/














































































Текст
Теплоотдача при кипении фреона-12 в солнечном холодильнике
Канд. техн. наук К. ТАГАНОВ, инж. X. ИЛЬЯСОВ — Физико-технический институт
Академии наук Туркменской ССР
Физико-техническим институтом Академии
наук Туркменской ССР совместно с Одесским
технологическим институтом пищевой и
холодильной промышленности (ОТИПХП) в
1958 г. была разработана эжекторная
холодильная машина на фреоне-12.
Исследования работы фреоновых эжекторов показали
перспективность применения их в схемах
солнечных холодильников при сравнительно
высокой температуре в испарителе
(преимущественно выше 0°) и температуре кипения в
генераторе выше 70°.
Отсутствие в литературе данных о
коэффициенте теплоотдачи при кипении фреона-12 в
указанных условиях затрудняет расчет
поверхности теплообмена генератора, поэтому
авторами данной статьи была проведена работало
определению этого коэффициента.
Поскольку вследствие неравномерной
интенсивности солнечной радиации почти
невозможно поддерживать стационарный режим,
необходимый для замера основных величин, по
которым определяется коэффициент теплоотдачи
при кипении холодильного агента, нагрев в
экспериментальной установке осуществлялся
электронагревателем.
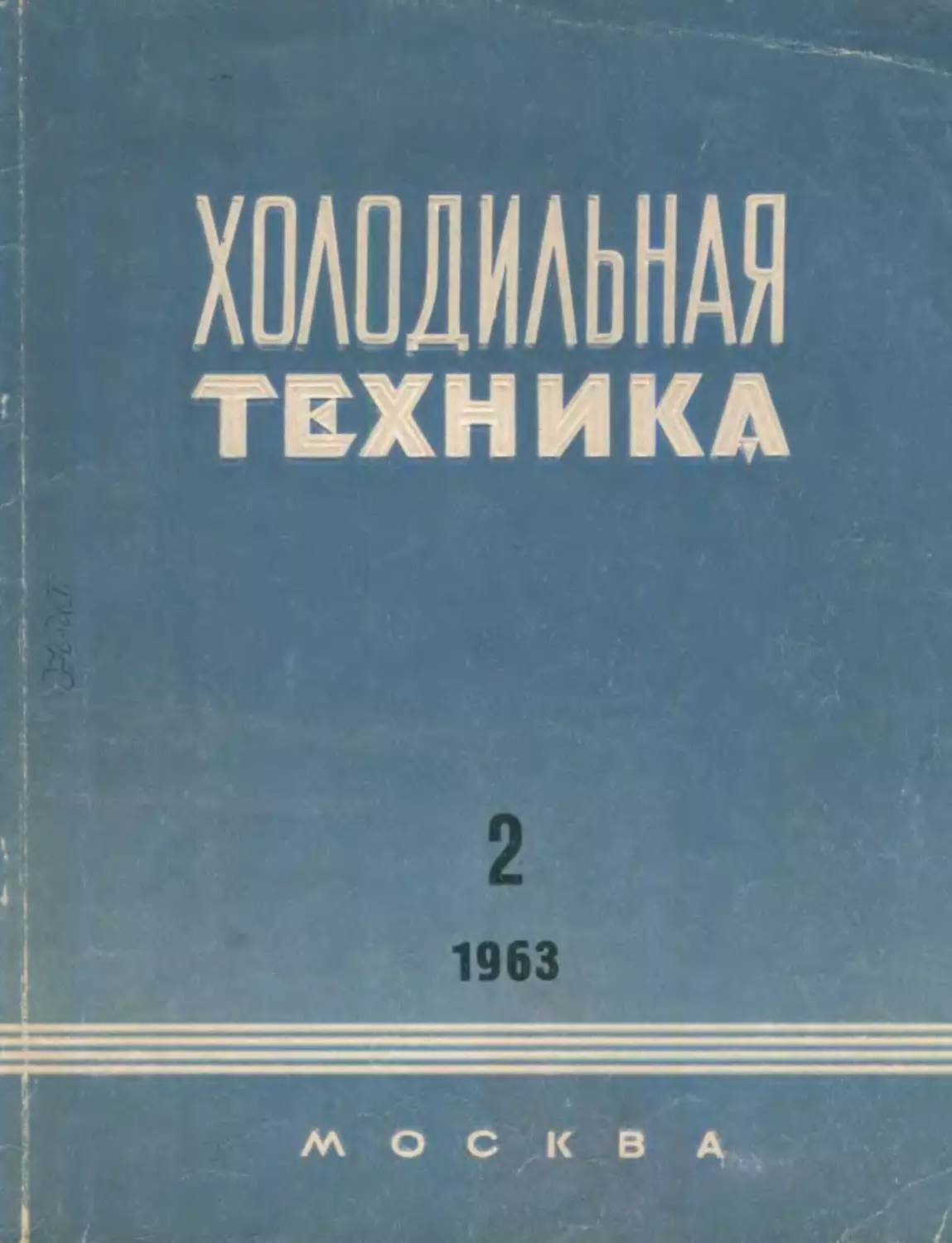
Экспериментальная установка (рис. 1)
представляет собой циркуляционное кольцо,
состоящее из генератора, конденсатора и
соединительных труб.
Генератор — это отрезок бесшовной
стальной трубы, которая устанавливается в
фокусе параболо-цилиндрического
концентратора солнечных лучей. Угол наклона
трубы к горизонту около 40° (равен
географической широте территории южных районов
СССР).
Внутренний диаметр трубы 49 мм,
толщина стенки 4 мм, длина 1,5 м. С обоих концов
к трубе присоединены с помощью фланцев
патрубки такого же диаметра. В нижнем
(входном) и верхнем (выходном) патрубках
размещены гильзы для термометров.
Генератор, трубы жидкого и парообразного
фреона, а также резервуар охлаждающей
воды для конденсатора изолированы снаружи
асбестом и шерстяным войлоком.
Основной и компенсационный нагреватели
генератора питаются от сети переменного
тока через регулятор напряжения. Температура
компенсационного нагревателя выравнивалась
с температурой основного с помощью
регулятора напряжения и контролировалась в трех
местах хромель-алюмелевыми термопарами.
Один спай термопары был расположен между
проводами основного нагревателя, а другой—
между проводами компенсационного.
Опыты предполагалось проводить при
сравнительно высоких давлениях пара, поэтому во
избежание разрыва трубы канавка для
заделки термопар была вырезана винтообразно.
Шаг винта 40 см. глубина канавки 1 мм,
ширина 2 мм.
В канавке были заделаны медь-константано-
вые термопары (диаметр меди 0,2, кон-
стантана — 0,15 мм) по четыре на
каждой из четырех образующих, отстоящих друг
от друга на V4 периметра. Расстояние между
термопарами по образующей равно шагу
винта, а между крайними термопарами по длине
трубы—четырем шагам винта. Спаи термопар
заделывали на глубину 1 мм от наружной
поверхности, а концы (изолированные
стеклянной нитью) выводили по канавке к торцам
Рис. 1. Схема экспериментальной установки: 1 —
генератор, 2 -- конденсатор, 3 — резервуар для
охлаждающей воды, 4 — ресивер, 5 — теплообменник, 6 —
термостат.
№ 2
Теплоотдача при кипении фреона-12 в солнечном холодильнике
5
трубы, после чего канавку заливали
электроизоляционным раствором.
Температуру жидкого фреона на входе в
трубу и парообразного на выходе из нее, а
также температуру охлаждающей воды на
входе в конденсатор и выходе из него
измеряли лабораторными термометрами с делениями
шкалы 0,1°.
До начала опытов установку промывали
раствором двухромовокислого калия.
Герметичность системы проверяли воздухом под
давлением 25 ати.
В экспериментах измеряли следующие
величины: напряжение и силу тока у основного
нагревателя, по которым определяли
количество тепла Q, температуру жидкого фреона
перед трубой tBXy температуру кипения to,
давление в конденсаторе и трубе и температуру
ее стенки. Эта температура принималась
равной средней арифметической из показаний
16 термопар. Среднюю температуру
внутренней поверхности стенки трубы tm
устанавливали расчетным путем.
Кроме того, были определены потери тепла
через тепловую изоляцию фланцев и
штуцеров. Эти потери составили не более 4—5%
общего количества тепла, выделяемого
основным нагревателем, в связи с чем их не
учитывали.
Все измерения проводили при
установившемся режиме процесса кипения, три раза
через 15 минут. Максимальное отклонение
отдельных измерений от среднего значения не
превышало 0,2° (не выходило за пределы
погрешности в показаниях измерительных
приборов). При расчетах пользовались данными
работ [1, 2].
Опыты проводили при температурах
кипения от 50,9 до 79,5° и удельном тепловом
потоке от 109Q до 6661 ккал/м2час. Эти пределы
были вполне достаточны, так как тепловой
поток в параболо-цилиндрическом
концентраторе при коэффициенте концентрации солнечных
лучей около 20 не превышает 6000—8000
ккал/ мгчас.
Коэффициент теплоотдачи а от теплопере-
дающей поверхности к кипящему
холодильному агенту вычисляли по величине
удельного теплового потока и температурному
напору, осредненному по длине трубы.
Результаты опытов приведены в таблице.
Как видно из таблицы, температура
жидкого фреона, поступающего в трубу, была
на 7—15° ниже температуры кипения. В
связи с этим жидкий фреон подогревался до тем-
*в* , °С
38
46
42
49
42
46
41
42,5
60
44,7
63
41
50
48
72
to, °C
50,9
58,9
53,5
59,4
54,6
60,8
: 56,0
53,1
69,2
54,0
72,8
54,6
57,05
56,05
79>5
М'вн"
— t0)f °С
2,7
2,7
3,15
3,15
3,36
3,3
3,5
4,1
4,0
4,4
4,2
4,6
4,8
5,0
5,1
я,
ккал';м- час
1090
1335
1626
1800
2013
2135
2360
3580
3989
4287
4348
5087
5517
5930
6661
а»
ккал\м%
час град
405
494
516
569
600
647
675
873
996
984
1035
1108
1150
1183
1 1315
пературы кипения в начальных участках
трубы.
Поверхность подогрева жидкого фреона
определяли по формуле
Г7 Онод & (/0 — /вх) 2 / | v
я я
где: i0 и /вх—энтальпии фреона при
температуре кипения и на входе в
трубу, ккал/кг;
п— Q
и — _^— — количество испаряющегося
0о — 'вх) + Г
фреона, кг/час;
г — теплота парообразования
фреона, ккал/кг.
На рис. 2 представлены результаты
испытаний, характеризующие зависимость между
температурным напором и удельной тепловой
нагрузкой.
Зависимость коэффициента теплоотдачи при
кипении фреона-12 от удельной тепловой
нагрузки (прямая 1) показана на рис. 3. Из
этого графика получено следующее
уравнение
а = 4,48?°'в4в. B)
Опытные данные сопоставляли с
полученными по формуле
а = 5,75 <7°'G,
Теплоотдача при кипении фреона-12 в солнечном холодил^Ые*
^ *'Л]у|Ь 2
ЮОО1500 2000 3000 4000 6000 8000
ц,ккал/м2 час
Рис. 2. Зависимость температурного
напора от удельной тепловой
нагрузки.
рекомендуемой для горизонтальной трубы
[1]. Оказалось, что они мало отличаются от
расчетных.
На рис. 3. представлены также
зависимости, построенные по обобщенным формулам
Кружилина [3]
: 0,004
^0,8/ /чОДО / // гч0,033 0,7
^.ба0.88»(Т'.
. 7"H,0<33rO,U7 0,17
1 ' J s Lp
Кутателадзе [4]
0,5
ЯР
0,35/
a J \3600 г f g fx'
0,7
X
r_r
и Толубинского [5]
а =1,837
Х1,3Т0,2(Л 0,00 ^0,6
r0,6 0.GG c0,3a0,5v0,3
Значения а, подсчитанные по этим
обобщенным формулам, меньше опытных;в 1,5—2
раза. Так, при q = 3990 ккал/м2час
коэффициент теплоотдачи по формуле Кружилина равен
515, по формуле Кутателадзе — 584, а по
опытным данным — 1000 ккал/м2часград.
Результаты опытов, обработанные в
координатах ad — Gq • 10, приведены на рис. 4.
I4UU
Якоо
§ /ш
С\|
с? япп
§ wo
^ 700
* ОТ
5ДО
400
J00
ЯЮ
Jr^^
<Г ^
\
3
'ьу/
^5
T^V
#700 /500 2000 25003000 4000 500060007000
$9ккал/м2час
Рис. 3. Зависимость коэффициента теплоотдачи при
кипении фреона-12 от удельной тепловой нагрузки:
/ — по опытным данным, 2 — по формуле a = 5,75 #°'°,
3 — Толубинский, 4 — Кутателадзе, 5 — Кружилин.
Прямая на рис. 4 характеризует влияние
скорости фреона на процесс кипения и
описывается формулой
а—1,07
(Gq?
C)
которая применима при значениях d = 49 лш,
/ = 1,5 му q = 1090-^6660 ккал/м2 час и G =
= 8,5-f-65,3 кг/час.
15 25 40 60 80 700 150 250 350 500
&0 • 10?кг ккал/м2час2-
Рис. 4. Зависимость a rf от G# • 10
№2
О режимах работы полупроводниковых охлаждающих устройств
7
Выводы
Получена эмпирическая формула B) для
рарчеТЯ коэффициента теплоотдачи при
кипении фреона-12 в наклонной трубе и формула
C), характеризующая влияние скорости на
процесс кипения.
Опытные значения коэффициента
теплоотдачи в 1,5—2 раза больше значений,
подсчитанных по обобщенным формулам Кружилина,
Кутателадзе и Толубинского.
Канд. техн. наук ?. С. КУРЫЛЕВ — Ленинградский
В компрессионных холодильных установках
температуры кипения и конденсации
однозначно определяют показатели машины данной
конструкции. В полупроводниковых
охлаждающих устройствах при постоянной
температуре Т горячих спаев и заданной температуре Го
холодных спаев холодопроизводительность Qo
и холодильный коэффициент е можно изменять
в широких,, пределах, меняя силу тока в цепи
термоэлементов.
Различают три характерных режима
работы термоэлектрических установок, которым
соответствуют различные значения силы тока.
Режим максимальной разности
температур, в котором при идеальной
тепловой изоляции холодных спаев достигается
минимальная температура T0mln. Силу тока
в этом режиме обозначим it. Следует иметь в
виду, что при подводе тепла к холодным спаям
их температура и в случае / = it будет Го >
Режим максимальной холодо-
производительности, в котором можно
получить Q0 = Qomax при силе тока iq.
Режим максимального
холодильного коэффициента, в котором можно
достигнуть s=smax при силе тока, равной и .
ЛИТЕРАТУРА
1. «Холодильная техника», Энциклопедический
справочник, т. I, Тосторгиздат, 1960, стр. 129.
2. И. С. Бадылькес, Рабочие вещества
холодильных машин, Пищепромиздат, 1952.
3. Г. Н. Кружили н, Обобщение экспериментальных
данных по теплоотдаче при кипении жидкостей в
условиях свободной конвекции, Известия Академии наук
СССР, ОТН, 1949, № 5.
4. С. С. Кутателадзе, В. М. Б.о р и ш а нск.и.й»
Справочник по теплопередаче, Госэнергоиздат, 1959.
5. В. И. Т о л у б и н с к и й, К теории теплообмена
при кипении, Известия высших учебных заведений
Министерства высшего образования СССР, «Энергетика»,
1959, № 1.
технологический институт холодильной промышленности
Если температура горячих спаев в
указанных режимах одинакова, то
lt ^Omin
а
А— т~то L
и ^min м -
где
^ М=у .1+±г(т+Т0)
При постоянном значении М
— = ¦ ¦}— , т. е. — < I.
Ч T—T0mm [t
Значение силы тока it> при котором можно
получить Готт» определяется только
температурой горячих спаев и характеристиками
материала термоэлементов, но не зависит от их
тепловой нагрузки. Поэтому ниже, при анализе
работы полупроводниковых устройств, вместо
абсолютного значения i используется
отношение —
it ' ¦•'.-¦¦¦
0 режимах работы полупроводниковых охлаждающих устройств
8
О режимах работы полупроводниковых охлаждающих устройств
№ 2
Если i = it и Т Ф Г0т.п, т. е., когда есть
приток тепла к холодным спаям [1],
Qot = (Ki2ait)(TQ-Tmln) em. A)
При i — iq максимальная холодопроизво-
дительность равна [1]
Q0q = (К + 2 a iq) (Г0 - Гот) em, B)
где Гот — температура, теоретически
достижимая при идеальной изоляции
холодных спаев и силе тока iq.
Здесь и далее индексы t, q и е указывают,
что данная величина получается при силе тока,
равной соответственно ify iq и /е .
Практический интерес (особенно для
сравнительных расчетов) представляют соотношения,
в которых Qo и е выражены через Т, Го и г,
т. е. через величины, характеризующие условия
работы охлаждающего устройства и
эффективность полупроводникового материала.
В формулы для определения холодопроизво-
дительности должна входить также
теплопроводность термопары К=2К —. Таким образом
учитывается влияние на холодопроизводитель-
ность отношения —.
/
Путем преобразования уравнений A) и D)
из работы [1] можно получить для одной и той
же температуры Го зависимость
fy,-/UV(r0-^) em, (Г)
где
N = Vl + 2zT,
а преобразуя уравнение B),—зависимость
J_
2
Из равенств E), G) и A3) в работе [1] по
лучаются следующие выражения для холодо
производительности при i = h:
Q
0*7
к
¦ zTl-(T-T0)]
sm.
B')
Q0e = tfG-:r0)[z-^.
т-тп
']
1 em.
C)
2 (М— 1J
Из зависимостей (Г), B') и C) можно
вывести формулы для определения удельной
тепловой нагрузки термоэлемента. Например, при
1=1п
h«- 2s - - —
em/см*. B")
Здесь 5 — в см2, % — в вт/см град и / — в см.
Характер изменения теоретической
температуры холодных спаев, их расчетной удельной
тепловой нагрузки и холодильного коэффи-
циента при изменении z и отношения — по-
Н
казан на рис. 1.
У*
Р60\
РЖ
РОЛ
750
WT
ЧV V
\
1
—jr
Tq
WWy
У
dj
A/
v-
7
\ ¦
TTaf\ id \l5] To & W is J
*eft*w) lc(b) 4B) laB)
77
l?(f=W) l?f5) h(?) {tf(?)lf5) LJW
4 <t 4
Рис. 1. Характеристики термоэлементов
высотой 0,2 мм при температуре горячих спаев
i
Г=300°К, разных значениях z и —:
Н
а—теоретическая температура холодных спаев,
б — удельная тепловая нагрузка холодных
спаев при 7о=260°К, в — холодильный
коэффициент при То=260°К*
№ 2
О режимах работы полупроводниковых охлаждающих устройств
9
На графиках видно, что при
неизменном значении То и повышении z отно-
/ in
шение — убывает, а — возрастает. Указан-
Н lt
ное изменение отношений — связано с тем,
и
что большему значению z соответствует мень-
т
шее значение Г0т1п, при этом у-" растет, а
Т-Тр
Т~Тс
1 Omin
уменьшается.
O.nin
В точках а и Ь /при z= 2 • 10—¦-— )и в точках
c,d,e,f (z = 5- Ю-3
- и z = 10- Ю- —
холодильный коэффициент равен нулю, так
как этим точкам соответствует Qo=0.
Температура холодного спая равна
температуре горячего, если i=0 или — = 2 -— •
гУ y0min
Из формулы B) следует, что при i = iq хо-
лодопроизводительность непрерывно растет с
повышением температуры холодного спая.
Если же /=/е, то в интервале температур от
r0min до Г кривая холодопроизводительности
проходит через максимальное значение
Qomax • Температуру холодного спая Т0оптд %
/«/.
при которой достигается
Q,
отах '
МОЖНО
определить, приравнивая нулю производную
dQ0t
. Полагая значение М постоянным,
получаем
Т =
0опт<7
/=4
— *МТ + (М—1)ъ
гBМ— 1)
D)
Произведенные автором подсчеты показали,
что приближенно
Т + Т{
Omin
опт? 0
На рис. 2,а показано изменение удельной
тепловой нагрузки qo в зависимости от
температуры Го при i=iQ и i = и .
Из графика видно, что при i = iq с
уменьшением разности Г—Го значение Qo растет, а
расход полупроводникового материала
сокращается. В случае i = it потребность в
полупроводниковом материале минимальна при
температуре T0onTq (точки А, В, С на рис. 2,а),
соответствующей Qomax* ^ увеличением и с
ю
Л|
$
^
•>
5
0
*
/
/
/ /
//
/К
/г~1(Н1?*к
7
/
/
/
/
/
/ /
/ /
/ /
/
^— • / ^-
" ^
/ i^^
4^1
j/^5^3 /
Я
7 j
/ !
/
/
/ Л
/ 7
/
/ 1
/
/
>. /
\ /
Г^^ч
У^—1\^
' 210~*\ ^^
i i ^1
В С
7.5
щ
Z=7/J 7^?~Jo|-
"\^^^Ь"'-lO'l*
т~7—j—i
—' "^^v.^ -"¦"
/>^ 2 10 3
0,5\-
750
200
250
т0.°к
Рис. 2. Зависимость удельных тепловых нагрузок qo (a)
и холодильных коэффициентов е (б) от температуры
холодного спая Го при Г=300°К и силе тока,
соответствующей:
режиму максимального холодильного
коэффициента;
режиму максимальной
холодопроизводительности.
уменьшением расчетного интервала
температур значение qo падает, а расход материала
возрастает.
Для практических целей важно сравнить
холодильные коэффициенты в характерных
режимах.
Путем преобразования общих зависимостей
[2] можно получить следующие выражения
для холодильного коэффициента.
В режиме i = iq
1
.27-;-(Г-7-о)
zTTQ ~"'
E)
10
Новые конструкции реле уровня
№ %
ол
оЛ
При Ж$фа6но*
— 0-3 JO'3
*-5W3
А-70-70'3
xQ^J
i
г,*
J ^
L^*
^
' V 12. 1,3 14 1,5 16Т0/Гт
Рис. 3. Зависимость отношения —
*с
(максимального холодильного
коэффициента к холодильному коэффициенту
цикла Карно) от относительной темпе-
Т
ратуры холодного спая —#
romin
а в режиме i — it
N То
N- 1
(N-1)
TV- 1
+ (Т-Т0)
F)
Из формулы E) видно, что холодильный
коэффициент при i—ic/ имеет наибольшее
значение ?^пред = 0,5. Это значение не зависит
от ? и достигается в практически неинтересном
случае, когда Тъ — Т.
Если i=lt9 наибольшее значение
холодильного коэффициента будет
1
~^пред *
№
1
У 1 +2.ZT,.
m
В этом режиме ef ¦ увеличивается
сростом г, но даже при г=10 • 10~3—- (Г = 300°К)
'пред
составляет только 1,32.
Достаточно большие значения 8 могут быть
достигнуты лишь при i=h, когда еег^о°.
Поэтому представляется целесообразным в
большинстве случаев выбирать для
термоэлектрических установок режим с силой тока i=U .
Изменение холодильных коэффициентов в
зависимости от температуры холодных спаев при
i = ig, а также при i = h показано на рис. 2,6
(где точки пересечения кривых с осью абсцисс
соответствуют 7"omin)..
На рис; 3 показана зависимость
максимального холодильного коэффициента е? [2],
отнесенного к холодильному коэффициенту цикла
т
Карно ecv от.величины. ——. Точки, получен-
ные при разных z, довольно хорошо
объединяются прямой линией.
Приведенный выше анализ
термоэлектрических процессов подтверждает большие
удобства использования в качестве параметров отно-
Т,
сительнои температуры у~ и относитель-
ной силы тока —» а также дает представ-
Н
ление о наиболее рациональных режимах
работы полупроводниковых холодильных
устройств.
ЛИТЕРАТУРА
1. Е. С. Куры л ев, Условия работы
полупроводниковых охлаждающих устройств, «Холодильная
техника», 1960, № 5.
2. Е. А. К о л е н к о, Л. С. С т и л ь б а н с,
Термоэлектрические холодильники, Сборник статей
«Полупроводники в науке и технике», т. II, Изд. АН СССР, 1958.
Новые конструкции реле уровня
Канд. техн. наук А. Г. РОТЕНБЕРГ, инж. В. М. МАРШОВ — Всесоюзный научно-исследовательский
институт холодильной промышленности
Закрытые сосуды, работающие1 под.
давлением, являются непременной частью каждой
холодильной установки. !
/Безотказностьи безопасность эксплуатации
установок в значительной мере зависят от
надежности работы реле уровня, с помощью
которых контролируют заполнение сосудов
жидкостью:
Реле уровня являются также одним из
основных приборов регулирующей и защитной
№2
Новые конструкции реле уровня
11
автоматики, предотвращающей, в частности
возможность возникновения гидравлических
ударов и связанных с ними аварий.
До настоящего времени на отечественных
холодильных установках применялись
сигнализаторы уровня ДУ-3, ДУ-4, РУ-4 и
электронные сигнализаторы уровня [1—5].
Во ВНИХИ разработаны два новых типа
двухпозиционных реле уровня: ПРУ-2 — с
шариковым поплавковым датчиком и ПРУК-2 —
с кондуктометрическим датчиком.
Полупроводниковыми усилителями реле обоих типов
служат несколько измененные реле
температуры ПТР-2 Орловского завода приборов.
Реле уровня ПРУ-2. Прибор состоит из
шарикового поплавкового датчика и усилителя с
выходным реле (рис. 1). Шариковый
поплавковый датчик принципиально отличается от
применявшихся до сих пор сферических и
несферических датчиков, в которых поплавок
соединен со стержнем, входящим в индуктивную
катушку. В датчике ПРУ-2 сам
шарик-поплавок является сердечником, изменяющим
индуктивность катушки. Благодаря этому
исключается возможность зависания поплавка,
поскольку он может свободно перекатываться
по стенкам поплавковой камеры. Это
гарантирует надежность работы и позволяет в
несколько раз уменьшить размеры датчика.
Диаметр поплавка 40 мм, толщина стенки
0,4—0,5 мм, вес не превышает 17 г, запас
плавучести в жидком аммиаке 5—6 г. Такая
плавучесть обеспечивает безотказную работу
датчика.
В датчике новой конструкции катушка
секционированная, с выводом средней точки, что
позволило включить ее в два плеча моста
переменного тока.
Индуктивная катушка датчика намотана
проводом ПЭЛ или ПЭВ диаметром 0,35 мм
C000 витков в каждой из двух секций).
Усилитель и выходное реле, а также
элементы моста переменного тока, трансформатор и
выпрямитель питания размещены на
монтажной плате, которая заключена в
пластмассовый корпус. В нижней части корпуса
расположена клеммная колодка, предназначенная
для подключения сети переменного тока,
исполнительного механизма и датчика.
Реле уровня работает следующим образом.
К сосуду, в котором необходимо
поддерживать определенный уровень жидкости, при по-
133
ФЮ0
Рис. 1. Реле уровня ПРУ-2: 7 — рукоятки регулирования уровня и
дифференциала, 2 — сигнальная лампа, 3—поплавковая камера, 4 — верхняя
секция индуктивной катушки, 5 — битумная термоизоляция, 6 —
присоединительная колодка для проводов, 7 — шарик-поплавок, 8 — нижняя
секция индуктивной катушки, 9 — соединительные провода, связывающие
датчик с усилителем.
12
Новые конструкции реле уровня
№ 2
Рис. 2. Принципиальная схема реле уровня ПРУ-2:
1 — усилитель, 2 — индуктивная катушка датчика
уровня, Ri и /?2 ¦— переменные сопротивления уставки
положения уровня и дифференциала регулирования, Р—
выходное реле, IP и 2Р — контакты реле.
мощи уравнительных трубок присоединен
шариковый поплавковый датчик. Заданный
уровень жидкости должен находиться примерно
посередине поплавковой камеры. Вместе с
уровнем жидкости поднимается и опускается
шарик-поплавок. Входя в одну из секций
индуктивной катушки, надетой на поплавковую
камеру, и выходя из другой, он меняет
индуктивное сопротивление этих секций.
Секции включены в два плеча моста
переменного тока (рис. 2). Сигнал, снимаемый с
диагонали моста, подается на вход усилителя
реле температуры ПТР-2, собранного на
полупроводниковых триодах. В данной схеме
применены триоды П14 и П4Б.
Последний каскад усилителя, собранный на
триоде П4В, — фазочувствительный.
Это позволяет различить небаланс
моста при изменении положения уровня
жидкости.
Питание усилителя и моста
осуществляется от понижающего
трансформатора, выпрямительного моста,
собранного на диодах Д7В, и сглаживающего
филЁтра.
В схеме предусмотрена лампа,
сигнализирующая о наличии
напряжения, питающего прибор.
Нагрузкой последнего фазочувстви-
тельного каскада является катушка
реле МКУ-48С (Р на рис. 2).
Реле МКУ-48С имеет нормально
открытые контакты. Однако
исполнительный механизм может включаться
как при повышении, так и при пони-
^ жении уровня. Достигается это
пересоединением двух крайних проводов,
подходящих к датчику.
На лицевую панель прибора выведены
две рукоятки переменных сопротивлений
/?i и /?2, при помощи которых можно
менять заданный уровень жидкости в
пределах 40—50 мм и регулировать
дифференциал от 13 до 40 мм.
Реле уровня было испытано на стенде.
Поплавок перемещался в поплавковой
камере механически. Результаты опытов
представлены на рис. 3.
Кроме того, реле было проверено на
аммиачной установке сухоледного цеха
Опытного холодильника ВНИХИ. Оно
выполнило несколько тысяч срабатываний и четко
поддерживало необходимый уровень
жидкости. Опытная партия этих реле изготовляется
мастерскими ВНИХИ.
К достоинствам реле уровня ПРУ-2
необходимо отнести отсутствие в нем электронных
ламп и реле со слабыми контактами, а также
возможность удаления усилителя от датчика
практически на любое расстояние.
Реле ПРУ-2 можно рекомендовать для
работы на аммиаке, фреоне, рассоле, воде и
других жидкостях с удельным весом у ^ 0,6.
Реле уровня ПРУК-2. Принцип работы кон-
дуктометрического реле уровня основан на
разности электропроводностеи жидкой и
газообразной фазы регулируемой среды. В сосуд с
жидкостью, на уровне, который необходимо
контролировать, вводится датчик. Датчик
представляет собой металлический стержень,
заключенный в обойму, которая ввертывается
Рис.
A5 7 _ 2 3 4
Положение рукозтт дифференциала
3. Зависимость дифференциала регулирования уровня
от положения рукоятки дифференциала реле ПРУ-2.
М> й
Новые конструкции реле уровня
13
Lmcl
Ш
Рис. 4. Принципиальная схема реле уровня ПРУК-2:
/ — усилитель, 2 — кондуктометрический датчик уровня,
R — переменное сопротивление уставки
электропроводности жидкости, Р — выходное реле, IP и 2Р —
контакты реле.
в штуцер, привариваемый к сосуду с
жидкостью.
Сопротивление «стержень—корпус»,
включенное в одно из плеч моста переменного тока
(рис. 4), изменяется в зависимости от того,
погружен стержень в жидкость или
находится в среде пара.
Сигнал, снимаемый с диагонали моста,
подается на вход полупроводникового усилителя,
конструкция которого аналогична усилителю
реле ПТР-2.
Для выбора параметров моста переменного
тока во ВНИХИ были проведены опыты по
определению электропроводности жидкого
аммиака и его паров, поскольку таких данных
в литературе нет. Для опытов был взят
стальной электрод диаметром 10 мм и длиной 60 мм.
Опыты показали, что электрическое
сопротивление паров аммиака более чем в 50 раз
превышает сопротивление жидкого аммиака
(рис. 5).
Реле ПРУК-2 было испытано на аммиачной
установке и воздухоотделителе сухоледного
цеха Опытного холодильника ВНИХИ.
При работе на средах, содержащих масло,
датчик этого реле необходимо периодически
очищать, так как его замасливание может
привести к несрабатыванию прибора.
Реле ПРУК-2 обладает теми же
достоинствами, что и реле ПРУ-2. Кроме того, датчик
соединяется с усилителем только одним
проводом.
3
%
?\
Топ чере
о
г */
¦ - ~- 1
Жидкость
У^ 1
Пар
10
20
30
40
М
Рис. 5. Зависимость силы тока, проходящего
через жидкий и газообразный аммиак, от напряжения.
Реле ПРУК-2 рекомендуется для работы на
фреоне, рассоле и воде.
За рубежом кондуктометрические реле
уровня применяют и на взрывоопасных, в том
числе аммиачных, установках. В этих реле
напряжение между корпусом и стержнем
достигает 15 в, что за рубежом не считается
опасным. В реле ПРУК-2 напряжение между
корпусом и стержнем уменьшено до 4 в.
В дальнейшем будут проведены
специальные исследования по определению
возможности работы реле ПРУК-2 на взрывоопасных
средах.
ЛИТЕРАТУРА
1. В. И. А л е к с е е в, В. Б. Якобсон, Реле уровня
с индуктивным датчиком ДУ-4, «Холодильная техника»,
1959, № 4.
2. Испытание поплавкового регулятора и
сигнализатора уровня РУ-4, Отчет ВНИХИ, I960.
3. Н. Н. Симонов, А. В. Я р о ш к и н, Применение
электронных сигнализаторов уровня на холодильниках,
«Холодильная техника», 1960, № 5.
4. В. И. Алексеев, А. Г. Р о т е н б е р г, Реле
уровня РУ-4, «Холодильная техника», 1961, № 2.
5. В. Б. Якобсон, Автоматизация холодильных
установок, Госторгиздат, 1962.
Расчет автоколебаний в двухпозиционных системах
при помощи обобщенных нагрузочных характеристик
Инж. В. С. УЖАНСКИЙ — Всесоюзный научно-исследовательский институт холодильной промышленности
В работе [1] показано, что двухпозицион-
ные системы регулирования холодильных
установок можно достаточно просто рассчитать,
если реальные характеристики объектов
регулирования заменить приближенными,
соответствующими звену первого порядка или
такому звену с запаздыванием.
В данной статье рассматривается один из
возможных способов расчета, позволяющий
вычислить период автоколебаний и
длительность его частей с применением обобщенных
нагрузочных характеристик.
Пусть объект регулирования в двухпозици-
онной системе близок по своим свойствам к
звену, описываемому уравнением первого
порядка [2],
d т
A)
Тогда изменение температуры на выходе
объекта подчиняется закону
t = t(co)— [f (со) - t„]exp Г——
B)
Непосредственно из формулы B) получаем
C)
Т=г — In—-—
t (оо) — tH
В выражениях A—3):
Т — постоянная времени объекта
регулирования;
t — температура;
t(oo) — температура в установившемся
состоянии;
tH— температура в начальный момент,
Пусть объект имеет параметры: при
охлаждении ^(оо) и Т\ и при нагревании U{oo) и
7Y
Системой управляет реле с дифференциалом
2х0.
Тогда, очевидно, при работе в системе
установятся автоколебания, период которых
тк = xi + т2 > D)
где ti и Т2 — длительности рабочей и
нерабочей частей периода.
Если заданная температура t3, то реле
переключается при температурах t3 ± х0.
Применим формулу C) для рабочей и
нерабочей частей периода. Для этого подставим
в формулу
для рабочей части:
т = tjj У = У j; fH-t3T xoi Г = Г3 х0;
для нерабочей части:
х = х2; У = У 2 J tH = t3 х0; Г = Г3 -J- х0 .
Тогда получим
^ (ос) — t3 -4- *о
Ci = — Тг1п
Моэ)-
' х0
х2= — Г21п
t2(oa)-t3 + xd
Введем безразмерные величины
т2 .
1
'2
Р
х2 =
(оо) — *а
в
в '
где
Q = ^2 (оо)— ^ (со).
E)
F)
G)
(8)
(9)
A0)
Величины ti и t2 — относительные
длительности, а — коэффициент нагрузки, C —
коэффициент чувствительности реле.
Коэффициент нагрузки показывает, какую
часть составляет фактическая нагрузка от
максимальной. При отсутствии нагрузки, т. е.
при t3= t2(co), коэффициент а = 0. При
полной нагрузке, когда t3 = tx (оо),
коэффициент а = 1.
Коэффициент чувствительности показывает,
какую долю составляет дифференциал реле от
разности температур 0.
Нетрудно установить, что автоколебания
возможны только при условии, если р < 0,5. В
формулах E) и F) разделим числители и
знаменатели дробей на в. С учетом формулы G)
имеем
JJo 2 Расчет автоколебаний в овухпозициоиных системах при помощи обобщенных нагрузочных характеристик 15
гх = —In-
;- 1
¦т9 — — In •
по
A2)
Выражения A1) и A2) назовем
обобщенной нагрузочной характеристикой системы
первого порядка.
На рис. 1 приведены нагрузочные
характеристики для разных значений р. Каждой
нагрузке а соответствуют определенные значения
Ti и гг. При наличии характеристик расчет
такой системы сводится к нахождению
коэффициентов нагрузки и чувствительности по
формулам (8—10).
В качестве примера рассмотрим систему
регулирования температуры в холодильном
шкафу.
Регулятором является температурное реле с
дифференциалом 2*0 = 8°, чувствительный
элемент которого установлен на стенке
испарителя.
Пусть предельные температуры при данной
нагрузке будут: низшая ^(оо) = —25°,
высшая t2(co) = 18°. Заданная температура
кипения t3= —15°.
Экспериментальным путем получены
следующие постоянные времени: Ti = 15 мин и
72 = 25 мин.
Требуется определить период
автоколебаний и длительность его частей, а также
коэффициент рабочего времени.
По формуле A0) находим разность
температур
9 = 18 + 25 = 43°,
а по формулам (8) и (9) — коэффициенты
нагрузки и чувствительности реле
18 4- 15
„ Q,050J 0,2 0,3 0,4
43
= 0,77
Р = —= 0,19.
Г 43
По графикам (см. рис. 1) для найденных
значений аир определяем ti=0,25 и Т2_=0,05.
Подставив эти величины в формулу G),
получим
т1==0,25 • 15= 3,75 мин
и
т2 = 0,05- 25= 1,25 мин.
Тогда коэффициент рабочего времени
0,4 0,3 0,2 OJQOSfi
0,6 0,8
Рис. 1. Обобщенные нагрузочные характеристики
системы первого порядка.
W<A
b = -
3,75
Tl+^2
5,0
-0,75.
Если система, кроме звена первого
порядка, содержит элементы «чистого»
запаздывания, то каждая из частей периода удлиняется.
На рис. 2 показаны автоколебания в
системе первого порядка с запаздыванием. При
этом по вертикали отложена относительная
температура
t =
t2 (со) — t
в
A3)
Остальные величины соответствуют
введенным обозначениям (8—10).
Характерным для этой системы является то,
что изменение направления процесса
происходит не при t = а ± р,а спустя некоторый
промежуток времени.
Легко заметить, что длительности рабочей
и нерабочей частей периода тк можно
представить в виде сумм составляющих
Ti = Ti + т^ -f
Т2 = Т2 -f Zd% \
Lg,y
(И)
A5)
где: п и t2 — длительности рабочей и
нерабочей частей периода в
аналогичной системе без
запаздывания;
^ах и zdd --запаздывания в рабочей и
нерабочей частях периода;
16 Расчет автоколебаний в двухпозиционных системах при помощи обобщенных нагрузочных характеристик № 2
щ
(А
<Л-/3
0
1
J .
^Г
^ / \
й
h
*
.%,
г;
V""
'Л
td,
Чг
{ ^
N Х
и х
к
\?
&«
тг
Ъ
ч
ч.,^ ¦ ¦
Л"
\
\
f
тл = 1П
Рис. 2. Автоколебания в системе первого порядка
с запаздыванием.
т^ и ^2—дополнительные отрезки
времени.
Из формул A4) и A5) следует, что для
определения длительностей т' и т' и периода
тк можно воспользоваться обобщенной
нагрузочной характеристикой (см. рис. 1),
найдя из нее величины ti и t2 и добавив к ним
соответствующие запаздывания и
дополнительные отрезки времени tgl и zgu.
Поскольку предполагается, что
запаздывание является известным параметром системы,
задача сводится к нахождению этих
дополнительных отрезков времени.
Составим уравнения для величин gi и g2
(см. рис. 2).
На участках:
АВ |ftl = (l-*-P)(l-«P[-^]), A6)
ВС |^1 = DР)НЫ), A7)
АВ |g-2|-(l-a + P)(^/7[^]-l), A8)
вс |&1 = (*-Р)A-«рНч])- A9)
Как и раньше, введем безразмерные
величины
Td, =
ч
¦Г2 ' *' Г!
1^'
_ Ъ.
B0)
Попарно приравняв правые части формул
A6), A7) и A8), A9), получим окончательно
1 +
^2
In
1—«+.Э
1 —а
A—ехр[—хЖ B1)
1+1=^A_^[-^I. B2)
На рис. 3 показаны зависимости
дополнительного отрезка времени igl от
запаздывания __ id2 для трех значений р.
Зависимость ig2 от idi имеет тот же вид, но при
условии, что вместо а будет 1 — а.
Таким образом, найдя по формулам B1) и
B2) или по графикам на рис. 3 величины
дополнительных отрезков времени тЛ и %,
можно подставить их в формулы A4) и A5) и
получить искомые значения т' и т\
Колебания температуры в системе с
запаздыванием происходят в зоне шириной
A = 2P + ft+ft-
B3)
Нахождение этой зоны не представляет
труда, поскольку р — известная величина, а gi
и g2 могут быть легко определены по
формулам A7) и A9).
Рассмотрим пример.
Необходимо определить период
автоколебаний и длительность его частей в системе двух-
позиционного регулирования температуры в
холодильной камере при малой A режим) и
большой B режим) нагрузках.
Постоянные времени объекта регулирования
в рабочей и нерабочей частях периода
Ti = 20 мин, 72 = 30 мин; запаздывания
т^ = \2мин, т^, =9 мин; предельные
температуры при малой нагрузке М00) = —17°,
?2(оо) = 3°, при большой нагрузке М°°) ==
= -5°, t2 (oo) = 15°.
В качестве регулятора применено
температурное реле с дифференциалом 2х0 = 2°.
Заданная температура t3 = 0°.
Разность температур для обоих режимов
составит
Q = t2[co) — t1(oo) = 20°.
Коэффициенты нагрузки определяем по
формуле (8)
1 режим: а = = 0,15,
15-0
2 режим: а = =0,75.
20
№ 2 Расчет
автоколебаний в двухпозиционных системах при помощи обобщенных нагрузочных характеристик 17
08 U9
Рис. 3. Зависимость дополнительного
отрезка времени от запаздывания.
Р-
20
0,05.
Дополнительные отрезки времени
определяем по графикам (рис. 3, р = 0,05)
1 режим: т^ = 0,03, тЛ= 1,08;
2 режим: ^ = 0,50, ^ = 0,15.
Относительные длительности частей периода
системы без запаздывания (см. рис. 1) будут
1 режим: ^ = 0,1, ^2 = 0,7;
2 режим: ^ = 0,40, т2 = 0,15.
Относительные длительности частей периода
для системы с запаздыванием находим по
формулам A4) и A5)
1 режим: ~; = 0,1+ 0,6+ 0,03 = 0,73,
-; = 0,7 + 0,3 +1,08 = 2,08;
2 режим: *^ = 0,4 +0,6 + 0,5 =1,5,
-; = 0,15+0,3 + 0,15 = 0,6.
Тогда длительности частей периода в
реальном масштабе времени (формула 7) составят
1 режим: х[ = 0,73 • 20 = 14,6 мин,
х[ — 2,08 • 30 = 62,8 мищ
2 режим: т| = 1,5 • 20 = 30 мин,
х = 0,6 • е0 = 18 мин.
а
Отсюда периоды колебаний (формула 4)
будут
1 режим: тк=14,6 4 62,8 = 77,4 мин;
2 режим: тк=:30 +18=48 мин.
Безразмерные параметры находим по фор
мулам (9), B0)
Наконец найдем коэффициенты рабочего
времени
14,6
1 режим: Ь==-
?, = -? = 0,6; "*<.«-?—0,3; ?,??#№ 2Р™: ь =
77,4
30
48
= 0,19;
= 0,63.
18
Исследование и расчет фреонового регенеративного теплообменника
№ 2
Выводы
Дан простой способ расчета автоколебаний
в двухпозиционных системах регулирования.
Введено понятие обобщенных нагрузочных
характеристик и показано, что в случае, если
объект представляет собой звено первого
порядка с запаздыванием или без него, расчет
может быть сведен к нахождению
необходимых величин по готовым графикам.
ЛИТЕРАТУРА
1. В. С. У ж а н с к и й. Исследование двухпозиционных
систем регулирования холодильных установок,
«Холодильная техника», 1962, № 6.
2. В. Б. Якобсон. Автоматизация холодильных
установок, Госторгиздат, 1962.
Исследование и расчет фреонового регенеративного теплообменника
Инж. В. М. ШАВРА — Всесоюзный научно-исследовательский институт холодильной промышленности
Для обеспечения эффективной работы
компрессора при изменении температуры кипения
to от —5 до —30° температура всасываемого
пара должна быть не менее 15° [1].
Наиболее экономично такая температура
пара может быть получена путем перегрева
его в регенеративном теплообменнике за счет
переохлаждения жидкого фреона перед ТРВ.
Следовательно, правильный выбор теплопе-
редающей поверхности теплообменника имеет
большое значение. Поскольку проверенной
экспериментально методики расчета
теплообменников нет, автором в лаборатории малых
холодильных машин ВНИХИ было проведено
исследование теплообменника конструкции
ЦКБХМ (рис. 1), выпускаемого уже в
течение многих лет с фреоновыми холодильными
машинами производительностью 3000 — 4000
ст. ккал]час.
Рис. 1. Теплообменник: а — общий вид, б — змеевик.
№2
Исследование и расчет фреонового регенеративного теплообменника
«
Теплообменник представляет собой
стальную трубу @57X4 мм), внутри которой
находится змеевик из медной трубки
@ 10X1 мм). По змеевику проходит
жидкий фреон (из конденсатора к ТРВ), а
снаружи, противотоком, — пар фреона (из
испарителя в компрессор).
Змеевик имеет 25 витков диаметром 32 мм
(по осевой линии) и с шагом 15 мм.
Внутренняя поверхность змеевика Fm = 0,0628 ж2»
наружная FH = 0,0785 м2.
Методика и результаты испытаний
Коэффициент теплопередачи определяли по
формуле
#тл —
Д*.
ккал\м?час град, A)
ср
где:
Фто = Оа ('то ж, — /то ж2) ккал/час,
B)
Ga — количество циркулирующего
холодильного агента, кг/час1;
/то ж! и /то ж2 — энтальпии жидкого фреона до
и после теплообменника;
('т
Д JL V Ж,
а *"ср —
• ^то п2) — {t то :
- tjo п,)
In
tro Ж! — ^то
tro ж2 — ^то
C)
где: tT0 Ж1 и t10 m — температуры жидкости и
пара на входе в
теплообменник;
?гожа и Ьощ — то же, на выходе из
теплообменника.
Как было установлено [2], при малом
перегреве пар, выходящий из незатопленного змее-
викового испарителя, содержит капли
жидкости. При этом сухость его хИ, = хто п,,
найденная из теплового баланса
теплообменника, будет меньше единицы. Следовательно,
формула C) для определения средней
разности температур при Хг0п, < 1 является
приближенной.
Температура фреона измерялась
лабораторными ртутными термометрами с ценой
деления 0,1°, а давление — пружинными
образцовыми манометрами класса 0,2 с пределами
шкалы 0—4 ати.
Изменение коэффициента теплопередачи в
зависимости от весовой скорости пара в жи-
1 Количество циркулирующего холодильного агента
измерялось ротаметром и контролировалось по
тепловому балансу конденсатора.
Г
I
1
J150]
Ю0\
50
**ф
+
4- а
\
е^\1
^0ЙД/1
W 15 20 25 30
иг?кг/м2сек
Рис. 2. Зависимость коэффициента теплопередачи
&то теплообменника от весовой скорости пара w у:
= 1; 2— хт
0,86 — 0,98.
вом сечении теплообменника показано на
рис. 2.
Проведенными испытаниями установлена
существенная зависимость коэффициента
теплопередачи теплообменника от сухости пара
на входе — хто пг Результаты опытов могут
быть апроксимированы двумя^линиями.
Линия 1 с точностью ±5°/о определяет
значения kT0 при перегреве пара на входе в
теплообменник 0ЮП! > 3°. Лишь в трех опытах
из 25 отклонение составляет около 10%. При
этом почти во всех опытах сухость пара на
входе хто п, была равна 1. Только в двух
опытах при Это щ = 3,5° она составила
около 0,99.
Опыты, в которых величина 0ТоП1 была
меньше 3°, объединяются линией 2 (точность
'±10Р/о).
В этих опытах сухость пара хТ0П1 равна
0,86—0,98.
С ростом скорости разница между
значениями kT0 ПрИ Хто п, = 1 И При ХТ0П1 <1
увеличивается. Это можно объяснить
относительным возрастанием величины смоченной
наружной поверхности змеевика при хТОп1<1.
Процесс теплопередачи при турбулентном
движении жидкости внутри трубы хорошо
изучен и определяется [3, 4] критериальной
зависимостью вида
Nu/ = ^Re^Pr^.
Для случая движения жидкости внутри
винтового змеевика рекомендуются [3, 5]
следующие зависимости
20
Исследование и расчет фреонового регенеративного теплообменника
№ 2
или
Nu/ = 0,04RefPr/0-i(-^-
Nu, = 0,023 Rec/8Pr0/4' v f
C.21
где
= 1
7 ГЧ
,// —
R
D)
E)
РГст
поправка на
закругление [4].
Результаты расчетов по этим формулам
получаются одинаковыми.
Пренебрегая тепловым сопротивлением
стенки змеевика из медной трубки толщиной
1 мм (оно составляет десятые доли процента
сопротивления теплоотдачи жидкости к
стенке /?ж)> сопротивление теплоотдачи к пару
фреона на наружной поверхности змеевика
можно определить по формуле
м2 час град/ккал. F)
При конструировании теплообменников
коэффициент теплоотдачи от змеевика к пару,
вследствие отсутствия опытных данных,
находят [6] из критериальной зависимости вида
Nu^O^Re^Pr^33, G)
рекомендуемой [4] для случая поперечного
обтекания газом коридорного пучка труб.
Поскольку величина критерия Прандтля в
рассматриваемых нами пределах не меняется,
для практических расчетов можно было бы
пользоваться упрощенной зависимостью [3]
вида
N11^0,21 Re°'65. (8)
Однако, как показали наши опыты,
величины коэффициентов теплоотдачи, рассчитанные
по формулам G) и (8), будут в 1,3—2,8 раза
меньше опытных.
Такое расхождение объясняется
содержанием в паре, выходящем из испарителя, капель
жидкости. Формула же G) выведена для
газов. Кроме того, различна геометрия витого
пучка и пучка из прямых труб (что
определяет степень турбулентности потока)
На рис. 3 приведены
— cpfReA характеризующие: / — изменение
критерия Nu/ = 0,21Re/<5, 2, 3
ние критерия Nuy = п'
зависимости Nu^ =
А
где
измене-
величина
а,
Яп
определялась по опытным данным
100
200
180
160
140
120
100
90
80
70
во
50
40
1 j
Т~ Г Г !
1 II!.
+
~~-р
5 6
1 i У
У
Г
* -j-
^
1
' \Х ! +
S\r 1 I
1 1
1 | . 1 !
\&,
ь
a
\
>^
9
10
k
' +
T"
12
U
Г+
|+
* T >
f*\ ГТ
J**}
I 1
i
III
j j ;
L_l_
j
I f
i
I |
ji
! I
i I
i
I
16 18 20
|—
b
p*
|/
i
TJ^
'—r—^—
| I
! I
I
I
i
30
III
'lull
i I ii i
HinTTm
I i i и -i
ТТТГм 11
_j——II"'——II
1 1 1 1 ' III 1
Mi
40 50>1U
fa
Рис. 3. Теплоотдача поверхности змеевика теплообмен
ника к пару фреона: 7 — расчетная зависимость, 2, 3 —
опытные зависимости.
Приведенные на рис. 3 опытные кривые
могут быть выражены следующими
критериальными зависимостями
Nu7 - 0,92 Re0/11 (кривая 2)
ПРИ ХтоП1=1, 9тоП1>3°'
(9)
с использованием формулы F)
N1^ = 0,19 Re)'75 (кривая 3) A0)
при хто П1 — 0,86 -:- 0,98, 0ТО П] < 3°.
Рекомендации по расчету теплообменников
Проведенные исследования фреоновых неза-
топленных испарителей [2] показали, что
эффективность машины практически не
снижается, если величина перегрева выходящего пара
0и2 составляет около 2°. При этом сухость
его хИ2 будет около 1 для испарителей,4
работающих при естественной конвекции воздуха,
и Хи2~ 0,98 для воздухоохладителей.
В результате испытаний ТРВ [7]
установлено, что необходимая плотность закрытия
приборов при остановке машины обеспечивается
№ 2
Исследование и расчет фреонового регенеративного теплообменника
21
лишь при настройке ТРВ на минимальную
величину «закрытого» перегрева 9заКр = 2°. При
этом средняя величина рабочего перегрева
0и2 составляет 4—5°, а удельная холодопро-
изводительность машины уменьшается на
5-71% [2].
Таким образом, чтобы обеспечить
максимальную эффективность работы машины и не
допустить перетекания холодильного агента в
испаритель во время остановок, перед ТРВ
должен быть автоматический запорный
(соленоидный) вентиль.
В установках с несколькими камерами [8],
охлаждаемыми ребристыми батареями и
воздухоохладителями, схемой автоматизации
предусматривается применение соленоидных
вентилей на жидкостных линиях для
автоматического регулирования температуры.
ТРВ следует настраивать при минимальной
температуре кипения, соответствующей
давлению выключения компрессора. При этом
перегрев будет наибольшим, а в начальный
период работы (при более высокой
температуре кипения) он будет меньше.
Учитывая результаты проведенных
исследований испарителей [2], компрессора [1], тер-
морегулирующих вентилей [7] и
теплообменника, можно сформулировать следующие
основные положения по расчету регенеративных
теплообменников для малых фреоновых
машин, работающих в среднетемпературном
диапазоне (/0 = —10-—25°):
— теплопередающая поверхность
теплообменника должна быть рассчитана на «доиспа-
рение» некоторого количества C—51%)
циркулирующего холодильного агента Ga;
— при расчете следует исходить из
минимальной температуры кипения, при которой
происходит наибольший унос жидкости из
испарителя;
— для обеспечения эффективной работы
компрессора перегрев всасываемого пара
должен быть таким, чтобы его температура (на
выходе из теплообменника) была не ниже 15°.
Чтобы не снизился эффект регенерации,
теплообменник следует монтировать в
охлаждаемом объекте, ближе к регулирующему
вентилю. При этом дополнительное повышение
температуры всасываемого пара вследствие теп-
лопритока из окружающей среды практически
не о!рззится на работе машины.
Рекомендуется следующая методика
расчета поверхности теплообменника
р Уто
Исходные величины:
температура кипения /о, °С;
температура конденсации tK, °C;
сухость пара на входе в теплооб менник хи„«
весовая производительность компрессора
Ga, кг/час.
Количество тепла QT0, переданное
жидкостью пару,
QT0 = GaхИ2Aкщ — i") A- Ga(l — хщ) (*KMl — *')* =
== Ga [хщ(tKMl — i")-{-(I— x„fl)(/KMi — ?')] =
= Ga qT0 к кал'час, A1)
где значение qw равно выражению в
квадратных скобках, ккал/кг.
Следовательно,
?то=-тг- (На)
Из уравнений B) и (На)
'то Жо :=:= 'то ж, ~ === 'то ж, <7то* \l^j
Ga
Значение iT0 Ж] определяют по tK с
помощью таблицы.
Зная /тож2, можно найти температуру
жидкости на выходе из теплооб менника гто ж .
Температура пара на входе в теплообменник
tT0 Pl равна температуре кипения to
(соответствующей давлению всасывания), которой
задаются так же, как и температурой
жидкости на входе в теплообменник ^тон^^^к-
На выходе из теплообменника температура
пара fT0r2, как уже отмечалось, должна
быть равна 15°. По этой температуре и
принятому давлению всасывания может быть
определена при помощи i, lgp-диаграммы
энтальпия пара перед компрессором /км, = 'то г2 •
Значения энтальпий насыщенной жидкости /'
и насыщенного пара ./" (формула 11) находят
при помощи таблицы по принятому давлению
ро.
Рассмотрим следующий пример.
Требуется определить поверхность
теплообменника для машины, состоящей из
холодильного агрегата ФАК-1,5 и воздухоохладителя.
Расчетные условия: ?к = 30°, U =—15°,
хИ2 = 0,95, весовая производительность
компрессора Ga = 43,5 кг/час.
Количество тепла, передаваемое в
теплообменнике 1 кг фреона,
?то = ХкАкщ — '") + (I - *щ) О™, — П ккал\кг.
* При составлении теплового баланса
теплообменника (уравнение И) принято, что энтальпия
поступающего пара /tohj = 'и2| равна энтальпии насыщенного
пара i". Возможная при этом ошибка пренебрежимс
мала.
22
Исследование и расчет фреонового регенеративного теплообменника
№ 2
&пчкг/чос75 70 65 60 55 50 45 40
4 \\ \ \\ '
35 30 25 Gf20 ^то^^л/м
Gr'KO
800 700 600
Qw"Kaj1J4ac
Рис. 4. Номограмма для
определения поверхности
фреоновых
регенеративных теплообменников.
.При помощи диаграммы для фреона-12
по U = —15^ и tmy _== 15° находим /kMi =
= 139,70 ккал/кг.
Ш таблице (to - —15°) i" = 135,29, i' =
= 96,72. Тогда: ^то = 6,34 ккал/кг.
Энтальпия и температура выходящей
жидкости ......
с -*тъж, = '/то ж, — <7ю¦= 106,97— 6,34 =
....¦¦п.-.-- = 100*63 ккал/кг;
*ТО Жа в •»$ »
Средняя логарифмическая разность
температур
д / __ (^то ж, — /то п2) — (/то ж2 — /то п,) 1 Я Л °
2,303 lg
/то ж1 — /то п2
/то ж2 — /то Пх
При Ga = 43,5 кг/час по рис. 2 («*? = 13,75
кг/м2сек) находим &то = 139 ккал/м2нас
град.
№2 Исследование и расчет фреонового регенеративного теплообменника 23
Теплопередающая поверхность
теплообменника
F =
1 то
Са^то
R-YQ А ГСр
43,5- 6,34
feT0 Д ГСр
— 0,12 м\
139-16,4
Для упрощения расчета нами составлена
номограмма (рис. 4).
Поверхность теплообменника по этой
номограмме определяется следующим образом
(условия те же, что и в рассмотренном выше
примере).
В правой части номограммы по U = —15° и
х = 0,95 (пунктирные линии) находим Д^Ср =
= 16,4°. Затем по рис. 2 определяем величину
kT0 = 139 ккал/м2час град. Произведение
величин: kTOktcp = 2280 ккал/м2час.
В этой же части номограммы из'точки U =_
== —15° проводим вертикальную линию до
пересечения со сплошной линией х = 0,95. Слева,
на оси ординат, находим величину qT0 = 6,34
ккал/кг.
Продолжив горизонталь влево, до точки
пересечения с линией Ga = 43,5 кг/час, опускаем
из этой точки вертикаль и определяем QT0 =
= 275 ккал/час. Продолжив вертикаль до
1 1
точки пересечения с линией
RT0 Д Г,
ср
2280
= 4,39- 10~4 м2час/ккал, справа, на оси
ординат, найдем искомую величину FT0 = 0,12 м2.
.Если расчетная температура конденсации tK
не равна 30°, то полученное по номограмме
значение FT0 следует умножить на
величину р, которую можно определить по графику
на рис. 5.
Например, если расчетная температура
конденсации для случая, рассмотренного выше,
равна 50°, то р = 0,45 и поверхность
теплообменника FTO = 0,12 • 0,45 = 0,054 м2. Если же
tK = 20°, то р = 2,7 и /*то= 0,12 • 2,7 - 0,324 лА
Поверхность испытанного нами
теплообменника, поставляемого в настоящее время с
машинами производительностью 3000 ст.
ккал/час, равна 0,063 м2. Между тем,
пользуясь номограммой, можно определить
что при Ga = 85 кг/час, хщ = 1, kT0 = 140
ккал/м* час град и стандартном режиме
работы поверхность этого теплообменника
должна быть равна 0,13 м2, т. е. ее необходимо
увеличить примерно вдвое.
Номограмма (см. рис. 4) и график на рис. 5
позволяют определить поверхность
теплообменника любой конструкции. По графику на
рис. 2 можно найти коэффициент
теплопередачи kT0 лишь для теплообменников,
конструкция которых подобна испытанному.
При конструировании теплообменников
необходимо также иметь в виду, что падение
давления пара в теплообменнике должно быть
минимальным, не более 0,05 кг/см2 [9].
Если же падение давления больше 0,15 кг/см2,
то эффективность работы машины ухудшится
[10].
Выводы
Коэффициент теплопередачи
регенеративного теплообменника существенно зависит от
сухости пара на входе. В результате
проведенного исследования установлены зависимости,
определяющие процесс теплоотдачи
поверхности змеевика теплообменника к
всасываемому пару.
Эффективная работа малой фреоновой
холодильной машины с прямоточным незатоп-
ленным испарителем возможна лишь при
Рис. 5. График для определения поправочного множителя fi.
24 О коэффициенте использования торгового холодильного оборудования № 2
осуществлении процесса регенерации между
паром, выходящим из испарителя, и
жидкостью, подходящей к регулирующему вентилю.
Величину теплопередающей поверхности
теплообменника для среднетемпературной
машины следует определять, исходя из
необходимости обеспечения максимальной
эффективности работы испарителя и компрессора. С
учетом этих требований предложен способ
расчета регенеративных теплообменников и
составлена номограмма для определения их
поверхности.
ЛИТЕРАТУРА
1. В. М. Ша в р а, Влияние перегрева всасываемого
пара на работу фреонового компрессора, «Холодильная
техника», 1963, № 1.
2. В. М. Ш а в р а, Влияние перегрева пара,
выходящего из испарителя, на работу малой холодильной
машины, «Холодильная техника», 1962, № 6.
3. Л. М. Р о з е н ф е л ь д, А. Г. Ткачев,
Холодильные машины и аппараты, Госторгиздат, 1960.
4. М. А. М и х е е в, Основы теплопередачи, Госэнерго-
издат, 1956.
5. С. С. Кутателадзе, В. М. Боришанский,
Справочник по теплопередаче, Госэнергоиздат, 1956.
6. Методика расчета и конструирования фреоновых
змеевиковых теплообменников, СКБХМ при Одесском
заводе холодильного машиностроения, Ведомственная
нормаль, Одесса, 1961.
7. В. М. Ш а в р а, В. Б. Якобсон, Характеристики
ТРВ, «Холодильная техника», 1961, № 6.
8. В. М. Ш а в р а, Автоматизированные малые
фреоновые холодильные установки с' несколькими
охлаждаемыми объектами, Госторгиздат, 1960.
9. Д. М. Иоффе, В. Б. Якобсон, Малые
холодильные машины и торговое холодильное оборудование,
Госторгиздат, 1961.
10. С. Boiling, «Refrig. Engng», 1946, № 12.
0 коэффициенте использования торгового холодильного оборудования
Канд. техн. наук И. И. ГОВЕНЧИК — Всесоюзный научно-исследовательский институт
холодильной промышленности
В настоящее время на предприятиях
торговли и общественного питания, а также в
быту широкое распространение получили
автоматические фреоновые холодильники с
компрессорами, работающими по цикличному режиму.
Работа компрессора в цикличном
режиме характеризуется коэффициентом его
рабочего времени. Однако до настоящего времени
отсутствует методика расчета этого
коэффициента, что в некоторой степени затрудняет
работу по проектированию нового торгового
холодильного оборудования.
Полученные во ВНИХИ в результате
испытаний различных объектов при
неодинаковой температуре окружающего воздуха
величины коэффициента рабочего времени
компрессоров приведены на рис. 1.
Как видно из рис. 1, самые высокие
значения этого коэффициента получены при
испытании низкотемпературной витрины ВН-С, самые
низкие — шкафа ШХ-0,6. Объясняется это
тем, что у витрины ВН-С удачно подобрана
производительность компрессора, тогда как у
шкафа ШХ-0,6 она завышена.
Таким образом, величина коэффициента
рабочего времени компрессора при цикличном
режиме работы зависит в основном от его
производительности, а также конструкции,
назначения, степени загрузки объекта и
температуры окружающего воздуха.
Коэффициент рабочего времени
компрессора может быть определен экспериментальным
и расчетным путем.
Ниже излагается методика
предварительного расчета коэффициента рабочего времени.
При непрерывной работе компрессора в
установившемся режиме между отводом тепла
из объекта и теплопритоками извне
поддерживается полное равновесие
Qf=Q0km шал/час,
A)
где: Qf
количество тепла, поступающего в.
объект из окружающей среды;
№2
О коэффициенте использования торгового холодильного оборудования
25
Рис. 1. Зависимость коэффициента рабочего
времени компрессора от температуры окружающего
воздуха: 1 — низкотемпературная витрина ВН-С
г агрегатом ФАК-1,5, 2 — низкотемпературный
прилавок ПН-0,2 (ФАК-0,7), 3 — холодильный
шкаф ШХ-1,25 (ФАК-0,7), 4 — открытая
трехъярусная витрина В-3 (ФАК-1,5), 5 — холодильный
шкаф ШХ-0,6 (ФАК-0,7)
Q0KM — холодопроизводительность
компрессора.
В данном случае коэффициент рабочего
времени компрессора равен единице.
Для поддержания расчетной температуры в
охлаждаемом объекте при цикличной работе
компрессора производительность его должна
быть больше, чем для случая непрерывной
работы.
Коэффициент рабочего времени выражается
отношением теплопритоков в объект из
окружающей среды к холодопроизводительности
компрессора. При цикличной работе он всегда
меньше единицы
Величину теплопритоков для закрытого
холодильного оборудования определяют по
формуле
Qr=(k fepVp (*о.в — toe) ккал/час, C)
Где: k — коэффициент теплопередачи
ограждения, ккал/мНас град;
^ср — средняя поверхность ограждения,
м2;
?о.в — температура окружающего
воздуха, °С;
to6 — температура в объекте, °С.
Величины k и Fc? можно легко подсчитать.
Температуры t0.B и to6 принимаются в
зависимости от места работы и назначения
объекта.
Холодопроизводительность компрессора
находят по формуле
QoKM = {kF)mn (to6 —10) + Qn ккал\яас, D)
где: t0 — температура кипения
холодильного агента, °С;
Qn — потери хрлода (главным образом
во всасывающем трубопроводе),
ккал/час.
В этом выражении величина (kF)mn для
данной конструкции испарителя является
вполне определенной. Температура кипения
фреона h принимается на 10—15° ниже
температуры в объекте. Значение U может быть
затем проверено по диаграмме (рис. 2), на
которой пересечение кривых Q и Q0„cn
дает значение to для случая непрерывной
работы F = 1).
При продолжительности рабочей части
цикла не менее 30 минут средняя температура
кипения фреона будет близка к приведенной на
рис. 2 (разница 1—2°). В этом случае можно
пользоваться данной диаграммой с
соответствующей поправкой. При встроенном агрегате
величина Qn сравнительно небольшая и ею
можно пренебречь.
-J0 -25 -2Q -15 -70 tQ,T
Рис. 2. Зависимость холодопроизводительности
агрегатов ФАК и ФГК и ребристотрубных
испарителей от температуры кипения для оборудования с
температурой воздуха около 0°.
26
О коэффициенте использования торгового холодильного оборудования
№ 2
С учетом изложенного коэффициент
рабочего времени компрессора для закрытого
холодильного оборудования будет вычисляться
по формуле
b (?^огр(*0.в-4б) f
(* Лисп ('об-'о) '
а для открытого
, (^огрСо.в— *об) + <?пр ...
о^ , (о)
(k Лисп (^об ~ А))
где Qnp — теплоприток через открытый
проем, ккал/час.
Через открытый проем тепло передается в
объект в результате теплопроводности,
конвекции и лучеиспускания. Кроме того, тепло
образуется от выпавшей из воздуха влаги [1]
QnP = QT + Qk + Q* + бел ккал/час. G)
Коэффициент теплопроводности воздуха
X = 0,02 ккал/м час град, поэтому значение
QT невелико и им можно пренебречь.
В случае естественной циркуляции при
передаче тепла сверху вниз конвективного
теплообмена не происходит (QK = 0) [1].
Тепло, выделяющееся при выпадении из
воздуха влаги, подсчитывают по формуле
Qm = ~ШE95 + °'47'°-в ~ °'5 tn +
+ 80) ккал/час
Здесь
tn— температура
• ля,
°С;
(8)
поверхности испарите-
Свл — V- ^пР (Р0.в—Роб) г/час,
(9)
где:
— количество выпавшей влаги, г/час;
[х — коэффициент паропроницаемости
(диффузии), г/час м мм рт. ст.;
ро в и /?об — парциальные давления водяных
паров окружающего воздуха и в
объекте, мм рт. ст.;
Ьв — толщина слоя воздуха над
открытым проемом, м;
Fnp — площадь открытого проема, ж2.
При движении водяного пара в воздухе
сверху вниз A = 0,081 г/час м мм рт. ст.
Заметное влияние на работу объекта
оказывает теплота лучеиспускания, подсчитываемая
по известной формуле [2],
9 = SnС°[(~ш}~(юоIккал]м} ШС> A0)
где: С0 — коэффициент лучеиспускания
абсолютно черного тела;
еп — приведенная степень черноты тела;
Условия опыта
Температура, °С
гоб
Значения
коэффициента рабочего
Бремени
Шкаф ШХ-0,6 (№ 1)
Дверки
открывались на 15—20
секунд через 8 минут
1 32,6
1 25,2
1 30,0
3,24
3,33
2,7
-8,5
-6,4
-6,1
0,46 I
0,4
0,52б|
Шкаф ШХ-0,6 (J* 2)
Дверки закрыты
27,5 1 2,36 |-20,0| 0,4
32,1 I 0,52 I—20,0| 0,48
Прилавок ПН-0,2
Крышки
приоткрыты (п = 50 мм)
Прилавок
полностью открыт
Полностью
открыта половина крышки
26,0
25,0
30,7
31,3
25,2
25,1
-18,4
—18,4
-16,1
-16,61
-12,6
-15,4
-28,01
-28,0
-24,0
-24,6
-23,0]
-24,0
0,5
0,5
0,66
0,66
0,6
0,61
0,44
0,39
0,4971
0,375
0,456
0,5
0,49
0,63
0,632
0,62
0,62
J-+-L-
(и)
В опыте с полностью открытым прилавком
ПН-0,2 теплоприток через ограждение
составил (по формуле 3)
QF= 1,52 B^,2 + 12,6) = 57,5 ккал/час.
Количество выпавшей влаги (по формуле 9)
Свл =
0,081
0,31
0,52-0,52B4,65 — 0,6) =
= 1,7 г/час,
а теплоприток от нее (по формуле 8) :J Л'
Qbji = 0,0017E95 + 0,47 . 25,2 +
+ 0,5 • 20 + 80) = 1,18 ккал/час.
Более значительную величину составляет
теплота лучеиспускания.
ДОо 2 Осушение трюмного воздуха при помощи холодильной>машины 27
При 8i = 0,9 (для продуктов) и 82 = 0,94
(для оштукатуренных стен)
1
0,9 ^ 0,94
^ = 0,85.4,9
= 0,85:
/298 у /261 у
\ 100 /" \ 100
)']=
-» 0,85 • 4,9 G9 — 47) = 134 ккал/м2 час.
Приближенно можно считать Qnp = Ял. Для
определения притока тепла через открытый
проем целесообразно ввести понятие
«приведенного коэффициента теплопередачи»:
vnpHB'
?о.в — ^об
A2)
При разности между температурами
внешней среды и объектом 37° приведенный
коэффициент теплопередачи &прив — 3,6 ккал/м2час
град. Этой величиной можно пользоваться при
определении теплопритоков через открытый
проем в низкотемпературном оборудовании.
С учетом сказанного коэффициент рабочего
времени компрессора, охлаждающего
открытый объект, можно подсчитать по следующему
уравнению
Ъ =
[(k F)orp + ?Прив ^пр] (^о.в — *0б)
{k /^исп (^об — *о)
A3)
В таблице приведены опытные и расчетные
значения коэффициента рабочего времени для
шкафов ШХ-0,6 и прилавка ПН-0,2.
Расчетные значения определены по
формулам E) и A3). Коэффициенты теплопередачи
испарителей (& = 4-f-4,l ккал/м2час град) и
тепловые характеристики ограждения (kF)
шкафов ШХ-0,6 приняты по опытным данным,
а прилавка ПН-0,2 — по расчету.
Из таблицы видно, что величины расчетных
и опытных значений коэффициента рабочего
времени компрессора различаются на 2—6%.
Таким образом, данная методика расчета
вполне приемлема. Она позволит правильнее
подбирать к проектируемому объекту
компрессор, что обеспечит более полное его
использование при эксплуатации.
ЛИТЕРАТУРА
1. К. Ф. Фокин, Строительная теплотехника
ограждающих частей зданий, Госстройиздат, 1953.
2. С. С. Кутателадзе, В. М. Боришанский,
Справочник по теплопередаче, Госэнергоиздат, 1959.
Осушение трюмного воздуха при помощи холодильной машины
Инж. В. А. 3АГОРУЙКО — Одесский институт инженеров морского флота
, Во время морского рейса, в результате
колебаний температуры и влажности наружного
воздуха, может произойти конденсация влаги
на ограждениях трюма или на грузе, что
приводит к коррозии набора корпуса судна и
порче груза [1,2].
Тепло- и массообмен на поверхности груза в
трюмах зависит от колебаний параметров
наружного воздуха, условий погрузки,
состояния и свойств перевозимого груза,
размещения его в трюме, упаковки и т. д.
Сохранность нескоропортящихся грузов при
перевозке может быть обеспечена осушением
трюмного воздуха без его охлаждения.
Поэтому на нерефрижераторных судах
кондиционирование заключается в вентиляции и
осушении приточного воздуха.
Кондиционирование может быть
применено для осушения термоизоляционных
конструкций рефрижераторных судов путем
подачи осушенного воздуха вентиляторами в
систему каналов, находящихся в изоляции.
Такая система осуществлена на
рефрижераторных судах типа «Арагви».
В танках нефтеналивных судов
кондиционирование воздуха необходимо для предот-
28 Осушение трюмного воздуха при помощи холодильной машины № 2
вращения обводнения нефтепродуктов, а
также для уменьшения коррозии стенок танков
над уровнем груза. По литературным данным
[3], при снижении относительной влажности
воздуха в танках с 80 до 50э/а интенсивность
коррозии металла уменьшается в 10 раз.
Предварительно осушенный в центральной
установке воздух при помощи
высоконапорных вентиляторов нагнетается по системе
воздуховодов в танки, в которых
поддерживается постоянное избыточное давление
—-1000 мм вод. ст., что исключает
возможность попадания в них наружного влажного
воздуха. Производительность вентиляторов
должна несколько превышать суммарную
производительность нефтенасосов для
поддержания избыточного давления при выкачке
нефтепродуктов. Подобные системы
применяются на ряде зарубежных и отечественных
танкеров [4].
Для кондиционирования воздуха в трюмах
сухогрузных судов применяются воздухоосу-
шительные агрегаты трех типов —
центральные, местные и автономные.
Центральный агрегат может обслуживать
один или сразу все трюмы. Такие агрегаты
установлены на отечественных сухогрузных
судах типа «Ленинский комсомол» и
танкерах типа «Пекин». За рубежом аналогичные
установки выпускаются фирмой «Каргокэйр».
Местными воздухоосушительными
агрегатами оборудуется каждый трюм, к которому
подается холодоноситель (рассол) от
центральной холодильной установки. Такие агрегаты
выпускаются фирмой «Термотанк».
Автономные воздухоосушительные агрегаты
предназначены для осушения влажного
воздуха в трюмах. Обычно это переносные
автоматизированные агрегаты.
Во всех перечисленных агрегатах осушение
воздуха может происходить или по сорбцион-
ному методу или с помощью холодильных
машин (механических осушителей воздуха).
По сравнению с сорбционным методом,
осушение воздуха с помощью холодильных
машин обладает рядом преимуществ, главные
из которых — автономность работы
(требуется наличие только силовой электросети),
малые габаритные размеры и вес, легкая
автоматизация процесса осушения,
экономичность и простота обслуживания. Кроме того,
при некотором изменении тепловой схемы
можно обеспечить регулирование температуры
трюмного воздуха (охлаждение либо
нагревание на 3—6°).
В таблице приведены сравнительные
характеристики ряда зарубежных и отечественных
осушителей воздуха.
Как видно из таблицы, описываемый ниже
опытный образец судового автономного
механического осушителя воздуха имеет лучшие
показатели, чем сорбционные осушители.
Характер работы осушителей воздуха в
судовых условиях и требования,
предъявляемые к ним, несколько специфичны.
Во-первых, осушители должны
автоматически поддерживать заданную точку росы
трюмного воздуха в зависимости от
температуры и влажности перевозимого груза и
температуры внешней среды. Во-вторых, они
должны работать преимущественно при
высокой относительной влажности осушаемого
воздуха (не меньше 75%), так как для
большинства перевозимых морем гигроскопических
грузов величина равновесной относительной
влажности колеблется в пределах 70—75%.
Необходимая производительность по влаге
судовых осушителей должна значительно
превышать производительность выпускаемых
переносных механических осушителей.
По данным теплотехнических испытаний
отечественного механического осушителя
«Азербайджан» [5], проведенных во ВНИХИ, его
производительность по влаге при точке росы
воздуха в помещении 20° составляет 1,55 кг/час.
Количество же удаляемой из трюма влаги
при резком снижении температуры внешней
среды достигает 8—10 г/час с 1 ж3 свободного
пространства [6], что составляет 5—6 кг/час
влаги для трюма емкостью 3000 м'л.
В Одесском институте инженеров морского
флота (ОИИМФ) создан и испытан в
лабораторных условиях опытный образец
автономного механического осушителя трюмного
воздуха.
Осушитель может поддерживать
необходимую заданную точку росы трюмного воздуха
при помощи автоматического регулятора
влажности с электрическим подогревным
датчиком на базе автоматического
уравновешенного самопишущего моста типа МСР.
Удельная тепловая нагрузка испарителя не
превышает 200 ккал/м2час, в результате чего
достигается значительная производительность
осушителя по влаге при высокой
относительной влажности трюмного воздуха.
Номинальная производительность
осушителя, равная 7,5 кг/час, вполне достаточна для
обслуживания трюмов крупнотоннажного
судна.
ffy 2 Осишение тоюмного воздуха при помощи холодильной машины 29
Показатели
Сорбцконные осушители воздуха
силикагеле^ые, с
тьердым
поглотителем влаги
ВОУ-2С00
2200 |
1
22
5,2
0,236
7,5
225
2650
0,39
160
0,35
„Каргокэйр"
модель Н
5100
53
19
0,36
8,0
170
1270
0,29
70
—
„Ротэйр"
модель
M-400U
6800
66
12
0,182
4,5
147
1340
0,225
35
—
с жидким поглотителем
влаги |
хлористоли-
тиевый
„Катабар"
2550
29
5,3
0,183
3,5
138
2500
0,306
—
—
триэтилен-
гликолевый
„Каргокэйр"
12000
127
13,2
0,104
11,5
185
j 1300
0,188
—
0,24
S Е оЗ
S о) о,
н ос
о{5 Я С
К 2 о «
О. .а ч „ „
О <У btf S S
е? К Е 2 О
X Н Я" К н
12000
125
21,5
0,172
1500
0,237
42
0,13
Автономные механические
осушители воздуха
с воздушной
холодильной машиной
„Мойслесс"
30
0,8
3,0
3,75
0
1,555
450
0,55
с парокомпреесионной
холодильной
машиной
МО-3
440
0,95
0,6
0,63
0
0,262
78
0,183
„Претема"
600
1,25
0,62
0,5
0
0,207
106
0,366
опытный
обра: ец
ОИИМФ
1200
7,5
2,75
0,366
0
0,15
53
0,17
Производительность по
осушаемому воздуху, м?'/час
Производительность по
сконденсированной из воздуха влаге, кг\час .
Общая потребляемая мощность,
кет
Расход электроэнергии на 1 кг
влаги, квт-ч'кг
Параметры греющего пара:
давление, ата
температура, °С
Расход тепла на 1 кг влаги,
ккал\кг
Расход топлива на 1 кг влаги,
кг\кгх
Вес установки, приходящийся на
1 кг/час влаги, кг час/кг
Удельный объем по габаритным
размерам, м% час/кг влаги
j При определении расхода топлива принято: теплотворная способность топлива — 9700 ккал/кг, расход
топлива на получение 1 квт-ч электроэнергии в судовых условиях — 0,415 кг/квт-ч.
Осушитель смонтирован на жесткой раме,
транспортабелен, имеет дистанционное
управление.
Техническая характеристика опытного
образца осушителя приведена ниже.
Компрессор ФВ-4BФВ-6,5)
Рабочая холодопроизводительность
(tQ= 5°; tK = 35°), ккал/час . . . 9000
Установленная мощность, кет ... 2,8
Род тока переменный, трех-
фа зны й
Напряжение, в 220/380
Поверхность, м2:
конденсатора 36,63
испарителя 48,84
Удельная тепловая нагрузка испарите*
ля при рабочем режиме,ккал/м? час 185
Габаритные размеры, м.\
длина 114
ширина 0,95
высота 0,95
Объем по габаритным размерам, л . . 1260
Полный вес агрегата, кг 400
Общий вид осушителя изображен на рис. 1,
а принципиальная схема приведена на рис. 2.
Осушаемый воздух протягивается через
испаритель и конденсатор осевым
вентилятором, насаженным на вал
электродвигателя компрессора. Для снижения давления
30 бсишение трюмного воздиха ппи помощи холодильной машины № 2
Рис. 1. Общий вид автономного механического
осушителя трюмного воздуха.
Рис. 2. Принципиальная схема работы
механического осушителя без рекуператора: 1 —
воздухоохладитель, 2 — сепараторы, 3 — заслонка, 4 —
компрессор, 5 — конденсатор, 6 —
электровентилятор, 7 — терморегулирующий вентиль, 8 —
сборник конденсата, tlt dT — температура и вла-
госодержание трюмнсто воздуха до осушения,
?о.в, ^о.в.—температура и влагосодержание
воздуха после осушения.
конденсации холодильного агента при
больших тепловых нагрузках предусмотрен
дополнительный подвод свежего воздуха в
конденсатор при помощи заслонки. Образующийся
на поверхности испарителя конденсат стекает
в поддон, а затем — в бак емкостью 100 л,
откуда удаляется самотеком.
Во время испытаний осушителя параметры
наружного воздуха определяли аспирацион-
ным психрометром. Влажность воздуха перед
осушителем регулировали паровой
увлажнительной трубкой, а температуру — паровым
калорифером, в которые подавали
насыщенный пар из электрического парогенератора, где
поддерживалось постоянное давление
кипения. Расход пара на подогрев воздуха
определяли взвешиванием конденсата, а расход
пара на увлажнение — по весу испарившейся
воды и вытекающего из калорифера
конденсата.
Параметры влажного воздуха перед
осушителем контролировали тремя парами
термометров (три сухих и три влажных). Кроме
того, измеряли температуру и влажность
воздуха за испарителем, конденсатором и
осушителем.
Расход воздуха определяли концевой
диафрагмой с двумя параллельно
работающими микроманометрами, количество
сконденсированной влаги — взвешиванием, а
потребляемую осушителем мощность —
ваттметром трехфазного тока класса 1,5.
В результате проведенных испытаний была
определена производительность осушителя по
влаге Wo , удельная полезная холодопроизво-
дительность агрегата Ко и потребляемая
осушителем мощность N в зависимости от
температуры t и относительной влажности ф
осушаемого воздуха.
Результаты испытаний представлены на
рис. 3.
Сравнение удельной полезной холодопроиз-
водительности опытного образца осушителя и
осушителя «Азербайджан» (ВНИХИ)
показывает, что первый имеет худшие показатели
при малых значениях точки росы и лучшие—
при больших значениях. Это объясняется
малой тепловой нагрузкой испарителя опытного
образца осушителя по сравнению с
испарителем осушителя «Азербайджан». Поэтому,
проектируя осушители для работы при
высокой влажности воздуха, необходимо
стремиться к снижению тепловой нагрузки
испарителя.
Метод определения расчетных
характеристик механических осушителей воздуха был
Hiu
6сушение трюмного воздуха при помоЩи холодильной машины
31
Рис. 3. Опытные характеристики механического
осушителя.
Рис, 4. Сопоставление опытных ( ) и
расчетных ( ) данных по производительности.
разработан А. А. Гоголиным [5]. С целью
проверки данного метода были определены
расчетные характеристики опытного образца
осушителя, которые сопоставили с опытными
(рис. 4).
Как видно, расчетные и опытные данные по
производительности осушителя хорошо
совпадают в области высокой влажности воздуха
для изотерм 30, 25 и 20°, причем значения
опытных данных на 1—5°/о ниже расчетных.
Это связано с потерями холода в
воздухоохладителе через неизолированные боковые
поверхности. С понижением относительной
влажности воздуха разность между расчетными и
опытными данными возрастает, что
объясняется неравномерностью тепловой нагрузки
испарителя при перекрестном токе.
Значительное отклонение опытных значений
от расчетных (от 15 до 55%) для изотермы 15°
связано с тем, что на поверхности
воздухоохладителя часть влаги выпадает в виде инея.
Определить количество образовавшегося
инея не представилось возможным.
Рис. 5. Принципиальная схема работы
механического осушителя с рекуператором: / —
рекуператор, 2 — воздухоохладитель, 3 — заслонка, 4 —
компрессор, 5 — конденсатор, 6 — электрсвенти-
лятор, 7 — терморегулирующий вентиль, 8 —
сборник конденсата, tTt dT — температура и
влагосодержание трюмного воздуха до осушения.
to.в, flfo-6—температура и влагосодержание
воздуха после осушения.
32 Типаж компрессионных и абсорбционных домашних холодильников № 2
Приведенные сравнения показывают, что
методика, предложенная А. А. Гоголиным,
может быть использована в инженерных
расчетах при проектировании механических
осушителей.
Были проведены также стендовые
испытания осушителя, работающего с рекуператором
по схеме, представленной на рис. 5.
Осушаемый воздух предварительно охлаждался в
рекуператоре холодным воздухом, выходящим
из испарителя.
Рекуператор пластинчатый, противоточный,
поверхностью 10 ж2.
Производительность осушителя,
работающего по схеме с рекуператором, при температуре
воздуха в помещении 25° возрастает
примерно на lOVo. С увеличением поверхности
рекуператора производительность осушителя
повышается. Предварительные расчеты
показывают, что благодаря применению рекуперато-
В настоящее время выпускается большое
число типоразмеров домашних
холодильников, причем в номенклатуре заводов указаны
холодильники, которые незначительно
отличаются между собой по размерам, но имеют
различные конструкции ряда узлов.
Такое положение объясняется
недостатками в кооперировании производства и
унификации холодильников, а также в техническом
руководстве заводами, относившимися ранее
к различным ведомствам. Все это привело к
повышению себестоимости холодильников,
удлинению сроков освоения новых моделей,
увеличению номенклатуры запасных частей и
усложнению ремонта.
Накопленный опыт производства домашних
холодильников позволяет создать новые
модели, отличающиеся высокими
технико-экономическими показателями, и постепенно пере-
ра в механических осушителях их
производительность увеличивается на 15—25Р/о, а
экономичность — на 3—5P/U
ЛИТЕРАТУРА
-1. Ч. Л. Сауэрбиер, Морские грузовые операции,
Изд-во «Морской транспорт», 1960.
2. Э. Ш у л ь т е р с, Кондиционирование воздуха и
рефрижерация на морских судах, Судпромгиз, 1958.
3. Осушение воздуха на сухогрузных судах и
танкерах, Сборник рефератов по иностранному судостроению,
№ 46, Судпромгиз, 1958.
4. Кондиционирование воздуха в танках наливных
судов, в сухогрузных и рефрижераторных трюмах,
Сборник рефератов по технологии иностранного
судостроения, № 30, Судпромгиз, 1957.
5. А. А. Г о г о л и н, Осушение воздуха холодильными
машинами, Госторгиздат, 1962.
6. Л. П. Андронов, Тепловлажностные и
вентиляционные режимы трюмов сухогрузных судов и пути
обеспечения сохранности перевозимых морем грузов,
Кандидатская диссертация, ОИИМФ, 1954.
вести все заводы на производство
однотипных унифицированных холодильников.
В целях упорядочения проектирования и
производства домашних холодильников
Управление по автоматизации и оборудованию
для предприятий торговли, общественного
питания и коммунального хозяйства
Государственного комитета по автоматизации и
машиностроению разработало типаж компрессионных
и абсорбционных домашних холодильников.
При составлении типажа были
использованы результаты испытаний домашних
холодильников лабораторией завода им.
Лихачева, московским заводом «Газоаппарат» и
другими заводами, а также данные научно-
исследовательских работ лабораторий
домашних холодильников ВНИХИ и
Ленинградского технологического института
холодильной промышленности.
Типаж компрессионных и абсорбционных домашних холодильников
Инок. А. Б. ХАЧАТУРОВ — Государственный комитет по автоматизации и машиностроению
при Госплане СССР
М2
Типаж компрессионных и абсорбционных домашних холодильников
33
Типаж содержит следующие основные
характеристики: внутренний объем шкафа,
энергетические и весовые показатели,
коэффициент рабочего времени,
производительность холодильного агрегата и вид корпуса.
В типаже содержится всего четыре типа
домашних компрессионных холодильников с
полезным внутренним объемом 120 дм* (в
виде стола), 160, 200, 240 дм* (в виде шкафа)
и два типа абсорбционных с внутренним
объемом 65 дм* (в виде стола) и 100 дм* (в виде
стола или шкафа).
Суточный расход электроэнергии и
коэффициент рабочего времени приведены для
холодильников, не загруженных продуктами.
Предельный суточный расход
электроэнергии в компрессионных холодильниках при
температуре воздуха на средней полке шкафа
4° не должен превышать значений,
приведенных в табл. 1.
Таблица 1
Полезный объем,
дм*
120
160
200
240
Суточный расход электроэнергии (квт-ч)
при температуре окружающего воздуха
25°
0,5
0,67
0,72
0,87
15°
Ы
1,44
1,6
1,9
Расход электроэнергии в выпускаемых
ныне холодильниках более высок в связи с
низким к. п. д. холодильной машины и
электродвигателя и повышенной теплопроводностью
изоляции.
Одним из основных требований,
предъявляемых к домашним холодильникам, является
надежность их работы и длительный срок
службы. Эти характеристики находятся в
прямой зависимости от коэффициента рабочего
времени холодильного агрегата, который,
согласно типажу, при температуре окружающего
воздуха 35° не должен быть более 0,5.
В настоящее время все выпускаемые
домашние компрессионные холодильники с полезным
внутренним объемом от 85 до 240 дм*
комплектуются одинаковыми компрессорами. Типаж
требует, чтобы в холодильниках большого
размера устанавливались компрессоры
повышенной холодопроизводительности.
Холодопроизводительность (при
стандартных условиях) компрессоров для
холодильников должна быть равна ПО, 140 и 180ккал/час.
Эти величины указаны в типаже
ориентировочно и должны уточняться при
проектировании и изготовлении домашних
холодильников.
Вес холодильников указан с учетом
максимального использования пластических
материалов вместо листовой стали (табл. 2).
Таблица 2
Компрессионные холодильники
полезный
объем, дм*
120
160
200
240
предельный
вес, кг
70
76
80
90
Абсорбционные холодильники
полезный
объем, дм*
65
100
предельный
вес, кг
51
68
Типаж домашних абсорбционных
холодильников распространяется на холодильники с
электрическим и с газовым нагревом.
Абсорбционные холодильники отличаются
бесшумной работой, но имеют худшие
энергетические показатели по сравнению с
компрессионными.
При работе на газе абсорбционные
холодильники экономичнее компрессионных.
Предельные суточные расходы
электроэнергии и газа (теплотворная способность газа
6000—8500 ккал/м*) в абсорбционных
холодильниках при температуре воздуха щ
средней полке шкафа 4° приведены в табл. 3.
В типаже рекомендуется применять
абсорбционные холодильники в районах с умерен-
Таблица 3
Полезный объем,
дм*
65
100
Суточный расход электроэнергии 1
(квт-ч) и газа (м'л) при температуре
окружающего во; духа
25°
электроэнергия
1,5
1,9
гая
0,60
0,96
30° |
электроэнергия
2,1
2,4
газ
0,72
1,32
34
О нецелесообразности фасовки сливочного масла на холодильниках
№ 2
ным климатом. Для районов с жарким
климатом (температура выше 30°) необходимо
разработать специальные экономичные
абсорбционные холодильные агрегаты.
Для достижения принятых по типажу
показателей необходимо улучшить изоляционные
свойства ограждающих конструкций
холодильников, а также укомплектовывать их
более экономичными компрессионными и
абсорбционными агрегатами.
При внедрении типажа домашних
холодильников особое внимание должно быть уделено
улучшению их внешнего вида и отделки,
Материалы, соприкасающиеся с
продуктами, должны отвечать предъявляемым к ним
санитарным требованиям.
В испарителе и в панелях дверей
холодильников необходимо предусмотреть емкость для
хранения продуктов. Двери холодильника
должны быть снабжены бескурковыми
затворами, обеспечивающими хорошее уплотнение.
Фасовка сливочного масла в нашей стране
до сих пор не получила широкого
распространения. Это объясняется малой стойкостью
масла при хранении, обусловленной главным
образом появлением на поверхности брикетов
окисленного и частично обезвоженного слоя
(порок «штафф»). В связи со сравнительно
большой удельной поверхностью брикетов
этот порок служит серьезной помехой
расширению производства фасованного масла.
Отечественными и зарубежными
исследованиями [1, 2, 4, 5, 6] установлено, что
обязательным условием для получения стойкого при
хранении фасованного масла является
фасовка его непосредственно после изготовления.
Между тем, масло фасуют преимущественно на
холодильниках и лишь незначительное
количество—на маслозаводах. Так, из 718,5 тыс. т
сливочного масла, выработанного в 1961 г., на
маслозаводах было расфасовано только
8,4 тыс. т [3].
В целях безопасности эксплуатации
холодильники должны выпускаться с усиленной
электрической изоляцией токоведущих частей.
Внедрение типажа домашних
компрессионных и абсорбционных холодильников позволит
получить значительный экономический
эффект.
При эксплуатации миллиона домашних
холодильников, выпущенных промышленностью
по типажу, годовая экономия на
электроэнергии составит 2,2 млн. руб.
Использование ударопрочного полистирола
для изготовления внутренних шкафов и
панелей холодильников даст возможность
получить дополнительную экономию свыше 8 млн.
руб. в год.
Типаж, предусматривающий повышение
технического уровня производства домашних
холодильников, является обязательным для
совнархозов, ведомств, предприятий и
организаций.
Авторы настоящей статьи еще в 1958—
1959 гг. провели исследования с целью
разработки рекомендаций по повышению стойкости
фасованного масла [1, 2]. Для опыта брали
масло поточной выработки, расфасоватюе на
маслозаводе в различные упаковки.
Исследования показали, что необходимыми
условиями для предохранения фасованного
масла от «штаффа» являются плотное
прилегание продукта к упаковке и ее малая паро-
и газопроницаемость. В связи с этим было
рекомендовано: масло поточной выработки
расфасовывать в полужидком виде
непосредственно после выхода из маслообразователя;
использовать для упаковки вместо подперга-
мента кашированную фольгу; сразу после
фасовки быстро охлаждать (замораживать)
брикеты и перевозить их охлаждаемым
транспортом к местам потребления. Стойкость такого
масла при хранении значительно
увеличивается: при 5° оно может сохраняться до двух не-
0 нецелесообразности фасовки сливочного масла на холодильниках
Канд. техн. наук Ю. А. ОЛЕНЕВ, инж. С. А. ЛИВШИЦ —
Всесоюзный научно-исследовательский институт холодильной промышленности
№ 2
О нецелесообразности фасовки сливочного масла на холодильниках
35
дель, а при температуре ниже — 10° — до
3 месяцев.
Однако внедрению фасовки масла сразу
после выработки в настоящее время уделяется
мало внимания. На многих заводах
отсутствуют маслофасовочные автоматы, средства
охлаждения, необходимые холодильные
емкости, а также охлаждаемый транспорт.
В связи с изложенным, в 1961 г. во ВНИХИ
были проведены исследования стойкости при
хранении масла, расфасованного на
холодильниках. Основная цель опытов — изучить,
как повлияет на повышение стойкости такого
масла при хранении применение для
упаковки вместо подпергамента кашированной
фольги.
Масло фасовали на Московском
хладокомбинате № 3. Как и в описанном выше опыте,
использовали масло, изготовленное поточным
способом, поскольку выработка масла этого
вида из года в год увеличивается. В 1961 г.
она составила 46,7!%i общего объема
производства продукта в стране.
Для фасовки отбирали монолиты от одной и
той же сбойки из партии, прибывшей на
хладокомбинат накануне. Температура масла в
центре монолита по прибытии была 7°, а
после суточного хранения в камере понизилась
до 4—5°. С такой температурой масло
поступило в цех фасовки.
Перед фасовкой провели дегустацию.
Осматривали все монолиты. Комиссия, состоявшая
из товароведов хладокомбината и научных
сотрудников ВНИХИ, признала, что по вкусу и
запаху масло соответствует высшему сорту с
оценкой 44 балла. Оно имело хороший вкус и
аромат. Консистенция также была признана
хорошей и оценена 25 баллами. Общая
оценка масла составила 94 балла.
Поверхность монолитов тщательно очищали
от образовавшегося на них окисленного слоя,
после чего на полуавтомате БЭМ-1 их
фасовали на брикеты весом 200 г. Всего было
выработано около 500 брикетов.
В качестве упаковочного материала
использовали маркированный подпергамент и каши-
рованную фольгу. Применили два варианта
упаковки в фольгу: подпергаментом к маслу и
фольгой к маслу. Каптированная фольга была
изготовлена в соответствии с ЦМТУ—52;
ширина бобины 225 мм.
В расчете на тонну масла расход
кашированной фольги составил 18,6 кг. При
стоимости фольги 1 руб. за 1 кг затраты на
упаковочный материал равны 18 руб. 60 коп. на тонну
продукта, в то время как соответствующие
расходы на маркированный подпергамент, по
данным Московского хладокомбината № 3, —
10 руб. 21 коп. Следовательно,
дополнительные расходы составят 8 руб. 39 коп. на тонну
или 0,17 коп. в расчете на один брикет весом
200 г.
Брикеты были уложены в стандартные
ящики из-под масла. После непродолжительного
хранения при —12° на хладокомбинате их
перевезли во ВНИХИ и поместили в
холодильные камеры при температурах 4; 0; —10
и —18°.
За период с момента выработки до
закладки на хранение оценка вкуса и запаха
снизилась с 44 до 43 баллов. Дополнительное
механическое воздействие на масло при фасовке
обусловило снижение оценки консистенции с
25 до 24 баллов.
При закладке и в процессе хранения масло
подвергали органолептической оценке и
химическим исследованиям. Образцы,
хранившиеся при 4 и 0°, исследовали через 7 и 14 дней,
а при —10 и —18° — через 7 и 21 день.
Кроме того, после 30 дней хранения проводили
дополнительную органолептическую оценку.
Органолептические исследования
производила комиссия специалистов A2—14 человек), в
состав которой вошли научные сотрудники
ВНИХИ и товаровед Московского
хладокомбината № 3. Основное внимание обращалось
на состояние поверхностного слоя брикетов
масла и плотность прилегания упаковочного
материала.
Из химических показателей определяли
кислотность масла, жира и плазмы, а также пере-
кисные числа жира. Одновременно по тем же
показателям исследовали поверхностный слой,
снятый с брикетов, хранившихся при 4°^
В таблице приводятся данные о толщине
окисленного поверхностного слоя,
образовавшегося на брикетах. Из таблицы видно,
что этот слой появляется наиболее интенсивно
на брикетах, упакованных в подпергамент. На
брикетах, упакованных в кашированную
фольгу подпергаментом к маслу, поверхностный
слой образовывался значительно медленнее.
На образцах в кашированной фольге,
упакованных фольгой к маслу, на протяжении всего
периода хранения он обнаруживался только в
местах неплотного прилегания упаковки.
При фасовке масла в кашированную фольгу
подпергаментом к маслу упаковочный
материал лучше прилегал к продукту, чем при
упаковке фольгой к маслу. Тем не менее,
масло, расфасованное по первому варианту,
сохранялось хуже, и на нем значительно быст-
36
О нецелесообразности фасовки сливочного масла на холодильниках
№ 2
Толщина в мм окисленного поверхностного слоя
на брикетах фасованного масла
Упаковка
Подпер-
гамент
Каширо-
ванная
фольга
(подпер-
гаментом
к маслу)
Каширо-
ванная |
фольга
(фольгой
к маслу)
1 «и
0.0
н to
Л S
О» о»
I <и о,
Е- X
4
0
— 10
-18
4
0
-10
-18
4
0
-10
— 18!
ч
ч
та
Легкий
налет
Нет
Легк!
тах i
лега
Продолжительность храненкг,
7
0,1 -0,2
! 0,1
0,1
Легкий
налет
0,1
0,1
„Островки" в
местах
стыка
краев
фольги
Нет
1Й налет е
ie плотного
ния упак
сутки
14
0,2—
-о,з
0,1-
j —0,2
—
—
0,1
0,1
—
—
мес-
при-
эвки
21
—
—
0,1-
—0,2
Менее
0,1
—
0,1
0,1
30 |
0,3-0,4
(очаги
темно-зеленой
плесени)
0,2-0,3
0,2-0,3
0,1
0,2-0,3
0,1-0,2
0,1-0,2
0,1
0,1-0,2
(в местах]
неплотного
прилегания
упаковки)
То же
„Островки" в
местах
неплотного прилегания
упаковки
То же 1
рее образовывался поверхностный слой. Это
происходило, видимо, потому, что между под-
пергаментом и фольгой находился воздух,
который и обусловливал окисление
поверхностного слоя. При втором варианте фасовки
образование указанного слоя наблюдалось
только в местах воздушных пузырей,
появление которых при фасовке предотвратить не
удалось.
Из таблицы следует также, что
интенсивность образования поверхностного слоя тем
больше, чем выше температура хранения. Эта
зависимость была наиболее четко выражена
для образцов, упакованных в подпергамент.
Сопоставление приводимых в таблице
данных с результатами хранения масла,
расфасованного в аналогичную упаковку на
маслозаводах [1], показывает, что интенсивность
образования поверхностного слоя на брикетах
масла, расфасованного на холодильниках,
была значительно больше.
Изменение балльной оценки (вкус, запах)
фасованного масла поточной выработки в
процессе хранения при различных температурах
показано на рис. 1, 2, 3 и 4 (обозначения
даны на рис. 1). Для сопоставления там же
помещены соответствующие данные о масле,
расфасованном на маслозаводе.
Из графиков следует, что влияние упаковки
на стойкость масла, расфасованного на
холодильнике, сказывалось только при
температурах 4 и 0°, причем лучше всего масло
сохранялось в кашированной фольге (фольгой к
маслу). При температурах —10 и —18° балльная
оценка масла, упакованного в различные
материалы, на протяжении всего периода хранения
была практически одинакова. Стойкость
масла, расфасованного на маслозаводе
непосредственно после выработки, была значительно
выше, чем масла, расфасованного на
холодильнике.
Химические показатели масла за период с
момента выработки до закладки на хранение
практически не изменились. В процессе
последующего хранения во ВНИХИ было отмечено
более или менее значительное их изменение,
которое, в известной мере, соответствовало
качественным изменениям, определявшимся
органолептическим путем.
Кислотность масла возросла с 2,10 до
2,23—2,85 градусов, а жира — с 1,30 до 1,50—
1,86 градусов. Перекисные числа жира по
абсолютным величинам были на весьма низком
уровне и колебались в пределах от 0,009 до
0,055 мл 0,01 N раствора Na2S203.
С повышением температуры хранения
интенсивность химических изменений
увеличивалась.
Был исследован также окисленный
поверхностный слой, образовавшийся на брикетах
масла в подпергаменте после их
двухнедельного хранения при 4°. Содержание влаги в
поверхностном слое за счет испарения
снизилось с 15,9 до 10,5°/о. Кислотность жира
увеличилась с 1,3 до 1,97 градуса, а перекисное
число жира — с 0,018 до 0,069 мл 0,01 N
раствора Na2S203.
Быстрое снижение качества масла поточной
№ 2
G нецелесообразности фасовки сливочного масла на холодильниках
37
——Маслалассрасобанное на
холодильнике
— Масларасфасобанное на забодв
У пак обка
- i nomihpiMGFirri
- в кашарооанную фольгу
(шольга к маслу)
- о комшрованную фольгу
(поЪпергаменгп л маслу)
V^ I F2
—I ( *»j —
3456789 W 11
Продолжительность хранения, недели
Рис. 1.
72 13
43\
I ,
J9I
~
Я°
—О 1
0
7
2
3
Продолжительность хранения, недели
Рис. 2.
выработки, расфасованного на холодильнике
в каптированную фольгу, объясняется, по
нашему мнению, тремя основными причинами —
плохим прилеганием упаковочного материала
к маслу, механическим воздейстием при
фасовке, а также дополнительным микробиаль-
ным обсеменением масла при
размораживании и отеплении перед фасовкой и при самой
фасовке. Прилегание упаковочного
материала к маслу, расфасованному на
холодильнике, не может идти ни в какое
сравнение с тем плотным контактом, который
получается, когда масло поточной выработки
44
43\
42\
41
40
46
45]
44
43
42\
41
Г
0 i
г#^
^*4s*^
<¦
I 1
^-^
> *
.^ —.
<
гя*^
L
"--
6
-W
*— —.—
-^
"——
8
5
"—- —.
> 7
-
-.
--,.
0 1
—1——1
>—.
1 1<
Р"—Н
? К
>-—j
!—j
П
1
т
26
Продолжи тельноеть хранения, недели
Рис. 3.
ю-^^
|у '
0 /
"¦*^"^
'*** — -.
;
¦^-^
----
> 3
*"—.
(i -
4
¦ ?l
-•-
8*
ж
i
-
— —.
6
-18°
'ZZZZ'Z.
.,
1
~~~z
6
'^r^rj.
--.-
5
—.-.
и
- — —..
-._
7 7
7 7.
iS~i
? 7J
II—1
H
1 ¦ л
\~26
Продолжительность хранения, недели
Рис. 4>
38
Естественная убыль абрикосов и винограда при железнодорожных перевозках
№ 2
расфасовывается в полужидком виде
непосредственно на маслозаводах.
Выводы
Масло поточной выработки, расфасованное
на холодильнике, при прочих равных условиях
имеет значительно меньшую стойкость при
хранении, чем расфасованное в полужидком
виде на маслозаводе непосредственно после
выхода из маслообразователя. Это
различие особенно значительно при
использовании для упаковки кашированной фольги.
Разница в стойкости масла, упакованного в
кашированную фольгу, по сравнению с
упакованным в подпергамент, тем больше, чем
выше температура хранения. При —18° эта
разница несущественна, в то время как при 4°
весьма ощутима.
Масло, расфасованное на холодильнике в
кашированную фольгу подпергаментом к
маслу, может сохраняться при 4° — 5 дней, при
0°—7—8 дней, при —10° — 2 недели и при
—18° — 3—4 недели. Допустимые же сроки
хранения масла, расфасованного
непосредственно на маслозаводах, значительно больше:
при 5° — 2 недели, а при —10 и —18° — 3
месяца. Оптимальной температурой хранения
фасованного масла является —18°.
При использовании кашированной фольги
для упаковки фасованного масла лучший
результат получается в случае, когда фольга
обращена к маслу, однако при этом возникает
опасность попадания в него металла.
В случае расфасовки масла на
холодильниках видимо не следует применять
кашированную фольгу в качестве упаковочного
материала, принимая во внимание, что защита
поверхности брикетов от образования «штаффа»
в этом случае недостаточно эффективна.
Для упаковки монолитов масла на
маслозаводах следует использовать вместо
пергамента кашированную фольгу.
Проведенная работа еще раз подтвердила
необходимость перехода на фасовку масла в
местах его производства с применением в
качестве упаковочного материала
кашированной фольги.
ЛИТЕРАТУРА
1. Ю. А. Оленев, С. А. Лившиц, Холодильное
хранение фасованного сливочного масла поточной
выработки, «Холодильная техника», 1960, № 2.
2. Ю. А. О л е н е в, С. А. Л и в ш и ц, Установление
условий и сроков хранения фасованного сливочного
масла, Отчет ВНИХИ, 1959.
3. Ассортимент и качество молочных продуктов в
1961 г., «Молочная промышленность», 1962, № 7.
4. Экспресс-информация. «Мясная и молочная
промышленность», 1961, № 16, реферат № 7.1.
5. В. Мор,-Е. Мор, Новая теория маслообразова-
ния, XIV Международный конгресс по молочному делу,
ИИЛ, 1958.
6. Е. И. Рам н, Техника хранения масла для
розничной продажи, XIV Международный конгресс по
молочному делу, ИИЛ, 1958.
Естественная убыль абрикосов и винограда
при железнодорожных перевозках в вагонах - ледниках
Канд. техн. наук П. А. АЛЕКСЕЕВ, инж. Л. С. РОССОВСКИЙ —
Всесоюзный научно-исследовательский институт холодильной промышленности
При опытных железнодорожных перевозках
абрикосов и винограда из Молдавской (ХР в
Москву в 1961 г. *, помимо изучения их
качественного изменения, определялась убыль в
весе.
В каждый отправляемый вагон-ледник
грузили от 18 до 33 контрольных ящиков,
которые взвешивали перед погрузкой в вагоны и
* «Холодильная техника», 1962 г., № 6.
после их разгрузки. Контрольные ящики
размещали в трех разных местах грузового
объема: у пристенных карманов, в середине одной
половины вагона и у междверного
пространства. Высота загрузки абрикосов 7—8 ря^ов,
винограда — 10—12 рядов. В вагон-ледник
загружали около 8 т абрикосов или 10—14 т
винограда.
Приведенные ниже данные о естественной
убыли установлены по изменению веса
контрольных ящиков за время перевозки.
№ 2
Естественная убыль абрикосов и винограда при железнодорожных перевозках
39
Опыты показали, что естественная убыль
абрикосов при железнодорожных перевозках в
среднем за 6,5 суток по весу брутто была 1,02,
а по весу нетто—1,31%1. Следовательно,
среднесуточная естественная убыль абрикосов
составила соответственно 0.157 и 0.207°/©. В
открытых ящиках среднесуточная естественная
убыль по весу брутто была 0,15 и по весу
нетто 0,19%, а в закрытых, соответственно, 0,16
и 0,21%.
Средняя убыль винограда, отгруженного
после предварительного охлаждения, по
весу брутто и нетто оказалась ниже, чем
отправленного без предварительного
охлаждения.
Если в первом случае за сутки пути
естественная убыль винограда сорта Алеппо по весу
брутто была 0,118, то во втором — 0,245%,
а по весу нетто, соответственно, 0,299 и 0,388%.
Характерно, что естественная убыль
абрикосов и винограда во всех случаях по весу брутто
была меньше, чем по весу нетто.
Опыты показали, что естественная убыль
груза по весу брутто и нетто зависит от срока
сбора фруктов. Например, виноград,
собранный в более поздние сроки, терял в весе
меньше по сравнению с собранным ранее.
Представляет интерес результат,
полученный при перевозке винограда сорта Коарна-
Нягре, упакованного в открытые ящики
болгарского типа и закрытые (без двух верхних
планок).
Среднесуточная естественная убыль
винограда в открытых ящиках составила по весу
брутто 0,07 и по весу нетто 0,23%, а в
закрытых ящиках, соответственно, 0,29 и 0,48%.
Таким образом, убыль в закрытых ящиках по
весу нетто вдвое, а по весу брутто вчетверо
больше, чем в открытых ящиках.
При перевозке винограда так же, как и при
перевозке абрикосов, вес закрытой тары
увеличивался в три раза больше, чем
открытой.
Общее увеличение веса тары происходит в
результате поглощения влаги из
окружающего воздуха и влаги, выделяемой плодами при
испарении и дыхании. Вопрос влияния на этот
процесс вида упаковки (открытые или
закрытые ящики) требует дополнительных
исследований.
Величина естественной убыли зависела от
сортовых особенностей винограда. Так, у таких
сортов, как Шасла белая и Мускат
Гамбургский, естественная убыль по весу нетто и
брутто (см. таблицу) оказалась выше, чем у сортов
Коарна-Нягре и Алеппо. У винограда сорта
Сорт
Мускат Гамбургский . . .
Убыль : а 10
суток пути,%
о
н
н
о.
VO
0,4
0,7
Нет
Нет
о
н
н
О)
к
1,4
1,7
0,8
0,8
Ежесуточная
убыль, %
О
н
н
а,
VO
0,04
0,07
Нет
Нет
о
н
н
а»
К
0,14
0,17
0,08
0,08
Коарна-Нягре и Алеппо убыль была вдвое
меньше по весу нетто и отсутствовала по весу
брутто. По этим двум сортам убыль по весу
нетто составляла всего лишь 0,08% за сутки
следования по железной дороге.
По действующим нормам убыль в весе при
перевозках плодов и овощей не должна
превышать 0,72°/о. Потери же различных видов
плодов и овощей в зависимости от типа тары и
вагонов, температурного состояния грузов и
сроков их доставки могут иногда превышать
установленные нормы.
Естественная убыль плодов и овощей
происходит в основном вследствие испарения ими
влаги. Процесс испарения находится в
сложной зависимости от ряда факторов:
особенностей строения плодов и овощей, их
качественного состояния, возраста, химического
состава, характера и скорости течения
биологических процессов. Особенно важное значение
имеет строение покровных тканей, состояние
и степень зрелости.
Например, естественная убыль абрикосов,
имеющих по сравнению с яблоками более
нежную кожицу и более развитую
поверхность (на 5—10%) на единицу веса, оказалась
гораздо выше.
Это подтвердилось данными опытных
перевозок абрикосов и яблок. При
железнодорожных перевозках естественная убыль абрикосов
оказалась выше нормативной, а яблок
составила 0,5%, т. е. была в 1,45 раза меньше, чем
предусмотрено нормами.
В дальнейшем для уточнения норм
естественной убыли следует экспериментально
определить ее для других плодов и овощей.
При железнодорожных перевозках
абрикосов и винограда, фиксировалось также
изменение веса всей партии фруктов, погруженных
в вагон. Это изменение веса значительно
превышало естественную убыль, установленную
по контрольным ящикам, и составило для абрц-
40
Охлаждение сахарной свеклы в кагатах орошением водой и вентилированием
№ 2
косов в среднем по вагонным партиям по весу
брутто 4 и нетто 3,6%, а для винограда,
соответственно, 2,9 и 5,2%.
Такие большие колебания веса можно
объяснить непрочностью тары, небрежной погрузкой
и главным образом недостатками в порядке
приема и выдачи груза. Так, абрикосы перед
погрузкой взвешивались только при приеме их
в камеры для охлаждения, а не при загрузке
в вагоны. Виноград взвешивался при
отправке автомашин с места сбора. После
разгрузки вагонов в Москве груз взвешивали на
автомобильных весах.
Выводы
Естественная убыль абрикосов и винограда
при железнодорожных перевозках оказалась
выше нормативной, что свидетельствует о не-
Семилетним планом развития народного
хозяйства СССР предусмотрено значительное
увеличение производства сахарной свеклы в
южных районах страны. В этих районах
свеклу убирают, и хранят в кагатах
преимущественно в сухую и жаркую погоду. Даже при
непродолжительном A — 1,5 месяца) хранении в
такую погоду наблюдается увядание свеклы и
значительное снижение содержания в ней
сахара, поскольку повышение температуры в
кагатах сопровождается его усиленным распадом.
Так, суточные потери сахара в зависимости
от температуры хранения составляют:
Температура
хранения, °С . . 0 2,5 5,0 7,5 10,0 12,5 15,6
Потери сахара,
кг/т . . . 0,12 0,16 0,21 0,29 0,38 0,47 0,50
Для районов Краснодарского края
количество тепла, получаемого поверхностью кагата
от солнечной радиации, составляет 2000—
обходимости проведения дальнейших
исследований по изысканию мер снижения потерь в
весе при перевозке и разработки
дифференцированных норм убыли, прежде всего, в
зависимости от вида плодов, типа вагонов, тары
и времени нахождения в пути.
Убыль в весе абрикосов и особенно
винограда в открытых ящиках несколько меньше, чем
в закрытых.
При транспортировке винограда с
предварительным охлаждением потери меньше, чем
при отправке его без предварительного
охлаждения.
Большие колебания веса вагонных партий
абрикосов и винограда вызываются в основном
не естественной убылью, а другими
причинами, главным образом, непрочностью тары и
неточным взвешиванием груза при отгрузке и
приеме.
3000 ккал/м2 сутки. При такой интенсивности
солнечной радиации и коэффициенте
поглощения поверхности кагата 0,65 среднесуточное
повышение температуры свеклы составляет
примерно 4°.
Для снижения температуры хранения
свеклы кагаты усиленно вентилируют ночью, когда
температура наружного воздуха на 8—10°
ниже, чем днем. Однако при интенсивной
вентиляции повышается усушка свеклы и
снижается упругость ее ткани. Это происходит в
результате увеличения влагосодержания
воздуха в процессе его нагревания при
прохождении через кагат.
Укрытие кагатов матами не обеспечивает в
полной мере защиты свеклы, особенно ее
верхних слоев, от влияния высокой наружной
температуры и солнечной радиации. Потери в
весе свеклы, находящейся на поверхности
кагата, иногда достигают 30%.
Охлаждение сахарной свеклы в кагатах орошением
водой и вентилированием
Инженеры Н. Т. КУДРЯШОВ, А. М. ХЕЛЕМСКИИ — Всесоюзный научно-исследовательский институт
холодильной промышленности
№ 2
Охлаждение сахарной свеклы в кагатах орошением водой и вентилированием
41
Как известно, при потерях клетками свеклы
около 40% влаги, жизнедеятельность их
практически прекращается, что приводит к
загниванию. Клетки вялой свеклы разрушаются
главным образом в результате развития
ферментативных процессов, а также при
поражении микрофлорой. Вялая свекла — плохое
технологическое сырье для завода.
Опытами Центрального
научно-исследовательского института сахарной
промышленности (ЦИНС) доказано, что если клетки свеклы
медленно теряют влагу и усушка не достигает
15%, то можно восстановить содержание
влаги в корне путем орошения его водой. Если
свекла быстро теряет влагу, то орошение не
дает положительных результатов. Это привело
к выводу о целесообразности периодического
орошения кагатов свеклы холодной водой
немедленно после их укладки.
При орошении кагатов в сочетании с
вентиляцией происходит испарение влаги и
частичное поглощение ее свеклой, причем испаряется
влага, находящаяся не внутри корней, а на их
поверхности.
Орошение поверхности кагатов — наиболее
эффективный способ уменьшения влияния
солнечной радиации. При периодическом
кратковременном орошении на поверхности кагата
образуется тонкий слой воды, который под
действием солнечного облучения, высокой
температуры наружного воздуха и ветра быстро
испаряется, в результате происходит так
называемое испарительное охлаждение
поверхности.
Если за сутки на 1 м2 поверхности кагата
будет подано 4—5 л воды, то для ее
испарения потребуется затратить 2000—3000 ккал
тепла, т. е. столько, сколько получает
поверхность от солнечной радиации за сутки.
Способ хранения свеклы путем орошения
кагатов в сочетании с вентиляцией был
предложен и технически разработан ВНИХИ и
ЦИНС и проверен в производственных
условиях на Кореновском сахарном заводе.
На кагатном поле завода была сооружена
стационарная гидромеханизированная
установка с водокольцевыми оросителями,
рассчитанная на орошение" двух кагатов длиной 70 м
каждый (рис. 1). От заводского водопровода
на глубине 40 см был проложен трубопровод
с двумя коллекторами, в патрубки которых
ввинчивались наружные стояки из труб
диаметром 1,5". Помимо опытных орошаемых
кагатов, закладывали контрольные кагаты,
которые хранились обычным способом. Кагаты
были укрыты тонкими камышитовыми матами.
Вентиляция осуществлялась по поперечной
схеме при помощи наземных воздуховодов с
вентиляторами МЦ-5.
Рис. 1. Схема оросительной установки на Кореновском сахарном заводе:
1 — пульт управления, 2 — заземленный коллектор, 3 — вентиляционный канал,
4 — стояк, 5 — ороситель.
42 Охлаждение сахарной свеклы в кагатах орошением водой и вентилированием № 2
°с
18
17
15
15
14
13
72
11
10
9
8
7
Л
11
1/
\ /
4 Л
\ / /
\//
7 |
/\\
/ \1
л h
А
ы
A v Л
//"—"
b^s—-
Температура:
— наружного ооэоуха \
в контрольном кагате
в кагате с Вентиляцией и
орошением
ч
-
N
ч
h4"'
X—
^~Y
л
\ \
г \ \
Р0 *5
Сентябрь
30
5 10 15
Октябрь
20 25
30 5 10
Ноябрь
Рис. 2. Изменение температурного режима в кагатах в процессе хранения.
Орошение проводилось несколько раз в
сутки. Днем смачивали только маты, укрывающие
кагат, а ночью — всю свеклу в кагате. Расход
воды за одно орошение составлял от 5 до
10 ж3, температура воды была 10°.
Температуру в кагатах измеряли
термометрами сопротивления и буртовыми
термометрами.
Температурный режим в орошаемых и
неорошаемых кагатах показан на рис. 2, из ко-
Годы
Кагаты
t н
* я
5 я
При укладке
свеклы в
кагаты
II
Си О.
О) =з
е* X
О сз
При поступлении сЕеклы в
производство
О CQ
? ев
о a
и о
м в •
v 2 о я
г ч as ?
s as х о
о и о ~
И о W С
Потери
сахара, °/0
и о.
1958-
-1959
1959—
—1960
1960—
-1961
1958—
-1961
Орошаемый .
Неорошаемы й
Орошаемый .
Неорошаемы й
Орошаемый с
лированием
Орошаемый .
Неорошаемый
венти
Орошаемый
Орошаемый с
вентилированием . . . .
Неорошаемый . . . .
59
57
86
94
84
67
66
71
84
72
8453
10073
12700
6128
5877
6133
7364
17,25
17,21
18,46
18,68
14,83
14,80
15,001
7800
9090
12223
5728
5755
6090
7091
16,46
16,16
17,36
16,71
14,32
14,20
14,24
28,1
46,1
21,9
28,9
62,5
55,7
76,8
0,15
0,20
0,10
0,20
0,20
0,20
0,30
7,70
9,80
3,80
6,50
1,97
0,71
3,70
0,79
1,05
1,10
1,97
0,51
0,60
0,76
Средние показатели за 3 года
127286
5877
23565
16,83
14,83
16,96
26113
5755
21909
15,97
14,32
15,73
35,24
62,50
50,59
0,15
0,20
0,23
4,17
2,97
6,70
0,86 1
0,51
1,26
0,85
0,83
1,17
1,27
1,24
0,99
0,95
1,00
1,24
0,97
№ 2
Охлаждение сахарной свеклы в кагатах орошением водой и вентилированием
43
торого видно, что температура в контрольных
кагатах приближается к температуре
наружного воздуха.
При орошении кагатов ночью без
вентиляции температура в них снижается
незначительно. Уменьшение ее на 3—5° наблюдается
лишь в орошаемых и вентилируемых кагатах.
Изменение содержания сахара в свекле и ее
веса в процессе хранения в опытных и
контрольных кагатах приведено в таблице.
Как видно из таблицы, орошение кагатов
без вентиляции несколько снижает потери
сахара и веса свеклы, а при орошении и
вентилировании кагатов эти потери уменьшаются
значительно.
Химические исследования свеклы,
проведенные ЦИНС, показали, что в свекле,
хранившейся в кагатах с орошением и вентиляцией,
содержание несахаров, азотистых соединений
и углекислой золы меньше, чем в обычных
кагатах. Доброкачественность сока свеклы в
первом случае несколько выше.
Несмотря на то, что при проведении опытов
были допущены некоторые отступления от
установленного ВНИХИ режима орошения,
полученные результаты позволяют судить об
эффективности этого способа хранения и
рекомендовать его для промышленного
применения.
По результатам испытания был сделан
подсчет экономической эффективности хранения
свеклы в кагатах с орошением и вентиляцией.
Фактические затраты при орошении кагатов,
включая стоимость воды и электроэнергии, со-
Рис. 3. Схема оросительных установок:
а — нестационарная; б — стационарная;
пульт управления, 2 — кагат, 3 — распределительный коллектор,
4 — ороситель, 5 — трос, 6' — столб.
44 Охлаждение сахарной свеклы в кагатах орошением водой и вентилированием. № 2
ставили 0,1 руб на 1 т свеклы. Стоимость
дополнительно полученного при этом сахара
(по сравнению с контрольным кагатом)
составила 1,4 руб. на 1 т хранившейся свеклы.
Таким образом, годовая экономия на 1
г,свеклы равна примерно 1,3 руб. При хранении на
заводе 20000 т свеклы будет сэкономлено
26000 руб.
Результаты опытов, проведенных на Коре-
новском сахарном заводе, позволяют дать
некоторые рекомендации по практическому
применению орошения кагатов свеклы. Техника
орошения и установки, применяемые для этой
цели, могут быть различными.
Кагаты свеклы можно орошать с помощью
стационарных и передвижных установок.
Коллекторы с оросителями стационарных
установок располагаются на поверхности
кагатов или подвешиваются на тросах над
кагатами, вдоль их оси (рис. 3).
Вода подается к установке от постоянной
магистрали. Если магистральный трубопровод
не обеспечивает необходимого напора воды,
то используется насос и накопительная
емкость A0—15 м3).
Стационарные установки оборудованы
гидропультом управления, соединительными
трубопроводами и коллекторами с оросителями.
Схема трубопроводов оросительной
установки выбирается в зависимости от местных
условий,
Пульт управления представляет собой
систему водопроводных задвижек и приборов,
смонтированных в будке, расположенной на
кагатном поле (рис. 4). При необходимости
в ней устраивается накопительная емкость и
устанавливается насосный агрегат.
Трубопроводы и их соединения, а также
оросители могут быть различными. Могут
применяться, например, водокольцевые или даль-
ноструйные оросители. Напор воды на выходе
у водокольцевого оросителя должен быть
8—10 ж, а у дальноструйного — 35—40 м;
расход воды, соответственно, 90—100 и 300 л/мин.
Для орошения кагатов свеклы во ВНИХИ
разработаны специальные установки, которые
могут быть изготовлены на любом сахарном
заводе.
В зависимости от назначения следует
применять различные режимы орошения кагатов.
Поверхностное орошение проводят днем при
сухой солнечной погоде. В этом случае за одно
орошение подается 0,1—0,2 л воды на 1 ц
свеклы. Интервал между орошениями 2—4 часа;
Глубокое орошение производится холодной
водой один раз ночью перед началом
вентилирования кагата. Расход воды в этом случае
составляет 1,5—2,0 л на 1 ц свеклы.
В орошаемые кагаты следует укладывать
только свежую или слегка увядшую свеклу с
содержанием примесей не более 5°/о и
количеством корней, имеющих механические
повреждения, не более 20%,
Рис. 4. Пульт управления оросительной установки:
а — безнасосной, б — насосной;
задвижки, 2 — водомер, 3 — манометр, 4 — термометр, 5 — измерит ел
приборы, 6 — насос, 7 — накопительная емкость.
J& 2 Охлаждение сахарной свеклы в кагатах орошением водой и вентилированием 45
Орошение кагатов нужно начинать с первых
же дней после их укладки, не допуская
увядания свеклы.
При выпадении значительного количества
естественных осадков кагаты не орошают, а
систематически вентилируют.
При хранении свеклы в кагатах с орошением
необходимо внимательно следить за
относительной влажностью в них воздуха, которая
не должна превышать 95%.
Для контроля пользуются гигрографами с
недельным заводом. Гигрографы помещают в
решетчатые, защищенные от попадания воды
короба, которые устанавливают в
вертикальные шахты, сделанные в кагатах.
Работу оросительных установок можно
легко автоматизировать с помощью реле времени
типа МКП и моторных задвижек типа
30ч 906 бр.
Эффективное хранение свеклы в кагатах с
орошением и вентиляцией легко организовать
на каждом сахарном заводе южных районов
страны. При этом потребуются небольшие
капитальные затраты, примерно 0,5 руб. на
тонну свеклы, которые окупятся в течение одного
сезона благодаря значительному снижению
потерь сахара.
В 1963 г. намечено соорудить большую
промышленную установку для орошения кагатов
свеклы при Усть-Лабинском сахарном заводе.
Опыт ее эксплуатации позволит быстрее
распространить этот способ хранения свеклы
в южных районах на другие сахарные
заводы.
ЧИТАТЕЛЬСКАЯ КОНФЕРЕНЦИЯ
по Энциклопедическому справочнику
„ХОЛОДИЛЬНАЯ ТЕХНИКА"
31 мая 1963 г. в 10 часов утра во Всесоюзном
научно-исследовательском институте холодильной промышленности (Москва, ул.
Костикова, 12) состоится читательская конференция пообсуждению
Энциклопедического справочника «Холодильная техника» в трех томах,
выпущенного Госторгиздатом в 1960—1962 гг.
Главная редакция справочника, НТО пищевой промышленности и
Госторгиздат просят инженерно-технических и научных работников-
холодильщиков всех отраслей промышленности, транспорта и торговли
принять участие в этой конференции.
Письменные отзывы и пожелания по содержанию справочника
просьба направлять в Главную редакцию справочника по адресу:
Москва И-434, ул. Костикова 12, ВНИХИ.
nm mm
Применение эпоксидных смол при монтаже холодильных систем
Характерной особенностью эпоксидных смол
является то, что они обладают высокой
адгезионной способностью и не выделяют летучих
веществ при затвердевании. Последнее
обусловливает очень небольшую усадку (десятые
доли процента).
Усадку можно еще более уменьшить путем
внесения в клеевую композицию наполнителя
(цемент, каолин, кремнезем, металлические
порошки, слюдяная пыль, асбестовое волокно,
стекловолокно и др.)-
Благодаря этим свойствам эпоксидные
смолы наиболее пригодны для использования в
качестве зазорозаполняющих клеев или
мастик при ликвидации дефектов сварки,
устранении неплотностей и др.
Сотрудники кафедры «Технология металлов
и машиностроение» Астраханского
технического института рыбной промышленности и
хозяйства совместно с работниками Астраханского
ремонтно-монтажного комбината треста Рос-
торгмонтаж исследовали вопрос о применении
отечественных эпоксидных смол ЭД-6, ЭД-5 и
смолы СНБ-эпокси-1200 (Чехословакия) для
ремонта трубопроводов и соединения труб из
разнородных материалов.
Исследования показали, что наиболее
подходящими наполнителями для химически
стойкой армированной мастики являются:
алюминиевая пудра (слоистый наполнитель) и
щелочное обезжиренное стекловолокно
(волокнистый наполнитель).
Чешуеобразные частички алюминиевой
пудры, всплывая на поверхность, располагаются
параллельно одна другой и образуют
пленку, благодаря чему резко снижается паропро-
ницаемость смолы.
Добавлением стекловолокна достигается
армирование эпоксидной мастики, что
значительно повышает ее прочность.
В опытах для приготовления мастики
применяли волокно длиной 5—10 мм, нарезанное
из бесщелочной стеклоткани марок АС ТТ(б)-
С2 и «Т». С волокна был предварительно
удален слой парафинового масла путем
двухкратной промывки в очищенном четыреххлористом
углероде при температуре 75°.
Армированная мастика химически стойка к
действию растворителей, в частности
различных холодильных агентов, кислот и оснований,
а также к резкой смене температур—от —60 до
90° (табл. 1 и 2).
Существует несколько рецептов
приготовления эпоксидной химически стойкой армирован-
№ 2
Применение эпоксидных смол при монтаже холодильных систем
4?
Таблица 1
Растворитель
жительность
возхей-
ствкя»
сутки
Вода при:
20° .'
20°
90°
90°
Бензин
Бензол
Ацетон
Метиловый спирт . . . .
Фреон-12
Природный газ
Аммиак
Хлористый кальций . . .
Хлористый натрий ....
фреоновое масло (ХФ-12) .
Масло „Фригус"
Контрольный образец . . .
10
30
10
30
10
10
10
10
15
15
15
15
15
15
15
15
Прочность,
кг! см"
220
220
160
140
240
200
230
220
240
240
240
240
240
240
240
240
Таблица 2
Среда
НС1
HN03
H2S04
Концентрация, %
10
10
10
Первоначальный
Бес
образца, г
0,0755
0,0941
0,1266
Вес
образца
через
24 часа, г
0,0760
0,0948
0,1278
Изменение веса,
%
+0,66
+0,74
+ 0,94
Примечание. Испытания проводились после
выдержки образца в течение четырех суток при
температуре 20°.
ной мастики для монтажа и ремонта
холодильных систем (табл. 3).
Мастики приготавливают по указанным
рецептам следующим образом. Эпоксидную
смолу нагревают на водяной бане или в
термошкафу до 60—80° и при тщательном
перемешивании добавляют в нее дибутилфталат,
после чего вводят ацетон. Полученная смесь
может храниться в закупоренной таре
неограниченно долгое время и не требует подогрева
перед применением.
Перед употреблением в смесь, в соответствии
с рецептурой, вводят отвердитель (полиэтилен-
полиамин, гексаметилендиамин или
специальный отвердитель, поставляемый вместе с
эпоксидной смолой) и после тщательного
размешивания всыпают определенное количество
алюминиевой пудры и стекловолокна. Все это
размешивают до получения однородной вязкой
массы.
Поверхности, которые покрываются
мастикой, следует предварительно зачистить и
обезжирить ацетоном или бензином.
Если процесс отвердевания протекает при
температуре 140°, то его продолжительность
сокращается, а прочность мастики на сдвиг
увеличивается в два—три раза (с 200 до
615 кг]см2).
С целью проверки прочности и
герметичности трубных соединений, выполненных с
помощью мастики, нами был проведен ряд
опытов.
Таблица 3
Составные части мастики
Рецепт № 1
Смола ЭД-6 (ВТУМ-646-55)
Алюминиевая пудра (ГОСТ 5491—50) . .
Дибутилфталат (ГОСТ 2102-51) . . . .
Стекловолокно (В ТУ—М—814—59) или
(ГОСТ 8481-57)
Ацетон
Полиэтиленполиамин (ВТУП—10—57) . .
Рецепт №2
Смола ЭД-5 (ВТУМ-688--56)
Дибутилфталат
Алюминиевая пудра
Стекловолокно
Ацетон
Полиэтиленполиамин
Рецепт №3
Смола CHS-anoKCH-1200
Алюминиевая пудра
Стекловолокно
Ацетон
Отвердитель (сильно щелочная жидкость,
поставляемая вместе с эпоксидной смолой,
или гексаметилендиамин)
Весовы е
части
100
4
15
2,5
15
10
ПО
10
4
2,5
5
10
100
4
2,5
10
6,5
48
Обмен опытом
№ 2
Были испытаны два отрезка стальных труб
диаметром 1/2", соединенных стальной муфтой
на резьбе. С одного конца отрезок был
заглушён стальной пробкой без резьбы. На отрезках
было сделано по два сквозных ножовочных
пропила. Зазоры между муфтой и отрезками
труб, между пробкой и отрезком, а также
ножовочные пропилы были заполнены
мастикой.
Отрезки труб подвергали гидравлическому
давлению, равному 40 кг/см2, в течение 30
минут, давлению фреона-12 G кг/см2) в течение
15 суток при колебаниях температуры
окружающего воздуха от 5 до —15°, а также
действию резко меняющихся температур (от —30
до 70°). В результате опытов отмечена
высокая прочность и герметичность соединения.
Было испытано также безрезьбовое
соединение труб разного диаметра C/4" и 1/2").
Труба большего диаметра растачивалась изнутри
до размера, позволяющего свободно вставлять
в нее трубу меньшего диаметра.
Заполненный мастикой зазор между
отрезками составлял 0,1—0,15 мм. В этом случае
была также отмечена высокая прочность
соединения. Чтобы разрушить слой мастики,
требовались усилия 1500—2000 кг.
Большие трудности возникают при монтаже
трубопроводов из разнородных материалов
(сталь, алюминий, медь, латунь).
Были исследованы следующие образцы
трубных соединений: красная медь с алюминием
(диаметр труб 12 и 14 мм), красная медь со
сталью (диаметр 8 мм), а также латунь с
латунью (диаметр 15 мм).
Отрезки труб соединяли с помощью
стальной муфты без резьбы. С одного конца
отрезок заглушали стальной пробкой. Зазор
между муфтой и отрезком трубы не превышал
0,1—0,15 мм. Концы труб зачищали шкуркой,
обезжиривали и смазывали мастикой.
Внутреннюю поверхность муфты также
обезжиривали и смазывали мастикой, после чего муфту
надвигали на оба конца труб.
Трубные соединения подвергали в течение
30 мин гидравлическому давлению, равному
40 кг/см2 Герметичность при этом не
нарушалась.
Связующие свойства эпоксидной мастики
были проверены на практике при монтаже
венгерской аммиачной установки GE-25 (хо-
лодопроизводительность 25000 ккал/час) в
магазине № 22 Астраханского пищеторга. Были
устранены обнаруженные при опрессовке
аммиачных трубопроводов заводские и монтаж
ные дефекты.
Для ускорения процесса полимеризации
мастики ремонтируемые участки подогревали до
80—100° с помощью теплового рефлектора
(установку монтировали в зимнее время).
Через три часа после устранения дефектов
провели опрессовку. Неплотностей не оказалось.
Следует отметить, что по техническим
причинам (незначительное расстояние между
полом и трубопроводом, причем тонкостенный
трубопровод был приварен к массивному
баллону) указанные дефекты можно было
устранить путем сварки только при демонтаже
установки. Применение эпоксидной мастики
позволило избежать этого, что дало
значительный экономический эффект — сократились
затраты на рабочую силу и сроки сдачи объекта
в эксплуатацию.
Установка проработала уже около года.
За это время пропусков аммиака в местах
заделки не наблюдалось.
Инж. В. В. КАМНЕВ
jSfo 2 Приспособление для опрёссовки оребренных труб 49
Приспособление для опрёссовки оребренных тру)б
После оребрения стальных труб,
предназначенных для изготовления охлаждающих
приборов, необходимо каждую из них опрессовы-
вать сжатым воздухом, так как в процессе
приварки стальной ленты возможны случаи
прожога стенок.
На Московском ремонтно-монтажном
комбинате по предложению В. С. Кириллова и
А. А. Менжинского изготовлено специальное
приспособление (см. рисунок), рассчитанное
на опрессовку одновременно двух труб длиной
1200 мм каждая.
Сжатый воздух поступает в трубы через
штуцер, присоединяемый с помощью накидной
гайки к магистрали сжатого воздуха.
После закрепления оребренных труб в
приспособлении их опускают в ванну с водой и
испытывают на герметичность под давлением
12 ати. Неплотности обнаруживаются по
выделению пузырьков воздуха.
Для опрёссовки оребренных труб длиной,
большей или меньшей 1200 мм, следует
соответственно изменить длину трубы,
соединяющей левую и правую опоры.
Приспособление для опрёссовки оребренных труб воздухоохладителя поверхностью
охлаждения 320 ж2:
1—прокладка, 2 — левая опора, 3 — труба, 4 — направляющая, 5 — болт,
б—втулка правой опоры, 7 — правая опора, 8 — штуцер, 9 — канал для воздуха.
Приспособление состоит из трубы и
приваренных к ней левой и правой опор,
между которыми закрепляются оребренные
трубы, подлежащие опрессовке. Один конец
трубы устанавливается в левую опору, а
другой — в направляющую. Своими торцами
трубы прижимаются к уплотняющим
резиновым прокладкам при помощи болтов, имеющих
рукоятки для вращения.
Указанное приспособление внедрено на
Московском ремонтно-монтажном комбинате. С
его помощью своевременно выявляются и
устраняются все неплотности в трубах после
оребрения.
Инж. Д. И. ПЕРЕЛЬМАН
50
Обмен опытом
№ 2
Использование азеотропной смеси для зарядки
холодильного агрегата ФАК-0,7
В связи с дефицитом фреона-12 Всесоюзный
научно-исследовательский институт
холодильной промышленности предложил применять
азеотропную смесь фреонов-124 и - С318,
которая, по данным ГИПХ, является
неиспользуемым отходом химического производства. Холо-
допроизводительность смеси примерно в
1,8 раза меньше, чем фреона-12. Поэтому для
работы на ней наиболее пригоден агрегат
ФАК-0,7, имеющий достаточный моторесурс.
Число оборотов компрессора в этом агрегате
обычно составляет 450 в минуту.
Экспериментальные исследования по
использованию указанной азеотропной смеси были
проведены Ленинградским ремонтно-монтаж-
ным комбинатом треста Росторгмонтаж
Министерства торговли РСФСР.
Для повышения числа оборотов
компрессора использовали стандартный маховик от
компрессора агрегата ФАК-1,1 F50 об/мин).
Размеры шкива электродвигателя увеличили со
115 до 140 мм. В результате число оборотов
компрессора составило 810 в минуту.
Опыты проводили на двух холодильных
агрегатах, находящихся в обычных
эксплуатационных условиях (столовая комбината) и
несколько лет проработавших на фреоне-12. В
каждый агрегат было заряжено около 3—3,5 кг
азеотропной смеси. Оба агрегата
обслуживали холодильные шкафы Т-125М.
Режим работы (давление отключения и
включения, регулировка терморегулирующего
вентиля) определяли опытным путем. Как
выяснилось, для достижения температуры
объекта 2—4° необходимо так отрегулировать прес-
состат регулятора давления РД-1, чтобы
давление отключения было равно примерно 1/3
шкалы (влево от 0) по мановакуумметру.
Давление включения находилось в пределах
0,7 0,8 ати.
При указанном режиме достигалась не
только необходимая температура объекта, по и
полное оттаивание испарителя во время
стоянки агрегата.
Терморегулирующий вентиль типа ТМ-1,5Ф
был так отрегулирован, что во время работы
агрегата всасывающая трубка в месте
выхода из шкафа покрывалась влагой, но не
обмерзала.
В результате регулировки холодильные
агрегаты работали нормально, циклично,
полностью обеспечивали температурный
режим шкафа. На нагнетательной стороне
давление даже в жаркие летние дни не превышало
6—7 ати и, как правило, было в пределах
5 ати. Температура нагнетания не поднималась
выше 65°.
Электродвигатель типа АОЛ (стандартный),
установленный на агрегате ФАК-0,7, не
перегревался. Не наблюдалось случаев
срабатывания его автоматической защиты
(автоматического выключателя типа АП-50-ЗМТ) и
выхода из строя каких-либо элементов.
После месяца эксплуатации компрессор
одного из холодильных агрегатов был разобран
для определения влияния азеотроппой смеси
на металлические детали, прокладочный
материал, сальниковое уплотнение и т. п. Никаких
видимых нарушений обнаружено не было.
В компрессоре находилось достаточное
количество смазочного масла, что
подтверждается возвратом его из системы. Так как азеотроп-
ная смесь ограниченно растворяет масло, то
возврат его в компрессор мог происходить
благодаря системе с верхней подачей
холодильного агента в испаритель.
Опыты проводили с мая 1962 г. В течение
двух первых месяцев эксплуатации снимались
термо-циклограммы, подтвердившие
нормальное состояние температурного режима в
шкафу и позволившие судить о среднесуточном
коэффициенте рабочего времени агрегатов,
который менялся в пределах 0,5—0,75 в
зависимости от периода года и загрузки шкафа.
Сначала октября азеотропной смесью заряжено
еще шесть агрегатов.
Трест Росторгмонтаж намечает широкое
использование азеотроппой смеси не только в
условиях умеренного климата, но и в жарких
районах страны.
Инж. Я. И. АРШАНСКИЙ
№ 2
Ударная вязкость стальных болтов при низкой температуре
51
Ударная вязкость стальных болтов при низкой температуре
На заводе «Компрессор» были проведены Предварительные испытания показали, что
исследования изменения ударной вязкости в одних случаях ударная вязкость снижается
болтов из кипящей стали ЮКП при пониже- в 20—30 раз, а в других—только на 30—50%.
нии температуры. Дальнейшие исследования позволили выявить
определенную зависимость ударной вязкости
: 1 от микроструктуры стали.
Сравнивали образцы кипящей стали ЮКП,
выточенные из болтов, изготовленных без
термообработки, и из термообработанных болтов
(жидкостная цементация при 860—920° с
охлаждением в воде).
Для образцов, выточенных из болтов без
термообработки, результаты оказались
следующими:
Температура, °С 15 -30 -40 -75
Число образцов 2 2 2 8
Среднее значение ударной
вязкости ан, кг см/см* 12,4 0,63 0,38 0,55
Ударная вязкость в % от
начальной . 100 5,1 3,1 4,5
Для образцов, выточенных из
термообработанных болтов:
й
* Температура, °С 15 0 —30 -40 —75
Число образцов . . . . , 2 8 8 8 13
~, Среднее значение ударной
вязкости ан, кг см/см2 . 26 23,6 18,4 18,4 18,2
Ударная вязкость в % от
начальной 100 91 71 71 70
Как видно из приведенных данных, ударная
вязкость термообработанных образцов при
температуре 15° вдвое выше необработанных.
Рис. 1. Микроструктура образцов из кипящей
стали ЮКП: а — без термообработки (увеличение
в 90 раз), б — с термообработкой (увеличение
в 130 раз).
Рис. 2. Образец, разрушенный
при температуре —¦ 75°.
52
Обмен опытом
№ 2
При низкой температуре ударная вязкость
термообработанных образцов больше, чем
образцов без термообработки при температуре
выше нуля.
Микроструктуры образцов, испытанных при
—75°, приведены на рис. 1.
Ударная вязкость при —75° была для
образца без термообработки 0,49 кг см/см2, а термо-
обработанного образца 31,2 кг см/см2.
На рис. 2 показаны образцы, разрушенные
при — 75°.
Из проведенных на заводе испытаний можно
сделать вывод, что для болтов, работающих
при температуре до —75°, целесообразно
применять термообработанную кипящую сталь.
Изучение зависимости ударной вязкости при
низких температурах от микроструктуры
позволит контролировать качество стали
непосредственно по характеру микроструктуры без
проверки значения ударной вязкости при
низкой температуре.
Инж. Н. Я. ЭПП
Мозаичный пол на холодильниках
Применение средств механизации на
холодильниках при погрузочно-разгрузочных
работах требует улучшения строительной
конструкции полов платформ, коридоров и
холодильных камер.
На Жуковском холодильнике в 1960 г.
взамен асфальтового и плиточного пола на
автомобильной и железнодорожной платформах
первой очереди холодильника был уложен
мозаичный (террациевый) пол.
Эксплуатация показала, что мозаичный пол
прочен и удобен для санитарной обработки,
поэтому в 1962 г. такой пол был сделан в
камерах и коридоре первого этажа второй
очереди холодильника и в трех камерах
подвального этажа первой очереди.
При укладке мозаичного пола (см. рисунок)
поверхность железобетонного основания
тщательно промывают и промазывают цементным
молоком, после чего устанавливают маячные
рейки и производят разметку пола по рисунку
(квадраты, ромбы и т. д.). На подготовленную
поверхность укладывают подстилающий слой
из пескобетона или цементного раствора М100
и, не давая ему затвердеть, наносят
террациевый состав из мраморной крошки с цементом.
Мраморную крошку предварительно очищают
от примесей, грязи и промывают водой через
сито с ячейками сечением 3X3 мм для
удаления пылевидных частиц.
На 1 м2 покрытия расходуется 30—35 кг
мраморной крошки и 18—20 кг портланд-це-
4Ссм
Конструкция мозаичного пола: 1 — железобетонное основание, 2 —
подстилающий слой толщиной 3—4 см, 3—террациевое покрытие толщиной 2 см.
№ 2
Рационализаторская работа на Горьковском холодильнике № 2
53
мента М400 или М500. Террациевый состав
втрамбовывают и разравнивают специальными
кельмами.
Мозаичные полы можно шлифовать только
через 7 суток после укладки состава, т. е. с
момента начала твердения бетона. Для
шлифовки пользуются одно- или двухтраверзной
шлифовальной электромашиной с
карборундовыми наждачными камнями. Во время шлифовки
поверхность обильно смачивают водой.
После шлифовки для заполнения пустот и
выбоин поверхность шпаклюют цементом.
Через 1—2 дня шпаклевку снимают той же
машиной, поверхность тщательно промывают
водой и просушивают.
Для укладки пола площадью 350 ж2 брига-
На Горьковском холодильнике № 2 в
четырех морозильных камерах было установлено
по два вертикальных аммиачных
воздухоохладителя поверхностью охлаждения 480 м2
каждый.
На воздухоохладителе смонтированы по три
осевых вентилятора ЦАГИ №7 с
электродвигателями мощностью 1,7 кет и числом
оборотов 1450 в минуту. Крепление этих
вентиляторов, выполненное согласно проекту (рис. 1,а),
не удовлетворяло требованиям нормальной
эксплуатации.
Кожухи с установленными в них
вентиляторами не были жестко скреплены с каркасом
воздухоохладителя, поэтому происходила
сильная вибрация электродвигателей. В
результате лопасти задевали за кожух и
отламывались. Это создавало опасность для
обслуживающего персонала и приводило к выходу
из строя вентиляторов. Так, вместо шести
вентиляторов обычно работало три или четыре,
что снижало эффективность морозилок и
увеличивало продолжительность цикла
замораживания до 1,5—2 суток (вместо суток по
проекту).
дой из 3—4 человек требуется 10—12 дней.
В камерах и на платформах Жуковского
холодильника пол был сделан одноцветным
(квадраты 1,5X1,5 ж), а в машинном
отделении— двухцветным (серые и коричневые
квадраты 0,4X0,4 м). При устройстве двухцветных
полов в состав, приготовляемый в
бетономешалке, добавляют сухой железный сурик.
Мозаичные полы имеют совершенно
гладкую поверхность и любой напольный
внутрицеховой транспорт легко передвигается по
ним. За время эксплуатации, даже в местах
интенсивного движения, не требовалось
ремонта полов.
Инж. В М. КУТАНИИ
Слесарь компрессорного цеха И. Д.
Прохоров предложил крепить вентиляторы на
швеллерах № 14 (рис. 1,6), которые привариваются
к каркасу воздухоохладителя. Кожух
вентилятора урезали по ширине до 150 мм. Это
полностью исключило вибрацию вентиляторов и
выход их из строя. В месяцы максимального
поступления мяса в каждой морозильной
камере всегда работало по шесть вентиляторов
и не наблюдалось ни одного случая выхода их
из строя.
Для подогрева воздуха в универсальных
камерах были применены (вместо горячего
рассола) электрические калориферы типа
КФЭ1-400 мощностью 4,95 кет,
смонтированные попарно с вентилятором ЭВР № 2.
Температура в камере поддерживалась в пределах
0—5°. На холодильнике изготовлено и
эксплуатируется шесть комплектов таких
калориферов.
В процессе ремонта приходится испытывать
предохранительные клапаны на срабатывание,
для чего обычно используются устройства с
ручным гидравлическим прессом.
На холодильнике смонтирован стенд для ис*
Рационализаторская работа на Горьковском холодильнике № 2
54
Обмен опытом
№ 2
Рис. 1. Крепление вентиляторов воздухоохладителей:
а — по проекту; 1 — каркас воздухоохладителя, 2 — оребренная батарея, 3 —
потолочные швеллеры, 4 — потолочные анкерные болты, 5 — деревянный брусок, 6 —
осевой вентилятор ЦАГИ № 7;
б.— по предложению слесаря И. Д. Прохорова; 1 — каркас воздухоохладителя, 2—
оребренная батарея, 3 — потолочные швеллеры, 4 — осевой вентилятор ЦАГИ № 7,
5 — швеллеры для крепления вентиляторов.
пытания клапанов (рис. 2), подключенный к
воздушному компрессору.
Для стенда использован бачок с двумя
сферическими днищами, изготовленный из
труб диаметром 216X6 мм. Бачок был
испытан на прочность гидравлическим давлением
30 кг/см2 и на плотность сжатым воздухом
под давлением 24 кг/см2.
К верхней части бачка на четырех шпильках
крепится фланец с приваренной гайкой,
имеющей резьбу М45Х2 мм, Такая же резьба на
Клапанах, установленных на промежуточных
сосудах и циркуляционных ресиверах. Для
клапанов, имеющих резьбу М 30X2,5 мм (на
компрессорах и конденсаторе), был выточен
переходной штуцер — с резьбы М 45X2 на
резьбу М 30X2,5.
Весь процесс испытания клапанов занимает
5—-10 минут, причем регулирование и доводку
их можно производить на месте.
Этот стенд используется также для
проверки запорной арматуры на плотность.
Рис. 2. Стенд для испытания предохранительных
клапанов: Инженеры В. И. ТРУ1НЕВ, Ю. Г. ГРУЗДЕВ
1 — предохранительный^ клапан, 2 — переходной
штуцер, 3' — фланец, 4 — сосуд.
Монтаж и эксплуатация стеклянных
Стеклянные батареи и трубопроводы
находят применение в различных отраслях
народного хозяйства СССР. В холодильной технике
они используются при осуществлении
рассольной системы охлаждения.
По сравнению со стальными, стеклянные
трубы гигиеничны, обладают высокой
антикоррозийной стойкостью и меньшими
гидравлическими сопротивлениями.
Стеклянные трубы хрупки, однако при
правильном монтаже и эксплуатации они могут
служить неограниченно долгое время.
При монтаже стеклянных труб необходимо
соблюдать, помимо общих, и некоторые
специальные правила, вытекающие из
специфических свойств этих труб.
Прокладку трубопровода начинают с
разметки трассы (с помощью нивелира,
стальной струны, угольников и шаблонов). Ось
трубопровода по высоте отмечают на стенах
и колоннах мелом.
После разметки трассы трубы
подготавливают к монтажу. Диаметр и толщина стенки
трубы должны быть в пределах,
установленных ГОСТом 8894—58.
При необходимости трубы режут алмазом,
стальным диском или электрическим током
на отрезки требуемой длины.
Стальной диск должен иметь диаметр 250—
300 мм, толщину 2—3 мм и вращаться со ско-
рассольных батарей и трубопроводов
ростыо 1500—2000 об/мин. Трубу подводят к
вращающемуся диску и постепенно ее
поворачивают.
При резке электрическим током на трубу
плотно накладывают виток нихромовой
проволоки толщиной 1,0—1,5 мм, после чего
через понижающий трансформатор подают ток
напряжением 12—30 в, силой не больше 10 а.
Через одну—три минуты (в зависимости от
толщины стенки трубы) ток отключают.
Нагретое место покрывают полоской
смоченного в воде войлока. Под влиянием резкой
смены температур на стекле образуется
кольцевая трещина.
После резки торцы труб тщательно
зашлифовывают смоченным в воде
мелкозернистым корундовым или карборундовым
абразивным кругом до полного удаления заколов
и посечек и устранения неперпендикулярности
торца к оси трубы. Перпендикулярность
проверяют угольником в двух
взаимно-перпендикулярных сечениях. Шлифовка считается
законченной, когда поверхность торца трубы
становится матовой.
Установка труб с царапинами, инородными
включениями в стекле, трещинами и заколами
торцов не допускается.
Стеклянный трубопровод прокладывают на
опорах — кронштейнах или подвесках. Опоры
рассчитывают с учетом веса трубы, заполнен-
56
Консультация
№ 2
ной рассолом максимальной концентрации,
а в случае применения изоляции — и веса
изоляции. Опоры должны быть прочны, так
как вибрация трубопровода приводит к
нарушению герметичности. Поэтому кронштейны
заделывают в стены на глубину не менее
100 мм цементным раствором (состав не ниже
1 : 3) либо приваривают к специальным
пластинам, укрепленным в стенах (рис. 1,а).
Соосность кронштейнов проверяют по шнуру,
горизонтальность установки — уровнем.
Трубы крепят к кронштейнам хомутами
(рис. 1). Под хомут помещают резиновую
прокладку толщиной 3—4 мм. При установке труб
на опоры хомуты затягивают неполностью.
Окончательную затяжку производят после
проверки всей линии трубопровода.
Стеклянный трубопровод закрепляют
жестко, чтобы он не изменил своего
положения при повышении давления,
гидравлическом ударе, толчках и т. п. Недостаточно
жесткое крепление приводит к появлению
значительных изгибающих напряжений, что
может разрушить трубопровод. Для
создания жесткого крепления трубу зажимают
хомутами в двух точках, на расстоянии от
концов, равном 1/5 ее длины.
Для удобства эксплуатации стыки
соединений располагают не над опорами, а на
расстоянии 250—300 мм ~ для труб диаметром
33—50 мм — и 450—500 мм—для труб
большего диаметра.
Вертикальные стояки из стеклянных труб
монтируют строго по отвесу и крепят к
заделанным в стену кронштейнам хомутами.
Батареи собирают из отдельных
стеклянных труб, соединяя их между собой U-образ-
ными отводами. Трубы в батареях
размещают с шагом 130—250 мм и прикрепляют
хомутами к стойкам из угловой стали
50X50X5 мм. Батареи устанавливают на
расстоянии 150—250 мм от стены.
Фасонные части (U-образные отводы,
колена, переходы, тройники), а также запорную и
регулирующую арматуру (вентили,
задвижки) крепят к стойкам двумя хомутами.
При монтаже рассольных систем из
стеклянных труб наиболее удобными являются
фланцевое соединение с резиновыми кольцами и
соединение резиновой муфтой.
Фланцевое соединение (рис. 2) — это
жесткое трубное соединение. Оно применяется в
рассольных системах с давлением 6 ати.
При монтаже на концы труб сначала
надевают фланцы, а затем по два резиновых
кольца, перпендикулярно к оси, без перекосов и
перекручивания. Кольца предварительно
вытирают насухо, иначе они не создают натяга и
скользят, не обеспечивая необходимой
плотности»
б
Рис. 1. Крепление опор и труб:
а — неподвижная опора; / — труба, 2 — резиновая прокладка, 3 —
хомут, 4 — кронштейн, 5 — плита;
ё — скользящая опора; / — труба, 2 — хомут, 3 — опора* 4—
ограничительное ребро» 5 — кронштейн»
№ 2 Монтаж и эксплуатация стеклянных рассольных батарей и трубопроводов 57
to
ЖЗЖ Ж^Ж-М
япп
>
26
Рис. 2. Фланцевое соединение: / — труба, 2 — резиновая прокладка Т-образного
сечения, 3 — стяжной болт, 4 — фланец, 5 — резиновое кольцо.
^xxxvxxx\^л^cч^N^^cccoч^л^x^^x^^vv'
S? 4? 4f A JP
tf tf
4? /Л /Л
¦к~
^^x^^^^^^гcc^^c^vvcvч^^^xч^чvvvvvv
гтр;
30
50
Рис. 3. Соединение резиновой муфтой: 1 — труба, 2 — резиновая муфта, 3
4 — стяжной болт.
хомут,
Между торцами труб помещают
специальную резиновую прокладку Т-образного
сечения толщиной не менее 5 мм. Трубы в
стыке должны иметь одинаковый диаметр и
толщину и быть соосны.
После проверки соосности затягивают
стяжные болты, выдерживая перпендикулярность
фланцев к оси трубы. При правильной
установке резиновых колец фланец после затяжки
не должен доходить до края трубы на 3—5 мм.
Плотность посадки фланца на трубу
обеспечивается кольцами, а плотность стыка —
прокладкой.
Один из недостатков фланцевого соедине*
ния заключается в появлении дополнительных
напряжений на концах труб в результате
сильного сжатия колец фланцами. Кроме того,
вследствие жесткости соединения не
компенсируются неточности монтажа (несоосность
труб, неточная разбивка опор и др.)- Все это
может привести к разрушению труб.
Соединение резиновой муфтой (рис. 3) —
гибкое трубное соединение. Оно применяется в
рассольных системах с давлением до 3 ати.
Муфтой служат отрезки резинового шланга
необходимого диаметра. На хомутах имеются
ограничители, которые предотвращают
поломку трубы при затяжке хомута.
58
Консультация
№ 2
Рис. 4. Компенсатор: 7 — труба, 2 — фланец, 5 — резиновое
кольцо, 4 — резиновая прокладка, 5 — металлический
переходник, 6 — хомут, 7 — резиновая муфта.
При монтаже муфту надевают сначала на
конец одной, а затем другой трубы, оставляя
зазор между торцами 3—5 мм, после чего
надевают хомуты и затягивают их до
ограничителя. Зазор обеспечивает гибкость соединения
и компенсирует неточности монтажа, в
результате чего в трубах не создаются
дополнительные напряжения.
Во время работы батарей при переменной
температуре изменяется длина труб. В связи
с этим при значительных колебаниях
температуры применяют компенсационные
устройства различных конструкций. Одно из таких
устройств показано на рис. 4.
Для компенсации линейных удлинений
трубы крепят на скользящих опорах (см. рис. 1,6).
При отсутствии таких опор ослабляют
крепление неподвижных хомутов так, чтобы трубы
могли перемещаться в осевом направлении.
Расчеты показывают, что для труб из
термостойкого стекла предельная разность
температур, меньше которой еще не требуется
применять компенсаторы, составляет 50—53°.
При установке манометров и термогильз
используют стеклянные тройники и отводы.
Для устранения вибрации трубопровода
его подключают к рассольному насосу гибким
соединением.
После сборки батарей и трубопроводов
проводят гидравлические испытания
(пневматические испытания запрещаются), цель которых—
проверка герметичности соединений. При
большой протяженности трубопроводов
испытывают отдельные участки длиной не более
500 м.
Систему заполняют водой и удаляют воздух.
Давление создают ручным гидронасосом и
измеряют манометром, установленным в самой
верхней точке системы ( чтобы устранить
влияние столба жидкости). Давление повышают
плавно, без гидравлических ударов, до
величины, равной 1,5 рабочего. Это давление
выдерживают в течение 5 минут, после чего его
понижают до рабочего и осматривают систему.
Неплотность в жестком соединении
устраняют подтяжкой болтов, а если это не дает
нужного эффекта, заменяют резиновую
прокладку. Чтобы устранить неплотность в гибком
соединении, под хомут подкладывают
резиновое кольцо, после чего хомут затягивают.
При эксплуатации не допускаются
механические удары по трубам, а также подвешива-
•№2
Что нужно знать о хранении фруктов
59
ние на них посторонних предметов. В тех
местах, где возможны повреждения -труб, их
защищают металлическими или деревянными
кожухами. В целях предотвращения
гидравлических ударов вентили и задвижки перекрывают
постепенно. Треснувшие трубы заменяют
новыми, причем только после удаления рассола
из поврежденного участка.
Снеговую шубу снимают мягкими щетками
или путем оттаивания теплым рассолом.
Использование стальных щеток не допускается.
Для оттаивания батарей рассольную
магистраль отключают от испарителя и рассол
непрерывно прогоняют по системе, постепенно
повышая его температуру до 30—40° путем-
подогрева в бойлере (скорость подогрева 5° в
минуту). После снятия снеговой шубы
постепенно понижают температуру рассола (до
5—10°) и в течение 15—20 минут
прокачивают его по системе. Затем систему
подключают к испарителю и подают в нее холодный
рассол.
Правильная эксплуатация и аккуратное об-
Как известно, в плодах после сбора не
прекращаются процессы жизнедеятельности, в
связи с чем техника их хранения на
холодильниках сложнее, чем других продуктов.
При хранении необходимо поддерживать
такой температурно-влажностный режим, при
котором процессы жизнедеятельности и,
прежде всего, дыхание замедляются до
определенных пределов.
Установлено, что при отклонении темпера-
турно-влажностного режима от
рекомендованного нарушаются нормальные процессы
жизнедеятельности плодов и ослабляется их
сопротивляемость заболеваниям.
С повышением температуры ускоряются
жизненные процессы, что ведет к более
быстрому старению и сокращению сроков хранения
плодов. Например, при повышении
температуры с — 1 до 0° продолжительность хранения
груш сокращается на 20%,
Особенно опасно понижение температуры
ниже точки замерзания, так как при этом
может разрушиться плодовая ткань. После
выслуживание гарантируют прочность и
надежность рассольной системы и стеклянных труб.
ЛИТЕРАТУРА
1. И. Е. Ш а п и р о, Е. Г. Ф р о л о в а, В. А. Б у к о в,
Опыт применения стеклянных трубопроводов в
народном хозяйстве, Промстройиздат, 1956.
2. И. Е. Шапиро, Е. Г. Фролова, Стеклянные
трубы, Госстройиздат, 1960.
3. Б. М. С л о н и м е р, Стеклянные трубопроводы,
«Маслобойно-жировая промышленность», 1960, № 7.
4. П. П. Р о д ь к и н, Б. М. С л о н и м е р, Л. X. К а ц,
Стеклянные рассольные батареи, «Холодильная
техника», 1961, № 2.
5. И. О. Г о н г л а д з е, Рассольные батареи из
стеклянных труб для винохранилищ, «Холодильная техника»,
1962, № 4.
6. М. М. Сапожников, Неметаллические
напорные трубопроводы, Госстройиздат, 1957.
7. Н. М. Чупахин, Ф. И. Рудометкин,
Монтаж и ремонт холодильных установок, Госстройиздат,
1961.
8. Правила техники безопасности для строительно-
монтажных работ, Госстройиздат, 1958.
Инж. В. М. ШЛЯХОВЕЦКИЙ
строго отепления такие плоды теряют
товарный вид.
При уменьшении относительной влажности
воздуха в камерах хранения на холодильниках
или в плодохранилищах усиливается
испарение влаги из плодов и они вянут. Повышенная
относительная влажность увеличивает
опасность поражения плодов микроорганизмами.
Семечковые и косточковые плоды
рекомендуется хранить при температуре воздуха
— 1-ь0° (близкой к точке замерзания) и
относительной влажности 85—90°/о. Однако для
цитрусовых такая температура слишком низка.
Порча плодов может наступить в
результате их повреждений (механических и
насекомыми-вредителями) в процессе заготовки,
упаковки и грузовых работ. В нарушенную ткань
легче проникают микроорганизмы, чем в
неповрежденную.
Под влиянием неблагоприятных условий
хранения, помимо микробиологических
заболеваний, у семечковых плодов (яблоки) могут
возникнуть физиологические заболевания —-
Что нужно знать о хранении фруктов
60
Консультация
№ 2
загар (побурение кожицы) и внутреннее побу-
рение (мякоти и сердцевины). В результате
снижения содержания протопектина в тканях
и активности фермента пектазы яблоки
пухнут и растрескиваются.
К физиологическим заболеваниям можно
отнести также увядание плодов, что приводит к
сморщиванию кожицы.
Для предупреждения загара и внутреннего
побурения плоды полезно хранить
завернутыми в обработанную минеральными маслами
бумагу и регулярно вентилировать камеры.
При обнаружении загара следует понизить
относительную влажность воздуха в камере до
80°/о, а при появлении внутреннего
побурения — повысить температуру воздуха до
2—2,5°. Чтобы предупредить увядание
необходимо поддерживать относительную влажность
воздуха в рекомендуемых пределах (85—90%),
для чего использовать увлажнители или
разбрызгивать воду в камере.
Мандарины рекомендуется хранить при
2—3°, апельсины при 3—4° и лимоны при
4—5°.
Хранение цитрусовых при температуре ниже
рекомендованной часто вызывает
заболевания. Наиболее распространена коричневая
пятнистость на кожуре. Вкус мякоти при этом
почти не изменяется, но понижается
устойчивость плодов к действию различных
микроорганизмов. У лимонов на поверхности кожицы
часто появляется ямчатость — отдельные
небольшие пятнышки. В дальнейшем плоды
покрываются вдавленными
зеленовато-коричневыми пятнами, на которых начинают
развиваться микроорганизмы. Чаще всего это
наблюдается во время длительного хранения
при температуре от 4 до 0°.
При температурах выше рекомендуемых
плоды быстро поражаются микроорганизмами.
Увядание у цитрусовых протекает иначе,
чем у семечковых. У цитрусовых в первую
очередь вянет мякоть, а кожица остается свежей.
Это приводит к образованию мешковидных
пухлых плодов и сильному усыханию мякоти.
Способ предупреждения увядания цитрусовых
такой же, как и для семечковых плодов.
Таким образом, мерами борьбы,
предупреждающими заболевание плодов при хранении и
их порчу, являются поддержание
рекомендованных режимов хранения, защита от
механических повреждений, сохранение бумажной
обертки на плодах и своевременная
реализация.
Канд. техн. наук П. А. АЛЕКСЕЕВ
Книги, выходящие в свет во
Новое холодильное оборудование (каталог).
Центральное конструкторское бюро холодильного
машиностроения. Машгиз, 25 л., 10000 экз. Цена 2 руб. 65 коп.
В каталог включены краткие описания, технические
характеристики, принципиальные схемы, общие виды и
разрезы, графики холодопроизводительности и другие
данные по холодильному оборудованию (компрессоры,
холодильные фреоновые и аммиачные агрегаты
промышленного и торгового назначения, турбокомпрессорные
холодильные машины, кондиционеры, термобарокамеры,
судовые холодильные машины и т. д.).
Каталог содержит все необходимые технические
данные для проектирования холодильных установок.
Каталог предназначен для инженерно-технических
работников проектно-конструкторских организаций
промышленности, сельского хозяйства и транспорта,
связанных с использованием холодильного оборудования, а
также для работников отделов снабжения и сбыта.
Ш. Н. Кобулашвили, А. А. Гуревич.
Автоматизация холодильных установок новых
распределительных холодильников. Госторг-
издат, 4 л., 2000 экз. Цена 28 коп.
Приведены схемы, приборы и средства
автоматизации, разработанные Всесоюзным
научно-исследовательским институтом холодильной промышленности и ПКИ
Пищепромом. Показаны преимущества разработанной,
смонтированной и испытанной в производственных
условиях схемы автоматизации холодильных установок с
насосной системой охлаждения.
Брошюра рассчитана на специалистов, занимающихся
проектированием и эксплуатацией распределительных
холодильников.
Ш. Н. Кобулашвили, М. Н. Романов, А. Г. Ротенберг,
А. Г. Кривое. Новые скороморозильные
аппараты (научное сообщение ВНИХИ). Госторгиздат,
4 л., 2000 экз. Цена 28 коп.
Описаны конструкции новых скороморозильных
аппаратов, разработанные во Всесоюзном
научно-исследовательском институте холодильной промышленности:
универсального конвейерного аппарата ГКА-2 и аппарата
для замораживания эндокринных желез. Приведены
результаты испытаний аппаратов в производственных
условиях и рекомендации по эксплуатации.
Брошюра предназначена для инженеров и техников
морозильных предприятий и проектных организаций.
С. Г. Чуклин, И. Г. Чумак. Интенсификация
камерных морозилок. Госторгиздат, 8 л., 7000
экз. Цена 40 коп.
Обобщены результаты исследования и
эксплуатационных испытаний камерных морозилок, проведенных
работниками Одесского технологического института
пищевой и холодильной промышленности на ряде
мясокомбинатов. Установлены основные характеристики
морозилок и продолжительность замораживания мяса.
Рекомендованы оптимальные режимы работы камерных
морозилок, охлаждающие системы для новых холодильников и
методы модернизации затопленных систем действующих
холодильников.
Книга предназначена для инженеров и техников
холодильной и мясной промышленности.
втором полугодии 1963 года
А. К. Каминарская, С. А. Лившиц, Ю. А. Оленев.
Сублимационная сушка пищевых
продуктов (научное сообщение ВНИХИ). Госторгиздат,
3 л., 2000 экз. Цена 21 коп.
Описаны результаты исследований, проведенных во
Всесоюзном научно-исследовательском институте
холодильной промышленности. Изучено влияние исходного
состояния мяса и рыбы на качество высушенных
продуктов, определены режимы замораживания и сушки мяса,
рыбы, кулинарных изделий и творога при контактных
способах обогрева. Даны рекомендации по
восстановлению обезвоженных продуктов.
Брошюра предназначена для инженерно-технических
работников предприятий пищевой промышленности,
научно-исследовательских и проектных организаций.
Г. Л. Носкова, Г. Ю. Пек. Влияние вакуума
на микрофлору пищевых продуктов
(научное сообщение ВНИХИ). Госторгиздат, 3 л., 2000 экз.
Цена 21 коп.
Изложены результаты исследовательской работы о
влиянии вакуума на рост микроорганизмов и сроки
хранения скоропортящихся пищевых продуктов. Выявлены
преимущества вакуума, как средства, способствующего
лучшему сохранению охлажденных пищевых продуктов.
Брошюра рассчитана на специалистов пищевой
промышленности, торговли и общественного питания.
А. И. Пискарев, А. К. Каминарская, Л. Г. Лукьяница.
Хранение замороженной рыбы (научное
сообщение ВНИХИ). Госторгиздат, 3 л., 2000 экз. Цена
21 коп.
Описаны исследования по хранению в замороженном
состоянии основных пород рыб из различных бассейнов
страны. Приведены практические рекомендации о сроках
хранения рыбы в зависимости от температуры.
Брошюра рассчитана на инженерно-технических
работников холодильников и рыбных предприятий.
Б. И. Нодель. Приемка
продовольственных товаров по количеству и качеству.
Изд. 3-е, дополненное и переработанное. Госторгиздат,
6 л., 25000 экз. Цена 21 коп.
Освещены вопросы приемки продовольственных
товаров, отбора проб, составления актов, предъявления
претензий к поставщикам и транспорту, особенности
приемки отдельных продовольственных товаров, оформления
сдачи-приемки тары и другие вопросы. Учтены
существенные изменения, внесенные в последнее время в
порядок приемки товаров по количеству и качеству от
поставщиков и транспортных организаций.
Брошюра рассчитана на приемщиков, инспекторов и
других работников, связанных с приемкой товара на
холодильниках, складах и предприятиях торговли и
общественного питания.
М. И. Гуральник. Me ханизация погрузочно-
разгрузочных работ на холодильниках.
Госторгиздат, 10 л., 5000 экз. Цена 60 коп.
Освещены вопросы организации и механизации погру-
зочно-разгрузочных работ на распределительных
холодильниках. Рассмотрены схемы комплексной
механизации и механизированных линий грузовых работ.
Приведены технические и эксплуатационные характеристики
подъемно-транспортных машин и устройств, условия их
62
Книги, выходящие в свет во втором полугодии 1963 года
№ 2
рационального использования. Освещены вопросы
унификации тары, пакетирования грузов на поддонах и
перевозки в изотермическом транспорте. Обобщен опыт
механизации на отечественных холодильниках и за
рубежом.
Книга рассчитана на инженерно-технических
работников холодильной и пищевой промышленности.
В. И. Канторович. Эксплуатационные
показатели малых холодильных машин. Гос-
торгиздат, 7 л., 10 000 экз. Цена 35 коп.
Рассмотрены основные эксплуатационные показатели
малых холодильных установок, используемых в торговых
предприятиях: потребляемая мощность, расход
электроэнергии, распределение температур в охлаждаемом
оборудовании и др. Особое внимание уделено вопросам
надежности холодильных машин при эксплуатации.
Обобщены результаты испытаний отдельных типов машин и
даны рекомендации по снижению расходов при
эксплуатации.
Книга предназначена для инженеров и техников,
занятых эксплуатацией малых холодильных установок.
А. А. Лобзин, Н. Г. Любарский. Холодильники
малой емкости. Госторгиздат, 12 л., 7 000 экз.
Цена 70 коп.
Описаны типовые проекты холодильников малой
емкости— от 10 до 500 т, особенности их строительных
конструкций, систем охлаждения, приборов автоматики,
монтажа оборудования и эксплуатации.
Книга предназначена для специалистов холодильной
промышленности, торговли и потребительской
кооперации.
|Г. И .Лифшиц! Н. Е. Черкалев,
Усовершенствование системы охлаждения
холодильника. Госторгиздат, 3 л., 5 000 экз. Цена 9 коп.
Описаны усовершенствования холодильной установки
Московского холодильника № 2, благодаря которым
исключена'опасность гидравлического удара, достигнуто
лучшее отделение масла, наиболее полное удаление
воздуха из системы и т. д.
Брошюра рассчитана на широкий круг специалистов,
работающих на холодильниках.
А. А. Гоголин. Кондиционирование
воздуха (обзор зарубежной техники). Госторгиздат, 8 л.,
3 000 экз. Цена 56 коп.
Приведены новинки зарубежной техники
кондиционирования воздуха, в том числе различные системы
кондиционирования воздуха и области их применения,
использование герметичных фреоновых холодильных машин,
абсорбционных машин с газовым обогревом и
термоэлектрических генераторов холода.
Даны сведения о современных автономных
кондиционерах и холодильных агрегатах, применяемых в
бытовых, торговых и промышленных установках
кондиционирования воздуха.
Брошюра рассчитана на инженерно-технических и
научных работников.
Вентиляторные градирни (расчет и проектирование),
ВНИИ Водгео АСиА СССР, Госстройиздат, 10 л.,
3 000 экз. Цена 80 коп.
Рассмотрены теоретические основы охлаждения воды
в вентиляторных градирнях, а также методы их
термического, аэродинамического и гидравлического расчета.
Дана методика выбора расчетных параметров
атмосферного воздуха. Приведены конструкции вентиляторных
градирен новейших типов. Изложены указания по их
эксплуатации и борьбе с загрязнением и обмерзанием.
Книга рассчитана на инженерно-технических
работников.
Кондиционирование воздуха. НИИ сантехники АСиА
СССР. Госстройиздат, 15 л., 5 000 экз. Цена 85 коп.
Освещены результаты исследований процессов тепло-
и влагообмена в кондиционерах, распространения
воздушных потоков в кондиционируемых помещениях.
Приведены конструктивные, теплотехнические и
аэродинамические характеристики новых видов оборудования для
кондиционирования воздуха.
Книга рассчитана на специалистов по проектированию,
монтажу, наладке и эксплуатации установок кондицио-.
нирования воздуха.
Кондиционирование воздуха (зарубежный опыт).
ЦНИИ по строительству и архитектуре АСиА СССР.
Госстройиздат, 7 л., 5 000 экз. Цена 35 коп.
Описано применение тепловых насосов для систем
отопления и вентиляции за рубежом и некоторые виды
приборов и оборудования для систем
кондиционирования воздуха, применяемые в зарубежных странах.
Даны сравнительные характеристики эффективности
применения тепловых насосов на основании
эксплуатационных данных.
Книга предназначена для инженерно-технических и
научных работников.
Я. Я. Ипполитов. Кондиционирование
воздуха на предприятиях текстильной
промышленности. Ростехиздат, 18 л., 3 000 экз.
Цена 1 руб. 03 коп.
Приведены сведения о влиянии параметров воздуха
на физико-механические свойства волокнистых
материалов, на протекание технологических процессов
переработки этих материалов и на санитарно-гигиенические
условия труда рабочих. Даны параметры воздуха в
различных цехах текстильного производства. Приведены
схемы кондиционирования воздуха и автоматического
регулирования параметров, описаны приборы
регулирования и измерения.
Книга предназначена для инженерно-технических
работников проектных и монтажных организаций.
Справочник по технике безопасности и промышленной
санитарии в пищевой промышленности, том. 2.
Коллектив составителей. Пищепромиздат, 50 л., 10 000 экз.
Цена 2 руб. 70 коп.
Справочник издается в трех томах. Он содержит в
систематизированном виде официальные действующие
материалы по технике безопасности и промышленной
санитарии применительно к пищевым предприятиям.
Во втором томе содержатся правила техники
безопасности и промышленной санитарии при эксплуатации
паровых котлов, компрессоров и сосудов, работающих под
давлением, при обработке металла и дерева, сварке, при
работе в заводских лабораториях с химическими
веществами, красками, с источниками ионизирующих
излучений.
Справочник предназначен для работников
предприятий, проектных организаций, технических инспекторов и
санитарных врачей.
Н. А. Воскресенский. Замораживание и
сушка мороженой рыбы. Изд-во «Рыбное
хозяйство», 13 л., 5 000 экз. Цена 1 руб. 10 коп.
Освещена теория процессов, протекающих в мясе
рыбы при замораживании и последующей сушке.
Дан анализ коллоидо-химических и
физико-химических свойств мяса рыбы и изменений этих свойств в
процессе замораживания и сублимационной сушки. Рас--
№ 2
Книги, выходящие в свет во втором полугодии 1963 года
63
смотрена физическая сущность процесса
замораживания и сушки рыбы методом сублимации. Приведены
оптимальные режимы сушки рыбы из замороженного
состояния, описаны технологические процессы и
конструкции аппаратов.
Книга рассчитана на научных и
инженерно-технических работников, а также студентов специальных вузов
и техникумов.
Б. П. Никитин. Хранение рыбы и рыбных
продуктов. Изд-во «Рыбное хозяйство», 4 л., 10 000
экз. Цена 20 коп.
Подробно описаны факторы, определяющие стойкость
рыбы и рыбных продуктов при хранении, принципы
выбора режимов хранения для каждой группы рыбных
товаров. Приведен расчет точки замерзания рыбных
продуктов, описано регулирование условий хранения в ходе
созревания продуктов.
Брошюра рассчитана на работников рыбной
промышленности, торговли и сбыта.
Англо-русский словарь по пищевой промышленности.
Коллектив составителей. Физматгиз, 40 л., 12 000 экз.
Цена 1 руб. 80 коп.
Словарь содержит более 25.000 терминов,
охватывающих различные отрасли пищевой промышленности.
Приведены термины по химическому составу пищевых
продуктов, по физическим, химическим и
бактериологическим методам исследования, технологии переработки и
хранения. Даны названия различных видов упаковки и
тары.
Словарь предназначен для специалистов пищевой
промышленности, научных работников, товароведов,
преподавателей, студентов и переводчиков.
Т. Я. Арьев. Отморожения. Медгиз, 2 л., 30 000
экз. Цена 6 коп.
Рассказывается о влиянии переохлаждения и
отморожения на организм человека. Описываются условия,
способствующие отморожениям. Даются практические
советы по предупреждению отморожений и оказанию первой
помощи при них.
Брошюра рассчитана на широкий круг читателей.
М. А. Шереметьев, И. М. Рубинчик. Новые
системы отопления, вентиляции и охлаждения
воздуха пассажирских вагонов. Транс-
желдориздат, 2 л., 2 000 экз. Цена 7 коп.
Описаны устройство и действие систем электрического
отопления, вентиляции и холодильных установок
пассажирских вагонов последнего выпуска, освещены
результаты испытаний этих систем. Рассмотрены основные
технические параметры установок кондиционирования
воздуха.
Брошюра предназначена для работников, связанных
с эксплуатацией и ремонтом пассажирских вагонов.
С. В. Аникин, Б. П. Крайнов, В. А. Селиванов.
Справочник механика поездов и секций с
машинным охлаждением. Трансжелдориздат,
20 л., 10 000 экз. Цена 80 коп.
Дана техническая характеристика вагонов
рефрижераторных поездов и секций. Приведены данные
справочного характера по эксплуатации и ремонту
изотермического подвижного состава с машинным охлаждением.
Справочник предназначен для работников, связанных
с эксплуатацией и ремонтом поездов и секций с
машинным охлаждением.
А. М. Слушаенко, Г. И.- Осадчук. Холодильное
оборудование вагонов и
кондиционирование воздуха. Трансжелдориздат, 18 л.,
10 000 экз. Цена 73 коп.
В книге приведены необходимые санитарно-техничес-
кие условия в пассажирских вагонах, теплотехнический
расчет их изоляции, устройство и расчет систем
водяного и электрического отопления. Описаны системы
кондиционирования воздуха и дан расчет холодильной и
вентиляционной установок, воздушных каналов и фильтров.
Изложены условия перевозки скоропортящихся грузов,
конструкция изотермического подвижного состава.
Книга предназначена для студентов институтов
железнодорожного транспорта.
М. Р. Барский, М. Л. Зворыкин, В. М. Черкез.
Электрооборудование и кондиционирование
воздуха пассажирских вагонов.
Трансжелдориздат, 18 л., 8 000 экз. Цена 73 коп.
Описаны прогрессивные системы кондиционирования
воздуха и освещения пассажирских вагонов. Приведены
необходимые сведения по обслуживанию и содержанию
этих систем, а также даны теоретические основы
кондиционирования воздуха и освещения вагонов.
Книга предназначена для учащихся техникумов
железнодорожного транспорта.
С. А. Другаль, В. В. Зубарев, Опыт
механизации льдоснабжения вагонов-ледников.
Трансжелдориздат, 3 л., 2 000 экз. Цена 10 коп.
Рассмотрены существующие схемы механизированных
льдопунктов, графики технологических процессов.
Обобщен опыт работы механизированных безэстакадных
льдопунктов, приведены показатели их
технико-экономической эффективности и рекомендации по внедрению.
Брошюра рассчитана на работников льдопунктов,
станций, отделений и управлений железных дорог.
Э. И. Ридель, И. В. Штефко. Комплексная
механизация при погрузке-выгрузке
плодов и овощей. Трансжелдориздат, 3 л., 4 000 экз.
Цена 10 коп.
Описан опыт комплексной механизации погрузочно-
разгрузочных и внутрискладских работ, связанных с
перевозкой овощей и фруктов, обобщен передовой опыт
перевозок этих грузов на поддонах. Рассмотрены
технология и передовые методы труда в механизированных
складах.
Брошюра рассчитана на работников железных дорог,
торговых предприятий и плодоовощных баз.
К. Я. Жилинский, О. И. Рауш. Справочник по
судовой теплоизоляции. Судпромгиз, 25 л.,
10 000 экз. Цена 1 руб. 40 коп.
В справочнике собраны данные, необходимые для
расчета, проектирования, монтажа и приемки судовой
теплоизоляции, приведены технические характеристики
теплоизоляционных и вспомогательных материалов.
Справочник содержит большое число таблиц и графиков,
облегчающих расчеты по судовой теплоизоляции.
Справочник предназначен для инженерно-технических
работников проектно-конструкторских организаций и
судостроительных предприятий.
Б. А. Савельев. Руководство по изучению
свойств льда. Изд-во МГУ, 11 л., 3 000 экз. Цена
40 коп.
Описаны методы изучения физических, химических и
механических свойств льда. В первый раздел включены
методы изучения строения льда, фазового состава,
плотности, пористости, термических и радиационных
свойств. Во втором разделе даны методы изучения соле-
64
Книги, выходящие в свет во втором полугодии 1963 года
№ 2
вого состава льда и содержащегося в нем рассола и
газа. В третьем разделе приведены методы изучения
временного сопротивления сжатию, растяжению, изгибу,
сдвигу, мгновенной и длительной прочности,
характеристик вязкости и упругости.
Руководство предназначено в качестве учебного
пособия по курсу «Физика и механика мерзлых горных
пород и льдов».
Г. Д. Гольдсмид. Применение
термоэлектричества. Перевод с английского. Физматгиз, 8 л.,
10 000 экз. Цена 55 коп.
Книга представляет собой краткий обзор работ по
применению термоэлектрического эффекта в
полупроводниках. В ней описаны характеристики
полупроводниковых материалов, методы их измерения, основы
термоэлектрического охлаждения и нагрева.
Книга рассчитана на инженерно-технических
работников и студентов старших курсов.
Исследования в области измерения низких температур.
Сборник трудов ВНИИ физико-технических и
радиотехнических измерений. Стандартгиз, 10 л., 3 000 экз. Цена
70 коп.
Б сборник вошли статьи, освещающие вопросы
измерений при низких температурах. Описаны электрические,
оптические и температурные измерения, исследования
магнитных свойств веществ, термодинамические и
дилатометрические исследования.
Книга рассчитана на научных и
инженерно-технических работников, связанных с измерениями низких
температур.
Справочник по физико-механическим основам
глубокого охлаждения (под редакцией М. П. Малкова). Госэнер-
гоиздат, 40 л., 15 000 экз. Цена 2 руб. 15 коп.
Приведены данные по динамическим и
теплотехническим соотношениям, которыми приходится пользоваться
при проектировании и эксплуатации машин глубокого
охлаждения, а также материалы по газовым смесям и
растворам, физико-химическим константам и
соотношениям при низких температурах. Описаны схемы
холодильных циклов для сжижения газов, даны краткие
сведения о типовых машинах и аппаратах глубокого
холода. \Ш
Справочник рассчитан на инженерно-технических
работников, ведущих наладочные работы в области
низких температур, а также на работников, занятых
проектированием и эксплуатацией установок глубокого
холода.
Кислород. Справочник (под редакцией Д. Л. Глизма-
ненко). Металлургиздат, 80 л., 20 000 экз. Цена 4 руб.
20 коп.
Приведены сведения по основным вопросам
кислородного производства. Изложены физические основы
сжижения и разделения воздуха методом глубокого
охлаждения для получения кислорода, азота, аргона,
криптона. Описаны технологические схемы и эксплуатация
воздухоразделительных установок, расчеты и
конструирование машин, аппаратов, арматуры и оборудования
для разделения воздуха, контрольно-измерительная
аппаратура и автоматика, контроль производства и
техника безопасности.
Книга предназначена для инженерно-технических
работников кислородного производства, специалистов
научно-исследовательских, проектных и конструкторских
организаций, а также для студентов вузов и техникумов.
Н. И .Давыдов. Монтаж и наладка
кислородных установок металлургических
предприятий. Металлургиздат, 15 л., 8 000 экз.
Цена 95 коп.
Изложены основанные на практическом опыте методы
монтажа, ремонта и наладки крупных
воздухоразделительных агрегатов на станциях технологического
кислорода заводов черной и цветной металлургии. Подробно
рассмотрены вопросы подготовки к проведению
ремонтных и монтажных работ, организация труда и техника
безопасности.
Книга рассчитана на инженерно-технических
работников и высококвалифицированных рабочих, занятых в
области монтажа, эксплуатации и ремонта крупных
воздухоразделительных агрегатов, а также на студентов
специализированных вузов и техникумов.
Аппараты и машины кислородных установок. Сборник
трудов ВНИИКИМАШ, вып. VI. Машгиз, 12 л., 5 000
экз. Цена 60 коп.
Помещены результаты исследований аппаратов и
машин кислородных установок, исследований по вакуум
порошковой изоляции и теплопередаче. Приведены
результаты работ по борьбе с колебаниями роторов турбо-
машин и ряду других вопросов.
Сборник предназначен для инженерно-технических
работников кислородного машиностроения и смежных
отраслей.
Технология и оборудование разделения воздуха с
применением низких температур, том 1 и 2 (под
редакцией В. И. Епифановой и Л. С. Аксельрода). Машгиз,
90 л., 5 000 экз. Цена каждого тома 2 руб. 45 коп.
В первом томе рассмотрены термодинамические
основы процессов глубокого охлаждения, сжижения и
разделения воздуха, теплофизические свойства воздуха и его
компонентов. Во втором томе описаны промышленные
установки для разделения воздуха, технологическое
машинное оборудование, оборудование для хранения,
транспортирования и газификации жидких продуктов
разделения.
Книга рассчитана на инженерно-технических и
научных работников.
А. И. Требуков. Процессы и аппараты
кислородного производства. Киев, Машгиз,
20 л., 5 000 экз. Цена 85 коп.
Подробно рассмотрены вопросы разделения воздуха
методом глубокого охлаждения, описаны схемы
воздухоразделительных установок и даны сведения о их
эксплуатации.
Книга предназначена в качестве учебного пособия для
учащихся техникумов по специальности «Кислородные
машины и аппараты».
Ф. Г. Галимзянов. Вентиляторы (альбом
конструкций). Справочное пособие. Свердловск, Машгиз,
20 л., 15 000 экз. Цена 2 руб. 80 коп.
Систематизированы материалы, облегчающие выбор,
монтаж и эксплуатацию вентиляторов отечественного
производства. Приведены аэродинамические схемы,
технические характеристики, общие виды и узлы
современных конструкций вентиляторов, а также даны указания
по их монтажу и эксплуатации.
Альбом рассчитан на инженерно-технических
работников, студентов вузов и техникумов.
Т. ф. Кондратьева. Предохранительные
клапаны для компрессорных установок.
Ленинград, Машгиз, 10 л., 5 000 экз. Цена 50 коп.
Изложены теория и метод расчета пропускной
способности проходных сечений, пружин и уплотнений.
Даны принятые нормы проектирования предохранительных
№2
книги, ёыходящиё в свет во втдрдм полугодии 1963 года
65
клапанов. Приведен обзор применяемых конструкций,
изложены технические условия на изготовление,
испытание и эксплуатацию клапанов.
Книга рассчитана на инженерно-технических
работников и студентов вузов.
А. Д. Крючков. Автоматизация поршневых
компрессоров. Ленинград, Машгиз, 15л., 10000экз.
Цена 90 коп.
Описано устройство элементов автоматизации
компрессоров и контрольно-измерительных приборов для
них. Приведены сведения об автоматической защите,
даны примеры автоматизации компрессоров.
Книга рассчитана на инженерно-технических
работников и студентов вузов.
Л. А. Гайворонский. Хладноломкость
конструкционных сталей. Свердловск, Металлургиз-
дат, 11 л., 8 000 экз. Цена 70 коп.
Обобщены отечественные и зарубежные данные о
хладностойкости конструкционных сталей и освещен
метод определения стойкости стали к хладноломкости.
Приведены данные о влиянии различных факторов на
критическую температуру хрупкости, а также о
хладностойкости углеродистых и легированных сталей.
Книга предназначена для инженерно-технических
работников и студентов вузов.
Выбор оптимального режима замораживания грунтов.
НИИ оснований АСиА СССР. Госстройиздат, 6 л.,
3 000 экз. Цена 30 коп.
Описаны результаты теоретических и
экспериментальных исследований с целью проверки и уточнения
методики выбора наиболее эффективных величин и режима
температур теплоносителя для искусственного
замораживания грунтов. Основное внимание уделено влиянию
изменения температуры теплоносителя в ходе
замораживания, а также влиянию температуры льдогрунтовой
стены на ее прочность. Приведены формулы для
практических расчетов, вспомогательные таблицы и графики.
Брошюра рассчитана на инженеров проектных
организаций и научных работников.
* * *
Заказы на книги необходимо направлять в местные
книжные магазины и областные отделения
«Книга—почтой».
Всесоюзный научно-исследовательский институт
холодильной промышленности и редакция журнала
«Холодильная техника» не выполняют заказов на
научно-техническую литературу.
ВНИХИ высылает лишь научные сообщения
института, сведения о которых публикуются в журнале
«Холодильная техника».
mggbgg^g^^
ПРИНИМАЕТСЯ ПОДПИСКА
НА ВТОРОЕ ПОЛУГОДИЕ 1963 г. НА ЖУРНАЛ
«ХОЛОДИЛЬНАЯ ТЕХНИКА»
(Год издания 40-й)
Подписка принимается в пунктах подписки «Союзпечать»,
почтамтах, конторах и отделениях связи, а также общественными
распространителями печати на предприятиях, в учреждениях и учебных заведениях.
Недостающие номера журнала редакция может выслать
подписчикам наложенным платежом по их письменным заказам.
АДРЕС РЕДАКЦИИ: Москва, И-434, ул. Костикова, 12.
Eg3ss33SssggagasagasssusagssSQsaQsa»asasacassg^
\\ Новые герметичные холодильные компрессоры и агрегаты
Государственная (междуведомственная) комиссия,
назначенная председателем Госкомитета по
автоматизации и машиностроению при Госплане СССР,
приняла семь новых холодильных герметичных фреоновых
агрегатов:
— трехфазные среднетемпературные ВС .1,1 ~3 и
ВС 1,8 ~ 3;
— однофазные среднетемпературные ВС 0,45 ~ 1;
ВС 0,7 ~ 1 и ВС 1,1 ~ 1;
— трехфазные низкотемпературные ВН 0,35 ~ 3 и
ВН 0,55 ~ 3.
Одновременно были приняты герметичные
компрессоры, входящие в эти агрегаты.
Агрегаты созданы в результате совместной работы
Харьковского опытно-конструкторского бюро (ХОКБ),
Харьковского завода торгового машиностроения (ХЗТМ)
и Всесоюзного научно-исследовательского института
холодильной промышленности (ВНИХИ). Встроенные
электродвигатели и пусковая аппаратура однофазных
герметичных агрегатов разработаны СКВ «Эльфа» (г.
Вильнюс), двигатели трехфазных агрегатов — Харьковским
электротехническим заводом (ХЭЛЗ).
Опытно-промышленные партии агрегатов изготовлены ХЗТМ.
До 1963 г. наша промышленность серийно выпускала
герметичные агрегаты только двух типоразмеров. Таким
образом, .номенклатура этих агрегатов с 1963 г. резко
расширяется.
Основные параметры новых герметичных
компрессоров и агрегатов соответствуют государственным
стандартам, разработанным ВНИХИ совместно с ХЗТМ и ХОКБ
и утвержденным Комитетом стандартов, мер и
измерительных приборов в 1961 г.:
1) ГОСТ 9666—61. Компрессоры поршневые
герметичные фреоновые малой холодопроизводителыюсги.
Основные параметры.
2) ГОСТ 9834—61. Агрегаты холодильные геометич-
ные фреоновые малой холодопроизводителыюсти. Типы
и основные параметры.
Холодопроизводительность компрессоров и агрегатов
выбрана в соответствии с предусмотренной этими
стандартами градацией, представляющей собой ряд
геометрической прогрессии со знаменателем около 1,25, а
именно:... 350, 450, 550, 700, 900, 1100, 1400, 1800... ккал/час.
Ранее были разработаны среднетемпературные
компрессоры и агрегаты холодопроизводительностью 450 и 700
ккал/час. В 1962 г. государственной комиссией приняты
еще два компрессора и агрегата этого ряда
холодопроизводительностью 1100 и 1800 ккал/час, а также
унифицированные с ними низкотемпературные компрессоры и
агрегаты — 350 и 550 ккал/час.
Герметичные компрессоры. Все новые компрессоры
унифицированы с компрессором ФГ 0,7 ~ 3 агрегата
ФГК-0,7, подробно описанном в статье И. X. Зеликов-
ского, В. Б. Якобсона «Новый компрессор со
встроенным электродвигателем холодопроизводительностью
700 ст. ккал/час» («Холодильная техника», 1959, № 2)
ив книге И. X. Зеликовского, И. А. Элькина
«Герметичные холодильные машины» (Госторгиздат, 1961).
В табл. 1 приведены основные характеристики
компрессоров. Номинальная холодопроизводительность и
потребляемая мощность среднетемпературных
компрессоров ФГ определены при температуре кипения —15°,
конденсации 30°, всасывания 15°, переохлаждения
25°, а низкотемпературных компрессоров ФГН — при
температуре кипения —35° (остальные температуры
такие же, как у компрессоров ФГ).
Среднетемпературные компрессоры
ФГ предназначены для работы при температурах
кипения —25-^-+10°, конденсации 20-^-50°, всасывания
—15--- + 25°, окружающего воздуха 5—г—40°.
Холодильный агент — фреон-12 по ГОСТу 8501—57.
Трехфазный компрессор ФГ 1,1 ~ 3 отличается от
компрессора ФГ 0,7 ~ 3, входящего в агрегат ФГК-0,7,
в основном тем, что ход поршней увеличен с 18 до 27 мм,
длина статора — с 65 до 80 мм, соответственно
изменены длина ротора, вала и верхней части кожуха.
№ 2 Новые герметичные холодильные компрессоры и агрегаты 67
Таблиц а 1
Показатели
Номинальная
холодопроиз-
водительность,
ккал/час . .
Потребляемая
мощность,
кет .... |
Холодильный
агент ....
Число цилинд-
Диаметр
цилиндра, мм . .
Ход поршня,
мм ....
Сухой вес, кг
Диаметр
фланца кожуха,
мм ....
1 Высота кожу-
1 ха, мм . . .
Марка двигате-
Число фаз
Напряжение, в
Амортизаторы
Среднетемпературные
ФГ 1,1-3
1100
0,58
ФГ 1,8-3
1800
0,86
ФГ 0.45-1
450
0,26
фреон-
2
36
27
32
282
310
ДГХ-0,55
2
50
24
38
275
| 380
ДГХ-0,9
три
220/380
внутрен-
1 ние
наружные
1
36
22
24
| 255
250
ДГ-0,25
наружные
есо мп рессоры
ФГ 0,7-1
700
0,34
12
2
36
18
28
282
300
ДГ-0,35
о д н
127/220
внутр
ФГ 1,1-1
1100
0,56
2
36
27
32
1 282
330
ДГ-0,55
а
енние
Низкотемпературные
компрессоры
ФГН
0,35-3
350
0,37
ФГН
0,55-3
550
0,56
ф р е о н - 22
2
36
18
30
282
1 300
ДГХ-0,35
2
36
' 27
1 32
282
310
ДГХ-0,55
три
220/380
наружные
Диаметр цилиндров трехфазного компрессора
ФГ 1,8 ~ 3 равен 50 мм. В разработанной ВНИХИ,
ХОКБ и ХЗТМ градации среднетемпературных
герметичных компрессоров с синхронной скоростью
вращения 1500 об/мин приняты цилиндры диаметром 36 мм
для холодопроизводительности от 350 до 1100 ккал/час
и диаметром 50 мм — для 1400_л_2800 ккал/час.
Компрессор ФГ 1,8 ~3 первый из этой группы.
Поршни его (так же, как у компрессоров меньших
размеров) без поршневых колец. Уплотнение достигается
тем, что зазоры между поршнем и цилиндром
составляют около 20 и не более 28 мк.
Однофазные среднетемпературные компрессоры имеют
электродвигатели с конденсаторным пуском. Пусковые
конденсаторы включаются в цепь пусковой обмотки с
помощью специального реле, на время разгона электро-
двигателя. В цепь рабочей обмотки постоянно
включены рабочие конденсаторы.
Компрессоры полностью унифицированы с
трехфазными той же производительности и отличаются от них
лишь конструкцией двигателей и числом проходных
контактов: в трехфазных компрессорах, рассчитанных на
два напряжения, их шесть, в однофазных — три.
Низкотемпературные компрессоры ФГН
предназначены для работы при температурах кипения
—40_л_—25°, конденсации 20_f_50°, всасывания —30_f-
+ 25°, окружающего воздуха 5-^-40°. Холодильный
агент—фреон-22 по ГОСТу 8502—57.
Компрессоры почти полностью унифицированы с
компрессорами ФГ, работающими на фреоне-12, но для
улучшения охлаждения обмотки встроенных двигателей
в них установлена дополнительная перегородка.
Компрессор ФГН 0,35 ~~ 3 изготовлен на базе средне-
температурного трехфазного компрессора ФГ 0,7 ~ 3,
компрессор ФГН 0,55 ~3 — на базе ФГ 1,1 ~ 3.
Герметичные агрегаты. Все герметичные агрегаты,
разработанные в 1962 г., принадлежат к типу В, т. е.
имеют конденсаторы с воздушным охлаждением, и
предназначены для работы при температуре воздуха 5 -f- 40°.
Среднетемпературные агрегаты ВС с компрессорами
ФГ должны работать при температурах кипения
-—25-1-—10°, низкотемпературные агрегаты ВН с
компрессорами ФГН—от —40 до —25°.
Агрегат состоит из герметичного компрессора,
конденсатора, вентилятора с электродвигателем и диффузором,
68 Хроника
№2
Таблица 2
Показатели
Номинальная
водительность,
ккал\час . .
Потребляемая
мощность,
кет ....
Холодильный
агент ....
Компрессор . .
Габаритные
размеры
агрегата, мм:
длина . .
ширина . .
высота . .
Сухой вес, кг
ВС 1,1-3
1100
0,6
ФГ
1,1—3
615
415
380
62
Среднетемпературные агрегаты
ВС 1,8-3
1800
1,0
ВС 0,45-1
^50
0,28
ВС 0,7-1
700
0,39
ф р е о н - 12
ФГ
1,8—3
580
440
460
75
ФГ
0,45-1
580
415
380
42
ФГ
0,7—1
580
415
380
51
ВС 1,1-1
1100
0,6
ФГ
1,1—1
615
415
380
62
Низкотемпературные
агрегаты
ВН 0,35-Ь
350
0,42
ВН 0,55-3
550
0,63
ф р е о н - 22
ФГН
0,35-3
615
415
380
48
ФГН
0,55-3
615
415
380
54
ресивера, жидкостного фильтра-осушителя,
соединительных трубопроводов и опорной рамы.
Конденсаторы изготовлены из стальных труб
диаметром 14 X 1 мм, со стальными ребрами толщиной 0,63 мм,
ресиверы — из стальных труб диаметром 108 X 4 мм.
В табл. 2 приведены основные характеристики
агрегатов. Номинальная холодопроизводительность и
потребляемая мощность среднетемпературных агрегатов ВС
определены при температуре кипения —15°,
окружающего воздуха 20°, всасывания 15°, а низкотемпературных
агрегатов ВН — при температуре кипения — 35°
(остальные температуры такие же, как у агрегатов ВС).
Испытание герметичных компрессоров и агрегатов
проведены на стендах ХОКБ, ХЗТМ и ВНИХИ по
программе, утвержденной Госкомитетом по автоматизации и
машиностроению при Госплане СССР. Испытания
компрессоров на шум и вибрацию проведены на
акустическом стенде Харьковского электромеханического
завода (ХЭМЗ).
При испытании компрессоров определяли:
— холодопроизводительность, потребляемую мощность,
удельную холодопроизводительность во всем диапазоне
рабочих температур кипения и конденсации и, кроме
того, при температурах кипения 10°, конденсации 60°,
окружающего воздуха 50° ((так как ГОСТ 9666—61
предусматривает возможность кратковременной, в течение
часа, работы компрессоров при этих условиях);
— допустимое падение напряжения при пуске в
наиболее тяжелых расчетных условиях: температуре кипения
10°, конденсации 50° для компрессоров ФГ или 10° и
40° для компрессоров ФГН (допустимое падение
напряжения составило 15—25°/о номинального);
— сухой вес компрессора (без масла и фреона);
— шум и вибрации; уровень шума на расстоянии 1 м
от компрессора был в пределах 51—58 дб, но вибрации
достигали 70 дб (по ГОСТу 9666—61 оба показателя не
должны превышать 60 дб). При замене противовесов
вибрации уменьшились до допустимых пределов.
Государственная комиссия указала заводу на необходимость
улучшить уравновешивание механизмов движения
компрессоров;
— износ; после 500 часов цикличной работы на фреоне
зазор между поршнем и цилиндром увеличился на
2—5 мк, между валом и шатуном — на 3—8 мк, между
валом и его опорой — на 1—7 мк, между шатуном и
пальцем — на 2—5 мк.
При испытании агрегатов определяли:
—* холодопроизводительность, потребляемую мощность,
удельную холодопроизводительность, температуры
конденсации и обмотки встроенного электродвигателя
компрессора при температурах окружающего воздуха 20 и
40° и кипения —25 _f-—10° для агрегатов ВС и
—40 -л_ —25° для агрегатов ВН;
— допустимое падение напряжения при пуске в
наиболее тяжелых условиях: температуре кипения 10° и
окружающего воздуха 40° (допустимое понижение
напряжения составило 15—25°/о номинального);
— сухой вес агрегата (включая вес пусковых
конденсаторов и реле однофазных агрегатов).
Проверяли также токовую и тепловую защиту при
№ 2
Новые герметичные холодильные компрессоры и агрегаты
69
Герметичный низкотемпературный агрегат ВН 0,35 -Зс воздушным
охлаждением конденсатора, холодопроизводительностью 350 ккал/час при
температуре кипения —35° с трехфазным электродвигателем.
аварийных режимах: повышении температуры
окружающего воздуха сверх допустимой, а также работе
компрессора при выключенном вентиляторе. Кроме того, в
трехфазных агрегатах испытывали защиту при пуске и
работе на двух фазах, а в однофазных—при обрыве пусковой
цепи, закорачивании пусковых конденсаторов и залипа-
нии контакта пускового реле. Испытания показали, что
при всех аварийных режимах агрегаты выключаются
либо токовым реле, либо тепловым реле, установленным
на кожухе компрессора.
Такой большой объем испытаний оказалось
возможным выполнить в сжатые сроки благодаря тому, что они
проводились одновременно на многих стендах, причем в
опытах принимало участие до 70 человек — сотрудники
ХОКБ, ХЗТМ и ВНИХИ.
В ноябре — декабре 1962 г. были проведены
кратковременные эксплуатационные испытания по пяти
агрегатов каждого типа на предприятиях торговли и
общественного питания в г. Харькове.
Государственная комиссия рекомендовала до начала
массового производства новых агрегатов провести их
расширенные эксплуатационные испытания, включая
летний период. На предприятиях торговли и общественного
питания Москвы, Ленинграда и Харькова должно быть
смонтировано по 10 агрегатов каждого типа (всего
210 шт.). Кроме того, однофазные агрегаты будут
установлены на предприятиях Вильнюса, а трехфазные
агрегаты с компрессорами ФГ 1,8 — 3 — на предприятиях
Ярославля, так как герметичные компрессоры с
диаметром цилиндров 50 мм будет изготовлять Ярославский
завод холодильного машиностроения.
Государственная комиссия отметила, что по
конструкции, технологичности, эксплуатационным качествам и
оформлению герметичные холодильные агрегаты
ВС 1.1 — 3: ВС 1,8-3; ВС 0,45-1; ВС 0,7-1;
ВС 1,1 - 1; ВН 0,35 - 3 и ВС 0,55 - 3 отвечают
требованиям, предъявляемым к современным холодильным
агрегатам.
Энергетические показатели новых агрегатов с
герметичными компрессорами выше, чем аналогичных
отечественных холодильных агрегатов с открытыми
компрессорами и герметичных холодильных агрегатов ведущих
зарубежных фирм.
Канд. техн. наук В. Б. ЯКОБСОН
70
Хроника
№ 2
Строительство холодильника при Крымском консервном комбинате
Консервный комбинат в г. Крымске (Краснодарский
край) — крупнейшее в стране предприятие пищевой
промышленности, выпускающее в год около 120 млн.
условных банок различной консервированной продукции.
Ежегодно с мая по сентябрь комбинат
перерабатывает большое количество свежих ягод, плодов (черешня,
клубника, малина, слива и др.) и овощей (томаты,
зеленый горошек, перец и пр.).
В межсезонный период комбинат выпускает мясные,
мясорастительные консервы и быстрозамороженные
готовые (первые и вторые) блюда. Большим успехом у
потребителей пользуются изготовляемые комбинатом
замороженные супы, борщи, гуляши , говяжья печень,
блинчики с мясом или творогом и другие блюда.
Вся указанная продукция после соответствующей
обработки в технологических цехах упаковывается в
стеклянную тару или целлофан и картонные коробки, а затем
подвергается быстрому (в течение нескольких часов)
замораживанию в специальных скороморозильных
аппаратах в потоке воздуха, имеющего температуру
около — 30°.
В ближайшие годы комбинат доведет выпуск
быстрозамороженной продукции до 2000 т в год. Особенно
возрастет производство замороженных готовых блюд
для предприятий общественного питания курортов края,
а также для вагонов-ресторанов.
В связи с этим комбинат расширяет свое
холодильное хозяйство. В настоящее время на территории
комбината строится одноэтажный холодильник емкостью
J000 т с камерами хранения при температуре —18° и
отделением быстрого замораживания
производительностью 40 т/'сутки.
К холодильнику примыкает большое светлое
помещение подготовительного отделения, на технологических
линиях которого будут обрабатываться плоды, ягоды,
овощи и сырье для готовых блюд. Тара для упаковки
продукции будет поступать из соседнего помещения,
которое размещается в пристройке к холодильнику.
На холодильнике имеются три туннельные камеры,
предназначенные в основном для быстрого
охлаждения сахарной кукурузы молочно-восковой зрелости.
Комбинат будет выпускать ежегодно около 500 т такой
кукурузы.
В морозильном отделении будут установлены три
скороморозильных аппарата типа ГКА-2 (конструкции
ВНИХИ) производительностью 10 т/сутки каждый и
импортный плиточный аппарат фирмы «Вильяме» (Англия)
примерно такой же мощности.
Процесс обработки сырья в подготовительном
отделении и подача продукции для замораживания
механизируется с помощью конвейеров, а транспортировка
в камеры хранения и укладка в штабеля — с помощью
электропогрузчиков и поддонов.
На холодильнике монтируется насосная
циркуляционная система охлаждения для трех режимов
кипения аммиака —40, —28 и —40°. Предусмотрена
автоматизация поддержания необходимых температур в
холодильных камерах и защиты компрессоров от аварий.
Скороморозильные аппараты типа ГКА-2 будут
присоединены к насосной циркуляционной системе с
температурой кипения —40°.
В машинном отделении смонтированы полученные из
Венгерской народной республики четыре
двухступенчатых аммиачных агрегата холодопроизводительностью
450000 ккал/час каждый, четыре одноступенчатых
компрессора по 100000 нккал/час и импортный
двухступенчатый компрессор холодопроизводительностью
114000 ккал/час, поставленный комплектно с плиточным
скороморозильным аппаратом. Здесь же имеется
заглубленный на 1,5 м приямок-аппаратная, в котором
установлены три циркуляционных ресивера, четыре
аммиачных насоса типа ЗЦ-4 и водяные насосы.
Для слива аммиака из охлаждающих приборов
перед оттаиванием предусмотрен отдельный дренажный
ресивер, который также будет установлен в приямке
машинного отделения.
Снаружи, рядом с машинным отделением, отведено
место для четырех испарительных конденсаторов
поверхностью 125 м2 каждый.
Холодильник строится по типовому проекту Гипрохо-
лода и привязочным чертежам, выполненным Северо-
Кавказским государственным институтом по
проектированию предприятий пищевой промышленности.
По проекту камеры хранения с температурой —18°
имели батарейное охлаждение. ВНИХИ предложил
перевести их на воздушное охлаждение, поскольку в этих
камерах будет храниться в основном упакованная
продукция.
Предложение ВНИХИ позволяет значительно
упростить и удешевить монтажные работы и сократить
потребность в рабочей силе на оттаивание охлаждающих
приборов. Оно было одобрено Управлением пищевой
промышленности Северо-Кавказского совнархоза и
принято комбинатом к исполнению.
Для оборудования камер используются изготовленные
в Венгрии оцинкованные оребренные
воздухоохладители поверхностью 255 м2 каждый. Оттаивание их будет
осуществляться горячим аммиаком и орошением теплой
водой.
В связи с переводом камер хранения на воздушное
охлаждение ВНИХИ оказал комбинату помощь по
доработке технической документации и дал необходимые
консультации по монтажу оборудования.
Пуск холодильника в эксплуатацию намечен во
втором квартале текущего года.
Инж. И. М. ГШДЛИН
Памяти профессора Н. С. Комарова
23 января 1963 г. на 77-м году жизни скоропостижно
скончался старейший специалист в области холодильной
техники профессор Николай Степанович Комаров.
Всем холодильщикам хорошо знакомо имя этого
человека, который всю свою жизнь посвятил
любимому им холодильному делу.
Н. С. Комаров один из первых понял целесообразность
и необходимость широкого применения искусственного
холода на транспорте, в промышленности и сельском
хозяйстве.
Работая в правлении Московско-Рязанско-Казанской
железной дороги, Н. С. Комаров в 1911 г. руководил
постройкой и оборудованием одного из первых
холодильников в стране при станции Москва-Казанская. В
настоящее время этот холодильник действует в системе
Росмясорыбторга Министерства торговли РСФСР.
Особенно широко Николай Степанович смог применить
свои знания и опыт после Великой Октябрьской
социалистической революции. Как специалист-холодильщик он
работал в Центрохолодильнике, а затем на
Мясохладобойне.
Н. С. Комаров внес большой вклад в дело подготовки
специалистов-холодильщиков высшей и средней
квалификации.
Он читал лекции по холодильной технике в
Московском институте народного хозяйства им. Г. В.
Плеханова A920—1930 гг.). Московском химико-технологическом
институте им. Д. Й. Менделеева A923—1931 гг.),
Московском институте инженеров железнодорожного
транспорта A931 — 1937 и 1943—1947 гг.), а также в других
вузах, техникумах и на курсах
машинистов-холодильщиков.
Н. С. Кол «а ров был не только крупным и широко
эрудированным специалистом в области холодильной
техники, но и ее энтузиастом и патриотом. Серьезный и
целеустремленный человек, он умел увлечь своим
любимым лелом всех товарищей, связанных с ним по работе.
высокая общая культура, трудолюбие, честность и
скромность Николая Степановича являли собой яркий
пример человека-гражданина не только для молодежи,
но и для людей старших возрастов.
Его душевная теплота, обаяние, простота в обращении
с людьми были всегда притягательной силой для всех,
кто знал его.
Тысячи специалистов-холодильщиков воспитывались
на справочных пособиях Николая Степановича
Комарова, начиная от первого издания его известного
справочника «Холод», вышедшего в 1922 г., до последней книги
«Справочник холодильщика», появившейся в магазинах
за несколько дней до его смерти. Справочники Н. С.
Комарова являются настольными книгами многих
специалистов и практиков, работающих в различных областях
холодильной техники.
Обладая даром художественного слова, Николай
Степанович и его поставил на службу холоду.
Написанный им фантастический роман «Холод», а
также другие произведения, как в прозе, так и в стихах,
посвящены пропаганде холодильной техники, проникнуты
стремлением ознакомить с ней широкие круги населения.
Жизненный путь Николая Степановича — это
подлинный подвиг специалиста-популяризатора холодильного
дела и воспитателя большого числа холодильщиков,
которые с гордостью называют себя его учениками.
Николай Степанович всегда поддерживал тесную
связь со многими научными учреждениями, проектными
и конструкторскими организациями, а также
отдельными специалистами. Он живо интересовался новинками в
области холодильной техники, всем, что могло
способствовать ее прогрессу.
До самых последних дней Н. С. Комаров участвовал
в работе ученого совета ВНИХИ. (
Николай Степанович был активным общественником—
с 1948 г. он состоял членом президиума Всесоюзного
научного инженерно-технического общества
холодильщиков.
Светлая память о Николае Степановиче Комарове, как
о крупном ученом, хорошем педагоге, общественнике,
чутком и скромном человеке навсегда сохранится в
сердцах его учеников и всех знавших его специалистов
холодильной техники.
иностранной техники
г
Новый холодильник в Лондонском порту
В 1962 г. в Лондоне пущен в эксплуатацию
девятиэтажный портовый холодильник емкостью 10 тыс. т
с воздушным охлаждением, построенный фирмой «Хейс
Уэрф» на южном берегу Темзы.
Холодильник предназначен для хранения
замороженных продуктов, доставляемых в Лондон океанскими
рефрижераторами.
Планировка холодильника, система охлаждения,
оборудование, 'автоматизация холодильной установки и
механизация грузопотоков представляют интерес для
наших специалистов, занятых проектированием,
строительством и эксплуатацией крупных холодильников.
На первом этаже холодильника нет охлаждаемых
помещений. Здесь принимают, сортируют и экспедируют
грузы. На других этажах хранят замороженные
продукты при температуре —18°, причем каждый этаж
представляет собой одну холодильную камеру площадью
1350 м2 D5 X 30 м) и высотой 2,75 м. Морозилок на
холодильнике нет.
Машинное отделение аммиачной холодильной
установки размещено в подвале холодильника и частично
под автомобильной платформой. Железнодорожный
подъездной путь не предусмотрен.
Доставляемые судами скоропортящиеся продукты
перегружаются на рейде в баржи, имеющие изоляционные
ограждения, подаются к холодильнику и затем
транспортируются конвейерами в приемные помещения
первого этажа.
На верхние этажи грузы поднимаются четырьмя
лифтами (грузоподъемностью 2 т каждый), двери
которых выходят непосредственно в холодильные камеры.
В пункты потребления продукты развозятся
авторефрижераторами.
Длина автомобильной платформы позволяет
принимать одновременно десять авторефрижераторов.
На холодильнике нет поэтажных вестибюлей и
коридоров, а принятая схема механизации грузовых работ
не требует устройства грузовых балконов и установки
дорогостоящих портальных кранов,
Строительные конструкции
Холодильник построен на железобетонных сваях.
Железобетонная этажерка представляет собой гладкие
безбалочные перекрытия с квадратными колоннами и
грибовидными капителями. Такая конструкция
обеспечивает нормальную циркуляцию воздуха в камерах
при воздушном охлаждении. Шаг между осями колонн
7,45X7,45 м.
Наружные стены выполнены из сборных
армированных бетонных блоков толщиной 175 мм и сборных
железобетонных панелей. Между ними проложена изоляция
из оназота (пористая полимеризованная резина) слоем
в 100 мм.
Панели поддерживаются горизонтальными балками,
расположенными на середине высоты каждого этажа.
Наружная поверхность панелей облицована плиткой.
С северной стороны к холодильнику примыкает
пристройка с поэтажными галереями и лестницами,
имеющая сплошное двойное остекление.
Поскольку во всех холодильных камерах
поддерживается одинаковая температура (—18°), изолированы
только покрытие и перекрытие над первым этажом слоем
оназота толщиной 125 мм. К перекрытию первого этажа
оназот прикреплен снизу медной проволокой, связанной
с арматурой.
Во избежание оседания изоляция наружных стен,
приклеенная на горячем гудроне, укреплена деревянными
гвоздями, забитыми в швы между стеновыми бетонными
блоками.
Снаружи изоляция защищена пароизоляционным
слоем, а кровля покрыта армированной бетонной коркой
толщиной 5 см, по которой уложен слой
водонепроницаемого асфальта.
Асфальт поднят по краям кровли, что позволяет
поддерживать на ней слой воды высотой 7,5 см и
исключить приток тепла от солнечной радиации.
Полы холодильных камер покрыты гранолитом, а в
местах, подверженных наиболее быстрому износу (авто-
№ 2
Новый холодильник в Лондонском порту
73
платформа и пороги лифтовых дверей), -— чугунными
плитами.
Стены и потолки камер окрашены белой эмульсионной
краской.
Двери камер и лифтовых шахт изолированы слоем
оназота толщиной 100 мм и снабжены
электрообогревательными элементами по периметру и под порогами.
При разработке проекта холодильника был
предусмотрен обогрев колонн первого этажа, исключающий
промерзание грунта.
Система охлаждения
На холодильнике применена аммиачная насосная
циркуляционная система охлаждения, которую, судя по
приведенной схеме (рис. 1) и описанию автоматизации
холодильной установки, можно отнести к схемам с
верхней подачей аммиака.
доэбрат с верхних этажей
d°8*
d-5
К. I »А\ I
Й-3
Дрена жм трд
-схь
d*8*
d=1'/2"
-ixl-
дренажн трд
\d-m
Г/А
d*8"
M 1 1Всасыв№&иие ..rO I
d*2"
d*2"
Рис. 1. Аммиачная насосная циркуляционная система
охлаждения:
/ — циркуляционный ресивер для шестого — девятого
этажей, 2 — то же, для второго — пятого этажей,. 3 —
поплавковый регулятор, 4 — аммиачный рабочий ^насос,
5 — аммиачный резервный насос, 6 — аммиачный
компрессор, 7 — маслоотделитель, 8 — отделитель
жидкости, 9 — дренажный ресивер, 10 — конденсатор, И —
линейный ресивер.
В каждой холодильной камере (рис. 2) установлены
в два ряда шесть оребренных воздухоохладителей
вертикального типа.
Воздухоохладители имеют по два вентилятора,
нагнетательные воздушные каналы которых подвешены к
перекрытию и размещены радиально от центра камеры
к ее периметру.
Все воздухоохладители холодильника D8 шт.)
работают при одной температуре кипения аммиака, однако
жидкий холодильный агент подается в них двумя груп-
пами аммиачных насосов.
Четыре верхних этажа (с шестого по девятый)
обслуживаются пятью аммиачными насосами,
смонтированными на уровне четвертого этажа и соединенными
трубопроводами с горизонтальным циркуляционным
ресивером, который установлен на уровне пятого этажа.
Питание аммиаком остальных четырех этажей (со
второго по пятый) также осуществляется пятью
аммиачными насосами, размещенными в машинном отделении.
Эти насосы всасывают жидкий аммиак из второго
горизонтального циркуляционного ресивера, находящегося на
первом этаже.
Каждая группа аммиачных насосов состоит из четырех
рабочих и одного запасного. Таким образом,
каждый этаж холодильника обслуживается отдельным
насосом.
Такая расстановка аммиачных насосов позволяет
снизить рабочее давление и сократить расход энергии на
перекачку холодильного агента.
Принятое расположение циркуляционных ресиверов,
выполняющих одновременно и функции отделителей
жидкого аммиака, обеспечивает слив жидкости из
воздухоохладителей и всасывающих трубопроводов.
Аммиачные и водяные трубопроводы, электрические
кабели, а также аммиачные насосы и циркуляционный
ресивер, обслуживающие шестой — девятый этажи,
смонтированы в специальной шахте F X 3 м в плане),
расположенной между соседними лифтовыми шахтами.
Эта шахта вместе с группой лифтов примыкает в виде
пристройки к холодильному контуру.
Рис. 2. Общий вид холодильной камеры. Видны двери
двух лифтов и шесть оребренных воздухоохладителей*
установленных в центре камеры. Под монолитным
перекрытием подвешены нагнетательные воздушные каналы.
74-
Новости иностранной техники
№ 2
На уровне пола каждого этажа шахта перекрыта
перфорированным металлическим листом, что позволяет
одновременно использовать ее в качестве вентиляционной.
Для этой цели над ней смонтированы два осевых
вентилятора диаметром 950 мм.
Вентиляторы шахты приводятся в движение от двух-
скоростных электродвигателей. Первая скорость
используется для нормальной вентиляции шахты, а вторая —
для аварийной (утечка аммиака, пожар и т. п.).
Машинное отделение
В машинном отделении (рис. 3) установлено семь
аммиачных W-образных одноступенчатых
шестицилиндровых компрессоров G00 об/мин) фирмы «Лайтфут».
Машины приводятся в движение через ременную передачу
от электродвигателей с фазовыми роторами, мощностью
118 кет каждый. Диаметр цилиндров компрессора
146 мм, ход поршня 133 мм.
Здесь же размещены четыре горизонтальных кожу-
хотрубных конденсатора, охлаждаемые водой (в
количестве 540 м3/час). Из конденсаторов вода
направляется в градирню, смонтированную на крыше холодильника.
Кроме того, в машинном отделении установлены
отделитель жидкости со своим аммиачным насосом,
который автоматически перекачивает жидкость в
циркуляционные ресиверы, и аммиачные насосы фирмы «Дуглас»
(рис. 4).
Рис.-3. Общий вид машинного отделения.
:ЩЯ ' Контроль и автоматика
Холодильная установка полностью автоматизирована.
Щит'контроля и автоматики (рис. 5) длиной 30 м
расположен в машинном отделении. Автоматический пуск
установки происходит в определенной
последовательности.
; При необходимости охлаждения какой-либо камеры
находящийся в ней регулятор температуры вначале
включает в работу вентиляторы воздухоохладителей
данной камеры, а затем аммиачный насос,
обслуживающий эти воздухоохладители, в результате чего
начавшееся испарение жидкости в батареях вызывает
увеличение давления пара в циркуляционном ресивере.
Далее вступает в действие регулятор постоянного
давления всасывания, который сначала включает (через ре-
Рис. 4. Аммиачные насосы в
машинном отделении.
ле) водяные насосы, а затем первый компрессор. В
дальнейшем компрессоры включаются в работу
автоматически, в соответствии с потребностью в холоде.
Все эти операции сблокированы таким образом, что в
случае неисправности какого-либо оборудования
последовательность их нарушается и холодильная установка
выключается.
Каждый этап включения оборудования отмечается на
щите сигнальными лампами.
Осуществлена также полная автоматическая защита
холодильной установки, действующая при неисправности
в системе смазки компрессоров, понижении давления в
циркуляционных ресиверах, повышенном перегреве
нагнетаемого компрессорами пара (в этом случае, кроме
того, действует автоматический впрыск жидкое
аммиака), недопустимо высоком уровне жидкости в аппаратах
и пр.
В машинном отделении, а также рядом с батареями
воздухоохладителей и возле аммиачных насосов
установлены детекторы аммиака, сигнализирующие об утечке
его из системы.
При появлении аммиака в воздухе детектор дает
звуковой сигнал и указывает на табло помещение, в
котором произошла утечка аммиака. Оба сигнала
дублируются в комнате механика и на ближайшем посту, где
постоянно находится персонал. Кроме того, детектор
автоматически включает вентиляторы шахты.
На одной из панелей щита смонтированы приборы
противопожарной защиты, отключающие всю
холодильную установку в случае недопустимого повышения
температуры воздуха в любом помещении холодильника.
Эти приборы передают и дублируют сигналы подобно
детекторам аммиака.
В центральной части щита размещена
иллюминированная мнемоническая схема, отражающая работу
холодильной установки. По схеме можно определить, в
каком месте возникла неисправность и каков ее характер.
№ 2
Новый холодильник в Лондонском порту
75
Рис. 5. Щит контроля и автоматики.
Слева — панель системы охлаждения,
справа — панель системы оттаивания
воздухоохладителей.
Кроме того, на щите смонтированы:
— два больших манометра высокой точности,
используемых для контроля работы регуляторов постоянного
давления;
— двухперьевой термограф, регистрирующий
температуры кипения з обоих циркуляционных ресиверах;
— три тридцатиточечных логометра, показывающих
температуру воздуха в двух местах каждой холодильной
камеры, головке каждой сваи, в обогреваемой
канализационной или водяной трубе, поддоне вентиляторной
градирни, системе оттаивания воздухоохладителей, а
также температуру циркулирующей воды, поступающей
в конденсаторы.
На-щите смонтированы все электрические контрольно-
измерительные и защитные приборы, пусковые
устройства электродвигателей и предохранители.
Регуляторы температуры и давления изготовлены
фирмами «Данфосс» и «Хониуэл Браун».
Холодильник оборудован системой сигнализации
безопасности с кнопками, расположенными у каждой двери
камеры. При нажатии на кнопку начинает непрерывно
звонить сигнальный звонок, находящийся около
комнаты механика и на посту, где всегда находится
дежурный персонал.
Оттаивание воздухоохладителей
Для оттаивания снеговой шубы с оребренных
воздухоохладителей предусмотрена отдельная циркуляционная
система. В качестве теплоносителя используется
гликоль, замерзающий при температуре, которая
значительно ниже рабочей температуры кипения аммиака.
Система рассчитана на оттаивание шести
воздухоохладителей одного этажа в течение часа или всех
воздухоохладителей холодильника в течение дня.
Оттаивание осуществляется полуавтоматически.
Система включается вручную при помощи пускового
устройства, которое одновременно отключает охлаждение,
что отмечается сигнальными лампами на панели щита
контроля и автоматики.
Воздухоохладители каждого этажа можно оттаивать
поочередно. Для этого требуется нажать
соответствующую кнопку на панели щита, в результате чего
откроются соответствующие моторные вентили и включится
насос для циркуляции гликоля.
В специальном подогревателе гликоль нагревают до
16° горячей водой, поступающей из котельной. Нагрев
воды контролируется автоматически регулятором
температуры, чувствительный элемент которого помещен в
бак с гликолем.
Имеется дополнительная система циркуляции гликоля,
используемая для оттаивания только поддонов
воздухоохладителей. В этой системе гликоль подогревается
электронагревательными элементами до более высокой
температуры, а' циркуляция его заканчивается через 20
минут после оттаивания батарей воздухоохладителя.
Последовательность оттаивания воздухоохладителей
по этажам холодильника можно контролировать с
помощью командных реле.
«Modern Refrigeration», 1962, vol. 65, № 767.
«The Journal of Refrigeration», 1962, vol. 5, № 1.
Инж. И. M. ГИНДЛИН
П П D 1 Q p II II I I II ft T II Г I
и s! г ft R " ч 8* ы к :: : :Ь г.
U H U U I П UIII U I JUL LIX
Номограмма для определения вязкости жидкого аммиака
J5-i
ЗОЛ
гзА
20А
Для определения вязкости жидкого аммиака при
различных температурах и давлениях Дэвисом [1] была
составлена удобная для пользования линейная
номограмма.
Нами построена номограмма (см. рисунок) по типу
номограммы Дэвиса, однако переработанная на основе
наиболее достоверных данных Кармайкла и Сэйджа [2].
О точности номограммы для определения вязкости
жидкого аммиака можно судить по данным,
приведенным в таблице.
t,°c
— 5
± о
10
15
4,44
р, ата
3,5
4,24
6,1
7,2
14,06
Вязкость в сантипуазах
я -Ь <я
О) <Я со К
С ? „> S
^ О» J2 о»
СП is К У
0,206
0,197
0,178
0,171 4
0,1884
о
г о» ^
s as g
§|3
0,242
0,239
0,229
0,223
0,257
о л
03 Q.
О <-*
X О
sis
0,207
0,196
0,178
0,170 |
0,188
ЛИТЕРАТУРА
1. D. S. Davis, «Chem. Proc. Eng», 1957, vol. 38, № 9.
2. L. Т. С a r m i с h a e 1, B. H. Sage. «Ind. Eng. Chem.»,
1952, vol. 44, № 11.
Номограмма для определения вязкости жидкого
аммиака.
Инж, А. К. ЧЕРНЫШЕВ
к» ч
Диаграммы i, ex для пропана и этана
77
Диаграммы i> ex для пропана и этана
В установках разделения углеводородных газов
весьма широко применяются пропан и этан. Это объясняется
тем, что их ресурсы имеются на многих
нефтеперерабатывающих производствах. Кроме того,
пропан и этан значительно дешевле аммиака и фреонов.
Наконец, применение пропана, этана или их смесей в
качестве холодильных агентов позволяет осуществить
прямой контакт потоков в испарителе и конденсаторе
компрессионной холодильной установки [1], а
использование смеси метан-этан-пропан обеспечивает
возможность работы по низкотемпературному однопоточному
каскадному циклу [2].
Термодинамические свойства пропана и этана
наиболее полно исследованы в работах [3—10].
На основании анализа имеющихся данных в Институт
те использования газа АН УССР были построены i, \g
р-диаграммы состояния пропана и этана [11] при
следующих критических параметрах (см. таблицу).
Для пропана значения энтропии и энтальпии приняты
равными нулю, в точке на кривой насыщения при
давлении 1 ата, а для этана — при температуре 0°К-
С целью составления эксергетических балансов нами
построены для пропана и этана /, е*-диаграммы
(рис. 1, 2).
На основании эксергетического баланса установки
или отдельных ее элементов, отражающего
количественно и качественно энергетические превращения, можно
правильно оценить эффективность холодильной
установки и величины потерь [12, 13].
Газ *
Пропан
Этан .
'кр» ^
96,81
32,2
Ркр, ата
43,39
50,34
vKp, мг\кг
0,0044
0,00468
ЛИТЕРАТУРА
1. М. Е. Аэров и др. Авторское свидетельство
№ 132246.
2. Г. И. Высоцкий, Исследование однопоточного
каскадного цикла, Сборник трудов ИИГ АН УССР,
книга 9, 1961.
3. В. Н. S a g e, W. N. L а с е у, «Ind. Eng, Chem.»,
Ind. Ed, vol. 32, 1940, № 7.
4. B. H. Sage, J. С Shafsma, W.N. Lacey,
«Ind. Eng. Chem.», Ind. Ed., vol. 26, 1934, № Ц.
5. B. H. Sage, D. C. Webster, W. N. Lacey,
«Ind. Eng. Chem.», vol. 29, p. 658, 1937.
6. J. D. Kemp, C. J. E gan, «J. Amer. Chem. Soc»,
vol. 60, 1938, № 7.
7. I. H. Burgoyne, «Proc. Roy. Soc», A176, № 965,
1940.
8. С. Н. Ватке lew, T. L. Valentine, С. О.
H u r d, «Trans. Amer, Inst. Chem. Eng.», vol. 43,
1947, № 1.
9. R. Plank, I. К a m b e i t z,«Z. Ges. Kalte Ind>,
1936, 43, 209.
10. H. К. Елухин, Термодинамические свойства
метана, этилена и этана, «Кислород», 1950, № 4.
11. А. П. Клименко, А. А. Петр у шен к о,
Ю. А. В а с е н ц о в, Г. И. В ы с о ц к и й,
Термодинамические свойства легких углеводородов парафинового
ряда, Изд. АН УССР, I960.
12. И. П. Ишкин, В. М. Бродянский,
Термодинамический анализ необратимых низкотемпературных
процессов, ЖТФ, 1952, т. XXII, вып. II.
13. В. М. Бродянский, Л. Е. Медовар,
Применение понятия эксергии в холодильной технике,
«Холодильная техника», 1961, № 5.
бОт-0.07
45-10 ~5 0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100105110 115120125 130135140145 150155 160165
Энтальпия I. ллал/лг
Рис. 1. Диаграмма i, ex для пропана.
78
Справочный отдел
№ 2
Инж. В, И. КОСТЮК
СОДЕРЖАНИЕ
В. С. Зусман. Развитие холодильного хозяйства Молдавской ССР 1
"Ч К. Таганов, X. Ильясов. Теплоотдача при кипении фреона-12 в солнечном холодильнике 4
Е. С. Курылев. О режимах работы полупроводниковых охлаждающих устройств ... 7
A. Г. Ротенберг, В. М. Мартов. Новые конструкции реле уровня 10
B. С. Ужанский. Расчет автоколебаний в двухпозиционных системах при помощи
обобщенных нагрузочных характеристик 14 /
V^B. М. Шавра. Исследование и расчет фреонового регенеративного теплообменника . . 18 ( /
И. И. Говенчик. О коэффициенте использования торгового холодильного оборудования 24
В. А. Загоруйко. Осушение трюмного воздуха при помощи холодильной машины . . 27
A. Б. Хачатуров. Типаж компрессионных и абсорбционных домашних холодильников . 32
Ю. А. Оленев, С. А. Лившиц. О нецелесообразности фасовки сливочного масла на
холодильниках 34
П. А. Алексеев, Л. С. Россовский. Естественная убыль абрикосов и винограда при
железнодорожных перевозках в вагонах-ледниках 38
Н. Т. Кудряшов, А. М. Хелемский. Охлаждение сахарной свеклы в кагатах орошением
водой и вентилированием 40
Обмен опытом
B. В. Камнев. Применение эпоксидных смол при монтаже холодильных систем ... 46
Д. И. Перельман. Приспособление для опрессовки оребренных труб 49
Я. Н. Аршанский. Использование азеотропной смеси для зарядки холодильного агре- /
гата ФАК-0,7 , 50 \/
Н. Я. Эпп. Ударная вязкость стальных болтов при низкой температуре 51
В. М. Кутании. Мозаичный пол на холодильника^ 52
В. И. Трутнев, Ю. Г. Груздев. Рационализаторская работа на Горьковском
холодильнике № 2 . . . * 53
Консультация
В. М. Шляховецкий. Монтаж и эксплуатация стеклянных рассольных батарей и
трубопроводов :....- 55
П. А. Алексеев. Что нужно знать о хранении фруктов 59
Библиография
Книги, выходящие в свет во втором полугодии 1963 года . , . , t . 61
Хроника
В. Б. Якобсон. Новые герметичные холодильные Компрессоры и агрегаты 66 /
И. М. Гиндлин. Строительство холодильника при Крымском консервном комбинате . 70
Памяти профессора Н. С. Комарова 71
Новости иностранной техники
И. М. Гиндлин. Новый холодильник в Лондонском порту , . . 72
Справочный отдел
A. К. Чернышев. Номограмма для определения вязкости жйДкоГо аммиака 76
B. И. Костюк. Диаграммы i, ex для пропана и этана . . * * ¦ 77
РЕДАКЦИОННАЯ КОЛЛЕГИЯ: Я/. Я. Кобулашвили (редактор), проф. И. С. Вадылькес,
Б. С. Вейнберг, А. А, Гоголин, В. М. Горбатов, М. А. Горбунов, М. Г. Дик, В. Я. Зайцев,
С. Г. Ильченко, Д. И. Кобзев, В. #. Кокорев, Я, Я. Любимов, П. С. Максимов,
М. С. Мартынов, В. И. Матвеев, М* Я. Мертешов, 11! А. Минеев, Я. И. Родин,
Д. Г. Рютов (заместитель редактора), В. Я. Филаткин, А. Я. Фомин, В. И. Шелапутин
Адрес редакции: Москва, ул. Костикова, 12. Телефон Д 0-00-34 доб. 49
Т-04533. Подписано в печать 1/IV 1963 г. .84X'1087ie. Печ. л. 5 (привед. 8*2). Уч.-изд. л. 8 15.
Тираж 9400. Заказ 198. Цена 60 коп.
Типография «Гудок». Москва, ул. Станкевича, 7.