/































































Автор: Макаров О.А.
Теги: художественная обработка металлов чеканные, литые, кованые и штампованные металлические художественные изделия декоративно прикладное искусство металлургия обработка металлов
ISBN: 5-17-029301-1
Год: 2005




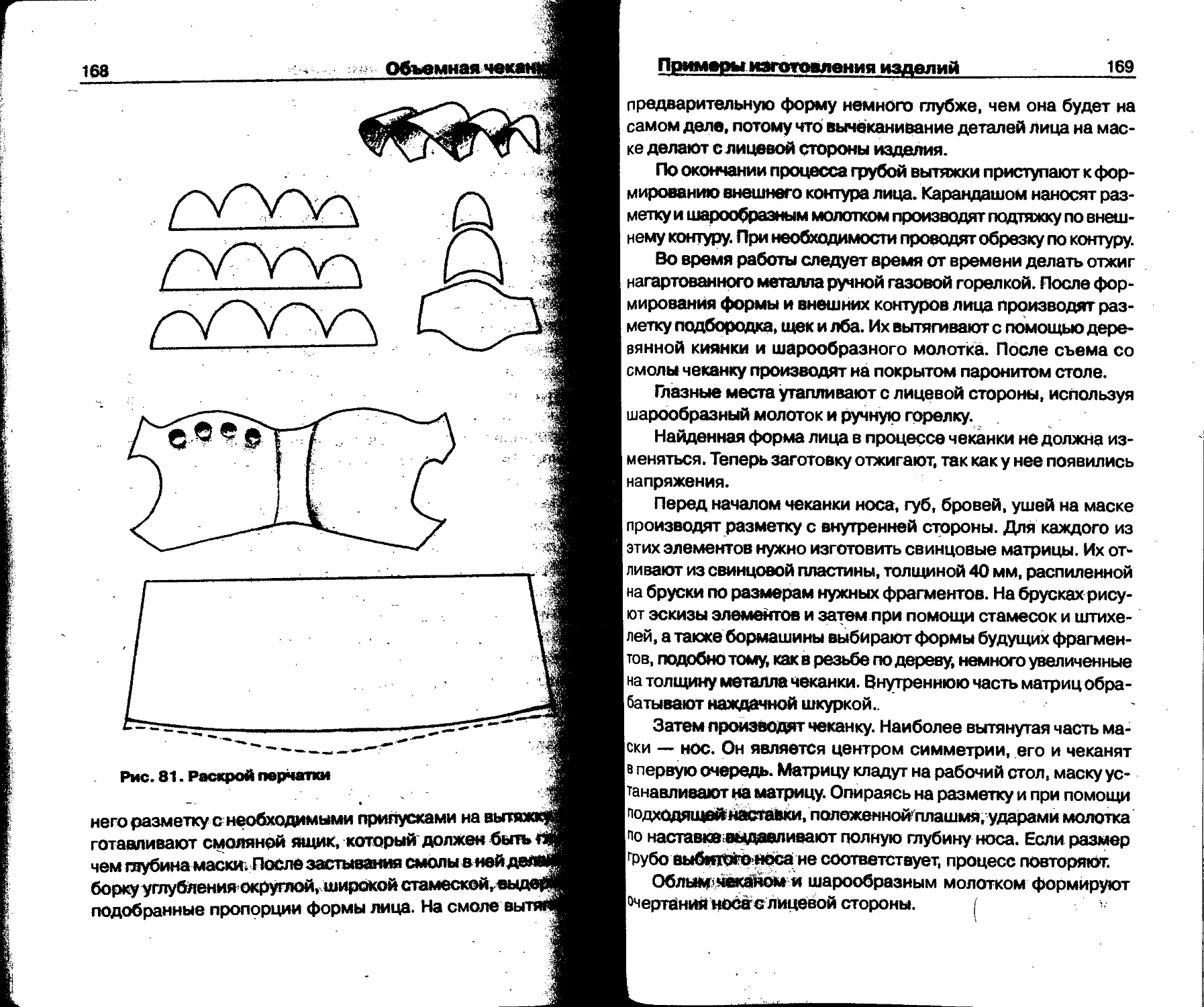
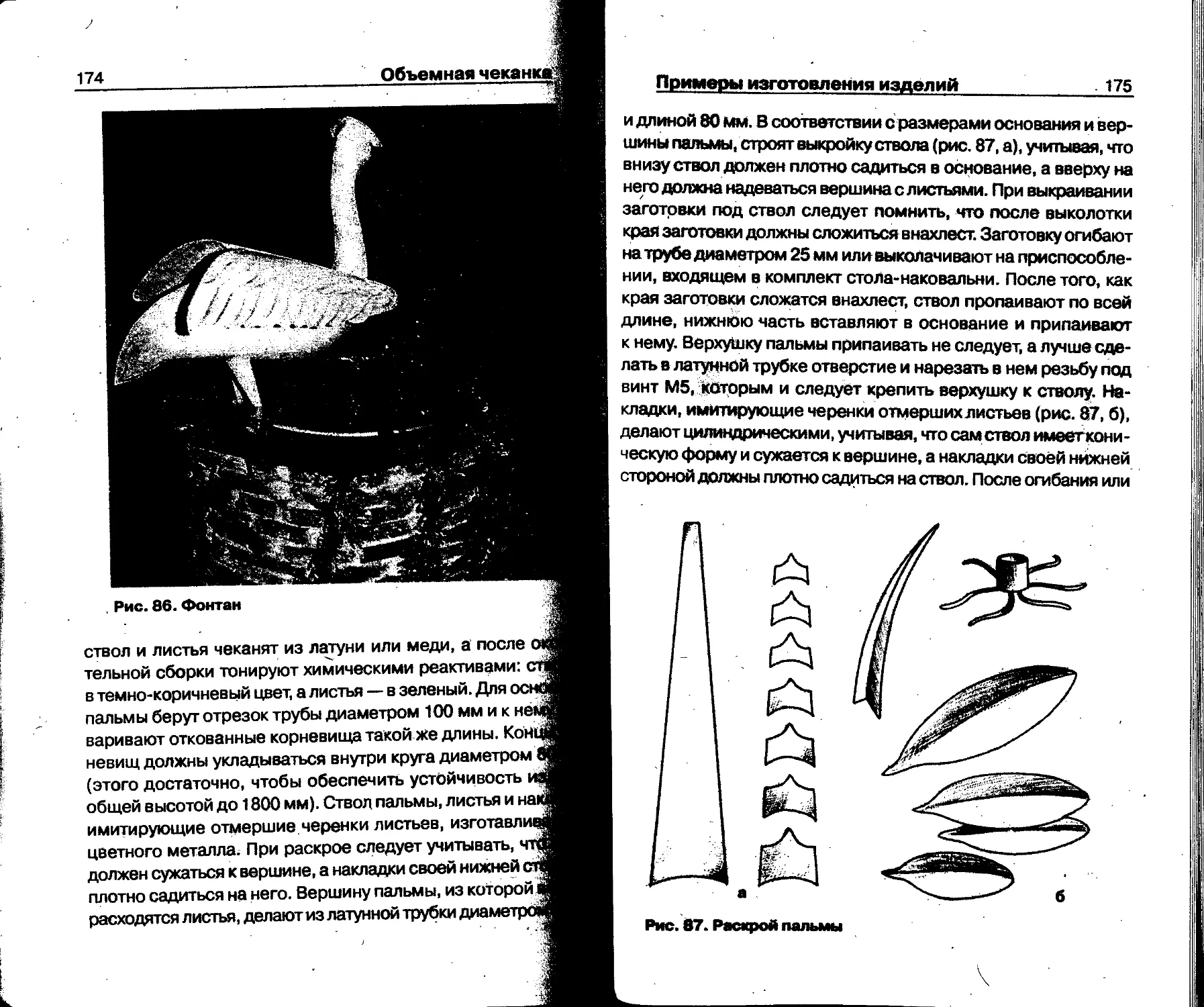
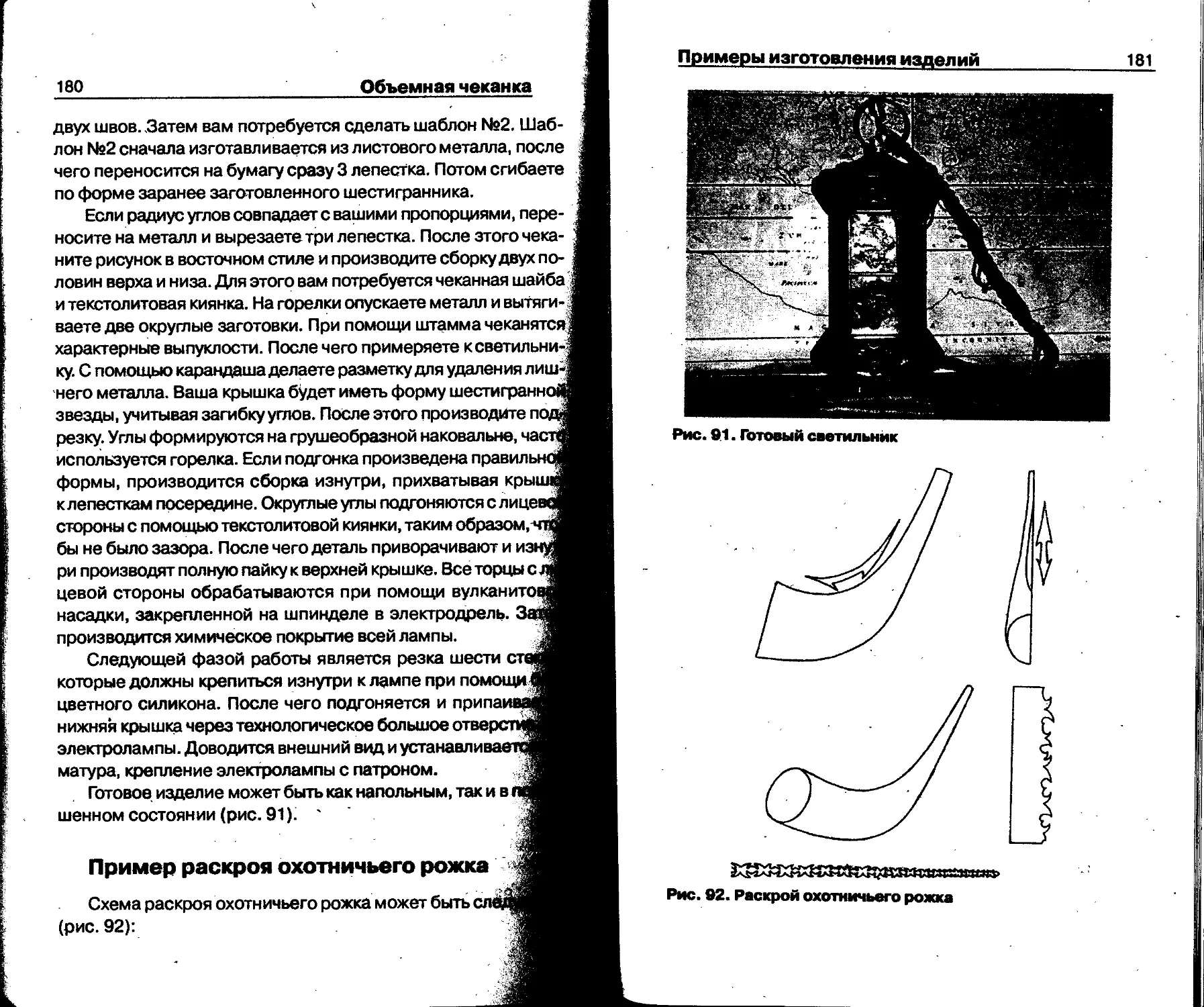
Текст
СЕКРЕТЫ МАСТЕРА
ОБЪЁМНАЯ
ЧЕКАНКА
МАТЕРИАЛЫ И ИНСТРУМЕНТЫ
ПРИМЕРЫ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
ОФОРМЛЕНИЕ ЧЕКАНКИ
О. А. Макаров
ОБЪЁМНАЯ
ЧЕКАНКА
2005
УДК 739
ББК 85.125
М15
Серия «Секреты мастера» основана в 2000 году
Подписано в печать 03.02.05. Формат 84x108/32.
Усл. печ. л. 10,08. Тираж 3000 экз. Заказ № 5191.
Макаров, О А
М15 Объёмная чеканка / О А Макаров. — М.: ACT; Донец!
Сталкер, 2005. —189, [3] с.: ил. — (Секреты мастера).
ISBN 5-17-029301-1 (ООО «Издательство ACT»)
ISBN 966-696-739-1 («Сталкер»)
Книга содержит основные сведения о разновидностях чекани
материалах, инструментарии и рабочем месте чеканщика, изготовлен!
объемных изделий, сборке. Кроме того, приведена технолотическ
последовательность изготовления чеканного изделия, показанная i
конкретных примерах.
Для широкого круга читателей.
УДК 739
ББК 85.12!
© О А. Макаров, 2005
© ИКФ «ТББ», 2005
© Серийное оформление.
Издательство «Сталкер»,
ПРЕДИСЛОВИЕ
Художественная обработка металла—один из самых древ-
них и распространенных видов прикладного искусства. В ре-
зультате исторических изысканий, творческих и технологиче-
ских экспериментов, многолетней кропотливой работы худож-
ников и мастеров становятся известными и доступными для
использования в производстве художественных изделий тон-
кости технологических и художественных традиций обработ-
ки металлов.
Чем глубже изучение и тоньше понимание свойств матери-
ала, тем совершеннее и свободнее их использование в различ-
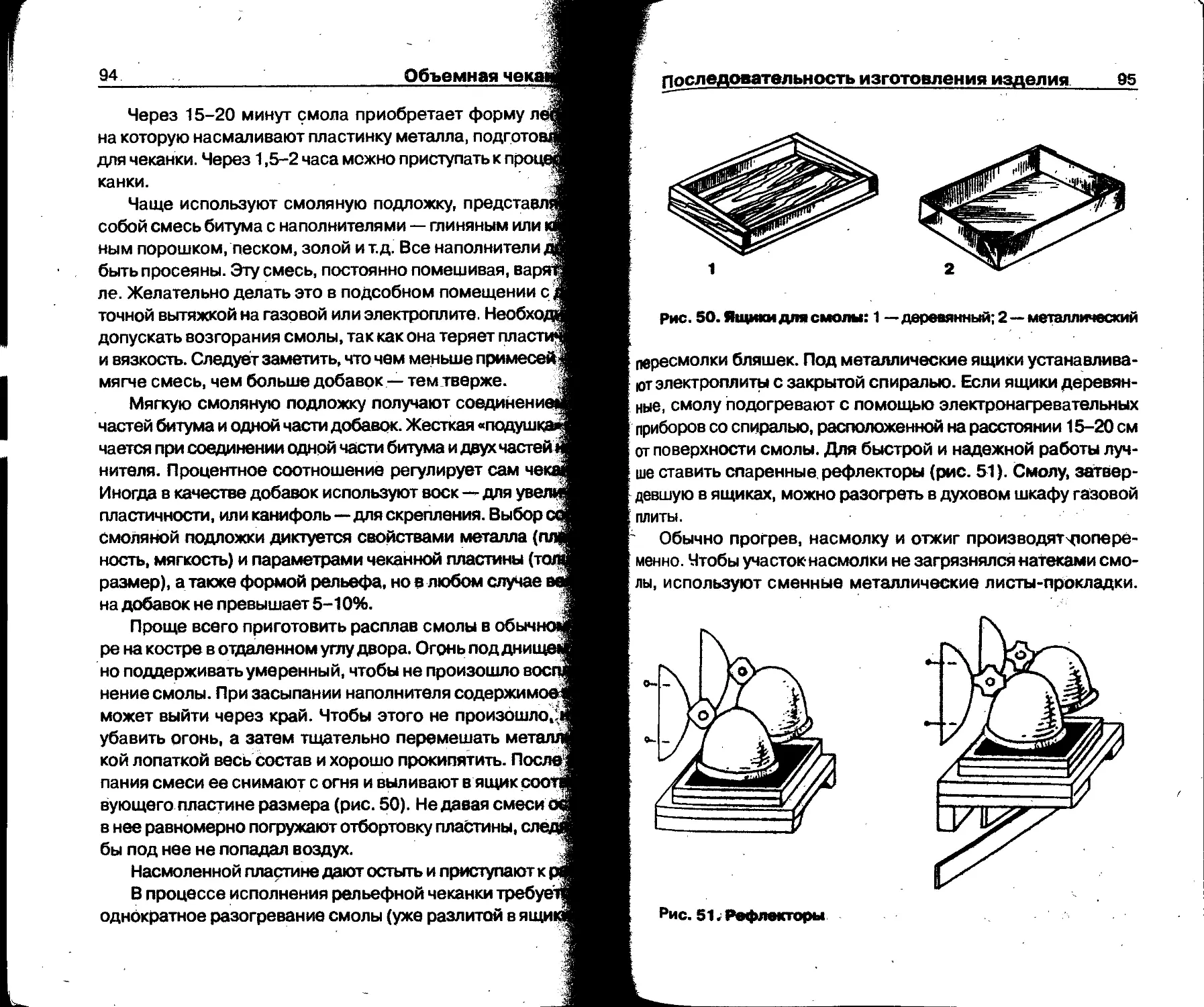
ных технических приемах для решения художественно-ком-
позиционных задач. Освоение каждого нового технического
[приема художественной обработки материала расширяет
и обогащает изобразительный язык художника, увеличивает ар-
сенал средств художественного выражения его творческого за-
мысла, облегчает поиск наиболее выразительной и адекватной
содержанию художественной формы.
Примером глубокого знания свойств материала и способов
его обработки является народное искусство. Оно не искажа-
ет природы материала, а бережно сохраняет свойственный
ему изобразительный язык. В произведениях народного искус-
ства очень часто в качестве художественного средства высту-
пает сам материал с его характерной фактурой, блеском, цве-
том; а их композиция строится на выразительности и красоте
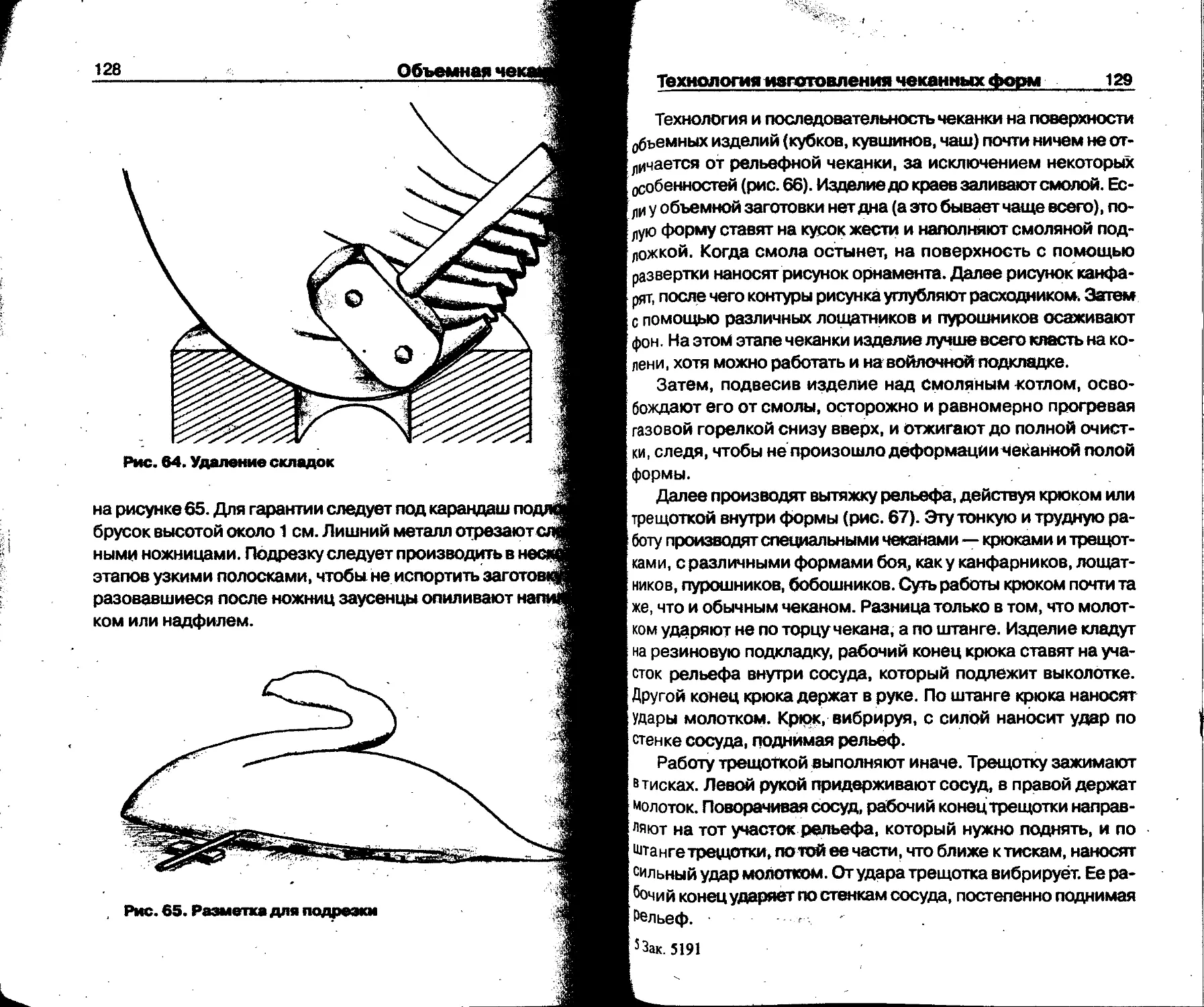
самого материала. Но для получения такого эффекта необхо-
димо в совершенстве изучить материал и освоить технику его
4_______________________________Объемная чеканка i
художественной обработки — отточить мастерство, позволь
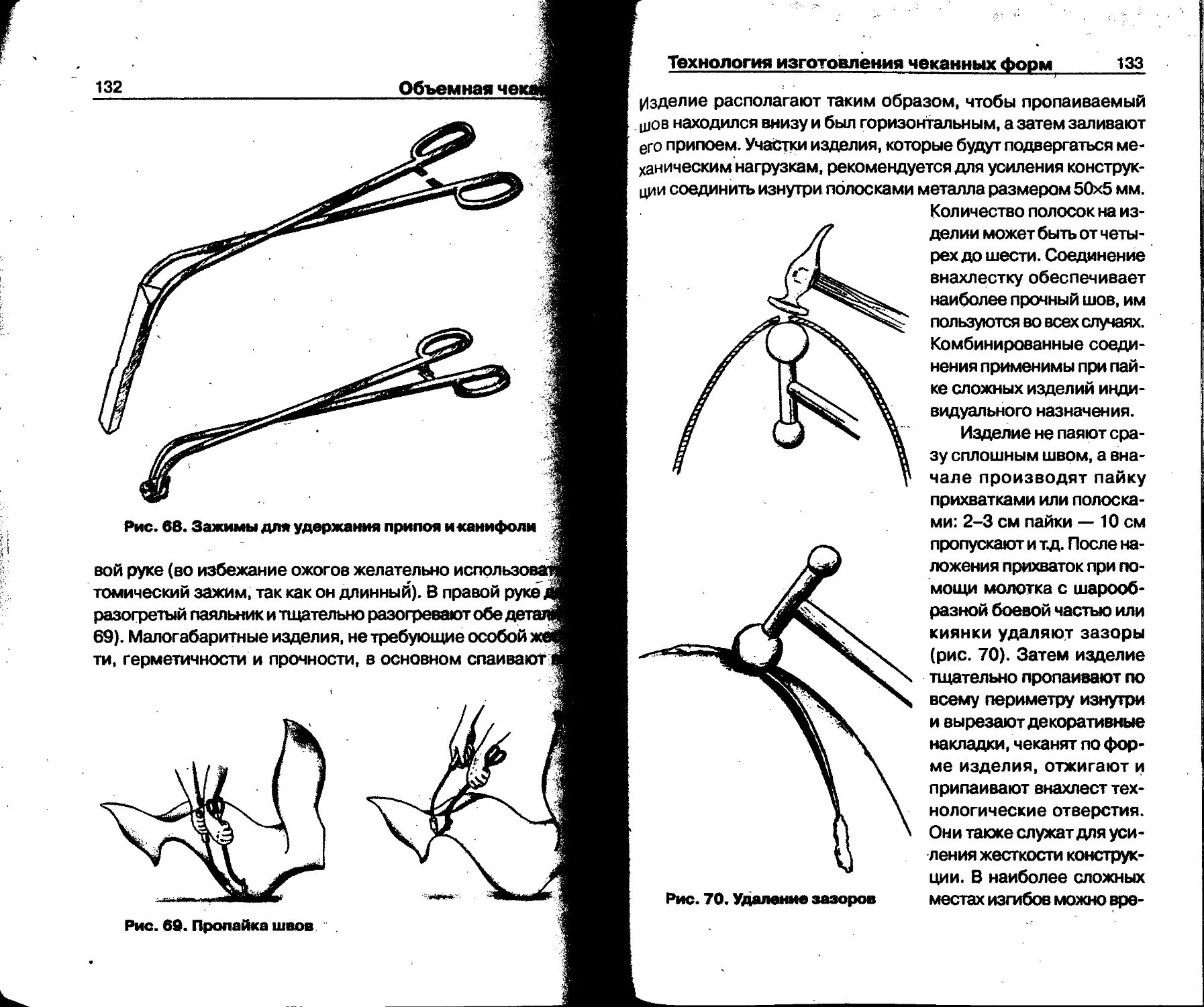
ющее извлекать из материала всю присущую ему выразите/^
ность и декоративность.
Цель этой книги—дать основные сведения, поделиться ci
кретами, знание которых необходимо при изготовлении и х
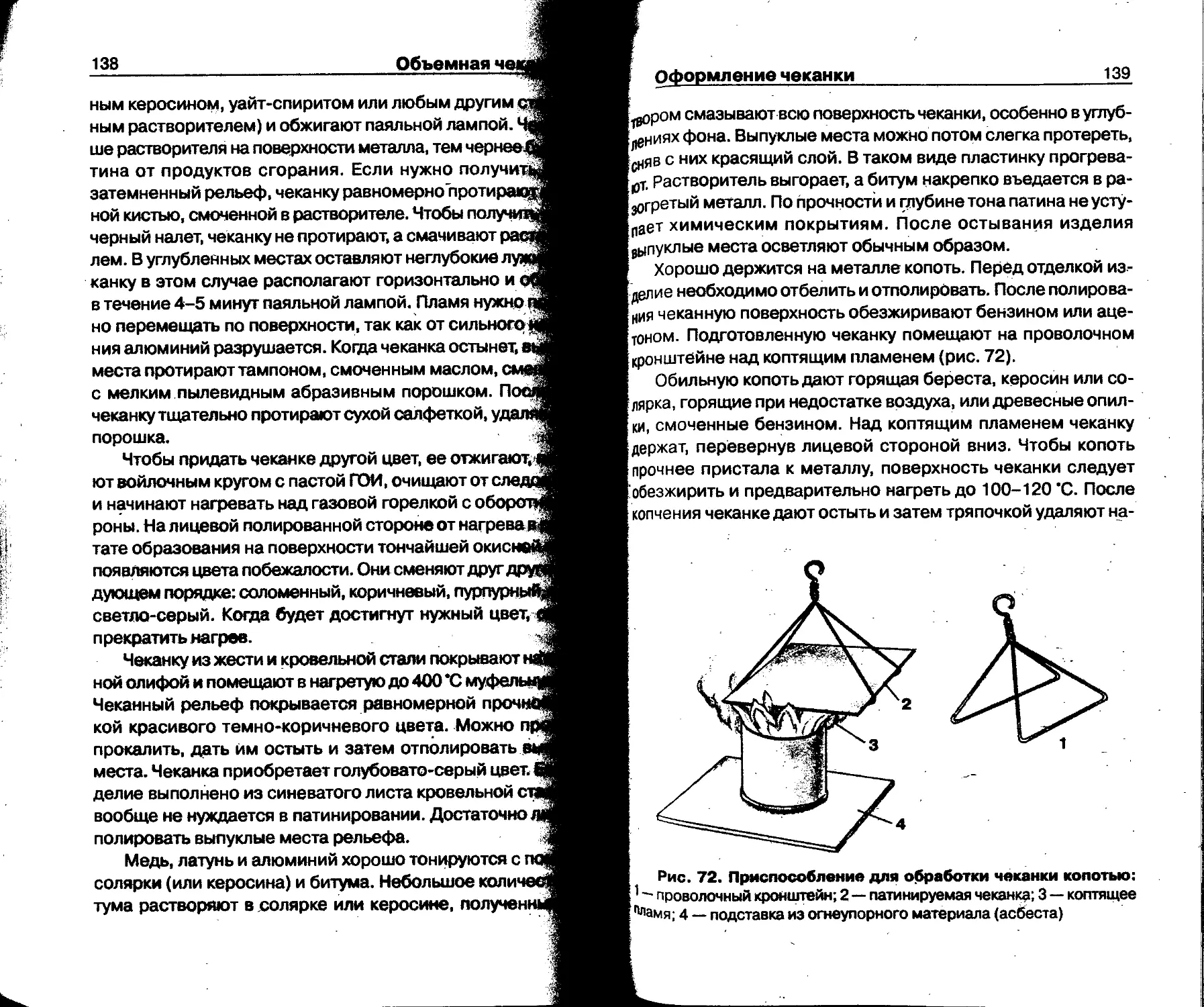
дожественном оформлении довольно распространенных виде
изделий из металлов, познакомить с техническими приемам
их обработки и декорирования.
Чеканка имеет многовековую историю, на протяжении ki
торой она развивалась, совершенствовалась, приобретая мн
жество оттенков и разновидностей в зависимости от истор
ческой эпохи или национальной принадлежности мастера.!
С помощью чеканки создавались и создаются самые разлм
ные художественные произведения. Способом чеканки мож|
выполнять рельефные орнаментальные композиции, наноси
различную декоративную фактуру и с применением глубок
выколотки чеканить различные изделия. В настоящее вре|
чеканка широко применяется при изготовлении декоративй
изделий из меди, алюминия, латуни и других материалов. ’
Данная книга познакомит вас со способами изготовлен
и популярными разновидностями художественной чеканки. I
убедитесь, насколько многообразны художественные и теха
ческие традиции этого вида народного искусства, почувствя
те, как обширны направления творческой работы в столь заи
нательной области народного художественного ремесла. |
Для успешной работы очень важен период освоения па
емов, без которого немыслим процесс создания художе
венных изделий. Именно пераые шаги в познании художеств
ного ремесла определяют в последующем уровень мастера
Не пугайтесь, если поначалу не все будет получаться. На п
вых порах это совершенно естественно. Однако усердие и т
долюбие всегда приведут к желаемому результату. Стар
тесь осваивать приемы последовательно, не делая послаблей
себе ни на каком этапе. Каждый, казалось бы, незначителм
момент является звеном неразрывной цепи в процессе и:
товления и декорирования художественного изделия. Но
ло не только в приеме, как таковом. Любой прием связан со <
Предисловие 5
цифической для того или иного вида художественного ремес-
ла постановкой руки и глаза, с тонкостями освещенной тради-
цией ритмики, существующей в любом виде искусства, на ос-
нове которой построены его собственные законы гармонии
и красоты. Они связаны со своеобразными закономерностя-
ми построения объемных и орнаментальных форм. Знание
приемов помогает воспроизвести форму предмета, проникнуть
в неповторимый мир чеканки, постичь его красоту.
Освоение комплекса приемов, приобретение профессио-
нальных навыков—дело времени. Знание декоративных свойств
и возможностей материала, из которого создается произведе-
ние прикладного и декоративного искусства, является необхо-
димым для специалиста данного профиля. Способы обработки
материалов — это средства образного мышления, используе-
мые художником для воплощения своей идеи в реальной худо-
жественной форме.
Поскольку чеканка является ручной обработкой металла, хо-
чу дать совет начинающим. В чеканном деле (во время выко-
лотки) работу ведут в основном молотками, поэтому суставы
и связки руки испытывают довольно солидную нагрузку. Перед
началом работы необходимо разминать связки рук.
Кроме того, следует чередовать процесс вытяжки метал-
ла (15 минут) с отдыхом (5 минут). Рабочую руку можно замо-
тать эластичным бинтом.
Не останавливайтесь на достигнутом, воплощайте свои
фантазии в металле.
Сайт автора: www.chekanka-kovka.nm.ru
КРАТКИЙ ИСТОРИЧЕСКИЙ ОЧЕРК
Научившись добывать и обрабатывать металл, наши дале
кие предки, создавая из него различные предметы, стремилис
к тому, чтобы эти изделия были не только полезными и прак
тичными, но и красивыми. Тогда-то и начали зарождаться мно
гие виды художественной обработки металлов, в том числ<
и чеканка. Об этом свидетельствуют многочисленные архео
логические находки, обнаруженные при раскопках древни;
памятников материальной культуры на территории Египта, Ин
дии и Ирана, Китая и Греции. Так, древнегреческие мастера ещ|
в VIII веке до н.э. в технике дифовки создавали замечательны*
по красоте статуи, которыми украшали площади, храмы и об
щественные здания.
С давних времен чеканка была широко распространен]
и на территории нашей страны. Всем известны изделия скиф
ских мастеров художественной обработки металлов, относя
щиеся к VII—IV вв. до н.э. В результате раскопок курганов—древ
них захоронений — в причерноморских степях найден!
шедевры ювелирного и чеканного искусства: деревянные cd
суды с золотыми чеканными обивками, оружие с накладным]
чеканными изображениями фантастических животных, чаш|
с рельефными изображениями бородатых скифов, женски]
головные уборы, браслеты, гребни, декоративные бляхи и дрч
гие изделия из золота, серебра и бронзы, украшенные тончай
шими рельефами. Среди них немало изделий греческого про
исхождения. Мастерские греческих городов, расположении
в Крыму, специально изготавливали украшения в скифскоа
Краткий исторический очерк
7
стиле для обмена у кочевников на скот, рабов, хлеб. Многие из
найденных изделий выполнены столь искусно, что их не могут
повторить лучшие современные мастера. Такова, например,
пектораль (нагрудное украшение) из кургана Толстая могила,
найденная в 1971 году, археологом Б.Н. Мозолевским.
Были у скифов и собственные искусные мастера, создавшие
«звериный стиль»,— гордость и славу, скифского.искусства.
Изображения, которым древние мастера отдавали предпочте-
ние — олень (рис. 1), пантера, рысь, барс, орел, а также фан-
тастические животные,— переданы обобщенно с акцентом на
самые характерные признаки конкретного животного. Вместе
с тем, в каждом изображении рядом с реальными присутству-
ют фантастические черты.
Множество металлических предметов быта и украшения,
найденные при раскопках курганов и славянских поселений,
говорят о том, что среди древних славян и других народов, на-
селявших когда-то территорию нашей страны, было немало
превосходных мастеров-чеканщиков, работы которых являют-
ся сегодня украшением крупнейших музеев. Уже в XII в. в Древ-
ней Руси появилась такая разновидность чеканки как басма—
Рис. 1. Бляха с изображением оленя. VI в. до н.з., золото
Объемная чеканка
Краткий исторический очерк
тиснение тонкого листа на деревянной или бронзовой мат-Я
рице.
Материалом для изготовления различных чеканных иэде®
лий являлись золото, серебро и красная медь. Чеканкой укра®
шали одежду, домашнюю и церковную утварь, оружие и доспев
хи воинов. Чеканные работы мастеров того времени поражаю®
композиционной стройностью и завершенностью, необычай®
ной пластичностью, высокой техникой исполнения. ®
Уже в домонгольской Руси мастера использовали несколь®
ко разновидностей чеканной техники: делали плоскостные®
рельефные композиции, а также выполняли узоры орнамен®
тально-пуансонной техникой, характерной для северных горо®
дов в IX-X вв. В Новгородской области найдены тонкие пласЯ
тинки из серебра с различными пуансонными орнаментам®
в виде небольшого кружка или треугольника. Нередко среди
новгородских, псковских, смоленских и суздальских издали®
можно встретить довольно сложные узоры из прерывисть®
линий, выполненные особым пуансоном — зубчатым колесом
со многими делениями. Я
Чеканку высокого рельефа из листового серебра д елали мае®
тера, приглашенные из греческих колоний в Москве, а чеканный
ковши и чаши изготавливали в Новгороде. Особенно высоког®
и пышного расцвета д остигла чеканка в XVI в., причем в Ярослав®
ле ее сочетали с резьбой и гравировкой, а в Нижнем Новгород®
освоили чеканку литых скульптурных деталей. Кроме того, ново®
рцдские чеканщики стали применять чеканку с канфаренныы®
фонами. Чеканились и дифовались кубки, чаши, ковши. Я
Развитие чеканного искусства продолжалось и в XVH в. В аД
сенале мастеров появились новые приемы и художественньД
особенности, позволявшие создавать изделия высокой худЯ
жественной выразительности. Сложились местные школД
применяющие свою технику. Со второй половины XVII в. и с нД
чала XVIII в. в Новгороде чеканщики использовали прорезнД
орнамент, в Костроме развивалась плоская измельченная чЯ
канка, чередующаяся слитьем и резьбой. Д
Плоскорельефный способ изготовления изделий, копД
вокруг узора уплотняется и опускается фон, широко развиттД
в X и в первой половине XI в., постепенно заменился басмен-
ным тиснением. Связано это было с тем, что большее количе-
ство изделий стали делать не по заказу, а на продажу. Басмен-
ная технология позволила увеличить число качественных
изделий, не уступающих По мастерству и выразительности
ручным работам. Тонкий лист металла наклад ывали на матри-
цу и покрывали свинцовой пластинкой, затем ударами мо-
лотка по прокладке передавливали изображение с рельефной
доски на металл. Многократно штампуя узоры по рельефно-
гравированной матрице, можно было довольно быстро сделать
большое количество декоративных рельефов, пользовавших-
ся спросом у посадских и горожан. Мастер большое внимание
уделял изготовлению матрицы, так как хорошие оттиски поч-
ти не отличались от ручной чеканки. Художественную индиви-
дуальность оттискам придавала последующая проработка че-
каном.
Объемная, выпуклая чеканка выполнялась иначе: работу ве-
ли попеременно то с обратной, то с лицевой стороны. Это
позволяло вытягивать участки металлического листа и полу-
чать высокорельефные изображения. Чтобы не прорвать ме-
талл, работали навязкой и прочной основе — смоле. Так сде-
лан, например, узор на шлеме князя Ярослава Всеволодовича
(1216 г.), где кроив фигуры архангела хорошо видны барсы,
грифоны. Другой пример — новгородские сосуды с фигурно
изогнутыми ручками, хранящиеся в Новгородском музее. Они
созданы в конце XI начале XII в. мастерами Братилой и Ко-
стой. Их автографы оставлены на днищах сосудов. Это — пер-
вые из сохранившихся имен русских мастеров чеканки по се-
ребру. На рельефах, декорирующих сосуды, отчетливо видны
фигуры людей и виноградные листья. Кстати, техника выколот-
ки изделий на смоле не изменилась с тех давних пор до насто-
ящего времени.
Оригинальные изделия из металла создавали мастера
Кремлевской Оружейной палаты. Сюда отовсюду по царскому
указу собирали умельцев, чтобы они создавали произведе-
ния, укреплявшие престиж Московского государства на меж-
дународной арене. Здесь работали бывшие новгород цы, рязан-
10____________________________Объемная чеканка
цы, ярославцы и другие мастера. При изготовлении утвари
они чаще всего применяли мелкий чеканный или гравирован- i
ный травный узор, заполнявший всю поверхность изделия. *
Старинные летописи сохранили имена выдающихся русских ма-
стеров Никиты Давыдова, Василия Андреева, Гавриила Евдо-
кимова. На музейных стендах обращают на себя внимание
братина дьяка Михаила Данилова (рис. 2), парадный шлем ца-
ря Михаила Федоровича, чаша царя Алексея Михайловича,
ендова боярина Василия Стрешнева.
В XVII в чеканные бляхи и пластины из золота и серебра
оживляли строгие стальные кольчуги. На боевых топорах и бер- i
дышах тех времен привлекает внимание ажурный узор из де-
коративных зверей, птиц и растений. Украшением военного сна-
ряжения славился мастер Нил Просвист. Богатством фантазии
отмечена парадная упряжь коней из царских конюшен. «С ра-
зодетыми всадниками выводили их по нескольку сотен, когда
Рис. 2. Братина дьяка Михаила Данилова. XVII в., серебро
Краткий исторический очерк 11
принимали иностранных послов, чтобы ошеломить богатст-
вом русского царя».
В государственных музеях Московского Кремля хранится
немало произзедений чеканного искусства русских мастеров
серебряного и золотого дела XVIII — начала XX в.
Но не только московские правители уделяли внимание
развитию чеканного дела. Художественная обработка метал-
ла, в том числе и чеканка, характерна для многих народов. Вы-
сокого профессионального мастерства достигли украинские
мастера. Примерами их работы являются богатейшйе оклады
для многоярусных резных иконостасов в соборах и храмах Ки-
ева и Львова. Среди украинских мастеров XVIII в. славились сво-
ими работами П. Волох, И. Равич, 3. Завадовский. Их чеканки
по серебру отличались виртуозностью исполнения, пышностью
узора, богатством фантазии и в то же время спокойствием
и соразмерностью композиционных элементов.
В Средней Азии центром чеканного мастерства была Буха-
ра. Отсюда мастера, кочующие в поисках лучших условий жиз-
ни и труда, распространяли свое искусство. Мусульманская ре-
лигия запрещает изображать живые существа, поэтому для
украшения изделий мастера на протяжении многих веков со-
здавали орнаментальные композиции, нередко вплетая в них
поэтические строфы. До нашего времени сохранились изыс-
канные по форме сосуды для воды, курительные приборы,
умывальные чаши, блюда для фруктов и плова. В этих издели-
ях переплетаются все виды художественной обработки ме-
талла. Рядом с чеканкой на таких предметах выполняли грави-
ровку и инкрустацию бирюзой и цветным стеклом.
На Кавказе существует одна из древнейших школ чеканки,
ведущая свое начало от древнейшего искусства Сванетии
и Хевсуретии, которой насчитывается более трех с полови-
ной тысяч лет. В XVIII-XIX вв. в Грузии в богатых домах были по-
пулярны серебряные сосуды для вина с изображением сцен
охоты. Традиционными сюжетами также были лань в когтях
разъяренного барса, битва гуся с коршуном, зайцы, преследу-
емые собакой. Нередко воспроизводились народные праздне-
ства и свадьбы. При раскопках близ Еревана были обнаруже-
12 Объемная чеканка
ны щиты, ножны, колчаны, шлемы, кухонная утварь, относящи-
еся к VII-VI вв. до н.э., украшенные чеканкой. От более поздних
времен сохранилась уникальная работа неизвестного армян-
ского мастера — серебряный чеканный переплет древней ру-
кописи, датированный 1249 г.
Начиная с XII в. медночеканным производством славились
аулы Кубачи, Кумух и несколько позднее Гоцатль. Традицион-
ными изделиями горцев были кувшины для воды, кухонная по-
суда, декоративные настенные блюда и подносы из красной ме-
ди, ювелирные изделия. • ,
В XVIII—XIX вв. привлекали внимание чеканные женские по-
яса с использованием сплава из латуни и бронзы, созданные
в Якутии. Они состояли из 15-16 пластинок с полугеометриче-
ским-полурастительным узором. Две или три более крупные
пластинки были украшены сценами охоты или всадниками,
львами и птицами.
Сохранились бурятские ювелирные изделия тех времен
в технике чеканки, гравировки, насечки, филиграни, черни,
эмали, а также посуда: чаши, кувшины, блюда, курильницы, ту-
алетные наборы, пуговицы.
Большое развитие получила чеканка в Западной Европе
в эпоху Возрождения.
В наши дни в Марокко, Иране, Ираке, Афганистане и дру-
гих странах арабского мира чеканка по металлу наряду с ков-
роделием стоит на первом месте среди всех видов народных
промыслов.
В настоящее время композиции из чеканных изделий ис-
пользуются для украшения общественных зданий и сооруже-
ний или являются составляющими элементами художествен-
ных произведений, интерьеров кафе, ресторанов, станций
метро и т.п. В технике дифовки создаются монументальные
скульптуры, наградные кубки для различных видов спортивных
состязаний.
РАЗНОВИДНОСТИ ЧЕКАНКИ
Чеканка — это процесс получения на поверхности метал-
лической пластины выпуклого изображения. Она имеет не-
сколько разновидностей: контурная, плоскорельефная, рель-
ефная, орнаментально-пуансонная, декоративно-фактурная,
просечная (ажурная), надрезная (бухарская), басма, дифовка,
чеканка по литью, металлопластика.
Контурная чеканка представляет собой чеканку на плос-
кости листового металла без выколотки рельефа. Рисунок со-
здается на плоскости металла с помощью расходника, пурош-
ника и фактурных чеканов. Эта техника немного напоминает
гравировку, но с ее помощью легче создать живой и сочный ри-
сунок, акцентируя его сильными ударами и применяя некото-
рые другие чеканы.
Контурная чеканка может быть выполнена как вогнутой,
опущенной вниз, так и выпуклой, поднятой над фоном лини-
ей. Этот вид чеканки очень часто применялся при создании
различных предметов быта, декорированных растительным
и другими видами орнамента, выполненными одной линией без
выколотки рельефа. В V и IV вв. до н.э. скифы оставили мно-
го образцов контурной чеканки из драгоценных металлов,
в том числе и с применением различных фактур, как по фону,
так и по изображаемому рисунку. В художественных произве-
дениях из металла грузинских мастеров эпохи Сасанидов
изображены борьба различных зверей, рыбы, растительность.
На них четко обозначен контур рисунка, фон оставлен чис-
тым, а все изображение прочеканено различной фактурой,
14
Объемная чеканка
штрихами, которые усиливают художественное воздействие
изображения.
Пример растительного орнамента, выполненного в техни-
ке контурной чеканки, представлен на рис. 3. Весь рисунок
сделан расходником одинаковой линией, благодаря чему со-
здан определенный ритм растительного орнамента.
, На рис. 4 изображен серебряный стакан начала XVIII в. (ра-
бота московского мастера). Здесь почти вся поверхность то-
же заполнена растительным орнаментом, но характер рас-
ходки выполнен иначе — линия рисунка самой различной
толщины с яркими акцентами на каждое звено рисунка. Если
данный орнамент сделать как на предыдущем рисунке, он по-
теряет легкость и пластичность.
Рис. 3. Орнамент на медибм чайнике, 1765 г.
Разновидности чеканки
15
Рис. 4. Стают серебряный (контурнаячеканка), 1732 г., Москва
Разновидностью контурной чеканки является и выпуклая
контурная чеканка, где рисунок читается за счет выпуклой
линии, которая поднимается расходником с оборотной сто-
роны.
Плоскорельефная чеканка (рис. 5) характерна тем, что ее
рельеф не имеет детальной проработки, он почти плоский,
как бы силуэтный. Этой техникой можно выполнять настенные
панно любых размеров, плакетки, декоративные пластины
с растительным или геометрическим орнаментом для украше-
ния пеналов, шкатулок, полок, рамок для фотографий.
Плоскорельефная чеканка является переходной ступе-
нью к более сложному виду чеканки — рельефной, но вмес-
те с тем остается довольно мощным направлением в разно-
видностях чеканной техники, и в этом стиле выполняется мно-
го изделий.
Рельефная чеканка отличается от плоскорельефной тем,
что изображение на ней значительно выступает на: поверх-
Объемная чеканка
Рис. 5. Блюдо, выполненное в стиле плоскорельефной че-
канки
нести фона и имеет достаточную проработку: отчетливо, тща-
тельно, рельефно обрисована каждая деталь скульптурного
изображения или орнамента. Техника довольносложная и треч
бует от исполнителя терпения и внимания. С ее помощью вы*н
полняют самые разнообразные работы: натюрморты, портре-
ты, декоративные панно, тематические композиции на сюжеты
сказок. 1
Рельефная чеканка — самый распространенный вид че-,
канки как в прошлом, так и в настоящее время. В русском де^
коративном искусстве много примеров рельефной чеканкй
с полной обработкой рельефа различной высоты и степени
деталировки. В зависимости от размера изделия и высота
рельефа применяется тот или иной способ чеканки. Чеканный
рельеф можно создать за счет опускания фона, но только на ней
большую высоту, примерно до 3 мм. Для получения больше!
высоты пользуются различными способами выколотки. Релы
ефы можно очень тонко и тщательно проработать с нанесен»
Разновидности чеканки .17
ем разл ичнойфактуры или выполнить только выколоткой с не-
которой подчеканкой.
Орнаментально-пуансонная чеканка имеет сугубо при-
кладной характер. Ею выполняют небольшие вещи и лишь ор-
наментального характера: броши, кулоны, браслеты, диадемы,
заколки, пряжки, украшения для обложек альбомов и шкатулок,
рамки для фотографий.
Просечная чеканка (ажурная, или как ее еще называют, про-
сечное железо) имеет довольно простую технику, с ее помощью
создают много красивых и интересных вещей. Один из самых
популярных вид ов худ ожественной обработки металла в русском
декоративно-прикладном искусстве. Ее отличительная осо-
бенность в том, что не выпуклое, как в рельефной чеканке,
а плоское, силуэтное изображение, создается вырубленным фо-
ном. Этой техникой выполняют украшения для шкатулок, лар-
цов, пеналов, полок, сундучков, оконных рам, дверей и т.д. Про-
сечной чеканкой украшают архитектурные сооружения,
предметы быта, ее используют в оформлении парков.
Фон орнамента или другого изображения в ажурной че-
канке высекается с помощью специальных сечек.
Надрезная (бухарская) чеканка по технике выполнения
напоминает гравировку по металлу: на какое-либо изделие
наносят орнамент, который состоит из небольших бороздок.
Этой техникой изготавливают декоративные пластины для ук-
рашения обложек альбомов, шкатулок, полок и т.д.
Басма некоторое время была подзабыта, но сейчас вновь
получила широкое распространение. ?ак называется тиснение
или выколотка рельефного изображения из листового метал-
ла на матрице. Отличительная ее особенность— возможность
изготовлять большое количество совершенно одинаковых из-
делий. Чаще всего этой техникой выполняют настенные деко-
ративные плакетки. Трудность состоите изготовлении матри-
цы, которую делают из металла, хотя для небольшого количества
изделий можно использовать дерево или гипс.
Чеканку по литью применяют только в случае отливки из-
делия в земляную форму. Художественная отливка в земляную
Форму всегда уступает по четкости поверхности модели, по ко-
18
Объемная чеканка
торой она была отлита. Чтобы поверхность отливки не отлича
лась от поверхности модели, необходимо восстановить утра
ченные детали, для чего используют те же чеканы, что и для ли
стовой чеканки, но с большей твердостью боевой части.
Декоративно-фактурная чеканка тоже получила распро-
странение в наши дни. В прошлом ее широко использовал)
скифы, кавказские мастера и ярославская школа. Существую'
примеры фактурной чеканки, когда медные листы прочекани
вали крупными вмятинами в беспорядочном направлении, ок
сидировали в коричневый цвет, создавая очень выразитель
ный декоративный металл, который применяли при различны:
отделочных работах в архитектуре.
Металлопластика появилась в прошлом веке. Это один и
самых простых и доступных по технике выполнения вид худо
жёственной обработки металла, заключающийся в том, чт<
барельефное изображение на тонком листе металла выдавли
вают специальными лопаточками, так называемыми давильни
ками.
Изделия из металлопластики могут имеют самое широко
применение — ими можно украсить поясной ремень и сумк^
пенал и шкатулку, полочку и обложку альбома.
Дифовка — наиболее сложная, трудоемкая и монумен
тальная разновидность чеканки. С ее помощью обычно изго
тааливают круглые, объемные скульптуры или скульптурны
группы, украшения для общественных зданий, храмов.
Яркое представление о возможностях дифовки дает из
вестная скульптурная группа В. Мухиной «Рабочий и колхознк
ца», установленная на ВДНХ в Москве.
Названные виды чеканных работ представляют богаты
возможности для изготовления различных декоративных изде
лий. Знакомство с видами и приемами чеканки поможет начи
нающему художнику создать произведения, используя все ви
ды чеканных работ.
ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ ПРОИЗВОДСТВЕ ЧЕКАННЫХ РАБОТ
Прежде чем приступить к занятиям чеканкой, следует оз-
накомиться с некоторыми правилами безопасной работы.
В процессе изготовления чеканки приходится пользовать-
ся многими инструментами и выполнять различные работы по
металлу: резание, рубку, опиливание, сгибание и отбортовку.
Нужно помнить, что залогом безопасной и успешной работы яв-
ляется исправный инструмент.
Молоток должен быть прочно насажен на рукоятку. Рабочая
поверхность бойков молотка и чеканов должна быть гладкой.
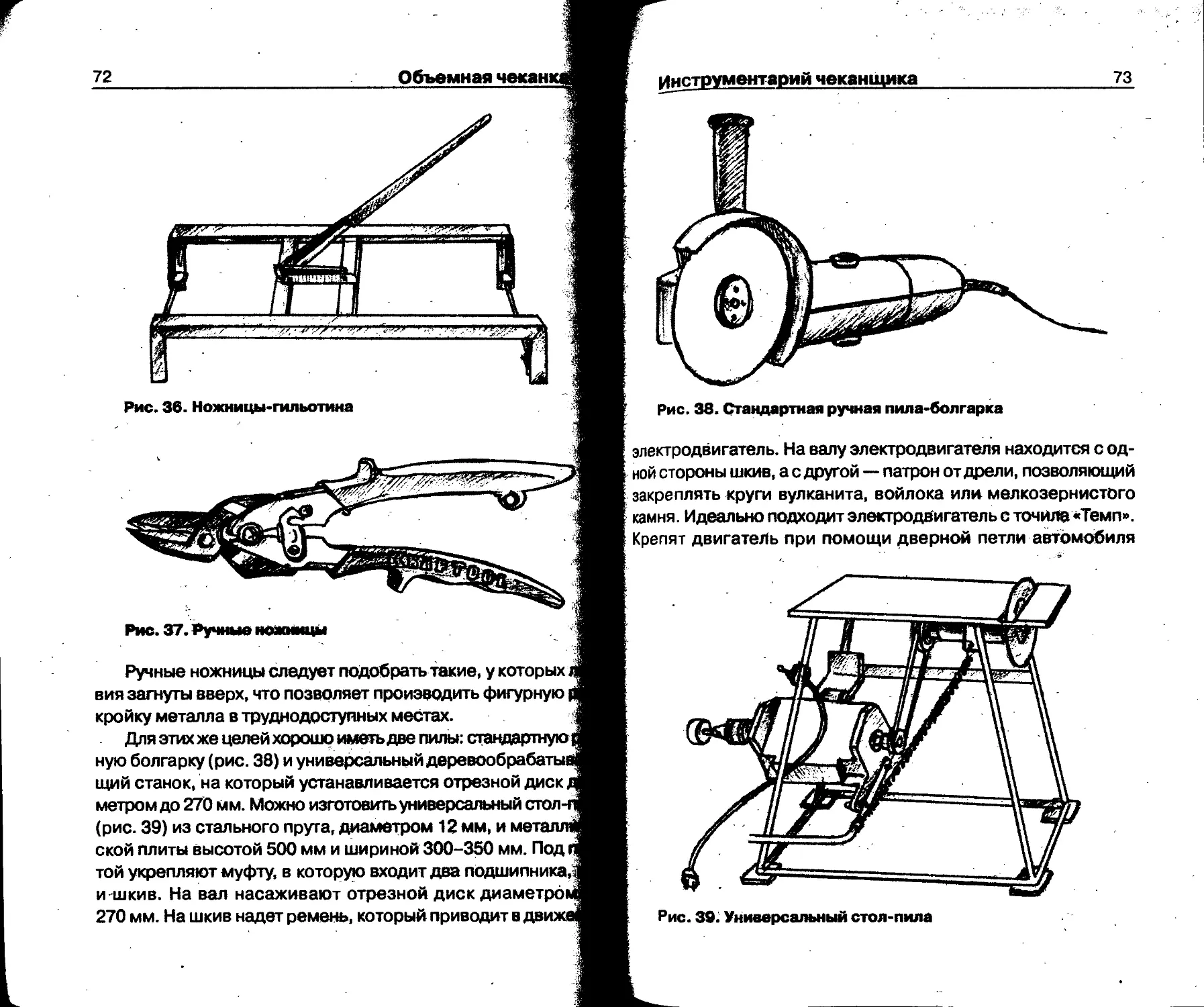
Ножницы для металла должны быть достаточно острыми,
чтобы они не «жевали» металл, а легко резали его, оставляя ров-
ными края.
Вырезав заготовку для чеканки, следует напильником опи-
лить ее углы и края, на которых осталисьзаусенцы.
При работе ножницами, зажатыми в тисках, на левую руку,
которая держит или подает металл, рекомендуется надевать
брезентовую рукавицу.
Выполняя просечку, работая на наждачном круге с элект-
рическим приводом, откусывая проволоку кусачками, нужно на-
девать защитные очки.
Обрабатываемую напильниками или надфилями деталь
следует зажимать в тиски, ни в коем случае не держать ее
в руках.
Закончив работу, необходимо тщательно вымыть руки в теп-
лой воде с мылом.
20 , Объемная чеканка
Чтобы не поранить руки, нельзя держать в карманах рай
чей одежды циркули, кернеры, чертилки.
При разрезании листового металла для чеканки пользу
ются ручными слесарными ножницами, длина которых >
должна превышать 200-250 мм. Заготовку с криволинейна
очертанием обрезают специальными ножницами с изогнут!
ми лезвиями или обычными слесарными, вырубая круть
изгибы, мелкими губками, изготовленными из старых не
пильников.
Нередко для резания металла одну из ручек ножниц зажим
ют в тиски. В этом случае металл подают и направляют одной р
кой, на которой должна быть надета брезентовая рукавица, др
гой нажимают на подвижную ручку ножниц. По окончании резан)
ножницы нужно вынуть из тисков, чтобы ненароком не нат
нуться на них. Перед обработкой металла его правят, а после и
готовления изделия нередко требуется произвести гибку мета
ла—отбортовать кромки. Все это делают с помощью сталью
проверочной плиты деревянным молотком, а на подающей р
ке должна быть рукавица.
Художественная отделка металла при умелом обращен)
с инструментами, приспособлениями и реактивами доста
ляет удовольствие, а знание правил делает работу безопасно
Поэтому в самом начале определите свое рабочее место. Э
должен быть верстак с закрепленными тисками и отрегулир
ванный по высоте. Обязательно наличие хорошего освещ
ния и вытяжки, шкафа для инструментов и хорошо закрыва
мого шкафа для реактивов. Причем сыпучие вещества (сухй
должны находиться на верхних полках, а жидкости—внизу, чт
бы уменьшить возможныйриск. Известно, что для патинир
вания и оксидирования чеканных рельефов применяются Я
мические реактивы, и надо уметь их хранить и пользовать
ими. Например, если расположить рядом с азотной кислот
бензин или скипидар может появиться открытое пламя. Все q
кости, где хранятся реактивы, должны быть подписаны, ней
вестные реактивы уничтожаются. Кислоты могут быть оче
опасны, если не знать, как с ними обращаться. Наиболее сиг
ный ожог дает смесь соляной и азотной кислот (царская вс
Техника безопасности при чеканных работах ' 21
ка), которая применяется для получения «морозных» узоров на
белой жести.
Кислоты опасны и своими испарениями, особенно при на-
гревании, и хранить их лучше вне рабочего помещения. Такие
испарения не только затрудняют дыхание, но и вызывают кор-
розию стальных предметов, оборудования. Кислоты хранят
в толстостенных сосудах, а смешивать их необходимо в тонко-
стенных, так как при реакции выделяется большое количест-
во тепла, которое выдерживает только химическая тонкостен-
ная посуда.
Кислоту при необходимости вливают в воду, а не наоборот,
используя при этом стеклянную палочку (на нее льют) с рези-
новым кольцом на конце, чтобы не разбить стеклянную посу-
ду. По палочке кислота льется в воду без брызг.
При попадании кислоты на кожу, пораженое место промы-
вают под струей холодной воды, затем накладывают марлевую
повязку, пропитанную 20%-м раствором питьевой соды. Через
10 минут повязку снимают, обожженное место подсушивают
мягкой тканью и смазывают глицерином.
Если кислота разлилась на пол, ее сразу убирают, посыпа-
ют песком место разлива, выметают и моют пол 10-15%-м рас-
твором соды.
После патинирования использованные кислоты нейтрали-
зуют содовым раствором и сливают в канализацию.
Свинец, применяемый в виде вязкой основы для вытягива-
ния рельефа чеканки, вреден своими пылевыми частицами, по-
падающими главным образом через грязные руки. После ра-
боты со свинцом, который может накапливаться в организме
и вызывать отравление, необходимо мыть руки 1 %-м раство-
ром уксусной кислоты.
Органические вещества также следует использовать осто-
рожно. Ацетон, керосин, бензин, солярка, применяемые в ху-
дожественной обработке металла, опасны не столько испа-
рениями или попаданием на кожу, сколько способностью легко
воспламеняться. Их хранят вдали от огня в толстостенных по-
лимерных емкостях. Использованные, отработанные органи-
ческие вещества сжигают в дальнем углу двора, в безопас-
22
Объемная чеканка
ном месте. Пары ацетона, солярки, бензина воздействуют и
кожу слабо, только в местах повреждения. 1
Обязательно нужно иметь индивидуальные средства защй
ты: резиновые перчатки, брезентовые рукавицы (для работу
с огнем), защитные очки и респиратор, йод, бинт, лейкоплай
тырь, питьевую соду. ]
Для успешной работы необходимо овладеть простейшим
слесарными операциями и соблюдать все перечисленные пр|
вила безопасности. М
МАТЕРИАЛЫ ДЛЯ ЧЕКАНКИ
Материалом для чеканных работ служит листовой металл
различной толщины. Одним из основных свойств металла
в данном случае является его пластичность, то есть способность
деформироваться под действием внешних сил без разруше-
ния и давать остаточную деформацию. Наиболее часто употреб-
ляются листы толщиной от 0,4 до 1 мм. Однако для крупных ра-
бот с высоким рельефом применяются и более толстые листы,
например, красная медь толщиной до 2 мм, листовой алюми-
ний — до 2,5-3 мм.
Чаще всего для чеканки применяются следующие металлы
и сплавы.
Медь
Известна человечеству с древнейших времен, обладает
исключительной пластичностью и вязкостью, легко поддается
механической обработке, очень хорошо паяется оловом и твер-
дым припоем, легко восстанавливает свои пластические свой-
ства после отжига. Принимает самую разнообразную форму,
позволяет делать выколотку высокого рельефа. Медь хорошо
прокатывается, из неё изготовляют тончайшие листы и ленты
(Фольга), толщина которых составляет не более 0,05 мм. Од-
нако благодаря своей вязкости медь плохо обрабатывается ре-
занием. Медь хорошо шлифуется, полируется, но изделия из
нее быстро теряют блеск. Плотность меди — 8960 кг/м8, тем-
24
Объемная чеканка
пература ее плавления —1083 ’С. Сильно окисляется под в
действием углекислого газа, покрываясь пленкой зеленова
го цвета. Растворяется в кислотах, образуя следующие <
единения:
* в азотной — азотнокислую медь,
• в смеси азотной и соляной («царская водка») —хлор
медь,
• в серной — медный купорос,
• в соляной — хлорид меди.
Наиболее вредным из примесей является висмут, кото(
вызывает красноломкость меди в интервале400-600 *С. При э
температуре нагретая медь становится хрупкой. Для чека
красная медь применяется довольно широко. Высокая
тичность и вязкость чистой меди позволяют из листов не
шой толщины (0,8-1,2 мм) получать путем выколотки ело:
объемные формы. Кроме того, медь отличается высокой
костью против коррозии. Изд елия из чистой меди прекрасно
храняются на открытом воздухе без покрытий. Эти свойс
чистой меди сделали ее основным материалом для д ифовоч
и чеканных работ при изготовлении крупных скульптурных и
наменталъных композиций для экстерьера.
Медные сплавы
Медь является основой многочисленных медных спла
из которых наибольшее распространение получили ла
и бронза.
Латунь
Сплав меди с цинком (др 50%), а иногд а с д обавками ш
шого количества (до 10%) алюминия, железа, марганца,
ца, олова, никеля и других металлов. Имеет красивый;
сто-желтый цвет. Хорошо обрабатывается на режущих*
сваривается и паяется как мягкими, так и тверд ыми при
прокатывается, штампуется и чеканится, полируется и
Материалы для чеканки 25
го сохраняет полированную поверхность. Латунь легкой проч-
но покрывается различными гальваническими покрытиями —
никелем, серебром и золотом. Хорощо принимает химичес-
кие оксидировки. Температура плавления латуни—980-1000’С.
Большинство видов латуни отливается плохо, но существуют
специальные марки литейной латуни, например алюминиевая.
По сравнению с чистой медью латунь более прочна и тверда. Од-
нако латунь с содержанием цинка около 30% сравнительно не-
много уступает меди в пластичности.
Латунь с содержанием цинка от 3 до 12% называется том-
пак и отличается красновато-желтым цветом, может применять-
ся для чеканки при изготовлении художественной посуды, на-
грудных спортивных и юбилейных значков, а также дешевых
ювелирных изделий.
Латунь выпускается в виде листов различной толщины.
В процессе чеканки латунь нагартовывается, вследствие чего
возрастает ее прочность и снижается пластичность. Для вос-
становления пластичности проводят отжиг при 600-700 *С.
Следует отметить, что большинство латунных сортаментов
нельзя долго хранить в холодных неотапливаемых складах,
так как от смены температуры, влажности и других неблагопри-
ятных условий латунь разрушается. Чтобы избежать образова-
ния трещин в латунных изделиях, находящихся на длительном
хранении, их подвергают низкотемпературному отжигу при
200-300’С.
Бронза
Сплавы меди с оловом (оловянные сплавы), с алюминием
или кремнием (безоловянистые сплавы). Чаще используются
сплавы меди с оловом, причем от количества последнего за-
висит цвет сплава; он меняется истановится то розовым или
красным, то желтым или серым. При покрытии бронзы оксида-
ми меди, она приобретает зеленоватый или д ымчатый оттенок.
Используется в инкрустировании и литье, поскольку облада-
ет высокой прочностью, противокоррозийной стойкостью, лег-
кой текучестью и малой усадкой.
26 Объемная чеканка
Нейзильбер
Сплав меди с никелем и цинком, состав: 65% меди, 20'
цинка и 15% никеля; отличается высоким электросопроти!
лением и противокоррозийной стойкостью, обладает высокс
твердостью и упругостью, температура плавления —1050 ч
Мельхиор
Сплав меди с никелем (81% меди и 19% никеля), лег
поддается механической обработке, тягучий, температу|
плавления — 1170 ’С.
Никелевые сплавы в настоящее время также применяю
ся для чеканных работ. Они обладают достаточной пластичй
стыо, хорошо полируются, легко воспринимают разнообра
ную отделку и различные оттенки при воздействии раствор
гипосульфита натрия и уксуснокислого свинца.
Алюминий 1
Металл серебристо-белого цвета с голубоватым оттД
ком, покрывается тонким защитным слоем окисла, очень гД
стичный, легко прокатывается, куется, штампуется. АдюД
ний и его сплавы чеканятся очень мягко и легко, допускам
глубокую вытяжку, но требуют особой предосторожности Д
отжиге, так как обладают низкой температурой плавлеД
(657'С) и цвета каления, что не позволяет проследить заотД
гом. Термическую обработку алюминия производят только Д
температуре не выше 300-350 'С. I
Для чеканных работ рекомендуются все марки алюмиД
с содержанием примесей не более 2%. Сплавы также исп<Д
зуются для чеканки, но они значительно тверже чистого аД
миния и поэтому быстро подвергаются нагартовке. Эти мД
ки можно рекомендовать для работ с невысоким рельефД
контурной чеканки и ажурных просечных чеканок. ИзделиД
алюминия трудно тонировать. Д
Материалы для чеканки. 27
Сталь
Черные металлы — мягкая, малоуглеродистая сталь, пред-
варительно отожженная и протравленная, так называемый де-
капир (или дважды протравленная до и после отжига—дважды
декапир) — материал, более трудный в чеканке по сравнению
с медыо, но очень красивый в отделке. Из декапира можно че-
канить как небольшие декоративные изделия с нанесением раз-
личной фактуры, так и крупные декоративные изделия, позво-
ляющие выколачивать высокий рельеф.
Для некоторых простых декоративных изделий допуска-
ется применение листовой кровельной стали (кровельное же-
лезо). Она позволяет производить чеканку без глубокой вытяж-
ки, так называемые контурные чеканки с опусканием фона
и нанесением фактуры. Примером могут служить древнерус -
ские (XVI-XVII вв.) чеканки с изъятием фона (ажурные чеканки),
где фон высекался специальными просечными чеканами. В про-
цессе чеканки декапир довольнабыстро нагартовывается, де-
лается твердым. Поэтому его приходится чаще подвергать от-
жигу при температуре 700-760 *С.
Нержавеющая сталь (хромоникелевая) — красивый, со-
временный материал, но чеканится трудно*. Применяется для
крупных экстерьерных декоративных изделий. Нержавеющая
сталь отличается высокой коррозийной стойкостью. Ее выпу-
скают в виде лент и листов различной толщины. Для чеканки
применяется листовая сталь толщиной до 0,5-0,8 мм.
В прошлом для чеканки уникальных ювелирных изделий —
дорогой посуды (ковшей, чаш, кубков), а также церковной ут-
вари (оклады икон, церковнослужебных книг и т.п.) применя-
ли драгоценные сплавы из золота, серебра, платины.
Дополнительные материалы
Свинец
Металл синевато-серого цвета, блестящий, мягкий, плас-
тичный, температура плавления — 327 'С, на воздухе покрыва-
28
Объемная чеканка
ется налетом тускло-серого цвета, в воде на его поверхности
образуется толстый слой карбоната и сульфата свинца, за,
щищающий металл от коррозии. ;
Растворяется в азотной кислоте, не реагирует на солянук
и серную кислоты. Используется в качестве подложки при со<
здании рельефа. 1
Смола 1
. В качестве подложки под лист металла в чеканке пример
няются различные материалы, но наиболее удобной являет!
ся смола. Расположенная под бляшкой, Она смягчает удая
чекана, позволяет лепить форму рельефа с предельной то*в
ностью. Сейчас в чеканном деле широко применяют искусе]
венную смолу от перегонки нефти (битум). Она обладает раз
личными свойствами в зависимости от вязкости. Для чеканп
больше подходит смола № 4 и № 5. Можно сплавлять равней
количество смолы № 3 и № 5, в результате получается злая
тичный рабочий состав. Пользоваться только № 3 битуме]
нельзя, так как он плавится уже при комнатной температуре и|
процессе работы липнет к рукам, инструментам и растекае]
ся по металлу. 1
Для приготовления рабочего состава смолы под чеканку не
обходим наполнитель. В качестве его можно использовав
мелкий просеянный песок, формовочную землю. Добавля
его в смолу, надо помнить, что от большего содержания напое
нителя смола становится тверже и черствее—из листа метав
ла можно'вытянуть меньший рельеф. В смолу для больше
вязкости и эластичности можно добавить немного воска. СН
тимальный состав битумно-земляной массы — пять частя
битума мягких марок, четыре части мелкого песка или земВ
одна часть воска с канифолью, смешанных поровну. Если нН
воска и канифоли, можно работать без них, увеличив на ОЯ
часть содержание битума. Битумно-земляная масса разогв
вается и хорошо перемешивается. Я
Для стирания капель смолы употребляют керосин, а окЛ
нательную протирку чеканного рельефа после химической Л
Материалы для чеканки 29
работки производят машинным маслом (веретенным, бытовым
или трансформаторным).
Химические реактивы
Для химической отделки чеканных работ нужно запастись
разными реактивами. Основные из них: соляная, азотная, серная
кислоты, порошковая сера, поташ, тиосульфат натрия (сернова-
тисто-кислый натрий), сернокислая медь, сернистый аммоний.
Эти реактивы дают на поверхности чеканки равномерный на-
лет патинирующей пленки. Чтобы высветлить отдельные участ-
ки и придать работе соответствующий вид, нужен кварцевый пе-
сок и порошок пемзы. Можно воспользоваться Дорошками,
применяемыми для чистки металлической посуды.
Применяемые кислоты
Ортофосфорная кислота НзРО*—бесцветная жидкость (из-
начально кристаллическое вещество). Плотность — 1,8 г/см3; тем-
пература плавления — 42,35 ’С. Очень хорошо растворяется
в воде. Считается неядовитой. При нагревании до 215 ’С пере-
ходит в пирофосфорную Н.Р2О7 кислоту. Применяется ортофо-
сфорная кислота для снятия оксидной пленки перед пайкой.
Азотная кислота HNO? — бесцветная жидкость, слегка ды-
мящаяся на воздухе. Плотность —1,5 г/см3, температура ки-
пения — 83,8 ‘С. При температуре—42 *С застывает в прозрач-
ную кристаллическую массу. Смешивается с водой в любом
соотношении. Под влиянием света разлагается на воду, кисло-
род и двуокись азота. Азотная кислота принадлежит к числу на-
иболее сильных кислот. Действует почти на все металлы, пре-
вращая их в азотнокислые соли.
Дерево
При оформлении чеканных пластин не следует забывать и о
Дереве. В данном случае используются тонированные деревян-
ные щиты. Наиболее выразительна текстура хвойных пород, обо-
жженных и прочищенных вдоль волокон металлической щеткой.
ОБУСТРОЙСТВО РАБОЧЕГО
МЕСТА ЧЕКАНЩИКА
Мастерская чеканщика должна быть светлой, с достато
ной вентиляцией. Для проведения химической обработки ц
делий (патинирование, тонирование и т.п.) желательно име
отдельное помещение с мощной вытяжкой, или производи;
ее под навесом на улице.
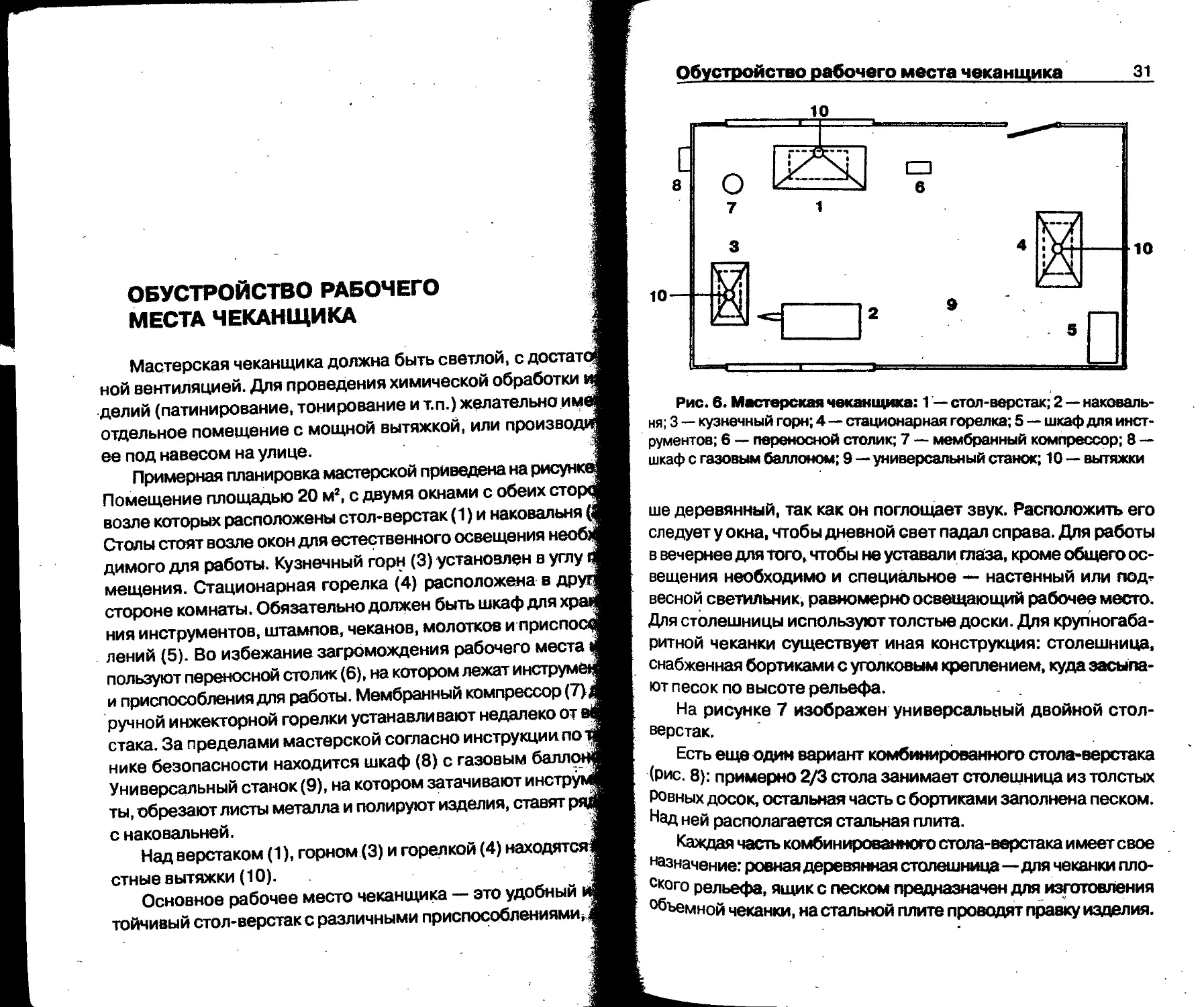
Примерная планировка мастерской приведена на рисунке
Помещение площадью 20 мг, с двумя окнами с обеих сторд
возле которых расположены стол-верстак (1) и наковальня (|
Стопы стоят возле окон для естественного освещения необй
димого для работы. Кузнечный горн (3) установлен в углу
мещения. Стационарная горелка (4) расположена в друг|
стороне комнаты. Обязательно должен быть шкаф для храм
ния инструментов, штампов, чеканов, молотков и приспоса
лений (5). Во избежание загромождения рабочего места i
пользуют переносной столик (6), на котором лежат инструмёя
и приспособления для работы. Мембранный компрессор (7)Я
ручной инжекторной горелки устанавливают недалеко от в«
стака. За пределами мастерской согласно инструкциипо'М
нике безопасности находится шкаф (8) с газовым баллона
Универсальный станок (9), на котором затачивают инструЩ
ты, обрезают листы металла и полируют изделия, ставят ряд
с наковальней. я
Над верстаком (1), горном (3) и горелкой (4) находятсяя
стные вытяжки (10). Я
Основное рабочее место чеканщика — это удобный ия
тойчивый стол-верстак с различными приспособлениями, Я
Обустройство рабочего места чеканщика
31
Рис. 6. Мастерская чеканщика: 1 — стол-верстак; 2 — наковаль-
ня; 3 — кузнечный горн; 4—стационарная горелка; 5 — шкаф для инст-
рументов; 6 — переносной столик; 7 — мембранный компрессор; 8 —
шкаф с газовым баллоном; 9—универсальный станок; 10 — вытяжки
ше деревянный, так как он поглощает звук. Расположить его
следует у окна, чтобы дневной свет падал справа. Для работы
в вечернее для того, чтобы не уставали глаза, кроме общего ос-
вещения необходимо и специальное — настенный или под-
весной светильник, равномерно освещающий рабочее место.
Для столешницы используют толстые доски. Для крупногаба-
ритной чеканки существует иная конструкция: столешница,
снабженная бортиками с уголковым креплением, куда засыпа-
ют песок по высоте рельефа.
На рисунке 7 изображен универсальный двойной стол-
верстак.
Есть еще один вариант комбинированного стола-верстака
(Рис. 8): примерно 2/3 стола занимает столешница из толстых
Ровных досок, остальная часть с бортиками заполнена песком.
Над ней располагается стальная плита.
Каждая часть комбинированного стола-верстака имеет свое
Значение: ровная деревянная столешница—для чеканки пло-
ского рельефа, ящик с песком предназначен для изготовления
объемной чеканки, на стальной плите проводят правку изд елия.
32
Объемная чеканка
Рис. 8. Комбинированный стол-верстак: 1 — столешни
ящик с песком; 3 — стальная плита
Рис. 7. Универсальный стол-верстак: 1 — светильник; 2
стак; 3—съемная столешница; 4—поддон с песком; 5—стальная
та; 6—стальной уголок; 7—тиски; 8 — ящик для инструментов; 9 —
ка для материалов, заготовок, инструментов, подкладок с песком и
10—заготовка; 11 —паяльная лампа; 12—молоток; 13 — мешки
ском для подкладки; 14 — вырез в столешнице; 15—точило
обустройство рабочего места чеканщика
33
Высота стола должна соответствовать росту чеканщика,
-)6bi можно было работать стоя, не слишком сгибаясь. Мож-
чеканить и сидя. В этом случае желательно иметь стул с ме-
шизмом для регулирования высоты сидения,
деревянную столешницужелательно покрыть паронитом.
1Кое покрытие не оставляет царапин на изделии и дает воз-
можность укладывать листы металла после отжига, не опаса-
;ь возникновения возгорания. Не следует устраивать в вер-
зке выдвижные ящики, так как в процессе работы они могут
шасть со своего места от сотрясений, вызываемых ударами
шогка. Для удобства расположения используемого инстру-
>нта используют переносной столик, а весь остальной инст-
мент хранят в шкафу.
Чеканщику не нужна массивная наковальня (рис. 9), по-
ольку ему приходится работать с тонкими листами металла,
юпомогательные кузнечные инструменты (рис. 10)требуют-
i чаще.
Стол-наковальня используется для правки изделий и изго-
«ления инструментов, делают его из стальной плиты тол- •
иной 20-40 мм, которую укладывают на раму из массивного
9. Стол-наковальня: 1 — струбцина; 2—конусообразные пи-
~~ крепление для съемной пики; 4— отверстия для установки
м°гательных приспособлений
«•5191
34
Объемная Mei
Рис. 10. Вспомогательные приспособления: 1 — съем<
ка; 2 — шаровая надставка; 3 — вилки для изгиба прутков
металлического уголка. Для устойчивости раму стягива
матурным прутом диаметром 14 мм и снизу к уголкам i
ривают пятаки. В плите прожигают квадратные отверст
установки приспособлений и с нижней стороны прикре
конусные пики и крепление для съемной пики. Все соедь
производят электросваркой.
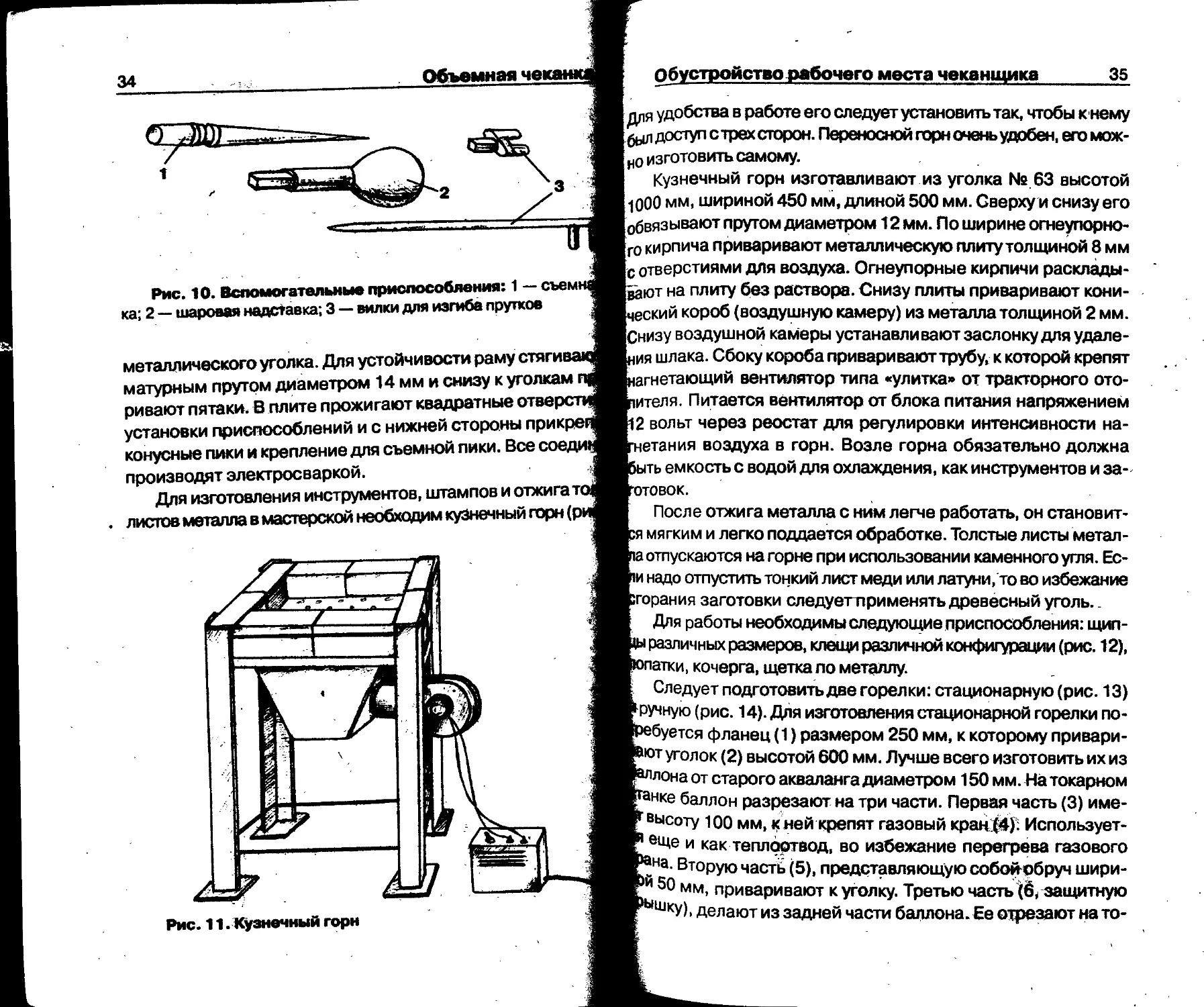
Для изготовления инструментов, штампов и отжига т<
. листов металла в мастерской необходим кузнечный горн (pi
Рис. 11 .Кузнечный горн
Обустройстворабочего места чеканщика 35
дря удобства в работе его следует установить так, чтобы к нему
бал доступ стрех сторон. Переносной горн очень удобен, его мож-
но изготовить самому.
Кузнечный горн изготавливают из уголка № 63 высотой
•(ООО мм, шириной 450 мм, длиной 500 мм. Сверху и снизу его
обвязывают прутом диаметром 12 мм. По ширине огнеупорно-
го кирпича приваривают металлическую плиту толщиной 8 мм
с отверстиями для воздуха. Огнеупорные кирпичи расклады-
вают на плиту без раствора. Снизу плиты приваривают кони-
ческий короб (воздушную камеру) из металла толщиной 2 мм.
Снизу воздушной камеры устанавливают заслонку для удале-
ния шлака. Сбоку короба приваривают трубу, к которой крепят
Нагнетающий вентилятор типа «улитка» от тракторного ото-
пителя. Питается вентилятор от блока питания напряжением
И2 вольт через реостат для регулировки интенсивности на-
гнетания воздуха в горн. Возле горна обязательно должна
(быть емкость с водой для охлаждения, как инструментов и за-
готовок.
Г После отжига металла с ним легче работать, он становит-
ся мягким и легко поддается обработке. Толстые листы метал-
ра отпускаются на горне при использовании каменного угля. Бе-
ри надо отпустить тонкий лист меди или латуни,то во избежание
сгорания заготовки следуетприменять древесный уголь..
I Для работы необходимы следующие приспособления: щип-
ры различных размеров, клещи различной конфигурации (рис. 12),
Ьопатки, кочерга, щетка по металлу.
I Следует подготовить две горелки: стационарную (рис. 13)
вручную (рис. 14). Для изготовления стационарной горелки по-
требуется фланец (1) размером 250 мм, к которому привари-
вают уголок (2) высотой 600 мм. Лучше всего изготовить их из
Наллона от старого акваланга диаметром 150 мм. На токарном
ранке баллон разрезают на три части. Первая часть (3) име-
ет высоту юо мм, к ней крепят газовый кран (4). Использует-
Р еЩе и как теплоотвод, во избежание перегрева газового
к®на- Вторую часть (5), представляющую собойобруч шири-
ж"150 мм, приваривают к уголку. Третью часть (6, защитную
р“ШкУ), делают из задней части баллона. Ее отрезают на то-
36? - Объемная чекан
Рис. 12. Кузнечные клещи: 1 — с круглыми губками; 2 -
моугольными губками; 3 — «волчья пасть»; 4 — с плоскими гу(
карном станке высотой 150 мм и болгаркой разрезаю
лам. К ней приваривают направляющую (7), и вставляю
лок так, чтобы защитная крышка была съемной. Ее ис*
ют при подогреве паяльника. К обручу приваривают ра
из прута диаметром 12 мм, длиной 400 мм, предназна
для опирания ручки паяльника. С задней стороны прив
ют кронштейн (9), в который входит держатель (металл!
труба, 10) с укрепленным вытяжным вентилятором (11'
дя из требований техники безопасности все электри
оборудование, используемое в мастерской, должно бы
читано на напряжение 12 В. Квентилятору крепят возя
(12), с приваренным колпаком (13) вытяжки. Можно исг
вать вытяжку от старой газовой колонки.
обустройство рабочего места чеканщика 37
Рис. 13. Стационарная горелка: 1 — фланец; 2 — уголок; 3—теп-
>твод; 4 — газовый кран; 5 — обруч; б—защитная крышка; 7 — на-
(вляющая; 8 — рамка (опора для ручки паяльника); 9 — кронштейн;
вытяжки; 14 — трубка для подачи газа к горелке; 15 — хомут
В горелках используется пропан. Газ подается к горелке че-
1 стандартный редуктор, крепящийся на баллоне, по гибкому
ангу длиной не менее 5 м. От крана к горелке идет медная
бка (14) диаметром 10 мм. Горелку используют стандарт-
>. с газовой печки. Крепят ее хомутом (15) к уголку (2). С го-
1КИ снимают верхнюю крышечку, чтобы получить открытое
1Мя> на котором подогревают паяльник и отжигают заготов-
будущих изделий.
Ручная инжекторная горелка (рис. 18) применяется для от-
,Га мелких изделий, интенсивного местного нагрева и рез-
металла. В ней используется два крана: газовый (3) и воз-
Объемная чеканк
38
Рис. 14. Ручная горелка: 1 — баллон с пропаном; 2 — шл
подачи газа; 3 — газовый кран; 4 — воздушный кран; 5 — комп
6 — наконечник горелки
Рис. 15. Схема наконечника: 1 —трубка подачи газа;
ка для подачи воздуха; 3 — сменные наконечники
Обустройство рабочего места чеканщика
39
душный (4). К газовому крану от баллона с пропаном (1) по гиб-
кому шлангу (2) подается горючий газ, а к воздушному крану—
сжатый
воздух от мембранного компрессора
(5).
Мембрен-
НЬ)й компрессор выбран из соображений безопасности, так как
он
дает чистый воздух без примесей масла. Наконечник горел-
ки (6) — подвижный, для фокусировки пламени. Такой наконеч-
ник можно приобрести у стеклодувов или изготовить самому
по схеме, представленной на рисунке 15. При изготовлении сле-
дует использовать латунные трубки и сделать несколько смен-
ных наконечников с отверстиями диаметром 0,8-1,5 мм.
При работе с горелками надо помнить, что неумелое или не-
брежное обращение с газом может оказаться причиной пожа-
ра, ожогов и отравлений. При пользовании газом необходи-
мо строго выполнять правила безопасности;
• не оставлять без присмотра зажженную газовую горелку;
* содержать в чистоте горелку, пользоваться только исправ-
ными и нормально работающими кранами;
* по окончании работы необходимо закрывать кран на бал-
лоне;
* помещение, где будут проводиться работы с огнем, кра-
сками и кислотами, должно быть оборудовано местными вытяж-
ками и общей вытяжкой;
* не следует допускать к инструментам маленьких детей;
* зажигать горелки след ует определенным образом, так как
Неверная последовательность выполнения операций может
привести к взрыву или пожару.
Последовательность действий при зажигании стаци-
онарной горелки:
[ * убедитесь, что кран на горелке закрыт;
I • включите вентиляцию;
। • откройте редуктор на газовом баллоне;
I * левой рукой открывайте кран, а правой поднесите горя-
|ЧУю спичку снизу.
г Зажигание ручной горелки:
I * Уста новите ручку горелки в отверстие наковальни;
г * Убедитесь, что все краны горелки закрыты;
I * включите вентиляцию;
40
Объемная
* откройте редуктор на газовом баллоне; |
* включите компрессор; |
* левой рукой открывайте газовый кран, а правой подн|
горящую спичку снизу; J
« после появления пламени открывайте воздушный!
регулируя подачу воздуха, др получения требуемого фа
• окончательную фокусировку факела проводите пв|
щением конического сопла. |
Меры предосторожности: при зажигании горело^
время работы с ними следует располагаться таким обд
чтобы при появлении пламени или нарушении режима гс|
факел не попал на лицо. В случае срыва пламени немед|
перекройте подачу газа. Не перегревайте горелку. Рабд
в брезентовых рукавицах. В процессе работы не д опускай!
региба шлангов. i
Необходимое условие для работы в мастерской—ход
вентиляция. Во время работы кузнечного горна, газовых^
лок, механической или химической обработки металла в я
хе появляются опасные для здоровья примеси. Для их уда
следует предусмотреть принудительную вентиляцию, а на
бочим местом, где проводится отжиг листов, пайка, галы
покрытие, зачистка, полировка и химическая обработка!
лий—установить вытяжки. Химические процессы желай
проводить на свежем воздухе при ветре, стоя с подветр!
стороны. Но не всегда есть возможность работать на откя
воздухе, поэтому в мастерской обязательно должна быя
точно-вытяжная вентиляция. J
В схеме мастерской (рис. 6) показано расположение!
ныхвытяжек. Прежде чем приступить к любой из перечя
ных работ, необходимо всегда включать вытяжку. Запрет
ся использование оцинкованных труб в качестве воздя
коробов и воздуховодов, потому что при их нагреве вида
ся лары цинка, очень вредные для здоровья. J
- -Я
ИНСТРУМЕНТАРИЙ ЧЕКАНЩИКА
Основными специальными инструментами чеканщика яв-
ляются различного рода чеканы и особой формы молотки.
Чеканы
Чекан—это стальной стержень длиной 120-180 мм с различ-
ной, в зависимости от назначения, формой и площадью рабочей
поверхности боя. Условно его можно разделить на три основные
части: верхний конец чекана, остов, нижний конец (бой). Остов в се-
чении, как правило, восьмигранный, иногда круглый, несколько
утолщенный в средней части и зауженный к концам. Форма вось-
мигранника д олжна быть ближе к прямоугольной, а не квадратной,
и рабочая часть чекана, соответственно, направлена параллель-
но большей стороне прямоугольника При таком сечении легче оп-
ределить положение его рабочей части во время работы, не гля-
дя на него. В целом же такая форма обеспечивает большую
устойчивость чекана и отсутствие вибрации (рис. 16). Кроме то-
го, она соответствует размерам и форме человеческой руки.
По форме рабочей поверхности чеканы делятся на несколь-
ко основных групп (рис. 17).
Канфарники—чеканы с заостренным рабочим концом в фор-
ме тупой иглы. Существуютеще два варианта канфарников: круг-
лый и восьмигранный. При ударе на мягком металле оставляют
круглую точку—вмятину. В зависимости от размера работы при-
меняют канфарники с различным боем. Для мелких и ювелирных
Работ пользуются острыми чеканами, для крупных — более ту-
42
Объемная чеканка
Рис. 17. Чеканы: а -г канфарники; б — расходники; в—лои
ки; г — пунсон; д — пурошники; е — сечки; ж — сапожок; з — об:
Инструментарий чеканщика 43
пЫми, с большей рабочей поверхностью боя. Канфарники служат
для перевода рисунка с бумаги на металл и отделки фона мел-
кими вмятинами (этот процесс называется канфарением).
Расходники, или обводные чеканы (рис. 18) имеют при-
плюснутый и заостренный боек, похожи на тупое зубило, слу-
жат для нанесения граверных штрихов и контурных линий изо-
бражения на пластине, ширина которых зависит от угла заточки:
в зависимости от заданности штрихи и линии могут быть ши-
рокими или острыми и четкими. С помощью расходника на
металле воспроизводят контур рисунка в виде непрерывной ли-
нии по следу, помеченному перед этим канфарником. На лис-
товом металле линия расходки образуется не только на лице-
вой стороне, но и на оборотной, что помогает следить за
рисунком при выколотке рельефа с изнанки.
Расходники бывают прямые—для проведения прямых ли-
нии и полукруглые с различным радиусом закругления — для
обводки кривых линий. На рисунке 19 изображены рабочие
Рис. 18. Расходники: а —
Ширина боя до 10 мм; б—шири-
На боя свыше 10 мм
Рис. 19. Рабочие части
расходникага — прямого; б —
полукруглого
44
Объемная чеканка
части прямого (а) и полукруглого (б) расходника. Оба они
правлены под одним углом, только у прямого расходника г
ни (1) и (2) образуют прямое ребро (3), а у полукруглого р
ходника грань (1) выпуклая, что д елает ребро (3) дугообразн
Чем меньше радиус обрабатываемой линии рисунка, тем ме
ше должны быть радиус и размер полукруглого расходни
Очень закругленным расходником работать трудно, поэтому ।
используют только как пуансон — работают отдельными у
рами. Такой расходник не будет двигаться плавно и сво1
а если его двигать с усилием, то линия получится состоя
из отдельных отпечатков по форме данного расходника.
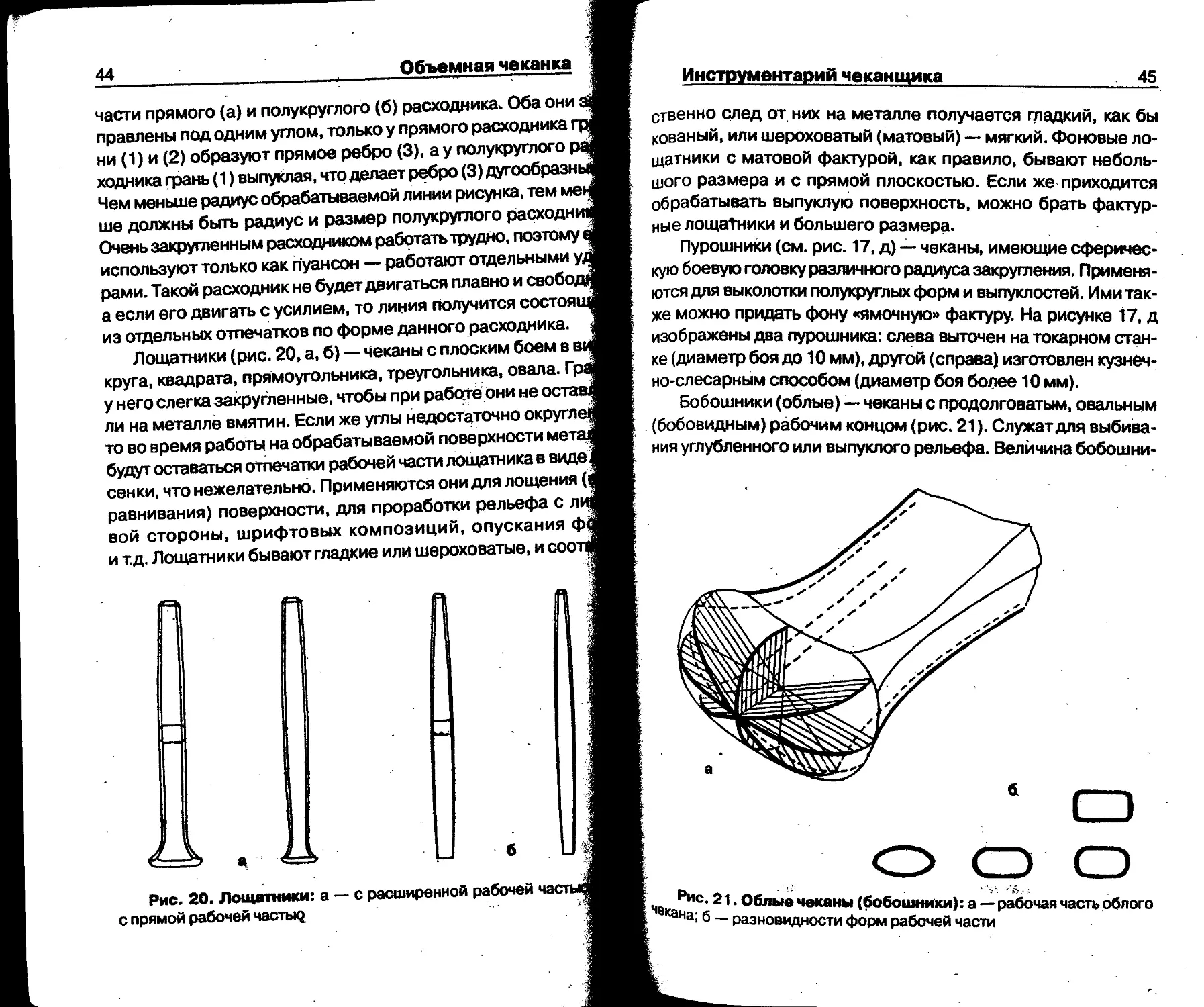
Лощатники (рис. 20, а, б) — чеканы с плоским боем в
круга, квадрата, прямоугольника, треугольника, овала.
у него слегка закругленные, чтобы при работе они не оста
ли на металле вмятин. Если же углы недостаточно округл
то во время работы на обрабатываемой поверхности мет:
будут оставаться отпечатки рабочей части лощатника в
виде
сенки, что нежелательно. Применяются они для лощения (
равнивания) поверхности, для проработки рельефа с ли
вой стороны, шрифтовых композиций, опускания ф
и т.д. Лощатники бывают гладкие или шероховатые, и соо
Рис. 20. Лощатники: а — с расширенной рабочей част
с прямой рабочей частью
Инструментарий чеканщика 45
ственно след от них на металле получается гладкий, как бы
кованый, или шероховатый (матовый) — мягкий. Фоновые ло-
щатники с матовой фактурой, как правило, бывают неболь-
шого размера и с прямой плоскостью. Если же приходится
обрабатывать выпуклую поверхность, можно брать фактур-
ные лощатники и большего размера.
Пурошники (см. рис. 17, д) — чеканы, имеющие сферичес-
кую боевую головку различного радиуса закругления. Применя-
ются для выколотки полукруглых форм и выпуклостей. Ими так-
же можно придать фону «ямочную» фактуру. На рисунке 17, д
изображены два пурошника: слева выточен на токарном стан-
ке (диаметр боя до 10 мм), другой (справа) изготовлен кузнеч-
но-слесарным способом (диаметр боя более 10 мм).
Бобошники (облые) — чеканы с продолговатым, овальным
(бобовидным) рабочим концом (рис. 21). Служат для выбива-
ния углубленного или выпуклого рельефа. Величина бобошни-
РИс' ' Облые чеканы (бобошники): а — рабочая часть облого
Кана; б — разновидности форм рабочей части
46
Объемная чеканка
ков определяется размерами деталей чеканных панно.:
очень большая и разнообразная группа чеканов. Так же,
и расходники, они имеют самые разнообразные закругле
рабочей части и размеры. Поскольку у них мягкая округлен
форма рабочей части, то при выколотке рельефа из листе
го металла ими можно произвести наибольшую вытяжку ре
ефа.
Из вышеперечисленных чеканов три — расходники, об.
и лощатники — являются основными. С их помощью дел
расходку рисунка (начальная стадия чеканки), выколотку ре
ефа (последующая стадия чеканки) и окончательную обра(
ку чеканного рельефа. Поэтому очень важно при изготовле
чеканов этих трех групп выдержать переход одной группы
канов в другую. Так; например, если нужно произвести наи
лее глубокие расходку или глубокую Выколотку на каком
участке листового металла, применяют чеканы от самой ок|
лой, мягкой формы до самого острого чекана, переходя по<
пенно от одного к другому. На рис. 22 показан постепенный
реход от острого расходника до плоского лощатника. Их мо
распределить таким образом: 1 -4 — расходники, 5-10 —
лые и 11 -12 — лощатники.
Трубочники (обжимки) (рис. 17, з) — чеканы с вогн\
полушаровидной рабочей частью различной глубины и диа
тра. На металле оставляют выпуклые сферические отпеча
Существуют обжимки круглые и прямые. Обычно употре
ется для проглаживания выколоченной пурошникОм пол)
ры. Обжимку в этом случае берут несколько большего ди
ра, чем выколоченная полусфера. При правильном приме!
обжимки на плоскости металла можно выколотить и прогл
сферу большую, чем половина шара. Круглая обжимка <
но делается по глубине меньше половины шара. Ею л
ползоваться, она не засекает металл. При работе делают
говые движения. Лунку прямой обжимки при изготовл
следует слегка «завалить» к краям, что обеспечивает чи<
процесса. Если прямую обжимку несколько видоизме!
получаются косые обжимки. Они могут быть левыми и пр
ми и служат в основном для прочеканки «веревочек», то
Инструментарий чеканщика
47
V «и
Рис. 22. Постепенный переход одного чекана в другой
витого шнура. На рисунке 17,'з показаны круглая (прямая)
обжимка и ее изображение в плане, а также две косые об-
жимки.
Сечки (прорезные, вырубочные) (рис. 17, е) — чеканы ти-
па зубила с бойком прямой или закругленной формы. С помо-
щью сечки на металл наносят тонкие линейные рисунки или вы*
Рубают (просекают) фон в просечной (ажурной) чеканке.
Сапожки (рис. 17, ж)—специальные чеканы для образова-
ли поднутрений на рельефе, для прочеканки труднодоступных
Мест, то есть узких и глубоких мест рельефа, для получения вы-
48
Объемная чека.
пухлостей по краям рельефа, которые нависают над ф<
и придают рельефу большую объемность. Сапожок — не
сем обычный чекан: благодаря своей форме сапога он поя
такое название.
Крюки, трещотки (рис. 23) — специальные чеканы, п
ставляющие собой стальные вибрационные стержни с 31
тыми в разные стороны под прямым углом рабочими kohl
с различным боем для работы в труднодоступных местах
выколотке изнутри полых сосудов, например кувшинов.-,
бочие концы крюков делают или более плоскими и округлы
или более узкими и острыми, но притупленными настолько, ’
бы они не прорывали металл. Такие же формы и у pat
концов трещоток. i
На рисунке 23 показана особенность формы треи
ижрюка. Трещотка (рис. 23, а) имеет один рабочий коне!
торый под углом 90* переходит в длинную прямую штангу,
гой изогнутый конец служит для закрепления ее в рабоче
ложении в тисках, либо забивается в массивный деревя
чурбан. У крюка (рис. 23, б) в отличие от трещотки два pat
конца, загнутых с обеих сторон прутка. Один более заос
ный—для мелких деталей рисунка, а другой значительно
туплен, больших размеров, со скругленной головкой,
чие части таких чеканов Никогд а не делают в вид е расход
и лощатников, так как они предназначены только для
лотки, для создания общего рельефа. Общая длина тре«
и крюка зависит от размера изделия, которое чеканится,
меньше 250 мм в длину.
Как правило, этим ассортиментом чеканов не ограни
ются. В процессе работы приходится импровизировать, с
вать новые формы боевой части инструмента. Посте)
у чеканщика накапливается несколько десятков самоде
чеканов. При плоскорельефной чеканке можно обойтис
мя чеканами: расходником и канфарником --кернером с
ченным острием {чтобы в его боевой части образовало
жок диаметром 2-3 Мм).
В работе с л истовым металлом применяют пуансоны
такие же стержни, как и чеканы, только боевая часть у ни
Рис. 23. Изогнутые чеканы: а — Трещотки; б — крюк с двумя
бойками
гравирована в виде фигурного декоративного элемента, от
удара которого на поверхности бляшки остается след в виде
веревочки, розетки, сеточки, листьев, цветов. Увлекаться пу-
ансонами не следует, иначе можно потерять сочность факту-
ры металла.
Пуансоны (рифленые, рисунчатые, фактурные) чеканы (см.
Рис. 17, г) по внешнему виду напоминают лощатники, только ра-
бочая часть у них не гладкая, а рифленая, рисунчатая, в виде
полосок, листиков, цветков, завитков, шипов, сеточек, ямок,
Ромбиков, треугольников, крестиков, звездочек и т.д. Древне-
Русские чеканщики применяли также пуансоны С изображени-
ем Рук и глаз. Чекан применяют для придания фону фактурной
Или матовой поверхности, нанесения орнамента.
50 Объемная чеканку
Фактуру на поверхность рабочей части лощатника нам
с помощью бормашины, зубильца, трехгранного надфиля,
ного напильника, уже насеченного чекана, штампа или пуад
на и другим способом.-На рисунке 24 показаны некотси
схематические рисунки фактур: 1 —«фактура, изготовленная
бивкой небольшим (150-200 мм) личным напильником!
бивку делают хаотически); 2—фактура, набитая с помощью
рошника небольшого размера; 3-5, — фактура, сделай
с помощью трехгранного надфиля, острого расходника и |
фарникЗ; 6—фактура, сделанная надфилями с последукя
Рис. 24. Боевые концы фактурных чеканов и рисунки
Инструментарий чеканщика
51
шлифовкой, употребляется для проведения дорожек; 7 — на-
бита пурошником с большим радиусом закругления, после на-
бивки мелкой шкуркой смягчены образовавшиеся ребра, ко-
образуют рисунок,
напоминающий соты пчел (такой
чекан служит для проведения различных дорожек при чеканке
орнамента); 8—строенный пурошник, делается с целью уско-
рения набивки фона.
Вообще пуансоны изготовляют в тех случаях, когда необ-
чеканить большое количество одинаковых деталей
изображения.
Давильники (утюжки)— обводные чеканы (рис. 25), имею-
щие загнутую форму с закруглением на рабочем конце. Давиль-
ник—тот же расходник, но им работают без молотка, ручным
давлением. Применяется для выдавливания контуров рисун-
ка на тонких или мягких металлах. По давильнику не бьют мо-
лотком, а, зажав его в руке и с силой прижимая к металлу, ве-
дут по направлению к себе, выдавливая контур рисунка.
Накатки (давчики) — применяются для перевода на плас-
тину рисунка значительных размеров по образцу. Рабочая
часть давчика — конусное колесико из закаленной стали, ко-
52 Объемная чеканк!
торым под давлением правого плеча водят по линиям ря
ка; вставляется в паз металлической штанги длиной до |
метра (в зависимости от длины руки мастера); на верхнё!
сти штанги — круглый упор для плеча. |
Все перечисленные чеканы изготовляют из инстру!
тальной стали марки У7 или У8. |
Для нанесения штрихов и линий на пластину при вое
изведении рисунка или эскиза чеканщик использует штю
Ими работают без молотка — рукой. |
Штихели — это своеобразные стальные ручные резцы
ной 100-120 мм, закрепленные в деревянной ручке дя
30-70 мм, специальной формы. Штихели различают по|
ме их поперечного сечения й форме режущей части (ри<3
Штихели определенного профиля в зависимости от толи
делятся также по номерам. Предназначены для нанеа
мелких рисунков в виде насечек, то есть гравирования ri
таллу. I
Вырезной штихель — шпицштихель. Этот вид найЯ
распространен и имеет 20 различных размеров. Клиною
хеля прямой, угол лезвия составляет от 30 до 45’. Исполм
ся для оттачивания контура рисунка и доводки паяных ся
нений. ' 1
Грабштихель. Клинок грабштихеля изогнут с прогиб]
3 до 8 мм, в сечении имеет форму ромба; угол лезвия к]
лется от 30 до 90’, используется для обработки вогнутой гм
ности, больших плоскостей. л
Плоский штихель — флахштихель. Режущая кромкам
кая, ее ширина может быть от 0,2 до 5 мм; флахштихе/м
ет 20 размеров и применяется для прорезания широки!
ских углублений и чистовой обработки. Я
Прорезной штихель — мессерштихель. Его рабочая
имеет клинообразный профиль со слегка закругленной™
щей кромкой; угол заострения лезвия — от 15 до 30*. 9
Растровый штихель—шатирштихель. На лезвии естЯ
кая зубчатая насечка, шаг которой колеблется от0,1 до Я
шатирштихель имеет семь размеров и применяется для!
ховки и матирования. ’ Я
Инструментарии чеканщика
53
Рис. 26. Штихели
Радиусный штихель—боллштихель. Имеет 20 размеров; ре-
жущая кромка закруглена, радиус закругления колеблется от
0,3 до 0,5 мм; используется для чистовой обработки.
Фассетенштихель. Форма профиля клинка— трапецие-
видная, угол заострения лезвия составляет60-120'; применя-
ется для тонкой чистовой обработки.
Чертилки для металла применяют для разметки металла
перевода на него рисунка. Нанесенные ими линии не стира-
тся, они точнее и значительно тоньше линий, нанесенных ка-
1ндашом.
При выколотке крупных изделий с глубоким рельефом удоб-
Je применять не металлические, а деревянные чеканы (рис. 27).
ми удобно пользоваться и при выравнивании фона. Делают де-
5вянные чеканы из крепких пород дерева: дуба, бука, граба
березы. Деревянные чеканы — это четырехгранные бруски
Рабочей частью, сделанной по форме стальных чеканов типа
Шатников, пурошников, бобошников, расходников. Размеры
значительно больше по сравнению с металлическими чека-
ми.
Во время работы чеканы ставят в невысокий стакан боевой
СТью вверх, чтобы сразу было видно, где находится нужный
* Форме инструмент. Работая, чеканы держат несколько на-
54
Объемная чека.
Рис. 27. Деревянные чеканы
клонно по отношению к плоскости металла, а пуансоны г
молотка ставят вертикально.
Изготовление чеканов
Металлический чекан представляет собой продол)
стержень с заточенной нижней (боевой) частью. Длина
ня колеблется от 120 до 180 мм, в зависимости от о
Стержень несколько утолщен в средней части и yroi
к концам. В сечении чекан может быть круглым (если €
вая часть симметрична относительно центра: канфарник,
ник, некоторые лощатники и трубочники, крюки и тр
или представляет Ьобой граненую форму, чаще всего
того восьмиугольника. Так его легче удержать в нужн
жении. Утолщение в средней части чекана гасит вибр
струмента при ударе и концентрирует ударную нагру
Инструментарий чеканщика
55
боевой части. Удобные чеканы получаются из арматурных прут-
ков различного сечения. Они имеют глубокие косые борозды,
которые создают надежную рабочую поверхность для пальцев'
рук. Чеканы из такого прутка при закаливании приобретают
твердость й прочность, достаточные для исполнения работ.
Иногда чеканы делают из дверной пружины.
Порядок изготовления чеканов таков. Чтобы сталь стала мяг-
че и податливее, ее отпускают, т. е. нагревают до температуры
500-600 °C с последующим охлаждением. Затем слесарной но-
жовкой или на токарном станке отрезают заготовку Длиной
1^0-180 мм. Для придания рабочей части чекана необходимой
формы заготовку обрабатывают вначале на наждачном круге
или напильником, зажимая заготовку в тисках, а потом оконча-
тельно дорабатывают надфилями, штихелями, наждачной шкур-
кой и полируют на войлочном круге пастой ГОИ.
Затем чекан закаливают. Для этого его рабочую часть на-
гревают до ярко-красного цвета (около 500 ’С) и опускают
в воду или масло (в зависимости от марки стали). Закаленный
таким образом чекан становится хрупким и при работе может
крошиться. Во избежание этого делают отпуск. Рабочую часть
чекана полируют до блеска и снова нагревают до температу-
ры 200-220 *С. Когда на блестящей части появится желтый
цвет, нагревание прекращают и чекану дают остыть.
Верхнюю часть чекана, по которой ударяют молотком, не
закаливают. Делается это для того, чтобы чекан при работе не
пружинил и не вибрировал, а молоток не отскакивал от него. Не-
закаленная верхняя часть чекана не крошится при ударах
и вследствие этого уменьшается вероятность повреждения
глаз отскочившими кусочками металла.
В изготовлении чеканов есть некоторые особенности, на ко-
торые нужно обратить внимание:
1 • Есл и сечение чекана в утолщенной средней части (осто-
е) 7-8 мм, то в месте перехода остова в боевую часть плав-
1,0 выпиливают шейку.
2. Нижняя боевая кромка (у расходника) или плоскость (у .
л°Щатника) всегда должны быть с заваленными, несколько
^поднятыми краями и чуть выпуклой серединкой.
56 Объемная чекащ
3. Боевой (рабочий) участок чекана необходимо тщя
но обработать напильником, затем отшлифовать наждач
шкурками и отполировать на войлочном круге пастой ГО|
пировать чеканы надо до закалки, закалить и вновь от
ровать.
4. Изготавливают чеканы из стального прутка. Можно
для этого сталь У7 или У8. Чтобы придать инструменту]
ходимую твердость, его закаливают в муфельной печи.
Канфарники изготавливают как слесарным спос
(восьмигранные), таки на токарном станке (круглые). П
вытачивать их на станке, но восьмигранная форма уд(
в работе. Канфарник несложно изготовить из обыкнов
го кернера. s
Изготовление расходников, лощатников и бобош,
имеет очень много сходного, довольно сложно и требуя
го времени. Сначала д елают поковку из стали, затем ее
шо обжигают, обрабатывают напильниками и шлифуют,
вый расходник обязательно закаливают и отпускают. 1
термической обработки рабочую часть дополнительно пс
ют. Прямоугольное сечение стержня чекана позволяет !
управлять им во время работы. Расходники с длиной рг|
части более 10 мм делают с увеличенной рабочей часть
облые и лощатники.
Полукруглые расходники изготавливают в паре с пря|
чтобы было сопряжение прямых и кривых линий при их?
ходе во время обводки рисунка. Чаще используют рао$
ки с углом 90‘. Чтобы чекан не резал металл, не следует^
его совсем острым, а после термической обработки над!
ка притупить его мелкой наждачной бумагой. Он будет!
скользить, легче чеканить. Для работы желательно имв
бор расходников всех размеров — от острого до округло!
реходящего постепенно в облый чекан. i
При изготовлении рабочей части бобошников не я
быть ломаных переходов. Общая форма облой части д|
быть продолговатой, но не обязательно правильно ова|
она может бытьи прямоугольной со скругленными углам
необходимо при выколотке рельефа. J
Инструментарий чеканщика 57
Лощатники могут быть прямыми или с расширенной рабо-
чСй частью. Это делается для удобства в работе, экономии
материала и выбора рационального способа изготовления.
Подобная форма рабочей части для крупных чеканов позволя-
ет обрабатывать труднодоступные места. Не следует делать
слишком тонкую шейку и большую рабочую часть. «Шейкой» на-
зывается самая тонкая часть чекана в месте перехода рабочей
части к стержню. После закалки чекан с тонкой шейкой часто
ломается от первых же ударов. Нормальное соотношение раз-
меров шейки К длине и ширине рабочей части не должно пре-
вышать 1:2, то ееть если шейка 6x7 мм, то рабочая часть будет
12x14 мм.
Пурошники чаще всего изготавливают на токарном станке.
Обжимки необходимо д елать более прочными в рабочей ча-
сти, так как они испытывают противодействующие силы, кото-
рые направлены на разрыв сферы или лунки чекана и часто, не
выдерживая нагрузки, разрушаются. Стержень обжимки дела-
ют утолщенным от боевого конца чекана.
У сечки имеется особенность заточки рабочей части. Чтобы
можно было нормально работать, ее надо заточить с одной сто-
роны и ставить во время работы прямой стороной к рисунку. Ина-
че от наклонного положения сечки будет поднутряться контур
просекаемого рисунка. Угол заточки должен быть небольшим,
а с наклонной стороны, у самой режущей кромки, делают скруг-
ление, чтобы сечку не заклинивало и ею можно было работать
1 так же, как расходником, то есть длинными уд арами молотка.
Сапожок из-за своей формы требует усиления всей изогну-
той части, где толщина чекана самая большая, тогда как дру-
[ гие чеканы усилены в средней части стержня. Усиление этой
с части вызвано большими нагрузками во время работы сапож-
г ком. Если провести осевую линию через стержень сапожка, то
‘ Она должна пройти через середину боевой части. Закаливает-
М” он так же, как и все чеканы из углеродистой стали, но отпуск
^Дует делать несколько больший, то есть до 340-360 'С (до
Появления синего цвета побежалости). ...?
[ Изогнутые чеканы изготавливают из упругой пружинной
t С1али, чтобы во время ударов они меньше деформировались
58
Объемная чека.
и лучше вибрировали. Трещотки имеют один рабочий коне<
торый под углом 90* переходит в длинную прямую штангу^
гой изогнутый конец служит для закрепления чекана в рав
положении в тисках, либо в массивном деревянном чур|
Крюки, в отличие от трещоток, имеют два рабочих конца, 3i
тых с обеих сторон прутка. Один д елается заостренным (дЛ
работки мелких деталей рисунка), а другой — значите!
больших размеров, притупленный, со скругленной головке^
бочие части таких чеканов никогда не делают в виде расхС
ков и лощатников, так как они предназначены только для|
лотки, для создания общего рельефа. Закаливать их еда
целиком, с последующим отпуском рабочей части до кор!
вого цвета, а остальной части — с постепенным перехода
синего цвета по всей длине крюка или трещотки.
Общая длина трещоток й крюков зависит От размера!
лия, которое чеканится, но не менее 250 мм в длину. ПрутО|
дует брать сечением от 8 до 16 мм, в зависимости от общей
ны чеканов. Большее сечение потребует очень сильных у!
молотка для создания необходимой отдачи, вибрации
щотки. Рабочие части трещоток и крюков делают только (я
большего или меньшего радиуса.
Пуансоны изготавливают из круглого прутка, диамем
торого чуть больше, чем максимальный размер изображу
детали (для образования конусов). Во время работы пи
ном вся его рабочая поверхность одновременно участвуем
цессе. Набивку производят отдельными и сильными ударам!
этому пуансоны надо делать прочными, с большим утолщи
в средней части остова. Закаливают пуансон весь сразу, ав
делают раздельный. Рабочую часть отпускают до появлем
ломенного цвета, а отпуск стержня постепенно,увеличИ
к верхнему концу, до фиолетового и синего. Чтобы изготови
ансон с шероховатой поверхностью боя, предназначения
прид ания чеканке матовой (шероховатой) поверхности;»
закалкой на егбрёбочую поверхность кладут напильника
ходимой насечкой и ударяют по напильнику тяжелым
ком. След от напильника остается на чекане. Некоторым
соны со сложной формой рисунка д елают из стальной лрош
Инструментарий чеканщика
59
ge отжигают, с помощью круглогубцев выгибают необходимый
завиток, откусывают его от основной проволоки и закаливают.
При работе завиток кладут на металл, сверху ставят широкий ло-
идатник и ударяют по нему молотком. На металле остается углуб-
ленный отпечаток завитка.
Все виды чеканов в зависимости вида изготавливаемого
изделия различаются по размерам. Для мелких ювелирных ра-
бот используются чеканы из тонких стальных прутков сечением
в 3-4 м м. Для работ средней величины применяются чеканы тол-
щиной в средней части до 6-8 мм, при чеканке крупных декора-
тивных композиций с большими формами, высоким рельефом
толщина чекана может достигать 20-25 мм и больше. Крупные
чеканы толщиной 15-20 мм и больше обычно делают длинными
(более 170 мм), но.по той же форме, что и средние. Так как из-
готовление чеканов, толщина которых свыше 7-8 мм, довольно
трудоемко, для облегчения делают кузнечный штамп рабочей ча-
сти чеканов. На рис. 28 показан простейший вариант приспособ-
ления для штамповки рабочей части чекана. Последователь-
ность подготовки штампа следующая. Сначала делают образец
чекана и проводят его термическую обработку. Затем берут две
стальные плиты из жаропрочной стали 5ХНМ и нагревают их до
светло-красного каления. Между плитами быстро кладут обра-
зец чекана и сильным ударом пресса делают его отпечаток на
верхней и нижней плите. После этого обе плиты вместе с образ-
цом медленно охлаждают, разнимают обе половины и произво-
дят разметку для направляющих на верхней плите и сверлят ее
насквозь. С помощью образца снова соединяют обе плиты и в
нижней плите сверлом меньшего диаметра просверливают
сквозные отверстия, служащие для выколотки направляющих.
Затем первым сверлом рассверливают отверстия в нижней пли-
те на половину ее толщины. Если отпечаток образца получится
иелолным, после сверления отверстий необходимо простро-
ить соприкасающиеся плоскости плит на фрезерном станке
и граверным инструментом довести глубину обеих половинок до
i Размеров образца. В верхней плите в центре нарезают резьбу
h°Aхвостовик. Обе плиты закаливают и собирают штамп, гюста-
^в направляющие и хвостовик.
60
Объемная чеканка
Рис. 28. Кузнечный штамп
Рабочую часть чекана делают при помощи полученй
приспособления таким образом. Стальной пруток с диаметр
соответствующим толщине стержня чекана, нагревают в
пе, осаживают его конец, снова подогревают и ударом1
нечного штампа формируют рабочую часть и шейку чей
После этого чекан обрабатывают напильником, шлифуют
лают термическую обработку.
Очень часто рисунок в изделии содержит много один:
некот
В таком случае имеет смысл
затратить
элементов.
время для изготовления штампов (рис, 29) или прокаты
ликов (рис. 30). В отличие от чеканов, с помощью этих и
ментов можно получить много практически идентичных,
наковой глубиной, рельефов. Правда, поскольку и то и
состоит из двух частей и требует дополнительных прис
лений, потребуется больше времени на изготовление, но
тат всегда оправдает затраты.
Штамп состоит из матрицы и пуансона, которые д ел
же, как и чеканы, из инструментальной стали. В завис
от требуемого узора их можно выточить на токарном
Инструментарий чеканщика
Рис. 29. Виды штампов и получаемых оттисков
зерном станках, с помощью бормашины или выпилить напиль-
никами, надфилями и слесарным лобзиком. Следует только по-
мнить, что зазор между пуансоном и матрицей д олжен быть чуть
больше толщины листа металла, используемого для изделия.
₽ис. 30. Ведущие и ведомые прокатные ролики
62
Объемная чеканю
Рис. 31. Приспособление для прокатки
Для штампа необходимо изготовить держатель,
прут толщиной 10 мм и длиной 800 мм разогревают посер
не, оттягивают нагретое место, а затем формируют пр
кольцо. Присоединять матрицу и пуансон к концам дер
можно различными способами (электросваркой, пайк
болтах и тд.). Следует только следить, чтобы пуансон вход ил
трицу без перекоса, с выдержанным зазором.
Держатель можно изготовить без пружинного кольца;
него потребуется две стальные полосы длиной 350-400 мм,
риной 5-6 мм и толщиной 2 мм. К ним приваривают три |
бы, соединяют полосы болтом, а к концам подсоединяю
ансон и матрицу, как и в предыдущем случае.
Приспособление для использования прокатных
посложнее описанного выше. С его помощью удобно изг
ливать рамки для картин, а также украшения отдельных уч
ков больших скульптур. Принцип его работы понятен из
ка 31. Вал для приведения ролика приводится во враще
проходит в трубе. К ней приварена рукоять, с помощью ю
рой создают необходимое прижимное усилие. Треб
к зазору между ведущим и ведомым прижимными роли
же, что и при изготовлении штампа.
Инструментарий чеканщика
63
Изготовление штихелей
Штихели изготавливают вручную. Материалом для них слу-
жат инструментальные стали марок У12 и ХВГ, наружные коль-
ца шарикоподшипников, небольшие плоские напильники, лез-
вия опасных бритв. Штихель должен быть изготовлен из
качественного материала, иметь правильную термическую об-
работку (недокал и перекал недопустимы) и хорошую заточку.
Правильная его заточка имеет решающее значение в уменьше-
нии конечного брака при работе. Для ее получения на шлифо-
вальном круге у штихеля со стороны спинки делают срез, вы-
держивая высоту лезвия рабочей части от 1,4 до 3 мм. Боковые
ребра штихеля скругляют путем снятия фаски. Локоть при за-
точке надо держать на весу неподвижно, а кисть направлять
к себе и обратно, плотно прижимая резец к шлифовальному
камню, и следить за тем, чтобы плоскость резца затачивалась
под углом 45-55*. Площадка, образующаяся между режущей
кромкой и срезом, должна быть как можно меньше, чтобы
обеспечить наибольший обзор рабочего места. Заусенцы сни-
мают на глянцевом оселке или кремнистом сланце. Лезвие
при необходимости полируют на шлифовальном круге из ко-
жи с применением пасты ГОИ. Эту операцию осуществляют ко-
роткими движениями назад к ручке.
На обратный конец штихеля крепят деревянную или пласт-
массовую ручку.
Термическая обработка инструментов
Назначение термической обработки заключается в том,
чтобы придать изделию высокую твердость и прочность. Од-
нако при закалке с повышением твердости сталь становится бо-
лее хрупкой.
Для получения хорошего результата изделие равномерно
нагревают в муфельной печи или кузнечном горне до темпера -
^ры 740-850 ’С и затем быстро охлаждают до 400-450 *С.
Скорость охлаждения должна быть не менее 150 *С в секунду,
т° есть охлаждение должно произойти в течение всего 2-3 се-
64
Объемная че.
кунд. Охлаждение ниже 300 ‘С может протекать при У
скорости, так как структура, полученная в диапазоне 700*
достаточно устойчива и дальнейшая скорость охлаждй
нее не оказывает влияния.
В качестве охлаждающих сред чаще всего употребля!
ду и трансформаторное масло. Скорость охлажд ения в вф
стрее, чем в масле. При температуре воды 18 *С скорой
лаждения достигает 600 *С в секунду, а в масле — до
в секунду. 5
Качество закалки определяют с помощью напильни
ли он скользит по чекану, не снимая слоя металла, знач
калка сухая и нужно произвести отпуск. Для этого на од
сторон чекана делают шлиф и нагревают его в пламени!
ки, след я за цветом на шлифе. Как только появится солом
цвет побежалости, что соответствует 220-250 'С, натре
кращают и дают чекану остыть. Металл становится боле
ким, вязким, хотя и в достаточной мере закаленным.
Поскольку измерить температуру нагрева изделия
сложно, при термической обработке применяют визу®
оценку температуры: по цвету излучения нагретой заготов
цвету зачищенной поверхности металла. Соответствие
и температуры приведено в таблице 1.
Таблица 1. Шкала температур и цвета стали при закали
пуске s
Температура, *С Цвет нагретой стали
405 Красный, едва видный в темноте
480 Светло-красный, видный в полумраке.
530 Темно-красный, видный на свету
535 Красный, видный при солнечном свет!
576 Красный, цвета темной вишни
580 Красный, цвета среднеспелой вишни^
746 Вишнево-красный |
800 Красный, цвета спелой вишни 1
Инструментарий чеканщика
Продолжение табл. 1
65
1 температура, *С Цвет нагретой стали
Г 843 Светло-красный
[ 900 Красный (средней яркости)
" 940 Ярко-кровавый
i' 1000 Лимонно-желтый
i 1080 Светло-желтый
I’ 1209 Желто-белый
i 1400 Ярко-белый
| 1660 Ослепительно бело-голубой
цвет стали при отпуске
Г 220 Яркий, соломенно-желтый
230 Соломенно-желтый сред ней яркости
! 240 Соломенно-желтый
I 245 Темно-соломенно-желтый
| 250 Темно-желтый
255 Желто-бурый
260 Буро-желтый
L 265 КраснО-бурый
Г 276 Пурпурный
EZ 282 Ярко-пурпурный
[_/ 287 Ярко-голубой (слегка)
293 Ярко-голубой (полностью)
|_____ 305 Глянцево-голубой
Г 315 Темно-голубой
Г Инструменты, подвергающиеся закалке в муфельной печи,
"вномерно нагревают до температуры 750-850 ’С, до тех
пока они не станут приблизительно одинакового цвета
^"^Ренними стенками раскаленной печи. Нагрев изделия вы-
^.5191
66
Объемная че:
ше критической точки придает металлу крупнозернист
ение, что приводит к нежелательным последствиям:
лению, деформации и появлению .трещин. Тот же р<
будет и при быстром охлаждении. После этого их выни
муфеля и быстро охлаждают в сосуде с водой или i
Нагрев можно производить газовой горелкой или га
лампой. Для этого последовательно нагревают и охг
только рабочие части чекана: сначала один, а потом
Процесс закалки сложен и требует внимания и аккург
Так как яркое освещение не дает возможности правит
ределить цвет заготовки, нагревать ее следует в noi
с приглушенным освещением. Например, при солне*
те на глаз очень трудно определить температуру наг|
закалки, почти всегда будет перегрев, который ведет:
лению трещин и полной негодности инструмента. ’
Охлаждение производят, быстро опуская весь чекй
лодную воду или трансформаторное масло в верти)
положении. Для придания изделию большей твердое:
личения скорости охлаждения закалку проводят в прото
де. При охлаждении горячей поковки в стоячей вод)
водой и поковкой возникает слой пара, который изоли
гретую поковку от охлаждающей среды. Иногда для г
ния закаливающей способности в воду добавляют пок
соль (до 10%) или серную кислоту (до 10-12%).
После закалки необходимо произвести отпуск. Он
ет действие закалки, повышает вязкость и уменьшает >
и твердость металла. Рабочие концы чекана зачища
кой, чтобы был виден цвет побежалости во время
Нагревают инструмент от середины, наблюдая за
ным перемещением цветов побежалости, с послед
лаждением в воде. Закалку и отпуск различных чека
изводят почти одинаково.
Необходимо учитывать
не
и в зависимости от этого
особенности формы чекана
ному отпускать (где дать больше температуру, а где
Например, следует сохранить твердость иглы ка
и упругость остальной его части. Два лощатника, раз
форме (см; рис. 17, в), отпускают по-разному. Лоща!
Инструментарий чеканщика 67
Ученной рабочей частью отпускают с большей температурой
примерно до коричневого или фиолетового цвета побежало-
Ln), так как шейка этого чекана подвергается большей нагруз-
на излом. Лощатник с прямой рабочей частью можно от-
мстить до соломенного цвета, что сохранит ему большую
1брДОСТЬ.
Есть еще один способ получения правильной структуры
Зталла в инструментах. При закалке чеканов и штихелей тре-
®тся, чтобы закаленной была только рабочая часть, а сам ин-
румент оставался незакаленным, сырым. В этом случае ин-
румент нагревают немного выше режущего (рабочего) конца
) требуемой температуры, после чете охлаждают в воде толь-
I рабочую часть, а место выше рабочей части оставляют го-
ним. Быстро вынув инструмент из воды, зачищают рабочую
1сть (шкуркой или трением об землю).
Теплота, оставшаяся в неохлажденной части, поднимает
нипературу охлажденного конца, и после появления на нем
жного цвета побежалости инструмент окончательно охлаж-
|ЮТ.
Изготовление деревянных чеканов
Деревянные чеканы — это четырехгранные бруски из дре-
;ины твердых пород дерева (дуба, бука, граба, клена, бере-
|)> с утолщением в серединной части стержня, различных
зависимости
от характера
работы, размеров.
Размерами
и значительно больше металлических. Их изготавливают
знь тщательно, следя, чтобы в деревянных заготовках не
ло трещин и других изъянов. Но если бойки металлических
<анов закаливают, то рабочую часть деревянных подверга-
лись механической обработке—выравнивают мелконасеч-
м напильником, шлифуют наждаком для устранения воз-
жных ребер и граней, грани инструментов покрывают лаком,
основное назначение — выравнивание фона мягкой плас-
1Ь|> в применении они гораздо удобнее, чем металличес-
е> в особенности при выколотке крупных глубоких релье-
*в- Бить по деревянному чекану следует д еревянной киянкой.
68
Объемная чв!
От деревянного молотка чеканы меньше разбивают!
работать удобнее металлическим молотком, так как раз
меньше, чем у деревянного.
Деревянные чеканы обычно заготавливают в болы
личестве, чем это нужно для данной операции, так как
стро разрушаются.
Молотки для чеканных работ
Молотки (рис. 32) — пожалуй, основной и наиболее
применяемый чеканщиком инструмент. Они имеют с
форму, так как один конец предназначен для ударов d
ну и выравнивания металла. Он должен быть достаток
роким, чтобы избежать промахов по чекану, когда все]
ние сосредоточено наточке соприкосновения чекана с|
Рис. 32. Разновидности молотков для чеканки
Инструментарий чеканщика 69
металла, плоским, с закругленными краями, круглой или ква-
дратной формы. Другой конец молотка имеет сферическую
форму и служит для выколотки рельефа на листовомметалле.
для чеканки непосредственно молотком делают молотки со
специальной формой бойков (рис. 33). За рабочей поверхно-
стЫо молотков необходим тщательный уход, она должна быть
гладкой, отполированной, так как вмятины, бороздки, неров-
ности будут отпечатываться на обрабатываемом металле и пор-
тить изделие.
Рис. 33. Молотки с различной формой бойков
Со средней частью молотка, где укреплена ручка, ударная
хжость и сферический выступ соединены шейками (рис. 34).
эбые требования предъявляются к рукоятке молотка. Она—
>евянная, сделана из крепкой, неслоистой древесины (при-
певая часть барезы, ясеня, клена, граба), плоская, изогну- ‘
'• закругленная на конце (рис. 35). Чтобы ручка молотка плот-
ложилась в ладонь, на конце она утолщается. Продольная
ия головки молотка должна быть перпендикулярна линии,
-нно соединяющей нижнюю точку ручки с боевой (уд арной)
остью. Благодаря такой форме рукоятку молотка удобно
‘ть в руке. Длина ручки д олжна быть в пределах220-300 мм.
70
Объемная «И
Готовую, уже отшли|
рукоятку, желательны
на 8-10 часов в льнам
олифу или покрытая
тем высушить. При Ц
коятки нужно обрати
ние еще на одну да
молотка и ось овала]
ной части рукоятки
совпадать и не имея
сов. В противном а
время работы удар«(
косым, и чекан будет
_ ___ вать в сторону. I
Рис. 34. Строение чеканно- ’ j
го молотка Масса и размеру
должны соответствр
зическим данным чеканщика. Если инструмент слип
кий — процесс чеканки будет протекать медленно, при
носить много лишних^ непроизводительных ударов по
что приведет к быстрому утомлению. Быстро уста
и при работе тяжелым инструментом.
Следует иметь минимум три металлических чека!
лотка весом 100,150-200 и 400 граммов. Более тяж<
лотки используют для крупных выколоток и для обраб
стого листа металла (1,5-2 мм).
Деревянные молотки (киянки) делают из тех же п
рева, что и деревянные чеканы. Применяют их при раб
ревянными чеканами, а также (как и резиновые) для ।
металлической пластины и выравнивания фона. Ре
молотки иногда снабжают металлической сердцевин
Рис. 35. Насадка ручки молотка для чеканки
пструментарий меканщика 71
^Кмспользуют также молотки с шарообразными ударниками.
Изготавливают из прута толщиной 12 мм, а на концах при-
И^вают шарики от подшипников разных диаметров. У молот-
H*"оба конца которых сферические, ручки прямые.
Количество разновидностей молотковможет доходить до
масса — от 5 граммов до 1 килограмма.
^Изготавливают чеканные молотки из углеродистой стали
«или У8 путем ковки с последующей механической, слесар-
и термической обработкой. Можно делать молотки и без
Еждварительной поковки, на токарном станке с последую-
Уй небольшой слесарной доработкой отверстия. Этот способ
ELmifi. но молоток, изготовленный кузнечно-слесарным спо-
Ербом, имеет лучшую форму и удобнее в работе. Отверстие
Ьмолотке делают с двойным конусным расширением, чтобы ру-
коятка сидела плотно и не соскакивала после расклинивания,
ударная плоскость головки молотка должна быть несколько
Ьаовалена, также, как плоскостьчекана-лощатника.
I Для закалки чеканный молоток нагревают до 760-780 *С,
Ьзатем охлаждают в воде. Закаливают сначала верхний ша-
рообразный конец молотка, опуская его в воду и оставляя
(молоток в таком положении до тех пор, пока вода не переста-
нет кипеть. После этого быстро поворачивают молоток, опу-
скают в воду нижний боек и держат его так же до тех пор, по-
ра кипение воды не прекратится. В это время средняя часть
^успевает охладиться до 500-600 ’С, то есть до темно-крвсно-
то цвета. Тогда опускают молоток в воду целиком и оставля-
ет его до полного охлаждения. Отпуск в этом случае обычно
ре делают. Если закаленные поверхности напильник не бе-
рет. то надо отпустить его, нагревая до первого цвета побежа-
лости.
Режущие инструменты
Для раскроя листов металла необходимо иметь гильотину
(Рис. 36) и ручные ножницы (рис. 37). Станину гильотины мож-
’’Р изготовить из уголка, как показано на рисунке.
72
Объемная чекан:
Рис. 37. Ручные НОЖНИЦЫ
Ручные ножницы следует подобрать такие, у которых.
вия загнуты вверх, что позволяет производить фигурную ।
кройку металла в труднодоступных местах.
Для этих же целей хорошо иметь две пилы: стандартную
ную болгарку (рис. 38) и универсальный деревообрабатьи
щий станок, на который устанавливается отрезной диск,
метром до 270 мм. Можно изготовить универсальный столч
(рис. 39) из стального прута, диаметром 12 мм, и металл
ской плиты высотой 500 мм и шириной 300-350 мм. Поди,
той укрепляют муфту, в которую входит два подшипника,
и-шкив. На вал насаживают отрезной диск диаметро!
270 мм. На шкив надет ремень, который приводит в движ
Инструментарий чеканщика 73
Рис. 38. Стандартная ручная пила-болгарка
электродвигатель. На валу электродвигателя находится с од-
ной стороны шкив, а с другой — патрон от дрели, позволяющий
закреплять круги вулканита, войлока или мелкозернистого
камня. Идеально подходит электродвигатель с точила *Темп».
Крепят двигатель при помощи дверной петли автомобиля
Рис. 39. Универсальный стол-пила
74
Объемная чек;
«ЗИЛ». К электродвигателю прикручена педаль на пру
которая поднимает двигатель вверх. При работе на пиле
ногой удерживают педаль — для приведения отрезног
во вращение.
Стамески (рис. 40) используют обычные, с толщин
вия 2-3 мм. Рабочий конец стамески затачивают с наружу
роны на высоту 5-6 мм. Угол заточки равен 18-25’. Ру1
мески изготавливается из древесины твердых лист
пород, нижней части придают форму усеченного конус
саживают на нее стальное полушарие с прорезью для:
вика. Наиболее удобна ручка для стамески в виде ot
граненой формы с закругленными гранями и головк
головку рукояти, по которой в процессе работы бьют ки
тоже надевают металлическое кольцо. Длина рукояти р
быть в пределах 1,5 ширины ладони, а толщина ее таков
бы укладывалась в ладонь. Наиболее оптимальная, про;
Рис. 40. Стамески
Инструментарий чеканщика 75
практикой длина ручек для стамесок— 1 СЮ-130 мм, диаметр
уловки — 24-40 мм.
Стамески, как и штихели, должны быть хорошо заточены,
gee режущие инструменты первоначально затачивают на наж-
дачном точиле. Грубую заточку можно выполнять на крупнозер-
нистом бруске. Уже на этом этапе надо стараться выдерживать
нужный угол заострения и форму лезвия и следить за тем,
чтобы фаски были ровными, без следов заоваливания. Обра-
зующиеся на лезвиях заусенцы уд аляют на брусках с более мел-
ким зерном. Все бруски перед заточкой смачивают водой.
Правят инструменты на оселках из твердых пород камней.
Паяльник
г
Паяльник является основным инструментом для сборки
изделий из цветного металла.
Изготовить его очень просто. Для этого необходимо взять
прут диаметром 8 мм, длиной 350 мм. На конце прута нареза-
ется резьба, на которую навинчивается круглый, конический,
медный наконечник (50x30x10 мм), изготовленный на токарном
станке. Съемные наконечники могут быть различных форм:
круглые, плоские, треугольные, в зависимости от вида рабо-
ты. С другой стороны прута надевают резиновый шланг. Прут
у основания слегка загибают для того, чтобы иметь возможность
Рис. 41. Паяльник'
76 Объемная чеканки
паять в труднодоступных местах. Обычно паяльник да
в правой руке, носиком вниз, но при сборке объемныхдев
паяльник держат вертикально (ручкой вверх), как показа!
рисунке 41. Нагревают паяльник на стационарной горе
при этом необходимо следить, чтобы паяльник не пер|
вался. - I
Бормашина 1
Бормашина — специальный механический инстрэд
для обработки трудоемких и труднодоступных участка
делий, а также для изготовления штампов. Бормашин)
стоит из электродвигателя, гибкого приводного шланга^
ного реостата и набора фрез. Принцип действия борма|
практически такой же, как и бормашины медицинской, пй
няемой в зубоврачебных кабинетах. Один конец гибкого d
га соединен с валом двигателя, а на другой насажен i
нечник с цанговым зажимом для крепления вулкани|
и войлочных кругов разных конфигураций маленького
ра. Частоту вращения вала бормашины регулируют с поме
ножного реостата. Гибкий шланг обеспечивает необхоД!
оперативный простор — установку инструмента в люба
ложении. Бормашину подвешивают на штангу, которую!
ко устанавливают на фланце, прикрепленном к боковой
ти стола (обычно справа). 1
Приспособления и инструмент |
для вытяжки объемных деталей |
Очень важным инструментом, можно даже сказать!
ным, является киянка (рис. 42). Для ее изготовления поЯ
ется брусок текстолита. Такой молоток будет выдерж
большие ударные и температурные нагрузки. Размерю
ной части: длина — 120 мм, ширина — 55 мм, высота —Я
вес — 450 граммов. Чтобы во время работы ударник не рЙ
Инструментарий чеканщика
77
Рис. 42. Киянка для выполнения объемных работ
ился, его нужно стянуть двумя болтами Мб. Для этого надо
просверлить два отверстия поперек слоев материала. С обе-
их сторон прозенковывают отверстия для установки болтов
с потайной шляпкой. В ударнике высверливают отверстие под
ручку и насаживают ее на ударник, расклинивая клинышком. На
конец ручки надевают резиновый шланг, чтобы во время рабо-
ты не натирать руку. После полной сборки киянку обтачивают
наждаком. Снимают все фаски, чтобы во время работы не про-
рубить заготовку острым углом.
Чеканную шайбу (рис. 43) изготавливают на токарном стан-
ке из стали Ст20, с чистовой обработкой, снимая фаски во из-
бежание разрубывания изделия. При изготовлении шайбы вну-
рис. 43. Чеканные шайбы
78
Объемная nei
тренний диаметр рассчитывают на 20 мм больше, чем
диаметр киянки. На чеканной шайбе, помимо отверстия,
бочая часть (снятая площадь шириной 25 мм под углом
ризонту). На ней разравнивают вмятины после вытях
работы необходимо иметь пять шайб разного диаметр
Грушеобразная подставка (рис. 44) выполнена на т<
станке (чистой работы), а опора — ручка длиной 450 мм
ведена до квадратного сечения под квадратное отвс
в столе-наковальне. Она предназначена для вытяжки на
ных шайбах листового металла (2 мм и более) и служит по
кой для окончательной доводки изделия после вытяжк!
Рис. 44. Грушеобразная подставка
Для изготовления трубообразных изделий использ^
трицу в виде сферического паза (рис. 45). Для обработ
же трубообразных изделий с наружной стороны прик
цилиндрообразные, грушеобразные и эллипсообразные
Рис. 45. Матрица для труб
Инструментарий чеканщика
- дни одновременно являются и подставками. Все они выпол-
ни на токарном станке, к ним приварен прут диаметром
^2 мм и длиной 400 мм. При использовании молотков в каче-
gjge подставок прут вставляют в хомут и в отверстие в столе
при в наковальне. Хомутом регулируют высоту подставки над
столом.
Подложки
Для получения высокого рельефа используют различные
подложки, но наибольшее распространение получила смола.
Употребляются искусственные смолы, получаемые при пере-
гонке нефти (битумы), или естественные (древесные смолы
хвойных пород — ели, сосны), с добавлением наполнителя.
В качестве наполнителя применяют мелкую сухую, хорошо
просеянную землю, старую горелую формовочную смесь, су-
хую охру, золу и т.п. Приготовить смолу для чеканки можно та-
ким образом: в железный котёл укладывают чистый и разбитый
на куски битум (Ns 4,5 или 6). и нагревают (можно наоткрытом
огне). Когда смола растопится, в нее добавляют очень хорошо
просушенный наполнитель (около 70%). Затем смесь тща-
тельно перемешивают до получения однородной массы и за-
кладывают в котел примерно.до половины объема, так как во
время засыпки наполнителя смола начинает подниматься,
особенно если земля влажная. Для большей вязкости и мягко-
сти к смоле иногда добавляют воск (до 5-10% от общего объ-
ема), а для большей клейкости и прочности — канифоль. На-
до отметить, что чем мельче структура наполнителя, тем лучше
получается подложка.
Для насмолки пластины используют ящики со смолой и ко-
телки. Стенки ящика обычно д елают из теса толщиной 10-15 мм,
а дно зашивают фанерой или оргалитом. Размеры ящика зави-
сят от объема работы. Для насмолки рекомендуют несколько ти-
пов ящиков. Для плоской, с небольшим рельефом чеканки мож-
чо использовать столярный щит или древесно-стружечную
плиту, по краям которых прибивают планки высотой 2 см и в по-
80. Объемная чекана
лученный ящик заливают чеканную смолу. Для чеканки с4
крупным рельефом вяжут раму из теса толщиной в 15-Я
высотой 5,6 и 9 см, дно зашивают толстой фанерой и тага
ливают смолу. Для небольших чеканок можно исполь^
металлический ящик с закрытым электроподогреватела|
днищем.
Котелок (рис. 46) для чеканки объемных форм дави}
алюминия или листовой стали. В него заливают смолу ир
на кольцо, сшитое из кожаного ремня или приводногоя
из брезента с таким расчетом, чтобы сфера котелка не;
лась верстака. Котелок уд обен в работе для объемных изд)
так как его можно поворачивать в кольце в любом направл
Для наложения, разравнивания, размешивания смоль
меняют специальную мешалку — железную длинную по>
с деревянной ручкой. Для изготовления мешалки беру
лезную полосу сечением 30x5 или 40x5, длиной 600-70
Один конец полосы расковывают до 2-2,5 мм ее толы
Рис. 46. Котелок для объемной чеканки на смоле
Инструментарий чеканщика_____________________81
увеличив тем самым ширину мешалки, а длину ее— на 150 мм.
На другом конце делают ручку, накладывая две полукруглые де-
ревянные пластины, и приклепывают алюминиевыми заклеп-
ками. Получается ручка длиной 250-300 мм для работы двумя
руками.
В качестве приспособлений для насмолки и отжига при-
меняют паяльные лампы, кузнечные горны, специальные эле-
ктронагревательные устройства для нагрева смолы, газовые
горелки.
При выколотке рельефа для ускорения работы используют
мешки из прочной ткани (брезент), наполненные песком. Для
пошива мешка лучше взять два слоя плотной ткани (300x350мм).
На мешке производят выколотку общего объема рельефа без
проработки мелких деталей. Нередко мешки используют в ка-
честве подкладки под ящик со смолой во время чеканки. Вяз-
кий песок отлично глушит звук. Для обработки отдельных уча-
стков на чеканном листе (преимущественно при мелких работах)
используют также листовую резину и листовой свинец. В каче-
стве резиновой прокладки можно использовать хоккейную шай-
бу, вмонтированную в одной плоскости с поверхностью дере-
вянной плиты или рабочего стола. Для подкладки под металл при
чеканке можно использовать линолеум, войлок, деревянные
доски. Для выравнивания фона плоских чеканок и правки метал-
лических пластин применяют стальные, чугунные, каменные
плиты или деревянные щиты.
Дополнительные инструменты
Кроме названных инструментов чеканщику необходимы
и обычные слесарные инструменты и другие приспособления:
• электро- или газовая плита для подогрева;
* смола искусственная (битум) для смоляной подложки;
* котел для варки смолы;
* емкости для химреактивов, травильных растворов, отбе-
ливания пластин;
* резиновые перчатки для работы с химреактивами;
82
Объемнаячека!
• химреактивы — соляная, азотная, серная кислоты, I
сернокислая медь, а также кварцевый песок, порошо
зы, керосин и машинное масло для удаления с пластин
лы и остатков химреактивов на чеканке;
* тиски для зажима в них трещоток при чеканке полы
делий, а также для изготовления чеканов и прочих ий
ментов; i
* щипцы кузнечные для удержания прокаливаемой ч<
ной пластины;
• слесарные плоскогубцы для загибания краев и yrnoi
насмолке пластины; i
* брезентовые рукавицы;
• ножницы по металлу;
* слесарный лобзик для прорезания ажура в чеканны
делиях;
* слесарная ножовка для распиловки заготовок;
* напильники различной насечки;
* рашпиль (напильник очень крупной насечки — кру
зубцовый) для опиловки очень мягких металлов (адюмй
цинк); а
• надфили — напильники с очень мелкой насечкой -4
обработки узких прорезей, шероховатостей, выравнива
краев чеканки и снятия с них заусениц;
* и более утонченные напильники — личные (для лиц|
ния), шлифовальные или бархатные;
* пробойник (стержень с закаленным бойком) для зак|
ления чеканной пластины на доске;
• измерительные и чертежные инструменты (рис. 47): ул
ник, стальная линейка, складной метр, циркуль, кронцирю
чертилка-резметчик;
* колода из дерева для крепления трещоток и произвол
ва высечки;
• шаберная плита для травки чеканных пластин;
* ящики для заливки смолы;
* для больших общих выколоток хорошо иметь ящик
ском, который при работе следует увлажнять во избежав
поднимающейся пыли;
Я
83
Инструментарий чеканщика
• стеки — деревянные лопаточки (длина стека 25-30 см)
с заостренной закругленной или зазубренной рабочей частью
дня работы с лепной формой;
* копировальная бумага для переноса рисунка на пластину;
* скульптурная глина или пластилин для создания объем-
ной модели рисунка для чеканки;
• легкое зубило для снятия смолы с пластины;
• войлок, сукно — для полировочных тампонов;
<2 =»
Рис. 47. Измерительные инструменты
84 Объемная чекан!
* крокус (окись железа) для шлифовки;
* нашатырный спирт, ляпис, шлаки, красители для от;
* различные щетки.
Все инструменты, механизмы, приспособления д<
быть расположены как можно удобнее. А при работе с ним
но соблюдать правила безопасности, особенно с реж\
и механическими инструментами, а также с химреакти!
Чеканы можно хранить на специальной подставке,
рую легко изготовить самому. В толстой доске (40-60 мь
мером примерно 400x150 мм высверливают для каждс
кана в отдельности соответствующее его диаметру г
глубиной 30-40 мм. Чеканы на такой подставке ставят ра
концом вверх в определенном порядке, на одном и том)
сте. Если вы приучите себя класть инструмент, котор|
работаете левой рукой — слева, а правой — справа от г
на которой чеканите, вам не придется тратить время на
ки инструмента.
ТЕХНОЛОГИЧЕСКАЯ
ПОСЛЕДОВАТЕЛЬНОСТЬ
ИЗГОТОВЛЕНИЯ ЧЕКАННОГО ИЗДЕЛИЯ
Зависимость композиции от материала
В декоративно-прикладном искусстве необходимо выявить
и максимально использовать специфические художественные
возможности материала. У металла есть свои художествен-
ные, пластические и технологические качества, отличающиеся,
например, от холста с красками. Краски можно смешивать, по-
лучая различные цветовые оттенки, наносить их мягко с тончай-
шими переходами от цвета к цвету или лепить форму мощны-
ми мазками. Металл требует иных выразительных средств. Они
должны основываться на особенностях построения изображе-
ний в декоративно-прикладном искусстве, то есть на физиче-
ских и пластических возможностях материала и технологии их
обработки. Если этого не учитывать и копировать станковые кар-
тины, то можно получить лишь жалкое их под обие, искусство че-
кан ки превратится в мелкое украшательство и ненужное под-
ражание. В чеканке или резьбе рельеф создается физическим
Углублением материала, нанесением декоративных фактур
и патинирующих покрытий. Надо помнить, что изобразительное
и декоративно-прикладное искусство существуют рядом, но
совершенно самостоятельно.
Конечно, не следует думать, что материал полностью дик-
тат способы изображения и их нельзя стилизовать иначе. Это
Неверно. Манера работы и творческая фантазия каждого ма-
86
Объемная nei
стера своеобразны, несмотря на то, что материал и о(
изображения едины. У каждого будет своя степень обоб
и упрощения, своя мера, свой стиль и почерк. Главное^
стремиться к сохранению и наиболее полному испол
№
нию декоративных свойств материала с учетом технс
его обработки.
Далеко не всякую композицию можно создать из люб<
териала. Каждый материал требует лишь ему присущее
стилизации и обобщения. Но все изображения должны <
жать художественный образ, созданный с учетом выраз
ных возможностей данного материала и техники выпол!
Нельзя слепо копировать любой рисунок. Каждый
нок, выбранный для чеканки, необходимо обобщить, п|
ему декоративный характер, то есть устранить второстег
мелкие детали, а сохранить самые основные и харакл
Этого требует специфика чеканного изображения и пла
ские возможности металла, которому не свойственна •
проработка всех видимых глазу деталей.
Выбирая рисунок, нужно помнить, что каждая работ
полненная в технике чеканки, должна о чем-то рассказа
нести смысловую нагрузку.
В декоративных композициях портреты зачастую из
жаются строго в профиль или в анфас. В силу специфик
особенностей в них нельзя, например, выразить всю мноп
ность внутреннего мира и передать психологию человека,
бодные ракурсы и повороты, широко применяемые в и:
зительном искусстве, здесь почти не встречаются. Бол
значение
приобретают упругие и
певучие линии
плоскихс
этов. Нередко используется отдельная деталь предмета
упрощенный стилизованный символ, но рисунок строите»
чтобы у зрителей возникло полное представление о пре
те. Несмотря на лаконизм и условность, декоративные ко
зиции, как правило, очень близки к живой природе. В них,
го придуманного художником, но всегда должно быть
что именно послужило ему прообразом.
Декоративно-прикладному искусству свойствен оп
ленный характер рисунка, особый, плоскостной строй к<
Последовательность изготовления изделия 87
Зииии. Построение таких композиций требует обобщения, уп-
рощения, переработки природных форм в декоративные обра-
зу. Задача художника — создание красивых, ритмичных, эмо-
ционально насыщенных композиций, соответствующих
выбранному материалу и функциональному назначению деко-
рируемого предмета. Нередко анализ художественных и деко-
ративных возможностей материала'подсказываеттему произ-
ведения.
Приступая к изготовлению чеканного изделия, нужно изго-
товить эскиз задуманного произведения, предусмотреть наи-
более подходящий металл или металлы, поскольку какой-то
предмет требует исполнения в одном материале, а иной обре-
тет красоту в сочетании различных металлов. К тому же нуж-
но разумно использовать избираемый металл, учитывая его фи-
зические качества (мягкость, твердость, вязкость, гладкость,
шероховатость, хрупкость, упругость, химические свойства,
способность плавиться).
После проработки на эскизе всех деталей изображения ри-
сунок масштабной сеткой увеличивают до натурального раз-
мера задуманного произведения. Если оно будет иметь не-
сколько разновысоких рельефов, то макет изображения будущего
изделия для облегчения работы лучше вылепить из пластилина,
что позволит легко определять соотношение высот рельефов.
При макетировании объемно-пространственных композиций
необходимы точные развертки макетов всех частей объемного
изделия.
Рисунок и его перевод на металл
Рисунок выполняют в натуральную величину на листе бума-
ги средней плотности с небольшими полями одной контурной
линией. Углубленные участки и фон можно слегка заштриховать.
Для удобства последующей работы со всех сторон на листе бу-
маги оставляют поля размером 30-40 мм. Все элементы долж-
ны быть четкими, ясно читаемыми, обведенными равномерной,
«проволочной» линией. Если рисунок выполнен на тонирован-
88. - Объемная чеканка!
ной бумаге, то белилами или мелом нужно высветлить бу^
стости рельефа, а впадины оставить цвета бумаги. |
Общие контуры л силуэты композиции нужно передач
ритмично и декоративно. Следует добиваться не только че|
сти всех пластических форм и объемов, но и красоты и у|
носги силуэта каждого элемента в отдельности, стремиться
хранить ощущение материальности металла, его массивней
прочности и в то же время эластичности. |
В рисунках разрешается умышленно допускать некотей
упрощенность в трактовке деталей, сохраняя при этом ме
ментальную выразительность изобразительных форм. Сл|
ет стилизовать рисунок так, чтобы зритель мог без тр|
с первого взгляд а узнать, что именно изображено: животное^
птица, растение или человек, поэтому необходимо найти q
пень декоративного обобщения, подчеркнуть наиболее ха|
терные признаки объекта. |
Ни в коем случае нельзя переводить в чеканку фотограф
или репродукции живописных картин и графических рис
ков. Их нужно соответствующим образом переработать;
чеканного рельефа и лишь тогда воплощать в металле. |
Например, на рисунке 48 показано изображение льва j
каике, которое значительно отличается от фотографии я
зверей. 1 1
Чеканка по металлу, как и всякое произведение деке
тивно-прикладного искусства, не существует изолированно^
сочетается с определенным интерьером, который в свою!
редь включается в общий ансамбль помещения или цея
архитектурного комплекса. Если чеканные рельефы вмони
ваны в какой-либо предмет, они должны способствовать со!
нию общего композиционного образа, подчиняться его э
тйческому и функциональному назначению. i
Панно, помещенные в интерьере, дополняют эмоцион
ную среду, окружающую человека, повседневно оказыч
влияние на его вкус. Если чеканное панно готовится для оф<
ления помещения, его композиционное построение, pertj
ное и цветовое решение должны сочетаться с окраской в
цветом занавесей, расстановкой мебели. Весьма важен ei
Последовательность изготовления изделия
89
Рис. 48. Чесанное изображение головы льва
места на стене, где бы чеканка наиболее выгодно освеща-
лась. Что касается современных жилых квартир с гладкими
полированными плоскостями мебели, четкой, геометричес-
кой формой отдельных предметов, то здесь приобретают важ-
ное значение своеобразные «пятна радости», вводимые для
эмоциональной разрядки. Ими может стать чеканка, выделя-
ющаяся текучим металлическим рельефом, разнообразной
Фактурой, искусно нанесенной патинировкой.
Все зти факторы необходимо учитывать, создавая рисунок
Для непосредственного перевода его в металл.
Когда рисунок на бумаге выполнен, готовят соответствую-
щего размера пластину для чеканки. Ее вырезают слесарны-
ри ножницами с таким расчетом, чтобы на ней поместился
рисунок и со всех сторон еще остались поля шириной 20-30 мм.
Рни необходимы для того, чтобы более прочно закрепить пла-
уну на смоле. Перевернув заготовку тыльной стороной вверх,
ррезают углы по биссектрисе приблизительно до границы
90 Объемная мещД
загиба стенок, которые загибают киянкой на металгм
уголке, прикрепленном по углу столешницы рабочего!
ка. Образовавшиеся бортики будут надежно удержим
стину в смоляной, песочной или другой подложке. Затм
цевбй стороне пластины наносят осевые линии для ори
при перенесении на нее рисунка. Жесткий металл отжиЦ
придания ему пластичности. Сталь, медь, латунь раа
докрасна, алюминий отжигают при температуре 20бЯ
применив испытанный способ: пластину помечают мьим
лоской — когда она чернеет, отжиг прекращают, иначе
пит реструктуризация алюминия. Я
На отожженной заготовке остается окалина; ее отв
ют водным раствором кислоты или щелрчи: стальную -З
ном растворе серной кислоты, алюминиевую — в растер
щевой соды в воде (1:10) — кипятят до матово-белогс
алюминиевой пластинки; отбеленную заготовку пром
в проточной воде и просушивают. Не забывайте, что ра
с кислотами необходимо в резиновых перчатках и защит!
ках во дворе или в подсобном помещении с достаточной i
кой. Затем заготовку тщательно выравнивают киянкой на
ной плите. И обезжиривают бензином или ацетоном. J
Для переноса рисунка на металлическую заготовку!
ня ют разные способы. М
Нанесение через копирку
Чеканную пластину покрывают светлой гуашью, пов
сыхания на нее кладут копировальную бумагу и сверху з
ляют лист с рисунком, который обводят карандашом,
лист осторожно снимают с пластины. Изображение на за
ке покрывают нитролаком. <
Рисунок можно и не закреплять, а его контуры срая
царапать чертилкой или произвести гравировку шти:
прорезая канавки строго по линиям скопированного рм
Для этого ручку штихеля зажимают четырьмя пая
в ладони, а большой палец упирают в торец ручки; указ
ным пальцем левой руки нажимают на среднюю часть и
| последовательность изготовления изделия 91
Еията с вогнутой стороны, направляя резец; продвижение
К^цхеля по линии рисунка должно быть уверенным, чтобы ос-
тавались бороздки равномерной глубины по всему рисунку
Годного прохождения. Затем смывают краску с пластины.
I Выдавливание по кальке
I На мягкую медную или алюминиевую полумиллиметровую
^пластинку рисунок наносят с помощью давильника, который
[скользит по кальке. Под пластину предварительно кладут мяг-
? кую подкладку из резины, войлока или доску из древесины мяг-
i ких пород дерева (липы, осины). Полированную рабочую часть
инструмента по линиям рисунка ведут на себя, над авливая на ме-
;талл. Контуры изображения легко и ровно продавливаются и по-
i ручаются четкими. Инструмент зажимают в правой руке, а левой
придерживают пластину и указательным пальцем, упираясь
вдавильник, направляют его. Эту работу легче выполнять давил ь-
ником с длинной ручкой, которая упирается в плечо.
Канфарение
Многофигурные композиции лучше переводить на металл
канфарением. Данную операцию осуществляют на стальной
плите. В этом случае рисунок без копировальной бумаги кла-
дут прямо на пластину и приклеивают к ней пластилином или
мылом. Затем чеканом-канфарником прорабатывают все кон-
турные линии рисунка, нанося по ним частые точки. Когда бу-
магу с рисунком снимают, на металле четко виден рисунок.
Полученные пунктирные контуры расходником превращают
в сплошную тонкую канавку, ведя чекан, соединяющий пунктир,
в единую линию, от себя, приподнимая переднюю часть бой-
ка. Если точки максимально одинаковы по глубине и располо-
жены равномерно, то ровной будет и расходка канфарного
пунктира.
Для перевода рисунка на объемные изделия (чаши, кувши-
ны) делают бумажную развертку: на бумажную ленту наносят
Рисунок и переводят его на объемную форму.
92 Объемная чек»
Канфарить следует легкими, равномерными по си
рами молотка, чтобы не пробить металл. Канфарник, ю
чеканы, держат в левой руке между большим, указат
и средним пальцами, не напрягаясь (рис. 49). Рука с чекан
зательно должна упираться свободными пальцами в пл
И еще оДна важная деталь: в процессе чеканки с»
нужно только на прорабатываемый участок пластины и
конец чекана — так легче постоянно контролировать f
Рис. 49. Правильное положение руки с чеканом
Подготовка подложки
Рельеф изображения чеканят на различных по,
и разными инструментами. Подложкой может служить;
ная (не менее 40 мм) доска столешницы верстака, 6f
: Последовательность изготовления изделия 93
мешок с песком, толстые войлок или резина, смоляная
сМесь, специальный ящик с песком, свинцовая либо стальная
рдита и приспособления из других материалов.
Стальная плита чаще служит для выравнивания листа, за-
готовки. Деревянная или свинцовая подложки используются
для вычеканивания из тонких пластин мягкого металла (медь,
алюминий) изделий контурного и плоскорельефного вида. Вы-
сокорельефную чеканку получают на песчаной подложке. Уни-
версальной подложкой является смоляная, но она требует спе-
циального приготовления.
Существуют составы, приготавливаемые из канифоли,
рецепты двух из них приведены ниже. Для первого бдну часть
керосина и двадцать частей толченой канифоли перемеши-
вают в глубокой металлической посуде и варят в течение по-
лучаса. Вар изредка перемешивают и следят, чтобы он не
загорелся. Когда вар готов, он должен остыть, пока не станет
по мягкости напоминать замазку. Намочив в воде руки, его вы-
кладывают на деревянный квадратный щит несколько боль-
шего размера, чем изделие, и расплющивают так, чтобы по-
лучилась круглая ровная лепешка толщиной 30-50 мм. Сразу
же, пока вар не застыл, сверху на него кладут заготовку из-
делия и сильно вдавливают. Когда вар окончательно застынет
и прихватит изделие, щит переносят на подставку и присту-
пают к чеканке. Приготовленный вар можно использовать
многократно.
Второй состав из канифоли готовят следующим образом;
в металлическом котелке расплавляют канифоль и к ней посте-
пенно добавляют наполнитель — мелко просеянную сухую
землю или песок. В полученную горячую массу добавляют тол-
ченый древесный уголь и свиной жир. Все тщательно переме-
шивают и плавят несколько минут. Оптимальный состав сме-
си содержит 1,25 л жидкой канифоли, 1 кг просеянной земли
'•ли песка, 150 г древесного угля и 50 г свиного жира.
Готовую смесь выливают на деревянный щит, на котором
предстоит выполнять чеканку. Чтобы смола не растекалась,
66 подгребают от краев к центру специальной лопаточкой или
•^сочками фанеры.
94 Объемная чекам
Через 15-20 минут смола приобретает форму лед|
на которую насмаливают пластинку металла, подготовш
для чеканки. Через 1,5-2 часа можно приступать к процеЦ
канки. J|
Чаще используют смоляную подложку, представлю
собой смесь битума с наполнителями — глиняным или ки
ным порошком, песком, золой ит.д. Все наполнители д|
быть просеяны. Эту смесь, постоянно помешивая, варяя
ле. Желательно делать это в подсобном помещении с я
точной вытяжкой на газовой или электроплите. Необход и
допускать возгорания смолы, так как она теряет пласти^
и вязкость. Следует заметить, что чем меньше примесей!
мягче смесь, чем больше добавок — тем тверже. j
Мягкую смоляную подложку получают соединение!
частей битума и одной части добавок. Жёсткая «подушка*
чается при соединении одной части битума и д вух частей й
нителя. Процентное соотношение регулирует сам чека!
Иногда в качестве добавок используют воск—для увели
пластичности, или канифоль—для скрепления. Выбор со
Смоляной подложки диктуется свойствами металла (пл|
ность, мягкость) и параметрами чеканной пластины (тол
размер), а также формой рельефа, но в любом случае ве
на добавок не превышает 5-10%.
Проще всего приготовить расплав смолы в обычно*
ре на костре в отдаленном углу двора. Огонь под днище*
но поддерживать умеренный, чтобы не произошло восп
нение смолы. При засыпании наполнителя содержимое^
может выйти через край. Чтобы этого не произошло,^
убавить огонь, а затем тщательно перемешать металл
кой лопаткой весь состав и хорошо прокипятить. После»
пания смеси ее снимают с огня и выливают в ящиксоот!
вующего пластине размера (рис. 50). Не давая смеси 0й
в нее равномерно погружают отбортовку пластины, след
бы под нее не попадал воздух.
Насмоленной пластине дают остыть и приступают к pi
В процессе исполнения рельефной чеканки требует
однократное разогревание смолы (уже разлитой в ящик
Последовательность изготовления изделия 95
Рис. 50. Ящики для смолы: 1 — деревянный; 2—металлический
пересмолки бляшек. Под металлические ящики устанавлива-
ют электроплиты с закрытой спиралью. Если ящики деревян-
ные, смолу подогревают с помощью электронагревательных
приборов со спиралью, расположенной на расстоянии 15-20 см
от поверхности смолы. Для быстрой и надежной работы луч-
ше ставить спаренные, рефлекторы (рис. 51). Смолу, затвер-
девшую в ящиках, можно разогреть в духовом шкафу газовой
плиты.
Обычно прогрев, насмолку и отжиг производятчтопере-
менно. Чтобы участок насмолки не загрязнялся натеками смо-
лы, используют сменные металлические листы-прокладки.
Рис. 51j Рефлекторы
96 г Объемная чей
С загрязненного листа следы смолы удаляют паяльт
отжигают на костре или срубают зубилом, а затем
керосином и хорошо промывают горячей водой.
Для работы со смоляной подложкой потребуют
щие инструменты: металлическая лопатка на длин
лической ручке для перемешивания разогревающе
кузнечные щипцы для захвата отжигаемой металли1
стины; вытяжной шкаф для проведения отбеливай
с травильными растворами для отбеливания бляш
ческая посуда для смешивания химических реактивов^
на с проточной (желательно горячей) водой для промы
делий после обработки их реактивами; ящик с дре
опилками для высушивания изделий; брезентовые |
для работы с расплавленной смолой.
Чеканка на смоле
Технология чеканки по листовому металлу на с
стоит из следующих этапов:
1. Насмолка бляшки.
2. Обводка контуров расходником и опускание <
3. Снятие бляшки, отжиг и отбеливание.
4. Выколотка рельефа.
5. Повторная насмолка.
Рассмотрим подробнее технологические особен!
дого этапа.
Насмолка бляшки
Чтобы в процессе работы пластина прочнеедер
смоле, ее отрезают с некоторым запасом по сравн!
личиной рисунка. Если она изогнулась при резани
правляют на стальной плите легкими ударами дер
молотка или киянки. Пластину перед насмолкой отбс
ют: загибают под прямым или близким к нему туп
все кромки. Если рельеф будет невысоким, достаточно
Последовательность изготовления изделия 97
щь четыре уголка (рис. 52). На этом предварительная рабо-
с бляшкой заканчивается.
Горячую смолу разливают в заранее подготовленные даре-
ные или металлические ящики с невысокими (4-5 см) бор-
|И. пока смола горячая и жидкая, нужно укрепить в ней под-
авленную бляшку.
Рис. 52. Подготовка бляшки к насмолке: 1 — для выколотки вы-
:ого рельефа; 2 — для выколотки низкого рельефа
Для этого ее погружают в рабочий раствор битума: снача-
i один край, а затем опускают пластинку всей плоскостью
рис. 53). Так поступают для того, чтобы не дать возможности
эздуху скопиться под металлом. Соприкасаясь с расплавом
лолы, пластинка сильно нагревается. Чтобы не обжечь паль-
11 рук, при выполнении насмолки обязательно надевают бре-
₽ис. 53. Насмолка бляшки
^.5191
98 - - ОбъемнаяMfli
зентовые рукавицы. Нужно быть особенно вниматв
время работы с жидкой горячей смолой. Она даН
ожоги. Если смола попала на кожу, это место следуй
спиртом, а затем смазать глицерином или борный
ном. При сильных ожогах необходимо обратиться в»;
или обмыть обожженное место раствором марганце
го калия и спиртом, а затем смазать мазью (напри*
фидиновой эмульсией).
Если смола в ящике не свежая, а уже застывшая,
насмолкой бляшки ее следует разогреть. Если нала
служит песок, по мере нагревания состава он постен
дает на дно, обнажая битум. Поэтому для получения
ного рабочего состава смолы для чеканки, его нужнг
шать металлической лопаткой до образования од|
массы. При перемешивании в смолу попадает возд
его выпарить, ящик вновь нагревают 10-15 минут. <
Насмоленная бляшка должна остыть. С ней не раб
ка смола не затвердеет. Обычно ящик с насмоленно
ной оставляют на ночь, чтобы с утра переводить риг
шаговое исполнение наомолки бляшки показано на
Обводка контуров расходником
и опускание фона
Рисунок, переведенный на металл, представлю
исходный этап для работы над чеканным рельефом
щим этапом будет углубление чеканом-расходник
ров рисунка в тонкую сплошную канавку. В отличие с
рельефной чеканки, здесь нельзя применять чекан-да!
операцию осуществляют с помощью обводного чекан
ника. 'i
Опускают фон с помощью чекана-лощатника в т<
где должны быть углубления. Для этого вдоль внешн
ны контуров опускают участки фона. Чекан-лощап
держать с таким наклоном, чтобы он уплотнял мет
с одной стороны (около рисунка), а с другого края Bi
плоскую поверхность (рис. 55). Таким образом, фон!
роследовательность изготовления изделия 99
Рис- 54. Схема технологического процесса чеканки на смоле
100
Объемная че
Рис. 55. Положение чекана-лощатника при опуск;
ся подушечным, заоваленным, как в резьбе по дереву,
нейшем он будет опущен.
Снятие бляшки, отжиг и отбеливание
За время перевода рисунка (канфарение), pacxi
контурам и опускания фона металлическая пластинка]
ров чекана нагартовывается. Ее надо снять со смо;
жечь. Снимают бляшку следующим образом: острым;
и слесарным молотком или небольшой кувалдой (ни в »
чае не молотком для чеканки) сбивают натекшие вал
лы до обнажения кромок металла. Когда обнажатся i
ки, зубило подводят под бляшку и слегка, чтобы не п
поднимают. Чаще всего пластинка легко отстает от с
ли она сидит прочно, следует сверху слегка подогр
яльной лампой, а затем снять с растекшейся смолы
вочным пинцетом или кузнечными щипцами.
Иногда на обратной стороне бляшки остается,
большой слой налипшей смолы. Чтобы от нее избави
повременно вернуть металлу пластические свойства, <
канку помещают в пламя паяльной лампы или газовой
нагревают д о темно-красного цвета, постепенно переа
мя от одного участка к другому. Так отжигают бляшку со
рон. Постепенно смола выгорает, превращается взог
осыпается.
Если пластинка алюминиевая, можно обойтись бе
жуточного отжига, так как алюминий значительно до;
Последовательность изготовления изделия 101
и меди сохраняет пластические свойства. Если ее требу-
gfcn прогреть, то следует быть весьма осторожным, так как при
^пературе отжига меди и латуни алюминий разрушается. Что-
ghi не погубить чеканку, перед отжигом на пластинку алюминия
куском хозяйственного мыла наносят несколько черточеки на-
чинают нагрев. Мыльные полоски постепенно становятся ох-
ристыми, коричневыми, затем черными. В этот момент нужно
отвести пламя, так как пластические свойства алюминию уже
возвращены, а дальнейший нагрев может привести к расплав-
лению пластинки.
От следов смолы и нагрева бляшка значительно темнеет.
На латунной и медной поверхности при отжиге образуется
окись меди черного цвета, а на алюминиевой — корка окиси
алюминия. На таком темно-грязном фоне плохо видна выпук-
лость рельефа и углубленный контур. Чтобы в дальнейшем
можно было нормально работать, бляшку нужно очистить,
опять сделать блестящей и светлой. Медь и латунь отбелива-
ют в соляной или серной кислоте. Отожженную алюминиевую
пластинку опускают в теплый раствор двууглекислой соды
(NaHCO3) или едкого натра (NaOH). В результате реакции по-
верхность металла высветляется.
Отбеленную бляшку промывают теплой водой, протирают
мзовым порошком, вновь промывают и просушивают в дре-
сных опилках. На подготовленной таким образом пластин-
можно производить выколотку рельефа.
Выколотка рельефа .
Эту операцию производят по обратной стороне бляшки
канами-бобошниками, мягкими расходниками и пурошни-
МИ.
Выколотку рельефа производят на мешках с песком, на
инцовых плитах, резиновых прокладках или на торцовых
езах дерева. Так как бляшка не закреплена искачет при уда-
> выколачивают лишь общие, весьма приблизительные объ-
1Ы- На данном этапе работы нужно быть осторожным и вни-
тельным, потому что на месте глубоких (высоких) рельефов
102 : Объемная чекаш
металл сильно нагартовывается и случайным ударом 1
прорвать пластинку. |
После выколотки рельефа чеканка чаще всего быва
естественно выгнутой. Поэтому ее поправляют на пой
ной плите по лицевой стороне деревянными чеканами, е|
навливая плоскость фона. В процессе выколотки металт
нагартовывается. Его отжигают, отбеливают и сушат |
Поскольку выколотка рельефа на незакрепленной пла
ке дает приблизительные объемы формы, окончательн|
водку производят на смоле (рис. 56). Бляшку насмаливай
цевой стороной вниз. Чтобы чеканка прочнее села в бия
ее выпуклую сторону предварительно накладывают не|
дымящейся, разогретой смолы, отогнув в эту сторону ч<
уголка. Чтобы смола на бляшке затекла во все впадины^
ли, снизу ее прогревают пламенем горелки. После зап
Рис. 56. Окончательная доводка рельефа на смоле
Последовательность изготовления изделия 103
нИя всех углублений фона бляшке дают немного остыть (смо-
ла не должна кипеть с краев) и обычным способом засмалива-
ет в ящик.
После отвердения смолы на пластине уточняют рельеф.
На этой стадии мелкие подробности не вычеканивают, а выко-
лачивают лишь большие композиционные элементы. Чтобы
не сбить рисунок й не потерять отдельные детали, следует че-
каном-расходником углубить их продольной канавкой.
Чтобы много раз не снимать и насмаливать бляшку, контро-
лировать рисунок лучше следующим образом: теплой мыль-
ной пеной смазать интересующий участок и вдавить туда ша-
рик размягченного пластилина. На нем отпечатается узор,
который припудривают алюминиевой (если чеканку произ-
водят на алюминци) или бронзовой (если чеканят на латуни,
бронзе или меди) пудрой. Припудренный пластилиновый от-
тиск дает полное представление о полученном рельефе. Та-
ким образом, можно проследить за всеми участками, вызыва-
ющими сомнения.
Повторная насмолка
Когда поднятие рельефа закончено, детали уточнены и про-
верены, бляшку снимают со смолы, отжигают, отбеливают,
промывают, сушат в опилках и опять насмаливают лицевой
стороной. Когда смола затвердеет, уточняют высоту больших
рельефных масс. Чрезмерно высокие выпуклости «гасят» че-
канами-лощатниками. Если при выколотке рисунок оказался
сбитым, контуры восстанавливают расходником, зачеканивая
все лишнее.
При обработке выпуклой поверхности чекан нужно ставить
под прямым углом к обрабатываемой плоскости рельефа. Че-
кан как бы лепит форму в металле (рис. 57).
Обычно чеканка создается не отдельными мазками, а об-
щим скольжением чекана по поверхности, непрерывными, ча-
стыми ударами. Смягчение и «залиэывание» формы, как пра-
вило, не требуется, ведь фактура отпечатанных следов чекана
передает материальность изделия, созданного из металла.
104
Объемная
Рис. 57. Процесс лепки формы чеканом*лощатником
Вместе с уточнением рисунка и обобщением рельефа на
чительном этапе работы прочеканивают графические
ности отдельных деталей композиций спомощью чет
ходника, которым наносят легкие штриховые удары по в
форме (рис. 58).
Когда готовы основные элементы композиции, мс
рейти к выравниванию углубленных планов, нанесен»
это необходимо) матовой фактуры на фон или отдель
пуклости рельефа. Углубления выравнивают лощап
а фактурную насечку производят канфарниками и рису
ми чеканами. Фактурная проработка фона и выпуклое
льефа может быть самой различной, в зависимости от
зиционного замысла и пластических возможностей мал
Фактура может иметь характер равномерно рассеяни
чек или представлять собой орнаментальные завивы п“
ныхлиний.
Углубленные точки на фоне получаются от удара че
канфарником по лицевой стороне, а выпуклые — с (
ной.
После того как чеканка выполнена и отожжена, не<
мо окончательно выровнять фон — чеканку кладут н_
рочную плиту рельефом вверх и с помощью деревянньг
нов проходят по всем участкам фона, добиваясь, что<
лежали в одной плоскости.
Рис. 58. Проработка отдельных деталей расходником
Таков общий технологический процесс выполнения чеканных
Работ по листовому металлу на смоле. Однако в практике неред-
ки случаи, когда та или иная стадия выпадает из технологичес-
кого ряда. Число технологических стадий может и увеличиться.
Например, после канфарения рисунка и расходки контуров по
точкам бляшку снимают и отжигают, не дожидаясь опускания фо-
На> а после отбеливания сразу насмаливают {без выколотки на
Мешках с песком). Поднятие рельефа осуществляют непосред-
ственно на смоле, опуская стадию выколотки.
106
Объемная ч&
Чеканка без смолы
Работа осуществляется чеканами с плоской боевой
Под ударами таких чеканов металл, наход ящийся между с
плитой и боевой частью чекана, сплющивается и получа
высокий рельеф. Чтобы углубить его, чеканят поперемен
цевой и обратной стороны. Нужно иметь в виду, что ч
можно только те участки, которые плотно прилегают к пли
никает как бы трехплановая чеканка. Два плана состав»
стки, углубленные с лица и изнанки, третий же—нетрону
скость металла. На прочеканенные плоскости наносят раз
род а фактурные узоры, орнаментально организованные тс
\ пуклые или вмятые бугорки, полоски итщ. Для этого исги
чеканы с соответствующей формой боя.
Первой операцией вслед за переводом рисунка на
идет углубление контуров. Его можно делать по-разно!
висимости от толщины и пластичности выбранного mi
ла. Если металл тонкий, легко деформирующийся, с
контуров производят чеканом-давильником (рис. 59). Ч<
Рис. 59. Положение рук при работе чеканом-,
I Последовательность изготовления изделия 107
ломают в кулаке полусогнутой руки и с нажимом (порой зна-
ццтельным) ведут по контурам рисунка. Металл под давлени-
ем проседает, а на поверхности бляшки остаются углубленные
линии, одинаковые на всем протяжении.
Если металл достаточно прочный и давильником его не про-
гнуть, используют чекан-расходник, углубляя с его помощью
очертания рисунка. При работе расходником под пластину под-
кладывают мешок с песком, лист резины, свинцовую пластин
ку и т.п. На стальной плите изображение совсем можно вырубить
из металлической пластинки, так как чекан-расходник стано-
вится как бы зубилом. Даже если рисунок не выпадет сразу,
а удержится на расплющенных контурах, то при дальнейшей
работе во время вытяжки рельефа металл все равно прорвется.
Обводку контуров чеканом-расходником осуществляют следу-
ющим образом: чекан держат с небольшим наклоном от себя,
чтобы он стоял на линии дальней пяточкой, чуть приподняв пе-
реднюю часть боя. Легкими частыми ударами молоточка чекан
посылают по линии на себя до тех пор, пока руке удобно управ-
лять инструментом. Затем бляшку поворачивают и вновьпродол-
жают работу. Все повороты, изгибы, волнистые участки конту-
ра проходят на пяточке с более частыми ударами и большим
наклоном чекана в сторону (внутрь закругления). Используя этот
прием, можно обойтись без полукруглого расходника, выполняя
все радиусы скругления прямым чеканом.
После обводки намечают планы, которые должны быть уг-
лублены с лицевой стороны. Чаще всего это бывают участки фо-
на. Бляшку кладут на массивную стальную плиту с ровной,
гладкой поверхностью и ударами молотка по чекану слегка
расплющивают необходимые участки. Одновременно с расплю-
щиванием идет и организация фактуры этих мест. Как прави-
ло, углубление выполняют чеканами с плоским боем (лощат-
никами), но с небольшой площадью ударной части. Она может
быть круглой, квадратной, ромбовидной, Треугольной, пря-
моугольной в зависимости от характера фактуры. Следы от
чекана могут быть расположены хаотично или организованы
в определенном орнаментальном ритме. Выбор конкретного
Решения зависит от замысла автора.
"108 Объемная чекам
-------------------------------------------
При ударах чеканка соскальзывает с плиты. Рукой,1
рой находится чекан, нужно не только направлять инсти
но и придерживать лист металла. . 3
В зависимости от площади, занимаемой углубленны
стями чеканки, металл может в большей или меньшей
ни наторговываться. Чтобы вернуть металлу пластична!
периодически нужно отжигать, а затем, выровняв дед
ным молотком и деревянными чеканами, вновь продя
работу.
В плоскорельефной чеканке по листовому метал!
смолы имеется несколько технологических и декора!
разновидностей: расходка с опусканием фона; плоскс
расходка, когда рельеф получается за счет выразитель
контурных очертаний деталей композиции; расходка
колоткой рельефа, который получают легкой выкол
с оборотной стороны по выполненной ранее плоско
расходке, что дает сочную, выразительную форму с
очерченными деталями композиции; а также просечная !
ная)чеканка.
Контурная чеканка
Контурную чеканку выполняют с помощью расходни!
рошника и фактурных чеканов на плоскости листового к
ла без выколотки рельефа. Эта техника несколько напо
ет гравировку, но техникой чеканки легче создать более:
и сочный рисунок, акцентируя его более сильными уд
и применением некоторых других чеканов, кроме расход
Контуры рисунка выполняют вогнутой, опущенной вниз, и.
пуклой, поднятой над фоном линией. Такими непрерывны!
ниями вычеканивают растительный и другие виды орна
без выколотки рельефа. Особенно хорошо контурная че
смотрится на предметах объемной формы.
Контурная чекднка делается целиком на смоле. Ра
где небольшой рельеф создается лишь за счет опускань
на, также выполняются только на смоле. Вообще все че
I Последовательность изготовления изделия 109
большого рельефа, требующие тщательной проработки ри-
^ка, нанесения фактуры, делают на специальной твердой
меКанной смоле. В отдельных случаях при сложном моделиро-
вании рельефа приходится производить засмолку пластины бо-
аее трех-четырех раз.
Создание декоративного рисунка и даже рельефа только
за счет опускания фона очень часто применялось и в про-
шлом, и в наше время. Такой способ является дальнейшим раз-
витием контурной чеканки. В данном случае после обводки
рисунка расходником с помощью различных лощатников и ма-
товых чеканов опускается фон, а рисунок орнамента или дру-
гого изображения остается выпуклым и нетронутым, благода-
ря чему рельеф приобретает особую свежесть и мягкость.
В зависимости от характера работы применяют различные
варианты и способы чеканки. Если чеканку производят на
смоле от начала и до конца, то рисунок получают четкий, в од-
ну линию, переводя его с эскиза на листовой металл канфар-
ником. Рисунок переводят на оборотную сторону пластины
с тем, чтобы можно было сразу делать легкую выколотку ре-
льефа орнамента. Затем чеканку снимают со смолы, отжига-
ют, отбеливают и насмаливают лицевой стороной наверх. Дав
смоле затвердеть, производят прочеканку рельефа. Для это-
го весь рельеф подчеркивают по контуру почти острым расход-
ником, проглаживают листочки лощатником и в последнюю
очередь прочеканивают фактурным чеканом весь фон. По-
том пластину окончательно снимают со смолы, отжигают, от-
беливают, промывают, сушат и выправляют.
Этот же вид чеканки применяют и на объемных изделиях.
Можно сильно углубить фоновую часть металла, и тогда орна-
мент сохраняет свежесть чистого металла и общую форму из-
делия, создает затейливый узор. А можно сначала сделать
выпуклые объемы отдельных участков, а затем уже опустить фон
вокруг всех изображений с последующей прочеканкой релье-
фа фактурными чеканами. На объемных изделиях кроме обыч-
ных чеканов следует использовать крюки и трещотки с соответ-
ствующей боевой частью.
110
Объемная
Плоскорельефная чеканка
Самый простой и доступный вид чеканки—плоек
ная. После того как рисунок перенесен на пластину с i
чекана-канфарника, ее укладывают на подложку из
резины, древесины мягких пород (липы, ольхи, ос
войлока.
Пластину кладут на подкладку рисунком вверх и
расходником обводят контуры рисунка сплошной}
ной линией — делают расходку.
Для этого расходник ставят на линию, отмечен
фарником, и, легко ударяя по нему молотком, нами,
лублять все контуры рисунка сплошной линией. Руку с
направляют к себе, чтобы были видны одновременно и
ник и прорабатываемая линия. Участки с крутыми изги(
сунка прорабатывают узким расходником, слегка н
его в сторону закругления, или используют расходник
в виде дуги. Желательно, чтобы после расходки линия б
ной глубины и не глубже 2 мм, иначе можно прорвать »
По окончании операции рисунок на пластине виден оч
рошо как с лицевой, так и с изнаночной стороны.
Эту же работу можно выполнить давильником, но то
тонкой медной или алюминиевой пластине, использ
лочную или резиновую подложку.
Следующий этап работы — опускание фона вокруг
ка (рис. 60). В качестве подкладки потребуется стальн
та с ровной гладкой поверхностью и чекан-лощатник. ।
ция эта довольно проста. Ударами молотка и чекана по пл,
опускают фон до уровня вд авленной линии, полученной nf
ходке. Вдали от рельефа рисунка это делают широким и
молотка, а в непосредственной близости — лощатникс
как молотком можно повредить рисунок. Удары должнь
не сильными, но частыми. По мере того как со всех стор
сунка постепенно опускается фон, рельеф поднимают
пор, пока он не станет отчетливо выделяться, возвыш"'
фоном. От ударов пластина нагартовывается и теряете
стичность. Фон чеканки из-за жесткости металла не г
Последовательность изготовления изделия 111
Рис. 60. Опускание фона
ся выравниванию, поэтому ее отжигают. В отличие от стали,
медные, латунные и алюминиевые пластины после отжига
можно охлаждать в воде. После этого на стальной плите киян-
кой и деревянными чеканами выравнивают фон, пока он не
станет достаточно ровным.
Обычно поверхность рельефа рисунка при выравнивании
фона изменяется: одни участки вздуваются, другие, натягива-
ясь, опадают. Поэтому рельеф нужно доработать, уточнить.
Вначале чрезмерно выпуклые участки осаживают деревянны-
ми чеканами или киянкой на мешке с песком. При осаживании
следует следить затем, чтобы под осаживаемыми выпуклос-
тями не было пустого места. Если там не будет песка, горель-
еф не удастся выровнять, от ударов молотка на нем появятся
вмятины.
Затем прорабатывают места, которые недостаточно под-
нялись над фоном. Для этого чеканку кладут лицевой стороной
на подложку из резины или дерева, подравнивают рельеф,
а заодно прочеканивают и отдельные участки, требующие де-
тальной проработки.
После доработки рельефа снова подравнивают фон на
стальной плите киянкой и деревянными чеканами до тех пор, по-
ка фон всеми своими точками не будет соприкасаться с плитой.
112
Объемная ч<
Чтобы подчеркнуть, выделить рельеф изображения, <
делают фактурным,.прорабатывая его канфарником, р
чеканом или пурошником. Делают это как на стальной
и на деревянной. Чекан при этом следует держать в
бедно, как бы на весу, не прижимая к металлу, и удары
ком по нему наносить очень часто и легко.
Рельефная чеканка
Особое значение при работе в этой технике имеет гк
ка. В ее качестве можно использовать войлок, мешок с
или толстую резину, так как на данном этапе основной <
яДяяется поднятие рельефа и правильное установление
ныхяго соотношений, но лучше всего использовать с»
сунок обвод ят расходником одной сплошной линией, пт
торой не должна превышать 2 мм, иначе можно п
пластину. После этого опускают фон вокруг будущего
молотком и чеканами-лощатниками. Опускание фонасл
чинать в непосредственной близости от границ будут
ефа, у самой контурной линии, которой он обведен. Ч
этом д ержат слегка наклоненным в сторону рельефа,л
хранить стенку со стороны рельефа, образовавшуюся
ходке, и выровнять стенку (противоположную стенке |
со стороны фона. Участки фона, отд аленные от рисунка,
вают молотком. Постепенное опускание фона поднимает
нок, превращая его в выступающий над фоном рельеф. Когд
будет равномерно осажен, пластину снимают со смолы, j
гают и чистят мягкой металлической щеткой или пучком i
латунной проволоки. Перед следующей насмолкой углы п
ны отгибают в противоположную сторону. Пластину кла
смолу лицевой стороной вниз и производят дальнейший
ем рельефа и уточнение его форм. Выколотку выполня!
личными чеканами (лощатниками, пурошниками, бобошь
и закругленной частью молотка.
Если нужно дополнительно проработать рельеф с л|
стороны, тогда его. высоту делают с небольшим запасо
Последовательность изготовления изделия 113
После окончания выколотки предметы переднего плана
должны выступать над фоном больше, чем предметы и фигу-
ры второго плана. Если подъем фона производят на мешке
с песком или резине, то отдельные участки рельефа, которые
должны выглядеть на готовой работе четкими, выколачивают
на мягкой деревянной доске. Затем пластину снова отжигают,
очищают и отгибают углы в сторону, противоположную лице-
вой, а покоробившийся за время выколотки рельефа фон тща-
тельно выравнивают на стальной плите широкой частью молот-
ка и киянкой.
Насмолку пластины с выколоченным рельефом произво-
дят иначе, так как ее не удастся положить на смолу так, чтобы
под ней не осталось воздуха. Поэтому оставшуюся смолу рас-
плавляют и подогревают пластину. Затем смолой заполняют
с обратной стороны все углубления рельефадр уровня фона или
чуть выше. Когда смола на чеканке начнет застывать, разогре-
вают верхний слой смолы в ящике и кладут на нее чеканку ли-
цевой стороной вверх.
Когда смола совсем Остынет, приступают к окончательной
проработке всех форм рельефа. Чеканка выглядит намного вы-
разительнее и привлекательнее, если ее фон имеет соответст-
вующую сюжету фактуру, которая еще больше подчеркивает
и выделяет рельеф. С помощью различных чеканов его можно
проковать или проканфаритъ, сд елать матовым или рисунчатым,
орнаментальным.
После окончательной доводки пластину разогревают, сни-
мают со смолы, отжигают, очищают и очень осторожно вырав-
нивают киянкой фон.
Иногда, чтобы придать работе особую декоративность, де-
лают просечку фона, вырубая его или выпиливая в расчете на
то, что фоном впоследствии станет тот материал, к которому
будет крепиться чеканка. Просечку фона делают сечками, не
снимая чеканки со смолы. Если металл толстый и при просеч-
ке будут слишком прогибаться края, фон после снятия пласти-
ны со смолы вырезают лобзиком.
Края просечки обрабатывают напильниками и надфиля-
ми для удаления заусенцев. А вот выравнивать слишком тща-
Объемная ч<
тельно просеченные края не следует — слегка загнуш
придадут чеканке дополнительную объемность. я
При крупных декоративных работах с очень высокий
ефом или при чеканке горельефов рисунок переводят^
на доске верстака без насмолки с помощью мягкого рая
ка или облого чекана, которыми проходят по рисунку, п
енному к металлу. Выколотку производят в ящике со сл|
лажненным песком. Работу ведут поочередно с обеихр
Чтобы достичь необходимой высоты рельефа, нескол|
отжигают металл и повторяют выколотку. Отжигают крупй
сты на открытом горне или на костре. - я
Чеканку ведут крупными чеканами оборотной стй
большого чеканного молотка, специальными выколото
ми или деревянными чеканами и молотками. Если пц
чеканки большая, засмолку делают местную, то есть Й
ют смолу только на тот участок, которыйхотят прочека»
смоле, или заливают всю площадь чеканки, ограничу
чеканки сколоченной из теса рамой (без ящика). Толщин
лы должна быть не менее 30-40 мм. Для местной засмолИ
но из кровельного железа сделать кольцо, которое!
свяжет и ограничит смолу. Обычно во время работы npi
ной засмолке смола трескается и постепенно отсквкия
дельными кусками. Такая засмолка может понадобитыз
ко на завершающей стадии прочеканки рельефа. «I
Просечная чеканка
Технология изготовления просечной чеканки оче*
и на протяжении многих веков не изменилась. В это»
выполняют ажурные накладки (аппликации) для ук
предметов домашнего обихода и декоративные ар
ные дополнения фронтоны, ставни, коньки для крь
тавливают и объемные полые формы — навершия для
(рис. 61) и воронки для водосточных труб, которые, г
основное назначение, пред ставляют собой еще и деко)
элементы архитектуры. Для небольших вещей приме
Последовательность изготовления изделия
115
Рис. 61. Дымник. Железо, просечная чеканка
стовую медь, латунь, жесть, для более крупных — кровельное
железо. Металл перед работой отжигают и очищают. На просох-
шую заготовку наносят рисунок орнамента.
Узор просекают на торце толстой доски сечками различной
Ширины с полукруглыми, остро заточенными рабочими конца-
ми. Технология просекания проста: удар по зубилу или сечке
Должен быть достаточным для пробивания металла с первого
Раза; следующим ударом лезвие инструмента должно слегка
соединяться с первой просечкой и так далее до полного про-
сечения выбранного участка контура рисунка. Образующиеся
116 Объемная чбмМ
по краям просечки заусеницы зачищают напильникСяИ
даком. После окончания просечки узор слегка выравниИ
не настолько, чтобы он стал совершенно плоским. МсяИ
дать узору рельефность, для чего с изнаночной сторонмИ
рабатывают чеканом-пурошником или закругленнывдИ
молотка. "ЗИ
На готовый узор наносят какое-либо покрытие, проИ
няющее металл от ржавчины. Я
Изделия из цветного металла выполняют на смолян™
ложке. Вначале наносят рисунок канфарником, по обрЯ
шимся линиям проходят расходником, а затем выполняя
колотку рельефа. После того как узор будет полностьмЯ
пластину отжигают и перенасмаливают на жесткую смоЯ
стки, предназначенные для уд аления, высекают сечкамия
дополнительной расходки острым расходником. В проя
расходки намечают линию, по которой производится вы|
и уменьшается толщина металла. Просечку фона делая
снимая работы со смолы, после ее окончательной дора«
Начинать просечку лучше от середины и идти к краям или я
тально с одного края к другому. После просечки ажурную
ку снимают со смолы обычным образом. |
' Отжигать ажурные чеканки надо особенно осторожней
бы не сжечь тонкие перегородки, широким и спокойным пн
нем горелки. Затем осторожно прокрацевать, вычистить|
ревшую землю и отбелить. После просечки образуются О(|
заусенцы, которые запиливают напильниками и надфиЗ
соответствующих профилей. Для ажурной чеканки рм|
компонуют так, чтобы все элементы были соединены, а |
нок после просечки фона не распадался (не рассыпался). |
ное в композиции ажурной чеканки — это ритм пустот и а
го рисунка, который создает ажур.
Для последующего крепления пластины с просечным
ром к деревянной основе по ее краям пробойником проб
ют отверстия для гвоздей. Крепят просечную чеканку мал
кими гвозд иками. Чтобы не повредить узор или шляпку гвозде
последний забивают металлическим стержнем с углублен
на конце. Следует иметь в виду, что шляпки гвоздиков такж<
I Прсл едовательность изготовления
мются элементами композиции и выполняют декоративную
^ь. Поэтому нужно обязательно продумать подбор гвоздей по
>ту и размеру шляпок.
[ Надрезная (бухарская) чеканка
Бухарскую чеканку трудно отличить от гравировки по метал-
1 ду, настолько они похожи. Сделать можно это только по следам,
оставленным чеканом: на дне бороздок всегда видны неболь-
шие порожки, которые образуются от частых ударов молотка
по инструменту. Из материалов для работы техникой надрез-
ной чеканки чаще всего используют латунь, но она должна
быть не тоньше 1 мм. Можно также чеканить и на других мяг-
ких металлах — меди, бронзе и т.д.
Во время работы используют легкий молоточек с изогну-
той ручкой, циркуль для разметки на металле и 3-4 зубильца-
резца (так называемые каламы) длиной 100-120 мм, с шири-
ной режущей части 2-5 мм.
Работу выполняют стоя или сидя на стуле. Изделие кладут
на специальную наклонную подставку, напоминающую пю-
питр. Иногда пользуются небольшими переносными подстав-
ками, которые ставят на обычный стол. С помощью копироваль-
ной бумаги рисунок переводят на изделие и при необходимо-
сти поправляют его карандашом. Для того чтобы вО время
работы рисунок не стерся с металла, егр покрывают прозрач-
ным лаком.
Резец, по которому наносят легкие и частые удары молот-
ком, держат в левой руке, равномерно и плавно передвигая его
по линии. Глубину выбираемой бороздки определяют по тол-
щине стружки, выходящей из-под резца, и изменением на-
клона резца регулируют ее. Для получения глубокой борозд-
ки удары молотком наносят сильные, для получения мелких
бороздок — легкие. Прямые линии прорезают редкими, но
сильными ударами молотка, а кривые и всевозможные завит-
ки прорабатывают слабыми, но частыми ударами, с медленным
ходом резца. Резец при работе держат в вертикальном поло-
118
Объемнаяче
жении, удары молотком наносят сверху вниз, поэт
с изделием поворачивают на подставке таким обра
прорабатываемый отрезок контура рисунка всегда н
в вертикальном положении.
После прорезки рисунка производят штриховку
лают ее легкими ударами молотка по резцу, которы|
прикасак>тся к металлу. После полировки войлоком И'
ГОИ изделие покрывают одним слоем прозрачного
Орнаментально-пуансонная чеканка
Орнаментально-пуансонной чеканкой выполняют
небольшие вещи, используемые в качестве украшений: !!
кулоны, браслеты, диадемы, заколки, пряжки и т.п. Можмй
же сделать украшения для обложек альбома, рамки для|
графийидр.
В качестве материалов для орнаментально-пуан<Ц
чеканки используют те же листовые металлы, что и для /й
видов чеканки — алюминий, медь, латунь. Но лучшей из Я
ляется латунь. Она золотисто-желтого цвета, поэтому!
умелого патинирования и полировки изделия из нее прй|
тают очень красивый вид. j
Для орнаментально-пуансонной чеканки применяю^
соны, бойки которых представляют собой детали раститЯ
и геометрических орнаментов: шарики, ромбики, квад|
ки, листики, цветки, всевозможные завитки, кружочки и т1
нанесения на фон фактуры используют острый канфарник
большой матировочный чекан. 1
Подложку для чеканки используют из древесины твш
не слоистых пород дерева (березы, бука). Для каждой ноЯ
канки готовят новую деревянную подкладку. |
Пластину для чеканки вырезают с небольшими пш
необходимыми для крепления заготовки к подкладке, оя
ют, очищают и выравнивают киянкой. По краям пластин^
бивают пробойником два-четыре отверстия для небр|
гвоздиков и переносят рисунок. J
Последовательность изготовления изделия 119
для чеканки нескольких одинаковых изделий лучше изго-
т0Вцть шаблон.
Выбивать орнамент начинают с самых крупных его деталей,
цекан с соответствующим боем ставят строго в нужном мес-
те и по нему сильно ударяют молотком. Чем крупнее выбива-
емая деталь, тем более выпуклой она должна получиться с ли-
цевой стороны. Все мелкие детали, точки, штрихи и т.п. должны
выступать на небольшую высоту (до 1 мм).
После выколотки каждой д етали участок фона вокруг нее вы-
равнивают ударами плоской части молотка, чтобы получить
резкий, крутой переход от фона к выпуклостям. После оконча-
ния чеканки фон окончательно выравнивают, а пластину сни-
мают с подкладки и острым камфар ни ком или рисунчатым че-
каном легко и осторожно прорабатывают фон.
От пластины отрезают лишние поля, опиливают их бар-
хатным напильником, отжигают, выравнивают, тонируют и по-
лируют. . .
К броши или заколке с обратной стороны припаивают бу-
лавку, сделанную из стальной или иеотожженной латунной
проволоки. Для кулона делрют цепочку.
Басма
Басма—тиснение или выколотка на матрице—следующий
этап орнаментально-пуансонной чеканки, имеет ряд существен-
ных преимуществ перед ручной чеканкой. Первое из них—бы-
строта изготовления и значительная экономия металла и вре-
мени. Тиснение можно осуществлять на мягком листовом
материале из алюминия, меди, латуни и даже из тонкой жести,
применяемой в пищевой промышленности. Чем мягче и тонь-
ше металл, тем точнее он воспроизводит все детали и факту-
ру матрицы.
Матрицу для басменного тиснения можно изготовить не-
сколькими способами и из различных материалов, которые вы-
бирают в зависимости от возможностей, умения и количест-
ва предполагаемых оттисков. Ее можно вырезать из дерева,
120«г Объемная
отлить или вырезать из гипса, отлить из бронзы, выгр
вать на стальной плите. Чтобы острые выступы и края
рывали при тиснении тонкий металл, рельеф должен
мягкие плавные формы. Обратная сторона матрицы —<
кая и ровная.
Саму басму также можно изготовить двумя спосс
тиснением и выколачиванием. Для тиснения делают п)
из того же материала, что и матрицу, либо используют же
резину или свинцовую пластину. На матрицу кладут т
(0,1 -0,3 мм) отожженный лист металла, сверху пуана
резины или свинец. Все это помещают под ручной bi
пресс. Резина и свинец способствуют вдавливанию тоги
таллического листа вовсе углубления матрицы. Вследст
го на листе образуется рельефное изображение, коте
вольно точно воспроизводит все детали матрицы.
При выколачивании лист металла кладут на матрицу,
ступающие края со всех четырех сторон загибают вниз
го, чтобы в ходе дальнейшей работы лист не сдвигался. I
этого рельеф выколачивают резиновым или полихлорви
вым молотком. Следует учитывать, что при выколотке мета
жет нагартоваться, поэтому пластину время от времени с
ют и отжигают.
Металлопластика
Металлопластика (выдавливание по металлу) — м
ный, несложный и легко осваиваемый вид художеств
обработки металла, не требующий большой физической
Для работы необходимо иметь небольшие ручные н
цы для металла, легкий молоточек, пробойник, штихель, i
стек и выдавок, два-три шпателя и несколько давиль
различной ширины. Рабочие концы давильников должна
хорошо отполированы на войлочном круге пастой ГОИ,
при работе они легко скользили по металлу, не царапа
Длина рабочей части давильника — 500 мм, длина дерев
рукоятки —120-130 мм. Для выдавливания на твердом к
Последовательность изготовления изделия 121
используют давильники с длинной рукояткой (400-500 мм).
0ри выдавливании рукояткой давильника упираются в плечо,
цто значительно облегчает работу.
В качестве твердой подложки применяют листовой, сви-
иец толщиной 3-6 мм или текстолит; подложку средней твер-
дости делают из линолеума или картона, мягкую — из войло-
i9i или сукна.
Лучшими материалами для металлопластики являются алю-
миний и медь толщиной около 0,1 мм. Если металл несколько
жестковат, его отжигают. Края приготовленной пластины обра-
батывают наждачной шкуркой или личным напильником, за-
тем кладут ее на твердую подкладку и тщательно выравнивают
при помощи широкого шпателя, пока не исчезнут неровности
и бугорки. Пластину кладут на подложку из линолеума и при по-
мощи штихеля обводят контур рисунка. ; г>
Давильник берут в правую руку так, чтобы большой палец ле-
жал на верхней торцевой части рукоятки, а остальные четыре
пальца крепко ее охватывали. Ведут им по контуру рисунка не ос-
трием, а изогнутой частью. При этом указательным пальцем
левой руки надавливают на середину металлической части ин-
струмента, помогая этим правой руке и в то же время не позво-
ляя чекану сойти с контура. Остальными пальцами левой руки
придерживают пластину и при необходимости поворачивают
ее. Давильник должен все время сохранять одно и то же поло-
жение. Направление его движения должно быть постоянным,
в одну и ту же сторону—вправо и к себе, а прилагаемое усилие
всегда одинаковым, тогда выдавливаемая линия получится рав-
номерной. Если какой-то участок пластины окажется несколько
тверже, не следует особенно на него надавливать, лучше про-
вести по нему давильником несколько раз. Затем на металли-
ческой пластине широким шпателем вдавливают фон вокруг
полученного изображения.
Пластину переворачивают на другую сторону и продолжают
Работу на твердой подложке. Внутри рисунка очень близко к вы-
пуклому контуру провод ят д авильником вторую линию так, чтобы
получило» контур в виде двойной линии—это придает краямри-
сунка более четкие очертания. Пластину снова переворачивают
122
Объемная
лицевой стороной вверх. На ней еще раз вдавливают
вают фон рирунка. Затем пластину изнаночной стор<
кладут на мягкую подложку и теперь уже стеками выдеы
льеф рисунка. Делают это так, чтобы на металле не оси
дов от каждого отдельного движения стеки.
Чтобы поверхность изображения была гладкой, ут
льеф следует по частям. Для этого весь рисунок мо:
но поделить на 6-7 частей. Стеку при этом ведут от
изображения к краю, причем у края нажим на стеку
После выдавливания очередного участка пластину г»
вают лицевой стороной вверх и снова выравнивают
Повторив несколько раз процесс углубления и вы|
получают желаемый рельеф (рис. 62).
Рис. 62. Последовательность выдавливания
металлопластика
Поеледовательность изготовления изделия _ 123
I-, фон слегка прорабатывают рисунчатым чеканом на твердой
[-одкладке. Поскольку толщина пластинок, применяемых в ме-
Кддлолластике невелика, изделия из них можно легко повредить
г даже при неосторожном прикосновении. Поэтому выпуклые
[участки имеет смысл с обратной стороны заполнить какой-ли-
I go шпаклевкой. Готовят ее из мела, который размешивают с во-
I дрй и клеем ПВА до густоты сметаны. Вместо мела можно взять
| тертый кирпич, цемент или просеянный песок. Приготовленной
[массой заполняют все углубления, а лишнюю шпаклевку сни-
I мают стальной линейкой на уровне наиболее выступающих
с обратной стороны изделия участков.
Чеканка по литью
Обработка отливки начинается с подготовки ее для чекан-
i ки. Для этого с помощью сечек, зубил, напильников удаляют
в первую очередь литники, облои, выпары и другие возможные
! приливы. Чем меньше их в литье, тем качественнее отливка. За-
: тем литье очищают от земли стальной щеткой, протравлива-
; ют и сушат. После этого еще раз проверяют, нет ли раковин, пу-
стот, отверстий, следов от стержней. Все изъяны заделывают
с помощью пробок или сварки тем же металлом, из которого
произведена отливка.
Для чеканки литья применяют те же инструменты и приспо-
собления, что и для листовой чеканки. Разница лишь втом, что
для чеканки литья требуется меньшее количество чеканов, так
как здесь чеканится только внешняя поверхность изделия. Од-
нако чеканы для литья должны иметь большую твердость.
При чеканке отливок для их закрепления также использу-
ется смола. Плоские отливки насмаливают на ящики или дос-
ки, небольшие объёмные детали чеканят на котелке. Мелкие
ювелирные изделия {медали, украшения) Закрепляют на кани-
фоль. Крупные детали закрепляют в тисках, при этом под губ-
ки тисков подкладывают прокладки из свинца, алюминия или
Дерева, чтобы не повредить поверхность отливки. Зажимать ли-
Тье нужно осторожно (особенно пустотелое и тонкостенное).
124
Объемная 4ei
Очень большие и тяжелые отливки обрабатывают на i
или прямо на полу.
Как правило, чеканы по литью применяются шера
Особенно нужны чеканы с фактурой, напоминающей
ность отливки. В некоторых случаях обрабатывают j
только чеканами, но и с помощью бормашины (с гибю
том) с набором различных стальных и абразивных шаре
торые снимают тонкий верхний слой. Затем с помощью
напильников, надфилей, шабера, шлифующих мате
и гладилок поверхность изделия выглаживают.
Дифовка
Дифовкой обычно изготавливают сложные объемн
мы, чаще всего скульптуры. Это очень дорогой и трудоем
соб чеканки. Прежде всего, каждому скульптору, задуь
создать какую-либо работу в этой технике, уже при леп)
ли следует учитывать пластические особенности листо
талла. Материалом для скульптуры служат листы меди,.
алюминия, нержавеющей стали толщиной от 0,5 до 2 м
щина металла зависит в первую очередь от размеров и с
сти скульптуры.
С глиняного авторского оригинала снимают гипсову
му, с помощью которой отливают гипсовый отпечаток i
батывают его. С гипсовой модели снимают уже не целу
му, а фрагменты (куски) для отливки рабочих бетонн
металлических рельефных форм, на которых произвол
колотку листового металла. Бетонные куски служат дл!
лотки обобщенных деталей скульптуры, их изготавливают
мента и песка. Для чеканки сложных деталей (головы, г
рук и т.п.) отливают формы из баббита или чугуна. .
Затем по готовым формам для выколотки вырезают '
ные выкройки. Их количество зависит от сложности скул
Так, для головы чаще всего делают три выкройки; две (
с лицевой части с линией стыка через лоб, нос, под
Последовательность изготовления изделия 125
к одну с затылка. По бумажным выкройкам вырезают куски ли-
стового металла.
Отожженные листы металла накладывают на форму, при-
^мают специальными струбцинами и обколачивают резино-
выми или свинцовыми молотками. Если в ходе выколотки на ли-
стовых заготовках образуются выступающие складки, их
вырезают ножницами.
После черновой выколотки заготовки отжигают, снова накла-
дывают на формы, плотно прижимают к ним и производят че-
канку листа деревянными, пластмассовыми, медными и алюми-
ниевыми чеканами. Затем заготовки еще раз отжигают, снова
плотно закрепляют на формах и окончательно прочеканивают
стальными чеканами. Нередко бывает, что процесс выколотки
заканчивается сразу же после проработки деревянными чека-
нами.
У прочеканенных деталей в местах их стыков обрезают
лишний металл и сваривают их. Сварочные швы запиливают
и прочеканивают. Сварку делают тем же металлом, из которо-
го сделана скульптура^ Скульптуру монтируют на стальном
каркасе, изготовленном из уголков.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ОБЪЕМНЫХ ЧЕКАННЫХ ФОРМ
Приступая к работе над изготовлением объемной «
формы, необходимо сделать весь рисунок цилиндри
сферического, конического или другого полого чекан
делия в развернутом виде. Если же цельную разверт
ного изображения осуществить нельзя, ее составляют l
ментам, создавая их один за другим.
Для изготовления всего объемного изделия или
дельных деталей потребуется следующий инструме»
способления: деревянные или текстолитовые киянки,L
шайбы соответствующих размеров и конфигураций, к)
клещи и газовые горелки. На заготовке,'в местах наи'
вытяжки металла делают метки с внутренней стороны
или детали. Производят вытяжку на чеканной шайбе
удары наносят вначале по краям, постепенно приб
к середине (рис. 63). Таким образом металл подтягив;
сту наибольшей вытяжки. Если вытяжку производить
ном порядке, металл утоньшится настолько, что не
произойдет разрыв и заготовка будет безнадежно ис
Во время работы заготовку удерживают левой рукой,
наносят удары киянкой. Удары следует наносить в од
относительно чеканной шайбы, а заготовку сдвигать i
(расстояние между точками ударов на заготовке не
превышать 1-2 см). После 20-30 ударов (в зависи
толщины заготовки) на краях изделия начинают пс
складки. Их нужно удалить. Для этого заготовку под
Технология изготовления чеканных форм 127
Рис. 63. Вытяжка на шайбе
ручной газовой горелкой и складки разравнивают непосредст-
венно на шайбе. При разравнивании складок удары наносят по
направлению от центра к краю заготовки (рис. 64). Описанный
цикл повторяют до тех пор, пока глубина вытяжки не достигнет
необходимого размера. После вытяжки надо выгладить по-
верхность. Сделать это можно несколькими способами, в за-
висимости от конфигурации изделия:
* деталь кладут лицевой стороной на стол-наковальню и ки-
янкой выравнивают бугорки с внутренней стороны;
* в наковальню устанавливают грушеобразнукнюдставку, на
нее кладут заготовку и неровности выравнивают, нанося ударь)
с лицевой стороны;
* помятые места выглаживают чеканами-«утюжками».
Снимать возникающие в металле напряжения необходимо,
не дожидаясь возникновения трещин.
Если стыковка деталей будет происходить в плоскости,
после окончательной формовки заготовки проводят подрезку.
Для этого заготовку кладут на поверхность стола и карандашом
проводят параллельную плоскости стола линию, как показано
128
Объемная че
Рис. 64. Удаление складок
на рисунке 65. Для гарантии следует под каранд аш подл!
брусок высотой около 1 см. Лишний металл отрезаются!
ными ножницами. Подрезку следует производить в не<ж
этапов узкими полосками, чтобы не испортить заготов^
разевавшиеся после ножниц заусенцы опиливают напи|
ком или надфилем. »
Технология изготовления чеканных форм 129
Технология и последовательность чеканки на поверхности
объемных изделий (кубков, кувшинов, чаш) почти ничем не от-
личается от рельефной чеканки, за исключением некоторых
особенностей (рис. 66). Изделие др краев заливают смолой. Ес-
ли у объемной заготовки нет дна (а это бывает чаще всего), по-
лую форму ставят на кусок жести и наполняют смоляной под-
ложкой. Когда смола остынет, на поверхность с помощью
развертки наносят рисунок орнамента. Далее рисунок канфа-
рят, после чего контуры рисунка углубляют расходником. Затем
с помощью различных лощатников и пурошников осаживают
фон. На этом этапе чеканки изделие лучше всего класть на ко-
лени, хотя можно работать и на войлочной подкладке.
Затем, подвесив изделие над смоляным котлом, осво-
бождают его от смолы, осторожно и равномерно прогревая
газовой горелкой снизу вверх, и отжигают до полной очист-
ки, следя, чтобы не произошло деформации чеканной полой
формы.
Далее производят вытяжку рельефа, действуя крюком или
трещоткой внутри формы (рис. 67). Эту тонкую и трудную ра-
боту производ ят специальными чеканами — крюками и трещот-
ками, с различными формами боя, как у канфарников, лощат-
ников, пурошников, бобошников. Суть работы крюком почти та
же, что и обычным чеканом. Разница только в том, что молот-
ком ударяют не по торцу чекана, а по штанге. Изделие кладут
на резиновую подкладку, рабочий конец крюка ставят на уча-
сток рельефа внутри сосуда, который подлежит выколотке.
Другой конец крюка держат в руке. По штанге крюка наносят
удары молотком. Крюк, вибрируя, с силой наносит удар по
стенке сосуда, поднимая рельеф.
Работу трещоткой выполняют иначе. Трещотку зажимают
в тисках. Левой рукой придерживают сосуд, в правой держат
молоток. Поворачивая сосуд, рабочий конец трещотки направ-
ляют на тот участок рельефа, который нужно поднять, и по
Станге трещотки, по той ее части, что ближе к тискам, наносят
сильный удар молотком. От удара трещотка вибрирует. Ее ра-
бочий конец ударяет по стенкам сосуда, постепенно поднимая
Рельеф..........-
3 Зак. 5191
130
Объемная че.
Технология изготовления чеканных форм 131
Рис. 67. Чеканка внутри
формы
Сборка объемных
изделий
Не все объемные изделия
можно вычеканить целиком.
Если изделие вычеканивают
по частям, то всегда наступа-
ет момент, когда следует со-
единять части в единое це-
лое. Сборку изделия чаще
всего производ ят при помощи
паяльника, иногда (при изго-
товлении крупного изделия
из толстого металла) пользу-
ются электросваркой или за-
клепками. Работу выполняют
при включенной вентиляции,
в защитных очках и резино-
вых перчатках.
Основными инструмента-
ми являются паяльник, меди-
цинские зажимы (рис. 68),
припой ПТТРГ 10 ПОСС уЗО-
2 ПС)СТ21931-7650г, кислото-
стойкий материал (тампон),
ортофосфорная кислота.
После того как две (и более) частей заготовки готовы, их
соединяют, предварительно зачистив и обезжирив металл. Это
сложнейший процесс в подгонке деталей, так как изделие име-
ет толщину отО,8 до 1,0 мм. На данном этапе необход им помощ-
ник, который составляет заготовки, а мастер при помощи мед-
ной проволоки временно фиксирует их между собой. Для пайки
внутри изделия в нем вырезают продолговатые технологичес-
кие отверстия, которые впоследствии закрывают декоратив-
ными накладками; Места стыков обрабатывают ортофосфорной
кислотой. Предварительно разогретым на стационарной горел-
ке паяльником производят пайку, держа зажим с припоем в ле-
132
Объемная че<
Рис. 68. Зажимы для удержания припоя и канифоли
вой руке (во избежание ожогов желательно использова
томический зажим, так как он длинный). В правой руке j
разогретый паяльник и тщательно разогревают обе дета/
69). Малогабаритные изделия, не требующие особой ж(
ти, герметичности и прочности, в основном спаивают
Рис. 69. Пропайка швов
Технология изготовления чеканных форм_____133
Изделие располагают таким образом, чтобы пропаиваемый
ijjob находился внизу и был горизонтальным, а затем заливают
его припоем. Участки изделия, которые будут подвергаться ме-
ханическим нагрузкам, рекомендуется для усиления конструк-
ции соединить изнутри полосками металла размером 50x5 мм.
Рис. 70. Удаление зазоров
Количество полосок на из-
делии может быть от четы-
рех до шести. Соединение
внахлестку обеспечивает
наиболее прочный шов, им
пользуются во всех случаях.
Комбинированные соеди-
нения применимы при пай-
ке сложных изделий инди-
видуального назначения.
Изделие не паяют сра-
зу сплошным швом, а вна-
чале производят пайку
прихватками или полоска-
ми: 2-3 см пайки — 10 см
пропускают и тд. После на-
ложения прихваток при по-
мощи молотка с шарооб-
разной боевой частью или
киянки удаляют зазоры
(рис. 70). Затем изделие
тщательно пропаивают по
всему периметру изнутри
и вырезают декоративные
накладки, чеканят по фор-
ме изделия, отжигают и
припаивают внахлест тех-
нологические отверстия.
Они также служат для уси-
ления жесткости конструк-
ции. В наиболее сложных
местах изгибов можно вре-
134
Объемная чекан!
менно закреплять накладки при помощи зажимов, ко
должно быть не менее восьми штук.
Когда изделие собрано, необходимо вымыть изнутри
ки кислоты. Для этого в малозаметных местах просверл
два отверстия диаметром 3 мм и заливают внутрь тепл'
лочную воду. Такой же водой моют изделие снаружи и st
ваютего.
Подготовка паяемых поверхностей
До начала пайки необходимо тщательно очистить со
емые поверхности от загрязнений и оксидов — место
должно быть абсолютно чистым. Зачистку можно прои
двумя способами: химическим и механическим. Механи
очистку—удаление оксидов — производят с помощью >
ников, надфилей, наждачных шкурок, шабера, железной
Поверхность для пайки обрабатывают до од нотонного опт
талла. После этого на подготовленную поверхность нано
кий слой ортофосфорной кислоты, детали соединяют,
руют и паяльником наносят припой. Бывает, что обраб<
поверхность не залуживается с первого раза. В таком ст
нанесенное олово нельзя наливать кислоту. Следует в<
осушить поверхность, заново ошкурить, нанести тонки
кислоты на металл и повторить пайку. Если подготовителы
цесс выполнен тщательно, то повторная очистка не тре<
ОФОРМЛЕНИЕ ЧЕКАНКИ
Вычеканенное изделие очень часто нуждается в дополни-
тельном оформлении для усиления его художественной выра-
зительности. Для этого существует множество способов: на-
несение различных химических и гальванических покрытий на
все изделие или его отдельные участки, окраска металла кра-
сками или покрытие цветными и прозрачными лаками, искус-
ственное старение поверхности, шлифовка и полировка, ма-
тирование поверхности химическим или механическим
способом. Некоторые из них будут описаныниже.
Хорошее впечатление производит массивный рельеф, под-
черкивающий материальность металла. Для этого чеканку об-
резают по размерам и под определенным углом отбортовыва-
ют кромку по всему периметру. При этом создается впечатление
тяжеловесности основы и большой массы рельефа. .
После отбортовки кромок напильником снимают заусенцы.
На оборотной стороне чеканки припаивают проволочную пет-
лю, за которую ее подвешивают на стену. Обработанную чекан-
ку можно поместить на деревянную доску или щит, предвари-
тельно обожженный или затонированный в соответствующий
цвет. Обжигают дерево в пламени паяльной лампы. После об-
жига обгоревшую поверхность с силой прочищают вдоль воло-
кон металлической щеткой. На дереве текстура проступает
Рельефно и очень выразительно. Надо иметь в виду, что пло- -
ко просушенная древесина со временем обычно коробится. За-
крепленная на ней чеканка мнется, вспухает. Нужно или исполь-
зовать сухую древесину, или закреплять чеканку не четырьмя
136
Объемная чек!
1
гвоздями по углам, а двумя — по осевой линии (рис.
но поступить иначе — отбортовать чеканку по всем с
на оборотную сторону и закрепить в этих изгибах
прессованный картон. Под просечную чеканку можно
цветную ткань, что значительно повысит ее деко
Рис. 71. Деревянная основа под чеканный рельеф!
закрепления чеканки на ней
Многие изделия хорошо выглядят после шлифовф|
нают ее крупнозернистой шкуркой, постепенно переход
козернистой, а затем к шлифовальной пасте или км|
шей кирпичной муке. Шлифовкой удаляют окислы, Й
чистую поверхность металла. Зеркального блескадоШ
полировкой. Ее проводят полировочными пастами разе
состава — смеси мела, извести, окиси хрома, алюмина
ного порошка, нашатырного спирта, воды и других коЧ
тов. Очень хорошие результаты получаются при исполь^
полировочной пасты ГОИ. Пасты бывают твердые, 0
и мягкие. В такой очередности ими и пользуются. Тверд
видируют оставшиеся от шлифовки царапинки, срвй|
биваются ровного фона, а мягкой получают зеркальны!
металла. ai
Полировку обычно производят вручную, но ровные;
ные детали легко полировать специально изготовленнЫ
гами из нескольких слоев войлока, фетра, толстого сукн
тельно проклеенных клеем марки БФ и сшитых между С
Оформление чеканки 137
Полировочный круг закрепляют на небольшом металличе-
jkom стержне, который устанавливают в патрон точильного или
^ерлильного станка и смазывают пастой. К вращающемуся
иругу прижимают поверхность изделия и полируют ее. Оконча-
^льную доводку осуществляют на сухом матерчатом круге.
Наиболее труднодоступные участки изделия полируют спе-
циально изготовленными палочками из древесины твердых по-
род — бука, дуба и мягких—липы, груши. Рабочая часть поли-
ровочных палочек, которую смазывают пастой, разнообразна:
выпуклая, вогнутая, коническая и т.д. Узкие сквозные отвер-
стия полируют шелковым шнуром, а то и суровой нитью, покры-
вая их пастой.
Полировать можно и специальными чеканами — «утюжка-
ми». Ими проглаживают металл под нажимом водномнаправ-
лении до появления глянца на полируемой поверхности. Затем
выглаживание осуществляют в перпендикулярном направле-
нии- Для лучшего скольжения рабочей части «утюжка» полиру-
емую поверхность время от времени смачивают специальным
водным раствором мыла и нашатырного спирта.
Красивые матовые покрытия получаются при использова-
нии пескоструйного приспособления. С его помощью на из-
делие можно нанести рисунки в виде листков, узоров и т.п. Для
это го толстую липкую ленту наклеивают на участок, предназна-
ченный Для рисунка. На ленту наносят рисунок, лезвием выре-
зают участки, подлежащие обработке. Затем струей песка об-
рабатывают открытые места. Поскольку летящий песок имеет
большую скорость, то во избежании порчи изделия следует на
отдельном куске металла предварительно подобрать расстоя-
ние от сопла до обрабатываемой поверхности и размер песчи-
нок. Крупный песок дает насечку, а мелкий, пылевидный — мяг-
кий матовый тон. После обработки снимают пленку и получают
сочетание блестящей поверхности с бархатистой.
Алюминиевые изделия'хорошо чернятся обычными кра-
сителями: тушью, черным спиртовым лаком, мелкой графит-
ой пудрой, копотью березовой коры и другими тонирующи-
ми элементами. Для этого готовую алюминиевую чеканку
обезжиривают ацетоном, смачивают растворителем (очищен-
138 Объемная чекЦ
ным керосином, уайт-спиритом или любым другим рЯ
ным растворителем) и обжигают паяльной лампой. Чш
ше растворителя на поверхности металла, тем чернееЯ
тина от продуктов сгорания. Если нужно получим
затемненный рельеф, чеканку равномерно протиракш
ной кистью, смоченной в растворителе. Чтобы получим
черный налет, чеканку не протирают, а смачивают раем
лем. В углубленных местах оставляют неглубокие лужи
канку в этом случае располагают горизонтально и оЯ
в течение 4-5 минут паяльной лампой. Пламя нужноЦ
но перемещать по поверхности, так как от сильногоЦ
ния алюминий разрушается. Когда чеканка остынет, тй
места протирают тампоном, смоченным маслом, смей
с мелким пылевидным абразивным порошком. Поем
чеканку тщательно протирают сухой салфеткой, удаляй
порошка. f
Чтобы придать чеканке другой цвет, ее отжигают, й
ют войлочным кругом с пастой ПОИ, очищают от следа|
и начинают нагревать над газовой горелкой с оборот^
роны. На лицевой полированной стороне от нагрева в|
тате образования на поверхности тончайшей окисной^
появляются цвета побежалости. Они сменяют друг друи
дующем порядке: соломенный, коричневый, пурпурный^
светло-серый. Когда будет достигнут нужный цвет, б
прекратить нагрев.
Чеканку из жести и кровельной стали покрывают ней
ной олифой и помещают в нагретую до 400 *С муфельнц
Чеканный рельеф покрывается равномерной прочно!
кой красивого темно-коричневого цвета. Можно пЯ
прокалить, дать им остыть и затем отполировать вм
места. Чеканка приобретает голубовато-серый цвет, й
делие выполнено из синеватого листа кровельной стй
вообще не нуждается в патинировании. Достаточно л»
полировать выпуклые места рельефа. |
Медь, латунь и алюминий хорошо тонируются с по(
солярки (или керосина) и битума. Небольшое количес?
тума растворяют в солярке или керосине, получений
I Оформление чеканки 139
Ьором смазывают всю поверхность чеканки, особенно в углуб-
Ьениях фона. Выпуклые места можно потом слегка протереть,
[сняв с них красящий слой. В таком виде пластинку прогрева-
ет. Растворитель выгорает, а битум накрепко въедается в ра-
|зогретый металл. По прочности и глубине тона патина не усту-
пает химическим покрытиям. После остывания изделия
[выпуклые места осветляют обычным образом.
I Хорошо держится на металле копоть. Перед отделкой из-
делие необходимо отбелить и отполировать. После полирова-
ния чеканную поверхность обезжиривают бензином или аце-
тоном. Подготовленную чеканку помещают на проволочном
кронштейне над коптящим пламенем (рис. 72).
Обильную копоть дают горящая береста, керосин или со-
лярка, горящие при недостатке воздуха, или древесные опил-
ки, смоченные бензином. Над коптящим пламенем чеканку
держат, перевернув лицевой стороной вниз. Чтобы копоть
прочнее пристала к металлу, поверхность чеканки следует
[обезжирить и предварительно нагреть до 100-120 'С. После
копчения чеканке дают остыть и затем тряпочкой удаляют на-
Рис. 72. Приспособление для обработки чеканки копотью:
1 — проволочный кронштейн; 2 — патинируемая чеканка; 3 — коптящее
пламя; 4 — подставка из огнеупорного материала (асбеста)
140 Объемная
лет копоти. Если требуется, выпуклые участки релнВ
светляют обычным образом. После этого чеканку пяВ
лаком. 'ЯИ
Красивую пленку — от светло-коричневых до темЦИ
невых, переходящих в черный оттенков, можно полш
алюминии, если смочить его молоком и прокалить нашЦ
нем до полного испарения молока. Оттенки зависят оЯ
ства молока, попавшего на пластину: чем его меньше,^!
лее покрытие. Я
Для получения золотистого оттенка применяют гЯ
который в расплавленном состоянии наносят на поввЯ
тонким слоем, после чего чеканку прогревают над плм
Иногда изделие натирают олифой или растительйИ
лом и держат над коптящим факелом из толи или рубЯ
Частички сажи прочно соединяются горячей олифой, <1
серый цвет покрытия. Я
Прокаливанием тонируют и натертые растительна
лом изделия. Полученная блестящая пленка оливковсй
та надежно защитит металл от коррозии и придаст аля|
пикантный декор. , Я
Чеканные изделия очень хорошо гармонируют сЯ
и деревом, а также с природными камнями, подчеркни
друга- 1
Нанесение защитных 1
и декоративных покрытий 3
Налет зеленых, голубых, коричневых, серых и черм
тенков, покрывающий со временем цветные металлы!
вается патиной. Патина появляется вследствие длител
воздействия на металл кислорода, сероводородных я
кислот, когда на поверхности металлов происходят peg
в результате которых образуются новые химические ai
ва. Соединяясь с данным металлом и покрывая его, ом
дают ему тот или иной цвет. Тот же результат можно по!
с помощью химической обработки за более короткое в
I оформление чеканки 141
для каждого металла и сплава, применяемых в чеканке, суще-
Ьтвуют определенные химические соединения, обогащаю-
I щце цветовой тон.
I Когда на поверхности чеканки образуются окиси и закиси
| металлов—это оксидирование. А если появляются сернистые
|лли хлористые соединения, то это — патинирование. Приме-
няя искусственное патинирование, можно подчеркнуть или
[зрительно смягчить форму или отдельные ее детали, усилить
[выразительность композиции в соответствии с творческим
| замыслом. Кроме того, тонированием можно добиться не толь-
ко тонких цветовых переходов на чеканке, но и цветовой гар-
I ионии между чеканкой и основой, на которую она прикрепле-
। на (деревом, картоном, тканью).
I При тонировании чаще всего применяют следующие хими-
ческие вещества:
* битум — природные или искусственные твердые или вяз-
кие жидкие органические смолы черного цвета;
• винный камень (СгН2(ОН)г(СООН)г) — бесцветные, кисло-
I го вкуса кристаллы, которые легко растворяются в воде;
• вода (НгО) является отличным растворителем для боль-
шого количества органических и неорганических веществ и со-
единений;
* гипосульфит (тиосульфат натрия, серноватокислый на-
трий — NaaSzOsSHzO) — блестящие бесцветные кристаллы, лег-
корастворимые в воде. Применяется в фотографии для приго-
товления фиксажей (закрепителей);
* канифоль—твердая, хрупкая, стеклообразная прозрач-
ная смола светло-желтого цвета. Продукт переработки смол
[хвойныХ деревьев. Применяется при пайке и изготовлении
многих материалов;
* клей БФ-2 — спиртовый раствор фенолформальдегидной
смолы и поливинилбутираля. Применяется для склеивания
металлов и других материалов;
• керосин — прозрачная или бесцветная желтоватая с го-
РУбым отливом горючая жидкость;
• раствор перманганата калия (КМ2О4) — темно-фиолето-
Bbie кристаллы, растворимые в воде;
142
Объемная чек.
• масло льняное — желтоватая масляная жидкость^
* медный купорос (сульфат меди, медь сернокиа
CuSO<5H2O) — прозрачные стекловидные кристаллы яа
него цвета. Легко растворяются в воде, придавая растш
нюю окраску;
• нашатырь (хлорид аммония — NH<CI) — белый кри<|
ческий порошок, горький на вкус, с резким запахом. РаЙ|
ется в воде; Я
• нитрат меди (азотнокислая медь — Си (МО3)2ЗН2О|
ние кристаллы. При нагревании разлагаются, выделяя^
род и бурые окислы азота, и переходят в черную окий^
• олифа — желтоватое жидкое пленкообразующей
ство с приятным запахом;
• парафин — белая или желтоватая масса, без запеи
са. Температура плавления 50-60 ’С;
* поташ (карбонат калия, калий углекислый — К
белый мелкокристаллический порошок. Хорошо раст
ся в воде;
• сахар молочный (лактоза — С^НггОн) — белое iq
лическое вещество, сладкое на вкус. Получается из ci
ки молока. Применяется в фармацевтике;
• сера (в палочках S) — твердое вещество желтого !
нерастворимое в воде; •
* сода двууглекислая (питьевая — NaHCOs) — белый
шок без запаха. Растворяется в воде.
Большинство химических.соединений, которые пр$
ют для патинирования и оксидирования металлов, то|
и опасны для человека, поэтому хранить их нужно в пл£Й
крытых сосудах с притертыми пробками. Все работы, d
ные с выделением ядовитых и горючих паров и газов,!
ет проводить в помещении с вытяжным шкафом. Дверцыч
должны быть слегка приоткрытыми.
Для того чтобы металл активно вступил в реакции
ким-л ибо химическим веществом, он Должен быть сове
но чистым. Поэтому чеканку необходимо, прежде всего, Q
Отжиг производят не столько для того, чтобы чеканка стай
че, а, прежде всего, для того, чтобы сжечь на ней все й
Оформление чеканки:143
смолы. Остатки смолы можно также удалить бензином или
ацетоном.
Перед патинированием изделие можно не обрабатывать
кислотой, а тщательно очистить металлической щеткой из сталь*
ной проволоки.
Патинирование и оксидирование меди
Патинирование серной печенью следует проводить осто-
рожно и аккуратно, так как в ее состав входят поташ и сера.
Смесь паров серы с воздухом взрывоопасна. Дозы поташа
и серы могут быть различными, но чаще всего смешивают од-
ну часть серы и две части поташа. Смешанные порошки поме-
щают в металлический сосуд с ручкой и нагревают. Во время
нагрева смесь помешивают, и за 15-20 минут она расплавля-
ется. При реакции образуется темная масса серной печени.
В горячем состоянии сера светится сине-зеленым огнем. Го-
рячую готовую смесь заливают водой, образовавшийся расплав
растворяется в ней и образует раствор интенсивного черного
цвета.
Подготовленное медное изделие опускают в горячий рас-
твор или, если лист меди большой и в сосуд не помещается, по-
ливают сверху или смазывают мягкой кистью. Поверхность
быстро чернеет от образующегося сульфида меди, который не
растворяется ни в воде, ни в разбавленных кислотах. Пленка
образуется быстрее и крепче держится, если пластину пред-
варительно нагреть, но не над открытым огнем.
Затем пластину промывают в теплой проточной воде и слег*
ка протирают выпуклые места пемзовым порошком. В углуб-
лениях рельефа остается черный цвет, на выпуклых участках—
блестящая красная медь, наклонные места становятся серо-
ватыми.
Пемзовый порошок можно заменить бытовым порошком
Для чистки посуды или абразивной пылью из-под наждачного
круга. На тампон капают машинным или растительным маслом,
окунают в порошок и протирают чеканку. Вместо тампона мож-
но использовать крупный ластик, обернутый тканью. На шире-
144
Объемная ч<
кую плоскость ластика наносят масло, чтобы держг
шок, и протирают рельеф. При этом высветляются т
шины рельефа. Точно так же водным раствором сер
ни чернят серебро и изделия, посеребренные гальва
способом.
Серную печень можно заготовить впрок и расход
лыми дозами. Жидкий расплав серы и поташа вылива
ску, а после того, как он остынет, разбивают на куски
в сосуде с притертой пробкой. Для работы раствори
порошка в литре горячей воды. Использовать раст
в течение суток, так как он быстро приходит в негодн
Тот же результат можно получить, если развести в,
ды 20 г сернистого аммония и полученным раствором
тать изделие по предыдущей технологии. Черный щ
придают и раствором такого состава: на 100 мл вод1
едкого натра и 0,3 г персульфата аммония.
Существует еще несколько растворов для черне»
по одной технологии: изделие опускают в него на нескс
нут, затем, вынув, нагревают, пока медь не почернее*
* раствор равных количеств сернокислой меди
тырного спирта (смесь имеет ярко-синий цвет);
* раствор чистой меди в азотной кислоте; л
* раствор углекислой меди и нашатырного спирта
лучения углекислой меди насыщенный раствор сер
меди смешивают с таким же количеством углекислой
тем после получения осадка углекислой мед и жидкое
ют, а осадок промывают и растворяют в нашатыре);
* 50%-й раствор хлорного железа в воде.
Серую окраску получают в растворе 2-3 г повар
ли и такого же количества серной печени в литре во,
Гамму коричневых цветов — от светло-коричнев»
ричнево-черного — можно получить, приготовив рас
нистого аммония с серной печенью в различных д озах
15гна1лводы.
Шоколадный цвет меди получают в растворе хл
лия, сульфата никеля и сульфата меди—соответств
2 г и 10,5 г на 100 мл воды при нагревании раствора
Оформлениечеканки 145
Коричневый цвет с красноватым оттенком—в растворе 2,5 г
пятисернистой сурьмы в литре 4%-го едкого натрия.
Медь станет зеленой в растворе 20 г нитрата меди, 30 г на-
шатырного спирта, 40 г углекислого аммония, столько же ацета-
та натрия в 100 мл вод ы (ацетат натрия—смесь соды с уксусом).
В100 мл воды растворяют 4 г каустической соды и 4 г мо-
лочного сахара, кипятят 15 минут, затем при постоянном раз-
мешивании прибавляют малыми дозами 4 мл раствора насы-
щенного медного купороса. В горячую смесь погружают хорошо
очищенные медные изделия. В зависимости от продолжитель-
ности действия они приобретают различную окраску—от зо-
лотой, зеленой до полной черноты.
Меди можно прид ать серебристый блеск, если натереть
ее смесью, состоящей из 4 г нашатыря, 4 г винного камня и 1 г
ляписа. Образовавшуюся смесь разбавляют водой до густоты
кашицы.
Для того, чтобы снять сульфидную пленку с поверхности из-
делия готовят смесь концентрированных кислот (85-90%-й
азотной кислоты и 10-15%-й серной) и этой смесью обраба-
тывают поверхность. Как только патинирующая пленка отделя-
ется от поверхности (а это происходит очень быстро), изделие
промывают под струей воды.
Оксид ирование меди азотной кислотой требует особой ос-
торожности, так как работа с концентрированной кислотой чре-
вата ожогами. Ватным тампоном наносят на поверхность меди
слой концентрированной азотной кислоты и нагревают пласти-
ну. По мере повышения температуры цвет поверхности меня-
ется от зеленовато-синего до черного. При получении нужно-
го оттенка нагревание прекращают, а остывшее изделие
промывают струей воды. Для большей выразительности ос-
ветляют выпуклые элементы рельефа, протирая их пастой ГОИ,
нанесенной на суконку.
Азотная и серная кислоты являются особо опасными вещест-
вами. При попадании на кожу они вызывают ожог, поэтому следу-
ет быстро обмыть обожженное место большим количеством вод ы
(под ставить под кран), а затем протереть 3%-м раствором сод ы или
5 %-м раствором бикарбоната натрия или питьевой соды.
146
Объемная чека*
Смешивая концентрированные кислоты, следует;
вать их через воронку под тягой.
Серу хранят в сухом месте вдали от окислителей
кислоты, марганцовокислого калия, бертолетовой соя
Соли меди ядовиты, при работе с ними следует полы
ся респиратором, а после окончания процесса обрабст
ди реактивами тщательно вымыть руки.
Патинирование и оксидирование латуни
Л
Латунь и изделия из нее на воздухе тускнеют и окм
ся. Для предохранения отполированных до блеска издв
окисления их часто покрывают лаком. Более просто*
ступный способ заключается в следующем: латунную деИ
еле тщательной очистки и полировки погружают в 1(М
раствор какой-либо щелочи для удаления с ее пове|
жиров. Затем деталь промывают в воде и на 1 -2 секу»
скают в слабый (2-3%) раствор серной или соляной к
Хорошие результаты получаются, если латунь опустит
твор бисульфата натрия, после чего промыть в воде и с
в раствор уксуснокислой меди, подогретый до 36-40 т
В зависимости от времени, в течение которого де
ходится в растворе, латунь окрашивается от светло-зо,
го до цвета червонного золота и даже до красновато-4
вого оттенка. За цветом окраски следят, время от I
вынимая деталь из раствора. После окрашивания дет
мывают водой и сушат на воздухе. Окраска получается .
и со временем не изменяется.
При химической обработке латуни можно получить
ный диапазон цветовых оттенков: желтый, оранжевый, к,
голубой, фиолетовый, синий, черный, причем этого past
зия красок можно добиться на поверхности одного изде
тонирующая пленка может быть также светло-серой и
но-серой.
Все перечисленные цвета получают при помощи ти
фата натрия и азотной кислоты. Раствор готовят в эм
ванной, пластмассовой или капроновой посуде. В1 л г
I*
Оформление чеканки
147
воды растворяют 40-60 г тиосульфата натрия (фиксаж для
фотопленки) и 10-20 мл азотной кислоты. Во время реакции
появляется запах сернистого газа, и через некоторое время
прозрачная жидкость становится мутно-желтой с легким зе-
леным оттенком от выделяющейся серы. Срок действия пати-
нирующего раствора—всего 15 минут. В раствор опускают по-
догретое латунное изделие и наблюдают за потемнением
поверхности.
Потемневшую пластинку вынимают, промывают в горячей
воде и протирают щеткой с песком всю поверхность, затем ее
вновь опускают в раствор для получения окончательного цве-
та. Наблюдают за изменением окраски пластинки, слегка на-
клоняя сосуд, чтобы из непрозрачного раствора время от вре-
мени проглядывал металл.
Когддпоявится нужный цвет, изделие вынимают, промы-
вают в горячей воде и крайне осторожно (пленка очень непроч-
ная) протирают тампоном с абразивным порошком выпуклые
места, обнажая чистый металл. Порошок смывают водой, а по-
верхность подсушивают сухими древесными опилками. После
просушивания в опилках изделие имеет матовый налет. Чтобы
вернуть чеканке металлический блеск, ее протирают швейным
маслом или покрывают бесцветным лаком. Лак предпочтитель-
нее, так как он дополнительно закрепляет слабое патинирую-
щее покрытие.
Осветляют выпуклые участки так же, как и на меди, проти-
рая их пастой ПОИ, предварительно смочив кусок войлока бен-
зином.
Получить черную патинирующую пленку на латуни можно
при помощи хлористой сурьмы. Ее наносят кистью на поверх-
ность металла и тщательно растирают. В зависимости от кон-
центрации раствора и длительности обработки получают цве-
та от светло-серого до бархатисто-черного. При получении
нужного цвета пластинку хорошо промывают и просушивают
Закреплять лаком такую пленку не следует.
Для получения черной патины можно вначале посеребрить
изделие отработанным фиксажем, затем обработать поверх-
ность раствором серной печени. Из строительного мела и от-
148 Объемная чекам
сколько капель аммиака. Жесткой кистью (если рельеф Ш
кий с глубокими и узкими участками фона) или тампоном!
тельно натирают кашицей поверхность чеканки, пока изи
не приобретет серебристый цвет. Струей воды с чеканки!
вают остатки мела и опускают ее в раствор серной ли
В результате изделие темнеет, обретая вид старого серебра
промывают в воде и высушивают. 1
Шоколадный цвет латуни можно получить в раствор
4,5 г хлорида калия, 2 г сульфата никеля и 10,5 г сульфата
ди в 100 мл воды при погружении изделия в раствор, наг^
до 100‘С. |
Коричневый цвет с красноватым оттенком получают^
творе 2,5 г пятисернистой сурьмы в литре 4%-го едкого нал
Красно-коричневый цвет латуни придает водный pad
хлористого цинка и медного купороса в равном соотношу
частей цинка и купороса. 3
Оливковый и черно-коричневый цвет придаст латуни
работка раствором равных объемов хлорокиси меди и н|
тыря. . 1
Латунь становится черной в следующем растворе: в/Н
воды смешивают 25 г хлорокиси меди с 15 г нашатыря; Pad
нужно быстро размешать и закупорить. Получится смесья
новатого цвета, а после выпадения осадка — сине-зелсй
В нем и тонируют латунь; при этом сплав не теряет см
блеска. Длительность обработки не превышает нескся
секунд. 1
Оранжево-красным за несколько минут латунное изд|
сделает раствор 5 г сернистого калия в литре воды. |
Для получения золотисто-красного цвета латунь нати|
смесью из четырех частей промытого порошка мела и одно!
сти сусального золота (двусернистого олова). Покрытие с|
похоже на настоящее золото и не изменяется от атмосфер
воздействий. 1
Фиолетовый цвет получают погружением изделия в раа
хлорной сурьмы, шоколадно-бурый — обжигом окисью
за и последующей полировкой свинцовым блеском. '
’''WRWgjte, - I t
Оформление чеканки 149
Цвет античной патины произведениям из меди, бронзы
и латуни можно прид ать обработкой их в растворе 50-250 г хло-
ристого аммония и 100-250 г углекислого аммония в литре
воды. Также сделать это возможно следующим составом: 64 г
хлористого аммония, 132 г среднеуксуснокислой соли и меди
и 1л 5%-й уксусной кислоты.
Уксуснокислая медь имеется в продаже, но ее можно приго-
товить и самому. Для этого нужно 5 г медного купороса раство-
рить в 0,5 л воды, после чего смешать с раствором уксуснокис-
лого свинца (аптечная свинцовая примочка или свинцовый сахар).
Второй раствор составляется из 8 г уксуснокислого свин-
ца и 0,5 л воды. При смешивании растворов выпадает осадок
сернокислого свинца, и в растворе остается уксусная медь. Этот
раствор и будет служить рабочим раствором. Осадок можно от-
фильтровать или оставить на дне сосуда.
Серо-зеленую тонировку создают раствором из пяти ком-
понентов: 50 г серной печени, 75 г хлористого аммония, 50 г ук-
сусной соли железа, 60 г аммония, 35 г 5%-й уксусной кисло-
ты на 1 л воды. Черно-зеленый цвет получают заменой уксусной
соли железа уксусной солью мёди.
Сине-зеленый, близкий к малахитовому, цвет создает такой
раствор: 40 г хлористого аммония, 160 г хлористого натрия, 120 г
виннокислого калия и 200 г азотнокислой меди в 1 л воды.
Лазурный цвет латуни придаст несколько минут пребыва-
ния в растворе 3 г ацетата свинца. 6 г гипосульфита (тиосуль-
фита натрия) и 5 г уксусной кислоты в 100 мл воды при темпе-
ратуре 80 ’С.
Синевато-черный цвет латунь приобретает при погружении
подготовленной детали на 1-3 минуты в следующий раствор:
аммиак водный (25%-й нашатырный спирт) — 500 мл, двуугле-
кислая (или углекислая) медь — 60 г, латунные опилки — 0,5 г.
После смешивания компонентов раствор энергично взбал-
тывают 2-3 раза, после чего в него погружают или покрывают
тампоном деталь.
Приятный теплый коричневый тон дает погружение латун-
ной пластины в раствор, состоящий из 1 л 25%-й аммиачной
воды и 50г медного купороса.
Оформление чеканки
151
150
Объемная чекан
Можно перечислить много способов покрытия иэ|
и латуни, но не все они подходят для объемных изделю
как изделия спаяны и нагревать их нельзя. |
При оксидировании азотной кислотой необходимо с|
дать особую осторожность, обрабатывать поверхность!
тяжном шкафу или на улице. Предварительно след ует надет!
тивогаз и резиновые перчатки. После покрытия азотной киа
начинается бурная реакция с выделением ядовитых газо|
но-коричневого цвета. Покрытая слоем кислоты, латуни^
стинка по мере нагревания окрашивается в голубовато-зе^
цвет, так как при этом образуется азотнокислая медь. При|
нейшем повышении температуры происходит разложений
нокислой меди. На чеканке появляется налет черного
Изделие охлаждают, тщательно промывают и высушиваю
лученная окисная пленка прочно д ержится на металле. Чтоб
лучить Нужный оттенок, достаточно прекратить нагрев, 6g
и тщательно промыть и просушить пластинку.
Изделие можно не нагревать, а сразу покрыть при по»
кисти двухромовокислым калием (хромпиком) на 10-15Й
После этого деталь промывают проточной водой и cyuiai
выравнивания фона можно использовать чистящее сре|
«Силит» для чистки блестящих поверхностей. Z
кислой ванны. В этот раствор погружают алюминиевое изделие.
При погружении в раствор алюминиевой чеканки жидкость
сильно нагревается, бурлит, кипит. Выделяются пузырьки водо-
рода. Чеканка быстро покрывается густым черно-бархатным на-
летом. В процессе работы раствор слабеет, и его необходимо
периодически обновлять. Чернение происходит буквально
в считанные секунды. Изделие вынимают, хорошо прополаски-
вают в теплой проточной воде, протирают мокрой поролоновой
губкой с кварцевым песком или пемзовым порошком, снимая
лишнюю чернь с выступающих рельефов. Выпуклости становят-
ся плотно-серыми, а пониженные участки темнеют до матово-
черной глубины. Чеканка становится похожей на старинное по-
черневшее серебро.
Для того, чтобы выявить благородную черно-серую поверх-
ность тонированного рельефа, начисто отшлифовывают и от-
полировывают кромки. Сверкание полированного торца и ма-
товая плоскость создают выразительный эффект. Изделие
высушивают и натирают машинным маслом.
Для придания оттенков от желтого до золотистого изделие,
предварительно обработанное щелочью (едким калием или
натрием), промывают и обрабатывают в виннокислом калии со
щелочью, затем погружают в раствор из 130 г медного купоро-
са или 5 г хромовокислого цинка, 3-5 г азотной кислоты и 15 г
фтористого цинка, размешанных в литре воды.
Химическая отделка алюминия
Цвет алюминиевых изделий легко и просто изменит^
мощью анодирования (электрохимического оксидироив
В результате образуется декоративная пленка, которая^
щает металл от коррозии и придает ему эстетичный вид
Надежных способов химического чернения алюминий
не существует. Наиболее простым и доступным являет®
тод, разработанный сотрудниками кафедры художеств^
обработки металла Московского высшего художественней
мышленнрго училища (бывшего Строгановского). г
В одном литре концентрированной соляной кислоту
постоянном помешивании разводят 200 г электролита М0
Декорирование черных металлов
Готовые изделия из черных металлов нуждаются в декора-
тивно-защитных покрытиях, от технологических качеств кото-
рых зависят их привлекательность и долговечность. Перед
любым способом нанесения защитного покрытия слой окиси
Декапируют 3-5%-м раствором соляной или серной кислоты
в воде, а также обезжиривают ацетоном или бензином. Изде-
лия обрабатывают в растворах на проволочных подвесках и по-
сле получения необходимого оттенка промывают под струей во-
ды и подсушивают древесными опилками.
152
Объемная
Окрасить сталь в темно-синий цвет можно в водном^
ре иносульфита и уксуснокислого свинца: на литр водыЗ
сульфита и 50 г свинца. Окрашивание происходит легчЙ
греве раствора до кипения. С помощью этого расгвба
ни придают серебристо-голубой оттенок. 1
Воронение—один из лучших способов защиты от кой
Для получения черной с синим Отливом стали в лиЯ
растворяют 100 г двухромовокислого калия (хромпикаЯ
ное изделие выдерживают в этом растворе 20 минут ив|
вают над пламенем газовой горелки или в муфельной
После первого раза изделие приобретает серо-бурыЙ
нок. Повторяя процесс, достигают вороненого цвета;
Черную матовую поверхность получают также химй
оксидированием в растворе такого состава: на литр ви
рут 80 г гипосульфата натрия (поташ), 60 г аммония,дД
тофосфорной кислоты, 3 г азотной кислоты. |
Темно-коричневый цвет металла получают оксидий
ем в растворе из 1 л воды, 15 г хлористого железа, 30-й
ного купороса и 10 г азотнокислой меди. Металл начийи
нять окраску на бурый цвет. Повторение оксидирв
приведет к густому черно-коричневому цвету.
Оксидирование при комнатной температуре длитсЙ
са, с подогревам оксидирующего раствора — сокраи
втрое.
Синий цвет стали получают оксидированием в paj
из 120 г воды, по 30 г хлорного железа, азотной ртути, с<
кислоты и 120 г спирта; при 20 ’С время оксидирован^
мает 20 минут. 1
Оцинкованное железо, благодаря защитной пленки
можно окрасить химическим путем в самые раэнооб|
цвета. I
Известно, что сок некоторых растений (трав) содерэ^
личные кислоты. Так, в соке чистотела содержится болеей
ганических кислот, в том числе лимонной, хелидоной
лочной и янтарной. Попадая на кожу, он вызывает раздре
ожоги. Сок чистотела применяют для чернения мелких Й
из различных металлов, в том числе и из свинца и цинЮ
I Оформление чеканки 153
Серый цвет получают при использовании слабых растворов
кислот, например, чайной ложечки лимонной кислоты и такого
ксе количества мерного купороса на стакан воды. «Лимонку»
ложно заменить, цвет дает и обработка раствором, в составе
которого по одной части винной кислоты и воды, две части со-
ды- Этот раствор смешивают с глиной, обмазывают изделие,
а после высыхания моют в воде.
Коричнево-бронзовый цвет получают составом из одной ча-
сти медянки и пяти частей кислоты. Поверхность также нати-
рают смесью, просушивают и смывают ее.
Медный цвет цинку придает смачивание купоросом, по-
скольку цинк активнее меди.
Если протереть цинк соляной кислотой с песком (в роли аб-
разива для подготовительной очистки), а затем окунуть в рас-
твор из трех частей винно-каменно-медной соли, четырех ча-
стей едкого натра и 48 частей дистиллированной воды, то при
температуре раствора 10 *С, в зависимости от времени пребы-
вания цинка в нем, можно получить совершенна разные цве-
та: 2 минут — фиолетовый, 3 — темно-синий, 4-5— золотис-
то-желтый, 8-9 минут — пурпурно-красный.
Синий цвет цинка можно получить и в растврре из 6 г сер-
нокислого никеля и такого же количества хлорида аммония
в 100 г воды.
Зеленым цинк становится в растворе из 10 частей сульфа-
та меди, 10 частей винной кислоты, 12 частей воды плюс рас-
творенный в воде едкий натр (1:15) — 24 части.
Цинк можно сделать и черным- Для этого металл нужно
обработать раствором, в который входят 2 части нитрата ме-
ди, 3 части оксида меди, 8 частей соляной кислоты и 65 частей
воды.
Рецепты растворов различной концентрации
для снятия окисной пленки (ржавчины)
V-.'
Слабый: на литр воды — 15 г концентрированной фосфор-
Чой кислоты, 5 г бутилового или этилового спирта;
154
Объемная 4ei
Средний: 700 г воды, 200 г фосфорной кислоты, 1(
нического спирта, 70 г стирального порошка.
Сильный: на 100 г воды — 275 г фосфорной и 15 г
кислоты, 6 г азотнокислого калия, 3 г хромового ан гид^
фосфата цинка и 3 г тиокарбамида.
ПРИМЕРЫ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
Панно «Рыба»
Для изготовления панно потребуется деревянная или тек-
столитовая киянка, кусок мягкой резины или толстый войлок
в качестве подложки, слесарные ножницы с изогнутыми лез-
виями, набор простых чеканов, паяльник е принадлежностями.
Эта работа не требует глубокой вытяжки сложных форм
и раскроев, специального оборудования, навыков и большого
опыта. Но особенности этапов сборки объемных изделий в ней
присутствуют.
Панно состоит из двух элементов — рыбы и задней панели,
которая изображает море. Для задней панели подбирают лист
металла с учетом будущего крепления рыбы, на металл нано-
сят рисунок морскогодна с водорослями и чеканят неглубокий
рельеф.
Далее делают раскрой одной половины рыбы. При перено-
се на металл надо не забывать, что правая и левая половины
отличаются друг от друга. Вырезают профиль рыбы, на заго-
товке чеканят рельеф (чешую, хвост, глаза, носик и т.д.) на
войлоке или резине. Отжиг и сборку можно производить в до-
машних условиях на бытовой газовой печи. С горелки предва-
рительно снимают верхнюю крышку, чтобы было открытое пла-
шмя, или используют паяльную лампу. Детали паяют с внутренней
стороны. В хвост рыбы впаивают латунную пластину, а в зад-
ней панели делают пропил под нее. Пластину вставляют в про-
рил, загибают и припаивают с изнанки панели. Панель веша-
Г>т на стену или закрепляют на деревянном основании (рис. 73).
156
Объемная
Примеры изготовления изделий
157
ко так же верхнюю. Обе чвсти залуживают по ободу, стыкуют
L хорошо прогреввют стык паяльником. Затем припаивают
опору- Фон изделия тонируют хлорным железом, выпуклый
рельеф серебрят (рис. 74).
Рис. 73. Панно «Рыба»
Изготовление вазы
Для изготовления вазы необходимо подготовить вся
талей, из которых собирают тело вазы, восемь д еталек
лышка и опору. Каждую деталь чеканят отдельно^ ш
своим оригинальным рисунком. Узоры на деталях тела|
полняют чеканкой на смоле при помощи чекана-расхрп
еле чего поднимают фон. Края деталей обрабатым
каткой для спайки их внахлест. Во время сборки^
собирают нижнюю часть вазы, пропаивая ее изнутри,
Рис. 74. Вазы
Изготовление просечной вазы
Для изготовления вазы в технике просечной чеканки необ-
Эдимо подготовить развертку рисунка, следя за тем, чтобы сов-
1ли ее противоположные края. Рисунок переносят на пластин-
в местах просечки высверливают отверстия и при помощи
^Гнутых слесарных ножниц вырезают фон. Затем заготовку
158
Объемная че
выравнивают, заусенцы зачищают надфилями, ли
верхностъ слегка полируют. На подготовленной пла
канят рельефный рисунок в соответствии с замысл
этого поверхность полируют окончательно. Получен
товку формируют по требуемой форме и пропаивают
Внутреннюю часть вазы изготавливают по форк
просечной заготовки, уменьшая линейные размеры
краям, пропаивают и наносят химическое покрытие
заготовки вставляют одна в другую и соединяют в ед
лое. Развертку ножки вазы выкраивают из бумаги, вык
реносят на лист, вырезают заготовку, чеканят на не!
и сгибают, придавая необходимую форму (для обеспе
тойчивости изделия ножку можно отлить из бронзы),
танавливают на ножку и припаивают к ней. Отде.
менты можно выделить серебром или химическим f
Орнамент просечной чеканки можно инкрустировать
гоценными камнями (аквамарином, опалом, сердоли
установив их в заранее просверленные отверстия (р»
Изготовление подсвечника
Для изготовления подсвечника, представленного
необходимо предварительно подготовить полноразк
копрофильные шаблоны. В подсвечнике используюта
геометрически правильные формы, для выколотки
шаблоны вытачивают на токарном станке. Потребу
шаблона, один из них предназначен для изготовление
в виде полусферы, а на втором будут выколачиваться
тичные детали нижней части подсвечника.
Для изготовления крышки из листа латуни выр<
с диаметром, равным половине длины сечения с<
гарантии можно длину диаметра увеличить на 5-10 м
жигают, первоначальную вытяжку проводят на чека
бе в соответствии с вышеописанной технологией
объемных форм. После того, как глубина полусферы
половины заданной, переходят на узкопрофильный l
Примеры изготовления изделий
159
Рис. 75. Просечные вазы
готовку разогревают на стационарной газовой горелке и ша-
рообразным молотком, пока металл горячий, продолжают вы-
тягивать полусферу на шаблоне. Выколотку на шаблоне про-
изводят так же, как и на шайбе — от краев заготовки к центру.
После того, как заготовка примет форму шаблона, ее, в случае
необходимости, выглаживают на грушевидной подставке. За-
тем ее снова вкладывают в шаблон и карандашом отмечают ли-
ни ю обреза. Лишний металл обрезают.
Нижнюю часть подсвечника изготавливают из двух полови-
нок, которые выколачивают на втором шаблоне. Замеры, необ-
160
Объемная
л
ходимые для вырезания правильной заготовки, можнаЦ
вести с помощью мягкой проволоки, укладывая ее по п|
шаблона. Снятые размеры увеличивают на величину три
го допуска и вырезают заготовку. Металл отжигают, раз!
ют на стационарной горелке и киянкой выколачиваю^
лоне необходимую форму. После того, как деталь плом
в шаблоне, карандашом отмечают линии обреза, учить|
детали будут паяться внакладку. Лишний металл срезай
зачищают надфилем и после того, как будет готова вЦ
ловина, складывают, закрепляют проволокой или скотч|
паивают швы. Для увеличения жесткости конструкций]
можно припаять накладки. Готовый подсвечник крепят|
внутри закрепляют стаканчик для свечи, крышку можно!
съемной или откидывающейся. Оформляют подсвечнйи
симости от желания: отполировать и покрыть прозраЯ^
ком, посеребрить, запатинировать или покрыть бухарей
резкой. ' '
Изготовление рыцарского доспеха
Рыцарский доспех прекрасно впишется в интерьер
ты с картинами соответствующей тематики, коллекци
жия или охотничьих трофеев, каминного зала, биллиард)
фе и т.д. <
При выборе эскиза доспеха лучше пользоваться ися
ской литературой. Для копий хороши работы турнирй
радных доспехов древних мастеров Германии, Австрй
лии, Англии, так как они отличались от боевых ажу^
художественной .росписью. При создании копии необ
соблюдать пропорции.
Лучшие доспехи чеканили выпуклыми рельефами^
вали смешанными узорами, фигурами, которые вей?
круглыми выпуклостями на матовом или золоченом фч
боту производили на огне или посредством насечки. П<|
доспехи стоили целых состояний, правители щедро очЦ
ли труд своих оружейников, которые благодаря этим*
Примеры изготовления изделий _____________161
Рис. 76. Подсвечник со сферической крышкой
ям вошли в историю как великие мастера чеканного дела, под-
няв уровень мастерства раскроя металла до уровня моделье-
ра, создающего парадный костюм.
Процесс работы
При выборе металла для буд ущего изделия следует учесть
его назначение. Стационарный доспех можно изготовить из тон-
кого листа, для действующего следует подобрать лист соответ-
ствующей толщины.
Размеры Снимают при помощи портновского сантиметра,
выкройки строят с необходимыми припусками на бумаге боль-
шого размера в натуральную ведичину. Выкройки собирают
на манекене; скрепляя элементы скотчем. Если пропорции
6 Зак. 5191
162
Объемная moi
соблюд ены, то переносят полученные выкройки на лис
ла с припусками в местах глубокой вытяжки (шлем,
плечи, наколенники, локти). Вырезать заготовки на я
ли доспеха сразу не рекомендуется. Начинают работу <
элементов, для того, чтобы по мере усложнения мо:
внести необход имые д опуски и изменения. Вытяжку
большой площади (кираса) производят на чеканн
с большим внутренним диаметром. Сборку отделить
проводят с обязательной примеркой. Затем, учил
бенности поведения металла при изготовлении предь
талей, вырезают следующую заготовку, изменяя, пр
димости, допуски и размеры.
После изготовления всех элементов будущего и
них производят роспись, чеканку, насечку с выделен!
Сборку делают с соответствующей подгонкой (ч<
талл можно сварить электросваркой), пропаивая швы
жая их на заклепки. В подвижных местах детали сое
кожаными ремешками с пряжками.
Окончательно обрабатывают изделие после сборки,
делке применяют химические покрытия, серебрение,,
ного металла — воронение или окраску лаками и кра
Для устойчивости стационарного доспеха делают ।
ку или в композицию вводят оружие (меч, турнирное ко
барда и т.д.) с упором в пол (третья точка опоры), ри
Пример изготовления рыцарского и
Основную часть рыцарского шлема изготавлива
деталей. Для постройки выкройки портновским санти»
меря ют длину окружности на уровне бровей и затыл
линии, проходящей через темя между лицевой и заты
стью головы. На основании замеров подбирают лис
ла. При этом все размеры при создании эскиза (рис.
чивают на 20%. Д елают так потому, что выколотка будет
и потребуется достаточный запас листа. После изго!
обеих половин совмещают их, подгоняют и скрепляют
Примеры изготовления изделий__________ 163
Рис. 77. Стационарный рыцарский доспех
164
Объемная чек;
Рис. 78. Раскрой шлема
ми (по технологии сборки объемных изделий). Пропш
шву весь шлем, выравнивают все стыки и шейную часть,
изготавливают декоративный гребень. Вначале его
из бумаги, накладывают на шлем, подгоняют по фо
ченный раскрой переносят на металл, вырезают и гц
Затем делают забрало, исходя из получившейся ф
ма. Сначала выкраивают, изгибают основную часть
кладки: верхнюю и нижнюю (рис. 79).
Примеры изготовления изделий
165
Рис. 79. Рыцарский шлем
Изготовление светильника в виде факела
Светильник состоит из трех элементов: факела, рыцар-
ской перчатки и щита. Щит необходим для крепления светиль-
ника к стене, рыцарская перчатка изображает руку, держащую
факел, факел является светильником. Светильник можно уста-
новить перед входом в дом или в комнате, интерьер которой
стилизован под Средневековье.
Факел
Факел (рис. 80) состоит из пяти деталей: центральной ко-
нусной ручки, защитной тарелки, полусферы для горючего ве-
щества, щитка, защищающего пламя и выполняющего функцию
Рассеивателя света, наконечника ручки. Щиток имеет просе-
ченные отверстия для создания ощущения освещенности то-
го времени. Z
166
Объемная чека
Полусферу делают по технологии, описанной в изготс
подсвечника. В полусфере высверливают или прорубыЕ
верстие для электрического шнура. Шнур должен прохс
нее в ручку факела. В полусфере также монтируют эл
крепления электрического патрона.
Конусную ручку формируют на конусе и пропаивают
Защитную тарелку выполняют на средней шайбе, оте
в ней вырубают по размеру под конусную ручку. Наконец
краивают из бумаги, выкройку переносят на металл, изг
вают при помощи плоскогубцев с конусными губками.
Сборку факела производят в произвольной поел,
тельности. Под тарелкой делают отверстие для вывода
трического шнура, который далее проходит через рыцад
перчатку.
Рис. 80. Факел
Примерыйаготовления изделий 167
Рыцарская перчатка
Рыцарская перчатка состоит из трех элементов: фаланги
пальцев, основы кисти, отворота.
Раскрой фаланг выполняют на бумаге, размеры снимают
с руки. Переносят эскиз на металл, вырезают, сгибают на ко-
нусе стола-наковальни. Основу кисти выкраивают вместес ла-
донью, полностью огибают по руке, при помощи круглого илам-
па чеканят суставные бугорки (место перехода кисти в пальцы).
Отворот выполняют в виде конусовидной трубы. По окантов-
ке отворота выбивают выпуклости, имитирующие заклепки.
На рисунке 81 показан раскрой перчатки.
Щит
Крепление светильника выполнено в виде рыцарского щи-
та, выпиленного из дерева, на который сверху приклепана ме-
таллическая пластина, повторяющая контуры щита.
К металлическому щиту припаивают отворот, к нему при по-
мощи округлого молотка подгоняют под естественным углом
саму перчатку и припаивают ее.
Сборку фаланг производят под нужным углом, временно
скрепляя медицинскими Зажимами.
В перчатку вставляют факел и припаивают.
Затем наносят средневековый орнамент, который придаст
изделию ажурность.
Готовое изделие крепят к стене.
Изготовление маски
Изготовление маски—одна из наиболее трудоемких работ,
поскольку очень сложно выдержать необходимые пропорции
и симметрию, без которых изделие выглядит неэстетично. На по-
иски правильной формы лица уходит довольно много времени.
Эскиз будущей маски выполняют в натуральную величину
на бумаге. Перед работой лист металла отжигают и наносят на
Рис. 81. Раскрой перчатки
него разметку с необходимыми припусками на выти»
готааливают смоляной ящик, который должен быть
чем глубина маски. После застывания смолы в ней/
борку углубления округлой, широкой стамеской.вь
подобранные пропорции формы лица. На смоле в
Примеры изготовления изделий 169
предварительную форму немного глубже, чем она будет на
самом деле, потому что вычеканивание деталей Лица на мас-
ке делают с лицевой стороны изделия.
По окончании процесса грубой вытяжки приступают к фор-
мированию внешнего контура лица. Карандашом наносят раз-
метку и шарообразным молотком производят под тяжку по внеш-
нему контуру. При необходимости проводят обрезку по контуру.
Во время работы следует время от времени делать отжиг
нагартованного металла ручной газовой горелкой. После фор-
мирования формы и внешних контуров лица производят раз-
метку подбородка, щек и лба. Их вытягивают с помощью дере-
вянной киянки и шарообразного молотка. После съема со
смолы чеканку производят на покрытом паронитом столе.
Глазные места утапливают с лицевой стороны, используя
шарообразный молоток и ручную горелку.
Найденная форма лица в процессе чеканки не должна из-
меняться. Теперь заготовку отжигают, так каку нее появились
напряжения.
Перед началом чеканки носа, губ, бровей, ушей на маске
производят разметку с внутренней стороны. Для каждого из
этих элементов нужно изготовить свинцовые матрицы. Их от-
ливают из свинцовой пластины, толщиной 40 мм, распиленной
на бруски по размерам нужных фрагментов. На брусках рису-
ют эскизы элементов и затем при помощи стамесок и штихе-
лей , а также бормашины выбирают формы будущих фрагмен-
тов, под обно тому, как в резьбе по дереву, немного увеличенные
на толщину металла чеканки. Внутреннюю часть матриц обра-
батывают наждачной шкуркой.
I Затем производят чеканку. Наиболее вытянутая часть ма-
ски — нос. Он является центром симметрии, его и чеканят
в первую очередь. Матрицу кладут на рабочий стол, маску ус-
танавливают на матрицу. Опираясь на разметку и при помощи
^одходящейнаставки, положенной плашмя, ударами молотка
ho наставкввыдаеливают полную глубину носа. Если размер
Грубо выбитогоноса не соответствует, процесс повторяют.
Облымчеканом и шарообразным молотком формируют
рчертания носа с лицевой стороны. /
170 Объемная чеканка
В соответствии с отчеканенным носом, используя с
ботанную технологию, чеканят губы и т.д.
Глаза чеканят изнутри, веки — снаружи, выдерживая >
метрию. Так же формируют и остальные элементы. После
го этого производят снятие напряжения по всей маске п
отжига.
Чистовая работа. В процессе работы молотками, чека
на поверхности изделия остаются следы обработки металл
убирают наждачной шкуркой, бормашиной с маленькой
канитовой насадкой. Таким образом, поверхность предвари
но полируют. Далее на бормашину надевают войлочный
и пастой ГОИ доводят до идеального блеска.
В конце механической обработки, когда маска уже го;
можно произвести химический окрас, покрыть лаком или
лать серебрение (золочение), рис, 82.
Навес «Русский шлем»
Навес изготавливают из двух частей: имитации пол
русского шлема из пяти фрагментов, выполненных из
и спаянных между собой, и имитации бармицы, закрыв
уши и шею, выкованной из черного металла. Чеканка и кос
гда очень хорошо гармонируют между собой. Такая комп
никого не оставит равнодушным.
Латунные Полосы разогревают на кузнечном горне ц
гивают на большой шайбе. После доводки на заранее
ленной специальной матрице их спаивают между с
помощью саморезов закрепляют на железном карк
крепленном к стене над входом (рис. 83).
Пример изготовления светильника «
Предварительный раскрой фигурки лисы, деря
носу колобок, производят на бумаге (рис. 84). В местах
шего изгиба делают припуск, указанный на эскизе
Примеры изготовления изделий 171
Рис. 82. Маска
Рис. 83. Навес «Русский шлем»
172
Объемная чека
Рис. 84. Раскрой светильника «Лиса»
линией. Рисунок переносят на металл .вырезают за
для левой и правой половинок фигуры, на чеканных uiai
тягивают объем. На смоляной под ложке с помощью чекг
ходника прорабатывают фактуру поверхности фигурки
цессе сборки потребуются технологические отверстия
которые половинки паяются изнутри. На рисунке пока;
кладки на технологические отверстия и места их пр
В носу фигурки крепят арматуру светильника. Для уст
сти изделия выковывают подставку, к ней заклепка
крепляют фигуру лисы (рис. 85).
Пример чеканного изготовления фон
I
Поскольку цветной металл менее под вержен корроз»
го удобно делать фигуры для фонтанов. По ранее описа»
нологии изготавливают любую Объемную фигуру
получился фонтан, необход имо вовремя сборки внутрь
Примеры изготовления изделий 173
Рис. 85. Светильник «Лиса» (готовое изделие)
установить латунную трубку (водовод)—от основания до пред-
полагаемого места выхода воды. Например, в фонтане «Пели-
кан» подача воды производится через лапку, а выход — через
клюв. Трубку заранее расплющивают и просверливают отверстия
каким образом, чтобы вод а выходила хаотично. Вышедшая во-
ра падает в емкость (декоративное озеро), а из емкости насо-
ром закачивается снова в птицу(рис. 86).
Примеризготовления
металлической пальмы
В этом изделии также совмещаются чеканка и ковка: осно-
<ние и корневище пальмы отковывают из черного металла,
174
Объемная чекан
. Рис. 86. Фонтан
ствол и листья чеканят из латуни или меди, а после
тельной сборки тонируют химическими реактивами:
в темно-коричневый цвет, а листья — в зеленый. Для
пальмы берут отрезок трубы диаметром 100 мм и к н
варивают откованные корневища такой же длины. Конц
невищ должны укладываться внутри круга диаметром
(этого достаточно, чтобы обеспечить устойчивость и
общей высотой до 1800 мм). Ствол пальмы, листья и нак
имитирующие отмершие черенки листьев, изготавл
цветного металла. При раскрое следует учитывать,
должен сужаться к вершине, а накладки своей нижней ст
плотно садиться на него. Вершину пальмы, из которой
расходятся листья, д елают из латунной трубки диа
Примеры изготовления изделий 175
и длиной 80 мм. В соответствии с размерами основания и вер-
шины пальмы, строят выкройку ствола (рис. 87, а), учитывая, что
внизу ствол должен плотно садиться в основание, а вверху на
него должна надеваться вершина с листьями. При выкраивании
заготрвки под ствол следует помнить, что после выколотки
края заготовки должны сложиться внахлест. Заготовку огибают
на трубе диаметром 25 мм или выколачивают на приспособле-
нии, входящем в комплект стола-наковальни. После того, как
края заготовки сложатся внахлест, ствол пропаивают по всей
длине, нижнюю часть вставляют в основание и припаивают
к нему. ВерхуШку пальмы припаивать не следует, а лучше сде-
лать в латунной трубке отверстие и нарезать в нем резьбу под
винт М5, которым и следует крепить верхушку к стволу. На-
кладки, имитирующие черенки отмерших листьев (рис. 87, б),
делают цилиндрическими, учитывая, что сам ствол имееткони-
ческую форму и сужается к вершине, а накладки своей нижней
стороной должны плотно садиться на ствол. После огибания или
Рис. 87. Раскрой пальмы
176
Объемная чеканка
выколачивания каждой из наклад ок их также спаивают внах
последовательно над евают на ствол и припаивают к нему,
стики отмерших листьев при установке накладок на ствол
дует располагать по спирали. Листья пальмы выкраивают,
тывая размеры ствола, чеканят их на смоле (а еще гг
выдавить прожилки на них с помощью металлопластики),
щают и полируют. Чтобы припаять листья к вершине пальм
латунной проволоки нарезают черенки по количеству лис
собирают их в пучок, вставляют в латунную трубку, подгото
ную для вершины пальмы, и заливают припоем. Трубку и
ки перед заливкой припоя подогревают, иначе крепление i
непрочным. Основание каждого листка слегка обжимают в
черенка и припаивают. Перед химическим тонированием
ла хорошо обработать его пескоструйкой, чтобы придать
хатистую фактуру (рис. 88).
Пример работы гравировки с чеканкой
Такого стиля работы выполняют Индия, Иран. Как пр;
это настенные тарелки, вазы, кувшины, изготавливают
изделия из меди и латуни толщиной не менее 1—1,2 м.
Эти работы, как правило, выполняются плоскорелье
гравированием с применением чеканки и насечки (рис
Плоскорезальное гравирование—это способ, при к
обрабатывается только поверхностный слой, что ограх
рактер гравирования как под глянец, так и под чернение
на выборки металла незначительная, так как гравироваг
новном производится в изделиях из цветных сплавов и к
При помощи штихеля режется рисунок, заранее наг
на металл. После чего отдельные, нужные вам участки
которые вы хотели бы выд елить от основного фона, н<
фон медный. На этих участках наносится насечка под не
уклоном и гораздо уменьшенная, напоминающая насе
пиля (рашпиль—это напильник по дереву). После чего
вам по смыслу рисунки насечены. С тонкого чистого
при помощи загнутых ножниц вырезается накладка з
Примеры изготовления изделий 177
Рис. 88. Пальма в готовом виде
сеченного отдельных участков рисунка. После чего при помощи
молотка алюминий вбивается на насечки, таким образом, алю-
миний крепится на цветной металл, выделяя при атом светлые
тона задуманного рисунка. После чего при помощи чеканов де-
лается узор, как по основному фону, так и по накладному алю-
минию, Заданный рисунок остается медный, алюминиевый,
178
Объемная чеканка
Рис. 89. Гравирование с применением чеканки и насечки 1
а основной фон при помощи химического покрытия, как прав
ло, черный. Таким образом, в работе происходит игра цвета
Секрет этой работы древний—умение расплющить чиСД
алюминий и вбить его в цветной металл таким образом, чтя
он минимально выступал с основного металла. Я
Турецкий морской светильник
Для изготовления светильника (рис. 90) вам необходи
дет эскиз. Увеличивая при помощи линейки масштаб, вы
Примеры изготовления изделий
179
Рис. 90. Раскрой турецкого морского светильника
жете найти нужные расчеты высоты, ширины и объема. Объем
можно определить при помощи проволоки, согнутой шести-
гранником, заранее высчитав лицевую грань. После того, как пе-
редняя грань высчитана, из листового металла вы изготавлива-
ете шаблон с двумя вырезанными окошками в восточном стиле.
Так как радиус окошек небольшой, наружные лезвия металли-
ческих ножниц затачиваются на электронаждаке. Это делает-
ся для того, чтобы легче было вырезать мелкие фигурные отвер-
ста я. После того, как шаблон готов, внутренние окошки
обрабатываются надфилем (убираются заусеницы). Итак, шаб-
лон №1 у вас готов, его накладывают на металл и делают раз-
метку на три грани (таких заготовок 2 штуки). После чего выре-
заются рёбра жесткости. Затем при помощи чеканов фон вокруг
окошек чеканится в восточном стиле. Следующей фазой рабо-
ты будет гибка граней, которую вы производите на углу стола.
При помощи шаблона шестигранника из проволоки высостав-
ляете две заготовки четко изготовленного шестигранника. По-
сле чего при помощи паяльника изнутри производите сборку
180
Объемная чеканка
двух швов. Затем вам потребуется сделать шаблон №2. Шаб-
лон №2 сначала изготавливается из листового металла, после
чего переносится на бумагу сразу 3 лепестка. Потом сгибаете
по форме заранее заготовленного шестигранника.
Если радиус углов совпадает с вашими пропорциями, пере-
носите на металл и вырезаете три лепестка. После этого чека-
ните рисунок в восточном стиле и производите сборку двух по-
ловин верха и низа. Для этого вам потребуется чеканная шайба
и текстолитовая киянка. На горелки опускаете металл и вытяги-
ваете две округлые заготовки. При помощи штамма чеканятся
характерные выпуклости. После чего примеряете к светильни-
ку. С помощью карандаша делаете разметку для удаления лиш-
него металла. Ваша крышка будет иметь форму шестигранной
звезды, учитывая загибку углов. После этого производите под*
резку. Углы формируются на грушеобразной наковальне, часта
используется горелка. Если подгонка произведена правильной
формы, производится сборка изнутри, прихватывая крыши
к лепесткам посередине. Округлые углы подгоняются с лицевая
стороны с помощью текстолитовой киянки, таким образом, чтм
бы не было зазора. После чего деталь приворачивают и изнуВ
ри производят полную пайку к верхней крышке. Все торцы с лВ
цевой стороны обрабатываются при помощи вулканитомВ
насадки, закрепленной на шпинделе в электродрель. ЗапяВ
производится химическое покрытие всей лампы. ,ЭВ
Следующей фазой работы является резка шести сташВ
которые должны крепиться изнутри к лампе при помощи еИ
цветного силикона. После чего подгоняется и припаивавИ
нижняя крышка через технологическое большое отверстмйяИ
электролампы. Доводится внешний вид и устанавливаетаЦ^В
матура, крепление электролампы с патроном. ,Я^В
Готовое, изделие может быть как напольным, так и в пЦ^В
шенном состоянии (рис. 91). .^^В
Пример раскроя охотничьего рожка
Схема раскроя охотничьего рожка может быть следВ^И
Примеры изготовления изделий
181
Рис. 91. Готовый светильник
Рис. 92. Раскрой охотничьего рожка
182 Объемная чеканка •
1) основная часть рожка, отчеканенная из двух половин
(см. рис. 93); 2) декоративная накладка на технологический И
рез; 3) декоративное обрамление для жесткости раструба!
декоративная накладка для жесткости.
Рис. 93. Обработка двух половинок рожка
Звукоизвлекающим элементом является мундштук-eoj
терна низкого звучания. После полной пайки рожка убирае1
ся припой с помощью штихеля и стамесок для резьбы по д<
реву (рис. 94).
Примеры изготовления изделий_______________183
Рис. 94. Охотничий рожок в готовом виде
ГЛОССАРИЙ
Абразивный порошок—шлифовальный порошок, соа
ящий из толченого стекла, наждака, окиси хрома и других!
ществ определенной зернистости. В технологии чекацки аГ
зивный порошок применяют для удаления патинируем
пленок с выпуклых участков изделия. л :
Басменное тиснение (басма) — вид художественной
работки листового металла. Возник в России в X-XI вв. Е
в чеканке рельеф появляется от многократных уд аров чек
то при басменной тиснении его выполняют сначала на ма1
це (металлической доске толщиной 6-12 мм), а затем удг
ми деревянного молотка или под давлением в прессе пере
дят через свинцовую прослойку на тонкий металлический я
С одной матрицы можно делать многократные оттиски.
Бляшка — в технологии чеканки бляшкой называют мет
лическую листовую заготовку; в инкрустации -? это плоские з
менты композиции, вырезанные из металла.
Выколотка — выколачивание молотками (чаще дерев
ными) отдельных участков рельефа. Выколоткой также на
вается процесс изготовления объемной скульптуры.
Вылащивание — выравнивание, выглаживание фона
канки чеканом-лощатником.
Вытяжка — свойство некоторых металлов под механи
ским воздействием вытягиваться. При этом площадь поев
ности заготовки увеличивается.
Вычеканивание — создание рельефа на металличеа
листе специальными инструментами.
Глоссарий - 185
Декоративная фактура — материальные, осязаемые
свойства поверхности. В декоративно-прикладном искусстве
используется как средство наибольшей выразительности. Мо-
жет быть гладкой, рельефной, сверкающей, матовой и т.д. Ха-
рактер фактуры обусловлен декоративно-образными задача-
ми, назначением изделия, особенностями материала, техникой
и технологией исполнения.
Державки—приспособления для закрепления режущего
инструмента или детали во время обработки.
Деформация—изменение первоначальной формы пред-
мета под каким-либо воздействием.
Дифовка — вид холодной обработки листового металла,
не толще 2 мм непосредственно молотком, в результате чего
изд елию придают необходимую форму. Так же называется вы-
колотка объемной скульптуры.
Заготовка — металлическая пластина, подготовленная
для чеканки.
Канфарение—нанесение на какой-либо участокчеканки
(чаще всего на фон) мелких точек чеканом-канфарником. Так
же называется проработка этим же чеканом контурных линий
рисунка на металле.
Канфарение рисунка — перевод подготовительного ри-
сунка в чеканке с бумаги на металлическую заготовку (бляш-
ку). В результате ударов чекана-канфарника о металл по кон-
турам рисунка на бляшке остаются углубленные пунктирные
линии.
Канфаренный фон—поверхность дерева или металла, об-
работанная чеканом-канфарником.
Киянка—деревянный молоток разного размера и формы,
сделанный из твердых пород дерева.
Композиция—структурное построение художественного
произведения, соединение всех его элементов в единое целое.
Коитурная линия—линия, которой обводят внешние очер-
тания какого-либо предмета.
Контурная резьба — вырезание линий различной цери-
ны и глубины — прямых, циркульных и проиэвольной кривиз-
ны. Орнамент напоминает линейный рисунок.
186 Объемная чеканка ;
Крацевание — способ обработки поверхности издеш
с помощью металлической щетки, стадия декоративной q
делки резного рельефа после обжига. В искусстве чеканки I
металлу крацевание может быть как промежуточной, подгот
витальной стадией перед патинированием рельефа, так и с
мостоятельным видом декоративной отделки готового издел»
Крацевание вдоль волокон обожженной доски (щита) позвав
ет получить красивую фактуру деревянной основы, на котор
закрепляется металлический рельеф.
Масло веретенное, бытовое (швейное), трансформато
ное — разновидности индустриальных масел. Находят прим
нение в технологии чеканки. Веретенным и швейным протир
ют чеканные рельефы после патинирования или оксидирована
чтобы возвратить им металлический блеск. Трансформаторн
охлаждает стальные инструменты при закалке.
Матированная поверхность—участок чеканного издел»
имеющий матовую (не блестящую) поверхность. |
Медная кислая ванна — водный раствор сернокислМ
меди (CuSO<) и серной кислоты (H2SO4). Количество серм
кислой меди для электролита берут в пределах 130-160 гД
а содержание серной кислоты — 30-35 г/л. я
Монохромные узоры узоры, составленные из оттенки
одного цвета. Л
Мотив типа розетки — узор в виде стилизованного цвм
ка. Издавна широко применяется в декоративном искусств
Муфельная печь(муфель) — нагревательный прибор, рЛ
ланный из огнеупорной массы и заключенный в металлически
кожух. Внутри имеется камера для обжига. Электрические Л
фели можно использовать для закалки, отпуска и отжига ста!
при изготовлении инструментов. Температура в муфель»
печи регулируется и может достигать 1000 *С. »
Нагартовка или наклеп — превращение мягкого метан
в процессе механической обработки под ударом чеканов мВ
сткий, хрупкий и ломкий. Наклеп снимается в результате ояВ
га металла. \|В
Нагартовывание—свойство металла становиться армИ
и хрупким. Д
Глоссарий' ж
Напильникстальной брусок определенного профиля, на
котором нанесена насечка в виде зубьев. По их количеству на
10 мм напильники подразделяются на драчевые, личные и бар-
хатные. При обработке изделий декоративно-прикладного ха-
рактера применяют самые разные напильники.
Насмолка — закрепление на смоле металлической плас-
тинки (бляшки) перед выполнением чеканного рельефа.
Оброн (обронное гравирование) — декоративный рель-
еф на металле, выполненный специальными зубилами-штихе-
лями (стальными резцами).
Оксидирование — образование на металлической поверх-
ности окисей и закисей металла в процессе химических реакций.
Оселок— мелкозернистый брусок естественного или ис-
кусственного происхождения, применяемый для правки зато-
ченных режущих инструментов.
Отбеливание—удаление с поверхности чеканки (или за-
готовки) случайных цветовых наслоений в слабых растворах со-
ляной или серной кислоты. ’ >
Отбортовка—загибание края металлического листа (бляш-
ки) перед насмолкой для того, чтобы прочнее закрепить его на
вязкой основе (смоле), а также для придания жесткости изго-
товленной чеканке.
Отжиг, или отпуск металла — нагревание металла до
определенной температуры для придания ему недостающей
мягкости. В чеканке отжиг при меняют для снижения жесткос-
ти и повышения пластичности металлического листа. Металл
нагревают до определенной температуры, выдерживают и за-
тем медленно охлаждают
Отпуск стали — конечная операция термической обра-
ботки закаленных сталей. Повышает вязкость металла при со-
хранении прочности’
Пасты ГОИ — полировочные пасты. Названы по первым
буквам Государственного оптического института, разработав-
шего их рецепты. Существуют три вида пасты: грубая, средняя,
тонкая. Все они пригодны для полировки чеканной поверхнос-
ти. Имеют зеленоватый оттенок. Выпускают их в виде брусков
^длиной 50-100 мм с поперечным сечением 20x20-35x35 мм.
188___________________________Объемная чеканка а
Патина — налет различных цветовых оттенков на проидм
дениях декоративно-прикладного искусства, а также скулыи
рах, выполненных из цветных металлов и их сплавов. Я
Патинирование—искусственное старение чеканки, пд
цесс образования на поверхности металла сернистых или ш
ристых соединений. Ц
Пинцет монтировочный—небольшие пружинные шипи
способные удержать мелкие предметы. Отличаются удлиненя
ми рабочими пластинами (браншами) и твердой пружин!
С внутренней стороны снабжены рубчатой нарезкой, удержи!
ющей скользкие предметы. Используются при паянии и отжи
чеканок и в других работах, связанных с операциями, опасЦ
ми для рук. я
Поднутрение—прием, создающий зрительный отрыв!
канного рельефа от плоского фона путем углубления контур!
Выполняется специальным чеканом-«сапожком» или чеканя
расходником. Ц
Просечка— вырубка отдельных участков пластины. Я
Пуансон — специальный инструмент для чеканки. По вне
нему виду напоминает чекан, но имеет фигурную боевую чая
След от него может быть треугольным, напоминать листа!
звездочки и другие фигуры. В истории русской чеканки иД
стны пуансонные рисунки в виде человеческого глаза, кяд
руки. ' Д
Развертка — лента с нанесенным на нее орнаменД
с помощью которой этот орнамент переносят на круглое СЯ
емное изделие. ,Д
Расходка — обводка проканфаренной контурной лмм
рельефа чеканом-расходником, то есть нанесение сллоцД
линии в виде канавки. Я
Расходка по контурам — углубление контурных л*Д
рисунка на металлической бляшке. Выполняется с помощыД
кана-расходника (обводного чекана). Я
Рельеф — выпуклая поверхность изображения, знД
тельно выступающая над фоном. Д
Рихтовка — выпрямление металлических листов, имеиЯ
кривизну. Я
Глоссарий_____________ ,______________________189
Тиснение — нанесение изобразительных элементов на
пластину.
Тонирование — искусственное патинирование (придание
необходимого тона, цвета чеканному изделию).
Травленый узор — узор на металле, полученный путем
химического вытравления (например, азотной кислотой) углуб-
ленных участков.
Участок насмолки — место для разогревания смолы, за-
крепления на ней бляшки и снятия чеканки со смолы.
Фактура — особенность отделки поверхности чеканки (ма-
товая, шероховатая, Гладкая).
Фаска — скошенный край бруска или листа.
Фриз — (здесь) плоская поверхность верхней части стены,
вытянутая в ленту. Нередко представляет собой пояс рельеф-
ных изображений.
Фурнитура — вспомогательный материал, применяемый
в различных видах декоративно-прикладного искусства. Напри-
мер, в художественной мебели — это ручки, петли, замки
и т.д. В искусстве чеканки к фурнитуре можно отнести различ-
ного рода декоративные цепи, навесные детали й др.
Цвета побежалости — цвет окисных пленок при разогре-
вании металлического изделия. Зная соответствие цветов
^температуре, можно определить границы нагревания.
Циркульный узор — композиционное сочетание различ-
ных окружностей, сопряженных дуг и круговых элементов. Со-
здается с помощью циркуля.
i Чекан — продолговатый стальной стержень с особой за-
точкой нижней части. Длина стержня колеблется от 120 до
180 мм.
Электроэрозия—способ разрушения поверхности метал-
ла под действием разрядов. В месте пробоя искры возникает
высокая температура (примерно 10000 *С), расплааляющая
испаряющая металл. Используется как один из способов де-
коративной обработки металлов.