/











































































Похожие




Текст
ПРЕСС ОДЮКРИВОШИПНЫЙ ЗАКРЫТЫЙ ПРОСТОГО
ДЕЙСТВИЯ УСИЛИЕМ 315 т.С.
КВ2535А
РУКОВОДСТВО ПО ЭКС1ШУАТАЩМ
СОДЕРЖАНИЕ
Стр.
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
I.I. Назначение и область применения ........................
1.2. Состав пресса ..........................................
1.3. Устройство, работа пресса и его составных частей .......
1.4. Система смазки .........................................
1.5. Электрооборудование ....................................
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1. Указания мер безопасности ............................
2.2. Порядок установки ....................................
2.3. Первоначальный пуск...................................
60
2.4. Установка и смена штампов .............................. bJ
2.5. Техническое обслуживание ..............................
2.6..Возможные неисправности и способы их устранения........ 74
•
&
я
i
S
3. ПАСП’ОРТ
3.1. Общие сведения .................................
3.2. Основные параметры и размеры ...................
3.3. Сведения о ремонте .............................
3.4. Сведения об изменении конструкции пресса .......
3.5. Комплект поставки...............................
3.6. Свидетельство о приемке пресса .................
3.7. Свидетельство о консервации ....................
3.8. Свидетельство об упаковке.......................
3.9. Гарантия .......................................
4. ПРИЛОЖЕНИЯ
77
78
85
86
87
89
92
93
96
4.1. Перечень приложений к руководству
98
I
Ху?86 ^длодкде
Пр.-». '
Принял
Н.хгчггр.
Ьедоркевйч
з о кум.
КВ2535А - 00- 001 РЭ
ilpecc однокривошипный за-
крытый простого действия
усилием 315 тс
КВ2535А
Лит. Лист Листен
□X -2 -96
Г К Б
11
г
о
-ч
oi
J
5
S?
t
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Лжет
Копировал
___________L3_
Формат Ц.___Л
с
С
со
©
I.I. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ.,
ci
Пресс однокриз ошипный закрытый простого действия
усилием 315 тс предназначен для выполнения различных операций холод-
ной штамповки изделий из листового металла.
I.I.2. Размеры деталей, обрабатываемых на прессе, и точность
их обработки ограничиваются:
I) размерами штампового пространства и величиной хода ползу-
на;
2) величиной усилий, допускаемых на ползуне прочностью дета-
лей пресса ;
3) величиной работы технологической операции, выполняемой на
прессе за один ход ползуна при выбранном числе включений в минуту
( с учетом работы, затрачиваемой на преодоление противодавления гидро-
пневматической подушки) ;
4) нормами точности пресса ;
5) жесткостью пресса с учетом жесткости инструмента.
Все необходимые по перечисленным параметрам ( кроме жесткосп
инструмента) сведения приведены в паспорте пресса.
§
Изы Лист
N? локум.
Подл.
Дата
ТГЧ1
11 ------------------------------------------------
KB2535A-00-00I РЭ
Кэпкровал
Лист
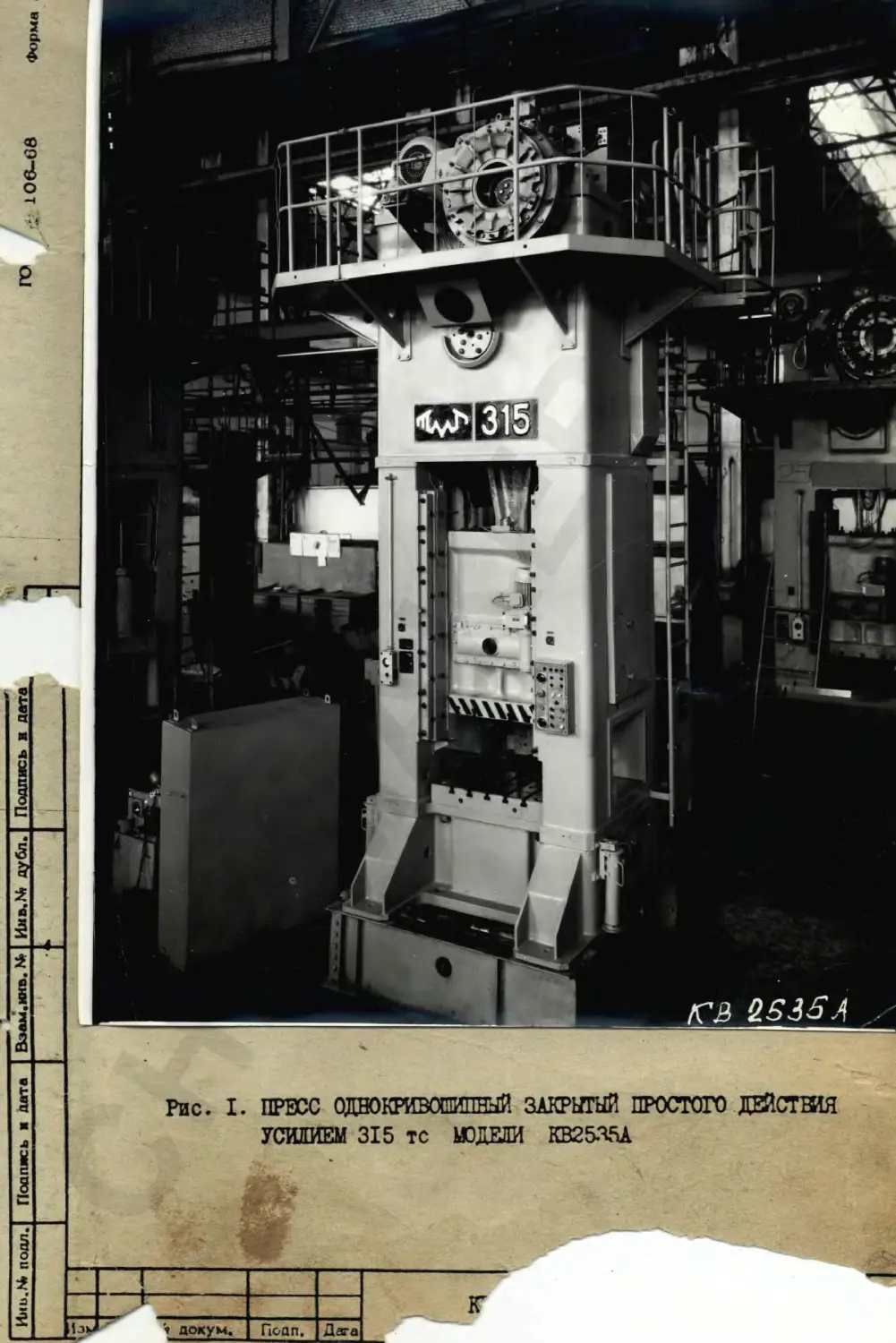
Рис. I. ПРЕСС ОДНОКРИВОШИПНЫЙ ЗАКРЫТЫЙ ПРОСТОГО ДЕЙСТВИЯ
УСИЛИЕМ 315 тс МОДЕЛИ КВ25Л5А
Поап.
Дата
к а 2.5 з
5 2 J X J О ri 1.2 СОСТАВ ПРЕССА I.2.I. Общий вид с обозначением составных частей пресса (рис.2). 1.2.2. Перечень составных частей пресса (таблица I). Таблица I
о Наименование Обозначение Примечание
il 1 Инн.?*» дубл.| Подпись и патм 1 - I Фундамент K2535A-OIA-OOI 2 Стякиня KB2535A-II-OOI 3 Привод К2535А-21Г-001 4 'Луфта - KB2535A-22-OOI 5 Тормоз КВ2535А-23-001 6 Привод командоаппарата K2535A-24-00I 7 Установка электродви- гателя K2535A-25-00I 8 Ползун K2535A-3I-OOI 9 Уравновешиватель ползуна K2535A-32-00I 10 Ограничитель регулировки K2535A-34-00I II Воздухопровод К2535А-41Г-001 12 Воздухопровод подушки К2535А-42Г-001 *) 13 Ограждение К2535А-12Б-001 14 Маслопровод K2535A-5IM-00I 15 Размещение электрообору- дования по прессу КВ2535А-90-001 16 Электрошкаф KB2535A-9I-00I 17 Главный пульт управления КВ2535А-92-001 18 Гидрепневматическая по- душка KP-9I-7-10-001 По особому заказу 19 Тормоз маховика У-48А 20 Кран для манометра У-54Б 21 Панель переключателей У-64А 22 Пульт вспомогательный У-66А 23 Пульт переносной У-68 По особому заказу 24 Редуктор У-88 25 Указатель регулировки У-99Б
| 1Тшм.иип. № |
1 Ibin.N- подл.J Подпись и длтя ]
Лист КВ2535А-00-001 РЭ £>
Ьм Лист V докум. Подл. Длгд
Ког.иоолал
я ।
Продолжение таблицы I
Л
с
1
4
Поз. см.рис.2 Наименование Обозначение
ф ф ё о 26 Привод к автомату A3I24 У-120Б
Привод к автомату A3I24 У-121Б
СМ * 27 Механизм блокировки У-150
1 . 28 Елок безопасности У-173
29 Съемник реечный У-200
30 Клапан 3-х ходовой У-18ОАЮ
Примечание
При £/ = 220 В
ПРИМЕЧАНИЕ: Позиции» отмеченные
знаком 1),
комплектуются с гидроподушкой
х к) По согласованию с заказчиком
разрешается не поставлять.
4
5
Л
л
С
S
□ з
&
5
КВ2535А-00-001 РЭ
Лист
7
К В ' 1.1 \-( Ч )-( hi । । )
J
2
CM
t-
8
§
co
©
gJ
a
fl
2
Q,
3
e
5
£
a
§
->
1.3. УСТРОЙСТВО, РАБОТА ПРЕССА И ЕГО СОСТАЗШХ ЧАСТЕЙ.
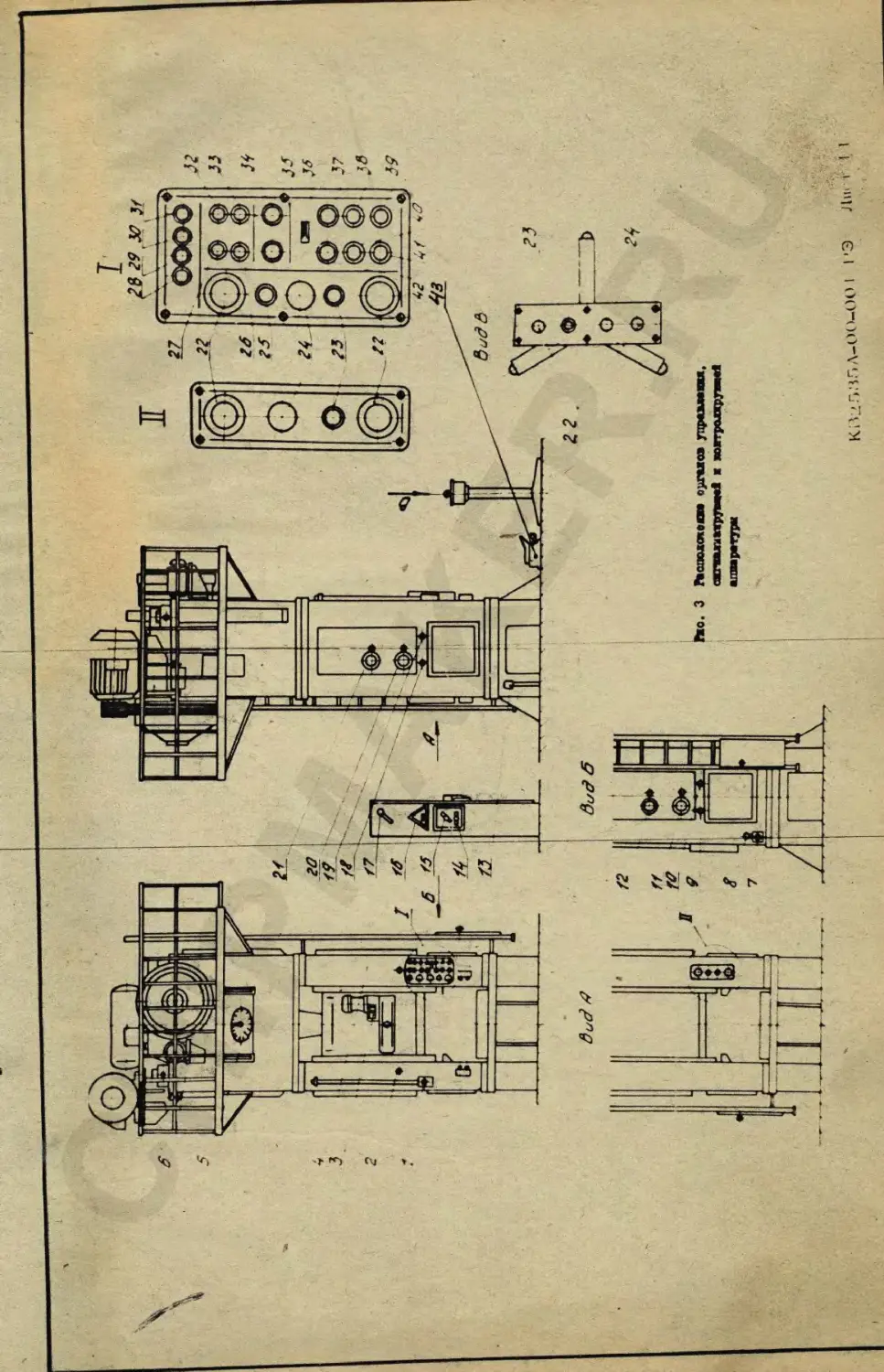
1.3.1. Обгуй вид с обозначением органов управления, сигнали-
зирующей и контролирующей аппаратуры ( рис. 3).
1.3.2. Перечень органов управления, сигнализирующей и контро-
лирующей аппаратуры ( табл.2).
Таблица 2
Поз. . Органы управления, сигнализирующая и контролирующая
см.рис.3 аппаратура
I. Указатель усилия
2. Пневлсыанометр "Давление сети"
3. Указатель штамповой высоты
4. Ыаналетр давления в сети "Смазка"
5, 6 Указатель поворота кривошипа
7. Маховичок крана гидроманометра подушки
8. Гидроманометр подушки
9. Пневмоманометр "Подушка"
10. Пневмоманометр "Удерклватель"
II. Окно к редукционному клапану " Удерниватель"
12. Окно к редукционному клапану "Подушка"
13. Реле контроля давления воздуха на муфту
14. Переключатель пульта управления
15. Переключатель режимов работы
16. Указатать числа ходов
‘ 17. Рукоятка включения пресса в электросеть
18. Пневмоманометр " Уравновешивателъ"
19. Пневмоманометр "Муфта"
20. Окно к редукционному клапану " Уравновешивателъ"
21. Окно к редукционному клапану "Муфта"
22. 4п Кнопка "Ход ползуна"
K32535A-00-00I РЭ
Лист
.V? докум.
Гкдп.
Лист
T~
5
Фоомат 1 1
rjjjfCT 2. 106—68 Форма 5a,
Продолжение таблицы 2
Поз. Органы управления, сигнализирующая и контролирующая
см.рис. 3 аппаратура
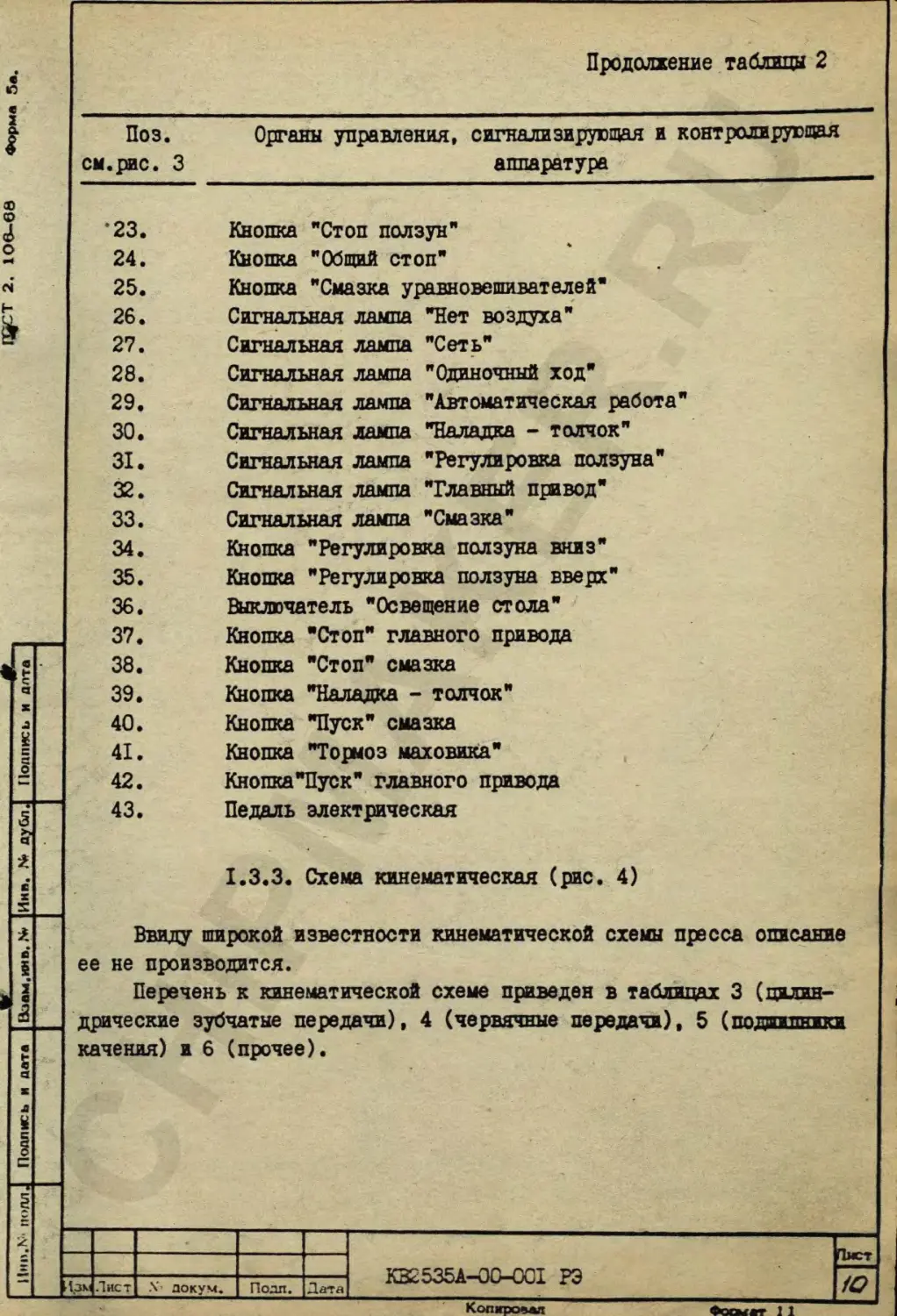
•23. Кнопка "Стоп ползун"
24. Кнопка "Общий стоп"
25. Кнопка "Смазка уравновешивателей"
26. Сигнальная лампа "Нет воздуха"
27. Сигнальная лампа "Сеть"
28. Сигнальная лампа "Одиночный ход"
29. Сигнальная лампа "Автоматическая работа"
30. Сигнальная лампа "Наладка - толчок"
31. Сигнальная лампа "Регулировка ползуна"
32. Сигнальная лампа "Главный привод"
33. Сигнальная лампа "Смазка"
34. Кнопка "Регулировка ползуна вниз"
35. Кнопка "Регулировка ползуна вверх
36. Выключатель "Освещение стола"
37. Кнопка "Стоп" главного привода
38. Кнопка "Стоп" смазка
39. Кнопка "Наладка - толчок"
40. Кнопка "Пуск" смазка
41. Кнопка "Тормоз маховика"
42. Кнопка "Пуск" главного привода
43. Педаль электрическая
1.3.3. Схема кинематическая (рис. 4)
Ввиду широкой известности кинематической схемы пресса описание
ее не производится.
Перечень к кинематической схеме приведен в таблицах 3 (цилин-
дрические зубчатые передачи), 4 (червячные передачи), 5 (подпшники
качения) и 6 (прочее).
К
I
Изы Лист X докум. Подл. Дата
K32535A-00-0CI РЭ
Пмст
/4?
Копировал
♦осмат 1 1
К31Д53Г.Л-00-00 I 1’3 JU"’ ’>
СТ 2.
Формл 5.i.
--- - .— ' 1 ' • - — г
7105. CL!. рис. 4 Куда входит 'Число зубьев 1«1О“ дуль УГОЛ наклона зуба 1 Направде- Ш1С зуба
1 I 3 4 5 6
G l.lyc/ra 20 10 18°12* правое
J
7 Му<!»тп 20 10 [В0 К левое
СЛ p о о ‘TJ о
10 Привод 75 10 18° 12 f левое
II Привод 23 12 0 14 22 • левое
12 Привод 23 12 —и— 14 22 А правое
13 Привод 75 10 18° I; >» правое Z
14 Привод командоап- парата 23 2,5
<1
- - - ч. — . —1 .. - - - —и. . — Wi - — - - - - - - - 4-
1 Ширине обода в глтл Материал Термообработка Примечание
.7 8 9 10
145 От. 4U/JI ГОСТ 4543-7 гзубья TB4hl,G...2,0 1 HR С 42...45 г
145 CT.40XJI ГОСТ-4543-71 Зубья|тТВЧ I,G*..2,0 HRC 42...45
130 СТ.45Л-П ГОСТ 977-75 Зубья TB4h2,0.*.2,2 Н RC 37...42
210 Ст. 40X11 ГОСТ 4543-71 Зубья TU4h2iO...2,2 IRC 40...45
210 Ст. 40ХН ГОСТ 4543-71 Зубья TB4h2,0.*. 2|2 HR С 40.. *45
130 ’ Ст. 45Л-П ГОСТ 977-75 Зубья ТВч)?2,0... 2, HRC 3?.. .42 2
50 Ст. 45 ГОСТ 1050-74 — •
•
K32535A-CO-OCI РЭ
I 2 3 4 5 6
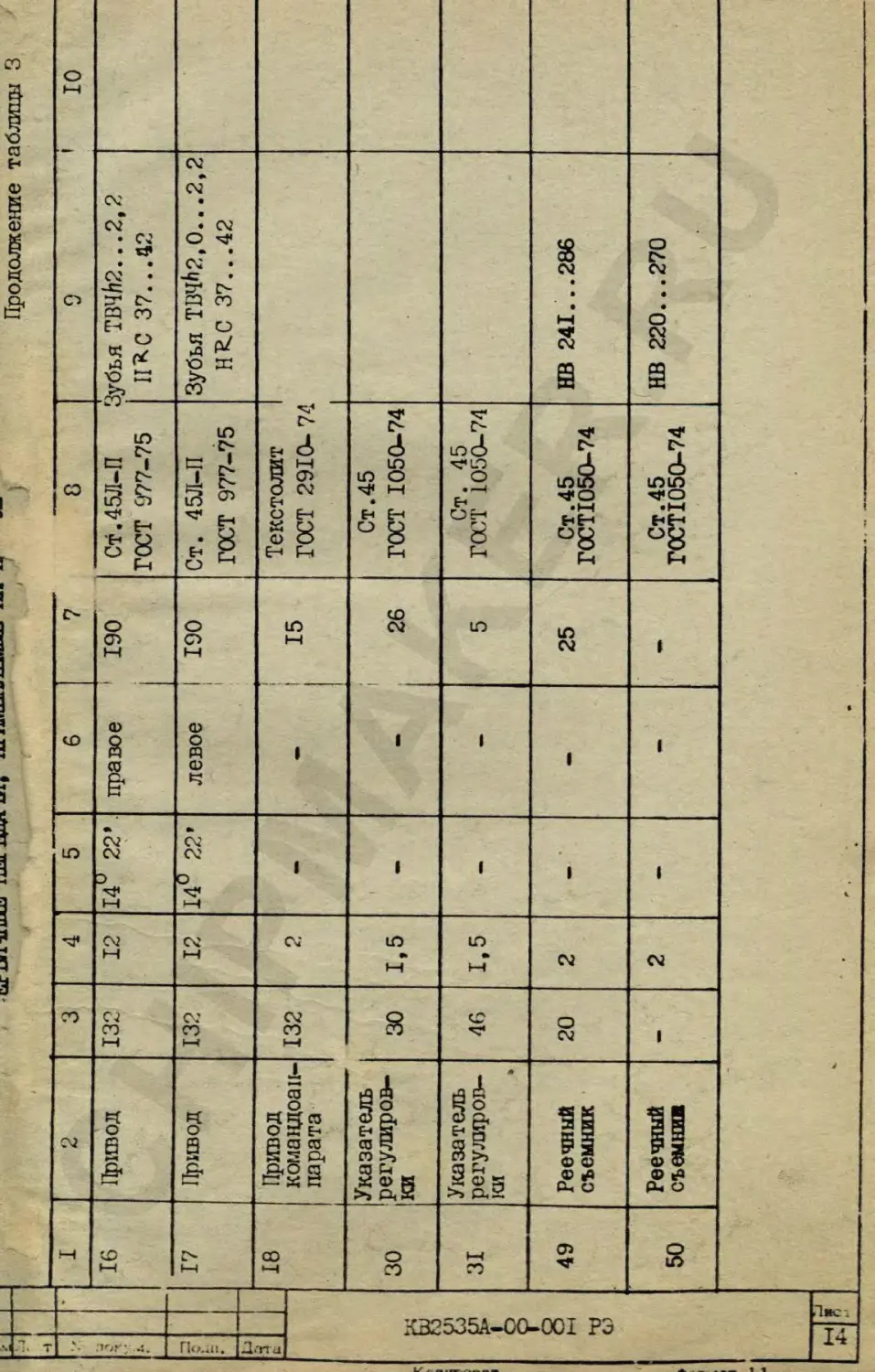
16 Прхгвод 132 12 14и 22’. правое
17 Привод 132 12 14° 22’ левое
18 Привод командоап- парата 132 2 — —
30 Указатель регулиров- ки 30 1,5 1 —
31 Указатель регулиров- ки 46 1,5 — —
49 Реечный съемник 20 2 - —
50 Реечный съемнив — 2 — —
к У
Продолжение таблицы 3
7 8 g 10
190 Ст.45Л-П ГОСТ 977-75 Зубья ТВЧН2...2.2 ПЯС 37...42
190 1 1 Ст. 45Л-П ГОСТ 977-75 Зубья TB4h2,0...2,2 Н^.С 37...42
i 15 Текстолит ГОСТ 2910-74
26 Ст. 45 ГОСТ 1050-74
5 Ст. 45 ГОСТ 1050-74
25 Ст. 45 Г0СТЮ5О-74 НВ 241...286
— Ст. 45 Г0СТЮ50-74 НВ 220...270 1
ИнЬ.ЪЬ подл.
Подпись и дата
ВэЛЙ.инь. №
Ииа.М* дубд.
Подяисф и дат^Д
L' 2. ЮО-Ов
Форма Оа.
3*
X п
| ’>4X3400 с*< ]
| Попп.
| Дж-а|
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ, ПРИМЕНЯЕМЫЕ НА ПРЕССЕ
КВ2535А -CC-OOI РЭ
Таблица 4
Поз. ал.рис.4 Куда входит Число зубьев (захо- дов) Модуль Тип Червяка Уг ол подь ема витка ‘ — Направд eJ ние витке ‘ Материал Термообработка
27 Указатель ре- гулировки 26 1,75 о* 31° 36’ - Текстолит 1ГГК ГОСТ 5-72 «ь
28 Указатель ре- гулировки 8 1,75 Архимедов 31° 36’ Правое Ст.45 ГОСТ 1050-74 Улучшение
33 Редуктор 2 5 Архимедов 11° 19’ Правое Ст. 45 ГОСТ 1050-74 Улучшение
34 Редуктор 26 к 11° 19’ Ст ♦ 9-0
* ‘ РИАЛ 109
42 43 ► Редуктор Редуктор — I 46 . . IC К > Архимедов 7° 08» 7° 08» Правое Ст. 45 ГОСТ 1050-74 Гр.ОНФ —Q ГУТАП_10 । Улучшение 7
2. 106— 68 Формя 5a.
ПЕРЕЧЕНЬ ПОДЗТТЗЗСЗ КАЧЕНИИ, УСТАНОЗЛЕННа НА ПРЕССЕ
5
>»
а
2
а
2
Таблица 5
Поз. — Класс Каличест-
DM.рис.4 Куда входит Наименование ТОЧНОСТИ - ГОСТ 520-71 во
5, 8 Муфта Подшипник 3530 ГОСТ 5721-75 0 4
21 Привод командоаппара- Подшипник 2001
- та ГОСТ 8338-75 0 •х
25, 36 Указатель регулироэ- Подшипник 29 v
ки ГОСТ 8338-75 0 2
32, 35 Редуктор Подшипник 7306 ГОСТ 333-71 0 2
39, 41 Редуктор Подшипник 8311 ГОСТ 6874- 75 0 2
40, 44 Редуктор Подшипник 211е ГОСТ 8338-75 о 2
45 Муфта Подшипник 212 ‘
ГОСТ 8338-75 0 0 2 2
51 Реечный съемник Подшипник 206 ГОСТ 8338-75
52 Реечный съемник Подшипник 204^ ГОСТ 8338-75 0 2
5
•>
*1 г!зм Лист Подл. Дата
KB2535A-00-00I РЗ
|КГ|ПИГ|
---------------• •
ПРОЧИЕ УЗЬ
ЗЮДЭДЕ В КИНЕДАП'ГЕСЮТ СТЗДУ.
я 2 о. л Таблица 6
Поз. ал. рис. 4 дуда входит Наименование и основные данные
« 7 о ем I. 2. 3. 4, 9. 15. 19. 20. Электрооборудование Установка электро - двигателя Цуфта Муфта Тормоз Приводкомандоапларата Привод командойпиарата Привод команд ©аппара- та Электродвигатель главного привода Шкив, Гр = 355 мм Маховик Др = 1140 мм Когландоанпарат на 6 цепей Звездочки для цепи пр.12,7 ГОСТ 10947-64 ют 12,7 мм, число зубьев II, наибольшая хорда 13,75глл Шарнир Гука указателя положения кривошипа
23. 24. 26. Привод Указатель регулировки Указатель регулировки Шатун Счетчик оборотов СО-45 указатель штамповой высоты Электродвигатель регулировки штамповой высоты
W ? <0 ч S л £ 1
| BaaM.iUln. Х' | И)1В.А& дубл. 1 29. 37. 46. 47. 48. 53. Указатель регулировки Ползун Установка электродви- гателя Реечный съемник Реечный съемник Реечный съемник Муфта зубчатая}?^30 /77 =1,5 Винт, резьба специальная упорная Ремень клиновой Г5300Ш ГОСТ 1284-68 Звездочка для цепи 2ПР-12,7-3180 ГОСТ 13568-75 зубьев 34. Звездочка для цепи 2ПР-12,7-3180 ГОСТ 13568-75 зубьев 22. Лоток съемника.
Hhd.S подл.| Подпись и Дита |
КВ2535А - 00-001 РЭ ГТ? 1
< -1U V ЛОКУМ. Псдп. а
г
ф
ф
aJ
о
1.3.4. Станина ( рис. 5).
Станина пресса сварной конструкции, закрытая, разъемная, состоя-
щая из стола 5, двух стоек 3 и траверсы 2, соединена в единое целое
посредством четырех стяжных шпилек I, затянутых нагорячо ( величина
и последовательность затяжки шпилек даны в разделе 2.2.). Призмати -
ческие шпонки в местах разъема стоек с траверсой и столсм предотвра-
щают их смещение в процессе работы.
Стол, опираясь лапами на фундамент, является основание пресса.'
Снизу к нему крепится гидропневматическая подушка. Сверху к столу при-
креплена подштамповая плита 4, тлеющая пазы для крепления штампов и
отверстия для штырей гидроподушкп. -
На стойках укреплены четыре регулируемые направляющие ползуна 9
и планки 10, в которых размещены винты дхя регулировки направляющих.
С помощью направляющих, выдерживая суммарную величину зазора между
ними и направляющт.ш поверхностями ползуна в пределах 0,12 - 0,20 мм
’1
X
С
I
&
2
Й
£
£
I
у
i
с
( на обе стороны) ползун выставляется параллельно столу ( подштам-
повой плите) с отклонением от параллельности не более 0,16 мм на дли-
не 1000 мм в двух взаимно-перпендикулярных направлениях.
В стойках предусмотрены окна шириной 600 мм, через которые можно
производить при необходимости подачу заготовок и удаление отштампован-
ных деталей, что значительно расширяет технологические возможности
пресса.
Вокруг окон тлеются обработанные базовые поверхности, позволяющие
крепить средства механизации и автоматизации при оснащении пресса по-
следними .
В стойках пресса тлеются также гнезда для установки уравновешива-
телей ползуна и крышки 8 для их крепления.
В траверсе монтируется весь привод ползуна, а также муфта и тор-
моз. Уступающие части зубчатых колес привода сверху и снизу закрыты
защитными кожухами.
КВ2535А -00-001 РЗ
Пест
ТЕ
КВ 2Г,.ЗГ> \-<Н»_00 I I >э Л|1,
ф
3
о
•н
см
В верхней части стяжных шпилек вмонтированы электрические на-
греватели, которые позволяют производить затяжку их до необходимой
величины, а также выводить пресс из распора в случае заклинивания
ползуна.
Для удобства и безопасности работы на верхней части пресса пре-
дусмотрены площадки, ограждение и лестница.
Внимание !
I) При эксплуатации пресса следить за величиной зазора в
направляющих ползуна, выдерживая их в пределах заданных
норм, во избежание появления задиров на направляющих и
перекосов ползуна.
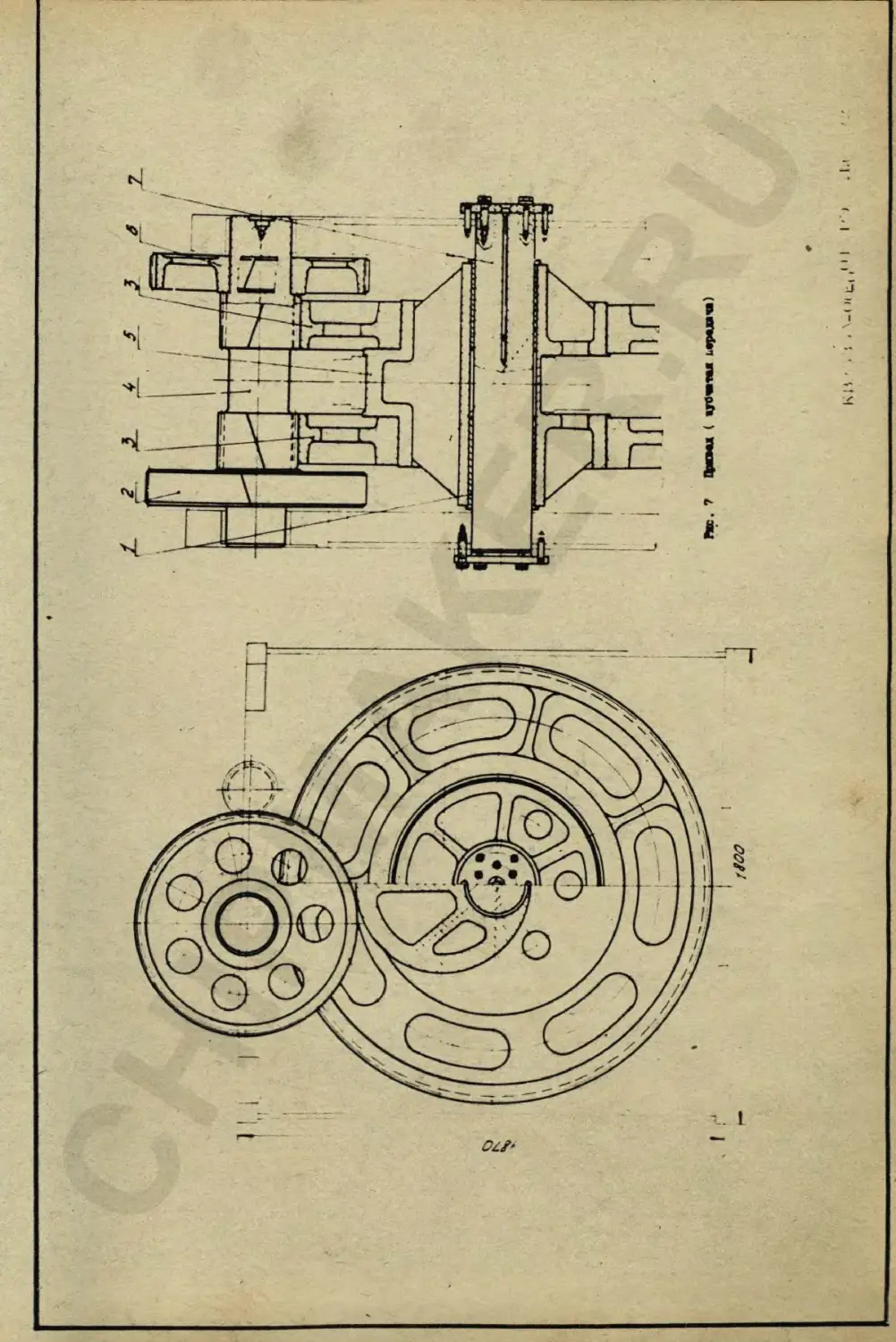
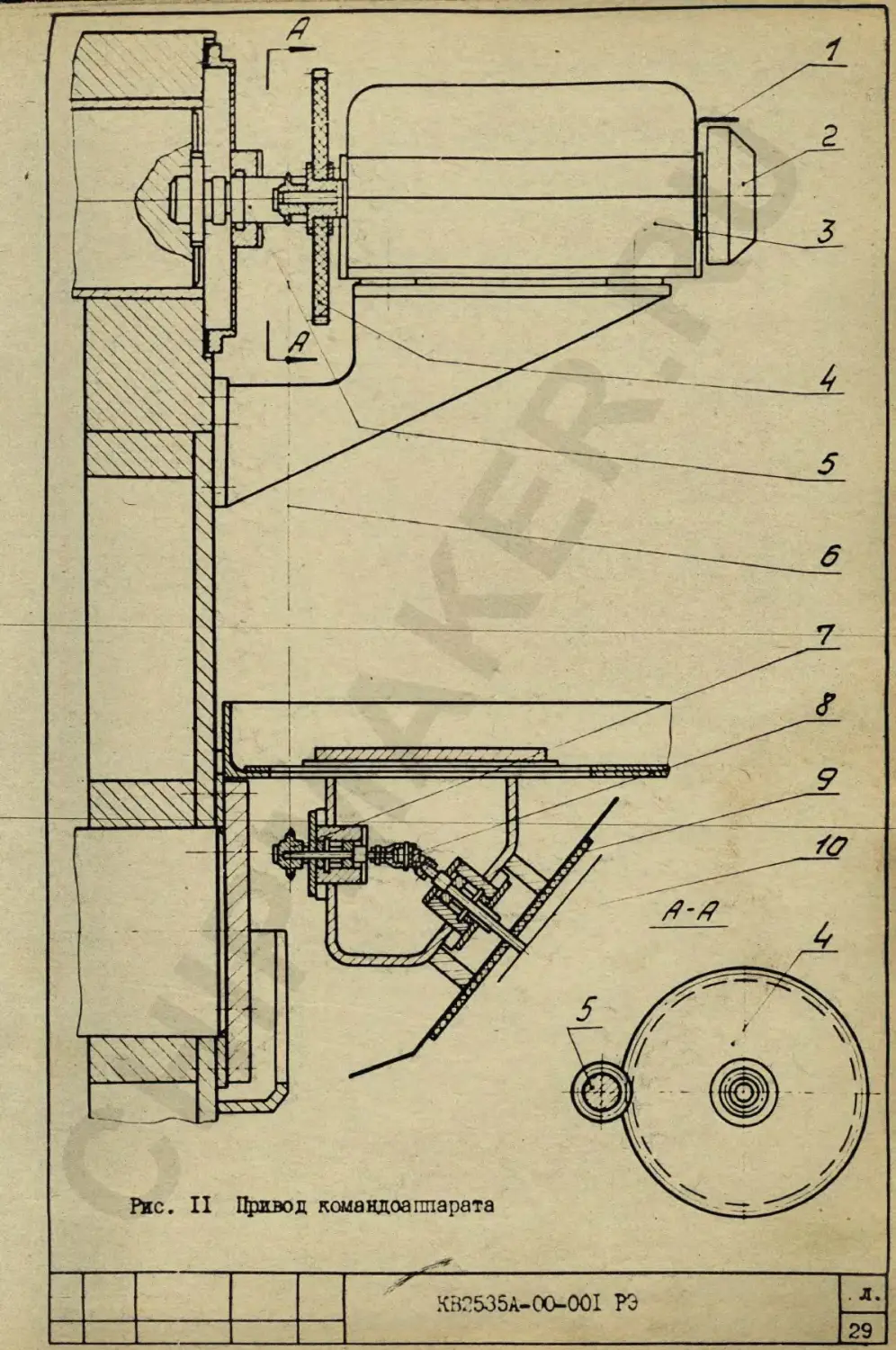
1.3.5. Привод ( рис. 6 и 7)
Привод пресса закрытого типа с расположение?/! оси и валов перпен-
дикулярно фронту пресса размещен в траверсе. Привод осуществляется
от электродвигателя 8, установленного на пожоторной плите 9, име!>-
щей возможность проворота вокруг оси 10 для обеспечения натяжения
ремней II.
Передача от электродвигателя к эксцентрику 5 - трехступенчатая:
Первая ступень - от электродвигателя через маховик и муфту на
вал муфты - клиноременпая передача.
Вторая ступень - от вала муфты на про?лежуточные валы 4 - двух-
сторонняя косозубая передача.
Третья ступень - от промежуточного вала к эксцентрику с по -
саженными на него зубчатыми колесами 3 - двухсторонняя косозубая
зубчатая передача.
СМазка привода - комбинированная от централизованной системы.
Для обеспечения быстрого останова маховика при/уключеннсм электро-
двигателе главного привода предусмотрен тормоз маховика с пневмати-
ческим включением.
§
с
*
в
Лист
* докум.
К32535А-00-001 РЭ
20
Рас. б Цржвод ( клхнореыенная передача )
КВ2535Л-00-001 PS
1
<
3
4
о
4
I) При монтаже гризодв необходимо следить, чтобы глазную
ось 7 устанавливать так, чтобы смазочные канавки на
ней распслагалнсь горизонтально справа относительно
фронта пресса.
2) Категорически запрещается пользоваться тормозом махови-
ка при включенном электродвигателе главного привода.
3) Be допустимо попадание масла на клиновые ремни.
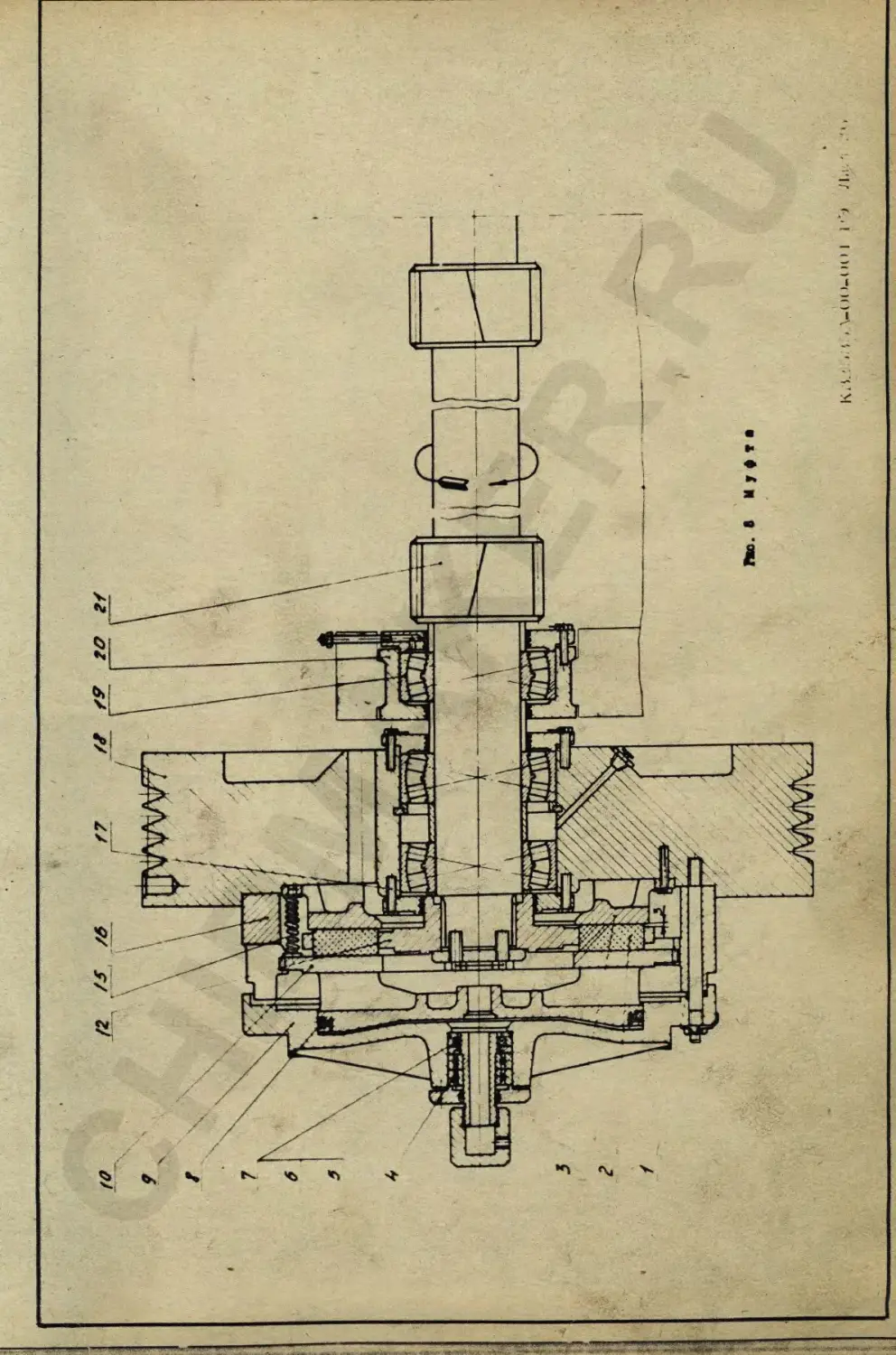
1.3.6. Муфта и тормоз ( рис. 8 и 9).
«
5
$
1
£
а
<2
У
ЭДуфта включения и тормоз пресса, фрикционные однодисковые, с
пневматическим включением, смонтированы консольно по краям вала махо-
вика 21- Корпус 16, крышка 9, поршень 10 и ведущий диск 3 вращаются
вместе с маховиком 18 на двух сферических роликоподшипниках, уста-
новленных на валу маховика 21, который вмонтирован на подшипниках в
^зъемных опорах траверсы.
Уплотняющим элементом в пневматических цилиндрах являются шну-
ры 8 и 28.
фрикционным элементом в дисках муфты 12 и тормоза 29 являются
вставки овальной формы 2, расположенные в гнездах диска муфты 12 и в
таких не гнездах диска тормоза 29 и перемещающиеся в этих гнездах
вдоль оси муфты и тормоза при включении и выключении последних.
Включение муфты осуществляется подачей сжатого воздуха в полость
цилиндра муфты, при этом вставки 2 зажимаются между поршнем 10 и ве-
дущим диском 3 с усилием нажэтпя, обеспечивающим передачу муфтой но-
минального крутящего момента при давлении воздуха в цилиндре муфты
4 кГ/см2.
включение муфты обеспечивается сбросам воздуха из ее тпигстндра t
при этом пружинами 15 поршень возвращается в исходное положение до
упора в винты II.
§
в
е
Изм Лист X’ локум. Подп. Дата
K3C535A -00-001 РЗ
23
Внимание !
фи эксплуатации муфты крайне важно следить за там, чтобы:
I) Зазор между деталями 3 и 12 был установлен равным 4 мм
за счет кольцн 17.
2) Ход поршня 10 был установлен в пределах 2-3 мм (дости-
гается регулировочными ааибами I).
3) фи износе вставок 2 на величину 3 мм необходимо удалить
одну шайбу I, при износе еще на 3 мм должна быть удалена
следующая шайба и т.д. Наибольший допускаемый износ вста-
вок по высоте до 12 мм, при этом вставки должны быть за-
менены новыми.
Растормаживание тормоза осуществляется также подачей воздуха в
его цилиндр, фи этом поршкнь 27 через болты 26 отводит тормозной
диск 31, освобождая вставки 2. Торможение производится пружинами 24,
зажимающими вставки 2 между диском 31 и корпусом тормоза 23, жестко
прикрепленным к траверсе пресса. .
Регулировка затяжки пружин тормоза ( а следовательно и величины
тормозного момента) осуществляется поджатием кольца 25. Величина за-
тяжки контролируется размером "Т". Для обеспечения номинального тор-
т
I
*
ё
S
4
“7
§
О
=
мозного момента величина Т=32, при этом необходимое для растормажива-
ния давление воздуха составит 3 кГ/см2 ( минимальное).
Внимание !
фи эксплуатации тормоза необходимо следить за тем, чтобы:
I) Зазор меж,ду дискал 29 и корпусал 23 был выдержан равным
4 мм ( достигается за счет длины распорной втулки 22).
2) Ход поршня 27 был установлен в пределах 2-3 мм (достига-
ется регулировкой винтов 32).
3) Размер "Н" .между крышкой 30 и поршнем 27 был установлен
равным 6 им ” ( достигается при монтаже поршня, гайками на
винтах 26).
4) Размер "Т" не должен превышать 32 мм.
5) Максимальный износ вставок не должен превышать 12 мм, причал
при износе вставок на величину 3-4 ш должна быть обязательно
проверена и подрегулирована величина размеров Т i Т.
V доку «л,
~ата
К32535А-00-001 РЭ
24
г
1
4
I. Чгмячдя на подачу воздуха в муфту дается микропереключателем,
установленным на тормозе и срабатывающим только при его растормажива-
нии, чем достигается отставание включения муфты от полного расторма-
Ci
живания тормоза-
2. Опережение выключения муфты по отношению к началу затормажи-
вания тормоза достигается регулировкой соответствующих кулачков ко-
мандоаппарата ( см.ниже), управляющего работой воздухораспределителей
муфты и тормоза.
Большие окна в маховике 18, корпусах муфты 16 и торлоза 23, а
также сквозные полости в поршне 10 и дисках 3 и 31 обеспечивают надеж-
ный отвод тепла от трущихся поверхностей. Установившаяся температура
нагрева дисков муфты и торлоза не должна превышать на 70-80°С темпера- 1
туру окружающей среды. Более высокий нагрев трущихся поверхностей
свидетельствует либо о неправильной регулировке муфты или тормоза, либэ<
о нарушении блокировки их работы, и является недопустимым при эксплуа-
тации пресса.
1.3.7. Тормоз маховика (рис. 10).
5
&
г
а
£
л
Тормоз маховика предназначен для быстрой остановки маховика,
торлсжение осуществляется подачей сжатого воздуха в цилиндр I.Поршень
2 с закрепленной в нем вставкой 3 ( одинаковой со вставками муфты и
тормоза) перемещается до упора вставки в торец маховика.Давление воз-
духа в цилиндре обеспечивает необходимое для торможения усилие прижи-
ма вставки к маховику. При сбросе давления воздуха поршень возвраща-
ется в исходное положение усилием пружины 4, установленной на винте
5, закрепленном в крышке 6. Крышка имеет отверстие для подачи воздуха
в цилиндр. Уплотняющим элементом служит манжета 7. Шпонка 8 фиксирует
поршень со вставкой от разворота.
£
5
-
Из«- Лист N, докум. Подп. Дега
KB2535A-00-00I РЭ
Когилэсвал
25
9г
— - . .. - ••— — -
Влиеохвя eomIoj, ’Пу ’oiy
।
i
повой высота с указателем ( рис. 13). фивод осуществляется от
ф
ю
А
25 и быстроходный червяк 26, установленный на двух конических ролико-
подшипниках 27 в отъемном корпусе редуктора 28. Быстроходный червяк
зацепляется с червячным колесом 29, посаженным на вал тихоходного
червяка 30, установленного на том же корпусе 28 на радиальных 31 и
32 упорных подшипниках. Зацепление червяка 30 с напрессованным на гай-
ку 2 червячным венцал 16 обеспечивается с помощью компенсационных
прокладок 33.
В корпусе 34, соединенном с -корпусом 28 редуктора, размещен
указатель величины штамповой высоты. От зубчатой полумуфты 25, сидя-
щей на валу червяка 26, через колесо 35 и червяк 36, установленный на
двух подшипниках 37 вращение при работе механизма регулировки передает-
ся на колесо 38 счетчика 39, показывающего цифровую величину штампово!
ВЫСОТЫ.
<8
Регулировка штамповой высоты осуществляется со скоростью около
25 мм/мин. в пределах 140 мм. Ограничение пределов регулировки
обеспечивается двумя бесконтактными путевыми выключателями 40, смонти-
рованными на кронштейне 41, установленном на верхнем торце стакана 15
( рис. 14). Включение и выключение выключателей 40 производится флаж-
ками 42, установленными на стойке 43, закрепленной на опоре 5.
Размещенные в стойках пресса пневматические уравновешиватели
( рис. 15), поршни 44 которых посредством штоков 45, шарниров 46,
пальцев 47 со шпонками 48 связаны с ползуном, способствуют устране-
нию влияния веса ползуна и подвешенного к налу инструмента на работу
привода пресса за счет регулируемого давления сжатого воздуха в их
цилиндра?: 49. Уплотняющим элемента.! в цилиндрах уравновепивателей
служат манжеты 50.
KB2535A-00-00I РЭ
ЛИСТ
локум.
Подп.
Дета
5
&
2
5
S
31
Оказываемые точки:
- верхний и нижний подшипники шатуна и цилиндры уравновешива-
телей обслуживаются централизованной системой циркуляционной жидкой
oi
смазки;
- резьба регулировочной пары винт -гайка, зацепления и подшип-
ники механизма регулировки смазываются жидкой смазкой, находящейся
в масляной ванне, образованной корпусом ползуна п корпуса?.! редукто-
ра.
Внимание !
£
И
5
&
i
i
5
I) Периодически контролировать величину зазоров в направляю-
щих ползуна, выдерживая ее в пределах 0,12 > 0,20 мм
( суммарный зазор на обе стороны).
2) При каждой регулировке штамповой высоты проверять и, при
необходимости, производить регулировку верхнего выталкива-
теля. Расстояние между упорами на станине и верхними торца-
ми предохранителей 22 ( размер "А") при нижнем положении
ползуна всегда должно быть не менее 405 мм ( балки выталки-
вателя при этол находится в нижнем положении).
3) Следить за давлением воздуха в цилиндрах уравновешивателей,
регулируя его в зависимости от веса верхней половины штам-
па, подвешиваемой к ползуну, в соответствии с график см
( рис. 16).
4) При ремонте или замене деталей ползуна следить за тем,
чтобы:
- размер "Б" был выдержан в пределах 0,10 ♦ 0,15 мм;
- показания счетчика строго соответствовали фактической
величине штамповой высоты; установку цифровых показаний
счетчика производить при нижнем положении ползуна без
инструмента и при максиамльном давлении воздуха в щиинд-
£
К32535А-00-001 РЭ
!зх Лмс1 5й докук
Подл. Дата
Копировал
Формат Ц
32
KB I |‘Э Д|. V I 5
Pic. 1Л Мплкжж регул I-'ti»<
РНс.
15
ползуна
К32535А-00-001 РЭ
Рис. 16 График настройки уравновешивателай
ползуна
—
К32535А-00-001 РЭ л. 37
L
2
$
Ф
dJ
О
01
5
&
5
1.3.10. Гидропнешатпческая подушка.
Ищропнезшатическая чодупка предназначена для прижила заготсет
и выталкивания изделия из нижней половши.' штампа в процессе штамповки,
так как гидропсцу’шка поставляется по особому заказу за отдельную пла-
ту, то при укомплектовании пресса гидро по душкой докут*енты последней
прилагаются отдельно.
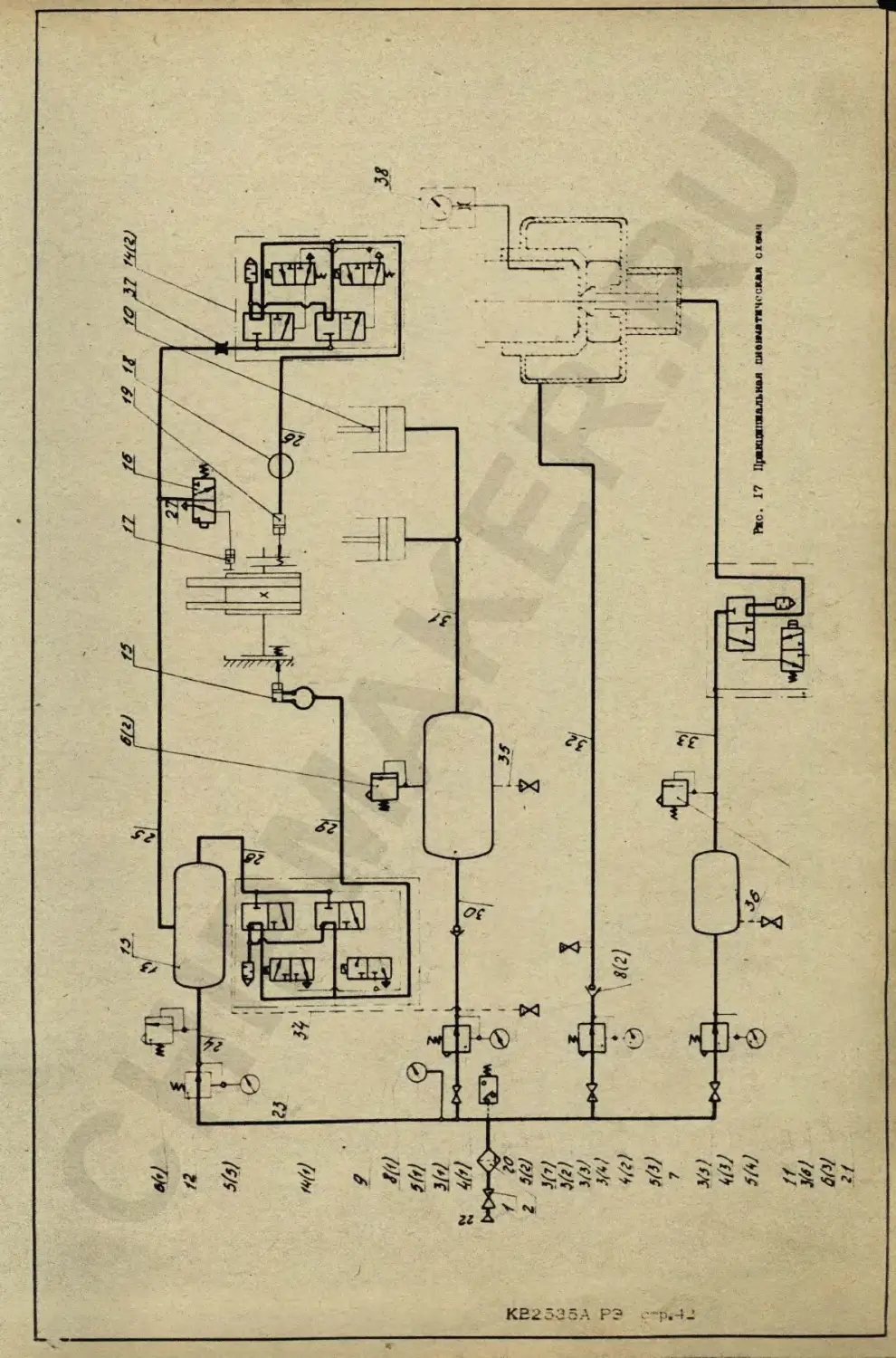
1.3.II. Пневматическая система ( рис. 17)
Пневматическая система обеспечивает работу муфты включения,тормо-
за, тормоза маховика, уравновешивателей ползуна и глдропнев::атическои
подушки. Исходя из этого, воздухопровод пресса насчитывает четыре
основные магистрали:
- муфта ( с тормозом и тормозом маховика),
- уравновепиватели,
- подушка,
- клапан ( пневматический цилиндр переливного клапана).
В каждой из этих магистралей предусмотрена регулировочная и контроль-
ная аппаратура, расположение и характеристики которой даны на принци-
пиальной пневматической схеме ( рис. 17) и в перечне к ней (табл.7).
Нормы настройки регулирующей и контролирующей аппаратуры даны в табл.8.
Конструкция, работа и рекомендации по обслуживанию отдельных ап-
паратов пневматической системы даны в приложении.
ПЕРЕЧЕНЬ К ПРИНЦИПИАЛЬНОЙ ПНЕВМАТИЧЕСКОЙ СХЕЛЕ
Таблица 7
Поз. см.рис. 17 Обозначение Наименование Кол. Примечание
I 2 3(1)...3(7) 4(1)...4(3) B25-I6 B4I-I6 315-16 B57-I4 Вентиль ГОСТ 9086- 74 Вдагоотделитель Вентиль ГОСТ 9086-74 Регулятор давления I I 7 3 Ду 25 мм Ду 25 мм Ду 15 мм Ду 15 мм
K32535A-00-00I РЭ Лист 38
Лист *.? локум. Подл. Дата
Копжровал
Формат 11
г Продолжение табл. 7
5 Поз.то Обозначение см.рнс.18 Наименование Кел. Примечание
5(1)... 5(5) 101-60/1-10x2,5 Манометр Г0СТ8625-77 5
6(1)...6(3) D-КЛЛ 25/10 Клапан предохранитель- л
ф ф - 1ГДЙ 3
Q 7 KP9I-7-IO-OOI Под/лка гидропневмати- По особому зала-
ческая I зу
oi 8(1)...8(2) B5I-I4 Обратный клапан 2 Ду 15 мм
i 9 УД-2074 Ресивер I =0,446 м3
10 K3535A-32-00I Уравновешиватели пол-
зуна 2
II УД-2077 Ресивер I =0,038 м3
12 B57-I6 Регулятор давления I Ду 25 мм
13 УД-2458 Ресивер I =0,085 м3
14(1),14(2) У-7124А Клапан трехходовой 2 Ду 25 ил
сдвоенный сблокирован-
ныи
15 KB2535A-23-00I Тормоз I
> s 16 ВВ-32Ш Вентиль электропнев- 2 1шт входит
матичесштй постоянного в У—I8QA
тока на 24в
A 17 У-48Д Тормоз маховика I
E 18 Воздухоподводящая
5 головка I
& 19 {B2535A-22-00I Муфта I
z i 3 20 6C57-5I Реле давления I
21 У-180А Клапан 3-х ходовой I
• 22 Подводящая магистраль I Труба Iм
Вэам 23 Коллектор I Труба I”
24 Линия ресивега муфты-
§ тормоза I Труба I
25 Линия воздухораслое дели- теля му'рты ‘ I • Труба I
c 26 Линия му^ты I Труба I"
I 27 Линия тоомоза маховика I Труба MIC _
_ _ Лист*
a 3 KBZO.ttA-UOOUl го
•£ Дзм Лист Nfc докум. Подп. Дата kJ □ |
К^гиплжал Формат 11
Продолжение табл. 7
й Поз. зм.рис.18 Обозначение Наименование Кол. Примечание
28 линия воздухораспре- делителя тормоза I Т^уба I"
ф 29 Линия тормоза I Труба Iм
ф о 30 Линия ресивера у;лвнозешвателей I Труба 1/2”
СМ 31 линия уоавновеппвате- лей I Труба I 1/2
I 32 Линия подупки I Труба 1/2"
33 Линия удерживателя П0Д"ПКИ I Труба 1/2"
34,35,36 Линя слива 3 Труба 1/2"
37 K2535A-4IA-429 дроссель I
38 У-54Б Кран манометра I
НОИБ НАСТРОЙ! АППАРАТУРЫ ПНЕЗ.МАТИЧЕСКОЛ СИСТЕМЫ
Таблица 8
1 подпись и дата Поз.см. рис. 17 Наименование настраивае- мого аппарата На отпаиваемое давление Контролирующий аппарат. Лоз.см. рис. 17
4(3) 4(2) 4(1) 6(1) 6(2) 6(3) 12 20 Регулятор давле:-:ля линии удерживателя портки Регулятор давления линии подушки * Регулятор давления линии уравновешивалелей ползу- на Клапан предсхванитеди- ный Клапан поедсхоанитеди- ный Клапан шэедохпанитель- ный Регулятор дав.тения .линии муфты-тормоза Реле давлег^я По паспорту ПО^-ДИИ По паспорту подупки согласно графи- ку рис. 16 4,5 кГс/сгл2 5 гТс/ал2 . 5 :-*Тс/ал2 4,5 кГс/сг.12 4,0 кГс/см2 5(4) 5(3) 5(2) 5(5)
5 ’ £ С
в в 5 i
с § I
§ э D
I32535A-00-00I РЭ Кошфовал Формат 11 Пист
40
4зьи Лист Хе докум. Подл. Дата
г
СО
CD
ci
см
5
а
ё
?-
*
в)
ё
Внимание !
i)
2)
3)
тематически контролировать нормы
регуляторов давления и предохра-
Сливать конденсат из ресиверов и влагоот делителя, устано-
вив периодичность сливе в зависимости от состояния воздуха,
подводимого к прессу.
Настройка на необходимые давления производится регулятора-
ми давления через окна в стойках:
I. В
2. В
3. В
4. В
сети
сети
сети
сети
муфты- открыв дверцу с номером I.
уравновешивателя- открыв дверцу с номером 2.
подушки- открыв дверцу с номером 3.
удерживателя- открыв дверцу с номером 4.
*
Лэ* Лист N» докум. Подл. Лага
KB2535A-00-00I РЭ
Лист
ГГ
Кописюллл
KEZ335A P? P.4 J
г
«
1
& •
4
о
ei
1.4. СИСТЕМА СМАЗКИ.
I.4.I. Смазка пресса - комбинированная:
- непрерывная смазка от централизованной системы циркуляцион-
ной жидкой смазки ;
- периодическая густая смазка отдельных точек, производимая
вручную.
1.4.2. Все точки, подлежащие смазке, указаны на карте смазки
( рис. 18). Перечень этих точек с указанием способов смазки, периодич
ности, количества подаваемой смазки, марок смазочных материалов и
др. дан в табл. 9.
1.4.3. Централизованная система циркуляционной жидкой смазки
5
%
*
5
обеспечивает, за исключением ряда подшипников качения, все основные
механизмы пресса. Принципиальная схема централизованной системы и
перечень основных элементов этой системы даны на чертеже схемы
К2535А-5Ш-002ГЗ.
1.4.4. JfcHHue по устройству, описание работы и указания по
монтажу и эксплуатации централизованной системы циркуляционной жид-
кой смазки и элементов, ее составляющих, приведены в приложении.
Вни м а ятге’“Г~'
Строго соблюдать указанные в табл. 9 режимы смазки.
«
KB2535A-OOOOI РЭ
Лз>-< Лист
S* докум.
Псдп. Дега
Копиром,!
Формат 11
20
Bio. IB Карп смвакж
Ди обеспеааяхж беаперебовжо! работы пресса
oodxojQMO строга* оойпдажж* р*ком*кдуем<х
ражвюа смаакж
КВ.'. . 3 > ,-lJl -I К I I
1 I
ПЕРЯЧШЬ ТОЧИ СМАЗИ ( рве. 18 )
Таблица 9
Позиции см. рже. 18 ж рже. 19 Нашенование смазываемых узлов Способ смазки Периодичность смаакж Дом ежихи Марка смазки Ираме чакже
vix уыорвв- аого w rtrwR ди тржжчесхо- ГО климата
1.7 Опоры эксцентрика От централжво- ванной системы циркуляционной жидкой смазки Напрерыэ- 147,6 х 2-295,2 <м’/йп Масло индустри- альное ИБО ГОСТ 20799-75 Масло индуст- риальное из сернистых неф- тей В-50А ГОСТ 20799-75 Полная смена сам аки но реже 2-х раз в год
12,13,14, 15 Полив зубчатых колес но 98,4 х 4-393,6 <м’/Мжн
3.4 Верхняя головка оатуна 196,8x2- 393,6 см’/мии
:-,г, 8,9,10,11 itaoiKK головка шатуна 49,2 см’/ мин
опоры промежуточного вала 98,4x2- 196,8 см’/мии
Панравлящне ползуна 10,25x4 - 41 см’/ мин
16,17 цилиндры уравновешивателей ползуна t ' ' * 0,49x2 - 0,96 см’/мжя
18 Червячные передача ж подажлгага меха- низма регулировки ползуна Масляная ванна
19.20,21,22 23,24,25 Поджпоиа электроджгателей командо- агларата ж указателя закрытой высоты закладывается вручную 2 рем в год 2/3 объема смазочной камеры Солидол УС - 2 1033-73 ЦИЛЛЫ - 203 ГОСТ 8773 - 73 Ц>«мнвка поддан ников и полная
26 Подии пни ки подводящей головки ЕЬржцем через масленку I ре а 10 сма
27 Поддиляики маховика в месяц 60 см3
28,29 Подлинники вала муфты 40x2 - 80 см’
Цримечакие: I) Периодичность ручной смазки указана из расчета 2-х сменной
работы пресса.
2) йхкость бака В - 120 л.
КВ2.Г,35А-О( ‘-ОО I |’Э
Ли г 46
a.
£
Ф
©
О
I
1.5. ЭЛИхТРООБОРУДОВАН;E
1.5.I. Общие сведения.
Электрооборудование пресса состоит из:
- трех короткозамкнутых асинхронных электродвигателей, обеспе-
чивающих работу главного привода пресса, механизма регулирования
штамповой высоты и централизованной смазочной системы; !
- аппаратуры управления и контроля, расположенных на прессе;
- пультов управления- главного, вспомогательного и переносного
( поставляемого по требованию заказчика);
- панелей управления с электроаппаратурой, размещенных в отдель-
ном шкафу.
1.5.2. Указания по монтажу.
Установку элементов электрооборудования, демонтированных
виям транспортирования прессов, производить в соответствии с
чертежа-
ми, прилагаемыми к руководству.
Установку электрошкафа производить в любом удобном для обслужива-
ния месте, определяемом планировкой цеха.
Провода и кабели, необходимые для соединения разветвительных коро-
бок, установленных на прессе, с электрошкафом заводом- изготоштелем
5
&
5
не поставляются.
1
2
с
й
i
а
1.5.3. Данные по устройству, описание работы и блокировок, а
также указания по эксплуатации электрооборудования и элементов, его
составляющих, приведены в приложении.
£
*
-г
§
о
Изы Лист V локум. Подл. Дета
СВ2535А-00-001 РЭ
47
Копяровал
Фосмат 11
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Лэк Лист N? док ум.
Подп.
KB2535A-00-00I РЭ
Дата
Копировал
—
2.1. УКАЗАНИЯ ’.ЕР БЕЗОПАСНОСТИ.
Л
©
«А
о
ci
2.1.I. Конструкция пресса и отдельных его механизмов обеспе-
чивает безопасность работы оператора и обслуживающего персонала при
соблюдении ими требований настоящего руководства и общих правил техни-
ки безопасности при работе на кривошипных прессах.
2.1.2. 3 соответствии с техническими условиями безопасности
на кривошипные пре с сьГттреду смотрены^ -------'
- Фотоэлектрическая защита опасной зоны ( штампового простран-
ства) во время хода ползуна вниз ( поставляется по требованию заказчи-
ка). При попадании рук оператора в эту зону ползун останавливается.
- Двухкнопочное ( двумя руками) включение муфты, которое может
осуществляться с одного или двух пультов управления одновременно в
зависимости от числа операторов, обслуживающих пресс. При этом не-
обходимо, чтобы одновременно были накаты кнопки на каждом из исполъзуе -
мых пультов и чтобы эти кнопки были удержаны в нажатом положении до
полного опускания ползуна вниз, т.е. до тех пор, пока попадание рук
в штамповую зону опасно.
- Система электрических блокировок (см.1.5.) рабочих и вспомо-
гательных механизмов пресса, запрещающая работу при возникновении
каких-либо неполадок в работе и во взаимодействии этих механизмов или
при нарушении подачи энергоносителей ( электроэнергия, сжатый воздух)
к прессу.
- Сдвоенная конструкция воздухораспределителей муфты и тормоза,
исключающая ( наряду с электрической блокировкой) возможность сдваива-
ния ходов ползуна в случае неисправности воздухораспределителей.
- Безопасный верхним выталкиватель в ползуне ( см. 1.3.9)
- Площадки с окантовкой, ограждение с лестницей, позволяющие
обслуживать узлы и механизмы, расположенные на большой высоте.
- Блоки безопасности, обеспечивающие безопасность при доводке
и ремонте штампов на прессе.
Изм Лист
K32535A-00-0CI РЭ
Лист
49
£
©
ё
о
ем
- Указатели усилия, положения кривошипа и фактической штам-
повой высоты.
- Встроенное освещение штамповой зоны.
2.1.3. Блок безопасности состоит из корпуса I с рукояткой и
ввернутого в него винта 2, что позволяет регулировать общую длину
блока. С корпусом цепочкой 3 соединена вилка штепсельного разъема 4.
Блок устанавливается на кронштейне 5, жестко закрепленном на станине
пресса, и положение его фиксируется пружиной 6. В верхней 7 и нижней
8 плитах штампа должны быть предусмотрены площадки размером 150x150мм
(или i 150 мм) для установки блоков при доводке или ремонте штампов
непосредственно на прессе. Для съема блока с кронштейна необходимо
вращением гайки штепсельного разъема (4) разъединить разъем. При
этом разрываются цепи пресса (см.1.5.). Пресс может быть пущен в ра-
боту только после установки блоков на место и соединения разъемов
(рис.20
*
о
5
§
2
Ч
Внимание !
I. Включение пресса ножной педалью разрешается если:
а) конструкция штампа или наличие защитных решеток не
позволяют ввод рук оператора в опасную зону пресса;
б) необходимо удерживать заготовку обеими руками вне
рабочей - опасной зоне пресса.
2. Периодически проверять работу блокировочных устройств.
3. Систематически следить за чистотой линз фотозащиты.
4. Категорически запрещается:
---чистка, регулировка, мелкий ремонт пресса или его отдель-
ных механизмов при включенном главном двигателе или вра-
щающемся маховике;
- смазка индивидуальных точек ручной смазки при включенной
схеме управления (автомат в эл.шкафу);
- находиться на площадке пресса при
ке;
- работа с включением от педали при
ций, не исключающих попадание рук оператора в
незаторможенном махови-
*
выполнения любых опера-
опасную зону;
- доводка или ремонт штампов на прессе без применения бло-
ков безопасности.
5. Любые работы, связанные с частичной разборкой, подтяжкой
крепежа и т.п. узлов муфты, тормоза, уравновешивателей,
тормоза маховика, гидроподушки и элементов пневмосистемы
должны производиться при отключенных от цеховой сети ма-
КВ2535А-00-001 РЭ
С>0
Рис. 20 Блок безопасности (а) х схема его установи
в штампе (б)
K32535A-00-00I РЭ л. 51
2
a
3
©
(A
О
гистралях воздухопровода и открытых вентилях спуска воз-
духа (конденсата) в соответствующих линиях воздухопрово-
да.
6 ) фи регулировании муфты и тормоза следить за обеспечением
равномерной работы крепежных и регулировочных элементов,
уделяя особое внимание равномерной регулировке гаек на вин-
тах, соединяющих порпень тормоза с нажимным диском.
7 ) Все регулировочные и ремонтные работы должны производить-
ся только при никнем положении ползуна.
аЗСД. ЭКСЛЛ 3IZC К».И- ~Г£ -‘2, 7-ЗЛ-6Н / . . IL
о ЗТ*3 <
K32535A-00-00I РЭ
Пвст
52
Формат 11
I
о
•ч
ci
В*
2.2. ПОРЯдСК УСТАНОВКИ
2.2.1. Пресс отгружается заказчику частично разобранным с
целью уменьшения веса и габаритов при транспортировке.
2.2.2. Все неокрашенные поверхности деталей прессов покрыты
антикоррозийным составом, который при установке и монтаже пресса
должен быть удален.
2.2.3. При распаковке должна быть произведена проверка комп-
лектности в соответствии с установленным комплектом поставки (см.3.5)
и товаросопроводительной документации.
2.2.4. Транспортирование пресса может производиться в гори-
зонтальном или вертикальном положении в соответствии со схемами при-
веденными на рис.21. При транспортировании необходимо демонтировать
те элементы пневмосистемы, системы смазки и электрооборудования,
которые могут быть повреждены чал очными средствами. Выбор чал очных
5
%
5
2
с
8
с
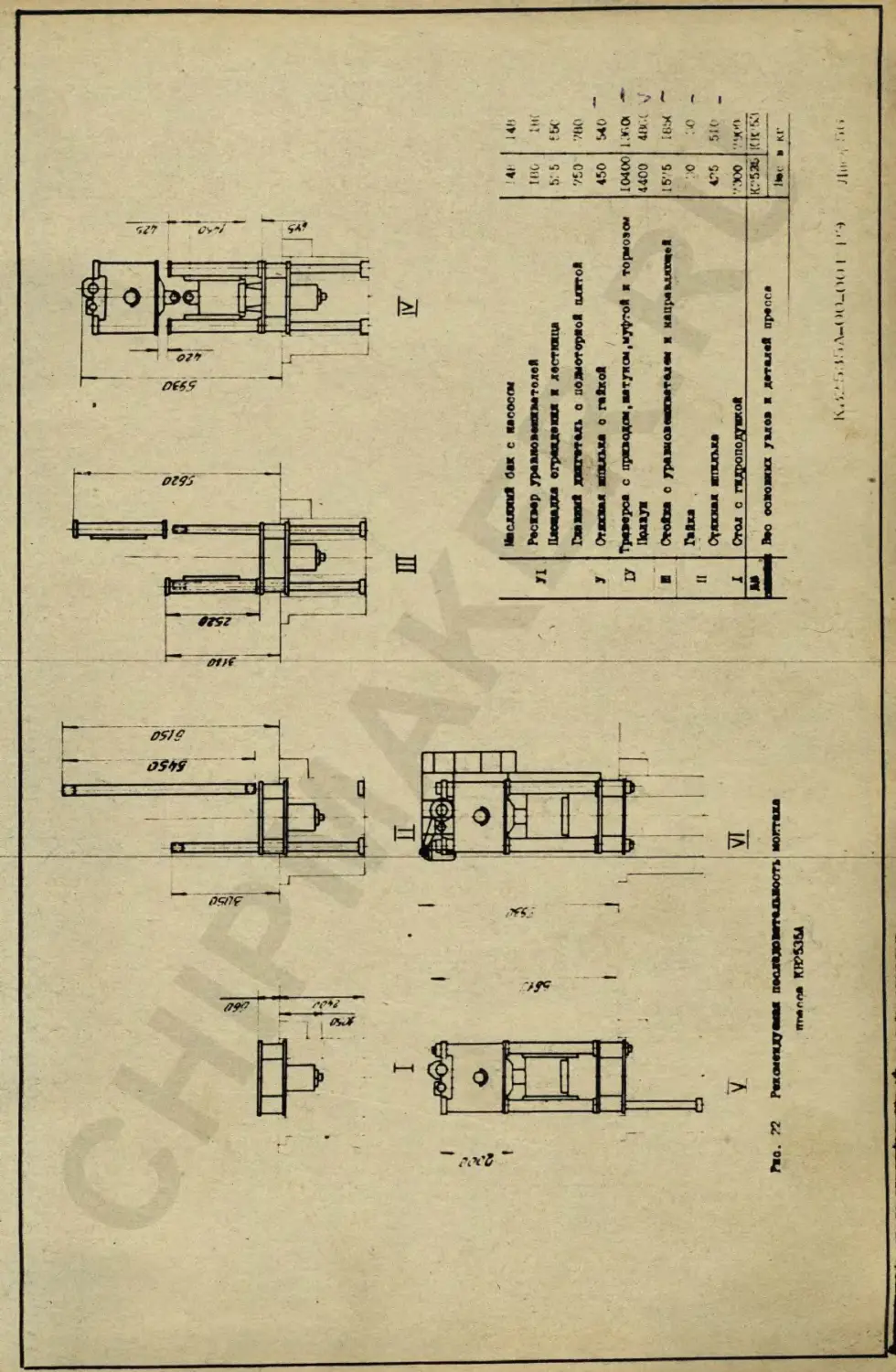
средств производить в соответствии с массой транспортируемых узлов
г
и деталей (см.рис.22). При монтаже пресса угол между стропами па-
лочных средств не должен превышать 40°.
2.2.5. Пресс устанавливается на фундаменте и крепится к не-
му четырьмя фундаментными болтами. В зависимости от условий завода
фундамент может быть индивидуальным или траншейного типа. На прилага-
емом к руководству чертеже строительного задания на фундамент даны
все необходимые данные для проектирования индивидуального фундамен-
та. При подготовке фундамента необходимо иметь в виду, что:
- внутренние размеры ямы фундамента установлены из условий
нормального обслуживания и ремонта расположенных ниже уровня пола
узлов пресса, снабженного гидропневматической подушкой;
- глубина заложения фундамента, толщина его стен, а также не-
обходимость армирования определяются расчетом в зависимости от со-
стояния грунта;
§
о
с
Л
с
5
KB2535A-OO-OCI РЭ
Копило»0'
Фоомат 1 1
МвсляшЯ бах с аасоссм 41 14В
п Распар уравяомяхыталей IHG 1Ш
Пмжадха огрвхдаквл а ласткжцд 5: 5 fW
Гхааххй яисгатеигк о иомотараой опто* 7£0 741(1
J Отхххал шпиъха о гайкой 450 540
1У Траэарса с приводя», ватуасм.муфтой * то[»оэом 10400 l.F.Ot
1км ауж 4400 41k. (
СТоЙха с уравмов«аогватал4м а капрашисвцей 15"5 ItiiX
II Гайка '.'.0 :o
Стхххал агпикка 4?5 510
X Стол с гхдроподушкой
м 1 Вас осховхкх уалаа а деталей пресса K."53t К It !ki
Jia< КГ
Необходимо для демонтажа
Рис. 24 Минимальные расстояния, необходимые для
полно! разборки привода без демонтажа
траверсы .
КВ2535А-00-001 РЭ
57
г
i
4
5
о
-4
ci
HCfiCESLi К РЕКОМЕНДУЕМОЙ ПОСЩЮВАТЕЛЬЭОСТИ
МОЕГАЕА ( рис. 22)
I. Установить стол с гидроподушкой на фундамент, выставить по
уровне, подлить и затянуть фундаментные болты, после чего еще раз
проверить горизонтальности плоскости стола.
П. Опустить в колодцы стола стяжные шпильки и навернуть на
них нижние гайки.
Ш. Установить на столе стойки со смонтированными в них урав-
новешивателямл ползуна и задними направляющими, центрируя их по шпон-
кам в столе.
1У. Положить на стол лист и выставить на домкратах ползун, вы
дерхивая указанные на схеме размеры, предварительно вывернув регули-
ровочный винт ползуна до полного выхода отверстия в нем на срез ползу-
на. Установить траверсу с приводом, муфтой, тормозом и шатуном на
стойки, центрируя ее по шпонкам в стойках. Цри этом эксцентриковые
колеса и шатун должны быть предварительно выведены в крайнее верхнее
положение м надежно застопорены от самопроизвольного проворота и
опускания. Смонтировать передние направляющие, установить суммарный
зазор в них в пределах 2-3 мм.
Внимание !
Перед монтажом муфты рис. 8 и тормоза рис. 9 необходимо
тормоз демонтировать с вала муфты, для чего: с корпуса
23 снять пакет состоящий из крышки 30, кольца 25, поршня
27 и других мелких деталей. Вынуть вставки 2; снять диск
29 и корпус 23. Монтаж тормоза на прессе ведется в обрат-,
ной последовательности.
У. С помощью домкратов приподнять ползун (на 5 мм) до совпаде-
ния отверстий в регулировочном винте и шатуне и соединить их пальцем.
С помощью электродвигателя механизма регулировки поднять ползун до
указанного на схеме размера. Поднять стяжные шпильки, одновременно наворачивая на них гайки, использовав для этого удлиненный рым-болт
КВ2535А-00-001 РЭ Лист О
Нам Лист N* док ум. Пс дп. Дата
КОПИООНАЛ
«о
или трос, предварительно пропущенный через кольцы в траверсе.
У1. Смонтировать электродвигатель с подмоторной плитой на
2
а.
©
ei
2
траверсе пресса, воздухораспределители и остальные узлы, заь_сти под-
штамповую плиту. Соединить штоки уравновешивателей с ползуном. Про-
верить величину затяжки пружин тормоза и удалить фиксатор от проворо-
та эксцентриковых колес. Затянуть нагорячо стяжные шпильки, для чего:
I. При холодных шпильках полностью выбрать зазор между верх-
ними гайками и траверсой, а также между нижними гайками и столом.
2. Нанести риску на нижнем торце шпильки, и на торце нижней
гайки через 264° в направлении против часовой стрелки нанести вторую
риску ( рис. 23).
3. Нагревая стяжные шпильки'с помощью встроенных в них
электронагревателей довернуть нижние гайки в направлении по часовой
стрелке до совмещения рисок на гайках
с рисками на шпильках.
Последовательность затяжки-
Гайка
5
&
г
1
i
У
—г
§1
либо одновременно все шпильки,
либо по диагонали ( передняя
левая- задняя правая,передняя
правая-задняя левая).
Отрегулировать зазоры в направля-
ющих ползуна,выдержав параллель-
ность его нижнего торца плоскости
стола ( подштамповой плиты).
Проверить герметичность систем смазки и воздухопровода и устра-
Пинт
264
Рис. 23
нить утечки.
Изы Лист V докум.
Подп.
Дата
К32535А-00-001 РЭ
Пист
К оптовая
5а
о
-2
о
I
2.3. ПЕРВОНАЧАЛЬНЫЙ ПУСК
2.3.1. Общие сведения.'
Требования, излохенные низе, обязательны при пуске пресса б
эксплуатацию после монтажа, а также после ремонта или длительного
перерыва в эксплуатации.
2.3.2. II. пл тян быть выполнены указания по подготовке к перво-
начальному пуску, изложенные в разделах 1.4. Система смазки и
1.5. Электрооборудование.
2.3.3. Подготовка к первоначальному пуску проводится в следу-
ющем порядке:
- Заполняют смазкой все точки ручной смазки в соответствии с
картой смазки.
- Произвести опробование работы централизованной системы
циркуляционной жидкой смазки, в течение которого проверить правиль-
ность настройки всех ее элементов. В процессе опробования заполнить
маслом ванну в корпусе ползуна ( см. 1.3.9 и рис. 13), уровень масла
в которой должен находиться примерно на середине маслоуказателя в
корпусе редуктора.
- Проверить уровень масла в гидропневматической подушке.
- Залить в каждый из цилиндров уравновешивателя по 1,5 л масла
той же марки, что и в централизованной системе жидкой смазки.
- Проверить правильность настройки элементов пневматической
системы.
- Цроверить величину зазоров в направляющих ползуна.
- Произвести опробование механизма регулирования штамповой
высоты и убедиться в работе ограничителей регулировки и в правиль-
ности показаний указателя.
- Произвести проверку блокировок, предусмотренных электрической
схемой пресса.
i
В
1
Изы Лист N? докум. Псдп.
KB2535A-OO-OOI РЭ
Лист
бо"
Копиревал
Формат 11
- Установить переключатель режимов работы в положение "Налад-
ГОСТ 2. 106-68 Формл Вл
ка".
- Включить главный двигатель и слегка разогнать маховик,
убедившись при этом в правильности направления его вращения ( по
стрелке на торце маховика), после чего отключить главный двигатель.
Кратковременным нажатием на кнопку "Наладка" совершить толчками пер-
вый ход ползуна. Убедившись в отсутствии отклонений от нормальной ра-
боты, совершить несколько толчковых ходов.
- Включить главный двигатель и совершить несколько толчковых
ходов ползуна при полностью разогнанном маховике.
- Проверить работу тормоза маховика.
- Установить переключатель режимов работы в положение "Одиноч-
ный ход".
- Произвести обкатку системы электродвигатель- маховик в тече-
ние 2-х часов, периодически контролируя ( при остановленном маховике)
температуру подшипников маховика.
- Произвести обкатку пресса на одиночных ходах при числе вклю-
чений в мшуту около 15 в течение 8 часов, контролируя через каждые
два часа температуру подшипников маховика, вала муфты и промежуточно-
го вала, направляющих ползуна, а также температуру дисков муфты и тор-
моза. Температура подшипников не должна превышать на 30-40°C температу-
ру окружающей среды. При повышенной, против указанной в техническом
описании ( см. 1.3). температуре дисков муфты и тормоза проверить сист<
му блокировки совместной работы муфты и тормоза и отрегулировать
соответствующие кулачки командоаппарата ( см. 1.5.).
2.3.4. После обкатки пресс может быть сдан в эксплуятяциг-
2.3.5. Первые 50-60 часов работы пресса рекомендуется
производить под наблюдением опытного механика.
К32535А-00-001 РЭ
Пж:т
61
г
©
sJ
о
СМ
I
2.3.6. В процессе обкатки ( первые 250-300 часов рабо-
та пресса) строго выполнять указания, изложенные в разделах
1.4. Система смазки и 1.5. Электрооборудование и относящиеся к
периоду обкатки.
Внимание !
I) Первый ход ползуна производить толчками только при
слегка разогнанном маховике.
2) Не рекомендуется в течение первых 250-300 часов рабо-
ты пресса нагружать его более, чем на 2/3 номинального
усилия.
Лист St докум. Подп. Дата
КВ2535А -00-001 РЭ
1
Копмсовал
dmnuiT 1 1
£
с
CD
CD
i
2.4. УСТАНОВКА И СМЕНА ШТАМПОВ
2.4.1. Установка штампов на пресс, а также съем их произво-
дятся способом, принятым на заводе-заказчике. В случае, если заказ-
чик не располагает специальными машинами или приспособлениями для
установки и съема штампов, рекомендуется производить эти работы с
помощью мостового крана и откидных или переносных блоков, закрепляе-
мых в удобных местах в полу цеха, как это показано на рис. 25.
Елок I используется при установке штампа 2, блок 3 - при съеме.
Штамп устанавливается сначала на переносном столе 4 и с помощью
мостового крана сдвигается на стол пресса. При этом исключается воз-
можность повреждения выступающих за станину узлов и деталей пресса
троссами или цепями.
2.4.2. Порядок смены штампов.
- Сомкнуть штамп, т.е. опустить ползун в крайнее нижнее положе-
ние, отвернуть винты или гайки, крупящие части штампа к ползуну и
подштамповой плите, и вынуть их из пазов ; поднять ползун в верхнее
положение.
- Снять штамп со стола и отвести его от пресса.
- Подвести очередной штамп и установить на стол, выставить
штамп, совместив центр давления штампа с центром стола. Закрепить
штамп к подштамповой плите пресса.
- Отрегулировать предварительно величину штамповой высоты
пресса - установив ее на 10-15 мм больше, чем высота штампа.
- Опустить ползун в крайнее нижнее положение, отрегулировать
окончательно штамповую высоту пресса. Закрепить на ползуне верхнюю
часть штампа.
* докум.
КВ2535А -00-001 РЭ
63
IT 2. 106-68
2.4.3. При установке и съеме штампов оберегать от возможных
повреждений детали прессов, расположенные в штамповой зоне ( сбор-
ники масла под направляющими, встроенные осветители) и около нее
( пульты управления, болты регулирования направляющих и др.), а
также не допускать повреждения базовой поверхности подштамповой
плиты.
5
£
Л
4
£
-
Изы Лист N» дож ум. Пеан. Дата
K32535A-00-0CI РЭ
______________65
ФорМГГ 1 ],
*
Копировал
2.5. :
vu *к<1оф ео-©от *г х:
л
<3
техни-
2.5.1. Система технического обслуживания гресса определяет
порядок, содержание и периодичность осмотра и обслуживания пресса в
процессе его эксплуатации. Предусматриваются следующие виды
ческого обслуживания:
ТО-1 - ежедневное.
ТО-2 - каждые две недели.
ТО-3 - ежемесячное.
ТО-4 - каждые три месяца и
ТО-5 - ежегодное.
5
&
2
1
*
s
проверку
работы
2.5.2. Работы, предусотренные ТО-1 ♦ ТО-5, охватывают
и обслуживание основных механизмов, определяющих надежность
пресса. Строгое выполнение этих работ является обязательным.
2.5.3. ТО-1 ( проводится ежедневно).
Перед началом работы проверить и убедиться в исправности всех
частей пресса и правильности их взаимодействия:
I) На главном пульте должны гореть сигнальные лампы: "сеть" и
• главный двигатель* -синего цвета. * одиночный ход" или "автомати-
ческая работа" -зеленого цвета и "смазка" -красного цвета, горящая
мигающим светом. Прекращение мигания лампы " смазка" или загорание
лампы "нет воздуха" -красного цвета- свидетельствует о ненормаль-
ностях в системе смазки или пневматической системе, работа на прессе
при этом категорически запрещается.
2) Давление воздуха в линиях воздухопровода должно находиться
в пределах установленных норм:
- в линии муфты - тормоза 4,5 кг/см2 ;
- в линии уравновешивателей согласно графику рис. 16 ;
- в линиях подушки и клапана согласно руководства гидро-
у
подушки.
й
а
Подл.
Пята
КВ2535А-00-001 РЭ
66
ф
ф
ci
о
3) Главный питатель централизованной системы циркуля-
ционной жидкой смазки должен обеспечивать 20 циклов срабатывания в
минуту ( соответствует частоте мигания красной сигнальной лампы " смаз
ка").
4) При нажатии на кнопки "Ход" в режиме ! Одиночный ход"
сначала должен сработать воздухораспределитель тормоза, а затем воз-
духораспределитель муфты. При остановке ползуна сначала отключается
воздухораспределитель муфты, а затем -тормоза. Разрыв во времени вклюг
чения (выключения) воздухораспределителей контролируется на слух.
5) Останов ползуна должен происходить в ВМТ с отклонением
не более - 5° по углу поворота кривошипа;
6) При отпускании кнопок " Ход" при ходе ползуна вниз на
угле поворота кривошипа 0 + -170° от ВМГ ползун должен обязательно
остановиться.
7) Срабатывание воздухораспределителей муфты и тормоза и
начало движения ползуна должно происходить только при нажатии двух
кнопок "Ход" на каждом из пультов управления, участвующих в работе.
8) Для прессов, оборудованных фотозащитой, при попадании
непрозрачного предмета в зону ее действия, ползун при совершении хо-
да вниз должен обязательно остановиться.
4 ♦.
Внимание!
При нарушении требований, изложенных в ТО-1, работа на
прессе запрещается.
2.5.4. ТО-2 ( проводится один раз в две недели).
I) В системе смазки проверить герметичность соединений и
трубопроводов и устранить обнаруженные утечки. Проверить внешним
осмотром исправность гидроаппаратуры станции жидкой смазки. Проверить
состояние фильтра тонкой очистки ( при срабатывании индикаторного
устройства фильтра сменить фильтрующий элемент). Проверить загрязнен-
ность сливного -заливного фильтра и, при необходимости, промыть и
Лзм Лист N? докум. Подп. Дата
KB2535A-00-00I РЭ
67
очистить его.
£
2
4
ТО
©
о
i
2) 3 пневматической системе произвести слив конденсата из
ресиверов и злагостделителя (фильтра). 'Проверить исправность и пра-
вильность настройки реле данланин и регуляторов давления, а также
исправность манометров. Проверить герметичность’ трубопроводов и их
соединений.
3) Проверить срабатывание бесконтактных внжлвчателей, ограни-
чивающих регулировку штампового пространства.
4) Проверить настройку и надежность крепления механизма бло-
кировки ( конечного выключателя) на. тормозе.
5) Проверить срабатывание контактов при сьеме блоко безопас-
ности.
6) Проверить установку кулачков командоаппарата и надежность
их крепления, а также состояние пружин и контактов командоаппарата.
7) Проверить фиксацию гаек на оттяжных шпильках тормоза.
8) Проверить срабатывание и, при необходимости, произвести
5
$
2
и
5
2
i
Е
2
регулировку блокирующего устройства в воздухораспределителях
У-7124А муфты и тормоза ( проверять раз в неделю).
9) Проверить работу тормоза маховика.
2.5.5. ТО-3 ( проводится один раз в месяц).
I) Проверить и, при необходимости, подтянуть крепление кры-
шек “подшипников вала муфты и промежуточного вала, а также грышек
крепления главной оси.
2) Проверить надежность крепления и, при необходимости, под-
тянуть элементы крепления площадок для обслуживания, лестницы,
электродвигателей главного привода и механизма регулировки штампо-
вой высоты, кронштейна указателя положения кривошипа.
3) Проверить крепление подмоторной плиты и натяжение клино-
вых ремней. Очистить клиновые ремни от загрязнений.
4) Проверить крепление гидропневматической подушки.
КВ2535А -00-001 РЭ Лист
68
Или Лист N? докум. Подл.
ф
©
Л
о
см
5
&
г
л
й
5) Продуть сжатым воздухом через вентиляционные окна поверх- |
ности трения муфты и тормоза.
6)-Проверить внешни!' осмотром состояние рабочих поверхностей
направляющих ползуна и станины.
7) Произвести проверку состояния узлов трения методом выбега
маховика, для чего:
- включить главный электродвигатель и полностью разогнать махо-
вик;
- отключить главный электродвигатель;
- в режиме " Наладка” включить пресс и замерить число ходов,
которое ползун совершит до полной остановки. Это число ходов ползуна
должно быть не менее 25. Меньшее число ходов свидетельствует об от-
сутствии смазки или о неполадках в подшипниках или направляющих, кото-
рые должны быть найдены и устранены.
8) В централизованной системе смазки произвести проверку пра-
вильности настройки предохранительного клапана, реле максимального и
минимального давления, реле контроля уровня масла ( см. 1.4.).
Промыть и очистить сливной - заливной фильтр.
9) Произвести смазку точек ручной густой смазки в соответст-
вии с картой смазки и перечнем к ней ( см. 1.4.).
2.5.6. ТО-4 ( проводится один раз в три месяца).
I) Произвести полную очистку пресса от загрязнения, пыли и
масла.
2) Проверить и, при необходимости, подтянуть кряпляния коман-
доаппарата и его кронштейна, кронштейнов уравновяшивятяляй, редукто-
ра и указателя механизма регулировки штамповой высоты, ресивера муф-
ты, кожухов, воздухораспределителей муфты, тормоза и тормоза махови-
ка, концевой шайбы, крепящей диск тормоза на валу, а также гайки
фундаментных шпилек пресса.
Изм Лист докум. Подл. {Дата
КВ2535А-00-001 РЭ
69
£
ф
э
qJ
о
3) Прсверить величину зазора в направляющих ползуна преэ-
са и, при необходимости, отрегулировать их в пределах 0,12 4 П,2 мм
( суммарный зазор на обе стороны), выдерживая при этом параллельность
подошвы ползуна плоскости подштамповой плиты ( отклонение не более
0,16 ьм надлине 1000 мм)- Проверить затяжку болтов, крепящих направ-
ляющие, и надежность стопорения шпилек и болтов регулировки направля-
ющих-
4) Ъ муфте проверить величину полного хода поршня цуфты
при отпущенных упорных винтах ( поз. 10 на рис. 8). Если ход превышает
6 ми, т.е. износ вставок равен 3 ш, следует произвести регулировку,
удалив по одной компенсационной шайбе (поз.1), после чего с помощью
упорных винтов установить ход поршня в пределах 2+ 3 мм. Определить
степень износа фрикционных вставок (поз.2), проверив расстояние между
нажимным диском-поршнем (поз. 10) и ведомым диском (поз.12). Проверить
герметичность муфты и убедиться в отсутствии утечек воздуха.
5) В тормозе проверить величину хода нажимного диска, и, пря
необходимости, отрегулировать его, установив в пределах 2 3 мм с
5
£
i
5
*
помощью упорных винтов ( поз.32 на рис. 9). Определить степень изно-
са фрикционных вставок, проверив размер между нажимным диском £поз.31)
и диском тормоза (поз.29). Проверить герметичность тормоза- Проверить
и, при необходимости, отрегулировать размер "S", который должен быть
равен 5 мм при зажатых вставках ( поз.2). Проверить величину затяжки
пружин, контролируя ее по размеру "Т", который не должен превышать
32 мм.
6) В электрооборудовании:
- Продуть сжатым воздухом все электродвигатели, пульты
управления, клеммные коробки и электрошкаф.
- Проверить надежность и сохранность заземления пресса.
-а
8
С
i
i
£
5
- Проверить пульты управления, их крепление, крепление кно-
пок, переключателей и сигнальной арматуры на панелях пультов.
Лзы Лист докум. Псап. Дата
KB2535A-00-00I РЭ
70
<3
2
2
'Э
о
ем
Проверить сохранность всех сигнальных ламп. Проверить надежность
крепления фотозащиты.
- Проверить крепление всех аппаратов в электрошкафу и состоя-
ние их контактов, при необходимости, промыть и зачистить контактные
поверхности.
7) В централизованной системе смазки ( один раз в полгода)
произвести полную смену масла, в процессе которой очистить и промыть
бак и всю аппаратуру, на нем установленную. Проверить регулировку
смазочной аппаратуры (реле давления, реле контроля уровня масла,пре-
дохранительного клапана). При смене масла обеспечить слив его из ван-
ны, образованной корпусом ползуна и редуктором механизма регулировки
штамповой высоты (см. 1.3.9.).
8) В пневматической системе проверить состояние, правиль-
ность настройки и стабильность срабатывания всех предохранительных
клапанов.
Внимание !
Работа с неисправными и не опл актированными предохранительными
клапанами категорически запрещается.
2.5.7. ТО-5 (проводится один раз в год).
I) Произвести ревизию яуфты и тормоза, произведя их полную
разборку. Проверить состояние поверхностей трения. В случае появле-
ния на них глубоких борозд поверхности трения должны быть проточены
или прошлифованы.
2) Произвести проьивку всех подшипников качения на валу муф-
ты и в маховике с целью полного удаления старой смазки. Заполнить
кямерн подшипников на 2/3 их объема свежей смазкоД.
3) Собрать муфту, проверив сохранность пружин, фрикционных
элементов, уплотнений и шлицевых поверхностей вала и дисков, руко-
водствуясь указаниями раздела 1.3.6.
К32535А-00-001 РЭ Лист 71
Лист догуы. Подл. Дгга
Кошсхжлл
7
X
©
ыпку шатуна
4) Произвести ревизию тормоза маховика, при которой проверить
сохранность уплотнений, пружины л фрикционной вставки.
5) Произвести подтяжку болтов,
( см. 1.3.9).
6) Проверить состояние ш антов, подводящих смазку к шатуну.
7) Произвести полную смену масла в гидропневматической
ni
подушке.
Внимание!
по толщине в комплекте
При смене фрикционных вставок в муфте или тормозе следить за
тем, чтобы разница размеров вставок
не превышала 0,1 мм.
2.5.8. В процессе эксплуатации
пресса, начиная с его пуска,
быть зафиксировано каждое
должен вестись журнал, в котором должно
техническое обслуживание пресса (кроме ТО-1) с указанием:
- даты обслуживания,
- проверенных механизмов,
- выявленных отклонений,
• работ по устранению отклонений,
о
- проведенных регулировок,
- замены деталей, материалов (масла) и т.д
£
£
£
2.5.9. При проведении ремонтных работ, связанных с заменой
или восстановлением изношенных и поврежденных деталей, следует иметь
1
2
в
5
в виду, что:
Замена материала г термообработки деталей, изготавливае-
изношенных, без согласования с заводом-изготовителем не-
I)
мых взамен
<3
g
а
допустима.
2)
Восстановление тяжелонагружеиных деталей, таких как глав-
ная ось, промежуточный вал и вал муфты, наплавкой или сваркой
категорически запрещается. Ремонт следует производить только за счет
сопрягаемых с ними деталей.
si
И >м Лист ЛОК) Г.Г. Подл. Дата
KB2535A-OO-C0I РЭ
72
£
Внимание !
б
А
CM
I) Отсутствие эксплуатационного журнала, а также невнполне-
ние требований, относящихся к порядку, содержанию и перио-
дичности технического обслуживания пресса, является
грубым нарушением правил эксплуатации пресса и освобождав:
завод-изготовитель от обязанностей по гарантии работы
пресса.
2) Работы, предусмотренные ТО-1 + ТО-5 не исключают проведе
ние плановых ремонтных работ, обусловленных " Единой
системой ППР".
3) При проведении ТО-1 + ТО-5 строго соблюдать указания
мер безопасности, приведенных в предыдущих разделах
руководства.
5
&
i
а
i.
Поди.
КВ2535А-00-001 РЭ
!ПОСОБЫ ИХ УСТРАНИЛ?
5
4
е>
о
ci
их вероятных при-
чинах и рекомендуемых способах устранения приведены в табл. II-
Таблица II
НИЯ с возможных
Наименование и призна-
ки неисправностей
Вероятная еричана
Способ
устранения
Износ вставок больше нор-
мы
а
л
о
ё
&
Сменить вставки
дли удалить регули•
ровочную шайбу
2
й
1
Й
5
При включении воздухо- распределителя муфта пробуксовывает На трущиеся поверхности попало масло Снять,промыть и просушить диски и вставки
Утечка воздуха вследствии разрыва уплотнения Сменить уплотня- ющий шнур
Перегрузка пресса Выяснять и устра- нить причину пере- грузки
Тормоз не обеспечивает заданный угол торможе- ния Ослабли пружины Отрегулировать пружины
Сломались пружины Износ вставок больше нор- мы Заменить пружины
Сменить вставки
На трущиеся поверхности попало масло Снять,промыть и просушить диски и вставки
При включении воздухо- распределителя тормоз не растормаживается Утечка воздуха вследствии разрыва уплотнения Сменить уплотняю- щий шнур
Повышенный нагрев мусЬ- Нарушено взаимное располо- жение кулачков командоап- парата Отрегулировать установку кулач- ков
ты и тормоза
Отсутствие смазки направ- ляющих ползуна Проверить систему маслопровода
Задиры направляющих пол- зуна Снять и пришабрить направляющие
Тугой ход ползуна
Малы зазоры в направляю-
щих ползуна
Отрегулировать на-
правляющие ,обеспе-
чив равномерный за-
зор
2
а
5
и **.< Чист N локум. Подл. Дата
K32535A-CO-OOI РЭ
74
й
t
<о
о
см
Продолжение табл. II
Наименование и призна- Способ
ки неисправностей Вероятная причина устранения
Подтянуть или заме-
нить маннета
Гидропневматическая
подушка не обеспечи-
вает усилие, на ко-
торое настроена
Уплотнения не держат дав-
ления
Подработалось седло пере
ливного клапана
Притереть клапан к
седлу
!
KB2535A-00-00I РЭ
75
Лис-: Лв дсасум. Псдгм Лага
Формат 11
3.1. ОБЩИЕ СВЩЖ1Я
©
oi
Пресс однокривощипный закрытый простого действия усилием
315 тс
Модель КВ2535А
Заводской -ОУ
Год выпуска I9&0
Инвентарный номер
Завод
Цех
Дата пуска пресса в эксплуатацию
о
5
&
5
1
2
в
S
о8
К
Т
§1
s
Л
Изы Лист зокум. Подл. Дата
KB2535A-00-00I РЭ
Ксахоомш
frn/.. 1 1
£
«
4
ё
о
-ч
4
ь
3.2. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ 3.2.1. Основные параметры л размеры соответствуют указанным в
табл. 12 ( согласно ГОСТ 10026-75). Таблица 12
Наименование основных параметров Нормы для модели
и размеров
КВ2535А
Номинальное усилие, тс 315
Величина хода ползуна до его крайнего нижнего
положения, соответствующая номинальному усилию
пресса, мм 12
Ход ползуна, мм 400
Число ходов ползуна в минуту 20
Допустимое число одиночных ходов в минуту 15
Наибольшая допустимая работа за один ход
( при автоматических ходах) кГм 62 ОС
Наибольшее расстояние между столом и ползуном в
его нижнем положении, мм 710
Регулировка расстояния между столом и ползуном,мм 140
Размеры стола, мм 1000 х 1000 .
Размеры отверстия в столе, мм 630 х 630
Размер ползуна спереди назад, мм 800
Размеры окна в стойках, мм:
ширина 600
высота над уровнем стола 150
Толщина подштамповой плиты, мм 140
Высота стола над уровнем пола, мл 660
Наибольший вес штампа, подвешиваемый к ползуну, кг 1000
Гидропневматическая подушка ( по особому заказу):
наибольший рабочий ход, мм 200
наибольшее усилие прижима, тс 63
наибольшее усилие выталкивателя, тс 7
Лист
по I
КВ2535А-00-001 РЭ
<8
Инв.^ подл.| Подпись и дата | Взам.инв.К?| Иив.,Ч дубл.| Подпись и дата "] Г°СТ 2* 106-68 Форма
Продолжение табл. 12
Наименование основных параметров и размеров Нормы для модели
КВ2535А
Габаритные размеры пресса в плане, мм слева-направо спереди-назад Наибольшая высота над уровнем пола, мм Вес пресса, кг без гидроподушки с гидроподушкой Расход сжатого воздуха на один ход ползуна = 5'кГс/см^), дм3 Эффективная жесткость, тс/мм л •С 3.2.2. Характеристика электрообо t 3410 3140 5930 30302 343С0 5-6,5 105 рудования Таблица 13
Наименование Данные
Род тока питающей сети ч Напряжение, В Частота, Hi Количество электродвигателей Электродвигатель главного привода тип мощность, кВт число оборотов в минуту Общая мощность электродвигателей, кВт Переменный трехфазный 380 50 3 A0C2-8I-4 40 1400 43,3
KB2535A-00-0GI РЭ
Копшювал
Изы Лис-: докум. Поди. Дата
Лист
79
ф
©
d>
о
oi
3.2.3. Основные габаритные размеры даны на чертеже
общего вида пресса, приведенном к руководству.
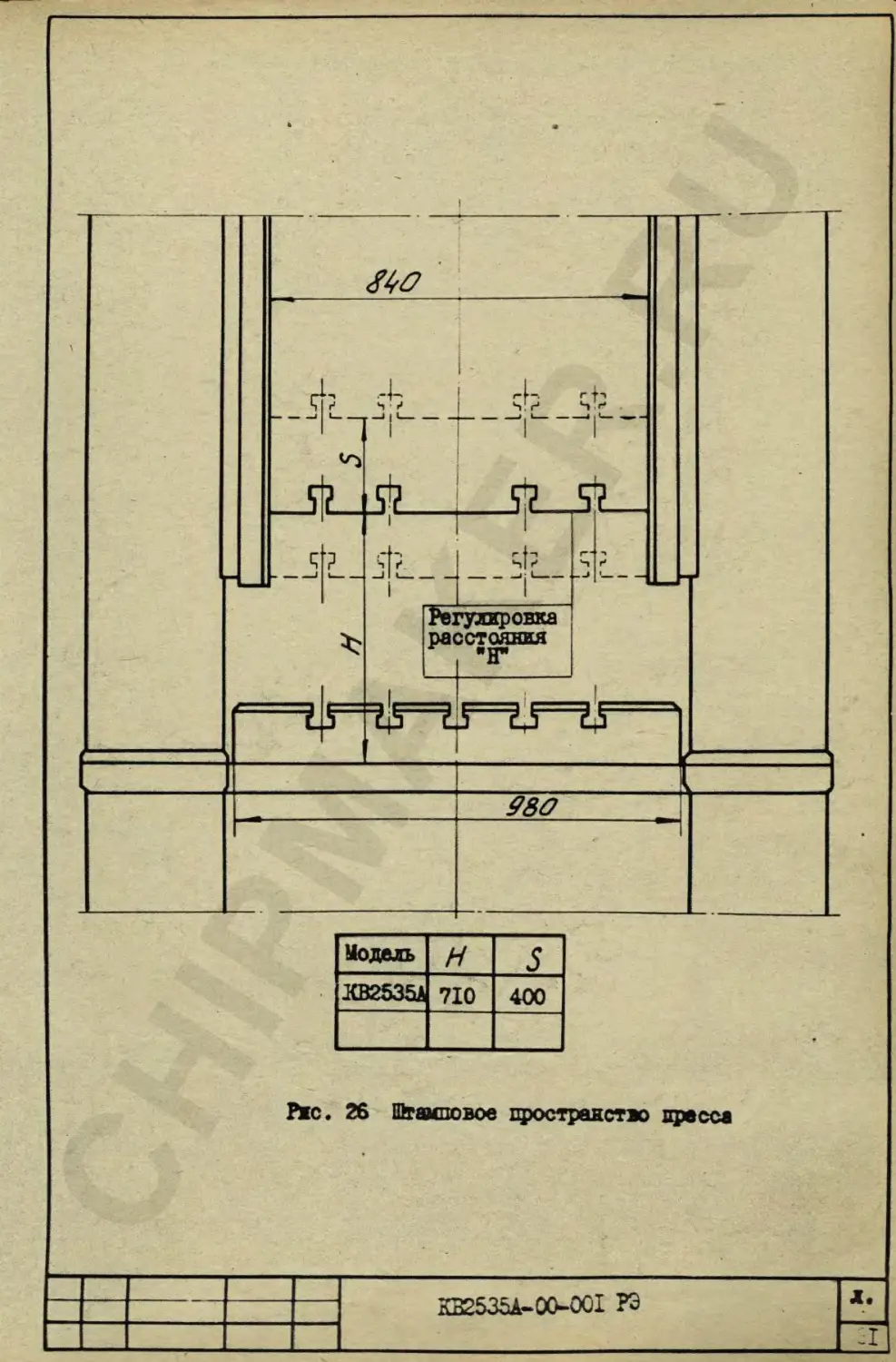
3.2.4. Основные размеры штампового пространства и мест
крепления инструмента, необходимые для проектирования технологичес-
кой оснастки, приведены на рис. 26, 27, 28.
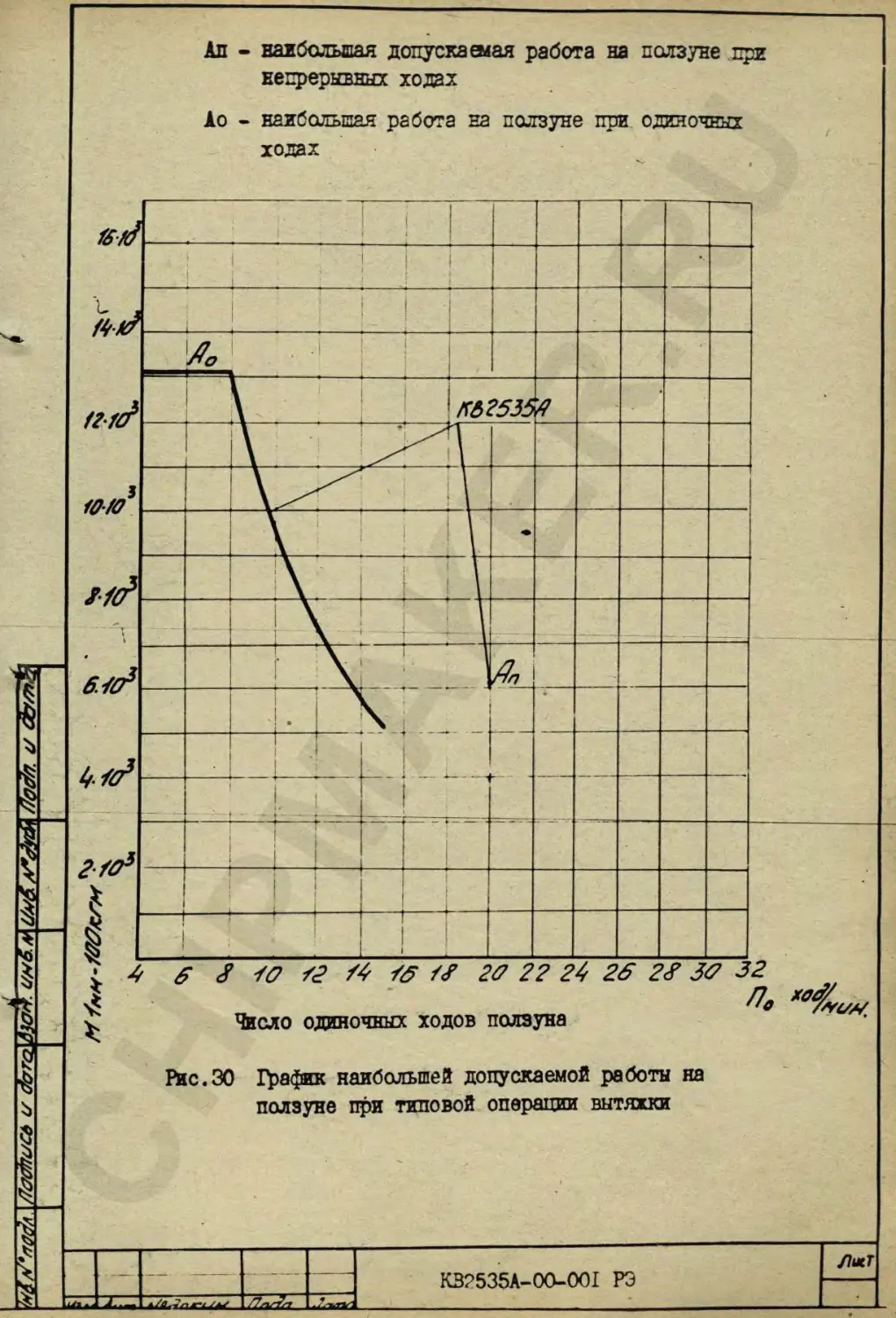
3.2.5. Наибольшие размеры и форма деталей, изготавливаемых
на прессе, ограничиваются:
- размерами штампового пространства и величиной хода ползуна
- величиной усилий, допускаемых на ползуне прочностью деталей
пресса ( рис. 29);
- величиной работы технологической операции, выполняемой на
прессе за один ход ползуна при выбранном числе включений в минуту
( рис. 30).
Лист докум.
Псдп.
К32535А-00-001 РЭ
Лист
80
Модель Н 5
КВ2535А 710 400
Pic. 26 Штамповое пространство пресса
KB2535A-00-OCI РЭ
Рис. 28 Место крепления штампа к подштамповой плите ( ГОСТ 9226-69)
Внимание !
Категорически запрещается выполнять на прессе работы
с усилиями, превышашими усилия, ограниченные графи-
ком , или с усилиями, величина которых неизвестна.
о
'2тс 1од ползуна в мм до ШГ
Рис. 29 График усилий ползуна,допускаемых прочностью деталей
пресса в зависимости от хода ползуна.
К32535А-00-001 РЭ Л.
Ипв.Х» ПОДЛ
Подпись и дота [Взам.инв. Ni
Инв. N» дубл.
Подпись и д<
3.3. СВЕДЕНИЯ О РЕМОНТЕ
Наименование и обозначение составных ча- стей Основание для сдачи в ремонт Д а поступ ления в ре- монт т а выхода из ре- монта Кол. ча- сов ра- боты до ремонта Вид ремонта
Г0СТ 2. 106-68
Форма Па.
Таблица 14
Наименование ремонтных ра- бот Должность, фамилия и подпись ответственного лица
производившего ремонт принявшего ремонт
подл. Подпись Дата Вэам.мнв. К* дубл. 1 " '" F* Подпись дата
rOQt 2. 106-68
Форма За.
<7 • 3.4. СВЕДЕНИЯ ОЕ J М ПРЕССА
ИЗМЕНЕНИЯХ В К01ЮТРУК1Д
[ Nt докум. | Таблица 15
Основание ( наименование документа) Дата проведенных изменений Содержание про- веденных работ Характеристика работы изделия после измене- ний Должность, фамилия и подпись ответственного лица
о о □
1 t
и в>
KB2535A-00-00I РЭ
||?Х,Т 2. 1ОП-6Н Форма 5а. 3.5 калпжг ПОСТАВКИ Таблица 16
Обозначение Наименование Кол-во Примечание
I. ВХОДИТ В КО'дПЛЕКТ И СТСИМОСТЬ ПРЕССА Изделие КВ2535А Пресс однокривошипный закры- Согласно тый простого действия усиди- специфика- ем 315 тс I ции изделия Принадлежности ШРГ-250 Шприц I У-200 Съемник реечный 1*^ Запасные части KB2535A-22-80I Шнур 2 KB2535A-23-80I ' Шнур 2 КВ2535А-23-802 Шнур 2 УД-1080 Клапан 4*; УД-2638 Вставка 35 УД-1272 Кольцо I*-1 УД-2002 Пружина 12 УД-2033 Пружина 10 Д81—I Пружина 6 х 70 х 105 I ГОСТ 6678-72 Манжета I-I40-3 2 СТП2-К04-474-76 Манжета 280 4 ОСТ 38.0587-75 Кольцо опорное 50 х 70 8
Подпись и Д'Тта |
Л •i/gXu «к ’«нц ОСТ 38.0587-75 Кольцо нажимное 50 х 70 8 ОСТ 38.0587-75 Манжета 50 х 70 24 ОСТ 38.0587-75 Кольцо опорное 65 х 90 2 ОСТ 38.0587-75 Кольцо нажимное 65 х 90 2 ОСТ 38.0587-75 Манжета 65 х 90 2 ГОСТ 9833-73 Кольцо 008-012-25-2-2 2*} ГОСТ 9833-73 Кольцо 048-056-46-2-2 2^ ГОСТ 9833-73 Кольцо 038-046-46-2-2 I ГОСТ 9833-73 Кольцо 042-050-46-2-2 I ГОСТ 9833-73 Кольцо 060-070-58-2-2 I ГОСТ 9833-73 Кольцо IOO-IIO-58-2-2 I .ГОСТ 9833-73 Кольцо 265-280-85-2-2 2 ГОСТ 6678-72 Манжета 1-056-3 2#) СТП2-КС4-473-76 Воротник 20 I
Вэам.иив. N*
Подпись и дата
•l'V'41 \’нн|| |
Пмст КВ2535А-00-001РЭ Q?
1US Лист \ докум. Полп. Лоти
4
т
о
л
Z,
см
ь
*
В-зам.инв. N» [Инв. ЛЬ flyGnJ Подпись
Продолжение таблицы 16
Обозначение Наименование Кол-во Примечание
ГОСТ 9041-59 Манжета 12 х 24 8зе) ПМЕ-Ш Магнитный пускатель переменно- го тока на 110 В 50 Гц 4 ПМВ-Ш Магнитный пускатель переменно- го тока на 24 В 50 Гц 2 м)По согласованию с заказчиком можно не поставлять. Техническая документация КВ2535А-00-001РЭ Руководство по эксплуатации с приложениями I экэ. Паспорта и шнуровые книги реси- веров УД-2074 и УД-2458 I + I Инструкция по монтажу и безопас- ной эксплуатации ресиверов I Паспорта комплектующих изделий I 2. ПОСТАВЛЯЮТСЯ ПО ОСОБОМУ ЗАКАЗУ ЗА ОТДЕЛЬНУЮ ПЛАТУ 9 K2535A-0IA-00I Фундамент (закладные детали) I & ! Kp9I-7-10-001 Подушка гидропневматическая I Комплект К2535А-42Г-О01 Воздухопровод подушки I подушки У-180А Клапан 3-х ходовой I гидропнеэ- У-54Б Кран для манометра I магической У-68 Пульт переносной I У-201-00-001 Участок механизированный для подачи штучных заготовок I Запасные части к механизмам поставляются за отдельную плату и комплектуются по спецификации поставляемых механизмов.
КВ2535А-00-001РЭ Пнет 88
—
3.6. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ ПРЕССА ОДНОКРИВОШИПНОГО
ЗАКРЫТОГО ПРОСТОГО ДЕЙСТВИЯ УСИЛИЕМ 315 тс
Модель КВ2535А
Заводской Ji
i
л
у
i
с
т
§
Изы Лист .V докум. Подп. Дата
КВ2535А -OO-OOI РЭ
Л
« 2 а. 4 ® с о -ч oi 3.6.1. Проверка паспортных данных Таблица I?
Наименование параметра Размер- ность Величина
по паспорту зактл- чески
Номинальное усилие ползуна Ход ползуна Число непрерывных ходов ползуна в минуту Допустимое число одиночных ходов в мину- ту Наибольшее расстояние между столом и ползуном в его нижнем положении регулировка расстояния между столог: и ползуном Размеры стола слева направо спереди назад Размер ползуна спереди назад Размеры отверстия в столе слева направо енерединазад Толщина подштамповой плиты тс ил мм ил мм мм мм ил мм ил 315 400 20 15 710 140 1000 1000 800 630 630 140 W ойи? U& &&
** • : 3 0 1 ? ₽ 0* S
1 < £ > !
5
8
5
о
Е
*
а
5
Лэк-
Лист
N? докум.
Подл.
Дата
KB2535A-00-00I РЭ
Лист
ф
©
4
©
О
3-6,3 Испытание пресса на соответствие остальным техни-
ческим условиям и особым условиям поставки.
Пресс отвечает всем предъявленным к.нецу требованиям по
' ТОСТ 10026-75 и техническим условиям ТЕГУ2 - 041--
3.6.4. Компл ект ацил.
Пресс укомплектован запасными частями и технической доку-
ментацией согласно комплектовочной ведомости ( раздел 3.5 табллица
16 ).
Дополнительные сведения.
3.6.5. Общее заключение.
На основании осмотра и проведенных испытаний пресс признан
годам для эксплуатации.
Дата выпуска
Начальник О Т К
(фамилия,И.0.)
Лист
К32535А - 00.- 001 РЭ .
3.7. свидетелзство О КОНСЕРВАЦИИ
Пресс однокривошипный закрытый простого действия усилием
315 тс модели КВ2535А, заводской номер , подвергнут
консервации согласно установленным требованиям.
ф
ф
<2
о
Дата консервации
Уз/О г.
Срок консервации /______________________
Изы Лист
KB2535A-OO-OOI РЭ
Лист
09 I
3.8.
СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ .
с
2
о
а
ci
о
сч
Пресс однокривошипный закрытый простого действия усилием
315 тс модели КВ2535А, заводской номер
согласно установленным требованиям.
, упакован
ISjf£_r
Дата упаковки
( Фамилия, И.О.)
V? дсхум.
Подл.
Дата
P32535A-00-00I РЭ
Лист
3.6.2. Проверка норм точности пресса по ТОСТ 15475-70
Таблица .18
ф д о м г Что проверяется Метод проверки Отклонение в мм
допуск. Оактяч.
Проверка I Плоскостность по верхности стола Проверка 2 Плоскостность нижней поверх- ности ползуна . Проверка 3 Параллельность нижней поверх- ности ползуна поверхности сто- ла К поверхности стола .по различ- -ным направлениям проверочной гранью прикладывается линейка. Пупом проверяется просвет меж- ду проверочной гранью линейки и поверхностью стола. К нижней поверхности ползуна по различным направления!.! по- верочной гранью прикладывает- ся линейка. Щупом проверяется просвет между поверочной гранью линейки и нижней поверх- ностью ползуна. На стол пресса кладут повероч- ную линейку, на которую устанав ливают индикатор так, чтобы его 1змерительный наконечник касался нижней поверхности ползуна. ПйПЛЛГЛРПКНПГ.ФЪ ТТППРРПЯ’ЛТ ПТ)!! Нй- 0,06 на дли- не 1000 (вы- пуклость не допускается) 0,06 на дли- не 1000 (вы- пуклость не допускается) 0,16 на длине - 1000 1 z 1 1 1 1 1 1
| Подпись и дата
• лбольшем и наименьшем расстояниях 1
| Инв.№ ; между столом и ползуном в двух направлениях, проходящих через центр пресса в направлении: а) спереди назад б) слева направо Отклонение определяется разно- 1 стью показаний индикатора в кра! них точках проверки. i- i » ।
| uty •unMj^incq |
| Инв.№ подл.| Подпись и дата |
KB2535A-00-00I РЭ Лист 94
!зм Лист № докум. Подп. Лага
TvXjp' 2. 106—68 Форма 5a. Что проверяется i • Продолжение табл. 18 Летод проверки Откаидсшы о и,.
допуск. -эактич.
Проверка 4 На стол пресса кладется проверочная 0,3 на /2 Перпендикуляр- линейка, на которую устанавливается длине / ность хода пол- угольник. Индикатор крепится к пол- 1000 зуна к поверх- зуну так, чтобы его мерительный кости стола штифт касался вертикальной рабочей грани угольника. Отсчеты производят- ся в крайних верхнем и никнем положе- ниях ползуна в двух взаимно- перпенди- кулярных плоскостях: а) слева направо б) спереди назад * Погрешность определяется как раз - ность показаний индикатора в верхнем и никнем положениях ползуна. Проверка 6 Индикатор устанавливается так,чтобы „ / Радиальное и его мерительный штифт касался по- В о i CZZ торцевое бив- верхности обода маховика или его тор- s ~ / кие маховика. ценой плоскости в соответствии с про- Я 2 й 2 . “ С Рч О водимой проверкой. | 2 5 § 5 Биение определяется величиной отклоне-2 Я ~ Я ний показаний индикатора за один обо- ~ 2 2 g рот маховика. § s й 2
Подпись и датп^1
•идли ’пир В рад: 0,15 В оссвс В ради; В осев;
| Ипв.Х" подл.1 Подпись и дата | Взам.инв. № |l г ПРИМЕЧАНИЕ: Проверки 3 и 4 производятся при минимально возмож- ных зазорах в направляющих ползуна с целью уменьшить влияние зазора на точность измерения.
КВ2535А-00-001 РЭ Лист S5
1зм Лист X? докум. Поди. Дата
Л
3.9. ГАРАНТИЯ.
<0
о
см
s’
$
л
£
2
S
*
а
3
3.9.1. Гарантийный срок службы 20 месяцев.
В течение этого срока предприятие - изготовитель гаранта-
и несет материальную ответствен-
потерю точности при условии co-
хранения л эксплуатации.
рует исправность и точность пресса
ность за возникшие неисправности и
блздения правил транспортирования,
Начало гарантийного срока исчисляется со дня ввода пресса
в эксплуатацию, но не позднее шести месяцев для действующих и девяти
месяцев для вновь строящихся предприятий, а такие по запасным частям
со дня поступления продукции на предприятие.
Указанный гарантийный срок не распространяется на комплек-
тующие изделия пресса, на которые гарантийный срок предусмотрен
соответствующими стандартами я ТУ.
3.9.2. В случае, если в течение гарантийного срока в
прессе обнаружится серьезный дефекя, необходимо срочно уведомить об
этом завод - изготовитель.
До выявления причин возникшего дефекта ( с обязательным
участием поставщика ) пресс должен быть остановлен в том состояния,
в которое он был приведен вследствие этого дефекта.
При невыполнении этого требования никакие претензии не при-
нимаются-
кт
Подл.
КВ2535А - 00 - 001 ?Э
96
Коожоомл
Фаелллт 1 1
4. ПРИЛОЖЕНИЯ
| Инв.Х» noanj
КВ2535А-00-001 РЭ
1эм Лист Х> лек ум. Подп. Дата
Копировал
Формат И
4.1. Неотъемлемой частью настоящего руководства являются при-
ложения, перечисленные в табл. 19.
ПЕРЕЧЕНЬ ПЖЛОНЕНИЯ К РУКОВОДСТВУ
Таблица 19
Обозначение Наименование Примечание
K2535A-00-00I РЭ1 Руководство по эксплуатации Электрооборудование.
КВ2535А-00-001 РЭ2 Руководство по эксплуатации Материалы по быстроизнашива- емым деталям.
ПАП-РЭ Пневматическая аппаратура прес- сов. Руководство по эксплуатации.
ПБ-321 РЭ У-200РЭ Указатель усилий к механическим прессам. Руководство по эксплуации Руководство по эксплуатации. Сборочные чертежи и схемы: Прилагается при поставке У-200
КВ2535А-00-001 K2535A-0IA-00I К2535А-41Г-001 К2535А-42Г-001 K2535A-5IM-OOI K2535A-5IM-002 ГЗ КВ2535А-90-001 Общий вид пресса Фундамент (строительное задание) Воздухопровод Воздухопровод гидроподушки Маслопровод Схема смазки Размещение электрооборудования по прессу
КВ2535А-90-002Э4 КВ2535А-90-00333 Схема электрическая соединений Схема электрическая принципиальная
Паспорта комплектующих изделий:
С-ЦЭ Централизованная система циркуляцион- ной жидкой смазки
С-ЦСЗ/63 Централизованная станция для циркуля- ционной жидкой смазки
м Питатели однолинейные типа М
KB2535A-00-OCI РЭ
Подл
lb«n.\ !iort.ij Подпись и пата I Вэам.хнв. 5» |Инв. дубли Полнись и длта
Пмст
~98