/








































































Теги: руководство по эксплуатации металлорежущие станки станки
Год: 1971
Похожие


Текст
РУКОВОДСТВО
к продольно-строгальным
станкам
моделей 7210, 7110, 7212,
7112, 7216, 7116
ЧАСТЬ I
содержание
Акт приемки станка
I. Испытание станка на соответствие нормам точ-
ности ...........................3
П. Испытание станка на соответствие остальным
техническим условиям ............10
III. Принадлежности и приспособления к станку . 10
IV. Общее заключение по испытанию станка . . 10
V. Гарантия .......................10
VI. Дополнительные замечания ..... 10
Паспорт станка
§ I. Общие сведения .................11
§ 2. Спецификация органов управления . . . 14
§ 3. Основные данные станка ..............16
§ 4: Габариты рабочего пространства. Посадочные и
присоединительные базы станка , . 17
§ 5. Графики скоростей и тягового усилия главного
привода .......................18
§ 6. Сведения о ремонте станка . , . , 23
§ 7. Изменения в станке , 23
§ 8. Данные о комплектации станка , . , . . 24
Руководство к станкам
Введение ......................27
I. Назначение стайка .............,27
II. Распаковка и транспортировка узлов станка . 27
§ 1. Указания по распаковке и транспортировке 27
§ 2, Спецификация к эскизам транспортировки
узлов и вес отдельных мест 28
III. Фундамент станка ................30
§ 1. Выбор места для установки станка ... 30
§ 2. Изготовление фундамента ... 30
§ 3. Спецификация к чертежу фундамента . . 31
§ 4. Перечень узлов, имеющих электровводы,
основные установочные размеры, сечения
труб и проводов для соединения выносного
электрооборудования - 31
IV. Монтаж станка ...... 43
§ 1. Порядок монтажа .............43
§ 2. Описание монтажа дцухстоечных станков . 44
§ 3. Описание монтажа одностоечных станков . 46
V. Краткое описание конструкции и работы станка 48
§ 1. Особенности конструкции ... 48
§ 2. Описание кинематической схемы . . 48
§ 3. Общая компоновка , . 48
§ 4. Станина .................... 48
§ 5. Стол ....... 48
§ 6. Поперечина , 48
§ 7. Привод стола .............48
§ 8 Суппорты ................49
§ 9. Каретка бокового суппорта . 49
§ 10. Короб j пидз1 поперечины ... 49
§ 11 , Коробка подач бокового суппорта . . 49 ,
§ 12. Механизм зажима поперечины . . 49
§ 13. Механизм перемещения поперечины . . 50
§ 14. Пульт управления .... 50
§ 15. Подвеска подвесного пульта ... 50
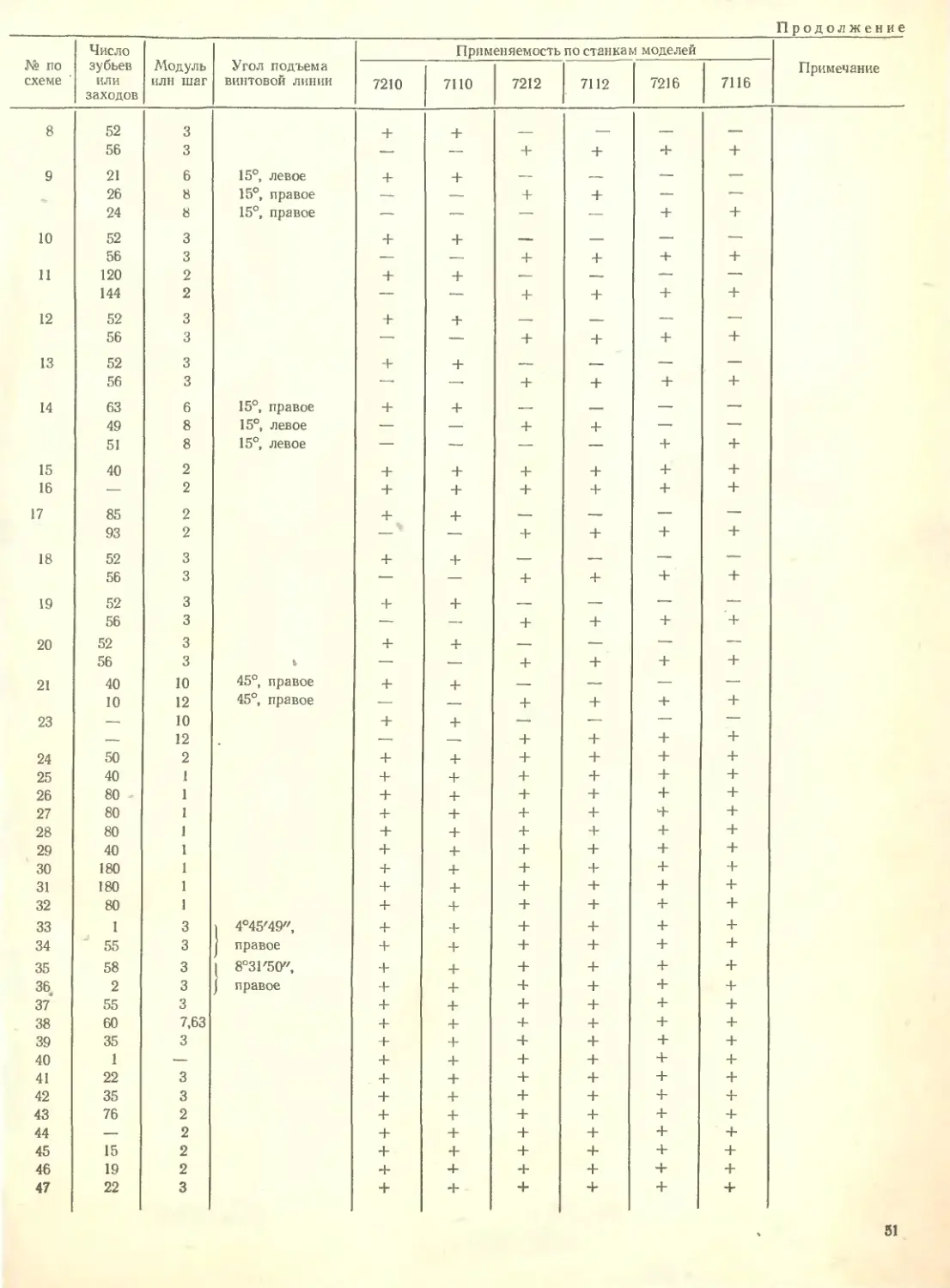
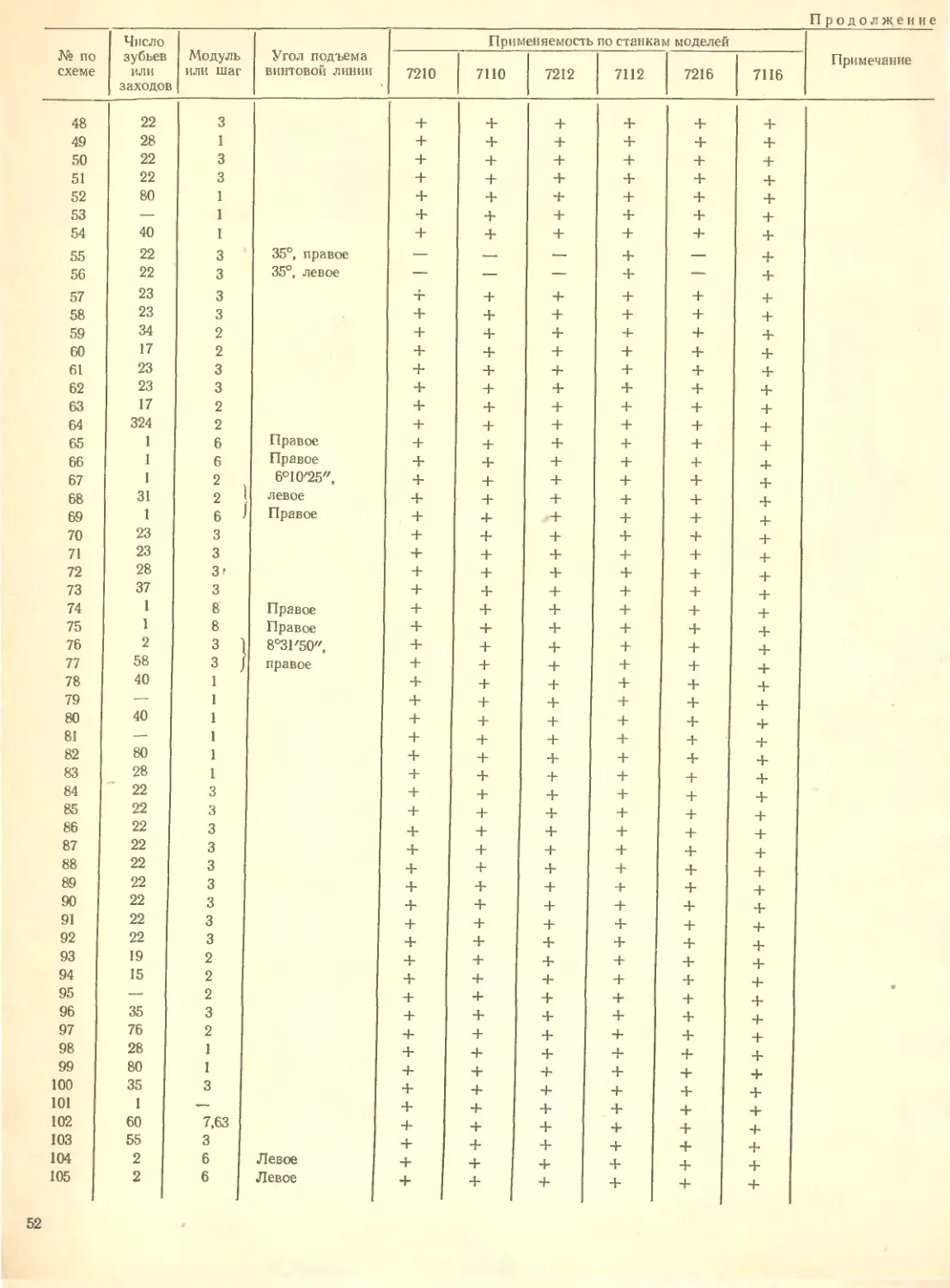
§ 16. Спецификация зубчатых и червячных ко-
лес, червяков, винтов и гаек .... 50
VI. Смазка станка ...... 72
§ 1. Смазка направляющих станины и реечной
шестерни привода стола .... 72
§ 2. Смазка шестерен и подшипников редукторов
и коробок подач ............... 72
§ 3. Смазка направляющих поперечины и стойки 72
§ 4. Указания по обслуживанию смазочной си-
стемы .....................73
§ 5. Примечания к схеме смазки . 73
§ 6. Спецификация к схеме смазки ... 74
VII. Первоначальный пуск станка ... 78
§ 1. Подготовка к пуску' .......................78
§ 2. Проверка работы при наладочном режиме . 78
§ 3. Проверка работы при автоматическом цикле 79
§ 4. Проверка станка по нормам точности и под-
готовка рабочей поверхности стола ., . . 80
VIII. Настройка станка и техника безопасности , . 80
§ 1. Настройка , 80
§ 2, Рекомендации по работе на станке . . . 81
§ 3. Рекомендации по назначению режимов ре-
зания .......................82
§ 4. Правила техники безопасности при работе
на станке ......................83
IX. Уход за станком и его регулировка 84
§ 1. Общие указания . .... 84
§ 2. Уход за приводом стола . ... 84
§ 3. Регулировка коробки подач ... 85
§ 4. Регулировка суппортов ... 85
§ 5. Регулировка поперечины и механизма ее
перемещения ..... 85
§ 6. Регулировка механизма зажима поперечины 86
§ 7. Уход за пультом управления . . > 86
§ 8. Уход за порталом . . . . L 86
§ 9. Регулировка электрооборудования и уход
за ним. смазка станка . . . ; . 86
§ 10. Восстановление работоспособности аварий-
ного тормоза стола . . . . 86
X. Приспособления, поставляемые со станком по
заказу за особую плату 87
§ 1. Приспособление для дозированной подачи
активизирующей жидкости ... 87
§ 2. Приспособление для высокого подъема рез-
цедержателя ...... 87
§ 3. Защитный экран ..............87
§ 4. Левый боковой суппорт ... 87
XL Указания по разборке и сборке станка при ре-
монте ..................90
Модель. 7^2______________Заводской №_________________’__
I. ИСПЫТАНИЕ СТАНКА НА СООТВЕТСТВИЕ НОРМАМ ТОЧНОСТИ
(по ГОСТ 35—54)
Что проверяется
Эскиз
Отклонение, мм
допускаемое
фак-
ти-
ческое
Прямолинейность на-
правляющих станины в
вертикальной плоскости
0,02 на 1 м длины направляю-
щей.
На всей длине направляющей, м:
до 6 ..........0,03
ДО 8 .... 0,04
ДО 12 .... 0,05
ДО 16 .... 0,06
0,0М
Прямолинейность на-
правляющих станины в
горизонтальной плоско-
сти
0,02 на 1 м длины направляю-
щей.
На всей длине направляющей, м:
до 6 ..........0,03
ДО 8 ..........0,04
до 12 .... 0,05
до 16 .... 0,06
Параллельность на-
правляющих станины
(отсутствие извернуто-
сти)
0,02
1000
щей
на 1 м длины направляю-
2. Зак. 1759
1
Что проверяется
Эскиз
допускаемое
№ про-
верки
. 11 1 * —Il iJ || I lb I I <
Отклонение, мм
факти-
ческое
Прямолинейность пе-
ремещения стола в вер-
тикальной плоскости
Перекосы рабочей по-
верхности стола при его
перемещении
Прямолинейность пе-
ремещения стола в го-
ризонтальной плоскости.
Для станков с длиной
хода стола до 3 метров
проверку производить
линейкой и индикатором
0,01 на 1 м хода стола.
На всей длине хода стола, м:
до 3 .................0,03
до 4 ................0,04
до 6 -....................0,05
0,02 на 1 м хода стола.
На всей длине хода стола, м:
до 3 0,03
до 4 . . . . 0,04
до 6 .... 0,05
до 8 ............0,06
0’0 - на 1 м хода стола.
1000
На всей длине
до 3 . . ,
до 4 . . ,
до 6
до 8
хода стола, лг:
0,03
' ’ ’ 1000
0,04
• • • 1000
_0,05_
• • • 1000
0,06
• • • 1000
до
0,06
О,О‘Ч
0,014
lOOO
0,007
I
I
Отклонение, мм
фак-
ти-
ческое
Что проверяется
Эскиз
допускаемое
Параллельность рабо-
чей поверхности стола
направлению его переме-
щения
0,01 на 1 м хода стола.
На всей длине хода стола, м:
до 3 0,03
до 4 0,04
до 6 0,05
до 8 0,06
0,006
0,оз5
Параллельность боко-
вых сторон среднего па-
за стола направлению
его перемещения
0,01 на 1
На всей
до 3
до 4
до 6
до 8
м хода стола,
длине хода стола, м:
....................0,03
. . . . . 0,04
1
5
Отклонение, мм
фак-
ти-
ческое
Что проверяется
Эскиз
№ про
верки
допускаемое
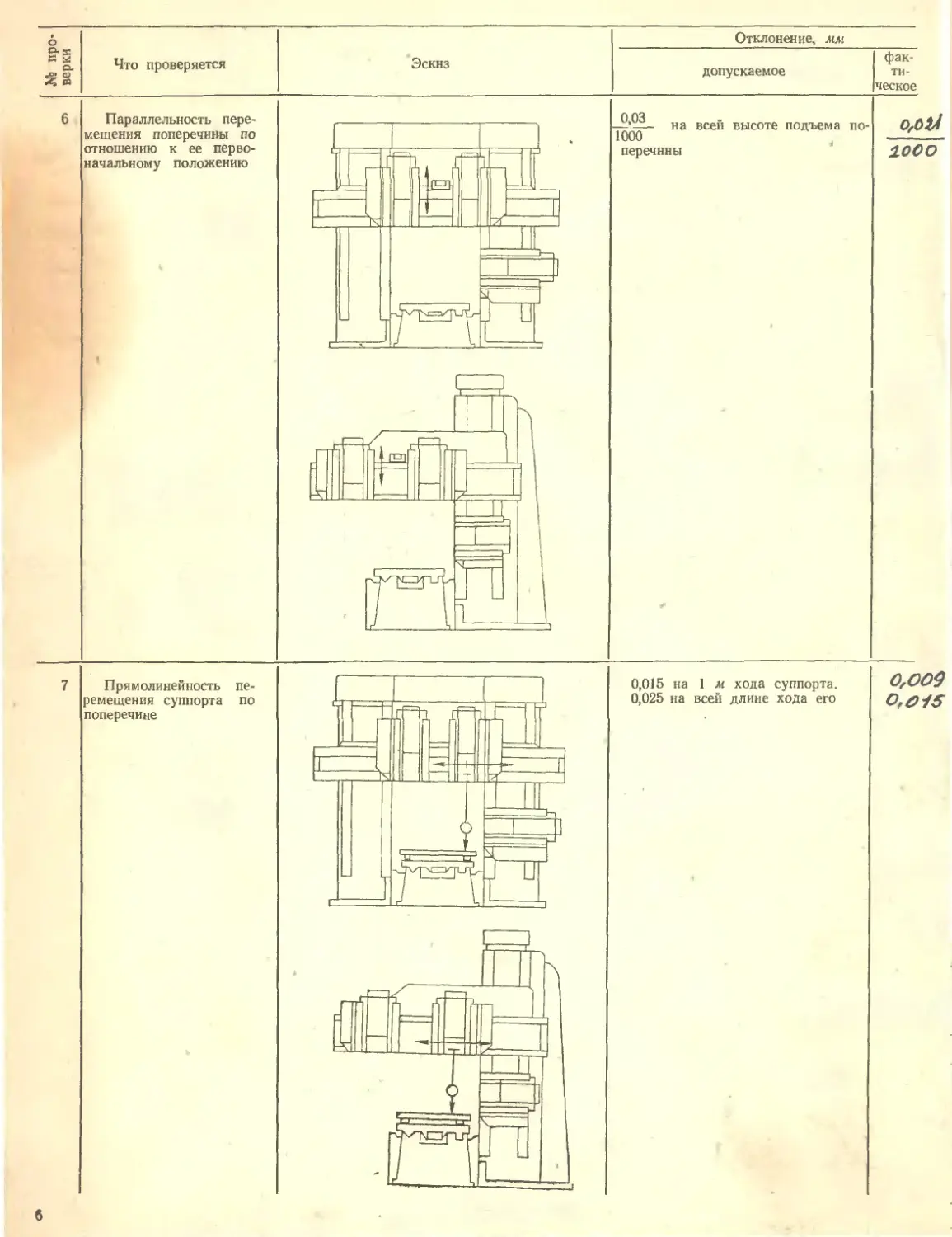
Параллельность пере-
мещения поперечины по
отношению к ее перво-
начальному положению
П ря м ол и ней ность
ремещения суппорта
поперечине
пе-
по
—’^5— на всей высоте
1000
перечнны
подъема по-
~хооо
0,015 на 1 м хода суппорта.
0,025 на всей длине хода его
О,ОО9
0,015
Отклонение, мм
Что проверяется
Эскиз
допускаемое
фак-
ти-
ческое
8
Параллельность пере-
мещения суппорта по
поперечине рабочей по-
верхности стола
*
0,015 на 500 мм ширины стола.
0,03 на всей ширине стола
(в одностоечных станках допуска-
ется отклонение свободного конца
поперечины только вниз)
о,оо9
о,о Z
Перпендикулярность
перемещения бокового
суппорта к рабочей по-
верхности стола в плос-
кости, перпендикулярной
направлению перемеще-
ния стола
Пра-
вый
суп-
порт
0,0 f6
0,02 на длине 500 м (в одно-
стоечных станках допускается на-
клон стойки трлько к столу)
Левый
суп-
порт
3. Зак. 1759.
7
Отклонение, мм
фак-
ти-
ческое
Что проверяется
Эскиз
допускаемое
10
Прямолинейность пе-
ремещения бокового суп-
порта по стойке в плос-
кости, перпендикулярной
направлению движения
стола
0,02
1000
на 500 мм высоты подъема
суппорта
о,оз_ на все£ высоте
1000
подъема
Плоскостность обра-
ботанных поверхностей
образца
0,02 на длине 1 м
Параллельность верх-
ней обработанной по-
верхности основанию об-
разца
Пра-
вый
суп-
порт
30//
11 000
Левый
суп-
порт
Пра-
вый
суп-
порт
Левый
суп-
порт
OfO!&
в > 350мм
Длина поверхности, м:
до 2 .........0,03
до 3 .... 0,04
до 4 ..... 0,05
до 6 . 0,06
8
Отклонение, мм
Что проверяется
Эскиз
допускаемое
фак-
ти-
ческое
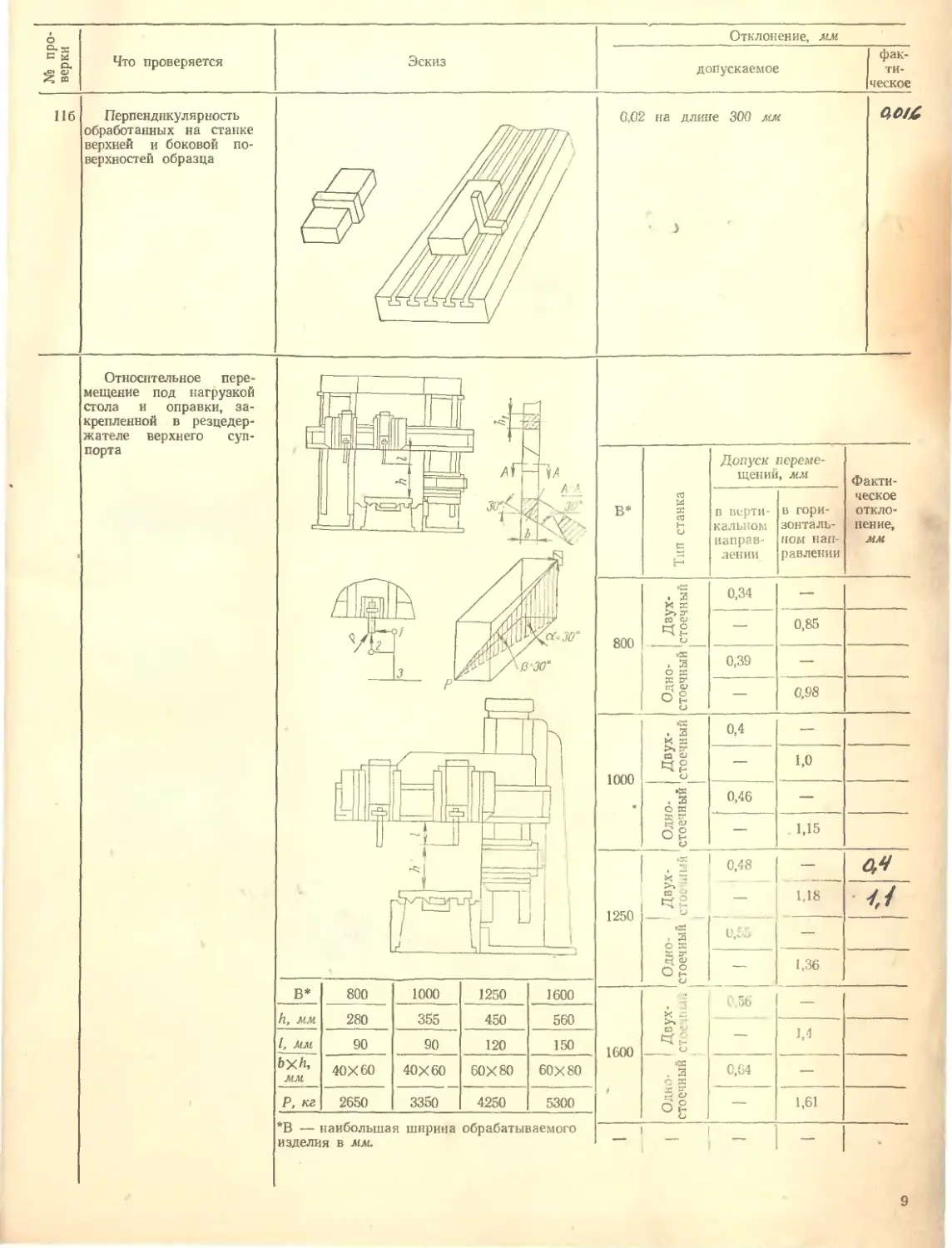
Пб
Перпендикулярность
обработанных на станке
верхней и боковой по-
верхностей образца
0,02 на длине 300 мм
Относительное пере-
мещение под нагрузкой
стола и оправки, за-
крепленной в резцедер-
жателе верхнего суп-
порта
В* 800 1000 1250 1600
А, мм 280 355 450 560
1, Мм 90 90 120 150
byh, мм 40X60 40X60 60X80 60X80
Р, кг 2650 3350 4250 5300
*В — наибольшая ширина обрабатываемого изделия в мм.
В* 1 Тип станка Допуск переме- щений, мм Факти- ческое откло- нение, мм
в верти- кальном направ- лении в гори- зонталь- ном нап- равлении
4 < 1 >ы 0,34
>>к га га 4 g 0,85
800 о
. га 0,39 '
о к
К Я
о g — 0,98
о
i 2 0,4
И я
1,0
1000
•я . га 0,46
< о я
te 7,
и Og о 1,15
И ПР -X 0,48 0,4
га ° А о 1,18
г-н
1250 — 1 _
t га 0,56
о к
tf о О £ —ч. -* 1,36
_ о -
, в С. 56
И га
CQ < у- < <4
1600 [-М
6 к 0,64
t о? ——— 1,61
я
9
II. ИСПЫТАНИЕ СТАНКА НА СООТВЕТСТВИЕ
ОСТАЛЬНЫМ ТЕХНИЧЕСКИМ УСЛОВИЯМ
Станок отвечает всем предъявленным к нему режущие и деревообрабатывающие. Общие техни-
требованиям по ГОСТ 7599—55 «Станки металло- ческие условия» и техническим условиям (ТУ).
Модель станка 7210 7110 7212 7112 7216 7116
Обозначение технических усло- вий
III. ПРИНАДЛЕЖНОСТИ
И ПРИСПОСОБЛЕНИЯ К СТАНКУ
Станок укомплектован согласно ведомости комплектации.
IV. ОБЩЕЕ ЗАКЛЮЧЕНИЕ ПО ИСПЫТАНИЮ СТАНКА
На основании осмотра и проведенных испытаний станок признан годным к эксплуатации.
V. ГАРАНТИЯ
Завод обязуется в течение 12 месяцев гарантий-
ного срока безвозмездно заменять или ремонтиро-
вать вышедший из строя станок при условии соб-
людения потребителем правил по транспортирова-
нию, хранению, установке и эксплуатации станка.
Начало гарантийного срока (в соответствии с
Постановлением № 539 СМ СССР от 22/V 1959 г.)
исчисляется со дня пуска станка в эксплуатацию,
но не позднее 6 месяцев для действующих и 9 меся-
цев для вновь строящихся предприятий с момента
отгрузки станка заводом.
VI. ДОПОЛНИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
1. Электрооборудование станка рассчитано на
присоединение к сети трехфазного переменного то-
ка ЗЯО вольт, $0 герц и проверено на хо-
лостом ходу и под нагрузкой в
программой испытаний.
соответствии
ПАСПОРТ СТАНКА
f
§ 1. Общие сведения
Тип станка — продольно-строгальный
Модель
Завод- изготовитель:
Заводской №
Год выпуска
Инвентарный №
Место установки___________________________________________
Завод ____________________________________________________
Цех_______________________________________________________
Время пуска в эксплуатацию
Рис. 1. Общий вид станков моделей 7210 и 7212.
И
I
Рис. 2. Общий вид станка модели 7216.
1
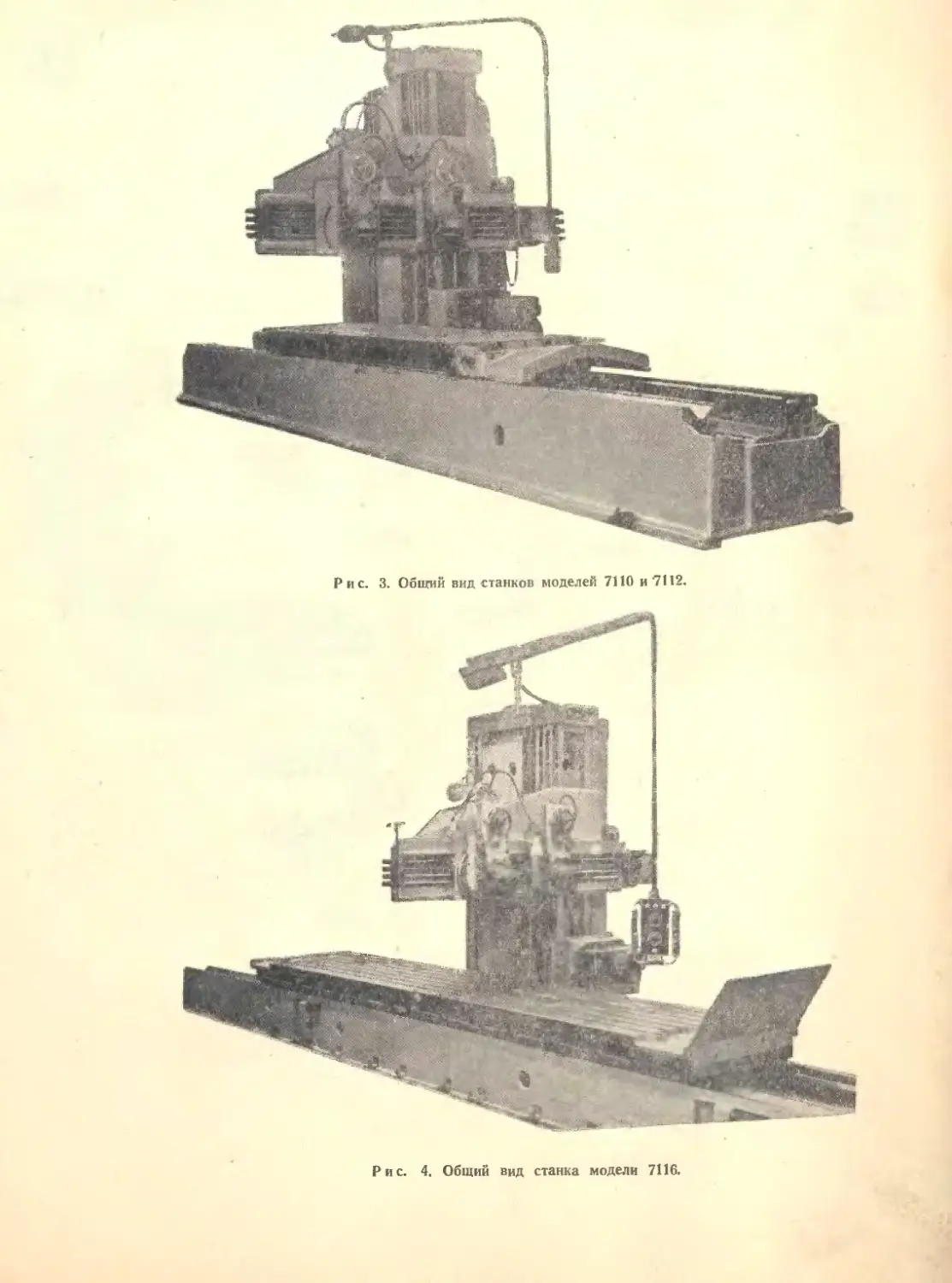
Рис. 3. Общий вид станков моделей 7110 и 7112.
Рис. 4. Общий вид станка модели 7116.
§ 2. Спецификация органов управления
(См. рис. 5)
№
по
схеме
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Наименование и назначение
органов управления
Прибор для контроля загрузки при-
вода стола
Кнопка установочных перемещений
суппортов поперечины
Кнопка установочных перемещений
бокового суппорта
Кнопка установочного перемещения
стола в направлении рабочего
хода
Кнопка установочного перемещения
стола в направлении обратного
хода
Кнопка выключения движения
стола
Кнопка выключения двухмашинно-
го агрегата
Кнопка включения двухмашинного
агрегата
Лампа, сигнализирующая о вклю-
чении двухмашинного агрегата
Рукоятка установки величины ско-
рости обратного хода стола
Переключатель подъема резцедержа-
телей суппортов поперечины
Переключатель подъема резцедержа-
теля бокового суппорта
Рукоятка установки величины ско-
рости рабочего хода стола
Лампа, сигнализирующая о включе-
нии трехмашинного агрегата
Кнопка выключения трехмашинного
агрегата
Кнопка включения трехмашинного
агрегата
Рукоятки
стола
установки длины хода
Кнопка включения автоматического
цикла движения стола в направ-
лении обратного хода
Кнопка включения автоматического
цикла движения стола в направ-
лении рабочего хода
Кнопка перемещения поперечины
вниз
Кнопка перемещения поперечины
вверх
Переключатель освещения станка
Кнопка включения прибора, контро-
лирующего загрузку привода сто-
ла
Лампа, сигнализирующая о подклю-
чении станка к сети
Рукоятка переключателя для под-
ключения станка к сети
Примечание
Только в стан-
ках мод. 7210,
7110, 7212,
7112 и станках
на их базе
Только в стан-
ках мод. 7210,
7110, 7212,
7112 и станках
на их базе
Примечания: 1. Органы управления одностоеч-
ного станка одинаковы с двухстоечным. 2. На рис. 5
слева изображены подвесной пульт и пульт управления
№
по
схеме
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
Наименование и назначение
органов управления
Маховики перемещения ползунов
суппорта вручную
Шестигранники для рукоятки по-
ворота суппортов вручную
Винты крепления резцов
Рукоятки включения устройства
для возврата резцедержателей
суппортов
Муфта горизонтального перемеще-
ния левого суппорта поперечины
вручную
Муфта перемещения ползуна левого
суппорта поперечины вручную
Муфта перемещения ползуна право-
го суппорта поперечины вручную
Муфта горизонтального перемеще-
ния правого суппорта поперечины
вручную
Гайки прижимной планки резцедер-
жателя суппортов
Гайки зажима ползунов суппортов
Гайки зажима поворотной части
суппортов
Винты зажима кареток
Рукоятка выбора направления пе-
ремещения бокового суппорта
Муфта перемещения ползуна боко-
вого суппорта вручную
Маховик установки величины подачи
бокового суппорта
Муфта вертикального перем<
бокового суппорта вручную
Рукоятка переключения диапазона
скоростей движения стола
Рукоятка выбора направления пере-
мещения левого суппорта попе-
речины
Рукоятка выбора направления пере-
мещения правого суппорта попе-
речины
Маховик установки величины пода-
чи суппортов поперечины
Кнопка включения двухмашинного и
грехмашияного агрегатов
Кнопка выключения двухмашинного н
трехмашинного агрегатов
Лампа, сигнализирующая об отсут-
ствии смазки на направляющих
станины
Лампа, сигнализирующая о незажа-
том состоянии поперечины
Примечание
I Только в стан-
} ках мод. 7216,
7116 и стан-
ках на их базе
станков мод. 7210, 7110, 7212 и 7112, а справа — 7216
и 7116.
14
Рис.
4. Зяк. 1759
15
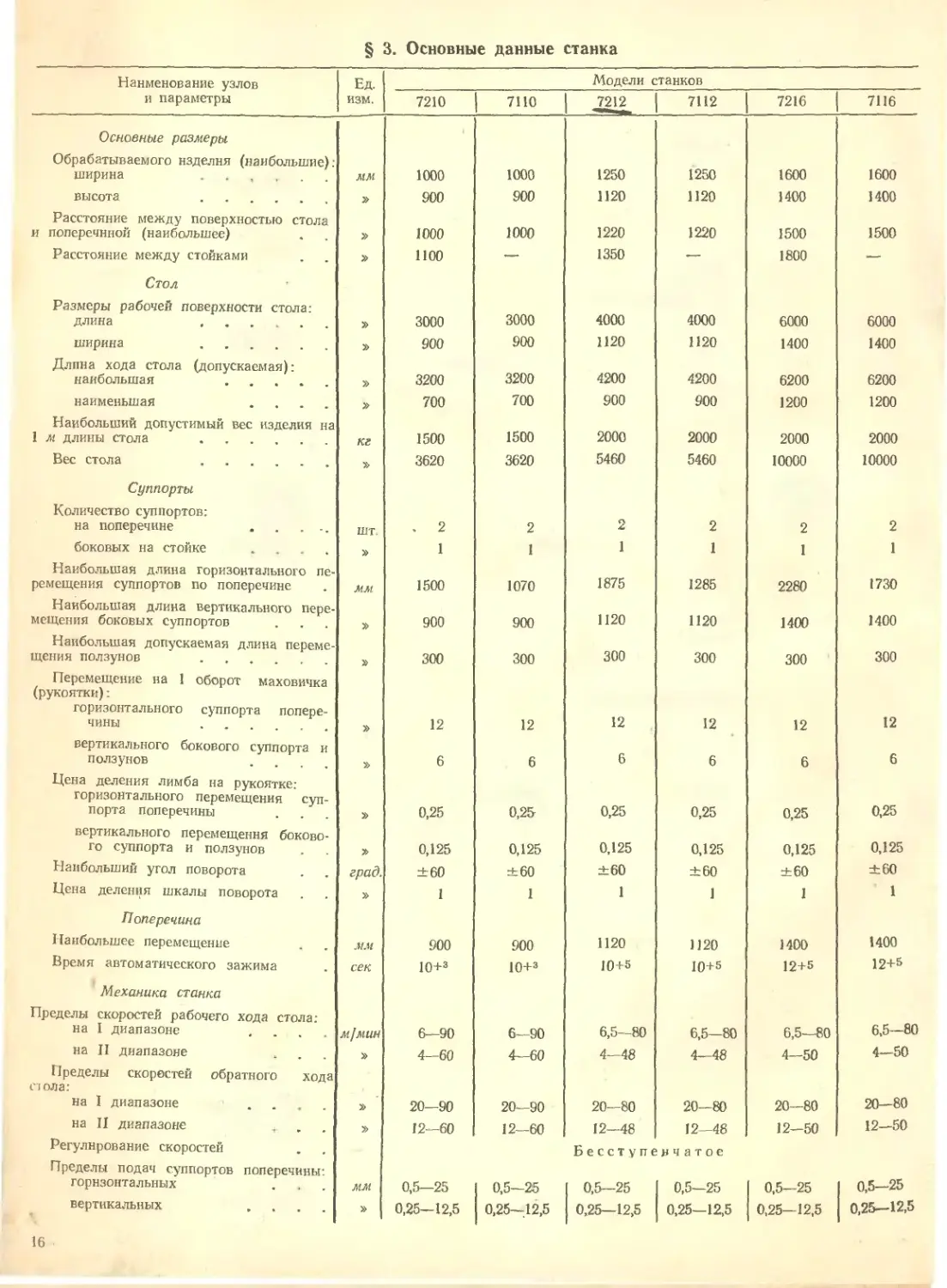
§ 3. Основные данные станка
Наименование узлов
и параметры
Модели станков
изм.
7210
7110
7212
7112
7216
7116
Основные размеры
Обрабатываемого изделия (наибольшие):
ширина ......
высота .................
Расстояние между поверхностью стола
и поперечиной (наибольшее)
Расстояние между стойками
мм
»
»
»
1000
900
1000
900
1250
1120
1250
1120
1600
1400
1000
1100
1000
1220
1350
1220
1500
1800
1600
1400
1500
Стол
Размеры рабочей поверхности стола:
длина .............
ширина .............
Длина хода стола (допускаемая):
наибольшая ....
»
»
»
3000
3000
900
4000
1120
4000
1120
6000
1400
наименьшая ....
Наибольший допустимый вес изделия на
1 м длины стола .....................
Вес стола ................
»
кг
»
3200
700
1500
3620
3200
700
4200
900
4200
900
6200
1200
1500
3620
2000
5460
2000
5460
2000
10000
6000
1400
6200
1200
2000
10000
шт
»
Суппорты I
Количество суппортов:
на поперечине . . . ..
боковых на стойке . . . .
Наибольшая длина горизонтального пе-
ремещения суппортов по поперечине . । мм
Наибольшая длина вертикального пере-
мещения боковых суппортов
Наибольшая допускаемая длина переме-
щения ползунов ’ .................
Перемещение на 1 оборот маховичка
(рукоятки):
горизонтального суппорта попере-
чины .................
вертикального бокового суппорта и
ползунов ....
Цена деления лимба на рукоятке:
горизонтального перемещения суп-
порта поперечины
вертикального перемещения боково-
го суппорта и ползунов
Наибольший угол поворота
Цена деления шкалы поворота
Поперечина
Наибольшее перемещение
Время автоматического зажима
»
»
»
»
град.
»
мм
сек
1500
1070
1875
1285
2280
900
300
12
0,125
900
10+3
900
300
12
6
0,125
900
10+3
1120
300
12
0,25
0,125
1120
10+5
1120
1400
300
300
2
1
1730
1400
300
12
12
0,25
0,125
0,125
Пределы
на
Механика станка
скоростей рабочего хода стола:
I диапазоне
II диапазоне
на
Пределы скоростей обратного хода
пола:
на I диапазоне .
на II диапазоне
Регулирование скоростей
Пределы подач суппортов поперечины:
горизонтальных
вертикальных ....
м)мин
»
6—90
4—60
6—90
4—60
6,5—80
»
»
мм
»
1120
10+5
6,5—80
1400
12+5
6,5—80
4—50
20—90
12—60
20—90
12—60
20—80
12—48
20—80
12—48
20—80
12—50
0,25—12,5
0,5—25
0,25—12,5
0,5—25
0,25-12,5
12
6
0,25
0,125
±60
1
1400
12+5
6,5—80
4—50
20—80
12—50
0,5—25
0,25—12,5
16
Наименование узлов
и параметры
Ед.
изм.
Пределы подач бокового суппорта:
горизонтальных
ЛШ
вертикальных . . . .
Регулирование подачи
Шаг ступени горизонтальной подачи
суппортов поперечины *
Шаг ступени остальных подач
Скорость установочного перемещения
суппортов поперечины:
горизонтальная
вертикальная .
Скорость установочного перемещения
бокового суппорта:
горизонтальная
вертикальная .
Скорость установочного перемещения
поперечины .................
Габариты станка и вес
Г абариты:
длина .................
ширина .................
высота .................
Ширина станка с левым боковым суп-
портом ....................
Вес станка .................
Вес станка с левым боковым суппортом
Дополнительные устройства
Предохранительное устройство для оста-
нова стола ....................
Автоматический подъем резцедержателя
при обратном ходе стола
Дополнительный стол
Дополнительная стойка к одностоечно-
му станку ....................
Копировальное, устройство для суппор-
тов .......................
»
»
»
м/мин
»
»
»
мм
»
кг
Модели станков
7210 | 7110 | 7212 7112 7216
0,25—12,5 0,25—12,5 0,25—12,5 1 0,25—12,5 0,25—12,5
0,25—12,5 0,25—12,5 0,25—12,5 0,25—12,5 0,25—12,5
С тул е<н ч а т о е
0,5 0.5 0,5 I 0,5 0,5
0,25 0,25 0,25 0,25 0,25
1,47 1,47 1,47 1,47 1,47
0,735 0,735 0,735 0,735 0,735
0,735 0,735 0,735 0,735 0,735
0,735 0,735 0,735 0,735 0,735
0,346 0,315 0,346 0,315 0,434
7950 7950 9950 | 9950 14000
4000 3700 4500 4200 4800
3450 3550 3800 4100 4350
4290 —— 4790 5090
27500 27500 35000 35000 48000
29070 . 1 36570 1 - 49570
Есть Есть Есть Есть Есть
Есть Есть Есть 1 Есть Есть
Нет Нет Нет Нет Нет
Нет —i— 1 Нет
Нет Нет Нет J Нет Нет
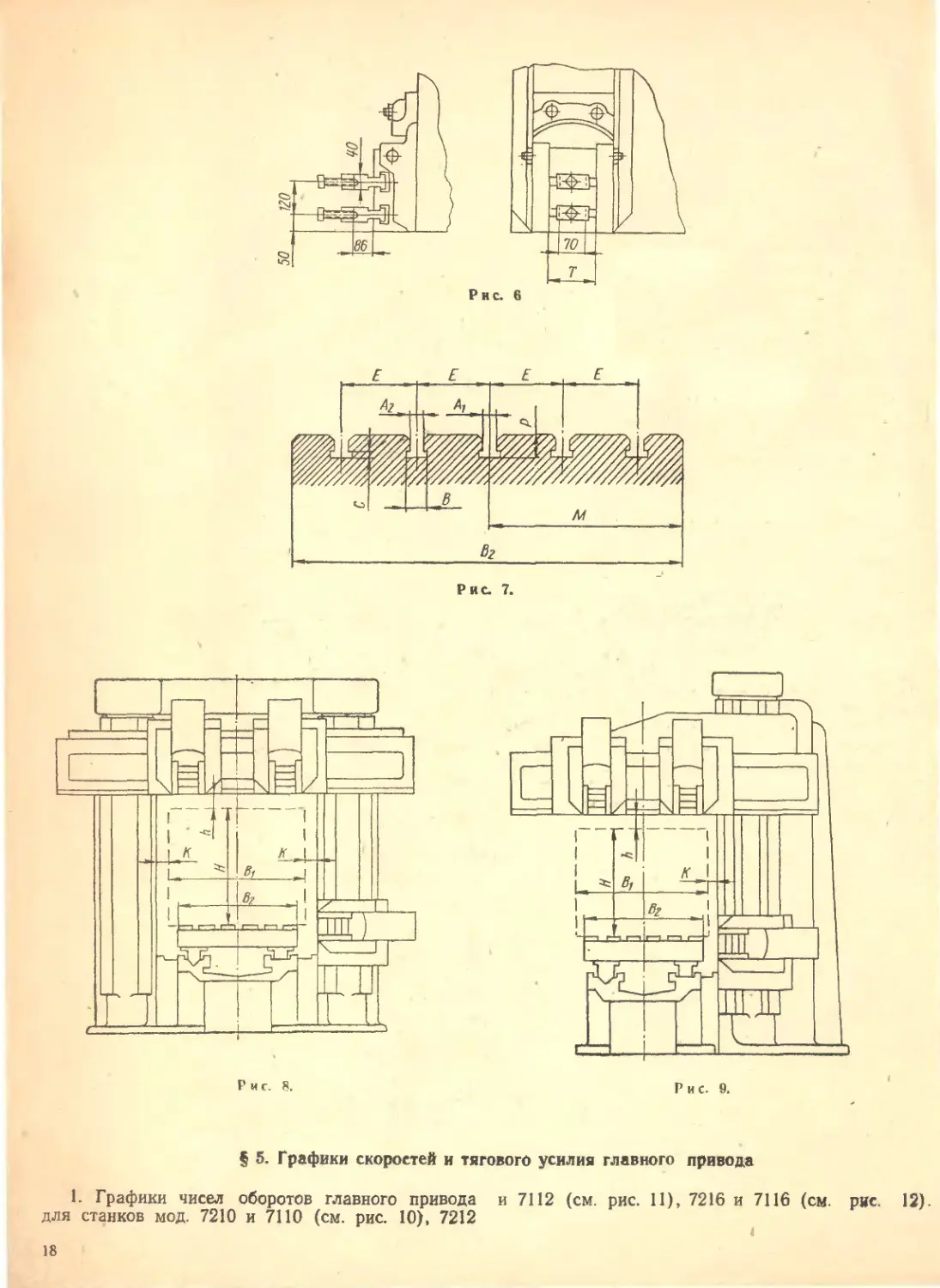
§ 4- Габариты рабочего пространства. Посадочные и присоединительные базы станка
1. Резцовая головка (см. рис. 6).
2. Стол (см. рис. 7).
3. Габариты рабочего пространства:
двухстоечных станков (см. рис. 8);
одностоечных станков (см. рис. 9).
7116
0,25—12,5
0,25—12,5
0,5
0,25
1,47
0,735
0,735
0,735
0,315
14000
4500
4750
50000
Есть
Есть
Нет
Нет
Нет
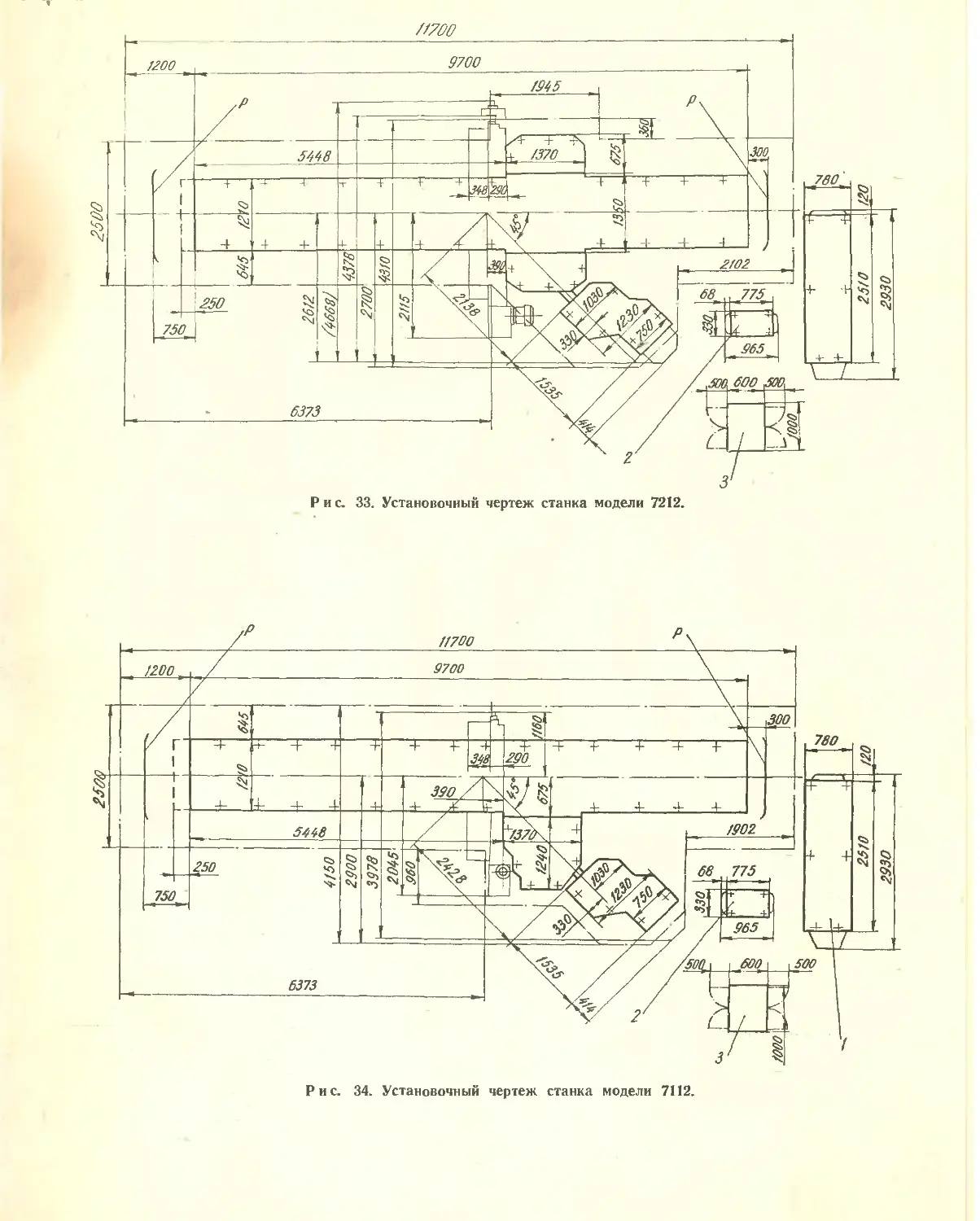
4. Габариты станка в плане (см. установочный
чертеж — рис. 31—36). Размеры, обозначенные на
рис. 6, 7, 8 и 9 буквами, приведены в нижеследую-
щей таблице-
Обозначение Ед. изм. -ж Модели станков
7210 7110 7212 7112 7216 7116
в, .... мм 1000 1000 1250 1250 1600 1600
в2 ' . » аоо.. .. 900 1120 1120 1400 1400
н , .... » 900 900 1120 1120 1400 1400
А । . . . . » 28А3 28А3 28А3 28А3 28А3 • 28АЯ
Аг .... » 28 А4 28А4 28 А4 28А4 28 А4 28А.
В .... » 46+3 46+3 46+3 46+3 46+3 46+3
С . . . . » 20+2 20+2 20+2 20+2 20+2 20+2
р .... » 50-2 50-2 55-3 55—3 50-2 50-2
М . . k . . 450 450 . 560 . 560 700 700
Е * , . . » Г40±0,5 140+0,5 - 210+0,5 1 210±0,5 170+0,4 170±0,4
Число пазов колич, 5 5 5 5 7 7
h .... мм 100 100 100 100 100 100
т . ; . . » 165 " 165 165 165 240 240
к .... » 50 50 50 - 50 100 100
17
ч
Рис. 6
&
Рис. 7.
Рис. 9.
§ 5. Графики скоростей и тягового усилия главного привода
1. Графики чисел оборотов главного привода и 7112 (см. рис. 11), 7216 и 7116 (см. рис. 12).
для станков мод. 7210 и 7110 (см. рис. 10), 7212
18
VCl7fO,314ni м/мин
Ряс. 10. График чисел оборотов главного привода станков
моделей 7210 и 7110.
VCiJ)-0t37lnL м/мин
Ряс. 11. График чисел оборотов главного привода станков
моделей 7212 и 7112.
2. Графики чисел двойных ходов стола в ми-
нуту и время одного двойного хода в секундах для
станков мод. 7210 и 7110 (см. рис. 13), 7212 и 7112
(см. рис. 14), 7216 и 7116 (см .рис. 15)-
Графики даны для ориентировочных расчетов.
Для промежуточных значений установленных ско-
ростей и длины хода стола время цикла опреде-
ляется методом интерполирования. Фактическое
время цикла, особенно при малых величинах хода
стола и больших скоростях, следует уточнять пу-
тем хронометрирования.
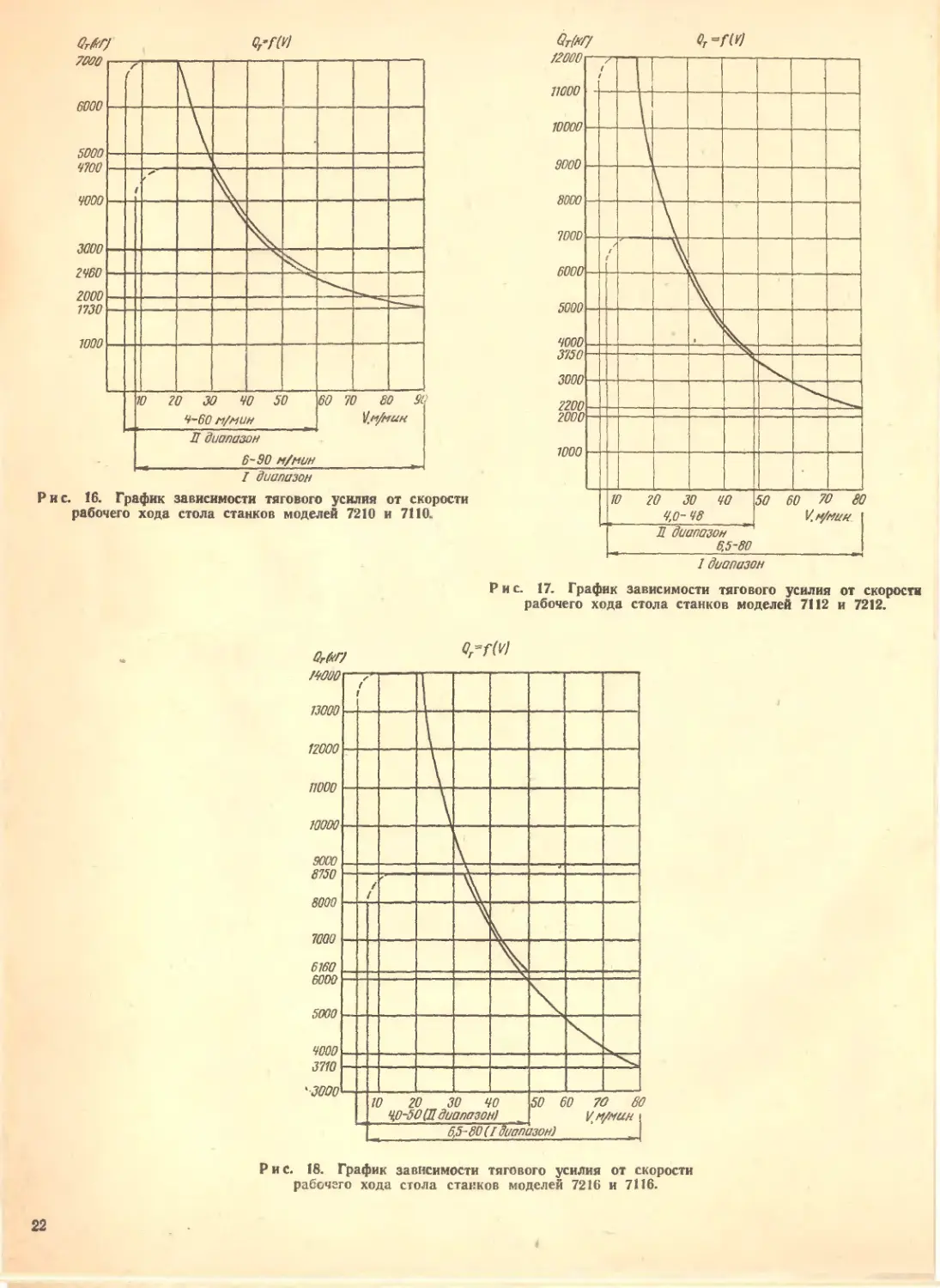
3. Теоретические графики зависимости тягового
усилия, развиваемого приводом станка на рейке
стола, от скорости движения стола при номиналь-
ной нагрузке электродвигателя привода преобра-
зовательного агрегата для станков мод. 7210 и
7110 (см. рис. 16), 7212 и 7112 (см. рис. 17), 7216
и 7116 (см. рис. 18).
Угт^ 0,3*17 nt н/мин
11 *
Рис. 12. График чисел оборотов главного привода
станков моделей 7216 и 7116.
Число двойных ходов в мин Время одного двойного хода в сек
П диапазон
Число двойных ходов в мин
время одного двойного хода в сек
/V” кривой 7 z 3 4 5 6 7 в 9 10
Ураб хода,мин 8,5 Z6 38 65 85 6 9 18 26 55
V()5p хода, м/мин Z6 54 71 35 85 18 Z6 36 '55 55
Рис. 13. Число двойных ходов в минуту и время одного
двойного хода в секундах для станков моделей 7210 и 7110.
20
I диапазон
I диапазон
Число двойных ходов 8 мин Время двойного хода 8 сек
Число двойных ходов в мин Время двойного хода в сек
2000
6000
5000
4000
3000
1000
500
if ч
/Г кривой 1 2 3 4 5 6 7 8 9 10
УрабюдаЯ/мин 7 14 Z1 50 80 4 9 13 25 48
^обр хода. м/ 21 41 58 75 80 13 25 35 48 48
Рис. 14. Число двойных ходов в минуту и время одного
двойного хода в секундах для станков моделей 7212 и 7112.
Время двойного хода в сек
№ кри8ой 1 2 3 4 5 6 7 в _9_ 10
Vроб хода, M/MUH В,5 14 20 47,5 80 4 84 12,5 28,5 50
УоЬр.юЪаМ/мин 22,5 42 60 80 во 14 25,2 37,5 50 50
Рис. 15. Число двойных ходов в минуту и время одного
двойного хода в секундах для станков моделей 7216 и 7116.
Рис. 16. График зависимости тягового усилия от скорости
рабочего хода стола станков моделей 7210 и 7110.
Рис. 17. График зависимости тягового усилия от скорости
рабочего хода стола станков моделей 7112 и 7212.
Рис.
18. График зависимости тягового усилия от скорости
рабочего хода стола станков моделей 7216 и 7116.
§ 6. Сведения о ремонте станка
Категория сложности ремонта
— -— -------- - ——1 ------— '—
Ремонтный цикл работы станка в часах
Вид ремонта
По годовому
плану
Фактически
Дата
Отметка о выполнении
Подпись
§ 7- Изменения в станке
№ п. п. У зел или группа Причина изменения Краткое описание произведенных изменений Данные после изменения Изменеш Лист паспорта !я внесены Позиция Дата и подпись
5. Зак. 1759
№
П. IL
§ 8. Данные о комплектации станка
Перечень поставляемых со станком принадлежностей, приспособлений,
запасных деталей и технической документации дан в ведомости комплектации
Номер ГОСТа, заводской нормали или детали Наименование изделий Размер, мм Модели станков Примечание
7210 | 7110 7212 7112 7216 7116 Количество на станок
А. Входит в комплект и стоимость изделия
/. Станок в сборе
1
1
1
1
Без присоединитель-
ных проводов и оболо-
чек к выносному элек-
трооборудованию (трех-
и двухмашинные агре-
гаты н станция управле-
ния)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
1
2
3
4
Р379-12
II Р379-12
7243—4101
7243-41-54
ГОСТ 2839—62
ГОСТ 2839—62
ГОСТ 2839—62
ГОСТ 2839—62
ГОСТ 2839—62
ГОСТ 11737—66
05-7812-2020
ГОСТ 11737—66
ГОСТ 3643—54
7212-41-402А
7212-41-403
7112-41-401
7110-41-401А
М24, ГОСТ
4751—67
М48, ГОСТ
4751—67
7243-51-57
7243-51-92
7243-31-036
7243-31-172
II. Принадлежности
Башмак
Башмак
Рукоятка для перемеще-
ния суппортов
Рукоятка для поворота
суппортов
Ключ гаечный двусто-
ронний
То же ...
35
Ключ для внутреннего
шестигранника
Ключ торцевой с шес-
тигранным отвер-
стием в сборе с ру-
кояткой
Ключ для внутреннего
шестигранника
Шприц штоковый „
Ключ
Стержень
Ключ
Ключ . * .
Винт грузовой
Винт грузовой
Солдатик
Винт
III. Запасные детали
Втулка фрикционная
Пружина
Щеткодержатыь
Щетка
12x14
17x19
22X24
27X30
36X41
10
19X170
12
41
41
41
1
1
1
1
1
1
1
1
1
1
1
1
1
6
6
2
4
33
1
1
1
1
1
1
1
1
1
1
1
1
1
6
6
< 2
4
39
1
1
1
1
1
1
1
1
1
I
1
1
1
6
б
2
4
3
б
37
1
1
1
1
1
1
1
1
1
1
1
1
1
6
6
2
4
3
б
46
11
1
1
1
1
1
1
1
1
1
1
1
1
1
3
2
8
8
2
4
3
6
30
11
1
1
1
1
1
1
1
1
I
1
1
1
1
3
2
8
8
2
4
3
б
Для регулировки хо-
мута коробки подач
Для регулировки
клиньев и зажима оси
□езцедерж а теля
Для зажима резцедер-
жателя
Для зажима резцов,
салазок и кареток
Для регулировки оси
резцедержателя
К пробкам для спуска
масла
Для выборки люфта в
гайках суппортов
Для регулировки
клиньев поперечины
Для крепления стоек
К детали 7212-42-402А
Для крепления стойки
То же
Для подъема редук-
тора
Для подъема попере-
чины
К генератору П-102
»
24
№
п. п.
5
6
7
8
9
10
II
12
13
14
15
16
17
18
19
20
21
22
Ж
м
25
26
27
28
29
Номер ГОСТа,
заводской нормали
или детали
№ 315
ГОСТ 8338—57
№ 32317
ГОСТ 8328—57
№ 315
ГОСТ 8338—57
№ 32317
ГОСТ 8328—57
No 307
ГОСТ 8338—57
№ 315
ГОСТ 8338—57
№ 32317
ГОСТ 8328—57
№ 313
ГОСТ 8338—57
№ 32314
ГОСТ 8328—57
ВПК-2010
(ВПК-21 ЮТ)
КМ-5 (МН-14Т)
С-4
ГОСТ 12232—66
ФО 8X25X32
Наименование
изделий
Ш арикоподшипник
Роликоподшипник
Щеткодержатель
Щетка
Шарикоподшипник
Р оли коп од шипник
Щетка
Щеткодерж ате ль
Щетка
Шарикоподшипник
Щеткодержатель
Щетка
Ш а рико под шипи и к
Р ол ик опод ши п н ик
Щеткодержатель
Щетка
Шарикоподшипник
Роликоподшипник
Конечный выключатель
Лампа коммутаторная,
60 в (6,3 в)
Катушка электромагни-
та постоянного тока
200 в, 1 а ,
Электрощетка безарма-
турная
Комплект запасных ча-
стей к станции уп-
равления
Модели станков____________
7216 7116
Размер, 7210 7П0 7212 7П2
ММ __________________________
Количество на станок
Примечание
8
1
6
1
3
6
1
1
3
6
1
1
8
1
6
3
6
1
1
3
6
1
1
X
1
2
1
2
1
1
1
3
6
1
1
8
1
6
1
3
6
1
1
8
1
6
1
3
6
1
1
8
1
6
1
1
2
1
2
1
1
4
1
2
1
К гене-
ратору
П-102
То же
Для станков
экспортного
исполнения
К электродвигателю
П-101
>
Для станков
экспортного
исполнения
К генератору П-41
К ЭМУ-50
То же
То же
К генератору П-101
»
То же
То же .
Для станков
экспортного
исполнения
К электродвигателю
П-92
То же
То же
Для станков
экспортного
исполнения
В скобках указаны типы
аппаратов, поставляе-
мых для станков в
тропическом исполне-
нии
Перечень деталей см. в
упаковочных листах
при деталях.
Поставляется только со
станками экспортного
исполнения '
25
№ п. п. Номер ГОСТа, заводской нормали или детали Наименование изделий Размер, мм Модели станков Примечание
7210 | 7110 \ 7212 7112 7216 | 7116
Количество на станок
IV. Техническая
документация
Руководство к станку,
часть I . . .
Руководство к станку,
часть II (электро-
оборудование)
Акт приемки станка
Ведомость комплекта-
ции
Альбом запдеталей
1
1
1
1
1
1
1
1
1
1
Б. Поставляется по особому заказу за отдельную плату
Приспособление для
строжки Т-образных
пазов
Приспособление для до-
зированной подачи
смазочно-охлаждаю-
щей жидкости при
отделочной строжке
плоскостей верти-
кальным суппортом
Стружкоотражатель для
правых суппортов
Группа узлов левого
бокового суппорта
для двухстоечных
станков
Комплект закладных
деталей для фунда-
мента станка
Дополнительный ком-
плект, требуемый для
восстановления стан-
ка сверх гарантий-
ного срока
1
1
1
1
1
। Для станков экспорт-
ного исполнения в коли-
честве согласно требова-
ниям заказ-наряда
J
4
Вкладываются в руко-
водство, часть 1
Поставляется только
со станком
См. приложение к ве-
домости комплекта-
ции
РУКОВОДСТВО К СТАНКАМ
ВВЕДЕНИЕ
*
Настоящее руководство составлено на все уни-
версальные продольно-строгальные станки, вы-
пускаемые Минским станкостроительным заводом
отражены в на-
езначительные конструктивные изменения,
связанные с постоянным совершенствованием кон-
струкции станков, могут быть не
стоящем руководстве.
Цифрами (позициями), взятыми в скобках на
рисунках и в тексте, например (91) на рис. 54, 75
и т. д., обозначены элементы кинематической схе-
мы станка.
Девятизначными цифрами отмечены на рисун-
ках номера деталей, чертежи которых даны в аль-
боме быстроизнашивающихся деталей.
I. НАЗНАЧЕНИЕ СТАНКА
Продольно-строгальный станок является уни-
версальным и предназначен для обработки мето-
дом строгания поверхностей различных деталей из
стали, чугуна, цветных металлов и некоторых видов
пластмасс.
На станке могут быть обработаны горизонталь-
ные, вертикальные и наклонные плоскости, а также
продольные пазы различного профиля. Возможна
также отделочная обработка деталей с точностью,
указанной в акте приемки станка.
Станок работает нормально при температуре
окружающего воздуха от 4-5 до +40°С.
II. РАСПАКОВКА И ТРАНСПОРТИРОВКА УЗЛОВ СТАНКА
§ 1. Указания по распаковке и транспортировке
Станок поставляется в разобранном виде по
узлам и группам узлов, упакованным в отдельные
ящики.
Все неокрашенные места законсервированы спе-
циальной антикоррозионной смазкой (срок хране-
ния станка до переконсервации оговорен в догово-
ре на поставку), а масло из масляных ванн слито.
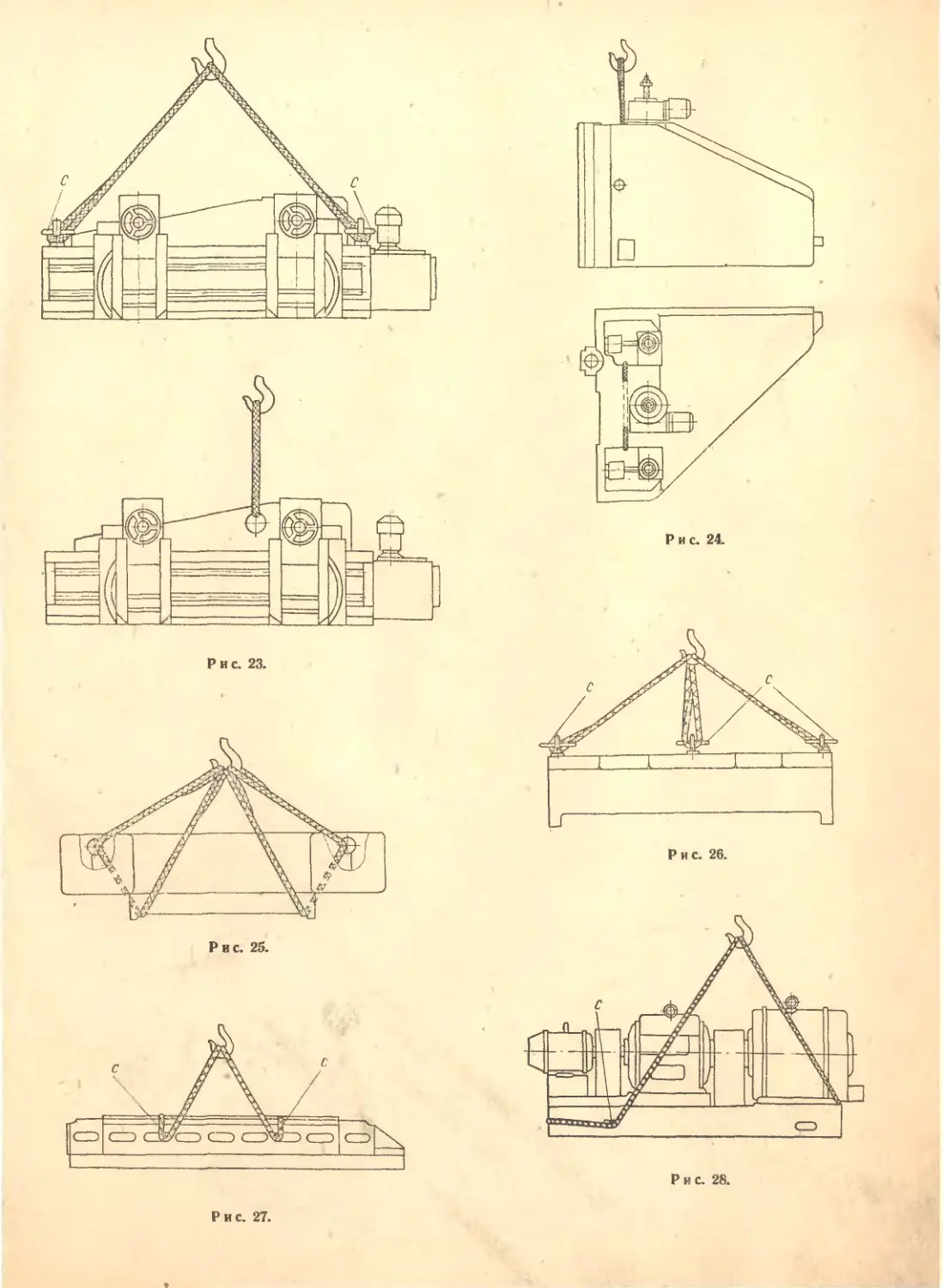
Чалку и транспортировку узлов станка в распа-
кованном виде следует производить согласно при-
лагаемым эскизам (см. рис- 19—30), не допуская
повреждений выступающих частей. Натянутые тро-
сы или цепи не должны непосредственно касаться
рукояток и поверхностей станка. Во избежание это-
го применяются мягкие подкладки.
Размеры стержней, цепей, тросов и канатов дол-
жны соответствовать весу поднимаемых грузов
согласно §2 настоящего раздела.
Антикоррозионное покрытие, нанесенное на об-
работанные поверхности станка, нужно удалять
бензином, керосином, скипидаром или уайт-спири-
том (тяжелым бензином). Очищенные поверхности
насухо вытираются и слегка смазываются чистым
машинным маслом.
27
§ 2. Спецификация к эскизам транспортировки узлов и вес отдельных мест
Наименование узлов
Номер
рисунка
Модели станков
7210 7110 7212 & 7112 7216
Вес отдельного места, кг
7116
Фундаментная плнта
Станина ......
Приставка станины передняя
Приставка станины задняя
Стойка .................
Поперечина ..............
Поперечина ..............
Консоль ......
Соединительная балка
Соединительная балка
Стол ....................
Трехмашинный агрегат
Электрошкаф ....
Коробка скоростей с двигателем и
плитой .....
19
20а
206
20в
21
22
23
24
25
26
27
28 -
29
30
8150
2300
2450
950
3620
2150
420
2200
Рис. 19.
Рис. 21.
7950
4500
2350
900
3620
2150
420
2200
14000
13800
3200
2740
5900
2700
1850
8500
5000
4500
4100
2960
2600
8200
5000
4500
6300
3000
2200
1150
5460
2270
420
2400
5460
2270
420
2400
950
10000
2370
420
2450
10000
2370
420
2450
Рис. 20.
Рис. 22.
1
I
I
Рис. 24.
Рис. 25.
Рис. 26.
Рис. 28.
Рис. 27.
Рис. 30.
III. ФУНДАМЕНТ СТАНКА
§ 1. Выбор места для установки станка
При выборе места для установки станка сле-
дует руководствоваться нормами расстояний меж-
ду, оборудованием и элементами зданий для меха-
нических и сборочных цехов машиностроительных
заводов согласно правилам техники безопасности
и производственной санитарии при холодной обра-
ботке металлов.
Примечание. На установочном чёртеже (см. рис. 34 — ~
36) и схеме соединения выносного электрооборудования (см.
рис. 43) изображено примерное размещение выносного элек-
трооборудования относительно станка. Эта планировка наи-
более выгодна только с точки зрения рационального исполь-
Для элементов выносного электрооборудования
станка (шкаф станции управления, двухмашинный
и трехмашинный агрегаты) не требуется особого..
фундамента. Их можно размещать в любом месте
относительно станка с соблюдением норм расстоя-
ний между ними и соседним оборудованием и эле-
ментами зданий в зависимости от конкретных усло-
вий монтажа.
зования производственной площади и минимального расхода
присоединительных проводов, если монтаж данного станка
рассматривать в отрыве от размещения в цехе прочего обо-
рудования.
§ 2. Изготовление фундамента
Для установки станка необходимо изготовить
специальный бетонный фундамент (см. рис. 37—
42). Глубина заложения его зависит от качества
грунта, материала фундамента и должна быть (для
заданных размеров его в плане) под станиной и
стойками не менее 1300 мм, под плитой привода
стола не менее 700 мм.
При изменении габаритных размеров фундамен- .
та вес его должен быть в 2—3 раза больше веса
станка с изделием. Фундамент должен иметь на-
дежную гидроизоляцию (просачивание грунтовых
вод недопустимо).
При изготовлении фундамента необходимо пре-
дусмотреть закладку в нем труб для монтажа элек-
тропроводки, а для станка модели 7116 дополни-
тельно еще и специальную фундаментную плиту.
Места вывода труб к узлам станка указаны на
схеме соединения выносного электрооборудования
(см. рис. 43), а сечения труб — в §4 настоящего
раздела.
Трехмашинный и двухмашинный агрегаты, стан-
ция управления поставляются со станком без при-
соединительных проводов и прокладочных труб. На
рис. 43 дано примерное расположение выносного
электрооборудования. Обозначение труб и марки-
ровка проводов указаны согласно монтажной схе-
ме электропривода станка (см. паспорт электро-
оборудования станка, II часть руководства).
Заливка цеметным раствором колодцев фунда-
ментных болтов и оснований башмаков должна
производиться только после установки станины,
стоек и плиты главного привода.
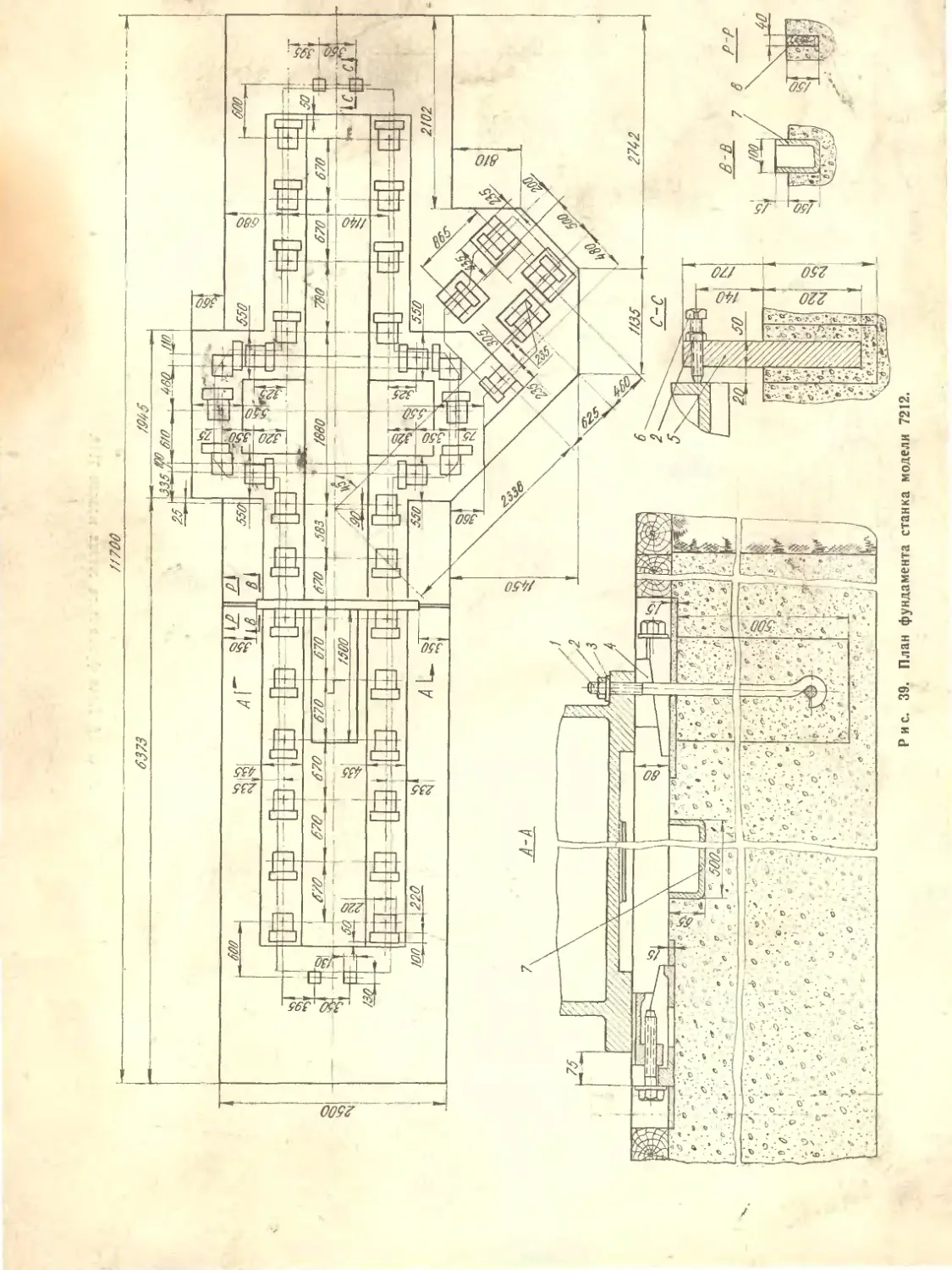
Упорные планки 6 с винтами 5 (см. рис. 37—42)
предохраняют станок от возможного продольного
смещения под действием инерционных сил.
У торцов станины необходимо установить проч-
ные барьеры Р (см. рис. 31—36) — металлические
или бетонные столбы с поручнем—ограждением для
предотвращения возможный несчастных случаев
при выходе стола из зацепления с шестерней при-
вода и несрабатывании специального тормозного
устройства.
Двухмашинный агрегат и шкаф станции управ-
ления крепятся непосредственно к полу цеха ан-
керными болтами. Трехмашинный агрегат устанав-
ливается на бетонной плите высотой не менее
30
I
300 мм. Места под опорные плоскости плиты трех-
машинного агрегата должны лежать в одной плос-
кости Расстояние от анкерных болтов до края этой
плиты должно быть не менее 200 мм. После за-
тяжки анкерных винтов подошву плиты агрегата
необходимо залить бетонным раствором.
Размеры, обозначенные на рис. 46 буквами
Размеры фундаментных болтов
(См. рис. 37—42)
Модели станков Модели станков
Буквы, обозначаю- щие размер 7210 и 7110 7212 и 7112 Номер 7216 и 7116 позиции Номер рисунка 7210 7110 7212 7112 7216 7116
Размеры, мм Размеры, мм
Номер
рисунка
4
5
6
7
8
9
10
11
12
13
14
45
Без чертежа
Без чертежа
49
Без чертежа
47
44
46
Без чертежа
48
45
Без чертежа
Без чертежа
Без чертежа
Без чертежа
1500
1500
460
520
1500
1800
500
650
§ 3. Спецификация
к
Наименование изделия
1950
1950
600
чертежу
Материал
10
фундамента
660
660
(См. рис. 37—42)
Модели станков
7210
7110 7212 7112 7216
7116
Количество на станок
Болт фундаментный Сталь Ст. 3 35 33 39 37 57 41
Гайка М24-055, ГОСТ 5927—62 Сталь 35 39 37 43 41 61 56
Шайба 24, ГОСТ 6959— 54 Сталь 35 35 33 39 37 —
Шайба Сталь 35 - - 57 55
Башмак Р379-12 35 33 39 37 46 30
Винт установочный Сталь 35 4 4 4 4 4 4
Планка Сталь Ст. 3 4 4 4 4 4 4
Желоб Сталь Ст. 3 1 1 1 1 1 1
Брус 350X150X40 мм Сосна 2 2 2 2 — -
Желоб Сталь Ст. 3 —- — ——— 1 1
Болт фундаментный Сталь Ст. 3 — — — — 11
Плита фундаментная в сборе с башмаками и шпильками —— — а. - — * им 1
Башмак ПРч-79-12 ——>- —— 11 11
Брус 800X150X40 мм Сосна 1 1 1
Брус 375X150X40 мм Сосна " 1 “ — 4 4
660
660
Г
660
Примечание
4
660
Со станком не постав-
ляются
Входит в комплект
поставки
I Со станком не постав-
ляются
I
। Входит в комплект
> поставки
( Со станком не постав-
( ляются
§ 4. Перечень узлов, имеющих электровводы,
основные установочные размеры, сечения труб
и проводов для соединения выносного
электрооборудования
(См. рис. 31—36 и 43)
1. Трехмашинный агрегат.
2. Двухмашинный агрегат-
3. Станция управления.
4. Электродвигатель привода стола.
5. Электродвигатель вентилятора.
6. Распределительная коробка на редукторе.
7. Распределительная коробка на стойке.
8. Распределительная коробка на станине.
6. Зак. 1759
Основные установочные размеры
(См. рис. 43)
Буквы,
обозна-
чающие
размер
Модели станков
7110 7212 7112 7216 7116
Примечание
Размеры, мм
А 2340 2385 2340 2385 5580 5580
В 400 585 400 585 350 665 Высота от
н, 400 400 400 400 370 370 верха фун-
Н2 500 850 370 1290 740 600 дамента до места под-
Ня 370 370 370 370 370 370 J ключения
31
Сечение труб и проводов для соединения выносного электрооборудования (См, рис. 43)
Номер
позиции по
рис. 43
Условный
проход
трубы, мм
Марка
провода
Сечение
провода,
мм2
Количество
проводов
в трубе
Цвет провода
1
1
26 32 ПГВ
21
11
18
Голубой
Красный
Г олубой
Применяемость в станках мод.
7210 7110 7212 7112 7216 7116
28
30
31
32
33
35
36
38
о
(от сети пе-
ременного
тока)
15
40
50
20
20
40
20
40
50
15
40
50
ПГВ
ПГВ
ПГВ
ПГВ
ПГВ
ПГВ
ПГВ
ПГВ
ПГВ
ПГВ
25
35
50
2,5
1,5
95
2,5
1,5
120
2,5
1,5
1,5
95
1,5
120
1,5
25
35
50
2
3
3
3
2
13
20
15
2
13
42
16
3
2
1
3
3
3
2
5
2
2
2
2
2
2
3
2
3
2
3
3
3
3
Г олубой
Черный
Г олубой
Черный
Г олубой
Черный
Г олубой
Красный
Голубой
Черный
Голубой
Красный
Черный
Черный
Черный
Черный
Черный
Черный
Черный
Г олубой
Черный
Черный
Черный
Черный
Г олубой
Г олубой
Черный
Черный
Г олубой
Черный
Голубой
Черный
Черный
Черный
Примечания: 1. Применять трубы водогазопроводные по ГОСТ
3262—55. 2. Вместо проводов голубого цвета можно использовать прово-
да синего цвета. 3. Знак + указывает на применение проводов в данной
модели станка.
$600
/ООО 7600
Рис. 31. Установочный чертеж станка модели 7210.
$600
/ООО т 1______________________________________7800
Рис» 32. Установочный чертеж станка модели 7110.
/wo
/г 00 9700
Рис. 33. Установочный чертеж станка модели 7212.
Рис. 34. Установочный чертеж станка модели 7112.
16400
2510
Рис. 35. Установочный чертеж станка модели 7216.
16ЛПО
Рис. 36. Установочный чертеж станка модели 7116.
Рис. 37. План фундамента станка модели 7210
2200
2600
Рис. 38. План фундамента станка модели 7110.
---- j- .
• - - • ж 4
//лм
Рис. 39. План фундамента станка модели 7212.
7. Зад. 1759
П700
Рис. 40. План фундамента станка модели 7112.
/6W
Рис. 41. План фундамента станка модели 7216.
/!ОО
/4
7
Рис. 42. План фундамента станка модели 7116.
*
26
Рис. 43. Схема соединения выносного электрооборудования.
Рис. 44.
Рис. 45.
Рис. 46.
М8
--— » •-
Рис. 47.
Рис. 48.
Рис. 49.
IV. МОНТАЖ СТАНКА
§ 1. Порядок монтажа
Перед установкой станка необходимо ознако-
миться со всеми разделами данного руководства.
А, Монтаж двухстоечных станков
Для станков моделей 7210 и 7212 монтаж про-
изводится в следующем порядке.
Установить:
1. Станину (и выверить ее).
2. Стойки.
3. Боковой суппорт и боковую коробку подач.
4. Поперечину в сборе с находящимися на ней
узлами.
5. Соединительную балку с механизмом переме-
щения поперечины.
6. Траверсные суппорты.
7. Противовес бокового суппорта.
8. Промежуточный вал привода стола и короб-
ки скоростей с электродвигателем и пультом уп-
равления.
Произвести:
9. Монтаж электрооборудования и проверку ра-
боты узлов.
10. Выверку станка по нормам точности.
11. Установку стола.
12. Проверку станка по нормам точности.
Монтаж станка модели 7216 может произво-
диться, как и для моделей 7210 и 7212, однако для
пп. 3, 4, 5, 6, 7 более целесообразен следующий по-
рядок.
Установить:
3. Соединительную балку и механизм переме-
щения поперечины.
4. Боковой суппорт и боковую коробку подач.
5. Противовес бокового суппорта.
6. Поперечину в сборе с находящимися на ней
узлами.
7. Траверсные суппорты.
Б. Монтаж одностоечных станков
Установить:
1. Станину (и выверить ее).
2. Стойку.
3. Боковой суппорт и боковую коробку подач.
4. Противовес бокового суппорта.
5. Консоль и поперечину с находящимися на ней
узлами.
6. Редуктор перемещения поперечины.
7. Промежуточный вал привода стола и короб-
ку скоростей с электродвигателем и пультом управ-
ления.
Произвести:
8. Монтаж электрооборудования и проверку ра
боты узлов.
9. Выверку станка по нормам точности.
43
10. Установку стола.
11. Проверку станка по нормам точности.
§ 2. Описание монтажа двухстоечных станков
1. Установка и выверка станины
Установка станины производится только после
окончательной подготовки и отвердения фунда-
мента.
Станина устанавливается на башмаках, распо-
ложенных на фундаменте согласно чертежу монти-
руемого станка (см. рис. 37—42). Перед установ-
кой станины клинья башмаков должны находить-
ся в среднем положении относительно их основа-
ния, а в колодцы фундамента необходимо опустить
фундаментные болты. Затем болты завести в от-
верстия в подошве станины, навинтить на них гайки
и залить колодцы фундамента цементным раство-
ром. После отвердения раствора в колодцах реко-
мендуется башмаки расположить в непосредствен-
ной близости от анкерных болтов.
Перед монтажом составной станины канавки на
торцах стыков необходимо заполнить маслостой-
кой замазкой БУ397-51ТУМХП или ее замените-
лем, проверить наличие в задней части станины
трубы для стока масла из корыта станины в масло-
бак и при отсутствии установить ее на место.
Выверку станины производить только после от-
вердевания раствора в колодцах фундамента. Эта
операция является одной из наиболее ответствен-
ных. От нее зависит правильность сборки всего
станка и, следовательно, точность выполняемых на
нем работ. Основные требования, предъявляемые
к станине, — прямолинейность направляющих в
вертикальной и горизонтальной плоскостях и отсут-
ствие извернутости (параллельности направляю-
щих).
Для выверки станины необходимы следующие
инструменты:
1. Поверочная линейка 1-го класса точности
длиной 1000 мм.
2. Поверочная линейка 2-го класса точности вы-
сотой Н мм и валик диаметром D мм, длиной L мм
(см. нижеприведенную таблицу).
Модели станков
Наименование пара-
метров инструмента
7210 и 7212 и 7216 и
7110 7112 7116
Высота линейки Н
Диаметр валика D
Длина линейки и валика
мм 55,12—0,01
> '78,8—0,01
> 500
3. Рамный уровень 1-го класса
70,8 -о,о1 72,78 -0,01
98-0,01 ПО—о.О1
700 700
точности с раз-
мерами сторон 200X200 мм.
Составную станину следует выверять в следую-
щем порядке.
Установить на башмаках все ее части. Выверить
одну из них, желательно самую длинную, после чего
по ней выверить остальные части станины, скрепив
их болтами. Потом, не затягивая болты, устано-
вить штифты, а затем затянуть их. После этого
окончательно произвести выверку в следующем по-
рядке:
а) прямолинейности направляющих станины в
вертикальной плоскости — регулировкой башмаков
и предварительной затяжкой фундаментных болтов
по показаниям уровня. Поверочную линейку или
валик с уровнем перемещают в направляющей по
всей ее длине. Проверяют показания уровня через
расстояния не более длины линейки. Желательно,
чтобы средняя часть станины была выше ее концов
в пределах допуска, так как на эту часть в процессе
работы приходится наибольшая нагрузка;
б) параллельности направляющих станины (от-
сутствие извернутости) — по показаниям уровня,
как сказано в акте приемки (раздел I — «Испыта-
ние станка на соответствие нормам точности»,
пункт В).
Всю систему перемещают вдоль направляющих
станины по всей длине, проверяя показания уров
ня через расстояния не более длины нижней ли-
нейки или валика, причем взаимное расположение
линеек и уровня не должно изменяться.
Допускаемые отклонения при всех выверках
указаны в заводском акте приемки станка на точ-
ность (см. также ГОСТ 35—54).
После выверки станины следует окончательно
затянуть гайки фундаментных болтов, проверяя
уровнем точность установки станины.
2. Установка стоек
Стойки крепятся к станине винтами и фикси-
руются контрольными штифтами. Установка стоек
на башмаках и крепление к фундаменту аналогии-
ны установке станины.
При установке стоек особое внимание обратить
на правильность постановки контрольных штифтов,
так как от этого зависит точность станка.
Вертикальное положение стойки в плоскости,
перпендикулярной направляющим станины, прове-
рить уровнем 1, как показано на рис. 50. Отклоне-
0,02
ние не должно превышать
Правильность установки прочих элементов стой-
ки (точность расположения передних поверхностей
ее направляющих в общей вертикальной плоскости,
перпендикулярной направляющим станины, и пр.)
обеспечена заводом-изготовителем при сборке
станка, но зависит от правильности установки
стоек по контрольным штифтам.
После выверки положения стойки болты креп-
ления ее к станине и фундаменту следует затянуть
окончательно.
Затяжка болтов должна быть равномерной во
избежание перекосов стойки и деформации стани-
ны. Контроль производить по показаниям уровня.
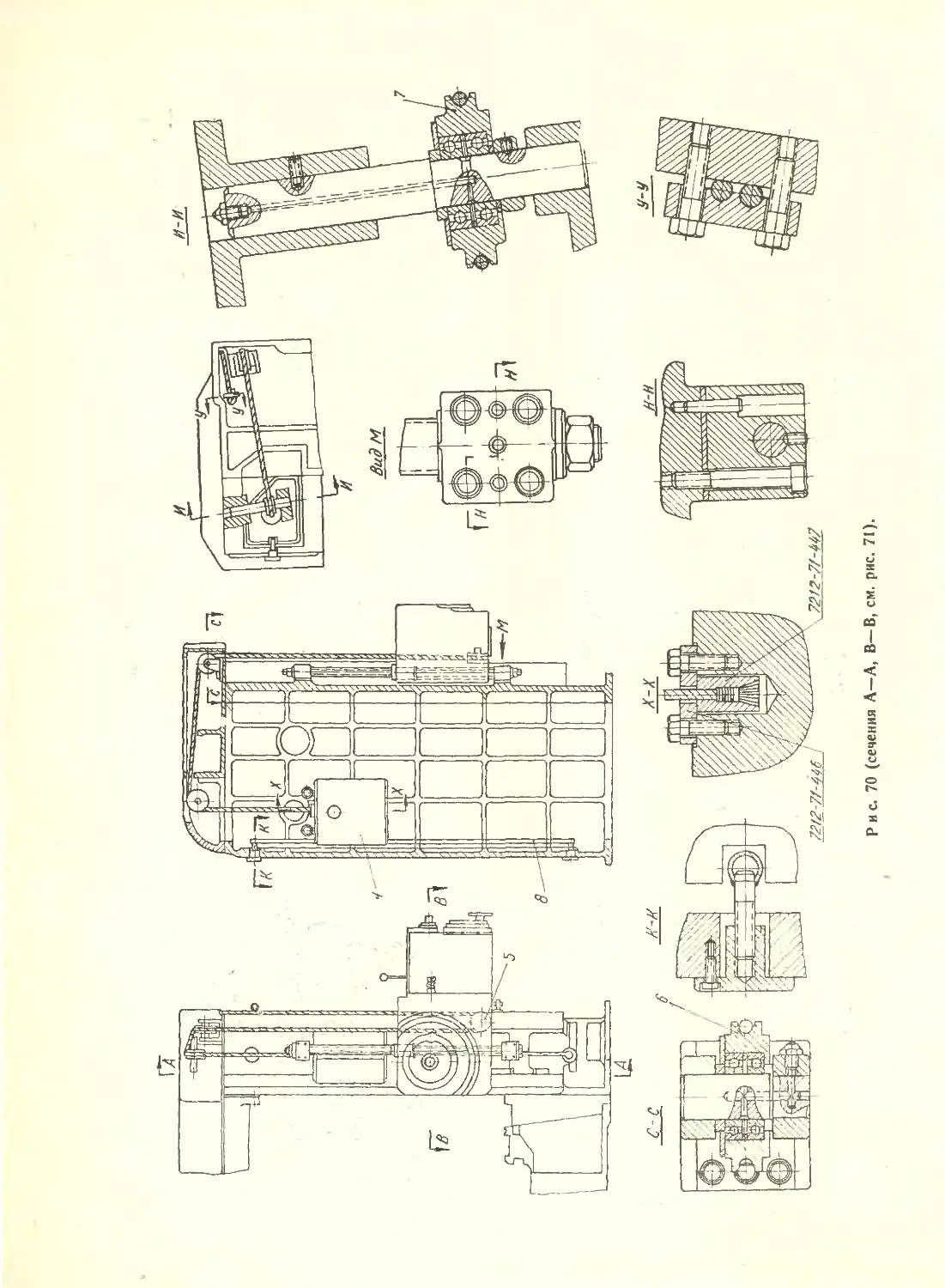
3. Установка бокового суппорта и боковой
коробки подач
Боковой суппорт и боковая коробка подач уста-
навливаются на каретке (см. рис. 70 и 71), смонти-
рованной на стойке станка.
Перед началом монтажа Т-образные головки
винтов крепления суппорта к каретке завести в
пазы каретки. Затем суппорт надеть на винты, уста-
новить на центрирующий буртик каретки и затя-
нуть винты гайками.
Боковая коробка подач устанавливается на ка-
ретке по центрирующим заточкам фланцев и кре-
пится винтами.
44
4. Установка поперечины с находящимися
на ней узлами
Перед установкой поперечины необходимо снять
направляющие планки 18 и наружные рычаги за-
жима 8 (см. рис. 58). Шпильки 24 должны быть
затянуты наглухо. Вывертывание их при монтаже
поперечины и монтаж механизма зажима не до-
пускаются.
Приложив поперечину к направляющим стоек,
следует установить на место направляющие план-
ки 18, рычаги зажима 8 и клинья 15 (см. сечение
К—К, рис. 62), которые замаркированы одинаковы-
ми буквами с местом установки их. Затем подпе-
реть поперечину снизу деревянным брусом сече-
нием не менее 250X250 мм для предотвращения
возможного опускания ее.
ВНИМАНИЕ!
До окончания полного монтажа станка дере-
вянный брус удалять нельзя!
Наружные рычаги зажима 8 затягиваются гай-
ками 19 предварительно.
Указания по регулировке положения поперечи-
ны и ее зажима изложены в разделе IX настояще-
го руководства.
5. Установка соединительной балки
с механизмом подъема и опускания поперечины
В станках моделей 7210 и 7212 положение со-
единительной балки на стойках определяется че-
тырьмя штифтами (по два с каждой стороны).
Балка устанавливается по контрольным штифтам
и закрепляется сверху болтами. Затем между пра-
вой стойкой и балкой устанавливаются два клина
согласно их маркировке, и стыки балки со стойка-
ми затягиваются равномерно болтами.
Механизм подъема и опускания поперечины по-
ставляется смонтированным в соединительной
балке.
После монтажа соединительной балки произво-
дится установка винтов подъема поперечины. Вин-
ты замаркированы буквами Л (левый) и П (пра-
вый). Для монтажа винтов необходимо сдвинуть
муфты, соединяющие редукторы подъема поперечи-
ны с электродвигателем, и снять редукторы с бал-
ки. Винты заводятся сверху через отверстия в бал-
ке и завинчиваются в гайки поперечины. Концы
винтов при этом должны выступать на 298 мм над
плоскостью крепления редукторов. Для последую-
щей установки редукторов необходимо снять с них
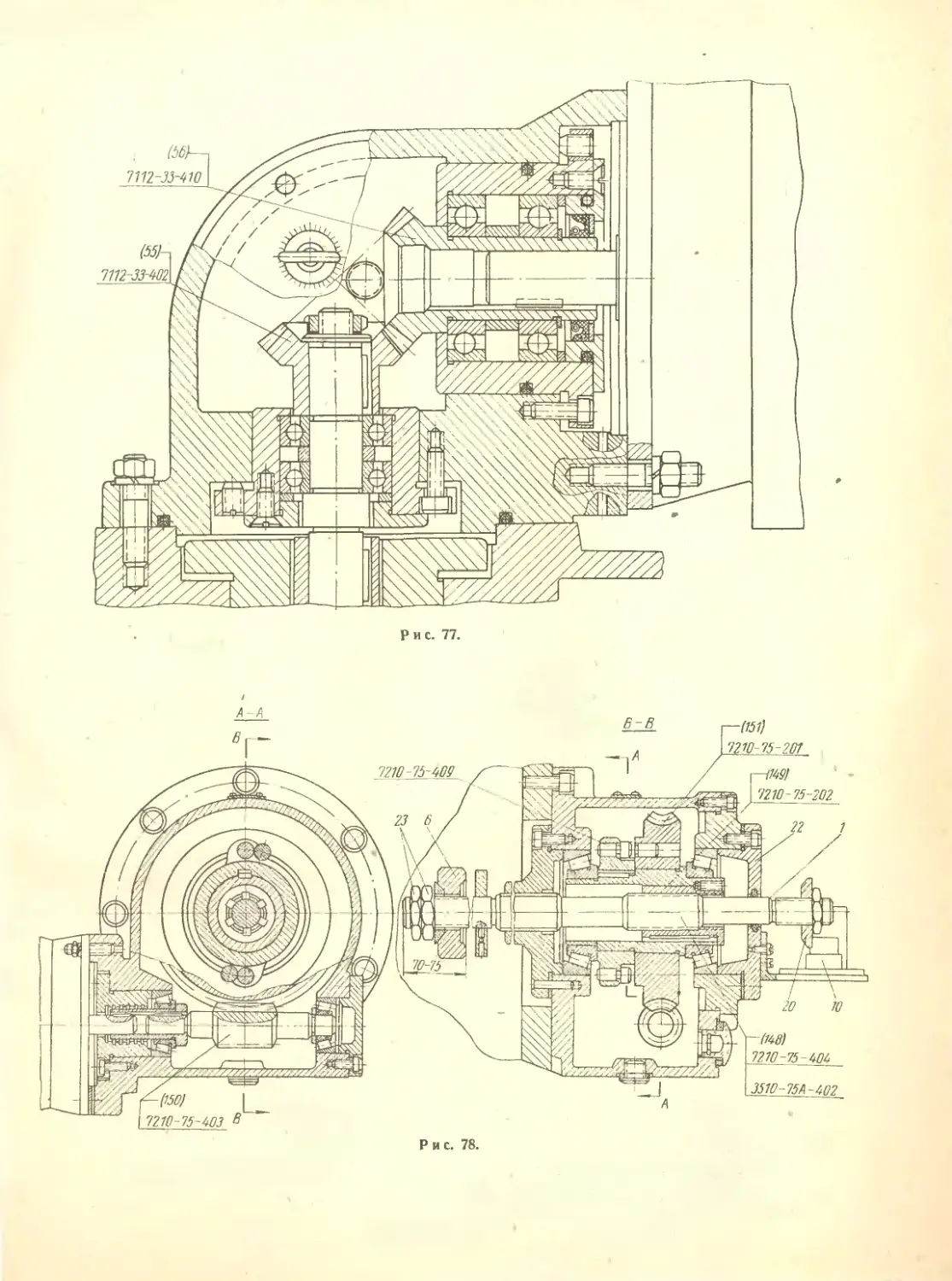
следующие детали: крышки 1 (см. рис. 80), стопор-
ные гайки 2, гайки 4 и пробки 5. Затем редукторы
насаживаются на шлицы винтов. При этом для то-
го чтобы совпадали отверстия балки и корпусов
редукторов, необходимо регулировать положение
поперечины клиньями 15 (см. сеч. К—К, рис. 62).
Затем на концы винтов навинчиваются гайки 4,
стопорные гайки 2 и пробки 5. После окончатель-
ного монтажа винтов и проверки положения попе-
речины необходимо затянуть гайки 4, законтрить
их стопорными гайка ми. 2 и пробками 5 и поставить
крышки /. Соединить редукторы с электродвигате-
лем подъема поперечины.
В станке модели 7216 положение соединитель-
ной балки на стойках определяется также четырь-
мя контрольными штифтами. Установив балку меж-
ду стойками по контрольным штифтам и поставив
компенсаторные прокладки между балкой и пра-
вой стойкой, следует равномерно затянуть крепеж-
ные болты.
Редукторы перемещения поперечины постав-
ляются смонтированными на стойках. После мон-
тажа портала редукторы соединяются валиками с
электродвигателем, смонтированным на соедини-
тельной балке.
Винты подъема поперечины устанавливаются
так же, как и в станках моделей 7210 и 7212.
6. Установка траверсных суппортов
Установка траверсных суппортов аналогична
установке бокового суппорта.
7. Установка противовеса бокового суппорта
Противовес устанавливается после монтажа
стоек и соединительной балки.
Противовес 4 (см. рис. 70) вместе с закреплен-
ным на нем стальным канатом заводится сверху
в стойку так, чтобы груз своим пазом скользил по
направляющей 5. Для последующего монтажа ка-
ната противовес подвешивается на стержне, кото-
рый заведен в отверстия противовеса и верхней
части стойки. Затем на стайку устанавливается и
крепится корпус с роликом.
Запрессовка каната через блоки и крепление
его свободного конца показаны на рис. 70 для стан-
ков моделей 7210 и 7212, а для модели 7216 — на
рис. 73.
При монтаже каната следует избегать перекру-
чивания его, так как это может вызвать вращение
и заклинивание в стойке противовеса при переме-
щении боковой каретки.
Для освобождения стержня (на котором был
подвешен противовес) необходимо слегка припод-
нять противовес путем перемещения каретки вниз
рукояткой ручных перемещений бокового суппорта.
После окончания монтажа станка следует про-
верить противовес в крайних положениях боковой
каретки. Он не должен ложиться на фундамент
при верхнем положении каретки и упирается в
блок каната, когда она находится внизу.
S. Установка промежуточного вала привода
стола и коробки скоростей с электродвигателем
и пультом управления
Промежуточный вал пропускается через стой-
ку, соединяется с валом реечной шестерни и короб-
кой скоростей посредством зубчатых муфт (см.
рис. 65). Концы его устанавливаются в валах рееч-
ной шестерни и коробки скоростей на сферические
подшипники 4 и 5, причем цапфы вала свободно вхо-
дят в отверстия подшипников. Потом устанавли-
вается коробка скоростей. Она смонтирована за-
одно с плитой, электродвигателем и пультом уп-
равления. Плита предварительно выставляется на
фундаменте (на башмаках). Затем проверяется
соосность промежуточного вала привода стола к
валу коробки скоростей. Регулировка положения
валов производится при помощи башмаков.
Взаимное расположение осей валов проверяет-
ся по зазорам между отверстиями; крышки стойки
45
и вала 1, фланца 6 и муфты 12. Зазоры должны
быть равномерными по контуру вала и муфты. Пос-
ле проверки правильности установки коробки ско-
ростей фундаментные болты равномерно затяги-
ваются.
9. Монтаж электрооборудования станка
и проверка работы узлов
После сборки станка и до установки стола необ-
ходимо произвести монтаж и проверку наладки
электрооборудования. Прежде всего следует уста-
новить подвесную кнопочную станцию в сборе с
противовесом в кронштейн 1 (см. для станков мо-
делей 7210, 7110, 7212 и 7112 рис. 83, а для моде-
лей 7216 и 7116 — рис. 84). При этом необходимо
поставить на место упорный шарикоподшипник (на-
ходящийся в комплекте принадлежностей) и сма-
зать его консистентной смазкой.
Поскольку станок поставляется заказчику в де-
монтированном виде (группами узлов), то, естест-
венно, внешние коммуникации электрооборудова-
ния разъединены. В местах разъединения проводов
предусмотрены клеммные коробки с маркирован-
ными клеммами согласно электрическим схемам
станка. Это значительно облегчает при монтаже
правильное соединение внешних коммуникаций схе-
мы. При монтаже электрооборудования следует ру-
ководствоваться указаниями, изложенными во II
части руководства («Электрооборудование»). Пос-
ле окончания монтажа необходимо произвести на-
ладку электрооборудования и проверку работы
всех узлов (за исключением стола) согласно раз-
делу VII («Первоначальный пуск станка») и II час-
ти руководства («Электрооборудование»).
10. Выверка станины
Выверку станины произвести по позициям А,
Б, В акта приемки. Затем выверить стойки и попе-
речину по отношению к станине (перед выверкой
поперечины ее необходимо немного приподнять для
устранения люфтов в цепи подъема). Проверка
перпендикулярности хода бокового суппорта по от-
ношению к станине производится индикатором, как
указано на рис. 51. Допустимое отклонение 0,02 мм
на длине 500 мм. Проверка параллельности хода
суппорта поперечины по отношению к станине
производится также индикатором (см. рис. 52). До-
пускаемое отклонение 0,015 мм на длине 1000 мм.
Регулировку положения поперечины см. в разделе
IX настоящего руководства.
11. Установка стола
правляющие стола и рейку. Затем продуть их сжа-
тым воздухом, обратив особое внимание на чистоту
смазочных канавок в направляющих стола.
4. Тщательно промыть керосином или уайт-спи-
ритом направляющие станины, в том числе нижние
поверхности под поджимные планки, зубья реечной
шестерни.
5. Проверить работу системы смазки направ-
ляющих станины и реечной шестерни путем вклю-
чения маслонасоса (см. раздел VII, § 2, п. 6). Мас-
ло должно равномерно подаваться на каждую на-
правляющую.
6. С помощью резинового скребка протереть
маслом все направляющие станины. Распределить
масло, поступающее от смазочной станции, равно-
мерным слоем по всей площади направляющих ста-
нины.
Установку стола производить в следующем по-
рядке:
1. Установить стол на станину перед порталом
так, чтобы зуб рейки находился на расстоянии при-
мерно 50 мм от зуба реечной шестерни. Надвигая
стол, ввести рейку в зацепление с реечной ше-
стерней.
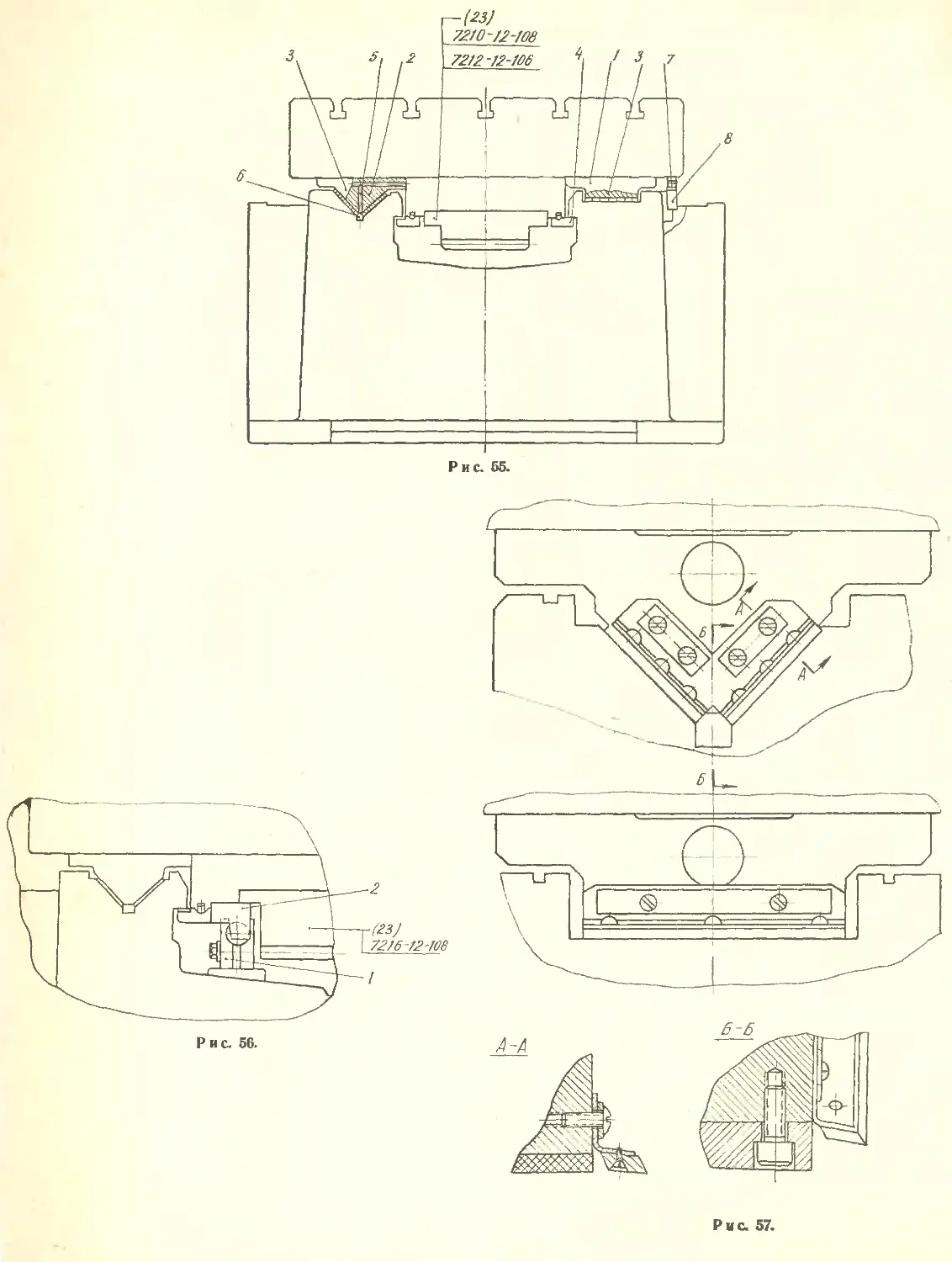
2. В этом положении стола на станине устано-
вить две передние поджимные планки 4 (см.
рис. 55). Планки и места их установки маркирова-
ны одинаковыми буквами.
3. Нажимая на кнопку 4 или 5 (см. рис. 5 в
паспорте станка), переместить стол в заднее поло-
жение за портал до совмещения торцов направ-
ляющих стола и станины и установить задние под-
жимные планки.
4. При монтаже стола необходимо обратить
внимание на скребки, прикрепленные к торцам на-
правляющих стола (см. рис. 57), чтобы не повре-
дить их. Прилегание скребков к направляющим
станины должно быть плотным и равномерным.
ВНИМАНИЕ!
Включение любых перемещений узлов станка
производить только после выполнения указаний
изложенных в разделе VII настоящего руководства.
12. Проверка станка по нормам точности
Проверка станка по нормам точности произво-
дится, как указано в акте приемки и в разделе VII,
§4.
§ 3. Описание монтажа одностоечных
станков
Перед установкой стола на станину необхо-
димо:
1. Убедиться в правильности монтажа и налад-
ки электрооборудования станка, а также работо-
способности и правильности срабатывания электри-
ческих блокировок. Необходимо опробовать в дви-
жении все подвижные элементы станка.
2. Проверить соответствие установки станины
согласно нормам точности.
3. Тщательно промыть керосином, уайт-спири-
том или другой обезжиривающей жидкостью на-
1. Установка и выверка станины (см. § 2, п. 1).
2. Монтаж стойки (см. § 2, п. 2).
3. Установка бокового суппорта и боковой ко-
робки подач (см. § 2, п. 3).
4. Монтаж противовеса бокового суппорта
(см. § 2, п. 7 и рисунки: 72 — для станков моде-
лей 7110 и 7212 и 74 — для модели 7116).
5. Установка консоли и поперечины с находя-
щимися на ней узлами. Перед установкой консоли
снимаются прижимные планки 13 (см. рис. 79) и
46
Рис. 50.
Рис. 52.
клинья 5. Потом в боковые пазы стойки снизу за-
водятся Т-образные сухари 9 зажима поперечины.
На шпильки сухарей надеваются консоль и рычаги
зажима поперечины. Затем устанавливается при-
жимная планка 13, затягиваются предварительно
гайки рычагов зажима, и консоль подпирается сни-
зу .. деревянным брусом (сечением не меньше
250X250 мм) для предотвращения ее опускания.
ВНИМАНИЕ!
До окончания полного монтажа станка дере-
вянный брус удалять нельзя.
Консоль должна прилегать к боковым направ-
ляющим стойки без зазора. Плоскость крепления
поперечины должна располагаться в одной плос-
кости с зеркалом стойки. Это условие, а также сво-
бодное вертикальное перемещение консоли с по-
перечиной без люфтов достигаются регулировкой
клиньев 5. Затем производится ввинчивание винта
подъема поперечины {140) (см. рис. 81) в гайку
консоли.
Регулировка механизма зажима изложена в
разделе IX настоящего руководства.
Перед установкой поперечины с нее снимается
прижимная планка 18 и клин 15 (см. рис. 59 и 62).
Затем поперечина монтируется на консоли по кон-
трольным штифтам и крепится винтами. После это-
ю устанавливается на место прижимная планка 18
и клин 15, который регулируется так, чтобы попе-
речина свободно, но без люфтов перемещалась на
стойке в вертикальном направлении.
Точная установка поперечины производится в
Рис. 53.
соответствии с указаниями, изложенными в п. 9 на-
стоящего параграфа.
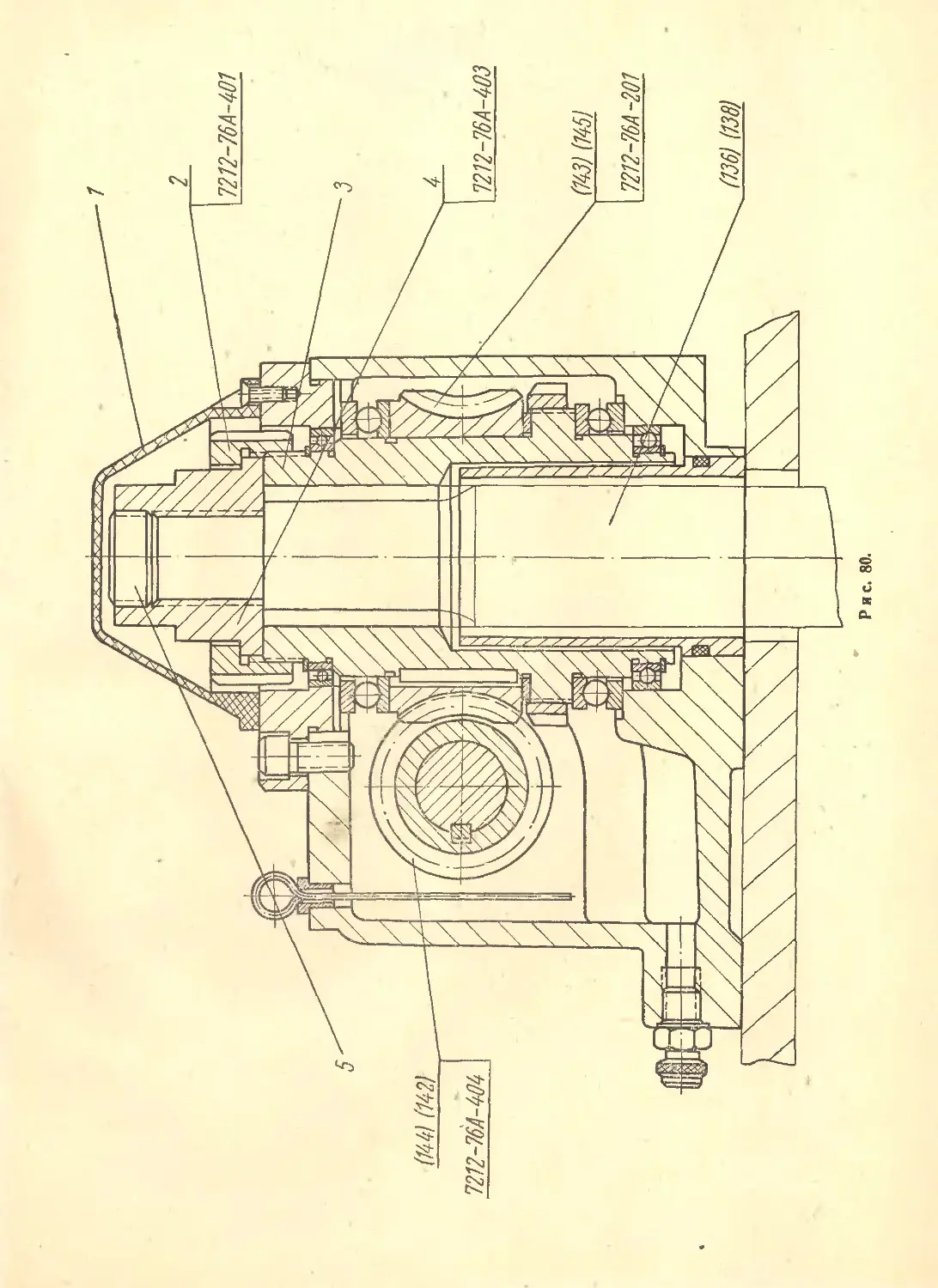
6. Установка редуктора перемещения попере-
чины.
Редуктор Перемещения поперечины устанавли-
вается на стойке по контрольным штифтам и кре-
пится винтами. Предварительно с него снимается
крышка 1, стопорная шайба 2 и шлицевая втул-
ка 3, а также свинчивается гайка 4 с винта (140).
Затем винт заводится в редуктор, ввинчивается в
гайку поперечины и закрепляется, как показано на
рис. 81.
7. Установка промежуточного вала привода сто-
ла и коробки скоростей с электродвигателем и
пультом управления (см. § 2, п. 8).
8. Монтаж электрооборудования и проверка ра-
боты узлов (см. § 2, п. 9).
9. Проверка станка по нормам точности.
Выверку станины произвести по позициям А, Б,
В (см. акт приемки станка), выверку поперечины
(допуск 0,015 мм на длине 1000 мм) и стойки (до-
пуск 0,02 мм на длине 500 мм) см. рис. 51 и 52. На-
клон стойки в пределах указанных допусков должен
быть только к столу, а конец поперечины только
вниз.
Установка поперечины делается следующим об-
разом.
Отпускаются болты, крепящие ее в консоли
(штифты не вынимаются). Затем производится ре-
47
гулировка винтами I, 2 (см. рис. 53), расположен
ними-сзади поперечины.
Во всех случаях после опускания поперечины ее
надо слегка приподнять для выборки люфтов в це-
пи подъема.
10. Установка стола (см. § 2, п. 11).
11. Проверка станка по нормам точности (см.
§2, п. 12).
V. КРАТКОЕ ОПИСАНИЕ
КОНСТРУКЦИИ И РАБОТЫ СТАНКА
§ 1. Особенности конструкции
Привод стола осуществляется от электродвига-
теля постоянного тока, регулируемого по системе
генератор — двигатель, через двухдиапазонную ко-
робку скоростей. Регулирование скоростей бессту-
пенчатое. Движение стола обеспечивает плавное
врезание резца в заготовку и замедленный выход
его из заготовки в конце рабочего цикла. Скорость
обратного хода стола регулируется независимо от
скорости рабочего хода.
Механизм установки длины хода стола, распо-
ложенный на коробке скоростей, обеспечивает ми-
нимальную величину пробега стола на всем диа-
пазоне скоростей его движения.
Направляющие станины обеспечивают стабиль-
ное возвратно-поступательное движение стола,
предохраняя его от возможных боковых сдвигов
в процессе резания.
Для предупреждения возможного схода стола
с направляющих станины при аварийном его пере-
беге в станине предусмотрено специальное тормоз-
ное устройство.
Механизмы подачи обеспечивают периодиче-
скую подачу суппортов перед началом рабочего
хода стола, а также установочные независимые пе-
ремещения каждого из суппортов.
Управление направлением движений каждого
из суппортов — однорукояточное. Основные движе-
ния станка осуществляются с подвесной кнопочной
станции.
§ 2. Описание кинематической схемы
Порядок передачи вращения от электродвигате-
лей до исполнительных органов показан на рис. 54.
(см. вкладку).
Кинематическая схема одностоечных станков
состоит из тех же валов и шестерен, что и двух-
стоечных с различием в механизмах подъема и за-
жима поперечины.
Коробки скоростей станков разных моделей
имеют различия в связи с неодинаковыми тяговы-
ми усилиями, скоростями хода стола и диапазона
ми регулирования числа оборотов вала электродви-
гателя привода стола.
Принцип работы отдельных узлов приведен в
описании узлов станка.
Перечень электродвигателей см. во II части ру-
ководства («Электрооборудование»).
§ 3. Общая компоновка
Общая компоновка двухстоечных станков при
ведена в паспорте станка на рис. 1, 2, а одностоеч-
ных — на рис. 3, 4.
§ 4. Станина
Станина имеет две основные направляющие —
плоскую и V-образную (см. рис. 55). С внутренней
стороны основных направляющих (в нише) имеют-
ся дополнительные направляющие для поджимных
планок 4, расположенных на концах стола.
§ 5. Стол
Стол представляет собой отливку жесткой ко-
робчатой формы с внутренними ребрами. Направ-
ляющие стола 1 и 2 (см. рис. 55) снабжены пласт-
массовыми накладками 3.
Для предотвращения подъема стола от действия
боковых усилий и распорной составляющей между
реечной шестерней и рейкой на концах его крепят-
ся четыре поджимные планки 4. Они при движении
стола скользят по дополнительным направляющим
станины и смазываются через каналы 5. По ним
масло отводится из продольных канавок 6 направ-
ляющих стола.
На нижней поверхности стола между направ-
ляющими крепится рейка (23) привода. На станке
имеется специальное тормозное устройство, пред-
отвращающее сход стола со станины в случае не-
срабатывания электроаппаратов реверса и аварий-
ного останова стола.
На станках мод. 7210, 7110, 7212 и 7112 для
этой цели на концах стола привернуты трехзубые
протяжки 7 (см. рис. 55), которые при выходе его
из зацепления с реечной шестерней врезаются в
стальные планки 8, неподвижно закрепленные на
станине.
На станках мод. 7216 и 7116 ту же роль выпол-
няют блоки резцов /, установленные на концах
станины, и упоры 2, прикрепленные к столу (см.
рис. 56 и 100).
На переднем торце стола прикреплен щиток,
предохраняющий направляющие станины станка от
попадания крупной стружки при резании. Для пре-
дотвращения попадания стружки и грязи под на-
правляющие стола на торцах их установлены скреб-
ки (см. рис. 57).
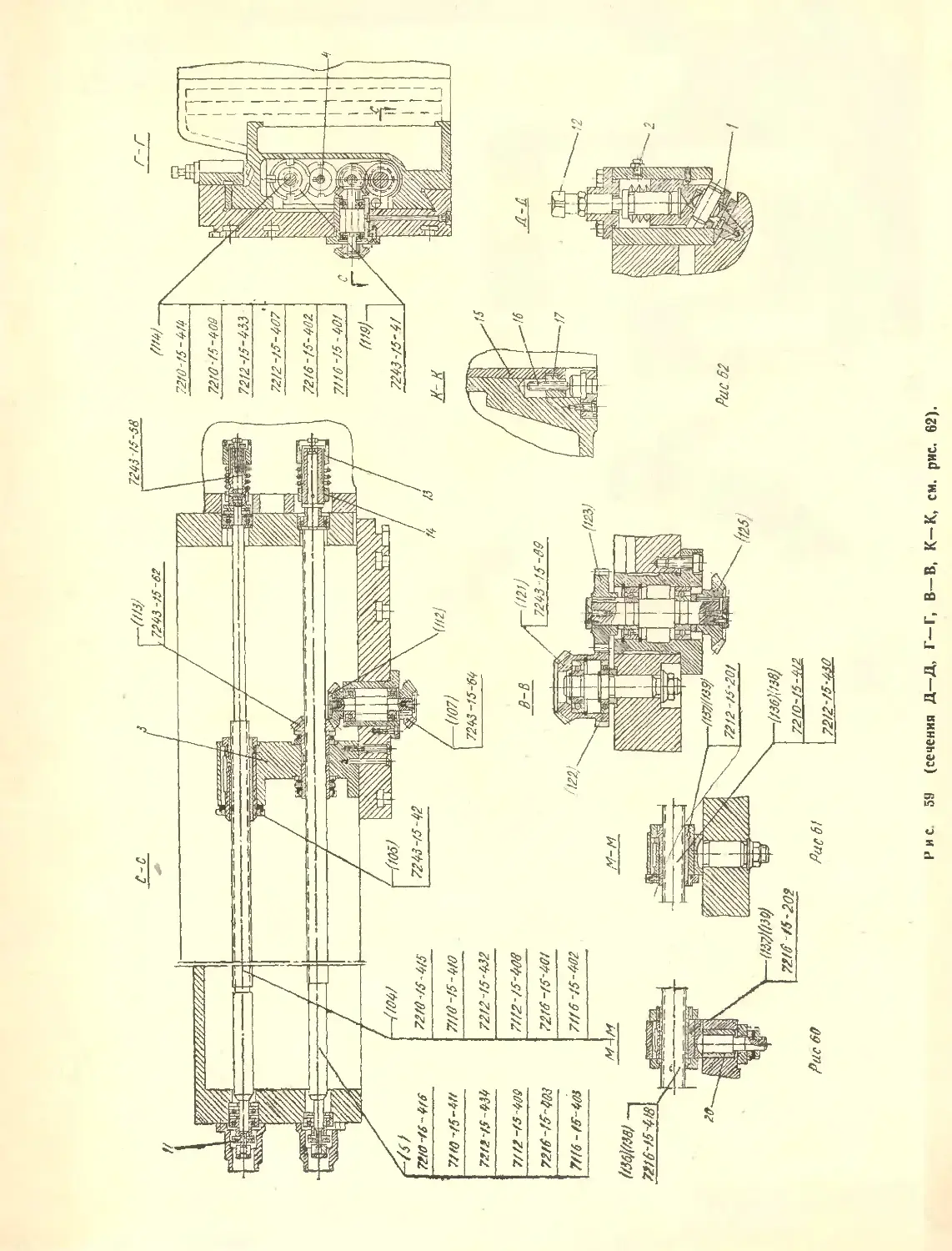
§ 6. Поперечина
Конструкция поперечины двухстоечных станков
приведена на рис. 58 и 62, а одностоечных — на
рис. 59 и 62.
В каретках суппортов имеется разгружающее
устройство. Оно уменьшает износ направляющих
поперечины от веса суппортов и благодаря выбор-
ке зазоров в направлении действия усилий реза-
ния увеличивает жесткость системы суппорт — по-
перечина во время резания.
§ 7. Привод стола
«г
Общий вид привода стола изображен на рис. 64,
разрезы по реечной шестерне — на рис. 63, по ко-
робке скоростей — на рис. 66, по промежуточному
валу станков — на рис. 65.
48
§ 8. Суппорты
Конструкция вертикальных и боковых суппор-
тов одинакова и представлена на рис. 67 и 69 для
станков мод. 7210, 7110, 7212 и 7112, а на рис. 68
и 69 — для мод. 7216 и 7116.
Суппорт имеет механическое и ручное переме-
щение по горизонтали и по вертикали и ручной по-
ворот на угол +60°. С целью предохранения его
от самопроизвольного падения при повороте в ме-
ханизм поворота встроена обгонная муфта 7. Для
тонкого подвода суппорта служит маховик 2.
В нижней части ползуна 1 закреплена поворот-
ная плита 8, которая конической осью 10 соединена
с резцедержателем 9. При обратном ходе стола
резцедержатель откидывается с помощью электро-
магнита 11 постоянного тока, вмонтированного в
ось поворотной плиты. При строжке глубоких па-
зов для высокой откидки резцедержателя приме-
няется специальное рычажное приспособление, по-
ставляемое за особую плату (см. раздел X —
«Приспособления»).
§ 9. Каретка бокового суппорта
Конструкция каретки правого бокового суппор-
та представлена на рис. 70 и 71.
Боковая каретка уравновешена при помощи
груза 4, подвешенного в стойке на канате, распо-
ложенном на 3 блоках. Блок 5 закреплен на ка-
ретке. Расположение остальных 2 блоков в отдель-
ных моделях станков отличается между собой и
показано для станков моделей: 7210 и 7212 — на
рис. 70, 7110 и 7112 — на рис. 72, 7216 — на рис. 73
и 7116 — на рис. 74.
§ 10. Коробка подач поперечины
Коробка подач поперечины (рис. 75 и 76) пред-
назначена для привода вертикальных суппортов и
крепится на правом торце поперечины.
Привод осуществляется от фланцевого ревер-
сивного электродвигателя, вращение от которого
при подаче передается через червячную пару 76
и 77 на главный вал коробки подач X. На нем не-
подвижно закреплен диск 1, на котором установ-
лен фрикцион 2, связанный с собачкой 101, хра-
повым колесом 102 и шестерней 103. От нее вра-
щение передается шестерне 100, находящейся на
оси IX, а затем последовательно к шестерням-по-
лумуфтам 85, 89, 84, 86, 87, 88, 91 и 92, свободно
вращающимся на валах V, VI, VII и VIII. Сцепле-
нием кулачковых муфт (перемещаемых по шлице-
вым валам) с соответствующими шестернями-по-
лумуфтами достигается выбранное направление по-
дачи. Валы V и VIII связаны предохранительными
кулачковыми муфтами 3 с ходовыми винтами, а
ьалы VI и VII — с ходовыми валиками. При авто-
матической подаче суппортов электродвигатель ко-
робки подач включается от команды конечного пе-
реключателя в момент реверса стола с обратного
хода на рабочий. Перемещение происходит до тех
пор, пока разжимная планка 4 не упрется в непод-
вижный упор 5, конструктивно выполненный в ви-
де втулки на валу IX и разожмет фрикцион. Через
некоторое время электродвигатель останавли-
вается.
Зарядка механизма подач происходит в начале
обратного хода. От команды конечного переклю-
чателя вал электродвигателя начинает вращаться
в обратную сторону. При этом собачка 101 прощел-
кивает и шестерня 103 остается неподвижной, а
диск 1 и фрикцион 2 проворачиваются до сопри-
косновения планки 4 с подвижным упором 6. Ме-
ханизм готов для совершения новой подачи. Этот
цикл работы повторяется при каждом двойном хо-
де стола. Установка величины подачи осуществ-
ляется маховичком 7. Вытянув его и тем самым вы-
ведя шестерню 94 из зацепления с фиксатором —•
зубчатым сектором 95, через пару шестерен 93 и 97
поворачиваем подвижный упор 6. При этом ме-
няется угол между подвижным и неподвижным
упорами, что определяет величину подачи. Отсчет
ее производится по лимбу 8, закрепленному на
шестерне 97.
При установочном перемещении суппортов
электродвигатель вращается только в направлении
подачи. Одновременно включается электромагнит
9, который сцепляет при помощи муфты 10 червяч-
ное колесо 77 с храповым 102. Вращение от элект-
родвигателя передается через червячную пару 76 и
77, храповое колесо 102 и шестерню 103 на разда-
точный вал IX и далее так же, как и при подаче.
При этом фрикцион проскальзывает, а собачка 101
прощелкивает.
§ 11. Коробка подач бокового суппорта
Коробка подач бокового суппорта по конструк-
ции и принципу работы аналогична коробке подач
поперечины. Однако она имеет только два выход-
ных вала для перемещения бокового суппорта по
салазкам и по стойке.
В одностоечных станках мод. 7112 и 7116 при-
менена дополнительная передача (см. рис. 77),
осуществляемая с помощью конических колес 55
и 56.
§ 12. Механизм зажима поперечины
В двухстоечных станках механизм расположен
на выступе поперечины (см. рис. 58 и 78). Движе-
ние передается от асинхронного двигателя через
червяк 150 на червячное колесо 151, связанное l
гайкой 149.
Винт 148 при этом получает поступательное пе-
ремещение и через шайбу 6 передает усилие на ры-
чаги 7, а они — на рычаги 8, зажимающие попере-
чину.
В одностоечных станках механизм расположен
на консоли (см. рис. 54 и 79). Принцип работы ана-
логичен принципу работы механизма двухстоечных
станков и отличается только конструкцией рычагов.
Механизм зажима работает автоматически. Дви-
гатель его получает команду на отжим поперечины
при включении механизма подъема. Окончание от-
жима ее контролируется конечным выключателем
10, по сигналу которого начинается движение по-
перечины. После завершения подъема или опуска-
ния механизм автоматически зажимает поперечину.
49
§ 13. Механизм перемещения поперечины
В двухстоечных станках механизм расположен
на соединительной балке и состоит из двух винтов
— 136 и 138, приводимых в движение одним элект-
родвигателем через два червячных редуктора (см.
рис. 80).
В одностоечных станках механизм расположен
на стойке (см. рис. 81).
§ 14. Пульт управления
Пульт управления (см. рис. 82) находится на
коробке скоростей и служит для установки длины
хода стола. На пульте управления у станков мод.
7210, 7110, 7212 и 7112 расположены реостаты для
регулирования скоростей рабочего и обратного хо-
да стола, пусковые кнопки двухмашинного и трех-
машинного агрегатов, переключатели подъема рез-
цедержателей и подачи суппортов, сигнальные лам-
пы работы агрегатов (в станках мод. 7216 и 7116
эти кнопки и переключатели помещены на подвес-
ном пульте управления).
Работа механизма происходит следующим об-
разом.
При перемещении стола вращается лимб 1 (см.
рис. 82). Он отградуирован соответственно линей-
ке на боковой поверхности стола. Цена деления
лимба соответствует 20 мм длины рабочей поверх-
ности стола или обрабатываемого изделия.
Отсчет настроенной длины хода производится по
положению рисок на указателях секторов 2 и 3 от-
носительно делений лимба. На лимбе установлены
два неподвижных упора 5 и 6, между которыми
могут передвигаться секторы 2 и 3, имеющие упоры
14 и 19.
Упоры 5, 6, 14 и 19 ограничивают настройку
максимальной длины хода стола, минимальная же
не ограничивается ими, однако установка длины
хода стола менее 700 мм (500 мм по лимбу) не до-
пускается.
На секторах укреплены щетки 4 и 17, которые
в зависимости от установленного диапазона скоро-
стей раньше или позднее включают замедление сто-
ла перед реверсом. Реверсирование стола осущест-
вляется включением конечных переключателей ку-
лачками 7 и 8, расположенными в пазах секторов.
В случае несрабатывания переключателей вклю-
чается аварийный выключатель кулачками 9 и 10.
Взаимное расположение упоров 5 и 6, 14 и 19,
указателей на секторах 2 и 3 и кулачков 7 и 8 от-
регулировано таким образом, что при настройке
любой длины хода стола по лимбу в пределах его
градуировки фактическая длина хода стола будет
всегда на 200 мм больше установленной по лимбу.
Эти 200 мм необходимы для обеспечения запасов
хода стола: оптимального в 50 мм на выход резца
из изделия и 150 мм на осуществление подачи в на-
чале рабочего движения.
Установка длины хода стола осуществляется пе-
ремещением секторов по лимбу при помощи рукоя-
ток И и 12. Для изменения длины хода необходимо
нажать на рукоятку, выведя шестерни 26 и 32 из
зацепления с рейками-фиксаторами 27 и 28, и по-
вернуть их в необходимую сторону (см. рис. 54).
Для удобства пользования каждая рукоятка и уп-
равляемый ею сектор окрашены одним цветом.
Кроме того, на верхнем кольце 13 указаны теми же
цветами дуги перемещения секторов. Риски секто-
ров не должны выходить за них при установке дли-
ны хода стола.
§ 15. Подвеска подвесного пульта
Конструкция подвески для станков мод. 7210,
7110, 7212, 7112 показана на рис. 83, а для мод.
7216 и 7116 — на рис. 84.
Механизм подвески пульта устроен таким обра-
зом, что позволяет сохранить любое установленное
положение пульта в пределах его зоны переме-
щения.
§16. Спецификация зубчатых и червячных колес, червяков, винтов и гаек (см. рис. 54)
№ по схеме Число зубьев или заходов Модуль или шаг Угол подъема винтовой линии Применяемость по стайкам моделей
7210 7110 7212 7112 7216 7116
1
2
3
4
5
6
Примечание
39 '
39
39
28
18
17
56
57
58
18
17
16
47
63
64
3
3
3
6
8
8
6
8
8
5
5
5
5
5
5
15°, левое
15°, правое
15°, правое
15®, правое
15°, левое
15°, левое
15°, правое
15°, левое
15°, левое
15°, левое
15°, правое
15°, правое
50
П родолжение
№ по схеме Число зубьев или заходов Модуль или шаг Угол подъема винтовой линии Применяемость по станкам моделей Примечание
7210 7110 7212 7112 7216 7116
8 52 3 1 1 II
56 3 г» - - - I~* 1 1
9 21 6 15°, левое 4 1 1 —
в 26 8 15°, правое 1 rw— - С- ад
24 8 15°, правое II 'll .Wil — I 1 |
10 52 3 ад—вад ’ -a Ill ^ададад
56 3 1 < 1 4 | —|—
11 120 2 1 —II ‘W* ад —"
144 2 4 | |
12 52 3 > i ---a.
56 3 4 | 1
13 52 3 - |-* ад^'Л— 4—^^» u—
56 3 —адад 1 ад|ад
14 63 6 15°, правое 4 | ~ ад»
49 8 15°, левое 4 | 4 | «—-ад
51 8 15°, левое —* 1 II — —|ад
15 40 2 I | 4 | 4 |
16 2 | | 4 | | '
17 85 2 4 । 4 | " 1 >==5=1 адя^^ад *—raai
93 2 Тг — |-* |
18 52 3 < | - | — «1 ад »
56 3 и — 4 | 4 | n i|—. —j—
19 52 3 - |-> "I । ’™ 1 —= 1 । ! •
56 3 < |«H
20 52 3 < 1 4 | ' — * ' — — 1 1
56 3 ь 4 | 1
21 40 10 45°, правое < 1 4 | —ад —" Il
10 12 45°, правое 1 1 4 | । 1 "
23 10 1 4 | —i—ад »
4 11 — 12 1 |
24 50 2 < 1 4 | ।
25 40 1 - | — | — ' |— | "
26 80 1 1 4 |
27 80 1 4 | 4 |
28 80 1 4 | | — '| '
29 40 1 1 4 | '—1
30 180 1 4 | ““I'' 4 | 1 " | —
31 180 1 4 | | " |— 4 । '
32 80 1 < | | —
33 1 3 4°45'49", 4 | - |-> | 4 | 4 | l-| -
34 J 55 3 правое |-> | — | | ।
35 58 3 ( 8°31'50", - | — i
36 2 3 J правое < | l—।
37 55 3 4 | 4 | ।
38 60 7,63 4 | 4 | 4 | 4 |
39 35 3 | 1 —| | 'j
40 1 4 | < । |
41 22 3 4 | । 1 в | ' j '
42 35 3 4 | | ад| - ад | »
43 76 2 4 | 4 | -|—
44 — 2 | ir|— ад|ад
45 15 2 ад|
46 19 2 4й|
47 22 3 01
51
П р о д олжеиие
№ по схеме Число зубьев или заходов Модуль или шаг Угол подъема винтовой линии й Применяемость по станкам моделей Примечание
7210 7110 7212 7112 7216 7116
48 22 3 1 * 1
49 28 1 1 >
50 22 3 1 |-
51 22 3 1 1"
52 80 1 “ —•
53 — 1
54 40 1 1
55 22 3 35°, правое * — »в
56 22 3 35°, левое >
57 23 3 9 1 'HF" |— 1 < 1 '
58 23 3
59 34 2
60 17 2 > j »
61 23 3 *ии^“’
62 23 3 * 1 m 1
63 17 2 1 “
64 324 2 |— 1 1 1 • 1
65 1 6 Правое | 1 > 1 1 1
66 1 6 Правое » 1 1 1 1 1 |—
67 1 2 . 6°10'25", 1 |— 1
68 31 2 j левое 1 " |— 1 1 1 1 т ^ **
69 1 6 J Правое | |— 1 1 1 < । -
70 23 3 |— * 'I • |- ।'
71 23 3 1 * < 1 1 . । -
72 28 3' |— 1 " *”5"™ ।
73 37 3 |— |— ।"
74 1 8 Правое |— * । ।
75 1 8 Правое s-j 11 1» ।'
76 2 3 1 8°31'50", 1 > 1'' —1»
77 58 3 правое 1 1 1 - |- 1 1 »
78 40 1 » |-ч> 1 1 Г * 1|—
79 •— 1 * 1^ 1 1 » 1 > Т 1 на
80 40 1 1 1 1 1 » НН*
81 1 * 1 |~ |— 1 НН
82 80 1 0 * |— 1 *
83 28 1 1 1 1
84 " 22 3 |— 1 I 1 1
85 22 3 1 1 1 1 1 -
86 22 3 |— » 1 1 1 -
87 22 3 |— 1 1 1 | 1
88 22 3 . |— |— |
89 22 3 1 1 ’ > |
90 22 3 * 1 1 »
91 22 3 1 11 1 1 » 1 1 НН
92 22 3 Ч 1 и» » 1 »
93 19 2 > 1 » 1 1 »
94 15 2 »| ^1 |— 4
95 2 1 1 |м 1 1 >
96 35 3 1 1 » 1 > 1
97 76 2 — 1 1 » j |—
98 28 1 »| » 1 1 1 в 1 •
99 80 1 — 1 1 |> I’ * * 1"» НН
100 35 3 »| — 1 » 1
101 1 —1 »
102 60 7,63 И Нт* |— «|
103 55 3 в <1 1 •
104 2 6 Левое НН*
105 2 6 Левое »| НН* "^F" <*|ч
52
Предо лжение
№ по схеме Число зубьев или заходов Модуль или шаг Угол подъема винтовой линии Применяемость по станкам моделей
7210 7110 7212 7112 7216 7116
106 23 3 1 *1 1 ' »=| -
107 23 3 1 1 1 1 1 ' 1 1 1
108 34 2 < 1 1 1 1 1 1
109 17 2 1 1*1 U.| - *1 1
ПО 17 2 *1 1 1 *1 1 1 11 1 =J=-
111 324 2 1 1 . 1 . 1 . 1 '
112 23 3 1 1 1 1 - |-> < 1 *1 II
113 23 3 < 1 1 1 < 1 —1 - * 1 I
114 2 6 Правое * 1 1 1 1 |-> 1 1 1 “
115 34 2 1 1 1 1 1 ' - 1
116 17 2 1 1 1 1 ' j—
117 17 2 + , 1 1 1 ' *1 *1
118 324 2 1 - I"* 1 1 1
119 2 6 Правое 1 1 1 1 - |-* *1 =jj=
120 23 3 1 1 < 1 1 . 1 . 1 *1 I
121 23 3 1 1 1 1 1 1 " U=| - 1 1 "
122 22 3 1 1 ^1 1 ' 1 *1 -
123 22 3 * 1 1 1 1 1 " 1 l*l—
124 23 3 1 1 1 < 1 ' 1 * 1 1
125 23 3 ) 1 1 • 1 ' 1
126 1 6 Правое 1 1 * 1 ' 1 1
127 1 6 Правое 1 1 1 ' 1 *1 -
128 1 6 Правое 1 *1 1 . 1 ' 1
129 31 2 । 6°20'25" 1 1 1 1 ' 1 *1
130 1 2 1 левое 1 1 1 ' 1
131 1 6 Правое 1 ' 1
132 1 6 Правое 1 1 1 1 '
133 1 6 Правое 1 *1 ' 1 | 1
134 31 2 6°20'25", ’ —1 ’ 1 < 1'— 1 1 | ’
135 1 2 левое 1 1 1 1
136 1 8 Правое 1 1 1 ll—l M T1 *==“*=>
137 1 8 Правое 1 МММ 1 —Ч - n I'll*
138 1 10 Правое 1 и п 4—--' u >
139 1 10 Правое — " 1 1 1 —-
140 1 10 Правое ^4—»=« 1 1 • 1
141 1 10 Правое 1 1 '
142 1 5 I 3°34,40//> 1 — -**»
143 30 5 J правое *0,——*> 1 1
144 1 5 1 3°34'40", — — 1 '
145 30 5 1 правое । 1 1 1 — — • "»
146 1 5 ( 3°34'40", 1 ' 1
147 46 5 j правое HI 1 < । - ——
148 1 6 Правое । 1 • -
149 1 6 Правое => *1 1
150 1 3 4°45'49", । • > *1
151 60 3 правое " HU* *1" ji 1 ' |
152 1 6 Правое «44.—= । 1
153 1 6 Правое 1 11 1
154 1 3 4°45'49//, 1 1 !
155 60 3 правое 1 ’ ч*1
Примечание
♦
Примечание. Знак +
той или иной модели станка,
указывает на применение данных деталей в
— говорит об отсутствии их.
53
r-(^J
7210 -/2-/08
Рис. 65.
Рис. 56.
i
Рис. 57
ю
он
гтп
\в
(сечения К—К, Д—Д, Г—
Г, В—В, см. рис. 62; М—М, см. рис. 60 и 61).
72/015-Юв
-- ' Z
Ш
»
\ 720355у1 3
\72/615-!О'Б
7210-15-111
| I **—- •— •
7245 75-2в
•-* *1 'I 11
7216 -15-/05
Г ,ч Л
г • v
•4 \
Рис 59 (сечения Д—Д, Г—Г, В—В, К—К, см. рис. 62).
Рас 60
Рас 61
72/2-Г5-4М
Рис 59 (сечения Д—Д, Г—Г, В—В, К—К, см. рис. 62).
Рис. 63, 64, 66l
5
X
4
ч (
s
/*// ///>
(S)
Ш-fZ otzz
f8^
CF^FfP
Л<^/Г-2Й5Г
()0^-17-г^1
fn-
нйг-гш
ZM-/Z-9/ZZ
ZZWW/Z'.
1W
ztt-iz-zm
gZz-iz-o/zz
f^J
(59) (1/5) 006)
(50) 0/6) (f09)
I
(62/J/29)JtO6) ,
7293-5/-53 '
(6/)025) (/07)
/66) //27)0/32)
7293-51-92
(65) (/26) (/3/)
7293-5/-52
(б9) 02в)033)_
7293-5/-9/
JT«
Рис. 67 (сечения P—P, И—И, К—К и вид по стрелке М, см. рис. 69).
w
72&-Я-42
r .«KJ
w
Л77/
|Z?A3-5/-4/ '
/W?6W
\7243-S1-52
---...-—I
Рис. 68 (сечения P— P, И—И, К—К и вид по стрелке М» см. рис. 69).
Г&7
*69 •эи<
и-и
/9 -/9-ыгг
Рис. 70 (сечения А—А, В—В, см. рис. 71).
J
У-У
I
15-64 , 5243-15-64
4
I
шз
Рис. 71.
с~с
Рис. 74.
‘S£ ‘эиа
/£/
(oo/j
if)
9Z0-/C- MX
OtO-K-M?/.
(/8/
*
(01?)
Ito)
(06}
(98)
Z0/-/8-M8Z
ЯВ
(96)
OJ/Z
(U)
w—
(86) S90-/8-M8Z
• fiff) —
ZOHC-MZZ
/16Н
9?/-/9-WZL
1гоГ~
990-Zf-^
fWj
090-88-^88
'0/J
((OJ)
(80/)
(101)
98/-/8-M8Z
7М -ЗИМ
7110-31-403
Рис. 77.
/
Рис. 78.
I
I
Рис. 80.
wr-vu-uii.
£1 91 Zl 690-l£-Ch2£
*5
VI. СМАЗКА СТАНКА
Рис. 83.
§ 1. Смазка направляющих станины и реечной
шестерни привода стола
Рис. 84.
Смазка направляющих станины, реечной ше-
стерни привода стола, а также подшипников сколь-
жения этой шестерни производится автоматически
от центральной смазочной станции (схема смазки
приведена на рис. 85), размещенной на откидной
крышке 50 (см. рис. 90) с правой стороны станины.
Маслобаком служат несколько секций самой ста-
нины. Из маслобака масло засасывается через сет-
чатый фильтр 1 (см. рис. 85) шестеренчатым насо-
сом 2. Электродвигатель его включается только
при включении двигателя преобразовательного аг-
регата. Масло подается через пластинчатый
фильтр 3 к распределителю 4, установленному в
станине. В распределителе имеются дроссели 5,
предназначенные для создания подпора в системе
(2-£-3 атм) и регулирования количества масла, по-
даваемого к отдельным точкам смазки. С направ-
ляющих станины масло стекает в корыта, располо-
женные на концах станины, откуда, проходя через
сетчатые фильтры, самотеком сливается по трубам
в бак.
В нагнетательную цепь маслонасоса включено
реле давления 6, контролирующее наличие давле-
ния масла в смазочной системе. При отсутствии в
трубопроводе давления масла или давлении ниже
1 атм плунжер реле, воздействуя на конечный вы-
ключатель, прекращает движение стола или делает
невозможным его включение.
Величина давления масла ограничивается пре-
дохранительным клапаном 7, регулируемым на
5 атм.
Для наблюдения за величиной давления масла
установлен манометр 8.
§ 2. Смазка шестерен и подшипников
редукторов и коробок подач
Для смазки шестерен и подшипников коробок
подач установлены плунжерные насосы 47 и 48
(см. рис. 89). Конструкция их показана на рис. 76.
Привод насоса осуществляется от кулачка, ус-
тановленного на валу червячного колеса коробки
подач. Масло всасывается насосом через сетчатый
фильтр из масляной ванны корпуса коробки и по-
дается через распределитель к местам смазки.
Шестерни и подшипники коробки скоростей
главного привода, редукторы перемещения и меха-
низма зажима поперечины и червячная пара пуль-
та управления смазываются разбрызгиванием мас-
ла, заливаемого в соответствующие корпуса до
уровня, контролируемого по маслоуказателям.
§ 3. Смазка направляющих поперечины и стойки
й
Для автоматической смазки горизонтальных
направляющих поперечины, направляющих стойки,
ходовых винтов, а также элементов передач во вре-
мя перемещения кареток установлены специальные
дозаторы 31 и 32 (см. рис. 89 и 90).
Схема смазки поперечины приведена на рис. 86,
а стойки на рис. 87.
72
Конструкция одного из дозаторов показана на
рис. 88. Привод распределительного валика 1 доза-
тора осуществляется от неподвижного тросика, за-
крепленного на поперечине или стойке и охваты-
вающего ролик 2, При перемещении кареток рас-
пределительные валики вращаются и масло из ре-
зервуара <3 периодически попадает в дозаторные
камеры 4, откуда переливается в отверстия 5, со-
единенные с точками смазки.
§ 4. Указания по обслуживанию смазочной
системы
Надежность работы станка в значительной сте-
пени зависит от систематической и своевременной
смазки всех трущихся поверхностей, качества сма-
зочных материалов, состояния рабочих элементов
системы смазки, в особенности фильтров.
Во время эксплуатации станка необходимо тща-
тельно и регулярно следить за наличием масла в
резервуарах станины, ваннах редукторов и коробок
подач. Не допускается падение уровня масла ниже
той величины, при которой возможно засасывание
воздуха через фильтры в систему смазки. Масло
обязательно должно касаться поверхностей раз-
брызгивающих элементов передач.
При смене масла необходимо промывать резер-
вуары, осматривать и очищать фильтры грубой и
тонкой очистки.
Места смазки, режим смазывания, количество
и марка смазочных материалов указаны на схеме
смазки (см. рис. 89 и 90) и в спецификации к ней.
ВНИМАНИЕ!
Смазочная станция отрегулирована на опти-
мальный режим смазки при изготовлении станка
и не требует дополнительных регулировок при мои
таже и пуске его. При неполадках в системе смаз-
ки направляющих станины в первую очередь необ-
ходимо проверить уровень масла (пенообразова-
ние недопустимо) и тщательно очистить фильтры.
§ 5. Примечания к схеме смазки
1. Двумя линиями подчеркнуты самые ответ-
ственные точки смазки с наиболее короткой перио-
дичностью.
2. Указанная периодичность смазки относится к
двухсменной работе в нормальных условиях экс-
плуатации станка- Изменение условий эксплуата-
ции станка и его отдельных узлов требует соответ-
ствующего пересмотра регулярности смазки.
3. Буквами на схеме обозначены:
М — маслоуказатель;
С — сливные пробки масляных резервуаров;
Н — заливные пробки масляных резервуаров.
4. Подшипники электромашин смазывать (про-
изводить полную замену масла) 1 раз в год (через
4000 часов работы). Смазка 1-13, ГОСТ 1631—52.
5. Таблица смазочных материалов дана для
эксплуатации станка при температуре окружающе-
го воздуха от +5 до + 30°С.
Перечень узлов и приборов схемы смазки
направляющих станины и реечной шестерни
(см. рис. 85).
Наименование
Примечание
1
2
3
4
5
6
7
8
Фильтр грубой очистки
масла
Насос шестеренчатый
БГ-11-11
Фильтр пластинчатый
Г41-11
Маслораспределитель
смазки
Дроссели регулирования
подачи масла
Реле давления С 57-51
Предохранительный кла-
пан
Манометр, тип I Р —
== 6 кг/см2, ГОСТ
8625—65
Ежедневный осмотр, очи-
стка по мере необходи-
мости
Производительность 8
л!мин. Рабочее давле-
ние 5 атм
Очищать не реже одного
раза в месяц поворо-
том рукоятки на 1—3
оборота
Подпор в системе 2—3
атм, Подача масла
одинаковая ко всем
точкам смазки
Рабочее давление 1 атм
73
6. Спецификация к схеме смазки
(см. рис. 89 и 90)
№ по
схеме
9
10
11
12
13
14
15
16
17
18
19
20
21 *
22
23
24
25
26
27
28
29
30
31
32
Наименование
Режим смазки
Марка смазочного
материала
по ГОСТу
Примечание
Направляющие стоек
<
Направляющие стойки одностоеч-
ных станков
Винт перемещения поперечины или
консоли
Направляющие суппорта
Пресс-масленка для смазки оси
конической шестерни привода подач
суппорта
Пресс-масленка для смазки оси
резцедержателя
Пресс-масленка для смазки винта
и гайки суппорта
Пресс-масленка для смазки осей
конических шестерен ручного пере-
мещения суппорта
Пресс-масленка для смазки оси
блока шестерен боковой каретки
Пресс-масленка для смазки обгон-
ной муфты и муфты поворота суп-
порта
Пресс-масленка для смазки под-
шипников шестерни каретки
Конические шестерни ручного пе-
ремещения суппортов
Шестерни конические перемещения
суппорта
Пресс-масленка для смазки оси
блока троса
Пресс-масленка для смазки на-
правляющего блока троса
Пресс-масленка для смазки на-
правляющего ролика троса
Пресс-масленка для смазки оси
рычага к поперечине
Резервуар для масла в боковой
каретке
Резервуар для масла в коробке
подач бокового суппорта
Резервуар для масла в коробке
подач поперечины
Резервуар для масла в редукторе
подъема поперечины
Резервуар для масла в редукторе
зажима поперечины
Дозатор для смазки каретки попе-
речины
Дозатор для смазки боковой ка-
|ретки
1 раз в смену (через 7
часов работы)
То же
3 раза в неделю (через
30 часов работы)
То же
»
1 раз в неделю (через
100 часов работы)
То же
»
1 раз в шесть месяцев
(через 2000 часов работы)
1 раз в неделю (через 100
часов работы)
То же
»
Доливать 2 раза в месяц
(через 170 часов рабо-
ты). Полная смена мас-
ла 1 раз в 6 месяцев (че-
рез 2000 часов работы)
То же
»
»
Доливать 2 раза в месяц
(через 170 часов рабо-
ты). Полная смена мас-
ла 1 раз в 6 месяцев (че-
рез 2000 часов работы)
Наполнять по мере рас-
хода
То же
Масло индустриальное
45, ГОСТ 1707—51
Масло цилиндровое
11, ГОСТ 1841—51
То же
Масло индустриальное
45, ГОСТ 1707—51
УС-2 (солидол Л),
ГОСТ 1033—51
То же
>
»
УС-2 (солидол Л),
ГОСТ 1033—51
То же
»
Масло индустриальное
45, ГОСТ 1707—51
Масло индустриальное
30. ГОСТ 1707—51
То же
Масло цилиндровое
11, ГОСТ 1841—51
Масло индустриальное
45, ГОСТ 1707—51
То же
Полив ручной мас-
ленкой
То же
»
>
»
»
»
»
Емкость резервуа-
ра 0,65 л
ёмкость резервуа-
ра 5,6 л
Емкость резервуа-
ра Т л
Емкость одного
редуктора двух-
стоечных станков
3,5 л, одностоеч-
ных— 5,3 л
Емкость резервуа-
ра 0,4 л
Емкость одного до-
затора 0,8 л
Емкость резервуа-
ра 0,75 л
Продолжение
№ по
схеме
Наименование
Режим смазки
Марка смазочного
материала
по ГОСТу
Примечание
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
л
52
53
Секция маслобака станины
Доливать 1 раз в месяц
(через 350 часов рабо-
ты). Полная смена мас-
ла 1 раз в 12 месяцев
(через 4000 часов ра-
боты)
Масло индустриальное
45, ГОСТ 1707—51
Резервуар для масла в приставке
к коробке подач одностоечных стан-
ков
Резервуар для масла в редукторе
зажима консоли одностоечных стан-
ков
Резервуар для масла в механизме *
настройки длины хода стола
Резервуар для масла в-редукторе
привода стола
Пресс-масленка для смазки оси
подвесной кнопочной станции
Трос боковой каретки
Подшипники и кулачковые муфты
ходовых винтов и валиков попере-
чины
Подшипники ходовых виитов и
валиков поперечины
♦
Подшипники и кулачковые муфты
боковой каретки
Пресс-маслеика для смазки зубча-
той муфты станков
Пресс-масленка для смазки зубча-
той муфты промежуточного вала
Пресс-масленка для смазки под-
жимного ролика каретки
Пробка для заливки смазки в зуб-
чатую муфту двигателя
Насос плунжерный для смазки ко-
корбки подач бокового суппорта
Насос плунжерный для смазки
коробки подач поперечины
Крышка маслобака в боковой ка-
ретке
Крышка смазочной станции ста-
нины
Крышка маслобака приставки к
коробке подач
Крышка маслобака в механизме
настройки длины хода стола
Крышка маслораспре делителя
Доливать 1 раз в месяц
(через 350 часов рабо-
ты). Полная смена мас-
ла 1 раз в 6 месяцев
(через 2000 часов ра-
боты)
То же
1 раз в месяц (через 350
часов работы)
1 раз в месяц (через 350
часов работы)
1 раз в 6 месяцев (через
2000 часов работы)
То же
»
1 раз в 6 месяцев (через
2000 часов работы)
То же
УС-2 (солидол Л),
ГОСТ 1033—51
УСсА (смазка графит-
ная), ГОСТ 3333—55
УС-2 (солидол Л),
ГОСТ 1033—51
То же
»
УСсА, ГОСТ 3333—55
То же
УС-2 (солидол Л),
ГОСТ 1033—51
УСсА, ГОСТ 3333—55
Общая емкость
маслобака: мод.
7216,7116 — 250 л,
мод. 7212, 7112 —
215 л, мод. 7210,
7110 — 200 л
Емкость резервуа-
ра 0,9 л
Емкость резервуа-
ра 2 л
Емкость резервуа-
ра 3,8 л
Емкость резервуа-
ра: мод. 7216,7116,
7212,7112 — 58 л,
мод. 7210, 7110 —
35 л
Обмазка вручную
Набивка со сто-
роны снятой ко-
робки подач
Набивка со сторо-
ны снятых флан-
цев
Набивка со сторо-
ны снятой короб-
ки подач
Под кожухом
№ п. п.
Марка масла
Индустриальное 45,
ГОСТ 1707—51
Индустриальное 30,
ГОСТ 1707—51
Основные характеристики применяемых масел
Кинематическая
вязкость при
t°C в сст
Пенетрация
при 25°С
Температура
каплепа-
дения
Заменители
Цилиндровое 11, ГОСТ 1841—51
УС-2 (солидол Л),
ГОСТ 1033—51
УСсА (смазка графитная),
ГОСТ 3333—55
1-13, ГОСТ 1631—52
50°С, 38-4-52
50°С, 27-Л-ЗЗ
100°С, 94-13
2304-290
250
2504-290
120
Индустриальное 50,
ГОСТ 1707—51
Смесь индустриального 20
и индустриального 45,
ГОСТ 1707—51
АК-10, ГОСТ 1862—57
УСс-2, ГОСТ 4366—56
Смесь солидола и 10%
графита
УТ-1, ГОСТ 1957—52
Рис. 85.
Рис. 86.
Рис. 87.
Рис. 88.
76
4
Рис. 89,
Рис. 90.
77
is эиа
Рис. 54.
Рис. 54.
VII. ПЕРВОНАЧАЛЬНЫЙ ПУСК СТАНКА
§ 1. Подготовка к пуску
Перед проведением работ по первоначальному
пуску станка необходимо:
1. Изучить настоящее руководство по обслу-
живанию станка, обратив особое внимание на раз-
делы IV, VI, VIII, а также паспорт станка.
2. Убедиться в правильности произведенного
монтажа и наладки электрооборудования согласно
II части руководства «Электрооборудование».
3. Изучить последовательность установки и
включения органов управления станка в процессе
его эксплуатации, которые изложены в данном раз-
деле и паспорте станка.
До первоначального пуска станка необходимо:
1. Наполнить все резервуары смазки и смазать
станок согласно схеме смазки (см. рис. 89 и 90) и
ее спецификации.
2. Опробовать вручную следующие переме-
щения:
а) суппортов по поперечине и стойке при помо-
щи съемной рукоятки через муфты 30, 33 и 41 (см.
рис. 5 в паспорте станка);
б) ползунов суппортов при помощи съемной ру-
коятки через муфты 31, 32, 39. Перемещение пол-
зунов проверить также вращением маховиков 26.
Примечание. При всех перемещениях суппортов
вручную рукоятки 38, 43 и 44 должны быть поставлены
в нейтральное положение, а винты 37 зажима кареток
суппортов и гайки 35 зажима ползунов — отпущены.
§ 2. Проверка работы при наладочном режиме
Для проверки работы станка при наладочном
режиме необходимо проделать следующее:
1. Переместить поперечину сначала вниз, а за-
тем вверх, не доводя ее до крайних положений.
Для этого необходимо включить: вводный авто-
мат 25 (см. рис. 5), двухмашинный агрегат кноп-
кой 8 (для станков мод. 7210, 7110, 7212, 7112) или
46 (для станков мод. 7216 и 7116). Затем для пере-
мещения поперечины вниз нажать кнопку 20, а
вверх — кнопку 21. Движение поперечины начи-
нается через 10—12 сек после нажатия кнопки 20
или 21, так как в течение этого времени происхо-
дит ее отжим.
При правильном монтаже и выверке поперечи-
на должна плавно, без рывков-перемещаться по
направляющим стоек. Проверку повторить 2—
3 раза.
2. Переместить боковой суппорт по* направляю-
щим стойки вверх и вниз, не доводя его до крайних
положений. Для этого после включения двухма-
шинного агрегата необходимо рукояткой 38 вы-
брать направление движения суппорта и нажать
кнопку 3.
При правильном монтаже бокового суппорта и
его противовеса суппорт должен перемещаться
плавно, без рывков. Проверку повторить 2—3 раза.
3. Убедиться в срабатывании конечных выклю-
чателей, которые останавливают узлы в их крайних
положениях.
Для этого необходимо:
а) путем нажатия вручную на конечные выклю-
чатели проверить их срабатывание;
б) переместить поперечину вверх до ее край-
него положения. Она должна остановиться от сра-
батывания конечного выключателя, расположенно-
го на балке;
в) переместить боковой суппорт вверх до его
останова от срабатывания конечного выключателя,
расположенного на поперечине (при этом противо-
вес не должен дойти до фундамента). Затем пере-
местить вниз. Для этого необходимо переместить
боковой суппорт вниз вручную на 10—15 мм или
поперечину вверх на эту же величину кнопкой 21.
После чего, выбрав направление рукояткой 38 и
нажав на кнопку 3, переместить боковой суппорт
до неподвижного упора, закрепленного на стойке.
При этом предохранительная муфта боковой ко-
робки подач должна прощелкивать, а противовес
не должен доходить до блока.
4. Переместить суппорты поперечины на устано-
вочном движении влево—вправо по направляющим
поперечины. Для этого необходимо (после включе-
ния двухмашинного агрегата) рукояткой 43 или 44
выбрать направление движения суппортов и на-
жать на кнопку 2. Проверку повторить 2—3 раза,
одновременно следя за работой дозаторов смазки.
В крайних положениях узлов при упоре их в огра-
ничители предохранительные муфты коробки подач
должны прощелкивать.
5. Проверить установочные перемещения ползу-
нов всех суппортов. Передвижение их осуществ-
ляется теми же кнопками, что и перемещение са-
мих суппортов, но рукоятки 33, 43 и 44 должны
быть соответственно установлены (согласно стрел-
кам-указателям) на панелях коробок подач.
Перемещение ползунов суппортов необходимо
производить только в пределах, заданных в паспор-
те станка, обусловленных линейками.
6. Проверить работу системы смазки направ-
ляющих станины и реечной шестерни главного при-
вода. Для этого необходимо в следующем порядке
включить:
а) вводный автомат 25, подключающий станок
к сети (должна загореться сигнальная лампа 24);
б) в станках мод. 7210, 7110, 7212, 7112 двух-
машинный агрегат кнопкой 8. При этом включается
вентилятор, электродвигателя привода стола и за-
горается сигнальная лампа 9;
в) трехмашинный агрегат кнопкой 16, одновре-
менно с которым включается маслонасос (должна
загореться сигнальная лампа 14).
В станках моделей 7216 и 7116 двухмашинный
и трех машинный агрегаты включаются одной кноп-
кой 46, при этом должны загореться сигнальные
табло 9 и 14. Одновременно включаются электро-
двигатель вентилятора привода стола и масло-
насос.
Если при этом в течение 3 минут не будет вклю-
78
чена кнопка перемещения стола, трехмашинный аг-
регат и маслонасос автоматически отключаются.
7. Проверить правильность настройки механиз-
ма установки длины хода стола. Перемещать стол
необходимо только в установочном движении. Для
чего включить вводный автомат, двухмашинный и
трехмашинный агрегаты. Нажатием на кнопку 4
или 5 произвести установочные перемещения (соот-
ветственно направлению рабочего или обратного
хода стола).
Перед началом проверки необходимо опреде-
лить правильное расположение секторов 2 и 3 (см.
рис. 82 и 93). Для этого, нажимая на рукоятки //
и 12 установки длины хода стола и последователь-
но вращая их, переместить секторы 2 и 3 в крайние
положения. Перемещение их должно происходить
в границах, отмеченных на кольце 13 тем же цве-
том, что и соответствующий сектор. Если это усло-
вие нарушено, то необходимо секторы переместить
в зону своего цвета, отмеченную на кольце 13. За-
тем проверить установку сектора 2, который своим
кулачком 7 нажимает на конечный переключатель
20 и дает команду на реверс стола с обратного хо-
да на рабочий. Это происходит тогда, когда стол
находится в конце обратного хода (см. рис. 92) и
между торцом его рабочей поверхности и опорной
плоскостью резцедержателя расстояние 150 мм.
Если стол станка, не доходя до положения, указан-
ного на рис. 92, остановился от нажатия кулачка 7
на переключатель 20, а упор 14 сектора 2 уперся
в штифт 5 лимба и не дает возможности дальше от-
вести сектор 2 вращением рукоятки 12, то необхо-
димо повернуть лимб 1 против часовой стрелки,
сняв колпачок 15 (см. рис. 82) и слегка освободив
винт 16.
В положении стола, указанном на рис. 92, кула-
чок 7 должен своим скосом А включить конечный
переключатель 20 реверса стола с обратного хода
на рабочий (см. рис. 93). Момент включения опре-
деляется по щелчку переключателя. При этом по-
ложении щетка 17 сектора 2 должна перекрывать
кнопку контактов 30 (см. рис. 97), не доходя до
центральной кнопки 31. Правильное положение
щетки 17 относительно переключателя реверса до-
стигается регулировочным перемещением кулачка 7
в пазу сектора 2. По окончании регулировки кула-
чок 7 должен быть надежно зажат винтами.
Затем проверяют правильность произведенной
установки сектора 2. Для этого установочным дви-
жением стол станка отводят на 250—300 мм в на-
правлении рабочего хода и потом подводят в на-
правлении обратного хода. При правильной уста-
новке сектора 2 стол должен остановиться от нажи-
ма кулачка 7 на переключатель 20, и расстояние
от кромки рабочей поверхности стола до опорной
плоскости резцедержателя должно быть 150_£z
’ 10 мм.
После этого проверяют установку сектора 3,
который перемещают в крайнее положение до упо-
ра его в ограничительный штифт 19. При этом рис-
ка на секторе 3 должна совпасть с отметкой полной
длины хода стола, который необходимо переме-
стить в положение конца рабочего хода (см.
рис. 91).
При правильной установке сектора 3 стол дол-
жен остановиться от нажима кулачка 8 на пере-
ключатель 21. При этом расстояние от кромки ра-
бочей поверхности стола до опорной плоскости рез-
цедержателя должно быть 50+10 мм. В этом
положении щетка 4 сектора 3 должна перекрывать
кнопку 32, не доходя до центральной кнопки 31
(см. рис. 98). Правильное положение щетки 4 от-
носительно кнопок и сектора относительно пере-
ключателя реверса достигается регулировочным
перемещением кулачка 8 в пазу сектора 3. По
окончании регулировки кулачок 8 должен быть на-
дежно зажат.
Для нормальной работы пульта сектор 3 не
должен проходить правее его крайнего положения, ж
при котором включается конечный переключатель
21 реверса стола с рабочего хода на обратный, а
сектор 2 — левее, когда включается переключатель
20 реверса стола с обратного хода на рабочий. При
этом кулачки 7 и 8 должны нажимать на ролик ко-
нечного переключателя только пологими скосами А.
Для осмотра кулачков необходимо снять панель
18 (см. рис. 82).
8. Проверить правильность положения аварий-
ного выключателя 22 относительно кулачков 9 и 10,
секторов 2 и 3, воздействующих на этот выключа-
тель. Для этого согласно положению стола, как
указано на рис. 92, переместить сектор 2 влево на 5
делений лимба для станков моделей 7210, 7110,
7212 и 7112 (что соответствует ходу стола в 100 мм)
и на 7 делений для моделей 7216 и 7116. Секторы 2
контакта выключателя 22 под воздействием кулач-
ка 9 должны разомкнуться (см. рис. 95).
Проверка правильности установки кулачка 10
на секторе 3 производится аналогичным образом в
положении стола, указанном на рис. 91 и 96. Регу-
лировку производить перемещением кулачков 9 и
10 по пазам секторов 2 и 3. После проверки работы
аварийного выключателя возвратить секторы в пер-
воначальное положение и установочным движе-
нием переместить стол в среднее положение на ста-
нине.
Установить крышку пульта 18 (см. рис. 82) на
место и закрепить винтами.
ВНИМАНИЕ!
Не разрешается производить никаких переме-
щений стола станка как на установочном движении,
так и на автоматическом цикле без выполнения
указаний, приведенных выше в пунктах 7 и 8 на-
стоящего раздела руководства. Это может приве-
сти к выходу стола из зацепления с реечной ше-
стерней.
§ 3. Проверка работы при автоматическом цикле
Для работы на этом режиме необходимо:
1. Установить длину хода стола рукояткой 17
(см. рис. 5 в паспорте станка).
2. Установить величину скоростей движения сто-
ла рабочего и обратного хода рукоятками 13 и 10.
79
3. При работе суппортами выбрать направле-
ние перемещения их рукоятками 38, 43 и 44.
4. Включить вводный автомат 25.
5. Включить двухмашинный и трехмашинный аг-
регаты в станках мод. 7210, 7110, 7212 и 7112 кноп-
ками 8 и 16, а в станках мод. 7216 и 7116 — кноп-
кой 46.
6. Установить диапазон скоростей движения
стола рукояткой 42 (в случае невозможности по-
вернуть двигатель кратковременным периодиче-
ским нажатием кнопок 4 или 5).
7. Установить величину подачи маховичками 40
или 45. Для этого оттянуть их к себе и повернуть
влево или вправо в зависимости от величины вы-
бранной подачи и отпустить, проверив фиксацию
маховичков в установленном положении.
8. Включить подъем резцедержателя суппортов
переключателем 11 или 12.
9. Нажать кнопку 18 или 19 для пуска движения
стола по автоматическому циклу в направлении
соответственно рабочему и обратному ходу. При
этом необходимо выполнить следующие требо-
вания:
а) проверку начинать при наименьших значе-
ниях скоростей рабочего и обратного хода стола на
II диапазоне;
б) длину хода стола установить не более 2/з от
наибольшей путем перемещения секторов от их
крайних положений: 2 — по часовой стрелке, 3 —
против нее (см. рис. 93);
в) установить среднюю величину подачи суп-
портов, причем первые 10—15 двойных ходов про-
извести без включения подачи рукоятками 38, 43
и 44 (см. рис. 5).
Убедившись в правильности автоматического
цикла работы станка (осуществление реверсирова-
ния движения стола, наличие ускоренного хода и
замедления в конце его, совершение подачи перед
началом рабочего хода, осуществление подъема
резцедержателей суппортов в конце рабочего хо-
да), а также проверив, что на направляющие ста-
нины и поджимные планки стола поступает в до-
статочном количестве масло для образования мас-
леной пленки, можно постепенно увеличивать ско-
рость рабочего и обратного хода стола, доведя ее
до наибольших значений.
Затем установить I диапазон скоростей движе-
ния стола и провести аналогичную проверку рабо-
ты станка.
Рекомендуется проверить величину наибольших
выбегов стола при максимальных скоростях рабо-
чего и обратного хода. Она при любой установлен-
ной длине и скорости хода равна разности между
крайними положениями торца стола при переме-
щении на автоматическом и наладочном циклах.
Величина выбега не должна превышать 80 мм
для станков моделей 7210, 7110, 7212, 7112 и 100 мм
для моделей 7216 и 7116.
Для уменьшения величины выбегов следует ру-
ководствоваться указаниями, приведенными во II
части руководства «Электрооборудование».
§ 4. Проверка станка по нормам точности
и подготовка рабочей поверхности стола
После окончания работ по первоначальному
пуску станка необходимо произвести дополнитель-
но проверку его на точность по тем пунктам акта
приемки, по которым не производилась проверка
во время монтажа (см. гл. IV).
В связи с тем что положение портала и попере-
чины при изготовлении станка может отличаться
на сумму величин допускаемых отклонений от от-
носительного положения этих узлов при сборке
станка у заказчика, рекомендуется прострогать ра-
бочую поверхность стола своим ходом на следую-
щих режимах: глубина 0,05—0,1 мм, подача 12 мм
на двойной ход, скорость рабочего хода около
8 м/мин, обратного — примерно 30 м/мин. При
этом применять резец строгальный, чистовой, шири-
ной не менее 25 мм, правильно выставив его и тем
самым обеспечив нужную плоскость рабочей по-
верхности стола.
ВНИМАНИ Е!
При работе на станке необходимо учесть сле-
дующее:
1. Включение трехмашинного агрегата на стан-
ках мод- 7210, 7110, 7212 и 7112 невозможно без
предварительного пуска двухмашинного агрегата.
В случае остановки двухмашинного агрегата пре-
кращает работу и трехмашинный.
2. При срабатывании тепловой защиты элек-
тродвигателя маслонасоса выключается электро-
двигатель привода стола.
3. Включение привода стола не может быть
произведено, если отсутствует давление в системе
смазки.
4. При срабатывании тепловой защиты электро-
двигателя вентилятора происходит отключение
двухмашинного и трехмашинного агрегатов.
5. Ускорение перемещения суппортов и попере-
чины возможно только тогда, когда привод движе-
ния стола находится в отключенном состоянии.
VIII. НАСТРОЙКА СТАНКА
И ТЕХНИКА БЕЗОПАСНОСТИ
§ 1. Настройка
Под настройкой станка подразумевается уста-
новка длины и скоростей хода стола, величины по-
дач суппортов и направления их перемещения и др.
Последовательность установки органов управле-
ния станка указана в разделе VII «Первоначаль-
ный пуск станка».
При этом нужно иметь в виду следующие осо-
бенности при настройке станка.
1. При установке длины хода стола нужно при-
мерно определить, против каких делений на линей-
ке стола находятся края обрабатываемой поверх-
ности (начало и конец). Затем подвижные секторы
подводятся своими рисками к соответствующим де-
лениям лимба пульта. На установочном режиме
проверяется длина хода стола и при необходимо-
сти корректируется.
80
Рис. 91.
Рис. 92.
Рис. 97.
Рис. 98.
При этом при правильной настройке пульта пе-
ребег стола (расстояние между краем обрабаты-
ваемой поверхности и опорной плоскостью резца
резцедержателя суппорта) перед началом рабочего
хода всегда будет равен 150 мм, а в конце рабоче-
го хода — 50 мм.
При необходимости перебеги можно изменить
путем перестановки секторов пульта относительно
делений лимба, соответствующих длине изделия и
его месту расположения на столе.
2. Установка скоростей рабочего и обратного
хода стола производится на пульте управления в
зависимости от выбранного диапазона скоростей
(1-го или 2-го).
При черновой обработке рекомендуется рабо-
тать на II диапазоне (силовом), а при чистовой —
на I (скоростном) (см. паспорт станка и § 3 дан-
ного раздела). В пределах диапазонов скоростей
движения стола величину обратного хода рекомен-
дуется установить по возможности в 2—3 раза
больше скорости рабочего хода. Это нужно для
получения наименьшего времени цикла одного
двойного хода стола. Большая же разница между
скоростью обратного и рабочего хода, особенно
при средних и малых длинах обрабатываемого из-
делия, не дает выигрыша во времени при закон-
ченном цикле движения стола, но зато приводит к
перегрузке и перегреву электродвигателя и сниже-
нию тягового усилия.
3. Установка величины подачи должна произво-
диться при остановленном столе во время рабочего
хода (при приобретении необходимых навыков
можно и без остановки).
Это связано с тем, что изменение величины по-
дачи можно производить только после ее осущест-
вления, до зарядки механизма подач.
§ 2- Рекомендации по работе на станке
При работе на станке следует:
1. При ручном перемещении суппортов рукоят-
ки 38, 43 и 44 выбора направления движения (см.
рис. 5) необходимо ставить в нейтральное поло-
жение.
2. При работе суппортов поперечины с горизон-
тальной подачей или бокового суппорта с верти-
кальной подачей необходимо ползун суппортов за-
жать гайками 35, а при работе с подачей ползунов
рекомендуется зажать каретки суппортов Гайка-
ми 37.
3. После перемещения поперечины вниз ее не-
обходимо приподнять вверх для выборки зазоров
в паре винт-гайка механизма подъема поперечины
с целью сохранения параллельности поперечины к
плоскости стола.
4. Для высокого подъема резцедержателя нуж-
но рычаг 29 повернуть, освободив его от возвратной
пружины.
5. При установке резца в резцедержателе необ-
ходимо следить, чтобы опорная поверхность его бы-
81
ла плоской, обработанной с чистотой не ниже Д4.
Вылет резца относительно резцедержателя суппор-
та, а также поперечины должен быть мини-
мальным.
6. При чистовом строгании с использованием
полной длины хода стола и наибольших подач до-
пускаются подачи в пределах зоны резания.
7. При установке диапазона скоростей стола
рекомендуется одновременно с передвижением ру-
коятки 42 (см. рис. 5) коротким толчком на кнопку
4 или 5 включать электродвигатель привода стола.
§ 3. Рекомендации по назначению режимов
резания
При выборе режимов резания необходимо ру-
ководствоваться следующими положениями:
1. По справочникам определить режим резания
и предварительно проверить возможность осу-
ществления на станке расчетной тангенциальной со-
ставляющей усилия резания при выбранной скорос-
ти рабочего хода стола,
ГДе г ^доп. ст st'* z расч j (!)
РгДоп. ст — усилие резания, допустимое при-
водом станка;
Рх расч — расчетная тангенциальная со-
ставляющая усилия резания или
суммарная в случае обработки
детали двумя или более резцами.
Допустимое станком усилие резания определяет-
ся по следующей формуле:
гдоп. ст
(2)
где Q т — тяговое усилие станка — сила, прило-
женная к рейке стола со стороны рееч-
ной шестерни привода в направлении
рабочего хода стола и параллельно его
движению;
Q хл — часть тягового усилия станка, теряемо-
го на преодоление сил трения в направ-
ляющих от действия веса стола G ст ,
приведенного в паспорте станка, и об-
рабатываемого изделия Снзд. Вычис-
ляется по формуле:
Q хх ““ Г ст + G изд ) (3)
К — коэффициент, учитывающий действие
других составляющих усилия резания
Ру и Р х (дополнительные силы трения
в направляющих).
Этот коэффициент зависит от соотношения меж-
ду Рг- Р v-Рх При общепринятом соотношении
составляющих усилий резания 1 : 0,5 : 0,3 коэффи-
циент К= 1,07 (для острозаточенных резцов);
Р— коэффициент трения в направляющих,
который можно принять равным 0,154
4-0,18 для текстолита по чугуну.
Тяговое усилие непостоянно на различных ско-
ростях движения стола, и наибольшее его значение
определяется по графику QT = f (V) в паспорте
станка (для станков мод. 7210 и 7110 — на рис. 16,
для мод. 7212 и 7112 — па рис. 17 и для мод. 7216
и 7116 — на рис. 18).
При расчетах по определению правильности вы-
бранных режимов резания и при пользовании гра-
фиком QT ~ f (V) удобнее оперировать нс РгДОП ст,
a QT, допускаемым приводом станка при данной
скорости резания.
Из формулы (2) находим:
Qt - КР% ДОП. ст + Q XX
ИЛИ
Qt. расч ~ КР,?расч "Ь Q гл t (4)
где Q т. расч — расчетное тяговое усилие, обеспе-
чивающее привод станка для полу-
„ чения заданной суммарной танген-
циальнор составляющей усилия ре-
зания.
Численное значение Qxx определяется по фор-
муле (3). Формула (4) является основной при про-
верке правильности выбранных режимов резания.
После определения QT. расч по формуле (4) не-
обходимо проверить выполнимость условий:
чет. расч •
Если тяговое усилие станка, определяемое из
графиков QT = f (V) в зависимости от заданной
скорости стола, окажется меньше, чем требуемое
QT. расч , необходимо пересмотреть режимы реза-
ния в сторону их уменьшения, так как в этом слу-
чае привод станка не обеспечит потребное расчет-
ное тяговое усилие.
Пример проверки правильности выбранных
режимов резания
Обрабатываемое изделие — стальной прокат
без корки с временным сопротивлением <зь = 504-
4-53 кг)мм2. Вес обрабатываемого изделия Gil34 =
— 4500 кг. Ве^ стола G ст=3620 кг.
Резец с пластиной из стали Р9; геометрия рез-
ца: главный угол в плане ^=30°, передний угол
7 = 25°, радиус при вершине г — 3 мм. Период
стойкости резца Т —120 мин. Глубина резания при
обработке t — 8 мм.
Обработка производится одновременно тремя
резцами, работающими на одинаковых режимах.
По справочнику «Режимы резания на крупны?:
и уникальных токарных, карусельных, расточных и
продольно-строгальных станках» издания 1956 г.
(карта № 32) в зависимости от свойств обраба-
тываемого материала, режущего инструмента и его
геометрии определяем необходимую величину по-
дачи S = 1,2 мм/дв. хода и скорость резания V =
45 м)мин.
В зависимости от свойств обрабатываемого ма
териала, глубины резания и подачи находим (кар-
та № 45) тангенциальную составляющую усилия
резания Гг — 1350 кг.
Поправочный коэффициент К на главный
1г
угол в плане при э = 30° будет К™ ~ 1,1- С уче-
pz
том поправочного коэффициента тангенциальная
составляющая усилия резания от одного резца
равна
р = pi К = 1350 1,1 = 1485 кг.
Рг
82
Определяем суммарную тангенциальную состав-
ляющую усилия резания при работе тремя резцами
Р zpaC4 = 1485-3 = 4455 кг.
По формуле (3) находим Q хх :
Gh3a) = 0,18 (3620 + 4500) = 1462 кг.
По формуле (4) определяем Q т :
Q т. расч = КРграсч Q хл ~ 1 >07*4455 +1462 = 0230 кг.
Для случая обработки детали на станке моде-
ли 7210 из графика Q(=f(V) (приведенного на
рис. 16 в паспорте станка) находим, что при скоро-
сти стола 45 м/мин тяговое усилие QT = 3200 кг.
Это меньше, чем расчетное тяговое усилие
Qt. расч = 6230 кг. Следовательно, при скорости
45 м/мин станок оказывается перегруженным по
тяговому усилию, и работать на нем при этих ре-
жимах нельзя.
Для работы на станке с прежними значениями
глубины резания и подач и той же геометрией рез-
ца необходимо скорость рабочего хода стола в дан-
ном случае выбирать не более 22 м/мин (как видно
из того же графика). При скорости 45 м/мин не-
обходимо уменьшить глубину резания или подачу
либо одновременно их так, чтобы фт. расч , получен-
ное по формуле (4), было меньше QT =3200 кг,
определяемого по графику QT = f(V).
2. Необходимо иметь в виду, что величина фак-
тического значения усилия резания будет отли-
чаться (как правило, в сторону увеличения) от рас-
четного из-за несоответствия геометрии резца вы-
бранным данным вследствие затупления режущих
кромок, неравномерной твердости обрабатываемо-
го материала и других факторов.
Поэтому, проверив выбранные режимы резания
по формуле Ргдоп. ст. ^гра-ч, необходимо ве-
личину наибольшего фактического значения уси-
лия резания, допускаемого приводом стола, контро-
лировать по показаниям амперметра, расположен-
ного на подвесной кнопочной станции.
При этом сила тока не должна превышать ве-
личины, заданной на графике t — f(V рл), который
приведен на рис. 99.
3. При загрузке станка по наибольшему тяго-
вому усилию необходимо учитывать: вес обрабаты-
ваемого изделия, его высоту, величину и направ-
ление подачи одновременно работающих суппортов.
Это нужно для того, чтобы знать распределение
сил, пытающихся поднять стол (Р^и Рх и рас-
порные усилия между реечной шестерней и рейкой)
и препятствующих этому подъему (вес стола и об-
рабатываемой детали, составляющая усилия реза-
ния Р у ).
Поэтому строгание на максимальных значениях
тягового усилия можно вести при большом весе и
относительно малой высоте обрабатываемого из-
делия.
При одновременной обработке изделия двумя
суппортами поперечины рекомендуется выбирать
для них противоположное направление подачи (для
уравновешивания составляющих усилий резания
р х)-
При невозможности соблюдения указанных тре-
бований из-за характера обрабатываемого изделия
строгание надо вести на меньших режимах резания.
4. Не рекомендуется длительная непрерывная
загрузка станка наибольшими значениями тягового
усилия и скорости резания. Это объясняется тем,
что у продольно-строгальных станков время рабо-
ты с каждым значением тягового усилия (от нуля
до наибольшего) в расчете по выбору мощности
электрооборудования принято одинаковое. При
длительнььх максимальных нагрузках из-за нагре-
ва электродвигателей тяговое усилие падает. В
этом случае необходимо снизить скорость или уси-
лие резания на 15—20%.
5. При работе на малых ходах стола задавать
ему большие скорости рабочего и обратного хода
нецелесообразно. В этом случае привод его рабо-
тает все время на переходах (разгон, торможение)
и стол не достигает указанных скоростей. Кроме
того, увеличивается нагрев и износ механизма при-
вода стола. Поэтому рекомендуется снизить ско-
рость или усилие резания на 15—20%.
§ 4. Правила техники безопасности
при работе на станке
При работе на станке необходимо соблюдать
все правила, изложенные в инструкциях по технике
безопасности при холодной обработке металлов.
Во избежание несчастных случаев необходимо так-
же выполнять следующие требования.
1. Не допускается:
а) производить установку длины хода стола во
время его перемещения при автоматическом цикле;
б) работать на станке при незафиксированных
рукоятках установки длины хода стола. Для про-
верки фиксации необходимо, не нажимая на ру-
коятки, попытаться их повернуть. Они не должны
вращаться;
в) переводить секторы при установке длины хо-
да стола за границы их перемещения, указанные
на кольце 13 (см. рис. 82);
г) работать на станке при отсутствии жестких
упоров 5, 6, 14, 19 (см. рис. 82), ограничивающих
крайние положения секторов;
д) работать на станке при отсутствии огражде-
ния у торцов станины (см. раздел III «Фундамент
станка»).
2. При переключении диапазонов коробки ско-
ростей в случае пользования кнопками 4 и 5 (см.
рис. 5 в паспорте станка) для поворота двигателя
необходимо отвести резцы от обрабатываемой де-
тали во избежание их поломок.
3. При работе с автоматической подачей ползу-
нов суппортов, а также при их ускоренном переме-
щении необходимо маховики 26 оттянуть на себя,
тем самым выключить кулачковые муфты.
4. После пользования съемной рукояткой руч-
ных перемещений суппортов необходимо ее снять,
так как при несрабатывании в ней отталкивающей
пружины она может начать вращаться дри уско-
ренных перемещениях суппортов и служить причи-
ной несчастного случая.
83
5. Детали на зеркало стола опускать плавно,
сбрасывание недопустимо.
6. Запрещается оставлять инструмент в боко-
вых нишах стола во время работы станка.
7. Не разрешается строгать боковым суппортом
на отрыв стола, т. е. с подачей снизу вверх.
8. Категорически запрещается эксплуатация
станка в условиях вибраций, которые могут возник-
нуть при обработке вследствие неудачно выбран-
ных режимов резания или плохого крепления ин-
струмента и детали.
9. Не разрешается во время работы станка про-
изводить ремонт или регулировку его механиче-
ской части, в особенности электрооборудования.
10. Запрещается во время работы станка нахо-
диться на движущемся столе.
11. При обработке на станке изделия, имеюще-
го наибольшие по высоте габариты, рабочее место
должно быть оборудовано специальным помостом
со ступеньками.
12. Запрещается работа на станке при неурав-
новешенной подвесной кнопочной станции.
13. Перед пуском станка в эксплуатацию или
наладкой электрооборудования оператор и налад-
чик должны быть тщательно ознакомлены с на-
стоящим руководством и руководством по электро-
оборудованию (часть II).
14. Станок, а также его выносное электрообо-
рудование должны быть заземлены. Специальные
требования по технике безопасности при наладке
электрооборудования станка изложены в руковод-
стве по электрооборудованию (часть II).
ВНИМАНИЕ!
Категорически запрещается работать на станке
с открытыми крышками коробок, дверками шкафов
и ниш, в которых расположено электрооборудо-
вание.
Iампер
600
I ампер
f ( fy.xl
для станков
Рис. 99. График допустимых токовых нагрузок двигателя главного привода в зависимости от скорости рабочего хора
стола.
IX. УХОД ЗА СТАНКОМ И ЕГО РЕГУЛИРОВКА
§ 1. Общие указания
Надежная и долговечная работа станка зави-
сит от тщательного ухода за ним, от своевременной
смазки и регулировки всех узлов и деталей.
Для предотвращения выхода из строя станка
из-за появления задиров на направляющих следует
оберегать последние от возможного попадания ме-
таллической и абразивной пыли и ежедневно пе-
ред началом работы промывать маслом при по-
мощи резинового скребка.
Очень важно регулярно производить профилак-
тический осмотр для проверки состояния станка,
выявления неполадок и неточностей его работы.
При нормальных эксплуатационных условиях
работы следует не реже одного раза в квартал про-
изводить проверку станка по всем пунктам норм
точности, указанным в акте приемки. При работе
же станка на финишных операциях — не реже од-
ного раза в месяц. Помимо этого, при профилакти-
ческом осмотре нужно проверять состояние и рабо-
ту узлов и механизмов и в случае необходимости
производить их регулировку, подтяжку стыков и
прочее, руководствуясь нижеприведенными реко-
мендациями.
§ 2. Уход за приводом стола
При профилактических осмотрах необходимо об-
ращать внимание на:
1. Поступление достаточного количества смаз-
84
ки на направляющие станины и к реечной шестер-
не. Необходимые регулировки следует производить
согласно настоящему разделу.
2. Достаточность смазки в зубчатых муфтах
(2), (18), (20), а при ее малом количестве допол-
нить согласно карте смазки (см. рис. 89 и 90) и
спецификации к ней.
3. Уровень масла в резервуарах и масляных
баках.
4. Соосность промежуточного вала 1 (см.
рис. 64) и выходного вала коробки скоростей (см.
рис. 66). Указания по выверке смотри в разделе
IV настоящего руководства.
5. Регулировку подшипников в коробке скоро-
стей. При наличии осевой игры в подшипниках их
следует подтянуть путем подгонки компенсаторных
колец (см. рис. 66).
6. Крепление корпуса реечной шестерни к ста-
нине, реек к столу, коробки скоростей к ее плите
и последней к фундаменту. При ослаблении — под-
тянуть. Обратить особое внимание на посадку
штифтов, фиксирующих корпус шестерни.
7. Правильность регулировки упорных подшип-
ников реечной шестерни. Осевая игра не допус-
кается. Регулировку производить гайками 3 (см.
рис. 63).
8. Состояние шлицев соединительных муфт про-
межуточного вала, степень их износа. При повы-
шенном зазоре необходимо заменить. Невыполне-
ние указанных работ может привести к неравно-
мерному ходу стола и резким ударам в момент
реверсирования.
§ 3. Регулировка коробки подач
При нарушении нормальной работы коробки по-
дач необходимо произвести регулировку разжимно-
го фрикциона. Для этого нужно:
1. Снять крышку 12 (см. рис. 76).
2. Рукоятку 43 (см. рис. 5 в паспорте станка)
повернуть в положение горизонтального перемеще-
ния суппорта.
3. Маховиком 45 установить максимальную го-
ризонтальную подачу на 25 мм,
4. Произвести подачу и остановить станок при
нахождении стола в конце обратного хода. В этом
положении планка 4 разжимного фрикциона (см.
рис. 75) упирается в подвижной упор 6.
5. Равномерно поджимая пружины 13, винтами
14 подтянуть разжимной фрикцион 2.
При правильно отрегулированном разжимном
фрикционе коробка подач должна обеспечивать пе-
ремещение суппортов без пропуска подачи.
Регулировку пружин 13 производить каждый
раз поворотом винтов 14 не более чем на V4 обо-
рота. Не допускается поджим пружины 13 до со-
прикосновения витков. При этом между планкой 4
и пазом хомута должен быть зазор около 0,1 мм.
Если износ фрикциона велик и поджатием пру-
жин нормальная работа механизма подач не обе-
спечивается, необходимо заменить разжимной
фрикцион запасным, поставляемым со станком, или
прошлифовать планку 4.
Коробка подач бокового суппорта регулируется
аналогично.
§ 4. Регулировка суппортов
Резцедержатель 9 суппортов (см. рис. 67 и 68)
должен свободно, но без ощутимого зазора пово-
рачиваться на своей оси. Регулировку производить
следующим образом:
1. Ослабить винты 12 и 13 сухарей, удерживаю-
щих ось 10 резцедержателя от поворота.
2. Ослабить гайки 14 и 15 на концах оси резце-
держателя.
3. Подтянуть гайку 15 до тех пор, пока не будет
выбран излишний зазор. При этом резцедержатель
должен сравнительно легко поворочиваться на оси.
4. Затянуть гайку 14.
5. Затянуть винты 12 и 13 сухарей. В рабочем
положении резцедержатель должен плотно приле-
гать своими выступами к рабочим площадкам по-
воротной плиты. Регулировку производить шабров-
кой выступов так, чтобы они ложились в соответ-
ствующие места поворотной плиты с небольшим
натягом и прилегали по всей поверхности стыков
упоров.
Регулировка зазора между направляющими
ползуна и поворотной частью суппорта производит-
ся клином следующим образом. Отпускается гай-
ка 16, а гайкой 17 клин перемещается на величину
излишнего зазора. Затем гайка 16 затягивается.
Аналогично регулируются клинья в направляю-
щих кареток суппортов (по поперечине и по стой-
ке). Регулировка осевого зазора в ходовых гайках
ползунов суппортов производится вращением гаек
(69), (128) и (133) при помощи соответствующих
червяков (67), (130) и (135). Гайки вращаются до
тех пор, пока не будет выбран зазор, но перетяги-
вать их не следует, так как это приведет к прежде-
временному износу резьбы.
Регулировка зазора в упорных подшипниках хо-
дового винта ползуна суппорта производится под-
тягиванием гайки 18.
§ 5. Регулировка поперечины и механизма
ее перемещения
Упорные* подшипники ходовых винтов суппор-
тов поперечины регулируются гайками И (см.
рис. 62), тарельчатых пружин кареток суппортов—
винтами 12 так, чтобы при незатянутом клине ка-
ретка прилегала к «ласточкину хвосту» направляю-
щих. Однако без необходимости, до ремонта на-
правляющих кареток, регулировку тарельчатых
пружин производить не рекомендуется.
Предохранительные кулачковые муфты 13, со-
единяющие ходовые валы и винты суппортов попе-
речины с валами коробки подач, регулируются
гайками 14. Станок поставляется с отрегулирован-
ными муфтами. Поэтому не рекомендуется их ре-
гулировать без необходимости, так как для этого
нужно снимать коробку подач (см. рис. 76).
Регулировка зазора на 0,04-^0,08 мм между бо-
ковыми направляющими стойками и поперечины
производится клиньями 15 (см. сеч. К—К, рис. 62).
Перемещение клина осуществляется вращением
винта 16, на торце которого имеется внутренний
шестигранник. При вращении винта перемещается
сухарь 17, входящий в прорезь клина.
85
f
Регулировка зазора между направляющими
стоек и консоли в одностоечных станках произ-
водится клиньями 5 (см. рис. 79). Для этого необ-
ходимо отпустить гайку 11, а гайкой 12 переме-
стить клин на величину излишнего зазора. Затем
гайка 11 затягивается.
Регулировка горизонтального положения попе-
речины в двухстоечных станках осуществляется
гайкой 4 (см. рис. 80) при отжатой поперечине.
Потом гайка 4 стопорится гайкой 2. Контроль ре-
гулировки производится рамным уровнем 200Х
Х200 мм 1-го класса точности, как указано в акте
приемки.
ка же свободного хода последнего производится
гайками 2, 3, 4 (см. рис. 79) так. чтобы ход вин-
, та 152 при полном отжиме консоли был не более
20—25 мм.
§ 6. Регулировка механизма зажима поперечины
§ 7. Уход за пультом управления
При профилактических осмотрах пульта необ-
ходимо сделать следующее. Снять панель 1 (см.
рис. 82), проверить затяжку винтов, крепящих ку-
лачки 7 и 8 реверса и кулачки 9 и 10 аварийного
ограничителя. Проверить• наличие и состояние
жестких упоров 5, 6, 14 и 19, расположенных на
лимбе и в секторах, надежность фиксации рукоя-
ток установки длины хода стола, состояние конеч-
ных переключателей, аварийного выключателя, ще-
ток и контактов замедления. При загрязнении про-
межутков между контактами их следует тщательно
очистить.
Проверка и регулировка механизма зажима по-
перечины в двухстоечных станках производится
при пуске и перед испытанием станка на точность.
Редуктор зажима поперечины после демонтажа
должен находиться в положении «Отжато». В этом
случае торец шейки Т (028 мм) винта 148 (см.
рис. 78) выступает над крышкой 22 на 10 мм, а
шайба 20 находится в положении, при котором ко-
нечный выключатель 10 включен.
Оба рычага 7 (см. рис. 58) должны быть уста-
новлены так, чтобы расстояние от торца винта ре-
дуктора зажима до опорных поверхностей рычагов
было равным 70—75 мм, шайба 6 доведена до со-
прикосновения с опорными поверхностями рычагов.
Затем нужно установить зазор в 3 мм между ры-
чагами 7 и шайбой 6 и закрепить ее. Все гайки 19
затягиваются ключом с усилием 800— 1000 кгсм
с целью обеспечения равномерного прилегания
обеих планок рычага к направляющим стойки. По-
том гайки 19 отвертываются на 712 оборота и за-
контриваются.
При зажиме поперечины ход винта редуктора
зажима должен быть не более L мм (см. нижепри-
веденную таблицу). При этом реле максимального
тока (РМЗ) должно быть заранее отрегулировано
на ток в пределах 71—/?•
§ 8. Уход за порталом
Рекомендуется при профилактических осмотрах
производить проверку затяжки винтов, крепящих
балку к стойке и последнюю к станине в двухстоеч-
ных станках и поперечины консоли в одностоечных,
обращая особое внимание на посадку штифтов.
§ 9. Регулировка электрооборудования и уход
за ним, смазка станка
Регулировка и уход за электрооборудованием
изложены во 2-й части руководства «Электрообо-
рудование», а смазочная система — в разделе VI
настоящего руководства.
§10. Восстановление работоспособности
аварийного тормоза стола
Модель
станка
№ детали
L, мм
7210
7212
7216
7210-15-110
7212-15-106
7216-15-104
1,6—1,8
1,2-1,4
1.2—1,4
При эксплуатации станка необходимо следить,
чтобы регулировка не нарушалась. Особенно сле-
дует обращать внимание на точное расположение
и надежность крепления шайб 6 и 20 (см. рис. 78)
и рычагов 8 гайками 19.
В одностоечных станках в отжатом положении
консоли конечный выключатель 10 (см. рис. 79),
установленный на редукторе зажима, должен быть
нажат. Эта регулировка производится гайками 1
на валу редуктора механизма зажима. Регулиров-
В случае срабатывания аварийного тормоза не-
обходимо стол вернуть в исходное положение и вос-
становить работоспособность тормоза.
В станках мод. 7210, 7110, 7212 и 7112 нужно
заменить планку 8 (см. рис. 55) новой с таким раз-
мером по высоте, чтобы на первый зуб протяжки 7
стола приходился припуск на резание, равный
0.25 мм.
В станках мод. 7216 и 7116 необходимо восста
новить работоспособность тормоза следующим об-
разО1м:
1. Освободить клинья 4 (см. рис. 100), поджи-
мающие резцы 5 снизу. Для этого вывинтить вин-
ты 6 на 3—4 оборота и легкими ударами по их го-
ловке отодвинуть клип.
2. Отпустить клинья 7, зажимающие резцы сбо-
ку. Для облегчения этого в торцах клиньев сдела-
ны резьбовые отверстия.
3. Убедившись, что резцы отошли от скалки 3,
выбить ее из корпуса 1. Проверить состояние ре-
жущих кромок резцов. Затем повернуть скалку не-
работавшен гранью к резцам и вставить в корпус.
4. Подвести резцы с помощью нижних клиньев
4 до соприкосновения с гранью скалки, следить,
чтобы резцы не вдавливались в грань.
5. Затянуть клинья 7, крепящие резцы, и под-
жать с небольшим усилием нижние клинья 4.
86
Рис. 100.
X. ПРИСПОСОБЛЕНИЯ, ПОСТАВЛЯЕМЫЕ СО СТАНКОМ
ПО ЗАКАЗУ ЗА ОСОБУЮ ПЛАТУ
§ I. Приспособление для дозированной подачи
активизирующей жидкости
Приспособление применяется при отделочной
строжке плоскостей одним из суппортов поперечи-
ны. Оно представляет собой бачок (см. рис. 101),
устанавливаемый на каретке суппорта, из которо-
го по шлангу активизирующая жидкость подается
на режущую кромку резца. Количество поступле-
ния ее можно регулировать при помощи дроссе-
ля 1. Причем подача жидкости происходит только
во время рабочего хода благодаря наличию золот-
ника 2, приводимого в движение откидывающимся
резцедержателем.
§ 2. Приспособление для высокого подъема
резцедержателя
Приспособление применяется при строжке Т-об-
разных пазов и других аналогичных работах. Оно
состоит из кронштейна 1 (см. рис. 102), прикреп-
ляемого с помощью винтов к резцедержателю суп-
порта. Во время обратного хода качающийся ры-
чаг 2 с роликом 3, который перекатывается по по-
верхности изделия, приподнимает резцедержатель.
При рабочем ходе рычаг 2 отбрасывается в обрат-
ную сторону и не мешает процессу резания.
При пользовании приспособлением необходимо
выключить рычаг возврата резцедержателя 29 (см.
рис. 5 в паспорте станка).
§ 3. Защитный экран
Применяется для защиты от стружки при ра-
боте станка. На рис. 103 изображен экран для пра-
вого суппорта поперечины. Для левого суппорта он
аналогичен по конструкции и отличается лишь де-
талью 5.
Экран состоит из стекла 1 (см. рис. 103) повы-
шенной прочности, укрепленного в рамке 2, к ко-
торой приварен стержень 3.
Второй конец стержня при помощи шарового
шарнира 4 укреплен в планке 5. Она может пово-
рачиваться относительно кронштейна 6 и зажимает-
ся при помощи рукоятки 7.
Кронштейн 6 может перемещаться в вертикаль-
ном направлении по планке 8 и фиксируется при
помощи рукоятки 9. Планка 8 прикрепляется к
суппорту винтами //. Прокладка 10 ставится толь-
ко на станки моделей 7216 и 7116.
§ 4. Левый боковой суппорт
Левый боковой суппорт поставляется только со
станком при наличии предварительного заказа. От
дельно не высылается.
Конструкцию и отличительные особенности че-
тырехсуппортного станка смотри в приложении
«Левое боковое устройство», прилагаемом к на-
стоящему руководству по просьбе потребителя.
87
Рис. 101.
Рис. 102.
Рис 103
MZ7*1.5
25
280
XI. УКАЗАНИЯ ПО РАЗБОРКЕ И СБОРКЕ
СТАНКА ПРИ РЕМОНТЕ
При разборке станка необходимо учесть сле-
дующее: t
1. Прежде всего обязательно отключить станок
от сети переключателем 25 (см. рис. 5).
2. В случае необходимости перестрожки или
шабровки направляющих стола и станины при по-
следующем их монтаже следует проверить:
а) зазор между поджимными планками 4 (см.
рис. 55) стола и направляющими станины и пере-
шлифовать их так, чтобы зазор был не более
0,05 мм\
б) ‘в станках мод. 7210, 7110, 7212, 7112 уста-
новку аварийной протяжки 7 (см. рис. 55) относи-
тельно планки 8 и перешлифовать последнюю так,
чтобы припуск на первый зуб протяжки был равен
0,25 мм\
в) в станках мод. 7216 и 7116 зазор между кор-
пусом резцового тормоза / (см. рис. 56) и голов-
ками винтов крепления рейки стола, а также меж-
ду упором 2 и корпусом реечной шестерни.
3. Прежде чем снимать боковую каретку, не-
обходимо освободить ее от противовеса. Для это-
го противовес поднять в крайнее верхнее положе-
ние и подвесить его на стержень, продетый сквозь
отверстие в стойке. После отвинтить планку, кре-
пящую конец троса, снять его с блока каретки.
4. При разборке отдельных механизмов станка
следует смотреть приведенные в настоящем руко-
водстве соответствующие эскизы. Ремонт продоль-
но-строгальных станков на заводе-потребителе
должен осуществляться в соответствии с «Единой
системой планово-предупредительного ремонта и
эксплуатации технологического оборудования ма-
шиностроительных предприятий» (М., Машгиз, 1957
или последующие издания).
Техническая документация по ремонту станков
должна оформляться заводами-потребителями в
соответствии с указаниями «Единой системы ППР».