
























Автор: Бойцов В.В. Бабенко В.А. Волик Ю.П.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение обработка металлов штамповка технология машиностроения издательство машиностроение штампы
Год: 1982




Объемная штамповка
МАШИНОСТРОЕНИЕ
1
В. А. БАБЕНКО
В.В БОЙЦОВ'
Ю П. ВОЛИК
АТЛ АС СХЕМ
И ТИПОВЫХ КОНСТРУКЦИЙ
ШТАМПОВ
В. А, БАБЕНКО |, В. В. БОЙЦОВ, Ю. П. ВОЛИК
ОБЪЕМНАЯ ШТАМПОВКА
АТЛАС СХЕМ И ТИПОВЫХ КОНСТРУКЦИЙ ШТАМПОВ
ВТОРОЕ ИЗДАНИЕ. ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Допущено Министерством высшего и среднего специального образования СССР
в качестве учебного пособия для студентов вузов, обучающихся по специальности
«Машины и технология обработки металлов давлением»
Долгопрудненский авиационный техникум
Электронная библиотека
Козловский Александр Юрьевич
141702 Россия Московская обл
г. Долгопрудный, пл. Собина, 1
datje@mail.ru
gosdat.ru
Phone: 8(495)4084593 8(495)4083109
Email:
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ» 1982
ББК 34.62я 73я6
Б12
УДК 621.73 + 621.97 + 621.98 (075.8) (084.42)
ПРЕДИСЛОВИЕ
Рецензент: кафедра «Машины и автоматизация
обработки давлением» Московского высшего технического
училища им. Н. Э. Баумана (зав. кафедрой проф. Е. А. Попов)
Бабенко В. А. и др.
Б12 Объемная штамповка. Атлас схем и типовых конструк-
ций штампов: Уч. пособие для машиностроительных
вузов/В. А. Бабенко, В. В. Бойцов, Ю. П. Волик. — 2-е
изд., перераб. и доп. —М.: Машиностроение, 1982. -—
104 с., ил.
В пер.: 2 р. 20 к.
Атлас содержит схемы и типовые конструкции штампов для горячей
и холодной объемной штамповки. В нем кратко освещены основные положения
по проектированию инструмента, отмечены конструктивные особенности
штампов, устанавливаемых на универсальном и специализированном обору-
довании, а также рассмотрена специфика штампов, используемых при автома-
тической штамповке и в новых видах объемного деформирования: штамповке
на многоплунжерных прессах,; высокоскоростной штамповке, изотермической
штамповке и др.
Атлас является учебным пособием для студентов вузов, обучающихся
по специальности «Машины и обработка металлов давлением». Может быть
полезен инженерно-техническим оаботникам заводов и проектно-конструктор-
ских организаций.
2704030000-079 ББК 34.62я 73я6
038(01)-82 ’ 6П4.2
В технологии машиностроения важное место занимает обработка
металлов давлением. Совершенствуются процессы горячей и холод-
ной объемной штамповки, осуществляемые на универсальном обору-
довании (молотах, прессах, горизонтально-ковочных машинах) и
специализированном (вальцах, горизонтально-гибочных, электро-
высадочных, раскатных, радиально-ковочных машинах). Все шире
распространяются новые способы объемного деформирования —
изотермическая штамповка, штамповка на многоплунжерных прес-
сах, высокоскоростная штамповка, сферодвижная штамповка, хо-
лодное выдавливание и др.
Отчетливо обозначились основные направления в развитии
объемной штамповки:
— повышение точности поковок за счет перевода их изготовления
с молотов на, горячештамповочные кривошипные прессы (ГШКП)
и горизонтально-ковочные машины (ГКМ), применения малоокисли-
тельного|нагрева заготовок, калибровочных операций, а также ис-
пользования специализированного оборудования;
— сокращение расхода металла благодаря внедрению рациональ-
ных заготовок под штамповку, малооблойной и безоблойной штампо-
вки, комбинированных способов штамповки;
— увеличение производительности штамповки, достигаемое при
широком использовании прогрессивного кузнечно-штамповочного
оборудования, в том числе автоматов и автоматических линий.
При составлении атласа авторы учитывали состояние и перспек-
тивы развития производства поковок, изготовляемых объемной штам-
повкой, в связи с чем основное внимание в пособии уделено про-
грессивным методам штамповки на ГШКП и ГКМ; по возможности
описаны и другие виды штамповки, включая штамповку на специа-
лизированном оборудовании, деформирование на холодновысадоч-
ных и горячевысадочных автоматах, а также завершающие операции
производства поковок.
С целью выработки у студентов навыков самостоятельного выпол-
нения конструкторских разработок в атласе приведены только прин-
ципиальные схемы инструмента и переходов штамповки. Даны
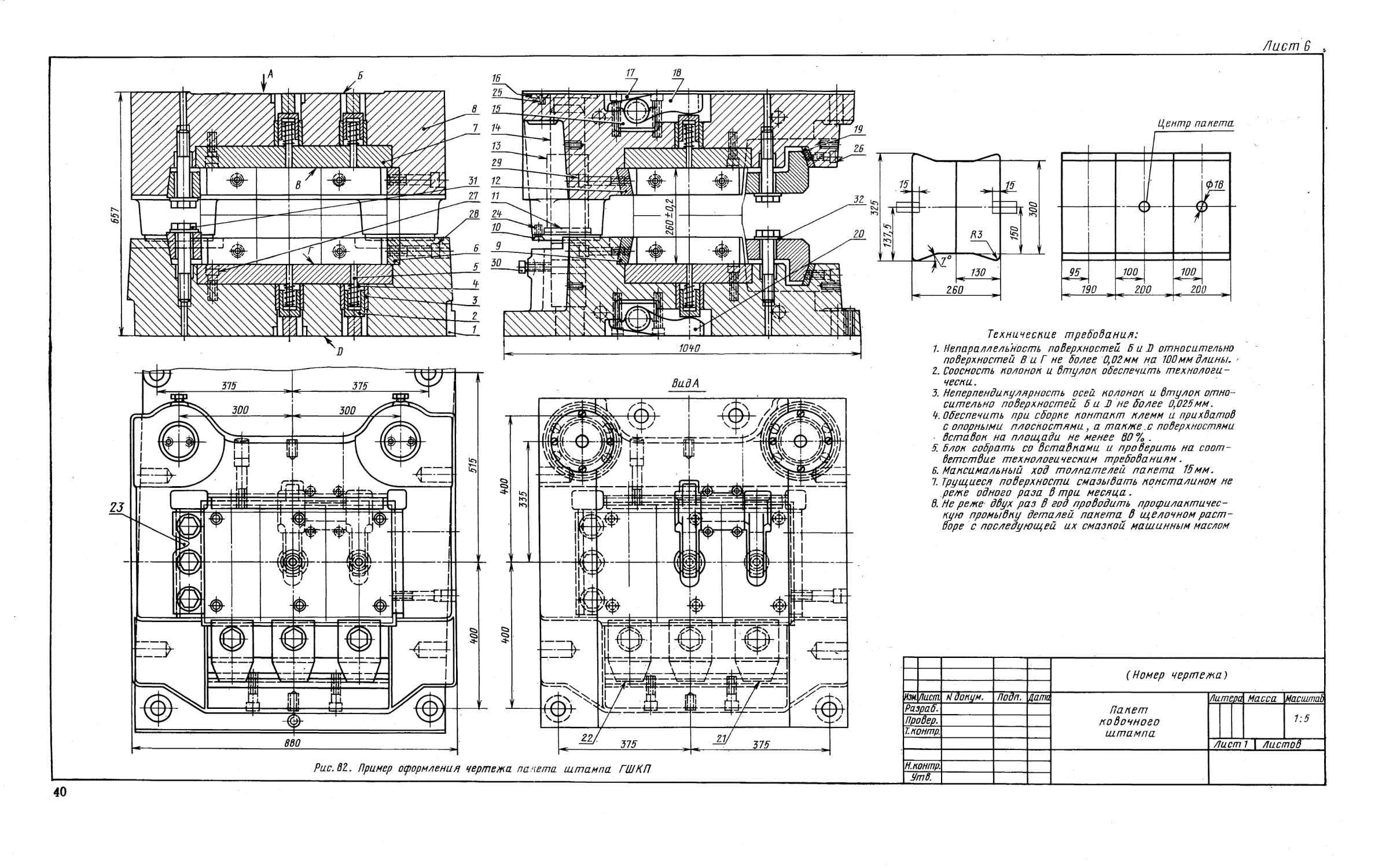
также примеры оформления чертежей типовых штампов. Общие
сведения о конструировании штампов изложены в текстовой части
учебного пособия.
Атлас построен в соответствии с классификацией штампов по
назначению (для объемной штамповки, обрезки облоя, правки,! ка-
либровки) и видам кузнечно-штамповочного оборудования (штампы
молотовые, прессовые, ГКМ, горизонтально-гибочные машины и т. п.),
что соответствует в основном порядку изложения материала
в учебниках по технологии производства штампованных поковок.
С этой точки зрения атлас может быть полезен не только при выпол-
нении курсовых и дипломных проектов, но и при прохождении курса
технологии кузнечно-штамповочного производства.
С момента выхода в свет первого издания атласа прошло более
15 лет. В настоящем издании авторы постарались отразить новейшие
достижения в области объемной штамповки в нашей стране и за
рубежом, а также учли замечания и пожелания, сделанные специали-
стами по первому изданию.
Авторы глубоко признательны тт. Охрименко Я. М., Щербе В. Н., Гут-
кину И. Е., Рогатину Ю. И., Запрягайло Б. И., Тихонову Ф. А., Кулешову М. Я.,
Ферберовой В. В. за советы и предоставленные материалы, а также тт. Джуром-
скому Ю. В., Калыгиной Л. А., Бахареву А. В., Богачевой Т. Г. за помощь в оформ-
лении атласа.
© Издательство «Машиностроение», 1982 г.
Глава I
1. КЛАССИФИКАЦИЯ ШТАМПОВ
В отличие от универсального инструмента для ковки (бойков)
штампы для объемной штамповки являются специальным инстру-
ментом, поскольку конструируются и изготовляются для серийного
и массового производства поковок, как правило, одного наименова-
ния. В настоящее время в кузнечных цехах объемной штамповки
применяют большое число самых разнообразных штампов, которые
можно классифицировать по назначению, видам оборудования,
количеству ручьев, конструктивному признаку и т. д.
По назначению различают штампы для собственно
штамповки, обрезные, правочные и калибровочные. В качестве ин-
струмента при штамповке используют также валки (секторы) •—
для прокатки и вальцовки, а также бойки — для ротационной ковки.
По видам оборудования штампы можно разделить
на две основные группы:
1) устанавливаемые на универсальном кузнечно-штамповочном
оборудовании (молотах, ГШКП, винтовых и гидравлических прессах,
ГКМ);
2) устанавливаемые на специализированном оборудовании (го-
ризонтально-гибочных, радиально-ковочных, ротационно-ковочных,
вертикально-ковочных, электровысадочных, высокоскоростных ма-
шинах, гидравлических прессах для изотермической и многоплун-
жерной штамповки, вальцах и прокатных станах, инструмент для
жидкой и сферодвижной штамповки и др.).
По количеству ручьев штампы подразделяются
на одноручьевые и многоручьевые. Одноручьевые применяют для
изготовления поковок простых по форме или предварительно под-
готовленных на других видах оборудования (ковкой, высадкой,
вальцовкой). Многоручьевые штампы применяют для изготовления
поковок сложной формы.
По конструктивному признаку различают
штампы с одной или несколькими поверхностями разъема, с выталки-
вателями поковок и без них, цельные (монолитные) и сборные,
со вставками различной формы. Штампы могут быть также откры-
тыми — для штамповки с облоем и закрытыми — для безоблойной
штамповки.
2. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВ
Условия эксплуатации штампов для объемной штамповки, в осо-
бенности для горячего деформирования, очень тяжелые. Штампы
подвергаются многократному воздействию высоких температур и
ОБЩИЕ СВЕДЕНИЯ О ШТАМПАХ
значительных нагрузок. Интенсивное течение металла в процессе
формообразования поковки вызывает истирание (абразивный износ)
поверхности ручья. Штампы для горячего деформирования в течение
каждого цикла штамповки испытывают резкие колебания темпера-
туры, особенно при использовании смазочно-охлаждающих жидко-
стей, что приводит к образованию на поверхности ручья разгарных
трещин.
Штамповые стали должны обладать высокими механическими
свойствами, сочетая прочность с ударной вязкостью, износостойко-
стью, разгаростойкостью, и сохранять эти свойства при повышенных
температурах. Материалы штампов должны хорошо прокаливаться
(при термической обработке), обрабатываться резанием и быть срав-
нительно дешевыми.
Выбор стали для штампа определяется условиями его эксплуата-
ции (горячая или холодная штамповка, динамический или стати-
ческий характер нагружения, способ смазки и охлаждения, вели-
чина удельных усилий штамповки, зависящая от сложности поковки
и ее материала, схемы напряженного состояния в очаге деформации),
габаритами штампа или вставки, серийностью производства и др.
Поэтому для изготовления штампов применяют разнообразные по
химическому составу и свойствам марки сталей. Однако их число
стремятся свести на заводах к целесообразному минимуму, что об-
легчает заказ и получение штамповых материалов, изготовление штам-
пов и их эксплуатацию.
Марки штамповых сталей и химический состав регламентиру-
ются ГОСТ 5950—73.
Для изготовления молотовых и прессовых штампов получили
распространение стали 5ХНМ, 5ХНВ, 5ХНВС, 5ХГМ. Полноцен-
ным заменителем дефицитных хромоникелевых сталей 5ХНВ и
5ХНМ является безникелевая сталь 4ХСМФ. Дешевыми сталями для
высадочных штампов являются марки 4ХВ2С, 5ХВ2С, 7X3, 8X3.
При штамповке труднодеформируемых сплавов применяют вы-
соколегированные стали 4ХЗВМФ, 4Х5В2ФС, 4Х5МФС, 4Х4ВМФС,
5ХЗВЗМФС, 5Х2ВМНФ и др. Эти же стали целесообразно применять
для изготовления высоконагруженных деталей штампов при вы-
садке и выдавливании на ГКМ, ГШКП, горячевысадочных автома-
тах, высокоскоростных машинах.
Для повышения износостойкости и теплостойкости штамповых
вставок, пуансонов и матриц широко применяют химико-термическую
обработку поверхности ручья. Например, очень эффективно азоти-
рование сравнительно небольших по габаритам вставок штампов
ГШКП.
Рабочие элементы обрезных штампов изготовляют из хромистых
сталей типа 7X3, 8X3. Реже применяют стали 5ХНВ, 5ХНМ,
4ХВ2С. Часто режущие кромки деталей штампа, выполненных из
стали 45, наплавляют твердым сплавом.
Блоки для молотовых вставок, матриц для высадки изготовляют
из сталей 40ХЛ, 40Л.
При жидкой штамповке для инструмента используют стали
4Х5В2ФС, 4Х5МФС, ЗХ2В8Ф; для изотермической штамповки ти-
тановых сплавов и сталей применяют жаропрочные сплавы на ни-
келевой основе типа ЖС6К, ЖС6У, керамические и металлокерами-
ческие сплавы, сплавы на основе молибдена.
Весьма перспективно при горячей объемной штамповке примене-
ние литых штампов, изготовляемых вместе с ручьями. Для литых
штампов используют стали, в основном, подобные по составу сталям
для ковочных штампов. Применение литых штампов повышает
стойкость инструмента, снижает трудоемкость изготовления штампо-
вой оснастки, позволяет более экономно расходовать стали за счет
многократного переплава изношенного штампа и др.
Детали штампов для холодного объемного деформирования изго-
товляют из высокоуглеродистых (УЮА), среднелегированных (9ХС,
ХВГ) и высоколегированных (Х12М, Х12Ф1, Х6ВФ, Р18 и др.)
сталей. Стали УЮА, 9ХС, ХВГ обладают сравнительно невысокой
прочностью, поэтому их используют в основном для малонагружен-
ных элементов штампа (выталкивателей, опорных прокладок и т. п.).
Высоколегированные стали после термической обработки приобретают
высокие показатели твердости, прочности и вязкости.
Рекомендации по выбору штамповых материалов, а также терми-
ческой и химико-термической обработки штампов приведены в спра-
вочной и специальной [6, 24, 21] литературе.
3. ПРАВИЛА КОНСТРУИРОВАНИЯ
И ОФОРМЛЕНИЯ ЧЕРТЕЖА ШТАМПА
Габаритные размеры и размеры крепежных элементов штампов
должны быть строго согласованы с соответствующими параметрами
оборудования, на котором их устанавливают. При этом необходимо
учитывать размеры рабочего пространства машины, величину хода
бабы молота, ползуна пресса, главного и бокового ползунов ГКМ,
ход и размеры толкателя пресса и выталкивателя пакета, регулиро-
вочный ход закрытой высоты и размеры стола ГШКП, способы креп-
ления штампов и др.
При конструировании штампов следует правильно компоновать
штамповочные и заготовительные ручьи, ножи, выемки под клещи, 1
обрезные и отрезные ручьи ГКМ и др., учитывая допустимые рас-|
стояния между ручьями и до края штампа, удобство укладки нагретой1
3
заготовки в первый ручей и последующей перекладки в другой,
площадь зеркала штампа.
В целях экономии штамповой стали следует по возможности шире
применять конструкции штампов со вставками, предусматривая при
этом надежное крепление вставок и удобную их замену. При кон-
струировании штампов, устанавливаемых на автоматизированных
ГШКП или ГКМ, а также на высадочных автоматах, необходимо
учитывать специфику автоматизированной штамповки поковок.
Ниже приводятся основные правила оформления чертежа штампа.
1. Чертеж штампа выполняется, как правило, в натуральную
величину. Уменьшенный масштаб допускается для крупных и про-
стых штампов.
2. На чертеже общего вида штампа или на отдельном листе вы-
черчивают горячую поковку (для молотового штампа или прессовой
вставки), переходы штамповки горячие (для штампа ГКМ, а при
необходимости, и для прессового штампа) или чертеж поковки (для
обрезного штампа).
3. На чертеже штампа должны быть проставлены все размеры,
необходимые для его изготовления. Размеры нормализованных
элементов не проставляют, а дают ссылку на нормаль.-
4. При простановке размеров штампа следует учитывать спет и-
фику его изготовления. Так, размеры молотового штампа простав-
ляют от поверхностей, образующих контрольный угол, штампа
ГКМ — от опорных плоскостей и т. д.
5. На чертеже штампа должны быть приведены технические тре-
бования, которые могут содержать: допустимые отклонения от чер-
тежа штампа; допуски на габаритные размеры; точность изготовления
ручьев и элементов штампа; сведения о наладке толкателя пресса, вы-
талкивателей пакета и вставок, о возобновлении деталей штампа; шеро-
ховатость его поверхностей; указания о термической обработке и твер-
дости деталей, о приемке штампа и его контрольных испытаниях
и др.
6. В правом нижнем углу чертежа помещают основную надпись
с указанием количества листов, включая лист с чертежом поковки
или переходами штамповки. Спецификация деталей штампа и стан-
дартных изделий приводится на отдельных листах.
1. МОЛОТОВЫЕ ШТАМПЫ
Ручьи молотовых штампов делятся на заготовительные, штампо-
вочные и отрубные.
В качестве заготовительных наиболее часто используют
пережимной, протяжной, подкатной, формовочный, гибочный ручьи
(для удлиненных поковок), а также площадку для осадки (для
симметричных в плане поковок). Для отдельных видов поковок при-
меняют специальные протяжной и формовочный ручьи, площадку
для расплющивания и высадочный ручей. К штамповочным
относят окончательный (чистовой) и предварительный (черновой)
ручьи, а для сложных поковок — заготовительно-предварительный
ручей. Отрубными ручьями в молотовых штампах явля-
ются ножи.
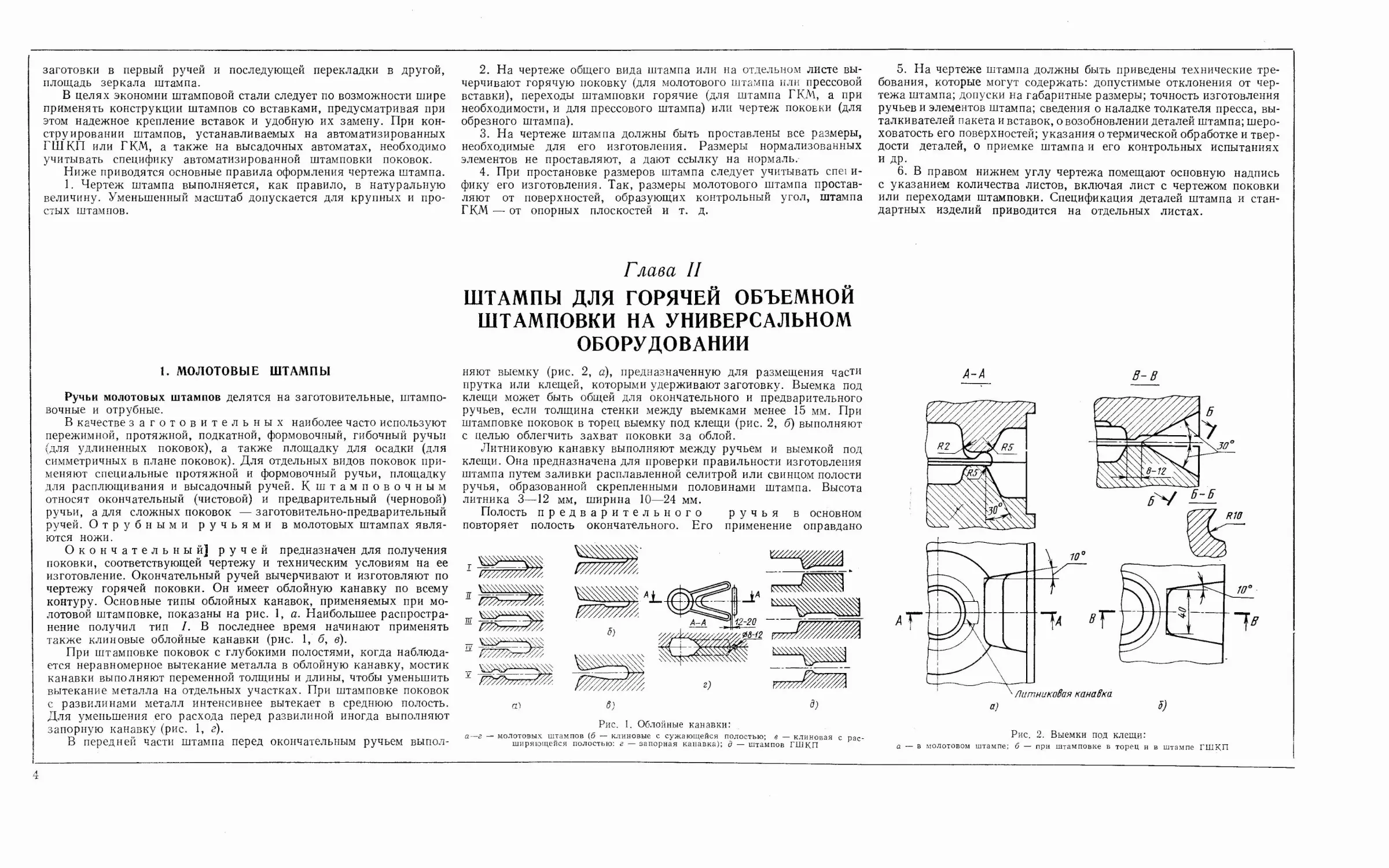
Окончательный] ручей предназначен для получения
поковки, соответствующей чертежу и техническим условиям на ее
изготовление. Окончательный ручей вычерчивают и изготовляют по
чертежу горячей поковки. Он имеет облойную канавку по всему
контуру. Основные типы облойных канавок, применяемых при мо-
лотовой штамповке, показаны на рис. 1, а. Наибольшее распростра-
нение получил тип /. В последнее время начинают применять
также клиновые облойные канавки (рис. 1, б, в).
При штамповке поковок с глубокими полостями, когда наблюда-
ется неравномерное вытекание металла в облойную канавку, мостик
канавки выполняют переменной толщины и длины, чтобы уменьшить
вытекание металла на отдельных участках. При штамповке поковок
с развилинами металл интенсивнее вытекает в среднюю полость.
Для уменьшения его расхода перед развилиной иногда выполняют
запорную канавку (рис. 1, г).
В передней части штампа перед окончательным ручьем выпол-
Глава II
ШТАМПЫ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ
ШТАМПОВКИ НА УНИВЕРСАЛЬНОМ
ОБОРУДОВАНИИ
няют выемку (рис. 2, а), предназначенную для размещения части
прутка или клещей, которыми удерживают заготовку. Выемка под
клещи может быть общей для окончательного и предварительного
ручьев, если толщина стенки между выемками менее 15 мм. При
штамповке поковок в торец выемку под клещи (рис. 2, б) выполняют
с целью облегчить захват поковки за облой.
Литниковую канавку выполняют между ручьем и выемкой под
клещи. Она предназначена для проверки правильности изготовления
штампа путем заливки расплавленной селитрой или свинцом полости
ручья, образованной скрепленными половинами штампа. Высота
литника 3—12 мм, ширина 10—24 мм.
Полость предварительного ручья в основном
повторяет полость окончательного. Его применение оправдано
Рис. 1. Облойные канавки:
а—-г — молотовых штампов (б — клиновые с сужающейся полостью; в — клиновая с рас-
ширяющейся полостью: г — запорная канавка); д — штампов ГШКП
Рис. 2. Выемки под клещи:
а — в молотовом штампе; б — при штамповке в торец и в штампе ГШКП
в случае, когда поковка относительно сложная и стойкость одного
окончательного ручья оказывается невысокой, а ручей плохо за-
полняется металлом. С применением предварительного ручья срок
службы окончательного ручья увеличивается, так как на него при-
ходится большая доля формоизменения поковки.
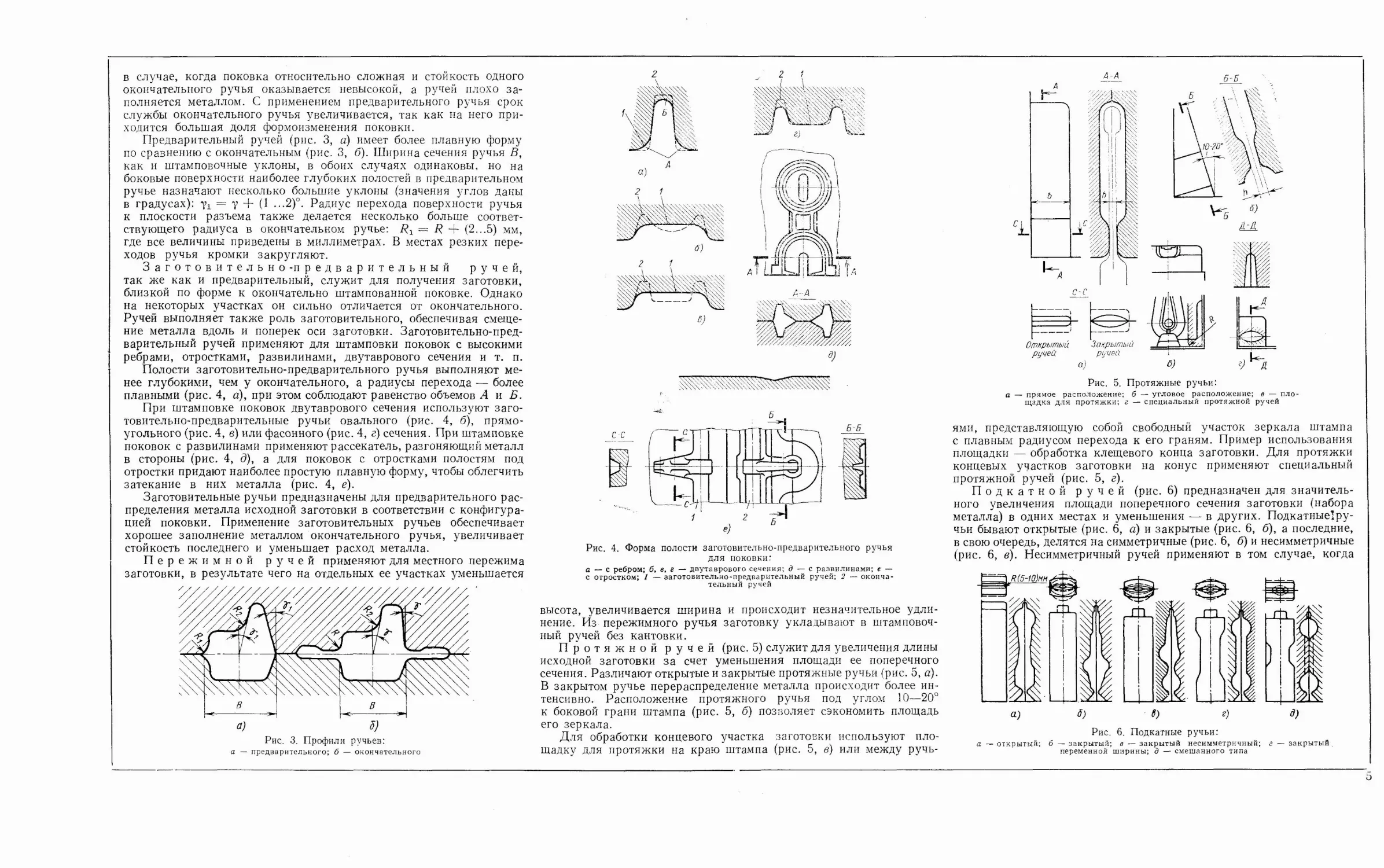
Предварительный ручей (рис. 3, а) имеет более плавную форму
по сравнению с окончательным (рис. 3, б). Ширина сечения ручья В,
как и штамповочные уклоны, в обоих случаях одинаковы, но на
боковые поверхности наиболее глубоких полостей в предварительном
ручье назначают несколько большие уклоны (значения углов даны
в градусах): = у + (I ...2)°. Радиус перехода поверхности ручья
к плоскости разъема также делается несколько больше соответ-
ствующего радиуса в окончательном ручье: = 7? + (2...5) мм,
где все величины приведены в миллиметрах. В местах резких пере-
ходов ручья кромки закругляют.
Заготов и тельно-предвари тельный ручей,
так же как и предварительный, служит для получения заготовки,
близкой по форме к окончательно штампованной поковке. Однако
на некоторых участках он сильно отличается от окончательного.
Ручей выполняет также роль заготовительного, обеспечивая смеще-
ние металла вдоль и поперек оси заготовки. Заготовительно-пред-
варительный ручей применяют для штамповки поковок с высокими
ребрами, отростками, развилинами, двутаврового сечения и т. п.
Полости заготовительно-предварительного ручья выполняют ме-
нее глубокими, чем у окончательного, а радиусы перехода — более
плавными (рис. 4, а), при этом соблюдают равенство объемов А и Б.
При штамповке поковок двутаврового сечения используют заго-
товительно-предварительные ручьи овального (рис. 4, б), прямо-
угольного (рис. 4, в) или фасонного (рис. 4, е) сечения. При штамповке
поковок с развилинами применяют рассекатель, разгоняющий металл
в стороны (рис. 4, б), а для поковок с отростками полостям под
отростки придают наиболее простую плавную форму, чтобы облегчить
затекание в них металла (рис. 4, е).
Заготовительные ручьи предназначены для предварительного рас-
пределения металла исходной заготовки в соответствии с конфигура-
цией поковки. Применение заготовительных ручьев обеспечивает
хорошее заполнение металлом окончательного ручья, увеличивает
стойкость последнего и уменьшает расход металла.
Пережимной ручей применяют для местного пережима
заготовки, в результате чего на отдельных ее участках уменьшается
Рис. 3. Профили ручьев:
а — предварительного; б — окончательного
Рис. 4. Форма полости заготовительно-предварительного ручья
для поковки:
а — с ребром; б, в, г — двутаврового сечения; д — с развилинами; е —
с отростком; 1 — заготовительно-предварительный ручей; 2 — оконча-
тельный ручей
высота, увеличивается ширина и происходит незначительное удли-
нение. Из пережимного ручья заготовку укладывают в штамповоч-
ный ручей без кантовки.
Протяжной ручей (рис. 5) служит для увеличения длины
исходной заготовки за счет уменьшения площади ее поперечного
сечения. Различают открытые и закрытые протяжные ручьи (рис. 5, а).
В закрытом ручье перераспределение металла происходит более ин-
тенсивно. Расположение протяжного ручья под углом 10—20°
к боковой грани штампа (рис. 5, б) позволяет сэкономить площадь
его зеркала.
Для обработки концевого участка заготовки используют пло-
щадку для протяжки на краю штампа (рис. 5, в) или между ручь-
Рис. 5. Протяжные ручьи:
а — прямое расположение; б — угловое расположение; в — пло-
щадка для протяжки; г — специальный протяжной ручей
ями, представляющую собой свободный участок зеркала штампа
с плавным радиусом перехода к его граням. Пример использования
площадки — обработка клещевого конца заготовки. Для протяжки
концевых участков заготовки на конус применяют специальный
протяжной ручей (рис. 5, е).
Подкатной ручей (рис. 6) предназначен для значитель-
ного увеличения площади поперечного сечения заготовки (набора
металла) в одних местах и уменьшения — в других. Подкатные]ру-
чьи бывают открытые (рис. 6, а) и закрытые (рис. 6, б), а последние,
в свою очередь, делятся на симметричные (рис. 6, б) и несимметричные
(рис. 6, в). Несимметричный ручей применяют в том случае, когда
а) 5) б) г) д)
Рис. 6. Подкатные ручьи:
а — открытый; б — закрытый; в — закрытый несимметричный; г — закрытый
переменной ширины; д — смешанного типа
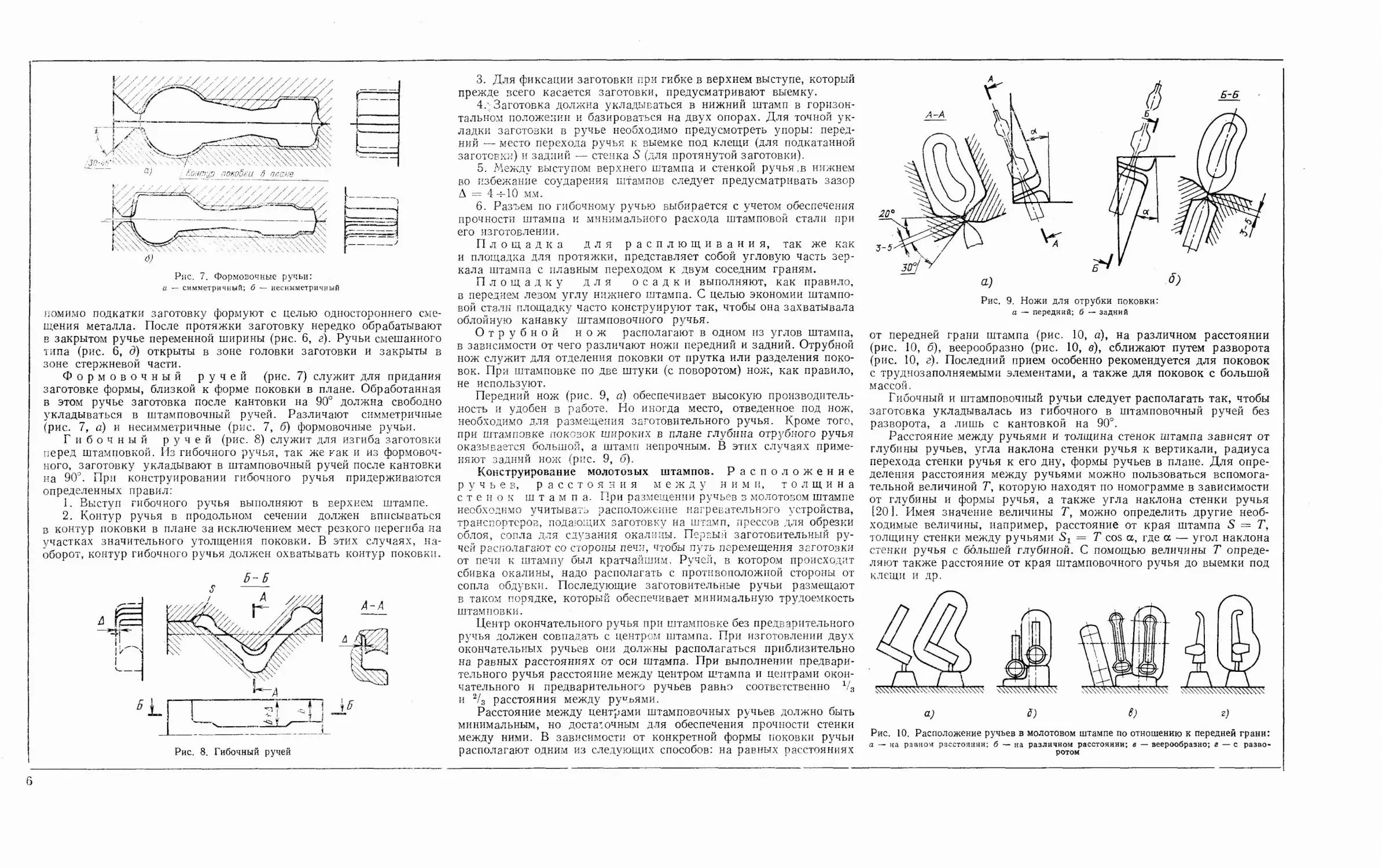
Рис. 7. Формовочные ручьи:
а — симметричный; б — несимметричный
помимо подкатки заготовку формуют с целью одностороннего сме-
щения металла. После протяжки заготовку нередко обрабатывают
в закрытом ручье переменной ширины (рис. 6, г). Ручьи смешанного
типа (рис. 6, <5) открыты в зоне головки заготовки и закрыты в
зоне стержневой части.
Формовочный ручей (рис. 7) служит для придания
заготовке формы, близкой к форме поковки в плане. Обработанная
в этом ручье заготовка после кантовки на 90° должна свободно
укладываться в штамповочный ручей. Различают симметричные
(рис. 7, а) и несимметричные (рис. 7, б) формовочные ручьи.
Гибочный ручей (рис. 8) служит для изгиба заготовки
перед штамповкой. Из гибочного ручья, так же как и из формовоч-
ного, заготовку укладывают в штамповочный ручей после кантовки
на 90°. При конструировании гибочного ручья придерживаются
определенных правил:
1. Выступ гибочного ручья выполняют в верхнем штампе.
2. Контур ручья в продольном сечении должен вписываться
в контур поковки в плане за исключением мест резкого перегиба на
участках значительного утолщения поковки. В этих случаях, на-
оборот, контур гибочного ручья должен охватывать контур поковки.
Рис. 8. Гибочный ручей
3. Для фиксации заготовки при гибке в верхнем выступе, который
прежде всего касается заготовки, предусматривают выемку.
4. ; Заготовка должна укладываться в нижний штамп в горизон-
тальном положении и базироваться на двух опорах. Для точной ук-
ладки заготовки в ручье необходимо предусмотреть упоры: перед-
ний — место перехода ручья к выемке под клещи (для подкатанной
заготовки) и задний -— стенка S (для протянутой заготовки).
5. Между выступом верхнего штампа и стенкой ручья 4в нижнем
во избежание соударения штампов следует предусматривать зазор
А = 4 ж 10 мм.
6. Разъем по гибочному ручью выбирается с учетом обеспечения
прочности штампа и минимального расхода штамповой стали при
его изготовлении.
Площадка для расплющивания, так же как
и площадка для протяжки, представляет собой угловую часть зер-
кала штампа с плавным переходом к двум соседним граням.
Площадку для осадки выполняют, как правило,
в переднем левом углу нижнего штампа. С целью экономии штампо-
вой стали площадку часто конструируют так, чтобы она захватывала
облойную канавку штамповочного ручья.
Отрубной нож располагают в одном из углов штампа,
в зависимости от чего различают ножи передний и задний. Отрубной
нож служит для отделения поковки от прутка или разделения поко-
вок. При штамповке по две штуки (с поворотом) нож, как правило,
не используют.
Передний нож (рис. 9, а) обеспечивает высокую производитель-
ность и удобен в работе. Но иногда место, отведенное под нож,
необходимо для размещения заготовительного ручья. Кроме того,
при штамповке поковок широких в плане глубина отрубного ручья
оказывается большой, а штамп непрочным. В этих случаях приме-
няют задний нож (рис. 9, б).
Конструирование молотовых штампов. Расположение
ручьев, расстоян и я м е ж д у н и м и, толщина
стенок штампа. При размещении ручьев з молотовом штампе
необходимо учитывать расположение нагревательного устройства,
транспортеров, подающих заготовку на штамп, прессов для обрезки
облоя, сопла для сдувания окалины. Первый заготовительный ру-
чей располагают со стороны печи, чтобы путь перемещения заготовки
от печи к штампу был кратчайшим. Ручей, в котором происходит
сбивка окалины, надо располагать с противоположной стороны от
сопла обдувки. Последующие заготовительные ручьи размещают
в таком порядке, который обеспечивает минимальную трудоемкость
штамповки.
Центр окончательного ручья при штамповке без предварительного
ручья должен совпадать с центром штампа. При изготовлении двух
окончательных ручьев они должны располагаться приблизительно
на равных расстояниях от оси штампа. При выполнении предвари-
тельного ручья расстояние между центром штампа и центрами окон-
чательного и предварительного ручьев равно соответственно 1/3
и 2/3 расстояния между ружьями.
Расстояние между центрами штамповочных ручьев должно быть
минимальным, но достаточным для обеспечения прочности стенки
между ними. В зависимости от конкретной формы поковки ручьи
располагают одним из следующих способов: на равных расстояниях
Рис. 9. Ножи для отрубки поковки:
а — передний; б — задний
от передней грани штампа (рис. 10, я), на различном расстоянии
(рис. 10, б), веерообразно (рис. 10, в), сближают путем разворота
(рис. 10, г). Последний прием особенно рекомендуется для поковок
с труднозаполняемыми элементами, а также для поковок с большой
массой.
Гибочный и штамповочный ручьи следует располагать так, чтобы
заготовка укладывалась из гибочного в штамповочный ручей без
разворота, а лишь с кантовкой на 90°.
Расстояние между ручьями и толщина стенок штампа зависят от
глубины ручьев, угла наклона стенки ручья к вертикали, радиуса
перехода стенки ручья к его дну, формы ручьев в плане. Для опре-
деления расстояния между ручьями можно пользоваться вспомога-
тельной величиной Г, которую находят по номограмме в зависимости
от глубины и формы ручья, а также угла наклона стенки ручья
[20]. Имея значение величины Т, можно определить другие необ-
ходимые величины, например, расстояние от края штампа S = Г,
толщину стенки между ручьями Sr = Т cos а, где а — угол наклона
стенки ручья с большей глубиной. С помощью величины Т опреде-
ляют также расстояние от края штамповочного ручья до выемки под
клещи и др.
Рис. 10. Расположение ручьев в молотовом штампе по отношению к передней грани:
а — на равном расстоянии; б — на различном расстоянии; в — веерообразно; г — с разво-
ротом
6
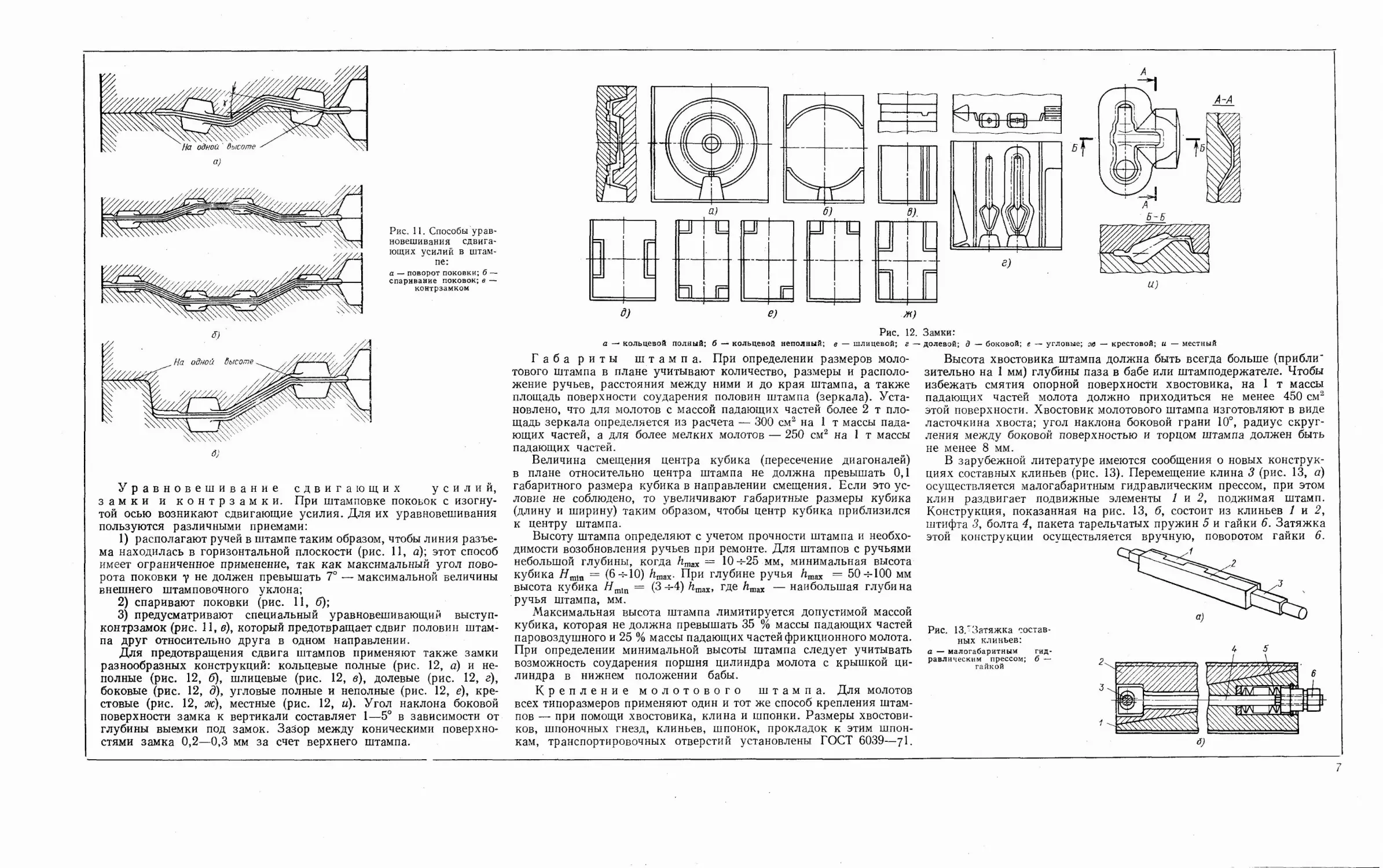
Рис. И. Способы урав-
новешивания сдвига-
ющих усилий в штам-
пе:
а — поворот поковки; б —
спаривание поковок; в —
контрзамком
Уравновешивание сдвигающих усилий,
замки и контрзамки. При штамповке покоьок с изогну-
той осью возникают сдвигающие усилия. Для их уравновешивания
пользуются различными приемами:
1) располагают ручей в штампе таким образом, чтобы линия разъе-
ма находилась в горизонтальной плоскости (рис. 11, а); этот способ
имеет ограниченное применение, так как максимальный угол пово-
рота поковки у не должен превышать 7° — максимальной величины
внешнего штамповочного уклона;
2) спаривают поковки (рис. 11, б);
3) предусматривают специальный уравновешивающий выступ-
контрзамок (рис. 11, в), который предотвращает сдвиг половин штам-
па друг относительно друга в одном направлении.
Для предотвращения сдвига штампов применяют также замки
разнообразных конструкций: кольцевые полные (рис. 12, а) и не-
полные (рис. 12, б), шлицевые (рис. 12, в), долевые (рис. 12, г),
боковые (рис. 12, б), угловые полные и неполные (рис. 12, е), кре-
стовые (рис. 12, ж), местные (рис. 12, и). Угол наклона боковой
поверхности замка к вертикали составляет 1—5° в зависимости от
глубины выемки под замок. ЗаЗор между коническими поверхно-
стями замка 0,2—0,3 мм за счет верхнего штампа.
Рис. 12. Замки:
а — кольцевой полный; б — кольцевой неполный;
в — шлицевой;
г — долевой;
д — боковой; е — угловые;
Габа риты штампа. При определении размеров моло-
тового штампа в плане учитывают количество, размеры и располо-
жение ручьев, расстояния между ними и до края штампа, а также
площадь поверхности соударения половин штампа (зеркала). Уста-
новлено, что для молотов с массой падающих частей более 2 т пло-
щадь зеркала определяется из расчета — 300 см2 на 1 т массы пада-
ющих частей, а для более мелких молотов — 250 см2 на 1 т массы
падающих частей.
Величина смещения центра кубика (пересечение диагоналей)
в плане относительно центра штампа не должна превышать 0,1
габаритного размера кубика в направлении смещения. Если это ус-
ловие не соблюдено, то увеличивают габаритные размеры кубика
(длину и ширину) таким образом, чтобы центр кубика приблизился
к центру штампа.
Высоту штампа определяют с учетом прочности штампа и необхо-
димости возобновления ручьев при ремонте. Для штампов с ручьями
небольшой глубины, когда = 10 4-25 мм, минимальная высота
кубика //mln = (6 4-10) /zfflax. При глубине ручья Лгаах = 50 4-100 мм
высота кубика Ят1п = (3 4-4) Атах, где Атах — наибольшая глубина
ручья штампа, мм.
Максимальная высота штампа лимитируется допустимой массой
кубика, которая не должна превышать 35 % массы падающих частей
паровоздушного и 25 % массы падающих частей фрикционного молота.
При определении минимальной высоты штампа следует учитывать
возможность соударения поршня цилиндра молота с крышкой ци-
линдра в нижнем положении бабы.
Крепление молотового штампа. Для молотов
всех типоразмеров применяют один и тот же способ крепления штам-
пов — при помощи хвостовика, клина и шпонки. Размеры хвостови-
ков, шпоночных гнезд, клиньев, шпонок, прокладок к этим шпон-
кам, транспортировочных отверстий установлены ГОСТ 6039—7I.
ой — крестовой; и — местный
Высота хвостовика штампа должна быть всегда больше (прибли"
зительно на 1 мм) глубины паза в бабе или штамподержателе. Чтобы
избежать смятия опорной поверхности хвостовика, на 1 т массы
падающих частей молота должно приходиться не менее 450 см2
этой поверхности. Хвостовик молотового штампа изготовляют в виде
ласточкина хвоста; угол наклона боковой грани 10°, радиус скруг-
ления между боковой поверхностью и торцом штампа должен быть
не менее 8 мм.
В зарубежной литературе имеются сообщения о новых конструк-
циях составных клиньев (рис. 13). Перемещение клина 3 (рис. 13, а)
осуществляется малогабаритным гидравлическим прессом, при этом
клин раздвигает подвижные элементы 1 и 2, поджимая штамп.
Конструкция, показанная на рис. 13, б, состоит из клиньев 1 и 2,
штифта 3, болта 4, пакета тарельчатых пружин 5 и гайки 6, Затяжка
этой конструкции осуществляется вручную, поворотом гайки 6.
Рис. 13ЛЗатяжка состав-
ных клиньев:
а — малогабаритным
равлическим прессом;
гайкой
гид-
б —
7
Транспортировочные отверстия располагают на расстоянии г/3
высоты кубика от основания хвостовика; более высокое расположе-
ние отверстий снижает число возможных возобновлений штампа,
а более низкое делает штамп неустойчивым, что затрудняет транспор-
тировку и установку штампа.
Молотовые штампы не имеют направляющих колонок. Для точ-
ной установки их на молотах служат контрольные плоскости, по
которым также периодически проверяют правильность установки
штампов в процессе эксплуатации. Контрольные плоскости стро-
гают, как правило, на передней и боковой гранях кубика на глубину
5 мм и высоту (от зеркала штампа) 50—60 мм. Угол между контроль-
ными гранями называют контрольным углом.
Вставки. В молотовых штампах часто применяют сменные
рабочие вставки -— цилиндрические и призматические. Цилиндри-
ческие вставки крепят в блоке горячей посадкой или клиньями, при-
зматические вставки — клиньями. Чтобы избежать продольного
смещения, в призматических вставках предусматривают выступ
или шпоночный паз.
Правила составления чертежа штампа:
1. Всю систему проставления размеров на чертеже молотового
штампа строят с учетом их разметки от поверхностей, образующих
контрольный угол (включая разметку осей ручьев, хвостовика и
шпоночного паза), за исключением размеров выемки под клещи и
ширины открытого заготовительного ручья, если он находится с про-
тивоположной стороны от контрольного угла. Для разметки выемки
под клещи указывают расстояние от края фигуры штамповочного
ручья до края выемки, а ширину заготовительного ручья простав-
ляют от края кубика.
2. Размеры предварительного и окончательного ручьев молото-
вого штампа, как правило, не проставляют. Вместо них указывают,
что ручьи изготовляют по чертежу горячей поковки, который при-
водят на отдельном листе или на чертеже штампа. Для предвари-
тельного ручья указывают радиусы закругления кромок, а для за-
готовительно-предварительного — все размеры, отличные от раз-
меров горячей поковки.
3. Размеры стандартного хвостовика и шпоночного паза, а также
транспортировочных отверстий на чертеже штампа не проставляют;
вместо этого дается ссылка на ГОСТ или нормаль. Шпоночные пазы
и транспортировочные отверстия можно не вычерчивать; в этом слу-
чае наносят оси хвостовика и шпоночного паза с соответствующими
надписями.
4. При изготовлении нормализованных облойных канавок специ-
альными фрездми на чертеже штампа проставляют только ширину
и глубину мостика и магазина.
5. Допуски на размеры, шероховатость поверхностей и места
клеймения оговаривают в общих технических условиях (ТУ) на из-
готовление молотовых штампов и в чертеже не приводят. Если есть
отклонения от ТУ, то их оговаривают в чертеже штампа или в при-
ложении к нему [20 J.
2. ШТАМПЫ ГОРЯЧЕШТАМПОВОЧНЫХ
КРИВОШИПНЫХ ПРЕССОВ
Ручьи штампов ГШКП. В штампах ГШКП конструируют заго-
товительные и штамповочные ручьи. Отрубной нож. как правило,
не используют. Иногда на ГШКП выполняют операции обрезки
облоя и пробивки отверстий.
К заготовительным ручьям в штампах ГШКП относят пережим-
ной, формовочный, гибочный ручьи и площадку для осадки. В пос-
леднее время предусматривают также подкатные ручьи.
К штамповочным ручьям относятся предварительный, оконча-
тельный и заготовительно-предварительный ручей, который при-
меняют не только для удлиненных поковок, но и для осесимметричных
поковок, штампуемых вдоль оси.
Окончательный штамповочный ручей
изготовляют по чертежу горячей поковки. Облойную канавку
(рис. 1, д) выполняют открытой, чтобы избежать соударения штам-
пов при наладке. При необходимости задержать вытекание металла
в облой толщину мостика уменьшают на 40—50 % или же увеличи-
вают его ширину на 50—70 %.
Для удобства захвата поковки клещами за облой выполняют
выемку под клещи, аналогичную по конструкции выемке в молотовом
штампе, применяемой при штамповке поковок в торец (рис. 2, б).
Такую выемку при штамповке на ГШКП делают во всех штамповых
вставках независимо от того, есть ли выталкиватели поковки.
Ручьи с узкими и глубокими полостями плохо заполняются ме-
таллом из-за скопления воздуха и продуктов горения смазки. При
штамповке на молоте этого не происходит, так как штамповку осу-
ществляют за несколько ударов. Для выхода воздуха из глубоких
полостей в штампах ГШКП делают газоотводящие каналы диаметром
1,2—1,5 мм.
Газоотводящие каналы часто выполняют также на выталкива-
телях поковок, во вставках прошивных пуансонов, предварительном
ручье.
Если в заготовительно-предварительном ручье имеется рассека-
тель, то в окончательном ручье в рассекателе выполняется карман
для поглощения избыточного металла при штамповке.
Предварительный штамповочный ручей
отличается от окончательного следующим: 1) размеры по высоте
обычно увеличены на 5—6 %; 2) при наличии в предварительном
ручье облойной канавки ширина мостика выполнена больше на
30—40 %, а толщина — в 1,5 раза; 3) радиусы переходов увеличены
в 3 раза, острые кромки скруглены; 4) при штамповке спаренных
поковок толщина полотна между поковками уменьшена на 30—
40 %, чтобы в окончательном ручье между поковками не оказалось
избыточного металла, который может привести к образованию
зажимов.
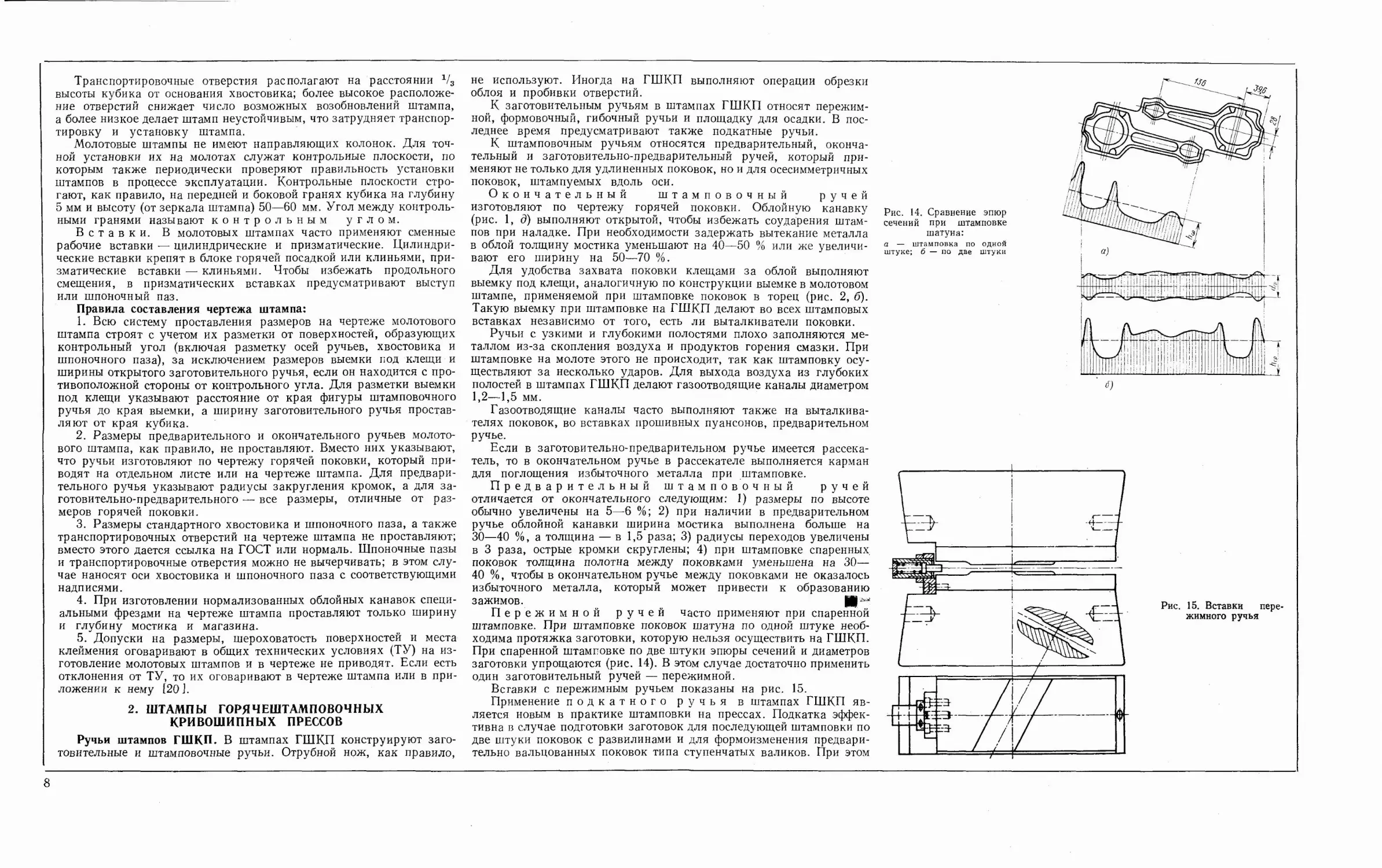
Пережимной ручей часто применяют при спаренной
штамповке. При штамповке поковок шатуна по одной штуке необ-
ходима протяжка заготовки, которую нельзя осуществить на ГШКП.
При спаренной штамповке по две штуки эпюры сечений и диаметров
заготовки упрощаются (рис. 14). В этом случае достаточно применить
один заготовительный ручей — пережимной.
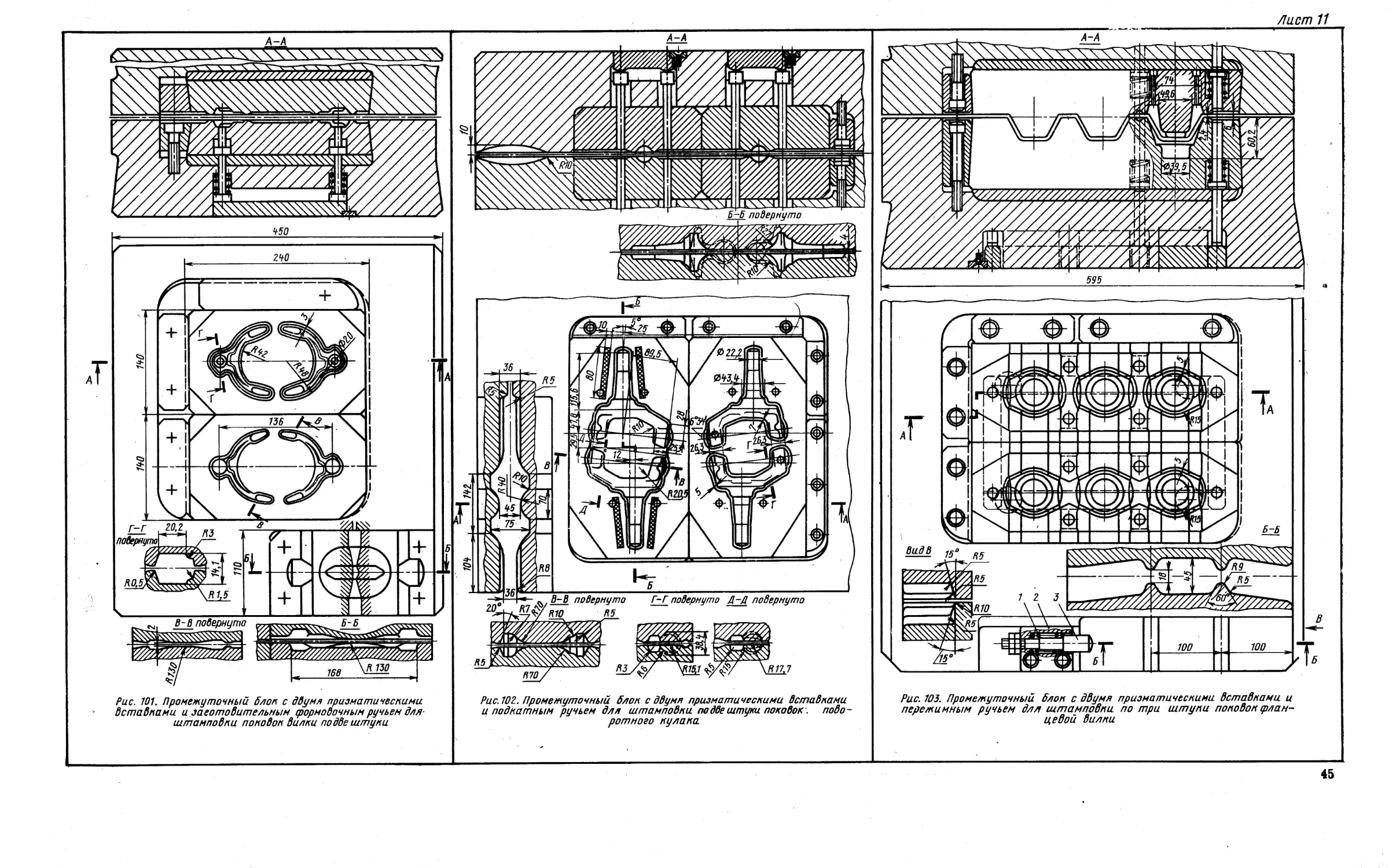
Вставки с пережимным ручьем показаны на рис. 15.
Применение подкатного ручья в штампах ГШКП яв-
ляется новым в практике штамповки на прессах. Подкатка эффек-
тивна в случае подготовки заготовок для последующей штамповки по
две штуки поковок с развилинами и для формоизменения предвари-
тельно вальцованных поковок типа ступенчатых валиков. При этом
Рис. 14. Сравнение эпюр
сечений при штамповке
шатуна:
а — штамповка по одной
штуке; б — по две штуки
6)
Рис. 15. Вставки пере
жимного ручья
8
Рис. 16. Узел направляющей
колонки
подкатку проводят за два хода пресса.
Конструктивные особенности штам-
пов ГШКП. Штампы кривошипных горя-
чештамповочных прессов имеют сборную
конструкцию. Они состоят из штампо-
вых вставок, в которых выполнены
ручьи, и пакета (блока), в котором эти
вставки закреплены.
Пакет штампов ГШКП состоит
из верхней и нижней монтажных плит
(оснований, башмаков), связанных
между собой направляющими колон-
ками, деталей крепления штамповых
вставок и выталкивающего механизма.
Различают универсальные пакеты и спе-
циальные, предназначенные для одной
или нескольких однотипных поковок.
В последнее время в связи со специали-
зацией и автоматизацией кузнечно-штам-
повочного производства специальные
пакеты получают все большее распро-
странение.
Верхняя плита пакета крепится бол-
тами к ползуну пресса, нижняя — к сто-
лу. Для перемещения пакета штампов
на столе пресса и фиксации его от боко-
вого сдвига клином в нижней плите име-
ются две скошенные плоскости; в верх-
ней плите выполнен паз, соответствую-
щий выступу ползуна пресса.
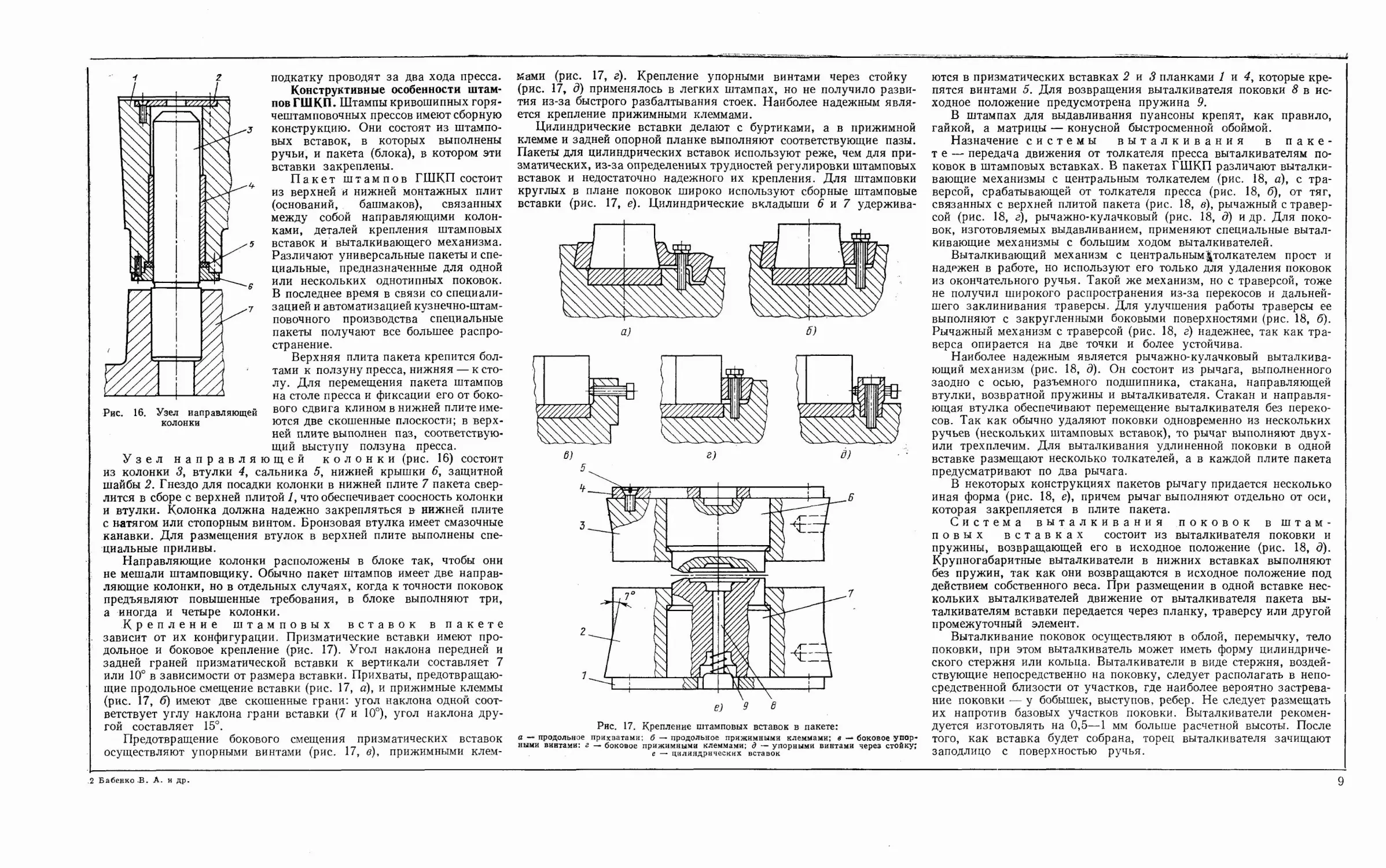
Узел направляющей колонки (рис. 16) состоит
из колонки 3, втулки 4, сальника 5, нижней крышки б, защитной
шайбы 2. Гнездо для посадки колонки в нижней плите 7 пакета свер-
лится в сборе с верхней плитой /, что обеспечивает соосность колонки
и втулки. Колонка должна надежно закрепляться в нижней плите
с натягом или стопорным винтом. Бронзовая втулка имеет смазочные
канавки. Для размещения втулок в верхней плите выполнены спе-
циальные приливы.
Направляющие колонки расположены в блоке так, чтобы они
не мешали штамповщику. Обычно пакет штампов имеет две направ-
ляющие колонки, но в отдельных случаях, когда к точности поковок
предъявляют повышенные требования, в блоке выполняют три,
а иногда и четыре колонки.
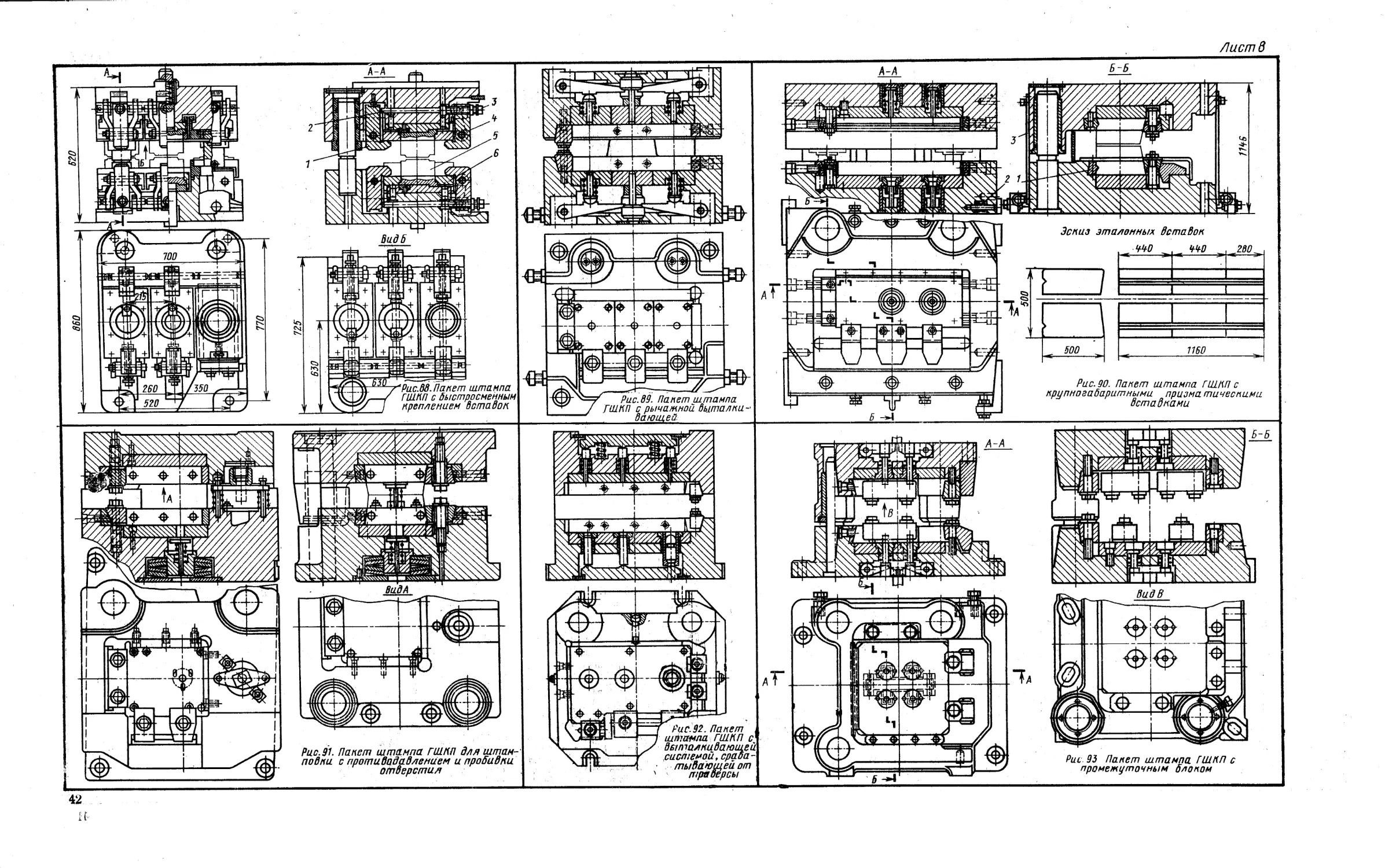
Крепление штамповых вставок в пакете
зависит от их конфигурации. Призматические вставки имеют про-
дольное и боковое крепление (рис. 17). Угол наклона передней и
задней граней призматической вставки к вертикали составляет 7
или 10° в зависимости от размера вставки. Прихваты, предотвращаю-
щие продольное смещение вставки (рис. 17, а), и прижимные клеммы
(рис. 17, б) имеют две скошенные грани: угол наклона одной соот-
ветствует углу наклона грани вставки (7 и 10°), угол наклона дру-
гой составляет 15°.
Предотвращение бокового смещения призматических вставок
осуществляют упорными винтами (рис. 17, в), прижимными клем-
мами (рис. 17, г). Крепление упорными винтами через стойку
(рис. 17, б) применялось в легких штампах, но не получило разви-
тия из-за быстрого разбалтывания стоек. Наиболее надежным явля-
ется крепление прижимными клеммами.
Цилиндрические вставки делают с буртиками, а в прижимной
клемме и задней опорной планке выполняют соответствующие пазы.
Пакеты для цилиндрических вставок используют реже, чем для при-
зматических, из-за определенных трудностей регулировки штамповых
вставок и недостаточно надежного их крепления. Для штамповки
круглых в плане поковок широко используют сборные штамповые
вставки (рис. 17, е). Цилиндрические вкладыши 6 и 7 удержива-
Рис. 17. Крепление штамповых вставок в пакете:
а — продольное прихватами; б — продольное прижимными клеммами; в — боковое упор-
ными винтами: г — боковое прижимными клеммами; д — упорными винтами через стойку;
е — цилиндрических вставок
ются в призматических вставках 2 и 3 планками 1 и 4, которые кре-
пятся винтами 5. Для возвращения выталкивателя поковки 8 в ис-
ходное положение предусмотрена пружина 9.
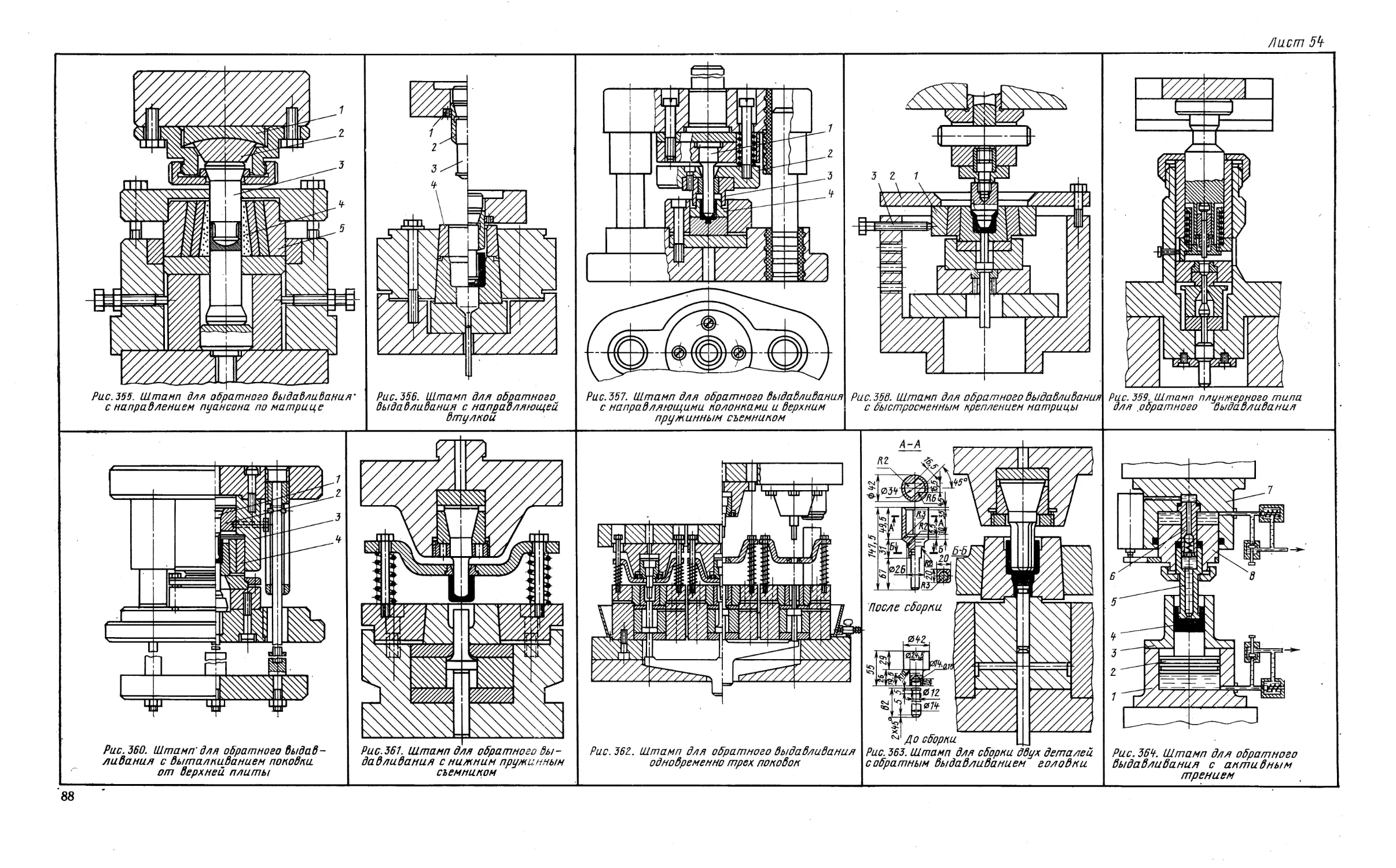
В штампах для выдавливания пуансоны крепят, как правило,
гайкой, а матрицы — конусной быстросменной обоймой.
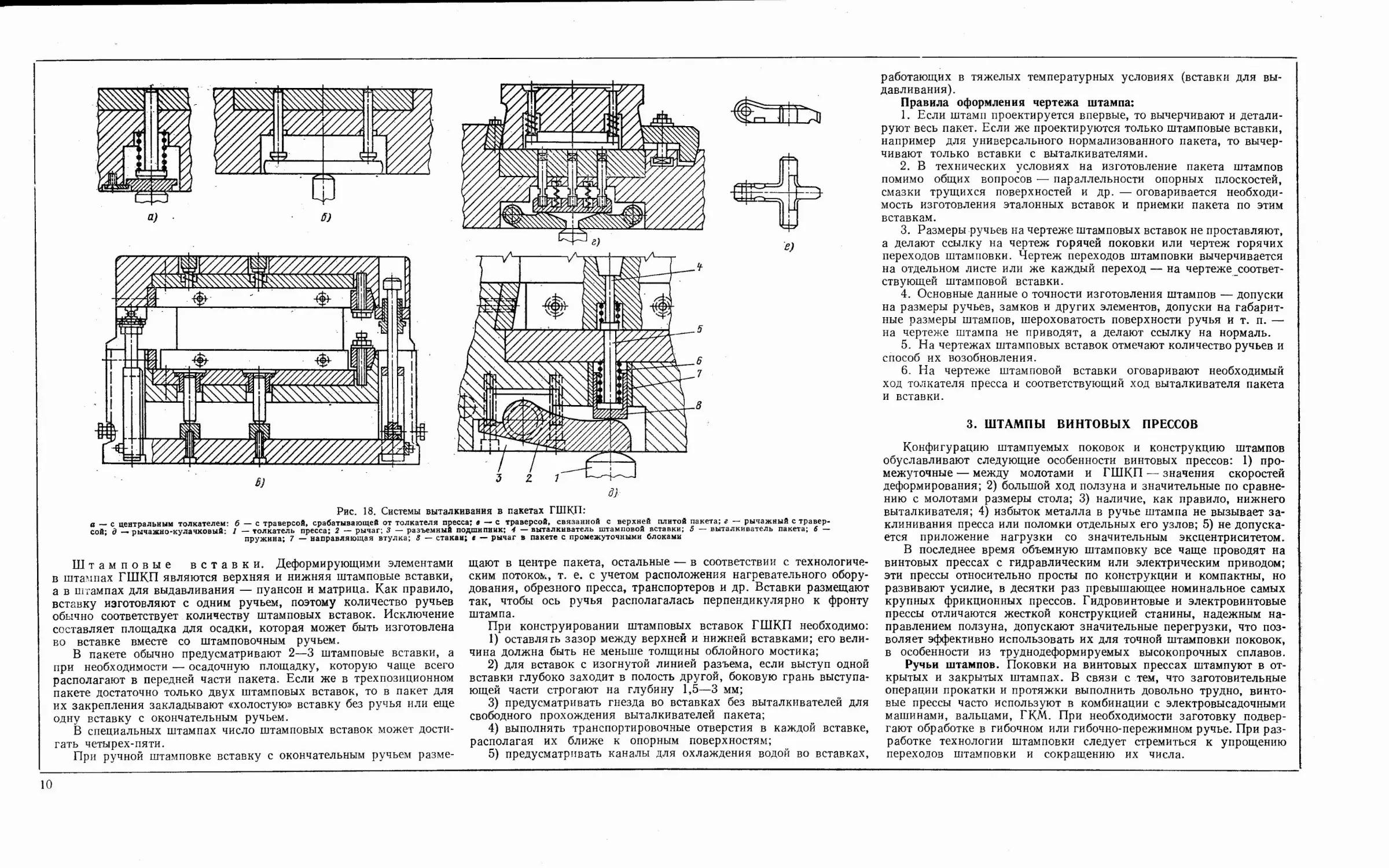
Назначение системы выталкивания в паке-
те — передача движения от толкателя пресса выталкивателям по-
ковок в штамповых вставках. В пакетах ГШКП различают выталки-
вающие механизмы с центральным толкателем (рис. 18, а), с тра-
версой, срабатывающей от толкателя пресса (рис. 18, б), от тяг,
связанных с верхней плитой пакета (рис. 18, в), рычажный с травер-
сой (рис. 18, г), рычажно-кулачковый (рис. 18, д) и др. Для поко-
вок, изготовляемых выдавливанием, применяют специальные вытал-
кивающие механизмы с большим ходом выталкивателей.
Выталкивающий механизм с центральным|толкателем прост и
надежен в работе, но используют его только для удаления поковок
из окончательного ручья. Такой же механизм, но с траверсой, тоже
не получил широкого распространения из-за перекосов и дальней-
шего заклинивания траверсы. Для улучшения работы траверсы ее
выполняют с закругленными боковыми поверхностями (рис. 18, б).
Рычажный механизм с траверсой (рис. 18, г) надежнее, так как тра-
верса опирается на две точки и более устойчива.
Наиболее надежным является рычажно-кулачковый выталкива-
ющий механизм (рис. 18, д). Он состоит из рычага, выполненного
заодно с осью, разъемного подшипника, стакана, направляющей
втулки, возвратной пружины и выталкивателя. Стакан и направля-
ющая втулка обеспечивают перемещение выталкивателя без переко-
сов. Так как обычно удаляют поковки одновременно из нескольких
ручьев (нескольких штамповых вставок), то рычаг выполняют двух-
или трехплечим. Для выталкивания удлиненной поковки в одной
вставке размещают несколько толкателей, а в каждой плите пакета
предусматривают по два рычага.
В некоторых конструкциях пакетов рычагу придается несколько
иная форма (рис. 18, е), причем рычаг выполняют отдельно от оси,
которая закрепляется в плите пакета.
Система выталкивания поковок в штам-
повых вставках состоит из выталкивателя поковки и
пружины, возвращающей его в исходное положение (рис. 18, б).
Крупногабаритные выталкиватели в нижних вставках выполняют
без пружин, так как они возвращаются в исходное положение под
действием собственного веса. При размещении в одной вставке нес-
кольких выталкивателей движение от выталкивателя пакета вы-
талкивателям вставки передается через планку, траверсу или другой
промежуточный элемент.
Выталкивание поковок осуществляют в облой, перемычку, тело
поковки, при этом выталкиватель может иметь форму цилиндриче-
ского стержня или кольца. Выталкиватели в виде стержня, воздей-
ствующие непосредственно на поковку, следует располагать в непо-
средственной близости от участков, где наиболее вероятно застрева-
ние поковки — у бобышек, выступов, ребер. Не следует размещать
их напротив базовых участков поковки. Выталкиватели рекомен-
дуется изготовлять на 0,5—1 мм больше расчетной высоты. После
того, как вставка будет собрана, торец выталкивателя зачищают
заподлицо с поверхностью ручья.
.2 Бабенко Ъ. А. и др.
9
д)
Рис. 18. Системы выталкивания в пакетах ГШКП:
а — с центральным толкателем: б — с траверсой, срабатывающей от толкателя пресса; в — с траверсой, связанной с верхней плитой пакета; г — рычажный с трачер-
сой* д рычяжнл-кулачковый* 1 — толкатель пресса; 2 ~* рычаг*, 3 — разъемный подшипник; 4 — выталкиватель штампов' й вставки, 5 выталкиватель пакета, 6 —
пружина; 7 — направляющая втулка; 8 — стакан; в — рычаг в пакете с промежуточными блоками
Штамповые вставки. Деформирующими элементами
в штампах ГШКП являются верхняя и нижняя штамповые вставки,
а в штампах для выдавливания — пуансон и матрица. Как правило,
вставку изготовляют с одним ручьем, поэтому количество ручьев
обычно соответствует количеству штамповых вставок. Исключение
составляет площадка для осадки, которая может быть изготовлена
во вставке вместе со штамповочным ручьем.
В пакете обычно предусматривают 2—3 штамповые вставки, а
при необходимости — осадочную площадку, которую чаще всего
располагают в передней части пакета. Если же в трехпозиционном
пакете достаточно только двух штамповых вставок, то в пакет для
их закрепления закладывают «холостую» вставку без ручья или еще
одну вставку с окончательным ручьем.
В специальных штампах число штамповых вставок может дости-
гать четырех-пяти.
При ручной штамповке вставку с окончательным ручьем разме-
щают в центре пакета, остальные — в соответствии с технологиче-
ским потоком, т. е. с учетом расположения нагревательного обору-
дования, обрезного пресса, транспортеров и др. Вставки размещают
так, чтобы ось ручья располагалась перпендикулярно к фронту
штампа.
При конструировании штамповых вставок ГШКП необходимо:
1) оставлять зазор между верхней и нижней вставками; его вели-
чина должна быть не меньше толщины облойного мостика;
2) для вставок с изогнутой линией разъема, если выступ одной
вставки глубоко заходит в полость другой, боковую грань выступа-
ющей части строгают на глубину 1,5—3 мм;
3) предусматривать гнезда во вставках без выталкивателей для
свободного прохождения выталкивателей пакета;
4) выполнять транспортировочные отверстия в каждой вставке,
располагая их ближе к опорным поверхностям;
5) предусматривать каналы для охлаждения водой во вставках,
работающих в тяжелых температурных условиях (вставки для вы-
давливания).
Правила оформления чертежа штампа:
1. Если штамп проектируется впервые, то вычерчивают и детали-
руют весь пакет. Если же проектируются только штамповые вставки,
например для универсального нормализованного пакета, то вычер-
чивают только вставки с выталкивателями.
2. В технических условиях на изготовление пакета штампов
помимо общих вопросов •— параллельности опорных плоскостей,
смазки трущихся поверхностей и др. — оговаривается необходи-
мость изготовления эталонных вставок и приемки пакета по этим
вставкам.
3. Размеры ручьев на чертеже штамповых вставок не проставляют,
а делают ссылку на чертеж горячей поковки или чертеж горячих
переходов штамповки. Чертеж переходов штамповки вычерчивается
на отдельном листе или же каждый переход — на чертеже соответ-
ствующей штамповой вставки.
4. Основные данные о точности изготовления штампов — допуски
на размеры ручьев, замков и других элементов, допуски на габарит-
ные размеры штампов, шероховатость поверхности ручья и т. п. —
на чертеже штампа не приводят, а делают ссылку на нормаль.
5. На чертежах штамповых вставок отмечают количество ручьев и
способ их возобновления.
6. На чертеже штамповой вставки отоваривают необходимый
ход толкателя пресса и соответствующий ход выталкивателя пакета
и вставки.
3. ШТАМПЫ ВИНТОВЫХ ПРЕССОВ
Конфигурацию штампуемых поковок и конструкцию штампов
обуславливают следующие особенности винтовых прессов: 1) про-
межуточные — между молотами и ГШКП — значения скоростей
деформирования; 2) большой ход ползуна и значительные по сравне-
нию с молотами размеры стола; 3) наличие, как правило, нижнего
выталкивателя; 4) избыток металла в ручье штампа не вызывает за-
клинивания пресса или поломки отдельных его узлов; 5) не допуска-
ется приложение нагрузки со значительным эксцентриситетом.
В последнее время объемную штамповку все чаще проводят на
винтовых прессах с гидравлическим или электрическим приводом;
эти прессы относительно просты по конструкции и компактны, но
развивают усилие, в десятки раз превышающее номинальное самых
крупных фрикционных прессов. Гидровинтовые и электровинтовые
прессы отличаются жесткой конструкцией станины, надежным на-
правлением ползуна, допускают значительные перегрузки, что поз-
воляет эффективно использовать их для точной штамповки поковок,
в особенности из труднодеформируемых высокопрочных сплавов.
Ручьи штампов. Поковки на винтовых прессах штампуют в от-
крытых и закрытых штампах. В связи с тем, что заготовительные
операции прокатки и протяжки выполнить довольно трудно, винто-
вые прессы часто используют в комбинации с электровысадочными
машинами, вальцами, ГКМ. При необходимости заготовку подвер-
гают обработке в гибочном или гибочно-пережимном ручье. При раз-
работке технологии штамповки следует стремиться к упрощению
переходов штамповки и сокращению их числа.
10
В большинстве случаев поковки штампуют с применением одного
окончательного ручья. Использование двух окончательных или
предварительного и окончательного ручьев оправдано при штамповке
удлиненных поковок, когда расстояние от оси ручья до центра штампа
невелико и эксцентриситет приложения нагрузок незначителен.
Большой ход ползуна и наличие нижнего выталкивателя пресса
позволяют получать выдавливанием и высадкой поковки типа стержня
с утолщением. Возможна штамповка поковок высокой точности типа
шестерен с зубьями, лопаток компрессора и турбины и т. п.
При штамповке в открытых ручьях поверхность разъема выби-
рают, руководствуясь теми же соображениями, что и при штамповке
на молотах. Штамповочные уклоны, радиусы закруглений, пленки
под пробивку, припуски и допуски назначают с учетом рекоменда-
ций, приведенных в справочной литературе [20 ]. Проведение опера-
ции выдавливания, в особенности в штампах с разъемными матри-
цами, позволяет получать поковки с уменьшенными штамповочными
уклонами, а в некоторых случаях и без них. Облойная канавка в
окончательном штамповочном ручье увеличена по^сравнению с ка-
навкой молотового штампа.
Конструктивные особенности штампов. Штампы винтовых прес-
сов могут выполняться цельноблочными или сборными. Использо-
вание сборного штампа объясняется достаточными для его размещения
размерами рабочего пространства пресса и тем, что меньшие по срав-
нению с молотами скорости деформирования не ослабляют соедине-
ния элементов штампа.
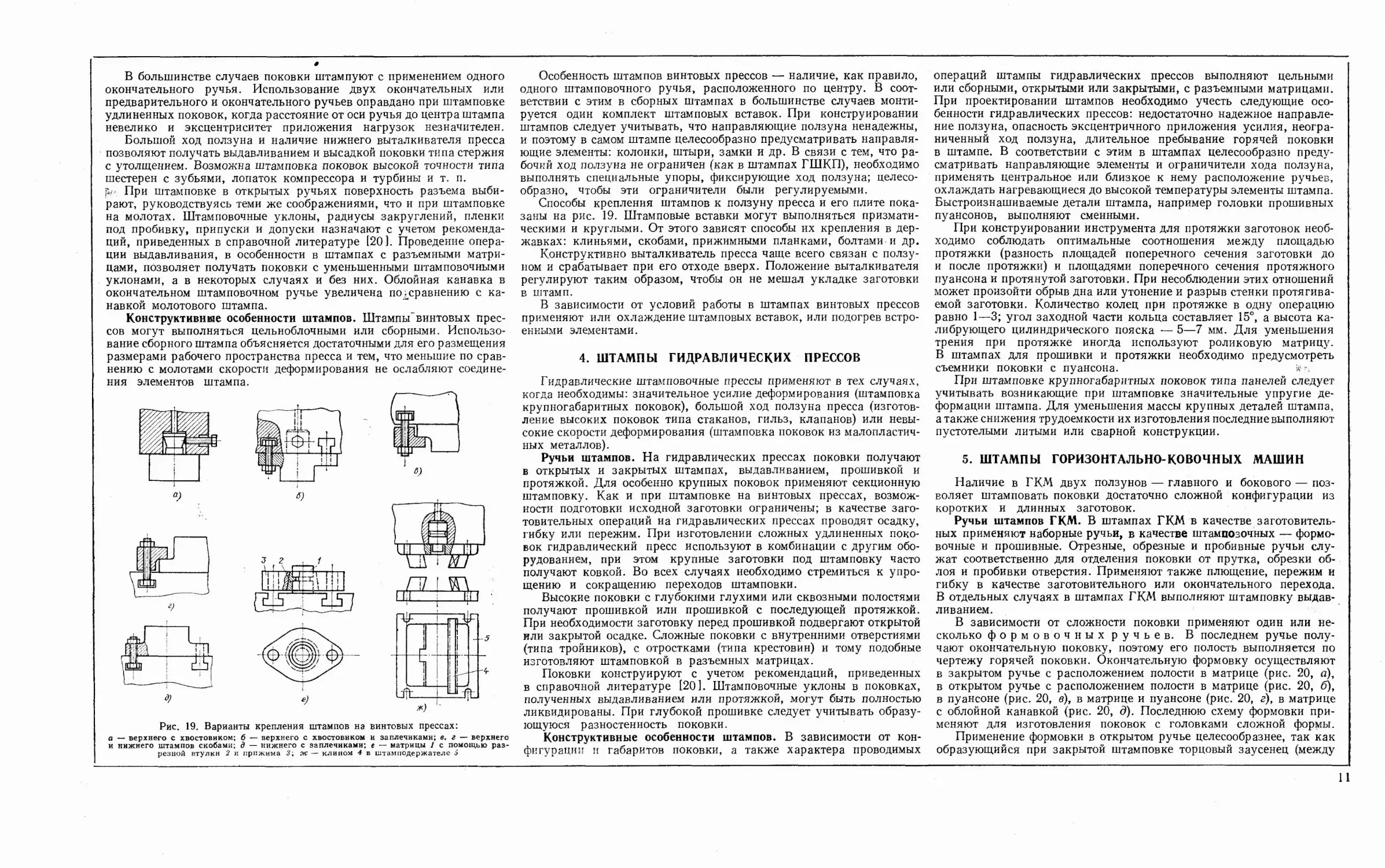
Рис. 19. Варианты крепления штампов на винтовых прессах:
а — верхнего с хвостовиком; б — верхнего с хвостовиком и заплечиками; в, г — верхнего
и нижнего штампов скобами; д — нижнего с заплечиками; е — матрицы 1 с помощью раз-
резной втулки 2 и прижима <?; ж — клином 4 в штамподержателе 5
Особенность штампов винтовых прессов — наличие, как правило,
одного штамповочного ручья, расположенного по центру. В соот-
ветствии с этим в сборных штампах в большинстве случаев монти-
руется один комплект штамповых вставок. При конструировании
штампов следует учитывать, что направляющие ползуна ненадежны,
и поэтому в самом штампе целесообразно предусматривать направля-
ющие элементы: колонки, штыри, замки и др. В связи с тем, что ра-
бочий ход ползуна не ограничен (как в штампах ГШКП), необходимо
выполнять специальные упоры, фиксирующие ход ползуна; целесо-
образно, чтобы эти ограничители были регулируемыми.
Способы крепления штампов к ползуну пресса и его плите пока-
заны на рис. 19. Штамповые вставки могут выполняться призмати-
ческими и круглыми. От этого зависят способы их крепления в дер-
жавках: клиньями, скобами, прижимными планками, болтами и др.
Конструктивно выталкиватель пресса чаще всего связан с ползу-
ном и срабатывает при его отходе вверх. Положение выталкивателя
регулируют таким образом, чтобы он не мешал укладке заготовки
в штамп.
В зависимости от условий работы в штампах винтовых прессов
применяют или охлаждение штамповых вставок, или подогрев встро-
енными элементами.
4. ШТАМПЫ ГИДРАВЛИЧЕСКИХ ПРЕССОВ
Гидравлические штамповочные прессы применяют в тех случаях,
когда необходимы: значительное усилие деформирования (штамповка
крупногабаритных поковок), большой ход ползуна пресса (изготов-
ление высоких поковок типа стаканов, гильз, клапанов) или невы-
сокие скорости деформирования (штамповка поковок из малопластич-
ных металлов).
Ручьи штампов. На гидравлических прессах поковки получают
в открытых и закрытых штампах, выдавливанием, прошивкой и
протяжкой. Для особенно крупных поковок применяют секционную
штамповку. Как и при штамповке на винтовых прессах, возмож-
ности подготовки исходной заготовки ограничены; в качестве заго-
товительных операций на гидравлических прессах проводят осадку,
гибку или пережим. При изготовлении сложных удлиненных поко-
вок гидравлический пресс используют в комбинации с другим обо-
рудованием, при этом крупные заготовки под штамповку часто
получают ковкой. Во всех случаях необходимо стремиться к упро-
щению и сокращению переходов штамповки.
Высокие поковки с глубокими глухими или сквозными полостями
получают прошивкой или прошивкой с последующей протяжкой.
При необходимости заготовку перед прошивкой подвергают открытой
или закрытой осадке. Сложные поковки с внутренними отверстиями
(типа тройников), с отростками (типа крестовин) и тому подобные
изготовляют штамповкой в разъемных матрицах.
Поковки конструируют с учетом рекомендаций, приведенных
в справочной литературе [20]. Штамповочные уклоны в поковках,
полученных выдавливанием или протяжкой, могут быть полностью
ликвидированы. При глубокой прошивке следует учитывать образу-
ющуюся разностенность поковки.
Конструктивные особенности штампов. В зависимости от кон-
фигурации и габаритов поковки, а также характера проводимых
операций штампы гидравлических прессов выполняют цельными
или сборными, открытыми или закрытыми, с разъемными матрицами.
При проектировании штампов необходимо учесть следующие осо-
бенности гидравлических прессов: недостаточно надежное направле-
ние ползуна, опасность эксцентричного приложения усилия, неогра-
ниченный ход ползуна, длительное пребывание горячей поковки
в штампе. В соответствии с этим в штампах целесообразно преду-
сматривать направляющие элементы и ограничители хода ползуна,
применять центральное или близкое к нему расположение ручьев,
охлаждать нагревающиеся до высокой температуры элементы штампа.
Быстроизнашиваемые детали штампа, например головки прошивных
пуансонов, выполняют сменными.
При конструировании инструмента для протяжки заготовок необ-
ходимо соблюдать оптимальные соотношения между площадью
протяжки (разность площадей поперечного сечения заготовки до
и после протяжки) и площадями поперечного сечения протяжного
пуансона и протянутой заготовки. При несоблюдении этих отношений
может произойти обрыв дна или утонение и разрыв стенки протягива-
емой заготовки. Количество колец при протяжке в одну операцию
равно 1—3; угол заходной части кольца составляет 15°, а высота ка-
либрующего цилиндрического пояска — 5—7 мм. Для уменьшения
трения при протяжке иногда используют роликовую матрицу.
В штампах для прошивки и протяжки необходимо предусмотреть
съемники поковки с пуансона. &
При штамповке крупногабаритных поковок типа панелей следует
учитывать возникающие при штамповке значительные упругие де-
формации штампа. Для уменьшения массы крупных деталей штампа,
а также снижения трудоемкости их изготовления последние выполняют
пустотелыми литыми или сварной конструкции.
5. ШТАМПЫ ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИН
Наличие в ГКМ двух ползунов — главного и бокового — поз-
воляет штамповать поковки достаточно сложной конфигурации из
коротких и длинных заготовок.
Ручьи штампов ГКМ. В штампах ГКМ в качестве заготовитель-
ных применяют наборные ручьи, в качестве штамповочных — формо-
вочные и прошивные. Отрезные, обрезные и пробивные ручьи слу-
жат соответственно для отделения поковки от прутка, обрезки об-
лоя и пробивки отверстия. Применяют также плющение, пережим и
гибку в качестве заготовительного или окончательного перехода.
В отдельных случаях в штампах ГКМ выполняют штамповку выдав-
ливанием.
В зависимости от сложности поковки применяют один или не-
сколько формовочных ручьев. В последнем ручье полу-
чают окончательную поковку, поэтому его полость выполняется по
чертежу горячей поковки. Окончательную формовку осуществляют
в закрытом ручье с расположением полости в матрице (рис. 20, а),
в открытом ручье с расположением полости в матрице (рис. 20, б),
в пуансоне (рис. 20, а), в матрице и пуансоне (рис. 20, г), в матрице
с облойной канавкой (рис. 20, д). Последнюю схему формовки при-
меняют для изготовления поковок с головками сложной формы.
Применение формовки в открытом ручье целесообразнее, так как
образующийся при закрытой штамповке торцовый заусенец (между
11
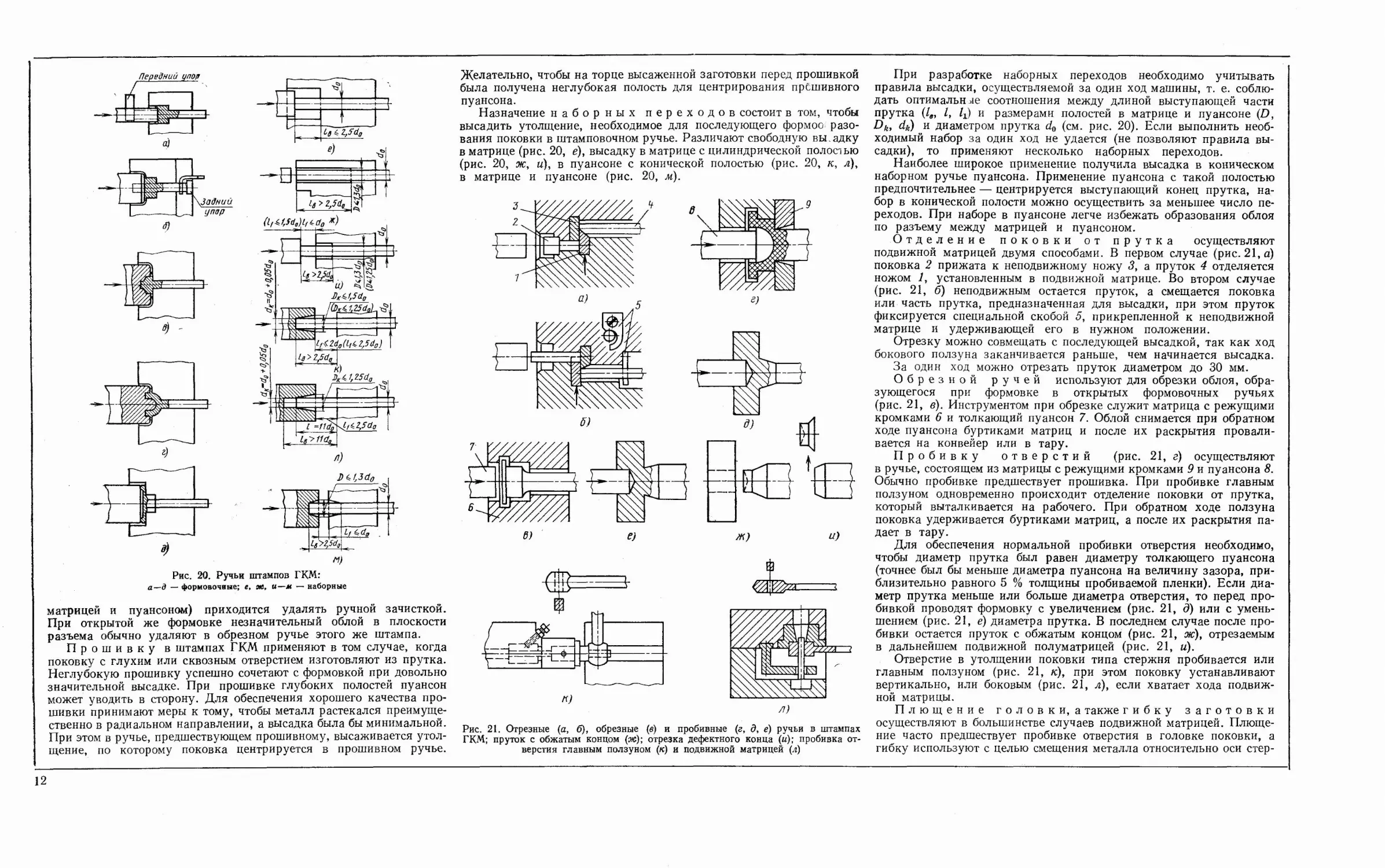
Рис. 20. Ручьи штампов ГКМ:
а—д — формовочные; е, яй, и—ж — наборные
матрицей и пуансоном) приходится удалять ручной зачисткой.
При открытой же формовке незначительный облой в плоскости
разъема обычно удаляют в обрезном ручье этого же штампа.
Прошивку в штампах ГКМ применяют в том случае, когда
поковку с глухим или сквозным отверстием изготовляют из прутка.
Неглубокую прошивку успешно сочетают с формовкой при довольно
значительной высадке. При прошивке глубоких полостей пуансон
может уводить в сторону. Для обеспечения хорошего качества про-
шивки принимают меры к тому, чтобы металл растекался преимуще-
ственно в радиальном направлении, а высадка была бы минимальной.
При этом в ручье, предшествующем прошивному, высаживается утол-
щение, по которому поковка центрируется в прошивном ручье.
Желательно, чтобы на торце высаженной заготовки перед прошивкой
была получена неглубокая полость для центрирования прбшивного
пуансона.
Назначение наборных переходов состоит в том, чтобы
высадить утолщение, необходимое для последующего формоо разе-
вания поковки в штамповочном ручье. Различают свободную вы.адку
в матрице (рис. 20, е), высадку в матрице с цилиндрической полостью
(рис. 20, ж, и), в пуансоне с конической полостью (рис. 20, к, л),
в матрице и пуансоне (рис. 20, м).
Рис. 21. Отрезные (а, 6), обрезные (в) и пробивные (г, д, е) ручьи в штампах
ГКМ; пруток с обжатым концом (яс); отрезка дефектного конца (и); пробивка от-
верстия главным ползуном (к) и подвижной матрицей (л)
При разработке наборных переходов необходимо учитывать
правила высадки, осуществляемой за один ход машины, т. е. соблю-
дать оптимальнее соотношения между длиной выступающей части
прутка (Zd, Z, ZJ и размерами полостей в матрице и пуансоне (D,
Dk, dk) и диаметром прутка dQ (см. рис. 20). Если выполнить необ-
ходимый набор за один ход не удается (не позволяют правила вы-
садки), то применяют несколько наборных переходов.
Наиболее широкое применение получила высадка в коническом
наборном ручье пуансона. Применение пуансона с такой полостью
предпочтительнее — центрируется выступающий конец прутка, на-
бор в конической полости можно осуществить за меньшее число пе-
реходов. При наборе в пуансоне легче избежать образования облоя
по разъему между матрицей и пуансоном.
Отделение поковки от прутка осуществляют
подвижной матрицей двумя способами. В первом случае (рис. 21, а)
поковка 2 прижата к неподвижному ножу 5, а пруток 4 отделяется
ножом У, установленным в подвижной матрице. Во втором случае
(рис. 21, б) неподвижным остается пруток, а смещается поковка
или часть прутка, предназначенная для высадки, при этом пруток
фиксируется специальной скобой 5, прикрепленной к неподвижной
матрице и удерживающей его в нужном положении.
Отрезку можно совмещать с последующей высадкой, так как ход
бокового ползуна заканчивается раньше, чем начинается высадка.
За один ход можно отрезать пруток диаметром до 30 мм.
Обрезной ручей используют для обрезки облоя, обра-
зующегося при формовке в открытых формовочных ручьях
(рис. 21, в). Инструментом при обрезке служит матрица с режущими
кромками 6 и толкающий пуансон 7. Облой снимается при обратном
ходе пуансона буртиками матриц и после их раскрытия провали-
вается на конвейер или в тару.
Пробивку отверстий (рис. 21, г) осуществляют
в ручье, состоящем из матрицы с режущими кромками 9 и пуансона 8.
Обычно пробивке предшествует прошивка. При пробивке главным
ползуном одновременно происходит отделение поковки от прутка,
который выталкивается на рабочего. При обратном ходе ползуна
поковка удерживается буртиками матриц, а после их раскрытия па-
дает в тару.
Для обеспечения нормальной пробивки отверстия необходимо,
чтобы диаметр прутка был равен диаметру толкающего пуансона
(точнее был бы меньше диаметра пуансона на величину зазора, при-
близительно равного 5 % толщины пробиваемой пленки). Если диа-
метр прутка меньше или больше диаметра отверстия, то перед про-
бивкой проводят формовку с увеличением (рис. 21, д) или с умень-
шением (рис. 21, ё) диаметра прутка. В последнем случае после про-
бивки остается пруток с обжатым концом (рис. 21, ж), отрезаемым
в дальнейшем подвижной полуматрицей (рис. 21, и).
Отверстие в утолщении поковки типа стержня пробивается или
главным ползуном (рис. 21, к), при этом поковку устанавливают
вертикально, или боковым (рис. 21, л), если хватает хода подвиж-
ной матрицы.
Плющение головки, а также гибку заготовки
осуществляют в большинстве случаев подвижной матрицей. Плюще-
ние часто предшествует пробивке отверстия в головке поковки, а
гибку используют с целью смещения металла относительно оси стер-
12
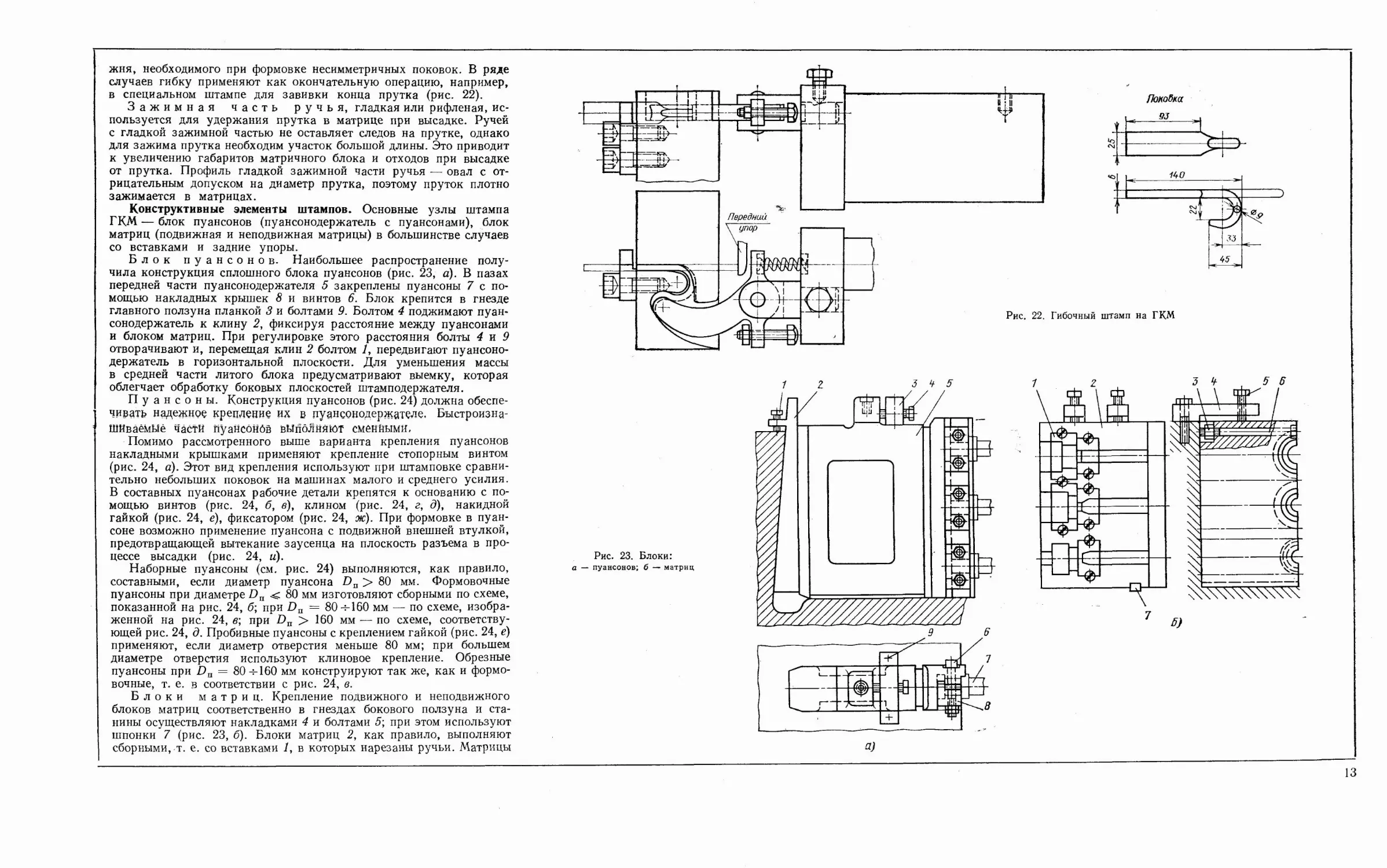
жня, необходимого при формовке несимметричных поковок. В ряде
случаев гибку применяют как окончательную операцию, например,
в специальном штампе для завивки конца прутка (рис. 22).
Зажимная часть ручья, гладкая или рифленая, ис-
пользуется для удержания прутка в матрице при высадке. Ручей
с гладкой зажимной частью не оставляет следов на прутке, однако
для зажима прутка необходим участок большой длины. Это приводит
к увеличению габаритов матричного блока и отходов при высадке
от прутка. Профиль гладкой зажимной части ручья — овал с от-
рицательным допуском на диаметр прутка, поэтому пруток плотно
зажимается в матрицах.
Конструктивные элементы штампов» Основные узлы штампа
ГКМ — блок пуансонов (пуансонодержатель с пуансонами), блок
матриц (подвижная и неподвижная матрицы) в большинстве случаев
со вставками и задние упоры.
Блок пуансонов. Наибольшее распространение полу-
чила конструкция сплошного блока пуансонов (рис. 23, а). В пазах
передней части пуансонодержателя 5 закреплены пуансоны 7 с по-
мощью накладных крышек 8 и винтов 6. Блок крепится в гнезде
главного ползуна планкой 3 и болтами 9. Болтом 4 поджимают пуан-
сонодержатель к клину 2, фиксируя расстояние между пуансонами
и блоком матриц. При регулировке этого расстояния болты 4 и 9
отворачивают и, перемещая клин 2 болтом /, передвигают пуансоно-
держатель в горизонтальной плоскости. Для уменьшения массы
в средней части литого блока предусматривают выемку, которая
облегчает обработку боковых плоскостей штамподержателя.
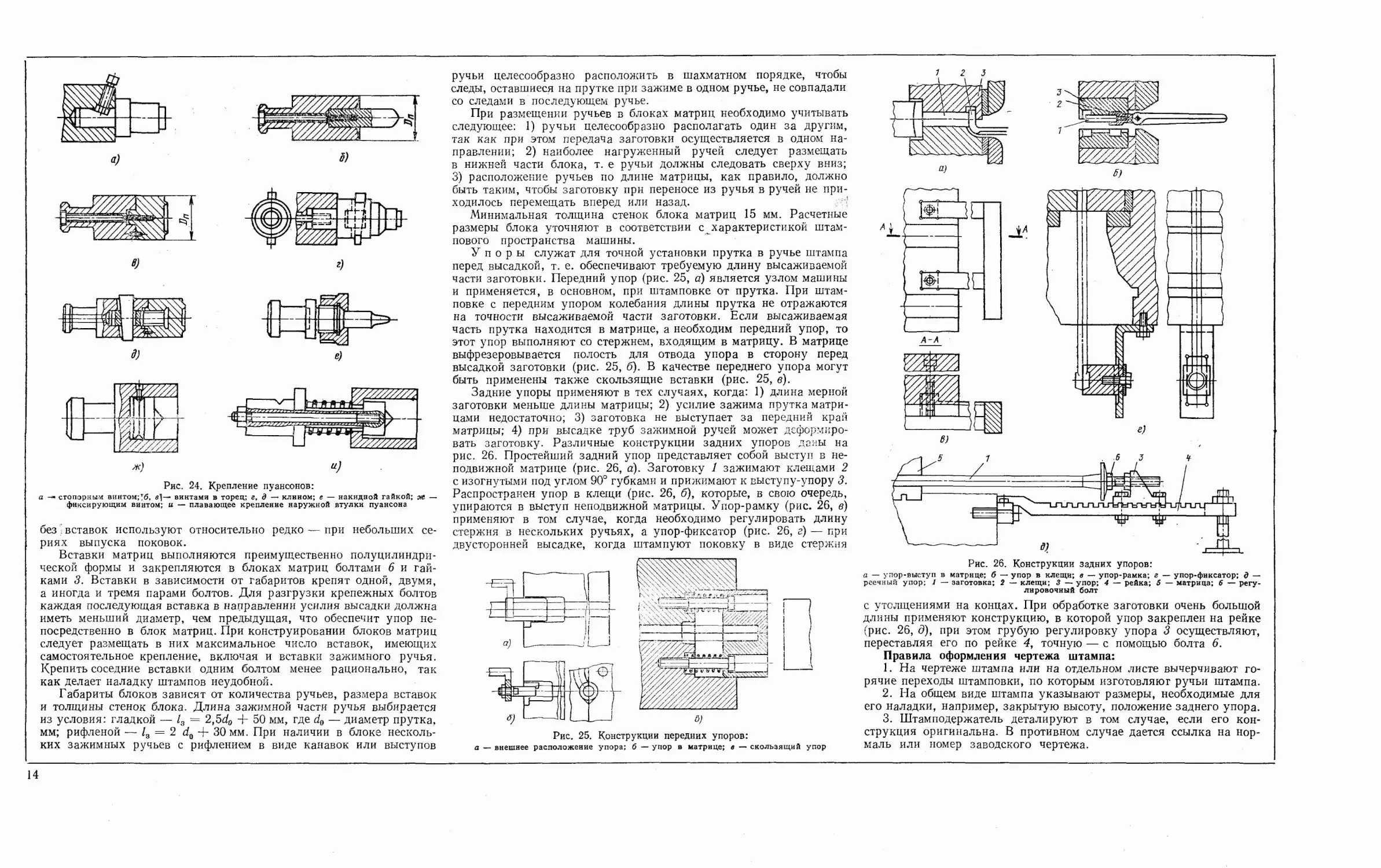
Пуансо н ы. Конструкция пуансонов (рис. 24) должна обеспе-
чивать надежное крепление их в пуансоцодержателе, Быстроизна-
шиваемые части йуансойбв выполняют сменивши,
Помимо рассмотренного выше варианта крепления пуансонов
накладными крышками применяют крепление стопорным винтом
(рис. 24, а). Этот вид крепления используют при штамповке сравни-
тельно небольших поковок на машинах малого и среднего усилия.
В составных пуансонах рабочие детали крепятся к основанию с по-
мощью винтов (рис. 24, б, в), клином (рис. 24, г, б), накидной
гайкой (рис. 24, е), фиксатором (рис. 24, ж). При формовке в пуан-
соне возможно применение пуансона с подвижной внешней втулкой,
предотвращающей вытекание заусенца на плоскость разъема в про-
цессе высадки (рис. 24, и).
Наборные пуансоны (см. рис. 24) выполняются, как правило,
составными, если диаметр пуансона Du > 80 мм. Формовочные
пуансоны при диаметре Dn 80 мм изготовляют сборными по схеме,
показанной на рис. 24, б; при Dn = 80 4-160 мм — по схеме, изобра-
женной на рис. 24, в; при £>п > 160 мм — по схеме, соответству-
ющей рис. 24, д. Пробивные пуансоны с креплением гайкой (рис. 24, г)
применяют, если диаметр отверстия меньше 80 мм; при большем
диаметре отверстия используют клиновое крепление. Обрезные
пуансоны при 1)и = 80 -4-160 мм конструируют так же, как и формо-
вочные, т. е. в соответствии с рис. 24, в.
Б л оки матриц. Крепление подвижного и неподвижного
блоков матриц соответственно в гнездах бокового ползуна и ста-
нины осуществляют накладками 4 и болтами 5; при этом используют
шпонки 7 (рис. 23, б). Блоки матриц 2, как правило, выполняют
сборными, т. е. со вставками /, в которых нарезаны ручьи. Матрицы
Рис. 23. Блоки:
а — пуансонов; б — матриц
а)
13
a) В)
в) г)
Рис. 24. Крепление пуансонов:
а стопорным винтом;’6, в]— винтами в торец; г, д ~ клином; е — накидной гайкой; эл —
фиксирующим винтом; и — плавающее крепление наружной втулки пуансона
без ; вставок используют относительно редко — при небольших се-
риях выпуска поковок.
Вставки матриц выполняются преимущественно полуцилиндри-
ческой формы и закрепляются в блоках матриц болтами 6 и гай-
ками 3, Вставки в зависимости от габаритов крепят одной, двумя,
а иногда и тремя парами болтов. Для разгрузки крепежных болтов
каждая последующая вставка в направлении усилия высадки должна
иметь меньший диаметр, чем предыдущая, что обеспечит упор не-
посредственно в блок матриц. При конструировании блоков матриц
следует размещать в них максимальное число вставок, имеющих
самостоятельное крепление, включая и вставки зажимного ручья.
Крепить соседние вставки одним болтом менее рационально, так
как делает наладку штампов неудобной.
Габариты блоков зависят от количества ручьев, размера вставок
и толщины стенок блока. Длина зажимной части ручья выбирается
из условия: гладкой — 13 — 2,5d0 + 50 мм, где — диаметр прутка,
мм; рифленой — Z3 = 2 dQ + 30 мм. При наличии в блоке несколь-
ких зажимных ручьев с рифлением в виде канавок или выступов
ручьи целесообразно расположить в шахматном порядке, чтобы
следы, оставшиеся на прутке при зажиме в одном ручье, не совпадали
со следами в последующем ручье.
При размещении ручьев в блоках матриц необходимо учитывать
следующее: 1) ручьи целесообразно располагать один за другим,
так как при этом передача заготовки осуществляется в одном на-
правлении; 2) наиболее нагруженный ручей следует размещать
в нижней части блока, т. е ручьи должны следовать сверху вниз;
3) расположение ручьев по длине матрицы, как правило, должно
быть таким, чтобы заготовку при переносе из ручья в ручей не при-
ходилось перемещать вперед или назад.
Минимальная толщина стенок блока матриц 15 мм. Расчетные
размеры блока уточняют в соответствии с характеристикой штам-
пового пространства машины.
Упоры служат для точной установки прутка в ручье штампа
перед высадкой, т. е. обеспечивают требуемую длину высаживаемой
части заготовки. Передний упор (рис. 25, а) является узлом машины
и применяется, в основном, при штамповке от прутка. При штам-
повке с передним упором колебания длины прутка не отражаются
на точности высаживаемой части заготовки. Если высаживаемая
часть прутка находится в матрице, а необходим передний упор, то
этот упор выполняют со стержнем, входящим в матрицу. В матрице
выфрезеровывается полость для отвода упора в сторону перед
высадкой заготовки (рис. 25, б). В качестве переднего упора могут
быть применены также скользящие вставки (рис. 25, в).
Задние упоры применяют в тех случаях, когда: 1) длина мерной
заготовки меньше длины матрицы; 2) усилие зажима прутка матри-
цами недостаточно; 3) заготовка не выступает за передний край
матрицы; 4) при высадке труб зажимной ручей может деформиро-
вать заготовку. Различные конструкции задних упоров даны на
рис. 26. Простейший задний упор представляет собой выступ в не-
подвижной матрице (рис. 26, а). Заготовку 1 зажимают клещами 2
с изогнутыми под углом 90° губками и прижимают к выступу-упору 3.
Распространен упор в клещи (рис. 26, б), которые, в свою очередь,
упираются в выступ неподвижной матрицы. Упор-рамку (рис. 26, в)
применяют в том случае, когда необходимо регулировать длину
стержня в нескольких ручьях, а упор-фиксатор (рис. 26, г) — при
двусторонней высадке, когда штампуют поковку в виде стержня
б)
Рис. 25. Конструкции передних упоров:
а — внешнее расположение упора; 6 — упор в матрице; в — скользящий упор
Рис. 26. Конструкции задних упоров:
а — упор-выступ в матрице; б — упор в клещи; в — упор-рамка; г — упор-фиксатор; д —
реечный упор; 1 — заготовка; 2 — клещи; 3 — упор; 4 — рейка; 5 — матрица; 6 — регу-
лировочный болт
с утолщениями на концах. При обработке заготовки очень большой
длины применяют конструкцию, в которой упор закреплен на рейке
(рис. 26, б), при этом грубую регулировку упора 3 осуществляют,
переставляя его по рейке 4, точную — с помощью болта 6.
Правила оформления чертежа штампа:
1. На чертеже штампа или на отдельном листе вычерчивают го-
рячие переходы штамповки, по которым изготовляют ручьи штампа.
2. На общем виде штампа указывают размеры, необходимые для
его наладки, например, закрытую высоту, положение заднего упора.
3. Штамподержатель деталируют в том случае, если его кон-
струкция оригинальна. В противном случае дается ссылка на нор-
маль или номер заводского чертежа.
14
Г лава III
ИНСТРУМЕНТ ДЛЯ ГОРЯЧЕЙ
ОБЪЕМНОЙ ШТАМПОВКИ
НА МАШИНАХ УЗКОГО НАЗНАЧЕНИЯ
И СПЕЦИАЛЬНЫХ ВИДОВ
ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
1. ШТАМПЫ ГОРИЗОНТАЛЬНО-ГИБОЧНЫХ МАШИН
Гибку проводят на различном кузнечно-штамповочном оборудо-
вании (винтовых, гидравлических и кривошипных прессах, горизон-
тально-ковочных машинах, молотах), но лучший вид оборудования
для выполнения этой операции — горизонтально-гибочные машины
(ГГМ), которые при относительно небольшом усилии отличаются
значительными размерами штампового пространства и большим
ходом ползуна.
Гибку поковки проводят в одной, двух или нескольких плоско-
стях. Гибочные штампы, в конструкции которых применены спе-
циальные узлы, используют для получения поковок полузамкнутого
и замкнутого типа. В качестве исходных заготовок применяют про-
кат и поковки, полученные на других видах оборудования. Наиболее
проста гибка прутков круглого и квадратного сечения, а также по-
лосового проката (при гибке по широкой стороне). Более сложной
является гибка полос на ребро, фасонных профилей (угол, тавр,
швеллер), труб. В зависимости от места в технологическом цикле
штамповки поковок гибка на ГГМ может быть предварительной или
окончательной операцией.
Штампы ГГМ имеют вертикальную плоскость разъема, поэтому
в них необходимы площадка для укладки заготовки перед ручьем
штампа и устройства, обеспечивающие удерживание и направление
заготовки. Штампы подразделяются на одноручьевые и многоручье-
вые, простые и сборные. Пуансоны и матрицы крепятся к торцовым
плитам, которые, в свою очередь, закреплены болтами и скобами на
ползуне и опорной плите станины. Для центрирования торцовой
плиты матрицы в ней выполнено продольное ребро, а в опорной
плите станины имеется ответный паз.
Кроме пуансона и матрицы в штампах ГГМ, как правило, преду-
сматривают фиксирующие, направляющие и удерживающие эле-
менты. Для фиксации заготовок служат жесткие или регулируемые
упоры, зажимные приспособления: винт или сектор-эксцентрик.
Верхние направляющие планки, устанавливаемые на пуансоне или
матрице, откидные полки, ролики обеспечивают заготовке нужное
направление при ее перемещении в матрицу и при деформировании.
Удаление поковок из штампа после гибки осуществляется специаль-
ными крючками, прикрепленными к подвижной плите машины.
При гибке сложных профилей в штампах применяют вкладыши,
предотвращающие складкообразование на заготовке.
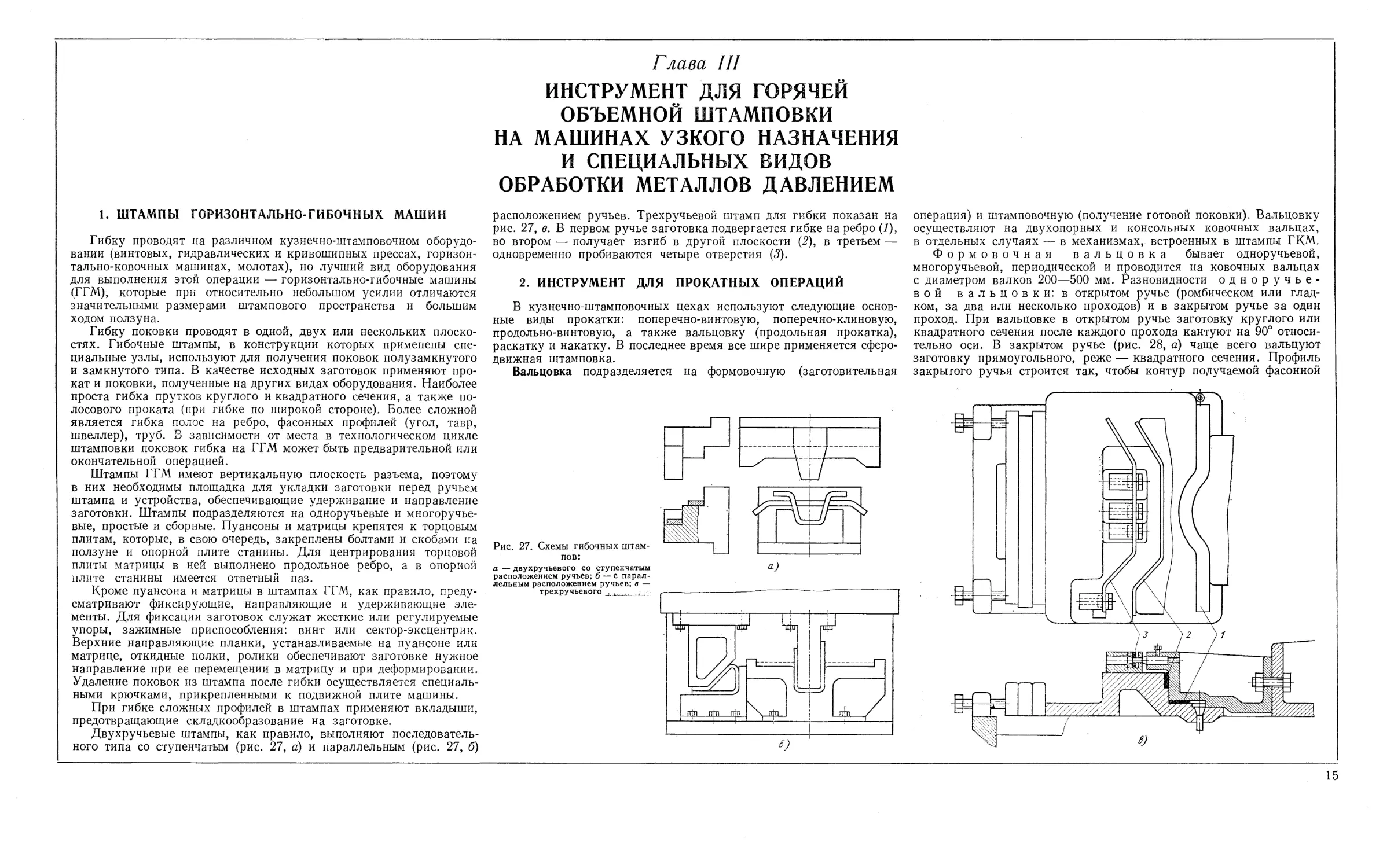
Двухручьевые штампы, как правило, выполняют последователь-
ного типа со ступенчатым (рис. 27, а) и параллельным (рис. 27, б)
расположением ручьев. Трехручьевой штамп для гибки показан на
рис. 27, в. В первом ручье заготовка подвергается гибке на ребро (7),
во втором — получает изгиб в другой плоскости (2), в третьем —
одновременно пробиваются четыре отверстия (5).
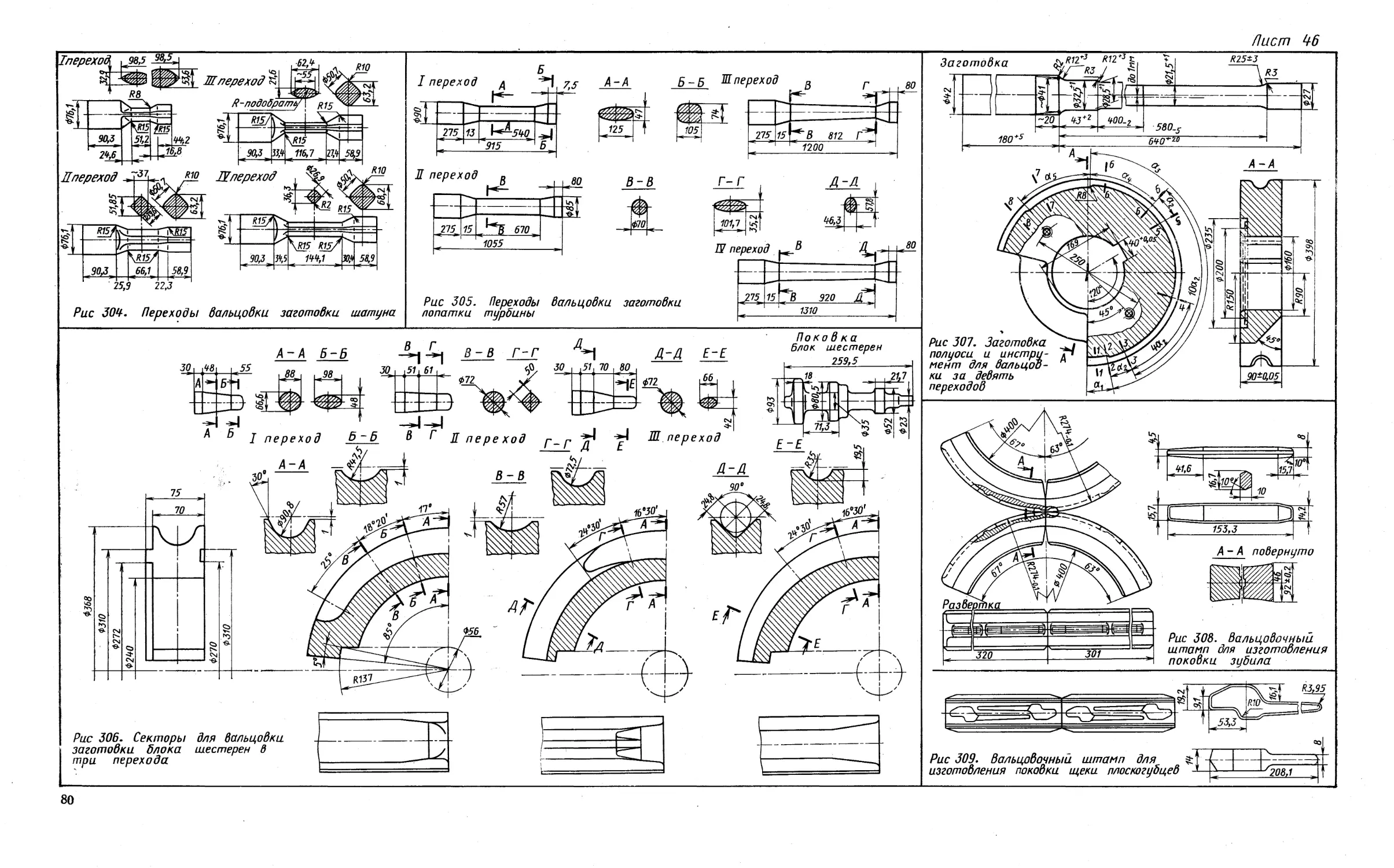
2. ИНСТРУМЕНТ ДЛЯ ПРОКАТНЫХ ОПЕРАЦИЙ
В кузнечно-штамповочных цехах используют следующие основ-
ные виды прокатки: поперечно-винтовую, поперечно-клиновую,
продольно-винтовую, а также вальцовку (продольная прокатка),
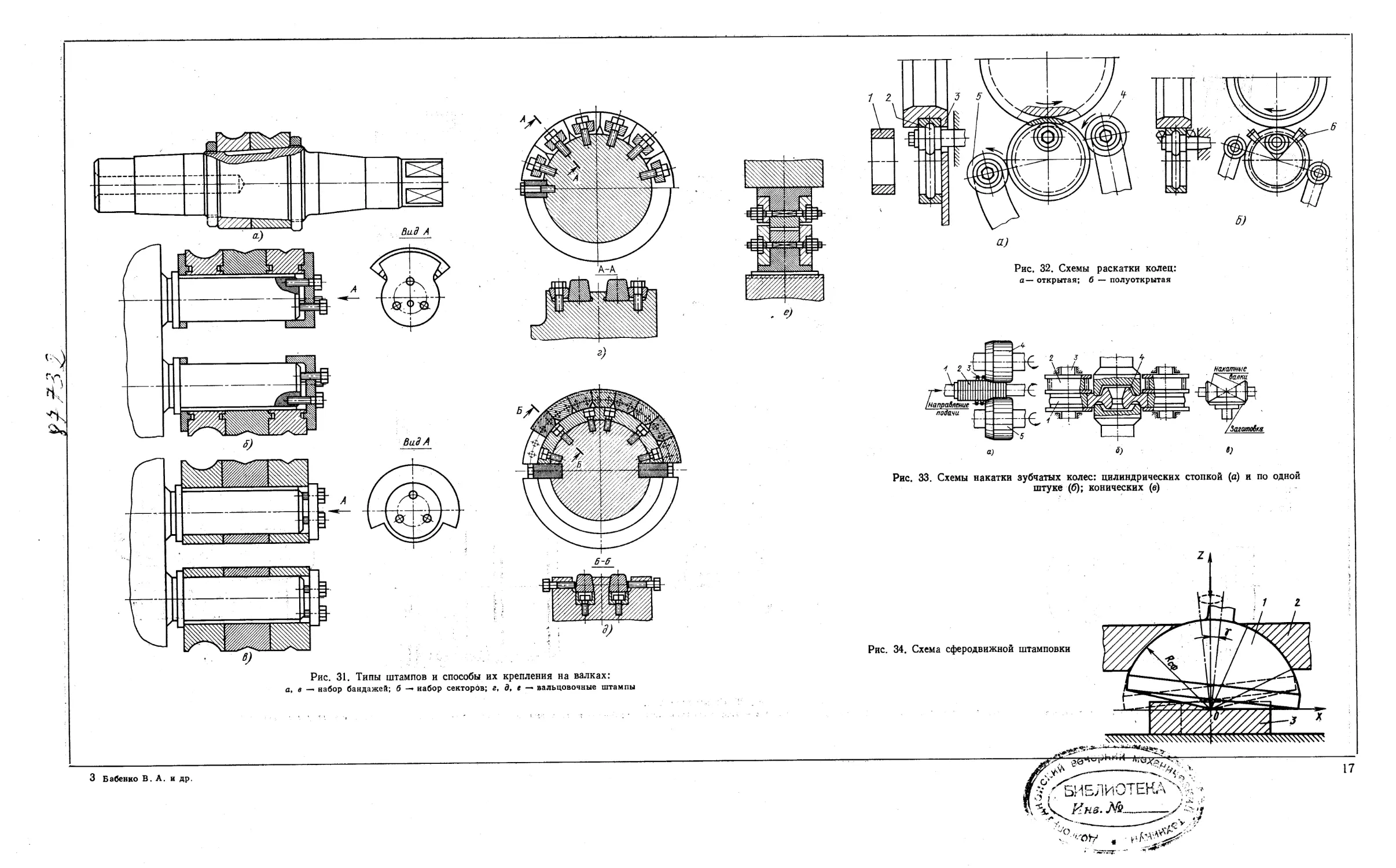
раскатку и накатку. В последнее время все шире применяется сферо-
движная штамповка.
Вальцовка подразделяется на формовочную (заготовительная
Рис. 27. Схемы гибочных штам-
пов:
а — двухручьевого со ступенчатым
расположением ручьев; б — с парал-
лельным расположением ручьев; в —
трехручьевого -
операция) и штамповочную (получение готовой поковки). Вальцовку
осуществляют на двухопорных и консольных ковочных вальцах,
в отдельных случаях — в механизмах, встроенных в штампы ГКМ.
Формовочная вальцовка бывает одноручьевой,
многоручьевой, периодической и проводится на ковочных вальцах
с диаметром валков 200—500 мм. Разновидности одноручье-
вой вальцовки: в открытом ручье (ромбическом или глад-
ком, за два или несколько проходов) и в закрытом ручье за один
проход. При вальцовке в открытом ручье заготовку круглого или
квадратного сечения после каждого прохода кантуют на 90° относи-
тельно оси. В закрытом ручье (рис. 28, а) чаще всего вальцуют
заготовку прямоугольного, реже — квадратного сечения. Профиль
закрытого ручья строится так, чтобы контур подучаемой фасонной
15
Ось верхнего валка
Ось нижнего валка
Рис. 28. Расположение ручьев в валках ковочных вальцов:
а — закрытого формовочного ручья: б — открытого штамповочного симметричного ручья;
в — штамповочного несимметричного ручья
заготовки не перекрывал контур поковки. Исключение составляют
места резких переходов контура поковки, в которых профиль фа-
сонной заготовки должен иметь перекрывающие плавные переходы.
Боковые поверхности закрытого ручья обычно выполняют с накло-
ном к плоскости вращения валков под углом 7—10°. При размеще-
нии ручья в валках центр тяжести его сечения необходимо распола-
гать на средней линии валков. Для удобства изготовления ширину
закрытого ручья делают постоянной по всей его длине. При расчете
размеров ручья следует учитывать недопустимость образования
облоя, т. е. затекания металла в зазор между валками.
Многоручьевую вальцовку применяют в том слу-
чае, когда необходимо получить фасонную заготовку со значитель-
ным изменением поперечного сечения по ее длине. Она осуществ-
ляется на одно-, двух- и многоклетевых ковочных вальцах. Обрабаты-
ваемую в одноклетевых вальцах заготовку при перемещении из
одного ручья в другой кантуют на 45 или 90°. В многоклетевых
вальцах заготовку не кантуют, а каждая последующая пара валков
повернута относительно предыдущей на соответствующий угол.
Использование многоклетевых вальцов создает благоприятные усло-
вия для автоматизации процесса.
Различают два способа многоручьевой вальцовки: в открытых
ручьях и комбинированную — в закрытых и открытых ручьях.
Варианты многоручьевой вальцовки заготовок различного сечения
в открытых ручьях показаны на рис. 29. Комбинированную валь-
цовку применяют в том случае, когда необходимо получить несим-
метричную в плане заготовку со значительной разницей площадей
поперечных сечений по ее длине. Исходной заготовкой при этом
обычно служит прямоугольная, реже — квадратная полоса.
Периодическаявальцовка предназначена для по-
лучения за один проход фасонных заготовок с периодически повто-
ряющимися профилями сечений, при этом образуется облой, если
форма заготовки близка к форме готового изделия, и не образуется,
если профиль повторяющегося сечения лишь приблизительно соот-
ветствует сечениям поковки. Первым способом получают поковки
сложных профилей при значительной вытяжке (до 3,5). Вальцовку
без облоя проводят в ручьях открытых (из полосы любого сечения)
и закрытых (из квадратных или прямоугольных заготовок). Валь-
Рис. 29. Варианты вальцовки заготовки в открытых ручьях
цовкой в открытом ручье можно изготовить периодическую заго-
товку с сечениями: круглым или квадратным — в массивной части
и овальным — в тонкой. Вальцовкой в закрытом ручье получают
заготовки с большой разницей в площадях поперечных сечений.
Штампы для вальцовки изготавливают в виде секторов и бан-
дажей. Секторы (рис. 30, а) применяют в том случае, если централь-
ный угол ручья а < 180°, бандажи (рис. 30, б) — при угле а >
> 180°. Для бандажа значение ашах < 270°. Для фиксации секто-
ров или бандажей от проворота применяют шпонки. Схемы креп-
ления штампов на валках
Рис. 30. Форма штампов:
а — секторы; б бандажи
показаны на рис. 31, а—в.
Штамповочную вальцов-
к у проводят в двухопорных ковочных
валках с диаметром 600—1000 мм, за
один оборот которых обычно получают
несколько соединенных между собой по-
ковок. При конструировании штампов
следует правильно располагать ручей
относительно раздела калибров (средней
линии валков). В поковках с симметрич-
ным профилем поперечного сечения (см.
рис. 28, б) раздел калибра надо устанавливать посередине профиля;
в поковках с несимметричным профилем (см. рис. 28, в) — по линии,
делящей сечение на две равноценные по площади части.
В зависимости от габаритных размеров штампы крепят на вал-
ках клиновыми шпонками, болтами и накладными кольцами. Так,
штампы длиной до 150 мм целесообразно крепить клиновыми шпон-
ками (см. рис. 31, г), длиной более 150 мм — болтами (см. рис. 31, д). 1
При монтаже на валки большого количества штампов их крепят
с помощью разъемных колец (см. рис. 31, е).
Раскаткой изготовляют поковки типа колец из полых заготовок,
полученных ковкой или штамповкой. Различают открытую, полу-
открытую и закрытую раскатку. Наиболее распространен способ
открытой раскатки (рис. 32, а). Инструмент состоит из центрального
раскатного валка 2, на который надевают кольцевую исходную
заготовку /, вращающегося нажимного валка 3 и роликов—направ-
ляющего 4 и контрольного 5. При приложении к заготовке усилия
со стороны нажимного валка она деформируется с утонением стенки
и увеличением диаметра. Направляющий ролик обеспечивает полу-
чение поковки правильной формы, а контрольный сигнализирует
об окончании раскатки. Нажимной ролик имеет внутренний про-
филь, соответствующий наружному контуру раскатываемого кольца,
что предупреждает утолщение стенки кольца в очаге деформации.
При полуоткрытой раскатке (рис. 32, б) в комплект инструмента
входят две пары свободно вращающихся конических роликов 6,
обжимающих торцы заготовки в процессе раскатки. Закрытый спо-
соб раскатки имеет ограниченное применение, в частности, из-за
сложности удаления готовой поковки.
Накаткой получают зубчатые колеса цилиндрические и кониче-
ские. В зависимости от модуля зуба различают два способа накатки
цилиндрических колес: стопкой (для колес с модулем до 4 мм) и
по одной штуке (при модуле больше 4 мм). При накатке стопкой
(рис. 33, а) кольцевые заготовки 2, насаженные на стержень 1 и
зажатые гидравлическим устройством, нагреваются в кольцевом
индукторе 3 и подаются в зону между накатными валками 4 и 5,
имеющими заходную коническую часть и цилиндрическую — калиб-
рующую. Валки настроены на необходимое межцентровое расстоя-
ние, а стопку заготовок подают строго посередине между валками.
Таким способом изготовляют зубчатые колеса с прямыми и косыми
зубьями, если они работают при сравнительно невысокой скорости
вращения.
При накатке по одной штуке (рис. 33, б) в комплект инструмента
входят две пары валков: гладкие 1 и зубчатые 2, насаженные на
один вал 3, так чтобы зубчатые валки находились выше гладких.
Заготовку 4 располагают между гладкими валками и зажимают ги-
дравлическим цилиндром. После нагрева заготовки индуктором
валки сближают, перемещая в радиальном направлении, и осуще-
ствляют обкатку обода колеса. При этом на наружной стороне обода
образуется центрирующий желобок, который при последующей
накатке способствует лучшему заполнению вершин зубьев с торцов.
Гладкие валки после обкатки разводят в стороны, а зажатую заго-
товку поднимают в зону действия зубчатых валков. Реборды валков
препятствуют выпучиванию торцов заготовки в процессе обкатки
и накатки.
Схема накатки конических зубчатых колес показана на рис. 33, в.
16
Рис. 31. Типы штампов и способы их крепления на валках:
а, в — набор бандажей; б —* набор секторов; г, д, е — вальцовочные штампы
Рис. 33. Схемы накатки зубчатых колес: цилиндрических стопкой (а) и по одной
штуке (б); конических (в)
*4
3 Бабенко В. А. к др.
Рис. 35. Схемы прокатки:
8)
а — на трехвалковых станах периодической прокатки: 1 — валки; 2 — копир; 3 — ролик; 4 — гидравлический цилиндр; б—е — в винтовых калибрах; ж — поперечно-клиновой;
и — продольно-винтовой
18
Рабочая часть зубчатых валков изготовляется, как правило, из
сменных секторов. Валки для накатки цилиндрического зубчатого
колеса выполняют сборными; из рабочего валка и двух реборд.
Сферодвижная штамповка — это сравнительно новый способ
обработки металлов давлением, который применяется для получения
симметричных поковок, например, втулок, чашек, зубчдуых колес.
Схема сферодвижной штамповки показана на рис. 34. Способ осно-
ван на том, что подвижная часть штампа — боек /, в момент воз-
действия на заготовку, имеет поступательное (вертикальное) и кру-
говое (качательное) движение. Для сообщения бойку этих движений
в сферодвижном прессователе имеется гидравлический или механи-
ческий привод. Качательное движение создается за счет того, что
ось бойка, составляющая с вертикалью угол у, образует при пере-
мещении траверсы 2 коническую поверхность относительно верти-
кальной оси 0Z. Таким образом, в процессе воздействия на заго-
товку 3 боек совершает не вращение, а круговое качание. При этом
в каждый момент времени создается свой сосредоточенный очаг де-
формации, а максимальное усилие штамповки уменьшается в не-
сколько раз [1 ].
Поперечно-винтовую прокатку проводят на станах периодической
прокатки и на специальных станах с винтовыми калибрами. На трех-
валковых станах периодической прокатки (рис. 35, а) вращающиеся
валки 1 совершают также поступательно-возвратное движение в ра-
диальном направлении. Валки перемещаются гидравлическими ци-
линдрами 4, работой которых управляет ролик 3, скользящий по
копиру 2. При массовом производстве поковок станы периодической
прокатки нередко устанавливают непосредственно в кузнечно-
штамповочных цехах. На них получают заготовки под последующую
штамповку, например высадку на ГКМ. На станах прокатывают
заготовки диаметром 10—250 мм.
Инструментом для периодической прокатки служат дисковые
и конические валки, которые, как правило, имеют определенный
размер для каждого стана. Валки часто выполняют сборными —
из державки и рабочей части.
Поперечно-винтовую прокатку в винтовых калибрах применяют
для получения разнообразных деталей: шариков (рис. 35, б), ребри-
стых труб (рис. 35, в), винтов (рис. 35, г), конических (рис. 35, д)
и цилиндрических (рис. 35, е) втулок и т. п. В зависимости от назна-
чения эти станы могут быть двух- или трехвалкового исполнения.
Поперечно-клиновая прокатка в последнее время широко внед-
ряется в кузнечно-штамповочном производстве для получения заго-
товок и готовых изделий в виде ступенчатых валов. Схема процесса
и инструмента показана на рис. 35, ж. При прокатке заготовка полу-
чает вращение, направление которого противоположно направле-
нию вращения валков. Разработы три схемы станов поперечно-кли-
новой прокатки: с двумя валками, с валком и сегментом, с двумя
плоскими плитами. Валково-сегментные станы наиболее просты и
компактны, но инструмент сложен в изготовлении и наладке, а отсут-
ствие регулировки закрытой высоты снижает точность прокатанных
изделий. Валковые станы обеспечивают возможность работы от
прутка, что делает их перспективным оборудованием для изготов-
ления коротких поковок. Инструмент станов с двумя плоскими
плитами наиболее прост в изготовлении, приспособлен к регулиров-
кам и быстрой наладке. В этом случае клиновый штамп имеет не
круглую, а плоскую форму и монтируется на рабочей плите [16, 251.
Продольно-винтовую прокатку применяют для получения заго-
товок типа сверл. Инструмент состоит из одной или двух пар роли-
ков (рис. 35, и) с закрепленными на них рабочими сегментами.
3. ИНСТРУМЕНТ ЭЛЕКТРОВЫСАДОЧНЫХ МАШИН
Электровысадку применяют для значительного набора металла
на конце или в средней части прутка. На электровысадочных маши-
нах горизонтального или вертикального типа возможно получение
готовых поковок, однако чаще изготовляют заготовки для после-
дующей штамповки на прессах. Применяют, в основном, два сле-
дующих способа электровысадки: свободную высадку и высадку
в матрице. При свободной высадке (рис. 36, а) исходный цилиндри-
ческий пруток 2, поджатый к торцовому упорному контакту 1 зажи-
мают в радиальных контактах 3 с силой Рг и пропускают электри-
ческий ток. В результате часть прутка, находящаяся между этими
контактами, нагревается. При приложении к холодному торцу прутка
силы Р2 нагретый участок деформируется. По мере осаживания
заготовки в зазор между радиальными контактами поступают все
новые участки прутка, которые нагреваются и одновременно дефор-
мируются. Если расстояние между контактами меньше трех диа-
метров заготовки, высаживаемая часть заготовки не теряет устой-
чивости, что дает возможность получить значительный набор ме-
талла за один ход машины. В этом и состоит одно из существенных
преимуществ процесса электровысадки по сравнению с высадкой
н£ ГКМ.
При высадке в матрице 4 (рис. 36, б) можно получить заготовку
с фасонным утолщением, соответствующим по форме полости матрицы,
причем высаживаются не только сплошные, но и трубчатые заго-
товки (рис. 36, в).
Материал инструмента электровысадочных машин принципиально
отличается о г материала штампов для горячей штамповки . Так, для
материалов радиальных и упорного контактов обязательна высокая
электропроводность, к тому же упорный электрод, непосредственно
воспринимающий усилие высадки и контактирующий с горячим
металлом деформируемой заготовки, должен иметь достаточную жа-
4
Рис. 36. Схемы электровысадки:
а — свободная высадка; б — высадка в матрице; в — высадка в матрице трубной заготовки
ропрочность. Радиальные контакты, как правило, изготовляют из
сплавов на медной основе, например, из бронз марок БрХ0,8;
БрНБТ1,7; упорный контакт выполняют из специального жаро-
прочного материала, такого, как сплав системы W—Ni—Си—А1,
или же из бронзы, армированной жаропрочной накладкой. Инстру-
мент для закрытой высадки на электровысадочных машинах, рабо-
тающих в кузнечном цехе Волжского автомобильного завода, изго-
товляют из следующих материалов: радиальные контакты — из
меднокобальтобериллиевого сплава; втулки торцовых контактов —
из сплава, содержащего никель, молибден, кобальт, вольфрам,
железо и др.; торцовые контакты — из сплава: 93 % W; 4 % Ni;
3 % Fe [22]. Инструмент электровысадочных машцн имеет прину-
дительное водяное охлаждение.
4. ШТАМПЫ ВЫСОКОСКОРОСТНЫХ МАШИН
При проектировании штамповой оснастки высокоскоростных ма-
шин необходимо учитывать следующие их особенности:
1) в конструкцию штампа должно входить минимальное число
деталей, что способствует повышению ее жесткости;
2) штамп должен быть максимально прост в изготовлении и
эксплуатации;
3) детали верхней части штампа должны иметь, по возможности,
небольшую массу, что уменьшает динамическую нагрузку на кре-
пежные детали;
4) в конструкции штампа необходимо обеспечить возможность
свободной проверки и подтягивания соединений без разборки штампа;
5) при выборе материалов оснастки следует учитывать, что на
инструмент в процессе штамповки воздействуют высокие нагрузки
и он длительное время находится в контакте с горячим металлом;
необходимо также учесть наличие повторных ударов, связанных с ко-
лебательными процессами в приводе машины.
Штампы высокоскоростных машин изготовляют, как правило,
одноручьевыми сборной конструкции. Они могут быть с одной или
несколькими плоскостями разъема, закрытыми или открытыми.
В ручьях с глубокими и узкими труднозаполняемыми полостями обя-
зательны газоотводящие отверстия в количестве от 1 до 5 на каждую
полость. Установлено, что правильный выбор параметров газоотво-
дящих каналов приводит к уменьшению необходимой для оформле-
ния поковки энергии удара в 1,4—1,7 раза.
Матрицы для закрытой штамповки изготовляют цельными и со-
ставными. Составные матрицы могут быть выполнены из нескольких
частей, объединенных в неразборную конструкцию, или иметь бы-
стросменные элементы (вставки). В первом случае отдельные части
матриц сопрягаются с массивной обоймой по посадке с натягом.
Цельные матрицы рекомендуется бандажи ров ать.
Высота рабочей части пуансона не должна превышать трех его
диаметров, а радиусы перехода от рабочей части к хвостовику не
должны быть меньше 5 мм. Для захода пуансона в матрицу отвер-
стие в ней следует выполнять с заходным конусом в 12—15°.
Пуансоны в державке крепят стопорным болтом (для мелких
штампов), кольцом, внутренняя поверхность которого сопрягается
с конической поверхностью пуансона, а также накидной гайкой.
19
Крупные пуансоны присоединяют непосредственно к бабе молота
прижимными фланцами. Матрицы закрепляют фланцами или при-
хватами с короткими шпильками.
Штампы для открытой штамповки изготовляют с облойной ка-
навкой, форма которой соответствует типу I канавок молотовых
штампов. При этом ширину мостика следует выполнять на 30—50 %
больше, а высоту — на 20—30 % меньше, чем в канавке молото-
вых штампов. Отношение ширины к высоте должно равняться че-
тырем-пяти.
Чтобы предотвратить смятие зеркала штампа, оно должно иметь
достаточную площадь. Практика показывает, что на 9,8 Н-м энер-
гии формообразования поковки должно приходиться не менее 0,1 см2
площади зеркала штампа, если скорость деформирования лежит
в интервале 10—20 м/с [19].
5. ШТАМПЫ МНОГОПЛУНЖЕРНЫХ
ГИДРАВЛИЧЕСКИХ ПРЕССОВ
Безоблойная штамповка в разъемных матрицах на многоплун-
жерных прессах позволяет изготовлять точные поковки широкой
номенклатуры. Применение этих прессов освобождает от необхо-
димости конструировать специальный механизм для зажима полу-
матриц, часто довольно громоздкий, позволяет получать за один
ход^пресса очень сложные поковки с поднутрениями, отростками
и т. п., обеспечивает высокую производительность штамповки. В на-
стоящее время выпускаются специализированные гидравлические
прессы с горизонтальной или вертикальной плоскостью разъема.
Схема штамповки на прессе с горизонтальным разъемом показана
на рис. 37, а. Полуматрицы 1 и 2 закрепляются на столе и верти-
кальном плунжере пресса, главные деформирующие пуансоны 3 и 5 —
на боковых горизонтальных плунжерах, вспомогательные пуансоны 4
и 6 — на внутренних подпрессовочных плунжерах. Нагретую за-
готовку помещают в нижнюю полуматрицу, штамп закрывается
и верхний плунжер сжимает половины матрицы. Деформация осу-
ществляется главными пуансонами, а придание поковке оконча-
тельной формы — вспомогательными пуансонами. При раскрытии
полуматриц вспомогательные пуансоны выталкивают поковку.
При вертикальном разъеме (рис. 37,6) полуматрицы 2 и 3
закрепляются на боковых плунжерах пресса, главный деформиру-
Рцс. 37. Схемы штамповки на многоплунжерном гидравлическом
прессе в штампе:
а — с горизонтальным разъемом; б — с вертикальным разъемом
ющий пуансон 1 —на вертикальном плунжере, вспомогательные
пуансоны 4—6 — на внутренних подпрессовочных плунжерах.
Укладку заготовки осуществляют после смыкания и зажима полу-
матриц горизонтальными плунжерами; деформирование поковки
производит главный вертикальный пуансон, а окончательное
оформление поковки — вспомогательные пуансоны.
Преимущества штамповки в матрицах с горизонтальным разъ-
емом состоят в следующем, удобная укладка заготовки в штамп, воз-
можность применения фасонной исходной заготовки и повторной
штамповки, меньшая площадь пресса благодаря вертикальному
расположению зажимного плунжера. Преимущество штамповки
в матрицах с вертикальным разъемом — лучшее центрирование за-
готовки в штампе.
Инструмент для штамповки на многоплунжерных прессах со-
стоит из специального блока, закрепляемого в рабочем пространстве
пресса, и собственно штампа. Блок, как правило, снабжен направ-
ляющими колонками, что облегчает центрирование деталей штампа
и его наладку. Штамповая оснастка состоит из двух полуматриц
и нескольких пуансонов (от одного до четырех). Смыкание полу-
матриц лучше проводить не по всей плоскости разъема, а по плоско-
сти шириной 20—25 мм, расположенной по контуру ручья. Это
обеспечивает плотное прилегание полуматриц друг к другу и умень-
шает влияние термической поводки на точность ручья. При конструи-
ровании блоков следует предусматривать возможность регулирова-
ния положения полуматриц в вертикальном и горизонтальном на-
правлениях [5].
6. ИНСТРУМЕНТ РОТАЦИОННО-КОВОЧНЫХ
И РАДИАЛЬНО-КОВОЧНЫХ МАШИН
На ротационно-ковочных и радиально-ковочных машинах изготов-
ляют стержневые поковки в виде цилиндрических, конических и
ступенчатых валов. В качестве исходных применяют заготовки со
сплошным сечением и трубчатые.
Схемы ротационно-ковочных и радиально-ковочных машин по-
казаны на рис. 38. Обработка заготовки проводится одним из сле-
а)
Рис. 38. Схемы действия машин:
а — ротационно-ковочных; б — радиально-ковочных; 1 — боек: 2 — заготовка; Е —
эксцентриситет
дующих двух способов: раздельным обжатием (на машинах с постоян-
ной степенью обжатия) и профильным обжатием (на машинах с пере-
менной степенью обжатия). В первом случае геометрия поковки опре-
деляется формой и размерами бойков в закрытом состоянии; во вто-
ром — периодическим изменением закрытой высоты бойков и ве-
личиной подачи заготовки.
Инструментом для обжатия сплошных заготовок являются бойки,
полых заготовок — бойки и оправки. В ротационно-ковочных ма-
шинах бойки не имеют жесткого крепления к ползунам, а контур
бойков определяется размерами паза шпинделя, в котором они пере-
мещаются. В радиально-ковочных машинах бойки жестко крепятся
в шатунах.
Для изготовления изделий цилиндрической формы в бойках пре-
дусмотрены цилиндрическая (калибрующая) и коническая (осуще-
ствляющая деформирование) части (рис. 39, а, б). Второй заходный
конус используют после износа первого. С этой же целью изготов-
ляют рабочие полости на двух противоположных гранях бойка. При
обжатии конических , участков заготовки в ручье предусмотрены
заходный и профильный конусы (рис. 39, в). На рис. 39, г показаны
бойки для изготовления ступенчатых поковок, а на рис. 39, д — бойки
радиально-ковочных машин.
Диаметр оправки принимают меньшим внутреннего размера
поковки на 0,4—7,0 %, а передний конец выполняют конусным для
облегчения насаживания заготовки. Оправки устанавливают таким
образом, чтобы они могли свободно вращаться вокруг своей оси
(рис. 40) [17, 20].
1
7. ШТАМПЫ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ
Процессы изотермической штамповки основаны на применении
инструмента, нагретого до температуры деформации. Заготовка
в процессе деформирования не остывает, что позволяет штамповать
труднообрабатываемые материалы с небольшими скоростями, повы-
шает однородность деформации и обеспечивает высокую эффектив-
ность смазок на основе стекла. Резко снижается удельное усилие
штамповки, нагрузка на инструмент и его упругая деформация.
Становится возможным получать сложные и точные поковки за один
ход пресса, например, изделия из малопластичных металлов. В на-
стоящее время изотермическая штамповка находит применение
в нашей стране и за рубежом для получения заготовок лопаток,
дисков, кронштейнов и других деталей из сплавов на основе титана,
никеля, алюминия, магния.
В рабочей зоне гидравлического пресса применяют специальные
штамповые блоки, которые можно разделить на два основных вида:
1) с замкнутой системой теплоизоляции, т. е. когда загрузка
заготовок в штамп и выгрузка поковок осуществляются через рабочее
окно (рис. 41, а); г
2) с открытой плоскостью разъема штампов (рис. 41, б).
? Первый тип блоков применяют, как правило, при обработке ма-
териалов, требующих высокой температуры деформирования (сплавы
на основе титана, никеля, сталь). Теплоизоляция блока состоит из
прокладок 3 и 10 и двух кожухов: нижнего неподвижного 2 и верхнего
подвижного 12. При перемещений ползуна пресса вверх кожух 12 не
выходит из кожуха 2, что предотвращает нарушение теплоизоляции
20
Рис. 39. Бойки ротационно-ко-
вочных машин для изготовления
изделий следующей формы:
а, б — цилиндрической; в — кониче-
ской; г — ступенчатой; д — бойки ра-
диально-ковочных машин
Рис. 40. Схемы уста-
новки оправок:
а — в толкателе; б — в
шпинделе; в — в бойках; 1 —
подающее устройство; 2 —
амортизирующие проклад-
ки; 3 — толкатель; 4 — за-
готовка; 5 — бойки; 6 —
оправка; 7 — пружина
a) S)
Рис. 41. Схемы штамповых блоков для изотермического деформирования:
а — с замкнутой системой теплоизоляции: 1 — нижняя плита; 2 — неподвижный теп-
лоизолирующий кожух; $3 — нижняя теплоизолирующая прокладка; 4 — индуктор
для нагрева инструмента; 5 — нижний|штамподержатель; 6 — нижняя штамповая
вставка; 7 — заготовка; 8 — верхняя штамповая вставка; 9 — верхний штампо-
держатель; 10 -— верхняя теплоизолирующая прокладка; И — верхняя плита;
12 — подвижный теплоизолирующий кожух; 13 — рабочее окно; б — с открыто®
плоскостью разъема
рабочей зоны. Такая конструкция позволяет нагревать инструмент
со сравнительно небольшими затратами энергии.
Второй тип блоков применяют для штамповки изделий из сплавов
на основе алюминия и магния, когда штампы нагревают до сравни-
тельно невысокой температуры и интенсивность теплоотдачи в окру-
жающее пространство невелика. Такую конструкцию блока приме-
няют и при высокотемпературной штамповке крупногабаритных
поковок, размер которых не позволяет удалять их через рабочее
окно. Инструмент штамповых блоков нагревается индукторами, эле-
ментами сопротивления, газовыми горелками.
Специфика изотермического деформирования предъявляет сле-
дующие требования к конструкции штамповой оснастки:
1) при нагреве инструмента до высокой температуры осуществить
жесткое крепление его в штамповом блоке довольна трудно, по-
этому направляющие элементы целесообразно располагать непо-
средственно в штамповых вставках;
2) в связи с тем, что холодные штампы до температуры дефор- ]
мации нагреваются длительное время, предусматривают такое креп-
ление инструмента в штамповом блоке, которое позволит сравни-
тельно легко монтировать и демонтировать вставки в нагретом со-
стоянии [9].
8. ШТАМПЫ ДЛЯ ЖИДКОЙ ШТАМПОВКИ
Жидкий металл штампуют на винтовых и гидравлических прес-
сах. На винтовых фрикционных прессах получают, как правило,
мелкие поковки, не требующие разъемных штампов. При штамповке
в разъемных штампах на универсальных гидравлических прессах,
имеющих один плунжер, используют специальные зажимные при-
способления. В специализированных гидравлических прессах двой-
ного действия один плунжер используют для сжатия штампов,
другой — для штамповки.
В настоящее время успешно осуществляют жидкую штамповку
цветных металлов и сплавов, жидкая штамповка стали еще не по-
лучила широкого распространения.
Штампы для жидкой штамповки выполняют сборными с одной
или двумя плоскостями разъема. В зависимости от условий штам-
повки они конструируются со съемником или выталкивателем. I
Выталкивание осуществляется непосредственно от толкателя пресса
или с помощью системы тяг и траверсы, срабатывающей при обрат-
ном ходе ползуна пресса. Для компенсации объемной усадки в не-
которых штампах применяют подвижные металлоприемные кольца,
служащие одновременно боковыми стенками матрицы.
При конструировании штампов учитывают следующее:
1) масса заливаемого металла должна соответствовать массе
поковки, а объем (с учетом усадки жидкого металла и горячей усадки
поковки) — больше объема поковки на 4,5—9 % для сталей; на
0,8—1 % для алюминиевых сплавов; на 1,1—1,2 % для латуней
и на 1,3—1,5 % для бронз;
2) поковки выполняют с уклонами: наружными (0,25—1,5°)
и внутренними (1—12°);
3) вертикальные зазоры между пуансоном и матрицей должны
быть минимальными, так как затекание в них жидкого металла мо-
жет приводить при его остывании к заклиниванию пуансона в ма-
трице и к выводу штампа из строя;
4) для удаления воздуха и газов из штампа в процессе штамповки
в пуансоне необходимо предусматривать внутренние каналы или
поверхностные канавки глубиной 0,2—0,3 мм;
5) рекомендуется в конструкции штампа предусматривать си-
стему охлаждения; для подогрева штампов перед заливкой металла
может быть применен встроенный индуктор;
6) полость, в которой производится жидкая штамповка, должна
герметично закрываться пуансоном или же специальным кожухом
во избежание выплескивания металла [23].
9. ШТАМПЫ ДЛЯ АВТОМАТИЧЕСКОЙ ШТАМПОВКИ
Для штамповки в автоматическом режиме применяют специали-
зированные горячевысадочные автоматы и автоматизированные агре-
гаты, созданные на базе универсального оборудования (ГШКП
и ГКМ).
При проектировании штампов необходимо учитывать особен-
ности оборудования, работающего в автоматическом режиме. Основ-
ные из них следующие:
1) ручьи располагаются в строгом соответствии с переходами
штамповки;
2) расстояние между ручьями выбирают равным ходу переклад-
чика поковок (грейферного, клещевого, поворотного стола при ре-
вольверной подаче и т. д.);
3) в конструкции штампа предусматривают возможность разме-
щения устройства для подачи и ориентирования заготовки;
4) при использовании грейферного перекладчика должна быть
гарантия, что заготовка останется в нижней половине штампа; при
применении лоткового сбрасывателя поковок, заходящего под верх-
ний штамп при возвращении ползуна в исходное положение, поковка
должна оставаться в верхнем штампе и удаляться верхним вытал-
кивателем;
5) выталкиватели штампов должны выдавать поковку строго
в зону действия перекладчика; при использовании грейфера, пере-
мещающегося только в горизонтальной плоскости, поковка должна
полностью выталкиваться из ручья штампа.
При большом темпе штамповки в автоматическом режиме инстру-
мент длительное время находится в контакте с горячим металлом,
интенсивно нагревается и может выйти из строя. В связи с этим
особое значение приобретают мероприятия, направленные на уве-
личение стойкости штамповой оснастки, а также обеспечивающие
быструю смену изношенных деталей. При автоматической штам-
повке повышению стойкости способствуют: принудительное водяное
охлаждение рабочих деталей; автоматическая смазка инструмента;
снижение нагрузок на инструмент увеличением числа переходов и
правильным конструированием ручьев. Особенно важна точность
изготовления пуансонов и матриц и правильный выбор термической
обработки штампового материала [13, 15].
Инструмент для автоматической штамповки выполняется сборным
и характеризуется сложностью конструкции. Применение сборного
инструмента вызвано необходимостью экономить дорогостоящий
штамповый материал, сократить время, затрачиваемое на смену ин-
струмента, и повысить стойкость штампов. Примером эффективного
использования составного инструмента может служить модернизи-
рованный инструмент автомата АМР-70 фирмы Хатебур, на котором
получают поковки колец подшипников (рис. 42).
На рис. 42, а показан инструмент для плоской осадки заготовки^
В конструкции предусмотрено нежесткое крепление головки со-
ставного пуансона и осадочной плиты. Это привело к более равно-
мерному износу инструмента, так как головка пуансона и опорная
плита при штамповке постоянно и равномерно поворачиваются
относительно оси. В результате такого простого мероприятия стой-
кость пуансонов с учетом того, что рабочие головки восстанавливают
в процессе эксплуатации, возросла в 6—8 раз, а осадочной плиты —
в 2—3 раза.
На рис. 42, б показан инструмент для формовки кольца на пред-
варительном и окончательном переходах, состоящий из кольцевой
наружной и внутренней матриц, выталкивателя, наружного и вну-
Рис. 42. Инструмент автомата АМР-70:
а — для осадки заготовки; б — для предварительной формовки; / — осадоч*
на я плита; 2 — головка пуансона; 3 — державка пуансона; 4 — прокладка;
5 — рабочая часть матрицы; 6 — центрирующее кольцо; 7 — подкладка
матрицы
треннего пуансонов. Рабочую часть наружного пуансона на пред-
варительном переходе выполняют так, что оформления верхнего
торца полуфабриката не происходит. В результате стойкость дер-
жавки пуансона повысилась в 10 раз [11].
1. ШТАМПЫ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ
Штампы для холодной объемной штамповки бывают открытыми
и закрытыми. При открытой штамповке металл свободно течет между
плоскостями штампа, и контур поковки в плане получается только
после обрезки. Облойные канавки, как правило, не применяют.
Заготовки для холодной объемной штамповки получают из про-
ката, труб, прессованных профилей, литьем. Открытую штамповку
можно вести от прутка или полосы, для закрытой штамповки при-
меняется штучная заготовка.
Штампы для холодной объемной штамповки выполняют цельными
Глава IVf
ШТАМПЫ ДЛЯ ХОЛОДНОГО
ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ
и сборными, простыми и последовательными* Чаще применяют
сборные штампы с направляющими колонками, со съемным дефор-
мирующим инструментом, с выталкивающей системой (при закрытой
штамповке).
Штампы для холодной объемной штамповки показаны на рис. 43.
2. ШТАМПЫ ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ
При разработке технологии холодного выдавливания необхо-
димо избегать поковок с большой разницей в площадях поперечных
сечений, с выступами и канавками, с острыми углами и тонким дном,
с однссторонними выступами, ребрами, канавками, с резкими пере-
ходами и большими утолщениями, особенно несимметричными.
Направление рабочего инструмента обес-
печивают: направляющими колонками и втулками; плунжерной кон-
струкцией штампа; направляющим съемником или кольцом; не-
посредственным перемещением пуансона по матрице. Наиболее точ-
ное направление в этом случае имеет плавающий пуансон. Штампы
плунжерного типа с цилиндрическим пустотелым корпусом удобны
для прессов роторного типа. Наиболее часто в качестве направ-
ляющих используют съемники или кольца.
Деформирующий инструмент — пуансоны и ма-
22
Рис. 43. Штампы для холодной объем-
ной штамповки:
а — сменный штамп к универсальному
блоку; б — штамп для последовательной
штамповки из полосы
^-0,05
S)
23
трицы. Пуансоны закрепляют в пуансонодержателе или верхней
плите специальными гайками, болтами и прижимными фланцами,
кольцами с конической наружной поверхностью. Матрицы прижи-
маются к нижней плите коническими обоймами или скобами с за-
плечиками.
Пуансоны и матрицы, применяемые при холодном выдавливании,
показаны на рис. 44, а. Пуансоны для прямого выдавливания имеют
заходную и цилиндрическую части, для обратного — калибрующий
поясок. Матрицы для прямого выдавливания имеют заходный конус.
Пуансоны могут быть цельными или составными, а матрицы —
цельными или сборными (бандажированными). Пуансоны и матрицы
с твердосплавными вставками показаны на рис. 45, а.
В последнее время предложены новые конструкции штампов,
отличающиеся от обычных наличием одной или двух промежуточных
плит. Если в штампе одна промежуточная плита, бандажированная
матрица устанавливается в ней с сопряжением по конической поверх-
ности до упора (через проставку) в нижнюю плиту штампа. В штампе
с двумя промежуточными плитами вторая плита применяется для
аналогичного крепления пуансонного блока. Особенность конструк-
ции штампов с промежуточной плитой состоит в том, что нижняя
плита воспринимает основное усилие деформирования и поэтому
подвержена значительным упругим деформациям, но на матричный
блок и направляющие эти деформации не оказывают влияния, так как
Рис. 45. Рабочий инструмент с твердосплавными вставками:
а — для выдавливания; б для высадки
Рис. 46. Штамп с промежуточной плитой для холодного выдавливания
на винтовом прессе 2,5 МН
между нижней и промежуточной плитами нет жесткой связи. Это
позволяет сохранить соосность матрицы и пуансона даже при ис-
пользовании универсального оборудования, а также улучшает усло-
вия работы направляющих элементов штампа.
Штамп для холодного выдавливания с одной промежуточной
плитой, установленный на винтовом прессе (усилие 2,5 МН), показан
на рис. 46. Промежуточная плита 4, в которой установлен матричный
блок 5, стягивается с нижней плитой 2 болтами 12. Направляющие
колонки 8 запрессованы в верхнюю плиту 7, а втулки 9 — в плиту 4.
Для обеспечения постоянной закрытой высоты штампа предусмотрены
четыре опоры 3. Корректировку высоты выдавливаемых изделий
осуществляют клином 10, который перемещают винтами 11. В клине
выполнен паз, через который проходит толкатель 1. Подпружинен-
ная планка 6 со сменными вставками предназначена для съема дета-
лей с пуансона [10].
При конструировании рабочего инструмента необходимо обратить
особое внимание на точность его изготовления, соосность отдельных
деталей, сопряжения и др. При составлении технических условий
(ТУ) на изготовление рабочего инструмента для холодного выдав-
ливания оговаривают: соосность внутренних и наружных полостей;
допуск на неперпендикулярность оси пуансона к опорным торцам;
радиальные биения посадочных диаметров и диаметров калибру-
ющих поясков; шероховатость поверхности рабочих частей инстру-
мента; плавность переходов от одного элемента к другому, недопу-
стимость подрезов, рисок и царапин.
3. ШТАМПЫ ХОЛОДНОВЫСАДОЧНЫХ АВТОМАТОВ
На горизонтальных холодновысадочных автоматах выполняют
операции: высадку, отрезку, прошивку и пробивку, плющение,
гибку, обжатие, редуцирование, выдавливание; на обрезных автома-
тах — обрезку граней, выдавливание, калибровку стержня под
накатку резьбы; на вырубных автоматах — вырубку и штамповку
гаек из полосы, пробивку отверстий, обжатие фасок, калибровку
граней; на комбинированных автоматах — комбинацию различных
операций, например, высадку, обрезку граней, накатку резьбы и т. д.
Штампы для холодной высадки, как правило, выполняются за-
крытыми и имеют одну или две плоскости разъема.
Различают штампы одно-, двух- и многоручьевые (3—5 ручьев)
или по принятой для холодновысадочных машин терминологии одно-,
двух- и многоударные.
По конструкции штампы бывают с цельными, разъемными и
комбинированными матрицами. Холодновысадочные штампы кон-
струируют сборными, состоящими из блока пуансонов и блока ма-
триц. К монтажным деталям относятся пуансонодержатели, под-
кладные плиты, корпуса матриц, крепежные болты, винты; к пода-
ющим — ролики, пальцы, пружины, крючки, ножи, рычаги, спе-
циальные приспособления с загрузочным бункером; к направля-
ющим — втулки, рычаги; к выталкивающим деталям — пальцы,
толкатели, пуансоны. К деформирующим деталям относятся на-
борные и формовочные пуансоны и матрицы, отрезные ножи и втулки,
прошивные и пробивные пуансоны, фильеры для редуцирования.
Основным рабочим инструментом при штамповке в цельных матри-
24
цах являются высадочная матрица, наборные и формовочные пуан-
соны, отрезной нож, отрезная круглая матрица, а при штамповке
в разъемных матрицах — формовочные пуансоны и призматические
матрицы. w
Матрицы, как правило, выполняют для каждого ручья. При этом
в цельных матрицах нарезают два ручья (в противоположных гра-
нях), а в разъемных матрицах (квадратных или восьмигранных)
ручьи выполняют на каждой грани, параллельной оси пуансона.
Это обеспечивает многократное их использование (см. рис. 44, б) [21 ].
Входное отверстие в отрезных матрицах увеличено на 20 %
по сравнению с диаметром заготовки. Часть отверстия выполнена
конической, с углом конуса 20—30°, что облегчает заход высаживае-
мого прутка. Фильеры для редуцирования имеют входной угол
(24—30°), рабочий поясок (0,8—2 мм) и выходной угол (10—12°).
В матрицах для глубокой высадки в основании большей полости
предусматривают воздушные каналы. Формовочные матрицы все
чаще применяют со вставками из твердых сплавов, что резко увели-
чивает стойкость инструмента. Применение составных матриц со
вставками из твердого сплава ВК-20 (см. рис. 45, б) при высадке гаек
на автомате А412 увеличило срок службы инструмента на втором
переходе до 26 смен вместо одной [7].
Глава V
ШТАМПЫ ДЛЯ ЗАВЕРШАЮЩИХ
ОПЕРАЦИЙ ПРОИЗВОДСТВА
ПОКОВОК
1. ШТАМПЫ ОБРЕЗНЫХ ПРЕССОВ
В штампах, устанавливаемых на обрезных прессах, выполняют
операции обрезки облоя, пробивки отверстия, правки и калибровки,
разделения поковок, устранения штамповочных уклонов и др.
В зависимости от числа выполняемых операций и конфигурации
поковок различают штампы простые, последовательные и совмещен-
ные. В последовательных штампах предусматривают два комплекта
инструмента для выполнения двух различных операций. Эти ком-
плекты устанавливают рядом, а операции проводят или последо-
вательно, если штампуется одна поковка, или одновременно — при
штамповке двух поковок. В совмещенном штампе рабочий инстру-
мент установлен на одной вертикальной оси для одновременного осу-
ществления двух или нескольких операций без перекладывания
поковки. На боковом ползуне пресса устанавливают только простые
штампы.
Обрезные штампы относятся к сборным штампам. Их сборочные
узлы, в свою очередь, состоят из монтажных деталей (плит, державок,
матрицедержателей, пуансонодержателей), крепежных (хвостови-
ков, болтов и гаек, винтов, прихватов, клиньев), направляющих
(колонок, втулок), удаляющих (съемников, выталкивателей, пружин,
ножей, разрубающих облой), рабочих (пуансонов и матриц).
Основными сборочными деталями являются верхняя и нижняя
плиты, которые крепят на столе пресса прихватами или болтами.
Для крепления болтами в основании плиты предусмотрены выемки
или отверстия. Для удаления поковок из штампа нижние плиты из-
готовляют с провальным отверстием или же с выгребным окном.
При холодной обрезке чаще используют удаление поковки через
провальное отверстие. При горячей обрезке и у сложных штампов
обязательно выполнение выгребного окна. В этом случае плита
имеет увеличенную высоту.
Пуансоны крепят: непосредственно к ползуну пресса (крупные),
в переходном пуансонодержателе клином, винтами, зажимными ко-
лодками^и стяжными болтами, гайкой (рис. 47). Клиновое крепление
(рис. 47, а) применяют в серийном производстве при обрезке мелких
поковок чаще всего в штампах без направляющих колонок. Крепле-
ние с помощью пуансонодержателя и клина (рис. 47, б) рекомен-
дуется для поковок с круглым контуром, обрезаемых в штампах
с направляющими колонками. Крепление винтами (рис. 47, е, ж, и)
целесообразно для пуансонов простой формы, а крепление стяжными
болтами и зажимными колодками (рис. 47, г, д) — при обрезке
облоя у поковок удлиненной и сложной формы. Крепление гайкой
(рис. 47, в) применяют в мелкосерийном производстве для пробивных
пуансонов с диаметром отверстия менее 50 мм. При креплении пуан-
U) г) д)
Рис. 47. Крепление пуансонов в обрезных штампах:
а — клином в ползуне; б клином в пуансонодержателе; в — гайкой; г — зажимными колодками; д — прижимной планкой; е, зя!» и — винтом
сона в пуансонодержателе или в зажимных колодках между ним
и плитой рекомендуется ставить прокладку толщиной 5—8 мм из
высокоуглеродистой стали.
Крепление матриц непосредственно на столе пресса применяется
редко и не рекомендуется. Наибольшее распространение получили
следующие способы крепления матриц в нижней плите — клином,
винтами, прихватами. Для составной матрицы возможно смешанное
крепление отдельных ее секций — клином, винтами, планками.
4 Бабенко В. А. и др.
25
При клиновом креплении боковые стенки матриц изготовляют с укло-
ном в 7°. Для крепления прихватами на боковых стенках матрицы
фрезеруют площадки.
Различают штампы без направляющих колонок и с направля-
ющими колонками. Штампы без направляющих колонок применяют
в мелкосерийном производстве при обрезке облоя у высоких поковок,
когда пуансон не заходит в матрицу и не требуется большая точность
обрезки. Во всех остальных случаях целесообразно применять
штампы с направляющими колонками, что снижает износ его рабо-
чих деталей, устраняет возможность повреждения режущих кромок
инструмента, повышает точность резки.
Для снятия облоя с пуансона или поковки с прошивника приме-
няют съемники. Съемники бывают открытые, если они воздействуют
на облой только на отдельных его участках, и закрытые, когда это
воздействие осуществляется по всему контуру, жесткие и подвижные;
нижние и верхние в зависимости от того, к какой плите штампа они
крепятся. Плиту съемника выполняют с выступающим мостиком
по контуру пуансона, чтобы облой не заклинивало на пуансоне.
Использование съемников на пружинах позволяет снизить высоту
пуансона на величину сжатия пружины. Зазор между съемником
в его нижнем положении и матрицей приблизительно равен утроен-
ной толщине облоя. Для снятия поковок с пуансона при глубокой
пробивке иногда применяют съемники с пружинными защелками,
расположенными в матрицедержателе.
Верхние съемники выполняют подпружиненными, рычажными
и кулачковыми. Их применяют при обрезке облоя у поковок длиной
более 250 мм и у высоких и сложных поковок, когда укладка их на
матрицу при нижних съемниках затруднительна. При холодной
обрезке небольших партий мелких поковок длиной до 200—250 мм
иногда применяют съемники, состоящие из одной или нескольких
пластин резины.
Ножи для разделения облоя применяют редко — только при
горячей обрезке крупных поковок. Иногда для разрезки крупного
облоя применяют специальный штамп с ножами, который устанав-
ливают на боковом ползуне.
В обрезных штампах матрицы являются режущим инструментом,
а пуансоны — толкающим; в пробивных штампах — наоборот. При
расположении облоя или перемычки у торца поковки режущими
являются и матрица, и пуансон.
В простых штампах пуансон обычно является подвижной деталью
и располагается в верхней половине штампа; матрица же закреплена
неподвижно в нижней половине штампа, установленной на столе
пресса. В совмещенных штампах в размещении пуансона и матрицы
возможны варианты.
Матрицы бывают закрытые и открытые, цельные и составные.
Открытые матрицы применяются в редких случаях, когда облой на
поковке незамкнутый, например, если у длинной штанги штампуется
только конец. Цельные матрицы, как правило, применяют для об-
резки облоя у поковок круглой в плане формы или же некруглых,
но простых по конфигурации. Для обрезки облоя сложных поковок
цельные матрицы используют в том случае, если составная матрица
сложна в изготовлении, например, при одновременной обрезке рас-
положенных валетом поковок.
В составных матрицах размеры обрезаемого контура регулиру-
ются, в то время как у цельной матрицы такой возможности нет.
Матрицы, за исключением крупных, имеют монтажный поясок
для укладки поковки. Ширина его примерно равна ширине облой-
ного мостика, а высота составляет 10—15 мм. Для удобства укладки
поковки в матрице выфрезеровывается канавка под литник и выемка
под клещевину. Режущий контур обрезной матрицы проектируется
в соответствии с линией разъема поковки.
Режущая грань матрицы может быть конической или цилиндри-
ческой. Недостатком цельных матриц с конической режущей гранью
является то, что при перешлифовке размер отверстия режущей
грани увеличивается. У составных матриц это изменение размеров
корректируется их регулировкой. Поэтому секционные матрицы
целесообразно выполнять с конической режущей кромкой, а цель-
ные — с цилиндрической. Чтобы уменьшить усилие резки, режущую
грань матрицы выполняют скошенной. Секции матриц следует кон-
струировать так, чтобы имелась возможность регулировать размеры
режущего контура матрицы по мере износа ковочного штампа.
Секции составных матриц крепят прижимными винтами, при-
хватами и клиньями. Точность установки этих секций обеспечивается
натяжными и стопорными винтами. Отверстия под винты выполняют
овальными, чтобы секции матриц могли перемещаться при регули-
ровке. Точность взаимного расположения секций обеспечивается
контрольными штифтами. Схемы секционных матриц показаны на
рис. 48.
Для уменьшения расхода инструментальной стали применяют
наплавку режущих кромок твердым сплавом. Часто наплавку де-
лают при восстановлении матрицы.
Конструкция матриц в пробивных штампах должна обеспечивать
надежную фиксацию поковок. Чтобы облегчить укладку и съем
поковок, в матрице предусматривается выемка для клещей.
Рабочий контур пуансона проектируют в соответствии с конфи-
гурацией поковки. При этом следует учитывать, что размеры поковки
Рис. 48. Схемы секционных матриц
увеличиваются за счет износа отдельных частей ковочного штампа.
Если уклон боковой стенки поковки более 15°, пуансон выполняют
охватывающим поковку по боковым поверхностям, причем острые
грани пуансона срезают.
Пуансоны выполняют цельными и (в редких случаях у сложных *
поковок) составными. Если облой обрезают одновременно у спарен- i
ных поковок или пробивают несколько отверстий, то применяется
соответствующее количество пуансонов, закрепляемых в одном пуан-
сонодержателе. Противники часто конструируются составными —
из стойки и прошивника.
При горячей обрезке облоя крупные поковки одновременно
клеймят. Для этого в пуансоны вставляются сменные клейма.
При разработке чертежей обрезных штампов руководствуются
следующими правилами:
1. Общий вид штампа вычерчивают только для штампов специаль- >
ных конструкций. При применении типовой конструкции дают чер-
тежи на пуансон, матрицу, съемник и другие ненормализованные
детали. Нормализованные детали штампа вычерчивают в том случае, ;
если для них введена специальная обработка, которую и показы-
вают на чертеже. |
2. Секционную матрицу вычерчивают в сборе, с указанием га-
баритных и других размеров матрицы, секций. Размеры контура 1
обрезки и фигуры поковки не проставляют.
3. При вычерчивании пуансона проставляют все его размеры, ,
кроме размеров контура обрезки и фигуры поковки. Наносят также j
главные осевые линии фигуры поковки и размеры от них до верх- !
него торца и кромок пуансона. В самой фигуре проставляют раз-
меры только тех поверхностей, по которым между поковкой и пуан- j
соном предполагается зазор.
4. Размеры провального окна в плите и размеры для разметки
отверстий под винты, которыми крепят матрицу и пуансон, на чер-
теже плиты не показывают, поскольку разметку проводят по месту.
5. Нижнюю плиту вычерчивают для указания разметки отверстий
под натяжные и стопорные винты матриц и под винты для креп-
ления съемников.
6. В примечании к чертежу указывают, что фигуры в пуансоне
и матрице следует выполнять по чертежу поковки, а пригонять —
по поковке (холодная обрезка) или отливке (горячая обрезка).
Помимо этого указывают величину зазора между пуансоном и ма-
трицей и закрытую высоту штампа.
7. В технических условиях на изготовление штампов оговари-
вают: допуски на размеры, шероховатость поверхностей, места
клеймения, точность изготовления штампа; непараллельность опор-
ной поверхности матрицы или пуансона и основания плиты; непер-
пендикулярность главной оси пуансона к опорной плоскости хво-
стовика; плотность прилегания поковки или отливки к фигуре
пуансона и др. [20].
2. ШТАМПЫ ДЛЯ ПРАВКИ
Правка необходима для устранения деформаций поковки, кото-
рые приводят к превышению допусков на ее размеры и могут воз-
никнуть при охлаждении поковки после штамповки, при застрева-
нии поковки в ручье и последующем ее извлечении, обрезке облоя,
термической обработке и т. п.
26
Наиболее экономичной и производительной является холод-
ная правка, осуществляемая, как правило, после термической
обработки и очистки поковок от окалины. Правку проводят в терми-
ческом отделении кузнечного цеха на фрикционных молотах с до-
ской или винтовых прессах. Холодную правку, в основном, приме-
няют для сложных по форме поковок с относительно небольшой
массой, так как в этом случае необходимы значительные усилия
деформирования. Правку крупных поковок удлиненной формы
осуществляют на правильных гидравлических прессах, используя
подкладки и призмы, соблюдая меры предосторожности.
Горячую правку проводят после обрезки облоя. При
правке в окончательном ручье ковочного штампа не требуется спе-
циальный правочный штамп, однако это снижает производитель-
ность штамповки и стойкость штамповочного ручья. Более рацио-
нальной является правка на обрезном прессе, проводимая совместно
с обрезкой или после нее. Для правки сложных поковок в одну ли-
нию со штамповочной машиной устанавливают дополнительно молот
или пресс.
При горячей правке усилие, развиваемое оборудованием, значи-
тельно меньше, чем при холодной. Проведение горячей правки не
исключает необходимости в применении холодной. Например, после
термической обработки нередко проводят холодную правку поковки.
Штампы для правки, в большинстве случаев, имеют один ручей,
который при холодной правке выполняют по чертежу поковки, а при
Рис. 49. Особенности конструирования правочного ручья:
а — сечения правочного ручья молотового штампа; б — упрощение контура ручья;
в — зазор в ручье у небольших выступов в поковке; а — симметричный ручей для
несимметричной поковки; д — штамп с открытым ручьем
горячей — по чертежу горячей поковки с несколько меньшей усад-
кой, так как температура поковки ниже, чем температура штам-
повки. Ручей правочного штампа по сравнению со штамповочным
выполняют более простым и без облойной канавки. Особенности
правочного штампа состоят в следующем (рис. 49, а):
1) размеры, проставляемые в плоскости разъема, делают больше
на величину зазора Д, равного половине верхнего отклонения раз-
меров Л, Z), В;
2) наружные радиусы закругления 7? принимают на 2 мм боль-
шими соответствующих радиусов г в штамповочном ручье;
3) радиус сопряжения поверхности ручья с поверхностью разъ-
ема штампа принимают, мм: 7?i = 0,05/z + 2 мм; для круглых се-
чений — = 0,05-^- + 2 мм. Для правочного ручья рекомен-
дуется: 1) упрощать контур ручья при сложном в плоскости разъема
контуре поковки (рис. 49, б); 2) не обжимать небольшие выступы на
поковке, а предусматривать вокруг них зазор 0,3—0,5 мм (рис. 49, в);
3) для симметричных поковок с односторонним выступом освобож-
дение в штампе выполнять с двух сторон, что облегчает укладку
поковки (рис. 49, г); 4) при возможности ручей делать открытым
со стороны не подвергающихся обжатию поверхностей (рис. 49, б).
Иногда применяют двухручьевые правочные штампы, когда,
например, поковку необходимо править в двух взаимно перпендику-
лярных плоскостях. В двухручьевом штампе ручьи для последова-
тельной или параллельной правки следует располагать так, чтобы
их можно было использовать одновременно.
При вычерчивании правочного штампа приводят чертеж поковки,
по которому должен изготовляться правочный ручей, а также вы-
черчивают отдельные сечения, указывающие на отклонения от чер-
тежа поковки.
3. ШТАМПЫ ДЛЯ КАЛИБРОВКИ
Калибровку применяют для повышения точности формы и раз-
меров поковки и уменьшения шероховатости поверхности. Калиб-
ровка бывает плоскостная и объемная.
Плоскостную калибровку применяют для полу-
чения точных вертикальных размеров на одном или нескольких
участках поковки. При плоскостной калибровке металл свободно
перемещается в горизонтальной плоскости. Проводят ее в холодном
состоянии на кривошипно-коленных прессах, отличающихся значи-
тельной жесткостью. Перед калибровкой поковки подвергают тер-
мической обработке и очищают от окалины. При калибровке верти-
Рис. 50. Крепление калибро-
вочных вставок клиновым при-
хватом
кальные размеры поковки уменьшаются, поэтому предусматривают
припуск на калибровку.
Объемную калибровку используют для получения
поковок с ужесточением допусков на размеры не только в вертикаль-
ной, но и горизонтальной плоскости. Объемная калибровка может
сопровождаться незначительным вытеканием металла в облой.
В связи с тем, что точность при объемной калибровке несколько
ниже, чем при плоскостной, иногда применяют оба вида калибровки:
сначала объемную, затем плоскостную.
Холодную объемную калибровку проводят на кривошипно-
коленных прессах, горячую — на штамповочных молотах, винтовых
и кривошипных прессах. Горячую калибровку осуществляют при
температуре более низкой, чем температура окончания штамповки.
Так, например, для стальных поковок температура нагрева состав-
ляет 700—850 °C, для алюминиевых 300—400 °C, для магниевых
230—250 °C.
Штампы для объемной калибровки выполняют по форме поковки.
При горячей объемной калибровке необходимо учитывать, что тем-
пература нагрева поковки ниже, чем температура штамповки. Ка-
навку для облоя делают упрощенной — без магазина. Штампы
могут быть блочными, выполняемыми, как правило, с замками,
и сборными — со вставками и направляющими колонками.
Штампы для холодной плоскостной калибровки целесообразно
проектировать сборными, состоящими из нижнего и верхнего основа-
ний, калибровочных плиток и промежуточных плит.
Калибровочные вставки крепят болтами и клиньями. Вариант
быстросменного крепления вставок показан на рис. 50.
4*
27
1. МОЛОТОВЫЕ ШТАМПЫ
На рис. 51 (лист 1) показано, как нужно оформить чертеж молото-
вого штампа, в котором получают поковку с изогнутой осью. В штампе
пять ручьев: три заготовительных (протяжной, подкатной и гибоч-
ный), один штамповочный и один отрубной. Чтобы избежать образо-
вания зажимов на участках резких переходов поковки, контур гибоч-
ного ручья выполняют перекрывающим контур штамповочного.
Приведен чертеж горячей поковки, по размерам которой изготовляют
окончательный ручей. Размеры хвостовика не указаны, но дается
ссылка на ГОСТ 6039—71.
Штампы, в которых получают удлиненные поковки, показаны
на рис. 52—56 (лист 2). Штамп для поковки шестерни (рис. 52)
имеет один ручей — штамповочный, так как заготовку изготовляют
на горизонтально-ковочной машине. В передней части ручья для
вытекания избыточного металла магазин выполняют и в нижнем
штампе. Штамп, в котором получают поковку вала (рис. 53), имеет
два заготовительных ручья: протяжной и подкатной. Предваритель-
ный ручей не предусмотрен, так как форма поковки сравнительно
проста. В штампе имеется продольный замок. Штамповку проводят
без клещевины. В штампе для поковки накидного ключа в оконча-
тельном ручье (рис. 54) заготовка одновременно гнется и штампуется.
Сдвиг штампов предотвращается местным замком.
На рис. 55 показан трехручьевой штамп. В нем получают поковку
щеки плоскогубцев. В гибочном ручье этого штампа происходит
также частичная формовка поковки. Площадь зеркала штампа
использована для второго штамповочного ручья. В пятиручьевом
штампе для поковки гаечного ключа (рис. 56) осуществляют про-
тяжку, подкатку, предварительную и окончательную штамповку и
отрубку поковки. Штамповочные ручьи сближены за счет облойной
канавки.
На рис. 57—62 даны штампы, в которых получают поковки с изог-
нутой осью. Поковку рычага тормоза (рис. 57) штампуют в протяж-
ном, подкатном, гибочном и окончательном ручьях. Для поковки
с более сложной формой поперечных сечений (рис. 58) применяют
гибочный ручей с частичной формовкой, а также предварительный
ручей. В штампе выполнен ступенчатый замок. Для штамповки по-
ковки ключа запорного (рис. 59) использован штамп с двумя оконча-
тельными ручьями и двумя заготовительными: протяжным и гибоч-
ным. Для правильной установки заготовки в гибочном ручье пре-
дусмотрен задний упор. После штамповки применяют задний нож.
Поковку с изогнутой осью и отростками (рис. 60) штампуют в закры-
том подкатном и формовочно-заготовительном гибочном ручье.
В предварительном ручье, чтобы избежать образования зажимов,
переходы (сеч. Б—Б) выполняют увеличенными и более плавными.
В штампе, показанном на рис. 61, формообразование поковки с изог-
нутой осью и отростками происходит в протяжном, гибочном и двух
штамповочных ручьях, которые сближены за счет их разворота.
В штампе предусмотрены местные замки. Для получения поковки
Глава VI
ПРИМЕРЫ И СХЕМЫ ШТАМПОВ
с развилинами (рис. 62) в предварительном ручье предусмотрен рас-
секатель, а в окончательном — двусторонний магазин (между разви-
линами), в который вытекает избыточный металл.
Поковку с развилинами и сложной линией разъема (рис. 63)
штампуют в подкатном и двух штамповочных ручьях. Предваритель-
ный ручей выполнен с рассекателем; замок штампа сложен по кон-
струкции. Так как поковка имеет сложную конфигурацию и металл
при штамповке интенсивно вытекает в облойную канавку, то эту
канавку конструируют с увеличенным магазином, выполненным
как в верхнем, так и в нижнем штампе.
Штампы для изготовления симметричных поковок показаны на
рис. 64—67. Поковку шестерни получают в два перехода осадкой
с последующей штамповкой в открытом (рис. 64) или закрытом
(рис. 65) ручье. На рис. 66 показан трехручьевый штамп для закрытой
штамповки. После фасонной осадки в первом ручье (сеч. Б—Б)
заготовку переворачивают и, фиксируя по основанию диаметром
70 мм, осаживают во втором ручье (сеч. В—В) с наметкой в верхней
части, которая необходима при установке в окончательном ручье
(сеч. А—Д).
Поковку клапана (рис. 67) штампуют в специальном осадочном
ручье и затем в окончательном закрытом ручье. Глубокая полость
для лучшего заполнения металлом выполнена в верхнем штампе.
Для штамповки поковки крестовины (рис. 68) используют спе-
циальный формовочный ручей; поковку с фланцем (рис. 69) получают
с применением специального протяжного (сеч. А—Д) и затем выса-
дочного (сеч. Б—Б) ручьев.
Штампы для многоштучной штамповки показаны на листе 4.
Мелкие поковки (рис. 70) штампуют от прутка по две штуки с распо-
ложением «валетом». Применяют закрытую подкатку, штамповку
в двух штамповочных ручьях и отрубку. Поковки с развилинами
(рис. 71) штампуют спаренными, расположенными развилинами
друг к другу. Ручьи — подкатной закрытый, предварительно-
заготовительный со сложным рассекателем и окончательный. При
переносе заготовки из предварительного ручья в окончательный ее
кантуют на 180°. В штампе, показанном на рис. 72, заготовительные
ручьи не предусмотрены, так как форма поковок проста. На рис. 73—
75 показаны штампы для штамповки поковок по три и четыре штуки.
Во всех штампах выполнены подкатные ручьи; штампы на рис. 73
и 75 имеют продольные замки.
Штампы со вставками различной конфигурации показаны на
рис. 76—81. Рекомендуемые способы крепления: цилиндрических
вставок — прессовой посадкой (рис. 76), клином (рис. 79); призма-
тических— клином и шпонкой (рис. 81) [20]. При штамповке
несимметричных в плане поковок, когда возникают сдвигающие уси-
лия, применяют призматические вставки с фиксирующим углом
(рис. 78) и с упором в блок (рис. 80). В мелкосерийном производстве
иногда применяют крепление цилиндрических вставок прижимным
вкладышем и клином (рис. 77).
2. ШТАМПЫ ГШКП
На рис. 82 (лист 6) показан пример оформления чертежа пакета
штампа ГШКП. Нижняя плита 1 и верхняя 8 связаны между собой
двумя направляющими колонками 14, которые крепят болтами 30.
Направляющие бронзовые втулки 13 с канавками для смазки разме-
щены в приливах верхней плиты. Фетровый сальник 11 поджат крыш-
кой 10 и винтами 24. Сверху отверстия под колонки закрыты защит-
ными шайбами 16, закрепляемыми винтами 25.
Три верхние ижтри нижние призматические штамповые вставки
устанавливаются соответственно в верхней и нижней плитах и кре-
пятся прихватами 21, 22 и клиновыми клеммами 23, которые затя-
гивают болтами 31 с шайбами 32. Для предотвращения выработки
опорных поверхностей плит предусмотрены каленые планки 6, 9,
12 и 19. Планки и подштамповые плиты 7 крепятся соответственно
с помощью винтов 28, 29, 26 и 27.
Выталкивающая система пакета состоит из двуплечих рычагов 20
и 18, которые при воздействии на них толкателей пресса поворачи-
ваются вокруг оси в разъемных подшипниках, состоящих из основа-
ния 15 и крышки 17. При повороте рычагов стаканы 2, перемещаясь
во втулках 3, передают движение толкателям пакета 5. После вытал-
кивания поковок пружины 4 возвращают рычаги в исходное поло-
жение.
На чертеже пакета даны габаритные размеры и конфигурация
штамповых вставок, а также приведены технические требования по
настройке и эксплуатации пакета.
На листах 7 и 8 приведены схемы пакетов ГШКП. Вышерассмот-
ренный пакет предназначен для штамповки симметричных в плане
поковок и имеет центральное выталкивание в двух штамповых встав-
ках (на позиции осадки выталкивание не требуется). В отличие от
этого пакета в конструкции пакета, показанной на рис. 83, в каждой
плите предусмотрены по два трехплечих рычага, воздействующих при
выталкивании на поковку в двух точках во всех трех штамповых
вставках. Применение двух толкателей в каждой вставке позволяет
сравнительно легко выталкивать удлиненные поковки с передачей
движения от толкателей необходимому количеству выталкивателей
во вставках, например, через траверсу. Так как толкатели достаточно
большой массы, можно обойтись без возвратных пружин в нижней
плите пакета. Следует заметить, что если трехплечие рычаги раз-
вернуть в плане на 90°, то получается конструкция пакета, допускаю-
щая применение удлиненных призматических вставок с тремя вытал-
кивателями в каждой из двух вставок.
В пакете для двух призматических вставок (рис. 84) предусмот-
рена возможность закрепления дополнительных осадочных вставок
в левой или правой частях пакета. В пакете, изображенном на рис. 85,
нагрев штамповых вставок осуществляется индукторами, смонтиро-
ванными в подштамповых плитах.
На рис. 86 показан пакет для трех цилиндрических вставок, а на
рис. 87 — пакет, в котором можно закреплять как призматические,
28
так и цилиндрические вставки. Для бокового крепления призмати-
ческих вставок используются два клина 2 и 4, поджимающие вставки
при закручивании винта 1. Для закрепления цилиндрических вставок
применяют общие задние планки 5 и передние прихваты 3.
Универсальный пакет (рис. 88) позволяет быстро менять цилиндри-
ческие вставки 5, которые устанавливаются в обоймы 6, закрепленные
прихватами 4 и 1, При завинчивании нажимного винта 3 переме-
щается шпилька 2, воздействующая на прихват При этом оба
прихвата поворачиваются относительно осей и зажимают обойму.
На рис. 89 и 90 показаны пакеты для трех призматических вставок
с увеличенным ходом толкателей, что делает их пригодными для
изготовления поковок выдавливанием. В первом случае система
выталкивания срабатывает от центрального толкателя пресса, во
втором — от двух толкателей специализированного пресса. Пакет
(рис. 90) предназначен для штамповки крупногабаритных поковок;
для облегчения перемещения его на столе пресса предусмотрены
ролики 2. При транспортировке пакета половины его стягивают ко-
сынками 3. Штамповые вставки имеют несколько измененную кон-
струкцию: скос только на одной грани и фигурный паз — на другой.
Штамповые вставки устанавливают в пакет с помощью планок-фикса-
торов 1,
Пакет для штамповки с противодавлением (рис. 91) имеет в нижней
части набор тарельчатых пружин. Предусмотрены две призмати-
ческие вставки и инструмент для пробивки отверстия в поковке.
Пакет предназначен для штамповки симметричных в плане поковок
типа фланцев, вилок и т. п.; выталкивание осуществляется только
в центральной штамповой вставке. В пакете, предназначенном для
штамповки выдавливанием (рис. 92), движение от толкателя пресса
к толкателям пакета передается через траверсу.
Отличительной особенностью пакета, показанного на рис. 93,
является применение трех направляющих колонок и рычагов-
выталкивателей измененной конструкции (см. рис. 18, е). Пакет
предназначен для размещения в нем промежуточных блоков, в кото-
рых, в свою очередь, закрепляют малогабаритные штамповые вставки.
Двуплечие рычаги, срабатывающие от толкателя пресса, передают
движение четырем толкателям в каждой половине пакета, которые
воздействуют на выталкивающую систему сначала промежуточного
блока, а затем — штамповых вставок.
На листах 9—10 показаны вставки для штамповки удлиненных
поковок. Простую поковку вала (рис. 94) штампуют в двух вставках
с окончательными ручьями; третья вставка — холостая. Вставки для
предварительной и окончательной штамповки поковки коленчатого
вала показаны на рис. 95. На рис. 96 показаны вставки, в которых
получают поковку с изогнутой осью: из гибочной вставки заготовку
укладывают в предварительный ручей, повернув ее на 90°, а затем
штампуют в центрально расположенном окончательном ручье.
Поковка, имеющая изгиб в двух плоскостях (рис. 97), вначале гнется
во вставке заготовительного ручья, а затем — в штамповых вставках.
Для предотвращения сдвига вставок предусмотрены контрзамки.
На листах 10 и 11 показаны промежуточные блоки со штамповыми
вставками. Две штамповые вставки предварительного и окончатель-
ного ручьев (рис. 98) крепятся в блоке четырьмя клеммами. Толка-
тели пакета передают движение траверсам блока и далее выталкива-
телям поковки. В штампе для поковки блока шестерен (рис. 99)
заготовительный ручей нарезан в самом блоке, а две штамповые
вставки применяют для предварительной и окончательной штамповки.
В качестве заготовки используют вальцованный полуфабрикат.
В заготовительном ручье, выполненном по типу закрытого подкат-
ного ручья молотового штампа, заготовку формуют за два хода
пресса с поворотом на 90° после первого обжатия. Удаление поковок
из каждой вставки осуществляется в облой шестью выталкивателями.
В блоке (рис. 100) штампуют поковки шатуна по две штуки
с расположением их «валетом». Закрепляют три штамповые вставки:
пережимная-формовочная и две штамповочные. Для фиксации заго-
товки в пережимном ручье в нижней вставке по оси ручья выполнена
канавка (сеч. В—В). Подготовленную в пережимном ручье заготовку
укладывают в предварительный ручей.
На листах 11 и 12 показаны штампы для многоштучной штамповки
поковок. В блоках для штамповки поковок по две штуки, повернутых
друг к другу развилинами (рис. 101, 102), нарезаны заготовительные
ручьи. При штамповке поковки вилки применен формовочный ручей
с рассекателем, а в средней части окончательного ручья предусмотрен
магазин для вытекания избыточного металла. Удаление поковок
производится двумя выталкивателями в бобышки. Для штамповки
поковок поворотного кулака применяют подкатку за два хода пресса.
В качестве заготовительного ручья в блоке для штамповки по три
штуки поковок вилки (рис. 103) применен пережимной ручей с под-
вижным упором 3, размещенным в кронштейне 2. При обработке
заготовки упор не препятствует перемещению металла, так как при
этом сжимается пружина /. Такой же упор применяют в промежуточ-
ном блоке с двумя штамповыми вставками, предназначенном для
штамповки по четыре штуки поковок ролика (рис. 109).
На листах 13 и 14 показаны штампы для штамповки симметричных
в плане поковок, которые изготовляют в два перехода (рис. 110, 111)
и в три перехода (рис. 112, ИЗ). В промежуточном блоке с двумя
цилиндрическими вставками 1 и 2 (рис. 114) штампуют поковку
шестерни. Площадка для осадки размещена в передней части блока.
Промежуточные блоки собирают в инструментальном цехе; для их
наладки предусмотрены планки 4, закрепляемые болтами 3.
Поковки фланца удаляются из нижних штамповых вставок предва-
рительного и окончательного переходов кольцевыми выталкивате-
лями (рис. 115), поковки вилки выталкиваются в облой (рис. 117).
При этом укладку поковки в окончательный ручей проводят с поворо-
том ее на 180°. На рис. 116 и 118 показаны штамповые вставки для
штамповки поковок шестерни полуоси и сателлита дифференциала
с формированием зуба. Для повышения стойкости штампа рабочие
вкладыши выполнены литыми.
Штампы для штамповки с противодавлением показаны на рис.
119—123. Штампы могут конструироваться с нижним (рис. 119) и
верхним (рис. 120) расположением тарельчатых пружин. В штампе
(рис. 121) верхний пакет тарельчатых пружин предназначен для
зажима полуматриц. В штампе для изготовления поковок шестерен
(рис. 122) кольцевой вкладыш 2 в конечный момент штамповки воз-
действует на нижний пакет тарельчатых пружин, а поковка выталки-
вается вкладышами 1 и 3.
Безоблойную штамповку кольца подшипника (рис. 123) проводят
в трехручьевом штампе: после осадки заготовку штампуют в оконча-
тельном ручье, далее в ней пробивают отверстие.
В трехручьевом штампе для закрытой штамповки поковки ше-
стерни (рис. 124) во вкладыше 1 и выталкивателе 2 окончательного
ручья выполнена специальная компенсационная полость. Металл,
заполнивший компенсатор, удаляется затем при пробивке пленки.
Поковку крестовины получают в штампе с горизонтальным
разъемом матрицы (рис. 125). В верхнем положении ползуна нижняя
штамповая вставка 3 поднята относительно пуансона 8 и образует
контейнер для загрузки заготовки. При движении вниз плиты 1
верхняя вставка 2 смыкается со вставкой 3 и, перемещая промежуточ-
ную плиту 4, поворачивает рычаги 5 относительно осей, вмонтирован-
ных в нижнюю плиту 6. При этом выступы в средней части рычагов
воздействуют на пуансонодержатель 7 и пуансон 3, которым осу-
ществляют штамповку.
В штампе с рычажным механизмом зажима матриц (рис. 126)
последний имеет два рычага, звенья 8 и 11 которых шарнирно соеди-
нены между собой осью 9. Ось 12 верхнего звена закреплена в стойке
5 нижней плиты, ось 7 нижнего звена — в массивной прижимной
плите 6. В верхнем положении ползуна, когда прижимная плита
лежит на нижней матрице, проводят загрузку заготовки. При ходе
ползуна вниз клинья 13, нажимая на выступы верхних звеньев,
раздвигают их и прочно смыкают матрицы. При обратном ходе пол-
зуна звенья возвращаются в первоначальное положение пружинами
10; планка 2 через тяги 3 поднимает плиту 6, а затем — толкатель 4.
Прижимная плита фиксируется в верхнем положении рычагом 1
(см. вид А).
рЖ Штамп для безоблойной штамповки деталей арматуры показан на
рис. 127. При рабочем ходе ползуна матрицы смыкаются и переме-
щаются вниз, воздействуя на гидропневматическую подушку 4
пресса. При этом боковые ползуны 3 также совершают рабочий ход,
так как шарнирно соединенные с ними рычаги 2 поворачиваются
относительно осей 1.
На листах 17—19 приведены штампы для изготовления поковок
выдавливанием. На рис. 128—130 показаны схемы штампов, в кото-
рых поковки получают в один переход, а на рис. 131, 132 — штампо-
вые вставки для штамповки в два перехода. Примеры изготовления
поковок за два перехода приведены на рис. 133—136. Сложную
поковку стойки передней подвески (рис. 137) штампуют в три пере-
хода — осадкой, выдавливанием стержня и окончательной штампов-
кой. По такой же схеме штампуют поковки поворотных кулаков
(рис. 138—14IX В штамповой вставке окончательного ручья (рис. 139)
применено оригинальное выталкивающее устройство с рычагом* и
наклонным толкателем. В комбинированном штампе (рис. 142)
в первом ручье выдавливают заготовку типа стержня, с утолщением
на конце, после чего ее штампуют поперек оси в предварительном и
окончательном ручьях.
Варианты штамповки поковки цапфы поворотного кулака пока-
заны на рис. 143, 144. В первом случае поковку с глухими полостями
получают за три перехода; во втором — поковку цапфы со сквозным
отверстием штампуют за четыре перехода.
Штампы для изготовления поковок типа стержня с утолщением
показаны на рис. 145, 146. Цилиндрические вставки 7 и 8 для штам-
повки поковки шлицевого конца крепят с помощью накладок 6
винтами 10; пуансоны 5 и 9 закрепляют клеммами 4. Предусмотрено
29
независимое регулирование закрытой высоты вставок штампо-
вочных переходов с помощью клиньев 1 и 2, а также опор 3. Для
закрепления осадочных вставок стопорными винтами в плитах пре-
дусмотрены отверстия диаметром 50 мм. В штампе для штамповки
в два перехода клапана (рис. 146) вставки матриц крепятся обоймами
3 и накладками /, а пуансоны — накидными гайками 2. В штампе
предусмотрено водяное охлаждение матриц и смазка ручьев.
3. ШТАМПЫ ВИНТОВЫХ ПРЕССОВ
На рис. 147, 148 показаны штампы для изготовления удлиненных
поковок. Монолитный штамп (рис. 147) выполнен с крестовым зам-
ком; в сборном штампе (рис. 148) штамповые вставки крепятся клином
и применяются направляющие колонки. В штампе для высадки
головки заклепки (рис. 149) применено быстросменное крепление
матрицы. При износе ручья матрицу переворачивают и, закрепив,
продолжают штамповку. В штампе для высадки головки болта без
направляющих колонок (рис. 150) для пуансона направляющей
служит матрица.
В конструкции штампа для штамповки поковки колпачка (рис.
151) применяют матрицу 1 и пуансоны 2 и 4, которые передвигаются
в горизонтальной плоскости ползушкой 3. Вначале заготовку осажи-
вают в матрице, устанавливая под пуансоном второго перехода 4
накладку 5. Затем проводят штамповку пуансоном 4 и пуансоном 2.
В штампах для предварительной и окончательной штамповки
поковки вала (рис. 152) применяют водяное охлаждение штамповых
вставок.
На рис. 153—155 приведены конструкции штампов для штамповки
поковок с зубом, а на рис. 156 — штамп для штамповки крана в ма-
трицах с вертикальным разъемом.
Последовательный штамп для штамповки длинных стержневых
заготовок и обрезки облоя показан на рис. 157. Исходную заготовку
предварительно обрабатывают на электровысадочной машине. Плиты
штампа 7 и 8 связаны между собой направляющими колонками 10 и
втулками 9. Цилиндрические штамповые вставки 16 с двумя оконча-
тельными ручьями запрессованы в плиты. Заготовки ориентируются
в штамповочных ручьях проточками, выполненными в плитах, и
регулируемыми упорами 17. Для обрезки облоя к плитам штампа
винтами прикреплены приставки 11 и 6, на которых монтируют состав-
ную матрицу 1 и пуансон 3. Подвижный съемник 2 с пружинами 5
установлен на винтах 4. Поковки в обрезной матрице ориентируются
с помощью подпружиненной опоры 14, смонтированной в приставке
15. При обрезке стержень поковки зажимается винтом 13, ввинчи-
ваемым в планку 12.
Штампы с вертикальным разъемом матриц показаны на рис. 158
(для высадки головок длинных болтов) и рис. 159 (для штамповки
деталей арматуры). Зажим матриц осуществляется клиновыми меха-
низмами. Раскрытие матриц в первом случае пружинами, во втором —
пневмоцилиндром.
Штамп с горизонтальным разъемом матриц для высадки головок
длинных болтов показан на рис. 160. После смыкания матриц 3 и 4
ползушка 2 под действием клиновой верхней плиты 1 перемещается
вправо, осуществляя высадку головки во вставке-пуансоне 5. Исход-
ная заготовка устанавливается в штамп по регулируемому упору 7;
при отходе ползуна вверх пружины 6 возвращают ползушку в перво-
начальное положение.
На рис. 161 показан штамп электровинтового пресса с четырьмя
направляющими колонками. Верхняя плита не имеет жесткого креп-
ления к ползуну и возвращается в обратное положение пружинами,
установленными на колонках. Крепление штамповых вставок —
клиновое; для охлаждения инструмента водой в плитах выполнены
специальные канавки. В штампе гидровинтового пресса с четырьмя
направляющими колонками (рис. 162) предусмотрены электрический
подогрев вставок и охлаждение подштамповой плиты.
4. ШТАМПЫ ГИДРАВЛИЧЕСКИХ ПРЕССОВ
На рис. 163—168 показаны схемы секционной штамповки поковок.
Коленчатый вал (рис. 163) штампуют в трехсекционном штампе с при-
менением накладки. Используют также передвижение стола гидрав-
лического пресса. Окончательно калибруют поковку всеми секциями.
При штамповке панели (рис. 164) ее участки оформляют последова-
тельно: сначала фигурной накладкой, затем плоским пуансоном.
Поковки дисков штампуют за три (рис. 166) и четыре (рис. 167)
перехода. При секционной штамповке крупного коленчатого вала
(рис. 168) применяют раздвижной штамп с ползушками для высадки
элементов вала. Вначале проводят высадку фланца, затем, передви-
гая заготовку, поочередно высаживают колена.
На рис. 169—170 показаны переходы штамповки поковок балки и
элемента корпуса. На рис. 171 дана схема штамповки поковки втулки,
которую осуществляют за три перехода в одной матрице. Осадку про-
водят с помощью накладки 1 и проставки 2, после чего пуансоном 3
проводят предварительное формование поковки. Пуансоном 4 по-
ковка прошивается. Штамповка поковки ступицы за четыре перехода
в двух штампах показана на рис. 172. Сначала накладным кольцом 1
формуют коническое утолщение, затем пуансоном 2 проводят закры-
тую осадку. Во втором штампе, применяя кольцо 3, прошивают
ступицу пуансоном 4. Далее снимают кольцо 3 и, вынув поковку,
устанавливают кольцо 6, в котором пуансоном 5 осуществляют про-
бивку дна поковки.
На рис. 173 показана схема штамповки поковки втулки: 1-й
переход-высадка пуансоном 2 фланца в матрице 1; 2-й и 3-й пере-
ходы — последовательная прошивка отверстия сменными пуансонами
4 и 5 с применением направляющей втулки 3; 4-й переход — пробивка
отверстия пуансоном 7. Для съема заготовки с пуансона 3-го перехода
применяют вилку 6, а перед пробивкой отверстия в матрицу уста-
навливают кольцо 8.
На рис. 174 показан штамп для штамповки поковки втулки
в разъемных матрицах, а на рис. 175—178 — варианты штамповки
поковок днищ.
Схемы инструмента для прошивки и протяжки заготовок показаны
на рис. 179—189; на рис. 190 приведена схема штампа для обжима
концов труб, а на рис. 191 — схема выгибки поковки диска.
Схема штампа для безоблойной штамповки поковки шестерни
приведена на рис. 192. Отличительная особенность штампа — нали-
чие в нем подвижных стержней 5, которые опираются на поршень 4
гидроцилиндра, отрегулированного на давление, соответствующее
штамповке поковок при номинальном объеме заготовки. При колеба-
ниях объема заготовки давление на дно матрицы изменяется, и ком-
пенсирующие стержни перемещаются вниз, опуская поршень. Сухарь
3 ограничивает верхнее положение поршня, а стержни 1 фиксируют
нижнее положение пуансона 2.
Переходы изготовления поковок типа стаканов показаны на
рис. 193—194.
5. ШТАМПЫ ГКМ
На рис. 195 (лист 26) показан пример оформления штампа ГКМ.
За четыре перехода изготовляют заготовку для последующей штам-
повки на молоте поковки ведущей шестерни. Пуансоны 6—9 закреп-
ляются в пуансонодержателе накидными крышками. Полуматрицы
выполнены сборными, состоящими из блоков 1 и вкладышей 2—5,
закрепляемых винтами 15. В штампе применен задний упор-рамка,
рассчитанный на все четыре наборных перехода. Упор состоит из
ограничительной планки 14, которая жестко стянута с неподвижной
полуматрицей с помощью кронштейнов 13, болтов 19 и гаек 20. Для
точной настройки упора служат прокладки 21. В пуансонах первых
трех переходов предусмотрены сменные вкладыши 10—12 с крепле-
нием винтами 16—18 и выполнены газоотводящие каналы. Нд чертеже
показаны закрытая высота штампа и наладка упора, а также горячие
переходы штамповки, необходимые для изготовления ручьев.
На листах 27—36 показаны схемы штампов и переходы штамповки
для поковок типа стержня с утолщением. Диаметр стержня поковки
соответствует диаметру заготовки; головка высаживается в штампе
ГКМ. Особенностью штампа для изготовления поковки болта в один
переход (рис. 196) является размещение в блоке матриц и пуансоне
шести формовочных ручьев. Формовку осуществляют в матрице и
пуансоне; применен передний упор; пуансон крепится стопорным
винтом. В штампе для однопереходной штамповки (рис. 197) пре-
дусмотрены два формовочных ручья и задний упор. Конструкция
такого упора в штампе для высадки шестигранной головки болта
и обрезки облоя (рис. 198) дает возможность высадить головки у бол-
тов различной длины. В штампах для изготовления поковок в два
перехода (рис. 199—201) применены блоки матриц со вставками; при
этом в штампах на рис. 199, 201 используется упор в клещи, а в штам-
пе на рис. 200 — задний упор. На рис. 202—204 показаны примеры
изготовления поковок в два перехода.
Поковки с головками сложной конфигурации требуют высадки за
большее количество переходов. В штампе, показанном на рис. 205,
головку клапана получают в двух наборных и одном формовочном
ручьях; четвертый переход — клеймение. Пуансоны третьего и
четвертого переходов выполнены составными с креплением рабочей
части клином. Вставные клейма крепятся винтами. На рис. 206—223
показаны схемы изготовления поковок за 2—6 переходов. В штампе
для высадки клапана (рис. 213) используется задний упор-рамка
в первых пяти переходах. В формовочном ручье упор не применяют,
чтобы не погнуть стержень поковки. Пуансоны вмонтированы в еди-
ный блок, закрепляемый стопорным винтом. В штампах, показанных
на рис. 218—220, подвижная матрица используется для плющения
головки.
Для образования в головке поковки полости, ось которой перпен-
дикулярна оси стержня, применяют прошивку главным (рис. 224—
226, 228) или боковым (рис. 227) ползуном. В первом случае заготовку
устанавливают вертикально, а в блоках матриц выполняют соответ-
ствующий паз. При необходимости получения поковки с двумя голов-
ками применяют специальные упоры-фиксаторы (рис. 225, 227),
позволяющие выдерживать требуемое расстояние между головками.
При необходимости в штампах ГКМ выполняют гибку заготовки
подвижной матрицей. Поковку педали акселератора (рис. 229) полу-
чают за три перехода: наборный, гибочный и формовочный, осу-
ществляемый при вертикальной установке заготовки. При изготовле-
нии поковки сектора (рис. 230) гибку применяют для смещения ме-
талла относительно оси, что необходимо для последующего формо-
образования несимметричной головки. С той же целью гибку средней
части заготовки подвижной матрицей применяют в штампе для штам-
повки поковки коленчатого вала (рис. 231). При гибке в первом ручье
используют передний упор 1. Изогнутую заготовку штампуют в фор-
мовочном ручье пуансоном 2; при этом применяют упор в клещи 7.
В штампе для двусторонней высадки (рис. 232) гибку конца стерж-
ня в третьем переходе совмещают с формовкой; перед высадкой
второго конца отрезают заготовку требуемого размера.
На рис. 233 показан штамп для изготовления сложной поковки.
В третьем ручье закрытой осадкой получают заготовку прямоуголь-
ного сечения за исключением небольшого цилиндрического участка
длиной 66 мм. После поворота заготовки за два перехода формуют
фасонное утолщение диаметром 65,2 мм.
На рис. 234—236 (лист 33) показаны схемы высадки головок
с глухой полостью различной сложности, а на рис. 237—239 — схемы
штамповки с отрезкой поковки от прутка. При изготовлении болта
(рис. 238) высадка головки и отрезка совершаются за один ход ма-
шины.
Рис. 243—249 иллюстрируют двустороннюю схему высадки, при
которой поковки с двумя и более утолщениями штампуют с поворо-
том — сначала высаживают один конец, затем другой. Особенностью
штампа, показанного на рис. 243, является применение составного
пуансона третьего перехода с подвижной внешней втулкой 5, являю-
щейся поршнем пневматического цилиндра, корпус 1 которого жестко
связан с пуансоном 2. Такая конструкция обеспечивает безоблойную
высадку головок сложной формы, так как в процессе деформирова-
ния внешняя втулка пуансона плотно прижимается к матрице 4.
Поковки стержней с утолщениями в середине получают высадкой
в скользящих матрицах (лист 36). Поковка фрикционного вала
(рис. 250) формуется в один переход, поковка цилиндрической ше-
стерни (рис. 251) — в пять переходов и поковка рычага (рис. 252) —
в три перехода. В многоручьевых штампах скользящие матрицы
применены только в одном переходе для получения одновременно
двух утолщений. В следующих ручьях высаживается только концевое
утолщение. В штампе (см. рис. 231) поковка формуется во вставке
пуансона 5 и подвижной матрице 6. Для возвращения матрицы
в исходное положение служат пружины 3, надетые на стержни 4.
На листах 37—39 даны схемы штамповки поковок с отверстием.
При диаметре прутка меньше диаметра отверстия в поковке перед
пробивкой осуществляют подъем металла (рис. 254, 257); при диа-
метре отверстия меньше диаметра прутка используют пережимной
ручей (рис. 255). В этом случае на конце прутка остается дефектный
конец-высечка, которую, как правило, отрезают подвижной матрицей
(рис. 258, 259, 262). На рис. 271—274 показаны схемы изготовления
поковок из труб.
Штампы для изготовления поковок с применением выдавливания
показаны на рис. 275—278. Поковку червяка руля получают за один
ход ползуна прямым выдавливанием. Для укладки исходной заго-
товки к неподвижной полуматрице 2 привинчен ложемент 3. При ходе
пуансона 1 заготовка заталкивается в матрицу и происходит оформле-
ние поковки. Поковку крестовины получают поперечным выдавли-
ванием в штампе, показанном на рис. 276. В первом ручье отрезается
мерная заготовка, которая по специальному пазу проваливается на
позицию выдавливания. На рис. 277 показана схема штампа для
изготовления поковки клапана, а на рис. 278 — штамп для обратного
выдавливания поковки фланца.
На рис. 279 приведена схема штампа для высадки головки крон-
штейна и пробивки в ней отверстия, а на рис. 280 — двухручьевого
штампа для оформления головки в заготовке с изогнутой осью, полу-
ченной штамповкой на другом оборудовании. Для размещения
заготовки в матрицах выполнен соответствующий изогнутый паз.
Конструкция штампа со встроенными вальцовочными секторами
показана на рис. 281. При рабочем ходе высадочного ползуна тра-
верса 7, закрепленная на пуансонодержателе, нажимает на ролики 2
вальцовочных секторов 4, которые, поворачиваясь вокруг осей 3,
вальцуют заготовку. Вальцовку проводят в двух ручьях за два про-
хода в каждом с кантовкой заготовки на 90°. Далее осуществляют
высадку поковки за два перехода.
На рис. 282 показан штамп для изготовления поковки полуоси.
Отверстия в головке прошиваются подвижными ползушками 1
с прошивниками 3, размещенными в пазах матриц. Ползушки при-
водятся в движение клиньями 2, закрепленными в пуансонодержа-
теле. Подвижной матрицей пробивают отверстие и обрезают облой.
Схема штампа с горизонтальным разъемом матриц и крепления
его на ГКМ приведена на рис. 283. Матрицы 6 и 7 крепят зажимными
клеммами 8 и планками 4\ смещение матриц предотвращается шпон-
ками 5. Для регулирования положения матриц предусмотрен стол 2,
который перемещается и фиксируется клином 1 и болтом 3.
Штамп для изготовления поковки шестерни с коленчатым рычагом
показан на рис. 284. В первом ручье набирают головку, во втором •—
ее штампуют с предварительным формованием зуба. После плющения
стержня в третьем переходе (заготовка подвешена вертикально на
кронштейне) осуществляют сначала гибку, а затем — штамповку
с окончательным оформлением зуба и головки.
6. ШТАМПЫ ГГМ
Конструкции штампов показаны на листах 42, 43. Гибка одновре-
менно семи полос толщиной 3 мм при изготовлении дисков (рис. 285)
не только повышает производительность, но и помогает получить
изделие без складок. Пуансон 2 крепится в пазе сварной торцовой
плиты 1 тремя нажимными болтами; фиксация положения пуансона
осуществляется шпильками (сеч. А—Л). Стопку заготовок устанав-
ливают по упору 5. При деформировании заготовок верхняя полка
пуансона предупреждает выпучивание полос; при этом пуансон имеет
направление в пазе сварной торцовой плиты 3. Матрица 4, вставлен-
ная в паз, закреплена шестью болтами с гайками.
Штампы, показанные на рис. 286, 287, предназначены для гибки
уголкового и таврового профилей. В штампе для гибки тормозной
колодки (рис. 287) предусмотрен зажим заготовки в плитах матрицы
рукояткой 1. Накладной пуансон 2 имеет в плане форму колодки.
Штангу стабилизатора (рис. 288) изгибают в двух плоскостях
в специальном устройстве гибочно-закалочной установки. При рабо-
чем ходе машины штамп 3 зажимает прутковую заготовку, уложен-
ную на основание 4. При этом суппорт 2, поворачиваясь вокруг оси,
призмами 5 производит гибку. В момент завершения свободной гибки
к суппорту подходит шток 1 привода силового замыкания. Конец
заготовки в процессе гибки находится в полости рычага 6, который
может поворачиваться относительно оси 7, установленной в основании
4. Поворот рычага происходит при перемещении пальца 10 ползушки
8 в направляющих 11. Ползушка приводится в движение клином 9,
срабатывающим от специального силового цилиндра машины. При
этом ход клина ограничен упором 12.
В штампе для гибки хомута (рис. 289) заготовку устанавливают
по упору 4 и прижимают к пуансону 5 поворотом рукоятки 7, свя-
занной с прижимом 3. Пуансон закреплен на неподвижной плите 2.
При ходе ползуна матрицы 8 производят гибку, поворачиваясь вокруг
осей, установленных в державках 9. Правильность геометрических
размеров детали достигается применением упорных сухарей 6,
в которые в конечный момент упираются вкладыши 7 матриц.
В штампе для гибки рукоятки (рис. 290) заготовка зажимается
с помощью рычага 7, который поворачивается вокруг оси 2 при
вращении штурвала-винта 3. В штампе (рис. 293) зажимной рычаг 1
поворачивается вокруг оси 2 при воздействии на него эксцентрика 3.
Пуансон 3 в штампе для гибки скобы (рис. 291) имеет два подвиж-
ных элемента 7, которые в исходном положении раскрыты пружинами
4. При рабочем ходе ползуна пуансон изгибает заготовку, установ-
ленную в матрице 6. В определенный момент элементы 1 наталкива-
ются на ролики 2, смонтированные в стойках 5, и, поворачиваясь
вокруг осей, образуют полузамкнутый профиль детали.
На рис. 292 показан штамп для последовательного формообразо-
вания скобы в двух ручьях: в первом осуществляют формовку полосы,
во втором — гибку. В штампе для гибки балки (рис. 294) заготовку
швеллерного сечения устанавливают в матрице 5 по упору 3. В про-
цессе гибки заготовка удерживается в нужном положении роликами
4. Для предотвращения образования складок при гибке внутрь
заготовки укладывают цепь-вкладыши, связанные серьгами. При
обратном ходе пуансона 1 балка удаляется крючками 2.
7. ИНСТРУМЕНТ ДЛЯ ПРОКАТНЫХ ОПЕРАЦИЙ
Бандажи и секторы для вальцовки заготовок в один и два пере-
хода показаны на рис. 295—298. Фиксация бандажей на консоли
валков (рис. 295, 296) осуществляется шпонками; крепление каждого
из секторов для вальцовки заготовки ключа (рис. 297) производят
с помощью винтов. Сектор для вальцовки заготовки сошки (рис. 298)
имеет в левой части выступ, а в правой — соответствующий паз,
в который заходит выступ соседнего сектора.
На рис. 299—301 показаны примеры вальцовки заготовок в два
перехода, а на рис. 302, 303, 306 — секторы для трехпереходной
31
вальцовки. На рис. 304—305 приведены примеры вальцовки загото-
вок в четыре перехода; на рис. 308—309 даны схемы штамповочных
секторов для изготовления поковок зубила и щеки плоскогубцев.
На рис. 307 показана заготовка полуоси, полученная вальцовкой
для последующей высадки на ГКМ, а также конструкция инструмента
для вальцовки за девять переходов на автоматических девятиклетье-
вых вальцах. Вальцовка выполняется по схеме: круг—овал—круг.
В сечениях 1—1 и 2—2 за четыре перехода формуют цилиндрическую
часть заготовки диаметром 27 мм; в сечениях 3—3, 4—4, 5—5 за
восемь переходов оформляют цилиндрические и конические участки
диаметром соответственно 21,5 и 28,5 мм; в сечениях 6—6 (за пять
переходов), 7—7 (за четыре перехода) и 8—8 (за пять переходов)
происходит оформление остальных участков заготовки. Секторы
девятого перехода используются в качестве калибровочных.
8. ШТАМПЫ МНОГОПЛУНЖЕРНЫХ ГИДРАВЛИЧЕСКИХ
ПРЕССОВ
На листе 47 показаны штамповые блоки с вертикальным (рис. 310)
и горизонтальным (рис. 311) разъемом матриц. Матрицедержатели 7
и 13 (рис. 310) в блоке с вертикальным разъемом связаны между
собой направляющими колонками 12 и закреплены в гнездах боковых
ползунов пресса. В подштамповых плитах 6 и 14 вмонтированы
спиральные индукторы 8 для подогрева инструмента. В матрице-
держателях и подштамповых плитах выполнены сквозные отверстия
для прохождения горизонтальных подпрессовочных пуансонов. Пуан-
сонодержатель 4 опирается на прокладку 3 и притягивается к фланцу
1 накидной гайкой 5; фланец, в свою очередь, закрепляется на глав-
ном ползуне пресса винтами 2. Для крепления матриц в блоке пре-
дусмотрены клинья 11, перемещаемые в направляющих втулках 9
винтами 10.
В блоке с горизонтальным разъемом матрицедержатели 1 я 4
закрепляют на ползуне и столе пресса шпильками 3 и гайками 2.
Направление матрицедержателей осуществляется вертикальными
колонками 8. Для закрепления каждой матрицы предусмотрены
четыре клина 5, подтягиваемые винтами 6, и упорный болт 7. В матри-
цедержателях и подштамповых плитах выполнены сквозные отвер-
стия для прохождения верхнего и нижнего вертикальных пуансонов.
На рис. 312 показан инструмент штампового блока с вертикаль-
ным, а на рис. 313 — с горизонтальным разъемом матриц. В первом
случае инструмент состоит из полуматриц 1 и 3 и двух пуансонов 2
и 4; во втором — из полуматриц 2 и 6 и четырех пуансонов /, 4, 5, 7.
Для центрирования вертикальных пуансонов предусмотрены на-
правляющие втулки.
9. ШТАМПЫ ВЫСОКОСКОРОСТНЫХ МАШИН
Конструкции штампов для изготовления поковок различной
конфигурации показаны на листе 48. Штампы (рис. 316, 320, 322)
предназначены для открытой штамповки, остальные — для закрытой.
В штампе для штамповки оребренной крышки (рис. 314) подпружи-
ненный выталкиватель 2 в верхнем положении выполняет роль при-
емника заготовки, а при штамповке является частью штампа наравне
с пуансоном 3 и верхней вставкой 1. В штампе для закрытой штам-
повки (рис. 315) и выдавливания (рис. 317) пуансоны крепят стопор-
ным винтом. Пуансон 3 в штампе для изготовления поковки крышки
(рис. 318) крепят конусной шайбой 1 и поджимной гайкой 2; в штампе
для выдавливания оребренной детали (рис. 319) пуансон / крепят
кольцевым прихватом 2, который направляется выступающей частью
проставки 3.
В штампе, показанном на рис. 321, благодаря применению разъем-
ной конструкции пуансона, состоящего из центральной части 1 и
кольца 2, упрощается изготовление сложного ручья. Кольцевая
часть пуансона является также выталкивателем поковки; кольцевая
часть матрицы 3 закреплена в нижнем штампе 4 стопорным винтом 5.
Выталкивание поковки из нижнего штампа, показанного на рис. 322,
осуществляется вкладышем матрицы, а из штампа, показанного на
рис. 323, — верхним центральным выталкивателем.
10. ШТАМПЫ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ
На рис. 324—326 показаны штамповые блоки, а на рис. 327—
329 — схемы штампов для изотермической штамповки. В штамповом
блоке с индукционным нагревом рабочей зоны (рис. 324) муфель верх-
ний 2 и нижний 14 закрепляют соответственно в верхней 1 и нижней 9
опорных плитах. При этом верхний муфель удерживается заплечи-
ками, а нижний крепится прихватами 13. В муфелях с помощью
быстросменных пальцев 5 к 11 закрепляют штамподержатели 17
и 15. Нагрев рабочей зоны осуществляют двумя водоохлаждаемыми
индукторами 6 и 8, работающими на промышленной частоте (50 Гц).
Для концентрации магнитных силовых линий служат магнитопро-
воды 10. Теплоизоляция блока состоит из кремнеземовых плит 7,
заключенных во внутренний и наружный металлические кожухи, и
крышки 16. Чтобы не нарушать теплоизоляции рабочего пространства
при отходе ползуна пресса, в штампе предусмотрены два телескопи-
ческих кольца 3 и 4. При обратном ходе муфеля 2 сначала выбирается
зазор между его нижним буртиком и накладкой кольца 3, затем
поднимается кольцо. Теплоизоляция не размыкается до тех пор, пока
кольцо 3 не выйдет за уровень верхнего торца кольца 4. Такая
система теплоизоляции позволяет штамповать и удалять высокие
поковки, получаемые прямым или обратным выдавливанием.
В опорных плитах выполнены каналы водяного охлаждения.
Загрузку и выгрузку заготовок ведут через рабочее окно 12, которое
расположено в блоке данной конструкции несколько выше верхнего
индуктора.
В штамповом блоке (рис. 325) нагрев рабочей зоны производится
проволочными нагревателями, выполненными в виде трех кольцевых
секций 2, 4 и 5 и плоских спиралей 1 и 6, расположенных в подштам-
повых плитах 3 и 7. На рис. 326 показан штамповый блок с силито-
выми стержнями 3, выводные концы которых изолированы от метал-
лического кожуха фарфоровыми трубками 4. Для подключения стерж-
ней к питающему трансформатору служат медные шины 2 и 5. Верх-
няя шина, находящаяся под напряжением, закрыта защитным
кожухом 1.
Штамп для изотермической штамповки без уклонов (рис. 327)
применяют при низкотемпературной штамповке точных поковок из
алюминиевых и магниевых сплавов. Он состоит из пуансона /,
матрицы 2 и вкладыша 3, жестко связанного с планкой выталкива-
теля 7 шпильками 5. Штамп установлен на плите 4, опирающейся на
брусья 6. Штампы для многоштучной штамповки предварительных
заготовок лопаток (рис. 328) и окончательной штамповки по одной
штуке (рис. 329) применяются при высокотемпературной изотерми-
ческой штамповке.
11. ШТАМПЫ для жидкой ШТАМПОВКИ
Штампы, используемые на винтовом (рис. 330) и гидравлическом
(рис. 333) прессах, сравнительно просты по конструкции. Цельная
матрица притягивается к нижней плите конусной водоохлаждаемой
обоймой; поковка из матрицы выталкивается прошивником.
На рис. 331 приведена схема штампа для формообразования слож-
ной поковки с поднутрениями. При рабочем ходе ползуна подпружи-
ненная крышка 3 смыкается с матрицей 4, затем пуансон 2 производит
деформирование, а ползушки 1 пережимают металл в нижней части
поковки. В конечный момент, когда поковка оформлена, избыточный
металл приподнимает кольцо, образуя незначительный облой.
В штампе для штамповки втулки (рис. 332) рабочая полость матрицы
3 до начала деформирования закрывается подпрессовочным пуансо-
ном 1. В конечный момент штамповки пуансон 2 нажимает на под-
прессовочный пуансон, четко оформляя поковку. При обратном ходе
ползуна пуансон 1 снимает поковку с пуансона 2. При штамповке
относительно невысоких поковок (рис. 334) для заливки металла
применяют металлоприемник 2, установленный на пружинах 1.
В штампе для штамповки втулки с фланцем (рис. 335) поковка удаля-
ется кольцевым выталкивателем, срабатывающим от верхней плиты
пресса.
На рис. 336 приведена схема штамповки в матрицах с горизонталь-
ным разъемом. Главный ползун пресса служит для смыкания матриц,
боковым производят деформирование. Штамп, в котором получают
поковки с фланцем (рис. 337), помимо направляющих колонок 1
имеет ограничители 2 и 3 хода ползуна; такой штамп может быть
установлен на винтовом или гидравлическом прессе.
На рис. 338 показан универсальный блок для жидкой штамповки.
В нем предусмотрены: система водяного охлаждения, встроенная
в корпус 4, механизм нижнего выталкивания поковки и рычажно-
кулачковый съемник поковки (поковка снимается с пуансона). На
схеме показан инструмент для штамповки поковки кольца. Формо-
образующими деталями являются пуансон 1, матрица 3, вкладыш 2
и выталкиватель 6. Движение от толкателя пресса к выталкивателю
передается переходником 7 с тремя выступами, входящими в пазы
опоры 5. При застревании поковки на пуансоне применяют съемник
нужной конфигурации; его прикрепляют к траверсе 10 болтами 9.
При отходе пуансона вверх поковка сдергивается с него, как только
траверса натолкнется на рычаги 11. Затем кулачки 8 раздвигают эти
рычаги в стороны и поднимают траверсу.
12. ШТАМПЫ ДЛЯ АВТОМАТИЧЕСКОЙ ШТАМПОВКИ
На рис. 339 и 340 показаны штампы для автоматической штам-
повки поковок за один ход пресса. Их устанавливают на механи-
ческих прессах с гидропневматическим устройством; особенностью
штампов является применение матриц с горизонтальным разъемом.
32
Загрузку исходной заготовки осуществляют автоматически, непосред-
ственно в ручей штампа, когда ползун находится в верхнем положе-
нии, а нижняя матрица 3 поднята относительно неподвижного пуан-
сона 4 и образует контейнер, открытый со стороны загрузочного
устройства. При рабочем ходе ползуна верхняя матрица 2 смыкается
с нижней 3 и перемещает ее вниз, преодолевая сопротивление гидро-
пневматического устройства. При этом металл заготовки выдавлива-
ется в отростки, оформляя поковку.
При работе штампа данной конструкции поковка должна оста-
ваться в верхней матрице при отходе ползуна, что является обязатель-
ным условием его надежной работы. Это необходимо для того, чтобы
поковка удалялась верхним толкателем 1 в заданном положении
ползуна, когда под верхнюю матрицу вводится автоматический сбра-
сыватель. Удерживается поковка в верхней матрице благодаря умень-
шенным штамповочным уклонам, смещению оси компенсатора вверх
от плоскости разъема и т. п.
Штамп для автоматической штамповки поковок клапанов в два
перехода на ГШКП показан на рис. 341. В первом ручье выдавливают
стержень поковки, во втором — штампуют головку. Конструкция
крепления пуансонов рассмотрена ранее (см. рис. 145). Крепление
матриц 1 с переходными втулками 2 в матрицедержателях 5, притя-
нутых к нижней плите болтами 4, производится затяжкой гаек 3.
В штампе предусмотрены специальные площадки 8 для наладки
закрытой высоты. На нижней плите смонтировано устройство для
удаления некондиционных по нагреву заготовок, срабатывающее от
датчика активного контроля температуры. Устройство состоит из
пневматического цилиндра 6 и сбрасывателя 7, удаляющего заготовку
с позиции загрузки.
Штамп работает в автоматическом режиме с применением грейфер-
ного перекладчика, совершающего движения зажима и переноса
заготовок в горизонтальной плоскости. Основным требованием,
обеспечивающим бесперебойную работу штампа, является надежное
выталкивание поковок на позицию захвата клещами перекладчика.
В штампе для автоматической штамповки поковок кольца подшип-
ника (рис. 342) применяют осадку, закрытую штамповку с наметкой
отверстия и формовку с пробивкой отверстия. Инструмент, оформ-
ляющий поковку в центрально расположенном штамповочном ручье,
состоит из верхней матрицы 8, кольца 9, прошивного пуансона 7,
нижней матрицы 5 и выталкивателя 6. При ходе ползуна вниз сначала
матрица 8 и кольцо. 9 смыкаются с нижней матрицей 5, образуя
полость ручья. В дальнейшем, когда прошивной пуансон 7 деформи-
рует металл, прижим матрицы 8 обеспечивается за счет сжатия
жидкости, находящейся в кольцевой полости над верхним торцом
стойки 12, а кольца 9 — за счет сжатия двух пакетов тарельчатых
пружин 10 и 11.
Аналогичный принцип заложен в конструкции инструмента на
третьей позиции. При деформировании заготовки пуансоном 3
верхняя матрица 4 надежно прижата к заготовке, так как при пере-
мещении верхней плиты сжимаются пружины, размещенные в кор-
пусе 1 и штоке 2. При обратном ходе ползуна заготовки остаются
в нижнем штампе, что необходимо для автоматической штамповки
с применением грейферного перекладчика.
На рис. 343 показан пятипозиционный пакет для автоматической
штамповки на специализированном ГШКП. Пакет предназначен для
изготовления поковок с применением выдавливания и рассчитан на
большой ход толкателей пресса. Рабочие вставки к пакету для
штамповки поковки вала коробки передач показаны на рис. 344.
Поковку получают в три перехода, поэтому две последние вставки
являются холостыми. Во всех ручьях, включая осадочный, заготовки
гарантированно остаются в нижнем штампе, что достигается приме-
нением верхних выталкивателей вставок.
Штамп работает с применением грейферного перекладчика, совер-
шающего движения не только в горизонтальной, но и в вертикальной
плоскости, что требуется для удаления высоких поковок из ручья и
укладки в него.
На рис. 345, 346 показаны штампы для автоматической штамповки
поковок на ГКМ. Ручьи расположены строго по переходам штамповки
сверху вниз. На полуматрицах смонтирован холостой ручей 2 с перед-
ним упором 1, необходимый для размещения и ориентации исходного
прутка. Для поковок с относительно коротким стержнем используют
задние упоры 3. Клещи перекладчика расположены в пазах полу-
матриц шириной 100 мм. По трубкам 4 к форсункам 5 подводится
смазочная смесь. Форсунки направлены на пуансоны и в полости
ручьев; смазка подается во время пауз, когда в ручьях нет заготовок.
Примеры изготовления поковок автоматической штамповкой на
ГКМ показаны на рис. 347—348.
Инструмент горячевысадочных автоматов GF-6 (рис. 349) и
АМР-30 (рис. 350) сложен по конструкции [20]. На этих автоматах
проводят отрезку мерной заготовки, закрытую формовку, оконча-
тельную штамповку и пробивку отверстия. Примеры штамповки
поковоКна горячевысадочных автоматах приведены на рис. 351—354.
13. ШТАМПЫ ДЛЯ ХОЛОДНОГО ОБЪЕМНОГО
ДЕФОРМИРОВАНИЯ
На листе 54 показаны схемы штампов для обратного выдавлива-
ния. Штамп, в котором направляющей для пуансона 3 служит банда-
жированная матрица 5 с твердосплавной вставкой 4, дан на рис. 355.
В качестве опоры плавающего пуансона использованы две сфериче-
ские прокладки 1 и 2. Такая конструкция обеспечивает точное на-
правление пуансона. В штампе (рис. 356) пуансон 3 крепится к верх-
ней плите с помощью гайки 1 и кольца 2, которое при рабочем ходе
направляется втулкой 4. Штамп с направляющими колонками
(рис. 357) снабжен верхним пружинным съемником 2, в который
вмонтирована направляющая втулка 3. При рабочем ходе пуансона 1
втулка фиксируется по выточке матрицы 4 и направляет пуансон.
В штампе (рис. 358) применено быстросменное крепление матрицы 1
с помощью упорных болтов 3 и прижимной планки 2. На рис. 359
показан штамп плунжерного типа. Рабочий инструмент размещен
в одном корпусе, что обеспечивает высокую точность взаимного
расположения матрицы и пуансона. В конструкции штампа (рис. 360)
наружная поверхность матрицы 4 является направляющей для
жесткой втулки 3, прикрепленной к верхней плите, а внутренняя
поверхность этой втулки — направляющей для державки 2 пуан-
сона 1.
На рис. 361 показан штамп с нижним пружинным съемником,
а на рис. 362 — для одновременного выдавливания трех поковок.
В штампе (рис. 363) проводится сборка обратным выдавливанием
двух деталей и оформляется головка изделия.
Штамп для обратного выдавливания с активным жидкостным
трением (рис. 364) состоит из верхнего 7 и нижнего 1 гидроцилиндров,
закрепленных соответственно на верхней и нижней опорных плитах.
Пуансон 5 прикреплен к плунжеру 8, а матрица 3 жестко связана
с цилиндром 1. Внутри пуансона выполнена камера высокого давле-
ния со штоком 6. Давление в цилиндре 1 отрегулировано таким
образом, что при рабочем ходе ползуна поршень 2 опускается со
скоростью, превышающей скорость вытекания металла из кольцевого
зазора между матрицей и пуансоном. Таким образом, трение, возни-
кающее между деформируемым металлом и внутренней поверхностью
матрицы, играет активную роль. Одновременно жидкость высокого
давления, находящаяся в пуансоне, вытесняется к нижнему торцу
пуансона и создает клин между торцом и металлом. Проникая в зазор
между заготовкой 4 и внешней поверхностью пуансона, жидкость
облегчает движение металла.
На листе 55 показаны штампы для прямого и комбинированного
выдавливания. В штампах (рис. 365, 368, 369 и 371) применены
направляющие колонки. Выталкивание поковок в штампе, показан-
ном на рис. 365, осуществляется с помощью траверсы, срабатываю-
щей от верхней плиты; в остальных штампах — от нижнего толкателя
пресса. При выдавливании поковок с фланцем (рис. 366) применяют
специальный нижний пружинный съемник 4, в котором установлены
ползушки 2 с наружной конической фаской. При рабочем ходе пуан-
сон 1 разводит ползушки в стороны, сжимая пружины 3, а при
обратном ходе ползушки сдергивают поковку с пуансона.
На рис. 368 показан штамп для выдавливания зубчатого колеса;
положение матрицы выставляется по упорным болтам. Представляет
интерес быстросменное крепление инструмента в штампе с верхним
пружинным съемником (рис. 371). Пуансон 1 и матрицу 3 крепят
соответственно гайками 2 и 4, наружная поверхность которых выпол-
нена в виде зубчатых колес. При вращении ключом шестерен 5,
находящихся в зацеплении с этими гайками, последние надежно
затягивают сборный инструмент. На рис. 369 показан штамп для
комбинированного выдавливания пальца, а на рис. 367, 370 — схемы
штампов для получения длинных полых изделий.
На листах 56—57 показаны многопозиционные штампы для
изготовления поковок на прессах (рис. 372, 373) и штампы для
холодновысадочных автоматов. Штамп для изготовления вала-ше-
стерни в три перехода (рис. 372) имеет линейное расположение ра-
бочих вставок; в штампе для выдавливания колпачка применено
круговое расположение вставок (рис. 373). При применении в первом
случае грейферного, а во втором — револьверного механизма пере-
носа заготовок штампы могут работать в автоматическом режиме.
На рис. 374, 375 показаны схемы изготовления шариков на автоматах
с подпружиненным пуансоном и с удерживающими пальцами, а на
рис. 376 — схема штамповки поковки на четырехпозиционном авто-
мате. Инструмент многопозиционных автоматов для штамповки бол-
тов показан на рис. 377—380, для изготовления шарового пальца и
оси педали велосипеда — на рис. 381—382. На рис. 383—412 пока-
заны примеры изготовления различных по сложности деталей.
5 Бабенко В. А. и др.
14. ШТАМПЫ ОБРЕЗНЫХ ПРЕССОВ
На рис. 413 (лист 59) показан пример оформления чертежа штампа,
предназначенного для обрезки облоя одновременно у двух поковок.
Штамп состоит из нижней 1 и верхней 2 плит, на которых смонтиро-
ваны соответственно матрица 3 и два пуансона 4, Регулировку поло-
жения матрицы в гнезде нижней плиты проводят болтами 10, крепле-
ние матрицы — винтами 12. Пуансоны вставлены в державку 7,
которая притянута к верхней плите винтами 11. Между державкой
и плитой помещают каленую прокладку S, фиксация державки осу-
ществляется штифтами 14. В штампе предусмотрены нижние жесткие
съемники 9 с креплением их винтами 13 и взаимное направление плит
с помощью колонок 5 и втулок 6. На чертеже штампа вычерчивается
горячая поковка и даны указания об изготовлении и пригонке
матрицы и пуансонов.
На рис. 414—418 приведены обрезные штампы простого действия.
В штампах применены съемники: верхний пружинный (рис. 414),
рычажный (рис. 416) и жесткие нижние (рис. 415, 417, 418). В штам-
пах для обрезки длинных поковок (рис. 414, 415) пуансоны крепятся
к верхней плите зажимными колодками; матрицы — секционные.
В штампах на рис. 417, 418 применено быстросменное крепление
пуансона; клином и прихватами.
На листах 61—62 показаны штампы последовательного действия:
для обрезки облоя и пробивки отверстий (рис. 419, 423), обрезки
облоя и правки (рис. 420—422, 424), обрезки облоя и калибровки
(рис. 425). В штампе для сложной поковки с длинным стержнем
(рис. 424) обрезная матрица 2 устанавливается в нижнем башмаке /;
поковку при обрезке располагают стержнем вниз, а в башмаке выпол-
няют высокое окно. При обратном ходе ползуна поковка удаляется
подпружиненным выталкивателем 6, срабатывающим от коромысла 4,
поворачивающегося вокруг оси 5, закрепленной в верхней плите 3.
Поворот коромысла происходит с помощью системы телескопических
тяг, смонтированной на нижней плите 1.
В штампе для поковки вала сошки руля (рис. 425) ее после обрезки
устанавливают на плавающий фиксатор 3, расположенный внутри
рабочих кулачков 4, имеющих возможность поворачиваться вокруг
осей 2, вмонтированных в нижнюю плиту. При рабочем ходе ползуна
пуансон 5 нажимает на поковку, которая передает давление фикса-
тору, разжимая кулачки. Последние, поворачиваясь вокруг осей,
калибруют головку поковки. При обратном ходе пуансона подпру-
жиненные ползушки 1 возвращают кулачки и фиксатор в исходное
положение.
На рис. 426 показан совмещенный штамп для обрезки облоя и про-
бивки четырех отверстий в поковке звездочки. Обрезная матрица 2
и пробивные пуансоны 4 жестко закреплены на верхней плите 5,
а пуансон 8 — на нижней плите 9. При обратном ходе ползуна вытал-
киватель 3 сбрасывает поковку, так как соединенная с ним траверса 6
наталкивается скобами 7 на головки тяг /, завинченных в нижнюю
плиту.
Штамп для обрезки облоя, пробивки отверстия и правки поковок
показан на рис. 427. Правка поковки после обрезки осуществляется
на выталкивателе, при перемещении которого вниз сжимаются пру-
жины, рассчитанные на усилие правки. Аналогичная конструкция
с применением пакетов тарельчатых пружин показана на рис. 428.
В штампе для обрезки облоя и правки поковки шатуна (рис. 429)
выталкиватель 1 поковки срабатывает при отходе ползуна вверх,
когда головки тяг 3, ввинченных в траверсу 2, упираются в стойки 4,
закрепленные в нижней плите 5. В совмещенных штампах, показанных
на рис. 431 и 432, траверса выталкивателя поковки имеет соответ-
ственно нижнее и верхнее положение. В первом случае тяги жестко
связаны с верхней плитой штампа, во втором — с нижней. Штамп,
показанный на рис. 433, имеет нижний пружинный съемник, выпол-
няющий роль фиксатора при укладке поковки; выталкивание по-
ковки в штампе, показанном на рис. 434, осуществляется от верхнего
толкателя пресса. На рис. 435—436 приведены совмещенные штампы
для обрезки облоя и правки осесимметричных в плане поковок, а на
рис. 437 — совмещенный штамп с рычажно-кулачковым выталки-
вающим устройством.
Штамп, показанный на рис. 438, предназначен для обрезки облоя,
разделения полуфабриката на две поковки и пробивки отверстия.
При возвращении ползуна в исходное положение большая кольцевая
поковка удаляется из матрицы 2 выталкивателем 1 с приводом от
верхнего толкателя пресса, а малая поковка — из пуансона 3 нижним
выталкивателем 4, жестко соединенным с траверсой 5. На рис. 439
показан штамп для обрезки облоя и правки поковки звена гусеницы,
а на рис. 440 — штамп для одновременной пробивки в поковке звена
четырех отверстий.
На рис. 441—445 приведены схемы совмещенных и последователь-
ных обрезных штампов, в которых помимо обрезки облоя или про-
бивки отверстий предусмотрено устранение или уменьшение штампо-
вочных уклонов.
15. ШТАМПЫ ДЛЯ ПРАВКИ И КАЛИБРОВКИ ПОКОВОК
Штампы для правки и калибровки поковок показаны на листах
66—69. Штамп для правки поковки узла пирамиды (рис. 446) имеет
продольный замок. Поковки распределительного (рис. 447) и колен-
чатого (рис. 448) валов подвергают правке в двух плоскостях, для
чего в штампе выполнены два ручья. На рис. 449, 450, 452—457
показаны штампы для плоскостной калибровки, на рис. 451 —
вставки для калибровки поковки шатуна с деталями грейферного
перекладчика.
На рис. 458, 459, 462—464 приведены штампы для калибровки
в одном ручье, на рис. 460, 461 — в двух. В штампе (рис. 459) приме-
нены центральный 3 и наружные 2 клинья, которые при рабочем ходе
ползуна воздействуют на калибрующие плитки 4. Наружные клинья,
опирающиеся на резиновые прокладки /, фиксируют внешний размер
поковки, а внутренний клин, раздвигая калибрующие плитки,
чеканит зев петли.
Последовательные штампы показаны на рис. 465—467. Правый и
левый крюк (рис. 466) получают горячей гибкой в разных ручьях
штампа. Штамп, приведенный на рис. 467, предназначен для калиб-
ровки поковки рычага в двух ручьях и последующей обрезки облоя.
В сложном штампе для объемной калибровки поковки вкладыша
головки рулевой тяги (рис. 468) применена сборная конструкция
матрицы, состоящая из фасонных 2, 4 и шарового 3 вкладышей,
которые после установки в обойму 5 фиксируются штифтом и закреп-
ляются клеммой 1.
34
Лист 7
Ось шпонки
Лит. Масса MacLumat
1:Z
Даст I Ластов 1
35
Лист 2
г
I
д
Горячая поковка.
Щека плоскогубцев
д-д Горячая поковка.
Вал промежу-
точный
Ф41
Горячая поковка. п _
Ключ гаечный накиднои
Ф17,3
Горячая поковка
Шестерня ведущая
Ф140
158 Л
А
420
132
500
ЧОО
g
Рис 5В. Молотовой штамп со сложным замком для
штамповки поковки с изогнутой осью
Рис'57. Молотовой штамп для штам-
повки поковки с изогнутой осью вез пред-
варительного штамповочного ручья
Горя чая поковка.
Ключ гаечный
. i
*38£
Д-А
«
275
Рис 52. Мо-
лотовой штамп
с одним ручь-
ем для штам-
повки удлинен-
ной поковки
из заготовки,
полученной вы-
садкой на ГКМ
53. Моло-
товой штамп
с замком для
штамповки
удлиненной
поковки вез
ручья
300
Рис 56. Молотовой штамп с
замком и предварительным
штамповочным ручьем для иипам-
повки удлиненной поковки
Гзрячая
поковка.
Рычаг
тормоза
В-В
подернуто
ВТ
Горячая поковка. Рычаг
колодки ручного 1Г-
тормозу.
к
168
РисЛ 54. Иола
тобой штамп
с замком для
штамповки
поковки с
изогнутой
осью; гибка
осуществля-
ется,, в шта-
мповочном
ручье______
А
Рис 55. Молотовой штамп для штам-
повки поковки с изогнутой осью с
двумя окончательными ручьями
Горячая поковка. Ключ запорный
Г 145
Рис 59. Моло-
товой штамп
с двумя окон-
чательными
ручьями для
штамповки
поковки с изо-
гнутой осью
Лист 3
37
Ласт ¥
Горл чал по лодка
87,6
Горячая поковка
Горячая поковка
35,5
300
Рис. 73. Молотовой
штамп с замком для
штамповки поковок
по три штуки
Горячая поковка
I
Рис. 71. Молотовой
штамп для штам-
повки поковок с
развилинами по
две штука
Рис. 70. Молотовой, штат для штамповки поковок
по две штуки с расположением ик „валетом”
Рис. 72-. Молотовой штамп
для штамповки по-
ковок по две штуки с п
расположением „о линию
Горячая поковка
Горячая поковка
ш
Рис. 7У-. Молотовой штамп
для мноеоштучной штам-
повки поковок крестовины
Лист 5
39
Лист 6 >
651
Вид А
Технические требования:
1. Непараллельность поверхностей. Б и И относительно
поверхностей В и Г не более 0,02 мм на 100мм длины. ?
2. Соосность колонок и втулок обеспечить технологи -
чески.
5. Неперпендикулярность осей колонок и втулок отно-
сительно поверхностей Б и В не более О,О25мм.
Ч. Обеспечить при сборке контакт клемм и прихватов
с опорными плоскостями, а также.с поверхностями
• вставок на площади не менее 80% .
5. Блок собрать со вставками и проверить на соот-
ветствие технологическим требованиям.
6. Максимальный ход толкателей пакета 15 мм:
7. Трущиеся поверхности смазывать крнсталином не
реже одного раза в три месяца.
В. Не реже' двух раз В год проводить профилактичес-
кую промывку деталей пакета в щелочном раст-
воре с последующей их смазкой машинным маслом
Puc.Q2. Пример оформления чертежа пакета. штампа ГШКП
( Номер чертежа)
Изм. Лист. М докум. Подл. Дата Пакет ковочного штампа Литера Масса МаышпаЬ
Разраб. 1:5
Провер.
Т. контр.
Л 'ист! | Листов
Н.контр.
Утв.
40
Лист 7
6714
41
Лист в
Рис. 91. Пакет штампа ГШКП для штам-
повки с противодавлением и пробивки
отверстия
500
1160
Рис. 93 Панет штампа ГШКП с
промежуточным блоком
штампа ГШКП с}
выталкивающей
системой, сраба-
тывающей от
трвверсы
lL’^’"».'T88Se?d’JiWS
вид 6
Рис.68.Пакет штампа
ГШКП с быстросменным
креплением Вставок
Рис. 89. Пакет штампа
ГШКП с рычажной выталки-'
бающей
Эскиз эталонных Вставок
440
490
Рис. 90. Пакет штампа ГШКП с
крупногабаритными призма тическими
Вставками
Вид В
42
Лист 9
43
Лист Ю
а -А
Рас. 9В. Промежуточный, блок с двумя призмати-
ческими вставками для штамповки удлиненной
поковка
44
Лист 11
45
Лист 12
46;
Лист 13
47
Лист 74
Г
to
Переходы штамповка
II пере ход
I переход
III переход
II переход.
I
I переход
Горячая покойна,
фланец вторичного вала
III переход
_____1 ____
1 i
У///////7/Р
07
III переход
I3L
Рас. 117. Штамповые встав-
ка для штамповки в два
перехода поковка валки
кардан ное о вала
Рис. 11В. Вставка окончательного
ручья для штамповки поковки
сателлита дифференциала с зу-
бом
Горячая поповна
$82,2
$79,г
$151
Рис. 115. Штамповые вставка для штам-
повки поковки фланца в три перехода
II переход
In ере ход
Горячая поковка
!
Рис. 116. Штамповые вставка для
штамповки в три перехода поков-
ки шестерни полуоси с зудом
881,5
сфера
го°ю'
г
Лист 7У
Рис. 119. Схема, штампа для безоблоиной
штамповки поковки фланца снижним
расположением тарельчатых пружин
Рис. 120. Штамп для безоблоиной штамповки,
поковки фланца с верхним расположением
тарельчатых пружин
Рис. 121. Штамповые вставки для малоотходной
штамповки поковки срланца с использованием та-
рельчатых пружин для зажима разъемной матрицы
Рис. 122. Штамп для безоблоиной штамповки поковки
Шестерни с нижним расположением та-
рельчатых пружин
Переходы штамповки
ЖЖ
isl
ФА
V&.
Рас. 123. Штамп для безоблоиной штамповки
поковки кольца с верхним расположением та-
рельчатых пружин: Iпереход-осадка; IIпере-
ход-штамповка; IIIпереход-пробивка отвер-
стия
полость
Рис. Wt. Штамповые вставки для безоблоиной штамповки
поковки шестерни в три перехода
II переход
III переход
А-А 173
готМтл
265
Рис. 125. Штамп и ра-
бочие вставки для
безоблоиной штам-
» повки поковки крвс-
i товины
7 714
49
13
10
A
12
11
Рис 126. Штамп с рычажным зажимом
по/шматриц для безоблойной штам-
повки поковки крестовины кардана
Вид A
50
Лист 16
мМм
Штамп для безаблойной
деталей арматуры с зажимом
помосц ыа гидроаневматическоа
Рис. 127.
штамповки
полуматриц с
подушка
——З^ЁЭ-ф.
ф- ‘фф- С
.t
Лист 17
422,3
I
£
Оэ
Горячая поковка.
насос челнока:
Горячая поковка»
Шпилька опоры поперечины
Горячая поковка»
Стойка передней подвеска
R10 80 _
\4>68
66
t
<ь
I
0/3,2
Й7Я
1020,5
Схема штам-
изготовления
типа стерж-
Рис 129- Схема штампа для изго-
товления походки с эксцентрично
расположенным стержнем прямым
выдавливанием в один переход
R25,4
Горячая поковк
Конец шлицевый
Ф79,2
Ф58.9
I переход
ч й $38,
ЗаготоВка*^-^
J
КЗ
Рис 128. Схема штампа
для изготовления поковки
ступенчатой формы прямым
выдавливанием в один переход
Горячая поковка. Цапфа задней оси
г । 058
Рис 130.
па для
поковки
ня с утолщением
обратным выдавлива-
нием в один переход
034
Фзо,5
SSSS$SSS8SS&
I переход
Л переход
I переход
И переход
Горя чая поковка.
Шестерня полуоси
>
v
и
054,3
033,5
I
Ф32.5
Рис 131. Штамповые
вставки для штам-
повки ступенчатой
поковки в два пе-
рехода:
I переход -закры-
тая осадка,
Ппереход -штам-
повка с выдавлива-
нием
V
Ф23
।
X ф*2
v
Ю S3
QjA
<ъ
5:
<и
£
Рис 137. Штамповые вставки
штамповки поковки сложной формы
в три перехода:
I переход — осадка, П переход-Выдавливание
стержня, Ш переход- окончательная штамповка
ЗаготовкЯг^Т*
£
Л переход
Ф70 .
056
33
135.
Заготовка
055,
*^Т0Л5
Рис
Фоб
Ф1ЧЗ
Ф25
Б~Б повернуто
Рис 132. Штампо-
вые Вставки для
штамповки' сту-
пенчатой поковки
в два перехода:
I переход-выдав-
ливание стержня,
TL переход- оконча-
тельная штамповка
Рис
Заготовка №<L ।
Рис 136.
Рис 133-136. Примеры
изготовления поковок
выдавливанием В
два перехода
51
Лист 18
Переходы штамповка
штамповки
0110
Заготовка
•0107
1 перёлии
Вид А
13,2
0162
0120
0168
085
п Горячая поковка
^9 69 76j
К64
047,7
028,9
023,9
Q5
53
Рис. 141. Штамповые встав-
ки для штамповки поковки
поворотного кулака в три
перехода
Переходы
0120
Переходы штамповки
0190
Ф159
083
л переход
А-А
0Н*>
т
Qj''
Р
5
6
ш переход
1 переход
и переход <с
!и переход
0205
Ф83,0
073
060
052,8
v
048
046,7
I переход.
л переход
Л! пеоеход
45,5
Рис. 138. Штамповые вставки
для штамповки поковки пово-
ротного кулака в три пере-
хода из цилиндрической за-
готовки
Рис. 140. Штамповые вставки для штампов^
' ни поковки цапфы поворотного кулака
дез внутренней полости
йн
RI54,2
050,7
9
Н переход
I
Л! переход
И переход ш переход
I переход
029,4
---
I переход
Рис. 139. Штамповые вставки для
штамповки. • поковки поворотного
кулака в три перехода из квадрат-
ной заготовки
16,2
R15.2
J52 Горячая
поковка
Вид А
44,6
22,3
Кд
R10
Рис. 142. штамп для штамповки поковка кулака
полуоси в три перехода,!переход-прямое выдавливание
52
Лист 19
Т
Inepexod
Ш переход
II переход
0121,6
~\15°
Переходы штамповки
0255
0172
0190
061
Заготовка
I переход
II переход
0100
П1переход
IVnepexod
710
Е1!ЙЙЙЙЙ1
Рис. 196. Штамп с
Водяным охлажде-
нием рабочих дети
вок для штампов-
ки поковка кла-
пана В два пере -
хода
III
штамповки в четыре
~0165
I переход
^sssst
069
II переход
0235,5
0199
'£>176,6
01 66f 5
Вид Б
Переходы штамповка
0119,7
065,2 •
Ж
350
гзо
350
260
Рас. 193. Штамповые вставки для штамповки .поковки цапфы
поворотного кулака с глухими полостями.
III переход
6-6 повернуто
66
950
Рис. 195.
Штамп для
штампов-
ки в два
перехода но-
жовок типа
стержня с
утолщением:
Iпереход-
"Т выдав-
ТД ливание
стержня ,
II переход -
оформление
головки
Вид г
~0193
65
620
VW>157,5\
0205
0165
В-В подернуто
Рис.199. Штамп для
перехода поковки цапсры поворотного кула-
ка с отверстием
Рис 747. Штамп
винтового пресса с
замком для изготов-
ления поковки удли-
ненной. формы
Рис 1У8. Штамп с направляющими
колонками и креплением призма-
тических вставок в сквозном
пазу клином и шпонкой
Переходы штамповки
54
Лист 20
Рис W. Штамп с быстросменным креплением мат-
рицы для высадки головок в поковках стержневого типа
Рис 150. Штамп без направляющих колонок для Вы-
садки головок в поковках стержневого типа
Переходы штамповки
Рис 153. Штамп для штамповки поковки
конической шестерни с зубом
Заготовка
Рис 154. Штамп для штамповки поковки
цилиндрической шестерни с зудом
Рис 155. Штамп
для штамповки
поковки вклады-
ша штампа со
спиральным ко-
ническим зубом
Рис 156. Штамп с вертикальным разъемом матриц
для штамповки поковки крана газовой плиты
Лист 21
Рис 157. Штамп для штамповки
длинных стержневых поковок и
обрезки облоя
Рис 158. Штамп с вертикальным разъёмом матриц
для высадки головок длинных болтов
if
[iiiiTaiT'i
55
Лист 22
56
Лист 23
8 714
а)
б)
Рис. 163. Схема секционной штамповки
поковки коленчатого вала : а- средней,
часта; в-правой части; в-левой части;
г - калибровка поковки
Поковка
I переход
II переход
III переход
IV переход
Рис. 16k. Схема секционной штамповки
поковки панели за десять переходов
х
Вырубка контура
III
Рис. 165. Схема секционной
штамповки поковки колеса
Лонжерона
Переходы
Ф50
Заготовка
I переход
штамповки
Рис. 166. Схема секционной штамповки
поковки диска за три перехода
Рис. 167 Схема секционной штамповки поковки
диска за четыре перехода
Переходы
штамповки
ф166
II переход
III переход
57
/lucm 24-
шиш
I — :
:s:
Заготовка и
назначение её
_ элементов для
^штамповки ко-
ленчатоговала
Рис. 169. Переходы штамповки
поковки балки
I переход
Рис. 171. Схема инструмента д/;я штамповка по-
ковка втулки в одной матрице затри перехода
Рис. 168. Схема секционной штамповки поковки крупного
коленчатого вала: а-укладка заготовки; б-высадка
узланца; в-перемещение заготовки - г-штамповка пер-
вого колена; д-перемещение заготовки; е,/к9з-штампов-
ка остальных колен
Рис. 170. Переходы штамповки
поковка элемента корпуса
Рис. 173. Схема инструмента для штамповки поковки втулки:
lnepexod-высадка фланца; II, Шпереходы - прошивка отоерс-
тия; IVпереход- пробивка отверстия/
а)
Рис. 172. Штампы для
штамповки поковок сту-
пицы за четыре перехода:
а - переходов Iи II; б-пе-
реходов Ши IV
IV- пробивка отверстия
IV переход
277
Поковка .
Втулка трехлопастного авиавинта
Рис. 17¥. Штамп для штамповка
поковки втулки В разъемной мат-
рице
Рис. 175
Рис. 177
Рис. 175-178. Схемы штампов для
изготовления поковок днищ
Рис. 178
Лист 25
Рис. 179. Схема штампа для за-
крытой прошивка подвижным пу
ан сон ом в неподвижной матрице
Рис. 190. Схема штампа для зак-
рытой прошивни поковки подви-
жной матрицей на неподвижном
пуансоне
Рис. 191. Схема штампа для
протяжки поковка через непод-
вижное колесо
Рис J8i Схема штампа для прошивки а протяжки
с двумя протяжными ручьями
Рис.192. Схема
штампа для про-
тяжки поковки
подвижными
кольцами
Ра с. 1S4. Схема штампа для штамповки пусто-
телой. поковки в три перехода: I-закрытая
осадка ; II - прошивка; Ш-лротяжка
--Рис.185. Схема
J штампа для
закрытой
зсаоки, про-
шивки и
протяжки
в одной
матраце
Рис. 186. Схема штампа для
протяжки через роликовую
матрицу
Рис. 187. Схема штампа для
закрытой осадки и прошивки
водной матрице
Рас. 190. Схема штампа для
обжима концов трубчатых
заготовок и примеры поковок
Рис. 193 Рис. 194
Рис. 189. Схема штампа для протяжки на горизон-
тальном прессе
Рис. 189. Схема штампа для
прошивки и осадки при-
жимным кольцом
Рис. 191. Схема штампа для выгибки
поковки диска
Рис.192. Схема штампа для без облой-
ной штамповки поковки шестерни
Рис. 195-194. Переходы штамповка
поковок типа стаканов
59
Лист 2b
Г орячие переходы ш тамповки
320
65
R10
R10
R10
30
// переход
100
III переход
IV переход
(Номер чертежа)
Питера
Масштаб
Масса
4-50
20
J переход
255 для всех
переходов
65
э*-
15
Рис 195- Пример оформления чертежа штампа ГКМ
Лися Л/* докум. Подл. Дата
Разраб.
Пробер.
Т. контр
Н. контр
Утв.
Штамп для высадки
поковки шестерни
полуоси
R10
155
\JR10
65 *4
15
R10
30_ \IR1Q
15°
R10
Аист 1 | Листов
60
Лист 21
Рис.196, Штамп с тремя формовочными ручьями
для высадки головки болта в один переход
Переходы штамповки
Рис. 199. Штамп для высадки еоловки
стержня толкателя в два перехода
Рис.200. Штамп со сменными вставками для
высадки еоловки тяги и обрезки облоя
Переходы Штамповки
Рис. 201. Штамп для
высадки головки
болта в два пере-
хода и обрезки облоя
Рис. 202
. Рис. 204
Рис. 202-204. Примеры изготовления
стержневых поковок в два пе-
рехода
61
Лист 28
. 206
40
Переходы штамповки
45°
R3
R5
R13,2
Клеймение
10,1
71
188
ЯП
Л переход
150,1
UL переход
28
со
•о
переход
I переход
R5
Л переход
9,5
R5f
GQ
290
299
92
I переход
Рис 205. Штамп для Высадки головки клапана
в три перехода и клеймения
Рис 207. Переходы штамповки. поковки
рычага переключения скоростей
СМ
¥
Ш переход
Л переход
- обрезка
облоя
Рис 206. Переходы штамповки
поковки оси
Рис 208. Переходы штамповки
поковки продольной тяги
35,5
«------—
R1
66 30
I переход
199 .
275
Л переход
см
52,8
120
90
20
I переход
79
К переход
131
СО
।
Ш переход
JH переход
СМ
20,3 20,3
КГ
35
CM
I переход
Ш переход
Puc 209. Переходы штамповки
поковки натяжного Винта
<62
Л переход
53
Ш переход
76Т__________
1
705_______________
Переходы штамповки
330,2
21,5
100
см
Л переход
68
R25
+
ЛГ переход
5-
см
330
Y переход
И переход пм
Л переход $
Рис 210. Переходы штамповки
поковки запорного винта
-^711 переход
ТТТ Прпрупп
t*-
^1T~Z i
Jj.11 “
iP 13 V
90,
Рас 211 а^Р^^д5/10я
I переход 2oa
I*
90
I переход
:./70,7
70
107
R16
од-обрезка овлоя
68
Рис 213. Штамп для высад-
ки головки клапана
92
R2
Ф1Ч5
Ф51,8
SS-
Л1 пере
‘Рис 212
Рис 211. 212. Примеры и
рения стержневых „пока__ _
йриг перехода с выдавливанием
---^x\\\\\\\v “
7/////7А
R17
R13
272
Ш пер.еход
211,5
ts>
8,5
167
Ю
ZF переход
см
EZ переход
123
12
15
80
Сфера #60
955
Рис 214. Переходы
штамповки поковки
рукоятки
Лист 29
427
289
Ш переход
21,3
Переходы штампов ки
113
I переход
154,3
I переход
R3
132J6
~96
38,6 JO
Bl
Ш переход
Л переход-
плющение
R1
П переход
R1
Вид А
R13,2
-140
r3~
---------
Ш переход-
обрезка облоя
R6
Ф81,2
R3
Ш переход
Рис 211. Переходы штамповки поковки
фланца промежуточного вала
R8
Ш переход-
обрезка облоя
Рис 216. Переходы
поковки вала привода вентилятора
R3
R3
7ГЗС
59 _ 128,<+
J переход
R13
Рис 215. Переходы штампов-
ки поковки вала кардана
R10
Ф50
R8,6
28,4
R1 Ш переход-
обрезка облоя
штамповки
1
562
Ф103
П переход
-Ш переход
с 218. Штамп для изготовления
поковки винта в три перехода
R50 I переход
j ж 445
Рис 220. Штамп ]~для изготовле-
ния поковки рым-бел та в
четыре перехода
Переходы штамповки
63
Лист JO
64
Лист 31
каш.
9 714
65
Рас. 230. Штапп для изготовления поковка
Переходы штапповка
й переход
сектора рулевого управления
Лист 32
Лист 33
67
Лист 34
I переход
7 500
переход
21
66
53
12
13
~-У\£2_0 м
«--------—
Л переход
L*
I переход
156 __
40
R25 R19
1-й конец
Л переход
—- -I
224
Ш переход
Ш переход
Б? переход
Ш переход
Y переход
Н переход
Iff переход
R1
Y переход
Ш переход
42
Рис. 240. Переходы
83
I переход
W///////A
^////
32
Т-,56 з
R29.5
Рис 20-2. Переходы^
штамповки поковки
тяги
штамповки поковки первич-
ного вала коровки передач
\R20
20
Рис 241. Переходы
штамповки поковки
конической шестерни
И переход
Ш переход
200
40
46
8
/- й конец
50
5 I переход
Л переход
Ш переход
41
Я переход
Ш переход
4JJ щ.
* -
68
Рис 243. Штамп для
изготовления поковки
торцового ключа
Вставки
39
42
2-й конец
. 1 ’
1- й конец
410
I переход
20,3
№2гч
116,7
П переход
20,3
168___
155.3
переход
201 , 54
R19
21
R25
R25 R25
Ш переход
30,4
43
131
53
59
R20
20,5
32,5
42,8^
R25
I переход
п
А
18
2-й конец
105
30
111,5
&
Ш переход
Рис 245. Переходы штамповки
сложной поковки с глубокими
полостями
2-й конец
R20
R29
64
34.5
R40
57,8
29,8 с5 -> - э
$ ? * пеРек°д
Л переход
Ш переход
38# г
Рис 244. Переходы штамповки
поковки торцового ключа.
Лист 35
6»
Лист 36
70
Ласт 37
Переходы штамповки
I переход
О Ы
60
штамповки
20
R8
Л переход
Л1 переход
151
155
98
Рис 261. Штамп для изготовления поковки втулки.
IV переход- пробивка
м
. 48
26,8
* >
R15
R20
Л переход
463
Л переход
30
Л переход
Л переход
61,4
Ш переход
10
R5
П переход
R5
I переход
Б-Б
26,9
~45
*38
^36 _
,36
R4
144
50
25
226
Л переход
Л переход
«а
R62
I переход
Л переход
Рис 253. Штамп для высадки
поковки кольца в матрице
Рис 254. Переходы штам-
повки поковки кольца с
подъемом металла
R5
R10
Л1 переход
Рис 255. Переходы штамповки поков-
ки. кольца с пережимом металла
R20
А-А
П
15
I переход
50
40
I переход
д
9П ? ДГ переход
Л1 переход
Рис 256. Переходы штампов-
ки поковки кольца без пе-
режима металла
ДГ переход
Рис 251. Переходы штампов-
ки поковки втулки с подъ-
емом металла
10,1
ДГ переход
И переход-обрезка высечка
Рис 258. Переходы штампов-
ки поковки шестерни
IV переход-оврезка высечки
Рис 259. Переходы штамповки
поковки гаики
Рис 260. Переходы штамповки
поковки фланца
71
Лист 36
72
Лист 39
Ю714 73
Рис. 275. Штамп для изготовления поковки червяка руля Выдавливанием В опин перекоп
Рис. 27В. Штамп для изготовления по ков
ки фланца обратным Выдавливанием
Рис. 277. Штамп для изготовления по ко В ни клапана выдавли-
ванием с доштамповкой головки
Рис.279. Схема штампа для Высадки головки
кронштейна с пробивкой отверстия
74
Лист W
Переходы штамповки
Рис. 280. Штамп для высадки головки рукоятки
из предварительно штампованной заготовки
rUUt^Ub UJ.illU.nU vU иСШри иППО1г1и UG l\l i lUpUrlU I ** ” —— г
для изготовления заготовки кривошипа
Лист 4/
75
Лист 42
76
/lucm 43
Лист УЛ
78
Лист 45
79
Лист 46
Шпереход S
Д-подобрат
мо
62Л
Л
ем
Рис 305. Переходы вальцовки заготовки
лопатки турбины
Рис 304. Переходы вальцовки заготовки шатуна
Рис 307. Заготовка
полуоси и инстру-
мент для вальцов-
ки за девять
переходов
Рис 306. Секторы для вальцовки
заготовки блока шестерен в
три перехода
R12*3 с
Заготовка
180*5
юо.2
W
IL
е.
580,s
БЧО^20
И
а
90*0,05
Рис 309. вальцовочный штамп для
изготовления поковки щеки плоскогубцев
80
Лист £7
Рис. 312. Инструмент много -
плунжерного пресса с Вертикаль-
ным разъемом матриц
Рис. 313. Инструмент многоплунжерного пресса, с гори -
зонтальным разъемом матриц
11 714
81
/lucm h-8
82
Ласт 49
83
Лист 50
Рис 332. Штамп для жидкой штамповки с
подпрессадочным пуансоном
11
10
же
SSS
AW'^'V
Рас. 338. Штамп для жидка и штамповки, поковки
кольца с рычажной выталкивающей системой
Рис 337. Штамп для жидкой штамповки
поковки с фланцем
РисЗЗв. Штамп для жидкой штамповки
свыталкиванием поковки от верхней
плиты
Рис 330» Штамп для жи дкой штамповки на винтовом
прессе с выталкивателем''противником
Рис 331. Схема штампа для жидкой штамповки
сложной поковки с поднутрениями
02W
Рис 333. Схема штампа для жидкой
штамповки на гидравлическом прессе
Рис 33k. Штамп для жидкой штамповки
с подвижным металлосъемником
Рис336. Схема штампа для жидкой
штамповки в разъемных матрицах
84
Лист 51
Рис. 339. Штамп для безоблойной штамповка
• поковки крестовины за один переход
Ра с. 340. Штамп для
безоблойной штампов-
ки поковки сколь зящей
Вилки за один переход
Вид к
।
Рис. 341. Штамп для автоматической
штамповки поковки клапана за
два перехода
III переход
I переход II переход
25°30г Рис. 342. Штамп для
автоматической штам-
повки поковки кольца под-
шипника за три перехода
85
flucm 52
86
Лист 53
87
Лист 54
Рас. 355. Штамп для обратного выдавливания'
с направлением пуансона по матрице
Рис. 356. Штамп для обратного
выдавливания с направляющей
втулкой
Рис. 360. Штамп' для обратного выдав -
ливания с выталкиванием поковка
от верхней плиты
Рис. 361. Штамп для обратного вы-
давливания с нит ним пружинным
съемником
Рис. 357. Штамп для обратного выдавливания
с направляющими колонками и верхним
пружинным съемником
Рис.356. Штамп для обратного выдавливания
с быстросменным креплением матрицы
Рис. 359. Штамп плунжерного типа
для обратного выдавливания
Рис. 362. Штамп для обратного выдавливания
одновременно трех поковок
Рис. 363. Штамп для сборки двух деталей
с обратным выдавливанием головки
Рис. 365. Штамп для обратного
выдавливания с активным
трением
88
Лист 55
12 714
Рис. 365. Штамп для прямого Выдавливания с направляющими
колонками
Рис. 366. Штамп для прямого Выдавливания
полой поковки с фланцем
Рис.367. Штамп для прямого выдавлива-
ния поковки с глухой полостью
Рис. 368. Штамп для выдавливания поковки зубчатого
колеса
Рис/369. Штамп для комбинированного выдавливания поковки
поршневого пальца
Рис. 370. Штамп для прямого выдав-
ливания длинной полой поковки
малого диаметра
Вид А
Рис. 371. Штамп для комбинированного выдавливания о /быстросменным
креплением инструмента
Лист 56
Рис. 372. Трехпозиционный штамп с линейным
расположением районах Вставок
А-А
Рис. 373. Мноеопозиционный штамп с круговым рас-
положением районах В став он
Рис. 376. Штамп для изготовления йолта с редуцированным
________стержнем в четыре перехода_________________
Заготовка
Рис. 37Р. Схема штамповки
шариков на автомате с
подпружиненным пуансоном
Рис. 37й.Схена штампов Рис. 376. Штамп для штамповка
ки шариков на автома- пустотелой детали в четыре перехода,
те с удерживающими
пальцами
А-А
в три перехода
120тах
Заготовка Z?
ход
ВОтах
Ригзее. Штамп для изготовления йол-
та (Тредуцироваиным стержнем и внут-
ренним. шестигранником в четыре пе-
рехода
«о-
о
Шпереход26 5
ТУпереход
Лист 37
Рис 381. Штамп для изготовления шарового пальца
на многопозиционном автомате
Рис 386
Рис 388
Рис 382. Штамп для изготовления оси педали
велосипеда на многопозиционном автомате
Рис 383-388. Примеры изготовления дета-
лей за один ход пресса
ФЦЦ-
I
Рис 389~395. Примеры изготовления деталей |
за два перехода
91
Лист 58
Рис 900
Рис 396-900. Переходы изготовления деталей типа втулки
Рис W5
Рис 901-905. Примеры изготовления деталей за три перехода
Рис 909
Рис 910
Рис 910-912.
Примеры изго-
товления де~
92
Лист 59
Закрытая высота ^10мм
Горячая поковка. Сотка рула
9,9
1.. Неуказанные штамповочные уклоны 5в
2: Неоговоренные радиусы закруглений 2 мм.
3. Усадка учтена %б%
Технические требования:
1. Рабочие контуры матрицы изготовить по чертежу горячей по-
ковки и довести по отливке, изготовленной в ковочном штампе.
2. Расположение ручьев О матрице должно быть строго согласо-
вано с расположением ручьев в ковочном штампе.
3. Рабочий контур пуансона изготовить по чертежу горячей по -
ковки а пригнать по матрице с зазором 0,6мм на сторону за
счет пуансона.
Ч. Рабочую поверхность пуансона изготовить по чертежу горя-
чей поковки и пригнать по отливке с ковочного штампа.
5. Пригонки рабочего контура и рабочей поверхности пуансона
производить одновременно у двух пуансонов в сборе с державкой
Рис. Пример оформления чертежа
обрезного штампа
Мзм.уист
Разраб.
Провер.
Т.контр.
Мдокум.
( Номер чертежа )
Штамп для обрезки облоя поковок сошки руля Патера Масса Macuimob
Подо. Цата
вист! | вистов:.
Н.контр.
Утв.
Вид А повернуто
Рис. У1У. Штамп обрезной
с четырьмя направляю-
щими колонками и верх-
ним пружинным съемни-
ком
93
Лист 60
Вид А ПоВерндто
Рис. W. Штамп одрезнои е четырьмя
направляющими попонками и жестким
нижним съемником
Вид В
94
Лист 61
Рис. №5. Штамп последовательный для обрезки,
облоя и калибровки поковки вала cdulku руля
________________________________ЛйсТп 62
Горячая поковка. Звездочка
Рис. №6. Штамп совмещенный для обрезки облоя и пробивки
четы ре к отверстий в поковке звездочки
Рас. ^27. Штамп совмещенный для обрезки облоя, про-
бивки отверстия и правки поковка фланца
96
Лист 63
Рис. 426. Штамп совмещенный для обрезки, облоя} пробивка
отверстия и правка поковки шатуна
Рис. 429. Штамп совмещенный для обрезки облоя и правки
поковки шатуна
714 13
Вид к
Рис. 430. Штамп совмещенный с нижним пружинным выталкивателем для
обрезка облоя а пробивки отверстия
Рис. 431. Штамп совмещенный с нижним располо-
жением матрицы и прошивника для обрезки
облоя и пробивки отверстия
97
Лист 6^
Рис. №2,. Штамп совмещенный для обрезки,
облоя и пробивка отверстия с верхним рас-
положением матрицы и противника
Рис. №6 Штамп совмещенный,
для обрезка облоя и пробивки
отверстия в поковке молотка
с применением съемника-фик-
сатора
Схема работы рычажно-кулачкового устройства
I положение
Ползун нахо-
дится вверху
II положение
Ползун дви-
жется вниз.
Траверса вхо-
дит в отвер-
стие рычага
Шположение IV положение
Ползун внизу. Ползун два -
Окончание об- жется вверх,
резки облоя Начало вы-
и прошивки талкивания
отверстия поковки.
Ч положение
Ползун два -
жется вверх.
Окончание
выталкива-
ния поковка
Рис. ЧУк Штамп совмещенный для обрезки облоя и
пробивки отверстия с выталкиванием покойна
от верхнего толкателя пресса
Рис. Ш
Рис. №5, №6. Штампы совмещенные для обрезки
облоя и правки поковки
Рис. №7. Штамп совмещенный с рычажно-кулачковым вытал-
кивающим устройством для обрезки облоя и пробивки отвер-
стия
98
Лист 65
Рис. 438. Штамп совмещенный для отрезки облоя, разделения
поковок и пробивки отверстия
t
к
с устранением штамповочных уклонов и пробивка от-
верстия
Рас. 439. Штамп совмещенный для
обрезка облоя и правки поковка
звена гусеницы
РисЛРК Штамп спвмещенный для
обрезки облоя, протяжки и пробивки
отверстия
ВидВ
Рис. 940. Штамп для одновременной
пробивка четырех отверстий в по-
ковке звена гусеницы с нижним
пружинным съемником
Рис. 449. Штамп совмещенный для обрезка облоя
и пробивки отверстия со снятием штампо-
вочным уклонов
Рис. 443. Штамп
последовательный
для обрезки облоя,
пробивки отвер-
стия и пра вки с
устранением йотам
побочных уклонов
Рис. 44% Штамп для
срезания уклонов в
отверстии поковки
Лист 66
Рис. 996. Штамп для правка паковка
нижнего узла пирамиды
Рис. 997. Штамп для правки
поковки В двух плоскостях рас-
пределительного Вала
В
Д-Д
Рис. 996. Штамп со сложным замком
для правки В двух плоскостях колен-
чатого Вала
Рис.№9. Схема калибра-.
Сочного штампа со смен-
ными Вставками
Рис. 9-50. Схема калиб-
ровочного штампа с
клиновой регулиров-
кой закрытой высоты
Рис. 961. Штамповые вставки для
калибровки поковки шатуна
100
Лист 67
10t
Лист 6в
Рис. 658. Штамп для калиб-
ровки поковки крнта бук-
сирного
Л " ч’
Рис. 660. Штамп для калибровки ~
в двух ручьях поковки коромысла
Рис. 662. Штамп для
объемной, калибров-
ки поковки защел-
ки замка
Рис. 665. Штамп последовательный для
калибровки и правки поковки рычага
Рис. 659. Схема штампа с
клиньями для кали&оВки
зева петли
Рис. 661. Штамп для калибровки
В двух ручьях поковки вилки
Рис. 663. Штамп для калибровки поковки
вилки в одном ручье________________
Рис. 666. Схема калиб-
ровочного штампа с
вертикальным разъе-
мом матрицы
Рис. 666. Штамп последовательный
для гибки и калибровки поковки
буксирного крюка
102
Закрытая Высота штампа-276мм
Ручей для окончательной 1 Л = калиброВки с поворотом .. Л поковки на 90° Г""1 I м Й Wjj, I v//z fl ' I» /JJA /zzzz \\l \//7/ \XV (Ф) \NS —H l//2 /Л l|( k.^2\ N
/ A * V Рис. 467. Штамп последовательный. J для объемной калиброВки и обрезки поковки рычага переключения коробки передач
Лист 69
Поковка после калибровка
Клин
Фасонные Вкладыши.
25Л+0'05
30
ПОЛ
НОЛ
Ф69
1'
Шаровой
вкладыш
Рис. 968. Штамп для объемной калиброВки
вкладыша головки рулевой тяги и
детали матрицы
^г-г
39 тьп
после заточки
21 П ~9,2^
г1и-0,52
99Л
Ф32*°’05сфера
0 60±0,05
90
К9
^25,^+0’05
' ФБР±0,05
ФЖ+О,О5
сфера.
103
ЛИТЕРАТУРА
ОГЛАВЛЕНИЕ
ИБ № 2105
1. Агеев Н. П., Екимов К. К. Осадка цилиндрических заготовок на сферо-
твижном поессователе. — Кузнечно-штамповочное производство, 1972, Хе 6
с. 9—12.
2. Атрошенко А. П. Механизация и автоматизация горячей штамповки.
М.—Л.: Машиностроение, 1965. 228 с.
3. Атрошенко А. П. Технология горячей вальцовки. Л.: Машиностроение,
1969 176 с.
4. Бабенко В. А., Бойцов В. В., Волик К). П. Объемная штамповка. Атлас
схем и типовых конструкций штампов: Учебное пособие для вузов. М.: Машино-
строение, ’965. 156 с.
5 Безоблойная штамповка на многоплунжерных прессах/Запрягайло Б. И.,
Тихонов Ф. А., Евланов Н. Г., Черкасов Н. Н. — Кузнечно-штамповочное произ-
водство, 1977, № 8, с. 10—11.
о. Бельский Е. И. Стойкость кузнечных штампов. Минск: Наука и техник:?;,
1975. 238 с.
7. Бобкова Н. 8. Твердосплавный инструмент для гайковысадочного автомата
А412. — Кузнечно-штамповочное производство, 1978, № 3, с. 47—48.
8. Брюханов А. И. Ковка и объемная штамповка. М.: Машиностроение, 1975.
9. Изотермическое деформирование металлов/С. 3. Фиглин, В. В. Бойцов,
Ю. Г. Калпин, Ю. И. Каплин. — М.: Машиностроение, 1978. 239 с.
10. Конструкции штампов для холодной объемной штамповки на универсаль-
ных прессах/Евстифеев В. В., Кокоулян В. Колесников В. М. « др. —»
нечно-штамновочное производство, 1978, № 4, с. 17—20.
11. Модернизация инструмента для штамповки кольцевых поковок на
АМР-70/Дюндин В. А., Гринфельд Л. А., Агеенко В. А., Булгаков Г. Л. — Куз-
нечно-штамповочное производство, 1977, № 7, с. 43—45.
12. Навроцкий Г. А., Теплый Ф. А., Иванков В. А. Технологические переходы
и применяемый инструмент при пятипозиционной холодной объемной штамповке
гаек. — Кузнечно-штамповочное производство, 1977, № 7, с. 23—26.
13. Нориным И. А., Власов В. И. Автоматизация и механизация технологи-
ческих процессов ковки и штамповки. М.: Машиностроение, 1967. 388 с.
14. Охрименко Я. М. Технология кузнечно-штамповочного производства. М.:
Машиностроение, 1976. 560 с.
15. Охрименко Я. М., Щерба В. И. Основы автоматизации процессов обработки
металлов давлением: Курс лекций по специальности 0408. Ч. 2. Средства автомати-
зации и механизации горячей штамповки. М.: МИСиС, 1976. 156 с.
16. Поперечно-клиновая прокатка,'Андреев Г. В., Клушин В. А. и др. Под
ред. Е. М. Макушка. Минск: Наука и техника, 1974. 160 с.
17. Радюченко Ю. С. Ротационное обжатие. М.: Машиностроение, 1972. 176 с.
18. Семенов Е. И. Ковка и объемная штамповка. М.: Высшая школа, 1972.
352 с.
19. Согришин Ю. П., Гришин Л. Г., Воробьев В. М. Штамповка на высокоско-
ростных молотах. М.: Машиностроение,. 1978. 167 с.
20. Технологический справочник по ковке и объемной штамповке/Под ред.
М. В. Сторожева. М.: Машгиз, 1959. 966 с.
21. Холодная объемная штамповка: Справочник/Под ред. Г. А. Навроцкого.
М.: Машиностроение, 1973. 495 с.
22. Шнейберг В. М., Акаро И Л. Кузнечно-штамповочное производство Волж-
ского автомобильного завода. М.: Машиностроение, 1977. 303 с.
23. Штамповка жидкого металла/Батышев А. И., Базилевский Е. М., Боб-
ров В. И. и др. М.: Машиностроение, 1979. 200 с.
24. Штампы для горячего деформирования металлов.: Учебное пособие для
вузов/Под ред. М. А. Тылкина. М.: Высшая школа, 1977. 496 с.
25. Щукин В. А. Совершенствование поперечно-клиновой прокатки. — Куз-
нечно-штамповочное производство, 1978, № 11, с. 23—26.
Предисловие ........................................................... 2
Глава I. Общие сведения о штампах ....................................... 3
I. Классификация штампов . . . ................................. 3
2, Материалы, применяемые для изготовления штампов.............. 3
3. Правила конструирования и оформления чертежа штампа ... 3
Глава II. Штампы для горячей объемной штамповки на универсальном
оборудовании . ....................................... . 4
1. Молотовые штампы .......................................... 4
2. Штампы горячештамповочных кривошипных прессов............... 8
3. Штампы винтовых прессов.................................... 10
4. Штампы гидравлических прессов ............................. 11
5. Штампы горизонтально-ковочных машин ....................... 11
Глава III. Инструмент для горячей объемной штамповки на машинах
узкого назначения и специальных видов обработки металлов
давлением................................................. 15
1. Штампы горизонтально-гибочных машин........................ 15
2. Инструмент для прокатных операций.......................... 15
3* Инструмент электровысадочных машин ............. . . * * 19
4. Штампы высокоскоростных машин ........................... 19
5. Штампы многоплунжерных гидравлических прессов.......... 20
6. Инструмент ротационно-ковочных и радиально-ковочных машин 20
7. Штампы для изотермической штамповки........................ 20
8. Штампы для жидкой штамповки ............................... 21
9. Штампы для автоматической штамповки ....................... 22
Глава IV. Штампы для холодного объемного деформирования............... 22
1. Штампы для объемной штамповки ............................ 22
2. Штампы для штамповки выдавливанием ...................... 22
3. Штампы холодновысадочных автоматов.................. . 24
Глава V. Штампы для завершающих операций производства поковок
1. Штампы обрезных прессов............................
2. Штампы для правки..................................
3. Штампы для калибровки .............................
Глава VI. Примеры и схемы штампов..............................
1. Молотовые штампы..................................
2. Штампы ГШКП ..................................
3. Штампы винтовых прессов.......................
4. Штампы гидравлических прессов ....................
5. Штампы ГКМ........................................
6. Штампы ГГМ .......................................
7. Инструмент для прокатных операций.................
8. Штампы многоплунжерных гидравлических прессов . . .
9. Штампы высокоскоростных машин ................ .
10. Штампы для изотермической штамповки ........
11. Штампы для жидкой штамповки ......................
12. Штампы для автоматической штамповки................
13. Штампы для холодного объемного деформирования . . .
14. Штампы обрезмы прессов ...........................
15. Штампы для правки и калибровки поковок............
Литература.....................................................
25
25
26
27
28
28
28
30
30
30
31
31
32
32
32
32
32
33
34
34
104
| Виктор Алексеевич Бабенко Владимир Васильевич Бойцов,
Юрий Прокофьевич Волик
ОБЪЕМНАЯ ШТАМПОВКА
АТЛАС СХЕМ И ТИПОВЫХ КОНСТРУКЦИЙ ШТАМПОВ
Долгопрудненский авиационный техникум
Электронная библиотека
Козловский Александр Юрьевич
141702 Россия Московская обл
г. Долгопрудный, пл. Собина, 1
Phone: 8(495)4084593 8(495)4083109
Email:
Site:
datje@ma4m
gosdatru
Редактор Н. Е. Кузнецова. Художественный редактор А. А. Степанова
Технический редактор Н. В. Тимофеенко
Корректоры А. А. Снастина и Л. Е. Хохлова
Сдано в набор 21.09.81. Подписано в печать 07.05.82 Т-09345.
Формат 108Х84х/8. Бумага типографская № 2. Гарнитура литературная.
Печать высокая. Усл. печ. л. 21,84. Уч.-изд. л. 26,22.
Тираж 20 000. Заказ 714. Цена 2 р. 20 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, -Москва, Б-76, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
2 р. 20 к.