/
































































































Автор: Иванов-Есипович Н.К.
Теги: электротехника радиоаппаратура (радиоэлектронная аппаратура) радиотехника
Год: 1979
Текст
ОГЛАВЛЕНИЕ
Стр.
Предисловие.................................... ................... 4
Введение...................................,......................... 6
Глава I. Термические и термохимические технологические процессы ... 12
§ 1. Общие положения.............................................12
§ 2. Пайка низкотемпературными припоями..........................21
§ 3. Сварка с квазисплавлением...................................48
§ 4. Лазерная термическая обработка..............................52
§ 5. Вжпгание композитной стеклоэмали с нормированными электро-
физическими свойствами...........................................55
§ 6. Металлизация спеканием......................................67
§ 7. Термохимическое осаждение при реакциях замещения.............73
§ 8. Термохимическое осаждение при реакциях термораспада........75
Глава II. Химические и электрохимические технологические процессы . . 82
§ 1. Общие положения.............................................82
§ 2. Химическая металлизация.....................................87
§ 3. Электрохимическая металлизация..............................98
§ 4. Технология конверсионных покрытий..........................108
§ 5. Химическое и электрохимическое травление металлов...........ИЗ
§ 6. Травление поверхности полимерных материалов................123
§ 7. Очистка поверхности........................................125
Глава III. Вакуумные технологические процессы.......................129
§ 1. Общие положения............................................129
§ 2. Осаждение при термическом испарении в вакууме..............140
§ 3. Осаждение в низкотемпературной плазме......................144
§ 4. Оксидирование в низкотемпературной плазме..................154
Г лава IV. Покровные и печатные технологические процессы............160
§ 1. Общие положения........................................- . .160
§ 2. Лакировка, пропитка, заливка...............................166
§ 3. Трафаретная печать.........................................177
§ 4. Фоторельефная печать . .......................186
Литература..........................................................196
Предметный указатель................................................201
ББК 32.844
И20
УДК 621.3.037 + 66.08(075)
Рецензенты:
кафедра технологии радиоаппаратуры
Таганрогского радиотехнического ин-та
(зав. кафедрой доц. Д. А. Сеченов)
и докт. техн, наук Ю. Д. Чистяков
(Московский ин-т электронной техники)
Иванов-Есипович Н. К.
И20 Физико-химические основы производства радиоэлек-
тронной аппаратуры: Учеб, пособие для вузов. — 2-е изд.,
перераб. и доп. —М..: Высш, школа, 1979. — 205 с., ил.
В пер.: 75 к.
Вопросы технологии основного производства радиоэлектронной аппара-
туры рассмотрены в книге с позиций физико-химической природы технологи-
ческого воздействия на исходные материалы и заготовки. Применена новая
(в отличие от первого издания 1965 г.) систематизация специфических для
отрасли физико-химических технологических процессов, объединяющая их в
четыре класса: термические и термохимические, химические и электрохими-
ческие, вакуумные, печатные и покровные технологические процессы. Каждый
класс рассмотрен иа базе обширного фактического материала.
В книге использованы патентные источники, материалы периодических
изданий, стандарты.
И 30406~163-----50—79 2401000000 6Ф2.13
001(01)—79 ББК 32.844
© Издательство «Высшая школа», 1979
ЗАВИСИМОСТЬ ДАВЛЕНИЯ ПАРОВ ОДНОКОМПОНЕНТНЫХ ВЕЩЕСТВ ОТ ТЕМПЕРАТУРЫ
• -температура плавления
ВВЕДЕНИЕ
Производство радиоэлектронной аппаратуры (РЭА) в нас-
тоящее время представляет собой крупную отрасль промышлен-
ности — радиоэлектронное приборостроение. РЭА входит в состав
комплексов связи-и управления, навигационных и радиолокацион-
ных комплексов всех назначений (наземного, морского, самолетно-
го и космического). Суммарные объемы производства значительны,
они вносят существенный вклад в промышленный потенциал стра-
ны.
Радиоэлектронное приборостроение определяется в основном
четырьмя видами производства:
Вид производства
Относительная трудоем-
кость (ориентировочно, %)
Производство функциональных узлов (нестандарт-
ные электроэлементы, микроузлы) и печатных
плат........................................ 20
Сборочно-монтажные работы................... 30
Электрорегулировочные и сдаточные работы . . 10
Производство деталей и сборочных единиц из
металлов и пластмасс........................ 40
Первые два вида определяют половину трудоемкости производ-
ства РЭА.
Конструкция РЭА как объект производства характеризуется
многопредметпостью, иерархическим членением на составные час-
ти, входящие одна в другую от низшего уровня к высшему (см.
схему на с. 7). Каждая часть рассматривается как отдельный объ-
ект собственного-производства. Провода и кабели, элементная ба-
за, материалы (включая химикаты) и полуфабрикаты представля-
ют собой покупную продукцию — поставки смежных отраслей.
Элементной базой называют стандартные комплектующие изде-
лия общего применения, входящие в электрическую схему РЭА, из-
готовляемые на специализированных предприятиях и централизо-
ванно поставляемые на сборку и для ремонта. К ней относят элек-
трорадиоэлементы (ЭРЭ), вакуумные и полупроводниковые прибо-
ры, микросхемы (МС), электромеханические устройства (реле,
двигатели и др.), элементы коммутации (разъемы, переключатели,
выключатели и др.), электроизмерительные приборы [1].
Перед радиоэлектронным приборостроением стоят две пробле-
мы, вытекающие из Директив XXV съезда КПСС — снижение тру-
доемкости производства и повышение качества продукции. Проб-
лема снижения трудоемкости производства возникла как
6
КОНСТРУКЦИЯ РЭА КАК ОБЪЕКТ ПРОИЗВОДСТВА
отраслей
следствие непрерывного расширения применяемости и усложнения
РЭА. Предусмотрен и в будущем значительный рост объемов про-
изводства данного вида промышленной продукции. Как и в других
отраслях, этот рост усложнен социологически — его необходимо
обеспечить при практически неизменной численности занятых в от-
расли рабочих, т. е. только за счет интенсификации производства,
повышения его технического уровня, роста производительности
труда. Интенсификация производства в радиоэлектронном прибо-
ростроении затруднена его мелкосерийностью и многономенклатур-
ностью. Составные части РЭА различной функциональной сложнос-
ти заказывают в производстве, как правило, малыми партиями при
большом номенклатурном разнообразии. Почти всегда на заводе
идет серийный выпуск одновременно нескольких изделий разных
лет разработки и находятся в освоении новые изделия. Это нала-
гает ограничения на выбор технологических методов, которые
должны ^ыть достаточно универсальны и мало чувствительны к от-
носительно частой перестройке оборудования. Поэтому избегают
включать в технологический цикл дорогое и сложное узкоспециа-
лизированное оборудование, загруженность которого будет незна-
чительной, а переналадка и настройка трудоемкими.
В таких условиях существенно повысить технический уровень
производства можно только при комплексном технолого-конструк-
торском подходе, обеспечивая применение прогрессивных интег-
рально-групповых технологических методов, основанных на исполь-
зовании высокопроизводительного технологического оснащения.
Групповым называют метод промышленного изготовления, ос-
нованный на совместной технологической обработке разнородных
деталей, объединяемых в группы на время обработки, интеграль-
7
ним — метод, при котором одновременно протекают процессы соз-
дания и соединения элементов электрической схемы друг с другом
(процессы интегрированы).
Наиболее полно этим методам изготовления соответствуют пе-
чатные конструкции входящих в РЭА составных частей функцио-
нального назначения. Помимо конструктивных преимуществ по
массе и габаритам, печатные конструкции позволяют существенно
сократить объемы трудоемких видов производств. При отказе на
этапе разработки сверхвысокочастотных (СВЧ) цепей, узлов и
антенных решеток от металлических полых резонаторов и волново-
дов с переходом на печатные микрополосковые конструкции исклю-
чаются трудоемкие технологические процесы, основанные на ис-
пользовании точного механообрабатывающего оборудования.
При замене линий задержки и фильтров, выполняемых на ка-
тушках индуктивности и конденсаторах или на массивных звуко-
проводах, на пленочные микроузлы, построенные на использовании
поверхностных акустических волн, происходит разгрузка намоточ-
ного, сборочного и механообрабатывающего участков. Печатные
микроузлы со сложной электрической схемой принимают на себя
основной массив элементной базы, включая бескорпусные микро-
схемы, поэтому в конструкции 1-го структурного уровня (см. схе-
му на с. 7) возможно сокращение числа слоев печатных плат
(ПП) и переход от многослойных печатных плат к двухслойным.
В результате повышается выход годных печатных плат, разгру-
жаются химический и гальванический участки [2].
Повышение качества продукции является второй проб-
лемой радиоэлектронного приборостроения. Дефект представляет
собой любое отклонение от требований технических условий. Явные
дефекты, возникающие на этапах производства, определяют выход
годных изделий. Скрытые дефекты, проявляющиеся со временем,
определяют качество изделий, включая надежность по трем сос-
тавляющим (безотказность, долговечность, сохраняемость).
У потребителя и технолога РЭА разный подход к проблеме ка-
чества и надежности. Потребителя мало интересует физико-хими-
ческая природа дефектов и отказов, ему важно знать с максималь-
ной достоверностью вероятность безотказности его РЭА. Техноло-
гу необходимо проследить причинный механизм развития отказа,
для него важна физико-химическая природа дефектов. Отказ для
технолога есть кинетическое явление, представляющее собой изме-
нение физико-химического состояния системы вследствие химичес-
ких реакций и фазовых превращений в объеме или на поверхности
изделия, причем такое, которое вызывает уход параметров за до-
пустимые пределы. Все технологически получаемые сочетания ве-
ществ и тел в принципе являются термодинамически неравновес-
ными системами. Задача технолога при разработке технологичес-
кого процесса сводится к организации микромасштабных образо-
ваний в виде максимально устойчивых сочетаний материалов с
минимальным присутствием временно введенных им (только на
время технологических превращений) веществ.
8
Технологическое обеспечение высокого качества РЭА предус-
матривает высокую культуру производства, т. е. хорошо обученный
и дисциплинированный персонал, состояние технологического ос-
нащения на требуемом техническом уровне в пределах допустимо-
го износа, точное соблюдение режимов при малой погрешности из-
мерений их параметров, однородность поступающих материалов,
полуфабрикатов и комплектующих изделий по установленным по-
казателям, рациональная организация контроля на всех этапах
производства, соблюдение гигиены производства. За эти вопросы
отвечает технолог.
Промышленная продукция является результатом общественно-
го совокупного труда, но дефекты в ней связаны с трудом отдель-
ных исполнителей. Каждый конкретный дефект имеет конкретного
автора, свою причину. Причинами могут быть прямые нарушения
технологических режимов по вине исполнителей, внесение загряз-
нений из-за низкой культуры производства на данном участке, при-
менение материалов иных марок, что предусмотрено документа-
цией, использование недопустимых режимов работы технологичес-
кого оборудования, изношенной оснастки, небрежность и т. д. Дос-
таточно, например, промыть печатные платы после декапирования
фольги в горячей воде вместо предусмотренной по технологии хо-
лодной, как резко возрастает процент брака на следующей опера-
ции металлизации. Технолог должен уметь выявить причинные свя-
зи дефектов с вызвавшими их факторами.
Решение перечисленных проблем и вопросов требует широкого
круга специальных знаний, в котором важное место занимают фи-
зико-химические основы производства РЭА. Для целенаправленно-
го рассмотрения физико-химических технологических процессов
необходима систематизация, которая должна проводиться по пре-
обладающему физико-химическому признаку, характеризующему
природу процесса и принцип действия технологического оборудова-
ния. Тогда все многообразие технологических процессов, специ-
фичных для радиоэлектронного приборостроения, объединяется в
четыре класса (табл. 1):
1) термические и термохимические;
2) химические и электрохимические;
3) вакуумные;
4) покровные и печатные.
Термическими и термохимическими называют процессы, стиму-
лированные нагревом (выше 100° С), протекающие при плавлении
или при диффузии в твердой фазе и сопровождающиеся химичес-
кими реакциями: процессы пайки и сварки, лазерную обработку,
вжигание композитной стеклоэмали с заданными электрофизичес-
кими свойствами, металлизацию спеканием, термохимическое
осаждение пленок.
Химическими в радиоэлектронном приборостроении называют
процессы обработки поверхности подложки, обусловленные хими-
ческими реакциями, протекающими при комнатной или близкой
к ней температуре (до 100° С): химическая металлизация, хими-
9
Таблица 1
Систематизаций специфичных для радиоэлектронного приборостроения физико-химических технологических процессов
Класс технологических процессов Вид обработки
нанесение удаление модифицирование соединение разделевие
Термические и тер- мохимические Химические и элект- рохимические Вакуумные Покровные и печат- ные Лужение Спекание металла с керамикой и ситал- лом Газотермическое напыление Вжигание стекло- эмали Термохимическое нанесение Химическая метал- лизация Гальваническое осаждение металлов и сплавов Физическое осаж- дение Пропитка Обволакивание Заливка Накатка сухой пленки Центрифугирование Распыление Вытягивание Трафаретная печать Прожигание отвер- стий лучом лазера Подгонка резисто- ров лучом лазера Декапирование Травление метал- лов Растворение орга- нических веществ и силикатов Обезжиривание Очистка, сушка Снятие фотополи- мерного слоя Вскрытие слоя за- ливки, обволакива- ния, лакировки Обжиг (спекание) Анодирование Оксидирование Хроматирование Фосфатирование Отжиг Оксидирование в газоразрядной плаз- ме Сушка Полимеризация Оплавление Проявление фото- полимерного слоя Экспонирование фо- тополимерного слоя Пайка Сварка термоком- прессионная и кон- тактная. Сварка лазерная Соединение тепло- и электропроводными клеями Отпайка Травление раздели- тельное
я
Я
я
я
fa
я
я
3
я
я
я
я
о
о
*
3
я
я
я
я
я
о
Яс
Н S
я
я
я
5
я
я
я я
в* Е
С Я'
о
fa
я
2
я
я
я
я
я
го
я«
я
fa
я
я
о
Яс
я
5
я
fa
я
я
я
я
я
я
м
, я
3 ?
3
я
^|
СЪ fa
X
X
о-
X
3
fa
я
я
я
я
я
5
я
о
о
я
о
я
я
я
я
Е
я
м
я
я
о
я«
я
fa
го
я
я я
я
м
я
я
я
я
fa
fa
fa
го
fa
2
я
я
fa
я
я
я я
о я
Яс
я
я < .
а
?!
я
я
к
2
л
я
я
н
я
ь
я
я
я
я
о
fa
я
я
я
я
я
я
я
я
fa
я
fa
я
я
я
го
я»
я
я
я»
я
я
о
ш
Е
я
fa
я
я
я
я
я
fa
го
о
я
я
я
я
2
я
я
fa
я
о
Е
я
X Л>
<У
5
я
я
о
&
fa
го
я
я
го
я
fa
го
я
о
я
я
я
я
я
2
*
я
я
X
я
о
я
го
я
я
2
я
я
fa
я
о
fa
я
fa
fa
о
?!
я
я
я
я
2
я
го
fa
я
3
я
о
я«
я
£
я
я
2
fa
я
я
ш
fa
о
Е
я
я
я
я
о
fa
я
я
я
я
fa
я
о\
о я
я я
2
я
fa
го
3
I
я
я
fa
я
о
о
2
я
о
2
я
я
го
я
fa
я
я
я
я
я
я
я
я
я
я
я
о
я
fa
fa
го
Яс
я
я
го
2
fa
го
я
fa
я
я
X
X
X
X
я
я
аз
3
я
о
о
к
о
я
я
fa
го
я
я
я
я
я
я
я
я
я
о
я
я
о
я
го
я
я
я
го
я
я
fa
Я
я
м
я
я
Е
О\
О\
я
го
я
я
я
го
я
я
я
£
I
fa
я
я
bl
о
я
я
ГЛАВА I
ТЕРМИЧЕСКИЕ И ТЕРМОХИМИЧЕСКИЕ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
§ 1. ОБЩИЕ ПОЛОЖЕНИЯ
Термическими и термохимическими называют технологические
процессы, стимулированные нагревом (примерно выше 100° С),
протекающие при плавлении или диффузии в твердой фазе, и соп-
ровождаемые химическими реакциями. К ним отнесены процессы
пайки и сварки, лазерной обработки, вжигания композитной эма-
ли на основе стеклянной фритты с заданными электрофизическими
свойствами, металлизации спеканием, термохимического осажде-
ния пленок.
По способу воздействия на объект производства и по применяе-
мому оборудованию технологические процессы данного класса раз-
деляют на изотропные с температурным воздействием на все из-
делие или поверхность, и локальные, с избирательным воздейст-
вием на ограниченной площади (в «точке»). К изотропным относят
процессы, выполняемые в печах с заданной газовой средой, в ван-
нах для пайки, с помощью газотермических напылительных уста-
новок, к локальным — точечную сварку и пайку, лазерную обработ-
ку.
Ввиду повышенных температур термические и термохимические
технологические процессы требуют особого внимания к совмести-
мости используемых материалов и режимов обработки — после-
дующие операции не должны вносить изменений в результаты пре-
дыдущих, необходимо подавлять вредные побочные процессы, опас-
но активируемые при нагревании [3].
Реакции при термических и термохимических технологических
процессах протекают в жидкой и твердой фазах. Реакции в твердой
фазе развиваются на границе касания твердых тел друг с другом.
Течение твердофазных реакций определяется двумя механизмами:
диффузией и процессами на границе фаз. Диффузия в твердых те-
лах есть процесс проникновения атомов одного вещества в другое
через границу контакта тел в результате теплового движения ато-
мов. При совершении элементарного акта перехода атому необхо-
димо преодолеть энергетический барьер Е&, для чего он должен по-
лучить соответствующую энергию активации [4]:
( ^а \
£> = Г>оехр( — ,
где D — коэффициент диффузии, пропорциональный скорости про-
12
никновения атомов одного вещества в другое, см2/с; Do — предэкс-
поненциальный множитель, см2/с; R — газовая постоянная, 7?=
= 8,3 кДж/кмоль-град; Т— абсолютная температура, К.
Параметры взаимной диффузии металлов приведены в табл. 2.
Таблица 2
Параметры взаимной диффузии
Основной ме галл (расгворигель) Металл- диффузант Температура, °C Предэкспоиен- циальный Множитель Do, см2/с Энергия акти- вации Еа, кДж/моль
Ag 450—620 2,0 140
Au 70—150 0,5 100
А1 Zn 450—620 0,04 100
Ni 350-620 10-6 80
Сг Ni 870—1170 4-10-4 190
Al 800—970 1,0 250
Ni Fe 950—1130 0,01 210
Cr 700—1100 0,001 150
Fe 700—1070 1,4 220
Ni 700—1070 2,7 240
Zn 600—1070 0,3 190 .
Pd 800—1070 1,7 230
Си Ag 700—900 0,02 160
Cd 700—970 1,0 190
Sn 700—900 1,0 190
Au 700-900 0,1 190
Sb 600—1000 0,3 180
Ag Ni 750—950 20 230
Fe 750—950 50 320
Cu 760—900 10-4 100
Pd 810—1050 10 240
Cd — 0,5 180
In — 0,4 40
Sn — 0,26 40
Au — 0,26 50
Sa Zn 40—130 1 330
Au Fe 700—1000 0,1 170
Ni 700- 1000 0,1 170
Pt 800—1050 8 260
13
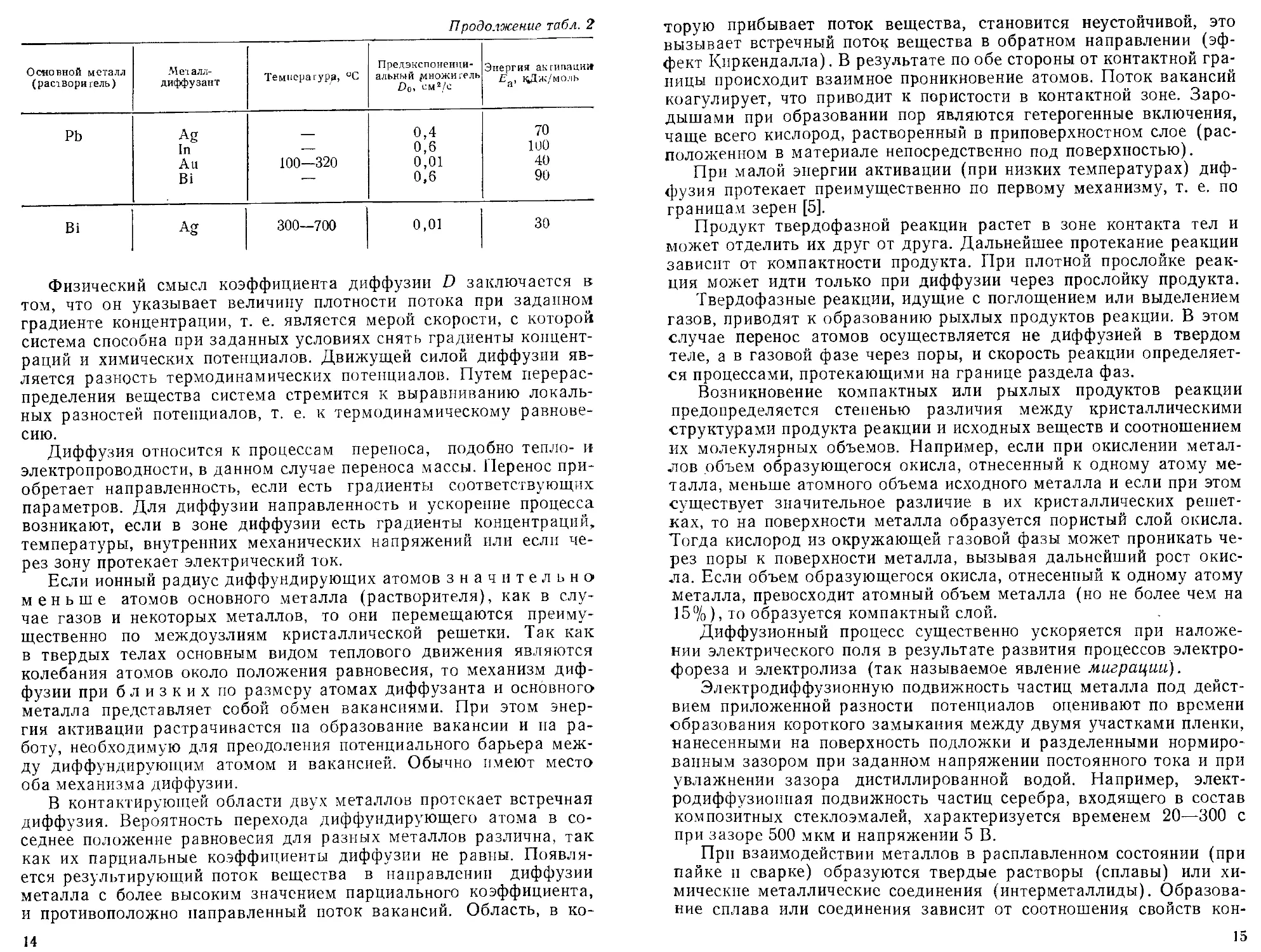
Продолжение табл. 2
Основной металл (растворитель) Металл- диффузант Температура, °C Предэкспоиенци- альный множитель £>о, см2/с Энергия активации £а, кДж/моль
РЬ Ag 0,4 70
In — 0,6 100
Au 100—320 0,01 40
Bi — 0,6 90
Bi Ag 300—700 0,01 30
Физический смысл коэффициента диффузии D заключается в
том, что он указывает величину плотности потока при заданном
градиенте концентрации, т. е. является мерой скорости, с которой
система способна при заданных условиях снять градиенты концент-
раций и химических потенциалов. Движущей силой диффузии яв-
ляется разность термодинамических потенциалов. Путем перерас-
пределения вещества система стремится к выравниванию локаль-
ных разностей потенциалов, т. е. к термодинамическому равнове-
сию.
Диффузия относится к процессам переноса, подобно тепло- и
электропроводности, в данном случае переноса массы. Перенос при-
обретает направленность, если есть градиенты соответствующих
параметров. Для диффузии направленность и ускорение процесса
возникают, если в зоне диффузии есть градиенты концентраций,
температуры, внутренних механических напряжений пли если че-
рез зону протекает электрический ток.
Если ионный радиус диффундирующих атомов значительно
меньше атомов основного металла (растворителя), как в слу-
чае газов и некоторых металлов, то они перемещаются преиму-
щественно по междоузлиям кристаллической решетки. Так как
в твердых телах основным видом теплового движения являются
колебания атомов около положения равновесия, то механизм диф-
фузии при близких по размеру атомах диффузанта и основного
металла представляет собой обмен вакансиями. При этом энер-
гия активации растрачивается па образование вакансии и на ра-
боту, необходимую для преодоления потенциального барьера меж-
ду диффундирующим атомом и вакансией. Обычно имеют место
оба механизма диффузии.
В контактирующей области двух металлов протекает встречная
диффузия. Вероятность перехода диффундирующего атома в со-
седнее положение равновесия для разных металлов различна, так
как их парциальные коэффициенты диффузии не равны. Появля-
ется результирующий поток вещества в направлении диффузии
металла с более высоким значением парциального коэффициента,
и противоположно направленный поток вакансий. Область, в ко-
14
торую прибывает поток вещества, становится неустойчивой, это
вызывает встречный поток вещества в обратном направлении (эф-
фект Киркендалла). В результате по обе стороны от контактной гра-
ницы происходит взаимное проникновение атомов. Поток вакансий
коагулирует, что приводит к пористости в контактной зоне. Заро-
дышами при образовании пор являются гетерогенные включения,
чаще всего кислород, растворенный в приповерхностном слое (рас-
положенном в материале непосредственно под поверхностью).
При малой энергии активации (при низких температурах) диф-
фузия протекает преимущественно по первому механизму, т. е. по
границам зерен [5].
Продукт твердофазной реакции растет в зоне контакта тел и
может отделить их друг от друга. Дальнейшее протекание реакции
зависит от компактности продукта. При плотной прослойке реак-
ция может идти только при диффузии через прослойку продукта.
Твердофазные реакции, идущие с поглощением или выделением
газов, приводят к образованию рыхлых продуктов реакции. В этом
случае перенос атомов осуществляется не диффузией в твердом
теле, а в газовой фазе через поры, и скорость реакции определяет-
ся процессами, протекающими на границе раздела фаз.
Возникновение компактных или рыхлых продуктов реакции
предопределяется степенью различия между кристаллическими
структурами продукта реакции и исходных веществ и соотношением
их молекулярных объемов. Например, если при окислении метал-
лов объем образующегося окисла, отнесенный к одному атому ме-
талла, меньше атомного объема исходного металла и если при этом
существует значительное различие в их кристаллических решет-
ках, то на поверхности металла образуется пористый слой окисла.
Тогда кислород из окружающей газовой фазы может проникать че-
рез поры к поверхности металла, вызывая дальнейший рост окис-
ла. Если объем образующегося окисла, отнесенный к одному атому
металла, превосходит атомный объем металла (но не более чем на
15%), то образуется компактный слой.
Диффузионный процесс существенно ускоряется при наложе-
нии электрического поля в результате развития процессов электро-
фореза и электролиза (так называемое явление миграции).
Электродиффузионную подвижность частиц металла под дейст-
вием приложенной разности потенциалов оценивают по времени
образования короткого замыкания между двумя участками пленки,
нанесенными на поверхность подложки и разделенными нормиро-
ванным зазором при заданном напряжении постоянного тока и при
увлажнении зазора дистиллированной водой. Например, элект-
родиффузионная подвижность частиц серебра, входящего в состав
композитных стеклоэмалей, характеризуется временем 20—300 с
при зазоре 500 мкм и напряжении 5 В.
При взаимодействии металлов в расплавленном состоянии (при
пайке и сварке) образуются твердые растворы (сплавы) или хи-
мические металлические соединения (интерметаллиды). Образова-
ние сплава или соединения зависит от соотношения свойств кон-
15
тактирующих металлов по четырем характеристикам: электронное
и кристаллическое строение, диаметры атомов, электроотрица-
тельность. Интерметаллиды образуются при значительном разли-
чии металлов по строению внешних электронных оболочек атомов
(далеко расположены друг от друга в таблице Менделеева) и по’
кристаллической структуре, при отличии диаметров атомов более
чем на 10% и при различии в электроотрицательности более чем
на 0,2 В.
Химические металлические соединения подчиняются обычным
правилам валентности, могут быть постоянного и переменного со-
става. Благодаря разнообразию типов межатомной связи и крис-
таллической структуре интерметаллиды обладают широкой гам-
мой физико-химических, электрофизических и других свойств.
Термические технологические процессы, сопровождающиеся
расплавлением одного из находящихся в контакте тел, приводят к
образованию сцепления в зоне контакта только при определенных
условиях, рассмотренных ниже.
Нагрев позволяет временно изменить агрегатное состояние од-
ного вещества при наличии контакта с другим телом для того, что-
бы за это время успели протечь необходимые физико-химические
процессы в зоне контакта или в объеме вещества. Сопутствующие
фазовые превращения резко ускоряют эти процессы. При прекра-
щении нагревания остывшие вещества (тела) оказываются в новом
взаимодействии, обычно соединенные друг с другом прочными свя-
зями, часто с новыми электрофизическими и другими параметра-
ми.
Следует отличать первичные процессы взаимодействия на гра-
нице от вторичных. Возникновение вандерваальсовых сил притя-
жения между соседними атомами покрытия и подложки — первич-
ный процесс. Он носит поверхностный характер, не развивается
в глубь тела, В результате первичного процесса возникает при-
тяжение между атомами, находящимися в различных фазовых
состояниях.
Сцепление представляет собой результат последующего взаимо-
действия расплава с твердым телом. Силы взаимодействия распро-
страняются в глубь тела в приповерхностном слое. Этот процесс
развивается в течение некоторого промежутка времени после на-
чала смачивания. Сцепление является следствием вторичных про-
цессов, которые начинаются с поверхности и развиваются вглубь.
Образование промежуточного слоя между покрытием и подлож-
кой— характерный признак сцепления. При этом могут возникать
две межфазовые границы раздела: покрытие — промежуточный
слой и промежуточный слой — подложка. Они бывают размытыми
или четко выраженными.
Общая схема развития сцепления протекает по схеме: адсорб-
ция — адгезия — смачивание — физическое растворение и поверх-
ностные химические реакции — сцепление.
Адсорбционные свойства поверхности определяются степенью
химической и геометрической неоднородности, дефектами кристал-
16
лической решетки, различным энергетическим уровнем и величи-
ной зарядов отдельных точек и участков твердой поверхности.
Адсорбция в данном случае есть концентрирование жидкости
на поверхности раздела фаз под действием молекулярных сил.
Различают два вида адсорбции: физическую и химическую (хемо-
сорбцию) .
Физическая адсорбция вызывается вандерваальсовыми силами
и почти не требует энергии активации, протекает очень быстро.
Энергия связи при физической адсорбции незначительна (поряд-
ка 4,18 кДж/моль), поэтому физическая адсорбция обратима и
энергетическое состояние адсорбированных молекул мало отлича-
ется от свободных.
Хемосорбция протекает со значительным тепловым эффектом
(порядка 40—400 кДж/моль) и требует заметной энергии актива-
ции. Как всякая химическая реакция, хемосорбция сопровождает-
ся изменением электронной структуры взаимодействующих моле-
кул. В отличие от обычных химических реакций хемосорбция про-
текает только в мономолекулярном слое на поверхности раздела
фаз.
Адгезия и адсорбция развиваются только на поверхности без
образования промежуточных слоев. Расстояние, на котором дей-
ствуют адгезионные силы, не превышает нескольких нанометров.
Вместе с тем для адгезии важно иметь большую истинную пло-
щадь поверхности раздела твердое тело—жидкость и обеспечить
благоприятные энергетические условия, облегчающие переход от
вандерваальсовых сил физической связи к более прочным ионным
и ковалентным силам химической связи. Последнее требование
при условии химического сродства обоих веществ реализуется при
активации атомов и молекул, находящихся на поверхности. Актива-
ция усиливается при нагревании тел, при использовании, например,
свежеосажденного тонкого подслоя.
Смачивание твердого тела жидкостью проявляется как растека-
ние капель жидкости на твердом теле или как оттекание, когда
слой жидкости собирается в капли. Поверхностный слой тела об-
ладает избытком энергии (поверхностная энергия). Для атомов,
молекул и ионов, находящихся на поверхности раздела фаз, ха-
рактерно наличие нескомпенсированных сил, т. е. они являются
источниками силового поля. Это силовое поле вызывает сжатие по-
верхностного слоя, возникают силы упругости.
Для маловязких жидкостей мерой смачивания является краевой
угол 0 (табл. 3).
Чем меньше краевой угол, тем лучше смачивание. В случае вы-
соковязких расплавов угол 0 близок к 90°, но это не значит, что
высоковязкие расплавы всегда плохо смачивают. Большой угол
вязкой капли может быть приближен к нулю при расплющивании
с помощью внешнего усилия. При лужении такой внешней силой
является давление жала паяльника или волны припоя.
При образовании покрытий из сплавляемых частиц порошка
наблюдается иной механизм формирования сцепления с подлож-
17
Таблица 3
Краевой угол 6 как мера смачивания
Контур капли в, град Смачивание
Отличное
<10
11—45
46-90
91—170
171—180
Хорошее
Посредственное
Плохое
Отсутствует
кой. Формирование сцепления начинается до перехода частиц в
жидкую фазу. В результате диффузии атомов на границе между
частицами друг с другом и с поверхностью подложки возникает
первоначальное закрепление (процесс спекания). К моменту плав-
ления и перехода в высоковязкий расплав частицы порошка ока-
зываются уже связанными с поверхностью подложки. Возникает
неопределенность классического краевого угла 0. В таких случаях
целесообразно характеризовать смачивание углом оттекания 0О, об-
разуемым при оттекании расплава со смоченной им поверхности.
В результате смачивания создаются условия для развития вто-
ричных процессов — физического растворения и поверхностных хи-
мических реакций, при протекании которых происходит взаимодей-
ствие, ведущее к образованию переходной зоны на границе раздела
фаз. При физическом растворении взаимодействуют вещества оди-
наковой природы, смешение происходит только за счет кинетичес-
кой энергии атомов, ионов, молекул, не претерпевающих измене-
ний. Механические напряжения в месте спая малы, потому что
нет четкой границы раздела. Примером физического растворения
является случай вжигания слоя эмали на эмаль.
Поверхностные химические реакции возможны в том случае,
когда соприкасающиеся фазы различны. При этом реальные твер-
дые растворы можно рассматривать как химические соединения
переменного состава. Образуемые в результате этих реакций по-
верхностные химические соединения (в отличие от объемных) не
представляют отдельной самостоятельной фазы и их состав сте-
хиометрически неопределен. Вступившие в поверхностную реакцию
атомы и ионы твердого тела не порывают связей с атомами и ио-
18
нами кристаллической решетки, так как энергия активации недос-
таточна для разрушения. Важно обеспечить монотонное изменение
свойств в прослойке твердого раствора от подложки к слою, что
позволяет снизить механические напряжения в переходной зоне.
Для протекания реакции между соседними группами атомов и
молекул различных веществ они должны обладать энергией ак-
тивации реакции £р— некоторым минимальным приращением энер-
гии над средним значением для данной температуры, необходимым
для протекания реакции [6, с. 171]. С повышением температуры хи-
мические реакции интенсифицируются, растет вероятность того,
что все большее число атомов и молекул приобретет энергию, дос-
тигающую значения энергии активации. Добавка некоторых ве-
ществ (обычно до 1%) в качестве активаторов позволяет заме-
нить одни химические связи другими, при которых реакции проте-
кают при более низком значении Ер. Активаторы должны адсорби-
роваться на границе раздела, при этом возрастает их концентра-
ция в контактной зоне.
Таким образом, характерным признаком полного сцепления
служит образование промежуточного слоя в результате взаимодей-
ствия расплава с твердым телом. Это взаимодействие всегда тре-
бует некоторого времени, потому что связано с протеканием хими-
ческих реакций, растворения и диффузии.
Рассмотренные физико-химические явления — основные или
сопутствующие в случае всех термических и термохимических про-
цессов. При термокомпрессионной сварке, протекающей под дей-
ствием температуры и значительного давления в области соедине-
ния, природа сцепления иная, она не связана с плавлением и сма-
чиванием, а определяется деформационными явлениями в соеди-
няемых металлах в сочетании с нагревом в зоне соединения.
Сцепление двух металлических поверхностей, прижатых друг к
другу с большим удельным давлением, возникает и без нагрева.
Сила сцепления пропорциональна суммарной площади металли-
ческих пятен касания, которая зависит от усилия сжатия, состоя-
ния поверхностей и свойств металлов. В связи с неровностями на
реальных поверхностях контактирующих металлов фактическая
площадь касания значительно меньше номинальной площади кон-
такта. Две прижатые друг к другу поверхности начинают контак-
тировать в отдельных пятнах касания, сконцентрированных в оп-
ределенных областях. Величина и расположение областей касания
зависят от волнистости поверхности (макрорельефа), тогда как ве-
личина и расположение пятен касания определяются шероховатос-
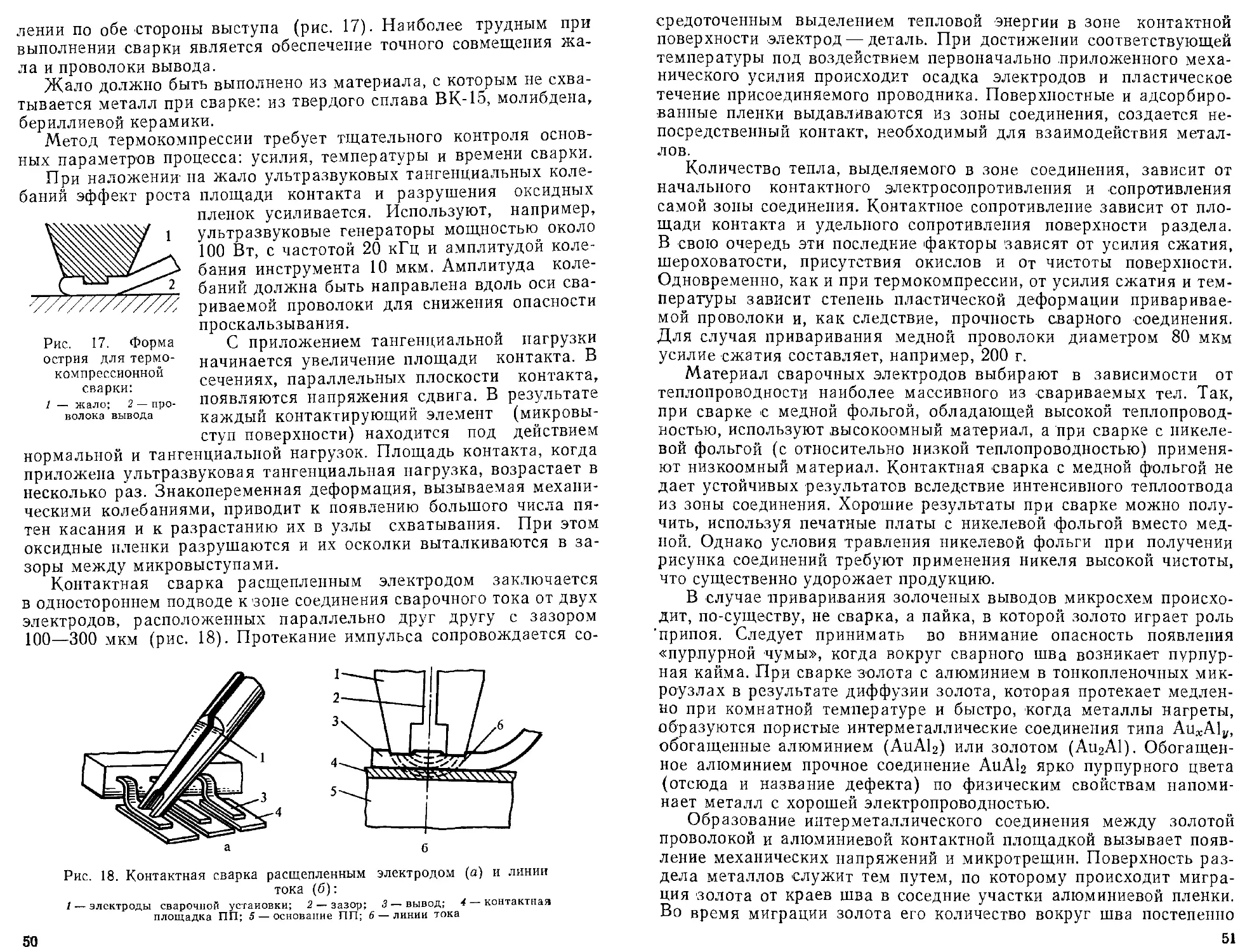
тями (микрорельефом) (рис. 1).
По мере увеличения сжимающего усилия происходит упругая
деформация выступов микрорельефа, в соприкосновение входит все
большее число выступов. Дальнейшее увеличение нагрузки приво-
дит к пластической деформации выступов, первыми вступивших
в контактирование, и к упругой деформации более низких высту-
пов. Процесс пластической деформации выступов сопровождается
упрочнением, они вминаются в основной металл.
19
Рис. 1. Электриче-
ский контакт между
сжимаемыми метал-
лическими поверхно-
стями:
1—области касания по
макровыступам; 2 — пят-
на касания по микровы-
ступам
сварной шов. Чем
Сближение абсолютно чистых металлических поверхностей на
расстояние в несколько нанометров приводит к появлению вандер-
ваальсовых сил взаимодействия. Дальнейшее сближение до долей
нанометра приводит к образованию атомарных металлических свя-
зей как результату взаимодействия между свободными электро-
нами атомов соединяемых тел. Необходимое для преодоления энер-
гетического барьера повышение энергии атомов достигается плас-
тической деформацией.
При возникновении металлических связей поверхностная энер-
гия соприкасающихся тел уменьшается. При сближении разнород-
ных металлов на образовавшейся границе
между кристаллитами существует некоторый
переходный слой .от одной решетки к другой.
Реальные металлические поверхности по-
крыты окисными пленками, однако сцепление
при термокомпрессии возможно и в этом слу-
чае. При давлениях, превышающих предел те-
кучести металла (имеющих место на вершинах
микровыступов уже при небольших сдавлива-
ющих усилиях), металл выступов начинает
течь. Более твердая пленка окисла при пла-
стическом течении металла растрескивается,
металл продавливается в трещины, образуя
участки металлического контакта с описанным
выше механизмом сцепления. Однако, если
приложенному механическому усилию не со-
путствует значительный нагрев зоны сварки,
то остаточные упругие напряжения разорвут
лше температура, тем при меньших давлениях
начинается сцепление, так как облегчается разрушение окисных
пленок. Твердость ковкого металла проволоки существенно умень-
шается, а твердость окисных пленок с ростом температуры меняет-
ся мало. При нагреве в результате увеличения пластичности метал-
ла легче образуются большие поверхности соприкосновения, и сни-
маются разрушительные для шва внутренние механические напря-
жения.
Чем больше доля упругой составляющей в общей упругопласти-
ческой деформации, тем меньше сила сцепления. Величина оста-
точных напряжений в металле значительно падает с уменьшением
толщины, что объясняет факт сцепляемости при термокомпрессии
только тонких проволок и лент (примерно не толще 100 мкм).
В осложненных случаях термокомпрессионной - сварки, когда
сваривают металлы, имеющие на поверхности прочную окисную
пленку (например, алюминий), целесообразно вводить в зону свар-
ки энергию ультразвуковых колебаний. Это усложняет конструк-
цию и наладку сварочного оборудования, но обеспечивает сварку
не только металлов между собой, но и металла с керамикой, при
ранее оговоренной малой толщине присоединяемой проволоки.
20
§ 2. ПАЙКА НИЗКОТЕМПЕРАТУРНЫМИ ПРИПОЯМИ
Определение процессов пайки и лужения. Механизм сцепления.
Пайка представляет собой процесс механического и электрическо-
го соединения металлических деталей с нагревом ниже температу-
ры их автономного расплавления, путем смачивания и заполнения
зазора между ними расплавленным припоем и сцепления при крис-
таллизации шва.
Припоем называют металл или сплав, вводимый в зазор меж-
ду соединяемыми деталями и имеющий более низкую температуру
начала плавления, чем паяемые материалы.
При монтаже РЭА используют низкотемпературную пайку, при
которой нагрев не превышает 450° С. Низкотемпературная пайка ха-
рактеризуется капиллярным механизмом, при котором расплавлен-
ный припой заполняет паяльный зазор и удерживается в нем под
действием капиллярных сил. Участок паяного соединения с литой
структурой, закристаллизовавшийся в процессе пайки, называют
паяным швом. Участок паяного шва, образовавшийся у края за-
зора на наружных поверхностях соединяемых деталей под дейст-
вием капиллярных сил, называют галтелью паяного шва [7].
Лужением называют нанесение на поверхность материала рас-
плавленного припоя, смачивающего эту поверхность и кристалли-
зующегося на ней. Лужение является способом подготовки поверх-
ности соединяемых металлов под пайку и дозированного введения
припоя в зону пайки.
Технологический процесс пайки в целом представляет собой
совокупность технологических операций при изготовлении паяного
изделия. При монтаже РЭА пайка й лужение входят в сложный
комплекс процессов, включая лужение, консервацию и расконсер-
вацию соединяемых поверхностей, обрезку в размер, формовку
выводов, установку и фиксацию электрорадиоэлементов (ЭРЭ) и
микросхем (МС) на платы (подложки), флюсование и пайку сое-
динений, удаление остатков флюсов (отмывка).
Задачей пайки при монтаже РЭА является механическое и элек-
трическое соединение выводов ЭРЭ и МС с контактными площад-
ками на печатных платах, проводов с разъемами и т. д. Различают
два варианта конструктивного решения контактного узла — с от-
верстием в контактной площадке или без него. В первом случае ме-
ханическое соединение усилено благодаря заполнению припоем за-
зора между проволочным выводом и стенками отверстия. После
затвердевания образуется металлическое утолщение, заклиненное
в отверстии вместе с выводом. На это утолщение распределяется
основная часть механической нагрузки. Утолщение работает на срез
и сжатие, а не на отрыв. Во втором случае механическое соедине-
ние в паяном шве осуществляется только за счет сцепления при-
поя с плоскостью контактной площадки, поэтому применяют прик-
леивание тела навесного элемента к подложке, чтобы усилия отры-
ва при механических нагрузках к паяному шву не прикладывались.
Электрическое соединение при пайке обеспечивается тем, что
21
оловянно-свинцовые припои обладают значительной металлической
электропроводностью, хотя на порядок более низкой, чем медные
проводники.
Основным условием сцепления при горячем лужении и пайке
является физико-химическое взаимодействие жидкого припоя с
чистой поверхностью металла. В расплавленном состоянии припои
должны быть хорошо смачивающими жидкостями. Степень смачи-
вания и растекания не является физической константой, а зависит
от вида контактирующих металлов, состояния поверхности (нали-
чие окислов, шероховатость), а также условий лужения (темпера-
тура, газовая среда, продолжительность). Флюсы, применяемые
при лужении, не только растворяют окислы на поверхности твердо-
го металла. Являясь поверхностно-активными веществами, они
уменьшают поверхностное натяжение припоев, способствуют улуч-
шению смачивания и растекания, передаче тепла на всю зону пок-
рытия.
При смачивании припоем возникает взаимодействие, приводя-
щее при затвердевании к образованию связи между кристаллита-
ми. -
Если взаимодействие жидкого припоя с основным металлом ог-
раничено во времени и протекает при температуре смачивания,
т. е. без перегрева, то диффузией можно пренебречь. Процесс сое-
динения определяется хемосорбцией и образованием химических
связей. Такой механизм процесса предпочтителен во многих слу-
чаях сборочно-монтажных работ в производстве РЭА, так как не
изменяет физико-механических свойств основного металла и про-
текает в тонком, практически двумерном слое.
При смачивании припоем основного металла возможно образо-
вание интерметаллических соединений. Интерметаллиды могут об-
разовываться в паяном шве на поверхности основного металла в
результате взаимодействия на межфазной границе, выделяться при
кристаллизации расплава на этой границе и в объеме припоя. Наи-
большую опасность представляют интерметаллиды, отлагающиеся
на поверхности основного металла, так как их кристаллическая
структура, как правило, резко отличается от кристаллической струк-
туры основного металла и припоя. В результате прочность паяного
шва снижается. Например, взаимодействие олова с медью дает
два металлида: CusSn имеет орторомбическую решетку с 64 ато-
мами в ячейке; CueSns имеет орторомбическую решетку, содержа-
щую 530 атомов в элементарной ячейке [16]. В тех случаях, когда
прочность шва имеет особое значение, целесообразно применять
барьерное покрытие. Металл барьерного покрытия должен обра-
зовывать плотную и прочно связанную с основным металлом плен-
ку, хорошо смачиваемую расплавом припоя и не растворяющуюся
в процессе пайки.
Взаимодействие олова с медью имеет второе важное последст-
вие, относящееся к стабильности технологического процесса луже-
ния волной или струей припоя (см. ниже). С течением времени жид-
кий припой обогащается медью, что изменяет его температуру лик-
22
видуса и характеристики смачивания. Наличие присадок в припое
увеличивает степень растворения меди. Ослабление, влияния этого
эффекта достигается применением масок, открывающих для горя-
чего лужения ограниченную площадь медной фольги только в об-
ласти контактных площадок.
Значительную опасность растворение основного металла в при-
пое представляет в случае пайки в микроузлах к толстым или тон-
ким пленкам, нанесенным на ке-
рамику или ситалл. Малый объем
пленки почти весь вовлекается в
зону паяного шва и интенсивное
растворение может привести к от-
рыву пленки от подложки.
Общим металлургическим
средством снижения растворимо-
сти основного металла в припое
является предварительное легиро-
вание припоя этим же металлом
(до 2 %).
Важным требованием для до-
стижения высокого качества пай-
ки является соблюдение опти-
мальных размеров зазоров в зоне
паяного шва между соединяемы-
ми деталями. Полезный капил-
Рис. 2. Паяный шов при штыревых
выводах ЭРЭ на печатных платах с
неметаллизированными (а) и метал-
лизированными (б) отверстиями:
1 — вывод; 2 — контактная площадка; 3 —
подложка платы; 4 — галтель паяного
шва; h— высота металлизации; h\— высо-
та заполнения (hi >
лярный эффект, обеспечивающий засасывание припоя и заполнение
им зазоров в шве, может протекать только в ограниченном интер-
вале зазоров в пределах 0,1—0,3 мм. Очень узкие зазоры опасны
тем, что припой в них не затечет и останутся пустоты. Для оловян-
но-свинцовых припоев (ПОС) оптимальный зазор составляет
0,1 мм, при этом прочность шва на срез около 4 кг/мм2. Излишки
припоя не способствуют увеличению прочности паяного шва и опас-
ны тем, что могут скрыть раковины и пустоты в зазорах. Форма
паяных соединений должна быть рельефной, повторяющей поверх-
ность пропаянного шва, с вогнутыми галтелями припоя по шву и
без избытка припоя (рис. 2, 3).
Составы и свойства низкотемпературных припоев. Одним из
сложных многофакторных вопросов является выбор припоя (табл.
4). Должны быть учтены такие факторы, как температурный ин-
тервал кристаллизации припойного сплава, стоимость и дефицит-
ность компонентов, интенсивность их испарения и растворения в
основном металле, смачивание основного металла, когезионная
прочность, свойства интерметаллидов, образующихся в переходной
зоне от металла к припою.
Сплавы, в которых происходит одновременная по всему объему
кристаллизация компонентов при самой низкой для данной систе-
мы температуре, называют эвтектическими [9].
На фазовой диаграмме состояния системы (рис. 4) кривую (в
двухкомпонентных системах) или поверхность (в трехкомпонент-
23
Таблица 4
Припои для пайки и лужения в производстве РЭА
Температура плавления, °C Состав припоя, % Марка Примечание
солидус ликвидус
66 70 12,5Cd — 12,5Sn — 25В1 — ост. Pb Сплав Вуда ОСТ 4 ГО.ОЗЗ.ООО
70 72 34BI — ост. In
91 93 14Cd — 42Sn—ост. In .
92 96 16Sn — 32Pb — ост. Bi Сплав Розе ТУ МХП 3151—52
117 117 48In — ост. Sn ПОИ 50 ОСТ 4 ГО.ОЗЗ.ООО
120 130 33Sn — 33Bi — ост. Pb ПОСВ-33 ОСТ 4 ГО.ОЗЗ.ООО
123 123 26Cd — ост. In —
130 130 5Bi — 13Cd — ЗОРЬ — ост. Sn
138 138 42Sn — ост. Bi — Для лудящих паст
141 141 3Ag—ост. In ПСрЗИ ОСТ 4 ГО.ОЗЗ.ООО
142 146 18Cd— 50Sn — ост. Pb ПОСК50-18 ГОСТ 21931—76
148 148 13Bi — 32Sn — ост. Pb —< .
156 156 lOOIn — ГОСТ 10297—75
168 168 4Bi — 36Pb — ост. Sn ПОСВи36-4
169 173 2Ag — 40Pb — ост. Sn ПОС Ср2 —
175 175 0,5Sb — 3Ag— 3In — 56Sn — ост.РЬ ПСрОСИнЗ-56 ОСТ 4 ГО.ОЗЗ.ООО
177 177 32Cd — ocT.Sn —.
179 189 2Ag — 62Sn — ост.РЬ — Для лудящих паст
183 183 61,9Sn~ocT. Pb — Для лудящих паст
183 189 0,5Sb — 61Sn —ост. Pb ПОССуС 1-0,5 ГОСТ 21931—76
183 190 0,5Sb+3Ag — 57,8Sn — ост. Pb ПСрОСЗ-58 ОСТ 4 ГО.ОЗЗ.ООО
183 190 (61±1) Sn —ост. Pb ПОС-61 ГОСТ 21931—76
183 191 70Sn — ост. Pb — Для пайки в потоке
припоя
183 192 1,8Cti — 61 Sn— ост.РЬ ПОС-61М ГОСТ 21931—76
183 212 50Sn — ост. Pb — —
183 216 0,5Sb — 50Sn — ост. Pb ПОССу50-0,5 ГОСТ 21931—76
183 220 90Sn—ост. Pb ПОС-90 ГОСТ 21931-76
183 238 40Sn — ост. Pb ПОС-40 ГОСТ 21931—76
183 255 30Sn — ост. Pb ПОС-ЗО ГОСТ 21931—76
210 216 50In — ост. Pb — Для лудящих паст
218 220 13B1 — 17Cd — ост. Pb ПС70КВ ОСТ 4 ГО.ОЗЗ.ООО
220 220 lPb — 3,3Ag—ост. Sn ПСрОСЗ,5—95 ОСТ 4 ГО.ОЗЗ.ООО
225 235 2Ag — 5Cd — 30Sn — ост. Pb ПСр2 ГОСТ 19738—74
232 240 5Sb — ост. Sn — —
235 235 5Ag — ост. Sn Для лудящих паст
265 270 1 ,5Ag — 15Sn — ост. Pb ПСр1,5 ГОСТ 19738—74
268 299 10Sn — ост. Pb ПОС-Ю ГОСТ 21931—76
для лудящих паст
275 275 20In — ocT.Sn — Для лудящих паст
280 280 80Au — ост. Sn — Для лудящих паст
280 290 2Ag — lOSn — ост. Pb — Для лудящих паст
295 305 2,5Ag — 5,5Sn — ост. Pb ПСр2,5 ГОСТ 19738—74
300 305 3Ag — ост. Pb ПСрЗ ГОСТ 19738—74
300 315 5Sn — ост. Pb — —
305 305 2,5Sn — ост. Pb — —•
309 309 ISn—l,5Ag—ост. Pb — —
356 356 12Ge — ост. Au — Для лудящих паст
Рис. 3. Паяный шов при планарных выводах (а), сечение вдоль
вывода (б), сечение поперек вывода в случае без проскальзы-
вания (е) и при проскальзывании (а):
1 — вывод; 2— контактная площадка; <?— подложка платы; 4 — галтель
паяного шва
ных системах), отделяющую на диаграмме область существования
однородной жидкой фазы от остальных областей (кроме области
существования газовой фазы) называют ликвидусом. Солидус —
линия, отделяющая область твердой фазы. Если точку на диаграм-
ме, отражающую состояние в координатах состав — температура,
перемещать в направлении снижения температуры, то при пере-
сечении ликвидуса начинается область кристаллизации, а при пе-
ресечении солидуса — заканчивается. В случае двухкомпонентной
Рис. 4. Фазовая диаграмма состояний
оловянно-свинцового сплава:
1 — рекомендуемая температура припоя
при смачивании; 2— область жидкой фазы;
3— область пастообразной смеси; 4—об-
ласть твердого раствора РЬ; 5 — область
твердого раствора Sn; 6 — область твердой
фазы
чительным механическим воздействием, то
системы концами кривой ликви-
дуса являются точки плавления
чистых исходных компонентов
припоя.
Эвтектическая точка на фазо-
вой диаграмме характерна скач-
кообразным и полным переходом
из жидкой фазы в твердую при
охлаждении сплава. Припой твер-
деет мгновенно. Отклонения от
этого соСтава приводят к тому,
что в жидком припое происходит
спонтанная кристаллизация одно-
го из компонентов. Внешне это
проявляется в медленном затвер-
девании загустевающего припоя.
Если в этот момент твердеющий
паяный шов потревожить незна-
мгновенно наступает
общая кристаллизация с выделением крупных кристаллов, недоста-
26
точно прочно связанных между собой. Близкий к эвтектическому
сплав ПОС-61 имеет наименьшую температуру плавления, наилуч-
шие капиллярные свойства из оловянно-свинцовых .припоев и наи-
меньшую пористость. Низкая пористость необходима для обеспече-
ния высокой когезии припоя и вакуумной плотности швов при пай-
ке корпусов с целью герметизации. При выполнении последних
требований необходимо учитывать явление ликвации.
Ликвацией называют химическую и структурную неоднород-
ность затвердевшего сплава, возникающую при затвердевании из-
за неполноты диффузии во время кристаллизации, идущей не в
полном соответствии с диаграммой фазового равновесия. В при-
поях ПОС, далеко отстоящих от эвтектики, наблюдается зональная
ликвация, протекающая во всем объеме. Кристаллы, обогащенные
более тугоплавкими компонентами припоя и выпавшие в первую
очередь, сцепляются с поверхностью соединяемых металлов и внут-
ренняя часть паяного шва затвердевает независимо от них. Получа-
ется паяный шов со слоистой структурой и с составом, изменяю-
щимся от обеих поверхностей соединяемых металлов к глубинной
зоне шва.
В припое ПОС-61 ликвация не наблюдается. Она присуща не-
эвтектоидным припоям, особенно висмутовым, при длительном
(4 ч) нагревании ванны с припоем и протекает в объеме ванны.
Время пайки при монтаже ЭРЭ должно быть 1—3 с, чтобы не
перегревать микросхемы и транзисторы, многие из которых при
длительном термическом воздействии могут претерпеть необрати-
мые изменения.
Чем ниже температура пайки, чем более щадящими будут ус-
ловия воздействия при групповой пайке. Поэтому оправдано стрем-
ление использовать более низкотемпературные припои, чем при-
пой ПОС-61. При этом необходимо учитывать, что висмут, приме-
няемый в составе оловянно-свинцовых припоев для снижения тем-
пературы пайки, относится к дефицитным металлам, и его коли-
чество в припое следует ограничивать. Сплавы должны быть эв-
тектоидными или близкими к ним по составу, с минимальной кру-
тизной линий ликвидуса у эвтектической точки.
Растекание является важной технологической характерис-
тикой припоев, так как дает представление о смачивании припоем
основного металла, о способности металлов к образованию проч-
ных связей на границе раздела фаз. Если связи не образовались, то
жидкий металл, первоначально растекшийся по поверхности во
время пайки или лужения, собирается в каплю при последующем
охлаждении.
Легкоплавкие висмутовые припои недостаточно хорошо смачи-
вают поверхность, при кристаллизации увеличиваются в объеме.
Кадмиевые припои обладают более высокой прочностью и плас-
тичностью, чем оловянно-свинцовые, но технологические свойства,
в частности смачиваемость, у них понижены.
Индиевые припои, несмотря на относительную дефицитность ин-
дия, рекомендуются к применению во всех случаях, когда требует-
27
ся повышенная смачиваемость нс только к металлам, но и к стек-
лам и полупроводникам. Добавление всего 1—2% In к припою
ПСр 2,5 существенно улучшает его смачиваемость.
При пайке посеребренной поверхности, например жил провода
во фторопластовой изоляции, припой ПОС-61 поглощает серебро,
обнажая поверхность, не смачиваемую припоем. Для устранения
этого припой предварительно легируют серебром (2%).
Важное значение имеет химическая чистота припоев и строго
дозированное введение необходимых добавок. Например, если РЭА
предназначена для длительного (несколько месяцев) хранения или
работы в условиях сильных морозов (—60° С), есть опасность пос-
тепенного перехода олова из металлического в аморфное состоя-
ние, если припой содержит много олова («оловянная чума»). Раз-
рушение олова в припое при отрицательных температурах замед-
ляется присадкой As (0,5%) и ускоряется присутствием в припое
примесей алюминия (более 5-10~6) и цинка (более 5- 10~6).
Примеси А1 и Zn усиливают вредные окислительные процессы
в припое в расплавленном состоянии при пайке волной. Следует
учитывать, что в бессурьмяпистых оловянно-свинцовых припоях
отечественного производства, согласно ГОСТ 21931—76, допуска-
ется значительное содержание: А1 (20-10 °) и Zn (20-10~6), что
в четыре раза превышает оговоренный выше предел.
Соединения, выполняемые галлиевыми припоями, достаточно
электропроводны и коррозионностойки. Прочность шва примерно
вдвое ниже, чем в случае припоев ПОС. Пайка осуществляется при
комнатной или повышенной температуре, а после затвердевания,
которое длится не менее 1 ч, паяное соединение может работать в
широком диапазоне температур (до +800° С). Пайка бесфлюсовая.
Лужение производят, натирая галлием нагретую до 50° С поверх-
ность.
Таллиевые припои представляют собой неравновесные объекты,
содержащие нерастворенные зерна металлического порошка (ме-
ди, никеля и др.) и фазу, находящуюся в равновесии с галлием. При
повышении температуры в период затвердевания шва образуются
новые фазы. Чем выше дисперсность порошка, тем меньше время
затвердевания и ниже пористость шва. Рост пористости связан с
вакансионпым механизмом диффузии и вызван существенным раз-
личием коэффициентов гетеродиффузии галлия в тугоплавкий ме-
талл и тугоплавкого металла в галий. Для снижения пористости
вакансионного происхождения необходимо применять термообра-
ботку при большом замыкающем механическом усилии.
Время жизни приготовленного припоя ограничено двумя сутка-
ми при хранении в термосе с сухим льдом (двуокись углерода твер-
дая, ГОСТ 12162—77).
В качестве наполнителя используют порошок металла, подвер-
гаемого пайке. Например, для пайки меди применяют припой
ПГМ 65 состава 65Ga — ост. Си, для пайки никеля — припой
ПГН 54 состава 54 Ga — ост. Ni. Указанные припои применяют
также для присоединения к золоту и серебру [10].
28
Таблица 5
Ориентировочная стоимость металлов, входящих в состав
низкотемпературных припоев
Металл США, долл/кг СССР
стоимость, руб/кг ГОСТ
Висмут в палочках 25 17 ГОСТ 10928—75.
Галлий технический — — ГОСТ 12797—77
Золото 4200 — ГОСТ 6835—72
Индий 150 300 ГОСТ 10297—75
Кадмий в палочках 10 14 ГОСТ 1467—67
Порошок медный ПМА — 1 ГОСТ 4960—75
Порошок никелевый ПРН-0,1 — 11 ГОСТ 14086—68
Олово в палочках 9 57 ГОСТ 860—75
Порошок оловянный ПО — 11 ГОСТ 9723—73
Свинец в палочках 0,6 1 ГОСТ 3778—74
Порошок свинцовый ПСА — 1 ГОСТ 16138—70
Порошок серебряный 140 35 ГОСТ 9724—61
Сурьма 7 2 ГОСТ 1089—73
Таллиевые припои, позволяющие проводить пайку при низкой
(50° С) температуре, не превышающей верхнюю рабочую темпе-
ратуру полупроводниковых навесных элементов, представляют со-
бой интерес при герметизации микроузлов в корпус. Пористость
шва, наиболее опасную в данном случае, устраняют, дегазируя в
вакууме приготовленный для пайки припой, чтобы удалить газы,
захваченные развитой поверхностью высокодисперсного порошка
наполнителя.
Часть низкотемпературных припоев является нестандартизо-
ванным промышленным продуктом (см. табл. 3). В таких случаях
припои приготовляют путем сплавления входящих в них металлов
в графитовых тиглях с раскислением канифолью (ГОСТ 19113—
73). При выборе состава припоя наряду с’ металлургическими и
другими свойствами следует принимать во внимание стоимость
входящих компонентов (табл. 5) [И, 12].
Составы и свойства паяльных флюсов для низкотемпературной
пайки. Паяльный флюс представляет собой неметаллическое ве-
щество, применяемое для удаления окисной пленки с поверхности
припоя и паяемого материала и для предотвращения ее образо-
вания при пайке, для снижения поверхностного натяжения припоя
(ГОСТ 19250—73).
Пайка возможна только в том случае, если происходит смачи-
вание основного металла расплавленным припоем. Смачиванию. и
последующему сцеплению препятствуют загрязнения и окислы.
Источником масляных загрязнений на выводах и контактных
площадках может быть смазка инструмента технологического ос-
нащения, используемого на операциях подготовки выводов под пай-
ку (формовка, подрезка). Особенно опасны кремнийорганические
29
смазочные материалы, которые плохо удаляются растворителями.
Удаление других загрязнений, включая следы от пальцев рук, про-
изводят химическими методами (см, гл. II, § 7). Во избежание
повторных загрязнений при работе с очищенными изделиями, по-
ступающими на пайку, рабочие должны надевать белые чистые
перчатки из ткани, не дающей ворсистой пыли.
Удаление окислов производят в два этапа — предварительно и
во время пайки. Предварительная механическая очистка и декапи-
рование поверхностей непосредственно перед лужением или пай-
кой является важным условием получения доброкачественного ме-
таллургического соединения. Предварительный этап необходим и в
случае подготовки к пайке луженых поверхностей, если между опе-
рациями лужения и пайки протекло более суток. Непосредственно
во время пайки удаление тонкого окисного слоя с основного метал-
ла и припоя и защиту от окисления зоны спая выполняет флюс.
После смачивания флюсом основного металла (по удалении
окисной пленки) образуется межфазная граница основной ме-
талл— жидкий флюс. Развивающийся дальше процесс пайки при-
водит к замене флюса жидким припоем в условиях, практически
исключающих взаимодействие вещества на межфазной границе
с атмосферой.
Флюс должен обладать определенной химической активностью
для химического взаимодействия с окислами, но эта активность
должна проявляться не при комнатной температуре, а при темпе-
ратуре пайки. При более низких температурах флюс должен иметь
минимальную химическую активность, чтобы не вызвать корро-
зионных явлений и разрушения изоляции. Этим свойством обладают
смолосодержащие флюсы без активирующих добавок (табл. 6).
Канифольные флюсы ФКСп и ФКЭт при нагревании до температу-
ры флюсования, совпадающей с температурой пайки, выделяют
абиетиновую кислоту. Эта слабая органическая кислота растворя-
ет следы окислов. В холодной канифоли кислота нейтрализована
терпином, входящим в ее состав.
Коррозия под действием флюса опасна не только прямым раз-
рушением материала, но и образованием продуктов коррозии. Про-
дукты коррозии из-за пористости гигроскопичны и сильно снижа-
ют поверхностное электрическое сопротивление изоляции.
При флюсовании опасность представляют вторичные реакции.
Не должны образовываться газы, разрушающие соседние детали и
их изоляцию. Например, выделение паров НС1 приводит к их кон-
денсации на изоляции и меди проводов, на плате. Последующее ув-
лажнение при эксплуатации РЭА приводит к развитию механизма
разрушения под действием сильного и концентрированного хими-
ческого агента, хотя и действующего в микромасштабе. Поэтому
недопустимо применение неорганических кислотных и смолосодер-
жащих активированных флюсов, которые при нагревании выделя-
ют НС1. Хлористый водород взаимодействует с окислами основно-
го металла и припоя с образованием легко растворимых во флюсе
зо
Таблица 6
Паяльные флюсы для низкотемпературной пайки и лужения_____
Состав, масс. % Марка Интервал флюсования, °C Примечание
50 канифоль — 50 этанол ФКСп 163—300 Для монтажа •
50 канифоль — 50 этилацетат ФКЭт 160—300 То же
01 тетрабромстеариновая кис- лота — 30 канифоль — ост. эта- нол ФКТ 160—300
0,05 бутилфосфат — 0,2 ди- метиламин хлоргидрат— 15 ка- нифоль — ост. этанол ФКДТ 130—300 »
2 дибутнлфталат — 2 эта- нол — 12 камфора — 22 смола полиэфирная ПН-9 (ПН-56) — ост. этилацетат 130—350 Для монтажа. Дибу- тилфталат и камфсра — для эластичности оста- точной пленки
30 смола полиэфирная ПН-9 (ПН-56) — ост. этилацетат ФПЭт 130—350 Для монтажа. Консер- вация на 1 год. Остатки удаляют этилацетатом
1 триэтаноламин — 3 салици- ловая (или лимонная) кисло- та — 30 канифоль — ост. эта- нол ФКТС 140—300 Только при полном удалении остатков. Для монтажа нельзя
5 молочная кислота — 30 канифоль — ост. этанол —. 200—260 Для монтажа нельзя
15 молочная кислота — ост. вода — 180—280 ' Для медных сплавов
3 семикарбазид хлоргидрат— 40 глицерин (или гликоль) — ост. этанол ФСкСп 160—400 То же
4 семикарбазид хлоргидрат— 30 полиоксиметилен 100 — ост. глицерин ФСкПс 160—400 Для лужения меди при условии полного удале- ния остатков
5 диэтиламин хлоргидрат— ост. глицерин ФДГл 165—350 Для медных сплавов
1 триэтаноламин — 4,5 сали- циловая кислота — ост. этанол ФТС 140—300 Для лужения меди при условии полного удале- ния остатков
2 триэтаноламин — 4 диэти- ламин хлоргидрат — 24 кани- фоль — ост. этанол ЛТИ-120 160—350 Для медных сплавов, углеродистых сталей, цинка
3 трифенилгидразин хлоргид- рат — 40 глицерин — ост. вода ФГСп 250—350 Для медных сплавов, никеля, углеродистых сталей
6 канифоль — 32 ортофосфор- ная кислота (пл. 1,6 г/см3) — ост. этанол ЛМ-1 200—240 Для хромоникелевых сталей
25 ортофосфорная кислота (пл. 1,6 г/см3) — 25 диэтила- мин хлоргидрат — ост. глице- рин Ф38Н 300—350 Для нихрома, констан- тана, нержавеющей ста- ли, бериллиевой бронзы
15 цинк уксуснокислый — 20 диметиламин хлоргидрат — ост. вода — 300—400 Для стали
4 аммоний хлористый—18 анилин хлоргидрат — ост. мо- чевина * 300—400 Для цинка, никеля. Порошок
5 тетрафторборат аммония — ост. смола эпоксидная — 160—320 Для алюминия
31
хлоридов:
МеО + 2НС1 = МеС13 + Н2О
При охлаждении после пайки непрореагировавшая НС1 соединяет-
ся с остатком активирующей добавки, флюс становится нейтраль-
ным. Однако не исключается опасность неполного связывания НС1
после пайки. Поэтому во флюсах для электромонтажных работ при-
сутствие активирующих добавок допускается только в долях про-
цента.
Интенсивность коррозии от активаторов, вводимых во флюс,
контролируют с помощью стального индикатора по степени изме-
нения цвета. Обезжиренная листовая сталь чувствительна к корро-
зии. За сутки при влажности 98% на поверхности стали, содержа-*
щей остатки активированного флюса, образуется яркокоричневая
ржавчина.
Наличие остатков флюса на печатной плате устанавливается
визуальным осмотром: поверхность освещают лампами ультрафио-
летового излучения и наблюдают люминесценцию. Флюсы, содер-
жащие канифоль (ФКСп, ФКЭт, ФКТ, ФКФ, ФКДт, ФКТС), при
освещении излучением с длиной волны 365 нм лампами СВД-120А,
УФО-4А, ПР К со светофильтром УФС-6 дают голубое или желтое
свечение. Определяемый минимум канифоли 1(У4 г/см3. Наличие са-
лициловой кислоты или семикарбазида (флюсы ФКТс и ФСкПс)
проверяют облучением с длиной волны 253,7 нм от лампы БУВ-15
со светофильтром УФС-1. В присутствии салициловой кислоты по-
является голубое или желтое свечение. Определяемый минимум
составляет 10-5 г/см3., Семикарбазид придает свечению зеленый от-
тенок.
При работе с ультрафиолетовыми излучателями необходимо при-
менять защитные очки (ГОСТ 12.4.003—74).
Флюс на монтажные элементы наносят в минимальном количе-
стве, обеспечивающем смачивание паяемых поверхностей и нс до-
пускающем попадание флюса под изоляцию проводов или внутрь
корпусов ЭРЭ.
Флюс ФГСп токсичен, из него интенсивно испаряется этилен-
гликоль. Флюс на основе полиэфирной смолы сравнительно мало
испаряется при нагреве, мало токсичен, остатки удаляются горя-
чей водой. В большинстве случаев нет необходимости удалять ос-
татки. Проще осуществить лакировку всей платы той же смолой и
полимеризовать всю лаковую пленку с помощью ультрафиолето-
вого облучения.
Остальные флюсы после пайки следует удалять полностью. При-
чиной низкого сопротивления изоляции в печатных платах являют-
ся остатки флюса, не отмытые с поверхности после пайки. Влия-
ние этих остатков различно и сильно зависит от процессов мойки и
подсушки, от места концентрации на плате, от состава флюса
(табл. 7).
Канифольные флюсы, не удаленные с поверхности платы сразу
после пайки, .через несколько часов отверждаются и их трудно
32
удалить. Смывание канифольных флюсов производят капроновы-
ми щетками в трех последовательных ваннах, по 60 с в каждой. В
качестве моющей среды используют, например, спирто-фреоновую
смесь (1:19). .
Остатки флюсов, не содержащих канифоль (ФГСп, ФСкПс,
ФСкСп и др.), отмывают в горячей проточной воде.
Помимо флюса на изоляционное основание опасное воздействие
оказывает декапирование — состав и концентрация декапирующе-
го раствора, время обработки. Например, при декапировании ис-
пользуют 5—10%-ный раствор НС1. Процесс идет при 18—25° С в
течение 2—8 с. Кислота глубоко проникает в диэлектрик и плохо
удаляется с поверхности. Остатки кислоты на поверхности плат
концентрацией 10~4—10 2% снижают сопротивление изоляции при
эксплуатации на 2—4 порядка. Поэтому отмывка после декапиро-
вания должна проводиться с тщательным контролем.
Пайку выполняют после предварительного горячего лужения
соединяемых поверхностей. Лужение позволяет снизить температу-
ру и продолжительность пайки, применить флюсы с пониженной
активностью (для уменьшения их коррозионного последействия).
Оно дает возможность ввести необходимую дозу припоя в зону
пайки при пайке внахлест.
В результате лужения на поверхности основного металла обра-
зуется слой припоя (полуда) толщиной 10—100 мкм. Полуда обра-
зует прочное металлургическое сцепление. При пайке полуда рас-
плавляется без нарушения смачивания основного металла, что яв-
ляется главным условием хорошего сцепления при последующей
пайке. Новая порция припоя, поступающая при пайке, присоеди-
няется к слою, нанесенному при лужении, и удерживается капил-
лярными силами.
Слой припоя, наносимый при лужении, должен иметь ограни-
ченную толщину (20+5 мкм), чтобы избежать проскальзывания
вывода при прижатии во время пайки и исключить замыкание из-
лишками припоя узких зазоров между соседними контактными
площадками.
При использовании микросхем и высокочастотных разъемов с
золочеными выводами тонкая пленка золота с выводов должна
быть при лужении удалена путем растворения в массе припоя. В
противном случае золото будет растворено в процессе пайки в зо-
не паяного шва. Образующиеся при этом хрупкие интерметалли-
ческие соединения золота и припоя сосредоточиваются в паяном
шве, ослабляя его.
Для получения тонкого и равномерного слоя при лужении, с
учетом необходимости лужения стенок отверстий диаметром до
1 мм без закупорки припоем, известны два решения: горячее лу-
жение со стряхиванием и оплавление гальванического покрытия.
При горячем лужении со стряхиванием излишки жидкого при-
поя снимают путем приложения механических сил, например цент-
робежного или ударного ускорений, аэродинамического усилия.
При резком ускорении, приложенном к нагретой смоченной при-
2—1010 о.
Таблица 7
Компоненты паяльных флюсов, применяемых в производстве РЭА
Растворимость
Вещество Формула T , °C л пл’ т . °C 7 Кип* в воде в этаноле Примечание
Спирт этиловый ректифико- ванный технический (этанол) Этилацетат (этиловый эфир уксусной кислоты) Изопропиловый спирт СН3СН2ОН СН3СООС2Н5 СН3СНОНСН3 — 78 82 оо оо ГОСТ 18300—72 ГОСТ 22300—76 ГОСТ 9805—76
Метилэтилкетон (бутанон-2) CH3COC2H5 —86,4 79,6 Плохо > —
Этиленгликоль СН2ОНСН2ОН —17 200 оо со ГОСТ 10164—75
Канифоль сосновая: абиетиновая кислота терпин С20Н30О2 С10Н20О2 170 157 Л)ах.300° С 248 264 Нет » Легко > ГОСТ 19113—73 При растворении дает сложный эфир То же
Смола полиэфирная ПН-56 Тетрабром стеариновой кис- лоты (тетрабромид дипентена) Бутилфосфат (эфир фосфор- ной кислоты) Дибутилфталат (дибутило- вый эфир фталевой кислоты) Триэтаноламин Диэтиламин хлоргидрат (ди- этиламин солянокислый) С^Н&ВцСООН (С4Н9О)3РО С9Н4 (СООС4Н9)2 (HOCH2CH2)3N (C2H5)2NH.HC1 114,5 21,2 220 269 340 278 (при 150 торр) 330 При нагре- вании Нет оо Легко Плохо Легко оо При нагрева- нии Растворяется в ацето- не ГОСТ 2102—67 Летуч Активирующая добав- ка, высококипящая жид- кость ГОСТ 13279—77
Семикарбазид хлоргидрат (семикарбазид гидрохлорид) Трифе'нилгидразин хлоргид- рат Анилин хлоргидрат Полиоксиметилен 100 мета- формальдегид, полиокс-100) Салициловая кислота Лимонная кислота nh2nhconh2-hci c6h5nhnh2-hci CrH5NH2.HCl (CH2OK, X = 100 HOC6H4COOH HOOCH2COHCH2COOH 1 240 198 155 153 173 с разло- жением 245 Возгоняется Разлагается > Плохо Легко Нет Плохо » Легко » ГОСТ 5842—75 ГОСТ 5834—73 ГОСТ 5822—69. При нагревании выделяет НС1 ГОСТ 624—70 ГОСТ 3652—69
Молочная кислота Муравьиная кислота Камфора (борнил хлористый, пинен хлоргидрат) Глицерин Ортофосфорная кислота Цинк уксуснокислый Аммоний хлористый Мочевина (карбамид) Тетрафторборат аммония (аммоний борфтористый) COOH CH3CHOHCOOH HCOOH C10H17C1 CH2OHCHOHCH2OH H3PO4 Zn(C2H3O2)2 NH4C1 nh2conh2 NH4 [BF4] 18 128 20 236 132,7 100 207,4 290 ^ВОЗГ 337,6 Разлагается Возгоняется оо Нет ОО оо Легко оо Легко 00 Легко ГОСТ 490—41 ГОСТ 5848—73. Рас- творяется в глицерине (оо) ГОСТ 1123—72 ГОСТ 6259—75 ГОСТ 6552—58 ГОСТ 5823—69 ГОСТ 3773—72 ГОСТ 6691—77 Для пайки алюминие- вых сплавов
поем плате, или при ударе торцом платы излишки припоя стряхи-
ваются. Благодаря значительному превышению (на несколько по-
рядков) адгезионных и капиллярных сил над когезионными жид-
кий слой'припоя разрывается не по плоскости смачивания, а по
перешейкам капель. Масса оставшегося припоя выравнивается в
слой равномерной толщины. Толщина слоя зависит от прилагаемого
ускорения и вязкости припоя в этот момент. Она может быть полу-
чена в пределах 10—20 мкм, на стенках отверстий несколько толще.
Аэродинамическое воздействие потока воздуха сквозь отверстия в
плате под углом 45° к ее по-
верхности эффективно воздей-
ствует на слой полуды в от-
верстиях [13].
Лужение, основанное на
оплавлении предварительно на-
несенного слоя гальваническо-
5
7
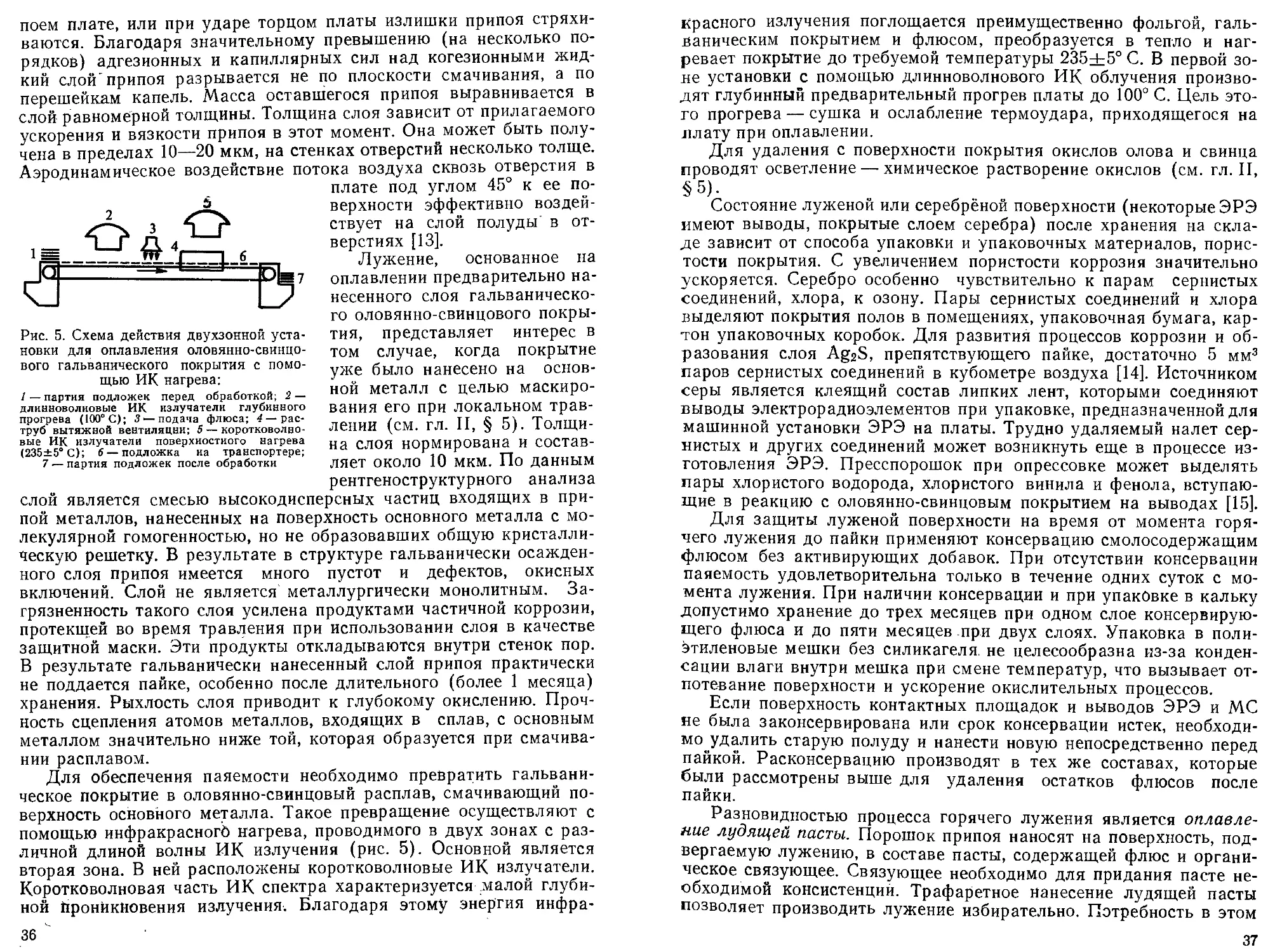
Рис. 5. Схема действия двухзонной уста-
новки для оплавления оловянно-свинцо-
вого гальванического покрытия с помо-
щью ИК нагрева:
1 — партия подложек перед обработкой; 2 —
длинноволновые ИК излучатели глубинного
прогрева (100° С); 3'—подача флюса; 4—рас-
труб вытяжной вентиляции; 5 — коротковолно-
вые ИК излучатели поверхностного нагрева
(235±5°С); 6—подложка иа транспортере;
7 — партия подложек после обработки
го оловянно-свинцового покры
тия, представляет интерес в
том случае, когда покрытие
уже было нанесено на основ-
ной металл с целью маскиро-
вания его при локальном трав-
лении (см. гл. II, § 5). Толщи-
на слоя нормирована и состав-
ляет около 10 мкм. По данным
рентгеноструктурного анализа
слой является смесью высокодисперсных частиц входящих в при-
пой металлов, нанесенных на поверхность основного металла с мо-
лекулярной гомогенностью, но не образовавших общую кристалли-
ческую решетку. В результате в структуре гальванически осажден-
ного слоя припоя имеется много пустот и дефектов, окисных
включений. Слой не является металлургически монолитным. За-
грязненность такого слоя усилена продуктами частичной коррозии,
протекшей во время травления при использовании слоя в качестве
защитной маски. Эти продукты откладываются внутри стенок пор.
В результате гальванически нанесенный слой припоя практически
не поддается пайке, особенно после длительного (более 1 месяца)
хранения. Рыхлость слоя приводит к глубокому окислению. Проч-
ность сцепления атомов металлов, входящих в сплав, с основным
металлом значительно ниже той, которая образуется при смачива-
нии расплавом.
Для обеспечения паяемости необходимо превратить гальвани-
ческое покрытие в оловянно-свинцовый расплав, смачивающий по-
верхность основного металла. Такое превращение осуществляют с
помощью инфракрасного нагрева, проводимого в двух зонах с раз-
личной длиной волны ПК излучения (рис. 5). Основной является
вторая зона. В ней расположены коротковолновые ИК излучатели.
Коротковолновая часть ИК спектра характеризуется малой глуби-
ной Проникновения излучения. Благодаря этому энергия инфра-
36
красного излучения поглощается преимущественно фольгой, галь-
ваническим покрытием и флюсом, преобразуется в тепло и наг-
ревает покрытие до требуемой температуры 235±5° С. В первой зо-
не установки с помощью длинноволнового ИК облучения произво-
дят глубинный предварительный прогрев платы до 100° С. Цель это-
го прогрева — сушка и ослабление термоудара, приходящегося на
плату при оплавлении.
Для удаления с поверхности покрытия окислов олова и свинца
проводят осветление — химическое растворение окислов (см. гл. II,
§5).
Состояние луженой или серебрёной поверхности (некоторые ЭРЭ
имеют выводы, покрытые слоем серебра) после хранения на скла-
де зависит от способа упаковки и упаковочных материалов, порис-
тости покрытия. С увеличением пористости коррозия значительно
ускоряется. Серебро особенно чувствительно к парам сернистых
соединений, хлора, к озону. Пары сернистых соединений и хлора
выделяют покрытия полов в помещениях, упаковочная бумага, кар-
тон упаковочных коробок. Для развития процессов коррозии и об-
разования слоя AgsS, препятствующего пайке, достаточно 5 мм3
паров сернистых соединений в кубометре воздуха [14]. Источником
серы является клеящий состав липких лент, которыми соединяют
выводы электрорадиоэлементов при упаковке, предназначенной для
машинной установки ЭРЭ на платы. Трудно удаляемый налет сер-
нистых и других соединений может возникнуть еще в процессе из-
готовления ЭРЭ. Пресспорошок при опрессовке может выделять
пары хлористого водорода, хлористого винила и фенола, вступаю-
щие в реакцию с оловянно-свинцовым покрытием на выводах [15].
Для защиты луженой поверхности на время от момента горя-
чего лужения до пайки применяют консервацию смолосодержащим
флюсом без активирующих добавок. При отсутствии консервации
паяемость удовлетворительна только в течение одних суток с мо-
мента лужения. При наличии консервации и при упаковке в кальку
допустимо хранение до трех месяцев при одном слое консервирую-
щего флюса и до пяти месяцев при двух слоях. Упаковка в поли-
этиленовые мешки без силикагеля не целесообразна из-за конден-
сации влаги внутри мешка при смене температур, что вызывает от-
потевание поверхности и ускорение окислительных процессов.
Если поверхность контактных площадок и выводов ЭРЭ и МС
не была законсервирована или срок консервации истек, необходи-
мо удалить старую полуду и нанести новую непосредственно перед
пайкой. Расконсервацию производят в тех же составах, которые
были рассмотрены выше для удаления остатков флюсов после
пайки.
Разновидностью процесса горячего лужения является оплавле-
ние лудящей пасты. Порошок припоя наносят на поверхность, под-
вергаемую лужению, в составе пасты, содержащей флюс и органи-
ческое связующее. Связующее необходимо для придания пасте не-
обходимой консистенции. Трафаретное нанесение лудящей пасты
позволяет производить лужение избирательно. Потребность в этом
37
Рис. 6. Пример непропая
из-за плохого смачива-
ния припоем стержнево-
го вывода в контактном
отверстии печатной платы
возникает в производстве печатных микроузлов на неорганических
подложках при лужении контактных площадок под последующую
пайку планарных и шариковых выводов навесных элементов, а
также для механического крепления плат СВЧ и при герметизации.
Лужение при использовании лудящих паст сводится к трафа-
ретному нанесению рисунка из пасты по предварительно пожжен-
ному слою металлизации (см. § 5) и последующей термообработ-
ке. Максимальная температура термообра-
ботки должна быть на 40±10° С выше тем-
пературы ликвидуса припоя, входящего в
состав пасты. Вначале выгорает без остатка
органическое связующее. Затем порошко-
вые частицы припоя сплавляются друг с
другом в сплошной слой и сцепляются с по-
верхностью в присутствии флюса. Флюс
после флюсования оттекает из зоны луже-
ния и почти полностью испаряется.
Лужение и пайка в потоке припоя. Про-
цессы лужения и пайки в условиях произ-
водства выполняют групповыми методами.
В случае плат с ЭРЭ и микросхемами, име-
ющими штырьковые выводы, используют
пайку в, потоке — волной припоя. Навесные
элементы отделены от расплавленного при-
поя плоскостью печатной платы. Процесс
пайки в потоке припоя основан на погруже-
нии в жидкий припой одновременно всех
соединений, расположенных в плоскости
вдоль линии, совпадающей с вершиной греб-
ня волны. Длина гребня равна ширине платы. Плату перемещают
в направлении, перпендикулярном длине гребня. Благодаря припод-
нятости гребня над поверхностью окислы и шлаки, плавающие на
поверхности, скатываются с гребня и его вершина оказывается в
значительной степени свободной от загрязнений. Смываются и
вновь образуемые шлаки — продукты реакций флюса с окислами и
атмосферой. Вторым важным эффектом при пайке в таких усло-
виях является механическое усилие, с каким жидкий припой посту-
пает в зазор формируемого паяного шва.
Температуру в ванне поддерживают на 50° С выше температуры
ликвидуса припоя. Для того чтобы ванна обладала достаточным
запасом тепла, масса припоя должна примерно в 20 раз превышать
массу паяемой платы. Это позволяет пренебречь отводом тепла по
плате.
Непропай—полное или частичное незаполнение паяльного за-
зора припоем, может наблюдаться в тех случаях, когда на плате
размещены ЭРЭ различной теплоемкости (рис. 6). В этом случае
выводы массивных ЭРЭ не достигают температуры пайки. Непро-
пай является исправимым дефектом. Для снижения числа непропа-
ев следует применять припои, близкие к эвтектике. Это позволяет
38
исключить пастообразное состояние паяного шва, приводящее к за-
медленному схватыванию.
Верхнее значение температуры припоя в ванне должно быть
ограничено, чтобы снизить загрязнения припоя в результате раство-
рения меди. Для припоя ПОС-61 это значение составляет 265° С.
С той же целью и для защиты ЭРЭ и МС от перегрева ограничива-
ется продолжительность контакта жидкого припоя с платой в пре-
Рис. 7. Зависимость времени
пайки (А/) от температуры
волны припоя (АТ) в опти-
мальном интервале для ПОС-61
Рис. 8. Виды потока припоя
для групповой пайки:
а — волна; б — струя
делах 3±0,5 с ,в зависимости от температуры припоя (рис. 7). Про-
должительность пайки регулируется скоростью движения транс-
портера в пределах от 1 до 5 см/с. Такая скорость подачи плат
обеспечивает производительность установки для пайки от 200 до
800 плат/ч в зависимости от размера плат, взятого в направлении
движения транспортера [16].
При подходе к волне припоя плата должна иметь наклон в не-
сколько градусов (8—40°), чтобы припой стекал с поверхности, ос-
таваясь на смоченном металле только в виде тонкого слоя. Сечение
потока (форма и размеры) определяется соплом (рис. 8).
Формирование волны основано на принципе непрерывной цир-
куляции припоя в виде стоячей волны при помощи вращающихся
поверхностей, погруженных в припой (рис. 9). Вращение осущест-
вляется электродвигателем, вынесенным из зоны высоких темпера-
тур {17].
Пайка двумя встречными струями (рис. 10) позволяет снимать
с паяных швов излишки припоя, что важно при малых промежут-
ках между контактными площадками. Первая, основная струя,
которая осуществляет собственно пайку, направлена навстречу
движению платы. Вторая, вспомогательная струя направлена по
движению платы. Ее температура в зоне касания платы должна
39
быть на 10° С выше, чем первой, и она несколько ниже по высоте
(слабее напор).
Вторая струя предназначена для снятия сосулек и наплывов
припоя и формирования правильной формы паяного шва вывод—
отверстие. Расстояние между линиями касания платы обеими стру-
ями выбрано так, чтобы обеспечить касание второй струей сразу
после кристаллизации паяного шва, полученного в зоне действия
Рис. 9. Шестереночный нагне-
татель:
Рис. 10. Зона касания печатной
платы двойной встречной струей
припоя:
1— печатная плата; 2—выводы ЭРЭ и
МС; 3 — струя встречная; 4—струя по-
путная; 5 — затенение
1 — ванна с нагревателями, наруж-
ной теплоизоляцией и терморегуля-
тором; 2 — шестерни с шевронным
зацеплением; 3 — потокоотсекателн;
4 — регулятор щели
первой струи. Важно иметь возможность регулировать помимо рас-
стояния между струями и температуры каждой струи наклон и вы-
соту обеих струй [18].
Пайке в потоке расплавленного припоя присущи три основных
недостатка: прилипание припоя к поверхности диэлектрика, отслаи-
вание фольги под действием нагрева, окисление и изменение рецеп-
туры припоя за время работы.
Рассмотрим пути их устранения.
Припой может прилипать к поверхности диэлектрической осно-
вы печатной платы непосредственно или к предварительно прилип-
шему шлаку, увлеченному волной припоя. Припой прилипает в тех
случаях, когда диэлектрик размягчается за время пайки. Это про-
исходит при недополимеризованной смоле, входящей в состав стек-
лотекстолита.
Главным средством борьбы с прилипанием припоя к диэлектри-
ческой основе являются маски. Маска представляет собой постоян-
ный лаковый слой, наносимый на всю поверхность платы, кроме
контактных площадок, подлежащих лужению и пайке. Она защи-
щает от действия припоя не только диэлектрик, но и фольгу, не
подвергаемую пайке.
Отслаивание фольги под действием высокой температуры в мо-
мент касания потока припоя происходит в тех случаях, когда ис-
пользуют недоброкачественный фольгированный материал, в кото-
ром не произошла полная полимеризация эпоксидной смолы, при-
клеивающей фольгу к диэлектрической основе. При 170° С и выше
40
незаполимеризовавшаяся эпоксидная смола разлагается с выделе-
нием водорода (реакция дегидрогенизации). Водород воздейству-
ет на окись меди, которая нанесена на фольгу со стороны приклей-
ки (для повышения адгезии):
СиО -г Н2 —Си + Н2О
Образующаяся вода переходит в перегретый пар, вызывающий
отслоение фольги. Поэтому заготовки из фольгированного стекло-
пластика целесообразно на одном из технологических этапов под-
вергать термообработке для полной полимеризации эпоксидной
смолы. Степень полимеризации должна быть не менее 99,93%.
Радикальным решением будет применение стеклопластика не на
эпоксидной, а на полиимидной основе.
Третий недостаток пайки в потоке состоит в окислении припоя
и растворении меди в припое при лужении. Оба процесса приводят
к нарушению состава припоя, к изменению температуры ликвиду-
са, отходу от эвтектики.
В результате длительного нагрева при перемешивании, несмот-
ря на наличие защитного слоя на поверхности припоя (зеркале),
расплав интенсивно окисляется. Скорость окисления перемешива-
емого припоя в 18 раз выше, чем в состоянии покоя. Олово облада-
ет более высоким сродством к кислороду, чем свинец. Это приводит
к восстановлению окисленного свинца:
2РЬ + О2 = 2РЬО
2Sn + О2 = 2SnO
PbO + SnO = Pb + SnO2
В результате в оксидном слое преимущественно накапливается
двуокись олова, а в ванне количество олова сокращается. Обедне-
ние припоя оловом вызывает перемещение ра'бочей ординаты на
диаграмме состояний влево от эвтектики. Здесь линия ликвидуса
идет круче, чем справа от эвтектики, отклонения в составе припоя
сильнее влияют на свойства сплава.
Чтобы устранить перемещение рабочей ординаты левее эвтекти-
ки, припой заранее обогащают оловом, вначале имея в ванне
70 Sn — ост. РЬ и поддерживая содержание олова в пределах 60—
70%.
Эффективным средством снижения растворимости меди в при-
пое при лужении является применение масок (см. выше). Однако
за месяц работы накопившаяся растворенная медь и другие приме-
си постепенно ухудшают паяемость припоя. Поэтому периодически
необходимо проверять паяемость припоя по стандартной методике
(ГОСТ 20486—75). Используют два критерия: коэффициент расте-
каемости /Ср и высоту капли h после растекания известной дозы
припоя (рис. И).
Величину /Ср определяют из соотношения:
/Cp = rf2/rf2(
41
где d и d0 — диаметры пятен, занимаемых припоем после и до рас-
текания соответственно. Стандартная доза исследуемого припоя
принята в виде шайбы диаметром d0 = 8 мм и толщиной Ло = 0,3 мм.
Паяемость .припоя считается удовлетворительной, если Кр^1,5
и hsC0,16 мм.
Попытки ослабить вредное действие кислорода воздуха с помо-
щью защиты зеркала припоя слоем флюсующей органической жид-
Рис, 11. Растекание как мера смачи-
вания
кости влекут за собой больше
отрицательных, чем положитель-
ных факторов. Толщина слоя за-
щитной жидкости составляет 5—
10 мм. Ее наносят на зеркало
после снятия окислов и шлака и
меняют каждую смену. В качест-
ве защитной жидкости применяют
масла растительного происхожде-
ния с минимальным содержанием
воды (арахисовое, кокосовое),
глицерин дистиллированный или тройные смеси из рафинирован-
ных нефтяных углеводородов (масло авиационное), карбоновых
кислот жирного ряда (стеариновая и олеиновая кислоты) и термо-
стойкой кремнийорганической жидкости с антипенной присад-
кой [19].
Защитная жидкость ограничивает окисление со стороны поверх-
ности раздела атмосфера — зеркало припоя. Она уменьшает по-
верхностное натяжение припоя, облегчая стекание с паяемых узлов.
Это уменьшает вероятность образования сосулек и наплывов. Вве-
дение в состав защитной жидкости активной флюсующей добавки,
например НС1, способствует раскислению поверхности припоя.
В результате температуру пайки можно снизить на 10° С, снижается
расход припоя, поверхность паяных швов приобретает блеск,
Однако применение защитной жидкости связано с тремя отри-
цательными особенностями.
Возможен механический захват защитной жидкости и внедре-
ние ее частиц под напором потока припоя в паяный шов.
Сопротивление изоляции поверхности изоляционного основания
платы может снижаться по следующим причинам. При защите зер-
кала припоя глицерином на поверхности диэлектрика образуется
трудно удаляемый белый налет из продуктов взаимодействия с не-
дополимеризованными составляющими диэлектрика. Налет снижа-
ет сопротивление изоляции. При использовании растительного"
масла его плохо удаляемые остатки затрудняют нанесение защит-
ного лака и служат питательной средой для плесени в тропических
условиях эксплуатации, что в конечном счете приводит к снижению
сопротивления изоляции. Кроме того, масло имеет ограниченный
срок службы в ванне из-за термической деструкции.
При использовании смесей, содержащих кремнийорганическук>
жидкость, снижается паяемость вследствие конденсации паров
этой жидкости на чистой поверхности контактных площадок.
42
По этим причинам следует отдать предпочтение пайке в потоке
припоя без защитной жидкости, ограничиваясь механическим уда-
лением слоя окислов с поверхности зеркала припоя и забором при-
поя с нижних слоев.
Для пайки в потоке припоя применяют агрегатированную кон-
вейерную линию из агрегатов флюсования, подогрева, пайки, мойки
и сушки, связанную одним транспортером. Агрегат флюсования
работает со вспениванием путем продувания воздуха. Касаясь флю-
суемой 'поверхности, пузырьки лопаются .и смачивают поверхность
пленкой требуемой минимальной (3—5 мкм) толщины. При другчх
б
Рис. 12. Сосульки (а) и мостики (б) припоя, возникающие при нарушениях
режима пайки волной [16]
способах нанесения толщина пленки значительно больше. Малая
толщина пленки позволяет сократить потери тепла на удаление
флюса и излишнее парообразование токсичных веществ, входящих
во флюс.
Для подогрева (как и для сушки) в современных агрегатах ис-
пользуют ИК облучение. Подогрев перед пайкой необходим для
подсушки флюса, удаления захваченных газов и подготовки платы
к тепловому удару при касании потока припоя. При этом значи-
тельно снижается вероятность образования сосулек и наплывов
припоя (рис. 12). Эти дефекты могут возникать также из-за низкой
температуры пайки и ее кратковременности, плохой растекаемости
припоя, быстрого выхода из волны, малой активности флюса, на-
рушения рецептуры припоя в ванне.
Чтобы избежать коробления плат при термических нагрузках
во время обработки в агрегате платы в транспортере должны быть
закреплены в рамках-держателях по всему периметру, но так, что-
бы не мешать движению потока припоя.
Критерием рентабельности машинной пайки является число
паяных швов вывод — отверстие, требующих дополнительной руч-
ной пайки из-за непропая. Машинная пайка считается вполне рен-
43
Рис. 13. Групповая пайка навес-
ных элементов при изотропном
длинноволновом ИК нагреве:
1 — ЭРЭ или МС с шариковыми выво-
дами; 2 — подложка микроузла с облу-
женными контактными площадками,
смоченными флюсом; 3 — фиксатор-теп-
лоотвод в виде химико-гальванической
реплики с объемного оттиска готового
образца микроузла; 4— технологиче-
ский зазор (0,5 мм); 5 — ИК-поток; 6 —
усилие прижима
табельной, если необходимо дорабатывать 1% всех паяных швов
на плате (около пяти паек на плате средней площади и плотности).
Допустимо при машинной пайке дорабатывать вручную 10% всех
паяных швов [16]. Больший объем доработки свидетельствует о на-
рушении нормальной работы агрегата либо о несоответствии ис-
пользуемых материалов.
Пайка планарных конструкций общим нагревом. При использо-
вании в печатных микроузлах элементной базы с шариковыми вы-
водами паяные швы и элементы находятся по одну сторону под-
ложки, следовательно пайка в потоке припоя невозможна. В этом
случае общую пайку осуществляют нагревом всего микроузла до
повторного расплавления припоя, предварительно нанесенного при
лужении. На время пайки навесные элементы фиксируют общим
прижимом, который отводит избыточное тепло от теплочувствитель-
ных элементов (рис. 13). Нагрев производят изотропным НК облу-
чением с обратной стороны подложки. Используют длинноволновую
часть ИК спектра для эффективного прогрева всей толщины под-
ложки. Пайка погружением в горячее арахисовое масло (210° С)
или в глицерин (240° С), применяемая на ряде предприятий США,
менее производительна и опасна в работе.
Локальная пайка. Локальный нагрев при пайке имеет опреде-
ленное преимущество по сравнению с общим, так как является ща-
дящим для участков изделия, не
подвергающихся пайке. В случае
применения элементной базы с пла-
нарными ленточными или проволоч-
ными выводами, требующими при-
жима каждого вывода в момент пай-
ки, необходим локальный нагрев
паяных швов. Пайка сводится к. по-
вторному расплавлению в присутст-
вии флюса дозы припоя, предвари-
тельно нанесенной на вывод и кон-
тактную площадку во время луже-
ния. Механическую фиксацию на-
весных элементов осуществляют
приклеиванием тела элемента к под-
ложке с помощью изоляционного
клея. Локальность нагрева не ис-
ключает возможности проведения
группового процесса пайки.
Локальный нагрев осуществляют
тремя способами: контактным,
струйным, лучевым.
основан на нагреве электрическим
током жала паяльника и передаче тепла в локальное место пайки
путем прижима жала. Для уменьшения постоянной времени нагре-
ва и охлаждения применяют подогрев жала протекающим электри-
ческим током. Дозирование выделяемого тепла осуществляют им-
6
5
Контактный способ
44
Рис. 14. Жало наконечника малой
массы для локального нагрева с пло-
щадью касания 0,2 мм2 (а)
и 0,04 мм2 (б)
пульсной подачей электрической энергии. Длительность импульса
составляет не более 200 мс. Применяют перегрев жала на 100° С
сверх температуры .пайки, рекомендуемой для данного припоя. Пе-
регрев повышает уровень активации поверхностных атомов взаимо-
действующих металлов. Кратковременность перегрева позволяет
пренебречь окислительными процессами на поверхности припоя
и металла (жало не луженое).
Время остывания жала должно быть меньше времени остывания
паяного шва до температуры ниже температуры кристаллизации
припоя. Практически оно не должно превышать 0,3 с, что обеспечи-
вается выбором жала малой массы [20] (рис. 14). Благодаря этому
шов затвердевает еще до того,
как прижимающее жало выведе-
но из механического контакта с
присоединяемым выводом. Весь
термический процесс собственно
пайки, протекающий за время, по-
ка жало прижимает вывод к кон-
тактной площадке, длится 0,5 с
для каждого паяного шва. При
использовании многоместных па-
яльных головок возможна груп-
повая пайка всех выводов одной
микросхемы одновременно.
Недостатком метода является зависимость температуры, разви-
ваемой в зоне пайки, от теплоемкости и теплопроводности паяемого
узла, от плотности прижатия жала. Однако для однотипных узлов
и конкретного оборудования могут быть отработаны устойчивые
технологические режимы.
Локальный струйный нагрев горячим газом или пла-
менем основан на подаче в зону паяного шва остро направленного
потока диаметром менее 0,5 мм, вызывающей повторное расплав-
ление нанесенной при лужении дозы припоя. Припаиваемые выводы
элементов должны быть прижаты к контактной площадке на все
время пайки вплоть до затвердевания припоя. В качестве газа-теп-
лоносителя применяют аргон (ГОСТ 10157—73), гелий, азот при
температуре струи 300° С. Скорость пайки шва составляет 2 мм/с.
Более высокую производительность дает применение остро на-
правленного факела пламени, в конусе которого температура может
достигать 3400°С (горение водорода в кислороде). Конец факела
пламени удерживают на расстоянии 2—6 мм от поверхности кон-
тактной площадки, покрытой припоем и флюсом. В результате
температуру пайки можно варьировать в широких пределах, в том
числе на порядок ниже максимальной, но с удовлетворительной
стабильностью при фиксированном зазоре. Стабильность темпера-
туры зависит от точности поддержания расстояния между концом
сопла и поверхностью пайки (обычно 17—18 мм при длине пламе-
ни 14 мм), и от точности поддержания длины пламени. Длина пла-
мени зависит от состава смеси водород— кислород.
45
Высокой стабильности соотношения газов легко и безопасно можно достичь,
используя в качестве общего источника газов дистиллированную воду, подвер-
гаемую электролитическому разложению в газообразователе, входящем в состав
установки для пайки [16]. В качестве электролита применяют 29,4%-ный водный
раствор гидроокиси калия (ГОСТ 4203—65). При этом образуется строго опре-
деленное стехиометрическое соотношение водорода и кислорода:
2H2O^t2H2H- О2
При электролизе водного раствора КОН он диссоциирует на К+ и ОН-, кото-
рые сразу вступают в реакции:
2К+ + 2Н2О 2КОН + Н2
2ОН- + Н2О 2Н2О + 1/2О2
В результате расходуется только вода, которую необходимо добавлять
(в виде дистиллята).
Горелка для струйного нагрева представляет собой тонкое соп-
ло в виде медной трубки с внутренним диаметром 0,3—0,4 мм.
Происходит полное сгорание; продуктом реакции является только
бесследно испаряющаяся пленка воды. В газообразователе пред-
усмотрены накопитель и предохранитель, устраняющие опасность
взрыва при обратной отдаче пламени.
При добавке паров этансла, вводимых в накопитель, максималь-
ная температура пламени падает, но остается достаточно высокой
(2600°С). Благодаря повышению теплотворной способности коли-
чество тепла, выделяемого пламенем при наличии в нем паров эта-
нола, возрастает втрое. Такое пламя дает наиболее остро направлен-
ный факел. При добавке этанола в продуктах сгорания присутст-
вует СО.
Может быть использована также многосопловая паяльная го-
ловка непрерывного действия, .производительность которой по дли-
не паяного шва достигает 10 мм/с. Расход воды 14 г/ч.
Установки для струйной локальной пайки просты в изготовлении
и обслуживании. Особенно велико их преимущество перед другими
в случае пайки массивных проводов или контактов с повышенной
теплоемкостью, или при пайке относительно высокотемпературны-
ми припоями при требовании кратковременности пайки из-за огра-
ниченной жаростойкости изоляции. Например, пайку пламенем
жгутов к низкочастотным разъемам производят припоем ПСр40
при 670±'20°С, пайку пламенем кабелей с фторопластовой изоля-
цией— припоем ПСр2,5 при 360±10°С в течение 2 с. Пайку кабе-
лей с полиэтиленовой или полистирольной изоляцией производят
припоем ПОСК 50-18 при 200±20°С в течение 1 с.
Локальная лучевая пайка основана на нагреве с помо-
щью некогерентного ИК потока (рис. 15). При использовании в ка-
честве источника ксеноновой газоразрядной лампы высокого дав-
ления (ДКсР-5000 М, ДКсР-3000 М, ДКсШ-1000) достигается
температура .в фокусе 1000—4500° С. Наибольший интерес пред-
ставляет такое конструктивное решение оптической фокусирующей
системы, при котором малый диаметр фокальной области в плоско-
46
энергии
Рис. 15. Принцип ло-
кальной пайки свето-
вым лучом:
1 — вывод; 2 — контакт-
ная площадка; 3 — под-
ложка платы; 4 — ре-
флектор; 5 — источник
ИК лучей
сти сочетается с вытянутостью вдоль оптической оси. Для этого
малую апертуру эллиптического рефлектора, необходимую для
удобства работы, совмещают с большой апертурой системы в це-
лом, что позволяет получать фокальное пятно малого диаметра.
Световые лучи, отраженные от рефлектора, поступают на линзу
одновременно с прямым световым потоком от лампы. В результате
фокальная область оказывается вытянутой вдоль оптической оси
системы нагрева. Такая форма фокальной области позволяет
снизить требования к точности расположения нагреваемых дета-
лей [21].
Нагрев световым лучом зависит от отражающих и теплофизи-
ческих свойств поверхности. Для конкретных условий технологиче-
ский режим может быть стабилизирован, обеспечивается высокая
повторяемость.
Одним из главных достоинств светолучевой локальной пайки
является .возможность точного дозирования св
по продолжительности воздействия с помощью
стандартных фотозатворов.
Пайка светолучевым способом требует спе-
циального оборудования, но значительно ме-
нее сложного и громоздкого, чем лазер и уста-
новки электронно-лучевой сварки.
Для электронно-лучевого способа необхо-
дим вакуум, что существенно удлиняет и ус-
ложняет процесс. Диаметр фокальной области
при светолучевом способе значительно больше
(1 —15 мм), что для целей пайки в производ-
стве РЭА является важным преимуществом.
Техника безопасности. Общие замечания
по охране труда и технике безопасности при
проведении процессов пайки сводятся к сле-
дующему.
Взрыв может произойти по пяти основ-
ным причинам:
1) от наличия в воздухе паров легковоспла-
меняющихся жидкостей и горючих растворителей в концентрациях
выше взрывоопасных;
2) от скопления и разряда электростатических зарядов .в воз-
духоводах вытяжных установок;
3) от перегрева, переохлаждения или удара баллонов со сжа-
тым газом;
4) от хранения и пересыпания пылеобразной канифоли в зоне
нагрева;
5) от попадания органических жидкостей (спирта, бензина
и т. п.) в хромовый ангидрид.
Опасность отравления и заболеваний кожи может
возникнуть при использовании токсичных материалов:
1) при лужении и пайке припоями, содержащими свинец, вис-
мут, цинк, кадмий;
47
2) при работе с флюсами, содержащими хлористые и фтористые
соединения, триэтаноламин, диэтиламин, гидразин;
3) при расконсервации и удалении остатков флюса трихлорэти-
леном и хлористым метиленом.
§ 3. СВАРКА С КВАЗИСПЛАВЛЕНИЕМ
Сваркой называют процесс неразъемного соединения металлов
с формированием обшей ванны сплавления, образующей после за-
твердевания сварной шов с однородной кристаллической структу-
рой. В формирование ванны сплавления вовлекаются металлы
обоих соединяемых тел. Если толщина свариваемых тел соизмери-
ма с размерами ванны сплавления, то велика вероятность их раз-
рушения при сваривании. При монтажных работах в производстве
печатных узлов и микроузлов толщина пленок контактных площа-
док и проволочных выводов близка к размерам ванны сплавления.
Поэтому используют сварку с квазисплавлением, протекающую
в твердой фазе без образования литого ядра — термокомпрессион-
ную сварку и контактную сварку расщепленным электродом.
Преимущество сварки перед пайкой при монтажных работах
состоит в том, что сварка не вызывает нагрева навесных элемен-
тов. Это важно для сохранения параметров, чувствительных даже
к кратковременному нагреву. Можно выполнять сварку вывода
в непосредственной близости к корпусу элемента, сваривать выво-
ды с контактными площадками, расположенными с очень малым
зазором (0,2 мм), без опасности короткого замыкания между ними
вследствие затекания припоя.
К недостаткам сварки относят затрудненность ремонта сварно-
го соединения по сравнению с паяным, зависимость режима сварки
от теплофизических характеристик соединяемых тел. Сварку нель-
зя использовать для присоединения элементов с лужеными выво-
дами, так как слой полуды будет расплавлен раньше основного
металла, произойдет разбрызгивание припоя и загрязнение сварно-
го шва продуктами его сгорания.
Механизм образования сварного шва в обоих видах сварки
с квазисплавлением одинаков, отличие состоит в способе введения
тепловой энергии в зону соединения свариваемых тел. При термо-
компрессионной сварке тепло поступает от нагретого жала инстру-
мента. При контактной сварке расщепленным электродом выделя-
ется джоулево тепло при протекании импульса тока через зону
соединения. В обоих случаях разогрев сопровождается пластиче-
ской деформацией зоны соединения под действием приложенной
силы. От усиления сжатия и температуры зависит степень пласти-
ческой деформации привариваемой проволоки, прочность сварного
соединения.
Для сварки, протекающей в твердой фазе, характерна трехста-
дийность кинетики .процесса: образование физического контакта
между свариваемыми поверхностями, активация поверхностей,
объемное развитие взаимодействия.
48
Собственно длительность процесса образования сварного соеди-
нения при сварке с квазисплавлением до 0,3 с. На первой стадии
нарастания температуры (первые 50 мс) образуется физический
контакт, разрушаются и частично удаляются из зоны сварки окис-
ные пленки (рис. 16). Свариваемые поверхности сближаются на
расстояние атомного взаимодействия, происходит схватывание
г, °с
700
в отдельных точках. Прочность сое-
динения на первой стадии процесса
еще недостаточна. На второй стадии
(от 50 до 100 мс) температура до-
стигает максимума, увеличивается
осадка (расплющивание) проволо-
ки, происходит активация сваривае-
мых поверхностей, точки схватыва-
ния разрастаются в пятна схватыва-
ния. К концу этой стадии в зоне со-
единения формируется межзеренная
граница, на которой могут оставать-
ся отдельные поры и окисные вклю-
чения. Завершающая третья стадия
(от 100 до 250 мс) характеризуется
окончательным уплотнением зоны
соединения при максимальной тем-
пературе, образуются активные цен-
тры как в плоскости контакта с об-
500
300
100
Рис. 16. Температура в зоне свар-
ки Т, прочность сцепления (усилие
отрыва) /’отр и осадка проволо-
ки 6 при различной длительности
сварочного импульса (сварка с
квазисплавлением)
разованием прочных химических связей, так и в объеме контактной
зоны. Заканчивается третья стадия слиянием отдельных пятен вза-
имодействия в плоскости контакта и релаксацией напряжений в
окружающем микрообъеме сварной зоны [22].
Дальнейшее продолжение процесса сварки за пределами треть-
ей зоны приводит к чрезмерной деформации проволоки и к сниже-
нию прочности соединения.
Термокомпрессионную сварку выполняют на том же оборудова-
нии, что и контактную локальную пайку с дозированным нагревом
жала. Отличие состоит в увеличенной подводимой мощности и в ис-
ключении припоя из зоны соединения. Тепловая энергия поступает
в зону соединения путем теплопередачи от поверхности жала, на-
греваемого протекающим импульсом тока дозированной длитель-
ности и амплитуды.
Для воспроизводимости температуры жала при выполнении
большого числа соединений одного за другим необходимо, чтобы
жало успевало остывать к моменту выполнения следующего соеди-
нения. Для получения малой постоянной времени необходимо, что-
бы объем жала не превышал 0,1—0,5 мм3 и был на несколько по-
рядков меньше остальных то ко подводящих частей.
^Инструмент при термокомпрессионной сварке представляет со-
бой долотообразную иглу, жалом которой прижимают проволоку
вывода к контактной площадке на подложке. Жало имеет на конце
выступ, благодаря чему материал проволоки оттесняется при дав-
49
лении по обе стороны выступа (рис. 17). Наиболее трудным при
выполнении сварки является обеспечение точного совмещения жа-
ла и проволоки вывода.
Жало должно быть выполнено из материала, с которым не схва-
тывается металл при сварке: из твердого сплава ВК-15, молибдена,
бериллиевой керамики.
Метод термокомпрессии требует тщательного контроля основ-
ных параметров процесса: усилия, температуры и времени сварки.
При наложении на жало ультразвуковых тангенциальных коле-
баний эффект роста
Рис. 17. Форма
острия для термо-
компрессионной
сварки:
t — жало; 2 — про-
волока вывода
площади контакта и разрушения оксидных
пленок усиливается. Используют, например,
ультразвуковые генераторы мощностью около
100 Вт, с частотой 20 кГц и амплитудой коле-
бания инструмента 10 мкм. Амплитуда коле-
баний должна быть направлена вдоль оси сва-
риваемой проволоки для снижения опасности
проскальзывания.
С приложением тангенциальной нагрузки
начинается увеличение площади контакта. В
сечениях, параллельных плоскости контакта,
появляются напряжения сдвига. В результате
каждый контактирующий элемент (микровы-
ступ поверхности) находится под действием
нормальной и тангенциальной нагрузок. Площадь контакта, когда
приложена ультразвуковая тангенциальная нагрузка, возрастает в
несколько раз. Знакопеременная деформация, вызываемая механи-
ческими колебаниями, приводит к появлению большого числа пя-
тен касания и к разрастанию их в узлы схватывания. При этом
оксидные пленки разрушаются и их осколки выталкиваются в за-
зоры между микровыступами.
Контактная сварка расщепленным электродом заключается
в одностороннем подводе к зоне соединения сварочного тока от двух
электродов, расположенных параллельно друг другу с зазором
100—300 мкм (рис. 18). Протекание
импульса сопровождается со-
Рис. 18. Контактная сварка расщепленным электродом (а) и линии
тока (б):
1 — электроды сварочной установки; 2 — зазор; 3 — вывод; 4 — контактная
площадка ПП; 5 — основание ПП; 6 — линии тока
50
средоточенным выделением тепловой энергии в зоне контактной
поверхности электрод — деталь. При достижении соответствующей
температуры под воздействием первоначально приложенного меха-
нического усилия происходит осадка электродов и пластическое
течение присоединяемого проводника. Поверхностные и адсорбиро-
ванные пленки выдавливаются из зоны соединения, создается не-
посредственный контакт, необходимый для взаимодействия метал-
лов.
Количество тепла, выделяемого в зоне соединения, зависит от
начального контактного электросопротивления и сопротивления
самой зоны соединения. Контактное сопротивление зависит от пло-
щади контакта и удельного сопротивления поверхности раздела.
В свою очередь эти последние факторы зависят от усилия сжатия,
шероховатости, присутствия окислов и от чистоты поверхности.
Одновременно, как и при термокомпрессии, от усилия сжатия и тем-
пературы зависит степень пластической деформации приваривае-
мой проволоки и, как следствие, прочность сварного соединения.
Для случая приваривания медной проволоки диаметром 80 мкм
усилие сжатия составляет, например, 200 г.
Материал сварочных электродов выбирают в зависимости от
теплопроводности наиболее массивного из свариваемых тел. Так,
при сварке с медной фольгой, обладающей высокой теплопровод-
ностью, используют .высокоомный материал, а при сварке с никеле-
вой фольгой (с относительно низкой теплопроводностью) применя-
ют низкоомный материал. Контактная сварка с медной фольгой не
дает устойчивых результатов вследствие интенсивного теплоотвода
из зоны соединения. Хорошие результаты при сварке можно полу-
чить, используя печатные платы с никелевой фольгой вместо мед-
ной. Однако условия травления никелевой фольги при получении
рисунка соединений требуют применения никеля высокой чистоты,
что существенно удорожает продукцию.
В случае приваривания золоченых выводов микросхем происхо-
дит, по-существу, не сварка, а пайка, в которой золото играет роль
’припоя. Следует принимать во внимание опасность появления
«пурпурной чумы», когда вокруг сварного шва возникает пурпур-
ная кайма. При сварке золота с алюминием в тонкопленочных мик-
роузлах в результате диффузии золота, которая протекает медлен-
но при комнатной температуре и быстро, когда металлы нагреты,
образуются пористые интерметаллические соединения типа AuxAlv,
обогащенные алюминием (АиА12) или золотом (Аи2А1). Обогащен-
ное алюминием прочное соединение АиА12 ярко пурпурного цвета
(отсюда и название дефекта) по физическим свойствам напоми-
нает металл с хорошей электропроводностью.
Образование интерметаллического соединения между золотой
проволокой и алюминиевой контактной площадкой вызывает появ-
ление механических напряжений и микротрещин. Поверхность раз-
дела металлов служит тем путем, по которому происходит мигра-
ция золота от краев шва в соседние участки алюминиевой пленки.
Во время миграции золота его количество вокруг шва постепенно
51
уменьшается. В результате конец вывода по всему периметру шва
электрически отключается от проводящей полоски, а спустя неко-
торое время, совсем отделяется. Если вывод электрически отклю-
чился от проводящей полоски, но еще не отделился от подложки,
дефект очень трудно обнаружить. Иногда достаточно подать на
такое полуразрушенное соединение импульс тока, например в про-
цессе измерения, чтобы оно временно восстановилось.
При сварке возникает опасность выделения паров органических
веществ из эпоксидной смолы, находящейся под контактной пло-
щадкой многослойной печатной платы. Количество этих паров
ничтожно, но они конденсируются на рабочих торцах расщепленно-
го электрода, где постепенно накапливаются. Следует несколько
раз за смену протирать торцы растворителем, контролируя состоя-
ние поверхности с помощью увеличительного зеркальца. Поверх-
ность должна быть гладкой, образующиеся в процессе работы вы-
щербины необходимо зашлифовывать.
§ 4. ЛАЗЕРНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА
Лазерной термической обработкой называют процессы, проис-
ходящие в материалах под воздействием тепловой энергии, локали-
зуемой в области падения лазерного луча. В зависимости от пара-
метров лазерного излучения и свойств материала может быть
образовано сквозное отверстие, углубление, произведена сварка
или удален тонкий слой с поверхности по заданному контуру..
Световая энергия лазерного излучения переходит в тепловую
в момент падения на поверхность и выделяется в поверхностном
слое. Дальнейшее распространение тепловой энергии в глубинные
слои вещества обусловлено теплопроводностью, имеющей электрон-
ный (для металлов) или фононный (для неметаллов) меха-
низм (23].
Под термическим воздействием лазерного излучения в веществе
происходит ряд изменений: фазовые превращения (плавление, ис-
парение), химические взаимодействия с атмосферой, структурные
изменения и т. д. Особенностью нагрева лучом лазера являются вы-
сокие скорости подъема температуры (до 108°С/с) и охлаждения
(до 106°С/с), большие градиенты температуры (до 104°С/мм). Это
приводит к возникновению термических напряжений и к сохране-
нию после охлаждения высокотемпературных структурных моди-
фикаций. Кратковременность процесса (порядка 10 мс, включая
остывание) ограничивает окислительные процессы. Особенности
технологии лазерной обработки вытекают из световой природы
лазерного луча. Имеют значение такие факторы, как отражатель-
ная способность поверхности, на которую падает луч.
Режим лазерной обработки задается энергией импульса излуче-
ния, длительностью импульса и диаметром луча на поверхности
детали. Для устранения выплесков жидкого вещества обработку
производят за фокальной плоскостью объектива, т. е. в области
расходящихся лучей. В результате поглощения поверхностью све-
52
товой энергии и превращения ее в тепловую энергию начинается
испарение вещества, причем настолько интенсивно, что вначале
процесс испарения носит сублимационный характер, т. е. переход
в пар происходит из твердой фазы, минуя жидкую. Одновременно'
по механизму теплопроводности начинается передача тепла из оча-
га со сверхперегретым материалом в глубь вещества. Это приводит
к развитию кратера.
Лазерное излучение в производстве РЭА применяют для полу-
чения отверстий, например, при обработке керамических (22ХС)
или ситалловых (СТ-32) подложек для СВЧ микроузлов.
Для получения в точке падения луча от-
верстия с вертикальными стенками необходи-
мо заставить процесс развиваться при двух ус-
ловиях. Во-первых, должно преобладать испа-
рение вещества со дна кратера над плавлени-
ем стенок отверстия. Для этого импульс дол-
жен быть коротким. Во-вторых, опускание дна
кратера по мере испарения вещества должно
приводить к расфокусировке в направлении
увеличения расходимости лучей и ослабления
поглощаемой энергии.
Нарушение второго условия вызывает по-
вышение поглощаемой энергии к концу им-
пульса, когда кратер заполняется материалом
с подплавленных стенок. Расплавленный ма-
териал выплескивается наружу под действием
избыточного давления паров со дна, разбрыз-
Рис. 19. Дефект края
отверстия в пластине
ситалла при прошивке
лучом лазера в режи-
ме завышенной энер-
гии импульса
гиваясь по подложке и скапливаясь по краям
кратера снаружи в виде каймы (рис. 19). Вы-
давливание жидкой фазы со стенок ведет к
образованию конусности.
Указанные эффекты можно ослабить соот-
ветствующим выбором режима обработки с учетом свойств мате-
риала, поверхности и требований к форме отверстия.
Искажение формы отверстия зависит от шести основных факто-
ров: расфокусировки и диафрагмирования луча, энергии в импуль-
се, числа последовательных импульсов, посылаемых в одну точку,
черноты приемной поверхности, соотношения глубины и диаметра
отверстия, теплопроводности материала. При каждом следующем
импульсе отверстие растет в глубину за счет послойного испарения
материала. Например, на установке «Квант-10» (рис. 20) за 5 им-
пульсных ударов луча могут быть получены отверстия диаметром
1—2 мм при толщине подложки 1 мм из керамики 22ХС при энер-
гии в импульсе 30 Дж. Для второго и последующих импульсов дно
кратера приобретает необходимую черноту в результате окисли-
тельных реакций при сгорании ситалла. Полезен поддув аргона
в зону обработки.
При лазерной сварке соединяемые металлы образуют ван-
ну сплавления в точке падения луча. Соединение возникает в ре-
53
зультате совместной кристаллизации при затвердевании расплав-
ленной зоны. Чтобы избежать разрушения контактной площадки,
лазерную сварку .проводят в режиме расплавления только металла
Рис. 20. Установка для технологической обработ-
ки лазерным лучом «Квант-10»:
энергия импульса излучения на выходе оптической си-
стемы от 10 до 50 Дж; длина волны генерируемого света
1.06 мкм; диаметр фокального пятна от 0,4 до 3,0 мм
проволоки, прижатой к контактной площадке (в планарном решении
контактного узла). Для этого луч фокусируют непосредственно на
проволоку в месте контакта. В отличие от режима при получении
отверстий длительность импульса при сварке более 10 мкс, так как
з
Рис. 21. Лазерная подгонка стекло-
эмалевых резисторов:
1 — контактная площадка; 2 — резистивная
стеклоэмалевая пленка; 3 — зона воздейст-
вия луча
процесс сцепления требует опре-
деленной продолжительности для
стабильного протекания [24].
Удаление тонкого слоя с по-
верхности с помощью лазера при-
меняется для изменения значения
электрического сопротивления пе-
чатных резисторов микроузлов
(подгонка в номинал). Техноло-
гия изготовления печатных рези-
сторов в промышленных условиях
не обеспечивает достижения но-
минальных значений электриче-
ского сопротивления точнее
±20%. Лазерная подгонка позволяет довести точность до ±0,5%.
Может быть достигнута и большая точность на момент подгонки,
но эффекты старения приводят к недостоверности этих значений.
54
Подгонку лазером производят, удаляя часть резистивной плен-
ки. Удаление выполняют в виде прорези так, чтобы увеличить дли-
ну линий тока и уменьшить ширину токопровода (рис. 21). Лазер-
ный метод подгонки имеет преимущество перед другими, напри-
мер— перед абразивным (основанном на истирании части пленки
под действием абразивно-воздушной струи), благодаря сплавлению
краев прорезей. Это необходимо для защиты от атмосферной влаги
и для стабилизации параметров во времени [25].
§ 5. ВЖИГАНИЕ КОМПОЗИТНОЙ СТЕКЛОЭМАЛИ
С НОРМИРОВАННЫМИ ЭЛЕКТРОФИЗИЧЕСКИМИ СВОЙСТВАМИ
Стеклоэмалевое композиционное покрытие с нормированными
электрофизическими свойствами (электропроводность, диэлектри-
ческая проницаемость, паяемость и т. д.), задаваемыми путем вве-
дения в состав композиции неплавкой составляющей (наполнителя),
называют композитной стеклоэмалью. Толщина покрытия нормиро-
вана и составляет обычно 15 мкм.
В сравнении с пленками аналогичного назначения, но получен-
ными при вакуумном осаждении (см. гл. III), толщина которых на
1—2 порядка меньше (0,1 — 1 мкм), эти слои называют «толстыми»
пленками (англ. — thick films) [26].
Вжиганием называют процесс закрепления композитной стекло-
эмали на жаростойкой (керамической, ситалловой и т. д.) подлож-
ке путем термообработки слоя пасты, содержащей исходный поро-
шок стеклоэмали и нанесенной па подложку с помощью печатных
процессов в виде заданного рисунка. Паста представляет собой
высокодисперсную композицию из порошка фритты (стеклянной
составляющей стеклоэмали) и наполнителя в органическом жидко-
фазном связующем (см. гл. IV). При вжигании происходят термо-
химические превращения — выгорание связующего, оплавление
фритты и сцепление с подложкой. В ряде случаев наблюдается
_химическое взаимодействие наполнителя со средой.
В момент сцепления покрытие представляет собой размягченную
фритту, наполненную коллоидными частицами неплавкого электро-
проводного или диэлектрического наполнителя [27].
Композитную стеклоэмаль называют проводниковой в случае
малого удельного электрического сопротивления, близкого по по-
рядку величины к монолитному металлу (см. табл. 8).
Композитные стеклоэмали, содержащие серебряный наполни-
тель, обладают повышенной электродиффузионной подвижностью
металлических частиц, что приводит к замыканию малых зазоров
по поверхности под действием разности потенциалов (см. гл. I,
§ 1). Минимальной электродиффузионной подвижностью по срав-
нению с другими серебросодержащими стеклоэмалями обладает
стеклоэмаль с Pt—Ag [26]. Проводниковые стеклоэмали применяют
для соединительных проводников и контактных площадок в
печатных микроузлах, однослойных катушек индуктивности и ва-
риометров на керамических каркасах, герметичных швов в керами-
55
Таблица 8
Удельное электрическое сопротивление проводниковых стеклоэмалей
с различными наполнителями и монолитных металлов
Металл (наполнитель) R , мОм/п Р, мкОм-см
Композитная стеклоэмаль с наполнителем
Pt — Ан 70 110
Pt —Ag 55 75
Pd — Ag 30 40
Au 2,5 4,4
Монолитные металлы
Au 2,2
Ag — 1,6
Cu — 1,7
Pt — И
Pd И
Ni 7
Cr 19
Сплав нихром —* 100
ческих и ситалловых корпусах (рис. 22). К слою предъявляется
требование хорошей паяемости, что необходимо для присоединения
выводов от навесной элементной базы и для подключения к внеш-
б
в г
Рис. 22. Сечение структуры стеклоэмалевого микроузла (а), рисунок резисторов
(10—105 Ом) (б), индуктивностей (е) и конденсаторов (г):
1— подложка , (ситалл, 22ХС. поликор); 2 — первый слой металлизации (иижние обкладки
конденсаторов, контактные площадки, соединения, экран в СВЧ микроузлах); 3 — диэлект-
рические слои конденсаторов (8i, 8j и т. д.), изоляционный слой для разделения пересече-
ний (гМИи): 4 — второй слой металлизации (верхние обкладки, соединения); 5 — резистивные
и т. д.); 6 — межслойная изоляция в многослойном микроузле
слои
56
а
б
Рис. 23. Печатные резисторы с
выводами в одном слое (а) и в
двух слоях (б):
1 — резистивный слой; 2 — кон-
тактные площадки; 3 — направление-
линий тока; I — длина линий тока;
Л — толщина резистивного слоя
няемых в РЭА.
Пленочные резисторы (рис. 23)
ним цепям, а также в случае создания герметичного паяного шва
между керамическими и ситалловыми деталями.
Резистивные стеклоэмали обладают повышенным удельным
электрическим сопротивлением (на три порядка и более выше про-
водниковых) с нормированным значе-
нием температурного коэффициента
благодаря применению в качестве на-
полнителя полупроводников и полуме-
таллов. Их применяют в составе рисун-
ка печатных микроузлов для всего ди-
апазона номиналов резисторов, приме-
ха-
рактеризуют удельным пленочным
электросопротивлением, отнесенным к
квадрату площади пленки при норми-
рованной толщине (чаще всего
15 мкм):
I 1
*D = f 7Г‘=РТ’
где 7?п —удельное пленочное элект-
рическое сопротивление, Ом/D; I —
длина и ширина проводника; А — нормированная толщина пленки»
м; р — удельное объемное сопротивление, Ом-м.
Требуемую величину сопротивления резистора получают выбо-
ром соотношения длины к ширине резистора или смешением двух
нормированных паст в необходимой пропорции. Нормированные
пасты обеспечивают получение удельных сопротивлений стеклоэма-
ли известного номинала: = 100 Ом/D, 500 Ом/D и т. д.
Диэлектрические стеклоэмали используют в качестве диэлектри-
ка в конденсаторных структурах микроузлов (рис. 24). Диэлектри-
ческие свойства определяет наполнитель.
Рис. 24. Печатные конденсаторы с выводами в одном слое
(планарная конструкция) (а, б) и в двух слоях (конструкция
металл — диэлектрик — металл, МДМ) (в)
Изоляционные стеклоэмали, применяемые для изоляционных
прослоек, должны иметь минимальную диэлектрическую проницае-
мость (для минимизации собственной емкости) и высокую электри-
ческую прочность. В ряде случаев используют стеклоэмаль на осно-
ве кристаллизуемых стекол без наполнителя (см. ниже).
Многослойная структура микроузлов является гетерострукту-
рой. К ней предъявляется основное условие — совместимость гете-
57
рослоев друг с другом при технологической обработке и эксплуа-
тации. Совместимость должна обеспечиваться во всем диапазоне
технологических температур и химических воздействий, предусмот-
ренных технологическим процессом и условиями эксплуатации.
Различают четыре условия, необходимые для совместимости ге-
терослоев:
1) малые коэффициенты диффузии веществ;
2) отсутствие химических реакций между веществами;
3) отсутствие фазовых превращений предшествующих слоев
при термообработке последующих;
4) близость значений коэффициентов термического расширения.
Для выполнения этих условий следует исключать из состава
щелочные ионы, приводящие ц коррозионным явлениям при проте-
кании электрического тока и к снижению гидролитической устойчи-
вости. Необходимо избегать применения серебра, обладающего
большой электродиффузией. Для ограничения химических реакций
между стеклоэмалями соседних гетерослоев необходимо обеспе-
чить твердофазное состояние нижних слоев.
Согласование слоев по коэффициенту термического расшире-
ния, благодаря применению относительно тонких слоев может быть
менее точным, чем в случае монолитных тел, так как тонкие слои
поддаются деформации до наступления механического разрушения:
Толщина слоя, мкм............... 25—100 10—25 1—10
Допустимое расхождение Да-107, град-1 .5 15 25
Совместимость гетерослоев на основе композитных стеклоэма-
лей определяется фриттой. Свойства фритты связаны с ее непре-
рывной сетчатой структурой из стеклообразующих окислов SiO2
и B2O3. Структурная сетка состоит из атомов кремния или бора,
связанных между собой через кислородные атомы преимуществен-
но силами ковалентной связи. Стеклообразующие окислы могут
быть частично замещены окислами PbO, А12О3, TiO2.
Применяют аморфную и кристаллизуемую фритту. В состав
аморфной фритты входят окислы-плавни (Na2O, К2О, Li2O,
CaO, MgO, ZnO и др.). Ионы металлов из окислов-плавней распре-
делены в объеме статистически, образуя аморфную структуру в ви-
де химического соединения двуокиси кремния и двуокиси бора
с окислами этих металлов. Встречаются микрообласти с упорядо-
ченной структурой, но эти области малы, не более 1 мкм в попереч-
нике, и составляют малую часть общего объема. В качестве аморф-
ной фритты применяют легкоплавкие стекла. Температура начала
ее размягчения должна быть согласована с температурой термооб-
работки паст, содержащих Pd—Ag. Эти пасты имеют оптимальный
интервал вжигания с точки зрения образования равновесных струк-
тур при 700—760° С. Для этого температурного интервала применя-
ют бесщелочную цирконийсодержащую фритту с плотной структу-
рой, например, на основе стекла марки 279-2 с температурой нача-
ла размягчения 630±10°С и с плотностью 4,7• 103 кг/м3 [28].
58
Присутствие в составе стекла в качестве модификаторов малых
ионов Zr4+ и Mg2+, стягивающих решетку, и крупных ионов Sr2+,
Ва2+, Са2+ обеспечивает высокую плотность фритты, которая необ-
ходима для затруднения диффузии серебра в резистивный слой из
контактных площадок. В составе фритты не должно быть много
ионов свинца, иначе их высокая подвижность при вжигании (при
550°С) нарушает равновесность окислительно-восстановительных
процессов, протекающих с серебряно-палладиевым наполнителем.
В интервале температур 400—800° С стекло 279-2 инертно к Pd—Ag,
Применение в качестве фритты боросвинцового стекла, например
660а, не отвечает приведенным выше условиям.
Кристаллизуемая фритта представляет собой стекло-
цемент на основе кристаллизуемого стекла—ситалла. Ситаллы от-
личаются однородной и мелкой кристалличностью, занимающей
50—90% объема. В результате температура повторного размягче-
ния возжженного слоя возрастает примерно на 100° С, что устраня-
ет опасность соскальзывания рисунка верхнего слоя (29].
Зародыши кристаллизации вводят в состав стеклоцемента во
время варки в виде присадок некоторых окислов. В результате при
вторичном расплавлении во время вжигания происходит прогрес-
сивная кристаллизация (нуклеация) слоя по всему объему. Микро-
области с упорядоченной структурой достигают размеров 0,1 —
1 мкм, а их количество на 1 мм3 составляет 1010 и более. Микрооб-
ласти связаны между собой в прочный каркас, промежутки между
ними заполняет аморфная фаза. Повторный нагрев до температуры
вжигания не вызывает размягчения, так как образовавшийся кри-
сталлический каркас требует для разрушения значительно более
высокой тепловой энергии, чем при первичном расплавлении.
Порошковое кристаллизуемое стекло марки С88-4, стеклоцемен-
ты СЦ90-1 и СЦ90-2 по химическому составу относятся к бесще-
лочным цинкборсвинцовым стеклам с малым содержанием окислов
кремния, алюминия и других металлов:
C8S-4 СЦ90-1 СЦ90-2
Коэффициент термиче-
ского расширения в
интервале температур , _ . о ,
20—300° С, град-1 .. . (88±2)10~7 (95±3)10~7 (982_р10-7
Температура размягче-
ния и кристаллизации,
°C............................ 340 440 420
Для смачивания поверхности и растекания фритта должна обла-
дать активирующими свойствами. Это обеспечивается ее основным
составом и активирующими добавками (активаторы и плавни).
Лучше всего растекается по керамике свинцовистая фритта, ху-
же— борсодержащая. Значительно улучшают смачивание плавни
V2O5 и М0О3 (1—'2%). Плавленая бура Na2B4O7 в качестве плавня
улучшает способность стеклоэмали давать зеркально-гладкую по-
59
верхность при растекании. Это свойство стеклоэмалей необходимо
для получения четкого и гладкого рисунка печатного микроузла.
Температура вжигания стеклоэмалей для различных слоев
должна быть различной в зависимости от того, каким по счету,
считая от поверхности подложки, наносится слой: первые слои
должны быть более тугоплавкими, чем последующие. Плавни по-
зволяют регулировать температуру вжигания. Окись лития, борный
.ангидрид, окиси железа (II) и марганца (II) снижают температу-
ру вжигания.
Плавень SnO2 при вжигании вступает в химические соединения
с силикатами фритты и повышает их влагостойкость.
Роль активатора играет газовая среда. При вжигании на возду-
хе активатором является кислород. При вжигании в вакууме (1 —
0,1 Па) в составе остаточных газов необходимы пары воды, при
вжигании в аргоне— кислород. Пары воды вводят, нагревая навес-
ку силикагеля, а кислород — нагревая марганцевокислый калий.
Диэлектрический наполнитель TiO2 в присутствии жидких си-
ликатов фритты действует как активатор.
Значительную опасность представляют внутренние меха-
нические напряжения в стеклоэмалевых пленках. При на-
пряжениях сжатия, превышающих предел прочности сцепления
с нижележащим слоем, образуются межслойные трещины в резуль-
тате разрыва зоны перехода. Трещины по толщине слоя образуют-
ся при напряжениях растяжения в результате превышения техниче-
ского предела текучести (напряжение, при котором остаточная де-
формация достигает 0,2%).
Снижения градиента механических напряжений в гетерострук-
турах на основе стеклоэмалевых пленок можно добиться, применяя
низкотемпературные стеклоэмали — чем ниже температура вжига-
ния, тем с меньшего температурного уровня начинается накопление
механических напряжений. Композитная стеклоэмаль менее под-
вержена растрескиванию, чем фритта без наполнителя, так как
обладает структурным демпфированием на частицах наполнителя.
Влияние наполнителя на электрофизические свойства композит-
ной стеклоэмали. Наполнитель определяет электрофизические свой-
ства композитной стеклоэмали. Первым условием устойчивости
свойств и повторяемости результатов в. производстве является вы-
сокая степень диспергирования входящих порошков и гомогениза-
ции смеси наполнитель — фритта, что определяется технологией
приготовления и смешения порошков.
Механизм электропроводности композитной стеклоэмали пред-
полагает участие не только электронов металлической проводи-
мости, но и электронно-ионную проводимость интерметаллических
и окисных соединений, которые образуются при поверхностных
химических реакциях по большой суммарной площади поверхности
раздела двух фаз наполнитель — фритта.
Значительное влияние на электропроводность рассматриваемых
порошковых смесей оказывает эффект структурирования. Частицы
фритты примерно в 100 раз крупнее частиц наполнителя. При при-
60
готовлении пасты и нанесении ее на подложку наличие крупных
частиц фритты заставляет мелкие частицы наполнителя распола-
гаться в пасте, а затем в стеклоэмали квазирегулярно, в виде не-
прерывных цепочек из касающихся друг друга частиц. Высокая
вязкость фритты и поверхностное натяжение ее частиц при рас-
плавлении препятствует перемещению частиц наполнителя из ква-
зирегулярных положений во время вжигания. Эффект структуриро-
вания наиболее сильно выражен для частиц наполнителя диамет-
ром порядка 0,01 мкм.
Пасты, полученные механическим смешением порошков фрит-
ты и наполнителя, характеризуются двумя недостатками: малой
гомогенностью смеси порошков фритты и наполнителя и недоста-
точной дисперсностью частиц наполнителя.
Для электропроводных стеклоэмалей (проводниковых и резис-
тивных) применяют наполнители на основе благородных металлов,
выдерживающих высокотемпературную обработку при вжигании:
золото, платину, серебро, палладий в различных сочетаниях друг
с другом. При наличии малых зазоров и электрического поля сереб-
ро можно применять только в сочетании с палладием, присутствие
которого позволяет снизить электродиффузионную подвижность
серебра.
Электропроводность изменяют не изменением соотношения на-
полнитель—фритта, а составом наполнителя и введением допол-
нительных металлов, таких, как иридий.
Различают два вида композиций электропроводного наполните-
ля: инертные (на основе золота, платины) и химически активные
(на основе серебра с палладием). Химически активные композиции
доступнее инертных, но требуют дополнительных затрат на ком-
пенсацию брака, вызванного неустойчивостью результатов в усло-
виях производства.
При вжигании резистивной стеклоэмали с наполнителем Ag—Pd
протекают термохимические реакции. В зависимости от температу-
ры термообработки различают два этапа реакций. На первом эта-
ле (320—520° С) происходит окисление металлического палладия
с образованием PdO и последующее физическое растворение его
в поверхностной зоне на частицах стекла. Окись серебра, вводимая
в композицйю, при 160—200° С восстанавливается до металличе-
ского Ag. На первом этапе частицы фритты размягчаются, спека-
ются друг с другом и начинают защищать наполнитель от контак-
та с атмосферой.
На втором этапе (свыше 520° С) PdO частично восстанавлива-
ется и образуется твердый раствор Pd—Ag в зоне контактирования
частиц серебра и палладия благодаря взаимной диффузии. Элек-
трическое сопротивление зависит от соотношения Ag—PdO, кото-
рым управляют путем изменения этого соотношения в пределах от
1:2 до 3:2. Минимальное значение удельного пленочного сопро-
тивления для проводниковых композиций на основе Ag—Pd со-
ставляет /? □ =20 мОм/П. Высокоомного значения (7?а=10 кОм/С)
достигают при 40% PdO.
61
К техническим недостаткам наполнителя, содержащего палла-
дий, следует отнести взаимодействие палладия с водородом при
обжиге и с оловом при лужении контактных площадок. Водород
может присутствовать в газовой атмосфере в результате недоста-
точного отвода из печи продуктов разложения органической связ-
ки. В результате взаимодействия образуется гидрид палладия
PdH, который представляет собой твердый раствор водорода в ме-
талле, причем часть водорода окклюдирована в межкристаллитных
щелях частиц металлического палладия. Это меняет электрические
свойства твердого раствора PdH по сравнению с Pd. Степень раст-
ворения водорода в палладии неустойчива и сильно зависит от ве-
личины адсорбции водорода на частицах, температуры, глубины
залегания частиц палладия в толще стеклоэмали и т. д. [30].
Взаимодействие палладия с оловом при лужении проявляется
в результате межкристаллитной и поверхностной диффузии олова
в поры пленки стеклоэмали. Частицы палладия в стеклоэмали об-
разуют с оловом интерметаллид PdSng, который по объему в три
раза больше исходных элементов. В результате возникает тонкая
прослойка рыхлого вещества. Диффузионный процесс, продолжи-
тельность которого составляет несколько часов при температуре
125° С и десятки часов при 85° С, ухудшает механическую проч-
ность паяного шва.
Межкристаллитная диффузия — опасный механизм старения
и постепенного разрушения паяного шва пленка — вывод, особен-
но при повышенных температурах эксплуатации. Для ее устране-
ния используют припои для пайки, не содержащие олова, или ис-
ключают свободный палладий из контактных площадок.
Представляют экономический интерес резистивные и проводни-
ковые стеклоэмали с дешевыми наполнителями на основе металлов,
не входящих в группу благородных металлов.
Бескислородные тугоплавкие соединения кремния, углерода
и бора с металлами образуют силициды, карбиды и бориды, по
электрическим свойствам занимающие промежуточное положение
между проводниками и полупроводниками:
Наполнитель . . . .CrSi2 М02С VSi W2B5 V Cr W Mo
p, мкОм-cm... 900 70 66 45 20 13 5 5
Проводниковые композиции на основе меди, никеля и других
металлов имеют повышенное удельное электрическое сопротивле-
ние, что исключает их применение для СВЧ микроузлов.
Использование дешевых наполнителей затруднено усложнени-
ем процесса термообработки, требующего нормированной газовой
среды.
Термообработка стеклоэмали с медным наполнителем иногда состоит
из двух обжигов — на воздухе и в восстановительной атмосфере. Обжиг на воз-
духе позволяет получить слой окиси меди. Восстановительный обжиг протекает
при 850° С в контролируемой газовой среде с выдержкой 30 мин. Газовая среда
имеет состав (%): ЗО2—13Н2— ост. N2. Кислород необходим как активатор. При
содержании кислорода выше 4% ухудшается электропроводность стеклоэмали и
62
способность к пайке, а при содержании его ниже 0,4% уменьшается прочность
сцепления с подложкой. За основу газовой смеси взят азот для ослабления
взрывоопасности.
Особенностью диэлектрических стеклоэмалей является то об-
стоятельство, что их всегда наносят на слой проводниковой стекло-
эмали. Нанесение и вжигание должно быть двукратным, чтобы
исключить сквозные поры (толщина двойного слоя 40 мкм) и крат-
ковременным, чтобы ослабить вредную диффузию частиц металла
из нижней обкладки в диэлектрик.
В качестве диэлектрического наполнителя применяют тугоплав-
кие окислы и двойные соединения типа AI2O3 (ё«10) и
ВаТЮз (бж3000). Используют квазимолекулярную гомогениза-
цию композиции наполнитель — фритта путем термохимического
осаждения стеклообразующих окислов на частицы порошка диэлек-
трического наполнителя (см. § 8).
Электрические свойства конденсаторной и изоляционной стекло-
эмали определяются составом композиции из неплавкого высоко-
дисперсного наполнителя и стекловидной фазы. Прослойка стекло-
видной фазы необходима для сцепления частиц наполнителя друг
с другом и с подложкой. Уменьшение в композиции доли фритты
приводит к утонению стекловидных прослоек между частицами на-
полнителя. При больших значениях диэлектрической проницаемо-
сти наполнителя емкость между обкладками определяется суммар-
ной толщиной стекловидных прослоек.
Например, при диаметре частиц наполнителя 2 мкм в слое стеклоэмали тол-
щиной 20 мкм число прослоек достигает 10. При толщине каждой прослойки
0,1 мкм суммарная их толщина составляет 1 мкм. В результате емкость конден-
сатора возрастает в 20 раз (до 200 пФ/мм2) по сравнению со случаем стекло-
эмали без наполнителя.
В отличие от электропроводных стеклоэмалей, когда металли-
ческий наполнитель осаждают на порошок фритты (рис. 25, а),
в конденсаторных и изоляционных стеклоэмалях осаждают тонкий
(0,05—0,1 мкм) слой стекловидного покрытия на порошок керами-
ческого химически стойкого и жаростойкого наполнителя. Исполь-
зуется метод термохимического осаждения стекловидных покры-
тий, основанный на смачивании поверхности раствором солей с по-
следующим термохимическим разложением на стеклообразующие
окислы. Стеклообразование протекает непосредственно вслед за
выделением окислов при разложении, что обеспечивает их высокую
химическую активность, высокую скорость и полноту стеклообразо-
вания без замедляющих условий, наблюдающихся в высоковязком
расплаве при варке стеклянной массы фритты в массиве.
Метод термохимического осаждения стекловидных покрытий
позволяет наносить покрытие тонким слоем (от 0,05 мкм и выше).
В рассматриваемом случае покрытие наносят на частицы порошка
со средней дисперсностью 1—2 мкм (поверхность по прибору ПСХ
составляет более 10 000 см2/г). Более крупный наполнитель не при-
меняют из-за повышенного износа трафаретов, более мелкий —
63
Таблица 9
Соотношение объемов компонентов при химических методах
приготовления композиции наполнитель — фритта (при допущении
шаровидной формы частиц)
Частицы без покрытия Покрытие Соотношение объемов
диаметр мкм объем , мкм3 толщина Д, мкм объем, Кп= МКМЗ V IV
1 0,5 0,05 0,16 3,1
1 0,5 0,1 0,35 0,7 1,4
1 0,5 0,2 0,85 1,7 —
1 0,5 0,4 2,4 4,8 —
2 4,0 0,05 0,9 — 4,4
2 4,0 0,1 1,3 — 3,3
2 4,0 0,2 2,9 0,7 1,4
2 4,0 0,4 7,0 1,8 —
2 4,0 0,5 9,5 2,4 —
из-за мешающих коагуляционных процессов, развивающихся в тра-
фаретной пасте.
Покрытие обволакивает каждую частицу наполнителя слоем
толщиной 0,05—0,1 мкм (рис. 25, б), что по объему (и, практиче-
Рис. 25. Структура частиц проводникового и резистивного
(а) и диэлектрического (б) наполнителя в квазимолекуляр-
но гомогенизированных стеклоэмалях (до вжигания):
1 — частица фритты; 2 — рыхлая оболочка из химически осажден-
ного металла или сплава; 3 — оболочка из стекловидного термохи-
мически осажденного покрытия; 4 — частица керамического напол-
нителя
ски, по массе) позволяет доводить отношение наполнитель — фрит-
та до значений Ун/Уф = 3,14-4,4 для- частиц диаметром 1—2 мкм
(табл. 9). При использовании механического смешивания наполни-
64
теля с порошком фритты это отношение ограничено значением
Ун/Кф=1, выше которого нарушается сплошность стеклянной мат-
рицы (основы) и образуются скопления наполнителя.
Метод нанесения стекловидных покрытий на порошок наполни-
теля позволяет добиться минимизации стеклофазы, что дает воз-
можность снизить внутренние механические напряжения и вероят-
ность растрескивания при остывании
годаря сближению температур-
ных коэффициентов расшире-
ния диэлектрика и подложки,
а также устранить сквозную
пористость. Последнее позволя-
ет избежать традиционного
двух-трехкратного нанесения
диэлектрического слоя [31].
Режим процесса вжигания.
Максимальное значение темпе-
ратуры вжигания, при которой
происходит необходимое раз-
мягчение фритты и ее растека-
ние в пределах оттиска пасты
на подложке, должно быть зна-
чительно ниже (не менее чем
на 100° С) температуры фазо-
вых превращении наполнителя
и выше (не менее чем на
50° С) температуры полного
от температур вжигания бла-
Рис. 26. Режимы вжигания композитных
стеклоэмалей:
1 — вжигание нижнего проводникового слоя;
2— вжигание диэлектрического слоя; 3 — вжн-
гание кристаллизуемых изоляционных слоев
и проводниковых между изоляционными слоя-
ми; 4 — вжигайие верхнего проводникового
слоя; 5 — вжигаиие высокоомного резистивного
слоя; 6 — вжигание низкромного резистивного
выгорания остатков органиче-
ского связующего.
Проводниковый рисунок, включающий соединения, контактные
площадки и нижние обкладки конденсаторов наносят первым. По-
этому вжигание проводниковой стеклоэмали производят при наи-
более высокой температуре (рис. 26, кривая /).
Режим термообработки печатных микроузлов, выполненных на
основе композитных стеклоэмалей, характеризуется большим чис-
лом (до 10) повторяющихся циклов нагрев — охлаждение по 60—
70 мин для каждого типа стеклоэмали, входящего в структуру
микроузла (табл. 10). Каждому циклу предшествует низкотемпе-
ратурная сушка (150° С) для удаления испаряющихся компонен-
тов из органического связующего.
Цикл нагрев — охлаждение начинают с подъема температуры
до 300° С и выдержки в течение 5 мин. На этом этапе происходит
выгорание связующего. Выгорание может продолжаться на началь-
ной фазе второго этапа подъема температуры, но не далее, чем до
36° С, так как полное удаление органики должно завершиться
к началу размягчения фритты. В противном случае стеклоэмаль
будет иметь рыхлую поверхность, ослабленное сцепление с подлож-
кой, повышенное электросопротивление (у проводниковых стекло-
эмалей) и высокий уровень шумов (у резистивных стеклоэмалей).
65/
Таблица 10
Общая структура и трудоемкость изготовления печатных микроузлов
на композитных микроэмалях при малых объемах производства
(на партию 100 шт.)
Операция Трудоем- кость, чел-ч Операция Трудоем- кость* чел-ч
Изготовление трафаретов 20 Подгонка в номинал 4
(5 типов) Нанесение четвертого слоя 2
Подготовка паст (5 наи- 3 (диэлектрический)
менований) Термообработка 1
Нанесение первого слоя 2 Нанесение пятого слоя (про- 2
(проводниковый) водниковый)
Т ермообработка 1 Термообработка 1
Нанесение второго слоя 2 Армирование (закрепление 2
(резистивный) выводов)
Термообработка 1 Лужение 2
Нанесение третьего слоя 2 Л1онтаж навесных элементов 20
(резистивный) Контроль 2
-Термообработка 1 Герметизация и маркировка 4
Всего 82
Термообработку производят в конвейерных печах, например в
пятизонной электропечи СК-Ю/16-6-5 с максимальной температурой
1000° С и скоростью конвейера 0,5—2 мм/с (рис. 27). Для получения
воспроизводимых результатов точность поддержания режима дол-
жна быть высокой. Например, при вжигании резистивной стекло-
66
эмали максимальная температура каждого цикла должна поддер-
живаться с точностью ±2° С, а время выдержки ±5%.
Важную роль при вжигании играет газовая среда. При испаре-
нии и выгорании органической связки в печи образуется атмосфера,
содержащая углерод. Для его удаления необходимо обеспечить
встречное движение воздуха в печи за счет естественной тяги, вы-
званной наклоном печи в сторону выхода (примерно на 2°), или с
помощью принудительной (50 мм/с) подачи встречного воздуха.
Чтобы избежать взаимного загрязнения, предпочтительно иметь
две печи — отдельно для электропроводной и диэлектрической стек-
лоэмалей.
Таким образом, при термообработке происходят следующие про-
цессы:
1) испарение основной массы органики и выгорание ее остатков;
2) окислительно-восстановительные реакции с наполнителем
(например, в случае применения Pd—Ag);
3) размягчение и спекание порошка фритты и сцепление с под-
ложкой;
4) затвердевание при охлаждении.
К конвейерной печи предъявляются требования к стабиль-
ности по четырем параметрам: температурный профиль по длине,
скорость конвейера, скорость потока встречного воздуха и его со-
став.
Важным условием обеспечения первого из этих требований, кро-
ме использования системы автоматического регулирования темпе-
ратуры, является поддержание неизменной теплоемкости находя-
щихся в печи объектов. В случае малых партий лента загружается
балластными подложками.
§ 6. МЕТАЛЛИЗАЦИЯ СПЕКАНИЕМ
Металлизацией спеканием называют процессы сцепления метал-
ла с подложкой в результате окислительно-восстановительных ре-
акций в зоне контакта при высоких температурах. При спекании
металла с Керамикой главную роль играют электронные явления.
Для развития электронного механизма необходим адгезионный
контакт соединяемых тел, достигаемый при смачивании подложки
расплавленным металлом. При хорошем смачивании газы вытесня-
ются из зоны контакта и поверхности сближаются настолько, что
начинают действовать электростатические межмолекулярные силы.
Смачивание обеспечивается при условии образования жидкой про-
слойки, например, в виде легкоплавкой эвтектики, состоящей из
окислов керамики и металла покрытия. Это интерметаллическое
соединение образуется тем легче, чем активнее металл. Возможно
применение промежуточного слоя из молибдена, алюминия или дру-
гого активного металла.
В зависимости от газовой среды при термоообработке различа-
ют процессы без доступа и с доступом кислорода (табл. 11).
3* 67
Таблица 11
Виды металлизации спеканием
Без доступа 02 С доступом Оа
Газовая среда г, °C Вид спекаемого металла Газовая среда т, °C Вид спекаемого металла
Водород 1300 Смесь порошков мо- либдена и активного металла Воздух 20 Галлиевые сплавы
Вакуум 0,1 Па <900 Порошок гидрида металла Воздух 800 Медная фольга при участии флюса
То же <900 Смесь высокотем- пературного припоя и активного металла Аргон с добавкой кислоро- да Воздух или азот 1070 ±5 Предварительно осажденный слой ме- ди Частицы жидкого металла
Процессы, протекающие без доступа кислорода, осно-
ваны на более высоком сродстве к кислороду активного металла
(Мп, Ti, Zr, Si и др.) по сравнению с металлами, входящими в со-
став окислов керамики. Возможны два варианта проведения про-
цесса: в водороде и в вакууме. Термообработку в водородной печи
применяют при использовании смеси порошков молибдена и ак-
тивного металла. Термообработка в вакууме необходима для вы-
сокотемпературных припоев с добавкой активного металла, а так-
же для порошков гидридов SrH2 и TiH.
В процессах с доступом кислорода используют его ад-
гезионно-активное действие при диффузии и реакциях в зоне кон-
такта. Различают два вида спекания с участием кислорода: в ней-
тральной среде с ограниченной подачей кислорода и в атмосфере
воздуха (медная и никелевая фольга, таллиевые расплавы, рас-
пыленные металлы и сплавы при газотермическом напылении).
Во всех случаях спекания металла с керамикой образуется пе-
реходная зона, в которой металлические связи между атомами
постепенно переходят в ионно-ковалентные.
Спекание с керамикой смеси порошков молибдена и активного
металла проводят в водородной среде, содержащей ограниченное
количество паров воды при 1100—1350° С с выдержкой 30 мин.
В этих условиях протекают твердофазные диффузионные про-
цессы. Высокая температура спекания позволяет применять толь-
ко жаропрочную керамику на основе А12О3 или ВеО. Сцепление
обусловливается двумя механизмами: химическим взаимодействи-
ем активного металла в твердой фазе с окислами керамики и диф-
фузией стеклофазы керамики в металлический слой. В результате
структура спеченного с керамикой слоя металлизации представля-
ет собой матрицу (каркас) из зерен молибдена, заполненную про-
дуктами взаимодействия порошка активного металла с окислами
керамики и молибдена.
68
Смесь порошков наносят на металлизируемую поверхность в
виде пасты на органической тиксотропной связке, аналогично
случаю композитных стеклоэмалей (но без фритты). Для керами-
ки 22ХС применяют смеси порошков (масс.°/о);
а) 20Мп—ост. Мо,
б) 5Si — 20Мп—ост. Мо,
в) 6 ферросилиций— 14Мп — ост.Мо.
Порошок Мо должен иметь дисперсность, характеризуемую
удельной поверхностью 5000 см2/г, порошок активного металла —
*10 000 см2/г. Измельчение производят в органической жидкости,
чтобы избежать попадания влаги в состав пасты. Влага приводит
к коагуляции частиц в пасте и нарушению ее тиксотропных
свойств.
Спеченный слой на основе молибдена может быть в дальней-
шем подвергнут гальваническому наращиванию никелем или
медью для последующей пайки низкотемпературными припоями.
Непосредственная пайка к слою молибдена возможна высокотем-
пературными припоями в защитной среде при 780—1000° С.
Недостатком металлизации в водороде с использованием смеси
металлических порошков является высокая температура и относи-
тельная длительность выдержки при спекании.
Спекание с керамикой порошка гидридов переходных металлов
производят в вакууме. Металлизация керамики в вакууме требует
более низкой температуры (около 900°С). Снижения температуры
достигают, вводя в состав смеси порошок гидрида активного метал-
ла [32]. Используют гидриды титана Т1Н и циркония ZrH2, которые
при нагревании выделяют атомарный водород. Например, 1 г
ZrH2 может выделить 240 см3 водорода. Водород поступает в зону
сцепления в участках, где нанесен гидрид. Особенностью процесса
является необходимость тщательной сушки порошка для удаления
следов адсорбированной влаги. Для термообработки применяют,
например, вакуумную камерную печь СНВЛ 1-31/16-М2, обеспечи-
вающую рабочий вакуум 10-1 Па.
Спекание с керамикой припоя с активной присадкой, выполня-
емое в вакууме при жидкофазных реакциях, позволяет применять
температуру спекания около 900° С. Высокотемпературный припой
смачивает поверхность, обеспечивая адгезионное контактирование
жидкого металла и керамики. В основе процесса лежит взаимо-
действие активного металла с окислами керамики.
Активный металл (например, Ti) образует эвтектику со всеми
металлами, входящими в высокотемпературные припои. Раство-
ряясь в припое, он обеспечивает его растекание по поверхности ке-
рамики как межфазно-активная добавка, способствующая , смачи-
ванию. При контакте с окислами, входящими в состав керамики, в
условиях вакуума и высокой температуры активный металл частично
их восстанавливает с образованием в переходной зоне сложных
растворов внедрения и замещения. Например, А12О3, частично вос-
69
станавливаясь при 900° С, отдает кристаллической решетке Ti кис-
лород с образованием твердого раствора внедрения. Восстановлен-
ный А1 растворяется в Ti с образованием раствора замещения. Под-
черкнем, что эти эффекты распространяются только на тонкую (в
пределах десятков микрометров) приповерхностную зону металл —
керамика. Это обусловлено ограниченным распространением диф-
фузных явлений.
Опасно образование хрупких интерметаллидов с участием Al, Ti
и Ag. Образование их происходит при температуре выше 900° С. по-
этому важно не превышать этого предела и сокращать (до 100 с)
время выдержки при максимальной температуре.
Припои с активными добавками для металлизации керамики мо-
гут иметь следующий состав (масс. %):
1) 10 Ti — ост.ПСр-72, температура пайки 850° С;
2) 23 Ti — ост. Си, температура пайки 880° С.
Жаростойкость слоя металлизации, выполненного с помощью
припоев с активными добавками, составляет 400—450° С.
Металлизация керамики таллиевыми сплавами. Диффузионно
твердеющие таллиевые сплавы представляют собой расплавы гал-
лия или его низкотемпературных сплавов (с оловом, индием и дру-
гими металлами) с диспергированными в них порошками более
тугоплавких металлов — меди, серебра и других, повышающими
после термообработки температуру плавления сплава.
Галлий и входящие в сплав компоненты (олово, индий, медь,
серебро) не являются высокоактивными по отношению к кислоро-
ду. Их сродство к кислороду намного ниже прочности связи
металл—кислород в тугоплавких окислах кремния, алюминия и бе-
риллия, входящих в керамику. В образовании сцепления здесь уча-
ствует атмосферный кислород, который проявляет свое адгезионно-
активное действие, как и в других металлоокисных системах.
Технология металлизации сводится к растиранию жидкого тал-
лиевого сплава по поверхности до момента наступления смачива-
ния. Утолщения слоя металлизации достигают дополнительным на-
несением пасты из таллиевого сплава с наполнителем в виде порош-
ка того металла, с которым должен быть образован самотверде-
ющий таллиевый сплав. Например, смешивают жидкий галлий
(ГОСТ 12797—67) с медным порошком ПМ-2 (ГОСТ 4960—68)
(зерно 60 мкм) в соотношении, обеспечивающем состав сплава
34 Ga — ост. Си (масс.%). После 15 мин смешивания образуется
серебристо-серая хорошо наносимая однородная масса [10].
Спекание с керамикой медной фольги на воздухе с участием
флюса. При использовании флюса, играющего роль связующего
переходного слоя от фольги к подложке, существенно снижается
требование к стабильности максимальной температуры спекания
по сравнению с методом непосредственного сцепления фольги с ке-
рамикой. Спекание можно проводить в муфельной печи в атмосфе-
ре окружающего воздуха. Время спекания должно быть невелико
для ослабления вредного влияния на металл окислительных про-
цессов.
70
Флюс представляет собой порошок активной фритты, в которой
активным компонентом является борный ангидрид. Он выделяется
из соединения, входящего в состав порошка, непосредственно во
время нагрева при пайке, что обеспечивает его высокую химиче-
скую активность.
Гетраборнокислый натрий (бура обезвоженная) при нагревании
разлагается с выделением борного ангидрида:
Мэ2В4О7 = 2NaBO2 + В2О3
Борная кислота также разлагается с выделением борного ангид-
рида-
Н3ВО3 = НВО2 + Н2О
2НВО2 — В2Оз Д- Н2О
Борный ангидрид при флюсовании воздействует на окисную
пленку металла и химически связывает окислы в комплексы по
реакции:
СиО 4- В20з - СцО-В2О3
Образуемые комплексы смачивают обе поверхности, заполняют
.зазор и обеспечивают сцепление.
Спекание меди с керамикой в слабоокислительной среде. Хими-
чески осажденный слой меди толщиной 25—50 мкм спекается с под-
ложкой из высокоглиноземистой керамики в слабоокислительной
атмосфере аргона (азота) в смеси с весьма малым количеством
кислорода (до 0,1%). Спекание протекает при точно поддержива-
емой температуре 1070+5° С в течение 10 с. Расплавленный эвтек-
тический слой Си + СигО, температура плавления которого 1065° С,
смачивает сомкнутые поверхности металла и керамики в зоне кон-
такта. Слой весьма тонкий, несколько микрометров, определяемый
глубиной проникновения кислорода в медь. Электроотрицательный
кислород приводит к образованию положительных ионов меди, ко-
торые затем ионной связью соединяются с твердофазным окислом
керамики [33].
Существенной производственной сложностью промышленного
применения метода является необходимость высокой точности под-
держания максимальной температуры 1070+5° С, так как при
1083° С медь расплавляется.
Нанесение материала путем газотермического напыления.
Газотермическим напылением называют процесс, основанный на
распылении расплавленного или размягченного материала с по-
мощью газовой струи, доставке в составе газового потока к подлож-
ке и закреплении на поверхности в результате спекания. Для тако-
го метода характерно одновременное воздействие на наносимый ма-
териал высокотемпературного источника тепла и кинетической
энергии газовой струи [34].
Распыление производят сжатым газом (воздухом, аргоном или
азотом), продуваемым через зону расплавленного металла или на-
греваемого порошка с образованием жидких или размягченных час-
71
тиц примерно 30 мкм в поперечнике. Частицы летят к подложке со
скоростью около 200 м/с, поэтому при ударе возникают значитель-
ные усилия, способствующие сцеплению и спеканию в процессе ос-
тывания. Слой формируется как совокупность затвердевших рас-
плющенных при ударе частиц. Выбор подложки ограничивается тер-
мостойкостью подложки по отношению к интегральной температуре
газовой струи, содержащей нагретые частицы наносимого вещества.
Зону расплавления создают тремя способами: электрической
дугой, газовым пламенем и сжатой плазмой электрической дуги.
От температуры частицы наносимого вещества зависит ее вязкость,
смачивающая способность и химическая активность при спекании.
Для газотермического напыления характерна краткость процесса
спекания в результате быстрого отвода тепла от частицы на под-
ложку.
Окисление металлических капель преимущественно происходит
на подложке в процессе спекания и в большинстве случаев рас-
сматривается как механизм, способствующий сцеплению. Однако
Рис. 28. Схема дугового плазмотрона:
1 — водоохлаждаемый катод; 2 — изолятор;
3—водоохлаждаемое сопло (анод); 4 —
подача газа; 5 — подача напыляемого ма-
териала; 6 — дуговой разряд; 7 — струя
плазмы; 8 — поток расплавленных частиц
материала; 9 — питание (10 кВт)
окисные прослойки ухудшают
электропроводность и однород-
ность слоя. При распылении в
струе инертного газа электропро-
водность слоя может быть повы-
шена, но прочность сцепления
часто становится меньше.
Прочность закрепления слоя
на стекле зависит от степени раз-
мягчения стекла под ударившейся
каплей. Наиболее прочно сцеп-
ляется медь, так как промежуточ-
ный слой оксида меди (I) СигО
между медью и стеклом диффун-
дирует в стекло. Образование-
очень тонкого слоя оксида меди
(I) происходит и в нейтральной
среде, что вызвано окисляющим
действием размягченного под
каплей стекла, способного в таких,
условиях отдать часть своего кис-
лорода.
При использовании газовой горелки или открытой электрической
дуги температура в зоне плавления относительно невелика, что ог-
раничивает выбор распыляемых материалов. Значительно более-
высокую и устойчивую температуру можно получить при сжатии
плазмы электрической дуги. Такую плазменную струю получают пу-
тем продувки инертного газа (аргона) через электрическую дугу,
возбужденную между неплавящимся вольфрамовым электродом и
трубчатым водоохлаждаемым заземленным медным соплом (рис.
28). В канале сопла плазмотрона происходит сжатие плазмы
и .температура Струи, истекающей из сопла, резко повышается, до-
72
стигая (1—5)-IO4°C. Регулируя состав плазмообразующего газа
путем добавления азота, устанавливают заданное падение напряже-
ния дуги в несколько десятков вольт при токе около 100 А (установ-
ки УПМ-2, УМП-3, УМП-4). Электроды интенсивно охлаждают для
предотвращения эрозии.
Газотермическое напыление с помощью плазмотронов позволя-
ет наносить тугоплавкие порошки. Порошковые материалы с раз-
мером частиц 30 мкм дозированно подают вибрационношнековым
питателем. Далее частицы подхватываются газом, нагреваются до
расплавления и переносятся на поверхность подложки. Формиру-
емый слой во время процесса спекания во многих случаях защища-
ют завесой инертного газа.
Покрытие, полученное с помощью плазмотрона, имеет вид плос-
ких волокон толщиной 1—5 мкм. Прочность сцепления зависит от
четырех основных факторов: состояния поверхности, начальной тем-
пературы подложки, мощности разряда, расстояния от сопла до
подложки. Минимальное расстояние составляет 50 мм при мощно-
сти разряда 10 кВт. С увеличением расстояния наблюдается моно-
тонное убывание плотности пленки.
§ 7. ТЕРМОХИМИЧЕСКОЕ ОСАЖДЕНИЕ ПРИ РЕАКЦИЯХ ЗАМЕЩЕНИЯ
Термохимическим осаждением называют процесс образования
слоя металла или окисла при высокотемпературных (выше 100° С)
реакциях замещения или термораспада, протекающих на поверх-
ности жаростойкой подложки. Различают следующие виды термо-
химического осаждения:
I. Реакции замещения:
1) в расплаве фритты;
2) в расплаве соли.
II. Термораспад:
1) парофазная технология;
2) жидкофазная технология:
а) из расплавов металлсодержащих органических соеди-
нений,
б) из полуколлоидных растворов.
Термохимическое осаждение в реакциях замещения проводят
обычно в расплаве исходного соединения (соли или фритты), пред-
варительно нанесенного на подложку. Этот процесс используют в
основном в двух случаях: при металлизации титаном керамической
или ситалловой подложки и при изготовлении печатных микроузлов
с применением кристаллизуемой резистивной стеклоэмали.
Слой металлического титана осаждают путем последовательного
нанесения на горячую (200—300° С) подложку порошка титан-
содержащей соли, например титана четырехбромистого и титановой
фольги, вводимой в расплавленную соль. В результате взаимодейст-
вия титана с расплавом протекает реакция замещения и в осадок
выкристаллизовывается плотная пленка металлического титана,
73
прочно сцепленная с поверхностью подложки. Равномерность тол-
щины слоя металлизации достигает ±10%.
Резисторы печатных микроузлов в диапазоне номиналов
50 Ом/D—100 кОм/D могут быть получены в результате реакции
замещения и связанного с ней кристаллизационного процесса. Выде-
ляемая в кристаллизуемой стеклоэмали проводниковая фаза со-
стоит из непрерывной объемной цепи дендритных кристаллов Мо02
внутри изоляционного стекла. Важны два отличия кристаллизуемой
резистивной стеклоэмали от композитной, основанной на компози-
ции порошков драгоценных и редких металлов (Pd, Ag, Au, Pt):
электропроводность обеспечивается окислом металла, не относяще-
гося к разряду редких, и электропроводная составляющая присут-
ствует в стеклоэмали не в виде механически распределенных по
объему частиц, а как закристаллизованная часть объема стекло-
эмали. Последнее гарантирует атомарный уровень гомогенизации
состава стеклоэмалевой пленки и повышенную самогерметизацию-
слоя от воздействия окружающей газовой и водной среды при экс-
плуатации.
Фритту для кристаллизуемой резистивной стеклоэмали приго-
товляют на основе, например, кадмийсодержащего алюмоборатного
стекла, в состав которого при варке введен нерастворимый в нем ок-
сид молибдена (VI) (светло-желтые кристаллы, ^ПЛ = 795°С). В со-
ставе основного стекла фритты не должны присутствовать окислы
Li2O, Na2O, КгО, BaO, PbO, Bi2O3, TeO2, в системе с которыми
М0О3 имеет области стеклообразования.
При приготовлении пасты для трафаретной печати в нее вводят
небольшую добавку высокодисперсного порошка бора (бор аморф-
ный *, желто-коричневый порошок). Количество добавки бора опре-
деляет удельное электрическое сопротивление.
При обжиге в открытой конвейерной печи нанесенной на под-
ложку пасты после выгорания органической связки (до 500° С)
протекают следующие процессы. При 550° С стекло размягчается и
плавится, защищая внутренние области слоя от окружающей окис-
лительной среды. При 600° С высокодисперсный бор вступает в
термохимическую реакцию замещения с молибденовым ангидридом
М0О3, которая приводит к образованию ионов М.О4+. При дальней-
шем подъеме температуры до 740° С ионы Мо4+ кристаллизуются в
расплаве фритты в трехмерную дендритную решетку Мо02, равно-
мерно распределенную в объеме слоя расплава. Процесс кристалли-
зации стекла, который протекает не спонтанно (на случайных загряз-
няющих включениях), а на статистически распределенных в объеме
аморфной фазы специально введенных ионах, называют нукле-
ацией. В результате нуклеации часть объема аморфной массы стек-
лоэмали (например, 5—20%) переходит в кристаллическое состоя-
ние. В данном случае кристаллическая фаза состоит из двуокиси
молибдена, обладающего металлическим типом электропроводности
* Термин «аморфный» использован в прейскурантном названии неудачно, так
как бор сохраняет Кристаллическую структуру.
74
и высокой химической стойкостью. Двуокись молибдена близка по
свойствам к двуокиси иридия и рутения.
Кристаллическая решетка за время выдержки при максималь-
ной температуре вжигания простирается по всему объему, обеспе-
чивая сквозную электропроводность. Дендритная форма отдельных
кристаллитов в сравнении с шаровидными частицами порошкооб-
разного проводникового наполнителя (в композитной стеклоэмали)
при одинаковой массе обеспечивает на порядок величины большую
площадь поверхности касания. Это позволяет получить при малой
доле объема, занимаемого кристаллической электропроводной фа-
зой (5—20%), необходимые значения номиналов резисторов, дости-
жимые в композитной стеклоэмали только при 50%-ном заполнении
объема наполнителем. В результате обеспечивается высокая сте-
пень самогерметизации электропроводной составляющей. Дрейф
номинального значения резистора не превышает 0,5% после не-
скольких циклов воздействия влаги. Обеспечивается стойкость к
кратковременным перегрузкам в атмосфере окружающего воздуха.
Электросопротивление кристаллизуемой резистивной стеклоэма-
ли зависит от концентрации ионов Мо4+, которая в свою очередь оп-
ределяется количеством бора при избытке ионов Мо6+ во время про-
В
текания реакции замещения: Мо6+—>Мо4+.
Температурный коэффициент сопротивления, который лежит в
пределах ±100-10-6 град-1, зависит от состава аморфной стекло-
фазы. Например, с увеличением в стеклофазе алюмоборатного
стекла возрастает значение положительного температурного коэф-
фициента [35].
§ 8. ТЕРМОХИМИЧЕСКОЕ ОСАЖДЕНИЕ ПРИ РЕАКЦИЯХ
ТЕРМОРАСПАДА
Реакция термораспада как средство осаждения проводниковых,
резистивных и диэлектрических пленок может протекать как в жид-
кой, так и в паровой фазе исходных химических соединений. В ра-
диоприборостроении применяется жидкофазная технология ввиду
ее относительной простоты, безопасности, а также производитель-
ности технологического оборудования в условиях мелкосерийного
и многономенклатурного производства.
Парофазная технология термохимического осаждения металла из металл-
содержащих органических соединений имеет принципиальный недостаток. Давле-
ние паров продуктов распада этих соединений значительно выше (на два-три
порядка величины), чем давление пара исходного соединения. Из одного моля
металлсодержащего органического соединения образуется два — шесть молей
органических продуктов распада. В результате в паровой смеси преобладает
парциальное давление продуктов распада, что затрудняет получение пленок, сво-
бодных от органических включений. Кроме того, при парофазной технологии
трудно обеспечить гетерогенность реакции, которая для получения металлическо-
го зеркала должна протекать непосредственно на поверхности подложки, чтобы
исключить выделение твердого вещества в виде порошка [36].
В качестве исходных жидкофазных соединений, подвергаемых
термораспаду на подложке, применяют: 1) металлорганические со-
75
единения (МОС) * в виде продуктов промежуточных реакций со
спиртами (алкоголяты металлов (OR)nMe, где R—алкил CxH2x+i);
2) соли органических кислот (абиетиновой — резинаты, муравьи-
ной— формиаты, уксусной) в смеси с алкоголятами кремния или
титана; 3) галогениды (табл. 12).
В первом случае подложки смачиваются смесью спиртовых раст-
воров МОС. Молекулы МОС содержат полярные связи R—Me, по-
этому хорошо смачивают, развивается хемосорбция с образованием
поверхностного комплекса МОС — подложка. Полученный слой об-
рабатывают, распыляя на него дистиллированную воду в дозиро-
ванном количестве. Введенная в спиртовой раствор вода приводит
к образованию геля из коллоидных частиц оксидов с органическим
обрамлением, смешанных друг с другом на молекулярном уровне.
Последующий общий нагрев до 200° С вызывает начальный термо-
распад в слое в результате дегидратации и удаление значительной
части органических составляющих.
Рисунок покрытия получают локальной обработкой поверхно-
сти, подвергнутой начальному термораспаду, световым лучом по
заданной программе с помощью фотокоординатографа. В зоне па-
дения светового луча протекает окончательный термораспад и за-
крепление рисунка на подложке в результате поглощения ПК излу-
чения. Необработанная часть слоя удаляется.
При получении стекловидных и керамических покрытий на под-
ложке выделяются частицы оксидов (5 нм), обладающие высокой
реакционной способностью. При дальнейшей термообработке
(800° С) частицы спекаются в сплошной слой. Например, корундо-
вую и циркониевую пленки из керамики получают из алкоголятов
алюминия и циркония:
(С4Н9О)3 А1 4- ЗН2О->А1 (ОН)з + ЗС4Н9ОН
2 А1 (ОН)3200~450°£ А12О3 + ЗН2О
(С4Н9О)4 Zr -°.Г500°(: ZrO2 + 2С4Н9ОН + 2С4Н8
При выделении металла сразу получают тонкую пленку.
Выделение металла в возбужденном состоянии на поверхности
подложки приводит к образованию прочных химических связей ме-
таллической пленки с поверхностным слоем атомов подложки.
Наряду с полезным веществом, формирующим пленку, при ре-
акциях термораспада образуются побочные продукты распада ор-
ганической части (углерод, водород, карбиды и др.), которые мо-
гут значительно загрязнять покрытие. Вторичные реакции органиче-
ских молекул, потерявших металл при термораспаде, чаще всего
протекают как взаимное дегидрирование—гидрирование радика-
лов. Эти реакции интенсифицируются в присутствии выделяющего-
ся атомарного металла. Большинство вторичных реакций продуктов
* Металлорганическими называют соединения, в молекулах которых имеется
хотя бы одна непосредственная связь атомов металла и углерода.
76
Таблица 12
Соединения, применяемые в качестве исходного сырья при получении
металлических и окисных пленок в процессах термораспада и замещения
77
Продолжение табл. 12
О
н
78
распада протекает вблизи поверхности твердой фазы в адсорбиро-
ванном состоянии.
Выбор исходных веществ с минимальной температурой реакции
благоприятствует уменьшению хемосорбции органики на каталити-
чески действующем выделяющемся металле.
К исходному веществу предъявляют следующие требования:
а) хорошая растворимость в органических растворителях для
обеспечения высокого содержания осаждаемого металле в растворе;
б) малая скорость испарения при 100—200° С;
в) при температуре распада органический растворитель и орга-
нические продукты распада должны улетучиваться, не вступая во
вторичные реакции.
Для обеспечения прочного закрепления получаемого рисунка и
для стабилизации структуры вещества пленки применяют диффу-
зионный отжиг осажденной пленки в защитной среде (один—три
цикла при 500° С). В результате между слоем металлического зер-
кала и подложкой образуется упрочняющая переходная диффузи-
онная зона [36].
Пленки из платины и сплава палладий — золото получают в ре-
зультате термораспада (при 300—400° С) растворов резинатов со-
ответствующих металлов [37].
При нормировании сопротивления получаемых резисторов име-
ет значение толщина смачивающего слоя раствора резината на под-
ложке и условия удаления растворителя, вязкость, плотность и по-
верхностное натяжение.
Осаждение металла из резинатов применяют при квазимолеку-
лярной гомогенизации композиции, состоящей из высокодисперсных
частиц порошка фритты и металла, осуществляемой путем осажде-
ния металлов золота, палладия, рутения, платины и т. д. на частицы
порошка фритты [38]. Происходит дозированное закрепление метал-
ла в высокодисперсном состоянии на каждой частице фритты.
Другим методом жидкофазной технологии на основе терморас-
пада является осаждение стекловидных покрытий из спиртовых*
коллоидных и полуколлоидных растворов [39]. Стеклообразующие
оксиды кремния и титана вводят из соединений, склонных к гидро-
лизу—ортоэтилсиликата и ортоэтилтитана. Реакция кислотного
гидролиза ортоэтилсиликата [этилового эфира ортокремниевой
кислоты тетраэтоксисилана (C2HsO)4Si] состоит из ряда стадий, за-
висящих от количества участвующей в гидролизе воды и приво-
дящих к образованию поликремниевых эфиров. В результате обра-
зуется коллоидный раствор (золь) кремниевой кислоты:
(С2Н5О)4 Si + Н2О H2SiO4 -У С2Н5ОН
Равновесие реакции сильно смещено вправо, поэтому для повы-
шения устойчивости гидролиз ведут в присутствии этанола или аце-
тона; воду, участвующую в гидролизе, вводят в раствор в виде сля-
* Металлсодержащие органические соединения слабо растворяются в воде
или вступают с ней в реакцию.
79
бого водного раствора НС1 (0,5%). Во избежание коагуляции при-
готовленные порознь растворы входящих в покрытие исходных ком-
понентов хранят раздельно. Гидролиз проводят путем добавления
<’/з по объему) подкисленной воды в спиртовой раствор (CsHsO^Si
при постоянном встряхивании до наступления прозрачности, что оз-
начает равновесие ортоэтилсиликата и кремниевой кислоты. Время
созревания раствора, т. е. обретения пленкообразующих свойств,
составляет около часа и зависит от температуры, pH раствора и
условий смешивания [40]. Важно обеспечить образование золя, но
не допустить его перехода в гель. При чрезмерном разрастании
гидролизуемых конденсирующихся макромолекул (через сутки)
коллоидный раствор застудневает. Использование перезревшего
раствора приводит к образованию трещин и отслаиванию при
последующей термообработке.
В начале нагревания изделия, смоченного пленкой раствора, ор-
тоэтилсиликат полностью гидролизуется и непосредственно вслед
за этим по мере подъема температуры превращается в SiO2:
(C2H5O)4Si -> H2SiO4 -00.~800 С SiO2
Происходит разрушение полисилоксановой цепи — S1 — О— Si —,
окруженной органическими радикалами, и возгонка органического
обрамления.
Оксиды других металлов, входящих в стекловидное покрытие,
вводят в коллоидный раствор в виде истинных спиртовых раство-
ров солей органических кислот (табл. 12). Соли должны обладать
хорошей растворимостью в спирте, быстро (десятки секунд) разла-
гаться при нагревании (700—800° С) на окислы и полностью уда-
ляемые летучие компоненты. Одновременно соли выполняют роль
кислотного катализатора.
Смесь золя кремниевой или титановой кислоты и истинных ра-
створов солей называют полуколлоидным раствором.
Источником оксида бора обычно служит метилборат (триметок-
сибор (СН3О)зВ — бесцветная жидкость, разлагающаяся в воде,
но неограниченно растворимая в этиловом спирте. Оксид свинца
вводят, например, из уксуснокислого свинца (QHgOs^Pb.
Образование полуколлоидного раствора проводят в два этапа.
Вначале приготовляют кремнеборатный полуколлоидный раствор
путем приливания в свежеприготовленный коллоидный раствор
жидкого метилбората (30% по объему). Затем полученный раствор
приливают к спиртовому 50 %-ному раствору соли органической
кислоты с добавлением этиленгликоля (20%).
Технология получения стекловидных покрытий различна в зави-
симости от обрабатываемой поверхности. Осаждение на порошок
(см. § 5) производят на установке, имеющей реакционную камеру,
в которую с помощью дозаторов вводят заданные порции двух раст-
воров (кремнеборатного и соли органической кислоты) в соответст-
вии с рецептурой фритты стеклоэмали, этиленгликоль и обрабаты-
80
ваемый керамический порошок. Вначале реакционную камеру на-
полняют смесью растворов и этиленгликоля, выдерживают для со-
зревания, после чего вводят порошок. Непрерывное перемешивание
суспензии производят магнитной мешалкой. После термообработки
на каждой частице порошка образуется стекловидное покрытие.
Для нанесения раствора на относительно большие плоскости
применяют центрифужное нанесение или метод вытягивания (см.
гл. IV). Один слой раствора дает пленку толщиной 0,05—0,2 мкм,
многократное нанесение — до 1—2 мкм.
Стекловидная пленка, благодаря малой толщине, эластична, ее
можно наносить на материал с любым коэффициентом термическо-
го расширения и на гибкую металлическую подложку (фольга, про-
волока) .
Значительное место в технологии, основанной на реакциях тер-
мораспада, занимают методы получения станнатных (из SnO2) пле-
нок. Применяют пульверизацию раствора соли олова органической
кислоты (например, уксуснокислое олово) или галогенидов (на-
пример, SnCl4). В обоих случаях реакция термораспада идет по
схеме
SnCl4 + 2Н2О 5.5?.~^с SnO2 + 4НС1
100°С
Горячая подложка играет роль катализатора.
Размер кристаллитов в станнатной пленке 5 нм, она практически
не имеет пор, прочность соединения с силикатным материалом под-
ложки велика благодаря химической связи Sn с Si через кислород.
Толщина станнатных пленок составляет 0,2—1 мкм, что в 2—10 раз
больше, чем толщина пленок, получаемых в вакууме (см. гл. III).
Чистая двуокись олова стехиометрического состава является ди-
электриком. При нарушении стехиометрии станнатная пленка при-
обретает полупроводниковые свойства со значительной электронной
проводимостью, что позволяет ее использовать в качестве резистив-
ной. В процессе формирования слоя происходит отклонение от сте-
хиометрии в результате потери части атомов кислорода. Получают
SnOm, где т от 1,6 до 1,8. Такая пленка имеет неустойчивое сопро-
тивление, изменяющееся при протекании тока. Стабилизацию
свойств осуществляют, вводя в состав пленки другие окислы, кото-
рые повышают токовую устойчивость и позволяют управлять удель-
ным сопротивлением и его температурным, коэффициентом.
Если в процессе осаждения вводят ионы трехвалентных или четырехвалент-
ных металлов (индия, титана), удельное сопротивление растет. При введении
пятивалентных ионов, например сурьмы, сопротивление уменьшается. В резуль-
тате может быть получен широкий диапазон значений =804-4000 Ом/а.
Введение окиси сурьмы (III) 5Ь20з (до 50%) позволяет управлять температур-
ным коэффициентом сопротивления в широких пределах, вплоть до изменения
знака.
ГЛАВА II
ХИМИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
§ 1. ОБЩИЕ ПОЛОЖЕНИЯ
Химическими технологическими процессами в радиоприборо-
строении называют процессы обработки поверхности в результате
химических реакций, протекающих при комнатной или близкой к
ней температуре (примерно до -|-100° С): химическая металлизация,
хроматирование и фосфатирование, химическое травление неорга-
нических и органических материалов, химическая очистка поверх-
ности.
Электрохимическими технологическими процессами называют
процессы обработки поверхности металлов под действием электро-
лиза: гальваническое осаждение, анодирование в растворах, элект-
рохимическое травление.
Химические и электрохимические процессы применяют для нане-
сения слоев, модифицирования поверхности, общего или локального
удаления слоев (табл. 13). Реакции носят гетерогенный характер,
т. е. протекают на границе двух фаз — твердого тела и жидкости.
Нанесение металлической пленки производят из
раствора, содержащего ионы осаждаемого металла. Пленка обра-
зуется в результате восстановления на подложке катионов осажда-
емого металла путем присоединения электронов:
Мег+ -р ZQ— -> Ме°,
где z — валентность металла.
В тех случаях, когда необходимые электроны освобождаются
вследствие реакций окисления, идущих в растворе без помощи вне-
шнего источника тока, имеет место химическая металлизация. Если
электроны поступают от внешнего источника, то осаждение элект-
рохимическое (гальваническое). Преимуществом химической метал-
лизации является возможность осаждения металла на непроводя-
щие подложки, а электрохимические покрытия отличает повышен-
ная прочность сцепления и высокая скорость осаждения.
Оба вида металлизации часто используют в сочетании друг с
другом (например, в технологии печатных плат).
Модифицирование поверхности (получение конвер-
сионных покрытий) протекает при химическом оксидировании, хро-
матировании, фосфатировании, электрохимическом оксидировании
(на аноде). Физико-химический механизм модифицирования сво-
дится к переводу приповерхностного слоя металла в окислы, хрома-
82
Таблица 13
Химические и электрохимические технологические процессы
Назначение Вид Применение
Нанесение покры- тия Модифицирование поверхности Удаление слоя Химическая металлизация, электрохимическая метал- лизация (металлы: Zn, Cd, Си, Ni, Сг, Ag, Au, Pd, Rh; сплавы: Sn—Bi, Sn—Pb, Ag—Sb, сплавы Au) Химическое оксидирова- ние, хроматирование, фосфатирование, электрохимическое окси- дирование Химическое общее трав- ление металлической поверх- ности, химическое размерное травление металла, электрохимическое раз- мерное травление металла, химическое травление ор- ганических н силикатных материалов очистка органическими растворителями, очистка в неорганических растворах, очистка электрохнмиче-1 ская В производстве печатных плат, микроузлов, электро- магнитное экранирование, защитное маскирование при размерном травлении, луже- ние, повышение износо- стойкости контактов, кор- розионная защита, эстети- ческое назначение Изолирование металли- ческой поверхности, созда- ние диэлектрического слоя на обкладке конденсатора, коррозионная защита, эсте- тическое назначение, повы- шение износостойкости по- верхности Подготовка поверхности, создание рисунка печатных плат и микроузлов, вскрытие внутренних слоев меди в отверстиях после сверления в многослойном фольгиро- ванном стеклопластике
ты или фосфаты с сохранением в переходной зоне металлических
связей атомов модифицированного слоя с кристаллической решет-
кой металла •— основы.
Удаление слоя как физико-химический процесс представ-
ляет собой химическое или электрохимическое (на аноде) раство-
рение металла, химическое растворение органических или силикат-
ных материалов в соответствующих сильных кислотах, растворе-
ние или эмульгирование жировой пленки на поверхности изделий.
Наиболее сложное и комплексное использование технологиче-
ских процессов нанесения и удаления наблюдается в производстве
печатных плат. Печатные платы представляют собой тонкую (0,5—
2 мм) пластину листового пластика относительно большой площа-
ди (2—3 дм2) с множеством отверстий (в случае элементной базы
с штыревыми выводами) или глухих контактных площадок (для
83
планарных выводов). Отверстия или контактные площадки соеди-
нены между собой по заданной электрической схеме, причем плос-
кие соединительные проводники, закрепленные на изоляционной
подложке, расположены в один или несколько слоев.
Существует несколько
Рис. 29. Субтрактивный (а) и аддитивный
(б) методы получения печатных плат:
1 — сверление и зачистка фольгированного листа;
2 — сенсактивированне; 3 — химическое меднение;
4— нанесение защитного рисунка (негативного);
5 — гальваническое усиление меди на открытых
участках; 6 — гальваническое осаждение ОС-61;
7— удаление рисунка; 8 — травление меди; 9 —
механообработка (выполнение пеметаллнзируемых
крепежных отверстий и обрезка технологических
кромок); 10—покрытие лаком с сенсибилизато-
ром
способов формирования
структуры печатных плат.
Они основаны на одном
из двух принципов—суб-
трактивном или аддитив-
ном (рис. 29).
При субтрактивном
принципе в качестве осно-
вы печатной платы берут
готовый фольгированный
пластик и подвергают его
избирательному удалению
(травлению) лишней
фольги для получения
требуемого рисунка сое-
динений. Если выполнены
отверстия (в случае шты-
ревых выводов навесной
элементной базы), хими-
ческое осаждение ме-
талла производят внут-
ри отверстий (см. рис.
29, а).
При аддитивном прин-
ципе основой является
плата из нефольгирован-
ного листового пластика
с выполненными отвер-
стиями. Ее подвергают
сплошной тонкослойной
(0,5—2 мкм) химической
металлизации (включая
полости отверстий), затем
избирательному электро-
химическому 10—100-
кратному утолщению это-
го слоя в участках, которые должны стать соединительными про-
водниками и контактными площадками, с последующим общим хи-
мическим травлением всего металла на толщину первоначального
сплошного слоя металлизации (см. рис. 29, б).
Субтрактивный принцип, одно время получивший большое рас-
пространение благодаря относительной простоте технологии, име-
ет промышленный недостаток — большой непроизводительный рас-
ход меди. На 100 плат средней величины расходуется до 2 кг меди,
84
причем в раствор переходит 60—90% высококачественной медной
фольги. Кроме того, фольгированный листовой стеклопластик зна-
чительно дороже нефольгированного. Применение регенерации тра-
вильного раствора для извлечения меди не всегда экономически
оправдано при малых масштабах производства.
Путем химической металлизации можно сразу получить толстый
(20 мкм) слой покрытия на предварительно подготовленном ди-
электрике. Но для химического наращивания такого слоя требуется
4 ч, поэтому целесообразно сочетать химический и электрохимиче-
ский способы осаждения. Например, вначале химически осадить
электропроводную пленку толщиной 2—3 мкм, а затем нарастить
ее гальванически до требуемой толщины. Однако при гальваниче-
ском наращивании необходима электрическая эквипотенциальность
рисунка, что заставляет применять временные технологические пе-
ремычки.
Во всех реакциях, протекающих при химических и электрохими-
ческих процессах, важную роль играет катализ — каталитическое
участие в реакционных процессах среды (кислотно-основный ката-
лиз) и поверхности раздела фаз (гетерогенный катализ). Катализа-
тор участвует в образовании промежуточного неустойчивого комп-
лексного соединения, которое затем распадается и вновь выделяег
исходный катализатор вместе с конечным продуктом реакции. Та-
кая ступенчатая схема процесса приводит к значительному увели-
чению скорости реакции благодаря снижению энергетического барь-
ера в зоне контакта реагирующих продуктов на промежуточных
ступенях процесса. Как известно, энергетический барьер определяет
тот уровень энергии, который должна преодолеть реакция при пе-
реходе продукта из начального состояния в конечное.
Для ускорения химических реакций в водных растворах приме-
няют кислотный катализ путем введения кислот в реакционную
смесь. В качестве катализатора выступает ион гидроксония НзО+.
Он образуется при диссоциации кислоты в растворе, например:
НС! + Н2ОН3О+ + Cl-
или
СН3СООН + Н2О Н3О+ + СН3СОО-
В неконцентрированных растворах НС1 диссоциирует полностью,
органические кислоты (уксусная и др.) частично. В последнем
случае в растворе устанавливается динамическое равновесие между
ионами и нейтральными молекулами с выделением, как и в первом
случае, иона гидроксония.
Действие Н3О+ как катализатора можно объяснить переносом
его протона к протоноакцепторному участку реагирующей моле-
кулы. Это вызывает смещение ее электронной плотности (поляриза-
ция связей), что облегчает протекание химической реакции [42].
Другим видом катализа является гетерогенный катализ на по-
верхности раздела двух фаз. Поверхность подложки, в том числе
полированной (14-й класс) в действительности имеет многочислен-
85
Рис. 30. Рост окисного слоя на све-
жеосажденной пленке меди в нор-
мальных условиях влажности (65%)
при различной температуре (а) и в
агрессивной атмосфере при 20° С (б):
Г —в присутствии 1%-ного раствора СаС1;
2— 98%-ная влажность; 3 — в присутствии
Н2СО3 (pH 4)
ность, агрессивность). За шесть
ные субмикроскопические дефекты — вакансии, оборванные химиче-
ские связи и т. д. Молекулы сенсибилизатора захватываются не-
скомпенсированными химическими связями и удерживаются на по-
верхности. В результате взаимодействия часть связей внутри
адсорбированных молекул ослабевает. Это приводит к повышению
их каталитической активности.
При проведении химических и электрохимических процессов
особое внимание необходимо уделять ослаблению процессов побоч-
ных, мешающих. Естественное
окисление металлической поверх-
ности с участием атмосферной
влаги в интервале между опера-
циями может быть причиной по-
явления дефектов при нанесении
последующих слоев. Например, на
свежеосажденной пленке меди
толщина окисного слоя (CU2O +
+ СиО) составляет всего 2 нм и
это не препятствует получению
хорошей адгезии с электрохими-
чески наращиваемой металличе-
ской пленкой. Но воздействие ат-
мосферной влаги перед последу-
ющим нанесением оказывает ре-
шающее влияние на рост окисно-
го слоя: при 100° С в течение 1 ч
толщина слоя окислов не увели-
чивается (рис. 30, а), а при 40° С
возрастает вдвое, при 20° С — в
четыре раза. Для уменьшения
окисления свежеосажденных пле-
нок необходимо сушить подложки
только в сушильном шкафу при
100° С.
На скорость окисления боль-
шое влияние оказывает состав
окружающего воздуха (влаж-
суток хранения в сухом воздухе
пленка окиси на меди практически не образуется (рис. 30, б, кри-
вая /), во влажной быстро увеличивается (кривая 2), а в агрессив-
ной (углекислая среда) возрастает особенно сильно (кривая <?).
Следовательно, сушильный шкаф должен иметь вытяжку, чтобы из-
бежать образования в нем среды с повышенной влажностью при
сушке партии подложек [43].
Для металлических покрытий на трущихся контактных поверх-
ностях особое значение имеет износостойкость, определяемая твер-
достью осажденной пленки.
На протекание химических и электрохимических процессов од-
новременно действует две группы факторов: физико-химические и
86
машинные. К физико-химическим относят факторы, определяемые*
составом раствора, его «выработкой», свойствами подложки, защит-
ной маски и т. д. К машинным факторам относят конструктивные
параметры оборудования: способ перемешивания, расположение
электродов, барботирование, объем раствора, температура, стаби-
лизация режимов и т. д.
Современное технологическое оборудование для осуществления
химических и электрохимических процессов должно отвечать шести
основным требованиям:
1) повышение производительности труда (механизация и конвей-
еризация) ;
2) охрана труда (пожаро- и взрывобезопасность, устранение дей-
ствия химикатов на обслуживающий персонал);
3) охрана окружающей среды (замкнутость цикла в использова-
нии воды, регенерация растворов, нейтрализация сточных вод);
4) модульность агрегатов в линии (использование агрегатов од-
ного типа на повторяющихся операциях, возможность сдваивания
и страивания для повышения производительности на операциях,
которые снижают такт движения конвейера);
5) применение дополнительных механических воздействий (щет-
ки, струйная подача, качание штанг, перекачивание раствора с
фильтрацией, пенообразование);
6) автоматическая стабилизация температуры, pH раствора и
других параметров технологического режима.
§ 2. ХИМИЧЕСКАЯ МЕТАЛЛИЗАЦИЯ
Природа сенсибилизации и активирования. Сенс активирование.
При осаждении металлических пленок химическим путем из раст-
вора ионы металла восстанавливаются и осаждаются на подложке,
которой приданы каталитические свойства. Химическое осаждение
связано с восстановлением (приобретением электронов) иона метал-
ла с одновременным окислением (потерей электронов) восстанавли-
вающего химического агента. Так, в щелочном растворе хлорида
никеля при наличии надлежащего восстановителя (например, ионов
гипофосфита) будут происходить следующие реакции:
восстановление:
Ni'2-i- + 2е- -> NiO
окисление:
РО|- 4- Н2О -> РО|~ + 2Н+ 4- 2е-
общее уравнение реакции
Ni2+ + POf~ + Н2О -> NiO I + РО|~ + 2Н+
Необходимо исключать самопроизвольное восстановление метал-
ла в объеме раствора. Для этого подложка, а затем формируемая
пленка должны оказывать каталитическое влияние на процесс вос-
становления, т. е. ограничивать зону реакции поверхностью под-
ложки. Если наносимый металл сам служит катализатором, то
87
можно получить отложение любой толщины. Такой эффект автока-»
тализа свойствен Ni, Со, Fe, Си, Сг, а также металлам платиновой
группы.
Эффективный восстановитель должен обладать положительным
стандартным потенциалом окисления и сохранять свойства в при-
емлемом диапазоне кислотности.
Кроме восстановителя в раствор при химическом осаждении до-
бавляют комплексообразующие, смачивающие, стабилизирующие
и буферные вещества [44]. Придать поверхности каталитические
свойства можно двумя путями — обработкой в соответствующих
растворах или введением катализатора в состав подложки на этапе
формирования или лакировки изделия.
Создание каталитических центров кристаллизации, сцепленных
с поверхностью в результате реакций, протекающих на границе фаз
подложка — раствор, называют активированием.
В процессах активирования применяются три элемента: Sn, Pd, Ag. Напом-
ним их свойства.
Олово может иметь степень окисления +2 и +4. Соединения олова (IV) бо-
лее устойчивы.
Из водного раствора солей Sn (IV) при pH 0—0,5 может быть выделен
осадок гидрата двуокиси Sn (IV) в виде SnO2-nH2O. Вода, входящая в гидрат,
является адсорбционной. Гидрат двуокиси олова почти не растворим в воде. При
термообработке и под действием окружающей атмосферы он постепенно перехо-
дит в SnO2.
В восстановительных условиях SnO2 устойчива до 400° С, в нейтральных
и окислительных — до 1500° С.
Палладий является интенсивным поглотителем водорода (до 900 объемов).
При нагревании до 700—800° С окисляется. Образующаяся PdO черно-зеленого
цвета, устойчива, но при нагревании свыше 820° С разлагается, образуя смесь
PdO + Pd, цвет при этом переходит в сине-зеленый. При 850—870° С происходит
полный распад окисла до металла. PdO не окисляется в сильных кислотах и в
царской водке.
Из производных палладия [PdCI4]2- может быть восстановлен до металла
перекисью водорода, гидразинсульфатом, этиловым спиртом, формиатом натрия,
гипофосфитом натрия. Соли палладия, например красно-коричневый PdC12-2H2O
(дигидрат), желто-коричневый Pd(NO3)2, легкорастворимы. В растворах они
сильно гидролизованы.
В растворе PdCl2 легко восстанавливается до металла:
PdCl2 + Н2О + СО — Pd + 2НС1 + СО2
Серебро инертно, но сернистые соединения и свободные галогены при комнат-
ной температуре медленно соединяются с серебром. Почти все металлы осаждают
металлическое серебро из растворов его солей. Многими органическими соедине-
ниями AgNO3 легко восстанавливается до металла: бумагой, глюкозой, винной
и аскорбиновой кислотами, формальдегидом и т. д.
Ag2O разлагается при нагревании выше 160° С. Восстанавливается перекисью
водорода при комнатной температуре по реакции:
Ag2O + Н2О2 — 2Ag + Н2О + О2
Различают двухстадийный и одностадийный процессы активиро-
вания. При двухстадийном активировании обработку ведут последо-
вательно в двух разных растворах — сенсибилизации и активации,
при одностадийном — в растворе сенсактивации (смешанные раст-
воры сенсибилизации и активации) или в растворе автоактивации.
38
Наличие микрорельефа поверхности способствует адгезии осаж-
даемого слоя, но принципиально возможно активирование и зер-
кально гладких поверхностей 14-го класса, материал которых со-
держит кремний и его окислы.
Сенсибилизацию проводят при комнатной температуре в течение
3 мин в солянокислом растворе хлорида олова (И), например 20 г/л
5пС12-2Н2О-|-10мл/л НС1 (конц.), или с добавками SnCl4 и
NaCl: 1,3-10-1 М SnCl2, 4,7-К)-1 М НС1, 7,5- 10~3 М SnCl4, 3,0 М
NaCl.
Для предотвращения разложения раствора в объеме в резуль-
тате сопутствующего гидролиза следует поддерживать высокое зна-
чение pH. Срок службы раствора повышается при наличии в ванне
кусков металлического олова.
Перед погружением в сенсибилизирующий раствор изделия дол-
жны быть хорошо обезжирены и высушены. Сушку производят с
помощью ИК нагрева, который обеспечивает быстрый подъем тем-
пературы. Освобожденные от адсорбированной влаги микропоры за-
полняются сенсибилизирующим раствором. В этом состоит одно из
важных условий получения покрытия высокого качества.
После извлечения из сенсибилизирующей ванны изделия промы-
вают в воде 3 мин. При этом процесс сенсибилизации продолжает-
ся. В результате гидролиза
SnCl2 + H2O->Sn (OH)i,5C10>5 + НС1
образуются продукты, которые активно связываются с поверх-
ностью благодаря функциональным группам в молекуле
Sn(OH) i,sClo,5 [45]. Эти же молекулы становятся в дальнейшем вос-
становителями металлического палладия из аммиачного или соля-
нокислого раствора хлористого палладия при последующей акти-
вации.
Гидроокись олова плохо растворима. При промывании она уда-
ляется только благодаря механическому смывающему действию
струи воды. В глубине микропор продукты гидролиза остаются, об-
разуя молекулярные мостики, которые через гидроксильные группы
связываются адсорбционными и химическими связями с полимерны-
ми или силцкатными группами поверхности подложки. Центры
кристаллизации имеют начальные размеры около 10 нм и располо-
жены друг от друга на таком же расстоянии.
Технологические операции сенсибилизации, включая приготов-
ление растворов и обращение с обработанными подложками, сле-
дует проводить в затемненных условиях, при неярком желтом све-
те. Это вызвано светочувствительностью гидроокиси олова, перехо-
дящей под действием света в SnO2 и теряющей каталитические
свойства.
Сенсибилизацию заканчивают промыванием и ПК сушкой. После
сенсибилизации подложки должны сразу же поступать на актива-
цию.
Для сенсибилизации гидрофильных пластмассовых поверхностей
с развитым микрорельефом вместо раствора хлорного олова при-
89
меняют пропитку поверхности раствором гидразингидрата [46].
Гидразингидрат N2H4-H2O (ГОСТ 5832—76) является сильным
восстановителем и требует тщательной отмывки поверхности перед
последующей активацией. Его молекулы должны остаться только
в глубине микропор. Сенсибилизирующий раствор гидразингидрата
имеет в несколько раз более длительный срок службы по сравнению
с раствором хлорного олова, но пригоден для сенсибилизации толь-
ко пористых поверхностей.
ГиДразингидрат представляет собой высокотоксичную и пожаро-
опасную жидкость, может воспламеняться в контакте с веществами,
имеющими развитую поверхность (порошки, вата и т. д.), темпера-
дура воспламенения и вспышки 59° С. Поэтому его используют в ви-
де 20%-го водного раствора.
Активацию производят в течение 2 мин при комнатной темпера-
туре в солянокислом растворе двухвалентного палладия, например:
0,5 г/л PdCl2 и 3 мл/л НС1 (конц.) или (в молярной записи)
6,2-10-3 М PdCl2, 1,2-10-2 М. НС1. PdCl2 слабо растворим в воде,
поэтому добавляют небольшое количество НС1 для улучшения раст-
воримости вследствие образования сложных ионов тетрахлорида
палладия.
На поверхности подложки палладий восстанавливается ионами
олова:
Sn (ОН)2 + PdCl2->Pd 4 + SnO2 4- 2НС1
ИЛИ
Sn2+ + Pd2+->Sn4+ + PdO
Соединения четырехвалентного олова удаляются при последующей
промывке.
Пленка металлического палладия адсорбируется на поверхности
на,островках Sn(OH)2, которые после этого становятся высокоак-
тивными центрами каталитических процессов при последующем вос-
становлении осаждаемого основного металла. Толщина пленки пал-
ладия достигает 0,1—0,2 мкм. Процесс стабилизируют, автоматиче-
ски поддерживая постоянными pH и состав раствора. Активация
заканчивается промывкой и ИК сушкой.
Одностадийную сенсактивацию при комнатной температуре про-
водят в совмещенном растворе сенсибилизации и активации, содер-
жащем НО, катионы Sn2+ и Sn4+ и коллоидный металлический
Pd(0,1—1,0 г/л), например: 50 г/л SnCl2, 1 г/л PdCl2, 300 мл/л
НС1 (конц.). Такая ванна регенерации не подлежит, а используется
полностью и готовится вновь. Расход Pd — около 0,2 мг/дм2. После
активации поверхность сохраняет каталические свойства только
1 ч.
Одностадийный процесс сенсактивации имеет особое значение
при обработке подложек, имеющих на поверхности участки медной
фольги. Если используют двухстадийный процесс, то на поверхно-
сти фольги оседает рыхлый слой металлического палладия. Однако
ванны для одностадийного процесса сенсактивирования трудны в
90
обслуживании из-за неустойчивости и склонности к саморазложе-
нию. Повышения устойчивости достигают добавлением комплексо-
образователей. Это требует тщательного выполнения процесса раст-
ворения компонентов в определенном сочетании в трех независи-
мых сосудах.
Например, раствор для одностадийной сенсактивации состава: 45 г/л SnCl2>.
190 г/л КС1, 1 г/л PdCl2, 122 г/л НС1 (р=1,19 г/см3) приготовляют в сле-
дующем порядке [52].
Навеску SnCl2 подкисляют соляной кислотой (10 мл НС1 и 20 мл дистилли-
рованной воды из общего количества, предусмотренного рецептурным соотноше-
нием) и растворяют в 300 мл воды. К.С1 растворяют в 500 мл воды. Навеску
PdCl2 смачивают 2 мл НС1, добавляют 5 мл дистиллированной воды и растворя-
ют при нагревании на водяной бане. Растворы SnCl2 и КС1 сливают вместе и до-
бавляют к ним при перемешивании небольшими порциями раствор PdCl2, после
чего объем раствора доводят до расчетного и кипятят 10 мин для завершения
комплексообразования и стабилизации свойств. После охлаждения до комнатной
температуры раствор готов для сенсактивации.
Обработка идет 10 мйп с заключительной промывкой в холодной воде 5 с.
Истощение («выработка») раствора наступает при концентрации SnCl2 10 г/л,
PdCl2 0,4 г/л и при накоплении олова (IV) более 0,5 М/л.
Для активации помимо хлористого палладия применяют азотно*-.
кислое серебро (при осаждении меди) [47].
Общим требованием сенсибилизации и активации является не-
прерывность процесса, недопустимость пауз между операциями.
Автоактивация. Возможна одностадийная автоактивация с по-
мощью серусодержащих соединений металлов. Метод основан на
использовании тиомочевины N2H4CS (ГОСТ 6344-—73), которой про-
питывают поверхность подложки. При последующей обработке-
подложки водным раствором соли металла, которая реагирует с
серой (аммиакаты, хлориды, нитраты, ацетаты Си, Ag, Со, Pb, Sn,,
Cd и др.), образуется пленка комплексного нерастворимого металл-
содержащего соединения.
Вначале идет гидролиз тиомочевины в водном растворе по реак-
ции
N2H4CS-->H2S + H2CN2
Освобождающиеся ионы S2~ взаимодействуют с ионами метал-
ла, образуя'каталитические центры совместно с гидроокисью метал-
ла [48].
Процесс автоактивации с применением тиомочевины чувствите-
лен к количеству групп [NH3], активирующий раствор склонен к са-
моразложению. При спонтанном зарождении в объеме раствора вы-
сокодисперсной твердой фазы, суммарная поверхность и активность-
которой значительно превышают поверхность и активность подлож-
ки, скорость коагуляции превышает скорость адсорбции первичных
частиц на поверхности. Большая часть ионов металла выпадает в-
виде гидроокиси в объеме раствора, и основная часть вещества на-
растает не на подложке, а на этих частицах, образуя коллоидный
раствор [49].
Фотоактивирование. При необходимости получать слой металли-
зации непосредственно в виде рисунка (по аддитивному принципу):
9Т
используют чувствительность к облучению светом сенсибилизиру-
ющих или активирующих растворов, смачивающих подложку.
Различают фотоактивацию и фотодеактивацию. При фотоакти-
вации в месте воздействия светового луча образуются каталитиче-
ские центры. Используют светочувствительные соли серебра, на-
пример— органических кислот (винной, глютаминовой). В месте
падения луча происходит фотодиссоциация светочувствительного
материала, сопровождающаяся (после проявления) выделением
металлического серебра, частицы которого служат каталитически-
ми центрами для последующей химической металлизации. Диаметр
луча варьируется в пределах от 50 мкм до 5 мм. При мелкосерий-
ном производстве удобно использовать в качестве технологического
оборудования для вычерчивания световым лучом по программе
отечественную установку «Ритм-1» [50]. После операции засвечива-
ния рисунок проявляют в гидрохиноновом проявителе, распростра-
ненном в фотографической технике.
При фотодеактивации облучение разрушает каталитические
центр'ы. На поверхности подложки, сенсибилизованной хлористым
. оловом, под действием света (ингибитор окисления) в присутствии
кислорода воздуха протекает реакция [51]:
Sn (ОН)2 + 1/2O2 SnO2 + Н2О
Экспонированные УФ светом (А.<300 нм) участки теряют сенси-
билизирующие свойства и при последующей активации после про-
мывки на них не осаждается палладий. Интенсивность света, необ-
ходимая для засветки, соизмерима с интенсивностью, применяемой
при использовании фоторезистов (см. гл. IV).
Разрешающая способность метода составляет 1—-10 мкм.
Сенсактиватор в лаке. Рассмотренные методы активирования
поверхности имеют общий недостаток — опасность латентной кор-
розии в случае подложек, имеющих макропоры и капиллярные ще-
ли, в которых могут сохраняться соляная кислота, хлориды олова
и палладия даже после тщательной промывки. Введение в состав
подложки или в покровный лак каталитического агента позволяет
этого избежать. В органическое связующее, входящее в стеклопла-
стик, вводят ацетат палладия. Его количество должно быть мини-
мальным, чтобы не ухудшить электрические свойства диэлектрика.
Стеклопластик с введенным катализатором требует проведения
предварительной операции травления поверхности подложки для
удаления полимерной сетки и вскрытия катализатора (см. гл. II,
§6).
В состав покровного лака, наносимого на поверхность подложки,
вводят каталитическую добавку в виде порошка окислов меди или
карбонильного никеля. При полимеризации лаковой пленки частич-
но восстанавливается металлическая медь, частицы которой в даль-
нейшем служат каталитическими центрами [52].
Химическая металлизация порошков. Помимо рассмотренных
выше процессов металлизации плоских подложек или объемных из-
делий из керамики, кварца, стекла, ситалла и пластмассы значи-
92
тельное место занимает химическая металлизация частиц стеклоэ-
малевой фритты, применяемой при изготовлении микроузлов на ос-
нове композитных стеклоэмалевых пленок (см. гл. I., §3). Метал-
лизация частиц порошка имеет некоторую специфику, в первую оче-
редь— необходимость осаждения не металла, а сплава металлов,
причем на каждую частицу, средний диаметр которых составляет
2 мкм.
Низкий, уровень гомогенности смеси фритта — наполнитель при-
водит к тому, что в составе пленки затвердевшей композитной стек-
лоэмали наблюдаются скопления частиц наполнителя (рис. 31, а).
Рис. 31. Шлиф (450Х) электропроводной стеклоэмали с механической
(а) и квазимолекулярной (б) гомогенизацией смеси фритта — наполни-
тель (белое — металл)
В результате непрерывные цепочки из этих частиц, пронизывающие
стеклянную изоляционную основу (матрицу), однородность кото-
рых необходима для нормирования электрических параметров,
имеют разное/Сечение как вдоль силовых линий электрического по-
ля в данной пленке, так и от изделия к изделию. Недостаточная
дисперсность электропроводных частиц вызывает непроизводитель-
ный расход драгоценного металла.
Главная технологическая трудность в преодолении обоих недо-
статков состоит в принципиальной невозможности получить высо-
кую степень гомогенности и дисперсности при раздельном изготов-
лении высокодисперсного порошка наполнителя с последующим
механическим смешением с порошком фритты. Это связано с боль-
шой поверхностной энергией коллоидных частиц наполнителя, при-
водящей к агрегатированию, образованию рыхлых скоплений. По-
добное явление наблюдается при изготовлении порошка сплава пу-
тем химического восстановления в объеме раствора. Агрегаты дос-
тигают размеров частиц фритты (2 мкм).
93
Задача решается при совмещении процессов формирования
коллоидных частиц наполнителя и образования смеси с порошком
фритты. Например, осаждение металлов в соотношении, предус-
мотренном составом сплава, производят на частицы фритты, кото-
рым заблаговременно приданы каталитические свойства. На каж-
дую частицу фритты, находящуюся в растворе во взвешенном сос-
тоянии (при постоянном перемешивании), оседает строго опреде-
ленное количество атомов металла, обусловленное только площадью
поверхности частицы. Это дозирование, названное «квазимолеку-
лярным», обеспечивает высокую (квазимолекулярную) степень го-
могенности смеси из электропроводной и матричной составляющих
в композитной стеклоэмали (рис. 31, б) [53].
Технология осаждения на порошок фритты сводится к следующему. При-
готовленный механическим помолом порошок стеклянной фритты подвергают
сенсактивированию в смешанном растворе хлоридов олова и палладия. Затем
порошок в виде влажной пасты поступает в полость реактора одновременно с
раствором восстановителя (гидразингидрата), где происходит металлизация при
постоянном перемешивании.
При последующем вжигании рыхлая оболочка из сплава, окру-
жающая каждую частицу фритты, пропитывается расплавленным
стеклом основы, не препятствуя образованию стеклоэмалевой мат-
рицы и непрерывных разветвленных цепочек из неплавкого напол-
нителя.
Способы нанесения растворов на подложки при химической ме-
таллизации. Возможны три способа проведения процесса — погру-
жением подложек в раствор, накаткой раствора и распылением
раствора на обрабатываемую поверхность. При способе погру-
жения необходимо непрерывно обновлять раствор для компен-
сации расходуемых веществ. Это позволяет получать более ста-
бильный уровень качества, чем при периодической корректиров-
ке, когда качество меняется скачкообразно. Держатели обрабаты-
ваемых изделий должны быть из фторопласта для ослабления по-
бочного процесса осаждения на них слоя металла. Необходимость
непрерывного обновления раствора усложняет оборудование.
Накатка осуществляется с помощью валиков, прижатых к
обрабатываемой поверхности и вращающихся навстречу ее движе-
нию. Скорость протягивания составляет до 100 м/мин. Раствор на-
носят в виде смачивающего слоя в количестве, необходимом для
протекания реакции. В результате исключается возврат отрабо-
танного раствора для повторного использования — нанесенный
раствор расходуется полностью. Это позволяет подавать на обра-
батываемую поверхность все время свежие дозы раствора. Смочен-
ная раствором поверхность поступает в следующую секцию уста-
новки, где под действием тепла развивается необходимая реак-
ция образования подслоя (2—10 с). Затем подложка проходит
сквозь отжимные валики, удаляющие отработанный раствор, и да-
лее на холодную и горячую мойку.
При распылении два раствора (соли металла и восстано-
витель) подаю1 из форсунок под давлением около 1 атм. Для уст-
94
ранения образующегося шлама необходима фильтрация раствора.
Периодическая очистка форсунок также повышает трудоемкость
производства. Распыление рентабельно при больших обрабатывае-
мых поверхностях.
Особенности составов ванн и технологических процессов при хи-
мическом никелировании. Наиболее дешевыми и дающими проч-
ные покрытия на изоляционных материалах (пластмассе, керами-
ке, ситалле) являются никель и медь. Следует отдать предпочтение
никелю перед медью, так как его осаждение протекает устойчи-
вее и более управляемо. Важна стабильность раствора, т. е. воз-
можность длительного использования с несложным контролем и
корректированием, иначе нельзя получить повторяющихся резуль-
татов, и процесс будет непригоден для серийного производства.
Сцепление покрытия с поверхностью характеризуется усилием
отрыва около 50—100 г/см2. При металлизации теплостойких под-
ложек последующая термическая обработка значительно повышает
сцепление.
Различают осаждение никеля гипофосфитом и аминобораном.
В обоих случаях растворы химического никелирования содержат
пять составляющих:
1) источник ионов металла — соль никеля;
2) комплексообразователь и буфер — соли органических кис-
лот (уксусной, лимонной и т. д.);
3) восстановитель — гипофосфит натрия, аминоборан и др.;
4) стабилизатор, устраняющий реакцию восстановления в тол-
ще раствора;
5) смачиватель, улучшающий смачивание обрабатываемой по-
верхности, ПАВ.
Входящие в состав ванны химической металлизации комплек-
сообразователь и буфер в виде солей органических кислот уско-
ряют реакцию восстановления и предотвращают распад в объеме,
связывая ионы металла в комплексное соединение. При осаждении
гипофосфитом э4о предупреждает выпадение фосфита металла. Ус-
коряющее действие органических добавок объясняется их способ-
ностью поддерживать pH в стабильных пределах, что приводит к
ускорению процесса разложения гипофосфита и повышению роли
выделяющихся реакционноспособных атомов водорода.
Осаждение гипофосфитом натрия производят при
точном поддержании значения pH. Протекают следующие три груп-
пы реакций:
1) взаимодействие гипофосфита с водой с освобождением
электронов:
Н2О->Н+ + ОН-
Н2РО,Г + ОН--* Н2РО7 + Н+ + е-
освобожденный из аниона гипофосфита электрон превращает ион
водорода в атомарный водород:
Н+ +е- = Н
95
суммарная реакция
H2P(Y ч- н2о^н2ро3 + н2
2) восстановление ионов никеля до металла:
Ni2+ 4- 2е—->№
суммарная реакция
N12+ + 2Н2РО 2 + 2Н2О -> Ni + 2H2POjf + 2Н+ -г Н2
3) восстановление анионов гипофосфита до элементарного
фосфора [54]:
Н2РО^ + е-->Р + 2ОН-
суммарная реакция
2Н2РО^-> Н2РС)“ + Р + ОН- 4- Н
Таким образом, при использовании гипофосфита в состав пок-
рытия кроме металлического никеля входит фосфор. Его присутст-
вие снижает электропроводность.
Химическое никелирование гипофосфитом ведут в пять техноло-
гических этапов:
1) сенсибилизация в растворе SnCl2 с последующей тщательной
отмывкой (26° С, 1 мин);
2) активация в растворе PdCl2 (pH 2, 26° С, 30 с);
3) пропитка поверхности в растворе NaH2PO2 для перевода
PdCl2 в нерастворимую форму, придающую поверхности каталити-
ческие свойства по отношению к восстанавливаемому никелю;
4) собственно химическое никелирование в растворе, содержа-
щем NiCh; процесс ведут при 80° С при pH 8, время обработки
1 мин;
5) термообработка 2 ч при 200° С.
Главным технологическим недостатком процесса химического
никелирования является склонность раствора к саморазложению
из-за присутствия восстановителя и наличия центров паразитной
кристаллизации в толще раствора в виде взвешенных коллоидных
частиц металла или локализованных очагов перегрева. Саморазло-
жение интенсивно развивается и в случае быстрого приливания ще-
лочи (кислоты) при поддержании pH. При этом из-за нарушения
стабильности раствора выпадает гидроокись или фосфат никеля,
частицы которых становятся центрами разложения в объеме.
Поэтому следует стремиться к уменьшению концентрации вос-
становителя или применять в качестве восстановителя аминоборан,
дающий более устойчивое осаждение никеля.
Осаждение аминобораном R2NHBH3, растворенным
в этаноле, протекает в результате восстановительных реакций:
R2NHBH3 + NiC 12 ЗН2О->-3№ J + R2NH2C1 + H3BO3 + 5HC1
2R2NHBH3+ 4NiCl2+ 3H2O->Ni.2B; + 2Ni | + 2R2NH2C1 +’ЛДг+5HC1
96
Существует опасность разложения аминоборана под воздейст-
вием выделяющейся кислоты:
R2NBH3 4- НС1 4- 3H2O->R2NH2Cl -У Н3ВО3 4- ЗН2
Разложение можно предотвратить с помощью буферных веществ.
Скорость роста пленки никеля составляет примерно 0,1 мкм/мин
при 53±1°С, pH 5—6 и при объеме ванны из расчета не более
1 дм2 поверхности на 1 л ванны [16].
Особенности химического меднения. Восстановительные реак-
ции, протекающие при химическом меднении:
Cu2+ + 4ОН- + 2HCOH->Cu | + 2НСОО- + Н2 + 2Н2О
Нежелательная побочная реакция, которая приводит к образова-
нию одновалентной окиси меди (вместо металлической меди) и
вызывает разложение раствора:
2Cu2+ + 5ОН- 4- HCHO->Cu2O 4- НСОО~ + ЗН2О
Кроме того, возможно саморазложение формальдегида в щелоч-
ной среде (реакция Канниццаро):
2НСОН 4- ОН-^НСОО- 4- СН3ОН
Эти реакции предотвращаются с помощью комплексообразова-
теля, буфера и точным поддержанием требуемой концентрации,
температуры и pH раствора. Необходима постоянная фильтрация
раствора для очистки от коллоидных частиц.
Скорость роста пленки меди составляет, например, 0,1 мкм/мин
при 36±3°С, pH 12,4 [16].
Состав ванны при химическом меднении, г/л:
Источник ионов металла — CuSO4-5H2O.................... 100
Комплексообразователь— KNaC4HiO6-4H2O или глицерин . . 170
Упрочнитель пленки — хлорид меди-никеля.................. 4
Щелочь — NaOH .......................................... 60
Буфер — Na2S2O3 или трилон Б............................ 20
Восстановитель — формальдегид НСНО...................... 40
Стабилизатор — калий железосинеродистый Кз[Бе(СГ4)6] ... 0,1
Смачиватель — метанол
Природа Дефектов при химической металлизации. Дефекты при
химической металлизации диэлектрических подложек по проис-
хождению можно сгруппировать в четыре группы: удержание аг-
рессивных растворов, выделение водорода, повторение дефектов
микрорельефа, нестабильность ванн.
Удержание агрессивных растворов после промыв-
ки возможно при наличии на поверхности обрабатываемых изде-
лий микро- и макропор, трещин и т. п. Это приводит к латентной
коррозии (рис. 32).
Выделение водорода интенсивно протекает при нике-
лировании и меднении. Например, на 1 моль осажденной меди вы-
деляется 1 моль водорода. Это приводит к взрыхлению осадка. За-
держиваясь в углублениях макрорельефа, пузырьки водорода пре-
пятствуют сплошному осаждению металла на подложку. Благодаря
поверхностному натяжению па оболочке пузырька, представляю-
щей собой межфазную границу раствор — газ, сосредоточиваются
солевые осадки [55]. Когда пузырьки лопаются, то на этих микро-
участках поверхности (щели, мелкие отверстия, поры) оседают
плохорастворимые комплексные солевые включения. При эксплуа-
Рис 32. Латентная коррозия в зо-
не контактной площадки у отвер-
стия из-за плохой промывки пос-
ле химической и электрохимиче-
ской обработки
тации изделия в результате длитель-
ного воздействия атмосферной вла-
ги на участках образуется электро-
лит, распространяющийся по микро-
каналам эпоксидного стеклопласти-
ка вдоль границы раздела стекло-
волокно— полимерное связующее,
снижая сопротивление изоляции.
Повторение дефектов
микрорельефа поверхно-
сти отражает существо самого
принципа химической металлиза-
ции: точное повторение всего микро-
рельефа, включая трещины, кавер-
ны и всякого рода случайные не-
прочные образования на поверхно-
сти, возникшие при травлении, при
сверлении и т. д. (рис. 33). Губчатые
наросты впитывают агрессивные
жидкости.
Нестабильность ванн была рассмот-
рена ранее. При химической металлизации не-
обходим особо высокий профессиональный
уровень работников, чтобы устранить этот ис-
точник дефектов.
К недостаткам химической металлизации,
кроме перечисленных причин дефектообразо-
вания, относится ограниченная номенклатура
осаждаемых металлов (Ni, Си, Sn, Au, Pd,
Ag), трудоемкость химической подготовки по-
верхности, продолжительность процесса .
Преимущества химической металлизации:
1) равномерная толщина слоя при сложной
конфигурации обрабатываемого изделия;
2) более плотный слой, чем при гальвани-
ческом осаждении;
3) возможность осаждать металл на изоля-
ционные материалы.
§ 3. ЭЛЕКТРОХИМИЧЕСКАЯ МЕТАЛЛИЗАЦИЯ
Пространственное разделение процессов
восстановления и окисления. Закон Фарадея.
Электрохимическая металлизация основана
Рис. 33. Дефекты хи-
мической металлиза-
ции как реплика де-
фектов основания:
J — каверна; 2 — губча-
тый нарост на стружке,
оставшейся после свер-
ления
98
на окислительно-восстановительных реакциях, протекающих при
подведении внешней электрической энергии к электродам электро-
литической ванны. Особенностью таких технологических процессов
является пространственное разделение физико-химических процес-
сов восстановления (на катоде) и окисления (на аноде). Они про-
текают в двойном электрическом слое у электродов.
Двойной электрический слой образуется на электроде, еще не
подключенном к внешнему источнику, при погружении в раствор,
как следствие нескомпенсированности связей поверхностных ато-
мов. На границе двух фаз твердое тело — жидкость возникает меж-
фазная разность потенциалов (скачок потенциала на границе раз-
дела). В результате образуется упорядоченное распределение заря-
дов противоположного знака друг против друга. Электропейтраль-
ность системы в целом не нарушается, но каждая из фаз получает
заряд. Возникает динамическое равновесие зарядов на границе ме-
талл— раствор, т. е. двойной электрический слой.
Внешний источник тока, подключенный к электродам, опущен-
ным в раствор, вызывает нарушение равновесия, начинаются окис-
лительные и восстановительные процессы у соответствующих элек-
тродов, стремящиеся вернуть систему к равновесию.
Как известно, растворы электролитов являются проводниками
второго рода. Электрический ток в них переносится ионами, обра-
зуемыми в результате диссоциации раствора электролита. На гра-
нице с проводниками первого рода (металлами), где носителями
являются электроны, характер проводимости меняется. Здесь про-
текает электрохимическая реакция с участием ионов и электронов,
которая заключается в разряде заряженной частицы или иониза-
ции незаряженной частицы (электродный процесс).
Увеличение температуры электролита в ванне приводит к умень-
шению вязкости приэлектродной среды и увеличению подвижности
ионов. Например, увеличение температуры на один градус приводит
к возрастанию эквивалентной электропроводности на 2%.
Существует строгая пропорциональность между количеством
протекшего электричества и количеством выделенного на электро-
дах вещества. На каждую единицу количества электричества, про-
пущенного ,через электролитическую ванну, на электродах всту-
пает в электрохимическую реакцию по 1 грамм-эквиваленту веще-
ства (закон Фарадея):
где Ag — количество металла, растворенного из анода или осаж-
денного на катоде, г; i — сила тока, протекающего через ванну, А;
t — время протекания, с; А — атомная масса металла; z — валент-
ность металла; F — число Фарадея (77 = 96 500).
На практике, особенно при осаждении из подкисленных раство-
ров, наблюдается кажущееся нарушение закона Фарадея. Оно
проявляется в заниженном значении массы осажденного металла
и вызвано двумя сопутствующими явлениями: выделением водоро-
4* 99
да на катоде и восстановлением ионов металла не до металличес-
кого состояния, а до ионов низшей валентности.
Для учета эффективности работы ванны при этих явлениях
введено понятие выхода по току W = 100%, где A'g — коли-
Дд
чество металла, фактически выделенного на катоде, Ag’— то же,
но рассчитанное по закону Фарадея.
Скорость и качество электрохимического осаждения. Скорость
осаждения пленки и ее качество (однородность, плотность, безде-
фектность) определяются четырьмя основными факторами:
1) поляризационными явлениями у электродов;
2) рассеивающей способностью электролита;
3) посторонними включениями в электролите;
4) режимом осаждения.
ФАКТОРЫ. ОПРЕДЕЛЯЮЩИЕ СКОРОСТЬ РОСТА И КАЧЕСТВО ПЛЕНКИ
ПРИ ЭЛЕКТРОХИМИЧЕСКОМ ОСАЖДЕНИИ
Ослабление поляризационных явлений у электро-
дов осуществляется четырьмя способами: барботированием, кача-
нием катодной штанги, питанием переменным апериодическим то-
ком (или реверс тока), введением комплексообразователей в состав
электролита. Стабильность условий металлизации во времени воз-
можна только при неизменной концентрации ионов металла и при
стабильной поляризации электродов, соответствующей приложен-
ию
ному потенциалу. Этому мешают концентрационная и химическая
поляризация, смещающие потенциалы электродов относительно по-
тенциала равновесия.
Концентрационную поляризацию вызывают побочные газовыде-
ляющие процессы у электродов при диссоциации воды. Химическая
поляризация является результатом ограниченной скорости проте-
кания химических реакций в приэлектродном слое электролита
вследствие замедленной диссоциации комплексных ионов металла.
Химическую поляризацию можно устранить добавлением комплек-
сообразователсй, которые увеличивают электроотрицательность
потенциала. В частности, комплексообразователи применяют для
выравнивания потенциалов осаждения различных металлов при од-
новременном осаждении в заданной пропорции (сплавы).
Оба вида поляризации могут быть существенно ослаблены пе-
ремешиванием приэлектродного слоя путем продувания-очищенно-
го сжатого воздуха (барботирование) и при качании катодной
штанги. В последнем случае особенно улучшаются условия осажде-
ния металла внутри мелких отверстий печатных плат, так как уст-
раняется неоднородность, вызванная ограниченной рассеивающей
способностью электролита. При качании катодной штанги с амп-
литудой 100 мм и с периодом 5 с осуществляется прокачивание
электролита сквозь отверстия, что обеспечивает равномерность от-
ложения (разнотолщинность пленки не превышает 20%). Кроме то-
го, происходит интенсивное перемешивание, что устраняет застой-
ные явления у электродов, смывает газовые пузырьки и непрочно
осевшие рыхлые образования в дефектных местах. Последнее яв-
ляется важным условием получения мелкокристаллических и плот-
ных пленок (наряду с выбором соответствующего состава ванны,
плотности тока, температуры, учетом влияния кристаллической ре-
шетки подложки, ограничением осаждения органических примесей
и т. д.).
Питание ванны не постоянным, а переменным апериодическим
током снимает поляризационные явления и устраняет дендритные и
комковые образования на катоде благодаря включению его на про-
тивоположную полярность (во время положительной полуволны).
Исследования показали, что оптимальной является такая форма
апериодического тока, при которой на катоде площадь отрицатель-
ной полуволны на эпюре мгновенное значение тока — время пре-
вышает площадь положительной в шесть раз [56].
Вместо апериодического переменного тока применяют питание
постоянным током с реверсированием — периодической сменой по-
лярности на электродах. Однако предпочтение отдают питанию
переменным апериодическим током, как более просто и надежно
осуществляемому, или импульсному питанию [57].
Важной характеристикой электролитической ванны является
рассеивающая способность, характеризующая равно-
мерность осаждения по площади катода — в отверстиях и на слож-
ных профилях, в том числе при обработке насыпью мелких дета-
лей. Высокой рассеивающей способностью обладают цианистые
101
электролиты, допускающие при этом значительную (например,
10 А/дм2) плотность тока, т. е. большую скорость осаждения
(5 мкм/мин). Но цианистые электролиты крайне опасны для обслу-
живающего персонала и их применение в производстве строго ог-
раничено. Замена на нетоксичные электролиты возможна при ис-
пользовании в составе ванны соответствующего ПАВ, например
диспергатора. Диспергатор снижает вязкость приэлектродпого слоя
электролита. Распространенный диспергатор НФ (ГОСТ 6848—73)
представляет собой продукт конденсации нафталинсульфокислоты
с формалином:
/ сн2—f
NaO3S-/___SO3Na
Кислотность 2,5%-го водного раствора pH 8±1.
Примерный состав электролита для цинкования
с диспергатором (г/л)
Окись цинка............................................... 30
Аммоний хлористый........................................ 300
Кислота уксусная ......................................... 30
Диспергатор НФ............................................ 50
Дк = 4 А/дм2, температура 30° С, pH 4, аноды — цинк.
Анодная плотность тока £>а должна быть значительно (на по-
рядок величины) меньше катодной DK, чтобы ослабить вредное-
влияние скопления газовых пузырьков, застойных явлений и осо-
бенно для улучшения рассеивающей способности ванны. Значи-
тельное превышение площади анода над площадью проекции на
него катода снижает неравномерность на краях, возникающую при
искажении электрических силовых линий.
Посторонние включения в осаждаемой пленке могут
иметь неорганическое и ’органическое происхождение. Неоргани-
ческие включения — это примеси, содержащиеся в применяемых
химикатах и анодах, в воде, вещества, образующиеся в результа-
те протекания в ванне побочных химических и электрохимических
реакций. Органические включения вводят в состав ванны в качестве
диспергаторов и глянцеобразователей, которые по мере выработки
электролита и при перегреве коагулируют, образуя мешающие
примеси. Оба вида включений распределены в объеме ванны или
концентрируются на электродах в виде шлама (шламообразова-
ние). Для устранения посторонних включений применяют фильт-
рацию, проработку на вспомогательный катод, шламоулавлива-
тели.
Фильтрацию осуществляют путем непрерывного перекачивания
раствора сквозь фильтры, содержащие, например, активный гра-
нулированный уголь, что позволяет удалять частицы всех разме-
ров вплоть до 5 мкм. Перекачивание происходит одновременно с
электролизом.
102
При приготовлении нового электролита свежеприготовленный
раствор должен быть проработан под током (1 А/дм2) в течение
нескольких часов и отфильтрован. Осаждение при проработке идет
на вспомогательный катод. В результате взвешенные в объеме при-
меси перемещаются к электродам, удаляется поверхностный слой
металла анода, загрязненный примесями при прокатке и хранении
металла. Такую проработку необходимо проводить не только для
нового электролита, но и постоянно, совмещая с рабочим процес-
сом осаждения. В этом случае применяют вспомогательный сет-
чатый катод с большой поверхностью, изолированный от основного
катода и питаемый импульсами от отдельного источника [58].
Шламоулавливатели представляют собой чехлы из фильтрую-
щей ткани, надеваемые на аноды. Они задерживают образующийся
шлам (частицы примесей), пропуская ионосодержащий раствор.
Чехлы подлежат периодической замене.
Стабилизацию режима осаждения осуществляют
по трем параметрам: состав и pH ванны, токовый режим, темпера-
турный режим.
Пополнение электролита металлическими ионами может произ-
водиться как в результате растворения анода, сделанного из осаж-
даемого металла, так и путем добавления металлсодержащей со-
ли. В последнем случае применяют нерастворимые аноды из свин-
ца или кислотоупорной стали. Электролит быстро истощается и
необходимо все время корректировать состав добавлением соответ-
ствующей соли. Важной характеристикой является стабильность
электролита, которая тем выше, чем дольше может быть использо-
ван раствор без введения в него добавок или замены. Однако вы-
сокой стабильностью обладает ограниченное число электроли-
тов.
Электропроводность электролита должна быть достаточной для
интенсивного протекания процесса, поэтому вводят специальные
корректирующие добавки, поддерживающие электропроводность и
кислотность электролита на заданном уровне.
Современное технологическое оборудование должно быть осна-
щено системой автоматической корректировки состава ванны и pH
раствора. Корректировка производится введением дискретных доз
водного раствора добавляемого вещества. Частота введения доз
«определяется электрическими сигналами от датчиков, помещенных
в ванну. Например, для осаждения сплава олово — свинец ОС-61
состав ванны должен поддерживаться в следующих пределах:
Sn 15—20 г/л, РЬ 9,5—13 г/л, HBF4 350—400 г/л [59]. Регулировку pH
обычно производят добавлением NH4OH.
Токовый режим стабилизируют по DK = const. При смене обра-
батываемых изделий каждый раз изменяется покрываемая пло-
щадь, что приводит к изменению DK. В мелкосерийном и многоно-
менклатурном производстве РЭА это является значительным зат-
руднением. Эффективным и простым средством стабилизации зна-
чения DK в этих условиях является оптическая интегральная оцен-
ка покрываемой площади катода. В случае печатных плат ее осу-
103
ществляют с использованием фотошаблона данной платы. Интег-
ральная площадь, подлежащая обработке, оценивается с точностью
до 1 % по интенсивности светового потока, проходящего в приборе
сквозь фотошаблон. Интенсивность светового потока преобразует-
ся в сигнал, управляющий катодным током. Обычно в прибор од-
новременно вводят данные о требуемой скорости осаждения, тол-
щине покрытия и т. д., которые позволяют устанавливать значе-
ние тока с учетом всех факторов.
При гальваническом усилении тонкой металлической пленки,
химически осажденной на диэлектрике, величину DK, предусмотрен-
ную режимом, устанавливают не сразу, а постепенно, начиная с
0,5 А/дм2. Это необходимо, чтобы избежать токовой перегрузки
(перегрева) начальной тонкой пленки.
Рабочую величину DK для ускорения процесса желательно
выбирать значительной (5—10 А/дм2). Ее ограничивают лишь воз-
можный перегрев электролита и требование мелкозернистости
структуры слоя.
Температурный режим важно поддерживать постоянным, так
как все протекающие в ванне процессы зависят от температуры.
Протекание тока через электролит связано с выделением тепла.
Для ослабления влияния этого эффекта на общую температуру
раствора введено ограничение объемной токовой нагрузки ванны
(отнесенной к объему) величиной 0,5 А/л. Необходимый нагрев,
раствора производят с помощью нагревателей, управляемых датчи-
ками температуры.
Примеры электролитов и покрытий различного назначения. Рас-
смотрим шесть гальванических покрытий, наиболее типичных для
радиоприборостроения: меднение, никелирование, золочение, се-
ребрение, палладирование и нанесение сплава ОС-61.
Меднение, применяемое преимущественно при изготовлении
печатных плат, производят в электролитах, обеспечивающих наи-
большую рассеивающую способность и скорость при толстослойном
(25 мкм) осаждении по плоскости и на стенках мелких (диаметром
0,8—1,0 мм) отверстий в стеклопластике поверх тонкой пленки хи-
мически осажденной меди. К таким электролитам, например, от-
носят сернокислый (20 г/л Си в виде CuSO4, 160 г/л H2SO4 при
пл. 1,84 г/см3, 1 г/л декстрина, скорость осаждения 0,5 мкм/мин.
при DK=2 А/дм2 и 20° С) и кремнефтористоводородный [60].
В качестве исходных веществ применяют 45%-ную кремнефто-
ристоводородную кислоту, разбавленную вдвое, и карбонат меди..
Их количество определяют с учетом реакций взаимодействия. Пе-
рекись водорода (30%-ную) вводят в количестве 7 мл/л.
В приэлектродном слое протекает реакция: Cu + Cu2+^2Cu+.
Повышение температуры и длительная эксплуатация ванны
приводят к постепенному накоплению ионов Си+, что сдвигает рав-
новесие реакции влево. Образуются взвешенные коллоидные час-
тицы меди. Адсорбируясь на поверхности осаждаемого слоя, час-
тицы становятся дополнительными центрами кристаллизации, при-
водя к рыхлости пленки.
104
Главной причиной образования Си+ является интенсивное раст-
ворение анода при большой плотности тока. Для окисления этих
ионов добавляют перекись водорода. Перекись водорода полезна
и для удаления коллоидных органических включений путем окис-
ления.
Кремнефтористоводородный электролит не допускает перегрева
свыше 30° С из-за частичного разложения при нагревании кремне-
фторидов с образованием в результате гидролиза SiF4 нераствори-
мой SiO2 и плохо растворимого CuF2.
Типичный состав электролита для никелирования (г/л):
NiSO4-7H2O....................................... 300
NaCl............................................... 20
Н3ВО3.............................................. 30
Глицерин .......................................... 70
Процесс протекает при 20° С и токе /к=1 А/дм2, pH 4±10%.
Золото является благородным металлом. При соприкоснове-
нии с окружающей средой оно не тускнеет и не покрывается окис-
ной пленкой (в отличие от платины и родия). Отсутствие окисной
пленки — важное преимущество золота, так как окисная или суль-
фидная пленка, например на серебре, толщиной всего 0,25 мкм
может повысить сопротивление прижимного контакта на шесть
порядков (от Ю-3 до 103 Ом). В скользящем контакте разрушен-
ная, но не удаленная пленка может повысить сопротивление кон-
такта на 1—3 порядка.
Эта особенность золота проявляется только' при условии, что
золотое покрытие достаточно толстое и беспористое, чтобы исклю-
чить диффузию основных металлов контактов сквозь золотую плен-
ку и встречное проникновение корродирующей среды. В золоте
должны отсутствовать примеси или легирующие добавки, которые
могут образовывать окисные пленки. Это дополнительно прибавля-
ет к высокой стоимости золота высокую стоимость электролитов,
кроме того, процесс следует проводить в условиях особой чистоты
химикатов, .воды и оборудования, что существенно увеличивает
трудоемкость.
Серебряные пленки, обладая высокой электропровод-
ностью, слишком мягки и недостаточно стойки к истиранию. Это
быстро приводит к значительному возрастанию переходного сопро-
тивления трущегося или размыкаемого контакта и выходу устрой-
ства из строя. Следовательно, серебряным пленкам, наносимым на
контактные поверхности, важно придавать повышенную твердость.
Чем мельче зерно в кристаллической структуре металла, тем выше
твердость. Поэтому первым методом повышения износостойкости
серебряных пленок является торможение процесса осаждения до
такой степени, чтобы скорость зарождения новых кристаллов была
больше скорости роста уже образовавшихся. Для этого целесооб-
разно применять питание апериодическим током или реверс тока.
При кратковременном переключении детали на анод, как отмеча-
105
лось ранее, растворяются выступы, несовершенные и деформиро-
ванные крупные кристаллы.
Вторым методом повышения твердости является введение в со-
став пленки серебра атомов твердых металлов, например кобальта,,
палладия. С добавкой в электролит солей палладия твердость,
пленки увеличивается в два раза и достигает 150 кг/мм2.
Серебро плохо противостоит воздействию сернистых соедине-
ний, присутствующих в промышленной атмосфере. Поэтому важной
задачей при получении надежных контактных серебряных пленок
является защита их от химической коррозии. Защитная пленка
должна быть очень тонкой (около 0,1 мкм) и не ухудшать электро-
проводность контакта. Пассивирование в хромпике К2СГ2О7 позво-
ляет получить тонкую пленку, защищающую контактную поверх-
ность от образования механически непрочных сернистых соедине-
ний. Более долговечна защитная пленка родия. Родий в четыре
раза хуже проводит электрический ток, чем серебро, но очень тверд
и химически стоек. Родиевое покрытие на серебре толщиной 0,4 мкм
выдерживает 106 скользящих переключений без изменения переход-
ного сопротивления.
Гальваническое осаждение серебряной пленки производят в циа-
нистой ванне с большой концентрацией ионов серебра при малой
плотности тока (0,5 А/дм2).
При серебрении открытой медной поверхности в концентриро-
ванных растворах происходит нежелательное химическое вытесне-
ние серебра медью в момент погружения деталей. Серебро оседает
на обрабатываемую поверхность в виде рыхлого и непрочного слоя.
Чтобы устранить это явление, исключают контакт обнаженной меди
с концентрированным раствором, нанося предварительно подслой
серебра (2 мкм) в электролите с уменьшенной концентрацией ио-
нов серебра (в 3 раза) при средней плотности тока (5 А/дм2).
При серебрении в качестве анода всегда применяют серебро.
Когда не так важна величина переходного сопротивления кон-
такта, как его постоянство (например, в измерительной аппарату-
ре), применяют гальваническое осаждение палладия, имеюще-
го электропроводность в семь раз меньшую, чем у серебра, но весь-
ма стойкого к химической коррозии и твердого. Ниже приведено
число скользящих переключений, которое выдерживает палладие-
вое покрытие при нагрузке на контакт 25 г:
Толщина покрытия, мкм............ 1 3 б
Число переключений, тыс......... 60 100 370
После указанного количества переключений переходное сопро-
тивление возрастает в три раза, но не превышает 30 мОм.
Нанесение оловянно-свиннового гальванического пок-
рытия ОС-61 возможно благодаря близости потенциалов олова и
свинца в кислой ванне. В качестве анода используется ПОС-61.
Ванна состоит лз борфтористоводородной кислоты HBF4, ее оло-
вянных и свинцовых солей и добавки борной кислоты [61]. В ванну
106
вводят коллоидные добавки, которые препятствуют образованию
дендритов.
Непосредственное наложение покрытия ОС-61 на медь приво-
дит к постепенному развитию при эксплуатации вредных явлений,
связанных с взаимной диффузией Си и Sn. Проникновение меди в
тонкую пленку ОС-61 нарушает эвтектику, усиливает процессы окис-
ления, ухудшает механическую прочность и износостойкость. Су-
щественное ослабление диффузии производят введением барьер-
ного подслоя из сплава Sn—Ni или чистого Ni.
Показательны данные семилетного хранения при 50° С медной поверхности,
покрытой гальванически осажденным оловянно-свинцовым сплавом с различным
содержанием РЬ (5 мкм) с подслоем Ni (2,5 мкм). За этот срок поверхность
оказалась покрытой продуктами коррозии олова в виде интерметаллических
соединений Cu3Sn, Cu6Sn5, Ni3Sn4, (NiCu)3Sn. Установлен полезный эффект от
повышенного содержания свинца в составе покрытия, вызванный тем, что свинец
не растворяется в интерметаллических соединениях олова. Диффундируя сквозь
них, он размягчает слой и нарушает условия для роста нитевидных кристаллов
олова, которые спонтанно вырастают при длительном хранении. Они могут выдер-
живать ток до 10 мА, вызывая короткое замыкание в маломощных сигнальных
цепях. Чем больше свинца в оловянно-свинцовом покрытии и чем меньше внутрен-
ние механические напряжения в нем, тем труднее образование нитевидных кри-
сталлов олова. Надежным способом устранения указанных опасных явлений слу-
жит оплавление покрытия (см. гл. I).
Оловянная пленка на стали является катодной и поэтому не за-
щищает от коррозии, а ускоряет ее. Такое покрытие применяют как
декоративное для корпусов лабораторных приборов. Покрытие
имеет рисунок изморози.
Его выполняют следующим образом. Первоначально производят тонкослой-
ное осаждение олова (не более 3 мкм) в ванне с оловянным анодом «0-1» и при
средней плотности тока (5 А/дм2). Слой сплавляют при 300°С. Благодаря малой
толщине слоя каплеобразования не происходит. При охлаждении появляется
скрытое изображение по границам кристаллитных структурных зерен. Размеры
кристаллитов зависят от скорости охлаждения. Создавая местные ускоренные
отводы тепла, можно получать желаемый рисунок. Проявление рисунка произ-
водят при повторном медленном гальваническом осаждении олова (плотность
тока не более 0,2 А/дм2), когда выявляются границы зерен.
Для повышения коррозионной стойкости покрытие обязательно
защищают блоем прозрачного лака.
В заключение приведем общую оценку электрохимических тех-
нологических процессов применительно к осаждению металличес-
ких пленок:
Преимущества
Недостатки
1) Осаждение любых металлов
.2) Осаждение сплавов
3) Получение пленки почти любой
толщины
4) Высокая скорость осаждения (до
5 мкм/мин)
5) Высокая адгезия к подложке
6) Относительная несложность авто-
матизации
1) Осаждение только на электропро-
водные поверхности
2) Неравномерность толщины пленки
3) Опасность латентной коррозии в
случае пористых изделий из-за
трудности полного удаления агрес-
сивных растворов
107
§ 4. ТЕХНОЛОГИЯ КОНВЕРСИОННЫХ ПОКРЫТИЙ
Технология конверсионных покрытий (оксидирование, хромати-
рование и фосфатирование металлической поверхности) представ-
ляет собой технологические процессы, основанные на электрохи-
мическом (на аноде) или химическом воздействии на металличес-
кую подложку в тонком приповерхностном слое с целью образова-
ния на металле изоляционного, защитного или декоративною слоя,,
состоящего из нерастворимых соединений металла основания в ви-
де окислов, хроматов, фосфатов и др. Слои обладают особой проч-
ностью сцепления с металлическим основанием, которое служит для
них «материнским» материалом. Это позволяет получать слои вы-
сокой плотности, причем минимальная толщина, при которой по-
лучается сплошной слой, на порядок величины меньше, чем при
других способах обработки.
Оксидирование в производстве РЭА применяется при изготов-
лении конденсаторных структур микроузлов и в качестве специаль-
ного покрытия конструкционных деталей из алюминиевых сплавов..
Высокая плотность покрытия, получаемого при оксидировании,,
имеет особое преимущество в ультратонких слоях конденсаторных
структур. Оксидный слой на тантале является одним из лучших
диэлектриков для этого случая. Большая диэлектрическая прони-
цаемость (е = 26,8) и электрическая прочность (6,5-106 В/см) ТагОэ-
позволяют получать удельную емкость до 1000 пФ/мм2.
Алюминий и его сплавы, как и тантал, применяются в конден-
саторных структурах и широко используются в качестве конструк-
ционного материала.
Наиболее эффективным как в промышленном, так и в эксплу-
атационном отношении является электрохимический способ окси-
дирования в гальванической ванне с использованием кислорода,
выделяющегося на аноде при диссоциации воды. Такой способ наз-
ван анодированием. Он позволяет получать оксидные слои от 0,1
до 100 мкм и более.
Толщина слоя при анодировании прямо пропорциональна коли-
честву электричества, прошедшего через слой. Существует линей-
ная зависимость между толщиной слоя и потенциалом анодирова-
ния при данных условиях (температура и режим). Для алюминия,
например, толщина слоя окисла при комнатной температуре нарас-
тает из расчета 1,1 нм/В.
Оксидные слои при анодировании получают аморфными, плот-
ными, стойкими к химическому воздействию и к истиранию. Пос-
кольку рост идет при больших электрических полях, они выдержи-
вают относительно большие пробивные напряжения во время экс-
плуатации.
Рассмотрим режим электролитического анодирования. Ванна
состоит из разбавленного водного раствора кислоты. Чтобы под-
держивать ток постоянным, необходимо по мере роста толщины ок-
сидного слоя (повышения электрического сопротивления) увели-
чивать напряжение. Получаемая зависимость напряжения от вре-
108
мени имеет три области (рис. 34). В области I напряжение возрас-
тает линейно, здесь наивысшая скорость роста окисла. По дости-
жении определенного значения напряжения, зависящего от элек-
тролита, скорость роста уменьшается. При дальнейшем повышении
напряжения на поверхности анода появляются мелкие искры (нап-
ряжение искрения). Локальный перегрев и кристаллизация окис-
ла в этих местах приводит к образо-
ванию дефектов. На практике опре-
деляют напряжение искрения для
данного сочетания металл — элект-
ролит и ведут формирование слоя
при более низком напряжении.
1—200 мкм
0,01—0.1 мкм
А12О3 Н2О
Рис. 34. Начальная 1 (Da=const) и заклю- Рис. 35. Формирование оксид-
чительная 2 (f/=const) формовка при ано- ного слоя при анодировании
дировании алюминия
Плотность тока не должна быть высокой, чтобы не вызвать локаль-
ных перегревов окисла, способствующих образованию дефектов.
Слишком малая плотность тока увеличивает механические напря-
жения в слое.
Технологический процесс электролитического анодирования со-
держит два этапа: начальный при постоянной плотности тока и
заключительный при постоянном напряжении (см. рис. 34). Оксид-
ный слой растет до предельной толщины практически в первые
20 мин, но требуется еще 40 мин для уплотнения слоя. Конечный
ток формовки определяется токами утечки по дефектам.
Слой имеет развитую пористость (рис. 35). Для закрытия пор
применяют гидратирование — кипячение в дистиллированной во-
де,, приводящее к увеличению количества кристаллизационной воды
в молекулах А12Оз-/пН2О.
Температурный режим анодирования должен выбираться так,
чтобы скорость растворения слоя была значительно меньше скорос-
ти роста. Сернокислая ванна, например, должна охлаждаться, ина-
че саморазогрев от 20 до 50° С приводит к уменьшению предельной
толщины в 10 раз. Для получения слоя толщиной 20—200 мкм
электролит необходимо охлаждать до 0° С, так как для обеспече-
ния достаточной электропроводности в капиллярах применяют
109
20%-ную кислоту. В состав ванны вводят в равном количестве.с
кислотой этиленгликоль СН2ОН—СН2ОН для снижения пористос-
ти и рыхлости слоя.
В результате толстослойного анодирования на поверхности де-
тали образуется слой от серого до черного цвета. Размер детали
увеличивается, так как объем слоя больше объема перешедшего
в окисел металла. Приращение равно примерно половине толщины
полученного слоя.
Толстые слои применяют, в частности, для лицевых панелей
РЭА. Пропитывая их водным раствором черного анилинового кра-
сителя с последующим гидратированием, получают нецарапающие-
ся износостойкие матово-черные поверхности. Толстые слои, пропи-
танные маслом, применяют на направляющих полозьях' шкафов
РЭА для вставляемых блоков [62].
Твердость слоя, полученного толстослойным анодированием на
чистом алюминии, близка к твердости закаленной стали.
Жаростойкий (до 500° С) рисунок шкалы получают пропиткой
слоя светочувствительными слоями серебра с последующим экспо-
нированием и проявлением.
При толстослойном анодировании основная задача состоит в
том, чтобы продлить процесс анодирования до получения больших
заданных толщин оксидного слоя. Электролит должен растворять
слабые места в слое для обеспечения контакта с алюминием через
микропоры. Химическое растворение основной массы слоя долж-
но быть незначительным. В результате внешний пористый слой
постепенно утолщается, причем наружная поверхность слоя гид-
ратирована, а внутри состав слоя близок к безводной А120з.
Электролитом при анодировании может служить раствор одной
из кислот: серной, хромовой, щавелевой.
Серная кислота имеет ряд преимуществ перед другими при ано-
дировании конструкционных деталей: высокие защитные свойства
слоя, возможность применения для всех алюминиевых сплавов,
меньшая длительность процесса, меньшие расходы на химикаты и
электроэнергию, более высокая рассеивающая способность ванн,
менее вредные условия работы и простота обслуживания процесса.
К недостаткам сернокислотного способа относят: невозможность
применения его для изделий, имеющих щели и зазоры, из которых
трудно удалить кислоту при промывании (например, шасси, углы
которых сопрягаются внахлест).
В хромовой кислоте Н2СгО4 получается слой толщиной около
8 мкм, стойкий к истиранию, эластичный.
Слой, полученный в щавелевой кислоте (Н2С2О4-Н2О) имеет
декоративные золотисто-желтые и бронзовые оттенки, хорошие изо-
ляционные свойства и хорошую адсорбцию, т. е. способность впи-
тывать в поры и удерживать на своей поверхности масляные и дру-
гие пленки, наносимые для повышения электрической прочности
или коррозионной стойкости.
Для создания на полированных деталях из алюминиевых спла-
вов (В-95, А-30) электроизоляционных износостойких пленок при-
110
40
2
2
10
меняют, например, анодирование в щавелевокислом электролите
следующего состава (г/л) [63]:
Щавелевокислый калий-титан KTi(C20i)2..............
Щавелевая кислота СгНгО^НмО .......................
Лимонная кислота С6Н8О7 ...........................
Борная кислота Н3ВО3...............................
Процесс ведут при pH 2 с корректировкой щавелевой кислотой,
Рнач = 70 В, Укон=130 В, D = 3 А/дм2, время выдержки 1 ч, темпе-
ратура 45° С. В течение первых 30 мип силу тока поддерживают
постоянной, затем по мере дальнейшего роста пленки она падает до
0,5 А/дм2. Катоды из нержавеющей стали 1Х18Н9Т, площадь их
в 4 раза больше площади анода. Уплотнение производят кипячением
в дистиллированной воде 1 ч. Пробивное напряжение пленки сос-
тавляет 0,8 кВ.
Анодирование меди и медных сплавов проводят в щелочном
растворе. Слой имеет толщину 5 мкм, хорошую плотность, синева-
то-черный цвет и высокие защитные свойства, тогда как слой, по-
лученный химическим методом, рыхлый и тонкий (1 мкм). Пропи-
танная защитным лаком анодированная поверхность медных де-
талей тропикоустойчива и пригодна к эксплуатации в морских ус-
ловиях на открытой палубе.
Хроматирование. Наряду с электрохимическим оксидированием
для алюминиевых, медных сплавов и цинкового покрытия, для лис-
товой стали и жести широко применяют химическое оксидирование
с добавкой соединений хрома (хроматирование) или фосфора
(фосфатирование). Эти слои применяют самостоятельно или, чаще,
как подслой под лакокрасочные покрытия для повышения корро-
зионной стойкости и адгезии.
Тонкослойное хроматирование называют пассивированием. Пас-
сивирование цветных металлов и сплавов проводят в подкисленном
растворе хромпика. Для медных сплавов применяют раствор
К2СГ2О7, подкисленный H2SO4. Процесс длится 20 с. Слой получа-
ется прозрачный в видимом свете (толщина 0,01 мкм). Пассиви-
рование цинкового покрытия («радужное цинкование») произво-
дят в растворе Na2Cr2O7, подкисленном H2SO4. Получаемый
аморфный слой имеет цвет от радужно-золотистого до желтого
(толщина до 0,5 мкм).
Более толстые хроматные пленки на алюминии применяют в ка-
честве защитно-декоративных и более дешевых, чем при анодиро-
вании. Хроматные пленки на алюминии (как и анодные) позволя-
ют производить штамповку деталей из покрытой ленты без раз-
рушения покрытия. Это значительно снижает трудоемкость.
Различают желтое и зеленое хроматирование алюминиевой
ленты, применяемой при штамповке деталей. Для получения на
алюминии желтых хроматных пленок используют кислые раст-
воры на основе хромовой кислоты, фтор (свободный или комплекс-
ный) и активаторы (феррицианиды, молибденаты, соединения
111
циркония, олова). В ваннах для желтого хроматирования практи-
чески не происходит шламообразования.
При воздействии кислых растворов на алюминий происходит
травление с выделением атомарного водорода, восстанавливающе-
го часть хрома: Сг6+—kCr3+
Внедрение окислов хрома в окисную пленку алюминия приво-
дит к образованию сложных хроматов преимущественно на основе
Сг3+: например Сг(ОН)2НСгО4А1(ОН)3-2Н2О.
Зеленое хроматирование получают при подкислении раство-
ра ортофосфорной кислотой. Зеленый хроматный слой содержит
СгРО4, А1РО4 и небольшое количество фторидов алюминия и
хрома. Зеленый цвет обусловлен присутствием зеленоватого
NaAlPO4(OHF) и оливково-зеленого СгРО4.
Процесс начинается с травления алюминия и образования ато-
марного водорода, восстанавливающего имеющуюся 'в растворе
хромовую кислоту с образованием на поверхности алюминиевой
подложки трудно растворимых фосфатов хрома (III) и алюминия.
Зеленые хроматные слои обладают высокой коррозионной стой-
костью, и деформируемостью при большой прочности связи с под-
ложкой.
Недостатком технологии зеленого хроматирования алюминия
является постепенное образование в ванне мешающих ионов А13+
и Сг3+. Эти ионы изменяют химическое равновесие в растворе из-
за связывания солеобразующих ионов РО43- и F-, которое может
быть настолько нарушено, что приведет к ухудшению адгезии,
цвета и коррозионной стойкости. Устраняют этот недостаток перио-
дически сбрасывая часть раствора или улавливая нежелательные
ионы в катионообменнике.
Коррозионную стойкость зеленого хроматного слоя можно повы-
сить, применяя заключительное пассивирование при 50° С в раст-
воре, содержащем Сг6+ и Сг3+.
На оцинкованной стальной штампуемой ленте наивысшую кор-
розионную и механическую стойкость обеспечивает хроматный
слой. Для хроматирования используют кислые растворы с pH 2—
3, содержащие хроматы, активаторы и структуроулучшающие до-
бавки. Главным технологическим преимуществом процесса явля-
ется простота и экономичность. При хромировании оцинкованной
стали протекают реакции:
Zn + 2H+->Zn2+ + 2Н
ЗН + Н2СгО4->СгО (ОН) + 2Н2О
Zn2+ + H2CrO4->ZnCrO4 -J- Н2
Подслой состоит из СгО(ОН) и ZnCrO4-nH2O.
Фосфатирование. На стальных поверхностях применяют фос-
фатный подслой под лакокрасочное покрытие, значительно повы-
шающий адгезию.
Фосфатный слой формируется из Fe3(PO4)2-nH2O. Аморфные
фосфатные слои хорошо выдерживают вырубку и штамповку лис-
112
та, не разрушаясь в зоне реза или гибки. Коррозионная стойкость
подслоя достаточно высокая (при наличии лакокрасочного пок-
рытия) и оценивается в 1000 ч, необходимых для распространения
зоны коррозии на 2 мм от линии надреза слоя.
Цинкофосфатные слои на стали обладают меньшей стойкостью
при деформировании листа, поэтому их преимущественно приме-
няют для создания подслоя на уже отштампованных деталях. В
процессе образования цинкофосфатного покрытия на поверхности
стали протекают реакции:
3Zn (H2PO4)2^Zn3 (РС>4)2 + 4Н3РО4
Чтобы реакцию сделать необратимой, необходимо связать кис-
лоту, что выполняет железо основания:
Fe + 2H3PO4->Fe (Н2РО4)2 | 4- Н2
Протекает и прямая реакция железа с фосфатами цинка:
Fe 4- Zn (H2PO4)2-*FeHPO4 4- Z11HPO4 4- Н2
По мере кристаллизации фосфатов и роста пленки железо все
более изолируется от раствора и процесс сам по себе затухает, ког-
да пленка завершает формирование.
Суммарная реакция при получении цинкофосфатных слоев на
стали:
3Zn (Н2РО4)2 4- ХН3РО4 4- (4 4- х) Fe->Zn3 (РО4)2 4- (4 4- *) FePO4 4- 3/2(4 4- х)Н2
В состав подслоя входят Zn3(PO4)2-fiH2O и ZnFe(PO4)2-fiH2O.
Побочное образование водорода, сопутствующее реакции фосфати-
рования, мешает процессу. Водород окисляют, вводя в раствор ио-
ны NO3_ в виде нитрата цинка Zn(NO3)2.
Продолжительность процесса 5—10 мин, допускается работа
в широких пределах кислотности и температур (80—95° С). Коли-
чество выделяющегося водорода в присутствии нитрата цинка нез-
начительно, что позволяет проводить фосфатирование тонкостен-
ных изделий. Недостатком технологии получения цинкофосфатного
подслоя является образование в растворе обильного шлама [64].
§ 5. ХИМИЧЕСКОЕ И ЭЛЕКТРОХИМИЧЕСКОЕ ТРАВЛЕНИЕ
МЕТАЛЛОВ
Травление представляет собой процесс удаления части материа-
ла путем химического или электрохимического растворения. Раз-
личают изотропное и локальное травление, которое в свою очередь
может быть селективным и неселективным.
Изотропное травление удаляет тонкий (обычно 1 —10 мкм) при-
поверхностный слой вместе с окислами. При химическом изотроп-
ном травлении микрорельеф поверхности усиливается (повышается
шероховатость) из-за разной скорости растворения кристаллов ме-
113
талла. При электрохимическом изотропном травлении в режиме
анодной полировки достигают выравнивания микрорельефа (сни-
жается шероховатость). Изотропное травление применяют как спо-
соб подготовки поверхности под последующее осаждение. В том
случае, когда изотропное травление применяют для удаления тон-
кого слоя окислов непосредственно перед осаждением с целью об-
нажения структуры металла, его называют декапированием. Нап-
ример, декапирование меди производят в 10 %-ной НС1 с последую-
щей тщательной промывкой в холодной воде. Промывка в горячей
воде приводит к повторному окислению поверхности и требует
повторного декапирования.
Локальное травление применяют для удаления металла в от-
дельных участках поверхности, предусмотренных пробельными
местами защитной маски, предварительно наносимой на поверх-
ность. Маска должна быть стойкой к травильным растворам и к
процессу газовыделения при травлении (см. гл. IV).
Селективное травление применяют для растворения определен-
ного металла в многослойной пленочной структуре. Мерой селек-
тивности служит отношение скоростей растворения разных метал-
лов при одновременном воздействии одного травителя. В тех слу-
чаях, когда потенциалы начала растворения металлов близки, в
травильный раствор вводят поверхностно-активные вещества
(ПАВ). При этом используется различная адсорбция их к различ-
ным металлам, что приводит к избирательному торможению про-
цесса.
Химическое травление протекает как окислительно-восстанови-
тельный процесс, построенный по схеме окисление — удаление
окислов. Окислителем является травильный раствор, переводящий
металл в ионное состояние. На скорость процесса сильное влияние
оказывают концентрация травильного раствора, температура, при-
сутствие комплексообразователей, поверхностно-активных веществ..
Средней скоростью травления считается 10 мкм/мин.
Химические способы травления имеют два недостатка: исполь-
зование в качестве окислителей агрессивных и токсичных растворов
и ограниченная возможность управления процессом. Первый не-
достаток приводит к загрязнению окружающей среды, к необхо-
димости применять специальные титановые сплавы для облицовки
ванн и трубопроводов, к усложнению последующей очистки, к опас-
ности для персонала, второй — к трудности отмывки и обеспечения
селективности травления. Побочным мешающим процессом при
химическом травлении является шламообразование. Например, при
травлении никеля в H2SO4 и НС1 образуется труднорастворимый
шлам. Удаление его из зоны травления происходит при введении
в раствор ПАВ, например, 50%-ною раствора ОП-Ю в уайт-спири-
те (керосин высшей очистки) [65].
Электрохимическое травление основано на анодном растворе-
нии при электролизе. Оно позволяет проводить процесс в малоаг-
рессивных растворах (табл. 15), обеспечивает высокую скорость,
процесса и простоту управления скоростью путем изменения плот-
114
Т а б л и ца 15
Растворы для химического и электрохимического травления
Металл Химический травитель Электролит для электрохими- ческого травления
Си HNO3 А Н3РО4 + СН3СООН (NH4)2S2O8 4- NaCl (80° С) FeCl3 + FeCl2 + NH4C1 4- Cl H2O2 4- HC1, H2O2 + NH4OH H2O2 4- H2SO4 NH4HCIO3 + nh4no3 + NH4C1 + 4- NaC102 + NH4OH CrO3 + H2SO4 4- Na2SO4 (не действует на Sn, Pb) СгО3 4- CuSO4 4- 4- С3Н5 (ОН)3 НС1 (5%-ный раствор)
Ni H2SO44- HC1 4-ПАВ HNO3 (конц., 20° С) H3PO4 (горячая) KI 4- I2 (NH4)2S2O8 NH4NCS4-HAB (раст- вор фенола в спирте), НС1 (5%-иый раствор)
V -и Си + Ni H2SiFs 4- HNO3 (разб.)
V H2O2 (35%-ный раствор при 20° С)
Сг НС1 (в контакте с Al, Zn) K3Fe (CN)6 4- КОН Н (С2Н2О3) (1М)
А1 FeCi3 NaOH (не действует на Та, Ti, Au, Pt)
Al A Ti Н3РО4 (70° С)
Та NaF (конц.) 4- HNO3 (разб.)
Мо H2SO4 (конц.) HNO3 (разб.) Н2СгО4
Ti HF (разб., не действует на Та, Au, нихром) Н3РО4 (40%-ная, при кипении) NH4F (0,5Af)
AS Н2О2 4- NH3 4- Н2О (1 : 1 ; 6) H2SO4 (горячая) AgNO3 (0,1 Л!)
Au KI + 12 HNO3 4- ЗНС1 KCN 4- NaOH Н (С2Н2О3) (1AI) 4- 4- NH2CONH2, КС1 4- NH2CONH2
115
ности тока (£>а = 0,1—0,5 А/дм2) при уменьшенной чувствительно-
сти к концентрации электролита.
Основным принципом при выборе электролита для электрохи-
мического травления является способность ионов раствора давать
прочные комплексы с ионами, образующимися при ионизации ато-
мов металла в процессе электролиза. В качестве электролита часто
используют раствор кислоты, который служит нерасходующпмся
транспортирующим агентом для ионов металла, с добавлением
комплексообразователя и смачивателя [66].
При электрохимическом травлении непосредственно у поверх-
ности травящегося анода образуется тонкий (около 20 мкм) слой
электролита повышенной вязкости, содержащий растворенные про-
дукты. Этот слой обладает значительным электрическим сопротив-
лением, в результате чего электролит нагревается. С нагревом на
каждые 10° С скорость травления возрастает на 10 мкм/мин. Рас-
творенный металл осаждается на катоде в виде шлама и локализу-
ется там на шламоуловителях.
Для обеспечения равномерности травления по площади анода
необходимо хорошее смачивание поверхности. В качестве смачива-
телей применяют спирты, например вводят до 20% н-бутилового
спирта С4Н9ОН [67].
Электрохимическое травление тонких пленок на изоляционных
подложках проводят, постепенно погружая их в электролит. В про-
тивном случае процесс травления локализуется непосредственно у
контакта зажима электрода из-за повышенного электрического
сопротивления тонкой пленки. Чтобы исключить влияние границы
электролит — воздух, на поверхность электролита наливают слой
несмешивающейся с ним диэлектрической жидкости, защищающей
от действия кислорода воздуха.
Локальное химическое травление меди в производстве печатных
плат. При изготовлении печатных плат субтрактивным методом ло-
кальное химическое травление меди производят через маску. При-
меняют маску двух видов — органическую из фоторезиста и метал-
лическую из сплава ОС-61. Во втором случае процесс травления
должен быть селективным.
Обеспечение точности и разрешающей способности рисунка, по-
лучаемого в результате травления, усложнено эффектом подтрав-
ливания под край маски, которое обычно не меньше толщины фоль-
ги А/г (рис. 36).
Значительно уменьшить подтравливание (в два и более раз)
можно, используя ингибиторное (защитное) действие ПАВ в слу-
чае струйной или пенной подачи раствора на обрабатываемую по-
верхность. Механизм селективного ингибирования торцов фольги
у края маски объясняется следующим. Благодаря сопутствующему
механическому действию тонких струй или бурлящей пены раство-
ра травление в пробельных местах совмещено с интенсивным уда-
лением шлама с открытой поверхности. В условиях гидродинами-
ческого воздействия молекулы ПАВ не удерживаются на участках
фольги, перпендикулярных потоку. Иная картина наблюдается
116
вдоль кромки пробельного участка. Здесь образуется «карман» са
значительно меньшей подвижностью жидкости. Это создает бла-
гоприятные условия для адсорбции ингибитора и позволяет сокра-
тить глубину подтравливания до Д=С0,5 h.
При струйном травлении применяют форсунки неподвижные
или качающиеся. При неподвижных форсунках есть вероятность,,
что струя не попадет в пробельный участок, особенно в случае мел-
кого рисунка, что приводит к появлению
При качающихся форсунках вероят-
ность этого вида брака уменьшается,
но появляется зависимость селективно-
го ингибирования в длинных и узких
щелях от их ориентации относительно
плоскости качания форсунок.
Оборудование для струйного трав-
ления представляет собой конвейер,
несущий платы горизонтально, лицевой
стороной вниз при расположении фор-
сунок снизу (рис. 37). Применение кон-
вейерной подачи плат в зону травле-
ния оправдано при крупносерийном
производстве, но менее удобно при об-
работке мелких серий плат разного
формата и рисунка. Продолжитель-
ность воздействия травильного раство-
ра определяется скоростью движения
недотравленных участков.
1 2 3 4 5
Рис. 36. Образование зоны под-
травления и селективное инги-
бирование при травлении фоль-
ги на фольгированном листовом
материале:
1 — подложка печатной платы; 2 —
фольга; 3— зона подтравливания
при отсутствии селективного инги-
бирования; 4— то же, но при се-
лективном ингибировании; 5 —
скопление ПАВ в начальном «кар-
мане» подтравливания; 6—направ-
ление поступления раствора (струя>
или пена); 7 — слой защитного ри-
сунка
ленты конвейера.
Пенное травление (рис. 38) отличается интенсивным протека-
нием процесса благодаря обильному поступлению кислорода воз-
духа в зону травления и ненаправленным проникновением пены
Рис. 37. Схема агрегата струй-
ного травления с добавляемой
секцией (изображена пунктир-
ной линией) при удвоении ско-
рости конвейера
Рис. 38. Схема агрегата пенного трав-
ления:
1 — барботер; 2 — пеноотсекатели, ограничи-
вающие зону вспенивания; 3— травильный
раствор с введенным пенообразователем
(ПАВ); 4 — пеноглушительная сетка; 5—под-
ложка; 6—щетки пеноотсекателей; 7— пена;
8 — бак с травильным раствором
в пробельные участки. Пену образуют с помощью сжатого воздуха,
подаваемого в раствор через барботер, причем в состав раствора
вводят пенообразующее ПАВ. Барботер представляет собой титано-
117
ъую перфорированную трубу с заглушкой. Диаметр отверстий до
1 мм. В мелкосерийном и многономенклатурном производстве из-
делия подают в зону травления группами. Группу плат закрепля-
ют в держателе, вертикально погружают в травильный бак и вклю-
чают барботер на заранее установленный срок (например, 10 мин).
Уровень вспененного раствора регулируют количеством поступа-
ющего в барботер сжатого воздуха.
В оборудовании для травления (струйного или пенного) должно
быть предусмотрено регулирование температуры раствора, скорос-
ти движения конвейера или времени пребывания в пене, фильтра-
ция и регенерация раствора. Обычно режим травления меди пре-
дусматривает температуру раствора 40±ГС, скорость движения
конвейера 3—4 мм/с, давление 5 атм.
Возможность экономически эффективной регенерации раствора
и возвращения меди является одним из решающих критериев при
выборе травителя. Наибольшее применение нашли два травителя —
хлорид железа (III) и хлорид меди (с применением соляной кисло-
ты и перекиси водорода).
Травление в хлориде железа (III) (раствор плот-
ностью 1,36 г/см3) —старый традиционный метод. Хлорид железа
хорошо травит как зерно в микроструктуре медной фольги, так и
границы между зернами, в отличие от иногда применяемого пер-
сульфата аммония, который преимущественно растворяет межзе-
тренные границы. При травлении протекает реакция:
Си + 2FeCI3^CuCi2 Ч- 2FeCl2
Реакция Cu + CuCl2 в присутствии FeCl3 практически не идет. В
травильном растворе образуются ионы меди (II), а ионы Fe3+ вос-
-стаиавливаются до ионов Fe2+, химически неактивных:
Cu-2e-->-Cu2+
2Fe3+ + 2e-->2Fe2+
В растворе постепенно уменьшается концентрация FeCl3 и по-
вышается концентрация FeCl2. Это ухудшает его травильные свой-
ства (раствор «вырабатывается»). Соответственно необходимо
уменьшать скорость движения конвейера [68]:
Состав раствора, г/л Скорость движения конвейера, мм/с
Свежеприготовленный раствор: РеС1з-6Н2О 830 FeCl2-4H2O 70 4
Си (общая) 1 Истощенный раствор (перед заменой): FeCl3-6H2O 350 FeCI2-4H2O 220 Си (общая) 50 3
Для травления в хлориде железа характерны большие невоз-
вратные отходы меди. Регенерация меди затруднена. Например,
.118
медь из отработанного раствора осаждают на стальных стружках с
последующим самостоятельным процессом извлечения. Газообраз-
ный хлор, применяющийся как окислитель для перевода Fe2+ в-
Fe3+, опасен в применении и в промышленных условиях не реко-
мендуется. Выведение продуктов травления из раствора без ре-
генерации затруднено из-за коллоидной дисперсности шлама, пред-
ставляющего собой фильтрующийся илистый осадок.
Травление в хлориде меди (II) имеет важное пре-
имущество: в процессе травления происходит авторегенерация раст-
вора по травителю. Отсутствие в растворе ионов железа существен-
но упрощает процесс выделения меди из отработанного раствора.
При травлении хлоридом меди протекает реакция:
Си + СиС12->2СиС1
В результате Си0 под действием Си2+ переходит в Си+, после че-
го Си+ окисляют до Си24- перекисью водорода с участием соляной
кислоты:
Си + Н2О2—>-СиО 4- Н2О
G>
СиО + 2НС1->СиС12 + Н2О
(2>
Приведенная запись реакции (2) справедлива только при стро-
го ограниченном количестве НС1. Это является главной особен-
ностью данного метода и требует точного контроля.
Далее хлорид меди (II) вступает в реакцию с медью:
Си + СиС12->2СиС1 (3>
В травильном растворе Си+ окисляется до Си2+:
2СиС1 -г Н2О2 + 2HCI-^2CuC12 + 2Н2О
Для вытравливания 1 кг меди необходимо истратить 3 кг HCI
и 1 кг Н2О2. Процесс идет непрерывно, хлорид меди добавлять не
надо. Необходимо вводить только расчетные количества исходных
компонентов Н2О2 и НС1 по результатам непрерывного измерения
в растворе потенциала окиси меди с помощью потенциостата.
Чтобы с самого начала процесса реакции пошли по приведен-
ной схеме, свежий раствор должен содержать 100 г/л СиС12, т. е.
30 г/л меди. Отработанный раствор содержит 400 г/л СиС12. Из от-
работанного раствора такой высокой концентрации (40%) элек-
тролитическое извлечение меди экономически оправдано, это дает
возможность совместить процессы травления и регенерации в одной
линии.
Важным преимуществом травления в хлориде меди является
более чем вдвое увеличенный предел использования раствора до
его насыщения медью (120 г/л Си по сравнению с 50 г/л Си). Это'
позволяет вести травление длительное время без изменения про-
должительности пребывания плат в растворе, что повышает про-
изводительность труда [69].
Травление медной фольги печатных плат хлоридом железа или
хлоридом меди не обладает селективностью, которая необходима
119»
при использовании металлической маски, например, из сплава
ОС-61. Преимущество такой маски перед маской из фоторезиста в
том, что ее не удаляют после травления, а оставляют как подслой
для последующего горячего лужения проводников печатных плат.
Однако в обоих рассмотренных случаях будут растворяться олово
и свинец.
Необходимой селективностью для травления по меди в пленоч-
ной структуре медь + оловянно-свинцовый сплав обладают серно-
кислые или слабощелочные травители. Сернокислый травитель име-
ет две разновидности — с перекисью водорода и с хромовым ангид-
ридом. При использовании сернокислого травителя с перекисью во-
дорода протекают реакции:
Си 4- Н2О2-*"СиО 4- Н2О
СиО -г H2SO4->CuSO4 + Н2О
Суммарная реакция
Си 4- Н2О2 4” H2SO4->CuSO4 -j- 2Н2О
протекает устойчиво при введении катализатора и буферных со-
лей.
Сернокислый травитель с хромовым ангидридом имеет сос-
тав (г/л):
СгОз............................................. 250
H2SO4............................................ 150
Na2SO4............................................. 30
Травление протекает при 50° С.
Для слабощелочного травителя характерна малая величина
подтравливания. Его состав (г/л)
NaC102 .................................... 20
NH4CI...................................... 30
NH4NO3..................................... 40
NH4HCIO3.................................. 50
NH4OH (25%-ный раствор).................... 100 мл/л
Процесс идет при pH 10. Корректировку раствора производят до-
бавкой NaClO2 и NH4OH — периодически, после стравливания каж-
дых 10 г/л Си.
Травление со скоростью 10 мг/с идет по реакции:
2Cu + NaClO2 + 4NH4C1 + 4NH4OTU 2Cu (NH3)4C12 4- NaCl 4- 6H2O
По мере выработки раствора и обеднения его по NaClO2 в реакцию
вступает образовавшаяся комплексная соль меди:
Си 4- Си (NH3)4CI2 = 2Си (NH3)2CI
Доля этой реакции в процессе травления зависит от выработки
раствора: при 20 г/л Си она составляет 30%, при 40 г/л Си — поч-
ти 90% [70]. Процесс протекает при интенсивном перемешивании.
120
Особенности технологии селективного химического травления
тонких пленочных структур. При травлении тонких пленок (0,1—
1 мкм) начинают проявлять себя процессы газовыделения, сопутст-
вующие травлению. Выделяющиеся пузырьки газов могут разру-
шать маску по краю пробельного участка. Поэтому для травления
тонких пленок применяют мало концентрированные медленно дей-
ствующие растворы с повышенной вязкостью.
Травление тонкой пленки меди проводят по приведенной ра-
нее схеме окисление — растворение окисла. Для этого в растворы
вводят слабый окислитель меди и вещества, растворяющие обра-
зующийся окисел. Например, при травлении в смеси ортофосфор-
ной и уксусной кислот применяют в качестве окислителя слабый,
раствор HNO3. Растворение окислов меди в Н3РО4 приводит к
образованию слабодиссоциирующих продуктов. Это препятствует
выпадению в осадок нерастворимого Си(ОН)2, который засоряет
зону травления по мере выработки раствора и насыщения его ио-
нами Си2+. Кроме того, Н3РО4 повышает вязкость травильного раст-
вора.
Удовлетворительные результаты получены при травлении тон-
ких (до 5 мкм) пленок меди в травильном растворе из смеси трех
кислот — фосфорной, уксусной и азотной (г/л) [71]:
Н3РО4..................................... 70
СНзСООН................................... 15
HNO3......................................... 3
Увеличивать содержание HNO3, что необходимо при травлении
более толстых пленок, не допускается из-за выделения двуокиси
азота, обладающей высокой окислительной способностью и разру-
шающей фоторезист. При использовании разбавленной HNO3 вы-
деляются слабо окисляющие окислы азота низшей валентности.
Для пленочных структур V—Си—Ni на ситалловой подложке
применяют травильный раствор на основе кремнефтористоводород-
ной кислоты. Эта кислота действует по иному механизму, преиму-
щественно растворяя приповерхностный слой ситалла под удаля-
емой пленкой. В раствор вводят 5% HNO3 для окисления и раство-
рения отделяемых участков пленки металлов. Толщина пленки при
таком методе травления не должна превышать 1 мкм, чтобы тра-
витель мог проникнуть сквозь пленку до подложки. При 40° С трав-
ление продолжается 1 мйн [72].
При использовании в качестве окислителя соли меди, например:
СиС12, CuSO4, CuCO3, Cu(NO3)2, (СН3СОО)2 Си, один моль Си2+
окисляет один моль Си0 при участии кислорода с образованием двух
молей Си2+:
СиО + Си2+^2Си+
2Си+£^2Си2+
Удаление окислов меди в этом случае происходит путем образо-
вания стойких комплексов при условии введения в раствор комплек-
сообразователей: NH4NO3, NH4C1, (NH4)2CO3, К4Р2О7. Соотноше-
121
дне окислителя и комплексообразователя составляет 1 : 2. Выде-
ления газообразных продуктов при травлении в таких растворах не
происходит. Малая агрессивность раствора позволяет проводить
медленное, легко контролируемое травление (10 мин) при повы-
шенной температуре (70° С).
Примеры травильных растворов на основе солей меди и комп-
лексообразователей (г/л); \
а) с аммиачным комплексообразователем:
СиСЬ’ЗНгО...................................... 50
NH4NO3.......................................... 100
NH4CI.......................................... 100
Монометаноламин................................. 200
б) с комплексообразователем К4Р2О7:
СиС12-2Н2О........................................ 50
К4Р2О7............................................. 100
Монометаноламин.................................... 150
Скорость травления является функцией pH раствора, регулирует-
ся добавлением NH4OH.
Травление тонкой пленки хрома в разбавленной НС1 в при-
сутствии А1 протекает слишком агрессивно — в течение нескольких
секунд, что затрудняет управление процессом и усиливает эффект
подтравливания. Значительно более «мягкое» травление хрома
без выделения газообразных продуктов протекает в растворе крас-
ной кровяной соли с добавкой КОН (1 мин). При взаимодействии
КОН с красной кровяной солью образуется желтая кровяная соль:
2Кз [Fe (CN)e] -1- 2KOH->2K4[Fe (CN)6] 4- H2O 4- О
которая взаимодействует с металлическим хромом, связывая его в
комплексное плохо растворимое соединение. Примерный состав
травителя: 30 г КзРе(СМ)6 и 100 мл КОН (2%-ный раствор) . Оп-
тимальное значение pH 13,4. Дальнейшее повышение pH приводит к
разрушению фоторезиста.
При травлении алюминия применяют преимущественно
щелочную среду. В зависимости от состава травильного раствора
протекают реакции:
2А1 + 2NaOH 4- 2H20->2NaA102 4- ЗН2
А12О3 + 2NaOH-42NaA102 4- Н2О
2А1 4- Na2COs 4- ЗН2О—>-2NaAIO2 4- ЗН2 4- СО2
2А1 4- 2Na3PO4 4- 6Н2О->2А1РО4 4- 6NaOH 4- ЗН2
А1 4- К4Р2О7 4- Н2О->КА1Р2О7 4- КОН 4- Н2
Из трех факторов процесса, влияющих на количество раство-
ренного алюминия (концентрация, время, температура), наиболь-
шее влияние оказывает температура раствора.
122
§ 6. ТРАВЛЕНИЕ ПОВЕРХНОСТИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
При металлизации пластмассовых изделий, при аддитивном ме-
тоде изготовления печатных плат и при металлизации полостей от-
верстий в многослойных печатных платах существенное значение
для адгезии пленки металла имеет наличие развитого микрорельефа
поверхности подложки. Наименее трудоемким и наиболее эффектив-
ным способом создания шероховатой поверхности является химиче-
ский способ изотропного травления полимерных материалов.
Особое место занимает травление в полостях отверстий в мно-
гослойных печатных платах. При сверлении отверстий в много-
слойных платах полимерная смола наволакивается сверлом на тор-
цы контактных площадок внутренних слоев. Меры, принимаемые
для устранения этого эффекта путем выбора соответствующих
сверл и режимов резания, снижают, но не устраняют полностью яв-
ление наволакивания в случае эпоксидных стеклопластиков. Уда-
ление слоя механической повторной обработкой значительно увели-
чивает трудоемкость. В этом случае необходимо химическим спосо-
бом обнажить медную фольгу путем растворения органического
наслоения, не допуская взаимодействия с медью.
Изотропное травление. При изотропном травлении полимерных
материалов применяют травитель окисляющего действия на основе
концентрированной серной кислоты, которая разрушает полимер.
В состав травителя входят также хром (VI), необходимый для хи-
мического модифицирования поверхности с целью улучшения сма-
чиваемости после травления, и буфер, например, ортофосфорная
кислота (г/л):
H2SO4 (пл. 1,84 г/см3)................................. 700
Н3РО4 (пл. 1,7 г/см3)................................. 400
СгО3...................................................... 10
Н2О..................................................... 300
Серная кислота разрушает связи органических молекул в припо-
верхностном слое с присоединением других ионов или групп, напри-
мер гидроксильных групп, сульфогрупп, легко заменяемых по ионо-
обменной реакции при последующей активации [41]:
-сн^сн-^-сн-сн-^-сн-от^
хо/ 2На0 OSO3H OSO3H
Травление протекает при 100° С, длительность процесса 15 мин.
Перед травлением поверхность обрабатывают в органическом
растворителе с целью некоторого размягчения и облегчения, досту-
па окисляющей серной кислоты к органическим молекулам. При
травлении полимер окисляется, а Сг6+ восстанавливается до Сг3+.
Это приводит к быстрому истощению раствора по мере использова-
ния. Добавление расходуемых компонентов неэффективно, так как
накапливающийся в растворе С г34 не удаляется и мешает травле-
нию. Поэтому применяют электрохимическую регенерацию травиль-
ного раствора для окисления трехвалентного хрома.
12а
Регенерацию проводят одновременно с рабочим процессом трав-»
ления. Джоулево тепло, выделяемое при электрохимическом про-
цессе, используют для необходимого подогрева раствора до 100° С.
Электроды изготовляют из свинца. Катод, площадь которого состав-
ляет 5% площади анода, помещают в диафрагму, отделяющую его
от рабочего раствора. Диафрагма с катодом залита H2SO4 в каче-
стве католита. Плотность тока DK=2 А/дм2.
При регенерации протекают два побочных процесса: окисление
и растворение анода. Окисный слой периодически удаляют химиче-
ским растворением, например, за 8 ч при 20° С в растворе, содержа-
щем 80 г/л NaOH и 100 г/л KNa. При растворении свинцового ано-
да образуются плохо растворимые дихроматы и сульфаты свинца,
которые оседают на дно ванны, но не мешают рабочему процессу.
Их периодически удаляют декантацией.
Травление в отверстиях. Для травления диэлектрика в отверсти-
ях фольгированного стеклопластика с целью удаления после свер-
ления остатков стеклонитей и эпоксидной смолы без разрушения
фольги применяют смесь H2SO4 и HF. Смесь получают медленным
сливанием серной кислоты в плавиковую. Примерно через 10 ч в
смеси образуется фторсульфоновая кислота, ускоряющая процесс.
Эпоксидная смола удаляется в результате сульфирования аромати-
ческой части свободными гидроксильными группами серной и фтор-
сульфоновой кислот. Образуется полярный сульфированный поли-
мер, хорошо растворимый в воде. Как только удален слой эпоксид-
ной смолы и обнажилось стекловолокно, последнее вступает в
реакцию и растворяется. Образующиеся при этом пузырьки крем-
нефтористого водорода способствуют перемешиванию раствора и
интенсифицируют травление:
SiO2 4- 4HF->SiF4 4- 2Н2О
При правильном соотношении серной и плавиковой кислот обес-
печивается одинаковая скорость травления смолы и стекла. Чем вы-
ше концентрация кислот, тем меньше воды присутствует в травите-
ле. Это препятствует диссоциации фторсульфоновой кислоты и со-
здает необходимое равновесие.
Травление сильно зависит от температуры. При комнатной тем-
пературе на поверхности обрабатываемой подложки образуется
шлам. При температуре выше 30° С начинается интенсивное испаре-
ние HF. Поэтому обычно проводят травление при 30° С. Например,
для стеклопластика ФДМТ рекомендуется состав [73]: 1 ч.
HF(40%)+5 ч. H2SO4(98%). Глубина травления около 25 мкм за
100 с. Скорость травления в отверстиях зависит от диаметра. В отвер-
стиях, диаметр которых меньше 1 мм, процесс замедляется в 1,5——
2 раза по сравнению с отверстиями диаметром 1,0 мм и больше [74].
Особенностью метода является сильная зависимость скорости
травления от степени выработки травильного раствора. После об-
работки 1500 отверстий на 1 л раствора его следует корректировать.
Важно исключить возможность разбавления раствора H2SO4 при
124
поглощении паров воды из воздуха и при погружении мокрых под-
ложек, а также испарения HF.
Применение плавиковой кислоты в смеси с серной имеет отри-
цательную сторону. Оно опасно с точки зрения возникающих меха-
нических перенапряжений в зоне травления стеклянной основы и
растрескивания при последующем термоциклировании. Плавиковая
кислота взаимодействует с окислами меди, образуя плохо раство-
римые фториды. Наконец, HF интенсивно испаряется, затрудняя
стабилизацию травильного раствора. Поэтому для травления ди-
электрика в зоне отверстий часто применяют концентрированную
серную кислоту без добавления плавиковой.
Рассмотренные способы травления поверхности полимерных ма-
териалов, основанные на использовании концентрированных агрес-
сивных растворов, требуют тщательной нейтрализации (например,
в 10%-ном растворе Na2CO3) и отмывки (до и после нейтрализа-
ции). Качество отмывки проверяют по сопротивлению утечки (см.
с. 128).
Для растворения поливинилхлоридной изоляции на проводах
возможно применение 50%-ного водного раствора муравьиной кис-
лоты СН2О2.
§ 7. ОЧИСТКА ПОВЕРХНОСТИ
С физико-химической точки зрения абсолютно чистых поверхно-
стей не существует из-за сорбционных явлений. Свежеочищенная
поверхность обладает большим уровнем свободной энергии, что при-
водит к быстрому повторному загрязнению и увлажнению. Особая
опасность повторных загрязнений состоит в том, что их химический
состав неизвестен и переменчив.
При выборе способа очистки необходимо тщательно оценивать,
какие вещества останутся на поверхности или в приповерхностном
слое после очистительных операций и не вредны ли они. При исполь-
зовании моющих смесей типа легко гидролизующихся фосфорнокис-
лых солей (тринатрийфосфат Na3PO4 и триполифосфат Na5P3Oi0),
обладающих сильным моющим действием, различных стиральных
порошков с примесями серы и хлора следует учитывать возможность
образования' новых гидрофобных пленок, представляющих собой
продукты разложения этих моющих смесей. Новая гидрофобная
пленка может служить не меньшим препятствием для осаждения
требуемого слоя, чем пленка исходных загрязнений. Например, мы-
ло, представляющее собой натриевые соли высокомолекулярных
жирных кислот, при взаимодействии с ионами кальция и магния,
часто присутствующими в составе моющей воды, образует на очи-
щаемой поверхности нерастворимый осадок кальциевых и магние-
вых солей жирных кислот.
Исходные загрязнения имеют как неорганическое, так и органи-
ческое происхождение. Неорганические загрязнения, в свою очередь,
могут быть растворимыми и нерастворимыми (твердые частицы)
Растворимые соли, кислоты и щелочи, остающиеся на поверх-
125
ности после предшествующей обработки, удаляют тщательной от-
мывкой в проточной воде. Промывочная вода может служить источ-
ником загрязнений в виде твердых частиц, если не применена филь-
трация. Например, в водопроводной воде содержится до 106 шт/см3,
твердых частиц со средним размером 1 мкм. Для удаления из воды
растворенных в ней солей применяют двойную дистилляцию. Биди-
стиллят является лучшей средой для окончательной (финишной)
очистки. Использование воды, прошедшей очистку ионообменными
смолами (деионизованная вода), может вызвать поступление
вместе с ней микрокомков ионообменной смолы. Если такой комок
микронных размеров не будет смыт потоком воды и удержится на
подложке, то при последующей термообработке подложки произой-
дет полимеризация частицы и спекание с поверхностью. Возникает
2 3 4 5
Рис. 39. Схема секционного агрегата щеточ-
ной комплексной очистки заготовок печат-
вероятность образования
микродефекта.
Общим условием удале-
ния загрязнений, включая
пылевидные, является при-
менение при очистке враща-
ющихся нейлоновых щеток и
струйной подачи моющей во-
ды под давлением.
Оборудование для очист-
ки печатных плат на всех
ных плат:
1 — входной конвейер; 2 — осевое движение ще-
ток; 3 — подача раствора; 4 — направление вра-
щения щеток; 5 — выходной конвейер; 6 — сток;
А — секция предварительной грубой очистки; Б —•
секция обезжиривания; В — секция декапирова-
ния; Г — секция промывки
этапах технологической об
работки построено по агре
гатному принципу. Оно со
стоит из типовых унифици-
рованных секций, отличаю-
щихся видом щеток, их ко-
личеством и давлением, оказываемым на поверхность платы, а так-
же составом раствора, поступающего на щетки и обрабатываемую
поверхность. Секция А (рис. 39) имеет щетки только с одной сто-
роны, которые удаляют заусенцы, оксидную пленку и тонкий слой
меди. С обратной стороны плата прижимается стальным роликом.
Секция Б производит очистку с помощью нейлоновых щеток с обе-
их сторон с участием моющей жидкости. Две одинаковые секции
В с помощью щеток и чистой воды удаляют щеточную и металли-
ческую пыль, промывают платы от моющей жидкости. При исполь-
зовании рассматриваемого оборудования на операции удаления фо-
торезиста на щетки подается соответствующий растворитель, на-
пример керосин с эмульгатором, и давление щеток ослабляется для
того, чтобы не повредить металлический рисунок.
Агрегатирование оборудования позволяет не только удешевить
производство самих машин, упрощает ремонт и модернизацию, но
и удобно при необходимости увеличить продолжительность опера-
ции без снижения производительности оборудования — достаточно
поставить дополнительную секцию для данной операции. Наличие
на предприятии нескольких типовых резервных секций позволяет
126
свести к минимуму простои при ремонтных работах. Требуется ос-
тановка технологического процесса только для замены секции.
Загрязнения органического происхождения представляют собой
тонкую жировую пленку, покрывающую поверхность сплошным
слоем. Благодаря силам молекулярного взаимодействия жировая
пленка прочно удерживается на поверхности. Чем тоньше пленка,
тем труднее ее удалить. Удаление производят двумя путями: эмуль-
гированием и растворением в органических растворителях.
Эмульгирование представляет собой процесс разрушения жировой
пленки путем разрыва, в результате которого образуются нераство-
римые в воде капельки жира: эмульсия масло—вода.
В качестве химического эмульгатора применяют ПАВ. Эмульга-
тор предотвращает и обратное осаждение жировых капелек.
В качестве интенсификатора процесса химического эмульгирова-
ния при рельефной и пористой поверхности обрабатываемых изде-
лий применяют ультразвук. Здесь главную роль играют газовые пу-
зырьки, которые всегда присутствуют в жидкости вследствие теп-
ловых флуктуаций. Возникнув, они не сразу растворяются, потому
что на их оболочке (поверхность раздела) образуется монослой из
адсорбированных органических молекул, препятствующий диффу-
зии газа в окружающую жидкость. Пузырьки преимущественно воз-
никают на жировой пленке, так как между ней и полярными моле-
кулами воды наиболее слабое взаимодействие. Под воздействием
ультразвуковых колебаний часть пузырьков входит в механический
резонанс. В таком режиме интенсивность их воздействия на жиро-
вую пленку велика и пленка легко разрывается. Длительность про-
цесса при интенсивности облучения 1 Вт/см2 составляет 1—2 мин.
С увеличением продолжительности качество очистки ухудшает-
ся, так как на очищаемой поверхности снова адсорбируются загряз-
нения из моющего раствора. Поэтому основная особенность тонкой
очистки состоит в необходимости быстрого и полного выведения де-
сорбированных примесей из рабочей зоны. Способностью эффектив-
но десорбировать и выводить примеси без воздействия ультразвука
обладает эмульсия «вода в фреоне» в присутствии поверхностно-ак-
тивных веществ (ПАВ).
Фреоны (от лат. frigor — холод)—группа фторхлоруглеводоро-
дов жирногс/ ряда, которые благодаря своим термодинамическим
свойствам нашли широкое применение как хладоносители в холо-
дильных установках. Для очистки применяют жидкие фреоны. Фре-
оны нерастворимы в воде, негорючи, не образуют взрывоопасных
смесей с воздухом и относительно химически инертны, хотя при кон-
такте с открытым пламенем разлагаются с выделением ядовитых
газов. Фреоны не взаимодействуют с металлами (кроме латуни и
магниевых сплавов), устойчивы к действию H2SO4 и NaOH, практи-
чески нейтральны. Обычно применяют фреон Ф-113 — трифтортри-
хлорэтан C2C13F3: /пл = — 35° С, /КИП = 47,5°С.
Эмульсия, содержащая фреон ИЗ, воду и ПАВ, способна уда-
лять не только органические загрязнения, но и растворимые в воде
минеральные соли. В такой системе ПАВ располагается на границе
127
Рис. 40. Схема секционного агрегата
фреонного обезжиривания:
/ — секция первичного обезжиривания; 2 —
секция удаления обезжиривающего раство-
ра; 3 — секция начальной финишной очист-
ки; 4 — секция конечной финишной очист-
ки; 5 — ИК сушка; 6 — дистиллятор; В —
вентиль; Н — насос
диспергированных во фреоне капель воды. Очистка происходит как
на границе двух фаз, где сосредоточено практически все поверхно-
стно-активное вещество, так и во фреоне, который является хорошим
органическим растворителем. Процесс очистки длится всего 8
10 мин и протекает в четырех ваннах, содержащих фреоново-водную
эмульсию (рис. 40): десорбирование примесей с поверхности (ван-
на 1, 2 мин), удаление с поверхности моющей смеси вместе с загряз-
нениями (ванны 2 и 3, по 2 мин),
финишная очистка (ванна 4, 2
мин) (75].
Удаление жировой пленки ор-
ганическими растворителями ос*
новано на способности послед»
них растворять жировые загряз-
нения благодаря сродству хими-
ческой структуры их молекул.
Минеральные масла растворяют-
ся в углеводородах, растительные
масла — в спиртах. После про-
мывки и испарения растворителя
на поверхности подложки вновь
образуется пленка загрязнений,
ранее растворенных в испаренном слое. Поэтому для финишного
обезжиривания особое значение имеет удаление с поверхности под-
ложки остатков моющего состава со следами удаляемой жировой
пленки (финишная очистка).
Финишная очистка в парах растворителя основа-
на на конденсации пара растворителя на холодных подложках, по-
мещенных на пути потока пара в замкнутом объеме установки. Кон-
денсат растворяет остатки жировых загрязнений и стекает в испа-
ритель, где вновь испаряется, отделяясь от загрязнений.
Органический растворитель, применяемый для обезжиривания,
должен иметь хорошую растворяющую способность по отношению к
жирам, быть негорючим и малотоксичным. Бензин, ацетон, этилаце-
тат являются воспламеняющимися жидкостями. Хлористый метилен
негорюч, но высокотоксичен. Поэтому в настоящее время метод уда-
ления жировой пленки в органическом растворителе уступает место
обезжириванию эмульгированием во фреоново-водной эмульсии.
Контроль обезжиривания основан на люминесценции следов ор-
ганических пленок при облучении ультрафиолетовым светом.
Контроль качества отмывки от химикатов ос-
нован на возрастании электропроводности чистой деионизованной
воды при введении в нее ионов примесей. Контролируемое изделие
(например, печатную плату) выдерживают в камере влажности
(98%) в течение 1 ч, после чего измеряют сопротивление утечки по
поверхности платы, которое в зависимости от выбранной для этого
контролируемой пары электродов в составе рисунка печатной платы
должно составлять 1 —10 ГОм. Более низкое сопротивление означа-
ет недостаточную отмывку.
ГЛАВА III
ВАКУУМНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
§ 1. ОБЩИЕ ПОЛОЖЕНИЯ
Вакуумными технологическими процессами называют процессы
обработки поверхности подложки в условиях вакуума (давление
ниже 1 Па). К ним относят процессы вакуумтермической технологии
осаждения тонких (0,1 —1,0 мкм) пленок различных веществ и тех-
нологии обработки поверхности в низкотемпературной’ плазме
(осаждение, оксидирование, травление).
Осаждение пленок в условиях вакуума представляет собой фи-
зическое осаждение вещества из газовой фазы. Газовая фаза со-
стоит из атомов и молекул осаждаемого вещества. Необходимо учи-
тывать присутствие атомов и молекул остаточных газов. Условимся
для краткости говорить об атомах осаждаемого вещества и молеку-
лах остаточных газов, хотя в действительности часть молекул газа
диссоциирована, а часть атомов в потоке вещества объединена в
молекулы.
Перенос вещества к подложке осуществляется путем невязкого
потока, атомы перемещаются прямолинейно, по законам геометри-
ческой оптики.
• Можно выделить три фазы процесса:
1) образование атомарного потока вещества (термическое ис-
парение или ионное распыление);
2) пролет атомов к подложке;
3) конденсация на подложке (рис. 41).
Сущность процесса термического испарения заключается в на-
греве вещества в высоком вакууме (давление не выше 10-3 Па) до
температуры, жогда давление его собственных паров на несколько
порядков превышает давление остаточных газов (см. номограмму
па форзаце). При этом атомы испаренного вещества распространя-
ются прямолинейно, так как длина свободного пробега значительно
превышает расстояние «источник— подложка».
Ионное распыление (часто называемое катодным по электроду,
подвергаемому распылению) происходит путем импульсной переда-
чи энергии от ионов инертного газа (аргона) плазмы атомам веще-
ства электрода с последующим радиационным разрушением. На пути
пробега в веществе катода ион теряет энергию при соударении с
атомами вещества. Если переданная атомам энергия превышает
энергию их смещения, атомы покидают свои места в кристалличе-
ской решетке, образуя смещенные атомы. Первично смещенные ато-
мы при достаточном запасе энергии смещают другие атомы и т. д.
5—1010 ion
8
9
10
11
газовых молекул на
Вдоль пути иона образуются каскады смещенных атомов. В резуль-
тате часть атомов достигает поверхности облучаемого электрода и
покидает ее.
Мешающее динамическое присутствие газовых молекул на под-
ложке в вакууме. Когда полученный тем или иным способом ато-
марный поток вещества достигает под-
ложки, для его конденсации необходимо
выполнить ряд условий. Эти условия
должны учитывать мешающее динамиче-
ское присутствие
подложке. Атомы вещества конденсиру-
ются в том случае, если энергия связи с
атомами подложки (для первого атомар-
ного слоя) и с осевшими атомами веще-
ства пленки первых слоев заметно боль-
ше средней («температурной») энергии
атомов подложки и пленки:
ЕЛ1 = з/2£Тп.
В противном случае после некоторого
времени пребывания на подложке они
вновь удалятся из-за случайного отклоне-
ния их энергии. Поэтому температура
подложки 7'п должна быть ограниченной
(100—400° С), чтобы уменьшить вероят-
ность обратного испарения (реиспарения^
атомов осаждаемого вещества. Ограни-
чение температуры подложки вызвано,,
кроме того, необходимостью ослабить па-
разитную диффузию и реакции в тонких
пленках.
Однако для обеспечения десорбции
атомов газов, молекул воды и других при-
месных молекул, адсорбированных по-
верхностью подложки, температура под-
ложки должна быть как можно выше.
Для оценки этого компромисса рас-
смотрим подробнее динамическое присут-
ствие атомов и молекул, на подложке в вакууме. На подложку па-
дает два разных потока: полезный поток атомов испаряемого веще-
ства и паразитный (фоновый) поток молекул остаточных газов.
Поглощение остаточных газов является основной причиной плохой
адгезии пленки к мало нагретой поверхности подложки, неустойчи-
вости с течением времени и при протекании электрического тока
через пленку.
Соотношение числа молекул испаряемого материала и остаточ-
лых г.азов при ^соударении с подложкой зависит от отношения плот-
ностей обоих потоков. Процессы, протекающие на подложке При
совместном пребывании на ней газовых молекул и атомов вещества^.
К насосу
Рис. 41. Схема осаждения
при термическом испарении
в вакууме:
/ — колпак; 2 — навеска испа-
ряемого вещества; 3 — испари-
тель; 4 — поток пара вещества;
5 — заслонка; 6 — область кон-
денсации на подложке; 7 —
реиспаренный атом вещества;
8 — подогреватель подложки;
9 — подложка; 10 — столкнове-
ние прн пролете атомов веще-
ства и остаточных газов; // —
десорбированные атомы газов;
12 — уплотнительная прокладка
130
представляют собой совокупность процессов физической адсорбции
и хемосорбции (рис. 42).
физическая адсорбция молекул Н2О на поверхности подложки
обусловлена силами вандерваальсового молекулярного взаимодейст-
вия между молекулами адсорбента (подложки) и воды. Этот про-
цесс протекает почти мгновенно без сообщения молекулами допол-
нительной энергии. Прочность связи
адсорбированной молекулы с адсорбен-
том мала, молекула не теряет своих ин-
дивидуальных свойств.
Хемосорбция молекул Н2О возможна
в том случае, если изменяется электрон-
ное состояние молекулы, в частности ес-
ли молекулы на поверхности адсорбента
диссоциируют с образованием групп ОН,
которые благодаря своим меньшим по
Рис. 42. Характер зависимо*
сти количества адсорбиро-
ванных молекул газа на. под-
ложке (N) от температуры
подложки:
/ — физическая адсорбция;
II — хемосорбция
сравнению с молекулами размерам и ино-
му электронному состоянию образуют с
адсорбентом более прочные связи. Этот
процесс требует энергии активации и про-
текает значительно медленнее, чем физи-
ческая адсорбция. Хемосорбция протека-
ет тем быстрее, чем выше температура
(см. рис. 43, зона II), тогда как при физической адсорбции карти-
на обратная (зона I).
При нагревании вслед за быстрым удалением большого количе-
ства физически адсорбированных подложкой молекул идет медлен-
ное отделение хемосорбированных атомов. Для ускорения этого
процесса надо повышать температуру подложки. Но было бы ошиб-
кой с самого начала устанавливать высокую температуру, так как
при этом физически адсорбированные молекулы Перейдут в хемо-
сорбированные и их связи с подложкой упрочнятся.
Дальнейшее повышение температуры приводит к уменьшению
числа хемосорбированных атомов, так как многие из них в своем
тепловом движении становятся настолько активными, что их связи
с подложкой вновь ослабляются, они объединяются в молекулы и
испаряются.
Попадающие на подложку или пленку молекулы газов химиче-
ски фиксируются на ней только в том случае, если их энергия свя-
зи е Веществом подложки или пленки £i («газ — пленка») значи-
тельна; например £'i>l эВ (химическое сродство). Обычно для сиг
стемы «газ—подложка» энергия связи Е2<1 эВ (вандерваальсовы
силы связи) и газовая молекула после незначительного пребывания
на подложке вновь ее покидает. Например, кислород хемосорбиру-
ется пленками вольфрама и никеля, но не пленкой окисла А12О3»
с которым он не имеет химического сродства. Существенно, что в,
большинстве случаев хемосорбированный кислород удаляется толь-,
ко в составе химического соединения, т. е. в противоположность фи-
зической адсорбции хемосорбция обратима неполностью.
5*
131
Активные молекулы Н2О при нагреве легко образуют химиче-
ские связи с веществом пленки. Поэтому следует проводить тща-
тельную предварительную дегазацию вакуумной камеры и промыв-
ку объема сухим инертным газом для истощения возможных источ-
ников молекул Н2О. При этом должна обеспечиваться высокая
скорость откачки насосов по НгО.
Скорость физической адсорбции газовых* молекул настолько ве-
лика, что подложка при извлечении из вакуума покрывается слоем
молекул газа практически мгновенно. Благодаря слабой связи ад-
сорбированных 'молекул с поверхностью эти молекулы легко десор-
бируются при повторном достижении вакуума.
Растворение газа в металлической пленке зависит от структуры
кристаллической решетки металла, от размера и валентности ато-
мов газа, наличия в металле интерметаллических включений и не-
совершенств решетки и т. д. В атомарных масштабах приповерх-
ностный слой металлической пленки1 «кипит» от перемещения газо-
вых атомов. В случае тонких пленок структурный беспорядок явля-
ется скорее нормой, чем отклонением от нее.
Динамика процесса связана со скоростью диффузии, которая тем
меньше, чем больше химическое сродство проникающих в пленку
атомов газа с атомами ее вещества. В зависимости от температуры
диффузия протекает по поверхности, что энергетически наиболее
легко, или по межкристаллитным граням, так как именно там скап-
ливаются пустоты и примеси. Диффузия сквозь зерна требует наи-
большей энергии активации и вероятна только для атомов водорода,
имеющих самые малые размеры.
Во время прогрева подложки из ситалла в вакууме при темпе-
ратуре около 200° С за короткий срок (3 мин) выделяется основная
часть адсорбированных газов. При 300° С в приповерхностном слое
реставрируются прежние структурные связи Si—О—Si с выделением
НгО из цепочек Si—ОН—НО—Si, возникших в результате воздей-
ствия на подложку влажной атмосферы при хранении. Этот процесс
длится долго (3 ч).
Осушенные подложки вновь хемосорбируют пары воды из мгно-
венно осевшего физически сорбированного слоя только после про-
должительной выдержки (10 и более часов) на воздухе. Относи-
тельная влажность воздуха определяет толщину гидратированного
слоя.
Завершающую очистку поверхности подложки перед осаждени-
ем пленок производят в вакуумной камере с помощью ионной бом-
бардировки. Процесс протекает в тлеющем разряде, если очища-
емую подложку поместить в зоне ионов больших энергий. Ионная
бомбардировка за несколько минут удаляет молекулярные слои во-
ды, газа, окислов и других соединений. Разрядные электроды изго-
товляют из алюминия. Незначительное сопутствующее осаждение
алюминия полезно. Островки из атомов алюминия служат центрами
кристаллизации при последующем осаждении.
Ионное распыление более чувствительно к остаточным газовым
молекулам в вакуумной камере, чем термическое испарение. Форси-
132
рованием термического испарения можно в выгодную сторону сме-
стить соотношение между атомами вещества и газа, поступающими
на подложку. При ионном распылении плотность потока вещества
на порядок слабее. Ионизация моле-
кул фоновых газов приводит к усиле-
нию газового потока в направлении
подложки. В результате при одинако-
вом давлении остаточных газов кон-
денсация пленок из ионнораспыленно-
го вещества протекает в более небла-
гоприятных условиях с точки зрения
конкуренции с атомами фоновых газов,
чем при термическом испарении. Су-
ществует повышенная вероятность раз-
вития реакций при адсорбции на под-
ложке в тот период, когда высокоэнер-
гетические атомы вещества соприкаса-
ются с атомами активных фоновых га-
Рис. 43. Источники ухудшения
вакуума в камере в момент ис-
парения:
1 — подложка; 2 — датчик вакуум-
метра; 3—колпак; 4—испаритель
зов.
Состав остаточной атмосферы. Ос-
гаточная атмосфера под колпаком ва-
куумной камеры имеет три источника:
1) натекание воздуха в камеру снару-
жи сквозь течи (Гт); 2) дегазация
внутренней поверхности стенок камеры (Гс); 3) работа масляных
насосов (Гм); 4) дегазация испаряемого материала (Ги) (рис. 43).
Натекание воздуха сквозь течи вызывается недостаточным уп-
лотнением кранов, сочленений трубопроводов, и, главным образом,
разъемного соединения колпака камеры с плитой установки. В со-
временных технологических установках натекание может быть до-
статочно малым при условии высокой культуры обслуживания ус-
тановок.
Наиболее частой причиной ухудшения вакуума в процессе рабо-
ты является прогрев ранее не прогретых поверхностей. Источники
газовых молекул сконцентрированы в локальных зонах повышенной
десорбции: например на участках с неудаленным слоем вещества,
осевшим на арматуру внутри камеры при предыдущем осаждении.
При горении разряда в случае ионного распыления происходит де-
сорбция газов с поверхности арматуры в зоне разряда, что вызвано
ионной и электронной бомбардировкой поверхности. Такая десорб-
ция интенсивнее термодесорбции.
Примеси могут находиться на поверхности испаряемого материа-
ла. Поэтому необходимо применять заслонку, закрывающую под-
ложку в начальный период испарения. Свежеиспаренный на за-
слонку материал действует, кроме того, как газопоглотитель (гет-
тер) (рис. 44). Значительно влияет на состав остаточной
атмосферы под колпаком камеры способ откачки и работа насосов.
В технологических вакуумных установках используют следу-
ющие способы откачки:
133
1) механическое компрессирование с масляным уплотнением.;
2) физическая адсорбция;
3) захват и вынос молекул газа путем диффузии в струю пара-
переносчика;
4) хемосорбция (активных газов) и блокирование (инертных га-
зов).
Ни один из названных способов, взятый в отдельности, не мо-
жет обеспечить полной откачки от атмосферного давления до высо-
кого вакуума по двум причинам: условия для откачки при широком
Рис. 44. Изменение давления в каме-
ре во времени при вакуумтермическом
испарении в случае малой быстроты
откачки:
fi — момент включения испарителя; is —
начало интенсивного газопоглощения ис-
паренной пленкой на заслонке; t3 — момент
Открытия заслонки, т. е. начало осажде-
ния пленки на подложку; П, — газопогло-
щение в I фазе испарения; Я2—газопо-
глощение во П фазе испарения
диапазоне давлений существенно
различны, каждый метод облада-
ет своей избирательностью к га-
зам, входящим в состав воздуха.
Для каждого интервала давлений
и газа существуют оптимальные
методы откачки, которые не оп-
тимальны для других.
В зависимости от начального
давления, при котором они начи-
нают работать, насосы разделя-
ют на две группы: форвакуумные
и высоковакуумные. К первой
группе относят насосы, начинаю-
щие откачку при атмосферном
давлении, ко второй — при пред-
варительном вакууме (форвакуу-
ме 1 Па).
1. Механическое комп-
рессирование с масля-
ным уплотнением осущест-
вляют с помощью механических форвакуумных насосов, которые
создают вакуум путем периодического изменения объема рабочей
камеры насоса. Качество работы таких насосов зависит от точности
пригонки трущихся деталей. Масляное уплотнение уменьшает об-
ратное натекание газа: пленка масла в подвижных сочленениях1 не-
проницаема для откачиваемого газа. Форвакуумное масло должно
иметь низкое давление паров, не окисляться на воздухе, обладать
вязкостью для создания прочной уплотнительной пленки.
Двухступенчатый насос такого типа (например, ВН 461М), дает
разрежение около 1 Па.
2. Физическая адсорбция как способ откачки исполь-
зована в форвакуумных адсорбционных насосах. Их работа основа-
на на способности предварительно подвергнутых дегазации Пори-
стых тел поглощать газы и пары путем физической адсорбции (без-
масляная форвакуумная откачка). В отечественном насосе ЦВН-01
в качестве адсорбента использован цеолит 5А. Для охлаждения ад-
сорбента на насос надевают сосуд Дьюара с жидким азотом, для ре-
генерации адсорбента после откачки применяют нагрев насоса. Глав-
ными недостатками адсорбционных насосов являются большой рас-*
134
ход жидкого азота и плохая откачка аргона (которого в составе
воздуха 1 %) и водорода.
3. Захват и вынос молекул газа путем диф-
фузии в струю пар а—п ереносчика применен в пароструй-
ных (диффузионных) высоковакуумных насосах. В современных
насосах такого типа используют пар высоковакуумного масла. От-
работанный пар масла конденсируется у выхода насоса на специаль-
но охлаждаемых стенках, конденсат стекает обратно в испаритель,
освобождая молекулы откачиваемого газа, которые увлекаются
форвакуумным насосом.
В технологических установках, где масло периодически соприка-
сается с атмосферой, используют силиконовые масла (ПФМС-2,
ТУ ГКХ К4-245—62). Эти продукты обладают повышенной стой-
костью к окислению и способны выдержать длительное нагревание
до 150° С при контакте с атмосферой. Диффузионные масляные на-
сосы дешевы в эксплуатации, обеспечивают вакуум до 10~6 Па. Од-
нако возможность миграции молекул масла по вакуумпроводу в от-
качиваемый объем делает необходимым обязательное применение
вымораживающих ловушек масла, охлаждаемых жидким азотом.
4. Хемосорбция (актив-
ных газов) и блокирование
(инертных газов) лежат в ос-
нове работы геттерно-ионных насо-
сов и их многочисленных разновид-
ностей. В них отсутствует масло и
это является их важным преимуще-
ством. Поглощающим веществом
служит свежеосажденный на внут-
реннюю полость слой титана, тита-
но-молибденового сплава или хрома,
полученный при сублимационном,
электронно-лучевом или ионном рас-
пылении. В последнем варианте на-
сосы называются электроразряд-
ными. Процесс откачки геттерно-
ионными насосами включает ионизацию остаточных молекул газа
электронами, эмиттируемыми катодом насоса. Эффективность иони-
зации повышают удлинением пробега электронов. Например, в элек-
троразрядном магнитном насосе в условиях форвакуума между
электродами возникает тлеющий разряд. Электроны движутся по
спирали благодаря продольному магнитному полю, что значитель-
но увеличивает их путь и вероятность встречи с молекулами откат
чиваемого газа. Происходит ионизация молекул газа и ионное рас-
пыление титана катода (рис. 45). Такие насосы иногда называют
титановыми.
В геттерно-ионных и электроразрядных насосах при выключении
наблюдается обратное выделение адсорбированных инертных газов
и углеводородов. Последние образуются из углерода, содержаще-
гося в составе титана как примесь. Углерод взаимодействует с во-
135
Рис. 45. Схема геттерно-ионного
титанового насоса:
К — катод; А — анод; Н — направление
силовых линий магнитного поля
дородом, кислородом и азотом, в результате образуются углеводо-
роды, водяные пары и СО. К недостаткам таких насосов следует от-
нести «аргонную нестабильность», проявляющуюся при 10-2 Па в
хаотическом колебании величины вакуума и тока разряда. Аргон-
ная нестабильность вызывается освобождением при бомбардировке
замурованных в приповерхностном слое катода атомов аргона.
Для получения высокого технологического вакуума два-три на-
соса с различными характеристиками объединяют для совместной
работы в вакуумном агрегате, в состав которого входят вакуумная
камера, коммутирующие вентили, предохранительные ловушки, це-
пи автоматики и средства измерения вакуума, скорости испарения
и т. д.
Обычно колпак вакуумной камеры промышленной установки
имеет значительный объем, например диаметр около 0,5 м и высоту
0,75 м. Для технологических целей с многократным вскрытием ка-
меры за смену важно иметь вакуумный агрегат с высокой быстротой
откачки, например за 10 мин от атмосферного давления до 10-4 Па.
Кинетика процесса конденсации. Для анализа процесса конден-
сации пленок в вакууме выделим в потоке атомов вещества сечение
вблизи подложки. По мере приближения частиц к поверхности они
начинают испытывать воздействие ее силового поля. Вначале прояв-
ляет себя слабая дальнодействующая сила притяжения, а затем на
близком расстоянии близкодействующая сила отталкивания. Боль-
шинство частиц в рассматриваемом сечении преодолевает противо-
действие и касается поверхности подложки при условии, что они
имеют значительную энергию, приобретенную в источнике и не рас-
траченную на столкновения в пути.
Адсорбированные атомы, связанные с подложкой вандервааль-
совыми или кулоновЫми силами, мигрируют по поверхности из од-
ного положения равновесия (минимума потенциальной энергии) в
другое. Энергия перехода между двумя соседними положениями
равновесия есть энергия элементарного акта поверхностной мигра-
ции. Она значительно меньше энергии реиспарения.
Адсорбированные на подложке атомы теряют часть своей кине-
тической энергии на величину энергии связи (или теплоты адсорб-
ции). Оставшаяся энергия обеспечивает атомам миграционную по-
движность. Осаждение на подложке начинается в том случае, когда
плотность молекулярного потока достигнет определенной критиче-
ской величины (при данной температуре).
Мигрируя по поверхности подложки, атомы, сталкиваясь, обра-
зуют кристаллические зародыши, которые растут, присоединяя но-
вые атомы. Рост зародыша происходит как вследствие захвата ато-
мов с поверхности подложки, так и путем присоединения атомов,
попадающих непосредственно из пролетного пространства (рис. 46).
Относительная роль этих двух механизмов определяется степенью
покрытия пленкой поверхности. По мере осаждения пленки и умень-
шения доли открытой поверхности вероятность десорбции падает
и при сплошной пленке она совсем мала (для небольших температур
подложки).
136
Рис. 46. Схема взаимодействия
пара осажденного вещества и
подложки:
1 — атом в составе пара; 2 — ад-
сорбированный атом; 3 — адсорби-
рованный дублет; 4 — зародыш; 5 —
дублет в составе пара; А — процесс'
адсорбции; В — поверхностная диф-
фузия; С — рост зародыша за счет
поверхностной диффузии; D — рост
зародыша за счет атомов, посту-
пающих непосредственно из фазы
пара
Процессы, происходящие в конденсированной среде, кооператив-
ны, т. е. существенно зависят от взаимодействия атомов вещества
в пленке друг с другом и с поверхностными атомами подложки.
Рассмотрим как они влияют на структуру тонких пленок.
Тончайшие пленки представляют собой островки, соединенные
мостиками. По мере роста они срастаются, образуя мостики, име-
ющие вначале гораздо меньшую тол-
щину, чем сами островки. Различают
три разновидности структуры пленок:
1) аморфная;
2) мелкозернистая, состоящая из
кристаллитов размерами менее 10 нм;
3) крупнозернистая (квазимонокри-
сталлическая), с кристаллитами разме-
рами 100 нм и более.
При термическом испарении под-
ложка дополнительно нагревается из-
за радиационного излучения испарите-
ля, а также вследствие выделения
скрытой теплоты фазового перехода,
высвобождающейся в процессе кон-
денсации паров вещества. В процессе
напыления при больших скоростях ис-
парения температура пленки возраста-
ет на десятки и даже на сотни граду-
сов по сравнению с начальной темпера-
турой подложки.
Такое экзотермическое освобождение тепловой энергии при кон-
денсации приводит к почти мгновенной отдаче тепла от тонкой плен-
ки к массивной подложке, что влияет на структуру пленки.
Влияние химического состава и физических свойств подложки.
Прочность связи пленки с подложкой не должна ухудшаться со
временем или под влиянием внешней среды. Это зависит от переход-
ного слоя между пленкой и подложкой. Хорошо сформировавшийся
переходный слой обеспечивает прочную химическую связь. Такой
слой не возникает, например, при непосредственном осаждении зо-
лота на ситалл. Поэтому золотые пленки обладают плохой адгезией,
увеличить которую можно с помощью подслоя хрома, наносимого
без вскрытия вакуумной камеры перед осаждением золота. Тогда
переходный слой образуется между хромом и ситаллом, а между
золотом и хромом возникает металлическая связь.
Химическая инертность подложки из ситалла СТ-50 в первую
очередь определяется отсутствием в его составе натрия. Для рези-
стивных пленок наличие в подложке подвижных ионов натрия при-
водит к тому, что под воздействием температуры и электрического
поля во время эксплуатации сопротивление пленки может возрасти'
на 50%.
Миграция Щелочных ионов может привести, в частности, к кор-
розии металлических резистивных пленок вблизи отрицательных вы-
13Г
водов. Это можно наблюдать как в нихромовых, так и в нитридтан-
таловых резисторах. Так, например, резисторы с номинальной мощ-
ностью 0,5 Вт были подвергнуты трехкратной перегрузке в течение
100 ч. На подложках из щелочесодержащих стекол через 3 ч была
обнаружена коррозия пленки вблизи отрицательного вывода, тогда
как в случае ситалла этого явления не наблюдалось за все время
испытания.
Таблица 16
Теплопроводность и температурный коэффициент линейного расширения
(ТКЛР) материалов подложек
Материал Коэффициент теплопроводности ТКЛРЛ08, град-1
Дж м » с' ’град 1 относительно меди, %
при 25° С при 300° С
Плавленый кварц (100% SiO2) 150 170 0,3 4
Ситалл СТ-50 350 370 0,5 5
Керамика 22ХС (А12Оз) 3 500 1700 5 7
Бериллиевая керами- ка (ВеО) 21000 10 500 20 9
Рис. 47.. Изменение удельного
электрического сопротивления и
температурного коэффициента со-
противления (ТКС) конденсируе-
мой в вакууме металлической плен-
ки в зависимости от толщины:
Ai — первая критическая толщина
(10 нм); Д2 —вторая критическая тол-
щина (100 нм)
Подложка, изготовленная из материала с высокой теплопровод-
ностью, обеспечивает выравнивание температурного градиента по
поверхности (устранение перегре-
вов) и снижение общего уровня на-
грева за счет отвода тепла на окру-
жающую конструкцию и в воздухе
(табл. 16).
Общие технологические условия
получения тонких пленок с заданны-
ми свойствами. Металлическая плен-
ка толщиной около 1 нм независимо
от природы металла имеет высокое
удельное электрическое сопротивле-
ние, экспоненциально уменьшающе-
еся с ее утолщением (рис. 47). Сверх-
тонкая пленка имеет островковую
структуру и принципиально неста-
бильна. Электропроводность пленки
очень мала и- неустойчива, что объ-
ясняется холодной эмиссией элект-
ронов в зазорах между островками.
Толщина пленки рассчитывается по массе или другими косвенными
способами и принимается как некоторое среднее значение ДСр-
Лишь при Дср= 10—20 нм (первая критическая толщина) гранулы
сливаются в сплошной слой. Эта величина зависит от состояния по-
138
верхности, от температуры и материала подложки, от скорости ис-
парения материала, от степени вакуума и т. д. Для того чтобы за-
ведомо получать сплошную пленку, нормальной-толщиной считают
100 нм (вторая критическая толщина). Для производства, когда
значение имеет гарантированная устойчивость результатов техно-
логического режима, применение резистивной пленки не тоньше
названной нормальной толщины является важным условием.
Одна из существенных составляющих электросопротивления тон-
ких пленок вызвана соизмеримостью длины свободного пробега
электронов проводимости с толщиной пленки и с размерамй кри-
сталлитов. Рассеяние электронов на границах пленки и кристалли-
тов проявляет себя как дополнительная составляющая электриче-
ского сопротивления. Общее электросопротивление тонкой пленки
металла или сплава можно представить как
Ртп = Рм + Рп + Рг»
где рм — электросопротивление кристаллитов металла; рп—меж-
кристаллитных прослоек; рг—рассеяние на границах пленки и на
межкристаллитных границах.
С ростом температуры растет амплитуда тепловых колебаний
кристаллической решетки, подвижность электронов уменьшается,
т. е. растет рм. При этом температурный коэффициент сопротивле-
ния ТКСм>0. В полупроводниковых и изоляционных сверхтонких
(менее 3 нм) межкристаллитных прослойках повышение температу-
ры вызывает рост концентрации электронов проводимости, т. е.
уменьшается рп (ТКСп<0). Рассеяние электронов на границах (рг)
от температуры не зависит (ТКСЦ=О). Можно получить автотермо*
компенсацию, если обеспечить соблюдение равенства рм-ТКСм =
=рп-ТКСп. Для этого вклад межкристаллитных прослоек в элект-
росопротивление должен быть значительным, но стабильным, мало
изменяющимся под действием окружающей среды.
Изменение межкристаллитных прослоек в тонких пленках воз-
можно под действием кислорода и влаги воздуха. Интенсивность
этого воздействия очень велика, принимая во внимание малую тол-
щину и пористость пленки. Ослабить его можно уплотнением меж-
кристаллитных прослоек и поверхности пленки в целом в результате
образования плотных и химически стойких окислов. Для этого су-
ществует три способа: использование жаростойкого и химически
стойкого тантала и его окислов, нитридов и карбидов, включение
легирующих добавок в металлы и сплавы, образующих необходимые
плотные окислы на поверхности, введение в состав пленки стекло-
видных защитных составляющих.
Для осуществления первого способа применяется ионное распы-
ление, второго — термическое соиспарение редкоземельных метал-
лов, которые легко соединяются с кислородом с образованием плот-
ных и стойких пленок окислов. Аналогично действует присадка хро-
ма, который при термообработке пленки на воздухе при относитель-
но невысокой температуре (300—400° С) образует плотные окисные
439
соединения. Третий способ используется в керметных резистивных
пленках. Однако изменение электрофизических свойств тонких
пленок под длительным воздействием воздуха и влаги остается их
наиболее слабым местом.
При изготовлении тонкопленочных структур на основе гетеро-
слоев типа металл— диэлектрик — металл (МДМ) основная тех-
нологическая трудность состоит в устранении дефектов в тонкой ди-
электрической пленке, разделяющей нижний и верхний металличе-
ские слои. При толщине диэлектрика 0,1 мкм рабочее напряжение
всего 12 В создает напряженность электрического поля £=1,2Х
ХЮ6 В/см, близкую по порядку величины к электрической прочности
применяемых материалов. Даже незначительные дефекты могут
стать очагом вероятного пробоя. Кроме того задача создания тон-
копленочных конденсаторных структур связана с комплексом тре-
бований, предъявляемым к гетероструктурам вообще:
1) малое значение коэффициента диффузии, дающее возмож-
ность пренебречь диффузией во время эксплуатации при наиболь-
шей рабочей температуре в течение всего периода использования;
2) отсутствие реакций между веществами слоев;
3) отсутствие явления генерирования микродефектов под дейст-
вием электрического поля;
4) согласованность коэффициентов линейного расширения меж-
ду слоями и с подложкой.
Электрическая прочность диэлектрической пленки в значитель-
ной степени зависит от процесса конденсации верхней обкладки.
Золото и серебро вызывают замыкание обкладок из-за интенсивной
диффузии атомов вдоль границ зерен диэлектрической пленки спу-
стя некоторое время после осаждения. Поэтому применяют алюми-
ний, который имеет малую диффузионную подвижность благодаря
окислительным процессам на поверхности.
Пробой пленочных конденсаторных структур находится в зави-
симости от микрорельефа поверхности нижней обкладки. Пробой
на микровыступах вызывается диффузией атомов металла к этим
участкам, где атомы более слабо связаны.
Важно учитывать внутренние механические напряжения в гете-
роструктурах. Напряжения сжатия могут вызвать отслоения или
складки, а напряжение растяжения — растрескивание пленки. Для
тонких пленок на основе стекол напряжения сжатия достигают
2000 кг/см2. Разрушающим является резкое изменение внутренних
напряжений при термоударах. Величина механических напряжений
во многом зависит от выдержки при повышенной температуре
осаждения, за это время успевает произойти перегруппировка ато-
мов, что снимает часть напряжений. Практикуют медленный заклю-
чительный обжиг гетероструктур (300—400°С).
§ 2. ОСАЖДЕНИЕ ПРИ ТЕРМИЧЕСКОМ ИСПАРЕНИИ В ВАКУУМЕ
Термическое испарение является результатом разрыва связей
между поверхностными атомами испаряемого вещества. Для алю-
миния энергия разрыва около 5-1019 Дж, т. е. примерно 3 эВ.
140
Вещества испаряются при любой температуре выше О К в ре-
зультате случайных отклонений мгновенной кинетической энергии
отдельных поверхностных атомов по сравнению с тепловой энер-
гией (средней кинетической). Вероятность того, что эти отклонения
произойдут у всех атомов, принадлежащих поверхности, экспонен-
циально растет с температурой. Условно принято считать темпера-
турой испарения такую, при которой давление собственных паров
вещества над поверхностью ps = l,33 Па (10-2 мм рт. ст.).
Согласно кинетической теории газов интенсивность испарения
определяется давлением паров вещества из уравнения Лэнгмюра
где w — интенсивность испарения с единицы площади поверхности
испарителя, г-см~2-с-1; М — молекулярная масса вещества, г/моль;
Т — температура вещества, К; — давление паров вещества при
температуре Т, Па.
Для большинства веществ при температуре испарения чох
^0,1 мг/см2-с. Уравнение Лэнгмюра справедливо при свободном
испарении, когда давление остаточной атмосферы меньше 10-4 Па
и давление пара вещества не превышает 1—2 Па. При большем дав-
лении пара длина свободного пролета атомов пара уменьшается из-
за скопления над испарителем в виде облачка. Процесс начинает
зависеть от скорости рассасывания облачка, т. е. от диффузии в ок-
ружающий объем из пограничного слоя, что не учитывается урав-
нением.
На каждые 10—15% превышения температуры вещества сверх
его температуры испарения давление паров возрастает примерно
на порядок. Таким образом, форсирование режима перегревом ве-
щества на 30% приводит к стократному возрастанию давления его
паров и такому же увеличению скорости испарения (см.'форзац).
При нанесении тонких пленок путем термического испарения
всегда применяют форсированный режим, чтобы снизить вредное
влияние остаточных газов в рабочем объеме вакуумной установки.
Температура плавления соответствует той температуре, для ко-
торой кинетическая энергия движения атомов становится сравнимой
с энергией связи между атомами. В этом случае атомы не могут
удерживаться вблизи среднего неподвижного центра, но остаются
связанными между собой, образуя жидкость (кроме тех атомов, ко-
торые при этом испаряются).
Нет связи между значением давления паров вещества и его тем-
пературой плавления. Некоторые вещества, например хром, имеют
температуру испарения ниже температуры плавления, т. е. испаря-
ются из твердого состояния (сублимация).
При испарении сплава, состоящего из компонентов с различным
давлением паров (например, нихром), происходит искажение со-
става, если испарение происходит из жидкой фазы. Это вызвано
тем, что диффузия в жидкости протекает быстро, наружные слои
141
сплава по мере испарения легколетучего компонента пополняются
из нижних слоев и сплав в целом обедняется. При сублимации, ког-
да сплав находится в твердом состоянии и диффузия мала, такого
обеднения не происходит.
Выбор испарителя зависит от агрегатного состояния вещества
во время испарения. При сублимационном испарении испаряемый
металл применяют в виде проволоки или ленты, по которой пропу-
скают ток в несколько десятков ампер. При испарении из жидкого
состояния используют подогревные испарители из вольфрама, тан-
тала, молибдена, графита, боридной электропроводной керамики.
Например, давление паров состав-
ляет пренебрежимо малую величину
(10~3 Па) для W при 2500° С, для
Та при 2400° С, для Мо при 2000° С.
Широкое применение находят
электронно-лучевые испарители, ос-
нованные на разогреве анода, со-
держащего испаряемое
потоком электронов
вода
Рис. 49. Лабиринтный испаритель
с двойной гребенкой, препятству-
ющей выбросу капель или твердых
частиц испаряемого вещества при
взрывном испарении:
/ — внутренняя гребенка; 2 — наружная
гребенка, смещенная иа одни зуб
относительно внутренней; 3 — крупинка
испаряемого вещества; 4—направляю-
щая трубка (питатель) из алундовой
керамики
вещество,
(рис. 48).
по А А
Рис. 48. Принцип действия
электронно-лучевого испари-
теля:
1 — термоэмиссионный катод; 2 —
электростатическая фокусировка;
3— магнитная фокусировка; 4 —
электронный луч; 5 — водоохлажда-
емый тигель с испаряемым вещест-
вом; б — проточная вода
Для испарения многокомпонентных веществ, разлагающихся при
испарении на составные элементы, должны быть созданы условия
для синтеза на подложке. Главным условием является кратковре-
менность испарения. Применяют импульсные испарители — лазер-
ные и взрывные.
Импульсные лазерные испарители работают в режиме коротких
импульсов длительностью 1—10 мкс с энергией в импульсе порядки
10 Дж/см2. Большая плотность потока вещества при испарении, пре-
вышающая плотности при непрерывном режиме на несколько по-
рядков величины, позволяет получать выгодные соотношения коли-
честв атомов осаждаемого вещества и газовых молекул в условиях
технического вакуума. Импульсные лазерные испарители перспек-
142
тивны для испарения многокомпонентных веществ. К недостаткам
лазерного нагрева относится усложненное оборудование, вызванное
необходимостью иметь генератор лазерного излучения, луч которого
через кварцевое стекло вакуумной камеры направляют на испаря-
емый материал [76].
Во взрывных испарителях с помощью вибродозатора сбрасыва-
ют очень малые дозы (10—50 мг) порошка испаряемого материала
на перегретый (около 2000° С) лабиринтный испаритель (рис. 49).
Кратковременность (до 0,1 с) взаимодействия с материалом испари-
теля создает благоприятные условия, близкие к тем, какие харак-
терны для лазерного импульсного испарения.
Благодаря малым дозам вещества, испаряющегося за один акт,,
обеспечивается полный повторный синтез исходного соединения из
сконденсировавшихся элементов. Это возможно в результате малых
диффузионных расстояний между компонентами внутри пленки, об-
разовавшейся при испарении одной дозы. Дополнительные условия
для протекания твердофазных реакций повторного синтеза в пленке-
создаются при нагреве подложки после осаждения.
Во всех случаях применения подогревного испарителя происхо-
дит химическое взаимодействие испаряемого вещества с материа-
лом испарителя. Степень этого взаимодействия может быть малой,,
но полностью его исключить невозможно. Особенно велика химиче-
ская активность при испарении кремния даже при умеренных тем-
пературах, а также никеля, железа и кобальта, легко образующих
эвтектические сплавы с тугоплавкими металлами.
Методы термического испарения широко применяют при полу-
чении тонкопленочных резистивных структур микроузлов. Высокая
чувствительность тонких пленок к длительному воздействию атмо-
сферы воздуха, неизбежному в реальных условиях производства
РЭА, заставляет ограничивать круг исходных материалов. В насто-
ящее время используют только материалы, которые при взаимодей-
ствии с атмосферой (в первую очередь с кислородом и влагой) обра-
зуют тонкие поверхностные защитные слои, приостанавливающие
развитие взаимодействия.
В качестве исходного материала для резисторов во всем диапа-
зоне номиналов применяют керметы. Исходные вещества для осаж^
дения керметных пленок выпускают под маркой МЛТ (на основе
ферросилиция) и РС-37-10. Они представляют собой металло-ди-
электрические композиции на основе псевдосплава кремния с хро*-
мом и нихромом, где кремний составляет до 50%. Для высокоомных
пленок в испаряемый состав добавляют стекло (например С41-1).
Осажденная: на подложку, но не подвергнутая отжигу кермет-
ная пленка аморфна. Она состоит из смеси кристаллитов металли-
ческого хрома и его силицидов, а также других металлов, диспер-
гированных в аморфной фазе SiO2. При заключительном отжиге на
воздухе завершается образование силицидов, после чего они крис-
таллизуются. Применяют длительный отжиг (250° С, 24 ч) для за<-
вершения реакций в пленке. После отжига пленка представляет
собой многокомпонентные (двойные или тройные) химические иш
1'43
терметаллические соединения на основе дисилицидов с электрофи-
зическими свойствами примесных полупроводников, с ограниченной
электронной проводимостью. Отрицательный температурный коэф-
фициент сопротивления керметных пленок —200-10 6 град-1)
свидетельствует о том, что в них металлический механизм электро-
проводности не является преобладающим. Электросопротивление
керметной пленки зависит от рецептурного состава и рассеяния при
испарении, однако легко поддается подгонке при варьировании тем-
пературой и временем выдержки при заключительном отжиге.
В результате отжига изменяется не только сопротивление, но и его
температурный коэффициент.
Получение диэлектрических пленок для тонкопленочных кон-
денсаторных структур на основе метода термического испарения
встречает принципиальные трудности, связанные с тремя побочны-
ми явлениями: диссоциация окислов при испарении, взаимодейст-
вие с материалом испарителя и фоновой атмосферой, поляризаци-
онный захват примесей.
Термическая диссоциация в вакууме окислов, входящих в состав
испаряемого диэлектрика, является неизбежным процессом для
большинства кислородных соединений. Для обратного перевода низ-
ших окислов в высшие полученную пленку необходимо подвергать
окислительной термообработке. Это далеко не всегда допустимо,
потому что на подложке уже имеется тонкая металлическая пленка
нижней обкладки. Диссоциация окислов может быть следствием их
интенсивного химического взаимодействия с материалом испарите-
ля (тантал, вольфрам). Например, при возгонке ВаО с платиново-
го испарителя в пленке получают 99% ВаО, а с танталового испа-
рителя— 1% ВаО и 99% металлического Ва.
Большую опасность представляют пары НзО в составе остаточ-
ных газов. Они могут служить газом — переносчиком металла ис-
парителя в состав осаждаемой диэлектрической пленки. Например,
соприкасаясь с раскаленным вольфрамом, пары воды разлагаются
с образованием летучей двуокиси вольфрама WO2 и атомарного во-
дорода. В осаждаемой пленке (или в испарителе) WO2 может вос-
станавливаться водородом до металла с образованием вновь моле-
кул воды. Образуется цикл «окисление — возгонка—диссоциация»,
затухающий по мере откачки паров воды и водорода. Однако не
исключено, что эти молекулы будут вновь поступать при натекании
извне и прогреве вакуумной камеры к концу рабочей смены.
Значительная часть дефектов в диэлектрической пленке вызыва-
ется поляризацией диэлектрического материала. Возникающая
электризация приводит к захвату слабо связанных ионов, микро-
частичек посторонних веществ и т. д.
§ 3. ОСАЖДЕНИЕ В НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЕ
Ионное распыление по сравнению с термическим испарением при
вакуумных технологических процессах обладает рядом преиму-
ществ, существенно важных для промышленного применения в про-
изводстве РЭА:
144
1) большая площадь распыляемой пластины материала — мише-
ни, выполняющей функции источника атомов осаждаемого вещест-
ва, позволяет получать равномерные по толщине пленки на подлож-
ках больших размеров, что обеспечивает эффективную реализацию
группового метода обработки;
2) мишень представляет собой длительно незаменяемый источ-
ник материала- (при толщине пластины 3 мм смена производится
один раз в месяц при двухсменной работе), что облегчает автома-
тизацию, повышает однородность про-
цесса;
3) обеспечивается высокая адгезия
пленки к подложке благодаря большой
энергии конденсирующихся атомов;
4) получение пленок из тугоплав-
ких металлов протекает без перегрева
вакуумной камеры;
5) возможно получение окисных,
нитридных и других пленок, в том чис-
ле легированных, в результате химиче-
ских реакций атомов распыляемого ме-
талла с вводимыми в камеру газами;
6) можно проводить оксидирование
плазменным анодированием;
7) можно получать органические
пленки.
В наиболее простом классическом
случае ионное распыление производят
в тлеющем разряде с помощью диод-
ной системы. Здесь мишень из распы-
Рис. 50. Диодная система ион-
ного распыления:
1 — высоковольтный ввод; 2 — экран
катода; 3 — катод; 4 — подложка;
5 — анод; 6 — патрубок к откачной
системе; 7 — натекатель для арго-
на; а — протяженность темного ка-
тодного пространства
ляемого металла является катодом, на
который подается ток в несколько ки-
ловольт, а держатель подложки — за-
земленным анодом (рис. 50).
Для протекания тока необходима
постоянная эмиссия электронов из ка-
тода в плазму. Если эмиссия обеспечи-
вается посторонним воздействием на
катод (например, термоэмиссия), то
Рис. 51. Структура тлеющего
разряда и распределение паде-
ния напряжения:
а — катодное темное пространство;
б — катодное свечение; в — фара-
деево темное пространство
разряд называют несамостоятельным.
При высоком напряжении между эле-
ктродами сам разряд без вспомогатель-
ных средств обеспечивает автоэлек-
тронную эмиссию катода — самостоя-
тельный разряд.
Кроме автоэлектронной при ионной бомбардировке катода проте-
кает интенсивная вторичная электронная эмиссия. Основными зона-
ми тлеющего разряда (рис. 51) являются катодное темное простран-
ство и отделенное от него отрицательное свечение, которое нередко
переходит в зону фарадеева темного пространства. Эти три зоны
6—1010
145
вместе образуют катодную область разряда, за которой следует ос-
новная светящаяся часть разряда — положительный столб.
В катодном темном пространстве происходит сильное ускорение
электронов и положительных ионов, выбивающих электроны из ка-
тода (автоэлектронная эмиссия). Здесь наблюдается резкое падение
потенциала, связанное с высокой концентрацией положительных
ионов на границе перехода от катодного темного пространства к
катодному свечению. В зоне отрицательного смещения электроны
теряют энергию при ударной ионизации газовых молекул. В ре-
зультате образуются положительные ионы, необходимые для под-
держания разряда. Любое тело, погруженное в газоразрядную плаз-
му, заряжается отрицательно.
В области положительного столба концентрация электронов и
ионов приблизительно одинакова и очень велика, благодаря чему
область обладает высокой электропроводностью, падение потенциа-
ла весьма мало. Положительный столб при сближении электродов
может совсем исчезнуть. Но длина катодного темного пространства
при уменьшении расстояния анод — катод не изменяется.
В качестве ионизируемого газа используют аргон, как наиболее
дешевый из инертных газов. Надо учитывать, что вакуумные насо-
сы при ионном распылении работают в атмосфере аргона, поэтому
обычно не применяют геттерно-ионные и электроразрядные насосы,
плохо откачивающие инертные газы. Однако в принципе возможно
и другое решение: откачку проводить именно электроразрядным
насосом, оставляя в камере атмосферный аргон.
В процессе ионного распыления в диодной системе катод выпол-
няет две функции: является источником электронов, поддерживая
тлеющий разряд, и источником распыляемого металла. Чем выше
энергия бомбардирующих ионов аргона, тем глубже они проникают
в распыляемый металл. При увеличении энергии ионов до не-
скольких десятков электрон-вольт интенсивность распыления стано-
вится настолько высокой, что каждый ион способен удалить не-
сколько атомов металла. Число удаленных атомов металла, прихо-
дящихся на один ион, называют коэффициентом распыления.
Коэффициент распыления S зависит от следующих факторов:
5 = f (Ma, МИ, <р, Е, р, g),
где Ма, —массы атома и иона; ср — угол падения иона (угол
между траекторией иона и поверхностью мишени); Е — средняя
энергия ионов; р — давление газа в вакуумной камере; £—коэффи-
циент, характеризующий состояние поверхности и материал мишени.
Присутствие химически активных фоновых газов (кислород,
азот, водород, пары воды и вакуумных масел) снижает коэффици-
ент распыления вследствие образования на поверхности мишени
пленок химических соединений, особенно окислов.
Увеличить количество ионизирующих электронов можно при
ионном распылении с независимым разрядом — с термоэмиссион-
но возбуждаемой плазмой (триодная система) (рис. 52). Благодаря
146
термокатоду при 0,1 Па возбуждается дуговой разряд с током
в несколько ампер. На мишень от внешнего источника подается от-
рицательный относительно плазмы потенциал такой величины, что-
бы энергия ионов, поступающих из плазмы на мишень, была выше
порога распыления. Около мишени создается область пространст-
венного заряда с двойным слоем, поле которого направлено так,
чтобы ионы плазмы, оказавшиеся на границе этого слоя, начали ус-
корять свое движение по направлению к отрицательной мишени.
Распыление начинается при нескольких сотнях вольт на мишени.
Поверхность бомбардируется быстрыми ионами, вытянутыми из
плазмы и ускоренными до энергии в сотни электрон-вольт.
Термоэмиссионное возбуждение
плазмы в триодной системе позволя-
ет независимо изменять давление га-
за, плотность тока и потенциал ми-
шени.
Преимуществом такого распы-
ления с независимым разрядом яв-
ляется высокая энергия распылен-
ных атомов и большая скорость ро-
ста пленки. К недостаткам метода
относятся;
1) неравномерность потока веще-
ства по сечению из-за градиента
концентрации ионов в плазме дуго-
вого разряда вдоль оси электронно-
го луча, перпендикулярной оси по-
тока вещества;
Рис. 52. Триодная система ионно-
плазменного распыления:
1 — подогреватель подложки; 2 — под-
ложка; 3 — трафарет; 4 — спиральная
траектория электронов в плазменном
шнуре; 5 — катушки, создающие про-
дольное магнитное поле; 6 — эмисси-
онный катод; 7 — траектория бомбар-
дирующих ионов; 8 — траектория ато-
мов испаряемого вещества
2) необходимость частой замены термокатода из-за сравнитель-
но быстрого отравления — химического взаимодействия газа с на-
каленной нитью с образованием низкоэмиссионных слоев;
3) большое энергопотребление — требуется питать термекатод,
дуговой разряд, электромагнит и мишень;
4) установка сложна в наладке и обслуживании — необходимо
стабилизировать много параметров: термоэмиссионный ток катода,
ток дугового^разряда, напряжение на мишени, давление газа в ра-
бочей камере.
Распыление диэлектрических мишеней произво-
дят в диодной системе, но не при постоянном потенциале, а на вы-
сокой (10 МГц) частоте. Если к диэлектрической мишени приложить
постоянный отрицательный потенциал, положительные ионы за ко-
роткий промежуток времени после подачи потенциала создадут на
поверхности положительный заряд. Поле этого заряда скомпенси-
рует первоначальное поле отрицательного электрода и распыление
прекратится. Поэтому для распыления необходимо удалять поло-
жительный заряд о поверхности диэлектрической мишени, что до-
стигается приложением к мишени высокочастотного потенциала.
В положительный полуПериод мишень подвергается бомбардировке
электронами, кетэрые нейтрализуют положительный поверхност-
6*
147
ный заряд. Высокочастотный потенциал подают, например, с по-
мощью вспомогательного электрода, располагаемого рядом с ми-
шенью и связанного с ней емкостной связью. Такой метод называ-
ют высокочастотным ионным распылением.
Особенности кинетики конденсации при ионном распылении.
Конденсация пленок при ионном распылении происходит в сложных
условиях: при относительно высоком давлении инертного газа,
в присутствии химически активной и ионизованной в разряде фоно-
вой атмосферы, при наличии электростатического поля.
Причиной повышенной адгезии является значительный запас
энергии у конденсирующихся атомов вещества. Она на порядок вы-
ше, чем при термическом испарении. Этот избыток энергии обуслов-
ливает большую миграционную подвижность атомов и уменьшает
потенциальную энергию системы «пленка—подложка», что в конеч-
ном счете и определяет величину адгезионной прочности.
Чистота наносимых пленок связана с параметрами разряда, так
как высокоэнергетические атомы осаждаемого веществ вызывают
самоочистку пленки. Распыленные атомы несут около 10% энергии
распыляющих ионов. Даже с учетом столкновений с атомами газа
в пролетном пространстве распыленные атомы могут обладать в
среднем энергией 5 эВ, превышающей не только энергию физиче-
ской адсорбции, но и хемосорбции. Для сравнения вспомним, что
энергия атомов, испаренных при 1000° С, составляет в среднем
0,2 эВ. Такое различие энергий (в 50 раз) распыленных и испарен-
ных атомов является одной из причин более высокой адгезии пле-
нок, полученных ионным распылением.
Наиболее слабая адгезия наблюдается при положительном по-
тенциале на подложке, образующемся в результате интенсивной
электронной бомбардировки. Электронная бомбардировка при на-
личии в фоновой атмосфере углеводородов, проникших из откачной
системы, вызывает их полимеризацию и формирование в составе
пленки стойких посторонних включений.
Присутствие в потоке вещества электрически заряженных ато-
мов влияет на весь процесс роста пленки. Заряженные частицы, по-
падая на подложку, увеличивают площадь поверхности первичных
гранул вследствие дополнительной электростатической энергии по-
верхности, увеличивают поверхностную диффузию между гранула-
ми, ускоряют их объединение. Первичные образования, как и при
термическом испарении, состоят из зародышей, которые перераста-
ют в гранулы. Но с этого момента распыленные гранулы продолжа-
ют расти только в плоскости, в результате чего ионным распылени-
ем можно получить сплошные пленки при гораздо меньших толщи-
нах, чем в случае термического испарения.
Такое поведение гранул не может быть объяснено высокой кине-
тической энергией атомов и сопутствующим эффектом очистки по-
верхности подложки, так как оба эти фактора повышают агломера-
цию (скопление атомов в отдельные группы) благодаря хорошим ус-
ловиям для перемещения атомов по подложке. Здесь решающее
значение имеет заряженность частиц вещества. Увеличение поверх-
148
ности гранул за счет дополнительной электростатической энергии
и облегчение их слияния в электрическом поле являются доминиру-
ющими факторами, определяющими образование сплошной пленки
при малых толщинах.
Автодесорбция газовых примесей. При ионном распылении есть
опасность, что благодаря ионизации атомы примесных фоновых
газов будут интенсивно проникать в пленку вещества и адсорбиро-
ваться в ней, чему способствуют геттерные свойства свежераспы-
ленной пленки. Поэтому важно рассмотреть условия, позволяющие
удалять в процессе конденсации примеси реактивных газов — азота,
кислорода. Влияние аргона на пленку незначительно.
Средством борьбы с фоновыми примесями при ионном распыле-
нии является предварительное распыление (разгонка) катода. При
этом подложка должна быть закрыта заслонкой или выведена из
зоны разряда. В процессе разгонки происходит дегазация арматуры,
активные газы поглощаются на заслонке пленкой тантала, которая
обладает хорошими геттерными свойствами. Обычно применяют ох-
лаждаемый стакан, отделяющий зону разряда от остального объема
вакуумной камеры. Конденсация вещества происходит на его хо-
лодных стенках.
Сопутствующая слабая ионная бомбардировка аргоном вызыва-
ет автодесорбцию газовых примесей и служит средством очистки
растущей пленки. Для этого на пленку подают отрицательное отно-
сительно анода напряжение.
Концентрация примесей (g) в пленке, наносимой в присутствии
реактивных газов, может быть найдена из уравнения:
aW
g --------
aN + Nx
где Л7 — количество атомов активных фоновых газов, ударяющихся
об единицу поверхности пленки в единицу времени, атом/см2>с;
a — коэффициент аккомодации газовых атомов; Ni— количество
атомов вещества, оседающих на единицу поверхности подлбжки в
единицу времени, т. е. скорость осаждения вещества пленки,
атом/см2-с. •
При подаче на поверхность пленки отрицательного потенциала
вокруг нее образуется темное пространство. Положительные йонЫ,
попадая на границу пространства, ускоряют движение в направле-
нии подложки и бомбардируют ее. При взаимодействии иона с по-
верхностью пленки будут происходить те же явления, что и при
распылении катода. Но энергия бомбардирующих ионов мала,
поэтому преимущественно будут выбиваться адсорбированные ато-
мы газов, а вторичное распыление вещества пленки незначительно.
Если через S' обозначить количество атомов примесного газа,
удаляемых с поверхности пленки, приходящихся на один падающий
ион инертного газа, то для концентрации примесей в пленке при
ионной бомбардировке в первом приближении можно написать вы-
ражение [77]:
149
aN — —S'
aN_JLs>
Я
где j — плотность ионного тока на подложку; q — заряд иона.
Адсорбция примесей пленкой происходит в основном вследствие
ударений с ней нейтральных атомов фоновых газов, а не ионов, по-
этому отрицательное смещение на подложке не может прямо вли-
ять на отталкивание примеси.
С точки зрения эффективности очистки пленки конструктивные
модификации систем ионного распыления со смещением приблизи-
тельно равноценны.
Представляет, например, интерес метод двухразрядного ионного распыления,
отличающийся простотой и устойчивостью работы [79]. Транспортер, несущий под-
ложки в подложкодержателях, расположен за плоскостью анода (рис. 53). Для
-200В
Рис. 53. Схема внутрикамерно-
го устройства с двухразрядным
распылением:
1 •— подающая кассета с подложка-
ми в подложкодержателях; 2 —
приемная кассета; 3 — подложка в
зоне осаждения; Pt — сила, вытал-
кивающая обработанную подложку
из зоны осаждения; Р», Р3 — силы,
продвигающие подложки в кассе-
тах к выходу; А — анод; К — катод
попадания потока распыляемого вещества на
подложку в анодной пластине имеется окно.
Расстояния катод — анод и анод — подложка
выбираются так, чтобы обеспечивалась прямая
видимость сквозь окно всей плоскости катода
с любой точки подложки. На транспортер от
отдельного источника подается отрицательное,
относительно анода напряжение, которое с по-
мощью пружин подается на поверхность под-
ложек. Такая конструкция дает возможность
зажигать между анодом и транспортером вто-
рой дополнительный разряд, противоположный
по направлению основному разряду между ка-
тодом и анодом, причем во втором разряде
ионы будут бомбардировать подложку.
Электроды и подложка расположены верти-
кально для того, чтобы исключить опасность
засорения рабочих поверхностей осыпающими-
ся с внутрикамерной арматуры чешуйками
тантала. Эти чешуйки отделяются по мере на-
растания.
Скорость осаждения достигает 50 нм/мин,
что всего в 2—3 раза медленнее, чем при тер-
мическом испарении. Зазор между катодом и
анодом составляет 3 см, между анодом и под-
ложкой — 0,5 см. Благодаря столь малому пролетному пространству снижается
вероятность рассеяния атомов вещества из-за столкновений с атомами газа. Анод
с окном входит в состав защитного кожуха, сосредоточивая область, в которой
распространяются атомы тантала, внутри кожуха и в зоне подложки.
Двухразрядный метод позволяет наносить пленки в двух режи-
мах ионной бомбардировки:
1) режим ионной бомбардировки со смещением, когда расстоя-
ние анод — транспортер при данном давлении газа и напряжении
катод — анод недостаточно для горения второго разряда;
2) режим ионной бомбардировки в дополнительном разряде, ко-
гда расстояние анод — транспортер обеспечивает горение второго
разряда.
150
Использование ионной бомбардировки подложки в дополнитель-
ном разряде позволяет получать чистые пленки тантала на техно-
логических вакуумных установках, обеспечивающих при предвари-
тельной откачке давление фоновых газов 10~4 Па.
Облучение подложки вторым низкоэнергетическим десорбиру-
ющим разрядом влияет на механизм конденсации. Участие в кон-
денсации электростатических сил взаимодействия между гранулами
и подложкой приводит к усиленному росту крупных кристаллитов.
Укрупнение зерна вредно при изготовлении нижней оксидируемой
обкладки конденсаторов, так как возрастает вероятность образова-
ния дефектных участков окисла. В этом случае двухразрядное рас-
пыление требует мер по измельчению зерна введением, например,
корректирующего газового легиро-
вания (см. ниже).
Легирование танталовых тонких
пленок. Тантал является самым рас-
пространенным материалом для
тонкопленочных микроузлов, полу-
чаемых с помощью вакуумного оса-
ждения при ионном распылении. Ис-
пользуют различные химические со-
единения тантала, в том числе окис-
лы, обладающие хорошими диэлект-
рическими свойствами. Поэтому
тантал может быть применен и для
резисторов, и для конденсаторов.
Для тантала характерен поли-
морфизм кристаллической структу-
ры тонкой пленки, вызванный слож-
Аи
РЗМ
N,
Рис. 54. Три способа устранения
дефектов в танталовой пленке:
а — заполнение золотом межкристал-
литных прослоек; б — легирование ред-
коземельными металлами, связываю-
щими Н2, О2 и измельчающими зерно;
в — легирование N2, измельчающим
зерно
ными условиями конденсации при
ионном распылении. Наиболее распространена модификация р-Та
с тетрагональной структурой, встречающаяся только в пленках.
Это метастабильная, фазово-неравновесная структура;
Получение p-модификации тантала в пленках зависит от многих
трудно контролируемых факторов: от уровня фоновых газов, Тем-
пературы подложки, электростатических условий кристаллизации.
Чувствительность метастабильной модификации 0-Та ко многим
параметрам производственного процесса снижает процент выхода
годных изделий. В этой связи представляет интерес применение
структурно стабильных пленок а-Та со стабилизацией их электро-
сопротивления путем легирования (рис. 54). При легировании золо-
том долговременная стабильность повышается (достигает 0,5% в те-
чение 2000 ч) благодаря тому, что пути проникновения кислорода
вдоль границ зерен тантала перекрыты. Перспективно легирование
редкоземельными металлами. В металлургии давно применяют ле-
гирование малыми дозами (доли процента) редкоземельных метал-
лов для улучшения кристаллической структуры основного металла
[78]. Механизм действия редкоземельных металлов связан с боль-
шой теплотой образования их окислов и нитридов. Эти ме-
151
таллы действуют как сильные раскислители, связывая Н2, О2 и дру-
гие газовые молекулы. Образуются химически устойчивые, тугоплав-
кие соединения этих металлов, выполняющие роль центров кристал-
лизации в процессе конденсации пленки и измельчающие
структуру. Легирование металлами проводят сораспылением, дози-
руя количество легирующей добавки соотношением площадей, за-
нимаемых на мишени.
Реактивное ионное распыление. При реактивном ионном
распылении протекают реакции с осаждаемым веществом. В ваку-
умную камеру вводят дозированное количество реактивного газа
(О2, N2, СО, СН4) для того, чтобы он в зависимости от концентрации
вступил в химическое соединение с распыляемым веществом или
образовал с ним твердый раствор. Твердые растворы реактивных
газов в металле пленки могут достигать более высоких концентра-
ций, чем в массивных образцах, что позволяет получать пленки
с необычными и полезными свойствами. Легирование тантала ма-
лым количеством азота (до 5%) является средством изменения
микроструктуры пленок.
Легирование азотом приводит к измельчению зерна и стабилиза-
ции структуры при введении в состав до 5% N2 с образованием
твердого раствора внедрения типа Ta-J-N и низших нитридов TaaN.
Столь малое количество азота приводит к незначительному повыше-
нию удельного сопротивления р (оно возрастает только на 50% по.
сравнению с сопротивлением нелегированного а-Та). Поэтому такую
пленку можно использовать в качестве нижней обкладки конденса-
тора с последующим анодированием (см. гл. III, § 4).
Дальнейшее увеличение содержания азота приводит уже к обра-
зованию химических соединений — нитридов тантала, обладающих:
высоким электрическим сопротивлением (р^250 мкОм-см) и низ-
ким температурным коэффициентом сопротивления (ТКС =
=—50 -10—6 град-1).
При реактивном ионном распылении реакции должны протекать
не на мишени, а в растущей пленке. Преобладание процесса в той
или иной зоне зависит от соотношения реактивного газа и аргона.
При распылении только в реактивном газе преобладает процесс на
мишени, разряд протекает вяло, большинство атомов газа расходу-
ется на образование соединений на поверхности мишени, которые
препятствуют протеканию ионного распыления. Поэтому количествен
препятствуют протеканию ионного распыления. Поэтому
реактивного газа не должно превышать 10%.
Разряд в смеси газов аргон —азот применяют для
нитридов, в смеси аргон — кислород — для получения
смесях аргон — метан и аргон — окись углерода — для
получения
окислов, в
... ___,___ ,, получения
карбидов. Введенные в малых количествах и растворенные в плен-
ке атомы азота, кислорода, водорода или углерода не вытесняют
атомов металла из кристаллической решетки, а располагаются в.
междоузлиях, что подтверждается дифракционным структурным
анализом.
Изменяя парциальное давление реактивного газа от 5-10~4 Па.
до 5-10-2 Па, можно получать пленки различных химических со-
152
единений газа с металлом. Так, при реактивном ионном распылении
тантала по мере увеличения примеси азота образуются соединения:
вначале гексагональный нитрид TagN, а затем появляется фаза
TaN с гранецентрированной кубической решеткой (рис. 55).
Температурный коэффициент со-
противления танталовой пленки с
растворенным в ней азотом имеет
большую положительную величину,
затем с образованием Ta2N ок
уменьшается, при парциальном дав-
лении азота 4-10~3 Па достигает не-
большой отрицательной величины
(—30-10-6 град-1) и при дальней-
шем увеличении давления азота ос-
тается почти постоянным (рис. 56).
Горизонтальный участок R □ =
=f(pN2), т. е. независимость сопро-
тивления напыляемых пленок от
парциального давления азота, начи-
ная с некоторого значения, свиде-
тельствует о возможности получения
в производстве хорошо воспроизво-
димых результатов. Легирующая до-
бавка азота увеличивает стабиль-
Рис. 55. Зависимость удельного
сопротивления танталовой плен-
ки от парциального давления
реактивного газа. Парциальное
давление аргона 1 Па
1 — стехиометрия
ность резисторов во времени и под
нагрузкой. Рабочее давление азота должно подбираться для кон-
кретной установки, так как оно зависит от скорости прокачки азота
через рабочую камеру и от размеров катода.
Двухразрядный метод (см. выше) позволяет более точно прово-
дить дозирование при легировании азотом. Это объясняется дейст-
вием автодесорбции, очищающей подложку наряду с молекулами
Рис. 56. Зависимость температурного коэффициента сопро-
тивления ТКС танталовой пленки нормальной толщины,
полученной реактивным распылением, от парциального
давления реактивного газа:
1 — реактивный газ только азот; 2 — реактивный газ только кисло-
род; Р — парциальное давление реактивного газа
фоновых газов и от части молекул азота, в результате чего участок
характеристики, где образуется твердый раствор, оказывается рас-
тянутым [79].
153
Осаждение органических пленок в низкотемпературной плазме
тлеющего разряда. Для тонких органических пленок в отличие
от неорганических диэлектрических пленок характерны малые внут-
ренние механические напряжения и малая пористость. Для получе-
ния тонких органических пленок используют явление полимеризации
мономерных ^олекул, адсорбированных подложкой из паровой
фазы, с помЬщью электронно-ионного облучения в вакууме. Под
влиянием энергии облучения между мономерными молекулами
возникают перекрестные связи, в результате образуется тонкая
пленка из макромолекул.
В отличие от полимеризации под действием химических отвер-
дителей и температуры, когда требуется наличие в молекулах нена-
сыщенных связей или функциональных групп для протекания реак-
ций полимеризации на подложке, для полимеризации в плазме
тлеющего разряда этого не требуется. При воздействии электронов
и ионов образуется больщое количество- активных частиц: свобод-
ных радикалов, ионов, возбужденных молекул и атомов, способных
инициировать реакции полимеризации в тонком слое мономера на
поверхности.' Этот метод позволяет создать плотные и тонкие
(10 нм—5 мкм) полимерные пленки, обладающие хорошей адгезией
к поверхности, из исходных паров стирола, метилсилоксана, гекса-
хлорбутадиена и др.
Мономер в парообразном состоянии подается через игольчатое
отверстие внутрь камеры. Перед началом работы в камере устанав-
ливают вакуум 10~4 Па, затем вводят аргон под давлением 1 Па и
пар мономера.
Химические реакции при получении органических пленок в тле-
ющем разряде состоят из двух стадий: образования активных час-
тиц и собственно химические реакции на поверхности подложки.
На первой стадии особое значение имеет образование свободных
химически активных радикалов, которые на второй стадии приводят
к реакциям полимеризации. Полимеризация приводит к образова-
нию на подложке тонкой полимерной пленки.
Органические пленки, полученные под действием разряда, отли-
чаются высокой точкой плавления и низкой растворимостью по
сравнению с пленками, полимеризованными обычным путем. Имея
малую пористость, пленки при толщине до 1 мкм выдерживают 60 В
пробивного напряжения. Например, из стирола и других углеводо-
родов получают прочные изоляционные пленки с поперечными свя-
зями.
§ 4. ОКСИДИРОВАНИЕ В НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЕ
Низкотемпературная кислородная плазма является средой, по-
зволяющей проводить анодное оксидирование (анодирование) при
создании тонкопленочных конденсаторных структур, не прибегая к
погружению подложек в жидкий электролит. Это дает возможность
получать максимально чистые оксидные слои без участия гидрок-
сильных групп, увеличивающих потери на низких частотах и вызы-
154
вающих значительный разброс параметров. Такое анодирование
называют плазменным.
При плазменном анодировании основные электроды газоразряд-
ного промежутка (катод и анод) служат только для поддержания
разряда. Диэлектрическую подложку с окисляемой пленкой погру-
жают в кислородную плазму и подают смещение, независимое от ос-
новного разряда. Для протекания постоянного тока в цепи анодиру-
емой пленки применяют контрэлектрод, погруженный в плазму.
Возможно использование любого разряда низкого давления: тле-
ющего, дугового, высокочастотного и сверхвысокочастотного. Важ-
но, чтобы разряд мог образовывать плазму с необходимыми пара-
метрами в больших объемах и не вызывал распыления электродов,
так как продукты распыления будут загрязнять растущий окисел
и станут источниками дефектов. Дуговой разряд отвечает этим тре-
бованиям, однако он малопригоден для промышленного использова-
ния из-за быстрого разрушения термокатода в активной кислород-
ной среде. Применение безэлектродных ВЧ и СВЧ разрядов позво-
ляет полностью исключить распыление основных электродов, но ос-
тается возможным распыление контрэлектрода и диэлектрических
стенок вакуумной камеры.
При одинаковых параметрах плазмы скорость анодирования не
зависит от методов создания плазмы. Параметры плазмы при ис-
пользовании этих видов разряда мало отличаются от получаемых в
положительном столбе простого тлеющего разряда в диодной си-
стеме. Поэтому для создания кислородной плазмы в промышленных
условиях предпочтительнее тлеющий разряд. Для защиты расту-
щего окисла от продуктов распыления катода необходимы специаль-
ные меры, рассмотренные ниже.
Для образования окисла подложку помещают в ’зону положи-
тельного столба при положительном смещении на металлической
пленке относительно анода. Слой будет нарастать во времени по ли-
нейному закону для малых значений смещения. Нельзя подавать
сразу большое напряжение смещения, иначе исходная металли-
ческая пленка становится новым анодом, у поверхности пленки об-
разуется плазма с большой энергией частиц, что вызывает неравно-
мерное нарастание. Если напряжение на металлической пленке
увеличивать по линейному закону, то плотность тока будет постоян-
ной. По достижении выбранного напряжения оно устанавливается
неизменным, и процесс продолжают при токе, постепенно уменьша-
ющемся до нуля.
Механизм образования в плазме отрицательных ионов кисло-
рода на поверхности растущего окисла. В тонких диэлектрических
слоях концентрация вакансий (ловушек) весьма высока и достига-
ет 102S м-3. В то же время в кислородной плазме положительного
столба есть много атомарного кислорода. Степень диссоциации
зависит от разрядных условий и лежит в пределах 1—20%. Атомы
кислорода, попадающие на поверхность растущего окисла, извле-
кают электроны из тех приповерхностных (максимальная глубина
залегания порядка 0,6 нм) ловушек, в которых энергия связи элек-
155
трона меньше сродства атома кислорода к электрону (1,48 эВ),
и превращаются в отрицательные ионы. Так как переходы электро-
нов из плазмы в ловушки и из ловушек на- кислородные атомы осу-
ществляются за счет туннельного эффекта, ловушечные центры
оказываются быстродействующими (менее 10-6 с). Если энергия
электронов, попадающих в зону проводимости, невысока (нет «го-
рячих» электронов), отношение ионного и полного токов сквозь
окисел может приближаться к единице. Расчет показывает, что
при давлениях, используемых при анодировании, поток атомарного
кислорода на анодируемую поверхность превышает 1021 м-2 • с-1
и достаточен для получения плотности ионного тока свыше 30 А/м2.
Концентрация ловушек, необходимая для обеспечения плотности
ионного тока 10 А/м2 (обычно используются еще меньшие значе-
ния), близка к 1022 м-3, что на несколько порядков меньше значе-
ния, найденного экспериментально. Таким образом,' указанный
механизм может объяснить образование отрицательных ионов кис-
лорода в количествах, достаточных для наблюдаемых значений
скорости роста оксидного слоя [80].
Продолжительность плазменного анодирования. Анодирование
в плазме — длительный процесс, продолжающийся несколько часов.
Поэтому для его промышленного применения необходимо найти
условия, позволяющие ускорить рост окисла.
Согласно приведенному выше механизму поступления отрица-
тельных ионов кислорода в окисдный слой, при малых значениях
энергии электронов коэффициент использования тока может при-
ближаться к единце. Однако в реальных условиях из плазмы на
Поверхность окисла поступают также и быстрые электроны, энер-
гия которых достигает нескольких электрон-вольт. Попадая в зону
проводимости окисла, они вызывают появление чисто электронного
тока и снижают коэффициент использования тока.
Следует учесть, что в процессе анодирования в окисном слое
поддерживается значительная напряженность поля, приближаю-
щаяся к 109 В/м, необходимая для дрейфа ионов сквозь оксидный
слой. Когда в окисел со столь высокой напряженностью поля попа-
дают электроны с энергией порядка 4—5 эВ, оказывается возмож-
ной ударная ионизация, приводящая к резкому снижению доли
ионной составляющей в токе, протекающем сквозь окисел. При ано-
дировании в плазме положительного столба, где средняя энергия
электронов близка к 3 эВ, в случае малой плотности тока доля
таких «горячих» электронов невелика. Она плавно возрастает при
увеличении плотности тока до момента, когда потенциал поверхно-
сти окисла становится выше потенциала плазмы.
На начальных этапах анодирования, когда потенциал анодиру-
емой пленки мало отличается от потенциала плазмы, электрическое
поле между пленкой и подложкой, заряженной до «плавающего»
потенциала, снижает плотность тока на периферии анодируемой
пленки. Скорость роста окисла на этих участках оказывается мень-
шей, чем в центральных областях. При повышении потенциала ано-
156
дируемой пленки происходит пробой между краем пленки и плаз-
мой, приводящий к перераспределению плотности тока, резко воз-
растающей по периферии пленки и снижающейся в центральных
областях. По периферии пленки появляются анодные пятна, сви-
детельствующие о переходе образца в режим анода, зажигается
самостоятельный разряд, рост окисла прекращается («периферий-
ная недостаточность»), В результате максимальное напряжение
формирования оксидного слоя ограничено значением 30—40 В.
При изготовлении конденсаторных структур металл — окись — ме-
талл недоокисленные периферийные участки снижают пробивное
напряжение до 5—40 В. Этого можно избежать, напыляя дополни-
тельную тонкую пленку из анодируемого металла на всю поверх-
ность диэлектрической подложки с последующим полным окисле-
нием этой пленки. В результате удается снизить влияние перифе-
рийной недостаточности и увеличить напряжение формовки до
60—70 В, повысить выход годных изделий и поднять пробивное
напряжение.
Толщина окисла может быть определена по напряжению фор-
мирования слоя t/ф:
d — kdJ"ф,
где d— толщина оксидного слоя, нм; k — постоянная роста окис-
ла, нм/В.
В плазме потенциал наружной поверхности окисла не может
быть замерен непосредственно и определяется параметрами плаз-
мы и плотности тока.
Напряженность поля при пробое составляет 15—50% от равно-
весной напряженности поля при формовке. Предпробойные токи
не превышают 10~7 А. При анодировании пленок тантала Суд=;
— 0,03—0,1 мкФ/см2. Плотность каналов повышенной проводимости,
измеренная при помощи электрографии, составляет 104—105м-2.
Источники загрязнения растущей оксидной пленки. В процессе
роста в плазме окисел может загрязняться под влиянием фоновой
атмосферы и из-за распыления катрда. Основными примесями из
фоновой атмосферы являются вода, десорбируемая со стенок, водо-
род и азот, присутствующие как примесь в баллонном кислороде,
углеводороды, попадающие в рабочий объем из прокладок и фор-
вакуумного насоса.
Поверхность анодируемой пленки имеет отрицательный относи-
тельно плазмы потенциал, поэтому на нее могут попадать только
положительные ионы, нейтральные атомы и молекулы и электроны.
Положительные ионы примесей не могут встраиваться в оксидный
слой, так как существующее в слое поле препятствует этому и за-
держивает их на поверхности раздела окисел — плазма. Здесь ионы
захватывают свободные электроны и нейтрализуются. Нейтральные
атомы, энергия связи которых не превышает 1—2 эВ, десорбируют-
ся с поверхности под действием ионной бомбардировки. Поток по-
ложительных ионов кислорода на окисляемую поверхность имеет
157
величину порядка 1020 м-2*с-1. Их энергия определяется разностью
потенциалов между плазмой и поверхностью образца и составляет
3—4 эВ. Нейтральные атомы и молекулы, попадающие на поверх-
ность, также десорбируются.
Встраиваться в растущий оксидный слой способны лишь те ато-
мы и молекулы, которые могут образовывать отрицательные ионы
или имеют высокое значение энергии связи с окислом (продукты
распыления катода). Из примесных молекул образовывать стабиль-
ные ионы способны лишь углеводороды, но в связи с относительно
большими размерами их проникновение внутрь оксидного слоя
затруднено. Таким образом, фоновая атмосфера практически не
влияет на растущую оксидную пленку (при парциальном давлении
фоновых газов 1(Н3 Па).
Основным источником загрязнения анодируемой в плазме плен-
ки является распыляемый под действием ионной бомбардировки
катод. Степень загрязнения оксидной пленки продуктами распыле-
ния катода существенно зависит от геометрии разрядного устрой-
ства.
Рассмотрим распределение продуктов паразитного распыления
катода в разрядной трубке.
Анодирование ведется при относительно высоких давлениях
кислорода, поэтому ионное распыление катода всегда реактивное
и, кроме того, распыленные продукты могут перемещаться к под-
ложке только за счет диффузии. Коэффициент аккомодации моле-
кул, столкнувшихся со стенкой, принимаем равным единице, что
справедливо для окислов алюминия, железа, никеля и т. п. при
300—400 К- Влиянием переноса распыленного материала в виде
ионов пренебрегаем, так как отрицательные ионы попадать на под-
ложку не могут и переносятся аксиальным полем разряда на анод,
а положительные ионы вытягиваются на стенки. Наконец, прини-
маем, что в начальном сечении концентрация распыленных атомов
равномерна и постоянна.
Диффузность процесса перемещения продуктов распыления ка-
тода в сторону подложки свидетельствует о том, что спад концен-
трации этих молекул вдоль оси трубки подчиняется экспоненциаль-
ному закону. Расчеты показывают, что показатель экспоненты
равен 2,4 — , где г — расстояние от катода до подложки; R—
радиус разрядной трубки.
Таким образом, при длинных разрядных трубках можно полу-
чать оксидные пленки, практически свободные от катодных при-
месей.
.Анодирование следует вести в области положительного столба,
так как увеличение длины разрядного промежутка сопровождается
лишь соответствующим возрастанием длины положительного стол-
ба без изменения параметров плазмы.
Для обеспечения длительной стабильности параметров плазмы
необходимо применять устройства автоматики, стабилизирующие
давление кислорода и тока разряда.
158
Например, для стабилизации давления кислорода применяют игольчатый на-
текатель с наружным расположением регулирующего элементу в виде проволоки
из нержавеющей стали диаметром 1 мм' Предварительная установка производится
с помощью дифференциального винта так, чтобы обеспечить заведомо завышен-
ную подачу газа. Управляющее напряжение от устройства стабилизации поступает
на регулирующий элемент, который удлиняется, и игла перекрывает отверстие на
необходимое время и в необходимой степени. Инерционность составляет 5 с.
Управляющее напряжение мало (3 В) и безопасно для обслуживающего персо-
нала [80].
ГЛАВА IV
ПОКРОВНЫЕ И ПЕЧАТНЫЕ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
§ 1. ОБЩИЕ ПОЛОЖЕНИЯ
Покровными называют технологические процессы нанесения
жидких, пасто- или порошкообразных материалов на поверхность
(наружную и внутреннюю) изделия путем погружения, распыле-
ния, пропитки, обволакивания, заливки с целью образования
сплошного защитного слоя.
К печатным относят технологические процессы нанесения плен-
ки в виде рисунка (оттиска) с заданной точностью и разрешающей
способностью.
Покровные и печатные процессы объединены общим призна-
ком— нанесением органического материала на обрабатываемое
изделие. В первом случае наносят сплошной слой для придания
изделию новых свойств, например, повышения стойкости при воз-
действии влаги и механических воздействиях, во втором —• на по-
верхности подложки оставляют заданный рельефный рисунок, ис-
пользуемый, как правило, на промежуточных операциях.
Применение органических соединений в качестве покрытий объ-
ясняется их особыми свойствами, обусловленными строением
и структурой. Высокомолекулярные органические соединения пред-
ставляют собой смесь различных по молекулярной массе макромо-
лекул. Каждая макромолекула образована из многократно повто-
ряющихся относительно коротких структурных химических групп
(мономеров). Количество повторяющихся групп в макромолекуле
определяет степень полимеризации. В зависимости от содержания
функциональных групп, их молекулярной массы, размеров макро-
молекул и их взаимного расположения полимер имеет те или иные
свойства — прочность, эластичность, термостойкость, адгезию, рас-
творимость и т. д.
Изменение этих свойств на этапе формирования структуры мо-
жет инициироваться светом (фоточувствительность).
Высокомолекулярные соединения не могут существовать в га-
зообразном состоянии, так как при нагревании межмолекулярное
взаимодействие нарушается в результате термической деструкции.
Органические соединения наносят на поверхность в жидкой
фазе в виде раствора или расплава мономера с последующей поли-
меризацией. Возможно нанесение покрытия в твердой фазе в виде
сухой пленки, соединяемой с поверхностью под давлением (плаки-
рование, накатка и т. д.). Для полимеризации, а также для удале-
1С0
ния растворителя применяют термообработку (до 150° С). Пред-
почтительно применение не конвекционной сушки-нагретым возду-
хом, а ИК нагрева с длиной волны излучателей Л=2ч-3 мкм при
облучении с противоположных сторон. Завершение сушки, опреде-
ляемое по достижении постоянства массы, наступает обычно через
15 мин.
При ИК сушке слой покрытия нагревается не снаружи, а от по-
верхности изделия. Это приводит к затвердеванию слоя с нижней
зоны, что способствует удалению растворителя. Одновременно лу-
чистая энергия интенсифицирует реакцию полимеризации по тол-
щине пленки. При ИК сушке время сушки по сравнению с конвек-
ционной сокращается на порядок величины, улучшается качество
покрытия. Слой становится более плотным, повышается прочность
сцепления с изделием. Влагостойкость повышается в несколько
раз.
Адгезия органических покрытий к поверхности обрабатываемых
изделий. Прочность сцепления органического покрытия с подлож-
кой является исходным условием в покровных и печатных техноло-
гических процессах.
Адгезионная связь органических покрытий обусловлена адсорб-
ционными силами. Развитие физической адсорбции в данном слу-
чае не отличается от механизма, рассмотренного ранее (гл. I, § 1),
и приводит к образованию двойного электрического слоя.
Б объеме вещества силы, действующие между молекулами (вандерваальсо-
вы силы притяжения), компенсированы. У молекул, расположенных на поверхно-
сти, часть сил, обращенных во внешнюю фазу, не уравновешена смежными моле-
кулами. Некомпенсированность межмолекулярных сил на поверхности выражается
как избыток свободной энергии поверхностного слоя. Этим объясняется способ-
ность молекул адсорбента притягивать и ориентировать молекулы адсорбируемо-
го вещества, смачиваться лаком или компаундом.
Двойной электрический слой представляет собой несимметричное распреде-
ление зарядов на границе между фазами: на поверхности раздела и в непосред-
ственной близости от нее. Механизм образования двойного электрического слоя
зависит от природы материалов и связан с адсорбционными Или контактным
потенциалами.
Слой зарядов, адсорбированных на поверхности твердого вещества или
жидкости, вызывает изменение потенциала между этой поверхностью и другой
фазой, с которой она находится в контакте. Органические молекулы содержат
полярные группы, в которых центры положительных и отрицательных зарядов не
совпадают. Такие молекулы или функциональные группы могут притягивать или
отталкивать другие полярные группы и, таким образом, ориентироваться на
поверхности, с которой входят в соприкосновение. Двойной электрический слой,
возникающий при адсорбции дипольных молекул, индуцирован этими диполями,
расположенными на поверхности параллельно друг другу. Для органических
материалов, обладающих полярными группами с. большим дипольным моментом,
характерны высокие адгезионные свойства. Ориентированные слои диполей обра-
зуют двойной слой с малой толщиной. К нему притягиваются подвижные заря-
женные частицы, поэтому могут образовываться вторичные слои, простирающие-
ся вглубь по обе стороны раздела.
Контактная разность потенциалов в двойном электрическом слое возникает
из-за различия в скорости диффузии положительно и отрицательно заряженных
частпп через границу раздела металл — диэлектрик. Электроны в металле отде-
лены от внешней фазы энергетическим барьером, преодолеть который они могут,
если им будет извне сообщена энергия работы выхода, превышающая величину
барьера, либо если барьер достаточно узок для возникновения туннельного эф-
161
фекта, когда некоторые свободные электроны с энергией меньшей, чем работа
выхода, смогут просачиваться сквозь барьер.
При плотном контакте металла с диэлектриком барьер у поверхности металла
снижается, вследствие чего возникает туннельный' эффект и часть электронов
переходит из металла в диэлектрик. Перешедшие электроны образуют в-диэлект-
рике отрицательный заряд, металл заряжается у поверхности положительно.
Возникает контактный двойной электрический слой.
Когезия. Важную роль в прочности сцепления органического по-
крытия играет когезия, т. е. прочность соединения молекул склеи-
вающего полимера между собой. В тонкой органической пленке
наблюдается цепной эффект. От первого слоя ориентированных на
границе раздела молекул разветвляются вглубь прочные молекуляр-
ные цепи. Чем тоньше пленка, тем цепной эффект значительнее.
Важно, чтобы структура не была нарушена наличием пор. В этом
отношении предпочтительны вещества, наносимые без раствори-
телей.
Защита органическими покрытиями от влаги. Основной источ-
ник влаги на поверхности изделий — окружающая атмосфера, из
которой при колебаниях температуры конденсируется влага. Даже
при нормальной влажности воздуха (65%) на поверхности имеется
пленка' влаги толщиной 0,01 мкм, удерживаемая электростатиче-
скими силами. Молекулы Н2О плотно упакованы и ориентированы
перпендикулярно к поверхности, вся пленка благодаря малой тол-
щине входит в двойной электрический адсорбционный слой.
В тропиках при высокой влажности и зараженности тропиче-
ского воздуха микроорганизмами создаются сложные условия для
работы органических покрытий, которые служат пищей для споро-
вых растений и насекомых. В защитной пленке развивается микро-
флора. В средних и тяжелых условиях эксплуатации очень малые
молекулы воды (0,3 нм) благодаря своей подвижности легко про-
никают сквозь пленку высокомолекулярного соединения. Способ-
ность воды быстро растворять двуокись углерода, сернистые и дру-
гие соединения из воздуха приводит к образованию насыщенных
растворов со значительной степенью агрессивности и коррозионной
активности. Увлажненная пленка любого органического полимера
проницаема для влаги, дело только во времени, в длительности про-
никновения.
Процесс проникновения влаги сквозь пленку начинается с ув-
лажнения (смачивания), набухания и диффузии молекул воды
в микропорах. Увлажнение вызвано электростатическим зарядом,
возникающим в покрытии при контакте с влагой. В результате по-
крытие проницаемо преимущественно для ионов с зарядом проти-
воположного знака. Ионы проникают в покрытие в результате ак-
тивированной диффузии путем ступенчатого перемещения в толщу
покрытия, пропитывая его, вызывая набухание. Этот медленный
процесс обеспечивает в дальнейшем относительно быстрое переме-
щение гидратированных ионов сквозь набухшее покрытие, как по
водному раствору. Набухание органической пленки зависит от
плотности упаковки макромолекул и от тепловых колебаний. Более
162
плотная упаковка получается при линейном (нитевидном) строении
полимера (полиэтиленовая пленка), чем при разветвленных мак-
ромолекулах (акриловая пленка). Чем плотнее упаковка, тем мель-
че поры. Но тепловые колебания макромолекул приводят к дина-
мическому состоянию с образованием микрозазоров.
Под воздействием тепла макромолекулярная цепь непрерывно
скручивается и раскручивается, совершая конформационные коле-
бания. Угол поворота и зазор между цепями тем больше, чем выше
температура, ниже полярность звеньев макромолекул, меньше меж-
молекулярное взаимодействие, реже расположены боковые ответ-
вления. Набухаемость тем меньше, чем слабее конформационные
колебания. Следовательно, с точки зрения влагостойкости предпо-
чтительнее полимеры с сетчатой структурой и большой долей кри-
сталличности. В кристалличных полимерных структурах особенно
велико межмолекулярное взаимодействие.
Процесс набухания пленки и диффузии влаги сквозь нее до-
вольно медленный, его продолжительность измеряется сутками.
Например, под гидрофильную лаковую пленку толщиной 50 мкм
влага проникает не позже, чем через двое суток при 40° С и влаж-
ности окружающего воздуха 98%.
Но как только под пленку проникает влага, она образует кон-
центрированный в микрообъеме раствор различных солей, встречен-
ных под пленкой. В результате по одну
(наружную) сторону полупроницаемой
органической пленки имеется раствор с
малой концентрацией ионов, по другую
(внутреннюю) — с большой концентра-
цией, т. е. созданы условия для осмоса
(рис. 57). С этого момента начинается
ускоренное осмотическое перемещение
влаги под пленку. Скорость перемещения
прямо пропорциональна разности концент-
раций. Обозначим ‘Pi и Pi концентрацию
раствора и давление под пленкой полиме-
ра, а ^2 и Рц — концентрацию раствора и
давление в наружной йленке влаги. Если
fh>₽2, то Pi>P2. Под пленкой возникает
значительное давление, приводящее к от-
слаиванию и вспучиванию.
Первой мерой борьбы с осмосом явля-
ется устранение как в пленке, так и на за-
щищаемой поверхности водорастворимых
примесей. Пигменты в полимерной плен-
ке не должны переходить в состав прони-
кающей влаги в виде ионов. Поверхность перед нанесением покры-
тия должна быть химически нейтрализована. Последнее особенно
относится к оксидированным, хроматированным и фосфатирован-
ным поверхностям, из пористой структуры которых трудно вымыть
ионы солей и кислот.
1 i з
Рис, 57. Осмотический меха-
низм проникновения влаги
под пленку полимерного по-
крытия:
1 — подложка; 2 — пленка по-
лимерного покрытия; 3 — пленка
влаги на поверхности изделия
163
Проникновение агрессивных ионов под пленку снаружи менее
вероятно. Такие ионы, как Cl~, SO42~, перемещаются сквозь микро-
поры пленки в 100 раз медленнее воды из-за больших размеров
и отрицательного заряда пленки. Заряд пленки зависит от пигмен-
та. Большинство пигментов заряжает пленку отрицательно и она
остается проницаемой преимущественно для катионов.
Применение органических покрытий в печатных процессах.
Создание рельефного защитного рисунка из органической пленки
широко применяется в технологии печатных плат и микроузлов. Оно
основано на двух методах — трафаретной и фоторельефной печати.
Выбор метода определяется требуемой точностью, разрешающей
способностью и допустимой трудоемкостью производства.
Трафаретная печать менее трудоемка. Используют печатную
форму в виде трафарета, сквозь открытые участки которого про-
давливают на обрабатываемую поверхность органическую компо-
зицию в дозированном количестве. Толщина слоя отпечатка не
больше толщины основы трафарета в зоне открытого участка
(10—50 мкм). Открытый участок для прочности печатной формы
затянут мелкой сеткой. Разрешающая способность оттиска, полу-
чаемая при трафаретной печати, не превышает 100 мкм, однако для
многих применений это значение удовлетворительно.
Более высокую разрешающую способность обеспечивает фото-
рельефная печать. Этот метод основан на фоточувствительности
некоторых органических соединений, что позволяет получать тре-
буемый рисунок путем нанесения сплошной фоточувствительной
органической пленки с последующей обработкой светом через фото-
шаблон. Облученные участки приобретают иные физико-химиче-
ские свойства по отношению к растворителям, что позволяет про-
извести избирательное удаление пленки в процессе последующего
проявления с выявлением требуемого рисунка. Например, при суб-
трактивном методе изготовления печатных плат применяют защит-
ную маску, под которой при последующем травлении должна
сохраниться фольга в виде заданного рисунка проводниковых сое-
динений. Защитную маску из теплостойкого лака применяют на
всех печатных платах для локализации зоны лужения и пайки на
контактной площадке.
Фотошаблоны для применения в печатных процессах. При фоторельефной
печати инструментом служит рабочий фотошаблон, содержащий непрозрачный
рисунок проводников или пробельных участков в натуральную величину. При
изготовлении трафарета для трафаретной печати также необходим фотошаблон.
В общем случае применяют комплект фотошаблонов, совмещаемых друг с другом
с высокой точностью.
Установим требования к точности и разрешающей способности рисунка фото-
шаблона для печатных плат. Исходным документом является чертеж платы, где
указано число слоев, ширина проводников и зазоров между ними и другие дан-
ные, определяющие поле технологических размерных допусков. Минимально воз-
можные размеры ширины проводников и зазоров между ними (разрешающая
способность) устанавливаются с учетом двух условий — эксплуатационных и про-
изводственных.
В реальных условиях эксплуатации печатные платы должны противостоять
ударным и вибрационным нагрузкам, расширению и сжатию изоляционных слоев
164
под действием положительных и отрицательных температур. Как показывает
длительный опыт использования печатных плат на основе стеклопластика в слож-
ных условиях, указанные воздействия не будут приводить к обрывам и замыка-
ниям, если ширина проводников не меньше 100 мкм, а зазоры между ними не
меньше 50 мкм. Любое местное сужение металлической полоски, приводящее к
образованию участка с шириной менее 100 мкм, является потенциальным скрытым
дефектом. В лабораторных условиях можно
получить обнадеживающие результаты по
стойкости полосок шириной и меньше
100 мкм, однако для производства, подчи-
няющегося статистическим законам, необхо-
дим уверенный запас.
Надо учитывать опасность разруши-
тельных воздействий на тонкий металличе-
ский рисунок и во время технологического
"макс
Рис. 58. К расчету предельных
возможностей рисунка печатных
плат по минимальной ширине про-
цикла, потому что нельзя полностью исклю-
чить изгиб плат при установке на них на-
весной элементной базы и при сборке гото-
вых печатных плат в блоке РЭА. Значитель-
ные механические усилия возникают при по-
лимеризации лаковых слоев и тепловом
ударе при групповой пайке.
Таким образом, принимаем, что для го-
товой печатной платы минимальное значе-
ние ширины проводника составляет аМин =
=100 мкм (рис. 58). Минимальный зазор,
водников и зазоров при печатных
процессах:
1 — полоска проводника из фольги
(фрагмент металлического рисунка);
2—изолициоииая подложка; h - шаг;
а — ширина полоски; Ь — зазор
который можно допустить без опасности замыкания при всех видах деформации,
бмин=50 мкм. Если принять наибольшую ширину проводника аМакс=2ампн =
=200 мкм, то шаг линий Амин, определяющий максимальную разрушающую спо-
собность рисунка слоя, составит ймин=«макс+&мин=250 мкм. Максимальная раз-
1000
решающая способность /?макс ~ ~7--------= 4линии/мм. На практике предпочи-
“мин
тают не использовать экстремальные значения и в конструкции печатных плат
применяют в два раз меньшее значение разрешающей способности. Однако пред-
почтительно, чтобы сам инструмент обладал ^макс — 4 линии/мм.
Помимо разрешающей способности, характеризующей собственно рисунок,
его ажурность, ширину линий и зазоров, необходим второй критерий, оцениваю-
щий погрешность совмещения рисунков слоев друг с другом, т. е. допуск на сов-
мещаемые размеры слоев. Совмещаемым размером называют расстояние от базо-
вого отверстия, фиксирующего рисунок слоя относительно установочной рамы, до
центров контактных площадок. В США допуск на совмещаемые размеры для
всех случаев принят 125 мкм. В СССР и странах СЭВ принято два значения
допуска: 100 мкм, т. е. на 30% меньше, и 200 мкм, т. е. на 50% больше, чем
в США. Переход к допуску 200 мкм снижает процент брака и повышает эффек-
тивность технологического процесса в целом. Некоторое увеличение габаритов,
связанное с увеличением размера контактных площадок, во многих случаях
оправдано производственным экономическим эффектом.
Эталонный инструмент для изготовления рабочих фотошаблонов. Для полу-
чения требуемых фотошаблонов, обладающих достаточной износостойкостью при
частом контакте с экспонируемой поверхностью, необходим исходный точный
эталонный фотошаблон. Он используется как первичный инструмент. Редкое
использование такого инструмента позволяет применить тонкую светочувстви-
тельную эмульсию. Рисунок на эталонном фотошаблоне можно получить прямым
способом и путем пересъемки. Прямой способ позволяет изготбвить эталонный
фотошаблон непосредственно в натуральную величину с помощью фотокоорди-
натографа, который вычерчивает на светочувствительной эмульсии точный рису-
нок тонко сфокусированным световым лучом, управляемым программой, записан-
ной на перфоленте. Программа содержит набор команд для шагового перемеще-
ния луча по двум координатам. Один шаг перемещения (кадр) соответствует
прямолинейному участку рисунка. Программное управление позволяет компактно
165
хранить топологическую информацию в перфоленте, а не в чертежах, снижает
трудоемкость изготовления эталонного фотошаблона. Фотокоординатограф обес-
печивает допуск на совмещаемые размеры ±50 мкм и 7? = 10 линий/мм. Прямой
способ представляет интерес для мелкосерийного и многономенклатурного про-
изводства [50].
При необходимости получить более высокую разрешающую способность и
точность применяют способ пересъемки. В этом случае вначале выполняют
фотооригинал — чертеж конфигурации технологического слоя структуры (печат-
ной платы или микроузла), предназначенный для получения фотошаблона, и со-
держащий рисунок в увеличенном масштабе. Погрешности в размерах уменьшае-
мого при пересъемке рисунка снижаются в число крат выбранного уменьшения.
При этом способе вместо фотокоординатографа применяют координатограф с
резцом для изготовления крупномасштабного фотооригинала (например, коорди-
натограф 706) и репродукционную камеру для уменьшающей пересъемки (на-
пример, установка ФАП-7).
Масштаб рисунка на фотооригинале Мо выбирается, исходя из двух соот-
ношений:
Мо 7?ш/7?0, А1о До/Аш>
где — заданная разрешающая способность фотошаблона; 7?0—технически
выполнимая разрешающая способность фотооригинала; Дш — заданный допуск на
фотошаблон; До — технически выполнимый допуск на фотооригинале.
Выбор масштаба уменьшения производят с учетом технических данных ре-
продукционных камер, рабочее съемочное поле которых обычно 0,7X0,7 м. При-
мем это за максимальный размер фотооригинала. Рабочее поле координатогра-
фов, применяемых для выполнения фотооригинала, имеет такой же размер.
Предельный размер печатных плат ограничен названными ранее механическими
и температурными воздействиями при эксплуатации и в производстве, которые
при размере свыше 175X175 мм становятся особенно опасными. Этот размер
принят предельным и с точки зрения ремонтопригодности. Отсюда следует, что
для предельных размеров печатных плат масштаб фотооригинала Alo.MnH —
700
=-, _ = 4:1. Отсюда /?макс = 1 линия/мм и Дмин=400 мкм для совмещаемых
17о
размеров в комплекте фотооригиналов.
Основой фотооригинала при выполнении на координатографе служит лист
стекла (ГОСТ 15809—70), покрытый непрозрачной легко удаляемой пленкой тол-
щиной около 50 мкм (черная гравировальная эмаль ПП, ТЫО.028.506 ТУ). Резец
координатографа нарезает контуры рисунка. Надрезанные участки пленки удаля-
ют скальпелем.
Предпочтительно производить пересъемку на просвет, что дает контрастность
на порядок величины более высокую, чем при освещении фотооригинала на отра-
жение. В обоих случаях применяют монохромное освещение, например — зеленое,
что устраняет мешающую фокусировке хроматическую аберрацию.
В репродукционной камере держатель фотооригинала и собственно камера
с объективом закреплены на одной масивной станине, изолированной от вибрации
здания. Объектив не должен вносить искажений по всей площади изображения,
поэтому при изготовлении фотошаблонов для печатных плат и микроузлов пред-
почтителен не короткофокусный, а длиннофокусный объектив, например, с фо-
кусным расстоянием 450 мм. Станина репродукционной камеры должна обеспе-
чивать установку расстояния от фотооригинала до объектива около 4 м (напри-
мер, камера ФАП-7).
§ 2. ЛАКИРОВКА, ПРОПИТКА, ЗАЛИВКА
Лакировка негидрофобными лаками. Лакировкой называют
процесс нанесения жидкого органического материала (лака, эмали)
на обрабатываемую поверхность в виде сплошной пленки с после-
дующим переводом ее в твердое состояние. Наиболее общим случа-
ем применения лакировки является защита поверхности от воздей-
ствия влаги. Когда покрытие должно защищать от коррозии метал-
166
лическую поверхность с одновременным выравниванием микро-
рельефа, стыков и сварных швов и приданием декоративного
вида, применяют многослойное лакокрасочное покрытие. Нижний
слой, выравнивающий поверхность и содержащий ингибитор для
замедления коррозии, называют грунтом. Пигмент в грунте выпол-
няет только ингибирующие функции. Красный сурик свинцовый
(РЬ2О3) в присутствии воды взаимодействует с железом подложки,
подвергнутой грунтовке. Образуется гидроксид железа (II), кото-
рый имеет основные свойства, что прекращает химическую корро-
зию. Хромовый зеленый пигмент на основе хромовой кислоты при
наблюдаемом очень слабом растворении в воде дает соединения
шестивалентного хрома СгОз, которые пассивируют поверхность
железной подложки.
Серый пигмент в грунте в виде цинкового порошка (например,
марки ПЦВ) при контакте с железом образует контактную пару
и приводит к защитной местной электрохимической коррозии, при
которой цинк выполняет роль анода, т. е. защищает железо. Обра-
зующийся при этом гидрооксид цинка Zrr(OH)2 имеет щелочную
реакцию. Такой пигмент входит, например, в состав особо водостой-
кого неорганического цинкосиликатного грунта В-ЖС-41, в кото-
ром вместо органического связующего применен водный раствор
калиевого жидкого стекла (ТУ 6-10-1481—75) при условии заклю-
чительной обработки подсушенного грунта 10%-ным раствором
пищевой ортофосфорной кислоты (ГОСТ 10678—76).
Наружные слои покрытия служат помимо влагозащиты для за-
щиты от фотохимической деструкции и для декоративных целей.
Пигмент в наружных слоях имеет важное значение в борьбе
с фотохимической деструкцией. Непигментированная пленка из
перхлорвиниловой смолы буреет через 4 месяца эксплуатации на
солнце; становится хрупкой. Под действием ультрафиолетового
облучения отщепляется хлористый водород, который разрушает
металл. При применении в качестве пигмента цинковых белил
(ZnO) происходит поглощение ультрафиолетовой части спектра
и химическое связывание НС1, так как образующаяся гидроокись
цинка обладает щелочными свойствами.
Для РЭД в тропическом исполнении наружный пигмент должен
быть токсичным для обеспечения грибостойкости. К таким пигмен-
там относятся сернистая ртуть (ртутная киноварь), окислы мышья-
ка и меди.
Масса пигмента в наружных слоях примерно равна массе свя-
зующей смолы. При дальнейшем повышении содержания пигмента
уже не хватает связующего для склеивания частиц пигмента, появ-
ляются поры и влагопроницаемость растет. Для лучшего смачива-
ния частиц пигмента лаком их предварительно обрабатывают ПАВ
(например, триэтаноламином), которое создает на поверхности
пигментной частицы мономолекулярный слой, обладающий боль-
шим значением адсорбционного потенциала.
Лакокрасочное покрытие наносят в два—три слоя. Тонко нане-
сенный слой сохнет равномернее, с минимальными внутренними
167
напряжениями, тогда как нанесение сразу толстого слоя приводит
к значительной пористости и рыхлости пленки при удалении раство-
рителя из глубинных участков.
Внутренние напряжения могут быть уменьшены рациональным
режимом формирования пленки. По мере испарения растворителя
из нанесенной пленки молекулы некоторых полимеров стремятся
свернуться клубком. Так ведет себя, например, нитроцеллюлоза,
входящая в состав нитроэмали. Если скорость испарения раствори-
теля больше, чем скорость релаксации (сворачивания) молекул, то
при последующем отверждении в пленке сохранятся внутренние
механические напряжения. Если эти напряжения окажутся в даль-
нейшем больше сил когезии, то возможно растрескивание эмали.
При составлении смешанных разбавителей необходимо учиты-
вать скорость испарения входящих составляющих, которая не
должна существенно различаться. Напри'мер, скорость испарения
ацетона в 10 раз выше, чем ксилола. Поэтому в смеси ацетон —
ксилол уже через несколько часов состав смеси изменяется. Это
вызывает появление ряби лаковой пленки.
Для защиты отдельных неокрашиваемых участков при окраске
применяют съемное покрытие лаком ХС-567 «б» (ТУ 6-10-11-64—71),
наносимое с помощью трафаретной печати. Это временное покры-
тие затем легко снимается с поверхности изделия, не оставляя сле-
дов.
Технология нанесения лакокрасочных покрытий на металличе-
ские изделия методом распыления в постоянном электростатическом
поле хорошо разработана для всех отраслей промышленности
и является наиболее прогрессивной. С помощью распылителей об-
разуют туман из краски. Капли тумана, проходя через заряженную
металлическую сетку, приобретают заряд и устремляются к окра-
шиваемой поверхности, на которую подан потенциал противопо-
ложного знакам
Для защиты поверхности печатных плат от загрязнений и влаги
с сохранением электроизоляционных свойств в условиях длитель-
ной повышенной влажности и низких отрицательных температур
применяют лакировку эпоксидным лаком Э-4100. Для улучшения
смачивания и растекаемости лака в его состав вводят кремнийорга-
ническую жидкость, например 5%-ный раствор ПФМС-3 в ксилоле
в количестве, составляющем 4% от общей массы лака (г):
Лак Э-4100........................................... 100
Отвердитель полиэтиленполиамин (ПЭПА)................ 3,5
5%-ный раствор ПФМС-3 в ксилоле........................ 4
Тщательно перемешанные компоненты разбавляют смесью этил-
целлозольва и ксилола в соотношении 2: 1 до рабочей вязкости
И —14 с по вискозиметру ВЗ-4 и выдерживают 1 ч при комнатной
температуре.
Нанесение лаков следует проводить в условиях сухого ат-
мосферного воздуха (до 60% влажности). Влага воздуха, захвачен-
ная при распылении лака, вызывает образование гидратов аминов,
168
входящих в эпоксидную смолу. Это приводит к их выделению на
поверхности в виде помутнений и белесоватости. Распыление лаков
производят из пульверизатора под давлением 4 атм тремя слоями
с вязкостью 11—14 с с промежуточной сушкой каждого слоя.
При лакировке печатных микроузлов на основе стеклоэмалей
необходимо учитывать опасность взаимодействия лака при термо-
обработке и эксплуатации с резистивной пленкой, в состав которой
входит палладий, чувствительный к взаимодействию с водородом.
Свободный водород образуется на поверхности раздела лак — ре-
зистивная стеклоэмаль в результате реакций отверждения. В этом
случае лакировку предпочитают не применять.
Рассмотренные способы защиты от влаги с помощью негидро-
фобных покрытий основаны на преграждении пути движения моле-
кул воды, поступающих с поверхности покрытия в его толщу
и продвигающихся до защищаемой поверхности. Предполагалось,
что влага смачивает поверхность покрытия.
Лакировка гидрофобными лаками. Второй путь решения зада-
чи влагозащиты с помощью органических покрытий основан на
придании поверхности водоотталкивающих, гидрофобных свойств
дополнительно к ограниченной влагопроницаемости самого покры-
тия. Для этого используют гидрофобизаторы.
В качестве гидрофобизаторов получили распространение поли-
органогидросилоксаны — соединения, содержащие реакционноспо-
собные связи Si—Н. Они могут иметь как циклическое (RSiHO)n,
R
I
так и линейное строение R3Si [OSiH]„OSi/?3. Полиорганогид-
росилоксановые жидкости являются универсальными гидрофобиза-
торами. Они не вызывают коррозии, физиологически безвредны
и применяются в виде водных эмульсий или растворов в органиче-
ских растворителях [82].
Промышленность СССР выпускает несколько марок кремний-
органических жидкостей: 136-41 (ГОСТ 10834—76), ПФМС-4
(ГОСТ 15866—70), ПЭС-В (ГОСТ 16480—70) и лаков: КО-810
(ГОСТ 18565—73), КО-08 (ГОСТ 15081—69), электроизоляцион-
ных лакрв (ГОСТ 16508—70), термостойких эмалей (ГОСТ
11066—74), теплопроводных паст (ГОСТ 19783—74).
Наиболее широко применяют полиэтилгидросилокса новую жид-
кость 136-41. Она хорошо растворяется в ароматических и одо-
рированных углеводородах (толуол, бензин, уайт-спирит).
Получение водоотталкивающих и защитных полиорганосилокса-
новых покрытий на поверхности металлов связано с трудностью
химического связывания кремнийорганического соединения с ме-
таллом и потребностью в относительно высокой температуре за-
крепления покрытий. Покрытия приобретают максимальную,
гидрофобность и устойчивость лишь после термообработки при
180—250° С, что не всегда допустимо. Например, для сплавов алю-
миния опасность появления межкристаллитной коррозии ограничи-
вает допустимые температуры нагрева до 140° С.
169
Полиорганосилоксановые пленки, нанесенные непосредст-
венно на поверхность металла, не обладают устойчивостью к дли-
тельному дождеванию и износостойкостью. Высокое качество гид-
рофобного покрытия может быть получено при использовании
грунта, обладающего хорошей адгезией к оксидированной поверх-
ности металла и к наносимой сверху гидрофобной пленке. Такими
свойствами обладает грунт на основе гидролизата тетраэтоксиси-
лана. Продукты частичного гидролиза тетраэтоксисилана (полиэто-
ксисилоксаны) должны быть хорошо растворимы в применяемом
растворителе, а пленкообразующий раствор должен обладать ма-
лой вязкостью и низким поверхностным натяжением, чтобы обеспе-
чить хорошее смачивание.
Условием образования защитного покрытия является быстрое
протекание завершающей стадии гидролиза в тонком слое и способ-
ность химически связываться с гидрофобным покрытием. Этим
требованиям соответствует гидролизованный тетраэтоксисилан
в виде раствора в нуклеофильных растворителях (ацетон, диоксан).
Пленкообразующие свойства растворы приобретают в процессе
частичного гидролиза. Происходящие при этом реакции приводят
к образованию олигоэтоксисилоксанов, устойчивых только в рас-
творе.
Продукт частичной гидролитической поликонденсации тетраэто-
ксисилана, содержащий каталитическое количество азотной кисло-
ты и диэтилдикаприлата олова (1%) способствует отверждению
пленки при 20° С, процесс заканчивается за пять часов.
Высокая износостойкость двухслойного покрытия на основе про-
дуктов гидролиза тетраэтоксисилана и полиэтилгидросилоксана
объясняется наличием подиэтилсилоксановой пленки, вызывающей
снижение коэффициента трения, а также каркасной структурой
макромолекул поликремниевых кислот. После двухлетней эксплуа-
тации в тяжелых атмосферных условиях защитные свойства покры-
тия не изменились, наблюдалось лишь слабое снижение краевого
угла смачивания, вызванное сорбцией гидрофильных частиц Из ат-
мосферы.
Устойчивость полиортаносилоксанов к эксплуатации в атмос-
ферных условиях объясняется стойкостью силоксановых связей,
из которых построен скелет молекул, к свободнорадикальным
реакциям (окисление, пиролиз). Окислительные процессы затраги-
вают лишь связи Si—С и С—С, что приводит только к перестройке
кремнийкислородной цепи вследствие образования дополнительных
силоксановых «вязей.
При использовании продуктов химического взаимодействия по-
лиорганосилоксанов с высокодисперсными порошками окислов
получают жаростойкие (250° С) лаковые покрытия [83].
При термообработке выше 200° С происходит прививка полиор-
ганосилоксана (например, этоксисилана) к поверхности силикатных
частиц наполнителя. Чем выше дисперсность наполнителя, тем
больше поверхность взаимодействия и полнее протекают реакции
прививки. В качестве наполнителя применяют высокодисперсный
170
порошок SiO2 — аэросил (А-175) (ГОСТ 14922—77), размер частиц
которого 0,1 МКМ.
Приклеивание. При монтажных работах, преимущественно при
монтаже навесной бескорпусной элементной базы на подложках
микроузлов, применяют пастообразные клеи для фиксации. Особен-
ностью является требование легкого разрушения клеевого шва для
удаления элемента при ремонте без повреждения токопроводящего
рисунка контактных площадок на подложке и соседних элементов.
Примером является клей ВК-9, который представляет собой компо-
зицию из эпоксидной смолы ЭД-5, низкомолекулярной полиамид-
ной смолы ПО-ЗОО, кремнийорганической каталитической смеси
АДЭ-3 + А1М и наполнителя, например асбеста. Теплопроводность
клея варьируется в зависимости от типа и количества наполнителя.
Эластичность клея позволяет при необходимости легко снимать
элементы. Клей ВК-9 легко воспроизводим, не разрушает покрытия
элементов, работает в условиях от —60° С до +200° С.
Пропитка. Пропиткой называют процесс заполнения пор порис-
того тела твердеющим органическим соединением. Ее применяют
при изготовлении различного вида обмоток, прежде всего — обмо-
ток трансформаторов. Пропитка способствует улучшению следую-
щих свойств обмоток.
1. Влагостойкость. Заполняя поры, органическое соедине-
ние не оставляет места для проникновения влаги в открытых порах,
значительно удлиняет путь для диффундирующих молекул воды
в микропорах. Заполнение пор влагой снижает электрическую проч-
ность обмотки между слоями и между витками, повышает собст-
венную емкость обмотки, создает условия для коррозии и обрыва
провода обмотки.
2. Электрическая прочность. Благодаря пропитке уст-
раняются воздушные промежутки, которые могут ионизироваться
и приводить к пробою даже в герметичных условиях.
3. Механическая прочность. Пропитка позволяет при-
менять дешевую бескаркасную конструкцию обмотки, так как при
пропитке происходит склеивание витков.
4. Теплоотвод. При пропитке органический материал вытес-
няет воздух, заключенный в порах и капиллярах, теплопроводность
которого значительно ниже, улучшая тем самым теплоотвод от
внутренних слоев обмотки.
Чтобы пропитывающий состав мог проникнуть в поры и капил-
ляры обмотки, он не должен содержать молекулы большого диамет-
ра и не должен быть вязким. Поэтому для пропитки применяют
преимущественно низкомолекулярные смолы, диаметр молекул ко-
торых около• 1 мкм, т. е. только в 3 раза больше, чем молекул
воды. Нельзя применять растворитель для снижения вязкости со-
става, так как не всегда могут быть обеспечены условия для его
полного удаления при сушке и растворитель может остаться в глу-
бине обмотки. Надежность такой обмотки будет невысокой, так
как длительное воздействие растворителя на эмаль провода приве-
171
дет к ее разрушению и появлению короткозамкнутых витков. Вяз-
кость пропиточного состава снижают подогревом.
Полиэфирные лаки типа КП имеют малую вязкость и хорошую
пропитывающую способность без применения растворителей, но
температура их полимеризации (150° С) не всегда допустима.
При пропитке обмоток, выполненных тонким проводом (диамет-
ром 0,07 мм и меньше), важно, чтобы заполимеризованный лак был
до некоторой степени эластичным, для чего в его состав вводят
пластификаторы. Пропиточный состав должен обладать хорошей
адгезией к материалам обмотки, иначе со временем образуются за-
зоры, в которые проникает влага. В полимеризованном состоянии
пропиточный состав должен иметь малую влагопоглощаемость.
Подготовительной операцией перед пропиткой является сушка
обмоток. Если влага не удалена, то при пропитке она будет за-
купорена внутри обмотки. Применяют вакуумную ИК сушку при
остаточном давлении 500 Па. Скорость испарения в вакууме значи-
тельно больше, чем при атмосферном давлении, молекулы воды
интенсивно удаляются из пор вместе с откачиваемым воздухом.
Собственно пропитка осуществляется, как и сушка, в вакууме,
что обеспечивает проникновение пропиточного состава в поры вза-
мен удаляемого воздуха. Завершается процесс пропитки ИК тер-
мообработкой и лакировкой поверхности обмотки.
Разновидностью пропитки Является введение органического ма-
териала внутрь обмотки в процессе ее изготовления. Недостатки
технологии пропиточных работ, связанные с токсичностью многих
пропиточных материалов, взрыво- и пожароопасностью из-за выде-
ления летучих составляющих, длительностью процесса, заставляют
искать другие технологические решения. К таким решениям отно-
сятся капельная пропитка и самопропитка.
Капельная пропитка [84] заключается в введении пропиточного
состава одновременно с намоткой провода. При этом обмотка на-
гревается сфокусированным ИК лучом. Пропиточный состав посту-
пает из капельницы, установленной на намоточном станке. Капель-
ная пропитка обеспечивает полное проникновение пропиточного
состава, начиная с первых слоев. Это исключает необходимость
в вакуумном пропиточном оборудовании. Трудоемкость пропитки
в целом снижается, но несколько падает производительность на-
моточного оборудования в связи с ограничением скорости на-
мотки.
Для капельной пропитки применяют лак без растворителя, под-
вергаемый полимеризации при нагреве в процессе укладки провода
в обмотку. Лак должен иметь достаточно низкую вязкость (30 с
при 20° С по ВЗ-4). Слишком низкая вязкость приводит к стеканию
лака, слишком высокая — к незаполненным пустотам. Необходимо
учитывать снижение вязкости лака на горячей обмотке (100° С).
Вязкость лака регулируют введением ускорителя и изменением
температуры обмотки.
При капельной пропитке к намоточному станку должна быть
подведена вентиляция для отсоса токсичных паров.
172
Самопропиткп-основана на применении в качестве межсловной
изоляции вместо изоляционной бумаги полимерной пленки, которая
при последующем нагреве обмотки размягчается-, пропитывает
и склеивает слои. Для самопропитки применяют поливинилбути-
ральноэпоксидную пленку ППЭ-4 (ТУ 6-05-04-515—74) толщиной
0,15 мм [86]. Пленка ППЭ-1 эластична (относительное удлинение
при разрыве 250%). Полимеризация происходит при 135° за 5 ч.
Максимальная рабочая температура обмотки с полимеризованной
пленкой ППЭ-1 и лакированной снаружу эпоксидным лаком дости-
гает 200° С. Важными преимуществами самопропитки являются
нетоксичность и снижение трудоемкости [85].
Заливка. Заливкой называют процесс заключения изделия в вы-
сокомолекулярный материал, заполняющий пустоты в изделии
и образующий с изделием неразъемный брусок. Различают заливку
в удаляемую форму, в неотделимую оболочку и обволакивание.
Опасным местом для проникновения влаги внутрь залитого те-
ла являются выводы. Если адгезия смолы к металлу выводов неве-
лика, то при циклическом воздействии отрицательных и положи-
тельных температур со временем могут образоваться капиллярные
зазоры между заливочным составом и выводами. Если наружный
слой заливки тоньше 1 мм, то при длительном непрерывном воз-
действии влаги он становится влагопроницаемым и вне выводов.
Например, сквозь слой эпоксидного компаунда толщиной 0,3 мм
вла^а проникает за 30 суток в среде с влажностью 98% при 40° С.
В залитом бруске возникают внутренние механические напря-
жения. Существует два источника таких напряжений: первичная
усадка и неравенство температурных коэффициентов компаунда
и залитых в него частей изделия. Первичная усадка заливочного
компаунда происходит в результате перехода сравнительно низко-
молекулярной смолы в высокомолекулярное соединение. Возникно-
вение усадочных напряжений связано с процессом образования
сшитой структуры, компактность которой выше, чем мономера.
Этот процесс сопровождается изменением равновесных межмоле-
кулярных расстояний. На поверхности инородных тел, находящих-
ся внутри затвердевающего компаунда, возникают менее равновес-
ные, напряженные структуры макромолекул полимера [87].
Неравенство температурных коэффициентов линейного расши-
рения проявляется наиболее сильно при использовании компаунда
горячего отверждения. Его отверждение заканчивается еще при
повышенной температуре:
ТКЛР = -^-,
1М
где = --кон~— относительное приращение длины;
I 1яач
Д^=^кон—^нач — температурный интервал, вызвавший приращение.
Температурный коэффициент линейного расширения полимери-
зованной эпоксидной смолы без наполнителя составляет около
173
+ 70- 10-6 град-1, с наполнителем в виде аэросила или белой сажи
(SiO2) вдвое меньше.
Температурные коэффициенты расширения материалов заливае-
мых деталей меньше, чем у заливочного компаунда: так, для кера-
мики ТКЛР=4• 10-6 град-1, а для меди ТКЛР = 16« 10-6 град-1.
Это приводит к появлению внутренних механических напряжений
при охлаждении из-за более интенсивного сжатия материала, охва-
тывающего детали. В зависимости от формы и взаимного располо-
жения заливаемых деталей механические напряжения могут вы-
зывать усилия сжатия и изгиба. Благодаря адгезии залитое изде-
лие и компаунд при температурных циклах испытывают усилия
деформации, поскольку слои заливочного материала хорошо при-
клеены к деталям и не могут следовать за расширением наружных
слоев. При отрицательных температурах внутренние напряжения
приведут к растрескиванию, если они превысят силы когезии ком-
паунда. Поэтому наиболее опасным режимом для залитых изделий
являются температуры нижнего предела эксплуатации (—40
и—60° С).
Для устранения напряжений в компаунд вводят пластификатор.
Промежуточное обволакивание (см. ниже) амортизирующим элас-
тичным материалом снимает градиент напряжений, но не поглоща-
ет их, так как эластомеры не уменьшают своего объема при дефор-
мации, т. е. несжимаемы в замкнутом объеме. Амортизирующую
роль может выполнить слой эластичного пенопласта, в котором
сжатию подвергаются пузырьки газа в порах. Поэтому при заливке
чувствительных к механическим усилиям изделий применяют за-
ливку в пенопласт с использованием неотделимой пластмассовой
или металлической оболочки.
Обволакивание. Этот процесс является разновидностью залив-
ки и предназначен для защиты изделия от влаги и механических
воздействий. Обволакивание заключается в нанесении на изделие
корковой оболочки, повторяющей основные контуры изделия. Тол-
щина корковой оболочки при обволакивании составляет в зависи-
мости от вязкости и тиксотропности используемого компаунда
от 0,5 до 3 мм. Тиксотропность регулируют введением наполните-
ля— аэросила. Для выравнивания толщины слоя и устранения на-
плывов при обволакивании после окунания в компаунд изделию
придают медленное вращательное движение на время полимери-
зации.
В настоящее время в промышленности применяют три группы
заливочных компаундов: жесткие, эластичные и пенистые.
Достоинствами эпоксидных смол в качестве основы заливочного
компаунда являются: а) высокие адгезионные'Свойства, что обеспе-
чивает хорошее уплотнение около выводов и совместимость с на-
полнителями; б) высокие механические и диэлектрические свойст-
ва; в) малая усадка.
Реакция отверждения у эпоксидных смол проходит с участием
отвердителя, который вводят в компаунд непосредственно перед
заливкой. Эпоксйдиые компаунды разделяют на две группы—го-
174
рячего отверждения, требующие для полимеризации - повышенной
температуры, и холодного отверждения, не требующие нагревания,
но менее теплостойкие.
' Применяют два типа отвердителей: аминовые (полиэтиленпо-
лиамины и др.) и ангидриды органических кислот (фталевый, мале-
иновый). Основные преимущества аминовых отвердителей: невысо-
кая стоимость, простота технологии, быстрое отверждение при
низкой температуре. К недостаткам следует отнести пониженные
электрические свойства при высокой температуре эксплуатации,
токсичность. Главными преимуществами ангидридов кислот явля-
ются низкая вязкость, хорошие температурные характеристики,
недостатками —продолжительность отверждения.
Приготовление эпоксидного заливочного компаунда начинается
с введения в смолу заданного количества предварительно подогре-
того наполнителя (пылевидный кварц, около 200 масс. %). При
нормальной температуре эпоксидная смола имеет консистенцию
густого меда, но при 80° С ее вязкость уменьшается в 10 раз, что
облегчает смешивание. Затем вводят пластификатор, например
полиэфир. Введение небольшого количества термопластичного по-
лимера снижает межмолекулярное взаимодействие, что уменьшает
усадку, увеличивает эластичность, повышает морозостойкость, но
несколько снижает теплостойкость.
Массу вакуумируют для удаления воздушных включений, адсор-
бированных большой суммарной поверхностью наполнителя. Пор-
ция приготовленного для заливки компаунда не должна быть боль-
шой (не более 400—800 г), так как в большой массе начинается
разогрев, что приводит к преждевременной полимеризации. Реак-
ция полимеризации эпоксидных компаундов Экзотермическая. Так,
эпоксидный компаунд горячего отверждения, нагретый до 160° С,
при отвёрждении разогревается еще примерно на 50° С. Это необ-
ходимо учитывать при заливке деталей с ограниченной тейлостой-
костью. " - '
В момент заливкй оболочка й изделие должны иметь темпера-
туру около 80° С, чтобы увеличить текучесть компаунда. Компаун-
ды горячего отверждения требуют прогрева залитого изделия при
100° С в течение нескольких часов. Компаунды холодного отверж-
дения полимеризуются при нормальной температуре и затвердева-
ют через 4 ч, но приобретают установившиеся параметры через
сутки.
Эпоксидные модифицированные эластичные компаунды имеют
уменьшенную усадку. Известно четыре способа повышения эластич-
ности компаундов: 1) введение жирных кислот (для повышенной
теплостойкости); 2) модификация эпоксидных смол полисульфида-
ми— тиоколами (например, герметик УТ-32 или композиция тио-
кол— аминный отвердитель — эпоксид в соотношении равном
3:1: 10); 3) модификация полиамидами (непосредственно перед
использованием); 4) модификация полиорганосилоксанами.
Пенистые компаунды по многим показателям являются хоро-
шим материалом для заливши. Вспенивать можно и эпоксидные
175
компаунды, но в настоящее время лучшие показатели имеют пено-
полиуретаны, вспенивающиеся и отверждающиеся при комнатной
температуре. Исходными компонентами их являются низкомолеку-
лярная полиэфирная смола, например № 24, и изоцианат (напри-
мер, 102Т), смешиваемые непосредственно перед заливкой с добав-
кой катализатора (до 0,05%), эмульгатора (до 1%), повышающего
устойчивость пены и равномерность распределения пор, иногда на-
полнителя (сажа или белая сажа) и, наконец, дополнительного га-
зообразователя, реагирующего с изоцианатом с образованием СОг
(вода, 1%).
При взаимодействии полиэфира и изоцианата обильно выделя-
ется двуокись углерода. Реакция ценообразования начинается че-
рез минуту после смешивания и заканчивается через несколько
минут, после чего пена твердеет в течение суток. Дополнительная
термообработка вспененного компаунда при 80° С улучшает его
механические свойства. Замораживание в углекислоте (сухой лед)
приготовленного для заливки компаунда со вспенивателем позво-
ляет задержать процесс вспенивания. Подбором соответствующего
полиэфира и изоцианата и их соотношений можно получить любую
степень эластичности материала.
При работе с изоцианатами необходимо осо-
бенно тщательно оберегать персонал от их ток-
сичного действия! Общим недостатком применяемых для
заливки компаундов является токсичность отйердителей, смол
и других компонентов. Поражение носит аллергический характер,
проявляется после скрытого периода и приводит к хроническому
раздражению кожи, конъюнктивиту и другим заболеваниям, если
не приняты специальные меры предосторожности — усиленная вен-
тиляция, резиновые перчатки и защитный крем на руках, защитные
очки.
Промышленное применение эпоксидных смол осложняется тре-
бованием постоянства числа эпоксидных групп в смоле от партии
к партии, от чего зависит необходимое количество отвердителя.
Большинство дефектов возникает из-за неточно взятого количества
отвердителя. Недостаточное количество приводит к неполной поли-
меризации, что означает повышенное влагопоглощение, значитель-
ные диэлектрические потери и низкое сопротивление изоляции.
Излишек отвердителя также приводит к ухудшению электрических
свойств и влагостойкости.
Другим их недостатком является существование у эпоксидных
смол температуры вторичного перехода при 100° С, когда резко
возрастает ТКДР. В этот момент компаунд может разорвать про-
вод обмотки или слой металлизации в отверстиях печатной платы.
Поэтому в настоящее время проводятся исследования по изыска-
нию заливочных компаундов на основе других смол, например,
полиимидных.
Перспективными для применения в покровных процессах явля-
ются порошковые материалы. Использование для заливки порош-
кового полупродукта, частицы которого содержат частично поли-
176
меризованную смолу, освобождает предприятие радиотехнической
промышленности от ответственных операций дозировки и смешива-
ния смолы и отвердителя, так как в этом случае эти операций вы-
полняет предприятие-поставщик при приготовлении* г порошка.
В результате снижается трудоемкость и вредность технологическо-
го процесса заливки.
Порошковые материалы представляют интерес и при нанесении
стеклоэмалевых и других неорганических покрытий. Различают на-
несение порошковых материалов припудриванием, электрофорезом
и накаткой. Припудривание осуществляют с помощью вибросито-
вого дозатора. Поверхность подложки должна быть нагрета выше
температуры размягчения фритты. После нанесения порошок оп-
лавляют для получения сплошного слоя. Такой способ позволяет
обойтись без органического связующего и приготовления пасты.
Электрофорез применяют при нанесении порошка MgO на лен-
ту из магнитных сплавов во время намотки сердечников трансфор-
маторов и дросселей с целью изолирования витков друг от друга.
Осаждение 'порошка протекает из устойчивой суспензии, в которой
частицы находятся во взвешенном состоянии в диэлектрической
жидкости, плотность которой близка к значению плотности четы-
реххлористого углерода. Частицы перемещаются под действием
приложенного электрического поля.
§ 3. ТРАФАРЕТНАЯ ПЕЧАТЬ
Трафаретная печать осуществляется переносом краски (пасты)
через отверстия в печатной форме (трафарете), расположение ко-
торых соответствует передаваемому изображению. Главная полез-
ная особенность трафаретной печати — получение рельефного от-
тиска с нормированной толщиной слоя (10—50 мкм).
Паста (краска, лак) для трафаретной печати должна обладать
заданными реологическими свойствами (свойствами текучести) -—
определенной зависимостью между деформацией, ее скоростью
и приложенным механическим напряжением. Паста не должна про-
текать через ячейки сетки трафарета, растекаться за пределы от-
тиска на подложке, образовывать нитей («тяжей») при отделении
трафарета ('88].
Трафаретная печать в производстве РЭА применяется в тех
случаях, когда необходимо получить относительно толстый слой
оттиска при сохранении крутыми краев слоя на границе пробель-
ный участок — оттиск: при аддитивном методе изготовления печат-
ных плат, при нанесении маски перед лужением контактных пло-
щадок печатных плат и в технологии толстопленочных стеклоэма-
левых микроузлов.
В первом случае щелевидные пробельные участки защитного
рисунка выполняют роль формы для гальванически или химически
осаждаемых проводниковых линий из металла (медь, никель,
сплав РЬ—Sn). Высота стенок пробельного участка должна быть
не ниже требуемой толщины линии (25—50 мкм), иначе происхо-
7—1010 177
дит разрастание наращиваемого металла за пределы заданного се-
чения.
Наиболее простое применение трафаретной печати — нанесение
маски на плату перед лужением. Здесь требования к точности
толщины слоя невысокие (около 50 мкм). Защитная маска, нано-
симая на поверхность платы с той стороны, на которую подается
припой, оставляет открытыми только контактные площадки. Она
предотвращает образование мостиков припоя, уменьшает его рас-
ход, повышает влагостойкость и дополнительно закрепляет на под-
ложке узкие (менее 300 мкм) полоски рисунка печатной платы.
Рис. 59. Дисперсионные кривые:
1 — монодисперсная система; 2 — поли-
дисперсная система
В качестве материала защитной
маски применяют различные эпок-
сидные композиции. Важным требо-
ванием является достаточная жизне-
способность, позволяющая приме-
нять приготовленную композицию в
течение всей рабочей смены. Удов-
летворительные результаты дает
двухкомпонентная эмаль ЭПК-14,
получаемая смешением эпоксидной
смолы (80 масс. %) с жидким отвер-
дителем AM-14 (8 масс. %). Такое
покрытие выдерживает погружение
в припой при 260° С на 15 с (89].
В технологии стеклоэмалевых
микроузлов необходимо получать
оттиск высокой точности, разрешающей способности и нормирован-
ной толщины из пасты с высоким содержанием стеклянного или ке-
рамического порошка в виде наполнителя в органическом связую-
щем.
Свойства трафаретной пасты композитной стеклоэмали. Трафа-
ретные, пасты для нанесения оттиска, который после термообработ-
ки в зависимости от состава пасты переходит в проводниковую,
резистивную или диэлектрическую стеклоэмаль, представляют со-
бой высококонцентрированную композицию органическая связка —
твердофазный наполнитель. В некоторых проводниковых и рези-
сторных пастах наполнителем служит химически металлизирован-
ный стеклянный порошок (90]. В диэлектрических пастах с высокой
диэлектрической проницаемостью частицы керамического наполни-
теля заключены в оболочку из термохимически осажденной пленки
стеклообразующих окислов (31].
Порошки наполнителя (стекла или керамики), получаемые ме-
ханическим помолом, всегда полидисперсны. Полидисперсность ха-
рактеризуется минимальным (гмин) и максимальным (гмакс) радиу-
сами частиц и дифференциальными функциями распределения час-
тиц по размерам (Fr). Дифференциальная кривая представляет
собой распределение отношений приращения числа частиц к при-
ращению их размера (рис. 59). Наиболее вероятный радиус гн
соответствует максимуму на несимметричной кривой распределения.
178
Степень полидисперсности д определяется отношением:
_ гмакс,
г мин
Удельной поверхностью порошков 5УД (см2/г) называют отноше-
ние наружной поверхности частицы S к ее объему:
5УД = 5/Г.
Удельную поверхность полидисперсных порошков рассчитывают
по формуле
60 000
где р—плотность, г/м3; D — средний размер частиц порошка,
мкм.
Для измерения 5УД применяют прибор ПСХ.
От размера частиц и степени полидисперсности зависит макси-
мальная объемная концентрация частиц наполнителя в пасте. Мак-
симальное заполнение объема шарообразными частицами одного
размера составляет 74 объем. %. Для частиц неправильной формы,
образующихся в результате помола, это предельное значение недо-
стижимо. Для них принимают плотность упаковки 45 объемн. %.
Чрезмерно высокая степень полидисперсности (б>5) снижает объ-
емную концентрацию, как и слишком высокая дисперсность (если
Гн<0,3 мкм).
От степени дисперсности наполнителя зависит реология пасты —
ее псевдопластичность, которая определяет равномерность толщи-
ны слоя оттиска и разрешающую способность. Дисперсность'силь-
но влияет также на тиражеустойчивостъ трафарета и на разброс
значений электрических параметров.
Поверхность соприкосновения между частицами наполнителя
и связующим в пасте очень велика, поэтому большое значение име-
ют процессы на границе фаз и участие в этих процессах ПАВ в ро-
ли диспергатора.
Сухой порошок наполнителя, поступающий на приготовление
пасты, состоит из неодинаковых по размерам агрегатов (не более
2 мкм) из сгруппировавшихся частиц. Приготовление пасты за-
ключается в разрушении агрегатов с одновременной изоляцией час-
тиц друг от друга, смачивании связующим и образовании высоко-
концентрированной пасты. ПАВ как диспергаторы обладают спе-
цифическими свойствами, которые связаны с асимметричным
строением их молекул, состоящих, как отмечалось ранее, из гидро-
фильной группы и гидрофобного углеводородного радикала. Даже
в малой концентрации (до 2%) ПАВ сильно снижают поверхност-
ное натяжение раствора на границе раздела жидкость — твердое
тело. ПАВ обволакивает каждую частицу наполнителя сольватной
оболочкой, придавая поверхности частицы способность хорошо сма-
7* 179
чиваться. Это происходит как на гидрофильных, так на гидрофоб-
ных частицах. Углеводородный радикал направлен в сторону гид-
рофобной, а полярная группа,— гидрофильной среды. Таким
образом, диспергаторы предотвращают слипание частиц, что позво-
ляет получать высококонцентрированные пасты.
Рис. 60. Зависимость ско-
рости подачи пасты Q
(количество пасты, про-
ходящей через заданное
отверстие за 1 с) от при-
ложенного к ней давле-
ния Р:
1 — истинно-вязкие пасты;
2 — структурированные па-
сты; Рп— предельное напря-
жение сдвига; Рп— а — об-
ласть структурной вязкости;
а—Ь — область истинной
вязкости; а — угол, характе-
ризующий подвижность па-
сты
В трафаретной пасте, содержащей стек-
лоэмалевую композицию, применяют орга-
ническое связующее на основе, например,
ланолина или других смазок, выгорающих
при более низких температурах. В качестве
диспергатора и разбавителя входит масло
касторовое медицинское (ГОСТ 18102—
—72).
Особенностью наполненных трафарет-
ных паст, представляющих собой ненабуха-
ющие гели с наполнителем, является псевдо-
пластичность. Она проявляется в значитель-
ном снижении вязкости при приложении
механического усилия. Под механическим
воздействием контакты между частицами
наполнителя коллоидной дисперсности и
макромолекулами органического связующе-
го разрушаются. При снятии механического
усилия паста вновь обретает высокую вяз-
кость, что обеспечивает четкую фиксацию
профиля оттиска на подложке без растека-
ния за пределы контура (рис. 60). Во время
печати паста подвергается значительному и
меняющемуся по величине механическому воздействию. При дви-
жении по трафарету ракель гонит перед собой волну пасты. Давле-
ние в пасте резко меняется в течение 1—2 с в зависимости от встре-
чаемого пастой сопротивления ее движению по мере прохода к под-
ложке сквозь различные участки трафарета, имеющие неодинако-
вую гидравлическую проницаемость (рис. 61).
Для получения оттиска на подложке трафаретная паста должна
обладать, помимо псевдопластичности, вторым параметром — лип-
костью. В данном случае липкость характеризуется способностью
прилипать к поверхности подложки и разделяться между подлож-
кой и отделяемым трафаретом и оценивается превышением сил ад-
гезии к подложке над силами когезии псевдопластичной пасты в мо-
мент тиксотропного возбуждения. При этом высокая степень смачи-
ваемости подложки пастой нежелательна, так как это приводит
к растекаемости оттиска во время сушки под нагревом.
От момента нанесения оттиска до начала сушки необходима вы-
держка при комнатой температуре в течение 15 мин для выравнива-
ния поверхности оттиска, которая в первое время несет на себе
следы сетчатого растра. Во время выдержки упрочняются связи
между частицами пасты, слой твердеет по тиксотропному
механизму,
180
Трафареты. Трафарет является печатной формой, которая обес-
печивает подачу дозированного количества пасты на подложку в
виде оттиска с заданной конфигурацией и толщиной слоя благода-
рив. 61. Изменение вязкости т] и скорости сдвига у пасты на различных стадиях
получения оттиска на полуавтоматическом печатном станке (а) и принцип рабо-
ты пастотерки для перетирки пасты с целью нормализации псевдопластичных
свойств по всему объему (б):
О — — при нанесении на ракель; •— /2 — на ракеле во время установки его в рабочее
положение; —/3 — при скольжении ракеля с пастой по трафарету вне открытых участков;
?з — Ц — при продавливании сквозь открытый участок; tt — — при выравнивании слоя па-
сты в оттиске; / — задний быстроходный валок, «1 = 150 об/мин; 2 — слой пасты; 3 — подача
пасты на перетир; 4 — съем пасты; 5— передний тихоходный валок, w2=50 об/мин;
Д=50—200 мкм
ря избирательному экранированию запечатываемой поверхности от
изотропно поступающей пасты. Трафарет состоит из тонкой (до
100 мкм) основы с открытыми (сквозными) и закрытыми (пробель-
ными) участками. Чтобы пробельные участки не смещались при про-
давливании пасты (краски, лака), они скреплены друг с другом
перемычками, образующими растр, заполняющий сквозные участки.
Растр не должен проявляться на оттиске.
Трафареты характеризуют тремя параметрами — разрешающей
способностью, точностью и тиражеустойчивостью. Разрешающую
способность трафарета оценивают по минимальной ширине штрихов
и зазоров между ними «з в оттиске, точность — по базовой Дб
и локальной Дл погрешностям в оттиске [92]. Тиражеустойчивость
определяется количеством оттисков, которые можно сделать с по-
мощью трафарета до падения точности вдвое.
В зависимости от основы различают фольговые и сетчатые тра-
фареты (табл. 17). Фольговые монометаллические
трафареты в качестве основы имеют молибденовую фольгу
толщиной 50 мкм. Сквозные участки и растр образуют путем дву-
стороннего травления (рис. 62). Контур открытого участка химиче-
ски или электрохимически протравливают на глубину 35 мкм с од-
ной стороны фольги, а сетчатый растр на 15 мкм с другой стороны.
Биметаллические трафареты имеют никелевое покрытие на медной
181
Таблица 17
Предельные значения параметров трафаретов
Трафаретная основа Разрешающая способность, мкм Точность, мкм Тиражеустойчи- вость, тыс. отти- сков
аш йз лб Дл
Фольга монометаллическая 50 100 20 10 30
Фольга биметаллическая 100 100 50 20 10
Сетка металлическая 150 150 100 30 3
Сетка из синтетического волокна 250 250 250 50 1
фольге. Слой никеля осаждают гальванически и он формирует растр
[93].
У сетчатых трафаретов основой является сетка из металлической
(сталь или медный сплав) проволоки или капроновой нити (рис. 63)
[94]. Пробельные места рисунка закрыты фотоэмульсией. По толщи-
Рис. 62. Сечение монометалли-
ческого трафарета для нанесе-
ния прецизионных оттисков:
1—направление подачи пасты; 2—
растр; 3— фольга; 4 — подложка
Рис. 63. Сетчатый трафарет с защит-
ным слоем:
а—защитный слой равен толщине сетки;
б—слой увеличенной толщины; в — на-
клеенный защитный слой; Ь — толщина за-
щитного слоя
не трафарета фотоэмульсия заполняет всю толщину сетки и высту-
пает на 20—30 мкм со стороны поверхности трафарета, прижима-
емой к подложке. Контуры рисунка оттиска формируются в откры-
том участке трафарета под сетчатым растром. Это исключает про-
явление сетки в оттиске по его контуру.
Фотоэмульсию экспонируют через фотошаблон или, при мелко-
серийном производстве, с помощью фотокоординатографа (см.
гл. II, § 2) с последующим проявлением и закреплением.
Основа фольгового или сетчатого трафарета закреплена на рам-
ке, которая имеет точно выполненные базовые отверстия, сопряга-
емые с фиксаторами в пастопечатающем полуавтоматическом стан-
ке. Сопряжение необходимо выполнять с высокой точностью для
всех трафаретов, входящих в комплект, формирующий данный ри-
сунок печатной платы или микроузла.
182
Пастопечатающий станок имеет автоматизированный привод
ракеля и по классу точности относится к прецизионным механизмам.
Подложка проходит обработку на нескольких станках (по числу
разновидностей применяемых Паст), поэтому важно обеспечивать
точную взаимозаменяемость подложек на всех станках [95].
Дозирование по толщине обеспечивается тем, что паста посту-
пает в открытые участки трафарета под давлением, развивающимся
при движении соскабливающей лопатки — ракеля (рис. 64). Паста
заклинивается между трафаретом
и ракелем, прижимающим трафа-
рет к подлощке. В волне вязкой
пасты, которую гонит перед собой
ракель, создается значительное
гидродинамическое давление. На
количество продавливаемой пас-
ты, определяющее толщину слоя
оттиска, влияют три фактора:
тиксотропные свойства пасты,
внешняя сила и гидравлическая
проницаемость трафарета.
Внешняя сила характеризует-
ся импульсом гидродинамическо-
го давления, зависящим от скоро-
сти перемещения ракеля (около
0,1 м/с), угла встречи с поверхно-
стью трафарета (а = 55°), от плот-
ности прилегания ракеля к тра-
фарету. Давление тем больше,
а
1 2 3 5 6
1 > Д опт а опт
Ct< Л опт
Iwwi
Рис. 64. Совмещение трафарета с под-
ложкой при наличии зазора:
печатного стола: 2 — под-
с трафаретом; 4 — па-
5 — ракель; 6 —
с
зазор трафарет —
При а>аопт—незаполненне
т<аоп1—переполнение ячеек
/ — основание
ложка; <3 — рама
правляющая скольжения;
волна пасты; а — угол встречи ракеля
пастой; b — исходный
подложка.
ячеек, при
чем выше скорость и меньше угол встречи. Угол встречи особенно
сильно влияет на величину импульса: Ри~Да3). Плотное прилега-
ние ракеля к трафарету необходимо для срезания избытка пасты
вровень с поверхностью трафарета со стороны волны пасты.
Гидравлическая проницаемость открытого участка трафарета оп-
ределяется живым сечением растра, заполняющего поле открытого
участка. Живым сечением называют отношение площади ячеек
«в свету» (просветов) к общей площади (%). В случае фольговых
трафаретов живое сечение растра в открытых участках устанавли-
вается выбором соответствующего диаметра точечных отверстий и
плотности их размещения. Для сетчатых трафаретов применяют сет-
ки тканые гладкие с квадратными ячейками (ГОСТ 2715—75).
Живое сечение сетки (в %) рассчитывают по формуле
11
(I + йГ)2
100,
где / — сторона ячейки «в свету»; d — диаметр проволоки. В глад-
кой сетке (с простым переплетением) проволока основы (продоль-
ные нити) и утка (поперечные нити) имеет одинаковый диаметр.
183
Для трафаретов используют сетки с площадью ячеек в свету до
0,025 мм2 (размер стороны ячейки до 0,11 мм) и большой плотности
(живое сечение сетки 30—40%).
За рубежом сетку характеризуют числом нитей основы (или ут-
ка), отнесенным к 1 дюйму. Это число называют меш. Чем мельче
ячейки сетки, тем ниже ее гидравлическая проницаемость (табл. 18).
Таблица 18
Сортамент металлических тканых гладких сеток (ГОСТ 3584—73)
№ сетки Размер стороны ячейки^'.в свету", мм Диаметр проволоки, мм Количество ячеек на 1 мм2, шт. Живое сечение сетки, %
0056 0,056 0,04 108 34,0
0063 0,063 0,045 94 37,4
0071 0,071 0,05 68 34,4
008 0,08 0,05 59 37,9
009 0,09 0,06 44 36,0
010 0,10 0,06 39 39,1
Процесс собственно трафаретной печати сочетает два дейст-
вия— продавливание и разрыв пасты. Разрыв массы пасты при от-
рыве трафарета от запечатываемой поверхности подложки должен
производиться в период тиксотропного возбуждения (минимальной
вязкости), т. е. одновременно с прохождением ракеля. Возможны
Рис. 65. Одно-
временная дву-
сторонняя тра-
фаретная пе-
чать:
1 — рама с тра-
фаретом: 2—кас-
сета с подложкой;
3 — волна краски;
4 — ракель
два способа отрыва трафарета от подложки: 1) с
самоотрывом сетки; 2) с подъемом рамки. По пер-
вому способу трафарет устанавливают с точно вы-
веренным зазором (0,5—1 мм) между трафаретом
и подложкой, по второму — без зазора, вплотную
на подложке |[96].
При печати с самоотрывом используют упругие
свойства сетки. Прижатый к сетке наезжающий ра-
кель прогибает ее вслед за движением и прижима-
ет к подложке по линии касания. Необходимо пре-
дусматривать на трафарете свободное поле вокруг
рисунка шириной 20 мм для устранения искажений
рисунка при прогибе. Отрыв сетки происходит непо-
средственно вслед за движущимся ракелем за счет
ее пружинящих свойств. Однако от переднего фрон-
та волны паста начинает поступать в ячейки сетки
еще до того, как трафарет прижат к подложке, т. е.
когда сетка на весу. Выступившие при этом сквозь
ячейки сетки столбики пасты затем при наезде ра-
келя расплющиваются между сеткой и подложкой,
что несколько искажает оттиск.
При двусторонней печати применяют вертикаль-
ное расположение подложки с одновременным дви-
жением двух ракелей снизу вверх (рис. 65).
184
При печати с подъемом рамки применяют принудительный отрыв
сетки с помощью дополнительного кинематического устройства.
Отрыв сетки производят подъемом рамки со стороны движения ра-
келя, непосредственно вслед за его проходом (рис. 66). Для этого
одна сторона рамки закреплена шар-
нирно в плоскости запечатываемой по-
верхности подложки, а другая подни-
мается по мере движения ракеля. Дви-
жущийся ракель и волна пасты перед
ним обеспечивают плотное прижатие
трафарета к подложке, что исключает
преждевременное продавливание пас-
ты.
Точность оттиска при использова-
нии сетчатого трафарета в значитель-
ной степени зависит от пружинящих
свойств сетки, натянутой на рамку и
находящейся в напряженно-деформи-
рованном состоянии. Металл, из которо-
Рис. 66. Беззазорное совмеще-
ние трафарета с подложкой:
1 — основание печатного стола; 2 —
подложка; 3— рама с трафаретом;
4 — направляющие скольжения; 5 —
ракель; 6 — волна пасты; 7 — ось
вращения рамы трафарета (вровень
с пастоприемной поверхностью под-
ложки); 8 — направление рабочего
хода ракеля
го получают проволоку для металличе-
ских сеток, обладает относительно невысоким пределом упругости.
Этот предел не должен превышать суммарные усилия, приклады-
ваемые к сетке при натяге и движении ракеля. В противном случае
происходит необратимая пластическая деформация, сетка вытяги-
вается. Это приводит к смазыванию оттиска, искажению размеров.
Для того чтобы металлическая сетка всегда работала в зоне уп-
ругих деформаций, производят деформационное упрочнение сетки
Рис. 67. Относительная деформация
8 металлической сетки трафарета в
зависимости от усилия натяжения а
на раме для случая без подтягивания
(ОАСВ) и с подтягиванием (О'А'СВ)
Рис. 68. Заклинивающийся зажим сет-
ки трафаретной рамы:
1— основа рамы; 2—внутренняя часть за-
жима; 3— внешняя часть зажима; 4—сет-
ка; 5 — стержень; 6 — болт; 7 — гайка для
иатяжеиия сетки
185
ем 0,8сгр, где сгр— разрушающее напряжение. Возникает относитель-
ная деформация 5—10% (рис. 67, кривая ОА). Затем нагрузку сни-
мают и вновь прикладывают до значения 0,6ор (кривая О'Д'). В ре-
зультате деформационного упрочнения характеристика сетки при-
нимает вид О'А'СВ вместо ОАВ. При этом рабочее состояние натя-
нутой сетки соответствует точке А' с пределом пропорциональности
значительно выше (в 2—:3 раза для бронзы), чем в первом случае.
Прочное закрепление сетки в рамке осуществляют с помощью
четырех самозащемляющихся зажимов, расположенных вдоль про-
тивоположных сторон рамы 1 (рис. 68). Зажим имеет клиновидный
паз, образованный при неразъемном соединении планок 2 и 3. Сло-
женный вдвое край сетки 4 вкладывают в паз и в образованный
сгиб сетки продевают стержень 5. Чем больше усилие натяжения
сетки, возрастающее при свинчивании болтового соединения 6, тем
сильнее стержень 5 защемляет сетку 4. Благодаря наклону паза на-
ружу от рамы увеличен угол обхвата, что обеспечивает прочное са-
мозащемление сетки [97].
§ 4. ФОТОРЕЛЬЕФНАЯ ПЕЧАТЬ
Фоторельефной печатью называют образование рельефного ри-
сунка на подложке путем нанесения сплошного слоя фотополимер-
ной композиции ФПК или фоторезиста ФР и последующего избира-
тельного экспонирования рисунка, его проявления и закрепления.
Под действием экспонирующего ультрафиолетового излучения
(2^=0,35—0,5 мкм) происходит фотолиз — фотонное инициирование
химических реакций. Фотолиз протекает как свободнорадикальная
цепная реакция, идущая с нарастающей скоростью. Диффузия сво-
бодных радикалов в вязкой среде слоя ФПК настолько незначи-
тельна, что фотолиз протекает строго в освещенных участках, обес-
печивается высокая разрешающая способность.
В состав ФПК входят, помимо основной органической составля-
ющей, фотоинициатор и ингибитор. Фотоинициатор служит сенсиби-
лизатором, который под действием УФ излучения приобретает из-
быточную энергию, возбуждается и обеспечивает образование сво-
бодных радикалов, необходимых для развития цепной химической
реакции в основной органической составляющей. Ингибитор необхо-
дим для предотвращения спонтанных реакций, инициированных
теплотой при хранении в период между введением фотоинициатора
и непосредственным использованием, и для регулирования скорости
фотолиза. Механизм действия ингибитора сводится к отдаче атома
водорода его молекулой для насыщения свободной валентности ак-
тивного радикала. Благодаря значительной вязкости ФПК обрыв
органических цепей в результате взаимодействия радикалов проте-
кает медленно. Это позволяет ингибитору оказать сдерживающее
влияние [98].
Для некоторых ФПК реакция фотополимеризации идет очень
слабо в присутстрии кислорода воздуха, который оказывает ингиби-
186
рующее действие. При взаимодей-
ствии кислорода со свободными
радикалами образуются перекис-
ные соединения, расщепление ко-
Рис. 69. Отделение инфракрасной ча-
сти спектра от экспонирующего свето-
вого потока:
торых отнимает значительную
часть поглощаемой энергии света.
Поэтому экспонирование в ваку-
умной раме необходимо проводить
не только для плотного, беззазор-
ного совмещения фотошаблона и
слоя ФПК, но и для ослабления
кислородного ингибирования.
Сушку слоя целесообразно про-
водить с ограничением кислорода
5
1 — источник света; 2 — дихроическое зер-
кало; 3—ИК и видимая часть спектра;
4 — УФ часть спектра; 5—фотополимериая
композиция
в атмосфере.
Различают негативные и позитивные ФПК. В негативной ФПК на
Рис. 70. Тест-платы (миры) для опреде-
ления разрешающей способности
освещенных участках под действием света происходит полимериза-
ция (реакция фотоприсоединения). В результате радикальной и сту-
пенчатой полимеризации образуются трехмерные структуры. Воз-
никает механически прочный и химически стойкий слой с высокими
защитными, маскирующими свойствами.
В позитивной ФПК под действием света пленка, наоборот, приоб-
ретает способность к растворению в отличие от незасвеченных уча-
стков (реакции фоторазложения).
ФПК характеризуют тремя основными параметрами: светочув-
ствительностью, разрешающей способностью, травителестойкостью.
Светочувствительность
определяет зависимость
скорости протекания реак-
ций в фотоматериале от ос-
вещенности. Продолжитель-
ность экспонирования связа-
на со светочувствительно-
стью. При недодержках не-
гативной ФПК полимериза-
ция происходит лишь в верх-
них слоях, нижние слои со-
храняют способность раство-
ряться в проявителе, что вы-
является после проявления
как плохая адгезия. Пере-
держка приводит к ухудше-
нию разрешающей способно-
сти из-за рассеяния света и
полимеризации граничной
зоны, смежной с засвечен-
ной.
Для ускорения процесса
экспонирования расстояние
187
зует
71. Влияние
диф-
и от-
слое
Рис.
ракции, рассеяния
ражения света в
ФПК на разрешающую
способность слоя:
а — зона дифракции, рассея-
ния и отражения светового
луча при прохождении слоя
ФПК; б — край рельефа не-
гативной ФПК; в—край
рельефа позитивной ФПК;
1 — фотошаблон; 2 — слой
ФПК; 3 — подложка; 4 —
дифракция света на краю;
5 — отражение от подложки
между источником света и слоем должно быть минимальным, так
как интенсивность света обратно пропорциональна квадрату рас-
стояния от источника. Для уменьшения нагрева слоя ФПК из-за
проникающего ИК-облучения, что приводит к образованию сплош-
ного засвечивания (вуали), необходимо отделять от светового по-
тока ультрафиолетовую часть спектра с помощью дихроического
фильтра (рис. 69).
Для определения разрешающей способности применяют штри-
ховые тест-платы (рис. 70).
На разрешающую способность слоя влияет дифракция света на
краю и отражениё от подложки (рис. 71).
Травителестойкость (кислото- или щелочестойкость) характери-
защитные свойства фоторельефного, слоя,
работающего в качестве маски при травле-
нии нижележащего слоя или при осажде-
нии вещества в открытых местах. Среда,
в которую при этом погружают подложку с
маской, является агрессивной. Маска долж-
на выполнять защитные функции в этих
трудных условиях. Различают три вида де-
фектов при недостаточной травителестойко-
сти — отслаивание, точечное просачивание
и подтравливание. Отслаивание является
грубым дефектом, оно вызвано плохой ад-
гезией к нижележащему слою. Точечное про-
сачивание является следствием попадания
пыли в жидкую пленку ФПК-
При подтравливании вдоль границы вы-
травливаемого участка под слой проникает
травильный раствор (см. рис. 36).
Применяемые в радиоэлектронном при-
боростроении ФПК по способу образования
сплошного слоя на подложке разделяют на
сухие и жидкие.
Сухая ФПК — поставляется в виде
относительно толстой (20—60 мкм) органи-
ческой пленки, покрытой с одной стороны
тонким (1 мкм) слоем ФР. Во избежание
повреждений эта пленка смотана в рулон с
двумя прокладками — верхней и нижней
(рис. 72). Верхней прокладкой служит поли-
этилентерефталатная (лавсановая) пленка
(толщиной 25 мкм), хорошо пропускающая
ультрафиолетовую часть светового спектра, нижняя — полиэтиле-
новая пленка (толщиной 25 мкм). Расположенная между ними
основная пленка представляет собой окрашенную в синий или кра-
сный цвет органическую основу, на которой с наружной стороны,
прилегающей к оптически прозрачной верхней прокладке, нанесен
слой негативного ФР [99]. .
188
усадочные деформирующие
72. Сухой способ нанесе-
светочувствительного слоя
Рис.
ния
на фольгированный материал:
1 — приемная бобина для отделяе-
мого внутреннего защитного слоя;
2 — отделительный валик; 3 — на-
греваемая колодка; 4 — фольга; 5 —
подложка; 6 — подающая бобина с
рулоном светочувствительной плен-
ки; 7 — полиэтиленовая пленка
(внутренний защитный слой); 8 —
окрашенная основа светочувстви-
тельной пленки со слоем негатив-
ного фоторезиста, расположенного
со стороны пленки 9; 9 — полиэти-
лентерефталатная пленка (наруж-
ный защитный слой); 10—прижим-
ной валик
Непосредственно перед накаткой нижнюю полиэтиленовую про-
кладку отделяют, а оставшуюся двухслойную пленку свежеоткрытой
стороной накатывают на поверхность подложки. Накатку осущест-
вляют при нагреве валков до 104±4°С, со скоростью 6 см/с. Нали-
чие в подложке предварительно выполненных отверстий не мешает
накатке. Накатанная пленка должна быть выдержана 30 мин перед
экспонированием, чтобы завершились
процессы, которые могут вызвать иска-
жения.
Особенностью несложного в прин-
ципе процесса накатывания является
серьезная опасность попадания пыли-
нок под накатываемый слой. Поэтому
поверхность подложки должна быть
тщательно очищена. Установка для на-
катки (ламинатор) должна работать в
специальном обеспыленном помеще-
нии (гермозона).
Экспонирование производят через
фотошаблон, не отделяя верхней про-
кладки, которая защищает тонкий слой
ФР от повреждений при экспониро-
вании. При этом образуется зазор в
25 мкм между фотошаблоном и слоем
ФР. Чтобы избежать искажения раз-
меров из-за рассеяния света в зазоре,
необходимо применять строго парал-
лельный световой поток. При использо-
вании ртутной лампы высокого давле-
ния 1IPK-7 или ДРШ-1000 с излучени-
ем 0,35 мкм экспозиция составляет
60 с в установке с интенсивным водя-
ным охлаждением. После экспонирова-
ния для завершения темновой фотохи-
мической реакции необходима выдержка при комнатной температу-
ре в течение 30 мин перед удалением верхней защитной пленки. Обе
защитные пленки уничтожают из-за наличия на них следов токсич-
ного фоторезиста, вызывающего раздражение кожи.
Проявление производят жидкой струйной обработкой при ком-
натной температуре. В зависимости от органической пленочной ос-
новы сухого ФПК для проявления применяют 0,15°/о-ный раствор
NaOH [100] или хлорированные углеводороды (например, метил-
хлороформ). При этом вымываются незасвеченные участки и под
ними растворяется пленочная основа. Чем тоньше основа, тем сла-
бее краевой эффект—растворение под краем слоя. Для снижения
краевого эффекта необходимо контролировать температуру, давле-
ние струй растворителя и продолжительность (10—75 с) [101].
Гидравлическое давление остро направленных струй облегчает уда-
ление продуктов растворения из засвеченной зоны.
189
При проявлении в агрегате перемещение подложки идет по прин-
ципу встречного потока—обработка начинается в отработанном
растворителе и заканчивается в свежем. Тщательная завершающая
промывка прекращает процесс растворения.
В рассмотренном применении сухой ФПК заложено важное про-
изводственное преимущество — нанесение тонкой (1 мкм) и строго
равномерной бездефектной пленки ФР на большую площадь воз-
ложено на специализированное химическое предприятие. Централи-
зованное изготовление сухой ФПК позволяет организовать крупные
масштабы производства и применить дорогостоящее технологиче-
ское оборудование с высоким техническим уровнем и надежной за-
щитой обслуживающего персонала. В состоянии поставки (в руло-
не) пленка может храниться год.
К недостаткам сухой ФПК следует отнести:
1) ограниченную разрешающую способность—10 линий/мм,
что связано с наличием при экспонировании верхней защитной плен-
ки и при проявлении — пленки основы;
2) необходимость приложения механического усилия при накат-
ке, что не всегда допустимо для подложки (например, в случае си-
талловой подложки).
Жидкая ФПК- В тех случаях, когда недостатки сухой ФПК
оказываются решающими и ее применить нельзя, используют жид-
кую ФПК- Химические предприя-
тия выпускают жидкие ФПК со
стандартными свойствами. В. ин-
струкции, прилагаемой к ФПК,
указываются апробированные ме-
тоды нанесения, сушки, экспони-
рования, определены возможные
области использования и гаранти-
руемые (при выполнении инструк-
0 __I__I__I-1--1-J--1-i--1--1---------- Z
2 4 6 8 10 г,, м2/с-10
д.МКМ
Рис. 73. Зависимость толщины слоя
от вязкости жидкой ФПК при посто-
янной скорости центрифугирования
(а) и от скорости центрифугирова-
ния при постоянной вязкости (б):
1 — рабочий интервал толщин слоя; Щ =
= 3 тыс. об/мин; «2=4 тыс. об/мин, «3=
=5 тыс. об/мин; Т): = 2-10~6 м2/с; Т]2=
= 2,5-10 ~6 м2/с; Т)3=4-10-6 м2/с; Ц,=
=4,5-10 ~б м2/с
ции) результаты. ФПК выпуска-
ется в наборе с проявителем, рас-
твором для разбавления и краси-
телем для визуального контроля
качества проявления (иначе слой
плохо виден на подложке).
Разброс вязкости ФПК приво-
дит к отклонениям толщины слоя
(рис. 73), поэтому необходимо
следить за величиной вязкости
при нанесении на подложку, ста-
билизируя температуру (рис. 74)
и выбирая соответствующую ско-
рость (рис. 75 [103]. Следует по-
степенно добавлять растворитель до достижения заданной вязко-
сти, все время контролируя ее при стабилизированной температуре,
а не ограничиваться соблюдением рекомендуемого соотношения (в
соответствии с паспортом на партию). Во многих случаях на основе
190
стандартного поставляемого фоторезиста создают жидкие компози-
ции, отвечающие конкретным требованиям: повышенная травителе-
стойкость, улучшенные адгезионные и другие технологические свой-
ства [102].
Изменение свойств жидкой ФПК при переходе из жидкого состо-
яния в твердое и образование маски происходит по мере прохожде-
ния пяти стадий: нанесения слоя, удаления растворителя, экспониро-
вания, проявления и закрепления. Наибольшую трудность представ-
ляет нанесение жидкой пленки с большой равномерностью и
однородностью. Для этой операции строго контролируют вязкость
наносимого состава. Работу необходимо проводить в гермозоне.
Рис. 74. Зависимость вязкости
жидкой ФПК от температуры
Рис. 75. Соотношение скорости цент-
рифугирования и вязкости жидкой
ФПК для получения значений толщи-
ны слоя в рабочем интервале 1
(1,0—1,3 мкм)
Жидкую ФПК наносят вытягиванием или центрифугированием.
Метод вытягивания основан на вертикальном погружении пачки
подложек, закрепленных в кассете, й медленном вытягивании с на-
растающей скоростью при стабилизированной температуре и вязко-
сти. Нарастающая скорость вытягивания необходима для ослабле-
ния клинообразного утолщения слоя в нижней части подложки из-за
сползания жидкости вниз. Важно исключить при вытягивании ви-
брацию подложек от приводных двигателей. Образование мениска
между близко расположенными подложками меняет условия сма-
чивания и удержания пленки на поверхности подложки. Поэтому
важен выбор зазора между подложками в кассете. Вытягивание
производят дважды в противоположных направлениях, с промежу-
точной сушкой 20 мин. Скорость вытягивания 10 мм/с при вязкости
11 с по ВЗ-4 (ГОСТ 9070—75). Расход ФПК при методе вытягива-
ния составляет 3 мг/дм2 для толщины 50 мкм. Кассетный способ
обеспечивает высокую производительность в отличие от индивиду-
ального вытягивания каждой подложки, но возможен только в тех
случаях, когда нет необходимости при последующей сушке подвер-
гать терморадиационному нагреву каждую подложку. Метод вытя-
гивания обеспечивает толщину пленки с точностью ±20% в преде-
лах значений толщины 10—70 мкм.
191
Центрифугирование как метод нанесения позволяет по-
лучить наиболее тонкую пленку (от 0,3 мкм), что необходимо в слу-
чае высоких требований по разрешающей способности и точ-
ности.
Формирование пленки при центрифугировании основано на вяз-
ком течении лака под действием центробежных сил. В начальной
стадии центробежные силы заставляют пленку лака распределять-
ся по поверхности тонким слоем (0,3—2 мкм). Эта стадия длится
не более 15 с и сама постепенно завершается по мере застудневания
лака и испарения- растворителя. На этой стадии может появиться
вредный эффект «лучевого разбега» в виде полос от центра к пери-
ферии. Лучевой разбег — типичное явление при центрифугировании
в нарушенном режиме, когда высокая скорость вращения (и, следо-
вательно, значительные центробежные усилия) сохраняется за пре-
делами текучей стадии. В результате образовавшаяся на поверхно-
сти тончайшая пленка разрывается в отдельных местах. Ее частицы
скользят по еще текучим нижним слоям, оставляя неровности. Лу-
чевой разбег можно исключить при ударном выходе на скорость
5000 об/мин с выдержкой при этом значении 15 с, плавным пяти-
кратным замедлением за 15 с с последующим выключением двига-
теля. Приведенные значения уточняют в зависимости от интенсивно-
сти испарения применяемого растворителя и вязкости.
Нанесение происходит в центрифуге, внутрь которой подается
сухой обеспыленный воздух с влажностью до 40%. Центрифуга
должна иметь вакуумные присоски для закрепления подложек и за-
щиту шарикоподшипников от попадания ФПК. Подложки закреп-
ляют на столике в центрифуге и наносят ФПК с помощью шприца,
содержащего фильтр для фильтрации от микрочастиц размером
1 мкм. Необходимо до начала центрифугирования выдержать жид-
кий слой несколько секунд для самостоятельного всплывания воз-
душных пузырьков. Существенно, чтобы вращение начиналось с
очень большим ускорением, толчком, потому что именно в началь-
ный момент вязкость слоя наименьшая. Плавный набор скорости
приводит к получению неравномерной толщины.
Для получения максимальной разрешающей способности толщи-
на слоя должна быть минимальной, но это ведет к увеличению ве-
.ооятности проколов, поэтому оптимальная толщина составляет
0,3 мкм. Часть проколов вызывается взвешенными в жидкости пы-
линками, попавшими в ФПК перед нанесением. Остальные проколы
вызваны пылинками, попавшими во время центрифугирования: воз-
дух из-за трения о вращающийся столик отбрасывается от центра,
в результате чего пылинки с силой внедряются в пленку.
Возможен дефект слоя, вызванный самозагрязнением из-за об-
разования нитей из удаляемой ФПК, вновь налипающих на слой
при турбулентных завихрениях воздуха. Необходимо сдувать нити
направленным потоком воздуха внутри центрифуги (рис. 76). Об-
щим недостатком метода центрифугирования является непроизводи-
тельный расход ФПК, 80% который сбрасывается на стенки цент-
рифуги.
192
Процесс удаления растворителя (II стадия) играет
важную роль в образовании пленки. На поверхности подложки за-
крепляются наиболее активные группы макромолекул. Сами макро-
молекулы, свернутые в клубки, должны плотно расположиться на
поверхности так, чтобы незакрепленные части молекулярной цепи
были направлены вверх в раствор. При таком положении их сво-
бодная энергия минимальна. Для этого требуется низкотемператур-
Рис. 76. Способ подавления эффекта образования «нитей» при цент-
рифугировании жидкой ФПК. Центрифугирование без периферийно-
го поддува (а) и при поддуве (б):
4 — подача жидкой ФПК; 2 — траектория движения оторвавшихся от поверх-
ности частиц жидкой ФПК в виде нитей; 3—направление поддува обеспы-
ленным воздухом; 4 — стол центрифуги с обрабатываемыми подложками
пая выдержка. Следующая затем ПК сушка (80° С) обеспечивает
удаление растворителя и развивает процесс пленкообразования. На
этом этапе не следует ускорять сушку, так как для завершения ре-
лаксационного процесса размещения макромолекул в положениях
минимального значения свободной энергии необходимо время.
Слишком быстрая сушка приводит к возникновению в слое ФПК ме-
ханических напряжений.
Исключение по режиму сушки составляет «холодная эмаль» (см.
ниже), не допускающая нагрева при сушке. В этом случае закреп-
ление протекает в течение 15 ч, т. е. практически до начала следу-
ющей рабочей смены при односменной работе. Обработка ведется
одновременно для 20 подложек, закрепленных в одной кассете, в
которой подложки проходили процесс нанесения.
Во всех случаях растворитель должен быть удален полностью.
Для слоя с остатком растворителя, затрудняющим фотолиз, харак-
терна малая светочувствительность.
Экспонирование (III стадия) следует производить в тече-
ние нескольких секунд параллельным пучком УФ света с высокой
энергией, спектральная характеристика которого согласована со
спектральной характеристикой ФПК. Наибольшее распространение
для экспонирования имеют лампы ЛД-40 и ЛУФ-80, применяемые
в установках с расстоянием лампа — подложка 50 мм. Время экс-
понирования обычно составляет 1 —10 мин в зависимости от источ-
ника света, плотности фотошаблона и состава ФПК.
В результате действия света и протекания реакций сшивания ор-
ганических макромолекул в пространственную компактную струк-
туру объем слоя негативного ФПК в облученных местах уменьша-
ется. Это позволяет наблюдать рельефное изображение рисунка еще
до проявления.
193
В процессе проявления (IV стадия) на поверхности созда-
ется защитный рельеф требуемого узора — фоторезистная маска.
У негативных ФПК проявление является растворением неполиме-
ризованных областей, для чего используется тот же органический
растворитель, что применялся для получения требуемой вязкости.
У позитивной ФПК проявление связано с химической реакцией пре-
вращения входящих органических кислот в растворимые соли, для
чего обычно используют сильно разбавленный щелочной раствор
(например, тринатрийфосфата Na3PO4).
Плохое удаление при проявлении происходит из-за передержки
при экспонировании, из-за чрезмерной сушки или просто из-за не-
достаточного проявления.
Закрепление (V стадия) необходимо для дальнейшего обра-
зования в оставшемся слое поперечных связей между молекулами
и связей с подложкой с целью обеспечения химической стойкости и
повышения адгезии. Чем длительнее предстоит последующее трав-
ление сквозь полученную фоторезистную маску, тем выше должна
быть температура при закреплении.
Самостоятельным процессом является снятие маски ФПК после
выполнения ею своих функций. Применяют три способа снятия
маски: химическая деструкция; растворение в органических раст-
ворителях; окислительная деструкция в кислородной плазме.
При снятии позитивной ФПК концентрированной H2SO4 в смеси
с СНгО2 (30%-ная) при 80° С происходит разрыв органических це-
пей и образование сульфированных мономеров, которые удаляются
при последующей отмывке водой. Недостатком является быстрое
истощение раствора и невозможность применения для металлов.
При снятии позитивной ФПК, нанесенной без термического за-
крепления, в качестве органического растворителя для снятия при-
меняют ацетон, целлозольв. Недостатком является загрязнение по-
верхности подложки повторным осаждением молекул ФПК из раст-
ворителя, поэтому требуется ручная протирка тампоном.
Окислительная деструкция в кислородной низкотемпературной
плазме приводит к образованию летучих продуктов, которые в объ-
еме плазмы разлагаются СхН^+О—*-СО24-Н2О и откачиваются на-
сосом установки.
Среди кислотостойких жидких фотополимерных композиций
(табл. 19) наиболее удобна в работе «холодная эмаль», названная
так в связи с возможностью сушки при комнатной температуре. Она
не требует окрашивания и термического закрепления, снятие маски
протекает быстро и полностью. К ее недостаткам следует отнести
взрыве- и пожароопасность, токсичность. «Холодная эмаль» значи-
тельно превосходит широко распространенный в прежние годы поли-
виниловый спирт по следующим параметрам: высокая пленкообра-
зуемость, отсутствие самодубления (в темноте), высокая разреша-
ющая способность (300 лин/мм), большой срок хранения после на-
несения (до 30 сут.), высокая кислотостойкость, высокая произво-
дительность технологического процесса благодаря исключению
операций окрашивания, химического и термического дубления.
194
Таблица 19
Сортамент основных типов сухих и жидких ФР
Наименование Тип Разрешаю- щая спо- собность, линий/мм Проявитель Сниматель Травителе- стойкость
Ристон Негатив- ная 350 Трихлор- этан Метиленхлорид
ФПК «холодная эмаль» ХЭ Негатив- ная 350 3 % -ный раствор NapCOs Горячий раствор NaOH
ФН-11к Негатив- 250 У айт7 Механическое pH 1—13
(14-631—71ТУ) ная (1 мкм) спирит; Р-4 удаление после на- бухания в толуо- ле при 20° С
ФП-383 Позитив- 400 3%-ный Конц. H2SO4 При Только в
(14-632—71 ТУ) ная раствор Na3PO4 60° С, моноэтано- ламин, 20 %-ный раствор NaOH; вжигание при 500° С азотной, ук- сусной борф- тористово- дородной кислотах
«Холодная эмаль» представляет собой композицию на основе
акриловых полимеров в виде 5%-ного спиртового раствора сополи-
мера метакриловой кислоты с добавками метилметакрилата, поли-
эфира и фотоинициатора. В качестве фотоинициатора применяют
краситель «метиловый фиолетовый», дающий также окрашивание,
необходимое для визуального контроля. Раствор может храниться
неограниченно долго при 20° С. Слой ХЭ проявляют в 4%-ном рас-
творе NagCOs с добавкой ПАВ ОП-7 для улучшения смачивания.
Проявление длится 4 мин при 35° С. Незасвеченная часть слоя со-
храняет растворимость, легко удаляется с подложки и может быть
использована повторно. Снятие маски из «холодной эмали» произ-
водят в горячем 5%-ном растворе NaOH с добавкой ОП-7 и с при-
менением капроновых щеток.
Примером щелочестойкой ФПК является композиция на основе
позитивного фоторезиста ФП-383 и смеси смол (например, новолач-
ной К-18 и эпоксидной ЭД-5). Смолы, вводимые в состав жидкой
композиции в значительном количестве (около 50%), повышают
химостойкость, механическую стойкость, влагостойкость и адгезию
маски к подложке, но светочувствительность и разрешающая способ-
ность ФПК при этом значительно падают.
Общими недостатками жидких ФПК являются: легкость загряз-
нения и повреждения, затекание в отверстия и утолщения на краях
подложки.
ЛИТЕРАТУРА
1. Гелль П. П., Иванов-Есипович Н. К. Конструирование радиоэлектронной
аппаратуры. Л., 1972.
2. Пятлин О. А. и др. Технология изготовления гибридных пленочных мик-
росхем. Л., изд. ЛДНТП, 1969.
3. Чистяков Ю. Д. и др. Физико-химические процессы в технологии микро-
электроники. Научные труды по проблемам микроэлектроники/МИЭТ, 1969,
вып. 4.
4. Френкель Я. И. Введение в теорию металлов. 4-е изд., испр. Л., 1972.
5. Хауффе К. Реакции в твердых телах и на их поверхности: Пер. с нем.
М„ 1962.
6. Глинка Н. Л. Общая химия. 18-е изд. испр. Л., 1976.
7. Пайка. Термины и определения. ГОСТ 17325—71.
8. Каталог химических реактивов и высокочистых химических веществ.
М. 1971.
9. Справочник по пайке/Под ред. Лоцманова С. Н„ Петрунина И. Б., Фро-
лова В. П. М„ 1975.
10. Тихомирова О. И. Получение и свойства галлиевых припоев системы гал-
лий— медь — олово. — Порошковая металлургия, 1974, № 10 (142), с. 64—68.
11. Прейскурант № 05—11—45. Оптовые цены на химические реактивы и
препараты. М., 1967.
12. Landan J. Factors affecting the choice of a solder alloy for electronic
applications. — Insulation Circuits, 1974, 20, № 12, 46, p. 46—47.
13. Глухушин А. А. Горячее лужение печатных плат. — Обмен опытом в
радиопромышленности, 1976, вып. 1, с. 27.
14. Lipke Н., Clement W. Unterruchungen uber die Einwirkung einer Werkstof-
fe der Amtsbautechnik auf silber und palladiremhaltige Kontaktwerkstoffe. — Nach-
richtentechnische Zeitcshrift, 1960, 13, № 9, s. 431—435.
15. Kloetz G., Hameln A. Korrosionserscheinungen unter Gerateinnenklima bei
elektreschen und elektronischen Geraten.— Automatik, 1966, № 11, s. 420—422,
424—426.
16. Hanke H„ Fabian H. Technologie electronischer Bangruppen, Berlin, 1975.
17. Патент ЧССР № 106781, 1970.
18. Автоматизация пайки печатных плат. М., 1976.
19. Костин Д. Т., Нестерова М. А. Авт. свид. № 426778, кл. В23к 35/36, 1973.
20. Камардин Н. Н., Владимиров Е. А. Энергетические характеристики
V-образных электродов. — В кн.: Сварка и пайка в радиоэлектронике и приборо-
строении. Изд. ЛДНТП, 1974.
21. Алексеева Е. Г., Каюгин А. И., Климов А. А. Локальная светолучевая
пайка деталей электровакуумных приборов. — В кн.: Применение пайки и сварки
при монтаже и сборке аппаратуры/Под ред. Радченко Л. А. Л., изд. ЛДНТП,
1975.
22. Грахов Г. Н. Кинетика образования соединения при контактной сварке
расщепленным электродом —В кн.: Сварка и пайка в радиоэлектронике и при-
боростроении. Изд. ЛДНТП, 1974.
196
23. Рэди Д. Действие мощного лазерного излучения: Пер. с англ., 1974.
24. Климов А. А., Малащенко А. А. Лазерная сварка деталей из бескисло-
родной меди. — В кн.: Применение пайки и сварки при монтаже и сборке аппа-
ратуры/Под ред. Радченко Л. А. Изд. ЛДНТП, 1975.
25. Laser adjustment of thick film resistors. — Microelectronics, 1972, 4, № 1, 24.
26. Stein S. at al. Recent advances in platinum — silver thick film conduc-
tors.— Solid State Technology, 1975, May, p. 49—59.
27. Красов В. Г., Колдашов H. Д., Петраускас Г. Б. Пасты в микроэлектро-
нике.— Обзоры по электронной технике, сер. 6, Материалы, вып. 2 (365). М.,
изд. ЦНИИ «Электроника», 1976.
28. Веребейчик Н. М., Оделевский В. И. Новые бесщелочные цирконий-
содержащие силикатные стекла с плотной структурой.— Вопросы радиоэлектро-
ники, сер. 3, 1960, вып. 2, с. 24—27.
29. Афанасьева М. А. и др. — В кн.: Толстопленочные многослойные пассив-
ные микросхемы. Микроэлектроника. М„ 1975, вып. 8, с. 114.
30. Тайпов Р. А. и др. Исследование некоторых вопросов синтеза толсто-
пленочных резисторов. — Вопросы радиоэлектроники, сер. ТПО, 1973, вып. 1,
с. 64—67.
31. Иванов-Есипович Н. К., Таипова Л. П. Минимизация стеклофазы в ком-
позитной стеклоэмали. — Технология судостроения, 1978, вып. 6, с. 77—80.
32. Розбери Ф. Справочник по вакуумной технике и технологии: Пер. с англ..
М„ 1972.
33. Burgess J., Nengelaner С. Hybrid Packages by the Direct Bonded Copper
Process. — Solid State Technology, 1975, № 5, p. 32—37.
34. Антошин E. В. Газотермическое напыление покрытий. M., 1974.
35. Laurie A. A Higt Quality, Base Metal, Thick Film Resistor Sistem. — 23-г(Ё
Electronic Components Conference, 1973, p. 137—139.
36. Металлорганические соединения в электронике/Под ред. акад. Г. А. Ра-
зуваева. М., 1972.
37. Kuo С. Electrical applications of thin-films produced by metallorganic
deposition. — Solid State Technology, 1974, 17, № 2, p. 49—55.
38. Патент Франции № 1452917, 1966.
39. Joldas В. Preparation of glasses and ceramics from metalorganic compo-
unds.— Jornal of Materials Science, 1977, 12, № 6, 1203—1208.
40. Борисенко А. И., Николаева Л. В. Тонкослойные стеклоэмалевые, и стек-
локерамические покрытия. Л., 1970.
41. Федулова А. А., Котов Е. П., Явич Э. Р. Многослойные печатные платы.
2-е изд., доп. и перераб. М„ 1978.
42. Харин А. Н., Катаева Н. А., Харина Л. Т. Курс химии. М„ 1975.
43. Солохина В., Беляева Ю. Обработка поверхности меди при изготовлении
биметаллических форм способом наращивания никеля. — Полиграфия, 1976,.
№ 4, с. 24—28.
44. Шалкаускас М., Вашкялис А. Химическая металлизация пластмасс..
2-е изд. перераб. Л., 1977.
45. Розовский Г. И. и др. Растворы активирования, содержащие палладий
и олово. — В кн.: Электролитические и химические процессы в производстве пе-
чатных плат, изд. ЛДНТП, 1974.
46. Булатов Н. К. и др. Сенсибилизация пластмасс с помощью гидразина. —
Обмен опытом в радиопромышленности, 1974, вып. 6, с. 28—29.
47. Melka I. Effects of Silver Nitrate Activation on Electroless Copper Depo-
sits. _ Plating, 1971, 58, № 11, p. 23—26.
48. Патент Великобритании № 1372655, 1974.
49. Китаев Г. А. и др. Опыт металлизации органических диэлектриков с ис-
пользованием пленок халькогенидов металлов.— Вопросы радиоэлектроники,
сер. ТПО, 1976, вып. 3, с. 72—78.
197
•50. клёушев И. А., Львов И. Л. Световая головка Для координатографа. —
Технология судостроения, 1975, № 7, С. 48—51.
51. Sharp D. Photoselective Metal Deposition. — Plating, 1971, 58, № 8,
f. 786—790.
52. Котов E. П. и др. Опыт изготовления многослойных плат из диэлектрика
с введенным катализатором.— Обмен опытом в радиопромышленности, 1974,
вып. 8, с. 49—50.
53. Таипова Л. П., Иванов-Есипович Н. К-, Соловьев С. И. Разброс номина-
л’ов .и гомогенность пасты электропроводных стеклоэмалей.—-Технология судо-
строения, 1978, № 4, с. 81—83.
54. Горбунова К. М., Никифорова А. А. Физико-химические основы процесса
химического никелирования. М„ 1960.
55. Никаидрова Л. И. Химические способы получения покрытий. Л., 1971.
56. Озеров А. М. и др. Нестационарный электролиз. Волгоград, 1972.
.57. Патент Франции № 2162362, 1973.
; 58. Хамаев В. А., Годовицыи Е. В. Авт. свид. № 369175, 1972.
59. Покрытия металлические и неметаллические неорганические. Операции
технологических процессов получения покрытий. ГОСТ 9.047—75.
60. Выгорницкдя Т. Г. и др. Нанесение толстослойных медных покрытий при
изготовлении печатных обмоток электродвигателей. — Технология электротехни-
ческого производства, 1973, вып. 8—9 (51—52), с. 22—24.
61. Герасимова И. М. и др. Влияние некоторых факторов на равномерность
оловянно-свинцового покрытия поверхности плат. — Технология электротехниче-
ского производства, 1973, вып. 8—9, (51—52), с. 31—32.
62. Рушко С. В,, и др. Эматалирование деталей из алюминиевых сплавов.—
Обмен опытом в радиопромышленности, 1975, вып. 2, с. 17.
63. Кишко О. М. и др. Электроизоляционное износостойкое анодирование.
Обмен опытом в радиопромышленности, 1976, вып. 2, с. 44—45.
64. Ries G. Verfahrenstechnick und Verfahren zur Erzeugung von Konversions-
schictten auf Metallbandern.— Metalloberflache, 1971, 25, № 7, s. 75—80.
65. Карпенко Э. С., Камбурьян Б. А., Кидалюк В. H. Авт. свид. № 263366,
1969.
66. Алехин А. П., Лаврищев В. П., Семячко Г. Я. и др. Селективное электро-
растворение тонких металлических пленок. — Электронная техника, сер. 3, Мик-
роэлектроника, 1974, вып. 4 (52), с. 77—80.
67. Мере В. Я. Новый способ прецизионного травления печатных схем. —
Технология электротехнического производства, 1973, вып. 8—9 (51—52), с. 35—36.
68. Аннапольский В. Д., Руб А. М., Федулова А. Л. Исследование режимов
травления печатных плат раствором хлорного железа. — Обмен опытом в радио-
промышленности, 1975, вып. 4, с. 25—27.
69. Воронов В. Н. и др. Травление печатных плат в растворе хлорной меди
с регенерацией раствора. — Обмен опытом в радиопромышленности, 1974, вып. 9,
с. 6—7.
70. Патент Франции № 2049245, 1971.
71. Водолазская С. К., Вавилов А. Г. Травящие системы для получения то-
конесущих элементов микросхем методом фотолитографии. — Обмен опытом в
радиопромышленности, 1975, вып. 11, с. 26—28.
72. Николаева В. А., Макарова Л. Н. Селективное травление ванадий-медь-
никелевых пленок. — Обмен опытом в радиопромышленности, 1976, вып. 2, с. 49.
73. Бушева С. В. и др. Исследование травления диэлектрика при изготовле-
нии многослойных печатных плат. — Технология электротехнического производ-
ства, 1973, вып. 8—9 (51—52), с. 33—34.
74. Иванова Л. В. и др. Исследование процесса травления диэлектрика в
отверстиях при изготовлении многослойных печатных плат. — Обмен опытом в
радиопромышленности, 1976, вып. 1, с. 23—25.
198
75. Патент США № 3400077, 1968.
76. Днепровский В. Г. и др. Особенности импульсных испарителей для на-
пыления пленок.— Электронная техника, сер. 3, Микроэлектроника, 1972, вып. 3,
с. 62—70.
77. Maissel L., Schaible Р. Thin Films Deposited by Bias Sputtering.— J. Appt.
Physics. 1965, 36, № 1, p. 237—242.
78. Савицкий E. M. и др. Сплавы редкоземельных металлов. М., 1962.
79. Иванов-Есипович Н. К., Козлов С. В., Тупиков Ю. Г. Управляемое леги-
рование пленок тантала прн изготовлении микросхем. — Технология судострое-
ния, 1974, № 6, е. 74—76,
80. Иванов-Есипович Н. К., Рубан Ю. В. Инвариантность процесса плазмен-
ного анодирования при изготовлении микросхем. — Технология судостроения,.
1974, № 3, с. 50—53.
81. Иванов-Есипович Н. К-, Таипова Л. П. Фотолитографическая обработка-
толстых пленок электропроводных стеклоэмалей. — Технология судостроения,-
1979, вып. 2, с. 72—74.
82. Пащенко А. А. Кремнийорганические покрытия холодного отверждения..
Киев, 1972.
83. Харитонов Н. П., Кривцов В. А. Органосиликатные материалы в тепло-
физических исследованиях. Л., 1975.
84. Анисимов Э. В., Скороходов Е. А. Пропитка обмоток электроэлементов
в процессе наматывания. — Обмен опытом в радиопромышленности, 1967, вып. 5-
85. Сидоркин Ю. Г., Тризна Е. В., Мясникова Г. М. Изготовление моточных
узлов электроэлементов с применением метода самопропитки. — Технология су-
достроения, 1975, № 4, с. 59—62.
86. Сычева Н. А. и др. Термореактивные эпоксиднополивинилбутиральные
пленки электроизоляционного назначения. — В кн.: Новые материалы на основе
эпоксидных смол, их свойства и области применения. 1974. (Материалы семина-
ра; изд. ЛДНТП).
87. Кан К. Н., Николаевич А. Ф., Мийлен Э. А. Выбор физико-механических
характеристик герметизирующих компаундов. — Обмен опытом в радиопромыш-
ленности, 1975, вып. 9, с. 39—41.
88. Зоткин С. Ф., Калнинь Э. Я. Трафаретная печать. М., 1965.
89. Деревягина Л. В., Райсин И. Б. Покровный состав для защиты печатных
плат. — Технология электротехнического производства. М„ 1975, вып. 10 (77),
с. 21—22.
90. Таипова Л. П. Молекулярная гомогенизация как метод повышения вос-
производимости композиционных стеклоэмалевых резисторов. — Технология судо-
строения, 1978, вып. 2, с. 77—80.
91. ПиЬаренко А. П., Поспелова К. А., Яковлев А. Г. Курс коллоидной хи-
мии. М., 1969.
92. Клечак Р. И. и др. Точность воспроизведения размерных параметров
плат способом трафаретной печати. — Обмен опытом в радиопромышленности,
1975, вып. 5, с. 32—33.
93. Руплепас В. Применение биметаллических трафаретов при изготовлении
толстопленочных полосковых микросхем. — Обмен опытом в радиопромышленно-
сти, 1973, вып. 6, с. 21—22.
94. Franconville F. at al. Screen Assential tool lor thick film printing. — Solid
State Technology, 1974, 17, № 10, p. 41—44.
95. Патент Франции № 2182298, 1972.
96. Штекельберг M. Управление толщиной красочного слоя на оттисках
трафаретной печати. — Полиграфия, 1975, № 4, с. 30—31.
97. Козлов А. Трафаретная печать для нанесения защитных рисунков на
печатные платы.— Полиграфия, 1976, № 1, с. 25—26.
98. Ратовская А. и др. Влияние ингибиторов на скорость фотополимеризации
светочувствительной системы. — Полиграфия, 1976, № 1, с. 21—23.
199
99. Dunham К. Solid State Photoresist Technology. — Solid State Technology,
1971, 14, № 6, p. 41—46.
100. Елагин Г. Полимеры для твердых водовымываемых фотополимерных
печатных форм. — Полиграфия, 1976, № 12, с. 28—30.
101. Белицкая С. и др. Некоторые требования к фотополимерным формам
н материалам для их изготовления. — Полиграфия, 1975, № 6, с. 22—24.
102. Бабич А., Токарчик 3. Регулирование свойств жидких фотополимери-
зующихся композиций. — Полиграфия, 1976, № 1, с. 22.
103. Ануфриенко В. В., Неустроев С. А., Новикова Е. М. Влияние режимов
центрифугирования на толщину и стабильность толщины пленок фоторезиста. —
Электронная техника, сер. 10, Технология и организация производства, 1970,
£ып. 1 (33), с. 42—45.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоактивация 91
Автодесорбция 149, 153
Адгезия 16, 89, 107, 111, 112, 137, 145,
161
Аддитивный принцип 84, 91
Адсорбент 131, 161
Адсорбция 16, 17, 104, 133, 150, 154
— физическая 131, 132, 134, 148, 161
— химическая 79, 131, 135, 148
Аккомодация 149
Активатор 59, 62, 92
Активация 48, 92
Активирование 87, 91
Аминоборан 96, 97
Анодирование 10, 108, 152, 156, 158
Апериодический ток 101, 105
Аргонная нестабильность 136
Аэросил 171, 174
Барботер 117
Барботирование 43, 101
Бор 74
Бура 59, 71
Буфер 95, 97
Вакансии 14, 155
Ван-дер-ваальсовы силы 16, 131, 136
Вжигание 10, 18, 59, 61
Взрыв 46, 47, 63
Возгонка 144
Вытягивание 10, 94, 191
Галлий 70
— припои 28
Газопоглотитель 133
Галтель 21, 23
Гель 76
Гермозона 189, 191
Гетероструктура 140
Геттер 133, 149
Гидравлическая проницаемость 183,
184
Гидравлическое давление 116, 189
Гидразингидрат 90, 94
Гидратирование 76, 109, ПО, 132
Гидриды 68, 69
Гидроксоний 85
Гидролиз 79, 80, 89, 105, 125, 170»
Гидрофобность 169, 179
Гипофосфит натрия 95
Гомогенизация 93
Горелка 46
Градиент
— внутренних механических напряже-
ний 14
— концентрации 14
— концентрации ионов 147
— температуры 14, 52
Гранула 148
Дегазация 133
Дегидратация 76
Декантация 124
Декапирование 10, 114, 115
Десорбция 128, 136
Деструкция
— окислительная 194
— термическая 42, 160
— химическая 194
Деформация 19, 185
Диспергатор 100, 102, 179, 180
Диссоциация 85, 101, 144
— степень 155
Дистиллят 46, 76, 91
Дистилляция 126
Диффузант 13
Диффузия 13, 19, 28, 59, 61—63, 68,
107, 127, 137, 140, 141, 148, 158, 162
— взаимная 13
— коэффициент 12, 140
— межкристаллитная 62
Диффузная подвижность 140
Дублет 137
Жало 44, 45, 49, 50
Живое сечение сетки 183
201
Закон Фарадея 99
Закрепление 194
Зародыш 136, 137
Золото 28, 29, 33, 61, 79, 104, 105,
137, 151
Золь- 76
Зона
— касания 40
— сварки 49
Изоцианат 176
ИК-нагрев 36, 46, 161
Ингибирование 116, 187
Ингибитор 92
Индиевые припои 24, 27
Инертный газ 72, 129, 135, 146
Интерметаллиды 15, 67, 70, 107, 132
Ионообменные смолы 126
Испарение 38, 67, 79
— термическое 129
Испаритель
— взрывной 143
— импульсный лазерный 142
— платиновый 144
— танталовый 144
— электронно-лучевой 142
Кадр 165
Капиллярный эффект 23
Катализ 85
Катализатор 81, 85, 87—89, 92, 96
Каталитические свойства 89
Катионообменпик 112
Кермет 140, 143
Коагуляция 15, 64, 69, 91, 102
Когезия 162, 174
Компрессирование 134
Комплексообразователи 95, 121, 122
Конверсионное покрытие 82, 108
Конденсат 135
Конденсация 129, 137, 148, 149
Концентрация ловушек 155, 156
Кооперативные процессы 137
Корректирование 124
Краевой угол 17
Кристаллизация 59, 96, 104, 132, 151
Кристаллическая
— структура 16, 105, 151
— решетка 83, 132, 139, 152
Критерий рентабельности 43
Критическая толщина 138
Лазерный луч 52, 53, 142
Лазерная подгонка 54
Лак 92, 161, 164
Ламинатор 189
Легирование 28, 151, 152
— азотом 152
Ликвация 27
Ликвидус 26, 38, 41
Лужение 10, 21, 66
избирательное 37
Лучевой разбег 192
Люминесценция 32, 128, 130
Лэнгмюра уравнение 141
Макрорельеф 19, 97
Маска 40, 120, 195
Масло
— арахисовое 42, 44
— касторовое 180
— силиконовое 29, 135
— форвакуумное 134
Миграция 15, 135, 136
Микродефект 126
Микрорельеф 19, 89
Мира 187
Мишень 145, 146, 147
Множитель предэкспоненциальный
12, 13
МОС 76
Набухание 162
Наволакивание 123
Накатка 11, 94, 160
Наполнитель 28, 55, 64, 174, 179
Напыление газотермическое 71
Насосы
— геттерно-ионные 135
— диффузионные 135
— масляные 135
— сорбционные 134
— титановые 135
Насосы
— форвакуумные 134
— электроразрядные 135, 146
Нейтрализация 30, 32, 87, 125, 147,
157, 163
Непропай 38, 43
Нуклеация 59, 74
Обволакивание 174
Обезжиривание 10
Область касания 19
Оксидирование 10, 145, 154
— плазменное 155
Окунание 10
Оловянная чума 28
Осветление 37
Осмос 163
Основа 183
Отжиг 143, 144
Отравление 47, 176
Оттиск 160, 180, 181
ПАВ 22, 95, 114, 116, 127, 167, 179
Пайка 10, 33, 69
— волной 38, 39
— жгутов 46
— кабелей 46
— локальная 44, 46
— струей 39
Парциальное давление 152, 153
Пассивирование 111, 112
Паста лудящая 25, 37
Пастотерка 181
Паяемость 41, 42
Периферийная недостаточность 157
Печать
— трафаретная 164, 177
— фоторельефная 164, 186
Плавень 59, 60
Пигмент 163, 167
Плазма 72, 146, 147, 155, 156, 158,
194
Плазмотрон 72
Полидисперсность 178, 179
Полимеризация 10, 160
Полиэфир 32, 172, 176, 195
Положительный столб 146, 155
ПОС 23, 25, 27, 39
Потенциостат 119
Припой 21, 40
Пропитка 171
— капельная 172
Проявление 10, .1.9.4,. 195
Псевдопластические свойства. 1.81
Пурпурная чума 51
Пятна касания 19, 49
Радужное цинкование 111
Разрешающая способность 165, 181,
188
Разряд
— высокочастотный 155
— тлеющий 145, 155
Ракель 181, 184
Рассеивающая способность- 101; НО
Распыление 10, 94
— газотермическое 71
— диэлектрических мишеней 147
— ионное 129
— ионоплазменное 147
— коэффициент 146
— реактивное ионное 152
— эффективность 150
Раствор
— истинный 85
— коллоидный 79
— полуколлоидный 73, 79, 80
— твердый 26, 152
Растекание 27
Растр 181, 184
Реакция
— замещения 73, 74
— Канниццаро 97
— окислительно-восстановительная
59, 67, 99
—фотоприсоединения 187
— фоторазложения 187
— фотохимическая 189
Реверс тока 100
Реверсирование 101, 105
Регенерация 85, 118, 119, 124
Редкоземельные металлы 151
Резинаты 76, 79
Самогерметизация 75
Самодубление 194
203
Самопропитка 173
Сварка 48
— контактная 10
— лазерная 10
— термокомпрессионная 10, 19, 48
Светочувствительность 92, 110, 165,
187
Селективность 120
Сенсактивирование 87, 92
Сенсибилизация 87
Сера 37, 91
Сетка 182
Склеивание 21, 171
Смачивание 17, 22, 29, 67, 69, 76,
195
Солидус 26
Сольватная оболочка 179
Спекание 10, 71
Сплав
— висмутовый 24, 27
— Вуда 24
— Розе 24
Станнатная пленка 81
Стекло кристаллизуемое 57, 59
Стеклоэмаль 54, 55, 169, 179
— диэлектрическая 57
— изоляционная 57
— резистивная 57
Стехиометрический состав 18, 81
Сублимация 53, 141, 142
Субтрактивный принцип 85, 164
Сушка 43, 69, 86, 89, 90, 161, 172,
187, 193
Сцепление 16, 70, 71
Тантал 144, 151
Температурный коэффициент
•--линейного расширения 59, 81,
140, 173, 174
---сопротивления 75, 81, 139, 153
Термодесорбция 133
Термокатод 146, 147
Термораспад 73, 79, 81
Термоудар 140
Термоэмиссионный ток 147
Термоэмиссия 146
Тест-плата 187
Тиксотропия 69, 196, 184
204
Тиомочевина 91
Тиражеустойчивость 179
Титан 73
Травителестойкость 188
Травление
— в отверстиях 124
—изотропное 113, 123
—локальное 36, 114, 116
— пенное 117
— селективное 36, 121
— струйное 117
Трафаретная печать 10, И, 37, 178
Трафареты
— биметаллические 181
— сетчатые 164, 181
— фольговые монометаллические 181
Туннельный эффект 156, 162
Тропикоустойчивость 111, 162
Углерод 67, 76, 135
Угол оттекания 18
Ультразвуковые колебания 20, 50,
127
Уток 183
Факел пламени 45
Фарадеево темное пространство 145
Фарадея
— закон 99
— число 99
Финишная очистка 126, 128
Флюс 22, 29, 31, 38, 48, 71
Флюсование 21
Фокальная
— область 46, 47
— плоскость 52
Фокусировка
—магнитная 142
— оптическая 46
— электростатическая 142
Фольга медная 68, 84, 119
Фольгированный материал 40
Фоновая атмосфера 130, 133, 144,
157, 158
Формиаты 76, 77
Фосфатирование 10, 82, 108, 112
Фотоактивация 92
Фотодеактивация 92
Фотодиссоциация 92
•Фотокоординатограф 76, 365, 182
Фотолиз 186
Фотооригинал 166
Фотополимеризация 186
Фотополимерная композиция 186,
187
----жидкая 190—195
----негативная 187, 195
----позитивная 187, 195
----сухая 188, 195
Фоточувствительность 160
Фотошаблон 103, 164, 193
Фреон 127
Фритта 55, 59, 61, 94, 196
Хемосорбция 79, 131, 135, 148
Холодная эмаль 194
Хроматирование 10, 82, 108, 111
Центрифугирование 81, 191, 193
Цикл 65
Цинкофосфатный слой 112
Шевронное зацепление 40
Шестереночный нагнетатель 40
Шлам 116
Шламоуловитель 102, 103, 116
Шламообразование 102, 112, 113
Шов 48, 55
— паяный 21, 23
Эвтектика 23, 41, 67, 69, 71
Экспонирование 10, 92, 193
Эластомер 174
Электрический слой 99, 161
Элсктродиффузная подвижность 15,
55, 58
Электронная бомбардировка 133, 148
Электронный луч 147
Электропроводность 61, 72, 74, 85, 93,
99, 103, 138, 144
Электросопротивление 65, 75, 108,
139, 144
Электрофорез 177
Элементарная ячейка 22
Эмиссия 138, 145
—автоэлектронная 146
Эмульгатор 126, 127
Эмульгирование 127
Энергетический барьер 12, 17, 85
Энергия
— активация 12, 17, 19, 131, 132
— связи 17, 131, 136, 141, 155
Эпоксидная смола 40, 41, 52, 124, 168,
173, 195
Эпоксидный стеклопластик 41, 92, 98,
123
Эрозия 73
Эффект Киркендалла 15
ОГЛАВЛЕНИЕ
Стр.
Предисловие.................................... ................... 4
Введение...................................,......................... 6
Глава I. Термические и термохимические технологические процессы ... 12
§ 1. Общие положения.............................................12
§ 2. Пайка низкотемпературными припоями..........................21
§ 3. Сварка с квазисплавлением...................................48
§ 4. Лазерная термическая обработка..............................52
§ 5. Вжигание композитной стеклоэмали с нормированными электро-
физическими свойствами...........................................55
§ 6. Металлизация спеканием......................................67
§ 7. Термохимическое осаждение при реакциях замещения.............73
§ 8. Термохимическое осаждение при реакциях термораспада........75
Глава II. Химические и электрохимические технологические процессы . . 82
§ 1. Общие положения.............................................82
§ 2. Химическая металлизация.....................................87
§ 3. Электрохимическая металлизация..............................98
§ 4. Технология конверсионных покрытий..........................108
§ 5. Химическое и электрохимическое травление металлов...........ИЗ
§ 6. Травление поверхности полимерных материалов................123
§ 7. Очистка поверхности........................................125
Глава III. Вакуумные технологические процессы.......................129
§ 1. Общие положения............................................129
§ 2. Осаждение при термическом испарении в вакууме..............140
§ 3. Осаждение в низкотемпературной плазме......................144
§ 4. Оксидирование в низкотемпературной плазме..................154
Г лава IV. Покровные и печатные технологические процессы............160
§ 1. Общие положения........................................- . .160
§ 2. Лакировка, пропитка, заливка...............................166
§ 3. Трафаретная печать.........................................177
§ 4. Фоторельефная печать . .......................186
Литература..........................................................196
Предметный указатель................................................201