных трубок в центре его пропущена паро-
вая трубка, идущая от пароразборной колонки и затем проходя-
щая в пресс-масленку для ее прогрева.
Против каждой буксы из пучка выведена смазочная трубка,
которая гибким рукавом 2 присоединена к буксе Гибкое соеди-
нение маслопровода с буксой необходимо ввиду того, что буксы
перемещаются относительно рамы паровоза в вертикальном на-
правлении
Более сложную систему имеет централизованная смазка букс
паровозов ЛВ, Эр и Емв, где установлены маслораспределители
Смазка подается также от 14-отводной пресс-масленки, установ-
ленной справа Пучок маслопроводных трубок проходит посере-
дине паровоза между рамами, и по пути от него отходят отводы к
точкам смазывания На паровозе Эр установлено 16 маслораспреде-
лителей, из них 8 четырехотводных и 8 двухотводных В результа-
те применения этих маслораспределителей от 14-отводной пресс-
масленки смазывается 46 точек, что обеспечивает централизован-
ную смазку буксовых подшипников, наличников, торцовых шайб,
параллелей и скользящих опор топки.
Применение на паровозе ЛВ пяти маслораспределителей позво-
лило обеспечить централизованную смазку 28 трущихся узлов
экипажной части вместо 14 узлов на паровозе Л без маслораспре-
делителей Во всех точках подвода смазки поставлены обратные
клапаны, которые не позволяют смазке после нагнетания ухо-
дить обратно, обеспечивая заполнение маслопровода смазкой.
На паровозе П36, имеющем роликовые буксы с самостоятельной
смазкой, централизованно (через маслораспределители) смазыва-
ются буксовые лица и накладки рамы
Гибкий рукав для соединения маслопровода с буксой состоит
из резинового рукава с металлической оплеткой, имеющего внут-
ренний диаметр 6 мм, наконечников и трубок, вставленных в ру-
кав. В наконечнике укреплен на резьбе ниппель с накидной гай-
кой, при помощи которых рукав присоединяют к буксе
Четырехотводный маслораспределитель (рис. 197) состоит из
чугунного корпуса 1, двух плунжеров 2, блокировочного штифта 3,
четырех пробок 4 и деталей для присоединения трубок Маслорас-
пределитель имеет один ввод смазки от пресс-масленки и четыре
вывода к смазываемым точкам Внутри корпуса просверлено
270
Труба от пар op аз
борной колонки
ж #
1руба для годоереВа Трубе о Лоди гара из
левой пресс масленки левой пресс масзенчи
/руоа оглиоиа парп из сриоа оля пиоогреоа
правой пресс масленки привои пресс масленки
365 'и 36 , Рис 196 Расположение централизованной смазки паровоза Л 1 — пресс масленка 2 — гибкий рукав Рис 197 Четырехотводный маслораспре- делитель 1 — корпус, 2 — плунжер, 3 — блокировочный штифт, 4 — пробка
несколько перепускных каналов между полостями плунжерных ци-
линдров. Плунжеры выполняют роль круглых золотников, равно-
мерно распределяя смазку в четыре вывода. Блокировочный штифт
обеспечивает последовательность работы плунжеров, удерживая
один плунжер при движении другого. Пробки маслораспределителя
ограничивают ход плунжеров и позволяют подводить смазку к
торцу плунжера в момент нахождения его в крайнем положении.
Плунжеры изготовляют из стали марки 45, тщательно обрабатыва-
ют, закаливают и притирают к корпусу.
§ 91. КОЛЕСНЫЕ ПАРЫ
Паровозные колесные пары разделяют на движущие, бегунко-
вые и поддерживающие. К движущим относят все колесные пары,
которые при помощи дышел соединены между собой и с паровыми
машинами. Колесные пары воспринимают на себя вес всех частей
паровоза, а движущие, кроме того, участвуют в преобразовании
развиваемой паровозом силы тяги в поступательное движение по
рельсам.
Колесная пара, соединенная поршневым дышлом с ползуном
паровой машины, называется ведущей; остальные движущие
колесные пары называются сцепными.
Кроме движущих колесных пар, многие паровозы имеют пе-
редние направляющие (бегунковые) и задние поддержи-
вающие колесные пары. Бегунковые колесные пары в количестве
одной или двух служат для облегчения прохождения паровозом
кривых участков пути и для воспринятия части веса паровоза, а
поддерживающие — воспринимают на себя часть веса паровоза и
при движении задним ходом облегчают вписывание в кривые.
Комплект колесных пар паровоза называют скатом. Основными
частями колесной пары являются ось, колесные центры и бандажи.
У движущих колесных пар еще имеются пальцы кривошипов.
На рис. 198 изображена сцепная колесная пара паровоза Эр.
На ось 1, изготовленную из специальной осевой стали, напрессо-
ваны гидравлическим прессом колесные центры 2. Часть оси, на ко-
торую напрессован колесный центр, называют подступичной
частью. На следующую за подступичной частью шейку оси уста-
навливают буксу. С внутренней стороны шейки оси имеют упорные
борты, ограничивающие перемещение букс. Шейки-тщательно об-
рабатывают и накатывают роликами для образования гладкой
и прочной поверхности. Шпонки 3 предназначены для фикса-
ции положения колесных центров один относительно другого,
что необходимо для сохранения заданного угла между криво-
шипами.
На каждый колесный центр надет бандаж 8, который при дви-
жении паровоза перекатывается по рельсу. Для посадки бандажа
на колесный центр его предварительно нагревают до температуры
300—350°С и в таком состоянии надевают на колесный центр до
имеющегося с наружной стороны упорного борта. С внутренней
272
Рис. 198. Сцепная колесная пара паровоза ЭР :
/ — ось; 2 — колеснь’й центр; 3 — шпонка; 4—палец кривошипа; 5 — гайка; 6 — шайба;
7 — укрепляющее кольцо; 8— бандаж
стороны в бандаже сделана проточка, куда закладывают укрепляю-
щее кольцо 7. После вставки кольца внутреннюю кромку банда-
жа обжимают и плотно прижимают кольцо к ободу колесного
центра. Для плотной посадки бандаж до нагревания растачивают
по внутреннему диаметру с натягом 1—1,2 мм на каждый метр
диаметра центра. Поэтому после остывания бандаж прочно охва-
тывает обод колесного центра.
Колесный центр отливают из стали марки 25ЛШ. Централь-
ная часть его с отверстием под запрессовку оси называется ступи-
цей. При помощи спиц ступица соединена с наружной частью, на-
зываемой ободом. В одном из секторов центра сделан прилив-мо-
тыль, в котором запрессован палец кривошипа 4. Со стороны,
противоположной пальцу кривошипа, отлит утолщенный сегмент,
называемый противовесом, назначение которого — уравновесить
палец кривошипа, мотыль и часть дышел, приходящуюся на это
колесо. Чем больше вес этих частей, тем больше должен быть про-
тивовес.
Для возможности трогания паровоза с места при любом поло-
жении кривошипов, как это уже отмечалось в разделе «Паровая ма-
шина паровоза», пальцы кривошипов правого и левого колес рас-
положены под углом 90°. На шейку пальца кривошипа навешивают
головку дышла с подшипником. Для удержания головки на паль-
це поставлена шайба 6, укрепленная корончатой гайкой 5, навер-
нутой на хвостовик пальца.
Конструкция колесных пар более современного паровоза Л
(рис. 199) несколько отличается от колесной пары паровоза Эр.
Диаметр движущих колес паровоза Л равен 1500 мм, тогда как у
паровоза Эр — 1320 мм. Ввиду того что паровоз Л обладает боль-
шей силой тяги, чем паровоз Эр, элементы колесных пар паровоза
Л имеют большие размеры.
273
Рис. 199. Ведущая колесная пара паровоза Л:
/ _. 0СЬ; 2 — колесный центр; 3 — бандаж; 4 — укрепляющее кольцо; 5 —шпонка; 6 — палец
кривошипа; 7 — ковтркривошил
Оси колесных пар паровоза Л для облегчения и удаления воз-
можного некачественного металла имеют центральное сверление.
Бортов на оси не делают, так как ступицы колесных центров-име-
ют более развитые поверхности и создают хороший упор в буксы
при боковых перемещениях. Вместо спицевых колесных центров на
паровозе Л применены так называемые дисковые центры, что
уменьшило их вес. Каждый центр имеет два диска, в которых сде-
ланы окна.
Противовес ведущей колесной пары ввиду большого веса
ведущего пальца кривошипа и наличия контркривошипа имеет
большие размеры и занимает значительную часть колесного
центра.
На маломощных паровозах, особенно с небольшим диаметром
движущих колес (1200—1320 мм), противовесы ведущих колес
(для возможности их размещения) заливали свинцом, который
имеет значительно больший удельный вес, чем сталь (свинец —
11,3, сталь —7,85). Это давало возможность уменьшить размеры
противовесов и лучше их расположить в колесных центрах. Паро-
возы Еа, Ем и часть паровозов ФД также имеют противовесы ве-
дущих колесных пар, залитые свинцом. В противовесах ведущих
колесных пар паровозов Еа и Ем сделаны камеры, куда заливают
свинец, затем противовес закрывают крышкой, которую привари-
вают.
Ведущая колесная пара паровоза Л, так же как и большинства
других паровозов, имеет бандажи без гребней. Это делается для
возможности свободного прохода паровоза по кривым участкам
пути при большой жесткой базе паровоза. Остальные сцепные ко-
лесные пары имеют гребневые бандажи.
274
Колесные Пары Паровоза П36 имеют диаметр по кругу катаний
1850 мм. Как уже упоминалось, они оборудованы двухрядными ко-
ническими роликоподшипниками. Колесные центры двухдисковые,
оси полые, бандажи всех колесных пар гребневые.
Бандажи изготовляют из бандажной стали по ГОСТ 398—57 с
временным сопротивлением 75 кГ1мм2 для сцепных осей и
90 кГ/мм2 для ведущей оси и соответственно твердостью 212 и 255
единиц по Бринеллю. По наружной поверхности бандажи обтачи-
вают по специальному профилю (рис. 200) с уклоном 1:20 в сред-
ней части и 1:7 у наружного края. В гребневых бандажах высота
гребня равна 30 мм, а наружная грань его, соприкасающаяся с
головкой рельса, имеет уклон 70°. Гребневые бандажи имеют ши-
рину 140 мм, а безгребневые— 150 мм.
У некоторых паровозов (ТЭ) бандажи ведущей колесной пары
имеют гребни, но несколько меньших размеров, чем у сцепных ко-
лесных пар.
Коническая форма наружной поверхности бандажа необходима
для лучшего прохождения паровоза по кривым. В кривой наруж-
ное колесо прижимается гребнем к рельсу, в результате чего бан-
даж этого колеса катится по наружному рельсу большим диамет-
ром, а бандаж внутреннего колеса катится меньшим диаметром.
Следовательно, наружное колесо проходит больший путь, чем внут-
реннее, что способствует нормальному проходу паровозов по кри-
вым участкам пути с меньшим проскальзыванием колес по на-
ружному рельсу. Кроме того, при следовании паровоза по прямой
конусность бандажей обеспечивает центрирование колесной пары
по оси пути.
В процессе работы паровоза бандажи изнашиваются по кругу
катания и у них образуется так называемый прокат. С увели-
Рис. 200. Профили паровозных бандажей:
1 — гребневой бандаж; 2 — безгребневой бандаж; 3 — укрепляющее кольцо;
4 — обод центра
275
122
Рис. 201. Палец сцепной колесной пары паровоза Л:
/ — палец; 2 — масленка; 3— гайка; 4 — шайба, 5 — штифт; 6 — шплинт
чением проката бандажей работа паровоза ухудшается, так как
нарушается правильность качения колесных пар по рельсам. Ког-
да прокат достигает предельно допускаемой величины, бандажи
обтачивают и придают им нормальный профиль. После достижения
бандажами предельной толщины их заменяют.
Причинами преждевременного и неравномерного износа банда-
жей паровоза являются главным образом боксование, появляю-
щееся при нарушении сцепления колес с рельсами, и периодиче-
ское проскальзывание колес, которое происходит вследствие на-
личия увеличенных зазоров в сопрягаемых деталях движущего
механизма и экипажа, а также неточности сборки. Поэтому для
увеличения срока службы бандажей очень важно не допускать об-
разования больших зазоров и перекосов в соединениях деталей
машины и экипажа.
Пальцы кривошипов ведущих и сцепных колесных пар изготов-
ляют из стали марок 40, 40У или из осевой стали. Для увеличения
срока службы .пальцы упрочняют накаткой роликами или закали-
вают. В колесные центры их также запрессовывают гидравличе-
ским прессом.
Палец сцепной колесной пары представляет собой ступенчатый
цилиндр с двумя различными диаметрами (рис. 201). Крепление
шайб пальцев, удерживающих головки дышел, кроме способа,
показанного на рис. 198 и 201, производят также при помощи длин-
ного болта, пропущенного сквозь палец и укрепленного коронча-
той гайкой со шплинтом. На многих паровозах ввиду значитель-
ного приближения пальца первой оси к ползуну и параллели креп-
ление шайбы сделано утопленным в пальце (паровозы Л, Еа, ФД
и др.) или шайбу изготовляют за одно целое с болтом (в виде
грибка), который проходит через палец и укреплен гайкой с внут-
ренней стороны (паровозы Э, СО).
Палец ведущей колесной пары паровоза (рис. 202) имеет три
части различного диаметра: а — подступичная часть под запрес-
совку в колесный центр; б — шейка центрового дышла ив — шей-
276
Рис. 202. Палец ведущей колесной пары паровоза:
/ — палец кривошипа; 2 — контркривошип; 3—болт; 4, 7 — корончатые гайки; 5—шпон-
ка; 6 — шайба
ка поршневого дышла. Для уменьшения веса пальца внутри него
сделано центральное сверление. Палец 1 имеет хвостовик, на ко-
тором насажен съемный контркривошип 2, закрепленный на хво-
стовике пальца двумя болтами 3 с корончатой гайкой 4. Кроме
того, для надежности соединения поставлена шпонка 5. Контркри-
вошип имеет палец для головки кулисной тяги, которая удержи-
вается шайбой 6 и корончатой гайкой 7.
Дышловые подшипники паровозов Л, ЛВ, Ем, П36 смазывают
через пальцы кривошипов. Для этого в пальце (см. рис. 201) про-
сверлено отверстие, в которое через масленку 2, ввернутую в то-
рец пальца, запрессовывают твердую смазку. При нагревании под-
шипника смазка становится более жидкой и выходит через ради-
альные отверстия на поверхность шейки. Подобный способ подачи
смазки предусмотрен и в пальце ведущей оси (см. рис. 199).
Глава 18
РЕССОРНОЕ ПОДВЕШИВАНИЕ
§ 92. ТИПЫ РЕССОРНОГО ПОДВЕШИВАНИЯ
При помощи рессорного подвешивания осуществляется упругая
связь между рамой и буксами и передается вес паровоза на его
ходовые части. Рессорное подвешивание предназначено для смяг-
чения ударов и толчков от колес, возникающих при движении па-
ровоза по рельсовому пути. Кроме того, рессорное подвешивание
277
йерез балансиры распределяет и выравнивает нагрузки между of
дельными осями паровоза. В рессорное подвешивание входят:' рес-
соры, балансиры, рессорные подвески и их детали.
Вес всех частей паровоза, воспринимаемый рессорным подвеши-
ванием, называется обрессоренным весом. Вес частей паро-
воза, который передается непосредственно на рельсы (колес-
ные пары, буксы, 2/3 веса рессор, сцепные дышла и 3/5 веса пор-
шневых дышел), называют необрессоренным весом паро-
воза.
На паровозах различают следующие типы рессорного подвеши-
вания:
нижнее, когда все рессоры подвешены под буксами;
верхнее, когда все рессоры расположены над буксами;
комбинированное, когда часть рессор расположена над букса-
ми, а часть — под ними;
промежуточное, когда передняя часть рессор расположена над
буксами, а задняя — в вырезах рамы на уровне букс.
Примером нижнего рессорного подвешивания может служить
рессорное подвешивание паровозов Эм (рис. 203). Рессора 1 при
помощи валика 8 подвешена на серьге 2, установленной в проуши-
нах буксы 7. Вес от рамы через подвески 12 и 3 передается на кон-
цы рессоры. Подвески имеют на концах резьбу и гайки 13, кото-
рыми они опираются через подкладки на рессору; при помощи их
регулируют натяжение рессоры.
В прорези подвески 12 установлен так называемый нож 11, на
который через призму 10 опирается укрепленная к раме скоба 9.
Подвеска 3 соединена таким же способом с балансиров 6. Балан-
сир при помощи ножа 4 удерживается в скобе 5, прикрепленной к
Рис. 203 Нижнее рессорное подвешивание паровоза Эм:
/ — рессора; 2 — серьга; 3, 12 — подвески; 4, 11 — ножи, 5, 9 —скобы, 6 — балансир;
7 — букса; 8 — валик, 10 — призма, 13 — гаййа; 14 — шайбы, Г> - накладки
278
раме. При унификации деталей рессорного подвешивания введены
масленки для смазывания соединения балансира 6 с ножом 4.
Наличие в соединениях рессорного подвешивания ножей, призм
и валиков делает эти соединения шарнирными, что дает возмож-
ность системе рессорного подвешивания, имеющей балансиры, лег-
ко изменять свое положение и сохранять нагрузки на оси.
Перед сборкой рессорного подвешивания все трущиеся поверх-
ности его деталей смазывают. При комплектовании рессорного
подвешивания на один паровоз устанавливают рессоры одной груп-
пы жесткости. Регулировку рессорного подвешивания выполняют
на паровозе, находящемся в рабочем состоянии и установленном
на горизонтальном пути.
Недостатком нижнего рессорного подвешивания является то,
что при необходимости осмотра буксы, снятия подбуксовой короб-
ки, а также при выкатке колесной пары требуется снимать рессо-
ру. Кроме того, при нижнем рессорном подвешивании трудно раз-
мещать рессоры, так как они близко подходят к нижней линии га-
барита.
Нижнее рессорное подвешивание имеют также паровозы СО и
ТЭ. Для повышения безопасности движения при унификации рес-
сорного подвешивания ведущая колесная пара переведена на верх-
нее подвешивание с расположением рессор этой оси над рамой. На
паровозах более поздней постройки нижнее рессорное подвешива-
ние не применяется.
Комбинированное рессорное подвешивание осуществлено на па-
ровозе Су, у которого 1-я колесная пара имеет рессоры, установ-
ленные над буксами, а 2-я и 3-я колесные пары — рессоры под бук-
сами.
Передняя и задняя тележки паровоза Су имеют самостоятель-
ное, не связанное с движущими осями, рессорное подвешивание.
Здесь осуществлено двойное подвешивание: над каждой буксой
установлена листовая рессора, а на подвесках — спиральные пру-
жины. Это делает подвешивание более мягким.
На паровозах с брусковой рамой применено верхнее рессорное
подвешивание (ФД, П36) или промежуточное (Л, Л В, Еа, Ем).Это
объясняется тем, что при сравнительно небольшой высоте рамного
полотна и небольшом расстоянии от буксы до верхнего обреза
рамы размещать рессоры удобно над рамой. Большие вырезы
в рамных полотнах также дают возможность часть рессор,
которые не удается разместить над рамой, помещать в этих вы-
резах.
На паровозе ФД, имеющем верхнее рессорное подвешивание,
рессоры на стойках, охватывающих рамное полотно, установлены
на буксах. Рама паровоза соединена с рессорами при помощи не-
регулируемых рессорных подвесок. Имеющиеся на паровозе три
группы рессор подвесками соединены с балансирами, которые име-
ют возможность поворачиваться вокруг своих опорных точек. Сое-
динение деталей рессорного подвешивания произведено при. помо-
щи’валиков и ножей.
279
3-я группа рессор
Рис 204 Рессорное подвешивание паровоза Л
' - рессора, 2 - стойка, 3 - балансир
Первую группу составляют рессоры 1-й и 2-й сцепных ос%й, сое-
диненные при помощи поперечного и продольного балансиров с пе-
редней тележкой; вторая группа состоит из рессор 3-й, 4-й и 5-й
осей правой стороны, соединенных балансиром с правой рессорой
задней тележки; третья группа — те же рессоры левой стороны.
При верхнем рессорном подвешивании в условиях эксплуатации
значительно упрощается выемка подбуксовых коробок и при необ-
ходимости выкатка отдельных колесных пар.
На паровозе Л (рис. 204) рессоры первых трех колесных пар
размещены над рамой и установлены на буксах при помощи стоек 2.
Рессоры 4-й и 5-й осей помещены в вырезах рамы и соединены ба-
лансирами 3, опирающимися на буксы.
Рессоры 1-й и 2-й сцепных осей при помощи подвесок и балан-
сиров соединены с передней тележкой и составляют самостоятель-
ную переднюю группу рессорного подвешивания. Рессора 3-й веду-
щей оси с одной стороны также при помощи подвесок и системы
балансиров соединена с рессорами, расположенными в рамных вы-
резах. Такое же соединение сделано и с другой стороны паровоза.
Это составляет две задние самостоятельные группы рессорного под-
вешивания. Конечные точки каждой группы подвешивания при по-
мощи подвесок укреплены к раме.
Описанная система рессорного подвешивания паровозов ФД, Л
и ЛВ, состоящая из трех групп, называется подвешиванием в трех
точках, при котором обеспечивается постоянное статическое наг-
ружение рессор и колес паровоза при любых неровностях пути, так
как изменение нагрузки на отдельные оси передается балансира-
ми на другие.
§ 93. РЕССОРЫ И ДЕТАЛИ ПОДВЕШИВАНИЯ
Рессоры. Паровозная рессора представляет собой набор гибких
стальных листов различной длины, скрепленных при помощи хо-
мута. Для паровозных рессор применяют рессорную полосовую
сталь шириной 100—130 мм и толщиной 10—13 мм марки 55С2,
обладающую большой упругостью и временным сопротивлением
130 кГ1мм2. При этом полосовая сталь может быть гладкой или
желобчатой.
Унифицированная листовая рессора паровоза Эр (а также СО)
для нижнего рессорного подвешивания имеет 13 листов, из них че-
тыре верхних называют коренными. Рессорные листы сделаны из
гладкой полосовой стали шириной 100 мм и толщиной 13 мм. До
недавнего времени рессоры изготовляли из желобчатой стали тако-
го же размера. В этом случае в собранном пакете выступ одного
рессорного листа входит в желоб другого, что предотвращает
смещение листов.
Длина рессорных листов постепенно уменьшается книзу, в ре-
зультате чего рессора приобретает форму бруса, равного сопро-
тивлению изгиба. При такой форме рессоры в любом ее сечении
напряжения от нагрузки будут приблизительно одинаковыми.
281
Концы коренных листов рессоры имеют отверстия, через кото-
рые проходят рессорные подвески 3 и 12 (см. рис. 203). Для упора
шайб 14 и гаек 13 рессорных подвесок на концах рессоры устанав-
ливают накладки 15. В месте установки хомута пакет рессорных
листов прострагивают на глубину 3 мм, а с противоположной сто-
роны между пакетом и хомутом устанавливают прокладку. Хомут
надевают в горячем состоянии и обжимают под прессом. Вверху
хомут имеет проушину, куда входит серьга 2, соединенная с хому-
том при помощи валика 8, который удерживается коническим раз-
водным штифтом.
Количество листов в рессоре, а также размер рессорных листой
зависит от испытываемой рессорной нагрузки. Величина прогиба
рессоры под действием нагрузки называется стрелой прогиба
Жесткостью называют величину нагрузки, под действием кото-
рой рессора прогибается на 1 мм. В рессорах движущих осей паро-
возов жесткость колеблется в пределах 90—210 кГ1мм, чаще при-
меняют рессоры жесткостью порядка 125—150 кГ1мм. Более мяг-
кие рессоры стоят на пассажирских паровозах
У паровозов последней постройки при верхнем и комбинирован-
ном рессорном подвешивании рессоры имеет более простую кон-
струкцию Рессора паровозов Л и ЛВ (рис. 205) изготовлена из
тладкой (нежелобчатой) рессорной стали марки 55С2 размером
130X10 мм. В рессоре 17 листов, на концах в коренных листах сде-
ланы небольшие отверстия для постановки рессорных накладок.
Для предупреждения смещения листов в центральной части каж-
дого листа сделано углубление на 4 мм в виде лунки Хомут ставят
без прострожки рессорных листов и без постановки прокладки
Цилиндрические пружины (витые рессоры) изготовляют из
круглого прутка сечением от 16 до 40 мм. Такие пружины приме-
няют главным образом в рессорном подвешивании паровозных и
тендерных тележек, а также на паровозе О
Рис 205 Листовая рессора паровозов Л и ЛВ
170
282
Рессорные подвески и балансиры. Рессорная подвеска нижне-
1о подвешивания (рис. 206) представляет собой стержень квад-
ратного сечения, переходящий книзу в круглое сечение с резьбой.
Для соединения с балансиром 2 вверху в подвеске 1 сделано от-
верстие, куда вставлен нож 3. На нарезной части подвески пос-
тавлены две гайки 4 и шайба 5, опирающаяся на накладку 6 рес-
соры 7. При помощи гаек регулируют натяжные рессоры Для на-
правления подвески на раму ставят скобу. Для предохранения от
повреждения нарезной части подвески, проходящей через рессору,
резьбу внизу протачивают и ставят предохранительную трубку 8,
которая удерживается шайбой 9 и гайкой 10.
Рессорная подвеска паровоза ФД, имеющего верхнее подве-
шивание, состоит из хомута и двух подвесок, соединенных вали-
ком Хомут надет на конец рессоры, а подвески охватывают с обе-
их сторон полотно рамы. Нижние концы подвесок имеют отвер-
стия, куда вставлен нож, на который опирается конец балансира
В хомут вставлен вкладыш, опирающийся на накладку рессоры
Для предупреждения износа хомута в отверстие под валик зап-
рессована втулка
От провертывания валик удерживает шпонка На конце валика
поставлены шплинтовое кольцо и конический разводной штифт,
удерживающие его от выпадания
Рис 207 Рессорные подвески верхней
рессоры паровоза Л
/—рессора, 2 — балансир, 3, 5, 9—втул.-
ки, 4 — валик иижиий, 6, 11 — масленки;
7 — подвеска; 8 — рессорная накладка',
10 — валик верхний
Рис 206 Рессорная подвеска нижнего
подвешивания
/ — подвеска, 2 — балансир, 3 — нож,
4 10 — гайки, 5 — шайба подвески 6 — на
кладка, 7 — рессора, 8 — трубка, 9 — шайба
283
Рис. 208. Балансир парово-
за Л:
/ — рама; 2— балансир; 3 — рес-
сорная подвеска; 4 — валик; 5—ма-
сленка
Подвешивание верхней рессоры
(1-й оси) паровоза Л осуществлено
следующим образом. Рессора 1
(рис. 207) воспринимает нагрузку че-
рез рессорную накладку 8, которая
своим хвостовиком входит в отверстие,
сделанное в коренных листах рессоры.
Сквозь накладку 8 проходит валик 10,
на концы которого надеты подвески 7.
Подвески располагаются с обеих
сторон полотна рамы и нижними про-
ушинами соединены при помощи ва-
лика 4 с балансирами 2, укрепленными
на раме.
Для уменьшения износа и удобст-
ва ремонта в рессорную накладку, балансиры и проушины подве-
сок запрессованы закаленные втулки 3, 5 и 9. Смазка к трущимся
поверхностям верхнего соединения подается из масленки И и ниж-
него — через валик из масленки 6 (при унифицированном подве-
шивании). В настоящее время применяют также втулки рессорно-
го подвешивания, изготовленные из капрона.
Применяемые в рессорном подвешивании балансиры представ-
ляют собой двуплечие рычаги. Балансиры изготовляют из стали
штамповкой или вырезкой из толстолистового металла, а иногда
отливают.
Литые балансиры имеет паровоз ФД. Через призму, запрес-
сованную в средней части, балансир опирается на нож, установ-
ленный в балансирной скобе, которая укреплена своими концами
к раме. Концы балансира через призмы опираются на ножи подве-
сок двух соседних рессор.
Балансир паровоза Л (рйс. 208) изготовлен штамповкой. Он со-
стоит из двух половин и в отличие от других паровозов соединен
с рессорными подвесками и рамой валиками. Для уменьшения из-
носа соединений рессорного подвешивания рессорные валики
паровозов Л, ЛВ, П36 смазывают полужидкой смазкой, запрессо-
вываемой в полость валика через масленки, установленные на тор-
цах. Оттуда смазка по смазочным отверстиям поступает на по-
верхность валика.
Кроме описанных, на паровозах применяют балансиры других
типов: поперечные, продольные, балансиры тележек, верхние балан-
сиры, устанавливаемые на буксы, и др.
Призмы и ножи рессорного подвешивания изготовляют из стали
марки 55 или 60, а при ремонте паровозов в депо разрешается делать
их из стали марки Стб.
Валики рессорного подвешивания паровозов Л, ЛВ и П36 из-
готовляют из стали марки 45 с электрозакалкой токами высокой
частоты.
284
$ 94. УВЕЛИЧИТЕЛЬ СЦЕПНОГО ВЕСА ПАРОВОЗА
Увеличитель сцепного веса представляет собой устройство, при
помощи которого часть нагрузки с бегунковой и поддерживающей
осей передней и задней тележек можно передавать на движущие
оси паровоза. Это устройство связано с системой рессорного
подвешивания.
Так как сцепной вес является одним из элементов, ограничиваю-
щих силу тяги паровоза, то естественно, что повышение сцепного
веса уменьшает (частично снимает) это ограничение. Применение
увеличителя сцепного веса при полном использовании резервов
мощности котла и машины дает возможность повысить силу тяги
паровоза.
Увеличитель сцепного веса разработан конструкторами Вороши-
ловградского паровозостроительного завода и применен на парово-
зе Л В (рис. 209). Над опорным стаканом 1 передней тележки уста-
новлен воздушный цилиндр 2, а над опорными стаканами 5 задней
тележки установлены два воздушных цилиндра 4. Скалки цилинд-
ров соединены с опорными стаканами тележек, на которые опирают-
ся концы продольных балансиров 3 и 6.
При включении увеличителя сцепного веса (при помощи, крана,
установленного в будке машиниста) воздух из главного резервуара
автотормоза поступает в нижние полости цилиндров и давит на
поршни. Сила давления воздуха через штоки, опорные стаканы теле-
жек и концы продольных балансиров частично разгружает бегунко-
вую и поддерживающую оси. Это одновременно вызывает повышение
нагрузки на противоположный конец продольного балансира 3
передней тележки, связанного с рессорным подвешиванием 1-й и 2-й
движущих осей, а также на концы продольных балансиров 6, каж-
дый из которых соединен с рессорным подвешиванием (отдельно
правой и левой стороны), 3-й, 4-й и 5-й движущих осей.
Увеличитель сцепного веса передней тележки (рис. 210) состоит
из чугунного цилиндра /, поршня 3 с кожаной или резиновой ман-
жетой 2 и скалкой 4, Поршень укреплен на конце скалки при по-
мощи гайки 7. Полость цилиндра над поршнем для защиты от
пыли и влаги закрыта крышкой 5, с фильтром 6. В месте прохода
скалки в дне цилиндра поставлен сальник 8. Скалка поршня ниж-
ним концом своим, имеющим увеличенный диаметр, соединена со
стаканом 10, в который входит передний конец балансира 9.
За счет разгрузки бегунковой и поддерживающей осей сцепной
вес паровоза ЛВ увеличивается на 8 т, т. е. с 91 до 99 т.
Машинист включает увеличитель сцепного веса при трогании
поезда с места и при следовании по тяжелым затяжным подъемам,
когда скорость не превышает 30 км/ч.
При большей скорости увеличитель сцепного веса должен быть
выключен.
Кроме паровоза ЛВ, в порядке модернизации увеличителем
сцепного веса оборудованы паровозы ФД, Л и Еа, а также часть
паровозов П36.
285
6
Рис. 209 Схема увеличителя сцепного веса паровоза ЛВ:
1, 5 — опорные стаканы тележек, 2, 4 — воздушные цилиндры; 3, 4 — балансиры
Рис 210 Увеличитель сцепного веса передней тележки:
У — цилиндр, 2— манжета, 3 — поршень, 4 — скалка; 5 —1крышка; 6 — фильтр, 7 — гай-
ка, 8 — сальник; 9 — балансир; 10 —'стакан балансира
Глава 19
ПАРОВОЗНЫЕ ТЕЛЕЖКИ
§ 95. ДВИЖЕНИЕ ПАРОВОЗА ПО КРИВЫМ И НАЗНАЧЕНИЕ ТЕЛЕЖЕК
Чтобы паровоз мог свободно и безопасно проходить по кривым
участкам пути, колесные пары его должны устанавливаться в рель-
совой колее таким образом, чтобы между гребнями бандажей и
головками рельсов были определенные зазоры (не менее допускае-
мых), а боковые давления, возникающие во время движения между
гребнями бандажей и рельсами, были минимальными и не могли
вызвать сход паровоза с рельсов или расстройство пути. В зависи-
мости от того, в какой степени тот-или иной паровоз удовлетворяет
этим условиям, обеспечивающим его безопасное движение по рель-
сам, определяют, насколько хорошо паровоз вписывается в кривые.
Для облегчения прохода экипажа локомотива в кривых участках
пути малого радиуса в этих местах делают дополнительное уширение
колеи, которое определяется Правилами технической эксплуатации.
Однако допускаемое уширение колеи в кривых недостаточно для
прохода экипажа современных локомотивов, имеющих большую
базу — расстояние между крайними движущими осями. Поэтому,
как уже известно из предыдущих параграфов, отдельные колесные
пары паровоза имеют поперечные смещения (разбеги) относительно
рамы, а бандажи ведущих колесных пар, как правило, делают без
гребней или с гребнями уменьшенной толщины. Чтобы обеспечить
проход экипажа паровоза по имеющимся на сети дорог кривым
наименьшего радиуса, размер базы ограничивается — количество
движущих осей в одной жесткой раме не делают больше пяти.
При следовании по кривому участку пути на паровоз дейст-
вует центробежная сила, стремящаяся направить его движение
по касательной к кривой. В результате действия центробежной
силы гребни бандажей набегающих колес паровоза прижимают-
ся к наружному рельсу колеи, вызывая соответствующую силу
реакции прикрепленного к шпалам рельса, которая заставляет
экипаж паровоза поворачиваться в кривом участке пути. Однов-
ременно сила трения бандажей о рельсы создает сопротивление
повороту экипажа в кривой.
Центробежная сила и сила реакции наружного рельса будут
тем больше, чем выше скорость движения, меньше радиус кривой
и тяжелее паровоз. Чтобы уменьшить действие центробежной
силы и повысить безопасность движения, наружный рельс в
кривых участках пути ставят с возвышением по отношению к
внутреннему рельсу.
Величина возвышения наружного рельса зависит от радиуса
кривой и скорости движения на данном участке: чем круче кри-
вая и выше скорость, тем возвышение делают больше. Наи-
большее возвышение наружного рельса, как правило, не долж-
но превышать 150 мм.
287
Рама тележка
Сиепные колесные пары
Рис. 211. Схема прохождения кривой
экипажем паровоза и тележкой
Главная рама Налесная пае-
тележки
Но так как поезда и локо-
мотивы следуют по кривым
участкам пути с различной ско-
ростью, а возвышение наруж-
ного рельса рассчитано на ка-
кую-то определенную скорость,
то, естественно, сила, возни-
кающая от наклона паровоза
при возвышенном наружном
рельсе, не может всегда пол-
ностью уравновесить центро-
бежную силу. Одним из основ-
ных средств уменьшения воздействия на путь центробежных и дру-
гих сил, действующих в поперечном направлении, и повышения
безопасности движения являются паровозные тележки, которые
воспринимают часть веса паровоза, облегчают прохождение кри-
вых участков пути и уменьшают воздействие его на путь.
Тележка соединена с главной рамой паровоза шарнирно при
помощи водила и шкворня, и поэтому при движении под дейст-
вием силы реакции рельса тележка свободно отклоняется внутрь
кривой (рис. 211). Экипаж паровоза в это время в результате
действия центробежных сил по инерции стремится двигаться по
прямой. Но тележка имеет еще упругую связь с главной рамой
паровоза при помощи особого пружинного или секторного возвра-
щающего устройства, которое стремится вернуть тележку в
нормальное положение. Но так как тележка удерживается на
рельсовой колее гребнями бандажей, то усилием этого возвра-
щающего устройства передняя часть главной рамы паровоза бу-
дет притягиваться к тележке и отклоняться внутрь кривой. Та-
ким образом, тележка облегчает прохождение паровозом кривой
и уменьшает боковые нажатия гребней бандажей на рельсы.
Тележки бывают передние (направляющие) и задние (поддер-
живающие). Кроме того, тележки разделяют на одноосные и двух-
осные. В грузовых паровозах применяют передние одноосные и
задние одноосные или двухосные тележки. В пассажирских паро-
возах тележки бывают одноосные и двухосные как передние, так
и задние. Преимущественное применение на пассажирских парово-
зах имеют двухосные тележки, обеспечивающие хорошее вписыва-
ние в кривые на больших скоростях и плавный ход на прямых
участках пути.
§ 96. ОДНООСНЫЕ ТЕЛЕЖКИ
Передняя одноосная тележка паровоза Л (рис. 212) имеет
такое же устройство, как и передняя тележка паровозов ФД и
СО. Рама тележки 11 при помощи водила 2 и шкворня 3 при-
креплена шарнирно к межрамному скреплению паровоза. На-
грузка на тележку передается через направляющий стакан, на
который опирается продольный балансир, связанный с рессор-
288
ным Подвешиванием Паровоза. Направляющий стакай опира-
ется своей шаровой поверхностью на люльку 1, имеющую уг-
лубление. Люлька установлена на двух парах секторов 12, кото-
рые вверху имеют две несопрягающиеся цилиндрические по-
верхности, а в нижней части — две цилиндрические поверхнос-
ти малого радиуса (валики), входящие в соответствующие уг-
лубления подсекторных плит 9, установленных на раме тележ-
ки. Каждая пара секторов в отливке соединена перемычкой и
при помощи тяги 8—с люлькой.
Рама тележки, представляющая собой стальную отливку,
имеет с боков обработанные вертикальные поверхности, служа-
щие направляющими для букс, фасонные ребра, создающие
жесткость в вертикальной плоскости, а также приливы в виде
кронштейнов для опоры цилиндрических пружин 6. Нагрузка от
рамы тележки на буксы передается через двойное рессорное
подвешивание — пружины 6 и рессоры 4, установленные на
буксах и соединенные подвесками 5 с рамой. На концах подве-
сок укреплены гайками упорные шайбы 7.
При входе паровоза в кривую тележка под действием боко-
вого давления наружного рельса на наружное колесо, буксу и
раму получает отклонение внутрь кривой. Секторы в это время
выходят из своего среднего положения и становятся наклонно,
Рис. 212. Передняя тележка паровоза Л:
/ — люлька; 2 — водило; 3 — шкворень; 4 — рессора; 5 — подвеска; 6 — пружина; 7 — упор-
ная шайба, 8 — тяга; 9 — подсекториая плита; 10 — цепь; // — рама тележки, 12 — сектора;
13 — колесная пара
10—9059
299
Рис 213 Схема работы секторного
возвращающего устройства:
1 — люлька; 2 — сектор
опираясь вйизу только одним ва-
ликом (рис. 213). Возникающая
в результате этого в секторном
устройстве сила передается
на связанную шарнирно с тележ-
кой переднюю часть рамы паро-
воза, поворачивает ее также
внутрь кривой. При выходе паро-
воза из кривой под действием
возвращающей силы, направлен-
ной от люльки, рама тележки
возвращается в свое среднее по-
ложение. Так действует сектор-
ное устройство, представляющее
собой возвращающий аппарат
тележки.
Тележка имеет боковое смещение в плоскости оси бегунка
125 мм на сторону. Перемещение тележки ограничивается вы-
ступами а на раме, в которые при наибольшем отклонении упи-
рается люлька своими выступами б (см. рис. 212).
Для смазывания опорной поверхности стакана и люльки, а
также опорного валика продольного балансира на стакане ус-
тановлена масленка.
Букса тележки, подобная буксам сцепных колесных пар,
имеет П-образный корпус и полукруглый запрессованный под-
шипник. На паровозах Л последнего выпуска к подшипникам
букс передней тележки подведена централизованная смазка от
пресс-масленки. Торцовые шайбы и буксовые лица смазываются
из фитильной масленки в корпусе буксы.
Колесная пара 13 (с-м. рис. 212) с дисковыми центрами и бан-
дажами шириной 140 мм имеет диаметр по кругу катания 900 мм.
Рама тележки цепями 10 соединена с главной паровозной рамой
для удержания тележки под паровозом на случай поломки отдель-
ных ее деталей.
Передняя тележка паровоза ЛВ отличается от описанной тем,
что имеет буксы с роликовыми подшипниками; буксы индивиду-
альные для каждой шейки, подшипники с коническими роликами.
Передняя тележка паровоза О (рис. 214), в отличие от опи-
санной выше тележки, связана с первой сцепной осью паровоза.
Она имеет стальную раму 1, отлитую за одно целое с буксами и
водилом. Хвостовик водила шкворнем 2 соединен с плитой 4,
прикрепленной к межцилиндровому скреплению. Для свободно-
го поворота тележки вокруг шкворня в хвостовике водила уста-
новлена шаровая втулка 3.
Нагрузка на тележку передается через кронштейны 11, спи-
ральные пружины 12, подвески 10, рессоры 9, стойки 14 и сек-
торы 15, опирающиеся на буксы и выполняющие роль возвра-
щающего устройства. Стойка рессоры удерживается в направ-
ляющей 13, прикрепленной болтами к раме паровоза. Сектор 15
&0
на своей опорной поверхности имеет отверстия и перекатывается
по зубчатой подушке 16, укрепленной на буксе.
Над плитой 4 установлен балансир 6, который одним кон-
цом соединен с буксой первой оси, а другим — с рамой тележки.
Концы балансира входят в попоЛзушки 19, имеющие снаружи
круглое сечение, и соединяются с ними валиками 18. Поползуш-
ки входят в стаканы 17, которые могут перемещаться в вырезах
корпуса буксы первой оси и рамы тележки. Кроме того, балан-
сир подвешен на подвесках 5, прикрепленных к межрамным
скреплениям.
В центре балансира сделано отверстие, куда вставлен ка-
мень 7, имеющий поперечное перемещение 20 мм. Камень
имеет отверстие и посажен на шкворень 8, который запрессован
в плиту 4. С двух сторон балансира поставлены листовые рес-
соры 21, соединенные между собой стяжками 22 с натяжными
болтами. Хвостовики рессорных хомутов проходят через отвер-
стия в балансире и упираются в камень 7 с силой предваритель-
ной затяжки рессор. Эти рессоры со стяжками представляют
собой второе возвращающее устройство тележки. Для ограни-
чения бокового перемещения тележки в пределах 43 мм на сто-
рону на межрамном скреплении установлен ограничитель 20.
При входе паровоза в кривую под действием наружного
рельса колесная пара и рама тележки отклоняются внутрь, по-
ворачиваясь вокруг шкворня 2. Секторы 15 в это время отклоня-
ются, перекатываясь по зубчатым подушкам 16. Вместе с тележ-
кой отклонится внутрь и передний конец балансира 6, делая по-
ворот вокруг шкворня 8. В связи с этим задний конец баланси-
ра переместится наружу, потянет за собой буксу и вместе с ней
первую сцепную ось, которая в результате этого упрется в на-
ружный рельс и воспримет на себя часть бокового усилия.
При дальнейшем отклонении тележки внутрь колеи передний
конец балансира будет также сдвигаться и, нажимая на хомут
рессоры 21, будет прогибать ее до тех пор, пока камень 7, наса-
женный на шкворень, не упрется в прорез балансира. Таким об-
разом, секторы и рессоры совместно создают усилие, которое при
входе паровоза в кривую отклоняет раму внутрь кривой, а при
переходе на прямой участок пути возвращает тележку в нор-
мальное положение.
Задняя тележка паровоза Су имеет водило, соединенное
сзади с буксами и впереди с межрамным скреплением паровоза
посредством шкворня. От кронштейнов, укрепленных на раме
паровоза, нагрузка передается подобно передней тележке через
спиральные пружины, подвески и листовые рессоры на буксы
тележки.
Возвращающее устройство задней тележки отличается от
возвращающего устройства передней тележки. На буксе в спе-
циально отлитом углублении установлен нижний клин, верхняя
плоскость которого имеет уклон 1:9. На этот клин ложится
верхний клин, имеющий углубление, в которое входит прямо-
10* 291
Рис. 214 Передняя
тележка паро-
воза Су:
7 —рама, 2, 8 — шквор-
ни, 3—шаровая втулка,
4 — плита 5, 10 — под
вески, 6 — балансир,
7 — камень, 9, 21 — рес-
соры, 11 — кронштейн,
12 — пружина; 13 — на-
правляющая; 14 — стой»
ка, 15 — сектор; 16 — по-
д>шка, 17 — стакан;
18 — валик, 19 — попол-
зушка, 20 — ограничи-
тель; 22 —стяжка
щольный хвостовик хомута рессоры Наличие такого устройст-
ва на обеих буксах тележки с наклонными плоскостями, нап-
равленными в разные стороны (к середине паровоза), создает
при отклонении тележки в кривых участках пути возвращающее
усилие.
Задняя одноосная тележка паровоза ФД имеет стальную
литую раму, которая воспринимает нагрузку в трех точках:
впереди через шаровой пятник и позади через два сектора, рас-
положенных на подсекторных плитах. Через шаровой пятник
проходит шкворень, вокруг которого поворачивается тележка
при проходе по кривым участкам пути Передача нагрузки на
«.скторы производится от консольных кронштейнов, прикреплен-
ных к хвостовикам главной рамы.
Для лучшего размещения хвостовика рамы и зольника, а также
для облегчения осмотра шеек оси и подшипников тележка имеет
наружные буксы. Расположение букс вдали от зольника обеспечи-
вает лучшее охлаждение их и меньшее загрязнение золой и шлаком.
В кривых участках пути при отклонении тележки секторы
отклоняются от своего среднего положения, а затем на прямом
участке под действием возвращающей силы устанавливаются в
первоначальное положение подобно секторному возвращающе-
му устройству передней тележки паровоза Л. Наибольшее от-
клонение тележки от среднего положения на сторону в плоско-
сти оси колесной пары составляет 125 мм. Оно ограничивается
выступами на раме тележки, которые упираются в прилив на
нижней поверхности стяжного ящика.
Колесная пара тележки имеет ось с наружными шейками.
Букса — вагонного типа с граненым подшипником. Для умень-
шения износа торцовых поверхностей букс и колесных центров
на последних установлены бронзовые или пластмассовые пла-
вающие шайбы. Подшипник смазывается через подбивку, закла-
дываемую в буксу, а также из фитильной масленки, установ-
ленной на корпусе буксы Смазка к торцу буксы и буксовым ли-
цам подается из масленок, отлитых в верхней части корпуса
буксы.
На буксах установлены листовые рессоры, которые при по-
мощи подвесок и балансиров соединены с рессорным подвешива-
нием задней группы движущих осей.
Задняя тележка паровоза ЛВ (рис. 215) имеет облегченную
конструкцию. Рама / тележки представляет собой стальную от-
ливку, которая охватывает колесную пару. Вертикальную
нагрузку от надрессорного строения паровоза тележка восприни-
мает через балансиры рессорного подвешивания и возвращаю-
щее устройство роликового типа на две опорные плиты 4, поме-
щенные на верхней плоскости рамы тележки над осью колесной
пары. Далее нагрузка от рамы тележки передается через спи-
ральные пружины 7 и листовые рессоры 5 на роликовые буксы б,
установленные на наружных шейках колесной пары 2.
293
Рис. 215. Задняя тележка паровоза ЛВ:
/ — рама, 2 — колесная пара; 3 — упор; 4 — опорная плита; 5
7 — пружина; 8 — водило
рессора; 6 — букса:
Тележка водилом 8 и шкворнем соединена с межрамным
скреплением главной рамы паровоза. Упоры 3, отлитые в средней
части рамы, ограничивают боковое отклонение тележки, которое
составляет максимально 105 мм на каждую сторону.
Рис. 216. Возвращающее устройство задней тележки паровоза ЛВ:
/--опарный стакан; 5 — втулка; 3 — балансир; 4—игольчатый подшипник; 5ролик;
6 — опорная плита; 7 — прокладка; 8 — ограничитель
У возвращающего устройства тележки роликового типа (рис.
216) продольный балансир 3 своим концом передает нагрузку
па опорный стакан 1, который свободно перемещается в верти-
кальном направлении во втулке 2, запрессованной в отверстие
хвостовика рамы паровоза. В нижней части стакана на игольча-
тых подшипниках 4 установлен ролик 5. При поперечном откло-
нении тележки ролик перекатывается по наклонным плоскос-
тям опорной плиты 6, установленной на раме тележки. При лю-
бом отклонении ролика возникает боковая сила, которая стре-
мится возвратить тележку в среднее положение.
Нижняя поверхность опорной плиты 6, которой она опирает-
ся на подкладку 7, сделана в поперечном сечении радиальной.
Это дает возможность плите самоустанавливаться, что обеспе-
чивает постоянный контакт ролика по всей его длине с наклон-
ной плоскостью. Для удержания плиты от поперечного п про-
дольного сдвига поставлены ограничители 8, которые не препят-
ствуют повороту плиты.
§ 97. ДВУХОСНЫЕ ТЕЛЕЖКИ
У пассажирского паровоза П36 передняя и задняя тележки
двухосные.
Передняя двухосная тележка паровоза П36 (рис. 217) имеет
стальную литую раму 6, колесные пары 1 диаметром 900 мм с
дисковыми центрами и внутренними шейками с роликовыми
буксами. Рама в своей средней части опирается на установлен-
ные с боков тележки листовые рессоры 3, а имеющимися на
концах буксовыми вырезами входит в направляющие буксы.
Через концы рессор, упорки, подушки и болты-подвески 9 на-
1рузка передается спиральным пружинам 2, от которых через
Рис. 217. Передняя тележка паровоза П36:
/ колесная пара: 2 — пружина; 3—рессора; 4 — люлька; 5 — предохранительная цепь;
6—рама; 7 — связь; 3 —балансир; 9—болт-подвеска
295
специальные плиты — балансирам 8, расположенным с обеих
сторон тележки. Концы балансиров опираются на буксы.
Углубленную часть рамы, в которой установлены подсектор-
ные плиты и где работают нижние опорные части секторов воз-
вращающего устройства, заполняют маслом. Масло заливают
также внутрь шкворня. Для ограничения поворота тележки
вокруг шкворня на раме тележки укреплены две предохрани-
тельные цепи 5, соединенные с приливами шкворня, приболчен-
иого к цилиндровому блоку.
Расстояние между центрами осей — база тележки — 2300 мм,
наибольшее боковое отклонение передней тележки составляет
100 мм па сторону.
Рама тележки отлита из стали марки 25ЛП. Средняя часть
рамы, где размещено возвращающее устройство, воспринимав!
основную нагрузку. Буксовые челюсти рамы в продольном на-
правлении соединены общими на две буксы связями 7. Эти свя-
зи вместе с тем и усиливают раму тележки. Наличники буксо-
вых челюстей изготовляют из стали марки Ст. 5 и приваривают
к раме. По мере износа их меняют. Смазка наличников рамы и
наличников букс осуществляется централизованно при помощи
маслораспределителей.
Люлька тележки и секторы возвращающего устройства отли-
ты из стали марки 45Л1. Опорные поверхности люльки, секто-
ров и подсекторных плит закаливают.
Нагрузка на тележку от экипажа передается через шкворень,
который прикреплен болтами к цилиндровому блоку и имеет
Рис. 218. Роликовая букса передней тележки паровоза П36:
/—букса; 2 — роликовый подшипник; 3 — маслоотбойное кольцо; 4 — уплотнительные
кольца; 5 — упорное кольцо; 6 — установочные полукольца; 7 —распорное кольцо; 8 — пру-
жина; 9 — полукольца лабиринта; 10 — втулка лабиринта
296
плоскую пяту диаметром 400 мм. Пята шкворня входит в люль-
ку 4 тележки, установленную на секторах возвращающего уст-
ройства. Секторы опираются на подсекторные плиты, укрепленные
на углубленной (картерообразной) части рамы тележки.
Тележка оборудована цельнокорпусными буксами 1 (рис. 218)
с горизонтальной линией разъема и с коническими однорядными
роликовыми подшипниками 2 размером 180X320X91 мм
(7536К). На каждой шейке посажено два таких подшипника.
Между подшипниками на шейке установлено распорное кольцо
7, а со стороны борта оси — упорное кольцо 5. С наружных сто-
рон подшипников в корпусе буксы помещены установочные по-
лукольца 6.
Уплотнение буксы со стороны ступицы колеса достигается
при помощи втулки лабиринта 10, насаженной на шейке, полу-
колец лабиринта 9, установленных в проточке корпуса буксы, и
уплотнительных колец 4, прижимаемых к втулке браслетной
пружиной 8. Между подшипником и втулкой лабиринта постав-
лено маслоотбойное кольцо 3. Смазывание роликовых подшип-
ников производится маслом, заливаемым в корпус буксы. Уро-
вень масла в буксе проверяют стержневым маслоуказателем,
установленным в корпусе.
Задняя двухосная тележка паровоза П36 (рис. 219) также
имеет крупногабаритную стальную литую раму, колеса диамет-
ром 1050 мм с наружными буксами на сферических ролико-
подшипниках. Рама 4 воспринимает вес задней части паровоза
в трех точках: в шкворневом соединении 6 тележки с хвостови-
ком и симметрично расположенных сзади секторах 1 возвра-
щающего устройства. При помощи рессорного подвешивания,
состоящего из рессоры 2, подвески 3, балансиров 5 и 7 и пру-
жины, нагрузка передается на буксы 8, смонтированные на шей-
ках колесных пар 9.
Рис. 219. Задняя двухосная тележка паровоза П36:
/ - семора возвращающего устройства; 2 — рессора; 3 — подвеска; 4 — рама; 5 и 7—ба-
лансиры; 6 — шкворневое соединение; 8—букса; 9 — колесная пара
297
Тележка имеет максимальное боковое отклонение по секто-
рам 205 мм. Наибольшее отклонение 1-й оси тележки — 70 мм,
а 2-й — 150 мм на сторону. Колесная база тележки— 1600 мм.
Каждая букса тележки оборудована двумя сферическими ро-
ликоподшипниками ЦКБ-534К. Диаметр шейки оси 150 мм, на-
ружный диаметр подшипника 320 мм. Корпус буксы отлит из
стали марки 25ЛП.
Наличники букс и рамы тележки смазываются централизо-
ванно от маслораспределителей; буксы, заправляют консистент-
ной смазкой УТВ.
§ 98. УХОД ЗА КОЛЕСНЫМИ ПАРАМИ,
БУКСАМИ И РЕССОРНЫМ ПОДВЕШИВАНИЕМ
От состояния экипажной части паровоза во многом зависит
безопасность движения, поэтому машинист и его помощник дол-
жны уделять особое внимание осмотру, проверке исправности и
уходу за всеми узлами и деталями экипажа.
Надежность работы колесной пары определяется в значи-
тельной степени прочностью соединения отдельных ее частей.
Паровоз, у которого имеются признаки сдвига или ослабления
колесных центров на оси или бандажей, не может быть допущен
в эксплуатацию. Ослабление колесного центра на оси можно
обнаружить по треснувшей краске и выступившему маслу в ме-
сте соединения его с осью. Прочность посадки бандажей на ко-
лесных центрах проверяют ударами молотка по бандажу в раз-
ных местах по кругу катания. При плотно сидящем бандаже
получается чистый звук, а при ослабшем — глухой. Смещение бан-
дажа также можно установить по контрольной риске, нанесен-
ной на наружной боковой поверхности бандажа и обода центра.
Осмотром с внутренней стороны паровоза проверяют плот-
ность посадки колец, укрепляющих бандажи, и состояние осей.
При осмотре колесных пар проверяют также состояние бан-
дажей по кругу катания. Здесь не должно быть местных выбоин
(ползунов) более 1 мм, а при роликовых подшипниках более
0,7 мм, а также раковин и выщербин. Вертикальный подрез
гребня допускается не более 18 мм-, он измеряется специаль-
ным шаблоном. Не допускается остроконечный накат гребня
бандажа.
По мере работы паровоза бандажи изнашиваются по кругу
катания и образуется прокат. Согласно ПТЭ запрещается вы-
пускать под поезда паровозы, которые имеют прокат бандажей
более 7 мм. По достижении предельного проката бандажей па-
ровоз ставят на подъемочный ремонт, при котором производят
обточку бандажей.
Чтобы уменьшить образование в буксовом узле больших-за-
зоров, влекущих за собой продольное перемещение колесных
пар и ускоряющих нарастание местного проката бандажей, нуж-
но своевременно и хорошо смазывать буксовые направляющие,
298
подшипники, Детали рессорного подвешивания, правильно и сво-
евременно регулировать и крепить буксовые клинья, а у паро-
возов ФД и П36 — боковые вкладыши буксовых подшипников.
Как известно, одной из причин быстрого нарастания проката
является боксование паровоза. Чтобы избежать этого, нельзя
допускать резкого открытия регулятора, следует своевременно
применять песочницу и ни в коем случае не давать песок под
колеса во время боксования, так как это, помимо износа бан-
дажа, может привести к изгибу и излому дышел и пальцев
кривошипов.
Успешное ведение поезда, особенно тяжеловесного, во мно-
1ом зависит от исправной работы песочницы, которая требует
внимательного ухода. Необходимо контролировать работу каж-
дой песочной трубы, тщательно регулировать каждую форсунку
и всякий раз перед отправлением поезда убеждаться в исправ-
ности песочницы. Чтобы не допустить боксования, следует вни-
мательно следить за чистотой бандажей и не допускать их за-
грязнения и обливания смазкой.
При осмотре деталей под паровозом нужно проверять состоя-
ние букс, подбуксовых коробок, маслопроводов к буксам. Одно-
временно, пользуясь молотком, проверять крепление регулирую-
щих болтов и гаек буксовых клиньев, буксовых струнок, кото-
рые не должны иметь слабины, а между каблучком рамы и
стрункой должен быть натяг не менее 1 мм. Крепление буксовых
сзрунок обычно производят во время регулировки буксовых
клиньев, когда они отпущены. Проверяют крепление колодок,
тяг, балок, подвесок и предохранительных устройств тормозной
передачи.
Если паровоз имеет тележку, нужно внимательно осмотреть
все ее части и соединения. Проверить правильность взаимного
расположения отдельных частей тележки: секторов, люльки
рессор, балансиров, чтобы не было заеданий и ненормальных из-
носов, а также смещений и перекосов колесных пар. Нарушение
этих условий вызывает нагрев подшипников и односторонний
подрез гребней бандажей. Например, у передней тележки паро-
воза Су нужно следить за тем, чтобы в допускаемых пределах
были расстояния между: приливами балансира и ограничителя-
ми, камнем и рамкой балансира, предохранительной скобой и
водилом, буксами первой сцепной оси и буксовыми направляю-
щими.
Для уменьшения зазоров между буксами и буксовыми на-
травляющими производят регулировку и крепление буксовых
клиньев (на паровозах, где не поставлены самоустанавливаю-
щиеся клинья). Для этого паровоз устанавливают так, чтобы
колесные пары и буксы прижимались к лобовым плоскостям
буксовых направляющих и полностью освобождали клинья. Та-
кую установку для различных серий паровозов в зависимости от
расположения клиньев и тормозных колодок производят по-раз-
ному. Например, для паровозов ФД, Л, Е и ТЭ, у которых бук-
299
совые клинья и тормозные колодки расположены позади букс,
установку производят так: при движении паровоза назад его ос-
танавливают, когда правый кривошип будет находиться в зад-
ней нижней четверти колеса в пределах 60° от заднего крайнего
положения (рис. 220), а при движении вперед, когда правый
кривошип будет находиться в передней верхней четверти колеса в
пределах 60° от вертикальной оси колеса.
Остановку паровоза в нужном положении производят при по-
мощи автотормоза. Если перед торможением паровоз двигался без
пара, то после остановки, не отпуская тормоза, необходимо отк-
рыть регулятор, чтобы прижать буксы к лобовым плоскостям на-
правляющих, затем закрыть регулятор, открыть продувательные
клапаны цилиндров и отпустить тормоз.
После установки паровоза приступают к регулировке клиньев.
Отпускают нижнюю гайку натяжного болта клина и при помощи
выколотки и кувалды поднимают клин вверх, затем натяжной болт
закрепляют верхней гайкой. Чтобы образовать необходимый зазор
между клином и буксой, верхнюю гайку потом отпускают на один
оборот, а нижней гайкой подтягивают натяжной болт (вместе с
клином) до посадки верхней гайки на подбуксовую связь или ско-
бу и прочно закрепляют. Нужно обращать внимание при этом на
зазор между головкой натяжного болта и вырезом в клине, так
как наличие значительного зазора (1,5—2 мм) может привести
к тому, что при одном обороте гайки болт опустится за счет этого
зазора и клин останется на месте. Контроль за опусканием клина
нужно вести по верхнему обрезу клина и наносимой на челюсти
риске.
Нормальный зазор между буксой и клином после регулировки
и крепления должен быть для паровозов (СО, Су, Э и др.) с брон-
300
юными наличниками 0,2—0,3 мм и для паровозов с чугунными на-
кладками и клиньями (ФД, Е и др.) 0,3—0,4 мм. Буксовые клинья
не должны быть сильно затянуты, так как это может вызвать зае-
дание буксы в челюсти и нагрев ее.
Чтобы буксовый узел и колесная пара работали нормально,
нужно все трущиеся части их регулярно смазывать. Отсутствие
смазки может привести к сильному нагреву и выплавлению под-
шипников, задиру шеек, а также к поломке подшипников и шеек
осей. Если не обеспечить смазывания торцовых шайб и буксовых
наличников, будут появляться задиры как на их поверхностях, так
и на буксовых направляющих и ступицах колес. Помимо задиров,
может произойти заедание букс в направляющих, что приведет
фактически к выключению рессорного подвешивания и, как след-
ствие, к расстройству ходовых частей паровоза и пути.
Перед заливкой смазки в буксы после промывочного ремонта или
при обнаружении в них воды нужно при помощи спринцовки уда-
лить из масленок скопившуюся воду и очистить их. Затем вынуть,
очистить, а при надобности сменить износившиеся фитили и после
пропускания в трубочки небольшого количества масла установить
их на место; после этого наполнить масленки маслом. Заливку
букс маслом производят перед каждой поездкой и при необходимо-
сти — в пути следования. Если паровоз имеет подбуксовые ко-
робки, приспособленные для заливки масла, нужно, отвернув крыш-
ки, через трубки наполнить маслом подбуксовые коробки.
На паровозах, у которых нет масленок для подачи масла к на-
личникам букс и торцам подшипников, их смазывают также перед
каждой поездкой, поливая из ручной масленки по всей ширине
наличника и торца подшипника. В буксах паровозов ФД имеются
резервуары для мазеобразной смазки, из которых она подается к
юрцовым поверхностям букс. Запрессовку смазки в резервуар до
появления ее на торце буксы производят при помощи ручного
пресса через клапанную масленку, установленную на буксе.
Буксы тележек со скользящими подшипниками, имеющие верх-
нюю подачу смазки или подбуксовые коробки, заправляют смаз-
кой таким же способом, как и буксы сцепных осей. Наружные
буксы задних тележек перед каждой поездкой осматривают, осве-
жают польстеры или подбивку и заполняют маслом.
Необходимо следить за тем, чтобы манжеты (пылевые шайбы)
плотно прилегали к шейкам и между буксой и подбуксовой ко-
робкой не было зазоров. Польстеры или подбивка букс в процессе
работы паровоза засоряются и теряют свою упругость вследствие
непрерывного трения о шейку оси. Паровозная бригада обязана
периодически производить осмотр, освежение и смену польстеров и
подбивки букс.
При смазывании букс централизованным способом нужно сле-
дить затем, чтобы смазка подавалась ко всем буксам. Если на-
блюдается грение буксы и есть опасение, что смазка туда не попа-
дает, нужно проверить маслопровод. Для этого у корпуса отвер-
тывают соединительную гайку маслопровода, поворачивая вручную
301
пресс-масленку, наблюдают за выходом масла в отверстие. Если
масло не поступает, значит маслопровод закупорен или имеет раз-
рыв в результате резкого повышения давления. Закупорка масло-
провода может привести также к поломке плунжера пресс-маслен-
ки. Подачу смазки к буксе можно также установить при длитель-
ном вращении храповика пресс-масленки по выходу масла из
г.одбуксовой коробки. Пресс-масленку, подающую смазку буксам,
заливают осевым маслом.
При осмотре паровоза необходимо обращать внимание на со-
стояние маслопроводов, маслораспределителей, резиновых рука-
вов и их соединений. Особенно нужно следить за расположенным
близко к зольнику маслопроводом, подверженным нагреву и пе-
регоранию. В зимнее время маслопровод прогревают, чтобы не до-
пустить его замораживания, а также своевременно утепляют.
Успешная работа буксы с роликовыми подшипниками зависит
от правильной сборки и регулировки всех ее частей, своевременной
и качественной смазки, полной герметичности, а также правильной
установки ее в направляющих. Правильно собранная и смазанная
роликовая букса во время работы не должна иметь повышенного
нагрева, постороннего шума и вытекания смазки из корпуса. Тем-
пература роликовой буксы в эксплуатации не должна превышать
температуры наружного воздуха летом больше чем на 10—20°С и
зимой — больше чем на 30—40°С. Если температура смазки в роли-
ковых буксах достигает 70—80°С и, особенно, когда это наблюда-
ется только в одной буксе, нужно немедленно установить причину
грения буксы и устранить ее.
Причиной повышенного нагрева букс может быть: попадание в
подшипник песка, металлических частиц, отсутствие в буксе смаз-
ки или переполнение ее смазкой. Если в буксе недостаточно смазки,
необходимо добавить ее, а если она переполнена смазкой —уба-
вить. Охлаждение буксы водой в случае нагрева запрещается.
Причиной нагрева роликовой буксы может быть также непра-
вильная ее сборка, отсутствие зазоров между буксовыми и рамными
наличниками, тугая постановка фетровых уплотнений и др.
Температуру роликовых букс нужно контролировать при каж-
дом осмотре паровоза. Этот контроль осуществляется по дистан-
ционным термометрам (на паровозах, где они установлены) или
рукой. Проверку температуры буксы рукой рекомендуется произ-
водить через сверление в осях.
Ввиду того что паровозы, буксы которых оборудованы ролико-
выми подшипниками, имеют меньшее сопротивление движению,
чем паровозы на подшипниках скольжения, нужно при производ-
стве маневров, а также на деповских путях и особенно на пово-
ротном кругу регулятор открывать осторожно. Во время стоянки-
горячего паровоза в депо и при заправке ручной тендерный тор-
моз должен быть обязательно в заторможенном состоянии. Под
передние и тендерные колесные пары холодных паровозов необхо-
димо подкладывать тормозные башмаки.
302
Смену жидкого масла (марки МС-14) в корпусе роликовых
С>\ кс следует производить не реже одного раза в шесть месяцев.
Роликовые буксы бегунковых, поддерживающих и тендерных осей,
которые смазывают консистентной смазкой УТВ (1-13), должны по-
полняться ею на каждой промывке (по одному-два пресса на буксу).
При осмотре рессорного подвешивания проверяют состояние
рессор, подвесок, балансиров, крепящих их скоб, валиков, болтов
и гаек. Обращают внимание также на просадку рессор, положе-
ние балансиров и величину зазоров между буксами и рамой. Не-
обходимо проверять, нет ли лопнувших рессорных листов, трещин
в хомутах, рессорных подвесках и балансирах. Рессоры и балан-
сиры не должны иметь перекосов и не должны задевать или
слишком приближаться к соседним деталям паровоза.
Как известно, детали рессорного подвешивания соединяются
между собой посредством призм, ножей и валиков, которые испы-
тывают большие нагрузки. При игре рессорного подвешивания
между призмами и ножами, валиками и втулками возникает тре-
ние, в результате чего они подвергаются интенсивному износу.
Чтобы уменьшить износ призм, ножей, валиков и других деталей и
предотвратить задиры и заедания, которые снижают чувствитель-
ность рессорного подвешивания, их нужно обязательно системати-
чески смазывать. На большинстве паровозов места соединений рес-
сорного подвешивания смазывают жидким маслом из специально
установленных масленок или поливкой из ручной масленки поверх-
ностей трения. Рессорные валики паровозов ФД, Л, ЛВ и П36
нужно регулярно смазывать мазеобразной смазкой (солидол СУ-2,
УС-3), которую запрессовывают при помощи ручного пресса.
Правильность регулировки рессорного подвешивания можно
проверить замером зазоров между буксами и рамой в буксовых вы-
резах. Эти зазоры должны быть в пределах чертежных размеров
с допуском минус 3, плюс 10 мм. Неправильно отрегулированное
рессорное подвешивание приводит к неравномерному распределе-
нию нагрузок на колесные пары и, как следствие, к неравномер-
ному прокату бандажей. У колесных пар тележек это может вы-
звать также подрез гребней.
Глава 20
РЕМОНТ ЭКИПАЖНОЙ ЧАСТИ
§ 99. НЕИСПРАВНОСТИ ПАРОВОЗНОЙ РАМЫ,
ЕЕ РЕМОНТ И ПРОВЕРКА
Для увеличения срока службы узлов и деталей, предупрежде-
ния порч и захода паровозов на внеплановый ремонт решающее
значение имеет термическая обработка деталей. Широкое внедре-
ние закалки токами высокой частоты ножей, призм, валиков рес-
сорного подвешивания позволило увеличить их срок службы в не-
сколько раз.
303
К основным неисправностям паровозной рамы относятся: трещи-
ны, механический износ, изгиб рамных полотен и ослабление бол-
товых и заклепочных соединений.
Трещины в полотнах рамы возникают в верхних углах бук-
совых вырезов, в обле1 чающих вырезах и других местах (рис. 221),
но наиболее подвержены образованию трещин полотна передней
части рамы до второго буксового выреза. Границы несквозной тре-
щины выявляют подогревом газовой горелкой с засверловкой ее
концов сверлом диаметром 20—25 мм, а затем производят раздел-
ку газовым резаком с последующей зачисткой поверхности реза
зубилом. Перед заваркой полотно брусковой рамы подогревают до
температуры 300—400°С газовой горелкой или древесным углем с
поддержанием указанной температуры во время процесса сварки
электродами типов Э-42А, Э-46А, Э-50А. Сварку ведут в помещении
с температурой не ниже +5°С без сквозняков. Место заваренной
трещины наносят на эскиз с указанием номера паровоза и рамно-
го полотна, клейма сварщика и даты заварки. Эскиз хранится в
паспорте паровоза.
При заводском ремонте вставки вваривают в брусковую раму
в том случае, если в полотне имеется более двух или трех (в зави-
симости от расположения) заваренных и незаваренных трещин.
После удаления дефектного участка газовой резкой подготавлива-
ют места стыков Х-образной разделкой. Вварку вставки осущест-
вляют электродуговой или электрошлаковой сваркой плавящимся
мундштуком при расположении швов в вертикальном положении
или с наклоном не более 30° с непрерывным процессом сварки.
В листовых рамах при всех видах ремонта трещины заварива-
ют при длине до 50 мм. При большей длине вваривают вставки.
При заводском ремонте не разрешается повторная заварка
сквозных трещин, а также заваривать трещины в вваренной части
рамы до первого буксового выреза. При наличии трещин по задне-
5
Рис 221 Mecia образования
трещин в полотнах паровозных
рам-
1 — полотно брусковой рамы;
2 — трещины у каблучков и в бук*
совом вырезе, 3 — трещины у об-
легчающего выреза, 4 — трещины в
месте привалки цилиндров; 5—X об-
разная разделка трещины в полот-
не брусковой рамы, 6 — полотно
листовой рамы 7 — вварено усили
вающее кольцо в облегчающий вы-
рез
304
му ряду цилиндровых болтов, заходящих под межрамные или
межцилиндровые скрепления, заварку осуществляют только после
о [валки цилиндра. При этом отверстие для верхнего цилиндрового
болта вновь не сверлят.
Механический износ полотен брусковой рамы в виде
очаговых вытертых мест от трения рессорных подвесок, баланси-
ров и других деталей свыше 2 мм при заводском ремонте устраня-
ют электродуговой наплавкой электродами типов Э-42А, Э-46А,
Э-50А с предварительной зачисткой до металлического блеска и
подогревом газовой горелкой до темйературы 300—400°С. Наплав-
ку осуществляют только горизонтальными валиками обратносту-
пенчатым способом с последующей механической обработкой за-
подлицо с основным металлом. В листовых рамах наплавку осуще-
ствляют без подогрева. Разработанные отверстия в раме до
предельных размеров исправляют заваркой с последующей меха-
нической обработкой до чертежных размеров.
Втулку направляющего стакана передней тележки проверяют
расточкой, а при износе до предельных размеров — заменяют но-
вой, изготовленной по чертежным размерам, с запрессовкой уси-
лием 10—207’.
Местные выработки или задиры у буксовых направляющих в
пределах установленных допусков исправляют механической об-
работкой поверхностей, а при достижении предельных размеров
производят электронаплавку.
Изношенные поверхности соединений с каблучками рамы у под-
буксовых связей после дефектоскопии восстанавливают электрона-
плавкой. Износ отверстия в хвостовике рамы под шкворень задней
тележки допускается не более 3 мм, при большем износе произво-
дят постановку втулки с толщиной сгенки не менее 5 мм с после-
дующей ее приваркой электродуговым способом.
Изношенные поверхности мест опор топки при заводском ремон-
те исправляют механической обработкой, при износе их более 6 мм
ставят планки на электрозаклепках с последующей приваркой по
всему периметру. Втулки в отверстиях рамы под валики баланси-
ров при достижении овальности более 0,5 мм заменяют новыми.
Перед постановкой новой втулки отверстие в раме проверяют раз-
верткой.
Изгиб рамных полотен происходит в вертикальной и го-
ризонтальной плоскостях. Изгиб в вертикальной плоскости проис-
ходит при ослаблении в постановке подбуксовых связей, а также
при нарушении технических требований при подъемке паровозов.
Изгиб в горизонтальной плоскости происходит от боковых ударов,
возникающих при вписывании паровоза в кривые, а также при на-
рушении технологического процесса сварочных работ при вварке
вставок и новых участков полотен рамы. Значительнг е изгибы рам
происходят при аварийных случаях.
Изгиб рамных полотен исправляют при помощи винтовых дом-
кратов или гидравлических прессов после усиления поперечных
скреплений и подогрева дефектного участка древесным углем или
305
пламенем форсунки до светло-красного цвета, а также заменой
дефектных участков полотен с последующей вваркой новых.
Ослабление болтов в соединениях брусковой рамы ча-
ше всего происходит у привалочных фланцев кулисных и парал-
лельных кронштейнов, а также в соединении хвостовиков с главной
рамой. Болты, имеющие при обстукивании молотком со стороны
головки дребезжащий звук и при наличии сплошного зазора со сто-
роны гайки 0,1 мм и более, заменяют новыми с предварительной
проверкой отверстий развертками. Новые болты ставят с натягом
в пределах 15—25 мм. Разработанные отверстия под болты
в брусковой раме свыше допускаемых размеров восстанавливают
постановкой втулок с предварительной разделкой рамы и с привар-
кой торца втулки со стороны головки болта и зачисткой сварочно-
го шва заподлицо с поверхностью полотна. Оборванные и ослаб-
шие заклепки заменяют новыми с предварительной проверкой от-
верстий развертками.
Проверку рамы осуществляют при заводском и подъемоч-
ном ремонтах для проверки качества выполненных работ в соот-
ветствии с требованиями технических условий по чертежным раз-
мерам и установленным допускам. Для предупреждения провиса-
ния полотен раму устанавливают на домкратах, поставленных под
каждым полотном, затем на верхние грани листов у первого и по-
следнего буксовых вырезов кладут линейку с уровнем в продоль-
ном и поперечном направлениях.
Установленная в горизонтальное положение рама должна удов-
летворять следующим основным требованиям: полотна рамы долж-
ны быть параллельны между собой и образовывать с поперечными
скреплениями прямой угол; отклонение полотен от вертикального
положения и отклонение горизонтальных плоскостей верхнего об-
реза правого и левого полотен над серединами буксовых вырезов
относительно друг друга в продольном и поперечном направлениях
допускается не более 2 мм, а у рам паровозов П36 не более 1 мм;
расстояние от продольной оси рамы до полотен должно соответст-
вовать чертежным размерам. При этом допускаются следующие
отклонения: для брусковой рамы на длине от заднего конца главной
рамы до цилиндра ±4 мм (у рам паровозов П36 — +3 мм), а для
листовой рамы в местах крепления буксовых направляющих ±5 мм
и в нерабочих частях рамы +10 мм. На полотнах рамы с правой
или левой стороны над буксовым вырезом на чертежном расстоянии
от середины цилиндров должны быть выбиты керны, определяю-
щие положение ведущей оси.
Для проверки рамы за основу принимают продольную ось, ко-
торая расположена на середине расстояний между наружными не-
изношенными поверхностями буксовых вырезов у первой и послед-
ней осей. При проверке продольную ось рамы делят стальными
нитями, натянутыми по обе стороны полотен. Для установки нитей
измеряют расстояния ГЦ и П2 между наружными поверхностями
у переднего и заднего буксовых вырезов (рис. 222). Для получения
расстояний натянутых стальных нитей от полотен рамы из чертеж-
306
6
1
8
9
Рис. 222. Схема проверки рамы:
/ — полотна брусковой рамы; 2 — опорные домкраты; 3—опорный кронштейн; 4 — сталь-
ная нить; 5 — крестовый угольник; 6 —стальная линейка с уровнем; 7 — передний буксо-
вый вырез, 8— цилиндровый блок, 9 — передний брус
кого размера Т (расстояния между осями цилиндров) вычитают
размер /7Ь делят на два и получают размер Д' и аналогично, вычи-
тая размер /72, получают размер ЛТ- По полученным размерам КК
и KiKi производят установку натянутых стальных нитей от поло-
тен рам на одинаковых расстояниях от продольной оси рамы, а в
пересечениях /71/72 получают точки О и О].
Измерив расстояния К от натянутых нитей до рабочих поверх-
ностей у каждого буксового выреза клиновой и лобовой сторон, оп-
ределяют отступления от чертежных размеров, а измерив расстоя-
ния в нерабочих частях рамы, определяют величины прогиба поло-
тен рамы.
Для определения положения осей колесных пар в буксовых вы-
резах от натянутой нити откладывают чертежный размер Н до оси
полотна рамы у буксового выреза и на лобовой поверхности каж-
дого буксового выреза на уровне натянутой нити выбивают керн.
По полученному расстоянию у каждого противоположного буксо-
вого выреза наносят керн размером С (чертежное расстояние меж-
ду осями колесных пар в полотнах рамы). Нанесенными кернами
руководствуются при определении напусков буксовых подшипни-
ков.
§ 100. РЕМОНТ БУКС, ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
И РЕССОРНОГО ПОДВЕШИВАНИЯ
Ремонт букс. После очистки от загрязнений и разборки корпу-
са паровозных букс осматривают и дефектоскопируют. Основными
неисправностями корпусов букс являются: трещины, износ и зади-
ры лицевых плоскостей. Трещины в рабочей части корпусов букс
с верхним рессорным подвешиванием при всех видах ремонта за-
варивают электродуговым способом с предварительной разделкой
и подогревом без ограничения размера трещин. У корпусов букс с
нижним рессорным подвешиванием (рис. 223) трещины заварива-
ют, если они имеют глубину не более 50% живого сечения. При за-
водском ремонте разрешается заварка не более двух таких трещин,
а при деповском — не более трех. При наличии надрывов в местах
307
Рис. 223. Места образования трещин
в корпусах буксы с нижним рессор-
ным подвешиванием:
1 — трещины от отверстий для шурупов,
укрепляющих наличники; 2 — трещины в
месте проушниы корпуса буксы
пов наличников, торцовых шайб
перехода от проушины к щеке
корпуса буксы, не направленные
на отверстия для якоря, разреша-
ется заваривать, при заводском
ремонте не более одного надры-
ва на каждой щеке, если его
длина не более 20 мм, а при де-
повском — не более 30 мм.
Изношенные места корпусов
букс восстанавливают наплавкой
электродуговым способом. Опор-
ные места проушин для рессорных
серег наплавляют при заводском
ремонте с наличием износа более
3 мм против чертежного размера
и при деповском — более 5 мм.
Изношенные отверстия для шуру-
и для болтов крепления подбук-
совых коробок заваривают с последующей механической обработ-
кой по чертежным размерам.
Ремонт подшипников. Основными неисправностями буксовых
подшипников являются: трещины, механический износ по толщине,
раскатывание и ослабление в местах посадки, подплавление и
выплавление композиции. При заводском ремонте подшипники
заменяют новыми, а при деповском разрешается заварка трещин
в бронзовом подшипнике не более двух, если глубина каждой не
более 30% живого сечения; при большем количестве трещин и глу-
бине подшипник бракуют.
Заварку трещин и наплавку торцовых поверхностей бронзовых
подшипников, а также наплавку для устранения раскатов в под-
шипниках производят электродуговой сваркой бронзовыми электро-
дами с предварительным подогревом до температуры 400°С и с
последующей механической обработкой. Наплавку торцовых по-
верхностей подшипника, залитого баббитом, производят в ванне с
водой с таким расчетом, чтобы оставшаяся над водой часть под-
шипника не превышала 10—15 мм.
Разметку подшипников под расточку производят после запрес-
совки в корпус буксы. При этом ширина буксы лицевой поверхно-
сти, замеренная в нижней и в верхней части, должна быть равная
или не должна превышать более 0,2 мм. При большем несоответ-
ствии ширины производят механическую обработку этих поверхно-
стей.
При всех видах ремонта разрешается заваривать несквозные
трещины в буксовых направляющих (при заводском ремонте — не
более одной в углах и не более трех в других местах, а при депов-
ском количество трещин не регламентируется), наплавлять изно-
шенные поверхности в буксовых направляющих или приваривать
наделки, наваривать на верхний торец буксового клина при поста-
новке наделки, наплавлять изношенные поверхности буксовых
308
клиньев и приваривать к ним наделки толщиной не менее 6 мм и
сваривать отверстия под шурупы наличников, При деповском
ремонте разрешается производить уплотнение букс в челюстях
постановкой одной подкладки под буксовые наличники, а при за-
водском ремонте буксовые наличники заменяют новыми.
Ремонт рессорного подвешивания. К основным неисправностям
деталей рессорного подвешивания относятся трещины, механиче-
ский износ и ослабление хомутов.
При наличии трещин в рессорном листе или в стенках хомута
рессору заменяют при всех видах ремонта отремонтированной и
испытанной или новой. Рессорные серьги, имеющие трещины (рис.
224), при всех видах ремонта заменяют новыми. Рессорные подве-
ски, имеющие трещины, восстанавливают контактной или газопрес-
совой сваркой с последующей нормализацией и с обязательным ис-
пытанием на растяжение усилием 1200 к'Г[см2. Наиболее подвер-
жены образованию терщин подвески в местах перехода от резьбо-
вой части к гладкой поверхности. При несвоевременном обнаруже-
нии трещин имеют место их обрывы с утерей рессоры. Для предуп-
реждения указанных случаев необходимо производить их дефек-
тоскопирование с обмеловкой резьбовой части. Рессорные и
регулирующие балансиры, имеющие трещины, восстанавливают
заваркой электродуговым способом, если глубина трещины не пре-
вышает 50% сечения.
Изношенные места балансиров при уменьшении сечения не бо-
лее 20% чертежного размера, а также места балансиров под
призмы, плоские боковые поверхности шпиптонов и рессорных под-
весок (по квадрату) при износе не более 20% чертежного раз-
мера устраняют электронаплавкой с последующей механической
обработкой. Разрешается наращивание шпинтонов по высоте не бо-
лее чем на 15 мм.
Выбоины и местный износ боковых стенок хомута глубиной не
более 7 мм рессор верхнего подвешивания, вытертые места проушин
хомута в местах прилегания рессорной серьги при глубине износа
не более 15%, а также изношенные места рессорных шайб, накла-
док, опорных плит, опор рессорных хомутов, опорных скоб разре-
шается устранять при всех видах ремонта электронаплавкой с
последующей механической обработкой. При износе отверстия в
рессорной серьге производят постановку втулки. Рессору, имею-
Рис. 224. Места образования трещин в деталях рессорного подвешивания:
1 — трещины в рессорной серьге; 2 — трещины в рессорной подвеске
309
Шую ослабший хомут, заменяют новой пли отремонтированной 11
испытанной установленным порядком.
При ремонте деталей рессорного подвешивания не разрешается
производить наплавку резьбы рессорных подвесок, поверхностей
ножей и призм, вытертых мест по цилиндрической части рессорных
подвесок и вытертых мест рессорных подвесок паровозов и тенде-
ров, оборудованных роликовыми подшипниками, а также поста-
новку валиков, ножей, втулок, призм балансиров, термически не
обработанных, и рессор разных групп жесткости. Рессоры по жест-
кости (по стрелам прогиба) подбирают при их испытании на
специальном прессе под давлением расчетного груза. Рессоры,
имеющие стрелу прогиба меньше чертежной, относят к первой
группе, а при наличии большего прогиба — ко второй. Сортировку
их производят по указанным группам. На боковой поверхности
хомута каждой рессоры после испытания выбивают клеймо, указы-
вающее размер стрелы прогиба и группу жесткости. После ремонта
каждая рессора должна иметь чертежные размеры; несовпадение
центров отверстий на концах рессоры при проверке штихмасом до-
пускается не более ±2 мм (рис. 225).
После сборки производит регулировку рессорного подвешива-
ния обмером с таким расчетом, чтобы расстояния от центров осей
у всех колесных пар до верхнего обреза полотна рамы были равны
чертежным размерам и установленным допускам в зависимости от
серии паровоза. При регулировке рессор на паровозах Л, ЛВ, Ев/И
и П36 при заводском ремонте разность положения концов рессор
по высоте допускается не более 30 мм. При этом разрешается
Рис. 225 Проверка правильности сборки рессоры
/ — рессора, 2 — штихмас с опорным седлом; 3 — риска проектного размера, 4 — опорное
седло, 5 — валик с конусными опорами
310
производить регулировку постановкой прокладки под рессорные
хомуты толщиной до 10 мм, а также удлинением или укорачива-
нием рессорных упорок до 15 мм или постановкой прокладок под
кронштейн продольного балансира. Продольный балансир перед-
ней тележки должен находиться на середине окна опорного стака-
на и иметь равные зазоры с обеих сторон. Регулировку рессорного
подвешивания передней тележки производят за счет постановки
подкладок толщиной до 10 мм под стакан или рессорные хомуты.
После регулировки поперечный перекос рамы паровоза должен
быть не более 10 мм, а продольный — не более 15 мм, у паровозов
П36 соответственно не более 5 и 10 мм.
§ 101. ОСВИДЕТЕЛЬСТВОВАНИЯ, ОСНОВНЫЕ НЕИСПРАВНОСТИ
И РЕМОНТ КОЛЕСНЫХ ПАР
Для своевременного обнаружения дефектов и их устранения
паровозные и тендерные колесные пары подвергают текущему ос-
мотру, обыкновенному и полному освидетельствованиям.
Текущий осмотр колесных пар производит машинист
локомотива перед выездом под поезд и в пути следования, а при
профилактическом осмотре паровоза и при его промывочном ре-
монте с участием руководителей депо. При осмотре обращают вни-
мание, нет ли трещин, ослабления бандажей, центров на оси, укре-
пительных колец, ползунов на поверхности катания, подреза греб-
ней и увеличенного проката бандажей.
Обыкновенное освидетельствование производят в локомотив-
ных депо во всех случаях при подкатке колесных пар под паровоз
и тендер. Перед освидетельствованием после разборки подшипни-
ков каждую колесную пару очищают от загрязнения и подвергают
электромагнитной дефектоскопии: среднюю часть оси, бандажи,
шейки, предподступичные части оси, пальцы кривошипов, щеки и
пальцы контркривошипов. При наличии в депо ультразвукового
дефектоскопа производят дефектоскопирование подступичных ча-
стей осей и пальцев кривошипов. Обыкновенное освидетельствова-
ние, как правило, производят мастер депо и приемщик локомоти-
вов. Колесная пара после освидетельствования считается годной
для подкатки под паровоз или тендер, если все элементы после
устранения дефектов соответствуют требованиям Инструкции по
ремонту колесных пар.
Полное освидетельствование колесных пар
производят в колесных цехах локомотиворемонтных заводов и в
дорожных колесных мастерских. В отличие от обыкновенного при
полном освидетельствовании производят ремонт со сменой одного
или нескольких элементов колесной пары. При этом выполняют все
работы, предусмотренные обыкновенным освидетельствованием с
дополнением следующих работ: обязательное ультразвуковое де-
фектоскопирование подступичных частей оси и пальцев кривоши-
пов; ремонт колесной пары со сменой дефектных элементов. При
311
неясности знаков и клейм последнего полного освидетельствования
проверку всех элементов колесной пары производят в полном объ-
еме с последующим четким нанесением знаков и клейм в соответ-
ствии с требованиями инструкции в секторе у левого торца оси.
Сцепные и ведущие колесные пары проверяют на специальных
поверочных стендах.
К основным неисправностям колесных пар относятся задиры,
трещины, механический износ, ослабление осей и пальцев кривоши-
па в ступицах, ослабление бандажей.
В процессе эксплуатации на поверхностях трения колесных
пар появляются задиры от загрязнений осевого масла песком.
Имеет место возникновение трещин (рис. 226) от охлаждения на-
гретого подшипника и шейки водой, от некачественной отливки
в виде засора неметаллическими включениями, а также от плен и
закалов металла.
Трещины в осях на подступичной части устраняют механиче-
ской обработкой в пределах установленных допусков, если глуби-
на не превышает 2 лж. При этом проточку производят не менее
чем на 0,5 мм в глубину за пределы трещины. При обнаружении
во время текущего осмотра или при обыкновенном освидетельст-
вовании на средней части оси продольной трещины длиной не более
25 мм разрешается оставлять ее без исправления. При полном осви-
детельствовании такую трещину устраняют вырубкой вдоль ее
длины до полного удаления без резких переходов и с гладким вы-
водом кромок. Если при этом глубина вырубки окажется более
4 мм, то ось бракуют. Ось, имеющую поперечные и косые трещи-
ны независимо от размера, количества и места расположения, бра-
куют, так как заварка их не разрешается
В колесных центрах разрешается заварка трещин электродуго-
вым способом с предварительной разделкой и подогревом. У спи-
Рис. 226 Места образования трещин н элементах колесных пар
1 — в ведущей оси в запрессованной части и по галтелям, 2 — в средней части оси
3 — по галтели у тендерной оси, 4 — в подступнчной части, 5 — в средней части тендер
ной оси, 6 —в подступичной части ведущего пальца кривошипа, 7 — по галтелям пальца
8 — в бандаже от острых кромок, 9 — в планке (щеке) контркрпвощипа
312
цевых центров разрешается заваривать трещины в спицах, в ободе,
если между двумя трещинами имеются незаваренные спицы. Об-
щее количество заваренных трещин в одном центре допускается у
движущих колес пассажирских паровозов не более семи, у грузо-
вых, а также у тендерных, бегунковых и поддерживающих всех
серий паровозов — не более пяти. Общее количество заваренных
спиц в одном центре движущих колесных пар разрешается не бо-
лее пяти, а в бегунковых, поддерживающих и тендерных не более
четырех, из них не более трех подряд.
В дисках однодисковых литых центров, как и у цельнокатаных
центров, разрешается заваривать надрывы, если глубина не более
5 мм и длина не более 100 мм В двухдисковых колесных цент-
рах (рис. 227) трещины, идущие от малых и больших окон, ис-
правляют заваркой с одновременной вваркой диафрагм или колец
в облегчающие окна. Общее количество заваренных трещин в од-
ном центре не должно превышать более шести. При ремонте цент-
ров не разрешается заваривать сквозные трещины в ободе без сня-
тия бандажа, а также заваривать более одной трещины в спице,
непосредственно в теле ступиц и производить вварку пальцев в
планки контркривошипов.
В бандажах или в ободе цельнокатаного колеса продольные
трещины на поверхности катания устраняют обточкой на станке
до полного удаления с учетом допускаемых размеров бандажа.
Продольные трещины на боковых гранях бандажа устраняют вы-
рубкой с плавным переходом к поверхности, глубина вырубки
допускается не более 7 мм, а у цельнокатаного колеса не более
5 мм. В одном поперечном сечении количество вырубок в банда-
жах допускается не более двух, а у цельнокатаных колес не более
трех. Бандажи и цельнокатаные колеса, имеющие поперечные или
косые трещины или продольные трещины на внутренних поверх-
ностях бандажей, бракуют.
Пальцы кривошипов и планки контркривошипов, имеющие тре-
щины, заменяют новыми.
При выпуске паровоза из заводского ремонта овальность и
конусность шеек осей не должны превышать 0,2 мм, а из подъе-
мочного ремонта — не более 0,5 мм. Предельный размер в эксплуа-
тации допускается не более 1 мм. Изношенные центровые отвер-
стия (сбитые), наружные борты шеек, резьбовые соединения в от-
верстиях для болтов (при подшипниках качения), а также полотна
и боковые поверхности обода, внутренние поверхности отверстий
ступиц под запрессовку осей и пальцев кривошипов, торцовые по-
верхности ступиц (с выпрессованной осью и пальца кривошипа)
восстанавливают электронаплавкой с последующей механической
обработкой.
При достижении предельного проката у движущих колесных
пар при подъемочном ремонте паровоза производят обточку бан-
дажей у всего комплекта. При этом бандажи бегунковых и поддер-
живающих колесных пар также подвергают обточке независимо
от величины проката. Разница диаметров бандажей после обточки
3'13
fi одном комплекте колесйых пар допускается не более 1 мм, й
овальность бандажа по кругу катания не более 0,5 мм. При этом
рабочая поверхность бандажа должна быть концентричной с шей-
кой оси, эксцентричность бандажей по кругу катания относительно
осевых шеек допускается не более 0,5 мм. Толщина паровозных
бандажей у поездных паровозов при выпуске из заводского иподь-
емочного ремонтов допускается не менее 43 мм, а у бегунковых и
поддерживающих колесных парах — не менее 40 мм. Расстояние
между внутренними гранями бандажей после обточки должно быть
1440±3 мм при измерении у выключенной колесной пары.
Предельный износ гребня бандажа по толщине установлен для
паровозных бандажей 25 мм с измерением специальным шабло-
ном от вершины гребня на 20 мм, а у тендерных 22 мм с измере-
нием от вершины гребня на 18 мм. Имеют место случаи вертикаль-
ного подреза гребня бандажа в большинстве от неправильной
установки колеса в раме, а также образование ползунов на поверх-
ности катания от заклинивания колесных пар в процессе переме-
щения локомотива при экстренном торможении или от разрушения
роликового подшипника. Местный прокат бандажей, вертикальный
подрез гребней, ползуны разрешается устранять электронаплавкой
в соответствии с требованиями инструкций по производству сва-
рочных работ, по освидетельствованию и ремонту колесных пар.
При этом рекомендуется наплавку местного проката производить,
когда разница в величине проката на отдельных участках бандажа
достигает 1,5—2 мм. В депо наплавочные работы гребней, ползу-
нов и местного проката на бандажах колесных пар пассажирских
паровозов и их тендеров производить не разрешается.
Пальцы кривошипов, имеющие риски и задиры, исправляют
обточкой с последующей шлифовкой в пределах установленных
допусков. Разрешается выпускать без исправления из заводского
Рис. 227. Места образования трещин в дисковых колесных центрах ведущей
колесной пары паровоза П36:
/ — трещина от облегчающего окна, выходящая на ступицу оси; 2 — трещина между об-
легчающими окнами
Внутренняя сторона
314
ремонта при наличии овальности и конусности шеек пальцев не
более 0,2 мм и из подъемочного не более 0,5 мм. Предельный раз-
мер в эксплуатации допускается не более 1 мм. При износе свыше
предельного размера бортов пальцев кривошипов разрешается вос-
станавливать электронаплавкой с последующей механической об-
работкой до чертежных размеров. Ослабшие пальцы р ступицах
заменяют новыми. Износ пальца контркривошипа по диаметру при
выпуске паровоза из заводского ремонта допускается не более 12%
чертежного размера, а из деповского — не более 15%. При большем
износе пальца планку контркривошипа заменяют новой или часть
планки с дефектным пальцем отрезают и приваривают газопрессо-
вой сваркой новый участок планки с пальцем, имеющим чертежные
размеры. При ослаблении планки контркривошипа на ведущем
пальце производят проверку отверстий под болты со сменой изно-
шенных болтов с последующей проверкой расстояний от центра оси
до центра пальца контркривошипа и величины угла между паль-
цем кривошипа и контркривошипа.
При эксплуатации колесных пар имеют место случаи ослабле-
ния прессовых соединений осей и пальцев кривошипов и даже
сдвиг центра и выпрессовка пальцев из ступицы. Ослабление осей
и пальцев определяют по треснувшей краске по всему периметру
в местах соединения центра с осью и с выступлением смазки или
ржавчины. При обнаружении такого ослабления дефектную колес-
ную пару изъять из эксплуатации и отправить в ремонт.
§ 102. РЕМОНТ ПАРОВОЗНЫХ ТЕЛЕЖЕК
К основным повреждениям тележек относятся: трещины, меха-
нический износ, нагрев подшипников и подрез гребней бандажей.
Трещины в рамах тележек образуются преимущественно ог
кромок облегчающих окоп и в углах буксовых вырезов, а также в
водилах передних тележек (рис. 228). При всех видах ремонта
разрешается заваривать трещины в рамах тележек, балансирах и
водилах электродуговой сваркой. После разделки перед заваркой
трещин необходимо производить подогрев до температуры 300—
400°С с последующей механической обработкой. В балансирах пе-
редней тележки паровозов С? разрешается заваривать не более
двух несквозных трещин с вваркой диафрагм и с постановкой уси-
ливающих накладок и угольников. В водилах передних тележек
паровозов ФД, Л, СО и Ев/И трещины рекомендуется заваривать с
постановкой усиливающих накладок толщиной не менее 50% тол-
щины листа рамы.
Изношенные поверхности до предельных размеров секторов
и плит возвращающих устройств, направляющего стакана, пятни-
ков, подпятников устраняют электронаплавкой с последующей ме-
ханической обработкой. Разбеги букс по шейкам оси восстанавли-
вают наплавкой бортов подшипников или заменой торцовых шайб.
Изношенные поверхности камней и их рамок, направляющих стака-
315
Рис 228 Места располо-
жения трещин в литых
рамах, в водилах и ба-
лансирах тележек:
1 — в буксовом вырезе;
2 — в облегчающих окнах;
3 — усиливающая приварная
накладка 4 — трещина в
водиле, 5 — трещина в ба-
лансире передней тележки
паровоза С^, 6 — вварная
вставка в облегчающем от-
верстии, 7 — разделка тре-
щины
нов переднего балансира и направляющих для стаканов переднего
балансира тележки паровозов С?, поверхности скольжения буксо-
вых направляющих восстанавливают электронаплавкой с после-
дующей обработкой под линейку и угольник. Восстановление опор-
ных мест под секторы передних тележек осуществляют заменой
новыми полувтулками или расточкой и запрессовкой термически
316
обработанных полувтулок, изготовленных из стали марки 45 или
Ст5, с толщиной стенки не менее 5 мм с приваркой их по торцам.
Ослабшие болты и заклепки тележек заменяют новыми с пред-
варительной проверкой отверстий разверткой. При этом новые бол-
ты должны иметь требуемый натяг в постановке. Разработанные
отверстия до предельных размеров заваривают электродуговым
способом с последующей механической обработкой по чертежным
размерам.
Для регулировки рессорного подвешивания разрешается увели-
чивать высоту головки шкворня направляющего стакана передней
тележки электронаплавкой места под балансир до 10 мм более
чертежного размера с последующей обработкой.
При заводском ремонте тележек паровозов П36 накладки бук-
совых направляющих у передней тележки и подпятник задней те-
лежки заменяют новыми при наличии местного износа более 0,5 мм
и износа по высоте более 1 мм, а также при его ослаблении в раме.
При уменьшении диаметра роликов возвращающего устройства
задней тележки более 1 мм их заменяют новыми. В комплекте
диаметры роликов не должны отличаться один от другого более
0,1 мм.
Получение требуемого зазора между тумбой стяжного ящика
и рамой задней тележки достигают приваркой наделок под опоры
секторов толщиной до 10 мм. Восстановление места под шкворень
у люльки передней тележки производят расточкой с запрессовкой
втулки толщиной стенки не менее 5 мм с последующей приваркой
ее по всему периметру.
После сборки отремонтированные тележки проверяют на выве-
ренном горизонтальном пути измерением расстояний от линейки,
положенной на головки рельсов и прижатой к бандажам, до ниж-
них обработанных плоскостей рамы с левой и правой сторон. При
этом допускается перекос не более 5 мм. Проверку контрольных
размеров и установленных допусков производят в полном соответ-
ствии с требованиями Правил ремонта паровозов.
Собранные тележки с водилами должны удовлетворять сле-
дующим основным требованиям: продольная ось должна прохо-
дить через середину расстояния между центрами секторных опор
или опор стаканов возвращающих устройств и центр отверстия
водила; центр отверстия -люльки, центр камня возвращающего уст-
ройства, середина направляющих переднего конца балансира и се-
редина расстояния между внутренними гранями бандажей долж-
ны лежать на продольной оси тележки — отклонение допускается
не более 1 мм. Плоскости буксовых направляющих должны быть
перпендикулярны продольной оси тележки и параллельны между
собой — отклонение допускается не более 0,2 мм на ширине напра-
вляющей; расстояния от центра шкворневого отверстия до опорных
мест возвращающих устройств должны быть равны чертежному
размеру — неравенство допускается не более 1,5 мм; расстояния от
центров опорных мест возвращающих устройств до продольной оси
рамы тележки должны быть равны чертежному размеру с допу-
317
ском ±0,5 мм; оси бегунковой и поддерживающих колесных пар, а
также ось, проходящая через центры секторных опор тележек паро-
возов Су, должны быть перпендикулярны продольной оси тележ-
ки — отклонение на длине оси бегунка допускается не более 2 мм;
центр шкворневой втулки возвращающего аппарата должен ле-
жать на продольной оси балансира тележки паровоза Су — откло-
нение допускается не более 1 мм.
Тележки без водил должны отвечать следующим основным
требованиям: оси колесных пар должны быть перпендикулярны
продольной оси тележки — отклонение на длине оси бегунка до-
пускается не более 2 мм; расстояние между центрами осей долж-
но быть одинаковым с правой и левой сторон — неравенство допу-
скается не более 2 мм. При замере расстояний буксы должны быть
прижаты к передним или задним направляющим вырезам рамы
тележки — разность расстояний от центра цилиндрической поверх-
ности люльки до внутренних граней бандажей с правой и левой
сторон должна быть не более 2 мм.
§ 103. ВИДЫ ОСМОТРОВ И ОСНОВНЫЕ НЕИСПРАВНОСТИ
ПОДШИПНИКОВ КАЧЕНИЯ
Для обеспечения нормальной работы в эксплуатации роликовые
подшипники подвергают текущему, периодическому и полному ос-
мотрам. Текущий осмотр осуществляет локомотивная бригада пе-
ред выездом под поезд и на каждом промывочном ремонте паро-
воза. При этом проверяют надежность крепления подшипников и
Рис. 229. Повреждения подшипников качения:
/ — скол на ролике; 2 — след ожога ролика электротоком; 3 — ползуны
(лыски) на роликах; 4 — продольный задир ролика; 5 — усталостное выкрацц^
ранне на дорожке качения внутреннего кольца
нет ли утечки смазки, а в пути следования периодически проверя-
ют температуру подшипников, которая для подшипников паро-
распределительного механизма не должна превышать 40—45°С, а
для остальных узлов 80°С.
Периодический осмотр выполняют слесари через 25—30 тыс. км
пробега паровоза и во всех случаях разборки подшипников. При
этом проверяют состояние фетровых уплотнений или герметичность
крышек, обводненность смазки, целостность деталей подшипника
и измеряют радиальный зазор.
Полный осмотр, как правило, производят при заводском ремон-
те с выпрессовкой и разборкой подшипников. При этом не раз-
решается применение ударных приспособлений. После очистки де-
тали подшипника подвергают наружному осмотру и дефектоскопи-
рованию. Подшипники качения подлежат замене при наличии
одной из следующих неисправностей: следов ожога (рис. 229) на ро-
ликах, наружных и внутренних кольцах; трещин на кольцах, роли-
ках и сепараторах; усталостного выкрашивания; задиров, лысок,
вмятин на дорожках качения колец и роликах, сколов на роликах
и у бортов внутренних и наружных колец; поперечных глубоких
рисок на дорожках качения колец и роликов, местной выработки
и усталостного выкрашивания на рабочих поверхностях бортов ко-
лец; рифления на дорожках качения внутренних и наружных ко-
лец; седловитости, бочкообразности, ступенчатости посадочной по-
верхности внутренних колец подшипников; износа перемычек
сепаратора с выпаданием роликов; значительной коррозии на рабо-
чих поверхностях колец и роликов; ослабления и обрыва закле-
пок сепаратора у цилиндрических подшипников; образования по
всей беговой дорожке канавки, равной длине ролика, и глубиной
свыше 0,1 мм; срыва резьбы или уменьшения диаметра резьбы за-
крепительных втулок сферических подшипников; зазора менее 2 мм
между сепараторами и дорожками качения наружных колец у ко-
нических подшипников; радиального зазора свыше 0,3 мм, заме-
ренного в свободном состоянии у дышловых, паровозных и тендер-
ных подшипников; радиального зазора 0,75 мм и выше у подшип-
ников парораспределительного механизма. Постановка новых под-
шипников, не имеющих паспортов завода-изготовителя, не разре-
шается. Восстановление требуемых натягов для посадки внутрен-
них, лабиринтных колец и других сопрягаемых с ними деталей про-
изводят наращиванием посадочных мест цинкованием по утверж-
денной технологии с толщиной слоя не более 0,2 мм с последующей
шлифовкой. Постановка подшипников качения с ослабшими коль-
цами в местах посадки во всех случаях не разрешается. Замену
дефектных подшипников новыми или бывшими в работе в дышло-
вом и парораспределительном механизмах, а также в буксах паро-
воза П36 производят согласно Правилам ремонта паровозов.
Раздел V
ТЕНДЕР ПАРОВОЗА
Глава 21
УСТРОЙСТВО И РЕМОНТ ТЕНДЕРОВ
§ 104. ОБЩИЕ СВЕДЕНИЯ
Тендер представляет собой самостоятельный экипаж, постоянно
соединенный с паровозом и являющийся его неотъемлемой частью.
Он предназначен для хранения запасов воды, топлива, смазки, ин-
струмента и инвентаря, а также для размещения углеподатчика или
оборудования нефтяного отопления.
Современные паровозы имеют четырех- и шестиосные тендеры
на двух двухосных или трехосных тележках. Некоторое количест-
во паровозов ТЭ имеет четырехосные тендеры без тележек (с од-
ной жесткой рамой).
Тендеры бывают с главной рамой (большинство тендеров) и
безрамные с полуцилиндрическим несущим баком. Сцепление тен-
дера с паровозом может быть жесткое с радиальным буфером или
упругое с винтовой стяжкой. Тендеры также различаются в зависи-
мости от рода топлива (твердого или жидкого).
Тендер должен быть прочным и вмещать запасы топлива и во-
ды, достаточные для следования паровоза с поездом на тяговом
плече и между пунктами водоснабжения. Размеры тендера зависят
от мощности паровоза и условий его эксплуатации. Паровозы ФД,
ЛВ, П36 имеют шестиосные тендеры, а паровозы Л, СО, Еа, Э,
Су и другие — четырехосные.
Тендеры отдельных серий паровозов характеризуются следую-
щими данными: тендер паровоза ФД вмещает 44 т воды и 22 гуг-
ля, паровоза Л—28 т воды и 18 т угля, тендер типа П-27 паровозов
СО, Су и Эр (последней постройки) —27,2 т воды и 18 г угля, тен-
дер паровозов ЛВ и П36 — около 47 т воды и 24 т угля.
Тендер (рис. 230) состоит из следующих основных частей: ра-
мы 1 с приборами сцепления, водяного бака 4 с угольным ящиком
и контрбудкой, тележек 2 с тормозным оборудованием. На паро-
возах с нефтяным отоплением на тендере еще установлен бак для
мазута емкостью 19—22 м3.
§ 105. РАМА И БАК ТЕНДЕРА
Тендерные рамы бывают клепаной и сварной конструкции. Сов-
ременные паровозы имеют тендер со сварной рамой, изготовленной
из швеллеров, полос, консолей и листов. Рама шестиосного тенде-
320
11-9059
Рис. 230. Общий вид тендера паровоза Л:
/ — рама; 2 — тележка; 3 — автосцепка; 4 — водяной бак; 5 — горловина; 6 — угольный ящик; 7—контрбудка; 8 — меха; 9— радиальный
буфер; 10 — водоприемная труба; 11 — буферный брус
ра имеет Две продольные хребтовые балки, каждая из которых
составлена из двух сваренных швеллеров высотой 300 мм. Хреб-
товые балки соединены поперечными листами. Сверху и снизу они
усилены продольными полосами. С боков рамы расположены
обносные швеллеры высотой 240 мм, которые при помощи консо-
лей и поперечных полос соединены с хребтовыми балка-
ми. Консоли и полосы изготовлены из листов толщиной
10 мм.
В местах расположения шкворней тележек сверху рамы прива-
рены листы с отверстиями для прохода шкворней, а снизу — сталь-
ные плиты толщиной 22 мм. К этим плитам болтами прикреплены
стальные литые опорные пятники, которыми рама через подпятни-
ки опирается на тележки.
Сзади к раме прикреплен стальной литой буферный брус, кото-
рый одновременно является задним стяжным ящиком. В средней
части бруса сделан проем, куда устанавливают поглощающий ап-
парат автосцепки. Впереди рамы расположен стальной литой
стяжкой ящик, имеющий в нижней части полки с отверстиями для
установки шкворней стяжек и место для крепления радиального
буфера сцепления.
Для ограничения поперечных колебаний тендера и опирания его
на выступы балок тележек в кривых участках пути на раме имеют-
ся опорные скользуны. При движении тендера по прямому участку
пути между скользунами и опорами на балке тележки всегда
должны быть зазоры.
Хребтовая балка рамы четырехосного тендера паровоза Л со-
стоит из двух вертикальных листов высотой 300 мм, толщиной
15 мм, расположенных на расстоянии 480 мм один от другого и
приваренных к горизонтальным листам толщиной 12 мм.
Как уже было описано в разделе IV «Экипажная часть паро-
воза», сцепление тендера с паровозом на большинстве серий жест-
кое с радиальным буфером и лишь на немногих паровозах сохра-
нилось упругое винтовое.
Водяные баки тендера также бывают клапанные и сварные. По
своей форме они преимущественно прямоугольые, но бывают так-
же и полуцилиндрические.
Прямоугольный бак шестиосного тендера паровоза ФД, как и
большинства других современных паровозов, представляет собой
сварную конструкцию и имеет в плане форму буквы П (рис. 231).
Боковые стенки 1 бака обычно изготовлены из листовой стали мар-
ки Ст. 3 толщиной 6 мм, а потолок (палуба) и днище 5 — толщи-
ной 7—8 мм. Для придания баку необходимой жесткости внутри
него поставлены поперечные и продольные крепления — перего-
родки.
Поперечные перегородки 2 представляют собой листы, которые
при помощи угольников приварены к боковым стенкам, к днищу и
к палубе бака. Эти перегородки имеют вырезы, которые в соседних
перегородках расположены со смещением. Помимо укрепления
стенок бака, поперечные перегородки уменьшают колебание воды
322
Рис. 231. Бак шестиосного тендера:
/ — боковые стенки, 2 — поперечные перегородки; 3, 9 — промывательные люки, 4 и 10—про-
дольные крепления; 5 — днище; 6 — горловина; 7—лапы; 8 — ухо для подъема бака;
9— палуба; 11— ящик для инструмента
и гидравлические удары о стенки бака при движении паровоза,
особенно при ускорении и замедлении хода.
Продольные крепления в виде двух полос 4 шириной 200 мм
расположены на половине высоты бака и двух полос 10 шириной
150 мм на дне бака. Эти полосы приварены к перегородкам и к
передней и задней стенкам бака.
Благодаря тому, что бак имеет П-образную форму в передней
части его образуется проем, который служит помещением для угля
и называется угольным ящиком. Задняя и боковые стенки прое-
ма бака, которые одновременно являются и стенками ящика, имеют
наклон. Это увеличивает объем ящика и дает возможность углю
по мере расходования самотеком ссыпаться на дно его. Впереди
угольного ящика устроен лоток с выходом в контрбудку для забо-
ра угля при ручном отоплении.
В нижней части проема расположено корыто углеподатчика, ко-
торое отделено от угольного ящика восемью задвижными заслонка-
ми; эти заслонки образуют дно ящика.
Бак устанавливают на раме тендера на деревянных подкладках
и укрепляют при помощи лап 7, которые располагают позади и
впереди бака, а также у задней стенки проема. Для набора воды в
задней части бака на палубе установлены три горловины 6: две с
боков, а третья — поперек бака. Для облегчения установки тенде-
ра под водоразборную колонку горловины сделаны удлиненными.
В каждой горловине установлена сетка, чтобы не попадали по-
сторонние предметы. Сверху горловины закрыты крышками на
петлях. Для очистки и промывки в его днище сделаны лю-
ки 3.
11* 323
Рис. 232. Водозапорный клапан:
/ — корпус; 2 — клапан; 3 — сетка;
4 — стержень; 5 —гайка; 6 — фланец;
7 — планка; 8 — винт, 9—маховик
указателем в контрбудке. На
баке в кубических метрах.
На паровозах, оборудованных
углеподатчиком, в левом переднем
углу бака отгорожено помещение,
где установлена машина углепо-
датчика, а в наружной и перед-
ней стенках этого помещения сде-
ланы дверцы. Над помещением для
машины углеподатчика сделан
ящик И для хранения инструмен-
та. Такой же ящик сделан в баке
и с правой стороны. В тендерном
баке паровоза Л в правом перед-
нем нижнем углу помещен бачок
для смазочного масла.
К передней части бака при-
креплена контрбудка 7 (см. рис.
230), представляющая собой метал-
лический каркас, обшитый листовой
сталью. При помощи брезентовых
мехов 8 контрбудка соединена с
будкой паровоза и составляет с ней
одно помещение. Пол контр будки
сделан на одном уровне с полом
будки, место стыка полов перекры-
то металлическим фартуком. В зад-
ней стенке контрбудки сделаны дву-
створчатые дверцы для прохода в
угольный ящик.
На пружинной стенке бака,
справа, установлены три водопроб-
ных крана, по которым определяют
уровень воды. Для определения
уровня воды в тендерах типа 58 па-
ровозов П36 и ЛВ, кроме водопроб-
ных кранов, в баке установлено по-
плавковое устройство со шкалой и
шкале указывается наличие воды в
Подача воды из тендерного бака к питательным приборам на
паровозе осуществляется по двум водоприемным трубам 10
(см. рис. 230) с водозапорными клапанами и гибкими резиновыми
рукавами. Водозапорный клапан (рис. 232) расположен внутри
бака, в месте присоединения водоприемных труб. К днищу бака
болтами прикреплен чугунный корпус 1, в котором установлен
чугунный клапан 2. К верхнему ушку клапана посредством валика
присоединен стержень 4 привода, который в свою очередь соединен
с винтом 8. На палубе бака укреплен фланец 6, внутри которого
установлена гайка 5 с трапецеидальной резьбой, удерживаемая
планкой 7. В гайку ввернут винт 8. Вращая винт маховиком 9,
324
укрепленным на верхнем конце винта, можно поднимать или опус-
кать клапан, открывая или закрывая доступ воде в водоприемную
трубу. Приводы водозапорных клапанов выведены в контрбудку.
Чтобы в водоприемную трубу не попадали посторонние предметы,
над клапаном установлена сетка 3.
Водозапорный клапан тендеров паровозов Л, Еа и Ем в отличие
от других тендеров представляет собой вентиль-задвижку, которая
установлена снаружи тендерного бака на водоприемной трубе.
Для слива воды с палубы в случае переполнения бака водой
имеются спускные трубы. На некоторых баках установлена сиг-
нальная труба, верхний обрез которой несколько не доходит до па-
лубы бака; через нее сливается излишняя вода.
На тендере паровозов ЛВ и П36 отработавший в машине угле-
податчика пар отводится в водяной бак через установленный в его
задней части маслоотделитель.
Часть паровозов ТЭ имеет безрамный тендер с полуцилиндри-
ческим (корытообразным) баком, который изготовлен из листов
толщиной 8 мм. Передний и задний стяжные ящики, а также пят-
ники и скользуны приварены к баку. Сила тяги паровоза передает-
ся через водяной бак, который в этом случае называется несущим.
§ 106. АВТОМАТИЧЕСКАЯ СЦЕПКА ТЕНДЕРА
Все локомотивы, в том числе паровозы и вагоны наших желез-
ных дорог, оборудованы автоматической сцепкой. Автосцепка введе-
на взамен так называемой винтовой упряжи, которая по своей
прочности не выдерживала тяговых усилий, возникающих при
вождении тяжеловесных поездов. Наибольшее тяговое усилие, ко-
торое выдерживала винтовая упряжь, около 65 Т, а автосцепка
рассчитана на усилие 200 Т и более.
Подвижной состав железных дорог оборудован нежесткой авто-
сцепкой типа СА-3 (советская автосцепка третьего типа), разрабо-
танной советскими инженерами И. Н. Новиковым и В. Г. Головано-
вым под руководством проф. В. Ф. Егорченко.
Автосцепки, устанавливаемые на вагонах и тендерах, совершен-
но одинаковы. Паровозная автосцепка (см. главу 16) отличается
тем, что она жестко крепится к розетке и не имеет хвостовика, ко-
торый на вагонах и тендерах соединен с фрикционным аппаратом.
Автосцепка типа СА-3 (рис. 233) имеет корпус 6, представляю-
щий собой стальную пустотелую отливку, состоящую из головы,
в которой помещен механизм сцепления, и хвостовика, имеющего
га конце отверстие под клин для соединения с хомутом фрикционно-
го аппарата. Голова автосцепки имеет большой зуб а, малый зуб
б и между ними углубление — зев, которые и образуют контур за-
цепления автосцепки.
Механизм автосцепки, расположенный в голове корпуса, имеет
замок 5, замкодержатель 2, собачку 3, подъемник замка 4 И валик
1 подъемника. Замок 5 служит для замыкания головы автосцепки.
Через окно в корпусе замок выступает с левой стороны в зев голо-
вы. При сцеплении он западает за замок второй автосцепки и та-
б
J 6
2
Рис 233. Автосцепка типа СА-3 (в разрезе):
/ — валик подъемника; 2 — замкодержатель; 3— собачка:
1 — подъемник замка; 5 — замок, 6 — корпус автосцепки, а — большой
зуб; б — малый зуб
ким образом запирает сомкнутые автосцепки. Замкодержатель
2 вместе с собачкой 3 является запорным устройством автосцепки
и предохраняет ее от самопроизвольного расцепления. Лапа замко-
держателя через окно в средней части также входит в зев головы.
В сцепленном состоянии малый зуб соседней автосцепки упирается
в лапу замкодержателя и отводит его внутрь головы. В этом поло-
жении противовес замкодержателя служит упором для верхнего
плеча собачки, которое препятствует перемещению замка внутрь
головы.
Подъемник 4 выполняет следующие функции: при расцеплении
отводит собачку от упора в противовес замкодержателя, затем уби-
рает замок внутрь головы автосцепки и удерживает его в расцеп-
ленном положении до разведения автосцепок. Подъемник посажен
на валик 1, который прикрепляется болтом к головке. Поворот
подъемника производят при помощи рычага расцепного устройства,
выведенного на край буферного бруса и соединенного цепью с ва-
ликом подъемника.
Сцепление автосцепок происходит следующим образом (рис. 234).
При сближении и нажатии автосцепок (положение I) малые
зубья скользят по наклонным плоскостям больших зубьев, вслед-
ствие чего отклонившаяся на 175 мм голова автосцепки будет пе-
ремещаться по стрелке 1 к своему центральному положению. При
отклонении головы автосцепки в противоположную сторону (как
показано пунктиром) малые зубья скользят один по другому и
автосцепка будет перемещаться в центральное положение по
стрелке 2.
В результате таких перемещений и нажатия автосцепок малые
зубья начинают входить в зевы (положение II). Выступающие
326
и
Рис. 234. Различное положение автосцепки при сцеплении
замки автосцепок приходят в соприкосновение и входят внутрь го-
лов, что дает возможность малым зубьям полностью войти в зевы,
а большим зубьям зайти за малые. При этом происходит неболь-
шое отклонение автосцепок в противоположные стороны. Когда
малые зубья займут крайние положения в зевах, внутренняя часть
зева (со стороны малых зубьев) освобождается, замки под дейст-
вием собственного веса выпадают из голов и таким образом запи-
рают автосцепки (положение III).
Лапы замкодержателей в сцепленных автосцепках нажаты ма-
лыми зубьями, их противовесы подняты и создают упор собачкам,
связанным с замками, благодаря чему последние не могут пере-
меститься, и саморасцеп автосцепок произойти не может.
Для расцепления необходимо убрать замок из автосцепок
внутрь головы поворотом валика 15 подъемника (рис. 235), кото-
рый при помощи цепи 16 соединен с расцепным рычагом 17, укреп-
ленным на кронштейне 18. Чтобы убрать замок автосцепки, нужно
рукоятку рычага 17 повернуть налево вверх, тогда противополож-
ное колено рычага отклонится вправо и при помощи цепи повернет
валик подъемника, а с ним и подъемник замка.
Замок будет удерживаться в голове автосцепки до тех пор, по-
ка на лапу замкодержателя будет давить малый зуб соседней авто-
сцепки. После того как одна из автосцепок будет отведена, замко-
держатель под действием противовеса повернется вокруг своей
оси подвешивания и лапа войдет в зев автосцепки; затем под вли-
янием веса замка подъемник с валиком повернется в обратную сто-
рону, освободит замок и он также выпадет в зев автосцепки. Та-
ким образом, автосцепка готова для следующего сцепления. Чтобы
удержать замок в голове автосцепки на случай необходимости ра-
боты без сцепления (например, при маневрах), нужно рукоятку
рычага 17 не опускать вниз, а закрепить ее в прорези кронштейна 18.
Автосцепку устанавливают по основным размерам ГОСТ
3475—62. Ось автосцепки паровоза и тендера должна находиться
в пределах 980—1070 мм над уровнем головок рельсов (ПТЭ
§ 152).
Установка тендерной автосцепки изображена на рис. 235. Авто-
сцепку 1 при помощи клина 4 соединяют с хомутом 12, внутри
327
Рис. 235. Тендерная автосцепка с поглощающим аппаратом:
/ — автосцепка; 2 — подвески; 3 — розетка; 4 — клин; 5 — корпус поглощающего аппарата:
6 и 7 — пружины; 8 — нажимная шайба; 9 — фрикционные клинья; 10 — нажимной kohjc,
// — упорная плита; 12—хомут; 13 — стяжной болт; 14 — центрирующая балочка; 15 — ва-
лик подъемника; 16 — цепь; 17 — расцепной рычаг, 18 — кронштейн рычага
которого расположен корпус поглощающего аппарата 5. Корпус пог-
лощающего аппарата и хомут установлены в заднем стяжном ящи-
ке тендера.
На тендерах грузовых паровозов установлен шестигранный по-
глощающий аппарат типа Ш-I-TM, который имеет следующее уст-
ройство. В стальном корпусе 5 помещены наружная пружина 6,
внутренняя пружина 7 и нажимная шайба <8. В шестигранной гор-
ловине корпуса расположены три фрикционных клина 9, имеющих
форму горловины. Внутри клиньев помещен нажимной конус 10.
Все детали удерживаются в корпусе при помощи стяжного болта
13. Между хвостовиком автосцепки и поглощающим аппаратом
установлена упорная плита 11, которая упирается в выступы стяж-
ного ящика.
Под действием тягового усилия, приложенного к автосцепке,
соединенный с ней хомут нажимает на корпус поглощающего аппа-
рата и через пружины, фрикционные клинья и нажимной конус ап-
парата передает это усилие на упорную плиту и раму тендера.
Пружины поглощающего аппарата в это время сжимаются, а фрик-
ционные клинья под действием нажимного конуса расходятся и
создают трение о стенки горловины корпуса. Сжатие пружин и
328
трение клиньев о стенки корпуса смягчают тяговое усилие, дейст-
вующее на автосцепку, и поглощают резкие рывки.
В случае нажатия хвостовика автосцепки на упорную плиту
это усилие также через нажимной конус, клинья и пружины пере-
дается корпусу поглощающего аппарата, который упирается в вы-
ступы стяжного ящика. В этом случае поглощающий аппарат так-
же смягчает и поглощает резкие толчки.
На наружной стенке стяжного ящика, выходящей к буферному
брусу, укреплена центрирующая розетка 3, через которую пропу-
щен хвостовик автосцепки. К розетке на двух подвесках 2 подвеше-
на центрирующая балочка 14, на которую ложится голова авто-
сцепки. Это устройство поддерживает и центрирует автосцепку по
оси тендера. Розетка, кроме того, служит упором для головы авто-
сцепки при сильных ударах.
На тендерах пассажирских паровозов установлен поглощаю-
щий аппарат ЦНИИ-Н6 системы Новикова. Этот аппарат в отли-
чие от шестигранного поглощающего аппарата состоит из двух
последовательно соединенных частей — фрикционной и пружинной.
При нагружении сначала сжимаются пружины только пружинной
части, а затем вступает в работу фрикционная часть, которая уст-
роена аналогично шестигранному аппарату. Поглощающий аппа-
рат ЦНИИ-Н6 обеспечивает плавное трогание поезда с места и хо-
рошее поглощение рывков и толчков.
§ 107. ТЕЛЕЖКИ ТЕНДЕРА
Наиболее распространенными тендерными тележками являются
двухосные. По своей конструкции эти тележки бывают: с листовой
клепаной рамой, с поясной (сборной) рамой и с литыми боковыми
рамами. Рессорное подвешивание у тележек может быть одинар-
ным или двойным.
Тендеры последних выпусков паровозов СО, Су и Эр имеют ли-
стовую клепаную тележку типа П-27. Боковые листы рамы тележ-
ки толщиной 29 мм впереди и позади соединены тавровыми бал-
ками. Посередине тележки, между боковыми листами, расположена
шкворневая балка, которая состоит из двух тавровых балок высо-
той 400 мм, снизу соединенных стальной полосой, а сверху накры-
тых листом. Шкворневая балка при помощи раскосов соединена с
передней и задней тавровыми балками. На шкворневой балке бол-
тами укреплен подпятник, на который через пяту опирается рама
тендера. В каждом боковом листе имеются два выреза, в которых
болтами укреплены буксовые направляющие. В эти вырезы входят
буксы.
Тележка имеет двойное рессорное подвешивание: на буксах ус-
ыновлены листовые рессоры, а на подвесках рессор надеты ци-
линдрические пружины. При помощи кронштейнов, прикреплен-
ных к раме, тележка опирается на цилиндрические пружины, от
которых через подвески и листовые рессоры нагрузка передается
на буксы.
329
Колесная пара тележки имеет центры с бандажами диаметром
1050 мм. Буксы тележки имеют подшипники скольжения. Тележки
с поясной (сборной) рамой установлены под тендерами части паро-
возов Эу, Эм и СО. Рама (боковина) тележки состоит из трех
стальных поясов: верхнего, среднего диагонального и нижнего, же-
стко скрепленных колонками и болтами у букс и в средней части.
Рессорное подвешивание этих тележек осуществлено в виде двух
комплектов цилиндрических пружин или комбинации цилиндриче-
ских пружин и эллиптических рессор, установленных в средней
части рам. На эти пружины и рессоры опирается шкворневая бал-
ка тележки. Такиё тележки отличаются простотой изготовления и
ремонта, однако в эксплуатации они оказались недостаточно проч-
ными.
Примером тележки с литыми боковыми рамами может служить
тележка тендера паровоза Л (рис. 236). Она имеет стальную ли-
тую шкворневую балку 5, которая в вертикальной плоскости сде-
лана в виде бруса равного сопротивления изгибу. По концам балка
расширяется (в плане), и здесь образованы цилиндрические по-
верхности, которыми она входит в соответствующие окна боковых
рам 1. Это дает возможность шкворневой балке смещаться отно-
сительно боковых рам как в горизонтальной, так и в вертикальной
Рис. 236. Тележка тендера паровоза Л:
/ — фоковая рама; 2—букса, 3—эллиптическая рессора; 4 — пружина.
5 — шкворневая балка; 6 — колесная пара; 7 — тормозная передача
А — прилив; Б—углубление; В — отверстие под шкворень; Г — при-
лив для скользуна; Д — кронштейн
330
плоскости. Для ограничения поворота балки в горизонтальной
плоскости на цилиндрических поверхностях ее сделаны приливы А.
Боковая рама тележки представляет собой фасонную стальную
отливку поясного типа. Посередине рамы сделано окно для уста-
новки хвостовика шкворневой балки и комплекта рессор, а с бо-
ков — облегчающие вырезы. По концам рамы имеются буксовые
вырезы. Шкворневая балка опирается на боковые рамы через ком-
плекты рессор, каждый из которых состоит из одной эллиптиче-
ской десятилистовой рессоры 3 и четырех двойных цилиндрических
пружин 4.
В центральной части шкворневой балки отлито цилиндрическое
углубление Б, являющееся подпятником, куда установлен пятник
рамы тендера, передающий нагрузку на тележку. Такое устройство
опоры дает возможность тележке свободно поворачиваться отно-
сительно рамы тендера в кривых участках пути.
В центре углубления шкворневой балки и в пятнике имеется
отверстие В, куда вставлен шкворень, предотвращающий смеще-
ние пятника со своего места. В верхней части шкворневой балки
по бокам сделаны приливы Г для установки чугунных скользунов.
Шкворневые балки тендерных тележек паровоза Л в эксплуа-
тации оказались слабыми, вследствие чего в условиях депо их при-
шлось усиливать постановкой в нижней части накладки толщиной
16 мм, а новые отливать усиленными. Усилены также и пятники
тендера. Для укрепления подвесок тормозной передачи 7 с внут-
ренней стороны боковых рам отлиты кронштейны Д. Буксы 2 рас-
положены в буксовых вырезах боковых рам и имеют подшипники
скольжения. Опытная партия тендеров паровозов Л выпущена на
подшипниках качения. Колесные пары 6 имеют диаметр 1050 мм.
Шкворневую балку, боковые рамы и буксы тележки отливают из
стали марки 25ЛП.
Аналогичную нежесткую конструкцию имеют тележки тендера
паровозов Еа и Ем, только буксы у этих тележек отлиты заодно с
боковыми рамами. Рессорное подвешивание тележек. состоит из
двух комплектов цилиндрических пружин, по четыре двойных пру-
жины с каждой стороны. Колесные пары имеют диаметр 914 мм.
Тендеры паровозов ФД, ЛВ и П36 имеют трехосные тележки.
Тележка тендера паровоза ФД сочлененной конструкции. Она име-
ет раму, состоящую из четырех стальных литых боковин коробча-
того сечения, в каждой из которых имеются вырезы для буксы и
поперечной балки. Каждая боковина опирается одним концом на
буксу крайней оси, а другим — на плечо балансирной буксы сред-
ней оси. В окнах, сделанных в средней части боковин, установле-
ны комплекты цилиндрических пружин, на которых уложены концы
поперечных балок, связывающих боковины рамы. Каждый ком-
плект состоит из пяти пружин, а на всей тележке установлено 20
цилиндрических пружин.
На поперечных балках уложены две внутренние продольные
балки, на которых установлена шкворневая балка, имеющая углуб-
ление для пятника и отверстие для шкворня. В углублении
331
уложена сменная стальная плавающая шайба. Для смазывания
шайбы и пятника подведена смазка от масленки, установленной на
наружном швеллере рамы тендера. Внутренние продольные балки
имеют приливы для установки скользунов.
Трехосная тележка тендера типа 58 паровозов ЛВ и П36
(рис. 237) имеет раму сварно-литой конструкции и двойное рес-
сорное подвешивание. Колесные пары тележки оборудованы бук-
сами 2 с подшипниками качения. Боковины рамы 3 и 4 сварены
из двух листов стали марки СтЗ толщиной 18 мм. В пространст-
ве между листами боковин размещены рессоры и балансиры. В
боковинах сделаны вырезы для литых буксовых направляющих 10.
При помощи средних креплений 5, сваренных из листов, и кон-
цевых литых креплений 6 боковины соединены между собой.
В центре тележки с опорой на средние крепления 5 расположено
литое шкворневое крепление (сталь 25ЛШ) с опорной чашкой, на
которую опирается пята рамы тендера и через которую пропущен
шкворень.
В отливке шкворневого крепления сделаны высокие боковые
приливы, которые являются скользунами 11. Нагрузка от рамы
тележки передается через пружины 7, подвески 8, балансиры и
рессоры 9 на буксы. Диаметр колес тележки 1050 мм, колесная
база тележки составляет 3120 мм.
Колесные пары тележек тендеров подобно вагонным колесным
парам имеют наружные шейки. Оси колесных пар, отковываемые
из осевой стали, имеют различные размеры в зависимости от грузо-
подъемности тендера и нагрузки на ось. Колесные центры у тенде-
ров бывают спицевыми или дисковыми, причем дисковые делятся
на литые и цельнокатаные. Отливают или катают колесные центры
Рис. 237. Трехосная тележка тендера типа 58:
/ — колесная пара; 2—роликовая букса; 3 и 4 — боковины рамы; 5 — среднее крепление;
б— концевое крепление; 7 — пружина; 8 — подвеска; 9 — рессора; 10 — буксовая направ-
ляющая; 11 — скользун
332
Рис. 238. Букса тендерной тележки:
/ — крышка; 2 — подшипник; 3 — вкладыш; 4 — пылевая шайба, 5 — польстер для под-
бивка, 6 — корпус буксы
из стали. Колесные центры напрессовывают на оси, так же как и у
паровозных колесных пар, гидравлическим прессом.
Бандажи тендерных колесных пар катают из бандажной стали
марки III по ГОСТ 398—71 и в обработанном виде они имеют ши-
рину 130 мм. Профиль тендерного бандажа несколько отличается
от профиля паровозных бандажей в части гребня.
Буксы тендеров бывают со скользящими или роликовыми под-
шипниками. Букса со скользящим подшипником (рис. 238) имеет
чугунный или стальной литой корпус 6, который надевают на шей-
ку оси и устанавливают в направляющих буксового выреза рамы
тележки. На шейку оси уложен подшипник 2, а на подшипник —
вкладыш 3, на который опирается корпус буксы. Внутренним тор-
цом вкладыш упирается в заплечик подшипника. Поверхность
вкладыша, обращенная к корпусу, имеет выпуклую форму, что
предотвращает перекос подшипника на шейке в случаях перемеще-
ния корпуса буксы.
Чтобы предотвратить попадание в буксы пыли или песка, в кор-
пусе с внутреннего торца отлита кольцевая камера, в которую
вставляют пылевую шайбу 4. С наружной стороны корпус имеет
отверстие, которое закрывается крышкой 1 с пружиной, обеспе-
чивающей плотное закрытие буксы.
В нижнюю часть корпуса буксы устанавливают польстер, подоб-
ный тем, которые применяют в паровозных буксах (см. главу 17),
а при отсутствии польстеров закладывают пропитаннную маслом
подбивку 5 из хлопчатобумажных концов, которая прижимается
снизу к шейке оси. По мере расходования смазочного масла пос-
леднее добавляют в буксу через отверстие.
Подшипники тендерных букс имеют стальной корпус (Ст2 или
СтЗ), армированный внутри бронзой марки ОЦСНЗ-7-5-1 и зали-
тый кальциевым баббитом марки БК-
Тендеры паровозов П36 и ЛВ, а также часть тендеров парово-
зов Л и ТЭ оборудованы роликовыми подшипниками. На тендерах
применяют цилиндрические и сферические роликоподшипники.
333
Большинство тендеров типа 58 паровозов ЛВ и П36 (около
70%), а также тендеров паровозов Л оборудованы неразъемными
буксами с двумя цилиндрическими подшипниками. Часть парово-
зов Л В и П36 (около 30%) имеет тендерные и поддерживающие
оси с двумя двухрядными сферическими роликовыми подшипни-
ками. Для эксплуатационной проверки было также выпущено не-
сколько тендеров с установкой на каждой шейке оси одного цилин-
дрического и одного сферического двухрядного роликоподшип-
ников.
В стальном корпусе И буксы (рис. 239) размещены два ци-
линдрических роликовых подшипника. С наружной стороны корпус
буксы закрывается двумя крышками — большой 7 и малой 4. Боль-
шую крышку снимают для осмотра или смены роликоподшипников,
а малую — для пополнения буксы смазкой и осмотра закрепитель-
ной гайки. С внутренней стороны букса закрывается крышкой 12
и уплотняется лабиринтным кольцом 14, напрессованным на ось.
Каждый роликоподшипник состоит из наружного кольца 8, уста-
новленного на скользящей посадке в корпусе буксы, роликов 9,
внутреннего кольца 10, напрессованного на шейку оси, и сепарато-
ра, удерживающего ролики на одинаковом расстоянии. В каждом
роликоподшипнике 14 роликов диаметром 42 мм и длиной 65 мм.
Между роликоподшипниками установлены распорные кольца / и 2.
Роликоподшипники удерживаются на шейке от действия осевых
нагрузок упорной шайбой 3 и закрепительной гайкой 6, которая
навернута на хвостовик оси и фиксируется стопорной планкой 5
Рис. 239. Роликовая букса тендеров паровозов ЛВ, Л и П36:
1, 2 — распорные кольца; 3 — упорная шайба; 4, 7 — наружные крыш-
ки; 5 — стопорная планка; 6 — закрепительная гайка; 8 — наружное
кольцо роликоподшипника; 9 — ролики; 10 — внутреннее кольцо роли-
коподшипника, 11— корпус буксы; 12— внутренняя крышка; 13 — уп-
лотнительное кольцо; 14 — лабиринтное кольцо
334
при помощи двух болтов. Во внутренней крышке 12 поставлено
войлочное уплотнительное кольцо 13.
Роликовые буксы тендера паровоза ТЭ имеют два цилиндри-
ческих роликоподшипника, посаженных на ступенчатой шейке.
Внутренний роликоподшипник установлен на конической части
шейки, а наружный — на цилиндрической части и укреплен кониче-
ской втулкой. На части тендеров этих паровозов наружный цилинд-
рический роликоподшипник заменен двухрядным сферическим роли-
коподшипником. Корпус роликовой буксы состоит из двух половин
с горизонтальной линией разъема посередине.
§ 108. ОБОРУДОВАНИЕ ТЕНДЕРА ДЛЯ НЕФТЯНОГО ОТОПЛЕНИЯ
Для хранения мазута на тендерах паровозов с нефтяным отоп-
лением устанавливают специальный бак (рис. 240) цельносварной
конструкции цилиндрической формы, емкость его в зависимости от
мощности паровоза колеблется от 12 до 22 м3. Устанавливают бак
на опорных подкладках непосредственно на водяной бак тендера и
крепят к нему при помощи металлических поясов и стяжек. Внутри
бака 1 устанавливают трубчатый паровой подогреватель 3, состоя-
щий из двух расположенных под углом друг к другу секций, кото-
рые соединены между собой, образуя таким образом общую бата-
рею.
Размер подогревателя зависит от емкости бака: на каждую
тонну мазута должн быть не менее 0,4 мI 2 поверхности нагрева
Рис. 240. Оборудование для хранения мазута на тендере:
I бак, 2, 13— вентили; 3 — подогреватель; 4, 10—люки; 5 — отстойник (сборник); 6,11—
и фоотводные трубы; 7 — паропровод, 8 — компенсатор; 9 — сетка; 12 — труба, 14 — змее-
вик, 15 — питательный кувшин; 16 — пробковый кран, 17 — спускной край; 18 — мазуто-
провод, 19 — гибкий рукав
336
подогревателя. По длине он должен располагаться так, чтобы кон-
цы era не доходили до торцовых стенок бака на 100—150 мм.
Впуск пара в подогреватель производят при помощи запорного
вентиля 2, установленного на паропроводе снаружи бака. Отработав-
ший пар из подогревателя отводится по трубе 6 в водяной бак
тендера или атмосферу. Диаметр пароотводной трубы 6 меньше
диаметра трубы подогревателя, что обеспечивает поддержание в
подогревателе некоторого давления и более высокой температуры,
а также более экономный расход пара, который составляет 10 кг/ч
на 1 л<2 поверхности нагрева подогревателя.
Располагая этими данными, можно подсчитать, что для нефтя-
ных баков емкостью 12—22 м3 поверхность нагрева подогревателя
должна быть равной 4,8—8,8 лг2, а расход пара на подогрев мазу-
та — 48—88 кг/ч.
Пар для подогрева мазута поступает по паропроводу 7 диа-
метром 25 мм от специальной пароразборной колонки, установлен-
ной в будке машиниста (см. гл. 4). На паропроводе (между паро-
возом и тендером) поставлен компенсатор 8, поглощающий относи-
тельные перемещения паровоза и тендера во время движения и
предохраняющий паропровод от повреждения.
Выемку подогревателя из бака для осмотра и ремонта произ-
водят через отверстие в торцовой стенке бака, закрытое люком 4.
Наполняют бак мазутом через люк 10 в верхней части бака, в ко-
торый вставлена металлическая сетка 9, удерживающая посторон-
ние предметы и грязь. Уровень мазута измеряют масломерной рей-
кой через отверстие в баке. Для отвода из бака паров мазута по-
ставлена пароотводная труба //диаметром 25 мм и высотой 250 —
400 мм.
В передней нижней части бака размещен отстойник (сборник)
5 прямоугольной формы с полукруглым дном, приваренный к баку
или соединенный с ним трубой большого диаметра. Емкость от-
стойника 50—100 л. Внутри отстойника помещен трубчатый змее-
вик 14 диаметром 18—24 мм, который имеет поверхность нагрева
0,7—1,0 м\ Подвод пара к змеевику осуществляется по тому же
паропроводу 7 через вентиль 13 и трубу 12. При помощи венти-
лей 2 и 13 можно регулировать температуру подогрева мазута как
в баке, так и в отстойнике.
Отработавший пар из змеевика отводится в атмосферу, а спуск
воды от отстойника, которая выделяется из мазута в результате его
подогрева, производят при помощи краника 17. На отстойнике ук-
реплен питательный кувшин 15 с пробковым краном 16. Питатель-
ный кувшин установлен на высоте 250—300 мм от днища отстой-
ника. Внутри кувшина поставлена сетка, которую периодически
вынимают и очищают от грязи. От питательного кувшина прохо-
дит мазутопровод 18, имеющий между тендером и паровозом гиб-
кий рукав 19, по которому подается мазут к форсункам топки.
Для безопасности кран 16, отделяющий отстойник от питатель-
ного кувшина, имет привод, позволяющий закрывать нефтепровод
как из будки машиниста, так и с обеих сторон снаружи тендера.
336
Положение ручек привода должно быть горизонтальным при от-
крытом кране и опущенным вниз — при закрытом. Все запорные
приспособления и краны нефтяного бака, отстойника и питатель-
ного кувшина должны быть совершенно исправными и не давать
пропуска мазута.
Для удобного и безопасного доступа к люку 10 при наборе неф-
тетоплива нефтяной бак снабжен ступеньками, перилами и пло-
щадкой из рифленого железа.
Для предотвращения потерь тепла нефтяным баком из излуче-
ния температуру мазута следует регулировать так, чтобы в баке
она была не более 50°С. Подвод пара в подогреватель регулируют
в таких размерах, чтобы из пароотводной трубы выходил не пар,
а конденсат.
Бак для мазута следует через каждые три-четыре месяца очи-
щать от грязи и одновременно проверять батарею подогревателя.
При этом нужно обращать особое вимание на плотность соедине-
ний и предотвращение возможных пропусков пара в мазут и мазу-
та в подогреватель.
У паровозов, приспособленных к комбинированному углемазут-
ному отоплению, на тендере установлен бак для мазута емкостью
от 1,0 до 3,5 л«3. Бак размещают в передней верхней части тендера
за контрбудкой. В нижней части бака, так же как и при полном
нефтяном отоплении, установлен отстойник, а на нем питательный
кувшин с фильтром. От кувшина по трубопроводу мазут подается
к регулировочному вентилю и форсунке. Мазутопровод между тен-
дером и паровозом имеет гибкое соединение в виде резинового ру-
кава.
Как в баке, так и отстойнике установлены паровые подогревате-
ли. При углемазутном отоплении использованы следующие типо-
вые детали нефтяного отопления: нефтеотстойник, питательный
кувшин и пароразборная колонка. Подача пара к подогревателям
от пароразборной колонки осуществляется по паропроводу, также
имеющему гибкое соединение между паровозом и тендером.
§ 109. УХОД ЗА ТЕНДЕРОМ
При осмотре нижней части тендера, что необходимо делать на
смотровой канаве, прежде всего проверяют состояние колесных
пар. Оси колесных пар не должны иметь трещин и протертых мест
(свыше 2,5 мм); не должно быть трещин также и в ступицах и
спицах колесных центров. Кольца, укрепляющие бандажи, долж-
ны прочно сидеть в проточках. Обращают внимание на плотность
прилегания пылевых шайб к шейкам осей, отчего зависит чистота
букс.
Должны быть проверены обстукиванием молотком все соедине-
ния, болты, гайки и заклепки тележек. Осматривают подпятники
и боковые скользуны тележек и проверяют наличие смазки на их
трущихся поверхностях. Одновременно с осмотром тележек прове-
ряют состояние тормозной рычажной передачи, состояние и
337
правильность положения тормозных колодок, прочность соединения
тяг, рычагов и балок, исправность предохранительных скоб и под-
весок. Затем проверяют сцепление между паровозом и тендером.
Осматривая тендер снаружи, необходимо обстукиванием молот-
ком проверить прочность посадки бандажей на колесных центрах.
Прокат бандажей не должен быть более 9 мм. Затем поочередно
осматривают буксы тележек, сначала снаружи, нет ли трещин; про-
веряют плотность прилегания крышек; открыв крышку, осматрива-
ют подшипник, состояние подбивки или польстера, наличие доста-
точного количества смазки.
Также должны быть осмотрены рессоры и их подвески: нет ли
рессор со сдвинутыми или лопнувшими листами, правильно ли ус-
тановлены рессоры и как они опираются на буксы.
От плотности соединения водоприемных труб зависит нормаль-
ная работа инжекторов. Поэтому нужно проверить, нет ли течи во
фланцах и в соединениях с водоприемными рукавами и с баком.
Чтобы обеспечить нормальную работу букс, их нужно регулярно
смазывать. При недостаточной смазке появляется нагрев подшип-
ников, который может привести к задиру шеек и повреждению са-
мих подшипников. Кроме того, нагрев подшипника может быть выз-
ван попаданием в буксу песка, пыли и воды, а также слишком ту-
гой или слабой, загрязненной или слежавшейся подбивкой. Поэто-
му перед заправкой буксу нужно тщательно очистить от песка, гря-
зи и воды, проверить исправность нажимной пружины крышки,
плотность крышки и пылевой шайбы. После этого в буксу заклады-
вают польстер или подбивочные концы, пропитанные осевым мас-
лом.
В буксах с польстерами необходимо проверить правильность их
установки, а также плотность прижатия щетки к шейке оси. Если
щетка плохо прижимается к шейке, польстер нужно вынуть и не-
много растянуть пружины, поправить сбившиеся фитили и устано-
вить снова в буксу. Затем залить буксу маслом, налить его на
поверхность щетки, отжав ее от шейки, и плотно закрыть крышку.
Когда в буксе вместо польстера используется подбивка и она
не меняется, эту подбивку нужно поправить крючком, чтобы она не
была слишком тугой или слишком слабой. Если подбивка будет
слишком тугой, из нее выжимается смазка и при вращении шейки
оси она затягивается под подшипник. Слабая подбивка быстро
осядет и не будет соприкасаться с шейкой. Подбивка в буксе
должна быть примерно на уровне центра шейки. Нужно следить
при этом, чтобы верхние пряди подбивки во избежание затягива-
ния их не подходили близко к подшипнику. Для предохранения
подбивки от затягивания под подшипник в депо практикуют за-
кладку деревянных брусков между подбивкой и краями подшипни-
ка с обеих сторон шейки. После того как подбивка будет исправле-
на, буксу заливают маслом. При использовании бывшей в употреб-
лении подбивки ее нужно очистить от грязи, промыть, просушить
и протрясти, а затем с добавлением новых концов и после пропит-
ки маслом закладывать в буксу. Заливку букс маслом производят
338
перед каждой поездкой в основном и оборотном депо, а если нуж-
но, то и в пути следования.
Об уходе за буксами с подшипниками качения см. главу 19.
При заправке тендерных букс одновременно нужно залить ма-
сленки или полить маслом буксовые направляющие. Периодически
заливают масленки шкворневых опор и скользунов тендера, поли-
вают маслом шарнирные соединения рессор и балансиров и зали-
вают масленки сцепления между паровозом и тендером.
Если имеется ослабление сцепления мжду паровозом и тенде-
ром, его нужно стянуть. При жестком сцеплении с радиальным бу-
фером натяжение производят затягиванием клина между буфером
и коробкой его при помощи натяжного болта. Упругое сцепление
стягивают вращением винта при помощи ломика.
§ 110. НЕИСПРАВНОСТИ И РЕМОНТ ТЕНДЕРА
При заводском ремонте бак снимают с рамы тендера для ремон-
та днища с заменой деревянного настила между рамой и баком.
Местный зазор между деревянным настилом и дном бака допус-
кается не более 5 мм на длине 300 мм. При наличии оборудования
для мазутного отопления паровоза бак после удаления из него
остатков топлива пропаривают и очищают наружную поверхность
с последующим осмотром и ремонтом змеевика и всей арматуры
мазутного отопления.
При всех видах ремонта деталей и узлов тендера разрешается
широкое применение электросварочных работ для устранения тре-
щин, вварки новых вставок и восстановления поверхностей. При за-
водском ремонте заварка трещин в листах бака разрешается об-
щей длиной не более 1 м при условии расположения их на пло-
щади не менее 3 м2 с постановкой усиливающих накладок внутри
бака. При деповском ремонте заварка трещин по длине и располо-
жению не ограничивается.
Вварку вставок в стенки бака производят заподлицо: при за-
водском ремонте не более одной на площади 1 л«2, при деповском —
без ограничения. При выполнении этой операции по дну бака до-
пускается вместо вставок приваривать накладки с внутренней сто-
роны.
На промывочных ремонтах заварку трещин разрешается про-
изводить без постановки усиливающих накладок внутри бака.
Угольники и косынки перегородок бака при наличии в них трещин
и разрывов исправляют сваркой с предварительной разделкой, а
при износе более 30% чертежного размера заменяют новыми.
Приварку угольников к листам бака и косынкам осуществляют
прерывистыми швами с соблюдением интервала между ними по
чертежным размерам. При наличии трещины в полке угольника
производят разделку с приваркой планки с наружной стороны и
последующей заваркой разделанной трещины (рис. 241). Не разре-
шается при всех видах ремонта производить постановку накладок
па листах бака тендера с наружной стороны.
339
Рис. 241 Ремонт частей тендера сваркой:
/ — разделанная под заварку трещина в угольнике, 2 — приварка угольника к листу бака
прерывистыми швами; 3 — лист рамы; 4 — удаленные трещины с вваркой вставок в шквор-
невую балку рамы тендера
В раме тендера при заводском ремонте разрешается заваривать
не более трех трещин на швеллерах с .постановкой усиливающих
приварных накладок с предварительной засверловкой ее концов
сверлом диаметром 8—10 мм и У-образной разделкой трещины, а
также вваривать вставку с постановкой усиливающей накладки,
когда количество трещин более трех. Продольный швеллер рамы
должен состоять не более чем из трех частей. При этом сварные
швы на швеллерах располагают только на прямых участках. Раз-
решается также заваривать трещины в сварных швах и привари-
вать новые швеллера и листы рамы сварной конструкции, произво-
дить вварку вставок в шкворневую балку и заваривать разрабо-
танные отверстия для болтов и заклепок в швеллерах, угольниках
и листах рамы с последующей механической обработкой их по чер-
тежным размерам. При деповском ремонте рамы количество тре-
щин и вставок на всех швеллерах не регламентируется.
При наличии трещин в стенках шкворневой балки рамы тенде-
ра дефектный участок полки удаляют вырезкой газовым резаком,
разделывают V-образно, пригоняют вставку и приваривают ее элек-
тродуговым способом. При выполнении этой операции производят
скругление углов вставки.
При всех видах ремонта, а также во всех случаях расцепки
паровоза с тендером производят осмотр радиального сцепления.
При этом обращают внимание на состояние стяжек и радиальных
буферов паровоза и тендера, наличие натяга клина в пределах
установленных размеров и допусков, надежность крепления под-
держивающей планки шкворней тендера, исправность и чистоту
масленок и проходимость каналов для смазки в главных шкворнях
и подвижной подушке. Величину износа рабочих поверхностей ра-
диальных буферов и подвижной подушки проверяют при помощи
шаблонов.
При ремонте тележек тендера в листовой и литой раме разре-
шается заваривать трещины и наплавлять изношенные поверхно-
340
с। и. Концы трещин перед разделкой засверливают сверлом диамет-
ром 10—12 мм. Разделку трещин в листовой раме осуществляют
Х-образно, а в литых V-образно. Заварку трещины в литой раме
осуществляют с предварительным подогревом места ее располо-
жения до температуры 300—400°С. При всех видах ремонта не раз-
решается заваривать трещины в поясах боковых рам двухосных
। слежек, в верхнем и нижнем поясах шкворневых балок листовых
клепаных тележек, а также вырезать отверстия в балках газовым
резаком.
В стальных пятниках и подпятниках при наличии трещин в
ребрах жесткости разрешается их заварка при заводском ремон-
те не более одной в ребре, а при деповском не более двух. При
большем их количестве производят приварку новых ребер жестко-
сти. Местные зазоры между фланцем пяты и плитой рамы тендера
допускаются не более 0,5 мм, при этом щуп толщиной 0,3 мм не
должен доходить до болтов.
Ослабшие болты пятников, подпятников и скользунов заменя-
ют новыми с предварительной проверкой отверстий разверткой.
При износе отверстия в пяте под шкворень до предельных разме-
ров производят запрессовку втулки с толщиной стенок до 5 мм с
предварительной расточкой отверстия и приваркой ее по всему
периметру к пяте после запрессовки. Если шкворень тележки име-
ет предельный износ, производят электронаплавку с последую-
щей механической обработкой до чертежного размера зазора в от-
верстиях пятника и подпятника. Изношенные опорные места пятни-
ков, подпятников и скользунов по диаметру и высоте более 4 мм
против чертежного размера разрешается восстанавливать электро-
наплавкой с последующей механической обработкой по чертежу.
Общий прогиб листов тележки допускается не более 5 мм; прн
большем изгибе производят выправление.
При всех видах ремонта на стальных буксах тележек заварку
трещин в корпусе, как и восстановление изношенных поверхностей
бортов, лиц букс и приварку наделок осуществляют электродуговой
сваркой с последующей механической обработкой. Восстанов-
ление разбегов подшипников по осевым шейкам тендерных колес-
ных пар до чертежных размеров и установленных допусков осуще-
ствляют наплавкой буксовых подшипников с последующей меха-
нической обработкой.
После ремонта собранная рама тендера с тележками должна
удовлетворять следующим основным требованиям: центр шкворня
сцепления должен лежать на продольной оси рамы тендера, прохо-
дящей через центр пятников — отклонение допускается не более
5 мм; опорная поверхность пятников должна быть параллельной
опорным поверхностям скользунов рамы тендера и находиться
на одинаковом расстоянии по высоте с правой и левой сторон —
отклонение допускается не более 2 мм.
Регулировку положения тендера по высоте производят привар-
।ой наделки на опорную поверхность пятника и скользунов рамы
юпдера толщиной до 15 мм.
341
Раздел VI
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ ПАРОВОЗА
Глава 22
МЕХАНИЧЕСКИЙ УГЛЕПОДАТЧИК
§ 111. НАЗНАЧЕНИЕ И ТИПЫ УГЛЕПОДАТЧИКОВ
Углеподатчик предназначен для подачи угля из угольного
ящика тендера к топочному (шуровочному) отверстию котла и
для разбрасывания угля по колосниковой решетке. Устанавли-
вают углеподатчик на паровозах с большой площадью колосни-
ковой решетки (6 м2 и выше), когда часовой расход угля состав-
ляет более 2500—3000 кг и ручное отопление становится непосиль-
ным.
Механическое отопление при помощи углеподатчика имеет сле-
дующие преимущества: облегчает труд паровозной бригады, обес-
печивает непрерывную и равномерную подачу угля на колоснико-
вую решетку, что улучшает сжигание топлива, позволяет подавать
уголь в топку при закрытом топочном отверстии, не допуская хо-
лодный воздух в топку, дает возможность сжигать в топке паро-
воза до 8—10 т угля в 1 ч. Однако при механическом отоплении
несколько увеличивается унос угольной мелочи из топки в трубу,
а также повышается расход свежего пара, который потребляет
паровая машина углеподатчика.
Механический углеподатчик установлен на паровозах Л, ЛВ,
Еа, Ем, П36 и ФД. Кроме того, в порядке модернизации углепо-
датчиками оборудовано некоторое количество паровозов СО.
На паровозах Л, Л В, Еа, Ем и П36 установлен углеподатчик
типа С-3, а на паровозах ФД — углеподатчик системы П. С. Рач-
кова, обладающий более высокой производительностью.
§ 112. УГЛЕПОДАТЧИК ТИПА С-3
Углеподатчик типа С-3 (рис. 242), имеющий преимуществен-
ное распространение, состоит из следующих основных частей: па-
ровой машины с приводом, редуктора, угольного корыта с кон-
вейерным винтом, углепровода, состоящего из двух труб с конвей-
ерными винтами, распределительной плиты и сопловой коробки,
расположенных в топочном отверстии.
На рис. 243 показана установка углеподатчика на паровозе Л.
Паровая машина 19 при помощи вала 18 соединена с редуктором
342
17, который имеет две пары зубчатых колес. В корыте 1 установ-
лен большой конвейерный винт 3, соединенный с валом редуктора.
Большой винт 3 универсальным шарниром соединен с про-
межуточным винтом 6, помещенным в телескопической трубе 7,
которая дает возможность компенсировать изменение расстояния
между паровозом и тендером. Концы трубы 7 сделаны в виде
шаровых головок, одна из которых охватывает шаровую голов-
ку 5, прикрепленную к корыту, а другая входит в шаровую голов-
ку питающей трубы 8. Шаровые соединения труб позволяют тру-
бопроводу свободно устанавливаться при повороте паровоза от-
носительно тендера в кривой и при вертикальных колебаниях па-
ровоза и тендера.
В трубе 8 расположен питающий винт 9, соединенный при по-
мощи звена 14, имеющего двойной универсальный шарнир, с вин-
том 6. Труба 8 имеет с боков приливы, которыми она прикрепле-
на к кронштейну 13, установленному на лобовом листе кожуха,
и люк 10 для осмотра конвейерного винта. Кроме того, верхняя
расширенная часть питающей трубы (головка) прикреплена к
лобовому листу кожуха. Суммарный зазор в шаровых соединени-
ях углепровода составляет 3 мм, а между телескопической трубой
в самом узком месте и витками промежуточного винта — 17 мм.
Для предотвращения смерзания угля в углепроводе на телескопи-
ческой трубе 7 устанавливают кожух и между ним и трубой про-
пускают пар.
В топочном отверстии установлена сопловая коробка И, кото-
рая болтами прикреплена к лапам питающей трубы. К сопловой
коробке крепят распределительную плиту 12. Для размельчения
крупных кусков угля перед поступлением в углепровод в перед-
ней части корыта установлен угледробитель 4. Снаружи корыта
приварен кожух, образующий обогревательную камеру 16, куда
подводится пар, отработавший в машине углеподатчика. Такой
обогрев предотвращает смерзание угля в корыте зимой.
Над корытом имеются выдвижные заслонки 2, которые сдви-
гают по мере расхода угля на тендере. Корыто изготовлено из
Рис. 242. Общий вид углеподатчика типа С-3
343
листовой стали толщиной 8 мм. В передней части корыта Допол-
нительно поставлен сменный лист 15, предохраняющий корыто от
быстрого износа.
§113. ПАРОВАЯ МАШИНА УГЛЕПОДАТЧИКА
Для приведения в движение конвейерных винтов углеподатчик
имеет паровую двухцилиндровую машину (рис. 244, табл. 6) про-
стого действия с постоянным наполнением (отсечкой), равным 0,9.
Рис. 244. Паровая машина углеподатчика типа С-3:
I, 7, 14, 23 — крышки; 2— масломер; 3 — патрубок; 4— шатун; 5 — кулак; 6 — направ-
ляющая, 8— золотниковая втулка, 9 — золотник; 10 — сальник скалки золотника;
// — золотниковая скалка; 12 — картер; 13 — эксцентриковая тяга; 15 — поршень;
/6 — цилиндровый блок; 17 — скалка поршня; 18 — сальник скалки поршня; 19— клин;
20 — коленчатый вал; 21 — шариковый подшипник; 22 — маховик
345
Таблица 6
Основные характеристики машин углеподатчиков
Параметры машины Углеподатчик типа С-3 Углеподатчик системы Рачкова
Число цилиндров 2 2
Диаметр цилиндров, мм 130 180
Ход поршня, мм 128 180
Диаметр золотников, мм 40 70
Наибольшее давление пара, кГ/см2 6 7
Скорость вращения вала, об!мин 300 150
Производительность, кг!ч 6200 8000
Цилиндры машины углеподатчика типа С-3 отлиты вместе с
золотниковыми камерами в виде чугунного блока. Снаружи ци-
линдры закрыты крышками 14. В цилиндре установлен поршень
15, соединенный скалкой 17 с кулаком 5. В золотниковую каме-
ру, расположенную наклонно, запрессована втулка 8 и установлен
цилиндрический золотник 9, соединенный скалкой 11 с эксцент-
риковой тягой. Золотниковые камеры снаружи также закрыты
крышками 7.
Цилиндровый блок при помощи болтов соединен с чугунным
картером 12, в котором помещены коленчатый вал, движущий и
парораспределительный механизмы машины. Коленчатый вал 20
установлен на двух однорядных шариковых подшипниках 21, рас-
положенных в крышках 23, прикрепленных к картеру. На один
конец вала насажен маховик 22, обеспечивающий равномерную
работу паровой машины. Другой конец вала имеет квадрат для
соединения с шарниром передаточного вала.
Коленчатый вал, откованный из стали марки 40, имеет два
кривошипа (колена), расположенных под углом 90°. На шейки
кривошипов надевают головки шатунов 4, состоящие из двух по-
ловинок, соединенных болтами. Для уравновешивания мотылей
вала и головок шатунов к валу прикреплены противовесы. Шатун
своей передней головкой соединен с кулаком 5, установленным в
направляющих 6. Одновременно кулак при помощи клина 19
соединен со скалкой поршня.
На коленчатом валу имеются две эксцентричные шейки, на ко-
торые надеты эксцентриковые тяги 13, соединенные при помощи
валиков и вилок с золотниковыми скалками 11. Скалка соединена
с вилкой при помощи резьбы и закреплена гайкой, что дает воз-
можность производить регулировку парораспределения.
Движущий и парораспределительный механизмы и подшипни-
ки вала смазываются маслом, которое заливают в картер через
346
патрубок 3, установленный па
крышке 1. Между цилиндровым
блоком и картером образуется
сальниковая камера, в которой
расположены сальники 10 п 18,
предохраняющие скалки поршней
п золотников от утечки масла из
картера и пропуска пара из ци-
линдров. Масло в картере заме-
ряют масломером 2, который про-
пущен через крышку 1. В нижней
Рис. 245. Шатун паровой машины:
I —. втулка; 2 — стебель; 3 — прокладки;
4 —, крышка; 5 — вкладыши, 6 — гайка;
7 — болт
части картера имеется отверстие
с пробкой, через которое удаляют отработавшее масло.
Поршень цилиндра имеет чугунный диск с двумя чугунными
уплотняющими кольцами с косым замком. Скалка поршня изго-
товлена из стали марки 40Х. Поршень посажен на конус скалки
и укреплен корончатой гайкой.
Золотник изготовлен из чугуна, на каждом диске его поставле-
но по два уплотняющих чугунных кольца. Он насажен на шток
и закреплен корончатой гайкой.
Шатун (рис. 245) выштампован из стали марки Ст5. Головка
шатуна, соединяемая с коленчатым валом, разъемная, она имеет
крышку 4, которая прикреплена к шатуну при помощи двух бол-
тов 7 и гаек 6. В этой головке установлены два бронзовых вклады-
ша 5, залитых баббитом. Головка шатуна, соединяемая с кула-
ком, имеет бронзовую запрессованную втулку 1. Между шатуном
и крышкой ставят прокладки 3, служащие для регулировки зазо-
ра по мере износа баббитовой заливки вкладышей.
Эксцентриковая тйга также изготовлена штамповкой и име-
ет в разъемной головке бронзовые вкладыши, а в другой — за-
прессованную бронзовую втулку. Рабочий ход машины (при пода-
че угля в топку) происходит при внутреннем впуске пара через
золотник. При обратном же ходе машины золотник работает с
наружным впуском.
Пуск машины углеподатчика производят при помощи венти-
ля, установленного в будке машиниста на паропроводе, идущем
к машине.
Для перемены хода машины на паропроводе (на тендере) ус-
ыновлен реверсивный клапан (рис. 246). В корпусе 2 реверсив-
ного клапана помещен золотник 1 с уплотняющими кольцами.
Золотник насажен на стержень 3 и укреплен гайкой. Стержень про-
ходит через крышку 4, имеющую сальниковое уплотнение. На кон-
це стержня укреплена вилка 5, к которой присоединена рукоятка,
служащая для перемещения золотника. Когда золотник при по-
мощи рукоятки опущен вниз, пар из трубопровода входит в от-
верстие А, проходит снаружи золотника, попадает в отверстие Б
и направляется в золотниковые камеры цилиндров машины.
Отработавший пар из машины входит в отверстие В, затем через
окна Д попадает в центральную полость золотника и через отверстие
347
Г по трубопроводу идет к
камере обогрева корыта. Это
положение золотника ревер-
сивного клапана соответст-
вует рабочему ходу ма-
шины для подачи угля в
топку.
При верхнем положении
золотника пар через отвер-
стие А проходит снаружи
золотника в окна Д и да-
лее по приливу в отвер-
стие В.
Отработавший пар из ма-
шины входит в отверстие Б
и затем выходит из реверсив-
ного клапана через отвер-
стие Г. При таком положе-
Рнс. 246. Реверсивный клапан: НИИ золотника реверсивного
/ - золотник; 2-корпус; 3 - стержень; КЛЭПЭНа МЭШИНЭ уГЛвПОДЭТ-
4- крышка, 5-вилка ЧИКЭ будет рабОТЭТЬ НЭ ЗЭД-
ний ход.
Для предотвращения перегрузки машины на ее паропроводе
устанавливают предохранительный клапан, который при давле-
нии 6,5 кГ/см2 выпускает излишек пара в атмосферу. В этом же
корпусе расположен и конденсационный клапан, через который
удаляется скопляющийся во время работы машины конденсат.
В летнее время отработавший пар направляется не в камеру
обогрева корыта, а прямо в маслоотделитель, расположенный на
тендере.
§ 114. РЕДУКТОР, КОНВЕЙЕРНЫЕ ВИНТЫ
Редуктор предназначен для уменьшения числа оборотов, кото-
рые передаются от машины углеподатчика к конвейерным вин-
там. Если машина делает 300 об!мин, то благодаря наличию ре-
дуктора конвейерный винт делает только 22 об!мин.
В стальном корпусе 1 редуктора углеподатчика типа С-3
(рис. 247), прикрепленном-болтами к корыту и закрытом чугунной
крышкой 2, установлены две пары зубчатых колес. Малая ведущая
шестерня 8, сидящая на валу, соединенном приводным валом с
коленчатым валом машины, находится в зацеплении с большим
зубчатым колесом 7, насаженным на вал промежуточной малой
шестерни 6, которая находится в зацеплении с другим большим
зубчатым колесом 3, насаженным на вал 5, соединенный с боль-
шим конвейерным винтом углеподатчика. Цапфы валов шестерен
и зубчатых колес установлены в бронзовых втулках, запрессован-
ных в корпус и крышку редуктора.
348
Рис. 247. Редуктор углеподатчика типа С-3:
1—корпус; 2 — крышка; 3, 7 — зубчатые колеса;
4 — шпонка; 5 — вал; 6 — промежуточная шестерня;
8 — ведущая шестерня
Шестерни и зубча-
тые колеса изготовлены
из стали марки 40Х.
Для удержания зубча-
тых колес на валах по-
ставлены сегментные
шпонки 4. На конец ва-
ла 5, обращенный к ко-
рыту, надеты упорные
шайбы, изготовленные
из твердой марганцови-
стой стали, предназна-
ченные для восприятия
осевого усилия от кон-
вейерного винта.
Смазывание шесте-
рен, зубчатых колес и
бронзовых втулок про-
изводится осевым мас-
лом марки Л, которое
заливают в корпус ре-
дуктора по трубке,
ввернутой в отверстие
в торце редуктора.
К длинной втулке вала
ведущей шестерни 8
масло подается отдель-
но по трубке из трех-
камерной масленки, ус-
тановленной на тендере
Конвейерные винты углеподатчика типа С-3 имеют различный
диаметр и шаг витков. Большой конвейерный винт паровоза Л,
длиной более 2200 мм, имеет 12 витков, из которых 6,5 (задних)
имеют диаметр 151 мм при шаге 151 мм, а 5,5 (передних) имеют
диаметр 177 мм при шаге 203 мм. У промежуточного конвейер-
ного винта половина витка (со стороны тендера) сделана диамет-
ром 216 мм, а остальные 5,5 витка — диаметром 188 мм с шагом
177 мм. Питающий конвейерный винт имеет первый виток диамет-
ром 240 мм, который затем на длине полутора витков переходит
в диаметр 200 мм. Последний виток винта, выходящий к топоч-
ному отверстию, срезан и сходит к стержню. Большой конвейер-
ный винт паровоза П36 имеет те же диаметры и шаги, однако
длина его равна примерно 3750 мм, он имеет 22 витка.
Из приведенных размеров конвейерных винтов видно, что диа-
метр и шаг витков увеличиваются в направлении движения угля
к топке. Это дает возможность обеспечить непрерывность транс-
портировки угля и избежать его спрессовывания в трубах.
Винты соединены между собой при помощи универсальных
шарниров. Шарнирное соединение большого и промежуточного
349
Рис. 248. Шарнирные соединения конвейерных винтов:
/ — гайка; 2 — болт; 3 — промежуточное звено; 4 — валик; 5 —камень
конвейерных винтов (рис. 248 верхний) имеет камень 5 с двумя пер-
пендикулярными, относительно смещенными отверстиями.
В каждое из этих отверстий камня закладывают болт 2, пропущен-
ный через проушины вилки винта. Болт укреплен корончатой гай-
кой 1 и шплинтом.
Шарнир между промежуточным и питающим конвейерными вин-
тами (рис. 248 нижний) имеет промежуточное звено 3 с полувитком.
На концах звена имеются вилки, между проушинами которых
ставят камень 5. В отверстия проушин вилки и камня вставлен
валик 4. К вилке промежуточного звена присоединена вилка- вин-
та при помощи болта 2, который проходит через отверстие камня
и валика. Конвейерные винты отлиты из стали марки 25ЛП; де-
тали универсальных шарниров изготовлены из износостойкой
хромистой стали марки 40Х.
§115. СОПЛОВАЯ КОРОБКА И РАСПРЕДЕЛИТЕЛЬНАЯ ПЛИТА
Головка питающей трубы 1 (рис. 249) и питающий винт 4
подходят вплотную к топочному отверстию. Ниже питающего
винта установлена сопловая коробка 7 и к ней прикреплена рас-
пределительная плита 6.
Сопловая коробка (рис. 250) представляет собой чугунную
отливку, в которой имеется пять камер. Нижняя камера а имеет
четыре сопла, две верхние камеры б — по два сопла и две боко-
вые камеры в — по одному соплу в каждой. Сопла поставлены
сменные, на резьбе. Диаметр сопел 5 мм и расположены они под
различными углами к продольной оси топки. Б каждой камере в
нижней части сопловой коробки имеется резьбовое отверстие, к
которому присоединяют паровую трубку.
350
Уголь, подаваемый питающим
винтом на распределительную
плиту, сдувается на колоснико-
вую решетку струями пара, выхо:
дящими из сопел. Каждая группа
сопел предназначена для по-
дачи угля на определенный уча-
сток колосниковой решетки: соп-
ла нижней камеры а подают уголь
на переднюю и центральную час-
ти решетки, сопла верхних камер
б — в левый и правый передние
углы, сопла боковых камер в — в
Рис. 249. Питающее устройство угле-
податчика типа С-3:
задние углы ТОПКИ. / — головка питающей трубы; 2 — ти-
Рягппрпрттитртткняст пттитд £ правляющие щитки; <?—смотровые окна;
распределительная плита О 4 —питающий винт; 5 —маховички щит-
(см. рис. 249) расположена впе- ков: «-распределительная плита; 7-
реди сопловой коробки; сверху
плита имеет направляющие ребра, а в нижней части — отвер-
стия для прохода воздуха, поступающего через топочное отвер-
стие.
В головке питающей трубы установлены два направляющих
щитка 2, положение которых регулируется маховичками 5. При
помощи щитков можно изменять интенсивность подачи угля на
правую или левую сторону колосниковой решетки.
Пар к сопловой коробке и к машине углеподатчика отбирается
от пароразборной колонки. От основного паропровода 1 (рис. 251),
идущего к машине, сделан паропровод 5 к паровой колонке 2, на
котором поставлен вентиль 6.
На паровой колонке уста-
новлены пять вентилей, от ко-
торых, идут паропроводы к ка-
мерам сопловой коробки. Для
определения давления пара, по-
ступающего в камеры сопловой
коробки, в будке машиниста
установлены три маномет-
ра. Большой манометр 8
имеет две стрелки — чер-
ную и красную. Черная стрел-
ка показывает давление в
нижней камере а сопловой
коробки, а красная —в паро-
проводе паровой машины. Ле-
вый манометр 7 контролирует
давление в левой верхней ка-
мере б сопловой коробки, а
правый 9—в правой верхней
камере б. Трубки манометров
соединены с соответствующими
Рис. 250. Сопловая коробка
351
Рис. 251. Паропроводы углеподатчика:
1 — паропровод к машине; 2 — паровая ко-
лонка; 3 — регулирующий вентиль машины;
4 — дополнительный вентиль машины; 5 — па-
ропровод к паровой колонке; 6 — главный
вентиль паровой колонки; 7 и 9 — малые ма-
нометры; 8 — большой манометр
паропроводами. Давление в ка-
мерах сопловой коробки (см.
рис. 250) поддерживается в
следующих пределах: в каме-
ре а — 0,6—1,2 кГ/см2, в каме-
рах б—1,0—1,8 и в камерах
в —0,5—0,7 кГ/см2.
Для регулирования подачи
пара в машину имеются регу-
лирующий вентиль 3 и допол-
нительный вентиль 4. Паропро-
вод к машине между парово-
зом и тендером сделан шарнир-
ным, с шаровыми соединения-
ми.
Для уменьшения уноса топ-
лива в настоящее время на па-
ровозах с механическим отоп-
лением применяют приспособ-
ление для смачивания угля
смесью воды и пара. В этом
приспособлении отбор пара
производится от паровой ко-
лонки углеподатчика, а отбор
воды — от водяной колонки. В
сделано отверстие и приварен
гибкий шланг. На водяной и
зиМнее время используется
только пар. Водяная и паровая
трубки приспособления соеди-
нены в одну трубку, к которой
присоединен гибкий шланг. В
крышке окна задней телеско-
пической трубы углепровода
штуцер, с которым соединен
паровой трубках установлены
вентили. Одновременно со смачиванием угля производят прогрев
углепровода и шаровых соединений, чем предотвращается также
смерзание угля.
Углеподатчик системы Рачкова, имеющий небольшое распро-
странение, устроен следующим образом. На тендере установлено
корыто, в котором расположен большой конвейерный винт.
К корыту прикреплена шаровая головка, соединенная с угле-
проводом — телескопической трубой, состоящей из двух частей,
входящих одна в другущ.
В телескопической трубе расположен малый конвейерный
винт, соединенный с большим винтом шарниром. У топочного от-
верстия укреплена головка, куда выходит углепровод. В топочном
отверстии установлена распределительная плита, на которую кон-
вейерным винтом подается уголь, и паровая сопловая коробка, раз-
брасывающая уголь по колосниковой решетке.
352
Конвейерные винты приводятся во вращение установленной на
тендере паровой машиной, которая посредством вала с шарни-
рами соединена с шестерней редуктора, прикрепленного к задне-
му торцу корыта. Вал зубчатого колеса редуктора соединен с
большим конвейерным винтом углеподатчика. Уголь из ящика
тендера ссыпается в корыто углеподатчика через отверстие, имею-
щееся в верхней части корыта, захватывается конвейерным вин-
том и подается на распределительную плиту.
§ 116. УХОД ЗА УГЛЕПОДАТЧИКОМ
Перед каждой поездкой, а также по прибытии в депо необхо-
димо осматривать и проверять работу углеподатчика. Перед вы-
ездом проверяют уровень масла в картере машины углеподатчика,
спускают скопившуюся в нем воду, добавляют масло до установ-
ленного уровня. Если замечена утечка масла через неплотности
в крышках, следует заменить поврежденные прокладки и подтя-
нуть ослабшие болты и гайки. Заливают также масленку, подаю-
щую масло в цилиндры машины, в редуктор и масленку, подво-
дящую масло к подшипникам и шарнирам вала.
Проверяют работу сопловой коробки и регулировку дутья. Не-
обходимо убедиться, что пар выходит через каждое сопло, и про-
следить направление струи пара. Дутье сопел проверяют пооче-
редным открытием вентилей паровой колонки. Если сопла засо-
рились, их прочищают проволокой диаметром 2,5—3,0 мм.
Для пуска машины углеподатчика рукоятку реверсивного кла-
пана переводят из среднего положения вниз (передний ход), по-
сле чего медленно открывают пусковой вентиль, чтобы прогреть
паропровод и удалить конденсат. В случае пропуска сальников па-
ровой машины их нужно подтянуть, а при невозможности устране-
ния пропуска— сменить набивку.
Надлежит проверить работу углеподатчика вхолостую, без
подачи угля (при закрытых заслонках), и убедиться, что машина
работает исправно. Без загрузки углеподатчик должен работать
при давлении пара не более 0,5 кГ1см2. После этого можно от-
крыть заслонки для загрузки корыта углеподатчика углем и пус-
тить в ход машину. Когда уголь дойдет до распределительной
плиты, машину останавливают и рукоятку реверсивного клапана
ставят в среднее положение.
Перед набором угля на тендер помощник машиниста должен
закрыть все заслонки, чтобы уголь не попал в корыто и не спрес-
совался там. При загрузке угля на тендер нужно следить, чтобы
с углем не попали посторонние предметы, которые могут повре-
дить винты. Если обнаружится, что в корыто углеподатчика попал
посторонний предмет или крупный кусок породы, что можно оп-
ределить по уменьшению числа оборотов машины и по повыше-
нию давления до сработки предохранительного клапана на па-
ропроводе, нужно машине дать задний ход, затем переключить
несколько раз машину на передний и задний ход, пока посторон-
12—9059 353
ний предмет не пройдет по конвейеру. Если этим не удастся
восстановить нормальную работу углеподатчика, необходимо
принять меры к удалению постороннего предмета из корыта.
Углеподатчиком пользуются только в пути следования и вклю-
чают его в работу через 1—2 мин после открытия регуляторного
клапана. В нормальных условиях отопления паровая машина
должна работать при давлении 1,5—3 кГ/см2. Не рекомендуется
пользоваться углеподатчиком во время стоянок, а также при
движении поезда по спуску с закрытым регулятором. В этих
случаях отопление ведут ручным способом.
Прежде чем остановить углеподатчик перед прибытием в ос-
новное и оборотное депо, нужно закрыть все заслонки угольного
ящика, чтобы к моменту выключения углеподатчика в корыте и
транспортирующих трубах не было угля. Это даст возможность
проверить работу углеподатчика вхолостую, а также предотвра-
тить смерзание угля в зимнее время.
При работе углеподатчика в зимних условиях следят за тем,
чтобы исправно действовала система прогрева корыта и прибор
для смачивания угля. Нельзя допускать замораживания угля ни
в одном из звеньев конвейера, так как это приведет к изгибу и из-
лому конвейерных винтов. Во время длительных стоянок машину
углеподатчика нужно держать на прогреве, поставив реверсивный
клапан в среднее положение, слегка приоткрыть пусковой вен-
тиль машины, поддерживая давление не более 0,5 кГ1см2. В силь-
ные морозы, чтобы предохранить паровые трубки сопловых ка-
мер от замораживания, оставляют слабое дутье из всех сопел.
Перед длительной стоянкой зимой рекомендуется также закрыть
заслонки и прогнать весь уголь из корыта в топку. При наборе
воды в тендер зимой нельзя допускать ее попадания в корыто уг-
леподатчика.
§ 117. РЕМОНТ УГЛЕПОДАТЧИКА
При подъемочном и заводском ремонтах снимают основные
узлы углеподатчика с полной их разборкой и очисткой от загряз-
нения, а затем наружным осмотром, измерением и электромаг-
нитным дефектоскопированием устанавливают технически исправ-
ное состояние деталей и соответствие их чертежным размерам и
допускам.
К основным неисправностям углеподатчика относятся трещи-
ны, механический износ, изгиб и излом конвейерных винтов.
Трещины в цилиндровом блоке и картере паровой машины уст-
раняют газовой сваркой с применением чугунных прутков или с
присадкой латуни с предварительным местным подогревом до
температуры 650—700°С и с последующим естественным охлаж-
дением на спокойном воздухе. После сварочных работ цилиндро-
вый блок с заваренными трещинами в местах, подверженных дей-
ствию пара, подвергают гидравлическому испытанию давлением
15 кГ1см2 в течение 5 мин.
354
60-10'
Рис. 252. Подготовка к сварке изломанного конвейерного винта па-
ровоза Л:
1 — изломанные части конвейерного винта; 2 — усиливающий цилиндрический
стержень, вставляемый в отверстия винта
Трещины в конвейерных винтах устраняют электросваркой с
предварительной V-образной разделкой сварного шва на угол
60—70° (рис. 252). При сварке винт;а из двух частей (при изломе)
после указанной разделки во внутреннюю полую часть вставляют
стальной стержень (паровозы Л и Еа-М) диаметром 38 мм и дли-
ной 300—400 мм с таким расчетом, чтобы середина стержня сов-
падала с местом разделки винта.
Трещины в корпусе и крышке редуктора устраняют электро-
сваркой с предварительной разделкой и засверловкой их концов
сверлом диаметром 10—12 мм.
Задиры или овальность в цилиндрах, золотниках или реверсив-
ном клапане, если они в пределах допусков, устраняют механи-
ческой обработкой. При износе цилиндров по диаметру свыше
допускаемых размеров производят запрессовку новых втулок уси-
лием 8—10 7 для поршневых и 3—5 7 для золотниковых с после-
дующей их шлифовкой. Расстояние между внутренними кромками
золотниковых колец должно быть равно чертежному размеру с
допуском ±2 мм.
Головку скалки поршня притачивают по месту в диске с та-
ким расчетом, чтобы до затяжки гайкой между поршнем и запле-
чиком скалки был зазор 1 мм, а конус скалки притачивают ио от-
верстию в ползуне с таким расчетом, чтобы после затяжки клином
был натяг по чертежу с допуском +1 мм- После чего скалку пор-
шня шлифуют по всей длине. Ползун при достижении предельного
износа заменяют новым с последующей приточкой по направляю-
щим плоскостям.
Овальность шеек коленчатого вала устраняют механической об-
работкой с применением специальных центросместителей, укрепля-
емых на концевых шейках вала. При выполнении этой операции
необходимо обращать особое внимание на сохранение размера экс-
центриситета эксцентриков по чертежу. Вкладыши подшипников
шатуна, эксцентриковых тяг, коренных подшипников и эксцентри-
ковые хомуты необходимо пришабривать по краске к шейкам ко-
ленчатого вала. Изношенные до предельных размеров втулки го-
ловки шатунов, эксцентриковых тяг, коленчатого вала и головки
12* 355
Рис. 253. Приспособление для наплавки
гребней конвейерного винта:
I — опорная плита; 2 — центрирующая опора
винта; 3 — шаблон для контроля диаметров
наплавляемых гребней витков конвейерного
винта; 4— гребень витка; 5 — схема последо-
вательности наплавки гребней витков; 6 —
схема последовательности наплавки витка по
его плоскости
ползуна заменяют новыми с
запрессовкой их усилием 3—8 Т
с последующей проверкой от-
верстий развертками.
Детали углеподатчика, до-
стигшие предельных размеров,
восстанавливают электрона-
плавкой с последующей меха-
нической обработкой до чер-
тежных размеров и установ-
ленных допусков, согласно
Правилам ремонта.
В паровой машине: про-
дольная ось цилиндра должна
совпадать с осью отверстия
грундбуксы сальника и осью
отверстия ползуна под скалку;
направляющие ползуна долж-
ны быть параллельны оси ци-
линдра, а коленчатый вал —
перпендикулярен.
При восстановлении изно-
шенных гребней и плоскостей
витков конвейерных винтов на-
плавкой пользуются специаль-
ным приспособлением (рис. 253), которое позволяет контролиро-
вать диаметры наплавляемых витков. Процесс наплавки ведут по
указанным на схеме участкам. После наплавки первого участка
винт повертывают на 180° и наплавляют второй участок.
После ремонта и сборки паровую машину испытывают на стен-
де в течение 1 ч при 300 об/мин давлением пара или сжатого воз-
духа 1—2 кГ/см2. Испытание машин производят отдельно от кон-
вейера на холостом ходу.
Глава 23
СМАЗОЧНЫЕ ПРИБОРЫ
§ 118. СМАЗОЧНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ НА ПАРОВОЗАХ
Как известно, многие части механизмов паровоза работают с
трением. Трущиеся поверхности, даже тщательно обработанных
деталей, всегда имеют шероховатости. Грубо обработанные дета-
ли имеют более крупные впадины и выступы, а отшлифованные
или отполированные — значительно меньшие неровности.
При перемещении одной детали механизма по другой шерохо-
ватость соприкасающихся поверхностей создает сопротивление,
356
которое называется трением. Чем грубее обработаны эти по-
верхности и чем с большей силой они прижаты друг к другу, тем
большая возникает сила сопротивления, т. е. сила трения.
Чтобы преодолеть силу трения, возникающую в деталях механиз-
мов, агрегатов и машин при их работе, нужно затратить энергию.
Кроме того, в результате трения соприкасающиеся детали под-
вергаются износу и нагреву.
Для облегчения работы машин и предохранения трущихся де-
талей от ненормального износа и повреждения применяют раз-
личные смазочные материалы, которые по своему происхождению
разделяют на растительные, животные и минеральные. Расти-
тельные масла и животные жиры в чистом виде в настоящее вре-
мя на железнодорожном транспорте не используют, их применяют
лишь для приготовления так называемой консистентной (сгущен-
ной) смазки в качестве ее составных частей. Основным смазочным
материалом являются минеральные масла. Для смазывания тру-
щихся деталей паровоза применяют следующие жидкие смазки:
осевые масла марок Л и 3, используемые для смазыва-
ния подшипников парораспределительного механизма, подшип-
ников дышлового механизма, приспособленных под жидкую смаз-
ку, букс с подшипниками скольжения. Осевое масло представ-
ляет собой продукт перегонки нефти. Зимнее осевое масло марки
3 имеет в два раза меньшую условную вязкость, чем летнее мао-
ки Л. Температура застывания для масла марки Л — минус 15°С,
а для масла марки 3—минус 40°С. Подача осевого масла на
смазываемые поверхности обычно производится через польстеры,
подбивку, фитили или под давлением от пресс-масленки;
цилиндровые масла, применяемые для смазывания ци-
линдров и золотников, поршневых и золотниковых сальников, ма-
шины углеподатчика и паровой части насоса. Цилиндровые мас-
ла вырабатывают нескольких марок. Цилиндровое масло марки
52 применяют на паровозах, работающих с высокой температу-
рой перегрева пара (Л, ЛВ, ФД, СО и П36), а цилиндровое ма-
сло 38 и вапор Орского завода — на всех остальных паровозах
с перегревом пара.
Температура вспышки цилиндрового масла 52 равна 310°С,
масла 38 — 300°С и масла 24 — 240°С. Условная вязкость цилинд-
ровых масел в зависимости от марки бывает в пределах 3,0—8,5°
(при температуре 100°С). Цилиндровые масла не должны образо-
вывать нагара на стенках цилиндров, поршней и золотников, ко-
торый повышает износ поршневых и золотниковых колец.
Турбонасос водоподогревателя смазывают турбинным маслом
22 (Л), а насос горячей воды — цилиндровым маслом 24, 38 или
52. Части движущего механизма машины углеподатчика смазы-
вают индустриальным маслом 45, которое заливают в картер ма-
шины. Редуктор углеподатчика смазывают зимой индустриаль-
ным маслом 45, а летом солидолом УС-2. Для смазывания маши-
ны углеподатчика, работающей насыщенным паром, применяют
цилиндровое масло 24.
367
консистентные смазки, используемые на паровозах,
представляют собой минеральные масла, смешанные с загущаю-
щими веществами. Цвет консистентных смазок различен — от
светло-желтого до темно-коричневого.
На паровозах применяют следующие виды консистентных сма-
зок:
твердую смазку ЖД-1 для смазывания дышловых под-
шипников с плавающими втулками и разрезных дышловых под-
шипников, приспособленных под использование твердой смазки.
В зимнее время года для этих целей применяют смазку ЖДСК;
твердую смазку ЖБ, служащую для смазывания букс
паровозов ФД, приспособленных под твердую смазку. Смазку
ЖД-1 выдают в виде расфасованных свечей, а смазку ЖБ — в
виде брусков по форме подбуксовой коробки.
Кроме твердых консистентных смазок, применяют мазеобраз-
ную консистентную кулисную смазку ЖК — для смазывания ва-
ликов кулисного и парораспределительного механизмов, подшип-
ников, приспособленных под мазеобразную смазку, торцов и на-
правляющих букс, работающих на твердой смазке, опор топок,
рессорного подвешивания паровозов ФД, Л и т. д. Кулисную мазе-
образную смазку приготовляют из индустриальною масла и спе-
циального мыла.
Консистентную смазку подают на трущиеся поверхности через
масленки, имеющие обратные клапаны, при помощи ручного
пресса. Для смазывания роликовых букс движущих и бегунковых
осей, приспособленных под жидкую смазку, применяют кругло-
годично авиационное масло МС-20 или автолы АКп-10, АСп-10 и
АС-10.
В качестве консистентной смазки для роликовых букс бегун-
ковых, поддерживающих, а также тендерных осей используют
железнодорожную смазку 1-ЛЗ. Такая смазка имеет вид однород-
ной маслянистой мази, от светло-желтого до коричневого цвета
Консистентную смазку 1-ЛЗ применяют также для смазывания
дышловых роликоподшипников паровоза П36. Смазывание иголь-
чатых подшипников производят жировым солидолом марок УС-2
(Л) и УС-3 (Т).
§ 119. СМАЗОЧНЫЕ ПРИБОРЫ
Для подачи смазки к цилиндрам и золотникам паровой маши-
ны, машине углеподатчика, насосам и другим вспомогательным
устройствам на паровозе устанавливают смазочные приборы.
На всех паровозах с перегревом пара для подачи смазки к
трущимся частям паровой машины, а при централизованной сма-
зке и к буксам устанавливают пресс-масленки, представляющие
собой многоцилиндровый масляный насос, который нагнетает
смазку под давлением к трущимся частям. На паровозах уста-
навливают восьмиотводные и четырнадцатиотводные пресс-мас-
ленки.
358
Рис. 254. Восьмиотводная пресс-масленка:
/ — корпус пресс-масленки; 2 — крышка, 3 — сетка; 4 — коробка; 5 — собачка, 6 — эксцентриковый
* - J Г _____ _____af’ _ /п _ n^mnaupv 19--- ИЙГМРТЯП
/ — корпус пресс-масленки; 2 — крышка, 3 — сетка; 4 — коробка; 5 — собачка, 6 — эксцентриковый вал, 7— зубчатое
о__обойма 10 — пообка 11—паровая трубка, 12 — распределительный поршенек, 13 нагнетательный поршенек,
’ 16 — регулировочный винт, 17— гайка, 18 — обратный клапан, 19 — корпус насосика, 20 — пружина
колесо; 8 — крышка,
14 — вал, 15 — рычаг,
Восьмиотводная пресс-масленка (рис. 254), установленная на
Э, СО, Су и других паровозах, имеет чугунный корпус 1, служа-
щий резервуаром для смазочного масла, который закрыт крыш-
кой 2. В нижней части корпуса установлены двухпоршневые на-
сосики. Каждый насосик состоит из корпуса 19, распределитель-
ного поршенька 12 и нагнетательного поршенька 13. Поршеньки
приводятся в движение при помощи рычагов (коромысел) 15, на-
саженных на вал 14. Каждый рычаг вверху имеет вилку, которой
он охватывает эксцентриковый вал 6. На концах рычага имеются
небольшие вилки, которыми захватываются головки поршеньков
12 и 13. При вращении эксцентрикового вала рычаги 15 получа-
ют качательное движение от эксцентриков, расположенных на ва-
лу против каждого рычага, и таким образом приводят в движение
поршеньки насосов.
Работа поршеньков насоса протекает следующим образом.
При всасывании распределительный поршенек 1 (рис. 255) под-
нимается вверх, засасывая масло из резервуара пресс-масленки,
по каналу д. Нагнетательный поршенек 2 в это время опущен вниз
таким образом, что своей заточкой соединяет канал д через ци-
линдрик 4 с отверстиями а, выходящими в резервуар пресс-мас-
ленки. Одновременно нагнетательный поршенек своей нижней
частью перекрывает канал н, отключая его от отверстия, соединен-
ного с маслопроводом. Далее распределительный поршенек 1 дви-
жется вниз, а нагнетательный поршенек 2 — вверх, что дает воз-
можность маслу из цилиндрика 3 по каналу к пройти в цилинд-
рик 4. Следующим ходом нагнетательного поршенька вниз масло
нагнетается в маслопровод.
Для регулирования количества подаваемой смазки на концах
рычагов 15 (см. рис. 254), связанных с распределительными пор-
шеньками, имеются регулировочные винты 16, которыми можно
изменять ход поршеньков. Максимальная подача смазки будет
при полностью завернутом винте. Для уменьшения подачи смаз-
ки регулировочный винт нужно вывертывать. Отрегулированные
винты закрепляют гайкой 17. Наибольшая подача смазки этой
пресс-масленкой за 100 оборотов
Всасывание Нагнетание эксцентрикового вала И При ра-
Рис. 255. Схема работы насосиков:
1 — распределительный поршенек; 2 — на-
гнетательный поршенек; 3 и 4 — цилинд-
рики
бочем ходе распределительного
поршенька, равном 10 мм, состав-
ляет: одним выходом 32 см3, а
всеми выходами 256 см3. На вы-
ходе смазки из каждого насосика
установлен шариковый обратный
клапан 18.
Для приведения во вращение
эксцентрикового вала на конце
его установлен храповой меха-
низм. Он имеет зубчатое (храпо-
вое) колесо 7, насаженное со
шпонкой на эксцентриковом валу
360
и расположенное в коробке 4 и обойме 9. Коробка 4 прикреплена
болтами к корпусу пресс-масленки. В коробке и обойме по ок-
ружности зубчатого колеса установлены на осях собачки 5, кото-
рые пружинами 20 прижимаются к зубчатому колесу. Обойма
имеет хвостовик, к которому присоединен рычаг привода пресс-
масленки. Снаружи обойма закрыта крышкой 8. На вал наса-
женд рукоятка для вращения его вручную.
При повороте вала при помощи привода три собачки, укреп-
ленные в обойме, упираются в зубчатое колесо 7 и поворачивают
его вместе с валом. В это время другие три собачки, прикреплен-
ные к коробке, вхолостую проходят по зубчатому колесу. При об-
ратном ходе собачки, укрепленные в обойме, работают вхоло-
стую, а собачки коробки упираются в зубчатое колесо, предотвра-
щая его вращение в обратную сторону.
Для очистки заливаемого в пресс-масленку масла в ней уста-
новлена сетка 3. В нижней части корпуса установлена паровая
трубка 11, служащая для прогрева масла в зимнее время. Для
лучшего прогрева паровая трубка 11 дважды проходит в корпусе
пресс-масленки. Для спуска из резервуара масленки скопившей-
ся воды имеется отверстие с пробкой 10.
Из восьми отводов пресс-масленки четыре служат для пода-
чи смазки к золотникам, два — к цилиндрам и два — к задним
поршневым сальникам.
Пресс-масленка паровозов Л, ЛВ, П36 и ФД имеет конст-
рукцию, отличную от описанной выше пресс-масленки. Она бы-
вает восьмиотводная и четырнадцатиотводная. На этих парово-
зах ввиду наличия большого количества точек смазывания
установлено по две пресс-масленки: одна, заправляемая цилиндро-
вым маслом (для смазывания золотников, цилиндров и сальни-
ков), и другая, заправляемая осевым маслом (для смазывания
букс).
На рис. 256 показана четырнадцатиотводная пресс-масленка.
В дне корпуса 4 пресс-масленки установлены в два ряда четыр-
надцать однопоршневых насосиков, каждый из которых состоит
из цилиндрика 2, прикрепленного шпильками к корпусу, и пор-
шенька 5. В верхней части поршенек имеет утолщение с углубле-
нием, куда входит шаровой палец кулачка 3, укрепленного на рас-
пределительном валу 6. Стержень поршенька проходит через
отверстие к верхней стенке корпуса пресс-масленки, где установ-
лен регулировочный винт 22. На поршенек с обеих сторон утол-
щенной части надеты пружины. Распределительный вал 6, уста-
новленный во фланцах, прикрепленных к торцовым стенкам кор-
пуса, получает качательное движение и перемещение вдоль оси
от храпового механизма через рычаг 7, насаженный на вал. При
помощи кулачков 3 это движение передается поршеньком.
В цилиндрике 5 насосика (рис. 257) просверлены: всасыва-
ющий канал 2, сообщенный с резервуаром пресс-масленки, и на-
гнетательные каналы 1 и 8, соединяющиеся в нижней части ци-
линдрика в один канал 9, который подходит к выходному отвер-
361
Рис 266. Четырнадцатиотводная пресс-масленка
/ — обратный клапан 2 — цилиндрик, 3 — кулачок 4 — корпус, 5—поршенек, 6— распределительный вал; 7 — рычаг; 8 сетка;
9 —крышка* /0 —пробка; // — храповое колесо, /2 —толкающая собачка, /3 —крышка храпового механизма; 14 — эксцентриковый вал;
/5—корпус толкающих собачек, 16 — рукоятка, 11 — фланец, 18 удерживающая собачка, 19 -рычаг, 20 — прогревательная трубка.
2/ —ннжняя сетка, 22 — регулировочный винт, 23 — масломерное стекло, 24 — пробка спускного отверстия
Вид В
---г-
Рис 257 Цилиндрик и поршенек пресс масленки:
/ и 8 — нагнетательные каналы, 2 — всасывающий канал 3 и 6— канавки, 4 — пор
шенек, 5 — цилиндрик, 7 и 9 — каналы, 10 — отверстие
стию. Поршенек 4 имеет внутренний канал 7, верхнюю канавку 3
и нижнюю канавку 6, которые соединены между собой попереч-
ным отверстием 10.
Поршенек производит всасывание и нагнетание масла. От
распределительного вала он получает поступательное движение
вверх и вниз и вращательное движение — поворот на некоторый
уюл.
При движении поршенька вверх происходит всасывание масла
во внутренний канал его и пространство под поршеньком, а при
движении вниз — нагнетание в маслопровод.
Храповой механизм, приводящий в движение распределитель-
ный вал, имеет эксцентриковый вал 14 (см. рис. 256), на котором
насажено двухвенечное храповое (зубчатое) колесо 11. К корпу-
су пресс-масленки прикреплен фланец 17, через который проходит
эксцентриковый вал и на котором установлены три удерживаю-
щие собачки. 18.
363
На валу расположен также корпус 15 толкающих собачек 12.
Корпус может свободно вращаться на валу. С наружной стороны
на корпусе толкающих собачек укреплен рычаг 19 привода. При
угловом повороте рычага и корпуса 15 толкающие собачки упи-
раются в зубья храпового колеса и поворачивают его вместе с
эксцентриковым валом. При обратном повороте рычага храпо-
вое колесо удерживается от вращения удерживающими собачка-
ми 18. Таким образом осуществляется вращение эксцентрикового
вала. Для поворота вала вручную на конце его навинчена руко-
ятка 16. В торце эксцентрикового вала, с внутренней стороны,
сделано углубление диаметром 15 мм, смещенное на 6 мм эксцен-
трично оси вала. В это отверстие входит шаровой палец рыча-
га 7.
Масло в пресс-масленку заливают через отверстие в крышке,
которое закрывают пробкой 10. Уровень масла определяют по
масломерному стеклу 23 в стенке масленки. Заливаемое в пресс-
масленку масло проходит через сетки 8 и 21. Прогрев пресс-ма-
сленки осуществляется при помощи паровой прогревательной
трубки 20, проложенной по дну корпуса. Для усиления прогрева
трубка 20 удлинена по выходе из корпуса (на первой проекции
рисунка слева) она делает петлю, вновь входит в корпус, прохо-
дит вдоль задней стенки и затем выходит наружу (на рисунке
не показано).
Пресс-масленка должна быть отрегулирована на подачу смаз-
ки в пределах норм расхода, установленных для данного парово-
за. Подачу смазки к смазываемым точкам на паровозах основных
серий, как правило, распределяют в соотношении: в золотники
60%, в цилиндры 30% и к поршневым сальникам 10%. На па-
ровозах, имеющих подвод смазки также к золотниковым сальни-
кам и параллелям, это соотношение несколько изменяется. Ре-
гулировку подачи смазки по отдельным насосикам пресс-маслен-
ки производят регулировочными винтами 16 (см. рис. 254) и 22
(см. рис. 256). Эту регулировку делают только в депо на регу-
лировочном столе. Общая же подача смазки пресс-масленкой ре-
гулируется изменением числа оборотов вала перестановкой
поводка привода в различные отверстия рычага храпового меха-
низма. При этом укорочение рычага дает увеличение, а удлине-
ние — сокращение подачи смазки. Привод пресс-масленки осу-
ществляется от кулисы или маятника, а иногда и от сцепного ко-
леса.
Установленная на паровозах Л и ФД восьмиотводная пресс-
масленка имеет такую же конструкцию и отличается от описан-
ной четырнадцатиотводной количеством насосиков и размерами
корпуса.
На паровозе П36 установлены две четырнадцатиотводные
пресс-масленки. Одна из них подает цилиндровое масло к порш-
ням, золотникам, а другая — осевое масло к буксовым направ-
ляющим, параллелям, кулисам и золотниковым кулачкам. В обеих
смазочных системах применены маслораспределители.
Э64
§ 120. МАСЛОПРОВОД, ОБРАТНЫЕ КЛАПАНЫ,
ПРИБОРЫ ДЛЯ НАГНЕТАНИЯ СМАЗКИ
На рис. 258 показана схема маслопровода паровоза Л от пра-
вой пресс-масленки, обеспечивающей питание смазкой частей па-
ровой машины. В каждый паровой цилиндр смазка подводится
в трех точках (одна в середине сверху и две в передней части с
боков) и к каждому золотнику — в двух точках (сверху). По од-
ной точке смазывания имеют параллели. Один маслопровод от
пресс-масленки при помощи маслораспределителя разделяется на
два, которые подводятся к поршневым скалкам. Для смазывания
золотниковых скалок и контрскалок один маслопровод также при
помощи маслораспределителя разделяется на четыре.
11
Рис. 258. Схема маслопровода паровоза Л от правой пресс-масленки:
1, 14 — маслопроводы к параллелям, 2— маслопроводы к золотниковым скалкам и коитр-
скалкам, 3 — маслопроводы к скалкам цилиндров; 4, 6, 10, 13 —- маслопроводы к золотни-
кам, 5, 7, 8, 9, Пг 12 — маслопроводы к цилиндрам
Условные обозначения
Q МаслораспреЗелитель
UQ, Диафрагменный
обратный клапан
Шариковый
обратный „клапан
Шариковый обратный
клапан с контроль-
ным винтом
©
а
7 8310II1Z131i№
17 3 45 6. к
365
Для того чтобы пар из цилиндров и золотниковых камер не
проходил в пресс-масленку, а также для того чтобы маслопрово-
ды были всегда заполнены смазкой, устанавливают обратные кла-
паны, которые располагают на выходе из пресс-масленки (см.
рис. 256) и в конце маслопроводов, у смазываемых точек (см.
рис. 258). В пресс-масленке устанавливают шариковые клапаны,
а у смазываемых точек — диафрагменные или шариковые с конт-
рольным винтом, при помощи которого проверяют наличие смаз-
ки в маслопроводе, или же шариковые без контрольного винта.
Шариковый обратный клапан с контрольным винтом имеет
корпус, в который ввернут штуцер, имеющий внутри шарик. Ша-
рик прижимается пружиной к притирочной поверхности штуцера
и закрывает отверстие. Пружина удерживается винтом. Штуцер
закрыт колпачком. На выходе из корпуса поставлен второй шарик,
который также прижимается пружиной, удерживаемой пробкой
с отверстиями.
Масло, нагнетаемое насосиком пресс-масленки, преодолевает
усилие пружин, отжимает шарики от своих посадочных мест и
проходит к смазываемому месту. Прижимаясь к своим местам,
шарики не дают возможности маслу и пару пройти в обратном
направлении. Сверху в
Рис. 259. Унифицированный диафрагменный об-
ратный клапан:
1 — установочный винт; 2 — колпачок; 3 и 5 — опоры
пружины; 4 — пружина; 6—пробка; 7 — игольчатый
клапан; 5 —кольцо, 9 —корпус; 10— седло; // — пру-
жинка; 12 — ниппель; 13— дополнительный клапан,
14— диафрагма; /5 — контрольный винт
корпус ввернут кон-
трольный винт. Отвер-
нув на стоянке винт и
провертывая вручную
пресс-масленку, можно
убедиться в нормаль-
ной подаче смазки по
выходу ее из отверстия.
Недостатком шари-
ковых обратных клапа-
нов является то, что
шарики подвергаются
коррозии, покрываются
окалиной, а пружины
теряют упругость,
вследствие чего проис-
ходит пропуск пара и
обводнение смазки.
На рис. 259 изобра-
жен более совершен-
ный унифицированный
диафрагменный обрат-
ный клапан, имеющий
иную конструкцию.
В корпусе 9 клапа-
на при помощи кольца
8 и колпачка 2 зажата
бронзовая диафраг-
366
ма 14. В пробку 6, укрепленную в диафрагме, запрессован иголь-
чатый клапан 7, который закрывает отверстие седла 10, установ-
ленного в корпусе. В колпачке 2 между опорами 3 и 5 установ-
лена пружина 4, которая через диафрагму прижимает клапан 7 к
посадочному месту в седле. Нажатие пружины регулируют уста-
новочным винтом 1. В нижней части корпуса поставлен еще до-
полнительный клапан 13, прижимаемый снизу пружинкой И и
направляемый ниппелем 12.
Масло, нагнетаемое пресс-масленкой, поступает в полость под
диафрагмой и, преодолевая усилие пружины, прогибает диаф-
рагму вверх. Вместе с диафрагмой поднимается клапан 7 и от-
крывает отверстие в седле. Масло попадает в него, отжимает
клапан 13 и проходит к месту смазывания. Подачу масла прове-
ряют при помощи контрольного винта 15. Для недопущения изме-
нения регулировки и самопроизвольного отвертывания установоч-
ного винта и крышки их укрепляют проволокой и пломбируют.
Паровозы последних выпусков (Л, ЛВ, П36) имеют большее
количество точек, смазываемых вручную консистентными (твер-
дыми и мазеобразными) смазками. На паровозах Л и ЛВ таких
точек 100, в том числе смазываемых твердой смазкой — 14, на па-
ровозе П36—НО и в том числе твердой смазкой — 6. Консистен-
тные смазки в значительных размерах применяют и на других
сериях паровозов.
Твердые и мазеобразные смазки, как уже упоминалось выше,
нагнетаются к месту смазывания при помощи ручного пресса. Для
этого в местах подвода
смазки установлены
специальные масленки.
Ручной пресс (рис. 260)
имеет корпус 2 в виде
трубы с крышками 1 и
3. Во втулку крышки 1
ввернут винт 10, соеди-
ненный с поршнями 8 и
9, помещенными в кор-
пусе; сверху винт имеет
рукоятку 11. В ниж-
нюю крышку ввернут
штуцер 7, на который
навинчена головка 4 с
клапаном 6. Клапан
имеет центральное от-
верстие и прижимает-
ся к притирочной по-
верхности головки пру-
жиной 5.
Процесс нагнетания
смазки прессом проис-
ходит следующим об-
Рис. 260 Ручной пресс для нагнетания смазки:
1 и 3 — крышки, 2 —корпус; 4 — головка; 5 —пружина;
6 — клапан, 7 — штуцер, 8 и 9 — поршни, 10 — винт,
// — рукоятка
367
разом. Отвертывают нижнюю крышку 3 со штуцером и головкой,
закладывают в корпус твердую или мазеобразную смазку. После
этого крышку ставят на место. Головку 4 надевают на масленку,
установленную на смазываемой детали таким образом, чтобы
верхняя заточка этой масленки, отжимая клапан 6, входила в вы-
емку, сделанную в головке 4. Этим обеспечивается плотное сое-
динение головки с масленкой и предотвращается утечка смазки.
При вращении винта 10 при помощи рукоятки 11 поршни двига-
ются вниз и выжимают смазку из корпуса. Смазка проходит через
центральное отверстие в клапане 6, отжимает клапан масленки и
попадает в камеру смазываемой детали.
Чтобы предотвратить запрессовку смазки не по назначению,
клапаны (масленки) для твердой и мазеобразной смазки отлича-
ются друг от друга присоединительными размерами. Головка кла-
пана твердой смазки имеет диаметр 35,5 мм, а головка клапана
мазеобразной смазки — 30 мм.
Для запрессовки жидкого масла в валики шарнирных соедине-
ний дышел применяют нагнетательный шприц. На конце шприца
имеется свинчиваемая головка с пружиной и шариком, который
препятствует вытеканию смазки. Перед нагнетанием масла голов-
ку шприца и головки клапанов на валиках нужно вытереть.
§ 121. РЕМОНТ ПРЕСС-МАСЛЕНОК
Для обеспечения исправной работы пресс-масленок предусмот-
рены периодические осмотры и ревизии. Периодический осмотр
пресс-масленок выполняют после пробега паровоза 30—40 тыс. км
со снятием их с паровоза для разборки.
Изношенные детали масленок в пределах установленных до-
пусков ремонтируют или заменяют новыми с последующей регу-
лировкой подачи смазки. Изношенные валики в приводе к пресс-
масленке заменяют новыми. После проверки состояния маслопро-
водных трубок и гибких рукавов (при централизованной смазке
буксовых подшипников) без снятия с паровоза производят про-
дувку их сжатым воздухом.
Ремонт пресс-масленок, их приводов, маслопроводов и регули-
ровку подачи смазки на стендах во всех случаях осуществляют
специализированные группы слесарей. Результаты осмотров и ре-
монта записывают в книгу ремонта и во второй части техническо-
го паспорта паровоза. Для сокращения простоев паровозов в ре-
монте рекомендуется снятые с паровоза пресс-масленки заменять
заранее отремонтированными, испытанными и отрегулированными
на подачу смазки по установленным нормативам.
Ревизию пресс-масленок осуществляют при каждом промывоч-
ном ремонте без снятия с паровоза и без разборки. При этом очи-
щают каждую пресс-масленку от загрязнений подогретой водой с
последующей продувкой паром, проверяют герметичность соеди-
нений маслопроводных трубок и гибких рукавов, а также исправ-
ность деталей привода и подачу смазки,
368
Рис. 261. Износ поверхностей трения и трещины в деталях пресс-масленок:
/ — износ цилиндрической поверхности плунжера; 2 —износ головки кулачка распредели-
тельного вала; 3—выкрашивание упорной поверхности собачки храпового колеса
К основным неисправностям пресс-масленок, их приводов и
маслопроводов относятся трещины, механический износ и изгиб
деталей (рис. 261). Трещины в корпусе пресс-масленки происходят
в основном вследствие их размораживания. При всех видах ре-
монта трещины устраняют заваркой с предварительной засвер-
ловкой и разделкой. Распределительный вал и его хвостовик, плун-
жер или корпус насосика, диафрагма, пружины обратного клапана
и плунжер, имеющие трещины, заменяют новыми.
Механический износ деталей в пределах установленных допус-
ков исправляют механической обработкой. Износ плунжера насо-
сика в вырезе головки по высоте и ширине при деповском ремон-
те допускается не более 0,5 мм против чертежного размера; при
большем износе и при заводском ремонте его заменяют новым.
Износ цилиндра насосика при заводском ремонте допускается не
более 0,3 мм, а при деповском — до 1 мм против чертежного раз-
мера. Износ цилиндрика устраняют при помощи развертки соот-
ветствующей градации. Если после развертки не обеспечивается
требующаяся производительность насосика, его заменяют новым
комплектно с плунжером.
Поверхность трения корпуса насосика и плунжера должны
иметь механическую обработку V10 и перед постановкой в кор-
пус пресс-масленки испытаны на герметичность. В каналы цилинд-
ра ставят заглушки на резьбе из красной меди. Плунжерный на-
сосик считается годным, если при испытании давлением 25 кГ1см2
при нескольких его положениях давление не будет снижаться в
течение 1 мин.
Износ шаровой головки пальца распределительного вала по
диаметру при деповском ремонте допускается не более 0,5 мм
против чертежного размера, а при заводском размеры шаровой
головки пальца, как и зазор между головкой и плунжером, долж-
ны соответствовать чертежным размерам и установленным допус-
кам. При всех видах ремонта не разрешается постановка в рас-
пределительный вад термически не обработанных пальцев.
369
При заводском ремонте опорные подшипники цапф распреде-
лительного вала заменяют новыми, при деповском ремонте сла-
бина цапф в подшипниках допускается не более 0,5 мм. При боль-
шем износе цапф заменяют подшипники новыми.
Износ эксцентриковой выточки у валика храповика, шаровой
головки рычага в выточке и валика храповика во втулках при за-
водском ремонте восстанавливают до чертежных размеров, а при
деповском допускается не более 0,5 мм. При большем износе экс-
центриковую выточку в валике храповика восстанавливают в депо
газовой наплавкой с последующей механической обработкой по
чертежным размерам. Изношенные зубчатые ободы храповых ко-
лес заменяют новыми, а разработанные до предельных размеров
посадочные места на валик у храпового колеса восстанавливают
наплавкой с последующей механической обработкой до чертежных
размеров. Собачку храпового колеса при износе рабочего выступа
заменяют новой.
Диафрагмы обратных клапанов, потерявшие упругость, заме-
няют новыми с обязательным скруглением кромок в сопрягаемых
с диафрагмой деталях. При наличии износа у игольчатого и до-
полнительного клапанов и гнезд производят их проверку и после-
дующую притирку. Изношенные шарики и потерявшие упругость
пружины заменяют новыми.
После ремонта и сборки диафрагменные и шариковые клапа-
ны испытывают на герметичность. Диафрагменные клапаны ис-
пытывают давлением масла 25 кТ^см2. При этом герметичность до-
полнительного клапана проверяют нагнетанием масла через ниж-
ний штуцер, а игольчатого клапана и контрольного винта —
нагнетанием масла через этот же штуцер, но при вынутом дополни-
тельном клапане. Целостность и герметичность диафрагмы в кла-
пане проверяют нагнетанием масла через боковой штуцер. При
этом пропуск масла в полости сверху диафрагмы не допускается.
Диафрагменный клапан считается годным, если испытуемое дав-
ление масла не понижается в течение 2 мин. После указанного
испытания производят регулировку клапана на давление 17,5—
18,0 кГ!см2. При срабатывании клапана снижение давления мас-
ла допускается не более 3,5 кГ/см1*. После испытания и регули-
ровки клапаны пломбируют.
Концевые шариковые обратные клапаны подвергают испыта-
нию на герметичность давлением масла 30 кГ/см^. Клапан счита-
ется годным, если давление не понижается в течение 30 сек.
Плунжеры маслораспределителей, блокировочный штифт и
медные шайбы, имеющие износ, заменяют новыми соответству-
ющей градации.
Изношенные поверхности трения цилиндров исправляют раз-
верткой с последующей притиркой. Увеличение диаметра цилинд-
ра допускается не более 0,4 мм.
После механической обработки оба цилиндра должны иметь
одинаковый диаметр.
370
После ремонта и сборки маслораспределители подвергают ис-
пытанию на подачу смазки из отводных каналов с преодолением
противодавления 20 кГ/см2. Маслораспределитель считается год-
ным, если при незначительных усилиях пресса масло из каналов
вытекает в атмосферу равными порциями. После испытания не
разрешается изменять толщину прокладных шайб, размеры про-
бок и перестановку маслораспределителя, так как это может при-
вести к нарушению его работы и заклиниванию плунжера блоки-
ровочным штифтом.
Маслопроводные трубки разрешается сваривать при заводском
ремонте не более чем из четырех частей, а при деповском из шес-
ти. Разрешается оставление местных вмятин на стенках глубиной
не более 1,5 мм. После очистки наружной и внутренней поверх-
ностей отжигом с последующей продувкой сжатым воздухом каж-
дую трубку подвергают гидравлическому испытанию давлением
25 кГ/см2.
При постановке трубок на паровоз необходимо производить их
соединение без натяжения с уклоном к смазываемым деталям, не
нарушая при этом установленной схемы маслопроводов и не допу-
ская резких перегибов трубок.
Изгиб деталей пресс-масленок происходит главным образом
из-за износа их свыше предельных размеров и от плохого прогре-
ва паром в зимний период.
Рычаг распределительного вала и плунжеры насосиков, имею-
щие изгиб, заменяют новыми. Изогнутый распределительный вал
выправляют с предварительным подогревом и с последующей ме-
ханической обработкой.
Качество ремонта и сборки пресс-масленок проверяют на спе-
циальном стенде. При этом обращают внимание на обеспечение
нормальной работы насосиков, которые должны соответствовать
следующим требованиям: при скорости вращения вала храпови-
ка 2 об/мин с противодавлением в маслопроводе 18 кГ/см2 в те-
чение 15 мин не должно быть заедания в сопрягаемых поверхно-
стях трения насосика с нормальным присосом смазки; перемеще-
ние плунжера в корпусе насосика должно быть плавным, если
оно осуществляется рывками, такие насосики заменяют. Испыта-
ние насосиков осуществляют при скорости вращения вала храпо-
вика 8 об/мин с максимальным ходом плунжера 8 мм и противо-
давлением в маслопроводе 18 кГ/см2. При этом за 100 оборотов
вала каждый насосик должен подать смазки не менее 32 см5. На-
сосики, не обеспечивающие требуемой производительности, за-
меняют.
После всех испытаний каждую пресс-масленку регулируют
на подачу смазки каждым насосиком в пределах установлен-
ных норм с противодавлением масла 18 кГ/см2. При этом
скорость вращения храпового вала должна быть 14 об/мин. В зави-
симости от установленной скорости движения поездов на тяго-
вом участке число оборотов вала разрешается изменять в преде-
лах 10—15%.
371
Глава 24
ВОДОПОДОГРЕВАТЕЛЬ
§ 122. ПРИНЦИПИАЛЬНАЯ СХЕМА И УСТАНОВКА
ВОДОПОДОГРЕВАТЕЛЯ НА ПАРОВОЗЕ
Паровозный водоподогреватель является важным средством
экономии топлива и повышения экономичности паровоза. Подогрев
питательной воды перед ее поступлением в котел осуществляется
за счет отдачи тепла отработавшим в машине пара.
Потери с отработавшим паром составляют 35—55% тепла от
сжигаемого в топке паровоза топлива. Частично отработавший пар
используют для подогрева воды. Полностью использовать для по-
догрева воды отработавший пар не представляется возможным,
так как он расходуется в конусно-вытяжном устройстве паровоза
для создания тяги.
Применение паровозного водоподогревателя дает следующие
выгоды:
достигается 6—8% экономии топлива; часть отработавшего па-
ра возвращается в котел в виде конденсата, что на 10—12% сокра-
щает расход воды;
при нагревании воды в водоподогревателе происходит выделе-
ние из нее кислорода и углекислоты и выпадение солей временной
жесткости, вредно влияющих на стенки котла;
достигается возможность питать котел нагретой водой неболь-
шими порциями, что не вызывает резкого падения котлового дав-
ления и уменьшает температурные напряжения котла.
В результате проведенных опытов было установлено, что наи-
более экономичными являются водоподогреватели типа смещения.
В 1948 г. Брянский паровозостроительный завод изготовил и испы-
тал первый образец водоподогревателя типа смещения (рис. 262).
Такой водоподогреватель установлен на паровозах П36, ЛВ и Ем.
В порядке модернизации им также оборудованы паровозы Еа, СО,
ФД и Су. Этот водоподогреватель имеет следующие основные ча-
сти: смесительную камеру (подогреватель) 9, питательный порш-
невой насос 14 и турбонасос 31.
Подогрев питательной воды производится отработавшим па-
ром, отбираемым от конуса или паровыпускных труб паровой ма-
шины и от питательного поршневого насоса. Пар по трубе 8 через
обратные клапаны 1 поступает в смесительную камеру 9. Одновре-
менно в смесительную камеру турбонасосом 31 по трубе 22 пода-
ется холодная вода из тендерного бака. В смесительной камере че-
рез клапан 6 вода разбрызгивается, смешивается с отработавшим
паром и таким образом подогревается. Горячая вода из смеси-
тельной камеры по трубке 12 самотеком идет к водяному цилиндру
питательного поршневого насоса 14, который по трубе 13 через пи-
тательный клапан 10 подает воду в котел.
372
Питательный поршневой насос и турбонасос приводятся в дей-
ствие свежим паром, который через пусковой вентиль 23 парораз-
борной колонки 25 по трубе 26 подводится к парораспределитель-
ной головке питательного насоса. Отсюда часть пара по трубе 18
направляется к регулирующему золотнику 2, установленному на
смесительной камере, и затем по трубопроводу 4 идет к турбона-
сосу.
Регулирующий золотник связан с поплавком 5, установленным
в камере, и регулирует впуск свежего пара в турбонасос, изменяя
таким образом подачу холодной воды турбонасосом в смеситель-
ную камеру. Отработавший пар из поршневого насоса по трубе 15,
через маслоотделитель 16 подается в смесительную камеру и так-
же используется для подогрева воды. Из турбонасоса отработав-
ший пар через водоотделитель 21 выпускается в атмосферу. Смазы-
вание поршневого насоса осуществляется из масленки 19, установ-
ленной на трубе 26.
4
2
U Горячая Soda S котел
3'1(К11^ 12
Конус
15
Отработавший
пир
СВенаЛ_пар_к /М^мрунлцему золшпнику
( Холодная Sola от насоса холодной боды
| ф---------------------------------
3 | Воздух и газы
__I___J б атмосферу
17
гъ 24 25
22
паР к насосу колодной боды
7
_____ Конденсат из
I 'i сепаратора, ка-
' [меры смешения
Iпускные
трубы
Спускные
трубы
I
Рис. 262. Принципиальная схема водоподогревателя смешения:
1 — обратные клапаны камеры; 2 — регулирующий золотник, 3 — труба для отвода
воздуха и газа, 4 — труба свежего паЬа к турбонасосу, 5 — поплавок, 6 — разбрыз-
гивающий клапан; 7 — дренажная труба; 8 — труба отработавшего пара, 9—сме-
сительная камера (подогреватель); 10 — питательный клапан, // — аэротермометр,
12 — труба горячей воды; 13 — нагнетательная труба; 14 — питательный поршневой
насос; 15 — труба отработавшего пара из поршневого насоса, 16—маслоотделитель;
17, 20 и 28— манометры; 18 — труба свежего пара к регулирующему золотнику
смесительной камеры; 19—масленка; 2/ — водоотделитель; 22 — труба холодной
воды; 23 — пусковой вентиль; 24 — вентиль прогрева, 25— пароразборная колонка,
26 — труба свежего пара к поршневому насосу; 27 — трубы паровые прогреватель
ные; 29 — контрольный кран, 30 — вентиль с обратным клапаном, 3/— турбонасос
373
Рис. 263. Установка водоподогрева на паровозе ЛВ:
1 — труба для отвода воздуха и газов; трубопроводы; 2— холодной воды от турбонасоса к смесительной камере; 3 — горячей воды и
поршневому насосу; 4— нагнетательный; 5 — питательный клапан; 6 — трубопровод свежего* пара к насосу; 7 — пусковой вентиль;
8— манометр; 9 — смесительная камера; 10— вентиль прогрева; 11— трубопровод отработавшего пара от конуса; 12 — труба прогрева:
13— турбонасос; 14 — трубопровод свежего пара от смесительной камеры к турбонасосу; 15 — трубопровод отработавшего пара от на-
соса; 16 — питательный поршневой насос; 17— трубопровод конденсата
Для удаления из камеры смешения воздуха и газов, выделяю-
щихся при подогреве воды, имеется сепарирующее устройство и
отводная труба 3. Скапливающийся конденсат удаляется по дре-
нажной трубе 7. Эта труба на конце имеет муфту и гайку с калиб-
рованным отверстием, величина которого изменяется в зависимо-
сти от времени года. Температура подогретой воды, подаваемой в
котел, определяется по аэротермометру 11, установленному в каби-
не машиниста.
Наблюдение за давлением воды в нагнетательном трубопрово-
де, идущем от турбонасоса к смесительной камере, ведется по ма-
нометру 28. На этом трубопроводе помещен вентиль с обратным
клапаном 30, предотвращающий попадание пара из смесительной
камеры в водяную часть турбонасоса и обратный сток воды. Пода-
ча воды турбонасосом проверяется еще контрольным краном 29.
Манометры 17 и 20 установлены на трубопроводах свежего пара,
первый — перед регулирующим золотником 2, а второй — около
турбонасоса. Манометр 28 является режимным: с увеличением по-
дачи горячей воды насосом манометр показывает повышенное дав-
ление, а с уменьшением подачи воды его показания понижа-
ются.
Чтобы избежать замораживания системы водоподогревателя в
зимнее время, предусмотрены прогревательные и циркуляционные
трубки. От вентиля 24 на пароразборной колонке идет паропро-
вод 27 к турбонасосу. Пар через шайбу с калиброванным отверсти-
ем поступает в водяную часть турбонасоса, прогревая водоприем-
ный рукав и трубопровод между насосом и тендером. От паропро-
вода пар подводится через шайбу с калиброванными отверстиями
также к нагнетательной трубе 22 холодной воды в двух местах: за
вентилем с обратным клапаном 30 и выше него.
На рис. 263 показана установка водоподогревателя на паровозе
ЛВ. Камера 'смешения 9 установлена в верхней части дымовой ка-
меры. Насос горячей воды 16 располагается с левой стороны паро-
воза под боковой площадкой. Нагнетательный трубопровод 4 от
насоса горячей воды подведен к питательному клапану 5, установ-
ленному на цилиндрической части котла. Турбонасос 13 помещен
под будкой паровоза с левой стороны ниже дна тендерного бака,
чтобы вода самотеком поступала в турбонасос.
§ 123. СМЕСИТЕЛЬНАЯ КАМЕРА И НАСОСЫ
Смесительная камера-подогреватель (рис. 264) имеет следую-
щее устройство. В корпусе 11 подогревателя отлита камера А, ку-
да через патрубок Б поступает отработавший пар. Чтобы предот-
вратить попадание воды в камеру А и далее в цилиндры паровой
машины,- в верхней части ее на седлах 10, запрессованных в корпус,
установлены девять обратных клапанов 9, подъем которых ограни-
чен плитой 8. Под давлением пара клапаны поднимаются, и пар из
камеры А поступает в камеру В.
375
Камера В представляет собой самостоятельную отливку, встав-
ленную в корпус подогревателя и прикрепленную к нему шпилька-
ми. к корпусу камеры В прикреплен поплавковый механизм 12, ко-
торый соединен с золотником 6, регулирующим доступ свежего па-
ра в турбонасос. Золотник помещен во втулке, которая запрессова-
на в корпус 7, прикрепленный к крышке 5.
На крышке 3, закрывающей сверху корпус смесительной каме-
ры, поставлена вторая крышка 5, к которой присоединена труба от
турбонасоса. По этой трубе из турбонасоса поступает холодная
вода, которая попадает на разбрызгивающий клапан 1, установ-
ленный в седле 2 и прижимаемый к нему пружиной 4. Нагнетае-
мая турбонасосом вода преодолевает усилие пружины, отжимает
клапан и через кольцевой зазор между клапаном и седлом тонкой
конусообразной струей поступает в камеру В. Здесь вода смеши-
вается с паром, поступившим из камеры А, конденсируется
и нагревается.
Нагретая вода стекает в нижнюю часть корпуса Г, откуда че-
рез отверстие Д по трубе поступает к насосу горячей воды. Каме-
ры В и Г трубкой 13 соединены с поплавковой камерой Е, где поме-
щен шаровой поплавок. При переполнении поплавковой камеры
водой поплавок поднимается, что вызывает перемещение вниз свя-
Рис. 264. Смесительная камера-подогреватель:
1— разбрызгивающий клапан, 2 — седло, 3, 5 — крышки, 4 — пружина, 6 —- золотник
7 — корпус золотника, 8 — плита, 9 — обратный клапан, 10 — седло, // — корпус,
12 — поплавковый механизм, 13 — трубка
376
занного с ним регулирующего золотника 6. При перемещении зо-
лотника вниз перекрывается часть окон во втулке, в которой уста-
новлен золотник, и уменьшается поступление свежего пара в тур-
бонасос. Вследствие этого турбонасос сокращает подачу холодной
воды в смесительную камеру до тех пор, пока поплавок и золот-
ник не придут в нормальное положение.
Водоподогреватель нагревает воду до 95—100°С и имеет произ-
водительность 18—24 т/ч.
Инжекторы свежего пара, как уже отмечено, могут присасывать
воду с температурой не выше 40°С. В водоподогревателях же, ус-
тановленных на паровозах, питательная вода имеет температуру до
100°С. Поэтому подача в котел такой воды может производиться
поршневыми или центробежными насосами. Преимуществом
поршневого насоса является возможность широкой регулировки по-
дачи воды, что отсутствует в инжекторах и турбонасосах (центро-
бежных насосах).
Питательный насос горячей воды (рис. 265) поршневой, двойно-
го действия, горизонтальный, работает свежим насыщенным па-
ром. Он состоит из парового цилиндра 10, заодно с которым отлитг
парораспределительная камера, и водяного цилиндра 6 с промежу-
точной частью, служащей соединением с паровым цилиндром. Ци-
линдры отлиты из чугуна СЧ21-40. В цилиндр водяного насоса за-
прессована сменная втулка 5, изготовленная из нержавеющей ста-
ли 2X13. На общей скалке 7, изготовленной также из нержавею-
щей стали, насажены чугунный поршень 8 парового цилиндра и
бронзовый поршень 4 водяного цилиндра, которые закреплены на
скалке корончатыми гайками 9. На диске каждого поршня имеет-
ся по два уплотнительных кольца 3. В паровом цилиндре уплотни-
тельные кольца изготовлены из специального чугуна, в водяном —
эбонитовые или текстолитовые.
Скалка поршня уплотняется двумя сальниками 13, установлен-
ными в промежуточной части насоса. Уплотнительные кольца саль-
ников изготовляют из прорезиненного и прографиченного асбеста.
Водяной цилиндр имеет клапанную камеру, где расположены
всасывающие клапаны 1 и нагнетательные клапаны 2, прижимае-
мые пружинами к запрессованным в камеру втулкам. Клапаны и
втулки изготовлены из нержавеющей стали, а пружины — из мо-
нель-металла. Для удаления воды из клапанной камеры и водяно-
го насоса имеется спускной люк 14. Для спуска воды из водяной
части и конденсата из паровой части насоса поставлено также не-
сколько вентилей и краников.
Регулирование подачи пара в полости цилиндра насоса осуще-
ствляется автоматически действующим ходопеременным цилиндри-
ческим золотником 12 разъемного типа. Золотник имеет большой и
малый диски, изготовленные из стали 50ХН. Золотник работает в
чугунной втулке 11, запрессованной в парораспределительную ка-
меру.
Ввиду того что диски золотника сделаны разного диаметра, зо-
лотник не может занимать среднее положение и поэтому свежий
377
Рис. 265. Питательный поршневой насос горячей воды:
/ — всасывающие клапаны; 2 — нагнетательные клапаны; 3 — уплотнительные кольца поршня; 4—поршень водяного цилиндра, 5 — втулка
водяного цилиндра, 6—водяной цилиндр; 7 — скалка, 8— поршень парового цилиндра, 9 — корончатая гайка, 10 — паровой цилиндр
Ц—втулка золотника, 12— ходопеременный золотник, 13—сальники, 14—спускной люк
пар не может одновременно попасть в обе полости цилиндра. При
впуске пара золотник обязательно сдвинется в одно из своих край-
них положений.
Парораспределение происходит следующим образом. Когда
поршень парового цилиндра находится, например, в крайнем левом
положении, золотник в это время занимает крайнее правое положе-
ние, и свежий пар из левой части парораспределительной камеры
по соответствующему каналу поступает в левую полость и переме-
щает поршень вправо. Из правой полости цилиндра в это время от-
работавший пар уходит в выпускной канал. При подходе к своему
крайнему, правому положению поршень открывает канал, который
сообщает левую рабочую полость цилиндра с правой частью паро-
распределительной камеры, вследствие чего золотник переместится
влево. В результате перемещения золотника откроется канал, по
которому пар поступит в правую полость парового цилиндра и за-
ставит поршень перемещаться влево. Как поршень, так и парорас-
пределительный золотник во время работы насоса никогда не до-
ходят до упора в крышку благодаря созданию в крайних положе-
ниях паровых подушек.
Питательный насос обеспечивает подачу горячей воды в котел
с температурой до 100°С без эжектора ввиду того, что водоподо
Рис. 266. Турбонасос для подачи хо-
лодной воды:
/^крышка, 2 — тормозной барабан,
3 — уплотняющие кольца, 4 и 6 — шари-
ковые подшипники, 5 — вал ротора;
7 — корпус насоса, 8 — сальник, 9 — водя-
ное колесо, /0 —корпус (улитка) водя-
ного колеса, // — фрикционный диск тор-
моза, 12— рабочее колесо турбины,
/3 — сопло, 14 — лопатки, 15 — иаправля
ющий аппарат
379
греватель расположен значительно выше насоса, и горячая вода
поступает в насос самотеком без всасывания.
Турбонасос представляет собой сочетание паровой турбины с
центробежным водяным насосом. Колесо паровой турбины, приво-
димое в движение свежим паром от котла, вращает насаженное на
той же оси водяное колесо насоса, которое подает воду в водопо-
догреватель. Регулирование количества подаваемой воды достига-
ется изменением числа оборотов турбонасоса. Преимущество тур-
бонасоса по сравнению с поршневым состоит в том, что он
более прост по конструкции, занимает меньше места и мало
весит.
Турбонасос для подачи холодной воды, установленный на па-
ровозах, оборудованных водоподогревателем, изображен на
рис. 266. В корпусе 7 насоса на шариковых подшипниках 4 и 6 ус-
тановлен вал ротора 5, на одном конце которого насажено рабо-
чее колесо 12 паровой турбины с лопатками, а на другом—водя-
ное колесо 9. Слева корпус закрыт крышкой 1, в которой имеется
отверстие для впуска свежего пара и установлено сопло. Рядом с
рабочим колесом на валу насажен фрикционный диск 11 тормоза,
который помещен в барабане 2. Корпус (улитка) 10 водяного ко-
леса прикреплен к корпусу насоса болтами и имеет водоприемную
камеру с сеткой и люком.
К лопаткам 14 рабочего колеса пар подводится соплом 13.
Пройдя лопатки, пар в направляющем аппарате 15 разделяется на
два потока и снова поступает на лопатки, а затем уходит в атмос-
феру.
Оригинальной конструкции сделан фрикционный тормоз. Тор-
мозной диск имеет четыре сегмента, образованных надрезом диска.
Диск устанавливают в тормозном барабане с зазором 0,8 мм. При
достижении турбонасосом предельного числа оборотов сегменты
тормозного диска под действием центробежной силы расходятся,
прижимаются к стенкам барабана и производят торможение.
$ 124. УХОД ЗА ВОДОПОДОГРЕВАТЕЛЕМ
Прежде чем пустить в работу водоподогреватель, нужно запол-
нить маслом картер турбонасоса и масленку на трубе свежего па-
ра к насосу горячей воды. Затем открыть водозапорный клапан на
тендере, спускные краники турбонасоса, на трубе холодной воды и
воздушный краник в кабине мишиниста, чтобы поступающая из
тендера вода вытеснила воздух. После того, когда в краниках поя-
вится вода, закрыть их. Также нужно проверить открытие запорно-
го вентиля питательного клапана на котле.
При необходимости работоспособность насосов проверяют пус-
ком водоподогревателя во время стоянки паровоза. Для этого от-
вертывают пожарную гайку на нагнетательной трубе, подающей
горячую воду к питательному клапану. По напору и количеству вы-
ходящей наружу воды можно судить о работоспособности обоих
насосов.
380
Чтобы ограничить попадание масла в котел, пресс-масленку,
подающую смазку в машину паровоза, следует отрегулировать на
минимальную подачу.
Подачу воды в котел водоподогревателем производят только
при движении паровоза с открытым регулятором, когда имеется
отработавший пар. В зимнее время вентиль прогрева всасывающе-
го и нагнетательного трубопроводов холодной воды должен быть
всегда открыт. Его закрывают лишь перед пуском водоподогрева-
теля, а когда насос начнет подавать воду, снова открывают.
Пуск в действие водоподогревателя производят открытием на
полоборота пускового вентиля в кабине паровоза. После того как
пульсирующий манометр, установленный на трубопроводе холод-
ной воды от турбонасоса к смесительной камере покажет давление,
работу насоса нужно отрегулировать в соответствии с интенсивно-
стью работы котла. При нормальной работе водоподогревателя
стрелка манометра должна перемещаться плавно и давление долж-
но быть не более 1,0—1,5 кГ/см2. Нарастание звука турбонасоса
также должно быть плавным.
Следует также следить за тем, чтобы давление свежего пара,
подаваемого к турбонасосу, не превышало 6—7 кГ/см2, особенно в
момент запуска водоподогревателя. Иначе турбонасос разовьет
большое число оборотов, что приведет к включению фрикционного
тормозного диска. Так как производительность насосов превышает
наибольший расход воды котлом, рекомендуется при следовании по
подъему создавать водоподогревателем запас воды в котле, чтобы
при закрытом регуляторе меньше пользоваться менее экономичным
инжектором. При длительном следовании паровоза в холодное вре-
мя года с закрытым регулятором, а также при длительных стоян-
ках следует пусковой вентиль водоподогревателя держать откры-
тым так, чтобы давление пара перед насосом горячей воды было в
пределах 2,5—3,5 кГ/см2.
При длительной стоянке для лучшего прогрева водоприемных
рукавов и воды в тендере лучше закрывать вентиль с обратным
клапаном, расположенный за турбонасосом. Если после этого тур-
бонасос откажет в подаче воды из-за перегрева насоса и водопри-
емного рукава, нужно открыть краник, установленный в кабине
машиниста, и выпустить оттуда скопившийся пар. После этого на-
сос придет в действие. Необходимо также при длительных стоянках
зимой периодически спускать конденсат из насоса горячей воды и
турбонасоса.
Во время промывочного ремонта осматривают и очищают сет-
ки вентиля водоприемного рукава, водоприемного патрубка турбо-
насоса, сетки-фильтры на паропроводах к турбонасосу и регули-
рующему золотнику смесительной камеры. На второй или третьей
промывке промывают смесительную камеру водой, нагретой до
температуры 80—90°С с добавлением 3—5% соляной кислоты. На
промывке также уплотняют сальники обоих насосов, заменяют мас-
ло в турбонасосе, проверяют показания манометров и аэротермо-
метра.
381
§ 125. РЕМОНТ ВОДОПОДОГРЕВАТЕЛЯ
При подъемочном и заводском ремонтах с паровоза снимают
камеру смешения, насос горячей воды, турбонасос, арматуру и тру-
бопроводы, разбирают их и очищают от загрязнений. Очистку ка-
меры смешения от накипи производят раствором ингибированной
соляной кислоты (2/з части кислоты и '/з воды), подогретым до
температуры 70°С, с последующей промывкой теплой водой с
5-процентным раствором каустической соды и продувкой сжатым
воздухом.
Основными неисправностями водоподогревателя являются: тре-
щины, механический износ и изгиб деталей. В стенках корпуса
турбонасоса и в крышках разрешается заварка трещин и раковин,
приварка не более одной отбитой части фланца и приварка прива-
ленных лап при изломе. Крышку турбины, сопловую коробку, кор-
пус направляющего аппарата, кожух тормоза, тормозной диск,
паровой диск и бандаж колеса турбины, а также водяное колесо и
вал турбонасоса, имеющие трещины, заменяют новыми.
Трещины на нерабочих поверхностях у водяного и парового ци-
линдров насоса горячей воды устраняют заделкой медными шу-
рупами, а в паровом цилиндре по камерам золотника — заваркой.
В лапах крепления насоса заварку трещин осуществляют с обяза-
тельной последующей постановкой стального хомута. Не разреша-
ется заварка трещин в стенке, разделяющей всасывающую и наг-
нетательную камеры водяною цилиндра насоса.
В камере смешения разрешается заварка трещин в корпусе ка-
меры и крышке, в корпусе регулирующего золотника, в крышке
распыливающего клапана и в стенках поплавка. Трещины в поп-
лавке заваривают газовой сваркой с йрисадкой латуни с после-
дующей механической обработкой Направляющую втулку и седло
распыливающего клапана, имеющие трещины, заменяют новыми.
Механический износ деталей водоподогревателя устраняют ме-
ханической обработкой на станках. При достижении предельных
размеров износ деталей устраняют наплавкой с последующей меха-
нической обработкой по чертежным размерам и допускам или за-
меной новыми. Изогнутые детали водоподогревателя заменяют но-
выми, за исключением лопаток колеса турбины.
Корпус камеры смешения проверяют давлением 3 кГ]см2 в тече-
ние 5 мин. Непроницаемость перегородки между паровой и водя-
ной полостями проверяют заполнением камеры водой. Вмятины и
риски на притирочных поверхностях корпуса камеры устраняют
механической обработкой с последующей притиркой.
Ослабшие в запрессовке седла обратных клапанов заменяют;
изношенную посадочную поверхность восстанавливают хромирова-
нием или цинкованием с толщиной слоя не более 0,2 мм на сторо-
ну. Притирку клапанов к седлам производят на полное прилегание
до ровного матового блеска. При сборке обратные клапаны подби-
рают одинаковой высоты разница по высоте в комплекте допус-
кается не более 0,1 мм. Регулировку подъема обратных клапанов
382
осуществляют постановкой между ограничительной плитой и кор-
пусом камеры смешения регулировочных втулок соответствующей
высоты. Ограничительную плиту подъема обратных клапанов при
общем утонении сверх допускаемых размеров заменяют новой.
Плотность запрессовки седел обратных клапанов и качество при-
тирки обратных клапанов к седлам проверяют давлением 3 кГ/см2
в течение 5 мин. При этом течь воды и потение не допускаются.
Износ в корпусе смесителя отверстия под конусный валик ры-
чага поплавка по диаметру более 2 мм против чертежного размера
устраняют расточкой отверстия с запрессовкой норой втулки с
толщиной стенки 3 мм. Резьба в корпусе смесителя под перепуск-
ную трубу должна быть чистой, без вмятин и разрывов.
Герметичность корпуса регулирующего золотника проверяют
давлением 15 кГ1см2 в течение 5 мин. Течь и потение при этом не
допускаются. При достижении предельного износа (0,25 мм) втул-
ку регулирующего золотника заменяют новой. Регулирующий зо-
лотник, имеющий износ по диаметру сверх допускаемого размера
или сорванную резьбу под скалку, заменяют новым. Скалку регу-
лирующего золотника, тягу золотника и рычаг поплавка, имеющие
изношенные отверстия под втулки и валики сверх допускаемых
размеров, заменяют новыми. Поплавок после наружного осмотра
проверяют на герметичность погружением в воду. При этом отсут-
ствие на поверхности пузырьков указывает на его исправность. По-
плавок, имеющий на поверхности вмятины глубиной более 1 мм,
заменяют новым. Изношенные поверхности соприкосновения сек-
тора рычага с ограничителем
хода поплавка восстанавливают
газовой наплавкой с последую-
щей механической обработкой.
Ослабшие заклепки в соедине-
нии планки с рычагом и нако-
нечником заменяют новыми.
После сборки регулирующего
механизма золотника регулиру-
ют взаимное перемещение по-
плавка и регулирующего золот-
ника. При крайнем нижнем по-
ложении поплавка расстояние от
верхней внутренней плоскости
камеры смешения до верхней
точки поплавка должно быть
258±5 мм, при этом заплечик Б
регулирующего золотника дол-
жен совпадать с торцом С втул-
ки, а его верхняя кромка А, со-
прикасающаяся с гайкой, должна
выступать над торцом втул-
ки на 16 мм (рис. 267). При
крайнем верхнем положении по-
Рис 267 Регулировка положений
поплавка и регулирующего золотника
после ремонта и сборки
1 — верхнее положение поплавка 2 — ниж-
нее положение поплавка, 3 — соедини-
тельные шарнирные тяги поплавка и зо-
лотника, 4—^втулка золотника, 5 — ре
гулирующий золотник
383
imaBKa расстояние от его верхней точки до верхней внутренней
плоскости камеры смешения должно быть 132±5 мм.
Поплавок в сборе проверяют на плавучесть погружением в во-
ду до половины диаметра, при этом допускается отклонение ±2 мм.
Для регулировки плавучести производят наплавку или снятие брон-
зы с наконечника поплавка. Суммарная величина свободного хода
в сочленениях поплавка допускается не более 1,5 мм.
Распиливающий клапан притирают по месту в седле; при поте-
ре упругости пружину заменяют новой. Высота пружины в свобод-
ном состоянии должна быть 86±3 мм.
Изношенные детали насоса горячей воды восстанавливают нап-
лавкой газовым способом с последующей механической обработ-
кой. При ремонте насоса разрешается наплавлять притирочные
поверхности цилиндров под прокладные кольца, заваривать изно-
шенные отверстия под шпильки в цилиндрах, восстанавливать на-
плавкой посадочное место под скалку в диске поршня парового ци-
линдра или постановкой стальной втулки на резьбе с последующей
расклепкой, а в диске поршня водяного цилиндра — бронзовой
втулки на резьбе.
Овальность и конусность рабочей поверхности парового цилин-
дра более 0,2 мм устраняют расточкой. Разрешается оставлять без
исправления не более трех раковин диаметром не более 3 мм и
глубиной не более 2 мм, если между ними расстояние не менее
50 мм. При износе свыше допускаемых размеров золотниковую
втулку парового цилиндра заменяют новой с запрессовкой усили-
ем 7—15 Г
Изношенные золотниковые диски восстанавливают хромирова-
нием с толщиной слоя не более 0,2 мм, а при достижении предель-
ных размеров — заменяют новыми. Биение дисков золотника от-
носительно промежуточной части допускается не более 0,03 мм.
Компрессионные и выпускные кольца золотника заменяют новыми
с плотной пригонкой их по ручьям с боковым зазором не более
0,14 мм. При этом замки двух смежных колец необходимо распо-
лагать под углом 180° друг к другу. После ремонта собранный зо-
лотник должен иметь размеры, указанные на рис. 268.
Притирочные ленты цилиндров под чечевичные кольца и припа-
дочные места для постановки крышек при их износе и поврежде-
ние. 268. Собранный зо-
лотник после ремонта:
1 — после сборки щуп
0,05 мм в торцовых соп-
ряжениях не должен про-
ходить; 2 — боковой за-
зор между уплотнительным
кольцом н стенкой ручья
должен быть не более
0,14 мм; 3 — диск золот-
ника; 4 — промежуточная
часть золотника
384
ниях восстанавливают наплавкой с последующей механической об-
работкой. Изношенную рабочую поверхность втулки водяного ци-
линдра более 0,2 мм восстанавливают расточкой. Ослабшую или
изношенную сверх допускаемых размеров втулку заменяют новой
с запрессовкой усилием 15—30 Т. Овальность и конусность втулки-
после расточки допускается не более 0,05 мм. Корпуса парового и
водяного сальников с сорванной резьбой заменяют новыми.
Посадочные места в поршневых дисках парового и водяного ци-
линдров притирают по конусам скалок. При проверке по краске их
прилегание должно быть не менее 8Q % поверхности. Расстояние
между внутренними гранями поршневых дисков парового и водяно-
го цилиндров после их сборки должно соответствовать размерам,
указанным на рис. 269.
При разработке отверстия в масленке насоса горячей воды бо-
лее 0,6 мм производят наплавку с последующим сверлением отвер-
стия диаметром 0,4 мм.
После ремонта и сборки насос горячей воды должен иметь про-
изводительность 390—400 л/мин при давлении 11—13 кГ/см2,
40 двойных ходов в минуту, температуре всасывающей воды 90°С
и противодавлении в нагнетательной трубе 15,7 кГ1см2.
Изношенные и поврежденные детали турбонасоса разрешается
восстанавливать наплавкой газовым способом с последующей ме-
ханической обработкой. Не разрешается производить сварочные и
наплавочные работы на валу и деталях парового колеса, испра-
влять изгиб вала, оставлять риски и подрезы в местах перехода от
одного к другому сечению вала.
Для проверки герметичности перед ремонтом корпус насоса и
паровую камеру испытывают гидравлическим давлением 5 кГ1см2,
а масляную камеру — давлением 2 кГ/см2 в течение 5 мин.
Посадочные места под шариковые подшипники в корпусе вос-
станавливают цинкованием с толщиной слоя не более 0,2 мм. При
достижении износа до предельных размеров в корпус турбины за-
Рис. 269. Собранный поршень после ремонта:
1 — суммарный зазор уплотнительного кольца в ручье должен быть 0,4—0,6 мм;
2 — суммарный зазор уплотнительного кольца в ручье должен быть 0,04—0,13 мм
13—9059
385
прессовывают втулку с толщиной стенки 4—5 мм, а подшипник за-
меняют новым. Посадочные места вала под подшипники качения
восстанавливают цинкованием.
Место в кожухе под тормозной диск при износе более 0,5 мм
растачивают и запрессовывают чугунную втулку. Изношенные по-
верхности тормозного диска по наружному и внутреннему диамет-
рам восстанавливают цинкованием. Диск, имеющий износ по на-
ружному диаметру 0,5 мм, заменяют новым.
При износе в колесе турбины более 25% лопаток сверх допус-
каемого размера (более 1 мц) весь комплект лопаток заменяют
новым. Изогнутые лопатки разрешается выправлять. После ремон-
та и сборки колесо (без тормозного диска) подвергают статичес-
кой балансировке.
Собранный турбонасос проверяют обкаткой сжатым воздухом
без нагрузки. Проверку его на производительность осуществляют
на специальном стенде. При давлении пара перед турбиной не бо-
лее 10 кГ!см2 и температуре всасывающей воды 15—20°С насос
должен создать напор не менее 1,4 кГ!см2 и подавать не менее
20 270 кг]ч воды.
К арматуре и трубопроводам водоподогревателя при ремонте
предъявляют такие же требования, как и к арматуре котла паро-
воза.
После ремонта на заводе собранный водоподогреватель испыты-
вают и регулируют на стенде согласно инструктивным указаниям
МПС. При отсутствии стенда на заводе и в депо разрешается про-
изводить испытание водоподогревателя непосредственно на горячем
паровозе.
Глава 25
УСТРОЙСТВА, ПОВЫШАЮЩИЕ БЕЗОПАСНОСТЬ ДВИЖЕНИЯ
$ 126. СКОРОСТЕМЕР
Согласно Правилам технической эксплуатации железных до-
рог паровозы должны быть оборудованы скоростемерами, ука-
зывающими и регистрирующими скорость движения (ПТЭ § 143).
Наличие на паровозе скоростемера СЛ-2 или СЛ-2М дает воз-
можность машинисту точно соблюдать установленную на данном
участке скорость и график движения поездов.
Скоростемер 1 (рис. 270) установлен на кронштейне 2 в будке
машиниста с правой стороны. В движение скоростемер приводится
от колеса ближайшей поддерживающей или сцепной колесной па-
ры паровоза. При помощи шарнирного приводного вала 3 ско-
ростемер соединен с червячным редуктором 6, который уменьша-
ет скорость вращения валика скоростемера по отношению к ско-
рости вращения колеса паровоза. Редуктор на стойке 5 подвешен
386
к настилу будки Стойка при помощи поддержки 4 дополнитель-
но прикреплена к раме паровоза.
На конце червячного вала редуктора помещена кулиса (по-
водок) 7. Через камень кулисы проходит палец 8, ввернутый в
ступицу колеса. Описанный привод скоростемера, установленный
на паровозе Су, осуществляет свое движение от задней поддер-
живающей колесной пары.
На паровозах Л, ЛВ, ФД и др. скоростемер получает движение
от задней сцепной колесной пары и имеет более сложную конст-
рукцию привода.
Скоростемер- СЛ-2 показывает машинисту: скорость движения
паровоза, суточное время в часах и минутах и количество кило-
метров, пройденное паровозом (суммарное и за сутки, смену или
Рис 270 Установка скоростемера СЛ2.
1 — скоростемер, 2 — кронштейн, 3 — приводной вал; 4 —• поддержка, 5 — стойка
редуктора; 6 — редуктор, 7 — кулиса, В — палец
13* 387
Рис. 271. Общий вид скоро-
стемера СЛ2:
1 — замок; 2 — крышка;
3 — ключ часов; 4 — лицевая
стенка; 5 — корпус; 6 — ключ
счетчика; 7 — индикатор дав-
ления; 8 — приводной вал;
9 — масленка; 10 — звонок
рейс). Одновременно на диаграммной
ленте скоростемера записывается: ско-
рость движения паровоза, суточное вре-
мя в часах и минутах, продолжитель-
ность пробега и остановок паровоза,
пробег в километрах, направление дви-
жения паровоза .и режим торможения
поезда. Скоростемер имеет звонок, изве-
щающий машиниста о достижении па-
ровозом установленной предельной ско-
рости.
Скоростемер (рис. 271) имеет чугун-
ный корпус 5, в котором помещены все
его механизмы. Лицевая стенка 4 имеет
застекленное окно, через которое виден
циферблат указателя скорости со шка-
лой на 150 км, циферблат часов и счет-
чик километров. В откидной крышке 2
также имеется застекленное окно, через
которое видны диаграммная лента и ме-
ханизм для записи на ней показаний ско-
ростемера. Крышку запирают замком 1
и пломбируют.
К нижней части корпуса прикреплен
индикатор тормозного давления 7, а слева от него из корпуса вы-
ходит приводной вал 8, имеющий на конце отверстие под чек для
соединения с приводом. Справа на лицевой стенке расположен
ключ 3 для завода и перевода стрелок часов, на правой боковой
стенке корпуса — ключ 6 для сброса на нуль показаний рейсово-
го счетчика, а на левой — сигнальный звонок 10. Для смазывания
приводного вала поставлена масленка 9. Крышку корпуса и ин-
дикатора тормозного давления пломбируют.
§ 127. МЕХАНИЗМ СКОРОСТЕМЕРА
Механизм скоростемера СЛ-2 состоит из следующих основных
узлов: приводного вала с реверсивным устройством, измерителя
скорости, счетчика километров, регистратора направления движе-
ния, часового механизма, индикатора тормозного давления и звон-
ка предельной скорости. Кинематическая схема механизма ско-
ростемера показана на рис. 272.
Реверсивное устройство. Так как паровоз движется
передним и задним ходом и приводной вал скоростемера враща-
ется в обе стороны, для преобразования двустороннего вращения
вала в одностороннее вращение механизмов служит реверсивное
устройство. Одностороннее движение механизмов (кроме регист-
ратора направления движения) необходимо потому, что измери-
тель скорости и диаграммная лента должны двигаться в одну
388
27
Механизм часов
15 — ось;
16
— фиксирующий ролик;
; 21 — горизонтальная
механизм
подзавода
28
72
37
3/ -
30
Рис. 272. Кинематическая схема скоросте-
мера СЛ2:
1 — коромысло; 2 — собачка; 3 — дисковые
втулки; 4, 6 — конические шестерни; 5 — ось
звонка; 7 — рычаг; 8 — храповик; 9 — ключ
часов; 10 — червяк звонка; // — гайка; 12 — ко-
нические шестерни; 13 — поводок; 14 — шестерня;
17 — шлицевый валик; 18 — сегмент; 19 — ось; 20 — ведущий ролик;
ось; 22 — втулка; 23 — приводной вал; 24 — ведущая катушка; 25 — лентопротяжный ва-
лик; 26 — писец; 27 — валик; 28 — писец; 29 — зубчатая рейка; 30 — рейка; 31 — гофри-
рованная трубка; 32 — корпус индикатора тормозного давления; 33 — сектор; 34 — писец;
35 — циферблат; 36 — ведущий валнк; 37 — барабаны счетчика
36
37
сторону, счетчик километров должен только суммировать прой-
денный путь и т. д.
Реверсивное устройство состоит из двух свободно сидящих на
приводном валу 23 конических шестерен 4 и 6, имеющих на сту-
пицах храповые вырезы. На этом же валу жестко посажены дис-
ковые втулки 3, к торцам которых закреплены собачки 2, прижа-
тые пружинками к ступицам шестерен 4 и 6.
При вращении приводного вала по Часовой стрелке, соответ-
ствующем переднему ходу паровоза, нижняя коническая шестер-
ня 4 зацепляется собачкой 2 нижней втулки 3, вращается вместе
с приводным валом и сообщает вращение горизонтальной оси 21
скоростемера против часовой стрелки. Собачка 2 верхней втулки
3 в это время скользит по храповому вырезу йерхней конической
шестерни 6. При вращении приводного вала против часовой стрел-
ки, соответствующем заднему ходу паровоза, верхняя коническая
шестерня 6 зацепляется собачкой 2 верхней втулки 3, вращается
вместе с валом и сообщает вращение горизонтальной оси 21 так-
же против часовой стрелки.
Измеритель скорости. Скоростемер измеряет и пока-
зывает среднюю скорость движения паровоза за каждую секунду.
Измеритель скорости состоит из сегментного устройства, часово-
го хода измерителя скорости и механизма подзавода.
При помощи сегментного устройства измеряется пройденный
путь, а при помощи часового механизма — время, механизм под-
завода и обеспечивается постоянная работа часового хода. Сег-
ментное устройство имеет шлицевый валик 17, по которому неза-
висимо один от другого перемещаются три сегмента 18, имеющих
на наружной поверхности нарезку. Шлицевый валик 17 вместе с
сегментами получает вращение через пару конических шестерен
12 от часового механизма и вращается с постоянной скоростью —
один оборот за 3 сек.
На оси 19 посажен ведущий ролик 20, который через пару зуб-
чатых колес получает вращение от оси 21 прибора со скоростью,
пропорциональной скорости движения паровоза. Этот ролик также
имеет нарезку и постоянно находится в зацеплении с одним из
сегментов. При вращении ведущий ролик поднимает по вертика-
ли сегмент, находящийся с ним в зацеплении. Кроме ведущего ро-
лика 20, имеется фиксирующий ролик 16, который расположен под
углом 120° к ведущему и также постоянно находится в зацепле-
нии с одним из сегментов.
Работа сегментного устройства протекает следующим образом:
в первую секунду сегмент, находящийся в зацеплении с вращаю-
щимся ведущим роликом 20, поднимается этим роликом на вы-
соту, соответствующую средней скорости движения паровоза. Во
вторую секунду в результате поворота шлицевого валика подня-
тый первый сегмент сцепляется с фиксирующим роликом 16, ко-
торый удерживает его в этом положении. Ведущий ролик в это
время поднимает второй сегмент. В третью секунду при дальней-
шем повороте валика первый сегмент выходит из зацепления
380
с фиксирующим роликом и падает, а третий поднимается ведущим
роликом. В дальнейшем описанный цикл работы повторяется.
На шлицевом валике, над сегментами, свободно надет пово-
док 13 с зубчатой рейкой, которая находится в зацеплении с шес-
терней 14, посаженной на ось 15, идущую к циферблату 35 ско-
ростемера. На другом конце оси 15 надета стрелка указателя
скорости. Когда сегменты поднимаются по шлицевому валику, они
поднимают поводок 13 с рейкой, вследствие чего поворачивается
ось со стрелкой и указывает на циферблате соответствующую ско-
рость.
От оси 15 указателя скорости через зубчатую передачу полу-
чает движение рейка 30 записи скорости. Для прочерчивания ли-
нии скорости на диаграммной ленте на конце рейки укреплен
писец 34.
Часовой ход измерителя скорости предназначен для регули-
рования скорости вращения шлицевого валика. Заводной меха-
низм (механизм подзавода) часового механизма имеет постоянно
заведенную пружину и расположен на горизонтальной оси 21 ско-
ростемера,-от которого он периодически заводится.
Счетчик километров имеет восемь барабанов 37, из
которых пять левых служат для показания суммарного пробега
паровоза, а три правых — для показания пробега за сутки, рейс
или.смену. Барабаны приводятся во вращение от ведущего вали-
ка 36, связанного зубчатой и червячной передачами с главной
осью измерителя скорости. На каждом барабане имеется по де-
сяти цифр (от 0 до 9). Счетчик может показывать суммарный
пробег до 99 999 км и рейсовый до 999 км. Когда показание счет-
чика суммарного пробега достигнет 99 999 км или рейсового счет-
чика— 999 км, счетчик автоматически перейдет на нуль и начнет
новый отсчет. Показания рейсового счетчика можно в любой мо-
мент сбросить на нуль.
Регистратор направления движения на при-
водном валу имеет втулку 22 с фиксатором, которая при вращении
вала по часовой стрелке неподвижна, а при вращении против ча-
совой стрелки, что соответствует заднему ходу, вращается вместе
с приводным валом. На торце втулки 22 расположен зуб, который
при вращении втулки отводит палец коромысла 1 один раз при
каждом обороте вала. Через систему рычагов колебание коромыс-
ла передается писцу 28, прочерчивающему в нижней части лен-
ты зигзаги, которые сливаются в сплошную жирную линию (по-
лосу) .
Часовой механизм указывает время на циферблате
скоростемера и регистрирует его на диаграммной ленте. Он дей-
ствует независимо от остальных частей скоростемера и получает
движение от пружины, которую заводят ключом 9.
Лентопротяжный механизм приводится в движение
от главной оси измерителя скорости через зубчатую передачу и
имеет лентопротяжный валик 25, ведущую катушку 24 и валик 27
ведущей катушки. Лентопротяжный валик имеет три ряда игл,
391
при помощи которых протягивается диаграммная лента. Наколы
игл показывают также пройденный путь в километрах.
Рулон ленты надет на валик 27, протягивается лентопротяж-
ным валиком и наматывается на ведущую катушку. Ленту мож-
но протягивать и от руки, что необходимо при заправке ее и при
снятии для расшифровки; для этого под лентопротяжным валиком
имеется храповое соединение.
Звонок предельной скорости имеет червяк 10, по-
зволяющий устанавливать гайку 11, посаженную на втулку чер-
вяка, в положение, соответствующее определенной скорости. При
достижении скорости, установленной при регулировке звонка, по-
водок 13 поднимает гайку 11 с втулкой и высвобождает рычаг 7,
который верхним своим пальцем западает в вырезы трехзубого
храповика 8, насаженного на приводной оси. Вследствие этого ось
5 с укрепленным на ней рычагом 7 и боек звонка получают вра-
щательное угловое движение и боек ударяет по чашке звонка.
Индикатор тормозного давления представляет
собой цилиндрический корпус 32, внутри которого помещена гоф-
рированная трубка 31 с дном. Под действием давления воздуха
на дно гофрированная трубка сжимается, а при понижении дав-
ления распрямляется. При помощи зубчатой рейки 29 и сектора
33 изменения высоты гофрированной трубки, связанные с изме-
нением тормозного давления, передаются рычагу, который поса-
жен на одном валике с сектором. К рычагу присоединена тяга,
на конце которой укреплен писец 26, записывающий на ленте тор-
мозное давление.
Модернизированный скоростемер СЛ-2М отличается от ско-
ростемера СЛ-2 тем, что на нем дополнительно установлено
контактно-регистрирующее устройство, которое позволяет осуществ-
лять периодическую проверку бдительности машиниста и регист-
рировать положение автостопа с АЛСИ. Контактно-регистрирую-
щее устройство соединяется с АЛСИ при помощи штепсельной
вилки и разъема. При помощи контактного устройства осуществ-
ляется автоматический контроль скорости при проследовании по-
ездом путевого светофора с желтым и красным огнями (в установ-
ленном порядке) и появлении желтого с красным и красного
огней на локомотивном светофоре, периодически проверяется бди-
тельность машиниста при желтом (после достижения установлен-
ной скорости), желтом с красным и красном огнях локомотивного
светофора, а также выключается контроль скорости и периоди-
чески проверяется бдительность машиниста, когда поезд останав-
ливается или следует со скоростью до 10 км!ч.
Контактное устройство помещено на оси указателя скорости с
тыльной стороны и закреплено к корпусу скоростемера при по-
мощи кожуха.
Регистрирующее устройство скоростемера СЛ-2М записывает
на ленте положения АЛСИ с автостопом. При помощи устройства
осуществляется запись периодического нажатия машинистом на
рукоятку бдительности, показание сигнальных огней локомотивно-
392
го светофора, а также сигнализируется лампочкой максимально
допустимая скорость движения локомотива.
Оно установлено на накладке лентопротяжного механизма. На
скоростемере СЛ-2М поставлен счетчик километров улучшенной
конструкции.
§ 128. ДИАГРАММНАЯ ЛЕНТА, ЕЕ РАСШИФРОВКА,
ОБСЛУЖИВАНИЕ СКОРОСТЕМЕРА
Диаграммная лента имеет ширину около 80 мм, длину 12 м.
Наматывают ее на полый патрон в виде отдельной катушки, ко-
торая рассчитана на запись 2400 км пути.
На верхнем поле ленты (рис. 273) через каждые 5 мм нанесе-
ны горизонтальные линии, на которых имеются цифры: 0, 5, 10, 15,
20, 25, 30 для записи минут и 0, 4, 8, 12, 16, 20, 24 — для регист-
рации часов. На верхнем поле также регистрируется положение
автостопа (включен или выключен) и показания красного, желто-
красного и белого огней светофора автоматической локомотивной
сигнализации (АЛСН).
Нижнее поле ленты имеет горизонтальные линии, обозначен-
ные цифрами 0, 10, 20, 30, 50,... до 150, по которым определяется
скорость движения паровоза, записанная на ленте. На нижнем
поле производится запись скорости, давления воздуха в тормоз-
ной магистрали, регистрация заднего хода и пройденного пути.
Ввиду того что при движении паровоза лента перемещается
горизонтально, а писец — вертикально, запись минут на верхнем
поле ленты происходит наклонными линиями. На стоянках, когда
лента не движется, запись минут происходит вертикальными ли-
ниями, по длине которых определяют длительность стоянки. Че-
рез каждые 30 мин писец падает вниз, прочерчивая вертикаль-
ные линии.
Скорость движения записывается кривыми линиями, что так-
же является результатом горизонтального перемещения ленты и
вертикального перемещения писца. Чем больше скорость движе-
ния, тем выше располагается кривая по отношению к нулевой
линии, лежащей на линии нижних проколов. Расстояние между
смежными проколами равно 5 мм, что соответствует 1 км прой-
денного пути.
При давлении в тормозной магистрали 6 кГ1см2 писец на лен-
те прочерчивает горизонтальную линию на высоте 25 мм от линии
скорости 50 км)ч. При торможении и, следовательно, падении дав-
ления в тормозной магистрали линия давления периодически опу-
скается вниз и изображается в виде зигзагов. Запись торможе-
ния поезда на ленте сдвинута на 20 мм вправо относительно
записи скорости и минут, при которых началось торможение.
Точно так же сдвинута вправо на 20 мм запись заднего хода.
Снятые с паровоза после поездки диаграммные ленты скоро-
стемера подвергают расшифровке. Расшифровка лент позволяет
определить режим ведения поезда машинистом и контролировать
893
работу паровоза. Расшифровка
и анализ скоростемерных лент
дает возможность выявлять слу-
чаи превышения установленной
скорости, проезда запрещенного
путевого сигнала, проверять со-
блюдение установленных попе-
регонных времен хода и стоянок,
правильность режима торможе-
ния и др. При расшифровке
лент проверяют скорость движе-
ния поезда по перегонам, стан-
циям, участкам с предупрежде-
ниями об ограничении скорости,
правильность регистрации пара-
метров АЛСН.
На показания указателя ско-
рости и счетчика пробега, а так-
же на запись скорости и число
километровых наколов на ленте
оказывает влияние степень из-
носа бандажа колеса паровоза, от
которого осуществлен привод
скоростемера. Колесо с изно-
шенным бандажом, имеющее
диаметр меньше альбомного, вра-
щается быстрее и делает на не-
котором участке пути больше
оборотов, чем колесо с новым
бандажом. Вследствие этого
приводной вал скоростемера так-
же будет вращаться быстрее,
скоростемер будет показывать и
записывать скорость больше
фактической, а счетчик покажет
больший пробег.
Чтобы уменьшить погреш-
ность показания скоростемера
при изношенных бандажах, ре-
дуктор его рассчитывают не по
новому, а по среднеизношенному
бандажу. Диаметр колеса, на ко-
торый рассчитывается переда-
точное число редуктора, называ-
ется расчетным диаметром коле-
са. Для паровозов Л, ЛВ и ФД,
оборудованных скоростемером
СЛ-2, расчетный диаметр коле-
са равен 1465 мм (альбомный
394
1500 мм), а паровоз О и СО—1287 мм (альбомный 1320 мм).
Однако при различной степени износа бандажей колес погреш-
ность показания скоростемера все же остается, она колеблется в
пределах ±3%. Чтобы учесть погрешность от износа бандажа,
нужно расчетный диаметр колеса разделить на фактический диа-
метр. Полученное число и определит поправку на эту погреш-
ность. Умножая поправку на пробег, записанный на ленте, уста-
навливают действительный пробег.
Чтобы обеспечить нормальную эксплуатацию скоростемера,
локомотивная бригада должна внимательно наблюдать за его
работой и соблюдать правила обслуживания. Перед выездом ло-
комотива под поезд скоростемер необходимо заправить лентой
и отрегулировать писцы. Заправку и съемку скоростемерных лент
производит машинист паровоза, при этом заправку производят
в случаях, когда оставшаяся часть ленты недостаточна для
обслуживаемого паровозом тягового плеча. Снимают скоросте-
мерную ленту после каждой поездки и при смене
бригад.
Машинист должен ежедневно заводить часы скоростемера в
одно и то же время. При заводе часов и переводе стрелок ключ
следует вращать только по часовой стрелке. Часы скоростемера
нужно сверять и устанавливать на правильное время, проверять
наличие пломбы на крышке контактных устройств и на индика-
торе тормозного давления.
В пути следования машинист обязан следить по скоростемеру
за скоростью движения поезда, не превышать установленной
на данном участке скорости и конструкционной скорости паро-
воза.
При заправке скоростемерных лент писцы следует вывернуть,
а затем после заправки их закрепить. Писцы нужно периодиче-
ски заправлять мелкой наждачной бумагой, снимать заусеницы
и закруглять острые кромки.
На снятой ленте машинист должен записать или сообщить
дежурному по депо и расшифровщику номер паровоза, дату, но-
мер поезда и свою фамилию.
Необходимо наблюдать за исправностью привода, креплением
его на кронштейне, не допуская ослабления болтов, перекосов в
соединениях; регулярно смазывать валик прибора, подвинчивать
масленку, установленную на скоростемере на четверть оборота в
сутки и заправлять ее маслом. Нужно следить за исправностью
редуктора: при попадании воды в редуктор — спускать ее отту1*
да, а в зимнее время защищать его от замораживания. Не допус-
кать погнутости пальца и кулисы редукто'ра.
Если в пути следования будет обнаружено наматывание лен-
ты на лентопротяжный барабан, заброс стрелки за деление 150 км,
поломка скоростемера или его привода, следует привод скоросте-
мера отключить на первой остановке. Нельзя вскрывать скоро-
стемер и снимать ленту при чистке топки паровоза и наборе топ-
лива.
395
О всех обнаруженных в пути следования неисправностях ско-
ростемера машинист обязан записать в журнал технического со-
стояния локомотива или в книге ремонта.
$ 129. АВТОМАТИЧЕСКАЯ ЛОКОМОТИВНАЯ
СИГНАЛИЗАЦИЯ С АВТОСТОПОМ
Автоматическая локомотивная сигнализация и автостопы яв-
ляются одним из важнейших средств повышения безопасности
движения поездов. Эти' устройства предупреждают проезд запре-
щающих сигналов и улучшают условия наблюдения за ними. Со-
гласно § 143 ПТЭ поездные локомотивы и моторвагонные поезда
на линиях с автоблокировкой должны быть оборудованы автома-
тической локомотивной сигнализацией, а на линиях, не оборудо-
ванных автоблокировкой, — устройствами проверки бдительности
машиниста.
Автоматическая локомотивная сигнализация (АЛС) предназ-
начена для передачи сигналов путевых светофоров в будку ма-
шиниста паровоза. Для этого в будке машиниста установлен локо-
мотивный светофор 1 (рис. 274), который воспроизводит эти сиг-
налы.
Согласно Инструкции по сигнализации на железных дорогах
(§ 28) на участках, оборудованных автоблокировкой и автома-
тической локомотивной сигнализацией, локомотивные светофоры
подают следующие сигналы:
зеленый огонь —разрешается движение; на путевом
светофоре, к которому приближается поезд, горит зеленый огонь;
Рис. 274. Установка при-
боров локомотивной сиг-
нализации и автостопа
в будке машиниста:
1 — локомотивный свето-
фор; 2 — рукоятка бди-
тельности; 3 — электро-
пневматический клапан
396
желтый огонь — разрешается движение; на путевом све-
тофоре, к которому приближается поезд, горит один или два жел-
тых огня;
желтый огонь с красным — разрешается движение
с готовностью остановиться; на путевом светофоре, к которому
приближается поезд, горит красный огонь;
красный огонь загорается в случае проезда путевого све-
тофора с красным огнем;
белый огонь указывает, что локомотивные устройства
включены, но показания путевых светофоров на локомотивный
светофор не передаются и машинист должен руководствоваться
только показаниями путевых светофоров.
Локомотивный светофор также сигнализирует:
зеленым огнем о приближении поезда к путевому свето-
фору с одним желтым мигающим огнем, с одним зеленым мигаю-
щим огнем или с одним зеленым и одним желтым огнями;
желтым огнем о приближении поезда к путевому свето-
фору с двумя желтыми огнями, из них верхний мигающий, а так-
же с другими огнями, указывающими на следование с отклоне-
нием по стрелочному переводу.
К устройству локомотивной сигнализации придается автостоп,
который автоматически останавливает поезд перед закрытым све-
тофором, если машинист не нажмет рукоятки бдительности 2,
которая находится под потолком будки машиниста.
Ввиду того что автостоп связан с локомотивным светофором,
при изменении показания светофора на более запрещающие (с зе-
леного на желтый, с желтого на желтый с красным или на бе-
лый) электропневматический клапан 3 автостопа издает свисток.
В этом случае машинист должен нажать рукоятку бдительности
и в зависимости от нового показания локомотивного светофора
принять меры к снижению скорости или остановке поезда. Если
машинист этого не сделает, то автостоп путем разрядки тормозной
магистрали остановит поезд.
Автоматическая локомотивная сигнализация и автостоп дей-
ствуют по следующему принципу. Путевые устройства, связан-
ные с оборудованием автоблокировки, посылают навстречу поез-
да по рельсам переменный электрический ток, который создает
вокруг рельсов переменное магнитное поле. При помощи основ-
ного прибора путевых устройств — трансмиттера — ток посыла-
ют в рельсовую цепь в виде сочетания отдельных посылок (им-
пульсов), отделенных друг от друга промежутками (интервала-
ми). Эти условные сочетания импульсов тока, при помощи кото-
рых передаются показания, называют кодом.
Каждое сигнальное показание путевого светофора имеет свое
условное число импульсов тока в кодовом цикле: зеленому огню
соответствуют три импульса тока, отделенных длинными интер-
валами от трех следующих импульсов; желтому — два импуль-
са; желтому с красным — один импульс. При красном огне от-
сутствует переменный ток или имеется непрерывный ток.
397
На паровозе, перед первой колесной парой, установлены при-
емные катушки 1 (рис. 275), обмотки которых пронизываются маг-
нитными линиями, созданными путевыми устройствами. Пере-
менный магнитный поток индуктирует в обмотках приемных кату-
шек электродвижущую силу, вследствие чего в них возникает
слабый ток. Этот ток усиливается усилителем 10 и преобразуется
дешифратором 7 в сигнальные показания локомотивного свето-
фора 6.
Электрическая часть устройства связывается с тормозной си-
стемой при помощи электропневматического клапана 5 автостопа.
Этот клапан имеет электромагнит, который при включенном со-
стоянии находится под током. При смене же показания локомотив-
ного светофора на более запрещающее (с зеленого на желтый
и т. д.) ток в электромагните прекращается, что дает возмож-
ность открыться удерживаемому им воздушному клапану.
При открытии клапана воздух поступает в свисток и издает
сигнал. Через 7 сек, если электромагнит не будет возбужден при
помощи рукоятки бдительности 9 и не закроет клапан, выход воз-
духа из камеры выдержки электропневматического клапана вы-
зовет сработку системы других клапанов, что повлечет выпуск
воздуха из тормозной магистрали 4 и торможение поезда. Пита-
ние током электрической части автостопа производится от тур-
богенератора 11.
Описанная локомотивная сигнализация непрерывного типа с
автостопом (АЛСН) применяется только на участках, оборудо-
ванных автоматической блокировкой.
На участках с полуавтоматической блокировкой и жезловой
системой паровозы оборудуют автоматической локомотивной сиг-
нализацией точечного типа с автостопом (АЛСТ). Такая сигна-
лизация (индуктивно-резонансного типа) предназначена для пе-
редачи и повторения на локомотивном светофоре сигнальных
показаний входных светофоров и семафоров. Воздействия на ло-
комотивные устройства автостопа передаются в определенных
точках: перед входными путевыми сигналами, где установлены
Рис. 275. Схема устрой-
ства локомотивной сиг-
нализации и автостопа:
1 — приемные катушки;
2 — тормозной цилиндр;
3 — воздухораспределитель;
4 — тормозная магистраль,
5 — электропиевматичес-
кий клапан, 6 — локомо-
тивный светофор, 7 — де-
шифратор, 8 — скоросте-
мер, 9 — рукоятка бди-
тельности; Ю — усилитель;
11 — турбогенератор
398
путевые индукторы. Согласно § 29 Инструкции по сигнализации
на железных дорогах на этих участках локомотивные светофоры
подают сигналы:
зеленый огонь —входной (проходной) сигнал открыт
для приема поезда на главный путь станции (путевого поста);
выходной сигнал при полуавтоматической блокировке открыт,
при электрожезловой системе жезл на право занятия следующего
перегона из жезлового аппарата изъят для вручения машинисту;
желтый огонь — входной сигнал открыт для приема по-
езда на главный путь с остановкой или на боковой путь с готов-
ностью остановиться (в зависимости от показания входного сиг-
нала) ;
желтый огонь с красным — входной (проходной)
сигнал, к которому приближается поезд, закрыт;
белый огонь на локомотивном светофоре указывает, что
устройства включены и готовы к приему показаний с пути.
Сигнальные показания перед станцией или путевым постом
передаются на локомотив в двух точках в течение 8 сек в каж-
дой. В остальное время следования машинист руководствуется
только показаниями путевых сигналов.
§ 130, ЭЛЕКТРИЧЕСКОЕ ОСВЕЩЕНИЕ
Все современные паровозы оборудованы электрическим осве-
щением, которое служит для обозначения сигналов, освещения
паровоза и пути, лежащего впереди.
Оборудование электроосвещения на паровозе состоит из ис-
точника электроэнергии — турбогенератора, электропроводной
сети и осветительных приборов, разделяющихся на сигнальные
и рабочие. К сигнальным осветительным приборам относятся фо-
нари, устанавливаемые на буферных брусьях паровоза и тендера.
К рабочим осветительным приборам относятся лампы для ос-
вещения арматуры в будке паровоза, движущего механизма,
угольного ящика тендера, машины углеподатчика и прожектор
для освещения пути впереди паровоза.
На рис. 276 показана схема расположения оборудования
электроосвещения на паровозе.
Электрический ток, вырабатываемый турбогенератором 8, ус-
тановленным на котле паровоза, через предохранитель, рассчи-
танный на 20 в, по проводам направляется к распределительному
щиту 6, который расположен в будке. От распределительного
щита через предохранители, рассчитанные на 6 а, провода идут:
к буферным фонарям 10 паровоза и тендера, к лампам 7, освеща-
ющим арматуру, установленную на котле (водоуказательные стек-
ла; манометры), к потолочной лампе 3 в будке, к лампе 1, уста-
новленной на контрбудке и освещающей угольный ящик тенде-
ра, к лампам 11, освещающим с двух сторон движущий механизм
паровоза, к штепсельной розетке 5, установленной в будке и слу-
жащей для переносной лампы. На распределительном щите име-
399
2
Рис. 276. Схема электроосвещения на паровозе:
1— лампа угольного ящика; 2—коробка ответвления; 3—потолочная лампа; 4 — распре-
делительный щит прожектора; 5 — штепсельная розетка; 6 — распределительный щит;
7—лампа арматуры; 8 — турбогенератор; 9 — прожектор; 10—буферный фонарь; 11—
лампа движущего механизма
ются кнопочные выключатели, при помощи которых можно вклю-
чать и выключать лампы.
От распределительного щита 6 проводка идет также к распре-
делительному щиту 4, от которого направляется к прожектору 9,
установленному на фронтонном листе дымовой камеры. Распре-
делительный щит 4 имеет реостат, служащий для изменения силы
света прожектора.
При наличии на паровозе механического углеподатчика от
проводки, идущей к буферным фонарям тендера, сделано от-
ветвление к машине углеподатчика, где установлена лам-
па.
На паровозах применяют двухпроводную систему питания
током. Электропроводка уложена в трубках, закрепленных ско-
бами и болтами. У каждой световой точки установлены штеп-
сельные розетки, в местах разветвления проводки — коробки от-
ветвления 2.
Лампы 7, освещающие арматуру в будке машиниста, имеют
мощность 10 вт; остальные лампы, кроме прожектора, — 25 вт.
Лобовой прожектор паровоза имеет лампу мощностью 500 вт.
§ 131. ТУРБОГЕНЕРАТОР
На паровозах устанавливают турбогенераторы мощностью 1
и 5 кет. При этом турбогенераторы мощностью 5 кет ставят на
пассажирских паровозах. Помимо освещения, турбогенератор слу-
жит для питания электрическим током автоматической локомо-
тивной сигнализации с автостопом и радиостанции, устанавли-
ваемых на паровозе.
400
Наиболее совершенным является турбогенератор типа ТГ-1М
мощностью 1 кет (рис. 277), который имеет следующую характе-
ристику:
Мощность, кет.......................... 1
Напряжение, в................................ 5Э
Сила тока, а................................... 20
Скорость вращения вала, об! мин .... 3500
Турбина..................................... активная с двумя
ступенями расши-
рения
Давление пара, кГ/см2:
свежего.................................... 10—14
на выпуске............................. 0,1
Турбогенератор состоит из двух основных частей — паровой
и электрической. Паровая часть турбогенератора представляет
собой активную паровую турбину, которая установлена на одном
валу с генератором постоянного тока и приводит его в движение.
Турбина имеет чугунный корпус 11, закрытый снаружи щи-
том 1, в котором расположено рабочее колесо 25 с насаженными
по окружности его рабочими лопатками 10. Рабочее колесо
Рис. 277. Турбогенератор типа ТГ-1М:
/ — щит; 2 — угольная шайба; 3 — фланец; 4 — рычаг; 5 — ось; 6’ — хомутик;
7 <— противовес; 8 — корпус регулятора; 9 —- паровое сопло; 10 — лопатки; 11 — корпус
турбины; 12 — подводящая лопатка; 13 — шариковые подшипники; 14 — корпус генера-
тора; 15 — якорь; 16 — коллектор; /7 —щит; 18 — траверса; 19 и 22 — крышки;
20 — уплотнение; 21 — вал; 23 — уплотнительное кольцо; 24 — втулка; 25 — рабочее колесо;
26 — муфта; 27 — пружина; 28 — упорный диск; 29 — регулировочный винт; 30 — паро-
распределительная камера; 31 — втулка; 32—фильтрующая камера; 33—золотник;
34 — колпак; 35 — пружина; 36 — клеммная доска
401
установлено на конце вала 21 и закреплено корпусом регулятора
8, поставленным на резьбе на хвостовик вала. По окружности рабо-
чие лопатки укреплены бандажом, а между ними помещены про-
межуточные тела для образования проходов пару.
Подача пара на лопатки рабочего колеса осуществляется
следующим образом. Пар от пароразборной колонки проходит
через сетку фильтрующей камеры 32, по каналу попадает в паро-
распределительную камеру 30, проходит по кольцевому зазору
между втулкой 31 и золотником 33 и поступает в паровое сопло 9,
откуда направляется на рабочие лопатки 10.
По мере подхода к соплу давление пара вследствие мятия
снижается. В сопле пар расширяется и давление его падает до
1,1 кГ/см2, тепловая энергия пара превращается в кинетическую
энергию движения, которая приводит во вращение рабочее коле-
со и вал якоря генератора. После выхода с рабочих лопаток пар
попадает на подводящую лопатку 12 и вторично направляется на
лопатки колеса, где снова отдает часть кинетической энергии,
и затем уходит в паровыпускную трубу.
Для предупреждения пропуска пара в ступице рабочего коле-
са сделаны три проточки, в которые вставлены чугунные раз-
резные уплотнительные кольца 23. Обладая пружинящими свой-
ствами, кольца плотно прилегают к внутренней поверхности втул-
ки 24, запрессованной в корпус.
Во избежание превышения рабочим колесом установленного
предельного числа оборотов (3500 об/мин) и для поддержания их
на постоянном уровне турбогенератор снабжен центробежным
регулятором. Два противовеса 7, прижимаемые через муфту 26
цилиндрической пружиной 27, опираются своими призматически-
ми ножами в пазы корпуса 8 регулятора. В муфту 26, свободно
сидящую на валу, с торца запрессован упорный диск 28. Упором
для пружины служит хомутик 6, прикрепленный к корпусу регу-
лятора.
В стенке щита 1 на оси 5 установлен двуплечий рычаг 4, ниж-
ний конец которого сделан в форме вилки. В вилке рычага под-
вешен фланец 3, к которому болтами прикреплена угольная шай-
ба 2, соприкасающаяся с упорным диском 28 регулятора. В верх-
нем конце рычага установлен регулировочный винт 29, через
который рычаг упирается в торец золотника 33. В нормальном по-
ложении золотник 33 отжимается пружиной 35 влево до упора
в регулировочный винт 29.
Когда число оборотов вала превысит установленную норму,
противовесы 7 под действием центробежной силы расходятся,
поворачиваются на призматических ножах и, преодолевая усилие
пружины 27, отжимают влево муфту с упорным диском, который
в свою очередь через угольную шайбу и фланец отводит влево
нижний конец рычага 4 и, поворачиваясь на оси 5, сдвигает
золотник вправо. Вследствие этого уменьшается зазор для про-
хода пара к соплу и снижается число оборотов турбогенера-
тора.
402
Генератор имеет чугунный корпус 14, соединенный болтами
с корпусом турбины и справа закрытый щитом 17. Вал генератора
установлен на двух шариковых подшипниках 13. С торцов гене-
ратор закрыт крышками 19 и 22. В месте прохода вала постав-
лено уплотнение 20.
Внутри к корпусу генератора прикреплены два полюса, на
каждом из которых посажены две катушки — последовательная
и параллельная. На валу генератора установлены якорь 15 и
коллектор 16. При вращении вала под действием магнитного по-
ля, создаваемого полюсами, в обмотке якоря генератора возни-
кают электродвижущая сила и ток, который по проводам на-
правляется к коллектору. С коллектора ток снимается при помо-
щи щеток, укрепленных на траверсе 18, которая подвешена на
внутреннем фланце щита 17. Со щеток ток по проводам подводит-
ся к клеммной доске 36.
Турбогенератор типа ТГ-1М Вырабатывает только постоянный
ток, а турбогенератор типа ТГ-1Р мощностью 1 кет дает также
и переменный ток, идущий на питание радиостанции.
Устанавливают турбогенератор на кронштейне, расположен-
ном на кожухе топки за пределами будки.
Пуск генератора в ход производят открытием парового вен-
тиля на пароразборной колонке в будке машиниста. Перед пус-
ком турбогенератора предварительно прогревают паропровод
и турбину паром без включения нагрузки. После того как тур-
богенератор достигнет нормального числа оборотов, включают
нагрузку. При длительном перерыве в работе следует, кроме
того, проверить вращение вала, очистить золотник, проверить со-
стояние щеток коллектора и крепление проводов на клеммной
доске.
$ 132. РАДИОСВЯЗЬ
Для двусторонних служебных переговоров диспетчеров и де-
журных по станциям с машинистами паровозов на железнодорож-
ном транспорте получила распространение радиосвязь.
На железных дорогах применяют следующие основные виды
радиосвязи:
поездную — для служебных переговоров поездных диспетчеров
и дежурных по станциям с машинистами поездных локомотивов,
а также для переговоров машинистов между собой;
станционную — для служебных переговоров маневровых дис-
петчеров, дежурных по станциям и сортировочным горкам с ма-
шинистами маневровых и горочных локомотивов.
Поездная радиосвязь позволяет поддерживать связь с дви-
жущимся поездом и помогает выполнению графика движения
поездов, обеспечению безопасности движения и предупреждению
затруднений в продвижении поездов. Машинист поездного паро-
воза может устанавливать связь с машинистом подталкиваю-
щего паровоза и с машинистом паровоза другого поезда.
403
Рис. 278. Схема
радиоустановки
на паровозе:
/ — переговорное
устройство, 2 — пе-
реключатель; 3 —
пульт управления;
4 — приемная антен-
на; 5 — радиостан-
ция; 6 — турбогене-
раторы; 7 — переда-
ющая антенна
На всех станциях тягового участка, оборудованного радио-
связью, устанавливают стационарные радиостанции, а на паро-
возах — поездные радиостанции. Радиоустановка на паровозе
(рис. 278) состоит из следующих основных приборов:
приемо-передаточной радиостанции 5 типов ЖР-1, ЖР-3 или
ЖР-5, которую устанавливают в герметическом ящике на специ-
альных амортизаторах с правой стороны площадки у будки
машиниста;
двух турбогенераторов 6 типа ТГ-1Р, вырабатывающих по-
стоянный и переменный ток;
пульта управления 3 с микрофоном и громкоговорителем, ус-
танавливаемого на стенке будки, позади рабочего места маши-
ниста (при радиостанции ЖР-3 или ЖР-5 громкоговоритель ус-
тановлен отдельно на потолке будки со стороны машиниста);
выносного переговорного устройства 1 с микротелефонной
трубкой, которое помещается на задней стенке в будке с левой
стороны, а на маневровых паровозах — снаружи будки со сто-
роны машиниста;
переключателя 2 питания радиостанции с рабочего турбоге-
нератора на резервный;
приемной антенны 4 и передающей антенны 7, протянутой
над котлом паровоза от будки к дымовой камере. Радиостанция
ЖР-3 работает на одну антенну — общую для приемника и пе-
редатчика.
Устройства радиосвязи должны быть постоянно включены и
обеспечивать непрерывное действие каналов связи.
Глава 26
ПЕСОЧНИЦА, БУДКА, ИНСТРУМЕНТ
§ 133. ПЕСОЧНИЦА
Для увеличения сцепления колес с рельсами (см. § 63) и пре-
дупреждения боксования в необходимых случаях на рельсы под
колеса паровоза подается сухой песок, запас которого находится
в специальном резервуаре, называемом песочницей.
404
Боксование паровоза происходит при резком открытии регу-
лятора во время трогания поезда с места. Явление боксования
также бывает при движении поезда, особенно при следовании
по подъему или кривой, когда рельсы покрыты дождевой водой,
снегом или при попадании на рельсы смазки, в результате чего
сила сцепления колес с рельсами уменьшается.
Песочница (рис. 279) с пневматическим (воздушным) при-
водом устроена следующим образом: на котле установлен кор-
пус песочницы 1, заполняемый сухим мелким песком; у корпуса
расположены форсунки 2, которые подают песок в трубы 3, иду-
щие к колесам паровоза. В будке машиниста установлен кран 6,
при помощи которого воздух направляется к форсункам по тру-
бам 5; к крану песочницы воздух подведен от тормозного резер-
вуара или от воздухораспределительной колонки.
Корпус песочницы изготовляют из листовой стали толщиной
2 мм и устанавливают или самостоятельно (паровозы Э, СО) или
делают заодно с обшивкой сухопарного колпака (паровозы Л,
ЛВ, ФД, П36, Э₽). На паровозе ФД имеются два корпуса песоч-
ницы, которые расположены с двух сторон сухопарного колпака.
Сверху в корпусе сделан люк с сеткой для засыпки песка. Дно
корпуса выполнено с двусторонним наклоном в сторону фор-
сунок для того, чтобы песок самотеком ссыпался к ним. Пе-
сочница вмещает 500 — 800 кг песка.
Раньше пескопроводные трубы на различных сериях паро-
возов подводились к колесам по-разному, затем на основании
опыта машинистов-новаторов и предложений ЦНИИ МПС пода-
ча песка под колеса паровозов Л, ЛВ, ФД, П36, СО, Е, Э, ТЭ
унифицирована и производится под 1-ю колесную пару или бе-
гунок, 2, 3 и 4-ю (см. рис. 279), а на паровозах Су — под 1, 2
и 3-ю колесные пары. На задний ход, где это предусмотрено,
Рнс. 279. Расположение песочницы на паровозе П36:
/ — корпус песочницы; 2—форсунка; 3 —- пескопроводные трубы; 4 — патрубок (наконеч-
ник); 5—воздушные трубы; 6 —воздухораспределительный край песочницы
405
песок подается под 2-ю и 4-ю, а на паровозах Су — только под 3-ю
колесную пару.
Опыт показал, что для повышения коэффициента сцепления
песок обязательно нужно подавать под 1-ю сцепную колесную
пару или бегунок (на паровозах, у которых он имеется). Пода-
ча же песка под ведущую колесную пару, у которой в эксплуа-
тации наблюдается наибольшее нарастание проката бандажей,
должна быть возможно меньшей.
Для достижения наиболее устойчивой силы сцепления колес
с рельсами при унификации рекомендованы следующие режимы
подачи песка под колеса паровозов:
первый режим (при трогании поезда с места) — одновремен-
ная подача песка под 1-ю колесную пару или бегунок, 2-ю и 4-ю
(для паровозов Су — под 1-ю и 3-ю колесные пары);
второй режим (при установившемся движении поезда на пло-
щадках и подъемах) — постоянная подача песка под 1-ю сцеп-
ную колесную пару;
третий режим (в зависимости от условий ведения поезда) —
одновременная подача песка под 1-ю колесную пару или бе-
гунок, 2, 3 и 4-ю (для паровозов Су—под 1, 2 и 3-ю колесные
пары). На этом режиме песочница должна работать не более
5—15% времени ее работы в зависимости от профиля пути.
Как видно из приведенных режимов работы песочницы, по-
дача песка под ведущую колесную пару (третий режим) произ-
водится очень редко, благодаря чему уменьшается износ бан-
дажей и увеличиваются пробеги между обточками.
Изменение режимов подачи песка осуществляют при помощи
воздухораспределительного крана песочницы.
Пескопроводные трубы ставят размером l1//'. Чтобы под-
вести песок непосредственно к месту контакта бандажа с рель-
сом и избежать больших потерь его, на нижних концах песко-
проводных труб устанавливают так называемые патрубки ЦНИИ.
Выходное сечение патрубка в 2,5 раза меньше сечения трубы, по-
этому скорость истечения песка будет во столько же раз боль-
ше, что уменьшает сдувание песка ветром.
Кроме описанных патрубков, применяют также нижние кон-
цы пескопроводных труб с воздушным соплом для принудитель-
ного распыла и направления струи песка. Такие сопла были по-
ставлены на песочных трубах паровоза ЛВ первого выпуска.
На паровозе П36 на концах песочных труб поставлены резиновые
наконечники 4 (см. рис. 279).
Пескопроводные трубы выводят под колеса таким образом,
чтобы нижние концы их находились на расстоянии 50 мм от го-
ловки рельса и были не ближе 20 мм от круга катания бандажа.
На основании проведенных сравнительных испытаний была
разработана и установлена на некоторых сериях паровозов уни-
фицированная форсунка (рис. 280), которая в значительной сте-
пени устраняет недостатки других предшествующих форсунок и
обладает большей производительностью. Такая форсунка имеет
406
Рис. 280. Унифицированная форсунка песочницы:
1 и 2 — пробки, 3 — корпус, 4 — штифт; 5 — регулировочный вннт, 6 —гайка; 7 — штуцер
чугунный корпус 3, с обоих концов которого сделана резьба —
одна для укрепления к корпусу песочницы и другая для присо-
единения пескопроводной трубы. В поперечный канал д с одной
стороны ввинчен штуцер 7, подводящий воздух от воздухораспре-
делительного крана, а с другой — регулировочный винт 5.
Поперечный канал д соединен наклонным накалом е с нагне-
тательной камерой корпуса. Струя сжатого воздуха, вытекая из
канала е, создает разрежение в корпусе форсунки и нагнетает
песок в трубу. Одновременно из поперечного канала струя воз-
духа по продольному каналу к и наклонному каналу л попадает
в корпус, разрыхляя песок у входа в форсунку и способствуя по-
даче его в нагнетательную камеру. Продольный канал с торца
закрыт штифтом 4.
При помощи регулировочного винта 5 сечение отверстия м
можно уменьшать, сокращая таким образом подачу песка в тру-
бу. Винт 5 закрепляют гайкой 6. Для продувки и очистки каме-
ры и каналов форсунки в корпусе просверлены два отверстия и
поставлены пробки 1 и 2.
Форсунки песочницы регулируют таким образом, чтобы по-
дача песка под колесные пары производилась в следующих
соотношениях (в %):
1-я колесная пара или бегунок ............................... 30
2-я то же •.................................................. 100
3-я ведущая колесная пара................................... 60
4-я колесная пара............................................. 40
Форсунка песочницы с удлиненным соплом, установленная
на паровозах Л, ЛВ, П36 и др., показана на рис. 281. Чугунный
корпус 8 форсунки имеет коленообразную форму. К одному из
отростков присоединен патрубок 6, приваренный к карману резер-
вуара песочницы. По этому патрубку песок самотеком запол-
няет колено форсунки. Ко второму отростку форсунки присоеди-
нена труба 9, идущая к колесу паровоза.
407
В прилив форсунки ввернут штуцер 3, к которому подсоединя-
ют трубку, подводящую воздух от крана. В приливе просверлено
также сквозное отверстие, куда ввернуто сопло 5, сделанное после
унификации удлиненным.
Воздух из камеры А по каналу проходит в камеру Б и попа-
дает к соплу 5. Сильная струя воздуха, выходящая из сопла, за-
хватывает песок и увлекает его в трубу 9. Из камеры Б просвер-
лен канал В, по которому часть воздуха проходит в корпус фор-
сунки и разрыхляет там песок.
Винтом 2, выполненным таким же, как у унифицированной
форсунки, регулируется подача воздуха и песка. Отверстия в
приливе корпуса, закрытые пробками 1 и 4, служат для прочист-
ки каналов форсунки. Также для прочистки служит отверстие,
закрытое пробкой 7.
Для приведения в действие песочницы в будке машиниста
установлен унифицированный воздухораспределительный кран
песочницы (рис. 282), состоящий из следующих основных ча-
стей: корпуса 5, крышки 2, золотника 1, рукоятки 4 и пружи-
ны 7.
Чугунный корпус имеет три прилива со сверлениями, в кото-
рые ввертывают штуцеры 6, соединяемые с воздухопроводными
трубками. Внутренняя обработанная плоскость (лицо) корпуса,
Рнс. 281. Форсунка песочницы:
1, 4 и 7 — пробки, 2 — регулировочный винт, 3 — штуцер,
5 —сопло, 6 — патрубок, 8 —корпус, 9 — труба
408
Рис. 282. Воздухораспределительный
/ — золотник, 2 — крышка, 3 —винт, 4 — рукоятка;
7 — пружина
кран песочницы:
5 —корпус, 6 и 8 —штуцеры,
на которой установлен золотник, тремя каналами диаметром
6 мм соединена со сверлениями в приливах.
Стальной золотник на рабочей плоскости имеет .латунную на-
плавку и притирается к лицу корпуса. Пружиной 7 золотник
прижимается к лицу. В золотнике имеется четыре отверстия диа-
метром 6 мм, лишь в определенных положениях совпадающих
с отверстиями в корпусе. Посредством хвостовика, проходящего
через отверстие, золотник крепится к корпусу гайкой. На квад-
рат хвостовика надета рукоятка 4.
Крышка 2, закрывающая золотник, прикреплена к корпусу
болтами; в ней имеется прилив с отверстием, куда ввертыва-
ют штуцер 8 воздухопроводной трубки.
Воздух из воздушного резервуара или от воздухораспредели-
тельной колонки через штуцер 8 поступает в камеру между кор-
пусом и крышкой, откуда в зависимости от положения золотни-
ка направляется в соответствующйе сверления в приливах кор-
пуса и далее в трубки.
Рукоятка и связанный с ней золотник крана песочницы имеют
пять положений:
I — подача песка под 1, 2 и 4-ю колесные пары;
II — подача песка под 1-ю сцепную колесную пару;
III — перекрыша;
IV — подача песка под 1, 2, 3 и 4-ю колесные пары;
V — подача песка под 2 и 4-ю колесные пары при зад-
нем ходе.
409
На лицевой стороне корпуса укреплена планка с выбитыми
цифрами и буквами, показывающими положение рукоятки
крана.
Подачу воздуха к форсункам проверяют через три контроль-
ных отверстия, выходящих в сверления приливов, и одно отвер-
стие в верхней части корпуса, закрытое винтом 3.
Для исправной работы песочницы требуется постоянное на-
блюдение за ней со стороны паровозной бригады. Если песок
не поступает на рельсы при включенной песочнице, то прежде
всего необходимо проверить — поступает ли песок в форсунку.
Для этого нужно отвернуть пробку, установленную на патрубке
6, а также пробку 7 в корпусе форсунки (см. рис. 281). Если пе-
сок через эти отверстия поступает, значит засорено сопло 5 или
канал В форсунки или забита песком песочная труба 9. Сопло
и канал форсунки прочищают тонкой проволокой. Песочную тру-
бу следует попытаться очистить легким обстукиванием молот-
ком, а если это не поможет, трубу нужно снять, нагреть и очи-
стить от песка.
$ 134. БУДКА МАШИНИСТА
Будка машиниста предназначена для размещения паровозной
бригады и для укрытия арматуры и приборов управления паро-
возом (см. рис. 65). Будка машиниста должна отвечать требовани-
ям охраны труда и техники безопасности, быть возможно простор-
ней, утепленной и иметь достаточно света.
Будка представляет собой металлический каркас, изготовлен-
ный из уголков и обшитый снаружи листовой сталью толщиной
1,5—3 мм. Детали каркаса соединяют при помощи болтов и элек-
тросварки, обшивку приваривают к каркасу. Внутри будка име-
ет деревянную обшивку. Между наружной металлической и внут-
ренней деревянной обшивками оставляется воздушная прослойка.
Пространство между обшивками в боковых и задних стенках для
лучшего утепления заполняют войлоком или другим изолирующим
материалом.
В нижней части будка имеет металлический настил толщиной
4—5 мм, соединяемый с каркасом, на который положены дере-
вянные бруски, а на них — деревянный пол. На паровозах Л, ЛВ,
П36 и др. крепление будки осуществлено при помощи кронштей-
нов, укрепленных на котле. При таком укреплении не расстраива-
ются соединения будки при удлинении котла от нагревания. На
паровозе ФД, кроме крепления к котлу, настил в задней части
опирается на гибкую опору. В верхней части будка прикреплена
к потолку кожуха топки при помощи угольника. Внутреннее уст-
ройство будки частично видно также на рис. 274.
Будка паровоза в боковых стенках имеет по два окна. На пе-
редней стенке справа, со стороны машиниста, имеется окно, а сле-
ва, со стороны помощника, — застекленная дверь для выхода
410
на площадку. В потолке сделан один или несколько световых фо-
нарей и вентиляционный люк. Справа и слева у задних полу-
стенков будки установлены сиденья для машиниста и его по-
мощника. Кроме того, имеется откидное сиденье для кочегара.
Задняя, более узкая, часть будки имеет с боков входные двери и
соединена с контрбудкой тендера брезентовыми мехами, которые
образуют закрытое помещение будки. На боковых стенках впе-
реди задних смотровых окон установлены застекленные щитки —
параваны, которые предохраняют лицо машиниста и помощника
от изгари, снега и т. д. Чтобы предотвратить в зимнее время об-
разование инея и отложение снега на стекле, что ухудшает види-
мость, на правом переднем смотровом окне устанавливают стек-
лообогреватель, представляющий собой застекленную рамку,
сделанную по форме окна и укрепленную к раме окна шпильками.
В образовавшееся между окном и рамкой пространство пропу-
щена паровая трубка; которая обогревает находящийся в этом
пространстве воздух. Пар к стеклообогревателю отбирается от
пароразборной колонки и отводится в трубопровод парового ото-
пления будки.
На паровозах последней постройки (П36, ЛВ) на переднем
смотровом окне ставят стеклоочиститель по типу устанавливаемых
йа передних окнах автомашин. Стеклоочиститель имеет резино-
вую щетку, которая перемещается по стеклу окна, получая дви-
жение от воздушного цилиндрика.
Для обогревания в зимнее время будка оборудована паро-
вым отоплением. Под полом установлен трубчатый змеевик или
две оребренные батареи, к которым подводится пар от парораз-
борной колонки. Пар и конденсат от парового отопления по труб-
ке отводятся в зольник.
Для входа в будку к ней прикреплены с двух сторон наклон-
ные лестницы с поручнями. С обеих сторон котла, на уровне по-
ла будки, на кронштейнах, прикрепленных к котлу или раме,
установлены площадки для прохода вдоль котла. Площадка име-
ется также и впереди дымовой камеры. На паровозах средней
мощности площадки обнесены барьером, а на современных па-
ровозах взамен барьера поставлены поручни на котле.
Наиболее совершенную и просторную будку машиниста имеет
паровоз П36. Задняя дверь будки раздвижная с воздушным при-
водом. Внутри будка обшита тепло-влагостойкой полированной
фанерой. Все трубопроводы расположены между фанерной и
стальной обшивкой будки.
$ 135. ИНСТРУМЕНТ И ИНВЕНТАРЬ ПАРОВОЗА
На каждом паровозе согласно Правилам деповского ремонта
должен быть следующий инструмент и инвентарь.
Для подачи сигналов в соответствии с действующей Инструк-
цией по сигнализации, кроме буферных фонарей, описанных в
главе 25, на паровозе должны быть: ручной сигнальный фонарь,
411
сигнальные стекла к буферным фонарям, сигнальные флаги, шесть
петард и факел.
Для хранения необходимого запаса смазочных и других мате-
риалов на паровозе должна быть посуда: ведра для масла и
твердой смазки, бидоны для масла, керосина, антинакипина; для
смазывания частей паровоза — различных размеров масленки с
носками, а также чайник для кипятка.
В комплект основного слесарного инструмента, содержащего-
ся на паровозе, входят: гаечные ключи различных размеров, клю-
чи для инжекторов, раздвижной и газовый ключи, бородки, зуби-
ла, крейцмейсель, молотки слесарный и свинцовый, кувалда ве-
сом 7 кг, крючки для сальников, отвертка, игла для прочистки
дышловых масленок, напильники, шабер, ломик и пр.
К вспомогательному инструменту и инвентарю относятся:
приспособление для разъединения золотников скалки, скоба для
выжимания валика ползуна, пресс для твердой смазки, крючок
для проверки золотников, спринцовка для удаления воды и смаз-
ки из букс, трамбовка, накаточные башмаки для подъемки под-
вижного состава (правый и левый), рукав для обмывки паровоза,
рукавчик для поливки топлива и др.
На паровозе должны быть комплекты инструмента: для авто-
тормоза и воздушного насоса, углеподатчика или оборудования
нефтяного отопления, для водоподогревателя, если паровоз обо-
рудован этим устройством.
Для ведения отопления вручную, чистки топки, зольника и
дымовой камеры на паровозе должны быть две лопаты (одна для
забрасывания угля в топку и другая для подгребания на тенде-
ре), лопата для удаления крупного шлака из топки, пика для
подрезки шлака и ломки его при чистке топки, большой и ма-
лый резаки для прорезки и шуровки его при чистке топки, длин-
ный и короткий скребки для очистки зольника и дымовой камеры.
На паровозе также хранятся противопожарные приборы: ствол
диаметром 50 мм, рукав накидной диаметром 50 мм длиной 20 м
с гайками и наконечником, ведро с песком и совком, ящик для по-
жарного рукава. Для хранения инструмента и инвентаря в контр-
будке тендера предусмотрены специальные ящики.
Кочегарный инструмент, имеющий большие размеры, уклады-
вают на тендере на вилках, прикрепляемых к бортам, или в тру-
бе, вваренной в бак тендера. На некоторых паровозах последних
выпусков для хранения масла на тендере поставлен бак.
Весь инструмент и инвентарь паровоза должен храниться в
определенных местах так, чтобы каждый член бригады мог его
быстро найти. Он должен быть всегда исправным и содержать-
ся в чистоте. Кроме инструмента и инвентаря, на паровозе должны
храниться следующие запасные части: соединительный (концевой),
тормозной рукав с прокладными кольцами, разнопоршневой кла-
пан с кольцами и ходопеременный стержень тандем-насоса, ходо-
переменный золотник компаунд-насоса с кольцами, водомерное
стекло в сборе с рамкой.
ОГЛАВЛЕНИЕ
Раздел I. ВВЕДЕНИЕ
Глава 1. Общие сведения о паровозах
§ 1. Виды локомотивов 3
§ 2. Краткие сведения о развитии отечественного паровозостроения . 4
§ 3. Схема устройства и процесс работы паровоза..........................7
§ 4. Классификация паровозов ............................................9
§ 5. Основные серии паровозов железных дорог СССР .... 10
§ 6. Эффективное использование и хороший уход — важнейшие условия
высокой производительности паровозов ................................... 14
§ 7. Организация ремонта паровозов......................................16
Раздел II. ПАРОВОЗНЫЙ КОТЕЛ
Глава 2. Топка
§ 8. Параметры котла. Основные части топки.....................20
§ 9. Типы и формы топок........................................23
§ 10. Материал и соединение листов топки ......................25
§11. Укрепление стеиок топки..................................27
§ 12. Циркуляционные устройства н свод.........................31
Глава 3. Цилиндрическая часть котла и дымовая камера
§ 13. Барабаны котла ...............................................33
| 14. Передняя трубная решетка......................................35
§ 15. Сухопарник .............................. 36
§ 16. Дымогарные и жаровые трубы ...................................37
§ 17. Дымовая камера ....................................40
§ 18. Теплоизоляция и обшивка котла.................................42
Глава 4. Гарнитура котла
§ 19. Дымовытяжиое устройство 43
§ 20. Сифон 46
§ 21. Искрогасители 47
§ 22. Колосниковая решетка .........................................49
§ 23. Зольник ........................, , . 52
§ 24. Топочные дверцы ............................53
§ 25. Приборы очистки жаровых и дымогарных труб.....................55
§ 26. Оборудование топки для нефтяного отопления....................57
Глава 5. Паропровод и регуляторы
§ 27. Схема паропровода ................................................64
§ 28. Регуляторы 65
§ 29. Паросушители 71
§ 30. Паровые трубы н их соединения ....................................73
Глава 6. Пароперегреватели
§ 31. Свойства насыщенного н перегретого пара...........................74
§ 32. Системы пароперегревателей ..................................... 75
§ 33. Элементы пароперегревателя 77
§ 34. Коллекторы 80
§ 35. Устройства для промывки элементов пароперегревателя . . 82
413
Глава 7. Арматура котла
§ 36. Водоуказательиые приборы .......................................85
§ 37. Контрольные пробки 88
§ 38. Манометры 89
§ 39. Предохранительные клапаны ......................................90
§ 40. Пароразборная колонка 92
§41. Спускные краны и продувка котла .....................93
§ 42. Люки, люки-пробкн и люк-лаз котла...............................96
§ 43. Свисток .................................98
§ 44. Уход за арматурой котла.........................................99
Глава 8. Питательные приборы
§ 45. Схема устройства, принцип работы и типы инжекторов . . . 101
§ 46. Всасывающие инжекторы .............................104
§ 47. Невсасывающие инжекторы .......................................108
§ 48. Уход за питательными приборами ................................112
§ 49. Внутрикотловая обработка воды..................................112
Глава 9. Ремонт паровозного котла
§ 50. Ремонт огневой коробки и кожуха топди..........................115
§ 51. Ремонт и смена связей и анкерных болтов........................120
§ 52. Ремонт циркуляционных труб ....................................122
§ 53. Ремонт цилиндрической части котла и передней решетки . . 123
§ 54. Ремонт и постановка жаровых и дымогарных труб .... 125
§ 55. Освидетельствование и испытание котлов.........................131
Глава 10. Ремонт регулятора, гарнитуры, пароперегревателя и арматуры
§ 56. Ремонт регулятора и гарнитуры......................................134
§ 57. Ремонт пароперегревателя........................................136
§ 58. Ремонт арматуры котла ............................................141
Раздел III. ПАРОВАЯ МАШИНА ПАРОВОЗА
Глава 11. Общее устройство и работа паровой машины
§ 59. Схема устройства машины ......................................148
§ 60. Распределение пара простым золотником ........................149
§ 61. Золотник с перекрышами и работа машины с расширением . . 153
§ 62. Работа и мощность паровой машины..............................156
§ 63. Сила тягн и к. п. д. паровоза.................................159
Глава 12. Паровые цилиндры, поршни и золотники
§ 64. Конструкция цилиндров .........................................162
§ 65. Цилиндровые и золотниковые втулки и крышки цилиндров . . 166
§ 66. Поршни 169
§ 67. Парораспределительные золотники ...............................171
§ 68. Поршневые и золотниковые сальники..............................175
§ 69. Арматура цилиндров 178
§ 70. Уход за цилиндрами, поршнями и золотинками .... 180
Глава 13. Движущий механизм
§ 71. Ползуны 182
§ 72. Параллели 188
§ 73. Ведущие дышла 191
§ 74. Сцепиые дышла и их соединения ................................196
Глава 14. Парораспределительный механизм
§ 75. Кулисный механизм Вальсхарта ..................................202
§ 76. Конструкция деталей кулисного механизма........................207
§ 77. Усовершенствование парораспределительного механизма . . 215
414
§ 78. Переводные механизмы .......... 218
§ 79. Уход за движущим и парораспределительным механизмами . . 220
Глава 15. Ремонт паровой машины
§ 80. Ремонт цилиндров, поршней н золотников.........................223
§ 81. Ремонт сальников и арматуры цилиндров .........................231
§ 82. Ремонт и установка параллелей и ползунов.......................232
§ 83. Ремонт и проверка движущего механизма..........................237
§ 84. Ремонт и регулировка парораспределительного механизма . . . 241
§ 85. Проверка движущего и парораспределительного механизмов и
золотников ........................................................ 246
Раздел IV. ЭКИПАЖНАЯ ЧАСТЬ ПАРОВОЗА
Глава 16. Паровозная рама
§ 86. Типы и конструкции рам ........................................249
§ 87. Укрепление котла на раме . .........................256
§ 88. Сцепные приборы ............................................. 258
Глава 17. Буксы и колесные пары
§ 89. Буксы 262
§ 90. Централизованная смазка букс..................................269
§ 91. Колесные пары 272
Глава 18. Рессорное подвешивание
§ 92. Типы рессорного подвешивания ..................................277
§ 93. Рессоры и детали подвешивания .................................281
§ 94. Увеличитель сцепного веса паровоза.............................285
Глава 19. Паровозные тележки
§ 95. Движение паровоза по кривым и назначение тележек . . . 287
§ 96. Одноосные тележки ........................................... 288
§ 97. Двухосные тележки ..................................295
§ 98. Уход за колесными парами, буксами и рессорным подвешиванием 298
Глава 20. Ремонт экипажной части
§ 99. Неисправности паровозной рамы, ее ремонт и проверка . . . 303
§ 100. Ремонт букс, подшипников скольжения н рессорного подвешивания 307
§ 101. Освидетельствования, основные неисправности и ремонт колесных
пар.............................................................311
§ 102. Ремонт паровозных тележек ....................................315
§ 103. Виды осмотров и основные неисправности подшипников качения 318
Раздел V. ТЕНДЕР ПАРОВОЗА
Глава 21. Устройство и ремонт тендеров
§ 104. Общие сведения ............................... 320
§ 105. Рама и бак тендера............................................320
§ 106. Автоматическая сцепка тендера ................................325
§ 107. Тележки тендера ......................................329
§ 108. Оборудование тендера для нефтяного отопления .... 335
§ 109. Уход за тендером .............................................337
§ ПО. Неисправности и ремонт тендера................................339
Раздел VI. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ ПАРОВОЗА
Глава 22. Механический углеподатчик
§ 111. Назначение и типы углеподатчиков..............................342
§ 112. Углеподатчик типа С-3 ..............................342
§ 113. Паровая машина углеподатчика .................................345
§ 114. Редуктор, конвейерные винты .........................348
§ 115. Сопловая коробка и распределительная плита .................. 350
415
§116. Уход за углеподатчиком ......... 353
§ 117. Ремонт углеподатчика ...........................................354
Глава 23. Смазочные приборы
§ 118. Смазочные материалы, применяемые на паровозах .... 356
§ 119. Смазочные приборы ..............................................358
§ 120. Маслопровод, обратные клапаны, приборы для нагнетания смазки 365
§ 121. Ремонт пресс-масленок ..........................................368
Глава 24. Водоподогреватель
§ 122. Принципиальная схема и установка водоподогревателя на п"
ровозе 372
§ 123. Смесительная камера и насосы....................................374
§ 124. Уход за водоподогревателем.....................................380
§ 125. Ремонт водоподогревателя ......................................383
Глава 25. Устройства, повышающие безопасность движения
§ 126. Скоростемер 386
§ 127. Механизм скоростемера .....................388
§ 128. Диаграммная лента, ее расшифровка, обслуживание скоростемера 393
§ 129. Автоматическая локомотивная сигнализация с автостопом . . 396
§ 130. Электрическое освещение .......................399
§ 131. Турбогенератор 400
§ 132. Радиосвязь 403
Глава 26. Песочница, будка, инструмент
§ 133. Песочница ...................................404
§ 134. Будка машиниста ................................................410
§ 135. Инструмент и инвентарь паровоза.................................411
Александр Владимирович Хмелевский,
Петр Иванович Смушков
ПАРОВОЗ
Редактор В. Е. Мельников
Обложка художника А. А. Медведева
Технический редактор Г. П. Головкина
Корректоры В. Т. Агеева и Г. А. Попова
Сдано в набор 28/IX 1972 г. Подписано к печати 19/IV 1973 г.
Бумага 6OX9O’/te, типографская № 3. Печатных листов 26. Учетно-изд. листов 29,3.
Тираж 25 000. Изд № 1-1-3/1 № 4335 Зак. тип 9059. Цена 81 коп’
Изд-во «ТРАНСПОРТ», Москва, Басманный туп, 6а
г. Куйбышев, пр. Карла Маркса, 201. Типография изд-ва «Волжская коммуиа».
АВ.ХМЕ '.ERCKHH. П.И. СМУШКОВ
ПАРОВОЗ