/













































































































































































































































































































































































































































































































Текст
ТЕХНИЧЕСКИЙ
КОНТРОЛЬ
в машиностроении
Справочник
проектировщика
Библиотека
IIIIIIIIHI
ТЕХНИЧЕСКИХ
КОНТРОЛЬ
в машиностроении
Справочник
проектировщика
Под общей редакцией инж. В.Н. ЧУПЫРИНА
и Д-ра техн, наук проф. АД. НИКИФОРОВА
МОСКВА
«МАШИНОСТРОЕНИЕ»
1987
,ББК 22.3
Т38
УДК 658.562:621(035)
Авторы:
В. Н. Чупырин, И. М. Дунаев, В. Г. Шолкин, В. И. Бакаев,
Л. Н. Воронцов, К. Н. Лапотников, В. Н. Маслов, А.. В. Мироненко,
А. Д. Никифоров, В. И. Сапунов, Т. П. Скворцов, В. П. Смоленцев,
Т. В. Терехова, А. Д. Федоров, В. Г. Чуланов
Рецензенты: канд. техн, наук В. Я. Лопан,
канд. техн, наук В. Г. Подколзин
Технический контроль в машиностроении: Справочник
Т38 проектировщика/Под общ. ред. В. Н. Чупырина,
А. Д. Никифорова,— М.: Машиностроение, 1987.— 512 с. ил.
(В пер.): 1 р. 90 к.
Приведены сведения по проектированию технологических процессов,
средств и организации технического контроля, а также нормативно-
справочные сведения. ---
Для технологов, фнструкходрив, метролргрвл и работников ОТК
машиностроительных редприЙйиУ- ?
t220Sv^76G1<0'87 I ББК22.3
038(01)-87 V ИНСТИТ7Тв t
Справочное издание
Василин Николаевич Чупырин, Игорь Михайлович Дунаев, ВалешЬ
Георгиевич Шолкин и др.
ТЕХНИЧЕСКИЙ КОНТРОЛЬ В МАШИНОСТРОЕНИИ
Справочник проектировщика
Редактор Я. Е. Кузнецова. Художественный редактор С. С. BothStf.
Переплет художника Я. Л. Степанова. Технический редактор
Л. П. Гордеева. Корректоры О. Е. Мишина, Л. Е. Сонюшкина.
ИБ № 5060
Сдано в набор 29.09.86. Подписано в печать 04.08.87. Т-14938. Формат 84 х 1081/32.
Бумага тип. № 2. Гарнитура «тайме». Печать высокая. Усл. печ. л. 26,88.
Урд. кр.-отт. 26,88. Уч.-изд. л. 30,56. Тираж 50000 экз. Заказ 550.
Цена 1 р. 90 к.
Ордена Трудового Красного Знамени издательство «Машиностроение», 107076,
Москва, Стромынский пер., 4.
Ордена Октябрьской Революции, ордена Трудового Красного Знамени
Ленинградское производственно-техническое объединение «Печатный Двор»
имени А. М. Горького Союзполиграфпрома при Государственном комитете
СССР по делам издательств, полиграфии и книжной торговли. 197136, Ленинград,
П-136, Чкаловский пр., 15.
© Издательство «Машиностроение», 1987
ОГЛАВЛЕНИЕ
Предисловие.................................................. 6
Введение (Никифоров А. Д.)................................... 7
Принятые сокращения.......................................... 10
Глава 1. Общие сведения о техническом контроле (В. Г. Шол-
кин, В. Н.. Чупырин)......................................... 12
Основные термины и определения....................... 12
Основные принципы проектирования технического
контроля........................................... 16
Система технического контроля. Структура, элементы,
свойства, критерий эффективности.................... 18
Общая характеристика стадий и этапов проектирова-
ния системы технического контроля................... 22
Список литературы.................................... 24
Глава 2. Технологичность конструкции при техническом конт-
роле (В. И. Сагунов, В. Н. Чупырин).......................... 25
Основные термины и определения....................... 25
Обеспечение технологичности конструкции при техни-
ческом контроле..................................... 26
Показатели технологичности конструкции при техни-
ческом контроле и методы их определения............. 27
Методы оценки уровня и порядок отработки техно-
логичности конструкции при техническом контроле 34
Список литературы.................................... 36
Глава 3. Проектирование технологических процессов и операций
технического контроля (В. Н. Чупырин)........................ 37
Основные термины и определения....................... 37
Классификация операций контроля...................... 39
Правила технологического проектирования техниче-
ского контроля...................................... 45
Определение объема контроля (В. Н. Маслов) ... 47
Выбор средств контроля (А. Д. Никифоров,
В. Н. Чупырин)...................................... 63
Определение разряда работ и профессий исполнителей
контроля............................................ 81
!♦
4
Оглавление
Нормирование операций контроля................. 85
Технологические документы на технический контроль 114
Автоматизация технологического проектирования тех-
нического контроля (В. Г. Чуланов, В. Н. Чупырин) 118
Список литературы..............................137
Глава 4. Типовые процессы технического контроля .... 139
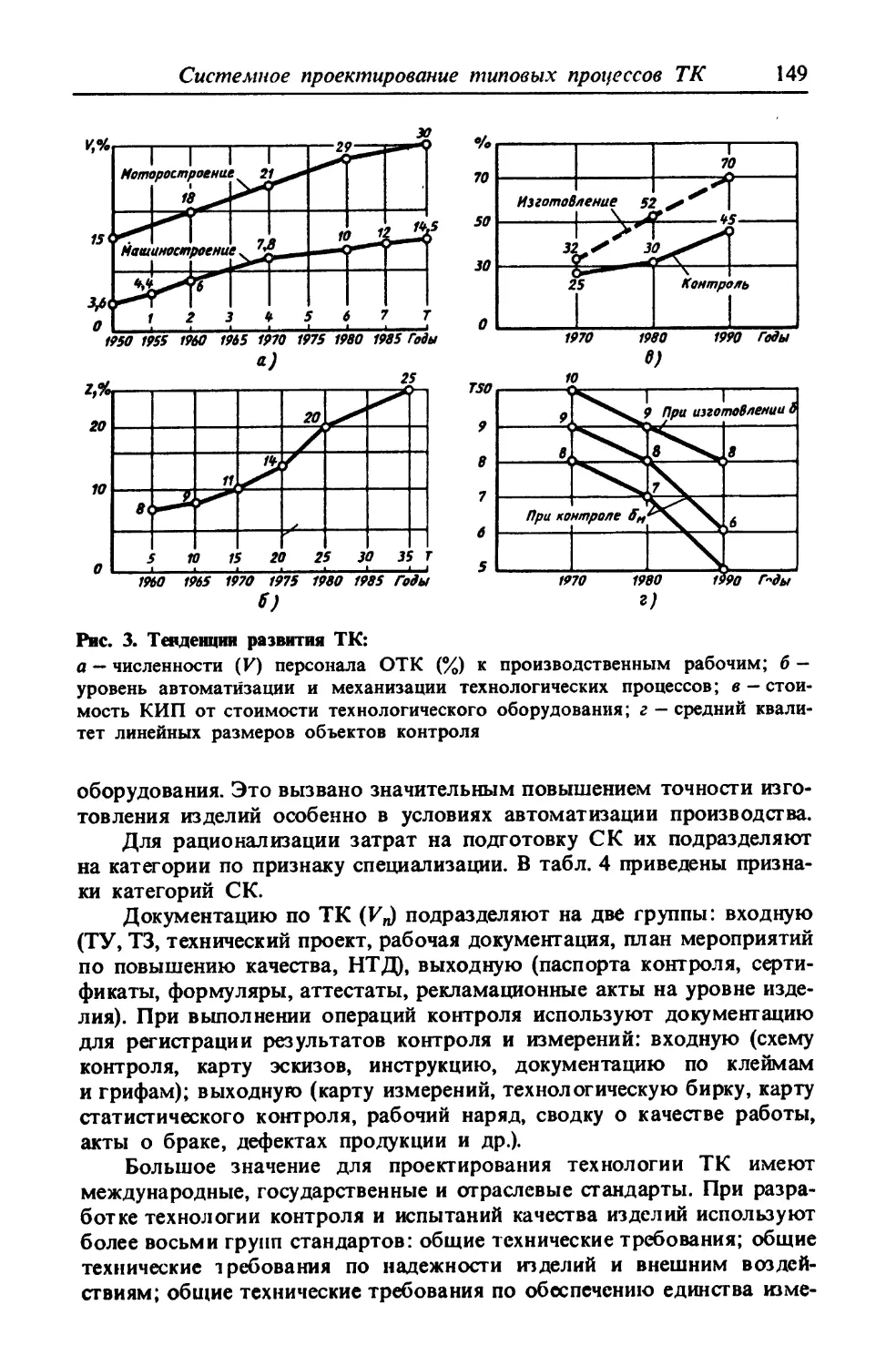
Анализ состояния и методика системного проектиро-
вания типовых процессов контроля (И. М. Дунаев) 130
Типовые процессы контроля в литейном производ-
стве (В. П. Смоленцев).........................164
Типовые процессы контроля качества при заготови-
тельно-штамповочных работах (И. М. Дунаев) ... 169
Типовые процессы контроля качества при обработке
заготовок резанием (И. М. Дунаев)..............180
Типовые процессы контроля в сварочном производ-
стве (В. П. Смоленцев).........................186
Типовые процессы контроля в термообработке
(В. П. Смоленцев)..............................195
Список литературы..............................195
Глава 5. Проектирование организации технического контроля
Классификация видов технического контроля (В. Н. Чу-
пырин ) .................. 196
Основные термины и определения (В. Н. Чупырин) 195
Организация контроля качества продукции в процессе
производства (В. И. Бакаев, Т. П. Скворцов,
В. Н. Чупырин) .............. 207
Организационные формы технического контроля
(В. Н. Чупырин)..........' ........ 219
Организация контроля технологической дисциплины
(В, Н. Чупырин) ............. 225
Организация контроля средств технологического
оснащения (В. И. Бакаев, Т. П. Скворцов, В. Н. Чу-
пырин )........................................242
Учет и анализ брака (В. И. Бакаев, Т. П, Скворцов,
В. Н. Чупырин).................................250
Контрольные сборки и разборки (В. И. Бакаев,
Т. П. Скворцов, В. Н. Чупырин).................270
Список литературы..............................273
Г л а г а 6. Проектирование средств контроля...........275
Основные термины и определения (А. Д. Никифоров) 275
Классификация средств контроля (А. Д. Никифоров) 277
Оглавление
5
Проектирование контрольных инструментов и при-
способлений (К, Н. Лапотников, В. Н. Чупырин) , . 283
Проектирование контрольно-измерительных приборов
(А. Д. Никифоров, А. Д. Федоров)..................298
Проектирование контрольных автоматов и полуавтома-
тов (Л. Н. Воронцов)..............................338
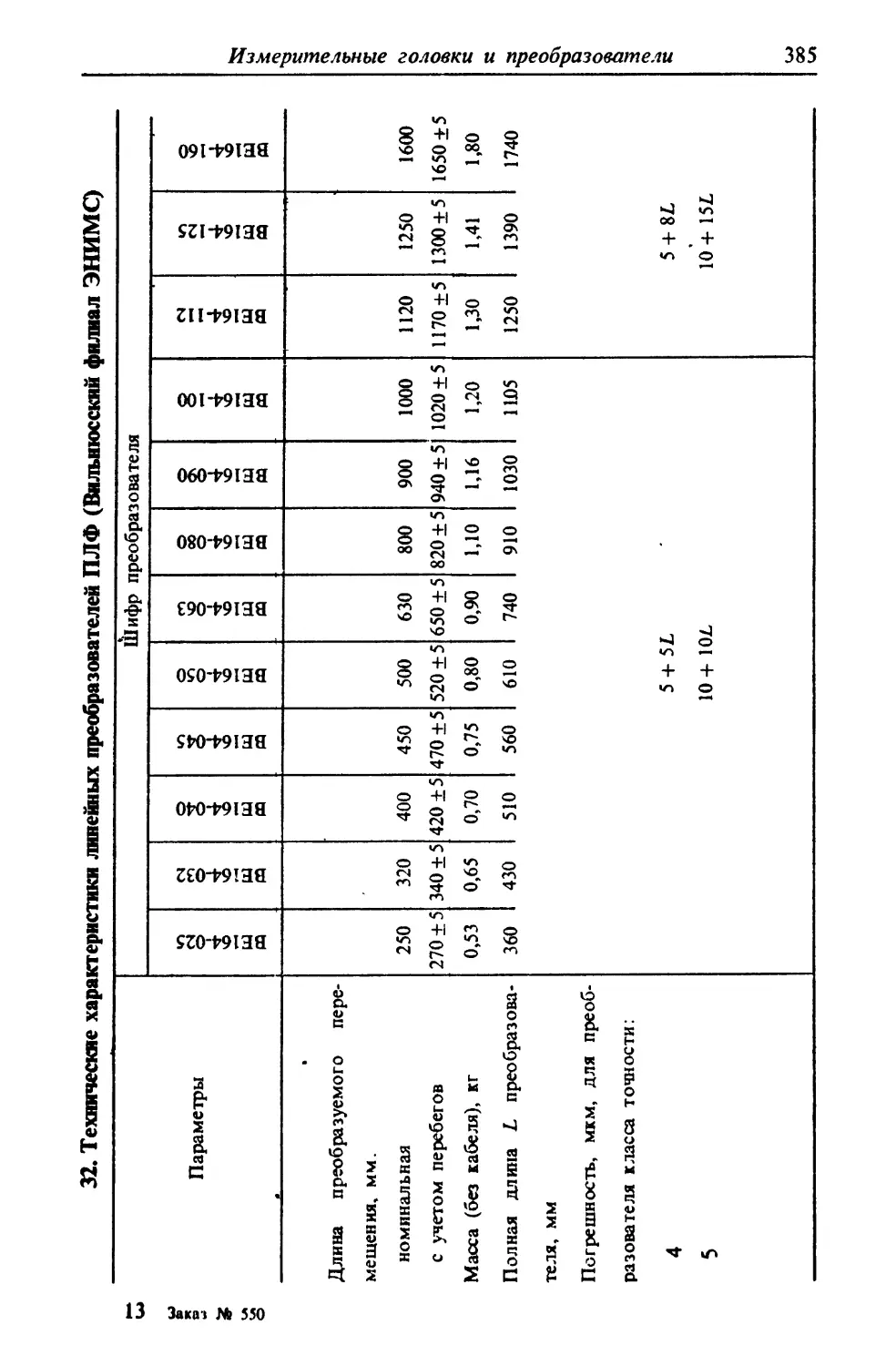
Измерительные головки и преобразователи (А. В. Ми-
роненко) .........................................374
Список литературы........................♦ . . 395
Г л а й а 7. Оценка уровня технического контроля (В. И. Сагунов,
В. Н. Чупырин, В. Г. Шолкин)..............................396
Основные термины и определения....................396
Показатели уровня технического контроля .... 398
Методы определения основных показателей контроля 400
Методы оценки уровня технического контроля . . . 403
Список литературы.................................408
Глава 8. Экономическая эффективность технического контроля 409
Оценка экономической' эффективности процессов и
средств контроля (Т, В. Терехова, В. Н. Чупырин) 409
Оценка экономической эффективности внедрения при-
емочного статистического контроля (Т. В. Терехова) 416
Экономическая эффективность стандартизации метода
технологического проектирования технического контро-
ля (В, Н. Чупырин)................................418
Трудоемкость и расценки на разработку процессов
технического контроля (Т. В. Терехова)............421
Список литературы............................... 423
Приложение
Рекомендуемые формы документов контроля (В. Н. Чу-
пырин )...........................................424
Государственная приемка продукции (А. Д. Никифо-
ров, В. Н. Чупырин)...............................493
Предметный указатель..............................503
ПРЕДИСЛОВИЕ
Впервые в стране издается справочник, отражающий совре-
менное состояние теории и практики проектирования техни-
ческого контроля в машиностроении. Большое внимание в
справочнике уделено терминологии, классификации и конкрет-
ным принципам и алгоритмам проектирования технического
контроля, в том числе методам автоматизированного проекти-
рования для традиционного производства и производств с
прогрессивной технологией (гибкие и автоматизированные
производства).
Издание справочника подготовлено с учетом действующих
нормативных, методических и инструктивных документов. В нем
обобщен накопленный на машиностроительных предприятиях
опыт работы по проектированию и совершенствованию
технического контроля.
При работе над справочником авторы не смогли осветить
всех проблем, связанных с проектированием технического
контроля в машиностроении, и поэтому с благодарностью
примут все замечания, высказанные в адрес книги. Коллектив
авторов справочника выражает благодарность всем, кто принял
участие в обсуждении и подготовке справочника к изданию.
Отзывы и пожелания следует направлять по адресу:
107076, Москва, Стромынский пер., д. 4, издательство
«Машиностроение».
Авторы глубоко благодарны рецензентам за ценные предло-
жения по улучшению содержания справочника.
ВВЕДЕНИЕ
ЦК КПСС и СМ СССР приняли постановление «О мерах по корен-
ному повышению качества продукции», в котором .определен комп-
лекс организационных, экономических и правовых мероприятий,
направленных на повышение технического уровня и качества про-
дукции. В постановлении указывается о повышении требований к
средствам контроля, перестройке служб технического контроля,
широком внедрении автоматизированных систем контроля технологи-
ческих процессов.
Технический контроль — это важнейшая часть системы управления
качеством продукции на машиностроительном предприятии. В «Типо-
вом положении об отделе (управлении) технического контроля
промышленного предприятия (объединения)» указывается, что система
технического контроля (объекты контроля, контрольные операции и Их
последовательность, техническое оснащение, режимы, методы, средства
механизации и автоматизации контрольных операций) является не-
отъемлемой частью производственного процесса, а отдельные элемен-
ты системы разрабатываются (определяются) одновременно с разра-
боткой технологии производства и в обязательном порядке фикси-
руются в утвержденных технологических процессах.
Техническому контролю на машиностроительных предприятиях
присущи:
разнообразие объектов контроля и соответственно контроли-
руемых параметров как по номенклатуре, так и по значению и
допускам;
большое число методов и средств контроля;
значительные затраты на технический контроль;
отсутствие регламентированных процедур проектирования системы
технического контроля;
противоречивость требований к проектированию систем техни-
ческого контроля.
Быстрое развитие науки и техники, рост требований к качеству и
надежности продукции повлекли за собой значительный рост затрат на
технический контроль (затраты на контроль в некоторых отраслях
превышают 50% от себестоимости продукции). В металлообрабаты-
вающей промышленности затраты на контроль составляют 8-15%
затрат производства, причем 90—95 % этих затрат относятся к контро-
лю линейных размеров. Например, при изготовлении поршневого
авиационного двигателя выполняют 130 тыс. операций, из них 50 тыс.
операций - контрольно-измерительные. Трудоемкость контроля дета-
лей двигателя составляет до 35% трудоемкости их механической
8
Введение
обработки. На каждую тысячу наименований деталей и сборочных
единиц приходится в среднем не менее 3 тыс. операций контроля,
проводимых персоналом отделов технического контроля.
Затраты времени на проектирование технологии контроля одной
детали в зависимости от ее сложности составляет от 5-6 ч до
нескольких недель; затраты времени на контроль этой детали —
от 40 мин до нескольких часов. Значительны затраты на оформле-
ние документации контроля.
Из-за несовершенства технологии контроля имеют место приемка
дефектной продукции и отнесение к браку годной продукции, что
приводит к большим экономическим потерям (на отдельных ма-
шиностроительных предприятиях эти потери составляют 1 —1,5 % себе-
стоимости некоторых видов деталей или сборочных единиц).
Численность контролеров колеблется в широких пределах, на-
пример, в механических цехах число контролеров составляет 12 — 20%
к основным рабочим, в сборочных — 18—47 %. По данным ряда заводов
численность персонала служб технического контроля возрастает в
среднем на 2 — 3% за пятилетие.
Опыт показывает, что не весь персонал предприятий, занимаю-
щийся вопросами технического контроля, в достаточной мере знает
теорию технического контроля, причем это относится как к техноло-
гическому проектированию технического контроля, так и к вопросам
проведения контроля и обработки его результатов.
Труд в сфере технического контроля в большей части не норми-
руется, а оценивается руководством предприятия. Планирование же
труда контролеров возможно только при наличии соответствующей
технологической документации на контроль.
Необходимость точной, обоснованной и эффективной технологи-
ческой подготовки технического контроля подтверждается практикой
промышленных предприятий. Важнейшим моментом в технологи-
ческой подготовке является не описание технологии контроля, а уста-
новление необходимости его проведения. При этом нельзя упускать
из виду, что в процессе контроля не создают материальных цен-
ностей, а всего лишь оценивают состояние этих материальных
ценностей и их соответствие некоторым установленным требова-
ниям.
Потери при проектировании и проведении операций контроля
обуславливаются следующими причинами:
отсутствием нормативно-технических документов, регламенти-
рующих решение задач технического контроля;
недостаточной квалификацией контролеров;
неправильным назначением средств контроля по погрешности
измерения;
недостаточным применением прогрессивных методов и средств
контроля;
отсутствием унифицированной терминологии и форм документа-
ции по контролю;
Введение
9
отсутствием методов экономического обоснования и оптимизации
технического контроля на этапе технологического проектирования;
низким уровнем автоматизации решения задач при проектирова-
нии и проведении технического контроля.
Поэтому проблема снижения затрат на технический контроль пу-
тем повышения его эффективности является важной и своевременной.
Эффективность технического контроля планируется и обосновывается
при его проектировании.
При технологической подготовке производства устанавливают
точность измерений и достоверность контроля, уровень механизации
и автоматизации контрольных операций, производительность и ка-
чество труда контролеров, трудоемкость и численность персонала
ОТК, показатели экономической деятельности предприятия, зависящие
от того, в какой мере контроль стал надежным заслоном выпуску
недоброкачественной продукции и его эффективности как рычага
управления качеством.
На смену традиционной технологической подготовке контроля с
ее эмпиризмом, описательным характером методических материалов
и слабым привлечением теоретических обоснований, приводящих к
увеличению трудоемкости и длительности разработок процессов
контроля, выполняемых к тому же неспециализированными под-
разделениями, приходит системная подготовка контроля в соответ-
ствии с Единой системой технологической подготовки производства
(ЕСТПП).
В ЕСТПП операции и процессы технического контроля рас-
сматриваются как неотъемлемая часть технологии. Поэтому при
проектировании технического контроля используют достижения техно-
логической науки в области типизации процессов, повышения точности,
производительности и надежности технологических систем, применения
расчетно-аналитических методов и показателей, организации системного
проектирования. Преимущества системного проектирования: одновре-
менная и взаимосвязанная деятельность всех служб подготовки
производства, сокращение сроков и уменьшение затрат на проектиро-
вание, обеспечение роста производительности и специализации проект-
ных работ, повышение их качества.
В развитии и совершенствовании технического контроля можно
выделить три этапа:
первый этап соответствует началу развития крупного машинного
производства; на этом этапе главная функция технического контро-
ля — отделение дефектных (бракованных) изделий от годных;
второй этап проходит в условиях увеличения объема выпуска
продукции машиностроения, возрастания точности изготовления из-
делия; основное направление технического контроля в этом случае —
предупреждение (профилактика) брака;
третий этап проходит в современных условиях высокого уровня
механизации и автоматизации производства, применения систем
автоматизированного управления технологическими процессами, шнро-
10
Введение
1
кого внедрения в производство ЭВМ, характеризующихся дальнейшим
развитием предупредительного контроля на основе применения авто-
матизации регулирования технологических процессов по результатам
входного, операционного и приемочного контроля.
ПРИНЯТЫЕ СОКРАЩЕНИЯ
АСУ — автоматизированная система управления;
АСУТПП — автоматизированная система управления технологической
подготовкой производства;
АТПТК — автоматизированное технологическое проектирование тех-
нического контроля;
БИХ — бюро инструментального хозяйства;
БТЗ — бюро труда и заработной платы;
БТК — бюро технического контроля;
ВОП — ведомость операций технического контроля;
ГПС — гибкая производственная система;
ГСИ — Государственная система обеспечения единства измерений;
ДК — документация контроля;
ЕСТПП — Единая система технологической подготовки производства;
ЕТКС — Единый тарифно-квалификационный справочник;
ЖКИ — журнал контроля изделия;
ЖКТП — журнал контроля технологического процесса;
ИИ — измерительная информация;
ИИС — информационно-измерительная система;
И К — исполнитель контроля;
ИО — инструментальный отдел;
ИТР — инженерно-технические работники;
КИ — карта измерений;
КИП — контрольно-измерительный прибор;
КТД — контроль технологической дисциплины;
КТП — карта технологического процесса;
МК — маршрутная карта;
МТК — метод контроля;
НТД — нормативно-технические документы;
НТС — научно-технический совет;
ОВК — отдел внешней кооперации;
ОГК — отдел главного конструктора;
ОГМ — отдел главного механика;
ОГМет — отдел главного металлурга;
ОГМетр — отдел главного метролога;
ОГТ — отдел главного технолога;
ОК — объект контроля;
ОКТК — операционная карта технического контроля;
О МТС — отдел материально-технического снабжения; ч
ОО — технологическая операция обработки;
Принятые сокращения и обозначения
11
ОТиЗ — отдел труда и заработной платы;
ОТК — отдел технического контроля;
ОУП — организация и управление производством;
ПВК — подразделение входного контроля;
ПК — паспорт контроля;
ППР — планово-предупредительный ремонт;
ПТ — паспорт технологический;
птд — показатель технологической дисциплины;
ПТК — процесс технического контроля;
САТПТК — система автоматизированного технологического проекти-
рования технического контроля;
СИ — средство измерения:
СК — средство контроля;
СТК - система технического контроля;
РК — рабочее место контролера;
ТБ — технологическая бирка;
ТДК — технологическая документация на технический контроль;
ТЗ — техническое задание;
ТК — технический контроль;
ТКТК - технологичность конструкции при техническом контроле;
ТОТК — технологическая операция технического контроля;
ТПТК - технологическое проектирование технического контроля;
ТС - технологическая система;
ТТ — технологическая точность;
ТУ — технические условия;
УК — условия контроля;
УТК — управление технического контроля;
ЦИЛ — центральная измерительная лаборатория;
ЧПУ — числовое программное управление.
ГЛАВА 1
ОБЩИЕ СВЕДЕНИЯ О ТЕХНИЧЕСКОМ
КОНТРОЛЕ
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Основные термины в области ТК устанавливает ГОСТ 16504 — 81.
Технический контроль — проверка соответствия объекта установ-
ленным техническим требованиям.
Измерение — нахождение значения физической величины опытным
путем с помощью специальных технических средств (по ГОСТ
16263-70).
Техническое диагностирование — процесс определения технического
состояния объекта диагностирования с определенной точностью (по
ГОСТ 20911-75).
Результатом диагностирования (технического диагноза) является
заключение о техническом состоянии объекта с указанием, при необхо-
димости, места, вида и причин дефекта (дефектов).
Испытания — экспериментальное определение количественных и
(или) качественных характеристик свойств объекта испытаний как ре-
зультата воздействия на него, при его функционировании, при модели-
ровании объекта и (или) воздействий.
В определение характеристик входит их оценивание и (или)
контроль. Взаимосвязь понятия «Технический контроль» со смежными
понятиями показана на рис. 1.
Измерение может быть как частью промежуточного преобразова-
ния в процессе контроля, так и окончательным этапом получения ин-
формации при испытании. Испытание же является этапом получения
первичной информации в процессе контроля.
ТК функционирует как система (рис. 2), основные элементы кото-
рой — объект, средство, метод, исполнитель, документация и условия
ТК.
Элементы системы технического контроля обладают опреде-
ленными свойствами и характеристиками. Так, характеристиками ТК
являются стоимость контроля, его достоверность, полнота, объем
и др.; характеристиками объекта контроля — контролепригодность,
контролируемый признак, контролируемый
параметр и контрольная точка.
Объект технического контроля — под-
вергаемая контролю продукция, процессы
Рис. 1. Взаимосвязь понятий «Технический конт-
роль», «Измерение» и «Испытание»
Рис. 2 Соотношение общих понятий технического контроля
Основные термины и определения
14
Общие сведения о ТК
ее создания, применения, транспортирования, хранения, технического
обслуживания и ремонта, а также соответствующая техническая
документация.
Объектами технического контроля являются предметы труда (на-
пример, продукция основного и вспомогательного производства в виде
изделий, материалов, технической документации и т. п.), средства тру-
да (например, оборудование промышленных предприятий и техноло-
гические процессы).
Контролируемый признак — характеристика объекта, подвергаемая
контролю.
Различают качественные и количественные характеристики объек-
тов контроля.
К качественным характеристикам ОК относятся цвет материала,
форма изделия, наличие на поверхности изделия определенного покры-
тия (защитного, декоративного^ пр.), а также альтернативные при-
знаки, например, наличие* или отсутствие дефектов в изделии.
Контролируемый параметр — количественная характеристика объ-
екта, подвергаемая контролю.
Одной из важнейших характеристик такого вида ОК, как продук-
ция, является технологичность конструкции при техническом контроле.
Качественной характеристикой технологичности конструкции является
контролепригодность.
Местом получения первичной информации о контролируемых
признаках может быть определенная точка объекта, его поверхность
и т. д.
Контрольная точка — место расположения первичного источника
информации о контролируемом параметре объекта контроля, которая
может являться частью (элементом) контролируемого предмета или
находиться на некотором удалении от него (например, контрольная
точка при определении содержания окиси углерода в выхлопных газах
в атмосфере находится вне трубы). В контрольной точке обычно раз-
мещают датчик, начало вывода от электрической схемы к измеритель-
ному прибору и т. п. Контрольной точкой является также установлен-
ное место отбора пробы вещества.
Средство контроля — техническое устройство, вещество и (или)
материал для проведения контроля.
СК используют для получения первичной информации об объекте
контроля, а также для преобразования информации, поступающей от
объекта контроля.
Контрольный образец — единица продукции или ее часть, или про-
ба, утвержденные в установленном порядке, характеристики которых
приняты за основу при изготовлении и контроле такой же продукции.
Контрольный образец может служить для нормирования показателей
качества. При контроле качества продукции допускается применение
дубликатов контрольных образцов. Контрольный образец продукции
следует отличать от базового образца продукции, применяемого при
ее аттестации/
Основные термины и определения Л 5
Каждому процессу технического контроля присущ метод его
осуществления, а также вид контроля.
Метод контроля — правила применения определенных принципов
и средств контроля.
В МТК входят основные физические, химические, биологические
и другие явления и зависимости (законы, принципы), применяемые при
получении первичной информации об объекте контроля. Кроме того,
метод контроля при необходимости содержит также определенную по-
следовательность применения этих принципов во время контроля.
Различают разрушающий и неразрушающий методы контроля.
Метод разрушающего контроля — метод контроля, при котором
может быть нарушена пригодность объекта к применению.
Метод неразрушающего контроля — метод контроля, при котором
не должна быть нарушена пригодность объекта к применению.
Условия контроля* — совокупность воздействующих факторов и
(или) режимов функционирования объекта при техническом контроле.
Нормальные условия контроля* — условия контроля, которые уста-
навливаются нормативно-технической документацией на данный вид
продукции.
Данные контроля * — регистрируемые при контроле значения кон-
тролируемых признаков и условий контроля, а также других пара-
метров, являющихся исходными для последующей обработки.
Документация контроля* — документация, определяющая систему
контроля или ее элементы, а также отражающая результаты контроля.
Результат контроля* — итог получения и обработки информации
об объекте контроля или об его контролируемых признаках.
Рабочее место контроля**— зона, оснащенная необходимыми
средствами и обеспеченная определенными условиями для осуществле-
ния технического контроля.
Концепция контроля* — система взглядов, идей и принципов,
определяющих общую методологию контроля.
Вид контроля — классификационная группировка контроля по
определенному признаку.
Система контроля — совокупность средств контроля, исполните-
лей и определенных объектов контроля, взаимодействующих по прави-
лам, установленным соответствующей нормативной документацией.
Система ведомственного контроля — система контроля, осущест-
вляемая органами министерства или ведомства.
По степени автоматизации различают автоматическую и автома-
тизированную системы контроля.
Автоматизированная система контроля — система контроля, обес-
печивающая проведение контроля с частичным непосредственным уча-
стием человека.
Автоматическая система контроля — система контроля, обеспечи-
вающая проведение контроля без непосредственного участия человека.
Нестандартизованный термин.
16
Общие сведения о ТК
Автоматическая система контроля состоит только из средств кон-
троля, выполняющих все функции контролеров. В автоматизированной
системе контроля средства контроля выполняют лишь часть функций
контролеров.
Информационная система контроля — взаимодействующие между
собой по определенному алгоритму изделие, средство контроля его
технического состояния и человек-оператор (ГОСТ 19919 — 74).
Проектирование — процесс составления описания, необходимого
для создания в заданных условиях еще не существующего объекта, на
основе первичного описания этого объекта и (или) алгоритма его
функционирования или алгоритма процесса преобразованием (в ряде
случаев неоднократным) первичного описания, оптимизацией заданных
характеристик объекта и алгоритма его функционирования или алго-
ритма процесса, устранением некорректности первичного описания
и последовательным представлением (при необходимости) описаний на
различных языках (ГОСТ 22487 — 77).
ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
ТЕХНИЧЕСКОГО КОНТРОЛЯ
При проектировании СТК должны соблюдаться следующие прин-
ципы: системности, стандартизации, оптимальности, динамичности, ав-
томатизации, преемственности и адаптации.
Принцип системности заключается в том, что при создании СТК
процессы планирования, исследования и проектирования, изготовле-
ния, эксплуатации и ремонта рассматривают во взаимосвязи.
Взаимосвязь элементов в СТК должна быть однозначно описана
и максимально формализована. К практическому решению всех задач
СТК необходимо подходить с позиций системотехники (теорий боль-
ших систем). При изучении связей между элементами и выделении эле-
ментов СТК такой подход приводит к необходимости учитывать толь-
ко основные и наиболее устойчивые связи, что позволяет строить
структуры элементов и связей в их иерархической зависимости и пере-
ходить от рассмотрения систем к построению и изучению их структур.
При построении СТК с позиций системного подхода предусматри-
вают:
описание системы и выявление всех основных связей и элементов;
моделирование системы и построение структур;
квантификацию системы (построение количественных зависимо-
стей для связей и количественных характеристик элементов систем).
Принцип стандартизации состоит в том, что основные функции,
задачи и требования к системе типизируются, унифицируются и обес-
печиваются государственными и отраслевыми стандартами и техниче-
скими условиями. Стандарты являются базой системы, и обязатель-
ность их требований обеспечивает автоматизм в функционировании
системы. С помощью стандартов внедрение отдельных элементов си-
Основные принципы проектирования ТК
17
стемы выполняют одновременно во всех подразделениях промышлен-
ного предприятия.
Принцип оптимальности предполагает, что каждый элемент СТК
имеет оптимальный уровень, а сама система обеспечивает решение по-
ставленных задач при минимальных затратах на ее разработку и мак-
симальном эффекте от ее функционирования.
Принцип динамичности заключается в том, что в СТК должна быть
предусмотрена возможность ее непрерывного совершенствования и
развития с учетом требований технического прогресса. Принцип дина-
мичности обеспечивается при создании СТК за счет открытой струк-
туры, планомерного обновления ее подсистем и элементов.
Принцип автоматизации предусматривает максимальное исполь-
зование средств вычислительной техники в системе технического кон-
троля, включая автоматизацию технологических процессов и операций
технического контроля, а также труда инженерно-технического и упра-
вленческого персонала. *
Принцип преемственности применяют в каждой конкретной разра-
ботке СТК; принцип состоит в максимальном использовании всех
имеющихся возможностей (ресурсов) предприятия и передового опыта
разработки СТК на предприятиях машиностроения и приборостроения
с учетом специфики производства и отрасли.
Принцип адаптации заключается в разработке и введении в СТК
элементов, обеспечивающих быструю приспособляемость СТК к спе-
цифике объектов контроля в условиях периодически изменяющихся ви-
дов выпускаемой продукции.
Принципы организации технического контроля:
соответствие контроля уровню техники, технологии и организации
основных производственных процессов;
комплексность контроля (предполагает необходимость охвата кон-
тролем всех элементов производственного процесса и всех факторов,
определяющих качество продукции в ходе ее изготовления);
непрерывность (требует организации постоянного контроля на
технологических операциях изготовления продукции и ликвидации ка-
ких-либо перерывов между операцией обработки и контроля);
параллельность в проведении операций ТК и операций обработки
в целях сокращения времени на пролеживание изделий в ожидании
контроля и сокращения длительности производственного цикла за счет
уменьшения затрат времени на ТК,
совмещение производственных и контрольных функций или пере-
дача ряда операций контроля под ответственность рабочих, мастеров
и бригадиров;
профилактичность, т. е. предупреждение появления дефектных из-
делий в процессе производства;
организация бездефектного труда;
независимость органов контроля от производственных служб
и подразделений;
экономичность, основанная на минимизации затрат на контроль.
18
Общие сведения о ТК
СИСТЕМА ТЕХНИЧЕСКОГО КОНТРОЛЯ.
СТРУКТУРА, ЭЛЕМЕНТЫ, СВОЙСТВА,
КРИТЕРИЙ ЭФФЕКТИВНОСТИ
Основываясь на системном подходе, СТК определяют через функцию
Гта, вход Хта, выход Утк, структуру и связь с окружающей средой
^тк> е*
C7K = {FW Хп, Yn, S„, Нта].
Структура 5^ включает совокупность элементов (Ртк), свойств
элементов (ZTK) и взаимосвязей элементов (Е-пс).
= {Ртк, ^тк, ^тк}>
Где Я-гк = {n}j -^тк = {^тк(г1*)}> ^тк = {Ртк(П, Г/)}-
Элементами СТК (и) являются объект контроля, средство контро-
ля, его исполнитель, рабочее место контролера.
Результатом взаимодействия элементов СТК является технологи-
ческий процесс технического контроля.
Таким образом:
Ята = {ОК, СК, ИК, РК};
Z„ = {ZTK(OK), Z^CK^HK), Zto(PK)};
£t« = {£TK(OK, СК), Ета(ОК, ИК), Ета(ОК, РК),
£та(СК, ИК), Ете(СК, РК), Ета(ИК,РК)}.
Входами СТК (Хук) служат материальные потоки в виде объектов
контроля (ОКВ): заготовок, полуфабрикатов, деталей, сборочных еди-
ниц и управляющая документация в виде технологических документов
на технический контроль (ТДК), характеристики технологических опе-
раций изготовления — себестоимость (С°°), вероятность правильного
выполнения (Р°°) и величина партии (No):
Хп = {No, Р°°, С °? ТДК, ОКВ}.
К выходам СТК (Ут<) относят принятые детали (ОКП), а также ин-
формацию о числе принятых деталей (Nn), технологическую себе-
стоимость изделия (Сто), вероятности годности принятой продукции (Рв);
^ = {Nn, Сто, Рв, ОКП}.
Информацию на выхдде технологического процесса используют
при организации и управлении производством, а при необходимости
передают ее в систему технологического проектирования. Нормальное
функционирование СТК обеспечивается системами организации и
управления производством. В состав управления производством вхо-
дит отдел технического контроля, который осуществляет на предприя-
Структура, элементы, свойства и эффективность СТК 19
тии согласование входных и выходных материальных, энергетических
и информационных потоков во времени.
Технология технического контроля по методу выполнения являет-
ся относительно обособленной, целостной частью технологического
процесса, связанной и существенно зависящей от технологических опе-
раций обработки, сборки и испытаний. Относительная обособленность
технического контроля проявляется в содержании процесса, обусловли-
ваемом его функциональным назначением, и предусматривает вместе
с тем наличие связей с внешней средой (Ята).
К внешней среде относят совокупность технологических операций
обработки (ОО), системы организации и управления производством
/(ОУП) и технологической документации на технический контроль
(ТДК), изменение параметров функционирования которых оказывает
влияние на его результаты и характеристики. Взаимодействие внешней
среды и системы технического контроля представляется в виде связей,
входов и выходов системы.
Множество входов и выходов связывает СТК с внешней средой
таким образом, что вход характеризует воздействие внешней среды на
систему, выход — воздействие системы на внешнюю среду.
Ята = {Ята(ПТК, ТДК), Яте(ПТК, ОО), Ята(ПТК, ОУП)}.
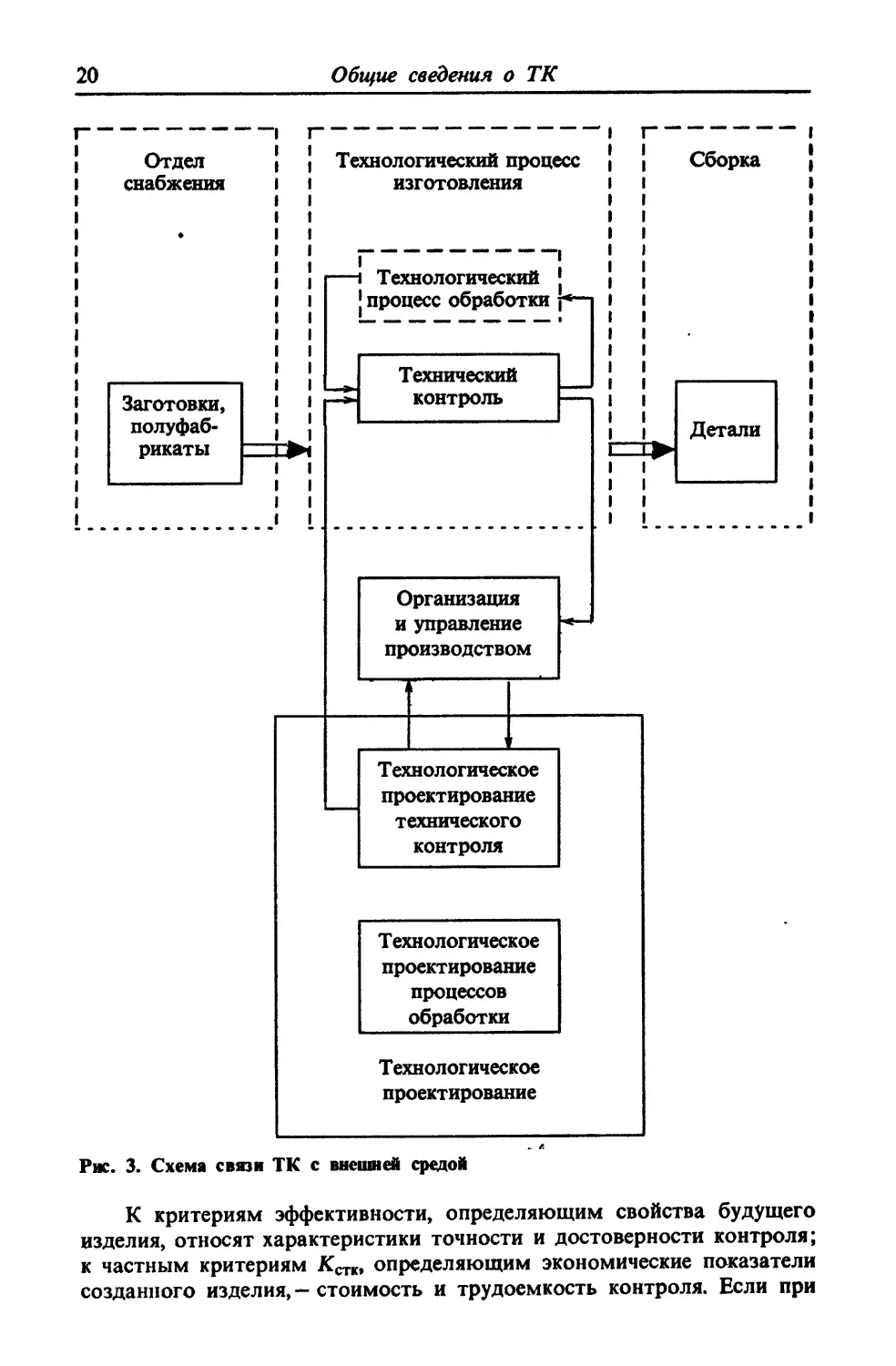
Связь СТК с внешней средой показана на рис. 3.
СТК функционирует по определенным правилам, установленным
в ТДК, являющейся ее знаковой моделью и проектируемой с учетом
требований различных технических документов (конструкторских, тех-
нологических, производственных, нормативно-технических). Структура
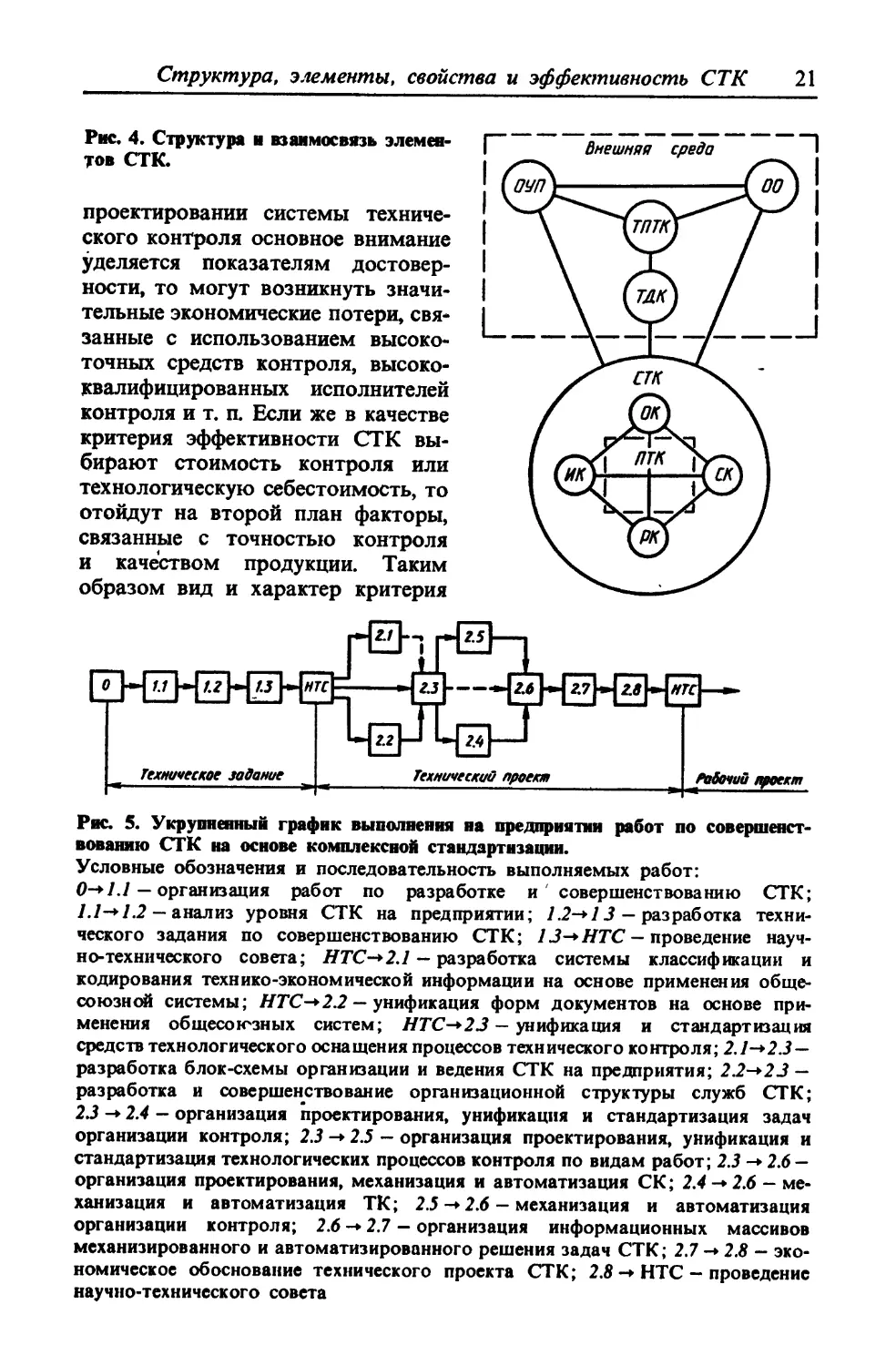
и взаимосвязь элементов СТК приведены на рис. 4.
Функция СТК (F-гк) состоит в предотвращении выпуска некаче-
ственных деталей на основе проверки соответствия объекта контроля
установленным требованиям. Математически описывается как не-
которое преобразование входных параметров Хтк в выходные Ута, т. е.
F„:Yn~glX„, a(t)],
где g — оператор преобразования входных компонент Хте в выходные
Утк, зависящие от параметров a (г) функционирования системы.
СТК характеризуется различными свойствами: точностью, стои-
мостью, достоверностью и др.:
^ТК = {^тк 1, ^ТЖ2» З'ТК/» •••, ^ткд},
где ZTKi - i-e свойство СТК.
Все свойства СТК можно разделить на связанные со свойствами
будущего изделия и связанные с экономическими показателями буду-
щего изделия. Критерий эффективности СТК является количе-
ственным выражением цели (функции) СТК и представляет собой неко-
торый функционал от свойств ZTK СТК:
КСТЖ-Ф(2ТЖ).
20
Общие сведения о ТК
Рис. 3. Схема связи ТК с внешней средой
К критериям эффективности, определяющим свойства будущего
изделия, относят характеристики точности и достоверности контроля;
к частным критериям Кстк, определяющим экономические показатели
созданного изделия, — стоимость и трудоемкость контроля. Если при
Структура, элементы, свойства и эффективность СТК 21
Рис. 4. Структура и взаимосвязь элемен-
тов СТК.
проектировании системы техниче-
ского контроля основное внимание
уделяется показателям достовер-
ности, то могут возникнуть значи-
тельные экономические потери, свя-
занные с использованием высоко-
точных средств контроля, высоко-
квалифицированных исполнителей
контроля и т. п. Если же в качестве
критерия эффективности СТК вы-
бирают стоимость контроля или
технологическую себестоимость, то
отойдут на второй план факторы,
связанные с точностью контроля
и качеством продукции. Таким
образом вид и характер критерия
Ряс. 5. Укрупненный график выполнения на предприятии работ по совершенст-
вованию СТК на основе комплексной стандартизации.
Условные обозначения и последовательность выполняемых работ:
О-*/./— организация работ по разработке и совершенствованию СТК;
1.1-+1.2 — анализ уровня СТК на предприятии; 1.2-+13 — разработка техни-
ческого задания по совершенствованию СТК; 13-*НТС — проведение науч-
но-технического совета; НТС-*2.1 — разработка системы классификации и
кодирования технико-экономической информации на основе применения обще-
союзной системы; НТС-*2.2 — унификация форм документов на основе при-
менения общесоюзных систем; НТС-^23 — унификация и стандартизация
средств технологического оснащения процессов технического контроля; 2.1-+2.3—
разработка блок-схемы организации и ведения СТК на предприятия; 2.2->23 —
разработка и совершенствование организационной структуры служб СТК;
23 2.4 — организация проектирования, унификация и стандартизация задач
организации контроля; 2.3 -> 2.5 — организация проектирования, унификация и
стандартизация технологических процессов контроля по видам работ; 23 -► 2.6 —
организация проектирования, механизация и автоматизация СК; 2.4 -» 2.6 — ме-
ханизация и автоматизация ТК; 2.5 -♦ 2.6 — механизация и автоматизация
организации контроля; 2.6 2.7 - организация информационных массивов
механизированного и автоматизированного решения задач СТК; 2.7 -* 2.8 - эко-
номическое обоснование технического проекта СТК; 2.8 -* НТС — проведение
научно-технического совета
22
Общие сведения о ТК
эффективности определяются при поиске таких свойств СТК, которые
обеспечивают ее оптимальность. Тенденции показателей достоверно-
сти и стоимости контроля разнородны и поэтому при поиске наилуч-
ших свойств системы используют показатели, содержащие ограничи-
тельные условия. К таким условиям относятся методы, средства
контроля, его исполнители, известные или имеющиеся на предприятии.
ОБЩАЯ ХАРАКТЕРИСТИКА СТАДИЙ И ЭТАПОВ
ПРОЕКТИРОВАНИЯ СИСТЕМЫ ТЕХНИЧЕСКОГО
КОНТРОЛЯ
На предприятии проектирование СТК или отдельных ее элементов
осуществляют при создании СТК, совершенствовании системы техни-
ческой подготовки производства, совершенствовании управления про-
изводством и системы управления качеством продукции, а также целе-
вом совершенствовании СТК.
Проектирование СТК состоит из разработки: технического зада-
ния, технического проекта и рабочего проекта. На рис. 5 приведен
укрупненный график выполнения работ по проектированию СТК на
предприятии. Основой проектирования является комплексная стандар-
тизация.
Техническое задание является исходным документом для разработ-
ки документации по совершенствованию СТК на предприятии. Техни-
ческое задание составляется по результатам анализа и оценки показа-
телей существующей СТК и утверждается руководством предприятия.'
На основании технического задания разрабатывают технический
и рабочий проекты, для чего приказом по предприятию создается спе-
циальная группа, в которую входят представители инженерно-техниче-
ских служб предприятия, а также НИИ, привлекаемые к разработке
СТК. Руководящую и методическую роль по разработке и совершен-
ствованию СТК на предприятии осуществляет, как правило, бюро по
управлению качеством. Разработку документации выполняют службы
в соответствии с их специализацией. Комплекс документов, регламен-
тирующих СТК на предприятии, может состоять из стандартов, соста-
вляющих государственную и отраслевую системы, и нормативно-тех-
нических документов предприятия, разрабатываемых в развитие
и дополнение к комплексам ГОСТов и ОСТов.
Разрабатываемая документация по техническому контролю дол-
жна предусматривать широкое использование средств вычислительной
техники для автоматизации инженерно-технических работ.
Разработка технического задания является важной и необходимой
стадией разработки и совершенствования СТК, на которой форми-
руются основные направления совершенствования СТК. В техническом
создании предусматривают выполнение работ по следующим ос-
новным направлениям:
совершенствование организации и управления СТК;
унификация средств ТК;
Общая характеристика стадий и этапов проектирования СТК 23
стандартизация и типизация видов, методов и процессов ТК;
унификация форм документации ТК и автоматизация обработки
результатов контроля;
оценка ожидаемой экономической эффективности от внедрения
СТК.
На стадии разработки технического проекта СТК принимают ос-
новные (принципиальные) технические и организационные решения,
устанавливающие структуру системы.
Технический проект разрабатывается предприятием на основании
и в соответствии с техническим заданием, утвержденным руковод-
ством предприятия. На этой стадии проектирования ТЗ может быть
откорректировано, если в процессе разработки технического проекта
возникает необходимость в изменениях, обеспечивающих лучшие тех-
нико-экономические и качественные показатели ТК.
Разработанный технический проект обсуждают на техническом со-
вете предприятия и утверждают в установленном порядке. Утверж-
денный технический проект является основанием для разработки рабо-
чего проекта.
Разработка рабочего проекта — завершающий этап работ по соз-
данию рабочей документации при совершенствовании СТК на пред-
приятии. Работы, проводимые на стадии рабочего проекта, являются
детализацией и развитием проектных решений по совершенствованию
СТК, заложенных на стадиях технического задания и технического
проекта.
Методической и организационной основой при создании докумен-
тации рабочего проекта является НТД, разработанная на стадии тех-
нического проекта.
В рабочем проекте СТК предусматривают разработку комплекса
конкретных технических документов в соответствии с задачами, по-
ставленными на стадии технического задания и технического проекта.
Должны быть учтены также требования, установленные в ранее разра-
ботанных и действующих на предприятии документах, стандартах
ЕСТПП, ЕСКД, ЕСТД и т. д.
Внедрение НТД системы технического контроля представляет со-
бой процесс постоянного перехода от существующей на предприятии
организации работ по ТК к работе по спроектированной (усовершен-
ствованной) СТК с проведением анализа и сравнения существующей
организации выполнения ТК с разработанной системой и выявлением
отклонений и противоречий между ними, которые в процессе внедре-
ния устраняются. Перед внедрением разработанная • документация
должна пройти опытное апробирование в отдельном цехе или участке.
Процесс внедрения сУк на различных уровнях должен быть по-
строен с учетом обеспечения возможности поэтапного ввода ее в дей-
ствие без нарушения ритма текущего производства.
Внедрение системы определяется:
наличием комплекса НТД, обеспечивающей функционирование си-
стемы и выполнение поставленных целей и задач;
24
Общие сведения о ТК
Соблюдением требований, регламентированных в нормативно-тех-
нической документации;
достижением количественных и качественных показателей по ос-
новным направлениям совершенствования ТК.
Для сокращения сроков совершенствования СТК и улучшения ка-
чества разрабатываемой документации на стадии рабочего проекта па-
раллельно с разработкой рабочей документации осуществляют опыт-
ную проверку (апробацию) документов, разработанных на стадии
технического проекта.
Для опытной проверки документации, разработанной на стадии
технического и рабочего проектов, на предприятии составляют план
организационно-технических мероприятий, предусматривающий состав
проводимых работ, исполнителей работ, сроки их выполнения. Все до-
кументы после апробации должны быть согласованы со службами,
в которых эти документы будут использоваться. После окончательной
отработки всех документов и их согласования с заинтересованными
службами весь комплекс документов должен быть рассмотрен на науч-
но-техническом совете предприятия.
Функционирование СТК на уровне предприятия обеспечивается
применением комплекса государственных и отраслевых стандартов
и НТД предприятия, регламентирующих, конкретизирующих и разви-
вающих отдельные положения государственных и отраслевых стандар-
тов СТК применительно к специфике предприятия.
СПИСОК ЛИТЕРАТУРЫ
1. Головлев В. А., Армягов А. С. Автоматизация работ по управ-
лению качеством на машиностроительном предприятии. М.: Статисти-
ка, 1979. 192 с,
2. Дунаев И. М., Скворцов Т. П., Чупырин В. Н. Организация про-
ектирования системы технического контроля. М.: Машиностроение,
1981. 191 с.
3. Коршунов Ю. М. Математические основы кибернетики. М.:
Энергия, 1980. 423 с.
4. Летенко В. А., Туровец О. Г. Организация машиностроительно-
го производства. М.: Машиностроение, 1982. 208 с.
5. Макулов А. С. Планирование контроля качества продукции.
Уфа: УАИ, 1977. 122 с.
6. Методик? совершенствования системы технического контроля
на предприятиях машиностроения и приборостроения на основе ком-
плексной стандартизации. Горький: ГфВНИИНМАШ, 1979. 537 с.
7. Саркисян С. А., Ахундов В. М., Минаев Э. С. Большие техниче-
ские системы: Анализ и прогноз развития. М.: Наука, 1977. 350 с.
8. Цветков В. Д. Системно-структурное моделирование и автома-
тизация проектирования технологических процессов. Минск: Наука
и техника, 1979. 264 с.
ГЛАВА 2
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
ПРИ ТЕХНИЧЕСКОМ КОНТРОЛЕ
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Технологичность конструкции при техническом контроле* — тех-
нологичность конструкции изделия, определяемая применительно
к подготовке и проведению ТК.
Обеспечение технологичности конструкции при техническом кон-
троле * — часть работ по обеспечению технологичности конструкции
изделия, включающая мероприятия по совершенствованию подготовки
и проведения ТК.
Отработка конструкции изделия на технологичность при техниче-
ском контроле * — часть работ по обеспечению технологичности кон-
струкции при ТК, направленная на достижение заданного уровня тех-
нологичности конструкции при техническом контроле ца всех этапах
разработки изделия.
Производственная технологичность конструкции при техническом
контроле * — технологичность конструкции при ТК в процессе техно-
логической подготовки ТК, при его проведении в процессе изготовле-
ния изделия и при монтаже вне предприятия-изготовителя.
Эксплуатационная технологичность конструкции при техническом
контроле * — технологичность конструкции при ТК в процессе подго-
товки изделия к использованию по назначению, техническом обслужи-
вании и текущем ремонте.
Ремонтная технологичность конструкции при техническом кон-
троле * — технологичность конструкции при техническом контроле
в процессе всех видов ремонта кроме текущего.
Контролепригодность конструкции * — составная часть техноло-
гичности конструкции при ТК.
Техническое состояние — совокупность подверженных изменению
в процессе производства или эксплуатации свойств объекта, характери-
зуемая в определенный момент времени признаками, установленными
технической документацией на этот объект (ГОСТ 19919 — 74).
Контролепригодность — свойство изделия, характеризующее его
приспособленность к проведению контроля за данными средствами
(ГОСТ 19919-74). •
Показатель контролепригодности * — количественная характеристи-
ка контролепригодности изделия.
Уровень контролепригодности * — относительная характеристика
контролепригодности изделия, основанная на сравнении совокупности
показателей его контролепригодности с соответствующей совокуп-
ностью базовых показателей.
Нестандартизованный термин.
26
Технологичность конструкций при ТК
Базовый показатель * — показатель контролепригодности изделия,
принятого за эталон при сравнительных оценках контролепригодно-
сти.
Глубина поиска дефекта ♦ — характеристика поиска дефекта, зада-
ваемая указанием составной части объекта диагностирования или ее
участка, с точностью до которых определяется место дефекта
(ГОСТ 20911 — 75).
Некоторые из терминов устанавливает ГОСТ 14.306 — 73.
Трудоемкость контроля — трудозатраты на проведение одного
процесса контроля.
Стоимость контроля — стоимость проведения одного процесса
контроля.
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ
ПРИ ТЕХНИЧЕСКОМ КОНТРОЛЕ
Общие сведения. Для обеспечения технологичности конструкции при
техническом контроле с учетом требований ГОСТ 14.201-83 осу-
ществляют:
отработку конструкции изделия на технологичность при ТК, со-
вершенствование условий контроля и фиксацию принятых решений
в документации контроля;
количественную оценку ТКТК, выполнение соответствующих ра-
бот при технологическом контроле конструкторской документации;
подготовку и внесение изменений в конструкторскую документа-
цию, обеспечивающих достижение базовых показателей технологично-
сти конструкции при техническом контроле.
ТКТК оценивают с помощью системы показателей, которая вклю-
чает: базовые показатели ТКТК; показатели ТКТК, достигнутые при
разработке изделия, показатели уровня ТКТК.
По области проявления различают производственную и эксплуа-
тационную ТКТК. Главными факторами, определяющими ТКТК,
являются конструктивно-технологические признаки изделия, объем вы-
пуска, тип производства, а также точность и стабильность технологи-
ческих процессов изготовления, испытания, технического обслуживания
и ремонта.
Методы обеспечения контролепригодности подразделяют на струк-
турные и алгоритмические.
Структурный метод обеспечения контролепригодности заключает-
ся в обеспечении приспособленности структуры объекта к контролю
и поиску дефектов путем введения минимального числа контрольных
точек, управляемых разрывов и размещения компонент объекта в кон-
структивных единицах с учетом контроля и поиска дефектов.
Алгоритмический метод обеспечения контролепригодности заклю-
чается в разработке алгоритмов, направленных на сокращение опера-
тивной трудоемкости контроля и поиска дефектов.
* Нестандартизованный метод.
Показатели технологичности конструкции при ТК
27
Требования к контролепригодности изделии должны содержать тре-
бования: к конструктивному исполнению изделий, параметрам и мето-
дам контроля (диагностирования), показателям контролепригодности
изделия.
К конструктивному исполнению изделий предъявляются требова-
ния: по приспособленности изделия к рациональным методам
и средствам диагностирования в зависимости от вида и назначения си-
стем диагностирования; к взаимному согласованию устройств сопря-
жения изделия со средствами диагностирования; к безопасному соеди-
нению устройств сопряжения изделия и средств диагностирования,
исключающие возможность их неправильного соединения и учитываю-
щие эргономические показатели; к числу, расположению и доступно-
сти устройств сопряжения, устанавливаемых исходя из необходимости
обеспечить заданную трудоемкость подготовки изделия к диагности-
рованию с учетом минимального демонтажа изделия; к легкосъемно-
сти и легкосоединяемости устройств сопряжения; к специальным
устройствам сопряжения, обеспечивающим рациональное ограничение
их номенклатуры и типоразмеров.
Требования к параметрам и методам диагностирования должны
содержать требования к количественному и качественному составу
диагностических параметров и к алгоритму диагностирования. Номен-
клатуру и значения показателей контролепригодности изделий следует
задавать с учетом: технических требований на изделия, вида и назначе-
ния систем диагностирования, информации о контролепригодности
прототипов или аналогов изделий отечественного или зарубежного
производства, обеспечения возможности сопоставления контролепри-
годности однотипных изделий.
Различают качественный и количественный подходы к контроле-
пригодности. Качественный подход состоит в обеспечении требований
к составу материала, конструктивному оформлению и взаимному рас-
положению элементов, при соблюдении которых может быть осущест-
влен контроль существующими методами и средствами в опреде-
ленных условиях изготовления, эксплуатации, технического обслужива-
ния или ремонта.
Количественный подход заключается в установлении и оценке кри-
териев и показателей контролепригодности.
ПОКАЗАТЕЛИ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ
ПРИ ТЕХНИЧЕСКОМ КОНТРОЛЕ И МЕТОДЫ
ИХ ОПРЕДЕЛЕНИЯ
Показатели ТКТК используют для количественной оценки технологич-
ности разрабатываемой конструкции изделия с целью снижения затрат
на технический контроль и повышения его эффективности.
Состав показателей ТКТК. В табл. 1 приведены наименование
и обозначение показателей ТКТК, а также обязательность их расчетов
1. Применяемость показателей технологичности конструкции при техническом контроле
Показатели ТКТК Вид изделия Стадии разработки конструкторской документации
Сбо- Тех- Эскиз- Рабочая документация
Классифи- кация Наименование Обоз- наче- ние Де- таль роч- ная еди- ница Ком- плекс Ком- плект ничес- кое пред- ложе- ние ный про- ект Техни- чес- кий проект опытного образца (опытной партии) серийного (массового) произ- водства
Основные показатели: технико- экономи- ческие Трудоемкость контроля Стоимость контроля Гж Сж • • • • • • • • 02,3 О- <>2,3 О <>2,3 02,3 Ог,3 02,3 •1-4 •1-4
техничес- кие Относительная сто- имость контроля Временной показа- тель Информационный показатель Кв • • • • • • • о о 1 • Э О Э1Д 01,2 02,3 01,2 01,2 02,3 О1д 01,2 •1-4 •1-3 •1-3
Дополните- льные показа- тели: технико- экономи- ческие Трудоемкость под- готовки к контролю ^пк — • • — — <>2,3 02,3 02,3 •2,3
Технологичность конструкций при ТК
Относительная тру- доемкость подго- товки к контролю Относительная тру- ^опк Л>к — о • о — — 02,3 <>2,3 О <>2,3 О <>2,3 •
доемкость контроля составной части из- делия Относительная сто- Сопк о о 02,3 <>2,3 <>2,3 01,3
имостъ подготовки к контролю Стоимость подго- С ПК о о О 2,3 <>2,3 <>2,3 •1.3
техниче- товки к контролю Коэффициент при- ^ток • • — — — — О <>1,2 • и
ские менения типовых операций контроля Коэффициент техни- *то • о о о э О о
ческой оснащенно- сти контроля Коэффициент меха- ^мк — • о о о 9 о о
низации контроля Коэффициент авто- *ак — • о о — о Э о э
матизации контроля
Примечания: 1. Обозначения: Ф —определение показателя рекомендуется; Э — определение приближенного значения
показателя рекомендуется; О — определение показателя, в общем случае, не рекомендуется;-----показатель не определяется.
2. Индексы к знакам указывают, для какого вида изделия определяют показатель на данной стадии разработки
конструкторской документации; индекс 1 — деталь; 2 — сборочная единица; 3 —комплекс; 4 — комплект.
3. На стадии разработки технического задания определяют базовые показатели.
Показатели технологичности конструкции при ТК
’30
Технологичность конструкций при ТК
в зависимости от вида изделия и стадии разработки конструкторской
документации.
Показатели ТКТК определяют по формулам, приведенным
в табл. 2.
Определение базовых показателей технологичности конструкции при
техническом контроле. Базовыми показателями ТКТК могут быть
частные и комплексные показатели, абсолютные и относительные. При
определении базовых показателей используют статистические данные
по ранее созданным конструкциям, имеющим общие конструктивно-
технологические признаки с проектируемой конструкцией.
За основные базовые показатели принимают, как правило, 7^, СКб,
значения которых определяют специальными методами или экс-
пертными методами.
Определение показателей контролепригодности изделий.
Коэффициент полноты проверки исправности (работоспособности
правильности функционирования)
Кцп s ^к/^о,
где Хк — суммарная интенсивность отказов проверяемых составных ча-
стей изделия на принятом уровне деления; Хо*- суммарная интенсив-
ность отказов всех составных частей изделия на принятом уровне
деления.
Если интенсивности отказов неизвестны, то коэффициент полноты
проверки допускается определять по формуле
Кт = ПК /ПО9
где пк — число контролируемых параметров; по — число параметров
технического состояния, использование которых обеспечивает методи-
ческую достоверность проверки.
Коэффициент глубины поисков дефекта
Krn = F/K,
где F — число однозначно различимых составных частей изделия на
принятом уровне деления, с точностью до которых определяют место
дефекта; R — общее число составных частей изделия на принятом
уровне деления, с точностью до которых требуется определить место
дефекта; определяется по диагностической модели изделия.
Коэффициент избыточности изделия
^ии = (<^и ^иид)/^и»
где 6Иид — масса или объем составных частей, введенных для контроля
изделия; Gu — масса или объем изделия.
Коэффициент унификации устройств сопряжения изделия со сред-
ствами контроля
Kyc-Ny/N0,
где Ny— число унифицированных устройств сопряжения; No — общее
число устройств сопряжения.
Показатели технологичности конструкции при ТК
31
2. Основные и дополнительные показатели ТКТК
Показатель и расчетная формула для его определения Условные обозначения
1. Трудоемкость контроля =^пж + Е Е Г=17=1 tgтрудоемкость операции ТК параметров изделия; п — число контролируемых пара- метров; т — число операций ТК по каж- дому параметру
2. Стоимость контроля Ск= С3 + Са + Сэ+ Со + Спк + + (Q-Q С3 — сумма затрат на заработную плату исполнителей ТК; Са — амортизация контрольного оборудования и приборов на вре- мя контроля; Сэ— затраты на все виды энергии, потребляемые в процессе ТК; Со — затраты на контрольную ос- настку; Спк — стоимость подготовки к ТК; Сс—стоимость объекта ТК; С'с — стоимость объекта ТК поели ухудшения качества
3. Относительная стоимость конт- роля КО1к = Ск/Ста Ск —стоимость ТК: Сто — технологическая себестои- мость изделия
4. Временной показатель EDv t J кв = \ Т* J
5. Информационный показатель нм- Цргнм Z€ . " нм) НМ=~{Р^гР + + (l-P)Jog2(l-P)}; Яо(Як) — энтропия множества NK составных частей, охваченных ТК л1 параметров; Яо(^н) — энтропия множества NH составных частей изделия, ко- торые не охвачены ТК па- раметров;
32 Технологичность конструкций при ТК
Продолжение табл. 2
Показатель и расчетная формула для его определения Условные обозначения
н0Ш = -( п р>Из Пр< + '-zeN„ zeN и н + 6- Fl^iogji- ПлУ; ' zeNa / \ zeNa f) р = f[P>Ri- i=i Упрощенная расчетная формула: Р — вероятность безотказной ра- боты всех составных частей изде- лий, контроль которых необхо- димо осуществить; Pz— вероятность безотказной ра- боты составных частей изделия, не охваченных ТК параметров; W — число составных частей из- делий; N* — число составных частей изде- лия, охваченных ТК; Nn — число составных частей из- делия, не охваченных ТК; Pi и Rt — вероятности безотказ- ной работы f-й составной части изделия по отказам соответственно внезапным и постепенным
K^NJN
6. Трудоемкость подготовки к контролю 2ГПК= ^усд"Ь 4<Др"Ь ^пк /усд — среднее время установки и снятия датчиков; /мдр—среднее время дополнитель- ных монтажно-демонтажных ра- бот; Гпк ~ среднее время подготовки к ТК
7. Относительная трудоемкость подготовки к контролю ^ОПЖ= ТПк/ТК — •
8. Относительная трудоемкость контроля составной части изделия TJT, Г/— трудоемкость ТК i-й части изделия
9. Стоимость подготовки к конт- ролю часовая заработная плата /го исполнителя, занятого на подготовке ТК;
Показатели технологичности конструкции при ТК
33
Продолжение табл. 2
Показатель и расчетная формула для его определения Условные обозначения
i + К/100) j=l Gik К — коэффициент, учитывающий начисление на заработную плату и премии; / — число исполнителей; — число контролируемых одно- временно объектов
10. Относительная стоимость под- готовки контроля 0>ПК = Qik/Ck —
11. Коэффициент применения ти- повых операций контроля Кток 5=5 QtokIQok. Сток — число типовых операций контроля; £ок — число операций контроля
12. Коэффициент технической ос- нащенности контроля •КТо = ЧТО/77ТК /7Т0 — число контролируемых при- знаков, оснащенных средствами ТК; /7ТК — число контролируемых при- знаков
13. Коэффициент механизации контроля Кмк = Тмк/Тк Тмк — трудоемкость механизиро- ванного ТК
14. Коэффициент автоматизации контроля Как — TZVJTK Так — трудоемкость автоматизи- рованного ТК
Коэффициент унификации параметров сигналов изделия
*УП = ^у /5о,
где 8у - число унифицированных параметров сигналов изделия, ис-
пользуемых при контроле, 80 - общее число параметров сигналов,
используемых при контроле.
2 Заказ М 550
34
Технологичность конструкций при ТК
МЕТОДЫ ОЦЕНКИ УРОВНЯ И ПОРЯДОК ОТРАБОТКИ
ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ПРИ ТЕХНИЧЕСКОМ
КОНТРОЛЕ
Оценка уровня ТКТК осуществляется дифференциальным и ком-
плексным методами (подробно см. в гл. 7).
Задачи при отработке ТКТК. Изделие при отработке на ТКТК рас-
сматривают как объект контроля при изготовлении и испытании, тех-
ническом обслуживании и ремонте, а также при его применении (ис-
пользовании). Отработка включает комплекс мероприятий по обеспе-
чению необходимого уровня ТКТК по установленным показателям.
Номенклатура показателей ТКТК зависит от вида изделия, его кон-
структивных особенностей, объема выпуска и типа производства, ста-
дии разработки конструкторской документации, но число показателей
должно быть минимальным и достаточным для оценки специфики
ТКТК.
Проводя отработку ТКТК, учитывают:
вид изделия, степень его новизны и сложности, условия контроля;
перспективность изделия, объем его выпуска;
передовой опыт предприятия-изготовителя и других предприятий
с аналогичным производством, новые высокопроизводительные ме-
тоды и процессы технического контроля, в том числе типовые;
рациональное использование имеющихся средств контроля, а так-
же внедрение универсальных, стандартизованных и прогрессивных
средств контроля;
возможность механизации и автоматизации контроля;
требуемую квалификацию исполнителей контроля;
возможность, удобство выполнения и надежность контроля;
уменьшение трудоемкости контроля работоспособности и функ-
ционирования изделия.
Отработка конструкции изделия на технологичность при ТК дол-
жна обеспечить необходимую точность и достоверность контроля при
условии снижения трудоемкости и стоимости технического контроля.
Комплекс выполняемых при этом работ в общем случае включает:
повышение серийности посредством группирования изделий и их
элементов по контролируемым параметрам;
применение высокопроизводительных типовых процессов (опера-
ций) контроля и средств контроля;
обеспечение и повышение контролепригодности конструкции.
Отработку ТКТК выполняют на всех стадиях разработки изделия
при технологическом оснащении производства и изготовления изде-
лия. Исполнителями отработки являются разработчики конструктор-
ской документации и разработчики технологической документации
предприятия-изготовителя. В необходимых случаях привлекаются спе-
циализированные службы предприятия в области технического контро-
ля, метрологические службы. Решения по разногласиям, возникающим
при отработке ТКТК, принимают в порядке, установленном в отрасли.
3. Задачи, решаемые на этапах отработки ТКТК
Этапы отработки ТКТК Задачи, решаемые на этапах Основные НТД. обеспечи- вающие решение задач
1. Подбор и ана- лиз исходных ма- териалов для обес- печения и оценки ТКТК отрабаты- ваемого изделия Установление требова- ний к разрабатываемо- му изделию по показа- телям ТКТК на основе анализа данных о ТКТК аналогичных из- делий, требований к разрабатываемому из- делию и результатов научно-исследовательс- ких работ, программы выпуска и условия про- изводства Правила отработки ТКТК изделия. ГОСТ 14.201—83. ОСТы по от- работке изделия на тех- нологичность. Реко- мендации, инструкции, отражающие вопросы ТКТК. Документы, от- ражающие показатели ТКТК аналогичных из- делий. Методика выбора показателей и оценки уровня контролепригод- ности конструкций ма- шин и приборов
2. Обеспечение ТКТК в процессе разработки изде- лия Анализ вариантов воз- можных конструктив- ных решений. Выявле- ние оптимального ва- рианта с точки зрейия ТКТК. Учет и увязка рассматриваемых пока- зателей с другими пока- зателями технологич- ности конструкции и показателями качества, например, с показате- лями назначения, на- дежности, эргономич- ности, экономичности Методика обеспечения ТКТК
3. Технологиче- ский контроль конструкторской документации в части ТКТК Определение показате- лей ТКТК. Проведение сравнительной оценки и расчет уровня ТКТК для разрабатываемого изделия Методика расчета по- казателей и оценки уров- ня ТКТК, МИ 1325-85
4. Разработка ре- комендаций по улучшению пока- зателей ТКТК Подготовка и внесение изменений в конструк- торскую документацию, обеспечивающие дости- жение оптимальных по- казателей ТКТК ГОСТ 2.503-74
2*
36
Технологичность конструкций при ТК
Основные этапы отработки ТКТК, последовательность этапов, за-
дачи, решаемые на каждом этапе, и основные документы, обеспечи-
вающие решение этих задач, приведены в табл. 3.
Основное содержание работ по обеспечению контролепригодности из-
делий. Работы по обеспечению контролепригодности изделий должны
содержать следующие основные этапы: формирование требований
к контролепригодности изделий, разработку конструкторской докумен-
тации, необходимой для описания и анализа изделий как объекта
контроля, разработку схемы размещения контрольных точек на
изделии и их конструктивное оформление, определение и оценку до-
стигнутого уровня контролепригодности. Основное содержание работ
по обеспечению контролепригодности изделий по стадиям разработки
конструкторской документации:
«Техническое задание» — устанавливают требования к контроле-
пригодности разрабатываемого изделия на основе анализа данных
о контролепригодности аналоговых образцов, требований к разра-
батываемому объекту и результатов научно-исследовательских работ;
«Техническое предложение» — анализируют варианты возмож-
ных конструктивных решений изделия по контролепригодности и обо-
сновывают выбранный вариант конструктивного решения;
«Эскизный проект» — анализируют принципиальные решения по
обеспечению контролепригодности изделия и его составных частей,
реализуют конструктивные решения по обеспечению контролепригод-
ности, предварительно определяют показатели контролепригодности
изделия;
«Технический проект» - принимают окончательные решения по
обеспечению контролепригодности изделия на основе полного пред-
ставления о его конструктивной приспособленности к контролю.
«Рабочая конструкторская документация» — проводят окончатель-
ную отработку изделия в части контролепригодности.
СПИСОК ЛИТЕРАТУРЫ
1. Дунаев И. М., Скворцов Т. П., Чупырин В. Н. Организация про-
ектирования системы технического контроля. М.: Машиностроение,
1981. 191 с.
2. Методика выбора показателей и оценки уровня контролепри-
годности конструкций машин и приборов. Горький: Гф ВНИИНМАШ,
1975. 41 с.
3. Ремонтопригодность машин/Под ред. П. И. Волкова. М.: Маши-
ностроение, 1975. 367 с.
4. Технологичность конструкций изделий: Справочник/Под ред.
Ю. Д. Амирова. М.: Машиностроение, 1985. 368 с.
ГЛАВА 3
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ И ОПЕРАЦИЙ
ТЕХНИЧЕСКОГО КОНТРОЛЯ
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Технологическое проектирование технического контроля* — проекти-
рование по определенному алгоритму, при котором составляется опи-
сание маршрута и объема контроля, содержания операций контроля,
состава исполнителей и средств контроля на основе первичных сведе-
ний об объекте контроля, условиях производства и характеристиках
технологических операций обработки при обеспечении оптимизации
контроля по стоимости и достоверности.
Под методом технологического проектирования технического
контроля* понимают совокупность взаимоувязанных алгоритмов, пра-
вил, математических моделей, организационных основ и нормативных
документов, применяемых при технологическом проектировании тех-
нического контроля.
В результате ТПТК должны быть получены проектные документы
в виде ведомости операций контроля, операционных карт технического
контроля или других установленных технологических документов.
Технологический процесс технического контроля* (краткая форма
«процесс контроля») — технологический процесс, содержащий действия
по определению состояния объекта контроля. Процесс контроля, как
правило, включает совокупность технологических операций техниче-
ского контроля, выполняемых при изготовлении и ремонте изделия
или его составной части.
Технологическая операция технического контроля* (краткая фор-
ма «операция контроля») — законченная часть процесса контроля, вы-
полняемая на одном рабочем месте, характеризуемая постоянством
применяемого средства контроля при проверке одного или нескольких
контролируемых признаков у одного или нескольких определенных
объектов контроля.
Технологический переход технического контроля* (краткая фор-
ма «переход контроля») — законченная часть операции контроля, со-
стоящая из действий человека и (или) средства контроля по проверке
одного контролируемого признака или комплексному (одновременно-
му контролю) контролю совокупности контролируемых признаков.
Основные контрольные переходы:
осмотреть * — посмотреть на объект с разных сторон, обозреть
его полностью или отдельные элементы;
определить* — установить с точность^), выяснить что-либо;
измерить* — определить какой-нибудь мерой величину контроли-
руемого параметра;
* Нестандартизованный термин.
38 Проектирование технологических процессов и операций ТК
выявить * — сделать явным, обнаружить, вскрыть скрытые де-
фекты;
проверить * — удостовериться в правильности, обследовать с
целью контроля;
сравнить * — сопоставить для установления сходства или разли-
чия;
испытать * — проверить на опыте, провести испытания.
Термины в области технологических процессов и технологической
документации устанавливают ГОСТ 3.1109-82 и ГОСТ 14.004—83.
Технологический метод — совокупность правил, определяющих по-
следовательность и содержание действий при выполнении формообра-
зования, обработки или сборки, перемещения, включая технический
контроль, испытания в технологическом процессе изготовления или ре-
монта, установленных безотносительно к наименованию, типоразмеру
или исполнению изделия.
Технологическая база — поверхность сочетание поверхностей,
ось или точка, используемые для определения положения предмета
труда в процессе изготовления (поверхность, сочетание поверхностей,
ось или точка принадлежат предмету труда).
Типовая технологическая операция — технологическая операция,
характеризуемая единством содержания и последовательности техно-
логических переходов для группы изделий с общими конструктивными
и технологическими признаками.
Типовой технологический процесс — технологический процесс изго-
товления группы изделий с общими конструктивными и технологиче-
скими признаками.
Технологический документ — графический или текстовой документ,
который отдельно или в совокупности с другими документами опреде-
ляет Технологический процесс или операцию изготовления изделия.
Методика контроля * — документ, устанавливающий содержание,
процедуры, условия, методы, средства, исполнителей, план контроля,
формы представления, обработки и оценки данных контроля, требова-
ния техники безопасности и охраны окружающей среды.
Программа контроля * — документ, устанавливающий объект,
план и вид контроля, последовательность, объем, порядок, место
и сроки проведения, а также порядок и ответственность за обеспечение
и проведение контроля.
Программа автоматизированного контроля — формализованное
описание алгоритма контроля в конструктивных единицах алгоритми-
ческого языка или системы команд аппаратуры управления средством
контроля (ГОСТ 19919-74).
Алгоритм контроля — совокупность предписаний, определяющая
последовательность действий исполнителей и средств контроля, необ-
ходимых и достаточных для выполнения контроля (ГОСТ 19919 — 74).
Метрологическое обеспечение технического контроля* — установ-
* Нестандартизованный термин.
Классификация операций ТК
39
ление и применение научных и организационных основ, технических
средств, правил и норм, направленных на достижение единства и тре-
буемой точности процессов технического контроля.
Технологический маршрут — последовательность прохождения за-
готовки детали или сборочной единицы по цехам и производственным
участкам предприятия при выполнении технологического процесса из-
готовления или ремонта.
Различают межцеховой и внутрицеховой технологические марш-
руты.
м Оформление технологического документа — комплекс процедур,
необходимых для подготовки и утверждения технологического доку-
мента в соответствии с порядком, установленным на предприятии.
К подготовке документа относится его подписание, согласование
и т. д.
Операционное описание технологического процесса — полное описа-
ние всех технологических операций в последовательности их выполне-
ния с указанием переходов и технологических режимов.
Маршрутное описание технологического процесса — сокращенное
описание всех технологических операций в маршрутной карте в после-
довательности их выполнения без указания переходов и технологиче-
ских режимов.
Маршрутно-операционное описание технологического процесса —
сокращенное описание технологических операций в маршрутной карте
в последовательности их выполнения с полным описанием отдельных
операций в других технологических документах.
Коэффициент закрепления операций — отношение числа всех раз-
личных технологических операций, выполненных или подлежащих вы-
полнению в течение месяца, к числу рабочих мест.
Диапазон измерений — область значений измеряемой величины,
для которой нормированы допустимые погрешности средств изме-
рений (ГОСТ 16263-70).
Точность средства измерения — качество средства измерения, от-
ражающее близость к нулю его погрешностей (ГОСТ 16263—70).
Технология технического контроля* — составная часть технологии
производства, включающая совокупность приемов и способов проведе-
ния контроля качества продукции и технологических процессов изго-
товления. Под технологией технического контроля понимают также
научную дисциплину, разрабатывающую эти приемы и способы. Раз-
личают следующие виды технологии технического контроля: общую,
по отраслям промышленности, по видам производств, по видам кон-
тролируемых признаков.
А
КЛАССИФИКАЦИЯ ОПЕРАЦИЙ КОНТРОЛЯ
Термины и определения из области классификации и кодирования
регламентирует ГОСТ 17369-85.
40 Проектирование технологических процессов и операций ТК
Классификация — разделение множества объектов на подмножества
по их сходству или различию в соответствии с принятыми методами.
Система классификации - совокупность методов и правил класси-
фикации и ее результат.
Объект классификации — элемент классифицируемого множества.
Признак классификации — свойство или характеристика объекта,
по которому производится классификация.
Классификационная группировка — подмножество объектов, полу-
ченное в результате классификации.
Иерархический метод классификации — последовательное разделе- ,
ние множества объектов на подчиненные классификационные группи-
ровки.
Код — знак или совокупность знаков, принятых для обозначения
классификационной группировки и (или) объекта классификации.
Кодирование — образование и присвоение кода классификационной
группировке и (или) объекту классификации.
Классификатор — официальный документ, представляющий систе-
матизированный свод наименований и кодов классификационных
группировок и (или) объектов классификации.
Подмножества ТОТК, полученные в результате разделения задан-
ного множества ТОТК по одному или нескольким признакам класси-
фикации, составляют классификационные группировки ТОТК. При-
знак, по которому выполняют деление классификационной группиров-
ки, является основанием деления, а этап разделения заданного
множества ТОТК на подмножества — ступенью классификации. Сово-
купность классификационных группировок, расположенных на одних
и тех же ступенях классификации, называют уровнем классификации.
Классификацию ТОТК выполняют иерархическим методом клас-
сификации, при котором заданное множество ТОТК последовательно
делят на подчиненные подмножества.
Классификация ТОТК при ТПТК завершается кодированием
ТОТК.
Для кодирования ТОТК используют цифровой алфавит кода с де-
сятичным основанием. В кодовом обозначении последовательно
указывают зависимые признаки классификации. Длину кодового обо-
значения принимают в зависимости от числа классификационных груп-
пировок на уровнях деления. Коды присваивают не только за-
полненным классификационным группировкам, но и резервным.
В результате классификации и кодирования ТОТК получают система-
тизированный свод дпераций контроля, признаков классификации
и (или) классификационных группировок и их кодовые обозначения,
т. е. классификатор операций контроля. Емкость классификатора по-
зволяет иметь резервы (незаполненные позиции в классификаторе).
В основу классификации всех ТОТК заложены четыре аспекта де-
ления: типы контролируемых физических величин, виды, подвиды
и разновидности контролируемых параметров. Первые два аспекта
классификации распространяются на все ТОТК, а два последних —
Классификация операций ТК
41
только на основные операции контроля геометрических параметров.
В классификаторе приведены ТОТК без привязки к конкретному виду
изделия или технологического процесса. Операции контроля записы-
вают в следующем порядке: наименование вида технологического про-
цесса и типа контролируемой физической величины, или вида (подви-
да), или разновидности контролируемого параметра.
При классификации операций контроля линейных и угловых раз-
меров в качестве признака разновидности контролируемого параметра
приняты геометрические понятия: координата, прямая, ось поверхно-
сти, плоская поверхность и криволинейная поверхность. Общим при-
знаком для всех операций контроля является также место нахождения
контролируемого параметра (наружный, внутренний). Кроме того, для
идентификации контролируемого параметра и средства контроля при
классификации операций контроля должны учитываться номинальное
значение и допуск контролируемого параметра.
С учетом изложенного код технологическое операции техническо-
го контроля будет содержать:
XX X X X X XXX XXX
Допуск контролируемого параметра
Номинальное значение контролируемого
параметра
Местонахождение контролируемого параметра
Разновидность контролируемого параметра
Вид контролируемого параметра
Тип контролируемого признака
Вид технологического процесса
В общесоюзном классификаторе установлена следующая структу-
ра кода технологической операции:
XX XX
Наименование операции
Вид технологического процесса по методу выполнения
42 Проектирование технологических процессов и операций ТК
На ступени наименования операции контроля для использования
обобщенных наименований операций контроля в основном исполь-
зуют группировки, оканчивающиеся на 0 или 5 (10, 15, 20 и т. д.).
Особое место при классификации операций контроля занимают
операции контроля зубчатых и червячных передач. При классификации
этих операций необходимо учитывать, что поскольку ряд контроли-
руемых параметров является общим с операциями контроля линейных
и угловых размеров, поэтому при классификации операций контроля
зубчатых и червячных передач должны рассматриваться лишь пара-
метры, относящиеся непосредственно к зубчатому венцу или зубчатой
передаче (кинематическая точность, плавность работы, показатели,
определяющие контакт зубьев и обеспечивающие гарантийный боко-
вой зазор). Кроме того, при классификации операций контроля зуб-
чатых и червячных передач целесообразно предусматривать лишь об-
щие операции контроля безотносительно от вида зубчатых или
червячных колес (цилиндрических, конических, реечных и т. п.).
Операции комплексного контроля по видам технологических опе-
раций, например, контроль качества сборки или контроль качества
сварки кодируют, как правило, по схеме:
ХХХХ XX
Качество сварки
Технический контроль
Коды ТОТК приведены в табл. 1.
Классификатор операций контроля используют при решении сле-
дующих задач:
переход на бестекстовую технологию и возможности машинной
обработки информации;
упорядочение текстовой части технологических процессов с приме-
нением стандартизованных терминов технологических операций;
объединение однородных операций для организации специализи-
рованных производственных подразделений;
укрупненный расчет трудовых и материальных нормативов;
анализ трудоемкости технологических операций для ликвидации
«узких» мест в производстве;
оперативно-календарное и технико-экономическое планирование
производства;
обеспечение возможности механизации учета и поиск разрабо-
танных операций;
создание условий для автоматизированной разработки технологи-
ческих процессов.
Классификация операций ТК
43
1. Коды технологических операций ТК
Операция ТК Код Операция ТК Код
Контроль величин 0210 формы и расположения 0250
пространства и времени: поверхностей:
времени 0211 радиального биения 0251
площади 0212 торцового биения 0252
объема 0213 биений в заданном 0253
скорости 0214 направлении
ускорения 0215 формы заданного про- 0254
плоского угла 0216 филя
телесного угла 0217 формы заданной по- 0255
длины 0218 верхности
линейных размеров: 0220 комплексный контроль 0260
между плоскими по- 0221 геометрических пара-
всрхностями метров :
между криволинейны- 0222 резьбовых деталей: 0261
ми поверхностями среднего диаметра 0262
между осями поверх- 0223 приведенного диа- 0263
ностей метра
между координатами 0224 шага резьбы 0264
размеров криволинейных 0225 шлицевых деталей 0265
поверхностей: шероховатости по- 0266
кривизны 0226 верхности
диаметра 0227 зубчатых деталей: 0270
радиуса 0228 кинематической пог- 0271
расположения поверх- 0230 решности
ности : радиального биения 0272
параллельности 0231 зубчатого венца
перпендикулярности 0232 накопленной погреш- 0273
наклона 0233 ности шага
соосности (концентри- 0235 окружного шага 0274
чности) циклической погреш- 0275
симметричности 0236 ности
пересечения осей 0237 межосевого расстоя- 0276
позиционного располо- 0238 ния на одном зубе
жения профиля зубьев 0277
формы поверхности: 0240 колебания длины об- 0278
плоскостности 0241 щей нормали
прямолинейности 0242 направления зуба 0281
цилиндричности 0245 суммарного пятна 0282
круглости 0246 контакта
профиля продольно! о 0247 шага зацепления 0283
сечения элементов колеса 0284
44 Проектирование технологических процессов и операций ТК
Продолжение табл. 1
Операция ТК Код Операция ТК Код
толщины зуба 0285 Контроль акустических ве- 0335
гарантированного бо- 0286 личин:
кового зазора звукового давления 0336
смещения исходного 0287 объемной скорости 0337
контура интенсивности звука 0338
червячных деталей: 0290 Контроль световых вели- 0340
винтовой линии червя- 0291 чин и величин электромаг-
ка нитных излучений:
осевого шага червяка 0292 силы света 0341
кинематической пог- 0293 светового потока 0342
решности червяка освещенности 0343
биения витков червяка 0294 яркости 0344
элементов колеса 0295 энергии излучения 0346
пятна контакта 0296 потока излучения 0347
угла и формы профи- 0297 энергетической освещен- 0348
ля червяка ности
Контроль механических ве- 0310 энергетической яркости 0349
личин: Контроль величин физиче- 0350
массы 0311 ской оптики:
плотности 0312 оптических параметров 0351
момента инерции 0314 и характеристик
силы (веса) 0315 теплового излучения 0354
давления 0316 Контроль периодических 0355
динамической вязкости 0317 величин:
кинематической вязкости 0318 частоты периодического 0356
Контроль электрических и 0320 процесса
магнитных величин: частоты вращения 0357
силы электрического тока 0321 Контроль величин ионизи-< 0360
электрического напряже- 0322 рующих излучений: 0361
ния активности нуклида в
электрического сопротив- 0323 радиоактивном источни-
ления ке
электрической емкости 0324 поглощенной дозы излу- 0362
магнитного потока 0326 чения
индуктивности 0327 Контроль величин физичес- 0365
магнитного сопротивле- 0328 кой химии и молекулярной
ния физики:
динамических электричес- 0329 молярной массы 0366
ких величин молярного объема 0367
Контроль тепловых величин: 0330 химического потенциала 0368
температуры 0331 температуропроводнос- 0369
теплоемкости 0332 ти
теплового потока 0333 количества вещества 0371
теплопроводности 0334 1 молярной концентрации 0372
Правила технологического проектирования ТК
45
Продолжение табл. 1
Операция ТК Код Операция ТК Код
Контроль качественных ха- 0375 Контроль внешнего вида 0387
рактеристнк изделии, наличия клейм
Неразрушающий контроль: Контроль прочих величин 0390
акустический 0376 и характеристик:
вихретоковый 0377 технического состояния 0391
магнитный 0378 функционирования 0392
оптический 0379 работоспособности 0393
радиационный 0381 надежности 0394
радиоволновой 0382 числа изделий 0396
тепловой 0383 расхода 0397
электрический 0384
проникающими вещест- вами 0386
ПРАВИЛА ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ТЕХНИЧЕСКОГО КОНТРОЛЯ
Технический контроль разрабатывают в виде процессов и операций
ТК для входного, операционного и приемочного контроля. Разработку
ПТК изделий, технологических процессов осуществляют для изделий,
конструкция которых отработана на технологичность при ТК.
ПТК являются неотъемлемой частью технологического процесса
изготовления и испытания. Перед разработкой технологических про-
цессов выполняют группировку изделий по конструктивным и техно-
логическим признакам с учетом возможного сокращения трудоемко-
сти подготовки и проведения контроля. При разработке методик
и технологии контроля руководствуются следующими требованиями:
контроль должен осуществляться в условиях, максимально при-
ближенных к условиям эксплуатации;
контроль должен быть непрерывным, т. е. охватывать все этапы
производства, и профилактическим, чтобы предотвратить поступление
дефектной продукции на следующий этап производственного цикла;
контроль должен быть активным и непосредственно влиять на ка-
чество производственного процесса;
контроль должен быть в максимальной степени объективным,
производиться с помощью объективных средств и не зависеть от
субъективных особенностей исполнителя контроля;
контроль проводят на основе безусловной ответственности испол-
нителя за качество выпускаемой продукции и качество выполняемых
операций; предусматривают также совмещение операций обработки
и контроля;
контроль не должен нарушать ритмичности производства и обес-
печивать выпуск заданного количества продукции в единицу времени
46 Проектирование технологических процессов и операций ТК
(или за определенный промежуток времени), т. е. обладать определен-
ной производительностью;
затраты (материальные, трудовые, энергетические) на ТК должны
быть оптимальными.
Исходную информацию для разработки процессов ТК содержат
следующие виды документов:
конструкторская документация на изделие; технологическая доку-
ментация на изготовление и испытания изделия; программа и сроки
изготовления изделия; директивные процессы контроля; производ-
ственные инструкции на проведение контроля; описания прогрес-
сивных методов контроля; каталоги, номенклатурные справочники
прогрессивных средств контроля; прогнозы научно-технического про-
гресса и планы повышения технического уровня производства; терми-
нология технического контроля; классификатор объектов контроля;
типовые процессы и операции контроля; стандарты и каталоги на
средства контроля; нормативы режимов контроля; материальные
и трудовые нормативы.
Процессы ТК разрабатывают для входного контроля материалов,
заготовок, полуфабрикатов, а также комплектующих деталей и сбо-
рочных единиц; для операционного контроля деталей и сборочных
единиц, а также приемочного контроля изделий. Операции контроля
предусматривают при входном контроле нескольких объектов контро-
ля (по усмотрению предприятия), операционном контроле технологи-
ческого процесса или обрабатываемой заготовки после завершения
определенной технологической операции. Процессы и операции кон-
троля разрабатывают вместе с технологическими процессами обработ-
ки и обеспечивают необходимые взаимосвязь и взаимодействие между
этими процессами.
Уровень механизации и автоматизации контроля должен соответ-
ствовать требованиям технологии изготовления изделия, а также
условиям и типу производства.
При проектировании процессов (операций) ТК стремятся к соблю-
дению единства конструкторских, технологических и измерительных
баз. Их несовпадение допускается только в технически обоснованных
случаях. Предусматривают также получение информации для регули-
рования технологического процесса и возможность предупреждения
с заданной вероятностью пропуска дефектных материалов, заготовок,
полуфабрикатов, деталей и сборочных единиц для последующего изго-
товления и ремонта изделия.
При разработке процессов (операций) технического контроля дол-
жно обеспечиваться:
внедрение прогрессивных методов контроля и оценки качества
продукции, в том числе неразрушающих, автоматических и статисти-
ческих методов контроля, а также статистических методов регулирова-
ния технологических процессов, анализа и оценки качества продукции,
средств механизации и автоматизации контрольных операций;
систематическое повышение производительности труда;
Определение объема ТК
47
снижение трудоемкости контроля с тяжелыми и вредными усло-
виями труда.
Процессы и операции ТК должны отвечать требованиям безопас-
ности труда и санитарии.
Методики выполнения измерения в процессах и операциях контро-
ля составляют в соответствии с ГОСТ 8.010 — 72. Условия измерения
линейных и угловых размеров регламентирует ГОСТ 8.050—73. Техно-
логическую документацию на процессы ТК согласовывают с отделом
(управлением) технического контроля (ОТК) и подвергают метрологи-
ческой экспертизе по МИ 1325 — 86.
Методы технологического проектирования технического контроля
ТПТК аналогичны методам проектирования технологических процес-
сов изготовления и подразделяются:
по степени механизации и автоматизации — на «ручное» проекти-
рование и автоматизированное;
по степени использования экономико-математических методов —
на интуитивное (эвристическое) проектирование и аналитическое на ос-
нове экономико-математического моделирования.
Интуитивный (эвристический) метод основан на априорной ин-
формации и опыте специалиста, который в результате анализа объек-
тов контроля, методов, средств контроля вырабатывает содержание
технологического процесса технического контроля. Спроектированный
при этом процесс контроля в значительной мере зависит от технолога,
его эрудиции и прочих субъективных факторов.
Аналитический метод с использованием экономико-математиче-
ского моделирования процесса контроля на базе математической ста-
тистики и теории вероятности основан на строгом учете и математиче-
ской формализации процесса контроля. Метод позволяет спроектиро-
вать оптимальный процесс контроля, а также использовать ЭВМ для
технологического проектирования.
Основные этапы разработки процессов контроля, последователь-
ность этапов, задачи, решаемые на каждом этапе, и основные доку-
менты, обеспечивающие решение этих задач, устанавливает ГОСТ
14.317-75 (табл. 2).
Необходймость каждого этапа, состав задач и последовательность
их решения определяет разработчик процесса (операции) ТК в зависи-
мости от условий производства. При этом могут быть введены допол-
нительные этапы, которые будут различными на уровне отрасли
и уровне предприятия.
ОПРЕДЕЛЕНИЕ ОБЪЕМА КОНТРОЛЯ
Задачи определения объемов контроля. Определение объемов контроля
предполагает решение следующих задач — определение: совокупности
контролируемых признаков (в том числе параметров), мест контроля
качества продукции по технологическому процессу, целесообразности
сплошного или выборочного (статистического) контроля и планов коп-
2. Основные этапы и задачи разработки единичных и типовых процессов контроля
Этапы разработки процессов контроля Задачи, решаемые на этапе Основные документы, обеспечивающие решение задач
Подбор и анализ исходных Ознакомление с объектом контроля и Конструкторская документация на из-
материалов для разработки требованиями к изготовлению и экс- делие и технологическая документация
процесса контроля плуатации. Анализ справочной инфор- мации, необходимой для разработки технологического процесса на изготовление и испытание изделия. Программа и сроки изготовления изде- лия. Нормативные документы на пер- спективные методы и процессы контро- ля. Производственные инструкции на проведение контроля. Описание прог- рессивных методов контроля. Каталоги, номенклатурные справочники прогрес- сивных средств контроля. Прогнозы научно-технического прогресса и планы повышения технического уровня про- изводства
Классификация объектов контроля Создание групп объектов контроля, обладающих идентичными контроли- руемыми признаками Выбор типовых представителей групп объектов контроля Классификатор объектов контроля
Выбор объектов контроля Определение номенклатуры объектов контроля, состояние качества которых влияет на качество выпускаемой продук- ции (и контроль этих объектов обяза- телен) Методика выбора объектов контроля
Проектирование технологических процессов и операций ТК
Группирование объектов Формирование кодового обозначения Классификатор объектов контроля
контроля по метрологичес- ким признакам** изделия по классификатору объектов контроля Отнесение объекта контроля к соот- ветствующей классификационной груп- пе* Конструкторская документация на из- делие
Группирование объектов Анализ действующих единичных, типо- Документация единичных, типовых и
контроля ** вых и групповых процессов (операций) групповых процессов (операций) контро-
технического контроля объектов. Соз- дание укрупненных групп объектов контроля, обладающих идентичными контролируемыми признаками Разработка или выбор комплексного объекта контроля для каждой группы Разработка предложений по унифика- ции изделий и их элементов ля, действующих на предприятии. Клас- сификатор объектов контроля. Руково- дящие технические, методические и справочные материалы по группиро- ванию объектов контроля
Количественная оценка Определение типа производства для Плановые задания.
групп изделий (объектов каждого комплексного объекта конт- Ведомости трудоемкости изготовления
контроля) ** роля Определение трудоемкости контроля каждой группы объектов контроля изделия
* При отсутствии соответствующей классификационной группы рабочий процесс (операция) контроля разрабатывается
как единичный.
♦♦ Этап ГОСТ 14.317 — 75 не регламентируется.
Определение объема ТК
Продолжение табл. 2
Этапы разработки процессов контроля Задачи, решаемые на этапе Основные документы, обеспечивающие решение задач
Выбор действующего тип о- Отнесение объекта к действующему ти- Документация типовых, групповых и
вого процесса технического повому, групповому или единичному единичных процессов (операций) конт-
контроля или поиск аналога процессу контроля с учетом результа- роля для данной группы изделий
единичного процесса техни- тов количественной оценки групп изде- Документация перспективных процес-
ческого контроля лий (при наличии разработанного перс- сов технического контроля
Составление технологичес- кого маршрута процесса технического контроля Выбор контролируемых па- пективного процесса технического кон- троля на изделие его следует брать за основу при выборе действующего технологического процесса) Обеспечение своевременного выявления и устранения дефектов. Обеспечение ин- формации для оперативного регулиро- вания технологического процесса и об- ратной связи с АСУ и АСУТПП Определение точек технологического процесса изготовления и ремонта, в которых должен проводиться техничес- кий контроль Определение номенклатуры контроли- Методика размещения постов контроля по технологическому процессу изго- товления и ремонта изделий Методика выбора контролируемых па-
раметров руемых параметров, подвергаемых кон- раметров
Разработка технологических тролю Рациональное построение операций Классификаторы технологических опе-
операций технического кон- контроля. Установление последователь- раций и переходов технического конт-
троля ности выполнения переходов контроля роля
Проектирование технологических процессов и операций ТК
Определение объема контро-
ля
Выбор схем контроля
Выбор метода конфоля
Выбор средств контроля
Нормирование процесса кон-
троля**
Расчет точности, производи-
тельности и экономической
эффективности вариантов
процессов (операций) техни-
ческого контроля
Рациональное назначение выборок в
партии объектов контроля
Определение контрольных точек объек-
та, где осуществляется съем информа-
ции о контролируемых параметрах. Вы-
бор поверхностей базирования средств,
контроля. Оценка точности и надеж-
ности базирования по производитель-
ности процесса (операции) технического
контроля
Определение оптимального метода кон-
троля на базе установленных показате-
лей контроля
По ГОСТ 14.306-73
Установление по номенклатуре исход-
ных данных норм времени, необхо-
димых для проведения контроля. Обо-
снование профессии исполнителя конт-
роля в зависимости от сложности и
содержания операции ТК
Выбор оптимального варианта процес-
са (операции) технического контроля
Стандарты и методические материалы
системы управления качеством продук-
ции по статистическим методам конт-
роля
Методика выбора схемы контроля
Методика выбора методов контроля
ГОСТ 14.306-73
Классификатор разрядов работ и про-
фессий по техническому контролю.
Материальные и трудовые нормативы
на процессы контроля
МУ. Методы оптимизации процессов
технического контроля
Определение объема ТК
52 Проектирование технологических процессов и операций ТК
Продолжение табл.
« й
о *-» О
а g &
ё 0 о м
§ ь е ьг со
св W S о ГН п
о 8 § ё 1
2 S Е сх Д’
S о о
8 а а [ИЙ Г о 5 № х & X S
•ч я (D и м
03 в Н & 8
S О св о ST
н. св го ко & § S g 2 о
н ко
Учет а со св Рн & св И техно
а 8 ции тех- ник
§ g св Ё 5? И . .
ботки пр< нтроля д окуме (операци нтроля докуме контроля
8. 2 м м а g 3 и й я
Этапы Оформл на проц ническо! Разрабо результа
троля. Если запланирован
выборочный контроль, то
в операционной карте тех-
нического контроля и в
ведомости операций конт-
роля по ГОСТ 3.1502 — 85
заполняют графу «Объем
и ПК», указывая метод
(вид) статистического
контроля, документ, по
которому он должен про-
водиться, а также пара-
метры плана контроля
(объем партии, периодич-
ность контроля, объемы
выборок, контрольные
нормативы решающих
правил). Если в одной
операции для различных
переходов установлен раз-
личный план контроля, то
в ведомости операций
процент выборки приво-
дят в виде интервала
(например, 10 — 50%).
Определение совокуп-
ности контролируемых
признаков. Задача состоит
в предварительном фор-
мировании (избыточной)
совокупности количест-
венных и качественных
признаков, которые могут
быть выбраны в качестве
контролируемых (табл. 3).
Окончательно совокуп-
ность контролируемых
признаков формируют
после обоснования целе-
сообразности сплошного
или выборочного контро-
ля каждого признака,
исключая признаки из
избыточной совокупнос-
ти. Такое исключение
признаков, установленных
в ТУ, может быть обу-
Определение объема ТК
53
3. Правила выбора совокупности контролируемых признаков
Признаки Место контроля Группа признаков Выбор совокупности контролируемых признаков
Технологических про- цессов (температура режущего инструмен- та или внешней сре- ды и т. д.) Цех 1 Выбирают, основыва- ясь на опытных дан- ных, или получают методами планирова- ния экспериментов в соответствии с РД МУ 109-77
Качества продукции: промежуточные (параметров заготовок) установленные в технических условиях (ТУ) Цех 2
Цех Специаль- ная лабора- тория 3 4 Контролируют все признаки
словлено высокой стабильностью технологического процесса и возмож-
ностью дешевой и относительно полной отбраковки отдельных де-
фектных (по данным признакам) изделий в процессе сборки (регули-
ровки) или при входном контроле у потребителя. Исключение из этой
совокупности промежуточного признака может быть обусловлено, во-
первых, небольшими интервалами времени в технологическом процессе
между моментами формирования значений этого признака и всех
признаков, установленных в ТУ и статистически связанных с данным
промежуточным признаком; во-вторых, — наличием тесной статистиче-
ской зависимости с другим промежуточным признаком. Степень такой
зависимости устанавливают методами корреляционного или регрес-
сионного анализа.
Места контроля качества продукции по технологическому процес-
су определяют, анализируя отдельно каждый признак. Вначале анали-
зируют признаки продукции, устанавливаемые в ТУ, затем — влияю-
щие на них промежуточные признаки.
При проведении логического анализа следует иметь в виду, что по
одним и тем же признакам может быть целесообразно назначение не-
скольких операций контроля или контрольных переходов. Это может
быть обусловлено различными задачами контроля, его низкой досто-
верностью, наличием операций устранения дефектов и возможностью
появления дефектов одних и тех же видов в нескольких местах по тех-
нологическому процессу (например, забоин на деталях).
54 Проектирование технологических процессов и операций ТК
Задачи контроля — приемка продукции (изъятие брака) и предупре-
ждение брака. В табл. 4 приведены соотношения между различными
характеристиками контрольных операций.
4. Соотношения между характеристиками контроля
Технологи- ческий процесс Причины брака Основные задачи контроля и пути их разрешения Группа признаков Вид контроля
Стационар- В основ- Приемка продукции 2-4 Приемоч-
ный* ном объек- тивные (изъятие брака) ный, вход- ной, опера- ционный (при руч- ных опера- циях)
Субъек- тивные (неради- вость ра- ботников) Предупреждение брака с помощью экономических ры- чагов 2, 3 Летучий
Нестацио- В основ- Предупреждение 1-3 Операцион-
нарный ном объек- тивные и заранее из- вестны брака путем регули- рования технологи- ческого процесса ный (перио- дический, непрерыв- ный или по программе)
Стацио- Заранее Приемка продукции 3,4 Приемоч-
нарный, но возможен переход к нестацио- неизвестны (изъятие брака) и предупреждение брака (регулирова- ние производствен- ный перио- дический (периоди- ческие
нарному; нестацио- нарный ного процесса) испыта- ния)
* Процесс считается стационарным, если процент брака в последова-
тельности партий или отрезков потока продукции колеблется, но в среднем
остается практически постоянным даже при отсутствии контроля, хотя при
разных стратегиях контроля может быть различным.
Целесообразность сплошного или выборочного контроля опреде-
ляют по предварительной оценке без проведения сложных расчетов.
Задачу решают по ходу технологического процесса отдельно для ка-
ждого признака и для каждой потенциальной операции контроля. Ре-
шение может быть принято неоднократно, так как необходимо учесть
Определение объема ТК
55
влияние наличия и объемов контроля этого же признака на другой
операции контроля или других статистически связанных с ним призна-
ков.
Целесообразность сплошного или выборочного контроля должна
быть экономически обоснована отдельно для каждого признака или
группы признаков, примерно схожих по времени контроля изделия, ве-
роятностям ошибочных решений по результатам контроля изделия,
среднему входному уровню дефектности, ущербу от пропуска дефект-
ного изделия и степени исправимости дефекта (если брак исправимый).
Суть экономического обоснования заключается в сравнении некоторых
характеристик качества (оцениваемых по статистическим данным или
прогнозируемых на этапе подготовки производства) с критическими
уровнями дефектности qx и q2, определяемыми из условия равенства
суммарных приведенных потерь при отсутствии контроля суммарным
потерям при сплошном контроле: qt — без учета единовременных за-
трат на контроль, a q2 — с учетом этих затрат. Экономическое обосно-
вание для стационарного и нестационарного технологических процес-
сов, проводят по различным методикам.
Стационарный технологический процесс. Критиче-
ский уровень дефектности q2 имеет следующий смысл: если всегда q <
<q2 [4 — процент брака в партии или вероятность (%) того, что изде-
лие, взятое из некоторого отрезка потока продукции, дефектное], то
контроль экономически нецелесообразен; если же всегда q > q2, то це-
лесообразен сплошной контроль. Если q может оказаться как больше,
так и меньше q2, то в этом случае целесообразен выборочный кон-
троль, однако возможны и другие решения.
Условия принятия решений приведены в табл. 5, данные, необхо-
димые для экономического обоснования решений — в табл. 6 и 7.
Сплошной контроль возможен только при неразрушающем контроле.
Целесообразность использования того или иного метода статистиче-
ского приемочного контроля окончательно определяют после выбора
плана контроля и сравнения принятого решения с другими возможны-
ми решениями по величине экономического эффекта в соответствии
с ГОСТ 23853-79.
При наличии двух признаков, имеющих тесную статистическую
связь, контроль (сплошной или выборочный) осуществляют только
для одного из этих признаков.
Единовременные затраты на контроль Со, которые необходимо
оценить для определения q2, рассчитывают только для специальных
средств контроля (в противном случае qx = q2). Приведенная в табл. 7
формула для определения Со справедлива для случая, когда средство
контроля предназначено только для одного признака. Если это сред-
ство может быть использовано для контроля нескольких признаков, то
экономическое обоснование проводят вначале без учета Со. При этом,
если для некоторой группы признаков будет принято решение о целе-
сообразности контроля и игровой эффект для этих признаков отсут-
ствует, то экономическое обоснование может быть проведено уже
56 Проектирование технологических процессов и операций ТК
5. Условия принятия решений о целесообразности и виде контроля
Решение о целесообразности контроля Условия принятия решений
1. Контроль не нужен или нужен периодический контроль Яг < о ИЛИ ?шах < Яг
2. Летучий контроль Q max < # 2 < max
3. Статистический приемочный контроль, но также возможно ре- шение : 1 или 2 Q < < (7 max
1 или 2, или 5 Q min < Я1 < Я < Я 2 Я max
5 9 min < 91 < Яг < Я
4. Сплошной контроль или конт- роль не нужен < <7min < <1 < Ql < <7тах
5. Сплошной контроль ?l<?min<92<? о < 02 < 9min
Примечание. Периодический контроль назначают для признаков, уста-
новленных ТУ, в случае, если есть опасения в нарушении стационарности
технологического процесса и если нет других возможностей (в процессе сборки
или при входном контроле у потребителя) быстрого, дешевого и полного
выявления возможного появления брака.
с учетом Со, рассчитываемым по формуле:
Со = EK/(Nnm),
где т — число признаков, которые предполагается контролировать
с помощью данного средства контроля.
Нестационарный технологический процесс. В этом
случае контроль осуществляют в целях регулирования технологическо-
го процесса. Возможные решения: контроль не нужен; нужен выбо-
рочный контроль с использованием методов статистического регули-
рования технологических процессов или сплошной контроль (как
правило, с помощью контрольных автоматов). Сплошной контроль це-
лесообразен в тех случаях, когда существует вероятность (не близкая
к нулю) изготовления дефектных изделий спустя незначительное время
после подналадки технологического процесса.
Определение объема ТК
57
6. Определение уровней дефектности
Показатели уровня дефектности Метод расчета или оценки показателя Условные обозначения
Средний процент брака в партиях или потоке продукции пе- ред контролем q М i=l ИЛИ м ЙЗН”)100 i=l q~ 1 - PJ2 - Pzi М — число партий или отрезков потока продукции; 4^ —процент брака в i-й партии или от- резке потока про- дукции; В( — число бракуе- мых изделий 1-й партии (отрезке по- тока продукции) при сплошном контро- ле; АГ/ — число изделий в ьй партии или отрезке потока про- дукции
Максимальное gmax и минимальное gmjn значения процента брака в партии или i некотором отрезке потока продукции. Максимальное воз- можное значение процента брака с учетом игрового эф- фекта <7 max Оценивают по результатам сплош- ного или выборочного контроля некоторой совокупности партий Прогнозируют на случай ликви- дации контроля на данной опе- рации ТК
Критические уровни (Q + сбрР21) 100 Pi 2, Р21, Ск, Со,
дефектности qx и q2 (В %) ’* спр(1 -Р12)-Сбр(1-Р12-Р21) (С<, + Ск + СбрР2,)100 Сбр, Спр - см- табл. 7
’’ С„р(1-Р12)-Сбр(1-Р12-Р21)
Контроль может оказаться не нужным, если одновременно
выполняются условия:
разладка может быть обнаружена на последующих стадиях техно-
логического процесса;
разладка при более позднем ее обнаружении не приводит к более
серьезным последствиям (поломкам оборудования, длительному ре-
монту и т. д.), чем в случае назначения данной контрольной операции;
7. Определение экономических показателей и характеристик достоверности контроля
Показатели контроля Метод расчета Условные обозначения
Текущие затраты Ск на конт- роль одного изделия, руб. Единовременные приведенные затраты Со на контроль изде- лия, руб. О О О и II II t4 р Сч — часовая заработная плата контролера и (или) затраты на 1 ч работы средства контроля, руб.; Тк — норма времени на контроль одного изделия, мин; Е — нормативный коэффициент экономической эффек- тивности; К — стоимость средства контроля (цена или затраты на изготовление); Nu — годовой объем производства изделий, шт.
Потери от забракования Cgp одного изделия, руб. Для приемочного или операционного контро- ля: Сбр = СИРИ + (Сб + П) х х (1 - Ри) Для входного контро- ля: Сбр = 0, если поставщик заменяет дефектные из- делия на годные или C6p=-ZZ7 Си — затраты на исправление брака, руб.; Ри — вероятность того, что имеющийся дефект исправимый (0 < Ри < 1); Сб — себестоимость изделия к моменту его конт- роля, руб.; Л— прибыль от продажи готового изделия, руб.; Ш — сумма штрафа, взимаемая с поставщика за каждое дефектное изделие
Проектирование технологических процессов и операций ТК
Потери Спр от приемки дефект- ного изделия R Qip = -Рн 5Z Woi i=l Рп — вероятность неисчезновения* дефекта (0 < Ра < < 1); Ры — вероятность обнаружения пропущенного дефек- та в z-м месте (по технологическому процессу или у потребителя); R — количество мест обнаружения дефекта; Сд/ — потери, связанные с обнаружением дефектов Ь z-м месте (потери типа Сбр, а также по- тери, связанные с разборкой и повторной сбор- кой сборочной единицы, выяснением причин бра- ка, повторной обкаткой, транспортные расходы, стоимость других заменяемых составных частей, штраф и др.)
Вероятность отнесения дефект- ного изделия к годным (при индивидуальном контроле) — Р12<° с р12 < °’5) р“~-^ ЛГД — число дефектных изделий в некоторой сово- купности ; ЛГдг у число дефектных изделий, отнесенных к годным при сплошном контроле этой совокупности
Вероятность забракования год- ного изделия — Р21 (0 < ^21 < < 0,5) Р"~~я7 7Vr — число годных изделий в некоторой совокуп- ности; Nr6 — число забракованных годных изделий при сплошном контроле этой совокупности
♦ Вероятность неисчезновения дефекта может быть не равна единице благодаря подбору сопрягаемых пар, регулировке и
т. д.; дефекты составных частей сборочной единицы могут «исчезнуть» в процессе сборки.
Примечание. Na, NT, NrQ устанавливают при перепроверке той же совокупности изделий более квалифици-
рованными контролерами (контрольными мастерами) с использованием более точных средств контроля. Такую перепроверку
принимают за эталон безошибочного контроля. Если перепроверке предполагается подвергать все бракуемые изделия, то
принимают, Р21 = 0.
Определение объема ТК
60 Проектирование технологических процессов и операций ТК
выполняется неравенство: #тах <^2, где </тах — максимально воз-
можная доля брака в продукции, выпущенной между двумя соседними
подналадками при отсутствии данной контрольной операции; q2 “
критический уровень дефектности, определяемый по формуле табл. 6.
Во всех случаях и даже при выполнении этих условий может ока-
заться целесообразным выборочный контроль. Окончательное реше-
ние принимают после выбора конкретного метода статистического
регулирования путем экономического обоснования в соответствии
с ГОСТ 23853-79.
Определение планов контроля. Статистическое регулиро-
вание технологических процессов. Выбор плана статисти-
ческого регулирования технологического процесса сводится к выбору
метода статистического регулирования, интервалов между извлечения-
ми выборок (проб) или метода расчета следующего момента извлече-
ния выборки, объема (-ов) выборки (-ок) и контрольных нормативов
(границ регулирования или предупреждающих границ).
Выбор метода статистического регулирования зависит от числа
контролируемых параметров и от характера нестабильности техноло-
гического процесса (со временем меняется только среднее значение
параметра мгновенного распределения или только среднее квадратиче-
ское отклонение, либо и то и другое вместе). Если в ходе технологиче-
ской операции формируются значения нескольких параметров, подле-
жащих контролю, или одного, но у которого со временем меняется
и среднее значение, и среднее квадратическое отклонение, то необходи-
мо применять методы статистического регулирования, основанные на
подсчете числа дефектов или числа дефектных единиц продукции в вы-
борке по ГОСТ 24031 — 80.
Если в ходе технологической операции формируется значение
одного параметра, подлежащего контролю, причем со временем мо-
жет изменяться, как правило, лишь среднее значение параметра, то
может быть применен метод медиан, или средних арифметических зна-
чений по ГОСТ 15893 — 77, или метод по ГОСТ 20427 — 75 при условии,
что мгновенное распределение параметра всегда является нор-
мальным.
Если в ходе технологической операции формируется значение
одного параметра, подлежащего контролю, причем со временем мо-
жет изменяться, как правило, лишь характеристика рассеивания (сред-
нее квадратическое отклонение или дисперсия), то могут быть приме-
нены методы по ГОСТ 15893-77 при условии, что мгновенное
распределение является нормальным.
Для проверки нормальности мгновенных распределений следует
взять несколько выборок: после нескольких подналадок оборудования,
сразу после его настройки (подналадки) и перед разладкой. Проверку
нормальности распределений следует проводить по ГОСТ 11.006 — 74
отдельно для каждой мгновенной выборки. Если мгновенное распреде-
ление не является нормальным, или вид распределения может изме-
Определение объема ТК
61
няться, то следует применять один из методов, основанных на подсче-
те числа дефектов или дефектных единиц продукции.
Перечисленные ГОСТы устанавливают: процедуру контроля в це-
лях регулирования технологического процесса и метод определения
плана контроля — объема выборки, контрольных нормативов. В неко-
торых ГОСТах приводятся методы определения периодичности отбо-
ра выборок. Однако чаще всего целесообразно не устанавливать по-
стоянную периодичность, а разработать некоторый алгоритм опре-
деления последующего момента отбора выборки по результатам
предыдущего контроля, так как по мере приближения момента разлад-
ки оборудования продукцию необходимо контролировать чаще.
Применение любого метода статистического регулирования связа-
но с использованием контрольных карт. По результатам занесенных
в них измерений параметров можно судить об изменении их значений
во времени. Отбор выборок и ведение контрольных карт поручают
одному человеку — контролеру или наладчику.
Не следует допускать типичную ошибку в применении методов
статистического регулирования, когда отбор выборок и ведение кон-
трольных карт поручается контролеру, но кроме этого наладчик мо-
жет в любое время подрегулировать оборудование на основе результа-
тов своего контроля без внесения каких-либо пометок в контрольную
карту. В этом случае ведение контрольной карты бессмысленно, так
как она почти не используется для принятия решения о подналадке
оборудования и по ней уже трудно будет судить о динамике процесса
изменения параметров.
Кроме методов, установленных государственными, а также отрас-
левыми и республиканскими стандартами, существуют и другие ме-
тоды определения планов статистического регулирования технологиче-
ских процессов, среди которых наиболее предпочтительны методы,
основанные на экономических критериях оптимизации. Все эти методы
могут быть применены при условии предварительной разработки и ат-
тестации или утверждения заинтересованными сторонами соответ-
ствующих методик в виде стандартов предприятий или другой
НТД.
Статистический приемочный контроль. Под планом
контроля понимают совокупность требований и правил, которые сле-
дует соблюдать при решении о приемке партии продукции. Совокуп-
ность правил и требований содержит сведения о видах контроля, объ-
емах контролируемой партии продукции, выборок или проб, о конт-
рольных нормативах и решающих правилах. ВиДы контроля классифи-
цируют по признакам, указанным в табл. 8. Стандартами, приведенными
в таблице, устанавливаются процедура контроля и методы определе-
ния планов контроля - объема (-ов) выборки (-ок), контрольных нор-
мативов и решающих правил.
Стандартизованные методы определения планов контроля осно-
ваны на задании:
62 Проектирование технологических процессов и операций ТК
8. Классификация видов статистического приемочного контроля
Классификационный признак Контроль ГОСТ, СТ СЭВ
Способ поступления продукции на конт- роль Приемочный партиями ! Непрерывный приемоч- ный 16493 - 70; 18242 - 72; 20736-75; 24660 - 81 СТ СЭВ 293-76
Число ступеней конт- роля Одноступенчатый Двухступенчатый - Последовательный 16493-70; 18242-72; 20736-75; 24660-81 18242-72 18242-72
Характер регистри- руемой информации По альтернативному признаку По количественному признаку при диспер- сии: известной неизвестной 16493 - 70; 18242 — 72; 24660 - 81 20736-75; 22013-76 20736-75
Вид тестовой ста- тистики По числу дефектов или дефектных единиц про- дукции По среднему арифме- тическому значению По стьюдентовым ста- тистикам По оценкам входного уровня дефектности 16493-70; 18242-72; 24660-81 20736-75 20736-75 20736 — 75
Корректируемость процедуры контроля • Корректируемый Некорректируемый 18242-72; 20736-75; 24660-81 16493-70
Выбор средств контроля
63
Рис. 2. Зависимость ^вых от q
Рис. 1. Зависимость L(q) от q
риска потребителя и браковочного уровня дефектности при с = О
(ГОСТ 16493-70);
приемочного уровня дефектности, вида контроля (нормальный,
усиленный, ослабленный) и уровня контроля (ГОСТ 18242 — 72 и ГОСТ
20736-75);
приемочного уровня дефектности, отношения суммы затрат на
контроль и потерь от браковки годных изделий к убыткам от забрако-
вания годной партии, отношения убытков от забракования годной
партии к затратам на контроль единицы продукции (ГОСТ 24660—81);
Большинство этих методов основано на определении оперативной
характеристики Lq [вероятности приемки партии по результатам кон-
троля выборки (выборок)] и связанных с ней величин: риска потреби-
теля р, браковочного уровня дефектности риска поставщика а
и приемочного уровня дефектности qa. Оперативная характеристика
является функцией доли дефектных изделий в партии (рис. 1). Она зави-
сит от объема (объемов) выборки (выборок) и контрольного (кон-
трольных) норматива (нормативов).
Используют также понятие предела среднего выходного уровня де-
фектности qLi который в случае контроля с разбраковкой представляет
собой максимальное значение выходного уровня дефектности </вых как
функции от q (рис. 2).
Среди нестандартизованных методов определения планов контро-
ля наиболее предпочтительны методы, основанные на экономических
критериях оптимизации: либо без предварительного задания каких-ли-
бо требований к величинам а, р, qa, q$, qL, либо при предварительном
задании требований к р, q&
Стандартизованные методы применяют в соответствии с
РД 50-605-86.
ВЫБОР СРЕДСТВ КОНТРОЛЯ
Основные положения. По ГОСТ 14.306 — 73 выбор средств контроля ос-
новывается па обеспечении заданных показателей процесса ТК и ана-
лизе затрат на реализацию процесса контроля. К обязательным пока-
64 Проектирование технологических процессов и операций ТК
зателям процесса контроля относят точность измерения, достовер-
ность, трудоемкость, стоимость контроля.
В качестве дополнительных показателей контроля используют
объем, полноту, периодичность, продолжительность и другие пока-
затели (см. гл. 7).
При выборе СК необходимо обеспечить:
оптимальное применение для данных условий прогрессивных и ав-
томатизированных, универсальных и стандартизованных средств кон-
троля;
систематическое повышение производительности труда;
систематическое снижение трудоемкости контроля и особенно
с тяжелыми и вредными условиями труда;
безопасность труда; >
требуемую точность и экономичность производства, при которой
предпочтение отдается более дешевым средствам, более простым в ис-
пользовании, требующим для работы контролеров невысокой квали-
фикации и условий работы со свободным температурным режимом,
возможность переналадки и многократного использования при изме-
нении ОК (в случае индивидуального и серийного производства);
выдачу информации в форме, удобной для оперативного исполь-
зования.
При анализе характеристик объекта ТК и показателей процесса
ТК учитывают: ,
вид объекта ТК (деталь, сборочная единица, технологический
процесс);
виды контролируемых признаков (геометрический размер, физиче-
ский параметр, форма и.т. п.);
номинальные значения и допуски на контролируемые параметры;
допустимую погрешность измерения;
конструктивные особенности изделия;
особенности измерительной базы;
массу объекта ТК (при необходимости);
повреждаемость (деформируемость) объектов ТК при контроле;
условия рабочего места (температурный режим, влажность и т. д.);
транспортабельность ОК и СК;
производительность ТК;
наличие СК на заводе;
условия выдачи результатов контроля;
стоимость СК;
квалификацию контролера;
целесообразность проектирования специальных СК;
дополнительные условия и характеристики.
Экономическое обоснование выбираемых СК проводят по методи-
ке, изложенной в гл. 8.
Применение специальных СК (приспособлений и оборудования)
целесообразно при отсутствии стандартизованных и универсальных
СК контроля и в случаях, если применение специальных средств
Выбор средств контроля
65
оправдано экономически, а также из-за преимуществ в точности,
надежности и по производительности.
Погрешности измерения величин (кроме погрешностей при измере-
нии линейных и угловых величин). Выбор СК осуществляют в соответ-
ствии с требованиями, приведенными в табл. 9.
9. Допустимые погрешности средств измерения
Контролируемая физическая величина Допустимая погрешность средства измерения, % от допуска на контролируемый параметр
Давление, разрежение, расход 30-40
Температура, влажность 40-50
Напряжение, сила тока, электри- 25-35
ческое сопротивление
Масса, скорость, время, объем 25-35
Сила 25-30
Погрешность СК обусловливается классом его точности и выра-
жается в процентах:
от конечного значения рабочей части шкалы для приборов с одно-
сторонней шкалой;
от суммы конечных значений рабочей иасти шкалы для приборов
с двусторонней шкалой;
от разности конечного и начального значения части шкалы для
приборов с безнулевой шкалой.
Указанные соотношения справедливы и для нестандартизованных
средств измерения. Выбор СК по пределу измерения (шкале прибора)
осуществляется в зависимости от значения контролируемого параме-
тра и характера нагрузки. Значение контролируемого параметра
ориентировочно должно равняться 3/4 шкалы прибора при постоянной
нагрузке и 2/3 — при динамической.
Общее правило: чем ближе значение измеряемого параметра
к предельному значению прибора, тем меньше относительная ошибка
измерения.
Нормальные условия выполнения линейных и угловых измерений.
Нормальные значения основных влияющих величин по ГОСТ
8.050-73:
температура окружающей среды — 20°C;
атмосферное давление 101 325 Па (760 мм рт. ст.);
относительная влажность окружающего воздуха 58% (нормальное
парциальное давление водяных паров 1333 Па);
ускорение свободного падения (ускорение силы тяжести) 9,8 м/с2;
направление линии и плоскости измерения линейных размеров -
горизонт алыюе (90° о г направления силы тяжести); положение плоско-
сти измерения углов — горизонтальное (90° от направления сипы
тяжести);
3 Заказ № 550
66 Проектирование технологических процессов и операций ТК
относительная скорость движения внешней среды равна нулю;
значения внешних сил, кроме силы тяжести, атмосферного давле-
ния, действия магнитного поля Земли и сил сцепления элементов изме-
рительной системы (установки), равны нулю.
Нормальные пределы значений величин, оказывающих влияние при
линейных измерениях. Пределы допустимых отклонений от нормально-
го направления линии измерения и нормированных параметров ориен-
тации средств и объектов измерения: ±1° для I — III рядов (2 —4-й ква-
литет); ±2° для IV —VIII рядов (5 —9-й квалитет); ±5° для IX —XIV
рядов (10-17-й квалитет).
Пределы допустимого отклонения температур объекта измерения
и рабочего пространства от нормального значения в процессе измере-
ния должны соответствовать указанным в табл. 10.
10. Допустимые отклонения температуры объекта измерения
и рабочего пространства, °C
Размеры объекта измерения, мм Ряды (квалитеты)
1(2) 11(3) Ш(4) IV-VIII (5-9) IX-XI (10-11) XII-XIV (12-17)
Св. 1 до 18 ±0,5 +0,8 ±1,0 ±1,5 ±3 ±4
» 18 » 50 ±0,2 ±0,3 ±0,5 ±1,0 ±2 ±3
» 50 » 500 ±0,1 ±0,2 ±0,3 ±0,5 ±1 ±2
В рабочее пространство не рекомендуется помещать объект изме-
рения с отклонением температуры на его поверхности от нормальной
более чем на 1,5; 2,5; 3,5 и 5 °C соответственно для рядов (квалитетов):
I —III (2-4); IV-VIII (5-9); IX-XI (10-11); XII-XIV (12-17). Время
выдержки объекта в рабочем пространстве до начала измерений
должно быть не менее указанного в табл. И.
И. Время выдержки (ч) объекта измерения в рабочем пространстве
до начала измерений
Масса объекта контроля, кг Ряды (квалитеты)
1-Ш (2-4) IV-VIII (5-9) IX-XI (10-11) XII-XIV (12—17)
До 10 6 4 3 2
Св. 10 до 50 14 8 6 4
» 50 > 200 24 14 10 7
» 200 » 500 36 20 16 12
Средства измерения должны находиться в условиях, соответ-
ствующих требованиям, приведенным в табл. 10, не менее 24 ч до на-
чала измерения.
Выбор средств контроля
67
Пределы допустимой в процессе измерения нестационарной соста-
вляющей разности температур в любых двух точках и изменения тем-
пературы в любой точке рабочего пространства, а также находящихся
в нем поверхностей объекта и средств измерений должны соответство-
вать указанным в табл. 12. В рабочем пространстве допускается толь-
ко плавкое изменение температур со скоростью не более 0,1°С/мин.
Остальные колебания с периодом менее 0,5 мин не учитывают.
Нормы, указанные в табл. 12, распространяются на условия сравнения
мер и объектов измерения с разностью коэффициентов линейного рас-
ширения не более 7-10"6 К-1 при общей массе средств и объектов из-
мерения не более 500 кг.
12. Допускаемые изменения температуры в одной и двух точках
рабочего пространства, поверхностей средства и объекта измерения
при линейных измерениях
Допустимые отклонения температуры от нормальной, °C Допустимые изменения температуры, °C Допустимая разность температур в двух точках
в течение 0,5 ч в течение 12 ч
±0,1* 0,02* 0,1* 0,02*
±0,2 0,05* 0,2 0,05*
±0,3 0,1* 0,2 0,1*
±0,5 0,1* 0,5 0,2
±0,8 0,1* 0,5 0,2
±1,0 0,1* 0,5 0,2
±1,5 0,2 1,0 0,2
±2,0 0,2 2,0 0,2
±3,0 0,5 3,0 0,5
±4,0 0,5 3,0 0,5
* Обеспечивается при расположении оператора вне рабочего прост-
ранства.
Частота возмущающих гармонических вибраций, действующих на
средства и объекты измерения, не должна превышать 30 Гц. Амплиту-
да возмущающих вибраций (мм) при частоте более 1 Гц не должна
превышать значений, определяемых зависимостью:
V/(2nf) = о// где F—амплитуда скорости колебаний; и - приве-
денная амплитуда скорости колебаний;/- частота вибраций, Гц. При
частотах вибраций менее 1 Гц амплитуда А вибраций не должна
превышать значений:
3*
68 Проектирование технологических процессов и операций ТК
Ряды (квалитеты) I —III (2—4)
О, мм/с .... 0,01
А, мм................. 0,01
IV-X (5-10) XI-XIV (11-17)
0,03 0,05
0,03 0,05
При воздействии возмущающих вибраций с параметрами спек-
тральных составляющих, выходящими за нормальные пределы, размах
колебаний отсчетного индекса прибора и дополнительная погрешность
средства измерения не должны превышать соответственно 0,2 деления
шкалы и 0,2 допускаемой погрешности измерения.
Давление окружающего воздуха в рабочем пространстве не
должно быть меньше атмосферного; допускаемое превышение атмо-
сферного давления — не более 3 кПа. Количество твердых частиц в
I м3 воздуха в рабочем пространстве не должно превышать значений,
указанных в табл. 13.
13. Допустимое число твердых частиц в 1 м3 воздуха
в рабочем пространстве
Ряды (квалитеты) пределов допускаемых погрешностей измерения Размеры частиц пыли, мкм, не более Число частиц Ряды (квалитеты) пределов допускаемых погрешностей измерения Размеры частиц пыли, мкм, не более Число частиц
I-IV (2-5) V-VIII (6-9) 0,1 о,з 800 500 XII (12) 0,5 1,0 2,0 5,0 350 150 25 40
IX-Xl(lO-ll) 0,5 1,0 2,0 300 100 20 XIII, XIV (13-17) 1,0 2,0 5,0 200 40 50
Примечание. Для соответствующего ряда (квалитета) числе частиц
меньшего размера не нормируется; наличие частиц больших размеров не
допускается.
Пределы допустимого отклонения влажности воздуха в рабочем
пространстве равны ±20% нормальной влажности, при интерферен-
ционных линейных измерениях, соответствующих I —VI (2 — 7) рядам
(квалитетам),— ±5%. Нормальное содержание углекислого га-
за при интерференционных измерениях 0,03%.
Наибольшая скорость движения воздуха в рабочем пространстве
не должна превышать 0,1 м/с при измерениях, соответствующих
I —VIII (2 — 9) рядам (квалитетам), и 0,2 м/с при измерениях, со-
ответствующих IX-XIV (10—17) рядам (квалитетам).
Освещенность рабочего пространства при общем освещении в за-
висимости от вида отсчетною ущройства должна быть не менее ука-
занной в табл. 14.
Выбор средств контроля
69
14. Освещенность рабочего пространства при общем освещении
Отсчетное устройство Освещенность, ЛК
при люминесцентных лампах при лампах накаливания
Окулярное, экранное, шкала на светлом фоне 150-250 50-150
со световым указателем Шкала на светлом фоне со стрелкой 300-500 150-300
Шкала на темном фоне 500-750 300-500
Допустимый уровень шума в рабочем пространстве, дБ, не более:
45 при измерениях, соответствующих I—VIII (2 — 9) рядам (хвалите-
там), и 80 при измерениях, соответствующих IX —XIV (10—17) рядам
(квалитетам); напряженность поля: магнитного — 80А/м, электростати-
ческого — 50 В/м; пределы амплитуды колебаний магнитного поля
в процессе измерений при наличии в средствах измерения неэкраниро-
ванных электромагнитных преобразователей — 10 А/м.
Погрешность средства измерения, вызываемая контактными де-
формациями в месте соприкосновения измерительного наконечника
с измеряемым объектом, не должна превышать 0,1 допускаемой по-
грешности измерения, что обеспечивается выбором материала
и формы измерительных поверхностей, нормированием измерительно-
го усилия и его колебания.
Предельные значения величин, оказывающих влияние при угловых
измерениях. Предельно допустимые отклонения от нормального поло-
жения плоскости измерения углов и нормированных параметров
ориентации средств и объектов измерений, ...°: ±0,5 для объектов ТК
1-й и 2-й степеней точности; ± 1,5 для объектов ТК 3 —5-й степеней
точности.
Пределы допустимого отклонения температуры объекта измере-
ния и рабочего пространства в процессе измерения от нормального
значения ± 3,5 °C.
Предельные значения допустимой в процессе измерения нестацио-
нарной составляющей разности температур в любых двух точках и из-
менения температуры в любой точке рабочего пространства, поверхно-
стей объекта и средства измерения должны соответствовать ука-
занным в табл. 15.
В рабочем пространстве допускается только плавное изменение
температур со скоростью не более 0,2°С/мин. Отдельные импульсы
продолжительностью менее 0,5 мин не учитывают. Амплитуда А
и частота v возмущающих вибраций должны соответствовать: А =
= 0,01 мм, и » 0,01 мм/с для объектов ТК 1-й, 2-й степеней точности и
А » 0,03 мм, и == 0,03 мм/с для объектов ТК 3-5-й степеней точности.
70 Проектирование технологических процессов и операций ТК
15. Допустимые изменения температуры в одной и двух
точках рабочего пространства, средств и объекта измерения
при угловых измерениях
Допустимая погрешность измерения, Допустимые изменения температуры, °C Допустимая разность температур в двух точках, °C
в течение 1 ч в течение 12 ч
Менее 0,2 0,2 1 0,5
От 0,2 до 5 0,5 2 1
Св. 5 до 10 1,0 3 2
Отклонение влажности воздуха в рабочем пространстве от нор-
мального значения не должно превышать ±10% при измерениях, со-
ответствующих 1—3-й степеням точности, и ±25% при измерениях,
соответствующих 4-й и 5-й степеням точности.
Уровень шума в рабочем пространстве не должен превышать
55 дБ при измерениях, соответствующих 1-й и 2-й степеням точности,
и 80 дБ при измерениях, соответствующих 3 —5-й степеням точности.
Наибольшая скорость движения воздуха в рабочем пространстве
не должна быть более 0,1 м/с при измерениях, соответствующих
1—3-й степеням точности, и 0,2 м/с при измерениях, соответствующих
4-й и 5-й степеням точности.
Нормальные пределы и требования к нормальной области значе-
ний остальных влияющих величин должны соответствовать требова-
ниям к пределам для линейных измерений соответственно: для углов
1-й и 2-й степеней точности — по IX—XI (10—11) рядам (квалитетам)
и 3 —5-й степеней точности — по XII (12) ряду (квалитету).
Алгоритм выбора средств контроля геометрических параметров де-
талей. Выбор СК геометрических параметров деталей зависит от ха-
рактеристик объектов и средств ТК, а также требований, предъяв-
ляемых к технологическому процессу изготовления.
При выборе СК принимают, что в допустимой погрешности изме-
рения учтены составляющие ее погрешности (ГОСТ 8.051 — 81): изме-
рительных средств, температурных деформаций, от измерительного
усилия, от субъективности оператора, вносимые установочными мера-
ми и др.
В погрешность субъективности оператора не входят ошибки, свя-
занные с недостаточностью его квалификации и опыта работы с тем
или иным средством контроля.
На рис. 3 изображена схема алгоритма выбора СК, которая
составлена так, что технолог (метролог) при последовательной разра-
ботке технологии контроля выбирает для каждого конкретного кон-
тролируемого параметра необходимые СК или обосновывает необ-
Выбор средств контроля
71
Рис. 3. Схема алгоритма выбора СК.
А - вход в.блок 33
ходимость проектирования новых СК. Массив СК должен быть
составлен с учетом применения не только имеющихся на предприятии
средств, но и предлагаемых к изготовлению и приобретению.
Алгоритм составлен таким образом, что от процедуры к процеду-
ре номенклатура выбираемых средств ограничивается. Выбор СК за-
вершают нахождением одного конкретного СК для каждого контроли-
руемого параметра в тех случаях, когда оптимизацию процесса ТК не
проводят, или нескольких СК для каждого контролируемого пара-
72 Проектирование технологических процессов и операций ТК
метра при проведении оптимизации процесса ТК. Окончательное ре-
шение об одном СК для каждого контролируемого параметра при-
нимают после комплексного технико-экономического обоснования к
процесса ТК.
Схема алгоритма выбора СК составлена из блоков. Проце-
дуры, отнесенные к одному блоку, выполняют по определенным пра-
вилам (законам).
Блок 1 — подготовка исходных данных контроля, т. е. получение
сведений об операциях контроля, объекте контроля (массе детали, ее
конфигурации и деформируемости) и контролируемых параметрах —
виде параметра, его номинальном значении, допуске (квалитете) или
степени точности параметра.
Блок 2 — выбор СК по виду контролируемых параметров.
Блок 3 — проверка наличия СК для контролируемого параметра»
Блок 4 — выбор СК по диапазону измерения.
Блок 5 — проверка наличия СК, диапазон измерения которых со-
ответствует номинальному размеру контролируемого параметра.
Блок 6 — проверка возможности контроля косвенным расчетом
с расширением области применения СК. При проверке оценивают воз-
можность вычисления с необходимой точностью фактического значе-
ния конкретного контролируемого параметра с помощью арифметиче-
ских действий (суммирования, вычитания и т. д.) над некоторыми
другими параметрами.
Блок 7 — выявление состава параметров, с помощью которых
моэкно вычислить с необходимой точностью фактическое значение
конкретного контролируемого параметра.
Блок 8 — выбор СК по точности измерения; допустимую по-
грешность измерения (ДПИ) линейных размеров 1-500 мм прини-
мают по ГОСТ 8.051 — 81.
16. Допустимые погрешности измерения в зависимости от квалитета
Номинальный размер, Квалитет
2 3 4 5 6 7 8
мм ГТ 8 IT 6 IT 6 IT 5 IT 8 IT 8 IT 8
До 3 1,2 0,4 2,0 0,8 3 1,0 4 1,4 6 1,8 10 3,0 14 3,0
Св. 3 до 6 1,5 0,6 2,5 1,0 4 1,4 5 1,6 8 2,0 12 3,0 18 4,0
» 6 в 10 1,5 0,6 2,5 1,0 4 1,4 6 2,0 9 2,0 15 4,0 22 5,0
» 10 » 18 2,0 0,8 3,0 1,2 5 1,6 8 2,8 11 3,0 18 5,0 27 7,0
» 18 » 30 2,5 1,0 4,0 1,4 6 2,0 9 3,0 13 4,0 21 6,0 33 8,0
» 30 » 50 2,5 1,0 4,0 1,4 7 2,4 11 4,0 16 5,0 25 7,0 39 10,0
» 50 » 80 3,0 1,2 5,0 1,8 8 2,8 13 4,0 19 5,0 30 9,0 46 12,0
Св. 80 до 120 4,0 1,6 6,0 2,0 10 3,0 15 5,0 22 6,0 35 10,0 54 12,0
» 120 » Г80 5,0 2,0 8,0 2,8 12 4,0 18 6,0 25 7,0 40 12,0 63 16,0
» 180 » 250 7,0 2,8 10,0 4,0 14 5,0 20 7,0 29 8,0 46 12,0 72 18,0
» 250 » 315 8,0 3,0 12,0 4,0 16 5,0 23 8,0 32 10,0 52 14,0 81 20,0
» 315 » 400 9,0 3,0 13,0 5,0 18 6,0 25 9,0 36 10,0 57 16,0 89 24,0
» 400 » 500 10,0 4,0 15,0 5,0 20 6.0 27 9,0 40 12,0 63 18,0 97 26,0
Выбор средств контроля
73
Последовательность выбора:
1. Определение ДПИ для случаев:
заданы отклонения параметра; по известному номинальному
размеру контролируемого параметра и допуску по табл. 16 опреде-
ляют квалитет и допустимую погрешность измерения;
Задан квалитет; по известному номинальному размеру контроли-
руемого параметра и квалитету по табл. 16 определяют допустимую
погрешность измерения;
2. Сопоставление ДПИ и погрешности 8 СК 8 < ДПИ.
По результатам сопоставления ограничивают номенклатуру
средств контроля. Погрешность средства контроля задается в соот-
ветствующем массиве.
Влияние погрешности измерения оценивают параметрами:
т — числом деталей (от общего числа измеренных деталей), имеющих
размеры, превышающие предельные, и принятых в числе годных (не-
правильно принятые);
п — числом деталей (в процентах от общего числа измеренных),
имеющих размеры, не превышающие предельные, но забракованных
(неправильно забракованных);
с - вероятностной величиной выхода размера за предельные зна-
чения у неправильно принятых деталей.
Параметры т, п и с определяют по табл. 17 в зависимости от
значения:
Лмет(ст) = —-100,
Mv 1 \ / j rjv ’
где о — среднее квадратичное отклонение погрешности измерения;
IT — допуск контролируемого размера.
размера и его номинального значения
параметра
9 10 И 12 13 14 15 16 17
IT 5 IT 5 IT 5 IT 8 IT 8 IT 8 IT 8 IT 8 IT 6
25 6 40 8 60 12 100 20 140 30 250 50 400 80 600 120 1000 200
30 8 48 10 75 16 120 30 180 40 300 60 480 100 750 160 1200 240*
36 9 58 12 90 18 150 30 220 50 360 80 580 120 900 200 1500 300
43 10 70 14 ПО 30 k80 40 270 60 430 90 700 140 1100 240 1800 380
52 12 84 18 130 30 210 50 330 70 520 120 840 180 1300 280 2100 440
62 16 100 20 160 40 250 50 390 80 620 140 1000 200 1600 320 2500 500
74 18 120 30 190 40 300 60 460 100 740 160 1200 240 1900 400 3000 600
87 20 140 30 220 50 350 70 540 120 870 180 1400 280 2200 440 3500 700
100 30 160 40 250 50 400 80 630 140 1000 200 1600 320 2500 500 4000 800
115 30 185 40 290 60 460 100 720 160 1150 240 1850 380 2900 600 4600 1000
130 30 210 50 320 70 520 120 810 180 1300 260 2100 440 3200 700 5200 1100
140 40 230 50 360 80 570 120 800 180 1400 280 2300 460 3600 800 5700 1200
155 40 250 50 400 80 |630 140 970 200 1550 320 2500 500 4000 800 6300 1400
74 Проектирование технологических процессов и операций ТК
17. Определение характеристик т, п, с в зависимости от Амег(ст)
Лмет(ст) т, % 1», % 7F
1,6 Св. 0,37 до 0,39 Св. 0,7 до 0,75 0,01
3 » 0,87 в 0,9 » 1,2 » 1,3 0,03
5 » 1,6 » 1,7 » 2,0» 2,25 0,06
8 » 2,6 » 2,8 » 3,4» 3,7 0,10
10 » 3,1 » 3,5 » 4,5 » 4,75 0,14
12 » 3,75 » 4,1 » 5,4» 5,8 0,17
16 » 5,0 » 5,4 » 7,8 » 8,25 0,25
Примечание. Меньшие значения т и п в интервалах соответствуют
распределению погрешности измерения по нормальному закону, большие —
по закону равной вероятности; учитывают влияние только случайной со-
ставляющей погрешности измерения.
При определении параметров т, п и с принимают следующие зна-
чения Лмет(о),%: 16 для квалитетов 2 — 7; 12 — для квалитетов 8 и 9;
10 — для квалитетов 10 и грубее.
В табл. 18 дан способ определения характеристик: тг — процента
неправильно принятых деталей от числа принятых; — процента не-
правильно забракованных годных деталей от общего числа годных
деталей.
18. Определение характеристик тх и пх в зависимости от Лмет(о)
Закон распределения погрешности измерения
^мет(ст)> % нормальный равной вероятности
«1 wi «1
1,6 1,01 1,28 1,11 1,38
3 2,12 2,39 2,33 2,60
' 5 3,71 3,98 4,06 4,33
8 6,11 6,38 6,66 6,93
10 6,71 7,98 8,38 8,65
12 3,31 9,58 10,13 10,40
16 12,53 12,80 13,85 13,85
При допусках, нс соответствующих значениям, указанным в таб-
лице, погрешности измерения выбирают по ближайшему меньшему
значению допуска для соответствующего размера.
Выбор средств контроля
75
При уменьшении или увеличении погрешности измерения характе-
ристики результатов измерения находят по соответствующим квалите-
там и табл. 17 и 18.
Блок 9 — проверка наличия СК с погрешностью, соответствую-
щей ДПИ контролируемого параметра.
Блок 10 — проверка возможности применения СК с погреш-
ностью более допустимой.
Правило проверки: определяют, является ли контролируемый па-
раметр окончательным для детали. Если параметр окончательный, то
увеличение погрешности измерения недопустимо. Если контроли-
руемый параметр является неокончательным и будет подвергаться
дальнейшей обработке (изменению), то увеличение допустимой по-
грешности измерения возможно для тех случаев, когда погрешность
была меньше установленной для окончательного параметра продук-
ции.
Блок 11 — определение большей допустимой погрешности изме-
рения.
Погрешность измерения устанавливают такой, чтобы обеспечить
возможность дальнейшей обработки параметра без изменения уста-
новленных режимов и получать заданные в документации значения па-
раметров детали.
Блок 12 — проверка возможности применения СК с погреш-
ностью меньше допустимой.
Правило проверки: оценивают экономическую целесообразность
применения СК с меньшей допустимой погрешностью измере-
ния.
Блок 13 — установить меньшую допустимую погрешность изме-
рения. Правило решения: уменьшают допустимую погрешность изме-
рения на один квалитет.
Блок 14 — выбор СК по конфигурации детали.
Б л о к 15 — проверка соответствия СК конфигурации и габаритам
детали.
Блок 16 — проверка возможности согласования СК с конфигура-
цией и габаритами детали.
Блок 17 - согласование СК с конфигурацией и габаритами
детали.
Правило решения: подбирают специальные приспособления или
разрабатывают СК, соответствующие конфигурации и габаритам
детали.
Б л о к 18 — выбор СК по массе детали.
Этот фактор учитывают, например, при использовании СК, кон-
струкция которых не приспособлена к установке в них детали с мас-
сой, превышающей определенную величину.
1>лок 19 — проверка соответствия массы детали возможностям
СК.
Блок 20 — проверка возможности согласования СК по массе
детали.
76 Проектирование технологических процессов и операций ТК
Блок 21 — согласование СК по массе детали.
Правило решения: подбирают специальные приспособления или
дорабатывают СК под заданную массу детали.
Блок 22 — выбор СК по деформируемости детали.
Правило решения: сопоставляют деформируемость детали с допу-
стимым измерительным усилием.
Блок 23 — проверка наличия СК, измерительные усилия которых
соответствуют требованиям по деформируемости детали.
Блок 24 - проверка возможности бесконтактного контроля.
Блок 25 — обеспечение бесконтактного контроля.
Блок 26 — выбор СК по числу контрольных точек.
Правило выбора:
1. Определяют число контрольных точек (КТ) для обеспечения
контроля каждого контролируемого параметра. В табл. 19 приведены
правила определения числа контрольных точек.
2. Сопоставление числа контрольных точек контролируемого па-
раметра с возможностями СК по числу контрольных точек.
Блок 27 — проверка наличия СК, соответствующих числу кон-
трольных точек контролируемого параметра.
Блок 28 — проверка возможности последовательного контроля
во всех контрольных точках.
Блок 29 — проверка целесообразности последовательного кон-
троля во всех контрольных точках.
Блок 30 — установление новых требований к СК по числу кон-
трольных точек.
Правило решения: установить ТК с 1-й, 2-мя, и 3-мя и т. д. кон-
трольными точками при условии, что суммарное число контрольных
точек остается постоянным при всех новых комбинациях.
Блок 31 — проверка наличия специальных требований к ПТК
и СК.
Б л о к 32 — выбор средств контроля по специальным требованиям
к процессам и средствам контроля.
Правила, процедуры и алгоритм выбора СК по специальным тре-
бованиям даны при описании блок-схемы рис. 4.
Блок 33 — определение целесообразности проектирования СК.
Блок 34 - проверка наличия предложения о проектировании
и целесообразности проектирования специальных СК.
Блок 35 — выдача задания на проектирование специальных СК.
В задании указывают требования к СК с учетом сведений об
объекте ТК и контролируемых параметрах.
Блок 36 — проверка, предусмотрена ли оптимизация контроля.
Блок 37 — направление сведений о СК па последующие этапы
технологического проектирования ТК.
Блок 38 — экономическое обоснование выбора СК.
Блок 39 - проверка - выбрано несколько СК?
Блок 40 - проверка - выбрано одно СК?
Блок 41 — расчет экономически целесообразного варианта СК.
19. Определение числа контрольных точек
Номина- льныи размер Квалитет параметра
5 6 7 8 9 10 11 12 13 14 15 16 17
контроли- руемых Число контрольных точек (КТ) на длине поверхности (ДП), мм
парамет-
ров, ДП кт ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ ДП кт ДП КТ ДП КТ ДП КТ ДП кт
мм
До 3 50 3 50 2 50 2 50 2 50 1 50 1
200 4 100 3 100 3 100 3 100 2 100 2 100 1 100 1 100 1 100 1 100 1 100 1 100 1
400 5 300 4 300 4 300 4 300 3 300 3 300 2 300 2 300 2 300 2 30 2 300 2 300 2
500 6 500 5 500 5 500 5 500 4 500 4 500 3 500 3 500 3 500 3 500 3 500 3 500 3
Св. 3 50 3 50 2 50 2 50 2 50 2 50 1
до 6 200 4 100 3 100 3 100 3 100 3 100 2 100 1 100 1 100 1 100 1 100 Г 100 1 100 1
400 5 300 4 300 4 300 4 300 4 300 3 300 2 300 2 300 2 300 2 300 2 300 2 300 2
500 6 500 5 500 5 500 5 500 5 500 4 500 3 500 3 500 3 500 3 500 3 500 3 500 3
Св. 6 50 3 50 2 50 2 50 2 50 2 50 1
ДО 10 200 4 100 3 100 3 100 3 100 3 100 2 100 1 100 1 100 1 100 1 100 1 100 1 100 1
400 5 300 4 300 4 300 4 300 4 300 3 300 2 300 2 300 2 300 2 300 2 300 2 300 2
500 6 500 5 500 5 500 5 500 5 500 4 500 3 500 3 500 3 500 3 500 3 500 3 500 3
Св. 10 50 3 50 2 50 2 50 2 50 2 50 1
до 18 200 4 100 3 100 3 100 3 100 3 100 2 100 1 100 1 100 1 100 1 100 1 100 1 100 1
400 5 300 4 300 4 300 4 300 4 300 3 300 2 300 2 300 2 300 2 300 2 300 2 300 2
500 6 500 5 500 5 500 5 500 5 500 4 500 3 500 3 500 3 500 3 500 3 500 3 500 3
Св. 18 50 3 50 2 50 2 50 2 50 2 50 1
до 30 200 4 100 3 100 3 100 3 100 3 100 2 100 1 100 1 100 1 100 1 100 1 100 1 100 1
Выбор средств контроля
Продолжение табл, 19
Но мина- льнын размер Квалитет параметра
5 6 7 8 9 10 11 12 13 14 15 16 17
контроли- руемых Число контрольных точек (КТ) на длине поверхности (ДП), мм
пара-
метров, ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ ДП КТ
мм
Св. 18 400 5 300 4 300 4 300 4 300 4 300 3 300 2 300 2 300 2 300 2 300 2 300 2 300 2
до 30 500 6 500 5 500 5 500 5 500 5 500 2 500 3 500 3 500 3 500 3 500 3 500 3 500 3
Св. 30 50 3 50 2 50 2 50 2 50 1 50 1
до 50 200 4 100 3 100 3 100 3 100 2 100 2 100 1 100 1 100 1 100 1 100 1 100 1 100 1
400 5 300 4 300 4 300 4 300 3 300 3 300 2 300 2 300 2 300 2 300 2 300 2 300 2
500 6 500 5 500 5 500 5 500 4 500 4 500 3 500 3 500 3 500 3 500 3 500 3 500 3
Св. 50 до 80 50 100 2 3 50 100 1 2 50 100 1 2 50 100 1 2 100 1 100 1
300 4 300 3 300 3 300 3 300 2 300 2 300 1 300 1 300 1 300 1 300 1 300 2 —
500 5 500 4 500 4 500 4 500 3 500 3 500 2 500 2 500 2 500 2 500 2 500 3 500 2
Св. 80 до 120 50 100 2 3 50 100 1 2 50 100 1 2 50 100 1 2
300 4 300 3 300 3 300 3 300 2 300 1 300 1 300 1 300 1 300 1 300 1 300 1 300 1
500 5 500 4 500 4 500 4 500 3 500 2 500 2 500 2 500 2 500 2 500 2 500 2 500 2
Св. 120 до 180 50 100 2 3 50 100 1 2 50 100 1 2 100 1 100 1
300 4 300 3 300 3 300 2 300 2 300 1 300 1 300 1 300 1 300 1
500 5 500 4 500 4 500 3 500 3 500 2 500 2 500 1 500 1 500 1 500 1 500 1 500 1
78 Проектирование технологических процессов и операций ТК
Выбор средств контроля
19
1 1 ~ 1 1 - 1 1
500 ' 'S 1 1 8 ' <л 8 Л
1 1 - 1 1 - 1 1
1 I з ' »л । |8 *Л 1 |8 л 8
1 1 г* 1 1 - 1 1 ’"Ч Г"4
1 I з »л 500 1 1 8 Л 8 л
1 •—4 »«-< 1 1 - 1 1
300 500 1 1 8 1 1 8 о о л
| — еч 1 1 - 1 1 ’"Ч
300 500 1 |8 »л 1 1 8
| w-< еЧ | — еч 1 1
300 500 । 88 СП 500 500
I —' еч | гч 1 1
300 500 300 500 500 8 Л
| -И еЧ I — еч 1 1
300 500 300 500 500 8
—1 СЧ СП | еч | —< еч еч
888 —И СП »Л 300 500 300 500 300 500
—। еч сп —< еч ел 1 —• еч —4 еч
888 СП *Л 888 —' СП л 300 500 300 500
•— m СП — еч сп | -4 еч *-* еч
888 —< СП <л 888 —4 СП Л 300 500 300 500
—• еч сп • еч сп | — еч —• еч
888 —* сп <л 888 — СП «л 300 500 300 500
—« еч сп tj- —4 еч сп хг *-4 еч сп —' еч сп
8888 —* СП «л 8888 ги СП >Л 888 —4 СП «Л 888 —4 СП Л
Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500
Правило расчета: вы-
бирают СК, имеющее
меньшую стоимость на
один год службы. При
расчете также могут учи-
тываться: стоимость про-
верки средства контроля
применяемой оснастки и
потребляемых энергии,
топлива и т. п.; зарплата
обслуживающего персо-
нала; время обслужива-
ния.
Б л о к 42 — формиро-
вание документа выбора
СК.
Правило формирова-
ния: в зависимости от
цели выбора оформляют
документы:
ведомость операций
контроля или операцион-
ная карта технического
контроля по ГОСТ
3.1502-85;
маршрутную карту,
карту технологического
процесса или другие до-
кументы в соответствии
со стандартами ЕСТД.
Выбор СК по спе-
циальным требованиям к
процессам, средствам, ис-
полнителям и условиям
контроля осуществляют
по схеме, приведенной на
рис. 4. Этот алгоритм
осуществляют после вы-
полнения процедур в бло-
ках 1 — 30 общей части
алгоритма. В специальной
части схемы алгоритма
выполняются лишь те
процедуры, по которым
имеются соответствую-
щие требования.
80 Проектирование технологических процессов и операций ТК
Рис. 4. Схема алгоритма выбора СК по спе-
циальным требованиям.
А — вход в блок 33 рис. 3
В ряде блоков не да-
ны правила выполнения
операций ТК из-за боль-
шого числа особенностей.
Поэтому эти операции
проводятся технологом
(метрологом) в каждом
конкретном случае по
своим специфическим пра-
вилам.
Блок 1-подготовка
исходных данных, содер-
жащих сведения:
об СК — их произво-
дительности, загрузке,
форме выдачи результа-
тов контроля, особых ус-
ловиях эксплуатации и
наличии на предприятии
нужных СК;
о требованиях, предъ-
являемых к контролю —
производительности, за-
грузке, условиях выдачи
результатов контроля,
дополнительных усло-
виях.
Блок 2 — выбор СК
по производительности.
Блок 3 — проверка
соответствия СК по тре-
бованиям к производи-
тельности.
Блок 4 — выбор СК по загрузке.
Блок 5 - выявление полноты загрузки выбранных СК на кон-
тролируемой детали.
Блок 6 - проверка возможности полноты загрузки СК на других
типах контролируемых деталей.
Блок 7 - обеспечение полной загрузки СК на других типах кон-
тролируемых деталей.
Блок 8 — проверка возможности использования СК не с полной
загрузкой.
Определение разряда работ и профессии исполнителей ТК 81
Блок 9 — использование СК не с полной загрузкой.
Блок 10 — выбор СК по условиям выдачи результатов контроля.
Блок 11 — проверка соответствия выбранных СК условиям выда-
чи результатов контроля.
Правило решения: проверяют возможность установления и фикса-
ции фактического значения контролируемого параметра с заданной
погрешностью и, при необходимости, измерения значения контроли-
руемого параметра в различных контрольных точках.
Блок 12 — проверка возможности обеспечения выдачи результа-
тов контроля после доработки СК.
Блок 13 —доработка СК в целях обеспечения выдачи результа-
тов контроля.
Блок 14 — выбор СК по дополнительным условиям.
Блок 15 — проверка возможности применения СК с учетом
дополнительных условий.
К дополнительным условиям, например, относятся: соответствие
рабочих мест контролеров габаритным размерам детали, возможность
транспортирования детали на рабочее место контролера и т. п.
Блок — 16 — проверка возможности изменения дополнительных
условий.
Блок 17 — изменение дополнительных условий.
Блок 18 — выбор СК по наличию на предприятии.
Блок 19 — проверка наличия выбранных СК на предприятии.
Блок 20 — проверка возможности приобретения СК.
Блок 21 — приобретение СК.
ОПРЕДЕЛЕНИЕ РАЗРЯДА РАБОТ И ПРОФЕССИЙ
ИСПОЛНИТЕЛЕЙ КОНТРОЛЯ
При определении разряда работ и профессии исполнителя контроля
здесь рассматриваются только штатные контролеры, а также учиты-
вается то обстоятельство, что в знания и навыки контролеров каждого
последующего разряда обязательно входят знания и навыки контроле-
ров всех предыдущих разрядов.
На рис. 5 приведена схема алгоритма определения разряда работ
и профессии исполнителя контроля.
Блок 1 - подготовка исходных данных.
В процессе подготовки собирают сведения: об операциях и объек-
те контроля (о наименовании детали, важности выполняемой ею
функции, сложности ее конструкции, виде контролируемого параметра
и точности детали); о СК (их наименованиях); об исполнителях контро-
ля (наименовании должности исполнителя контроля, разряде работ
контролеров и их тарифных ставках).
Блок 2 - определение наименования должности исполнителя
контроля и разряда работы контролера по наименованию детали и
другим ее характеристикам с учетом ЕТКС (табл. 20).
82 Проектирование технологических процессов и операций ТК
Рис. 5. Схема алгоритма
определения разряда работ и
профессии исполнителя конт-
роля
Блок 3 - проверка,
установлен ли 6-й разряд
работ контролера?
Блок 4 — определе-
ние разряда работ конт-
ролера по важности вы-
полняемых деталью функ-
ций (табл. 21).
Блок 5 - проверка,
установлен ли 6-й разряд
работ контролера?
Б л о к 6 - выбор раз-
ряда работ контролера
по сложности конструк-
ции детали (табл. 22).
Блок 7 — проверка,
установлен ли 6-й разряд
работ контролера?
Блок 8 — установле-
ние разряда работ конт-.
ролера по виду контроли-
руемого параметра (табл.
23).
20. Разряды работ контролера, устанавливаемые по наименованию ОК
Разряд
работ
1-й
2-й
3-й
4-й
5-й
6-й
Наименование детали или узла (примеры)
Болты, гайки и другие крепежные изделия. Гладкие оси
Валы редукторов. Втулки, кронштейны, патрубки, ступицы,
тройники и фланцы
Поршневые кольца и пальцы. Блоки цилиндров двигателей
внутреннего сгорания. Распределительные валы. Винты
с остроугольной и прямоугольной резьбой. Сборка под-
шипников. Цилиндрические шестерни
Вкладыши, картеры (линейные и угловые размеры). Винты
с четырехзаходной резьбой (до 4000 мм). Сборка двигате-
лей внутреннего сгорания. Золотники, поршни. Сверла шли-
цевых соединений, блоки шестерен. Конические шестерни
Коленчатые валы. Винты с четырехзаходной резьбой (бо-
лее 4000 мм). Картеры. Косозубые и шевронные зубчатые
колеса
Командно-топливные агрегаты. Вычислительные блоки спе-
циального оборудования. Амортизаторы и подвески шасси
Определение разряда работ и профессии исполнителей ТК 83
21. Разряды работ контролеров,
устанавливаемые по важности
выполняемых ОК функции
Разряд работ Важность выполняемых ОК функций
1-й Неответственная
2-й Средней ответственности
3-й Ответственная
4-й »
5-й Особо ответственная
6-й То же
22. Разряды работ контролеров,
устанавливаемые по сложности
конструкции детали
Разряд работ Сложность конструкции детали
1-й Простая
2-й »
3-й Средней сложности
4-й Сложная
5-й Очень сложная
6-й Очень высокой сложности
23. Разряды работ контролеров, устанавливаемые по
контролируемому параметру детали и сборочных единиц
Разряд работ Контролируемые параметры деталей и сборочных единиц (примеры)
1-2-й Деталей: линейные размеры, угловые размеры, криволи- нейные поверхности и резьбы
3-й Деталей: отклонения расположения поверхностей, отклоне- ния формы поверхностей, параметры зубчатых колес, шлицев
4-й То же и параметры червячных деталей, винтовых соедине- ний и шероховатость поверхностей
5-6-й Сборочных единиц
Б л о к 9 - проверка, установлен ли 6-й разряд работ хотя бы для
одного контролируемого параметра?
Блок 10 — установление разряда работ контролера по точности
параметра - допуску, квалитету и степени точности (табл. 24).
Блок 11 - проверка, установлен ли 6-й разряд контролера по
точности параметра?
Блок 12 - установление разряда работ контролера по наимено-
ванию средства контроля (табл. 25).
Блок 13 — проверка, установлен ли 6-й разряд хотя бы для одно-
го средства контроля?
Блок 14 — выбор разряда работ контролера по специальным
требованиям к контролеру (табл. 26).
Блок 15 - проверка, установлен ли 6-й разряд по специальным
требованиям к контролеру?
Блок 16-выбор наибольшего разряда работ контролера на
каждой операции контроля.
Блок 17 -установить 6-й разряд работ контролера.
84 Проектирование технологических процессов и операций ТК
24. Разряды работ контролеров, устанавливаемые по точности параметра
Разряд работ Точность параметров (примеры)
1-й 15-й квалитет и менее точные размеры. Свободные раз-
2-й меры 11-й квалитет и менее точные размеры плоских и криво- линейных поверхностей
3-й 7-я и меньшие степени точности отклонения расположения поверхностей 7-й квалитет и менее точные размеры плоских и криво-
4-й линейных поверхностей 5-я и меньшие степени точности отклонения расположения поверхностей 5-й квалитет и менее точные размеры
5—6-й Параметры любой точности
25. Разряды работ контролеров, устанавливаемые по наименованию
средств контроля
Разряд
работ
1-й
2-й
3-й
4-й
5-й
6-й
Средства контроля (примеры)
Простейшие контрольно-измерительные инструменты. Ли-
нейные, жесткие и установочные скобы. Шаблоны, гладкие
калибры и кольца. Резьбовые калибры и кольца
Контрольно-измерительные инструменты и приспособле-
ния. Листовые сборочные шаблоны, угольники, угловые
линейки, штангенциркули. Штангенрейсмасы, штанген-
г луб ин омеры, щупы, оправки, накладные кондукторы
Контрольно-измерительные приборы: гладкие микромет-
ры, микрометрические глубиномеры и нутромеры, инди-
каторы, измерительные головки, рычажные скобы, индика-
торные нутромеры и глубиномеры, нутромеры с измери-
тельной головкой, стенды
Различные универсальные контрольно-измерительные инст-
рументы и приборы. Оптиметры, концевые меры
Все возможные специальные контрольно-измерительные
инструменты и приборы. Измерительные машины. Дли-
номер горизонтальный (вертикальный)
Специальные приспособления. Контрольные автоматы (по-
луавтоматы). Оптические и оптико-механические приборы,
теодолиты
Нормирование операций контроля
85
26. Разряды работ контролеров, устанавливаемые по специальным
требованиям к контролеру
Разряд работ Специальные требования к контролеру (примеры)
1-й Определение годности детали по внешнему виду
2-й Приемка детали по чертежам и ТУ. Определение качества детали и ее соответствия ТУ. Оформление документации на принятую и забракованную продукцию
3-й Классификация брака по видам, установление брака. Проведение испытаний детали, узла. Ведение журнала ис- пытаний
4-й Проверка: точности изготовления, взаимного положения сопрягаемых деталей, прилегания их поверхностей и бес- шумной работы механизмов. Ведение учета и отчетности по принятой продукции
5-й Выполнение всех испытаний с проверкой точности изготов- ления и сборки согласно ТУ. Проверка объектов на соот- ветствие паспортным данным. Определение соответствия ГОСТу материалов, поступивших на обработку. Установ- ление порядка приемки и проверки собранных узлов и конструкций
6-й Проверка сложных агрегатов согласно ТУ. Участие в ис- следовании дефектов, выявленных при контроле и испы- таниях, и разработке мероприятий по их устранению. Составление паспортов, формуляров, оформление прием- ных актов и протоколов испытаний
Блок 18 — установить тарифные ставки контролеров.
Блок 19 — формирование документа результатов определения
разряда работ и профессии исполнителя контроля.
Разряд работ и профессию исполнителя контроля указывают:
в ведомости операций или операционной карте технического
контроля по ГОСТ 3.1502-85;
в маршрутной карте или карте технологического процесса соглас-
но стандартам ЕСТД по видам работ.
НОРМИРОВАНИЕ'ОПЕРАЦИЙ КОНТРОЛЯ
При нормировании труда для объектов ТК используют: нормы вре-
мени, нормы выработки, укрупненные нормативы численности и нормы
обслуживания.
Численность работников ОТК (УТК) определяют, используя из-
вестные методы расчетов численности вспомогательных рабочих, т. е.
по трудоемкости работ, нормам выработки, нормативам численности
и рабочим местам.
86 Проектирование технологических процессов и операций ТК
27. Поправочные коэффициенты на нормативную численность ИТР и служащих ОТК Численность инженерно- технических работников (ИТР) и служащих в ОТК по
Численность промышленно- Поправочный производственного . . персонала, человек коэффициент числу рабочих мест рассчи- тывают по формуле Ята = О,О447И°’853Т0’041,
До 2500 0,9 2501-4000 1,0 4001-9000 1,1 где М и Г— число соответ- ственно рабочих мест и тех- нологических операций (или
----------------------------------------- норм) в основном производ-
стве.
Укрупненную нормативную численность ИТР ОТК Якон для серий-
ного, мелкосерийного и единичного производства в зависимости от
сложности продукции рассчитывают по формулам:
ЯКОЙ = 0,19047V0’4032 для сложной продукции;
Яков = 0,22857V0,4032 для особо сложной продукции.
JB формулах N — число технологических операций.
Численность работников между заводской службой контроля и це-
ховыми подразделениями распределяется в соотношении, %: заводские
службы — 30-15; цеховые — 70—85.
Поправочные коэффициенты на нормативную численность ИТР
и служащих ОТК в зависимости от общей численности промышленно-
производственного персонала предприятия даны в табл. 27.
Число контрольных мастеров Нм = Нч /9, где Нч — число контроле-
ров.
Число контролеров для массового и крупносерийного производств
на основе трудоемкости рассчитывают по формуле
ЯЧ = £ТОК/Ш600,
где Ток — трудоемкость операций контроля.
Число контролеров для среднесерийного, мелкосерийного и еди-
ничного производства на основе норм обслуживания рассчитывают по
формулам:
при наличии самоконтроля
Нч = (Нчр-Ячс)/Нок;
при отсутствии самоконтроля
Яч = Ячр/Я0К.
В формулах Ячр - численность основных производственных рабочих
(станочников) для каждой смены в отдельности; Ячс — то же, но осу-
ществляющих самоконтроль; Яок - норма обслуживания, скорректи-
рованная в соответствии с фактическими производственными условия-
ми; Яок = Я0КтКслКк; Яо - число основных производственных рабо-
Нормирование операций контроля
87
чих, обслуживаемых одним контролером (норма обслуживания) для
каждой смены в отдельности (Яо определяют по табл. 28 в зависимо-
сти от типа производства и выборочности контроля); КТ, и
Кк — коэффициенты, учитывающие соответственно точность деталей
(табл. 29), их сложность (табл. 30 и 31) и вид контроля (табл. 32).
28. Норма обслуживания, приходящаяся на одного контролера
Цех (участок) Производство Норма обслуживания при выбороч- ности приемочного контроля, %
100 90 80 70 60 50 40 30 20 15 10
Механический Среднесерийное 12 13 14 15 17 18 20 24 29 34 42
Мелкосерийное 13 14 15 16 17 19 21 25 31 — —
Механосбо- рочный Среднесерийное 14 15 16 17 18 20 23 27 35 40 49
Мелкосерийное и единичное 15 16 17 18 20 22 25 29 36 — —
Инструмен- тальный и мо- дельный Мелкосерийное и единичное 27 28 29 30 31 33 —
Ремонтно-ме- ханическое Мелкосерийное и единичное 35 38 40 46 49 51 —
Литейный Средне- и мел- косерийное, еди- ничное 16 17 19 21 23 26 31 39 42 — —
Кузнечный 13 14 14 15 15 16 —
Прессовый Средне- и мел- косерийное 13 14 14 14 15 15 16 17 18 19 20
Термический 6 7 7 7 7 7 7 8 9 9 10
Гальваничес- кий 9 10 10 10 11 11 12 13 14 15 15
Сварочный Средне- и мелко- серийное, еди- ничное 21 22 24 26 28 32
29. Коэффициент Кг
Класс точности 2 3 4-5 6-7
Квалитет 5; 7 8; 9; 10 11; 12; 13 14; 15; 16
кг 0,9 1 1,2 1,5
88 Проектирование технологических. процессов. и операций ТК
30. Коэффициент Л*сл 32. Коэффициент К*
Сложность деталей Прос- тые Средней сложности Слож- ные Вид контроля Обычный Двукрат- ный
*сл 1,1 1 0,9 1 0,6
31. Группы сложности деталей
Детали Примерный перечень характерных деталей
Простые Гладкие и эксцентриковые валики, шкивы гладкие, фланцы, шайбы, шпонки, крышки, колпаки, кольца, тяги, рукоятки, хомуты, крепежные болты и гайки, гладкие стаканы, короткие гильзы
Средней сложности Валы, валики и ступенчатые стаканы, кулаки, кронштей- ны, серьги, планки, клинья, ползуны, рейки, опорные гайки, накладные направляющие, шатуны, рычаги, полу- муфты, поворотные части, вилки, сухари, основания, основания станин, неподвижные и подвижные губки
Сложные Станины, стойки, хоботы, траверсы, верхние и нижние суппорты, круглые столы, планшайбы, корпуса шпин- дельных коробок, передних и задних бабок, коробок скоростей и коробок подач, фартуки, поворотные круги, оправки, балансировочные оправки, гильзы, пиноли, цанги, плиты, звездочки, коленчатые и кулачковые валы, клеммы, ходовые винты и гайки, зубчатые колеса
Число контролеров (включая мастеров) для участков с несме-
шанным оборудованием с ЧПУ: Нчр = ЗМ, где М - число станков
с ЧПУ.
Число работников контроля упрощенно может определяться в за-
висимости от численности основных рабочих (табл. 33).
Нормативную численность работников бюро технического кон-
троля (ВТК) цехов серийного производства можно определить по эм-
пирическим формулам (табл. 34).
Число контролеров и ИТР в заготовительных цехах определяют
с учетом объема выпускаемой продукции (табл. 35).
В термических цехах горячей объемной штамповки число контро-
леров ОТК составляет 30% от общего числа производственных рабо-
чих, а ИТР ОТК - 3 % от числа контролеров.
В термических цехах свободной ковки работники технического
контроля (ИТР и контролеры) составляют 3,5 — 5% от числа производ-
ственных рабочих.
Нормирование операций контроля
89
33. Численность работников, осуществляющих технический контроль,
% к основным рабочим
Цех Производство Контролеры и старшие контролеры Контрольные мастера
Механический Крупносерийное Среднесерийное Мелкосерийное и еди- ничное 4 — 5 5-6 6 — 7 0,5-0,6 0,6-0,7 0,7-0,8
Сборочный Крупносерийное Среднесерийное Мелкосерийное и еди- ничное 3-4 4-5 5-7 о о о 1 1 1 ООО оо Ъ»
Механосбороч- ный Крупносерийное Среднесерийное Мелкосерийное и еди- ничное 1 1 1 о и» 0,5-0,6 0,6-0,7 0,7-0,8
Примечания: 1. Большее значение норматива относится к производст-
ву сложных изделий и деталей.
2. Нормативы увеличиваются на 50—60 % на финишных операциях обра-
ботки резанием и сборки прецизионных изделий.
34. Нормативная численность (Я) работников БТК
(серийное производство)
Цех Формулы для определения нормативной чис- ленности работ- ников БТК Цех Формулы для определения нормативной чис- ленности работ- ников БТК
Литейный Горячей штам- повки Заготовительно- штамповочный Механический Автоматно-ре- вольверный 2 4- 0,07Рп 0,4 ф 0,0023Рп 2,2 4- 0,007Рп 2,6 4- 0,013Рп 1,01 4-0,01Рп Термический Г альванический Механосбороч- ный Агрегатно-сбо- рочный Окончательной сборки 0,8 4- 0,012Рп 0,8 4- 0,012Рп 3,7 4- 0,01Рп 5,0 4- 0,01Рп 10 4- 0,0ЗРП
Примечание. Рп — численность основных производственных рабочих.
В цехах холодной листовой штамповки число ИТР ОТК (% к чис-
лу производственных рабочих) в зависимости от типа производства
равно: 2 - для мелкосерийною производства; 1 - для серийного
90 Проектирование технологических процессов и операций ТК
35. Численность контролеров в заготовительных цехах в зависимости от
объема выпускаемой продукции
Выпуск за- готовок, тыс. т/год (свыше-до) До 10 10-15 15-20 20-30 30-50 50-75
Числен- ность контроле- ров — —• — 1 2 2
Выпуск за- готовок, тыс. т/год (свыше—до) 75-100 100-150 150-200 200-250 250-300 300-400
Числен- ность контро- леров 3 3 4 5 6 8
Примечание. Число ИТР ОТК составляет 9% от числа контролеров.
и массового. На складах этих цехов: один контролер в смену на
50 тыс. тонн материалов в год (основное производство) и один кон-
тролер на 30—50 станочников и слесарей (вспомогательное производ-
ство).
В цехах холодной высадки, объемной штамповки: 1,5 контролера
на 1000 т/год; ИТР ОТК не более 12% к числу контролеров.
В сварочных цехах в зависимости от вида продукции число кон-
тролеров и ИТР определяют по табл. 36.
В механических цехах норму численности рабочих-контролеров,
занятых на автоматических линиях по. нормам обслуживания кон-
трольных автоматов, находят по табл. 37.
В окрасочных цехах и цехе металлопроката численность работни-
ков ОТК определяют по табл. 38 и 39.
36. Численность контролеров и ИТР в сварочных цехах, % от числа
производственных рабочих
Продукция Контролеры J1TP
Сложные пространственно-объемные штам- 7 0,8
пованно-сварные конструкции Рамы, платформы, металлоконструкции 5 0,6
Нормирование операций контроля
91
37. Число контрольных автоматов, обслуживаемых одним контролером
в смену
Категория сложности деталей Обрабатываемые детали Число контроль- ных ав- томатов
1 Корпусные детали, коленчатые и распредели- тельные валы, полуоси, поворотные кулаки гру- зовых автомобилей и другие крупные детали 3
2 Кольца подшипников, поршни, шатуны, вилки 4
и крестовины, гильзы, ступенчатые и шлицевые валы, зубчатые колеса и другие средние детали
3 Гладкие валы и валики, клапаны, толкатели, втулки, поршневые кольца и пальцы, ролики и шарики подшипников и другие мелкие детали 5
38. Численность работников ОТК в окрасочных цехах, % от числа производственных рабочих
Число произ- водственных рабочих в цехе Контро- леры ИТР ОТК
До 50 8 2
Св. 50 до 100 7 1,5
» 100 6 1,0
39. Численность работников
ОТК в цехах металлопроката,
% от числа производственных
рабочих
Число произ- водственных рабочих в цехе Контро- леры ИТР ОТК
До 25 10 2
Св. 25 до 50 9 1,5
» 50 » 100 8 1
» 100 7 1
В цехе консервации, упаковки, а также в цехах пластмассовых из-
делий численность работников ОТК определяют соответственно по
табл. 40 и 41.
40. Численность работников ОТК в цехах консервации и упаковки, % от числа производственных рабочих 41. Численность работников ОТК в цехе пластмассовых изделии
Изделия Ли- Штам- пован- ные Выдув-
Число произ- Контро- леры ИТР ОТК тые ные
водственных i рабочих в цехе Число единиц оборудования, обслуживае- мого одним контролером ОТК в смену 35 35 32
До 50 50—100 Св. 100 8 7 6 2 1 1
92 Проектирование технологических процессов и операций ТК
Для нормирования ПТК по переходам применяют нормативы
времени на ТК (табл. 42) основного производства.
42. Нормативы времени на технический контроль
(основное производство — массовое и крупносерийное)
Карта 1. Контроль деталей внешним осмотром
Содержание работ:
При работе вручную на столе: 1 — взять деталь (заготовку)
из тары; 2 — проверить ее внешним осмотром; 3 — положить де-
таль (заготовку) на место;
при работе подъемником: 1 — застропить деталь (заготовку) и
поднять ее; 2 — проверить ее внешним осмотром; 3 — установить
деталь (заготовку) на место, расстропить;
при работе вручную на рольганге или рабочем месте: 1 — взять-
ся за деталь (заготовку) и повернуть ее; 2 — проверить внешним
осмотром; 3 — продвинуть деталь по рольгангу
Масса дета- ли, кг, Детали (заготовки)
простые средней сложности сложные
до Время на одну деталь, мин
Работа вручную
0,5 0,049/0,061 0,063/0,079 0,080/0,100
0,6 0,052/0,065 0,066/0,083 0,085/0,106
0,8 0,56/0,070 0,072/0,090 0,093/0,116
1,0 0,060/0,075 0,077/0,096 0,100/0,125
1,2 0,064/0,080 0,082/0,103 0,106/0,133
1,6 0,070/0,088 0,090/0,113 0,117/0,146
2,0 0,075/0,093 0,098/0,123 0,125/0,156
2,5 0,080/0,100 0,104/0,130 0,134/0,168
3,0 0,085/0,106 0,110/0,138 0,143/0,179
4,0 0,094/0,118 0,120/0,150 0,160/0,200
5,0 0,100/0,125 0,130/0,163 0,170/0,213
6,0 0,107/0,134 0,140/0,175 0,180/0,225
8,0 0,117/0,146 0,152/0,190 0,200/0,250
10 0,125/0,156 0,164/0,205 0,215/6,270
12 0,132/0,165 0,175/0,219 0,230/0,288
16 0,15/0,188 0,194/0,243 0,250/0,313
20 0,16/0,200 0,210/0,262 0,270/0,337
Работа подъемником
25 0,210/0,263 0,273/0,341 0,355/0,444
30 0,230/0,288 0,300/0,375 0,390/0,488
Нормирование операций контроля
93
Продолжение табл. 42
Масса дета- ли, кг, Детали (заготовки)
простые средней сложности сложные
до Время на одну деталь, мин
40 0,260/0,325 0,338/0,423 0,440/0,550
50 0,278/0,348 0,361/0,451 0,470/0,586
60 0,310/0,388 0,403/0,504 0,524/0,655
80 0,350/0,438 0,455/0,570 0,592/0,740
100 0,390/0,488 0,507/0,634 0,660/0,824
120 0,422/0,528 0,550/0,686 0,714/0,893
160 0,480/0,60 0,624/0,780 0,811/1,01
200 0,530/0,663 0,690/0,861 0,896/1,12
250 0,585/0,731 0,761/0,951 0,990/1,24
300 0,640/0,80 0,832/1,04 1,08/1,35
Работа вручную на рольганге и рабочем месте
25 0,110/0,138 0,143/0,179 0,186/0,233
30 0,115/0,144 0,150/0,188 0,194/0,243
40 0,125/0,156 0,163/0,204 0,212/0,265
50 0,132/0,165 0,170/0,213 0,220/0,275
60 0,140/0,175 0,182/0,228 0,237/0,296
80 0,153/0,191 0,200/0,250 0,260/0,325
100 0,164/0,205 0,213/0,266 0,277/0,346
120 0,173/0,216 0,225/0,281 0,293/0,366
160 0,190/0,238 0,247/0,309 0,321/0,401
200 0,202/0,253 0,263/0,329 0,342/0,428
250 0,218/0,273 0,283/0,354 0,368/0,460
300 0,230/0,288 0,300/0,375 0,390/0,488
Примечание. В числителе приведены нормативы времени на ТК деталей
(заготовок), полученных из стальных и чугунных отливок, проката и из пласт-
массовых поковок; в знаменателе — из отливок, полученных точным литьем,
и отливок из цветных металлов и их сплавов.
Карта 2. Установка, снятие и перемещение деталей для измерения.
Содержание работы:
установка и снятие детали вручную: 1 — взять деталь из тары
и установить на стол для измерения;
2 — снять деталь со стола, положить в тару или навесить на
конвейер;
установка и снятие детали подъемником: 1 — застропить деталь,
поднять подъемником, подвести и установить па стол для измерения,
расстропить; 2 — застропить деталь, поднять подъемником, установить
на рольганг или навесить на конвейер, расстропить.
94 Проектирование технологических процессов и операций ТК
Продолжение табл. 42
Установка и снятие детали вручную
Масса детали, кг, до
0,5 1,0 2,0 3,0 5,0 8,0 12 16 20
Время на одну деталь, мин
0,040 0,050 0,060 Д070 0,080 0,092 0,102 0,112 0,120
Повернуть деталь на 90° 0,027 0,027 0,034 0,043 0,053 0,064 0,072 0,080
Повернуть деталь на 180° 0,032 0,032 0,041 0,051 0,064 0,077 0,086 0,096
Установка и снятие детали подъемником
Масса детали, кг, до
25 40 60 100 150 200 250 300
Время на одну деталь, мин
0,30 0,34 0,38 0,44 0,50 0,54 0,58 0,60
Продвижение детали по рольгангу
Масса детали, кг, до
25 40 60 100 150 200 250 300
Время на первый метр продвижения» мин
0,02510,0301 0,036 I 0,046 I 0,056 I 0,064 I 0,072 I 0,080
Время на каждый последующий метр продвижения, мин
0,01610,0191 0,027 | 0,030 | 0,037 | 0,042 | 0,047 | 0,052
Карта 3. Проверка размеров поверхностей деталей скобами
односторонней и двусторонней
Содержание работы:
1 - взять скобу; 2 — выполнить измерение; 3 — положить скобу
на место ,
Нормирование операций контроля
95
Продолжение табл. 42
Длина измеряемой Скоба односторонняя
Измеряемый размер ), мм, до
поверхности, мм, до 25 1 1 50 1 1 100 1 I 200 1 зоо
Время на одну деталь, мин
25 0,060 0,066 0,072 0,083 0,095
50 0,065 0,072 0,079 0,910 0,103
100 0,071 0,078 0,087 0,100 0,114
200 0,077 0,085 0,095 0,108 0,127
300 0,081 0,090 0,100 0,116 0,134
400 0,084 0,094 0,104 0,121 0,140
500 0,086 0,097 0,107 0,124 0,144
600 0,089 0,089 0,110 0,126 0,147
800 0,093 0,102 0,114 0,131 0,152
1000 — 0,105 0,118 0,136 0,157
Скоба односторонняя | | Скоба двусторонняя
. Длина измеряемой Измеряемый размер, мм, до
поверхности, мм, до 400 25 1 50 100
Время на одну деталь, мин
25 0,108 0,083 0,090 0,098
50 0,118 0,090 0,098 0,108
100 0,129 0,096 0,107 0,117
200 0,138 0,106 0,117 0,128
300 0,148 0,112 0,123 0,135
400 0,153 0,117 0,128 0,140
500 0,157 0,121 0,132 0,144
600 0^161 0,125 0,135 0,147
800 0,168 0,128 0,140 0,152
1000 — — 0,144 0,156
Примечание. Нормативы времени рассчитывают на проверку размеров
поверхностей 8-го и 9-го квалитетов; при проверке размеров поверхностей 6-го
квалитета табличное ‘Время умножают на коэффициент 1,2; размеров поверх-
ностей 10—12-го квалитетов — на коэффициент 0,85.
Карта 4. Проверка размеров поверхностей деталей пассаметром
(рычажной скобой) при точности измерения 0,002 мм
Содержание работы:
1 — взять пассаметр; 2 — выполнить измерение; 3 — положить
пассаметр на место
96 Проектирование технологических процессов и операций ТК
Продолжение табл. 42
Измеряемый размер, мм, до Длина измеряемой поверхности, мм, до
25 50 100 | 200 300 500 I 1000
Время на одну деталь, мин
25 0,070 0,080 0,090 0,103 0,112 0,123 0,140
50 0,090 0,100 0,115 0,130 0,140 0,160 0,180
100 0,110 0,130 0,146 0,170 0,180 0,200 0,230
150 0,130 0,150 0,173 0,200 0,215 0,240 0,280
Карта 5. Проверка размеров поверхностей детален индикаторной скобой
Содержание работы:
1 — взять скобу; 2 — выполнить измерение; 3 — положить скобу на
место
Измеряемый размер, Длина суммарной поверхности, мм, до
50 100 200 1 300 1 500 1 | 1000
ММ$ до Время на одну деталь, мин
50 0,064 0,083 0,110 0,130 0,160 0,210
100 0,078 0,100 0,132 0,154 0,190 0,250
200 0,094 0,122 0,160 0,190 0,230 0,300
300 0,110 0,143 0,190 0,220 0,270 0,350
Карта 6. Проверка размеров конусных поверхностей деталей
калибр-пробкой или калибр-втулкой
Содержание работы:
1 — взять калибр-пробку или калибр-втулку; 2 — выполнить изме-
рение; 3 — положить калибр-пробку или калибр-втулку на место
Измерительный инструмент Квалитет Измеряемый размер, мм, до Длина измеряемой поверхности мм, до
25 50 | 100
Время н; а одну дет аль, мин
6 25 0,083 0,090 0,098
50 0,088 0,094 0,103
100 0,093 0,100 0,108
Конусная калибр- 8,9 25 0,072 0,077 0,083
пробка 50 0,076 0,082 0,090
100 0,081 0,088 0,096
Нормирование операций контроля
97
Продолжение табл. 42
Измерительный инструмент Квалитет Измеряемый размер, мм, до Длина измеряемой поверхности мм, до
25 | 1 50 1 100
Время н< а одну дет аль, мин
Конусная 11-13 25 0,063 0,068 0,073
калибр-пробка 50 100 0,068 0,073 0,074 0,079 0,080 0,085
6 25 50 100 0,088 6,093 0,098 0,094 0,098 0,103 0,101 0,108 0,113
Конусная 8,9 25 0,076 0,082 0,088
калибр-втулка 50 100 0,080 0,085 0,086 0,093 0,093 0,100
11-13 25 0,068 0,073 0,078
- 50 100 0,073 0,077 0,078 0,082 0,083 0,088
Карта 7. Проверка отверстии цилиндрической калибр-пробкон
Содержание работы:
1 — взять калибр-пробку; 2 — выполнить измерение; 3 — положить
калибр-пробку на место
Диаметр отверстия, мм, до Глубина промера, мм, до
10 1 1 20 1 | 40 60 80
Время на одну деталь, мин
5 0,042 0,049 0,056 0,063 —
10 0,049 0,056 0,066 0,072 0,077
20 0,054 0,062 0,072 0,079 0,084
30 0,060 0,070 0,080 0,090 0,095
50 0,070 0,089 0,094 0.102 0,110
70 0,078 0,090 0,105 0,114 0,122
100 0,086 0,100 0,116 0,128 0,136
150 0,100 0,116 0,136 0,148 0,158
4 1мм № 550
98 Проектирование технологических процессов и операций ТК
Продолжение табл. 42
Диаметр отверстия, мм, до Глубина промера, мм до
100 150 | | 200 | I 300 | 400
Время на одну деталь, мин
5
10 0,080 — — —
20 0,090 — — — —
30 0,100 0,110 — — —
50 0,115 0,125 0,134 — —
70 0,128 0,140 0,150 0,163 —
100 0,142 0,156 0,166 0,180 0,195
150 0,166 0,180 0,193 0,210 0,230
Примечание. Нормативы времени рассчитаны на проверку отверстий
8-го и 9-го квалитетов; при проверке отверстий 6-го квалитета табличное
время умножают на коэффициент 1,2; отверстий 11 — 13-го квалитетов — на коэф-
фициент 0,85.
Карта 8. Проверка резьбы резьбовой двусторонней калибр-пробкой
Содержание работы:
1 — взять калибр-пробку; 2 — выполнить измерение; 3 — положить
калибр-пробку на место
Измеряемый размер резьбы, мм Длина измеряемой поверхности, мм, до
5 10 15 20 30 40 50 60
Диаметр Шаг Время на одну деталь, мин
0,5 0,254 0,360 0,430 0,560 — — — —
10 1,0 0,174 0,234 0,290 0,350 0,430 — — —
1,5 — 0,174 0,210 0,255 0,320 0,400 — —
’ 1,0 0,180 0,240 0,294 0,360 0,450 — — —
1,5 0,154 0,200 0,240 0,295 0,360 0,445 0,560 —
20 2,0 — 0,176 0,217 0,250 0,310 0,380 0,480 —
2,5 — 0,160 0,197 0,220 0,272 0,340 0,415 —
3,0 — 0,140 0,170 0,202 0,240 0,290 0,360 —
1,5 0,165 0,216 0,256 0,320 0,390 0,500 0,610 —
,, 2’° — 0,190 0,230 0,275 0,340 0,420 0,520 0,650
36 2,5 — 0,170 0,205 0,240 0,295 0,350 0,440 0,550
3,0 0,150 0,180 0,208 0,255 0,310 0,385 0,480
Нормирование операций контроля
99
Продолжение табл. 42
Измеряемый размер резьбы, мм Длина измеряемой поверхности, мм, до
5 10 15- 20 1 30 40 | 50 60
Диаметр Шаг Время на одну деталь, мин
1,5 0,170 0,225 0,270 0,330 0,420 0,520 0,640 —
2,0 — 0,200 0,240 0,290 0,355 0,445 0,550 0,690
48 2,5 — 0,180 0,210 0,250 0,305 0,375 0,460 0,570
3,0 - — 0,157 0,185 0,215 0,265 0,325 0,400 0,500
1,5 0,175 0,235 0,280 0,344 0,430 0,540 0,670 0,850
/гл 2,0 — 0,210 0,250 0,305 0,370 0,470 0,590 0,745
2,5 — 0,184 0,214 0,260 0,314 0,390 0,480 0,610
3,0 — 0,164 0,189 0,220 0,275 0,334 0,414 0,520
1,5 0,184 0,250 0,304 0,374 0,465 0,580 0,740 0,940
80 2,0 — 0,244 0,270 0,330 0,410 0,520 0,635 0,815
2,5 — 0,195 0,230 0,280 0,340 0,420 0,530 0,665
3,0 — 0,174 0,204 0,235 0,300 0,365 0,454 0,570
Карта 9. Проверка резьбовым калибр-кольцом
Содержание работы:
1 — взять калибр-кольцо; 2 — выполнить измерение; 3 — положить
колибр-кольцо на место
Измеряемый размер резьбы, мм Длина измеряемой поверхности, мм, до
5 10 15 20 30 40 | 50 60
Диаметр Шаг Время на одну деталь, мин
0,5 0,150 0,230 0,290 0,350 — — — —
10 1,0 0,110 0,166 0,210 0,250 0,325 — — —
1,5 — 0,135 0,170 0,210 0,260 0,320 — —
1,0 0,116 0,175 0,220 0,270 0,340 — — —
1,5 0,100 0,150 0,190 0,230 0,290 0,350 0,400 —
20 2,0 — 0,120 0,155 0,180 0,210 0,280 0,310 —
2,5 — 0,110 0,130 0,155 0,170 0,220 0,260 —
3,0 — 0,090 0,115 0,135 0,160 0,195 0,220 —
1,5 0,104 0,156 0,200 0,240 0,310 0,370 0,410 —
к 2,0 — 0,130 0,165 0Д90 0,240 0,300 0,340 0,380
30 2,5 — 0,110 0,140 0,165 0,200 0,250 0,290 0,320
3,0 — 0,095 0,124 0,145 0,180 0,220 0,250 0,280
4*
ТОО Проектирование технологических процессов и операций ТК
Продолжение табл. 42
Измеряемый размер резьбы, мм Длина измеряемой поверхности, мм, до
5 10 15 20 30 | 40 50 60
Диаметр Шаг Время на одну деталь, мин
1,5 0,108 0,163 0,207 0,250 0,330 0,380 0,420 —
4R 2’° — 0,135 0,170 0,200 0,255 0,310 0,360 0,400
48 2,5 — 0,116 0,145 0,175 0,220 0,270 0,310 0,350
3,0 — 0,100 0,127 0,155 0,196 0,235 0,270 0,300
1.5 0,112 0,170 0,215 0,260 0,340 0,394 0,440 0,500
2’° — 0,140 0,178 0,210 0,270 0,325 0,380 0,420
60 2,5 — 0,120 0,150 0,180 0,230 0,280 0,320 0,365
3,0 — 0,105 0,132 0,160 0,205 0,245 0,282 0,320
1,5 0,120 180 0,230 0,275 0,360 0,420 0,485 0,540
ЯП 2’° — 150 0,190 0,230 0,295 0,360 0,400 0,450
80 2,5 — 130 0,165 0,200 0,260 0,310 0,360 0,400
3,0 — 110 0,140 0,168 0,217 0,260 0,300 0,340
Карта 10. Проверка конфигурации деталей шаблоном
Содержание работы:
1 — взять шаблон; 2 — проверить размер; 3 — положить шаблон
на место ,
Шаблон Точность измерения, мм Измеряемый размер, мм, до
100 200 | 300 500 700 1000
Время на одну деталь, мин
Линейный или од- носторонний 0,2-0,5 До 0,2 0,050 0,072 0,059 0,086 0,066 0,095 0,076 0,110 0,082 0,120 0,091 0,130
Линейный двусторонний 0,2-0,5 До 0,2 0,060 0,085 0,073 0,102 0,081 0,113 0,093 0,130 0,100 0,140 0,110 0,155
Фасонный простой 0,15—0,25 До 0,15 0,070 0,100 0,082 0,118 0,092 0,132 0,105 0,150 0,115 0,164 —
Фасонный слож- ного профиля 0,15-0,25 До 0,15 0,090 0,160 0,105 0,190 0,118 0,210 0,134 0,240 0,146 0,260
Нормирование операций контроля
101
Продолжение табл. 42
Карта 11. Проверка толщины зубьев цилиндрических колес
шаблоном, штангензубомером
Содержание работы:
1 — взять шаблон или штангензубомер; 2 — выполнить измерение;
3 — положить шаблон или штангензубомер на место
Измерительный инструмент Толщина зуба, мм, до
3,14 7,85 | | 15.7 28,0
Время на один зуб, мин
Шаблон 0,030 0,050 0,080 0,090
Штангензубомер 0,040 0,070 0,10 0,113
Карта 12. Проверка отверстий калибр-пробкой или калибр-кольцом
шлицевыми
Содержание работы:
1 — взять калибр-пробку или калибр-кольцо; 2 — выполнить изме-
рение; 3 — положить калибр-пробку или калибр-кольцо на место
Квали- Измеряв- Длина измеряемой поверхности, мм
мый 25 50 | 100 | 200 | 300 I 500
тет диаметр, 1 1 ।
мм Время на одну деталь, мин
Проверка калибр-пробкой
25 0,090 0,110 0,132 0,160 0,180 —
50 0,096 0,120 0,145 0,176 0,200 —
о 70 0,108 0,130 0,160 0,200 0,223 —
100 0,120 0,147 0,180 0,220 0,250 —
25 0,074 0,090 0,110 0,132 0,150 —
о п 50 0,082 0,100 0,123 0,150 0,170 —
8,9 70 0,093 0,114 0,140 0,170 0,192 —
100 0,105 0,130 0,160 0,195 0,220 —
Проверка калибр-кольцом
25 0,104 0,127 0,154 0,190 0,212 0,250
50 0,130 0,160 0,193 0,240 0,270 0,310
70 0,145 0,180 0,220 0,270 0,302 0,360
100 0,168 0,204 0,250 0,310 0,350 0,407
102 Проектирование технологических процессов и операций ТК
Продолжение табл. 42
Измеряв- Длина измеряемой поверхности, мм
Квали- тет мый диаметр, мм 25 50 100 200 300 1 500
Время на одну деталь, мин
25 0,090 0,110 0,130 0,160 0,180 0,210
8,9 50 0,100 0,120 0,148 0,180 0,205 0,^40
70 0,114 0,140 0,170 0,210 0,240 0,280
100 0,130 0,160 0,194 0,240 0,273 0,320
Карта 13. Проверка размеров цилиндрических поверхностей деталей
штнхмассом
Содержание работы:
1 — взять штихмасс; 2 — выполнить измерение диаметра отверс-
тия в двух диаметрально противоположных положениях; 3 — поло-
жить штихмасс на место
Диаметр Длина измеряемой поверхности, мм, до
измеряемого 50 I 100 200 300 500 700
отверстия,
мм Время на одну деталь, мин
100 0,070 0,080 0,091 0,098 — —
150 0,078 0,090 0,100 0,110 — —
200 0,086 0,098 0,113 0,120 0,133 —
300 0,100 0,115 0,130 0,140 0,155 —
500 0.123 л 0,140 0,160 0,173 0,192 0,205
Примечание. Время приведено для контроля размеров 11 - 13-го квалн-
тетов.
Карта 14. Проверка размеров внутренних поверхностей деталей
индикаторным нутромером
Содержание работы:
1 — взять нутромер; 2 — выполнить измерение; 3 — положить нутро-
мер на место
Нормирование операций контроля
103
Продолжение табл. 42
Диаметр измеряемого Длина измеряемой поверхности, мм, до
50 100 200 | 300 | | 600
отверстия, мм, до
Время на одну деталь, мин
30 0,063 0,075 0,096 0,115 0,135
50 0,068 0,082 0,104 0,123 0,145
100 0,077 0,093 0,117 0,140 0,162
150 0,082 0,097 0,123 0,147 0,172
200- 0,086 0,102 0,130 0,155 0,181
300 0,092 0,110 0,140 0,165 0,194
Карта 15. Проверка соосности отверстий пробкой
Содержание работы:
1 — взять пробку; 2 — произвести измерение; 3 — положить пробку
на место
Квалитет Измеряв- мый диаметр, мм, до Длина измеряемой поверхности, мм, до
50 100 | 150 | | 200
В ре :мя на одн у деталь, > 4ИН
30 0,084 0,100 0,110 0,120
гоп 50 0,100 0,118 0,130 0,140
О, о, > 70 0,111 0,130 0,144 0,153
100 0,125 0,146 0,162 0,174
30 0,060 0,072 0,080 0,085
11-13 50 0,070 0,085 0,093 0,100
70 0,077 0,092 0,100 0,110
100 0,085 0,100 0,111 0,120
Карта 16. Измерение размеров деталей микрометром
Содержание работы:
1 — взять микрометр, установить его на размер; 2 —произвести
измерение; 3 — положить микрометр на место
Микрометр Измеряемый размер, мм, до
10 1 15 20 30 1 50
Время на одну деталь, мин
Гладкий Резьбовой 0,070 0,100 0,076 0,108 0,080 0,114 0,087 0,124 0,096 0,140
104 Проектирование технологических процессов и операций ТК
Продолжение табл. 42
Микрометр Измеряемый размер, мм, до
70 1 100 | 1 150 1 200 300
Время на одну деталь, мин
Гладкий 0,103 0,110 0,120 0,128 0,140
Резьбовой 0,150 0,166 0,174 0,186 0,200
Карта 17. Измерение деталей штангенциркулем
Содержание работы:
I — взять штангенциркуль; 2 — выполнить измерение; 3 — положить
штангенциркуль на место.
Контролируемые Измеряемый размер, мм, до
50 70 | I 100 150 200
параметры Время на одно измерение, мин
Размеры плоских 0,050 0,063 0,080 0,100 0,122
поверхностей
Наружные диаметры 0,040 0,046 0,054 0,066 0,075
Внутренние диаметры 0,050 0,066 0,086 0,118 0,150
Контролируемые параметры Измеряемый размер, мм, до
300 500 | 1 700 1 1000
Время на одно измерение, мин
Размеры плоских поверхностей 0,156 0,220 0,270 0,340
Наружные диаметры 0,092 0,116 0,137 0,160
Внутренние диаметры 0,205 0,310 0,400 —
Карта 18. Измерение деталей штангенглу биномером
Содержание работы:
1 — взять штангенглубиномер; 2 — произвести измерение; 3 — по-
ложить штангенглубиномер на место.
Прием Измеряемый размер, мм, до
50 70 | 100 150 | 200 | |зоо| | 500
Время на одно измерение, мин
С установкой на размер Без установки на размер 0,086 0,066 0,096 0,072 0,105 0,080 0,116 0,087 0,125 0,093 0,137 0,103 0,155 0,118
Нормирование операций контроля
105
Продолжение табл, 42
Карта 19. Измерение деталей универсальным инструментом
Содержание работы:
1 — взять инструмент; 2 — произвести измерение; 3 — положить
инструмент на место
Инструмент Измеряемый размер, мм, до
100 | | 200 | 300 500
Врем я на одно измерение, мин
Масштабная линейка 0,095 0,100 0,105 0,110
Складной метр — — — 0,125
Металлическая рулетка — — — 0,115
Измеряемый размер, мм , до
Инструмент 700 | 1000 1500 2000
Время на одно измерение, мин
Масштабная линейка 0,116 0,120 — —
Складной метр 0,143 0Д65 0,195 0,220
Металлическая рулетка 0,130 0,145 0,165 0,185
Карта 20. Проверка биения зубьев шестерен при зацеплении
с эталонной шестерней
Содержание работы:
1 — взять и установить деталь в приспособление; 2 — подвести
эталонную шестерню и настроить прибор; 3 — проверить биение;
4 — отвести эталонную шестерню; 5—снять деталь, отложить
Масса шестерни Диаметр шестерни, мм, до
100 | 150 | 200 300 400 500 600
кг, до Время на одну деталь, мин
1 0,13 0,16 — — — — —
3 0,15 0,18 0,23 0,33 — — —
5 — 0,21 0,27 0,38 — — —
7 — 0,23 0,30 0,42 — — —
10 — — 0,35 0,49 0,66 — —
15 — — — 0,55 0,77 0,9 —
20 — — — — 0,80 1,0 1,2
106 Проектирование технологических процессов и операций ТК
' Продолжение табл. 42
Карта 21. Проверка деталей на биение в приспособлении
Содержание работ:
установка и снятие детали вручную: 1 — взять деталь из тары,
установить ее для контроля; 2 — проверить деталь на биение по
индикатору и проверить длину детали шаблоном; 3 — снять деталь,
положить в тару или навесить на конвейер;
установка и снятие детали подъемником: 1 — застопорить деталь;
поднять подъемником, подвести и установить для контроля, рас-
стопорить; 2 — проверить деталь на биение по индикатору и прове-
рить длину шаблоном; 3 — застопорить деталь, поднять подъем-
ником, установить на рольганг или навесить на конвейер, рассто-
порить
Установка и снятие детали вручную
Масса детали, кг, до 1 2 3 5 8 12 16 20
Время на одну де- таль, мин 0,12 0,154 0,18 0,21 0,25 0,292 0,322 0,35
Установка и снятие детали подъемником
Маса детали, кг, до 25 40 60 100 150 200 250 300
Время на одну де- таль, мин 0,55 0,64 0,73 0,86 1,0 1,10 1,19 1,26
Карта 22. Проверка коробления детали щупом
Содержание работы:
1 — взять щуп; 2 — измерить зазор в отдельных точках детали
или по всей ее длине без отрыва щупа; 3 — положить щуп на место
Проверка по контрольным точкам
Точность Число проверяемых точек
измерения, мм, до 1 1 2 1 1 3 1 4 3 6
Время на одну деталь, мин
0,03 0,078 0,100 0,117 0,130 0,140 0,150
0,05 0,072 0,093 0,110 0,120 0,130 0,140
0,15 0,060 0,078 0,090 0,100 0,110 0,120
0,30 0,047 0,060 0,070 0,078 0,085 0,090
Св. 0,30 0,041 0,052 0,060 0,068 0,074 0,080
Нормирование операций контроля
107
Продолжение табл, 42
Проверка по всей длине
Точность измерения, Длина измеряемой поверхности, мм, до
100 | 200 I 300 | 500 700 | 1000 | 1500 | | 2000 | | 3000
мм, до Время на одну деталь, мин
0,03 0,082 0,102 0,116 0,140 0,153 0,174 0,200 0,220 0,250
0,05 0,074 0,092 0,104 0,122 0,138 0,155 0,180 0,198 0,230
0,15 0,058 0,073 0,084 0,100 0,110 0,125 0,140 0,155 0,180
0,30 0,052 0,064 0,074 0,088 0,098 0,110 0,125 0,140 0,160
Св. 0,30 0,045 0,055 0,063 0,074 0,082 0,092 0,104 0,113 0,14
Карта 23. Контроль качества и толщины покрытия детален
Содержание работ:
контроль капельным методом фосфатной пленки оцинкованных
стальных деталей: 1 — взять деталь, установить ее; 2 — нанести пи-
петкой каплю раствора медного купороса; 3 — выдержать; 4 — осмот-
реть каплю, удалить ее фильтровальной бумагой и положить деталь
на место;
контроль толщины анодированного слоя прибором ТАП-2:
1 — взять деталь, установить ее и включить прибор; 2 — выдержать;
3 — выключить прибор, снять деталь и положить на место;
контроль основного металла детали и ее защитного или деко-
ративного покрытия: 1 — взять деталь и протереть; 2 — осмотреть
деталь после декоративного или защитного покрытия (лужения, черного
фосфатирования, пассивирования); 3 — положить деталь на место
Контроль Масса детали, кг, до
0.5 1.° 3.-0 5,0 110
Время, мин
Фосфатной пленки капельным мето- дом (1—2 капли) 1,12 1,15 1,21 1,24 1,30
Анодированного слоя прибором ТАП-2 0,31 0,32 0,34 0,36 0,38
По основному металлу, защитному и декоративному покрытиям 0,052 0,08 0,16 0,22 0,34
Примечания: 1. Время приведено на контроль слоя защитного
покрытия толщиной 20 мкм.
2. При толщине покрытия менее 20 мкм используют поправочной коэф-
фициент 0,85; более 20 мкм — коэффициент 1,2.
108 Проектирование технологических процессов и операций ТК
Продолжение табл. 42
Карта 24. Контроль толщины слоя защитного и декоративного покрытия
Содержание работы:
Взять деталь, установить ее на подставку или в сетку; проверить
толщину покрытия; снять и положить деталь на место
Материал покрытия Толщина СЛОЯ покрытия, мкм, до Масса детали, кг, до
0,5 1,0 3,0 5,0 10
Вр« :мя на одну Д( гталь, 1 ЛИН
10 0,26 0,29 0,36 0,39 0,45
20 0,35 0,39 0,46 0,50 0,56
Цинк 30 0,44 0,48 0,56 0,61 0,68
40 — — 0,66 0,72 0,78
10 1,00 1,05 1,15 1,20 1,25
20 1,16 1,22 1,33 1,40 1,50
Медь и никель 30 1,32 1,40 1,52 1,61 1,75
40 — — 1,70 1,80 2,0
Карта 25. Контроль труб по основному металлу
и декоративному покрытию
Содержание работы: проверить трубы внешним осмотром
Контроль Длина трубы, мм, до
1000 | 1500 | 2000
Время на одну детал [Ь, мин
По основному металлу и мед- 0,10 0,20 0,30
ному и никелевому покрытиям Окончательный хромового по- крытия 0,20 0,35 0,50
Карта 26. Контроль качества сварных швов и обрезных кромок
Содержание работ:
ручная, полуавтоматическая и автоматическая электродуговая
сварка: 1 — проверить внешним осмотром шов по всей длине;
2 — проверить его шаблоном;
машинная и ручная газовая резкд: проверить внешним осмотром
качество кромок после обрезки
Нормирование операций контроля
109
Продолжение табл. 42
Ручная электродуговая и газовая сварка
Швы соединений Расположение шва
нижнее вертикальное и горизон- тальное потолочное
Время на контроль 1 пог. м шва, мин
Стыковых Тавровых 0,20 0,30 0,25 0,40 0,30 0,45
Полуавтоматическая и автоматическая электродуговая сварка
под слоем флюса
Швы соединений Швы (однопроходные и завершающие многопро- ходной сварки) Время на контроль 1 пог. м шва, мин
Стыковых Любые 0,20
Сплошные 0,30
Угловых Точечные 0,20
Машинная и ручная газовая резка Время на контроль 1 пог. м 0,1 мин
Карта 27. Клеймение деталей
Содержание работы:
1 — взять инструмент для клеймения (партии деталей); 2 — поста-
вить клеймо; 3 — положить инструмент на место (после клеймения
партии деталей)
Способ простановки клейма Инструмент для клеймения Время на одно клеймение, мин
Ударный Молоток 0,05
Краской Кисточка 0,03
Химический Штамп 0,02
Мелом — 0,02
Электрографом на один знак Электрограф 0,05
НО Проектирование технологических процессов и операций ТК
Продолжение табл. 42
Карта 28. Время на обслуживание рабочего места,
отдых и личные надобности
Обслуживание рабочего места
Содержание работы Время, % от опера- тивного времени
Раскладка и уборка контрольно-измерительных приборов, инструментов, приспособлений, техни- ческой документации и рабочего места в начале и в конце смены 2
Оформление документации по приемке и учету годных и бракованных деталей 3
Поднакладка контрольно-измерительных прибо- ров, инструментов и приспособлений 3
Отдых и личные надобности
Производство Время, % от опе- ративного време- ни
Механообрабатывающее 5
Литейное, гальваническое 7
Кузнечное 8
Прессовое и термическое 5
Другие виды производства 4
Карта 29. Контроль механических свойств металлов
(испытание на твердость)
Определение твердости методом Бринелля
Содержание работы:
1 — взять деталь, поднести к наждачному кругу, зачистить по-
верхность, отложить; 2 — взять деталь, установить ее в приспособле-
нии, проверить твердость детали, отложить; 3 — взять деталь, изме-
рить диаметр отпечатка лупой или осмотреть визуально, отложить
деталь
Нормирование операций контроля
111
Продолжение табл. 42
Масса детали, кг Время на одну деталь, мин На все приемы
на прием
1-й 2-й 3-й
До 1 0,07 0,10 0,04 0,21
» 3 0,09 0,12 0,06 0,27
» 5 0,11 0,15 0,10 0,36
» 10 0,16 0,21 0,18 0,55
» 20 0,28 0,33 0,25 0,86
Св. 20 0,48 0,52 0,32 1,32
Определение твердости методом Роквелла
Содержание работы:
1 — взять деталь, установить ее в приспособление; 2 — проверить
твердость детали приборами Роквелла; 3 — снять и отложить деталь
Масса детали, кг, до 1 3 5 10 50 Св. 20
Время на одну деталь, мин 0,17 0,19 0,21 0,25 0,32 0,41 /
Определение твердости методом Польди
Содержание работы:
1 — взять и установить прибор Польди на деталь; 2 — сделать
отпечаток, снять и отложить прибор; 3 — измерить диаметр отпечатка
Время на одно измерение — 0,76 мин
Определение твердости поверхности напильником
Содержание работы:
1 - взять деталь, установить ее для контроля; 2 — проверить
твердость детали напильником; 3 — отложить деталь
Масса детали, кг, до 1 3 5 10 20 Св. 20
Время на одну деталь, мин 0,11 0,14 0,20 0,26 0,32 0,37
Примечание. Время дано на проверку твердости в одной точке
детали. При проверке твердости в двух точках табличное время умножают на
поправочный коэффициент 1,6; при проверке в трех —на коэффициент 1,9.
112 Проектирование технологических процессов и операций ТК
Алгоритм нормирования операции контроля. Нормы времени кон-
троля зависят от характеристик объектов, средств и исполнителей,
а также объема ТК. Схема алгоритма нормирования операций
контроля приведена на рис. 6.
Блок 1 — подготовка исходных данных, содержащих сведения об
операциях ТК; объектах ТК (их массе, сложности конструкции); о кон-
тролируемых параметрах (виде контролируемого признака, его номи-
нальном значении и точности); СК (наименовании средства, числе кон-
тролируемых точек); об исполнителях ТК (ях квалификации и разряде
выполняемых работ); об условиях производства и типе производства.
Блок 2 — определение нормы Ткп основного времени контроля
каждого контролируемого параметра определенным СК (см. табл. 42)
Блок 3 — расчет трудоемкости (Тпк перехода контроля с учетом
числа контрольных точек (для средств контроля, обеспечивающих кон-
троль только в одной контрольной точке).
Трудоемкость перехода контроля Тпк = ТкпКТ, где Ткп —
норматив времени на контроль параметра определенным средством
контроля для деталей средней сложности, среднем квалитете контро-
лируемого параметра и среднем разряде работ исполнителя контроля;
КТ — число контрольных точек.
Блок 4 — определение вспомогательного времени Твс на установ-
ку и снятие детали (см. карту 2, табл. 42).
Блок 5 — определение времени Тпв на поворот детали (табл. 43).
Блок 6 — определение поправочного коэффициента для уточ-
нения трудоемкости контроля по сложности конструкции детали
(см. табл. 30).
Блок 7 — проверка — для всех контролируемых параметров опре-
делена трудоемкость контроля.
Блок 8 — определение трудоем-
кости операции контроля;
+ ти + тт 1
J ^сл
43. Время на поворот детали
Масса детали, кг Время на поворот детали, мин
Св. 20 0,1
Св. 5 до 20 0,06
>► 1,5 » 5 0,03
До 1,5 0,02
Рис. 6. Схема алгоритма нормирова-
ния операций контроля
Нормирование операций контроля
ИЗ
где Тпз — подготовитель но-заключительное время на контроль;
Тпз = Кпз (Т'ши + ^ва)
i = l
(здесь Кпз — коэффициент подготовительно-заключительного времени;
Кпз = 15-гЗО%;и — число контролируемых параметров (переходов кон-
троля) на операции контроля; ТП1Н — трудоемкость перехода контро-
ля); Кдоп — коэффициент, учитывающий время на выполнение контро-
лерами дополнительных функций (время на отдых, личные надобно-
сти), организационно-техническое обслуживание рабочего места, опре-
деление причин и виновников брака и т. п.; Кдоп равно: 1,28 для
массового и крупносерийного производства; 1,35 для серийного про-
изводства; Кв — коэффициент выборочное™ контроля; К3 = OJN, где
03i N — объем соответственно выборки и партии.
Блок 9 — определение затрат С-^ на транспортирование объекта
контроля на отдельное или специальное рабочее место контролера;
Стр = Ттр Дтр, где Ттр — время транспортирования объекта контроля;
Цтр ~ средняя стоимость часа транспортирования единицы объекта
контроля.
Блок 10 — определение затрат Сок на заработную плату на опе-
рации контроля в зависимости от трудоемкости контроля и квалифи-
кации контролера;
С ок = ТОКЦК9
где — часовая тарифная ставка контролера соответствующего
разряда с учетом начислений дополнительной зарплаты и отчислений
на социальное страхование (табл. 44 и 45).
44. Тарифные коэффициенты по разрядам работ контролеров
Тарифные разряды I II III IV V VI
Тарифные коэффициенты 1,0 1,09 1,20 1,33 1,50 1,71
45. Тарифные ставки контролеров
Разряд контролера 1 2 3 4 5 6
Тарифная ставка, руб. 77,99 84,84 93,95 103,88 116,78 133,69
Блок И. Формирование документа нормирования операций
контроля.
Нормы времени операций контроля указываются в документах:
ведомости операций контроля или операционной карте технического
контроля по ГОСТ 3.1502-85; маршрутной карте или карте техноло-
гического процесса согласно стандартам ЕСТД по видам работ.
114 Проектирование технологических процессов и операций ТК
ТЕХНОЛОГИЧЕСКИЕ ДОКУМЕНТЫ НА ТЕХНИЧЕСКИЙ
КОНТРОЛЬ
В стандартах ЕСТД установлена форма технологических документов
на технический контроль. Эти документы применяют (рис. 7):
при разработке маршрутных, марш рут но-операционных и опера-
ционных технологических процессов ТК;
для регистрации результатов технического контроля.
Правила оформления документов на технический контроль регла-
ментирует ГОСТ 3.1502 — 85. В соответствии с ГОСТом разрабаты-
вают: операционные карты технического контроля и ведомости опера-
ций технического контроля.
Операционная карта технического контроля предназначена для
описания содержания технологической операции ТК с указанием со-
держания и последовательности переходов, методов и приемов их вы-
полнения, а также данных о средствах контроля (приспособлениях,
приборах и инструментах). В ОКТК указывают нормы времени, а
также объем контроля и его периодичность. ОКТК разрабатывают, как
правило, для сложных операций контроля с большим числом перехо-
дов.
Ведомость операций технического контроля предназначена для
описания технологического процесса технического контроля и содер-
жит перечень и описание всех операций технического контроля, выпол-
Рис. 7. Состав технологических документов на технический контроль
Технологические документы на ТК
115
няемых в одном цехе в технологической последовательности с указа-
нием данных об оборудовании, оснастке и требованиях к контроли-
руемым параметрам, а также для указания переходов, технологических
режимов, норм времени, объема и периодичности контроля.
ВОП разрабатывают в том случае, если технологический процесс
содержит большое число операций контроля, а сами операции состоят
из двух-трех переходов (т. е. несложные операции). В этом случае
удобнее использовать только один документ, в котором разработаны
все технологические операции контроля, выполняемые в одном цехе.
Если технологический процесс будет сквозным (т. е. охватывает не-
сколько цехов от заготовительных операций до финишных), то в этом
случае по усмотрению технологов применяют раздельные ВОП для
каждого из цехов или заменяют их ОКТК. Применение ВОП сокра-
щает число документов. Рациональность выбора ОКТК и ВОП опре-
деляет технолог для каждого случая в отдельности.
При маршрутном или маршрутно-операционном описании техно-
логических процессов операции ТК также разрабатывают на марш-
рутных картах (ГОСТ 3.1105 — 84), либо на формах карт технологиче-
ских процессов, специализированных по видам работ. Технологические
документы на ТК, как правило, по усмотрению предприятия подписы-
вают помимо технологов работники технического контроля и метро-
логической службы. Отметку о согласовании с этими службами про-
ставляют на полях документов или в свободных графах (ГОСТ
3.1103-82).
Формы документов, применяемых для регистрации результатов
ТК, подразделяют на сопроводительные и накопительные. Сопроводи-
тельные документы сопровождают изделие на протяжении всего тех-
нологического процесса. К сопроводительным документам относятся:
ПК, ПТ, КИ, технологическую бирку, сопроводительный ярлык.
Технологическая бирка — разновидность паспорта контроля, ко-
торый оформляют на несколько изделий одного типа.
К накопите ль ным документам относят журналы контроля. Жур-
налы применяют при выполнении определенных технологических опе-
раций или технологических процессов. Различают журналы контроля
материалов и комплектующих изделий, технологических операций
и процессов, изделий собственного изготовления.
Широко используют при оформлении результатов контроля такой
метод, как' клеймение. Клеймение применяют и как самостоятельную
операцию, и в совокупности с оформлением документации контроля.
Степень применяемости основных методов оформления результа-
тов контроля по наиболее распространенным видам работ приведена
в табл. 46.
Технологический паспорт предназначен для указания содержания
выполняемых при изготовлении изделия операций, а также для проста-
вления подписей исполнителей и контролирующих лиц. ПТ является
сопроводительным документом по всему указанному в нем технологи-
ческому маршруту изготовления изделия. Правила оформления ПТ
46. Применяемость (%) форм ТДК и клеймения по видам технологических процессов и этапам ТК
Технологический процесс Применяемость .форм ТДК Приме- няемость клеймения
ОКТК воп ПК ПТ ТБ ки жктп жки
Литье 0-10 — — — 10-50 0-10 0-10 10 — 50 50-100
Формование 0-10 — — — 10-50 0-10 10-50 10-50 50-100
Г альванопластика 10-50 — — — 10-50 0-10 50 — 100 10-50 50-100
Обработка резанием 0-10 0-10 0-10 0-10 10-50 10-50 0-10 10-50 50 — 100
Обработка давлением 0-10 — — 0-10 10-50 0-10 0-10 10-50 50-100
Термическая обработка 10-50 — — 0-10 10-50 0-10 50-100 10-50 50-100
Электрофизическая о бра- 10-50 — — 0-10 10-50 0-10 50-100 10-50 50-100
ботка Электрохимическая обра- 10-50 — — 10-50 10-50 0-10 50-100 10-50 50-100
ботка Нанесение покрытия 10-50 — — 0-10 10-50 0-10 0-10 10-50 50-100
Сварта (пайка) 10-50 0-10 0-10 10-50 0 — 10 10-50 10-50 0-10 10-50
Склеивание 10-50 — 10-50 0-10 0-10 0-10 10-50 0-10 10-50
Клепка 0-10 10-50 10-50 10-50 0-10 0 — 10 — 0-10 0-10
Узловая сборка 0-10 10-50 10-50 10-50 — 0-10 — — 0-10
Общая сборка 10-50 50-100 50-100 10-50 — 0-10 — — 0-10
Испытания 10-50 50-100 50-100 0-10 — 0-10 — — 0-10
Ремонт 10-50 0-10 50-100 0-10 — 0-10 — — 0-10
Технический контроль: входной 50-100 0-10 50-100 10-50 0-10 10-50 10-50
операционный изделий 0-10 0-10 10-50 50-100 50-100 0-10 — 10-50 10 — 50
операционный техноло- 0-10 — — 0-10 — 0-10 10-50 — ' —
гических процессов приемочный 50-100 10—50 50-100 50-100 10-50 10-50 0-10 0-10 0-10
116 Проектирование технологических процессов и операций ТК
Технологические документы на ТК
117
устанавливает ГОСТ 3.1503 — 74. Карта измерений предназначена для
регистрации результатов измерения контролируемых параметров при
ТК, а также для указания подписей исполнителей и контролирующих
лиц, ответственных за правильность измерений, КИ используют в ка-
честве сопроводительного документа по технологическому маршруту
изготовления изделий или на определенном участке изготовления из-
делия. Правила оформления карты измерений устанавливает
ГОСТ 3.1504-74.
В ГОСТе даны КИ для оформления результатов измерения:
контролируемых параметров с указанием необходимых подписей
для единицы изделия; предусмотрены две формы КИ — с зоной для
эскиза контролируемого изделия и без такой зоны (при необходимости
применяют с отдельной картой эскиза или чертежом на контролируе-
мое изделие);
контролируемых параметров с указанием необходимых подписей
для каждого контролируемого параметра; предусмотрены две формы
КИ — с зоной для эскиза контролируемого изделия и без такой зоны,
применяемая при необходимости с отдельной картой эскиза или черте-
жом на контролируемое изделие;
нескольких изделий или при нескольких измерениях одного кон-
тролируемого параметра; предусмотрена одна форма КИ.
Для случаев, когда необходима.регистрация результатов измере-
ния специфических контролируемых параметров изделия или процесса
технического контроля/в ГОСТ 3.1105 — 84 предусмотрены две формы
документов.
Журнал контроля технологического процесса (ГОСТ 3.1505 — 75)
предназначен для записи измеренных значений контролируемых пара-
метров технологического процесса, а также для указания подписей ис-
полнителей и контролирующих лиц, ответственных за качество техно-
логического процесса. ЖКТП составляют по установленным формам
для различных видов работ в случаях, когда несоблюдение технологи-
ческого режима влияет на качество изделия.
Степень применяемости форм документов по этапам выполнения
контроля приведена в табл. 47.
Сопроводительный ярлык используют в качестве сопроводительно-
го документа при изготовлении партии или единичных изделий, заго-
товок, деталей, электрорадиоэлементов, узлов и отдельных приборов
(форма 1 приложения).
ПК, как правило* является сопроводительным документом по тех-
нологическому маршруту изготовления единицы определенного изде-
лия. Комплект документов, являющийся ПК, содержит: титульный
лист (форма 2 приложения); технологический паспорт; карты измере-
ний и эскизов; комплектовочную ведомость (форма 3 приложения); ве-
домость замечаний (форма 4 приложения); карты: повреждений и от-
казов (форма 5 приложения), регулировки (форма 6 приложения); акты:
об окончании сборки (форма 6а приложения), приемосдаточных испы-
таний.
118 Проектирование технологических процессов и операций ТК
47. Степень применяемости (%) форм документов по видам контроля
ГОСТ ЕСТД, его наименование Применяемость документов при контроле
входном операционном приемоч- ном
изделии техноло- гических процессов
3.1502 — 85. Формы и правила оформления документов на технический контроль 0-10 50-100 10-50 50-100
3.1503—74. Правила оформле- ния документации контроля. Паспорт технологический 0-10 10-50 — 50-100
3.1504—74. Правила оформле- ния документации контроля. Карта измерений 50-100 10-50 — 10-50
3.1505—75. Правила оформле- ния документов контроля. Журнал контроля технологи- ческого процесса 0-10 0-10 10-50 0-10
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ТЕХНИЧЕСКОГО КОНТРОЛЯ
Основные термины. Неавтоматизированное технологическое проекти-
рование технического .контроля * —проектирование, при котором все
преобразования описаний процесса контроля и (или) алгоритма его
функционирования, а также представление этих описаний на раз-
личных языках осуществляет человек.
Автоматизированное технологическое проектирование техническо-
го контроля * — проектирование, при котором отдельные преобразова-
ния описаний процесса контроля и (или) алгоритма его функциониро-
вания, а также представление этих описаний на различных языках
осуществляются при взаимодействии человека с ЭВМ.
Система автоматизированного технологического проектирования
технического контроля * — комплекс средств автоматизации проекти-
рования процессов контроля, взаимосвязанных с необходимыми под-
разделениями проектной организации или пользователями системы,
выполняющими автоматизированное проектирование.
ГОСТ 22487 — 77 устанавливает термины:
Алгоритм проектирования — совокупность предписаний, необхо-
димых для выполнения проектирования.
Язык проектирования — язык, предназначенный для представления
и преобразования описаний при проектировании.
♦ Нсстаидартизованный термин.
Автоматизация технологического проектирования ТК 119
Входной язык проектирования — язык проектирования, предназна-
ченный для представления задания для проектирования.
Проектный документ — документ, выполненный по заданной фор-
ме, в котором представлено какое-либо проектное решение, получен-
ное при проектировании.
Проектная процедура — формализованная совокупность действий,
выполнение которых оканчивается проектным решением.
Автоматизированное проектирование включает следующие виды
обеспечения: техническое — совокупность средств автоматизации для
технологического проектирования;
математическое — совокупность математических методов, мате-
матических моделей и алгоритмов проектирования;
информационное — совокупность оперативной и нормативно-спра-
вочной информации, зафиксированной на машинных носителях;
лингвистическое — совокупность языков проектирования, включая
терминологию и правила формализации естественного языка;
программное — совокупность машинных программ проектирова-
ния;
организационное — совокупность документов, устанавливающих
состав проектной организации и ее подразделений, а' также их функции
и порядок функционирования;
методическое — совокупность документов, устанавливающих пра-
вила автоматизированного проектирования.
Основные направления автоматизации проектирования технологии
контроля. Автоматизацию проектирования ПТК осуществляют в двух
направлениях:
избирательном; при проектировании процесса контроля для авто-
матизации выделяют определенные стадии-этапы, в которых домини-
руют более простые, прежде всего вычислительные задачи;
комплексном; процесс проектирования рассматривают как реше-
ние комплекса взаимосвязанных задач; это направление базируется на
предпосылке, что между рабочим чертежом детали и производ-
ственными условиями, с одной стороны, и процессом контроля, с дру-
гой, существуют определенные связи; если все эти связи достаточно
полно выявить, формализовать, придать им математическую форму,
удобную для анализа с помощью ЭВМ, то на основе введенной в нее
информации, характеризующей конструктивно-технологические данные
изделия и технологический процесс его изготовления, можно спроекти-
ровать возможные варианты ПТК и выбрать из них наиболее
предпочтительны й.
Особенности проектирования технологических процессов ТК. При
проектировании ПТК следует учитывать, что:
процессы ТК являются сложными системами, характеризующими-
ся многоуровневой структурой и многочисленными информационными
и логическими связями;
технология контроля имеет больше переменной информации, чем
технологические процессы изготовления изделий;
120 Проектирование технологических процессов и операций ТК
доля логических операций в алгоритмах проектирования преобла-
дает над долей арифметических операций;
процесс проектирования процессов ТК подразделяется на функ-
циональные проектные процедуры.
Основные принципы создания САТПТК. Принцип системности за-
ключается в определении целевой функции, состава, структуры, внеш-
ней среды существования и входимости в состав системы более высо-
кого порядка.
САТПТК характеризуется функциональным, процедурным и про-
изводственным составами. Функциональный состав определяет про-
цесс проектирования ПТК и представляет собой взаимосвязанную со-
вокупность функциональных блоков и модулей. Процедурный состав
устанавливает механизм членения процесса проектирования на от-
дельные процедуры обработки информации, например, ввод данных,
распознавание конструктивно-технологической информации, формиро-
вание массивов маршрутной и операционной технологий контроля
и т. д. Эти процедуры инвариантны к функциональным элементам
процесса проектирования ПТК. Производственный состав опреде-
ляется подразделениями проектной организации, разрабатывающей
САТПТК.
Структура САТПТК — это многоуровневое членение процесса
и комплекса средств автоматизации проектирования на отдельные ло-
гически завершенные совокупности действий, выполнение которых
оканчивается проектным решением.
САТПТК в качестве составной части может входить в системы бо-
лее высокого порядка, например, в автоматизированную систему тех-
нологической подготовки производства или в систему еще более высо-
кого порядка — автоматизированную систему технической подготовки
производства.
Принцип совместимости состоит в обеспечении совместимости:
неавтоматизированного и автоматизированного режимов проекти-
рования;
функциональных элементов системы по комплексу средств авто-
матизации проектирования;
системы в целом с внешней средой, например, с АСУ технологиче-
ской подготовки производства.
Принцип типизации и агрегатирования заключается в типизации
функциональных элементов и комплекса средств автоматизации проек-
тирования и последующего агрегатирования их в целостную систему
САТПТК. Необходимым условием применения этого принципа
является многоступенчатое (в частности, иерархическое) членение
функционального состава и комплекса средств автоматизации проек-
тирования.
Состав и классификация нормативно-справочной информации при ав-
томатизированном проектировании ПТК. Важное место в автоматизиро-
ванном проектировании ПТК занимает информационная база, пред-
ставляющая собой совокупность нормативной и справочной информа-
Автоматизация технологического проектирования ТК 121
ции. Для удобства формирования базы всю нормативно-справочную
информацию классифицируют по признакам идентичности содержа-
щихся данных. В частности, информацию можно подразделить на сле-
дующие группы:
справочные данные, структуры операций и переходов ПТК, харак-
теристики используемых средств оснащения, нормативы трудоемкости
контроля, характеристики применяемых материалов. Классификация
нормативно-справочной информации приведена в табл. 48; основной
состав нормативно-справочных данных с указанием перечня реквизи-
тов и их длины в знаках — в табл. 49.
Классификаторы для автоматизированного проектирования ПТК.
Для автоматизированного проектирования ПТК предусмотрены сле-
дующие классификаторы: типовых контролируемых признаков; ти-
повых контрольных операций; типовых вспомогательных приемов на
выполнение контрольных операций; конструктивно-технологических
подобий объектов контроля; видов производств и способов изготовле-
ния объектов контроля; кодовых обозначений переменных значений
контролируемых признаков; условий контроля.
Классификатор типовых контролируемых признаков разрабатывают
в соответствии с рекомендациями ГОСТ 14.317—75. При этом исполь-
зуют наименования контролируемых признаков, заложенные в наиме-
нования нормативных карт трудоемкости контроля и контрольных
операций «Классификатора технологических операций в машинострое-
нии и приборостроении», а также учитывают опыт технологов по
проектированию процессов контроля. Например» 010702 — код диа-
метра гладкой внутренней цилиндрической поверхности.
Классификатор типовых контрольных операций формируют в со-
ответствии с классификационными таблицами «Классификатора техно-
логических операций в машиностроении и приборостроении». В случае
необходимости классификатор дополняют новыми записями, но при
этом не нарушают принятую систему кодирования. Пример кода типо-
вой контрольной операции: 0220 — контроль линейных размеров.
Классификатор типовых вспомогательных приемов должен отра-
жать законченные совокупности взаимосвязанных действий человека
(или технической системы), предназначенные для выполнения основно-
го контрольного приема. Содержание таких приемов, выполняемых до
и после выполнения основного приема, противоречиво. Например:
взять деталь — отложить деталь, установить деталь в приспособле-
ние - снять деталь с приспособления. При разработке классификатора
учитывают вспомогательные приемы, предусмотренные нормативны-
ми картами трудоемкости контроля на контрольные операции ОТК.
Классификатор конструктивно-технологических подобий объектов
контроля необходим для расчета трудоемкости контрольных операций
укрупненным способом. Для этого все детали и узлы, изготовляемые
на предприятии (или поступающие по кооперации), следует классифи-
цировать по однотипным конструктивно-технологическим признакам.
122 Проектирование технологических процессов и операций ТК
48. Нормативно-справочная информация САТПТК
Вид информации Содержание информации
Справочная Коды и наименования контролируемых объектов. Коды и наименования предприятий. Обозначения и наименования документов (ГОСТов, ОСТов, конструкторских и технологических документов и др.). Единицы измерения контролируемых объ- ектов. Технические требования на изготовление (технические условия на приемку) продукции
Структура опера- ций и переходов процессов ТК Классифицированные технологические операции технического контроля. Классифицированные группы, виды и типы контролируемых признаков. Классифицированные вспомогательные приемы на выполнение контрольных операций. Качест- венные и количественные характеристики конт- ролируемых признаков.
Характеристики используемых средств оснаще- ния Коды и наименования используемого оборудова- ния, приспособлений, контрольно-измерительного инструмента. Технические И метрологические ха- рактеристики используемого оборудования, прис- пособлений, контрольно-измерительного инстру- мента. Прочие технологические сведения о средствах оснащения
Нормативы тру- доемкости конт- роля - Состав и структура нормативных карт трудоем- кости контроля. Разряд контролера, вид нормы. Нормы основного времени на выполнение эле- мента контрольной операции. Нормы вспомога- тельного времени на выполнение элемента конт- рольной операции. Нормы времени на обслу- живание рабочего места, отдых, определение причин и размеров брака и др. Единица нор- мирования, норма подготовительно-заключитель- ного времени
Характер истика применяемых ма- териалов Код и наименование материала. Масса изделия. Код, вид, профиль и размеры заготовки. Вид производства. Способ изготовления
Автоматизация технологического проектирования ТК 123
49. Основной состав нормативно-справочных данных
Группы данных Перечень реквизитов записи состава данных Рекомендуе- мая длина реквизита в знаках
Классификаторы:
ТИПОВЫХ КОНТ- Код контролируемого признака 9(6)
ролируемых Наименование контролируемого А (45)
признаков признака
типовых КОНТ- Код контрольной операции 9(4)
рольных опера- Наименование контрольной опера- А (60)
ций ции
типовых вспо- Код вспомогательного приема 9(2)
могательных Наименование приемов: выполняв- А (60)
приемов на вы- мого до основного приема;
полнение конт- выполняемого после основного А (60)
рольных опера- ций Нормативные карты трудоем- кости контроля со структурой: приема 9(1)
0 Код документа, содержащего нор- мативы времени
Номер карты по документу ' 9(5)
Норма времени 9(1), 9(3)
1 Код документа, содержащего нор- мативы времени 9(1)
Номер карты по документу 9(5)
Переменное значение контролируе- мого признака — 1 9(4), 9(1)
Норма времени 9(1), 9(3)
2 Код документа, содержащего норма- тивы времени 9(1)
Номер карты по документу Переменное значение 4 контролируе- мых признаков: 9(5)
‘ 1 9(4), 9(1)
2 9(4), 9(1)
Норма времени 9(1), 9(3)
3 Код документа, содержащего норма- тивы времени 9(1)
Номер карты по документу Переменное значение контролируе- мых признаков: 9(5)
1 9(4), 9(1)
124 Проектирование технологических процессов и операций ТК
Продолжение табл. 49
Группы данных Перечень реквизитов записи ' состава данных Рекомендуе- мая длина реквизита в знаках
2 9(4), 9(1)
f 3 9(4), 9(1)
Укрупненные Норма времени 9(1), 9(3)
Группа конструктивно-технологи- 9(2)
нормы трудоем- ческого подобия объекта контроля
кости контроля Масса объекта контроля 9(4), 9(1)
Класс точности обработки 9(2)
Норма времени 9(1), 9(3)
Нормативные кар- ты трудоемкости: на вспомога- Код документа, содержащего нор- 9(1)
тельные приемы мативы времени 9(2)
Код вспомогательного приема
Масса объекта контроля 9(4), 9(1)
Норма времени на прием, выполняе- 9(1), 9(3)
мый до основного приема Норма времени на прием, выполняе- 9(1), 9(3)
на обслужива- мый после основного приема Код документа, содержащего норма- 9(1)
ние контроль- тивы времени ,
ных операций Код вида производства объекта 9(2)
контроля Норма времени, % к оперативному 9(2)
Справочники: средств измере- времени Код СИ 9(10)
ний (СИ) Наименование СИ Х(28)
Тип СИ Х(8)
ГОСТ, ТУ на СИ Х(18)
Признак функционального назначе- 9(1)
метрологичес- ния СИ Код СИ 9(10)
ких характерис- Класс точности Х(9/
тик универсаль- Краткое наименование единицы из- Х(4)
ных СИ мерения
Пределы измерения: нижний ±9(6), 9(2)
верхний ±9(6), 9(2)
Цена деления шкалы 9(4), 9(2)
Погрешность измерения ±9(3), 9(5)
, Автоматизация технологического проектирования ТК . 125
Продолжение табл, 49
Группы данных Перечень реквизитов записи состава данных Рекомендуе- мая длина реквизита в знаках
метрологичес- Код СИ 9(Ю)
ких характерис> Маркировка Х(8)
тик специаль- Номинальный размер 9(4)
ных СИ (ка- Посадка Х(7)
либр-пробок, Непроходной предел ±9(1), 9(3)
калибр-скоб) Проходной предел ±9(1), 9(3)
Допустимая пог- Номинальный размер 9(3)
решность измере- Квалитет Х(4)
ния линейных раз- Допуск на номинальный размер 9(1), 9(4)
меров Таблицы соответ- ствий: Допустимая погрешность измерения 9(1), 9(4)
основных и Коды:
вспомогатель- основного СИ 9(10)
ных СИ условия контроля 9(2)
приспособления или вспомогате- льного СИ 9(Ю)
СИ картам тру- Коды:
доемкости конт- контролируемого признака 9(6)
роля документа, содержащего норма- тивы времени 9(Ю)
Номер: 9(5)
карты по документу
структуры карты 9(1)
Обозначения переменных значений контролируемого признака А(1)
Коды вспомогательных приемов 9(2)
Планы статисти- Средний объем контролируемой 9(6)
ческого контроля партии Коды:
группы важности выполняемых объектом контроля функций 9(1)
значимости возможного дефекта 9(2)
по контролируемому признаку Приемочный уровень дефектности 9(1), 9(3)
при нормальном контроле Объем выборки при нормальном 9(3)
контроле Приемочные и браковочные числа при нормальном контроле 9(6)
126 Проектирование технологических процессов и операций ТК
Продолжение табл. 49
Группы данных Перечень реквизитов записи состава данных Рекомендуе- мая длина реквизита в знаках
Приемочный уровень дефектности при облегченном контроле Объем выборки при облегченном контроле 9(1). 9(3) 9(3)
Справочники: Приемочные и браковочные числа при облегченном контроле Приемочный уровень дефектности при усиленном контроле Объем выборки при усиленном конт- роле Приемочные и браковочные числа при усиленном контроле 9(6) 9(1), 9(3) 9(3) 9(6)
предприятий Код предприятия Краткое наименование предприятия Полное наименование предприятия 9(7) А (30) А (90)
видов контроля Код вида контроля Наименование вида контроля 9(1) А(15)
Примечания: 1. Обозначения видов информации: 9 — цифровая, А —
буквенная, X — буквенно-цифровая. В скобках указано число знаков информа-
ции.
2. В номер нормативной карты трудоемкости контроля необходимо
включить: непосредственно номер карты по документу — три знака, признак
назначения карты (универсальная или специальная) — один знак, номер сос-
тавной части карты — один знак.
3 Номер структуры карты соответствует числу переменных значений
контролируемого признака, в зависимости от которого определяют норму
времени.
Классификаторы для деталей машин могут быть сформированы
на основе рекомендаций, приведенных в табл. 50.
Классификатор видов производств и способов изготовления объек-
тов контроля используют в расчетах трудоемкости контрольных опе-
раций дифференцированным (поэлементным) способом. Коды видов
производств и способов изготовления в классификационной таблице
рекомендуется обозначать двумя знаками каждый. Например:
0301 — прессовое производство, горячая штамповка.
Классификатор обозначений переменных значений контроли-
руемых признаков используют для более полного первичного описания
объекта контроля. Его разрабатывают с учетом нормативных карт
трудоемкости контроля на контрольные операции. Для каждой
Автоматизация технологического проектирования ТК 127
50. Классификатор конструктивно-технологических подобий
объектов контроля
Код группы Объекты контроля
01 Корпусные детали: станины, каретки, коробки скоростей,
02 блоки, головки блоков, картеры, кожухи Валы коленчатые, валы кулачковые, валы шлицевые, чер- вяки, шпиндели
03 04 Зубчатые колеса всех видов, шкивы всех вццов Крышки, втулки, цилиндры, фланцы, роторы, диски, сту- пицы, маховики, звездочки, муфты, шатуны, гильзы, порш- ни, штуцера
05 06 Валы гладкие и ступенчатые, оси, трубы Рычаги, вилки, рейки, пластины, хомуты, тяги, кронштей- ны, фланцы, клапаны
07 Крепежные изделия (болты, гайки, шайбы, шпильки, штиф- ты, кольца, пальцы, шпонки, плоские пружины)
нормативной карты определяют переменные значения контроли-
руемых признаков и определяют их обозначения. Сходным по свой-
ствам переменным дают одинаковые обозначения из прописных букв
русского алфавита. Например, буквой Б можно обозначить следующие
сходные по свойствам переменные контролируемых признаков — числа
контролируемых точек, радиусов, отверстий, зубьев на шестерне и т. п.
Классификатор условий контроля разрабатывают для первичного
обобщенного описания местонахождения объекта и (или) средства кон-
троля при выполнении контрольной операции. Например, 02 — объект
контроля находится на контрольной плите.
Формализованный входной язык проектирования. Формализованное
первичное описание объекта контроля осуществляют с помощью кон-
структивно-технологических (К-Т) элементов на двух уровнях члене-
ния. Структура фрагмента массива К-Т информации на первом уровне
представлена в табл. 51; на втором уровне — в табл. 52.
Порядок первичного описания объекта контроля для САТПТК. Ис-
ходная информация для проектирования ПТК может быть представле-
на в виде множества наборов кортежей реквизитов, содержащих пер-
вичное описание контролируемого объекта. Для обеспечения надежно-
сти и простоты подготовки исходной информации в системе кодирова-
ния необходимо выдержать ряд требований:
однозначность определения кодом содержащейся в нем информа-
ции;
простоту кодирования информации;
рациональное расположение закодированной информации по ча-
стоте применяемых кодов.
128 Проектирование технологических процессов и~операций ТК
51. Фрагмент массива К-Т информации об объекте контроля
на первом уровне
Наименование реквизита Рекомен- дуемая длина реквизита в знаках Наименование реквизита Рекомен- дуемая длина реквизита в знаках
Код предприятия 9(7) Важность выпол- 9(1)
Обозначение ОК Номер операции об- Х(18) 9(2) няемых функций Объем партии 9(6)
работки Код цеха, участка 9(5) Код условия ТК Наименование и 9(2) Х(35)
Код операции ТК Вид производства 9(4) 9(2) марка материала Обозначение Х(18)
Вид операции об- работки Масса Группа конструктив- но-технологического подобия 9(2) 9(4), 9(2) 9(2) условия ТК Наименование условия ТК Х(60)
Исходную информацию для проектирования ПТК подготовляют
в соответствии с входным документом — «Картой исходных данных
для АТПТК», рекомендуемая форма и пример заполнения которой
приведены в приложении (форма 8).
При кодировании такого документа технологу-проектировщику
необходимо руководствоваться следующими правилами:
графы 2 — 5, 9, 10, 12, 13, 14, 15, 16, 17-19, 2а, 22-26, 28, 32 запол,
няют на основании эскиза изделия, технических требований на изго-
товление (технических условий на поставку) изделия, технологической
документации на изготовление изделия;
графы 1, 6 — 8, 11, 21, 27, 29 — 31 кодируют с использованием
классификаторов и справочников системы.
Основные положения и структурная схема построения САТПТК.
Логическая модель системы базируется на:
системном подходе к исследованию, предполагающему комплекс-
ное рассмотрение всех элементов системы АТПТК и объединение их
в одно целое с системами автоматизации технологической подготовки
производства более высокого уровня;
единстве условно-постоянной информации, заключающемся в ее
многократном использовании информации при проектировании
ПТК для различных видов производства;
универсальности решений, благодаря чему система широко
распространяется па предприятиях машиностроения;
Автоматизация технологического проектирования ТК
129
52. Фрагмент массива К-Т информации об объекте контроля
на втором уровне
Наименование реквизита Рекомен- дуемая длина реквизита в знаках Наименование реквизита Рекомен- дуемая длина реквизита в знаках
Номер контролируе- 9(2) Нижнее отклонение ±9(1), 9(4)
мого признака Верхнее отклонение ±9(1), 9(4)
Код контролируемо- 9(6) Единица измерения Х(4)
го признака Переменные значе-
Признак размера 9(1) ния контролируемо-
Признак СИ 9(1) го признака:
Группа сложности 9(1) обозначение А(1)
контроля значение 9(4)
Вид возможного де- 9(1) Коды вспомогатель- 9(2)
фекта ных приемов
Обозначение контро- Х(3) Особые указания 9(2)
лируемого признака
Значение контроли- 9(4), 9(2)
руемого признака
Посадка (квалитет) Х(7)
типизации методического, организационного, информационного
и программного обеспечении, ускоряющей процесс внедрения и
предопределяющей надежность функционирования системы;
постоянном повышении эффективности уровня технического
контроля, предусматривающем оптимизацию действующих в про-
изводстве ПТК.
Структурная модель САТПТК (рис. 8) определяет минимальный
комплекс средств автоматизации проектирования и необходимые
элементы каждого вида обеспечения для функционирования системы
в целом.
Основными проектными процедурами САТПТК являются:
распознавание и преобразование первичного описания объекта
контроля и представление его в заданной для проектирования форме;
проектирование маршрутной и операционной технологии контро-
ля (состава, структуры и последовательности контрольных операций
и переходов);
определение объема контроля (показателей планов статистическо-
го контроля - контрольных нормативов и решающих правил);
выбор СК на основе анализа их метрологических и экономических
показателей (класса точности и погрешности измерения, стоимости
и трудоемкости ко!ггроля);
5 Заказ № 550
Рис. 8. Структурная модель САТПТК
130 Проектирование технологических процессов и операций ТК
Автоматизация технологического проектирования ТК 131
Рис. 9. Укрупненная функциональная
схема процесса автоматизированного про-
ектирования ПТК
нормирование трудоемкости
контрольных операций и переходов
дифференцированным (поэлемент-
ным) и укрупненным способами;
определение исполнителей кон-
троля (профессии, разрядов работ);
оптимизация технического кон-
троля по критериям минимальных
затрат и обеспечение заданной
достоверности контроля;
вывод на печатающее устрой-
ство ЭВМ комплекта документов
технологического процесса контро-
ля (в соответствии с требованиями
ЕСТД).
Функциональная схема процесса
проектирования ПТК. На основе ис-
ходной информации об объекте
контроля и нормативно-справочной
Q начало
__________ — I........_____________,
Ввод исходных данных /
Установление маршрута контроля I
— "" "zL.________________-.....
Определение объемов контроля J
Выбор средств контроля |
.......... I
Нормирование операций контроля ]
..........1 .......................
Определение исполнителей контроля [
Оптимизация технического контроля [
Печать результатов 7
Комплект
документов
контроля
Конец
информации алгоритмами проекти-
рования должны определяться: необходимые средства контроля, нормы
времени на контрольные переходы и операции, контрольные нормативы.
Проектные процедуры таких алгоритмов должны соответствовать дей-
ствующим методикам. Проектные решения формируют в виде масси-
вов маршрутной и операционной технологий контроля и хранят на
машинных носителях ЭВМ.
Укрупненная схема процесса автоматизации проектирования ПТК
приведена на рис. 9. Фрагменты маршрутной и операционной техноло-
гий контроля даны соответственно в табл. 53 и 54.
Правила оформления комплекта документов технологического про-
цесса. В результате автоматизированного проектирования процессов
ТК на печатающее устройство ЭВМ выдаются: титульный лист,
маршрутная карта, операционная карта технического контроля по
ГОСТ 3.1502 — 85 и ведомость оснастки. Оформление основных и до-
полнительных надписей выполняют по ГОСТ 3.1103 — 82. Образцы
форм указанных технологических документов с примерами заполнения
приведены в приложении (формы 7, 9 — 11).
В ОКТК приняты следующие обозначения показателей плана ста-
тистического контроля: ПУД — приемочный уровень дефектности; НВ,
ОВ и УВ — объем выборок соответственно при нормальном, облегчен-
ном и усиленном видах контроля; НПБ, ОПБ и УПБ — приемочные
числа первой выборки (первые два знака), браковочные числа первой
выборки (два средних знака), приемочные числа для суммы первой
132 Проектирование технологических процессов и операций ТК
53. Фрагмент массива маршрутной технологии контроля
Наименование реквизита Рекомен- дуемая длина реквизита в знаках Наименование реквизита Рекомен- дуемая длина реквизита в знаках
Код предприятия 9(7) Важность выпол- 9(1)
Обозначение объекта Х(18) няемых функций
контроля Средний объем кон- 9(6)
Код вида контроля 9(1) тролируемой партии
Номер маршрута 9(2) Код условия конт- 9(2)
Код операции 9(4) роля
Код цеха, участка 9(5) Обозначение усло- Х(18)
Номер маршрутной 9(5) вия контроля
карты Наименование усло- Х(60)
Номер операционной 9(5) вия контроля
карты Коэффициент нор- 9(1), 9(1)
Масса объекта конт- 9(4), 9(2) мирования трудоем-
роля кости контрольных
Вид производства 9(2) операций
Способ изготовления 9(2) Штучное время 9(2), 9(3)
Группа конструктив- 9(2) ' Код объекта конт- 9(Ю)
но-технологического роля
подобия Наименование объ- екта контроля Х(35)
Наименование и марка материала Х(35)
и второй выборок (последние два знака) соответственно при нормаль-
ном, облегченном и усиленном видах контроля.
Технические средства САТПТК предназначены для ввода, перера-
ботки, хранения информации и выдачи результатов проектирования
пользователю в удобной для него форме. С точки зрения функцио-
нальных возможностей технические средства должны обеспечивать:
ввод в ЭВМ закодированной1 конструктив но-технологической инфор-
мации; реализацию довольно сложных и логических разветвленных ал-
горитмов проектирования ПТК; хранение больших объемов норматив-
но-справочной и технологической информации; вывод информации
в виде рабочих технологических документов, которые могут быть ис-
пользованы вшроизводстве; надежную и производительную обработку
и вывод данных. Поэтому в САТПТК должна быть использована ЕС
ЭВМ с центральным процессором емкостью не менее 512 кбайт и
необходимым комплексом технических средств ввода и вывода инфор-
мации.
Автоматизация технологического проектирования ТК 133
54. Фрагмент массива операционной технологии контроля
Наименование реквизита Рекомен- дуемая длина реквизита в знаках Наименование реквизита Рекомен- дуемая длина реквизита в знаках
Код предприятия 9(7) | Значение контроли- 9(4), 9(2)
Обозначение объекта Х(18) руемого признака
контроля Посадка (квалитет) Х(7)
Код вида контроля 9(1) Нижнее отклонение ±9(1), 9(4)
Номер маршрута 9(2) Верхнее отклонение ±9(1), 9(4)
Номер контролируе- 9(2) Код приспособления 9(Ю)
мого признака Обозначение при- Х(18)
Код контролируемо- 9(6) способления
го признака Наименование при- Х(28)‘
Вид возможного де- 9(1) способления
фекта Тип приспособления Х(8)
Приемочный уровень 9(1), 9(3) Признак СИ 9(1)
дефектности при нор- Код СИ 9(10)
мальном контроле Обозначение СИ Х(18)
Выборка при нор- 9(3) Наименование СИ Х(28)
мальном контроле Тип СИ Х(8)
Приемочные и брако- 9(6) Верхний предел из- ±9(6), 9(2)
ванные числа при мерения
нормальном контроле Погрешность изме- ±9(3), 9(5)
Приемочный уровень 9(1), 9(3) рения
дефектности при об- Процент контроля 9(3)
легченном контроле Норма времени на 9(1), 9(3)
Выборка при облег- 9(3) переход
ченном контроле Особые указания 9(4)
Приемочные и бра- 9(6) Наименование конт- Х(45)
ковочные числа при ролируемого при-
облегченном контро- знака
ле Наименование вспо- Х(60)
Приемочный уровень 9(1), 9(3) могательного прие-
дефектности при уси- ма до выполнения
ленном контроле основного приема
Выборка при усилен- 9(3) Наименование вспо- Х(60)
ном контроле могательного прие-
Приемочные и брако- 9(6) ма после выпол-
вочные числа при уси- нения основного
ленном контроле Номер перехода 9(2) приема
Обозначение контро- лируемого признака Х(3)
134 Проектирование технологических процессов и операций ТК
Программное обеспечение. На основе анализа алгоритмов проекти-
рования ПТК и выбранной ЭВМ определяют операционную систему
и ее версии, что позволит эффективно обслуживать программное обес-
печение САТПТК, в том числе управление значительной частью су-
ществующих пакетов прикладных программ по организации ввода
и вывода информации и формированию баз данных. Рекомендуется
операционная система с версией не ниже 6.1.
На основании алгоритмов проектирования и выбранной опера-
ционной системы разрабатывают специальное программное обеспече-
ние, т. е. комплекс программ, с помощью которых осуществляют реа-
лизацию функций САТПТК. При разработке специального программ-
ного обеспечения выбирают языки программирования, позволяющие
с минимальными затратами организовать связь с системным про-
граммным обеспечением и разработать программный комплекс
САТПТК.
Схема разработки САТПТК. Процесс разработки САТПТК необ-
ходимо вести в строгой логической последовательности. В соответ-
ствии с этим схема разработки САТПТК должна отражать последо-
вательность и взаимосвязи выполнения этапов работ, содержание
и результаты, полученные на каждом этапе. Эти работы по этапам
в каждом конкретном случае зависят от особенностей создания
САТПТК. Например, для вновь разрабатываемой САТПТК потребует-
ся большой объем научных исследований и опытно-конструкторских
разработок, а также большой объем работ по созданию информацион-
ной базы. Для повторного применения САТПТК этот объем работ
значительно снизится. Рекомендуемая схема разработки САТПТК при-
ведена в табл. 55. Содержание этапов, при необходимости, может быть
уточнено.
Внедрение и эксплуатация. Руководство внедрением САТПТК на
всех этапах осуществляет ОГТ. Четкость в руководстве внедрением си-
стемы должна быть обеспечена за счет использования необходимых
планов-графиков работ, приказов и распоряжений, оформления прото-
колов и актов, фиксирующих приемку работ в соответствии с этапами,
приведенными в табл. 55.
ОТК участвует в подготовке к внедрению САТПТК, в приемке
выполненных работ, контролирует комплексность системы и степень
выполнения ее функций в соответствии с назначением.
Подразделения ОГТ, ОТК и АСУ должны организовать обучение
и подготовку специалистов для работы в условиях функционирования
САТПТК. Требования к программам обучения и подготовки опреде-
ляет разработчик системы. Организация обучения специалистов обес-
печивается предприятием путем заключения отдельных договоров
с разработчиком.
К этапу внедрения персонал подразделений должен изучить со-
ответствующие должностные и технологические инструкции, ознако-
миться с организацией перехода на новые формы проектирования
ПТК. Программисты должны овладеть программным обеспечением
Автоматизация технологического проектирования ТК 135
55. Схема разработки САТПТК
Этап разра- ботки Содержание этапа Результаты этапа Схема связей
Постановка задачи исследова- ния Определение целей и объектов исследова- ния. Обоснование возможности созда- ния САТПТК Технико-экономиче- ское обоснование со- здания САТПТК
Методиче- ское обеспечение Логический и систем- ный анализ ПТК Унификация и типи- зация параметров ПТК Выбор метода проек- тирования ПТК Разработка метода выбора СИ Разработка метода нормирования трудо- емкости контроля Разработка метода назначения планов контроля Концептуальная и ло- гическая схема САТПТК Формализованная ме- тодика проектирова- ния ПТК Методика проектиро- вания ПТК Метод выбора уни- версальных и специ- альных СИ Метод дифференци- рованного и укруп- ненного расчета норм времени Метод назначения контрольных норма- тивов по видам контроля
3
Информаци- онное обеспечение Классификация информации Разработка классифи- каторов системы Разработка методов отображения инфор- мации в ЭВМ Разработка форм и заполнение документов Состав информации САТПТК Альбом классифика- торов САТПТК Методика кодирова- ытта л о тшп
НИЯ ИНфирМсЩИИ Формы и инструкции . по заполнению документов *1 2 >
136 Проектирование технологических процессов и операций ТК
Продолжение табл. 55
Этап разработки Содержание этапа Результаты этапа Схема связей
Организаци- онное обеспечение Разработка инструк- тивно-методических материалов по рабо- те пользователей САТПТК Технологические до- лжностные инструк- - ции 1 J 2 3
Математи- ческое обеспечение Формализация проек- тирования ПТК Блок-схема и алго- ритмы проектирования
J /
Программи- рование Разработка и отладка программ Пакет программ САТПТК и контроль- ный пример
Оформление документов Описание системы и правил ее эксплуатации Документы техниче- ского и рабочего проектов САТПТК —
Испытание системы Выбор рабочих ПТК Формирование нор- мативной базы Анализ результатов решения Комплекс рабочих . ПТК Реальная база данных - Отлаженная САТПТК
Внедрение Рабработка меропри- ятий по внедрению системы Обучение персонала Переход на АТПТК
и быть готовыми к сопровождению специального программного
обеспечения.
Совместно с организацией-разработчиком указанные подразделе-
ния проводят опытную эксплуатацию САТПТК. На этом этапе осу-
ществляют поэтапную приемку технических средств, специального
программного обеспечения, отдельных функций и в целом САТПТК.
По предложению организации-разработчика и с его обязательным уча-
стием проводятся приемосдаточные испытания САТПТК. На этом эта-
Автоматизация технологического проектирование ТК
137
пе подразделения ОГТ, ОТК и АСУ осуществляют приемку САТПТК
в целом в промышленную эксплуатацию, участвуют в корректирова-
нии эксплуатационной документации и (совместно с разработчиком)
в подготовке документов для представления межведомственной
(внутриведомственной) комиссии.
Подразделения обеспечивают нормальную эксплуатацию
САТПТК в соответствии с правилами и требованиями, изложенными
в технической документации.
СПИСОК ЛИТЕРАТУРЫ
1. Беляев Ю. К. Вероятностные методы выборочного контроля.
М.: Наука, 1975. 375 с.
2. Бриль М. С., Накул Э. И. Основы стандартизации, контроль
и управление качеством продукции. Киев: Вища школа, 1980. 271 с.
3. Головинский В. В. Статистические методы регулирования и кон-
троля качества. Расчет оптимальных вариантов. М.: Машиностроение,
1979. 264 с.
4. Гончаров Э. Н. Статистическое регулирование технологических
процессов. Выбор экономически оптимального плана контроля. М.:
Изд-во стандартов, 1976. 64 с.
5. Гостев В. И. Методы управления качеством продукции. Круп-
носерийное и массовое производство. М.: Машиностроение, 1980.
262 с.
6. Дунаев И. М. Система технологического проектирования кон-
троля качества на машиностроительном предприятии. М.: Знание,
1975. 56 с.
7. Дунаев И. М., Скворцов Т. П., Чупырин В. Н. Организация про-
ектирования системы технического контроля. М.: Машиностроение,
1981, 191 с.
8. Единый тарифно-квалификационный справочник работ и про-
фессий рабочих. Вып. 2. М.: Машиностроение, 1974. 656 с.
9. Классификатор технологических операций машиностроения и
приборостроения. М.: Изд-во стандартов, 1987. 71 с.
10. Кондратьев Н. В., Родников Е. К. Автоматизация управления
качеством продукции на предприятии. Л.: Машиностроение, 1980.
297 с.
И. Контроль качества продукции в машиностроении/Под ред.
А. Э. Артеса. М.: Изд-во стандартов, 1980. 271 с.
12. Лейфер Л. А., Маслов В. Н. Управление качеством продукции
на базе экономико-математических моделей оптимизации планов кон-
троля в производственном процессе // Стандарты и качество. 1978.
№ 12. С. 16—18.
13. Маслов В. Н. Определение экономически оптмальных планов
статистическою приемочною контроля с учетом ошибок индивидуаль-
ного контроля // Надежность и контроль качества. 1982. № 6. С. 28-36.
138 Проектирование технологических процессов и операций ТК
14. Морозов П. А. Служба контроля качества на предприятии. М.:
Экономика, 1978. 62 с.
15. Общемашиностроительные типовые нормы, нормативы числен-
ности и нормативы времени обслуживания для вспомогательных рабо-
чих цехов основного и вспомогательного производства. М.: Машино-
строение, 1981. 271 с.
16. Справочник по теории вероятностей и математической стати-
стике/Под ред. В. С. Королюка. Киев: Наукова думка, 1978. 582 с.
17. Типовая организация контрольных пунктов (КП) ОТК на стан-
костроительном заводе: Методические указания. М.: НИИМАШ, 1976.
162 с.
18. Ткаченко Л. С., Соусь А. В., Яковицкии Э. Ф. Основы автома-
тизации проектирования технологических процессов обработки реза-
нием. Минск: Наука и техника, 1978. 159 с.
19. Чуланов В. Г. Автоматизация технического нормирования про-
цессов контроля качества продукции // Технология и организация про-
изводства. 1982. №1. С. 11 — 14.
20. Чуланов В. Г. Алгоритмизация автоматизированного выбора
универсальных средств технологического оснащения входного контро-
ля // Механизация и автоматизация производства, 1982. № 5. С. 24 — 26.
21. Шалаев П. А. Автоматизация подготовки производства на ос-
нове типовых решений. М.: Экономика, 1978. 55 с.
22. Шиндовскии Э., Шюрц О. Статистические методы управления
качеством и контрольные карты и планы контроля: Перев. с нем.
В. М. Ивановой, И. О. Решетниковой. М.: Мир, 1976. 697 с.
ГЛАВА 4
ТИПОВЫЕ ПРОЦЕССЫ ТЕХНИЧЕСКОГО
КОНТРОЛЯ
АНАЛИЗ СОСТОЯНИЯ И МЕТОДИКА СИСТЕМНОГО
ПРОЕКТИРОВАНИЯ ТИПОВЫХ ПРОЦЕССОВ КОНТРОЛЯ
В методике системного проектирования типовых процессов ТК изло-
жены способы решения задач системно-структурного анализа элемен-
тов ТК и построения или синтеза оптимальных по экономическому
критерию процессов ТК. Методика разработана на основе принципов
системности и детализации по уровням элементов ТК, типизации тех-
нологических процессов, избирательности категорий требований к
структуре элементов ТК и оптимизации затрат времени и средств на
проектирование и осуществление технологии ТК.
В СТК выделяют подсистемы: технологии контроля качества, рас-
сматриваемую как множество процессов ТК, и организации контроля
качества, рассматриваемую как множество форм и организационных
структур ТК. Первая подсистема органически связана с технологией
машиностроения и является ее составной частью; вторая относится
к организации производства.
По правилам теории сложных систем каждая из этих подсистем
на нижестоящем иерархическом уровне является системой. Система
технологии контроля качества может быть представлена в виде моде-
ли (рис. 1), содержащей элементы системы, ее характеристики и отра-
жающей связи с системой управления качеством продукции и техноло-
гией производства изделий. Элементами и характеристиками СТК
являются: объекты X, методы У, технические средства Z, документа-
ция V, состав исполнителей контроля IV, планы контроля S, размеще-
ние элементов системы R и процессы технического контроля D.
Между элементами СТК устанавливается взаимно однозначное
соответствие характеристик. При этом образуются эквивалентные
множества элементов в виде функций отображения, которые исполь-
зуют в САПР и для проверки правильности результатов проектирова-
ния в ручном варианте:
или в операторном виде: хпл= F(n,i,K,l), где F —функ-
ционал (функция от функции), п — уровень членения (детализации) объ-
екта контроля, i — порядковый номер группы (класса) объекта в класси-
фикаторе объектов контроля по стадиям производства, к — номер катего-
рии объекта контроля, I — число контролируемых объектов. Индексы
i и I других элементов указаны ниже при подробном рассмотрении
элемента. Далее на примерах стадий производства ряда отраслей ма-
шиностроения приведены результаты системно-структурного анализа
ТК и сформулированы требования категорий контроля для оптими-
зации структуры элементов, образующих систему.
Объекты контроля (х^ являются исходным элементом проектиро-
вания СТК и предметом ее деятельности. К основным ОК относят
Типовые процессы ТК
Ряс. 1. Система технологии контроля качества.
Обозначения: n = 0, 1, 2, 3, 4 — уровни членения объектов контроля; i — но^ер класса объекта в класси-
фикаторе; I — число наименований контролируемых объектов; к — номер категории ОК; Вх, Оп, Сп, Пр —
соответственно входной, операционный, специальный и приемочный контроль
Системное проектирование типовых процессов ТК
141
предметы труда (материалы, детали, изделия, техническую документа-
цию и т. д.), технологические процессы, в которых участвуют средства
труда (оборудование, оснастка, инструмент и т . д.), труд исполните-
лей (операторов, наладчиков, ремонтных рабочих, проектировщиков
и т. д.); к дополнительным — условия труда (чистоту и культуру рабо-
чих мест и т. п.).
По конструктивно-технологическим и метрологическим признакам
ОК подразделяют на пять уровней (п — номер уровня): п = 0 — изделие
в целом; 1 — системы и оборудование изделия; 2 — агрегаты и узлы;
3 — детали и заготовки; 4 — контролируемые параметры и признаки
продукции.
В производстве сложных изделий, например самолетов или авто-
мобилей, ОК сами являются системами и состоят из большого множе-
ства объектов. Так, при изготовлении пассажирского самолета на девя-
ти стадиях производства подвергаются контролю более 1,5 млн.
заготовок и деталей, узлов и агрегатов, систем и оборудования изде-
лий, у которых насчитывается около 45 млн. параметров и признаков
продукции и технологических процессов.
К конструкции изделия и его составных частей предъявляют не-
одинаковые требования в отношении качества, точности и надежности.
Эти требования зависят от служебного назначения конструкции и по-
следствий от ее отказа в работе, вызываемых дефектами изготовления,
поставки, транспортирования или хранения, частотой изменения кон-
струкции или периодом обновления выпускаемой продукции и други-
ми причинами. Поэтому при проектировании процессов ТК необходи-
мо избирательно подходить к требованиям, устанавливаемым к ОК
в виде категорий ОК. Требования к конструкции изделия и его со-
ставным частям лучше всего известны конструкторам-разработчикам
изделия. Поэтому они и должны указывать технологам-проектировщи-
кам ТК в конструкторской документации требования к объектам ТК и,
в первую очередь, номер категорий контроля в соответствии с ГОСТ
14.318-83.
Категории контроля качества применяют при проектировании и
как средство оптимизации и рационализации затрат на подго-
товку и осуществление контроля. Категорию контроля указывают
в чертежах и впоследствии уточняют выбранную категорию на ста-
диях разработки конструкторской документации. Метод установления
категорий известен в формальной логике как метод квантификации,
в котором реализуется принцип избирательности категорий требова-
ний к свойствам предметов производства. Категории устанавливают
экспертным или статистическим методом на основе изучения отказов
изделий, анализа потерь от брака и издержек производства и эксплуа-
тации изделий. Общие качественные признаки категорий ОК даны
в табл. 1.
Категории объектов контроля качества назначают при системно-
структурном анализе изделия по конструктивно-технологическим и
метрологическим признакам.
142
Типовые процессы ТК
1. Признаки категории ОК
Категория контроля ОК Признаки категорий ОК
1 Изделия, составные части изделий, техно- логические процессы Особо высокое качество, точ- ность, надежность и безопас- ность, так как возможно по- явление критических дефектов. Допускается наличие значи- тельных, малозначительных и незначительных дефектов в пре- делах приемочного уровня де- фектности
2 Изделия, составные, части изделий, средства технологического осна- щения Высокое качество, точность и надежность, так как возможно появление значительных дефек- тов. Допускается наличие ма- лозначительных и незначитель- ных дефектов в пределах при- емочного уровня дефектности
3 Экономически оптимальное ка- чество и точность. Допускает- ся наличие малозначительных и незначительных дефектов в пределах приемочного уровня дефектности
4 Изделия, составные, части изделий Второстепенные качество и точ- ность. Допускается наличие только незначительных дефек- тов в пределах приемочного уровня дефектности
Примечание. Приемочные уровни дефектности устанавливаются отрас-
левыми стандартами или ТУ.
Системное проектирование типовых процессов ТК
143
Результаты анализа грузового автомобиля приведены в табл. 2.
Элементы системы объектов контроля, к которой относится авто-
мобиль, имеют преимущественно вторую категорию контроля. Коли-
чественные характеристики точности объектов контроля могут слу-
жить ориентировочными признаками категорий контроля объектов,
имеющих линейные размеры. В этом случае показатели категорий
объектов контроля выражаются через квалитеты линейных размеров.
Показатели надежности изделий для характеристики категорий объек-
2. Системно-структурный анализ грузового автомобиля
Объекты контроля X Уровень де- тализации п Номер клас- са объекта контроля i Категория контроля К Соотноше- ние катего- рий контро- ля, % Коды объек- тов контро- ля
Автомобиль в сборе 0 1 2 #2=100 *0.1.2
Двигатель ДВ (10) 1 1 2 к = ю, *1.1.2
#2 = 55,
Рама РА (28) 2 2 #3 = 25, *1.2.2
Задний мост ЗМ (24) 3 2 #4=10 *1.3.2
Передняя ось ПО (30) 4 2 *1.4.2
Платформа ПЛ (85) 5 2 *1.5.2
Система управления СУ (34) 6 1 *1.6.1
Тормозная система ТС (35) 7 1 *1.7.1
Кабина КБ (50) 8 3 *1.8.3
Задний мост: 2
картер КА (2401) 1 2 ^ = 22, *2.1.2
главная передача ГП (2402) 2 2 К2 = 61, *2.2.2
дифференциал с полуосями 3 2 Кч=16, *2.3.2
ДП (2403) ^4=1
тормозной барабан ТБ (3502) 4 1 *2.4.1
ступица СТ (3104) 5 2 *2.5.2
сварная балка СБ (2401010) 6 1 *2.6.1
Болты БО (2402017) 3 2 2 и 3 # =35, *3.2.2
#2 = 50, *3.2.3
#7=14,
<-1
144
Типовые процессы ТК
Продолжение табл. 2
Объекты контроля
X
Контролируемые параметры и
признаки:
линейные размеры
угловые размеры и конусы
шероховатость поверхности
01
02
03
1-4 К = 37,
К = 52,
1-4 /Г =10,
х4 01 .к
*4.02.к
х4 ОЗ.к
Примечания: 1. В скобках указано цифровое обозначение конструк-
торских групп (классов). 2. Категории объектов контроля установлены экс-
пертными методами на основе общих качественных признаков. 3. В таблице
приведен анализ только некоторых сборочных единиц автомобиля.
тов контроля здесь не приводятся из-за отраслевой специфики изде-
лий. Значения квалитетов линейных размеров как признаков категорий
объектов контроля даны в табл. 3.
3. Показатели категорий контроля качества деталей автомобиля
Категория контроля 1 2 3 4
Квалитеты линейных размеров 5-6 7-9 10—13 14-’"
Методы контроля (у„) характеризуются признаками: объективно-
сти проверки параметров, воздействия средств контроля на объекты,
способов определения параметров, уровней технической оснащенности,
категорий контроля, применения различных видов математического
аппарата для оценки качества продукции, труда и работы технологиче-
ских систем, а также точности измерений и достоверности контроля.
Имеются и другие признаки методов контроля, например разрушаю-
щий контроль, повреждающий и неразрушающий.
Детализация методов контроля по иерархическим уровням си-
стемы имеет следующий вид: yjn = 0; 1; 2; 3; 4, что соответствует чис-
лу уровней членения объектов контроля. Обозначение уровцей; и =
= 0 — глубина анализа качества изделия; 1 — глубина анализа качества
систем изделия; 2 — полнота охвата контролем параметров агрегатов
и сборочных единиц; 3 — полнота охвата контролем параметров дета-
лей и заготовок; 4 — погрешности методов измерения.
Данные о струкгурс методов оценки (измерительных, альтерна-
тивных, органолептических) на стадиях производства, предельных зна-
Системное проектирование типовых процессов ТК ~ 145
чениях относительных погрешностей методов измерения Лмет, числе
ступеней контроля приводятся в работе [2]. Значения допустимых по-
грешностей 8М измерения геометрических линейных, угловых и других
параметров, некоторых видов физических параметров (тепловых
и электрических), функциональных параметров (ресурса, срока службы)
и квалиметрических параметров (показателей качества труда и работы
технологических систем) — в работах [2, 4] и в НТД. Погрешности
рассчитывают по формулам:
§м = Т/(2ф"5);
8M = N5o/o/200;
5М(О = */(2Ф3ИФ"5);
Мп) = 5п/(2ФП5);
6М(Р) = 5р7(2ф"5),
где Т, 5%, t — допуски соответственно на геометрические, физические и
функциональные параметры изделий; 8г| и 8р—допускй на квалиметри-
ческие параметры (соответственно качества труда и качества работы тех-
нологических систем); N — номинальное значение физического (теплово-
го или электрического) параметра; t — номинальное значение функцио-
нального параметра (ресурса, срока службы изделия или его составной
части); ф3 и ф5 — знаменатели геометрической прогрессии рядов пред-
почтительных чисел; ф3 = {/10 = 2^ и ф5 = {/10 £ 1,58 (PC 1857 — 69);
m = l; 2;3;4;5;6 — степени точности параметра [2, с. 78]; п = 0; 1; 2;
3 — порядок погрешности измерения соответственно для объектов
4—1-й категорий контроля.
Квалиметрические параметры (т| — коэффициент полезного дей-
ствия труда ир — коэффициент полезности работы) являются обще-
ственными мерами качества (полезности) не только выпускаемой про-
дукции как результата работы технологической системы «человек —
машина», но и живых и овеществленных звеньев: предметов и орудий
труда и живого труда людей.
Методы оценки качества труда и продукции изучает квалиметрия
(ГОСТ 15467 — 79). Поэтому эти параметры называют квалиметриче-
скими и используют их как коэффициенты качества при оценке
качества труда и продукции.
Для количественной оценки качества живого труда исполнителей
в технологических и любых других системах используют практымяжий
показатель — процент или коэффициент сдачи бездефектной продукции
С первого предъявления ОТК или заказчику [3]. Этот показатель Кс
равен отношению полезных затрат живого труда Ас (сданной или при-
знанной ОТК годной продукции) ко всем затратам живого труда
А (всей предъявленной продукции, включая бракованную) в единицу
времени работы, например, за одну смену:
Кс =? AJА, где 0 < Кс 1.
146
Типовые процессы ТК
Для количественной оценки качества овеществленного в продук-
ции труда используют коэффициент реализации качества продукции
у потребителя с ее первого поступления [2]. Этот показатель Кр выра-
жает отношение полезных затрат Вр овеществленного труда (продук-
ции, у которой, например, реализуются заданные свойства взаимозаме-
няемости, надежности или другие свойства при ее потреблении или
эксплуатации) ко всем затратам труда В, овеществленным в поступив-
шей к потребителю продукции:
Кр = Вр/В, где 0<Кр<1.
Для оценки качества совокупного (живого и овеществленного) тру-
да используют определяющий показатель, рассчитываемый как средняя
взвешенная арифметическая величина:
= Кса + Кр(1 - а); 0 < Кк 1,
где а — коэффициент, учитывающий долю затрат живого труда в техно-
логической себестоимости: а = СЛ/(СЛ + СВ) = 0,1 + 0,3 (большее значе-
ние при снятии серийных изделий с производства; меньшее — при по-
становке на производство).
Рассмотренные коэффициенты качества труда являются практиче-
скими показателями и рассчитываются упрощенными методами. Они
представляют собой неполные значения КПД труда. Полные значения
КПД труда характеризуются отношением полных полезных затрат
труда к полным затратам всех видов труда за единицу времени (смену,
сутки, месяц и т. д.): гц, гц?, г|с являются КПД соответственно живого,
овеществленного и совокупного труда и рассчитываются по формулам:
для однозвенной технологической системы
нс = + пв(1 - «);
для многозвенной системы с последовательной структурой
Пс = Ппс»
i= 1
где п — число звеньев системы;
для многозвенной системы с параллельной структурой
Лс= Z Лс/Р/,
j=i
где Pj — весомость j-го показателя качества по трудоемкости; т — чис-
ло параллельных звеньев системы;
для многозвенной технологической системы с комбинированной
структурой
Лс“ ЕЛсуРуПЛс/-
j-1 1-1
Системное проектирование типовых процессов ТК
147
Пример расчета КПД труда технологической системы с последо-
вательной структурой, а также сведения о показателях качества ра-
боты технологических систем приведены в работе [2].
Кроме рассмотренных расчетно-аналитических показателей каче-
ства труда и продукции в машиностроении применяют множество дру-
гих, производных от них показателей, а также используют шкалы
балльных оценок, например: 5; 4; 3; 2; 1, которые для удобства вы-
полнения расчетов переводят в доли единицы: 1; 0,8; 0,6; 0,4; 0,2.
Оценки, выраженные в долях единицы, представляют собой допуски
квалиметрических параметров Srii, 5т]2, §Лз, 8т]4 качества труда или
работы исполнителей [2], бригад и цехов на предприятии. По среднему
значению f]K рассчитывают допустимые погрешности измерения Зм(ц)
и предельные значения (в процентах) относительных погрешностей изме-
рения: Лмет == 1008м (л)/Лк- Эта формула справедлива для определения
(в процентах) предельных значений относительных погрешностей изме-
рения других параметров, например, геометрических: Лмет = 1005м/Т,
где Т — допуск параметра.
Пример результатов анализа точности измерения, геометрических
параметров на ряде машиностроительных предприятий показан на
рис. 2. При понйженной точности измерений Лмет — 35 % на заводах
Л и В и стандартизованной точности — на заводе Г.
По предельным значениям относительных погрешностей измере-
ния устанавливают количественные характеристики категорий методов
(табл. 3).
Ограничение погрешностей измерения в производстве имеет боль-
шое значение для обеспечения качества выпускаемой продукции. Низ-
кая точность измерений приводит к увеличению недостоверности ТК,
приемке брака или забракованию годной продукции. В первом случае
увеличивается риск потребителя, а во втором — поставщика продук-
ции.
Средствами контроля (ZJ являются изделия, материалы или ор-
ганы чувств контролера. СК могут быть выполнены встроенными
в ОК при проверке или диагностировании параметров изделия в про-
цессе эксплуатации, а также в-технологическое оборудование. На пред-
Рис. 2. Общие показатели
Лмет на предприятиях А, В н
Г при измерении геометри-
ческих параметров.
Средние значения показате-
лей: для предориятня А —
А мет. I; предприятия В —
А мет 2; предприятия Г —
А мет. 3
148
Типовые процессы ТК
3. Признаки категорий методов технического контроля
Категории Признаки категорий методов ТК Относительная погрешность измерений ^мет, %
1 Повышенная точность измерений До 12,5
2 Стандартизованная точность изме- рений » 20
3 Пониженная стандартизованная точ- ность измерений » 31,5
4 Низкая точность измерений » 50
приятиях широко используют ручные средства контроля, реже — авто-
матизированные и автоматические. Органы чувств рассматривают как
органолептические (субъективные) средства ТК. Контроль, выпол-
ненный с помощью органов чувств, мало достоверен. Поэтому доля
такого контроля, в частности, при визуальном ТК неизменно умень-
шается. Перспективны автоматизированные измерительные средства
и системы автоконтроля, класс точности которых постоянно повы-
шается. Альтернативные средства ТК (калибры, шаблоны, электриче-
ские пробники и т. п.), соответствующие принципу «да — нет» или
«проход — непроход», широко распространены во всех типах про-
изводства. Их доля в парке средств ТК значительна, но из-за низкой
точности контроля (Амет = 30-г 50%) их применяют для ТК 3 —4-й ка-
тегорий (см. табл. 1).
При проектировании ТК парк СК подразделяют на пять уровней
по признакам отношения к контролируемым параметрам изделия, его
составных частей и технологических систем в виде zjn = 0; 1; 2; 3; 4,
где п — типаж средств соответственно: 0 — функциональных парамет-
ров моделей и модификаций выпускаемых изделий; 1 — функцио-
нальных параметров систем и оборудования изделий; 2 — ТК физиче-
ских, геометрических и функциональных параметров агрегатов, узлов
и приборов; 3 — физических и геометрических параметров деталей, за-
готовок и материалов; 4 — наименования и классы точности контроль-
но-измерительных приборов (КИП) для контроля физических, геомет-
рических и функциональных параметров изделий и квалиметрических
параметров технологических систем.
Анализ оснащенности серийного завода контрольно-измеритель-
ными средствами при полном учете мер, КИП, контрольной оснастки
и испытательного оборудования, находящихся как в эксплуатации, так
и на ремонте, поверке и хранении, показывает, что парк средств кон-
троля предприятия имеет более 300 тыс. единиц и несколько тысяч на-
именований технических средств ТК. Сложность и стоимость СК не-
уклонно возрастают (рис. 3, б). Так, относительная стоимость КИП за
каждую пятилетку в среднем возрастает примерно на 2% и в 1985 г.
на ряде предприятий достигла 20% от стоимости технологического
Системное проектирование типовых процессов ТК
149
Рис. 3. Тенденции развития ТК:
а — численности (V) персонала ОТК (%) к производственным рабочим; б —
уровень автоматизации и механизации технологических процессов; в — стои-
мость КИП от стоимости технологического оборудования; г — средний квали-
тет линейных размеров объектов контроля
оборудования. Это вызвано значительным повышением точности изго-
товления изделий особенно в условиях автоматизации производства.
Для рационализации затрат на подготовку СК их подразделяют
на категории по признаку специализации. В табл. 4 приведены призна-
ки категорий СК.
Документацию по ТК (FJ подразделяют на две группы: входную
(ТУ, ТЗ, технический проект, рабочая документация, план мероприятий
по повышению качества, НТД), выходную (паспорта контроля, серти-
фикаты, формуляры, аттестаты, рекламационные акты на уровне изде-
лия). При выполнении операций контроля используют документацию
для регистрации результатов контроля и измерений: входную (схему
контроля, карту эскизов, инструкцию, документацию по клеймам
и грифам); выходную (карту измерений, технологическую бирку, карту
статистического контроля, рабочий наряд, сводку о качестве работы,
акты о браке, дефектах продукции и др.).
Большое значение для проектирования технологии ТК имеют
международные, государственные и отраслевые стандарты. При разра-
ботке технологии контроля и испытаний качества изделий используют
более восьми групп стандартов: общие технические требования; общие
технические зребования по надежности изделий и внешним воздей-
ствиям; общие технические требования по обеспечению единства изме-
150
Типовые процессы ТК
4. Признаки категории СК
-L
Категория Признаки категорий СК
1 Многоцелевые универсальные СК, управляемые от ЭВМ Класс точности СК соответствует условиям совместной работы с гибким технологическим основным и вспо- могательным (сервисным) оборудованием особо точного и высокого класса точности и требованиям полной и высокой категорий автоматизации и механизации
2 Типовые и унифицированные средства контроля, управ- ляемые ЭВМ. Класс точности средств ТК соответствует условиям совместной работы с гибким переналаживаемым тех- нологическим оборудованием повышенного класса точ- ности и отвечает требованиям повышенной категории автоматизации и механизации
3 Специализированные машинные и ручные СК. Класс точности соответствует условиям совместной работы с технологическим перестраиваемым оборудова- нием малой гибкости класса точности и отвечает тре- бованиям большой и средней категорий автоматиза- ции и механизации
4 Стандартизованные универсальные средства ТК, класс точности которых соответствует условиям совместной работы с технологическим специальным оборудованием пониженного класса точности и отвечает требованиям малой и низкой категории автоматизации и механизации
Примечания: 1. Классы оборудования приняты в соответствии с
«Типажом металлорежущих станков». М.: Минстанкопром, 1981. Категории
механизации и автоматизации соответствуют ГОСТ 14.309 — 74.
2. Стоимость средств ТК объектов 1-й категории в несколько раз больше,
чем 2-й категории, и в десятки раз больше, чем объектов 3-й категории.
Пример удельной стоимости КИП от категорий объектов контроля приведен
на рис. 7.
рений; методы контроля и испытаний материалов, деталей, узлов;
методы расчета и испытаний на надежность; методы поверки и испы-
таний КИП и оценки погрешностей приборов; контрольно-измери-
тельные средства и испытательное оборудование; порядок работ по
организации контроля, поверки и испытаний изделий и др.
Массив документации предприятия по ТК детализируют на пять
уровней: vjn = 0; 1; 2; 3; 4, где п — номер уровня; уровни детализации:
0 — типы руководящих, пономерных и технических документов;
1 — полнота информации; 2 — принадлежность к процессам контроля;
Системное проектирование типовых процессов ТК
151
3 - принадлежность к операциям контроля; 4 — форма отчетности
о результатах измерений и контроля. Классификация технологической
документации по ТК дана в гл. 3.
В огромном потоке технической информации выбирают необходи-
мую для проектирования документацию. Этому способствует кванти-
фикация документов на категории. Признаки категорий документации
по ТК приведены в табл. 5.
5. Признаки категорий документации по контролю
Категория Признаки категорий документации
1 Операционно-переходное описание процессов контроля и оформление результатов измерений повышенной точности
2 Операционное описание процессов контроля и оформле- ние результатов точных измерений
3 Маршрутно-операционное описание процессов контроля и оформление результатов контроля
4 Маршрутное описание процессов контроля и оформление результатов контроля ,
Исполнители контроля (w„) - операторы, наладчики, мастера, кон-
тролеры и инженерно-технические работники ОТК, заводских лабора-
торий и центров, представители заказчика, торговых и других инспек-
ций. Их состав ранжируют по иерархическим уровням обслуживания:
производство, стадии производства, процессы, операции, переходы,
обозначаемые соответственно w„/n = 0; 1; 2; 3; 4.
Численность персонала ОТК к производственным рабочим зави-
сит от вида производства и колеблется в широком интервале значений
(см. рис. 3, п). Для машиностроения в целом характерен рост числа
контролеров. Темп роста составляет около 4 % в год. Это обстоятель-
ство объясняется усложнением конструкции изделий и повышением
требований к их качеству и надежности, а также отставанием темпа
роста автоматизации и механизации контрольных операций (см. рис. 3,
б—г). Распределение'числа контролеров на стадиях производства не-
равномерно. Наибольшее число контролеров приходится на стадии:
механосборочной и агрегатной сборки. Нормы обслуживания контро-
лерами основных рабочих по стадиям производства различаются не-
значительно. Средний квалификационный рабочий разряд контролеров
зависит от категории контроля (табл. 6).
При расчете численности контролеров и ИТР ОТК учитывают
структуру затрат их рабочего времени на выполнение основных
функций.
152
Типовые процессы ТК
6. Зависимость среднего разряда контролеров от категории объектов
контроля на стадиях производства (ориентировочно)
Стадии произ- водства Категории контроля объектов Средний разряд контролеров Стадии произ- водства Категории контроля объектов Средний разряд контролеров
1; 2 3 3,2 6 4 2,9
3 2 4,2 7 2 4,5
4 3 4,1 8 3 4,0
5 3 3,2 9 2 4,2
Стадии производства: 1 — литейное; 2 — кузнечное; 3 — заготови-
тельно-штамповочное; 4 — механосборочное; 5 — термообработка; 6 — нанесе-
ния покрытий; 7 — агрегатной сборки; 8 — общей сборки; 9 — испытаний
изделий.
На основе данных табл. 6 о связи разрядов контролеров и катего-
рий объектов контроля составляют признаки категорий состава испол-
нителей технического контроля (табл. 7).
7. Признаки категорий состава исполнителен ТК
Категория Признаки категорий состава исполнителей ТК
1 Высший (5-й или 6-й) квалификационный рабочий разряд, высшее или среднее специальное образование (для ИТР), большой опыт работы и специализация по приемке ОК, ТК с применением средств и систем автомати- ческого ТК или других средств согласно тарифно-ква- лификационному справочнику
2 Высокий (4-й или выше) квалификационный рабочий разряд, среднее или среднее специальное образование (для ИТР), значительный опыт работы и специализа- ция по приемке ОК с применением средств автома- тизированного ТК или других средств согласно тарифно- квалификационному справочнику
3 3-й и более высокие квалификационные рабочие раз- ряды по приемке ОК с применением СК согласно тарифно-квалификационному справочнику
4 Могут не иметь квалификационного рабочего разряда и опыта по приемке ОК, но должны применять СК согласно тарифно-квалификационному справочнику
Системное проектирование типовых процессов ТК
153
Планы контроля (s„) представляют собой наименование, состав
и последовательность действий ТК при проверке качества заданного
числа ОК и принятие по установленным категориям решения о их год-
ности или браке.
В состав плана контроля входят: избирательные требования кате-
гории плана, уровни контроля (общие и специальные), виды контроля
(непрерывный, периодический, летучий), типы организации контроля
(одно-, двух- и многоступенчатый; одно-, двух- и многократный), ре-
жимы контроля (усиленный, нормальный, ослабленный), его объем
(выборочный или сплошной), критерии для принятия решения о годно-
сти (приемочные и браковочные уровни дефектности, приемочные
и браковочные числа, коэффициенты качества), оперативная характери-
стика (вероятность принятия партии в зависимости от действительной
доли дефектных единиц в партии), риск поставщика и потребителя
продукции и некоторые другие. Общие положения о планах статисти-
ческого контроля указаны в соответствующих стандартах.
Планы контроля ранжируют на пять уровней: «„//1 = 0; 1; 2; 3; 4,
где п — планы уровней; и = 0 означает план технологии.или процессов
ТК изделия на стадии испытаний (дорожных, ходовых, летных и т. п.);
1 — технологии или ТК систем или оборудования изделия; 2 — процесс
или операция ТК агрегатов, узлов или штатных приборов; 3 — процес-
са или операций ТК деталей или’ заготовок; 4 — план контрольной
операции или переходов ТК параметров и признаков продукции или
технологического процесса изготовления.
Перечень наименований типовых контрольных операций в плане
процесса контроля качества деталей и заготовок формализуется в виде
множества 1 = U 2; ...; 8; к = 1; 2; 3; 4; I = 1; 2; 3; 4), где i =
= 1 — входной контроль документации на сырье, материалы, комплек-
тующие изделия; 2 —качества этих объектов; 3 — специальный лабора-
торный контроль; 4 — контроль за соблюдением технологической дис-
циплины; 5 — контрольные испытания; 6 — операционный контроль
продукции; 7 — приемочный контроль продукции; 8 — аттестация ка-
чества продукции или Госприемка; к — категории плана контроля;
I = 1 — нормальный контроль; 2 — усиленный; 3 — ослабленный выбо-
рочный; 4 — сплошной, каждой единицы продукции в случае требова-
ний безопасности или риска, который должен быть ниже принятого
в стандартах, а также при разбраковке, сортировке и испытаниях
объектов контроля.
К планам контроля предъявляют требования, которые можно под-
разделить на четыре категории (табл. 8).
Планы контроля имеют гибкую структуру. При такой структуре
возможно применение: уровня ТК, принятого уровня дефектов продук-
ции, режима ТК, его кратности и числа ступеней (типов планов), видов
контрольных работ (приемка, разбраковка, испытания), а также возмо-
жен переход на другую категорию объектов контроля (рис. 4).
Особенностью плана технологии ТК является стратегия оценки
качества изделия данной модели на весь период сю выпуска. Величину
Ряс. 4. Схема гибких планов процесса и операции контроля качества продукции.
Условные обозначения: п — объем выборки; Zt — число дефектов; Ас> Re — числа соответственно приемочные и браковочные;
Рв — относительные затраты на приемку дефектной партии.
Виды планов контроля: Н, П и Л — соответственно непрерывный, периодический и летучий контроль; М, Д и О —
соответственно многократный, двукратный и однократный контроль; С и В — соответственно сплошной и выборочный; режим
контроля: /Г, О\ У'— нормальный, ослабленный, усиленный контроль
156
Типовые процессы ТК
8. Признаки категорий планов контроля
Категория Признаки категорий планов контроля
1 Непрерывный, многократный, выборочный, нормальный, усиленный или ослабленный контроль третьего уровня или многократная непрерывная сплошная разбраковка продукции, поступающей последовательными или еди- ничными партиями
2 Периодический, многократный, выборочный, нормаль- ный, усиленный или ослабленный контроль второго уровня или периодическая, многократная сплошная раз- браковка продукции, поступающей последовательными или единичными партиями
3 Периодический, двукратный, выборочный, нормальный, усиленный или ослабленный контроль первого уровня или периодическая двукратная сплошная разбраковка продукции, поступающей последовательными или еди- ничными партиями
4 Летучий, однократный, выборочный, нормальный, уси- ленный или ослабленный контроль специальных уровней или летучая, однократная сплошная разбраковка про- дукции, поступающей последовательными или единич- ными партиями
Примечания: 1. Уровни контроля устанавливают ГОСТ 18242 — 72
и другая НТД.
2. Если две из пяти партий не будут приняты, то переходят на усиленный
режим контроля, если десять партий подряд проверяют по правилам уси-
ленного контроля, то следует прекратить приемку и принять меры для
улучшения качества продукции. При принятии пяти очередных партий с уси-
ленного режима контроля переходят на нормальный; если последние де-
сять партий были приняты и число дефектных изделий было меньше
предельного числа, то переходят на ослабленный контроль. В этом случае
технологический процесс должен быть стабильным и не прерываться.
периода определяют по статистическим расчетам периодов выпуска
предыдущих моделей изделия и его аналогов на основе теоретического
описания экспериментального закона систематического повышения ка-
чества труда и периодического обновления полезных свойств выпу-
скаемой продукции в заданной отрасли машиностроения. Например,
в Московском производственном объединении «Рубин» при выпуске
телевизоров исследован и описан такой закон, приведенный на рис. 5.
Для описания закона использованы обобщенные показатели качества
Системное проектирование типовых процессов ТК
157
Кк
Освоение Серийный выпуск Снятие
с производства
Рис. 5. Теоретическое описание экспериментального закона систематического
повышения качества труда и периодического обновления полезных свойств
выпускаемой продукции.
Условные обозначения: /^ — коэффициент сдачи продукции ОТК; Л*р —
коэффициент реализации качества продукции у потребителя; at - удельный
вес зарплаты с начислениями в себестоимости продукции;'/(х) — уравнение
кривой КПД совокупного труда в МПО «Рубин» (Кк — коэффициент каче-
ства труда); /(xi) —шкала оценки качества; х — время выпуска продукции;
401 и 707 — модели цветных телевизоров
труда в виде КПД живого, овеществленного и совокупного труда
[2, 3]. Установлен период (х) выпуска телевизора 401, равный девяти
кварталам, в том числе период освоения продукции полтора и период
установивnierdta производства — семь с половиной кварталов. После-
дующий период является периодом снятия изделия с производства
и выпуска запасных частей к телевизору.
Закон характеризуется кривой
/(х) = 0,603 + 0,137х - 0,0136х2,
пересекающейся дважды с прямой /(xj, которая соответствует при-
нятому уровню качества труда для изделий высшей категории каче-
ства данной продукции.
Стратегия контроля заключается в установлении режима контро-
ля: усиленного — в период освоения изделия; нормального — при уста-
новившемся производстве; ослабленного при снятии изделия с про-
изводства. Большое значение имеет информация о качестве труда для
своевременного снятия выпускаемой модели изделия с производства.
Решение о снятии с производства устаревшей продукции принимают
руководство объединения, министерства и планирующие органы.
В случаях появления массового брака принимают решение о сплошной
разбраковке выпускаемой продукции или ее замене у потребителя.
Планы процесса контроля качества имеют особенности, обусло-
вленные временным размещением в технологическом процессе изго-
товления изделия операций ТК: непрерывного (Н) каждой операции
158
Типовые процессы ТК
изготовления и входного контроля предметов производства; периоди-
ческого (П) продукции с равномерным или переменным шагом опера-
ций изготовления, включая входной контроль; летучего (Л) продукции
на любой из технологических операций ее изготовления. Для объектов
1 —2-й категорий контроля предусмотрены: многоступенчатая (М) про-
верка качества, например, рабочим, операционным контролером, кон-
тролером лаборатории, контрольным мастером и заказчиком; для 3-й
категории объектов — двукратная (Д) проверка рабочим, контролером;
для 4-й категории объектов — однократная (О) проверка продукции
контролером или рабочим на самоконтроле, имеющим личное клеймо
для продукции. Предусмотрены режимы нормального (Н'), усиленного
(У') и ослабленного (О') процесса контроля при выборочном методе
(В), а также сплошного (С) контроля при разбраковке, сортировке или
испытаниях продукции. К сплошному контролю переходят и в особых
ситуациях выборочного контроля в соответствии со стандартами.
Изменения режима контроля обусловлены допустимыми отклоне-
ниями квалиметрических параметров для соответствующих категорий
объектов контроля (рис. 6). Например, для 2-й категории контроля до-
пускается отклонение от единицы ДК2. Если оценки показателя каче-
ства будет соответствовать определенное время полю допуска 1-й ка-
тегории, то назначают ослабленный режим; полю допуска 3-й
категории — усиленный режим контроля. Эти условия можно запи-
сать в виде:
(1-ДК2)<ц2<(1-ДК1)
ц2<(1-ДК2)
П2>(1-ДК1) }
для нормального режима;
для усиленного режима;
для ослабленного режима
Категории контрол#
Рис. 6. Схема полей допусков квалиметрических параметров для различ-
ных категорий объектов контроля.
Условные обозначения: бп - допуск на КПД (ц) труда; НО — нижнее откло-
нение допуска от единицы
Системное проектирование типовых процессов ТК
159
9. Ориентировочные значения приемочных уровней дефектности для
однократного контроля
Категории объектов контроля 1 2 3 4
Приемочный уровень дефект- ности AQL, % До 0,4 До 1 До 2,5 До 4 и более
и соответственно для случаев перехода на последние два режима:
Н' | У' и Н' | О'. Аналогично обозначают случаи изменения режи-
мов контроля для других категорий объектов. Схема планов ТК при-
ведена на рис. 4.
Планы операций контроля обычно устанавливают стандарты
(ГОСТ 18242 — 72). К показателям, определяющим план контрольной
операции, относят: приемочный уровень дефектности AQL (табл. 9),
браковочный уровень дефектности LQ, приемочное число Ас и брако-
вочное число К# Практическое значение приемочного уровня дефект-
ности AQL определяют с помощью показателя Рв (см. рис. 4), равного
отношению стоимости проверки одной детали к величин^ ущерба, на-
носимого производству от приемки детали с дефектами.
По категории объекта ТК определяют приемочный уровень де-
фектности, значения которого сравниваются с практическими значе-
ниями и назначают наименьшее из них. Далее определяют уровень
контроля: III, II, I или специальный S-1 и другие уровни при контроле
объектов соответственно 1—4-й категорий.
Для выбора плана операции необходимо также знать объем пар-
тии изделий или деталей, стоимость контроля одной детали и виды
возможных дефектов у объекта ТК (критические, значительные, мало-
значительные и незначительные). Приемочные и браковочные числа,
код выборки и выбор плана операции ТК, а также порядок оценки ка-
чества продукции устанавливают стандарты по статистическому кон-
тролю.
При проектировании размещение (г„) элементов СТК выполняют
двояким образом: во времени и в пространстве. Размещение по вре-
менным признакам рассмотрено в планах контроля (непрерывный, пе-
риодический и летучий контроль). Размещение в пространстве осу-
ществляют при проектировании машиностроительных заводов и цехов
и называют расположением, например, контрольных отделений, кон-
трольного оборудования или рабочего места контролера.
Расположение постов СТК зависит от уровней ее детализации:
^/1 = 0; 1; 2; 3; 4,
где п - расположения: 0 - ОТК (УКК) и его подразделений, опреде-
ляемое при разработке генерального плана предприятия; 1 - бюро
(секции) ТК в механосборочном корпусе, а также филиалов и пунктов
160
Типовые процессы ТК
заводских лабораторий (ЦИЛ, ЦЗЛ и др.), определяемое при компо-
новке корпуса и его цехов; 2 — контрольного отделения в цехе, опреде-
ляемое при компоновке цеха; 3 — постоянного или временного рабоче-
го места контролера, определяемое при планировке участка цеха;
4 — позиция контроля или измерения, которую занимает ОК на техно-
логическом оборудовании, контрольно-измерительной машине или на
контрольной плите в приспособлении.
Площади рабочих мест контролеров и контрольных отделений
устанавливают при планировке с учетом: расположения необходимого
оборудования, инвентаря, условий контроля. Предусматриваются не-
обходимые стеллажи для временного хранения деталей и столы для их
приемки, а также различные коммуникации (электросеть, трубопро-
воды для сжатого воздуха, воды, газа и т. п.). Площадь контрольных
отделений определяют по числу работников ОТК, располагаемых на
данном участке, цехе или корпусе. Площадь контрольных отделений
зависит от числа работников ОТК и располагаемого на ней оборудо-
вания. Ее определяют из расчета 5—6 м2 на работника с последую-
щим умножением найденной площади на коэффициент 1,5—1,75,
учитывающий расположение оборудования. При станочных работах
площадь контрольного отделения составляет 3-5% площади станоч-
ного отделения. Контрольное отделение в механическом цехе, как пра-
вило, располагается перед промежуточным складом, куда поступает
продукция по пути движения на сборку.
Для контроля объектов высших категорий используют термокон-
стантные помещения для поддержания нормальной температуры во
время проведения точных измерений. Это очень важный фактор досто-
верности контроля, регламентируемый ГОСТ 8.050—73 и другими
нормативами. Таким образом, температурный фактор учитывают
в требованиях к расположению постов контроля в зависимости от
категорий объектов контроля (табл. 10).
Пример планировки оборудования поточной линии для обработки
зубчатых колес (объектов 3-й категории контроля) и поста ОТК приве-
ден на рис. 7.
Технология контроля качества изделий представляет собой со-
вокупность процессов ТК на всех стадиях производства.
Рис. 7. Схема планировки
оборудования поточной ли-
ши для обработки зубча-
тых колес — объектов 3-й
категории ТК:
/ и 2 - токарные станки; 3 - фрезерные станки; 4 - зубоотделочные станки;
5 — место для заготовок; 6 — рольганги; 7 и 8 - конвейеры; 9 - моечная ма-
шина; 10 — пост ОТК; 11 — конвейер термического цеха
Системное проектирование типовых процессов ТК 161
10. Признаки категорий расположения постов контроля
Кате- гория Признаки категорий расположения постов контроля
1 Последовательное с равномерным шагом расположение пос- тов контроля у каждого рабочего места основных рабочих и наличие специального устройства, обеспечивающего со- блюдение повышенных требований к температурному режи- му и ограничивающего влияние внешних факторов на резуль- таты контроля и производственных измерений
2 ♦ Последовательное с неравномерным шагом расположение постов контроля у рабочих мест основных рабочих и на- личие устройства, обеспечивающего соблюдение номиналь- ных требований к температурному режиму и учитывающего влияние внешних факторов на результаты контроля и произ- водственных измерений
3 Расположение постов контроля после отдельных мест ос- новных рабочих, но с обязательными постами приемочного и входного контроля продукции. Влияние внешних факторов ограничивается технологическими способами
4 Расположение постов контроля в технологической цепочке и условия контроля не регламентируются заблаговременно. Влияние внешних факторов не учитывается
П ри меча пие. Пределы допустимого отклонения температуры объекта
измерения и рабочего пространства от нормальной (20 °C) могу г соответст-
вовать рядам IV —VIII, IX —XI, XII —XIV для объектов контроля 1—3-й
категорий (ГОСТ 8.050-73).
Процессы ТК содержат действия по определению состояния
и оценки типовых, групповых или индивидуальных объектов на со-
ответствие требованиям НТД, принятию решения об их годности или
браке и выдаче информации о качестве в систему управления каче-
ством продукции на предприятии. Процесс ТК состоит из совокупно-
сти контрольных операций, размещаемых в процессе изготовления из-
делия, а контрольные операции — из контрольных переходов. Возмож-
но'также членение перехода на контрольные ходы. Таким образом, при
детализации технологии ТК в указанном выше порядке выделяют пять
уровней, соответствующих принятому числу уровней членения или де-
тализации объектов контроля:
djn = 0; 1; 2; 3; 4,
6 Заказ № 550
162
Типовые процессы ТК
где п = 0 — технология и процессы контроля качества готового изделия
на стадии испытаний (летных, дорожных, ходовых и т. п.); 1 — техноло-
гия и процессы ТК качества систем и оборудования изделия на стадии
общей сборки; 2 — процессы и операции ТК качества на стадии сборки
агрегатов, узлов и штатных приборов изделия; 3 — процессы и опера-
ции ТК качества деталей, заготовок и материалов^на стадиях холод-
ной, горячей обработки; 4 — операции и переходы ТК параметров
и признаков продукции или технологических операций изготовления.
Процессы ТК являются функцией-элементов работы СТК и их
рассматривают как двойные пересечения всех элементов системы:
^п. i.K = Q (хл *к i, уп j к, zn j к ,
п,к
wn.i.K> гп.1.к)*
В современной технологии контроля качества изделия на стадиях
производства, например пассажйрского самолета, насчитывают более
47 тыс. контрольных операций. Наибольшее число этих операций при-
ходится на стадии холодной обработки — 38 тыс., более 5 тыс — на
сборочные и монтажные работы и остальное — на стадии горячей
обработки. При таком большом числе операций ТК технологам-проек-
тировщикам при индивидуальной разработке операций ТК в ручном
варианте потребовалось бы работать над технологией контроля не ме-
нее десяти лет. Поэтому для проектирования технологии ТК исполь-
зуют все средства из арсенала технологов и разработчиков АСУ-ТП,
чтобы ускорить и повысить качество разработки, технологической до-
кументации ТК для сокращения периода обновления выпускаемых
изделий.
Главным средством технологической рационализации основных
и вспомогательных (сервисных) процессов производства при их проек-
тировании и осуществлении служит типизация технологических про-
цессов. Идея типизации в технологии машиностроения является на-
учным принципом подготовки производства новых изделий. Эффект
объединений принципов типизации и избирательности требований
к категориям элементов ТК возрастает за счет гибкости структуры
типовых процессов ТК, а также предварительных отработок конструк-
ции объектов ТК и испытаний на контролепригодность. Эти принципы
необходимо использовать при проектировании и осуществлении про-
цессов ТК в машиностроении.
Требования к процессам ТК для их проектирования приведены
в табл. 11.
Системно-структурный анализ и квантификация элементов СТК
позволяют синтезировать оптимальные варианты типовой многоуров-
невой структуры технологии ТК. Методика построения гибко-
структурного типового процесса ТК состоит в выборе и объеди-
нении отнесенных к разным категориям элементов СТК в соот-
ветствии с назначенной конструктором категорией ОК объекта опре-
Системное проектирование типовых процессов ТК
163
11. Признаки категорий процессов ТК
Категория Признаки категорий процессов ТК
1 Оценка состояния ОК 1-й категории, при которой пре- граждается выпуск изделий с критическими дефектами и гарантируется соблюдение заданных показателей ка- чества в пределах 1—АЛу При наличии критических дефектов или в случае превышения приемочного числа по другим видам дефектов продукцию бракуют и за- прещают ее дальнейшее производство, о чем письменно уведомляют руководителя предприятия
2 Оценка состояния ОК 2-й категории, при которой пре- граждается выпуск изделий со значительными дефек- тами и гарантируется соблюдение заданных показателей качества в пределах 1 — ДК2« При наличии значительных дефектов или в случае превышения приемочного числа по другим видам дефектов продукцию бракуют и приостанавливают ее приемку, о чем уведомляют на- чальника производства
3 Оценка состояния ОК 3-й категории, при которой преграждается выпуск изделий с малозначительными дефектами, число которых превышает приемочное число, и гарантируется соблюдение показателей качества в пределах 1 — A7f3. При превышении уровня дефектности продукцию бракуют, о чем уведомляют начальника цеха
4 Оценка состояния ОК 4-й категории, при которой преграждается выпуск продукции с незначительными де- фектами, число которых превышает приемочное число, и гарантируется соблюдение заданных показателей качест- ва в пределах 1— ЛК4. При превышении приемочного числа дефектов продукцию бракуют, о чем у ведом-* ляется производственный мастер
деленного класса. Начальной процедурой для построения структуры
процесса ТК является определение класса ОК путем сравнения его
с типовыми представителями ОК, указанными в схеме классификации
и классификаторах ОК. Пересечение совокупностей элементов СТК на
требуемых уровнях и по заданным категориям контроля образует
структуру искомого типового гибкоструктурного процесса ТК. Со-
держание полученной структуры заносят в формы, установленные
стандартами ЕСТД для соответствующих технологических процессов.
6*
164
Типовые процессы ТК
К этапам типизации технологических процессов контроля относят:
первичную классификацию предметов производства по конструк-
тивно-технологическим признакам;
вторичную классификацию предметов производства как объектов
ТК по метрологическим признакам;
разработку процессов ТК для каждой классификационной группы.
Несмотря на общность принципов типизации процессов в маши-
ностроении, типизация процессов ТК имеет специфику, и для ее реали-
зации используют дополнительные методы вторичной классификации
предмета типизации. Классификация ОК только по конструктивно-
технологическим признакам не способствует внедрению типизации
в проектирование процессов ТК. При таком подходе значительно воз-
растает сложность и трудоемкость подготовки контроля.
В отличие от классификации основных технологических операций,
осуществляемой по конструктивно-технологическим признакам, клас-
сификация ОК сводится к укрупненной классификации предметов про-
изводства по общности контролируемых параметров, а также приме-
няемых методов и средств ТК.
Классы ОК и других элементов системы определяют по стадиям
производства, кодируют при ручном проектировании буквами русско-
го алфавита, соответствующими содержательному значению элемен-
тов, при машинном проектировании в виде цифрового кода. Классы
ОК представляют вначале в виде схемы классификации. Далее классы
в виде описания (или графического изображения) конкретезируются
в классификаторе. Затем согласно методике, изложенной в первом па-
раграфе главы, содержание структуры процесса или ТК каждой клас-
сификационной группы заносят в формы ЕСТД.
ТИПОВЫЕ ПРОЦЕССЫ КОНТРОЛЯ В ЛИТЕЙНОМ
ПРОИЗВОДСТВЕ
Основой классификации литейных работ являются применяемые в ма-
шиностроении виды литья. К этой же классификационной группе отне-
сены все виды прессования металлов и неметаллических материалов
(например, резины и пластмасс). В различных отраслях машинострое-
ния литьем получают до 60% всех заготовок.
По конструкторско-технологическим признакам (рис. 8) все виды
работ объединяют в восемь классов; по метрологическим призна-
кам — в четыре класса. Для каждой категории ТК некоторые виды
работ могут быть объединены в один класс, хотя и содержат опреде-
ленные конструкторско-технологические отличия (например: ЛП, ЛК,
ЛВМ, ЛФ, ЛД и ЛДВ).
При составлении классификатора (табл. 12) учитывают назначение
деталей, определяющее категорию ТК.
Большинство (более 70%) заготовок, получаемых литьем, отно-
сяг к 3-й категории контроля, часть заготовок (ширпотреб и др.) - к
4-й категории, остальные - ко 2-й.
Типовые процессы ТК в литейном производстве
165
Рис. 8. Схема классификации литейных работ как объектов контроля по признакам:
а — конструкторско-технологическим; б — метрологическим
Обозначение видов литья: ЛП — разовые формы (песчаные или химически
затвердевающие); ЛК—к кокили; ПрФ — прессование в формы; ЛВМ - по
выплавляемым моделям; ЛФ — в оболочковые» формы; ЛД—пол давлением;
ЛДВ— под давлением с вакуумированием; ЦЛ — центробежное
Наибольшее число контрольных операций выполняют при литье
по выплавляемым моделям и в оболочковые формы, например, при
литье по выплавляемым моделям число операций ТК достигает 12,
для других видов литья — 4—9.
Маршрут процесса получения заготовки литьем содержит следую-
щие виды ТК:
входной контроль исходных материалов и оснастки, состояния
подготовки оснастки к выполнению операции;
специальный контроль смесей и оснастки для деталей 1 —2-й
категорий;
операционный контроль заливаемых металлов, оснастки (для
1 —2-й категорий контроля);
специальный контроль сплошности материала, его свойств (пре-
имущественно для 1 —2-й категорий контроля);
приемочный контроль, объем которого зависит аг категории
контроля.
Типовой ТК приведен в табл. 13. В качестве примера выбраны на-
иболее часто встречающиеся процессы, имеющие шифр ЛП. При за-
полнении карт технологических процессов следует выбирать те опера-
ции ТК, которые соответствуют требованиям определенных категорий
контроля.
Рекомендации по заполнению карты технологического процесса
литья в песчаные формы приведены в ГОСТ 3.1401 — 74.
Для автоматизации стадии контроля и возможности использова-
ния автоматизированной системы проектирования технологических
процессов литья разработана схема алгоритма (рис. 9). Часть
операций контроля осуществляет исполнитель, -поэтому в схеме
предусмотрены автоматизированные подсистемы, которые в дальней-
шем могут войти в систему в виде группы сигналов с датчиков. Про-
токол контроля может включать прекращение подготовительных опе-
раций из-за брака или корректирования параметров с последующей их
проверкой па соответствие заданным. Результаты контроля выводятся
на печать в форме протокола, объективно отражающего условия про-
текания процесса.
166
Типовые процессы ТК
12. Классификатор типовых процессов литья
Шифр литья Кате- гория конт- роля Материал Типовые детали
ЛП ЛК 3 2 Чугуны: серые: СЧ 20, СЧ 30 и др. высокопрочные: ВЧ 45, ВЧ 100 и др. ковкие: КЧ 30—6, КЧ 60—3 и др. антифрикционные: АЧС-4, АЧВ-2 и др. жаростойкие: ЧЮ22Ш и др. Стали: углеродистые: 20Л, 55Л и др. низколегированные: 35ГЛ, 35ХСЛ и др. средние и высоколе- гированные: 20Х5ТЛ, 05Х14НДЛ, 35ХГСЛ, Г13Л и др. Станины, стойки, направляю- щие, корпусные детали станков, грузы, противовесы и другие детали, не несущие больших нагрузок Подвергаемые повышенным нагрузкам Подшипники скольжения, ра- ботающие в паре с терми- чески обработанными и сыры- ми валами при нормальной или повышенной (до 300 °C) тем- пературе Нагруженные детали, работаю- щие: при температуре до 630 °C в обычной среде — выпускные коллекторы, корпуса турбин, гильзы цилиндров, клапаны; при нормальной температуре в морской воде, перегретом паре, щелочах, кислотах — корпуса насосов, вентили, ар- матура в нефтяном машиност- роении, химической промыш- ленности Детали станков, корпуса элект- родвигателей, железнодорож- ных вагонов, автомобилей, прокатных станов, элевато- ров, инструмент Детали автомашин, сельскохо- зяйственной техники, горного оборудования, вытяжные штампы, броневые плиты Запорная арматура, фитинги, детали газовых турбин, детали оснастки, кронштейны, вил- ки, узлы шасси
Типовые процессы ТК в литейном производстве
167
Продолжение табл. 12
Шифр литья Кате- гория конт- роля Материал Типовые детали
ЛК 2 4 Латуни: Л80, ЛЖМц59—1 — 1, ЛК80—ЗЛ и др. Бронзы: БрОЗЦ7С5Н1 БрО4Ц4С17 БрСЗО и др. Цинковые сплавы: ЦАМ 9-1,5, ЦАМ 10-5 и др. Алюминиевые сплавы: АЛ8, АЛ9, АЛ19 и др. АЛ2, АЛ4 и др. Магниевые сплавы: МЛ2, МЛ6 и др. Змеевики, сильфоны, детали химической аппаратуры, пат- рубки деталей, работающих в морской воде Детали, работающие в морской воде, водяном паре, подшип- ники скольжения Подшипники скольжения Сальники, буксы Подшипники и детали узлов скольжения, биметаллических изделий Мало- и средненагруженные детали: крышки, кронштейны, заборники, корпуса, фланцы, патрубки, втулки, ручки Детали бытовых изделий (по- суда, украшения и др.) Бензобаки, горловины, арма- тура, корпуса, кронштейны, тормозные диски, барабаны ко- лес
ЛВ 3 Стали: конструкционные и инструментальные: У8А, У10А, У12А, 20Л, 35Л и др. низколегированные: 35ХГСЛ, Г13Л и др. высоколегированные: 30Х24Н12СЛ, 20Х2НЧА, 25Х2НЧМА и др. Инструмент, детали оснаст- ки, корпуса, детали станков, кулачки, копиры, рычаги, флан- цы Направляющие, * рейки, валы оборудования, трубопроводы, химическая аппаратура, свар- ные конструкции сельскохозяй- ственного и транспортного маши ностроени я Ответственные детали двигате- лей, турбин, самолетов, вер- толетов, транспортных, горных машин
168
Типовые процессы ТК
Продолжение табл. 12
Шифр литья Кате- гория конт- роля Материал Типовые детали
2 Алюминиевые сплавы: АЛ2, АЛ4, АЛ9 и др. Титановые сплавы: ВТ5Л, ВТ20Л и др. Мало- и средненагруженные детали приборов, агрегатов, двигателей транспортных ма- шин Корпуса насосов и другие де- тали, используемые в хими- ческом машиностроении, кот- лы, каркасы, гребные винты
лд 3 Алюминиевые сплавы: АЛ2, АЛ8 и др. Магниевые сплавы: МЛ4, МЛ5 и др. Латуни: Л80, Л90 и др. Цинковые сплавы: ЦАМ 9-1,5, ЦАМ 10—5 и др. Детали сложной формы с пе- реходами и тонкими стенками Наименования типовых де- талей приведены под шифрами ЛП и ЛК
4 Пластмассы: термопласты: полиэтилен, полисти- рол фторопласт, полиме- тилметанкрилат - капрон, полиамид, п о л ифор ма л ь дегид, поликарбонат, дифлон, пентапласт Корпусные детали, фитинги, емкости, детали насосов, вен- тиляторов, радиоаппаратуры, интерьера Детали электротехнической ра- диопромышленности, антикор- розионные суспензии Подшипники скольжения, кор- пусные детали, зубчатые коле- са, трубы, прокладки, кольца
2 Чугуны, стали, цветные сплавы (марки см. под шифрами ЛП и ЛК) Трубы, втулки, гильзы, колеса и другие осесимметричные де- тали
Типовые процессы ТК при штамповке
169
Продолжение табл. 12
Шифр литья Кате- гория конт- роля Материал Типовые детали
4 Плас1ические массы: термопласты, по- лиэтилен, полипропи- лен, капрон, поли- амид Заглушки, пробки, пленки, тру- бы, * емкости, фитинги, боби- ны, шпули, детали бытовой техники
ТИПОВЫЕ ПРОЦЕССЫ КОНТРОЛЯ КАЧЕСТВА
ПРИ ЗАГОТОВИТЕЛЬНО-ШТАМПОВОЧНЫХ РАБОТАХ
Для контроля качества заготовок и деталей при заготовительно-штам-
повочных работах составлены семь структур типовых процессов. Для
объектов 2-й категории контроля установлены в среднем 7—10 опера-
ций, а для объектов 3-й категории контроля — 2—6 операций ТК в за-
висимости от сложности объектов контроля. В структуре организации
плана ТК предусмотрена кратность контроля 1 — 4. В первом случае
предусматривают проведение самоконтроля исполнителем качества
продукции.
Маршрут контроля качества на данной стадии производства:
входной контроль марки материала, геометрических и физических
параметров, внешнего вида объекта контроля;,
контроль оснастки и оборудования на соответствие технологии;
операционный контроль геометрических параметров и внешнего
вида объектов контроля;
специальный контроль на специализированных участках ОТК,
ЦЗЛ, ЦИЛ;
приемочный контроль готовой продукции по геометрическим па-
раметрам, внешнему виду, наличию клейм и документации.
К отличительным особенностям методов и средств ТК на этой
стадии производства относят: преимущественное применение плазово-
шаблонного метода передачи размеров и форм от эталона объекту
контроля (используют большое число шаблонов, комплектов шабло-
нов и другой специальной оснастки контроля), большую применяе-
мость деталей, что создает благоприятные условия для использования
выборочных методов статистическою контроля.
Для построения процессов ТК используют схему классификации
холодноштампуемых деталей как объектов контроля (рис. 10) и класси-
фикатор, приведенный в табл. 14.
— < Нет
Брак\^-<
Шихтовые
материалы
в допуске
да
Подсистема
входного контроля
шихтовых материалов
/ Шифры: вида литья, условий работы
/ детали, требований к материалу ,
Iоснастке, шихте, стержням, защитной
'атмосфере, размерам и качеству заго- j
товки, категории контроля (к*1,2,3,4) /
—....хНет
Стержни
в допуске
Да
———t рет
Бракг*^
Защитные
среды
в допуске
Да
Подсистема
входного контроля
стержней
Подсистема
входного контроля
среды
Рис. 9. Схема алгоритма проектирования ТК литейных
операций
Подсистема
контроля
режимов
Подсистема специального контроля
Подсистема
приемочного
контроля
13. Типовой процесс контроля качества литейных работ (класс ЛП)
Операция ТК Средства контроля Число опера- ций ТК Охват контролем (ориентиро- вочно), % Исполнитель контроля; место контроля Условия выполнения контрольных операции
универсальные специальные
1. Входной контроль 1-2 Средняя квали-
шихтовых материалов и фикация конт-
арматуры: / ролеров (соот-
внешнего вида Визуально — 100 Производствен- ветствует
ный мастер III разряду)
марки:
по документации » — 100 Производствен-
ный мастер,
контролер ВТК
по химическим и Аппаратура Установки 1 Проба от ЦЗЛ, специали-
спектральным анали- для химичес- периоди- 1 партии зированный
зам кого и сп аст- ческого участок
рального ана- или непре-
лиза рывного
ТК
массы (шихтовых ма- Весы Дозатор 100 Шихтовщик
териалов)
мест установки карка- Линейки, Шаблоны 100 Литейщик
сов штангенцир-
кули •
Типовые процессы ТК
2. Специальный конт-
роль формовочных и
стержневых смесей:
влажности
газопроницаемости ч
отсутствия металличес-
ких частиц
химического состава и
содержания свежей
смеси
содержание борной
кислоты
механической проч-
ности
скорости отвердевания
Приборы для —
определения влажности Приборы для определения газопроница- емости Постоянный Магнит-
магнит, элект- ная уста-
ромагнит новка
Аппаратура —
для химичес-
кого анализа Специаль
Приборы для ный при- бор
испытания на сжатие Реле времени
1—2 Проба
партии
от Специализиро- ванный участок Проводится при освоении новых видов литья и от- ладке процесса
ЦЗЛ Для химически твердеющих смесей
Типовые процессы ТК при штамповке
Средства контроля Число
Операция ТК универсальные специальные опера- ций ТК
3. Операционный конт- роль: стержней и форм: внешнего вида размеров и уклонов лигатуры и сплавов: режима плавления (температуры) Визуально Линейки, штангенцир- кули Термопары Шаблоны Терморе- гуляторы 1-2
качества материала: химического состава вида излома заливки сплава: режима (температу- ры) Аппаратура для химана- лиза Визуально Термопары Терморе- гуляторы
массы заливаемого сплава — Дозатор
Продолжение табл, 13
Охват контролем (ориентиро- вочно), % Исполнитель контроля; место Контроля Условия выполнения контрольных операций
100 3-10 Формовщик Производствен- ный мастер Первую заго- товку контро- лирует произ- водственный мастер
100 Литейщик, мас- тер, контролер БТК (выборочно) цзл —
Проба от, партии —
Производствен- ный мастер —
100 Литейщик, производствен- ный мастер Литейщик —
Типовые процессы ТК
пропитки отливок лаком: -
режима ( температу- ры и вязкости лака) Термометры, вискозиметры Встроенная система контроля
время сушки Реле времени То же
внешнего вида Визуально —
4. Специальный контроль отливок: капиллярный Дефекто- скопы — 1-2
механические испы- тания Машины для механических испытаний —
металлографический анализ Металлогра- фические микроскопы —
коррозионная стойкость Камеры для испытаний
Производствен- ный мастер, контролер БТК » Пропитке подвергаются специальные отливки из алюминие- вых и магние- вых сплавов
3-10 Специализиро- ванный участок ЦЗЛ При выполне- нии контроля 4-й категории специальный
Образцы от партии контроль не выполняют При контроле 2-й категории
в —
Для деталей, работающих: в агрессивной среде
Типовые процессы ТК при штамповке
Операция ТК Средства контроля Число опера- ций ТК
универсальные специальные
герметичность антифрикционные свойства Машины трения Стенды Образ- цы от партии
5. Приемочный контроль на соответствие чертежам и ТУ: геометрический размер Линейки, штангенцир- кули, угломеры Шаблоны 1
шероховатости внешнего вида наличие клейм и доку- ментации (заключений по специальным видам контроля и др.) Визуально Эталоны
Продолжение табл. 13
Охват контролем (ориентиро- вочно), % Исполнитель контроля; место контроля Условия выполнения контрольных операций
ч. Специализи- рованный участок под давлением в узлах трения
3-10 Производствен- ный мастер, контролер БТК, контрольный мастер Свойства При контроле 2-й категории
100 •
Типовые процессы ТК
Рис. 10. Схема классификации
холодноштампуемых деталей
как объектов контроля (услов-
ные обозначения см. в
табл.' 14).
Коды л3, х3, х4 - стадии
производства, объектов конт-
роля; 01 — линейных разме-
ров; 02 — угловых размеров;
03 - шероховатости поверх-
ности; 04 — отклонения фор-
мы; 05 — отклонения распо-
ложения поверхностей и осей.
Коды видов контролируемых
параметров по признакам:
а — конструкторско-техноло-
гическим; б - метрологиче-
ским
14. Классификатор холодноштампуемых деталей
Типовые детали Класс дета- шлей Категория контроля I Типовые детали Класс дета- лей Категория контроля
Жебткости, стенки, пере- Ж 3 Плоские заготовки ПЛ 3
городки Полые заготовки, дни- ПО 3
Каркасы К 2 ща, полусферы
Обшивки, законцовки О 1—2 . Заготовки из труб т 2
Обтекатели, зализы ОБ 3 Фитинги, кронштейны ф 3
Окантовки ОК 3 Хомуты, петли хо 3
Панели п 2 Шпангоуты, нервюры ш 2
Патрубки ПА 3 Профили ПР 3
Пистоны, футорки ПИ 3
Типовые процессы ТК при штамповке
15. Типовой процесс ТК при заготовительно-щтамповочпых работах (класс ПЛ)
Средства контроля Число Охват Условия
Операция ТК универсальные специальные опера- ций ТК контролем (ориентиро- вочно), % Исполнитель ТК выполнения контрольных операций
1. Входной контроль: марки материала: по маркировке и до- кументации спектральным анали- зом линейных размеров кв али тегов: 12-14 15-17 внешнего вида Визуально Стилоскопы Штангенцир- кули Измеритель- ные линейки, рулетки Визуально — 1—2 100 Образцы от партии 2-10 100 Кладовщик, производствен- ной мастер (вы- борочно), конт- ролер ВТК Средняя квали- фикация конт- ролеров (соот- ветствует III разряду) Для деталей класса ПЛ, от- носящихся ко 2-й категории ТК
2. Контроль оснастки и оборудования на соот- ветствие технологии Визуально — 1 100 Штамповщик, производствен- ный мастер (вы- борочно), конт- ролер ВТК
3. Операционный конт- роль заготовок: линейных размеров квали тегов: 12-14 15-17 внешнего вида Штангенцир- кули Измеритель- ные линейки Визуально Шаблоны ШРД То же 2-3
4. Приемочный контроль заготовок на соот- ветствие чертежам: линейных размеров квали тегов: 12-14 15-17 формы Штангенцир- кули Измеритель- ные линейки, рулетки \ Шаблоны ШРД 1
2-10
Штамповщик,
фрезеровщик,
производствен-
ный мастер (вы-
борочно), конт-
ролер БТК
Первую заго-
товку контро-
лируют произ-
водственный
мастер и конт-
ролер БТК
2-100
Производствен-
ный мастер, конт-
ролер БТК
100% загото-
вок проверяют
при разбраков-
ке
Типовые процессы ТК при штамповке
5
180
Типовые процессы ТК
Пример структуры типового процесса ТК дан в табл. 15.
В карту типового процесса холодной штамповки (ГОСТ
3.1403 — 74) заносят номер операции контроля как составной части про-
цесса обработки, если он относится ко 2-й или 3-й категории контроля.
Для процессов 4-й категории контроля используют маршрутную карту
или ведомость операций ТК (ГОСТ 3.1502 — 74). В наименование и со-
держание операций ТК включены переходы, для которых указывают
приспособления, измерительный инструмент или оборудование. В кар-
те оговаривают объем выборки, приемочные и браковочные числа.
Верхнюю часть карты заполняют данными из табл. 14 с указанием ка-
тегории объектов ТК.
ТИПОВЫЕ ПРОЦЕССЫ КОНТРОЛЯ КАЧЕСТВА
ПРИ ОБРАБОТКЕ ЗАГОТОВОК РЕЗАНИЕМ
Контроль качества заготовок, обрабатываемых резанием, представлен
семью типовыми процессами. Процессы ТК содержат в среднем
26 — 30 операций (по числу технологических операций плюс операция
входного ТК) для объектов 1-й категории, 15 — 18 операций — для
объектов 2-й категории; 6—10 операций — для объектов 3-й кате-
гории.
В общем виде маршрут ТК содержит:
входной контроль (марки материала, геометрических и физических
параметров, внешнего вида объектов);
операционный контроль (геометрических параметров, внешнего
вида объектов);
специальный контроль деталей в специализированных пунктах,
ЦИЛ и ЦЗЛ (геометрических и физических параметров объектов
1 —2-й категорий контроля);
приемочный контроль партии деталей по геометрическим пара-
метрам, внешнему виду, наличию клейм и документации.
К отличительным особенностям ТК при обработке деталей реза-
нием относят: преимущественное применение измерительных методов,
среднюю и большую применяемость деталей, что создает благо-
приятные условия для использования статистических методов ТК, по-
вышенную точность контролируемых параметров, широкую возмож-
ность применения универсально-сборочных приспособлений контроля
и калибров, большую трудоемкость ручного ТК при повышенном раз-
ряде контрольных работ (4 —6-й разряд).
Для построения процессов ТК используют схему классификации
деталей, обрабатываемых резанием, и классификатор (табл. 16, рис. 11).
Пример структуры типового процесса приведен в табл. 17. Структуру
типового процесса ТК переносят в типовые операционные карты ме-
ханической обработки (ГОСТ 3.1404-74) для объектов высоких кате-
горий контроля и ведомость операций технического контроля
(ГОСТ 3.1502-74).
Рис. II. Схема классификации де-
талей, обрабатываемых резанием,
как объектов контроля.
Коды видов контролируемых па-
раметров по признакам: а -
конструкторско - технологиче-
ским; б — метрологическим
Условные обозначения деталей
см. в табл. 16; л4, х3, х4 — коды
стадии производства, объектов
контроля, параметров, 01 — ли-
нейные размеры; 02 - угловые
размеры;03 - шероховатость по-
верхности; 04 — отклонение фор-
мы; 05 — отклонение расположе-
ния поверхностей и осей; 06 -
элементы резьбовых соединений;
07 — элементы зубчатых сопря-
жений; 08 — элементы шлицевых
и шпоночных соединений.
16. Классификатор деталей, обрабатываемых резанием
Типовые детали Класс дета- лей Кате- гория Типовые детали Класс дета- лей Кате- гория
Арматура одноосная А 3 Кронштейны К 2
Арматура многоосная АР 3 Каркасы КА 2
Болты, винты Б 2-3 Корпуса КО 2
Балки БА 1 Лонжероны Л 2
Шпангоуты 2 Панели П 2
Втулки, цилиндры ВТ 1-2 Плоские детали ПЛ 3
Валы В 2 Поршни ПО 2
Гайки Г 3 Пружины ПР 2-3
Диски д 3 Рычаги Р 2
Длинномерные про- дл 2 Фитинги Ф 3
фильные детали Фланцы ФЛ 3
Зубчатые колеса 3 2 Шайбы ш 3
Контроль качества при обработке деталей резанием
17. Типовой маршрутно-операционный процесс ТК деталей, обрабатываемых резанием (класс Б)
Операция ТК (серийное производство) Средства контроля Среднее число опера- ций ТК Охват контролем (ориентиро- вочно), % Исполнитель контроля Условия выполнения контрольных операций
универсальные специальные
1. Входной контроль марки материала: по маркировке и доку- ментации способом термо- ' электродвижущей силы спектральным анали- зом 1 Визуально Прибор ТЭДС Стилоскоп, проверка «На искру» f 1-3 100 Кладовщик, контролер БТК Контролер БТК То же Средняя квали- фикация конт- ролеров долж- на соответст- вовать III раз- ряду Для объектов ТК 2-й катего- рии Проверки «На искру» выпол- няют для угле- родистых сталей
2. Операционный конт- роль: 4-5 3-100 Рабочий, произ- водственный мастер (выбороч- но) Первую деталь контролируют производст- венный мастер и контролер БТК
Типовые процессы ТК
наружных линейных . размеров квалитетов: 8-11 Микрометры Калибры,
12-14 угловых размеров ко- нусов шероховатости поверх- ности расположение поверх- ностей и осей резьбы шлицев Индикаторы, штангенцир- кули Угломеры Визуально Резьбовые индикатор- ные скобы шаблоны Шаблоны Конусные калибры Контроль- ные прис- пособления Резьбовые калибры Шлицевые калибры
3. Специальные виды контроля: физические методы: магнитный индуктивный Магнитные дефектоскопы Индуктив- ный дефек- тоскоп 1-
/
2 До 100 Специализиро- ванный участок Для 2-й кате- гории контро- ля
Контроль качества при обработке деталей резанием
Операция ТК (серийное производство) Средства контроля Среднее число опера- ций ТК
универсальные специальные
капиллярный механические испыта- ния Люминес- центные де- фектоскопы, «метод красок» или цветной (капилляр- ный) Испытатель- ные машины и приборы — 1—2
4. Приемочный контроль деталей на соответст- вие чертежам и ТУ: геометрических пара- метров: наружных линейных размеров квалитетов: 8-11 12-14 Микрометры, индикаторы Штангенцир- куль Калибры Калибры, шаблоны 1
Продолжение табл. 17
Охват контролем (ориентиро- вочно), % Исполнитель контроля Условия выполнения контрольных операции
До 100 Специализиро- ванный участок Для 2-й кате- гории контроля
3 — 30 шт. из партии цзл Контроль и испытания по ТУ
3-100 Производствен- ный мастер, контролер ОТК (контрольный мастер) 100% загото- вок проверяют при разбра- ковке
Типовые процессы ТК
внутренних линейных
размеров квалитетов:
8-11 Нутромеры Калибры
12 — И Штангенцир- Калибры,
кули, нутро- меры шаблоны
угловых размеров, Угломеры, Конусные
конусов синусные калибры,
линейки шаблоны
шероховатости — Эталоны
поверхности шерохова- тости
расположения осей — Контроль-
поверхностей ные прис- пособле-
ния
резьб Резьбовые ин- Резьбовые
дикаторные скобы, метод калибры
трех прово- лочек
шлицев — Шлицевые калибры
внешнего вида Визуально —
наличие клейм, грифов
приемки и документации
»
-
100 Грифы на при- емку для нек- леймящихся деталей
Контроль качества при обработке деталей резанием
186
Типовые процессы ТК
ТИПОВЫЕ ПРОЦЕССЫ КОНТРОЛЯ В СВАРОЧНОМ
ПРОИЗВОДСТВЕ
Классификация типовых сварочных и паяльных работ охватывает ос*
новные виды процессов этой группы. Часть классов объединяет не-
сколько разновидностей работ, например, холодная сварка включает
сварку взрывом, сжатием, электромагнитным способом, а также
ультразвуковую сварку.
Классификатор содержит 15 классов, составленных по конструк-
торско-технологическим признакам (рис. 12, а), и четыре класса — по
метрологическим признакам (рис. 12,6).
Большинство (более 60%) сварных и паяных узлов подвергаются
ТК 3-й категории; силовые ответственные узлы авиационной, автомо-
бильной и химической промышленности (табл. 18) — 2-й категории.
Особенности ТК сварочных и паяльных работ:
наличие специальных видов ТК сварных и паяных соединений;
широкое использование механических испытаний сварных и
паяных соединений;
ТК подготовки поверхности, особенно при пайке и склеивании;
ТК правильности оборки и прихватки деталей;
ТК зазоров между деталями перед некоторыми видами сварки
и пайкой.
Число операций ТК 4 и более для класса ХТС (сварка трением
и холодная сварка); для класса КЛС (контактная, лучевая и плазмен-
ная сварка) до 12. Типовой процесс ТК сварного соединения приведен
в табл. 19.
При заполнении карт технологических процессов сварки объем
и содержание контроля зависят от категории объектов ТК.
Пример заполнения карты технологического процесса дуговой
и электрошлаковой сварки приведен в ГОСТ 3.1406 — 74.
Рис. 12. Схема классификации типовых сварочных и паяльных работ, как
объектов контроля
Сварка: ХС — холодная; СТ — трением; КТЭС - контактная точечная; КРС-
кош яхтная рельефная; КРЭС — контактная роликовая; КТСК - контактная
точечная с заполнением шва клеем; ЭЛС- электронно-лучевая; ЛС — лазер-
ная; ПС - плазменная; ГС - газовая; ДОС - дуговая; ДЭСЗ - дуговая в среде
защитных газов; ДЭСФ - дуговая с применением флюсов; пайка: ПМН - с
местным нагревом заготовки; ПОН - с общим naiревом заготовки
18. Классификатор сварочных и паяльных работ
Класс работ Кате- гория Свариваемые материалы Типовые детали и узлы
ХС, ст, КТЭС 3 3 4 3 Углеродистые и легированные стали Алюминиевые и медные сплавы Пластмассы Стали, алюминиевые, магниевые и титановые сплавы Режущий инструмент, трубы, детали приборострое- ния, самолетов, судов Корпуса, панели, кожухи Кабины, кожухи, панели, крышки, кузова
КРЭС, КРС, КТСК 2 Легированные жаропрочные сплавы Алюминиевые сплавы Титановые сплавы Баки, отсеки, коллекторы, панели, обечайки Панели, крышки, емкости Патрубки, диффузоры, панели
элс, лс ПС 1-2 Вольфрам, молибден, титан, цирконий, тантал Стали, медные и алюминиевые сплавы Неметаллические материалы (керамика, стек- ло и др.) Ответственные детали и узлы авиационной техники, автомобилей, приборов, радиоизделий, химического машиностроения
ГС, дэс 3 Стали, чугуны Алюминиевые и медные сплавы Кронштейны, угольники, емкости, инструмент, диски Корпусные детали, цилиндры, рычаги, трубы, пере- городки, фланцы
дэсз, ДЭСФ 2 Стали, алюминиевые, медные, титановые сплавы Ответственные узлы автомобилей, авиационной тех- ники, трубопроводов высокого давления, химического машиностроения
пмн, ПОН 3 Медные сплавы Стали Детали радиоэлектроники, инструмент, фильтры, трубки Крыльчатки, диффузоры, центробежные колеса, ло- патки компрессоров
Типовые процессы ТК в сварочном производстве
19. Типовой процесс ТК сварных и паяных деталей (класс ХТС)
Операция ТК Средства контроля Число опера- ций ТК Охват контролем (ориентиро- вочно), % Исполнитель контроля . 4. Условия выполнения контрольных операций
универсальные специальные
1. Входной контроль: марки свариваемого материала по марки- ровке и документации качества подготовки свариваемых поверхностей Визуально » Эталоны, стенды 1-2 100 Производствен- ный мастер, контролер БТК Средняя квалификация контролеров должна соот- ветствовать 3-му разряду
2. Операционный конт- роль режима сварки: давления — Динамо- метры 1 Сварщик, произ- водственный мастер (выборочно), контролер БТК -
окружной скорости силы сварочного тока длительности импульса Тахометры Амперметры Счетчики импульсов Для класса СТ
Типовые процессы ТК
диаметра сварных то- чек и шага между ними Штангенцир- кули, линейки Эталоны
3. Специальные виды ТК: механические свойства металлографы ческий анализ Испытатель- ные машины и приборы Металлогра- фические микроскопы • 1-
4. Приемочный ТК на соответствие чертежам и ТУ: / геометрических пара- метров внешнего вида наличия клейм и доку- ментации Штангенцир- кули, ли- нейки Визуально » Шаблоны, эталоны 1
Образцы от партии Сварщик, произ- водственный мастер, контролер БТК Для класса ктэс
2 ЦЗЛ При запуске изделия, заме- не материала и арбитражной проверке
3-10 Производствен- ный мастер, контролер БТК —
100 100
Типовые процессы ТК в сварочном производстве
Подсистема
входного
контроля
Г Исходные данные:
/шифры материала с грумов свариваемость
имвки), метода сварки Споик1р,рриадочмо4
(го материала и флюса; {расчетные режимы /
Верхняя часть запол-
няется из карты техноло-
гического процесса свар-
ки.
Схема алгоритма
ТК для автоматизиро-
ванной сварки и пайки
приведена на рис. 13.
замена
материала
Сигналы
от датчиков
Корректирование №т
режимов
Сигналы
от датчиков.
Корректирование
режимов
Подсистема
еяеииального
контроля
параметров
Подсистема
окончательного
контроля
параметров
Рис. 13. Схема ал-
горитма ТК сведен-
ных и ваяльных работ
Дл
Ла
Ла
брак
Замена
флюса
Замена
защитных
газов
нет
Нет
Да
Ла
Да
Да
брак
Да
Протокол
контроля
защитных
газов
Соответствие
Соответствие
етствие
присадочного
Соответствие
флюса
оответ-
материала
методу сварки
(лавки)
Соответ-
ствие режимов и
качества
сворки
Соответ-
ствие режимов и
качества при
хватки
Классы и шифры
Рже. 14. Схема классификации материалов, подвергаемых термической обработке по признакам:
а — конструкторско-технологическим; б — метрологическим.
Шифры классов: ОЗС — отжиг, закалка, старение; ЗС — закалка, старение; ОЗ — отжиг, закалка; ОС — отжиг сплавов; 30 — закалка,
отпуск (отжиг, старение); 3 — закалка; ЗНО — закалка, нормализация, отпуск; О — термообработка выполняется для придания спе-
циальных свойств или при формообразовании детали
20. Типовой процесс ТК на стадии термической обработки
Операция ТК Средства измерения Число конт- рольных операций Охват контролем (ориентиро- вочно), % Исполнитель контроля Условия выполнения контрольной операции
универсальные специальные
1. Входной контроль: марки материала: по маркировке и до- кументации спектральным мето- дом наличие клейм преды- дущих операций внешнего вида Визуально Стилоскопы Визуально » Подсисте- ма авто- матизиро- ванного входного контроля 1—2 100 3-10 100 Термист, произ- водственный мастер (выбо- рочно) Средняя квали- фикация конт- ролеров соот- ветствует 3-му разряду
2. Операционный конт- роль подготовитель- ных операций: рабочего контура и длины индуктора настройки режима: времени обработки температуры рабочей среды Линейки, шаблоны, штанген- циркули Секундомеры Термопары Специаль- ные стенды Реле вре- мени, эта- лоны Регуля- торы 1 100 Термист Для индук- ционной за- калки
Типовые процессы ТК
Заказ № 550
давления (расхода) рабочей среды косинуса угла Манометры Встроен- ный ре- гулятор
3 Контроль режимов обработки: температуры нагрева скорости нагрева времени выдержки скорости охлаждения равномерности нагрева мощности Милливольт- метры, потен- циометры Самописцы » » Визуально Ваттметр Терморе- гуляторы
4. Специальный конт- роль: металлографический анализ капиллярные методы • ультразвуковой конт- роль Металлогра- фические микроскопы Люминес- центные де- фектоскопы Дефектоско- пы — .
1 100 ТерМист, произ- водственный мастер (выбо- рочно), контро- лер БТК Кроме индук- ционной закал- ки
Для индукци- онной закалки
1-2 Образец от каждого наимено- вания 3-10 100 ЦЗЛ Специализиро- ванный участок То же —
Типовые процессы ТК в сварочном производстве
Операция ТК Средства измерения Число конт- рольных операций
универсальные специальные
5. Приемочный контроль на соответствие черте- жам и ТУ: 1
твердости Твердомеры, тарирован- ные напильники Магнит- ные твер- домеры, машины для конт- роля твер- дости
геометрических пара- метров: линейных и угловых размеров; Штангенцир- кули, микро- метры Калибры, шаблоны, измери- тельные машины
внешнего вида наличия клейм и до- кументации Визуально » —
Продолжение табл. 20
Охвал контролем (ориентиро- вочно), % Исполнитель контроля Условия выполнения контрольной операции
Производствен- ный мастер, контролер БТК —
100 4
3-10
100
100
Типовые процессы ТК
Типовые процессы контроля в термообработке
195
ТИПОВЫЕ ПРОЦЕССЫ КОНТРОЛЯ В ТЕРМООБРАБОТКЕ
Термообработке могут подвергаться до 100% деталей. По видам тер-
мообработки материалы подразделяют на восемь классов (рис. 14).
Класс О включает твердые сплавы, металлы с эффектом памяти типа
нитинола и другие сплавы, которые подвергаются термической обра-
ботке с целью придания им специальных свойств.
По конструкторско-технологическому признаку все материалы в
зависимости от вида термической обработки подразделяют на 6 классов,
которые контролируют "по единой типовой программе. Для деталей
различных категорий ТК могут быть использованы одни и те же виды
термической обработки, поэтому некоторые классы (например, ОС, 30
и др.) разделены на подклассы.
К 1-й категории ТК относят ответственные детали турбин, двига-
телей и управляющих устройств. Наибольшее число деталей (более
60%) из сплавов, подвергаемых термической обработке, относят к 3-й
категории контроля.
Типовой процесс ТК приведен в табл. 20. При разработке типовых
процессов с применением ЭВМ учитывают возможность включения
операций ТК в технологический процесс. В процессах показано место
применения встроенных устройств и подсистем для отдельных этапов
ТК. Часть операций (например, неразрушающий контроль) приведена
без конкретизации методов, так как эту информацию технолог вводит
в карту исходных данных в зависимости от условий работы и назначе-
ния детали. Особенностью ТК термообработки является широкое
использование неразрушающих методов и средств контроля физических
параметров.
СПИСОК ЛИТЕРАТУРЫ
1. Диалоговое проектирование в технологических процессах/
Н. М. Капустин, В. В. Павлов, Л. А. Козлов й др. М.: Машинострое-
ние. 1983. 288 с.
2. Дунаев И. М. Планирование технической подготовки контроля
качества. Казань: Татарское книжное издательство, 1969. 174 с.
3. Дунаев И. М., Скворцов Т. П.,'Чупырин В. Н. Организация про-
ектирования системы технического контроля. М.: Машиностроение.
1981. 191 с.
4. Основы научной организации управления качеством / Дубови-
ков Б. А. М.: Экономика, 1966. 319 с.
5. Справочник металлиста. Т. II и III/Под ред. А. Н. Малова. М.:
Машиностроение, 1976.
6. Технологические методы и средства ко!Ггроля качества в само-
летостроении/Под ред. И. М. Дунаева. М.: Машиностроение, 1973.
446 с.
7. Электрофизические и электрохимические методы обработки ма-
териалов. Т.П/Под ред. В. П. Смолен цева. М.: Высшая школа, 1983.
208 с.
7*
ГЛАВА 5
ПРОЕКТИРОВАНИЕ ОРГАНИЗАЦИИ
ТЕХНИЧЕСКОГО КОНТРОЛЯ
КЛАССИФИКАЦИЯ ВИДОВ ТЕХНИЧЕСКОГО КОНТРОЛЯ
Процессы ТК классифицируют по различным признакам (ГОСТ
16504 — 81), основные из которых приведены в табл. 1.
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Термины по ГОСТ 16504 —81.
Контроль качества продукции — контроль количественных и (или)
качественных характеристик свойств продукции.
При контроле качества продукции объектом контроля является
перерабатываемая, изготовляемая, выпускаемая, эксплуатируемая про-
дукция. Для суждения о ее качестве при контроле проверяют соответ-
ствующие признаки этой продукции.
Оценивание качества продукции — определение значений характе-
ристик продукции с указанием точности и (или) достоверности.
Контроль технологического процесса* — контроль режимов, харак-
теристик, параметров технологического процесса.
Производственный контроль — контроль, осуществляемый на ста-
дии производства продукции.
Производственный контроль, как правило, охватывает все вспомо-
гательные, подготовительные и технологические операции,в том числе
качество, комплектность, упаковку, маркировку и количество предъяв-
ленной продукции. При производственном контроле выполняют вход-
ной, операционный, приемочный контроль, а также контроль техноло-
гической дисциплины, средств технологического оснащения, учет,
анализ и оформление брака.
Эксплуатационный контроль — контроль, осуществляемый на ста-
дии эксплуатации продукции.
Входной контроль — контроль продукции поставщика, поступив-
шей к потребителю или заказчику и предназначаемой для использова-
ния при изготовлении, ремонте или эксплуатации продукции. Вход-
ному контролю подвергают исходные материалы, полуфабрикаты,
готовые изделия поставщиков, техническую документацию и т. п.
Операционный контроль — контроль продукции или процесса во
время выполнения или после завершения технологической операции.
Осуществляется, как правило, на всех стадиях производства.
Приемочный контроль — контроль продукции, по результатам ко-
торого принимается решение о ее пригодности к поставкам и (или)
использованию.
Сплошной контроль — контроль каждой единицы продукции
в партии.
1. Классификация видов ТК
К лассиф ика ционн ый признак ТК
Объект контроля • Качества продукции, технической документа- ции, средств технологического оснащения, тех- нологической дисциплины, технологического процесса
Стадии создания и существования про- дукции Производственный, эксплуатационный
Этапы процесса производства Входной, операционный, приемочный
Полнота охвата контролем Сплошной, выборочный, статистический
Связь с объектом контроля во времени Летучий, непрерывный, периодический
Эффективность конт- роля Инспекционный
Исполнитель конт- Контроль: производственным рабочим, произ-
роля водственным мастером, работником отдела технического контроля, представителем заказ- чика ВедоMei венный качества продукции, государ- ственный надзор за качеством продукции, надзор за качеством продукции
Влияние на объект контроля Разрушающий, неразрушающий
Применяемые СК Измерительный, допусковый, регистрацион- ный, по контрольному образцу Органолептический, визуальный Технический осмотр
Степень механизации Ручной, механизированный, автоматизирован-
и автоматизации ный, автоматический
Характер воздейст- Активный, пассивный
вия на ход произ- водственного процес- са
Место размещения средств контроля Встроенный
Обязательность про-' ведения Текущий, профилактический
Место проведения Подвижный, стационарный
Тип контролируемых Химических, физических, геометрических, функ-
признаков циональных параметров, качественных призна-
ков объекта Технического состояния, функционирования, работоспособности
198
Проектирование организации ТК
Этот вид контроля применяют в условиях особо высоких требова-
ний к уровню качества изделий, у которых абсолютно недопустим
пропуск дефектов в дальнейшее производство или эксплуатацию из-за
существенных при этом потерь (материальных, трудовых и т. п.), или
в тех случаях, когда число деталей недостаточно для получения выбо-
рок или проб с установленными рисками изготовителя и потребителя,
а также если технологический процесс (оборудование) не обеспечивает
стабильности качества изготовляемых деталей. При сплошном контро-
ле почти полностью исключено попадание на сборку или к потребите-
лю дефектных деталей, но в некоторых случаях его применение эконо-
мически нецелесообразно, особенно при больших программах выпуска
деталей, изготовлении их на автоматических и полуавтоматических ли-
ниях, на станках с ЧПУ и при изготовлении неответственных деталей.
Сплошной контроль применяют и в тех случаях, когда качество испол-
нения не может быть проверено на последующих этапах изготовления
и испытания изделия, а также для продукции на стадии освоения ее
в производстве.
Сплошной контроль применяют как при операционном, так и при
приемочном контроле. Недостатки этого вида контроля: большое чис-
ло контролеров, возможно некоторое снижение ответственности про-
изводственного персонала за сделанный брак. Применять сплошной
контроль в процессе операционной обработки деталей нецелесо-
образно. При массовом производстве сплошной контроль всех изделий
становится экономически нецелесообразным. В связи с этим возникает
потребность в организации выборочного контроля.
Выборочный контроль — контроль, при котором решение о конт-
ролируемой совокупности или процессе принимают по результатам
проверки одной или нескольких выборок (ГОСТ 15895 — 77).
Этот вид контроля целесообразен, если число изделий достаточно
для получения выборок или проб с установленными рисками постав-
щика и потребителя. Выборочный контроль применяют при большой
трудоемкости контроля, при контроле, связанном с разрушением дета-
лей, на операциях, выполняемых на автоматических, полуавтоматиче-
ских и поточных линиях, на автоматизированных технологических
комплексах, при обработке на станках с ЧПУ и с приборами активно-
го контроля. Выборочный контроль, как правило, применяют при опе-
рационном контроле. Этот вид контроля может применяться и при
приемочном контроле готовых деталей и изделий по проверке неответ-
ственных параметров; дает хороший результат при наличии стабиль-
ного и отработанного технологического процесса изготовления дета-
лей.
Статистический контроль качества — контроль качества, при ко-
тором используются статистические методы (ГОСТ 15895 — 77).
Статистический приемочный контроль качества продукции — вы-
борочный контроль качества продукции, основанный на применении
методов математической статистики для проверки соответствия каче-
ства продукции установленным требованиям (ГОСТ 15895-77).
Основные термины и определения
199
В отличие от статистического регулирования при статистическом
приемочном контроле качества продукции принимают решение не
о состоянии технологического процесса, а о приемке или забраковании
партии продукции. Поэтому, как правило, объем выборок для стати-
стического приемочного контроля больше, чем для статистического
регулирования технологических процессов.
Термин «статистический приемочный контроль качества продук- /
ции» не следует связывать с контролем только готовой продукции. От-
личительной особенностью статистического приемочного контроля
является принятие решения о приемке или забраковании партии про-
дукции по результатам контроля выборки.
Статистический приемочный контроль применяют на операциях
входного контроля сырья, материалов и комплектующих изделий, при
операционном контроле, т. е. тогда, когда необходимо принять или за-
браковать партию продукции.
Летучий контроль — контроль, проводимый в случайное время.
Эффективность летучего контроля обусловливается его внезап-
ностью, правила обеспечения которой должны быть специально разра-
ботаны. Летучий контроль, как правило, осуществляется непосред-
ственно на месте изготовления, ремонта, хранения и т. а
Непрерывный контроль — контроль, при котором поступление ин-
формации о контролируемых параметрах происходит непрерывно.
Непрерывный контроль применяют для проверки технологических
процессов и продукции, качество которых может быть обеспечено
только при постоянном контроле и регулировании технологических
процессов, или при эксплуатации продукции, когда контроль обуслов-
лен требованиями безопасности и т. д. Непрерывный контроль осу-
ществляется автоматическими или полуавтоматическими СК.
Периодический контроль — контроль, при котором поступление ин-
формации о контролируемых параметрах происходит через устано-
вленные интервалы времени.
Применяется при установившемся производстве и стабильных тех-
нологических процессах.
Инспекционный контроль — контроль, проводимый специально
уполномоченными лицами с целью проверки эффективности ранее вы-
полненного контроля.
Инспекционный контроль не всегда сводится к повторению в том
или ином объеме ранее выполненного контроля. Эффективность вы-
полнявшегося контроля проверяют также оценкой, например, правил
выполнения контроля.
Надзор за качеством продукции — контроль качества продукции,
осуществляемый специальными органами (ГОСТ 15467 — 79).
Различают ведомственный контроль и государственный надзор за
качеством продукции.
Ведомственный контроль качества продукции* — контроль каче-
* Нестаидартизованный термин.
200
Проектирование организации ТК
ства продукции, осуществляемый органами министерства или ведом-
ства. Например, главными инспекциями по качеству министерства.
Государственный надзор за качеством продукции * — контроль ка-
чества продукции, осуществляемый специальными государственными
органами.
В нашей стране этот вид контроля выполняют органы Госстан-
дарта, которые следят за внедрением и соблюдением стандартов и тех-
нических условий, выполнением министерствами и ведомствами пла-
нов мероприятий по своевременному обеспечению подготовки про-
изводства и выпуску продукции по новым стандартам в установленные
сроки; производством, состоянием и применением мер и измери-
тельных приборов, их ремонтом, а также за работой ведомственных
служб стандартизации и метрологических служб. Госстандарт имеет
право давать указания об устранении обнаруженных нарушений требо-
ваний стандартов, технических условий и другой нормативно-техниче-
ской документации предприятиями, организациями и учреждениями
независимо от ведомственной подчиненности, а также запрещать по-
ставку продукции, которая по своим показателям ниже требований
стандартов и технических условий или некомплектна.
Вид неразрушающего контроля — условная группа методов нераз-
рушающего контроля, объединенных общностью физических принци-
пов, на которых они основаны (ГОСТ 18353 — 79). После такого ТК
любое изделие остается пригодным к использованию по назначению.
Различают следующие виды неразрушающего контроля: маг-
нитный, электрический, вихретоковый, радиоволновый, тепловой, опти-
ческий, радиационный, акустический, проникающими веществами. При
неразрушающем контроле могут проводиться радиационные, маг-
нитные, индукционные, акустические, капиллярные и другие воздей-
ствия на продукцию.
При классификации видов неразрушающего контроля за основу
принимают следующие признаки:
характер физических полей или излучений, взаимодействующих
с контролируемым объектом;
характер взаимодействия физических полей или веществ с контро-
лируемым объектом;
первичный информационный параметр;
способ получения первичной информации;
способ представления окончательной информации.
Измерительный контроль — контроль, осуществляемый с примене-
нием средств измерения.
При измерительном контроле различают методы: количественной
оценки параметров (применяют измерительные приборы и инстру-
менты — шкальные, стрелочные, цифровые и др.) и качественной оцен-
ки параметров (применяют показывающие приборы и инструменты —
дефектоскопы, ренггеноаппаратура, стилоскопы, шаблоны, калибры,
Нестандартизованный термин.
Основные термины и определения
201
электропробники и др.), соответствующие принципу «да» — «нет», «про-
ход» — «непроход», «в допуске» — «не в допуске».
В зависимости от метода измерительный контроль подразделяют
на механический, пневматический, электрический, оптический, проек-
ционный, интерференционный, рентгеноскопический, магнитный, вих-
ревых токов, радиоизотопный, ультразвуковой и др.
Видом измерительного контроля является допусковый контроль.
Допусковый контроль — контроль, устанавливающий факт нахож-
дения действительного значения параметра относительно его пре-
дельно допустимых значений без измерения значения параметра
(ГОСТ 19919-74).
Регистрационный контроль — контроль, осуществляемый регистра-
цией значений контролируемых параметров продукции или процессов.
Контроль по контрольному образцу * — контроль качества продук-
ции, осуществляемый методом сравнения ее признаков с признаками
контрольного образца продукции (эталона).
Органолептический контроль — контроль, при котором первичная
информация воспринимается органами чувств.
Органолептический контроль основан на восприятиях органами
чувств (зрением, слухом, обонянием, вкусом и осязанием) такой инфор-
мации, которая не представлена в численном выражении. В этом слу-
чае решение относительно объекта контроля принимают только по ре-
зультатам чувственных восприятий (например, оценка цветовых от-
тенков, оценка запаха и т. д.). При органолептическом контроле могут
применяться средства контроля, не являющиеся измерительными, но
увеличивающие разрешающую способность или восприимчивость ор-
ганов чувств. Особенность применения средств контроля в этом случае
заключается в отсутствии выдачи информации относительно объекта
контроля в численном выражении.
Разновидностями органолептического контроля являются визу-
альный контроль и технический осмотр.
Визуальный контроль — органолептический контроль, осущест-
вляемый органами зрения.
Технический осмотр — контроль, осуществляемый в основном при
помощи органов чувств и, в случае необходимости, средств контроля,
номенклатура которых установлена соответствующей документацией.
При техническом осмотре даже без применения каких-либо
средств контроля не исключается получение количественно выражен-
ной информации относительно признаков объекта контроля. Поэтому
технический осмотр не всегда сводится к органолептическому контро-
лю даже при отсутствии средств контроля.
Ручной контроль ♦ —контроль, осуществляемый без использова-
ния средств механизации и автоматизации.
МеханизировцНный контроль * — контроль, осуществляемый с ис-
пользованием средств механизации.
* Нестандартизованный термин.
202
Проектирование организации ТК
Автоматизированный контроль — контроль, осуществляемый с ча-
стичным участием человека (ГОСТ 19919 — 74).
Автоматический контроль * — контроль, осуществляемый без не-
посредственного участия человека (кроме функции включения и вы-
ключения средств контроля).
Активный контроль * — производственный контроль, результаты
которого используют для непрерывного управления процессом изгото-
вления.
Пассивный контроль* —производственный контроль, результаты
которого не используют или используют эпизодически для управления
процессом изготовления.
"Встроенный контроль* — контроль, выполняемый средствами кон-
троля, встроенными вх изделие или технологическое оборудование
и являющимися их составной частью.
Текущий контроль* — технический контроль, выполнение которого
установлено в соответствующих технологических документах.
Профилактический контроль* — технический контроль, выпол-
няемый для выявления и предупреждения причин возникновения де-
фектов или брака.
Подвижный контроль * — контроль, осуществляемый на месте не-
посредственного изготовления, испытания, технического обслуживания
или ремонта продукции.
Подвижный контроль выполняют непосредственно на рабочих ме-
стах при изготовлении продукции (у станков, на сборочных стендах
и т. п.) в следующих случаях:
при контроле незначительного числа объектов, которые возможно,
удобно и целесообразно контролировать на месте их изготовления;
при операционном контроле;
при контроле громоздких и неудобных для транспортирования
объектов;
при использовании переносных средств контроля;
при невозможности включения в ритм производственного процес-
са стационарного рабочего места для выполнения технического кон-
троля;
когда не требуется создания специальных условий контроля.
Подвижный контроль применяется как единственно возможная
форма контроля в сборочных цехах, изготовляющих крупные изделия,
где контролеры последовательно проверяют сборочные операции не-
посредственно на сборочных стендах.
Стационарный контроль* — контроль, проводимый на специально
отведенном для этого рабочем месте.
Стационарный контроль применяют в следующих случаях:
при значительном числе одинаковых объектов, которые возможно,
удобно и целесообразно контролировать па специально приспособлен-
ном рабочем месте;
♦ Нестаидартизованный термин.
Основные термины и определения
203
при приемочном контроле (перед сдачей деталей или сборочных
единиц на склад или в другой цех);
при использовании СК, применение которых возможно только
в стационарных условиях и которые не могут быть перенесены к ме-
стам расположения объекта;
при возможности включения в ритм производственного процесса
стационарного рабочего места для выполнения ТК;
при необходимости обеспечения специальных условий контроля.
Контроль технического состояния — определение вида техниче-
ского состояния изделия (ГОСТ 19919—74).
Контроль функционирования — контроль выполнения объектом ча-
сти или всех свойственных ему функций (ГОСТ 19919 — 74).
Контроль работоспособности* — контроль состояния изделия, при
котором оно способно выполнять "заданные функции с параметрами,
установленными требованиями технической документации.
Термины по ГОСТ 15467 - 79 и ГОСТ 15895-77.
Единица продукция— отдельный экземпляр штучной продукции
или определенное в установленном порядке количество нештучной или
штучной продукции.
Изделие — единица промышленной продукции, количество кото-
рой может исчисляться в штуках или экземплярах.
Годная продукция — продукция, удовлетворяющая всем устано-
вленным требованиям.
Дефектное изделие — изделие, имеющее хотя бы один дефект.
Дефект — каждое отдельное несоответствие продукции установ-
ленным требованиям.
Если рассматриваемая единица продукции имеет дефект, то это
означает, что по меньшей мере один из показателей ее качества или
параметров вышел за предельное значение или не выполняется (не
удовлетворяется) одно из требований нормативной документации
к признакам продукции.4
Несоответствие требованиям технического задания или установ-
ленным правилам разработки (модернизации) продукции относится
к конструктивным дефектам.
Несоответствие требованиям нормативной документации на изго-
товление или поставку продукции относится к производственным де-
фектам. Примерами дефектов могут быть: выход параметров детали
за пределы допуска, неправильная сборка или регулирование (настрой-
ка) аппарата (прибора), царапина на защитном покрытии изделия, не-
допустимо высокое содержание вредных примесей в продукте, наличие
заусенцев на резьбе и т. д.
Термин «дефект» связан с термином «неисправность», но не
является его синонимом. По ГОСТ 27.002 — 83 неисправность пред-
ставляет собой онределенное состояние изделия. Находясь в неисправ-
ном состоянии, изделие имеет один или несколько дефектов.
* Нестандартизованный термин.
204
Проектирование организации ТК
Термин «дефект» применяют при контроле качества продукции на
стадии ее изготовления, а также при ее ремонте, например, при дефек-
тации, составлении ведомостей дефектов и контроле качества отремон-
тированной продукции.
Термин «неисправность» применяют при использовании, хранении,
транспортировании определенных изделий. Так, например, словосоче-
тание «характер неисправности» означает конкретное недопустимое из-
менение в изделии, которое до его повреждения было исправным (на-
ходилось в исправном состоянии).
В отличие от термина «дефект» термин «неисправность» распро-
страняется не на всякую продукцию, в том числе не на всякие изделия,
например, не называют неисправностями недопустимые отклонения
показателей качества материалов, топлива, химических продуктов, из-
делий пищевой промышленности й т. п.
Термин «дефект» следует отличать также от термина «отказ».
По ГОСТ 27.002 — 83 отказом называют событие, заключающееся
в нарушении работоспособного состояния объекта. До возникновения
отказа объект был работоспособным. Отказ может возникнуть при на-
личии в изделии одного или нескольких дефектов, но появление дефек-
тов не всегда означает, что возник отказ и изделие стало неработоспо-
собным. Все возможные дефекты подразделяют на критические,
значительные и малозначительные.
Малозначительный дефект — дефект, который существенно не
влияет на использование продукции по назначению и ее долговеч-
ность.
Значительный дефект — дефект, который существенно влияет на
использование продукции по назначению и (или) на ее долговечность,
но не является критическим.
Критический дефект — дефект, при наличии которого использо-
вание продукции по назначению практически невозможно или недо-
пустимо.
Такое разделение дефектов основано на оценке степени влияния
каждого рассматриваемого дефекта на эффективность и безопасность
использования продукции с учетом ее назначения, устройства, показа-
телей ее качества, режимов и условий эксплуатации.
Указанное разделение дефектов проводят для последующего вы-
бора вида контроля качества продукции (выборочного или сплошного)
и для назначения такой характеристики выборочного контроля, как
риск потребителя (заказчика). Чтобы не пропустить критический де-
фект, контроль продукции должен быть сплошным и в ряде случаев —
неоднократным. Контроль отсутствия значительного дефекта допу-
скается осуществлять выборочно только при достаточно низком значе-
нии риска потребителя. Отсутствие малозначительного дефекта можег
контролироваться выборочно при относительно высоком значении ри-
ска потребителя.
Для некоторых видов продукции определенные совокупности де-
фектов, каждый из которых при отдельном сю рассмотрении является
Основные термины и определения
205
малозначительным, могут быть эквивалентны значительному или даже
критическому дефекту и должны относиться к соответствующей кате-
гории. Совокупности же значительных дефектов или значительных
с малозначительными могут быть эквивалентны критическому дефекту
и должны относиться к категории критических.
В отдельных отраслях промышленности при необходимости мо-
жет быть проведена более детальная классификация дефектов по сте-
пени их влияния на эффективность использования продукции.
В соответствии с приведенной классификацией дефектов по ре-
зультатам контроля продукции различают следующие ее единицы (в
частности, изделия):
критически дефектные, т. е. имеющие хотя бы один критический
дефект;
значительно дефектные, т. е. имеющие один или несколько значи-
тельных дефектов, но не имеющие критических дефектов;
малозначительно дефектные, т. е. имеющие один или несколько
дефектов малозначительных по отдельности и в совокупности, но не
имеющие значительных и критических дефектов.
Устранимый дефект — дефект, устранение которого технически
возможно и экономически целесообразно.
Неустранимый дефект — дефект, устранение которого технически
невозможно и экономически нецелесообразно.
Устранимость и неусгранимость дефекта определяют примени-
тельно к рассматриваемым конкретным условиям производства и ре-
монта с учетом необходимых затрат и других факторов.
Один и тот же дефект может быть отнесен к устранимым и не-
устранимым в зависимости от того, обнаружен он на ранних или на
заключительных этапах технологического процесса производства (ре-
монта).
Неустранимые дефекты могут переходить в категорию устра-
нимых также в связи с усовершенствованием технологии производства
(ремонта) продукции и снижением затрат на исправление брака.
Явный дефект — дефект, для выявления которого в нормативной
документации, обязательной для данного вида контроля, предусмо-
трены соответствующие правила, методы и средства.
Скрытый дефект — дефект, для выявления которого в норматив-
ной документации, обязательной для данного вида контроля, не пред-
усмотрены соответствующие правила, методы и средства.
Деление дефектов на явные и скрытые обусловливается предусмо-
тренными правилами, методами и средствами контроля качества про-
дукции. К правилам контроля относят его распорядок (регламент,
график), к методам — технологию (способы, приемы, последователь-
ность операций), объем (число контролируемых показателей или пара-
метров) и точность; средствам контроля — используемое оборудование
(стенды, испытательные машины, оснастку позиций и площадок на по-
лигонах и т. п.), измерительную и регистрирующую аппаратуру, а так-
же инструменты и приборы.
206
Проектирование организации ТК
Многие явные дефекты выявляют при внешнем осмотре (визуаль-
но). Однако если нормативной документацией предусмотрена про-
верка отсутствия какого-либо дефекта инструментом, прибором или
разборкой контролируемого изделия, то такой дефект относят к кате-
гории явных, несмотря на невозможность его визуального обнаруже-
ния. •
Скрытые дефекты, как правило, выявляют после поступления про-
дукции к потребителю или при дополнительных, ранее не предусмо-
тренных проверках, в связи с обнаружением других (явных) дефектов.
Брак — продукция, передача которой потребителю не допускается
из-за наличия дефектов.
Понятие «брак» совпадает с понятием «забракованная продукция»,
если продукция состоит из одной единицы, оказавшейся дефектной,
или из нескольких единиц, в каждой из которых имеется хотя бы один
дефект.
Если продукция, состоящая из нескольких единиц (например, пар-
тия изделий), забракована по результатам выборочного контроля, то
в ней, кроме дефектных единиц (дефектных изделий), могут содержать-
ся также и годные единицы (годные изделия). В этом случае брак мо-
жет быть выделен из забракованной продукции при ее разбраковке
методом сплошного контроля. Продукция, состоящая из годных еди-
ниц, может быть забракована в связи с получением при испытаниях
неудовлетворительного значения показателя однородности.
В приведенных случаях понятия «брак» и «забракованная продук-
ция» не совпадают. Понятие «брак» относят, как правило, к условиям
создания продукции. Однако если брак обнаруживается при эксплуа-
тации или потреблении продукции, то ответственность за выпуск бра-
ка и поставку ее потребителю несет изготовитель (поставщик) продук-
ции.
Неисправимый брак — брак, в котором хотя бы один из дефектов,
обусловивших забракование продукции, является неустранимым.
Исправим ый брак — брак, все дефекты в котором, обусловившие
забракование продукции, являются устранимыми.
Аналогично делению дефектов на устранимые и неустранимые от-
несение брака к исправимому и неисправимому зависит от ряда факто-
ров, например, от принятой технологии изготовления продукции, вели-
чины затрат на исправление брака и т. д.
Термины по ГОСТ 2.314—68. Маркирование - нанесение на изде-
лие знаков, характеризующих это изделие.
Маркировка — совокупность знаков, характеризующих изделие.
Например: обозначение, шифр, номер партии (серии), порядковый но-
мер, дата изготовления, товарный знак предприятия-изготовителя,
марка материала, группа селективности, монтажные или транспортные
знаки и т. п.
Клеймение — нанесение на изделие знаков, удостоверяющих его
качество.
Клеймо — знак, удостоверяющий качество изделия.
Организация ТК продукции в процессе производства
207
Отдел (управление) технического контроля * — подразделение
предприятия (организации), на которое возложены организация и про-
ведение технического контроля.
Участок контроля * — специальное помещение или часть площади
производственного помещения, на которых выделены рабочие места
контроля.
Изолятор брака * — специальное помещение, отведенное для изо-
ляции и хранения продукции, забракованной работником отдела (уп-
равления) технического контроля.
ОРГАНИЗАЦИЯ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ
В ПРОЦЕССЕ ПРОИЗВОДСТВА
Главными задачами отделов технического контроля или управлений
технического контроля являются предотвращение выпуска (поставки)
предприятием (объединением) продукции, не соответствующей требо-
ваниям стандартов, технических условий, утвержденным образцам
и т. д., а также укрепление производственной дисциплины и повыше-
ние ответственности всех звеньев производства за качество выпускае-
мой продукции.
Для выполнения этих задач отдел (управление) технического
контроля:
обеспечивает развитие и совершенствование системы технического
контроля, для чего проводит систематический анализ эффективности
СТК, устранение причин выпуска продукции низкого качества, работу
по повышению производительности труда работников ОТК, а также
организует и осуществляет внедрение прогрессивных методов контро-
ля и оценки качества продукции (активный контроль, статистический,
неразрушающий, автоматический);
осуществляет входной, операционный и приемочный контроль, ко-
торые предусмотрены технологическим процессом;
назначает и проводит не предусмотренные утвержденным техно-
логическим процессом выборочные проверки различных объектов, не-
обходимых для обеспечения выпуска продукции в соответствии с уста-
новленными требованиями;
осуществляет выборочный контроль технологической дисциплины;
оформляет документы по результатам контроля, а также доку-
менты, содержащие техническое обоснование для предъявления пре-
тензий поставщикам;
совместно с работниками других подразделений предприятия
(объединения) предъявляет готовую продукцию представителю заказ-
чика в случаях, предусмотренных условиями ее поставки;
участвует в испытаниях новых и модернизированных образцов
продукции, а также в согласовании технической документации на эту
продукцию с целью обеспечения условий для эффективного контроля ее
* Места ндартизовапный термин.
208
Проектирование организации ТК
качества (при этом учитываются показатели технологичности конструк-
ции при техническом контроле и контролепригодности, а также пока-
затели контроля);
принимает участие в организации сбора, проведении анализа
и обобщении данных о свойствах выпущенной предприятием продук-
ции, в анализе причин возникновения дефектов и разработке меро-
приятий по их устранению и предупреждению брака, контролирует вы-
полнение и эффективность этих мероприятий;
ведет учет претензий на несоответствие поставленной предприя-
тием продукции установленным требованиям и йодготавливает для
представления в установленном порядке отчета о качестве продукции
по утвержденной ЦСУ СССР форме;
участвует в работах по аттестации качества продукции на всех ее
этапах, в том числе при аттестации рабочих мест и профессиональной
пригодности исполнителя;
контролирует выполнение работ по изолированию забракованной
продукции и соответствующей ее маркировки;
осуществляет выборочный контроль продукции, выпускаемой це-
хами, участками, бригадами и отдельными работниками, переведенны-
ми на самоконтроль;
принимает участие в подготовке договоров о поставках в части
согласования условий приемки по качеству;
разрабатывает предложения, направленные на стимулирование вы-
пуска продукции высокого качества и борьбу с выпуском недоброкаче-
ственной продукции.
Входной контроль (с учетом ГОСТ 24297 — 80). Входной контроль
качества комплектующих изделий, полуфабрикатов и материалов вво-
дится на предприятиях в целях установления соответствия качества
комплектующих изделий, полуфабрикатов, заготовок и материалов по
параметрам, которые указаны в стандартах, технических условиях,
договорах о поставке на эти изделия, полуфабрикаты и материалы.
Этот контроль выполняют по сргласованию с поставщиками этих
изделий, полуфабрикатов и материалов. Необходимость введения
входного контроля определяет предприятие-потребитель. Если при
проведении входного контроля выявляют низкое качество постав-
ляемых комплектующих изделий, полуфабрикатов и материалов, то
входной контроль проводят в полном объеме в соответствии с норма-
тивно-технической документацией о поставке этих комплектующих из-
делий, полуфабрикатов и материалов.
При отсутствии в стандартах, ТУ, договорах правил входного
контроля перечень продукции, подлежащей входному контролю, вид
и план контроля устанавливает потребитель, при необходимости, по
согласованию с изготовителем (поставщиком).
Перечень продукции, подлежащей входному контролю, вид и план
контроля продукции составляют технические службы предприятия по
согласованию с ОТК, а утверждает главный инженер или руководи-
тель предприятия.
Организация ТК продукции в процессе производства
209
Перечни должны содержать: наименование и марку сырья, мате-
риалов, полуфабрикатов и комплектующих изделий; обозначение стан-
дарта или ТУ; основное назначение (применение); вид контроля
(сплошной или выборочный); параметры, подлежащие контролю;
объем выборки или пробы; контрольные нормативы; решающие пра-
вила приемки; методы и средства проведения контроля. При установ-
лении выборочного контроля план входного контроля должен соответ-
ствовать плану контроля приемосдаточных испытаний, установленных
в стандартах или ТУ на конкретную продукцию.
При проведении выборочного контроля статистическими метода-
ми следует руководствоваться ГОСТ 18242 — 72, ГОСТ 20736 — 75,
ГОСТ 18321-73.
Сплошной контроль качества продукции проводят при отсутствии
данных о фактическом уровне дефектности продукции; при повы-
шенных требованиях к качеству продукции, в которой используется
контролируемая продукция.
Вид, объем, нормы и решающие правила приемки комплектующих
изделий, если они не определены в нормативно-технической докумен-
тации (НТД), должны устанавливаться конструкторскими службами
предприятия по согласованию с ОТК.
Вид, объем, нормы и решающие правила приемки сырья, материа-
лов, полуфабрикатов (если они не определены в НТД) должны уста-
навливать технические службы предприятия по согласованию с ОТК.
Вид, объем, нормы и решающие правила приемки инструмента,
(если они не определены в НТД) в зависимости от назначения инстру-
мента устанавливаются соответствующими техническими службами по
согласованию с ОТК.
Документацию, необходимую для проведения на предприятии
входного контроля, разрабатывают:
технологические службы по согласованию с ОТК — технологиче-
скую документацию на процессы входного контроля по ГОСТ
14.317 — 75, выбор средства технологического оснащения процессов
технического контроля по ГОСТ 14.306 — 73 и стандартам ЕСТД;
отдел труда и заработной платы — нормативы времени на кон-
трольные операции;
отделы материально-технического снабжения и внешней коопера-
ции совместно с ОТК, техническими и юридической службами — тре-
бования к качеству и номенклатуре продукции, подлежащей поставке
по договорам с предприятиями-изготовителями (поставщиками).
Утвержденные перечни и технологический процесс входного кон-
троля продукции передаются подразделению, осуществляющему вход-
ной контроль.
Входной контроль необходимо проводить в специально отведен-
ном помещении (участке), оборудованном необходимой контрольно-
измерительной аппаратурой, измерительным инструментом и сред-
ствами оргтехники, а также отвечающем требованиям безопасности
труда. Условия (температура, влажность и др.), при которых проводят
210
Проектирование организации ТК
контроль, должны соответствовать условиям, указанным в НТД на
проверяемую продукцию.
Для проведения испытаний, проверок и анализов, связанных с осу-
ществлением входного контроля, продукция может передаваться
в другие подразделения предприятия (лаборатории, контрольно-испы-
тательные станции и др.).
Для осуществления входного контроля качества продукции
в структуре ОТК необходимо предусматривать специализированное
подразделение входного контроля — отдел, участок, бюро, лаборато-
рия и т. п.
На предприятиях, не имеющих в своих структурах отделов техни-
ческого контроля, обязанности по проведению ^входного контроля сле-
дует возлагать на подразделения или работников, выполняющих функ-
ции технического контроля.
Основными задачами ПВК являются:
проведение входного контроля качества поступающей на пред-
приятие продукции, а также оформление документов по результатам
контроля, в том числе: актов о браке, рекламационных актов, отчетов
о качестве поставок и т. п.;
контроль за проведением технологических испытаний (проб, ана-
лизов) продукции в цехах, лабораториях, контрольно-испытательных
станциях, других подразделениях;
контроль за соблюдением складскими работниками правил хране-
ния и выдачи в производство поступившей продукции;
вызов представителей изготовителей (поставщиков) для участия
в составлении акта приемки по качеству;
участие в разработке требований к качеству продукции при заклю-
чении договоров с поставщиками;
анализ причин возникновения дефектов в поставляемой продукции
в процессе ее использования в производстве.
Кроме указанных задач подразделение входного контроля вы-
полняет также следующие функции:
информирует заинтересованные подразделил о качестве постав-
ляемых материалов;
осуществляет контроль за устранением дефектов в продукции
представителями предприятия-поставщика;
принимает участие в разработке НТД предприятия на входной
контроль;
извещает поставщиков о недостатках и дефектах материалов,
выявленных при входном контроле и в процессе производства;
проводит профилактическую работу с поставщиками по вопросам
повышения качества поступающих материалов;
осуществляет контроль за проведением испытаний по линии вход-
ного контроля соответствующими лабораториями;
принимает участие совместно с предприятием-поставщиком и за-
казчиком в разработке организационно-технических материалов по по-
вышению качества поставляемых материалов;
Организация ТК продукции в .процессе производства
211
составляет рекламационные акты на материалы, не прошедшие
входной контроль по параметрам и срокам годности;
непосредственно или через БТК производств ведет учет и анализ
брака или дефектов, обнаруженных в поступивших материалах;
контролирует отправку зарекламированных материалов поставщи-
ку для обмена;
ведет учет оформления рекламационных актов и контролирует их
реализацию;
дает предложения по сокращению объема входного контроля и
пересмотру НТД по входному контролю;
подготовляет документацию для министерства о дефектах постав-
ляемых на предприятие-потребитель материалов.
ПВК осуществляет сравнение качества однотипных комплектую-
щих изделий, полуфабрикатов и материалов, поступающих от разных
поставщиков, для оценки уровня качества одинаковых изделий, полу-
фабрикатов и материалов, получаемых от разных поставщиков,
и представления данных в вышестоящую организацию; выдачи реко-
мендации поставщикам по улучшению качества комплектующих изде-
лий, полуфабрикатов и материалов и отработке такой схемы входного
контроля, которая повысит эффективность контроля у поставщика;
корректировки технологии входного контроля.
Организационную структуру, состав и численность ПВК следует
определять с учетом номенклатуры и объема контролируемой продук-
ции, а также трудоемкости контрольных операций.
Для регламентирования деятельности ПВК следует разработать
в установленном на предприятии порядке «Положение о ПВК» (или
НТД), в котором устанавливаются: основные задачи ПВК; права
и обязанности работников ПВК; организационные формы проведения
входного контроля; правила взаимоотношений с другими службами
предприятий. .
В своей деятельности ПВК руководствуется документами — поло-
жениями: об ОТК, о ПВК; технологической документацией на прове-
дение входного контроля; перечнями комплектующих изделий, полу-
фабрикатов, материалов, подлежащих входному контролю; НТД (стан-
дартами, техническими условиями, договорами на поставку и т. п.).
Мероприятия по организации входного контроля вносят в график
подготовки производства. Работники материального склада должны
предъявить ПВК подлежащую входному контролю продукцию вместе
с документами, удостоверяющими ее качество.
При проведении входного контроля работники ПВК обязаны:
проверить документы (формуляры, паспорта, сертификаты и др.),
удостоверяющие качество продукции;
зарегистрировать продукцию, подлежащую входному контролю,
в журналах входного контроля (см. приложение, форму 12);
проконтролировать отбор складскими работниками выборок или
проб для проведения испытаний, анализов или измерений, заполнить
акт отбора выборок или проб (см. приложение, форму 13);
212
Проектирование организации ТК
провести контроль качества продукции по технологическому про-
цессу входного контроля (в том числе по параметрам, проверенным
на заводе-поставщике и включенным в сертификаты, а также по пара-
метрам, связанным с особенностями ее применения на изготовляемом
изделии) или оформить заявку (см. приложение, форму 14) и вместе
с ней передать в соответствующие подразделения зарегистрированные
выборки (пробы) для испытаний, анализов и измерений;
провести контроль состояния поверхности и внешнего вида мате-
риалов и комплектующих изделий с целью выявления внешних дефек-
тов и повреждений (царапин, трещин, забоин, коррозии и т. п.), состоя-
ние консервации, наличие предохранительных средств на ответ-
ственных частях изделий, упаковку, маркировку и соответствия
номеров изделий, указанным в технических документах (паспортах, ат-
тестатах, формулярах);
осуществить выборочный контроль геометрических размеров.
Входной контроль продукции должен быть проведен в сроки, уста-
новленные «Инструкцией о порядке приемки продукции производ-
ственно-технического назначения и товаров народного потребления по
качеству», утвержденной постановлением Госарбитража при СМ СССР
от 25.04.66 № П-7.
Подразделение, получившее от ПВК заявку на испытания (провер-
ку, анализ) и выборки или пробы, проводит испытания этих выборок
(пробХ в установленные сроки и выдает ПВК письменное заключение
(см. приложение, форму 15) о соответствии испытанных выборок
(проб) требованиям НТД. Решение о передаче в производство прове-
ренной продукции принимает ОТК.
Забракованная при входном контроле продукция должна маркиро-
ваться ярлыком «Брак» (см. приложение, форму 16) и направляться
в изолятор брака и храниться в условиях, предотвращающих ухудшение
ее качества и смешения с однородной продукцией.
В производство передают продукцию, которая была принята при
входном контроле, с соответствующей отметкой об этом в документах
о качестве.
Все металлические материалы и полуфабрикаты подлежат обяза-
тельной маркировке и клеймению. Маркировку наносят масляной
краской определенных цветов и определенными условными обозначе-
ниями. Маркировка краской может заменяться клеймением.
Готовые комплектующие изделия, как правило, не маркируются,
а к ним прикрепляют ярлык (см. приложение, форму 16) с оттиском
грифа контролера ПВК, подтверждающего его приемку. Такой же
гриф проставляют в технической 'документации на комплектующие
изделия.
При обнаружении в процессе входного контроля недоброкаче-
ственной продукции в количествах, превышающих контрольные нор-
мативы, а также при обнаружении скрытых дефектов проверку каче-
ства продукции и оформление ее результатов проводят в установлен-
ном порядке.
Организация ТК продукции в процессе производства
213
При неоднократном получении недоброкачественной продукции
или получении ее в крупных размерах потребитель сообщает об этом
в территориальные органы Госстандарта по месту нахождения постав-
щика.
Учет и анализ качества продукции и изучение его динамики
с целью совершенствования организации входного контроля следует
проводить с использованием специальных карт (см. приложение,
формы 17 и 18).
В массовом производстве для регистрации результатов входного
контроля используют карты учета качества поставок и анализа каче-
ства поставок. В конце месяца контролер подсчитывает число изделий
в выборках, извлеченных из всех поставленных партий — £и; число де-
фектных изделий, обнаруженных при контроле выборок — £</; число
бракованных изделий, выявленных в дефектных партиях при
разбраковке — Б^\ число бракованных изделий, выявленных на любых
последующих стадиях производства (сборки, испытания) — Б2; уровень
качества поставок — КД, К&.
Средний уровень входного качества
ка = ~—*ioo%.
Процент бракованных изделий
Кб = ^..юо%.
При оценке внешнего вида изделия контролер должен руковод-
ствоваться требованиями стандартов и технических условий на кон-
кретное комплектующее изделие. Наиболее распространенные требова-
ния к внешнему виду изделий:
на металлических деталях не должно быть следов коррозии, над-
ломов, заусенец, вмятин, раковин и т. п.;
на деталях из керамики, стекла и пластмассы не должно быть тре-
щин, царапин, пузырьков, сколов и металлических вкраплений; на ке-
рамических деталях допустимы следы обработки облоя, а также4 мик-
ротрещины, залитые глазурью;
выводы электрических элементов должны иметь антикоррозион-
ное покрытие, допускающее пайку;
в антикоррозионных покрытиях не должно содержаться трещин,
царапин, отслоений, вздутий и т. п.;
маслонаполненные изделия не должны иметь следов подтекания
масла;
перемещение органов регулирования и управления должно быть
плавным, без заеданий, с четкой фиксацией положений;
все металлические детали, за исключением валов электродвигате-
лей и трущихся поверхностей, должны иметь антикоррозионные
покрытия;
214
Проектирование организации ТК
детали, не имеющие антикоррозионного покрытия, должны быть
покрыты консервирующей смазкой;
штырьки электровакуумных приборов должны быть жестко за-
креплены в цоколе;
внутри баллонов электровакуумных приборов не должно быть
свободно перемещающихся элементов, способных вызвать неисправ-
ность;
резьба не должна иметь срыва ниток, вмятин и забоин, движение
резьбовых деталей в соединениях должно осуществляться плавно;
маркировка должна быть четкой; ее выполняют несмываемой
краской.
Операционный контроль проводят с целью своевременного предот-
вращения отступлений от требований конструкторской и нормативно-
технической документации при изготовлении деталей, сборочных еди-
ниц, а также для выявления характера и причин отклонений от
технологических процессов в ходе производства и разработки меро-
приятий, направленных на обеспечение стабильности качества выпу-
скаемой продукции.
Задачами операционного контроля являются:
проверка соответствия режимов и параметров технологического
процесса требованиям технологической документации;
регулирование технологического процесса, т. е. внесение необхо-
димых корректив в ход технологического процесса по результатам
проверки его режимов и параметров или качества деталей и сбо-
рочных единиц.
Операционный контроль проводят исполнители операций, масте-
ра, работники ОТК по планам, установленным соответствующей доку-
ментацией и в зависимости от требований, предъявляемых к качеству
деталей и сборочных единиц.
Операционный контроль осуществляется, как правило, на всех ста-
диях производства. При организации операционного контроля очень
важно обеспечить непрерывность контроля и охват контролем всех
технологических операций, определяющих качество изделия. Принцип
непрерывности контроля основывается на неразрывной связи техноло-
гического процесса и контрольных операций. При этом технологиче-
ский процесс контролируется и корректируется на протяжении всего
времени его выполнения.
Широкое применение активных методов контроля дает возмож-
ность своевременно корректировать технологический процесс, прово-
дить переналадку оборудования, поддерживать оптимальные режимы
обработки. Наиболее полно эту задачу можно решить с помощью ста-
тистических методов контроля и регулирования технологических про-
цессов. При операционном контроле характеристик технологического
процесса проверяют: состояние применяемого режущего инструмента,
режимы работы станков; температурный режим и концентрацию ванн,
время выдержки, число загружаемых деталей при термической обра-
ботке и т. д.
Организация ТК продукции в процессе производства
215
Приемочный контроль проводят с целью установить пригодность
к поставке или использованию бездефектных укомплектованных изде-
лий.
Задачами приемочного контроля являются проверки:
качества сборки, наладки, регулировки эксплуатационных характе-
ристик готовых изделий;
наличия предусмотренной сопроводительной документации, под-
тверждающей приемку деталей, сборочных единиц;
•маркировки, консервации, упаковки и тары;
комплектности готовых изделий.
Приемочный контроль качества готовых изделий проводит ОТК
и представители заказчика.
При организации испытаний серийных образцов предприятие ру-
ководствуется требованиями государственных стандартов. Изделия
подвергают следующим испытаниям: приемо-сдаточным, периодиче-
ским и типовым.
Распределение объектов контроля по основным подразделениям
предприятия дано в табл. 2, особенности организации ТК в зависимо-
сти от типа производства — в табл. 3.
Порядок предъявления и приемки изготовленной продукции
следующий. ОТК может быть предъявлена только годная
продукция. На контроль ОТК передается вся необходимая техническая
и сопроводительная документация (маршрутные карты, рабочие на-
ряды, сменные рапорты и др.). Перед предъявлением продукции на
контроль исполнитель должен убедиться в качестве ее изготовления
и оформить сопроводительную документацию.
Продукцию работнику ОТК предъявляет производственный ма-
стер, который перед оформлением сопроводительной документации
должен лично убедиться в качественном изготовлении продукции и ее
соответствии технической документации.
Для профилактики брака и обеспечения качества при изготовлении
партии деталей в механических и заготовительных цехах производ-
ственным мастерам и контролерам ОТК вменяется в обязанность про-
верка первой изготовленной детали.
На приемочном и операционном контроле предъявленная партия
продукции отклоняется от приемки работниками ОТК на вторичное
предъявление:
если исполнителем не была предъявлена и не принята производ-
ственным мастером и контролером ОТК (где это предусмотрено) пер-
вая деталь;
в случае некомплектности продукции и неправильного оформле-
ния сопроводительной документации рабочим-исполнителем и про-
изводственным мастером;
при наличии дефектов в изготовленных деталях, а также грязи
и стружюи на деталях.
Работникам БТК запрещается:
предъявлять заказчику продукцию с дефектами;
216 Проектирование организации ТК
2. Распределение объектов контроля по основным
подразделениям предприятия
Объекты контроля Исполнители контроля
Основные материалы и комплектующие изделия Режущий инструмент собст- венного изготовления Приспособления и другая технологическая оснастка, в том числе средства конт- роля при изготовлении Технологическое оборудо- вание и оснастка (при экс- плуатации) Детали и полуфабрикаты на всех стадиях изготов- ления Узловая и агрегатная сбор- ка ОТК, омтс, овк ЦИЛ, ОМТС, ИО, БИХ Рабочий, бригадир, мастер, контролер цеха, ОГТ (авторский надзор и испыта- ния), ОТК, ОГМет ОГМ, ОГМет, контролер и мастер цеха, БТК (контроль графика проверки) Рабочий, бригадир, наладчик, мастер, контролер цеха, ЦИЛ (особо ответствен- ные измерения), ЦЗЛ Рабочий, бригадир, наладчик, мастер, контролер цеха, ЦИЛ (особо ответствен- ные измерения), ЦЗЛ
Окончательная сборка, ис- пытания Комплектация Рабочий, бригадир, мастер, работник БТК (контролер, контрольный мастер) Рабочий, бригадир, мастер БТК (инспек- ционный контроль)
Техническая и товаросопро- водительная документация Упаковка и консервация Контроль выполнения ме- роприятий по качеству Техник по документам цеха и БТК Рабочий, бригадир, работник БТК Все заинтересованные подразделения предприятия, ОТК (общий контроль вы- полнения мероприятий подразделениями и исполнителями)
Контроль технологической дисциплины и средств тех- нологической оснастки ОГТ (организация и проведение), ОГМ (организация и проведение), произ- водственные мастера цехов, ОТК (уча- стие и контроль)
Хранение материалов, комплектующих изделий и готовой продукции на скла- дах цехов и предприятий Учет и анализ брака, рек- ламаций Показатели уровня качест- ва труда и продукции ОМТС, ОВК, производственно-диспет- черская служба цехов, служба складско- го хозяйства цехов и отделов, ОТК (инспекционный контроль) Цехи и службы по принадлежности, ОТК Мастер, начальник* цеха; мастер, на- чальник БТК; ОТК (сбор и обработка ин- формации)
Организация ТК продукции» в процессе производства
217
3. Особенности организации ТК в зависимости от типа производства
Тип производства t Особенности организации технического контроля
Единичное, мелкосерийное производство Технологию контроля разрабатывают с маршрут- ным описанием. Необходим тщательный сплошной операционный и приемочный контроль контролерами высокой квалификации. Обычно применяют универ- сальные средства контроля; специальные средства контроля — только в технически или экономически обоснованных случаях
Серийное, крупносерий- ное производ- ство Разрабатывают технологию контроля с маршрутно- операционным и операционным описанием. Приме- няют: выборочный операционный контроль статис- тическими методами, сплошной операционный конт- роль для ответственных и высокоточных деталей, •сборочных единиц; профилактический контроль пер- вой детали. Приемочный контроль в основном сплошной. Применяют универсальные средства конт- роля, калибры, шаблоны, специальные контрольные приспособления. На отдельных операциях исполь- зуют механизированные, полуавтоматические и ав- томатические средства контроля. Организуют конт- рольные пункты стационарного контроля. Квалифи- кация контролеров в основном средняя
Массовое производство Разрабатывают технологию контроля с операци- онным описанием. Проектируют специальное, вы- сокопроизводительное контрольное оборудование и оснастку (сортировочные автоматы, полуавтоматы, средства автоматического и активного контроля). Универсальные средства контроля имеют ограничен- ное применение (в основном при наладке станков). Контрольные пункты размещают в поточной линии. Применяют в основном выборочный операционный и приемочный контроль (статистические методы). Сплошной контроль с применением механизирован- ных и автоматизированных средств контроля преду- сматривают для точных и ответственных деталей й узлов. Квалификация контролеров, как правило, невысокая, ИТР ОТК — высокая. Широко при- меняют управление технологическими процессами.
218
Проектирование организации ТК
проводить дальнейший осмотр продукции при обнаружении де-
фектов;
осуществлять разбраковку продукции;
принимать продукцию при отсутствии чистоты и порядка на рабо-
чих местах;
осуществлять контроль продукции без чертежей, технических усло-
вий и технологической документации.
При обнаружении брака в процессе приемки продукции контролер
БТК составляет акт о браке.
Если в соответствии с технологическим процессом продукция дол-
жна подвергаться специализированному контролю БТК с помощью
специальных средств, не предусмотренных в технологии для рабочего,
такая продукция полностью проверяется контролером БТК. Де-
фектные изделия возвращаются с указанием вида или характера дефек-
та для исправления.
При качественном изготовлении рабочим всей партии изделий или
агрегатов и обнаружении в процессе приемки скрытых дефектов, ко-
торые невозможно определить визуально или имеющимся у него ин-
струментом, такую партию принимают с первого предъявления, а на
забракованную продукцию составляется акт о браке.
В случае выявления самим рабочим (производственным мастером)
дефектной продукции и предъявления ее на контроль отдельно от год-
ной продукции, такая партия считается принятой с первого предъявле-
ния, а на забракованные детали или агрегаты составляют акт о браке.
Характеристикой количества продукции, сданной с первого предъ-
явления, является:
в механических, заготовительных цехах и цехах подготовки про-
изводства — число партий деталей или агрегатов, сданных с первого
предъявления, отнесенное к общему числу партий предъявленной про-
дукции, %;
в агрегатных, сборочных, испытательных цехах и других цехах ос-
новного производства число предъявлений, принятых без дефектов, от-
несенное к общему числу предъявлений, %.
Изделия (отсеки, агрегаты) предъявляются на технический осмотр
по специальным документам, которые выписывают: для предъявления
продукции БТК (см. приложение, форму 19) — производственный ма-
стер; заказчику (при наличии заказчика на предприятии) — работник
БТК.
Предъявления продукции заказчику в агрегатных, сборочных и ис-
пытательных цехах проводят в соответствии с ТУ договора. В механи-
ческих, заготовительных цехах и цехах подготовки производства при
первом предъявлении партии деталей, как правило, предъявления не
выписывают. На повторный контроль выписывают повторное предъ-
явление (см. приложение, форму 20), которое после принятия необхо-
димых мер подписывает начальник цеха и начальник БТК. При откло-
нении продукции заказчиком па повторный осмотр выписывают
повторное предъявление, которое подписывает главный контролер или
Организационные формы ТК
219
его заместитель. При отклонении продукции от приемки третий раз
она предъявляется главному контролеру (или его заместителю) на ос-
новании предъявления, подписанного руководителем предприятия.
В случае обнаружения дефектов при третьем предъявлении вопрос
о дальнейшем предъявлении и использовании изделия решается руко-
водителем предприятия совместно с главным контролером.
При отклонении продукции от приемки заказчиком второй раз
она предъявляется начальником БТК цеха начальнику группы предста-
вителя заказчика, а в случае отклонения в третий раз она предъявляет-
ся главным контролером старшему представителю заказчика.
ОРГАНИЗАЦИОННЫЕ ФОРМЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
Контроль производственным рабочим. С целью повышения ответствен-
ности конкретных исполнителей за качество продукции на предприя-
тии вводят вручение личных клейм ОТК с правом самоконтроля рабо-
чими — отличниками качества.
Личные клейма ОТК вручают передовым рабочим, овладевшим
в совершенстве технологией своих операций, работающим без брака
и дефектов, сдающим продукцию с первого предъявления в течение
одного года и проработавшим в цехе на данном участке не менее трех
лет. Рабочие, претендующие на получение личных клейм ОТК, должны
иметь технические знания, необходимые для высококачественного вы-
полнения и контроля закрепленных за ним операций.
Продукция, изготовленная рабочими, имеющими личные клейма,
сдается в ОТК в установленном порядке и учитывается как принятая
с первого предъявления.
Первые изготовленные детали и узлы подлежат тщательному кон-
тролю либо мастером, либо БТК, либо мастером и БТК. Под ответ-
ственность производства передается контроль: промежуточных опера-
ций и отдельных монтажей; операций и монтажей, качество которых
контролируют только в процессе производства (оклейка, литье, ковка
и т. д.); операций и монтажей, контроль качества которых можно осу-
ществить при окончательном контроле детали, сборочной единицы.
Ежегодно, для передачи контроля операций и монтажей под от-
ветственность производства оформляют перечень (см. приложение,
форму 21), составляемый техническим бюро цеха на основании дей-
ствующих в производстве технологических процессов. Этот перечень (в
трех экземплярах) подписывается начальниками: цеха, БТК и техноло-
гического бюро цеха, согласовывается с главным технологом, главным
контролером и утверждается главным инженером. Перечни операций
и монтажей, отданных под контроль производства, технологическое
бюро цеха направляет в ОТК предприятия, БТК и БТЗ цеха. В со-
ответствии с утвержденным перечнем контроль качества операций
и монтажей осуществляет исполнитель (рабочий, производственный
мастер), который несет ответственность за качество их выполнения.
220
Проектирование организагрш ТК
Производственный мастер при оформлении сопроводительной до-
кументации (наряда, маршрутной карты, паспорта и т. д.) на операции
и монтажи, переданные под контроль производства, делает отметку:
«Контролю БТК не подлежит» и ставит свой гриф.
Повышение квалификации рабочих, под ответственность которых
передан контроль операций и монтажей, осуществляется в соответ-
ствии с действующими на предприятии формами обучения рабочих.
Периодический контроль за качеством выполненных операций
и монтажей, контроль которых передан под ответственность производ-
ства, осуществляет БТК цеха и инспекторская группа ОТК. Резуль-
таты контроля оформляют в личной карточке исполнителя (см. при-
ложение, форму 22). Переданные под ответственность рабочего или
мастера детали (сборочные единицы) клеймят операционным клеймом
рабочего. Обязательность клеймения указывают в соответствующем
технологическом документе.
Порядок вручения личных клейм. Личные клейма вру-
чают рабочим по их письменным заявлениям на имя начальника цеха
и начальника БТК. Заявления после обсуждения на собрании группы
мастера или участка передают в аттестационную комиссию цеха, в со-
став которой, как правило, включают начальника цеха, начальника
БТК, техбюро, представителей общественных организаций. Аттеста-
ционная комиссия рассматривает заявления рабочих, принимает у них
зачет и оформляет заключение аттестационной комиссии (см. приложе-
ние, форму 23), которое хранится в деле аттестационной комис-
сии.
Заявление рабочего и заключение аттестационной комиссии
обсуждается на общем собрании цеха. На основании решения собра-
ния оформляется представление в адрес главного контролера пред-
приятия (см. приложение, форму 24), которое вместе с заявлением ра-
бочего направляется главному контролеру. Главный контролер рас-
сматривает представленные материалы, дает окончательное решение
о вручении личных клейм и подготовляет проект приказа по предприя-
тию. Личные клейма с удостоверениями (см. приложение, форму 25) на
право самоконтроля вручает рабочим главный контролер (или его за-
меститель) на общем собрании цеха. Рабочие, имеющие личные клей-
ма или грифы ОТК, ежегодно должны проходить переаттестацию на
знание выполняемых операций и монтажей, чертежей, технических ус-
ловий и другой технической документации. На рабочего, имеющего
личное клеймо, начальник БТК выписывает личную карточку испол-
нителя (см. приложение, форму 22), которая хранится в БТК.
Проверку качества выполняемых работ контролеры БТК проводят
ежемесячно не реже одного раза в декаду. Результаты проверки зано-
сят в личную карточку исполнителя.
Порядок лишения и обмена личных клейм. Работ-
ники БТК при выявлении у исполнителя нарушений технологического
процесса, брака, дефектов, нарушений по чистоте и культуре производ-
ства погашает за каждый случай нарушения и брака в удостоверении
Организационные формы ТК
221
один талон предупреждения. При погашении всех талонов предупреж-
дения в срок не более пяти лет удостоверение и личное клеймо или
гриф у рабочего подлежат изъятию, на что оформляется приказ по
предприятию. В этом случае рабочий теряет право на получение вновь
личного клейма ОТК в течение двух лет.
При погашении всех трех талонов предупреждения в срок более
пяти лет право на получение вновь клейма ОТК представляется рабо-
чему на общих основаниях согласно установленному порядку.
В случае обнаружения массового брака по вине рабочего, имею-
щего личное клеймо, главному контролеру предоставляется право
немедленного лишения рабочего права на личное клеймо с последую-
щим оформлением приказа по предприятию.
При износе личного клейма работник ОТК выдает рабочему но-
вое клеймо. При увольнении с предприятия или переводе рабочего из
одного цеха в другой, а также при изменении объекта закрепленных
работ рабочий лишается личного клейма и удостоверения. Новое клей-
мо в случае утери может быть выдано рабочему только по его пись-
менному заявлению с ходатайством начальника *цеха и начальника
БТК и последующим оформлением распоряжения по ОТК или
предприятию.
Периодический контроль деталей и сборочных единиц в ЦИЛ. Об-
щие положения. Периодическая проверка деталей и сборочных
единиц на соответствие геометрических размеров чертежу в ЦИЛ
предприятия проводится в целях повышения объективности контроля^
предотвращения пропуска продукции с отклонениями от чертежа
в дальнейшее производство, контроля работы БТК цехов и дальнейше-
го совершенствования в цехах средств и методов контроля. Проверке
подвергают наиболее сложные и особо ответственные детали и сбо-
рочные единицы, а также прошедшие контроль и принятые БТК.
Периодичность проверки устанавливают в зависимости от степени
ответственности деталей и сборочных единиц в работе изделия, слож-
ности и точности их изготовления.
Порядок проверки деталей и сборочных еди-
ниц в ЦИЛ. Для проверки деталей, сборочных единиц в ЦИЛе на-
чальник технического бюро цеха совместно с начальником БТК еже-
годно в конце четвертого квартала предыдущего года составляет
график проверки деталей и сборочных единиц на соответствие геоме-
трических размеров чертежу (см. приложение, форму 26). Этот график
утверждается главным контролером и направляется в техническое бю-
ро ОТК. Второй экземпляр остается в БТК цеха.
Техническое бюро ОТК на основании цеховых графиков состав-
ляет в двух экземплярах общий график проверки в ЦИЛ по предприя-
тию деталей и сборочных единиц на соответствие их геометрических
размеров чертежу. Один экземпляр графика направляют в ЦИЛ пред-
приятия, второй остается в техническом бюро ОТК. На основании
утвержденного графика начальник технического бюро цеха совместно
с начальником БТК отмечает в контрольном комплекте чертежей раз-
222
Проектирование организации ТК
меры, которые должны контролироваться при приемке деталей (сбо-
рочных единиц) в ЦИЛ, и направляет этот комплект в ЦИЛ предприя-
тия. При необходимости, ЦИЛ заказывает дополнительный комплект
чертежей.
Работник ЦИЛ в соответствии с графиком отбирает принятые
БТК детали (сборочные единицы) для проверки. Отбор проводится
в цехе-изготовителе или на складе цеха-потребителя в присутствии ра-
ботника БТК цеха-изготовителя. Отобранные детали (сборочные еди-
ницы) направляют в ЦИЛ вместе с рабочими чертежами. БТК цехов
должны сообщить ЦИЛ о наличии партии деталей (сборочных еди-
ниц), готовой для проверки по графику. Партия деталей (сборочных
единиц), предназначенных для проверки в ЦИЛ, не допускается в
дальнейшее производство до получения заключения от ЦИЛ. Резуль-
таты измерения заносят в специальную карточку-паспорт (см. прило-
жение, форму 27).
Карточку-паспорт составляют в двух экземплярах. Один экзем-
пляр хранят в ЦИЛе в течение двух лет, второй, если размеры детали
не имеют отклонений от чертежа, направляют начальнику БТК цеха.
При наличии отклонений фактических размеров детали (сборочной
единицы) от приведенных на чертеже карточку-паспорт направляют
начальнику БТК через техническое бюро ОТК, в котором проводят
учет состояния качества изготовления деталей (сборочных единиц).
Ежемесячно ЦИЛ составляет и направляет в техническое бюро
ОТК отчет по результатам проверки деталей и сборочных единиц
с указанием процента отклонений от чертежа. Начальник БТК по
каждому случаю отклонения от чертежа докладывает заместителям
главного контролера по принадлежности о принятых мерах по устра-
нению выявленных ЦИЛ отклонений размеров деталей (сборочных
единиц) от чертежа.
Результаты проверки деталей и сборочных единиц в ЦИЛ учиты-
вают при подведении оценки работы цехов по качеству.
Инспекционный контроль производства. Инспекционный контроль
состояния качества осуществляет- инспекторская группа, которая
является самостоятельным структурным подразделением и входит
в состав ОТК предприятия.
Инспекторская группа ОТК, учитывая разнообразие, сложность
и ответственность проводимых проверок, комплектуется высококвали-
фицированными, технически грамотными специалистами, имеющими
производственный опыт. Эта группа осуществляет систематический ле-
тучий контроль:
качества изготовления продукции на любой стадии производства
в соответствии с требованиями технической документации;
качества продукции, принятой работниками БТК;
наличия* и качества технической документации, действующей
в производстве;
соблюдения технологических процессов, стандартов предприятия
и производственных инструкций;
Организационные формы ТК
223
хранения материалов, полуфабрикатов, покупных комплектующих
изделий и готовой продукции;
технического состояния оснастки, инструмента, средств измерения,
эталонного хозяйства и сроков проведения их проверок;
работы рабочих, имеющих личные клейма ОТК и качества выпу-
скаемой ими продукции;
качества продукции, аттестованной на государственный и завод-
ской Знак качества;
состояния качества сопроводительной и выходной документации;
работы лабораторий, связанных с контролем и испытаниями;
состояния чистоты рабочих мест и участков, а также культуры
производства.
Инспекторская группа участвует в проведении анализа повторяю-
щихся дефектов и брака. Руководство инспекторской группой ОТК
осуществляет главный контролер предприятия. Инспекторская группа
работает по плану и по заданиям главного контролера.
Всем работникам инспекторской группы выдают удостоверения на
право проведения проверок.
Порядок проведения проверок инспекторской
группой ОТК. Ежемесячно (до 28 числа предыдущего месяца) руко-
водитель инспекторской группы составляет план работы инспектор-
ской группы (см. приложение, форму 28) и утверждает его у главного
контролера.
Работники инспекторской группы перед началом проверки ставят
в известность начальника производственного подразделения и началь-
ника БТК о теме и сроках проведения проверки.
Начальник производственного подразделения и начальник БТК
предоставляют возможность проведения проверки — обеспечивают
инспекторскую группу всеми необходимыми для проверки документа-
ми (чертежами, технологией, техническими условиями, ГОСТами,
стандартами предприятия и т. д.), инструментами и выделяют своих
представителей, которые обязаны присутствовать при проведении
проверки.
По результатам проверки работник инспекторской группы, прово-
дившей проверку, составляет акт (см. приложение, форму 29), в кото-
ром должны быть указаны все выявленные при проверке недостатки,
а также даны предложения и назначены сроки по их устранению.
Акт по результатам проверки составляют в трех экземплярах
и направляют его: начальнику производственного подразделения, в ко-
тором проводилась проверка, и главному контролеру предприятия.
Один экземпляр остается в инспекторской группе.
Для устранения замечаний, выявленных при проверке, работники
производственного подразделения при необходимости намечают меро-
приятия с указанием сроков и ответственных исполнителей. Контроль
за устранением недостатков, выявленных при проверке, осуществляют
начальник производственного подразделения и начальник БТК. К на-
значенному в акте сроку в инспекторскую группу ОТК направляют
224
Проектирование организации ТК
письменный ответ цеха об устранении всех отмеченных в акте
недостатков.
Инспекторская группа ОТК осуществляет летучий контроль за
устранением недостатков по результатам проверки. Разногласия, воз-
никшие во время проверки между работниками проверяемого подраз-
деления и инспекторской группой, решает главный контролер пред-
приятия. Результаты проверок, проведенных инспекторской группой
ОТК^учитывают при подведении оценки качества работы цехов, участ-
ков и отдельных исполнителей.
Контроль первой детали. Первую деталь, изготовленную рабочим,
принимает по всем размерам и другим параметрам производственный
мастер, ставит в рабочем наряде: «Первая деталь принята». После это-
го деталь предъявляют контролеру БТК, который, проверив деталь на
соответствие требованиям конструкторской и технологической доку-
ментации, клеймит ее, а в рабочем наряде ставит штамп «Первая де-
таль принята».
Принятая первая деталь, как образец, хранится у рабочего до кон-
ца изготовления всей партии деталей. Если деталь не подлежит клей-
мению, то первые проверенные детали сохраняют как образец в коли-
честве одной-двух штук у контролера БТК до сдачи рабочим всей
партии деталей. При предъявлении на контроль всей партии готовых
деталей контролер БТК прежде всего проверяет наличие у рабочего
первой заклейменной детали, наличие штампа «Первая деталь при-
нята», проставленного производственным мастером и контролером
БТК, после чего приступает к приемке всей партии деталей. Принятые
детали контролер БТК клеймит своим клеймом, а в рабочем порядке
проставляет количество принятых деталей и ставит свою подпись
и гриф БТК.
На операциях, переданных под ответственность производства,
проверку первых деталей осуществляет, как правило, производ-
ственный мастер. Брак, обнаруженный в производстве после изготов-
ления первых деталей, подлежащих приемке БТК, но не предъяв-
ленных контролеру для проверки и клеймения, относят за счет
рабочего или наладчика, производившего наладку станка или приспо-
собления, после выяснения причин брака.
Если первые изготовленные детали были проверены и заклеймены
мастером или контролером БТК как годные, а последующие детали,
изготовленные по ним, оказались браком вследствие неправильности
образца, то такой брак относят за счет рабочего, мастера или контро-
лера. Рабочие наряды, не имеющие штампов мастера и контролера
«Первая деталь принята», а также подписи контролера и грифа БТК,
свидетельствующих о приемке всей партии деталей, оплате не под-
лежат.
Контроль первой детали, внедряемой в производство при запуске
нового изделия, проводят последовательно: мастер, технолог, контро-
лер БТК, а при необходимости и конструктор ОКБ. Контролируют
все размеры детали. Значения этих размеров фиксируются в кар!ах из-
Организация контроля технологической дисциплины
225
мерений. Детали в ЦИЛ направляют со служебной запиской БТК.
Карты измерений хранят также в БТК.
Контроль производства комплексными бригадами. Общие по-
ложения. Для оценки качества выпускаемой продукции, следует
проводить проверку комплексными бригадами. В состав комплексной
бригады входят: конструкторы, технологи, производственные мастера,
работники ОТК и представители заказчика. При проверке контроли-
руют качество технологической документации, состояние оснащенно-
сти производства и качество производственной, контрольной оснастки
и инструмента; соответствие изготовления детали, агрегата и изделия
технической документации; чистоту и культуру рабочего места и
участка; правильность хранения материалов, оснастки и т. п.; оформ-
ление сопроводительной документации и др.
Порядок проведения проверок. Техбюро цеха совмест-
но с БТК и заказчиком ежегодно составляют график проведения про-
верок качества комплексными бригадами и направляет его в техбюро
ОТК. Техбюро ОТК (в декабре предыдущего года) оформляет график
проведения проверок (см. приложение, форму 30) и готовит проект
приказа по предприятию. Комплексные бригады в соответствии
с утвержденным графиком проводят проверки состояния качества. Ре-
зультаты проверки оформляют актом (см. приложение, форму 32)
и одновременно намечают необходимые мероприятия по устранению
выявленных недостатков (см. приложение, форму 31).
Акт за порядковым номером комплексной проверки по графику
согласовывается с главным конструктором, главным контролером,
представителем заказчика и утверждается (в одном экземпляре)
главным инженером. После утверждения этот экземпляр акта хранят
в технологическом бюро цеха. При отсутствии замечаний при провер-
ке акт проверки главным инженером не утверждается. Техбюро цеха
направляет копии актов и мероприятий (по одному экземпляру) техни-
ческому бюро ОТК, ОКБ, БТК цеха и заказчику. Основным исполни-
телям рассылают выписки из мероприятий.
Контроль за своевременным проведением проверок по графику
и устранением замечаний, выявленных при проверках, осуществляют:
по цеху — БТК цеха, по предприятию — техбюро ОТК.
ОРГАНИЗАЦИЯ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОЙ
ДИСЦИПЛИНЫ
Основные положения. Технологическая дисциплина — это соблюдение
точного соответствия технологического процесса изготовления или ре-
монта изделия требованиям конструкторской и технологической доку-
ментации (ГОСТ 14.004 — 83).
Необходимый • уровень технологической дисциплины обеспечи-
вают, применяя рациональные методы проектирования технологиче-
ских процессов, и поддерживают этот уровень путем целенаправленно-
го воздействия на условия и факторы, влияющие на технологическую
8 Заказ № 550
226
Проектирование организации ТК
дисциплину. Совершенство технологических процессов и состояние
технологической дисциплины на предприятии (в цехе) характеризуется
долей производственного брака, вызванного нарушением технологиче-
ского процесса, а также наличием поступивших рекламаций.
Цель контроля технологической дисциплины (КТД) — предупреж-
дение возможных нарушений технологических процессов, исключение
производственного брака, повышение стабильности качества выпускае-
мой продукции, предотвращение преждевременного выхода из строя
оборудования и технологической оснастки, предупреждение производ-
ственного травматизма, уменьшение издержек производства и повы-
шение культуры производства, улучшение организации производства
и охраны окружающей среды. При КТД определяют соответствие тех-
нологического процесса изготовления изделия требованиям конструк-
торской и технологической документации, характер, вид и причины на-
рушений (при их наличии), а также показатели технологической дисци-
плины; разрабатывают мероприятия по предотвращению нарушений
и совершенствованию технологического процесса. При КТД прове-
ряют: изделия или их составные части, технологические процессы или
технологические операции, средства технологического оснащения и ра-
бочие места, участки или цеха. z
Установлены следующие виды КТД: повседневный, периодиче-
ский, летучий, ведомственный, инспекционный и специальный (по РД
50-540—85).
Планирование КТД включает: выбор объектов контроля, контро-
лируемых признаков и вида контроля; определение объема и сроков
проведения контроля; составление графиков КТД.
Виды, периодичность, объем и объекты КТД устанавливают в за-
висимости от вида продукции, продолжительности, точности, стабиль-
ности и других особенностей технологического процесса, материалов
анализа брака, рекламаций и замечаний от потребителей, результатов
предшествовавших КТД, а также тех объектов КТД, по которым име-
лись замечания за истекший период. Объекты контроля и состав ос-
новных контролируемых признаков должны соответствовать ука-
занным в табл. 4.
Виды, объем и периодичность КТД устанавливают в соответствии
с рекомендациями, приведенными в табл. 5.
При планировании периодического и летучего КТД используют
формы графика контроля технологической дисциплины (см. приложе-
ние, формы 33 и 34) и перечня деталей и сборочных единиц, подле-
жащих контролю технологической дисциплины (см. приложение, фор-
му 35). При этом перечень деталей и сборочных единиц, подлежащих
КТД, допускается не оформлять. Повседневный КТД осуществляют
без составления графика КТД.
Ведомственный КТД в целом по отрасли планирует соответствую-
щее министерство.
В графике КТД необходимо предусмотреть число проверок, поз-
воляющее оценивать с необходимой достоверностью состояние техно-
Организация контроля технологической дисциплины
227
4. Состав основных контролируемых признаков объектов КТД
Объект контроля Состав контролируемых признаков
Технологиче- ский процесс Качественные и количественные характеристики, в том числе точность и стабильность, последователь- ность выполнения операций, применяемые средства технологического оснащения; режимы обработки, межоперационные припуски; соответствие материа- лов, полуфабрикатов, заготовок, вспомогательных материалов требованиям технической документа- ции; содержание и методы входного, операционного и приемочного контроля; правильность выполнения транспортных операций, условия хранения изделия, безопасность труда, соблюдение производственной гигиены; другие требования технологической доку- ментации, нормативно-технической документации по организации производства (например, соблюдение положений по организации учета и анализу брака, отказов, технологических потерь; наличие изолятора брака, соблюдение правил расходования всех видов энергии; правильность хранения, использования, норм затрат всех видов ресурсов)
Деталь, сбо- рочная едини- ца, комплект, комплекс Геометрические, физико-химические параметры и функциональные параметры; внешние и внутренние дефекты; клейма, маркировка; сопроводительные документы (ярлыки, бирки, сертификаты, техноло- гические паспорта, карты измерений, протоколы ис- пытаний, журналы контроля), их наличие и пра- вильность заполнения, полнота проведения испы- таний; правильность установки изделий; упаковка и комплектность поставки изделий заказчику
Исполнители технологиче- ского процесса Технологиче- ская и конст- рукторская до- кументация Средства тех- нологического оснащения Соответствие квалификации исполнителя предусмот- ренной в технологической документации Наличие на рабочем месте, степень изношенности, комплектность, оформление, своевременность и пра- вильность внесения изменений Условия хранениями эксплуатации; наличие и вы- полнение графиков периодических проверок; паспорта и бирки, удостоверяющие годность оборудования и оснастки; наличие и состояние дублирующей оснаст- ки ; состояние средств контроля, измерения и испыта- ния и соответствие порядка их эксплуатации, ре- монта и обслуживания установленным требованиям
8*
228
Проектирование организации ТК
Продолжение табл. 4
Объект контроля Состав контролируемых признаков
Рабочее место Соответствие и расположение оборудования, оснаст- ки, *рары, энергосистем и энергоносителей требо- ваниям процесса, планировки; выполнение требова- ний по межоперационному хранению материалов, заготовок, полуфабрикатов, готовых изделий и средств технологического оснащения; санитарное сос- тояние и культура рабочего места, в том числе: порядок, чистота, отсутствие на рабочих местах посторонних предметов; эстетическое состояние, безо- пасности труда, условия (освещенность, воздухообмен и т. п>); организация производства (режим труда и отдыха); соответствие рабочего места акту ат- тестации
5. Виды, объем и периодичность КТД
Вид КТД; указания о проведении КТД Объем КТД Периодичность КТД
Повседневный Применяется в порядке, установленном на пред- приятии Один или не- сколько объектов и контролируе- мых признаков в соответствии с требованиями конструкторской и технологиче- ской документа- ции Мастер проверяет еже- дневно каждый выпол- няемый технологиче- ский процесс по отдель- ным контролируемым признакам; технолог — ежедневно отдельные технологические процес- сы по некоторым конт- ролируемым признакам; контролер — ежедневно выполняемый техноло- гический процесс при контроле выполнения операций рабочим и ка- чества изготовляемой продукции
Организация контроля технологической дисциплины
229
Продолжение табл, 5
Вид КТД; указания о проведении КТД Объем КТД Периодичность КТД
Периодический Проводит цеховая (за- Все объекты и Не менее одной провер-
водская) комиссия в сро- контролируемые ки в месяц для каждого
ки, определенные графи- признаки исходя подразделения
ком. В специально ого- из условий про-
воренных случаях пе- риодический КТД осу- ществляют по всему тех- нологическому процессу, начиная с входного конт- роля материалов и кон- чая приемочным контро- лем готового изделия. Такой вид контроля на- зывают сквозным и ого- изводства
варивают его в графике Летучий Проводит работник: Все объекты и Не реже одного раза в
ОТК или ИТР цеха, контролируемые месяц
ОГТ, отделов главных признаки, непо-
металлурга, сварщика, средственно свя-
метролога, конструкто- занные с причи-
ра и других отделов в сроки, определенные гра- фиком без указания кон- кретной даты проверки (определяется исполни- телем летучего КТД), ной проверки
но с указанием месяца или квартала проверки Ведомственный Проводит ведомствен- Объекты и конт- Проверяют по специ-
ная комиссия по ука- ролируемые при- альному указанию
занию министерства (ве- знаки, непосред-
домства), в том числе ственно связан-
Главной инспекции по ные с причиной
качеству продукции и (или) Всесоюзного про- мышленного объедине- проверки
ния этого министерст- ва (ведомства)
230
Проектирование организации ТК
Продолжение табл. 5
Вид КТД; указания о проведении КТД Объем КТД Периодичность КТД
Инспекционный
Проводит специально Объекты и конт- По специальному ука-
уполномоченный работ- ник ОТК по указанию руководства предприя- тия, или начальника ОТК, ВПО, или минис- терства с целью про- верки эффективности ра- нее выполнявшегося кон- троля Специальный ролируемые при- знаки, непосред- ственно связан- ные с причиной проверки занию
Проводит цеховая (за- водская) комиссия по ре- шению руководства предприятия или по предложению представи- теля заказчика, а также при изменении техноло- гических процессов и после выполнения любо- го вида плановых КТД или инспекционного КТД, как правило, пос- ле выполнения ранее раз- работанных мероприя- тий по результатам КТД; при выявлении значительного брака или получении рекламаций (замечаний) от потре- бителей продукции То же То же
Примечание. В состав комиссии по КТД включают работников
ОТК, служб главного» технолога (металлурга, сварщика, метролога,
конструктора и др.), ИТР цехов и представителя заказчика (при не-
обходимости).
логической дисциплины на предприятии (цехе, участке) за анализи-
руемый период. Летучий КТД допускается осуществлять без составле-
ния графика. Графики КТД оформляют по видам КТД на год.
Допускается оформлять график КТД па квартал и месяц.
Организация контроля*технологической дисциплины
231
Порядок проведения КТД. КТД проводят в сроки и в порядке,
установленных на предприятии и в отрасли. Результаты повседневного
КТД заносят в журнал учета контроля технологической дисциплины
(см. приложение, форму 36). Допускается применение специальных
форм документов учета повседневного КТД для условий обработки
информации средствами вычислительной техники; журнал комплек-
туется, как правило, титульным листом.
Необходимость ведения журнала учета КТД и специальных форм
документов учета повседневного КТД определяется предприятиями,
исходя из условий производства. В зависимости от масштабов цеха
журнал могут вести на каждом участке или в технологическом бюро
цеха. В зависимости от этого и назначают ответственного за ведение
журнала — или начальника (старшего мастера) участка, или начальника
техбюро. При повседневном КТД в журнал записываются только ре-
зультаты контроля, при котором обнаружены недостатки.
Лицо, обнаружившее недостаток, при заполнении журнала указы-
вает в соответствующих графах номер по порядку, дату проверки, обо-
значение объекта контроля (детали, сборо*йюй единицы, изделия и др.),
номер операции (если недостаток относится к технологическому про-
цессу изготовления) и коротко сущность замечания.
Замечание должно быть изложено четко с конкретным указанием,
какое требование и какого технического документа нарушено. Под за-
мечанием ставится подпись лица, выдавшего замечание, и указывается
занимаемая им должность (мастер, технолог, контролер ОТК); под-
пись необходимо расшифровать.
Если известны причина и виновник нарушения, то исполнитель
контроля заполняет и эти графы. Если же причина нарушения и винов-
ник не установлены в процессе КТД, то эти графы заполняют при вы-
яснении причин, установлении виновников и планировании мероприя-
тий по устранению недостатков.
Мероприятия по устранению недостатков в зависимости от их ха-
рактера разрабатывает руководитель (старший мастер) участка, если
достаточно на участке работников и средств для их устранения. В про-
тивном случае руководитель участка (старший мастер) представляет
журнал с замечаниями начальнику цеха, который принимает решение
по разработке мероприятий. При устранении обнаруженных недостат-
ков работниками других цехов или служб предприятия намеченные ме-
роприятия оформляют отдельным документом. Этот документ утвер-
ждается тем должностным лицом, которому подчинены все исполните-
ли мероприятий (начальником производства, главным инженером или
директором). В этом случае в графе «Мероприятия» указывают наиме-
нование разработанного документа и место его нахождения.
Начальник цеха, начальник БТК цеха и начальник технологическо-
го бюро цеха периодически (не реже одного раза в месяц) проверяют
ведение журнала учета нарушений технологической дисциплины. При
этом они анализируют характер допускаемых нарушений и эффектив-
ность мероприятий, проводимых по выявленным нарушениям. Свое
232 Проектирование озонизации ТК
решение по проведенному анализу и свои замечания и предложения по
ведению журнала и профилактике технологической дисциплины ука-
занные лица записывают на специально отведенных листах «журнала».
Результаты периодического, инспекционного и специального КТД
оформляют в протоколах контроля технологической дисциплины (см.
приложение, форму 37) или актах контроля технологической дисци-
плины (см. приложение, форму 38). В этом случае председатель комис-
сии знакомит начальника цеха и начальника БТК цеха с результатами
работы комиссии и передает начальнику цеха протокол, подписанный
членами комиссии.
В протоколе указывают все обнаруженные в процессе проверки
замечания.
Протокол или акт КТД подписывают члены и председатель ко-
миссии. После Ознакомления с ним ответственных лиц, причастных
к выявленным нарушениям, документ направляют начальнику цеха
для рассмотрения и принятия срочных мер, исключающих дальнейшее
нарушение технологической дисциплины. Начальник цеха в опреде-
ленный срок направляет протокол (акт) с ведомостью мероприятий
КТД главному технологу (металлургу, сварщику), который также
в определенный срок со своими заключениями передает протокол (акт)
с ведомостью мероприятий КТД главному инженеру для утверждения.
Утвержденные главным инженером протокол (акт) и ведомость
мероприятий КТД направляются (по одному экземпляру) главному
технологу (металлургу, сварщику), начальнику цеха и начальнику БТК
для исполнения. При отсутствии нарушений технологической дисци-
плины протокол (акт) КТД подписывается комиссией, начальником це-
ха, главным технологом (металлургом, сварщиком) и направляется по
одному экземпляру соответствующим должностным лицам.
Если для устранения нарушений технологической дисциплины тре-
буется определенное время или привлечение соответствующих служб
завода, начальник цеха назначает комиссию, которая разрабатывает
мероприятия, устраняющие нарушения технологической дисциплины,
и заносит их в протокол или ведомость мероприятий КТД.
Протокол и ведомость мероприятий КТД согласовываются
с главными специалистами, начальником ОТК и утверждаются
главным инженером предприятия.
Результаты летучего КТД оформляют в порядке, установленном
на предприятии, в журнале учета КТД (или протоколах или актах
КТД). Ведомственный КТД проводят и оформляют его результаты
в порядке, установленном в отрасли.
Для профилактики нарушений технологической дисциплины при-
меняют систему оформления сигнальных листов о повторном наруше-
нии технологической дисциплины (см. приложение, форму 39) или
предупреждений о браке (см. приложение, форму 40). Предупреждение
о браке оформляют при выявлении существенного отклонения, кото-
рое может привести к браку или ухудшению качества выпускаемой
продукции, и непринятии мер или несвоевременном устранении пару-
Организация контроля технологической дисциплины
233
шений технологической дисциплины. Копию сигнального листа (пре-
дупреждения о браке) передают представителю заказчика.
При проведении КТД изготовления сборочных единиц, комплек-
сов, комплектов проводят, при необходимости, контрольные сборки
и (или) контрольные разборки, решение о проведении которых при-
нимают в установленном на предприятии порядке.
Реализация результатов КТД. По данным КТД устраняют выяв-
ленные отклонения, проводят анализ’результатов КТД и по этим ре-
зультатам организуют учет и отчетность; разрабатывают и осуществ-
ляют организационные и технические мероприятия по предупрежде-
нию нарушений технологической дисциплины.
При наличии отклонений от требований технической документа-
ции намечают мероприятия по устранению этих отклонений, заносят
^х в протокол КТД, а при оформлении акта КТД — в ведомость меро-
приятий (см. приложение, форму 41) и согласовывают с представите-
лем заказчика. Результаты анализа КТД оформляют в специальном
журнале (журнал анализа КТД), в котором помещают качественные
и количественные характеристики (в том числе состояние и уровень
технологической дисциплины) по отдельным подразделениям (цехам,
участкам, рабочим местам), видам изделий, технологическим процес-
сам, видам отклонений и виновников нарушений. Необходимость веде-
ния журнала анализа КТД и его форму определяет предприятие исхо-
дя из условий производства (см. приложение, форму 42).
Состояние технологической дисциплины в подразделении (цехе,
участке и т. п.), на предприятии оценивают по результатам всех видов
КТД на основе соответствующих показателей. Отчетность о результа-
тах КТД осуществляют в порядке, установленном на предприятии
и отрасли. Результаты КТД используются для дальнейшего улучшения
качества продукции и технологии производства, определения важней-
ших условий и факторов, влияющих на состояние технологической
дисциплины, выработки управляющих воздействий по обеспечению за-
данного уровня качества изделий, оценки качества труда конкретных
исполнителей и производственных подразделений (участков и цехов),
при аттестации изделия или технологических процессов на заводской
Знак качества. Выявленные нарушения технологической дисциплины
следует обсуждать на «Днях качества» подразделений (отделов, цехов,
участков и т. д.), предприятия (объединения), а также периодически рас-
сматривать на постоянно действующей комиссии по качеству продук-
ции.
Проблемы, возникающие в результате КТД и требующие допол-
нительного анализа, эксперимента, следует включать в план научно-
исследовательских и опытно-конструкторских работ. К таким работам
относят работы по устранению повторяющихся случаев брака и пре-
тензий заказчика, к качеству продукции, совершенствованию методов
контроля качества, совершенствованию технологии производства, тех-
нологического оборудования, оснастки, приспособлений и инструмен-
та. Важнейшие мероприятия рекомендуется учитывать при составле-
234
Проектирование организации ТК
нии планов новой техники и организационно-технических планов
предприятий (организаций).
Нарушения технологической дисциплины должны быть устранены
в сроки, установленные в ведомости мероприятий КТД. Те нарушения
дисциплины, которые возможно устранить регулированием, настрой-
кой, заменой инструмента и тому подобными мероприятиями, подле-
жат немедленному устранению. Потери, связанные с нарушением тех-
нологической дисциплины, учитывают в порядке, установленном на
предприятии при учете потерь от брака.
При выявлении грубых нарушений технологической дисциплины,
влекущих за собой изготовление некачественной продукции, или неуст-
ранение в срок выявленных нарушений КТД, следует приостанавливать
изготовление продукции на данной операции, о чем ставят в извест-
ность начальника цеха и, при необходимости, докладывают руковод-
ству предприятия, а в установленных случаях — представителю заказ-
чика. Продолжение выполнения операции допускается после устране-
ния нарушения.
В случаях серьезных и неоднократно повторяющихся нарушений
технологической дисциплины, которые приводят к выпуску изделий
с отклонениями от НТД, по рекомендации комиссии или обнаружив-
ших нарушения руководство (цеха, предприятия) должно выпустить
приказ или распоряжение о наложении дисциплинарных и мате-
риальных взысканий на виновников нарушения. Решение об использо-
вании изделия, выпущенного с нарушением технологического процесса,
в каждом конкретном случае принимает руководитель предприятия-
изготовителя и, в установленных случаях, представитель заказчика
и руководитель предприятия-изготовителя.
Оформление документов КТД. Документы КТД предназначены
для планирования, регистрации, учета, анализа и отчетности по резуль-
татам КТД. Состав форм документов КТД устанавливают отраслевые
стандарты.
Учитывают и хранят документы КТД в соответствии с прави-
лами, установленными на предприятии.
Для краткого обозначения видов и причин отклонений, а также
мероприятий по устранению нарушений технологической дисциплины
в целях обработки информации о КТД на ЭВМ следует применять их
кодовые обозначения (табл. 6 — 8).
Ответственность за соблюдение и контроль технологической дисци-
плины (ОСТ 23.4.70—84). Контроль за соблюдением технологической
дисциплины является основной обязанностью производственной адми-
нистрации и технологической службы предприятия. Должностные ли-
ца, осуществляющие КТД, несут ответственность за качественное про-
ведение проверок в заданном объеме и сроки. За оформление
протокола или акта КТД ответственны исполнители КТД и (или) пред-
седатель комиссии; за технологическую дисциплину на рабочих ме-
стах, участках и в цехе - рабочий, мастер (старший мастер), начальник
цеха.
Организация контроля технологической дисциплины
235
6. Коды видов отклонений
Код вида отклонения Вид отклонения
01 Несоответствие методов, приемов и технологических режимов обработки требованиям технологической документации
02 Невыполнение операций и переходов или несоблю- дение их последовательности
03 Несоответствие наименования оборудования требо- ваниям технологических документов
04 Несоответствие наименования оснастки требованиям технологических документов
05 Несоответствие средств контроля требованиям техно- логических документов
06 Несоответствие заготовки по геометрическим и фи- зико-механическим параметрам требованиям техно- логической и конструкторской документации
07 Несоответствие основных и вспомогательных мате- риалов требованиям технологических документов
08 Несоответствие покупных и комплектующих изделий требованиям конструкторской документации
09 Необеспеченность рабочих мест технологической до- кументацией
10 Необеспеченность сохранности изделий от повреж- дений (царапин, забоин и т. д.)
11 Необеспеченность безопасности выполнения операций запроектированными способами и средствами
12 Несоответствие состояния оборудования эксплуата- ционным документам
13 Несоответствие состояния оснастки эксплуатацион- ным документам
14 Несоответствие состояния средств контроля эксп- луатационным документам
15 16 Отсутствие отметки входного контроля Отсутствие на рабочем месте технологической ос- настки, инструмента и вспомогательных материалов, предусмотренных технологическим процессом
17 Несоответствие изготовляемых изделий (сборочных единиц) технологической документации
18 Отсутствие сопроводительной документации (ярлыка, сертификата) и неправильное его заполнение
19 Неправильное выполнение транспортно-складских опе- раций
20 Несоблюдение условий хранения и выдачи в работу материалов, деталей, сборочных единиц, комплек-
Продолжение табл, б
Код вида отклонения Вид отклонения тующих изделий, установленных требованиями нор- мативно-технической документации, действующей на предприятии
21 Неправильная консервация, упаковка, отсутствие та- ры
22 Работа без технологической и конструкторской до- кументации
23 Захламленность и грязь на рабочих местах и участ- ка^
24 Несоответствие расположения оборудования плани- ровке
25 Нарушение требований техники безопасности и про- изводственной санитарии
Пр имечание. Допускается (по усмотрению руководства предприя-
тия) вводить новые коды и наименования видов отклонений
° 7. Коды причин отклонений
Код причины отклонения Причина отклонения
01 02 03 Халатность, недисциплинированность рабочего Низкая квалификация и необученность рабочего Нарушение по вине администрации и обслуживаю- щего персонала
04 Несоблюдение графика контроля оборудования на технологическую точность
05 Несоблюдение графика контроля оснастки на тех- нологическую точность
06 Нарушение технологической дисциплины смежными подразделениями
07 Несоответствие производственных условий требова- ниям безопасности труда и промышленной сани-' тарии
08 Несвоевременное внесение изменений или несвоевре- менное аннулирование устаревших ‘чертежей
09 Неоткорректированный по извещениям или своевре- менно не аннулированный технологический процесс
10 11 Неисправность оборудования Отступление от чертежей, схем
Примечание. Допускается, по усмотрению руководства предприятия,
вводить новые коды и наименования причин отклонений.
Организация контроля технологической дисциплины
237
8. Коды мероприятий по устранению нарушений
Код меро- приятия Мероприятие по устранению нарушений
01 02 Обсуждение на «Дне качества» Проведение технических мероприятий по устранению нарушений
03 04 05 Изменение конструкции изделия Изменение технологического процесса Изменение конструкции оснастки
Примечание. Допускается, по усмотрению руководства предприятия,
вводить новые коды и наименования мероприятий по устранению нару-
шений.
Ответственность за разработку и выполнение мероприятий по
устранению выявленных нарушений, обнаруженных при заводском
КТД, несут представители подразделений, виновных в нарушении тех-
нологической дисциплины; ответственность за нарушения технологиче-
ской дисциплины, выявленные при ведомственном КТД, — руководите-
ли предприятия.
Методика расчета показателей, характеризующих технологическую
дисциплину. Показатели , характеризующие технологическую дисципли-
ну (ТД) на предприятии, классифицируют по следующим признакам:
по объекту контроля; причине отклонения и значимости.
Показатели по объекту подразделяют: по изделиям, технологиче-
ским процессам, подразделениям и исполнителям.
При необходимости допускается деление показателей технологиче-
ской дисциплины:
по изделиям — материалам, полуфабрикатам, заготовкам, дета-
лям, сборочным единицам, комплексам, комплектам, комплектующим
изделиям и готовым изделиям;
по технологическим процессам — рабочим местам, технологиче-
ским операциям, средствам технологического оснащения и т. п.;
по подразделениям — предприятию, цехам и участкам (мастер-
ским).
ТД по причине отклонения подразделяют на технологические,
конструктивные, производственные и организационные; по значимо-
сти — на основные и дополнительные. Состав ПТД устанавливают от-
раслевые стандарты.
Число рассчитываемых ПТД должно быть минимальным, но до-
статочным для оценки технологической дисциплины. В показателях
должна быть учтена специфика объектов контроля и производства. Ос-
нрвные и дополнительные ПТД и их обозначения приведены в табл. 9.
238
Проектирование организации ТК
9. Показатели технологической дисциплины и их обозначение
Класси- фикация показателей ПТД и его обозначение Класси- фикация показателей ПТД и его обозначение
Основные Предприятия П?д Дополни- тельные По участку (мастер- ской) П?д
Цеха П?д По исполнителям
Дополни- тельные По браку П?д По изделию П?д По технологическому Технологический Конструктивный П?д Производственный
процессу 77JJ Организационный П° 11 тд
Для определения ПТД применяют упрощенный (табл. 10) и углуб-
ленный (табл. 11) методы.
10. Определение ПТД упрощенным методом
Формула для определения ПТД Условные обозначения
Ipitf) = 7ц(у) ~~ ^ц(у)1 . Гц(у) ТЦ(У) — число применяемых в цехе (на участке) технологических процес- сов в течение дня (месяца, кварта- ла, года); Тц1(у1) — число технологических про- цессов, в которых обнаружены от-
р 1 V клонения в цехе (на участке) в те- чение дня (месяца, квартала, года);
П?д = ~ > Л?д/; Р — число подразделений на пред-
р Lj i=i п& = Сбр . "тд с ’ приятии ; П^д,- — показатель ТД i-го цеха; СбР, С — стоимость соответственно брака, отнесенная к единице продук-
ГТК _ — Тц1 е 11 тд т " гр » * и ции, и единицы продукции; Ти — число технологических процес- сов, выполняемых при изготовлении изделия; Ти1 ~ то же, но на которых выявлены отклонения; •
Организация контроля технологической дисциплины
239
Продолжение табл. 10
Формула для определения ПТД Условные обозначения
гттп Тто ^то1 , Тто — число технологических опера-
"тд — Тто ^ИО — ^ио! . ций определенного технологическо- го процесса; Тто1 — то же, но на которых вы- явлены отклонения;
Тио — число технологических опера-
Тио ций, выполненных определенным ра-
бочим в течение дня (месяца, квар-
Т - Tri тала, года);
Щд = Т’ио! — то же, но с отклонениями;
т Т—число отклонений, выявленных в
Щд = Г-Т,! . т ’ цехе, на участке, на изделии, в оп- ределенном технологическом про-
т — т « цессе, у определенного рабочего;
n?g = 1 2пр1 . Тт1(Тк1, ГпрЬ То1)- число отклоне-
т ' ний из общего числа отклонений Т, возникающих из-за недостатков тех- нологической документации (конст- рукторской документации, .производ-
П°„ = т- Т01 ственных и организационных нару-
тд т шений)
Пр имечание. Допускается при определении ПТД вместо Тц (Ту,
Ти, Тио) использовать число технологических процессов (операций), про-
веренных за анализируемый период.
11. Определение ПТД углубленным методом
Формула для определения ПТД Условные обозначения
"у JVy — число участков в цехе;
Еп?л« 1-1 = ; тя Ny ТТ^д — ПТД по технологической опе- рации; Тто/ — число технологических опера- ций в /-м технологическом процессе;
240
Проектирование организации ТК
Продолжение табл. 11
Формула для определения ПТД Условные обозначения
t i=l л?д= -v—; а — коэффициент, учитывающий нали- чие или отсутствие нарушений (а рав- но: 1 при одном нарушении и бо- лее; 0 при отсутствии нарушений /-го контролируемого признака);
^roi EC i=l ; * то/ qj — коэффициент весомости j-го кон- тролируемого признака, определяе- мого, как правило, экспертными ме- тодами. При наличии коэффициентов весомости контролируемые признаки ранжируют по степени их влияния
HIS = 1 - S «9; J=1 на последствия нарушения техноло- гического процесса (табл. 12); П — число контролируемых парамет- ров технологической операции
12. Оценка влияния нарушения технологического процесса
на последствия от этого нарушения
Влияние Последствия нарушения технологического процесса Оценка, балл
Очень сильное Представитель заказчика прекращает приемку изделий 8
Сильное Управление (отдел) технического конт- роля прекращает приемку изделий 7
Менее сильное Появление неисправимого брака 6
Среднее Появление исправимого брака 5
Ниже среднего Брак может не произойти 4
Слабое Не приводит к возникновению брака 3
Очень слабое Ухудшает условия, обеспечивающие ка- чество 2
Контроль точности технологических процессов (ГОСТ 27.202-83)
проводят при разработке технологических процессов и управлении ими;
при контроле технологической дисциплины; определении периодич-
ности подналадки технологического оборудования; выборе методов и
планов статистического регулирования технологических процессов;
Организация контроля технологической дисциплины
241
уточнении требований к качеству материалов и заготовок; выборе и
корректировке планов испытаний и технического контроля готовой
продукции; замене, модернизации или ремонте средств технологи-
ческого оснащения и совершенствовании технологических систем
в части повышения их надежности и качества изготовленной про-
дукции.
При контроле точности технологических процессов используют
методы:
расчетные, основанные на использовании: математических моде-
лей изменения параметров качества изготовляемой продукции или па-
раметров технологического процесса с учетом физики отказов и имею-
щихся априорных данных о свойствах технологических систем (ТС)
данного класса, а также данных о закономерностях изменения во
времени факторов, влияющих на один или одновременно несколько
параметров качества изготовляемой продукции;
опытно-статистические, основанные на использовании данных из-
мерений параметров качества изготовляемой продукции, полученных
в результате специального выборочного обследования ТС и (или) спе-
циальных испытаний ТС и ее элементов (по ГОСТ 27.503-81);
регистрационные, основанные на анализе информации, регистри-
руемой в процессе управления предприятием;
экспертные, основанные на использовании результатов опроса экс-
пертной группы," располагающей информацией о надежности данной
ТС и факторах, влияющих на качество продукции; применяют при не-
возможности использования первых трех методов;
квалитетов, при котором сравнивают требуемые значения пара-
метров ТС с их предельно возможными значениями, установленными
в справочной и нормативно-технической документации в зависимости
от квалитетов (классов) точности применяемых средств технологиче-
ского оснащения и изготовляемой продукции.
Контроль точности технологического процесса проводят по аль-
тернативному и количественному признакам.
При контроле точности по количественному признаку
определяют значения показателей точности:
коэффициента точности (по контролируемому параметру)
Кт = ш/Г,
где со — поле рассеяния или разность максимального и минимального
значений контролируемого параметра за установленную наработку
ТС, определяемое с доверительной вероятностью у;
со = l(y)S,
где /(у) — коэффициент, зависящий от закона распределения контроли-
руемого параметра и величины у; S — среднее квадратическое отклоне-
ние контролируемого параметра; Т — допуск контролйруемого пара-
метра ;
коэффициента мгновенного рассеяния (по контролируемому пара-
метру)
242
Проектирование организации ТК
где co(z) — поле рассеяния контролируемого параметра в момент t;
коэффициента смещения (контролируемого параметра)
Kc = b(t)/T,
где А (г) — среднее значение отклонения контролируемого параметра
относительно середины поля допуска в момент времени t;
Д (t) = |x(t) — х01,
где x(t) — среднее значение контролируемого параметра;
хо — значение параметра, соответствующее середине поля допуска (при
симметричном поле допуска значение х0 совпадает с номинальным
значением параметра хном);
коэффициента запаса точности (по контролируемому параметру)
K3(t) = 0,5 + Kc(0-0,5Kp(t).
При контроле точности технологического процесса по альтер-
нативному признаку значения контролируемых параметров
должны соответствовать требованиям, установленным в НТД; кон-
троль проводят методом квалитетов.
При контроле точности технологического процесса по количе-
ственному признаку должны выполняться условия:
КТ = КТО<1; K3(t) > О,
где КТО — нормативное (предельное, технически обоснованное) значе-
ние Ку; используемые методы контроля — расчетные и опытно-ста-
тистические.
ОРГАНИЗАЦИЯ КОНТРОЛЯ СРЕДСТВ
ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Средства технологического оснащения включают: технологическое
оборудование, оснастку и инструмент, средства механизации и автома-
тизации технологических процессов, в том числе средства контроля.
Контроль технологической оснастки.
Технологическая оснастка — средства технологического оснащения,
дополняющие технологическое оборудование для выполнения опре-
деленной части технологического процесса.
Классификация технологической оснастки приведена в табл. 13.
Технологическую оснастку на машиностроительных предприятиях
изготовляют, как правило, в специализированных цехах. Оснастку III
и IV групп изготовляют в мастерских ПРИН (приспособлений и ин-
струмента) основных производственных цехов. Контроль качества тех-
нологической оснастки осуществляют как в процессе ее изготовления,
так и в процессе эксплуатации.
Контроль технологической оснастки в процессе ее изготовления
осуществляет БТК цеха-изготовителя; контроль за обеспечением
Организация контроля средств технологического оснащения 243
13. Классификация технологической оснастки
Номер группы Оснастка Назначение оснастки
I Эталонная — инструменталь- Изготовление производст-
ные эталоны узлов, агрега- тов; калибры соединений, мас- тер-плиты венной и контрольной ос- настки
II Сборочные стапели, раз- делочные стенды, испытатель- ные и контрольные приспо- собления и стенды " Сборка и контроль аг- регатов машин
III Станочные, сборочные и сва- рочные приспособления. Штампы, пресс-формы, разде- лочные инструменты, фасон* ные резцы, фрезы, протяжки Изготовление деталей и уз- лов машин
IV Режущий инструмент, шаб- лоны, оправки и другая мел- кая оснастка Обработка поверхностей
V Измерительные инструменты и приборы Измерение параметров
и поддержанием качества технологической оснастки I и II групп в экс-
плуатации — специализированное бюро технического надзора за ос-
насткой, находящееся в подчинении главного технолога предприятия.
На технологическую оснастку I и II групп разрабатывают паспор-
та, в которые заносят все данные о состоянии и ремонте каждой
единицы оснастки. В паспорте приводят краткую техническую характе-
ристику оснастки, основные контролируемые параметры и схемы изме-
рения, а также периодичность ее контроля и ремонта при эксплуата-
ции. Паспортизации подлежат все виды оснастки, от исправности
и качества которой зависит качество, размеры и форма изготовляемых
изделий и соответствие их чертежам и техническим условиям. Приме-
нение паспортов обеспечивает четкий контроль за соблюдением сроков
проверки и планово-предупредительного ремонта оснастки, повышает
ответственность работников за качество ее конструирования, изготов-
ления, контроля и ремонта.
На контрольно-испытательные установки и стенды для контроля
функциональных систем изделий, кроме паспортов, разрабатывают ин-
струкции по эксплуатации, в которых отражается порядок эксплуата-
ции и ухода за установками и стендами, а также периодичность плано-
во-предупредительного ремонта. Все стандартизованные измери-
тельные приборы, используемые на этих установках, проходят
периодическую поверку в метрологических лабораториях завода по
функциональной принадлежности. Периодичность поверки измери-
244
Проектирование организации ТК
тельных приборов, установленных на контрольных стендах, устанавли-
вается соответствующими лабораториями согласно поверочным схе-
мам и графикам поверок.
Оснастку V группы — измерительные инструменты и приборы, —
как правило, изготовляют на специализированных предприятиях
и снабжают паспортами.
Технологическая оснастка, изготовленная в специализированном
цехе, проходит двойную проверку: контроль и предварительную при-
емку по чертежу, шаблону или эталону и окончательную приемку
после пробного изготовления на этой оснастке трех экземпляров изде-
лий. Сложные установки перед окончательной приемкой подвергаются
испытаниям. Изготовленные на оснастке пробные изделия проверяют
по всем параметрам, обеспечиваемым данным приспособлением, на
соответствие чертежу, техническим условиям и эталону. Испыта-
ния новых приспособлений, изготовленных по кооперации на других
заводах, проводят в том же порядке.
Дефекты, выявленные при испытаниях на заводе-потребителе,
устраняют на заводе-изготовителе или в цехе приспособлений завода-
потребителя за счет завода-изготовителя приспособлений в соответ-
ствии с заключенным договором.
В процессе испытаний проверяют параметры приспособления,
удобство его использования, надежность действия зажимных частей,
фиксаторов, а также контролируют отсутствие деформаций в изделии.
При неудовлетворительных результатах испытаний составляют акт
и после устранения выявленных дефектов проводят повторные испыта-
ния. После окончательной приемки на оснастку заполняют паспорт
и передают оснастку для эксплуатации в производственный цех.
При положительных испытаниях на первой странице паспорта
в графе «Испытано в работе» проставляют дату испытания, срок пе-
риодической проверки, срок планово-предупредительного ремонта
и подписи участников испытания. После этого паспорт передают
в БТК по оснастке, где его вкладывают в отделение картотеки для
паспортов приспособлений, находящихся в эксплуатации.
На каждом приспособлении на специально прикрепленной (заклеп-
ками или винтами) металлической пластинке немедленно после положи-
тельных результатов испытаний наносят краской или другим способом
срок очередной проверки по графику, например: «Срок проверки 12
сентября 1987 года». Контрольный мастер БТК по оснастке немедлен-
но после окончания испытания включает номер нового приспособле-
ния в имеющийся у него график периодической проверки приспособле-
ний по данному цеху в соответствии с установленным сроком
проверки.
Контроль точности оборудования. Технологическая точность обору-
дования * — допустимая точность оборудования, обеспечивающая
в процессе эксплуатации стабильное качество при изготовлении дета-
лей (сборочных единиц).
* Нестандартизованный термин. /
Организация контроля средств технологического оснащения 245
Целью проверки оборудования на технологическую точность (ТТ)
является предупреждение возможного снижения заданной технологиче-
ской точности, при котором возникает возможность появления брака
и преждевременного выхода из строя оборудования.
Проверку на ТТ проводят:
при поступлении оборудования на предприятие или в цех после
его монтажа и перед вводом в действие;
после среднего и капитального ремонта;
во всех случаях, когда имеются сомнения в соответствии фактиче-
ской точности оборудования требованиям НТД (в частности, при уве-
личении доли дефектных единиц продукции);
периодически (в установленные НТД периоды) при внедрении ста-
тистических методов регулирования и управления качеством.
Порядок планирования и проведения проверок оборудования на
ТТ (ОСТ 24.001.25 — 82) должен включать в себя следующий комплекс
работ:
составление и утверждение ведомостей оборудования, подлежаще-
го периодической проверке на ТТ;
разработка норм ТТ на проверяемое оборудование в зависимости
от закрепленных обрабатываемых деталей;
установление периодов и сроков, а также составление и утвержде-
ние графиков проверки оборудования на ТТ;
разработка и оформление* инструкционных карт проверки обору-
дования на ТТ;
организация и выполнение работ по подготовке к проверке
оборудования;
выполнение периодических проверок оборудования в соответствии
с требованиями инструкционных карт в сроки, установленные графи-
ком проверки оборудования;
оформление актов проверки оборудования на ТТ.
Периодические проверки оборудования на ТТ должны проводить-
ся в строго установленные графиком сроки методами и средствами,
предусмотренными соответствующей инструкционной картой. Если
в результате проверки точность оборудования по параметрам, ука-
занным в инструкционной карте, будет ниже установленных норм ТТ,
то проводятся необходимые ремонтные или регулировочные работы,
после чего оборудование подвергают повторной проверке на ТТ.
К документам, на основании которых на предприятии организуют
и проводят всю работу по проверке оборудования на ТТ, относят:
ведомость оборудования, подлежащего периодической проверке
на ТТ;
график проверки оборудования, подлежащего периодической про-
верке на ТТ;
акт проверки* оборудования на ТТ.
Ведомость оборудования (см. приложение, форму 43), подлежаще-
го периодической проверке на ТТ, оформляют в трех экземплярах
и после утверждения главным инженером передают в отдел главного
246
Проектирование организации ТК
технолога (главного металлурга), главного механика и механику цеха.
В график проверки оборудования на ТТ вносят оборудование, вклю-
ченное в ведомость оборудования, подлежащего периодической про-
верке на ТТ.
График проверки оборудования оформляют на форме графика
КТД и после утверждения главным инженером передают в ОГМ
и ОТК, а также механику цеха.
Методы выполнения проверок оборудования на технологическую
точность и применяемые при этом приборы выбирают в соответствии
с конструктивными особенностями оборудования, установленными для
него нормами технологической точности, конструкцией контрольного
приспособления, прибора и измерительного инструмента. При этом
необходимо руководствоваться стандартами на нормы точности для
соответствующих групп станков, в которых приведены наименования,
эскизы (схемы) проверок и описание методов выполнения контроля ТТ.
Проверкам на ТТ должны подлежать только те отклонения
формы, относительного положения осей и поверхностей оборудования
и траекторий движения его рабочих органов, которые непосредственно
влияют на точность выполнения закрепленных операций. Периоды
между проверками оборудования на ТТ устанавливают исходя из ха-
рактера выполняемых данным оборудованием операций, применяемых
режимов обработки, требуемой точности, степени износа и конструк-
тивных особенностей оборудования. Для уменьшения простоев обору-
дования, связанных с выполнением периодических проверок на ТТ, пе-
риоды их проведения устанавливают таким образом, чтобы межре-
монтный период был кратным им. Тогда часть проверок на ТТ
совместится с плановыми ремонтами по срокам их выполне-
ния.
Для оценки точности и стабильности технологического оборудова-
ния ОГТ проводит испытания, заключающиеся в измерении и контро-
ле показателей качества выполняемой технологической операции или
группы технологических операций с последующей обработкой ре-
зультатов наблюдений и определением численного значения показате-
лей точности и стабильности настройки оборудования по
ГОСТ 27.202 — 83.
Результаты испытаний должны быть проанализированы с выясне-
нием следующих вопросов;
остается ли неизменным в течение заданного времени среднее зна-
чение и дисперсия наблюдаемой величины;
каково максимальное значение времени изменения среднего значе-
ния, или дисперсии, или того и другого (если эти изменения имеют
место), в течение которого можно пренебречь указанными измене-
ниями и считать среднее значение и дисперсию практически постоян-
ными;
соответствует ли время, в течение которого среднее значение
и дисперсия практически постоянны (т. е. меж настроечная стабиль-
ность), требованиям НТД по мсжпаладбчному периоду;
Организация контроля средств технологического оснащения 247
соответствуют ли требованиям НТД фактические значения средне-
го и дисперсии;
в случае несоответствия среднего значения или дисперсии, или то-
го и другого требованиям НТД необходимо выявить причины этого
несоответствия (в первую очередь, относятся ли они к собственно
оборудованию или к оснастке, приспособлениям и т. д.).
По результатам проверки разрабатывают документ с перечисле- .
нием конкретных мер, необходимых для тог^ чтобы довести точность
технологического оборудования и оснастки до установленных НТД
и паспортных данных. Результаты оценки точности должны быть за-
писаны в паспорт или формуляр.
При установлении норм ТТ необходимо учитывать следующее:
в нормах ТТ должен быть предусмотрен определенный «запас
точности», гарантирующий отсутствие брака в период между плановы-
ми проверками в результате естественного снижения точности при
эксплуатации;
точность обработки зависит как от точности оборудования, так
и от точности оснастки, установленной на данном оборудовании; по-
этому во всех случаях необходимо осуществлять проверку точности не
самого оборудования, а системы оборудование — оснастка.
Перед испытаниями оборудования (кроме случаев, когда его про-
веряют после среднего или капитального ремонта) проводят комплекс
операций технического обслуживания: заменяют смазку, устраняют
люфты, регулируют установку механизмов, проверяют электрические
цепи и т. д. Заказчик, ОГМ и главный метролог в процессе испытаний
оборудования систематически наблюдают за показателями качества
производимой на нем продукции. Проверку оборудования силами
предприятия проводят в строго установленные сроки независимо от
качества обрабатываемой на нем в данный момент продукции. Ответ-
ственность за соответствие оборудования установленным нормам ТТ
возлагается на ОГТ.
За 1 - 3 дня до проведения проверки оборудования на точность
служба планово-предупредительного ремонта (ППР) цеха проводит
проверку технологической оснастки станка на точность с отметкой
фактических параметров в карте проверки. В назначенный день про-
верки станка на точность комиссия в составе старшего мастера, стар-
шего технолога (технолога), бригадира слесарей службы механика
и старшего контролера БТК проводит анализ проверки оснастки на
точность, проверку режущего и измерительного инструмента, измери-
тельных приборов, режимов обработки и применяемых технологиче-
ских материалов на соответствие их технологической документации.
При наличии отклонений проверку оборудования на технологическую
точность не проводят и устанавливают исполнителей и сроки устране-
ния отклонений, О чем делается запись в акте.
Наладчик участка и контролер ОТК проводят отбор деталей по
установленному числу выборок и числу деталей в выборке, маркируют
каждую отобранную деталь. Контролер ОТК определяет абсолютные
248
Проектирование организации ТК
значения каждого проверяемого параметра каждой отобранной детали
и отмечает результаты измерений в акте.
Комиссия в составе старшего мастера, старшего технолога (техно-
лога) участка, бригадира слесарей службы механика, старшего контро-
лера БТК проводит анализ результатов измерения. По результатам
анализа в акте делается отметка, что оборудование обеспечивает (или
, не обеспечивает) необходимую точность обработки детали, и члены
комиссии подписывают этот акт. Контроль за соблюдением графиков
периодической проверки оборудования на ТТ возлагается на начальни-
ка БТК цеха.
Акт проверки оборудования на ТТ предназначен для оформления
результатов проверки оборудования на ТТ каждой единицы оборудо-
вания. Его оформляют (см. приложение, форму 44) в трех экземплярах
и передают механику цеха, в ОГМ и ОТК.
Контроль точности технологической оснастки. Технологическая ос-
настка подвергается периодическому контролю на ТТ и техническому
осмотру и контролю в процессе работы. Периодическому контролю
подлежит вся паспортизованная оснастка.
Технологическая оснастка, не подлежащая периодической провер-
ке, а также паспортизованная оснастка между проверками подвергает-
ся техническому осмотру, осуществляемому силами ОТК один раз
в квартал с отметкой в журнале (см. приложение, форму 45).
Контроль оснастки в процессе работы осуществляют ежедневно
в начале смены и в течение рабочего дня производственные мастера,
при летучем контроле — контролеры и контрольные мастера участков;
периодический контроль технологической оснастки проводят в со-
ответствии с «Перечнем технологической оснастки, подлежащей перио-
дической проверке на технологическую точность» (см. приложение,
форму 47), составляемым технологической службой цеха на основании
паспортов и перечня паспортизированной оснастки. Перечень утверж-
дается главным инженером предприятия. Проверку выполняют по гра-
фикам, составляемым ежемесячно на основании перечня (см. приложе-
ние, форму 46). Графики выдают на участки оснастки цеха (службы
ремонта технологической оснастки), которые представляют для кон-
троля указанную оснастку.
Технологическая оснастка, точность которой при проверке оказа-
лась ниже допустимой, подлежит ремонту и последующей проверке.
Оснастка, не проверяемая периодически, в зависимости от степени из-
носа должна быть включена технологом цеха в график ремонта
оснастки.
Контроль приспособлений проводят непосредственно на рабочем
месте или в отдельных случаях в БТК по оснастке, если это необходи-
мо для контроля. Приспособление подвергают полному всестороннему
контролю, в процессе которого определяют исправность, безотказ-
ность и степень износа всех его частей, устанавливают, нет ли дефор-
маций, а также проверяют размеры и качество изделий, изготовленных
с помощью этого приспособления.
Организация контроля средств технологического оснащения 249
ОТК в пооядке инспекторского надзора следит за соблюдением
сроков проверки приспособлений, осуществляемой БТК по оснастке.
Этот инспекторский надзор выполняют работники БТК цеха и инспек-
торская группа ОТК.
При контроле станочных приспособлений, кондукторов, штампов
и тому подобной оснастки обычно применяют наружный осмотр, про-
верку действия его частей от руки и проверку геометрических разме-
ров.
Внешним осмотром определяют состояние приспособлений (ис-
правность резьбовых соединений, отсутствие забоин на рабочих частях
и т. п.); при проверке действия приспособления от руки — плавность
(перемещения) вращающихся и перемещающихся частей, надежность
действия зажимных устройств и т. п.
Стапели и крупные сборочные приспособления первой группы
в процессе изготовления и испытаний в работе’, а также в процессе экс-
плуатации и после ремонта контролируют централизованно работники
БТК цеха стапельной оснастки. В процессе контроля проверяют гео-
метрические параметры стапеля, правильность положения стыковых
точек, фиксаторов, точность контурных обводов. Геометрические пара-
метры контролируют универсальными измерительными инструмента-
ми, калибрами, эталонами, а также специальными измерительными
инструментами. Контроль проводят в соответствии с чертежом и кон-
трольной картой. При контроле установки фиксаторов стапельных
приспособлений проверяют их положение относительно базовых ли-
ний. Для контроля стапелей применяют оптико-механические приборы,
что позволяет повысить их точность.
Измерением с помощью универсальных измерительных приборов
и калибров определяют состояние изнашиваемых частей втулок, рабо-
чих плоскостей, трение вращающихся частей.
При изготовлении деталей их геометрические размеры, надеж-
ность базирования и закрепления контролируют с помощью универ-
сальных измерительных средств. Приспособления с пневматическим
или гидравлическим зажимом проверяют в действии при подключен-
ной приводной станции.
Используемый на предприятии инструмент можно подразделить
по месту его изготовления на покупной, поступающий со специализи-
рованных инструментальных заводов, и инструмент собственного
изготовления.
Обрабатывающий инструмент, поступающий с других заводов, на-
правляют в центральный инструментальный склад, где контролеры
склада проводят выборочную проверку инструмента. После входного
контроля инструмент выдается производственным цехам.
Специальный инструмент — агрегатно-разделочный, протяжки, фи-
нишный фасонный инструмент, изготовляемый инструментальным це-
хом завода, проходит проверку в ЦИЛ; испытания — в производствен-
ном цехе. На инструмент, признанный годным, заполняют паспорт,
после чего инструмент поступает в производство. Контроль качества
250
Проектирование организации ТК
инструмента, используемого в производстве, проводят непосредствен-
но в инструментально-раздаточных кладовых производственных цехов.
Все режущие инструменты, размеры и формы которых оказывают
определяющее влияние на качество обрабатываемых изделий, в процес-
се эксплуатации, проходят два вида контроля: сменный контроль и конт-
роль после переточки. Сменный контроль режущих инструментов осу-
ществляют после каждого возврата инструмента с рабочих мест.
Контроль заточки (переточки) инструментов проводят на основа-
нии чертежей и инструкционных карт технического контроля. Кон-
троль инструментов после заточки возлагается на контролеров ИРК.
В тех случаях, когда централизованная заточка обслуживает все про-
изводственные цехи завода и организована в специализированном за-
точном цехе, в этом цехе организуют отдельный контрольно-пове-
рочный пункт.
При обнаружении неисправностей в оснастке работа должна быть
прекращена до устранения выявленных недостатков. После выполне-
ния ремонта проводят испытания оснастки в присутствии работников
БТК и контрольного мастера по оснастке, который при удовлетвори-
тельных результатах испытаний делает соответствующую отметку
в паспорте оснастки и дает разрешение на его последующую эксплуа-
тацию.
Контроль точности средств измерения. Точность средств измерения
контролируют в соответствии с требованиями стандартов ГСП.
УЧЕТ И АНАЛИЗ БРАКА
Общие положения. Основными условиями организации учета брака на
предприятии и принятия мер к его устранению являются:
учет числа изготовляемых изделий и их движения в производстве
до момента сдачи на сборку или склад;
своевременное оформление выявленного брака первичным доку-
ментом-актом установленного образца;
обязательная отличительная маркировка бракованных изделий
(подлежащих исправлению и окончательно забракованных);
изъятие из производства изделий, признанных окончательным
браком, и сдача нх на склад для использования в виде материалов, ло-
ма и т. п.
Организация работ по учету, анализу и оформлению брака
обеспечивает:
предупреждение брака и выявление недостатков технологических
процессов и оснастки, не гарантирующих стабильного качества изго-
товляемой продукции;
подготовку материалов для разработки организационных и техни-
ческих мероприятий, направленных на ликвидацию причин, вызываю-
щих брак;
своевременное и полное выявление в процессе производства всех
случаев брака, установление его вида, причин и виновников;
Учет и анализ брака
251
изучение технических, организационных, экономических и психоло-
гических причин брака и отказов;
установление несовершенства и нарушений технологии контроля;
выявление несовершенства конструкции изготовляемо^ продукции,
в том числе ненадежных деталей и сборочных единиц;
своевременное изъятие и изоляцию брака;
представление планово-экономическим органам необходимых дан-
ных для запуска в производство заготовок, полуфабрикатов взамен за-
бракованных, а также для планирования и учета себестоимости выпу-
скаемой продукции;
определение потерь от брака и полноты взысканий с виновников
за брак в пределах, установленных законодательством;
снижение потерь от брака;
подготовку оперативной информации о недостатках в работе про-
изводственных участков, отдельных станков и агрегатов, вызывающих
брак;
составление отчетов по браку как по цехам, так и по предприятию
в целом;
восполнение комплектующих изделий за счет заводов-поставщи-
ков.
Определение и классификация брака. Браком в производстве счи-
тают изделия (полуфабрикаты, детали, узлы)* качество которых не со-
ответствует требованиям, установленным стандартами, чертежами на
изделие или техническими условиями, и в связи с этим не могут быть
использованы по прямому назначению или же могут быть использо-
ваны только после дополнительных затрат на их исправление и
переделку.
По степени учета брак подразделяют на списываемый по статье
«Потери от брака» и не относящийся к этой статье.
К потерям от брака не относят:
расходы, связанные с правкой, травлением, отжигом, заливкой, за-
варкой и тому подобным операциям с покупными материалами и не
предусмотренные в технологических картах;
стоимость полуфабрикатов собственного производства и по-
купных материалов, расходуемых на определение (анализ) их качества
в лабораторных условиях при наладке оборудования;
непроизводственный расход материалов и деталей при прохожде-
нии производственной практики учениками технических училищ и сту-
дентами средних и высших учебных заведений, а также в период про-
изводственного обучения учеников;
расход материалов и полуфабрикатов, деталей, узлов и других из-
делий при специальных испытаниях, проводимых по решениям выше-
стоящих организаций и государственных органов, и тому подобные
потери, которые* списывают в установленном порядке на соответ-
ствующие статьи.
Брак в зависимости от степени непригодности забракованного из-
делия подразделяют на исправимый и неисправимый (окончательный).
252
Проектирование организации ТК
По месту обнаружения брак подразделяют на внутризаводской,
выявленный непосредственно на предприятии, и на внешний, выяв-
ленный у потребителя.
В свою очередь внутризаводской брак делят на:
брак внутрицеховой, обнаруженный в цехе и происшедший по вине
этого же цеха;
брак, происшедший по вине других цехов или отделов, но обнару-
женный в цехе;
брак внешних поставщиков, обнаруженный на заводе, но проис-
шедший по вине внешних поставщиков, контрагентов и проектирую-
щих организаций.
Внешним считают брак, выявленный потребителем в процессе
монтажа, эксплуатации или хранения изделий и принятый заводом-по-
ставщиком на основании претензий (рекламаций).
При классификации брака и его шифровке приняты следующие
термины:
место выявления* — внешний брак, внутризаводской;
категория брака * — степень непригодности продукции (брак ис-
правимый и брак неисправимый);
вид работ* — совокупность операций по изготовлению продукции;
причины брака* — технические факторы, условия и обстоятельства,
вызвавшие брак или способствовавшие его появлению;
виновник брака * — конкретное лицо или подразделение, по вине
которых произошел брак;
вид брака * — совокупность качественных признаков, характери-
зующих дефектность продукции;
* Нестаидартизованный термин.
14. Коды мест выявления брака и категории брака
________________*______________________________
Брак Категория брака Код места выявления брака
А. Внутризаводской: внутрицеховой Исправимый 1
Неисправимый 2
обнаруженный в других цехах Исправимый 3
Неисправимый 4
по вине внешних организаций Исправимый 5
(поставщиков, контрагентов) Неисправимый 6
Б. Внешнийг выявленный после Исправимый 7
поставки продукции заказчику Неисправимый 8
Учет и анализ брака
253
признак брака * — конкретный дефект, из-за наличия которого бра-
куется продукция;
характеристика брака* — техническое описание признака брака;
код брака * — условное цифровое обозначение брака, включающее
совокупность данных, достаточных для характеристики брака.
При механизированных учете брака, систематизации- сведений
о нем, анализе и профилактике брака вводят классификатор брака,
обеспечивающий достоверность, единство и сопоставимость информа-
ции о браке.
В классификатор брака входят цифровые обозначения основных
его характеристик: места выявления и категории (табл. 14), вида работ
(табл. 15), причин (табл. 16) и виновников брака (табл. 17). Для
составления общего кода брака приняты цифровые знаки десятичной
системы.
* Нестандартизованный термин.
15. Коды видов работ
Виды работ Подвиды работ; продукция, получаемая при выполнении работ Код
Литейные Изготовление моделей 01
• Чугунные отливки 02
Кузнечно-прессовые Поковки 10
Горячая штамповка 11
Холодная штамповка 12
Прессование 13
Горячая прокатка металла 14
И нструмента льные Изготовление инструмента 15
Термические и Термическая обработка . > 20
химико-термические Химико-термическая обработ- 21
ка
Резервные 22; 23; 24
Изготовление сварочных Изготовление электродов и 25
материалов и сварка флюсов Разделка кромок и " сборка 26
под сварку
- Ручная сварка 27
Полуавтоматическая сварка 28
Автоматическая сварка 29
Резервные 30; 31; 32
Изготовление и монтаж Обработка металла резанием 33
механизмов и оборудо- Слесарно-сборочные работы 34
вания по механизмам
Слесарно-сборочные работы по оборудованию 35
254
Проектирование организации ТК
Продолжение табл. 15
Виды работ Подвиды работ; продукция, получаемая при выполнении ’ работ Код
Монтаж главных механизмов 36
Резервный 37
Монтаж вспомогательных ме- 38
ханизмов
Резервный 39
Монтаж производственно-тех- нологического оборудования 40
* Испытание устройств, меха- низмов, систем и деталей 41
Изготовление и монтаж Изготовление:
электрооборудования, электрооборудования 42
приборов и аппаратуры радиооборудования 43
электрощитов и пультов управления 44
аппаратуры и приборов 45
Монтаж электрорадиообору- 46
дования, аппаратуры, прибо- ров и сетей •
Изготовление изделий из Изготовление и установка 47
неметаллических мате- пластмассовых изделий
риалов и их установка Изготовление деревянных кон- струкций изделий, их сборка 48
Теплоизоляция механизмов, оборудования и систем 49
По подготовке поверх- Подготовка поверхностей и
ностей к нанесению по- нанесение покрытий:
крытий металлических 52
неметаллических 53
(за исключением лакокрасоч- ных) 54
Резервные лакокрасочных 55 — 66
Получение с других пред- Получение:
приятий материалов, черных металлов 67
комплектующих изде- цветных металлов 68
лий, механизмов, прибо- пластмасс и специальных 69
ров и аппаратуры материалов
резинотехнических изделий 70
• литых и других заготовок 71
Учет и анализ брака
255
Продолжение табл. 15
Виды работ Подвиды работ; продукция, получаемая при выполнении работ Код
устройств и механизмов 72
электротехнического обору- 73
дования приборов и аппаратуры 74
элементов приборов и аппа- ратуры 75
Резервные 76-99
16. Коды причин брака
Причины брака Код
1. Конструкция и чертежи
Неправильная конструкция или ошибка в чертеже 10
Несвоевременное внесение изменений или аннулирование устаревших чертежей 11
Отсутствие чертежей 12
Резервные 13;14;15
2. Подготовка производства
Отсутствие технологического процесса на изготовление 20
Неоткорректиро ванный по извещениям или своевременно неаннулированный технологический процесс 21
Неправильно разработан или применен технологический процесс 22
Отсутствие оснастки, приспособлении и инструмента 23
Неправильно выбрано оборудование 24
3. Нарушение технологии
Неправильное ведение технологического процесса 30
Не выдержан режим обработки 31
Несоответствие температуры 32
Неправильно изготовлена модель 33
4. Материалы и комплектующие изделия
Несоответствие химических, структурных и механических свойств заготовок требованиям технологической докумен- 40
тации Скрытые пороки литья, поковок 41
Скрытые пороки’материалов и полуфабрикатов 42
Несоответствие исходных материалов 43
256
Проектирование организации ТК
Продолжение табл. 16
Причины брака Код
Несоответствие комплектующих изделий 44
Дефекты комплектующих деталей 45
Дефекты комплектующих сборочных единиц 46
Дефекты комплектующих механизмов и устройств 47
Отступление от ГОСТа и ТУ 49
5. Оборудование, приспособления, оснастка и инструмент
Неисправность оборудования (по техническому состоянию) 50
Неправильно выполненная наладка оборудования 51
Неисправность приспособлений, оснастки и инструмента 52; 53
Резервные 54; 55
6. Квалификация рабочего и отношение к работе
Недостаточный или неправильный инструктаж 60
Низкая квалификация рабочего 61
Небрежность в работе 62
Отступление от чертежей, схем и макетов 63
Самовольная замена материалов 64
Неправильная наладка оборудования 65
Резервные 66; 67;
68; 69
7. Организация производство,
Недостатки в организации производства 70
Работы без чертежей 71
Аварийные случаи при испытании и эксперименте 72
Неправильные:
приемка по предыдущей операции 73
транспортирование 74
хранение 75
консервация 76
инструктаж 77
Освоение новых:
изделий 78
технологических процессов 79
Учет и анализ брака
257
17. Коды виновников брака
Основной виновник брака Код Основной ВИНОВНИК брака Код
Рабочий 01 Работники:
ИТР, администрация 02 ОТК 05
цеха ОГМ 06
Поставщики 03 ОГТ (ОГМет) 07
ОГК 04 ОМТС Прочие службы и подразделения 08 09
Общий код брака состоит из семи цифр, означающих:
X XX XX XX
Если при выявлении брака не предоставляется возможным устано-
вить какой-либо признак брака, то этот признак шифруют нулями.
Порядок оформления актов о браке. Любой брак, обнаруженный
в процессе исполнения работ непосредственными производителями
(рабочим, бригадиром, мастером, кладовщиком и контролером), дол-
жны быть предъявлены для оформления. На все забракованные
детали (как на исправимый, так и на неисправимый брак) БТК цеха
составляет акты о браке (см. приложение, форму 48), а на участках
и в цехах, в которых работники ОТК не предусмотрены штатным рас-
писанием, акты о браке составляет технический персонал (мастер, тех-
нолог), имеющий доверенность ОТК и разрешение начальника цеха на
выполнение этой работы. Акт о браке является первичным докумен-
том, имеющим .юридическую силу, на основании которого с незавер-
шенного производства списывают забракованные заготовки, детали,
узлы изделия; определяют потери от брака; проводят анализ и опера-
тивный учет брака в ОТК и бухгалтерии; в установленном порядке
9 Заказ № 550
258
Проектирование организации ТК
взыскивают суммы ущерба с виновников; в необходимых .случаях
в установленном порядке предъявляют претензии о возмещении к по-
ставщикам недоброкачественных деталей, полуфабрикатов, материа-
лов и комплектующих изделий. Кроме акта о браке составляют доку-
менты о возврате исправимого брака и о потерях, не относящихся
к статье «Потери от брака». Документы о браке строго отчетны. Пере-
дача их ведется под расписку в журнале о браке.
На каждое наименование изготовляемых в цехе деталей при пер-
вом же случае забракования заполняют лицевую карту брака-дефекта
(см. приложение, форму 49), которая служит документом для контроля
за каждым случаем брака по данной детали и за эффективностью при-
меняемых мер по устранению причин брака. Заполнение лицевых карт
возлагают на контрольных мастеров соответствующих участков. На
виновника брака открывают лицевой счет убытков от брака (см. при-
ложение, форму 50). Эти документы хранят в БТК в отдельной карто-
теке. Для их ведения назначают ответственного работника БТК. Еже-
месячно начальник цеха и начальник БТК подают в техническое бюро
ОТК анализ причин брака (см. приложение, форму 51).
При составлении отчета о браке контролер руководствуется клас-
сификатором брака и соблюдает следующие правила:
если брак произошел из-за неисправного инструмента, вместе с из-
делием рабочий обязан предъявить и инструмент для правильного
установления причины и виновника брака;
акт на брак изделия из-за неисправности приспособлений должен
быть завизирован технологом цеха, а из-за неисправности оборудова-
ния — механиком цеха;
в случае исправления брака виновником акт о браке, как правило,
не составляют;
недостающие детали при контроле партии не считают браком.
Производственные мастера в акте о браке должны указать причи-
ну и виновника брака. При оформлении отчета о браке недопустимо
признание виновником брака цеха или отдела в целом или списание
брака без указания виновника. Если при контроле изделия работником
ОТК выявлены дефекты, которые подлежат устранению рабочим,
сдающим продукцию, то в этом случае акт о браке не составляют,
а оформляется возврат с приемки.
Выписанные работником ОТК акты о браке регистрируются
в журнале БТК (см. приложение, форму 52), одновременно работник
ОТК ставит штамп «Брак» и проставляет номера актов в рабочих на-
рядах, сменных рапортах и на сопроводительных документах, по ко-
торым принималась продукция, а на забракованную продукцию нано-
сится клеймо «Брак».
Внутризаводской брак оформляют актами о браке, составляемы-
ми в трех экземплярах. Срок оформления актов о браке в службах це-
хов (отделов) не должен превышать одной смены.
Если для определения причин и виновников необходимо получить
заключения специалистов технических служб завода и провести кон-
Учет и анализ брака
259
трольные анализы, срок оформления актов о браке удлиняется на вре-
мя выполнения анализов и получения заключения.
Акт о браке должен быть подписан всеми лицами, участвовавши-
ми в проверке качества. Лицо, не согласное с содержанием акта, обяза-
но подписать его с оговоркой о своем несогласии и изложить свое
мнение в письменном виде. Персональную ответственность за своевре-
менное и надлежащее оформление актов о браке возлагают на стар-
ших производственных мастеров. Начальники цеховых служб (БТЗ,
технологическое бюро, бухгалтерия) также участвуют в составлении
актов о браке.
Оформление актов о браке на внутрицеховой брак. Выписанный акт
о браке работник БТК передает мастеру участка или заместителю на-
чальника цеха по производству (отдела) под расписку для подтвержде-
ния причин брака и указания виновников. Виновников брака в актах
о браке указывают не позднее:
суток, считая с момента получения акта о браке, — производ-
ственным мастером и руководителем участка; если мастер или руково-
дитель участка в течение суток не указали виновников брака, то акт
о браке должен быть возвращен ими работнику БТК;
двух суток, считая с момента получения акта о браке, — начальни-
ками цехов и отделов.
Если начальник цеха или отдела считает, что причина брака не за-
висит от отдельных подчиненных ему людей, он обязан указать в акте
(или специальной докладной, прилагаемой к акту) свое мнение о при-
чине брака и обратиться к начальнику- ОТК и главному инженеру
предприятия за решением, на кого и по какой причине отнести брак.
Акты о браке, передаваемые на решение начальнику ОТК и глав-
ному инженеру, должны быть обязательно полностью пронормиро-
ваны по всем затратам.
Главный инженер и начальник ОТК в трехдневный срок дают
окончательное заключение о причине брака, виновнике брака и степени
ответственности должностных лиц, в том числе начальников цехов
и отделов. В случае разногласий между главным инженером и началь-
ником ОТК относительно установления виновников брака и мате-
риальной ответственности за брак вопрос решает директор завода.
После указания виновников брака акт о браке возвращают в БТК,
затем передают в бюро труда и заработной платы (БТЗ) на нормиро-
вание и цеховую бухгалтерию для калькуляции затрат.
Акты о браке, по которым необходимо определить способ испра-
вления или использования брака, направляют из БТК в соответствую-
щие службы предприятия, которые указывают в акте о браке способ
исправления или использования брака, а также меры, исключающие
брак.
После указания виновников брака, нормирования и калькуляции
затрат акт о браке предъявляют для ознакомления с ним и подписи
всем виновникам брака. Ознакомление виновников с актом проводят:
мастер участка, если виновник рабочий или бригадир; начальник цеха,
9*
260
Проектирование организации ТК
если виновник инженерно-технический работник цеха (мастер, технолог
и др.); начальник отдела заводоуправления, если виновник брака ра-
ботник отдела.
В случае отказа виновника брака подписать акт из-за непризнания
им вины иди по другой причине, то вопрос об установлении виновно-
сти решает соответственно начальник цеха или отдела. При подтвер-
ждении начальником цеха виновности работника и отказе этого работ-
ника подписать акты о браке акт вместе с докладной на имя
начальника юридического отдела и документами, подтверждающими
виновность исполнителя, передают в юридический отдел для предъяв-
ления иска.
После ознакомления виновника акт о браке передают начальнику
цеха для распоряжения об удержании за брак. Акты о браке с ука-
занным в них распоряжением начальника цеха мастер или администра-
ция цеха передает в БТК цеха.
Один экземпляр оформленного акта о браке мастер направляет
в плановое бюро цеха для восполнения комплектовки изделия; один
экземпляр — в бухгалтерию для удержания стоимости брака с ви-
новных с уведомлением (см. приложение, форму 53); один экзем-
пляр — в техническое бюро ОТК завода для учета и анализа брака или
в бюро внешней приемки для оформления рекламаций в том случае,
если виновником брака является внешний поставщик или проектная
организация.
Списание материалов, полуфабрикатов, деталей, узлов и сбо-
рочных единиц, не относящихся к потерям от брака, оформляют тех-
ническими актами.
Оформление брака, обнаруженного в подразделении-потребителе.
При обнаружении брака полуфабрикатов, деталей, изделий, выпол-
ненных и принятых работ (включая изделия и работы, по которым об-
наружены недоделки после сдачи) по вине другого цеха, бригадир или
мастер, обнаруживший брак, ставит в известность БТК цеха, которое
обязано немедленно вызвать представителей цеха-виновника для осви-
детельствования брака.
Вызов представителей цеха (отдела)-виновника брака осущест-
вляют телефонограммой, которая дается начальнику цеха (отдела)
и начальнику БТК цеха-виновника брака. В телефонограмме
указывают номер, дату и время передачи. Телефонограммы регист-
рируют в специальном журнале, хранящемся у начальника БТК цеха
или старшего контрольного мастера, передающего и принимающего
цеха.
Ответственность за своевременное установление брака несут на-
чальник цеха (отдела)-виновника брака и начальник БТК этого цеха*
Представители цеха (отдела)-виновника должны явиться для рас-
смотрения претензии и оформления документов в срок, установленный
на предприятии.
Работник БТК цеха, где обнаружен брак, в течение одной смены
выписывает в четырех экземплярах акт на забракованные изделия до
Учет и анализ брака
261
прихода представителей цеха-виновника, которому этот акт о браке
должен быть предъявлен одновременно с забракованной продук-
цией.
Представители цеха-виновника брака при признании брака указы-
вают во всех экземплярах акта, что брак признается, и подписывают
акт. В случае разногласий в определении характера причин и виновни-
ка между представителями цеха, обнаружившего брак, и цеха-виновни-
ка последние пишут свое мнение в специальной докладной, прилагае-
мой к акту на имя начальника ОТК, после чего все экземпляры акта
о браке отправляют для оформления у начальника ОТК. Разногласия
цехов по вопросу о характере, причинах и виновникам брака разре-
шают в трехдневный срок начальник ОТК и главный инженер завода.
Их решение может быть отменено только директором завода.
БТК цеха, обнаружившего брак, после оформления акта о браке
в своем цехе (нормирование своих затрат) передает: один экземпляр
акта о браке — в планово-диспетчерское бюро (ПДП) для восполнения
брака (при неисправимом браке); два экземпляра — в БТК цеха-винов-
ника для дальнейшего оформления — установления виновника брака
и калькуляции потерь от брака и восполнения комплектовки (при неис-
правимом браке); один экземпляр акта — в техническое бюро для уче-
та и анализа.
Акты о браке, поступающие в БТК цеха-виновника из БТК других
цехов, оформляют в том же порядке, что и акты на брак своего цеха.
Срок оформления актов о браке в службах цехов (отделов) не должен
превышать одной смены, а общий срок оформления — не более четы-
рех суток с момента обнаружения брака.
В случае задержки оформления актов о браке работниками цехов
(отделов) свыше установленного срока начальник БТК цеха, в кото-
ром обнаружен брак, обязан вручить лицу, ответственному за задерж-
ку оформления, уведомление о том, что при неоформлении акта о бра-
ке в течение одних суток с момента получения уведомления лица,
задерживающие оформление акта о браке, будут нести ответствен-
ность, как укрыватели брака.
В случае невыполнения требований, изложенных в уведомлении,
начальник БТК цеха передает акт о браке и копию уведомления на-
чальнику ОТК предприятия для принятия мер к лицам, ответственным
за задержку оформления акта о браке. Если начальник БТК не принял
мер для своевременного оформления актов о браке, то он несет ответ-
ственность за задержку их оформления наравне с непосредственными
виновниками задержки оформления.
Оформленные цехом-виновником акты возвращаются цеху, обна-
ружившему брак, для окончательного оформления и рассылки в бух-
галтерию и ОТК завода.
При отказе виновника от добровольного возмещения ущерба от
брака все необходимые документы передают в юридический отдел для
взыскания ущерба в установленном порядке.
Виновные в самовольном уничтожении или утере актов о браке
262
Проектирование организации ТК
привлекаются к материальной ответственности как за скрытие брака
с взысканием с них полной стоимости причиненного ущерба.
Оформление брака поставщиков. Потребитель предъявляет претен-
зии поставщику в случаях обнаружения несоответствия поставляемой
продукции (механизмов, приборов, оборудования, материалов, полуфа-
брикатов, изделий и т. п.), а также тары, упаковки и маркировки требо-
ваниям по качеству и комплектности, изложенным в спецификациях,
технических условиях на поставку, стандартах и особых условиях, до-
говорах или других обязательных для обеих сторон документах, а так-
же при отказе, поломке, преждевременном износе, выходе из строя ме-
ханизмов, машин, приборов и других изделий ранее истечения
гарантийного срока, установленного постановлениями правительства,
договорами, техническими условиями на поставку, ГОСТами и нор-
малями, по причинам, исключающим вину потребителя.
При обнаружении брака заводов — поставщики БТК подразделе-
ния потребителя вызывают представителей бюро внешней приемки для
освидетельствования брака и представителей отделов-разработчиков
для составления технического акта.
Уведомление получателя о вызове представителя поставщика (см.
приложение, форму 54) для проверки качества и комплектности, уча-
стия в составлении и подписании рекламационного акта, а также для
восстановления продукции или его замены должно быть направлено
поставщику не позднее 24 ч с момента обнаружения несоответствия
ГОСТу и условиям поставки. Порядок направления уведомления опре-
деляет получатель продукции. В этот же срок получатель заносит
данные о возникшем несоответствии продукции требованиям ГОСТ
и ТУ к поставке в формуляр продукции, предварительно проверив тех-
ническое состояние продукции.
Получатель при обнаружении несоответствия качества и ком-
плектности продукции установленным требованиям обязан обеспечить
хранение последних в условиях, предотвращающих ухудшение их каче-
ства и смешение их с другой продукцией.
В уведомлении о вызове, направленном изготовителю, должно
быть указано:
наименование продукции, дата и номер счета фактуры или номер
транспортного документа, если к моменту вызова счет не получен;
основные недостатки, обнаруженные в продукции;
время, на которое назначена приемка продукции по качеству или
комплектности в пределах установленного для приемки срока;
количество продукции неудовлетворительного качества или неком-
плектной продукции.
Представитель завода-изготовителя продукции обязан явиться по
вызову получателя не позднее, чем на следующий день, если оба пред-
приятия находятся в одном городе.
Иногородний изготовитель обязан не позднее, чем на следующий
день после получения вызова получателя, сообщить телеграммой или
телефонограммой, будет ли направлен представитель для участия
Учет и анализ брака
263
в проверке качества продукции и составления рекламационного акта.
Представитель иногороднего изготовителя обязан явиться не позднее,
чем в трехдневный срок после получения вызова, не считая времени,
необходимого для проезда, если иной срок не предусмотрен в ос-
новных и особых условиях поставки, других обязательных правил или
договоре.
Акт и уведомление поставщиков о вызове представителя при об-
наружении скрытых недостатков продукции составляют и направляют
в течение пяти дней по обнаружении недостатков, однако не позднее
четырех месяцев со дня поступления продукции на склад предприятия.
В отдельных случаях акт о скрытых недостатках может быть состав-
лен в соответствии с особыми условиями и договорами на поставку
продукции.
Для составления рекламационного акта в двустороннем порядке
получатель создает комиссию из своих представителей, в работе ко-
торой принимает участие представитель поставщика. Основанием для
составления рекламационного акта и вызова представителя поставщи-
ка служит оформленный цехом или отделом акт о браке.
После оформления актов о браке в своем цехе (нормирования
своих затрат) БТК цеха, обнаружившего брак, передает один экзем-
пляр акта о браке в бухгалтерию для калькуляции, второй экземпляр
акта и технический акт - в бюро внешней приемки для оформления
претензионного акта.
Претензионные акты составляют в порядке и сроки, устано-
вленные инструкцией Госарбитража при СМ СССР «О порядке прием-
ки продукции производственно-технического назначения и товаров на-
родного потребления по качеству». При составлении претензионных
актов необходимо обращать особое внимание на полноту, техниче-
скую грамотность и документальную точность вносимых в них
данных.
Кроме акта о браке составляется технический акт (см. приложение,
форму 55). Основанием для составления рекламационного акта по ре-
зультатам входного контроля может служить акт приемки (см. прило-
жение, форму 56).
Рекламационный акт (см. приложение, форму 57) составляют ра-
ботники ОТК совместно с работниками цеха (отдела). Подписывает
акт комиссия в составе: начальника ОТК, начальник цеха (отдела),
в котором обнаружен брак, старший контрольный мастер цеха и пред-
ставитель поставщика. Утверждается рекламационный акт руководите-
лем предприятия-получателя.
При неявке представителя предприятия-поставщика по вызову по-
лучателя в установленный срок и в случаях, когда вызов представителя
иногороднего изготовителя не является обязательным, составляют
односторонний рекламационный акт, который подписывает комиссия
с участием компетентного представителя другого предприятия (орга-
низации), назначенного руководителем или заместителем руководителя
этого предприятия, или с участием компетентного представителя за-
264
Проектирование организации ТК
водского комитета профсоюза предприятия-получателя, назначенного
руководителем предприятия из числа лиц, утвержденных решением
завкома профсоюза.
Рекламационный акт должен быть составлен в течение пяти дней
после обнаружения несоответствия или неисправности. Если для уча-
стия в составлении акта вызывают представителя поставщика, то к пя-
тидневному сроку добавляют время, необходимое для его приезда.
Получатель материалов в течение трех дней после составления
рекламационного акта направляет его поставщику, заказчику и другим
организациям по соглашению поставщика и получателя. Один экзем-
пляр оставляют в деле получателя для учета рекламаций с указанием
причин забракования материалов и результатов рассмотрения их
предприятием-поставщиком.
Рекламационный акт должен быть не позднее чем в трехдневный
срок со дня его получения поставщиком рассмотрен и о принятом ре-
шении сообщено заказчику.
Претензии поставщикам на поставку дефектных материалов
оформляют в полном соответствии с инструкцией Госарбитража при
СМГ СССР и положениями о порядке предъявления и рассмотрения
претензий и о поставках продукции производственно-технического
назначения.
Рекламацию по недостачам поступивших на завод материа-
лов оформляют ОМТС и ОВК по принадлежности. Перед отправкой
акты регистрируются бюро внешней приемки ОТК в специальном
журнале учета рекламационных актов (см. приложение, форму 58).
Каждый акт должен иметь номер, соответствующий порядковому
номеру в журнале учета.
На продукцию, забракованную в процессе ее обработки или мон-
тажа по вине внешних поставщиков, претензионный акт оформляют на
основании акта о браке на забракованную продукцию в производстве.
В случае обнаружения в процессе механической обработки скрытых
пороков изделий и материалов по вине внешних поставщиков, срок
рекламирования которых истек, затраты списывают. В случае, когда
такими виновниками являются цехи-поставщики или другие цеха, ра-
нее изготовлявшие такие изделия, расходы списывают на цех-постав-
щик.
В обоих случаях обязательно должны быть указаны причины и ви-
новники задержания запуска материалов в производство, причем при-
чины и виновников обязаны установить цехи-поставщики. Если цехи-
поставщики не выполняют данных требований, расходы списывают на
эти цехи с указанием фамилии лиц, уклонившихся от установления
причин и виновников.
На, продукцию, проходящую опытные испытания или опытную
эксплуатацию средствами заказчика, претензионный акты не оформ-
ляют, если отказы в работе не привели к серьезным авариям с порчей
другого, принадлежащего заказчику оборудования.
Претензии на оборудование не рассматривают, если снятие пломб
Учет и анализ брака
265
на нем в течение гарантийного срока эксплуатации не предусмотрено,
а заводские пломбы повреждены предприятием-потребителем.
Оформленные и зарегистрированные рекламационные акты в пяти
экземплярах бюро внешней приемки ОТК передает под расписку
в журнале регистрации в юридический отдел в трехдневный срок
с приложением цеховых актов о браке, а также документов, преду-
смотренных п. 31 «Инструкции о порядке приемки продукции про-
изводственно-технического назначения и товаров народного потребле-
ния по качеству».
Юридический отдел на основании полученных материалов предъ-
являет соответствующие претензии предприятиям и организациям
в порядке и сроки, установленные положением «О порядке предъявле-
ния и рассмотрения претензий предприятиями, организациями, учреж-
дениями и регулировании разногласий по хозяйственным догово-
рам».
Оформление внешнего брака, выявленного у потребителя в изде-
лиях, поставляемых заводом. Все предъявленные заводу претензии
(рекламационные акты) о возмещении убытков, штрафов и неустоек, за
исключением претензий по отказам изделий, находящихся на гаран-
тийном обслуживании, устраняемых гарантийными службами, напра-
вляют в юридический отдел. Из юридического отдела рекламационные
акты направляют на заключение в ОТК завода, где эти акты обяза-
тельно регистрируются техническим бюро ОТК в специальном журна-
ле (см. приложение, формы 59 и 60) с обязательным заполнением всех
граф.
Учет всех отказов в работе и неисправностей оборудования, воз-
никших в процессе эксплуатации (у заказчика), проводится гаран-
тийными службами, передающими ОТК предприятия информацию
о всех имевших место неисправностях и дефектах продукции.
Поступившая претензия рассматривается постоянно действующей
комиссией по качеству в составе: главного инженера (председатель),
начальника ОТК (заместитель председателя), главного технолога
и главного конструктора, а также представителя предприятия, участво-
вавшего в разборе претензий и составлении претензионного (рек-
ламационного) акта или в исправлении дефектов по претензии.
Комиссия принимает решение о проведении мероприятий по
устранению дефектов, назначении сроков и ответственных лиц, опреде-
ляет виновников, допустивших брак, и выпуск некачественной продук-
ции, и степень их ответственности.
По поступившим на завод и признанным ОТК претензиям (рекла-
мациям) потребителей БТК соответствующих цехов составляют акты
о браке в одном экземпляре и после их оформления в установленном
порядке передают в цеховую бухгалтерию для отражения в учете и ме-
ханизированной обработки потерь от брака.
Цехи (отделы)-виновники по признанным заводом претензиям
в кратчайшие (технически возможные) сроки заменяют забрако-
ванные изделия, устраняют дефекты, а также проводят досылку недо-
266
Проектирование организации ТК
стающей продукции, узлов, деталей и т. п. ОТК осуществляет кон-
троль за выполнением цехами (отделами) требований потребителей
о замене недоброкачественной продукции, устранением дефектов, за
укомплектованием продукции. Руководители цехов (отделов) немедлен-
но принимают меры к устранению выявленных при рассмотрении пре-
тензий недостатков в их деятельности, а конкретных виновников при-
влекают в установленном порядке к дисциплинарной, а в необходимых
случаях к материальной ответственности.
Контроль за своевременным представлением документов для
предъявления претензий и заключений по претензиям, предъявленным
заводу, осуществляет юридический отдел.
Претензионные (рекламационные) акты и другие виды претен-
зионных документов, протоколы комиссий по качеству, материалы
проверки (исследования причин дефектов и неисправностей), а также
вся переписка по вопросам качества этого изделия с потребетелем хра-
нятся в ОТК в специальном деле по претензиям (рекламациям).
Переписку с заводами-потребителями и представителями заказчи-
ка по претензиям на качество выпускаемой продукции и контроль за
выполнением мероприятий по предупреждению и устранению дефек-
тов по предъявляемым претензиям (рекламациям) осуществляет БТК
внешней приемки. В пятидневный срок с момента получения претензий
ОТК представляет свое заключение с приложением необходимых до-
кументов в юридический отдел.
Юридический отдел, получив заключение и документы, проверяет
законность и обоснованность требований, подготовляет ответ о при-
знании претензионных требований полностью или частично, либо об
отклонении их, о чем сообщает заявителю в установленные сроки.
Порядок отправки забракованной продукции. Отклоненные от при-
емки или забракованные материалы и изделия направляются в изоля-
тор брака. Упаковку и отправку забракованных комплектующих изде-
лий и материалов выполняют работники ОМТС или ОВК.
При транспортировании в качестве упаковки используют тару,
требования к которой устанавливают стандарт, технические условия
или эксплуатационная документация. В ОТК тару опечатывают и ра-
ботники ОВК отправляют ее вместе с рекламационным актом и со-
проводительным письмом. На тару (упаковку) наносят информацию
об упакованных материалах и делают надпись «Рекламация».
Учет и анализ брака в цехах. В производстве к потерям от брака
относят стоимость всей окончательно забракованной продукции и по-
луфабрикатов, а также затраты на исправление брака изделий и полу-
фабрикатов за вычетом стоимости реализованной бракованной про-
дукции (при возможности ее реализации). Бухгалтерский учет брака
и потерь от брака ведется по изделиям и по подразделениям-виновни-
кам.
Стоимость забракованной детали или сборочной единицы рас-
считывают исходя из нормативной стоимости, а при отсутствии нор-
матива — по фактическим затратам. Контроль за правильным и свое-
Учет и анализ брака
267
временным взысканием сумм и возмещением потерь от брака
осуществляет бухгалтерия и ОТК.
Ежедневно на основании анализа за прошедшие сутки старший
контрольный мастер или начальник БТК цеха на оперативном совеща-
нии у начальника цеха докладывает о всех случаях брака и выяв-
ленных отступлениях от технологического процесса.-
По результатам анализа случаев брака и выявленных отступлений
от технологического процесса начальник цеха намечает конкретные
мероприятия по устранению причин брака и отступлений от техноло-
гического процесса, ответственных исполнителей и сроки исполнения.
Намеченные мероприятия по устранению причин брака работники
БТК регистрируют в журнале регистрации актов о браке и оформляют
их как «Ведомость мероприятий по устранению нарушений технологи-
ческой дисциплины».
Мероприятия, проведение которых требует больших материаль-
ных затрат, или вмешательства главного инженера (директора пред-
приятия), обсуждают на «Днях качества» у руководства предприятия
(«Дни качества» проводят ежемесячно).
Контроль за выполнением мероприятий по повышению качества
продукции, принятых на оперативных совещаниях и «днях качества»,
осуществляет начальник БТК цеха.
О сроках и лицах, ответственных за выполнение этих мероприя-
тий, начальник БТК или старший контрольный мастер сообщает
в техническое бюро ОТК.
Учет и анализ брака в ОТК. Учет и анализ брака по предприятию
выполняет техническое бюро (группа учета и анализа) ОТК. Все посту-
пающие в техническое бюро (группу учета и анализа) акты на неиспра-
вимый и исправимый брак проверяют в части полноты и правильно-
сти их заполнения и регистрируют путем записи актов в журнале.
Техническое бюро ОТК на основании анализа данных учета брака,
претензий (рекламаций) и сведений, полученных от БТК цехов, ежеме-
сячно составляет технический отчет по анализу брака, содержащий:
сводные данные по браку, зарегистрированному на предприятии
(раздельно по внешнему браку и внутризаводскому), а также по браку
для каждого цеха в отдельности;
сводную таблицу показателей работы цехов по системе бездефект-
ного изготовления продукции и сдачи ее ОТК и заказчику с первого
предъявления;
причины возникновения брака и виновников брака;
количественные показатели, характеризующие массовость брака;
стоимость брака и потери от него, характеризующие размер бра-
ка, которые определяют в абсолютных суммах и в процентном отно-
шении по причинам брака, по всем потерям от брака, виновникам бра-
ка и изделиям;
степень возмещения потерь от брака.
Мероприятия по предупреждению брака. Анализ данных проводят
в сопоставлении фактически полученных показателей за отчетный пе-
268
Проектирование организации ТК
риод с показателями за предшествующие периоды (месяц, квартал,
год) в масштабе цехов и предприятия в целом.
Брак, обнаруженный в обрабатывающих цехах в данном месяце по
продукции, изготовленной в предыдущих месяцах и кварталах, учиты-
вают в данном месяце, а внешний брак, обнаруженный у заказчика,—
в месяц признания претензии (рекламации).
Для обеспечения полной тождественности учетных данных по ос-
новным показателям брака в пределах каждого месяца в бухгалтерии
и в ОТК техническое бюро включают в технический отчет за истекший
месяц только акты на брак, учтенные бухгалтерией в том же месяце.
Сводные данные по браку начальник ОТК докладывает на «Дне каче-
ства» у директора предприятия и использует для составления отчетов
по качеству, направляемых в министерство.
Принятые директором предприятия решения и выводы заносят
в протоколы совещания. Исполнение решений контролируется аппара-
том ОТК. О случаях невыполнения в установленный срок решений на-
чальник ОТК докладывает на очередном совещании по качеству.
Предупреждение брака. Работники ОТК при обнаружении повто-
ряющегося брака и выполнении работ, могущих привести к браку,
должны немедленно предупреждать об этом непосредственных испол-
нителей и направлять начальнику цеха предупреждение о браке.
Предупреждение о браке для администрации и технического пер-
сонала цеха (или отдела) является документом, согласно которому
должны быть приняты меры для устранения обнаруженных наруше-
ний.
Если администрация не примет необходимых мер, работник ОТК,
выписавший предупреждение о браке, докладывает об этом начальни-
ку ОТК, который в дальнейшем действует в соответствии с правила-
ми, предусмотренными положением об ОТК.
Изоляция и исправление брака. На крупных заводах создают це-
ховые изоляторы брака, находящиеся в ведении БТК. Могут быть
созданы центральные изоляторы брака для группы цехов, которые на-
ходятся в ведении технического бюро ОТК. На небольших заводах до-
статочно иметь только центральный изолятор брака.
В изолятор брака вызывают представителей цехов-виновников для
осмотра забракованной продукции, расследования причин и установле-
ния виновников брака. Ежедневно после смены в изоляторе брака рас-
сматривают все случаи брака с участием заинтересованных работни-
ков БТК, производственных мастеров, технологов и виновников брака.
По результатам этих совещаний разрабатывают конкретные меро-
приятия по устранению причин брака.
Изолятор брака размещают в цехе или вблизи от него в специаль-
ном помещении, обеспеченном необходимыми стеллажами и доста-
точно освещенном, сухим и отапливаемым. Доступ в изолятор посто-
ронним лицам запрещен. Ключ от изолятора брака хранится
у ответственного за изолятор.
Для временной изоляции брака в цехе до сдачи его в изолятор ис-
Учет и анализ брака
269
пользуют запирающийся железный ларь. Если цех выпускает мелкие
детали, то брак может быть изолирован в шкафу, в помещении БТК.
А для крупногабаритных деталей и сборочных единиц в цехе отводят
специальное место. Поврежденные места детали (сборочной единицы),
послужившие причиной брака, обводятся красной краской. Забрако-
ванные изделия маркируют отличительными знаками, например, бук-
вой «Б», клеймом «Брак», красной точкой и т. п.
Транспортирование брака в изолятор осуществляют силами и
средствами цеха.
Все детали и изделия, забракованные окончательно, после состав-
ления акта о браке немедленно сдают в цеховой изолятор брака,
а крупные детали, по согласованию с начальником цеха и начальником
БТК (старшим контрольным мастером), складывают на свободном ме-
сте участка. Учет брака в изоляторе проводят работники ОТК по жур-
налу регистрации актов о браке.
Ответственность за своевременное и полное изъятие брака с рабо-
чих мест, а также за его сдачу в цеховой изолятор несет производ-
ственный мастер участка и контрольный мастер; ответственность за
хранение и выдачу брака из изолятора — контрольный мастер.
Исправимый брак изолируют отдельно от окончательного брака,
причем должна быть исключена возможность запуска его в дальней-
шую обработку до момента исправления.
На забракованные изделия и сложные детали контрольный мастер
и контролер привешивают бирки из картона или фанеры с указанием
на них номера актов о браке и даты.
Детали, забракованные по вине внешних поставщиков, хранят
в изоляторе брака до приезда представителя поставщика. Сдача в лом
брака без разрешения поставщика на уничтожение не допускается.
Детали, подлежащие срочному исправлению, в изолятор брака не
сдают. Их оставляют на производственном участке для исправления.
Исправимый брак (по вине других цехов) после осмотра производ-
ственным мастером и контрольным мастером цеха-виновника возвра-
щают на исправление в цех-виновник.
Цех-виновник обязан исправить возвращенный ему брак в крат-
чайший технически возможный срок. Если в течение месяца на испра-
вление брака в бухгалтерию не поступит акт о браке, эти детали по
распоряжению начальника ОТК списывают как неисправимый брак
и делают соответствующее удержание с виновника.
При дефектах и неисправностях, требующих замены готового из-
делия новым, согласно заключению сторон в претензионном акте по-
ставщик обязан отправить исправленные изделия взамен отказавших
в работе в кратчайший технически возможный срок, который должен
быть согласован заказчиком.
Брак сдают в утиль-склад периодически в течение месяца по на-
кладным в двух экземплярах. Один экземпляр направляют вместе
с браком, второй с распиской получателя передают в бухгалте-
рию.
270
Проектирование организации ТК
КОНТРОЛЬНЫЕ СБОРКИ И РАЗБОРКИ
Назначение контрольных сборок и разборок. Контрольная сборка * —
составная часть производственного процесса, при выполнении которой
одновременно со сборкой комиссия осуществляет проверку собираемо-
сти сборочных единиц.
Контрольная разборка * — составная часть производственного про-
цесса, при которой осуществляют разборку разъемных соединений
с одновременной проверкой комиссией разбираемости и ремонтопри-
годности сборочных едйниц.
Основная цель контрольных сборок и разборок - выявление
и устранение конструктивных и технологических недостатков первого
комплекта вновь изготовленных деталей и сборочных единиц для обес-
печения качества продукции. Контрольные сборки и разборки прово-
дят по плану и вне плана.
Плановые контрольные сборки и разборки должны соответство-
вать техническим условиям на изделие. Их выполняют для: наиболее
ответственных сборочных единиц; одной из первых сборочных единиц
при запуске новых и модернизированных изделий (на этапе выпуска
установочной серии), а также при значительных изменениях в кон-
струкции и технологии изготовления; одного из изделий при работах,
связанных с аттестацией и переаттестацией, а также при контроле тех-
нологической дисциплины.
Внеплановые контрольные сборки и разборки осуществляют: при
частом выходе из строя готовой продукции у потребителя до истече-
ния гарантийного срока и при выявлении недостатков в процессе про-
изводства; по требованию представителя заказчика; при обнаружении
отклонений, существенно влияющих на качество продукции, выяв-
ленных при плановой контрольной сборке и разборке (повторная кон-
трольная сборка или разборка).
Общий контроль за ходом проведения и оформления документа-
ции по контрольным сборкам и разборкам осуществляет ОТК. Сбо-
рочные единицы, детали и изделия в целом при проведении этих работ
должны иметь бирку «Контрольная сборка» или «Контрольная раз-
борка».
Организация и подготовка контрольных сборок и разборок. Пла-
новые контрольные сборки и разборки проводят по графику, аналогич-
ному применяемому при контроле технологической дисциплины. Гра-
фик, как правило, составляется совместно ОТК и производственным
отделом, а затем утверждается главным инженером. Допускается со-
ставление графика контрольных сборок и разборок ОГК или ОГТ.
Плановые контрольные сборки и разборки включаются производ-
ственно-диспетчерским отделом в план-график производственных це-
хов. Внеплановые контрольные сборки и разборки проводят на
основании приказа или распоряжения руководства предприятия в со-
ответствии с предложениями главных специалистов.
* Нестаидартизованный термин.
Контрольные сборки и разборки
271
Для руководства контрольной сборкой и разборкой, а также для
рассмотрения их результатов приказом или распоряжением руковод-
ства предприятия создают комиссию. Для плановых контрольных сбо-
рок и разборок комиссия должна быть создана не менее чем за
10 дней до их начала. Допускается контрольную сборку и разборку
проводить в присутствии комиссии по приемке образца.
В состав комиссии входят представители из ОТК, ОГК, ОГТ, цеха
и заказчика. Председателем назначают одного из членов комиссии
(представителя ОГТ или ОГК). При необходимости, для работы в ко-
миссии привлекают представителей ЦИЛ, отдела надежности и других
служб.
Председатель комиссии за три дня до начала контрольных сборок
или разборок оповещает членов комиссии о времени и месте их прове-
дения, дает указание начальнику цеха о выделении необходимого чис-
ла рабочих мест.
Ответственность за обеспечение контрольной сборки технологиче-
ским оборудованием и оснасткой, деталями, конструкторской и техно-
логической документацией, а также за выделение рабочих мест и рабо-
чих возлагают на начальника цеха, в котором выполняют контроль-
ную сборку или разборку. Для контрольной сборки предоставляют не
менее двух комплектов всех деталей и сборочных единиц. В случае, ес-
ли контрольная сборка или разборка не может быть проведена или не
была проведена в установленные сроки, то на имя главного инженера
оформляют объяснительную записку с обоснованием причин невыпол-
нения и предложением нового срока проведения. Установленный
главным инженером новый срок доводят до сведения заинтересо-
ванных подразделений.
На контрольную сборку могут быть взяты детали и сборочные
единицы, принятые ОТК, как после их изготовления, так и непосред-
ственно с комплектовочного склада.
По решению комиссии детали и сборочные единицы могут
направляться на повторную проверку, что удостоверяется вторым
клеймом приемки и отметкой в сопроводительной документации. При
необходимости эти изделия передают на дополнительную проверку
в центральную лабораторию. На указанные председателем комиссии
детали и сборочные единицы составляют карты измерений.
Порядок проведения контрольных сборок и разборок. Перед нача-
лом контрольных сборки и разборки проверяют наличие конструк-
торской, технологической и нормативно-технической документации,
комплектность деталей и сборочных единиц, а также подготовленность
рабочего места для контрольных сборок и разборок, в том числе со-
стояние средств технологического оснащения. В случае необходимости
при контрольной сборке проводят испытания систем, сборочных еди-
ниц и т. д.
При контрольной сборке проверяют:
собираемость сборочных единиц и изделия в целом, а также
контролепригодность;
272
Проектирование организации ТК
пригодность для использования в процессе сборки технологиче-
ского оборудования, приспособлений, инструмента, средств контроля,
а также полноту их набора и степень использования;
выполнение мероприятий по результатам предшествующих конт-
рольных сборок, а также выявляют недостатки конструкции деталей,
сборочных единиц и технологических процессов их изготовления (в
том числе организации производства).
Перед контрольной разборкой в соответствии с требованиями ТУ
могут быть проведены необходимые виды испытаний.
При контрольной разборке проверяют:
разбираемость изделий и их ремонтопригодность (контролепри-
годность);
выполнение мероприятий по результатам предшествующих конт-
рольных разборок, а также выявляют недостатки конструкции деталей
и сборочных единиц и технологических процессов их изготовле-
ния.
Сборочные единицы для контрольных разборок отбираются, как
правило, из числа изделий, принятых ОТК.
Контрольные сборки осуществляют по утвержденной технологиче-
ской документации на сборку в следующей последовательности:
проверка: комплектности конструкторской документации и се со-
стояния; наличия технологической документации и ее состояния; со-
стояния рабочего места; наличия оснастки, приспособлений и оборудо-
вания, предусмотренных технологическим процессом, их состояния;
наличия входящих в подвергающуюся контрольной сборке сборочную
единицу деталей и сборочных единиц и их соответствия технической
документации согласно заключениям ОТК или, при необходимости,
путем измерения основных размеров в центральной измерительной
лаборатории;
сборка сборочной единицы;
оформление результатов.
В случае выявления в процессе сборки несопряженця деталей
и (или) сборочных единиц контрольную сборку приостанавливают до
выявления причины и проводят повторное измерение всех необхо-
димых деталей и сборочных единиц.
Контрольную разборку осуществляют, как правило, в обратной
последовательности, чем сборку, или по специально разработанной
технологической документации.
Сборочные единицы, прошедшие контрольную сборку, при-
знанные комиссией годными, направляют на последующие этапы про-
изводства или на поставку.
Сборочные единицы, восстановленные, после контрольной разбор-
ки и признанные ОТК годными, направляют на последующие этапы
производства или на поставку.
Сборочные единицы или детали, прошедшие контрольную сборку
или разборку и признанные ОТК негодными, направляют на доработ-
ку или бракуют.
Контрольные сборки и разборки
273
При контрольных сборках и разборках выявляют отклонения, вы-
ясняют их причины и. намечают мероприятия по предупреждению
отклонений.
Агрегаты, прошедшие контрольную сборку и предназначенные для
контрольной сборки изделия, должны иметь отметку «Контрольная
сборка» (на бирке, в паспорте и т. п.).
При невыполнении намеченной контрольной сборки ОТК имеет
право прекратить приемку сборочных единиц данного наименования
до окончания проведения контрольной сборки.
Оформление результатов контрольных сборок и разборок. По окон-
чании контрольной сборки и разборки комиссия составляет акт, к ко-
торому прилагает ведомость мероприятий или оформляет протокол
(форма протокола аналогична формам, применяемым при контроле
технологической дисциплины). При необходимости к акту или прото-
колу прилагают карту измерений.
Акт с порядковым номером контрольной сборки или разборки (и
ведомость мероприятий) или протокол подписывают члены комиссии
и утверждает главный инженер в течение 10 дней после проведения
контрольной сборки или разборки.
Подлинники документов остаются в ОТК, а копии акта (и ведомо-
сти мероприятий) или протокола по одному экземпляру направляют
в ОГК, ОГТ, цех, проводящий контрольную сборку и разборку, пред-
ставителю заказчика, цехам и отделам-виновникам возникших откло-
нений, а также подразделениям-исполнителям мероприятий.
В документах (графике, протоколе, акте, ведомости мероприятий),
оформляемых при контрольных сборках и разборках, в графе «Наиме-
нование документа» рекомендуется делать соответствующие пометки
«Контрольная сборка» или «Контрольная разборка».
СПИСОК ЛИТЕРАТУРЫ
1. Бриль М. С., Накул Э. И. Основы стандартизации, контроль
и управление качеством продукции. Киев: Вища школа, 1980. 271 с.
2. Головлев В. А., Армягов А. С. Автоматизация работ по упра-
влению качеством на машиностроительном предприятии. М.: Стати-
стика, 1979. 192 с.
3. Гостев В. И.'Методы управления качеством продукции. Круп-
носерийное и массовое производство. М.: Машиностроение, 1980.
262 с.
4. Дунаев И. М., Скворцов Т. П., Чу пырни В. Н. Организация про-
ектирования системы технического контроля. М.: Машиностроение,
1981. 191 с.
5. Комплексная система повышения эффективности производства
и качества работы: Сборник нормативно-технических материалов. М.:
Изд-во стандартов, 1983. 149 с.
274
Проектирование организации ТК
6. Кондратьев Н. В., Родников Е. К. Автоматизация управления
качеством продукции на предприятии. Л.: Машиностроение, 1980.
207 с.
7. Контроль качества продукции в машиностроении/Под ред.
А. Э. Артеса. М.: Изд-во стандартов, 1980. 271 с.
8. Красный Ю. Г., Барцева С. А. Эффективность систем техниче-
ского контроля в условиях ВАЗа. Тольятти: Филиал НИИНавтопром,
1976. 62 с.
9. Летенко В. А., Туровец О. Г. Организация машиностроительно-
го производства: Теория и практика. М.: Машиностроение, 1982. 208 с.
10. Методические рекомендации. Контрольные сборки и разборки.
Общие положения. Горький: ГфВНИИНМАШ, 1981. 10 с.
11. РД 50-540 — 85. Методические указания. ЕСТПП. Контроль
технологической дисциплины. Общие положения. М.: Изд-во стандар-
тов, 1986. 43 с.
ГЛАВА 6
ПРОЕКТИРОВАНИЕ СРЕДСТВ КОНТРОЛЯ
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
В зависимости от степени механизации и автоматизации различают
ручные, механизированные, автоматизированные и автоматические
СК.
Автоматическое средство контроля * — средство контроля, функ-
ционирующее без непосредственного участия человека. Автоматиче-
ское СК обеспечивает съем первичной информации относительно
объекта контроля, сопоставление с требуемыми данными и выдачу
вторичной информации о степени соответствия фактических данных
требуемым.
Автоматизированное средство контроля — средство контроля тех-
нического состояния, функционирующее с частичным участием челове-
ка (ГОСТ 19919-74).
Встроенное средство контроля — средство контроля технического
состояния, являющееся составной частью контролируемого изделия
(ГОСТ 19919-74).
Технологическое оборудование — средства технологического осна-
щения, в которых для выполнения определенной части технологическо-
го процесса размещают материалы или заготовки, средства воздей-
ствия на них, а также технологическую оснастку (ГОСТ 3.1109—82).
Примерами технологического оборудования являются литейные
машины, прессы, станки, печи, гальванические ванны, разметочные
плиты, испытательные стенды, контрольное оборудование (измери-
тельные машины, контрольные автоматы и полуавтоматы и т. п.).
Технологическая оснастка — средства технологического оснаще-
ния, дополняющие технологическое оборудование для выполнения
определенной части технологического процесса (ГОСТ 3.1109-82).
К технологической оснастке относят, например, режущий инстру-
мент, штампы, приспособления, калибры, пресс-формы, модели, ли-
тейные формы, стержневые ящики, контрольную оснастку (приспо-
собления и инструмент).
Примеры контрольной оснастки: всевозможные контрольные
приспособления для контроля формы и расположения поверхностей,
линейных размеров; примеры контрольных инструментов: калибры,
щупы и т. п.
Стандартизованное средство контроля * — средство контроля, тре-
бования к которому установлены стандартом.
Нестандартизованный термин.
276
Проектирование СК
Нестандартизованное средство контроля * — средство контроля,
требования к которому не установлены стандартом.
Аттестация средств контроля * — проверка соответствия средств
контроля требованиям нормативно-технических документов и его при-
годности к применению.
Ниже приведены термины по ГОСТ 16263 — 70.
Средство измерения — техническое средство, используемое при из-
мерениях и имеющее нормированные метрологические характери-
стики.
Мера — средство измерений, предназначенное для воспроизведения
физической величины заданного размера.
Измерительный прибор — средство измерений, предназначенное
для выработки сигнала измерительной информации в форме, доступ-
ной для непосредственного восприятия наблюдателем. В показываю-
щем измерительном приборе возможен только отсчет показаний.
Измерительный преобразователь — средство измерений, предназна-
ченное для выработки сигнала измерительной информации в форме,
удобной для передачи, дальнейшего преобразования, обработки и (или)
хранения, но не поддающейся непосредственному восприятию наблю-
дателем.
Измерительное устройство — категория средств измерений, ох-
ватывающая измерительные приборы и измерительные преобразова-
тели.
Вспомогательное средство измерений — средство измерений вели-
чин, влияющих на метрологические свойства другого средства измере-
ний при его применении или проверке.
Измерительная установка — совокупность функционально объеди-
ненных средств измерений (мер, измерительных приборов, измери-
тельных преобразователей) и вспомогательных устройств, предназна-
ченных для выработки сигналов измерительной информации в форме,
удобной для непосредственного восприятия наблюдателем и располо-
женная в одном месте.
Измерительная система — совокупность средств измерений (мер,
измерительных приборов, измерительных преобразователей) и вспомо-
гательных устройств, соединенных между собой каналами связи, пред-
назначенная для выработки сигналов измерительной информации
в форме, удобной для автоматической обработки, передачи и (или) ис-
пользования автоматических системах управления.
Стабильность средства измерений — качество средства измерений,
отражающее неизменность во времени его метрологических свойств^
Эффективность средства контроля ♦ — обобщенный показатель
(или система показателей), характеризующий степень приспособленно-
сти средства контроля для решения поставленных задач в заданных ус-
ловиях применения.
Нестаидартизованный термин.
Классификация СК
277
КЛАССИФИКАЦИЯ СРЕДСТВ КОНТРОЛЯ
СК классифицируют по различным признакам:
по типу и виду контролируемых величин (рис. 1 и 2);
по конструктивным особенностям СК (рис. 3; табл. 1);
по способу измерения различают СК абсолютные и относи-
тельные (которые, в свою очередь, можно подразделить на прямые,
разностные и косвенные); контактные и бесконтактные; статические,
кинематические и динамические; под статическими понимают такие
способы ТК, при которых ни ОК, ни элементы измерительного
устройства не совершают во время измерения каких-либо перемеще-
ний (например, измерение с помощью интерференции света); к кинема-
тическим способам ТК относят измерения, при которых измеряемый
объект или элементы измерительного прибора перемещаются, но ско-
рости измерительных перемещений малы и практически постоянны за
время проверки; при динамических измерениях эти скорости относи-
тельно велики, а возникающие в процессе измерения ускорения суще-
ственно влияют на результаты контроля;
по месту расположения СК относительно средств технологическо-
го оснащения или объекта (наружные, встроенные и комбиниро-
ванные);
Рис. 1. Классификация СК по типу контролируемых физических величин
278
Проектирование СК
Рис. 2. Классификация СК по виду контролируемых
геометрических величин
по сложности и составу элементов конструкций (инструмент, при-
способление, прибор и оборудование);
по степени механизации и автоматизации [ручные, механизиро-
ванные, полуавтоматические и автоматические (табл. 2)].
В сигнальных устройствах используют автоматический сигнал, ко-
торый подается в тот момент, когда контролируемый размер соответ-
ствует некоторым наперед заданным условиям. Автоматический сиг-
нал повышает объективность ТК.
Контрольным полуавтоматом называют устройство, у которого
контрольная операция, а также действие исполнительного органа авто-
матизированы, но установка детали на измерительную позицию осу-
ществляется вручную. В контрольном автомате автоматизированы все
элементы процесса контроля, начиная от загрузки и кончая работой
исполнительного органа. Контрольные автоматы могут проводить
разбраковку или сортировку деталей. Автоматы могут быть однопози-
ционными и многопозиционными.
Автоматы для контроля размеров можно подразделить на два ос-
новных вида: с периодическим перемещением контролируемых дета-
лей в течение рабочего цикла и с непрерывным перемещением.
В зависимости от числа контролируемых параметров все механи-
зированные и автоматизированные устройства делят на одномерные
и многомерные. Различают многомерные устройства комплексные
Классификация СК
279
1. СК линейных размеров
Типы СК СК, относящиеся к данному типу
Меры длины:
концевые плоскопа- —
раллельные штриховые Штриховые метры, рулетки, масштабные ли- нейки, лимбы
Щупы Штангенинструмент Микрометрический инструмент Штангенциркули, штангенглубиномеры, штан- генрейсмасы Микрометры, микрометрические глубиномеры
280
Проектирование СК
Продолжение табл. 1
Типы СК СК, относящиеся к данному типу
Приборы:
рычажно-механи- Индикаторы (многооборотные, рычажно-зуб-
ческие чатые, часового типа); измерительные голов- ки: с рычажно-зубчатой передачей [пружинные (микрокаторы), пружинно-оптические (оптика- торы), пружинные малогабаритные (микаторы), рычажно-пружинные (миникаторы), рычажно- зубчатЫе]; высокой точности; нутромеры, тол- щиномеры, стенкомеры, глубиномеры; скобы с отсчетным устройством (рычажные, индика- торные); рычажные микрометры и скобы
пневматические Рычажные скобы; длинномеры низкого и высокого давления, измерительные приборы
для дистанционных —
измерений _ Оптико-механические Оптиметры, длинномеры оптические, измери-
и оптические тельные машины (установки), измерительные микроскопы, проекционные приборы (проек- торы), катетометры, интерференционные при- боры, сферометры, измерительные лупы, раст- ровые измерительные средства
2. Классификация автоматических СК
Классификационный признак СК, входящие в классификационную группу
Назначение СК Автоматизированные контрольные приспособ- ления, полуавтоматические (полуавтоматы) и автоматические СК (контрольные автоматы), устройства с автоматическим сигналом, само- настраивающиеся
Воздействие на техно- логический процесс Способ преобразова- ния измерительного импульса Т ерриториальн ый Пассивные, активные Механические, пневматические, гидравлические, электрические Неджтммпюнные, дистанционные, телевизион- ные, с использованием сигнализации
Классификация СК
281
Продолжение табл. 2
Классификационный признак GK, входящие в классификационную группу
Выполняемая функ- ция Число: контролируемых величин заключительных функций Сигнализирующие, указывающие, регистри- рующие, сортирующие Одномерные, многомерные (комплексные, груп- повые) Однофункциональные, многофункциональные
и групповые. У комплексных устройств на одной измерительной по-
зиции одновременно контролируется несколько параметров, у груп-
повых — на каждой измерительной позиции контролируется только
один параметр.
В зависимости от метода, преобразования измерительного импуль-
са различают средства автоматического ТК: механические, электро-
контактные, индуктивные, пневмоэлектрические, емкостные, фотоэлек-
трические и др.
Классификаций встроенных автоматизированных СК приведена
в табл. 3; средств автоматизации и механизации ТК — на рис. 4;
показатели уровня механизации и автоматизации СК — в табл. 4;
СК характеризуются показателями:
общими, обязательными для всех групп, типов и видов средств
ТК;
3. Классификация встроенных автоматизированных СК
Классификационный признак СК, входящие в классификационную группу
Степень автоматиза- ции Вид контроля Полуавтоматические, автоматические Функционального ТК, количественного ТК, диагностического ТК, прогнозирующего ТК
Последовательность' контроля Периодичность контроля Вид индикации Вид перерабатывае- мой информации Обегающего ТК, адресного ТК Периодического ТК, непрерывного ТК Автономные, централизованные Аналоговые, дискретные
282
Проектирование СК
Рис. 4. Классификация средств автоматизации в механизации ТК
дополнительными, обязательными для отдельных групп, типов
и видов средств ТК.
К общим показателям относят область применения, производи-
тельность ТК, пределы контролируемого параметра, устойчивость
к внешним воздействиям (механическим, климатическим и т. п.), сред-
нее время безотказной работы, время непрерывной работы, гаран-
тийный срок, габаритные размеры, массу, конструктивные особенности
исполнения и погрешность измерения (контроля); к дополнительным
относят: чувствительность, разрешающую способность, величину
«мертвой зоны», время установления рабочего режима, потребляемый
ток или мощность и пределы рабочих частот.
Проектирование контрольных инструментов и приспособлений 283
4. Показатели уровня механизации и автоматизации (с учетом
ГОСТ 14.309- 74)
Условные обозначения: «*-» — часть процесса ТК не выполняется;
«+» — выполняется.
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНЫХ ИНСТРУМЕНТОВ
И ПРИСПОСОБЛЕНИЙ
Калибры. Для выполнения операций ТК широко используют ка-
либры — тела или устройства, предназначенные для проверки соответ-
ствия размеров изделий или их конфигурации установленным допу-
скам (табл. 5). К калибрам относят: гладкие предельные калибры
(пробки и скобы), резьбовые калибры, шаблоны и др.
Гладкие калибры. Виды калибров гладких для цилиндриче-
ских отверстий и валов устанавливает ГОСТ 24851 — 81.
Гладкие калибры для валов и относящиеся к ним контрольные
калибры:
ПР - проходной калибр-скоба;
НЕ — непроходной калибр-скоба;
К-ПР — контрольный проходной калибр для нового гладкого при-
ходного калибра-скобы;
К-НЕ — контрольный проходной калибр для нового гладкого не-
проходного калибра-скобы;
К-И - контрольный калибр для контроля износа гладкого про-
ходного калибра-скобы.
284
Проектирование СК
5. Классификация калибров
Классификационный признак Калибры, входящие в классификационную группу
Контролируемый Для гладких цилиндрических изделий (проб-
параметр ки, скобы); резьбовые (пробки, кольца); шли- цевые и шпоночные (пробки, кольца); для контроля: длин, высот, глубин, взаимного расположения поверхностей; для подшипни- ков качения, для гладких конических соеди- нений
Число одновременно контролируемых элементов Элементные, комплексные
Условия оценки год- ности детали Нормальные, предельные
Технологическое назначение Рабочие, контрольные
Гладкие калибры для отверстий:
ПР — проходной калибр-пробка;
НЕ — непроходной калибр-пробка.
Формулы для определения исполнительных размеров калибров
приведены в табл. 6 и 7.
При расчете исполнительных размеров определяют наименьший
предельный размер калибров-скоб и наибольший — калибров-пробок.
Размеры округляют до целого микрометра в сторону уменьшения
производственного допуска.
Для контроля отверстий применяют предельные калибры-пробки
различных конструкций по ГОСТ 14807 — 69 — ГОСТ 14827 — 69; для
контроля валов — предельные калибры-скобы по ГОСТ 18358-73 -
ГОСТ 18369 — 73. Листовые скобы, а также пробки, оснащенные
твердым сплавом, выполняют по ГОСТ 16775 — 71 — ГОСТ 16780 — 71.
Технические требования на гладкие нерегулируемые калибры устанав-
ливает ГОСТ 2015 — 84.
Вставки и насадки калибров-пробок изготовляют из стали X по
ГОСТ 5950-73 или ШХ15 по ГОСТ 801-78.
Допускается изготовление вставок и насадок из стали:
У10А или У12А по ГОСТ 1435-74 для калибров всех видов,
кроме неполных калибров-пробок, получаемых штамповкой;
15 или 20 по ГОСТ 1050 — 74 для калибров диаметром более
10 мм.
Корпуса калибров-скоб без отдельных губок и губки составных
калибров-скоб изготовляют из стали 15 или 20 по ГОСТ 1050 - 74.
6. Формулы для определения исполнительных размеров гладких калибров для контроля размеров
до 500 мм (ГОСТ 24853-81)
Сторона калибра Номинальный размер изделия, мм
до 180 св. 180 до 500
Рабочий калибр Контрольный калибр Рабочий калибр Контрольный калибр
Размер Допуск Размер Допуск Размер Допуск Размер Допуск
• Калибры для отверстия
Проходная новая + Н/2 — ±Я/2 или ±Я,/2 — —
Проходная изношенная Anin-г — — — Anin- Y+a — — —
Непроходная ^тах +Н/2 или ±А/2 Калибры д ля вала &тах. “ а + Н/2 или ±А/2 — —
Проходная новая ^тах~^1 ±Ht/2 -^тах--^1 + Нр/2 ^тах “ + #1/2 Ящах ~ + Нр/2
Проходная изношенная ^тах + Yl — ^тах + + НР12 ^тах+ ^1 - -ои — Ящах-Ь - + Нр/2
Проектирование контрольных инструментов и приспособлений 285
Продолжение табл. 6
Сторона калибра Номинальный размер изделия, мм
до 180 св. 180 до 500
Рабочий калибр Контрольный калибр Рабочий калибр Контрольный калибр
Размер Допуск Размер Допуск Размер Допуск Размер Допуск
Непроходная ^min ±#1/2 •^min + НР!2 ^min + al ±#1/2 •^min + ® 1 ±Нр/2
Условные обозначения: Dmjn, — предельные размеры изделия соответственно наименьший и наиболь-
ший; Я —допуск на изготовление калибров для отверстия, за исключением калибров со сферическими измеритель-
ными поверхностями, для которых допуск — Hs; — допуск на изготовление калибров для вала; Нр — допуск на
изготовление контрольного калибра для скобы; Z и Zx — отклонения середины поля допуска на изготовление про-
ходных калибров соответственно отверстия (отклонение относительно наименьшего предельного размера изделия) и
для вала (отклонение относительно наибольшего предельного размера изделия); Y и — допустимый выход
размеров проходного калибра за границу поля допуска изделия соответственно для отверстия и вала; а и eq — ве-
личины для компенсации погрешностей контроля калибрами размеров более 180 мм соответственно отверстий и валов.
Проектирование СК
2
g
Я
о
2
я
§
£
s
X
£
5
5
2
о
о
ё
S
5
ж
1
о
Яс
Ж
5
Ж
g
я
01
S
Я
ж
р
ж
8 тз
5 ?
о
01
о
ж
g
Я
о
2
я
о
9
О
8
I я
о
я
X
§
§
н
р
2
SO
о я и
" -S'-? к
й ? ?
ж
я
р
р
а
о
Я
о
Проектирование контрольных инструментов и приспособлений 287
7. Формулы для определения исполнительных размеров гладких
калибров для контроля размеров более 500 до 3150 мм
(ГОСТ 24852-81)
Сторона калибра Рабочий калибр Контрольный калибр
Размер | Допуск Размер Допуск
Проходная новая Калибры для ^7 min “Ь отверстия + Н/2 или ±Hs/2 — —
Проходная изношенная 17 min "Р Л — — —
Непроходная сторона ^7 max ОС + Н/2 или ±Я,/2 — _ —
Проходная новая Калибры д. ля вала ±Я,/2 ^7 max ~ ±Яр/2
Проходная изношенная ^7 max а1 — ^7 max а1 ±Я₽/2
Непроходная сторона П min + а J ±Я(/2 ^7 min ”Р ОС j ±Н,/2
Пр имечание. Условные обозначения см. в табл. 6.
сок (притуплений): калибров-пробок с хромовым покрытием —
HRC3 57 — 65; остальных калибров — HR Сэ 59 — 65. Параметры
шероховатости Ra рабочих поверхностей должны соответствовать
приведенным в табл. 8.
Калибры для контроля глубин и высот уступов.
Виды калибров устанавливает ГОСТ 2534 — 77. Калибрами контроля
глубин и высот уступов определяют годность по наличию зазора
между соответствуюйдими плоскостями калибра и изделия. Вместо
проходной и непроходной сторон у этих калибров имеются стороны,
соответствующие наибольшему (Б) и наименьшему (М) предельным
размерам изделия.
Исполнительные размеры калибров определяют в зависимости от
квалитета контролируемого размера изделия. При нестандартизиро-
ванном допуске размера изделия размеры калибров определяют в со-
ответствии с квалитетом, значение допуска которого является бли-
жайшим к допуску размера изделия; при значении допуска, занимаю-
288
Проектирование СК
8. Шероховатости рабочих поверхностей гладких калибров, мкм
Вид калибра Точность контролируемого размера изделия, квалитет Параметр шероховатости поверх- ности Ra (ГОСТ 2789—73) для диаметров, мм
0,1-100 св. 100 до 360
6 0,04 0,08
7-9 0,08 0,16
Калибр-пробка 10-12 0,16 0,16
13 и грубее 0,32 0,32
6-9 0,08 0,16
Калибр-скоба 10-12 0,16 0,16
13 и грубее 0,32 0,32
Контрольный 6-9 0,04 0,08
калибр 10 и грубее 0,08 0,16
Примечание. Шероховатость Ra нерабочих поверхностей калибров,
мкм: з ах одних и выходных фасок (притуплений) и конуса 1:50 хвостовиков
вставок и неполных калибров-пробок — 1,25; конуса 1:50 отверстий ручек —
2,50.
щем среднее положение между допусками двух соседних квалитетов,
калибры рассчитывают по наиболее точному квалитету.
Размеры калибров гак при изготовлении, так и при эксплуатации
проверяют измерительными приборами.
Калибры для конических соединений. Контроль на-
ружных конусов проводят конусными калибрами-в тулкам и; контроль
внутренних конусов — конусными калибрами-пробками.
Виды и исполнения калибров для гладких конусов с раздельным
нормированием каждого вида допусков, с диаметрами в заданном
сечении до 200 мм, конусностью от 1:3 до 1:50, допусками диа-
метров 6—12-го квалитетов, допусками углов конусов 4—9-й степеней
точности устанавливает ГОСТ 24932 — 81.
Исполнительные размеры калибров определяют по формулам,
приведенным в табл. 9.
К определяемым допускам конусных калибров относят допуски:
размеров: Dk, Dkp, Lkl, Lk2, Zk, углов; формы. Допуски формы конусов
калибров должны удовлетворять условиям:
TFLk = TFKk =
TFLkp = TFRkp =
где TFLk и TFLkp - допуски прямолинейности образующей конуса
соответственно калибра-пробки (втулки) и контрольного калибра;
Проектирование контрольных инструментов и приспособлений 289
9. Формулы, используемые при определении размеров калибров
для конических соединений (ГОСТ 24932—81)
Вад калибра Опреде- ляемый параметр Размер калибра Предельные отклонения Предельный размер изношенного калибра
Калибр- Dk •^smin 4“ Z ±77/2
пробка zk (TDsi-2Z-H/2)/C ± Я/(2С) —
Lkl ^max A12 —
Калибр- Dk Dsmax. ~ Z\ ±Я1/2 ^jmax^" Y\
втулка Zk (TDse-2Z\ ±Я,/(2С) —
Lk\ ^max *12 —
Lk2 ^max *10 —
Калибр- пробка Dkp •^smax ±Я?/2 —
контроль- ная Lk\ ^max *12 —
Условные обозначения: С — конусность; Dk и Dkp w- номиналь-
ные диаметры в заданном сечении соответственно калибра и контрольного
калибра-пробки; Djmax и Z>jmjn — предельные диаметры конуса изделия со-
ответственно наибольший и наименьший; Н, Нх и Нр — допуски диаметров
соответственно калибра-пробки, калибра-втулки и калибра-пробки контроль-
ной; — номинальная длина рабочей части конуса калибра вида и ис-
полнения 1, вада 2, вида 3 исполнений 1 и 2; Lja — номинальная длина
конуса калибра-втулки вида 1 исполнения 2; £тах — наибольшая длина
конуса изделия; Z — расстояние от наименьшего предельного диаметра в
заданном сечении внутреннего конуса изделия до середины поля допуска Я;
Z\ — расстояние от наибольшего предельного диаметра в заданном сечении
наружного конуса изделия до середин полей допусков Н\ и Нр\ Zk — рас-
стояние между рисками калибра-пробки и размер уступа калибра-пробки
и калибра-втулки; Y и Kj — допустимый выход размера за границу поля
допуска изделия соответственно изношенного калибра-пробки и изношенного
калибра-втулки.
TFRk и TFRkp — допуски круглости поперечного сечения конуса соот-
ветственно калибр-гГробки (втулки) и контрольного калибра; ATDk
и ATDkp — допуски (в линейных единицах) углов конуса соответственно
калибра и контрольной калибр-пробки.
Числовые значения допусков формы конуса калибра должны быть
округлены до ближайшего меньшего значения по ГОСТ 24643 — 81.
При наличии.на калибрах-пробках рисок размер Dk определяют
по переднему, т. е. обращенному к малому основанию конуса, краю
риски; размер Zk — между передними краями рисок. Ширина рисок
должна быть не более 0,15 мм, глубина — не менее 0,02 мм.
10 Заказ № 550
290
Проектирование СК
10. Точность диаметров
калибров в зависимости
от точности размеров
изделий, квалитет
Комплектность калиб-
ров. При одинаковом расположении
полей допусков наружных и внутрен-
них углов конусов сопрягаемых из-
лелий комплект калибоов должен со-
Изделие Кал рабочий мбр стоять из рабочего калибра-пробки и припасованного к нему калибра- рольный втулки. При различном расположении полей допусков наружных и внутрен-
6, 7 8, 9, 10 11, 12 4 5 6 2 них углов сопрягаемых изделий комп- 3 лект калибров должен состоять из ка- 4 либра-пробки, контрольного калибра- пробки и припасованного к нему
калибра-втулки.
Соотношение между допусками изделий и ка-
либров. Допуск Н, HY или Нр диаметра калибра в заданном се-
чении зависит от допуска диаметра в заданном сечении конуса изделия.
Точность диаметров калибров приведена в табл. 10. Степень точности
угла конуса калибра в зависимости от степени точности угла конуса
изделия дана в табл. 11.
Припасовка калибров. При припасовке калибра-втулки по
калибру-пробке или по контрольному калибру-пробке толщина слоя
краски должна быть равна, мкм: 1—2 для конусов 6-й степени точ-
ности и 2 —7 —для конусов 7—9-й степеней точности в зависимости
от длины конуса калибра, если на углы конусов втулки и пробки
заданы односторонние допуски; 1 для конусов 6-й степени точности
и 1—4 для конусов 7 —9-й степеней точности, если эти допуски
заданы симметричными.
11. Степень точности угла конуса калибра в зависимости от степени
точности угла конуса изделия
Конусность Степень точности угла конуса
изделия калибра
рабочего контрольного
От 1 : 50 до 1:3 4; 5 3 —
От 1:50 до 1:10 6 7 4 5 3
От 1 :8 до 1 :3 6 7 5
Or J: 50 до 1 :3 8; 9 6 4
Проектирование контрольных инструментов и приспособлений 291
При припасовке калибра-втулки по контрольному калибру-пробке
должен быть обеспечен контакт по поверхности, составляющей не
менее 90% сопрягаемых конических поверхностей. Отсутствие кон-
такта у малых оснований конусов втулки и пробки не допускается,
если'на углы конусов заданы односторонние допуски.
При контроле припасованного калибра-втулки его торец должен
совпадать с передним краем первой риски (или измерительного уступа)
контрольного калибра-пробки. Недоход торца калибра-втулки должен
быть не более 0,1 мм.
Калибры для контроля расположения поверх-
ностей (ГОСТ 16085—80) являются проходными. Изделие считается
годным, если калибр соединяется с изделием (проходит) по всем
контролируемым поверхностям.
Расположение поверхностей контролируют после того, как уста-
новлено, что их размеры (диаметры отверстий и валов, ширина впадин
и т. д.) выполнены в пределах соответствующих полей допусков.
Допуски на изготовление и расположение, а также величину из-
носа устанавливают для каждого измерительного элемента в зависи-
мости от позиционного допуска поверхности (ее оси или плоскости
симметрии) изделия, контролируемой данным измерительным инстру-
ментом. Если допуски расположения поверхностей изделия заданы йе
позиционными допусками, а предельными отклонениями размеров,
координирующих оси (плоскости симметрии) поверхностей, или дру-
гими видами допусков расположения, то предварительно следует
определить позиционный допуск контролируемой поверхности.
Допуск (Яо) на изготовление и величину износа (Wo) базового
измерительного элемента выбирают такими же, как и для остальных
измерительны* элементов, т. е. Но = Н и Wo = W9 где W— величина
износа измерительного элемента калибра (определяет размер предель-
но изношенного элемента при полном использовании допуска на его
изготовление). Если для измерительных элементов калибра Н и W
неодинаковы, то для базового измерительного элемента принимают
допуски на изготовление и величину износа равными их наименьшим
значениям для данного калибра, т. е. HQ = Hmin, Wo = Wmia.
Предельные размеры измерительных элементов калибров опреде-
ляют по формулам, приведенным в табл. 12.
Для резьбовых измерительных элементов калибров отклонения и
допуски, а также формулы расчета предельных размеров, приведенные
в табл. 12, относятся к среднему диаметру.
Отклонения и допуски для наружного и внутреннего диаметров
резьбовых измерительных элементов должны соответствовать откло-
нениям и допускам, установленным для поэлементных проходных
резьбовых калибров по ГОСТ 24997 — 81.
Предельные размеры’ наружного и внутреннего диаметров резь-
бовых измерительных элементов (кроме базовых) должны быть умень-
шены (для элементов, контролирующих расположение внутренних
резьбовых поверхностей) или увеличены (для элементов, контролирую-
10*
292
Проектирование СК
12. Формулы для определения предельных размеров измерительных
элементов калибров
Калибры Измери- тельный элемент Предельные размеры измерительных элементов калибров для контроля расположения
отверстий валрв (выступов)
Без базовых измери- тельных элементов 1 — *4max = ^min Гр + Г; dfcmin = dfanax ~ dk—W = ^kmax ~ Н — W <4min = *Апах 4" Тр — Г; ^Атах = *4min + ^k-W-^kmin + H+W
С базовыми измери- тельными элементами Базо- вый Н1 f ' Il II II dkOmax = d(jQ_w + Яо; <4o- W = <4r0- W + Tfo + + wQ
* Осталь- ные- dkxnax ~~ -^min Тр + + F+Hq, dkinin — *4тах — dk—W=dkma.x~~H~ W dkmin — dm2Lx 4" Tp—F— -Яо; ^Amax = dfcmin “Ь Я; dk_ w~ <4min + H+ W
Условные обозначения: <4тах и <4min “ соответственно наиболь-
ший и наименьший предельные размеры измерительного элемента нового
калибра; Fornax и ^tOmin ~ соответственно наибольший и наименьший пре-
дельные размеры базового измерительного элемента нового калибра; dk-w
и dkQ-w ~ размеры предельно изношенных соответственно: измерительного
элемента калибра и базового} измерительного элемента калибра;
размер предельно изношенного поэлементного проходного калибра, пред-
назначенного для контроля размера поверхности изделия; Г—основное от-
клонение размера измерительного элемента, соответствующее проходному
пределу размера нового калибра, в калибрах без базовых измерительных
элементов; Тр — позиционный допуск поверхности (ее оси или плоскости
симметрии) изделия в диаметральном выражении.
щих расположение наружных резьбовых поверхностей) на позиционный
допуск Тр поверхности (ее оси или плоскости симметрии) изделия
относительно соответствующего предельного размера поэлементного
резьбового проходного калибра по ГОСТ 24997 — 81. Для базовых
измерительных элементов Тр = 0.
Если для изделия зависимый допуск расположения поверхностей
\ равен нулюг то для измерительных элементов калибров принимают:
предельные размеры, допуск на изготовление и величину износа
равными размерам и допускам поэлементного проходного калибра
по ГОСТ 24853 — 81 для гладких измерительных элементов и по
ГОСТ 24997-81 для резьбовых измерительных элементов;
Проектирование контрольных инструментов и приспособлений 293
позиционный допуск ТР равным допуску на изготовление поэле-
ментного проходного калибра; в этом случае поэлементные проход-
ные калибры при приемочном контроле не применяют.
Допуски расположения измерительных элементов калибра для
контроля позиционных отклонений предпочтительно указывать пози-
ционным допуском осей (плоскостей симметрии) измерительных эле-
ментов. Вместо позиционных допусков для измерительных элементов
калибра могут быть указаны предельные отклонения размеров,
координирующих их оси (плоскости симметрии).
Если допуски расположения поверхностей изделия указаны не
позиционными допусками или предельными отклонениями размеров,
координирующих оси, а другими видами допусков расположения, то
для соответствующих измерительных элементов калибра должен назна-
чаться тот же вид допуска расположения, что и для изделия.
Контрольно-измерительные приспособления — это специальные про-
изводственные средства измерения и контроля, представляющие собой
конструктивное сочетание базирующих, зажимных и измерительных
устройств.
Основные требования, предъявляемые к контрольно-измеритель-
ным приспособлениям, определяются необходимостью обеспечения
оптимальной точности и производительности операций ТК. Кроме
того, приспособление должно быть удобно Ь эксплуатации,
технологично в изготовлении и износоустойчиво, а также должно
удовлетворять требованию экономической целесообразности. Эконо-
мическая целесообразность приспособления характеризуется повыше-
нием качества продукции с одновременным уменьшением брака, а
также сокращением числа контролеров и снижением требований к их
квалификации и т. п.
Контрольно-измерительные приспособления подразделяют:
а) по принципу работы и характеру используемых измерительных
устройств; различают приспособления:
отсчетные со шкальными измерителями (индикаторами часового
типа, пневматическими измерителями и т. п.), с помощью которых
определяют численные значения измеряемых величин;
предельные с бесшкальными измерителями (жесткими калибрами,
щупами и т. п.), используемые для рассортировки деталей на годные,
брак по выходу проверяемого размера за верхний предел допуска
и брак по выходу проверяемого размера за нижний предел допуска;
с комбинированными измерителями (электроконтактные датчики
с отчетными шкалами и т. п.) дают возможность не только сортиро-
вать детали по предельным размерам, но и оценивать действитель-
ные значения контролируемых параметров;
б) по габаритам, условиям работы и числу контролируемых пара-
метров на стационарные, переносные, одномерные и многомерные;
в) по технологическому назначению на приспособления операцион-
ного контроля, приемочные (для приемки заготовок, готовых деталей
и сборочных единиц), активного контроля, а также на приспособле-
294
Проектирование СК
ния для контроля правильности наладки и протекания технологическо-
го процесса и механизации и автоматизации статистического
контроля.
Составляющие погрешности измерения. На точность показаний
контрольно-измерительных приспособлений оказывают влияние по-
грешности:
базирования деталей на установочных элементах;
передаточных устройств;
установочных мер, используемых для настройки измерительных
средств;
случайные, свойственные данному методу измерения, в зависи-
мости от вариаций различных параметров: неточности отсчета по
шкале измерительного прибора, температурных колебаний, непостоян-
ства величины зажимного усилия и т. п.;
вызванные нарушением первичной настройки измерительных
средств.
Погрешности базирования деталей на установочных элементах
контрольно-измерительных приспособлений вызываются неточностью:
получения линейных размеров установочных элементов или вы-
полнения технических требований; эта погрешность, обозначаемая
Дуэ, является постоянной систематической ошибкой и определяется
непосредственным измерением при аттестации приспособления;
изготовления измерительных баз деталей, выполняемых с опреде-
ленным допуском Т; вследствие этой неточности возникает погреш-
ность Дб базирования деталей на установочных элементах контрольно-,
измерительных приспособлений, при расчете предельного значения
Дб учитывают не только допуск Т, но и гарантированный зазор
между измерительной базой детали и рабочей поверхностью уста-
новочного элемента; эта погрешность систематическая переменная;
совмещения измерительной базы контролируемой детали с рабо-
чими поверхностями установочного элемента; эта неточность обуслов-
ливается деформацией стыковых поверхностей, наличием на этих
поверхностях микронеровностей, перекосом деталей при установке
и т. д.; погрешность обозначают Дус и определяют ее при много-
кратной повторной установке одной и той же детали на один и тот
же установочный элемент; погрешность является случайной величиной
и определяется по известным правилам.
В каждом конкретном приспособлении необходимо учитывать
погрешности передаточных устройств Др, возникающие вследствие
неточности изготовления рычагов и других деталей. Эти погрешности
являются систематическими. Их определяют расчетным путем и про-
веряют экспериментально. Суммируются погрешности алгебраически
с учетом знака.
При работе передаточных устройств кроме систематических по-
грешностей возникают случайные погрешности Дп, которые вызы-
ваются наличием зазоров между осями и отверстиями рычагов, не-
точностью их перемещения и другими случайными причинами. Пре-
Проектирование контрольных инструментов и приспособлений 295
дельные значения случайных погрешностей Дп определяют экспери-
ментально.
Погрешности изготовления установочных мер состоят из система-
тических погрешностей Дум и случайных погрешностей Думс- ® Дум
учитывают отклонения установочных размеров от номинальных.
Действительный размер установочной меры определяют при аттеста-
ции. Случайные погрешности Думс возникают в результате отклонений
от соосности, параллельности, перпендикулярности и др.
Погрешности Дм свойственны каждому методу измерения и за-
висят от конструктивных особенностей приспособления, квалификации
контролеров и т. д.; эти погрешности являются случайными незави-
симыми величинами.
Зажимные силы механизмов контрольно-измерительных приспо-
соблений не должны быть большими, чтобы не нарушать постоян-
ства установки деталей относительно СК. При таких условиях будут
получены минимальные погрешности закрепления Д3, причиной кото-
рых являются колебания величины приложенной силы закрепления,
изменением места его приложения и т. д. Эта погрешность является
случайной независимой величиной.
Погрешности настройки измерительных средств возникают в ре-
зультате неточного ее выполнения, значения погрешностей устанавли-
вают в процессе аттестации приспособлений.
Определение суммарной погрешности. Точность показаний конт-
рольно-измерительных приспособлений определяется суммарной по-
грешностью, составляющими которой являются систематические и
случайные погрешности. Независимые случайные погрешности подчи-
няются закону нормального распределения и поэтому суммируют по
правилам теории вероятности для независимых случайных величин.
Составляющие суммарной погрешности могут быть найдены рас-
четом, по справочным данным или экспериментальным путем. Суммар-
ную погрешность измерения на контрольно-измерительном приспо-
соблении определяют по формуле
Д2 = Дуэ 4- Др + Дум + ]/Дб 4- Дус 4- Дд 4- Думс 4- Дм 4- Д?.
Суммарная погрешность может составлять 8 — 30% допуска
контролируемого параметра. Ее величина зависит от назначения изде-
лий и может быть равна, %: для ответственных изделий (авиацион-
ная техника) — 8, для менее ответственных — 12,5 и 20, для осталь-
ных-25-30.
Показатели точности наладки контрольно-измерительных приспо-
соблений. Самым важным результатом произведенной наладки явля-
ется обеспечение стабильности показаний контрольно-измерительных
приспособлений.
Стабильность показаний — это систематическая повторяемость или
близкое совпадение характеристик измерений, полученных на при-
способлении при многократных повторных измерениях (подряд
или в различное время) одной и той же величины. Стабильность
296
Проектирование СК
показаний контрольно-измерительных приспособлений определяет вы-
сокое качество выполненной наладки. Чем совершеннее конструкция
приспособления и качественнее произведенная наладка, тем ближе
эмпирическая кривая рассеяния случайных погрешностей измерений
к сопоставляемой с ней теоретической кривой. При таких условиях
рассеяние показаний контрольно-измерительных приспособлений за-
висит от случайных причин.
Главными показателями точности наладки контрольно-измери-
тельных приспособлений являются:
стабильность: IV поля рассеяния (размах) выборки, выборочной
средней X при повторных выборках, среднего квадратического
отклонения S, определяемые соответственно показателями: Kw, К* и
к5;
относительное смещение выборочной средней X, определяемое
показателем Е.
Стабильность поля рассеяния (размах) W выборки характеризуется
разностью между наибольшим и наименьшим значениями случайной
величины в одной выборке, образуемой при измерениях одного и того
же размера установочной меры или выбранной детали на данном
контрольно-измерительном приспособлении;
^max ~~ -*min-
Стабильность W выявляется при повторных наладочных изме-
рениях в процессе наладки контрольно-измерительного приспо-
собления путем измерения одной и той же величины установочной
меры или специально отобранной детали. При этом важно получить
постоянство значений хтах и xmin, так как они могут иметь значи-
тельные отклонения при выполнении повторных измерений даже при
стабильных значениях W.
Главные причины нестабильности размахов W и значительных
изменений хтах и xmin — отсутствие плавности в работе зажимных
механизмов, неудовлетворительное регулирование пружин зажимных
механизмов, рычажных и прямых передач, конструктивные недостатки
приспособлений.
При удовлетворительной наладке показатель Kw-Wi/W2 =
= ^/^ = 1,254-1,5.
Нестабильность хтах и xmin не должна быть более двух разрядов.
Если применять микроиндикаторы с ценой деления 0,001 или 0,002 мм,
то нестабильность х^ и xmin не должна превышать соответственно
0,002 или 0,004 мм. _
Стабильность выборочной средней X случайных погрешностей
определяют при повторных наладочных измерениях. Причиной полу-
чения нестабильности выборочной средней X может служить неудов-
летворительная работа установочных и установочно-зажимных эле-
ментов, неудовлетворительное регулирование пружин и т. д. Колебания
выборочной средней X при повторных выборках редко выходят за
пределы, определяемые неравенством:
Проектирование контрольных инструментов и приспособлений 297
Xt - Х2 « Xi - х3«
]/N
где N — число повторных измерений в выборках.
Нестабильность X при выполнении повторных измерений должна
находиться в пределах:
Ку= £l= £l= 10-5-1,5.
х2 х3
Разновидностью систематической погрешности, возникающей в
контрольно-измерительных приспособлениях, является несовпадение
выборочной средней X с величиной хер первичной установки стрелки
индикатора. После наладки приспособления необходимо, чтобы
смещение е X — хср стремилось к нулю или же имело минималь-
ную величину, так как в противном случае отклонение X относительно
хср вызывает смещение показаний приспособления к границам поля
допуска. Погрешность е необходимо либо учитывать в показаниях
приспособления, либо устранять. Если е устранить нельзя, то оценку
погрешности показаний контрольно-измерительного приспособления
выполняют по формуле
А = +35 + е.
Причинами несовпадения X и хср являются недостаточная жест-
кость отдельных сборочных единиц контрольно-измерительных при-
способлений, погрешности геометрической формы рабочих поверх-
ностей установочной меры и установочных элементов и т. д.
Для характеристики конструкции и точности наладки по рассмат-
риваемому признаку пользуются коэффициентом смещения Е, харак-
теризующим смещение е в зависимости от допуска Т на размер
контролируемой детали
Е = (Х-хср)/Т=е/Т
Используя показатель Е, оценивают конструкцию и точность про-
веденной наладки контрольно-измерительных приспособлений: одина-
ковых; различной конструкции, но предназначенных для контроля
одних и тех же параметров одинаковых деталей; типовых.
При наладке контрольно-измерительных приспособлений можно
принять: Е — 0,1-ь0,-3 при контроле размеров с допусками по 5 —6-му
квалитетам и Е = 0,024-0,05 при контроле размеров с допусками по
8—11-му квалитетам.
Выборочное среднее квадратическое отклонение S характеризует
рассеяние случайных погрешностей относительно выборочной средней
X и является основным критерием для оценки точности контрольно-
измерительных приспособлений. При повторных наладочных выборках,
если наладка была удовлетворительной, нестабильность этой величины
определяется неравенством
298
Проектирование СК
Si/S2 = St/S3 < ±3S/]/2N^,
где N3 — объем последней выборки.
При числе повторных измерений N = 60— 100, выполняемых для
образования наладочных и базовых выборок, максимальное значение
отношения ±3S/]/2N, как правило, не превышает 25 — 30% от S,
а показатель
Ks = Si/S2= 5^3 = 1,25 -1,3.
Причины увеличения Ks — неудовлетворительные точность геомет-
рической формы рабочих поверхностей установочной меры или уста-
новочного элемента, а также регулирование пружин, зажимных
устройств, передач и т. д.
Наладка контрольно-измерительного приспособления заканчива-
ется получением фактических показателей точности и устойчивости
показаний.
Показатели аттестации контрольно-измерительных приспособлений.
Аттестация контрольно-измерительных приспособлений является за-
вершающим этапом, после чего приспособления поступают в эксп-
луатацию на производство.
Точность показаний приспособлений определяют:
по показателям Кщ К-%, Е и Ks; _
по статистическим характеристикам Х9 S и А базовой выборки;
по степени совпадения эмпирической кривой с сопоставимой тео-
ретической кривой нормального распределения по критерию согласия
Пирсона. *
В процессе аттестации необходимо установить: систематические
погрешности, которые должны быть исключены или учтены в пока-
заниях приспособлений; периодичность проверки первичной настройки
измерительных средств; объем п малой выборки. Проведение аттеста-
ции в этом случае позволяет определить точность и устойчивость
показаний контрольно-измерительных приспособлений за весь период
эксплуатации.
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ
ПРИБОРОВ
Назначение и область применения КИП зависят от типа и вида
производства.
В современном производстве измерительную информацию исполь-
зуют для управления качеством выпускаемой продукции на всех
стадиях ее изготовления, а также в целях организации и управления
производством, включая и обеспечение требований безопасности
труда.
КИП для традиционных типов производства общеизвестны. По-
этому далее рассматриваются КИП, применяемые в системах станков
с ЧПУ (табл. 13) и ГПС.
Проектирование контрольно-измерительных приборов
299
13. Классификация КИП в системах станков с ЧПУ
Классификационный признак КИП
Назначение КИП Для коррекции износа режущего инструмента и величин рассогласования в его перемещениях, автоматического выбора оптимальных режимов резания, диагностирования наладок системы
Наличие обратной связи Без обратной связи (разомкнутый контур), с обратной связью (замкнутый контур), адап- тивные (самоприспосабливающиеся)
В системах с разомкнутым контуром (без обратной связи) имеется
всего один поток информации, задающий положение подвижных
органов станков. Здесь отсутствуют измерительные устройства, конт-
ролирующие какие-либо параметры обработки. Для систем характерна
низкая точность.
В системах с замкнутым контуром (с обратной связью) имеется
два потока информации, один из которых задает положение подвижных
частей станков, а второй — вводит в систему данные от измеритель-
ного устройства, определяющего действительное положение рабочих
органов станка. Выявленное таким образом рассогласование коррек-
тируется. Точность таких систем значительно выше, чем в первом
случае.
В самоприспосабливающихся адаптивных системах информация
передается тремя потоками. Кроме двух потоков информации, прису-
щих системам с замкнутым контуром, в этих системах имеется поток
информации, получаемый от измерительного устройства, следящего за
изменением крутящего момента, колебанием фрезерной головки й
температурой режущей кромки инструмента. Эта информация исполь-
зуется затем для коррекции программы в зависимости от изменения
параметров обработки, что способствует определению оптимальных
режимов работы станка. Эти системы имеют самую высокую в дан-
ной области точность.
В современных условиях перспективным направлением интенсифи-
кации промышленного производства является переход от исполь-
зования отдельных станков и машин, оснащенных ЧПУ, к разработке
и внедрению автоматических участков, цехов и заводов, управляемых
ЭВМ, на которых предусматривается работа в условиях так называе-
мой безлюдной технологии. Важнейшей особенностью таких автомати-
ческих производств является гибкость, т. е. способность их к быстрой
перенастройке на выпуск нового изделия независимо от массовости
его изготовления (ГПС).
В ГПС становится возможным автоматическое изготовление не
только массовой и среднесерийной продукции, но и мелкосерийной
300
Проектирование СК
и единичной, что в корне меняет подход не только к выбору, но
и к проектированию КИП.
В КИП для ГПС наряду с усложнением измерительных про-
цессов и самих измерительных средств возникает необходимость в пе-
реработке и использовании большого количества измерительной
информации не только для обеспечения качества выпускаемой про-
дукции, но и для управления ходом производства. Поэтому успешно
развивается новая область измерительной техники — «измерительные
и информационные системы». Аппаратурное обеспечение этих систем
основано на использовании ЭВМ всех уровней — от машин серии ЕС
до микро-ЭВМ, создаваемых на базе микропроцессорной техники.
Измерительная ячейка, встроенная в технологическое оборудова-
ние, предназначена только для промежуточного контроля. Однако в
ряде случаев целесообразнее организовать специализированную конт-
рольно-измерительную ячейку, обеспечивающую выносной контроль.
Это в первую очередь необходимо при изготовлении сложных изделий,
когда проводить контроль в зоне обработки нельзя из-за отсутствия
места для расположения измерительных устройств. Кроме того, при
наличии высокой устойчивости технологического процесса (обеспе-
чивается медленным изнашиванием инструмента) сплошной контроль
вообще неоправдан. В этом случае более эффективен выборочный
контроль.
Для готовой продукции, являющейся предметом поставки, необ-
ходимо обеспечить выходной контроль.
Наибольшее распространение в ГПС (в качестве автоматизирован-
ной контрольно-измерительной ячейки) получили многокоординатные
измерительные машины, которые обеспечивают: простоту обслужива-
ния, высокую точность измерения, быстроту проведения измерений,
отсутствие затрат времени на базирование деталей, управление про-
цессом измерения с помощью вычислительных машин, обеспечиваю-
щих быстрое решение сложнейших геометрических, тригонометричес-
ких и других задач, возникающих в процессе измерений. Результаты
измерений на таких машинах могут быть переданы на центральную
ЭВМ, управляющую ходом технологического процесса, что обеспечи-
вает возможность выработки сигналов обратной связи, необходимых
для системы управления. И, наконец, эти машины обеспечивают
автоматическую регистрацию всей измерительной информации.
Измерительные машины очень удобны для ГПС, так как этим ма-
шинам характерна быстрая перенастраиваемость программы на любые
другие измерительные процессы. Если в машине заложена обучающая
программа, то процесс программирования сводится к ручному изме-
рению первого образца, после чего все последующие объекты будут
измеряться автоматически, поскольку программа измерений будет
«запомнена» вычислительной машиной. Такие программы можно кор-
ректировать в ходе дальнейших измерений.
Большое преимущество координатно-измерительных машин со-
стоит в том, что при размещении изделия на измерительном столе
Проектирование контрольно-измерительных приборов
301
машины не требуется проводить базирования. Машина сама устанав-
ливает направление осей системы координат, в которой ведется изме-
рение и начало отсчета. Результаты измерений в таких машинах
выводятся на цифровое табло, печатающее устройство, дисплей или
графопостроитель, а также перфоратор.
Для ГПС характерна тенденция приближения ЭВМ к источнику
измерительной информации. Поэтому в ГПС используют много-
ярусные системы управления с помощью ЭВМ.
Различают: ЭВМ — центральную (главную), управляющую всем
комплексом ГПС; мини-ЭВМ, управляющую более или менее круп-
ными частями комплекса ГПС; микроЭВМ, управляющую ячейками
комплекса ГПС. Последние две группы ЭВМ основаны на примене-
нии микропроцессоров.
В случаях, когда измерительные приборы выполняют в виде от-
дельных устройств, не связанных с информационно-измерительной
системой, микропроцессоры обеспечивают весь необходимый комплекс
обработки информации. Если прибор входит в качестве звена в инфор-
мационно-измерительную систему (ИИС), микропроцессор выполняет
либо полную обработку информации, либо предварительную обработку
данных, оставляя задачи полной обработки информации.за вычисли-
тельной частью ИИС.
Кроме задач математической обработки измерительных парамет-
ров микропроцессор выполняет функции управляющего устройства,
обеспечивающего подключение необходимых элементов приборов,
прием командных сигналов, передачу выходных данных и др.
В зависимости от типов измерительных приборов и применяемых
микропроцессоров возможна различная структура «интеллектуаль-
ного» прибора. Возможно применение в приборе нескольких микро-
процессоров. Один из микропроцессоров выполняет функцию управ-
ления, другие обрабатывают информацию. В приборах, являющихся
частью измерительной системы, микропроцессоры используют также
для создания единого комплекса приборов/кодирования и декодиро-
вания данных, передаваемых по каналам связи, повышения надеж-
ности системы путем защиты данных от искажений, сжатия данных
и других задач, характерных для ИИС.
Структурный синтез КИП. Все реальные КИП, а также ИИС могут
быть представлены в виде последовательности связанных между собой
функциональных блоков.
Структурный синтез начинается с выбора принципиально удовлет-
воряющей заданным требованиям цепи взаимосвязанных функциональ-
ных блоков. Выбор цепи основан на прошлом опыте,, полученном в
результате патентных и литературных исследований, или является
результатом простого логического синтеза. Используя методы анализа
цепей, можно установить отличие полученной функции от требуемой
и затем искать пути приближения к заданной характеристике.
В основе решения задач структурного синтеза лежит перебор вариан-
тов схем, направленный на поиск удовлетворительного или, лучше,
302
Проектирование СК
оптимального варианта. Ввиду большой трудоемкости проведение
такой работы возможно только в условиях САПР, а это требует,
в свою очередь, соответствующей подготовки исходной информации,
т. е. прежде всего — доведение формализации исходной информации
до нужной степени. По сложившимся традициям схемы подразделяют
на структурные и функциональные. В условиях оптимизации это стано-
вится неудобным, поскольку формализация логических структурных
схем затруднительна. Значительно проще формализуются функцио-
нальные параметры, поэтому в последнее время наблюдается слияние
структурных и функциональных схем (в структурные схемы вводятся
операторы).
На рис. 5 показана обобщенная структурная схема ИИС, поясне-
ния к которой даны в табл. 14.
Анализ параметрической точности структур. В условиях системного
подхода к проектированию СИ их следует рассматривать не как
обособленные устройства, а как устройства, находящиеся в связи
с большим числом самых разнообразных факторов.
- Погрешности измерения подразделяют на группы погрешностей,
действующих: на входе системы, внутри и на выходе измерительного
прибора с учетом' погрешностей, возникающих от действия окружаю-
щей среды.
Некоторые из этих погрешностей приведены в табл. 15.
Анализ погрешностей проводят по методике, обеспечивающей:
выявление прямых или косвенных связей погрешностей с конструк-
тивными источниками их возникновения;
представление результатов в форме, удобной для проведения рас-
четов как без применения ЭВМ, так и с ее применением;
получение погрешностей, приведенных на линию действия, что
позволяет их суммировать.
Далее рассматриваются наиболее характерные погрешности СИ
(коды погрешностей см. в табл. 15) и их алгоритмы.
110. Погрешности штрихового квадрата (табл. 16).
Если при измерении деформаций материалов измеряемым предметом
является штриховой квадрат (см. табл. 16, п. 1) с базой а и шириной
штриха t (см. табл. 16, п. 2), то для нанесения штриха на поверх-
ность необходимо выполнить ряд условий: подготовить поверхность
требуемой шероховатости; при нанесении штрихов резцом точно вы-
полнить геометрию штриха (см. табл. 16, п. 2); при нанесении штриха
фотографическим или типографским способом обеспечить высокую пра-
вильность формы штриха и его контрастность на поверхности дета-
ли, иначе при измерениях буДУт возникать значительные погрешности.
При нанесении штрихового квадрата на поверхность цилиндра,
поворачивающегося вокруг своей оси, возникает погрешность поло-
жения штрихов (табл. 16, п. 3,а). Алгоритмы погрешностей для слу-
чаев нанесения штрихов на цилиндрическую и шаровую поверхности
без поворота этих поверхностей вокруг своей оси приведены в
табл. 16, пп. 3,6 и 3,в.
4LI&
Рис. 5. Обобщенная структурная схема ИИС
304
Проектирование СК
14. Структурные и функциональные блоки обобщенной схемы
(см. рис. 5)
Номер блока на рис. 5 Наименование блока Функциональный оператор
1 Датчик (первичный преобразователь) Дх0/х()
2 Преобразователь
2.1 Аналоговый преобразователь 7(х,/х,+1)
2.2 Нормирующий аналоговый преоб- разователь
2.3 Аналоговый коммутатор Z(X/xy)
2.4 Аналоговое вычислительное устрой- ство
2.5 Аналоговое запоминающее устрой- ство
2.6 Аналоговое устройство сравнения I(CR: Xj: Xj)
2.7 Аналоговый канал связи (КС) IW
2.8 Показывающий прибор I(R.x)
2.9 Регистрирующий прибор I(W:x)
3 Аналого-цифровые преобразователи
3.1 Аналого-цифровой преобразователь I(xjz)
3.2 Аналоговое устройство допускового контроля
4 Цифровые преобразователи
4.1 Формирователи импульсов
4.2 Преобразователь кодов
4.3 Цифровой коммутатор KZ/z,)
4.4 Цифровое вычислительное устройст- во 1(CP:Z)
4.5 Цифровое запоминающее устрой- ство R.S-.Z)
4.6 Цифровое устройство сравнения /(CR.Zi-Zj)
4.7 Цифровой канал связи I{Z)
4.8 Мини- или микроЭВМ I(CP:Z); Ф(Ф*)
5 Цифровое устройство вывода
5.1 Формирователь кодоимпульсных сигналов
5.2 Цифропечатающее устройство I(W:Z)
5.3 Накопитель на перфоленте (ПЛ) 1(S:Z)
5.4 Устройство считывания с перфолен- ты I(R:z)
Проектирование контрольно-измерительных приборов
305
Продолжение табл. 14
Номер блока на рис. 5 Наименование блока Функцио нальныи оператор
5.5 Накопитель на магнитной ленте /(S:Z)
(МЛ)
5.6 Накопитель на магнитных дисках 7(S:Z)
(МД) I(R.Z)
5.7 Дисплей (Д) I(R:X; Z);
I(JV:X; Z)
5.8 Индикатор результатов контроля I{R-.CHX)
5.9 Цифровой индикатор I(R-z)
6 Цифроаналоговый преобразователь I(z/x)
7 Стандартизованные интерфейсы
7.1 Шины интерфейсов
7.2 Интерфейсные узлы (ИФУ)
8 Устройство управления
9 Исполнительное устройство u, vk
p, Р/Л
• T°, T°k
120. Погрешности формы и расположения поверх-
ностей деталей. Применив полярную систему координат и рас-
сматривая отклонения текущего радиуса-вектора как функцию поляр-
ного угла <р, можно представить отклонения контура радиального
сечения детали в виде ряда Фурье:
к=Я
/(ф) = а0/2 + X cos &Ф + sin &ф)>
*=i
где ak и bk — координаты ряда Фурье;
к — порядковый номер гармоники; а^/2 — постоянный, или нулевой
. член разложения.
Ряд Фурье можно записать также в виде:
к = я
/(Ч>) = Со/2 + £ С, cos (Лф + фц),
*-1
где С — амплитуда к-й гармоники; — фаза.
В табл. 17 дано распределение гармоник ряда Фурье между по-
грешностями изготовления детали. Эта информация необходима конст-
руктору для решения многих задач, например, для выделения спект-
ральной зоны при измерении какой-либо одной из указанных погреш-
ностей; определения формы и конструкции измерительного наконеч-
306
Проектирование СК
15. Коды погрешностей
Погрешность Код погреш- ности Погрешность Код погреш- ности
На входе СИ 100 От неточностей переме- 150
От формы изделия: по щений измеряемого
плоского 111 объекта; возникают от:
цилиндрического 112 погрешностей на-
шарового 113 правляющих; пози-
конусного 114 ционирование:
резьбового 115 по X 151
с неочищенной поверх- 116 по Y 152
ностью компараторной по- 153
От неточности изготов- 120 грешности
ления изделия: неперпендикулярнос- 154
его размера 121 ти движения салазок
расположения поверх- 122 стола
ностей От неточностей угло- 160
формы 123 мерных устройств:
волнистости 124 установки стола по 161
шероховатости 125 углу
От неточности контакта 130 определения угловой 162
инструментального сред- координаты
ства и измеряемого объ- поворота оси угло- 163
екта; возникают в зави- мерной бабки
симости от: визирования точек 164
формы измерительно- 131 От неточностей уста- 170
го наконечника новочных мер:
измерительного уси- 132 аттестации концевых 171
лия мер длины
диафрагмирования 133 положения концевых 172
(при измерении валов) мер длины
диафрагмирования 134 Внутри СИ 200
(при измерении средне- Методические погреш- 210
го диаметра резьб) ности
диафрагмирования 135 От неточности увели- 220
(шага резьбы) чения:
фокусирования 136 объективов 221
освещения 137 усилителей 222
визирования 138 мультипликаторов 223
Базирования от: 140 От неточностей систе- 230
неточностей центров 141; 142 мы преобразователей:
разности высот осей 143 в рычажных механиз- 231
центров и наклона стойки мах
наклона стойки 144
Проектирование контрольно-измерительных приборов
307
Продолжение табл. 15
Погрешность Код погреш- ности Погрешность Код погреш- ности
в рыч ажно- зубчатых передачах 232 От воздействия внеш- ней среды: 400
в винтовых парах 233 изменения темпера- 401
в клиновых парах 234 туры
От неточностей нанесе- 240 изменения давления 402
ния шкал: динамических воздей- 403
первичных 241 ствий
первичных (при изме- рении отрезков) 242 От формы типовых объ- ектов измерения 500
вторичных 243 Резьбы при измерениях: 510
На выходе СИ: 300 среднего диаметра 511
от параллакса 301 шага 512
от неточностей отсче- та 302 среднего диаметра методом трех прово- 513
субъективная погреш- ность 303 лочек
16. Модель измеряемого предмета (штриховой квадрат)
1. Штриховой квадрат
а = 0,5 -г- 2,5 мм; R = 2а
Шероховатость поверхности в
пределах круга радиуса R равна:
Ra = 0,63 мкм
X Нанесение штрихов квадрата
АР — нанесение штриха алмазным
резцом; ФТ — фотографическим
или типографским способом
308
Проектирование СК
Продолжение табл. 16
3. Погрешности Да измерения штрихового квадрата
а. Штриховой квадрат наносится на цилиндрическую поверхность,
поворачивающуюся вокруг своей оси:
В = а = 2Яф;
а
ф“ 2Л~’
В = 2Asinq>;
Да = В — а
С=Л(1 - cost?)
б. Штриховой квадрат наносится на неповорачивающуюся цилинд-
рическую поверхность:
В = а = 21?smq>;
а
ф = a re sin-;
v 2R 9
2Яф;
Да = В — а;
С=Я(1 -совф)
в. Нанесение штрихового квадрата на неповорачивающуюся шаро-
вую поверхность:
r = R—Clt
В = а — 2г$тф;
В
Ф = arcsin---;
L 2г
В = 2гф;
С2 = г(1 — созф);
С, = С= Л(1 — созф)
Примечание. С, Сх и С2 — погрешности фокусировки.
Проектирование контрольно-измерительных приборов
309
17. Гармонический ряд погрешностей обработки деталей
Номер гармоники к Математическое описание членов разложения ряда Фурье Погрешность
0 —о- или —а 2 2 Размера
1 Cjcosfcp -Kpj) Положения
2-14 Формы
15-45 Qcos(£(p 4- Ф*) Волнистость
46-500 Шерохова- тость
ника, необходимого для получения нужной измерительной информа-
ции; определения закона движения измерительного органа при прове-
дении измерений и др.
133. Погрешность от диафрагмирования возникает
при измерении диаметров цилиндрических валов.
В осветительной системе измерительных микроскопов используют
апертурную диафрагму D, с изменением размере® которой меняется
освещенность поля зрения микроскопа. Но установить диафрагму по
глазу не всегда можно, поскольку во многих случаях это приводит
к появлению значительной погрешности в измерениях.
При изменении диаметра диафрагмы изменяется величина изобра-
жения предмета, причем это изменение имеет строгую закономер-
ность — при уменьшении диаметра диафрагмы размер изображения
охватываемой детали увеличивается, а при увеличении диафрагмы
уменьшается (табл. 18, п. 1).
Анализ графика показывает, что при некоторой (наилучшей)
диафрагме Do погрешность равна нулю.
При измерении охватывающих размеров знак погрешности изме-
няется (табл. 18, п. 2). Если измерять предметы, показанные в табл. 18,
п. 3, то погрешность от диафрагмирования компенсируется.
Характерным для погрешности от диафрагмирования является ее
зависимость от формы предметов и отсутствие этой зависимости от
величины предметов (табл. 18, п. 4). Поэтому погрешность следует
рассматривать как координатную, а не размерную, хотя часто при
симметричных условиях визирования краев предметов удобнее пред-
ставить ее как размерную.
При исследовании этой погрешности учитывают цель измерения
и форму предмета. Например, если исследуют погрешность измерения
вала, то ее определяют как среднюю арифметическую погрешность,
полученную при многократных измерениях диаметров валов в функции
310
Проектирование СК
18. Погрешности диафрагмирования AL при использовании диафрагм
различных диаметров
AL =/(/>)
2. Д£ при измерении охватывающих деталей
3. Предметы, для которых &L = 0
5. Погрешность измерения диаметра вала d, мкм
d, мм Диаметр диафрагмы D, мм
5 10 15 20 25 30 35
10 + 6,25 + 2,50 -0,25 -2,75 -4,75 -6,50 -7,75
20 + 9,00 + 1,25 -3,25 -7,00 -10,50 -13,25 -15,75
30 +9,25 0 -5,75 -10,75 -15,25 -19,50 -23,25
40 + 11,50 -1,75 -8,50 -15,00 -21,00 -26,00 -30,75
Проектирование контрольно-измерительных приборов
311
Продолжение табл. 18
6. Массив М для программы расчета на ЭВМ погрешности
измерения диаметра вала
M(it j) (/ = 1,4), (/= 1J)
Число j строк в массиве М Число i столбцов
1 2 3 4 5 6 7
1 + 6,25 + 2,50 -0,25 -2,75 -4,75 -6,50 -7,75
2 + 9,00 + 1,25 -3,25 -7,00 —40,50 -13,25 -15,75
3 +9,25 0 -5,75 -10,75 -15,25 -19,50 -23,25
4 + 11,50 -1,75 -8,50 -15,00 -21,00 -26,00 -30,75
7. Погрешность измерения среднего диаметра резьбы d2, мкм
d2, мм Диаметр диафрагмы Д мм
5 10 15 20 25 30 35
10 + 7,00 + 1,00 -2,50 -9,50 -14,00 -18,50 -23,00
20 + 9,50 -1,50 “11,5 -20,50 -29,50 -38,00 -45,00
30 + 12,50 -6,50 -21,00 -35,00 -47,50 -59,00 -68,50
40 + 21,00 -14,00 -33,50 -51,00 -66,00 -79,00 -90,00
8. Массив М для программы расчета на ЭВМ погрешности
измерения среднего диаметра резьбы d2
0 =1,4), (/=1,7)
Число j строк в массиве М Число i столбцов
1 2 3 4 5 6 7
1 + 7,00 + 1,00 -2,50 -9,50 -14,00 — 18,50 -23,00
2 + 9,50 + 1,50 -11,50 -20,50 -29,50 -38,00 -45,00
3 + 12,50 + 6,50 -21,00 -35,00 -47,50 -59,00 -68,50
4 + 21,00 -14,00 -33,50 -51,00 -66,00 -79,00 -90,00
Примечание. L — контролируемый размер; Я2, г — радиусы ци-
линдрических поверхностей.
изменения диаметра диафрагмы. Поделив результат на два, опреде-
ляют радиальную или координатную погрешность.
Зависимость погрешности диафрагмирования от кривизны пока-
зана на рис. 6 (погрешность приведена в размерном варианте).
312
Проектирование СК
На основании изложенного алгоритм погрешности от диафрагми-
рования для случая измерения цилиндрических валов можно записать
в виде:
М = f(d, Vх, D\
где d — диаметр цилиндра; V х — увеличение объектива; D — диаметр
диафрагмы; 3
при D = Do Ы = 0; Do = 30,5
Погрешность измерения Ad определяют по графику, приведенному
на рис. 6.
Интерполяция — линейная.
Массив данных, необходимых для ввода в ЭВМ, получен на осно-
вании табл. 18, п. 5 и приведен в табл. 18, п. 6.
134. Погрешность диафрагмирования при измерении
среднего диаметра резьбы. Алгоритм погрешности
М2 =f(d2, Vx9 D),
где d2 — средний диаметр резьбы; Vх — увеличение объектива; D —
диаметр диафрагмы;
при D = Dq М2 - 0 (рис. 7).
Массив данных, необходимых для ввода в ЭВМ, получен на осно-
вании зависимости на рис. 7, табл. 18, п. 7 и приведен в табл. 18, п. 8.
135. Погрешность от диафрагмирования при изме-
рении шага резьбы. Алгоритм погрешности:
где d2 — средний диаметр резьбы; Vх - увеличение объектива; D —
диаметр диафрагмы; ДР = 0 при любом значении диафрагмы, но при
Do погрешность визирования минимальна.
136. Погрешность фокусировки. Фокусировкой визирно-
го микроскопа добиваются резкого изображения предмета в простран-
стве изображений, где расположены окулярные сетки. Возможность
глаза оценить правильность фокусировки ограничена, а сама оценка
зависит от формы предмета.
Так, на рис. 8, а показана способность глаза проводить фокуси-
ровку. Чем больше кривизна поверхности предмета, тем точнее выпол-
няется эта операция.
Этот принцип использован в специальном приспособлении для
фокусировки визирного микроскопа на осевое сечение. Наиболее точ-
ную фокусировку получают, при использовании ножа приспособления.
Фокусировку абсолютно точно выполнить нельзя. Однако, если
знать некоторые особенности изменения погрешности измерения в
зависимости от величины расфокусировки, то можно определить
условия, при которых эта погрешность практически исключается.
На рис. 8,6 дана зависимость погрешности измерения от диаметра
измеряемого предмета. С увеличением диаметра предмета зона
допустимых расфокусировок возрастает.
Проектирование контрольно-измерительных приборов
313
Рис. 6. Погрешность от диафраг-
мирования при измерениях цилинд-
рических изделий на универсаль-
ном измерительном микроскопе УИМ
с 3х увеличением объектива
Рис. 7. Погрешность от диафрагми-
рования при измерениях среднего
диаметра резьбы d2 на микроскопе
УИМ с 3х увеличением объектива
Для плоских предметов зона допустимых расфокусировок ДФдоп
расположена в отрицательной области ДФ (рис. 8, в).
137. Погрешность от смещения источника света
(рис. 8, г). В визирных микроскопах применяют точечные источники
света, тело накала в которых не имеет точного положения относи-
тельно посадочных мест лампы. Поэтому в конструкциях микроскопов
источнику света придают перемещения во всех направлениях, что
обеспечивает возможность центрирования лампы. В самом микроскопе
никаких индикаторов для проверки правильности центрирования
лампы нет.
Практически невозможно провести центрирование источника света
без применения специального приспособления, хотя на глаз поле зрения
микроскопа освещено равномерно. При выходе источника света за
пределы ДС погрешность начинает быстро расти, что визуально
заметить невозможно.
138. Погрешность визирования. Если точку на предмете
многократно визировать при всех прочих равных условиях, то полу-
314
Проектирование СК
Д13б,мкм
—I 2—Г“
*)
Д137,нкм
8
6
ЗЛС,ни
iACt
300 225 150 75
0 75 150 225 ЛФ,мкм
0»
0*5
032
±ДСгЧ1£мм
г)
')
Рис. 8. Погрешности фокуси-
ровки и смещения источника
света:
а — фокусировка: 1 — на осе-
вое сечение по ножу приспо-
собления; 2 — на плоский
предмет; 3, 4 — на цилиндри-
ческий предмет соответст-
венно диаметров 50 и
визирного микроскопа ВМ; б -
100 мм; 5 — полная глубина резкости
допустимые расфокусировки ДФ1_з соответственно для диаметров валов
15, 32 и 45 мм; в — допустимая расфокусировка ДФ для плоских предметов;
г — допустимое смещение ДС источника света: ACj — с применением специаль-
ного приспособления; ДС2—без применения приспособления
чится разброс в показаниях прибора, который и будет* составлять
погрешность визирования (табл. 19).
141. Погрешность от неточности изготовления
центров (табл. 20). При смещении центров относительно направ*
Проектирование контрольно-измерительных приборов
315
ления оси X ось предмета поворачи-
вается на угол у (см. табл. 20, пп. 1
и 2), являющиеся источником многих
погрешностей при измерениях.
Алгоритм погрешности:
ж «
у = arctg—.
Если a,’L < 0.0003, то у = a/L.
Правила знаков см. табл. 20, п. 5.
19. Погрешность визирования
при применении головки
с раздвоенным изображением
<Z, мм ст, мкм d, мм ст, мкм
0,2 2,0 1,0 1,6
0,4 1,3 1,2 2,2
0,6 1,1
0,8 1,2 1,4 2,8
20. Точность центров
1. Смещение у оси
предмета из-за несо-
осности центров 1
и 2
2. Смещение у оси
предмета из-за неточ-
ности изготовления
центров 1 и 2
а = ДЯ1-ДЯ2;
1 и 2 — центры соот-
ветственно передний
и задний
3. Погрешность Дгу
при определении ра-
диуса
316
Проектирование СК
Продолжение табл, 20
4. Погрешность от разности вы-
сот центров и стойки
142. Погрешность Дгу от неточности центров. Из-за
появления погрешности у (см. 141) возникает погрешность в опреде-
лении радиуса гу (табл. 20, п. 3).
Алгоритм погрешности
toy = (LJL)a.
143. Погрешность ат разности высот осей центров
и наклона стойки визирного микроскопа.
Если высота центров Яц не совпадает с высотой оси наклона
стойки Яст (табл. 20, п. 4), возникает погрешность^ алгоритм кото-
рой имеет вид:
АЯ£ = ЯСТ1 - ЯЦ|;
Ах, = tg р;
Ayt- a® Axi/tg 30°, i = 1, Я;
21. Погрешность визирования в зависимости от расположения точек
7 и 2 на предмете
Проектирование контрольно-измерительных приборов
317
Дух = Дух + Ду2 для сред-
него диаметра резьбы;
ДхЕ = — Дх2 при
7* Р2 и ДхЕ = 0 при Pi =
= р2 для шага резьбы;
правило знаков см.
табл. 20, п. 4;
Схема алгоритма
приведена на рис. 9.
144. Погреш-
ность от наклона
стойки визирного
микроскопа (табл. 21).
Если при измерениях
плоских предметов стойка
микроскопа наклонена на
угол а, то при измерениях
возникает погрешность.
Алгоритм погрешности:
Дх< = ДЯ< tg a, i = 1,
N для координат;
Дх£ = Дх2 4- Axi для
отрезков;
при Я1 = Я2 Дх2 = 0,
если «i = а2;
при Hi Н2 Дх2 = 0,
если = а2 = 0.
Схема алгоритма по-
грешности приведена на
рис. 10.
151. Погреш-
ность позициони-
рования от неточ-
ностей направляю-
щих по о с и X. Вследст-
вие неточностей ДЯ1 и
ДЯ2 направляющих (рис.
11, а), при перемещениях
подвижной части прибора,
Рис. 9. Схема алгоритма по-
грешности от разности вы-
сот осей центров и стойки
микроскопа
318
Проектирование СК
система поворачивается на углы и у2, что приводит
к появлению погрешностей позиционирования точки М. Алгоритм
погрешности:
y^a^/л;
л, = ]/(Л - В)2 + С2;
= Rrfi = ]/(А - В)2 + С2;
Ъ = ДН2/А;
Проектирование контрольно-измерительных приборов
319
= ]/в2 + С2;
ДМк2 = Х2у2=у2]/в2 + С2
«i - arctg (С/(А - В));
а2 « arctg (С/В); -
р1==90° —oq;
Р2 = 90° - а2;
Лхм1 = AMRl cos pt = АМЛ1 cos (90° ~ oq);
Лулл = АМЛ1 sin pi = AMri sin (90° - aj;
&*M2 = &Mr2 cos p2 = ДЛ/Л2 cos (90° — aj;
Ay м2 = &Mr2 sin p2 = AMR2 sin (90° — «2);
A*MX = &XM1 + (” Д^М2);
Ау'мЪ = Ay Ml + Дум2-
Рис. 11. Схемы к расчету по-
грешностей:
а — позиционирования от не-
точности направляющих; Л,
В и С — параметры измери-
тельной системы; б — по-
зиционирования по оси У;
в — компараторной;
ОМ и ВМ — микроскопы со-
ответственно отсчетный и
визирный
320
Проектирование СК
152. Погрешноеть позиционирования от неточ-
ностей направляющих по оси Y, Вследствие неточностей
и ДЯ2 направляющих (рис. 11,6) при перемещениях подвижной
части прибора система поворачивается на углы у! и у2, что приводит
к появлению погрешности позиционирования точки М. Алгоритм
погрешности:
>3 II F II to &ХМ2 = ^272; = &Х Ml + &ХМ2'>
Y1 = ДЯ»/Л; У2 = ДЯ2/Л; a*mi = KiYi; ^Ум1 = o,5yf; &Ум2 = ОЛЯ; Лумъ = &Ум 1 + &УМ2-
153. Компараторная погрешность Дк. Вследствие неточ-
ностей AHi и ДН2 направляющих (рис. И, в) происходит поворот
подвижной части прибора на угол у, что приводит к погрешности
в отсчете по шкале из-за несовпадения 5 линии измерения ЛИ
и линии отсчета ЛО.
Алгоритм погрешности:
у = (ЫЦ - ДЯ2)М;
Дк = Sy - 0,5Ly2;
при S = 0 Дк = -0,5Ly2-
Знаки погрешности определяются знаками угла у.
Схема алгоритма погрешности приведена на рис. 12.
154. Погрешность от неперпендикулярности на-
правлений движений салазок стола. Вследствие откло-
нений от перпендикулярности направлений движений салазок стола
(рис. 13) в двухкоординатных измерительных приборах возникает
погрешность. Алгоритм погрешности:
Д*л = Ул<р sin ф;
Ду л =0,5ул<р(1 -cos<p).
Если ф < Г, то Дхл = уЛ1(>ф и Дул = 0,5ул<рФ2-
Знаки по оси X определяются знаком <р; по оси У всегда « + ».
161. Погрешность от неточности установки стола
по углу. Из-за неточности установки угломерного стола по углу ф2
(рис. 14, а), а также неточностей установки точки А по радиусу R
возникают погрешности. Алгоритм погрешностей:
Дхл = R sin фгДфг; Дхл = R cos ф.ДК;
Дул = R cos фхДфх; Дул « R sin ф,ДR.
162. П огрешность установки стола по углу в за-
висимости от неточностей визирования. Вследствие не-
Проектирование контрольно-измерительных приборов
321
Рис. 12. Схема алгоритма
компараторной погрешности
Рис. 13. Погрешность от неоер-
пендикул яркости направлений дви-
жений салазок стола
точности визирования точки А при установке угломерного стола по
углу (рг (рис. 14,6) возникает погрешность. Алгоритм погрешности
Д<рг = ±ДВИЗ/Я.
163. Погреш ноеть от неточности поворота оси
угломерной бабки. Вследствие неточностей установки оси угло-
мерной бабки по углу фх (рис. 14,в) возникает погрешность. Алгоритм
погрешности:
Аул = ±ЯД<рх;
Дгл = — R (1 — cos Афх).
Если Дфх < Г, то Дзл = — 0,5ЯДфх.
164. Погрешность в определении угла поворота
оси угломерной бабки в зависимости от погреш-
ности визирования. Вследствие неточности визирования точки А
(рис. 14, г) установка оси угломерной бабки будет иметь погрешность.
Алгоритм погрешности
Афх = ±Аул/Л-
172. Погрешность от неточного положения конце-
вых мер длины. При неточном расположении на приборе уста-
новочных концевых мер длины (рис. 14, д) возникает погрешность.
Алгоритм погрешности
Дм » M(i - cosy);
при у < Г Дм « 0,5Mf2.
11 Заказ № 550
Рис. 14. Схемы к расчету
погрешностей:
а — от неточностей уста-
новки стола по углу; б —
угла поворота стола в за-
висимости от погрешнос-
ти визирования; в — пово-
рота оси угломерной баб-
ки; г — визирования; д —
установки концевых мер
длины; PH я TH — по-
ложения опорной поверх-
ности соответственно ре-
альное и теоретическое;
е - нанесения шкал; 1 —
продольный штрих стака-
на; 2 - нулевой штрих
барабана
Проектирование СК
Проектирование контрольно-измерительных приборов
323
241. Погрешность в определении координат от
неточного нанесения шкал (табл. 22).
22. Точность шкал
1. Формула для определения допустимой погрешности нанесения шкал
Шкала
Д241 = + (0,5+ -£-), (1)
1UU
где Д241 — в миллиметрах;
L — длина шкалы; L = 100 и
200 мм
а — интервал делений шкалы;
а= 1 мм
2. Предельная погрешность Д241 = /(£)
L, мм Д241, мкм
0 1,0
100 3,0
200 5,0
3. Расчет погрешности Д241 расположения штрихов шкалы
ALi-Li-L” (2)
где &Li — погрешность положения /-го
штриха шкалы; Lf* — измеренное расстоя-
ние от 0 до /-го штриха; LT — теоре-
тическая величина
Погрешности расположе-
ния штрихов шкалы
Номер штриха 0 - 1 2 3 4 5
Д241, мкм 0 + 0,3 +0,1 +0,2 +0,4 —0,2
Номер штриха 6. 7 8 9 10 11
Д241, мкм 4-0,7 +0,3 +0,6 +0,4 +0,1 + 0,8 и т. д.
11*
324
Проектирование СК
Продолжение табл. 22
4. Погрешность нанесения штрихов шкалы (выбор наилучших условий
измерения предмета)
Вари- ант L, мм Номер штриха Д£, мкм
а 8 2; 10 ~ 0
б 6 1; 7 -0
в 5 4; 9 /Ч/ 0
5. Поправки П к результатам измерений
Номер штриха 0 1 2 3 4 5
77, мкм 0 -о,з. -0,1 -0,2 —0,4 +0,2
Номер штриха 6 7 8 9 10 11
77, мкм -0,7 -0,3 -0,6 -0,4 -0,1 -0,8 и т. д.
6. Остаточные погрешности при введении поправок
Д2*п,мкн
± Да "const *±0,1 мкн
0,1
-0,1
по
A241J5= ±2Дл= ±0,2 мкм. (3)
Поправка вводится в результаты изме-
рения расстояния между двумя точками
В п. 1 табл. 22 приведена зависимость (1) для определения
допуска на положение штрихов шкалы. График этой зависимости
(см. п. 2 табл. 22) характеризует серийно выпускаемые шкалы и
поэтому имеет обобщенный характер.
Предельные погрешности измерения определены в характерных
точках (L=0, 100 и 200 мм).
Проектирование контрольно-измерительных приборов
325
Рис. 15. Схема алгоритма
погрешности нанесения шкал:
А А, АВ — отсчет координаты
точек соответственно А, В;
МА, МВ — мантиссы отсчета
соответственно АА и АВ;
ДА — величина неточности
аттестации шкалы; MX и
МУ — массивы поправок со-
ответственно по оси X и У;
Р — поправка; ААР — коор-
дината точки А с поправ-
кой; АВР - координата
точки В с поправкой; LABP —
расстояние между точками
Л и В с поправкой
Вывод
АА, АВ, ПАДАВ,
LABP, Az
Для построения характеристики еди-
ничной шкалы проводят ее аттестацию.
Под погрешностью нанесения шкалы
понимают неточность положения любого ее
штриха по отношению к нулевому штриху
(п. 3 табл. 22). Результаты расчетов, вы-
полненные по формуле (2), сводят в таб-
лицу погрешностей. График, построенный по
результатам расчетов, приведен в п. 4
табл. 22. Зная номинальную длину измеряемой детали, погреш-
ность нанесения шкалы можно уменьшить или исключить
совсем, выбирая правильное расположение детали на приборе.
На основании таблицы погрешностей составляют таблицу попра-
вок, или аттестат (см. п. 5 табл. 22).
Если в результаты измерений вводить поправки, то вместо по-
грешностей, приведенных в п. 2 табл. 22, останется погрешность
аттестации + Да (см. п. 6, табл. 22). На практике погрешность
аттестации Да = 0,1 мкм. Эта погрешность не зависит от длины.
Погрешность аттестации — координатная погрешность, поэтому,
если измеряется размер как расстояние между двумя точками А и В,
то эту погрешность определяют по зависимости (3).
Схема алгоритма погрешности приведена на рис. 15.
243. Погрешность от неточного нанесения вто-
ричных шкал.
326
Проектирование СК
Алгоритм погрешности, возникающей от неточного нанесения
вторичных шкал 1 и 2 (см. рис. 14, е), имеет вид:
для первичных погрешностей ±ДЬ ±Д2;
для приведенных погрешностей ± Д^ = (Ах2 + Дх2)Х, где К —
передаточное отношение механизма микрометра); К = P3[2kR (Рв —
шаг винта; R — радиус поверхности вторичной шкалы);
301. Погрешность от параллакса (табл. 23) возникает
при расположении основной шкалы и отсчетного органа (шкалы но-
ниуса, стрелки и др.) в разных плоскостях (на разных поверхностях)
и одновременном отклонении линии визирования от нормали к этим
поверхностям. При а = 1 мм и i = 0,001 мм Д301 = ±0,0176 мкм.
Зная передаточное отношение в измерительном приборе, можно
определить приведенную погрешность.
Примечание. К — передаточное отношение механизма прибора.
Проектирование контрольно-измерительных приборов
327
302. Погрешность отсчета. Алгоритм погрешности отсчета:
уравнение отсчета в общем виде
z к
4 = Е п‘‘‘ +
1
где — числа делений, отсчитанные по соответствующим шкалам;
Шк — доля деления /с-шкалы, отсчитанная на глаз; — цена деления
соответствующих шкал;
погрешность отсчета
ДЛ = 0,2/ или ДЛ = ±0,14.
401. Погрешность от нарушения температурного
режима. Поскольку все тела с изменением температуры меняют
свои размеры по-разному, то при измерении этих тел возникает
погрешность.
Схема алгоритма погрешности дана на рис. 16.
511. Погрешность измерения среднего диаметра
резьбы в зависимости от величины угла у. Парис. 17
дана схема измерения среднего диаметра резьбы по правой и левой
сторонам профиля. Алгоритм погрешности приведен на рис. 18.
512. Погрешность измерения шага резьбы в зави-
симости от угла у. На рис. 19 дана схема измерения шага
резьбы по правой и левой сторонам профиля.
Алгоритм погрешности:
АРд = Рли ~ Ро»
из ДЛВС [а « 30°; р = 60°; 0 = 180° - (р + Т)]:
sin QsJPq ® sin Рл/Рди»
Рли = Ро sin Рд/sin 0Л,
ДРЛ = Ро (sin P/sin 0 ~ Di
ДРЛ = Ро {«п 60°/sin [180° - (60 - у)] - 1};
ДРЛ = Ро [sin 60°/sin (120° - у) - 1];
ДРЛ = Ро [sin 60°/sin (60 4- у) - 1];
АРл = Ро [0,866025/sin (60 + у) - 1];
- АРП = Рпи — Ро;
из &DEF [а = 30°; р = 120°; 0 = 180° - (Р + у)]:
sinO/Po = sin Р/Рпи;
, Рпи »Р0 sin p/sin 0; *
ДРП = Ро sin p/sin 0 — Pq =* Pq (sin P/sin 0 — 1);
APn == Pq [sin 60°/sin (60° - у) - 1].
328
Проектирование СК
Рис. 16. Схема алгоритма тем-
пературной погрешности:
а — температурный коэффициент рас-
ширения; Т — температура; То =
— + 20 °C — нормальная температура.
Индексы 1 и 2 относятся соответственно
к измеряемому изделию и СК
Рис. 17. Схема к расчету погрешно-
стей при измерениях среднего диаметра
резьбы
513. Погрешность измерения среднего диаметра
d2 резьбы методом трех проволочек (dnQ — наилучший
диаметр проволочки). На рис. 20 дана схема измерения среднего
диаметра резьбы методом трех проволочек.
Алгоритм погрешности:
Л = Jno/(2sina);
В = Pctga/4;
м ~d2 + 2(A -в) + ап0;
Проектирование контрольно-измерительных приборов
329
Рис. 18. Схема алгоритма измерения среднего диаметра резьбы:
</ли, */пи - средние диаметры резьбы, измеренные соответственно по левой
и правой сторонам профиля; Д</ч, Д</и — погрешности измерения средних
диаметров резьбы, измеренных соответственно по левой и правой сторонам
профиля; d2 — номинальный (без погрешности) средний диаметр резьбы
Рис. 20. Схема измерения среднего диа-
метра резьбы методом трех прово-
лочек:
da - диаметр проволочки
ПИУ
ШкУ
Рис. 21. Метрологическая схема измере-
ния среднего диаметра и шага резьбы
с помощью микроскопа
Рве. 19. Схема к измерению шага резьбы:
а — при положительном у; б — при отрица-
тельном у
Проектирование контрольно-измерительных приборов
331
М = d2 + 2 [Jnp/(2sinа) - Pctga/4] + 4о =
= d2 + 4o/sina - Pctga/2 + </n0;
M = m 4- ^no;
d2=M + Pctga/2-</n0(l/sina+ 1).’
Если a = 30°, to
d2 = M + P (1,732051/2) - daQ (1/0,5 + 1),
или
d2 = M + 0,866P - 3^;
</n0 = P/l,732.
Если da * d^ to
П = dn (P/d^2 • 0,07999
(П — поправка, устраняющая влияние отклонения диаметра проволочки
от наилучшего).
Система автоматизированного проектирования КИП. Допустим,
что согласно ТЗ нужно спроектировать прибор для измерения среднего
диаметра и шага проходного калибра — пробки М24 — 6Н (Р = 3 мм) —
с погрешностью, не превышающей 74 поля допуска на изготовление
калибра.
Модель измеряемого предмета характеризуется размером: d2 =
= 22,074-о,о14 мм. Предельная допустимая погрешность измерения
предмета составляет 3,5 мкм. Метрологическая схема измерения
приведена на рис. 21.
Изделие 1 длиной 50 мм устанавливают в центрах 2, располо-
женных в направлении оси X, и оно вместе со столом перемещается
в указанном направлении по направляющей НХ. Отсчет перемещений
выполняют по шкале ШХ. Следовательно, линия отсчета по оси
X — ЛОХ — совпадает с ее направлением.
Линии измерения шага резьбы ЛИРУ и ЛИР2 расходятся с линией
отсчета ЛОХ на величины и S2i что необходимо учитывать при
расчете компараторной погрешности.
При измерениях среднего диаметра линии измерения ЛИУ и
отсчета ЛОУ совпадают, поскольку оси визирного микроскопа ВМ,
отсчетного микроскопа ОМУ и шкалы ШУ совпадают. В данном
случае 5 — 0, что в Значительной степени уменьшает влияние погреш-
ностей направляющей НУ
Структурная схема измерительного устройства для измерения
среднего диаметра резьбы показана на рис. 22, для измерения шага —
на рис. 23. В этих структурных схемах все конструктивные элементы
представлены алгоритмами погрешностей, влияющих на суммарную
погрешность измерения, т. е. структуры составлены с учетом только
действующих первичных погрешностей. Для анализа точности структур *
составляют программы расчета суммарных погрешностей измерений
332
Проектирование СК
Деталь
т
База — центры
141. Погрешность от неточности центров
1
143. Погрешность от разности высот центров
Направляющие
1 153. Компараторная погрешность
154. Погрешность от неперпендикулярности направлений пере- мещений салазок стола
Визирный микроскоп
1 134. Погрешность от диафрагмирования |
i
136. Погрешность фокусирования |
1 137. Погрешность от освещения |
1 138. Погрешность визирования
Отсчетное устройство
1 241. Погрешность нанесения шкалы
' 1 1 !
| 302. Погрешность отсчета
511. Погрешность метода измерение
Рис. 22. Структурная схема устройства для измерения
среднего диаметра резьбы
Проектирование контрольно-измерительных приборов
333
Деталь
База — центры
1 141. Погрешность от неточности центров
1 143. Погрешность от разности высот центров
Направляющие
153. Компараторная погрешность
Визирный микроскоп
135. Погрешность от диафрагмирования
136. Погрешность фокусировки
| 137. Погрешность от освещения
138. Погрешность визирования
Отсчетное устройство
| 241. Погрешность нанесения шкалы
302. Погрешность отсчета
512. Погрешность метода измерения
Рис. 23. Структурная схема устройства для измерения шага резьбы
334
Проектирование СК
на ЭВМ, в которых для проведения соответствующих расчетов
подпрограммы вызываются в заданном порядке.
Примеры реализации программы на ЭВМ измерения среднего диа-
метра и шага резьбы.
1. Измерение среднего диаметра резьбы. Алгоритм
расчета имеет вид
Ае = ± ХД/,
где А£ и Xj — погрешности соответственно систематические и слу-
чайные.
После ввода данных ЭВМ вызывает подпрограммы (вариант А):
116 — проверка чистоты поверхности предмета,
141 — ввод данных: а = 0,01 мм, L— 50 мм.
результат: у = ±0,01/50 = ±0,0002 рад;
143 — ввод данных: АЯ » ±0,01 мм.
результат: Ах = 0,01 tg 2°27' = 0,0042787 мм;
. 0,0042787
Лу = = °,0074 мм;
0,577350
А143 = 2-0,0074 = 0,0148 мм = ±14,8 мкм;
153 — ввод данных: у2 = ±8" = ±0,00004 рад; S = 0; L= 22 мм;
результат: А153 = -ОД-22-0,000042 = ±1,76-10“® мм.
154 — ввод данных: ф = ±8" = ±0,00004 рад;
результат: Ayl 54 = -0,5-22-0,000042 = -1,76-10“® мм;
134 —ввод данных: d2 = 22 мм; D = 20 мм; i = 2; j = 4; для
определения погрешности нужна интерполяция по i;
результат:
Д134 = [(—35—(—20,5)) (22—20)]/10 4-(—20,5) = —23,4 мкм;
136 — протерка условии фокусирования микроскопа;
137 — проверка условий освещения предмета;
138 — ввод данных: о = 1 мкм (о — средняя квадратическая по-
грешность визирования);
результат: А138 = ±3а = ±3 мкм;
241 — ввод данных: мантиссы отсчетов: МА = 39 мм, МВ ~ 61 мм;
результаты:
/ 39 \
ЛА = ± 10,5 + ^—4 — ±0,89 мкм;
ЛВ = ± (0,5 + | ±1,11 мкм;
\ IvHz /
А241х = ±2,0 мкм;
302 - ввод данных: i = 0,001 мм;
результат: А302 = ±0,1 0,001 = ±0,1 мкм;
511 —ввод данных: измерения проводят по правому профилю
резьбы;
Проектирование контрольно-измерительных приборов
335
у = у141 + у153 + <р154 = ±0,0002 ±0,00004 ±0,00004 - ±0,00028 рад;
результат:
Д511 =22,051 ( —-------1) = ±11,1 мкм.
\ 0,499748 J
Результаты расчета варианта А приведены в табл. 24.
Для значительного уменьшения суммарной погрешности измере-
ний на все доминирующие погрешности вводят ограничения:
143 — поскольку допуск на несовпадение осей центров и стойки
взят достаточно жестким и его уменьшать нецелесообразно, то
измерения предмета проводят с применением измерительных ножей,
т. е. методом осевого сечения, тогда 0 = 0, Д143 = 0;
134 — при обычных измерениях устанавливают наилучшую диа-
фрагму с Д134 =0, но при использовании ножей диафрагмирование
на погрешность измерения не влияет (см. рис. 3, табл. 16), поэтому
диафрагму не изменяют и принимают Д134 = 0;
138 — при визировании рисок на ножах погрешность визирования
а = 0,3 мкм; Д138 = ±0,9 мкм;
241 — на положения штрихов шкалы вводят поправки по ат-
тестату, тогда Д241 = ±0,2 мкм;
511 — эту погрешность можно исключить только проведением
измерений по правой и левой сторонам профиля резьбы; исключить
или в значительной степени уменьшить погрешность можно также
при изменении конструкции центровой опоры, т. е. стол опоры должен
быть поворотным, а при выверке оси центров необходимо использо-
вать точные центровые валики.
Результаты расчета суммарной погрешности измерения среднего
диаметра резьбы по варианту В см. в табл. 24.
Анализ данных таблицы показывает, что проведение указанных
мероприятий и изменение структурной схемы измерительного устрой-
ства дают положительный эффект и дальнейшие исследования в этой
области проводить не следует.
2. Измерение шага резьбы.
После ввода данных в ЭВМ вызывают подпрограммы:
141 — ввод данных: а = ±0,01 мм, L= 50 мм;
результат: = ±0,0002 рад;
143 — ввод данных: ДЯ » ±0,01 мм;
результат: Дх = ±0,01 tg 2°27';
при pi = р2 Ах£ = 0;
153 - ввод данных: у2 ж ±8" » ±0,00004 рад;
результаты:
Д153лев ь» ±91 0,00004 « ±0,00364 мм - ±3,64 мкм;
Д153првв - ±69 0,00004 = ±0,00275 мм = ±2,76 мкм;
Д153е « ±6,4 мкм;
336
Проектирование СК
24. Результаты расчета суммарной погрешности измерений среднего
диаметра резьбы
Код погрешности Результаты расчета
Наихудшие условия проведения измерений (вариант А)
116 Проверка чистоты изделия
136 Проверка правильности фокусирования по специальному
приспособлению
137 Проверка правильности центрирования источника света
по специальному приспособлению
141 У! = ±0,0002 рад
143 ± 14,8 мкм
153 -1,76-10~8 «0; у2 = +0,00004 рад
154 —1,76-10~8 « 0; q>= ±0,00004 рад
134 — 24,1 мкм
138 ±3 мкм
241 ±2,0 мкм
302 ±0,1 мкм
511 ±11,1 мкм; Yz = Yj + у2 + ф = Г
ДЕ= -24,1 ±(14,8 + 3 + 2,0 + 0,1 + 11,1)= -24,1 + 31,0 мкм
Наилучшие условия проведения измерений (вариант В)
116 Проверка чистоты изделия
136 Проверка правильности фокусирования по специальному
приспособлению
137 Проверка правильности центрирования источника света
по специальному приспособлению
141 у, = ±0,0002 рад
143 0 *
153 0; Ya = ±0,00004 рад
154 0; ф= ±0,00004 рад
134 0
138 ±0,9 мкм
241 ±0,2 мкм
302 ±0,1 мкм
511 0; Yi = Yi +Уг + Ф= 1'
Az= ± (0,9 + 0,2 + 0,1) = ±1,2 мкм
Проектирование контрольно-измерительных приборов
337
135 — ввод данных: Р = 3 мм;
результат: А135 = О (при использовании измерительных
ножей).
136 — проверка правильности фокусирования;
137 — проверка правильности центрирования источника света;
138 — ввод данных: ст = 0,75 мкм;
результат: А138 = ±3 х 0,75 = ±2,25 мкм;
241 — ввод данных: работа без поправок;
мантиссы отсчетов: МА = 156 мм, МВ =165 мм;
результаты:
А241-Л = ± (о,5 + = ±2,06 мкм;
А241В = + [ 0,5 + -----j = 4*2,15 мкм;
- \ 100/ ~
А241е = ±4,21 мкм;
302 — ввод данных: i = 0,001 мм;
, результат:
А302 = 0,1 0,001 = 0,0001 мм = ±0,1 мкм;
512 — ввод данных: измерения проводят по правому профилю
резьбы при = —0,00024 рад;
результат: А512 = +1,5 мкм.
Результаты расчета суммарной погрешности измерения шага
резьбы приведены в табл. 25.
25. Результаты расчета суммарной погрешности измерений шага резьбы
Код по- грешности Результаты расчета
116 Проверка чистоты изделия
136 Пр'оверка правильности фокусирования по специально-
му приспособлению
137 Проверка центрирования источника света
141 Yi = ±0,0002 рад
143 0
153 ± 6,4 *мкм; у 2 = ±0,00004 рад
135 0
138 ± 2,25 мкм
241 ± 4,21 мкм
302 ± 0,1 мкм
512 + 155 мкм; Yz = Yi + ?2 “ 0,00024 рад
Дх — +1,5 ± 12,96 мкм
338
Проектирование СК
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНЫХ АВТОМАТОВ
И ПОЛУАВТОМАТОВ
Разновидность структурных элементов СИ н СК. В контрольных
автоматических системах (рис. 24 и 25) имеются следующие органы:
загрузочный I, транспортирующий П, измерительная позиция III,
исполнительный IV и запоминающе-усилительный V. Загрузочный
орган 1—2—3 служит для отделения деталей друг от друга и установки
(ориентации) их в определенное положение, удобное для транспор-
тирования, обработки или контроля. С помощью транспортирующего
органа 4 изделия перемещаются внутри автоматической системы или
линии. Этот орган предопределяет логичность кинематической схемы
и компоновку различных органов и узлов. На измерительной позиции
5—6 определяется принадлежность изделия к той или иной группе
годности или брака. Запоминающе-усилительный орган 7 предназначен
для получения и усиления сигнала, несущего информацию о резуль-
татах контроля, запоминания этой информации и выдачи ее в нужный
момент исполнительному органу 8 —10. Основное назначение исполни-
тельного органа контрольного автомата — направить изделие в соот-
ветствующий отсек 9 годности или брака.
Транспортирующие механизмы автоматических СК. С помощью
транспортирующих механизмов изделия перемещаются от загрузочно-
го устройства или зоны обработки до измерительной позиции, от
измерительной позиции до исполнительного устройства и от испол-
нительного устройства до соответствующего приемника. В зависимос-
ти от характера движения изделия транспортирующие механизмы под-
разделяют на механизмы с прерывистым и непрерывным, со свобод-
ным и принудительным движением изделия. -
Наиболее простым из транспортирующих механизмов является
механизм с совмещенными этапами процесса транспортирования и
установки деталей (рис. 26, а). Привод транспортирующих механизмов
часто осуществляется от кулачкбвых механизмов, позволяющих срав-
нительно легко получить необходимый закон перемещения толкателя
при малых габаритах и простой кинематической схеме.
От кулачка 1, закрепленного на распределительном валу, через
рычаг 3 возвратно-поступательное движение передается толкателю 5.
При совпадении отверстия питателя 7 с окном толкателя (в крайнем
правом его положении) контролируемая деталь попадает в толкатель
и под действием пружины 2 перемещается на измерительную позицию.
Кулачковые приводы выполняют таким образом, чтобы рабочее пере-
мещение толкателя осуществлялось под действием пружины, а возврат
на позицию западания — под действием кулачка. Переместив деталь
к измерительной станции б, рычаг с толкателем останавливается на
регулируемом упоре 8, и кулачок при последующем движении отры-
вается от ролика 9 рычага 5. В результате этого вибрации движу-
щегося привода в момент измерения не передаются на толкатель
с контролируемой деталью, и, кроме того, детали при измерении
Проектирование контрольных автоматов и полуавтоматов 339
Рис. 24. Конструктивная схема
контрольной системы для пассивного
контроля:
1 — бункер; 2 — лоток; 3 — отсека-
тель; 4 — транспортер; 5 — дат-
чик; б — светофор; 7 — блок запо-
минания; 8 — электромагнит; 9 —
отсеки; 10 — рукав
Рис. 25. Схема защитного устройства
останавливаются каждый раз в одном и том же положении, что
снижает погрешности измерения.
Измеренная деталь выбрасывается при ходе толкателя назад.
В первом случае при ходе толкателя вперед заслонка 4 поднята вверх,
а при ходе назад — опущена для выброса детали; измерение выпол-
няется при остановке толкателя. Во втором случае кулачок должен
иметь две ступени с рабочим участком, т. е. измерение должно про-
водиться без остановки толкателя с деталью. В третьем случае при-
меняют толкатель открытого типа. С измерительной позиции сбрасы-
вается деталь следующей деталью. Для фиксации деталей в заданном
месте в измерительной станции предусмотрен подпружиненный упор.
Во всех трех случаях западание детали происходит при остановке
толкателя.
Механизмы, в которых изделия движутся по окружности, могут
быть выполнены в виде дисков или цилиндров с вертикальной или
горизонтальной осью вращения. Диски периодически поворачиваются
на нужный угол мальтийским или храповым механизмом.
С помощью дисковых устройств детали транспортируются непре-
рывно (рис. 26,6 и г) "или прерывисто (рис. 26, в и д). На рис. 26, в и г
показаны схемы механизмов с непрерывным вращением диска, но
прерывистым перемещением деталей. Фрикционный питатель 1 подает
детали к диску 2, который перемещает их к ножу 3 и по лотку 4
к измерительной позиции. Между измерительной позицией (рис. 26, в)
(точка В) и точкой Blt в которой деталь отрывается от транспор-
тирующего диска, должно укладываться целое число деталей. После
измерения деталь приподнимает фиксатор 5 и выталкивается очередной
деталью в рукав 6.
340
Проектирование СК
Для осуществления прерывистого движения широко применяют
мальтийский механизм (рис. 27). Мальтийский крест 1 закреплен жестко
на валу транспортирующего диска 2. Непрерывно вращающийся по-
водок 4 с пальцем 3 периодически перемещает крест на угол
2р = 360°/z = 180° — 2а (рис. 28) (z — число пазов креста).
Радиус расположения пальца поводка Кпв, наружный радиус маль-
тийского креста Дкр и межцентровое расстояние Ао связаны соотно-
шениями:
^пв = ^кр Pi
4о я KKp/cos р.
Если полный период обращения поводка, определяющий темп ра-
боты автомата, принять за Т9 то время движения мальтийского
креста будет пропорционально углу 2а, а время его покоя ta - углу
360° - 2а.
Проектирование контрольных автоматов и полуавтоматов 341
Рис. 28. Расчетная схема малтнн-
ского механизма
Поэтому
(цвЛп < U - 2)/(z 4-2); Т = Гдв 4- tn = 2ztn/(z 4- 2) = 2zt№/(z - 2).
Вследствие сложности изготовления мальтийского механизма и
уменьшения надежности и точности фиксации диска при возрастании
числа лопастей креста его применение не эффективно. Поэтому при
проектировании дисковых транспортирующих устройств с большим
числом позиций используют храповые (рис. 29, а) или кривошипно-
рычажные (рис. 29,6) механизмы. Для этих механизмов могут быть
получены значения:
^„=(1:1,1)^ (1:3).
Ряс. 29. Механизмы перемещения
342
Проектирование СК
Недостаток механизмов — отсутствие во время покоя надежной фик-
сации диска, но при остановке диска с большим числом позиций сум-
ма усилий всех измерительных наконечников настолько велика, что
вращение диска не происходит. Путь, равный шагу т, определяется
величиной эксцентриситета е и соотношением плеч рычага а:Ь.
Храповой механизм (см. рис. 29, а) состоит из вала 1, на котором
жестко закреплены транспортирующий диск 2 и храповое колесо 3.
При подаче тактового импульса через электромагнит 7 отводится
фиксатор 6, освобождая храповое колесо. Затем под действием якоря
электромагнита 5 и подпружиненной собачки 4 храповое колесо вместе
с транспортирующим диском поворачивается на один шаг т. Недос-
татком дисковых транспортирующих механизмов со многими пози-
циями являются большие габариты дисков и их масса, малый коэф-
фициент использования полезной площади, сложность построения ме-
ханизмов с изменением ориентации изделия и неудобство встраивания
автоматов в линии.
Перспективны транспортирующие механизмы с перемещением из-
делия по циклоидальным кривым (рис. 30). В этих механизмах обеспе-
чивается безударное захватывание детали в исходной позиции, без-
ударная фиксация на измерительной позиции и остановка на этой
позиции в течение некоторого времени, что позволяет достигнуть
значительной производительности контроля.
Различают устройства с одним (рис. 30, а) и двумя (рис 30,6)
захватами. Деталь из исходной позиции 1 (ряс. 30, а) передается
в одну из последующих рабочих позиций 3 — 5 перемещением захвата
по циклоидальной траектории В, образованной качением без скольже-
ния условной окружности А по условной окружности Б. При этом
позиции загрузки и освобождения захвата 2 расположены в точках
возврата циклоидальной кривой, в которой скорость захвата равна
Рис. 30. Транспортирующие механизмы с движением изделий по циклоидаль-
ной траектории
Проектирование контрольных автоматов и полуавтоматов 343
нулю, а ускорение изменяется плавно благодаря кинематическим
свойствам циклоидальной кривой. Это обеспечивает безударную
работу загрузочного устройства.
Большое распространение в контрольных автоматах и в особен-
ности в контрольных линиях получили ленточно-цепные транспортеры
(рис. 31). Привод пластинчатой цепи 1 транспортера осуществляется
от храпового механизма через барабан 2, В конце хода верхнего
прямолинейного участка транспортера детали попадают на измери-
тельную позицию 3. Нижний прямолинейный участок используют для
рассортировки изделий по группам качества. После разжатия губок 4
изделия под действием собственной силы тяжести попадают в прием-
ник. Автомат снабжен системой автоматической сигнализации наруше-
ния настройки.
Для транспортирования изделий широко применяют также лотки-
скаты и лотки-склизы. Наиболее распространены лотки-скаты закры-
того или открытого типа. Для снижения скорости, а также для пере-
движения деталей с острыми коническими или закругленными торцами
лотки иногда выполняют в виде змеек. Для значительного уменьшения
силы перемещения детали используют роликовые лотки.
Цикл работы транспортирующего механизма с прерывистым пере-
мещением детали при осуществлении всех операций последовательно
можно подсчитать по формуле
Т = 4- ty 4- tK 4- tc 4- tB 4- to,
где t3, ty, tK, to tB и to — время соответственно загрузки детали,
установки ее йа измерительную позицию, контроля, съема детали
с измерительной позиции, выброса детали и обратного хода транспор-
тирующего механизма.
Системы с параллельно работающими позициями загрузки, конт-
роля и выброса детали имеют значительно большую производитель-
ность. В этом случае цикл работы
Т= 4- tn,
Рис. 31. Схема ленточно-цепного конвейера, применяемого в автомате
ОКБ-Л103К1 для контроля поршневых пальцев
344
Проектирование СК
где ta — время движения; tn — время покоя; определяется временем
работы наиболее загруженной позиции (например, выброса).
Циклограммы и соотношения между циклограммами отдельных
транспортирующих устройств и временем контроля приведены в
табл. 26. Анализ данных таблицы показывает, что максимальную
производительность имеют нереверсивные транспортирующие устрой-
ства с непрерывным вращением диска и измерением детали на ходу,
а минимальную — системы с возвратно-поступательным движением.
Но измерение деталей на ходу осуществляется без арретирования
измерительного наконечника, что приводит к появлению на деталях
с малой твердостью недопустимых следов.
Устройства измерительных позиций автоматических СК. Измери-
тельные позиции содержат механизмы: установки и съема изделий;
закрепляющие.для надежного крепления детали при измерении и плот-
ного прижима к измерительной базе; арретирующие, предотвращающие
поломку измерительных наконечников при установке или съеме изде-
лия; передаточные, предназначенные для передачи результатов изме-
рения от контактной вставки, соприкасающейся с поверхностью дета-
ли, до измерительного наконечника и для удобства расположения
датчика, суммирования результатов измерения и т. п.; узлы базиро-
вания и вращения детали на измерительной позиции, применяемые
при контроле овальности, огранки, отклонений от соосности и т. п.,
а также узлы: продольного перемещения детали на измерительной
позиции, применяемые при необходимости контроля отклонений от
цилиндричности, параллельности, плоскостности и т. п.; для крепления
датчиков, передаточных и других механизмов измерительной позиции;
измерительные, создающие сигнал оценки контролируемой величины.
Механизмы установки и съема изделия в некоторых конструкциях
одновременно выполняют роль закрепляющих элементов. В совмещен-
ных механизмах устанавливающий элемент является также и транспор-
тирующим устройством. В большинстве устанавливающих элементов
(рис. 32) шток 1, перемещающийся поступательно, подает деталь 4
с транспортирующего диска 5 к базо-
вой поверхности 2 и наконечнику
измерителя 3 и приводится в действие
через систему рычагов 7 от спе-
циального кулачка б распределитель-
ного вала. Устанавливающий ме-
ханизм может быть выполнен в виде
диска с горизонтальной или вер-
тикальной осью вращения, этот
механизм перемещает детали после
соответствующей технологической или
контрольной операции под наконечник
измерительного прибора.
Рис. 32. Устанавливающий меха-
низм с толкателем
Проектирование контрольных автоматов и полуавтоматов 345
26. Циклограмма контрольного автомата
Транспорта- Циклограмма транспортирующих устройств Параметры
руюхцсс yvi ройство автомата
Совмещенные трЬнснортивные системы с реверсивным движением
С выбросом детали в се- редине хода толкателя назад — .Ik— Tx=0; 7k = ty 4- ZK+ Zc4- Z3; fy + (C -K3 . Лп ~ > Лс — v
С выбросом детали в конце хода толкателя вперед — 7^=0; TK= fy+ fK+ ry2 + + *с+ G; zy4- ^у2+^в+ G Пп- *K Пс=0
С выбросом последую- щей де- талью X \tf. 7x= *у4" 7k = *Cm + ^k> „ ^CM . /y+ ^c+ G
Совмещенные нереверсивные транспортирующие устройства
С преры- вистым движением диска — Л= 0; Тк= ty+ tK-, fy Пп= у-; пс= о *к
С непре- рывным движением диска и из- мерением детали при остановке 3s II II ° и 1 - 2 «г Н +
346
Проектирование СК
Продолжение табл. 26
Транспорта- рующее устройство Циклограмма транспортирующих устройств Параметры автомата
С непре- рывным движением диска и из- мерением детали на ходу
Условные обозначения: Гх и Тк — части цикла, отводимые со-
ответственно на перемещение изделия вне измерительной позиции и осу-
ществление контрольной операции; ^ — коэффициент запаса при западании
детали; Цп и Т)с — безразмерные коэффициенты; /см — время смены детали.
В качестве закрепляющего элемента обычно используют шток»
перемещающий деталь на измерительную позицию. Реже деталь кре-
пится с помощью специального узла. В зависимости от способа за-
крепления детали закрепляющие элементы могут быть подразделены
на механические, пневматические, гидравлические, электромагнитные
и электромеханические. Для автоматических контрольных устройств
применяют в основном элементы двух типов — механические и электро-
магнитные (для ферромагнитных изделий).
Для обеспечения легкости вращения деталь базируется на двух
роликах или шарикоподшипниках повышенной точности. Прй базиро-
вании по внутренней цилиндрической поверхности в качестве базы
может быть использовано только отверстие или отверстие и торец
детали. Базирование по образующей отверстия применяют в том слу-
чае, когда нет необходимости в фиксировании положения действи-
тельной оси отверстия. В противном случае для устранения зазора
между отверстием и базирующими элементами применяют различные
приспособления с гидропластами, ступенчатыми или коническими
оправками и т. п.
При контроле погрешности формы валиков легче всего осущест-
вить вращение детали, поместив ее в центрах. Однако из-за слож-
ности ориентации деталей и влияния эксцентриситетов применяют
другие базирующие и поворотные приспособления. В поворотных при-
способлениях обычно имеются фрикционные или электромагнитные
элементы.
Способ базирования приспособления по плоскости (рис. 33, а, б, в)
используют при контроле размеров подвижных и неперемещающихся
в процессе контроля деталей. В случае контроля /Л (рис. 33, а)
стремятся, чтобы диаметр (1q опоры был несколько меньше диаметра
Проектирование контрольных автоматов и полуавтоматов 347
Рис. 33. Схемы базирования
da детали, иначе детали
вследствие возможной не-
плоскостности базовой по-
верхности устройства будут
занимать при установке раз-
личные положения и базиро-
вание станет неопределен-
ным. Чтобы избежать этого
недостатка, приспособление
базируют на ребристом сто-
лике (рис. 33,6). При конт-
роле детали во время ее
движения очень важно, что-
бы съем измерительного сигнала проводился при указанном рас-
положении контролируемого размера (например, размера по оси 00,
рис. 33, а) и в возможно меньшие промежутки времени. В противном
случае возникают погрешности базирования, вызванные неточностью
относительного расположения базовых и измерительных поверхностей
(например, их непараллельностью) и погрешностями их формы.
При контроле размеров и в особенности погрешностей формы
(огранок) часто применяют базирование в призмах или на роликах.
На рис. 33, г, д, е показаны схемы базирования деталей на цилиндри-
ческой поверхности приспособления.
Измерительный узел является важнейшим элементом автоматиче-
ской системы, определяющим качество ее работы. Он должен обеспе-
чивать высокую точность измерения, стабильность работы в течение
продолжительного времени и быстродействие. Точность измерения
определяется выбранным методом измерения, базирующими элемен-
тами, передаточными механизмами, датчиками и механической или
электрической схемой выбранного метода преобразования измеритель-
ного импульса, стабильность работы — качеством конструкции и нечув-
ствительностью измерительной системы к влиянию случайных факто-
ров, т. е. к колебанию температуры, усилий, параметров электриче-
ской схемы, износу трущихся и соприкасающихся поверхностей, засоре-
ниям и т. п. Увеличение быстродействия системы не должно снижать
точность контроля. “
Контроль наружных диаметров может осуществляться при помо-
щи различных калибров или приспособлений, величину перемещений
которых оценивают механическим или электрическим способом. На
механической или электрической основе построены системы с одним
или несколькими рычагами. В схеме типа ножниц снижается точность
контроля при вертикальном перемещении изделия. Поэтому такую
схему целесообразно применять, например, для контроля многосту-
пенчатых валиков.
348
Проектирование СК
На рис. 34 показаны схемы автоматического контроля бескон-
тактными методами наружных диаметров деталей. При фотоэлектри-
ческом методе контроля (рис. 34, а) деталь 1 располагают между базой 2
и шторкой 6. Луч света от источника 5 проходит через конденсор 4,
щель 5, объектив 7 и падает на фотоэлемент 8. С изменением размера
изменяется щель и вместе с тем — световой поток, а следовательно,
и сила тока, протекающего через фотоэлемент.
При пневматическом методе измерения (рис. 34,6) к детали 1
подводится сопло 2. В зависимости от изменения размеров детали
меняется давление р, что вызывает перемещение диафрагмы 3 и замы-
кание и размыкание контакта 4. На результаты контроля оказывает
влияние несоответствие кривизны торца сопла и поверхности детали.
Большая точность измерения цилиндрических деталей обеспечивается
при использовании схемы, показанной на рис. 34, в. В этом случае
давление зависит от зазоров, образованных поверхностями детали 1
и двойного сопла 2.
Схема контроля с помощью источника радиоактивных излучений
(рис. 34, г) аналогична схеме контроля с применением фотоэлемента.
Излучение от источника 2 проходит через диафрагму 3, щель 5,
Проектирование контрольных автоматов и полуавтоматов 349
диафрагму 6 и попадает в приемник 7 (например, ионизационную
камеру). Сила тока, протекающего через камеру, служит мерой величи-
ны щели, образованной ножом 4 и деталью 1.
Диаметр изделия может быть проконтролирован методом, при ко-
тором используется электрическая емкость (рис. 34, д). В этом случае
одной из обкладок конденсатора является деталь 1, другой обклад-
кой — кольцевой цилиндр 2. При изменении диаметра детали изменя-
ется зазор между поверхностью изделия и цилиндром, что приводит
к изменению емкости. Контроль диаметров стальных деталей может
также осуществляться индуктивным методом (рис. 34, е). Магнитный
поток в приспособлении наводится обмоткой 2 — 3. Магнитную цепь
образуют сердечник и контролируемая деталь 1. По мере уменьшения
размера изделия зазор между сердечником и изделием увеличивается,
и ток, протекающий через обмотку, изменяется.
При контроле нестальных металлических изделий может быть ис-
пользован метод вихревых токов, наводимых в поверхностном слое
обмоткой 4 (рис. 34, ж). Обмотка 2 служит для измерения потерь
энергии, идущей на образование вихревых токов. Потери зависят от
расстояния между поверхностью детали 1 и сердечником 3.
О точности диаметра можно судить по величине коронного раз-
ряда, зависящего от кольцевого зазора 2 (рис. 34,з) между цилинд-
рическим отверстием электрода 3 и изделием 1.
Для контроля размеров применяют ультразвуковые (рис. 34, м; 1 —
деталь) и радиолокационные (рис. 34, к) приборы. В качестве источника
излучений служит генерирующий контур 2, а в качестве приемного —
контур 3. Расстояние между источником излучения и контролируемой
поверхностью детали 1 измеряют, сравнивая отраженную волну
с образцовой.
Контроль высот и толщин выполняют так же, как и контроль
наружных диаметров, с применением схем: с предельными, клиновыми
и раздвижными калибрами, качающимся рычагом и типа ножниц;
контроль диаметров отверстий — с применением схем, приведенных
на рис. 35.
Контроль отклонений от параллельности прямых и плоскостей
от перпендикулярности торца к образующей цилиндра и отклонений
от соосности осуществляют по схемам, приведенным на рис. 36. Два
измерительных наконечника 1 (рис. 36, а) закреплены на качающемся
коромысле 2, которое соединено со стержнем 4 посредством шарнира 3.
Прижим наконечников к изделию осуществляется пружиной 5. Наклон
стрелки 6 обусловлен отклонением от параллельности контролируемых
поверхностей или прямых. На рис. 36,6 показана схема контроля
отклонений от параллельности с помощью амплитудного датчика при
горизонтальном перемещении детали; на рис. 36, в —схема контроля
отклонений от перпендикулярности торца к образующей цилиндра.
Деталь плотно прижимается к фланцу 1, подвешенному к корпусу
с помощью рамки 2. Оси фланца 5 и рамки 6 взаимно перпендику-
лярны, поэтому контактный стержень 3 будет самоустанавливаться
350
Проектирование СК
Ряс, 35. Схемы контроля диаметров отверстий:
а — калибр-пробкой; б — коническим калибром; в — конусом с тремя
шариками; г —рычагом по схеме «ножниц»; д — втулкой с рычагом; е —
пневматической пробкой
Рис. 36. Схема контроля отклонений от параллельности перпендикулярности
по плоскости торца проверяемой детали. При предельном отклонении
произойдет замыкание конца стержня с контактным кольцом 4, кото*
рое для возможности настройки часто выполняют с внутренней ко-
нической поверхностью.
На рис. 37 показан контроль отклонений от соосности наружной
и внутренней поверхностей трубы с помощью амплитудного датчика.
Контроль отклонений возможен и с помощью дифференциальных схем,
например, с помощью двух наконечников пружинно-рычажного дат-
Проектирование контрольных автоматов и полуавтоматов 351
чика, двух сопел пневматического датчика, двух индуктивных датчиков
и т. п., а также бесконтактным методом с помощью радиоактив-
ного излучения или, если невозможно ввести измеритель внутрь изде-
лия, методом вихревых токов (для металлических изделий).
При контроле погрешностей расположения и формы часто необхо-
димо продольное перемещение детали или головки с преобразовате-
лями. Одна из возможных схем механизма перемещения приведена на
рис. 38. В этом случае выполняют контроль радиального биения по
всей длине детали 2, которая приводится во вращение с помощью
зубчатой пары 8 — 1. Кроме того, для контроля расположения точек,
находящихся на винтовой линии, головку 7 с преобразователями,
расположенными на каретке, перемещают с помощью винтовой
пары 4. При этом шаг винтовой линии
р = ZiSjZt,
Р — шаг винта; и z2 — числа зубьев шестерен соответственно
8 и 1.
Воспринимающие элементы (два преобразователя'3 и б) включен-
ны по дифференциальной схеме. Преобразователь 3 (измерительный)
находится в контакте с деталью, а преобразователем 6 выполняется
сравнение (контактным или бесконтактным методом) расположения
контролируемой точки относительно предварительно выверенной
образцовой линейки 5.
Управляющие, запоминающие, исполнительные и блокировочные
устройства. В качестве блокировочных устройств, включающих систе-
мы при неисправностях и перегрузках, применяют микропереключате-
ли, малогабаритные конечные выключатели с нажимным штифтом,
выключатели с нажимным роликом и рычажные трехконтактные
переключатели (рис. 39) с контактными группами от реле
и др. Кроме того, в пневматических системах в качестве блокиро-
Рис. 37. Схема кон- Рис. 38. Схема контроля размеров по Винтовой лиши
троля отклонений
от соосности
352
Проектирование СК
Рис. 39. Переключатели:
а —с одним плечом рычага; б —с двумя плечами рычага
в очных устройств при падении давления в сети или ее отключения
используют нормализованные реле давления.
Запоминающие устройства. Устройства для запоминания
измерительного импульса сохраняют измерительный импульс от мо-
мента контроля до момента рассортировки деталей. Наиболее рас-
пространены механические, электромеханические, электромагнитные,
электронные и пневматические способы запоминания измерительного
импульса. Основными требованиями, предъявляемыми к подобным
устройствам, являются их быстродействие, надежность сохранения
информации при перерывах энергоснабжения, способы ввода и вывода
информации и возможность наблюдения за передачей информации.
При кратковременном запоминании отклонения размера от заданной
величины при помощи какой-либо собачки или рычага стопорится за-
слонка или иная деталь исполнительного устройства. Механические
устройства просты и надежны, но громоздки. Электрические и пнев-
матические устройства предпочтительнее механических при многодиа-
пазонной рассортировке, разбраковке по многим параметрам, при
разбраковке с преобладанием какого-либо вида брака и т. п.
В электромагнитных устройствах запоминание f3ap осуществляется
с помощью электромагнитных реле с блокирующими контактами
самописца, а длительность сохранения информации — временем раз-
ряда Граз конденсатора из-за утечек. Из тиратронных запоминающих
Проектирование контрольных автоматов и полуавтоматов 353
элементов наиболее целесообразно применение безнакальных элементов
с холодным катодом, поскольку они являются не только быстро-
действующими и остаются включенными неограниченное время после
снятия сигнала, но и обладают высокой стабильностью параметров
и возможностью визуального наблюдения за движением информации.
Высокий коэффициент усиления, быстродействие и малые габаритные
размеры характерны для элементов памяти, выполненных на переклю-
чающих диодах. Практически безынерционны триггерные запо-
минающие ячейки, выполненные на электронных лампах или полупро-
водниковых триодах. Запоминание информации в подобных ячейках
осуществляется путем перевода триггера в устойчивое состояние
(измерительный импульс). Триггерные ячейки на полупроводниковых
элементах более надежны, экономичны и имеют меньшие габариты,
чем электроламповые.
Регистры сдвига. Регистры сдвига (рис. 40) используют как
многоцикловые запоминающие устройства, в которых циклически
перемещающийся сигнал запоминается ячейками Я, состоящими из
электромагнитных реле, триггеров на электронных лампах, транзисто-
ров, тиратронов, ферритдиодных или ферриттранзисгорных элементов
и др. При замыкании элемента входа ЭВ, управляемого командо-
аппаратом, информация с центральной линии связи в закодированном
виде с порогового устройства поступает на нулевой каскад регистра
12 Заказ № 550
354
Проектирование СК
сдвига. В каждый следующий цикл синхронно с перемещением детали
механизм СМ (кулачок командоаппарата) передает импульс на следую-
щий каскад, освобождая предыдущий для приема новой информации.
Коммутационная схема каждого каскада пропускает сигнал своей
группы и выключает соответствующий исполнительный элемент ЭМ,
открывая заслонку для нужной детали. Информация порогового
устройства закодирована в двоичной системе в виде 0 (нет сигнала
в ячейке) и 1 (рабочее положение ячейки).
Наиболее перспективны из-за большого срока службы, малых
габаритов и удобства монтажа, наладки взаимозаменяемых элементов
и нечувствительности к вредным воздействиям окружающей среды
(вибрациям, пыли, влаги и т. п.) бесконтактные логические элементы
серий ЭТ и ФДЭ. К недостаткам элементов относят чувствительность
к внешним электрическим помехам, зависимость работы от темпе-
ратуры (в особенности у транзисторов), наличие на выходе неболь-
шого сигнала, являющегося помехой. Для использования рекомендуют
маломощные (ЭТ-ЛОЗ) и мощные (ЭТ-Л04) триггеры.
Однако описанные элементы теряют информацию при прекраще-
нии подачи питания. Этого недостатка нет в устройствах с серийно
выпускаемыми логическими элементами с ферритовыми сердечниками:
ФДЭ (ферритдиодные) и ФТЭ (ферриттранзисторные). В элементах
информация сохраняется (путем перемагничивания сердечников) дли-
тельное время. В случае применения ферриттранзисгорных элементов
движение информации легко наблюдается по зажиганию тиратрона.
Широко используются методы измерения с применением пневма-
тики, что делает перспективным применение в качестве запоминаю-
щих устройств элементов системы модулей струйной техники (СМ СТ)
и универсальной системы элементов промышленной пневмоавтоматики
(УСЭППА). Эти элементы высоконадежны (из-за отсутствия механи-
ческих перемещающихся частей), малогабаритны, просты и удобны
в эксплуатации. Им характерно высокое быстродействие (так как
время переключения струйных реле менее одной миллисекунды) и не-
чувствительность к вибрации. Работа элементов СМ СТ, в которых
использованы ячейки памяти СТ-7А, СТ-7Б или запоминающий регистр
СТ-7В, основана на взаимодействии струй потоков воздуха. Такие
элементы установлены в контрольно-сортировочном автомате СК-23.
Принципиально возможно создание контрольно-сортировочных авто-
матов на элементах промышленной пневмоавтоматики (УСЭППА).
Исполнительные устройства. С помощью этих уст-
ройств в автоматических системах детали направляются в соответ-
ствующий отсек годности или брака, а устройства активного контроля
подают сигнал на изменение положения режущего инструмента отно-
сительно заготовки, режима обработки заготовки или на выполнение
определенных действий, т. е. на остановку стапка или его подналадку.
Исполнительные механизмы и автоматизированные устройства могут
также указывать группу брака, годности и т. п. Кроме того, испол-
нительное устройство, как правило, подаст соответствующий сигнал
Проектирование контрольных автоматов и полуавтоматов 355
Рис. 41. Электромеханиче-
ский направляющий испол-
нительный орган
Рис. 42. Схема исполнитель-
ного органа с поворотным
желобом
о результатах контроля. В зависимости от выполняемой функции
исполнительные устройства подразделяют на следующие группы: си-
ловые, направляющие, переключающие, маркирующие и сигнальные.
Силовые исполнительные устройства перемещают
деталь в соответствующий канал. Эти устройства могут быть выпол-
нены на механической, электрической, пневматической или иной основе.
Механические устройства применяют обычно в системах с механи-
ческим преобразованием измерительного импульса. В качестве рабочих
узлов в этих устройствах использована ледта или толкатель, приво-
димый в периодическое действие (например от кулачка) и выталки-
вающий бракованное изделие из по!ока годных. Электрическое силовое
устройство содержит или электродвигатель, или электромагнит, сни-
мающий изделие с транспортирующего механизма. В ряде случаев при-
меняют пневматический привод.
Направляющие устройства изменяют путь движения
изделия, перемещая заслонку или лоток. В автоматах с механическим
преобразованием импульса заслонка перемещается механически. Наи-
более распространенным является электромеханический привод (рис.
41), состоящий из электромагнита 1 с якорем 2, воздействующим
на заслонку 3. Подобные устройства работают на «опускание»
якоря, что обеспечивает быстродействие схемы. Обратный ход
якоря осуществляется с помощью подпружиненного толкателя.
Исполнительное устройство может осуществлять рассортировку
деталей па две-три и большее число групп. Исполнительные устройст-
ва, имеющие электромагнит с якорем, применяют для рассортировки
изделий также на две-три группы. При необходимости рассортировки
на большее число групп применяют устройства, выполненные по схеме,
приведенной па рис. 42. Изделие направляется в соответствующий
рукав 1 при повороте заслонки или лотка 2 вокруг оси 3. Ось заслонки
12*
356
Проектирование СК
может располагаться горизонтально (этажная схема) или вертикально
(лабиринтная схема) в зависимости от формы транспортируемого
изделия. Перемещение заслонки осуществляется с помощью либо
электромагнита с секционными обмотками, либо нескольких электро-
магнитов, имеющих различный ход якорей.
Переключающие исполнительные устройства воздействуют на про-
цесс обработки, сборки и т. п. Их применяют в основном для актив-
ного контроля. В качестве переключающих устройств используют:
конечные выключатели, подающие сигнал на прекращение процесса
обработки, изменение подачи и т. п.; устройства для подналадки
положения режущего инструмента или его смены, элементы, вносящие
коррекцию в программу работы какого-либо агрегата.
В схемах с конечными выключателями измерительный импульс
заставляет срабатывать реле, которое включает или выключает более
мощный исполнительный механизм, например электромагнит, отводя-
щий шлифовальный круг.
Путевые переключатели служат для коммутации электрических
цепей в момент, когда деталь или орган станка займет заданное
положение. Для срабатывания контактного переключателя необходимо
воздействие движущих элементов на шток датчика. Эти переключа-
тели имеют низкую точность срабатывания, а их контакты подвер-
жены коррозии и эрозии. Этих недостатков лишены бесконтактные
переключатели, в которых в качестве чувствительных элементов ис-
пользованы фотодиоды и катушки индуктивности. Так, переключатель
ОКБ-МЭ104 (рис. 43) снабжен фотодиодом ФД-1. От блока питания
через дифференцирующий трансформатор синусоидальное напряжение
преобразуется в остроугольные импульсы с частотой следования 50 Гц.
При заданном значении амплитуды остроугольных импульсов триггер
уровня генерирует прямоугольные импульсы напряжения, при усилении
которых включается реле управления электромагнитов исполнитель-
ных устройств. Если детали нет в зоне освещения, то фотокаскад
заперт и не воздействует на исполнительное устройство. Прямоуголь-
ные импульсы, формируемые триггером и подаваемые через усилитель,
удерживают реле управления во включенном состоянии. При затем-
нении фотодиода фотокаскад открывается, в триггере прекра-
щается генерирование импульсов и реле выключается.
Рис. 43. Схема фотоэлектрического бесконтактного переключатели
Проектирование контрольных автоматов и полуавтоматов 357
Рис. 44. Схема электромагнитного бескон-
тактного переключателя
Рис. 45. Маркирующее устройство
В электромагнитном бескон-
тактном переключателе ОКБ-
МЭ113 (рис. 44) в качестве чув-
ствительного элемента применяют
малогабаритную индуктивную ка-
тушку с незамкнутым магнито-
проводом. Сопротивление в ка-
тушке меняется в зависимости от ус-
ловий замыкания магнитного пото-
ка — непосредственно ферромагнит-
ной деталью или с использо-
ванием промежуточного элемента. При отсутствии детали
сопротивление индуктивной катушки минимально, ток в пер-
вичной обмотке дифференцирующего трансформатора велик и управ-
ляющее реле включено. После того, как деталь подойдет
к катушке, сопротивление катушки уменьшится и реле отключится.
Точность срабатывания-переключателей ОКБ-МЭЮ4 и ОКБ-МЭПЗ
составляет 03,-0,4 мкм, а время срабатывания 0,03 с.
Обычно устройства для подналадки положения режущего инстру-
мента представляют собой храповой механизм, собачка которого пово-
рачивает храповое колесо на угол, пропорциональный требуемой под-
наладке. В устройствах других типов изменяется скорость обработки
и т. п.
Корректирующие исполнительные органы предназначены для
автоматического смещения уровня настройки и компенсации влияния
на точность контроля износа элементов системы, силовых и темпе-
ратурных деформаций, динамических погрешностей и т. п. Различают
клиновые, кулачковые и другие корректирующие органы с серводви-
гателем непрерывного или прерывистого действия.
С помощью маркирующего устройства 1 (рис. 45), содержащего
красящий маркер *4 или электрокарандаш, ставят отметку на поверх-
ности детали, указывая ее принадлежность к определенной группе
брака или годное! и. При этом саму разбраковку осуществляют
вручную.
358
Проектирование СК
Изделие, перемещающееся по направляющим, задевает рычаг 3,
который в случае брака отпу ается электромагнитом 2, и маркер
делает отметку на детали.
Сигнальные устройства (светофоры и звонки) дают сигнал о виде
брака, номере группы и т. п. В автоматических контрольных системах
эти устройства играют подсобную роль.
Оснастка пневмоэлектрических систем. Для подго-
товки воздуха заводом «Калибр» серийно выпускаются стабилизирую-
щие и фильтрующие элементы, рассчитанные на давление в сети
3—6 МПа. Наибольший расход воздуха составляет: в стабилизаторах
давления воздуха (по ГОСТ 14682 — 79): СВ1,6—1,6 м3/ч и СВ6 —6 м3/ч
(стабилизаторы рассчитаны на регулирование давления до 2 МПа);
в фильтрах для очистки воздуха (по ГОСТ 14266 - 82): ФВ6-6 м3/ч
и групповых фильтрах БВ-3101 — 30 м3/ч. Эффективность очистки
воздуха фильтрами достигает 99,95 %. Наиболее компактными кон-
струкциями являются блоки ФСВ 6 и ФСВ 6/1,6 (по ГОСТ 14683 — 79),
содержащие стабилизатор и фильтр окончательной очистки воздуха.
Стабилизаторы давления и фильтры предназначены только для
окончательной стабилизации и очистки воздуха. При отсутствии цент-
рализованных систем подготовки воздуха применяют воздухоподгото-
вительные станции, например, станцию ОКБ-УВ-200, рассчитанную на
питание четырех-пяти датчиков. В этой станции имеются две парал-
лельные ветви очистки и осушки воздуха, работающие попеременно;
в л аго отделители, силикагелевые осушители и индикаторы влажности,
регулятор давления. Габаритные размеры станции 360 х 850 х 730 мм.
Для контроля размеров деталей в процессе обработки с использова-
нием пневматических датчиков разработан типовой пульт для преоб-
разования давления сжатого воздуха в измерительной цепи в электри-
ческие команды (но не более двух) и арретирования измерительных
наконечников. При необходимости выдачи более двух команд пульт
снабжается приставкой. На пульте предусмотрен пневмоэлектрический
датчик 236 с точной шкалой и указатель припуска с грубой шкалой.
Размеры пульта 330 х 370 х 250 мм, напряжения сети питания 127
и 36 В.
Элементы узлов для контроля сил упругости изделий. При изме-
рении сил упругости нагрузку создают с помощью грузов или раз-
личных пружин с градуированным усилием. Способы нагружения также
различны (рис. 46; пружина является условным обозначением любого
упругого изделия). Изделие может быть нагружено сжимающей
(рис. 46, а) или растягивающей (рис. 46,6) силой, равной собственной
силе тяжести G груза.
Для нагружения с помощью груза моментом М обычно исполь-
зуют промежуточный преобразователь, который чаще всего выпол-
няют по рычажной схеме (рис. 46, в).
За счет груза создается вертикальная сила. Если необходимо
преобразовать силу, то вводят промежуточные элементы, например,
направляющие блоки (рис. 46,?) или рычаги (рис. 46,6).
Проектирование контрольных автоматов и полуавтоматов 359
Линейные и угловые деформации измеряют (в том числе дефор-
мации пружин или упругих элементов нагрузочных устройств) стан-
дартными шкальными измерительными головками — рычажно-зубча-
тыми, пружинными, индикаторами часового типа и т. д. или различ-
ными датчиками размеров и перемещений — электроконтактными,
индуктивными, пневматическими и др. При измерениях угловые пере-
мещения обычно преобразуют в линейные с помощью промежу-
точных механических передач, например рычажных (рис. 47).
Линейное перемещение, измеряемое головкой, может быть пересчитано
в угол поворота рычага:
<р = arctg (8//р).
Для измерения сил, деформирующих упругое изделие, наиболее
приемлемы динамометры сил и моментов с упругими элементами,
преобразующими нагрузку в пропорциональное линейное или угловое
перемещение, контролируемое устройством для измерения линейных
или угловых перемещений. Шкалу такого устройства градуируют
в единицах силы или момента.
Измеряемая сила F сжимает или растягивает упругое кольцо 1
в диаметральном направлении. Упругие деформации кольца, пропор-
циональные усилию'Г, измеряют головкой 3, закрепленной на стойке
2, которая соединена с кольцом. При необходимости дистанционных
измерений вместо головки устанавливают датчик перемещений с дис-
танционной передачей преобразованного сигнала измерительной
информации.
Распространенная схема динамометра для измерения сил с кольце-
вым упругим элементом приведена на рис. 48. Моменты вращения
могут быть измерены емкостными датчиками (рис. 49). На рис. 50
изображен пьезокварцевый датчик, преобразующий измеряемую силу F
360
Проектирование СК
Рис. 47. Схема динамометра
с кольцевым упругим элемен-
том
Рнс. 48. Преобразование угла закручивания
Ф в линейное перемещение 6
в пьезоЭДС с помощью кварцевого пьезокристалла 2. Преобразова-
тель помещен в корпус 1 и снабжен электрическим выводом 3,
изолированным от корпуса. Вторым выводом является корпус
датчика.
Автоматические системы для контроля размеров. В массовом
производстве под контролем изделии понимают не только установле-
ние соответствия их действительных размеров предельным (с помощью
калибра, сравнение с образцовыми деталями и т. д.), но и измерение
размеров в целом. Поэтому автоматические системы подразделяют
на разбраковочные, образующие в процессе контроля группы годных
и бракованных изделий, и сортировочные, осуществляющие рассорти-
ровку изделий на группы по размерам и форме. В комплектующих
системах осуществляется комплектование сборочных единиц в зависи-
Рис. 49. Схема емкостного датчика мо-
мента
Рис. 50. Пьезокварцевый датчик силы
Проектирование контрольных автоматов и полуавтоматов 361
мости от размеров входящих в них деталей, а в системах со
встроенным контролем контрольные операции выполняются после
технологических. По степени охвата изделий контрольными опера-
циями различают системы сплошного (100%-ного) и выборочного
контроля.
В зависимости от состояния изделия в процессе контроля (покой
или движение) различают системы с периодическим и непрерывным
перемещением изделий; по степени воздействия преобразователей
контрольного импульса на изделие — с контактным и с бесконтактным
воздействием; по числу контрольных позиций системы — одно- и мно-
гопозиционные.
Точность и точностная надежность средств пассивного контроля
размеров определяются величинами возмущающих воздействий (при-
входящих и собственных колебаний, соударений подвижных масс,
центробежных сил, колебаний температуры и др.), выбором метода
контроля, типом преобразователя контрольного импульса и степенью
его воздействия на изделие, инструментальными погрешностями конт-
рольных позиций и жесткостью системы, свойствами контролируемых
изделий (шероховатостью поверхности, степенью загрязненности, их
жесткостью и т. п.). Комплексная предельная погрешность средств пас-
сивного контроля размеров может составлять ±0,25 — ± 10 мкм в зави-
симости от сочетания перечисленных факторов.
Идеальная теоретическая производительность (шт/с) системы не-
прерывного действия Пт = 1/Т, где Т— продолжительность цикла, с;
действительная производительность
Па = Пт₽,
где р — коэффициент использования, определяемый из выражения:
р = Пд/Лт = 1/^1 +
В формуле ^ДТ—сумма потерь времени при изготовлении одного
изделия на наладку, настройку, профилактику, простои и др. Для
контрольных систем в зависимости от их конструктивных особенностей
коэффициент использования р = 0,6-5-0,95.
В зависимости от формы поверхностей контролируемых изделий
и их размеров системы для пассивного контроля подразделяют на
системы для контроля: диаметров и формы деталей типа тел вращения
(пальцев, роликов, шаров, колец и др.); длин, глубин и толщин;
резьбовых деталей; зубчатых колес; параметров качества изделий.
В табл. 27 приведены технические данные систем, предназначенных
для контроля изделий подшипникового производства.
Для контроля диаметров и формы деталей типа тел вращения
применяют СТК *с наклонно расположенными линейками, шиберные,
с транспортирующими дисками, с отклоняющимся рычагом, с клино-
выми калибрами, с раздвижными линейками и роликами, роторные
и др. На рис. 51, а приведена первая позиция системы БВ-471, на
27. Технические характеристики автоматических СТК для изделии подшипникового производства
Тип системы Назначение Диапазон контролируемых размеров, мм Число групп сорти- ровки Погреш- ность, мкм Тип преобра- зова- теля Произво- дитель- ность, шт/ч Габаритные размеры (длина х х ширина х вы- сота), мм Мас- са, кг
51АК Сортировка на- Диаметр 40—72; 12 ±1,5 1800 1695x1285x 1780 600
ружных и внут- ширина 12—19
ренних колец ша- Л ПФС-5
52АК рикоп одшипни- Диаметр 23 — 50; 12 ±1,5 1800 1695x1285x1780 600
ков по диаметру дорожки качения ширина 12 — 19
402 Сортировка ша- 1-8 7 0,5 7000 1000x650x1265 520
403 рикоподшипни- 3-8 7 ±0,5 Элек- 18000 1000x650x1265 300
408 ков по диамет- 8-18 7 ±0,75 троин- 7000 1220x950x1350 350
413 РУ 1-8 7 ±0,2 дук- 7000 956x610x1246 250
415 3-8 7 ±0,2 тивный 7000 956x610x1246 250
426 0,8-3 9 ±0,07 20000 640x1150x600 210
АС-4 4-20 13 ±0,2 Меха- 16800— 860x1410x1080 750
ничес- 48600
31АК 6,5-10 12 ±0,5 кий 12000 680x745x1525 186
34 АК Сортировка ша- ров шарикопод- 4-6,5 10-20 12 ±0,5 12000 680x745x1385 164
45АК 12 ±0,25 ПФС-05 10000 880x1220x1470 500
46 АК шипников по 20-32 12 ±0,25 5000 880 х1220 х1470 500
диаметру
Проектирование СК
36 АК Сортировка ци- линдрических ро- ликов по длине и диаметру 16—26
53 АК* Сортировка иго- льчатых роликов по диаметру и длине Диаметр 1,5 — 2 длина 5—20
38АК Диаметр 1,6—3 длина 8 — 30
55АК Диаметр 2—6; длина 5—20
АСЗН Диаметр 2 — 3; длина 10—24
40 Диа- метр ±0,5, цлина ±2 Фото- элект- ричес- кий (при из- мере- 1800 1070x1300x1564 500
14 Диа- метр ±0,2; длина ±3 нии ди- амет- ров); элект- рокон- 10000 980x640x1940 500
14 Диа- метр ±0,5; длина ±3 такт- ный (при из- мере- нии длин) 5000 910x1195x1640 600
14 Диа- метр ±0,5; длина ±6 Меха- ничес- кий 50000 1200x1200x1450 500
14 Диа- метр ±0,5; длина ±10 Меха- ничес- кий 36000 860x1410x1020 750
Проектирование контрольных автоматов и полуавтоматов 363
Тип системы 1 Назначение Диапазон контролируемых размеров, мм Число групп сорти- ровки
409 420 421 422 Сортировка ко- нических роли- ков Диаметр 10 — 25; длина 11—45; угол конуса 2 —8° Диаметр 4—10; длина 7 — 17; угол конуса 2 — 8° Диаметр 20—25; длина 17—45; угол конуса 2 — 8° Диаметр 25—45; длина 30—80; угол конуса 2 — 8° 16 12 для годных 12 для брака 15
40АК1 Контроль поса- дочных размеров подшипников Наружный диа- метр 7—8; внутренний 3 — 8; высота 2,5 — 5 3
Продолжение табл. 27
Погреш- ность, мкм Тип преобра- зова- теля Произво- дитель- ность, шт/ч Г абаритные размеры (длина х х ширина х вы- сота), мм Мас- са, кг
0,25 3 800 1900x2450x1200 1000
0,4 7200 1444x1390x775 —
Элект- ро ин- 4000 1580x2070x1250 —
0,6-0,8 дуктив- ный 1000 2000x1700x780 1070
Наруж- Индук- 720 520 х1060 х1275 300
ный ди- тивный
аметр ±0,5; транс- форма-
внут- ренний ±0,8 торный
364 Проектирование СК
41АК1 Контроль радиа- льного зазора ра- диальных одно- рядных шарико- подшипников Зазоры 0 — 30 мкм для наружного диаметра 7 — 16; внутреннего 3-5
БВ8008 Контроль порш- невых падьцев Диаметр 15—60; длина 55 — 120
К776М Сортировка кон- денсаторной слюды Длина х шири- на: 7 х 14; 14 х 14; 19 х 25; 25 х 25; 20 х 30; 30 х 40; 40 х 50
К1017 Сортировка заго- товок конденса- торной слюды по группам толщин Толщина: 0,02 — 2,1 Длина х шири- на: 100 х100; 60x60; 40x40
3 ±1 Индук- тивный (амп- литуд- ный) 850 460x520x1280 160
5 Диа- метр ±1 Форма ±0,75 Пнев- моэ- лектро- контак- тный 450 1100x2250x2060 900
7 +2 Элект- рокон- такт- ный 4300- 6000 735x750x 1340 335
6 +2 1800 540x1185x 1570 400
Проектирование контрольных автоматов и полуавтоматов 365
366
Проектирование СК
Рис. 51. Позиция автомата БВ-471 для контроля роликоподшипников:
а — первая; б — вторая
которой проводится контроль диаметра, овальности и угла конуса
дорожки качения внутреннего кольца конического роликоподшипника.
Измерительное устройство установлено на основании 21 станины.
Стойка 12 с шариком служит для центрирования магнитного патрона
119 в котором закреплено кольцо роликоподшипника. К стойкам 8 на
плоских пружинных подвесках 5 и 3 прикреплены соединенные пру-
жиной 1 плавающие рамки 2 и 4. На рамках установлены кронштейны
7 и 14 с твердосплавными наконечниками 13, При установке в пат-
роне Ис базовыми опорами 10 контролируемого кольца наконечники
Проектирование контрольных автоматов и полуавтоматов 367
13 опираются в момент контроля на поверхность дорожки качения
кольца. На нижней рамке 2 установлен кронштейн 16 с упорами,
взаимодействующими с измерительными наконечниками преобразова-
телей 17 и 18, закрепленных на верхней рамке 4. Электроконтактный
предельный преобразователь 17 контролирует диаметр дорожки,
амплитудный преобразователь 18 — овальность дорожки качения
кольца. Соплами 6 и 15 с винтами 9, установленными в кронштейнах
7 и 14, измеряют разность диаметров дорожки на определенной длине,
т. е. отклонение угла конуса. Эти сопла подсоединены к опорному
сильфону пневмопреобразователя, который реагирует на изменение
суммарного зазора у торцов обоих сопел. Для отвода рамок 2 и 4
от кольца при его установке или снятии служат пневматические
арретиры 23, пружины 24 которых перемещают штоки 22 и посредством
регулировочных винтов 20 и кронштейнов 19 отводят рамки от центра
позиции. При контроле в полость цилиндра арретира 23 поступает
сжатый воздух и перемещает поршень со штоком 22 к. центру,
освобождая рамку.
На другой позиции (рис. 51,6) контролируют, разностенность
и высоту внутренних колец конического роликоподшипника. Контроль
разностенности проводят амплитудным преобразователем 1 электро-
контактного типа, установленным на каретке 18. Погрешность ра-
диального биения кольца исключается посредством установки ка-
ретки на шариковых направляющих. Базовый упор 5 каретки касается
с внутренней поверхности кольца под усилием пружины 17. С наруж-
ной поверхностью кольца контактирует наконечник 4 рычага 3, кото-
рый установлен на каретке и имеет качательные движения относи-
тельно оси. Наконечник 4 прижат к поверхности кольца под действием
измерительного усилия штока 2 преобразователя 1. Арретирование
наконечника упора 4 по окончании контроля выполняется штоком 14
пневмоцилиндра 15. Под действием пружины 16 шток перемещается
вправо, если в правой полости пневмоцилиндра 15 давление умень-
шается до атмосферного. При этом шток 14 через упоры 13 и 12
рычага 3 воздействует на упор 11 каретки 18, освобождая контроли-
руемое кольцо от нажима наконЪчника 4 и упора 5. Контроль высоты
кольца осуществляется пневмосоплом 8, воздух из которого поступает
в зазор между верхним торцом сопла и нижней базовой плоскостью
кольца 7 патрона 6. Упор 10 колодки 9, установленной на подвеске
из плоских пружин, соприкасается с плоскостью нижнего торца кольца,
которое при контроле отклонения от соосности и высоты вращается
вокруг своей оси.
Для контроля наружных резьб (болтов) используют плоские плашки
без прокатывания изделия (рис. 52, а) (контроль резьб точного класса
по приведенному среднему диаметру в одном осевом сечении), плоские
плашки с прокатыванием изделия (рис. 52,6) (контроль малогабаритных
изделий), резьбовые ролики (рис. 52, в) и разрезные сегментные калибры
(рис. 52, г и д). Внутренние резьбы контролируют раздвижными или
предельными калибрами-пробками.
368
Проектирование СК
Рис. 52. Схема контроля
наружных резьб
Конструктивная схе-
ма системы для конт-
роля резьбы винтов М3 —
М8 приведена на рис. 53.
Из загрузбчного устрой-
ства винты попадают в
питающий лоток 4, а от-
туда — на контрольную
позицию, выполненную в
виде закрепленной на пол-
зуне 1 подвижной плашки 3, совершающей возвратно-поступа-
тельное движение, и неподвижной плашки 6, связанной с
электроконтактным преобразователем 7. Контролируемый винт
подается отсекателем 5 к фиксатору 2. При движении
ползуна 1 вниз плашки 3 и 6 захватывают и прокатывают винт.
В зависимости от размера приведенного среднего диаметра резьбы
винта замыкается один из контактов преобразователя 7, при этом
подается соответствующий электрический импульс на разбраковочное
устройство (брак исправимый, годный, брак неисправимый). Настройка
системы проводится по двум предельным резьбовым калибрам-
пробкам.
Одним из наиболее распространенных методов контроля внутрен-
них резьб является контроль вначале гладким проходным калибром 2
(рис. 54), затем резьбовым проходным калибром 3 и, наконец, глад-
ким не проходным калибром 1. Гладкий и резьбовой проходные калиб-
ры выполнены в виде ком-
бинированного калибра и
снабжены приводом воз-
вратно-поступательного и
вращательного движений.
Гладкий непроходной ка-
либр имеет привод воз-
вратно - поступательного
движения. На рис. 55 при-
ведена схема контрольной
Рис. 53. Схема автомата
для контроля резьб винтов:
а - загрузка винта на изме-
рительную позицию; б - про-
катывание винта между двух
измерительных плашек; в -
плашка
Проектирование контрольных автоматов и полуавтоматов 369
позиции системы для контроля этим методом внутренней
резьбы гаек. Гайки поштучно подаются из магазина от-
секателем 10 на измерительную позицию 2. Комбиниро-
ванный проходной калибр 1 укреплен на шпинделе и имеет
вращательное (с реверсом) и возвратно-поступательное движения. Сна-
чала в гайку входит гладкий проходной калибр, который проверяет
внутренний диаметр резьбы с осью резьбового калибра. Если размер
резьбы занижен, то гайка заклинивается на калибре и начинает вра-
щаться в щеках 8, растягивая пружины 11. При этом размыкается
контакт 9, подающий командный сигнал на браковочное устройство.
При реверсировании движения калибр вывинчивается из гайки, так
как усилие, удерживающее гайку в щеках 8, при вывинчивании резко
возрастает за счет уменьшения плеча щеки при сохранении момента
от действия пружины 11. После вывинчивания и выхода проходного
калибра следует контроль непроходным калибром 4. Если он входит
во внутренний диаметр резьбы, то размыкается контакт 5, управляющий
устройством разбраковки. В том случае, когда гладкий проходной
калибр 1 не входит, он проталкивает гайку вместе с прокладкой 3,
вследствие чего сжимается пружина 6 и размыкается контакт 7, также
связанный с разбраковочным устройством.
Для контроля внутренних резьб используют головки (рис. 56).
Резьбовая калибр-пробка головки состоит из двух взаимосвязанных
половин, которые в сжатом состоянии заводят в контролируемое
резьбовое отверстие прямолинейным перемещением всей головки.
После этого резьбовая пробка разжимается и ввинчивается в резьбу
при вращении контролируемой детали. При отклонении в размерах
резьбы размыкается нормально замкнутый контакт, подающий сш пал
на разбраковочное устройство. Самоустановка пробки по резьбе и ее
370
Проектирование СК
продольное перемещение осуществляются за счет выхода конуса 3 из
конусного отверстия 2 и подвески всей головки в момент контроля
на резиновом шнуре 1.
Контроль и разбраковку зубчатых колес диаметром до 320 мм
осуществляют автоматами типов: АШКА-1 (разработан ЭНИМС),
БВ-539 и БВ-8010. С помощью автоматов контролируют кинемати-
ческую погрешность колес в однопрофильном и двухпрофильном
зацеплениях, а также колебания величины бокового зазора. Одновре-
менно выявляются погрешности плавности работы зубчатых колес.
Селективную сборку осуществляют следующими способами: за-
грузкой системы рассортированными на размерные группы составными
частями изделий с последующим комплектованием по заданной про-
грамме; подбором парных составных частей без предварительной рас-
сортировки по группам; предварительной рассортировкой на группы
только одной составной части из двух или нескольких сопрягаемых
частей с последующим контролем нерассортированных составных час-
тей и комплектованием их с рассортированными составными частями
определенной размерной группы. Последний способ применяют при
сборке шарико- и роликоподшипников с целью получения радиальных
и осевых зазоров собранных подшипников в пределах допуска.
Конструктивная схема системы дня автоматического контроля и
Рис. 56. Головка для контроля внутренних резьб
Рис. 57. Система автоматического контроля для
селективной сборки
Проектирование контрольных автоматов и полуавтоматов 371
Рис. 58. Метрологическая схема
измерительной головки автомати-
ческого контрольного устройства
комплектования при се-
лективной сборке шарико- •
подшипников приведена
на рис. 57.
На измерительных
позициях системы одно-
временно измеряют сред-
ние диаметры беговых до-
рожек внутренних 1 и
наружных 2 колец под-
шипника. В каждой изме-
рительной станции уста-
новлено по четыре пнев-
мосопла, расположенных
под углом 90° доуг к
другу. Это позволяет оценить
размер желоба по усредненному значению диаметра. Все
восемь сопел включают в одну ветвь пневматического мембран-
ного преобразователя 11. Чем меньше диаметр желоба наружного
кольца и чем больше диаметр желоба внутреннего кольца, тем меньше
их разность и суммарный зазор у сопел, от которого зависит давле-
ние с левой стороны мембраны преобразователя. Давление с правой
стороны мембраны определяется зазором между соплами 9 и клином 8.
Клин перемещается в сторону уменьшения зазора и при выравнивании
давлений с обеих сторон мембраны происходит замыкание электри-
ческих контактов 12 и 13. В момент замыкания рейка подвижной
каретки 6 устанавливает щетку 7 коммутатора в определенное поло-
жение, при котором замыкается контакт коммутатора, соответствую-
щий требуемой для комплектования размерной группе шариков.
Многосекционное реле 4 подает команду на выдачу комплектов шари-
ков 5 из определенного бункера 3. Сжатый воздух стабилизирован-
ного давления в данной системе подается на выход 10, а также
на устройства для арретирования измерительных сопел золотником,
управляемым электромагнитом.
На рис. 58 приведена метрологическая схема измерительной
головки автоматического контрольного устройства с органами наст-
ройки. Устройство предназначено для контроля диаметра 20-40 мм
цилиндрических деталей. Погрешность контроля не превышает
± 0,003 мм.
В процессе контроля деталь 13 помещается между измеритель-
ными наконечниками, расположенными по диаметру. Нижний изме-
рительный наконечник при помощи стержня 12 соединен с кареткой 3,
имеющей пружинные направляющие 2. Верхний измерительный на-
конечник соединен с кареткой 9, которая может перемещаться отно-
372
Проектирование СК
Рис. 59. Метрологическая схема измерительной позиции контрольного автомата
сительно каретки 3 с помощью пружинных направляющих 4. Изме-
рительное усилие нижнего наконечника обеспечивает пружина 5, а
измерительное усилие верхнего наконечника создается собственной
силой тяжести каретки 9 и соединенных с ней частей. Измери-
тельное усилие верхнего наконечника не должно превышать 4Н+1Н,
поэтому для разгрузки введена пружина 6. При изменении диаметра
контролируемой детали происходит взаимное перемещение измери-
тельных наконечников, которое измеряется микромером 11 и преобра-
зуется в сигнал управления электро контактным датчиком 10. Для
настройки измерительной головки электроконтактный датчик и микрр-
мер крепят к каретке 9 пружинами 8. В процессе настройки пружины
могут смещаться настроечным винтом 7. Такое перемещение позво-
ляет согласовать диапазон изменения контролируемых диаметров
с диапазоном измерения электроконтактного датчика и микромера,
а также провести одновременно смещение настроечных границ электро-
контактного датчика. Ввод исходных данных измерительной головки
осуществляется настроечными контактами электроконтактного датчи-
ка, арретирование измерительных наконечников — пневмоаррегиром 1.
Контроль диаметра и высоты выполняют на отдельных измери-
тельных головках. При контроле диаметра (рис. 59, а) ролик 2 бази-
руется на столике 1 по нижнему торцу и образующей. Изменение
диаметра ролика воспринимается измерительным стержнем 3, подве-
шенным на пружинных направляющих к каретке 4. Перемещения изме-
рительного стержня рычагом 5 передаются на многокомандный фото-
электрический датчик 9, закрепленный на второй каретке 8. Измери-
тельное усилие обеспечивает пружина 7. Ход измерительного стержня
ограничивается регулируемым упором 6. Настройка измерительной
головки по диаметру проводится при перемещении в горизонтальном
направлении при помощи микрометрической пары 12 каретки 4 отно-
сительно каретки 8. Для установки измерительного наконечника по
высоте можно перемещать всю каретку 8 относительно неподвиж-
Проектирование контрольных автоматов и полуавтоматов 373
ного кронштейна И с помощью микрометрической пары 10. Таким
образом, используя эту пару, можно установить необходимое контро-
лируемое сечение по высоте ролика, а с помощью микрометрической
пары 12 — выполнить согласование диапазона измерения и настроеч-
ных границ датчика 9 с диапазоном измерения диаметров контро-
лируемых роликов.
В измерительной головке для контроля высоты (рис. 59,6) ролик 1
базируется нижним основанием на столик. Изменение высоты ролика
воспринимается измерительным рычагом 2 и передается на трехпре-
дельный электроконтактный датчик 6. Измерительное усилие создается
пружиной 8. Перемещения рычага ограничены регулируемым упором 7.
В целях настройки измерительной головки предусмотрено перемеще-
ние каретки 4, несущей измерительный рычаг и электроконтактный
датчик, относительно кронштейна 3. Настроечные перемещения ка-
ретки осуществляются микрометрической парой 5.
Измерительные роботы. Измерительные роботы в сочетании с ЭВМ
позволяют ликвидировать нехватку в рабочей силе, сократить утоми-
тельные, в том числе ночные, операции, выполнять работы в
труднодоступных и опасных для здоровья человека местах, ускорить
освоение контроля новой продукции. Применение промышленных
роботов увеличивает производительность СК в 1,5—2 раза. СК быстрее
окупаются (2 — 2,5 года), а экономический эффект от внедрения
одного робота составляет от 6-12 тыс. руб. в год. На рис. 60
показан робот, сортирующий проконтролированные изделия при
большом числе групп качества, определяемых различным сочетанием
параметров годности и брака. Проконтролированные изделия 4 подают-
ся в зоны загрузки транспортирующим диском 1. ЭВМ 3, запоминая
результаты контроля всех параметров изделия, управляет движением
руки робота 2, который сбрасывает изделие в нужный отсек прием-
ника 5. В данном случае отпадает необходимость в установке
многочисленных заслонок и приводов к ним, направляющих изделия
в соответствующий отсек. На рис. 61 показана схема измерительно-
транспортного робота 3, который снимает изделие 5 с транспор-
тирующего устройства 4 и подает его на измерительную позицию 2.
Затем к изделию подходит головка 7, несущая ряд преобразователей,
Рис. 60. Робот-рассортировтик
374
Проектирование СК
Рис. 61. Измерительно-транс-
портный робот
Рис. 62. Измерительный робот
со спутниками
осуществляющих контроль в заданных точках по заданной программе.
Иные задачи решают с помощью измерительного робота (рис. 62) со
спутниками. Изделия 1 различной конфигурации, перемещаемые
конвейером 3, располагаются на спутниках 2. При установке изделия
в заданное положение схватом 4 спутник устанавливается на исходную
позицию 5. Затем автоматически подводятся головки 6, несущие
измерительные преобразователи 7. В зависимости от типа контроли-
руемого изделия микропроцессор 8 управляет привязкой преобразо-
вателя 7 к измерительной базе спутника, а затем осуществляет
контроль в заданных точках изделия. Результаты контроля фикси-
руются с одной стороны в блоке записи 9, а с другой — в блоке
индикации 10.
ИЗМЕРИТЕЛЬНЫЕ ГОЛОВКИ И ПРЕОБРАЗОВАТЕЛИ
Измерительные головки и измерительные преобразователи (датчики)
являются первым звеном информационной измерительной системы,
определяющим ее точность, диапазон измерений и быстродействие.
Измерительные головки и преобразователи 375
Наиболее часто в контрольно-измерительных приспособлениях
применяют пружинные и электроконтактные головки и индуктивные
датчики при сравнительных методах измерений с использо-
ванием образцовых деталей или концевых мер длины.
Первичные растровые и интерференционные преобразователи яв-
ляются перспективными для абсолютных измерений размеров, а также
для измерения перемещений и определения положения органов
станков, измерительных машин и контрольно-измерительных средств.
Пружинные измерительные головки. Измерительные пружинные
головки (микрокаторы) (рис. 63, а) предназначены для точных относи-
тельных измерений линейных размеров и отклонений геометрической
формы и могут применяться как в специальных стойках, так и в
различного рода измерительных устройствах и приспособлениях.
В передаточном механизме микрокатора использованы пружинные
свойства скрученной тонкой бронзовой ленты, завитой спиралью от
середины в разных направлениях и припаянной концами к двум брон-
зовым угольникам. В середине ленты на свободном от витков участке
приклеена стрелка.
Подвешенный на двух плоских мембранах шток с измеритель-
ным наконечником при своем перемещении отклоняет задний
угольник с припаянной лентой. В результате растяжения лента рас-
кручивается, при этом стрелка поворачивается строго пропорционально
перемещению штока. Отсутствие в микрокаторе пар внешнего трения
обеспечивает высокую точность измерений и отсутствие погрешности
обратного хода. Микрокатор имеет механизм для точной установки
на размер, а также переставные указатели полей допусков.
Микрокаторы с ценой деления менее 1 мкм поставляют с аррети-
рами, снабженными теплоизоляционной планкой. Микрокаторы комп-
лектуются измерительными наконечниками с корундовыми вставками.
По требованию заказчика, помимо наконечника со сферической изме-
рительной поверхностью, поставляются корундовые наконечники с
Рас. 63. Микрокатор (а), оптнкатор (б), датчик ДФМ (в)
376
Проектирование СК
плоской и ленточной измерительными поверхностями. Специально
встроенный в микрокатор механизм разгрузки позволяет значительно
уменьшить измерительное усилие.
Микрокаторы с малым и регулируемым измерительным усилием
используют для контроля деталей относительно малой жесткости и
с малой твердостью поверхности.
Измерительное усилие микаторов 11602, 11502, 11402, 11302 не
превышает 50 сН (колебание усилия 15 сН); микаторов 11609, 11509,
11409, 11309 — 5 сН (колебание усилия 1 сН).
Микрокаторы 11603, 11503, 11403, 11303 выпускаются с регули-
руемым измерительным усилием 40—150 сН (колебание измеритель-
ного усилия в пределах шкалы не более 15 сН).
Измерительные пружинно-оптические головки (оптикаторы)
(рис. 63,6) предназначены для точных измерений линейных размеров
и отклонений от заданной геометрической формы. Их применяют в
универсальных стойках типа С1 и в измерительных приспособлениях
с присоединительным диаметром 28 мм. При оснащении головкой
стойки горизонтального оптиметра создается удобство отсчета показа-
ний и повышается производительность контроля.
В головках предусмотрен механизм для точной установки на размер
в пределах шести делений шкалы. В головку встроены передвиж-
ные светофильтры (красный и зеленый), которые служат указателями
поля допуска и окрашивают световое пятно, проектируемое на
шкалу, в зеленый или красный цвет.
Наличие регулируемого измерительного усилия (головки типа ПР)
позволяет измерять детали с относительно малой жесткостью.
Изменение измерительного усилия от 5 до 150 сН достигается за
счет сжатия пружины, вдоль измерительного стержня при вращении
шестерни, выведенной наружу со стороны задней крышки. Перепад
измерительного усилия уменьшен за счет компенсатора, выполненного
в виде пружины с отрицательной жесткостью и связанного с измери-
тельным стержнем.
Головки регулируются в вертикальном положении, т. е. измери-
тельным наконечником вниз. По требованию заказчика головки могут
быть отъюстированы в любом другом положении.
Головка укомплектована измерительным наконечником со сфери-
ческой измерительной поверхностью, арретиром с теплоизоляционной
планкой, трансформатором и запасными электрическими лампочками.
По требованию заказчика измерительные наконечники поставляются
с плоской и ленточной измерительными поверхностями.
Технические характеристики оптикаторов приведены в табл. 28.
Электроконтактные измерительные головки (рис. 64) изготовляют
следующих типов: пружинные ЭГП и рычажно-зубчатые ЭГР.
Головки снабжаются механизмом установки стрелки на ноль,
обеспечивающим предел регулирования не менее шесги делений шкалы.
Контакты головки могут быть настроены на любой размер в пределах
всей шкалы о г нулевого штриха.
Измерительные головки и преобразователи
377
28. Технические характеристики оптнкаторов
Параметр Модель
ОШ 02П ОЗП
Цена деления шкалы, мкм 0,1 0,2 0,5
Пределы измерения, мкм Основная допустимая погреш- ность на любом участке шкалы, мкм, в пределах: 24 50 100
100 делении ±0,05 ±0,1 ±0,2
более 100 делений ±0,1 ±0,2 ±0,4
Размах показании, мкм Измерительное усилие, сН, не более Габаритные размеры, мм Масса, кг 0,03 0,06 150 180x72x346 1,4 0,15
Каждая головка укомплектовывается: измерительным наконеч-
ником, арретиром, электроблоком (по требованию заказчика) и сиг-
нальным табло (по требованию заказчика).
Рис. Ы. Эл€ктроко1ггактиые измерительные головки типов:
эггад и эгр(б)
378
Проектирование СК
Погрешность и вариация показаний в любом рабочем положении
головки при любом положении нулевого штриха в пределах регули-
рования не должны превышать значений, указанных в табл. 29.
Допускаемая погрешность настройки каждого контакта и смещение
настройки за 25000 измерений в течение 8 ч не должны превышать
±0,0005 мм.
29. Погрешности и вариации показаний электроконтактных головок
Модель Допустимая погрешность, мм Вариация показа- ний, до- ля деле- ния шкалы
на любом участке шкалы в пределах при поверке от ну- левого штриха на участке шкалы при поверке аттестацион- ного биения, не более 0,02 мм
30 де- лений 60 де- лений ±30 де- лений более ±30 де- лений
эгп ЭГР 0,0005 0,0010 ±0,0005 +0,0010 ±0,0010 1/3 1/3
Индуктивные преобразователи выполнены в виде цилиндров' с
присоединительным диаметром 8 — 28 мм (рис. 65). Внутри цилиндра под
защитным кожухом расположены две катушки. Материал магнито-
провода — феррит. Измерительный стержень, несущий измерительный
наконечник, перемещается либо в направляющих скольжения, либо
закреплен на двух дисковых пружинах, имеющих концентрические
дуговые прорези, что обеспечивает плавное перемещение измеритель-
ного стержня без трения и люфтов. Измерительный стержень,
являющийся сердечником, также изготовлен из феррита; другие дета-
ли — из латуни. Измерительное усилие создается пружиной. Провода из
преобразователя выводятся экранированным кабелем.
Рис. 65. Индуктивные
датчики моделей: 276(a),
214(6) и БВ6067(в)
Измерительные головки и преобразователи
379
В работе индуктивного преобразователя использован принцип
изменения площади сечения магнитопровода при смещении измери-
тельного стержня преобразователя. За счет этого смещения изменяется
индуктивное сопротивление катушек преобразователя и выходное
напряжение. Сигнал преобразователя, амплитуда которого пропор-
циональна контролируемому размеру, преобразуется электронным бло-
ком в сигнал, по величине и изменению которого определяют
изменение размера контролируемой детали.
Индуктивные преобразователи (табл. 30) подключаются к блокам
питания и преобразования сигнала, снабженным переключателями
диапазонов, показывающими приборами и выходом на самопишущие
приборы.
30. Основные параметры индуктивных преобразователей
Параметр Модель
276 214 217 БВ6067
Диапазон изме- ±3; ±15; ±3; ±6; ±15; ±20; ±20; ±200;
рений, мкм ±30; ±150; ±300 ±15; ±30; ±60 ±150; ±1500 ±2000
Цена единицы от- 0,1; 0,2; 0,1; 0,2; 0,5; 1; 5; 0,01; 0,1;
счета, мкм 0,5; 1; 2 0,5; 1; 2 10; 50 1,0
Предел допускае- мой погрешности 1 деление 1 деление 1 деление 0,18; 1,8; 5,0 мкм
Измерительное усилие, сН 60 60 120 100
Колебание изме- рительного уси- лия, сН 40
Показывающие приборы 276 и 217 могут быть укомплектованы
одним в двумя преобразователями. При включении двух преобразо-
вателей осуществляется алгебраическое суммирование перемещений
обоих преобразователей.
Прибор 276 снабжен пороговыми устройствами, выдающими
дискретный сигнал напряжением 12 В при выходе контролируемого
параметра за границы установленного допуска, которые могут регули-
роваться потенциометрами, выведенными на боковую стенку блока.
Прибор 276 снабжен'дополнительными устройствами, позволяющими
записывать результаты измерений на ленте быстродействующего
самопишущего прибора и на цифропечатающей машинке.
Фотоэлектрические преобразователи. Изготовляют сортировочные
фотоэлектрические преобразователи (табл. 31), с помощью которых
можно выполнить и визуальный отсчет (см. рис. 63,в). Преобразова-
тели имеют унифицированную конструкцию, выполненную на базе
механизма пружинно-оптической головки с резисгорами, установлен-
ными по дуге окружности.
380
Проектирование СК
31. Технические характеристики фотоэлектрических преобразователей
Модель
Параметр 05ПФС, 05ПФСР ШФС, 1ПФСР 2ПФС, 2ПФСР 5ПФС, 4ПФСР
Интервал сорти- ровки, мкм 0,5 1 2 5
Число рабочих 10, 20, 30, 40, 50
групп сортировки _______________________________
Допустимая пог-
решность, не бо-
лее:
показаний по 1/4 деления шкалы
шкале ________________________________
интервала сор- 1/2 деления шкалы
тировки по вы-
ходному сиг-
налу
В преобразователях типа ПФСР можно регулировать измери-
тельное усилие, что позволяет использовать их для автоматического
контроля деталей малой жесткости. Изменение измерительного усилия
от 5 до 200 сН достигается за счет сжатия пружины вдоль
измерительного стержня при вращении шестерни, которая выведена
наружу со стороны задней крышки> Перепад измерительного усилия
уменьшается с помощью компенсатора, выполненного в виде пружины
с отрицательной жесткостью и связанного с измерительным
стержнем.
В механизме преобразователя нет кинематических пар с внешним
трением, что обеспечивает их высокую точность и износоустойчи-
вость. Преобразователи могут быть использованы для решения многих
задач автоматизации технологических процессов в машиностроении.
Сферические или плоские измерительные наконечники преобразо-
вателей изготовляют из корунда. По требованию заказчика с пре-
образователями могут дополнительно поставляться блок-приставки на
число групп сортировки: 10, 20, 30, 40 или 50. Использование
преобразователя с блок-приставкой уменьшает погрешность интервала
сортировки до 7з деления шкалы.
Счетные растровые и интерференционные преобразователи. Пре-
образователи для измерения перемещений (рис. 66): суппортов, столов,
кареток станков, измерительных приборов и контрольно-измери-
тельных устройсгв, основанные на способе счета приращений, обычно
содержат двухфазные интерференционные или растровые звенья.
Схема интерференционного преобразователя (рис. 66, а) является
интерференционным звеном, содержащим измсригельнос 1 и относи-
тельное 2 зеркала, разделительную 3 и компенсирующую 4 пластины,
Измерительные головки и преобразователи
381
Рис. 66. Интерференционная (а) и растровая (б) измерительные системы
источник света 5, светофильтр 6, оптическую систему 7, делящую
поток на две части, и два фотоэлемента 8. Разность пространствен-
ных фаз получается за счет уступа на зеркале 2, равного 1/s‘k.
В качестве примера растровой двухфазной системы можно при-
вести измерительную систему ферранти, применяемую для измерения
координат перемещающихся столов в приборах типа компараторов,
станках с программным управлением и т. п. На рис. 66,6 при-
ведена схема двухфазного фотобалансного звена подобной измери-
тельной системы. Звено содержит измерительный 1 и индикаторный
2 растры, осветительную лампу с конденсором 3, разделительную
линзу 4 и четыре фотоприемника 5.
Сдвиг пространственных фаз в фазовых растровых измеритель-
ных системах осуществляют за счет соответствующего расположения
щелей диафрагмы, устанавливаемой между растровым полем и фото-
элементами. Для получения сигналов, сдвинутых на л/2, щели рас-
полагают на расстоянии — G (G — шаг полос) одна от другой. Полу-
4
чают два напряжения от двух фотоприемников:
гу* / 2л __ । г г * (2л __ 2л G \ . 12л \
и2 = 17 sinI —X |; и2 = U sinI —X 4--I = U cost —XI,
\G J \G G 4 / \G /
где /X - перемещение полос.
Блок-схема измерительного устройства с реверсивным счетчиком
растровых или интерференционных полос, позволяющая получить
четыре импульса на одну полосу, и диаграмма импульсов приведены
на рис. 67.
382
Проектирование СК
Рис. 67. Структурная схема (а) счетной СИ и диаграмма (6) ее сигналов
От фотоприемников СИ сигналы А и Б, сдвинутые по пространст-
венной фазе на 1/4 полосы, поступают в формирователи Ф1 и Ф2.
Затем эти сигналы поступают на фазовращатели, где сигна-
лы сдвигаются по фазе на 180°. Таким образом, на выходе фор-
мирователей образуются четыре прямоугольных напряжения: А, Б, А,
Б, три из которых сдвинуты по пространственной фазе относительно
каждого предыдущего напряжения на л/2. Эти напряжения служат для
управления блоком pefeepca счетчика полос. Для формирования
сигнала сложения служат четыре схемы И, с выхода которых импульсы
поступают на схему ИЛИ1, а для формирования сигнала вычитания -
четыре другие схемы И9 с выхода которых сигналы поступают на
схему ИЛИ2. На потенциальные входы схем подаются прямоуголь-
ные напряжения, а на импульсные входы — импульсы, полученные
дифференцированием положительных фронтов прямоугольных напря-
жений дифференцирующими цепями Д1—Д8.
При прямом ходе подвижных частей измерительной системы в на-
правлении, показанном на диаграмме стрелкой в, через схему И1
проходят только положительные продифференцированные импульсы Л,
так как в момент прихода этих импульсов на потенциальном
входе имеется напряжение Б (на диаграмме показано штриховой
линией). Через схему И5 импульсы А не проходят, так как на ее
потенциальном входе в этом момент напряжение отсутствует.
При обратном ходе в направлении, показанном на диаграмме
стрелкой г, на потенциальный вход схемы И5 поступает напряжение Б,
и импульсы А проходят через эту схему и не проходят через схему И/.
Измерительные головки и преобразователи
383
Таким образом, счетные импульсы Л, сформированные от напря-
жения Л, при прямом ходе подвижных частей измерительной системы
попадают на схему ИЛИ1, а при обратном ходе их — на схему ИЛИ2.
Аналогично работают и другие схемы И.
Импульсы от схем ИЛИ1 и ИЛИ2 управляют.триггером реверса
с разомкнутыми счетными входами. Переключение схемы реверса про-
исходит следующим образом. Пусть подвижные части измерительной
системы остановились в положении 7 —I (см. рис. 67,6). Тогда при
прямом ходе от сигнала Б образуется импульс +Б, который пройдет
через схему И4 на триггер реверса и переключит его в положение
суммирования. Через схему И8 импульс Б не проходит, так как в этот
моментсхемаз акр ыта напряжением Л. Каждые последующие импульсы
+ Л, +Б, +Л, +Б, проходящие через схему ИЛИЦ не изменяют
положения этого триггера.
При обратном ходе из положения 1—/ от сигнала Л образуется
импульс —Л, который проходит через схему И5, а через схему И1 не
проходит, так как она закрыта в этот момент напряжением Б. Через
схему ИЛИ2 этот импульс проходит на другой вход триггера и
переключает его.
За один период на счетчик поступят два импульса со схемы
ИЛИ1 и два — со схемы ИЛИ2. Таким образом, за один период на
счетчик поступают четыре импульса.
В качестве реверсивных счетчиков применяют как двоичные, так
и десятичные счетчики.
Фирма Хайденхайн выпускает растровые преобразователи переме-
щений, в которых использованы штриховые растровые меры с шагом
10—100 мкм и длиной 70— 30000 мм. Растровые меры длиной до
2000 мм выполняют на стеклянных и металлических линейках;
длиной более 2000 мм — на стальных листах. Наиболее точными
являются измерительные системы LID300 и LID310 с растрами,
имеющими шаг 10 мкм. Цена единицы отсчета может составлять:
1; 0,5; 0,2 и 0,1 мкм.
Преобразователи LIDA225 выполняют с растрами на стальных
лентах, закрепляемых на станинах станков, измерительных машин,,
контрольных приспособлений и т. п. Шаг растров 200 и 100 мкм;
цена единицы отсчета 10 и 5 мкм.
Для цеховых целей фирма выпускает измерительные системы за-
крытого типа. Измерительные системы LS5O3, LS7O3 предназначены
для измерения перемещений подвижных частей станков всех типов, в
том числе и уже находящихся в эксплуатации. Растровые меры
выполняют разной длины для разных диапазонов с шагом 40 и
20 мкм. Цена единицы отсчета LS507 — 5 и 2 мкм, a LS703 —
2; 1 и 0,5 мкм. Погрешность растровой меры ±5 мкм.
Другие модификации измерительных систем LS5O7 и LS707
имеют аналогичные характеристики, но снабжены компенсатором на-
копленной погрешности меры за счет ее сжатия специальным при-
способлением.
384
Проектирование СК
Для измерения больших перемещений (до 20 м) фирма выпускает
измерительные системы LS300 и LS326 с мерой, установленной в
пылевлагозащитном кожухе. Выпускаются модификации с составной
мерой и цельной стальной ленточной мерой. Шаг растровой меры
100 мкм, цена единицы отсчета 5 и 10 мкм; погрешность основной
меры системы LS300 составляет ± 10 мкм, а системы LS326 —
±0,5 мкм.
В измерительной системе предусмотрена компенсация погрешности
через каждые 200 мм и коррекция погрешности на всей длине в
пределах ±50 мкм.
Для всех рассмотренных измерительных систем разработана
унифицированная схема, позволяющая осуществлять интерполяцию
шага основной меры до */20 J 740 и 7юо шага.
Эта же фирма выпускает головки для управляющего контроля в
круглошлифовальных станках с диапазонами измерений 100 мм
(тип ЭМК 100) и 150 мм.
Вильнюсским филиалом ЭНИМСа разработаны преобразователи
линейных перемещений БЕ162, предназначенные для фрезерных станков,
различных контрольно-измерительных стендов, работающих в обычных
условиях производственных механических цехов. Преобразователи
работают совместно с устройствами оперативного программного
управления и устройствами цифровой индикации. Технические
характеристики преобразователей приведены в табл. 32, 33.
Оршанский инструментальный завод выпускает преобразователи
угла поворота винта привода подачи, шпинделя главного привода
(типы БЕ178А, БЕ178А5) и штурвала управления приводом подачи
(типы БЕ180А-1, БЕ178А5-1) металлорежущих станков.
Преобразователи содержат измерительный растр, закрепленный на
валу преобразователя, и неподвижный сектор. Измерительный растр
и сектор выполнены фотоспособом на стеклянных заготовках. На
измерительном растре нанесена дорожка радиальных штрихов, а на
секторе — четыре группы штрихов со сдвигом по шагу на 74- При
вращении вала преобразователя с измерительным растром с выхода
снимаются четыре сигнала, сдвинутых друг относительно друга на
74 периода.
Световой поток от светодиода формируется линзой и проходит
через растровое сопряжение, состоящее из индикаторного и изме-
рительного растров. При вращении вала с измерительным растром
с фотодиодов снимается два измерительных сигнала Usincp и
[Zcoscp, которые преобразуются электронной схемой в пространствен-
ные импульсы прямоугольной формы. Кроме этого, в преобразовате-
лях БЕ 178А и БЕ 178А5 на растрах имеются дополнительные
штрихи для получения сигнала начала отсчета. 4
По такому же принципу построен узловой преобразователь
повышенной разрешающей способности БЕ51В, предназначенный для
преобразования кругового движения элементов привода станка с ЧПУ
в электрический сит нал.
32. Технические характеристики линейных преобразователей ПЛФ (Вильнюсский филиал ЭНИМС)
13 Зака* № 550
Параметры — -д Шифр преобразователя
ВЕ164-025 ем 1 ш га BE 164-040 BE 164-045 ВЕ164-050 ВЕ164-063 ВЕ164-080 ВЕ164-090 ВЕ164-100 ВЕ164-112 BE164-I25 ВЕ164-160
Длина преобразуемого пере- мещения, мм. номинальная 250 320 400 450 500 630 800 900 1000 1120 1250 1600
с учетом перебегов 270 ±5 340 ±5 420 ±5 470 ±5 520 ±5 650 ±5 820 ±5 940 ±5 1020 ±5 1170 ±5 13OO±5 1650 ±5
Масса (без кабеля), кг 0,53 0,65 0,70 0,75 0,80 0,90 1,10 1,16 1,20 1,30 1,41 1,80
Полная длина L преобразова- 360 430 510 560 610 740 910 1030 1105 1250 1390 1740
теля, мм Погрешность, мкм, для преоб- разователя класса точности: 4 5 5 + 5L 10+ 10L 5 + 8L 10 + 15L
Измерительные головки и преобразователи
00
33. Технические характеристики линейных преобразователей Хайдеихайн
Параметр Шифр преобразователя
LID 300 LIDA 150, 190, 201 LS 107 LS 503 LS 703 LS 507 LS 707, 517 LS 803 LS 903 LS 300 LD 326 ULS
Измеряемая длина, мм 3000 220- 2240 240- 3040 170- 3040 170— 3040 170 — 1740 70- 1740 70- 1240 70- 1240 До 20040 До 30000 150; 250; 500
Цена единицы отсчета, мкм 0,1; 0,2; 0,5; 1,0 Ю; 5; 2; 1 2; 1; 0,5 Ю; 5 2; 1; 0,5 10 5 2; 1 0,5 10 5 2; 1 ±10 ±5 Ю; 5; 2,5; 2; 1; 0,5
Шаг решетки (постоянная решетки), мкм 10 200; 100; 40 20 40 20 40 20 40 20 100 100 100; 10
Погрешность растровой ли- нейки, мкм ±1; ±2; +3 ±5; ±3 ±5; ±3; ±2 + 10; + 5 ±5; ±0,3 ±10; ±5 ±1 ±5; ±3 для к 270 ma ±10; ±5 аждых i ±5; ±3 ±10; ±2дл дых 2 ±5 [якаж- 00 мм ±5; ±3; ±1 для каждых 250 мм
Проектирование СК
Измерительные головки и преобразователи
387
Наиболее точным является преобразователь БЕ81. Этот преобразо-
ватель предназначен для работы в СУ кинематической погрешности
зубчатых колес
Для соединения вала преобразователей с валами элементов стан-
ков и контрольно-измерительных средств разработаны специальные
соединительные компенсационные муфты, обеспечивающие точность
передачи угла.
Технические характеристики круговых преобразователей приведены
в табл. 34.
Большая номенклатура круговых преобразователей разработана
фирмой «Хайденхайн» ФРГ. Наряду с конструктивно законченными
преобразователями эта фирма выпускает блоки из двух узлов:
кругового растра с посадочной втулкой и головки с осветителем,
индикаторным растром и фотоприемниками. Блоки используют в тех
случаях, когда по конструктивным соображениям не может быть
использован преобразователь с муфтой. Технические характеристики
круговых преобразователей фирмы «Хайденхайн» даны в табл. 35.
Растровые датчики. Растровые датчики (табл. 36), основанные па
счетном способе преобразования информации, предназначены для
измерения линейных размеров, определения перемещений подвижных
частей суппортов, кареток, пинолей стендов контрольно-измеритель-
ных средств. Растровые датчики выпускают зарубежные фирмы
(например «Хайденхайн», ФРГ). В нашей стране растровые датчики
изготовляют для трех диапазонов измерений. В качестве основной
меры в головке использованы штриховые растры, выполненные на
стекле. Такие растры обладают высокими точностями и механической
прочностью. Растровые датчики с электрической схемой образуют
измерительную систему с цифровой индикацией и цифровым выходом
информации на ЦПМ и ЭВМ.
Растровые нулевые измерительные системы. Принцип действия
измерительной системы (рис. 68) основан на преобразовании светового
потока, проходящего через две растровые решетки: измерительную 1
и индикаторную 2. Измерительную решетку закрепляют на подвижных
частях прибора или станка (например, на пиноли длиномера или
на столе координатно-расточного станка), положение или перемещение
которых необходимо измерять. Измерительную головку с индикатор-
ной решеткой устанавливают на неподвижных частях прибора или
станка. В измерительной головке размещены осветитель, фтодиод 3
и электромагнитный-механизм 11, служащий для отсчета перемещений
измерительной решетки в диапазоне шага. Расстояние между двумя
соседними штрихами решетки (шаг решетки) равно 0,1 мм.
Электрическая схема измерительной системы содержит точную
5-г 8 и грубую 10 ступени отсчета, блок индикации 9 и источники
питания (на схеме не показаны). Точная ступень предназначена для
отсчета десятых, сотых и тысячных долей миллиметра. Эта ступень
состоит из усилителя 5, демодулятора 6, нуль-органа 7 и шагового
коммутатора 8. Сигнал точной ступени с выхода фотодиода через
13*
34. Технические характеристики фотоэлектрических круговых измерительных преобразователей
(Вильнюсский филиал ЭНИМС)
Параметр БЕ 178 А БЕ178А5 БЕ178А-1 БЕ178А5-1 БЕ192 БЕ192-1 БЕ51В БЕ81
Число линий на круговой дорожке 1000; 2000 250; 500; 1500; 2500 100; 1000; 2000 250; 500; 1500; 2500 600 100 100 1000; 2000; 1024 2500 1000 1000 5000 10800
Частота формирования им- пульсов, кГц 120 120 0,2 0,2 150 0,2 50 26
Допустимая неустраненная систематическая погреш- ность,../ не более 4 4 10 10 5 10 1 —-
Напряжение питания, В 15 5 15 5 ±12; для лампы 5 ±15; для лампы 1,8
Габаритные размеры (диа- метр х длина), мм Масса, кг 56x77 56x77 107x114 107x114 50x63 0,3 107x110 0,75 100x96 1,6 210x180 15
Проектирование СК
35. Технические характеристики круговых преобразователей фирмы «Хайденхайн» ФРГ
Параметр Шифр преобразователя
ROD400 ROD200 ROD100 ROD700 и ROD800 MINI ROD
Число линий на кру- говой дорожке 50; 100; 200; 400; 800 60; 120; 180; 360; 720; 900 •128; 256; 512; 1024; 2048 125; 250; 500; 1250; 2500 600; 1800; 3600 625; 1250 Дополнительно для ROD426, ROD436, ROD450 и ROD456: 4096; 5000 Для ROD220 и ROD250: 360; 720; 3600 400; 800 500; 1000; 2000 512; 1024; 2048; 4096; 8192 1250; 2500; 5000; 10000; 12500 1500 Для ROD270: 25000; 45000; 50000 54000; 62500; 90000 Для ROD 130: 360; 3600 600; 1200 900; 9000; 18000 2500; 5000; 12500 4096 Для ROD 160: 3600; 18000 Для ROD700: 9000; 18000; 36000 25920 32400 Для ROD800: 18000; 36000 25920 Для MINIROD 150: 100; 200 250; 500; 1000; 2500 360; 600; 3600 Для MINIROD450: 100; 200 250; 1000
Габаритные размеры, (диаметр х длина), мм 58x51 92,5 х 50 100x100 170x50 36,5 х 33,5
Диаметр выходного вала преобразовате- ля, мм х-0,01 6 — 0,02 10А8 10А6 14Л6 4Л6
Шаг дискретизации, градусы ROD420, ROD426, ROD436: 0,018 ROD450, ROD456: 0,0036 ROD220: 0,005 ROD270 и ROD250: 0,001 0,005 ROD700; 0,0005 ROD800: 0,0001 0,005
Измерительные головки и преобразователи
390
Проектирование СК
36. Технические характеристики растровых фотоэлектрических
датчиков
Параметр Ленинградский инструментальный завод Фирма «Хайнденхайн», ФРГ
19000 19001 19002 мтю МТЗО МТ60 МТ100
Диапазон измерения Габаритные размеры, мм: 10 30 60 10 30 60 100
толщина 35 35 40 12,5 15,6 35,5 43,5
ширина 80 80 80 30,5 40,6 38 57
высота 140 180 240 — — — —
Цена единицы отсчета, мкм 1 1 1 1 1 1 1
Масса Основная погрешность на участке длиной, мм: о,з 0,4 0,5 — — — —
10 2 2 2 — — — —
30 — 3 3 — — — —
60 — — 4,5 — — — —
Присоединительный диаметр, мм 8А6 8Л6 8А6 8А6 8А6 Крепление за корпус
усилитель поступает на демодулятор, в результате чего при переме-
щении измерительной решетки на выходе демодулятора образуется
напряжение изменяющейся полярности.
Положения измерительной решетки, при которых на выходе
демодулятора напряжение отсутствует, принимают за нулевые. Так
образуется шкала нулевых положений перемещающихся частей прибора
или станка. В точной ступени нулевые положения расположены на
расстоянии шага измерительной решетки, равного 0,1 мм. Долю этого
расстояния определяют
путем смещения индика-
торной решетки к нулево-
му положению и измере-
нием этого смещения. Эти
операции (смещение и из-
мерение) осуществляют
следующим образом.
С помощью автома-
тически переключающе-
гося шагового коммута-
Рис. 68. Растровая пулевая ю-
м ер ягельная система
Измерительные головки и преобразователи
391
тора изменяется ток в обмотке электромагнитного механизма.
Изменение тока влечет за собой изменение магнитного потока в зазоре
электромагнитной системы механизма 11, а следовательно, изменение
положения якоря с индикаторной решеткой. При смещении инди-
каторной решетки к нулевому положению напряжение демодулятора
обращается в ноль. При этом срабатывают нуль-органы, и шаговые
коммутаторы останавливаются. Состояние, в котором находятся
остановленные шаговые коммутаторы, а следовательно, и показания
отсчета доли шага решетки, соответствует числу из двух последних
цифр блока 9 индикации (в нашем случае 87).
Грубую ступень отсчета выполняют в виде кодового преобразо-
вателя перемещений. Для этого рядом с измерительной решеткой
наносят кодовую шкалу, состоящую из нескольких дорожек, на
кот’орых нанесены участки непрозрачного покрытия, образующие двоич-
но-десятичный циклический код. Против каждой дорожки расположено
по одному фотодиоду. Свет от осветителя, проходя через кодовую
линейку и экран со щелью, попадает на фотодиоды. Каждый фото-
диод грубой ступени в зависимости от того, перекрывается ли
щель затемненным участком кодовой шкалы или нет, находится в одном
из двух состояний — открытом или закрытом. Сигнал от фотодиодов
поступает в дешифратор 10, который после преобразования подается
в блок индикации 9. Первые три цифры отсчета показывают пере-
мещения в десятых долях миллиметров и целых миллиметрах (в нашем
случае 1,92).
Таким образом, общий отсчет измеряемого размера или перемеще-
ния подвижных частей измерительной системы на заданную величину
определяется автоматически как разность показаний, соответствующих
начальному и конечному положению перемещающихся частей.
Отсчет фиксируется на табло или на бумаге с помощью цифро-
печатающего механизма. На рис. 69 этот отсчет или перемещение
составляет 1,9287 мм. Измерительный сигнал может быть также подан
и на сервопривод для приведения подвижных частей станка в заданное
положение.
Погрешность измерительной системы в зависимости от задачи изме-
рения составляет 0,1 — 1 мкм.
Интерференционная нулевая измерительная система. Общность
свойств растровых и интерференционных сопряжений позволяет при-
менить к интерферометрам многие положения, принятые для растро-
вых экстремальных систем. На рис. 69 приведена блочная схема фото-
электрической интерференционной экстремальной измерительной систе-
мы, применяемой в фотоэлектрическом интерферометре для исследова-
ния малых деформаций различных объектов или их перемещений.
Система состоит из интерференционного датчика Д, блока преоб-
разования сигнала.БС, шагового распределителя ШР и блока питания
БП. Интерференционный датчик представляет собой двухлучевой интер-
ферометр Майкельсона, на выходе которого установлен фогоприемник.
В корпусе интерферометра размещены следующие основные элементы
392
Проектирование СК
Рис. 69. Интерференцион-
ная нулевая измеритель-
ная система
и узлы: индикаторное зеркало 1, закрепленное на подвижных
пластинах отсчетного пьезоэлектрического преобразователя (ОПЭП);
осветитель с лампой накаливания 2, конденсором 3 и светофильтром 4;
светоделительная 5 и компенсирующая 6 пластины; фотоячейка с
объективом 7, фотоэлектронным умножителем 8 и делителем высо-
кого напряжения 9.
Параллельный пучок монохроматического света от осветителя
падает на плоскопараллельную светоделительную пластину 5 и рас-
щепляется на два когерентных пучка. Первый пучок проходит на
зеркало 10, а второй, отражаясь от пластины,— на зеркало 1. После
отражения от зеркал пучки снова соединяются у пластины 5 и
выходят в направлении фотоэлектронного умножителя.
Узел индикаторного зеркала с ОПЭП позволяет проводить
регулирование перпендикулярности плоскости зеркала к оптической оси
интерферометра с помощью специального карданного шарнира,
имеющего подпружиненный хвостовик, в который упираются два регу-
лировочных винта. Оси винтов расположены под прямым углом.
Измерительное зеркало 10 интерферометра может быть установ-
лено либо на специальной подвеске, прикрепляемой к корпусу интер-
ферометра, либо на объекте, перемещение которого необходимо
измерить. В первом случае используется контактный интерферо-
метр, во втором — бесконтактный. В качестве измерительного зеркала
может служить также поверхность концевой меры или зеркально
обработанный участок поверхности измеряемого объекта. Площадь
зеркала равна 1 см2, однако в случае необходимости она может
быть уменьшена до 1-2 мм2. Сопряжение зеркал интерферометра
Измерительные головки и преобразователи
393
осуществляют так, чтобы во входном зрачке фотоячейки образовались
интерференционные полосы.
Блок преобразования измерительного сигнала БС содержит усили-
тели У1 и У2 и выходные блоки в виде нуль-органов Н01 и НО2,
включенные на выход демодуляторов Д1 и Д2.
Шаговый распределитель интерферометра ШР в отличие от ша-
гового распределителя растровой системы представляет собой делитель
напряжения. Так как ОПЭП не потребляет тока, то делитель
напряжения не нагружен и стабилизатор может быть собран по простей-
шей схеме, например параметрической.
Блок питания БП содержит стабилизированный источник U3 по-
стоянного напряжения для питания шагового распределителя ШР;
источник U2 переменного напряжения для привода пластин ОПЭП
в колебательное движение в целях сканирования; стабилизированный
источник постоянного тока 7СТ для питания лампы осветителя;
стабилизированный источник U4 высокого напряжения для питания
ФЭУ; источник U1 питания блока преобразования сигнала и источ-
ники U1 оп и U2оп опорного напряжения фазовых, демодуляторов
блока БС. *
Работа интерферометра осуществляется следующим образом.
Зеркало 1. под действием приложенного к обкладкам пластин ОПЭП
переменного напряжения колеблется с амплитудой, равной прибли-
зительно 1/8, где X — длина волны монохроматического источника
света. При произвольном положении индикаторного зеркала 1 относи-
тельно измерительного зеркала 10 в составе сигнала, образующегося
на нагрузке ФЭУ, имеется ряд гармонических составляющих. По
величине амплитуд основными составляющими являются первая и
вторая гармоники.
При перемещении измерительного зеркала относительно инди-
каторного (или наоборот) в точках максимумов и минимумов рас-
пределения освещенности, расположенных друг от друга на расстоянии
1/4, сигнал первой гармоники ию = 0. Эти точки принимают за нули
отсчетной шкалы фотоэлектрической интерференционной системы.
Отсчет перемещений на долю длины волны проводится при
перемещении индикаторного зеркала к ближайшему левому нулевому
положению и подаче на обкладки ОПЭП соответствующего постоян-
ного напряжения U3 от источника через шаговый распределитель
ШР. В интерференционной системе, так же как и в растровой, за
нулевые положения могут быть приняты либо только максимумы или
минимумы характеристики освещенности, либо и максимумы и мини-
мумы. В первом случае ОПЭП работает в диапазоне Х/2, а во
втором — в диапазоне Х/4. Так как в обоих случаях относительная
точность работы ОПЭП одинакова, то абсолютная точность отсчета
долей длины волды во втором случае в 2 раза выше.
Когда зеркала интерферометра находятся в произвольном отно-
сительном положении, напряжение на выходе демодулятора не равно
нулю и нуль-орган показывает отклонений системы от нулевого
394
Проектирование СК
положения. При этом индикаторное зеркало должно быть смещено к
нулевому положению с помощью шагового распределителя ШР, о чем
укажет нуль-орган Н01. По состоянию шагового распределителя можно
судить о значении поданного на обкладки ОПЭП напряжения, а
следовательно, и о смещении из мнительного зеркала от нуля шкалы
системы.
Если за нулевые положения измерительной системы приняты
только максимумы распределения освещенности, то нуль-орган, вклю-
ченный на фазовый демодулятор усилителя У2, будет срабатывать
либо только в максимумах, либо только в минимумах характеристи-
ки освещенности фотоэлектрического звена. Таким образом, за нуле-
вое положение принимают только один из экстремумов в пределах
периода характеристики освещенности.
Если за нулевые положения приняты и максимумы и минимумы,
то нуль-орган Н02 служит для переключения полярности сигнала на
выходе демодулятора Д1.
Кодовые датчики положения. При дискретном измерении линейно-
го или углового положения проводится кодирование измеряемой
величины. Эта величина представляется системой некоторых символов
или цифровым кодом. При дискретном измерении единицей (в инфор-
мационном смысле) является некоторая неделимая часть измеряемой
величины (в нашем случае — перемещения).
Так как в вычислительной технике наибольшее распространение
получила двоичная система счисления, когда любое число представ-
ляется двумя символами: 0 и 1, то и датчики положения, в основе
которых лежит кодирование, также строят чаще всего по двоичной
системе счисления. Это позволяет применять для технического вос-
произведения двоичного кода устройства, реагирующие на наличие или
отсутствие тока, потенциала, освещенности и подобных им величин.
В оптических датчиках кодовая шкала 1 (рис. 70) наносится на
прозрачном материале, например стекле. По одну сторону кодовой
шкалы помещают осветитель и диафрагму со щелью, а по другую
сторону против каждой дорожки — фотоприемники (обычно фотодиоды).
Непрозрачные участки соответствуют числу 0, т. е. отсутствию освещен-
ности фотодиода, а прозрачные участки — числу 1.
Благодаря наличию постоянной кодовой шкалы на подвижных
частях какого-либо устройства положение подвижных частей постоянно
кодируется, причем нача-
ло отсчета по кодовой
шкале всегда совпадает с
начальным положением
подвижных частей устрой-
ства. Таким образом, из-
менению положений ко-
Рис. 70. Схема простейшего
датчмса положемя
Измерительные головки и преобразователи
395
довой шкалы на некоторую дискретную величину соответствует новая
определенная комбинация светлых и темных участков на дорожках ко-
довой шкалы, находящихся против световой щели. При засвечи-
вании фотодиодов на их выходе образуются сигналы, комбина-
ции которых дают числовой отсчет положения кодовой шкалы.
Фотоэлектрические кодовые датчики обладают рядом преимуществ
перед другими датчиками — отсутствуют контактирующие части и
силовое взаимодействие между подвижными частями, большое быстро-
действие, высокая разрешающая способность и т. п.
Для кодирования пространственного положения применяют линей-
ные и круговые кодовые шкалы. Оптические кодовые датчики при
приемлемых габаритах имеют разрешающую способность, позволяю-
щую получить до 18 двоичных разрядов на один поворот вала
механизма при скорости считывания 6000 отсчетов в секунду.
СПИСОК ЛИТЕРАТУРЫ
1. Богуславский М. Г., Цейтлин Я. М. Приборы и методы точных
измерений длины и углов. М.: Издательство стандартов, 1976. 248 с.
2. Корсаков В. С. Основы конструирования приспособлений. М.:
Машиностроение, 1983. 278 с.
3. Мясников В. А., Игнатьев М. Б., Покровский А. М. Програм-
мное управление оборудованием. Л.: Машиностроение, 1984. 423 с.
4. Норенков И. П., Маннчев В. Б. Система автоматизированного
проектирования электронной ^вычислительной аппаратуры. М.: Высшая
школа, 1983. 272 с.
5. Рыбаков Ф. И. Системы эффективного взаимодействия человека
и ЭВМ. М.: Радио и связь, 1985. 195 с.
6. Свиридов В. В., Кривоногое Ю. А., Морозов А. А. Технические
средства управления в АСУ: Справочник. М.: Машиностроение, 1985.
292 с.
7. Справочник контролера машиностроительного завода/Под ред.
А. И. Якушева. М.: Машиностроение. 1980. 527 с.
8. Справочник по производственному контролю в машино-
ст роении/Под ред. А. К. Кутая. Л.: Машиностроение, 1974. 975 с:
9. Средства измерения, прошедшие государственные испытания и
допущенные Госстандартом к серийному производству и применению
в СССР. Указатель. М.: Изд-во стандартов, 1983. 200 с.
10. Средства контроля, управления и измерения линейных и угло-
вых размеров в машиностроении: Каталог. М.: ВНИИТЭМР,
1985. 303 с.
11. Точность и производственный контроль в машиностроении.
Справочник/Под общей ред. А.» К. Кутая, Б. Л. Сорокина. М.:
Машиностроение; 1983. 367 с.
12. Цапенко М. П. Измерительные информационные системы.
Структуры и алгоритмы: Схемотехническое проектирование. М.:
Энергоиздат, 1985. 429 с.
ГЛАВА 7
ОЦЕНКА УРОВНЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Нестандартизованные термины. Качество контроля — совокуп-
ность свойств контроля, обеспечивающих его проведение в соот-
ветствии с установленными требованиями.
Категория контроля — градация процессов контроля в зависи-
мости от вида контроля, значений показателей и уровня контроля. /
Аттестация контроля — система оценки уровня контроля для
установления его категории, проводимой с целью стимулирования
повышения эффективности производства и заключающейся в опреде-
лении обеспечиваемых методикой и программой контроля показателей
контроля и их соответствия заданным требованиям.
Надежность контроля — свойство контроля выполнять заданные
функции, сохраняя свои показатели в установленных пределах в тече-
ние требуемого промежутка времени.
Погрешность контроля — отклонение результата контроля от
истинного значения контролируемого признака объекта.
Стабильность контроля — свойство контроля сохранять факти-
ческие значения своих характеристик в заданном интервале отно-
сительно среднего значения.
Точность контроля — свойство контроля, определяющее близость
его результатов к истинному значению контролируемого признака.
Правильность контроля — качество контроля, отражающее бли-
зость к нулю погрешности контроля. <
Сходимость контроля — качество контроля, отражающее бли-
зость друг к другу результатов повторного контроля одного
объекта, выполняемых в одинаковых условиях по одной методике.
Воспроизводимость контроля — качество контроля, отражающее
близость друг к другу результатов повторного контроля одного
объекта, выполняемых в различных условиях по одной методике.
Сопоставимость контроля — качество контроля, отражающее
близость друг к другу результатов контроля, выполняемых по различ-
ным методикам.
Единство контроля — состояние контроля, при котором точность,
сходимость, воспроизводимость и сопоставимость контроля соответ-
ствуют установленным требованиям.
Глубина контроля - количественная характеристика степени дета-
лизации, с которой устанавливается место возможного или прогно-
зируемого отказа.
Производительность контроля - характеристика контроля, отра-
Основные термины и определения
397
жающая число изделий, проконтролированных за определенное
календарное время. Производительность контроля может оцениваться
временем, затрачиваемым на контроль одного изделия.
Режим контроля — совокупность значений характеристик функ-
ционирования объекта контроля и воздействующих факторов, при
которых проводят контроль.
Прогрессивность контроля — свойство контроля обеспечивать
соответствие его элементов главному назначению — повышению
производительности труда и обеспечению условий труда при выпуске
продукции с заданным уровнем качества и отражающее степень
роста уровня контроля.
Экономичность контроля — свойство контроля обеспечивать
минимальные затраты на контроль при установленной достоверности
контроля.
Эффективность контроля — качество контроля, отражающее сте-
пень (меру) целесообразности его осуществления в некоторой заданной
ситуации и оцениваемое комплексом показателей контроля.
Это наиболее общий показатель контроля.. Эффективность
контроля зависит от других частных показателей контроля, например,
достоверности, стоимости, производительности и т. п.
Термины по ГОСТ 14.306 — 73. Достоверность контроля —
вероятность соответствия результатов контроля действительным
значениям контролируемых признаков.
Полнота контроля — отношение количества контролируемых
признаков объекта на данной операции к общему числу контро-
лируемых признаков.
При автоматизированном контроле изделий авиационной техники
для достоверности и полноты контроля установлены следующие
определения (ГОСТ 19919—74):
достоверность контроля — показатель степени объективного
отображения результатов контроля действительного технического
состояния изделия;
полнота контроля — составляющая методической достоверности
контроля технического состояния изделия, характеризующая возмож-
ность выявления отказов в этом изделии при выбранном методе
контроля его технического состояния.
Продолжительность контроля — время, необходимое для подго-
товки и проведения контроля (ГОСТ 14.306 — 73).
Периодичность* контроля — время между двумя последовательно
проводимыми процессами контроля на определенном средстве контро-
ля (ГОСТ 14.306-73).
Термины по ГОСТ 15895 — 77.
Риск поставщика — вероятность забракования партии продукции,
обладающей приемочным уровнем дефектности.
Риск потребителя - вероятность приемки партии продукции,
обладающей браковочным уровнем дефектности.
Объем партии - число единиц продукции, составляющих партию.
398
Оценка уровня ТК
Объем выборки — число единиц продукции (наблюдаемых значений),
составляющих выборку.
Объем контроля — количество объектов и совокупность контроли-
руемых признаков, устанавливаемых для проведения контроля (по
ГОСТ 16504 - 81).
Точность измерений — качество измерений, отражающее близость
их результатов к истинному значению измеряемой величины
(ГОСТ 16263-70).
ПОКАЗАТЕЛИ УРОВНЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
Любой технологический процесс ТК обладает определенными свойст-
вами, отражающими объективную особенность этого процесса, прояв-
ляющуюся при его создании (проектировании и разработке) и про-
ведении. Качественные и количественные характеристики этих свойств
называют признаками ТК.
Количественными признаками ТК служат его показатели (Птк).
На рис. 1 приведена укрупненная структура свойств ТК.
Все Птк можно классифицировать по следующим признакам: по
характеризуемым свойствам или области анализа и проявления, числу
характеризуемых признаков, системе оценки, применяемости, значимос-
ти, способу выражения и стадии определения.
По характеризуемым свойствам или области анализа и проявления
различают показатели назначения, надежности, точности и стабиль-
ности, экономические, организационные, производительности, экологи-
ческие, эстетические, эргономические, безопасности труда, патентно-
правовые, стандартизации.
По числу характеризуемых признаков различают показатели
единичные и комплексные.
Единичные ПТК относят к одному из свойств ТК, а комплексные —
к нескольким. Единичные показатели характеризуют элементарные
физические, экономические и статистические свойства контроля.
Комплексные Птк позволяют проводить оценку эффективности ТК с
точки зрения решения контролем поставленных задач. Частными
случаями комплексного ПТК являются интегральные и определяющие
Птк. Определяющий показатель относят к такой совокупности свойств
ТК, по которой оценивают уровень ТК. Под интегральным пока-
зателем ТК понимают такой комплексный показатель, который
отражает соотношение суммарного полезного эффекта от применения
ТК и суммарных затрат на его создание и проведение.
По системе оценки различают показатели оцениваемые, базовые
и уровня контроля.
Базовый показатель принимают за исходный при сравнительных
оценках процессов ТК. За базовые ПТК могут быть приняты показа-
тели реально существующего процесса ТК или гипотетического
процесса, для которого установлены требования, содержащие все
Показатели уровня ТК
399
Рис. 1. Структура свойств ТК
необходимые показатели. Такие процессы технического контроля на-
зывают эталоном (ЭТК). ТК перспективного уровня предназначен для
проведения оценки уровня проектируемых и действующих процессов
контроля с целью выбора оптимального варианта решения. ЭТК выби-
рают с учетом прогнозов научно-технического прогресса и общест-
венно-необходимых потребностей. Эти прогнозы составляют с таким
учетом сроков проектирования и освоения новых методов и процессов
ТК, чтобы выбранный ЭТК не устаревал к моменту его освоения и
применения. Требования к ЭТК целесообразно регламентировать
в стандарте. Реализация этих требований должна обеспечивать
наибольший экономический эффект в народном хозяйстве.
Показатели процессов контроля, достигнутые при его создании или
проведении, называют оцениваемыми (фактическими) показателями.
Следует различать оцениваемые (фактические) показатели по
стадии определения: проектные и производственные. Различают также
прогнозируемые показатели ТК, которые устанавливают при перспектив-
ном планировании ТК.
По применяемости различают общие и частные показатели ТК.
Общие показатели характеризуют наиболее важные признаки про-
цесса контроля независимо от метода проведения; частные показате-
ли — процессы контроля в зависимости от метода проведения.
По значимости показатели технического контроля подразделяют
на основные и дополнительные. Основные показатели — это только
общие показатели, применение которых при оценке уровня ТК
является обязательным. Все остальные показатели являются дополни-
тельными.
Показатели. ТК Могут быть выражены как в натуральных
величинах (например, в единицах физических величин), так и в безраз-
мерных. Им соответствуют абсолютные и относительные показатели
ТК. Поскольку Птк могут быть выражены в численных значениях, то
400
Оценка уровня ТК
у этих показателей могут быть номинальные значения и предельные
(наибольшие и наименьшие) отклонения и допуски.
Наиболее важным Птк является его уровень, под которым понимают
относительную характеристику ТК, основанную на сравнении факти-
ческого единичного или комплексного Птк с соответствующими
базовыми показателями. Поэтому можно судить об уровне ТК
как по отдельному показателю, так и по их совокупности.
Уровень ТК может быть техническим, технико-экономическим
и экономическим. При оценке технико-экономического уровня оцени-
вают все Птк; при экономическом — только экономические; при
техническом — все Птк за исключением экономических показателей.
В зависимости от используемых средств применяют следующие
методы определения 77тк (учитывают также РД 50-149 — 79):
экспериментальный, осуществляемый техническими измерительны-
ми средствами или на основе обнаружения или подсчета количества
событий или объектов, выражаемого целым числом;
расчетный, осуществляемый при помощи вычислений с использо-
ванием значений параметров процесса контроля;
органолептический, основанный на анализе восприятий органов
чувств (зрения, слуха, обоняния, осязания и вкуса) без применения
технических измерительных или регистрационных средств;
социологический, основанный на базе и анализе мнений факти-
ческих или возможных потребителей процессов контроля;
экспертный, основанный на учете мнений группы специалистов-
экспертов.
Выбор Птк проводят с учетом назначения и условий применения
процесса контроля; анализа требований, предъявляемых к ТК; задач
управления ТК; состава и структуры характеризуемых свойств;
основных требований Птк.
Птк должны отвечать следующим основным требованиям: быть /
стабильными, удовлетворять потребностям производства и планомер-
ному повышению эффективности производства, учитывать современные
достижения науки и техники и основные направления технического
прогресса в отраслях народного хозяйства, характеризовать все свойст-
ва технического контроля.
МЕТОДЫ ОПРЕДЕЛЕНИЯ ОСНОВНЫХ
ПОКАЗАТЕЛЕЙ КОНТРОЛЯ
Надежность ТК. В зависимости от целей надежность контрольных
операций оценивают по параметрам; точности контрольных измерений,
точности контроля и по производительности. Надежность средств и
систем контроля оценивают методами, аналогичными методам для
определения надежности технических систем.
Универсальным показателем надежности контроля является досто-
верность контроля.
Методы определения основных показателей ТК
401
Коэффициент выборочности контроля Къ = OJN, где Ов и N —
объем соответственно выборки и партии.
Полноту контроля определяют в соответствии с ГОСТ 14.306—73:
Gk = NK/N*
где NK — число признаков, охваченных контролем на данной операции;
N% — общее число параметров, характеризующих качество изделия.
Достоверность контроля. Пусть для изготовления деталей исполь-
зовано N заготовок. После выполнения технологического процесса
получено N деталей, среди которых число годных деталей 2Vr,
а число негодных NH.
Вероятность изготовления Nr деталей равна Рг; вероятность
изготовления N„ деталей — Рн:
Рг = Nr/N; Рн = NH/N = (N — Nr)/N; Рг 4- Рн = t
При проведении контроля возможны следующие варианты:
1. Определенное число годных деталей будет принято Nrr, а осталь-
ная ее часть Nrti забракована. При этом вероятность того, что при
контроле годные изделия будут признаны годными, будет Ргг, а
негодными — Ргн = 1 — Ргг.
Причем
Ргг = Nrr/JVr; Ргн = Nrn/NT't РТТ 4- Ргн = 1.
2. Определенное число негодных деталей будет принято NHr, а
остальная ее часть Nm забракована.
Вероятность того, что при контроле негодное изделие будет
признано негодным, будет PKW а годным — Рт = 1 — Рнн. Причем
Рнг = ^нгЖ; РнН ~ -^нн/^Ю ^НГ *+ Рнн =
Используя общеизвестную теорему умножения вероятностей, за-
писывают следующие соотношения:
Ргп == РгРгг = Рг (1 - Ргн); Рнп = РнРнг = (1 - Рг) Рнг;
Ргб = РгРгн = Рг (1 - Ргг); Рнб = РнРнн = (1 - Рг) Рнн, (D
где Ргп, Ргб, Рнп, Рнб — вероятности совместных событий соответ-
ственно: приемки годного изделия, забракования годного изделия,
приемки негодного .изделия, забракования негодного изделия.
На рис. 2 и 3 показано формирование характеристик достовер-
ности контроля соответственно j-параметра и достоверности контроля
партии деталей.
Вероятность приемки Nn деталей равна Рп; вероятность за-
бракования N$ деталей — Pg;
Рп= Pm 4- Р|Ш = Р| (1 “ Рг») 4* (1 — рг)рнг; )
Рб “ Р.б + Рнб = РгРгн + (1 - РГ)РШ. 1 (2)
402
Оценка уровня ТК
ок
Рис. 2. Формирование характеристмс до-
стоверности контроля j-ro параметра:
П — принятые детали; Б — забракованные
Кроме того, из соотношений (2)
определяют характеристики, пра-
вильных исходов. Очевидно, что
Рд 4" Рб = РгРГГ 4" ЛЛг 4"
+ РрРгН + РнРнН =
Отсюда вероятность правильного исхода
= ^ГГ 4" РнРнН = Ргп 4" -^нб>
ошибочного исхода
~ ^г^гн 4" РнРнг = Ргб 4" Ршп
DH = 1 - D.
Для оценки достоверности соответствия изделия установленным
требованиям удобно пользоваться соотношением
Рвых =
где
N^NP^l-P^);
Nn = NPT(1 - Ргб) + N(1 - Рг)Рнп;
РВых = [Рг (1 - Ргб)]/[Рг (1 - Ргб) + (1 - Рг) Рви]. (3)
Приемка г—«
Правильный исход L—J Рп
Годные л'
детали
У"^^/^\ЗаКракование ДИ ^гн
Неправильный z Ргн
<}&^971равйльный исход «IJ Рцн
Негодные S
детали
^j9^7ieправильный LCJ рнг
Рис. 3. Формирование характеристик достоверности контроля в партии деталей:
П - успешная сборка; Д-сборка невозможна; нарушение тех-
нологического процесса в сборке' или нарушение эксплуатации при приме-
нении изделия; 1 -4 — варианты исхода контроля
Методы оценки уровня ТК
403
Для определения свойств Рвых используют выражение (3), записанное
в виде:
ВЫХ 1+(1/Рг-1)[Рнп/(1-Ргб)]’
Коэффициент использования производственных площадей
^ип = Пм/Пф,
где Пм и Пф — площади для средств контроля и оборудования;
соответственно необходимая для размещения и фактически зани-
маемая.
Коэффициент использования стандартизованных и универсальных
контрольно-измерительных средств в процессе изготовления изделия
Кпр = (Nc + Ny)/(NC + Ny + No),
где Nc, Ny, No — общее число контрольно-измерительных средств,
соответственно стандартизованных, унифицированных и оригинальных.
Коэффициент укомплектованности кадрами
* Кук = NK/N'„
где NK и N'K — число контролеров соответственно имеющееся и не-
обходимое по штатному расписанию.
МЕТОДЫ ОЦЕНКИ УРОВНЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
Основной целью оценки уровня ТК является обеспечение применения
высокоэффективных (прогрессивных) для данных производственных
условий процессов контроля, обеспечивающих сокращение: затрат труда
на проведение технического контроля, потерь от забракования годной
продукции и принятия негодной продукции, расхода топлива и
энергии, затрат на средства контроля и технологическое проектиро-
вание. В соответствии с этим оценка уровня ТК может быть
использована при выборе вариантов процессов контроля при техноло-
гическом проектировании, аттестации ТК, его стандартизации, плани-
ровании и прогнозировании уровня, анализе динамики, а также
отчетности и информации о ТК.
На рис. 4 приведена общая блок-схема оценки уровня ТК.
Блок-схема решения конкретных задач ТК будет иметь специфику,
связанную с содержанием и алгоритмом их решения. На рис. 5 и 6
показаны блок-схемы двух тесно связанных и взаимозависимых
задач: выбора вариантов ТК при технологическом проектировании
и аттестации ТК.
Выбор вариантов процессов контроля — система оценки уровня
процессов контроля, при которой определяются значения проектных
Л"тк, характеризующих технико-экономическую эффективность и другие
свойства ТК и устанавливают их соответствие базовым Л?к.
404
Оценка уровня ТК
Рис. 4. Структурная схема оценки уровня ТК
Рис. 5. Структурная схема аттестации ТК
Методы оценки уровня ТК
405
Рис. 6. Структурная схема выбора вариантов ПТК и ТОТК
Процессы контроля подразделяют на три категории.
Высшую категорию ТК присваивают процессу, все показатели
которого превышают базовые; первую категорию — процессу, основные
показатели которого превышают базовые; вторую категорию —
процессу, не все основные показатели которого превышают базовые.
Аттестацию технического контроля осуществляют при функциони-
ровании ТК. Для этого определяют фактические П$к с учетом
воздействия на процесс контроля различных внешних и внутренних
факторов, могущих разрегулировать или нарушить «нормальное»
функционирование ТК. Процесс, при котором осуществляется спе-
циальное воздействие на ТК различных факторов, имитирующих
возможность нарушить протекание ТК, называют испытанием ТК.
Результаты испытания ТК фиксируют в паспорте или карте уровня
ТК и используют при аттестации. Аттестация ТК может осуществ-
ляться на уровне предприятия, отрасли.
Для оценки уровня ТК используют методы: дифференциальный,
комплексный и смешанный. Эти методы выбирают, когда определена
цель оценки, номенклатура /7ТК и базовые П?к.
Дифференциальный метод применяют в тех случаях,
когда необходимо провести анализ сопоставления показателей оцени-
ваемого процесса контроля с базовыми показателями или двух
процессов контроля по отдельным показателям. При таком сопостав-
лении определяют, соответствуют ли значения /7ГК оцениваемого
процесса контроля базовым в целом, по каким Птк этот уровень
достигнут и какие Птк наиболее отличаются от базовых.
406
Оценка уровня ТК
Для такой оценки вычисляют значения относительных Птк
(4ткр ^тк/) по формулам:
QrKi = -^TKi/J^TKb (4)
Qtki = Птк/Пткь i = 2,..., и, (5)
где П-кь ~~ значения соответственно i-ro Птк и i-ro базового
Птк; п — число показателей ТК.
Из приведенных формул для оценки применяют ту, при которой
увеличению* дтк соответствует улучшение процесса контроля. Например,
значения дтк для точности, стабильности, производительности и тому
подобных показателей вычисляют по формуле (4), а для показателей
трудоемкости, стоимости и тому подобных показателей — по фор-
муле (5).
В результате оценки уровня ТК дифференциальным методом
принимают следующие решения:
уровень оцениваемого процесса контроля выше или равен базовому,
если значения #тк > 1;
уровень оцениваемого процесса контроля ниже базового, если все
значения qn< 1.
В тех случаях, когда часть значений относительных показателей
больше или равна единице, а часть меньше единицы, следует
применять комплексный или смешанный метод оценки уровня ТК.
Комплексный метод применяют в тех случаях, когда не-
обходимо характеризовать уровень процесса контроля одним обобщен-
ным показателем. Обобщенный показатель представляет собой функцию
единичных (комплексных) показателей ТК.
Обобщенный показатель при наличии необходимой информации
может быть выражен только через основные показатели, когда
устанавливают функциональную зависимость обобщенного показателя
от исходных показателей, отражающих физическую сущность ТК.
В качестве обобщенного показателя используют также интегральный
показатель (/та, Гтк), который применяют в случаях, когда можно
определить суммарный полезный эффект от применения технического
контроля, а также суммарные затраты на его проектирование и
проведение
J _ _____ЭТк_____.
Ф (0 Зек + Здк (ф
^тк= [ф(03ск + Зпк]/этк,
где Этк — суммарный годовой полезный эффект применения техни-
ческого контроля; 3^ — затраты на проектирование технического
контроля; j пк — затраты на проведение контроля; ср (0 — поправочный
коэффициент, зависящий от срока применения процесса ко1ггроля,
который рассчитывается в соответствии с методикой определения
экономической эффективности новой техники.
Методы оценки уровня ТК
407
Расчет интегрального показателя справедлив при допущениях,
что ежегодный полезный эффект от применения ТК и затраты на
проведение ТК из года в год остаются одинаковыми и срок
применения процесса контроля составляет целое число лет.
При комплексном методе оценки процессов контроля могут еще
использоваться средневзвешенные показатели (Утк, КТк), применяемые
в тех случаях, когда невозможно применить интегральный показатель
и когда необходимо учитывать все показатели технического контроля.
Различают средневзвешенный геометрический и арифметический
обобщенные показатели ТК, которые соответственно определяют по
формулам:
vn = П("тк/Г'(И; 1 = 1 (7)
и'„ = П(«тжГ(И; ‘=1 (8)
Qtk = X (Q) ^ткЬ i=l (9)
бтк “ £ (Ю)
i = l
В формулах т,(2), т, (К) — параметры весомости z-го показателя,
входящие соответственно в арифметический и геометрический обобщен-
ные показатели; i = 1, 2,...,п — число показателей, составляющих '
средневзвешенный показатель.
Параметры весомости могут быть как размерными (в формулах
(7) и (9)), так и безразмерными (в формулах (8) и (10)).
В том случае, когда параметры весомости удовлетворяют условию
л
£ mi = 1, их называют коэффициентами весомости. От нормирования
i = i
параметров весомости не зависят принятые решения об уровне
оцениваемого процесса контроля. Вид средневзвешенного показателя и
значения параметров весомости выбираются такими, чтобы эти показа-
тели наилучшим образом соответствовали принятым целям оценки.
Параметры весомости могут быть выбраны следующими мето-
дами (установлены РД 50-149 — 79): предельных и номинальных
значений и экспертными
Метод предельных и номинальных значений используют, если
известны значения показателей ТК.
Экспертный мртод основан на использовании мнений специалистов
экспертов и применяется, когда два первых метода невозможно
применить Эксперты определяют параметры весомости в баллах,
которые з.1тем обрабатывают по известным методикам.
408
Оценка уровня ТК
Смешанный метод оценки уровня ТК применяют в случаях,
когда совокупность единичных показателей является достаточно обшир-
ной и анализ значений каждого показателя дифференциальным
методом не позволяет получить обобщенных выводов или обобщен-
ный показатель в комплексном методе недостаточно полно учиты-
вает существенные свойства ТК и не позволяет получить вывода
относительно некоторых определенных групп свойств.
Смешанный метод основан на совместном применении единичных
и комплексных показателей ТК. При смешанном методе процедура
оценки уровня ТК состоит в следующем:
часть единичных показателей объединяют в группы и для каждой
группы определяют соответствующий комплексный показатель; отдель-
ные наиболее важные показатели не объединяют в группы и при
дальнейшем анализе применяют как единичные;
на основе полученных единичных и комплексных показателей
осуществляют оценку уровня ТК дифференциальным методом.
СПИСОК ЛИТЕРАТУРЫ
1. Евланов Л. Г. Контроль динамических систем. М.: Наука,
1979. 432 с.
2. Казимиров Л. М., Доннер Ю. Л. Опыт предприятий по метро-
логическому обеспечению производства. М.: Изд-во стандартов,
1979. 87 с.
3. Методические рекомендации. Надежность в технике. Технологи-
ческие системы. Методы оценки надежности контрольных операций.
МР 39-82. М.: ВНИИНМАШ, 1982. 56 с.
4. Методические указания по оценке технического уровня и ка-
чества промышленной продукции. РД 50-149 — 79. М.: Изд-во стандартов,
1979. 123 с.
5. Показатели оценки уровня испытаний/И. Г. Кальман,
И. Б. Курников, В. Я. Кузнецов, Е. Я. Розенквит//Метрология.
1977. № 9. С. 22-28.
6. Ремонтопригодность машин/Под ред. Л. Н. Волкова. М.:
Машиностроение, 1981. 191 с.
7. Чупырин В. Н. К вопросу оценки уровня процессов техни-
ческого контроля в машиностроении/Тр. ВНИИНМАШ. М., 1981.
Вып. XXXIX, с. 6-18.
ГЛАВА 8
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ТЕХНИЧЕСКОГО КОНТРОЛЯ
ОЦЕНКА ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРОЦЕССОВ
И СРЕДСТВ КОНТРОЛЯ
Экономическая эффективность новой техники. Для оценки эф-
фективности ПТК используют методы определения экономической
эффективности новой техники, т. е. решают:
насколько технически прогрессивно новое мероприятие и целесооб-
разно ли проводить его в жизнь;
каков экономический эффект, получаемый в народном хозяйстве
от внедрения этого мероприятия в определенных конкретных усло-
виях.
Различают абсолютную (общую) и сравнительную экономическую
эффективность капитальных вложений. Абсолютная экономическая
эффективность капитальных вложений в народное хозяйство характери-
зуется приростом национального дохода к капитальным вложениям
в основные и оборотные фонды, вызвавшим этот прирост. При
исчислении сравнительной эффективности новой техники выявляют и
анализируют технико-экономические показатели, характеризующие ее
прогрессивность по сравнению с другими объектами новой техники.
Сравнительный эффект определяют по двум или более вариантам.
Эффект дает возможность судить о преимуществах одного варианта
по сравнению с другим.
Оценку экономической эффективности новой техники выполняют
с помощью основных и дополнительных показателей.
Основными показателями являются: капитальные вложения, не-
обходимые для создания и внедрения новой техники, себестоимость
продукции и срок окупаемости дополнительных капитальных вложений.
К дополнительным показателям относят: повышение производи-
тельности труда, облегчение условий и повышение безопасности
труда, улучшение качества продукции, повышение надежности и увели-
чение срока службы изделий, рост выпуска продукции с единицы
оборудования или 1 м2 производственной площади и др.
Показателем сравнительной экономической эффективности является
минимум приведенных затрат:
С = ЕпК -> min,
где С — себестоимость единицы продукции (работы), руб.; К —
удельные капитальные вложения в производственные (основные и
оборотные) фонды, руб.; Ен — нормативный коэффициент эффектив-
ности капитальных вложений, равный 0,15.
При расчетах экономического эффекта учитывают фактор времени,
если капитальные затраты осуществляют в течение ряда лет, а также
когда текущие издержки и результаты производства существенно
меняются по годам эксплуатации.
410
Экономическая эффективность ТК
Коэффициент приведения
а, = (1 4- Е)',
где Е — норматив приведения, равный 0,1; t — число лет от второго
года внедрения новой техники до года осуществления затрат и полу-
чения результатов.
Затраты и результаты, осуществляемые и получаемые до начала
расчетного года, умножают на коэффициент приведения а» а после
начала расчетного года делят на этот же коэффициент.
Определение годового экономического эффекта основывается на
сопоставлении приведенных затрат. Приведенные затраты (3) единицы
продукции (работы) в рублях представляют собой сумму себестоимости
и нормативной прибыли:
3 = С + ЕНК.
Экономическое обоснование выбора СК (ГОСТ 14.306-73).
При обосновании выбора средств технологического оснащения
ПТК определяют экономическую эффективность СК:
Э = [(*э1 + ЕМ - (Кэ2 + ЪК2)] Л,
где Э — экономическая эффективность процесса контроля, руб.;
Кэь &э2 — комплексные показатели эффективности соответственно
заменяемого и внедряемого средств контроля, руб.; Къ К2 —
удельные капитальные вложения соответственно заменяемого и
внедряемого средств контроля, руб.; А — число объектов контроля.
Комплексный показатель эффективности контроля
Кэ = Ск 4- Ro,
где Ск — сумма затрат на контроль объекта, руб.; Ro —
величина экономического риска в результате неправильного реше-
ния при ТК.
Затраты на контроль одного объекта
Ск = С3 + Са 4- Сэ 4~ Со 4~ СПз “1“ (Сс Q),
где С3 — сумма затрат на заработную плату ИК, руб.;
Са — амортизация контрольного оборудования и приборов на время
контроля, руб.; Сэ, Со, Ст — затраты соответственно на потреб-
ляемые в ПТК все виды энергии, контрольную оснастку
(приспособления и инструмент) и подготовительно-заключитель-
ные работы, руб.; Сс — стоимость ОК, руб.; С'с — стоимость ОК
после ухудшения качества, руб.
/ j
J=1
Оценка экономической эффективности ПТК и СК
411
где tj — время, затрачиваемое j-м ИК на контроль объекта, ч;
Rj — часовая заработная плата J-ro ИК, руб/ч; п — число ИК,
участвующих в контроле объекта; К — коэффициент, учитывающий
начисления на заработную плату и премии, %; — число ОК,
которое может одновременно контролировать j-й исполнитель;
у А,Р,Н
S 100 оЬ
i=l
где а — число типов контрольного оборудования и приборов,
используемых для контроля данного объекта; — стоимость единицы
i-ro СК, руб.; Di — число Z-го СК; Н — норма амортизационных
отчислений, %/г од; В,- — годовой фонд времени i-ro СК, ч/год;
m^i — число ОК, которое может одновременно контролироваться на
i-м контрольном оборудовании; (pi — коэффициент загрузки контроль-
ного оборудования или прибора; toi — время работы i-ro СК при
контроле объекта, ч;
Сэ = увд^.и
(=1
где IJ3i — цена единицы используемой энергии для i-ro контроль-
ного оборудования или прибора, руб/кВт • ч и т. п.; — мощность,
потребляемая i-м контрольным оборудованием или прибором, кВт
и т. п.; <р2 — коэффициент использования мощности.
Для контрольных приборов и оборудования, работающих на
различных видах энергии, затраты рассчитывают по каждому виду
энергии, а затем суммируют,их;
С У ш ,
° о(’
где d — число типов контрольной оснастки, используемых для контро-
ля OK; (pi — коэффициент использования i-й контрольной оснастки;
Т} — срок службы i-й контрольной оснастки, год;
f ^пз;(1 + К/100)
где е — число исполнителей, занятых на подготовительно-заключи-
тельных операциях для данного объекта; tmj — время, затрачиваемое
J-м исполнителем, занятым на подготовительно-заключительных
операциях для данного объекта, ч; RmJ — часовая заработная плата
J-ro исполнителя, занятого на подготовительно-заключительных one-
412
Экономическая эффективность ТК
рациях для данного объекта, руб/ч; тк — число объектов контроля.
Разность (Сс — С'с) учитывают в тех случаях, когда объект конт-
роля после испытаний не может быть использован по пря-
мому назначению.
Оптовую цену СК определяют по прейскуранту. Средний срок
службы СК приведен в табл. 1; затраты на амортизацию, ремонт
и поверку одного измерительного инструмента — в табл. 2.
1. Срок службы средств контроля
Измерительный инструмент Срок службы, месяцы Измерительный инструмент Срок службы, месяцы
Микрометры 20 Метры складные сталь- 36
Штангенциркули 24 ные
Штангенрейсмассы 24 Нутромеры 24
Щупы 12 Штангенглубиномеры 36
Угольники 40 Циркули и кронциркули 24
Линейки с делениями 36 Призмы для разметки 36
Расчет величины экономического риска в результате принятия
неправильного решения при ТК выполняют по формуле
/?0 = “Ь ^бр “Ь ^ШК + Лук)(1 — Р),
где Пк, Пбр» Пшп, Пшк, Пук — потери, связанные соответственно с
повторным контролем, ошибочной окончательной забраковкой годных
изделий, со штрафом за просрочку в поставке изделий, штрафом за
поставку изделий пониженного качества и с уценкой изделий, руб.;
Р — достоверность контроля (вероятность годности принятого изде-
лия);
27к = Ск; 77gp = СсЛ/,
где М — число забракованных ОК;
Пшп = СсМШп/100,
где Шп — размер штрафа за просрочку в поставке изделий, %;
Пшк = СсМШк/100,
где Шк — размер штрафа за поставку изделий пониженного ка-
чества, %;
Пук = (Сс-Сс)М.
Экономическую эффективность СК, стоимость которых не пре-
вышает 50 р., рекомендуется вычислять по упрошенной формуле:
. 3 = ( Сит + - I Сэ:"» + zr Ь
\ Tj \ Г,/
Оценка экономической эффективности ПТК и СК
413
2. Затраты на амортизацию, ремонт и поверку
одного измерительного инструмента
Универсальные измерительные инструменты Основные размеры, мм Затраты на амортизацию, ремонт и по- верку, руб/год
Микрометры 15-25 11,0
50-100 13,0
150-200 16,0
200-300 22,0
300-600 37,0
Штангенциркули с ценой деления: 0,1 и 0,2 125 25,0
0,2 200-300 26,0
500-60Q 27,0
800 30,0
Штихмассы микрометрические 50-150 12,0
50-400 14,0
50-900 15,0
150-1300 12,0
Штангенглубиномеры 500-700 12,0-14,0
Угломеры универсальные — 13,0
Индикаторы , — 21,0
Оптиметры вертикальные — 70,0
Эталоны : для измерения длины 10-100 6,0
50-150 7,0
крестовины 50-15 18,0
90-20 19,0
165-45 25,0
для настройки приспособлений и ка- 10-10 6,0
либров 10-100 13,0
50-60 20,0
150-100 33,0
414
Экономическая эффективность ТК
Продолжение табл. 2
Универсальные измерительные инструменты Основные размеры, мм Затраты на амортизацию, ремонт и по- верку, руб/год
Шаблоны для измерения: длины 40 х 60 х 30 7,0
150x90x90 10,0
300x90x90 12,0
высоты 20 х 30 х 30 6,0
120 х 50 х 50 8,0
25Q х 150x150 14,0
Нутромеры непроходные 100x10 3,5
сферические 200x 12 5,0
600 x 20 9,0
Калибры и пробки: гладкие пробки 3 х85 х5 1,0
50x20x120 5,5
цилиндрические 6 х 100 х 30 2,0
45x620x550 8,0
конусные 5 х 90 х 10 3,0
60x140x40 8,5
85x170x70 11,0
резьбовые 2x2 5,0
80x12 11,0
шлицевые, эвольвентные 1x11x150 3,5
1,5x38x150 12,0
2,5x50x150 24,0
3,5x50x180 33,0
50x50x200 45,0
сборные калибры 10x20x2 4,0
20x100x4 4,0
100x300x 10 8,0
200 х 500 х 10 18,0
300 х 700 х 10 25,0
Оценка экономической эффективности ПТК и СК
415
Продолжение табл. 2
Универсальные измерительные инструменты Основные размеры, мм Затраты на амортизацию, ремонт и по- верку, руб/год
скобы 100x120x30 14,0
160 х 120 х 30 22,0
Кольца: гладкие 10x30x40 1,7 ‘
40 х 70 х 40 8,2
140x 190x60 19,0
250x330x70 30,0
рифленые 50x16 8,5
100x70 22,0
шлицевые 1X11 12,0
эвольвентные 1x38 20,0
2,5 х 50 28,0
5x50 35,0
резьбовые 100 15,0
150 17,0
200 19,0
Пробки: вставки 23x4 4,5
50x10 7,5
56x12 9,5
гладкие 6x24 1,0
50x59 2,5
75x72 3,5
резьбовые 1,0- 1,2 2,5
• 4,0-5,0 3,5
где СзЬ С32 ~ затраты на заработную плату исполнителя при контроле
одного объекта дня сравниваемых средств контроля, руб.; Ль Л2 —
стоимость единицы сравниваемых СК, руб.; Tlt Т2 — срок службы
сравниваемых СК, год; т — число ОК в год.
Целесообразность перехода от ручного контроля к автомати-
зированному или механизированному подсчитывают по упрощенной
формуле:
416
Экономическая эффективность ТК
I (Сзр ^за) ™ I ^а,
L 2pJ
где Сзр, Сза — затраты на заработную плату исполнителя при
контроле одного объекта соответственно для ручного и автоматизи-
рованного СК, руб/ч; Apt Аа — стоимость единицы соответственно
ручного и автоматизированного СК, руб.; Тр, Та — срок службы
соответственно ручного и автоматизированного СК.
Экономическую эффективность сравниваемых СК на основе оценки
качества контроля определяют по формуле
Э = (Ск1 4- 4- KoJCBi/BJ - (Ск2 4- ЕНК2 4- Я02),
где Ск1, Cjf2 — затраты на контроль объекта по сравниваемым
вариантам, руб.; К2 — удельные капитальные вложения в производ-
ственные фонды по сравниваемььм вариантам, руб.; К01, RQ2 — потери
от погрешностей контроля по сравниваемым вариантам, руб.;
В2 — производительность единицы СК по сравниваемым вариантахМ,
шт/год.
Для дискретных ПТК
B2/Bi = Тф2^К1/(Тф^к2\
где ТфЬ Тф2 — фактический фонц времени работы СК в течение
года при их полной загрузке по сравниваемым вариантам; ги1,
Ги2 — норма времени на проведение одного ПТК.
Для непрерывных ПТК
B2/Bi —Pi/Pi,
где pi, р2 — число СК для определенного процесса контроля по
сравниваемым вариантам.
ОЦЕНКА ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ВНЕДРЕНИЯ
ПРИЕМОЧНОГО СТАТИСТИЧЕСКОГО КОНТРОЛЯ
Статистический приемочный контроль и статистическое регулирова-
ние технологических процессов внедряют в тех случаях, когда до
внедрения конкретный показатель качества не контролировался в рас-
сматриваемой контрольной операции, либо ^той контрольной опера-
ции вообще не было, либо осуществлялся сплошной контроль
конкретного показателя качества, а также в тех случаях, когда
внедрение заключается в замене одного метода или плана статисти-
ческого приемочного контроля или статистического регулирования
другим методом или планом.
При внедрении статистического приемочного контроля на не-
контролируемой до этого технологической операции экономический
эффект достигается за счет сокращения неоправданных расходов на
последующих операциях обработки вследствие позднего обнаружения
брака. По статистическим данным ОТК определяется средний уро-
вень входного качества продукции.
Экономическая эффективность статистического ТК
417
Для определения среднего уровня входного качества по данным
ОТК на вновь вводимую контрольную операцию необходимо выбрать
такую предшествующую контрольную операцию, на которой выявлен-
ный брак до планируемой контрольной операции вовсе не может
быть обнаружен. При этом средний уровень входного качества
р _ ________Число дефектных объектов_________
в Число всех проконтролированных объектов
Данные в числителе и знаменателе берут за один и тот же
период (месяц, год) до внедрения статистического приемочного
контроля на одной из предшествующих контрольных операций.
Желательно брать такой период, чтобы практические условия про-
изводства были неизменными. При наличии статистических данных
о числе дефектных единиц стабильность условий производства
может быть проверена так: уровень Р, входного качества за любой
день должен удовлетворять условию:
Если статистических данных о числе дефектных единиц на ис-
следуемой конкретной операции за продолжительный период нет, то
следует собрать их по возможности за короткий период или
провести специальное исследование.
По статистическим данным ОТК определяют средний уровень
Ра входного качества продукции, поступающей на ту же операцию
контроля после внедрения статистического приемочного контроля
на одной из предшествующих технологических операций. Ра вычисляют
по формуле (1) при условии, что число дефектных единиц в числителе
и число всех проконтролированных единиц в знаменателе берется
за период времени после внедрения статистического приемочного
контроля.
Затраты на единицу неисправимого брака, своевременно обна-
руженного при статистическом контроле на промежуточной контроль-
ной операции, обозначают Re, а затраты на единицу неисправимого
брака, не обнаруженного при статистическом контроле и обнаружен-
ного на последующей контрольной операции,— Rb
Эти затраты слагаются из стоимости израсходованных материа-
лов, заработной платы на выполнение всех технологических опера-
ций до момента обнаружения брака и накладных расходов, начислен-
ных на указанную заработную плату. Эту сумму уменьшают на
величину реализации от сдачи брака на вторичную переработку.
Затраты на исправление единицы исправимого брака, обнаружен-
ного своевременно при статистическом контроле на промежуточной
контрольной операции, обозначают Rgf„ а затраты на исправление
единицы исправимого брака, не обнаруженного при статистическом
контроле и обнаруженного на последующей контрольной опера-
ции,- RiM.
14 Заказ № 550
418
Экономическая эффективность ТК
По статистическим данным ОТК определяют долю изделий с
неисправимым браком на промежуточной и последующих контроль-
ных операциях (соответственно Рд и РД Аналогично определяют
долю изделий с исправимым браком на тех же контрольных опера-
циях (соответственно P6tt и Р^). Убытки от неисправимого брака
(Um) при отсутствии статистического контроля на промежуточной
контрольной операции в расчете на единицу продукции составят:
Vm=PL(RL-d),
где d — реализация (руб.) от сдачи в металлолом единицы брака, не
обнаруженного при контроле.
После внедрения статистического контроля на промежуточной
контрольной операции убытки от неисправимого брака (Ub), обнару-
женного на последующей контрольной операции, в расчете на единицу
продукции составят:
Ub = (KL- d)P9 + (Rg - di)(PL-Рв) + Kd,
di — реализация от сдачи в металлолом брака, обнаруженного
при статистическом контроле; Kd — стоимость статистического контро-
ля, вычисляемая по формуле:
Пг
где Ki — стоимость статистического контроля i-й контрольной опе-
рации; rii — объем выборки; Nt — объем партии.
Экономический эффект (Э”к) от внедрения статистического контроля
на промежуточной контрольной операции на единицу продукции за
счет сокращения неисправимого брака составит:
Э?к = Um - Ub = (PL-Рв)[_(Rl— d) — (Rg — di)-] - Kd.
По аналогии экономический эффект (Э”к) от внедрения статисти-
ческого контроля на промежуточной контрольной операции на единицу
продукции за счет сокращения исправимого брака:
Эсик = Um - Ub = (Ры - Рди) (R^ - Rgu) - Kd.
Экономический эффект за заданный период времени
ЭСК=(ЭСНК + ЭСИК)М,
где М — выпуск продукции за данный период времени.
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ СТАНДАРТИЗАЦИИ
МЕТОДА ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ТЕХНИЧЕСКОГО КОНТРОЛЯ
Основные факторы экономического эффекта:
сокращение времени на ТПТК за счет разработки, унификации
и стандартизации правил проектирования;
Стандартизация при проектировании ТК
419
уменьшение времени обучения технологов и контролеров за счет
стандартизации терминологии, форм документации и правил ТПТК;
сокращение времени на контроль;
сокращение пропуска брака и уменьшение отнесения в брак годной
продукции за счет правильного назначения средств и исполнителей
контроля, применения прогрессивных методов и средств контроля;
сокращение времени на оформление документации по результатам
контроля за счет стандартизации форм и правил оформления
этой документации.
Расчет годового Экономического эффекта ведется по формулам,
учитывающим затраты на ме’жотраслево.м и отраслевом уровне, а
также на уровне предприятия. Расчет годового экономического эф-
фекта (3™) от внедрения межотраслевого документа по ТК на
межотраслевом уровне выполняют по формулам:
No Nn
Э" - Е - ЕнЗМу или э™ = £ Э?П) - ЕнЗму, (2)
4 = 1 j=1
где No — число отраслей, внедривших межотраслевой документ по ТК;
— годовой экономический эффект от внедрения межотраслевого
документа по ТК в i-й отрасли; Ен — нормативный коэффициент
экономической эффективности капитальных вложений, равный 0,15;
Зму — затраты на разработку и внедрение межотраслевого документа по
ТК на межотраслевом уровне; — годовой экономический эффект
от внедрения межотраслевого документа по техническому контролю
на j-м предприятии; Nn — число предприятий, внедривших межотрасле-
вой документ по ТК.
Расчет годового экономического эффекта от внедрения межотрасле-
вого документа по ТК по формуле (2) выполняют при отсутствии
сведений по отраслям.
Расчет годового экономического эффекта (3JJ) от внедрения
межотраслевого или отраслевого документа по ТК на отраслевом
уровне осуществляют по формуле
Nn
Этк — V этк. — F 1
'-'оу ~ Дг ''ynj Е'и-’оу,
7=1
где Зоу — затраты на разработку отраслевого документа и внедрение
межотраслевого или ‘отраслевого документа по ТК на отраслевом
уровне.
Расчет годового экономического эффекта (3JJ) от внедрения меж-
отраслевого, отраслевого документа и документа предприятия по
техническому контролю на уровне предприятия проводят по формуле
3™ « 3i + 32 + Зз + 34 + 35 + Зб - Ен3уп»
где Зь 32, З3, 34, 35, 36 - экономический эффект соответственно
от сокращения времени на ТПТК; уменьшения времени обучения
14*
420
Экономическая эффективность ТК
технологов и контролеров; сокращения времени на контроль; умень-
шения пропуска брака и отнесения в брак годной продукции;
сокращения времени на оформление документации результатов конт-
роля; Зуп - затраты на разработку документа предприятия и внедрение
межотраслевого или отраслевого документа, или документа предприятия
по ТК на данном предприятии.
Э1 определяют по одной из формул:
Э1 = Э1 _ ВнЦт(Г1 _ Т1). Э1 = ВнЦтТ1
где Дтпп — число работающих в службе технологической подготовки
производства; Цтпп — годовая зарплата одного работника в службе
ТПП с учетом начислений дополнительной зарплаты и начислений на
социальное страхование, руб/год; Вв — сокращение времени на техно-
логическое проектирование в среднем на одного технолога или
технологический процесс, %; ВИ — число ТОТК, разрабатываемых
вновь за год; Цт — часовая тарифная ставка технолога с учетом
начислений дополнительной зарплаты и отчислений на социальное
страхование, руб/ч; Тъ Т2 - время проектирования ТОТК в технологи-
ческом процессе до и после внедрения метода ТПТК, ч;
Эг = (ДоткДотк + ДтшДтпп)
где Дотк — число работающих в службе ОТК или управления техни-
ческого контроля; Дотк — годовая зарплата одного работника в службе
ОТК с учетом начислений дополнительной зарплаты и отчислений на
социальное страхование, руб/год; Тоб — время ускорения обучения
при стандартизации ТК, месяцы; Тнр — среднее время работы работника
в службе ОТК и ТПП на одном предприятии, год;
5ОК
Эз=А/^ илиЭз = лгАТЦк,
/ j
i= 1
где А — годовой выпуск изделий (деталей, сборочных единиц), шт;
Вок — число ТОТК на одно изделие; kBi — коэффициент выбороч-
ное™ контроля, учитывающий средний объем выборки на i-й операции
контроля, %; АТ — сокращение времени на ТОТК, ч; Цк — часовая
тарифная ставка контролера с учетом начислений дополнительной
зарплаты и отчислений на социальное страхование, руб/ч; ПГ —
число ТОТК, проведенных за год;
йок
Трудоемкость и расценка на разработку процессов ТК 421
где bni — уменьшение случаев пропуска брака на i-й операции контроля,
%; Тзб — время на выявление и устранение брака па последующих
операциях обработки, ч; Ц? — часовая тарифная ставка рабочего с
учетом начислений дополнительной зарплаты и отчислений на социаль-
ное страхование, руб/ч;
вок
^5 — А / ----------,
/ J 100
i= 1
/
где bri — уменьшение случаев попадания в брак годных деталей на
i-й операции контроля, %; С — средняя себестоимость детали после
операции контроля, руб.; У — средняя себестоимость забракованной
детали (по цене утиля), руб.;
где Вд — число документов результатов контроля на одно изделие, шт.;
ДТШ- — сокращение времени на оформление /-го документа результа-
тов контроля, человеко-часов.
ТРУДОЕМКОСТЬ И РАСЦЕНКИ
НА РАЗРАБОТКУ ПРОЦЕССОВ ТЕХНИЧЕСКОГО КОНТРОЛЯ
Трудоемкость и расценки на разработку ПТК детали (на одну деталь)
при обработке резанием приведены в табл. 3.
Определение группы сложности деталей:
1. Группу сложности устанавливают пй условному (приведенному)
числу размеров в зависимости: от числа размеров в детали, которые
необходимо выдержать при обработке,
степени точности размеров, сложности
конфигурации, наличия резьб и термо-
обработки.
2. Приведенное число размеров
определяют следующим образом:
подсчитывают общее число разме-
ров, которое необходимо выдержать
при обработке, и увеличивают это
число в зависимости от точности об-
работки: на 200% от числа размеров,
выполняемых по 8.-9-му квалитетам;
300% от числа размеров, выполняе-
мых по 6-7-му квалитетам; 400% от
числа размеров, выполняемых по
3. Трудоемкость и расценки
на разработку ПТК детали
при обработке резанием
Группа сложности детали Трудоем- кость, ч Расцепка, руб.
I 0,68 0,27
II 0,88 0,40
III 1,56 0,81
IV 2,62 1,50
V 3,87 2,44
VI 5,30 3,65
VII 5,85 4,30
422
Экономическая эффективность ТК
4. Трудоемкость и расценки на разработку ПТК сборочных единиц
Группа сложности сборочной « единицы Трудоем- кость, ч Расценка, руб. Примечание
I 0,68 0,27 Группы сложности сборочных еди-
II 0,88 0,40 ниц: I — узлы мелкие и простые с
III 1,82 0,95 числом деталей до 6; II — неслож-
IV 2,84 1.62 ные, требующие пригоночных и сле-
V 4,30 2,70 сарных работ, с числом деталей до
VI 5,90 4,05 10; III — требующие применения спе-
VII 6,90 5,12 циального оснащения с выверкой и регулировкой, с числом деталей до 15; IV — сложной конструкции, тре- бующей слесарной обработки и при- гонки с применением специального оснащения, выверки, регулировки, с числом деталей до 20; V — сложной конструкции, с жесткими техничес- кими условиями, требующими при- менения специального оснащения, сложной выверки, пригонки, регули- ровки и испытаний, с числом де- талей до 30; VI — то же, с числом деталей до 40; VII — то же, с чис- лом деталей до 50.
5-му квалитету; 200% от числа размеров, обозначающих резьбу;
для детали особо сложной конфигурации или более точным сум-
марное значение размеров умножается на коэффициент 1,2— 1,5;
в случае, если деталь проходит одну или несколько термических
обработок, сумма размеров умножается на коэффициент 1,2 столько
раз, сколько предусмотрено промежуточных термообработок. В резуль-
тате получаются следующие соотношения:
Число размеров . .До 5 6-10 И-20 21-30 31-40 41-55 55-70
Группа сложности. . I II III IV V VI VII
3. Дегали с числом приведенных размеров более 70 относят к
группе особо сложных, на которые устанавливают повышающий коэф-
фициент, равный отношению числа приведенных размеров данной детали
к числу размеров VII группы сложности. Например, для детали с
числом размеров 140 коэффициент сложности равен 140:70 = 2.
4. При определении числа приведенных размеров в расчет не
принимают координатные размеры в плоских листовых деталях с
большим числом отверстий, а также размеры поверхности, обраба-
Трудоемкость и расценка на разработку процессов ТК 423
тываемой одним фасонным инструментом. В фасонной части учитывают
только основные размеры и их квалитеты.
5. При разработке ПТК деталей, изготовляемых на поточных
линиях, приведенное число размеров увеличивают в 1,5 — 3.
Трудоемкость и расценка на разработку ПТК сборочных единиц
(на одну сборочную единицу) приведены в табл. 4.
Определение групп сложности сборочных еди-
ниц:
1. Группу сложности узла определяют числом входящих в него
деталей, причем мелкие узлы, составляющие конструктивный узел,
приравнивают к одному наименованию детали.
2. Узлы, содержащие более 50 наименований деталей, относят
к группе особо сложных, для которых устанавливается коэффициент,
равный отношению фактического числа наименований деталей к числу
наименований деталей узла VII группы сложности.
3. При разработке процесса поточной сборки с жесткими ритмами
к соответствующей группе сложности применяется повышающий
коэффициент, равный 2,0. „
СПИСОК ЛИТЕРАТУРЫ
1. Ломазов М. Е.? Бесфамильная Л. В. Экономическая эф-
фективность средств измерений при контроле качества товаров народ-
ного потребления. М.: Изд-во стандартов, 1976. 248 с.
2. Медведев Я. Е. Экономическая эффективность средств контроля
размеров. М.: Изд-во стандартов, 1978, 175 с.
3. Методика (основные положения) определения экономической
эффективности внедрения в народном хозяйстве новой техники,
изобретений и рационализаторских предложений. М.: Экономика,
1977. 45 с.
4. Методика. Оценка экономической эффективности внедрения
статистических методов контроля качества продукции. М.: ВНИИС,
1976. 23 с.
5. Патричный В. А. О сопоставлении сравнительных вариантов
средств измерения при расчетах экономической эффективности // Из-
мерительная техника. 1984. № 12. С. 34 — 36.
6. Побежимов Ю. И., Рохленко Б. Г., Тараканова Г. Т. Экономи-
ческая эффективность входного контроля комплектующих изде-
лий // Стандарты и качество. 1983. № 4. С. 58 — 59.
7. Расчеты экономической эффективности новой техники: Справоч-
ник/Под ред. К. М. Великанова. Л.: Машиностроение, 1975. 430 с.
8. Точность и производственный контроль в машиностроении:
Справочник/Под общей ред. А. К. Кутая, Б. М. Сорочкина. Л.:
Машиностроение, 1983. 367 с.
РЕКОМЕНДУЕМЫЕ ФОРМЫ ДОКУМЕНТОВ КОНТРОЛЯ ПРИЛОЖЕНИЕ Формы документов, приведенные в приложении, рекомендуется применять при создании СТК на машиностроитель- ном предприятии. Эти формы документов могут быть полезны при совершенствовании и унификации действующей системы документации. Лицевая сторона Форма 1 Предприятие Сопроводительный ярлык № Нех-сдатчик № Заказ № Партия № Вид исполнения
Наименование детали (узла, блока) Обозначение детали (узла, блока) Количество
Дата запуска в производство « » 19 г. Нач. ПРБ (планировщик) (подпись, фамилия) Данные о заготовках или комплектующих изделиях, входящих в сборку
Номер чертежа заготовки Марка материала Число заготовок Размер Плавка Номер и дата сертификата Подано на сборку '
Номер комплек- тов ведомости Число комплектов
Клаповшик (ОТ К)
(подпись, дата) (фамилия)
Номер цеха- исполни- теля Операция Фамилия исполнителя Предъявлено исполнителям Подпись мастера Принято ОТК Примечание
Номер Наименование Число изделий Подпись и дата Число изделий Подпись, да- та или штамп
1 2 3 4 5 6 7 8 9 10
424 Приложение
Обратная сторона
Продолжение формы 1
1 2 3 4 5 6 7 8 9 10
Детали (узлы, блоки) данной партии в количестве.шт. изготовлены в соответствии с требованиями чертежей и техно-
логических процессов и годны для дальнейшего производства. Детали (узлы, блоки), изготовленные в данной партии, шме-
ют №..............
Старший мастер Контрольный мастер
(подпись, дата) (фамилия) (подпись, дата) (фамилия)
Замечания ОТК |
Особые отметки
ГЬгл южение
Перечень документов, прилагаемых к сопроводительному ярлыку
Наименование и номера документов » Число листов / Отметка о передаче документов в цех-потребитель с изделиями
Контрольный мастер (контролер)
(подпись, дата)
(фамилия)
426
Приложение
Форма 2
Предприятие _______________________________________________________
(гриф устанавливается при заполнении)
Цех № Вид исполнения
Паспорт контроля
на сборку, регулировку и испытание
(наименование прибора, изделия, системы)
Заказ №__________________
Технические условия №
Обозначение изделия
Заводской №
Форма 3 '
Комплектовочная ведомость
В прибор (изделие) входят детали согласно..........................
№ п/п Наименование паспортизованных узлов, деталей или готовых изделий Обозначе- ние изделия Коли- чество Завод- ской № № пас- порта или серти- фиката Приме- чание
1 2 3 4 5 6 7
Дата выдачи «»19-----------------------------------г.
Комплектовщик _____________________ ________________________
(подпись и дата} (фамилия)
Получил ________________________ ___________________________
(фамилия)
(подпись и дата)
Приложение
427
Форма 4
Ведомость замечаний,
сделанных в ходе контроля и приемок работниками
ОТК и представителями заказчика
' № п/п Характер замечаний Решение по замечанию или отметка о выполнении Примечание
1 2 3 4
(фамилия)
(фамилия)
Замечания составил ________________________
(подпись, дата)
Замечания принял __________________________
(подпись, дата)
Карта повреждений и отказов
Форма 5
№ п/п Наименование повреждения или отказа Дата Причина отказа элемента Фамилия и подпись контролера ОТК Приме- чание
1 2 3 4 5 6
-
Зам. начальника цеха_______________________________________________
(подпись) (фамилия и дата)
Начальник БТК цеха
. (подпись) (фамилия и дата)
Мастер
(подпись)
(фамилия и дата)
Форма б
Предприятие Цех-сдатчик №
Карта регулировки
(наименование прибора, изделия, блока)
Заказ № Маршрутная ведомость №
Обозначение
изделия Заводской №
№ п/п Наименова- ние пара- метров Единица измере- ния Параметр, установленный чертежом или ТУ Фактический параметр Примеча- ние
1 2 3 4 51 6
Регулировщик ___________________________________________
(подпись, дата) (фамилия)
Изделие соответствует требованиям, предусмотренным технической до-
кументацией, и годно для дальнейшего производства или поставки (ненуж-
ное зачеркнуть).
Производственный Контрольный
мастер ____________________— мастер —----------------------
(подпись, дата) (подпись, штамп, дата)
Форма ба
Акт
об окончании сборки и готовности прибора (механизма, системы) к
регулировке и испытаниям
« »19______________________г.
Прибор (механизм, система) ________________________________
Завод. №____________________*________ , изготовленный по заказу
в соответствии с требованиями технической и технологической
документации ______________________________________________
(номер ТУ или чертежа)
закончен в сборке и готов для выполнения регулировочных (наладочных)
работ.
Примечание. Если при изготовлении или сборке изделия допущены отступ-
ления от техдокументации, то эти отступления перечисляются в данном акте с указани-
ем документов, которыми они разрешены.
Сборщик ______________________________ ____________________
(подпись, дата) Производственный мастер (подпись и дата) Контрольный мастер ОТК (фамилия) (фамилия)
(подпись и дата)
(фамилия)
Форма 7
Дубл.
Взаим.
Подл.
И нв. № Подпись Дата Изм. Лист № Докум Подпись Дата
Завод А05. 13. 020СБ 1501305. 01103. 00001 ТЛ
Клапан выпускной
СОГЛАСОВАНО: УТВЕРЖДАЮ Главный инженер (подпись) (фамилия, инициалы) (подпись) (фамилия, инициалы) « » 19 г. « » 19 г. КОМПЛЕКТ ДОКУМЕНТОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВХОДНОГО КОНТРОЛЯ (подпись) (фамилия, инициалы) (подпись) (фамилия, инициалы) « » 19 г. « » 19 г. (подпись) (фамилия, инициалы) (подпись) (фамилия, инициалы) « » 19 г. « » 19 г.
Приложение 429
430
Приложение
Карта исходных данных для автоматизированного
ского
Конструктивно-технологические
Обозначение Наименование Масса Наименование и марка материала
(2) (3) „(4) (5)
А 05.13.020 СБ Клапан выпускной 0,4 Сталь 30ХГСНА
Маршрут
Номер операции обработки Вид операции обработки Норма времени Тариф, сетка, разряд и профессия рабочего Вероятность правильности выполнения операций обработки
(10) (11) (12) (13) (14)
01 1704 0,15 1—3
02 1704 0,20 1—3
Конструктивно-технологические данные
Номер операции обра- ботки Код контро- лируемого признака Значение контроли- руемого признака Посадка (квалитет) Отклонение Единица измерения
нижнее верхнее
(20) (21) (22) (23) (24) (25) (26)
01 160101 *
010113 215 Ь12 -0,46 0,0 ММ
Приложение
431
Форма 8
технологического проектирования техниче- Код 1201101
контроля Дата 010984
Код предприятия (I) 1501305
данные объекта контроля
Вид производства К-Т подобие Группа важности функций Объем партии
(6) (7) (8) (9)
Об Об 1 600
контроля
Код цеха Код участка Условия контроля
Код Обозначение Краткое наименование
(15) (16) (17) (18) (19)
120 10 00
120 10 02 2-1-1600 X 1000 Плита ГОСТ 10905-86
-
контролируемых признаков
Переменная контроли- руемого признака Вспомога- тельный прием Группа сложности контроля Вид возможного дефекта Особые указания
Обозначение Значение
(27) (28) (29) (30) (31) (32)
56 3 0 0003
щ 500 57 02 2 2 0006
Форма 9
Дубл.
Взаим.
Подп.
1501305. 01103. 00001 1
Разраб А05.13.020СБ 1501305, 10103, 00001
Клапан выпускной
Н. Контр.
М01
Код ЕВ МД ЕН Н. Расх. Е СИМ Код заго- товки Профиль и размеры кд М3
М 02 0,4
А Цех Уч РМ Опер Код, наименование операции Обозначение документа
Б Код, наименование оборудования СМ Проф Р УТ КР коид ЕН ОП тг 2'шт т •* пз Т * шт
А 03 Б 04 120 10 005 0384. Контрольная 1501305. 60103. 00001 0,095 1,599
432 Приложение
О 05 А 06 Б 07 Контроль внешнего вида 120 10 010 0220. Контрольная 02 2-1-16С0 х 100Ю Плита ГОСТ 10905—86 1501305. 60103. 00002
0,000 0,007
О 08 Контроль линейных размеров •
А 09 120 10 015 0225. Контрольная 1501305. 60103. 00003
Б 10 02 2-1-1600 X 1000 Плита ГОСТ 10905—86 0,137 2,296
О И А 12 Контроль размеров криволинейных поверхностей 120 10 020 0225. Контрольная 1501305. 60103. 00004
Б 13 20 2-1-16000 X 1000 Плита ГОСТ 10905 — 86 0,013 0,219
О 14 А 15 Контроль шероховатости 120 10 025 0370. Контрольная 1501305. 60103. 00005
Б 16 0,009 0,152
О 17 Контроль физико-химических свойств
МК Маршрутная карта
Приложение
Форма 10
Дубл.
Взаим.
Подл.
1501305. 10103. 00001
Разраб А05. 13. 020СБ 1501305. 60103. 00002
Н. контр. Клапан выпускной 120 10 010
Наименование операции Наименование, марка материала Наименование оборудования
Контроль линейных размеров- 30ХГСНА Плита ГОСТ 10905—86
Номер пере- хода Содержание перехода Приспособление (код, наименование) Измерительный инструмент (код, наименование) Процент контроля Т Jon Особые указания
01 Взять деталь и устано- вить на стол, плиту Взять контрольно- измерительный инстру- мент Штангенрейсмас ШР
Приложение
КДЕФ 01 Контролировать размер между координатами 250. 00 0. 10000 ГОСТ 164-80 8 0,171
8 215,0 Н12 (—0,460 + +0,000) ПУД-0,250 НВ = = 50 НПБ = 000101 ОВ = = 20 ОПБ =000101 УВ = = 80 УПБ = 000001 -
Отложить контрольно- измерительный инстру- мент *
Снять деталь со стола, плиты
Приложение
OK
Операционная карта технического контроля
Форма 11
Дубл. Взам. Подл.
1501305. 01103. 00001 00001
Разраб. А05. 13. 020 СБ 1501305. 42103. 00001
Н. контр. Клапан выпускной
Номер строки Обозначение Номер операции Приспособление и вспомога- тельный инструмент Режущий и измерительный инструмент
Код Наименование Кол Код Наименование Кол
001 002 003 004 005 А05, 13, 020СБ 010 015 015 015 015 3933220000 3933120000 3936150000 3942340000 3944140000 Штангенрейсмас ШР ГОСТ 164—80 Штангенциркуль ШЦ-2 ГОСТ 166—80 Шаблон радиусный, набор № 3 ГОСТ 4126—82 Микрометр рычажный с измерительной головкой МР ГОСТ 4381—80 Угломер оптический УО-2
ВО Ведомость оснастки
Приложение
— п/п
N) Дата поступления
Номер партии
U Номер документа, по которому поступило изделие (материал, полуфабрикат) (счет, накладная, квитан- ция)
tA Поставщик
О\ Наименование изде- лия (материала, полу- фабриката)
Обозначение изде- лия (материала, полуфабриката)
00 Объем партии
\о Номер сертификата или паспорта (фор- муляра)
о ГОСТ, ТУ
Объем контрольной выборки
г» Номер заключения по результатам испытания
□ Заключение о год- ности изделия, под- пись контролера ПВК
Примечание
Журнал входного контроля комплектующих
изделий (материалов, полуфабрикатов)
е
о
•и
р
м
дпнзжо1П(1£]
438
Приложение
Акт Ха,_____________ Форма 13
отбора выборок, проб
Настоящий акт составлен
«»19__________________________________________г.
(место составления акта)
приемной комиссией в составе:
представителя__________________________________________________________
(наименование организации, должность представителя)
тов. _____________________________________________________________:____
(фамилия, инициалы, подпись)
представителя _________________________________________________________
(наименование организации-изготовителя)
(должность представителя)
тов. __________________________________________________________________
(фамилия, инициалы, подпись)
тов. __________________________________________________________________
(фамилия, инициалы, подпись)
из продукции __________________________________________________________
(наименование продукции)
полученной «»19_____________________________________г. по транспортной
накладной №от «» 19__________________________________________________г.
в количестве мест при весе продукции
отобраны образцы в количестве _________________________________________
(наименование стандарта, ТУ на продукцию, основных и особых условий ее поставки
других обязательств правил и договора)
от «»19____________________________г.
Образцы ______________________________________________
((не) снабжены)
этикетками, содержащими данные, предусмотренные стандартами или
техническими условиями
Образцы ______________________________________________
(не опечатаны, опломбированы)
печатью (пломбой) ____________________________________
(наименование предприятия)
с оттиском на пломбе__________________________________
Другие данные ________________________________________
(вносятся по усмотрению лиц, участвующих в отборе образцов,
при необходимости более подробной характеристики образцов)
Для проведения (анализа) испытания из продукции отобраны дополнитель-
ные образцы в количестве _____________________________
Образцы сданы на (анализ) испытания « Подписи: 1. ( _ » 19 г. )
2 ( - )
3. ( - )
Приложение
439
Форма 14
Утверждаю:
Заявка № ______________________
Дата __________________________
Заказчик ______________________
Исполнитель ___________________
Прошу произвести
Нач. план, отдела
Гл. бухгалтер_________________
За счет ______________________
Сметная стоимость
Материал______________________
Зарплата _____________________
Нормир. ______________________
Подпись_____________________________
Заявка № ________________________________________________________
Копия ___________________________________________________________
Характер заказу _________________________________________________
Дата , .
Заказ принял ____________:_______________________________________
(линия подшивки)
440
Приложение
Форма 15
Лаборатория _____
(участок и т. п.)
Заключение №____
от «»19_______________г.
Анализ №____________________________________
(испытание, проба и т. п.)
По заказу № от « » _______________________________,_______ 19______г.
Наименование материала, изделия _____________________________________
Наименование
анализа
(испытания)
Показатели качества продукции
Требования
стандартов, ТУ
Фактические
показатели
Материал (изделие) соответствует (не соответствует) ГОСТ (ТУ)
Заведующий (начальник) _____________________________________________
Исполнитель ________________________________________________________
Ярлык
Форма 16
1. Наименование __________________________________________________
2. № партии _____________________________________________________
3. Количество (шт., кг, метр) .__________________________________
4. Дата поступления на завод ____________________________________
5. Изделие (материал) соотпетстпУет ГОСТ (ТУ)
не соответствует
6. Дата и подпись контролера ПВК ОТ К
7. Штамп ОТК
Приложение
441
Форма 17
Карта анализа качества поставок Поставщик
Эталон Заключение ОТК ГОСТ, ТУ
Наименование продукции
Дата
по-
став-
ки
Но- мер пар- тии Но- мер на- клад- ной Число изделий Результаты разбраковки
в пар- тии в вы- бор- ке де- фект- ных
год- ные, шг. брак, шт. брак, %
•
Окончатель-
ное решение
об исполь-
зовании
партии
Дата поставки Партия Накладная Характеристика дефектов
•
Форма 18
Предприятие Карта учета качества поставок Поставщик
Наименование продукции
Число месяца Январь Февраль Март Апрель Май Июнь Июль Август Сентябрь Октябрь Ноябрь Декабрь
1 2 3 4 5 28 29 30 31 1 . . . .
Постав- лено •
Не соот- ветствует НТД
Брак
Подписи
Приложение
Приложение
443
Форма 19
(цех)
Изделие_____________________________________________________
Предъявление от производства
Предъявляем к приемке закопченное производством, соответствующее
чертежам и ТУ, в полной комплектности изделие
Обозначение изделия ___________________________________________
Дата предъявления БТК 19_________________________________________г.
Производственный мастер ______________________________________
Замечания БТК по данному предъявлению
Контрольный мастер « » 19___________________г. час.
Предъявленное изделие, как удовлетворяющее требованиям чертежей и ТУ,
принято.
Контрольный мастер________________________
(гриф)
Дата 19_______________________________г.
Лицевая сторона
Форма 20
Цех № Повторное
Корешок повторного Цех №
предъявления № Предъявление № от производства
Наименование после устранения замечаний повторно предъявляем Вам к приемке
отклоненное при предъявлении от « »
19 г. изделие №
Обозначение изделия
я
Предъявление получил производ- Д ц
ственный мастер о с Все замечания устранены, и изделие полностью соответствует
и чертежам и ТУ, укомплектовано и повторно перепроверено.
я о Производственный мастер « »
(фамилия) с
19 г. час.
(подпись)
Дата Предъявленный монтаж 9 как удовлетворяющее требованиям
изделие
19 г. чертежей и ТУ, принято
Контрольный мастер « » 19 г.
(гриф)
444 Приложение
Обратная сторона
Продолжение формы 20
Причина отклонения
Принятые меры
Приложение
Начальник цеха
(подпись)
Разрешаю повторный осмотр
Начальник БТК
(подпись)
446
Приложение
СОГЛАСОВАНО:
Гл. контролер
Форма 21
УТВЕРЖДАЮ
Гл. инженер
Гл. технолог
ПЕРЕЧЕНЬ
операций цеха №переданных
под контроль производства на год
№ п/п Обозначение детали, сборочной единицы Наименование операций Примечание
Начальник цеха № _____________________
(подпись)
Начальник техбюро
Начальник БТК
(подпись)
(подпись)
Приложение
441
Ф о р м а 22
Личная карточка исполнителя
Ф И О
Группа мастера тов.___________________________
Дата вручения клейма___________приказ №от----------------------------
присвоено
клеймо
гриф
Закрепленный объем контроля _____________________________________
Результат летучего контроля ОТК_____________________________________
Дата Обозначение детали, сбо- рочной единицы Количество деталей, сбо- рочных единиц Заключение Подпись, гриф ОТК
• •
448
Приложение
Форма 23
Цех №_________
ЗАКЛЮЧЕНИЕ
аттестационной комиссии
Аттестационная комиссия цеха провела проверку знаний по чтению чер-
тежей, технологии изготовления или сборки изделий, методов и средств
контроля, ТУ у рабочих
представленных к получению личных клейм (грифов) ОТК, и отмечает, что
перечисленные рабочие в совершенстве овладели технологией выполнения
операций изготовления деталей или сборочных единиц в соответствии с
перечнем.
Перечень деталей или сборочных единиц, передаваемых под контроль
исполнителей
Фамилия, имя, отчество исполнителя Деталь, сборочная единица Наименование операции
Решение аттестационной комиссии
Председатель комиссии _____________________________________________
Члены комиссии ____________________________________________
Приложение
449
Форма 24
Главному контролеру
предприятия тов. ___________
ПРЕДСТАВЛЕНИЕ
от№
на вручение личных клейм ОТК
рабочим цеха №
На основании решения общего собрания работников цеха №
от----------------------19 г. просим оформить резрешение
на выдачу личных клейм работникам (отличникам качества), сдающим про-
дукцию на контроль БТК с первого предъявления в течение
Фамилия, имя, отчество исполнителя Специальность Наименование операций
•
Заявление рабочих и заключение аттестационной комиссии прилагается.
Начальник" цеха_____________________________________
Начальник БТК
(старший контрольный
мастер)_____________________________________________
Пред ссдаз ель
Ц^чОСОГО
комитета ___________________________________________
15 Зак.и 550
Лицевая сторона
Памятка
1. Рабочий при выполнении закрепленных за ним работ
обязан иметь при себе настоящее удостоверение.
2. При нарушении трудовой и технологической дисципли-
ны или выявлении дефектов по вине рабочего последний
лишается очередного талона ст. контрольным мастером
ОТК соответствующего цеха.
3. При лишении талона № 3 рабочий теряет право на само-
контроль и вознаграждение
Линия сгиба
Форма 25
УДОСТОВЕРЕНИЕ
НА ПРАВО
САМОКОНТРОЛЯ
Приложение
Оборотная сторона
Продолжение формы 25
Удостоверение на право самоконтроля Тов. Результаты летучего контроля ОТК Талон № 1
Дата Обозначение детали, узла Количество Заключение Подпись и гриф проверяющего
Талон №2
Доверяется приемка и ’оформле- ние документации изготовляв- мой им продукции на технологи- ческих операциях, подлежащих контролю ОТК, в объеме, опре- деленном приказом по заводу № от 19 г. Директор завода Начальник ОТК
Талон № 3
Удостоверение не действительно без талона № 3
Клеймо, гриф, закрепленные
за исполнителем
Подпись исполнителя
Приложение
452
При южение
Форма 26
УТВЕРЖДАЮ
Гл. контролер
ГРАФИК
проверки деталей, сборочных единиц
на соответствие геометрических размеров чертежу в ЦИЛе
Начальник БТК
Начальник техбюро цеха
Форма 27
Центральная измерительная лаборатория .КАРТОЧКА-Г На 1 обозначение изделия Цех-заказчик № IA СПОРТ № 19 г.
Размер по чертежу Действительный размер и эскиз
Проьерил . Начальник ЦИЛ
Форма 28
УТВЕРЖДАЮ Гл. контролер ПЛАН работы инспекторской группы на месяц 19 г.
№ п/п Тема проверки Исполнитель Срок проведе- ния проверки Приме- чание
Руководитель инспекторской группы ОТК
Приложение
Форма 29
Цех (отдел) № Дата проверки
__________________________________19______г.
АКТ
по результатам проверки производства
инспекторской группой ОТК
(объект производства, проверенный инспекторской группой)
о
и
1
Проверку выполнили: При проверке
присутствовали:
Результаты проверки:
Форма 30
УТВЕРЖДАЮ
Гл. инженер
СОГЛАСОВАНО:
Гл. конструктор
Представитель заказчика
ГРАФИК
проведения проверок качества комплексными бригадами
на___________________год
№ п/п Тема проверки Номер Срок проведения проверки Состав комиссии
Гл. контролер -----------------
(подпись)
Форма 31
МЕРОПРИЯТИЯ
к акту №___________________________
по устранению недостатков, выявленных
при проверке комплексной бригадой
№ п/п Содержание недостатков Мероприятия по устранению Срок выполнения Ответствен- ный исполнитель Приме- чание
Руководитель бригады
Члены бригады
456
Приложение
УТВЕРЖДАЮ:
Гл. инженер
Форма 32
СОГЛАСОВАНО:
Гл. конструктор
Гл. контролер
Представитель
заказчика ______________
АКТ №_____________
от_______________________
На основании графика, утвержденного приказом по заводу, за
№_________________________________________
комплексная бригада в составе:
1. (руководитель)
2. (член)
3. (член)
4. (член)
5. (член)
провела проверку
Результаты проверки ___________________________________________
-----------/________________________________________________________________________________________________________
Руководитель бригады -------------------------------------------
Члены_______________________________________
Форма 33
Первый или заглавный лист
Номер цеха График контроля технологической дисциплины на 19 г. Утверждаю
Номер проверки Обозначение и наименование детали (сборочной единицы) или технологического процесса Обозначение комплекта документов Состав комиссии Сроки исполнения, месяц Примечание
1 2 3 4 5 6 7 8 9 10 11 12
/
Визы должностных лиц
Разраб. Фамилия Подпись Дата
Лист
Форма 34 Первый или заглавный лист
Номер цеха График контроля технологической дисциплины на квартал (месяц) 19 г. Утверждаю
Номер проверки Обозначение и наименование детали (сборочной единицы) или технологического процесса Состав комиссии Дата проверки Примечание
Визы должностных лиц Разраб. Фамилия Подпись Дата Лист
Листов
458 Приложение
Форма 35
Первый или заглавный лист
Номер цеха Перечень деталей, сборочных единиц, подлежащих контролю технологической дисциплины на 19 г/ Утверждаю
Номер проверки Обозначение и наименование детали (сборочной единицы) или технологического процесса Обозначение комплек- та документов Номер проверки Особые указания
•
Визы должностных лиц Разраб. Фамилия Подпись Дата Лист
Листов
Приложение 459
460
Приложение
Форма 36
(наименование предприятия)
ЖУРНАЛ
УЧЕТА КОНТРОЛЯ
ТЕХНОЛОГИЧЕСКОЙ ДИСЦИПЛИНЫ
Участок № ____________________
Цеха №_________________________
Начат _________________________
Окончен _______________________
Ответственный
за ведение
( Л,ОЯЖНОСI ь,
фамилия, и. о.)
Приложение
461
Продолжение формы 36
Четные страницы
Дата проверки Обозначение детали (сборочной единицы) или комплекта документов Номер операции Наименование и содержа- ние отклонения (наруше- ния). Подпись контро- лирующего Код вида откло- нения
Продолжение формы 36
Нечетные страницы
Причина и виновник нарушения , Код причин отклонения Наименование мероприятия и его исполнитель Сроки выполнения Отметка о выполнении
Продолжение формы 36
Последние страницы, используемые для отметок должностных лиц
Дата Решение по результатам анализа нарушений и принятых мер по ним. • Должность, подпись, фамилия проводившего проверку журнала
•
&
Форма 37
Первый (заглавный) лист
Номер цеха Номер про- верки Дата про- верки Обозначение детали (сборочной единит»!) или технологического процесса Наименование детали (сборочной единицы) или технологического процесса Обозначение комплекта документов Номера операций без откло- нений Протокол контроля технологической дисциплины Утверждаю
Номер опера- ции Наименование и содержание отклонения Код и вид отклонения Код и причи- на отклонения Наименование мероприятия Дата выпол- нения Исполнитель
1
С документом ознакомлены Проверку провела комиссия в составе Визы должностных лиц Меропр. разработала комиссия в составе Лист
Листов
Приложение
Форма 38
Номер цеха 7 Обозначение комплекта документов Дата про- верки Акт контроля технологической дисциплины Количество операций
вып. пров. с откл.
Номер проверки Обозначение детали '(сборочной единицы) или технологического процесса Наименование детали (сборочной единицы) или технологического процесса Номера операций без отклонений
Номер операций Наименование и содержание отклонения Код и вид отклонения
Приложение
С документом ознакомлены Проверку провела комиссия в составе Лист
Листов
о\
464
Приложение
Форма 39
(решение главного
инженера предприятия)
СИГНАЛЬНЫЙ ЛИСТ
о повторном нарушении технологической дисциплины
Дата 1-й проверки
Дата 2-й проверки_______________
Цех_____________________
Обозначение технологической документации и наименование (тип) изделия
Содержание нарушения _____________________________________________
Подпись проверяющего
Объяснение начальника цеха, почему не устранено нарушение технологии,
выявленное при 1-й проверке_______________________________________
Подпись___________________________________
Заключение гл. технолога__________________________________________
Подпись___________________________________
Заключение начальника ОТК_________________________________________
Подпись_____________________________________
Предупреждение о браке №
В цех (отдел)Кому
(должность)
__________________________В цехе №
(фамилия)
Операция Заказ
Обозначение изделия,____________________
Характерные причины и необходимые мероприятия
Предупреждение Предупреждение
выписали: получили
Контролер
Нач. БТК
Дата « ____ » 19_______г. « ___ » 19 — г.
Подпись ч ------------------------------- мин
Подпись_________________
Форма 40
Талон предупреждения о браке №
(Подлежит возврату ОТК в течение дней)
Кому __________________________________________
Краткое содержание выполненных мероприятий
Приложение
«----» 19_____________________г.
Подпись
Форма 41
Заглавный лист
Номер цеха Номер про- верки Дата Обозначение детали (сборочной единицы) или технологического процесса Ведомость мероприятий по устранению отклонений, обнаруженных при контроле технологической дисциплины к акту № Утверждаю
Номер опера- ции Номер откло- нения Код и причина отклонения Наименование мероприятия Дата выполнения Исполнитель Принятые меры
Лист
Визы должностных лиц
Мероприятия разработала комиссия в составе
Листов
466 Приложение
Приложение
467
Форма 42
ЖУРНАЛ
анализа результатов контроля
технологической дисциплины
Цех № ____________________
Начат ____________________
Окончен __________________
Четные страницы
Обозначение детали
(сборочной единицы)
или комплекта
документов
Дата
проверки
Число
операций
Вид
отклонений
Продолжение формы 42
Нечетные страницы
Вид
откло-
нения
Код причины отклонения
Число отклонений
Число
мероприя-
тий
Число выпол-
ненных меро-
приятий
Приме-
чание
Форма 43
Заглавный лист
Завод Цех УТВЕРЖДАЮ Главный инженер (подпись, инициалы, фамилия) (дата)
ВЕДОМОСТЬ оборудования, подлежащего периодической проверке на технологическую точность на 19 г.
Наименование оборудования Тип (модель) Инвентарный номер Год уста- новки Балансовая стоимость, руб. Дата послед, кап. рем. Дата послед, среднего и текущ. ремонта Закрепленная деталь: наименование, обозначение Перио- ды про- верок Контролируемые параметры, допускаемые отклонения
• Разраб. Лист
Гл. спец.
Нач. цеха Листов
Нач. ОТК
Изм. Лист № до- кумен. Подпись Дата Гл. мех.
Приложение
Приложение
469
Заглавный лист
Форма 44
АКТ №
проверки на технологическую точность
(наименование оборудования)
Тип (модель) 4_________________________________________________________
Инвентарный номер _____________________________________________________
Цех (участок) _________________________________________________________
Дата провер- ки Номер провер- ки Контроли- руемые параметры Допускаемые отклонения Фактические отклонения при проверке Заключение комиссии
• Механ.
ОТК
ОГМет
Техн.
Изм. Лист. докум. Подпись Дата Лист Листов
Форма 45
ЖУРНАЛ
записи результатов контроля технологической оснастки
Дата проверки Наименование технологической оснастки Обозначение технологической оснастки Контролируемые характеристики и параметры Замечания ОТК о состоянии оснастки Подпись контролера ОТК
Форма 46
ГРАФИК
периодической проверки точности оснастки по цеху №.
на 19 г.
Номер участка цеха Оснастка Обозначение детали, сб. единица Номер операции Период между провер- ками Месяц Примеча- ние
Обозначение Наимено- вание 1 2 3 4 5 6 7 8 9 10 11 12
*
Главный технолог________________________________
Начальник цеха__________________________________
Начальник технологического бюро_____________________________________
Приложение
471
Форма 47
СОГЛАСОВАНО УТВЕРЖДАЮ
Начальник ОТК Главный инженер
«»19__________г. «»19___________г.
ПЕРЕЧЕНЬ
технологической оснастки, подлежащей периодической
проверке на технологическую точность
Оснастка Обозначение детали (сб. единицы) Периодичность проверок Цех-изго- товитель
Обозначение Наименова- ние
Главный технолог__________________________________
Главный металлург ________________________________
Главный сварщик___________________________________
472
Приложение
(Лицевая
Акт о браке № « » 19 г. Рабочий наряд Номер цеха Виновник Заказ № Брак неисправимый исправимый
Цех Уча- сток
Изделие Операция
Обозначение Наименование
Номер плавки
Вид брака
Причина брака
Способ исправления
Контрольный мастер (контролер) БТК
Начальник (ст. мастер) БТК
Произвол, мастер цеха №
Представ, цеха-виновника
Зарплата, руб. Материалы и полуфабрикаты
Нормо-часы Сумма Номенклатурный номер Количество, масса
При южение
413
Форма 48
сторона)
Шифр брака Число изделий
Категория Вид работ Причина Виновник Предъявлено Забраковано
Материал Масса I шт. брака
черновая чистовая
Технологический процесс
Конкретные виновники брака
— Цех Табельный № Фамилия, и. о. Подпись виновника Сумма к удержанию
Решение начальника цеха Итого
Сумма Цеховые расходы Всего Цена возможной реализации Удержано Потери
Продолжение формы 48
Оборотная сторона
Калькуляция себестоимости брака по цехам
Затраты Цех Зарплата Цеховые расходы Общезавод- ские расходы Всего Сумма удержания По цене лома Потери от брака
Нормо- часы Сумма
Итого Бухгалтер
Номер цеха Расчет себестоимости материалов Зарплата по операциям
Наименование Количество материала Цена, руб. Сумма Операции Нормо-часы Сумма
Возвратный лом
Технолог цеха Нормировщик
!
Приложение
475
Форма 49
Карта брака-дефекта
(лицевая сторона)
Изделие Цех-изготовитель
Наименование Обозначение
Дата Но- мер акта о бра- ке Число изделий Цех, в котором обнару- жен брак Виновник Операция возникно- вения брака
предъ- явлено забра- ковано Фами- лия, имя, отче- ство Специ- аль- ность Разряд
1 2 3 4 5 6 7 8 9
Оборотная сторона карты брака-дефекта
Номер акта о браке Операция обнаружения брака Характер брака-дефекта Причина брака-дефекта Шифр Принятые меры
10 11 12 13 14 15
•
476
Приложение
Форма 5Э
Лицевой счет убытков от брака
Дата Номер акта о браке Обозначе- ние детали Число забракованных деталей Шифр брака Сумма, руб. Приме- чание
(фамилия, инициалы (фамилия, инициалы (табельный номер)
рабочего) мастера)
Специал ьн ость ______________________________________________________—
Разряд Изменение разряда
Начал раЗоту по данной специальности----------------------------------
(дата)
Форма 51
Анализ брака
по цеху №за 19_____________________________________________________г.
Фамилия, имя, отчество мастера Номер акта о браке Обозначе- ние забра- кованной ’детали Число штук Потери от брака, руб. Виновник Смена Дата Шифр брака
Профес- сия Фамилия, имя, отчество Стаж рабочего Разряд рабочего Разряд выпол- ненной работы
1 2 3 4 5 6 7 8 9 10 И 12 13
•
Итого На сумму Число случаев брака
При рабочем стаже до одного года Свыше года в I смене в II смене
Приложение
Начальник БТК цеха №
Номер акта о браке
Дата оформления акта о браке
Наименование деталей
Номер чертежа
Расписка о получении акта о браке для указа- ния виновника
Категория | Код брака
Вид работ
Причина
Виновник
Цех (отдел), участок Виновник брака |
Фамилия
• Табельный номер
Поставщик
Убытки от брака, руб.
Размер удержания за брак, руб.
Дата передачи полно- стью оформленного акта в техническое бюро ОТК, в бухгалтерию и другие подразделения
Мероприятия, проведен- ные предприятием для предупреждения повто- рения брака
Отметка о реализации мероприятий
ЭПНЭЖОЮМц
ФОРМА ЖУРНАЛА РЕГИСТРАЦИИ АКТОВ О БРАКЕ В БТК ЦЕХА
УВЕДОМЛЕНИЕ ОБ УДЕРЖАНИИ ЗА БРАК и ₽ d
г.таб. №участок
Согласно извещению ОТК от « » №Вами произведен « »
19____________________г. брак по детали (сб. единице) №на операции №
в количестве штук. Стоимость брака в сумме, руб.
удерживается из Вашей зарплаты.
В случае несогласия с удержанием Вам предоставляется право обжаловать в семидневный срок
Начальник цеха
«»19_______________________________________г. Ст. бухгалтер
НОРМАТИВНАЯ КАЛЬКУЛЯЦИЯ БРАКА
Оборотная сторона
Обоз, деталей Завод, номер детали Число деталей Стоимость брака, руб. Цена лома, руб. Итого потерь Примечание
Материала Зарплата
Характеристика брака . ____________________________________________________________________________
Ст. бухгалтер
Приложение 479
480
При южение
Форма 54
(наименование
и адрес получателя) (адресат)
Уведомление
от№
о вызове представителя поставщика
1. Наименование изделия ________________________________
заводской №_______________
2. Получено_____________________________________________
(номер транспортного или иного документа,
по которому изделие получено)
3.
(основные неисправности, обнаруженные в изделии)
4. Способ устранения неисправностей
(силами поставщика,
получателя, необходимые средства — предположительно)
5. Прочие сведения _____________________________________
Прошу командировать представителей предприятия
(пункт
к «»19_______________________г.
прибытия)
для участия в проверке качества и комплектности изделия, составления и
подписания рекламационного акта, восстановления продукции и подписания
рекламационного акта, восстановления продукции или дать согласие на со-
ставление одностороннего рекламационного акта (ненужное зачеркнуть).
Составлен в экз. Экз. №
(адресат)
(руководитель организа-
ции предприятия-получа-
теля)
(подпись)
(инициалы, фамилия)
Приложение
481
Утверждаю
Форма 55
« » __________ 19_____г.
Технический акт №
о выходе изделия из строя или его забраковании
«»19______________________________г.
(место составления акта)
Акт составлен комиссией в составе:
Представителей предприятия___________________________________________
Представителей заказчика ____________________________________________
Представителей предприятия-поставщика
в том, что в гарантийный период эксплуатации на заводе №
вышло из строя изделие_______________________________________________
заводской №чертеж (ТУ, ГОСТ)
завод-изготовитель __________________________________________________
входящие в __________________________________________________________
(указать наименование механизма, устройства,
системы или схемы)
Гарантийный срок службы изделия (моторесурс, количество циклов сра-
батывания) по ТУ, паспорту, ГОСТу, условиям поставки
(срок окончания гарантии)
Дата установки изделия на заказе ____________________________________
Количество отработанных часов, циклов срабатываний или календарного
времени (месяцев, лет) с момента установки изделия
16 Заказ № 550
482
Приложение
Продолжение формы 55
Монтаж (наладка, испытание, сдача) изделия произведен в соответствии с
техпроцессом, инструкцией, условиями чертежа
(указать название и номер документа)
Характер отказа изделия и условия, при которых он произошел (подробно
описать) _______________________________________________________
Причины и конкретный виновник (предприятие, цех, лицо) выхода изде-
лия из строя ______________________________________________________
Прочие замечания __________________________________________________
Выводы и предложения ______________________________________________
а) по продолжению работ____________________________________________
б) по использованию забракованного изделия или по устранению недостат-
ков и их предотвращению ___________________________________________
в) по составлению рекламационного акта заводу-поставщику на вышедшие
из строя изделия __________________________________________________
Подписи
Приложение
483
Форма 56
Утверждаю
Предприятие Главный инженер
«» 19_______________г.
Акт №___________
приемки продукции по качеству
1. «»19------------------------------г.
2. Приемка продукции произведена --------------------
3. Комиссия в составе ......................... —
с участием представителя -------------------------------
действующего на основании удостоверения №---------------
от «»произвела приемку
4. Члены комиссии ознакомлены с инструкцией, утвержденной Госарбит-
ражем при СМ СССР от 25.04.66, № П-7
5. Отметка о вызове представителя-----------------------
6. Отправитель__________________________________________
7. Поставщик ___________________________________________
8. Изготовитель ________________________________________-
9. Основание поставки __________________________________
10. Продукция, изготовленная ,
отправлена со станции
и доставлена на станцию назначения
по документам __________________________________________
Продукция выдана и поступила на склад
11. Продукция поступила в ______________________I_______
и вскрыта_______________________________________________
12. Состояние: тары, упаковки___________________________
маркировки _____________________________________________
предупредительных знаков, надписей
13. Пломбы______________________________________________
14. Отметка о составлении коммерческого акта
15. До момента приемки продукции хранилась
16. При вскрытии тары (упаковки) обнаружены
17. Документ, удостоверяющий качество продукции
18. Качество, сортность продукции установлена в соответствии с
19. Количество недостающей продукции определено (обмером, счетом
мест, взвешиванием, пересчетом и т. п.)
16*
484
Приложение
Продолжение формы 56
20. Недостающая продукция могла, не могла вместиться в тарное место
21. В результате приемки продукции установлено:
а) дефектная продукция
б) некомплектная продукция
Перечень некомплект-
ной продукции
Стоимость
Перечень недостаю-
щих узлов, деталей
Стоимость
22. Перечисленная выше продукция забракована, признана некомплектной,
переведена в низший сорт на следующих основаниях
23. Образцы пробы --------------------------------------------
и направлены _________________________________________________
24. Выводы комиссии о характере выявленных дефектов и причинах их воз-
никновения ___________________________________________________
Приложение____________________________________________________
25. Подписи членов комисии
Приложение
485
Форма 57
Утверждаю
(условное наименование (наименование должности)
______________________ М. П.
и адрес получателя)___(подпись, инициалы,
фамилия)
(дата)
Рекламационный акт
__________________________№__________________
(дата)
о неисправности изделия
(условное наименование)
заводской №_________________________
Дата и номер уведомления ____________________________________________
Основание ___________________________________________________________
(распоряжение руководителя, номер, дата)
Составлен комиссией в составе:
председатель ___________________________________________________________
(должность, инициалы, фамилия)
члены комиссии:
от получателя___________________________________________________________
(должность, инициалы, фамилия)
от поставщика ________________________________________________________
(место работы, должность, инициалы, фамилия)
(дата и номер удостоверения)
486
Приложение
Продолжение формы 57
от других организаций_________________________________________________
(место работы, должность, фамилия)
(дата и номер удостоверения)
В период с по комиссия
(дата) (дата)
провела работу по выявлению характера и причин возникновения неисправ-
ности ,
(условное наименование изделия, составной части)
а также по определению возможности восстановления его (ее)
в (на) _______________________________________________________________
(условное наименование получателя)
Ознакомившись с техническим состоянием изделия и выполнением тре-
бований эксплуатационной документации, комиссия установила:
1. Дата обнаружения неисправности__________________,_____________
2. Основные данные по изделию:
изготовлено предприятием______________________________________________
(условное наименование и дата
изготовления)
поставлено _____________________________________________________;_____
(условное наименование предприятия,
наименование, номер и дата документа)
гарантийный срок (гарантийная наработка)
с начала гарантийного срЪка наработало, хранилось
(дата начала эксплуатации, наработка, продолжительность хранения)
Приложение
487
Продолжение формы 57
3. Основные данные по неисправной составной части (комплектующему
изделию) _____________________________________________________________
(наименование, индекс)
заводской №_______________________
выпущена предприятием_________________________________________________
(условное наименование, дата выпуска)
гарантийный срок (гарантийная наработка)
с начала гарантийного срока наработала (о), хранилось
(дата начала эксплуатации, наработка, продолжительность хранения)
4. Документы, удостоверяющие качество и комплектность изделия
(наименование, дата, номер формуляра, паспорта и
другие документы, правильность их ведения получателем)
5. Документы, по которым проверялось качество и комплектность изде-
лий для выборочной проверки_______________________________________________
(стандарт,
технические условия, эксплуатационная документация и другие документы,
соответствие изделия их требованиям)
6. Соблюдение правил эксплуатации
(состояние
пломб, тары, упаковки, маркировки, выполнение требований
эксплуатационной документации и др.)
488
Приложение
Продолжение формы 57
7. Описание неисправности___________________________________________
(внешнее проявление, условия, обстоятельства
и вид работ, при которых она выявлена, причины ее возникновения, некомплектность
изделия и др.)
8. Выводы
Изделие подлежит. ____________________________________________________
(восстановлению, замене,
доукомплектованию)
Неисправность изделия имеет характер
(производственный,
конструкционный, отказ комплектующего изделия)
(изделие подлежит направлению для дальнейшего исследования и др.)
9. Сведения об устранении обнаруженной неисправности (заполняют,
если изделие восстановлено до окончания составления акта)
(изделие вос-
становлено и испытано получателем или поставщиком, пригодно к дальнейшей
эксплуатации, чьи использованы средства и ЗИП для восстановления, доукомплек-
тования, наименование и номер документа, по которому проводились работы)
10. Основание составления одностороннего рекламационного
акта
(номер и дата уведомления и ответа поставщика о согласии на составление
одностороннего акта и др.)
Приложение
489
Продолжение формы 57
11. Данные для машинного учета
Сведения Дата уведомления Номер акта Дата оформления акта Составитель акта Кому напрален акт
Код
Код
Приложение: _________________________________________________________
(эскизы, результаты исследований, фотоснимки, акты отбора
проб, результаты анализов и др.)
Составлен в экземплярах
Экземпляр № ________________________ _________________________
(адресат)
Председатель комиссии
. (подпись) (инициалы, фамилия)
Члены комиссии________________________________________________________
(инициалы, фамилия)
(подпись)
*- № п/п
N) Номер, дата и кем составлен Рекламационный акт
Кому предъявлен; односторонний или двусторонний
U Наименование изделия (индекс), заводской номер, дата выпуска, поставщик, наработка (продолжитель- ность хранения)
Дата обнаружения неисправности
о\ Причина неисправности по рекламационному акту
О Дата и исходящий номер уведомления поставщика о вызове представителя
00 Ответ по уведомлению (исходящий номер и дата), дата прибытия представи- теля поставщика
Адрес и дата отправки рекламационного изделия с документацией на иссле- довакие и ремонт
о Номер и дата акта иссле- дования, установленный характер и причины неисправностей
Отметка об удовлетворе- нии рекламаций (номер и дата акта)
Примечание
Журнал
учета предъявляемых рекламаций
е
о
•о
2
р
оо
дпнэжокпйц
06>
— № п/п
N) Номер, дата, кем составлен Сведения по рекламационному . акту
и» Откуда поступил, односторонний или двусторонний
Условное наименование изделия, заводской номер, дата изготовления, постав- щик, наработка (продолжи- тельность хранения)
и» Дата обнаружения неисправности
о\ Причина неисправности в изделии по рекламацион- ному акту
Дата и номер получения уведомления от получа- теля
00 Ответ по уведомлению получателя (исходящий номер), дата выезда представителя поставщика
V© Дата получения реклама- ционного изделия с доку- ментацией на него п рекла- мационного акта
о Результаты исследования (характер и причина неисправности), номер и дата акта исследования
Мероприятия по устране- нию причин неисправности
ьэ Оз метка об удовлетворе- нии рекламаций (номер и дата акта) и возмещении убытков
□ Примечание
Журнал
учета полученных рекл;
е
о
•о
г
I6t
эпнэжоипйц
— № п/п
к> Дата, наименование, номер документа
и* От кого поступило замеча- ние (наименование органи- зации, адрес)
Модель, тип, наименование изделия; заводской номер, год выпуска
/ и» Краткое-описание не- исправностей, поврежде- ний и переделок; их причины
Ох Виновник выявленного дефекта и неисправности
Краткое описание работ, связанных с переделкой или исправлением повреждений
00 Цехи (Отделы) виновники
хо Принятые заводом меры по предупреждению подобных случаев (номер и дата документа)
• о Примечание
учета неисправностей и неполадок, имевших место при эксплуатации
е
о
43
S
р
8
эпнэжоипдц
Z6P
ГОСУДАРСТВЕННАЯ ПРИЕМКА ПРОДУКЦИИ
Основные положения по Государственной приемке продукции. В со-
ответствии с постановлением ЦК КПСС и СМ СССР «О мерах
по коренному повышению качества продукции» принято решение о
создании специального органа вневедомственного контроля — Госу-
дарственной приемки, подчиненной Государственному комитету СССР
по стандартам. Государственная приемка продукции введена с 1.01.87 г.
в объединениях и на предприятиях, выпускающих важнейшую на-
роднохозяйственную продукцию, а также товары народного потреб-
ления.
Основные права и обязанности Государственной приемки, взаи-
моотношения между руководителями Государственных приемок и
руководителями предприятий, обязанности руководителей предприя-
тий по созданию условий, обеспечивающих нормальное функцио-
нирование органов Государственной приемки, определены Положением,
утвержденным Советом Министров СССР. Государственная приемка
является самостоятельной организацией Госстандарта и подчиняется
Главному управлению Государственной приемки Госстандарта.
Государственная приемка в своей деятельности руководствует-
ся Положением, утвержденным Советом Министров СССР, дейст-
вующим законодательством, приказами и указаниями Госстандарта,
ГОСТ 26964 - 86 и РД 50-612-86.
При Государственной приемке используют термины и опреде-
ления, установленные ГОСТ 16504 — 81 и ГОСТ 26964 — 86. В этих
ГОСТах даны определения разновидностей понятий: продукции, пар-
тии продукции, приемки продукции, контрольного образца, эталон-
образца, а также видов испытаний (табл. 1).
Общие правила Государственной приемки и испытаний продук-
ции, включая порядок предъявления на испытания и (или) приемку,
порядок проведения испытаний готовой продукции и принятие ре-
шений о ее приемке по результатам испытаний, взаимоотно-
шения сторон при • проведении испытаний и приемке, а также ре-
комендуемые формы документов, оформляемых при испытаниях и
приемке, устанавливаются ГОСТ 26964 — 86.
Государственная приемка продукции проводится посредством
испытаний и контроля соответствия продукции требованиям, уста-
новленным стандартами, техническими условиями (ТУ), конструк-
торской и технологической документацией, условиями поставки и
договорами (в части обеспечения качества), а также с учетом ут-
вержденных образцов-эталонов. Завершающим этапом приемки про-
494
Государственная приемка продукции
1. Систематизация видов контрольных испытаний по их основным
признакам
Признак вида испытания Испытания Признак вида испытания Испытания
Испытания Квалифика- Вид Электрические
готовой продукции Условия и место проведения испытаний ционные Предъявитель- ские Приемо- сдаточные Периодические Типовые Аттестацион- ные Сертифика- ционные Лабораторные Стендовые Полигонные Контурные воздействия Результат воздействия Определяемые Электромагнит- ные Магнитные Химические Биологические Неразрушаю- щие Разрушающие Испытание на стойкость Испытание на прочность Испытание на устойчивость Функциональ-
Продолжитель- Нормальные характеристики ные
ность испытаний Вид воздействия Ускоренные Сокращенные Механические Климатические Термические Радиационные объекта Испытания на надежность Испытания на' безопасность Испытания на транспорта- бельность
дукцин является оформление документов, свидетельствующих о годнос-
ти продукции для поставки и (или) использования.
Основные категории испытаний продукции, проводимых при
приемке, — приемо-сдаточные, периодические и типовые.
При этих категориях испытаний могут быть проведены испытания
в соответствии с табл. 1 (ГОСТ 16504—81), которые регламен-
тируются стандартами и ТУ на продукцию. Например, средства
измерения подвергают также государственным контрольным испыта-
ниям по ГОСТ 8.001-80 и ГОСТ 8.383-80. Представители Го-
сударственной приемки при контроле и оценке качества продукции
руководствуются стандартами и ТУ, в которых регламентированы
методы контроля.
Продукция на Государственную приемку предъявляется равно-
мерно и ритмично с учетом необходимого времени на ее испытания
Государственная приемка продукции
495
и контроль. Предъявляемая продукция должна по всем показателям
полностью соответствовать требованиям стандартов и ТУ, в том числе
по комплектности, а также должна иметь оформленную доку-
ментацию, подтверждающую выполнение необходимых видов конт-
роля и испытаний, в том числе входного контроля, квалифика-
ционных испытаний и т. п.
Основанием для принятия решения о приемке продукции яв-
ляются положительные результаты приемо-сдаточных испытаний, а
также положительные результаты предшествующих периодических
испытаний, проведенных в сроки, установленные стандартами и
ТУ на продукцию. Результаты испытаний являются положитель-
ными, если испытания проведены в объеме и последовательности,
установленных стандартами и ТУ, и не обнаружено ни одного не-
соответствия продукции требованиям стандартов и ТУ. Результаты
испытаний каждой категории оформляют в соответствующих до-
кументах. Для обеспечения испытаний и контроля всех категорий
и видов предприятие-изготовитель представляет представителям Го-
сударственной приемки необходимые материально-технические, метро-
логические, транспортные и тому подобные средства, если испыта-
ния и приемку продукции проводят на предприятии-изготовителе.
Если испытания и приемку продукции проводят на Испытатель-
ном полигоне, в Государственном испытательном центре или го-
ловной организации по государственным испытаниям продукции,
то все виды обеспечения осуществляют по согласованию (по до-
говору) испытательная организация — предприятие-изготовитель. Мет-
рологическое обеспечение осуществляют в соответствии с госу-
дарственными стандартами и другими нормативно-техническими до-
кументами по метрологическому обеспечению.
Категории испытаний продукции. Приемо-сдаточные ис-
пытания проводят с целью контроля продукции на соответствие
требованиям стандартов и ТУ, а также контрольному образцу, если
он предусмотрен стандартами и ТУ на продукцию, либо образцу-
эталону, при его наличии, для определения возможности приемки.
Правила утверждения контрольных образцов приведены в
ГОСТ 26964 — 86, а образцов-эталонов — в ГОСТ 15.002 — 85.
На приемо-сдаточные испытания представляют продукцию, вы-
державшую предъявительские испытания (в технически обоснован-
ных случаях отдельные виды предъявительских испытаний допус-
кается совмещать *с приемо-сдаточными в соответствии со стан-
дартами и ТУ на продукцию). Объем предъявительских испыта-
ний, проводимых ОТК, должен быть не менее объема приемо-
сдаточных, но с планами и (или) нормами контроля, как правило,
более жесткими, чем при приемо-сдаточных испытаниях. По резуль-
татам предъявительских испытаний оформляют протокол испытаний
представители ОТК, проводившие испытания (контроль), а заклю-
чение — начальник ОТК (его уполномоченный представитель) и на-
чальник испытательной станции (производственный мастер). Продукция
496
Государственная приемка продукции
считается выдержавшей предъявительские испытания, если резуль-
таты испытания положительны и оформлены протоколом. Продук-
ция, принятая ОТК, должна быть опломбирована и (или) иметь
соответствующие клейма.
Предъявление продукции на приемо-сдаточные испытания про-
изводит ОТК извещением, подписанным руководителем предприятия-
изготовителя (главным инженером) и главным контролером качества
(начальником ОТК). К извещению прилагают документы, подтверж-
дающие соответствие продукции требованиям стандартов и ТУ, а
также протоколы предъявительских испытаний (или документы,
подтверждающие результаты испытаний и приемки продукции ОТК).
Приемо-сдаточные испытания проводят в присутствии представи-
теля ОТК предприятия-изготовителя.
Результаты испытаний оформляют протоколом приемо-сдаточных
испытаний (или документом, его заменяющим, при автоматизиро-
ванном контроле и испытаниях; содержание этого документа должно
быть согласовано с Госстандартом).
Если предъявительские и приемо-сдаточные испытания совмеще-
ны, то допускается их результаты оформлять в едином протоколе
испытаний с соответствующими записями результатов этих испытаний
и заключений по результатам испытаний.
На основании протокола приемо-сдаточных испытаний работник
Государственной приемки составляет заключение о соответствии про-
дукции требованиям стандартов и ТУ и ее приемке или забраковании
(возврате). На принятой продукции ставят пломбы и (или) соответ-
ствующие клейма, метод простановки и расположение которых
должны соответствовать требованиям стандартов и ТУ на продук-
цию, а в формуляре (паспорте) дается заключение о приемке и
годности продукции. Если простановка клейм (пломб) на продук-
ции невозможна или недопустима, то их проставляют на сопрово-
дительной документации и на таре с принятой продукцией (если тара
невозвратная).
Продукцию, не выдержавшую приемо-сдаточных испытаний, ру-
ководитель Государственной приемки возвращает ОТК с изложе-
нием причин возврата и забракования в извещении для выявления
причин несоответствия продукции требованиям стандартов и ТУ, а
также для проведения мероприятий по их устранению и повторного
предъявления. Анализ и устранение дефектов и результаты пере-
проверки ОТК продукции, возвращенной Государственной приемкой,
оформляют соответствующим актом. Повторное предъявление про-
дукции на приемо-сдаточные испытания проводят извещением с
надписью «Вторичное» и подписанным только руководителем пред-
приятия-изготовителя и главным контролером качества (начальником
ОТК). Продукцию, у которой невозможно или экономически неце-
лесообразно устранять дефекты, а также продукцию, не выдержав-
шую повторные испытания, окончательно забраковывают и изолируют
от годной в порядке, приведенном в гл. 5.
Государственная приемка продукции
497
Испытания и приемку продукции серийного и массового про-
изводства приостанавливают:
если единицы продукции, предъявлявшиеся дважды на приемку,
не выдержали повторных испытаний;
если единицы продукции предъявлялись последовательно одна
за другой на первичные испытания и окончательно забракованы
по результатам каждых из двух последовательно проведенных
первичных испытаний (число последовательных забракований для
массового производства устанавливается стандартами и ТУ на про-
дукцию).
Решение о возобновлении испытаний и приемке продукции
принимает руководитель Государственной приемки после проведения
мероприятий по устранению причин, вызвавших приостановку про-
изводства и оформления соответствующего документа, согласованного
с Государственной приемкой.
Принятой считают продукцию, которая выдержала испытания,
укомплектована и упакована в соответствии с требованиями стан-
дартов и ТУ, опломбирована ОТК и работником Государственной
приемки и на которую оформлены документы, удовлетворяющие ее
приемку. Принятая продукция подлежит отгрузке и сдаче на хра-
нение предприятию-изготовителю.
Периодические испытания проводят с целью:
периодического контроля качества продукции;
контроля стабильности технологического приема в период меж-
ду предшествующими и очередными испытаниями;
подтверждения возможности продолжения изготовления изделий
по действующей документации и их приемки;
подтверждения уровня качества продукции, выпущенной в тече-
ние контролируемого периода;
подтверждения эффективности статистических методов контроля,
применяемых при приемочном контроле.
В случае, когда все требования стандартов и ТУ проверяют
при приемо-сдаточных испытаниях, допускается периодические испы-
тания не проводить.
Объем, последовательность и периодичность периодических ис-
пытаний устанавливаются стандартами и ТУ на продукцию.
Периодическое испытание проводят: предприятие-изготовитель при
участии и под контролем Государственной приемки, которая дает
заключение по результатам испытаний, испытательная организация
с участием работника Государственной приемки и представителя
предприятия-изготовителя, а при необходимости — представителя ор-
ганизации-разработчика и основного потрёбителя; заказчик с участи-
ем представителя предприятия-изготовителя и при необходимости —
представителя организации-разработчика.
Периодическим испытаниям подвергают изделия, изготовленные
в контролируемый период и выдержавшие приемо-сдаточные испы-
тания. Отбор изделий для этих испытаний осуществляет с оформлени-
498
Государственная приемка продукции
ем акта работник Государственной приемки в присутствии пред-
ставителя ОТК.
Конкретные сроки периодических испытаний устанавливают в
утвержденном руководителем (главным инженером) предприятия-
изготовителя и руководителем Государственной приемки графике
(годовом, полугодовом или квартальном), в котором указывают мес-
то и сроки проведения испытаний и оформления документации
по результатам испытаний (протокол и акт испытаний).
Протокол и акт периодических испытаний подписывают все
участвовавшие в испытаниях, а акт затем утверждает руководитель
(главный инженер) предприятия-изготовителя и руководитель Госу-
дарственной приемки.
Если продукция выдержала периодические испытания, то качест-
во выпущенной за контролируемый период продукции считается
подтвержденным данными испытаниями, а также считается под-
твержденной возможность дальнейшего изготовления продукции по
той же документации, по которой изготовлена продукция, прошед-
шая периодические испытания, до получения результатов очередных
периодических испытаний, проведенных с соблюдением установлен-
ных стандартами и ТУ сроками периодичности.
Срок и количество продукции, на которую распространяются
результаты периодических испытаний, указывают в акте. Резуль-
таты периодических испытаний используют при очередной аттеста-
ции качества продукции. Если продукция не выдержала периоди-
ческих испытаний, то ее приемку и отгрузку приостанавливают до
выявления причин возникновения дефектов, их устранения и полу-
чения положительных результатов повторных испытаний.
Предприятие-изготовитель совместно с Государственной приемкой
анализируют результаты периодических испытаний, а выявленные
дефекты и причины их появления фиксируют в перечне дефектов и
мероприятиях по их устранению.
Если характер дефектов снижает технические характеристики
продукции (в том числе и у принятой), то принимают необ-
ходимые решения по всей этой продукции. В число решений могут
входить мероприятия по устранению дефектов, способы компенса-
ции ущерба и т. д.
Повторные периодические испытания проводят только после
проведения мероприятий по устранению дефектов и причин, их
вызывающих. При повторных периодических испытаниях, как правило,
удваивают число единиц испытываемой продукции, но испытания по
согласованию с руководителем Государственной приемки могут быть
проведены только в объеме следующих видов испытаний:
на которых обнаружены дефекты;
которые могли повлиять на возникновение дефектов;
по которым испытания не проводились.
При получении отрицательных результатов повторных периоди-
ческих'испытаний приемку продукции прекращают, и Госстандартом
Государственная приемка продукции
499
и всеми заинтересованными министерствами на основании анализа
результатов испытаний принимаются решения: о дальнейшем произ-
водстве продукции по действующей документации; о мерах по изго-
товленной за контролируемый период продукции; о необходимости
проведения переаттестации продукции для пересмотра категории ее
качества.
Типовые испытания проводят после внесения изменений
в конструкцию, рецептуру или технологию изготовления, которые
могут повлиять на технические характеристики продукции и (или) ее
эксплуатацию, с целью оценки эффективности и целесообразности
влияния изменений.
Необходимость проведения этих испытаний определяют совмест-
ным решением предприятия-разработчика, предприятия-изготовителя
и Государственной приемки или предприятия-изготовителя и Го-
сударственной приемки и т. д.
Испытания проводит предприятие-изготовитель или испытатель-
ная организация с участием заинтересованных сторон.
Программу и методику типовых испытаний разрабатывает пред-
приятие-изготовитель и согласовывает с Государственной приемкой,
а утверждает инстанция, утвердившая конструкторскую докумен-
тацию. Программа и методика типовых испытаний должны содер-
жать:
перечень необходимых испытаний из состава приемо-сдаточных
и периодических испытаний;
требования к числу единиц продукции, необходимому для
проведения испытаний;
указания об использовании единиц продукции, подвергнутых
типовым испытаниям.
' Объем испытаний и контроля должен быть достаточным для
оценки влияния внесенных изменений на технические характеристики
продукции.
Для типовых испытаний работник Государственной приемки в
присутствии представителя ОТК отбирает продукцию, изготовленную
с учетом внесенных изменений, готовность которой к типовым
испытаниям определена ОТК. Отбор продукции оформляют актом.
Если результаты типовых испытаний будут положительными,
то эти изменения вносят в установленном порядке в дальнейшие
испытания и продукцию принимают в ранее рассмотренном порядке.
Если эффективность и целесообразность предлагаемых изменений
не подтверждены типовыми испытаниями, то изменения в доку-
ментацию не вносят, а по использованию изготовленных единиц
продукции принимают необходимые решения. Результаты типовых
испытаний оформляют актом и протоколом с отражением в них ре-
зультатов испытаний. Акт подписывают все участники испытаний и
утверждают руководитель (главный инженер) предприятия-изготови-
теля или руководитель испытательной организации и руководитель
Государственной приемки.
500
Государственная приемка продукции
Организация контроля качества продукции и контроль качества
продукции на любой стадии производства являются основной дея-
тельностью Государственной приемки. Работники Государственной
приемки несут ответственность за правильность оценки качества
продукции, за соответствие продукции стандартам, техническим
условиям, проектно-конструкторской и технологической документации,
образцам (эталонам), условиям поставки и договоров (в числе требо-
ваний по качеству).
Руководитель Государственной приемки ежегодно разрабатывает
и направляет руководству предприятия «Перечень обязательного
контроля и приемки», который содержит наименования объектов
контроля:
готовой продукции и ее составных частей (деталей и сборочных
единиц, материалов, веществ и другой продукции);
операций технологического процесса, подлежащих обязатель-
ному сплошному или выборочному контролю и приемке.
В случае необходимости контроля и приемки не предусмотрен-
ных перечнем объектов руководитель Государственной приемки изве-
щает об этом руководство предприятия. При наличии на пред-
приятии представителя заказчика Государственная приемка взаимо-
действует с ним и организует контроль по взаимоувязанным пла-
нам. Работа Государственной приемки по контролю качества про-
дукции проводится в следующих направлениях:
контроль технической документации;
контроль изготовления продукции;
приемка продукции;
контроль за обеспечением надежности принимаемой продукции
и рекламационной работой;
контроль за работами по стандартизации;
контроль за состоянием и применением средств измерения и
соблюдения метрологических правил.
Содержание этих работ регламентировано в РД 50-612 — 86.
Результаты деятельности Государственной приемки должны быть
отражены в следующих документах:
журналах: учета изменений технической документации, учета
замечаний по технической документации, учета заданий на летучий
контроль, заданий на летучий контроль производства, приемки и
отгрузки продукции, учета испытаний продукции, учета дефектов,
учета рекламаций; акте проверки рекламационной продукции; плане
работы Государственной приемки; журналах: контроля выполнения
директивных документов, совместных решений и указаний Госстандар-
та, учета выдачи клейм и пломбиров.
Структурные схемы Государственной приемки. Расстановка ра-
ботников Государственной приемки и их функциональные обя-
занности определяются руководителем Государственной приемки в со-
ответствии со структурной схемой, которая разрабатывается с
учетом объема и характера принимаемой продукции, условий про-
Государственная приемка продукции
501
изводства, штатного состава и численности приемки и у i нерж ди
ется руководителем Государственной приемки.
В структуре Государственной приемки, штат которой более
25 человек, может предусматриваться заместитель руководи юл я
старший представитель Государственной приемки, а при мсныпей
численности его функции выполняет один из руководителей групп.
Группа — основное структурное подразделение Государственной
приемки предназначена для обеспечения:
приемки продукции в структурных подразделениях предприятия;
контроля качества продукции на всех стадиях ее изготовления;
испытания продукции;
приемки готовой продукции;
контроля изготовления и приемки продукции в филиалах пред-
приятия или на самостоятельных предприятиях производственного
объединения;
решения других задач Государственной приемки.
Руководство группой осуществляет старший представитель Го-
сударственной приемки. В состав групп могут входить участки (они
могут быть и самостоятельными подразделениями) для выполнения
Рис. 1. Примерная структурная схема Государственной приемки большой численности
502
Государственная приемка продукции
Рис. 2. Примерная структурная схема Государственной приемки средней численности
Рис. 3. Примерная структурная схема Государственной приемки малой численности
работ: по отрицательным направлениям деятельности группы, по
испытаниям продукции и т. п.
Примерные структурные схемы Государственной приемки в за-
висимости от численности предприятия приведены на рис. 1-3
(рекомендуемая численность: групп —9—15 человек, участков —5 —8
человек).
СПИСОК ЛИТЕРАТУРЫ
1. Государственный контроль качества. (О деятельности пред-
ставительства Госстандарта на Чеховском заводе энергетического
машиностроения: Беседа^ с директором завода Г. И. Мостовым
и др.)//Стандарты и качество, 1986, № 6. С. 28 — 32.
2. Исаев И. И. От эксперимента к постоянно действующей
системе Государственной приемки продукции//Стандарты и качество,
1986, № 9. С. 8-12.
3. Колмогоров Г. Д. Идти дальше, добиваться большего//Стан-
дарты и качество, 1986. № 4. С. 3 — 7.
4. Соколов Б. К. Машиностроение — авангард перестройки (Ка-
чество — фактор ускорения)//Стандарты и качество, 1986. № 10.
С. 3-6.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автомат контрольный 278 — Циклограмма 345, 346 — Число автоматов,
обслуживаемых одним контролером в смену 91
Акт: контроля технологической дисциплины 463; об окончании
сборки и готовности прибора (механизма, системы) к регулировке
и испытаниям 428; о браке 472—474; отбора выборок, проб 438;
по результатам проверки производства инспекторской группой
454; по результатам проверки комплексной бригадой 456; при-
емки продукции по качеству 483, 484; проверки на технологи-
ческую точность 469; рекламационный 485 — 489
Аттестация: контроля 396, 405; средств контроля 276
База технологическая 38
Базирование 346, 347
Бирка технологическая 115
Брак: внешний, выявленный у потребителя в изделиях, постав-
ляемых заводом 265, 266; внутрицеховой (оформление актов)
259, 260; исправимый, неисправимый 206; обнаруженный в под-
разделении-потребителе (оформление) 260 — 262; поставщика 262 — 265
Брак 206, 251 — Изоляция и исправление 268, 269 — Классификация
251—253 — Мероприятия по предупреждению 267, 268 — Общий код
257 — Организация учета и анализ 250, 251 — Оформление 257 —
259 — Порядок отправления 266 — Предупреждение 267, 268 — Учет и
анализ: в ОТК 267, в цехах 266, 267 — См. также Виновник
брака
Бюро технического контроля 218
Ведомость замечаний, сделанных в ходе контроля и приемок ра-
ботниками ОТК * и представителями заказчиков 427; комплекто-
вочная 426; мероприятий по устранению отклонений, обнаружен-
ных при контроле технологической дисциплины 466; оборудо-
503
вания, подлежащего периодической проверке на технологическую
точность 468; операций технического контроля 114, 115; оснастки 436
Вид неразрушающего контроля 200
Виновник брака 252 — Коды 257
Воспроизводимость контроля 396
Глубина: контроля 397; поиска дефекта 26
Головки: измерительные пружинно-оптические 375, 377; пружинные
375, 376; электроконтактные 376 — 378
График: контроля технологической дисциплины 457, 458; периоди-
ческой проверки точности оснастки по цеху 470; проведения
проверок качества комплексными бригадами 455; проверки деталей,
сборочных единиц на соответствие чертежу в ЦИЛе 452
Группа инспекторская 222 — 224
Группировка классификационная 40
Данные контроля 15
Датчики: индуктивные 378; положения кодовые 344, 345; растровые
387; растровые фотоэлектрические — (технические характеристики)
390
Детали. Группы сложности 88, 421
Дефект 203—205
Дефектность — Ориентировочные значения приемочных уровней для
однократного контроля 159
Диагностирование техническое 12
Диапазон измерений 39
Дисциплина технологическая 225, 226
Документация контроля 15
Документ: проектный 119; технологический 38
Документы: накопительные 115; сопроводительные 115; технологиче-
ские на технический контроль: применяемость форм документов
116; состав 114; степень применяемости 118
Достоверность контроля 397, 400 — Оценка 401—403 — Характеристики
59
Единица продукции 203
Единицы сборочные. Группы сложности 423
Единство контроля 396
Журнал: анализа результатов контроля технологической дисциплины
467; входного контроля комплектующих изделий 437; контроля
технологического процесса 117; регистрации актов о браке в БТК
цеха (рекомендуемая форма) 478; учета кош роля технологической
дисциплины 460, 461; неисправностей и неполадок, имевших место
при эксплуатации 492; полученных рекламаций 491; предъявляемых
рекламаций 490
504
Заключение 212
— аттестационной комиссии 448
Заявка 439
Изделие 203
— дефектное 203
Измерение 12, 203
Измерения линейные — Допустимые отклонения величин, влияющих
на измерения 66 —69 — Нормальные условия выполнения 65, 66
— угловые — Нормальные условия выполнения 65, 66 — Предельные
значения величин, влияющих на измерения 69, 70
Изолятор брака 207
Инструмент измерительный — Затраты на амортизацию, ремонт и про-
верку 413 — 415
Интерферометр фотоэлектрический — См. Система интерференциальная
нулевая
Исполнитель контроля 12, 151, 152 — Определение профессии 81 —
Определение разряда работ 82 — 85 — Признаки категорий состава
152
Испытание технического контроля 405
Испытания 12
Калибры: гладкие 283 (классификация 284; формулы для опреде-
ления исполнительных размеров 285 — 287; шероховатость рабочих
поверхностей 288); для конических соединений 288 — 290; для
контроля расположения поверхностей 291—293
Калибры — Комплектность 290 — Припасовка 290, 291 — Соотношение
между допусками изделий и калибров 29
Калькуляция брака нормативная 479
Карта: анализа качества поставок 441; брака-дефекта 475; измере-
ний 117; исходных данных для автоматизированного технического
контроля 430; 431; маршрутная 433; операционная технического
контроля 114, 434, 435; повреждений и отказов 427; регули-
ровки 428; учета качества поставок 442
Карточка исполнителя личная 447
Категория контроля 396, 405
Качество контроля 396
Классификатор 40: конструктивно-технологических подобий объектов
контроля 127; операций контроля 40
Классификаторы: для автоматизированного проектирования процес-
сов технического контроля 121; типовых контролируемых признаков
121, 126, 127
Классификация 40 — Иерархический метод 40
Классификация операций контроля (аспекты 40, 41): зубчатых и
червячных передач 42; линейных и угловых размеров 41
505
Клеймо 206
Клеймо личное — Порядок вручения, лишения и обмена 220, 221
Клеймение 115, 206 — Применяемость 116
Код 40: видов отклонений 235, 236, работ 253-255; мероприятий
по устранению нарушений 237; операций комплексного контроля
42; погрешностей 306, 307; причин брака 255, 256; причин
отклонений 236; технологических операций технического контроля
41, 43
Кодирование 40
Комплект документов технологического процесса входного контроля
429
Контролепригодность — Методы обеспечения 26 — Требования к конт-
ролепригодности 27 — См. также Показатели контролепригодности
изделий
— конструкции 25
Контролер. Площадь рабочего места 160
Контроль: автоматизированный, автоматический, активный 202; визу-
альный 201; встроенный 202
Контроль входной — 196, 208 — Документация 209, 213 — Оценка внеш-
него вида изделия 213, 214 — Составление перечня продукции
208, 209 — См. также Подразделение входного контроля
Контроль: выборочный 198; допусковый 201; измерительный 200,
201; инспекционный 199; инспекционный производства 222 — 224 (см.
- также Группа инспекторская)
Контроль качества — Категории 141 — Методы 141, 144 — Система
технологии 140
Контроль качества: продукции 196; продукции ведомственный 199;
статистический 198
Контроль: летучий 199; механизированный 201; непрерывный 199;
объектов высших категорий 160; операционный 196, 214; органо-
лептический 201; пассивный 202; первой детали 224, 225; перио-
дический 199; периодический деталей и сборочных единиц 221,
222; подвижный 202
Контроль: по контрольному образцу 201; производства комплексными
бригадами 225; производственный 196; производственный рабочим
219 — 221; профилактический 202; работоспособности 203; регист-
рационный 201; ручной 201; сил упругости изделия 358 — 360;
сплошной 196, 198; стационарный 202, 203; текущий 202
Контроль приемочный 196, 215 —219 — Порядок предъявления и при-
емки изготовленной продукции 215, 218 — Предъявление продук-
ции заказчику 218, 219 — Сдача продукции с первого предъявле-
ния 218, 219
— статистический 198, 199 — Классификация видов 62 — Оценка эко-
номической эффективности 416 — 418
Контроль технический 12 — Документация: группы 149, признаки ка-
506
тегорий 151, уровни массива документации 150 — Классификация
видов 197 — Правила проектирования: исходная информация 16;
методы 47; основные этапы и задачи 49 — 52; требования к
процессам ТК 45 — Признаки категорий методов 147, 148
— выборочный — Целесообразность 54—57, 60
— нестационарный, стационарный 54
— сплошной — Целесообразность 54—56, 60
Контроль: технического состояния 203; технологического процесса 196
Контроль технологической дисциплины 226 — Виды, объем, периодич-
ность 228, 229 — Методика расчета показателей 237—240 — Оформ-
ление документов 234, 235 — 237 — Оценка влияния нарушения техно-
логического процесса на последствия от этого нарушения 240 —
Планирование 226, 230 — Порядок проведения 231 —233 — Реализация
результатов 233, 234 — Состав основных контролируемых признаков
объектов 227, 228
Контроль технологической оснастки 242 — 244
— точности: оборудования 244—248; средств измерения 250; техно-
логической оснастки 248 — 250; технологических процессов по приз-
наку: альтернативному 242, количественному 241, 242
— функционирования 203
— эксплуатационный 196
Концепция контроля 15
Коэффициент: весомости 407; выборочности контроля 401; глубины
поиска дефектов 30; закрепления операций 39; запаса точности
242; избыточности изделия 30; использования производственных
площадей 403; использования стандартизованных и универсальных
контрольно-измерительных средств 403; полноты проверки исправ-
ности 30; точности 241; укомплектованности кадрами 403; уни-
фикации параметров 33; унификации устройств 30, 33
Коэффициенты: тарифные по разрядам работ контролеров 113;
учитывающие точность и сложность детали и вид контроля 87,
88
Лаборатория измерительная центральная 224, 225
Лист сигнальный 232, 464
Маркирование 206, 212
Маркировка 206
Маршрут технологический 39
Машины измерительные многокоординатные 300, 301
Мера 276
Мероприятия по устранению недостатков 212, 455
Место: выявление брака 252; контроля рабочее 15
Методика контроля 38
Метод: контроля 15; технологический 38
507
Микрокаторы — См. Головки измерительные пружинные
Надежность контроля 396
Надзор: государственный за качеством продукции 200; за качеством
продукции 199
Неисправность 203
Норма обслуживания, приходящаяся на одного контролера 87
Нормативы времени на технический контроль 92—111
Нормирование: численности контролеров в зависимости от типа
производства 86, 87; контролеров: в различных цехах 90,91, для участ-
ков с оборудованием с ЧПУ 88, 89; контрольных мастеров 86;
работников БТК 89; работников ОТК (УТК) 85, 86
Обеспечение: технического контроля 38, 39; технологичности конст-
рукции при техническом контроле 25, 26
Оборудование технологическое 275
Образец контрольный 14
Объект классификации 40
— технологического контроля 12, 13, 139, 141 — Категории 141 — По-
рядок первичного описания для САТПТК 127, 128 — Признаки
категорий 142 — Распределение по основным подразделениям пред-
приятия 216
Объем: выборки 398; контроля 47, 52, 398; партии 397
Операция технологическая: технического контроля 37; типовая 38
Описание: технологического документа, технологического процесса
маршрутное, технологического процесса маршрутно-операционное
39
Оптикаторы — См. Головки измерительные пружинно-оптические
Осмотр технический 197, 201
Оснастка: пневмоэлектрических систем 358; технологическая 242,
275
Отделение контрольное. Определение площади 160
Отдел (управление) технического контроля 27
Отказ 204
Отработка: конструкции изделия на технологичность при техниче-
ском контроле 25; технологичности конструкции при техническом
контроле 34 — 36
Оформление технического документа 39
Оценивание качества продукции 196
Параметр контролируемый 14
Параметры квалимегрические 145
Паспорт: контроля 426; технологический 115
Переключатели 352
Переход технического контроля технологический 37, 38
Перечень: деталей, сборочных единиц, подлежащих контролю техно-
508
логической дисциплины 459; операций цеха, iicpr/uiiini.ix под кон I-
роль производства 446; технологической осине mi, иодцсаищсй
периодической проверке на технологическую i очное и» 4/1
Периодичность контроля 397
План работы инспекторской группы 453
Планы контроля 61 — Методы определения 61—63 — Особенное!и 153,
156, 159 —Признаки категорий 156 — Статистическое регулирование
технологического процесса 60, 61 — Схема гибких планов 154, 155 —
Уровни 153
Погрешности измерения: величин 65, допустимые в зависимости
от квалитета размера и его номинального значения 72 — 74; слу-
чайные 294; составляющие и суммарные 295; установочных мер
295;
Погрешность. Схемы к расчету 322
Погрешность: визирования 313 — 315; в определении координат от
неточного нанесения шкал 323 — 326; компараторная 320; контроля
396; измерения среднего диаметра резьбы 328 — 331 (реализация
программы на ЭВМ 334, 335); измерения шага резьбы 327,
330, 335 — 337; от диафрагмирования
Погрешность: от нарушения температурного режима 327; от не-
точности изготовления центров 314, 315; отсчета 327; паралакса
326, 327; позиционирования 317 — 320; фокусировки 312 — 314; формы
и расположения поверхностей 305, 309; штрихового квадрата
302, 307, 308
Подразделение входного контроля 210 — Задачи 210, 211 —Обязан-
ности работников подразделения 211, 212 — Руководящие докумен-
ты 211
Показатель: определяющий 146; практический 145
Полнота контроля 397 — Определение 401
Полуавтомат контрольный 278
Потери от брака 251
Пост контроля. Признаки категорий расположения 161
Показатели контролепригодности изделий — Определение 30, 33
— контроля экономические 58, 59
— технологической дисциплины — Обозначение 238 — Определение ме-
тодом: углубленным 239; упрощенным 238, 239
Показатели технологичности конструкции при технологическом конт-
роле — Состав показателей 27, 30 — Степень применения 28, 29
Показатель: базовый 26, 30; дополнительный 31—33; контролепри-
годности 25; основной 31 — 33
Правильность контроля 396
Предел среднего выходного уровня дефектности 63
Представление на вручение личных клейм 449
Предупреждение о браке 465
509
Предъявления 443 — 445
Преобразователи: индуктивные 378, 379 (основные параметры 379);
интерференционные 380, 381; круговые 387 (технические характе-
ристики 389); круговые фотоэлектрические (технические характерис-
тики 388); линейные 385; растровые 380—387; фотоэлектриче-
ские 379, 380
Прибор измерительный 276
Приборы контрольно-измерительные — Назначение и область примене-
ния 298 — 301 — Структурный синтез 301, 302
Признаки контролируемые 14 — Правила выбора 53 — Формирование
совокупности 52, 53
— технического контроля 398
— классификация 40
Принцип: автоматизации, адаптации, динамичности, оптимальности,
организации технического контроля, преемственности 17; систем-
ности, стандартизации 16
Приспособления контрольно-измерительные 293, 294 — Показатели: ат-
тестации 298;. точности наладки 295 — 298 — См. также Погрешности
измерений
Программа контроля 38
Прогрессивность контроля 397
Продолжительность контроля 397
Продукция: годная 203; забракованная (порядок отправки) 266
Проектирование 16: автоматизированное (виды) 119; технического
контроля технологическое 37; технологическое автоматизированное
и неавтоматизированное 118
Производительность контроля 396
Протокол контроля технологической дисциплины 462
Процедура проектная 119
Процесс: технического контроля технологический 37; технологический
типовой 38
Процессы технического контроля 161, 163 — Выбор вариантов 403, 405
— Категории 405 — Методика системного проектирования 139 — При-
знаки категорий 163 — Фрагменты массивов: маршрутной техноло-
гии контроля 132; операционный технологии контроля 133 —Функ-
циональная схема процесса проектирования 131
Процессы технического контроля типовые в литейном производстве 164,
165 — Алгоритм проектирования 170, 171 — Классификатор 166 —
169 — Структура 172—176
— в сварочном производстве 186 — Алгоритм 13 — Классификатор сва-
рочных и паялыйих работ 187—189
— в термообработке 195 — Структура 192—194 — Схема классифика-
ции материалов 191
— при заготовительно-штамповочных работах 169, 177 — Структура
178, 179
510
— при обработке заготовок резанием 180 — Классификатор деталей
181 — Структура маршрутно-операционного процесса 182— 185 —
Схема классификации деталей 181
Разборка контрольная — Организация и подготовка 270, 271 — Оформ-
ление результатов 273 — Порядок проведения 271—273
Расценка на разработку процессов технического контроля 421—423
Режим контроля 397
Результат контроля 15
Риск: поставщика, потребителя 397
Роботы измерительные 373, 374
Сборка контрольная 270 — Организация и подготовка 270, 271 —
Оформление результатов 273 — Порядок проведения 271—273
Свойства технического контроля 398
Система автоматизированного технологического проектирования техни-
ческого контроля 118 — Внедрение и эксплуатация 134, 136, 137
— Основные положения 128, 129, 131 —Основные принципы со-
здания 120 — Программное обеспечение 134 — Структурная модель
130 — Схема разработки 134 —136 — Технические средства 132
Система: ведомственного контроля 15; измерительная 276; измеритель-
ная интерференционная нулевая 391—394; контроля информацион-
ная 16; информационно-измерительная 301 (обобщенная структур-
ная схема 303 — 305); классификации 40; контроля 15: автомати-
зированная 15; автоматическая 15, 16; информационная 16
Система технического контроля 139 — Внешняя среда 19 — Входы 18,
19 — Выходы 18, 19 — Критерии эффективности 20 — 22 — Правила
функционирования, свойства 19 - Стадии и этапы проектирования
22—24 — Структура 18
Системы: автоматические для контроля размеров 360—373; измери-
тельные растровые нулевые 387, 390, 391; контрольные автома-
тические (исполнительные органы) 338
Сопоставимость контроля 396
Состояние техническое 25
Среда внешняя 19
Средства контроля: автоматические 275 (измерительные позиции
344—351, классификация 280, 281, транспортирующие механизмы
338, 339); встроенные автоматизированные 275; классификация 281;
линейных размеров 279, 280; углов и конусов 279
Средства контроля — Анализ характеристик 64, 65 — Категории 148 —
Классификация 277 — 283 — Показатели уровня механизации и автома-
тизации 283 — Признаки категорий 150 — Срок службы 412 — Условия
выбора 64 — Экономическое обоснование выбора 410 — 416
Средство: измерения 276; контроля 14, 275, 276
511
Стабильность: контроля 396; средств измерения 276
Ставки тарифные контролеров 113
Стоимость контроля 26
Сходимость контроля 396
Счет лицевой убытков от брака 476
Технологичность конструкции при технологическом контроле 25 — См.
также Показатели технологичности при техническом контроле
Технология технического контроля 39 — Основные направления ав-
томатизации проектирования 119 — Особенности проектирования про-
цессов 119, 121
Точка контрольная 14 — Определение числа точек 77 — 79
Точность: измерений 398; контроля 396; оборудования технологи- *
ческая 244; средств измерений 39; структур параметрическая 302 —
331; центров 315, 316; шкал 323, 324
Трудоемкость: контроля 26; разработки процессов ТК 421—423
Уведомление: об удержании за брак 479; о вызове представителя
поставщика 480
Удостоверение на право самоконтроля 450, 451
Уровень: дефектности 57; контролепригодности 25
Уровень технического контроля 400 — Методы оценки 405 — 408 —
Показатели 398—400
Условия контроля 15
Установка измерительная 276
Устройства: запоминающие 352 — 354; измерительные 276; исполнитель-
ные 354, 355; маркирующие 357; направляющие 355 — 358
Характеристика оперативная 63
Шкалы балльных оценок качества труда 147
Экономичность контроля 397
Эталон технического контроля 399
Эффективность: контроля 397; средств измерений 276
Эффективность экономическая: абсолютная капитальных вложений 409;
внедрения приемочного статистического контроля 416 — 418; новой
техники 409, 410; сравниваемых СК 416; стандартизации метода
ТПТК 418-421
Язык проектирования 118: входной 119; формализованный входной
127-129
512